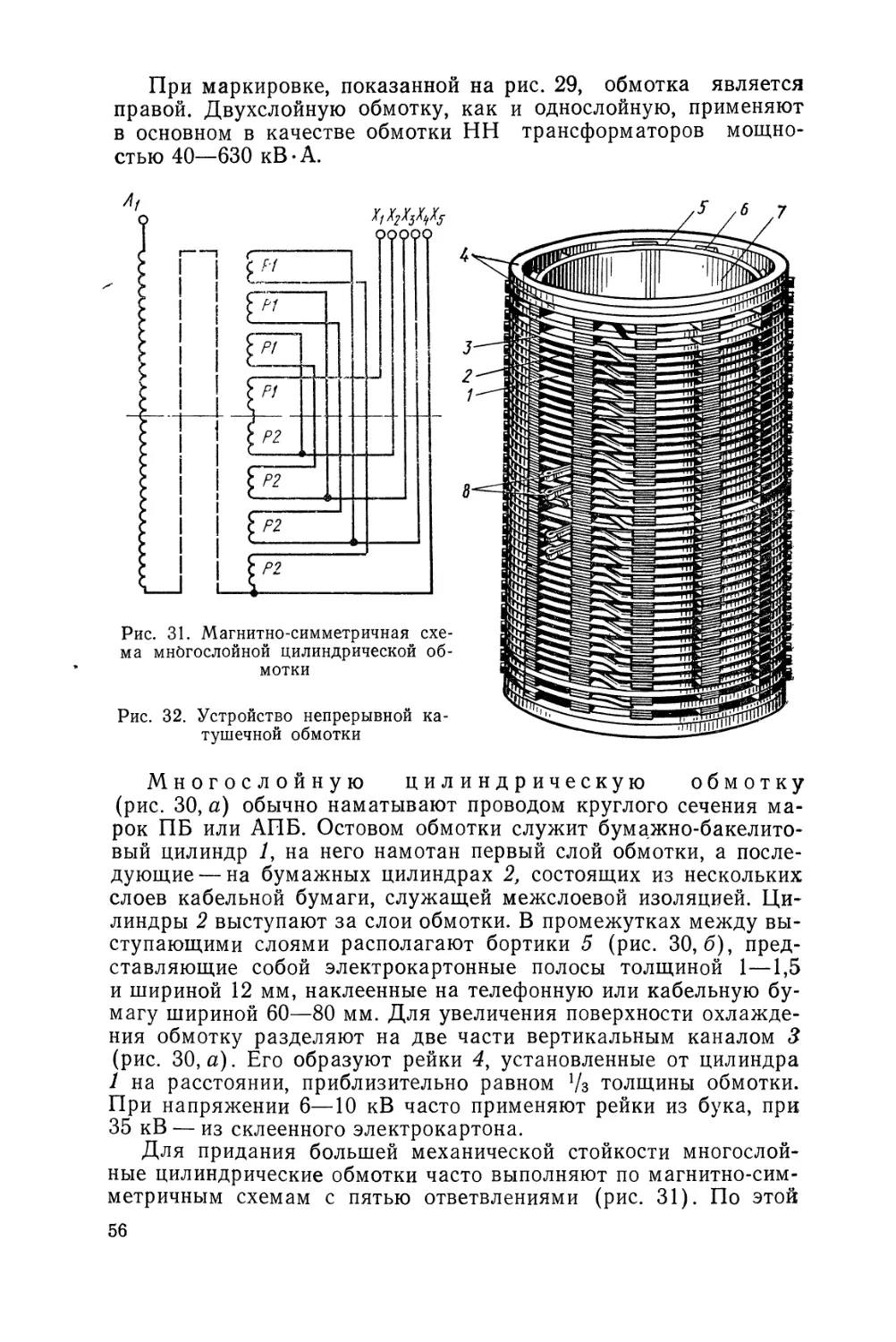
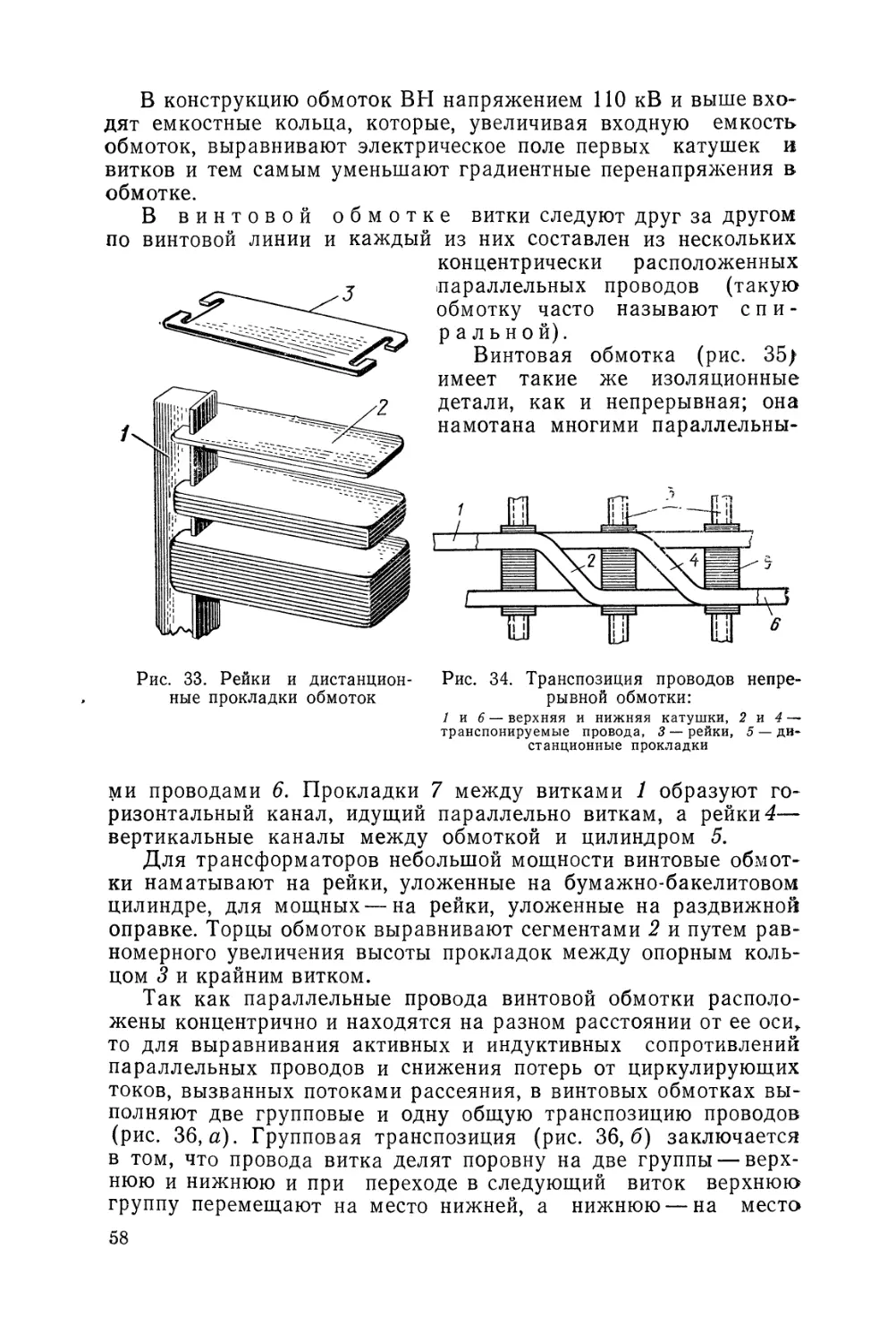
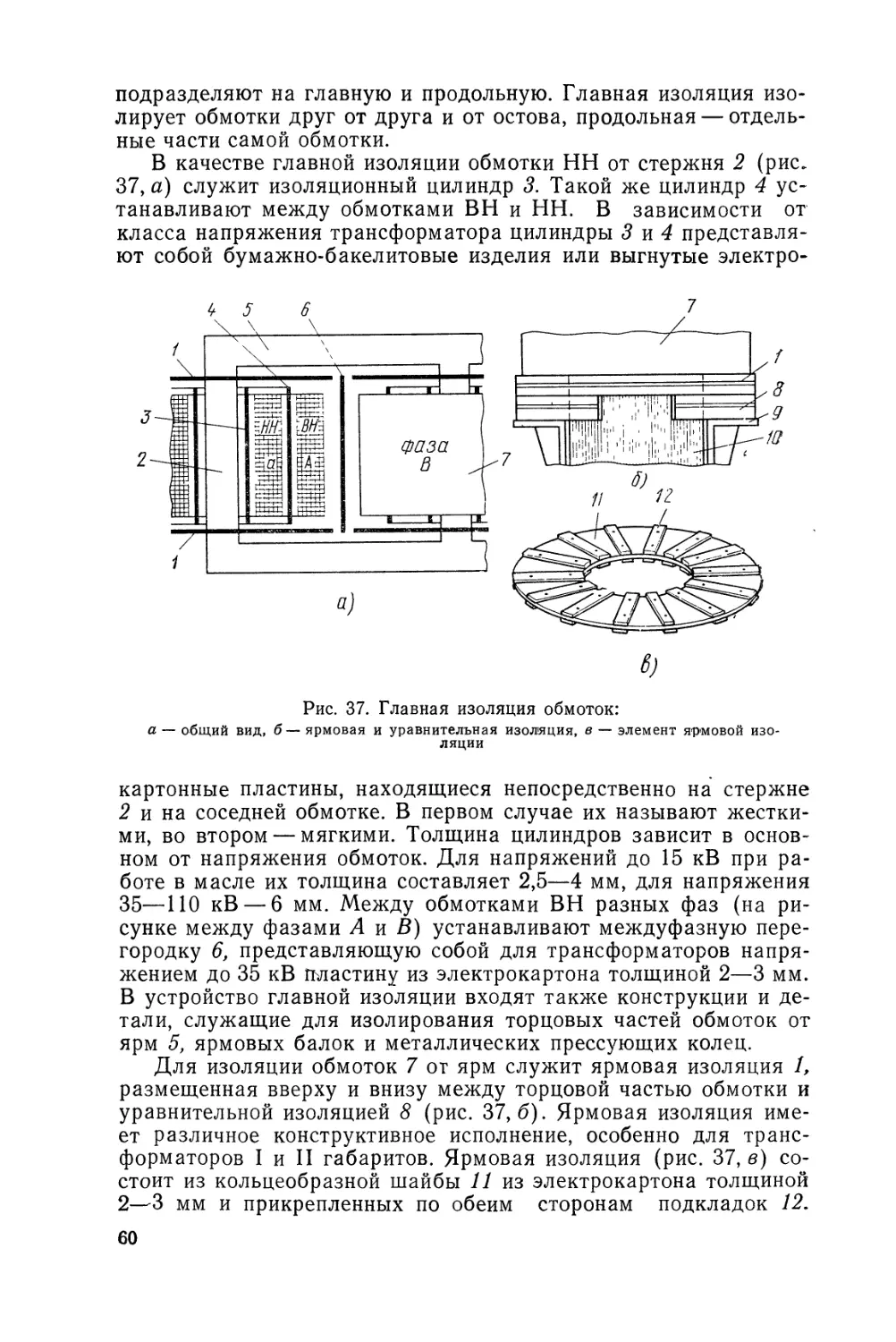
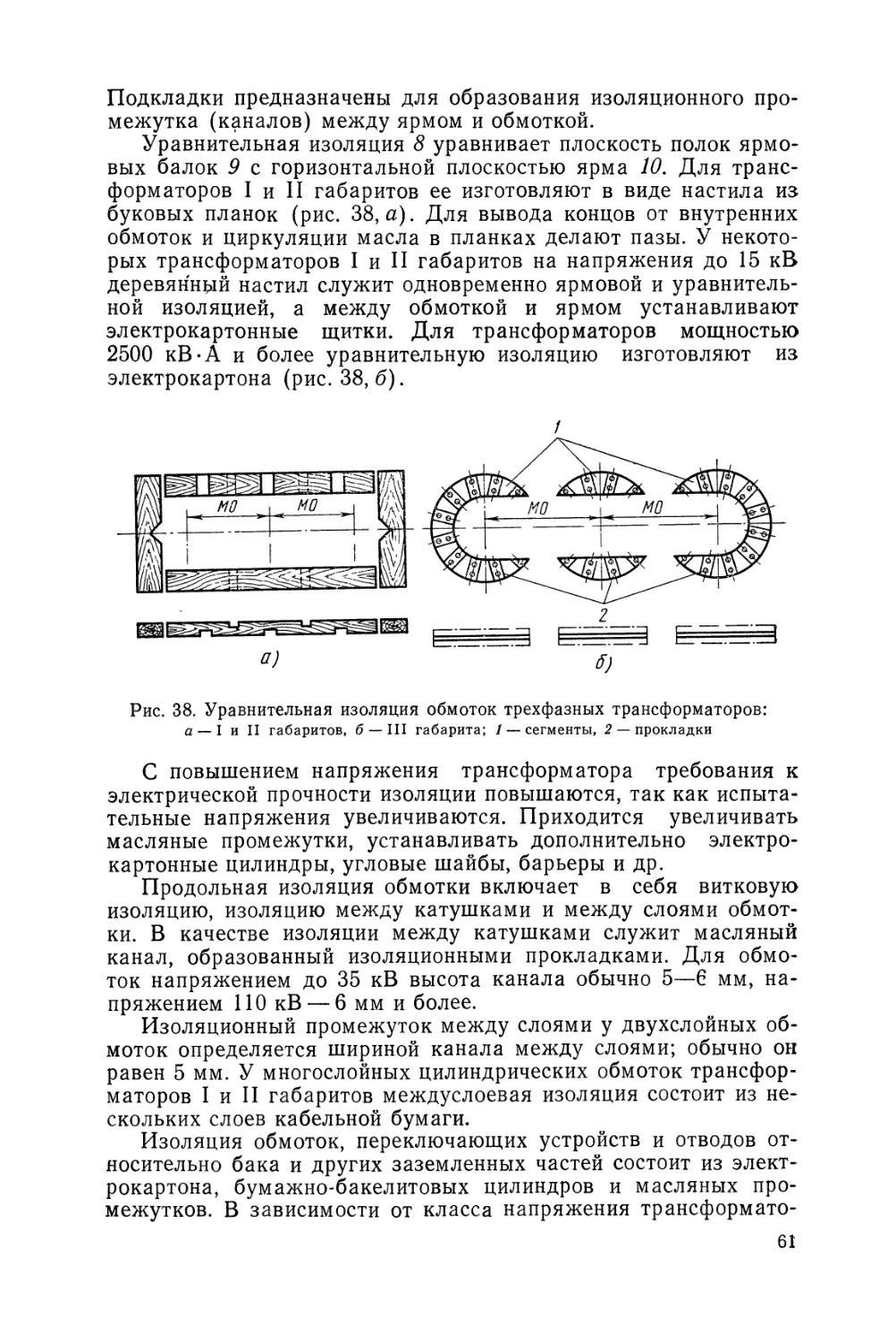
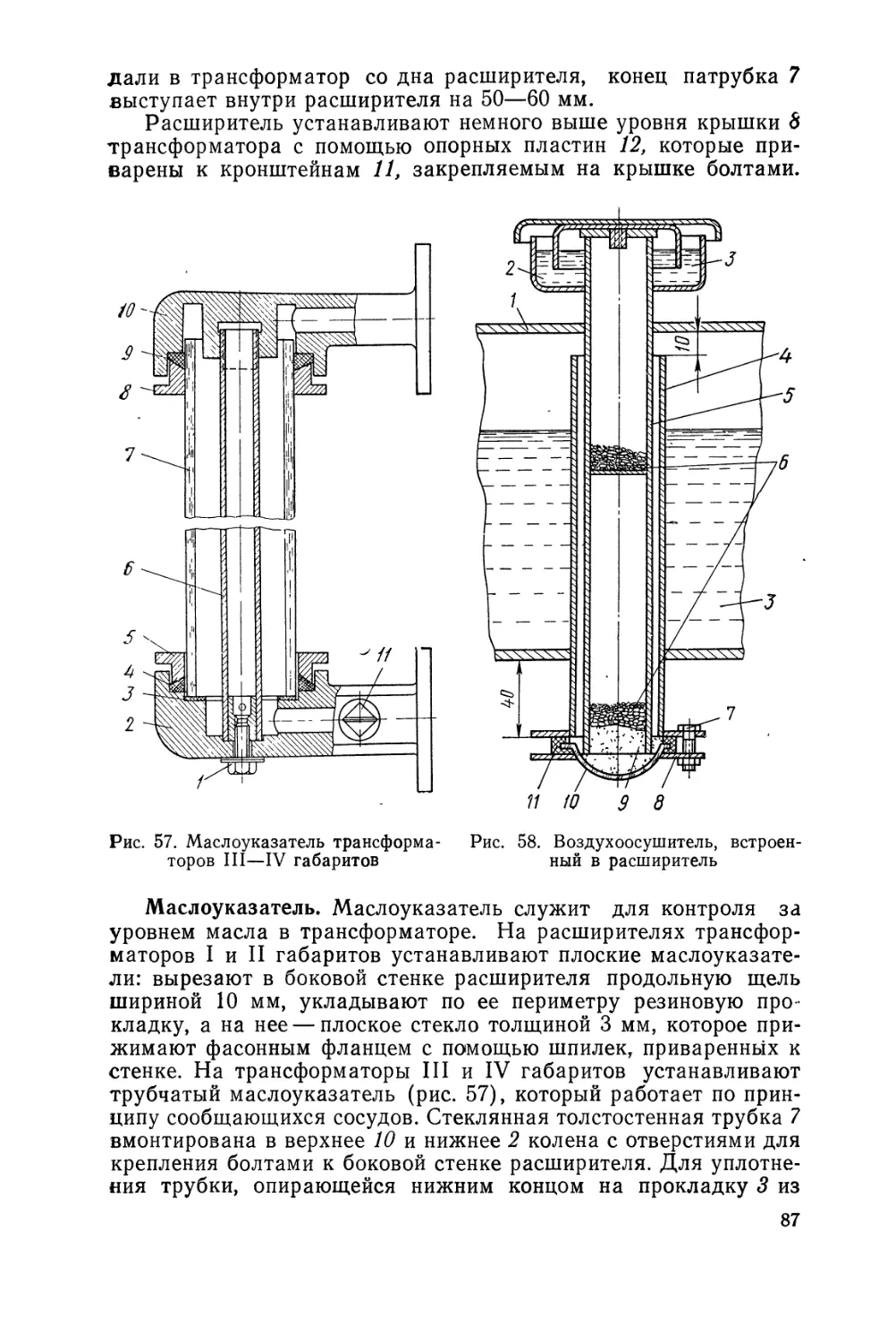
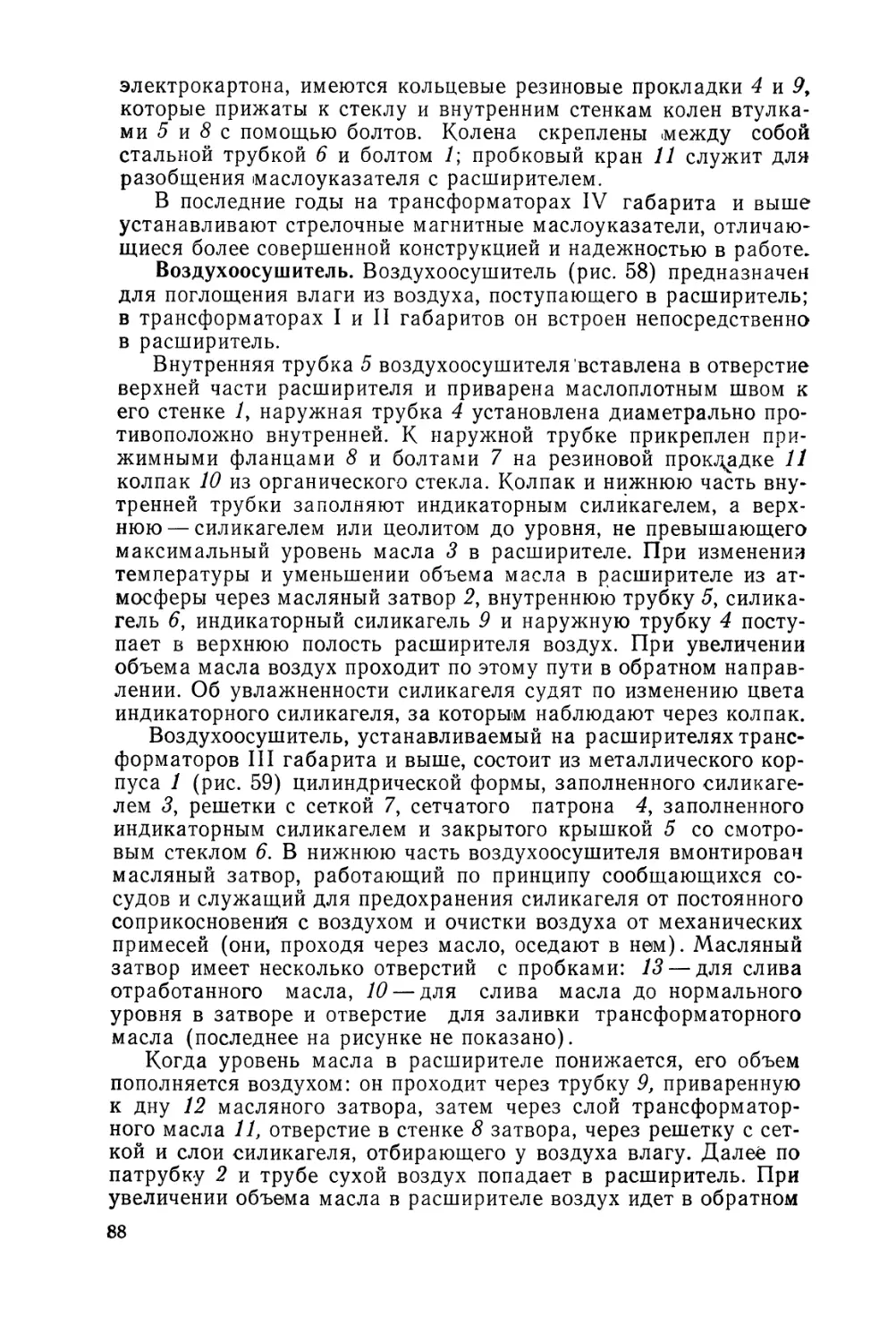
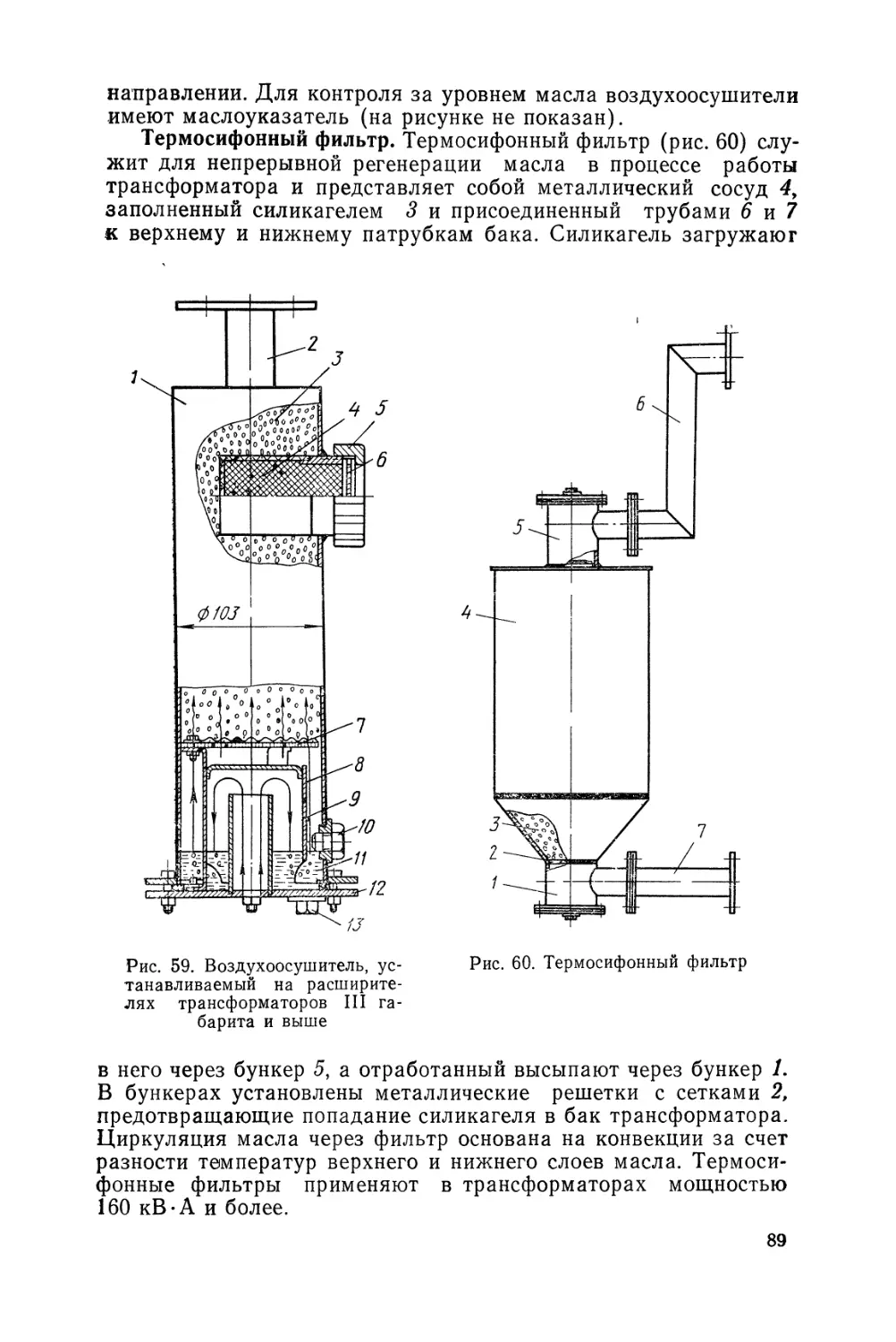
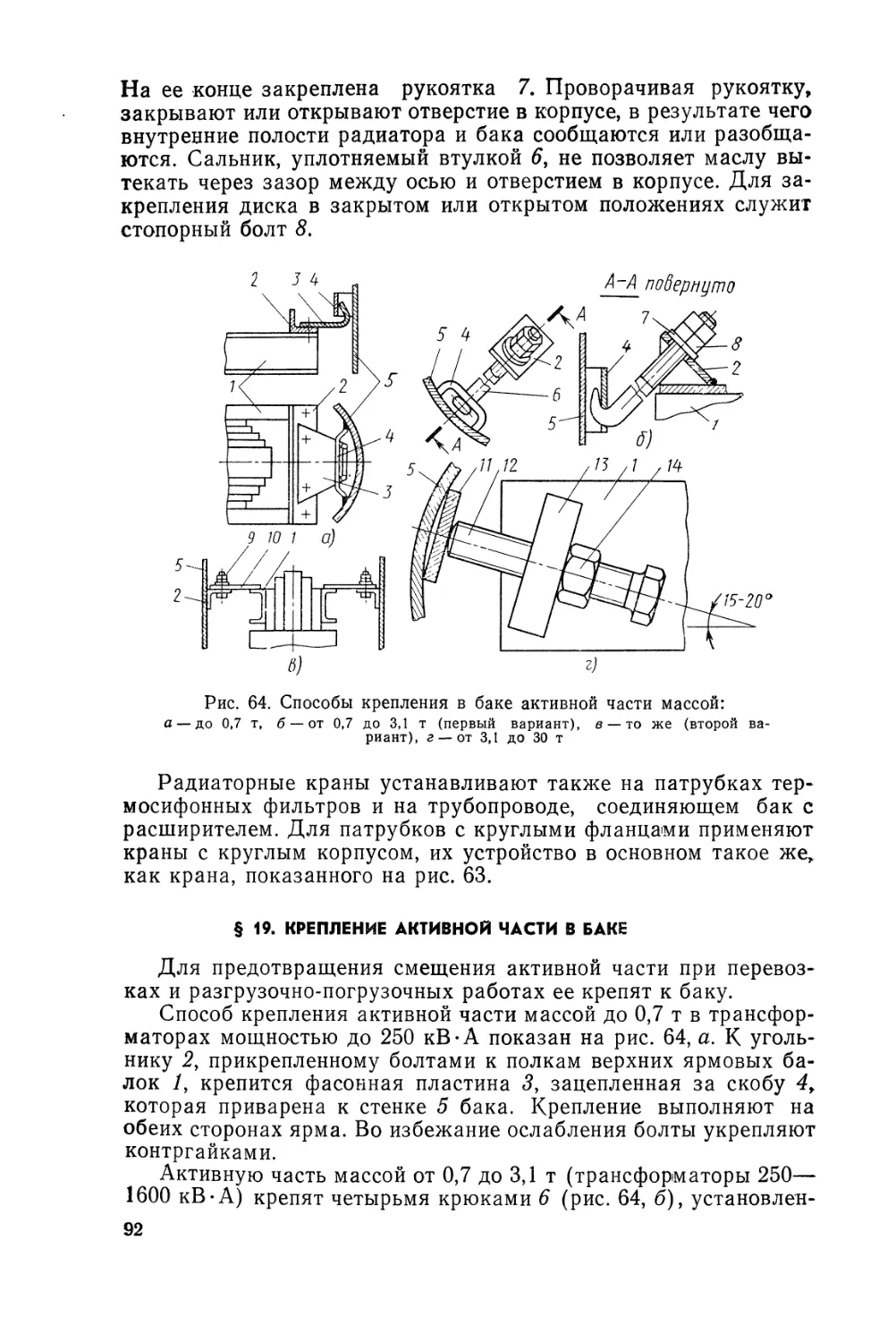
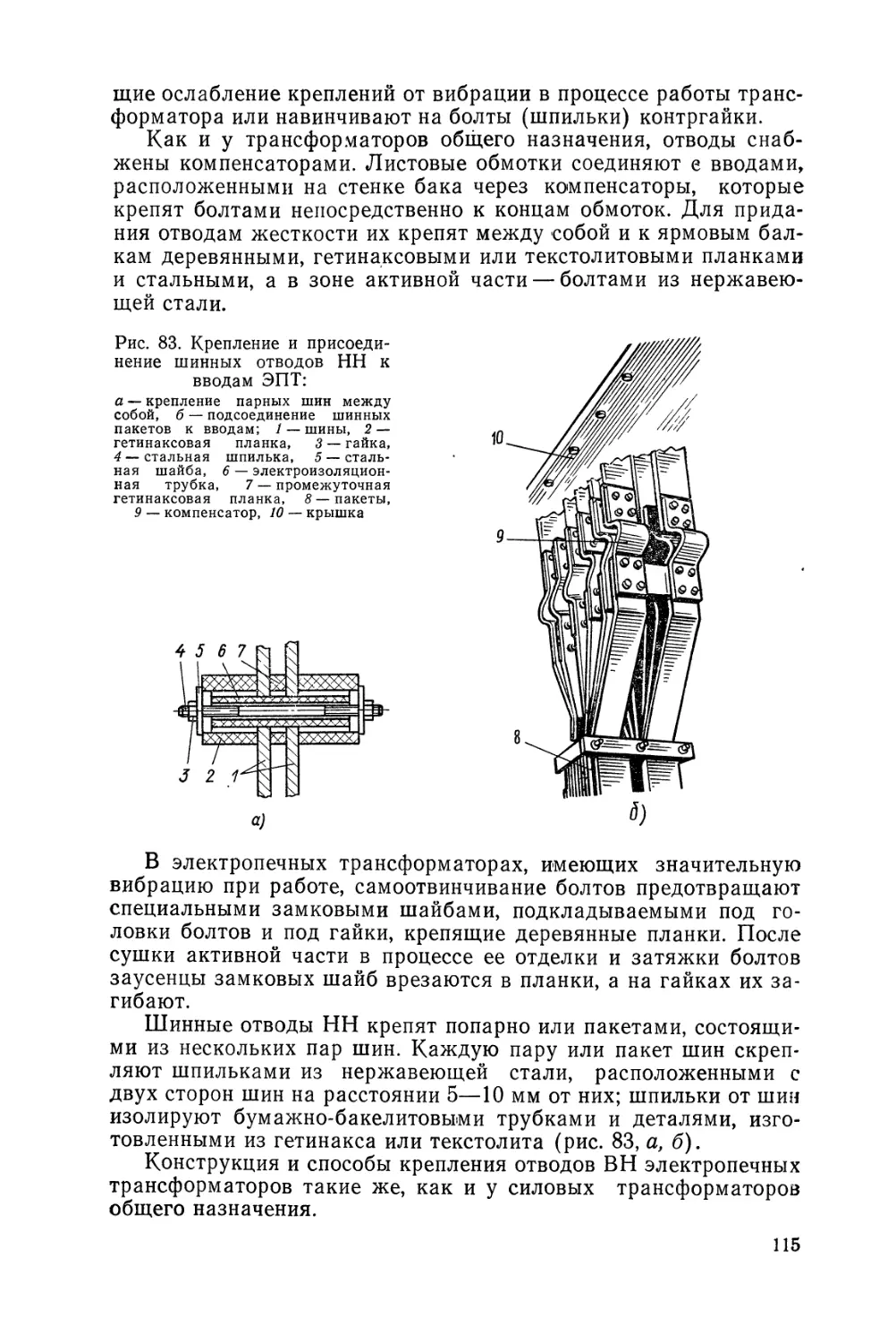
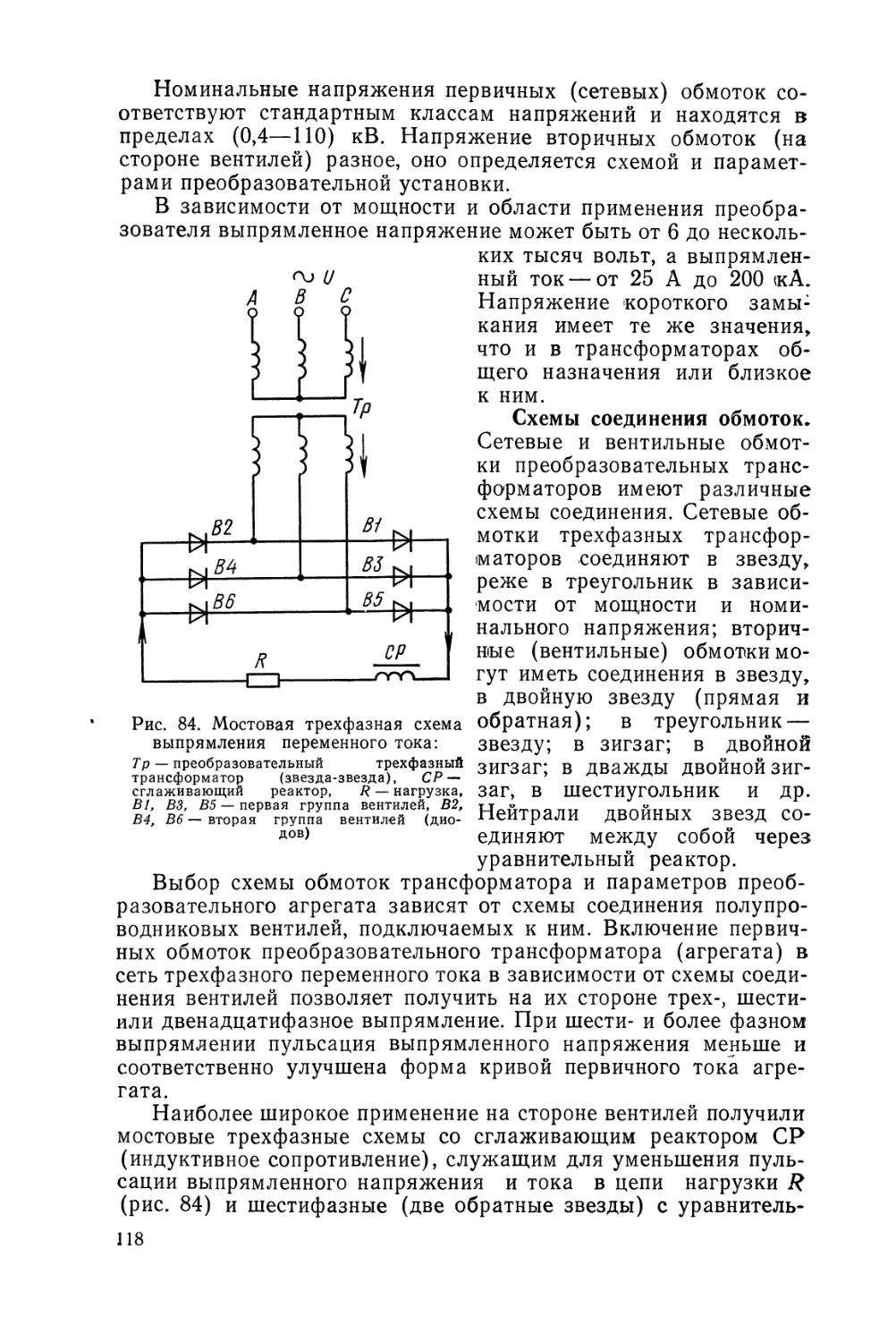
/



























































































Автор: Худяков З.И.
Теги: электротехника электрические машины и аппараты электронно-и аппаратостроение электрооборудование
Год: 1986




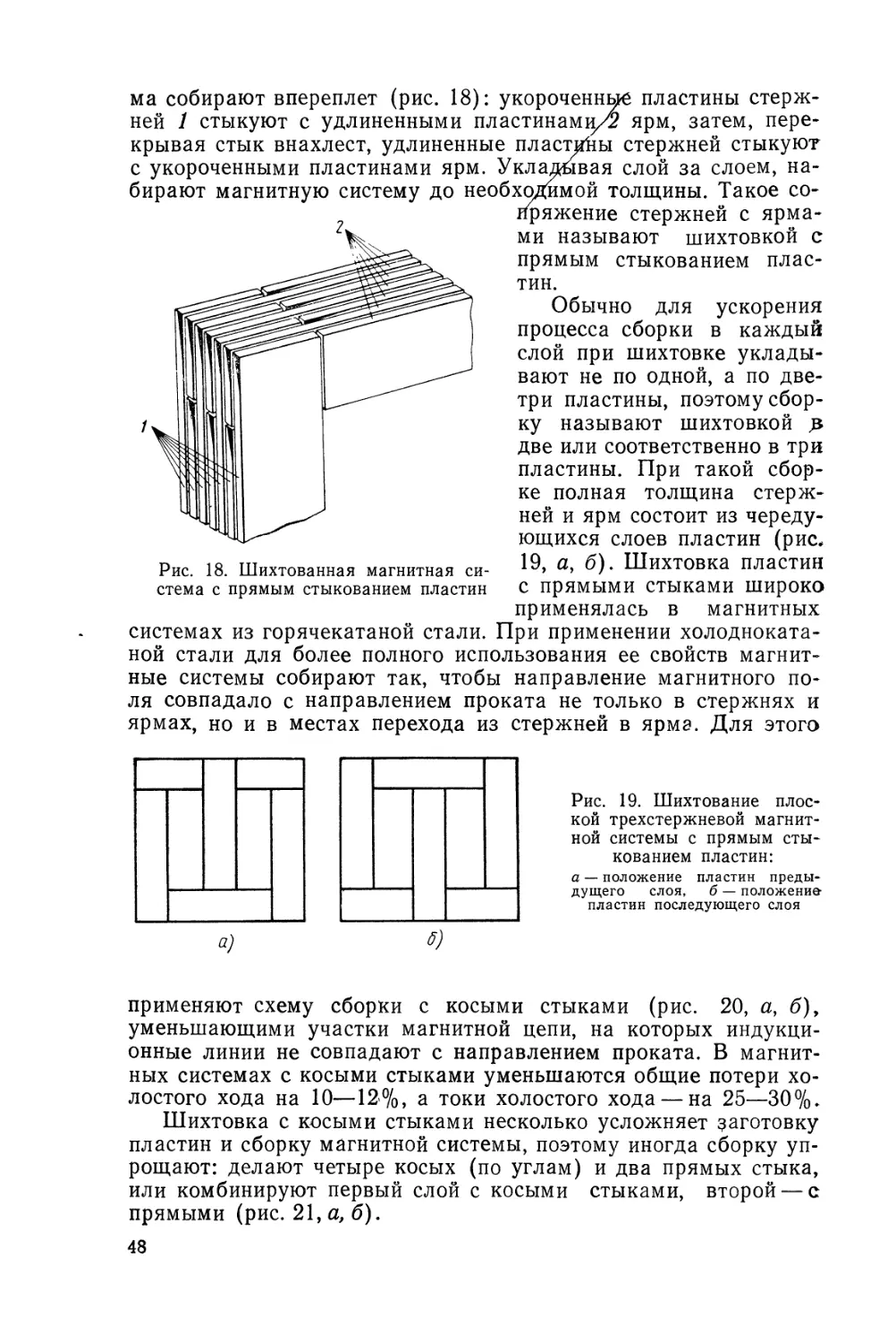
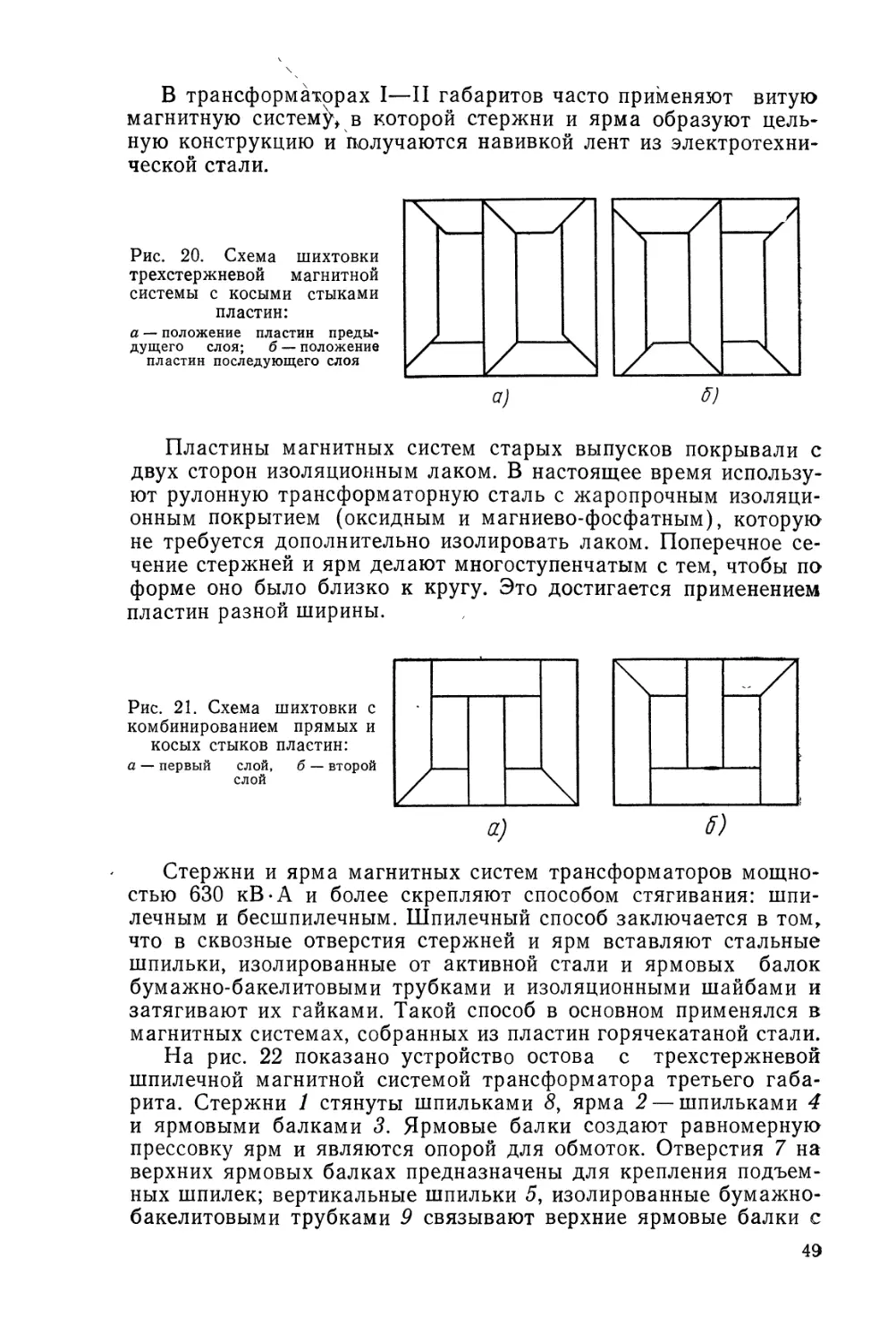
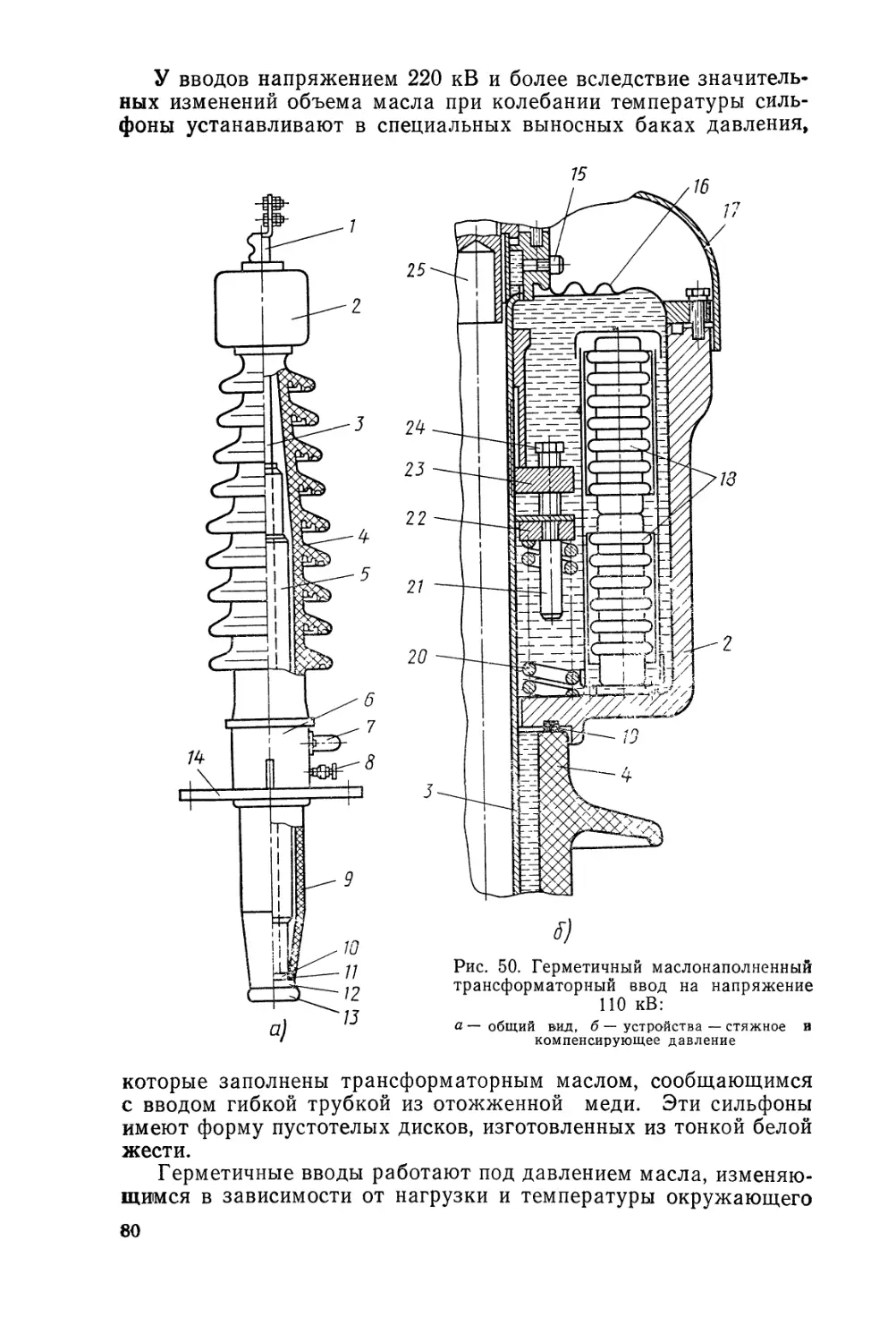
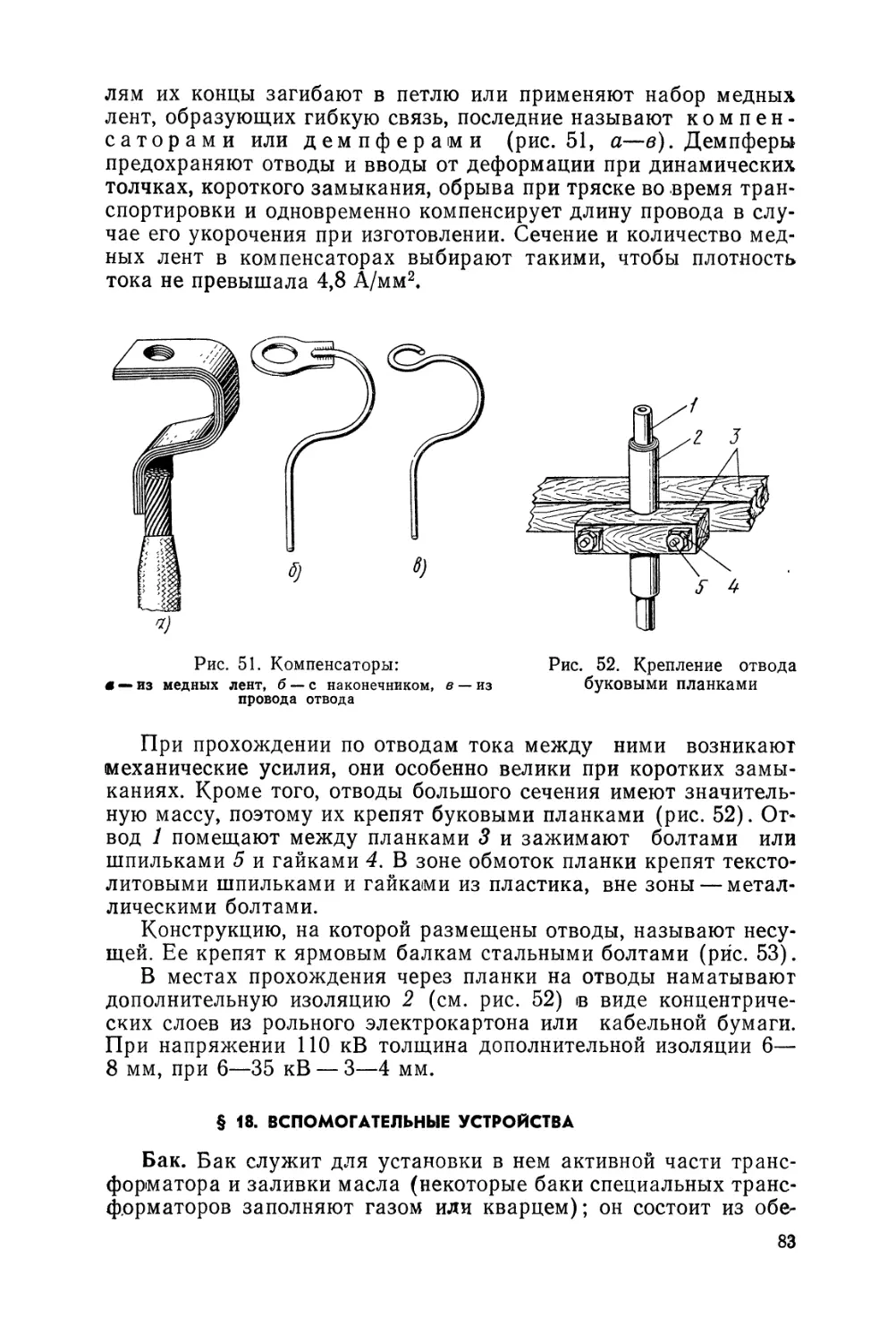
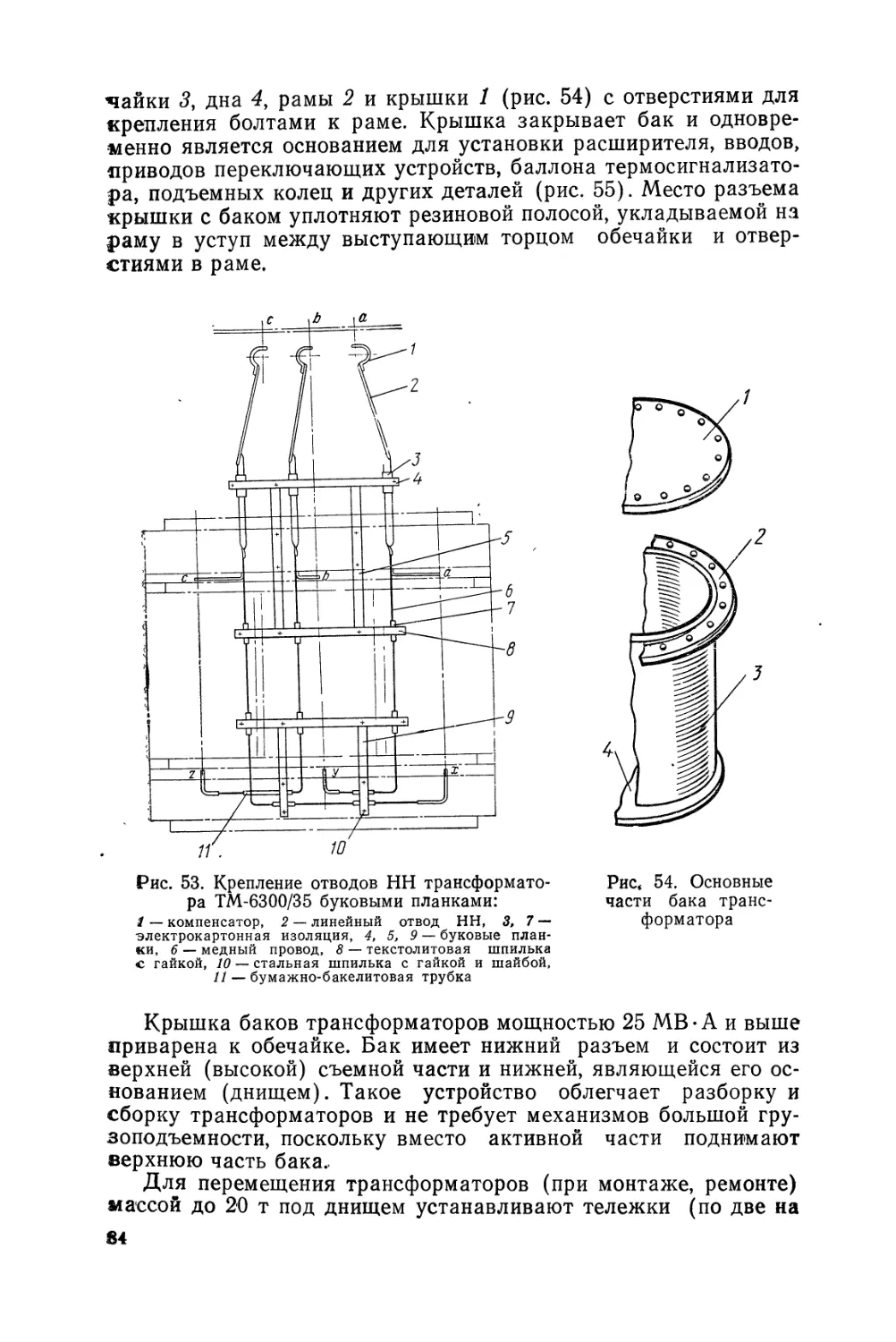
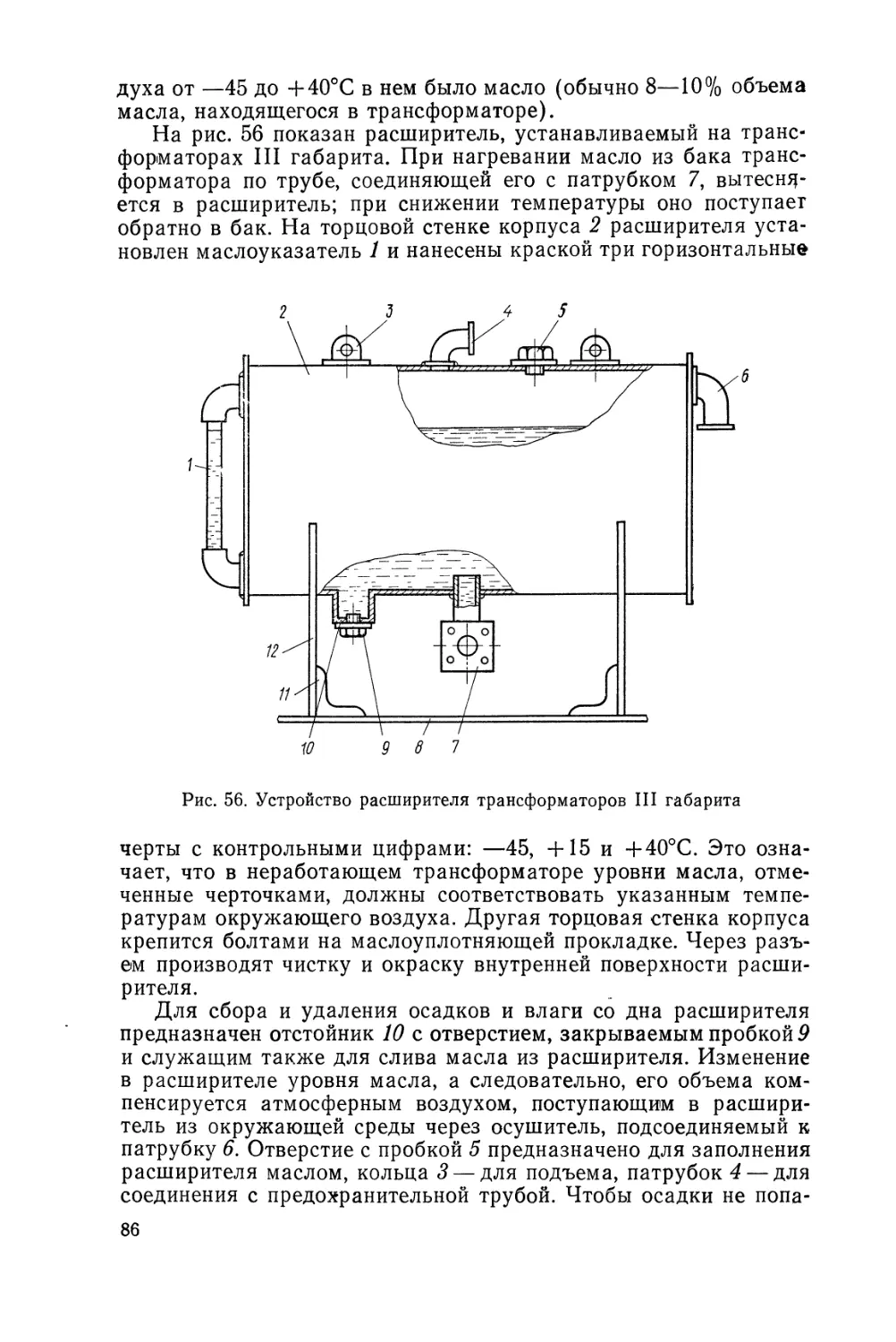
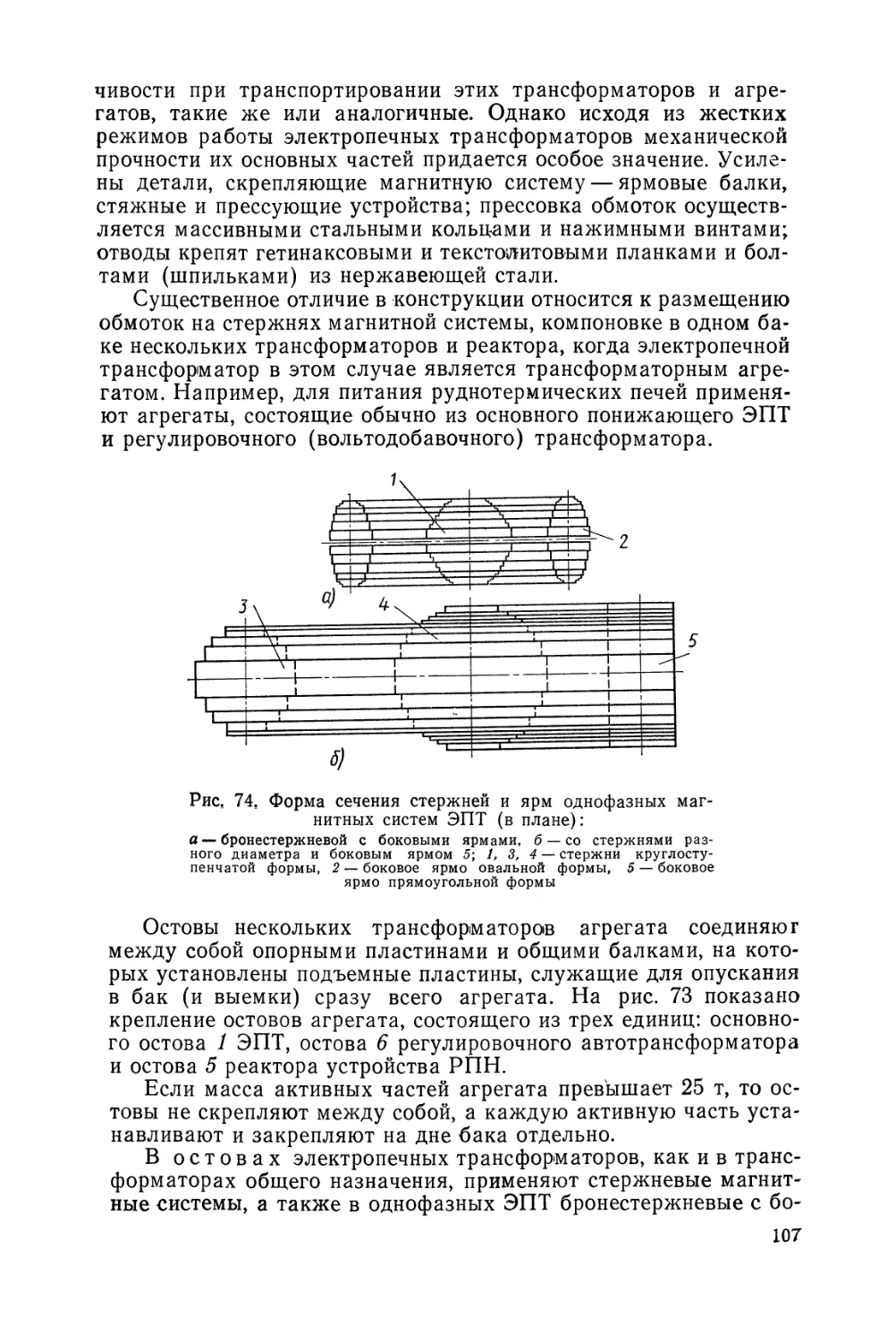
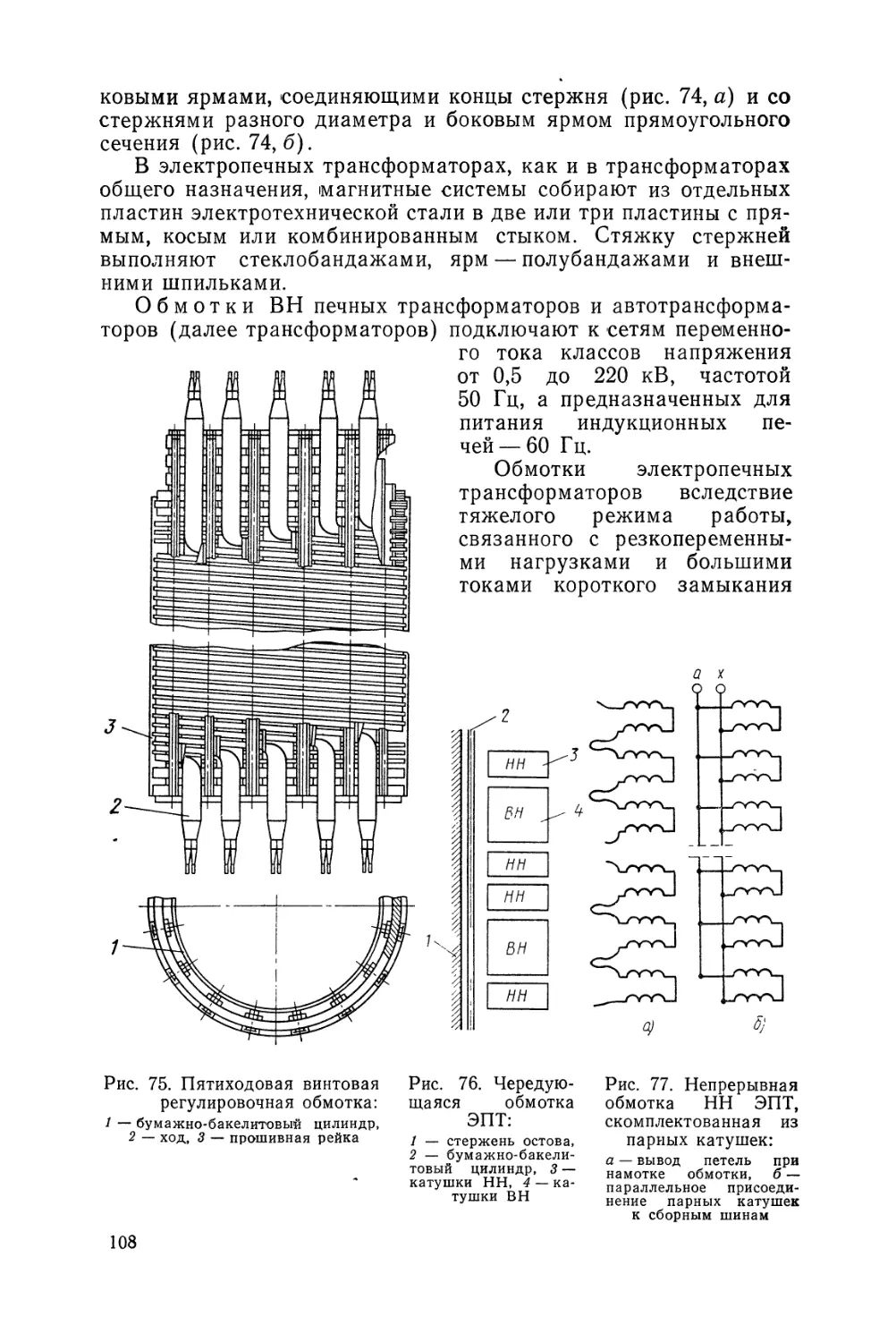
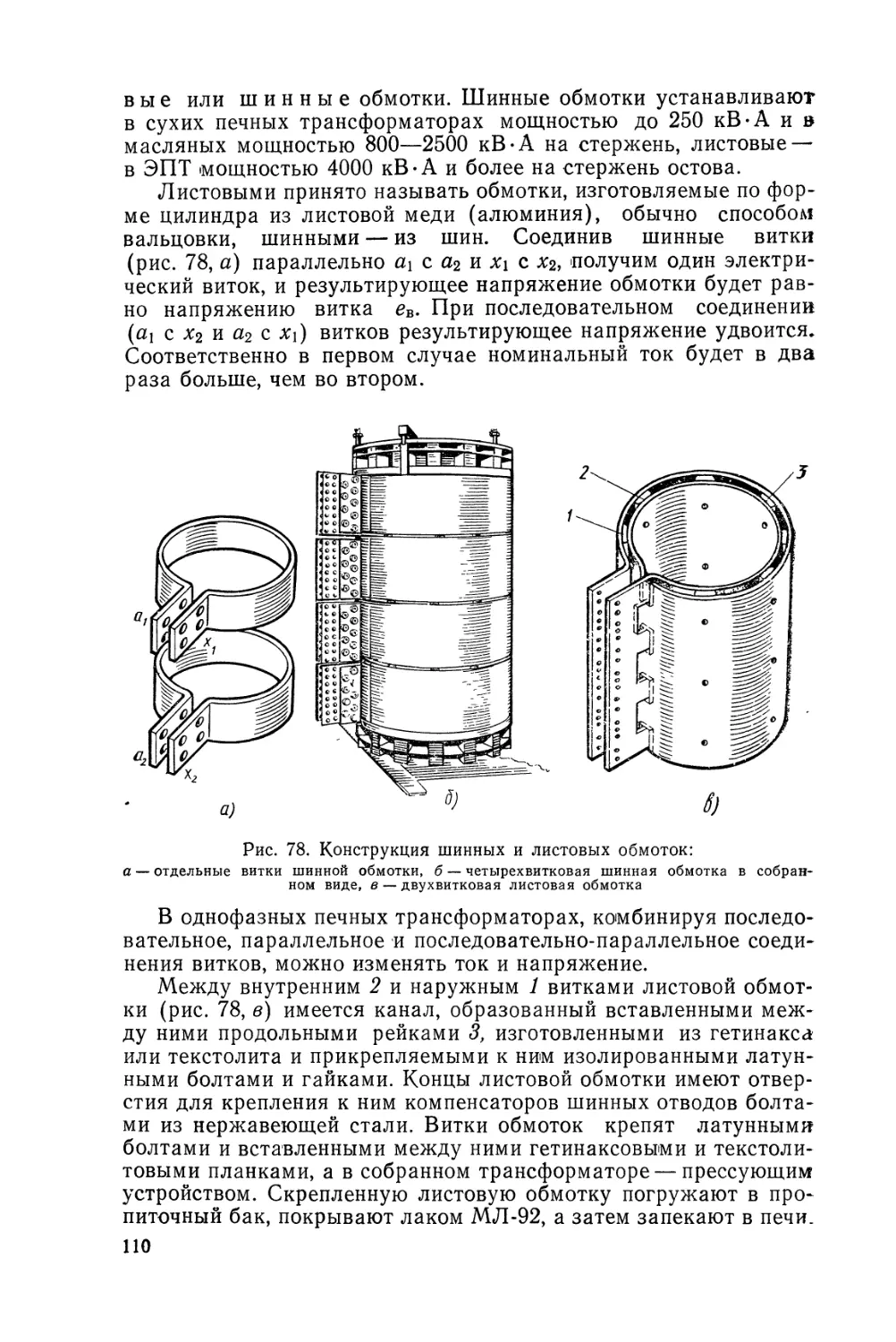
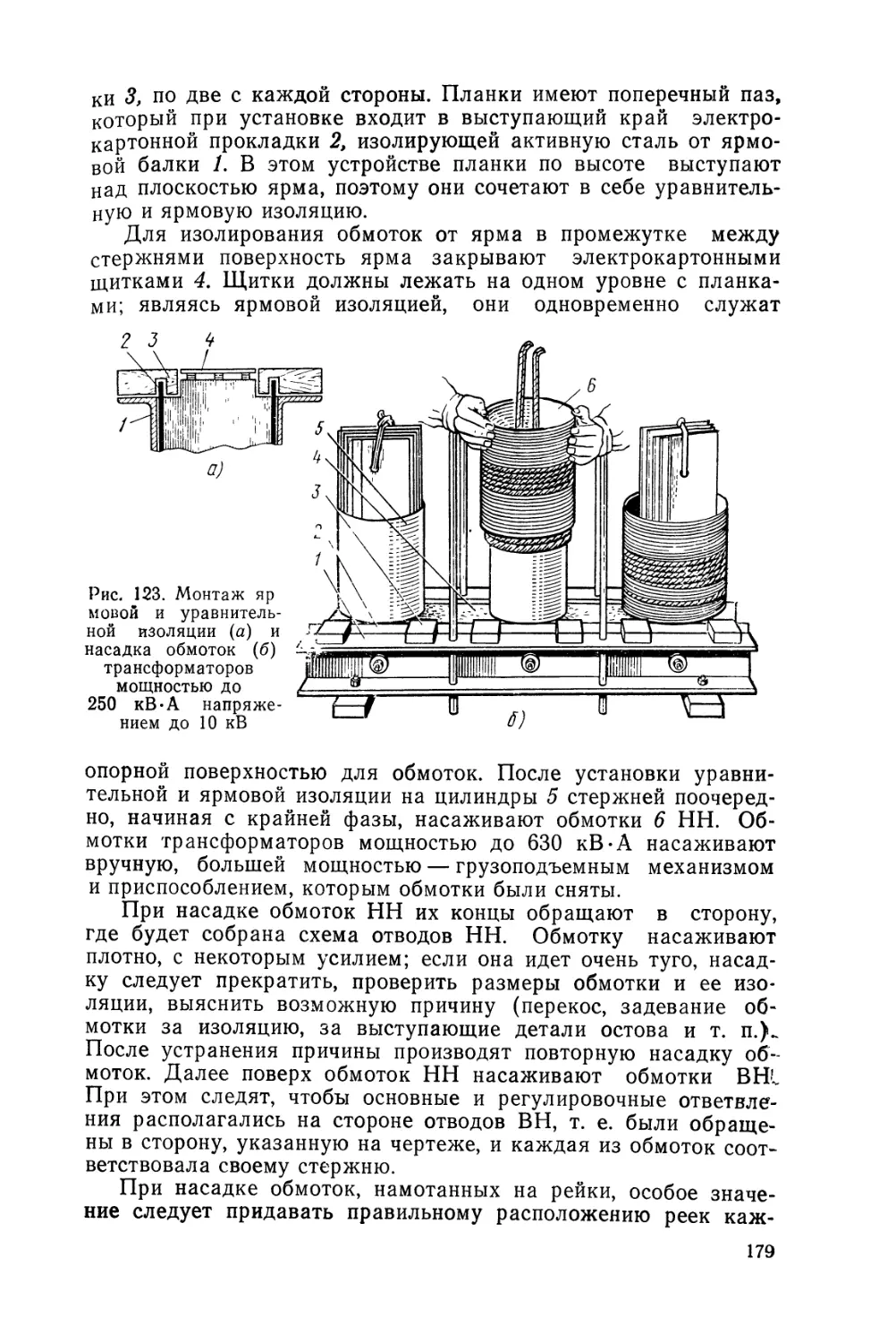
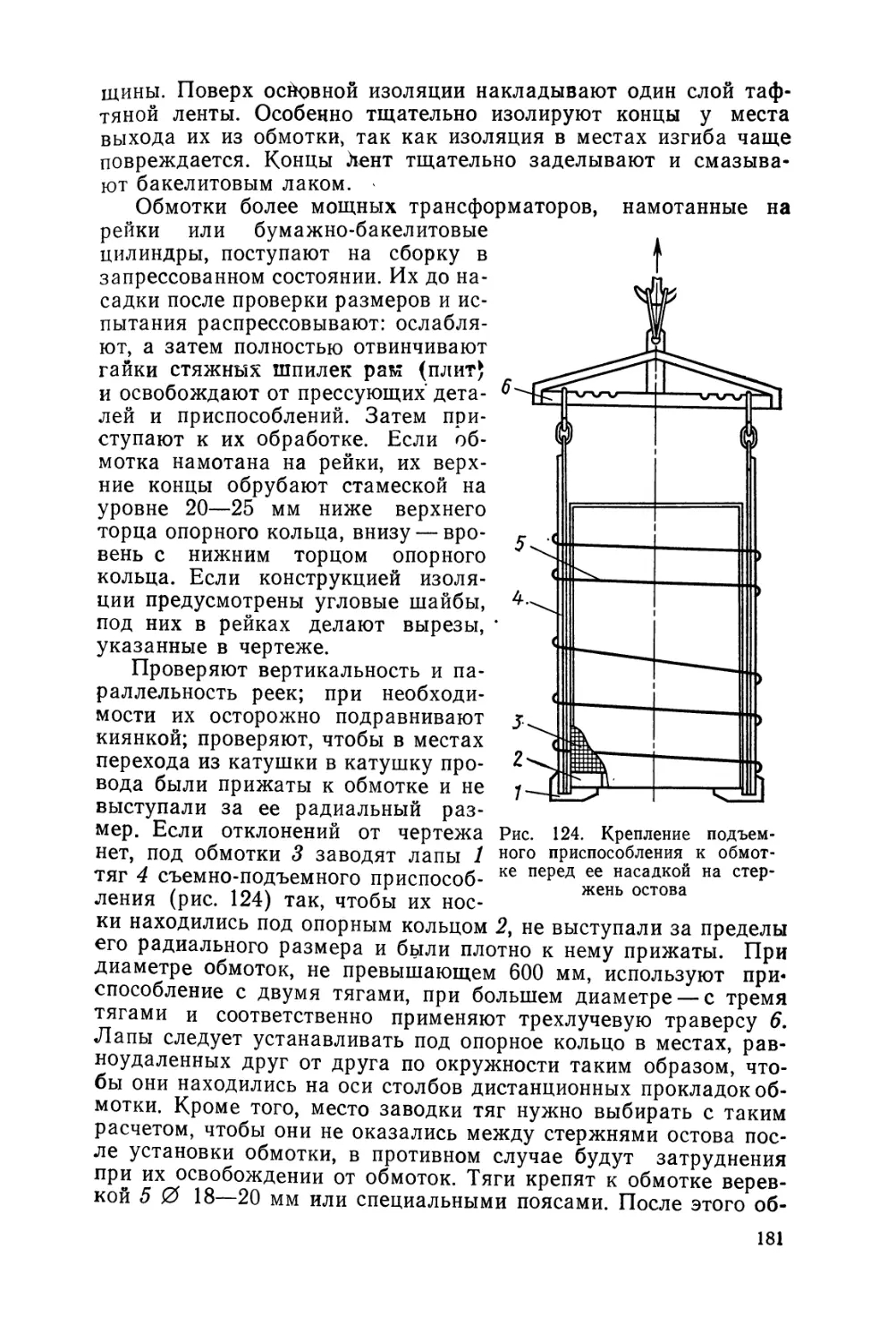
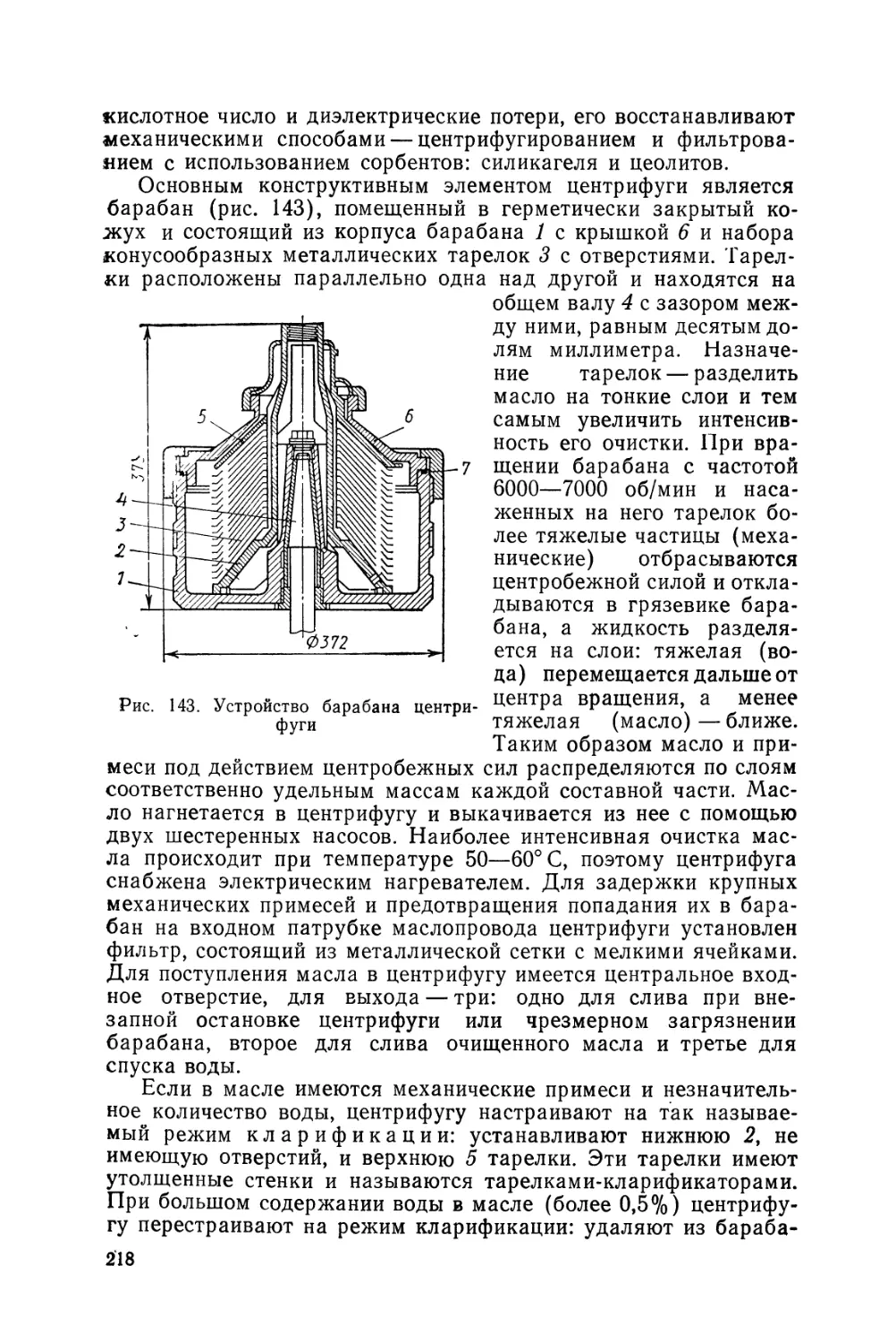
Текст
3. И. Худяков
Ремонт
трансформаторов
ИЗДАНИЕ ШЕСТОЕ,
ПЕРЕРАБОТАННОЕ И ДОПОЛНЕННОЕ
Одобрено Ученым советом
Государственного комитета СССР
по профессионально-техническому образованию
в качестве учебника
для средних профессионально-технических
училищ
МОСКВА «ВЫСШАЯ ШКОЛА» 1986
ББК 31.261.8
Х98
УДК 621.312
Рецензент — Б. Г. Князев, инженер (ЦКБ «Союзэнергоремонт»^
Худяков 3. И.
Х98 Ремонт трансформаторов: Учеб. — 6-е изд., перераб. и
доп. — М.: Высш, шк., 1986. — 232 с.: ил. (Профтехобра-
зование).
В учебнике приведены сведения о конструкции трансформаторов и авто-
трансформаторов. Изложены вопросы организации и технологии среднего
и капитального ремонта силовых трансформаторов.
В 6-м издании (5-е — 1982 г.) материал переработан и дополнен с уче-
том происшедших за последние годы изменений в конструкциях и техноло-
гии ремонта трансформаторов.
2302030000—547 ББК 31.261.8
X ------------------ 37—87
052(01)—86 6П2.1.081
Учебное издание
Зиновий Иванович Худяков
РЕМОНТ ТРАНСФОРМАТОРОВ
Зав. редакцией С. В. Никитина. Редактор Г. А. Сильвестрович. Мл. редак-
торы Г. П. Каневская, Л. Н. Щелкова. Художественный редактор Е. Д. Ко*
сырева. Художник В. С. Боровков. Технический редактор Р. С. Родичевсъ.
Корректор Г. А. Чечеткина.
ИВ № 6557
Изд. № ЭГ-130. Сдано в набор 30 07.86. Подп. в печать 30.10 86.
Формат 60X90716. Бум. тип. № 2. Гарнитура литературная. Печать высокая?^
Объем 14,5 усл печ л. 14,69 усл. кр-отт. 14,19 уч.-изд. л.
Тираж 40 0001 экз. Зак. 492. Цена 50 коп.
Издательство «Высшая школа», 101430, Москва, ГСП-4, Неглинная ул.,
д. 29/14.
Московская типография № 8 Союзполиграфпрома при Государственном
комитете СССР по делам издательств, полиграфии и книжной торговли,
101898, Москва, Центр. Хохловский пер., 7.
© Издательство «Высшая школа», 1977
© Издательство «Высшая школа», 1986, с изменениями
ПРЕДИСЛОВИЕ
Научно-технический прогресс в СССР оказывает существен-
ное влияние на интенсификацию электроэнергетики, являющей-
ся основной отраслью топливно-энергетического комплекса
страны. В Основных направлениях экономического и социально-
го развития СССР на 1986—1990 годы и на период до 2000 года,
утвержденных XXVII съездом КПСС, намечено дальнейшее
формирование Единой энергетической системы страны, в том
числе строительство крупных электростанций, сооружение мощ-
ных линий электропередачи (ЛЭП) на высокие и сверхвысокие
напряжения. Планируется повышение уровня электрификации,
производства и эффективности использования электроэнергии,
проведение энергосберегающей политики, совершенствование
ремонтного производства, обеспечивающего надежную работу
электроустановок во всех сферах народного хозяйства.
Одна из ведущих ролей в обеспечении электроснабжения
хозяйства страны отводится трансформаторам. К ним прежде
всего относятся силовые трансформаторы общего назначения,
которые используются для преобразования энергии с целью пе-
редачи ее по ЛЭП от мест выработки к местам потребления, а
затем для распределения ее между потребителями, а также
специальные силовые трансформаторы, питающие электроэнер;
гией промышленные установки, электродвигатели на железнодо-
рожном транспорте и др.
Впервые для преобразования электрической энергии венгер-
скими учеными в 1885 г. был применен трансформатор с замк-
нутой магнитной системой. В 1890 г. талантливый русский уче-
ный М. О. Доливо-Добровольский создал трехфазный трансфор-
матор для передачи электрической энергии на расстояние. Эти
изобретения послужили началом развития трансформаторо-
строения.
Отечественные трансформаторостроительные заводы из года
в год увеличивают выпуск все более совершенных и мощных
силовых трансформаторов. Растет применение сварочных, изме-
рительных, испытательных и многих других видов трансформа-
торов.
Трансформаторы, как и любое другое оборудование, должны
своевременно проходить ремонт, что обеспечивает их надеж-
ность и удлиняет срок использования. Основные причины, вызы-
вающие необходимость ремонтов трансформаторов, состоят в
следующем: износ изоляции, истечение ресурсов работы отдель-
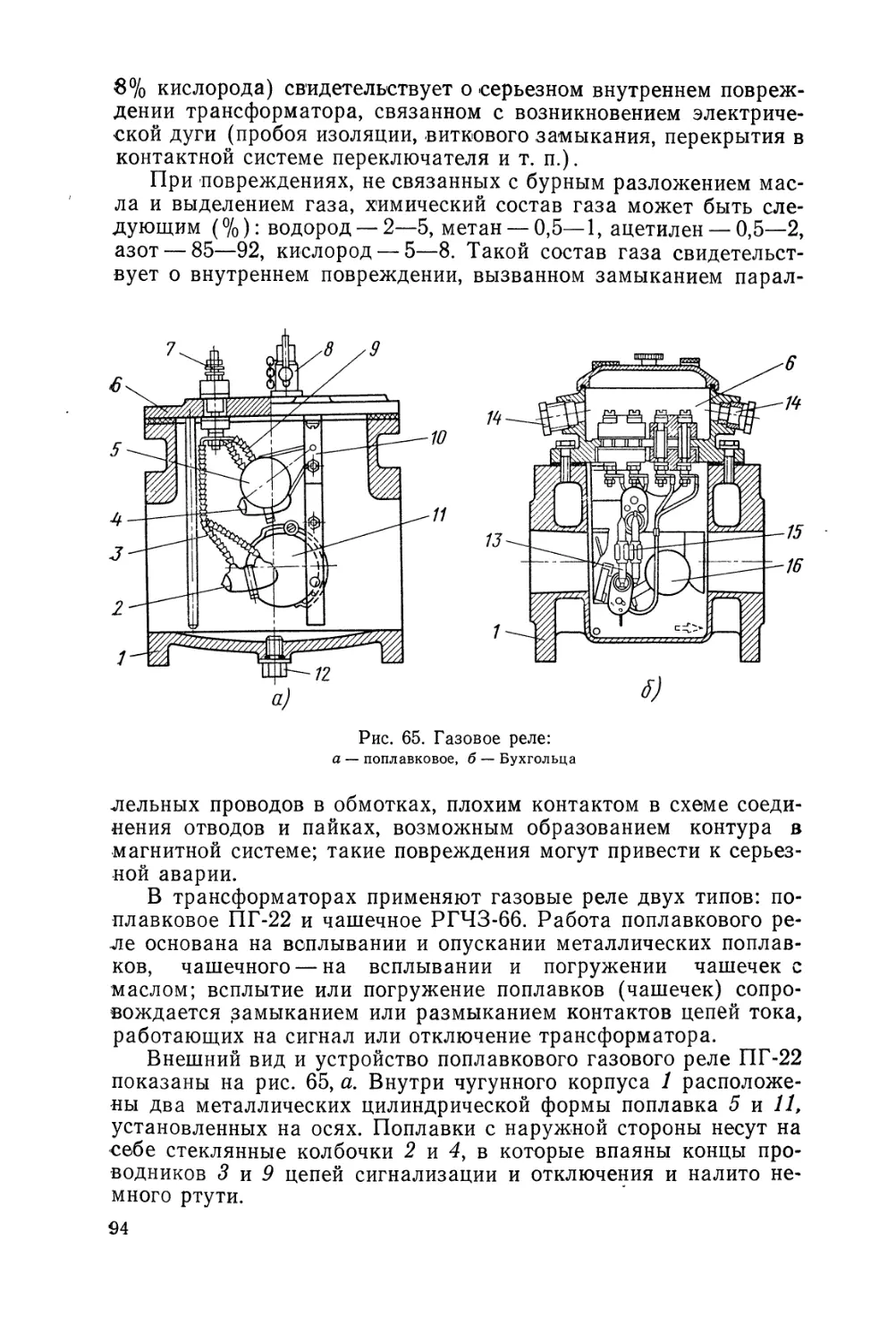
3
ных частей трансформатора, реконструкция, нарушение режи-
мов эксплуатации, стихийные метеорологические явления и др.
Для выполнения своевременного и качественного ремонта
трансформаторов требуются специалисты-ремонтники высокой
квалификации, имеющие прочные теоретические знания и хоро-
шую практическую подготовку. Настоящий учебник поможет
будущим рабочим приобрести необходимые знания по конструк-
циям, организации и технологии ремонта силовых трансформа-
торов, а также по измерительным трансформаторам. Эти знания,
подкрепленные производственной практикой, позволят учащим-
ся средних ПТУ, пришедшим в трудовые коллективы, стать их
полноправными членами, выполнять порученную работу на вы-
соком профессиональном уровне.
Автор
ГЛАВА I
ОБЩИЕ СВЕДЕНИЯ
О ТРАНСФОРМАТОРАХ
§ 1. ПРИМЕНЕНИЕ ТРАНСФОРМАТОРОВ
И ИХ ВИДЫ
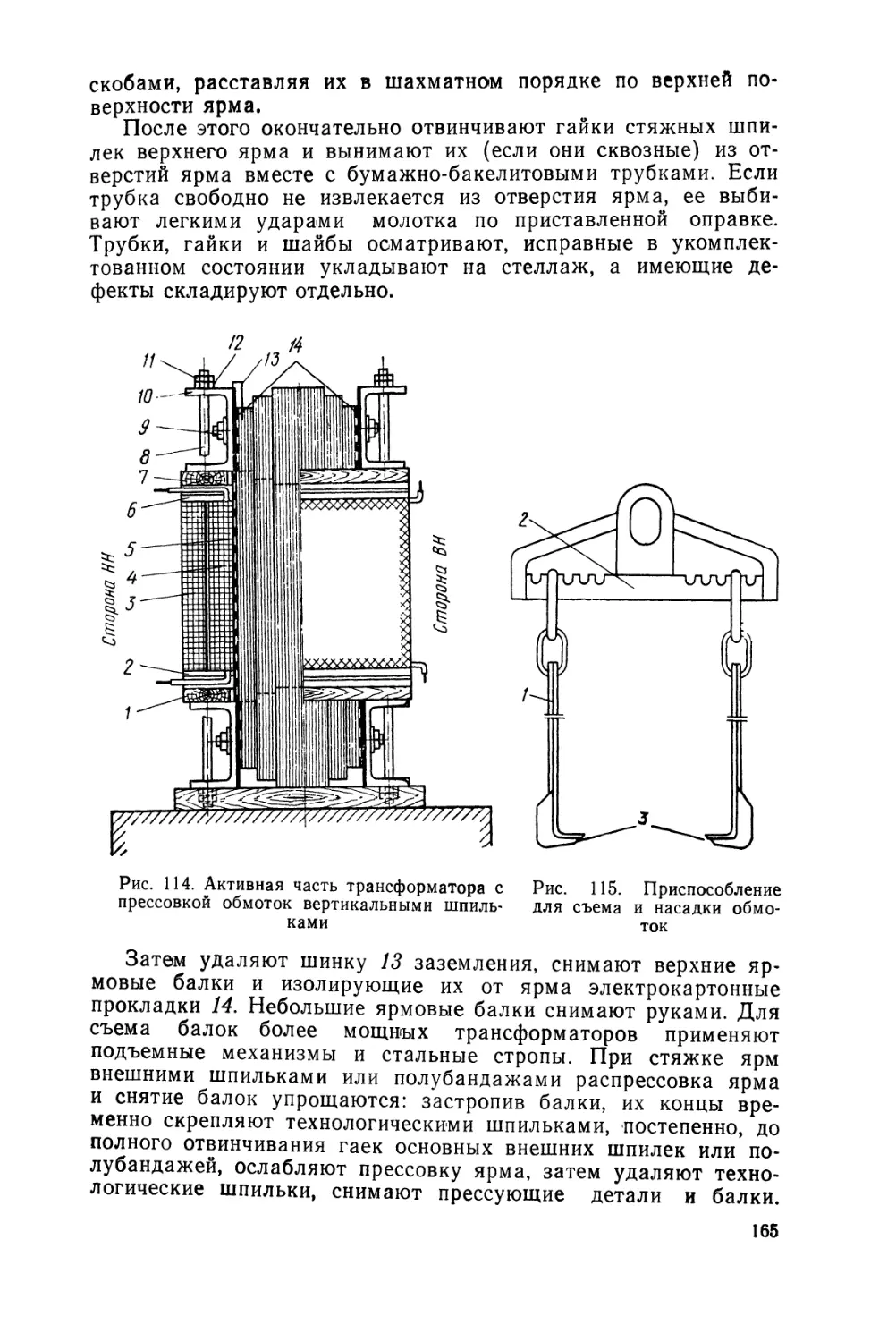
Электрическую энергию, обычно вырабатываемую электро-
станциями, расположенными в местах крупных залежей топли-
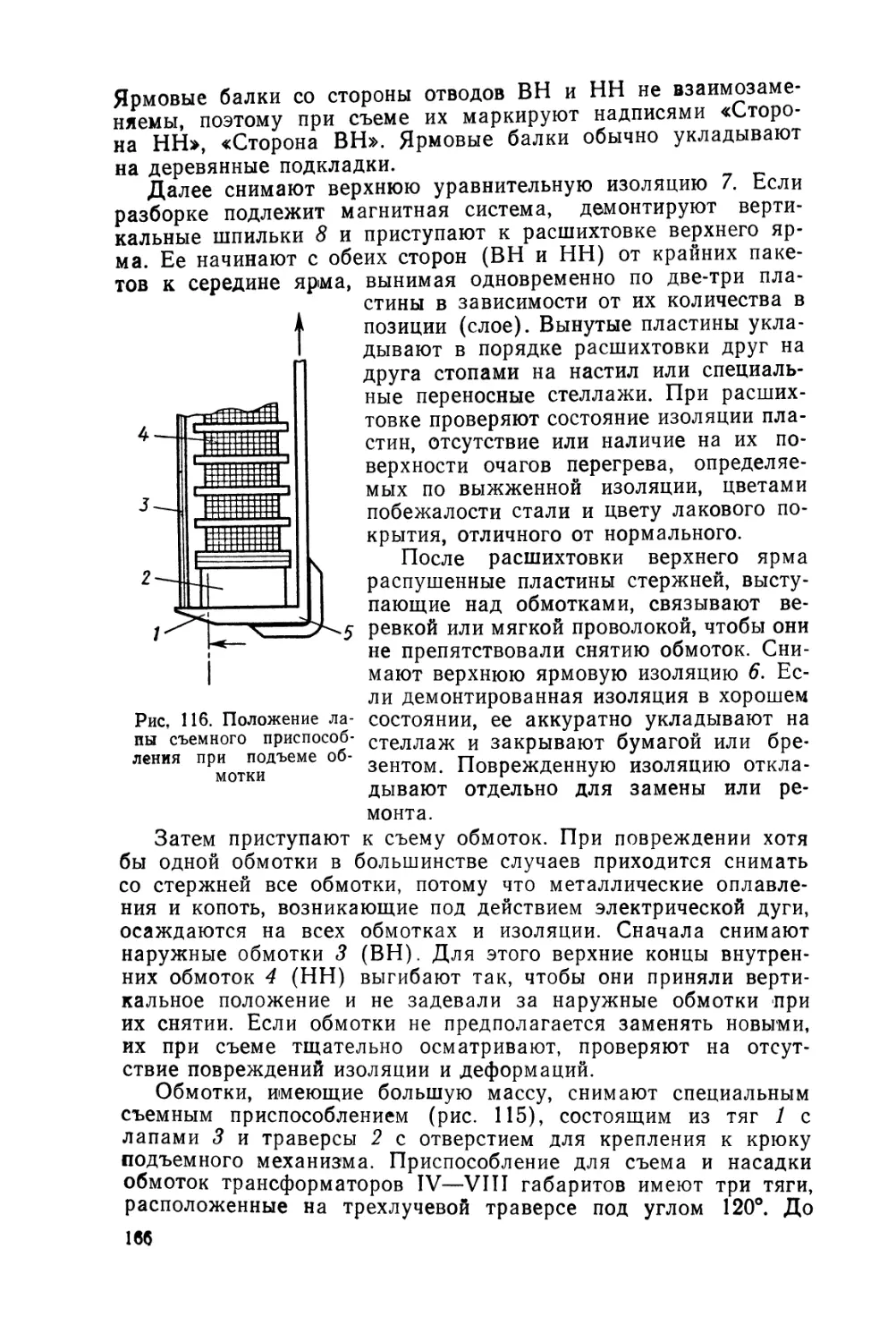
ва, у рек, а также атомными электростанциями, приходится
передавать за сотни и тысячи километров, в объединенную энер-
гетическую систему, в промышленные центры и непосредственно
к потребителю. Для этого сооружают мощные линии электропе-
редачи (ЛЭП). Однако передача электроэнергии больших мощ-
ностей на значительные расстояния даже при наибольшем номи-
нальном напряжении 24 кВ современных генераторов практиче-
ски неосуществима. Причиной этого является то, что для ограни-
чения потерь электрической энергии в ЛЭП (нагревание прово-
дов), пропорциональных квадрату силы тока и сопротивлению
проводов (I2R), потребовалось бы такое сечение проводов и
соответственно расход дефицитного цветного металла, при кото-
ром сооружение ЛЭП было бы неоправдано экономически
и технически невозможно.
Чтобы уменьшить потери электроэнергии, увеличивают на-
пряжение и соответственно снижают силу тока с помощью транс-
форматоров. Трансформатор, повышая напряжение, пропорцио-
нально уменьшает силу тока, поэтому передаваемая мощность
остается без изменения, а потери в проводах ЛЭП резко умень-
шаются. Например, при увеличении напряжения передаваемой
энергии в 10 раз потери снижаются в 100 раз. Если учесть, что
современные трансформаторы способны повысить напряжение
до 500—750 кВ и более, то легко представить себе роль транс-
форматора в электроэнергетике.
Для повышения напряжения в начале ЛЭП устанавливают
повышающие трансформаторы, а в конце — понижающие, умень-
шающие напряжение до требуемых значений. Для этого соору-
жают трансформаторные подстанции, распределяющие электро-
энергию между потребителями (промышленные центры, заводы,
фабрики, города, поселки) и трансформирующие ее на напря-
жения электрических сетей и токоприемников. Главное место
среди множества различных видов трансформаторов, применяе-
мых в энергетике, принадлежит силовым трансформаторам и
автотрансформаторам.
Силовые трансформаторы предназначены для преобразова-
ния электрической энергии в электрических сетях и в установ-
ках, служащих для ее приема и использования. Их делят на си-
ловые трансформаторы общего и специального назначения.
5
Силовые трансформаторы общего назначения предназначены
для включения в сеть или для непосредственного питания при-
емников электрической энергии, если эта сеть и токоприемники
не отличаются особыми условиями работы, характером нагруз-
ки или режимом работы.
Из-за большой разветвленности электрических сетей, пере-
дающих и распределяющих электроэнергию между потребителя-
ми, отличающимися мощностями, характером нагрузки и уда-
ленностью от электростанций и подстанций, необходима четы-
рех-пятикратная и более трансформация напряжения, для этого
приходится устанавливать большое количество повышающих и
понижающих силовых трансформаторов. Кроме того, при транс-
формировании суммарная мощность силовых трансформаторов
на каждой ступени с более низким напряжением обычно больше,
чем на ступени с более высоким напряжением. Поэтому общая
суммарная мощность силовых трансформаторов, установленных
в сетях, превышает суммарную мощность генераторов электро-
станций в 7—8 раз.
В электрических сетях высокого напряжения кроме транс-
форматоров широкое применение нашли автотрансформаторы,
они рассмотрены ниже.
К специальным силовым трансформаторам относятся транс-
форматоры, предназначенные для непосредственного питания
электрической сети потребителей или приемников электрической
энергии, если эта сеть или приемники отличаются особыми усло-
виями работы, характером нагрузки или режимом работы.
К таким приемникам электрической энергии относятся промыш-
ленные электротермические печи, служащие для плавки стали
и других металлов; установки, преобразующие переменный ток
в постоянный, электровозы железнодорожного транспорта, под-
земные шахтные сети и установки и многие другие. К специаль-
ным силовым трансформаторам относятся также регулировоч-
ные и вольтодобавочные трансформаторы, предназначенные для
регулирования напряжения в электрических сетях высокого на-
пряжения, и некоторые другие.
§ 1 ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ И ТЕРМИНЫ,
ПРИМЕНЯЕМЫЕ В ТРАНСФОРМАТОРАХ. РАБОТА
ТРАНСФОРМАТОРА, ЕГО ПАРАМЕТРЫ И РЕЖИМЫ
Трансформатор — это статическое электромагнитное
устройство, имеющее две или большее число индукционно свя-
занных обмоток и предназначенное для преобразования посред-
ством электромагнитной индукции одной или нескольких систем
переменного тока в одну или несколько других систем перемен-
ного тока, в том числе для преобразования электрической энер-
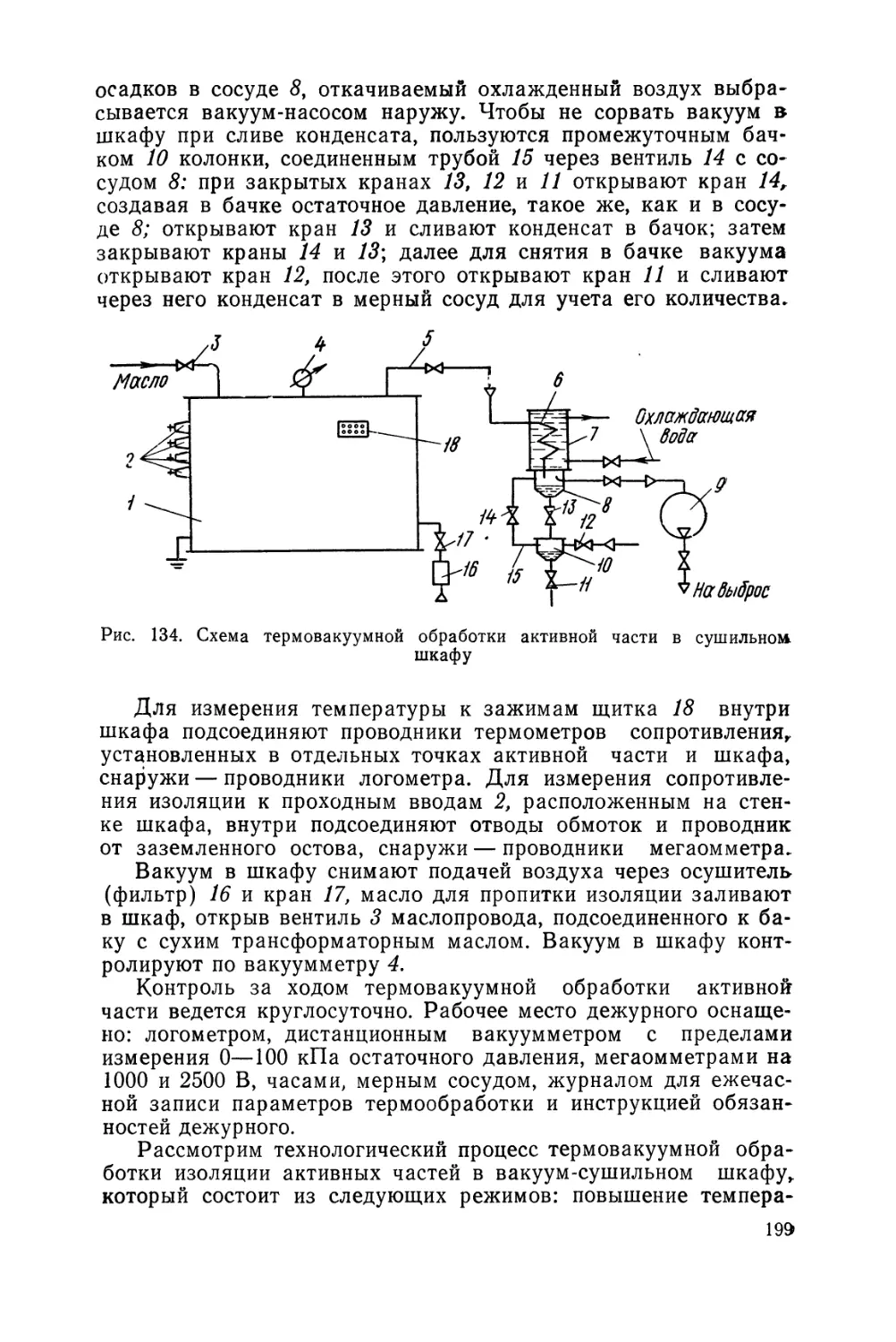
гии переменного тока одного напряжения в электрическую энер-
гию другого напряжения.
6
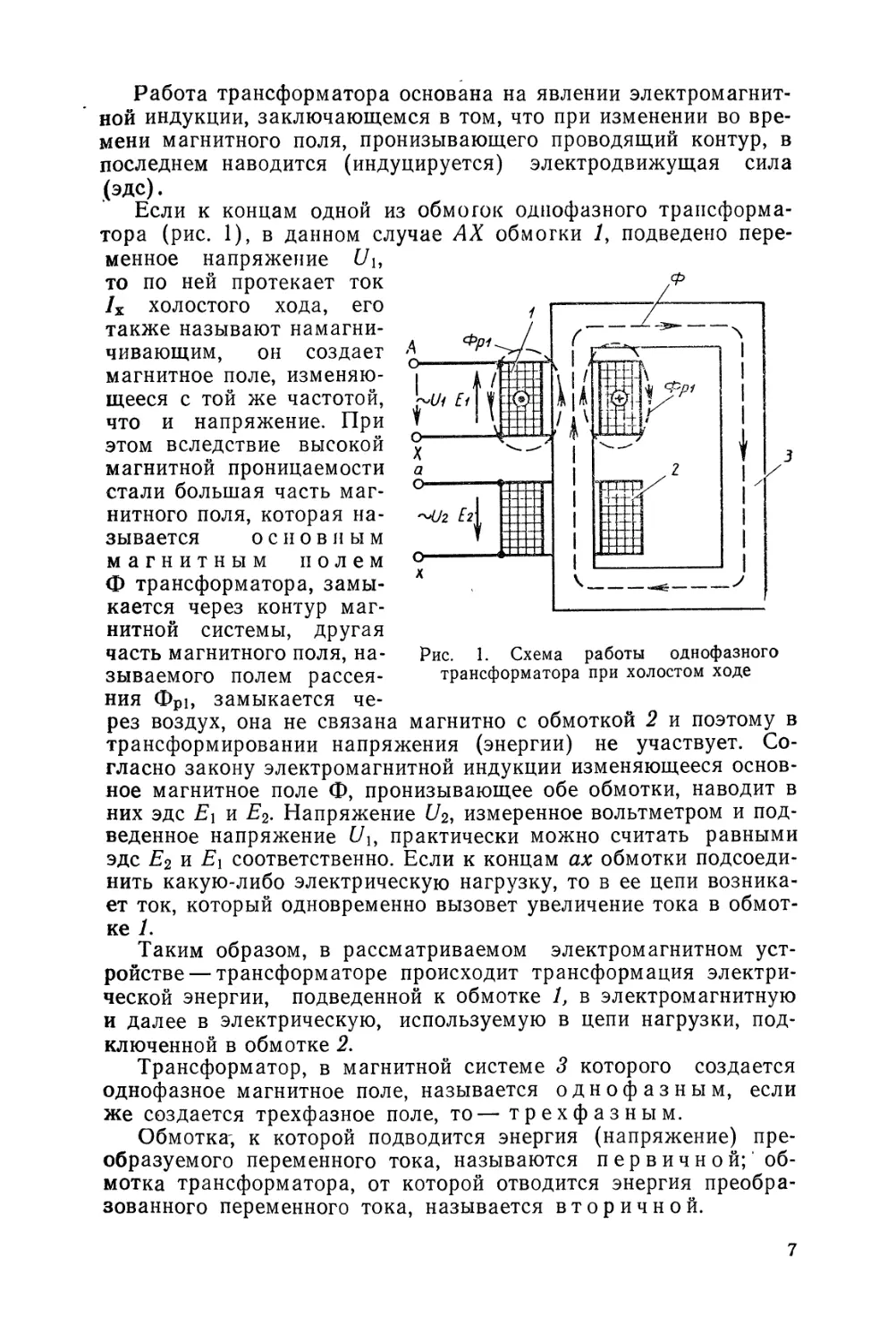
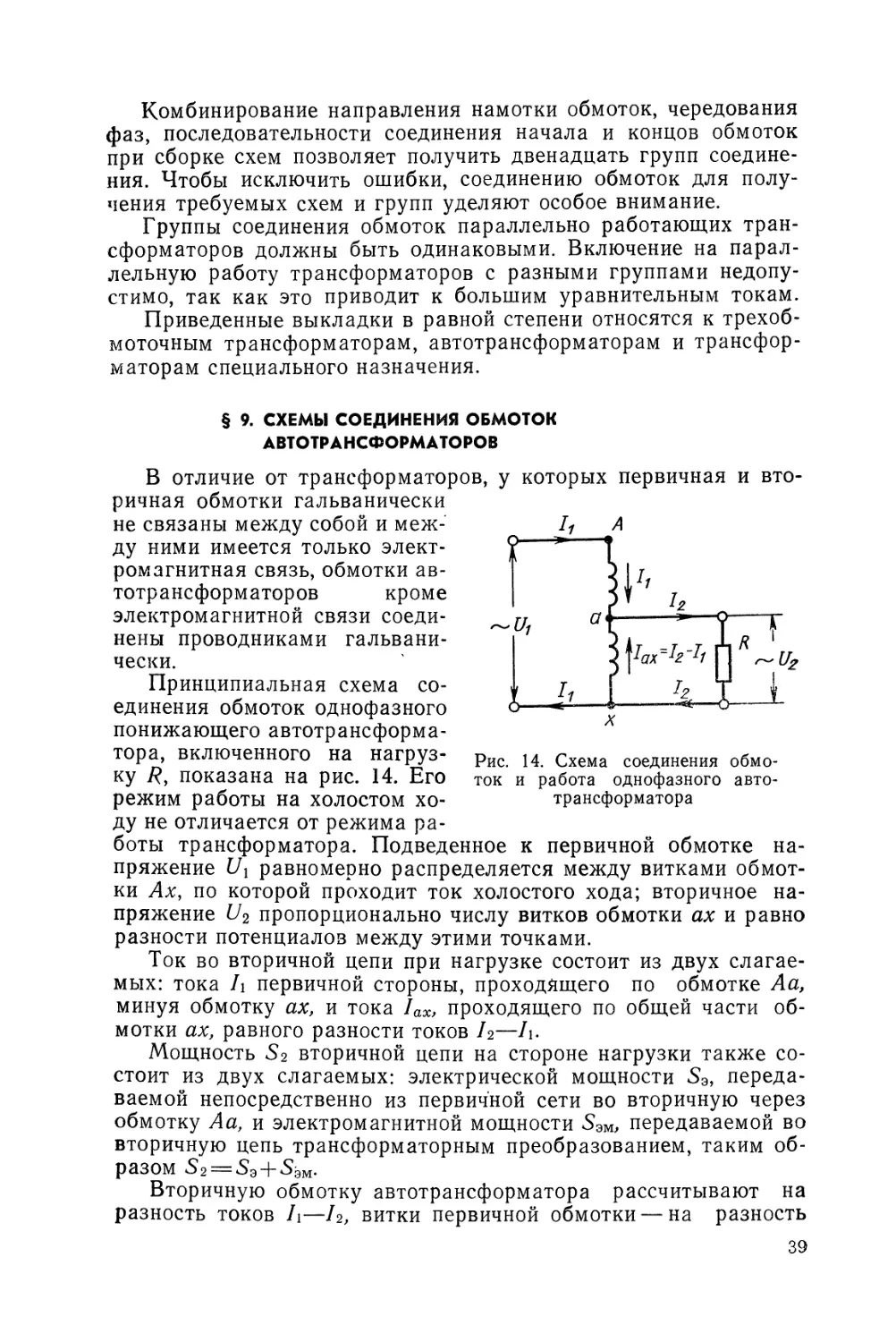
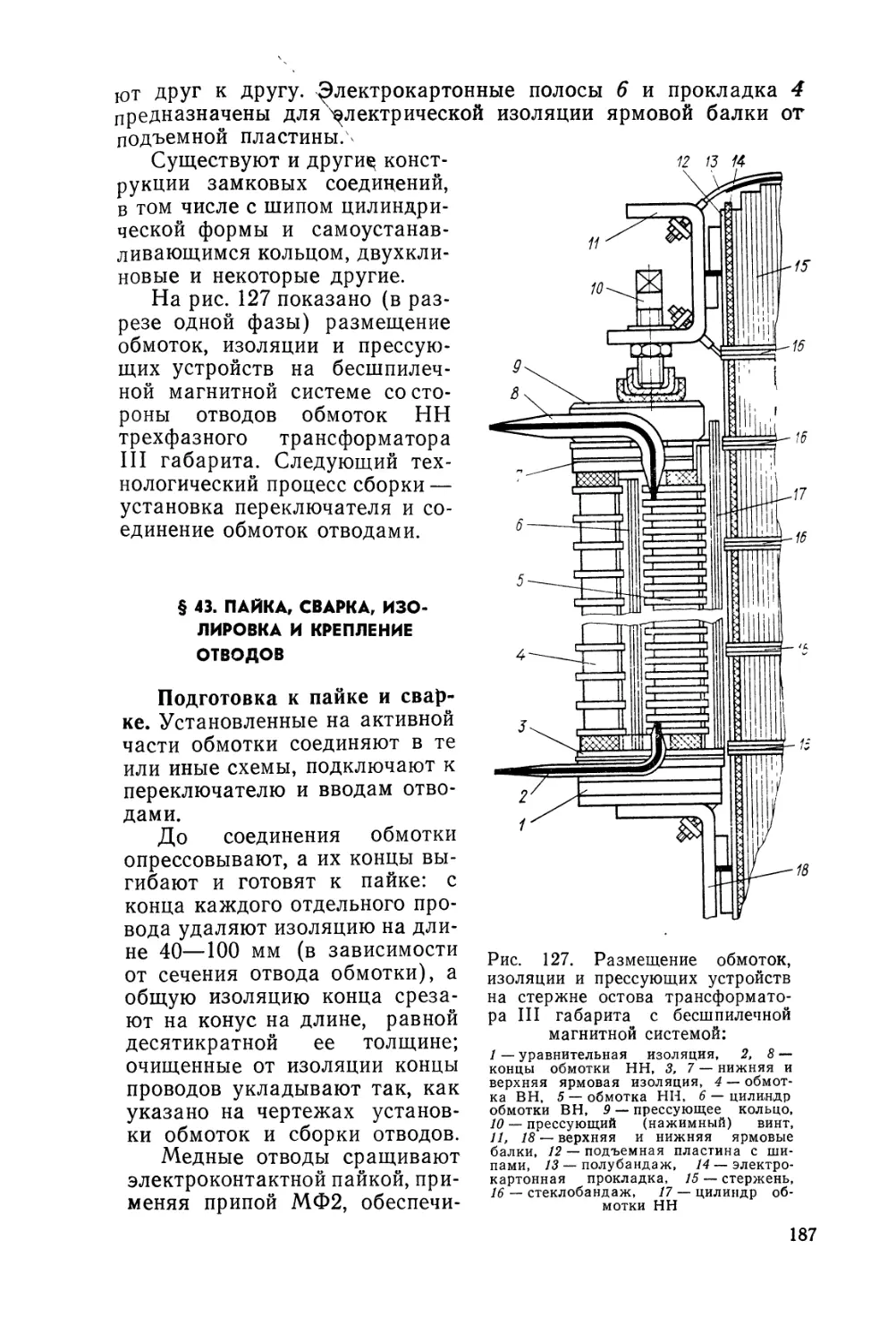
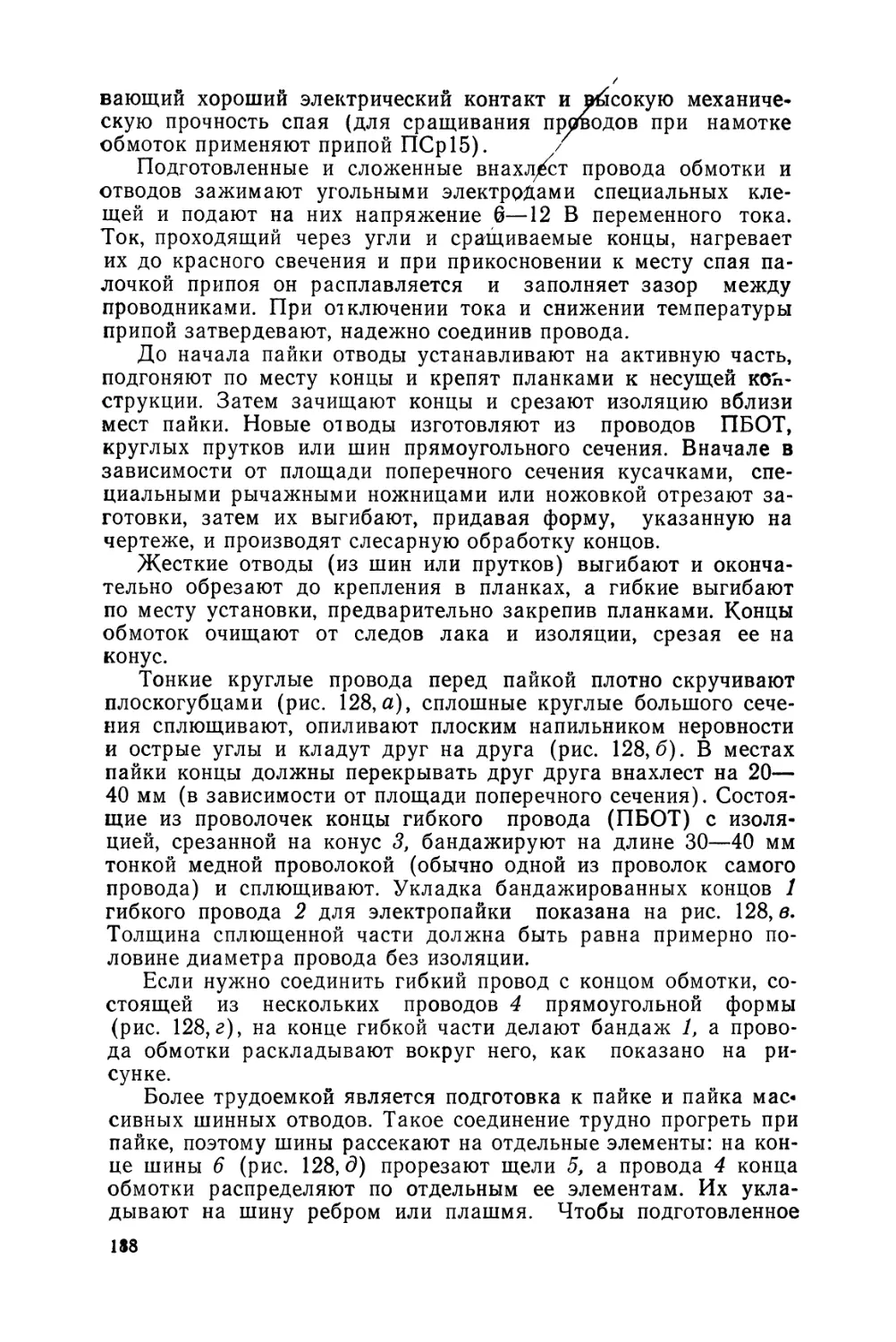
Рис. 1. Схема работы однофазного
трансформатора при холостом ходе
Работа трансформатора основана на явлении электромагнит-
ной индукции, заключающемся в том, что при изменении во вре-
мени магнитного поля, пронизывающего проводящий контур, в
последнем наводится (индуцируется) электродвижущая сила
(эдс).
Если к концам одной из обмогок однофазного трансформа-
тора (рис. 1), в данном случае АХ обмогки /, подведено пере-
менное напряжение t/i,
то по ней протекает ток
/х холостого хода, его
также называют намагни-
чивающим, он создает
магнитное поле, изменяю-
щееся с той же частотой,
что и напряжение. При
этом вследствие высокой
магнитной проницаемости
стали большая часть маг-
нитного поля, которая на-
зывается основным
магнитным полем
Ф трансформатора, замы-
кается через контур маг-
нитной системы, другая
часть магнитного поля, на-
зываемого полем рассея-
ния Фр1, замыкается че-
рез воздух, она не связана
трансформировании напряжения (энергии) не участвует. Со-
гласно закону электромагнитной индукции изменяющееся основ-
ное магнитное поле Ф, пронизывающее обе обмотки, наводит в
них эдс Ei и Е2. Напряжение t/2, измеренное вольтметром и под-
веденное напряжение практически можно считать равными
эдс Е2 и Е\ соответственно. Если к концам ах обмотки подсоеди-
нить какую-либо электрическую нагрузку, то в ее цепи возника-
ет ток, который одновременно вызовет увеличение тока в обмот-
ке L
Таким образом, в рассматриваемом электромагнитном уст-
ройстве— трансформаторе происходит трансформация электри-
ческой энергии, подведенной к обмотке 1, в электромагнитную
и далее в электрическую, используемую в цепи нагрузки, под-
ключенной в обмотке 2.
Трансформатор, в магнитной системе 3 которого создается
однофазное магнитное поле, называется однофазным, если
же создается трехфазное поле, то— трехфазным.
Обмотка; к которой подводится энергия (напряжение) пре-
образуемого переменного тока, называются первичной;' об-
мотка трансформатора, от которой отводится энергия преобра-
зованного переменного тока, называется вторичной.
магнитно с обмоткой 2 и поэтому в
7
Под обмоткой трансформатора подразумевают совокупность
витков, образующих электрическую цепь, в которой суммируют-
ся электродвижущие силы, наведенные в витках, с целью полу-
чения заданного напряжения.
Обмотка трансформатора, к которой подводится электро-
энергия преобразуемого или от которой отводится энергия пре-
образованного переменного тока, называется основной.
Силовой трансформатор имеет не менее двух основных об-
моток.
Основная обмотка трансформатора, имеющая наибольшее
номинальное напряжение, называется обмоткой высшего
напряжения (ВН), наименьшее — обмоткой низшего на-
пряжения (НН), а промежуточное между ними — обмот-
кой среднего напряжения (СН).
Трансформатор с двумя гальванически не связанными об-
мотками (ВН и НН) называется двухобмоточным, стремя
(ВН, СН и НН) — трехобмоточным. Одна из этих обмоток
является первичной, две другие — вторичными. Если у трансфор-
матора первичной является обмотка НН, его называют повы-
шающим, если ВН—понижающим.
Индуцируемые в обмотках эдс выражаются в вольтах и мо-
гут быть определены по таким формулам:
£1=4,44 /дУ1Фот; £2=4,44 fw^m, где f — частота переменного
тока, Гц; Wt и о>2 — количество витков соответственно первичной
и вторичной обмоток; Фт— амплитудное (наибольшее) значение
магнитного поля, Вб.
Как видно из формулы, значения вторичной эдс Е2 и соот-
ветственно напряжения U2 зависят от числа витков вторичной
обмотки. Увеличение числа витков вторичной обмотки приводит
к увеличению вторичных эдс и напряжения и наоборот.
При установленной в СССР промышленной частоте 50 Гц
(стандарт) для подсчета индуцируемых в обмотках эдс (в
вольтах) на практике пользуются формулой
£=222«у£ст£ст.1О-4,
где w — число витков в обмотке; Гст — активное поперечное
сечение стержня магнитной системы, см2; Вст — магнитная ин-
дукция в стержне, Тл.
Активным сечением называется суммарное сечение стальных
пластин магнитной системы без покрывающей их изоляции.
Важным показателем, которым широко пользуются при рас-
чете (пересчете) трансформаторов, является эдс (В), инду-
цируемая в одном витке обмотки, — ев; она одинакова для
любой обмотки трансформатора (первичной, вторичной), так
как все витки сцеплены с одним и тем же основным магнит-
ным полем
ев=222£ст.Вст.1О-*.
8
Если 'известны ев и активное сечение магнитной системы FCT,
то легко определить индукцию в ней (ее частях) (Тл):
р ев.1О4
Другим расчетным показателем трансформатора является
коэффициент трансформации k, равный отношению
напряжения на зажимах обмотки высшего напряжения к напря-
жению на зажимах обмотки низшего напряжения в режиме хо-
лостого хода (ненагруженного) трансформатора.
Двухобмоточный трансформатор имеет один коэффициент
трансформации, равный отношению высшего напряжения к низ-
шему (см. § 8), трехобмоточный трансформатор — три коэффи-
циента трансформации, равные отношению высшего напряже-
ния к низшему, высшего напряжения к среднему и среднего к
низшему.
Для двух обмоток силового трансформатора, расположен-
ных на одном стержне магнитной системы, коэффициент транс-
формации принимается равным отношению чисел их витков.
Поэтому если, например, первичная обмотка с числом витков
Wi является обмоткой высшего напряжения, а вторичная с чис-
лом витков W2 — низшего напряжения, то k=Ui/U2=Wi/W2, от-
куда U\ = kU2, wi = kw2.
Таким образом, зная коэффициент трансформации и напря-
жение вторичной обмотки трансформатора, легко определить
напряжение первичной обмотки и наоборот. Это относится так-
же к значениям токов и к числам витков.
Для улучшения электрической изоляции токопроводящих
частей и условий охлаждения трансформатора обмотки вместе
с магнитной системой погружают в бак с трансформаторным
маслом. Такие трансформаторы называют маслонаполнен-
ными или масляными.
Некоторые трансформаторы специального назначения вместо
масла наполняют негорючей синтетической жидкостью — сов-
толом. Трансформаторы, у которых основной изолирующей сре-
дой служит воздух, газ или твердый диэлектрик, а охлаждаю-
щей средой — атмосферный воздух, называют сухими.
Каждый трансформатор характеризуется номинальными дан-
ными, основные указывают в прикрепляемой к нему табличке.
К ним относятся: мощность, напряжение, ток, частота и др.
Номинальная мощность трансформатора —
это мощность, на которую он рассчитан.
Номинальная мощность S трансформаторов выражается пол-
ной электрической мощностью в киловольт-амперах (кВ-А) или
мегавольтамперах (МВ*А). Мощность одной фазы трехфазного
трансформатора (кВ-А)
5=г/ф/ф/1ООО,
где С7ф и /ф — номинальные напряжение и ток одной фазы, соот-
ветственно в В и А.
9
Мощность трехфазного трансформатора (кВ-А), выраженная
через линейные напряжение и ток:
5=/3t/Z/1000,
где 1/3 — коэффициент, учитывающий соотношение между фаз-
ными и линейными значениями тока или напряжения в трехфаз-
ной системе; U — линейное значение напряжения, В; I — линей-
ное значение тока, А.
Номинальное первичное напряжение — это на-
пряжение, на которое рассчитана первичная обмотка трансфор-
матора; номинальное вторичное напряжение—
напряжение на зажимах вторичной обмотки, получающееся при
холостом ходе трансформатора и номинальном напряжении на
зажимах первичной обмотки. Номинальные токи опреде-
ляются соответствующими номинальными значениями мощности
и напряжения.
Высшее номинальное напряжение трансформа-
тора— это наибольшее из номинальных напряжений обмоток
трансформатора.
Низшее номинальное напряжение — наимень-
шее из номинальных напряжений обмоток трансформатора.
Среднее номинальное напряжение — номиналь-
ное напряжение, являющееся промежуточным между высшим и
низшим номинальным напряжением обмоток трансформатора.
Режим, при котором одна из обмоток трансформатора
замкнута накоротко, а вторая находится под напряжением, на-
зывается коротким замыканием (к. з.). Если короткое
замыкание происходит в процессе эксплуатации трансформатора
при номинальных напряжениях, в обмотках возникают токи ко-
роткого замыкания, в 5—20 раз (и более) превышающие номи-
нальные. При этом резко повышается температура обмоток и в
них возникают большие механические усилия. Такое замыкание
является аварийным и для предотвращения повреждения транс-
форматора применяется специальная защита, которая должна
отключить его в течение долей секунды.
Если в порядке опыта замкнуть накоротко одну из обмоток
трансформатора (рис. 2), в данном случае обмотку НН с числом
витков w2, а к другой с числом витков wi подвести пониженное
напряжение и постепенно его повышать, то при определенном
значении напряжения [7Кз, называемом напряжением короткого
замыкания, в обмотках будут проходить токи и 12к, соответ-
ственно равные номинальным значениям первичной и вторичной
обмоток /1н и /2н.
Напряжение короткого замыкания является одной из важных
характеристик трансформатора и выражается в процентах но-
минального напряжения:
и кз= (£/кз/£/н)-100,
10
где Мкз — напряжение короткого замыкания, %; Un— номиналь-
ное напряжение обмоток трансформатора, В; UK3— напряжение
короткого замыкания, В.
Равенство напряжений короткого замыкания параллельно
включенных трансформаторов — одно из условий их нормаль-
ной работы. Напряжение «кз указывают в табличке каждого
трансформатора. Оно определено стандартами и зависит от типа
и мощности трансформатора: для силовых трансформаторов
малой и средней мощности оно составляет 5—7%, для мощных
трансформаторов — 6—17% и более.
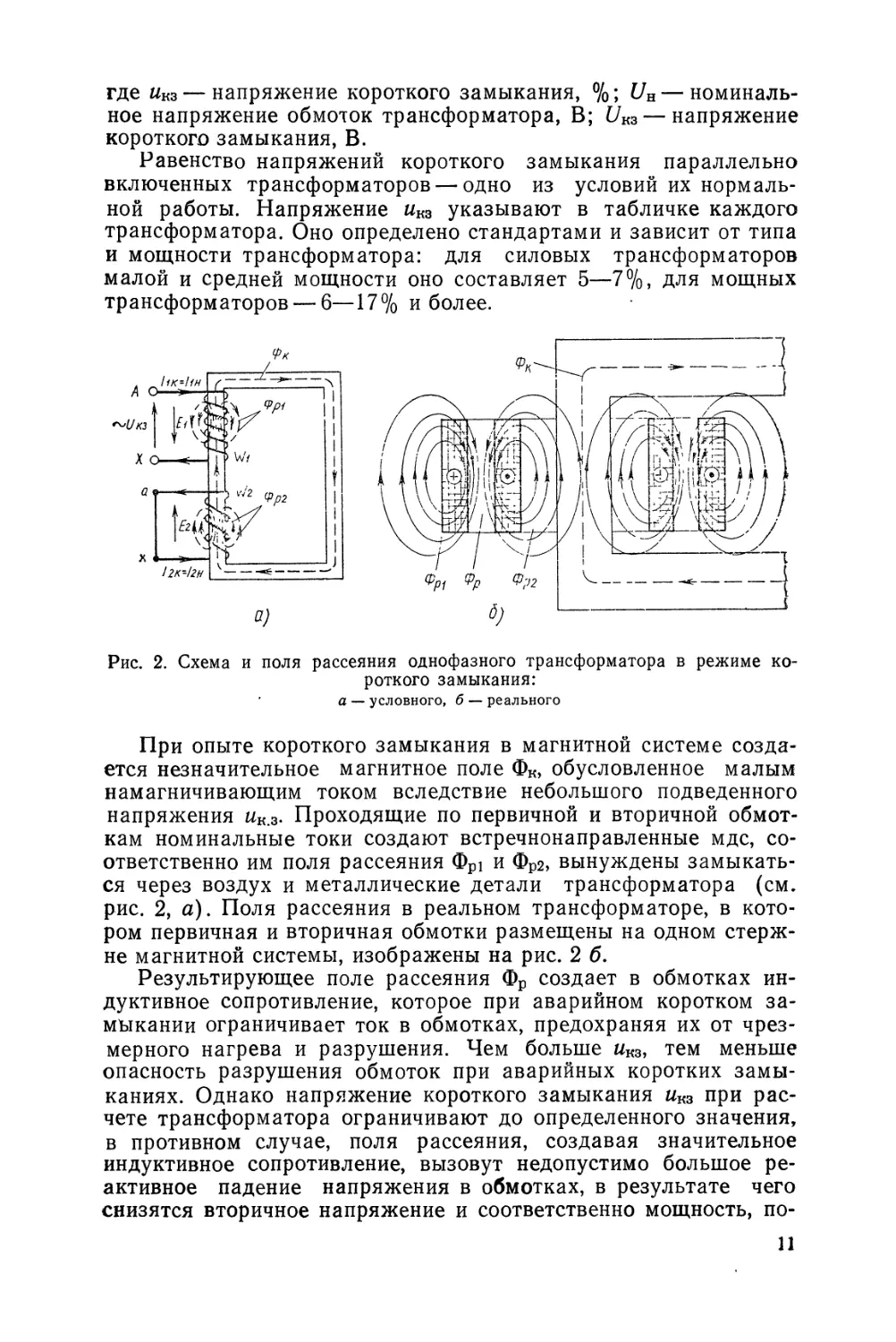
Рис. 2. Схема и поля рассеяния однофазного трансформатора в режиме ко-
роткого замыкания:
а — условного, б — реального
При опыте короткого замыкания в магнитной системе созда-
ется незначительное магнитное поле Фк, обусловленное малым
намагничивающим током вследствие небольшого подведенного
напряжения ик.3. Проходящие по первичной и вторичной обмот-
кам номинальные токи создают встречнонаправленные мдс, со-
ответственно им поля рассеяния ФР1 и Фр2, вынуждены замыкать-
ся через воздух и металлические детали трансформатора (см.
рис. 2, а). Поля рассеяния в реальном трансформаторе, в кото-
ром первичная и вторичная обмотки размещены на одном стерж-
не магнитной системы, изображены на рис. 2 б.
Результирующее поле рассеяния Фр создает в обмотках ин-
дуктивное сопротивление, которое при аварийном коротком за-
мыкании ограничивает ток в обмотках, предохраняя их от чрез-
мерного нагрева и разрушения. Чем больше икз, тем меньше
опасность разрушения обмоток при аварийных коротких замы-
каниях. Однако напряжение короткого замыкания и^3 при рас-
чете трансформатора ограничивают до определенного значения,
в противном случае, поля рассеяния, создавая значительное
индуктивное сопротивление, вызовут недопустимо большое ре-
активное падение напряжения в обмотках, в результате чего
снизятся вторичное напряжение и соответственно мощность, no-
il
лучаемая потребителем. Напряжение короткого замыкания
определяется для каждой пары обмоток: в двухобмоточном
трансформаторе — для обмоток ВН — НН; в трехобмоточном
трансформаторе — для обмоток ВН — НН; ВН — СН и СН —
НН.
Потери трансформатора — это активная мощность,
расходуемая в магнитной системе, обмотках и других частях
трансформатора при различных режимах работы.
Потери холостого хода Рхх— это потребляемая
трансформатором активная мощность в режиме холостого хода
при номинальном напряжении и номинальной частоте первичной
обмотки.
При холостом ходе трансформатор не передает электричес-
кую энергию, так как вторичная обмотка разомкнута. Потребля-
емая им активная мощность тратится на нагревание стали маг-
нитной системы от перемагничивания и вихревыми токами, а
также частично первичной обмотки. Эти суммарные потери на-
зывают потерями холостого хода трансформатора. Ввиду малого
тока холостого хода потери в активном сопротивлении обмотки
при этом незначительны (0,3—0,5% номинальной мощности
трансформатора), поэтому ими пренебрегают и считают, что
мощность расходуется только на потери в стали магнитной сис-
темы. Абсолютное значение потерь холостого хода трансформа-
тора незначительно. Однако их стремятся максимально снизить,
так как суммарные годовые потери холостого хода трансформа-
тора сравнительно велики.
Потери короткого замыкания Ркз — это потребля-
емая трансформатором активная мощность при опыте к. з.,
обусловленная потерями в активном сопротивлении первичной
и вторичной обмоток и токоведущих частях трансформатора при
прохождении номинального тока и добавочными потерями,
вызванными полями рассеяния.
Напряжение t/K3, подводимое к трансформатору при опыте
короткого замыкания, в зависимости от его конструкции и
назначения в 5—20 раз меньше номинального, поэтому магнит-
ное поле в магнитной системе незначительное, соответственно
незначительны и потери в активной стали на перемагничивание.
Ими пренебрегают, считая, что потребляемая мощность при ко-
ротком замыкании расходуется только на потери в активном
сопротивлении обмоток и на добавочные потери, вызванные по-
лями рассеяния. Поля рассеяния наводят в обмотках и других
токоведущих частях трансформатора (отводы, вводы и др.)
вихревые токи, а в стальных конструкциях (стенки бака,
ярмовые балки, детали прессовки и др.) кроме вихревых токов
создают гистерезисные потери (потери от перемагничивания).
Добавочные потери от полей рассеяния вызывают перегревы от-
дельных частей трансформатора и снижают его коэффициент
полезного действия (кпд). Поэтому при расчетах и конструиро-
вании трансформаторов поля рассеяния стараются уменьшить
12
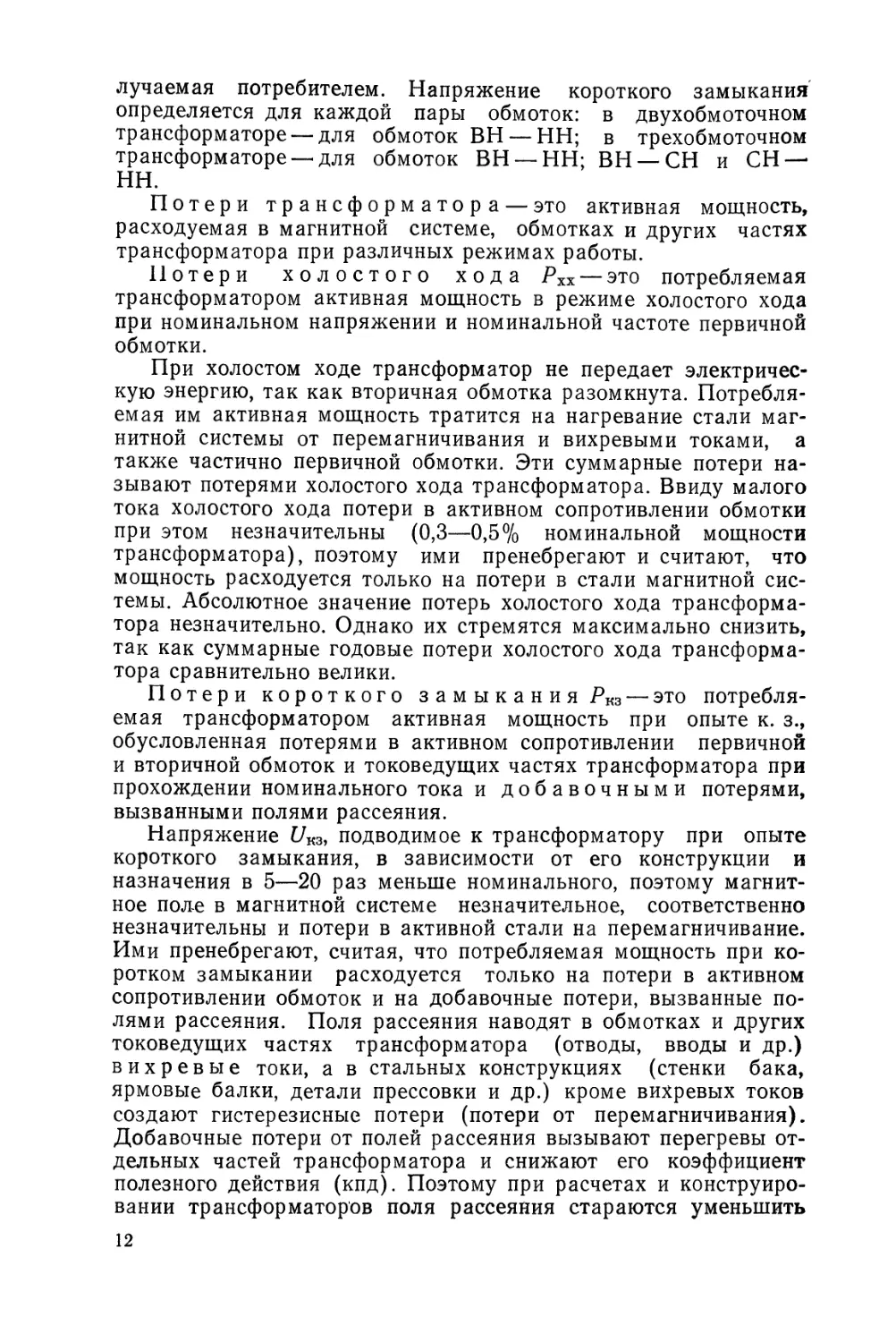
до оптимального значения, для этого первичную и вторичную об-
мотки размещают концентрически на одном стержне магнитной
системы, максимально возможно уменьшая канал между ними
(рис. 3). Чем ближе обмотки друг к другу, тем меньше поле
рассеяния, а следовательно, добавочные потери от вихревых то-
ков и перемагничивания.
При опыте короткого замыкания токи и потери мощности
такие же, как и при полной нагрузке трансформатора, поэтому
их часто называют нагрузочными потерями. Потери хо-
лостого хода и короткого замы-
кания нормируются стандартом.
Суммарные потери трансфор-
матора при номинальной нагруз-
ке составляют потери холостого
хода и короткого замыкания.
Зная эти потери и мощность, вы-
даваемую трансформатором в
сеть, можно определить его кпд
в процентах
Я — р . р . р " ЮО, Рис. з Размещение обмоток ВН
2 т *кз -г хх и рщ на СТержне магнитной си-
где Рг — мощность, выдаваемая стемы
трансформатором в сеть, кВт;
Ркз—потери короткого замыкания (нагрузочные), кВт; Рхх —
потери холостого хода, кВт.
Трансформаторы имеют сравнительно высокий кпд (98,5—
99,3%).
§ 3. ОДНОФАЗНЫЕ И ТРЕХФАЗНЫЕ ТРАНСФОРМАТОРЫ
Однофазные трансформаторы небольшой мощности применя-
ют в качестве сварочных, измерительных, испытательных, спе-
циального назначения и для бытовых нужд. • .
Мощные однофазные силовые трансформаторы служат для
трансформации электрической энергии трехфазного тока и для
питания специальных промышленных установок. Простейший
однофазный трансформатор (рис. 4) состоит из рамообразной
магнитной системы, включающей два стержня 3, верхнее 4 и
нижнее 5 ярма, обмоток высшего 1 и низшего 2 напряжения.
Левый стержень, если смотреть на трансформатор со сторо-
ны выведенных от обмоток ВН концов (отводов), принято обо-
значать буквой А, правый — X. Чтобы двухстержневую магнит-
ную систему, однофазного трансформатора использовать наибо-
лее рационально и трансформатор конструктивно был более
компактным, обмотки ВН и НН как бы делят на две части и
размещают их на стержнях А и X. Соединив между собой парал-
лельно или последовательно отдельные части обмоток ВН и со-
13
ответственно НН, от обмоток, размещенны^на стержне А, выво-
дят их «начала», а на стержне X — их «концы».
Трансформацию трехфазного тока однофазными трансфор-
маторами осуществляют следующим образом: устанавливают
рядом три однофазных трансформатора, образующих трехфаз-
ную группу, и внешние зажимы обмоток ВН и НН (при трехоб-
моточных трансформаторах и СН) соединяют в трехфазные
электрические схемы (звезда — звезда, звезда — треугольник).
Полученная трехфазная трансформаторная группа имеет общую
электрическую схему, а электромагнитная система каждого
трансформатора работает раздельно.
Рис. 4. Устройство простейшего однофазно-
го трансформатора
Рис. 5. Получение трехфазного трансфор-
матора из трех однофазных:
а — схема объединения трех магнитных систем
с фазными обмотками в одну трехфазную, б —
схема пространственной симметричной магнитной
системы трехфазного трансформатора
В трехфазном трансформаторе электрические и электромаг-
нитные системы трех однофазных трансформаторов объединены
в одну.
Физическую сторону такого совмещения схематично можно
пояснить следующим образом. Если три магнитные системы од-
нофазных трансформаторов с обмотками ВН и НН, размещен-
ными на одном стержне (рис. 5), составить под углом 120° друг
к другу, свободные от обмоток стержни примкнуть — состыко-
вать в один, соединить обмотки в трехфазные схемы и подать
на одну из них трехфазное напряжение, то и получится трехфаз-
ный трансформатор с общей электрической и магнитной систе-
мой, состоящей из трех стержней с обмотками и одного цент-
рального стержня без обмоток. Однако исходя из известного по-
ложения электротехники о том, что сумма мгновенных значений
токов и магнитных полей трехфазной системы равна нулю, маг-
14
яитный поток в центральном стержне будет отсутствовать, а
следовательно, в нем нет необходимости, поэтому его из конст-
рукции магнитной системы удаляют. Полученная при этом трех-
стержневая пространственная магнитная система (рис. 5, б)
является симметричной—-у нее длина путей основного магнит-
ного поля каждой фазы одинакова.
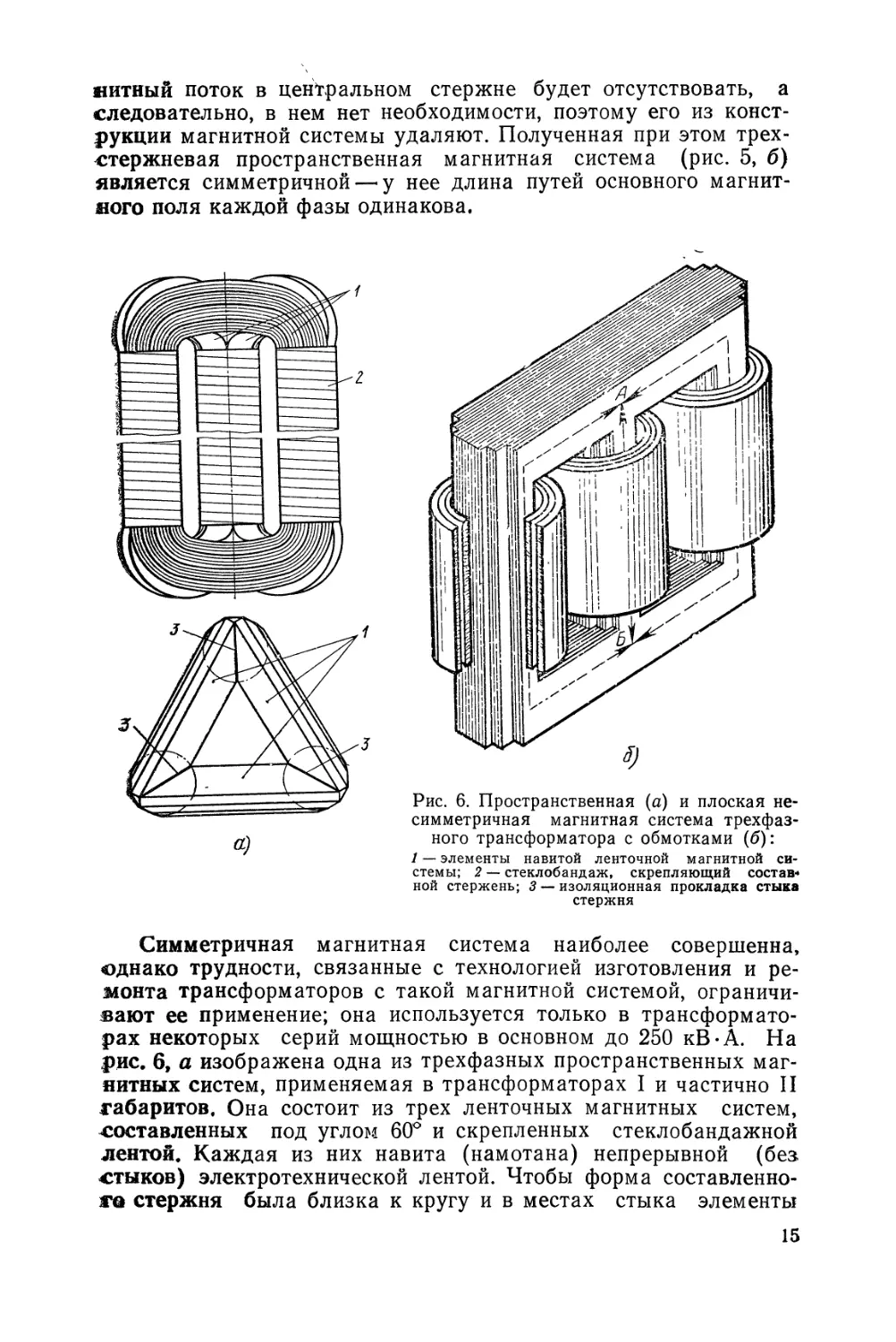
Рис. 6. Пространственная (а) и плоская не-
симметричная магнитная система трехфаз-
ного трансформатора с обмотками (б):
/ — элементы навитой ленточной магнитной си-
стемы; 2 — стеклобандаж, скрепляющий состав*
ной стержень; 3 — изоляционная прокладка стыка
стержня
Симметричная магнитная система наиболее совершенна,
однако трудности, связанные с технологией изготовления и ре-
монта трансформаторов с такой магнитной системой, ограничи-
вают ее применение; она используется только в трансформато-
рах некоторых серий мощностью в основном до 250 кВ-А. На
рис. 6, а изображена одна из трехфазных пространственных маг-
нитных систем, применяемая в трансформаторах I и частично II
габаритов. Она состоит из трех ленточных магнитных систем,
составленных под углом 60° и скрепленных стеклобандажной
лентой. Каждая из них навита (намотана) непрерывной (без.
стыков) электротехнической лентой. Чтобы форма составленно-
го стержня была близка к кругу и в местах стыка элементы
15
стержней были приближены к плоскости,/Ширина ленты, из ко-
торой их навивают, на протяжении всецДлины плавно меняется
(разная). Так как навитая магнитна^ система неразъемная, то
обмотки с помощью специальных станков приходится наматы-
вать («вматывать») непосредственно на стержне. У навитых маг-
нитных систем переход из стержней в ярма плавный, совпадаю-
щий с направлением магнитного потока, тем самым исключа-
ются добавочные потери в местах перехода стержней в ярма
под прямым углом при применении анизотропной стали. Кроме
того, процесс сборки трансформаторов с пространственными
магнитными системами может быть полностью механизирован.
Однако, по ранее указанным причинам, они нашли применение
только в трансформаторах небольшой мощности.
Для упрощения конструкции и технологии сборочно-разбо-
рочных операций в трехфазном трансформаторе применяют
главным образом плоскую несимметричную магнитную систему
(рис. 6, б). Она состоит из трех стержней, расположенных в
одной плоскости, и перекрывающих их ярм — верхнего и нижне-
го. Из рис. 6, б видно, что длина пути А—Б магнитного потока
среднего стержня меньше длин пути потока крайних стержней.
Асимметрия магнитной системы несколько сказывается на зна-
чении токов холостого хода отдельных фаз.
Фазные обмотки на стержнях трехфазной магнитной системы
размещаются так же, как и на однофазной, — концентрически
соосно и соединяются в трехфазные схемы.
Стоимость изготовления и монтажа одного трехфазного
трансформатора ниже стоимости трех однофазных на ту же
суммарную мощность. Современные силовые трансформаторы
преимущественно имеют трехфазное исполнение. Масса трех-
фазного трансформатора на 30—35% меньше массы трех
однофазных трансформаторов. Кроме того, он экономичнее в
работе и обслуживании.
Применение в отдельных случаях однофазных силовых
трансформаторов объясняется тем, что одновременное повреж-
дение нескольких фаз маловероятно. Поэтому достаточно иметь
один запасной однофазный трансформатор, чтобы в случае
аварии заменить поврежденную фазу. Однако в настоящее вре-
мя однофазные трансформаторы применяют только для очень
крупных мощностей, где транспортировка и установка трехфаз-
ных трансформаторов, имеющих большие массы и размеры, вы-,
зывает значительные трудности.
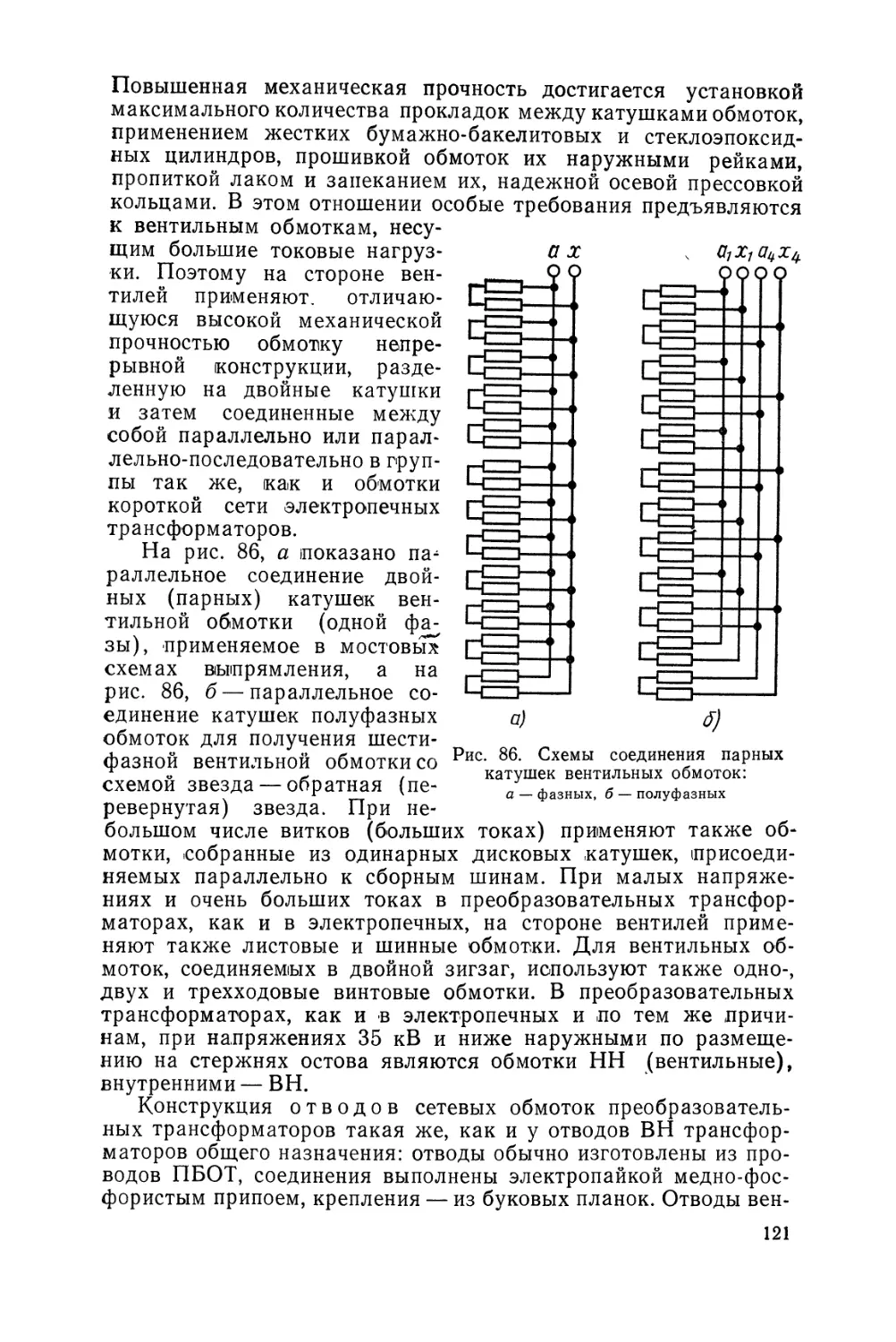
§ 4. ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К ТРАНСФОРМАТОРАМ
Трансформатор должен быть надежным в эксплуатации; эко-
номичным; заложенные расчетом потери не должны превышать
допустимых пределов; удовлетворять условиям параллельной
работы; не перегреваться; выдерживать допускаемое нормами
превышение напряжения и внешние короткие замыкания при:
16
обусловленных стандартом значениях кратности и длительности
протекания тока; допускать регулирование напряжения.
Параллельной работой называют работу нескольких
трансформаторов на общую сеть при параллельном соединении
их первичных и вторичных обмоток. Такая работа более эконо-
мична по сравнению с раздельной и создается при этом некото-
рый резерв мощности.
Трансформаторы, включаемые на параллельную работу, дол-
жны удовлетворять ряду условий: иметь равенство первичных
и вторичных напряжений, а следовательно, и коэффициентов
трансформации, равенство напряжений короткого замыкания и
одинаковые группы соединения обмоток.
Нагревание трансформатора или отдельных его
частей в процессе эксплуатации выше допустимой температуры
приводит к сокращению срока его службы, а в отдельных слу-
чаях—'К аварийному выходу его из работы.
Для обеспечения надежной работы силового трансформатора
в течение срока, установленного стандартом (25 лет), определе-
ны следующие допустимые превышения температуры отдельных
его частей по отношению к температуре охлаждающей среды
(°C): для обмоток, работающих в масле — 65, для магнитной
системы (на поверхности) и конструктивных элементов — 75,
для масла (в верхних слоях), если оно полностью защищено от
соприкосновения с окружающим воздухом (герметизированные
трансформаторы, трансформаторы с защитным устройством) —
60, для обмоток сухих трансформаторов при применении изоля-
ционных материалов классов нагревостойкости А, Е' В, F и Н —
соответственно 60, 75, 80, 100, 125. Допустимые превышения
температуры приняты при условии, что максимальная темпера-
тура окружающего воздуха не должна превышать 40°С. Если
охлаждающей средой служит вода, ее температура у входа в
охладитель трансформатора не должна превышать 25°С. Таким
образом, за наивысшую расчетную температуру обмоток масля-
ных трансформаторов принимают 65°С+40°С = 105°С, магнитной
системы (на поверхности)—75°С + 50°С= 115°С, верхних слоев
масла — 55оС + 40°С=95°С.
Каждый трансформатор в зависимости от номинального на-
пряжения должен выдерживать некоторое перенапряжение.
Перенапряжением называется повышение напряжения
на зажимах трансформатора до значения, опасного для его изо-
ляции.
Перенапряжения могут быть внутренние и внешние.
К внутренним, или коммутационным, относятся перена-
пряжения, возникающие при изменении режима работы транс-
форматора или системы, в которой он работает, например при
дуговом замыкании на землю, отключении и включении транс-
форматоров, линий с большой индуктивностью и емкостью и т. д.
К внешним относятся атмосферные перенапряжения, возни-
кающие в результате действия грозовых разрядов. Если грозо-
17
вой разряд происходит в непосредствен!^ близости от транс-
форматора или линии, к которой он подключен, то перенапряже-
ние возникает из-за индуктивного влияния тока и заряда мол-
нии. Такое перенапряжение называют индуцированным.
Отечественные трансформаторы имеют стандартные классы
напряжения: 3, 6, 10, 20, 35, ПО, 150, 220, 330, 500 и 750 кВ
и выше. Величина (уровень) допускаемых перенапряжений на
зажимах обмоток трансформатора определяется его классом
напряжения.
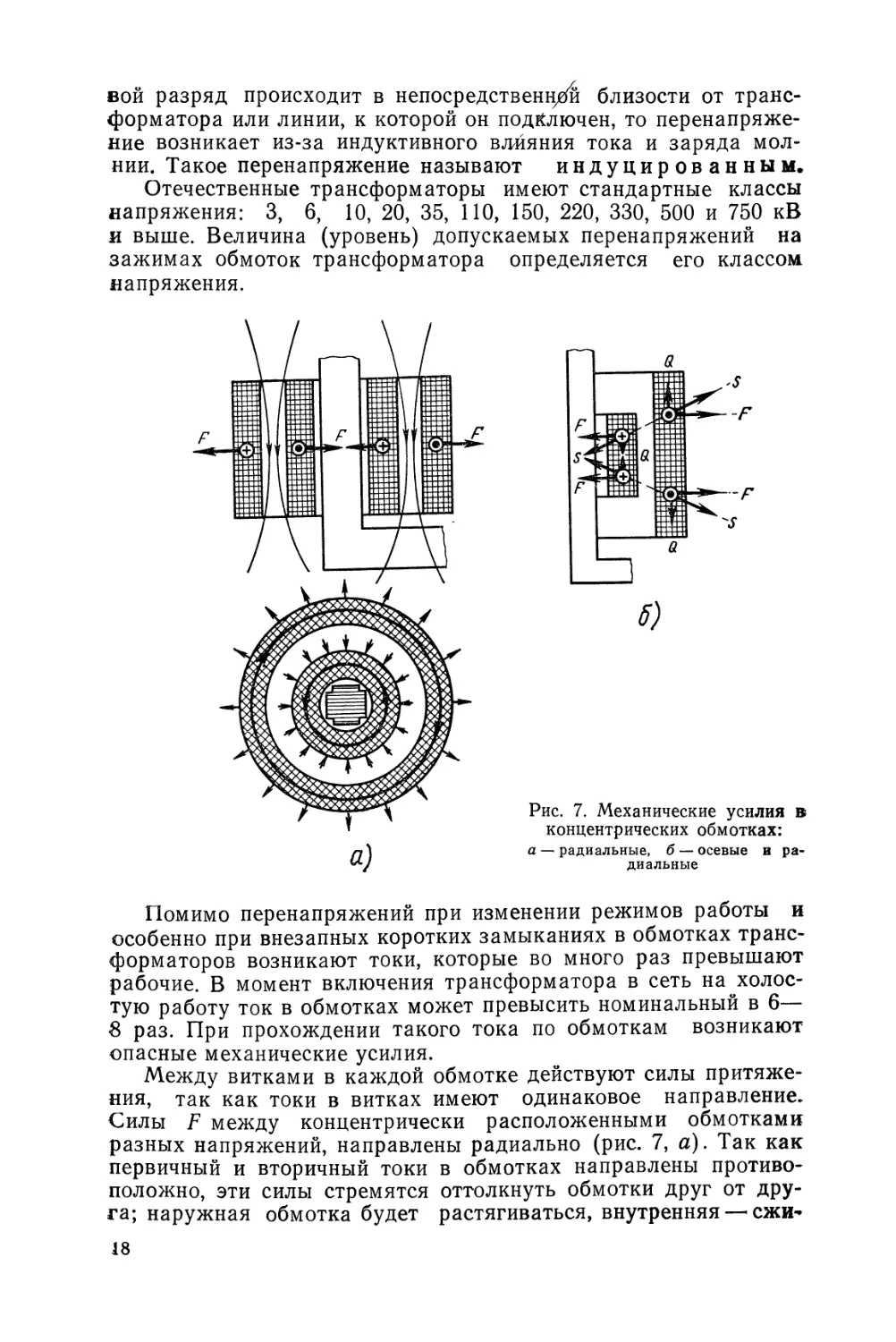
Рис. 7. Механические усилия в
концентрических обмотках:
а — радиальные, б — осевые и ра-
диальные
Помимо перенапряжений при изменении режимов работы и
особенно при внезапных коротких замыканиях в обмотках транс-
форматоров возникают токи, которые во много раз превышают
рабочие. В момент включения трансформатора в сеть на холос-
тую работу ток в обмотках может превысить номинальный в 6—
8 раз. При прохождении такого тока по обмоткам возникают
опасные механические усилия.
Между витками в каждой обмотке действуют силы притяже-
ния, так как токи в витках имеют одинаковое направление.
Силы F между концентрически расположенными обмотками
разных напряжений, направлены радиально (рис. 7, а). Так как
первичный и вторичный токи в обмотках направлены противо-
положно, эти силы стремятся оттолкнуть обмотки друг от дру-
га; наружная обмотка будет растягиваться, внутренняя — ежи-
18
маться. Кроме радиальных на обмотки действуют осевые силы»
которые меньше радиальных, но при аварийных режимах опас-
ны. Одну из обмоток они стремятся растянуть вдоль оси, дру-
гую — сжать.
В трансформаторе возникающие осевые механические усилия
первичной и вторичной обмоток должны уравновешивать друг
друга. Это достигается равномерным распределением по высоте
их магнитодвижущих сил (мдс). Для этого первичную и вторич-
ную обмотки располагают концентрически и на одном уровне»
при этом обмотки должны иметь одинаковую высоту.
На рис. 7, б показаны усилия в обмотках, имеющих (услов-
но) разную высоту. Если обмотки мысленно разделить на две
равные части и в середине каждой из них сосредоточить полови-
ну мдс, то очевидно, что сила S, действующая между половина-
ми обмоток, будет иметь направление, указанное на рисунке.
Радиальные силы F и осевые Q получаются разложением силы
S по правилу параллелограмма. Как видно, обмотку, имеющую
меньшую высоту, осевые силы стремятся сжать, а большую —
разорвать, кроме того, нетрудно сделать заключение: чем боль-
ше разница в высоте обмоток, тем больше осевые усилия, стре-
мящиеся разрушить обмотки.
Из рассмотренного примера следует, что обмотки на стерж-
нях магнитной системы при сборке трансформатора нужно рас-
полагать симметрично.
При внешних коротких замыканиях в процессе эксплуатации
трансформатора механические усилия в обмотках резко возрас-
тают и в отдельных случаях могут привести к их разрушению.
Кроме того, из-за нагрева большими токами повышается темпе-
ратура обмоток. Для предотвращения разрушения обмотки кре-
пят специальными прессующими устройствами.
Все силовые трансформаторы должны выдерживать без по-
вреждений и остаточных деформаций внезапные сквозные
(внешние) короткие замыкания. Допустимая длительность про-
хождения тока короткого замыкания и кратность установивше-
гося тока короткого замыкания указаны в стандартах и техниче-
ских условиях на трансформаторы.
Качество электрической энергии, поставляемой потребителю,
определяется стандартом и характеризуется прежде всего ста-
бильностью ее частоты и напряжения. Отклонение этих парамет-
ров от номинальных значений должно быть в пределах, установ-
ленных стандартами норм. Силовой трансформатор не может
повлиять на частоту преобразуемой электроэнергии, он ее пере-
дает с такой частотой, которую получает, а поддерживать на-
пряжение в заданных пределах он может.
Известно, что в зависимости от времени года и даже суток,
а также режима работы, электрическая нагрузка потребителей
меняется. С изменением тока нагрузки в электрической сети ме-
няется напряжение, а это, в свою очередь, вызывает колебание
напряжения на зажимах токоприемников: оно будет или слиш-
19
ком мало, или значительно превысит допустимое. Поддержание
напряжения на требуемом уровне достигается изменением коэф-
фициента трансформации трансформатора с помощью переклю-
чающего устройства. Для этого от обмоток выведены регулиро-
вочные ответвления, присоединяемые к контактным зажимам
переключателя, который приводится в действие приводом от
руки, или электрифицированным приводным устройством авто-
матически, или нажатием кнопки. Для регулирования напряже-
ния в больших пределах применяются также специальные регу-
лировочные и вольтодобавочные трансформаторы.
Регулирование напряжения производится либо при невоз-
бужденном трансформаторе (со снятием нагрузки и напряже-
ния), либо с переключением ответвлений обмотки под нагруз-
кой без снятия напряжения с трансформатора. Регулирование
напряжения под нагрузкой важно, когда технологический режим
потребителя не может быть прерван.
Контрольные вопросы
1. Что такое трансформатор и на каком принципе основана его работа?
2. Назовите виды трансформаторов и укажите их основные параметры.
3. Какие требования предъявляются к силовым трансформаторам?
4. Какова роль трансформатора в передаче и распределении электро-
энергии?
5. Почему основное магнитное поле в магнитной системе трансформато-
ра при нагрузке остается таким же, как и при холостом ходе?
ГЛАВА II
МАТЕРИАЛЫ,
ПРИМЕНЯЕМЫЕ В ТРАНСФОРМАТОРАХ
При изготовлении и ремонте трансформаторов применяют
различные электромагнитные, проводниковые, электроизоляци-
онные, конструкционные и вспомогательные материалы. Первые
три вида — это электротехнические материалы; они являются
основными материалами в устройстве электрических аппаратов,
машин и различных электроустановок. Кроме того, магнитные
и проводниковые материалы принято называть активными, хотя
часто в электротехнических устройствах один и тот же мате-
риал одновременно,выполняет функции конструкционного и ак-
тивного. Так, например, стержень ввода, являясь основной токо-
ведущей его частью, механически скрепляет между собой все его
детали.
20
§ 5. ЭЛЕКТРОМАГНИТНЫЕ И ПРОВОДНИКОВЫЕ МАТЕРИАЛЫ
Электромагнитные материалы применяют в виде
рулонной и листовой электротехнической стали толщиной обыч-
но 0,28; 0,30 и 0,35 мм для изготовления магнитных систем (маг-
нитопроводов) трансформаторов.
Электротехническая сталь в зависимости от содержания в
ней кремния и способов прокатки характеризуется следующими
свойствами: магнитной проницаемостью, удельными потерями от
вихревых токов и перемагничивания (гистерезиса) и удельным
электрическим сопротивлением.
Увеличение содержания кремния в стали повышает относи-
тельную магнитную проницаемость, снижает удельные потери от
вихревых токов и гистерезиса, повышает удельное электрическое
сопротивление, а его уменьшение дает обратные результаты.
До 1955 г. в отечественном трансформаторостроении исполь-
зовали в основном горячекатаную листовую сталь марок Э42,
Э43, Э4А и других толщиной 0,5 мм. Позже начали применять
холоднокатаную сталь, выпускаемую в рулонах, которая из-за
особенностей кристаллографической структуры обладает анизо-
тропией магнитных свойств, отличается от горячекатаной мень-
шими удельными потерями энергии, повышенной магнитной про-
ницаемостью и большей допускаемой индукцией, что позволяет
изготовлять магнитную систему, а следовательно, и трансформа-
тор с меньшими потерями холостого хода, уменьшать его массу
и размеры. Другая особенность холоднокатаной стали заключа-
ется в том, что при совпадении направления магнитного потока
с направлением проката удельные потери в стали резко умень-
шаются, а магнитная проницаемость увеличивается, и наоборот.
Это свойство анизотропии приходится учитывать при изготов-
лении магнитной системы.
' Холоднокатаную сталь толщиной 0,28, 0,3 и 0,35 мм изготов-
ляют с термостойким (магниево-фосфатным) покрытием, обла-
дающим электроизоляционным свойством, маслостойкостью и
механической прочностью. Поэтому пластины из такой стали
шириной до 400 мм для трансформаторов мощностью до
32 МВ-А и напряжением до ПО кВ включительно, как правило,
не нуждаются в дополнительном покрытии изоляционным лаком.
Для уменьшения потерь от вихревых токов пластины без термо-
стойкой поверхностной пленки и с термостойким покрытием бо-
лее мощных магнитных систем изолируют, т. е. покрывают
лаком и запекают. Удельные потери в стали, определяемые сум-
марными потерями от вихревых токов и перемагничивания 1 кг
стали, зависят от магнитной индукции и частоты переменного
синусоидального тока.
Для магнитных систем трансформаторов в настоящее время
применяют холоднокатаную рулонную сталь марок 3404, 3405,
3406 и др. (ГОСТ 21427.0—75), для которой характерна высокая
магнитная индукция и низкие удельные потери. Например, для
21
стали 3406 толщиной 0,28 мм допускаемая индукция 1,7 Тл (для
горячекатаной—1,45 Тл); при намагничивании ее вдоль прока-
та и индукции 1,6—1,65 Тл (частоте 50 Гц) удельные потери
составляют 1,25—1,30 Вт/кг, а при намагничивании под углом
90° к направлению проката — почти в 3 раза больше.
Наиболее перспективной для магнитных систем трансформа-
торов является электротехническая рулонная сталь с кубической
текстурой и увеличенным содержанием кремния (3% и более),
имеющая примерно одинаковое значение потерь при намагничи-
вании ее вдоль и поперек прокатки, меньшие удельные потери
(0,8—0,9) Вт/кг и большее удельное электрическое сопротивле-
ние (0,4—0,5) мкОм-м.
Проводниковые материалы, применяемые в транс-
форматорах, изготовляют из электротехнической меди и алю-
миния.
Электротехническая медь, получаемая электролизом, отлича-
ется высокой чистотой и хорошим качеством. Из всех проводни-
ковых материалов, за исключением серебра, она имеет самое
низкое удельное электрическое сопротивление — 0,0175 мкОм-м
при 20°С (плотность 8,96 г/см3 при 20°С).
Алюминий уступает меди по электропроводности и механиче-
ской прочности. Его удельное электрическое сопротивление
0,029 мкОм-м при 20°С, что в 1,65 раза больше сопротивления
меди. Однако низкая стоимость, малая плотность (2,7 г/см3),
сравнительно низкое электрическое сопротивление позволяют
использовать его для изготовления обмоточных проводов, при-
меняемых в основном в обмотках трансформаторов I—II габари-
тов. Для изготовления медных обмоточных проводов круглого
сечения применяют проволоку марки ММ, прямоугольных —
ПММ; для круглых алюминиевых проводов 0 до 1,70 мм при-
меняют проволоку марки АТ, 0 1,80 мм и больших диаметров—
марки AM (М — мягкая отожженная, ПМ — полумягкая, Т—-
твердая).
Токопроводящие стержни, шины и другие конструкционные
детали, которые должны обладать большой механической проч-
ностью, изготовляют из меди марки ПМТ. Для обмотки транс-
форматоров применяют медные и алюминиевые провода марок:
ПБ, ПБУ, АПБ, АПБУ, ПБД, АПБД, ПЭЛ, ПСД и др.; буквы
и их сочетания означают: П — медный провод, Б — провод, изо-
лированный лентами кабельной или телефонной бумаги, БУ —
провод, изолированный лентами высоковольтной кабельной
уплотненной бумаги, АП — алюминиевый провод, БД — провод,
изолированный двумя слоями нитей из хлопчатобумажной пря-
жи; ЭЛ—эмалированный лакостойкий < провод; СД — провод,
изолированный двумя слоями стеклянного волокна, пропитан-
ного лаком; его применяют для изготовления обмоток сухих
трансформаторов; провода остальных названных марок приме-
няют для изготовления обмоток масляных трансформаторов.
22
По нагревостойкости изоляции в пропитанном состоянии
провода указанных марок, кроме ПСД, относят к классу А
(105°С), а провод ПСД в зависимости от пропиточных лаков:—
к классу В или F (130—155°С).
Номинальная удвоенная толщина изоляции (витковая) про-,
водов в зависимости от напряжения может быть: прямоуголь-
ных— от 0,27 до 1,92 мм; круглых — от 0,3 до 5,76 мм.
Для изготовления отводов и ответвлений обмоток применяют
гибкие провода с медной жилой круглого сечения марок ПБОТ
и ПБТО; медные и алюминиевые шины и прутки. Жила провода
марки ПБОТ состоит из тонких медных проволок, изолирована
большим количеством слоев кабельной бумаги. В зависимости
от толщины бумажной изоляции эти провода маркируют
ПБОТ-3, ПБОТ-6 и ПБОТ-8 и выпускают сечением 16, 25, 50, 70,
95, 120, 150, 240, 300, 400 мм2 и более. Провода марки ПБОТО
в отличие от ПБОТ поверх бумажной изоляции имеют оплетку
из хлопчатобумажной пряжи (цифры в обозначении марок этих
проводов указывают толщину изоляции на одну сторону).
Для улучшения качества обмоток, снижения добавочных по-
терь и облегчения работ при их намотке с большим числом про-
водов в витке применяют также медные подразделенные
провода ПБП и тр анспон иров анн ые ПТБ.
Подразделенный провод ПБП состоит из несколь-
ких проводов ПБ (обычно двух-трех), уложенных параллельно
друг на друга широкой стороной и изолированных лентами
обыкновенной или многослойной кабельной бумаги до номиналь-
ной удвоенной толщины изоляции 0,96 мм (0,48 мм на одну сто-
рону).
Транспонированный провод ПТБ состоит из боль-
шого количества элементарных уложенных в два ряда эмалиро-
ванных проводников небольшого сечения, которые на протяже-
нии всей длины непрерывно (по одному) переходят из одного
ряда в другой. Между рядами проложена изоляционная кабель-
ная бумага толщиной 0,12 мм, а сверху провод изолирован ка-
бельной бумагой до номинальной удвоенной толщины изоляции
0,96 мм (0,48 мм на сторону). При такой конструкции все про-
водники на любом участке провода имеют одинаковую длину,
поэтому при намотке обмоток транспонированным проводом
транспозиции не требуются и, следовательно, исключаются тру-
доемкие технологические операции, связанные с ее выполнением.
§ 6. ЭЛЕКТРОИЗОЛЯЦИОННЫЕ МАТЕРИАЛЫ,
ЛАКИ, ЭМАЛИ
Электроизоляционные материалы служат для изоляции токо-
ведущих частей устройств, находящихся под разными потенциа-
лами, друг от друга и заземленных частей.
Качество электроизоляционных материалов при прочих рав-
ных условиях определяет срок службы трансформатора и ха-
23
рактеризуется: пробивным напряжением, электрической проч-
ностью, диэлектрическими потерями, диэлектрической проницае-
мостью, высоким электрическим сопротивлением и другими
свойствами.
Пробивным t/др называют напряжение, при котором про-
исходит пробой изоляции, если к изоляционному материалу при-
ложить напряжение и постепенно его повышать. Свойство изоля-
ционного материала выдерживать напряжение количественно
выражают напряженностью электрического поля £пр, при кото-
рой диаэлектрик пробивается, т. е. значением пробивного напря-
жения, приходящегося на единицу толщины диэлектрика
(кВ/мм).
Пробивную напряженность электрического поля, при которой
происходит пробой диэлектрика, называют его электриче-
ской прочностью, являющейся одной из основных харак-
теристик изоляционного материала. Материалы, применяемые в
трансформаторах, имеют электрическую прочность при 20°С от
5 до 90 кВ/мм.
Изоляция, находящаяся в переменном электрическом поле,
под воздействием переменного напряжения поглощает часть
электрической энергии, в результате чего нагревается. Поглоща-
емую энергию называют диэлектрическими потерями.
Диэлектрические потери можно измерить или подсчитать в
ваттах, однако их принято оценивать тангенсом угла диэлектри-
ческих потерь tg 6 — отношением векторов двух токов: активной
составляющей общего тока в диэлектрике к реактивной. В прак-
тике tg 6 выражают не в абсолютных единицах, а в процентах
.(tg 6%).
tg д данного материала не является постоянным параметром,
а зависит от частоты приложенного переменного напряжения и
температуры диэлектрика. При прочих равных условиях, чем
б'олыпе диэлектрические потери, тем больше tg 6, т. е. качество
диэлектрика хуже.
Значение tg д изоляционных материалов, применяемых в
трансформаторах, при 20°С и частоте 50 Гц составляет 0,005—>
0,02.
При увлажнении изоляции диэлектрические потери резко
возрастают, поэтому tg 6 является важной характеристикой, ко-
торой широко пользуются для определения увлажненности изо-
ляции трансформаторов. Значение tg 6 изоляции всего транс-
форматора повышается не только в результате увлажнения или
загрязнения изоляции активной части, но и при плохом качестве-
масла, залитого в трансформатор.
Диэлектрическая проницаемость 8 диэлектрика
позволяет количественно оценить степень его поляризации и со-
ответственно определить электрическую емкость, которой он об-
ладает.
Диэлектрическая проницаемость так же, как и тангенс угла
диэлектрических потерь, зависит от температуры диэлектрика и
24
частоты приложенного переменного напряжения. Применяемые
в трансформаторах электроизоляционные материалы при часто-
те тока 50 Гц и температуре 20°С имеют диэлектрическую про-
ницаемость от 2 до 8. Так как напряженность электрического
поля в диэлектриках обратно пропорциональна их диэлектриче-
ской проницаемости, то при выборе различных изоляционных
материалов, используемых вместе, стремятся к тому, чтобы их
диэлектрические проницаемости были близки друг к другу. При
неудачном соотношении диэлектрических проницаемостей и тол-
щин изоляции напряженность электрического поля может пре-
высить прочность изоляции и она будет пробита.
Электроизоляционные материалы в отличие от проводнико-
вых материалов обладают весьма высоким электрическим
сопротивлением. Чем больше удельные объемное и поверх-
ностное сопротивления, тем выше качество диэлектрика.
Качество изоляции проверяют для всего трансформатора или
его отдельных частей приложением повышенного напряжения,
при этом в изоляции возникает электрический ток, называемый
током утечки или током проводимости; он зависит
от электрического сопротивления изоляции трансформатора. Со-
противление изоляции, обозначаемое /?Из, измеряемое мегаом-
метром и выражаемое в мегаомах или килоомах (1 МОм =
= 1 000000 Ом, 1 кОм=ЮОО Ом), зависит от диэлектрических
свойств изоляционного материала, а также от внешних факто-
ров— температуры, влаги, различных загрязнений.
Повышение температуры и особенно увлажненность резко
понижают электрическое сопротивление изоляционного материа-
ла, а следовательно, увеличивают токи утечки и снижают каче-
ство изоляции. Большинство изоляционных материалов облада-
ет значительной гигроскопичностью, т. е. способностью погло-
щать влагу из воздуха, поэтому после изготовления или ремон-
та трансформаторы сушат, в результате чего сопротивление их
изоляции резко повышается.
Таким образом, изоляционные материалы должны иметь вы-
сокое электрическое сопротивление и обладать влагостойкостью.
Сопротивление изоляции — важный показатель, определяющий
качество изоляции всего трансформатора.
Изоляционные материалы должны обладать рядом других
свойств, обеспечивающих их длительную и надежную работу
в аппарате: нагревостойкостью, механической прочностью, элас-
тичностью, гибкостью, масло- и влагостойкостью и химической
стойкостью.
По нагревостойкости электроизоляционные материалы делят
на семь классов: Y, A, F, В, Е, Н, С (ГОСТ 8865—70). Для каж-
дого класса установлена предельно допустимая температура на-
грева, при которой материал может длительно работать. Боль-
шинство изоляционных материалов, применяемых в масляных
трансформаторах, относится к классу А (пропитанные или по-
груженные в жидкий диэлектрик волокнистые материалы из
25
целлюлозы или шелка, а также другие материалы и их сочета-
ния); их предельная длительно допустимая температура нагре-
ва 105°С.
Для изоляции обмоточных проводов и отводов, а также меж-
слоевой изоляции обмоток и других устройств применяют
электроизоляционную кабельную бумагу, изго-
товляемую из химически обработанной древесной целлюлозы на
специальных бумагоделательных машинах. Она отличается вы-
сокой электрической и механической прочностью, высокой стой-
костью при работе в горячем трансформаторном масле, относит-
ся по нагревостойкости к классу А. Электроизоляционные бума-
ги разделяют по видам и толщине.
С января 1983 г. в трансформаторах начали применять вмес-
то кабельной электроизоляционную трансформа-
торную бумагу (ГОСТ 16512—80) марок Т-080, Т-120,.
ТМ-120, ТМП-120, ТВ-120 и ТВУ-080 толщиной 80 и 120 мкм>
Буквы в марках бумаги означают: Т — трансформаторная обыч-
ная, В — высоковольтная, М — многослойная, П — упрочненная,
У — уплотненная. Выбор марки этой бумаги зависит от класса
напряжения трансформатора. Бумагу поставляют в рулонах ши-
риной 500—1000 мм. Электрическая прочность сухой трансфор-
маторной бумаги 6—9 кВ/мм, а пропитанной в сухом трансфор-
маторном масле в. зависимости от толщины — 70—90 кВ/мм;
диэлектрическая проницаемость сухой бумаги 2,2—2,7.
Для витковой изоляции обмоточных проводов и межслоевой
изоляции обмоток трансформаторов мощностью до 100 кВ-А
используют телефонную бумагу КТ-50, выпускаемую тол-
щиной 50 мкм, в рулонах шириной 500, 700 и 750 мм.
Для изолирования отводов применяют крепированную
электроизоляционную бумагу ЭКТМ с поперечным
крепом (гофрировкой), толщиной 0,44 мм и поставляют в руло-
нах шириной 1000 мм. Она обладает высокой электрической
прочностью (25 кВ/мм в трансформаторном масле при 90±
±5°С), маслостойкостью и эластичностью.
Другим основным изоляционным материалом в высоковольт-
ных трансформаторах служит электроизоляционный
картон (электрокартон), который изготовляют, как и кабель-
ную бумагу, из древесной целлюлозы. В зависимости от толщи-
ны электрическая прочность электрокартона в воздухе от 7 до
15 кВ/мм, в горячем (при 90°С) трансформаторном масле (после
предварительной вакуумной сушки и пропитки в сухом транс-
форматорном масле) при (100±5)°С от 30 до 55 кВ/мм; его
диэлектрическая проницаемость 4,3—4,5.
Электрокартон, предназначенный для работы в масле при
рабочей температуре 105°С, отличается высокой механической
прочностью, малой усадкой после сушки, стойкостью к воздей-
ствию напряжения в направлении, перпендикулярном поверхно-
сти, а также к воздействию поверхностных разрядов и выпуска-
ется пяти марок AM, А, Б, В, Г.
26
Электрокартон марки AM, характеризуемый хорошей элас-
тичностью, гибкостью и высокой стойкостью к действию поверх-
ностных разрядов, применяется для изготовления деталей глав-
ной изоляции высоковольтных масляных трансформаторов от
750 кВ и выше; марки А, отличающийся в основном от марки
AM меньшей стойкостью к воздействию поверхностных разря-
дов, — для изготовления деталей главной изоляции высоковольт-
ных масляных трансформаторов до 750 кВ включительно; мар-
ки Б, обладающий средней плотностью и повышенными электри-
ческими характеристиками, — для изготовления деталей глав-
ной изоляции масляных трансформаторов до 220 кВ включи-
тельно; марки В, обладающий повышенной плотностью и малой
сжимаемостью, — для изготовления деталей продольной изоля-
ции в масляных трансформаторах; марки Г, отличающийся сред-
ней плотностью с повышенным сопротивлением расслаиванию,—
для изготовления склеенных изоляционных деталей масляных
трансформаторов.
Листовой электрокартон применяют толщиной 1; 1,5; 2; 2,5
и 3 мм размером от 850X1000 до 3000x4000 мм (второй размер
соответствует продольному направлению волокон), а также
толщиной 0,5 мм, поставляемый в рулонах шириной (1000±
zb 5) мм.
Электроизоляционная лакоткань представляет
собой хлопчатобумажную шелковую или стеклянную ткань,
пропитанную электроизоляционным лаком; она отличается вы-
сокой электрической и механической прочностью и эластично-
стью; по нагревостойкости хлопчатобумажная и шелковая тка-
ни относятся к классу А.
В зависимости от пропитывающего лака лакоткани разделя-
ют на черные и светлые (желтые).
Для масляных трансформаторов применяют светлую хлопча-
тобумажную лакоткань ЛХММ-105 толщиной 0,17; 0,2; 0,24 мм
с пробивным напряжением 7,5; 8,3 и 9,2 кВ соответственно (при
15—35°С и относительной влажности воздуха 45—75%). Для
работы на воздухе при нормальных климатических условиях
используют черные лакоткани ЛХМС-105 и ЛХМ-105.
Стеклолакоткань марки ЛСММ-105/120 применяют для сухих
трансформаторов напряжением более 1000 В, марки ЛСБ-120/
130 — для таких же трансформаторов, но до 1000 В (для изоли-
рования отводов и мест спая). Стеклолакоткань выпускают тол-
щиной 0,12—0,24 мм в рулонах шириной 690—1140 мм. Буквы
я цифры в марках лакотканей означают: Л — лакоткань, X — на
хлопчатобумажной основе, М — пропитка на основе масляного
лака, Б — на основе битумно-масляного лака, вторая буква М —
маслостойкая; С — на основе стеклоткани; 105 — температура по
нагревостойкости.
Изоляционные ленты применяют для механической
защиты основной изоляции токоведущих частей.
27
Изоляционную тафтяную хлопчатобумажную ленту марок от
Т-10-18 до Т-50-39 толщиной 0,25 мм и шириной 10—50 мм и ки-
перную марок от К-10-2 до К-50-17 (с киперным переплетением
нитей в «елочку») толщиной 0,45 мм и шириной 10—50 мм ис-
пользуют в масляных трансформаторах. В сухих трансформато-
рах применяют стеклоленту в основном тех же размеров, что и в
масляных. В обозначении марок первая цифра указывает шири-
ну ленты, вторая — номер заправки пряжи. Ленты поставляют
в рулонах длиной 50 м.
Электротехнический гетинакс получают прессо-
ванием слоев специальной пропиточной бумаги и применяют для
изготовления деталей переключающих устройств, крепления об-
моток и отводов. Для этих целей выпускают листовой электро-
технический гетинакс марок V-1 и V-2 толщиной 8—50 мм, отли-
чающийся высокой механической и электрической прочностью.
Электрическая прочность гетинакса в поперечном направлении
составляет 16—80 кВ/мм, вдоль слоев — в несколько раз ниже.
Электротехнический текстолит, получаемый прес-
сованием слоев пропитанной лаком хлопчатобумажной ткани,
имеет большую удельную ударную вязкость, чем гетинакс, по-
этому его используют для изготовления изоляционных деталей,
несущих механическую нагрузку. В масляных и сухих трансфор-
маторах применяют текстолит класса А толщиной 0,5—50 мм
и электрической прочностью 5—8 кВ/мм в трансформаторном
масле при (90±2)°С.
Стеклотекстолит листовой и в виде цилиндров — прес-
сованный материал, состоящий из слоев стеклянной ткани, про-
питанной эпоксидно-фенолформальдегидным лаком. Он облада-
ет высокими нагрево- и влагостойкостью и механической проч-
ностью. При изготовлении сухих трансформаторов в основном
применяют стеклотекстолит СТ толщиной 1,5—30 мм и СТЭФ
толщиной 1,5—50 мм.
Бумажно-бакелитовые изделия, изготовляемые
в виде трубок и цилиндров из лакированной намоточной бумаги,
применяют для работы на воздухе и в трансформаторном масле
при 105°С. Трубки служат для изоляции отводов и стяжных
шпилек магнитной системы, а также для изготовления привод-
ных штанг переключателей, а цилиндры — для изоляции обмо-
ток друг от друга и от стержней магнитной системы, а также
для изоляции переключателей.
Трансформаторное масло (продукт перегонки неф-
ти) используют в трансформаторах в качестве изоляционного
материала, а также хорошей теплоотводящей среды. Оно не
должно содержать влаги, механических примесей, смолообразу-
ющих и других веществ, не обладающих изоляционными свой-
ствами. Масло, из которого удалена влага, резко снижающая
его электрическую прочность, называют сухим.
В трансформаторах применяют трансформаторные масла ма-
рок: ТК —без присадки; Т-750 и Т-1500 — с добавлением анти-
28
окислительной присадки; ПТ — перспективное масло. Для при-
мера приведены основные требования, предъявляемые к транс-
форматорному маслу ТК (ГОСТ 982—80):
Кинематическая вязкость, сСт, не более:
при 20°С.................................... 30
при 50°С ............................... 8
Кислотное число, мг, КОН на 1 г масла (не бо-
лее) ....................................... 0,35
Температура вспышки, определяемая в закрытом
тигле, °C (не ниже) s , ..................... 135
Зольность, % (не более)...................... 0,005
Водорастворимые кислоты, щелочи и механиче-
ские примеси................................отсутствуют
Температура застывания, °C (не выше)......... —45
Натровая проба — оптическая плотность (не бо-
лее) » , . ................................. 2
Тангенс угла диэлектрических потерь при 70°С,
%, (не более)................................ 2,5
Плотность при 20°С, г/с3 (не более).......... 0,900
Пробивное напряжение осушенного масла ... . 60 кВ и более
Сов то л-10 — это синтетическая бесцветная жидкость, слег-
ка желтоватого цвета, продукты ее разложения под воздействи-
ем температуры и электрической дуги в отличие от трансформа-
торного масла не горят и не выделяют взрывоопасные газы (во-
дород, метан, ацетилен и др.).
Совтол-10 применяют в качестве негорючего жидкого диэлек-
трика, являющегося одновременно охлаждающей средой, в гер-
метизированных трансформаторах напряжением не более 15 кВ.
Основные физико-технические свойства совтола-10:
Тангенс угла диэлектрических потерь при 90°С (не выше) . . 0,08
Пробивное напряжение при 65°С (не менее)................. 40 кВ
Кислотное число, мг КОН на 1 г масла (не более).......... 0,02
Кинематическая вязкость при 65°С (не более).............. 14
Вода, механические примеси...............................отсутствуют
К недостаткам совтола относятся: токсичность (его пары при
длительном воздействии на дыхательные органы человека могут
привести к отравлению); высокая гигроскопичность по сравне-
нию с трансформаторным маслом; резкое увеличение вязкости
при снижении температуры.
Для пропитки обмоток, изолирования пластин магнитопрово-
дов, окраски деталей и сборочных единиц применяют лаки и
эмали.
Электроизоляционный лак ГФ-95, представляющий
собой раствор глифталевой смолы, растительного масла и кани-
фоли, применяют для пропитки с последующей запечкой обмо-
ток. Время его высыхания (запечки) — 15 ч при 105—110°С.
Электроизоляционный лак МЛ-92, получаемый до-
бавлением к лаку ГФ-95 15% меламиноформальдегидной смолы,
применяют для тех же целей, что и ГФ-95. Время его высыха-
ния 10—12 ч при 9—100°С.
29
Бакелитовый лак, представляющий собой раствор ба-
келитовой смолы в этиловом спирте, имеет цвет от красноватого
до красно-бурого, запекается при 120—130°С, выпускается ма-
рок ЛБС-1 и ЛБС-2 и используется в трансформаторах для скле-
ивания электрокартонных полос, колец и других деталей. Скле-
енные этим лаком детали имеют высокую механическую и элек-
трическую прочность. Для склеивания электрокартона применя-
ют также клей марки МЦ, изготовленный на основе метилцел-
люлозы.
Изоляционный лак № 302, изготовляемый из канифо-
ли, тунгового масла, керосина и других составляющих, применя-
ют для изолирования пластин магнитной системы. В качестве
растворителя лака служит чистый фильтрованный керосин.
Л а к № 202 используют для тех же целей, что и лак № 302,
но в отличие от последнего его приготовляют на льняном масле.
Вместо дорогостоящих дефицитных лаков № 302 и 202 чаще при-
меняют изоляционный лак КФ-965.
Масляно-битумный лак № 458 черного цвета, печ-
ной сушки применяют для пропитки обмоток сухих трансформа-
торов низкого напряжения. Растворителем лака служит бензин,
толуол, бензол. Время его запечки не более 4 ч при 105°С.
Глифталево-масляная эмаль ГФ-92-ГС серого
цвета, горячей сушки, маслостойкая, запекается в течение 3 ч
при 105—110°С и применяется для покрытия пропитанных лаком
ГФ-95 и МЛ-92 обмоток и окраски стальных деталей сухих
трансформаторов. Для этих же целей используют эмаль серого
цвета ХВ-124.
Маслостойкая эмаль ГФ-92-ХС серого цвета, холод-
ной сушки, высыхает в течение 24 ч при 18—22°С и применяется
в качестве покровной для сухих трансформаторов.
„ Маслостойкая эмаль ГФ-92-ХК красного цвета, не
требующая ’запечки, используется для окраски неизолированных
отводов и стальных конструкционных частей и деталей.
Нитроэмаль 624С серого цвета, воздушной сушки, высы-
хает за 10—12 мин при 20°С и применяется для окраски внут-
ренней поверхности баков трансформаторов.
Нитроэмали 1201 и 1202 воздушной сушки, высыхают за
10—15 мин при 20°С и используются для покрытия неизолиро-
ванных токоведущих шин и стальных конструкционных деталей.
Эмаль ПФ-133 черного и серого цвета применяют для
окраски наружных поверхностей баков, радиаторов, термоси-
фонных фильтров и других поверхностей трансформаторов, не
соприкасающихся с маслом. Для окраски эмалями ПФ-133 час-
ти трансформаторов (баки, расширители, крышки, охладители)
предварительно покрывают грунтом ФЛ-ОЗ-К.
30
§ 7. КОНСТРУКЦИОННЫЕ И ВСПОМОГАТЕЛЬНЫЕ
МАТЕРИАЛЫ
К конструкционным относят материалы, применяемые для
изготовления сборочных единиц и деталей, несущих механиче-
ские нагрузки и скрепляющих отдельные части трансформато-
ров. Это черные (сталь, чугун) и цветные (латунь, бронза) ме-
таллы, пластмассы, бук и др. Черные и цветные металлы исполь-
зуют главным образом в виде листового, круглого, прямоуголь-
ного и шестигранного проката.
Буковая древесина обладает хорошими изоляционны-
ми и механическими свойствами и применяется для крепления
отводов, переключателей и в качестве опорной изоляции обмо-
ток и деталей крепления магнитной системы. При использовании
бук сушат и пропитывают трансформаторным маслом. Электри-
ческая прочность бука на воздухе 5—6 кВ/мм, а в трансформа-
торном масле значительно выше.
Стеклянная бандажная лента ЛСБ-Т, состоящая
из волокон стекла, пропитанных клеящим кремнийорганическим
лаком, применяется в основном в качестве бандажей для стяж-
ки стержней магнитных систем. Ленту выпускают толщиной
0,2 мм и шириной 20 мм; поставляют в рулонах.
Маслостойкая резина служит для уплотнения кры-
шек, фланцевых соединений, вводов, приводов переключателей и
других мест разъема маслонаполненных трансформаторов. Ее
используют в виде полос, готовых формованных изделий (про-
кладок), листов и рулонов, толщиной 6—12 мм; полосовую сече-
нием 6X15; 8X20; 12X30 и 16X40 мм. Главное требование,
предъявляемое к ней,— стойкость в горячем трансформаторном
масле 95—100°С и при минусовой температуре —50—55°С.
К вспомогательным материалам относят припои, канифоль,
магнезитовую замазку, силикагель, цеолиты и др. Сплавы метал-
лов, которые служат для пайки и лужения металлических изде-
лий, называют припоями. При пайке и лужении припоями при-
меняют различные флюсы — вещества, способные в расплавлен-
ном состоянии растворять имеющиеся на поверхности металлов
оксиды.
При изготовлении и ремонте трансформаторов применяют
медно-фосфористый самофлюсующий МФ2, серебряный ПСр15
и оловянистые ПОС40 и ПОСЗО припои.
Припой МФ2 (96—97% меди и 2% фосфора) с темпера-
турой плавления 715—730°С применяют для пайки отводов.
Припой ПСр15 (80% меди, 15% серебра и 5% фосфо-
ра) с температурой плавления 810°С применяют для пайки мед-
ных обмоточных проводов при намотке обмоток. Он отличается
простотой пайки, высоким качеством спаев и большой механиче-
ской прочностью; как и припой МФ2, не требует при пайке
флюса.
31
В последние годы используют бессеребряный припой
ПМФС-6-0,15 с температурой плавления 730—800°С, не усту-
пающий по основным характеристикам припою ПСр15. При-
садка кремния 0,1—0,15% придает припою высокую пластич-
ность, текучесть, смачиваемость.
Припой ПОС40, состоящий из 40% олова, 58—58,5%
свинца и 1,5—2% сурьмы, с температурой плавления 235°С при-
меняют для пайки обмоточных проводов малого сечения.
Припой ПОСЗО (30% олова, 68—68,5% свинца и 2—1,5%
сурьмы) с температурой плавления 245°С применяют для луже-
ния отводов и ленточной меди.
Канифоль, получаемую очисткой смолы (живицы) хвой-
ных пород деревьев (температура плавления около 100°С), при-
меняют в качестве флюса при пайке и лужении оловянистыми
припоями.
Магнезитовую замазку применяют для вмазки фар-
форовых изоляторов в металлические фланцы армированных
вводов. Для приготовления одной порции замазки берут 130 г
магнезита, 70 г фарфоровой муки и 165 г хлористого магния.
Последний получают растворением кристаллического магния
(2 мае. ч.) в горячей воде (1 мае. ч.).
Силикагель — силикатный минерал в виде стекловидных
или стекловидно-матовых зерен, обладает большой пористостью
и способностью задерживать влагу и мельчайшие смолообразую-
щие вещества; он применяется в трансформаторах в качестве ад-
сорбирующего вещества: гранулированный крупнопористый мар-
ки КСМГ — в термосифонных фильтрах для непрерывной реге-
нерации масла (осушки, очистки) и мелкопористый гранулиро-
ванный марки МСКГ — в осушителях воздуха для задержания
влаги из воздуха, поступающего в расширитель.
Цеолиты — группа минералов, представляющих собой
сложные соединения кремнезема с глиноземом и обладающих
высокими адсорбционными свойствами. Их широко применяют
для глубокой очистки трансформаторного масла от воды. Мес-
торождения природных цеолитов очень редки, поэтому для ад-
сорбционных целей их получают искусственно — синтетическим
методом. Синтетические цеолиты по свойствам и составу близки
к природным и представляют собой твердые с розовым оттенком
цилиндрические гранулы. Для сушки масла служат цеолиты нат-
риевой формы типа Na А с размером гранул 4—6 мм.
Кроме перечисленных в трансформаторах используют и дру-
гие вспомогательные материалы: асбестовую набивку, льняные
и асбестовые волокна для уплотнения пробок и штуцеров, крас-
ки, клей, различные обезжиривающие и обтирочные материалы.
Контрольные вопросы
1. Какие магнитные и проводниковые материалы применяют в трансфор-
маторах?
2. Дайте характеристику свойств электроизоляционных материалов.
32
3. Какие бумаги, электрокартоны и лакоткани используют в трансфор-
маторах?
4. Для чего предназначено трансформаторное масло; каковы его свойст-
ва и характеристики?
5. Какие лаки служат для изолирования пластин магнитной системы и
пропитки обмоток?
6. Чем отличается холоднокатаная сталь от горячекатаной?
7. Какие припои применяют при изготовлении обмоток и сборке схемы
отводов?
8. Каковы основные свойства силикагеля и цеолитов и их назначение?
ГЛАВА III
СХЕМЫ ОБМОТОК ТРАНСФОРМАТОРОВ
И АВТОТРАНСФОРМАТОРОВ
§ 8. СХЕМЫ И ГРУППЫ СОЕДИНЕНИЯ ОБМОТОК
ТРАНСФОРМАТОРОВ
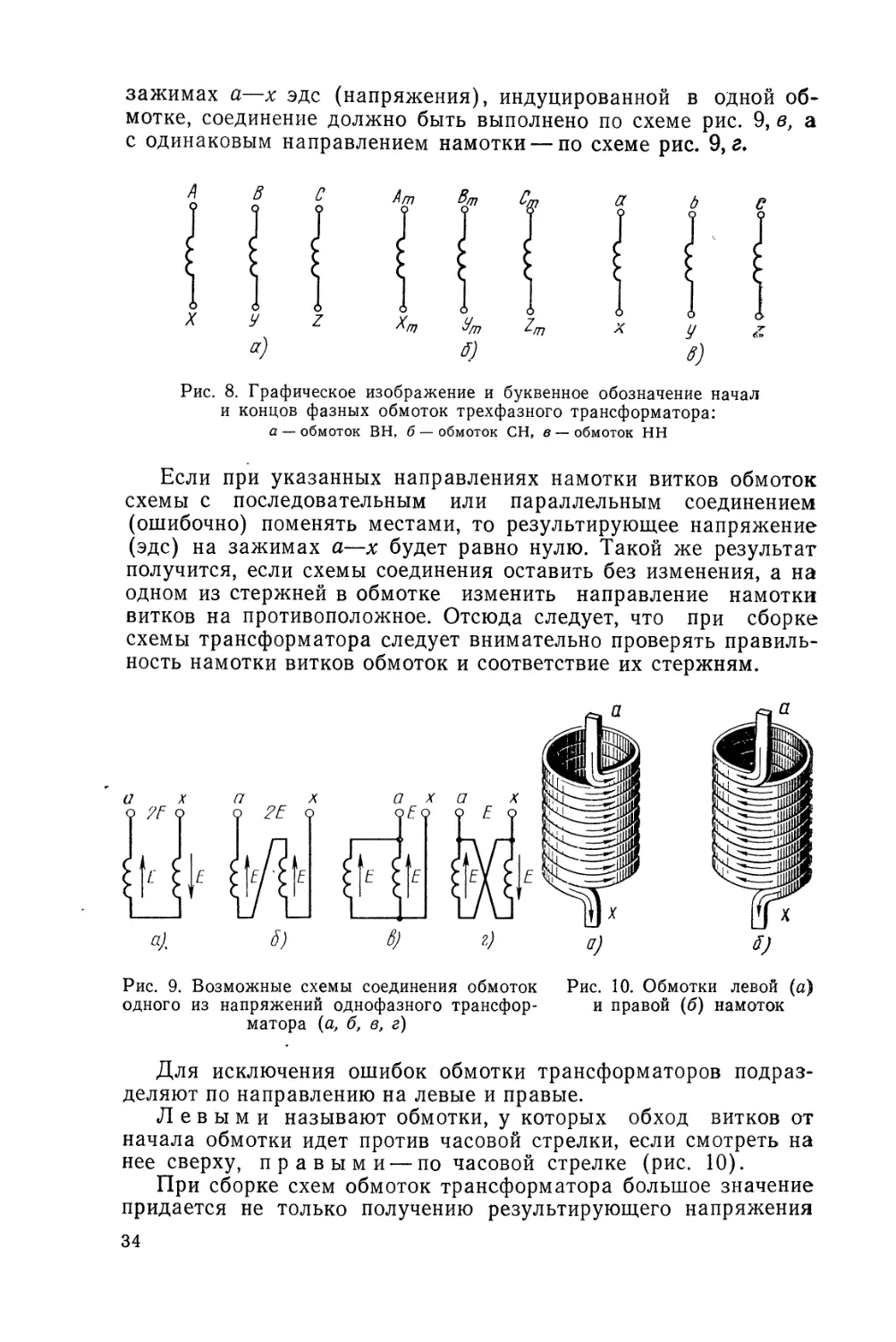
Стандартами установлены условное графическое изображе-
ние обмоток, схем их соединения между собой и буквенные обо-
значения (рис. 8, а, б, в).
Начала фазных обмоток ВН трехфазных трансформаторов
обозначают прописными латинскими буквами А, В, С, концы —
буквами X, Y, Z. Чередование фаз А, В, С принято считать слева
направо, если смотреть на трансформатор со стороны отводов
ВН. Начала обмоток НН обозначают строчными латинскими
буквами, а, Ь, с, концы — буквами, х, у, z.
Для трехобмоточных трансформаторов начала обмоток сред-
него напряжения СН обозначают буквами Ат, Вт, Ст, концы —
буквами Хт, Y т, Zm*
Начала и концы обмоток однофазных трансформаторов обо-
значают так же, как обмотки первых фаз трехфазных трансфор-
маторов: А—X, Ат—Хт, а—х.
Обмотки, размещенные на стержнях двухстержневой магнит-
ной системы однофазного трансформатора, могут быть соедине-
ны параллельно или последовательно. Однако при этом учиты-
вают направление намотки витков обмоток и магнитного поля,
которое в стержнях возбужденной магнитной системы направ-
лено противоположно. Если, например, первичной обмоткой яв-
ляется обмотка ВН и подведенным к ней напряжением возбуж-
дена магнитная система, то для получения удвоенной эдс (на-
пряжения) на зажимах а—х последовательно соединенных об-
моток направление намотки витков в каждой обмотке должно
быть одинаковым и они должны быть соединены по схеме, изо-
браженной на рис. 9, а, а при обмотках с разным направлением
намотки витков — по схеме рис. 9,6. При параллельном соеди-
нении обмоток с разнонаправленными витками для получения на
2—492 33
зажимах а—х эдс (напряжения), индуцированной в одной об-
мотке, соединение должно быть выполнено по схеме рис. 9, в, а
с одинаковым направлением намотки — по схеме рис. 9, а.
Рис. 8. Графическое изображение и буквенное обозначение начал
и концов фазных обмоток трехфазного трансформатора:
а — обмоток ВН, б — обмоток СН, в — обмоток НН
Если при указанных направлениях намотки витков обмоток
схемы с последовательным или параллельным соединением
(ошибочно) поменять местами, то результирующее напряжение
(эдс) на зажимах а—х будет равно нулю. Такой же результат
получится, если схемы соединения оставить без изменения, а на
одном из стержней в обмотке изменить направление намотки
витков на противоположное. Отсюда следует, что при сборке
схемы трансформатора следует внимательно проверять правиль-
ность намотки витков обмоток и соответствие их стержням.
Рис. 10. Обмотки левой (а)
и правой (б) намоток
Рис. 9. Возможные схемы соединения обмоток
одного из напряжений однофазного трансфор-
матора (а, б, в, г)
Для исключения ошибок обмотки трансформаторов подраз-
деляют по направлению на левые и правые.
Левыми называют обмотки, у которых обход витков от
начала обмотки идет против часовой стрелки, если смотреть на
нее сверху, правыми — по часовой стрелке (рис. 10).
При сборке схем обмоток трансформатора большое значение
придается не только получению результирующего напряжения
34
на его зажимах, но и направлению векторов напряжений пер-
вичной и вторичной обмоток, определяющих группу соединения
трансформатора, которая является одним из условий возможно-
сти включения трансформатора на параллельную работу с дру-
гим трансформатором.
Стандартом предусмотрены группы соединений обмоток тран-
сформаторов: нулевая (0) и 11-я.
Таблица 1, Схема и группа соединения обмоток
однофазного двухобмоточного трансформатора
Схема соединения одмоток Диаграмма, дектород напряжения холостого хода Обозначение схемы и группы соединения
ВН //// вн НН
А X .4 X а <> А X а X 1/1-0
За единицу группы принят угол смещения вектора линейного
напряжения обмотки НН относительно соответствующего векто-
ра линейного напряжения обмотки ВН, равный 30°. Смещение
отсчитывают от вектора линейного напряжения ВН по часовой
стрелке. Группа 0 обозначает совпадение векторов линейных на-
пряжений обмоток НН и ВН, а группа 11 —смещение их на 330°
(11X30°). В однофазных трансформаторах группу определяет
смещение векторов фазных напряжений.
Получение той или иной группы зависит от направления на-
мотки и схемы соединения обмоток, последовательности соеди-
нения фазных обмоток и чередования фаз при сборке схем. При
этом большое значение придается направлению намотки обмо-
ток, так как от этого зависит направление эдс, индуцированной
в обмотке.
В табл. 1 показано обозначение схемы стандартной — нуле-
вой группы соединения обмоток однофазных двухобмоточных
трансформаторов.
Ранее применяемую группу 6 в трансформаторах пересоеди-
яяют в нулевую; для этого достаточно обмотки одного из напря-
жений одного направления заменить на обмотки другого направ-
ления, например правые на левые, или перемаркировать их —
начало обмотки считать концом, конец — началом.
Фазные обмотки трехфазных трансформаторов (рис. 8) мо-
гут быть соединены в звезду—Y , треугольник — Д, или зиг-
заг — , эти схемы в тексте обозначают соответственно
буквами Y, Д и Z.
2*
35
Л
Рис. 1Е Соединение фазных
обмоток в звезду и векторная
диаграмма их напряжений
Схема соединения в звезду получается, если концы фазных
обмоток, например ВН, X, Y, Z трехфазной системы токов, соеди-
нить гальванически между собой (рис. 11).
Фазные напряжения Uao, Ubq и UCo обмоток возбужденной
магнитной системы (диаграмма справа) определяются разностью
потенциалов между их началами и
концами. На векторной диаграмме
рисунка они изображены тремя от-
резками ЛО, ВО и СО под углом 120°
друг к другу, основываясь на том,
что в трехфазной симметричной сис-
теме токов переменные эдс, токи и
напряжения сдвинуты по фазе (вре-
мени) на угол 120°. Потенциал точ-
ки гальванического соединения кон-
цов фазных обмоток равен нулю; ее
принято называть нейтралью и
обозначать буквой н или 0. Исходящие из нейтрали векторы фаз-
ных напряжений (эдс) как бы образуют трехлучевую звезду, от-
сюда и название схемы — «звезда». Если от нейтрали сделано от-
ветвление проводником, имеющим наружный зажим, то на век-
торных диаграммах ее обозначают кружком, а на схемах — бук-
вой О (см. рис. 14).
Рис. 12. Соединение фазных обмоток в треугольник и векторная
диаграмма их напряжений:
а — а—у, b—z, с—х; б — a—z, b—x, с—у
Линейные (междуфазные) напряжения UA, UB и Uc обмоток
(рис. 11) определяются разностью потенциалов между началами
соответствующих фазных обмоток или, что то же самое, геомет-
рической разностью векторов фазных напряжений; они в ]/3 раза
больше фазных — это легко доказывается математически и гео-
метрическим построением.
Схему соединения в треугольник можно получить двумя спо-
собами: соединением фазных обмоток, например НН, в последо-
вательности а—yf b—z, с—х (рис. 12, а) или а—z,. b—х, с—у
(рис. 12,6). Как видно на диаграммах, разница в соединениях
приводит к изменению направлений векторов линейных напря-
жений (в треугольнике они же и фазные) на 180°. Это обстоя-
тельство имеет существенное значение для получения требуемой
группы в трехфазных трансформаторах.
36
Получение нулевой группы при соединении первичных и вто-
ричных обмоток трансформатора в звезду, показано на рис. 13, а,
при этом имеется в виду, что обмотки ВН и НН одного направ-
ления.
На векторных диаграммах стрелками обозначены векторы
фазных и линейных напряжений, обмоток ВН и НН, на третьей
диаграмме (рисунок справа)—векторы линейных напряжений,
для примера, фаз В и b при условном совмещении точек Айа
диаграмм «звезд». Совпадение их направлений указывает на ну-
левую группу.
Рис. 13. Схемы и группы соединений обмоток трехфазного двухобмоточно-
го трансформатора:
а — соединение звезда — звезда в нулевую группу; б — соединение звезда — тре-
угольник в одиннадцатую группу
Получение группы 11 при соединении обмоток ВН в звезду,
а НН в треугольник показано на рис. 13, б. На диаграммах вид-
но, что векторы линейных напряжений обмоток ВН и НН сдви-
нуты друг относительно друга по фазе на 330°, это указывает на
то, что трансформатор имеет группу 11. В условном обозначении
схемы (рис. 13, а) индекс «Н» указывает на то, что от нейтрали
сделано ответвление (отвод проводником) на внешний зажим.
Построением векторных диаграмм по аналогии .можно показать
получение групп и схем при соединении фазных обмоток в зиг-
заг (табл. 2).
Исходя из приведенных пояснений и рисунков следует, что
при одних и тех же схемах соединения обмоток можно получать
разные группы: при схеме звезда — звезда с нулевой группой
легко образуется группа 6; для этого достаточно у обмоток ВН
или НН сделать перемаркировку начал и концов, или скажем
для примера, обмотки левого направления поменять на правые;
при схеме звезда — треугольник с группой 11 получается группа
37
5, если соединение фазных обмоток треугольника в последова-
тельности а—у\ b—г; с—х заменить соединением а—г; b—х\
с—у, а концы х, yf z перемаркировать в «начала» — а, Ь, с.
Таблица 2. Схемы соединения обмоток, векторные диаграммы
напряжений и условные обозначения трехфазных
двухобмоточных силовых трансформаторов общего назначения
(ГОСТ 11677—85)
Схемы
соединения обмоток
Диаграммы (НмпороО
напряжений
холостого хода
ВН
ВН
НН
Условные
обозначе-
ния
АВС
X Y Z
Аналогичным пересоединением обмоток можно перейти с
группы 5 на И. Заметим, что группы 6 и 5 устарели, однако
часть трансформаторов с этими группами еще имеется в экс-
плуатации, и при ремонтах их следует пересоединять в стан-
дартные группы.
38
Комбинирование направления намотки обмоток, чередования
фаз, последовательности соединения начала и концов обмоток
при сборке схем позволяет получить двенадцать групп соедине-
ния. Чтобы исключить ошибки, соединению обмоток для полу-
чения требуемых схем и групп уделяют особое внимание.
Группы соединения обмоток параллельно работающих тран-
сформаторов должны быть одинаковыми. Включение на парал-
лельную работу трансформаторов с разными группами недопу-
стимо, так как это приводит к большим уравнительным токам.
Приведенные выкладки в равной степени относятся к трехоб-
моточным трансформаторам, автотрансформаторам и трансфор-
маторам специального назначения.
§ 9. СХЕМЫ СОЕДИНЕНИЯ ОБМОТОК
АВТОТРАНСФОРМАТОРОВ
В отличие от трансформаторов, у которых первичная и вто-
ричная обмотки гальванически
не связаны между собой и меж-
ду ними имеется только элект-
ромагнитная связь, обмотки ав-
тотрансформаторов кроме
электромагнитной связи соеди-
нены проводниками гальвани-
чески.
Принципиальная схема со-
единения обмоток однофазного
понижающего автотрансформа-
тора, включенного на нагруз-
ку 7?, показана на рис. 14. Его
режим работы на холостом хо-
Рис. 14. Схема соединения обмо-
ток и работа однофазного авто-
трансформатора
ду не отличается от режима ра-
боты трансформатора. Подведенное к первичной обмотке на-
пряжение Ux равномерно распределяется между витками обмот-
ки Ах, по которой проходит ток холостого хода; вторичное на-
пряжение U2 пропорционально числу витков обмотки ах и равно
разности потенциалов между этими точками.
Ток во вторичной цепи при нагрузке состоит из двух слагае-
мых: тока /1 первичной стороны, проходящего по обмотке Аа,
минуя обмотку ах, и тока проходящего по общей части об-
мотки ах, равного разности токов /2—Л.
Мощность S2 вторичной цепи на стороне нагрузки также со-
стоит из двух слагаемых: электрической мощности S9, переда-
ваемой непосредственно из первичной сети во вторичную через
обмотку Аа, и электромагнитной мощности 5ЭМ> передаваемой во
вторичную цепь трансформаторным преобразованием, таким об-
разом 52 = 5э + *?эМ.
Вторичную обмотку автотрансформатора рассчитывают на
разность токов Л—12, витки первичной обмотки — на разность
39
напряжений Ui—U2. Этим и обусловливается экономическая це-
лесообразность применения автотрансформаторов.
В автотрансформаторе различают проходную мощность S=
= UlIl и типовую (расчетную) ST«s(/2-(4—Л). Применение
автотрансформаторных схем определяется коэффициентом вы-
годности а:а=(1—1/6), где k — коэффициент трансформации
автотрансформатора.
Выражая типовую мощность через а и S, имеем ST=aS=
= (1—l/k)S.
Таблица 3. Стандартные схемы и группы соединения
трехфазных двухобмоточных автотрансформаторов
Схема
соединения обмоток
ВНиНН
Диаграмма Векторов
напряжений холосто-
го хода
~ВН и НН
Срлобное
обозначе-
ние
Отсюда следует что типовая мощность автотрансформатора
в а раз меньше проходной и наиболее выгодные значения а при-
нимает, когда коэффициент трансформации близок к единице.
Например, для передачи мощности 120 МВ-А из сети 220 кВ в
сеть 110 кВ достаточно, чтобы типовая мощность автотрансфор-
матора была 60 МВ-А. Если для этой цели применить трансфор-
матор, его необходимо рассчитать на мощность 120 МВ-А.
Соответственно автотрансформатор в отличие от трансфор-
матора имеет меньшие массу, размеры и расход активных мате-
риалов (электротехнической стали, обмоточных проводов), по-
тери электрической энергии в обмотках и магнитной системе, а
следовательно, больший кпд. Однако применение автотрансфор-
маторов ограничено, так как использование их экономически оп-
равдано только при коэффициенте трансформации, равном 2—3,
при большем — их мощность приближается к типовой мощности
трансформаторов; индуктивное сопротивление обмоток, соеди-
ненных по автотрансформаторной схеме (особенно при большом
коэффициенте трансформации), значительно меньше сопротивле-
ния обмоток трансформатора той же мощности, поэтому при ко-
ротком замыкании в сети напряжение на стороне НН возрастает
до напряжения стороны ВН и через обмотки автотрансформато-
ра будет проходить недопустимо большой ток короткого замыка-
ния, и поэтому для защиты автотрансформатора от разрушения
40
приходится применять специальные устройства, ограничивающие
этот ток до допустимых пределов. Кроме того, связь через авто-
трансформатор сетей НН и ВН вызывает опасность для обслу-
живающего персонала и оборудования электроустановок, так
как между проводниками сети НН и землей постоянно действу-
ет напряжение стороны ВН. При отключении сети со стороны
ВН на стороне обмоток НН будет действовать высокое напря-
жение.
Таблица 4. Стандартные схемы и группы соединения обмоток
трехфазных трехобмоточных автотрансформаторов
Схема
соединения обмоток
ВНиСН НН
Диаграмма бектород
напряжений холостого
______хода_________
ВНиСН ~нн
Усладное
обозначе-
ние
Автотрансформаторы так же как и трансформаторы могут
быть одно- и трехфазными, двух- и трехобмоточными. Стандарт-
ные схемы и группы соединения обмоток для трехфазных двух-
и трехобмоточных автотрансформаторов приведены в табл. 3 и 4.
§ 10. СХЕМЫ ОБМОТОК ТРАНСФОРМАТОРОВ
ДЛЯ ПЕРЕКЛЮЧЕНИЯ БЕЗ ВОЗБУЖДЕНИЯ (ПБВ)
И РЕГУЛИРОВАНИЯ ПОД НАГРУЗКОЙ (РПН)
В силовых трансформаторах и автотрансформаторах с ПБВ
и РПН применяют ступенчатое регулирование напряжения, по-
лучаемое изменением числа витков в обмотках и соответственно
напряжения сразу на ступень.
У трехфазных трансформаторов ранних выпусков мощностью
до 5600 кВ-А — три ступени, каждая составляет 5% номиналь-
ного напряжения, мощностью 5600 кВ-А и более — пять ступе-
ней по 2,5% номинального напряжения каждая.
По действующему стандарту в трансформаторах с ПБВ мощ-
ностью от 25 кВ-А и более предусмотрено регулирование напря-
жения в пределах ±2,5% на пяти ступенях, с устройством РПН
(в зависимости от мощности и напряжения) —в пределах 1,25—
1,78% при количестве ступеней от 13 до 33. Для этого от обмо-
ток, как правило, ВН (в трехобмоточных трансформаторах и
СН), делают пять ответвлений (отпаек) проводниками и подсое-
диняют их к переключающему устройству.
41
Л Л А
а) 6) 6)
Рис. 15 Схема фазных обмо-
ток с регулировочными от-
ветвлениями трансформато-
ров ПБВ:
а — вблизи нейтрали, б — оборот-
ная, в — прямая
Обмотки с переключением ответвлений без
возбуждения могут иметь три схемы: с ответвлениями
близ нейтрали (рис. 15,а), оборотную (рис. 15,6) и прямую
(рис. 15, в). Поскольку схемы всех фазных обмоток трехфазного
трансформатора одинаковы, на рисунке показана одна фаза
каждой схемы.
В схеме с регулировочными ответвлениями близ нейтра-
л и для получения того или иного напряжения нейтраль звезды
получают соединением соответствующих ответвлений фазных об-
моток, например: Xi—У1—Zf, Х2—
У2—Z2; Х3—У3—Z3 и т. д. в зависи-
мости от их количества. При пяти
ответвлениях в первом соединении
содержится наибольшее количество
витков (+5%), в третьем — номи-
нальное и в пятом — наименьшее
(—5%). Во втором и четвертом со-
единении получаются промежуточ-
ные ступени, соответственно +2,5%
и —2,5%. Для переключения ответ-
влений трехфазного трансформатора
используют один трехфазный пере-
ключатель. Схему с регулировани-
ем близ нейтрали применяют в
трансформаторах мощностью до
630 кВ-А включительно.
Оборотная схема отлича-
ется от предыдущей тем, что регули-
ровочная часть обмотки геометриче-
ски расположена не на ее краю (торце), а в средней части .
Одна из особенностей работы оборотной схемы состоит в том^
что при переходе с одной ступени на другую отключаются витки,
расположенные в средней части обмоток, а не на их концах.
Поэтому магнитное равновесие между первичной и вторичной
обмотками нарушается меньше и осевые усилия между ними
уменьшаются. Другой особенностью оборотной схемы является
взаимно противоположное направление намотки верхней и ниж-
ней частей обмотки (одна левая, другая правая). В случае оши-
бочного применения однонаправленной намотки каждой из час-
тей их эдс имели бы встречное направление и результирующая
эдс обмотки была бы близка к нулю. Оборотную схему применя-
ют в основном в трехфазных трансформаторах мощностью
1000—1600 кВ-А, напряжением до 10 кВ.
Прямая схема (рис. 15, в) имеет регулировочные ответ-
вления в середине фазных обмоток — в «разрыве». Обе половины
обмоток симметричны. Соединяя между собой зажимы тех или
иных ответвлений фазных обмоток, получают желаемую ступень
напряжения. Так, при соединении зажимов А2—А3, В2—В3 и
С2—С3 получают I ступень ( + 5%); А3—А4, Вз—В4 и С3—С4 —
42
II ступень ( + 2,5%); А4—А5, В4—В5 и С4—С5 — номинальную
III ступень; А5—А6, В5—В6 и С5—С6 — IV ступень (—2,5%);
А6—А1} В^—В7 и С6—С7 — V ступень (—5%).
При применении прямой схемы на трехфазных трансформа-
торах мощностью до 6300 кВ-А и напряжением 6—35 кВ уста-
навливают по одному трехфазному переключателю, на транс-
форматорах большей мощности — по одному однофазному пере-
ключателю на каждую фазу.
Обмотки с переключением ответвлений под
нагрузкой отличаются от обмоток с ПБВ большим количест-
вом регулировочных ответвлений, диапазоном регулирования и
самой схемой, которая может состоять из нескольких отдельных
обмоток: основной, регулировочной, грубого и тонкого регулиро-
вания. Регулировочную обмотку, изготовленную в виде отдель-
ной единицы, обозначают буквами РО.
На рис. 16, а изображена оборотная схема обмотки с регули-
ровочными ответвлениями; она состоит из основной Оос и регу-
лировочной РО конструктивно связанных обмоток. С помощью
привода избиратель ответвлений И переключающего устройства
(на рисунке изображен условно) без разрыва цепи тока перехо-
дит с одного ответвления на другое, обеспечивая требуемое на-
пряжение выбранной ступени между точками А иХ. В этой схеме
при переключении ответвлений, особенно с многоступенчатым
регулированием, в зоне с отключенными витками нарушается
равновесие намагничивающих сил (ампер-витков) обмоток ВН
и НН (первичных и вторичных). Для уменьшения образующих-
ся по этой причине полей рассеяния на этом участке витки об-
мотки НН (СН) приходится «разгонять» (разряжать по высоте).
Для увеличения диапазона (глубины) регулирования часто
применяют схемы с реверсированием регулиро-
вочной обмотки, т. е. с переключением ее направления по
отношению к основной — встречно или согласно (рис. 16, б). При
согласном включении обмотки РО (предызбиратель Пр в поло-
жении III—I) количество витков, находящихся в работе, сумми-
руется (при разнонаправленных обмотках), и при переходе с 9-й
на 1-ю ступень напряжение обмотки увеличивается на полный
диапазон регулировочной обмотки РО,
Если необходимо уменьшить напряжение, ползунок избира-
теля ответвлений переводится обратно — с 1-й на 9-ю ступень.
При переводе предызбирателя в положение III—II обмотка РО
включается встречно («опрокидывается») по отношению к основ-
ной обмотке, одновременно ползунок предызбирателя переходит
на 1-ю ступень. В процессе переключения с 1-й на 9-ю ступень
число встречно включенных витков обмотки РО увеличивается,
а общее напряжение обмотки ВН уменьшается. На 9-й ступени
напряжение снижается на полный диапазон напряжения обмот-
ки РО. Обратный цикл переключений позволяет увеличить на-
пряжение. Таким образом, реверсирование обмотки РО позволя-
ет удвоить диапазон регулирования.
43
Широкое распространение получила схема обмоток
с двумя параллельными ветвями (рис. 16,в).
Верхняя и нижняя части обмоток строго симметричны, разнона-
правлены и состоят соответственно из основных обмоток Оос и
регулировочных РО. Разное направление намотки каждой из по-
ловин обмоток позволяет соединить их параллельно и вывести
общие регулировочные ответвления, как это показано на ри-
сунке.
Рис. 16. Схемы фазных обмоток для регулирования напряжения
под нагрузкой (РПН):
а — оборотная, б — оборотная с реверсированием, в — с двумя параллель-
ными ветвями, г — многоходовая винтовая
Более совершенной схемой обмотки с ответвлениями для
РПН является многоходовая винтовая схема с
числом ходов, равным количеству ступеней регулирования, и
расположением витков каждой ступени равномерно по всей вы-
соте обмотки, подобно ходам резьбы многоходового винта (рис.
16, г). В схемах, показанных на рис. 16, а, б, в, в зоне регулиро-
44
вания нарушаетсх равновесие намагничиваемых сил первичной и
вторичной обмоток л для его компенсации, как было указано
раньше, витки обмотки, обычно НН (не имеющей регулировоч-
ных ответвлений), приходится укладывать реже — в разгон.
Многоходовая схема обмоток лишена этих недостатков, так
как при отключении одной или нескольких регулировочных сту-
пеней (ходов) распределение намагничивающих сил по всей вы-
соте обмотки остается равномерным — намагничивающие силы
обмоток уравновешены.
Изготовление многоходовых слоевых обмоток не представля-
ет большой сложности: обмотку наматывают параллельными
проводами с усиленной изоляцией, каждый из них является сту-
пенью регулирования и имеет регулировочное ответвление, по-
казанное на рис. 16, г.
Контрольные вопросы
1. Какие обмотки, применяемые в трансформаторах, принято считать ле-
выми, а какие — правыми?
2. В какие стандартные схемы соединяют трехфазные обмотки трансфор-
маторов?
3. Чем отличаются автотрансформаторные схемы соединения обмоток от
трансформаторных?
4. Какие схемы обмоток с регулировочными ответвлениями применяют в
трансформаторах?
ГЛАВА IV
УСТРОЙСТВО И ЭЛЕМЕНТЫ
КОНСТРУКЦИИ СИЛОВЫХ ТРАНСФОРМАТОРОВ
ОБЩЕГО НАЗНАЧЕНИЯ
§ 11. ОБЩИЕ СВЕДЕНИЯ
Силовые трансформаторы (автотрансформаторы) в зависи-
мости от мощности и напряжения условно делят на восемь габа-
ритов. Так, например, к нулевому габариту относят трансформа-
торы мощностью до 5 кВ-А включительно, мощностью свыше
5 кВ-А — до 100 кВ-А напряжением до 35 кВ (включительно) к
I габариту, выше 100 до 1000 — ко II, выше 1000 до 6300 — к III;
выше 6300 — к IV, а напряжением выше 35 до 110 кВ (включи-
тельно) и мощностью до 32 000 кВ-А — к V габариту. Для от-
личия по конструктивным признакам, назначению, мощности и
напряжению их подразделяют на типы.
Каждому типу трансформаторов присваивают обозначение,
состоящее из букв и цифр. Буквы в типах масляных и сухих
трансформаторов обозначают: О — однофазный, Т — трехфазный,
Н — регулирование напряжения под нагрузкой, Р — с расщеп-
ленными обмотками; по видам охлаждения: С — естественно-воз-
душное, М — естественная циркуляция воздуха и масла, Д —
45
принудительная циркуляция воздуха и естественная циркуляция
масла, ДЦ — принудительная циркуляция воздуха и масла,
МВ — принудительная циркуляция воды и "естественная цирку-
ляция масла, Ц—принудительная циркуляция воды и масла.
Вторичное употребление буква С в обозначении типа показыва-
ет, что трансформатор трехобмоточный.
Рис. 17. Устройство силового масляного трансформатора мощ-
ностью 1000—6300 кВ-А класса напряжения 35 кВ:
1 — бак, 2 — вентиль, 3 — болт заземления, 4 — термосифонный фильтр,
5 — радиатор, 6 — переключатель, 7 — расширитель, 8 — маслоуказа-
тель, 9—воздухоосушитель, 10 — выхлопная труба, // — газовое реле,
12 — ввод ВН, 13 — привод переключающего устройства, 14 — ввод НН,
/5 — подъемный рым, 16 — отвод НН, 17 — остов, 18 — отвод ВН, 19 —
ярмовая балка остова (верхняя и нижняя), 20 — регулировочные от-
ветвления обмоток ВН, 21 — обмотка ВН (внутри НН), 22 — каток
тележки
Цифры в числителе указывают мощность трансформатора
(в киловольт-амперах), в знаменателе — класс напряжения об-
мотки ВН (в киловольтах), например: ТМ-100/6 — трехфазный,
с масляным охлаждением и естественной циркуляцией, мощно-
стью 100 кВ-А, напряжением 6 кВ; ТД-10 000/110 — трехфазный,
с дутьевым охлаждением, мощностью 10 000 кВ-А, напряжением
110 кВ; ТДТ-20 000/110 — трехфазный, трехобмоточный, с дуть-
евым охлаждением, мощностью 20 000 кВ-A, напряжением
НО кВ; ТС-630/10 — трехфазный, сухого исполнения, мощно-
стью 630 кВ-А, напряжением 10 кВ.
В обозначении автотрансформатора добавляют букву А. Ес-
ли автотрансформатор понижающий, то буква А стоит в начале
обозначения, если повышающий — в конце.
46
В условном обозначении типа трансформатора указывают
также год разработки конструкции, климатическое исполнение и
категорию размещения, например: ТДЦ-63 000/110-75У1 (У —
предназначен для работы в условиях умеренного климата, 1 —
на открытом воздухе).
По стандарту номинальные мощности трехфазных трансфор-
маторов и автотрансформаторов должны соответствовать ряду:
5; 6,3; 8; 10; 12,5; 16; 20; 25; 31,5; 40; 50; 63; 80; 100; 125; 160;
200; 250 и т. д.
Составными частями масляного трансформатора являются:
остов обмотки, переключающее устройство, вводы, отводы, изо-
ляция, бак, охладители, защитные и контрольно-измерительные
и вспомогательные устройства.
Конструкция, включающая в собранном виде остов трансфор-
матора, обмотки с их изоляцией, отводы, части регулирующего
устройства, а также все детали, служащие для их механического
соединения, называется активной частью трансформа-
тора. На рис. 17 показано устройство и компоновка основных
частей силового масляного трансформатора мощностью 1000—
6300 кВ-А.
Рассмотрим основные конструктивные элементы трансфор-
маторов отдельно.
§ 12. ОСТОВ И ЕГО МАГНИТНАЯ СИСТЕМА
Конструкция, включающая в собранном виде магнитную си-
стему со всеми деталями, служащими для ее крепления, назы-
вается остовом трансформатора.
Комплект пластин, изготовленных из электротехнической ста-
ли и собранных в определенной геометрической форме, предназ-
наченной для концентрации основного магнитного поля транс-
форматора, называется магнитной системой транс-
форматора. Магнитная система состоит из стержней, на ко-
торых расположены обмотки, и ярм, замыкающих магнитную
цепь. Поверхность пластин изолирована либо жаростойкой плен-
кой или лаком, либо жаростойкой и лаковой пленками в сочета-
нии.
По устройству различают броневые, бронестержневые и
стержневые магнитные системы. В силовых трансформаторах
наибольшее применение получила стержневая магнитная систе-
ма, у которой в отличие от двух других нет боковых ярм.
По способу сборки магнитные системы подразделяются на
стыковые и шихтованные. Стыковой называется магнитная си-
стема, в которой стержни и ярма собраны и скреплены раздель-
но и при сборке соединяются встык. Эта система отличается
простотой сборки, но имеет ряд существенных недостатков и
используются в настоящее время только в реакторах.
В отечественном трансформаторостроении в основном приме-
няют шихтованную магнитную систему, в которой стержни и яр-
47
1
Рис. 18. Шихтованная магнитная си-
стема с прямым стыкованием пластин
ма собирают впереплет (рис. 18): укороченные пластины стерж-
ней 1 стыкуют с удлиненными пластинами/2 ярм, затем, пере-
крывая стык внахлест, удлиненные пластийы стержней стыкуют
с укороченными пластинами ярм. Укладывая слой за слоем, на-
бирают магнитную систему до необходимой толщины. Такое со-
пряжение стержней с ярма-
ми называют шихтовкой с
прямым стыкованием плас-
тин.
Обычно для ускорения
процесса сборки в каждый
слой при шихтовке уклады-
вают не по одной, а по две-
три пластины, поэтому сбор-
ку называют шихтовкой д
две или соответственно в три
пластины. При такой сбор-
ке полная толщина стерж-
ней и ярм состоит из череду-
ющихся слоев пластин (рис,
19, а, б). Шихтовка пластин
с прямыми стыками широко
применялась в магнитных
системах из горячекатаной стали. При применении холодноката-
ной стали для более полного использования ее свойств магнит-
ные системы собирают так, чтобы направление магнитного по-
ля совпадало с направлением проката не только в стержнях и
ярмах, но и в местах перехода из стержней в ярма. Для этого
а) Я)
Рис. 19. Шихтование плос-
кой трехстержневой магнит-
ной системы с прямым сты-
кованием пластин:
а — положение пластин преды-
дущего слоя, б — положение
пластин последующего слоя
применяют схему сборки с косыми стыками (рис. 20, а, б),
уменьшающими участки магнитной цепи, на которых индукци-
онные линии не совпадают с направлением проката. В магнит-
ных системах с косыми стыками уменьшаются общие потери хо-
лостого хода на 10—12%, а токи холостого хода — на 25—30%.
Шихтовка с косыми стыками несколько усложняет заготовку
пластин и сборку магнитной системы, поэтому иногда сборку уп-
рощают: делают четыре косых (по углам) и два прямых стыка,
или комбинируют первый слой с косыми стыками, второй — с
прямыми (рис. 21, а, б).
48
В трансформаторах I—II габаритов часто применяют витую
магнитную систем^ в которой стержни и ярма образуют цель-
ную конструкцию и получаются навивкой лент из электротехни-
ческой стали*
Рис. 20. Схема шихтовки
трехстержневой магнитной
системы с косыми стыками
пластин:
а — положение пластин преды-
дущего слоя; б — положение
пластин последующего слоя
Пластины магнитных систем старых выпусков покрывали с
двух сторон изоляционным лаком. В настоящее время использу-
ют рулонную трансформаторную сталь с жаропрочным изоляци-
онным покрытием (оксидным и магниево-фосфатным), которую
не требуется дополнительно изолировать лаком. Поперечное се-
чение стержней и ярм делают многоступенчатым с тем, чтобы по
форме оно было близко к кругу. Это достигается применением
пластин разной ширины.
Рис. 21. Схема шихтовки с
комбинированием прямых и
косых стыков пластин:
а — первый слой, б — второй
слой
а) 6)
Стержни и ярма магнитных систем трансформаторов мощно-
стью 630 кВ-А и более скрепляют способом стягивания: шпи-
лечным и бесшпилечным. Шпилечный способ заключается в том,
что в сквозные отверстия стержней и ярм вставляют стальные
шпильки, изолированные от активной стали и ярмовых балок
бумажно-бакелитовыми трубками и изоляционными шайбами и
затягивают их гайками. Такой способ в основном применялся в
магнитных системах, собранных из пластин горячекатаной стали.
На рис. 22 показано устройство остова с трехстержневой
шпилечной магнитной системой трансформатора третьего габа-
рита. Стержни 1 стянуты шпильками S, ярма 2 — шпильками 4
и ярмовыми балками 3. Ярмовые балки создают равномерную
прессовку ярм и являются опорой для обмоток. Отверстия 7 на
верхних ярмовых балках предназначены для крепления подъем-
ных шпилек; вертикальные шпильки 5, изолированные бумажно-
бакелитовыми трубками 9 связывают верхние ярмовые балки с
49
Рис. 22. Остов трехфазного трансформатора со шпилечной
стяжкой магнитной системы (а); электрокартонная изоля-
ция ярмовой балки (б)
Рис. 23. Конструкция изоляции стяжных шпилек:
а — стержня; б — ярма; / — стяжная шпилька, 2 —бумажно-
бакелитовая трубка, 3 — активная сталь стержня, 4, 7 — электро-
картонные прокладки, 5 — стальная шайба, 6 — активная сталь яр-
ма, 8 — ярмовая балка
нижними, а также служат для прессовки обмоток. Остов в дно
бака опирается пластинами 11, которые изолированы от актив-
ной стали прокладками 10. Нарушение электрической изоляции
между ними может привести к перегреву, увеличению потерь и
повреждению трансформатора. Для изоляции балок от ярма
между ними помещают электрокартонную прокладку 6. Изоля-
ция шпилек от стержня и ярма показана на рис. 23.
Из-за потерь от вихревых токов и перемагничивания стали
магнитная система нагревается. Для
отвода теплоты у магнитных систем
трансформаторов мощностью до
6300 кВ-А обычно бывает достаточ-
но их наружной поверхности. У бо-
лее мощных трансформаторов
охлаждающую поверхность увели-
чивают созданием каналов между
пакетами пластин. Каналы делают
также между ярмами и ярмовыми
балками, устанавливая между ними
изоляцию («мост»), состоящую из
электрокартонной пластины 12 и
прикрепленных к ней электрокар-
тонными заклепками 14 подкладок
13, набранных до требуемой толщи-
ны из полосок электрокартона и
склеенных бакелитовым лаком в го-
Рис. 24. Конструкция зазем-
ления магнитной системы
трансформаторов мощно-
стью 1—6,3 МВ-А
рячем прессе (рис. 22,6).
При работе трансформатора остов находится в электриче-
ском поле, вследствие чего он приобретает электрический заряд.
Так как заряд в отдельных частях остова не одинаков, то меж-
ду ними может возникнуть разность потенциалов, что вызывает
разряды. Чтобы избежать этого явления, магнитную систему и
ярмовые балки заземляют.
Существует несколько типовых схем заземления; выбор той
или иной схемы зависит от мощности трансформатора и конст-
рукции магнитной системы. На рис. 24 показана конструкция за-
земления, применяемая в трансформаторах от 1 до 6,3 МВ-А.
Между пластинами первого от ярмовой балки 7 пакета 1 на рас-
тоянии от края 10 мм (при толщине пакета менее 20 мм зазем-
ляющую шинку располагают по середине пакета) на глубину
75 мм вставлена луженая медная шинка 2 толщиной 0,3 мм и
шириной 30 мм. Другой ее конец болтом 4 с помощью стопорной
шайбы 5 прикреплен к бобышке 6, приваренной к ярмовой бал-
ке со стороны отводов НН. Симметрично такую шинку устанав-
ливают на нижнем ярме. Цепь заземления через ярмовые балки
и элементы конструкции соединена с заземляемым баком.
У трансформаторов I иногда II габарита второй конец шинки
зажимают между ярмовой балкой и электрокартонной проклад-
кой 3.
51
В магнитных системах из холоднокатаной соли применяют
бесшпилечную прессовку стержней и ярм. Поэтому необходи-
мость в штамповке отверстий в пластинах/бтпадает; это позво-
ляет более полно использовать свойства стали.
Для стяжки стержней некоторых /трансформаторов ранее
применяли металлические бандажи. Однако в виду ряда недо-
статков они широкого распространения не получили. В настоя-
щее время для стяжки стержней используют только стеклобан-
дажи.
Бесшпилечная прессовка магнитной системы показана на рис.
25. Внешними шпильками 5, расположенными на концах ярмо-
Рис. 25. Способы бесшпилечной прессовки (стяжки) маг-
нитной системы:
и — ярм внешними шпильками, стержней — стеклобандажами, б —
ярм полубандажами; 1 — полоса из электрокартона, 2 — стеклобан-
даж, 3 — стержень, 4 — ярмовая балка, 5 — внешняя шпилька, 6 —
верхнее ярмо, 7 — электрокартонная пластина, 8 — электрокартон-
ная изоляция полубандажа, 9 — стальной полубандаж, изолиро-
ванный стеклолентой, 10 — изоляционная прокладка из стеклотек-
столита, 11 — стальная гайка с шайбой
вых балок 4, прессуют ярмо. Стержни 3 стягивают стеклобанда-
жами 2 — лентой ЛСБ-Т, навитой в несколько слоев сверху по-
лосы 1 из электрокартона.
Ярма магнитных систем трансформаторов мощностью 4000—
6300 кВ-А стягивают внешними шпильками, более мощных —
специальными внешними стальными коробками, изолированны-
ми электрокартоном, а в пролетах стержней — полубандажами
(рис. 26). Верхние ярмовые балки с нижними при бесшпилечной
стяжке скрепляют стальными пластинами, расположенными по
обе стороны каждого стержня, или вертикальными шпильками.
Остовы стыковой магнитной системы приме-
няются в основном только в реакторах переключающих уст-
ройств РПН и шунтирующих реакторах для компенсации ем-
52
костных токов в электрических сетях высокого напряжения.
Стержни остова стыковой магнитной системы (рис. 27) состоят
из отдельных плоскоступенчатых вставок 3, набранных из пла-
стин и спрессованных стальными шпильками, изолированными
бумажно-бакелитовыми трубками и электрокартонными шайба-
ми. Вставки изолированы одна от другой прокладкми5 из элек-
трокартона. Подбирая толщина прокладок, получают требуе-
мое индуктивное сопротивление реактора.
Рис. 26. Общий вид остова с бесшпилечной магнитной си-
стемой трехфазного трансформатора III габарита:
1 — нижние ярмовые балки, 2 — стержень, 3 — вертикальные стяж-
ные шпильки, 4 — верхние ярмовые балки, 5 — подъемные планки,
6 — верхнее ярмо, 7 — стальные полубандажи, 8 — стеклобандажи,
9 — винты прессовки обмоток, 10 — нижнее ярмо, 11 — полки для
опоры обмоток, 12 — опорные пластины
Ярма реактора спрессованы ярмовыми балками 1 и сквозны-
ми стальными шпильками 2, Ярма и вставки заземляют, соеди-
няя их между собой и стенкой бака заземляющей шинкой. Со-
ставленные в единую конструкцию ярма и вставки скрепляют
массивными стальными шпильками 4 и поперечными опорными
балками 6, изолированными от ярма электрокартоном. Актив-
ную часть шунтирующих реакторов, как и силовых трансформа-
торов, помещают в бак с трансформаторным маслом, реакторов
РПН — в бак трансформатора.
53
§ 13. ОБМОТКИ ТРАНСФОРМАТОРОВ
Обмотки отличаются друг от друга типом, количеством вит-
ков, поперечным сечением и маркой провода, направлением на-
мотки, изоляционными расстояниями и толщиной ВИТКОВОЙ изо-
ляции. Чем больше
напряжение тран-
сформатора, тем
больше количество
витков; с увеличени-
ем мощности возра-
стают сечения прово-
дов и размеры обмо-
ток. Плотность тока
в обмотках выбира-
ют по условиям на-
грева в пределах
2,5—4 А/мм2.
Следует строго
различать направле-
ние намотки обмо-
ток. Обмотки, намо-
Рис. 27. Остов стыковой магнитной системы ре- тайные В ОДИН
актора слой, — однослой-
ные, независимо от
того, какой конец считать началом (верхний или нижний), име-
ют то направление, какое было получено при намотке. В мно-
гослойных обмотках, состоящих из нескольких слоев с перехода-
ми из слоя в слой (рис. 28, а), направление намотки чередует-
ся. У таких обмоток за направление намотки принимают направ-
ление того слоя, у которого входной конец принят за начало.
Рис. 28. Схемы обмоток правого и левого направлений
Дисковые катушки, имеющие форму плоской спирали, счи-
таются левыми или правыми в зависимости от того, какой конец
выбран началом — внутренний или наружный. Из рис. 28,6 вид-
но, что если за начало у этих катушек принять наружные концы,
54
то в расположенной справа катушке обмотка будет правой, а
слева — левой. Если же за начало принять внутренние концы, то
направление намотки обмоток изменится соответственно на ле-
вое и правое. Если дисковую катушку повернуть к наблюдателю
другой плоскостью, то она будет иметь другое направление: ле-
вая станет правой, а правая — левой.
Обычно дисковые катушки делают парными (рис. 28, в).
В этом случае наружные концы являются входными, а переход
из одной катушки в другую осуществляется соединением внут-
Рис. 30. Многослойная цилиндрическая об-
мотка:
а — общий вид, б — межслоевая и концевая изоляция
Рис. 29. Устройство
двухслойной цилиндри-
ческой обмотки
ренних концов. При этом направление намотки остается опреде-
ленным и обмотка, состоящая из любого числа последовательно
соединенных парных катушек одинаковой намотки, будет иметь
то же направление намотки, что и отдельные парные катушки.
В некоторых случаях для придания обмоткам большей механи-
ческой прочности и повышения влагостойкости после сушки их
пропитывают лаком и запекают в термошкафах при 100—110°С.
В трансформаторах наибольшее применение получили обмот-
ки следующих типов: однослойные и двухслойные цилиндриче-
ские, многослойные цилиндрические, многослойные катушечные,
непрерывные, винтовые и дисковые.
В двухслойной, цилиндрической обмотке, намотанной двумя
параллельными проводами (рис. 29), переход из слоя 4 в слой
1 сделан в нижней части. Между слоями образован канал 2 изо-
ляционными планками 5, который служит для увеличения ох-
лаждающей поверхности. Для выравнивания торцов обмотки ус-
тановлены выравнивающие кольца 3.
55
При маркировке, показанной на рис. 29, обмотка является
правой. Двухслойную обмотку, как и однослойную, применяют
в основном в качестве обмотки НН трансформаторов мощно-
стью 40—630 кВ-А.
Рис. 31. Магнитно-симметричная схе-
ма многослойной цилиндрической об-
мотки
Рис. 32. Устройство непрерывной ка-
тушечной обмотки
Многослойную цилиндрическую обмотку
(рис. 30, а) обычно наматывают проводом круглого сечения ма-
рок ПБ или АПБ. Остовом обмотки служит бумажно-бакелито-
вый цилиндр /, на него намотан первый слой обмотки, а после-
дующие— на бумажных цилиндрах 2, состоящих из нескольких
слоев кабельной бумаги, служащей межслоевой изоляцией. Ци-
линдры 2 выступают за слои обмотки. В промежутках между вы-
ступающими слоями располагают бортики 5 (рис. 30,6), пред-
ставляющие собой электрокартонные полосы толщиной 1—1,5
и шириной 12 мм, наклеенные на телефонную или кабельную бу-
магу шириной 60—80 мм. Для увеличения поверхности охлажде-
ния обмотку разделяют на две части вертикальным каналом 3
(рис. 30, а). Его образуют рейки 4, установленные от цилиндра
1 на расстоянии, приблизительно равном Уз толщины обмотки.
При напряжении 6—10 кВ часто применяют рейки из бука, при
35 кВ — из склеенного электрокартона.
Для придания большей механической стойкости многослой-
ные цилиндрические обмотки часто выполняют по магнитно-сим-
метричным схемам с пятью ответвлениями (рис. 31). По этой
56
схеме регулировочные витки располагаются в двух слоях или
одном наружном слое. Каждая ступень регулирования разделе-
на на две симметричные и последовательно соединенные группы
витков Р1 и Р2. На первом ответвлении в работе находится весь
регулировочный слой обмотки, на втором из работы выключают-
ся две средние группы, на третьем — две следующие, симметрич-
ные к краям, на четвертом — две предпоследние, на пятом —
весь регулировочный слой.
Многослойные цилиндрические обмотки применяют главным
образом в качестве обмоток ВН трансформаторов мощностью до
630 кВ-А, напряжением 3—35 кВ.
Обмотка, состоящая из плоских спиральных катушек, у кото-
рой, переход провода из катушки в катушку осуществляется без
разрыва с помощью особых технологических приемов, называет-
ся непрерывной катушечной обмоткой. У такой
обмотки (рис. 32) спиральные катушки 1 имеют одинаковый ра-
диальный размер и расположены друг над другом; для охлаж-
дения между ними образованы дистанционными прокладками 3
горизонтальные каналы 2. Каждый виток может состоять из од-
ного или нескольких прямоугольных параллельных проводов.
Обмотка, показанная на рис. 32, намотана одним проводом с
шестью регулировочными ответвлениями 8 в середине.
Обмотка намотана на рейки 6, уложенные на бумажно-баке-
литовом цилиндре 7, поэтому между цилиндром и обмоткой об-
разован охлаждающий канал 5. Для создания надежной опор-
ной поверхности на торцах обмотки установлены опорные коль-
ца 4 из склеенного электрокартона.
Непрерывные обмотки трансформаторов IV габарита и выше,
как правило, не имеют бумажно-бакелитовых цилиндров. Их на-
матывают на рейки, уложенные на специальной металлической
оправке, которую после намотки вынимают. Горизонтальные ка-
налы между катушками образованы дистанционными проклад7
ками 2, нанизанными на рейки 1 (как показано на рис. 33). Для
придания обмоткам большей механической прочности их наруж-
ную сторону «прошивают» электрокартонными рейками, пропус-
кая их через прокладки 3 с двусторонним замком.
У обмоток напряжением 110 кВ для большей электрической
прочности две первые катушки (входные) и две последние нама-
тывают проводом с усиленной витковой изоляцией (1,68—
1,92 мм).
В непрерывных катушечных обмотках, состоящих из несколь-
ких параллельных проводов, более удаленные от оси витки про-
вода имеют большую длину, а менее удаленные — меньшую.
Чтобы уравнять длины, а следовательно, сопротивления прово-
дов при переходах из катушки в катушку, их меняют местами —
делают транспозицию, как показано на рис. 34; тогда ток поров-
ну распределяется между всеми параллельными проводами. Не-
прерывные обмотки монолитны и механически устойчивы; их
применяют в качестве обмоток НН, СН и ВН.
57
В конструкцию обмоток ВЫ напряжением 110 кВ и выше вхо-
дят емкостные кольца, которые, увеличивая входную емкость
обмоток, выравнивают электрическое поле первых катушек и
витков и тем самым уменьшают градиентные перенапряжения в
обмотке.
В винтовой обмотке витки следуют друг за другом
по винтовой линии и каждый из них составлен из нескольких
Рис. 33. Рейки и дистанцион-
ные прокладки обмоток
концентрически расположенных
параллельных проводов (такую
обмотку часто называют спи-
ральной).
Винтовая обмотка (рис. 35)
имеет такие же изоляционные
детали, как и непрерывная; она
намотана многими параллельны-
Рис. 34. Транспозиция проводов непре-
рывной обмотки:
1 и 6 — верхняя и нижняя катушки, 2 и 4 —
транспонируемые провода, 3— рейки, 5 — ди-
станционные прокладки
ми проводами 6. Прокладки 7 между витками 1 образуют го-
ризонтальный канал, идущий параллельно виткам, а рейки 4—
вертикальные каналы между обмоткой и цилиндром 5.
Для трансформаторов небольшой мощности винтовые обмот-
ки наматывают на рейки, уложенные на бумажно-бакелитовом
цилиндре, для мощных — на рейки, уложенные на раздвижной
оправке. Торцы обмоток выравнивают сегментами 2 и путем рав-
номерного увеличения высоты прокладок между опорным коль-
цом 3 и крайним витком.
Так как параллельные провода винтовой обмотки располо-
жены концентрично и находятся на разном расстоянии от ее оси,
то для выравнивания активных и индуктивных сопротивлений
параллельных проводов и снижения потерь от циркулирующих
токов, вызванных потоками рассеяния, в винтовых обмотках вы-
полняют две групповые и одну общую транспозицию проводов
(рис. 36, а). Групповая транспозиция (рис. 36,6) заключается
в том, что провода витка делят поровну на две группы — верх-
нюю и нижнюю и при переходе в следующий виток верхнюю
группу перемещают на место нижней, а нижнюю — на место
58
верхней. Групповые транспозиции делают на !/4 и 3/4 части вит-
ков обмотки. Общую транспозицию (рис. 36, в) выполняют в се-
редине обмотки. Для этого при
ны обмотки в другую верхний
Рис. 35. Винтовая обмотка
переходе витка из одной полови-
провод переставляют на место
нижнего, а за ним поочередно
перемещают на новое место
остальные 'параллельные про-
вода. Количество переходов
получается равным числу па-
раллельных проводов. Перехо-
ды делают в пролетах между
прокладками.
Кроме рассмотренной од-
ноходовой винтовой обмотки
применяют двух- и четыреххо-
довые. Их устройство напоми-
нает винт, резьба которого об-
разована двумя или четырьмя
нитками. Транспозиция у та-
ких обмоток 1несколько слож-
нее, но совершеннее. Винто-
вые обмотки имеют сравни-
Грулповая
Рис. 36. Транспозиция проводов не-
прерывной обмотки:
а —схема, б — групповая транспозиция,
в — общая транспозиция
тельно небольшое количество витков, их изготовляют на боль-
шие токи и применяют главным образом в трансформаторах
III—VIII габаритов.
§ 14. ИЗОЛЯЦИЯ ТРАНСФОРМАТОРОВ
Трансформаторы имеют внутреннюю и внешнюю изоляцию.
К внутренней относят изоляцию, расположенную внутри бака,
к внешней — вне бака. В свою очередь, внутреннюю изоляцию
59
подразделяют на главную и продольную. Главная изоляция изо-
лирует обмотки друг от друга и от остова, продольная — отдель-
ные части самой обмотки.
В качестве главной изоляции обмотки НН от стержня 2 (рис.
37, а) служит изоляционный цилиндр 3. Такой же цилиндр 4 ус-
танавливают между обмотками ВН и НН. В зависимости от
класса напряжения трансформатора цилиндры 3 и 4 представля-
ют собой бумажно-бакелитовые изделия или выгнутые электро-
Рис. 37. Главная изоляция обмоток:
а — общий вид, б — ярмовая и уравнительная изоляция, в — элемент ярмовой изо-
ляции
картонные пластины, находящиеся непосредственно на стержне
2 и на соседней обмотке. В первом случае их называют жестки-
ми, во втором — мягкими. Толщина цилиндров зависит в основ-
ном от напряжения обмоток. Для напряжений до 15 кВ при ра-
боте в масле их толщина составляет 2,5—4 мм, для напряжения
35—НО кВ — 6 мм. Между обмотками ВН разных фаз (на ри-
сунке между фазами А и В) устанавливают междуфазную пере-
городку 6, представляющую собой для трансформаторов напря-
жением до 35 кВ пластину из электрокартона толщиной 2—3 мм.
В устройство главной изоляции входят также конструкции и де-
тали, служащие для изолирования торцовых частей обмоток от
ярм 5, ярмовых балок и металлических прессующих колец.
Для изоляции обмоток 7 от ярм служит ярмовая изоляция 1,
размещенная вверху и внизу между торцовой частью обмотки и
уравнительной изоляцией 8 (рис. 37,6). Ярмовая изоляция име-
ет различное конструктивное исполнение, особенно для транс-
форматоров I и II габаритов. Ярмовая изоляция (рис. 37, в) со-
стоит из кольцеобразной шайбы 11 из электрокартона толщиной
2—3 мм и прикрепленных по обеим сторонам подкладок 12,
60
Подкладки предназначены для образования изоляционного про-
межутка (каналов) между ярмом и обмоткой.
Уравнительная изоляция 8 уравнивает плоскость полок ярмо-
вых балок 9 с горизонтальной плоскостью ярма 10. Для транс-
форматоров I и II габаритов ее изготовляют в виде настила из
буковых планок (рис. 38, а). Для вывода концов от внутренних
обмоток и циркуляции масла в планках делают пазы. У некото-
рых трансформаторов I и II габаритов на напряжения до 15 кВ
деревянной настил служит одновременно ярмовой и уравнитель-
ной изоляцией, а между обмоткой и ярмом устанавливают
электрокартонные щитки. Для трансформаторов мощностью
2500 кВ-А и более уравнительную изоляцию изготовляют из
электрокартона (рис. 38,6).
Рис. 38. Уравнительная изоляция обмоток трехфазных трансформаторов:
а —I и II габаритов, б — III габарита; 1 — сегменты, 2 — прокладки
С повышением напряжения трансформатора требования к
электрической прочности изоляции повышаются, так как испыта-
тельные напряжения увеличиваются. Приходится увеличивать
масляные промежутки, устанавливать дополнительно электро-
картонные цилиндры, угловые шайбы, барьеры и др.
Продольная изоляция обмотки включает в себя витковую
изоляцию, изоляцию между катушками и между слоями обмот-
ки. В качестве изоляции между катушками служит масляный
канал, образованный изоляционными прокладками. Для обмо-
ток напряжением до 35 кВ высота канала обычно 5—6 мм, на-
пряжением НО кВ — 6 мм и более.
Изоляционный промежуток между слоями у двухслойных об-
моток определяется шириной канала между слоями; обычно он
равен 5 мм. У многослойных цилиндрических обмоток трансфор-
маторов I и II габаритов междуслоевая изоляция состоит из не-
скольких слоев кабельной бумаги.
Изоляция обмоток, переключающих устройств и отводов от-
носительно бака и других заземленных частей состоит из элект-
рокартона, бумажно-бакелитовых цилиндров и масляных про-
межутков. В зависимости от класса напряжения трансформато-
61
ров существуют нормы изоляционных промежутков по маслу и
поверхностям: дереву, электрокартону и др.
Так, при номинальных напряжениях 6—10 кВ промежуток от
обмотки до стенки бака по маслу должен быть не менее 25 мм,
а при напряжении 35 кВ — не менее 65 мм. От отвода до стенки
бака при толщине изоляции на отводе 2 мм на сторону для
класса напряжения 6—10 кВ изоляционный промежуток должен
быть не менее 10 мм, для класса напряжения 35 кВ при той же
толщине — 40 мм, а для НО кВ при толщине изоляции 20 мм на
сторону — 75—90 мм.
Изоляционный промежуток зависит от формы токоведущей и
заземленной частей: при заостренной форме он больше, при пло-
ской— меньше. У сухих трансформаторов он значительно боль-
ше, потому что электрическая прочность воздуха во много раз
меньше электрической прочности масла.
Внешняя изоляция — это промежутки между токопроводя-
щими частями вводов, от вводов до заземленных частей бака и
его устройств. Изоляционные промежутки выбирают по нормам.
Например, при напряжении 6 кВ минимальное расстояние меж-
ду вводами 80 мм; при 10 кВ—110 мм; при 35 кВ — 300 мм;
при 110 кВ — 840 мм. Такие же расстояния приблизительно
принимают между вводами и заземленными частями.
§ 15. ПЕРЕКЛЮЧАЮЩИЕ УСТРОЙСТВА
Переключающие устройства ПБВ предназна-
чены для переключения ответвлений обмоток при невозбужден-
ном трансформаторе. Основными частями ПБВ являются кон-
тактная система, состоящая из подвижных и неподвижных кон-
тактов, и приводной механизм, приводящий в действие подвиж-
ные контакты; вспомогательными частями — бумажно-бакелито-
вые изделия, предназначенные для электрической изоляции
контактов от заземленных деталей, между отдельными контак-
тами и для крепления основных частей.
Неподвижные контакты располагают по окружности (на ба-
келитовом цилиндре или гетинаксовом диске) или вдоль (на ге-
тинаксовой рейке или бакелитовой трубке). При расположении
контактов по кругу переключающие устройства называют б а-
рабанными, при расположении вдоль — реечными. К не-
подвижным контактам присоединяют винтами, болтами или пай-
кой (в зависимости от конструкции) регулировочные ответвле-
ния обмотки. Подвижные контакты примыкают с помощью при-
вода к неподвижным, осуществляя требуемое соединение ответ-
влений.
Соединение подвижных контактов с неподвижными имеет три
конструктивных исполнения: кольцевое, сегментное и ламельное
(рис. 39, а, б, в). Установлены следующие обозначения переклю-
чающих устройств ПБВ: П, ПС, ПЛ (однофазные) и ПТ, ПТС
и ПТЛ (трехфазные) —барабанного типа соответственно с коль-
62
цевым, сегментным и ламельным контактом; ПР и ПТР — одно-
фазные и трехфазные реечного типа с ламельным контактом.
Кроме букв в обозначении устройств ПБВ указывают количест-
во зажимов на фазу, номинальное напряжение и ток, а также
количество устройств (при размещении нескольких устройств
на одном валу — рейке). Трехфазные устройства ПБВ, предназ-
наченные для переключения ответвлений обмоток близ нейтра-
ли после буквенного обозначения через тире именуют цифрой 0.
В конце обозначения указывают год разработки проекта на уст-
ройство. Пример обозначения однофазного устройства ПБВ ба-
рабанного типа с кольцевым контактом, с шестью зажимами,
номинальным напряжением 35 кВ и током 160 А, с тремя уст-
ройствами на одном валу: П6-35/160ХЗ-73.
Рис. 39. Виды контактов переключающих устройств ПБВ:
а — кольцевой, б — сегментный, в — ламельный; 1, 2 — подвижный и неподвижный
контакты, 3 — ось контакта, 4 — пружинный прижим, 5 — ось коленчатого вала, 6 —
вал подвижного контакта
В зависимости от мощности, напряжения и схемы регулиро-
вочных ответвлений обмоток в трансформаторах применяют раз-
личные по конструкции переключающие устройства ПБВ. Рас-
смотрим некоторые из них.
Трехфазное переключающее устройство с
ламельными контактами ПТЛ-0-9-120-35 (рис. 40)
предназначено для переключения ответвлений близ нейтрали.
К металлической сальниковой крышке 1 переключателя, присое-
диняемой к крышке трансформатора болтами, жестко прикреп-
лен бумажно-бакелитовый цилиндр 10 с неподвижными контак-
тами 15, служащий электрической изоляцией контактной систе-
мы. Через крышку проходит стальной приводной вал 6, уплот-
ненный сальниковой набивкой 8 и втулкой 3. Он сочленен с ниж-
ним стальным валиком 11 толстостенной бумажно-бакелитовой
трубкой 9, которая передает вращение от верхнего вала к ниж-
нему и одновременно служит электрической изоляцией контак-
тов от крышки. На нижнем конце валика 11 закреплена с по-
мощью вспомогательных деталей и болтов 19 контактная тре-
угольная пластина 18 с поводками 20. По углам пластины уста-
новлены три пары подвижных контактов 16 ламельного типа,
сжимаемых пружинами 17. Подвижные контакты составляют
одно целое с металлической контактной пластиной.
63
Систему неподвижных контактов образуют девять медных
ламелей (по числу ответвлений X, Y, Z), расположенных равно-
мерно по кругу и закрепленных на цилиндре винтами 12 и пла-
стинами 13. Плита 21, изготовленная из гетинакса, является ос-
нованием переключателя и
центрирует верхний вал с
нижним валиком. На верхнем
конце (Приводного вала за-
креплен стопорным штиф-
том 4 литой колпак 2 с ру-
коятками 22, который имеет
стрелку 23, указывающую но-
мер ступени, отмеченной на
крышке римскими цифрами, и
табличку 5 с надписью: «Вни-
мание! Смотри инструкцию по
переключению».
Для фиксации ступени на-
пряжения на колпаке имеется
болт 7, а в крышке — отвер-
ВидА
Рис. 40. Трехфазное переключающее устройство ПБВ типа ПТЛ-0-9-120/35
стия с резьбой; при ввинченном болте стрелка должна нахо-
диться против одной из цифр, указывающих ступени.
Регулировочные ответвления обмоток подсоединяют к непо-
движным контактам болтами 14 согласно маркировке, показан-
ной на рисунке. При повороте привода переключателя на угол,
соответствующий ступени переключения (в данном случае 40°),
подвижные контакты соединяют ответвления фазных обмоток с
одинаковыми индексами в нейтраль на желаемой ступени.
64
на
изготовляют
Рис, 41. Контактная система
переключающего устройства
ПБВ типа ПТС-0-9-120/10
4 и сегменты 5 i
Для перехода с одной ступени напряжения на другую отклю-
чают трансформатор от сети, вывинчивают из колпака болт 7
и устанавливают поворотом рукояток контактную систему на
желаемую ступень, которую должна показывать стрелка колпа-
ка. Затем ввинчивают болт 7 в резьбовое отверстие, соответст-
вующее выбранной ступени, и включают трансформатор в ра-
боту.
Аналогичные переключающие ;
пять ступеней с пределами пере-
ключения ± (2X2,5)% и приме-
няют в трансформаторах I и
II габаритов.
Конструкция переключающе-
го устройства с сегментными
контактами ПТС-0-9-120/10 ана-
логична конструкции предыду-
щего устройства, его контактная
система показана на рис. 41.
На бумажно-бакелитовом ци-
линдре 1 закреплены неподвиж-
ные контакты 3 с болтами 2 для
подключения ответвлений. По-
движные контакты 5 сегментно-
го типа установлены на коленча-
том вале 4 и прижаты пружина-
ми к неподвижным контактам.
Нижний валик 6, коленчатый вал
в действие рукоятками колпака, расположенного на верхнем
конце приводного вала. Для центровки верхнего и нижнего
валов служит гетинаксовая пластина 7.
Трехфазные переключающие устройства ре-
ечного типа ПТР-0-10/63ХЗ-65 и ПТР-0-35/63ХЗ-65 (рис,
42), предназначенные для переключения ответвлений обмоток в
пределах ±(2x2; 5) % (пять ступеней) близ нейтрали, устанав-
ливают, как и ранее рассмотренные, на трансформаторах I—III
габаритов на напряжения не более 35 кВ.
На бумажно-бакелитовой трубке 1 (рис. 42, а, б) размещены
в один ряд три группы латунных неподвижных контактов 2 (по
пять в каждой группе). Один конец неподвижного контакта име-
ет гладкую цилиндрическую поверхность и сопрягается с по-
движным контактом 3, второй конец — резьбу с комплектом га-
ек и шайб для крепления ответвления обмотки соответственно
маркировке.
Подвижные контакты (по одному на фазу — на группу непо-
движных контактов) изготовлены из латуни. Один конец каждо-
го из контактов жестко закреплен болтом 5 на стальной зубча-
той рейке 6, другой охватывает ламелями цилиндрическую часть
неподвижного контакта.
3—492
65
Плотность прилегания контактов достигается спиральной
пружиной 4. Рейка в форме стальной, полосы является токоведу-
щей и вместе с тремя подвижными контактами, закрепленными
на ней, образует жесткий Т-образный мост, который на соответ-
ствующих ответвлениях соединяет обмотки в звезду. Перемеще-
ние подвижной контактной системы вправо или влево относитель-
но неподвижных контактов позволяет переходить с одной ступе-
ни напряжения на другую.
Рис. 42. Трехфазное переключающее устройство ПБВ типа ПТР-0-10/63-3-65:
а — устройство, б — схема сцепления рейки с шестерней
Для совмещения осей подвижных и неподвижных контактов
установлены два держателя S, изготовленные из прессованного
стеклотекстолита. Держатель состоит из двух симметричных по-
ловин (щек), между которыми размещены бумажно-бакелитовая
трубка 1, закрепленная жестко в держателях винтами 7, и рейка,
перемещающаяся в продольном направлении.
Перевод подвижных контактов с одной ступени на другую
осуществляется приводом, для чего в один из держателей вмон-
тирован вал 13, на котором с помощью шпонки жестко закреп-
лена шестерня 12, находящаяся в зацеплении с рейкой 6. Конец
вала 13 с помощью штифтов со шплинтами соединен с бумажно-
бакелитовой трубкой и валом 15 колпака 9, Колпак и вал, имею-
66
щие шлицевое соединение, скреплены винтом 21. Бакелитовая
трубка 14, являясь деталью механической передачи вращатель-
ного движения, одновременно служит электрической изоляцией
зубчатой рейки от крышки бака.
Рис. 43. Трехфазное пе-
реключающее устройство
ПБВ типа ПТЛ-6-200/10
Вспомогательными частями и деталями привода являются:
сальник, предотвращающий просачивание масла из бака по по-
верхности вала 15 и состоящий из сальниковой набивки 17, вту-
лок 16, 20 и гайки 22, уплотняющей набивку; указатель ступе-
ней 10 в виде табло, на котором римские цифры показывают
3* 67
ступень напряжения, а пять отверстий служат для установки
пружинного штифта 11, фиксирующего ступень.
Поворот колпака за пределы крайних положений ограничен
упорами на указателе. Последний крепят к крышке 18 гайкой 19
и винтом 23. Внутри трансформатора переключающее устройст-
во крепят болтами к кронштейнам верхних ярмовых балок.
Трехфазное переключающее устройство
ПТЛ-6-200/10 (рис. 43) предназначено для переключения ответ-
влений обмоток с прямой схемой с шестью регулировочными от-
ветвлениями на пять ступеней напряжения.
На бакелитовом цилиндре 4 закреплены в три яруса высту-
пающие внутрь цилиндра неподвижные контакты 7 (по шесть
на каждую фазу). Внутри цилиндра проходит основной вал —
бумажно-бакелитовая трубка 5, несущая подвижные контакты
6, замыкающие одновременно по одной паре неподвижных кон-
тактов в каждой из фаз (в каждом ярусе). К неподвижным кон-
тактам присоединены регулировочные ответвления обмоток.
Верхний конец бумажно-бакелитовой трубки соединен со
стальным приводным валом 1, нижний — с вспомогательным
стальным валом 8. На концах цилиндра 4 закреплены металли-
ческие фланцы 2 с втулками 3 подшипников, центрирующие и
поддерживающие вал. Кроме того, в нижней части цилиндра
имеется диск 13, скрепленный с фланцем тремя болтами 9.
На хвостовой части вспомогательного вала жестко закреплен
штифтом 12 фиксатор 10, изготовленный в виде трехлучевой
звезды, в вершинах которой на пружинах установлены пальцы
И, входящие в отверстия диска и тем самым фиксирующие сту-
пень переключения.
Устройство устанавливают на кронштейнах, прикрепленных
к активной части трансформатора; в верхнем фланце для этого
предусмотрены три отверстия.
Устройства ПБВ типа ПТЛ-6-400/10 и ПТЛ-6-400/35 и на
большие ток и напряжение отличаются только размерами изо-
ляционного цилиндра и длиной бумажно-бакелитовой трубки;
их контактная система усилена спариванием контактов. Привод
к переключателям, устанавливаемый на крышке трансформато-
ра, аналогичен по устройству ранее рассмотренным: имеет саль-
никовую крышку, вал, колпак с приводными рукоятками и дру-
гие вспомогательные детали.
Переключающие устройства П6 (рис. 44) при-
меняют для переключения регулировочных ответвлений обмоток
о прямой схемой и шестью ответвлениями, изготовляют на на-
пряжения 10—220 кВ и номинальные токи от 16 до 1600 А и ус-
танавливают в трансформаторах III и IV габаритов. Основными
частями устройства являются переключатель с кольцевой кон-
тактной системой и привод; вспомогательными — комплект бу-
мажно-бакелитовых цилиндров, служащих для электрической
изоляции контактной системы и крепления его в трансформато-
ре, и крепежные детали.
68
Переключатель (рис. 44, а) состоит из верхнего и нижнего
гетинаксовых дисков 9 с уступами 1, бумажно-бакелитовых вту-
лок 2, запрессованных в диски, шести латунных никелированных
полых стержней 3, служащих в качестве неподвижных контак-
тов, латунных никелированных колец 5, установленных с помо-
щью спиральных пружин на коленчатом валу 4 и служащих по-
движными контактами. На главной оси коленчатого вала, про-
ходящей через центральную втулку 6 верхнего гетинаксового
диска, закреплена стальная втулка 7 со штифтом 8, предназна-
ченная для сцепления со штангой привода.
Регулировочные ответвления 10 впаяны в стержни (в неко-
торых конструкциях ввернуты с помощью специальных наконеч-
ников) . При больших номинальных токах ответвления присоеди-
I)
Рис. 44. Однофазное переключающее устройство П6:
а — переключатель, б — привод, в — устройство приводного механизма
няют к обоим концам контактных стержней (параллельно). При
вращении коленчатого вала вместе с ним поворачиваются коль-
ца, которые замыкают те или другие стержни, а следовательно,
и ответвления обмоток. Под воздействием пружин, прижимаю-
щих кольца к стержням, переход со ступени на ступень проис-
ходит пружинящим скачком с самоустановлением контактов..
Привод переключателя состоит из механизма, включающего
69
чугунный колпак 18 (рис. 44, б, в) с рукоятками 24 для пово-
рота руками, и штанги 12, изготовленной из бумажно-бакелито-
вой трубки с наружным диаметром 60 мм и внутренним 50 мм.
На нижнем конце штанги закреплена стальная муфта 11, вилко-
образный конец которой охватывает штифт 8 втулки 7 (рис.
44, а), жестко скрепленной с концом коленчатого вала переклю-
чателя, и входит с ним в зацепление. Верхний конец штанги
соединен с валом 17 (рис. 44, б) приводного механизма шарнир-
но: в отверстие вала и втулки 16, насаженной на вал, вставлен
валик 14; муфта 13 сцеплена с втулкой 16 штифтом 15 с пружи-
ной— манжетой, предотвращающей выскакивание валика и
штифта. Гибкая связь штанги с валом механизма компенсирует
возможное отклонение их осей при сборке привода.
Подгонка положения колпака 21 (рис. 44, в) привода к кон-
тактной системе переключающего устройства осуществляется с
помощью нониусного кольца 22, которое скреплено шпонкой с
концом вала 17 и с колпаком винтом 19 через одно из девяти от-
верстий в кольце. В выточке внутри колпака имеется десять от-
верстий с резьбой для винта. Отверстия в кольце и колпаке раз-
мещены равномерно по окружности одного диаметра. Угол меж-
ду соседними отверстиями в кольце равен 40° (360°/9), а в кол-
паке— 36° (360°/10), что позволяет закреплять нониусное коль-
цо в колпаке в положениях, отличающихся одно от другого на
угол 4° (40°—36°) или кратный ему — 8, 12, 16° и т. д.
К крышке трансформатора приварен установочный фланец
29, к нему крепится на резиновой уплотняющей прокладке тремя
болтами 31 крышка 28 сальника, через которую проходит вал
17, уплотненный сальниковой набивкой. На фасонной крышке 27
сальника нанесены цифры I, II, III, IV и V, обозначающие но-
мера ступеней переключения, и установлен упор 30, который
вместе с выступами 20 колпака 21 ограничивает его поворот. На
осевых линиях, проходящих из центра через середину выступов
в крышке сальника, имеется шесть отверстий для двух стопор-
ных болтов 23 колпака. Поворотом рукояток на 60° переводят
коленчатый вал переключателя из одного положения в другое.
В рабочем положении указатель 26 колпака должен находиться
на середине выступа крышки сальника, совпадая с соответствую-
щей цифрой, а два отверстия для стопорных болтов в колпаке
должны совпадать с двумя из шести отверстий в крышке сальни-
ка, через которые колпак закрепляют болтами. Выступы 25 кол-
пака и упор 30 не позволяет переводить переключатель из поло-
жения I в положение V, и наоборот, минуя промежуточные сту-
пени.
Для удобства пользования приводом в трансформаторах IV
габарита и выше приводной механизм вынесен на боковую стен-
ку бака, при этом передача осуществляется валами с помощью
шестерен.
Переключающие устройства РПН подразделяют
на устройства с токоограничивающим реактором, токоограничи-
70
вающимй резисторами и без них. В соответствии с конструк-
тивным исполнением они имеют обозначения: РНО и РНТ—
однофазные и трехфазные без токоограничивающего резистора;
РНОР и РНТР — то же, с токоограничивающим реактором;
РНОА и РНТА — то же, с токоограничивающим резистором.
Для обозначения трехфазных устройств РПН, соединяющих
фазные обмотки в звезду, после букв ставят через тире цифру 0.
Буквы после дроби, указывающей напряжение и ток устройства
РПН, обозначают: А — контактор с разрывом дуги в воздухе,
Г — в газе, В — в вакууме, П — контактор, в котором для пере-
ключения без разрыва дуги применяют полупроводники (контак-
тор с разрывом дуги в масле буквой после дроби не обозначает-
ся). Если несколько устройств РПН имеют один привод, то ука-
зывают через знак умножения их количество. В конце обозначе-
ния ставят год разработки. Например, трехфазное устройство
РПН с токоограничивающим резистором, предназначенное для
переключения ответвлений обмоток, соединенных в звезду, на
номинальное напряжение 35 кВ и ток 1000 А, с разрывом ду-
ги в масле обозначают РНТА-0-35/1000-73.
Основными частями устройств РПН являются: избиратель
ответвлений, предназначенный для выбора нужного ответвления
обмотки перед переключением; предызбиратель ответвлений для
использования контактов избирателя и присоединенных к нему
ответвлений обмотки более одного раза после прохождения все-
го диапазона регулирования; контактор для отключения тока в
цепях переключающего устройства; токоограничивающий реак-
тор или резистор для включения (на время переключения) меж-
ду работающим и вводимым в работу ответвлениями с целью
ограничения тока в переключаемой части обмотки и перевода
нагрузки с одного ответвления на другое без разрыва цепи тока
нагрузки трансформатора. Кроме того, устройства имеют ручной
привод, электрический с кнопочным управлением и автоматиче-
ский, а также счетчик количества переключений, различную ап-
паратуру, механизмы, элементы сигнализации и автоматики.
Электрическая схема каждой фазы устройства РПН с реактором
(рис. 45, а) состоит из двух параллельных симметричных цепей,
включающих избиратели И с системой подвижных и неподвиж-
ных контактов, конктаторы К и реактор Р. На схеме показано
рабочее положение на одном из регулировочных ответвлений об-
моток РО. При необходимости перейти на другую ступень напря-
жения включением привода переключаются на соответствующее
ответвление контакты одной параллельной цепи, а затем другой
в такой последовательности: открывается контактор, спустя не-
который промежуток времени избиратель этой цепи переходит
на требуемое ответвление, после этого контактор закрывается,
переход на другое ответвление первой параллельной цепи на
этом закончен; далее в той же последовательности открывается
контактор второй параллельной цепи и ее избиратель переходит
на ответвление, в которое перешел избиратель первой цепи, за-
71
тем контактор закрывается. На этом цикл перехода с одного от-
ветвления на другое без разрыва цепи рабочего тока закончен.
Назначение реактора в этой схеме — ограничить силу циркули-
рующего тока в положении «моста», когда одна параллельная
цепь перешла на следующее регулировочное ответвление, а дру-
гая еще находится на ранее занятом. Рабочий ток реактором
лри этом не ограничивается, так как его индуктивное сопротив-
ление практически равно нулю вследствие того, что в каждой по-
ловине его обмотки (верхней и нижней) рабочие токи, а следова-
тельно, и магнитные поля имеют противоположное направление.
Рис. 45. Переключающее устройство РПН с токоограничивающим
реактором:
а — электрическая схема (одной фазы), б — размещение в трансформато-
ре устройства РПН типа РНТ-13-625/35
Размещение частей трехфазного переключающего устройства
РПН типа РНТ-13-625/35 в трансформаторе показано на рис.
45, б. Однофазные избиратели 3 ответвлений фаз А, В и С обмо-
ток 1 и реактор 4 установлены на ярмовых балках. Избиратели
сочленены между собой бумажно-бакелитовыми трубками, а с
контактором — стальным валом 7. Контактная система избира-
телей работает без разрыва цепи тока, их контакты не обгорают
при переключении, поэтому избиратели расположены в баке
вместе с активной частью. Действие контакторов 2 сопровожда-
ется разрывом тока в параллельной цепи с возникновением ду-
ги, поэтому контакторы размещены в отдельном кожухе, запол-
ненном трансформаторным маслом, которое не сообщается с
маслом бака трансформатора. Это позволяет производить ос-
мотр и ремонт контактора с заменой масла без вскрытия бака
трансформатора.
Приводной механизм размещен в коробке 5, установленной
на стенке бака трансформатора. Переключение происходит так,
что избиратели и контакторы всех фаз действуют одновременно.
72
Полный цикл переключения со ступени на ступень происходит
за один оборот главного вертикального вала 6\ длительность пе-
реключения около 3 с.
Схема и последовательность переключения контактов пере-
ключающего устройства РПН на резисторах показана
на рис. 46, а—е. В нормальном рабочем положении, для примет
Рис. 46. Схема работы переключающего устройства РПН на рези-
сторах:
а — е — последовательность переключения контактной системы со ступени наг
ступень
ра, на ступени II (рис. 46, а) контакты К/ и К2 контактора ра-
зомкнуты, КЗ и К4 замкнуты. Таким образом, сопротивление ре-
зистора R2, зашунтировано и ток нагрузки /н проходит через из-
биратель П2, контакт К4 и дальше по цепи в нейтраль и линию;»
При этом избиратель П1 нечетных ступеней обесточен и нахо-
дится в ожидании команды от приводного механизма на выбор
ступени I или III. Если требуется перейти на ступень III, привод
работает для вращения в сторону увеличения номера ступени,
73
на ступень I — в обратную сторону. В первый момент работы
приводного механизма избиратель П1 переходит на ступень III
(рис. 46,6), затем вступает
Рис. 47. Компоновка основных
частей трехфазного устройства
РПН типа РС-4 на резисторах
работу контактор: размыкается
контакт К4 (рис. 46, в) и ток
нагрузки проходит через рези-
стор R2. Далее замыкаются кон-
такты К2 (рис. 46, а), образует-
ся «мост» и ток нагрузки прохо-
дит через резисторы R1 и R2.
Кроме того, в контуре возникает
циркулирующий ток. Затем раз-
мыкается контакт КЗ (рис. 46, д)
и ток нагрузки идет через рези-
стор R1 так же, как на рис. 46, в.
Далее замыкается контакт К1,
шунтируется резистор R1 и на
этом заканчивается цикл пере-
ключения — трансформатор ра-
ботает на III ступени напряже-
ния (рис. 46, е). Порядок рабо-
ты избирателя и контактов при
последующих переключениях
тот же. Контактор переключает-
ся мощными пружинами практи-
чески мгновенно.
Основные преимущества уст-
ройств РПН с резисторами по
сравнению с устройствами с
реакторами следующие: ком-
пактность — мощный громозд-
кий реактор заменен небольши-
ми резисторами, совмещенными
с портативным контактором;
контактор, избиратель и предыз-
биратель образуют как бы одну
сборочную единицу, что упро-
щает установку устройства в ба-
ке трансформатора; не требует-
ся выносной кожух для контак-
тора; случайный отказ в элект-
ропитании электропривода в про-
цессе переключения не приводит
к длительной нагрузке резисто-
ров током и, как следствие, их
повреждению.
Компоновка основных частей трехфазного переключающего
устройства РС-4 на резисторах (болгарского производства), ши-
роко применяемого в трансформаторах отечественного производ-
ства, показана на рис. 47. К верхнему несущему фланцу 1 при-
74
креплен главный изоляционный цилиндр 5, в котором располо-
жены контактор 4 и резисторы 5. К главному цилиндру с помо-
щью фланца 6 прикреплены избиратель и предызбиратель.
Крепление выполнено герметично, чтобы масло, в котором нахо-
дится контактор, не смешивалось с маслом трансформатора.
Избиратель состоит из гетинаксовых реек 7, прикрепленных
своими концами к верхнему и нижнему фланцам 14, и имеет
центральную изоляционную трубу 12 с закрепленными на ней
токоведущими кольцами 11 (по два на фазу). Рейки с закреп-
ленными на них неподвижными контактами 9 поочередно несут
на себе контактный ряд для четных и нечетных ответвлений; со-
ответственно расположению колец контактные ряды смещены по
высоте.
Подвижные контакты 10 закреплены на двух изоляционных
валах 8. На одном из них соответственно контактным рядам на
рейках расположены нечетные контакты для трех фаз, на дру-
гом— четные. С помощью колес мальтийской передачи, распо-
ложенной в верхнем фланце 6 избирателя, валы, перемещаясь
по окружности вокруг центральной трубы, выбирают требуемое
ответвление на рейках неподвижных контактов.
Кольца соединены изолированными проводами, проходящи-
ми через центральную трубу, с зажимами 15, а последние — с
зажимами 16 контактора, расположенными с наружной стороны
главного цилиндра. Предызбиратель, расположенный сбоку из-
бирателя, состоит из верхней и нижней плит, изоляционных ре-;
ек с неподвижными контактами и приводного изоляционного ва-
ла 13 с подвижными контактами (мостами).
В верхнем кожухе 6 избирателя расположен механизм пере-
дач, состоящий из зубчатых и мальтийских колес и приводящий
в действие через изоляционный вал 2 валы избирателя, предыз-
бирателя и контактора. Изоляционный вал 2 получает враще-
ние от вертикального и горизонтального валов электрического
привода, находящегося на баке трансформатора.
Последовательность действия переключающего устройства
такая: включением привода дается команда на переключение;
вал избирателя, контакты которого не под нагрузкой, поворачи-
вается вокруг центральной трубы на заданный конструкцией
угол и соединяет свои подвижные контакты с неподвижными на
рейках, с кольцами и неподвижными контактами контактора.
Завершает цикл переключения механизм переброски подвиж-
ных контактов контактора на подготовленную ступень в после-
довательности, приведенной на рис. 46.
Переключающее устройство крепится к крышке трансформа-
тора фланцем 1 на торце узкой стороны бака.
§ 16. вводы
Вводы представляют собой фарфоровые проходные изолято-
ры, через внутреннюю полость которых проходит токоведущий
стержень, и служат для вывода концов обмоток из трансформа-
75
тора наружу и подключения их к сети. Вводы устанавливают на
крышке, реже на боковой стенке бака.
Внешняя конфигурация и размеры вводов зависят от класса
напряжения, рода установки и силы тока. Вводы для внутренней
установки имеют гладкую поверхность, для наружной установки
{работающие в тяжелых атмосферных условиях — под дождем,
снегом в загрязненном воздухе) отличаются более развитой на-
ружной поверхностью (наличие зонтообразных ребер), в резуль-
тате чего увеличивается путь поверхностного разряда по фарфо-
ру и электрическая прочность ввода.
В зависимости от допускаемой плотности тока в токоведу-
щем стержне (2—4 А/мм2), определяемой его нагревом, и раз-
мера фарфорового изолятора, зависящего от класса напряжения,
вводы на большие номинальные токи и напряжения имеют боль-
шие габариты и массу. Для облегчения и более эффективного ис-
пользования сечения токоведущие стержни вводов 35 кВ и ниже
па токи 4000 А и более выполняют полыми (из медных труб).
Вводы изготовляют на номинальные напряжения: 0,5; 1; 3;
€—10; 20; 35; 110; 120; 330; 500; 750 кВ и выше и токи: 100; 250;
400; 630; 1000; 1600; 2000; 2500; 4000 А и более.
При номинальных напряжениях 0,5 — 35 кВ включительно в
трансформаторах применяют съемные (разборные) вводы,
конструкция которых позволяет заменять фарфоровый изолятор
(в случае его повреждения) без подъема активной части транс-
форматора или верхней части бака. Все съемные вводы (за не-
большим исключением) являются маслоподпорными; их внутрен-
няя полость заполняется трансформаторным маслом под дав-
лением из бака трансформатора. Съемные вводы имеют
обозначения, состоящие из букв и цифр. Буквы означают: В —
ввод; С — съемный; Т — трансформаторный; А и Б — категории
оборудования: У — исполнение для умеренного климата, ХЛ —
холодного, Т — тропического. Цифры в числителе указывают но-
минальное напряжение (кВ), в знаменателе — номинальный ток
{А), после дроби цифра 1 —разборное соединение стержня вво-
да с обмоткой (гайками); 2 — неразборное (сваркой). Например,
съемный ввод на номинальное напряжение 35 кВ, номинальный
ток 100 А, с неразборным соединением стержня с отводом обмот-
ки, для умеренного климата обозначают ВСТА-35/100-2-У;
соответственно на 10 кВ, 1600 А с разборным соединением
отвода обмотки со стержнем, для холодного климата —
ВСТБ-10/1600-1-ХЛ.
На напряжение до 1 кВ и сравнительно небольшие токи на
трансформаторах устанавливают съемные составные вво-
ды (рис. 48). Особенность устройства такого ввода состоит в том,
•что для его установки на крышке 9 (стенке) бака не требуется
крепежных деталей (гаек, шпилек); крепление обеспечивается
входящими в его устройство частями. Токоведущий стержень 1
с гайками, с навинченной латунной втулкой 13 и надетыми элек-
трокартонными шайбами 10, 12 и фарфоровой втулкой 11 встав-
ив
ляют в отверстие крышки. Затем с наружной стороны крышки на
стержень надевают фарфоровый изолятор 7, опирая его на крыш-
ку с предварительно приклеенной резиновой прокладкой в, за-
тем резиновую фасонную прокладку 6 и латунный колпак 5. За-
тягивают гайку 4 и стягивают
ввод, одновременно прижимая его
с двух сторон к крышке. Для
присоединения отвода обмотки и
внешней сети
контргайки 2 и
го и верхнего
служат гайки и
шайбы 3 нижне-
концов стержня.
/2
15
2/
22
23
Рис. 49. Съемный ввод на ток 3000 А
и напряжение 6—10 кВ
S'
7
10
13
11
12
8
9
Рис. 48. Съемный составной
ввод на ток 400 А и напря-
жение 1 кВ
-5
7
8
9
10
11
13
14
15
17
18
19
20
Вводы на напряжение до 1 кВ и большие токи крепят прижим-
ными кулачками так же, как вводы на 6—35 кВ.
Устройство ввода на напряжение б—10 кВ и ток 3000 А пока-
зано на рис. 49. Медный стержень 14 проходит через отверстие
фарфорового изолятора 13. Верхний конец стержня уплотнен ре-
зиновым кольцом 6, втулкой 5 и гайкой 4. Стержень бортиком 12
опирается через электрокартонную шайбу 11 на уступ изолятора
77
13, а двумя выступами 10 входит в вертикальные пазы изолято-
ра, что не позволяет ему проворачиваться при завинчивании га-
ек. Резиновая прокладка 9 уплотняет разъем между колпаком 7
и верхним торцом изолятора, а прокладка 19 — стык между
крышкой и изолятором подтягиванием гаек 16’ на шпильках 15,
приваренных к крышке 20.
Для присоединения к электросети на стержень в верхней его
части навинчивается контактный наконечник 1 с болтами 2 (с
гайками и шайбами), который закрепляют болтами 3 (резьбовая
часть наконечника разрезана). При токах менее 800 А для под-
соединения ввода к внешней электросети стержень снабжен вме-
сто наконечника гайками и шайбами. Гетинаксовая втулка 21
служит для центровки стержня по оси, шайбы 22 и гайки 23 —
для подсоединения демпферов внутри бака, винт 8, ввинченный
в латунный колпак 7, — для спуска воздуха из ввода при запол-
нении его маслом. Ввод крепят к крышке 20 прижимными кулач-
ками 18. Фланец 17 служит для того, чтобы кулачки не смеща-
лись с борта изолятора.
Масло поступает во ввод под напором из бака трансформато-
ра через зазоры между изолятором, гетинаксовой втулкой и
стержнем. По мере заполнения его маслом воздух вытесняется
через отверстие предварительно вывернутого винта 8.
Вводы на напряжение 35 кВ имеют дополнительную изоля-
цию стержня в виде надетой на него бумажно-бакелитовой труб-
ки и более развитую поверхность фарфорового изолятора (боль-
ше ребер). Как и вводы на 6—10 кВ, их крепят к крышке при-
жимными кулачками с помощью установленных на ней стальных
шпилек или кулачками и болтами к установочному фланцу, при-
варенному к крышке. При прохождении по стержню ввода тока
порядка сотен и тысяч ампер вокруг него создается значительное
магнитное поле, при этом возникающие в стальном фланце вво-
да и крышке трансформатора вихревые токи могут нагреть их
выше допустимой температуры. Во избежание этого при больших
токах вместо стальных или чугунных фланцев, обладающих зна-
чительной магнитной проницаемостью, применяют латунные или
фланцы из других немагнитных материалов. Кроме того, умень-
шение нагрева крышки достигается тем, что для установки вво-
дов в ней вырезают общее отверстие или между отверстиями
(каждого ввода) прорезают узкие щели и заваривают их диамаг-
нитным электродом. В этих случаях магнитные потоки вводов
замыкаются по общему контуру: при двух вводах с разным на-
правлением токов магнитные потоки компенсируются как проти-
воположно направленные; при трех вводах трехфазной системы
суммарный магнитный поток равен нулю, поскольку сумма мгно-
венных значений токов, а следовательно, магнитных потоков
трехфазной системы равна нулю.
Трансформаторные вводы на напряжения ПО кВ и выше под-
разделяют на маслобарьерные и бумажно-масляные. В масло-
барьерных вводах основной изоляцией служит трансформаторное
78
масло, разделенное на слои бумажно-бакелитовыми цилиндрами
«с уравнительными обкладками из алюминиевой фольги; в бумаж-
яо-масляных вводах на медную (или латунную) трубу плотно на-
мотана кабельная бумага, пропитанная трансформаторным мас-
лом и разделенная на слои уравнительными обкладками из фоль-
ги. Обкладки предназначены для выравнивания электрического
поля. Вводы заполнены дегазированным трансформаторным мас-
лом, не сообщающимся ни с маслом бака трансформатора, ни с
атмосферным воздухом, поэтому их называют герметичными
маслонаполненными.
Устройство бумажно-масляного герметичного ввода на напря-
жение НО кВ показано на рис. 50. Верхняя часть изоляционного
сердечника 5 закрыта фарфоровой покрышкой 4, служащей внеш-
ней изоляцией, нижняя заключена в фарфоровую покрышку 9
и торцом опирается на резиновую прокладку 11, уложенную на
латунный стакан 12, навинченный на конец трубы 3. Между ста-
каном и торцом изоляционного сердечника имеется гетинаксовая
шайба 10, предохраняющая изоляцию от повреждения при на-
винчивании стакана и одновременно служащая дополнительной
изоляцией. Между покрышками на сердечнике установлена ме-
таллическая соединительная втулка 6, к которой прилегают на
резиновых прокладках торцы покрышек. Втулка отлита заодно с
фланцем 14, служащим для крепления ввода болтами к крышке
трансформатора. На верхнем торце покрышки, на резиновой про-
кладке 10 (рис. 50, б) установлен металлический корпус 2, в ко-
тором кроме компенсаторов давления размещено устройство,
стягивающее между собой корпус, покрышки, соединительную
втулку и изоляционный сердечник.
Стяжное устройство состоит из гайки 23, навинченной на
верхний конец трубы, ввернутых в нее болтов 24, нажимного
диска 22, пружин 20 и направляющих шпилек 21. При ввертыва-
нии болтов в гайку пружины, сжимаясь, стягивают составные ча*
сти ввода; осадка до требуемых размеров уплотняющих резино-
вых прокладок, установленных между ними, обеспечивает герме-
тичность ввода.
В корпусе кроме пружин осевой стяжки ввода размещено
устройство, компенсирующее давление масла при температурном
изменении его объема, состоящее из отдельных компенсаторов —
сильфонов 18, установленных по кругу (так же, как пружины
вокруг трубы). Сильфон представляет собой цилиндр из латун-
ной фольги с гофрированной боковой поверхностью, заполненный
.азотом или аргоном и герметично запаянный.
При повышении температуры масло, заполняющее ввод и
корпус компенсатора, увеличивается в объеме и, следовательно,
повышается его давление; под давлением сильфон сжимается
(как гармоника), компенсируя объем и давление. При пониже-
нии температуры объем масла уменьшается и сильфон за счет
разности давления газа и окружающего масла разжимается, уве-
личиваясь в объеме.
79
У вводов напряжением 220 кВ и более вследствие значитель-
ных изменений объема масла при колебании температуры силь-
фоны устанавливают в специальных выносных баках давления,
5)
Рис. 50. Герметичный маслонаполненный
трансформаторный ввод на напряжение
ПО кВ:
а — общий вид, б — устройства — стяжное и
компенсирующее давление
которые заполнены трансформаторным маслом, сообщающимся
с вводом гибкой трубкой из отожженной меди. Эти сильфоны
имеют форму пустотелых дисков, изготовленных из тонкой белой
жести.
Герметичные вводы работают под давлением масла, изменяю-
щимся в зависимости от нагрузки и температуры окружающего
80
воздуха. При изменении температуры от —45 до +55°С и полной
нагрузке трансформатора допускаемое давление не должно пре-'
вышать 20 и 280 кПа соответственно. На соединительной втулке
ввода установлены вентиль 8 (рис. 50, а) для регулирования
давления и подсоединения измерительного устройства с маномет-
ром, служащим для осуществления контроля за давлением мас-
ла во вводе, вывод 7 для измерения тангенса угла диэлектриче-
ских потерь и емкости внутренней изоляции ввода, характери-
зующих качество его изоляции (увлажненность), а также
проушины для подъема ввода.
Верхнюю часть корпуса компенсатора герметически закрыва-
ет упругая металлическая диафрагма 16 (рис. 50, б), предохраня-
ющая корпус от разрыва при чрезмерном повышении давления.
Герметичность корпуса компенсатора, нижней и верхней частей
ввода достигается установкой шайбообразных прокладок из мас-
лостойкой резины, нажимных фланцев, втулок и других вспомо-
гательных деталей. Для присоединения ввода к внешней сети
служит контактный наконечник 1. Внутренний отвод обмотки со-
единяют с вводом гибким медным проводом, пропущенным через
трубу остова ввода и впаянным в наконечник 25. При заполне-
нии ввода маслом воздух из него выпускают через отверстие, за-
крываемое винтом 15\ масло из ввода при необходимости слива-
ют через отверстие в стакане, закрываемое пробкой с резьбой.
Металлические детали нижней части ввода закрыты алюминие-
вым экраном 13, верхней части — защитным кожухом 17, экран
и кожух предназначены для выравнивания электрического
поля.
В настоящее время применяют только герметичные вводы, а
вводы более ранней конструкции, масло которых сообщалось с
атмосферным воздухом через гидрозатвор расширителя, компен-
сирующего расширение масла и установленного в верхней части
ввода, заменяют на герметичные.
Герметичные вводы имеют обозначения, состоящие из букв и
цифр, например: -П0/630-У1 (ХЛ1; Т1); 1 -220/2000-
-ХЛ1 (У1; Т1). Обозначения вводов расшифровывают таким
образом: Г — герметичный; БМ — бумажно-масляная внут-
ренная изоляция; Т — для трансформаторов; 0—45 — угол
наклона к вертикали в градусах; ПО, 220 — номинальное на-
пряжение (кВ); 630, 2000 — номинальный ток (А); У — усилен-
ная наружная изоляция; У1, ХЛ1, Т1—климатическое испол-
нение и категория оборудования.
В последнее время на напряжение 110 кВ используют также
вводы с твердой изоляцией, изоляционный сердечник которых
представляет собой медную трубу с намотанной на нее кабельной
бумагой, пропитанной специальным лаком. После термообработ-
ки получают монолитную твердую изоляцию. Ввод с твердой изо-
ляцией имеет меньшие размеры и массу.
81
§ 17. ОТВОДЫ
Для соединения концов обмоток между собой и с вводами
подключения регулировочных ответвлений к переключателям и
других соединений внутри трансформатора применяют проводни-
ки, называемые отводами. Отводы, служащие для соедине-
ния обмоток с вводами, называют линейными, или основ-
ными; соединяющие переключатель с обмотками — регули-
ровочными. Отводы изготовляют из медных и алюминиевых
проводников: шин, прутков и гибкого провода.
Таблица 5. Минимальные изоляционные расстояния в масле
от отводов до деталей
Класс напряжения, кВ Испытательное напряжение, кВ Минимальные расстояь ных де
При толщине изоляции отвода на одну сторону 2 мм
Деталь плоской формы Деталь с острой кромкой По поверхности деревянных пла- нок
3—6 10 15 18—25 35 45 10 10 15 10 12 18 25 35 45
35 85 40 45 95
ния, мм, до заземлен- еталей Минималь- ные расстоя- ния до неза- земленных частей деталей при толщине изо- ляции на одну сторону отво- да, мм
От гибких связей (демпферов) отво- дов Изоляция от- водов, распо- лагаемых вплотную к заземленным деталям
Суммарная тол- щина изоляции отводов до за- земленной детали Минимальная толщина изоля- ции отвода на одну сторону
2 4
20 25 35 6 8 10 1,5 2,0 2,0 20 —
110 20 10,0 — 65
В трансформаторах I—III габаритов напряжением до 690 В
отводы, как правило, не изолируют. Отводы диаметром до 5,2 мм
на напряжение 6—35 кВ изолируют кабельной бумагой. При
большем диаметре на отвод надевают бумажно-бакелитовую
трубку. В трансформаторах IV—VIII габаритов материалом для
отвода напряжением 6—35 кВ служит гибкий провод ПБОТ. Для
напряжения НО кВ и более линейные отводы изолируют лако-
тканью и крепированной бумагой. Площадь поперечного сечения
отводов выбирают в зависимости от рабочего тока, толщины изо-
ляции и условий охлаждения. Допустимая плотность тока в от-
водах в среднем 2,5—4,8 А/мм2.
При размещении отводов в трансформаторе выдерживают оп-
ределенные изоляционные расстояния (табл. 5) зависящие от на-
пряжения, толщины изоляции отводов и среды, в которой они
находятся (в масле или в воздухе).
Отводы соединяют с обмотками и между собой пайкой, а иног-
да болтами. Для подключения отводов к вводам и переключате-
82
лям их концы загибают в петлю или применяют набор медных
лент, образующих гибкую связь, последние называют компен-
саторами или демпферами (рис. 51, а—в). Демпферы
предохраняют отводы и вводы от деформации при динамических
толчках, короткого замыкания, обрыва при тряске во время тран-
спортировки и одновременно компенсирует длину провода в слу-
чае его укорочения при изготовлении. Сечение и количество мед-
ных лент в компенсаторах выбирают такими, чтобы плотность
тока не превышала 4,8 А/мм2.
Рис. 51. Компенсаторы:
«-из медных лент, б —• с наконечником, в — из
провода отвода
Рис. 52. Крепление отвода
буковыми планками
При прохождении по отводам тока между ними возникают
механические усилия, они особенно велики при коротких замы-
каниях. Кроме того, отводы большого сечения имеют значитель-
ную массу, поэтому их крепят буковыми планками (рис. 52). От-
вод 1 помещают между планками 3 и зажимают болтами или
шпильками 5 и гайками 4. В зоне обмоток планки крепят тексто-
литовыми шпильками и гайками из пластика, вне зоны — метал-
лическими болтами.
Конструкцию, на которой размещены отводы, называют несу-
щей. Ее крепят к ярмовым балкам стальными болтами (рис. 53).
В местах прохождения через планки на отводы наматывают
дополнительную изоляцию 2 (см. рис. 52) ib виде концентриче-
ских слоев из рольного электрокартона или кабельной бумаги.
При напряжении 110 кВ толщина дополнительной изоляции 6—
8 мм, при 6—35 кВ — 3—4 мм.
§ 18. ВСПОМОГАТЕЛЬНЫЕ УСТРОЙСТВА
Бак. Бак служит для установки в нем активной части транс-
форматора и заливки масла (некоторые баки специальных транс-
форматоров заполняют газом или кварцем); он состоит из обе-
83
чайки 3, дна 4, рамы 2 и крышки 1 (рис. 54) с отверстиями для
крепления болтами к раме. Крышка закрывает бак и одновре-
менно является основанием для установки расширителя, вводов,
приводов переключающих устройств, баллона термосигнализато-
ра, подъемных колец и других деталей (рис. 55). Место разъема
крышки с баком уплотняют резиновой полосой, укладываемой на
раму в уступ между выступающим торцом обечайки и отвер-
стиями в раме.
Рис. 53. Крепление отводов НН трансформато-
ра ТМ-6300/35 буковыми планками:
/ — компенсатор, 2 — линейный отвод НН, 3, 7-
электрокартонная изоляция, 4, 5, 9 — буковые план-
ки, 6 — медный провод, 8 — текстолитовая шпилька
с гайкой, 10 — стальная шпилька с гайкой и шайбой,
И — бумажно-бакелитовая трубка
Рис* 54. Основные
части бака транс-
форматора
Крышка баков трансформаторов мощностью 25 МВ-А и выше
приварена к обечайке. Бак имеет нижний разъем и состоит из
верхней (высокой) съемной части и нижней, являющейся его ос-
нованием (днищем). Такое устройство облегчает разборку и
сборку трансформаторов и не требует механизмов большой гру-
зоподъемности, поскольку вместо активной части поднимают
верхнюю часть бака.
Для перемещения трансформаторов (при монтаже, ремонте)
массой до 20 т под днищем устанавливают тележки (по две на
84
трансформатор), при большей массе — каретки; для подъема
трансформатора стропами к стенкам бака приварены крюки; для
крепления охладителей и термосифонных фильтров — патрубки
с фланцами; для заполнения трансформатора маслом установле-
ны вентили.
Баки трансформаторов III габарита и более мощных усилива-
ют поперечными и продольными балками из стального проката
(швеллер, тавр, уголок). Механическую прочность бака и непро-
ницаемость сварных швов испытывают избыточным давлением
30—50 кПа.
Рис. 55. Крышка трансформатора ТМ-400/10 (вид сверху):
1 — фланец для соединения с расширителем, 2 — рым, 3 — ввод ВН,
4 — переключатель, 5 — кран, 6 — термометр, 7 — пробивной предо-
хранитель, 8 — ввод нейтрали НН, 9 — линейный ввод НН, 10 —
крышка, 11 — место установки расширителя
Для трансформаторов I—V габаритов применяют баки оваль-
ной формы, больших габаритов — прямоугольные, с пространст-
венным магнитопроводом—треугольные или круглые. Их изго-
товляют из листовой стали; стыки листов соединяют приварива-
нием газо- или электросваркой.
Расширитель. Расширитель служит для локализации (компен-
сации) колебаний уровня масла в трансформаторе при измене-
нии температуры. Кроме того, он уменьшает площадь соприкос-
новения с воздухом открытой поверхности масла и, следователь-
но, защищает масло от преждевременного окисления кислородом.
Расширитель представляет собой металлический цилиндр, соеди-
ненный с баком трубопроводом. Существуют герметизированные
трансформаторы с азотной защитой, у которых пространство
между поверхностью масла и верхней стенкой расширителя за-
полнено азотом. Расширители устанавливают на трансформато-
рах напряжением 6 кВ и выше, мощностью 25 кВ-А и более.
Объем расширителя выбирают таким, чтобы при всех режимах
работы трансформатора от отключенного состояния до номиналь-
ной нагрузки и при колебаниях температуры окружающего воз-
85
духа от —45 до + 40°С в нем было масло (обычно 8—10% объема
масла, находящегося в трансформаторе).
На рис. 56 показан расширитель, устанавливаемый на транс-
форматорах III габарита. При нагревании масло из бака транс-
форматора по трубе, соединяющей его с патрубком 7, вытесня-
ется в расширитель; при снижении температуры оно поступает
обратно в бак. На торцовой стенке корпуса 2 расширителя уста-
новлен маслоуказатель 1 и нанесены краской три горизонтальные
Рис. 56. Устройство расширителя трансформаторов III габарита
черты с контрольными цифрами: —45, +15 и +40°С. Это озна-
чает, что в неработающем трансформаторе уровни масла, отме-
ченные черточками, должны соответствовать указанным темпе-
ратурам окружающего воздуха. Другая торцовая стенка корпуса
крепится болтами на маслоуплотняющей прокладке. Через разъ-
ем производят чистку и окраску внутренней поверхности расши-
рителя.
Для сбора и удаления осадков и влаги со дна расширителя
предназначен отстойник 10 с отверстием, закрываемым пробкой 9
и служащим также для слива масла из расширителя. Изменение
в расширителе уровня масла, а следовательно, его объема ком-
пенсируется атмосферным воздухом, поступающим в расшири-
тель из окружающей среды через осушитель, подсоединяемый к
патрубку 6. Отверстие с пробкой 5 предназначено для заполнения
расширителя маслом, кольца 3 — для подъема, патрубок 4 — для
соединения с предохранительной трубой. Чтобы осадки не попа-
86
дали в трансформатор со дна расширителя, конец патрубка 7
выступает внутри расширителя на 50—60 мм.
Расширитель устанавливают немного выше уровня крышки 8
трансформатора с помощью опорных пластин 12, которые при-
варены к кронштейнам 11, закрепляемым на крышке болтами.
Рис. 57. Маслоуказатель трансформа-
торов III—IV габаритов
Рис. 58. Воздухоосушитель, встроен-
ный в расширитель
Маслоуказатель. Маслоуказатель служит для контроля за
уровнем масла в трансформаторе. На расширителях трансфор-
маторов I и II габаритов устанавливают плоские маслоуказате-
ли: вырезают в боковой стенке расширителя продольную щель
шириной 10 мм, укладывают по ее периметру резиновую про-
кладку, а на нее — плоское стекло толщиной 3 мм, которое при-
жимают фасонным фланцем с помощью шпилек, приваренных к
стенке. На трансформаторы III и IV габаритов устанавливают
трубчатый маслоуказатель (рис. 57), который работает по прин-
ципу сообщающихся сосудов. Стеклянная толстостенная трубка 7
вмонтирована в верхнее 10 и нижнее 2 колена с отверстиями для
крепления болтами к боковой стенке расширителя. Для уплотне-
ния трубки, опирающейся нижним концом на прокладку 3 из
87
электрокартона, имеются кольцевые резиновые прокладки 4 и 9,
которые прижаты к стеклу и внутренним стенкам колен втулка-
ми 5 и 8 с помощью болтов. Колена скреплены -между собой
стальной трубкой б и болтом 1; пробковый кран 11 служит для
разобщения маслоуказателя с расширителем.
В последние годы на трансформаторах IV габарита и выше
устанавливают стрелочные магнитные маслоуказатели, отличаю-
щиеся более совершенной конструкцией и надежностью в работе.
Воздухоосушитель. Воздухоосушитель (рис. 58) предназначен
для поглощения влаги из воздуха, поступающего в расширитель;
в трансформаторах I и II габаритов он встроен непосредственно
в расширитель.
Внутренняя трубка 5 воздухоосушителя вставлена в отверстие
верхней части расширителя и приварена маслоплотным швом к
его стенке /, наружная трубка 4 установлена диаметрально про-
тивоположно внутренней. К наружной трубке прикреплен при-
жимными фланцами 8 и болтами 7 на резиновой прокдадке 11
колпак 10 из органического стекла. Колпак и нижнюю часть вну-
тренней трубки заполняют индикаторным силикагелем, а верх-
нюю— силикагелем или цеолитом до уровня, не превышающего
максимальный уровень масла 3 в расширителе. При изменении
температуры и уменьшении объема масла в расширителе из ат-
мосферы через масляный затвор 2, внутреннюю трубку 5, силика-
гель 6, индикаторный силикагель 9 и наружную трубку 4 посту-
пает в верхнюю полость расширителя воздух. При увеличении
объема масла воздух проходит по этому пути в обратном направ-
лении. Об увлажненности силикагеля судят по изменению цвета
индикаторного силикагеля, за которым наблюдают через колпак.
Воздухоосушитель, устанавливаемый на расширителях транс-
форматоров III габарита и выше, состоит из металлического кор-
пуса 1 (рис. 59) цилиндрической формы, заполненного силикаге-
лем <3, решетки с сеткой 7, сетчатого патрона 4У заполненного
индикаторным силикагелем и закрытого крышкой 5 со смотро-
вым стеклом 6. В нижнюю часть воздухоосушителя вмонтирован
масляный затвор, работающий по принципу сообщающихся со-
судов и служащий для предохранения силикагеля от постоянного
соприкосновения с воздухом и очистки воздуха от механических
примесей (они, проходя через масло, оседают в нем). Масляный
затвор имеет несколько отверстий с пробками: 13— для слива
отработанного масла, 10 — для слива масла до нормального
уровня в затворе и отверстие для заливки трансформаторного
масла (последнее на рисунке не показано).
Когда уровень масла в расширителе понижается, его объем
пополняется воздухом: он проходит через трубку 9, приваренную
к дну 12 масляного затвора, затем через слой трансформатор-
ного масла 11, отверстие в стенке 8 затвора, через решетку с сет-
кой и слои силикагеля, отбирающего у воздуха влагу. Далее по
патрубку 2 и трубе сухой воздух попадает в расширитель. При
увеличении объема масла в расширителе воздух идет в обратном
88
направлении. Для контроля за уровнем масла воздухоосушители
имеют маслоуказатель (на рисунке не показан).
Термосифонный фильтр. Термосифонный фильтр (рис. 60) слу-
жит для непрерывной регенерации масла в процессе работы
трансформатора и представляет собой металлический сосуд 4,
заполненный силикагелем 3 и присоединенный трубами 6 и 7
к верхнему и нижнему патрубкам бака. Силикагель загружают
Рис. 59. Воздухоосушитель, ус-
танавливаемый на расширите-
лях трансформаторов III га-
барита и выше
в него через бункер 5, а отработанный высыпают через бункер /.
В бункерах установлены металлические решетки с сетками 2,
предотвращающие попадание силикагеля в бак трансформатора.
Циркуляция масла через фильтр основана на конвекции за счет
разности температур верхнего и нижнего слоев масла. Термоси-
фонные фильтры применяют в трансформаторах мощностью
160 кВ-А и более.
89
Радиаторы. При работе трансформатора теплота, выделяе-
мая магнитной системой, обмотками и другими частями, под-
верженными нагреву, передается маслу. Масло конвекцией пере-
дает теплоту стенкам бака, а стенки — окружающему воздуху.
Каждый квадратный метр поверхности бака при естественной
циркуляции масла способен
отвести 400—450 Вт. Если теп-
ловая нагрузка поверхности
бака будет больше, то темпе-
ратура активной части и тран-
сформатора может превысить
допустимую.
В трансформаторах неболь-
шой мощности (25—40 кВ-А)
потери энергии сравнительно
невелики, для ее отвода до-
Рис. 62. Прямотрубный радиатор
с обдувом вентиляторами
Рис. 61. Прямотрубный двухрядный ра-
диатор:
1 — патрубок с фланцем, 2 — коробка (коллек-
тор), 3 — овальная труба; А — расстояние
между центрами патрубков (основной .мон-
тажный размер радиатора)
статочно гладкой поверхности бака. В трансформаторах мощ-
ностью более 40 кВ-А (I—III габаритов) применяют навес-
ные радиаторы с трубами овальной или круглой формы
(рис. 61).
Их крепят болтами к патрубкам бака, уплотняя резиновыми
прокладками.
В более мощных трансформаторах устанавливают радиаторы
с более развитой поверхностью, которые обдуваются вентилято-
рами (система охлаждения Д). Такой радиатор (рис. 62) состо-
ит из нескольких рядов тонкостенных труб 3, собранных с по-
мощью коробок 4, которые вварены в верхний и нижний коллек-
90
торы 5, присоединяемые патрубками 6 к стенке бака 7. Под ра-
диатором на кронштейнах 8, прикрепленных к стенкам бака, ус-
тановлены вентиляторы, состоящие из асинхронных электродви-
гателей 1 и крыльчаток 2. Каждый квадратный метр поверхности
радиатора при обдуве способен отвести 750—850 Вт.
Для трансформаторов мощностью 63000 кВ-А и более, где
дутьевое охлаждение не обеспечивает отвод теплоты, применяют
специальные охладители, у которых принудительная цирку-
ляция масла сочетается с дутьем. Интенсивная принудительная
циркуляция масла достигается с помощью специальных центро-
8
Рис. 63. Радиаторный кран
бежных электронасосов с встроенным асинхронным электродви-
гателем. В основном применяют электронасосы типов Т63/10 и
ТТ63/10 с подачей 63 м3/ч и напором 10 м. Охладители устанав-
ливают на стенках бака или выносят на отдельные фундаменты
и соединяют с баком трубами.
Наиболее эффективный способ охлаждения мощных транс-
форматоров— водомасляная система. В охладителях такой сис-
темы нагретое масло прогоняется насосом через трубы колонки
охлаждаемые противопотоком воды.
Радиаторные краны. Радиаторные краны, устанавливаемые
между фланцами патрубков радиатора и бака (по два на радиа-
тор), позволяют заменять радиатор без слива масла из трансфор-
матора, что очень важно при ремонте. Основными частями крана
(рис. 63) являются: стальной корпус 1 прямоугольной формы и
поворотный диск 3, установленный в отверстии корпуса на боль-
шой 4 и малой 2 осях. Ось 4 через сальник 5 выведена наружу.
91
На ее конце закреплена рукоятка 7. Проворачивая рукоятку,
закрывают или открывают отверстие в корпусе, в результате чего
внутренние полости радиатора и бака сообщаются или разобща-
ются. Сальник, уплотняемый втулкой 6, не позволяет маслу вы-
текать через зазор между осью и отверстием в корпусе. Для за-
крепления диска в закрытом или открытом положениях служит
стопорный болт 8.
Рис. 64. Способы крепления в баке активной части массой:
а — до 0,7 т, б — от 0,7 до 3,1 т (первый вариант), в — то же (второй ва-
риант), г — от 3,1 до 30 т
Радиаторные краны устанавливают также на патрубках тер-
мосифонных фильтров и на трубопроводе, соединяющем бак с
расширителем. Для патрубков с круглыми фланцами применяют
краны с круглым корпусом, их устройство в основном такое же,
как крана, показанного на рис. 63.
§ 19. КРЕПЛЕНИЕ АКТИВНОЙ ЧАСТИ В БАКЕ
Для предотвращения смещения активной части при перевоз-
ках и разгрузочно-погрузочных работах ее крепят к баку.
Способ крепления активной части массой до 0,7 т в трансфор-
маторах мощностью до 250 кВ-А показан на рис. 64, а. К уголь-
нику 2, прикрепленному болтами к полкам верхних ярмовых ба-
лок 1, крепится фасонная пластина 3, зацепленная за скобу 4,
которая приварена к стенке 5 бака. Крепление выполняют на
обеих сторонах ярма. Во избежание ослабления болты укрепляют
контргайками.
Активную часть массой от 0,7 до 3,1 т (трансформаторы 250—
1600 кВ-А) крепят четырьмя крюками 6 (рис. 64, б), установлен-
92
ними на концах ярмовых балок 1 с помощью угольников 2, а на
стенках 5 бака — приваренными скобами 4. Пропустив крюки
через отверстия в угольниках и укомплектовав их шайбами 7 и
гайками 8, притягивают равномерным поочередным затягиванием
гаек до отказа активную часть к баку.
На рис. 64, в показан способ крепления активной части мас-
сой 0,7—3,1 т с помощью четырех пластин 10, приваренных к яр-
•мовым балкам 1 и прикрепленных болтами 9 к угольникам 2, ко-
торые приварены к стенкам 5 бака.
Активную часть массой 3,1—30 т крепят четырьмя распорны-
ми винтами 12 (рис. 64, а), ввинчиваемыми в пластины 13 с резь-
бовыми отверстиями. Пластины приваривают к полкам ярмовых
балок 1 под углом 15—20°, при этом винты, ввернутые в них,,
упираются в упорные пластины И стенок 5 бака. Равномерным
поочередным завинчиванием винтов до отказа фиксируют (рас-
пирают) активную часть, а затягиванием контргаек 14 препятст-
вуют их ослаблению. Иногда распорные винты устанавливают го-
ловкой к упорной пластине бака, в этом случае контргайку по-
мещают на другой стороне пластины 13.
У более мощных трансформаторов головки распорных винтов
выводят из бака наружу, для этого в стенки вваривают втулки с
резьбой, а к ярмовым балкам приваривают упорные пластины.
После вворачивания винтов и затягивания контргаек их с наруж-
ной стороны закрывают кожухами.
§ 20. ЗАЩИТНЫЕ И КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЕ
УСТРОЙСТВА
Газовое реле. Газовое реле защищает трансформатор при
внутренних повреждениях, связанных с выделением газа, а также
при утечке масла из-за неплотности. Повреждениями могут быть:
разложение изолирующих материалов (масла, бумаги, дерева)
под воздействием повышенной температуры отдельных мест; за-
мыкание параллельных проводов или витков в обмотках; нека-
чественное соединение отводов; пробой изоляции; неисправность
в магнитной системе, остове.
Реле встраивают в рассечку трубы, соединяющей бак транс-
форматора с расширителем. При понижении уровня масла в
трансформаторе, попадании в реле газа или (при значительных
повреждениях внутри трансформатора) выбросе масла через него
в расширитель под большим давлением газа, реле срабатывает —
замыкает контакты цепи сигнализации или отключения транс-
форматора. Таким образом газовое реле предохраняет трансфор-
матор от разрушения; анализ газа, взятого из него, позволяет
судить о характере повреждения. Обычно при нормальных усло-
виях в газе, растворенном в масле, содержится 70—79% азота,
20—30% кислорода, 0,1—0,2% метана; водород и ацетилен от-
сутствуют. Резкое изменение состава газа (например, содержа-
ние 50—70% водорода, 3—10% метана, 10—25% ацетилена, 4—
93
8% кислорода) свидетельствует о серьезном внутреннем повреж-
дении трансформатора, связанном с возникновением электриче-
ской дуги (пробоя изоляции, виткового замыкания, перекрытия в
контактной системе переключателя и т. п.).
При повреждениях, не связанных с бурным разложением мас-
ла и выделением газа, химический состав газа может быть сле-
дующим (%): водород —2—5, метан —0,5—1, ацетилен — 0,5—2,
азот — 85—92, кислород — 5—8. Такой состав газа свидетельст-
вует о внутреннем повреждении, вызванном замыканием парал-
Рис. 65. Газовое реле:
а — поплавковое, б — Бухгольца
лельных проводов в обмотках, плохим контактом в схеме соеди-
нения отводов и пайках, возможным образованием контура в
магнитной системе; такие повреждения могут привести к серьез-
ной аварии.
В трансформаторах применяют газовые реле двух типов: по-
плавковое ПГ-22 и чашечное РГЧЗ-66. Работа поплавкового ре-
ле основана на всплывании и опускании металлических поплав-
ков, чашечного — на всплывании и погружении чашечек с
маслом; всплытие или погружение поплавков (чашечек) сопро-
вождается замыканием или размыканием контактов цепей тока,
работающих на сигнал или отключение трансформатора.
Внешний вид и устройство поплавкового газового реле ПГ-22
показаны на рис. 65, а. Внутри чугунного корпуса 1 расположе-
ны два металлических цилиндрической формы поплавка 5 и 11,
установленных на осях. Поплавки с наружной стороны несут на
себе стеклянные колбочки 2 и 4У в которые впаяны концы про-
водников 3 и 9 цепей сигнализации и отключения и налито не-
много ртути.
94
При нормальной работе трансформатора корпус реле запол-
нен маслом и поплавки вместе с колбочками находятся во взве-
шенном состоянии: при этом концы проводников в колбочках
ртутью не замкнуты. При слабом газообразовании пузырьки газа
движутся по маслопроводу в сторону расширителя, постепенно
попадают в верхнюю часть реле и скапливаются там. Значитель-
ное скопление газов понижает уровень масла в корпусе, в резуль-
тате чего верхний поплавок 5 и его стеклянная колбочка 4 опу-
скаются и ртуть замыкает контакты цепи звуковой сигнализации.
При бурном газообразовании под действием сильной струи масла
опрокидывается нижний поплавок 11, в колбочке 2 замыкаются
контакты цепи отключения и трансформатор отключается масля-
ным выключателем. Для наблюдения за объемом выделившегося
газа реле снабжено смотровым окном (на рисунке не показано),
на стекле окна имеется шкала. К зажимам 7 под крышкой 6
внутри корпуса подсоединены гибкие проводники, изолированные
керамическими кольцами, другими концами проводники впаяны
в колбочки со ртутью. С внешней стороны к зажимам подключа-
ют проводники цепей сигнализации и отключения. Кран 8 пред-
назначен для отбора газа и его спуска, пробка 12 с резьбой —
для слива масла из реле. Внутренний механизм, несущий на себе
рабочие элементы реагирования, с помощью рамки 10 прикреп-
лен к крышке 6 реле. Для установки реле в рассечку трубы, со-
единяющей расширитель с баком трансформатора, его корпус
снабжен двумя фланцами с четырьмя отверстиями на каждом
для крепления болтами.
У реле чашечного типа вместо колбочек с ртутью имеются
подвижные контакты, прикрепленные к чашечкам, и неподвиж-
ные контакты, установленные на изоляционных пластинах, за-
крепленных на крышке реле.
В последние годы в трансформаторах начали применять более
совершенные поплавковые газовые реле Бухгольца производства
ГДР. В реле Бухгольца (рис. 65, б) вместе с поплавками, имею-
щими шарообразную форму 16, опускаются прикрепленные к
ним магниты, которые, приближаясь к герметизированным магни-
тоуправляемым контактам 15 («герконам»), замыкают их и тем
самым реагируют на цепи сигнализации и отключения.
К крышке в реле Бухгольца прикреплен рабочий механизм с
реагирующими элементами 13. В нее встроен штуцер 14, служа-
щий для входа и подключения проводников цепей сигнализации
и отключения. Корпус 1 имеет фланцы для крепления в рассечку
трубы, соединяющей бак трансформатора с расширителем, за-
жимы для подключения проводников и застекленное окно для
наблюдения за присутствием в реле газа. На трансформаторах
мощностью от 1 до 10 МВ-А, имеющих расширитель, устанавли-
вают одно- или двухпоплавковое реле Бухгольца, на большей
мощности — двухпоплавковое.
Выхлопная труба. Повреждение внутри трансформатора, со-
провождаемое электрической дугой, приводит к интенсивному раз-
95
ложению масла с образованием большого количества газа и, как
следствие, резкому повышению давления внутри бака, при этом
может разорваться бак и возникнуть пожар.
Для локализации давления внутри бака устанавливают вы-
хлопную трубу (рис. 66, а), которая состоит из корпуса 2, изго-
товленного из листовой стали, диафрагмы 3, фланца 1 для креп-
ления к крышке бака трансформатора и фланца 5 для подсоеди-
нения трубы к верхней части расширителя. В диафрагму входяг
Рис. 66. Выхлопная труба:
а — общий вид, б — устройство диа-
фрагмы
Рис. 67. Схема включения и действия про-
бивного предохранителя:
1,2 — обмотки ВН и НН, 3 — болт крепления
крышки бака, 4 — перемычка, 5 — скоба предо-
хранителя, 6, 9 — верхняя и нижняя части кон-
тактной головки, 7 — цокольный контакт, 8 — слю-
дяная прокладка с искровыми промежутками,
10 — центральный контакт, 11 — пробивной пре-
дохранитель, 12 — ввод нейтрали, 13 — стенка ба-
ка, 14 — заземляющая перемычка бака
фланцы 9 (приваренный к стенке трубы) и 7 (рис. 66, б), две ре-
зиновые 11 и торцовая 10 прокладки, уплотняющие стеклянный
диск 6, который установлен между фланцами, скрепленными бол-
тами 4. Для фиксации мест установки прокладок служит опорное
кольцо 8.
Нижний конец трубы сообщается с баком через отверстие в
крышке. При повышении давления внутри бака стекло лопается
и газы вместе с маслом выбрасываются наружу. Выхлопную тру-
бу устанавливают на трансформаторах мощностью 1000 кВ-А и
выше, на более мощных трансформаторах с пленочной защитой
96
вместо выхлопной трубы применяют предохранительный клапан.
Пробивной предохранитель. При повреждении внутри транс-
форматора, например пробое изоляции между обмотками или от-
водами, цепь обмотки ВН 1 может соединиться с токоведущей ча-
стью обмотки НН2, при этом сторона низшего напряжения ока-
жется под высоким напряжением, опасным для обслуживающего
персонала и аппаратуры. Во избежание появления высокого по-
тенциала на стороне НН у трансформаторов с низшим напряже-
нием до 690 В устанавливают пробивной предохранитель 11
(рис. 67), состоящий из фарфоровой головки и корпуса и нахо-
дящейся между ними контактной системы — цокольного 7 и цен-
трального 10 контактов. Контакты разделены слюдяной проклад-
кой 8 с отверстиями, образующими воздушные (искровые) про-
межутки. Головка и корпус вместе с контактной системой скреп-
лены между собой с помощью резьбы на цокольной части.
Центральный контакт 10 соединяют с вводом 12 нейтрали
обмотки НН при схеме «звезда» или с линейным вводом при
схеме «треугольник», цокольный контакт — скобой с заземлен-
ным баком (крышкой). При появлении на стороне НН опасного
напряжения воздушные промежутки слюдяной прокладки про-
биваются образовавшейся электрической дугой, обмотка НН
соединяется с землей и таким образом приобретает потенциал,
равный нулю.
Пленочная и азотная защиты. Для предотвращения контак-
тирования масла трансформаторов с атмосферным воздухом
применяют пленочную защиту — гибкую эластичную оболочку,
уложенную внутри расширителя и повторяющую его форму.
При заполнении расширителя маслом она всплывает; воздух
контактирует не с маслом, а находится в оболочке. Он посту-
пает в нее через воздухоосушитель, сообщающийся через мас-
ляный затвор с атмосферой. Из пространства между оболочкой
и стенками расширителя, заполняемого маслом, воздух удаляют.
При изменении уровня масла в расширителе меняется объем
эластичной оболочки за счет вытеснения или засасывания в нее
воздуха из атмосферы. Оболочку изготовляют из маслостойкой
прорезиненной ткани, обладающей незначительной воздухо- и
влагопроницаемостью. Пленочную защиту устанавливают на
трансформаторах III габарита и выше.
Кроме пленочной в трансформаторах применяют и азотную
защиту, в ней надмасляное пространство расширителя заполнено
азотом, исключающим увлажнение внутренней изоляции транс-
форматора и насыщение предварительно дегазированного масла
кислородом. Азотную защиту устанавливают в основном на мощ-
ных трансформаторах напряжением 110 кВ и более. В последние
годы преимущественное применение получила пленочная защита.
Контролирующие приборы. Температуру масла в трансформа-
торах мощностью 630 кВ-А и менее контролируют стеклян-
ным термометром, в трансформаторах большей мощно-
сти— манометрическими термометрами ТСМ-100 (рис.
4—492
97
68) или ТКП-160Сг (конденсационный, показывающий, сигналя»
зирующий). Принцип их действия основан на зависимости дав-
ления насыщенных паров заполнителя термосистемы (капилля-
ра, баллона) от измеряемой температуры среды (масла).
При повышении температуры давление паров в термобалло-
не 5, соединенном с корпусом 1 капиллярной трубкой 4, увеличи-
вается, при этом специальное устройство в корпусе термосигна-
лизатора действует на стрелку, которая показывает на шкале
температуру масла. При достижении предельно допустимой тем-
Рис. 68. Манометрический термометр ТСМ-100:
1 — корпус, 2 — указатели установки пределов на
сигнал и отключение, 3 — штуцер, 4 — капиллярная
трубка, 5 — термобаллон, 6 — зажимы для подклю-
чения электропитания, 7 — скоба для крепления
Рис. 69. Устройство стре*
лочного маслоуказателя
пературы контактная система прибора замыкает цепь тока на
сигнал. Дальнейшее увеличение температуры приводит к замы-
канию контактов цепи отключения трансформатора. Термобал-
лон устанавливают в специальную гильзу, пропущенную внутрь
бака трансформатора и закрепленную на крышке; корпус прибо-
ра крепят на стенке бака.
Стрелочный маслоуказатель предназначен для
контроля уровня масла в расширителе и замыкания электриче-
ской цепи сигнализации при минимальном уровне масла. Его ус-
танавливают на торцовой стенке расширителя силовых трансфор-
маторов мощностью 10 МВ-А и более.
Стрелочные маслоуказатели бывают двух типов: МС-1 иМС-2
(поплавковые). Устройство маслоуказателя МС-2 показано на
рис. 69. Поплавок 7, жестко скрепленный рычагом 2 под углом
90° с осью 3 силового магнита 4, находится в масле расширите-
ля. Стрелка 7 имеет ось и плоский управляемый магнит 5 герко-
на 6 (герметизированного контакта). При изменении уровня мае-
98
ла поплавок, следуя за ним, поворачивает ось 3 вместе с закреп-
ленным на ней силовым магнитом, при этом вследствие взаимо-
действия двух магнитов (магнитная муфта) поворачивается на
тот же угол и стрелка, указывая на шкале 8 уровень масла (мак-
симальный, минимальный и при 15°С окружающего воздуха).
При минимальном уровне масла магнит 5 (вместе со стрел-
кой) приблизится к геркону 6 и, замыкая его контакт, включит
цепь сигнализации. Вращательное движение от силового магнита
передается стрелке с магнитом через установленную между ними
герметичную алюминиевую стенку корпуса.
Маслоуказатель МС-1 отличается от МС-2 тем, что рычаг по-
плавка расположен вдоль расширителя и силовой магнит полу-
чает вращение с помощью конической передачи.
Релейная защита. Релейная защита служит для быстрого ав-
томатического отключения трансформаторов при различных ко-
ротких замыканиях в обмотках, отводах, на вводах; при пере-
грузках, повышении напряжения сверх допустимого и других на'
рушений режима работы.
§ 21. ОСОБЕННОСТИ КОНСТРУКЦИИ СУХИХ
ТРАНСФОРМАТОРОВ С ВОЗДУШНЫМ ОХЛАЖДЕНИЕМ
Воздух по сравнению с маслом значительно хуже отводит
теплоту от обмоток и магнитной системы и снижает влагостой-
кость изоляции, поэтому для магнитных систем используют хо-
лоднокатаную сталь с меньшими удельными потерями, увеличи-
вают сечение проводов обмоток (примерно в два раза) и ширину
вентиляционных каналов в магнитной системе и обмотках. В свя-
зи с относительно низкой электрической прочностью воздуха в
сухих трансформаторах увеличены изоляционные расстояния
между обмотками, отводами и другими токоведущими частями.
Поэтому размеры и массы остовов и обмоток, а следователь-
но, активных частей сухих трансформаторов по сравнению с мас-
ляными той же мощности значительно больше, но не требуются
бак, расширитель и другие устройства, как в масляных трансфор-
маторах. Сухие силовые трансформаторы изготовляют мощно-
стью не более нескольких тысяч киловольтампер и напряжением
до 15 кВ.
Чаще изготовляют трехфазные трансформаторы типа ТСЗ
мощностью 160—630 кВ-А с напряжением обмоток ВН 3; 6 и
10 кВ и обмоток НН 230; 400 и 660 В.
Сухие трансформаторы, имеющие естественное воздушное или
дутьевое охлаждение (обдувка активной части вентилятором),
менее огнеопасны, чем масляные, поэтому их устанавливают в
закрытых помещениях. Их механической защитой служат кожухи
с вентиляционными жалюзи.
Устройство остова и обмоток сухого трансформатора анало-
гично устройству масляного. Отличие состоит в том, что у сухого
трансформатора для вывода концов от обмоток НН ярмовые бал-
4
99
ки смещают относительно плоскости ярма; вместо уравнительной
изоляции используют фарфоровые подкладки, что облегчает дос-
туп охлаждающего воздуха к магнитной системе и обмоткам.
Обмотки сухих трансформаторов наматывают из медных про-
водов ПСД. Изоляционные детали выполняют из более нагрево-
стойких материалов: стеклотекстолита, стеклолакоткани, фарфо-
Ярмо (нижнее)
Рис. 70. Главная изоляция и
основные изоляционные проме-
жутки трехфазного трансфор-
матора класса 110 кВ с выво-
дом нейтрали внизу обмотки
ра. Для большей нагревостойкости
многослойных цилиндрических об-
моток межслоевую изоляцию изго-
товляют из стеклолакоткани. Для
улучшения влагостойкости и ме-
ханической прочности изоляции
обмотки после пропитки глифта-
левым лаком и запекания допол-
нительно пропитывают лаком
ГФ-92ГС, и запекают при 105°.
Обмотки НН и ВН устанавли-
вают относительно друг друга так,
чтобы горизонтальные прокладки
обмотки НН не упирались в ци-
линдр обмотки ВН, т. е. не пере-
крывали всю ширину воздушного
канала и обеспечивали необходи-
мый изоляционный промежуток. С
помощью специальных прокладок
или выступов опорных колец об-
мотку НН центрируют с цилиндром
обмотки ВН.
Вместо переключателей в сухих
трансформаторах применяют гети-
наксовую доску, к зажимам кото-
рой подключают регулировочные
отводы. Соединение медной пла-
стиной соответствующих зажимов ответвлений каждой фазы
позволяет менять число включенных витков обмотки ВН.
Крепления отводов деревянными планками у сухих силовых
трансформаторов не допускается, с этой целью применяют опор-
ные фарфоровые изоляторы и гетинаксовые планки. Для улучше-
ния изоляционных свойств сухих трансформаторов их бакелито-
вые и гетинаксовые детали (бумажно-бакелитовые трубки,
доску) перед сборкой активной части пропитывают лаком
ГФ-92-ГС и запекают.
Осевую прессовку обмоток сухих трансформаторов мощно-
стью. более 160 кВ-А выполняют прессующими кольцами и на-
жимными винтами. Собранную активную часть трансформаторов
напряжением 6—15 кВ красят с помощью пульверизатора лаком
ГФ-92-ГС и запекают при 105—110°С, при этом доску зажимов,
изоляторы и бумажно-бакелитовые детали предохраняют от ок-
раски.
100
§ 22. ОСОБЕННОСТИ КОНСТРУКЦИИ МАСЛЯНЫХ
ТРАНСФОРМАТОРОВ КЛАССА 110 кВ
На напряжение 110 кВ изготовляют трансформаторы мощно-
стью от 2500 до 400 000 кВ-А. В их устройство входят все рас-
смотренные ранее части. Конструктивные отличия отдельных ча-
стей вызваны значительными по сравнению с трансформаторами
I—Ш габаритов токами, электрическими полями, потенциалами,
потерями в магнитной системе и обмотках.
Рис. 71. Трехфазный трехобмоточный трансформатор ТДТ-16000/110 в со-
бранном виде:
1 — кран, 2 — вентилятор, 3 — бак, 4 — радиатор, 5 — крюк, 6 — переходный фланец с
установкой трансформаторов тока, 7 — ввод НО кВ, 8 — ввод 35 кВ, 9 — бумажно-баке-
литовый цилиндр ввода ПО кВ, 10 — привод переключающего устройства ПБВ, // — ввод
НН (10 кВ), /2 —выхлопная труба, 13— газовое реле, /-/ — расширитель, 15—масло-
указатель, 16 — воздухоосушитель, 17 — переключатель обмотки ВН, 18 — обмотка ВН
(110 кВ), 19 — термосифонный фильтр, 20 — каретка, 2/— распределительная коробка,
22 — площадка для установки домкрата, 23 — магистральная коробка
На рис. 70 показана конструкция главной изоляции трехфаз-
ного трансформатора класса ПО кВ при выводе линейного отвода
с верхней части обмотки, а нейтрали — с нижней. Обмотки НН
изолированы от обмоток ВН и стержня двумя электрокартонны-
101
ми цилиндрами 1 толщиной по 6 мм, от ярма и прессующего
кольца 2— угловыми шайбами 3 толщиной по 6 мм, собранными
из полос электрокартона толщиной 0,5 мм; для изоляции фаз
обмоток ВН установлены электрокартонные барьеры 4 толщиной
по 8 мм каждый с электрокартонными рейками между ними;
изоляцией обмоток ВН от нижнего ярма служит барьер 6 толщи-
ной 6 мм. Кроме того, концевая изоляция заполняет промежутки
между торцами обмоток и ярмами. Для защиты обмоток ВН ог
перенапряжений предусмотрены емкостные кольца 5.
Стержни магнитной системы стянуты стеклобандажами, яр-
ма— полубандажами. На рис. 71 показан общий вид трехфазно-
го трехобмоточного трансформатора ТДТ-16000/110 с номиналь-
ными напряжениями обмоток ВН—НО кВ; СН — 35 и НН —
10 кВ. Для переключения ответвлений обмоток ВН и СН уста-
новлены однофазные переключающие устройства ПБВ барабан-
ного типа.
Для перемещения трансформатора бак 3 снабжен четырьмя
каретками 20 с поворотными катками. Бумажно-масляные гер-
метичные вводы ВН установлены на специальных переходных
фланцах 6; во фланцы встроены трансформаторы тока. Нижняя
часть вводов ВН закрыта^ бумажно-бакелитовыми цилиндрами,
металлическая часть — экранами, выравнивающими электриче-
ское поле. Система охлаждения Д состоит из прямотрубных ра-
диаторов 4У обдуваемых вентиляторами 2. Напряжение на элек-
тродвигатели вентиляторов подается через распределительные
коробки 21 (с предохранителями), подключаемые к магистраль-
ной проводке, проложенной по стенкам бака. Проводка к внеш-
ней электросети подключена через магистральную коробку 23.
Все остальные части, установленные на трансформаторе, были
рассмотрены ранее и отличаются в основном размерами и мас-
сой.
Контрольные вопросы
1 Из каких основных частей состоит трансформатор?
2. Что такое активное сечение стержня?
3. Какие типы обмоток применяют в трансформаторах?
4. Из каких основных частей состоит переключающее устройство?
5. Для чего предназначены вводы трансформатора?
6. Какими способами крепят в баке активную часть трансформатора?
ГЛАВА V
УСТРОЙСТВО силовых
ТРАНСФОРМАТОРОВ СПЕЦИАЛЬНОГО
НАЗНАЧЕНИЯ
Из специальных силовых трансформаторов наибольшее при-
менение получили электропечные и преобразовательные транс-
форматоры, отличающиеся конструкцией, параметрами и ремон-
том от силовых трансформаторов общего назначения.
§ 23. ОСОБЕННОСТИ КОНСТРУКЦИИ
И РАБОТЫ ЭЛЕКТРОПЕЧНЫХ ТРАНСФОРМАТОРОВ
И ИХ ПАРАМЕТРЫ
Характеристика. Электропечные трансформаторы (сокращен-
но ЭПТ) служат для питания различных промышленных электро-
термических установок, применяемых главным образом в черной
и цветной металлургии. К таким установкам относятся: электро-
дуговые сталеплавильные печи (ДСП), расплавляющие сталь
электрической дугой переменного тока; индукционные плавиль-
ные печи (ИПП), плавящие металл способом индукционного на-
грева; печи электрошлакового переплава (ЭШП), руднотермиче-
ские печи (РТП) и некоторые другие. Параметры и режимы ра-
боты таких электропечей имеют характерные особенности, резко
отличающиеся от других токоприемников. Соответственно и элек-
тропечные трансформаторы по своим параметрам и конструкции
значительно отличаются от силовых трансформаторов общего на-
значения.
Вместо номинальной мощности электропечных трансформато-
ров указывают типовую мощность, равную полусумме мощностей
всех частей его обмоток.
Первичное напряжение этих трансформаторов при относитель-
но небольших мощностях электропечей по сравнению с силовыми
трансформаторами общего назначения той же мощности обычно
выбирают более высоким — до 35 кВ включительно, а для боль-
ших мощностей— 110 кВ и выше. Такие высокие напряжения не-
обходимы для ограничения колебаний напряжения в питающей
электросети при коротких замыканиях, связанных с режимом ра-
боты печи при плавке металла. Поэтому мощность электрической
сети, к которой подсоединяется печной трансформатор, должна
во много раз превышать мощность электропечи, соответственно
должны быть выше напряжение сети и первичное напряжение
ЭПТ.
Вторичное напряжение электропечных трансформаторов мощ-
ностью до 100 МВ-А не превышает 900—1000 В, при этом вто-
ричные токи соответственно достигают 100 кА и более. Малые
103
вторичные напряжения и большие токи характеризуют особен-
ность электропечных трансформаторов. Небольшие вторичные на-
пряжения при больших вторичных токах существенно сказыва-
ются на конструкции отдельных частей ЭПТ.
Напряжение короткого замыкания (иКз) является одной из
главных характеристик трансформатора. От его значения зависит
Ш
а) 5) 6)
Рис. 72. Схемы регулирова-
ния напряжений в ЭПТ:
а — прямое без изменения ин-
дукции, б — прямое с изменени-
ем индукции, в — косвенное с
регулировочным автотрансфор-
матором; ЭП — электропечь,
ЭПРТ1— электропечной транс-
форматор с регулированием на
стороне НН, Ш — шины питаю-
щей электросети (ВН), ЭПРТ2
с регулированием на стороне
ВН, ЭПРАТ — электропечной ре-
гулировочный автотрансформа-
тор, ЭПТ — электропечной
трансформатор
Примечание: Трансформа-
торы и автотрансформаторы по-
казаны на рисунке так, как их
принято изображать на одноли-
нейных схемах
кратность сквозного тока короткого замыкания, проходящего че-
рез трансформатор при коротком за-
мыкании в термической установке, а
следовательно, электродинамическая
стойкость трансформатора, колебание
напряжения в питающей сети, потери
напряжения в ЭПТ в режиме на-
грузки.
При расчете и конструировании
ЭПТ выбирают оптимальное значение
напряжения короткого замыкания,
оно обычно несколько меньше, чем в
одинаковых по мощности и напряже-
нию силовых трансформаторах обще-
го назначения.
Регулирование напряжения элект-
ропечных трансформаторов представ-
ляет собой один из главных вопросов
расчета, конструирования и выбора
схемы регулирования. Это связано с
тем, что из-за быстро меняющегося
режима плавки у электропечных
трансформаторов в отличие от сило-
вых приходится регулировать вторич-
ное напряжение в широких пределах,
в отдельных случаях до ±50% номи-
нального.
В зависимости от мощности и ви-
да в ЭПТ применяют различные схемы и способы регулиро-
вания напряжения: прямое регулирование на стороне НН и
ВН (без изменения индукции в трансформаторе), прямое (сиз-
менением индукции), косвенное регулирование с применением
отдельного регулировочного автотрансформатора или транс-
форматора и некоторые другие. Принципиальные схемы трех
первых способов регулирования ЭПТ показаны на рис. 72,
а, б, в.
Переключающие устройства без возбуждения и с регулиро-
ванием под нагрузкой, применяемые в электрических трансфор-
маторах, в основном такие же, как и в трансформаторах общего
назначения.
Режимы работы ЭПТ зависят от назначения электропечи и
протекающего в ней технологического процесса. Однако по срав-
нению с трансформатором общего назначения нагрузочный ре-
104
жим работы щечных трансформаторов более тяжелый. В боль-
шей мере это относится к ЭПТ, питающих дугосталеплавильные
печи (ДСП). Их работа в нагрузочном режиме сопровождается
частыми отключениями дугосталеплавильной печи, обусловлен-
ными технологией плавки металла. Кроме того, нагрузка электро-
печных трансформаторов имеет резкопеременный характер, вы-
званный изменением токов электрических дуг, замыканиями
электродов печи с шихтой, изменением частот в результате горе-
ния дуг и другими короткими замыканиями.
Электропечные трансформаторы должны нормально работать
в заданных пределах при перегрузке и при аварийных сквоз-
ных токах короткого замыкания, протекающих через ЭПТ в ре-
зультате коротких замыканий на его вторичной стороне (на элек-
тродах, вблизи их, в короткой сети, на вводах НН). Аварийные
токи короткого замыкания наиболее опасны для трансформато-
ра, однако они ограничиваются реактивным сопротивлением са-
мого трансформатора и сопротивлением короткой сети (участок
между печью и вводами НН). Электродинамическая стойкость
ЭПТ при коротких замыканиях достигается надежной прессов-
кой обмоток, усилением креплений отводов и других его частей.
Условные обозначения. В зависимости от назначения и пара-
метров электропечей применяют однофазные и трехфазные элек-
тропечные трансформаторы. Их условно обозначают буквами и
цифрами так же, как и силовые трансформаторы общего назна-
чения с добавлением поясняющих букв: Э — электропечной; Н —
предназначен для питания индукционной печи; Ш — для электро-
шлаковой печи, С—для стекловарочной печи; К — трансформа-
тор выполнен в виде агрегата, состоящего из нескольких транс-
форматоров («комплект»), собранных в одной единице (одном
баке); П — переключающее устройство ПБВ с дистанционным
управлением и некоторые другие буквы.
Электропечные трансформаторы, предназначенные для пита-
ния электродуговых сталеплавильных печей, дополнительных
букв в обозначениях не имеют. Исходя из этого трехфазные элек-
тропечные трансформаторы мощностью от 1000 до 45000 кВ-А
классов напряжения 6—35 кВ с переключающими устройствами
ПБВ и РПН, применяемые для ДСП, обозначают так: ЭТМПК;
ЭТЦПК; ЭТЦНК; ЭТЦН; АТЦН; ЭТЦ; однофазные и трехфаз-
ные электропечные трансформаторы мощностью 2700—
4200 кВ-А, напряжением первичной стороны 6—10 кВ, с ПБВ и
РПН для индукционных печей ЭОМП; ЭТМП; ЭОМН; ЭТМН и
ЭТДЦН; однофазные трансформаторы мощностью 4000—
12 500 кВ-А, напряжением 6—10 кВ с РПН для электрошлако-
вых печей — ЭОДЦН, ЭОЦНШ, однофазные трансформаторы
с РПН мощностью 8200—83 300 кВ-А, напряжением первичной
стороны 10—220 кВ для руднотермических печей — ЭОЦН,
ЭОЦНК, ЭОДЦНК.
Для примера приведем полные обозначения буквами и циф-
рами некоторых типов электропечных трансформаторов:
105
ЭТМПК-3200/10—71УЗ— трехфазный ЭПТ с охлаждением
вида М, переключающее устройство ПБВ с дистанционным уп-
равлением, типовая мощность 3200 кВ-А, класс напряжения
10 кВ, конструкция 1971 г., исполнение У, категория размеще-
ния 3;
ЭОЦНШ-6300/Ю-77УЗ — однофазный ЭПТ с охлаждением
вида Ц, с устройством РПН, для электрошлаковой печи, типо-
Рис. 73. Компоновка и
крепление остовов элек-
тропечного агрегата:
1 — остов ЭПТ, 2 — балки,
скрепляющие остовы 1, 5 и 6;
3 — подъемная шпилька аг-
регата, 4 — крышка бака, 5—
остов реактора, 6 — остов ав-
тотрансформатора
вая мощность 6300 кВ-А, класс напряжения 10 кВ, конструкция
1977 г., исполнение У, категория 3;
ЭТЦНКН-40000/35-79УЗ— трехфазный ЭПТ с охлаждением
вида Ц, с переключающим устройством РПН, для индукцион-
ной электропечи, типовая мощность 40 000 кВ-А, класс напря-
жения 35 кВ, конструкция 1979 г., исполнение У, категория 3.
Конструкция. Электропечные трансформаторы содержат те
же конструктивные элементы, что и трансформаторы общего
назначения, и требования, предъявляемые к приборам контроля
уровня и температуры масла, защитным устройствам, устрой-
ствам заземления, приспособлениям для подъема и перемеще-
ния, арматуре, системе охлаждения, наружной окраске, устой-
106
чивости при транспортировании этих трансформаторов и агре-
гатов, такие же или аналогичные. Однако исходя из жестких
режимов работы электропечных трансформаторов механической
прочности их основных частей придается особое значение. Усиле-
ны детали, скрепляющие магнитную систему — ярмовые балки,
стяжные и прессующие устройства; прессовка обмоток осуществ-
ляется массивными стальными кольцами и нажимными винтами;
отводы крепят гетинаксовыми и текстолитовыми планками и бол-
тами (шпильками) из нержавеющей стали.
Существенное отличие в конструкции относится к размещению
обмоток на стержнях магнитной системы, компоновке в одном ба-
ке нескольких трансформаторов и реактора, когда электропечной
трансформатор в этом случае является трансформаторным агре-
гатом. Например, для питания руднотермических печей применя-
ют агрегаты, состоящие обычно из основного понижающего ЭПТ
и регулировочного (вольтодобавочного) трансформатора.
Рис, 74, Форма сечения стержней и ярм однофазных маг-
нитных систем ЭПТ (в плане):
а — бронестержневой с боковыми ярмами, б — со стержнями раз-
ного диаметра и боковым ярмом 5; 1, 3, 4 — стержни круглосту-
пенчатой формы, 2 — боковое ярмо овальной формы, 5 — боковое
ярмо прямоугольной формы
Остовы нескольких трансформаторе© агрегата соединяют
между собой опорными пластинами и общими балками, на кото-
рых установлены подъемные пластины, служащие для опускания
в бак (и выемки) сразу всего агрегата. На рис. 73 показано
крепление остовов агрегата, состоящего из трех единиц: основно-
го остова 1 ЭПТ, остова 6 регулировочного автотрансформатора
и остова 5 реактора устройства РПН.
Если масса активных частей агрегата превышает 25 т, то ос-
товы не скрепляют между собой, а каждую активную часть уста-
навливают и закрепляют на дне бака отдельно.
В остовах электропечных трансформаторов, как и в транс-
форматорах общего назначения, применяют стержневые магнит-
ные системы, а также в однофазных ЭПТ бронестержневые с бо-
107
ковыми ярмами, соединяющими концы стержня (рис. 74, а) и со
стержнями разного диаметра и боковым ярмом прямоугольного
сечения (рис. 74, б).
В электропечных трансформаторах, как и в трансформаторах
общего назначения, магнитные системы собирают из отдельных
пластин электротехнической стали в две или три пластины с пря-
мым, косым или комбинированным стыком. Стяжку стержней
выполняют стеклобандажами, ярм — полубандажами и внеш-
ними шпильками.
Обмотки ВН печных трансформаторов и автотрансформа-
торов (далее трансформаторов) подключают к сетям переменно-
Рис. 75. Пятиходовая винтовая
регулировочная обмотка:
/ — бумажно-бакелитовый цилиндр,
2 — ход, 3 — прошивная рейка
го тока классов напряжения
от 0,5 до 220 кВ, частотой
50 Гц, а предназначенных для
питания индукционных пе-
чей— 60 Гц.
Обмотки электропечных
трансформаторов вследствие
тяжелого режима работы,
связанного с резкопеременны-
ми нагрузками и большими
токами короткого замыкания
Рис. 76. Чередую-
щаяся обмотка
ЭПТ:
1 — стержень остова,
2 — бумажно-бакели-
товый цилиндр, 3 —
катушки НН, 4 — ка-
тушки ВН
Z? X
у
Рис. 77. Непрерывная
обмотка НН ЭПТ,
скомплектованная из
парных катушек:
а — вывод петель при
намотке обмотки, б —
параллельное присоеди-
нение парных катушек
к сборным шинам
108
должны обладать высокой механической прочностью и интенсив-
но охлаждаться.
Обмотки ВН сухих ЭПТ мощностью до 630 кВ-А, класса на-
пряжения 0,5 кВ, предназначенные для работы на спокойную
нагрузку, изготовляют многослойными цилиндрическими, их на-
матывают проводом прямоугольного сечения на бумажно-баке-
литовых или стеклотекстолитовых цилиндрах. В более мощных
масляных ЭПТ классов напряжения 6—35 кВ применяют непре-
рывные и винтовые обмотки (одно- и многозаходные, дисковые,
переплетеные).
Одной из главных особенностей конструкции обмоток НН печ-
ных трансформаторов является малое количество витков (один,
два, несколько) и большое их сечение. Винтовые обмотки в ЭПТ
чаще применяют в качестве регулировочных (РО), одна из таких
обмоток (пятиходовая) показана на рис. 75. В ней каждый ход
является ступенью регулируемого напряжения. В ЭПТ ранних
выпусков широко применялись чередующиеся обмотки.
Особенность их конструкции состоит в том, что обмотки выс-
шего и низшего напряжения разбиваются на группы и, чередуясь,
располагаются в осевом направлении стержня на одном изоля-
ционном цилиндре (рис. 76). При такой конструкции обмотка НН
состоит из отдельных дисков (катушек).
Если в электропечных трансформаторах низшего напряжения
применяют обмотки непрерывной конструкции, их комплектуют
из отдельных парных катушек. Для этого при намотке непрерыв-
ной обмотки в местах наружных переходов выводят петли
(рис. 77, а), а после насадки обмоток на стержни петли разре-
зают и образовавшиеся концы катушек припаивают к сборным
шинам (рис. 77, б).
В зависимости от схемы отводов к каждой паре шин парал-
лельно подсоединяют определенное число катушек, при этом каж-
дая пара шин содержит полное число электрических витков
первичной обмотки. Соединяя между собой сборные шины после-
довательно, увеличивают напряжение пропорционально числу
пар шин, при этом ток равен току одной пары шин; наоборот, при
параллельном соединении сборных шин напряжение на стороне
НН трансформатора равно напряжению одной пары шин, а ток
увеличивается пропорционально числу пар шин. При токах, зна-
чение которых не позволяет применить схему с параллельным
соединением парных катушек с одной парой сборных шин на фа-
зу, парные катушки делят на две группы, из которых одну при-
соединяют к отводам (сборным шинам) aiXi, b\—хь сх—Z\\ вто-
рую— к а2—х2, Ь2—у2, с2—z2. Каждую группу отводов рассчиты-
вают на половину фазного тока. Параллельное соединение групп
каждой фазы и обмоток НН в этом случае производят вне транс-
форматора— на вводах трансформатора или установки, которую
он питает.
Катушечные парные обмотки применяют, когда число витков
в паре три и более, при одном-двух витках применяют л исто-
109
в ы е или шинные обмотки. Шинные обмотки устанавливают
в сухих печных трансформаторах мощностью до 250 кВ-А и в
масляных мощностью 800—2500 кВ-А на стержень, листовые —
в ЭПТ мощностью 4000 кВ-А и более на стержень остова.
Листовыми принято называть обмотки, изготовляемые по фор-
ме цилиндра из листовой меди (алюминия), обычно способом
вальцовки, шинными — из шин. Соединив шинные витки
(рис. 78, а) параллельно сц с а2 и Xi с х2, получим один электри-
ческий виток, и результирующее напряжение обмотки будет рав-
но напряжению витка ев. При последовательном соединении
(fli с х2 и а2 с %i) витков результирующее напряжение удвоится.
Соответственно в первом случае номинальный ток будет в два
раза больше, чем во втором.
а)
Рис. 78. Конструкция шинных и листовых обмоток:
а — отдельные витки шинной обмотки, б — четырехвитковая шинная обмотка в собран-
ном виде, в — двухвитковая листовая обмотка
В однофазных печных трансформаторах, комбинируя последо-
вательное, параллельное и последовательно-параллельное соеди-
нения витков, можно изменять ток и напряжение.
Между внутренним 2 и наружным 1 витками листовой обмот-
ки (рис. 78, в) имеется канал, образованный вставленными меж-
ду ними продольными рейками 3, изготовленными из гетинакса
или текстолита и прикрепляемыми к ним изолированными латун-
ными болтами и гайками. Концы листовой обмотки имеют отвер-
стия для крепления к ним компенсаторов шинных отводов болта-
ми из нержавеющей стали. Витки обмоток крепят латунными
болтами и вставленными между ними гетинаксовыми и текстоли-
товыми планками, а в собранном трансформаторе — прессующим
устройством. Скрепленную листовую обмотку погружают в про-
питочный бак, покрывают лаком МЛ-92, а затем запекают в печи.
ПО
Обмотки ВН ЭПТ наматывают на жестких бумажно-бакелито-
вых или стеклотекстолитовых цилиндрах толщиной 6—12 мм и
более. Прочность обмоток достигается установкой большого ко-
личества клиньев на остове и цилиндре — это уменьшает пролет
между опорами и соответственно предохраняет обмотки от раз-
рушения при воздействии радиальных сил. Кроме того, изоляци-
онные детали изготовляют из малоусадочного картона, обмотки
подвергают термовакуумной обработке по специальному трени-
ровочному режиму с подпрессовкой в процессе сушки, пропитки
их лаком и запеканием, наложением бандажей из стеклоленты
и некоторые другие меры.
В электропечных трансфор-
маторах, как и в силовых транс-
форматорах общего назначения,
обмотки ВН и НН на стержнях
располагают концентрически, од-
нако с той разницей, что обмот-
ки НН расположены снаружи.
Это вызвано тем, что при боль-
ших токах, равных десяткам и
сотням килоампер при располо-
жении их внутри (в обмотках
ВН), конструкция отводов ока-
залась бы слишком сложной и
Рис. 79. Шинный ввод
операция присоединения и разводки большого количества мас-
сивных отводов оказалось бы весьма трудоемкой. Регулиро-
вочная обмотка в электропечном трансформаторе обычно раз-
мещается между стержнем остова и первичной обмоткой.
Рис. 80. Установка скомплектованного шинного ввода на крышке ЭПТ
Вводы ВН, применяемые для ЭПТ, а если для ЭПТ, исполь-
зуемых для питания индукционных печей, то и вводы НН, у ко-
торых вторичные токи не превышают 2—2,5 кА, имеют ту же кон-
струкцию, что и для трансформаторов общего назначения. Для
111
уменьшения полей рассеяния вводы НН на крышке размещают
попарно так, чтобы токи в них имели встречное направление. Их
устанавливают на отдельной плите из немагнитного материала,
которую крепят к крышке трансформатора, закрывая ею общее
для вводов отверстие.
В электропечных трансформаторах с токами на вторичной
стороне до 35 кА применяют шинные вводы, а с большими то-
ками — трубчатые, охлаждаемые циркулирующей через них
водой.
Шинный ввод (рис. 79) представляет собой медную прямо-
угольную шину 2 обычно толщиной 10 мм, припаянную к латун-
ной обойме 1 с двумя стальными шпильками 3 для крепления к
гетинаксовой (текстолитовой) плите, устанавливаемой на крышке
Рис. 81. Трубчатый водоохлаждаемый ввод ЭПТ
трансформатора. Оба конца шины лудят, они имеют отверстия
для крепления болтами отводов. После проверки качества пайки
каждую шину с обоймой и резиновой прокладкой 7 вставляют в
отверстие гетинаксовой или текстолитовой панели 4 (рис. 80) и
крепят к ней гайками 3. Панель, укомплектованную шинными
вводами на резиновой прокладке 5, крепят к фланцу 6 крышки I
бака трансформатора; в панели имеется отверстие с винтом 2
для выпуска воздуха при заполнении трансформатора маслом.
Количество устанавливаемых на панеле вводов определяется но-
минальным вторичным током трансформатора.
112
Трубчатый ввод (рис. 81) состоит из медной трубы 2, обыч-
но диаметром 50 мм, толщиной стенки 10 мм, изогнутой по ука-
занной на рисунке форме, со штуцерами на концах для присоеди-
нения гибких наружных токопроводов (или с резьбой для жест-
кого крепления к короткой сети), медной пластины 3, приварен-
ной к трубе и служащей для присоединения компенсаторов об-
мотки НН.
Для крепления ввода к гетинаксовой (или текстолитовой) па-
нели 1 к трубе припаяны латунные втулки 4 с резьбой для на-
винчивания гаек. После проверки качества пайки и герметично-
сти вводы (трубы) лудят, затем монтируют на панели в количе-
стве, зависящем от вида электропечного трансформатора. Ввод
притягивают к панели и уплотняют с помощью латунных гаек 6,
специальных медных шайб 5, паронитовых 8 и кольцевых резино-
вых прокладок 7.
Рис. 82. Переключающее трехфазное устройство ПБВ ЭПТ
Панель с трубчатыми вводами крепят болтами к фланцу, при»
варенному к боковой стенке бака трансформатора.
Трубчатые вводы обычно применяют в электропечных транс-
форматорах с листовыми обмотками. Изменяя расход воды в
трубах (от 0,1 до 0,2 м3/ч), можно довести нагрузку на каждый
ввод до 16 кА, изменением количества труб можно обеспечить
электропечь током в десятки и сотни тысяч ампер.
В электропечных трансформаторах мощностью до 12 500 кВ-А
устанавливают переключающиеу с тройства без возбуж-
дения при большей мощности, а также меньшей, когда техноло-
гический режим электропечи не допускает перерыва работы, уст-
ройства с регулированием под нагрузкой (трехфазные и одно-
фазные).
Устройства ПБВ электропечных трансформаторов имеют обо-
значения: П6-150/10; ПЛ-11-10/320; ПТЛ-11-10/630; НТ-4Х
X3-350-10; НТ-4ХЗ-625/10; НТ-5-625/10; НТ-8-625/10.
113
Буквы в обозначениях указывают: П — переключатель; Т —
трехфазный; Л — ламельный (ножевой) контакт, цифры — число
ступеней, класс напряжения и допускаемый ток нагрузки.
Эти устройства, за исключением П6-150/10, приводятся в дей-
ствие с помощью редуктора и рукоятки или электродвигателем.
Переключающее устройство НТ-5-625/10 (рис. 82) состоит из ,
трех гетинаксовых плит 2, закрепленных на стальной раме /, ус-
тановленных на плитах неподвижных контактов 4У бумажно-ба-
келитового вала (трубы) 5 с закрепленными на нем подвижными
контактами 3. С помощью мальтийских и зубчатых передач, го-
ризонтального бумажно-бакелитового и стального вертикального
вала 7, с конической передачей в кожухе 6, связанного с привод-
ным механизмом, приводится в действие вал с подвижными
контактами, которые, соединяясь с неподвижными, включают
в работу ту или другую ступень регулировочного ответвления
обмотки.
Другие переключающие устройства имеют примерно аналогич-
ные конструктивные элементы.
Переключающие устройства РПН, применяемые в электро-
печных трансформаторах, такие же, как у силовых трансформа-
торов общего назначения; они могут быть с реакторными или ре-
зисторными токоограничивающими сопротивлениями.
Отводы ВН электропечных трансформаторов мало отлича-
ются от отводов трансформаторов общего назначения, разница
в основном в электрической и монтажной схемах.
Значительную особенность представляют отводы НН. Из-за
больших токов ограничивается выбор длины отводов, которая за-
висит от их места размещения — на крышке или стенке бака. Ес-
ли вводы находятся на крышке, то длина отводов увеличивается,
•а следовательно, возрастает их сопротивление, которое может
стать соизмеримым с сопротивлением самих обмоток.
В результате этого увеличиваются потери в отводах, они силь-
но нагреваются, что вызывается дополнительными потерями от
полей рассеяния, увеличиваются механические усилия между от-
водами.
Отводы НН размещают так, чтобы шины (проводи), идущие
от начала и концов обмоток, чередовались. Шины должны быть
расположены ребром к стенке бака на расстоянии, не вызываю-
щем его нагревания; между каждой парой шин, идущих от на-
чала и конца обмотки, должно быть минимально возможное рас-
стояние.
Отводы соединяют с обмотками и между собой в электропеч-
ных трансформаторах в зависимости от их сечения и вида мето-
дом электропайки, сварки, прессовки.
Листовые и шинные обмотки соединяют с отводами болтами
из нержавеющей (диамагнитной) стали (разъемные соединения).
Для надежности гальванического контакта соединяемые поверх-
ности обмоток и отводов лудят. Под гайки и болты разъемных
соединений устанавливают замковые пластины, предотвращаю-
114
щие ослабление креплений от вибрации в процессе работы транс-
форматора или навинчивают на болты (шпильки) контргайки.
Как и у трансформаторов общего назначения, отводы снаб-
жены компенсаторами. Листовые обмотки соединяют е вводами,
расположенными на стенке бака через компенсаторы, которые
крепят болтами непосредственно к концам обмоток. Для прида-
ния отводам жесткости их крепят между собой и к ярмовым бал-
кам деревянными, гетинаксовыми или текстолитовыми планками
и стальными, а в зоне активной части — болтами из нержавею-
щей стали.
Рис. 83. Крепление и присоеди-
нение шинных отводов НН к
вводам ЭПТ:
а — крепление парных шин между
собой, б — подсоединение шинных
пакетов к вводам; 1 — шины, 2 —
гетинаксовая планка, 3 — гайка,
4 — стальная шпилька, 5 — сталь-
ная шайба, 6 — электроизоляцион-
ная трубка, 7 — промежуточная
гетинаксовая планка, 8—пакеты,
9 — компенсатор, 10 — крышка
В электропечных трансформаторах, имеющих значительную
вибрацию при работе, самоотвинчивание болтов предотвращают
специальными замковыми шайбами, подкладываемыми под го-
ловки болтов и под гайки, крепящие деревянные планки. После
сушки активной части в процессе ее отделки и затяжки болтов
заусенцы замковых шайб врезаются в планки, а на гайках их за-
гибают.
Шинные отводы НН крепят попарно или пакетами, состоящи-
ми из нескольких пар шин. Каждую пару или пакет шин скреп-
ляют шпильками из нержавеющей стали, расположенными с
двух сторон шин на расстоянии 5—10 мм от них; шпильки от шин
изолируют бумажно-бакелитовыми трубками и деталями, изго-
товленными из гетинакса или текстолита (рис. 83, а, б).
Конструкция и способы крепления отводов ВН электропечных
трансформаторов такие же, как и у силовых трансформаторов
общего назначения.
115
§ 24. ОСОБЕННОСТИ РАБОТЫ, КОНСТРУКЦИИ
И ПАРАМЕТРЫ ПРЕОБРАЗОВАТЕЛЬНЫХ
ТРАНСФОРМАТОРОВ
Назначение и виды. В ряде отраслей промышленности широко
применяется постоянный ток: для получения алюминия, магния,
цинка, меди, никеля в электролизных установках; для питания
дуговых вакуумных электропечей; в химической промышленно-
сти— для получения хлора, водорода, натрия, азотистых веществ,
для питания гальванических установок; для электротяги желез-
нодорожного и городского транспорта; для электроустановок с
электродвигателями постоянного тока и других промышленных
целей.
Получение постоянного тока машинным методом (генераторы,
мотор-генераторы) экономически не оправдывается: низкий кпд,
большие затраты на монтажные и строительные работы.
В настоящее время постоянный ток получают с помощью ста-
тических преобразователей переменного тока в постоянный с при-
менением полупроводниковых вентилей: кремниевых и германие-
вых диодов, в том числе управляемых тиристоров.
Небольшие по мощности выпря!мительные устройства подклю-
чают непосредственно к сети переменного тока, мощные промыш-
ленного назначения — через специальный силовой преобразова-
тельный трансформатор. Устройство, состоящее из полупроводни-
ковых вентилей и питающего их преобразовательного
трансформатора, смонтированных в одном баке, заполненном
трансформаторным маслом (или совтолом), составляет преобра-
зовательный агрегат.
До широкого применения полупроводниковых вентилей (дио-
дов, тиристоров) в качестве статических преобразователей при-
менялись ионные (ртутные) выпрямители, они сложны и мало-
надежны в эксплуатации, вредно влияют на организм человека
и не экономичны.
В настоящее время они полностью вытеснены полупроводни-
ками, лишенными этих недостатков.
Преобразовательные трансформаторы по числу фаз вторич-
ных (вентильных) обмоток подразделяют на однофазные, трех-
фазные, шестифазные и многофазные, с ПБВ и РПН; по виду ис-
полнения— на сухие, масляные и совтоловые. В условное обо-
значение типов таких трансформаторов входят те же буквы и
цифры, что и трансформаторов общего назначения, но с добав-
лением букв: П — для питания полупроводниковых вентилей
(преобразователей); Р — ртутных (ионных) выпрямителей. Ес-
ли в трансформатор встроен уравнительный реактор, в обозна-
чении присутствует буква У, если трансформатор предназначен
для питания вакуумной электропечи постоянного тока — бук-
ва В; если для электрифицированного железнодорожного транс-
порта— Ж; другие буквы характеризуют вид нагрузки. Приве-
116
дем для примера полное обозначение некоторых преобразова-
тельных трансформаторов:
ТДНП-25000/10-71-УЗ— трехфазный, с дутьевой системой ох-
лаждения, с устройством РПН, преобразователь на полупровод-
никах, мощность 25000 кВ-А, класс напряжения 10 кВ, год раз-
работки 1971 г., исполнение У, категория размещения 3;
ТМНП-6300/10— трехфазный, с естественно-масляным охлажде-
нием, с РПН, преобразователь на полупроводниках, мощность
•6300 кВ-А, класс напряжения 10 кВ; ТМРУ-4000/10— трехфаз-
ный, с естественно-масляным охлаждением, ртутный преобразо-
ватель, с уравнительным реактором.
Преобразовательные агрегаты, имеющие переключающие уст-
ройства РПН с плавно-ступенчатым регулированием напряже-
ния или с плавно-бесконтактным регулированием, в обозначени-
ях имеют буквы НП и ППВ соответственно, например, ТМНПВ
и ТМППВ.
Параметры. Мощность преобразовательных трансформаторов,
как и электропечных, определяется типовой мощностью. Сухие
изготовляют на типовую мощность (10—3200) кВ-А, совтоло-
вые—(200—2000) кВ-А; масляные с переключающим устрой-
ством ПБВ—(400—20000) кВ-А, с РПН — (1600—400 000)
кВ-А и большей мощности.
Наибольшая типовая мощность преобразовательного транс-
форматора в настоящее время достигает 100 000 кВ-А, а ток —
300 кА и более.
В отличие от силовых трансформаторов общего назначения
типовая мощность преобразовательных трансформаторов опре-
деляется в зависимости от схемы выпрямления по формулам:
а) для однофазной двухполупериодной схемы со средней точ-
кой:
мощность сетевой обмотки 5i=/il7i ф= 1,11 Рао,
где Рао — мощность нагрузки на выпрямленном напряжении,
равная произведению выпрямленного напряжения на ток нагруз-
ки (Pdo=UdoIa)',
мощность вентильной обмотки 52=2£2ф/2=
= 1,57Р</о, где £2ф — действующее значение эдс вторичной об-
мотки (£2ф=1,И Udo)',
типовая (расчетная) мощность трансформатора 5T = 0,5(Si+
+S2) = l,34Pd0;
б) для однофазной мостовой схемы: Si=S2—IiUl ф= 1,11 Pd0',
5T=0,5(5i+52) = l,llPdo;
в) для трехфазной схемы со средней точкой: 51 = 3 Лф171ф =
= l,21Pd0; 52=-^-/2£2ф=1,71Рл; 5т=0,5(51+52) =
= l,46Pd0;
г) для трехфазной мостовой схемы 5Т=51=52= 1,045Рао',
д) для шестифазной схемы: Si = 3IiUi ф= l,045PdO; 52 =
= 612Е2 ф = 1,48 Ра о; 5Т=0,5 (5, -}-52) = 1,26 Pd о-
117
Рис. 84. Мостовая трехфазная схема
выпрямления переменного тока:
Тр — преобразовательный трехфазный
трансформатор (звезда-звезда), СР —
сглаживающий реактор, R — нагрузка,
В1, ВЗ, В5 — первая группа вентилей, В2,
В4, В6 — вторая группа вентилей (дио-
дов)
Номинальные напряжения первичных (сетевых) обмоток со-
ответствуют стандартным классам напряжений и находятся в
пределах (0,4—НО) кВ. Напряжение вторичных обмоток (на
стороне вентилей) разное, оно определяется схемой и парамет-
рами преобразовательной установки.
В зависимости от мощности и области применения преобра-
зователя выпрямленное напряжение может быть от 6 до несколь-
ких тысяч вольт, а выпрямлен-
ный ток — от 25 А до 200 <кА.
Напряжение короткого замы2
кания имеет те же значения,
что и в трансформаторах об-
щего назначения или близкое
к ним.
Схемы соединения обмоток»
Сетевые и вентильные обмот-
ки преобразовательных транс-
форматоров имеют различные
схемы соединения. Сетевые об-
мотки трехфазных трансфор-
маторов соединяют в звезду,
реже в треугольник в зависи-
мости от мощности и номи-
нального напряжения; вторич-
ные (вентильные) обмотки мо-
гут иметь соединения в звезду,
в двойную звезду (прямая и
обратная); в треугольник —
звезду; в зигзаг; в двойной
зигзаг; в дважды двойной зиг-
заг, в шестиугольник и др.
Нейтрали двойных звезд со-
единяют между собой через
уравнительный реактор.
Выбор схемы обмоток трансформатора и параметров преоб-
разовательного агрегата зависят от схемы соединения полупро-
водниковых вентилей, подключаемых к ним. Включение первич-
ных обмоток преобразовательного трансформатора (агрегата) в
сеть трехфазного переменного тока в зависимости от схемы соеди-
нения вентилей позволяет получить на их стороне трех-, шести-
или двенадцатифазное выпрямление. При шести- и более фазном
выпрямлении пульсация выпрямленного напряжения меньше и
соответственно улучшена форма кривой первичного тока агре-
гата.
Наиболее широкое применение на стороне вентилей получили
мостовые трехфазные схемы со сглаживающим реактором СР
(индуктивное сопротивление), служащим для уменьшения пуль-
сации выпрямленного напряжения и тока в цепи нагрузки 7?
(рис. 84) и шестифазные (две обратные звезды) с уравнитель-
118
ным реактором УР (рис. 85, а). Обе схемы приблизительно рав-
ноценны по искажению формы кривой первичного тока и по пуль-
сации выпрямленного напряжения, но по качеству выпрямленно-
го напряжения предпочитают шестифазную мостовую схему.
Шестифазную мостовую схему чаще применяют для преобразо-
вательных агрегатов с относительно небольшим выпрямленным
напряжением и большим током.
Рис. 85. Шестифазная схема выпрямления с уравнительным реактором:
«а — схема соединения обмоток трансформатора звезда — две обратные звезды
(Y/YH—Ун—0—6) с уравнительным реактором УР и вентилями, б — векторные диа-
граммы фазных эдс трансформатора (сплошными линиями изображены векторы эдс
прямой звезды, пунктирным — обратной); Bl, В2, ВЗ, В4, В5, В6 — вентили; СР—
сглаживающий реактор, В — нагрузка цепи постоянного тока
Преобразование трехфазной системы первичной стороны в
шестифазную на вторичной стороне осуществляется благодаря
тому, что вторичные фазные обмотки состоят из двух частей с
разным направлением намотки (левая, правая) или из двух об-
моток одинакового направления, у одной из которых перемарки-
рованы начала и концы. Полуфазные обмотки соединены в звез-
ды, нейтрали звезд Oi и О2 — в общую нейтраль О через уравни-
тельный реактор УР. Таким образом на вторичной стороне полу-
чается шестифазная звезда.
Средняя точка О уравнительного реактора УР является от-
рицательным полюсом цепи нагрузки. Реактор имеет большое
индуктивное сопротивление и ограничивает ток между точками
Oi и О2 (рис. 85, а). В то же время индуктивное сопротивление
каждой ветви реактора О—О[ и О—О2 достаточно мало, так как
магнитные потоки имеют встречное направление и почти пол-
ностью компенсируются.
Векторная диаграмма фазных эдс трансформатора изобра-
жена на рис. 85, б. Из нее видно, что в любой момент времени
119
работают два вентиля четной и нечетной групп шестифазной си-
стемы. Через каждую треть периода, когда напряжение очеред-
ной фазы становится больше, чем предыдущей, в каждой из
звезд происходит смена анодных токов.
Уравнительный реактор УР увеличивает продолжительность
работы анодов и тем самым как бы выравнивает значения анод-
ных напряжений, работающих в порядке чередования фазных
эдс, указанных на векторной диаграмме. Этим обеспечивается
одновременная параллельная работа вторичных обмоток, соеди-
ненных в звезду, расположенных на разных стержнях магнит-
ной системы, чем достигается равновесие намагничивающих сил
первичных и вторичных обмоток.
Если исключить из этой схемы реактор и гальванически со-
единить нейтрали звезд, то в стержнях магнитопровода сразу же
появится магнитный поток вынужденного намагничивания, из-
меняющийся во времени с тройной частотой сети. При этом в
обмотках трансформатора возникает значительная эдс, которая
увеличит индуктивное падение напряжения и резко ухудшит ра-
боту преобразовательного агрегата. По этой причине схему об-
моток трансформатора звезда — шестифазная звезда (без урав-
нительного реактора) для выпрямительных установок не при-
меняют.
Шестифазные схемы выпрямления используют в основном в
преобразовательных агрегатах мощностью 250—4000 кВт, при
больших мощностях прибегают к двенадцатифазным схемам,
при этом лучшим решением является соединение вентиль-
ных обмоток в двойной зигзаг, а сетевых (первичных) — в
звезду.
В качестве силовых полупроводниковых вентилей в выпрями-
тельных устройствах широко применяют кремниевые диоды и ти-
ристоры на ток 200 и 500 А, напряжением 220—380 В. Для по-
лучения больших токов и требуемых напряжений диоды и тири-
сторы комплектуют в блоки, соединяя их либо последовательно,
либо параллельно. Обычно полупроводниковые блоки размеща-
ют непосредственно в баке трансформатора вместе с активной
частью, залитой трансформаторным маслом, образуя таким об-
разом преобразовательный агрегат.
Конструктивные особенности преобразовательных трансфор-
маторов. Остов и магнитная система преобразова-
тельного трансформатора состоят из таких же конструктивных
элементов, как и силового общего назначения, отличие состоит
в основном в геометрических размерах. Конструкция остова
уравнительного реактора аналогична реактору переключающе-
го устройства РПН на индуктивных сопротивлениях. Поэтому
технологические процессы их ремонта мало чем отличаются от
трансформаторов общего назначения.
Обмотки преобразовательных трансформаторов должны
иметь повышенную механическую прочность, так как на стороне
вентильных обмоток часто происходят короткие замыкания.
120
47 X , 477X7^T4
а) &)
Рис. 86. Схемы соединения парных
катушек вентильных обмоток:
а — фазных, б — полуфазных
Повышенная механическая прочность достигается установкой
максимального количества прокладок между катушками обмоток,
применением жестких бумажно-бакелитовых и стеклоэпоксид-
ных цилиндров, прошивкой обмоток их наружными рейками,
пропиткой лаком и запеканием их, надежной осевой прессовкой
кольцами. В этом отношении особые требования предъявляются
к вентильным обмоткам, несу-
щим большие токовые нагруз-
ки. Поэтому на стороне вен-
тилей применяют, отличаю-
щуюся высокой механической
прочностью обмотку непре-
рывной конструкции, разде-
ленную на двойные катушки
и затем соединенные между
собой параллельно или парал-
лельно-последовательно в груп-
пы так же, как и обмотки
короткой сети электропечных
трансформаторов.
На рис. 86, а показано па^
раллельное соединение двой-
ных (парных) катушек вен-
тильной обмотки (одной фа-
зы), применяемое в мостовых
схемах выпрямления, а на
рис. 86, б — параллельное со-
единение катушек полуфазных
обмоток для получения шести-
фазной вентильной обмотки со
схемой звезда — обратная (пе-
ревернутая) звезда. При не-
большом числе витков (больших токах) применяют также об-
мотки, собранные из одинарных дисковых катушек, присоеди-
няемых параллельно к сборным шинам. При малых напряже-
ниях и очень больших токах в преобразовательных трансфор-
маторах, как и в электропечных, на стороне вентилей приме-
няют также листовые и шинные обмотки. Для вентильных об-
моток, соединяемых в двойной зигзаг, используют также одно-,
двух и трехходовые винтовые обмотки. В преобразовательных
трансформаторах, как и в электропечных и по тем же причи-
нам, при напряжениях 35 кВ и ниже наружными по размеще-
нию на стержнях остова являются обмотки НН (вентильные),
внутренними— ВН.
Конструкция отводов сетевых обмоток преобразователь-
ных трансформаторов такая же, как и у отводов ВН трансфор-
маторов общего назначения: отводы обычно изготовлены из про-
водов ПБОТ, соединения выполнены электропайкой медно-фос-
фористым припоем, крепления — из буковых планок. Отводы вен-
121
тильных обмоток в отличие от сетевых представляют собой до-
вольно сложную конструкцию, состоящую из большого количе-
ства массивных медных шин, компенсаторов и крепежных дета-
лей: буковых, гетинаксовых или стеклотекстолитовых планок,
стальных и текстолитовых шпилек, болтов и гаек.
Для взаимной компенсации магнитных полей, снижающей па-
дение напряжения и потери в отводах, шины располагают рядом
(параллельно) так, чтобы токи в них имели противоположное
направление, и как можно ближе одна к другой, при этом узкая
сторона шины (ребром) должна быть обращена к стенке бака
для уменьшения ее нагревания.
В шестифазной схеме обмоток — звезда — обратная звезда с
уравнительным реактором нейтрали звезд соединяют с реакто-
ром гальванически (электропайкой медно-фосфористым припо-
ем), а концы обмоток реактора, имеющие отрицательную поляр-
ность выпрямленного напряжения, выводят из трансформатора
наружу. Это необходимо для проверки мегаомметром качества
изоляции между обметками «звезд» и обмоток реактора. Для
соединения отводов с вводами применяют гибкие связи — ком-
пенсаторы, рассмотренные ранее.
Для регулирования напряжения в преобразовательных транс-
форматорах применяют переключающие устройства
ПБВ и РПН: трехфазные в трансформаторах до 2500 кВ-А, одно-
фазные— в больших мощностях и когда сетевая обмотка соеди-
нена в треугольник. Кроме того, на стороне сетевой обмотки до-
полнительно устанавливают диапазонный переключатель, пред-
назначенный для переключения без нагрузки (ПБВ) сетевых об-
моток со звезды в треугольник и обратно и для включения их па-
раллельно или последовательно; эти переключения связаны с из-
менением режимов токовой нагрузки установок.
Диапазонное переключающее устройство обычно состоит из
двух гетинаксовых плит, установленных параллельно и закреп-
ленных на стальной раме; вала, вращающегося в подшипниках,
вмонтированных в плиты; подвижных контактов ламельного ви-
да, закрепленных на валу; гетинаксовых реек, прикрепленных
к плитам и несущих на себе неподвижные контакты. Вал посред-
ством зубчатых передач, шарнирных соединений и сальниковых
уплотнений выведен через стенку бака трансформатора наружу
и соединен с установленным на нем ручным приводом; переклю-
чатель закреплен на верхних ярмовых балках активной части.
Электролизные установки, установки электрометаллургии,
электрифицированного железнодорожного транспорта и некото-
рые другие нуждаются в бесперебойном электроснабжении й, по
условиям технологического процесса, в частом и плавном регу-
лировании напряжения. Питающие их трансформаторы с РПН
должны производить от 25 до 100 переключений в сутки. По тре-
бованию стандарта такие преобразовательные трансформаторы
должны иметь переключающие устройства РПН, допускающие
500 000 переключений контактов переключателя (не разрыва-
122
ющих ток) и не менее 80 000 переключений контактов разрыва-
ющих ток (контакторов). Такое жесткое требование не может
быть удовлетворено применением реакторных и резисторных пе-
реключающих устройств, устанавливаемых в силовых трансфор-
маторах общего назначения, так как их контактная система и
механизмы передачи подвержены сравнительно быстрому изно-
су, снижающему их надежность и срок службы. Указанным тре-
бованиям, хотя и не полностью, удовлетворяют переключающие
устройства марки РНТВ, разрывающие цепь тока контакторами
не в масле, а в вакуумных дугогасительных камерах. При их
Рис. 87. Принципиальная
схема регулирования на-
пряжения с подмагничива-
нием дросселя насыщения:
I — обмотки преобразователь-
ного трансформатора, // — об-
мотка подмагничивания посто-
янным током, /// — обмотка
дросселя
Рис. 88. Принципиальные схемы РПН
на тиристорах, включенных встречно-па-
раллельно:
а — ступенчатое регулирование с контактными
переключателями П1 и П2, б — плавное бес-
контактное регулирование; Т — тиристор,
Отр — обмотка трансформатора, П1 и П2 —
переключатели избирателя ступеней
применении отпадает необходимость в частой чистке контактов и
замене масла. Наиболее полно удолетворяют этим требованиям
переключающие устройства с плавным бесконтактным
регулированием. Они подразделяются на: бесконтакт-
ные с подмагничиванием магнитной системы постоян-
ным током последовательно включенных трансформаторов (ос-
новного и вспомогательного); бесконтактные с регулированием
дросселем насыщения, включенным последовательно с обмоткой
трансформатора; бесконтактные с регулированием дросселями
насыщения, включенными в регулировочные ответвления обмот-
ки трансформатора, и бесконтактные с плавным регулировани-
ем со встречно-параллельным включением тиристоров.
На рис. 87 показана принципиальная схема бесконтактного
устройства с плавным регулированием напряжения дросселем
насыщения, включенным последовательно с первичной обмоткой
трансформатора и подмагничиванием постоянным током. При
123
подмагничивании или размагничивании дросселя насыщения из-
менением полярности постоянного тока на концах намагничива-
ющей обмотки изменяется его насыщение — индуктивное сопро-
тивление, следовательно, напряжение на зажимах его обмот-
ки и соответственно регулируемое напряжение трансформатора.
В схемах со встречно-параллельным включением тиристоров,
(рис. 88, а) бесконтактное плавное регулирование напряжения
достигается автоматическим управлением . их работой, очеред-
ностью и плавным открытием и закрытием их.
Рис. 89. Принципиальная схема устройства и работы сварочного
трансформатора
На рис. 88, б показана принципиальная схема переключа-
ющего устройства с плавно-ступенчатым регулированием: она
позволяет плавно изменять напряжение в пределах каждой сту-
пени.
Для напряжений 35 кВ и ниже в преобразовательных транс-
форматорах применяют съемные (разборные) вводы с фар-
форовым изолятором, при большем напряжении (на стороне
ВН) — маслонаполненные.
При токах порядка 5—10 кА устанавливают специальные
вводы с фарфоровым изолятором класса напряжения 3 кВ.
Для напряжений до 1000 В и больших токах на стороне вен-
тильных обмоток применяют шинные и трубчатые вводы.
Бак, охладители, выхлопная труба, подъемно-транспортные
приспособления и термосифонные фильтры, осушители воздуха,
изготовляемые из стали методом сварки, а также устройства
для защиты масла, арматура, контрольные приборы, газовое ре-
ле, реле контроля уровня масла, термометрические сигнализато-
ры и другие по конструкции и форме практически ничем не отли-
чаются от применяемых для силовых трансформаторов общего
назначения.
124
§ 25. ДРУГИЕ ВИДЫ СПЕЦИАЛЬНЫХ ТРАНСФОРМАТОРОВ
Сварочные трансформаторы. Существуют разные по мощ-
ности и конструкции виды сварочных трансформаторов; они
предназначены для питания электрической дуги при ручной или
машинной сварке, резке или наплавке металлов однофазным
переменным током промышленной частоты 50 Гц.
Рис. 90. Устройство сварочного трансформатора СТН-500-1
Сварочный трансформатор преобразует электрическую энер-
гию напряжением 220 или 380 В в электрическую энергию на-
пряжением холостого хода 60 В, необходимую для дуговой свар-
ки металла.
Основными конструктивными элементами сварочного транс-
форматора (рис. 89) являются: магнитная система 2, обмотки
ВН 1 и НН 3 и реактор (дроссель), предназначенный для ре-
гулирования вторичного тока — тока сварки путем изменения
воздушного зазора магнитной цепи. Реактор состоит из непо-
движной магнитной системы 4 и ее обмоток 5 и подвижной 6,
125
изменяющей воздушный зазор между ними. При подсоединении,
как указано на схеме, проводов от трансформатора и реактора
к свариваемой детали 7 и электроду 8 посредством токодержате-
ля 9 между ними возникает дуга, плавящая металл.
В настоящее время сварочные трансформаторы изготовляют
в однокорпусном исполнении: обмотки трансформатора и реак-
тора размещены на общей магнитной системе и закрыты одним
кожухом.
На рис. 90 показан сварочный трансформатор типа СТН-500-1
(для сварки и наплавки металла). Его технические данные: пер-
вичное напряжение 380 и 220 В, вторичное напряжение холосто-
го хода 60 В, номинальный сварочный ток 500 А, с регулирова-
нием в пределах 1500—700 А, номинальная мощность на зажи-
мах вторичной цепи 15 кВт, потребляемая из сети 33 кВ-А.
Магнитная система сварочного трансформатора СТН-500-1 со-
брана из покрытых лаком пластин электротехнической стали
толщиной 0,5 мм и является общей для обмоток трансформатора
и реактора.
Обмотки трансформатора выполнены в виде цилиндрических
катушек, каждая из которых состоит из двух слоев первичной
обмотки 1 из изолированного алюминиевого провода и двух на-
ружных слоев вторичной обмотки 2 из неизолированного алюми-
ниевого провода.
' Катушки насажены на стержни магнитной системы и соеди-
нены между собой при напряжении питающей электросети 380 В
последовательно, при 220 В — параллельно.
Между слоями обмоток и между обмотками проложены дере-
’вянные рейки, образующие воздушные каналы.
Обмотки трансформатора выполнены с изоляцией класса А
и для обеспечения влагостойкости пропитаны лаком и запечены.
Обмотки 4 реактора выполнены из неизолированного алюми-
ниевого провода с асбестовыми прокладками, пропитанными
теплостойким лаком.
В верхнем ярме магнитной системы (на участке реакторной
обмотки) имеется разъем — воздушный зазор, регулирование
которого осуществляется перемещением подвижного пакета 5,
набранного из пластин электротехнической стали.
В подвижный пакет вмонтирована гайка, в которую входит
ходовой винт 6. Рукоятка 7 винта выведена наружу кожуха 10.
Подвижный пакет прижат книзу с помощью двух пружин 8, это
обеспечивает отсутствие значительной вибрации и гудения.
Ходовой винт перемещается в специальной планке, прикреп-
ленной к рамке, приваренной к остову трансформатора.
Если рукоятки вращать по часовой стрелке, то зазор увели-
чивается, уменьшается индуктивное сопротивление, и, следова-
тельно, возрастает сварочный ток, если против часовой стрелки,
то сварочный ток уменьшается.
Для указания значения сварочного тока в конструкции транс-
форматора предусмотрен механизм, состоящий из токоуказателя,
126
закрепленного на угольниках активной части, и сектора, враща-
ющегося на оси под воздействием рукоятки ходового винта.
На секторе закреплена шкала механического токоуказателя,
которая отградуирована в амперах и указывает значения сва-
рочного тока при номинальном напряжении подводимой сети и
при напряжении 30 В на выводных зажимах вторичной обмотки.
С торцовых сторон трансформатора закреплены пластмассо-
вые доски с зажимами: к зажимам 3 подведены концы первич-
ной обмотки (220 или 380 В), а к зажимам 9 — конец вторичной
обмотки и один конец реакторной обмотки. Вторые концы вто-
ричной и реакторной обмоток соединены между собой внутри ко-
жуха.
Трансформатор снабжен емкостным фильтром, предназначен-
ным для ослабления помех радиоприему, создаваемых трансфор-
матором при сварке.
Конденсаторы фильтра (два по 0,01 мкФ) смонтированы на
задней стороне доски зажимов ВН и подключены к зажимам
первичной обмотки трансформатора и к заземленному кожуху.
При пробое конденсатора первичная обмотка соединяется с ко-
жухом, что может быть опасным для жизни обслуживающего
персонала; поэтому включение трансформатора в сеть без зазем-
ления не допускается!
Для перемещения трансформатор имеет четыре колеса 11 и
две ручки.
В боковых стенках кожуха 10 трансформатора находятся от-
верстия, служащие для естественного охлаждения активной час-
ти воздухом. Кожух защищает трансформатор от попадания
внутрь атмосферных осадков, благодаря чему трансформатор
может работать на открытом воздухе, и от случайных механи-
ческих повреждений активной части.
Измерительные трансформаторы. В современных электротех-
нических установках напряжение достигает 750 кВ и выше, а то-
ки измеряются десятками килоампер и более. Для непосредст-
венного их измерения потребовались бы очень громоздкие и до-
рогостоящие электроизмерительные приборы. В отдельных слу-
чаях такие измерения были бы совсем невозможны. Кроме того,
при обслуживании приборов, непосредственно подключенных к
сети высокого напряжения, обслуживающий персонал подвергал-
ся бы большой опасности поражения током. Применение изме-
рительных трансформаторов расширяет пределы измерения обыч-
ных электроизмерительных приборов и одновременно изолирует
их от цепей высокого напряжения.
Измерительные трансформаторы применяют для подключе-
ния амперметров, вольтметров, ваттметров, приборов релейной
защиты и электроавтоматики, счетчиков для учета выработки и
расхода электрической энергии. От их работы зависит точность
учета электрической энергии и измерения электрических пара-
метров, правильность и надежность действия релейной защиты
127
при повреждениях электрического оборудования и линий элек-
тропередачи.
Трансформаторы тока, как и каждый трансформатор,
имеют сердечники, первичную и вторичную обмотки. Они преоб-
разуют ток большого значения в ток, который удобно измерять
обычным амперметром. Как правило, их изготовляют с таким ко-
эффициентом трансформации, чтобы на вторичной стороне (сто-
роне прибора) сила тока была стандартной.
Первичная обмотка трансформатора тока включается в сеть
/I----------------------
в---------------------------
последовательно, поэтому для умень-
шения потерь энергии и напряже-
ния сечение проводов первичной
обмотки выбирают большим, а чис-
ло витков — один или несколько.
Число витков вторичной обмотки
всегда больше числа витков первич-
ной. Сечение обмоточных проводов
вторичной обмотки сравнительно
небольшое. Ее концы непосредст-
Рис 91 Схема включения в ВеНН0 ПОДКЛЮЧЗЮТ К амперметру И
г ИС. У1. CAclvld иКЛЮЧспИл Jo g>
сеть трансформатора тока ТТ токовым цепям других приборов.
Зная вторичный ток и коэффициент
трансформации трансформатора тока, определяют первичный
ток. На рис. 91 показана схема включения в сеть трансформа-
тора тока ТТ с подключением к нему амперметра.
Трансформаторы тока по конструктивным признакам разде-
ляют на звеньевые (или восьмерочные), в которых первичная
обмотка имеет форму кольца, продетого через сердечник; шин-
ные (или стержневые) — первичной обмоткой служит стержень
(или шина); петлевые — первичная обмотка имеет форму вытя-
нутой петли; катушечные — первичная обмотка изготовлена в ви-
де катушки. <
Первичные обмотки трансформаторов тока могут быть одно-
или многовитковыми. При одновитковой обмотке витком служит
провод, стержень или шина, проходящая через окно магнитной
системы; таким образом создается контур, замкнутый через цепь
нагрузки. Примерами такого устройства могут служить встроен-
ные трансформаторы тока, применяемые в силовых трансформа-
торах и масляных выключателях.
Вторичные обмотки трансформаторов тока охватывают маг-
нитную систему и образуют контур через цепи вторичной на-
грузки (приборы электрических измерений и релейной защиты,
сигнализации и т. д.). Вторичные обмотки часто изготовляют с
ответвлениями; начала, концы и ответвления обмотки подклю-
чены к зажимам клеммного щитка. Первичные обмотки имеют
зажимы для включения витков параллельно или последователь-
но. Такое устройство обмоток позволяет использовать трансфор-
матор тока на разные номинальные вторичные токи.
128
Трансформаторы тока изготовляют на стандартные номиналь-
ные токи 1; 5 и 10 А, различные классы напряжения и точности;
они имеют весьма разнообразное конструктивное исполнение в
зависимости от назначения, рода установки, вида изоляции, но-
минальных напряжений, тока и др.
По виду изоляции трансформаторы тока делятся на сухие и
бумажно-масляные. В обозначе-
ния типов трансформаторов тока
введены буквы и цифры: Т —
трансформатор тока; П — про-
ходной; О — одновитковый или
опорный; Ш — шинный; К — ка-
тушечный; Ф — фарфоровый
корпус; Н — наружной установ-
ки; В — воздушной изоляции;
М — модернизированный и т. п.;
цифры указывают номинальное
напряжение. Концы обмоток
обозначаются так: Л (линия) —
вводы первичной обмотки, И
(измерение) —зажимы вторичной
обмотки. Начала и концы ука-
зывают цифровыми индексами:
1 — начало; 2 — конец, соответ-
ственно начала первичной и вто-
ричной обмоток обозначают Л\
и их концы — Л2 и И2. На-
пример, ТИП ТФН35М на коми- Рис. 92. Трансформатор тока
нальные токи 15—1000 А рас- ТФН35М на 15—1000 А (звенье-
шифровывается так: трансфор- вой)
матор тока; в фарфоровом кор-
пусе; наружной установки; номинальное напряжение 35 кВ;
модернизированный. В этом обозначении нет буквы В; это ука-
зывает на то, что трансформатор тока имеет бумажно-масля-
ную изоляцию. Устройство такого трансформатора показано на
рис. 92.
Фарфоровый корпус 3, прикрепленный на уплотняющей ре-
зиновой прокладке к металлическому цоколю 6, заполнен транс-
форматорным маслом и закрыт сверху крышкой 2 с клапаном и
пробкой 1 для сообщения с атмосферой.
Трансформатор тока полностью не заполняется маслом; верх-
няя его часть выполняет функции расширителя. Начало и конец
первичной обмотки 4 подсоединены к зажимам выводов Л\ и Л2;
соответственно начало И\ и конец И2 вторичной обмотки 5 под-
ключены к вводам 7.
Трансформатор тока снабжен указателем уровня масла, бол-
том для заземления, рымами для подъема, вентилем для слива
масла (на рис. 92 они не показаны). Первичная и вторичная об-
мотки кроме витковой имеют бумажно-масляную изоляцию из
5—492 129
лент кабельной бумаги. Первичная охватывает магнитную систе-
му с расположенной на ней вторичной обмоткой.
Магнитная система имеет форму кольца, плотно намотанно-
го лентой из электротехнической стали, и изолирована электро-
картоном. Для обмоток трансформаторов тока применяют пря-
моугольные и круглые провода марок ПБ, ПЭЛ и др.
Механическая прочность обмоток обеспечивается монолит-
ностью самой конструкции. Для защиты от влаги и дополнитель-
ной механической прочности обмотки бандажируют тафтяной
лентой, пропитывают лаком ГФ-95 или МЛ-92 и запекают. Внут-
ри фарфорового изолятора (корпуса) магнитная система вместе
с вторичной обмоткой опирается на металлическую подставку,
установленную на плите цоколя. Первичная обмотка крепится к
стальной подвеске.
На рис. 93, ау б показаны трансформаторы тока 3 и 4, встро-
енные в переходный фланец 1 ввода напряжением ПО кВ, уста-
новленного на крышке 8 силового трансформатора. Начала и
концы вторичных обмоток подключены к зажимам вводов 7, ус-
тановленных на щитке фланца. Первичной обмоткой служит от-
вод 5, проходящий внутри маслонаполненного ввода 9, защи-
щенного от заземленных и незаземленных частей бумажно-ба-
келитовым цилиндром 10. Вторичные обмотки трансформатора
тока друг от друга и от заземленного фланца изолированы элек-
130
трокартоном 6. Механическая прочность установки вторичных
обмоток достигается расклиповкой их планками 2 из бука.
Трансформаторы тока более высоких напряжений, как и
трансформаторы напряжения, имеют каскадную (ступенчатую)
конструкцию, состоящую из нескольких трансформаторов, за-
ключенных в фарфоровые корпуса и соединенных в каскадную
схему. В обозначение типов таких трансформаторов входит
буква К.
Трансформаторы напряжения по числу фаз делят
на однофазные и трехфазные; по числу обмоток — на двухобмо-
точные и трехобмоточные; по способу охлаждения — на масля-
ные и сухие; по роду установки — для наружной и внутренней
установки.
Однофазные трансформаторы напряжения на 6—10 кВ для
внутренней установки выпускают в основном с литой изоляцией.
Обмотки или вся активная часть у таких трансформаторов за-
литы эпоксидной смолой. Они более надежны в работе, практи-
чески не требуют ухода, имеют меньшую массу и габариты.
Трансформаторы напряжения на 6—10 кВ и выше для на-
ружной установки изготовляют с масляным заполнением. Их ак-
тивную часть помещают в металлический бак или фарфоровый
корпус, заполненный трансформаторным маслом.
Трансформаторы напряжения отличаются малой мощностью
и большим коэффициентом трансформации; их изготовляют толь-
ко как понижающие с классами точности 0,2; 0,5; 1 и 3, указы-
вающими предельно допустимую погрешность в процентах, ко-
торую вносит трансформатор в номинальное значение коэффи-
циента трансформации. На рис. 94 показана схема включения в
сеть трансформатора напряжения TH с подключенным к нему
вольтметром.
Трансформаторы выпускают с номинальными напряжениями
обмоток ВН, соответствующими стандартным напряжениям элек-
трических сетей: 0,38; 0,66; 3; 6; 10; 20; 35; 110 кВ_и т. д., а но-
минальные напряжения обмоток НН: 100; 100/ 3 или 100/3 В.
Схемы соединения обмоток трансформаторов напряжения опре-
делены стандартом и должны соответствовать нулевой группе
соединения.
Обозначения типов сухих и масляных трансформаторов на-
пряжения состоят из букв и цифр: например, НОС-0,5; НОМ-
35-66; 3HOM-35-65; НТМИ-10; НКФ-110-58 (Н —напряжение,
О — однофазный, Т — трехфазный, М — масляный, К — каскад-
ный или с компенсационной обмоткой, 3 — с заземленным вво-
дом ВН, И — с обмоткой для контроля изоляции, Ф — в фарфо-
ровом корпусе; первая цифра после букв обозначает напряже-
ние, вторая — год разработки). На щитках трансформатора
дробью указывают: в числителе — типовую мощность, кВ-А; в
знаменателе — напряжение, кВ.
♦
5*
131
Трансформаторы напряжения состоят из тех же конструктив-
ных элементов, что и силовые. Магнитную систему выполняют
из холоднокатаной рулонной электротехнической стали толщиной
0,35 и 0,28 мм. В трансформаторах напряжения применяют мно-
гослойные цилиндрические и катушечные обмотки без ответвле-
ний для регулирования. В зависимости от числа фаз и количест-
ва обмоток применяют двух- и трехстержневые, броневые и бро-
нестержневые, шихтованные магнитные системы бесшпилечной
конструкции. Сечение стерж-
ней делают ступенчатым,
ярм — прямоугольным.
Для намотки обмоток при-
меняют круглые медные про-
вода марок ПЭЛ, ПЭЛШКО,
Рис. 95. Внешний вид транс-
форматора напряжения
НОМ-35-66
Рис. 94. Схема включе-
ния в сеть трансформа-
тора напряжения TH
ПЭЛЛО с диаметром проволоки 0,2—1,45 мм и ПБ — с диа-
метром 1,3 мм и более. По условиям механической прочности
провода диаметром менее 0,2 -мм для обмоток ВН не приме-
няют.
Для защиты трансформатора от импульсных перенапряже-
ний, возникающих при атмосферных разрядах, в обмотках ВН
устанавливают электростатический экран, изготовленный из тон-
кой листовой латуни (или фольги). К экрану припаивают гибкий
провод и подсоединяют его к концу обмотки ВН.
На рис. 95 показан общий вид однофазного трансформатора
напряжения НОМ-35-66. Корпус (кожух) 1 трансформатора с
помещенной в него активной частью залит трансформаторным
маслом, концы вторичной обмотки выведены к щитку, закрытому
крышкой 8 со штуцером 7 для подключения проводов к измери-
тельным приборам; к зажимам 2 на расширителе 3 ввода под-
ключают провода от сети ВН. Через отверстие с пробкой 6 сли-
132
вают масло в случае его замены; болт 5 предназначен для при-
соединения заземляющего провода. Контроль за уровнем масла
в трансформаторе ведут по маслоуказателю 4.
Контрольные вопросы
1. Для чего предназначены электропечные и преобразовательные транс-
форматоры и что характерно для режимов их работы?
2. В чем состоят особенности схем и конструкции обмоток печных и пре-
образовательных трансформаторов по сравнению с обмотками силовых транс-
форматоров общего назначения?
3. Чем отличаются устройство и работа сварочного трансформатора от
силового трансформатора общего назначения?
4. Какое назначение трансформаторов тока и напряжения и в чем состо-
ит особенность их конструктивного устройства и работы?
ГЛАВА VI
ОРГАНИЗАЦИЯ РЕМОНТА
ТРАНСФОРМАТОРОВ
§ 26. ВИДЫ И ПРИЧИНЫ РЕМОНТА
Ремонт трансформаторов в соответствии с Государственным
стандартом подразделяется на три вида: текущий, средний и ка-
питальный.
Текущий ремонт выполняется на месте установки транс-
форматора, без его вскрытия и демонтажа ошиновки, подсоеди-
няющей его к внешней электросети, является чисто профилакти-
ческим ремонтом. Его выполняет ремонтный персонал службы
эксплуатации электроустановки. В объем текущего ремонта вхо-
дят: наружный осмотр; выявление и устранение мелких дефек-
тов в арматуре, системе охлаждения, навесных устройствах;
подтяжка креплений, устранение течей масла и доливка масла;
замена сорбента в термосифонном фильтре; протирка наружных
поверхностей от загрязнений; измерение сопротивления изоля-
ции обмоток и другие мелкие работы. Продолжительность та-
кого ремонта в зависимости от мощности трансформатора со-
ставляет от нескольких часов до 1—2 сут.
Средний ремонт кроме работ, входящих в текущий ре-
монт, включает вскрытие трансформатора с подъемом активной
части (или съемной части бака, если бак имеет нижний разъем),
мелкий ремонт или замену (при необходимости) вводов, отво-
дов, переключающих устройств, охладителей, маслозапорной ар-
матуры, масляных насосов, вентиляторов и т. д. Его выполняют
с отключением и доставкой трансформатора на ремонтную пло-
щадку.
5*—492 133
Капитальный ремонт кроме работ, выполняемых при
среднем ремонте, включает ремонт активной части с ее разбор-
кой и восстановлением или заменой обмоток и главной изоляции,,
иногда ремонт магнитной системы с переизолировкой пластин.
Капитальные ремонты вызваны в отдельных случаях поврежде-
нием остова, обмоток и изоляции в результате аварий, износом
изоляции. Вместе с тем в энергетическом хозяйстве имеется еще
сравнительно много отечественных и зарубежных трансформато-
ров устаревших конструкций, которые подлежат капитальному
ремонту и реконструкции для повышения их надежности и при-
ведения параметров в соответствие с новыми стандартами.
Для определения технического состояния и предупреждения
аварий «Правила технической эксплуатации» (ПТЭ) Министер-
ства энергетики и электрификации СССР предусматривают для
трансформаторов, питающих наиболее ответственных потребите-
лей, планово-предупредительный ремонт. По традиции в ПТЭ
этот вид ремонта называют капитальным. Планово-предупреди-
тельному ремонту подлежат трансформаторы напряжением^
110 кВ и выше и мощностью 80 мВ-А и более и основные транс-
форматоры собственных нужд первый раз через 12 лет после
включения в эксплуатацию, а в дальнейшем — по мере необхо-
димости в зависимости от состояния трансформаторов и резуль-
татов испытаний, проводимых во время текущих ремонтов. Все
остальные трансформаторы выводят в ремонт в зависимости от
их технического состояния и результатов испытания. В объем
планово-предупредительного ремонта входит вскрытие транс-
форматора, осмотр и мелкий ремонт активной части и отдельных
его устройств, в основном: подтяжка креплений, проверка изо-
ляции отдельных частей остова, замена при необходимости уп-
лотняющих прокладок, протирка, чистка.
§ 27. ПОДГОТОВКА К РЕМОНТУ
Капитальные ремонты трансформаторов I—III, частично
IV габаритов, как правило, производят в трансформаторных мас-
терских ремонтных предприятий (заводов). Специализированные
мастерские и заводы располагают необходимыми производствен-
ными площадями, грузоподъемными устройствами, технологиче-
ским оборудованием, инструментами, приспособлениями и дру-
гими материальными и энергетическими ресурсами. В соответст-
вии с технологическим процессом в мастерских имеются про-
изводственные участки, на которых изготовляют и ремонтируют
отдельные сборочные единицы и части трансформаторов.
На каждый трансформатор, поступивший в ремонт, состав-
ляют дефектную ведомость и ведомость объема работ с переч-
нем необходимых запасных частей и материалов. На основании
этих документов и нормативов трудозатрат заполняют маршрут-
ную карту, являющуюся основным регламентирующим докумен-
134
том всего технологического процесса ремонта. Трудность органи-
зации ремонта в условиях мастерских и заводов состоит в том,
что поступающие в ремонт трансформаторы весьма разнообраз-
ны по габариту, назначению, мощности, напряжению, конструк-
ции и массе. Это осложняет организацию поточного метода ре-
монта. Однако заводской метод ремонта является передовой
формой, обеспечивает высокую производительность труда и ка-
чество ремонта, повышает культуру ремонтных работ. При этом
затраты, связаннее с доставкой трансформаторов I—III габари-
тов в мастерскую (на завод) и обратно, вполне окупаются.
Сложности возникают при организации и выполнении капи-
тальных ремонтов трансформаторов, имеющих большие массы и
размеры. Затраты, связанные с их доставкой в мастерские (по-
грузка, транспортировка, разгрузка), расположенные на десят-
ки, а иногда сотни и более километров от места их установки,
часто значительно превышают стоимость ремонта. Кроме того,
для этих целей необходимы хорошие подъездные шоссейные и же-
лезные дороги, специальные железнодорожные платформы, трай-
леры (специальные автоприцепы). Поэтому вопрос о месте ре-
монта таких трансформаторов в каждом конкретном случае ре-
шается расчетом — технико-экономическим обоснованием. Чаще
капитальные ремонты таких трансформаторов выполняют непо-
средственно на подстанциях, имеющих башни с грузоподъемным
устройством, а на электрических станциях — в машинных залах,
оборудованных мостовым краном. Как правило, ремонт транс-
форматоров производят индивидуальным способом на ремонт-
ных площадках, которые стараются максимально оснастить
технологическим оборудованием, более совершенными приспо-
соблениями с максимально возможной механизацией трудоемких
операций.
Работы, связанные с ремонтом трансформаторов небольших
размеров и масс, легче могут быть механизированы, а больших
размеров — труднее, поэтому требуется большая затрата ручно-
го труда. При индивидуальном ремонте трансформаторы I—
III габаритов в процессе работ в зависимости от вида техноло-
гического процесса перемещают с одного рабочего места на дру-
гое (их может быть от четырех до пяти). С увеличением габа-
ритов и масс трансформаторов количество рабочих мест и со-
ответственно ремонтных площадок уменьшают. Так, например,
для трансформаторов четвертого габарита и выше, имеющих
«большие размеры и массы, измеряемые десятками и сотнями
тонн, в целях сокращения трудоемких операций по перемещению
сборочных единиц и особенно активных частей, количество ре-
монтных площадок сокращают до двух-трех. Ремонтные площад-
ки и рабочие места здесь являются комплексными и оснащены
механизированными универсальными стеллажами, комплектами
приспособлений, оборудования, инструментов, приборами и ап-
паратурой и другой технологической оснасткой, указанной в тех-
5**
135
нологических картах. На них производится весь комплекс раз-
борочно-сборочных работ.
При организации комплексных рабочих мест и ремонтных
площадок исключается ряд трудоемких такелажных работ,,
подъем и перемещение остова, активной части, затем всего транс-
форматора с одной площадки на другую, несколько раз на ис-
пытательную станцию и обратно для последующих сборочно-
ремонтных операций и т. д. Кроме того, облегчает бригаде сбор-
щиков выполнение работ комплексно, по бригадному подряду.
Способ ремонта и его организация в каждом конкретном
случае обосновываются научной организацией труда, обеспечи-
вающей наивысшую производительность и высокое качество
выпускаемых из ремонта трансформаторов. При индивидуальном
ремонте крупных трансформаторов в условиях эксплуатации весь
комплекс ремонтных работ производят практически на одной
ремонтной площадке, редко на двух.
Ремонты со вскрытием трансформаторов без разборки актив-
ной части иногда приходится выполнять во временно сооружа-
емых помещениях, а в исключительных случаях даже вне поме-
щений— под порталом, с применением автокранов, электриче-
ских лебедок и других грузоподъемных устройств.
Капитальные ремонты, когда требуется разборка активной
части, перемотка или замена обмоток и изоляции, разборка маг-
нитной системы, производят только в закрытых помещениях,
оборудованных грузоподъемными устройствами, при этом ремонт
организуют так, чтобы он был максимально приближен к завод-
ским (индустриальным) условиям. Однако перемотку и изготов-
ление обмоток главной изоляции, переизолировку пластин маг-
нитной системы, ремонт вводов напряжением ПО кВ и выше и в
этом случае выполняют в специализированных мастерских.
Ремонт в условиях эксплуатации осуществляют выездные
бригады электрослесарей ремонтных предприятий. Началу про-
ведения индивидуального ремонта в условиях эксплуатации пред-
шествует большая организационная и подготовительная рабо-
та. До вывода трансформатора в ремонт составляют ведомость
объема работ, она содержит перечень и объем ремонтных работ
и служит исходным документом для определения трудозатрат,
срока ремонта, необходимого технологического оборудования, за-
пасных частей, приспособлений и материалов. В процессе раз-
борки трансформатора уточняют дефектную ведомость и объем
работ, входящих в ремонт. Пользуясь этими документами, при
индивидуальном ремонте трансформаторов большой мощности
разрабатывают проект организации работ (ПОР). Наряду с ор-
ганизационно-техническими вопросами в нем отражается потреб-
ность в трудовых и материальных ресурсах, вопросы подготовки
к ремонту, охраны труда и техники безопасности, содержится
график ремонта.
Выбираемое для индивидуального ремонта помещение долж-
но быть защищено от попадания пыли и атмосферных осадков,
136
иметь подъемные механизмы или позволять их подвеску. В по-
мещении должны размещаться бак трансформатора, его актив-
ная часть, стеллажи для демонтированных частей и деталей, сле-
сарный верстак, маслоочистительная аппаратура, материалы,
приспособления, леса, лестницы и др. Помещение должно быть
оборудовано электрощитом с подводкой электроэнергии, иметь
соответствовать всем противопожар-
а.) в)
Рис. 96. Вскрытие трансформатора:
а — подъем активной части, б — подъем съемной
части бака
освещение, вентиляцию и
ным и санитарным тре-
бованиям.
Особое значение при-
дается подъемным меха-
низмам и сооружениям.
Они должны обеспечи-
вать безопасность работ
и облегчать трудоемкие
операции. Подъемные ме-
ханизмы (электрическая
лебедка, мостовой кран,
таль) к началу ремонта
нужно смонтировать и
проверить, а если срок их
испытания истек — испы-
тать в соответствии с
требованиями безопас-
ности труда. Грузоподъ-
емность механизмов,
стропов, тросов выбирают
в зависимости от массы
трансформатора, которая
указана на его табличке
и в техническом паспорте.
При выемке из бака 1 активной части 2 подъемные механиз-
мы подвешивают на такую высоту, при которой расстояние Г от
крюка до основания трансформатора (рис. 96, а) было бы не
меньше суммы расстояний А+Д+5+В. Размеры А и Б указа-
ны в каталоге или чертеже трансформатора, размер Д прини-
мают равным 100—150 мм. Размер В получают, исходя из вы-
бранных расчетом стропов 3. Аналогичный эскиз составляют при
поднятии съемной части 4 бака (рис. 96, б).
В зависимости от вида ремонта, типа и мощности трансфор-
матора применяют различный инвентарь, приспособления, обо-
рудование и материалы. В процессе ремонта их не всегда можно
быстро изготовить или получить. Чтобы избежать задержек, их
заранее доставляют на ремонтную площадку. Например, к на-
чалу капитального ремонта со сменой обмоток должны быть
подготовлены: металлические леса, подмости, приспособление
для съема и насадки обмоток, аппарат для электропайки, стро-
пы для подъема трансформатора и активной части, противень
под активную часть, основные материалы и запасные части.
137
Значительный объем подготовительных работ занимает под-
готовка трансформаторного масла. Так как при ремонте масло
приходится заменять новым или очищать старое, его и масло-
очистительную аппаратуру доставляют ближе к ремонтной пло-
щадке, прокладывают маслопроводы, подготовляют емкость
для слива масла, бывшего в работе, устанавливают и подключа-
ют маслоочистительную аппаратуру (центрифугу, фильтр-пресс,
цеолитовую установку). При этом особое внимание уделяют ме-
рам пожарной безопасности и обеспечению рабочего места про-
тивопожарным инвентарем.
От правильности организации электрослесарем рабочего мес-
та зависит качество ремонта и производительность труда. При
рациональном размещении на ремонтной площадке оборудова-
ния, приспособлений, инструментов и материалов достигается
наименьшая затрата сил, устраняются непроизводительные за-
траты времени, обеспечивается безопасность работ.
При правильной организации рабочего места на нем находят-
ся только те материалы и инструменты, которые нужны для вы-
полнения данного вида работ; инструменты, материалы и при-
способления находятся на рабочем месте на расстоянии, удобном
для пользования; при этом те, которые употребляются более час-
то, располагают ближе, а те, которыми пользуются реже,—
дальше. Инструменты и приспособления размещают в разных
ящиках верстака: мелкие и часто используемые — в верхних, а
более тяжелые и редко применяемые — в нижних; крупные при-
способления размещают на стеллажах и в специально отведен-
ных местах. Измерительные инструменты хранят в специальном
ящике в коробках или футлярах и после употребления протирают,
слегка смазывают и аккуратно укладывают на свое место. На
рабочем месте инструменты располагают в строгом порядке, не
кладут друг на друга и на посторонние предметы, оберегают от
ударов и грязи. По окончании работы инструменты, приспособ-
ления и материалы убирают.
Слесарный верстак должен быть оборудован настольно-свер-
лильным станком, электроточилом, тисками и содержать необ-
ходимый для ремонта комплект инструментов и приспособлений.
Материалы размещают в отдельных шкафах, ящиках, запас-
ные части — на стеллажах; техническая документация хранится
в столе или в книжном шкафу. На рабочем месте около актив-
ной части и бака должны быть установлены штепсельные розет-
ки малого (безопасного) напряжения для включения переносных
осветительных ламп.
§ 28. КОНТРОЛЬ КАЧЕСТВА РЕМОНТНЫХ РАБОТ.
СТАНДАРТИЗАЦИЯ
В условиях технического прогресса предусматривается систе-
матическое внедрение новейшей технологии в ремонте трансфор-
маторов, выполнение его на высоком организационно-техническом
138
уровне при высоком качестве и минимальных затратах трудовых
и материальных ресурсов. Это достигается введением в произ-
водство новой техники, автоматизации и механизации работ, со-
вершенствованием технологических процессов, повышением тех-
нического и культурного уровня ремонтников.
При ремонте трансформаторов большое значение придается
соблюдению технологической дисциплины, поскольку ее нару-
шение даже при выполнении отдельной операции может повлечь
за собой скрытый брак, часто не обнаруженный в процессе ре-
монта, а проявившийся в эксплуатации и вызвавший перебой в
электроснабжении и, следовательно, приносящий большой ущерб
производству.
Качество ремонта зависит от многих факторов, начиная от
уровня проектно-конструкторских и технологических процессов
до отдельных операций, выполняемых на рабочих местах; от со-
блюдения исполнителями технологической дисциплины, органи-
зации и культуры производства, от строгого соблюдения стан-
дартов на всех стадиях производства.
Технологическая дисциплина состоит в том, чтобы каждым
исполнителем точно соблюдались установленные в руководящих
документах операции и их последовательность, заданные в чер-
тежах размеры, режимы обработки и другие условия.
Чертежи и технологические документы, используемые при ре-
монте трансформаторов, содержат графические и текстовые ма-
териалы, определяющие конструкцию и технологический процесс
разборочно-сборочных и восстановительных работ. Их разраба-
тывают на основе новейших государственных и отраслевых стан-
дартов, стандартов предприятия, а также других руководящих
технических материалов. 1
Стандарт в широком смысле — это эталон, принимаемый
за исходный для сопоставления с ним других объектов. Стан-
дарты, являющиеся нормативно-техническими документами, в
зависимости от сферы действия и области применения устанав-
ливают: нормы, правила, требования, технологические процессы,
методы и средства поверки, испытаний и измерений, термины и
определения, показатели качества продукции, маркировку, транс-
портировку, хранение продукции и многие нормативы, с кото-
рыми сравнивают фактически получаемые показатели в произ-
водстве.
Стандарты подразделяют на государственные, отраслевые,
республиканские и стандарты предприятий.
Государственные стандарты (ГОСТы) устанавливают
на важнейшие виды крупносерийной и массовой продукции. Их
разрабатывает Государственный комитет СССР по стандартам
и пересматривает’каждые 5 лет.
Отраслевые стандарты (ОСТ) устанавливают на типы,
виды и марки продукции, не относящиеся к объектам государ-
ственной стандартизации (например, на изделия серийного и
мелкосерийного производства ограниченного применения). Они
139
обязательны для всех предприятий и организаций данной отрас-
ли и других отраслей, применяющих или употребляющих про-
дукцию этой отрасли.
Республиканские стандарты (РСТ) устанавливают на
специфические виды продукции, производимые предприятиями
республиканских министерств и потребляемых (применяемых) в
пределах республики.
Стандарты предприятий (СТП) устанавливают на
отдельные части изделий и другие объекты, используемые толь-
ко на данном предприятии.
Стандарты играют важнейшую роль в системе управления ка-
чеством: сосредоточивают усилия всего коллектива (от рабочего
до руководителя подразделения), чтобы технический уровень и
высокое качество выпускаемого изделия (в нашем случае транс-
форматора после ремонта) стали повседневным делом каждого,
позволяют рационально использовать материальные и трудовые
ресурсы, изыскивать внутренние резервы, постоянно повышать
профессиональное мастерство, технический и культурный уро-
вень исполнителей. Показатели, заложенные в стандартах, дают
возможность правильно оценивать и стимулировать вклад каж-
дого работника в общее дело.
Существуют стандарты контроля качества и соблюдения тех-
нологической дисциплины. В ходе контроля проверяют: соответ*
ствие изделий установленным требованиям; соответствие обору-
дования, инструмента, производственной оснастки установленной
технологии, состояние рабочих мест, организацию складирования
заготовок и готовой продукции, условия безопасности труда, а
также соблюдение чертежей, операционных и технологических
карт, стандартов и технологических инструкций.
Основными технологическими документами, используемыми
при ремонте трансформаторов, являются: технологические ин-
струкции; маршрутные карты; карты технологического процес-
са; операционные карты и некоторые другие. Формы и содержа-
ние их установлены ГОСТами на единую технологическую и кон-
структорскую документацию.
Технологические инструкции содержат описание
приемов и процессов; правила эксплуатации применяемых обо-
рудования, приспособлений, механизмов и других средств осна-
щения.
Маршрутная карта содержит описание технологическо-
го процесса (включая контроль и перемещения) по всем опера-
циям различных видов работ в технологической последователь-
ности с указанием данных об оборудовании, оснастке, матери-
альных и трудовых нормативах в соответствии с установленны-
ми формами.
Карта технологического процесса содержит
описание технологического процесса ремонта или изготовления
изделия (включая контроль и перемещения) по всем операциям
одного вида работ, выполняемым в одном цехе (мастерской) в
140
технологической последовательности, с указанием данных о
средствах технологического оснащения, материальных и трудо-
вых нормативов.
Операционная карта содержит описание технологиче-
ской операции с указанием переходов и средств оснащения.
Высокое качество ремонта достигается внедрением комплекс-
ной системы управления качеством, основанной на стандартах
предприятия, которые разрабатывают в соответствии с государ-
ственными и.отраслевыми стандартами.
Совершенствование организации труда и контроля качества
достигается внедрением научной организации труда (НОТ) —
наиболее эффективного в технико-экономическом, социальном и
психологическом отношениях совмещения деятельности людей и
техники в едином производственном процессе на основе дости-
жений науки и передовой практики. Непосредственным контро-
лером качества при ремонте трансформаторов в ремонтных це-
хах является контролер отдела (службы) технического контро-
ля, при индивидуальном ремонте в условиях эксплуатации вы-
ездной бригадой — мастером.
Контрольные вопросы
1 Какие существуют виды ремонта трансформаторов?
2 Какие подготовительные работы выполняют при индивидуальном ре-
монте трансформатора?
3 . В чем заключается роль стандартизации при контроле качества ре-
монта? Какие существуют стандарты?
4 . Какими технологическими документами руководствуются при ремонте
трансформаторов?
ГЛАВА VII
СРЕДНИЙ РЕМОНТ
ТРАНСФОРМАТОРОВ
§ 29. ОБЩИЕ СВЕДЕНИЯ
При среднем (планово-предупредительном) ремонте актив-
ную часть не разбирают, поэтому объем работ и время простоя
трансформатора в ремонте сравнительно небольшие. Его выпол-
няют с таким расчетом, чтобы не увлажнить изоляцию активной
части (избежать сушки), если она не была увлажнена до выво-
да в ремонт. Учитывая это, условиям вскрытия (разгерметиза-
ции) активной части и времени ее нахождения вне масла при вы-
воде трансформатора в ремонт на короткий срок придается осо-
бое значение. Оно заключается в следующем:
1) активную часть допускается держать вне масла (на возду-
хе) не более установленного нормами времени (табл. 6) при ус-
тойчивой ясной погоде без осадков;
141
2) температура активной части, находящейся вне масла,
должна превышать температуру точки росы окружающего воз-
духа не менее чем на 5° С.
Независимо от перечисленных условий температура активной
части при вскрытии трансформатора должна быть не ниже 10° С.
При необходимости для создания этих условий трансформатор
до вскрытия прогревают. Такое требование объясняется тем,
что при соприкосновении с холодной активной частью влага,
содержащаяся в воздухе, конденсируется на поверхности актив-
ной части и увлажняет ее изоляцию.
Таблица 6. Наибольшая допустимая продолжительность пребывания
активной части трансформатора на воздухе
Напряжение трансформаторов, кВ Продолжительность соприкосновения активной части с окружающим воздухом (не более), ч, при относительной влажности воздуха, %
ДО 75 I 1 до 85
До 35 включительно 24 16
110—500 16 10
Температуру точки росы определяют по таблицам.
Отсчет времени нахождения активной части на воздухе при-
нято вести от начала слива из трансформатора масла до момен-
та заполнения его маслом или до момента начала вакуумирова-
ния перед заливкой масла.
Температуру активной части измеряют термосигнализатором
или термометром, устанавливаемым на верхнем ярме через люк
в крышке. Нельзя пользоваться ртутным термометром. У транс-
форматоров I—III габаритов на крышке люков нет, поэтому о
температуре активной части судят по температуре верхних слоев
масла.
В последние годы для защиты изоляции трансформатора от
увлажнения при разгерметизации и сливе масла в бак трансфор-
матора подают глубокоосушенный воздух с относительной влаж-
ностью 20% и ниже. Такой способ не требует нагрева активной
части и позволяет удлинять время пребывания ее вне масла до
100 ч. Глубокоосушенный воздух получают в специальных уста-
новках («суховей») с цеолитовым адсорбентом и подогревателем
воздуха.
§ 30. РАЗБОРКА И РЕМОНТ ОТДЕЛЬНЫХ ЧАСТЕЙ
ТРАНСФОРМАТОРА
До разборки трансформатор тщательно осматривают снару-
жи и выявляют внешние неисправности: течь масла, механиче-
ские повреждения бака и расширителя, сколы и трещины на фар-
форовых вводах, оценивают состояние армировочной замазки и
фланцев вводов, уплотнений, проверяют исправность пробивного
142
предохранителя, маслоуказателя и термометра. Выявленные де-
фекты заносят в ведомость технического состояния трансформа-
тора. Чтобы более полно определить дефекты (отсутствие течей
масла) в сварных швах бака и других сварных и литых частях
трансформатора, его испытывают избыточным давлением масла.
После этого сливают масло из трансформатора и приступают
к его разборке. Если в день демонтажа наружных устройств
трансформатора и разболчивания крышки активную часть из
бака не планируется вынимать (как это часто бывает при ре-
монте крупных трансформаторов), масло сливают до уровня
верхнего ярма так, чтобы изоляция и обмотки остались в масле.
Этим сокращают время пребывания активной части на воздухе.
Если ремонт активной части и бака намечено закончить за
один прием или активную часть нужно сушить, масло сливают
полностью через нижний кран бака. У трансформаторов I и II га-
баритов масло обычно спускают самотеком, у более мощных—•
выкачивают насосом.
Если масло пригодно для дальнейшей эксплуатации, его сли-
вают в чистый бак с герметически закрывающимся люком. Бра-
кованное масло сливают в отдельную тару.
Для вскрытия и подъема активной части крюк подъемного
механизма устанавливают так, чтобы его ось проходила через
центр тяжести трансформатора. В этом случае при подъеме ак-
тивная часть не задевает за стенки бака. После этого отвинчи-
вают гайки и болты устройств, размещенных на крышке, поль-
зуясь двусторонними рожковыми, торцовыми и разводными га-
ечными ключами. Наиболее употребительными являются рожко-
вые, имеющие с каждой стороны зев, соответствующий размеру
головки болта или гайки.
Наиболее часто употребляемые стандартные размеры двусто-
ронних гаечных ключей и соответствующие им размеры болтов
следующие:
Размеры ключа,
мм............ 14 17 19 22 24 27 30 32 36 41 46 55 65 75 80 85
Диаметр болта,
мм............ 8 10 12 14 16 18 20 22 24 27 30 36 42 48 52 56
Разводные ключи разделяют по номерам от 1 до 6. Первый
номер имеет раствор губок до 19 мм, второй — до 30, третий —
до 36, четвертый — до 41, пятый — до 46 и шестой — до 50 мм.
Трудоемкость работ при отвинчивании и завинчивании болто-
вых соединений значительно уменьшается с применением пнев-
матических гайковертов.
Раскрепление болтовых соединений трансформаторов, не име-
ющих расширителя, предохранительной трубы и другой армату-
ры, начинают с разъемного соединения крышки с баком. У транс-
форматоров, на крышке которых смонтированы эти устройства,
вначале демонтируют газовое реле, затем предохранительную
тРУбу, расширитель, приводы переключателей и другие устрой-
143
ства. Для демонтажа газового реле с каждой его стороны отвин-
чивают по четыре болта. При этом реле поддерживают рукой или
подкладывают под него деревянную подкладку, Освободив бол-
ты, корпус реле перемещают параллельно фланцам и снимают
его. Отверстия реле закрывают временными глухими фланцами
из электрокартона, которые закрепляют освободившимися бол-
тами. Реле осторожно укладывают на стеллаж или сразу отправ-
ляют в лабораторию для проверки и испытания.
Рис. 97. Активная часть вместе с
крышкой, поднимаемая универсаль-
ными строками
Рис. 98. Устройство двухветвевых
стропов:
а —типа ГСК из стального каната, б —
строп типа ГСЦ из цепи, / — крюк с пре-
дохранительной скобой, 2 — ветвь стропа,
3 — кольцо для зачаливания к подъемно-
му механизму
Расширитель демонтируют в следующем порядке: отсоединя-
ют от него маслопровод, идущий к газовому реле, закрывают
стекло маслоуказателя временным щитком из доски или фанеры,
привязывая его к арматуре маслоуказателя, стропят расшири-
тель пеньковым или стальным стропом в зависимости от массы,
отвинчивают болты, крепящие кронштейны расширителя, и опус-
кают его на пол. Расширители крупных трансформаторов сни-
мают грузоподъемным механизмом. На подстанциях для этих
целей применяют автокран.
Чтобы грязь и влага не попали в расширитель, все отверстия
в нем закрывают заглушками и временно уплотняют старыми
резиновыми прокладками. Далее двумя рожковыми ключами
раскрепляют болтовое крепление крышки: одним ключом отвин-
чивают гайку, расположенную под бортом крышки, другим удер-
живают головку болта от проворачивания. Болты укомплектовы-
вают гайками и шайбами и, слегка смочив керосином, хранят до
сборки в металлической таре.
144
Очередной наиболее ответственной технологической операци-
ей является строповка активной части и выемка ее из бака 1
(рис. 97). Если она не
скреплена с крышкой 3,
вначале снимают крыш-
ку, если скреплена, на-
ир им ер подъем ным и
шпильками 2, то ак-
тивную часть вместе с
крышкой поднимают стро-
пами 5, зацепленными за
рамы 4 и навешенными
на крюк 6 подъемного ме-
ханизма. Для строповки
активных частей небольшой
99. Устройство универсальных стропов
типа УСК:
а — с петлями, б — кольцевого
массы за два рыма применяют
Рис.
двухветвевые стропы (рис. 98), изготовленные из гибких сор-
тов стальных канатов, или цепей, за четыре рыма — четырех-
ветвевые. Для подъема трансформаторов, активных частей и
съемных (верхних) частей баков с нижним разъемом, имею-
Рис. 100. Способы зацепки стропов за подъемные устройства частей
трансформатора:
а, б — за кольцевой рым с помощью штыря и скобы, в — за крюк бака, г — за
проушину подъемной пластины; 1,4 — кольцевые рымы, 2 — специальный штырь;
3 —скоба, 5, £ —крюк и стенка бака, 7 —подъемная пластина с проушиной
щих большие массы, применяют универсальные петлевые и
кольцевые стропы (рис. 99), изготовленные из стальных гиб-
ких канатов, которые сращиваются путем вплетения прядей и
бандажирования всей длины вплетения. На рис. 100 и 101 по-
казаны различные способы зацепки универсальных стропов в
зависимости от конструкции подъемных устройств частей
трансформатора. При строповке следует учитывать угол на-
клона ветвей стропа к вертикальной оси. Чем больше угол а
(см. рис. 97), тем больше натяжение ветви. Например, при
145
a = 60° нагрузка на каждую ветвь увеличивается в два раза
по сравнению с вертикальным положением ветвей (а=0).
Поэтому при выборе стропов следует учитывать не только мас-
су поднимаемой части трансформатора, но и длину стропов
выбирать такой, чтобы угол наклона ветвей не превышал 45°.
При подъеме активной части необходимо соблюдать большую
осторожность. В начале ее немного приподнимают и прове-
ряют надежность зацепления стропов за рымы и крюк, кроме
того, стропы должны быть натянуты одинаково.
Рис. 101. Способы зацепки стропов за крюки подъемного механизма:
а, б, в — за однорогие крюки, г — за двурогий крюк; 1 — крюк, 2 — предо-
хранительная скоба, 3 — строп
Как только крышка отделится от борта бака и активная часть
окажется приподнятой, подъем прекращают и смотрят, не смес-
тилась ли крышка, а вместе с ней и активная часть по отноше-
нию к первоначальному положению в баке. Если она поднима-
ется с перекосом и есть опасность, что она заденет за бак, то ее
опускают и вновь проверяют правильность строповки, т. е. оди-
наковы ли длины стропов и правильно ли положение крюка от-
носительно центра тяжести трансформатора.
Чтобы удостовериться в исправной работе подъемного меха-
низма и его тормоза, активную часть приподнимают на 100—
200 мм от дна бака, несколько минут держат на весу и опускают.
Затем при ремонте в заводских условиях активную часть выни-
мают из бака полностью, устанавливают на решетку стока масла
в маслосборный бак промывочного отделения и промывают стру-
ей теплого сухого трансформаторного масла. При ремонте в не-
стационарных условиях активную часть вынимают до положе-
ния, удобного для промывки ее над баком. Перед промывкой ее
осматривают, обращая внимание на места отложения шлама и
загрязнения в обмотках, на остове и в каналах.
Промывку активной части проводят сверху вниз. Тщательно
промывают каналы обмоток и магнитной системы, а также дру-
гие доступные для промывки части трансформатора. После про-
мывки и стока масла активную часть транспортируют на зара-
146
нее подготовленную площадку и опускают обычно на деревянные
бруски, размещенные в противне так, чтобы она заняла устой-
чивое вертикальное положение. Далее освобождают стропы и
приступают к ремонту активной части, крышки, бака, радиато-
ров и других частей трансформатора. Как правило, активную
часть и бак ремонтируют одновременно с таким расчетом, чтобы
не задержать установку ее в бак и заливку маслом, сокращая
до минимума время нахождения ее на воздухе.
Рис. 102. Прессовка обмоток вертикальны-
ми шпильками и ярмовыми балками транс-
форматоров I и II габаритов:
1 — контргайка, 2 — гайка, 3, 7 — ярмовые балки,
4 — шпилька, 5 — концевая изоляция, 6 — обмотки
Рис. 103. Осевая прессовка обмоток сталь-
ными кольцами
§ 31. РЕМОНТ ОБМОТОК
При среднем ремонте проверяют качество прессовки обмоток,
отсутствие или наличие их деформации или смещения по отно-
шению к нормальному положению, исправность паек и оценива-
ют состояние витковой изоляции: целость, механическую проч-
ность и цвет. Ослабление прессовки легко обнаружить, если изо-
ляционные прокладки и детали концевой изоляции попытаться
перемещать рукой: при слабой прессовке они будут сдвигаться
с места. У трансформаторов I и II габаритов обмотки подпрес-
-совывают ярмовыми балками путем временного ослабления
стяжных шпилек верхнего ярма и подтяжки гаек 2 вертикальных
прессующих шпилек 4, стягивающих верхние ярмовые балки с
нижними (рис. 102).
При значительном усыхании изоляции, неодинаковых осевых
размерах обмоток ВН и НН и плохой прессовке внутренних об-
147
моток в них закладывают дополнительную изоляцию в виде ко-
лец и прокладок и прессуют вертикальными шпильками.
Обмотки трансформаторов старых выпусков, не имеющих
специальных прессующих устройств, подпрессовывают способом
расклиновки. Он заключается в том, что в верхней части обмо-
ток между уравнительной и ярмовой изоляциями забивают до-
полнительные изоляционные прокладки — клинья, изготовленные
Рис. 104. Заземление
прессующего кольца:
1 — полка верхней ярмо-
вой балки, 2 — бобышка,
3, 4 — стопорная или пру-
жинная шайба, 5 — болт,
6 — шинка заземления,
7 — прессующее кольцо,
8 — обмотка
из предварительно высушенного прессо-
ванного электрокартона или гетпнакса.
Расклинивают поочередно один ряд про-
кладок за другим, равномерно обходя
обмотки по всей окружности.
Обмотки масляных трансформаторов
III габарита и выше и сухих с воздуш-
ным охлаждением мощностью более
160 кВ-А прессуют стальными кольца-
ми 1 (рис. 103) и нажимными винта-
ми 5, ввинчиваемыми во втулки 4, при-
варенные к полкам 6 верхних ярмовых
балок. Чтобы не получился короткозамк-
нутый виток, плоские стальные кольца
имеют разрез (зазор), их укладывают
на верхнюю концевую изоляцию 8 обмо-
ток 9 каждого стержня. Количество и
размер нажимных винтов зависят от
мощности трансформатора и определя-
ются расчетом. Для равномерной прес-
совки на каждое кольцо обычно уста-
навливают шесть винтов (по три на каж-
дую сторону ярмовых балок). Если вин-
тами непосредственно давить на кольцо, то зазор кольца через
винты и ярмовые балки будет перекрыт и образуется коротко-
замкнутый контур (виток). Поэтому между кольцом и каж-
дым прессующим винтом устанавливают изоляционную пяту 2
из текстолита, гетпнакса, прессованного электрокартона или спе-
циального пластика. Для предохранения пяты от продавливания
винтом в нее вставляют стальной башмак 3. Чтобы не произо-
шло ослабления нажима винтов, затягивают гайки 7 до отказа.
В трансформаторах напряжением НО кВ и ниже обычно все
обмотки, расположенные на стержне, прессуют одним общим
кольцом, при напряжении 220 кВ и более применяют раздель-
ную прессовку обмоток — каждую обмотку прессуют своим коль-
цом. Кольца заземляют гибкой медной шинкой, соединяющей их
с заземленной ярмовой балкой (рис. 104). В целях экономии ме-
талла и уменьшения потерь стальные кольца в трансформаторах
небольшой мощности заменяют кольцами из изоляционного ма-
териала.
Осевую подпрессовку обмоток при ремонте выполняют в та-
кой последовательности: ослабляют гайки, равномерно в пере-
148
крестном порядке до отказа завинчивают винты и заново затяги-
вают гайки, подтягивают крепление заземляющих шинок. Пред-
варительно их отсоединяют от ярмовых балок и измеряют
сопротивление изоляции нажимных колец относительно ярмовых
балок и магнитной системы. Далее осматривают витковую изо-
ляцию и, если обнаруживают места повреждений, их изолируют
предварительно высушенной лентой из лакоткани. Чтобы удобно
было пропускать ленту между витками, крайние витки в месте
подызолировки осторожно раздвигают электрокартонным кли-
ном. В случае повреждения изоляции в удаленной части катуш-
ки между витками закладывают электрокартонную полоску тол-
щиной 0,3—0,5 мм. В месте, где изоляция витка восстановлена,
на катушку накладывают бандаж из тафтяной ленты. Эту рабо-
ту следует выполнять аккуратно, чтобы не повредить изоляцию
соседних витков.
При осмотре обмоток необходимо оценить степень старения и
механическую прочность изоляции витков. Изоляция считается
хорошей, если она эластична, не ломается при изгибе под углом
90°, имеет светлый цвет. Если она хрупкая, ломается при изги-
бе, имеет темный цвет, ее считают неудовлетворительной.
В этом случае необходим капитальный ремонт трансформатора
с заменой обмоток на новые или перемоткой старых.
§ 32. РЕМОНТ ОСТОВА
Ремонт остова начинают с проверки чистоты вентиляцион-
ных каналов в магнитной системе и отсутствия на поверхности
мест перегрева. Признаками местных перегревов служат цвета
побежалости (изменение нормального цвета стали на желтый,
фиолетовый, синий) и наличие продуктов разложения масла
в виде черной спекшейся массы. У сухих трансформаторов с
воздушным охлаждением каналы продувают сжатым воздухом,
у масляных — промывают струей горячего трансформаторного
масла. Лезвием ножа проверяют плотность прессовки пластин
ярм. При хорошей прессовке оно не должно входить между
пластинами от усилия руки. Подтягиванием гаек на стяжных
шпильках подпрессовывают ярма, проверяют состояние и креп-
ление шинок, заземляющих магнитную систему.
При шпилечной стяжке мегаомметром измеряют сопротив-
ление изоляции стяжных шпилек верхнего и нижнего ярм: один
конец мегаомметра 3 соединяют с магнитной системой 1, а
другой поочередно присоединяют к каждой стяжной шпиль-
ке 2, как это показано на рис. 105. Если сопротивление изо-
ляции одной или нескольких шпилек значительно меньше, чем
остальных, или равно нулю, торцовым или двусторонним гаеч-
ным ключом отвинчивают гайки, извлекают шпильки из ярмо-
вых отверстий вместе с изолирующими бумажно-бакелитовыми
трубками и осматривают их. Если изоляционная трубка и
шпилька имеют признаки перегрева (обугливание изоляции, на-
149
личие цветов побежалости, оплавление) и при осмотре отвер-
стий в ярме обнаружено замыкание кромок пластин, то верх-
нее ярмо разбирают и при необходимости пластины переизоли-
руют. Поврежденные бумажно-бакелитовые трубки заменяют
новыми.
Рис. 105. Измерение сопротивления изоляции Рис. 106. Изоляция стяжной
стяжной шпильки магнитной системы шпильки ярма
Перед установкой шпилек тщательно осматривают и прочи-
щают отверстия в ярмах. Укомплектованные трубками, элек-
трокартонными и стальными шайбами шпильки вставляют в
отверстия ярм, навинчивают гайки и равномерно затягивают
их с двух сторон. При этом следят, чтобы шпильки при затя-
гивании гаек 8 (рис. 106) с каждой стороны ярма имели оди-
наковую длину. Трубка 2 шпильки 1 не должна в опрессован-
ном состоянии ярма упираться в стальную шайбу 7, но в то
же время должна перекрывать стенку ярмовой балки 5. При
необходимости трубку укорачивают так, чтобы зазор между
ней и шайбой в сжатом состоянии ярма был не менее 2 мм.
Это достигается подбором толщины электрокартонной шай-
бы 6, изолирующей стальную шайбу 7 и соответственно шпиль-
ку 1 от ярмовой балки.
Далее от ярмовой балки отделяют заземляющую шинку
и измеряют мегаомметром сопротивление изоляции ярмовых
балок относительно пластин 3 магнитной системы: один про-
вод мегаомметра присоединяют к балке, изолированной от яр-
ма прокладкой 4, другой — к одному из пакетов ярма.
Если качество изоляции хорошее, заземляющую шинку ста-
вят на место и для предотвращения ослабления гайки стяж-
ных шпилек кернят обычно в трех точках: рабочую часть кер-
150
нера ставят между гайкой и шпилькой и, ударяя молотком,,
забивают резьбу (рис. 107).
Исправность цепи заземления контролируют мегаомметром:
один его конец соединяют с активной сталью, другой — с яр-
мовой балкой: при этом он должен показывать нулевое зна-
чение.
У магнитных систем бесшпилечной конструкции ярмо под-
.прессовывают подтяжкой гаек на внешних шпильках, скобах,,
полубандажах. Мегаомметром проверяют качество изоляции
полубандажей и подъемных пластин (расположенных вдоль
стержней) по отношению к активной стали.
Подтяжку выполняют ключами с удлиненной рукояткой,,
рассчитанной на создание необходимого усилия прессовки.
§ 33. РЕМОНТ ПЕРЕКЛЮЧАЮЩИХ УСТРОЙСТВ
Ремонт устройств ПБВ. Неплотное прилегание подвижного
контакта переключателя к неподвижному вызывает увеличе-
ние сопротивления. При прохожде- .
нии тока место ослабленного кон- \ I
такта сильно нагревается, окисляет- / \ ..
ся и подгорает. С развитием про- /
цесса цепь разрывается, что визы- I J
вает электрическую дугу и приво- J
дит к аварии. Поэтому при ремонте
тщательно осматривают все кон-
тактные соединения переключателя
и отводов. Плотность прилегания -
контактов в зависимости от конст-
рукции переключающего устройст-
ва определяют различными спосо- .
бами: нажатием на сегменты или
барабанные кольца подвижных —
контактов (отсутствие пружиняще-
го действия указывает на поломку рис. Ю7. Керновка гаек
пружин и необходимость их заме-
ны), проверкой зазора между ламелями щупом, а также из-
мерением переходного электрического сопротивления.
Особое внимание обращают на состояние поверхности кон-
тактов. Если на ламелях в местах прилегания имеются под-
гары или оплавления, устройство заменяют. В отдельных слу-
чаях в зависимости от характера и степени повреждения его
восстанавливают наплавлением металла.
При длительной работе в масле поверхность контактов по-
крывается тонким налетом в виде желтоватой пленки, которая
увеличивает их электрическое сопротивление. Для удаления
налета контакты переключателя тщательно протирают салфет-
кой, смоченной в ацетоне или бензине. Остальную часть уст-
ройства промывают чистым трансформаторным маслом. Каж-
151
дый регулировочный отвод закрепляют подтягиванием гаек,
при этом проверяют расстояния между их гибкими частями,
так как при подтяжке они могут сместиться и слишком при-
близиться друг к другу, подтягивают болтовое крепление пере-
ключающего устройства к ярмовым балкам. В заключение про-
веряют работу переключателя, переводя его со ступени на сту-
пень, переход из одного положения в другое должен сопровож-
даться пружинящим скачком.
При ремонте переключающих устройств, привод которых
установлен на крышке бака, заменяют уплотняющие резино-
вые прокладки под крышкой сальника; ее крепят равномерным
поочередным завинчиванием болтов так, чтобы не было пере-
коса и прокладка по всей окружности имела одинаковую
усадку. Правильное положение подвижных контактов (бара-
банов) по отношению к неподвижным (стержням) и фиксацию
колпака привода регулируют нониусным кольцом.
Ремонт устройства РПН. Кроме общих работ по очистке,
протирке и промывке наружных и внутренних поверхностей де-
талей и частей устройства РПН проверяют контактные поверх-
ности избирателя ступеней и контакторов, электрическую и
механическую части приводного механизма. Подгоревшие кон-
такты избирателя, главные контакты контактора и привода
тщательно зачищают и проверяют на плотность прилегания;
при этом выясняют и устраняют причину подгорания. Если ме-
таллокерамические контакты выгорают на глубину 7 мм и боль-
ше, их заменяют новыми.
Основной причиной подгорания контактов избирателя и кон-
тактора является ослабление их вследствие образования в ме-
ханизме привода люфтов сверх допустимых значений. Люф-
ты устраняют либо подтяжкой креплений, либо заменяют де-
тали с разработанными отверстиями и большим износом. Для
осмотра и мелкого ремонта контактора из его кожуха сливают
масло, разболчивают и снимают боковую стенку, подтягивают
ослабевшие винты и гайки, проверяют состояние сальников и
при необходимости из заменяют. Кроме того, проверяют пра-
вильность сочленения всех приводных устройств и контактной
системы. Плотность прилегания контактов избирателя и кон-
тактора определяют динамометром. Давление между подвиж-
ными и неподвижными контактами контактора РНТ-13 долж-
но быть 80—100 Н, избирателя — 50—60 Н.
При сборке и регулировке приводов пользуются рисками,
нанесенными на сочленяемые детали. После ремонта и регу-
лировки заменяют уплотняющую прокладку, крепят боковую
стенку кожуха и заливают его маслом. Если в кожухе контак-
тора пробивное напряжение масла ниже 22 кВ, его заме-
няют.
Чтобы убедиться в отсутствии люфтов и исключить возмож-
ные ошибки в схеме подключения отводов, после сборки, ре-
гулировки и визуальной проверки схемы соединений снимают
152
круговую диаграмму, которой проверяют последовательность и
правильность работы контактной системы и механизма пере-
ключающего устройства.
§ 34. РЕМОНТ ОТВОДОВ И ВВОДОВ
При осмотре отводов обращают внимание на их изоляцию
и качество соединений (паек). Признаками плохого контакта
отводов, работающих в масле, являются потемнение изоляции
и отложение на их поверхности черной спекшейся массы. Де-
фектные соединения перепаивают и изолируют до требуемой
толщины бумажной лентой или лентой из лакоткани; закреп-
ляют основную изоляцию одним слоем тафтяной ленты. Ленты
при изолировании накладывают обычно в полуперекрытие так,
чтобы каждый последующий слой перекрывал предыдущий на
половину ширины ленты. Лента должна ложиться плотно, без
морщин и пропусков.
Вводы 35 кВ и ниже при ремонте снимают с крышки бака,
тщательно осматривают и проверяют состояние фарфоровых
изоляторов, уплотняющих прокладок, исправность резьбы на
токоведущих стержнях и гайках. Поврежденные фарфоровые
изоляторы заменяют, токоведущие части и детали крепления
при обнаружении дефектов восстанавливают. После чистки и
промывки ввод собирают и устанавливают на старое место;
резиновые прокладки, как правило, заменяют новыми.
В настоящее время в эксплуатации еще находится большое
количество трансформаторов с вводами армированной конст-
рукции. Если при осмотре обнаруживают течь масла через
армировочную замазку или трещину в изоляторе, такие вводы
заменяют съемными (разборными). В отдельных случаях их
переармировывают, используя для склеивания фарфорового
изолятора с фланцем глетоглицериновую или магнезитовую
замазку. Паяные и сварные части вводов опрессовывают и про-
веряют на просачивание мыльным раствором. Забитую резьбу
на гайках восстанавливают прогонкой метчиком, на стержне —
плашкой.
Весь ввод перед установкой проверяют на герметичность
гидропрессом, создавая в нем избыточное давление трансфор-
маторного масла 0,15—0,2 МПа при температуре 60—70°С в
течение 1 ч.
§ 35. РЕМОНТ КРЫШКИ
На крышках трансформаторов до III габарита включи-
тельно вводы, переключающие устройства, краны и другие
части крепят приваренными к ней шпильками. Поэтому после
чистки и протирки крышки все шпильки осматривают и при
необходимости ремонтируют. Изогнутые шпильки выпрямляют,
имеющие излом или плохую резьбу заменяют новыми. Для это-
153
Рис. 108. Уплотнение
подъемной шпильки на
крышке
го сверлят в крышке отверстие, нарезают метчиком^ соответ-
ствующую резьбу, заворачивают шпильку и с обратной стороны
приваривают ее к крышке электросваркой. Особенно тщатель-
но уплотняют и крепят подъемные шпильки трансформаторов,
у которых они через отверстия в крышке выступают наружу
для навинчивания на них рымов 1 (рис. 108). Крышку 5 при
среднем ремонте обычно не демонтируют с активной части.
Для замены асбестового уплотнения 4 сначала измеряют рас-
стояние от полки ярмовой балки до
крышки. Далее отвинчивают со шпиль-
ки 8 рым 1, гайку 2 и снимают шайбу 3.
Опуская нижнюю гайку 7 с шайбой 6 на
30—40 мм ниже их нормального поло-
жения, стальным крючком извлекают
старое уплотнение. После этого подтяги-
вают крепление нижних концов подъ-
емных шпилек на ярмовых балках и
приступают к уплотнению верхних. Для
уплотнения применяют асбестовый шнур,
который расплетают на отдельные пря-
ди, пропитывают их бакелитовым лаком,
выдерживают в течение 15—20 мин на
воздухе и наматывают с обеих сторон
крышки 5 по ходу гайки на резьбу
шпильки до толщины, обеспечивающей
плотное прилегание асбеста к шпильке
и крышке с таким расчетом, чтобы пос-
ле затяжки гаек уплотнение полностью
заполнило зазор между шпилькой и крышкой. Далее надевают
шайбу 3 и, контролируя мерной рейкой расстояние между
крышкой и ярмовой балкой, затягивают до отказа гайки 2 и 7,
подбивая выступающий асбест под шайбы и обрубая его из-
лишки зубилом. Для предотвращения ослабления гайку 7
кернят.
Далее на крышке устанавливают ранее демонтированные
устройства: вводы, приводы переключателей, штуцер баллона
термосигнализатора и др. Их монтируют до или после уста-
новки крышки на бак в зависимости от того, скреплена она
механически с активной частью или нет. Так, например, у
трансформаторов с вводами на стенке бака или на крышках,
жестко скрепленных с активной частью, их монтируют до уста-
новки крышки на бак, а у трансформаторов с вводами на крыш-
ке, не скрепленной с активной частью,— после крепления ее к
баку. Иногда в зависимости от размеров и масс устройств
часть их крепят на крышке до установки, а остальную часть —
после установки ее на бак. Для них заготовляют резиновые
прокладки с внутренним диаметром на 8—10 больше диамет-
ра отверстий в крышке, одну сторону прокладки смазывают
клеем № 88, выдерживают на воздухе в течение нескольких
154
минут и приклеивают на поверхность крышки насухо протер-
тую, по месту установки устройства.
Прокладки располагают симметрично относительно отвер-
стий; нарушение симметричности приводит к неравномерности
уплотнения, выдавливанию прокладки, течам масла. Особую
осторожность и аккуратность следует соблюдать при монтаже
вводов. Перед установкой их тщатель-
но осматривают и протирают чистой
салфеткой, смоченной растворителем.
Необходимость протирки, особенно
поверхности изолятора, расположен-
ной под крышкой, объясняется тем,
что загрязнение и влага на его поверх-
ности резко снижают сопротивление
изоляции, и, чтобы протереть их пос-
ле сборки трансформатора, потребо-
вались бы повторные разборочно-сбо-
Рис. 109. Установка на крышке съемного ввода 35 кВ со шпилькой, при-
паянной к отводу:
а — общий вид, б — крепление кулачками
рочные работы.
Съемный ввод, например класса 35 кВ с припаянной к от-
воду шпилькой (рис. 109, а), устанавливают на крышке в та-
кой последовательности: через отверстие в крышке 8 с при-
клеенной прокладкой 9 вынимают из бака отвод 10 со шпиль-
кой 1 ввода. На бортик шпильки укладывают электрокартон-
ную шайбу 5; пропускают через фарфоровый изолятор 6
шпильку с отводом, укладывают на верхний торец изолятора
резиновую прокладку 4 и прижимают ее латунным колпа-
ком 3. На шпильку надевают латунную втулку 2 и, навинчи-
вая на нее гайку, уплотняют ввод. Закрепив и уплотнив кон-
тактную шпильку в верхней части ввода, приступают к его
креплению к крышке кулачками 7.
У трансформаторов I—III габаритов изолятор ввода прижи-
мают кулачками 7 с помощью шпилек 11 (рис. 109, б), прива-
ренных непосредственно к крышке 8: на приклеенную к крыш-
155
ке прокладку 9 устанавливают изолятор 6, надевают на шпиль-
ки кулачки, а на них фасонный (стопорный) фланец 13 и
навинчиванием на шпильки гаек 12 притягивают изолятор к
крышке.
В трансформаторах IV габарита и более мощных кулачки
прижимают к изолятору болтами, вворачиваемыми в промежу-
точный фланец, приваренный к крышке: устанавливают на фла-
нец с прокладкой изолятор, кулачки и фасонный фланец, за-
Рис. ПО. Подсоединение
демпфера (компенсато-
ра) к вводу
затягивают гайку 3, а
тем через кулачки пропускают болты и,
вворачивая их в резьбовые отверстия
фланца, притягивают ввод к крышке.
При креплении вводов кулачками
следует особое внимание уделять равно-
мерности перекрестной затяжки. Невы-
полнение этого условия может привести
к перекосу, сколам и трещинам изолято-
ра. Отводы с демпферами подсоединяют
к собранным и установленным на крыш-
ке вводам, соблюдая такую последова-
тельность: окончательно закрепив гайка-
ми 8 (рис. 110) на крышке 7 ввод 9, от-
винчивают со стержня 1 гайки 2 и <?,
снимают шайбу 4, надевают на стержень
демпфер 10 отвода И, затем шайбу 4
и рукой навинчивают гайку 3 kq момен-
та прижатия демпфера вместе с шай-
бой 5 к гайке 6. Далее удерживая гай-
ку 6 одним ключом, другим до отказа
затем контргайку 2. Последнюю опера-
цию, являющуюся одной из ответственных, следует выполнять
с большой осторожностью: ни одна из деталей крепления (шай-
ба, гайка) или инструмент, особенно при работе над баком с
установленной! активной частью, не должны попасть в него, со-
единение должно иметь плотный надежный контакт.
§ 36. РЕМОНТ БАКА, РАСШИРИТЕЛЯ, РАДИАТОРОВ
И ДРУГИХ УСТРОЙСТВ
Бак должен быть отремонтирован к окончанию ремонта
активной части. При ремонте из него полностью сливают мас-
ло, демонтируют размещенные на стенках устройства, проти-
рают насухо внутреннюю и наружную поверхности. Если при
осмотре бака обнаружились места просачивания масла, трещи-
ны, эти места заваривают электросваркой. С борта рамы и с
фланцев бака удаляют негодные уплотняющие прокладки и
тщательно очищают поверхности, на которых были установле-
ны демонтированные устройства.
156
Баки трансформаторов снабжены кранами вентильного типа.
Их ремонт выполняют в такой последовательности: вывинчи-
вают болты крепления вентиля к баку, разбирают, чистят и про-
мывают детали вентиля керосином, заменяют сальниковую на-
бивку. Если вентиль после сборки и испытания не обеспечи-
вает маслоплотности, притирают посадочные поверхности.
Сборку вентиля производят в порядке, обратном разборке.
Затем по размеру фланца вырезают резиновую прокладку и
устанавливают кран на старое место. Пробку сливного отвер-
стия уплотняют асбестовым волокном, пропитанным бакелито-
вым лаком.
Рис. 111. Уплотнение крышки бака:
а, б, в — различные способы укладки резиновой прокладки на
борт рамы бака, г — устройство стыка прокладки
Для уплотнения крышки 2 к борту бака приклеивают уплот-
няющую прокладку 3 (рис. 111). Чтобы при креплении бол-
тами 4 уплотняющая прокладка не выдавливалась внутрь бака,
применяют различные способы ее установки. Например, на
рис. 111, а показан способ, при котором по периметру рамы 5
приварен стальной пруток 1 04—5 мм. Аналогичный способ
изображен на рис. 111, б, здесь роль прутка выполняет стен-
ка 6 бака, выступающая над плоскостью рамы. В отдельных
случаях изготовляют сплошную прокладку 3 с отверстиями для
болтов и закрепляют ее так, как показано на рис. 111, в. Кон-
цы стыкуемой прокладки срезают наискось; длина скошенной
части в зависимости от толщины резины указана на рис. 111, г.
Концы склеивают и укладывают прокладку на борт бака так,
чтобы стык приходился между отверстиями для болтов. Пред-
варительно борт бака смазывают клеем.
При ремонте расширителя осматривают и чистят его
внутреннюю поверхность, особенно верхнюю часть, так как она
при работе трансформатора длительно соприкасается с теплым
(иногда влажным) воздухом и подвержена большой коррозии.
Если коррозия незначительна, расширитель промывают и не-
сколько раз ополаскивают чистым маслом. При большой кор-
розии демонтируют боковую стенку, стальными щетками уда-
ляют ржавчину и красят поверхность эмалью 624С или 1201.
157
Все пробки, отстойник и маслоуказатель чистят и промы-
вают трансформаторным маслом, резиновые прокладки и саль-
никовые уплотнения заменяют новыми.
Одновременно с ремонтом бака и его арматуры ремонти-
руют радиатор 1Ы (охладители), предохранитель-
ную трубу, осушитель воздуха, термосифонный
фильтр и их краны. Ремонт этих устройств в основном
включает те же операции, что и ремонт бака: чистку, промывку,
окраску, проверку на отсутствие течи, изготовление и замену
уплотняющих прокладок, замену сальниковой набивки в кра-
нах и уплотнений пробок.
1 2 3 4 5 6 7 8
а — последовательность опе-
раций, б — вид в сборе
Радиаторы и термосифонные фильтры при ремонте опрес-
совывают гидравлическим прессом. При обнаружении течей
внутреннюю поверхность радиатора отпаривают, промывают го-
рячей водой, заваривают трещины электросваркой и вторично
опрессовывают. Если течи нет, радиатор промывают горячим
маслом, закрывают патрубки глухими фланцами на проклад-
ках и в таком виде хранят до момента навешивания на бак.
В термосифонном фильтре и осушителе воздуха заменяют
силикагель. Радиаторы и краны крепят к баку до заполнения
его маслом. Порядок их навески и крепления следующий:
к фланцам 3 верхнего и нижнего патрубков 2 бака 1
(рис. 112, а) приклеивают резиновые прокладки 4, а затем фа-
158
сонные шпильки 10 (по четыре на патрубок) пропускают через
отверстия (с выточками для борта шпилек) кранов 5, прокла-
док 4 и фланцев 3 и плотно притягивают их гайками И к
фланцам 3. Далее к кранам приклеивают прокладки 6, подъ-
емным механизмом поднимают радиатор до уровня совпаде-
ния фланцев и кранов и направляют отверстия фланцев 7
коробки 8 радиатора на выступающие концы шпилек верхнего
и нижнего кранов. Прислонив фланцы радиатора к кранам и
завинчивая до отказа гайки 9, крепят радиатор. Аналогично
навешивают и крепят к баку термосифонный фильтр
(рис. 112, б).
§ 37. УСТАНОВКА АКТИВНОЙ ЧАСТИ В БАК
После ремонта крышки, комплектовки ее вводами и арма-
турой и присоединения всех отводов активную часть тщатель-
но обтирают (за исключением обмоток, которые только про-
мывают маслом), окончательно осматривают, проверяют, не
остались ли на активной части инструменты, применяемые при
ремонте, мегаомметром измеряют сопротивление изоляции об-
моток и стяжных шпилек. После этого проводят предваритель-
ные испытания.
Если испытанием установлено, что дефектов нет и изоляция
не увлажнена, активную часть готовят для установки в бак:
стропят, поднимают на 100—200 мм, проверяют правильность
строповки и работу подъемного механизма, его тормоза.
Перед опусканием активной части в бак тщательно выти-
рают салфетками опорные планки, проверяют надежность их
крепления к ярмовым балкам и при необходимости вторично
подтягивают и кернят гайки. Далее осторожно, без толчков и
качения, поднимают активную часть и удерживают ее над ба-
ком, если она занимает правильное положение по отношению
к нему, ее медленно опускают, придерживая и направляя так,
чтобы опорные планки не задевали за стенки бака.
Активную часть, связанную с .крышкой подъемными шпиль-
ками, опускают до уровня 50—100 мм от рамы бака, затем в
отверстия для болтов вставляют несколько стальных круглых
оправок (см. рис. 136) и, направляя ее оправками, опускают
до посадки на дно бака и полного прилегания крышки к уплот-
няющей прокладке. При этом следят, чтобы прокладка не сдви-
нулась с места. После установки в бак в зависимости от мощ-
ности трансформатора и от того, скреплена активная часть с
крышкой или нет, ее крепят к баку одним из способов, ука-
занных в гл. IV. Затем в отверстия крышки вставляют болты,
навинчивают гайки и, обходя несколько раз крышку по всему
периметру, равномерно завинчивают гайки до отказа.
Места стыка прокладки затягивают болтами в направлении
от краев к середине. Это обеспечивает более плотное приле-
гание концов прокладки.
159
После установки активной части в бак и заболчивания
крышки трансформатор заполняют сухим чистым маслом до
уровня верхнего ярма или несколько выше. Температура за-
ливаемого масла должна быть не ниже 10°С. Чтобы воздух
мог выйти из бака при заполнении его маслом, одно из отвер-
стий в крышке держат открытым, но защищают от случайного
попадания в него посторонних предметов. Трансформаторы без
расширителя заливают маслом до уровня, отмеченного чертой
на баке у маслоуказателя.
§ 38. ОКОНЧАТЕЛЬНАЯ СБОРКА И ПРОВЕРКА
ТРАНСФОРМАТОРА НА ПЛОТНОСТЬ
На завершающей
тируют расширитель,
стадии ремонта на трансформаторе мон-
газовые реле, выхлопную трубу, термо-
сигнализатор, пробивной предо-
хранитель (если он предусмотрен
конструкцией) и другие устрой-
ства, демонтированные при раз-
борке. Монтаж 'производят в по-
рядке, обратном разборке. Рас-
ширитель до установки комплек-
туют маслоуказателем, осушите-
лем воздуха, вентилем, пробка-
ми, патрубками и другими уст-
ройствами, предусмотренными в
его конструкции.
Если осушитель воздуха
встроен в расширитель, то к ниж-
Рис. 113. Установка расширителя не” части отстойника на резино-
и газового реле (вид сверху) вой прокладке крепят органиче-
ское стекло и засыпают осуши-
тель через верхнее отверстие индикаторным, а затем техниче-
ским силикагелем. При навесной конструкции осушителя его
крепят к фланцу патрубка на расширителе.
Укомплектованный расширитель 3 (рис. 113) крепят к крыш-
ке 1 трансформатора двумя кронштейнами 2 и болтами 7. Вна-
чале к фланцу 4 патрубка расширителя на прокладке 6 крепят
плоский кран 5, а к крышке — патрубок 9. Затем между краном
и патрубком устанавливают корпус газового реле 8. Предвари-
тельно крышку реле разболчивают и вынимают внутреннее уст-
ройство. Стрелка, нанесенная на корпусе реле, должна показы-
вать в сторону расширителя. Далее при ослабленных болтах 7
кронштейны вместе с расширителем смещают в сторону реле
(по стрелке Л) так, чтобы шпильки плоского крана вошли в от-
верстия корпуса и прокладка 10 прижалась к его фланцу. Воз-
можность перемещения кронштейнов относительно крышки до-
стигается имеющимися в них продольными отверстиями 11.
160
Навинчивая на шпильки гайки, притягивают корпус к крану,,
затем подтягивают болты крепления кронштейнов.
Закрепляют корпус реле и проверяют его наклон угломе-
ром по отношению к крышке трансформатора; угол наклона с
подъемом в сторону расширителя должен быть 1,5—2°. Далее
в корпус помещают внутреннее устройство реле, устанавливают
прокладку и крепят его крышку болтами; окончательно затя-
гивают болты кронштейнов расширителя. Затем, укомплекто-
вав выхлопную трубу диафрагмой, крепят ее к крышке и со-
единяют с расширителем газоотводной трубкой. Проверяют
работу плоского крана — не должно быть заеданий при откры-
вании и закрывании его. Перед установкой крана ось затвор-
ного устройства уплотняют сальниковой набивкой.
Приборы контроля температуры и пробивной предохрани-
тель устанавливают после предварительной проверки их в ла-
боратории. После полной сборки трансформатор доливают мас-
лом и проверяют на плотность (герметичность). Для сообщения
бака с наружным воздухом и заполнения устройств маслом
при его заливке открывают кран, установленный между газо-
вым реле и расширителем, вывертывают верхнюю пробку рас-
ширителя, все воздушные винты и пробки на вводах, радиа-
торах, термосифонных фильтрах и других устройствах, где они
предусмотрены для этих целей. Если масло начинает просачи-
ваться, пробки и винты ввертывают и уплотняют асбестовым
шнуром, пропитанным бакелитовым лаком. Заполнение маслом
продолжают до нормального уровня в расширителе.
После заливки масла и выпуска воздуха трансформатор
испытывают на плотность. Испытание заключается в проверке
отсутствия свищей в уплотнениях, арматуре и местах сварки
избыточным давлением масляного столба. Для этого на крыш-
ке трансформатора (или отверстия расширителя) устанавли-
вают трубу 0 30—40 мм с воронкой на конце. Трубу запол-
няют трансформаторным маслом и поддерживают давление в
баке в течение 3 ч. Если в местах уплотнений и в сварных
швах масло не просачивается, трансформатор герметичен.
В случае течи в местах уплотнений ее устраняют подтягива-
нием болтовых соединений или заменой прокладок; при течах
в сварных соединениях их заваривают электросваркой.
При испытании высота масляного столба в трубе должна
быть 1,5 м от уровня крышки, или 0,6 м от верхней точки рас-
ширителя. При испытании гидравлическим прессом учитывают,
что 1 м масляного столба равен 85 ГПа.
После проверки плотности масло сливают через нижний
кран бака до нормального уровня, одновременно проверяют
работу маслоуказателя: уровень масла в стеклянной трубке
должен понижаться плавно, без срывов и всплесков. Если есть
срывы и всплески, необходимо разобрать маслоуказатель, про-
верить правильность установки резиновых прокладок и прочи-
стить отверстия в коленах. Через 8—10 ч после доливки мас-
161
лом (время выделения воздуха) из трансформатора берут
пробу масла для сокращенного химического анализа и испы-
тания на электрическую прочность. Затем трансформатор под-
вергают электрическим испытаниям. Если при ремонте время
нахождения активной части на воздухе превысило норму или
предварительная проверка изоляции мегаомметром показала,
что сопротивление изоляции занижено против нормы, перед
электрическим испытанием трансформатор подсушивают. По-
дробнее этот вопрос рассмотрен в гл. VII.
Контрольные вопросы
1. Какие работы входят в объем среднего ремонта трансформаторов?
2. Какие следует соблюдать условия при вскрытии и ремонте трансфор-
маторов, чтобы избежать 'его увлажнения?
3. Какая последовательность работ при ремонте трансформатора без раз-
борки активной части?
4. Расскажите о способах прессовки обмоток трансформатора и последо-
вательности операций при опрессовке обмоток.
ГЛАВА VIII
КАПИТАЛЬНЫЙ РЕМОНТ
ТРАНСФОРМАТОРОВ
В объем капитального ремонта трансформаторов кроме ра-
>бот, выполняемых при среднем ремонте, входят работы, свя-
занные с разборкой активной части. Необходимость ее разбор-
ки может быть вызвана повреждением обмоток или магнитной
системы, износом их изоляции. В первом случае обмотки пол-
ностью или частично заменяют новыми или восстанавливают
старые, во втором устраняют повреждение, полностью или ча-
стично переизолируют пластины магнитной системы. В техно-
логический процесс капитального ремонта обязательно входит
сушка, а при необходимости прогрев и подсушка активной
части. В данной главе рассмотрен капитальный ремонт трех-
фазных трансформаторов II—IV габаритов без РПН; некото-
рые особенности ремонта более мощных трансформаторов бу-
дут рассмотрены отдельно.
§ 39. РАЗБОРКА ТРАНСФОРМАТОРОВ
При капитальном ремонте полностью сливают из трансфор-
матора и его устройств масло, демонтируют вводы, газовое
реле, ^расширитель, выхлопную трубу, привод переключающего
устройства, термосифонный фильтр, охладители (радиаторы),
приборы контроля и защиты, проводку системы охлаждения,
контрольно-измерительных и защитных устройств. Разболчи-
162
вают крышку и, если она не скреплена с активной частью,,
стропят ее, снимают с бака и укладывают на заранее подго-
товленное место, затем стропят и вынимают из бака активную*
часть. Если крышка механически связана с активной частью,
го их поднимают вместе. После выемки из бака активную
часть устанавливают на ремонтную площадку и приступают
к разборке. Разборку активной части, скрепленной с крышкой
подъемными шпильками, начинают с отсоединения от переклю-
чателя и вводов регулировочных и линейных отводов. Перед
отсоединением отводы нумеруют, прикрепляя к ним бирки с
соответствующими обозначениями. В зависимости от конструк-
тивного исполнения вводы и переключающее устройство де-
монтируют до или после демонтажа крышки с активной
части.
До съема крышки мерной рейкой измеряют расстояние ме-
жду ней и полкой ярмовой балки верхнего ярма. Измерение
производят у каждой подъемной шпильки. Эти размеры яв-
ляются контрольными при сборке. Неправильная установка
крышки по высоте приводит к тому, что при установке в бак
либо активная часть висит на крышке, не упираясь в его дно,
либо крышка не достает до рамы. Застропив крышку за уста-
новленные на ней рымы и натянув стропы так, чтобы они не
провисали, небольшим ломиком поочередно отвинчивают рымы
с подъемных шпилек, после чего гаечным ключом отвинчивают'
и снимают с них верхние гайки и шайбы.
Затем медленно, без рывков поднимают крышку так, чтобы
ни одно из отверстий не задевало за резьбу шпилек и крышка
со всех шпилек снималась одновременно. Ее поднимают не-
много выше шпилек и транспортируют на подготовленное для'
нее место. Если отдельные устройства не были демонтированы
с крышки до снятия ее с подъемных шпилек, то крышку кла-
дут на козлы, позволяющие демонтировать эти устройства.
Далее отвинчивают гайки, крепящие подъемные шпильки к пол-
кам верхних ярмовых балок, укомплектовывают их снятыми
гайками, шайбами, рымами и укладывают на стеллаж, пред-
назначенный для складирования демонтируемых устройств и
крепежных деталей.
Затем приступают к демонтажу с активной части переклю-
чателей, если они закреплены на ней, например переключате-
лей реечного и барабанного типов, отводов и их несущей кон-
струкции. Чтобы снять реечный переключатель, от зажимов^
неподвижных контактов отсоединяют регулировочные отводы и
отвинчиванием гаек разболчивают его крепление к ярмовым*
балкам. Если переключатели барабанного типа, то визуально-
находят места паек регулировочных отводов с ответвлениями
обмоток, ножом снимают изоляцию с этих мест и, разделив:
соединения, отвинчивают гайки со шпилек, крепящих переклю-
чатель к вертикальным буковым планкам, извлекают шпильки
из отверстий и снимают переключатель вместе с комплектом
163.
скрепляющих его бумажно-бакелитовых деталей, который на-
зывают «установкой» переключателя.
Перед демонтажом отводов, если отсутствуют чертежи, сни-
мают эскиз их разводки и креплений планками. Далее демон-
тируют детали крепления отводов, раскрепляют планки и раз-
дельно укладывают их на стеллажи для отводов ВН и НН.
В местах соединения с обмотками отводы очищают от изоля-
ции, срезая ее на конус в двух направлениях в сторону спая.
Изоляцию удаляют на длине 50—200 мм в зависимости от ее
толщины и диаметра провода.
Для разъединения отводов большого сечения спай нагре-
вают электрическими клещами с угольными электродами, при-
меняемыми для пайки. Чтобы изоляция не воспламенилась,
вблизи места нагрева по обе стороны от спая оголенные отводы
обкладывают мокрым тестообразным асбестом. Соединения из
проводов небольшого сечения разъединяют кусачками или ры-
чажными ножницами типа саперных. Если обмотки или отводы
не предполагают заменять новыми, то места соединения раз-
деляют аккуратно по месту спая так, чтобы не повредить их
концы. Отводы, не нуждающиеся в ремонте, укладывают на
стеллаж, поврежденные, у которых оплавилась, выгорела или
нарушилась изоляция, откладывают отдельно.
Если все отводы имеют хорошую изоляцию и не нуждают-
ся в замене, их не разбирают подетально, а снимают вместе с
несущей деревянной конструкцией. Это позволяет значительно
сократить объем работы при сборке. В процессе разборки все
устройства и детали, особенно переключатели и приводной ме-
ханизм, тщательно осматривают и проверяют. Устройства и
детали, у которых обнаружились такие дефекты, как поломка,
трещины, люфты, подгары подвижных, неподвижных контактов
и зажимов, повреждения резьбы, потемнение изоляции в ме-
стах соединений, указывающие на некачественную пайку, сле-
дует заменить или восстановить. Их откладывают отдельно от
исправных.
Закончив демонтаж с активной части переключающих уст-
ройств, отводов и их несущей конструкции, распрессовывают
•обмотки, верхнее ярмо и снимают с него ярмовые балки.
Если обмотки запрессованы кольцами (см. рис. 103), ослаб-
ляют нажимные винты 5, отвинчивая контргайки и винты, от-
винчивают гайки на стяжных шпильках верхнего ярма и ослаб-
ляют его стяжку. Если обмотки запрессованы вертикальными
шпильками 8 (рис. 114), то, равномерно отвинчивая гайки стяж-
ных шпилек 9, распрессовывают ярмо, затем, отвинчивая
контргайки 11 и гайки 12, распрессовывают обмотки. Следует
иметь в виду, что при распрессовке ярмо может пружинить,
•отбрасывая крайние пакеты и ярмовые балки 10 в стороны.
Поэтому ярма более мощных трансформаторов после ослабле-
ния прессующих устройств временно скрепляют П-образными
164
скобами, расставляя их в шахматном порядке по верхней по-
верхности ярма.
После этого окончательно отвинчивают гайки стяжных шпи-
лек верхнего ярма и вынимают их (если они сквозные) из от-
верстий ярма вместе с бумажно-бакелитовыми трубками. Если
трубка свободно не извлекается из отверстия ярма,, ее выби-
вают легкими ударами молотка по приставленной оправке.
Трубки, гайки и шайбы осматривают, исправные в укомплек-
тованном состоянии укладывают на стеллаж, а имеющие де-
фекты складируют отдельно.
Рис. 114. Активная часть трансформатора с
прессовкой обмоток вертикальными шпиль-
ками
ток
Рис. 115. Приспособление
для съема и насадки обмо-
Затем удаляют шинку 13 заземления, снимают верхние яр-
мовые балки и изолирующие их от ярма электрокартонные
прокладки 14. Небольшие ярмовые балки снимают руками. Для
съема балок более мощных трансформаторов применяют
подъемные механизмы и стальные стропы. При стяжке ярм
внешними шпильками или полубандажами распрессовка ярма
и снятие балок упрощаются: застропив балки, их концы вре-
менно скрепляют технологическими шпильками, постепенно, до
полного отвинчивания гаек основных внешних шпилек или по-
лубандажей, ослабляют прессовку ярма, затем удаляют техно-
логические шпильки, снимают прессующие детали и балки.
165
тов к середине ярма,
Рис, 116. Положение ла-
пы съемного приспособ-
ления при подъеме об-
мотки
Ярмовые балки со стороны отводов ВН и НН не взаимозаме-
няемы, поэтому при съеме их маркируют надписями «Сторо-
на НН», «Сторона ВН». Ярмовые балки обычно укладывают
на деревянные подкладки.
Далее снимают верхнюю уравнительную изоляцию 7. Если
разборке подлежит магнитная система, демонтируют верти-
кальные шпильки 8 и приступают к расшихтовке верхнего яр-
ма. Ее начинают с обеих сторон (ВН и НН) от крайних паке-
вынимая одновременно по две-три пла-
стины в зависимости от их количества в
позиции (слое). Вынутые пластины укла-
дывают в порядке расшихтовки друг на
друга стопами на настил или специаль-
ные переносные стеллажи. При расших-
товке проверяют состояние изоляции пла-
стин, отсутствие или наличие на их по-
верхности очагов перегрева, определяе-
мых по выжженной изоляции, цветами
побежалости стали и цвету лакового по-
крытия, отличного от нормального.
После расшихтовки верхнего ярма
распушенные пластины стержней, высту-
пающие над обмотками, связывают ве-
ревкой или мягкой проволокой, чтобы они
не препятствовали снятию обмоток. Сни-
мают верхнюю ярмовую изоляцию 6. Ес-
ли демонтированная изоляция в хорошем
состоянии, ее аккуратно укладывают на
стеллаж и закрывают бумагой или бре-
зентом. Поврежденную изоляцию откла-
дывают отдельно для замены или ре-
монта.
Затем приступают к съему обмоток. При повреждении хотя
бы одной обмотки в большинстве случаев приходится снимать
со стержней все обмотки, потому что металлические оплавле-
ния и копоть, возникающие под действием электрической дуги,
осаждаются на всех обмотках и изоляции. Сначала снимают
наружные обмотки 3 (ВН). Для этого верхние концы внутрен-
них обмоток 4 (НН) выгибают так, чтобы они приняли верти-
кальное положение и не задевали за наружные обмотки при
их снятии. Если обмотки не предполагается заменять новыми,
их при съеме тщательно осматривают, проверяют на отсут-
ствие повреждений изоляции и деформаций.
Обмотки, имеющие большую массу, снимают специальным
съемным приспособлением (рис. 115), состоящим из тяг 1 с
лапами 3 и траверсы 2 с отверстием для крепления к крюку
подъемного механизма. Приспособление для съема и насадки
обмоток трансформаторов IV—VIII габаритов имеют три тяги,
расположенные на трехлучевой траверсе под углом 120°. До
166
заводки тяг под обмотку ее немного приподнимают приспособ-
лениями домкратного типа, устанавливаемыми в 2—3 местах
по периметру обмотки. Тяги заводят так, чтобы их лапы 5
(рис. 116) заходили под опорную изоляцию соосно со столба-
ми дистанционных прокладок и не задевали внутреннюю об-
мотку и ее изоляцию. На рис. 116 показано правильное поло-
жение носка 1 лапы при жестком цилиндре 3. При мягком
цилиндре носок не должен заходить дальше опорного кольца 2
(пунктирной линии). Обмотку 4 вместе с тягами туго обвязы-
вают пеньковой веревкой вразбежку по всей высоте или спе-
циальными поясами. Вначале обмотку приподнимают на 100—
150 мм и проверяют надежность обвязки, правильность стро-
повки, отсутствие перекоса, равномерность и плотность при-
жатия носков всех тяг к обмотке. Если обмотка закреплена
нормально, ее снимают со стержня, опускают на деревянные
подкладки и освобождают тяги. В такой последовательности
поочередно снимают со стержней все фазные обмотки ВН, а
затем НН. Перед съемом внутренних обмоток тяги перестав-
ляют на траверсе съемного приспособления соответственно на-
ружному диаметру этих обмоток.
Далее снимают ярмовую 2 и уравнительную 1 изоляцию
(см. рис. 114), разбирают подетально электрокартонные ци-
линдры 5 и буковые детали, расклинивающие обмотки НН.
§ 40. РАЗБОРКА И РЕМОНТ ОСТОВА
И ЕГО МАГНИТНОЙ СИСТЕМЫ
Если капитальный ремонт трансформатора вызван повреж-
дением обмоток и предварительными испытаниями и осмотром
при расшихтовке верхнего ярма установлено, что остов и его
магнитная система исправны, то после съема обмоток и изо-
ляции его очищают от загрязнений салфетками, смоченными
в растворителе, проверяют качество и механическую прочность
изоляции пластин магнитной системы, изоляцию между ярмо-
выми балками и пластинами магнитной системы. Пластины с
лаковым покрытием не должны слипаться, а пленка не должна
отделяться от них при механическом воздействии неострым
предметом. Мегаомметром измеряют сопротивление изоляции
стяжных шпилек нижнего ярма и стержней; часть из них на
выборку вынимают и осматривают. Если на шпильках и пла-
стинах нет признаков перегрева и спекания, изоляция пла-
стин и шпилек механически прочна, отверстия в стержнях и
ярмах чистые, магнитную систему считают пригодной для
дальнейшей работы и сборки. В случае обнаружения неболь-
ших дефектов в изоляции пластин их устраняют, не производя
полной разборки. Если в результате осмотра и измерений вы-
явились неисправности магнитной системы, верхнее ярмо за-
шихтовывают, запрессовывают до нормального состояния ярмо-
выми балками и подвергают остов электрическим и тепловым
167
испытаниям. При положительных результатах испытаний счи-
тают, что остов готов к сборке активной части, в противном
случае его полностью разбирают и ремонтируют.
Ремонт магнитной системы в основном заключается в ча-
стичной или полной переизолировке ее пластин. Лаковая изо-
ляция пластин работает достаточно долго и надежно. Исклю-
чение составляют случаи низкого качества лаковой пленки,
износ бумажной изоляции пластин трансформаторов старых
выпусков, повреждение
пластин электрической
дугой или проходящими
через них токами, вызван-
ными аварийным повреж-
дением трансформатора.
Рис. 117. Образование контуров в активной стали:
а — при нарушении изоляции стяжной шпильки, б — при повреждении кромок
пластин
При этом пластины оплавляются дугой и в отдельных точках
прожигаются.
Пластины подвергают переизолировке и ремонту при их
выгорании и сваривании в результате образования контура в
магнитной системе и стальных деталях остова.
Примером образования контура может служить поврежде-
ние изоляции стяжной шпильки 1 (рис. 117, а) в местах ее
прохождения через ярмовую балку 2. При этом образуется ко-
роткозамкнутый виток (шпилька — ярмовая балка — подъемная
шпилька 3 — крышка 4 — вторая подъемная шпилька — вторая
ярмовая балка — шпилька). Указанный контур сцеплен с маг-
нитным потоком верхней половины ярма 5.
В результате протекания по контуру значительного тока
в местах повреждения изоляции возникают очаги нагрева, при-
водящие к выгоранию изоляции и стали. Контуры могут обра-
зовываться также по поверхности ярма и отверстий (рис. 117, б),
если пластины имеют заусенцы, завалы кромок, изломы и из-
гибы краев. Иногда сталь повреждается электрической дугой
при коротких замыканиях в обмотках.
168
В большинстве случаев ограничиваются переизолировкой
только пластин верхнего ярма. Следует иметь в виду, что каж-
дая перештихтовка приводит к увеличению потерь в стали на
5—10%, поэтому стараются устранять повреждение, переших-
товывая магнитную систему по возможности частично.
Если требуется переизолировка пластин всей магнитной си-
стемы, производят следующие основные работы: разбирают
весь остов и его магнитную систему, очищают пластины от
старой изоляции, изолируют пластины и запекают лаковую
пленку, собирают магнитную систему и остов.
В заводских у словиях для выполнения этих работ имеютс;
стационарное оборудование и необходимая технологическая
оснастка, но при единичных ремонтах на месте установки транс-
форматора (в условиях эксплуатации) прежде чем приступать
к ним, выполняют большой объем подготовительных работ:
изготовляют приспособления для разборки и сборки остова и
магнитной системы, удаления старой изоляции, лакирования
пластин, запекания лаковой пленки и др.
Остовы и их магнитные системы разбирают и собирают в
горизонтальном положении. Для этого предварительно заших-
товывают верхнее ярмо и временно стягивают его ярмовыми
балками. Остовы трансформаторов III габарита и выше укла-
дывают в горизонтальное положение с помощью специального
металлического стенда-кантователя санеобразной формы. Остов
устанавливают и закрепляют на стенде и вместе с ним переме-
щают из вертикального положения в горизонтальное двумя
крюками мостового крана. На стенде разбирают остов и его
магнитную систему и собирают после устранения повреждения
и переизолировки пластин. Остовы трансформаторов меньших
габаритов укладывать в горизонтальное /положение допускается
без помощи кантователя. Для этого к большому крюку стро-
пят верхние ярмовые балки остова, к малому — нижние. Вна-
чале поднимают остов большим крюком до момента, когда он
окажется навесу, а затем малым до момента принятия остовом
горизонтального положения. После этого его укладывают на
разборочно-сборочный стол.
До разборки магнитной системы снимают эскиз, на кото-
ром указывают высоту окна, расстояние между осями стерж-
ней, толщину пакетов, места расположения заземляющих ши-
нок, каналов, изоляционных деталей. Затем при шпилечной
стяжке равномерно ослабляют, а потом полностью отвинчи-
вают гайки стяжных шпилек ярм и стержней. Снимают верх-
нюю и нижнюю ярмовые балки и их изоляцию. Распрессовку
стержней ведут от середины в обе стороны. Извлекают из от-
верстий шпильки, отбраковывают их и укладывают в отведен-
ное на стеллаже место.
В бесшпилечной конструкции для снятия бандажей стержни
предварительно сжимают струбцинами, затем осторожно раз-
резают бандажи и снимают их. Далее по всему контуру маг-
£—492 169
нитной системы в порядке шихтовки разбирают пластины и,
сортируя их по ширине и пакетам, укладывают на переносные
стеллажи. Для правильной укладки пластин при последующей
сборке перед расшихтовкой снимают эскиз расположения двух
последних позиций — схему шихтовки.
В процессе разборки пластины, имеющие изломы, выгора-
ния и спекания, откладывают в сторону. После полной разбор-
ки с ярмовых балок со стороны, оказавшейся внизу, удаляют
изоляционные прокладки и
Рис. 118. Приспособление для покры-
тия пластин лаком:
1 — желобок для стекания излишков лака,
2, 4 — обрезиненные валки, 3 — пластина,
5 — ванночка с лаком, 6 — лак
приступают к ремонту по-
врежденных пластин и под-
готовке их к переизолиров-
ке.
Если количество повреж-
денных пластин незначитель-
но, их ремонтируют, если
больше, заменяют новыми.
Поврежденные пластины
очищают стальной щеткой
от продуктов разложения
масла, обгоревшие края ак-
куратно обрезают ножница-
ми, тщательно снимают за-
усенцы и опиливают острые
кромки напильником. Если
общее состояние изоляции
пластин хорошее, повреж-
денную изоляцию восстанав-
ливают только в местах выгорания лаковой пленки, нанося жест-
кой кистью или пульверизатором тонкий слой маслостойкой эма-
ли. Если требуется переизолировка всех пластин, удаляют с них
старую изоляцию химическим способом, обжигом или отпари-
ванием в горячей воде, в зависимости от вида изоляции и усло-
вий ремонта.
Обжиг применяют чаще всего для удаления бумажной изо-
ляции. Его выполняют на конвейере с электрическим нагревом
или в специальной термической печи при 300—450°С. Химиче-
ским способом в основном удаляют лаковую и стеклянную изо-
ляцию. Для этого пластины погружают в специальную ванну,
заполненную 18—20%-ным раствором едкого натра или
25%-ным раствором тринатрийфосфата. Для ускорения процес-
са удаления изоляции раствор подогревают до 90—95°С и пере-
мешивают. После 15—20-минутного пребывания пластин в рас-
творе их вынимают, тщательно промывают горячей водой и сра-
зу же сушат во избежание появления ржавчины.
После удаления старой изоляции пластины покрывают ла-
ковой пленкой и запекают. В заводских условиях изолирование
пластин механизировано, (см. гл. X). Лакирование небольшой
партии пластин при единичном ремонте выполняют на приспо-
170
соблении, состоящем из пары вулканизированных (обрезинен-
ных) валков с приводом от электродвигателя с редуктором
(рис. 118). Запекают лаковую пленку в сушильной печи: пла-
стины подвешивают на крючках к металлической стойке и по-
мещают в печь с вытяжной вентиляцией. Пластины после запе-
кания пленки должны иметь гладкую поверхность, без подте-
ков и отлипаний, цвет от коричневого до темнокоричневого, тол-
щину пленки — в пределах заданной. В процессе запекания
пленки периодически проверяют ее толщину и электрическое со-
противление изоляции пластин на специальном приспособлении.
Рис. 119. Стенд для сборки плоской магнитной системы
После восстановления изоляции остов и его магнитную си-
стему собирают на том же приспособлении, на котором разби-
рали. Магнитные системы трансформаторов мощностью до
100 кВ-А собирают на металлических столах несложной конст-
рукции с уложенными на них плитами, упорами и другими при-
способлениями, фиксирующими пластины в требуемом положе-
нии; мощностью 100—630 кв-А — на сварных металлических
столах, представляющих собой козлы с уложенными на них
балками из стального проката, служащими основанием для
размещения ярмовых балок и опорами стержней, предотвра-
щающими их от провисания; мощностью 1000—10 000 кВ-А —
на стендах (рис. 119). На площадке 1 такого стенда, сварен-
ной из стального проката, уложены закрепляемые болтами 12
балки 2 — по одной на каждый стержень остова; на них уста-
новлены и закрепляются башмаками 13 передвижные балки 9,
несущие на себе опоры 8 в виде гребенки, предотвращающие
провисание стержней. Перед шихтовкой магнитной системы
стенд настраивают: передвижные балки 9 устанавливают и за-
крепляют в таком положении, чтобы при стяжке стержней бан-
дажами между опорами 8 можно было производить предвари-
тельную стяжку стержней технологическими (временными)
бандажами (цепными или ленточными), а в случае стяжки
сквозными шпильками, чтобы между опорами находились от-
верстия в пластинах, позволяя тем самым свободно вставлять
6*
171
в стержни шпильки и затягивать их гайками. Устанавливают
специальные винтовые домкраты 3 и укладывают на них ярмо-
вые балки 4 обычно со стороны НН, а сверху их — электрокар-
тонную изоляцию балок — «мосты» 6. Затем на опорах 8 по
осям стержней размещают буковые планки 11, а на них —
стальные подъемные пластины 5 (в случае бесшпилечной стяж-
ки) и затем их полосы 10 из электрокартона. Далее домкра-
тами устанавливают ярмовые балки на высоте, при которой
горизонтальные плоскости изоляции балок и электрокартонных
полос 10 окажутся в одной плоскости, а сами балки займут
строго горизонтальное положение и своими отверстиями со-
единятся в «замок» с шипами подъемных пластин. Обеспечив
устойчивое положение ярмовых балок и уложенных деталей,
приступают к укладке пластин 7 активной стали.
Магнитные системы более мощных трансформаторов соби-
рают на механизированных стендах-кантователях санеобразной
формы, позволяющих производить сборку и разборку остовов
и магнитных систем, их прессовку и стяжку, а также кантовку
с помощью мостовых кранов из горизонтального положения в
вертикальное и наоборот.
К столу стенда сборки доставляют все изоляционные дета-
ли, стяжные шпильки с комплектом изоляции, гаек и шайб,
заземляющие шинки и изолированные пластины. Пакеты пла-
стин располагают по обе стороны стола на стеллажах так, что-
бы при шихтовке каждый сборщик мог свободно доставать
пластину любого размера, не сходя с места и не делая непроиз-
водительных движений.
Остовы трансформаторов мощностью до 400 кВ-А включи-
тельно собирает один рабочий, более мощные трансформаторы
шихтуют два человека и более. Шихтовку начинают с укладки
крайних пластин, предназначенных для перекрытия первых
стыков. Затем согласно эскизу, составленному при разборке,
набирают первый пакет.
Магнитные системы трансформаторов средней мощности
обычно шихтуют в две (иногда в три) пластины. Количество
пластин может отличаться и уточняется при разборке. Пла-
стины следует укладывать ровно, без перекосов, выступов и
лабегания одной на другую. Неровности подбивают в процес-
се шихтовки подбойками из фибры и киянкой. Для контроля
правильности укладки пластин периодически измеряют рулет-
кой расстояние по диагонали магнитной системы, а штанген-
циркулем— толщину пакетов. При укладке второго пакета в
пластины ярм закладывают заземляющие шинки.
При шихтовке шпилечных магнитных систем для контроля
соосности в отверстия пластин устанавливают металлические
оправки, которые в процессе сборки по мере увеличения тол-
щины пакетов периодически вращают. Перекосы и вертикаль-
ность оправок проверяют угольником, приставляя его одной
стороной к плоскости пластин, а второй к оправке. Сборку
172
магнитной системы заканчивают укладкой крайних угловых
пластин, перекрывающих стыки предпоследнего слоя. На маг-
нитную систему стороны ВН укладывают симметрично такие же
детали, что и на стороне НН: электрокартонную изоляцию на
стержни и ярмовые балки, подъемные пластины, буковые план-
ки и ярмовые балки. При шпилечной стяжке поочередно вы-
нимают оправки и на их место вставляют стяжные шпильки.
До прессовки шпильками или стеклобандажами пластины
неплотно прилегают друг к другу. Поэтому магнитную систе-
му предварительно прессуют, устанавливая груз, пресс-балками
или стягивая более длинными временными шпильками. После
прессовки проверяют толщину стержней и ярм, на стяжные
шпильки надевают бумажно-бакелитовые трубки, электрокар-
тонные и стальные шайбы, навинчивают гайки и слегка стяги-
вают магнитную систему. Затем подбивкой устраняют все не-
ровности и, равномерно завинчивая гайки, прессуют пластины
до размера, указанного на чертеже. После этого к нижним яр-
мовым балкам крепят опорные планки.
Собранный остов стропят, ставят в вертикальное положение
и устанавливают вертикальные прессующие шпильки так, как
они были установлены до разборки. Окончательно подтягивают
все стяжные шпильки и мегаомметром измеряют сопротивление
изоляции ярмовых балок и шпилек по отношению к магнитной
системе.
При отсутствии дефектов остов передают на испытание, при
котором проводят опыт холостого хода. Если результаты ис-
пытаний удовлетворительные, верхнее ярмо расшихтовывают и
приступают к насадке обмоток. Следует указать, что при сбор-
ке магнитных систем бесшпилечной конструкции требуется осо-
бенно большое внимание и аккуратность, так как пластины не
фиксируются оправками и качество их укладки зависит от
тщательности выполнения работ. Каждый пакет пластин толщи-
ной 15—20 мм выравнивают киянкой и проверяют шаблоном
правильность сборки. После укладки всех пластин в уступы
пакетов стержней закладывают изготовленные из бука планки
и рейки в том же порядке, в котором они находились до раз-
борки, и временно закрепляют их на стержнях киперной лентой.
Затем магнитную систему стягивают временными, обычно цеп-
ными или ленточными бандажами: вначале стержни, потом*
ярма. После стяжки до размеров, указанных на чертеже, и да
удельного давления в среднем пакете 0,5—0,6 МПа поочередно
снимают временные бандажи и бандажируют стержни стекло-
лентой, затягивая ее с усилием 15—18 кН. Под бандажи пред-
варительно подкладывают электрокартонные полосы. Ярма
вначале прессуют временными шпильками, пропуская их через
отверстия на концах ярмовых балок, затем устанавливают по-
лубандажи, затягивая их гайками, и удаляют временные
шпильки. Окончательно собранный и опрессованный остов про-
веряют: измеряют сопротивление изоляции полубандажей и
J73
ярмовых балок относительно активной стали, омическое сопро-
тивление каждого пакета и магнитной системы в целом.
Имеющееся в эксплуатации небольшое количество остовов
с металлическими бандажами не обеспечивает надежность
стяжки, а также имеет ряд других недостатков, поэтому при
ремонте остовов стальные бандажи и сквозные шпильки сле-
дует заменять стеклобандажами.
§ 41. РЕМОНТ ОБМОТОК И ГЛАВНОЙ ИЗОЛЯЦИИ
С течением времени витковая изоляция обмоток изнаши-
вается, ухудшаются ее механическая прочность и электроизо-
ляционные свойства, что приводит к замыканию между вит-
ками. Обмотки с такой изоляцией заменяют новыми или пере-
матывают, полностью переизолировав «провод и заменив изоля-
ционные детали. Повреждение обмоток обычно связано с оп-
лавлением провода и выгоранием изоляции в зоне виткового
замыкания. Слоевые обмотки при витковом замыкании во внут-
реннем слое, как правило, пёрематывают, применяя до этого
новый провод или используя старый с восстановленной изоля-
цией. При замыкании во внешнем слое без значительного
оплавления и деформации обмотку восстанавливают путем ча-
стичной размотки, удаления поврежденного слоя и намотки его
новым или перекодированным проводом. Переизолировка об-
моточного провода состоит из удаления с него старой изоляции,
отжига, рихтовки и изолирования. Для удаления старой изо-
ляции и отжига обмотку разматывают на отдельные бухты,
скрепленные проволокой, которые нагревают в закрытой печи
при 500—600°С. При этом изоляция обгорает и снимаются
внутренние упругие напряжения меди — она становится «мяг-
кой».
Применяется также механический способ удаления старой
изоляции с провода путем протягивания его через устройство,
в котором изоляция разрезается в продольном направлении,
проволока очищается скребками и рихтуется. Это устройство
при установке фильер позволяет одновременно перетягивать
проволоку на другое сечение. После протяжки проволоку, на-
мотанную в бухты, вторично отжигают и промывают водой,
благодаря чему она хорошо очищается, не теряя мягкости.
Концы проволоки соединяют между собой внахлест элект-
ропайкой серебряным припоем. Места паек тщательно опили-
вают и зачищают наждачной шкуркой. Подготовленную таким
образом проволоку изолируют на специальных бумагооплеточ-
ных станках. Частичную или полную перемотку обмоток вы-
полняют на шпиндельных намоточных станках той или иной
марки в зависимости от конструкции и размера обмотки. Об-
мотку непосредственно наматывают на специальные вращаю-
щиеся оправки, позволяющие изменять диаметр в соответствии
с диаметром обмотки. Перед намоткой к рабочему месту на-
174
мотчика доставляют предварительно заготовленные изоляцион-
ные детали, материалы и обмоточный провод. Их перечень и
количество зависят от конструкции обмотки и объема намо-
точных работ. После намотки обмотку сушат, прессуют до ука-
занного на чертеже размера, а иногда пропитывают лаком
МЛ-92 и запекают.
Обмотки наматывают специально обученные лица, имею-
щие квалификацию намотчика обмоток. Их рабочее место осна-
щено необходимым инструментом, приспособлениями и черте-
жами.
Рис. 120. Сборка ярмовой изоляции из электрокартонных деталей:
а — устройство и сборка, б — заклепка, в — ярмовая изоляция с выемным сегментом
Главную изоляцию ремонтируют или частично заменяют но-
вой в том случае, если общий ее износ незначительный и пере-
мотка обмоток вызвана не износом их изоляции, а повреж-
дением. Главную изоляцию, -как правило, изготовляют заново,
если при ремонте трансформатора все обмотки заменяют но-
выми, или перематывают с использованием старой проволоки.
В трансформаторах I—III габаритов обычно ярмовую и урав-
нительную изоляции изготовляют заново.
Для изготовления изоляции из электрокартона применяют
различные приспособления и инструменты: станок или приспо-
собление для вырезки шайб, вибрационные, гильотинные и руч-
ные ножницы, электрическую или ручную дрель, слесарный
молоток, кисть для покрытия лаком склеиваемых деталей,
стол для разметки и сборки изоляции, пресс-форму — приспо-
собление для прессовки и запекания склеиваемых деталей. Для
примера на рис. 120, а показано устройство и процесс сборки
ярмовой изоляции на круглом столе. Шайбу 1 вырезают из
электрокартона толщиной 2—3 мм; верхние и нижние под-
кладки 2 представляют собой набор отдельных склеенных пла-
стин. Пластины вырезают из листов электрокартона, предва-
рительно покрытых бакелитовым лаком и просушенных на
воздухе в течение 7—8 ч. Усадка электрокартона вдоль и по-
перек волокон различна, поэтому, чтобы при сушке не произо-
175
тпж) копобления и оасслаивания пластин, их налезают н ппном
направлении: только вдоль или поперек волокон. После заго-
товки пластины набирают до заданной толщины, бандажируют
вразбежку лентой, обычно из крепированной бумаги, прессуют
и запекают в пресс-форме. После 8—10 ч запекания при тем-
пературе 120—130°С с подкладок удаляют киперную ленту,
очищают их от просочившегося наружу лака и на фрезеро-
вальном станке выравнивают боковую поверхность. При при-
менении клея из метилцеллюлозы для склеивания пластин вре-
мя сушки при 20—30°С сокращается до 1 часа. Затем на шайбе
с помощью шаблона размечают мелом или химическим каран-
дашом места установки подкладок и сверлят отверстия под
заклепки 3 в подкладках и шайбе за один прием. Одну из под-
кладок сверлят на всю толщину, вторую — не более чем на
0,25 ее толщины.
После этого промазывают стороны подкладок, сопрягаемых
с шайбой, бакелитовым лаком, укладывают их на шайбу, скреп-
ляют между собой, забивая заклепки, также предварительно
смазанные бакелитовым лаком. Заклепки (рис. 120,6) изготов-
ляют из склеенного электрокартона; их длину выбирают такой,
чтобы после забивания ее конец несколько расплющился, как
бы образуя потайную головку. При диаметре отверстий 7,2 мм
ширину закрепки берут 7—7,5 мм. Подкладку в зависимости от
ее длины крепят 1—3 заклепками. Для удобства изгиба и изо-
лирования концов внутренних обмоток ярмовую изоляцию
трансформаторов IV—V габаритов изготовляют с выемным
сегментом 4 (рис. 120, в), вставляемым до насадки наружной
обмотки.
Ремонт и изготовление уравнительной изоляции аналогичны
описанному способу. Часто при ремонте заменяют только шай-
бы, а подкладки используют старые, если они не потеряли ме-
ханической прочности и не повреждены. В других видах изоля-
ции дефектные детали либо заменяют, либо подвергают ремонту.
В качестве главной изоляции в трансформаторах НО кВ и
выше применяют опорное кольцо (рис. 121,а), набранное из
отдельных шайб электрокартона, склеенных бакелитовым лаком
и запеченных в пресс-форме; угловую шайбу (рис. 121,6), изго-
товленную из полос электрокартона толщиной 0,5 мм, надре-
занных и отбортованных так, чтобы отбортованные лепестки
перекрывали друг друга; верхнюю и нижнюю ярмовые изоля-
ции с междуфазными перегородками (рис. 121, в); электрокар-
тонные цилиндры обмоток.
§ 42. УСТАНОВКА ОБМОТОК НА СТЕРЖНИ ОСТОВА.
ШИХТОВКА. ПРЕССОВКА ОБМОТОК И ЯРМА
Установка обмоток. До насадки обмоток верхнее ярмо осто-
ва расшихтовывают (если оно было зашихтовано) и концы
стержней обвязывают мягкой проволокой или веревкой. Достав-
176
ленные к рабочему месту обмотки проверяют на соответствие
их данных, указанных на ярлыке, параметрам трансформатора*
для которого они предназначены (мощность, тип трансформа-
тора), визуально проверяют, нет ли внешних повреждений^
измерениями уточняют соответствие высот и диаметров обмоток
чертежу, отсутствие обрывов и замыканий между витками и
параллельными проводами.
Рис. 121. Детали и кон-
струкция главной изоля-
ции обмоток силовых
трансформаторов класса
110 кВ и выше:
а — опорное кольцо, б — уг-
ловая шайба, в — верхняя и
нижняя ярмовые изоляции
с междуфазными перего-
родками; / — фасонная шай-
ба, набранная из 2—3 слоев
электрокартона, 2 — П-об-
разная двусторонняя про-
кладка, 3 — междуфазная
перегородка, 4 — рейки из
полос электрокартона, об-
разующие канал в перего-
родке, 5 — нижняя ярмовая
изоляция
Электрическое испытание на выявление замыкания делают
в запрессованном состоянии обмоток, так как при ослаблении
прессовки, в случае замыкания, оно может исчезнуть и дефект
не будет выявлен. Если обмотки исправны, на полки нижних
ярмовых балок укладывают уравнительную изоляцию.
У трансформаторов мощностью 250—1600 кВ-А напряжени-
ем до 10 кВ уравнительная изоляция представляет собой на-
стил 1 из буковых планок (рис. 122). Их укладывают по внеш-
нему периметру нижнего ярма, как показано на рисунке, и про-*
177
веряют, чтобы плоскость планок лежала на одном уровне с
плоскостью ярма. На буковый настил и плоскость ярма укла-
дывают нижнюю ярмовую изоляцию 2, нанизывая ее на стерж-
ни 3. При этом следят, чтобы ее подкладки лежали на планках
и ярме без провисания.
Если обмотки не имеют жестких (бумажно-бакелитовых)
цилиндров, то вместо них применяют мягкие цилиндры 4, изго-
товляемые из двух прямоугольных пластин электрокартона тол-
щиной 1—1,5 мм, которым придают цилиндрическую форму,
выгибая их на вальцовом станке или руками. Изгибание сле-
Рис. 122. Монтаж уравнительной и ярмовой изоляции и мягких
цилиндров обмоток трансформаторов мощностью 250—1600 кВ-А
напряжением 10 кВ
дует делать вдоль волокон, плавно, так чтобы не было углов и
изломов. Заготовленные пластины устанавливают вокруг стерж-
ней так, чтобы их концы перекрывали друг друга внахлест и
чтобы места перекрытий 5 располагались на боковых сторонах
стержней против центральных пакетов магнитной системы. Ци-
линдры временно скрепляют обвязкой хлопчато-бумажной лен-
той или веревкой 6.
У более мощных трансформаторов цилиндры состоят из не-
скольких слоев электрокартона, количество слоев выбирают
таким, чтобы толщина цилиндра соответствовала размеру, ука-
занному на чертеже. Высоту, толщину и наружный диаметр
цилиндров проверяют штангенциркулем и метром.
Ярмовая и уравнительная изоляция трансформаторов мощ-
ностью до 250 кВ-А устроена несколько по-другому (рис. 123).
У каждого стержня на ярме укладывают четыре буковые план-
478
ки 3, по две с каждой стороны. Планки имеют поперечный паз,
который при установке входит в выступающий край электро-
картонной прокладки 2, изолирующей активную сталь от ярмо-
вой балки 1. В этом устройстве планки по высоте выступают
над плоскостью ярма, поэтому они сочетают в себе уравнитель-
ную и ярмовую изоляцию.
Для изолирования обмоток от ярма в промежутке между
стержнями поверхность ярма закрывают электрокартонными
щитками 4. Щитки должны лежать на одном уровне с планка-
ми; являясь ярмовой изоляцией, они одновременно служат
2 3 4
а)
Рис. 123. Монтаж яр
мовой и уравнитель-
ной изоляции (а) и
насадка обмоток (б)
трансформаторов
мощностью до
250 кВ-A напряже-
нием до 10 кВ
опорной поверхностью для обмоток. После установки уравни-
тельной и ярмовой изоляции на цилиндры 5 стержней поочеред-
но, начиная с крайней фазы, насаживают обмотки 6 НН. Об-
мотки трансформаторов мощностью до 630 кВ-А насаживают
вручную, большей мощностью — грузоподъемным механизмом
и приспособлением, которым обмотки были сняты.
При насадке обмоток НН их концы обращают в сторону,
где будет собрана схема отводов НН. Обмотку насаживают
плотно, с некоторым усилием; если она идет очень туго, насад-
ку следует прекратить, проверить размеры обмотки и ее изо-
ляции, выяснить возможную причину (перекос, задевание об-
мотки за изоляцию, за выступающие детали остова и т. n.)L
После устранения причины производят повторную насадку об-
моток. Далее поверх обмоток НН насаживают обмотки BHL
При этом следят, чтобы основные и регулировочные ответвле-
ния располагались на стороне отводов ВН, т. е. были обраще-
ны в сторону, указанную на чертеже, и каждая из обмоток соот-
ветствовала своему стержню.
При насадке обмоток, намотанных на рейки, особое значе-
ние следует придавать правильному расположению реек каж-
179
дой из обмоток (НН, ВН, СН); рейки всех Обмоток в радиаль-
ном направлении' должны совпадать, располагаться одна про-
тив другой, тем самым создавая жесткуй опору каждой из об-
моток в радиальном направлении и соответственно повышая их
механическую стойкость к воздействию радиальных усилий при
коротких замыканиях. Кроме того, оси (столбы) дистанционных
прокладок обмоток должны располагаться по вертикали так,
чтобы они совпадали с подкладками концевой изоляции (ярмо-
вой, уравнительной), создавая надежную устойчивую опору
обмоток, повышающую их стойкость к воздействию осевых уси-
лий.
Закончив насадку, приступают к радиальной расклиновке
обмоток. У многослойных обмоток она заключается в установке
реек в каналах между обмотками ВН и НН и буковых стерж-
ней между обмоткой НН и стержнем магнитной системы. Рас-
клиновкой создается жесткая опора обмоток в радиальном на-
правлении и исключается возможность их смещения и разруше-
ния от динамических усилий.
Расклиновку начинают с забивания реек в каналы между
обмотками ВН и НН против реек, образующих масляные кана-
лы в обмотках ВН: устанавливают в эти места на полную глу-
бину электрокартонные коробочки, вставляют в них на глубину
40—50 мм буковые рейки и поочередно в перекрестном порядке
забивают их молотком. Если рейка входит легко от удара мо-
лотка, под нее подкладывают электрокартонную полоску, если
туго, ее строгают рубанком, подгоняя по месту.
Затем расклинивают обмотки НН и стержня. Для этого
между электрокартонным цилиндром и уступами стержня за-
бивают круглые буковые стержни, а между плоской частью
стержня и цилиндром — плоские фасонные планки. Размеры
расклинивающих деталей и места их установки должны соот-
ветствовать чертежу. Расклиновку производят осторожно, что-
бы не повредить обмотку, пластины стержней и не поломать
клинья. От качества расклиновки зависит механическая стой-
кость обмоток при коротких замыканиях.
После расклиновки устанавливают верхнюю ярмовую изоля-
цию, выгибают и изолируют концы обмоток НН. Для выгиба-
ния концов применяют стальную трубку, которой пользуются
как рычагом. Изоляцию накладывают вполуперекрытие на дли-
не 100—120 мм, начиная от выхода концов из обмотки. Концы
слоевых и многослойных цилиндрических обмоток обычно изо-
лируют двумя слоями лакоткани, концы непрерывных и винто-
вых обмоток напряжением до 10 кВ изолируют до толщины
1,5 мм на сторону. Концы обмоток трансформаторов напряже-
нием 35 кВ мощностью 1000—6300 кВ-А изолируют до толщи-
ны 4—6 мм на сторону лентами из лакоткани или крепирован-
ной бумаги. Слои изоляции должны плотно прилегать друг к
другу; по мере удаления от обмотки толщина изоляции должна
убывать, образуя конус длиной, равной десятикратной ее тол-
180
Рис. 124. Крепление подъем-
ного приспособления к обмот-
ке перед ее насадкой на стер-
жень остова
шины. Поверх основной изоляции накладывают один слой таф-
тяной ленты. Особенно тщательно изолируют концы у места
выхода их из обмотки, так как изоляция в местах изгиба чаще
повреждается. Концы Лент тщательно заделывают и смазыва-
ют бакелитовым лаком.
Обмотки более мощных трансформаторов, намотанные на
рейки или бумажно-бакелитовые
цилиндры, поступают на сборку в
запрессованном состоянии. Их до на-
садки после проверки размеров и ис-
пытания распрессовывают: ослабля-
ют, а затем полностью отвинчивают
гайки стяжных шпилек рам (плит}
и освобождают от прессующих дета-
лей и приспособлений. Затем при-
ступают к их обработке. Если об-
мотка намотана на рейки, их верх-
ние концы обрубают стамеской на
уровне 20—25 мм ниже верхнего
торца опорного кольца, внизу — вро-
вень с нижним торцом опорного
кольца. Если конструкцией изоля-
ции предусмотрены угловые шайбы,
под них в рейках делают вырезы,
указанные в чертеже.
Проверяют вертикальность и па-
раллельность реек; при необходи-
мости их осторожно подравнивают
киянкой; проверяют, чтобы в местах
перехода из катушки в катушку про-
вода были прижаты к обмотке и не
выступали за ее радиальный раз-
мер. Если отклонений от чертежа
нет, под обмотки 3 заводят лапы 1
тяг 4 съемно-подъемного приспособ-
ления (рис. 124) так, чтобы их нос-
ки находились под опорным кольцом 2, не выступали за пределы
его радиального размера и были плотно к нему прижаты. При
диаметре обмоток, не превышающем 600 мм, используют при-
способление с двумя тягами, при большем диаметре — с тремя
тягами и соответственно применяют трехлучевую траверсу 6,
Лапы следует устанавливать под опорное кольцо в местах, рав-
ноудаленных друг от друга по окружности таким образом, что-
бы они находились на оси столбов дистанционных прокладок об-
мотки. Кроме того, место заводки тяг нужно выбирать с таким
расчетом, чтобы они не оказались между стержнями остова пос-
ле установки обмотки, в противном случае будут затруднения
при их освобождении от обмоток. Тяги крепят к обмотке верев-
кой 5 0 18—20 мм или специальными поясами. После этого об-
181
мотку поднимают, устанавливают на подставку, окончательно
осматривают и продувают чистым сухим воздухом.
Перед насадкой обмоток концы стержней остова временно
обертывают электрокартоном, чтобы Избежать повреждения
витковой изоляции краями пластин. /
Если обмотку насаживают на мягкие цилиндры, то, опусти»
ее до уровня цилиндра, между рейками обмотки и цилиндром
вставляют по всей его окружности электрокартонные полосы
толщиной 1—1,5 мм. Полосы являются направляющими, облег-
чают насадку и предохраняют обмотку и цилиндр от повреж-
дения. Медленно опуская обмотку и соблюдая соосность со
стержнем, направляют ее руками так, чтобы оси реек как мож-
но точнее совпадали с серединами подкладок ярмовой изоля-
ции, а нижний конец обмотки находился между подкладками
ярмовой и уравнительной изоляции.
Если обмотка не опускается под собственной массой и даже
под некоторым усилием прилагаемого груза, ее следует снять,
проверить причину, затрудняющую насадку, устранить ее и про-
должать насадку. Наоборот, очень легкая насадка, когда об-
мотка садится слишком свободно, указывает на то, что не все
рейки плотно прилегают к цилиндру, а это недопустимо, так
как ослабляются радиальные опоры обмотки. В этом случае
обмотку следует снять, домоткой электрокартона увеличить
диаметр цилиндра до размера, соответствующего диаметру об-
мотки по рейкам, и повторить насадку. Обмотку НН обычно до
самого конца не опускают: ее задерживают на расстоянии 250—
300 мм от ярмовой изоляции и, установив под нее подставки,
выгибают, укладывают и изолируют нижний конец, распола-
гаемый между уравнительной и ярмовой изоляцией. Затем под-
ставки (деревянные бруски) удаляют и опускают обмотку до
конца.
Изолированию концов следует уделять особое внимание:
толщина изоляции должна соответствовать указанной на чер-
теже, ее слои должны быть плотными, без морщин и пустот,
верхний слой закрепляют киперной лентой, намотанной одним
слоем вполуперекрышку. После насадки всех обмоток НН их
подпрессовывают грузом до осевого размера, указанного на
чертеже, и расклинивают. Затем переходят к намотке цилиндров
(если они не жесткие) и установке нижней изоляции обмоток
ВН, их насадке, подпрессовке, укладке верхней изоляции, изо-
лированию основных и регулировочных концов. Насадку обмо-
ток заканчивают установкой элементов концевой изоляции, ука-
занной на чертеже, а в случае прессовки кольцами — укладкой
их поверх ее. При насадке обмоток, установке изоляции, уклад-
ке, размещении и изолировке концов пользуются чертежом, ко-
торый называется «Установка обмоток».
Шихтовка ярма. После насадки обмоток приступают к ших-
товке верхнего ярма. К рабочему месту доставляют пластины
182
Рис. 125. Сборка верхнего ярма и прессовка обмоток:
а — шихтовка верхнего ярма, б — прессовка обмоток и ярма
ярма, ярмовые балки, прессующие детали, изоляционные про-
кладки ярмовых балок и заземляющую шшшу. Шихтовку на-
чинают с середины центрального пакета (рис. 125,а), закла-
дывая пластины 2 ярма между выступающими вертикальными
пластинами стержней одновременно с/двух сторон ярма. Ших-
туют сразу по две или три пластинььв зависимости от того, как
ярмо было зашихтовано до разборки. Укладку средних пластин
чередуют с укладкой левых и правых угловых пластин. Их
вставляют так, чтобы не было нахлеста с короткими пластина-
ми стержней, стыки не имели зазоров и отверстия пластин
1рма совпадали с отверстиями в пластинах стержней. В про-
тивном случае после шихтовки стяжные шпильки не войдут в
отверстия ярма.
Окончив шихтовку средней части центрального пакета, ших-
туют остальные пакеты, вставляют сначала средние пластины,
а затем угловые, проверяя, чтобы каждая пластина ярма сты-
ковалась с вертикальной пластиной стержня без зазора.
Для плотного прилегания стыков и выравнивания пластин,
выступающих в виде гребешков, каждый слой осаживают, уда-
ряя слегка по изоляционной подкладке, устанавливаемой вдоль
пластин. Не допускается ударять молотком непосредственно по
пластинам или применять стальную подкладку. Подбивку про-
изводят с верхней и боковых сторон.
При шихтовке ярм более крупных магнитных систем (мощ-
ностью 6300 кВ-А и более) ярмо временно скрепляют техноло-
гическими П-образными скобами, чтобы избежать чрезмерного
распушения пластин. Скобы устанавливают по всей ширине и
длине ярма в шахматном порядке. Шихтовка ярм пластинами
из холоднокатаной стали, особенно с косыми стыками, требует
большого внимания и аккуратности; следует избегать ударов и
изгибания пластин.
Прессовка обмоток и ярма. Несмотря на осаживание в про-
цессе шихтовки пластины 5 верхнего ярма (рис. 125,6) иногда
немного не доходят до конца, упираясь в ярмовую изоляцию.
Для окончательной их осадки предварительно прессуют ярмо-
выми балками 3 и вертикальными шпильками 7 обмотки И.
Для этого ярмовые балки слегка стягивают временными шпиль-
ками 4, вставляемыми в имеющиеся в них отверстия.
Пластины осаживают небольшой кувалдой, ударяя по при-
ставленной к ним фибровой подкладке толщиной 30—40 мм.
Зазоры в отдельных стыках должны быть не более 1—2 мм.
Следует иметь в виду, что при больших зазорах и недокладке
пластин увеличивается ток холостого хода и потери в стали.
Это выявляется при испытании и может привести к повторной
разборке и сборке магнитной системы.
После окончательной осадки пластин верхнего ярма ослаб-
ляют затяжку шпилек 4 и устанавливают ярмовые изоляцион-
ные прокладки 6. Прокладки ярмовых балок небольших остовов
представляют собой пластины из электрокартона с отверстиями
184
для стяжных шпклек. В более крупных остовах к пластинам в
поперечном направлении прикреплены электрокартонные под-
кладки (рейки), образующие вертикальные каналы между ярмом
и балкой. Такую изоляцию называют «мостом».
Для удобства сборка прокладки 6 временно привязывают к
ярмовым балкам киперной лентой и устанавливают на ярмо
вместе с балками. Балки и прокладки устанавливают так, что-
бы их отверстия совпадали е отверстиями в пластинах ярма.
У выхода концов 10 обмоток НН между полкой ярмовой балки
и буковыми планками 9 помещают электрокартонные щитки 8.
Они служат дополнительной изоляцией концов обмоток от ба-
чок. Далее равномерным завинчиванием гаек на временных
шпильках подпрессовывают ярмо, осматривают отверстия в ярме
со шпилечной стяжкой и в случае смещения отдельных пластин
поправляют их конусообразной оправкой. Затем в отверстия
вставляют стяжные шпильки с бумажно-бакелитовыми трубка-
ми, надевают на их концы изоляционные и стальные шайбы и
навинчивают гайки.
Со стороны отводов НН устанавливают заземляющую шин-
ку: один ее конец вставляют в первый пакет, а другой болтом
крепят к ярмовой балке. После этой операции окончательно
затягивают стяжные шпильки (временные удаляют), кернят
гайки и проверяют мегаомметром сопротивление изоляции шпи-
лек и ярмовых балок.
Ярма бесшпилечной магнитной системы, как было указано
ранее, стягивают (прессуют) внешними шпильками и полубан-
дажами, а стержни — стеклобандажами. В отличие от шпилеч-
ной магнитной системы такая стяжка механически менее жест-
ка, поэтому в остов дополнительно введены конструктивные
элементы, чтобы снизить воздействие внешних механических
нагрузок, возникающих при подъемах. Так, в остовах трансфор-
маторов I—II габаритов, имеющих сравнительно небольшую
массу, верхние ярмовые балки соединяют с нижними вертикаль-
ными шпильками. При подъеме усилие от массы активной части
(остова) воспринимается нижними опорными планками и скреп-
ленными с ними нижними ярмовыми балками, а далее через
вертикальные шпильки нагрузка передается на верхние ярмо-
вые балки и прикрепленные к ним устройства для подъема
(рымы). Кроме того, сила трения, возникающая между ярмом
и ярмовыми балками, также препятствует смещению балок от-
носительно ярма.
В более мощных трансформаторах, активная часть которых
имеет большую массу, для разгрузки магнитной системы в кон-
струкцию остова введены подъемные (их также называют прес-
сующие) пластины из маломагнитной стали, расположенные по
обеим сторонам вдоль каждого стержня и изолированные от
него прокладками из электрокартона. Пластины при подъемах
принимают на себя нагрузку от массы активной части и, кроме
того, при стяжке и прессовке вместе с ними стержней бандажа-
185
ми создается равномерное удельное давление' в стержне, тем
самым предотвращается деформация крайних пакетов активной
стали. /
Ярмовые балки 2 трансформаторов/III габарита и выше
скрепляют с пластинами 1 «в замок» с/помощью прямоугольных
шипов 3 и 5, приваренных к балкам/и пластинам (рис. 126,а).
Для шипа 3 в ярмовой балке выре^ют отверстие (окно). В про-
цессе сборки не исключены неточность приварки шипов и дру-
гие технологические отклонения^ которые могут вызвать появ-
ление зазора между шипами и соответственно неравномерную
Рис. 126. Способы соединений в «замок» ярмовых балок с подъемными
пластинами бесшпилечной магнитной системы:
а — шипами, б — шипами и клином, в — шипами, клином и сегментным вкла-
дышем
нагрузку на пластины остова. Чтобы избежать этого, особенно
в трансформаторах IV габарита и более, в конструкцию зам-
кового соединения введено клиновое устройство (рис. 126,6).
В нем между шипом 3, имеющим косой срез, и прямоугольным
шипом 5 ярмовой балки помещен стальной клин 7, который с
помощью болта 9, вворачиваемого в резьбовое отверстие крон-
штейна 8, приваренного к шипу подъемной пластины, переме-
щаясь, расклинивает шипы без зазора. При такой конструкции
замкового соединения опорные площади клина и шипа, рабо-
тающие на смятие, не одинаковы, так как трудно достичь их
параллельного расположения. Для исключения этого недостат-
ка в остовах, имеющих большую массу, где распределению уси-
лий между пластинами придается особое значение, шип 3
подъемной пластины делают с круглой выемкой (рис. 126,в),
в которую помещают стальной вкладыш 10, имеющий форму
сегмента. При навинчивании гайки 12 на болт 11, пропущенный
через удлиненные отверстия кронштейнов 13 и 14, клин 7 пере-
мещается по торцевой стенке шипа 5 и скользит по скошенному
торцу вкладыша. Вкладыш разворачивается параллельно клину
и прижимается к шипу 3 подъемной пластины. При этом опор-
ные поверхности вкладыша и клина с шипами плотно прилета-
186
ют друг к другу, ^лектрокартонные полосы 6 и прокладка 4
предназначены для Электрической изоляции ярмовой балки от
подъемной пластины.\
Существуют и другие конст-
рукции замковых соединений,
в том числе с шипом цилиндри-
ческой формы и самоустанав-
ливающимся кольцом, двухкли-
новые и некоторые другие.
На рис. 127 показано (в раз-
резе одной фазы) размещение
обмоток, изоляции и прессую-
щих устройств на бесшпилеч-
ной магнитной системе со сто-
роны отводов обмоток НН
трехфазного трансформатора
III габарита. Следующий тех-
нологический процесс сборки —
установка переключателя и со-
единение обмоток отводами.
§ 43. ПАЙКА, СВАРКА, ИЗО-
ЛИРОВКА И КРЕПЛЕНИЕ
ОТВОДОВ
Подготовка к пайке и свар-
ке. Установленные на активной
части обмотки соединяют в те
или иные схемы, подключают к
переключателю и вводам отво-
дами.
До соединения обмотки
опрессовывают, а их концы вы-
гибают и готовят к пайке: с
конца каждого отдельного про-
вода удаляют изоляцию на дли-
не 40—100 мм (в зависимости
от сечения отвода обмотки), а
общую изоляцию конца среза-
ют на конус на длине, равной
десятикратной ее толщине;
очищенные от изоляции концы
проводов укладывают так, как
указано на чертежах установ-
ки обмоток и сборки отводов.
Медные отводы сращивают
электроконтактной пайкой, при-
меняя припой МФ2, обеспечи-
Рис. 127. Размещение обмоток,
изоляции и прессующих устройств
на стержне остова трансформато-
ра III габарита с бесшпилечной
магнитной системой:
1 — уравнительная изоляция, 2, 8 —
концы обмотки НН, 3, 7 — нижняя и
верхняя ярмовая изоляция, 4 — обмот-
ка ВН, 5 —обмотка НН, 6 — цилиндр
обмотки ВН, 9 — прессующее кольцо,
10 — прессующий (нажимный) винт,
11, 18 — верхняя и нижняя ярмовые
балки, 12 — подъемная пластина с ши-
пами, 13 — полубандаж, 14 — электро-
картонная прокладка, 15 — стержень,
16 — стеклобандаж, 17 — цилиндр об-
мотки НН
187
вающий хороший электрический контакт и высокую механиче-
скую прочность спая (для сращивания проводов при намотке
обмоток применяют припой ПСр15). /
Подготовленные и сложенные внахлест провода обмотки и
отводов зажимают угольными электродами специальных кле-
щей и подают на них напряжение 6—12 В переменного тока.
Ток, проходящий через угли и сращиваемые концы, нагревает
их до красного свечения и при прикосновении к месту спая па-
лочкой припоя он расплавляется и заполняет зазор между
проводниками. При отключении тока и снижении температуры
припой затвердевают, надежно соединив провода.
До начала пайки отводы устанавливают на активную часть,
подгоняют по месту концы и крепят планками к несущей кон-
струкции. Затем зачищают концы и срезают изоляцию вблизи
мест пайки. Новые отводы изготовляют из проводов ПБОТ,
круглых прутков или шин прямоугольного сечения. Вначале в
зависимости от площади поперечного сечения кусачками, спе-
циальными рычажными ножницами или ножовкой отрезают за-
готовки, затем их выгибают, придавая форму, указанную на
чертеже, и производят слесарную обработку концов.
Жесткие отводы (из шин или прутков) выгибают и оконча-
тельно обрезают до крепления в планках, а гибкие выгибают
по месту установки, предварительно закрепив планками. Концы
обмоток очищают от следов лака и изоляции, срезая ее на
конус.
Тонкие круглые провода перед пайкой плотно скручивают
плоскогубцами (рис. 128,а), сплошные круглые большого сече-
ния сплющивают, опиливают плоским напильником неровности
и острые углы и кладут друг на друга (рис. 128,6). В местах
пайки концы должны перекрывать друг друга внахлест на 20—
40 мм (в зависимости от площади поперечного сечения). Состоя-
щие из проволочек концы гибкого провода (ПБОТ) с изоля-
цией, срезанной на конус 3, бандажируют на длине 30—40 мм
тонкой медной проволокой (обычно одной из проволок самого
провода) и сплющивают. Укладка бандажированных концов 1
гибкого провода 2 для электропайки показана на рис. 128, в.
Толщина сплющенной части должна быть равна примерно по-
ловине диаметра провода без изоляции.
Если нужно соединить гибкий провод с концом обмотки, со-
стоящей из нескольких проводов 4 прямоугольной формы
(рис. 128, е), на конце гибкой части делают бандаж 1, а прово-
да обмотки раскладывают вокруг него, как показано на ри-
сунке.
Более трудоемкой является подготовка к пайке и пайка мас-
сивных шинных отводов. Такое соединение трудно прогреть при
пайке, поэтому шины рассекают на отдельные элементы: на кон-
це шины 6 (рис. 128, д) прорезают щели 5, а провода 4 конца
обмотки распределяют по отдельным ее элементам. Их укла-
дывают на шину ребром или плашмя. Чтобы подготовленное
188
соединение не раздвинулось, его временно скрепляют проволо-
кой, удаляемой после пайки.
Подготовив все соединения отводов ВН и НН к пайке, про-
веряют правильность собранной схемы. Для этого определяют
группу соединения обмоток и коэффициент трансформации.
Дополнительный контроль необходим потому, что в случае
Рис. 128. Подготовка концов отводов и проводов для
электропайки:
а — тонких круглых проводов, б — массивных сплошных, в — гиб-
ких, г — гибкого с проводами обмоток, д — шинного с проводами
обмоток
ошибки, после пайки и изолировки потребовалась бы большая
работа по устранению дефекта (распайка, разизолировка, пов-
торная пайка и изолирование). Особенно большое внимание тре-
буется при соединении и пайке регулировочных отводов. Пра-
вильная маркировка ответвлений, стержней А2-7-А7 переключа-
теля барабанного типа и схемы подключения к нему отводов
обмотки ВН с прямой схемой регулирования показаны на
рис. 129. После подготовки соединений отводов приступают к
их пайке.
189
Рис. 129. Маркировка и схема под-
ключения регулировочных ответв-
лений обмотки к стержням пере-
ключателя барабанного типа
Электроконтактная пайка. Соединения паяют поочередно так,
чтобы предыдущие паяные соединения не стесняли доступ к по-
следующим.
При электроконтактной пайке применяют электропаячный
аппарат, напильник, нож, слесарный молоток и припой, отлитый
в виде палочек. В устройство этого аппарата (рис. 130) входят
переносные электроклещи с угольными электродами 2, между
которыми помещают спаиваемые концы отводов и зажимают
винтом 3. Обе половины клещей
изолированы друг от друга и со-
пряжены шарнирно, они подклю-
чены гибким проводом 1 к обмот-
кам НН сухого однофазного тран-
сформатора 5, который включают
в сеть переменного тока, обычно
220 В, рубильником 8 через пре-
дохранители 9. Для включения
и выключения тока в процессе
пайки служат ножная педаль 4 и
магнитный пускатель 6. В целях
безопасности на педаль подается
напряжение не более 36 В от по-
нижающего трансформатора 7;
корпус аппарата заземляют.
Температуру нагрева соедине-
ния при пайке регулируют крат-
ковременным отключением и
включением тока. Когда припой начнет плавиться и зазор меж-
ду концами соединяемых проводников заполнится по всему пе-
риметру припоем, ток выключают.
После затвердевания (потемнения) припоя соединение осво-
бождают из клещей и тщательно осматривают. Оно должно
быть хорошо (без пропусков) пропаяно, не иметь раковин и
выгораний.
Пайку со всех сторон опиливают напильником, скругляя
острые углы, наплывы и неровности.
Электроконтактная пайка медно-фосфористыми припоями
технологически не сложна, но требует практического навыка,
строгого соблюдения правил безопасности труда, особенно при
пайке бывших в работе отводов, пропитанных трансформатор-
ным маслом. Чтобы теплота от места нагрева не передавалась
обмоткам и изолированной части отводов, голые места прово-
дов по обе стороны спая оборачивают мокрым асбестом.
Электросварка. При намотке обмоток алюминиевые провода
сращивают электросваркой с помощью электропаячного аппа-
рата. Она отличается от электроконтактной пайки медных про-
водов тем, что происходит без применения припоя. Перед свар-
кой торцовые поверхности проводов тщательно опиливают,
укладывают встык между угольными электродами и слегка за-
190
гкимают. Периодическим нажатием педали включают ток и ра-
зогревают соединение до температуры плавления проводов.
Как только алюминий начинает плавиться, ток отключают и
сближают провода в направлении стыка. Затем место спая
охлаждают смоченной в воде салфеткой или струей воды и
освобождают от клещей. Образовавшийся вокруг стыка «грат»
удаляют кусачками и сле-
сарной пилой.
Подготавливая провод-
ники к сварке, необходи-
мо тщательно обезжири-
вать режущую часть сле-
сарного инструмента и
поверхность проводов в
местах стыка; не следует
касаться руками этой по-
верхности.
При электросварке
концы, помещаемые меж-
ду углями электроклещей,
не следует сжимать боль-
шим усилием, важно опре-
делить момент начала
плавления алюминия.
В противном случае свар-
ка разрушится. Из-за
трудности улавливания
момента плавления алю-
Рис. 130. Схема устройства аппарата для
электроконтактной пайки
миния сварку этим спосо-
бом проводов диаметром
менее 3 мм и одножиль-
ных сечением более 80—90 мм2 не производят.
При электропайке медных проводов с алюминиевыми приме-
няют кадмиевый припой. Для этого напильником зачищают по-
верхности угольных электродов так, чтобы они были параллель-
ны и зажимали соединяемые провода равномерно по всей по-
верхности нахлеста. Концы проводов сплющивают и тщательно
обрабатывают напильником, наждачной шкуркой и обезжири-
вают. Затем их нагревают электроклещами до температуры
плавления кадмиевого припоя и лудят им поверхность проводов
до получения тонкого слоя. Далее пластинку кадмиевого при-
поя помещают между концами соединяемых проводов, зажима-
ют их угольными электродами клещей и, периодически включая
ток, разогревают соединение до температуры расплавления
припоя. После заполнения расплавившимся припоем зазора
между концами проводов ток отключают. Затвердевшее соеди-
нение осматривают, место спая опиливают, скругляя острые
углы и неровности. Зазор между проводами по всему периметру
191
должен быть заполнен припоем равномерно, без пропусков и
раковин.
Переход с алюминия на медь при сборке отводов вызван
тем, что пайка медных отводов технологически менее трудоем-
ка, медные отводы обеспечивают большую механическую' проч-
ность, которая особенно важна в местах подключения к пере-
ключателю и вводам. Кроме того, оксидная пленка на поверх-
ности алюминия не создает надежного электрического контакта.
Со временем он ухудшается и может стать причиной поврежде-
ния трансформатора.
Другие виды пайки и сварки. Соединения пайкой о л о в я н и-
стым припоем по сравнению с электроконтактной медно-
фосфористым припоем имеет существенные недостатки; низкую
механическую прочность, малую теплостойкость и сравнительно
большое электрическое сопротивление. Ее применяют лишь в
исключительных случаях, когда невозможно использовать дру-
гие способы пайки.
Пайка алюминиевых проводов припоями затруднена из-за
наличия на их поверхности оксидной пленки, которая препятст-
вует надежному соединению металлов. Поэтому для пайки алю-
миния применяют специальные припои, содержащие
компоненты, разрушающие оксидную пленку. Однако пайка
этими припоями технологически сложна, не обеспечивает меха-
ническую прочность соединений и поэтому широкого применения
не получила.
Для сращивания алюминиевых проводов и алюминиевых с
медными на заводах наряду с другими способами применяется
холодная сварка. Сущность ее заключается в том, что
при сжатии металлов под большим усилием между ними возни-
кают междуатомные силы сцепления, которые образуют цельно-
металлическое соединение, по механической прочности превос-
ходящее основной металл. В ремонтной практике холодная
сварка применяется редко.
Аргонно-дуговая сварка является наиболее совер-
шенной и широко применяется при соединении алюминиевых
отводов из массивных шин и проводов. Этот способ состоит в
том, что в зону горения электрической дуги (плавления метал-
ла) подается инертный газ — аргон, предохраняющий металл
от окисления кислородом воздуха. Сварку можно выполнять
двумя способами: неплавящимися и плавящимися электродами;
для этих целей применяются специальные сварочные аппараты.
После пайки места соединений изолируют. Для этого приме-
няют ленты из лакоткани, крепированной или кабельной бума-
ги и тафтяную шириной 20—40 мм. Крепированную бумагу
режут на ленты поперек крепа на бумагорезательном станке
или специальном приспособлении, лакоткань — под углом 45° к
волокнам основы. Перед изолировкой обгоревшую изоляцию
срезают ножом на конус в сторону спая так, чтобы длина конус-
192
ной части была равна десятикратной толщине изоляции прово-
да на сторону.
Изолирование выполняют вручную, наматывая ленты слоями
вполуперекрытие до толщины основной изоляции отвода
(рис. 131). В процессе изолировки ленту натягивают, обжима-
Рис. 131. Изолировка паяных мест:
1 — конец отвода, 2 — изоляция конца, срезанная на конус, 3 — изоляция лентами
лакоткани вполуперекрышку, 4 — внешняя изоляция тафтяной лентой вполупере-
крышку, 5 — место спая; а — толщина изоляции отвода на одну сторону
ют рукой и следят, чтобы слои ложились плотно, без морщин.
Для механической защиты поверх основной изоляции наклады-
вают один слой тафтяной ленты вполуперекрытие.
После окончания изолировки паяных мест отводы дополни-
тельно изолируют кабельной бумагой или рольным электрокар-
тоном в местах прохода через планки, накладывая слои концен-
Рис. 132. Изолировка мест стыка бумажно-бакелитовых трубок:
а — прямого участка, б — под углом; / — провод, 2 — бумажно-бакелитовая трубка, 3 —
изоляция места стыка; К — длина конусной части трубки
трически до требуемой толщины. Ширину полос дополнительной
изоляции нарезают с таким расчетом, чтобы они выступали за
планки на 25 мм при напряжении до 35 кВ и на 75 мм при
110 кВ. Места паек и отводы НН трансформаторов I и II габа-
ритов обычно не изолируют.
Жесткие отводы напряжением 10—35 кВ, выполненные из
круглого провода или прутков, изолируют бумажно-бакелитовы-
ми трубками с толщиной стенок 3—6 мм. В местах стыка труб-
ки срезают на конус, плотно сдвигают и изолируют лакотканью,
193
кабельной или крепированной бумагой до толщины и длины,
указанных на чертеже (рис. 132, а). Длину конуса К делают
равной десятикратной толщине изоляции, изолированной
части — не менее 120 мм (по 60 мм в сторону от места стыка).
При соединении под углом трубки сдвигают как можно ближе
к месту изгиба и накладывают изоляцию, как показано на
рис. 132,6. Места паек не должны попадать между планками
креплений. Стыки трубок смежных проводов должны быть сме-
щены один относительно другого не менее чем на 30 мм. После
пайки и изолировки отводы крепят планками, подтягивают все
болтовые крепления на активной части и предъявляют ее в ла-
бораторию для электрических испытаний.
§ 44. БЕЗВАКУУМНАЯ СУШКА АКТИВНЫХ ЧАСТЕЙ
И СБОРКА ТРАНСФОРМАТОРОВ ПОСЛЕ СУШКИ
Электрокартон и электроизоляционная бумага, применяемые
для изоляции частей активной части, обладают пористостью и
большой гигроскопичностью, при нахождении на воздухе погло-
щают из него влагу, в результате чего резко снижается их элек-
трическая прочность.
Для удаления из изоляции влаги активную часть до установ-
ки в бак и заливки маслом подвергают *сушке — термической
обработке. Физическая основа процесса удаления влаги из изо-
ляции термообработкой состоит в том, что при нагретой изоля-
ции влага перемещается (диффундирует) из внутренних ее
слоев на поверхность, а с нее испаряется в окружающую среду.
Перемещение влаги в изоляции объясняется разностью давлений
водяных паров на ее поверхности и внутри: внутри ' изоляции
давление выше, на поверхности — ниже. Это указывает на целе-
сообразность сушки под вакуумом. Однако по ряду причин тех-
нического порядка при индивидуальном ремонте активную
часть трансформаторов до III габарита включительно и некото-
рые трансформаторы IV габарита сушат без вакуума. Для
создания перепада давлений в процессе сушки периодически
отключают нагрев изоляции и резко охлаждают наружную по-
верхность активной части сухим холодным воздухом.
Основными показателями, характеризующими процесс суш-
ки, являются сопротивление изоляции и температура нагрева.
Активную часть при сушке нагревают до 95—105°С, температу-
ру стараются поддерживать постоянной.
Процесс удаления влаги при сушке характеризуется кривой
изменения сопротивления изоляции при постоянной температу-
ре. В начале сушки сопротивление изоляции резко падает, а
затем в течение 5—8 ч остается почти без изменения. По мере
удаления влаги оно растет и к концу сушки устанавливается на
определенном значении, характерном для данного типа транс-
форматора. Сушку считают законченной, если сопротивление
изоляции обмоток в конце сушки при установившейся наиболь-
194
шей температуре остается неизменным в течение 5—6 ч. Сопро-
тивление изоляции в процессе сушки измеряют мегаомметрами
на 1000 и 2500 В, сопротивление и температуру записывают че-
рез каждый час в журнал сушки.
В зависимости от конкретных условий и наличия оборудова-
ния применяют различные способы сушки, рассмотрим некото-
рые из них.
Рис. 133. Сушка активной части в баке трансформатора индук-
ционным методом без вакуума
Сушка индукционным способом. Этот способ широко приме-
няют при единичном ремонте. Активную часть 1 помещают в
бак 2, а на его наружные стенки по периметру наматывают на-
магничивающую обмотку 3, по которой пропускают переменный
ток (рис. 133). Возникающий при этом магнитный поток, замы-
каясь через стенки бака, вызывает в них вихревые токи, нагре-
вающие бак. От него теплота передается активной части. Для
этих целей обычно используют бак самого трансформатора.
Чтобы бак лучше сохранял теплоту, его утепляют снаружи
асбестовым полотном 4. Поверх утепления наматывают обмотку
изолированным проводом. В случае применения голого провода
его закрепляют на деревянных планках (пропитанных огне-
стойким составом), устанавливаемых на баке. Необходимое ко-
личество витков и сечение провода приближенно определяют
расчетным путем. Окончательное количество витков устанавли-
вают в процессе нагрева, при необходимости провод доматыва-
ют или отматывают.
Для равномерного нагрева активной части витки по высоте
бака располагают так, чтобы 60—70% их общего количества
приходилось на нижнюю половину бака. В самом низу и в верх-
ней части витки располагают как можно ближе друг к другу.
195
До установки активной части для сушки бак насухо протирают.
Во избежание конденсации водяных паров дно бака дополни-
тельно обогревают электропечами и как можно лучше утепляют
крышку. Для обеспечения безопасности при сушке бак зазем-
ляют (перемычка 6). Для удаления паров влаги на крышке
устанавливают вытяжную трубу 5 высотой 1,5—2 м, а внизу
бака открывают одно из отверстий. Трубу утепляют асбестовым
полотном.
Наиболее эффективным способом удаления влажного возду-
ха из бака является установка на одном из отверстий в крышке
вытяжного вентилятора. Периодическое включение вентилятора
повышает эффект термодиффузии. Контроль температуры при
сушке осуществляют термопарами, закладываемыми в обмотки,
ярма и стенки бака. Температуру обмотки поддерживают в пре-
делах 95—105°С, а температуру стенок бака 110—130°С в зави-
симости от расстояния до обмоток.
Сушку ведут круглосуточно, без перерыва; ежечасно в жур-
нал сушки записывают показания всех термопар и результаты
измерения мегаомметром. Сопротивление изоляции измеряют
между обмотками ВН, СН и НН и корпусом (землей), а также
между каждой из обмоток и корпусом при заземленных сво-
бодных обмотках. Окончив сушку, отключают электронагрев,
охлаждают активную часть до 60—70°С и заливают ее маслом.
Сушка инфракрасными лучами. При этом способе применя-
ют специальные лампы инфракрасного излучения, которые пре-
образуют 80—90% подводимой электроэнергии в энергию теп-
лового излучения, или специальные термонагреватели. Этот
способ можно применять для сушки трансформаторов мощ-
ностью до 1000 кВ-А.
При сушке температуру отдельных частей активной части
измеряют термометрами, термометрическими сигнализаторами
и термопарами. Наибольшее применение в ремонтной практике
получили термопары. Термопара состоит из двух изолирован-
ных друг от друга проводов 00,5—1 мм, изготовленных из раз-
нородных металлов, спаянных между собой с одного конца.
При нагреве спая между проводами, возникает термо-эдс, ко-
торая изменяется при изменении температуры спая. Место спая
помещают в зону, температуру которой нужно измерить, а сво-
бодные концы подключают к гальванометру, шкала которого от-
градуирована в градусах Цельсия. Различное сочетание метал-
лов дает разную термо-эдс. Наибольшую эдс при 100°С дают
термопары при следующем сочетании проводниковых материа-
лов: хромель — копель (6,95 мВ), железо — копель (5,75 мВ),
хромель — алюмель (4,1 мВ), константан — медь (4 мВ).
Подготовка к сушке и режим сушки. Если активную часть
намечено сушить в баке трансформатора, то для измерения со-
противления изоляции на крышке устанавливают два или три
ввода в зависимости от того, сколько обмоток в трансформато-
ре (обмотки НН и ВН или НН, СН и ВН). Каждый из вводов
196
соединяют проводником с отводом обмотки соответствующего
напряжения. Устанавливают термопары в каналы обмоток, маг-
нитной системы и на стенки бака.
Через одно из свободных отверстий в крышке выводят нару-
жу (к столику дежурного по сушке) провода от термопар и под-
соединяют их к гальванометру. Провода не должны соприка-
саться с токопроводящими частями и корпусом трансформато-
ра. В месте прохода через отверстие в крышке их разводят и
зажимают между резиновыми прокладками.
Все отверстия в крышке, кроме одного (для установки вы-
тяжной трубы), закрывают глухими фланцами. После этого
активную часть стропят и устанавливают в предварительно вы-
тертый насухо бак, уплотняют и крепят крышку. Бак утепляют
асбестовой тканью или матами из огнестойкого материала и на-
матывают на него намагничивающую — индукционную обмотку.
Для измерения сопротивления изоляции обмоток от вводов,
установленных на крышке, и от корпуса бака к столу дежур-
ного подводят хорошо изолированные провода. Устанавливают
гальванометр, к которому через переключатель подсоединяют
проводники термопар.
После заземления бака включают электрообогрев и начина-
ют сушку. Дежурный по сушке должен иметь на рабочем месте
инструкцию по сушке, журнал сушки, часы, мегаомметр и при-
боры для контроля температуры, тока и напряжения.
Во время нагрева активной части до 70—80°С люк для вы-
тяжки из трансформатора влажного воздуха должен быть за-
крыт. При достижении этой температуры на люк устанавливают
вытяжную трубу, а в нижней части бака открывают одно из
отверстий для проточной вентиляции. Для измерения сопротив-
ления изоляции меньше 100 МОм пользуются мегаомметром на
1000 В, 1000 МОм и более — на 2500 В.
О конце сушки судят по изменению сопротивления изоляции
обмоток относительно заземленных частей и между обмотками.
Сушку заканчивают, когда сопротивление изоляции, снизившее-
ся в начале сушки, а затем увеличившееся в процессе сушки,
в течение 5—6 ч подряд остается неизменным при неизменной
температуре.
По окончании сушки отключают электрообогрев, снижают
температуру активной части до 70—80°С и через верхнее отвер-
стие заливают в бак сухое, чистое трансформаторное масло до
уровня, закрывающего всю активную часть.
После пропитки активной части маслом, продолжительность
которой зависит от мощности и класса напряжения трансфор-
матора, ее стропят, вынимают для отделки и сливают масло.
Особое внимание при отделке уделяют прессовке обмоток, так
как при сушке значительно усыхает изоляция. Обмотки под-
прессовывают и при необходимости устанавливают дополни-
тельную изоляцию. Подтягивают все болтовые крепления отво-
дов, стяжные шпильки, контакты переключателей, проверяют
197
сопротивление изоляции стяжных шпилек, ярмовых балок и
прессующих устройств.
Крышку комплектуют вводами, приводом переключателей и
другими устанавливаемыми на ней устройствами. Тщательно
очищают бак от осадков и загрязнений, промывают его маслом,
устанавливают в него активную часть и заливают ее маслом с
помощью насоса или центрифуги. Полностью, как и при сред-
нем ремонте, собирают трансформатор, доливают его маслом и
производят испытание на плотность. После того как масло от-
стоится в течение 8—10 ч трансформатор подвергают электри-
ческим испытаниям.
§ 45. ТЕРМОВАКУУМНАЯ ОБРАБОТКА АКТИВНЫХ ЧАСТЕЙ
ТРАНСФОРМАТОРОВ КЛАССА НАПРЯЖЕНИЯ 110 кВ
И ВЫШЕ
Удаление влаги из изоляции при сушке под вакуумом уско-
ряет технологический процесс и повышает качество изоляции,
что очень важно для трансформаторов высоких классов напря-
жения— 110 кВ и выше. Учитывая это обстоятельство и то, что
при пониженном давлении температура испарения влаги ниже,
активную часть трансформаторов НО кВ и выше и класса 35 кВ
большой мощности нагревают до установленной нормами тем-
пературы и создают вакуум в окружающей ее среде, т. е. под-
вергают ее термовакуумной обработке. Вакуумированием также
удаляется воздух из пор изоляции и из промежутков между ее
слоями и деталями, которые заполняются маслом при после-
дующей их пропитке.
Термовакуумную обработку активных частей в заводских
условиях производят в специальном вакуум-сушильном метал-
лическом шкафу, утепленном снаружи теплоизоляционным ма-
териалом. Внутри его по поверхностям стенок и дну размещены
трубы, по которым проходит пар, или же смонтированы электри-
ческие нагреватели.
Герметичность дверного проема или крыши обеспечивается
уплотнениями. Для создания в сушильном шкафу 1 (рис. 134)
вакуума к нему через охладительную (конденсационную) ко-
лонку 7 и трубы присоединен вакуумный насос 9, выкачиваю-
щий из шкафа пары влаги и воздух.
Колонка представляет собой металлический теплообменник,
служащий для превращения в конденсат откачиваемых паров,
а также для охлаждения отсасываемого горячего воздуха, что-
бы избежать перегрева вакуум-насоса. При работе вакуум-на-
соса в сосуде 8 колонки создается вакуум, а так как полость
этого сосуда соединена со змеевиком 6, а змеевик посредством
трубы 5 — со шкафом, то при закрытых вентилях 14, 13, 3 и 17
в шкафу создается вакуум.
Отсасываемые пары, проходя через змеевик, охлаждаемый
•снаружи проточной водой, конденсируются и выпадают в виде
198
осадков в сосуде S, откачиваемый охлажденный воздух выбра-
сывается вакуум-насосом наружу. Чтобы не сорвать вакуум в
шкафу при сливе конденсата, пользуются промежуточным бач-
ком 10 колонки, соединенным трубой 15 через вентиль 14 с со-
судом 8: при закрытых кранах 13, 12 и 11 открывают кран 14,
создавая в бачке остаточное давление, такое же, как и в сосу-
де 8; открывают кран 13 и сливают конденсат в бачок; затем
закрывают краны 14 и 13\ далее для снятия в бачке вакуума
открывают кран 12, после этого открывают кран И и сливают
через него конденсат в мерный сосуд для учета его количества.
Рис. 134. Схема термовакуумной обработки активной части в сушильном
шкафу
Для измерения температуры к зажимам щитка 18 внутри
шкафа подсоединяют проводники термометров сопротивления,
установленных в отдельных точках активной части и шкафа,
снаружи — проводники логометра. Для измерения сопротивле-
ния изоляции к проходным вводам 2, расположенным на стен-
ке шкафа, внутри подсоединяют отводы обмоток и проводник
от заземленного остова, снаружи — проводники мегаомметра.
Вакуум в шкафу снимают подачей воздуха через осушитель-
(фильтр) 16 и кран 17, масло для пропитки изоляции заливают
в шкаф, открыв вентиль 3 маслопровода, подсоединенного к ба-
ку с сухим трансформаторным маслом. Вакуум в шкафу конт-
ролируют по вакуумметру 4,
Контроль за ходом термовакуумной обработки активной
части ведется круглосуточно. Рабочее место дежурного оснаще-
но: логометром, дистанционным вакуумметром с пределами
измерения 0—100 кПа остаточного давления, мегаомметрами на
1000 и 2500 В, часами, мерным сосудом, журналом для ежечас-
ной записи параметров термообработки и инструкцией обязан-
ностей дежурного.
Рассмотрим технологический процесс термовакуумной обра-
ботки изоляции активных частей в вакуум-сушильном шкафу,
который состоит из следующих режимов: повышение темпера-
199
туры в шкафу, прогрев активной части, сушка ее, снижение
температуры в шкафу, заливка активной части трансформатор-
ным маслом, пропитка ее маслом под вакуумом, пропитка при
атмосферном давлении.
В зависимости от класса напряжения и мощности трансфор-
матора режимы изменяются: для класса напряжения до 35 кВ
включительно и мощности 16 МВ-А и ниже они несколько упро-
щены, для больших мощностей и напряжений они более слож-
ные.
Загрузив активную часть в сушильный шкаф так, чтобы
расстояние от нагревательных устройств до нее было не менее
300 мм, подсоединяют провода от обмоток к проходным вводам
шкафа для измерения сопротивления изоляции, устанавливают
термометры сопротивления на активной части и в шкафу, в ме-
стах, предусмотренных схемой и выводят от них проводники к
логометру. Герметично закрывают шкаф и вентили, сообщаю-
щие шкаф с атмосферой и вакуум-насосом.
Включают обогрев и повышают температуру в
шкафу до (110±5)°С без ограничения скорости нагрева. За
температуру в сушильном шкафу принимают температуру в
средней его зоне по высоте активной части на расстоянии не
более 100 мм от ее изоляции.
При (110±5)°С прогревают активную часть в течение вре-
мени, необходимого для нагрева всей активной части. Продол-
жительность прогрева зависит от класса напряжения и
мощности трансформатора, определяющих массу его активной
части.
Для больших мощностей и напряжений класса 35 кВ и более
активную часть прогревают до температуры не ниже 90°С. Для
измерения температуры в канал закладывают датчики термо-
пар.
В процессе прогрева периодически, не реже одного раза че-
рез каждые 2 ч на 15—30 мин, в сушильном шкафу создают
вакуум с остаточным давлением 25—40 кПа (200—300 мм рт.
ст.).
После прогрева активной части переходят на режим
сушки: при той же температуре (110±5)°С понижают оста-
точное давление в сушильном шкафу, не ограничивая скорость
его снижения до минимально возможного, но не более 1,33 кПа
(10 мм рт. ст.) для трансформаторов мощностью до 16 МВ-А,
0,667 кПа (5 мм рт. ст.) для трансформаторов мощностью более
16 МВ-А классов напряжения до 35 кВ включительно, 0,667 кПа
независимо от мощности для классов напряжения 110—220 кВ.
В процессе сушки периодически сливают выделившийся кон-
денсат и учитывают его количество, через каждый час измеря-
ют характеристики изоляции.
Критериями окончания сушки активных частей в зависимости
от мощности и класса напряжения трансформатора являются:
1) для трансформаторов классов напряжения до 35 кВ мощ-
.200
ностью до 6,3 мВ-А включительно отсутствие выделения влаги
(конденсата) в течение 3 ч, а мощностью свыше 6,3 до 16 МВ-А
включительно — в течение 6 ч, продолжительностью сушки не
менее 15 ч;
- 2) для классов напряжения 35 кВ мощностью свыше 16 МВ-А
и 110—150 кВ мощностью до 63 МВ-А: а) отсутствие выделения
влаги; б) время установившегося сопротивления изоляции об-
моток Rm, расположенных у стержня остова, не менее 12 ч;
в) продолжительность процесса сушки без вакуума — не менее
12 ч, под вакуумом — не менее 15 ч, общая продолжитель-
ность — не менее 25 и 35 ч в соответствии с указанными мощ-
ностями и классами напряжений.
При более высоких классах напряжения и больших мощно-
стях трансформаторов увеличиваются продолжительность суш-
ки, время установившихся значений сопротивления изоляции
/?Из и тангенса угла диэлектрических потерь изоляции обмоток
(tg б) и другие показатели качества изоляции.
По окончании сушки снижают температуру в вакуум-су-
шильном шкафу до (75±10)°С. Затем активную часть трансфор-
маторов классов напряжения до 35 кВ включительно мощ-
ностью до 16 МВ-А выгружают, отделывают, устанавливают в
собственный бак и пропитывают маслом при атмос-
ферном давлении. При больших мощностях и напряжениях
трансформаторов в шкаф под вакуумом заливают трансформа-
торное масло, имеющее температуру (60±10)°С, пробивное на-
пряжение и физико-химические характеристики, удовлетворяю-
щие нормам, и пропитывают им активную часть под
таким же вакуумом, что и при сушке, а затем при атмос-
ферном давлении. Продолжительность пропитки под
вакуумом: для классов напряжений 35 кВ — не менее 2 ч, ПО—
150 кВ — не менее 3 ч, 220—330 кВ — не менее 4 ч, для более
высоких классов напряжения время пропитки увеличивается.
Длительность пропитки при атмосферном давлении для этих
классов напряжения соответственно равна: 1, 2 и 3 ч.
Закончив пропитку, измеряют сопротивление изоляции обмо-
ток, сливают масло из шкафа и выгружают активную часть для
последующей отделки, установки в бак и сборки всего транс-
форматора.
При единичном ремонте в условиях эксплуатации термова-
куумную обработку активных частей производят в баке транс-
форматора индукционным нагревом. Помимо подготовительных
работ, указанных ранее, при термовакуумной обработке в баке
с индукционным нагревом выполняют ряд дополнительных ра-
бот, основными из которых являются герметизация бака и про-
верка его герметичности, сборка схем вакуумной сушки и за-
ливка масла под вакуумом.
Чтобы проверить герметичность бака, закрывают все венти-
ли на баке и крышке, включают в работу вакуумный насос,
открывают вентиль вакуум-провода и равномерно, ступенями
7—492 201
Рис. 135. Схема подклю-
чения бачка для слива
остатков масла из бака
при термовакуумной
сушке
по 133 кПа через каждые 15 мин, создают в баке вакуум, соот-
ветствующий технической документации на трансформатор. Если
таких данных нет, то для трансформаторов напряжением 110—
150 кВ создают вакуум 465 кПа, для трансформаторов 220—
500 кВ—1,33—2 кПа. Затем закрывают вентиль на вакуум-
проводе, останавливают вакуум-насос и записывают в журнал
значение вакуума в баке, первый раз сразу после перекрытия
вентиля и останова насоса и второй раз-
через 1 ч.
Бак считают герметичным, если за 1 ч
натекание не превышает 2,66 кПа. При
большем натекании устанавливают его-
причину и устраняют ее. Если для ликви-
дации неплотностей, вызывающих повы-
шенное натекание, приходится снимать
вакуум, то после дополнительного уплот-
нения герметичность проверяют заново.
Проверив герметичность бака, утепля-
ют его асбополотном в 2—3 слоя в зави-
симости от толщины теплоизоляционного
материала. Толщина теплоизоляции сте-
нок бака должна быть 10—15 мм, крыш-
ки 15—20 мм. Вертикальные балки жест-
кости бака не утепляют, так как они на-
греваются на 30—40° С выше температу-
ры стенок.
Затем приступают к намотке трехфаз-
ной индукционной обмотки. Намотку витков всей обмотки ведут
в одном направлении. Для изменения направления тока в сред-
ней (по расположению на баке) фазе при сушке трехфазным то-
ком эту группу витков включают встречно. Исходя из расчета,
устанавливают под дно бака нагревательные элементы закры-
того типа, лучше паровые. Бак, корпуса электрического обору-
дования и аппаратуры заземляют. Затем проверяют мегаоммет-
ром сопротивление изоляции намагничивающей обмотки, элект-
ропечей и питающей аппаратуры относительно заземленного ба-
ка, а также правильность собранной схемы.
Для измерения изоляции обмоток на крышке бака устанав-
ливают временные вводы с подключенными к ним внутри бака
отводами обмоток; через разъем одного из фланцев крышки,
уплотненном резиновой прокладкой, выводят проводники от
датчиков термопар. К крышке бака подсоединяют трубы от ва-
куум-насоса и для заполнения трансформатора маслом. Для
удаления из бака остатков масла в процессе термовакуумной
обработки (при промасленных обмотках) к дну бака 5 подсое-
диняют бачок 4 (рис. 135) с тремя вентилями. Для слива масла
в бачок открывают вентиль 1, для удаления его из бачка вен-
тил^ь 1 закрывают, затем открывают вентиль 2, предназначен-
ный для сообщения бачка с атмосферным воздухом, выравни-
202
дающим давление, далее открывают вентиль 3 и сливают через
него масло. Бачок устанавливают на расстоянии 1,5—2 м от
йака трансформатора для удобства пользования им при перио-
дическом сливе остатков масла и для безопасности в пожар-
ном отношении. К вентилю бака подключают фильтр 16
(см. рис. 134), для очистки подсасываемого воздуха. Он пред-
ставляет собой металлический сосуд емкостью 5—6 л, заполнен-
ный стеклянной ватой и сообщающийся с атмосферным возду-
хом через металлическую сетку, установленную на его входном
патрубке. В остальном схема подключения оборудования и тех-
нологический процесс термовакуумной обработки активной части
в собственном баке с индукционным нагревом не отличаются от
ранее описанных.
Более подробно технологический процесс термовакуумной
обработки и пропитки активной части маслом приведен в соот-
ветствующих инструкциях, которыми следует руководствоваться
при выполнении этих работ. После термовакуумной обработки
и пропитки маслом активную часть вынимают из бака для от-
делки.
В последнее время в заводских условиях начинает приме-
няться термовакуумная обработка активной части в парах ке-
росина, которая сокращает продолжительность этого процесса.
§ 46. ОТДЕЛКА АКТИВНОЙ ЧАСТИ ПОСЛЕ ТЕРМОВАКУУМНОЙ
ОБРАБОТКИ И УСТАНОВКА ЕЕ В БАК
В процессе сушки активной части происходит усадка изоля-
ции и деталей, изготовленных из электрокартона, бумаг и бука.
Это приводит к ослаблению прессовки обмоток и ярм остова,
к смещению изоляционных прокладок и подкладок, к ослабле-
нию креплений и смещению отводов, переключателей и других
устройств. Указанные нарушения устраняют так называемой
отделкой активной части.
Эту работу выполняют ремонтники с пола, с подмостей или
о механизированных стеллажей в зависимости от мощности
трансформатора. Активную часть подают на отделку в нагретом
состоянии и устанавливают на сборочной площадке строго по
вертикали. Одновременно к рабочему месту доставляют требуе-
мые высушенные детали и материалы. Операции отделки и
контроль за качеством их выполнения производят параллельно,
чтобы максимально сократить время нахождения активной части
на воздухе. Во избежание увлажнения изоляции время нахож-
дения активных частей, не пропитанных маслом на воздухе
после сушки, не должно превышать: при относительной влаж-
ности воздуха до 55% — 12 ч; до 65% — 10 ч и до 75% — 8 ч;
пропитанных маслом после сушки — 20, 16 и 12 ч в соответст-
вии с указанной влажностью воздуха. За начало нахождения
активной части на воздухе принимается момент выгрузки ее из
7* 203
вакуум-сушильного шкафа, за окончание — начало заливки ее
маслом после установки в бак.
Технологические процессы отделки активных частей масля-
ных трансформаторов I—IV габаритов имеют много общих или
сходных операций, разница состоит лишь в том, что у транс-
форматоров малой мощности при отделке отдельные операции
исключаются, упрощаются или производятся в меньшем объеме.
В данном учебнике рассматривается в основном технология
отделки активной части масляных силовых трансформаторов
III—IV габаритов с указанием отличий при отделке активных
частей трансформаторов I—II габаритов.
Поступившую на отделку активную часть вначале тщательно*
осматривают, при этом убеждаются в отсутствии механических
повреждений изоляции, сборочных единиц и деталей: остова,
обмоток, переключающих устройств, отводов, деталей крепле-
ния, прессовки и др. С помощью переносной лампы проверяют,
нет ли посторонних предметов между прессующими кольцами в
стержнями остова, в каналах обмоток и остова, чистоту актив-
ной части.
При отсутствии недостатков или после устранения их изме-
ряют расстояние между нижней полкой верхней ярмовой балки
и верхней полкой нижней ярмовой балки в четырех местах
(в двух крайних с каждой стороны): полученные размеры све-
ряют с указанными в чертеже. Если размеры правильны, при-
ступают непосредственно к отделке. Ее начинают с опрессовки
ярм, вначале нижнего, затем верхнего путем завинчивания гаек
внешних шпилек и полубандажей. Чтобы не было перекосов
ярм, затяжку ведут равномерно, начиная с середины ярма в обе
стороны. Затем нажимными винтами прессующих колец опрес-
совывают обмотки. Так как после сушки осевые размеры обмо-
ток уменьшаются, то длина нажимных винтов может оказаться
недостаточной для компенсации усадки. В этом случае на верх-
нюю концевую изоляцию обмоток под стальные прессующие
кольца закладывают электрокартонные шайбы, разрезанные на
сегменты. Для этого из ярмовых балок вывертывают нажимные
винты, поднимают прессующие кольца специальным приспособ-
лением и закладывают по периметру изоляции сегменты. Опус-
кают на них кольца и равномерным затягиванием нажимных
винтов прессуют обмотки до усилия, указанного в сборочном
чертеже. Наиболее равномерная прессовка обмоток и с более
точным контролем усилия достигается гидродомкратами.
Отделку активных частей трансформаторов I—II габаритов,,
наоборот, начинают с подпрессовки обмоток вертикальными
стяжными шпильками путем затягивания гаек и контргаек на
их верхних концах, а затем переходят к прессовке ярм магнит-
ной системы. В необходимых случаях для компенсации чрезмер-
ной усадки обмоток в концевую изоляцию закладывают допол-
нительные электрокартонные подкладки или разрезанные коль-
ца. Для этого ослабляют вертикальные стяжные шпильки и
204
приподнимают верхние ярмовые балки. Для контроля усилия
прессовки пользуются динамометром или тарированными клю-
чами с тензометрическими датчиками.
Для предупреждения ослабления резьбовых креплений от
вибрации их или кернят в трех точках по окружности резьбы,
или навинчивают контргайки, или стопорят специальными сто-
порными шайбами. После опрессовки обмоток подтягивают
крепления отводов, начиная с верхних, на время прессовки об-
моток их ослабляют. При необходимости в местах прохода от-
водов через планки на них дополнительно подматывают кабель-
ную бумагу или электрокартон толщиной 0,5 мм.
Закрепив линейные и регулировочные отводы, измеряют изо-
ляционные расстояния (промежутки) и сравнивают их с рас-
стояниями, указанными в чертеже. После этого убирают бумаж-
ные (или матерчатые) жгуты, заложенные в процессе насадки
обмоток, шихтовки ярма, пайки и сборки отводов, в промежутки
между прессующими кольцами и между кольцами и стержнями
остова. Их следует удалять с большой осторожностью так, что-
бы с их поверхности случайные предметы, отходы изоляции,
остатки других материалов не попали в каналы обмоток и
остова.
Окончательно осматривают всю активную часть, особенно
каналы обмоток и остова, контактную систему переключающих
устройств, проверяют качество крепления отводов, переключаю-
щих и прессующих устройств, обмоток, остова, заземления,
отсутствие на активной части посторонних предметов, при на-
личии загрязнений удаляют их чистой салфеткой. Затем отсое-
диняют шинки заземления от ярмовых балок и мегаомметром
проверяют сопротивление изоляции: между магнитной системой
и ярмовыми балками, между магнитной системой и полубанда-
жами, между магнитной системой и прессующими кольцами.
Если проверка дала положительные результаты, то устанавли-
вают заземляющие шинки на место и проверяют целостность
цепи заземления.
В трансформаторах с переключающими устройствами на ре-
зисторах в процессе сборки часто для подгонки регулировочных
отводов и их креплений по месту вместо переключающего уст-
ройства на активную часть устанавливают специальный макет.
В этом случае при отделке активной части снимают макет, при-
вязывают киперной лентой регулировочные отводы к крепеж-
ным планкам и мостовым кранам, устанавливают переключаю-
щее устройство на активную часть. Далее в соответствии с мар-
кировкой подсоединяют к зажимам переключатели отводы.
Подключение отводов относится к одной из наиболее ответст-
венных операций, сборка схемы отводов и их подключение про-
изводятся под непосредственным контролем мастера.
Затем приступают к установке активной части в бак и за-
ливке ее маслом. После подготовки бака, комплектовки крышки
и отделки активной части ее, а если она связана механически
205
с крышкой, то и крышку тщательно обтирают, осматривают на
отсутствие на ней посторонних предметов и проверяют мегаом-
метром сопротивление изоляции обмоток и стяжных устройств
остова. Если дефектов не обнаружено, то активную часть стро-
пят, поднимают мостовым краном на 100—200 мм от основания
площадки и убеждаются в правильности строповки и работы
подъемного механизма, особенно его тормоза. Затем ее еще
приподнимают и проверяют надежность крепления опорных
пластин к ярмовым балкам, при необходимости вторично под-
тягивают болты, гайки, кернят их или стопорят; протирают низ
активной части. После этого активную часть переносят и уста-
навливают на сливную решетку маслосборной ямы и промыва-
ют сильной струей нагретого масла.
Перед установкой ее в бак определяют стороны, на которых
должны располагаться отводы ВН и НН, так как продольные
оси бака и активной части хотя и параллельны, но обычно не
совпадают; ось активной части, как правило, смещена в баке
к стороне отводов НН. Такое смещение требуется для того, что-
бы уменьшить размеры бака, учитывая, что изоляционные рас-
стояния от отводов ВН и НН до стенок бака различны. При
этом расходуется меньше материалов и уменьшаются габарит-
ные размеры трансформатора. Далее осторожно, без толчков и
качения поднимают активную часть и устанавливают ее над
баком, если она занимает правильное положение по отношению
к баку, ее медленно опускают в него, придерживая и направляя
так, чтобы поперечные опорные пластины не задевали за стенки
бака.
При опускании активной части в бак (рис. 136) с помощью
переносной электрической лампы проверяют, чтобы все четыре
шипа 1, приваренные к дну бака, вошли в отверстия поперечных
опорных пластин. Несовпадение шипов с отверстиями сразу
обнаружится, будут расслаблены отдельные ветви стропов и
появится перекос активной части. Во избежание этого опускать
на дно активную часть нужно медленно и особенно осторожно.
Если она скреплена с крышкой подъемными шпильками, ее
опускают до тех пор, пока крышка не окажется на расстоянии
50—100 мм от рамы бака. Затем в отверстия для болтов встав-
ляют несколько стальных конусообразных направляющих опра-
вок 7 (рис. 136, а) и по оправкам опускают ее до посадки на
дно бака и полного прилегания крышки к уплотняющей про-
кладке. При этом следят, чтобы уплотняющая прокладка не
сдвинулась с места. Затем в отверстия крышки вставляют бол-
ты головками вверх (рис. 136,6), навинчивают гайки и, обходя
несколько раз крышку по всему периметру, равномерно завин-
чивают гайки до отказа. В местах стыка концов уплотняющей
прокладки крепление болтами ведут в направлении стыка с
обеих сторон. Этим обеспечивается более плотное прилегание
концов прокладки друг к другу.
206
После установки активной части в бак и заболчивания крыш-
ки трансформатор заполняют сухим чистым маслом несколько
выше уровня верхнего ярма. Температура заливаемого масла
должна быть не ниже 10°С. Чтобы воздух мог выйти из бака
при заполнении его маслом, одно из отверстий в крышке остав-
ляют открытым, но защищают его от случайного попадания в
бак посторонних предметов. Для трансформаторов без расши-
рителя масло заливают до уровня, отмеченного чертой на баке
у маслоуказателя.
7
6
у/ /// М равка,Р S —
МЛПТЛВЛГЛ тл
0}
Рис. 136. Установка ак-
тивной части в бак, ме-
ханически связанной с
крышкой:
а — опускание активной ча-
сти в бак, б — крепление
крышки к раме; / — шип,
2 — опорная пластина с от-
верстиями для шипов, 3 —
бак, 4 — активная часть, 5 —
борт рамы, 6, 11 — крышки
с уплотняющей прокладкой
7 — конусная оп-
- строп, 9 — крюк
мостового крана, 10 — сталь-
ной пруток, 12 — болт с гай-
кой и шайбами
До заливки маслом активную часть после установки в бак
крепят в зависимости от конструкции и габарита трансформа-
тора одним из способом, рассмотренных ранее.
У трансформаторов IV габарита и более (крышка не скреп-
лена с активной частью) после установки активной части в бак
проверяют основные изоляционные расстояния между отдель-
207
ними ее частями и стенками бака, указанными в чертежах. Если
отклонений в расстояниях нет, укомплектованную ранее крыш-
ку протирают, стропят за приваренные к ней кольца, поднимают
и опускают на раму бака. Предварительно проверяют правиль-
ность ее расположения по отношению сторон ВН и НН активной
части и вскрывают заглушки на люках для установки съемных
вводов 6—35 кВ.
До того как крышка опустится на борт бака, через люки
извлекают из него стержни (шпильки) вводов с присоединен-
ными к ним отводами обмоток. Затем в отверстия для болтов
на баке и крышке на противоположных сторонах вставляют по
две конусные стальные оправки, направляют ими крышку до
полного прилегания к прокладке бака, одновременно следят,
чтобы прокладка не сдвинулась с места и не разошелся ее стык.
Затем удаляют оправки, устанавливают в отверстия болты, на-
винчивают на них гайки и равномерно затягивают их гайковер-
том по всему периметру бака, обходя его несколько раз.
Заболтив крышку, заливают активную часть сухим чистым
трансформаторным маслом в таком количестве, чтобы оно за-
крыло активную часть (100—200 мм ниже крышки), и перехо-
дят к установке съемных вводов, приводов переключающих
устройств, расширителя и других сборочных единиц трансфор-
матора, выполняют все остальные виды сборочных работ, кото-
рые были указаны при среднем ремонте.
§ 47. УСТАНОВКА МАСЛОНАПОЛНЕННЫХ ВВОДОВ КЛАССА
НАПРЯЖЕНИЯ 110 кВ
Установку вводов класса напряжения 110 кВ рассмотрим на
примере герметичного ввода типа ГБМТА-0-110/630 У1 (Г —
герметичный, БМ — с бумажно-масляной внутренней изоляцией,
Т — трансформаторный, А — нормального исполнения, 0 — с
установкой без наклона — 0°, на напряжение 110 кВ, ток 630 А,
У — для районной с умеренным климатом, 1 — категория раз-
мещения — на открытом воздухе).
До установки ввод тщательно протирают чистой ветошью,
осматривают и испытывают в соответствии с установленными
стандартами. При этом он должен находиться в вертикальном
положении на специальной подставке (стойке). Если получен-
ные при испытании результаты удовлетворяют нормам, отсутст-
вуют внешние дефекты: сколы и трещины на фарфоровых по-
крышках, просачивание масла в уплотнениях, механические
повреждения нижнего экрана, его изоляционного покрытия и
других деталей, приступают к его установке на трансформатор.
Вводы ПО кВ и выше могут быть установлены на переходном
фланце с трансформаторами тока или фланце, приваренном к
крышке. В зависимости от установки (вертикально, наклонно)
применяют различную оснастку и приспособления.
208
Перед тем как зачалить ввод стропами и поднять для пе-
реноса на трансформатор, с него демонтируют контактную
шпильку 1 (рис. 137), расположенную в верхней части, и при-
паивают к ней линейный отвод обмотки ПО кВ. Для этого час-
тично отвинчивают гайки 2 и снимают со шпильки клеммный
наконечник 3, отвинчивают гайку 6, крепящую защитный ко-
жух 7 компенсатора давления, и снимают его. Далее отвинчи-
Рис. 138. Установка ввода 110 кВ-
на крышке трансформатора
Рис. 137. Демонтаж контактной
шпильки герметичного ввода на-
пряжением 110 кВ
вают гайку 8, снимают прижимный латунный фланец 9, зателг
вывертывают болты 10 и снимают фланец 12 вместе с резиновой
прокладкой И. После этого контактную шпильку вынимают из
центральной трубы 13 и оловянистым припоем впаивают в ее
отверстие 14 гибкий отвод обмотки ПО кВ. Припайку шпилек
к отводам производят до установки активной части в бак. От-
верстие 4 в шпильке предназначено для вворачивания в него
209
рым-болта 5 с тонким стальным канатом, служащим для протя-
гивания отвода со шпилькой через трубу 13.
Перед вертикальной установкой ввода на крышке 1 (рис. 138)
приклеивают резиновую прокладку к фланцу 9, к которому в
дальнейшем будут крепить ввод. Предварительно поверхность
фланца под прокладку тщательно протирают и обезжиривают,
смазывают клеем № 88Н сопрягаемые поверхности фланца и
прокладки и после нескольких минут выдержки на воздухе про-
кладку плотно прижимают к фланцу.
Далее стропы 3 зачаливают за крюк грузоподъемного меха-
низма и за кольцевые рымы 7, расположенные на фланце сое-
динительной втулки ввода 6. Длина стропов должна быть такой,
чтобы при натяжении их ветви располагались параллельно по-
крышке ввода. Одновременно к крюку подвешивают блок 4,
через который в дальнейшем пропускают канат 2 рым-болта для
протягивания через ввод отвода с контактной шпилькой 8. Вна-
чале легким натяжением стропов проверяют правильность
строповки: равенство длин и натяжения ветвей, надежность за-
цепления за крюк и рымы, совпадение оси крюка грузоподъем-
ного механизма с вертикальной осью ввода.
После этого при натянутых стропах специальным поясом 5,
иногда пеньковым канатом верхнюю часть ввода на уровне ниже
второго ребра покрышки крепят к стропам так, чтобы при
подъеме ввод занимал устойчивое вертикальное положение.
Осмотрев и убедившись в правильной и надежной строповке,
ввод поднимают с подставки, перемещают и располагают над
отверстием бака. Пропускают через блок 4 и трубу ввода канат
с рым-болтом, ввертывают рым в контактную шпильку, припаян-
ную к отводу, и медленно, придерживая и направляя ввод ру-
ками, опускают его нижнюю часть в бак, в данном случае через
переходный фланец 9 с трансформаторами тока. Одновременно
через блок вытягивают канат, тем самым протаскивая через
трубу отвод со шпилькой.
Отводы на большие токи соответственно с большим сечением
и в несколько параллельных проводов для облегчения протяги-
вают с помощью небольшой ручной лебедки, закрепляемой на
крышке бака. Процесс опускания и установки ввода требует
большой внимательности и осторожности, особенно когда на
вводе или на переходном фланце внутри бака установлен бу-
мажно-бакелитовый цилиндр. Ввод опускают медленно без рыв-
ков, небрежность при выполнении этой ответственной операции
может привести к поломке цилиндра, повреждению фарфоровых
покрышек, нижнего экрана ввода, а также установленных в пе-
реходном фланце трансформаторов тока. При этом сборщик
должен учитывать, что несогласованное опускание ввода и про-
тягивание через него отвода может привести к образованию в
отводе узлов («баранок»), а при чрезмерном усилии натяжения
каната — к деформации и повреждению изоляции отвода в ме-
сте его присоединения к обмотке. Поэтому одновременно с опус-
210
канием ввода один человек должен подтягивать отвод канатом
через блок, а второй, находящийся на крышке, постепенно вы?
таскивать отвод из бака и направлять его в трубу.
Когда фланец соединительной втулки ввода приблизится к
переходному фланцу на расстояние 50—100 мм, в отверстия
фланцев вставляют 2—3 конусные оправки и направляют ими
посадку ввода так, чтобы отверстия фланцев совместились.
Когда фланец ввода ляжет на резиновую прокладку, оправки
вынимают, в отверстия совмещенных фланцев вставляют болты
головками кверху и равномерно по всему периметру затягива-
ют их гайками до сжатия резиновой прокладки на 7з ее толщи-
ны, обычно при этом гайки затягивают ключом до отказа.
Далее собирают верхнюю часть ввода в последовательности,
обратной разборке: освобождают шпильку, выступающую из
трубы, от рым-болта, надевают на нее фланец 12 (см. рис. 137)
с прокладкой, крепят его болтами, устанавливают фланец 9 и
навинчиванием гайки 8 уплотняют его, устанавливают защитный
кожух 7 и крепят его гайкой 6. Далее к шпильке крепят бол-
тами клеммный наконечник 3, служащий для присоединения к
внешней электросети. Аналогично устанавливают вводы дру-
гих фаз.
При наклонном расположении вводов применяют специаль-
ное приспособление, которым ввод направляют в отверстие пе-
реходного фланца под требуемым углом.
При установке маслонаполненных вводов более высоких
классов напряжения, имеющих сравнительно большие размеры
по высоте, применяют специальные лестницы, подмости, а также
автогидроподъемники, смонтированные на шасси автомобиля.
i 48. СБОРКА СИСТЕМЫ ОХЛАЖДЕНИЯ ТИПА Д
Радиаторы системы охлаждения Д перед установкой промы-
вают чистым сухим трансформаторным маслом, испытывают при
избыточном давлении и навешивают на бак в той же последова-
тельности, как и при системе М, обычно с помощью автомобиль-
ного крана. Для этого снимают с радиаторных кранов, установ-
ленных на баке, заглушки и подводят радиаторы к выступающим
из крана шпилькам так, чтобы они вошли в отверстия фланцев
радиатора вверху и внизу. Затем поочередно навешивают их на
бак и крепят так, как было указано ранее. Далее приступают к
монтажу демонтированной при разборке системы обдува радиа-
торов: крепят к стенкам бака кронштейны для установки дуть-
евых вентиляторов, прокладывают кабели, монтируют аппарату-
ру и собирают схему подключения ее к электросети.
На рис. 139 показана типовая электрическая схема системы
охлаждения Д трансформатора. Она трехфазная, выполнена в
виде кольцевой магистрали 1, образуемой соединением в одну
последовательную цепь магистральной коробки 2 и всех распре-
делительных коробок 4, к которым подключены электродвигате-
211
ли 5 вентилятора. Для каждых двух электродвигателей устанав-
ливают одну распределительную коробку. К магистральной
коробке подается напряжение от источника трехфазного тока че-
рез шкаф 3 автоматического управления дутьем. В шкафу уста-
новлены: автоматические выключатели, отключающие электро-
питание в случае короткого замыкания в схеме дутья, автомат
включения и отключения электродвигателей вентиляторов в за-
висимости от температуры масла в баке и нагрузки трансфор-
матора, реле времени для предотвращения включения вентиля-
торов при кратковременной перегрузке трансформатора и дру-
гая электроаппаратура управления дутьем. К шкафу подводят
Рис. 139. Типовая электрическая схема системы охлаждения Д
силовой кабель от питающей электросети и контрольные кабели.
Электрическую схему монтируют трехжильным гибким кабе-
лем марки КРПТ или КРВТ сечением жил 2,5—б мм2 в зависи-
мости от напряжения источника тока (220 или 380 В), мощности
я количества устанавливаемых вентиляторов. Заготовки кабеля,
если не используется старый, длиной, указанной на чертеже, про-
пускают через гибкие металлические рукава, служащие для за-
щиты его от механического повреждения, и прокладывают в
соответствии с монтажной схемой по стенкам бака и кронштей-
нам. Кабель крепят скобами и винтами, вворачиваемыми в бо-
бышки, приваренные к баку и несущей конструкции вентилято-
ров. Одновременно устанавливают и крепят болтами магистраль-
ную коробку на стенке бака, распределительные коробки — на
кронштейнах в непосредственной близости к электродвигателям
вентиляторов для удобства их обслуживания.
Магистральная коробка (рис. 140, а) предназначена для со-
единения электросети, питающей электродвигатели, в единую ма-
гистраль и подключения к ней кабеля от внешней электросети.
Распределительная коробка (см. рис. 140, б) служит для
подключения к магистрали электродвигателей вентиляторов че-
212
Рис. 140. Устройство магистральной (а) и распределительной (б)
коробок и подключение к ним кабеля
рез предохранители и подсоединения ее к зажимам других коро-
бок.
Корпуса 1 магистральной и распределительной коробок
имеют цилиндрическую форму, изготовлены из листовой стали.
На стенке магистральной коробки (рис. 140, а) и на стенке и
дне распределительной коробки (рис. 140, б) имеются отверстия,
в которые вмонтированы сальники 2, предназначенные для гер-
213
метизации коробок в местах прохода через них кабеля. Сверху
коробки с помощью резиновых прокладок герметично закрыва-
ются крышками 3. В коробках установлены гетинаксовые пане-
ли б с прикрепленными к ним медными пластинами 4 (по три в
коробке). Для присоединения жил кабеля на обоих концах каж-
дой пластины имеются клеммные зажимы 5 в виде винтов с гай-
ками. В магистральной коробке, кроме того, на пластинах име-
ются три зажима А, В, С для присоединения кабеля 7 к внешней
электросети. На панели распределительной коробки установле-
Рис. 141. Устройство сальника
Рис. 142. Крепление крыльчатки к
валу электродвигателя
ны шесть плавких пробковых предохранителей 9 (по три на дви-
гатель) с зажимами 8 для присоединения кабелей электродви-
гателей обдува. Каждый зажим 8 соединен с цокольной частью-
предохранителя, а его центральный контакт при ввернутой проб-
ке— с пластиной, поэтому в цепь тока, питающую электродви-
гатель, входит плавкая часть предохранителя, защищающая era
от короткого замыкания.
Разводку кабеля электросети обдува производят после за-
крепления коробок и электродвигателей вентиляторов соответст-
венно маркировке, указанной в чертеже и на табличке, прикреп-
ленной к внутренней стороне крышек коробок. Пропущенные че-
рез защитные рукава заготовки кабеля разделывают на отдель-
ные жилы и напаивают на их концы клеммные наконечники.
При вводе кабеля 1 в коробку через сальник (рис. 141) сле-
дует предварительно вывернуть гайку 4 сальника и удалить из его
гнезда 11 заглушку 7, препятствующую попаданию в коробку
влаги и пыли окружающей среды при хранении. Одновременно
подтягивают гайку 10, уплотняющую двумя резиновыми про-
кладками 9 гнездо сальника в месте его крепления к стенке 8
коробки. Пропустив кабель 1 в коробку на заданную длину, сто-
порным полиэтиленовым кольцом 3, расположенным в выточке
гнезда, закрепляют рукав 2, резиновым кольцом 5, сжимаемым
с двух сторон шайбами 6 при вворачивании гайки 4, уплотняют
214
кабель. При уплотнении сальника следует учитывать, что гнездо
и гайки изготовлены прессовкой специальной пластмассы и при
чрезмерном усилии при завинчивании гаек может повредиться
резьба.
Для дутьевых вентиляторов применяют асинхронные трехфаз-
пые электродвигатели типа 4АА63А4ТР (4 — порядковый номер
серии; А — асинхронный; А — станина из алюминиевого сплава;
63— высота оси вращения в мм; А — длина сердечника; 4 — чис-
ло полюсов; ТР —трансформаторный). Мощность двигателя
<0,25 кВт, напряжение 127/220 и 380 В.
Двигатель устанавливают на кронштейне вертикально, его
фланец со стороны конца вала крепят болтами М10 с примене-
нием пружинных шайб. На верхний конец вала 1 (на его шпо-
ночную часть) (рис. 142) надевают четырехлопастную крыльчат-
ку 3 серии МЦ-4 ступицей 4. Предварительно под диск б крыль-
чатки на вал надевают водоотражающий колпак 2. Чтобы крыль-
чатка не сорвалась с вала от воздействия осевых усилий при
вращении, ее крепят глухой гайкой 5. Перед установкой двига-
теля со свободного конца вала удаляют антикоррозионную смаз-
ку, производят статическую балансировку крыльчаток, мегаом-
метром на 500 В измеряют сопротивление изоляции обмотки, оно
должно быть не менее 1 МОм, при меньшем сопротивлении дви-
гатель сушат. Размещение на трансформаторе устройств системы
охлаждения Д показано на рис. 71.
После монтажа систему охлаждения проверяют и опробуют:
проворачивают крыльчатки рукой, они должны свободно вра-
щаться и останавливаться в любом положении, измеряют сопро-
тивление изоляции всей смонтированной электрической схемы,
включая электродвигатели и шкаф ЩД: оно должно быть не ме-
нее 0,5 МОм, проверяют направление вращения крыльчаток
включением напряжения; они должны вращаться по часовой
стрелке, если смотреть на них сверху. В случае вращения двига-
теля в обратную сторону снимают крышку с его коробки и меня-
ют местами два конца кабеля на ее зажимах. Затем проверяют
.мегаомметром целостность цепей заземления электродвигателей,
коробок и шкафа и производят пробное включение всей элект-
рической схемы системы охлаждения с опробованием автомати-
ческого и автономного управления дутьем.
Закончив установку сборочных единиц на крышке трансфор-
матора, навесных устройств и системы охлаждения, открывают
.пробки для спуска воздуха на всех устройствах, где они преду-
смотрены (бак, вводы, радиаторы и др.), и доливают масло до
нормального уровня в расширителе. По мере появления в возду-
хоспускных отверстиях масла ввертывают и уплотняют пробки.
После доливки масла и спуска воздуха трансформатор испы-
тывают на плотность. Испытание заключается в проверке отсут-
ствия течей и свищей в уплотнениях, арматуре и местах сварки
повышенным давлением масла.
215
Трансформаторы мощностью до 1000 кВ-А, напряжением до
35 кВ включительно испытывают на плотность в течение 5 мин
повышенным давлением 30 кПа под крышкой или давлением
масляного столба высотой 3 м над расширителем при температу-
ре масла +(10—35)° С. Более мощные трансформаторы испыты-
вают на плотность подкачкой в бак масла или давлением масля-
ного столба в течение времени, указанного в стандартах или тех-
нических условиях на трансформаторы конкретных типов и га-
баритов. Обычно при ремонте их испытывают на плотность дав-
лением столба масла высотой 1,5 м с помощью трубы, устанав-
ливаемой на крышке, как было указано раньше.
После проверки трансформатора на плотность масло слива-
ют через нижний край до нормального уровня, одновременно
проверяя правильность работы маслоуказателя.
После отстоя масла (до прекращения выделения из него воз-
духа) берут пробу масла для химического анализа и испытания
на электрическую прочность, при положительных результатах
трансформатор предъявляют для электрических испытаний.
§ 49. ПРОГРЕВ И ПОДСУШКА ТРАНСФОРМАТОРОВ
Прогрев. За время сборки трансформатора после сушки ак-
тивная часть остывает, поэтому перед испытанием его прогрева-
ют без вакуума до температуры верхних слоев масла 60—70° С.
Такой прогрев часто называют контрольным.
Наиболее распространенным и рациональным способом конт-
рольного прогрева полностью собранного и залитого маслом
трансформатора является нагрев постоянным током. Через об-
мотки трансформатора, соединенные между собой в той или иной
комбинации (исходя из расчета), пропускают постоянный ток.
Выделяющаяся при прохождении по обмоткам тока теплота на-
гревает обмотки, масло и всю активную часть. Схему соедине-
ния, а следовательно, эквивалентное сопротивление обмоток вы-
бирают так, чтобы в любой из обмоток трансформатора ток не
превышал номинального значения. Этот способ проще индукци-
онного, так как на стенках бака не нужна индукционная обмот-
ка, и более экономичен — потребляет сравнительно мало элект-
роэнергии.
Подсушка. В ряде случаев за время нахождения на воздухе
поверхность изоляции активной части незначительно увлажня-
ется, при этом искажаются изоляционные характеристики при
испытаниях. Тогда делают подсушку, при которой для трансфор-
маторов класса ПО кВ и выше выполняют следующие техноло-
гические операции: сливают из трансформатора масло до уров-
ня 150—200 мм ниже крышки; создают в трансформаторе ваку-
ум до остаточного давления не более 20 ГПа; пропускают по-
стоянный ток через обмотки и доводят температуру масла до
80° С (если постоянного тока нет, трансформатор нагревают ин-
дукционной обмоткой). Температуру масла контролируют с по-
216
мощью двух термометров сопротивления или термопарами, уста-
новленными в верхних слоях масла. В процессе подсушки осу-
ществляют непрерывную циркуляцию масла насосом — забира-
ют его из верхней части бака и подают в нижнюю часть через
кран (забирают и нагнетают масло в противоположных сторо-
нах бака). В трансформаторах напряжением ПО—150 кВ при
подсушке поддерживают температуру верхних слоев масла 80° С
под вакуумом с остаточным давлением 7—15 ГПа при мощности
трансформатора не менее 80 МВ-А в течение 36 ч, а при мощно-
сти от 80 до 400 МВ-А — 54 ч, более 400 МВ-А — 72 ч. Далее
отключают обогрев, сливают масло из бака и охлаждают транс-
форматор под вакуумом не менее 20 ч до температуры в баке
20—25° С; не снимая вакуум, заполняют трансформатор маслом»
доливают его до соответствующего уровня в расширителе и про-
изводят электрические испытания и измерения. При положитель-
ных результатах трансформатор включают в работу.
§ 50. ВОССТАНОВЛЕНИЕ ТРАНСФОРМАТОРНОГО МАСЛА
Масло, заливаемое в трансформатор, должно соответство-
вать нормам на эксплуатационное или свежее — сухое. Если мас-
ло поступающего в ремонт трансформатора кислое (снижающее
качество всей изоляции трансформатора), не соответствует нор-
мам на характеристики, например, имеет пониженную темпера-
туру вспышки, большую зольность, низкую температуру засты-
вания, завышенные диэлектрические потери, то оно должно быть
подвергнуто глубокой регенерации. Для этого существует не-
сколько способов химической регенерации, основным из которых
является кислотно-щелочноземельный. При этом способе масло
вначале обрабатывают серной кислотой, которая уплотняет и
связывает все нестойкие соединения масла в кислый гудрон. От-
стоявшийся гудрон удаляют, а остатки серной кислоты и орга-
нических кислот нейтрализуют, обрабатывая масло щелочью.
Далее масло промывают дистиллированной водой, центрифуги-
рованием удаляют воду и для полной нейтрализации обрабаты-
вают специальной отбеливающей землей, обладающей хорошей
адсорбцией — свойством поглощать из раствора составные час-
ти и удерживать их на своей поверхности. После окончательного
фильтрования получают восстановленное масло.
При ремонте трансформатора в стационарных трансформа-
торных мастерских — в заводских условиях — для регенерации
масла имеются соответствующее оборудование и материалы, по-
этому трансформатор заполняют восстановленным маслом или
маслом из обменного фонда. В случае индивидуального ремон-
та на месте установки трансформатора его обычно заливают све-
жим сухим маслом. Если характеристики масла ремонтируемого
трансформатора ухудшены, но не настолько, чтобы его подвер-
гать глубокой регенерации, например присутствуют механические
примеси, занижено пробивное напряжение, несколько завышены
217
кислотное число и диэлектрические потери, его восстанавливают
механическими способами — центрифугированием и фильтрова-
нием с использованием сорбентов: силикагеля и цеолитов.
Основным конструктивным элементом центрифуги является
барабан (рис. 143), помещенный в герметически закрытый ко-
жух и состоящий из корпуса барабана 1 с крышкой 6 и набора
конусообразных металлических тарелок 3 с отверстиями. Тарел-
ки расположены параллельно одна над другой и находятся на
общем валу 4 с зазором меж-
ду ними, равным десятым до-
лям миллиметра. Назначе-
ние тарелок — разделить
масло на тонкие слои и тем
самым увеличить интенсив-
ность его очистки. При вра-
щении барабана с частотой
6000—7000 об/мин и наса-
женных на него тарелок бо-
лее тяжелые частицы (меха-
нические) отбрасываются
центробежной силой и откла-
дываются в грязевике бара-
бана, а жидкость разделя-
ется на слои: тяжелая (во-
да) перемещается дальше от
Рис. 143. Устройство барабана центры- ueHTPa вращения, а менее
фуги тяжелая (масло) — ближе.
Таким образом масло и при-
меси под действием центробежных сил распределяются по слоям
соответственно удельным массам каждой составной части. Мас-
ло нагнетается в центрифугу и выкачивается из нее с помощью
двух шестеренных насосов. Наиболее интенсивная очистка мас-
ла происходит при температуре 50—60° С, поэтому центрифуга
снабжена электрическим нагревателем. Для задержки крупных
механических примесей и предотвращения попадания их в бара-
бан на входном патрубке маслопровода центрифуги установлен
фильтр, состоящий из металлической сетки с мелкими ячейками.
Для поступления масла в центрифугу имеется центральное вход-
ное отверстие, для выхода — три: одно для слива при вне-
запной остановке центрифуги или чрезмерном загрязнении
барабана, второе для слива очищенного масла и третье для
спуска воды.
Если в масле имеются механические примеси и незначитель-
ное количество воды, центрифугу настраивают на так называе-
мый режим кларификации: устанавливают нижнюю 2, не
имеющую отверстий, и верхнюю 5 тарелки. Эти тарелки имеют
утолщенные стенки и называются тарелками-кларификаторами.
При большом содержании воды в масле (более 0,5%) центрифу-
гу перестраивают на режим кларификации: удаляют из бараба-
218
на нижнюю и верхнюю тарелки-кларификаторы и вместо верх-
ней устанавливают специальное разделительное кольцо. Диаметр
кольца подбирают в зависимости от степени обводнения масла,
о которой судят по удельной его массе. Механические примеси
при центрифугировании собираются в корпусе барабана; недо-
пустимо их отложение на тарелках. Во избежание загрязнения
тарелок барабан периодически разбирают и чистят. Для этога
отвинчивают гайку 7, снимают крышку барабана 6 и извлекают
тарелки. Чтобы устранить вспенивание и перемешивание масла
с кислородом воздуха, снижающего его устойчивость к старе-
нию, применяют вакуум-центрифуги, т. е. центрифуги, в которых
масло при очистке находится под вакуумом. Центрифуги приво-
дятся в действие электродвигателем с помощью зубчатых и ре-
менных передач; их пропускная способность 0,5—5 м3 масла/ч.
За один пропуск через центрифугу пробивное напряжение масла
повышается примерно на 5 кВ.
Центрифугированием зачастую не удается очищать масло от
мельчайших частиц угля и копоти, которые могут появиться в
нем при повреждениях в трансформаторе, связанных с возник-
новением электрической дуги. В этом случае масло очищают
фильтр-прессом. Его работа основана на продавливании масла
через специальную фильтровальную бумагу, картон или ткань,
обладающие большой пористостью. Достоинством фильтр-прес-
са является его способность работать без подогрева масла при
температуре до 20° С и ниже, а недостатками — низкая произво-
дительность при содержании в масле большого количества воды
и необходимость частой замены фильтрующего материала и его
сушки.
Фильтр-пресс состоит из набора чугунных рам (рис. 144, а),
пластин (рис. 144, б) и заложенной между ними фильтроваль-
ной бумаги. Пластины и рамы чередуются между собой. Весь
комплект вместе с фильтровальной бумагой зажат между двумя
массивными плитами винтом. Рамы, пластины и бумага имеют в
нижних углах по два отверстия: А — для входа грязного масла
и Б — для выхода очищенного масла. В пластинах с обеих сто-
рон находятся продольные и поперечные каналы, не доходящие
до краев, таким образом их поверхность покрыта большим ко-
личеством усеченных пирамид.
Внутри рам 3 (рис. 144, в) имеются камеры 1 для неочищен-
ного масла. Камеры щелями 2 в углах рам сообщаются с общим
сквозным отверстием 4, в которое нагнетается грязное масло.
Просочившись сквозь фильтровальную бумагу 5 камер, очищен-
ное масло поступает к решеткам пластин б. По канавкам плас-
тин масло попадает в сквозное отверстие 7 и далее в выходное
отверстие пресса. Параллельная работа камер создает большую
фильтрующую поверхность, в результате чего увеличивается про-
изводительность процесса.
Масло в фильтр-пресс нагнетается насосом под давлением
0,4—0,6 МПа. Если давление повышается в процессе работы, это
219
свидетельствует о том, что фильтровальная бумага засорилась
и ее необходимо заменить. Для грубой очистки масла (до его
поступления в фильтр-пресс) служит специальный сетчатый
фильтр, установленный на патрубке для входа масла. Для отбо-
ра проб очищенного масла на выходном патрубке имеется кран.
Фильтрование применяют в основном для очистки трансформа-
торного масла от шлама, угля и других механических примесей.
Рис. 144. Основные детали фильтр-пресса:
а —рама, б — пластина, в пластины, рамы и фильтровальная бумага в сборе;
А — отверстие для входа масла, Б — отверстие для выхода очищенного масла
В нестационарных ремонтных условиях слабоокисленные мас-
ла, не требующие химической обработки, обычно регенерируют
пропусканием их через просушенный силикагель, помещенный в
адсорбере—баке цилиндрической формы, имеющем на входе и
выходе масла сетки. Для более эффективного использования си-
ликагеля и соответственно интенсивной очистки масла бак в про-
цессе регенерации периодически опрокидывают. Для этих целей
он в средней части имеет оси, которыми опирается на раму, слу-
жащую его основанием. Циркуляцию масла, как правило, осу-
ществляют с помощью насоса центрифуги или фильтр-пресса,
который включают на выходной части адсорбера. Масло при
регенерации подогревают до 50—60° С.
Масло пропускают через силикагель обычно не менее трех
раз. Силикагель, используемый в адсорбере, в основном погло-
220
щает из масла смолообразующие кислоты и влагу. Однако при
сильно увлажненном масле обезводить его он не способен. По-
этому при обработке масел с большим содержанием влаги после-
довательно с адсорбером включают в работу центрифугу, а при
значительных механических примесях, содержащих уголь,—
фильтр-пресс. Отработанный силикагель восстанавливают про-
каливанием в специальных установках.
Одним из самых эффективных и высокопроизводительных ме-
тодов обезвоживания (осушки) масла является фильтрация его
через молекулярные сита — искусственные цеолиты типа NaA.
Рис. 145. Устройство цеолитовой установки для осушки масла:
1 — вентиль, 2 — насос, 8 — электронагреватель масла, 4 — манометры, 5 —
фильтры, 6 — адсорберы, 7 — верхний коллектор, 8 — кран для спуска возду-
ха, Р —объемный счетчик, 10 — кран для отбора проб и слива масла, 11 —
нижний коллектор
Для этих целей применяют цеолитовую установку (рис. 145).
Она состоит из трех-четырех параллельно работающих адсорбе-
ров 6 (металлических цилиндров), содержащих обычно по 50 кг
цеолитов каждый. Для большего контактирования цеолитов с
маслом размер адсорбера подбирают так, чтобы отношение вы-
соты засыпки гранулированных цеолитов к его диаметру было
не менее 4:1. В нижней части адсорбера имеется донышко из
металлической сетки, которое служит опорой для молекулярных
сит; верхняя часть закрыта съемной металлической сеткой. Мас-
ло из адсорбера перекачивается насосом. Для осушки трансфор-
маторного масла требуется примерно 0,1—0,15% цеолитов от
массы обрабатываемого масла. За один цикл фильтрования про-
бивное напряжение масла повышается с 10—12 до 58—60 кВ.
Сушку масла производят при 20—30° С и скорости фильтрации
1,1—1,3 т/ч. Адсорбционные свойства цеолитов восстанавлива-
ют продувкой адсорбера с отработанными цеолитами воздухом,
221
нагретым до (300—350)° С, длительность продувки 4—5 ч. При-
сутствие в масле кислорода воздуха вызывает его окисление и
ухудшение диэлектрических свойств, связанное с возникновени-
ем электрических разрядов и ионизации его под действием элек-
трического поля. Обычно при атмосферном давлении масло со-
держит около 10% воздуха (по объему). При этом в воздухе,
растворенном в трансформаторном масле, соотношение входя-
щих в него газов изменяется. Как известно, воздух содержит
78% азота и 21% кислорода. Воздух же, растворенный в масле,
содержит 69,8% азота и 30,2% кислорода. Кроме того, раство-
римость воздуха растет с повышением температуры масла.
Масло, предназначенное для герметизированных трансформа-
торов и трансформаторов с пленочной защитой, во избежание
ухудшения характеристик и преждевременного старения до за-
ливки дегазируют и насыщают азотом в специальных установ-
ках. Перед дегазацией масло осушают до влагосодержания не
более 0,001% (10 г воды на 1 м3 масла); после дегазации газо-
содержание в масле не должно превышать 0,04% по объему.
§ 51. ОСОБЕННОСТИ РЕМОНТА СУХИХ ВОЗДУШНЫХ
ТРАНСФОРМАТОРОВ
При среднем ремонте сухих трансформаторов подпрессовыва-
ют обмотки и ярма магнитной системы, подтягивают все креп-
ления, заменяют или ремонтируют изоляторы, вентиляторы (там
где они есть) и их электропроводку, защитный кожух, зажимы
и панель для переключения регулировочных ответвлений, чис-
тят и продувают сухим сжатым воздухом все части и вентиляци-
онные каналы, измеряют сопротивление изоляции обмоток, ярмо-
вых балок, деталей прессовки обмоток и стяжки магнитной сис-
темы, красят кожух, детали прессовки, ошиновку (шинные отво-
ды) и другие части, имеющие повреждение антикоррозионного
покрытия, измеряют сопротивление обмоток постоянному току и
коэффициент трансформации. При измерении сопротивления изо-
ляции применяют мегаомметр на 1000 В.
Сопротивление изоляции обмоток при 20—30° С для транс-
форматоров с номинальным напряжением до 1 кВ должно быть
не менее 100 МОм, более 1 до 6 кВ — не менее 300 МОм, более
6 кВ — не менее 500 МОм.
При капитальном ремонте перематывают или заменяют об-
мотки, ремонтируют остов и его магнитную систему, детали глав-
ной изоляции, переизолируют отводы, сушат, окрашивают и за-
пекают лаковое покрытие обмоток, а также производят все рабо-
ты, относящиеся к среднему ремонту, и электрические испыта-
ния. Активную часть сушат в шкафу или воздуходувкой. Сушку
считают оконченной, когда сопротивление изоляции обмоток при
85—90° С достигнет постоянного значения и остается неизменным
в течение 8—12 ч.
222
Контрольные вопросы
1. Какова последовательность технологических операций при разборке
активной части трансформатора?
2. Какие способы удаления старой изоляции с пластин вы знаете?
3 Перечислите технологические операции, выполняемые при насадке об-
моток на стержни остова и шихтовке верхнего ярма.
4. Расскажите о способах пайки отводов.
5. Какие способы нагрева трансформатора при сушке вы знаете?
6. Как осуществляется термовакуумная обработка активной .части транс-
форматора и для чего применяют очистку трансформаторного масла? Каковы
способы его восстановления?
ГЛАВА IX
МЕХАНИЗАЦИЯ РАБОТ
ПРИ РЕМОНТЕ ТРАНСФОРМАТОРОВ
§ 52. МЕХАНИЗАЦИЯ МОНТАЖНО-ДЕМОНТАЖНЫХ РАБОТ
НА МЕСТЕ УСТАНОВКИ ТРАНСФОРМАТОРА
Подлежащие капитальному ремонту трансформаторы I—II
габаритов отсоединяют от сети, с помощью автокрана грузят на
автомобиль и транспортируют на ремонтный завод или в бли-
жайшую мастерскую.
Трансформаторы III габарита и выше доставляют к месту ре-
монта на специальных автомобильных прицепах-трайлерах или
железнодорожных платформах. При ремонте крупных трансфор-
маторов в трансформаторных башнях подстанций или машинных
залах станций перед транспортированием с помощью автокра-
нов демонтируют расширитель, систему охлаждения и другие на-
весные устройства, имеющие сравнительно большие размеры и
массу. Трансформатор на ремонтную площадку перекатывают
по рельсовой колее 7 с помощью механизированной самоходной
тележки 2 (рис. 146, а) и полиспаста, собранного из роликовых
блоков 5 и стального каната 4. Один блок полиспаста крюком
зацепляют за скобу трансформатора 6, второй крепят к тележке
2, установленной на тех же рельсах, что и трансформатор, на
расстоянии от трансформатора, равном длине полиспаста в рас-
тянутом виде. Тележку специальными захватами 1 крепят к рель-
сам. Закрепив тяговый (свободный) конец каната на барабане
электролебедки 3, установленной на тележке, гибким кабелем
подают напряжение на электродвигатель лебедки. Канат, нама-
тываясь на вращающийся барабан лебедки, подтягивает транс-
форматор к тележке. Далее раскрепляют захваты катков и вклю-
чением электропривода самой тележки перемещают ее на сле-
дующую дистанцию вытянутого полиспаста, растягивая при этом
его на всю длину. Вторично крепят захватами тележку к рель-
сам и повторяют операцию до перемещения трансформатора на
место его ремонта.
223
Обычно при перекатке трансформатора с фундамента на ре-
монтную площадку приходится переходить через перекрестки
рельс. В этом случае применяют схему транспортирования, изоб-
раженную на рис. 146, б. Неподвижный блок 5 полиспаста и от-
Рис. 146. Механизация
перекатки трансформа-
тора на ремонтную пло-
щадку:
а — по прямой колее, б — с
су поворотом на перекрестке
тяжку 9 закрепляют на якорях 8. Трансформатор перекатыва-
ют до перекрестка колеи и останавливают в тот момент, когда
оси катков кареток совпадают с перекрестком осей продольных
и поперечных рельсов 7. Затем с помощью гидродомкратов транс-
форматор приподнимают и катки кареток разворачивают на 90°.
Одновременно разворачивают (переставляют) специальные
стальные вкладыши, устанавливая их в зазоры рельсов на сты-
ках перекрестка, в направлении перекатки. Поднимают транс-
форматор двумя домкратами за два приема. Не рекомендуется
поднимать трансформатор и переставлять сразу четыре катка,
так как при этом трудно обеспечить одинаковую опору домкра-
тов. Домкраты разрешается упирать только в местах, отведенных
для них на баке.
После разворота и закрепления кареток крепление подвиж-
ного блока полиспаста переносят на широкую сторону трансфор-
матора, а неподвижный блок крепят к раме электролебедки. От-
тяжной блок снимают. С помощью самохода перемещают тележ-
224
ку вместе с электролебедкой и вытягивают ветви полиспаста. На
новом направлении катки тележки крепят к рельсам и перека-
тывают трансформатор, как было указано ранее.
Рис. 147. Изолирование пластин на конвейерной лакировальной машине
Самоходные тележки обычно оснащены электролебедкой гру-
зоподъемностью 5 т; в зависимости от массы трансформатора
для полиспастов применяют двух- и трехроликовые блоки и
стальной канат 0 20—22 мм. Там, где нет самоходной тележки,
трансформатор перемещают трактором, применяя полиспаст с
более длинным канатом. Скорость перемещения трансформато-
ра по рельсам должна быть не более 9 м/мйн.
§ 53. МЕХАНИЗАЦИЯ ИЗОЛИРОВАНИЯ ПЛАСТИН
МАГНИТНОЙ СИСТЕМЫ
Изолирование пластин лаком и его запекание производят на
конвейерной лакировальной машине (рис. 147). Пластины 1 по-
дают к столику машины и пропускают через вращающиеся по-
крытые резиной валики 2. Верхний валик равномерно по всей
длине смачивается струями лака, вытекающими из желобка 3
с отверстиями. Нижний валик при вращении смачивается лаком
из ванночки 4, который стекает в нее с верхнего валика. Про-
ходя через валики, пластины с обеих сторон покрываются
тонкой лаковой пленкой и транспортером 5 подаются в печь 6
конвейера 7 для запекания лака. Печь представляет собой ме-
таллический каркас, покрытый теплостойкой изоляцией из огне-
упорного кирпича или асбестоцементных плит с размещенными
внутри электрическими спиралями 8 или газовыми горелками.
При прохождении пластин через зону нагрева продукты сго-
рания растворителя удаляются через трубу 9, а пластины с об-
разовавшейся твердой пленкой поступают на транспортер 10,
охлаждаются до 30—40°С проточным холодным воздухом, по-
ступающим из трубы 11, затем попадают на приемный столик
12, откуда их увозят для повторной лакировки или на сборку.
Толщину лаковой пленки регулируют нажатием резино-
вых валиков. Толщина пленки с двух сторон при лакировании
пластин должна быть в пределах: (0,01 ±0,004) мм при одно-
225
кратном, (0,02±0,006) мм при двукратном и (0,032+0,008) мм
при трехкратном лакировании. Магнитные системы трансформа-
торов мощностью до 6300 кВ-А изолируют одним слоем лака.
При большей мощности применяют двух- и трехкратное лакиро-
вание. После первого покрытия и запекания лака пластины
охлаждают до 40—50° С.
Для лакирования небольшого количества пластин при ремон-
те на месте установки трансформатора изготовление конвейер-
ной лакировальной машины экономически не оправдывается.
В этом случае пластины запекают в сушильной печи, а лакирова-
ние выполняют на станке с механическим приводом, представ-
ляющим собой как бы первую часть машины.
После лакирования пластины должны иметь гладкую, ровную
поверхность, без подтеков и отлипаний, цвет от коричневого до
темно-коричневого, а толщина пленки — в пределах заданной.
В процессе лакирования периодически проверяют толщину плен-
ки, электрическое сопротивление изоляции пластин и состав лака.
§ 54. МЕХАНИЗАЦИЯ СБОРКИ МАГНИТНЫХ СИСТЕМ
Переход на бесшпилечную конструкцию позволил механизи-
ровать сборку магнитных систем (особенно трудоемкие опера-
ции— прессовку и стяжку).
Магнитные системы трансформаторов мощностью да
1000 кВ-А не требуют сложных устройств для сборки из-за не-
больших габаритных размеров. При большой мощности в завод-
ских условиях их собирают и прессуют на специальных механи-
зированных пресс-стендах. После прессовки механизированным
способом стержни стягивают стеклобандажами. Механизм на-
мотки стеклобандажей состоит из стальной коробчатой обоймы
1 (рис. 148) с двумя разводными сегментами 5, шарнирно свя-
занными пальцами 4 с обоймой, вмонтированной в обойму план-
шайбы 3 с зубчатым венцом, установленной на планшайбе боби-
ны 8 с рулоном стеклоленты, направляющих роликов 10 и фрик-
ционной муфты 11, создающей необходимое усилие натяжения
ленты (обычно 900—1000 Н), плиты 9 для крепления к прессую-
щей балке пресс-стенда. Зубчатое колесо 2 вала электродвига-
теля приводит во вращение планшайбу 3. Бобина, ролики и
фрикцион, вращаясь вокруг стержня 7 вместе с планшайбой,,
плотно укладывают (виток за витком) стеклоленту. Требуемую
ширину стеклобандажа и возможность намотки бандажей в раз-
ных местах по высоте стержня получают перемещением каретки
намоточного механизма с помощью реечной передачи, а необхо-
димую толщину бандажа — количеством уложенных слоев лен-
ты. В процессе бандажирования при натяжении лента разогре-
вается, становится более эластичной и липкой, поэтому бандаж
приобретает монолитность и высокую механическую прочность.
Для фиксирования стеклобандажей в буковых деталях, укла-
дываемых в углы пакетов и на плоские стороны стержней, име-
226
ются углубления (пазы), рассчитанные на ширину и толщину
стеклобандажа с подмоткой электрокартона. Для охвата и осво-
бождения стержня от механизма намотки вывинчивают болт 6
и разводят сегменты в стороны (показано на рис. пунктиром).
Санеобразная форма стола пресс-стенда позволяет кантовать
его вместе с остовом. Бандажирование можно производить непо-
средственно на пресс-стенде или вне его. В последнем случае
после опресовки стержни временно стягивают специальными цеп-
ными бандажами, ставят остов мостовым краном в вертикальное
положение и перемещают к механизму бандажирования.
Наложение бандажей производят аналогичным образом с той
разницей, что в первом случае магнитная система была располо-
жена горизонтально, а во втором вертикально. Если при ремонте
шпилечную стяжку стержней заменяют стеклобандажами, то
роль временных цепных бандажей могут выполнять сами стяж-
ные шпильки. Постепенно удаляя шпильки и накладывая банда-
жи, переходят к бесшпилечной стяжке.
§ 55. МЕХАНИЗАЦИЯ ВОССТАНОВЛЕНИЯ ИЗОЛЯЦИИ
ОБМОТОЧНЫХ ПРОВОДОВ
Процесс восстановления изоляции обмоточного провода со--
стоит из удаления с него старой изоляции, отжига, рихтовки и
изолирования проволоки. Для удаления старой изоляции и от-
22Т
жига обмотку разматывают на отдельные бухты, которые нагре-
вают в закрытой печи при 500—600° С. При этом изоляция обго-
рает и снимаются внутренние упругие напряжения в меди — медь
становится мягкой.
Чаще применяют механический способ удаления старой изо-
ляции с провода путем протягивания его через механизм, в кото-
ром изоляция разрезается продольно, очищается скребками, а
провод рихтуется. Установка фильер в устройстве механизма
позволяет одновременно перетягивать провод на другое сечение.
Рис. 149. Схема бумагооплеточной машины
После протяжки проволоку отжигают (чтобы снять упругие
напряжения), рихтуют, протягивая через систему стальных ро-
ликов, и перематывают на барабаны, аккуратно укладывая ви-
ток к витку. Концы проволоки соединяют между собой внахлест
электропайкой. Места паек тщательно опиливают и зачищают
наждачной шкуркой. Подготовленную таким образом проволоку
изолируют на бумагооплеточной машине (рис. 149).
С помощью натяжного устройства тяговой шайбой 4 провод
с барабана 1 протягивается через рихтовочное устройство 2, со-
стоящее из системы стальных роликов, расположенных верти-
кально и горизонтально, затем проходит через вращающийся
вокруг него бумагообмотчик 3 на барабан 5. Проходя через бума-
гообмотчик с рулонами кабельной бумаги, провод оплетается бу-
мажной лентой (в полуперекрытие, с перекрытием на Vs шири-
ны ленты и т. п.). Для изолирования применяют трансформатор-
ную бумажную ленту шириной 10—25 мм и толщиной 0,08 и
0,12 мм или комбинируют их в зависимости от необходимой тол-
щины ВИТКОВОЙ изоляции.
§ 56. МЕХАНИЗАЦИЯ ПРЕССОВКИ ОБМОТОК
При отделке обмоток после сушки их прессуют специальным
гидромеханическим прессом, которым доводят размеры обмоток
по высоте до указанных в чертеже. В процессе сборки активных
частей трансформаторов III габарита и выше одной из самых
трудоемких операций являлась прессовка обмоток, которая осу-
ществлялась вручную. Механизирована эта операция за счет
228
Рис. 150. Гидропрессующее механизированное устройство
применения механизированного гидропрессующего устройства
(рис. 150). Между прессующим кольцом 3 обмотки 1 с концевой
изоляцией 2 и полкой ярмовых балок 5 устанавливают портатив-
ные гидродомкраты 4У к каждому из них подводят от коллектора
10 шланг (рукав) 9У рассчитанный на требуемое давление; насо-
сом 13 масло подается из бака 14 в коллектор, а из него в гидро-
домкраты, создавая давление, контролируемое манометром 11.
При открытом вентиле 12 и закрытом вентиле 15 под напором
масла из корпусов домкратов выступают рабочие цилиндры
(поршни), которые, упираясь в ярмовые балки, оказывают дав-
ление на прессующие кольца. Достигнув расчетного давления,
закрывают вентиль 12 и отключают насос. Далее без особого
усилия завинчивают нажимные винты 6, упирая их в пяты 8, и
контрят их гайками 7, открывают вентиль 15 и снимают давле-
ние в домкратах сливом масла в бак 14.
Число устанавливаемых домкратов зависит от требуемого
усилия прессовки. Прессовка механизированным гидродомкрат-
ным устройством позволила существенно повысить производи-
тельность труда и качество работ.
В ремонтных мастерских (цехах) механизированы намотка
обмоток, резка бумаг на ленты, изготовление деталей изоляции
из электрокартона, погрузочно-разгрузочные и некоторые другие
виды работ.
Контрольные вопросы
1. Расскажите о механизации работ при изолировании пластин магнитной
системы.
2. В чем заключается механизация работ при изолировании проволоки
обмоточных проводов?
3. Расскажите о механизации работ по доставке трансформаторов на ре-
монтную площадку.
229
ЗАКЛЮЧЕНИЕ
Многообразие типов и конструктивных исполнений трансфор-
маторов не позволили в объеме, предусмотренном для данного
учебника, описать более подробно устройство и технологические
процессы ремонта силовых трансформаторов, отличающихся от
рассмотренных другим решением в части конструкции и соответ-
ственно технологии их ремонта. Это в большей мере относится к
специальным силовым трансформаторам и трансформаторам с
пространственной магнитной системой. Поэтому большее внима-
ние уделено вопросам конструкции и технологии ремонта основ-
ных видов трансформаторов, подчас независимо от условий, в
которых производится ремонт.
При серьезной работе над книгой учащийся сможет получить
необходимые знания, которые позволят ему без особых затруд-
нений самостоятельно разбираться в отдельных конкретных во-
просах, с которыми ему придется сталкиваться в трудовой дея-
тельности.
Следует также отметить, что из года в год конструкции, ме-
тоды и технологические процессы изготовления и ремонта транс-
форматоров совершенствуются; это, в свою очередь, требует от
каждого ремонтника творческого подхода к работе, непрерывно-
го совершенствования квалификации и мастерства, пополнения
знаний из технической литературы в этой области, в том числе
« периодической.
Сложность и многообразие операций, выполняемых при ре-
монтных работах, обеспечивают обширное поле для рационали-
заторской и изобретательской деятельности любого члена трудо-
вого коллектива, предоставляют возможность для поиска новых
технологических и организационных решений, ведущих к повы-
шению производительности труда и качества ремонтных работ.
РЕКОМЕНДУЕМАЯ ЛИТЕРАТУРА
Аншин В И, Худяков 3. И. Сборка трансформаторов и их маг-
нитных систем. — М: Высшая школа, 1985.
Филиппишин В Я, Туткевич А. С. Монтаж силовых трансфор-
маторов.— М: Энергоиздат, 1981.
Аншин В. И, Крайз А. Г. Трансформаторы для промышленных
электропечей. — М.: Энергоиздат, 1982.
Дымков А. М. Расчет и конструирование трансформаторов. — М,1
Высшая школа, 1971.
ОГЛАВЛЕНИЕ
Предисловие................................................... 3
Глава I
Общие сведения о трансформаторах............................... &
§ 1. Применение трансформаторов и их виды................. 5-
§ 2. Основные определения и термины, применяемые в трансфор-
маторах. Работа трансформатора, его параметры и режимы &
§ 3. Однофазные и трехфазные трансформаторы................. 13
§ 4. Требования, предъявляемые к трансформаторам........... 16<
Глава II
Материалы, применяемые в трансформаторах..................... 20
§ 5. Электромагнитные и проводниковые материалы.......... 21
§ 6. Электроизоляционные материалы, лаки, эмали......... 23*
§ 7. Конструкционные и вспомогательные материалы......... 31
Глава III
Схем ы обмоток трансформаторов и автотрансформаторов .... 30
§ 8. Схемы и группы соединения обмоток трансформаторов ... 33!
§ 9. Схемы соединения обмоток автотрансформаторов......... 39*
§ 10. Схемы обмоток трансформаторов для переключения без воз-
буждения (ПБВ) и регулирования под нагрузкой (РПН) . 41
Г л а в а IV
Устройство и элементы конструкции силовых трансформаторов
общего назначения............................................ 45
§ 11. Общие сведения...................................... 45
§ 12. Остов и его магнитная система....................... 47
§ 13. Обмотка трансформаторов............................. 54
§ 44. .Изоляция трансформаторов........................... 59
§ 15. Переключающие устройства............................ 62
§ 16. Вводы............................................... 75
§ 17. Отводы.............................................. 82
§ 18. Вспомогательные устройства.......................... 83
§ 19. Крепление активной части в баке..................... 92
§ 20. Защитные и контрольно-измерительные устройства.... 93
§ 21. Особенности конструкции сухих трансформаторов с воздуш-
ным охлаждением............................................ 99*
§ 22. Особенности конструкции масляных трансформаторов клас-
са 110 кВ ............................................. 10L
Глава V
Устройство силовых трансформаторов специального назначения . 103Г
§ 23. Особенности конструкции и работы электропечных трансфор-
маторов и их параметры..................................... 103
§ 24. Особенности работы, конструкции и параметры преобразо-
вательных трансформаторов.................................. 115
§ 25. Другие виды специальных трансформаторов............ 125-
Глава VI
Организация ремонта трансформаторов......................... 133
§ 26. Виды и причины ремонта . . .......................... 133
§ 27. Подготовка к ремонту................................. 134
§ 28. Контроль качества ремонтных работ. Стандартизация . . . 135
2311
Глава VII
Средний ремонт трансформаторов............................. 141
§ 29. Общие сведения . ... я............................... 141
§ 30. Разборка и ремонт отдельных частей трансформатора ... 142
§ 31. Ремонт обмоток . .................................... 147
§ 32. Ремонт остова........................................ 149
§ 33. Ремонт переключающих устройств....................... 151
§ 34. Ремонт отводов и вводов............................ 153
§ 35. Ремонт крышки ....................................... 153
§ 3,6 . Ремонт бака, расширителя, радиаторов и других устройств 156
§ 37. Установка активной части в бак....................... 159
§ 3>8 . Окончательная сборка и проверка трансформаторов на плот-
ность ..................................................... 160
Глава VIII
Капитальный ремонт трансформаторов........................ 162
§ 39. Разборка трансформаторов............................. 162
§ 40. Разборка и ремонт остова и его магнитной системы . . . 167
§ 4L Ремонт обмоток и главной изоляции.... 174
§ 42. Установка обмоток на стержни остова. Шихтовка. Прессов-
ка обмоток и ярма......................................... 176
§ 43. Пайка, сварка, изолировка и крепление отводов...... 187
§ 44. Безвакуумная сушка активных частей и сборка трансфор-
маторов после сушки........................................ 194
§ 45. Термовакуумная обработка активных частей трансформато-
ров класса напряжения НО кВ и выше......................... 198
§ 46. Отделка активной части после термовакуумной обработки и
установка ее в бак......................................... 203
§ 47. Установка маслонаполненных вводов класса напряжения
ПО кВ...................................................... 208
§ 48. Сборка системы охлаждения типа Д..................... 211
§ 49. Прогрев и подсушка трансформаторов................... 216
§ 50. Восстановление трансформаторного масла............... 217
§ 51. Особенности ремонта сухих воздушных трансформаторов . 222
Глава IX
Механизация работ при ремонте трансформаторов.............. 223
§ 52. Механизация монтажно-демонтажных работ на месте уста-
новки трансформаторов...................................... 223
§ 53. Механизация изолирования пластин магнитной системы . . 225
§ 54. Механизация сборки магнитных систем.................. 226
§ 55. Механизация восстановления изоляции обмоточных прово-
дов ....................................................... 227
§ 56. Механизация прессовки обмоток.... 228
Заключение . . . , ............................................. 230
Рекомендуемая литература........................................ 230