/























Текст
ПРОФТЕХОБРАЗОВАНИЕ
ИНСТРУМЕНТАЛЬНОЕ
ПРОИЗВОДСТВО
З.М. ВЛАДИМИРОВ
ИЗГОТОВЛЕНИЕ
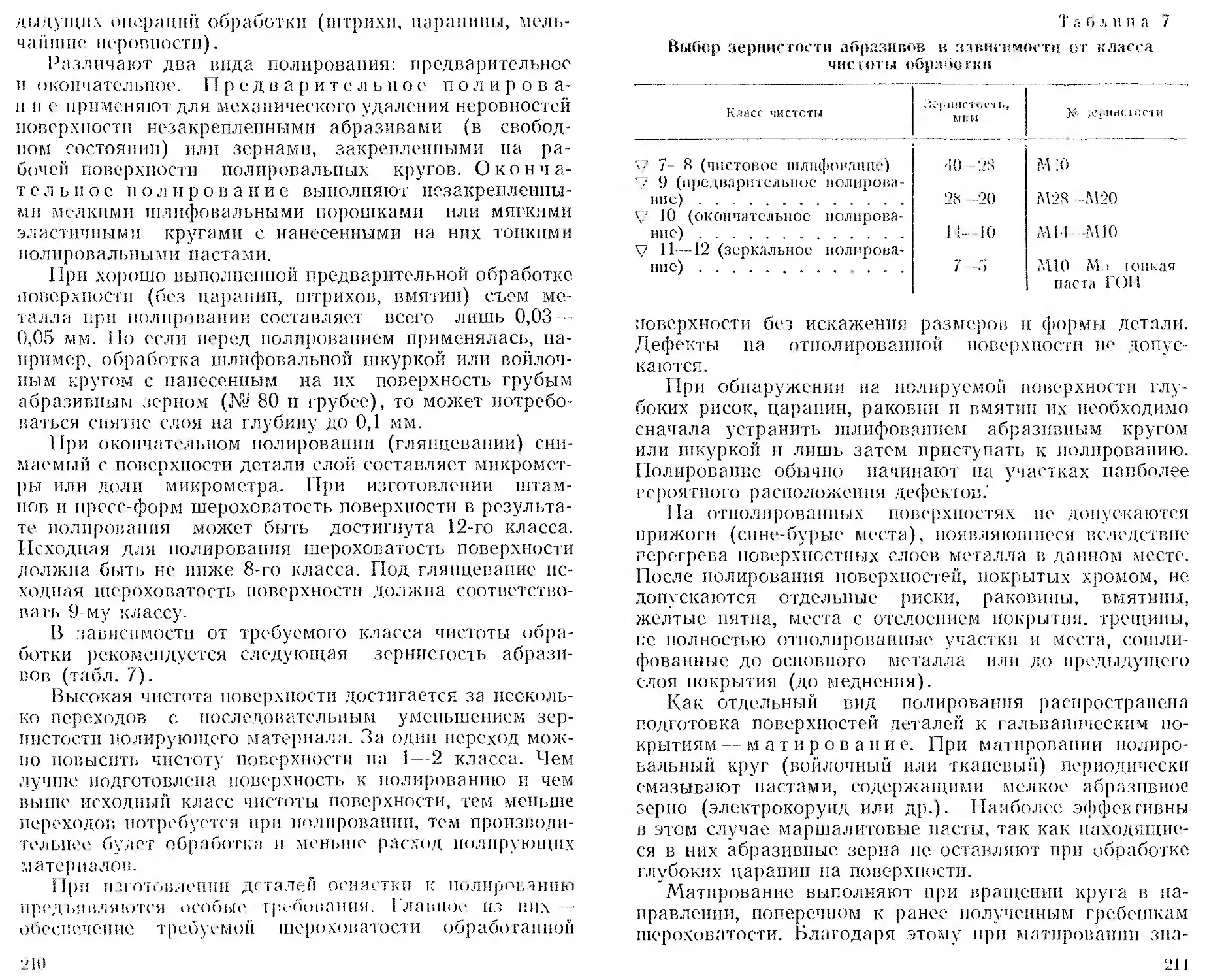
ШТАМПОВ,
ПРЕСС-ФОРМ И
ПРИСПОСОБЛЕНИЙ
В. М. ВЛАДИМИРОВ
ИЗГОТОВЛЕНИЕ
ШТАМПОВ,
ПРЕСС-ФОРМ
И ПРИСПОСОБЛЕНИЙ
ИЗДАНИЕ 2-е, ПЕРЕРАБОТАННОЕ
И ДОПОЛНЕННОЕ
Одобрено
Ученых* советом
Государственного комитета
Совета Министров СССР
по профессионально-
техническому образованию
в качестве учебника
для профессионально-
технических училищ
МОСКВА «ВЫСШАЯ ШКОЛА» ГЛ4
8Г14.2
В 57
PLLIi-.U3l-.ilГ ••• ЗЛСЛУ,-KLIlHblpl ДЕЯТЕЛЬ HAJKI1
11 ТЕХНИКИ РСФСР, ДОКТОР ТЕХНИЧЕСКИХ НАУК.
ПРОФЕССОР А. Н. МАЛОВ
Отзывы и .тамечаппн направлять но адресу: Москва,
К Г>1, Hi\’.iiinna;i y.t., 29[14, им)-во «Высшая школа*.
Владимиров В. М.
В57 Изготовление штампов, пресс-форм я при-
способлении. Учебник для проф.-техн. училищ.
Изд. 2-е, псрераб. л доп. М., «Высшая шко-
ла», 1974.
43! с. с ил.
В книге рассмотрены конструкции, илгогоа.|ение и ремой г
штампов для холодной и горячен штамповки, пресс-форм для
переработки пластмасс, форм для .питья металлов под давле-
нием и станочных приспособлений. Приведены сведения о ма-
териалах, инструментах, мехапилирор.ашюм оборудовании, и так-
где о контроле качества изготовления технологической оснаст-
ки, технике, бе {опасности и органичяцпп инструментального
производства. Описаны прогрессивные методы обработки де-
талей, заменяющие или облегчающие ручной труд.
31304-100
------------79.. 74
052(О!).-74
6П4.2
с' ИЗДАТЕЛЬСТВО : ВЫСШАЯ ШКОЛА.. , TJ.-1 г.
ОГЛАВЛЕНИЕ
Введение .............................. ... Я
Р а з д с л л с р и ы й
Общие сведения
r.iar, .i I. С полепи я об инструментальном хозяйстве маши-
ностроительного завода ............................... 5
§ 1. Структура инструментального хозяйства завода . . 5
§ 2. Кадры инструментального цеха и организация рабо-
чего места слесаря по штампам, пресс-формам и при-
способлениям ..........................................8
§ 3. Техника безопасности на производстве . . . .11
§ 1. Меры пожарной безопасности.........................15
Глава II. Краткие, сведения о применяемых материалах 16
§ 1. Штамповые стали....................................16
§ 2. Чугуны.............................................20
§ 3. Твердые сплавы в штампах . 20
§ 1. Абразивы и доводочные пасты................... 21
Глава Ш. Термическая обработка штамповых сталей . . 26
§ 1. Проковка стальных заготовок деталей оснастки ... 26
§ 2. Особенности термической обработки деталей штам-
пов и пресс-форм .....................................27
§ Хи мико-термическая обработка деталей оснастки . . 31
§ 4. Термическая обработка деталей из чугуна . . 34
§ 5. Практика закалки деталей штампов и пресс-форм 35
§ !> . Контроль деталей оснастки после термообработки 39
Глава IV. Специальные инструменты для ручной обработки
деталей оснастки................................... 42
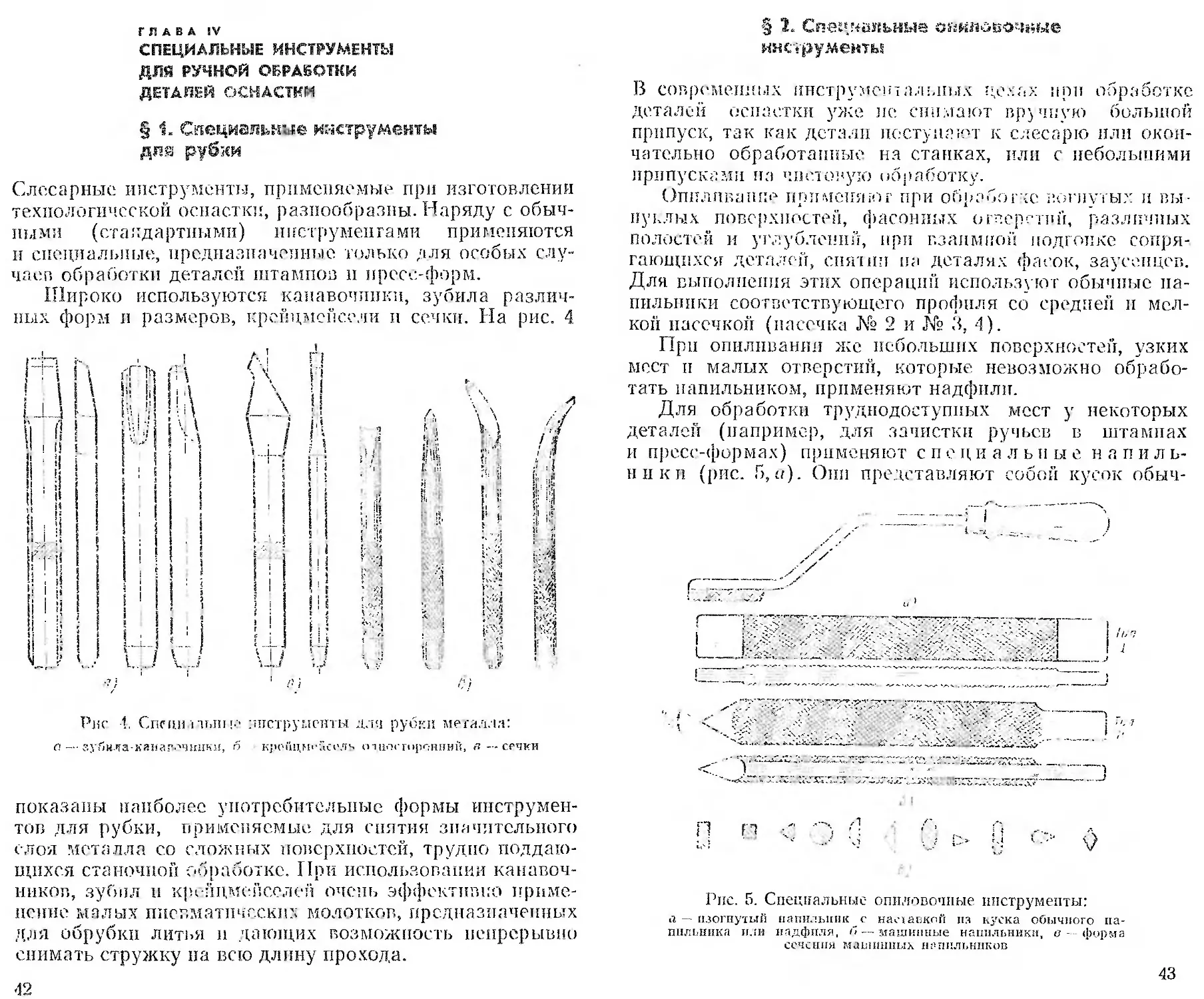
§ 1. Специальные шк i румеп i ы для рубки ..... 42
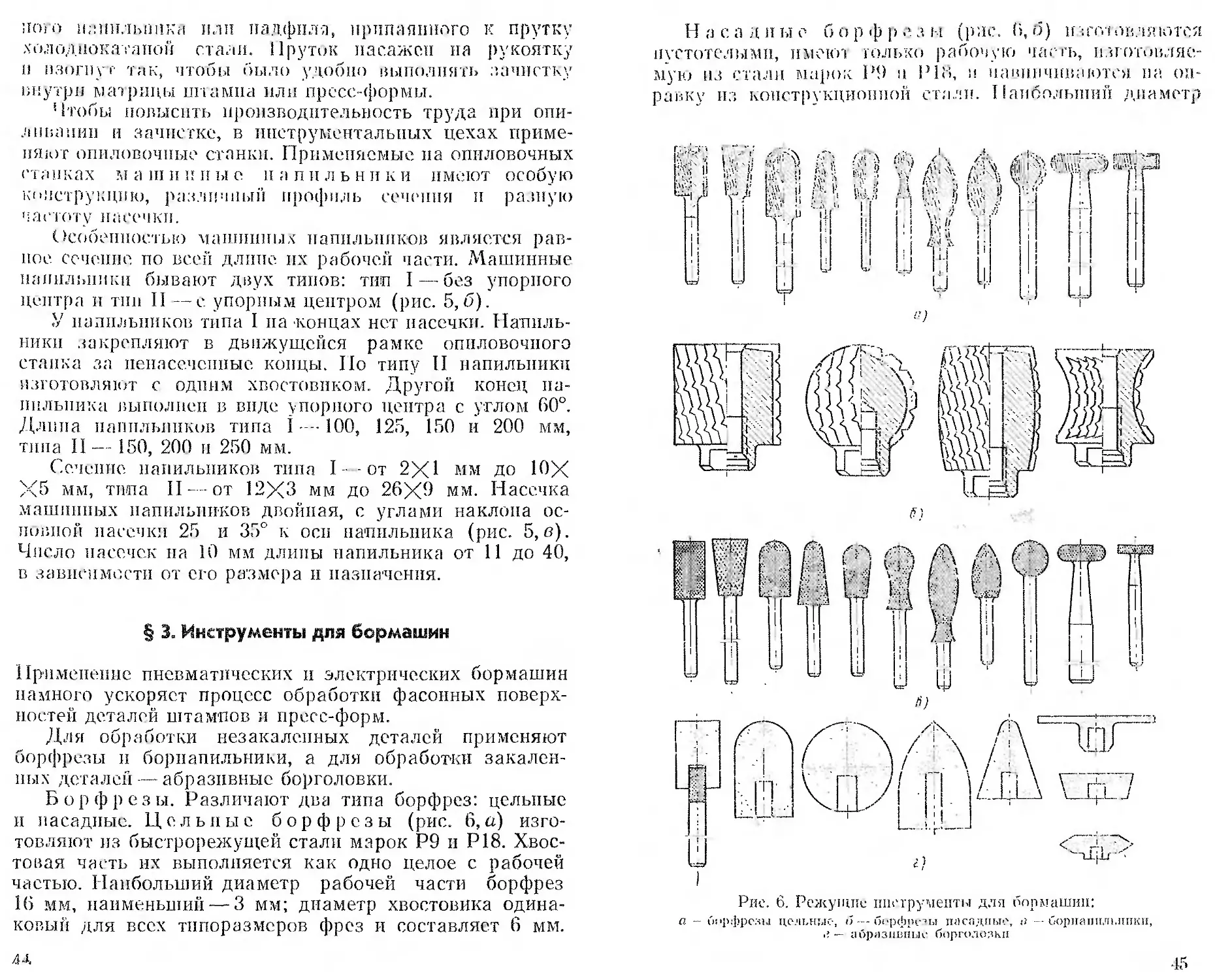
§ 2. ('пениальные опиловочные инструменты . 43
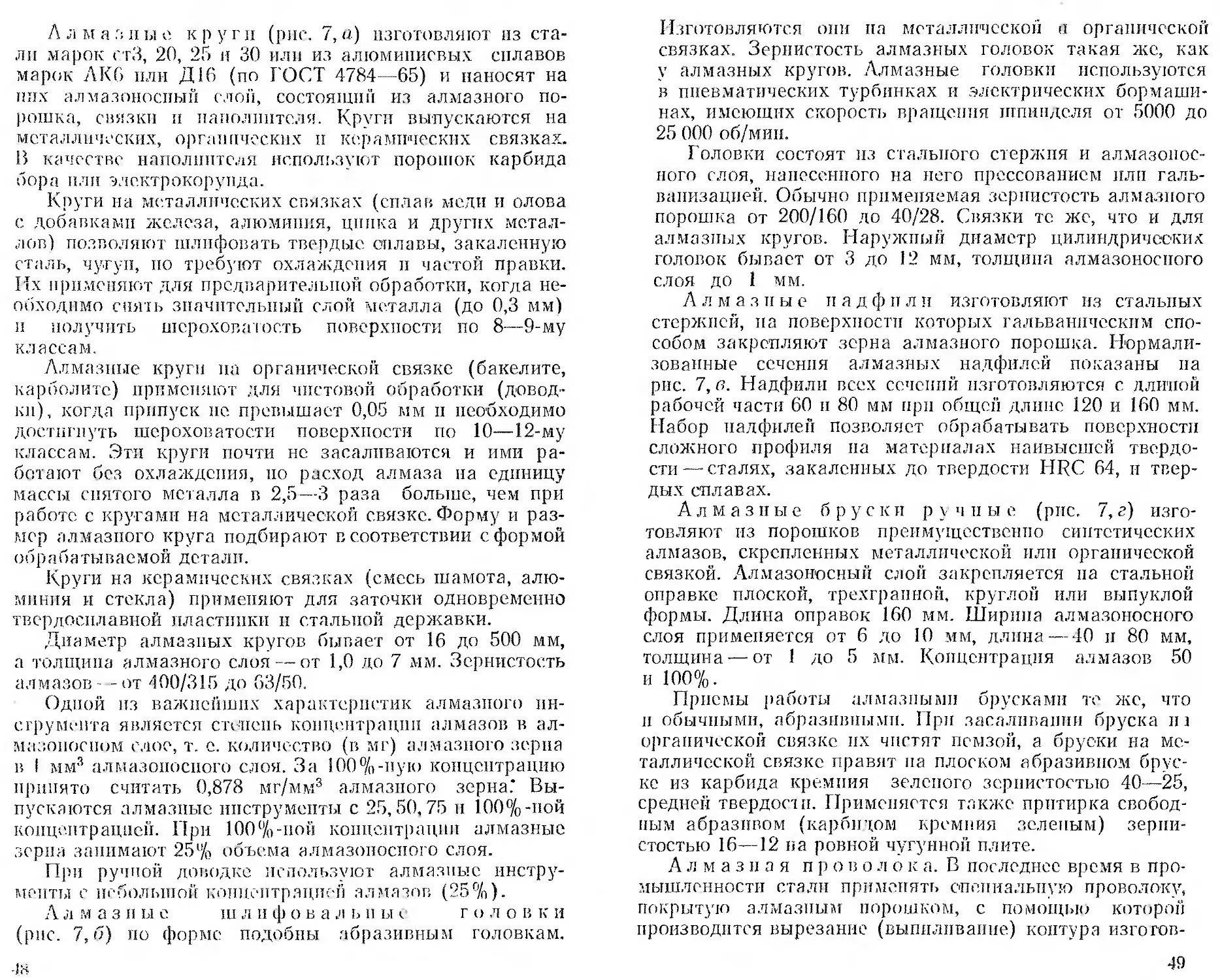
§ 3. Ипоругпчиы для бормашин .............44
§ !. Алмазные инструменты ..... 46
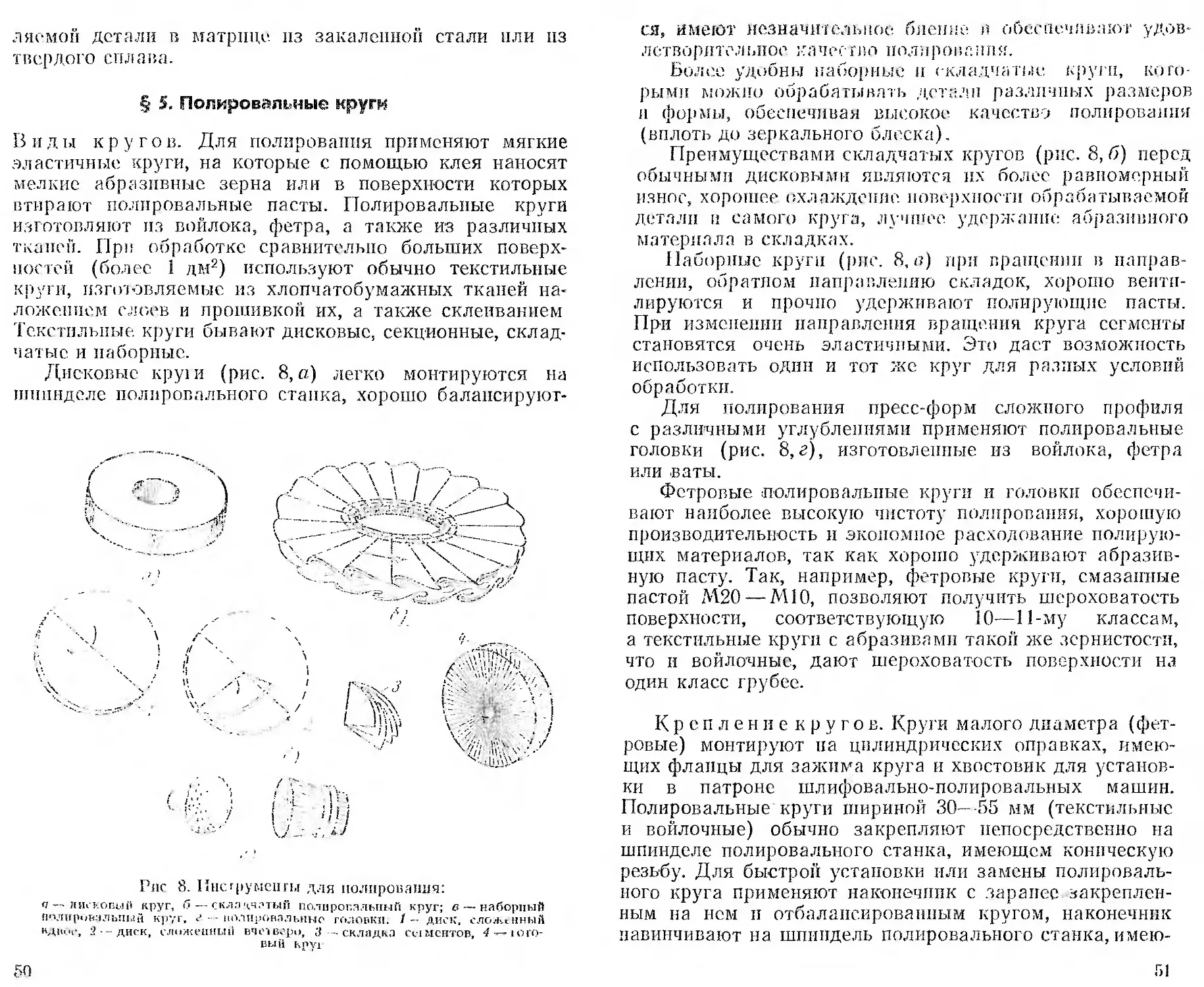
§ 5. Полировальные круги . . 50
Глава V. Механизированное оборудование для инструмен-
тальных работ .... ... ... 52
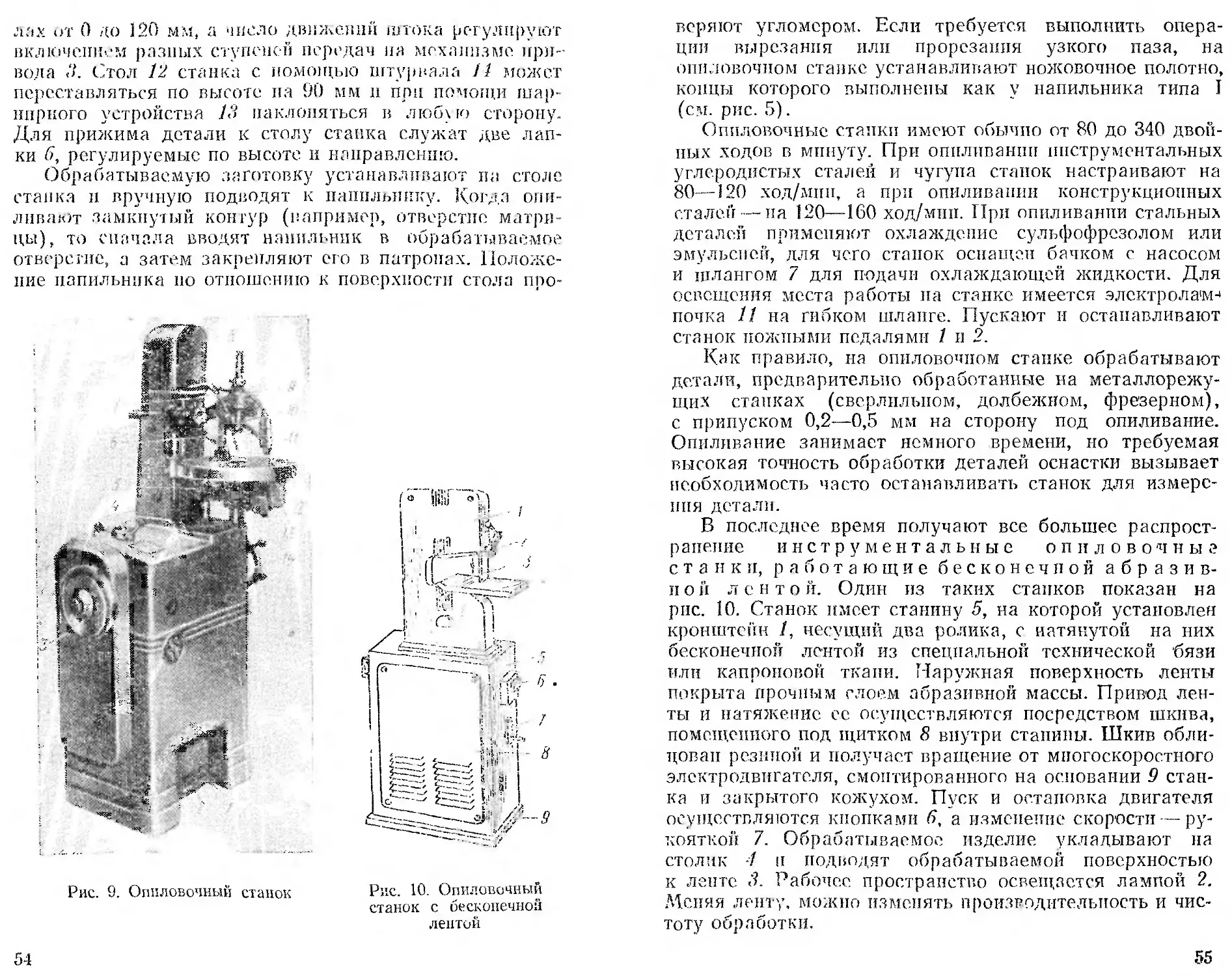
§ 1. Ручные машины...................................52
§ 2. Механизмы для опиливания........................53
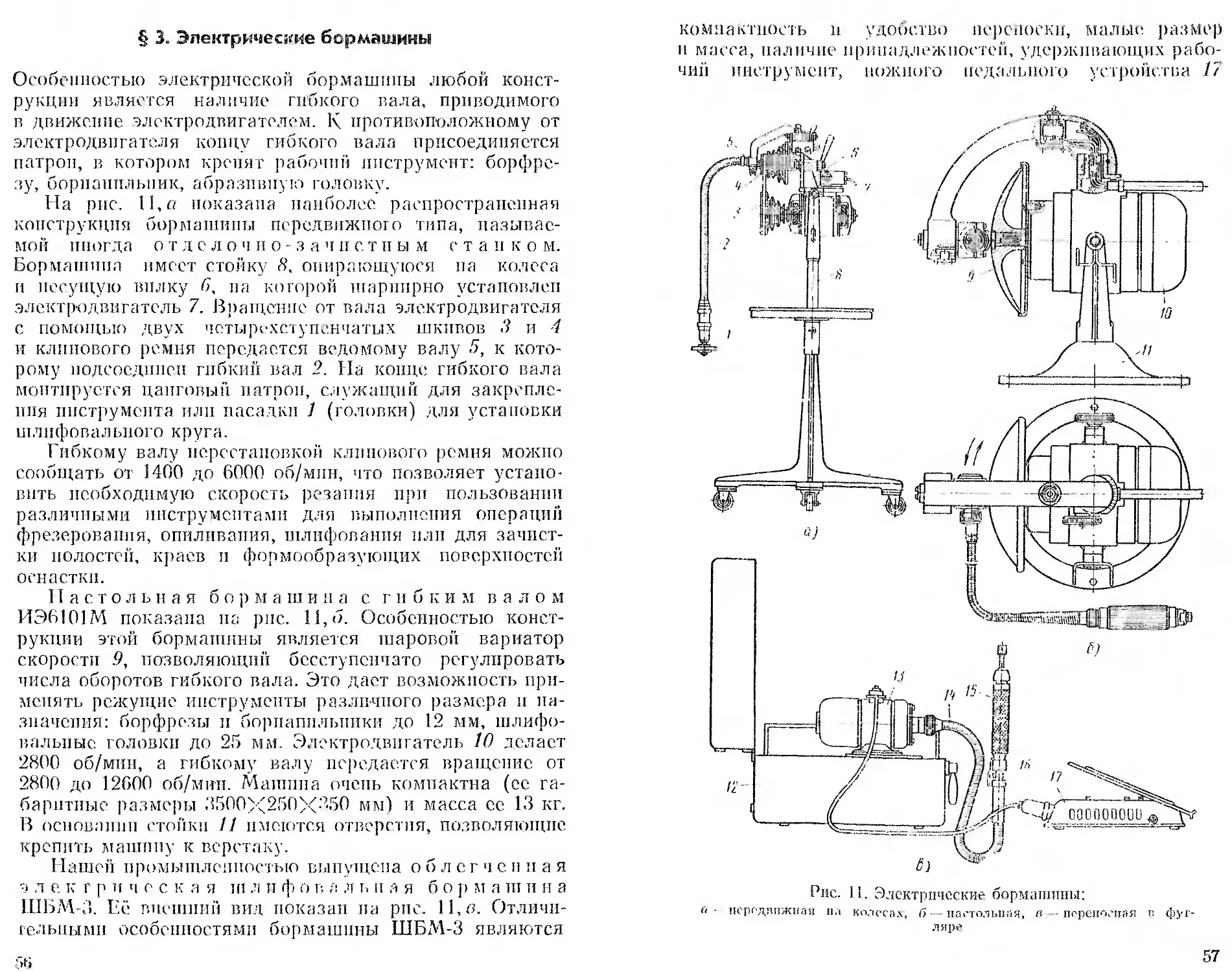
§ 3. Электрические бормашины ........................56
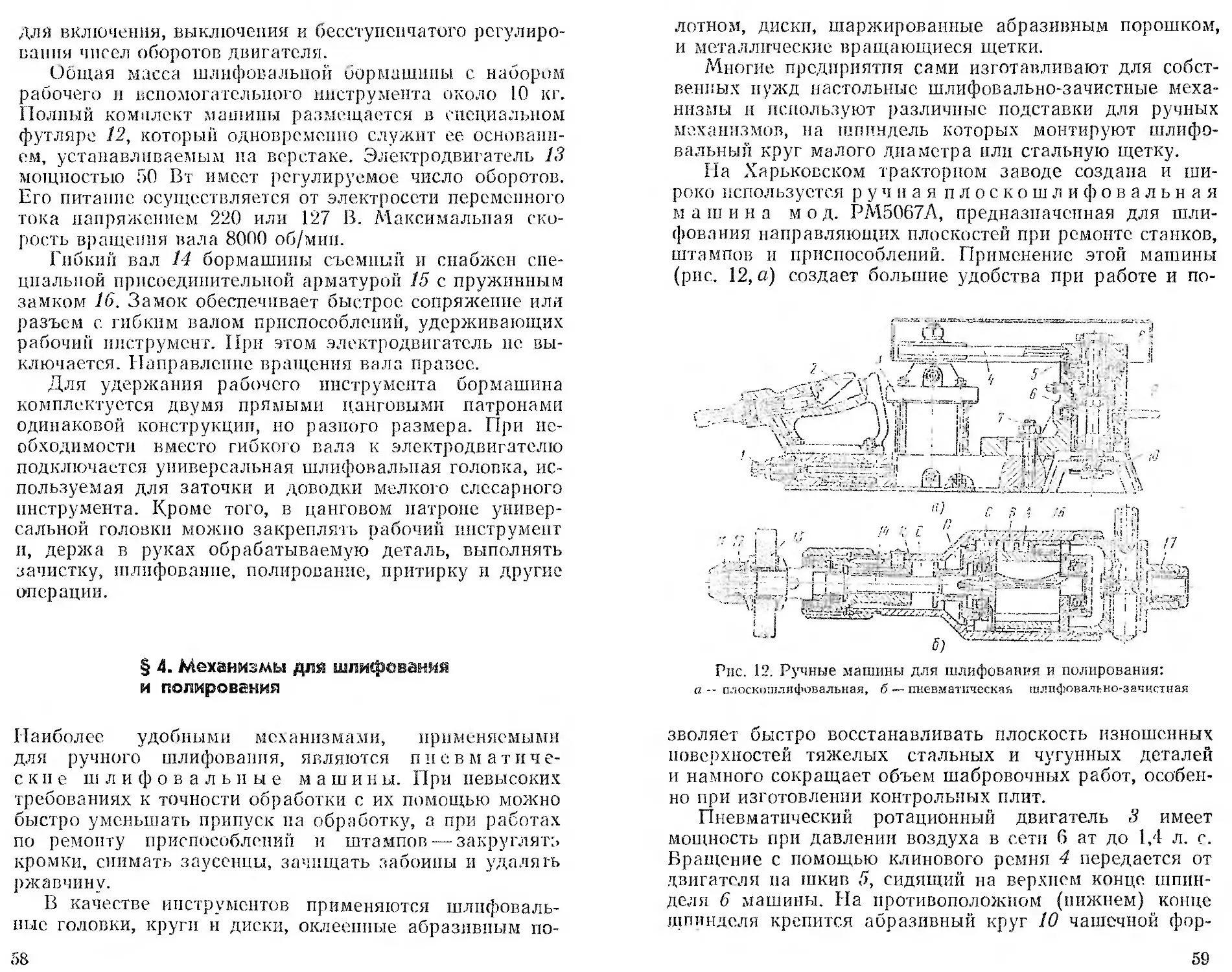
§ 4. Механизмы для шлифования и полирования . . .58
§ 5. Механизмы для запрессовки и распрессовки . .65
§ (> Подъемно транспортные механизмы.................65
S 7. Техника безопасности при пользовании электриче-
скими и пневматическими ручными машинами . , 66
!Йй
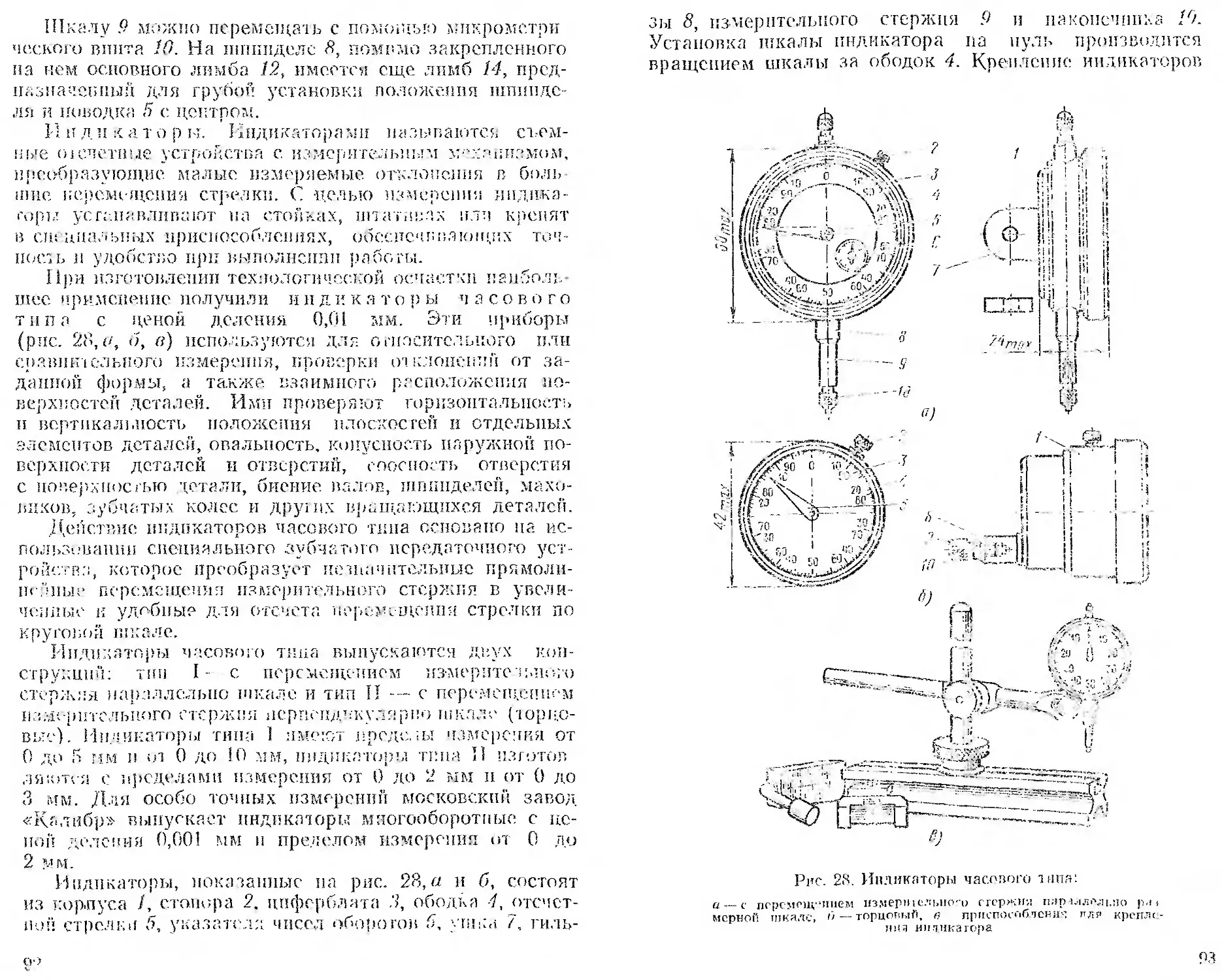
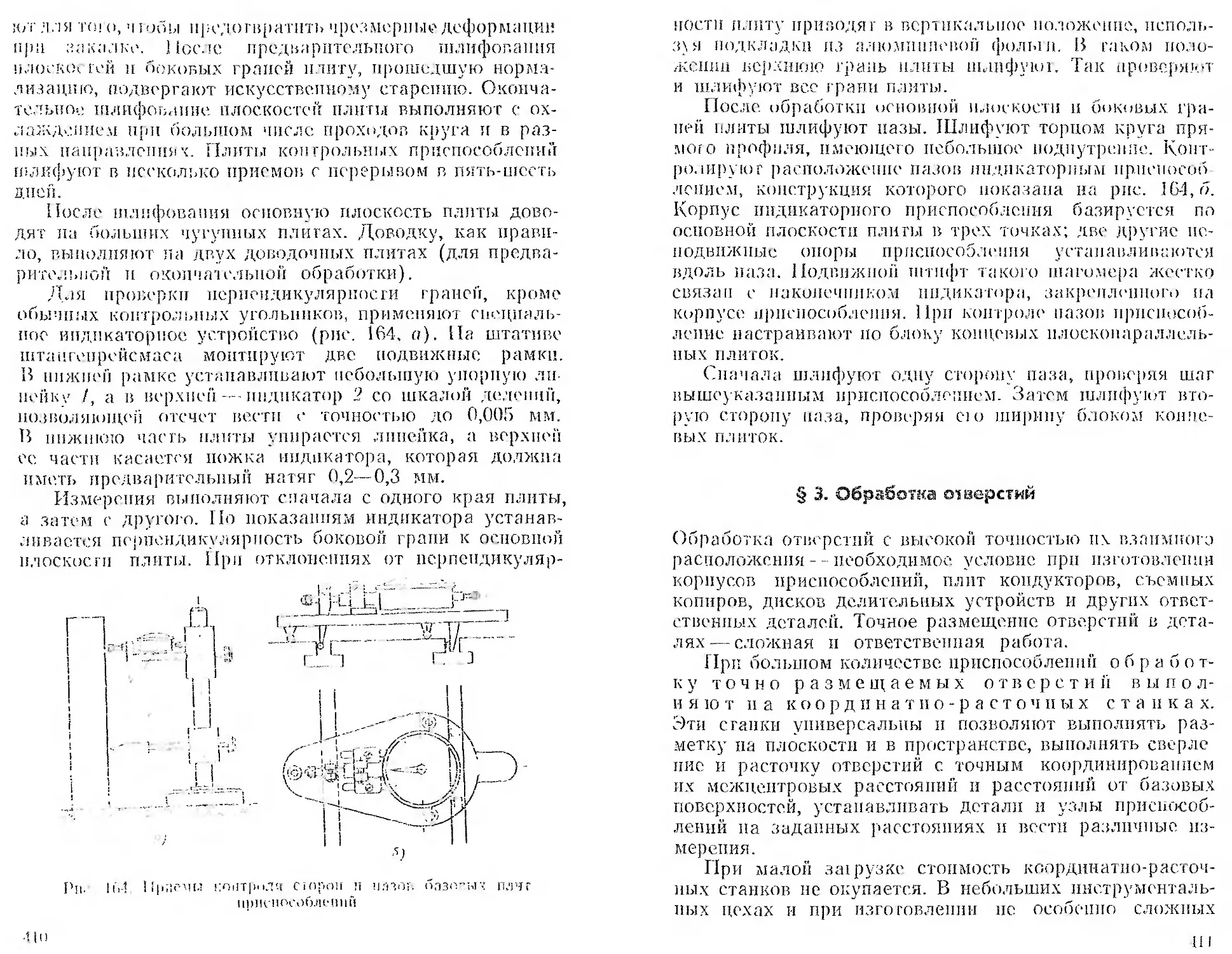
Глава VI. Точные измерения :1 pmMciKa ..... 69
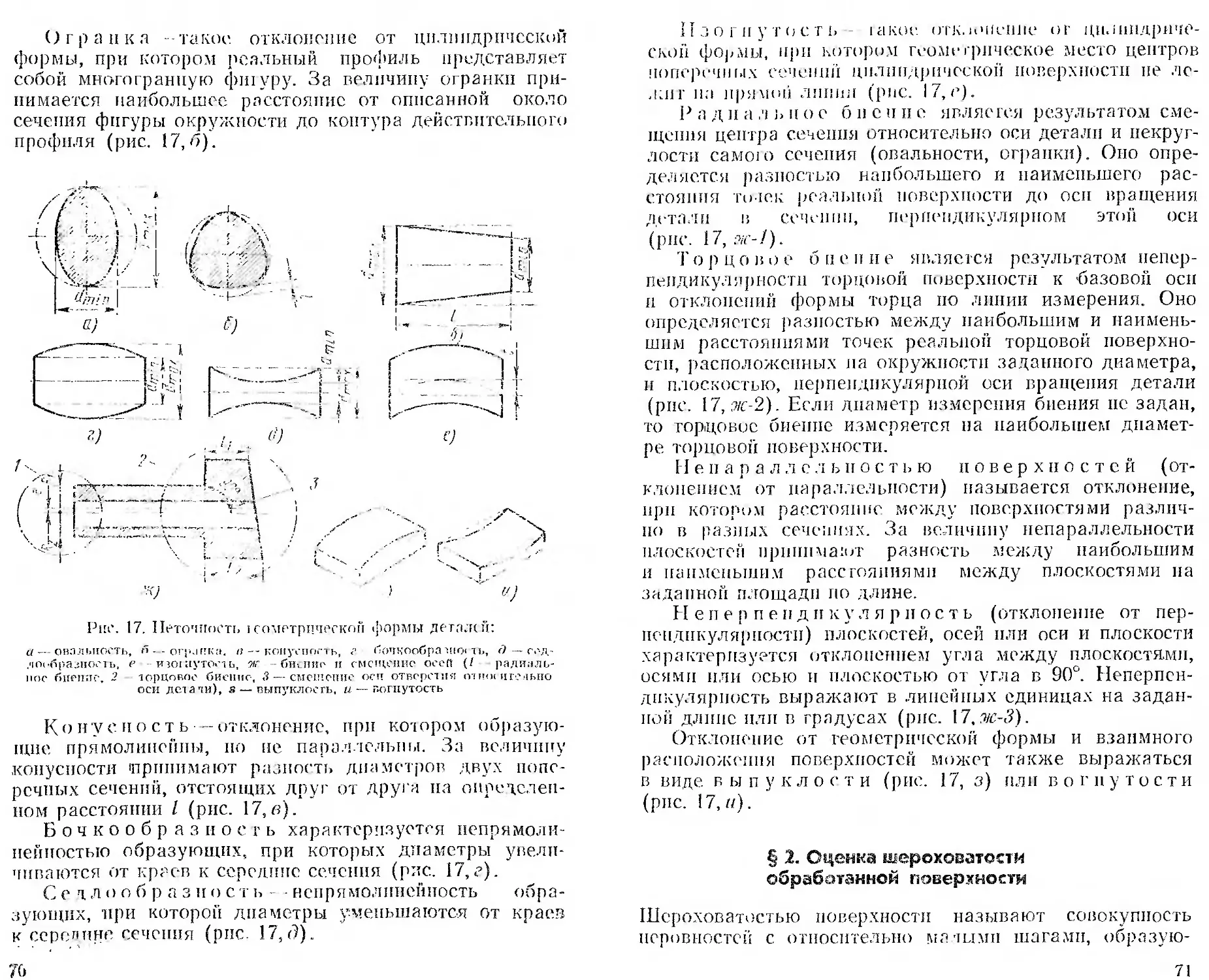
§ 1. Определение отклонений от заданной формы uyia.-ni 69
§ 2, Оценка шероховатости обработанной поверхности 71
§ 3. Средства точных измерений и разметки . . . .74
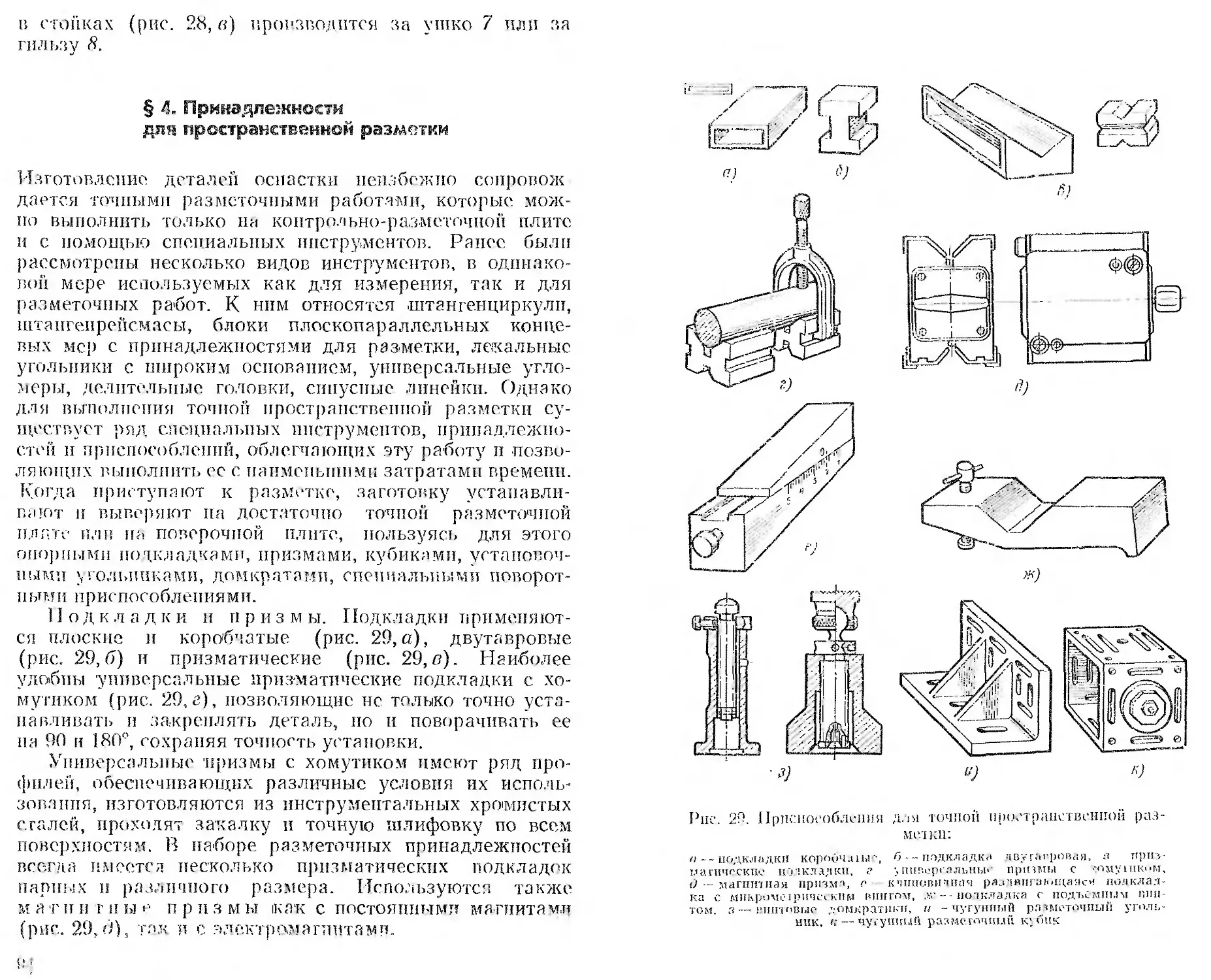
§ 4. Прина.тлсжпоснт для пространственной разметки 94
Раз д е л в т о р о й
Штампы для холодной штамповки
Глава VII. Общие сведения о холодной штамповке и при-
меняемом оборудовании ... 97
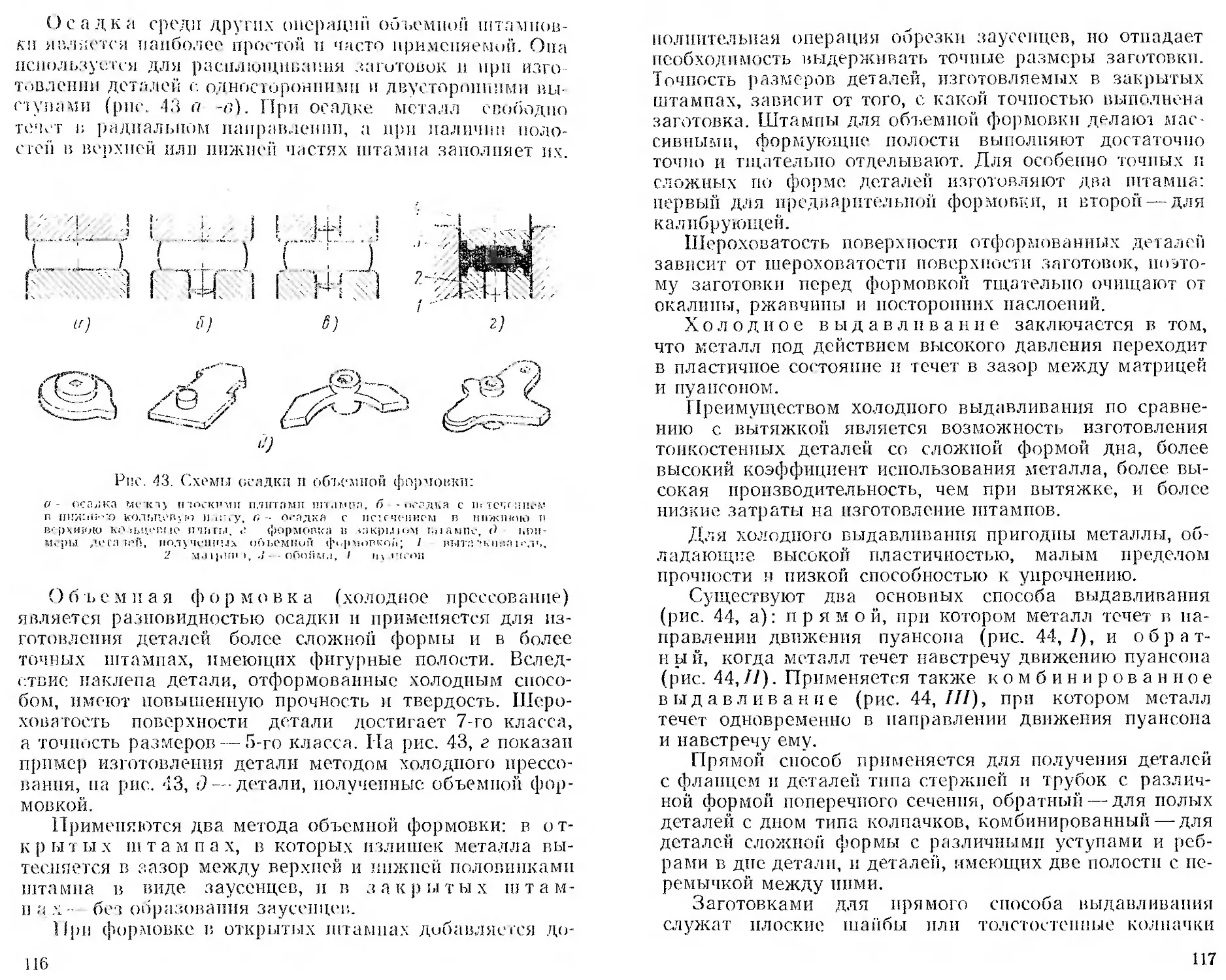
§ 1. Операции холодной штамповки . . . 97
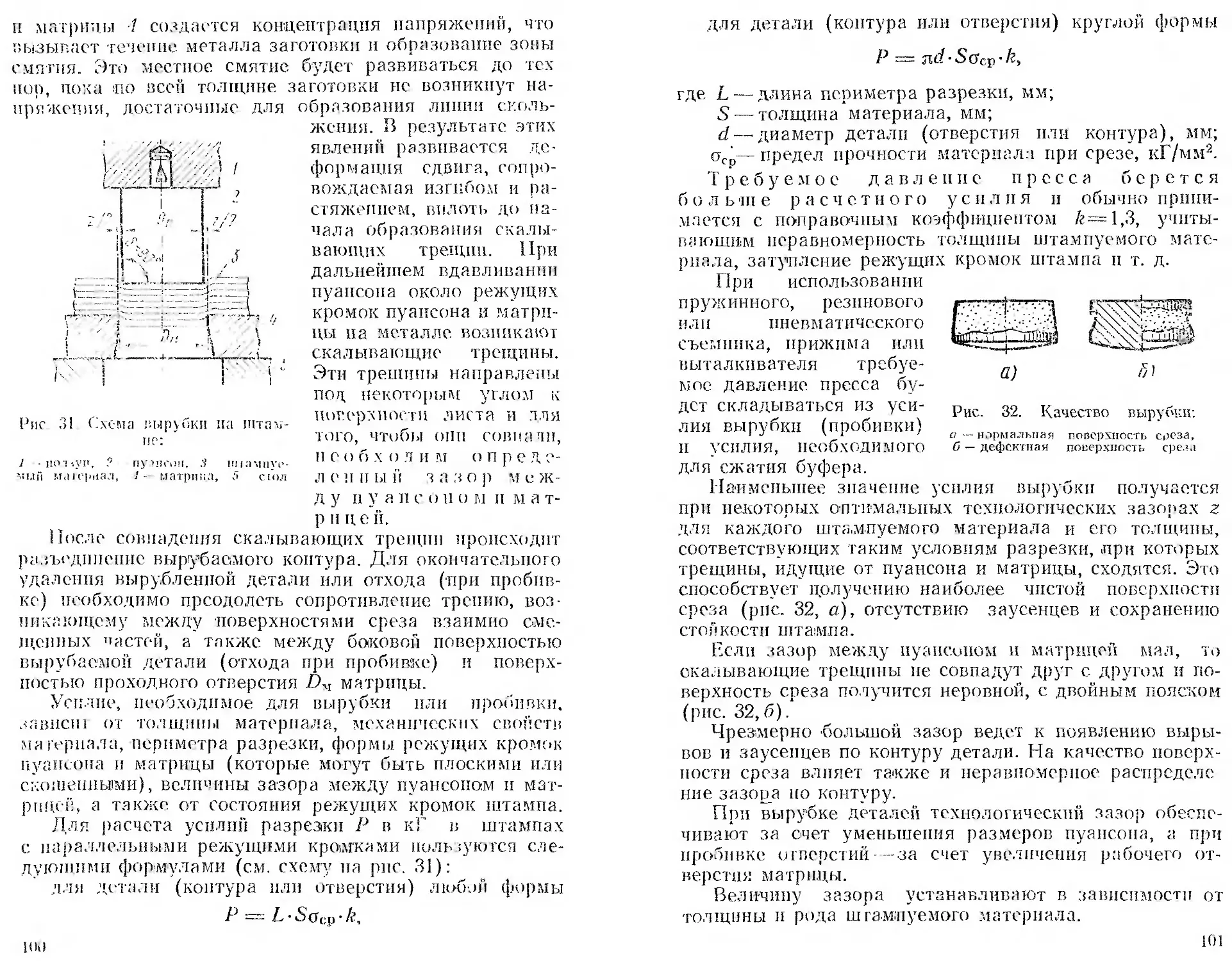
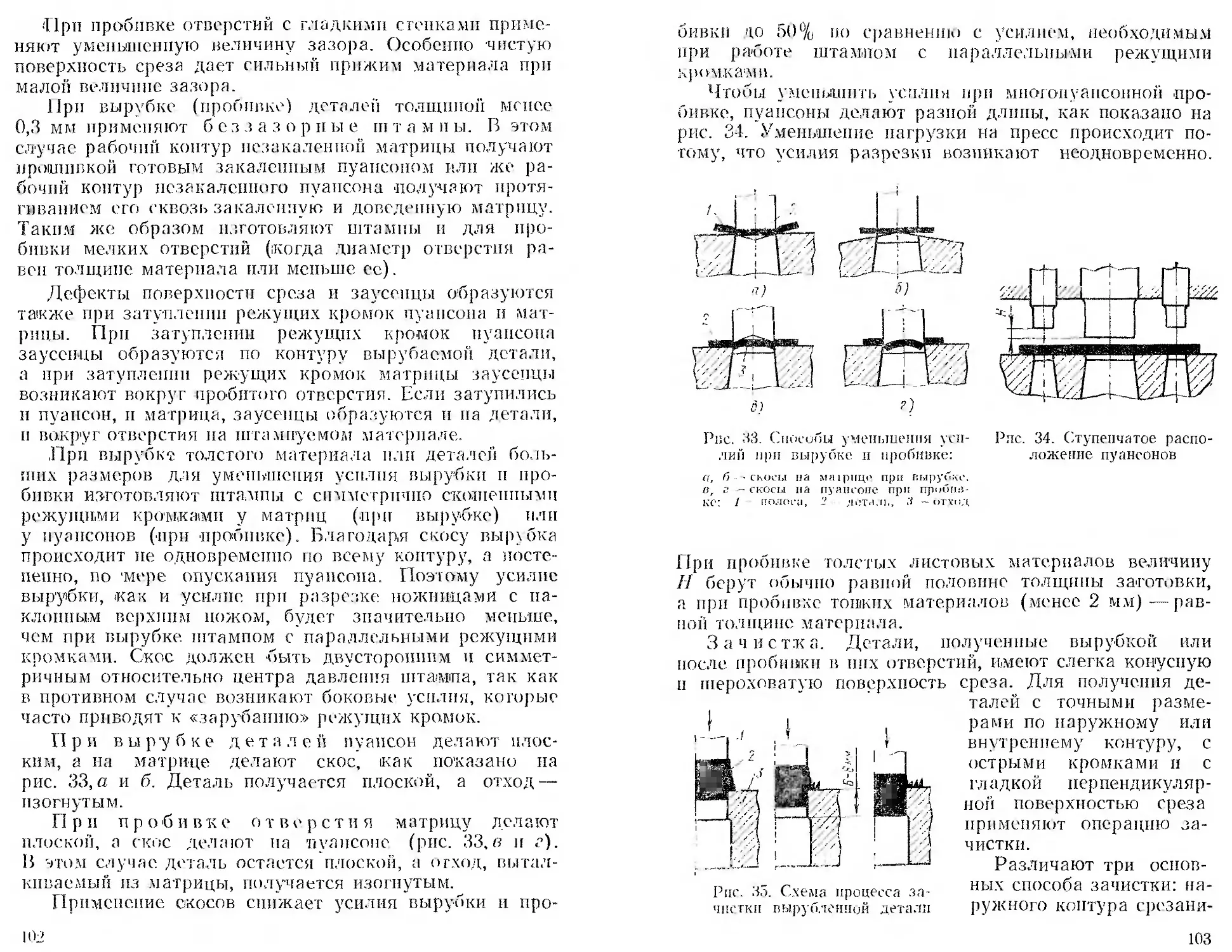
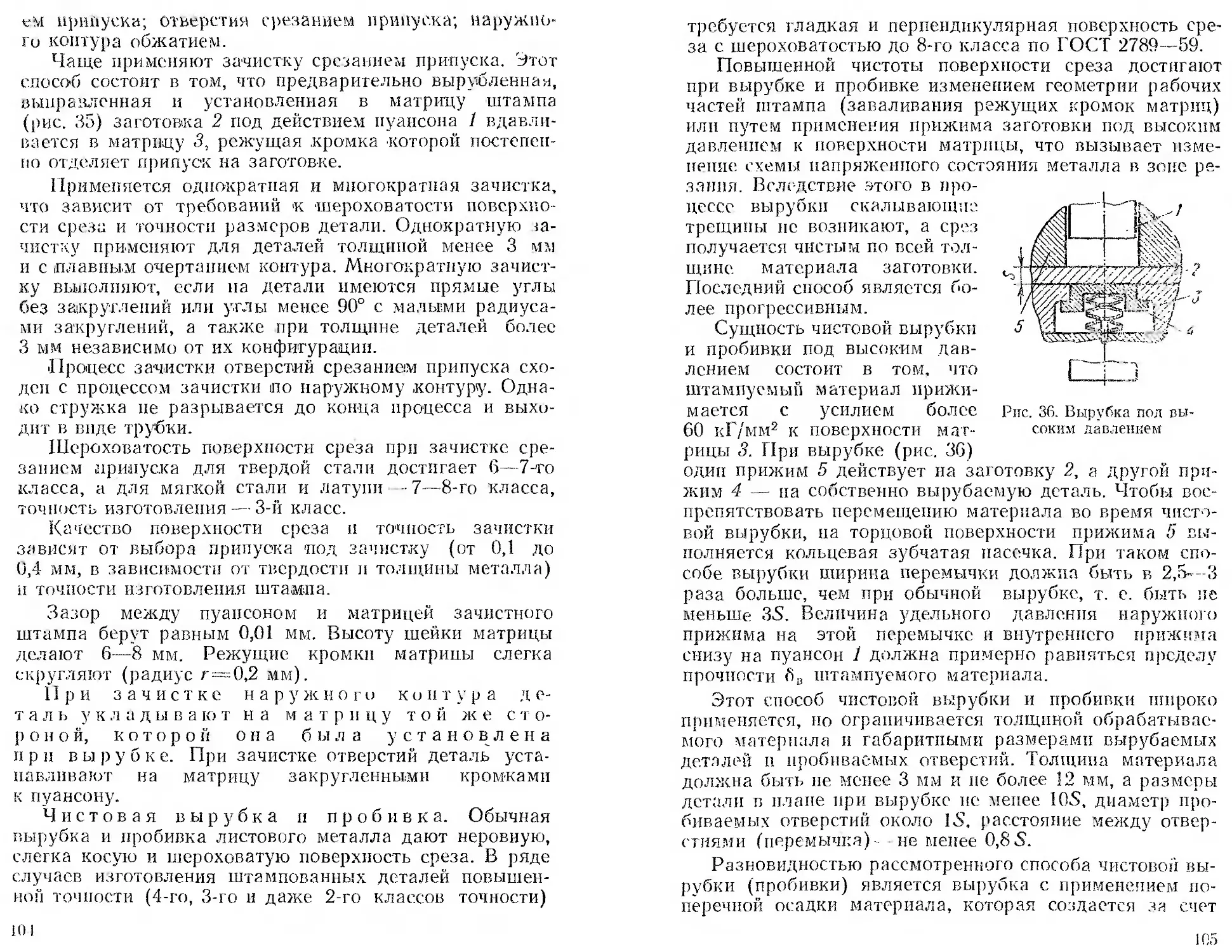
§ 2. Разделительные операции . . . 98
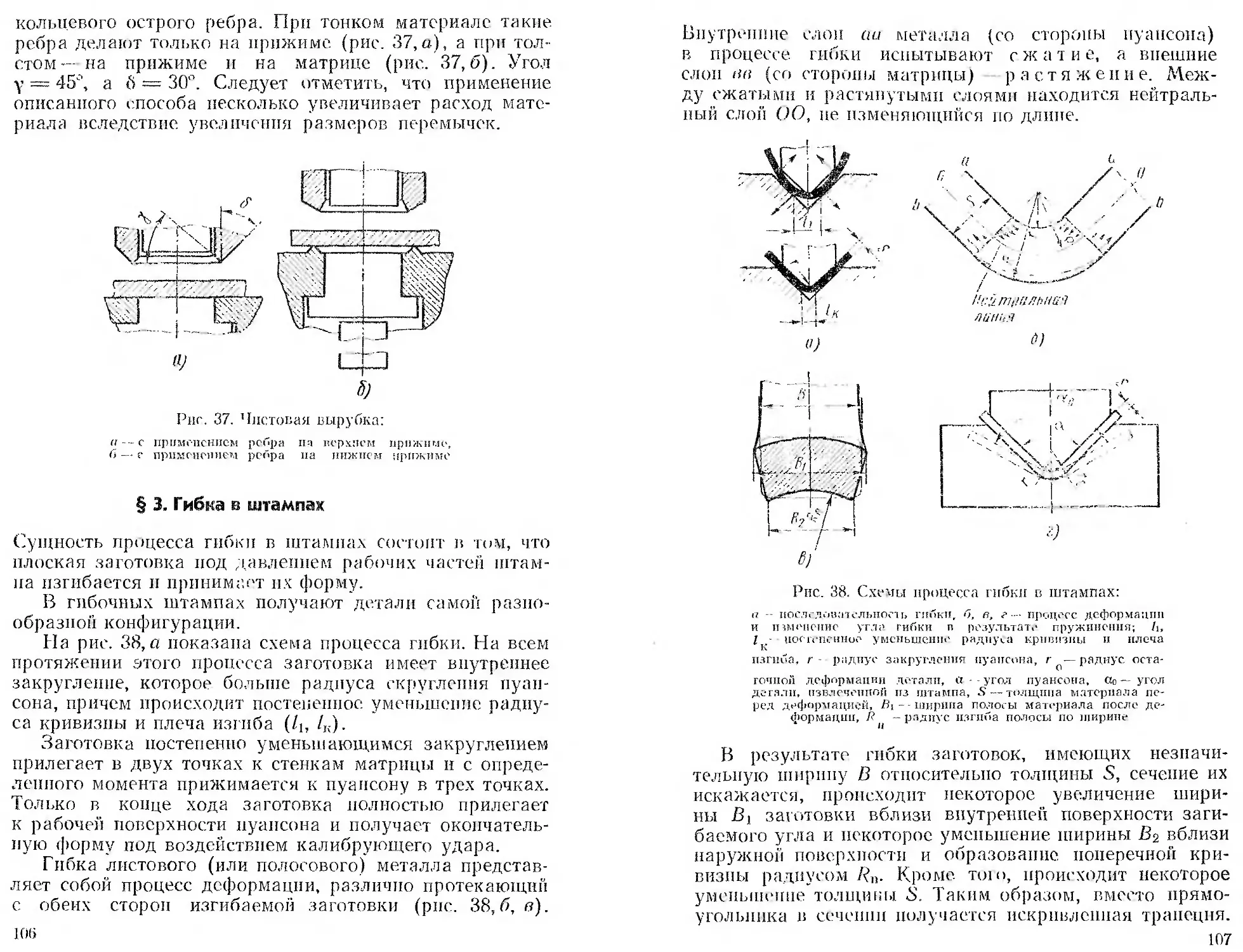
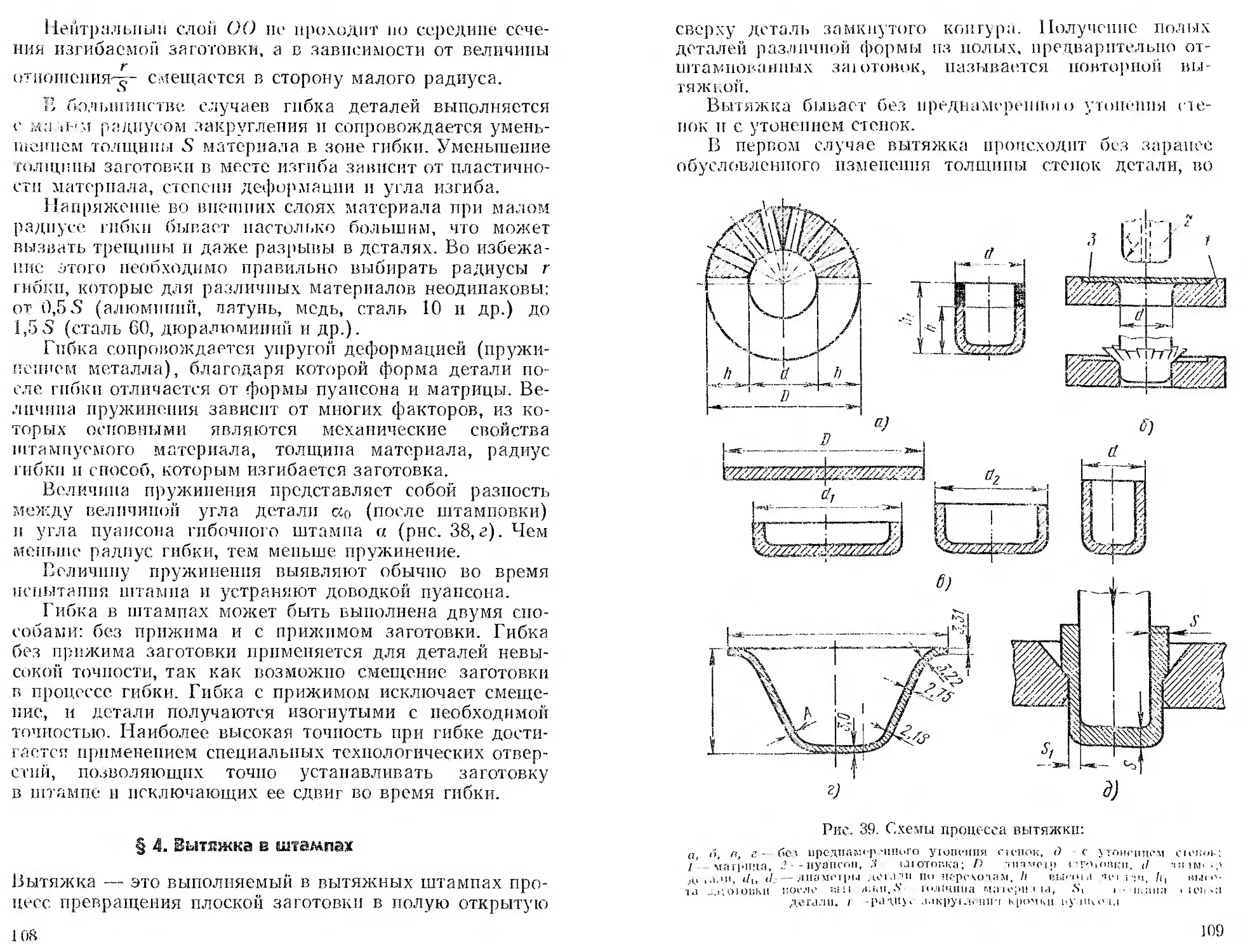
§ 3. Гибка п штампах . . .... 106
§ 4. Вытяжка в штампах ... 108
§ 5. Формовка................................... 112
§ 6. Объемная холодная штамповка . .... 115
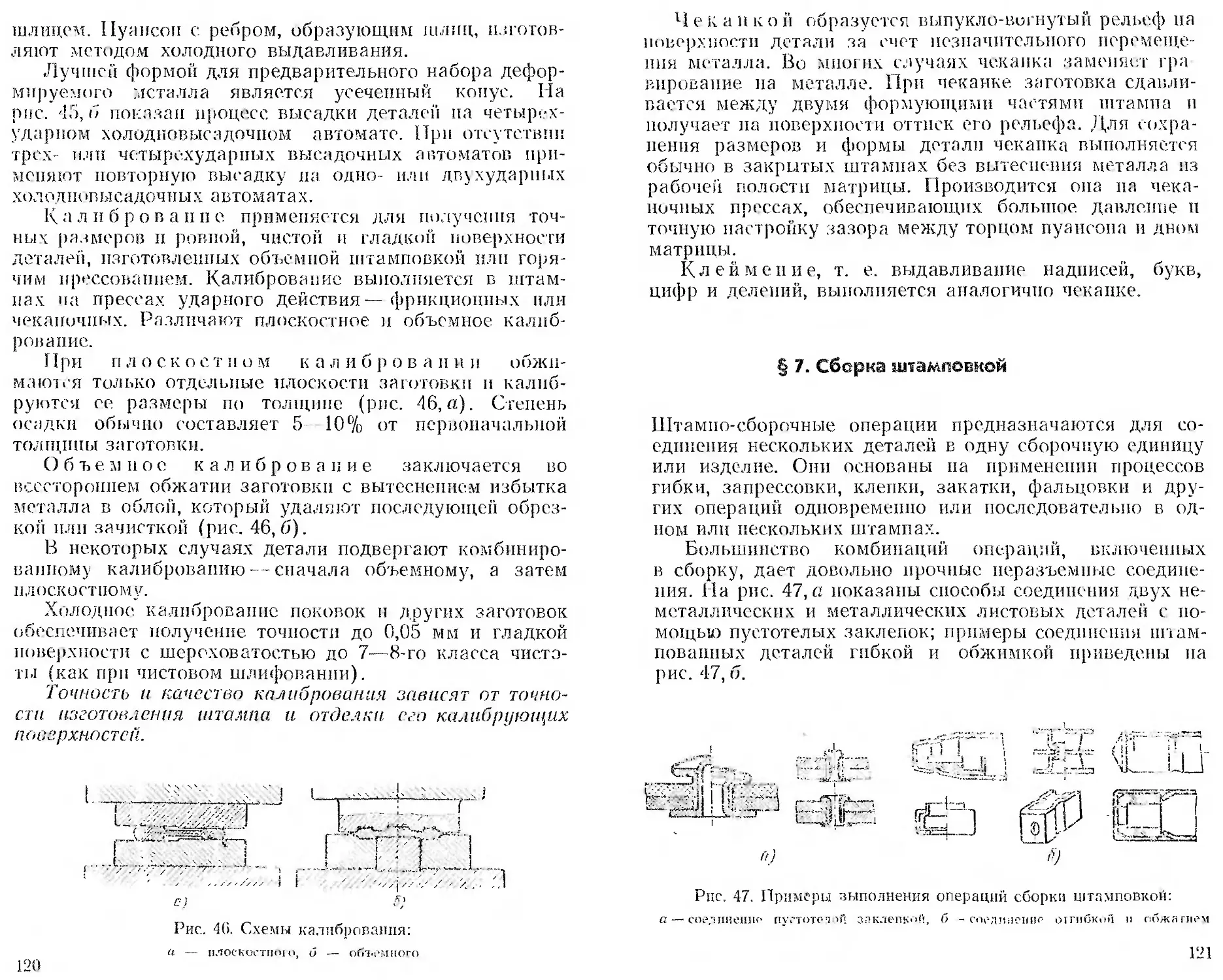
§ 7. Сборка штамповкой................... . . 121
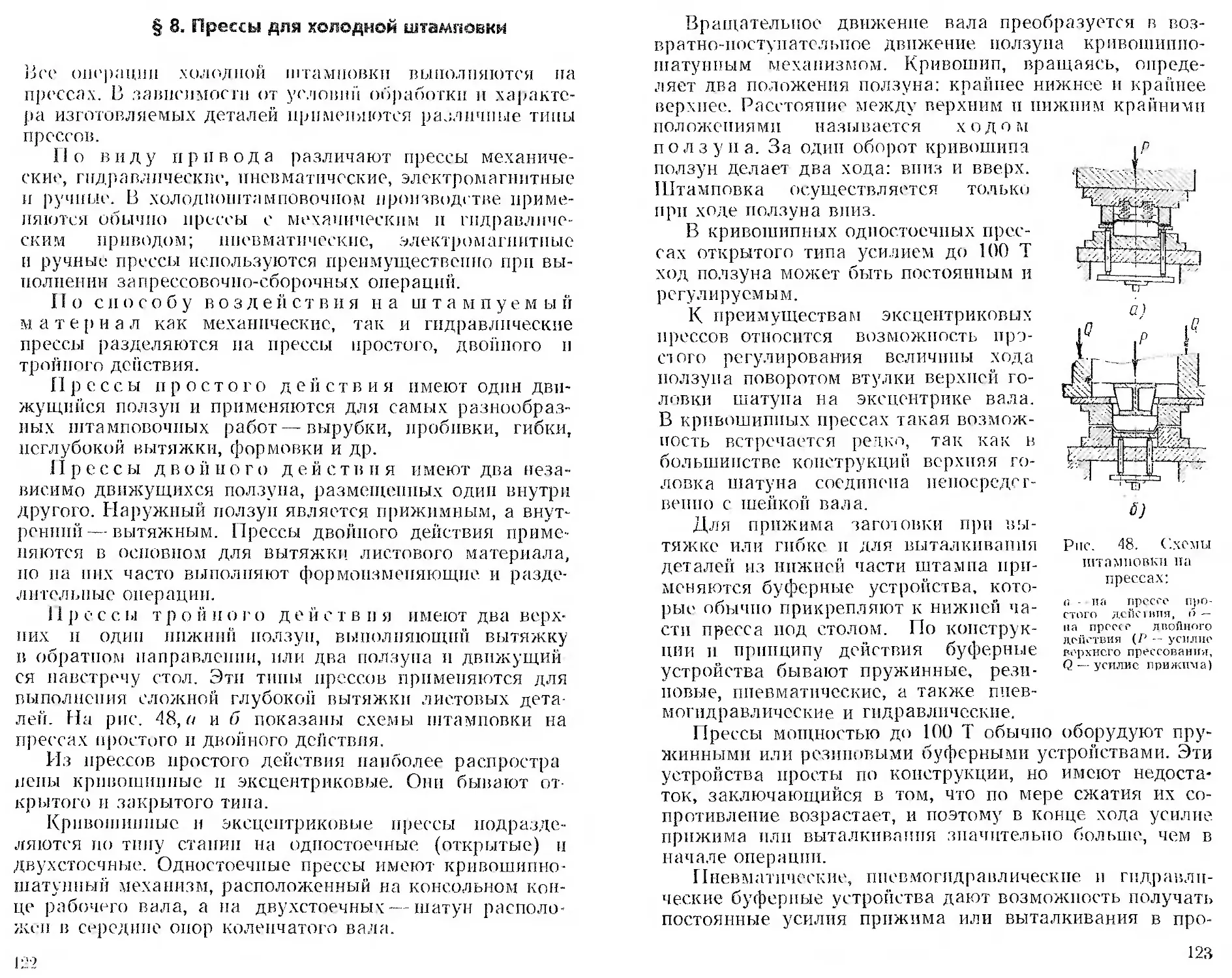
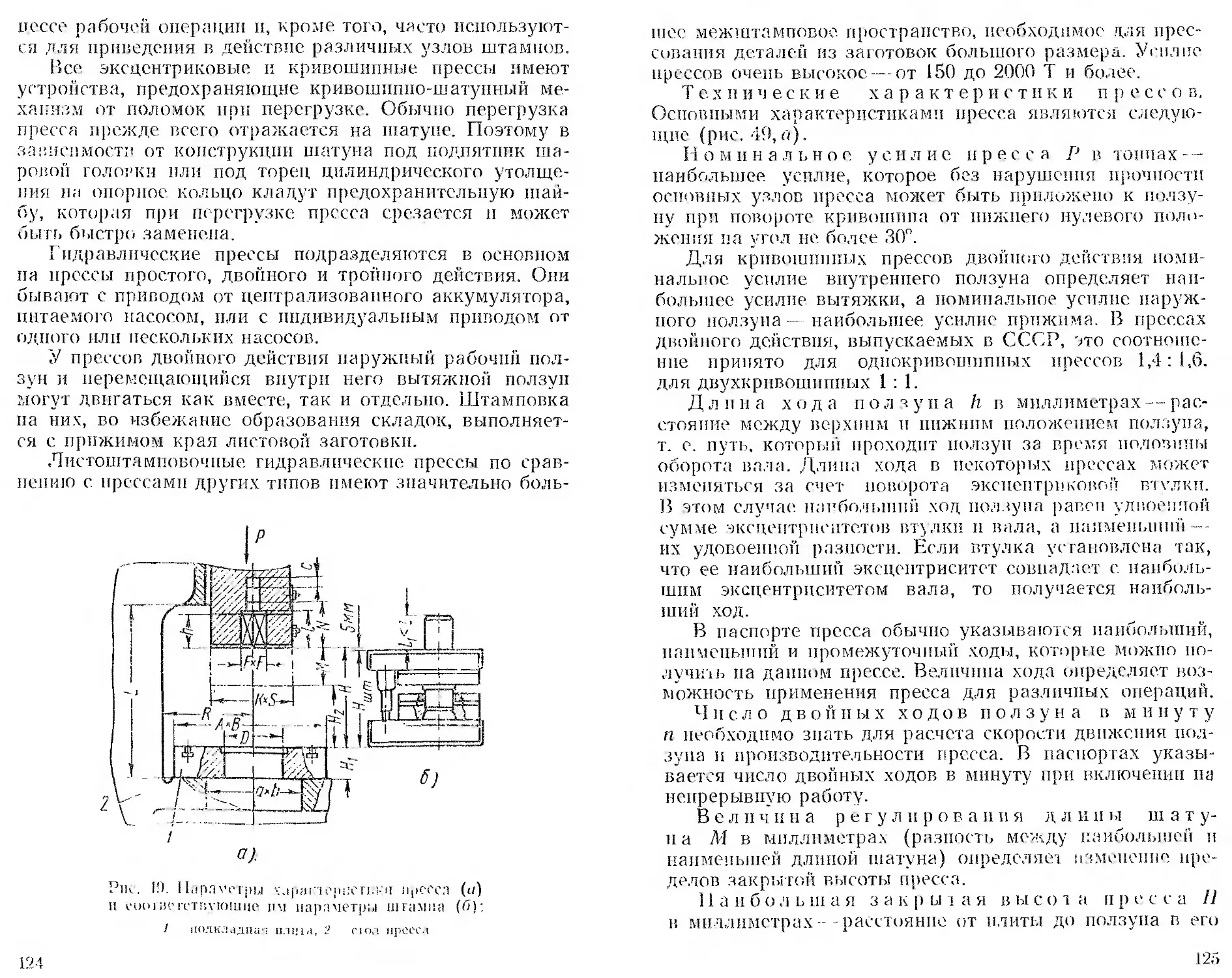
§ 8. Прессы для холодной штамповки .122
Глава VIII. Устройство штампов тля холодной штамповки 127
§ 1. Классификация штампов........................127
§ 2. Штампы для разделительных операций . . Г29
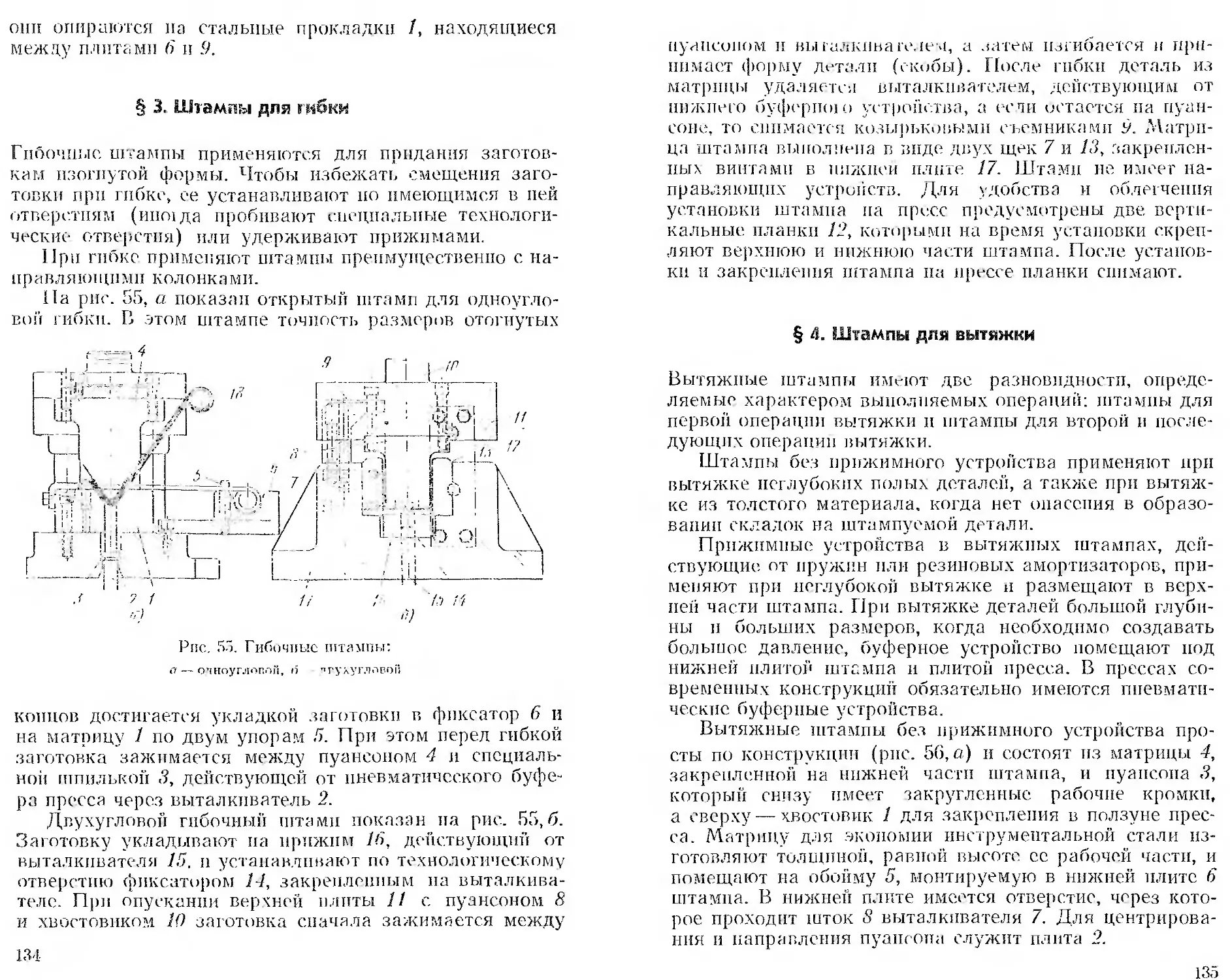
§ 3. Штампы .для гибки ........ 134
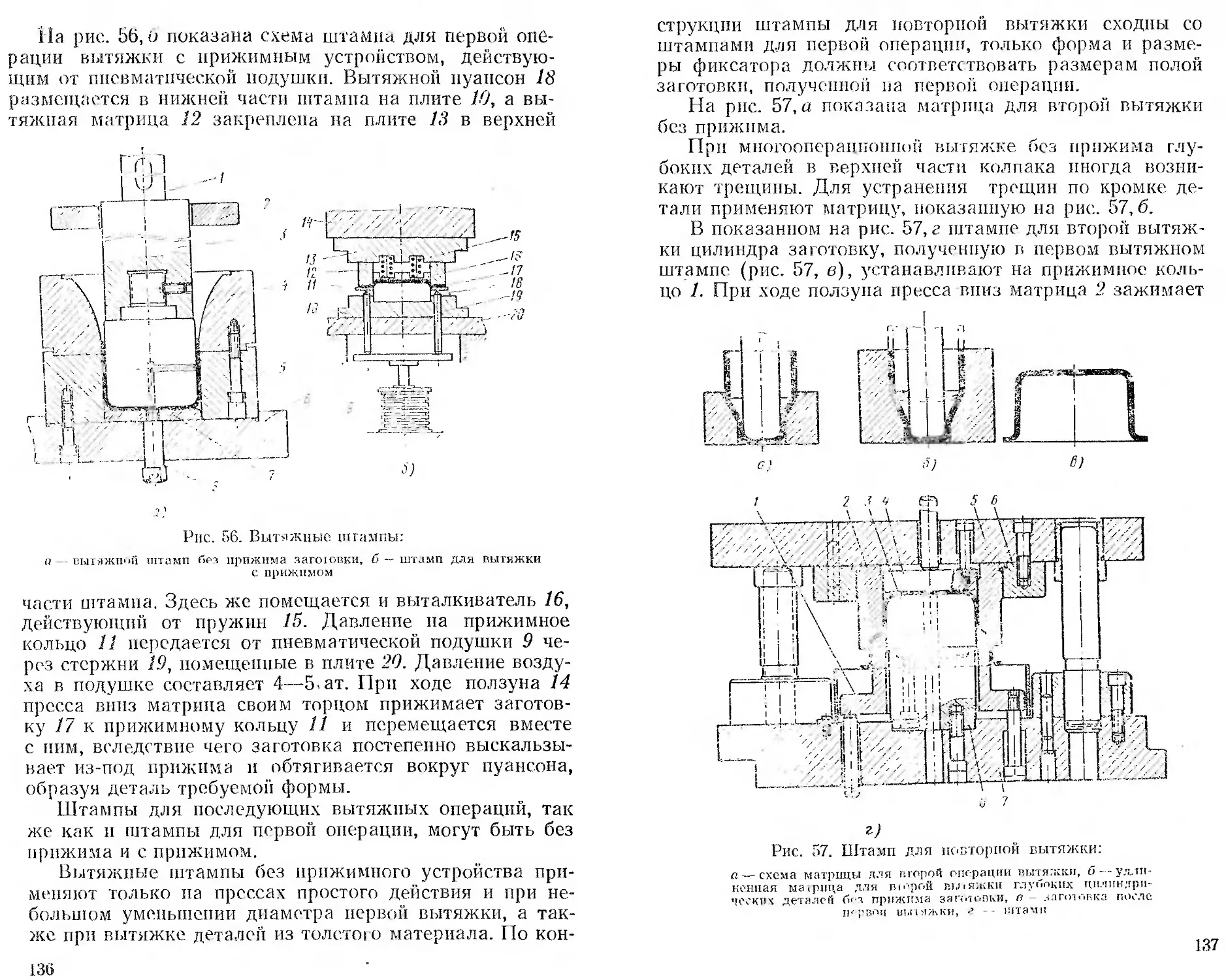
§ 4. Штампы для вытяжки . .... 135
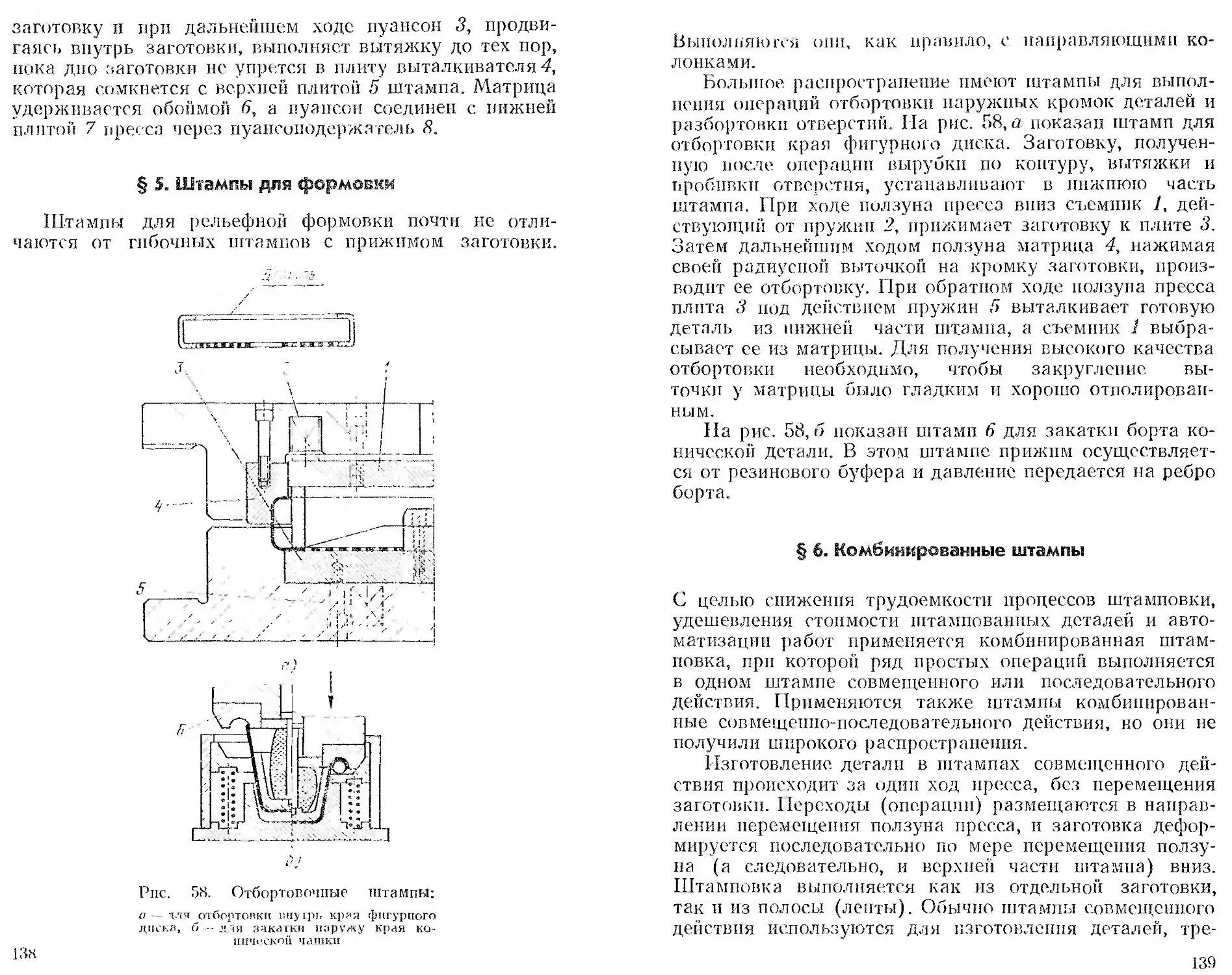
§ 5. Штампы для формовки ... 138
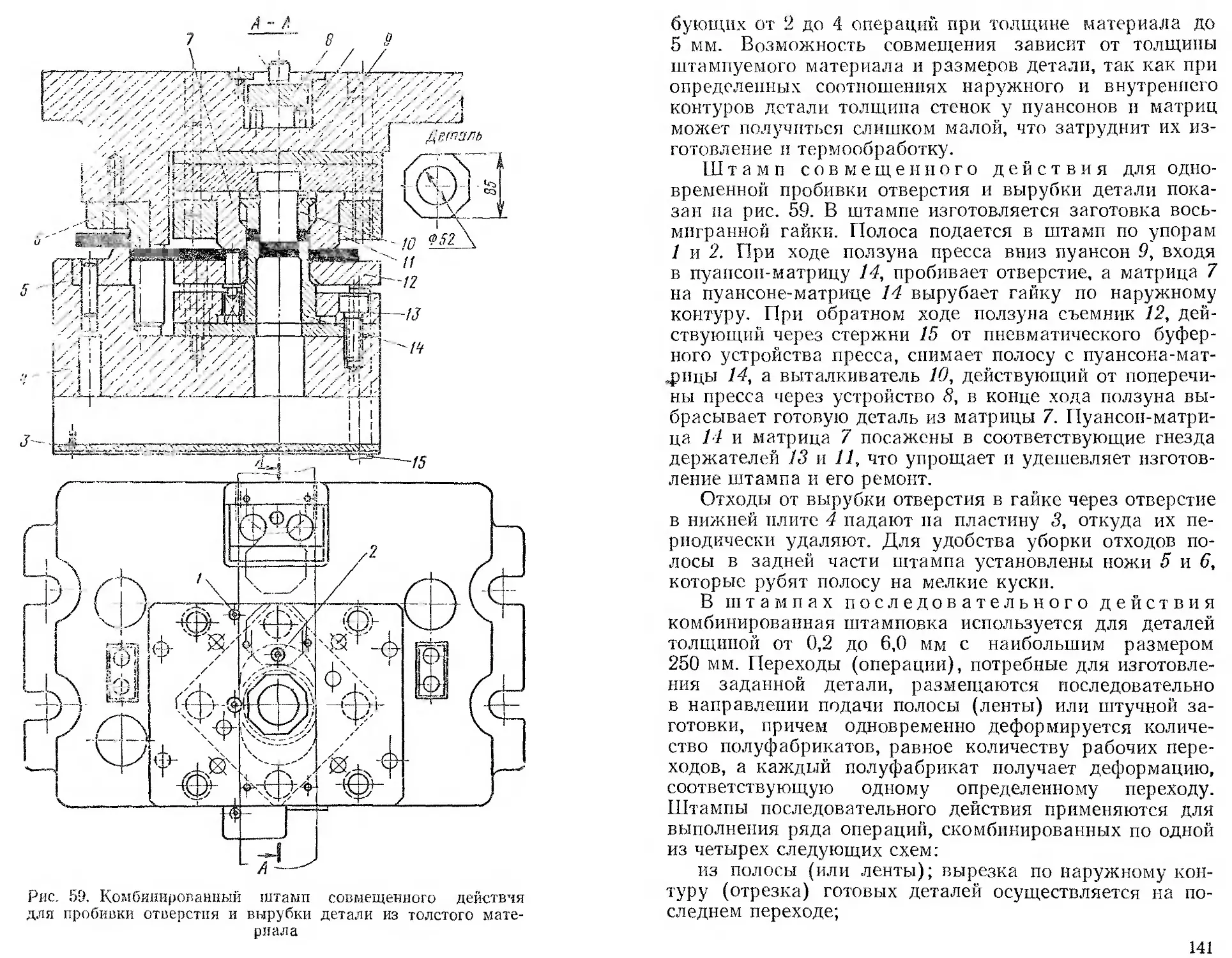
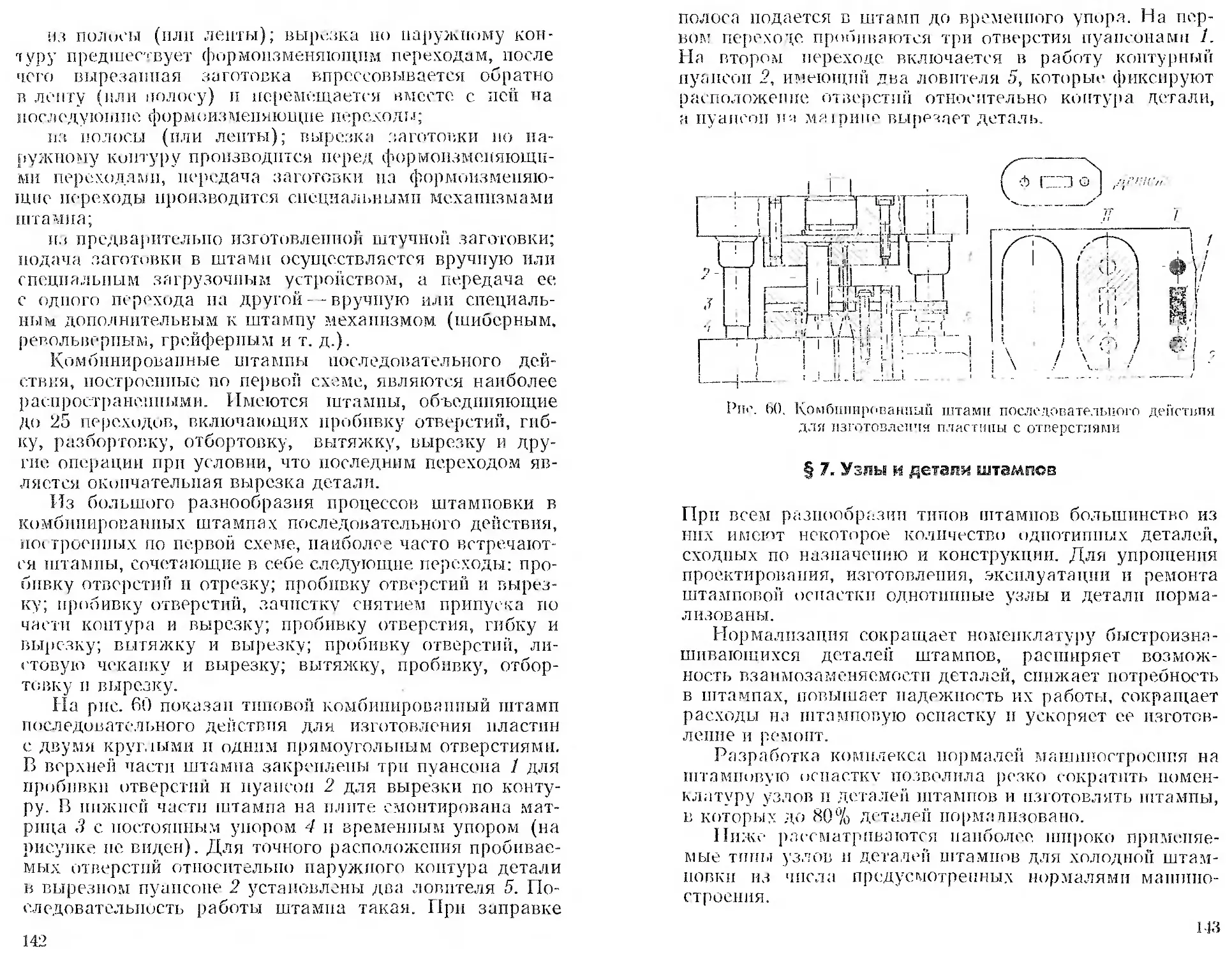
§ 6. Комбинированные, штампы . .... 139
§ 7. Узлы н детали штампов .......................143
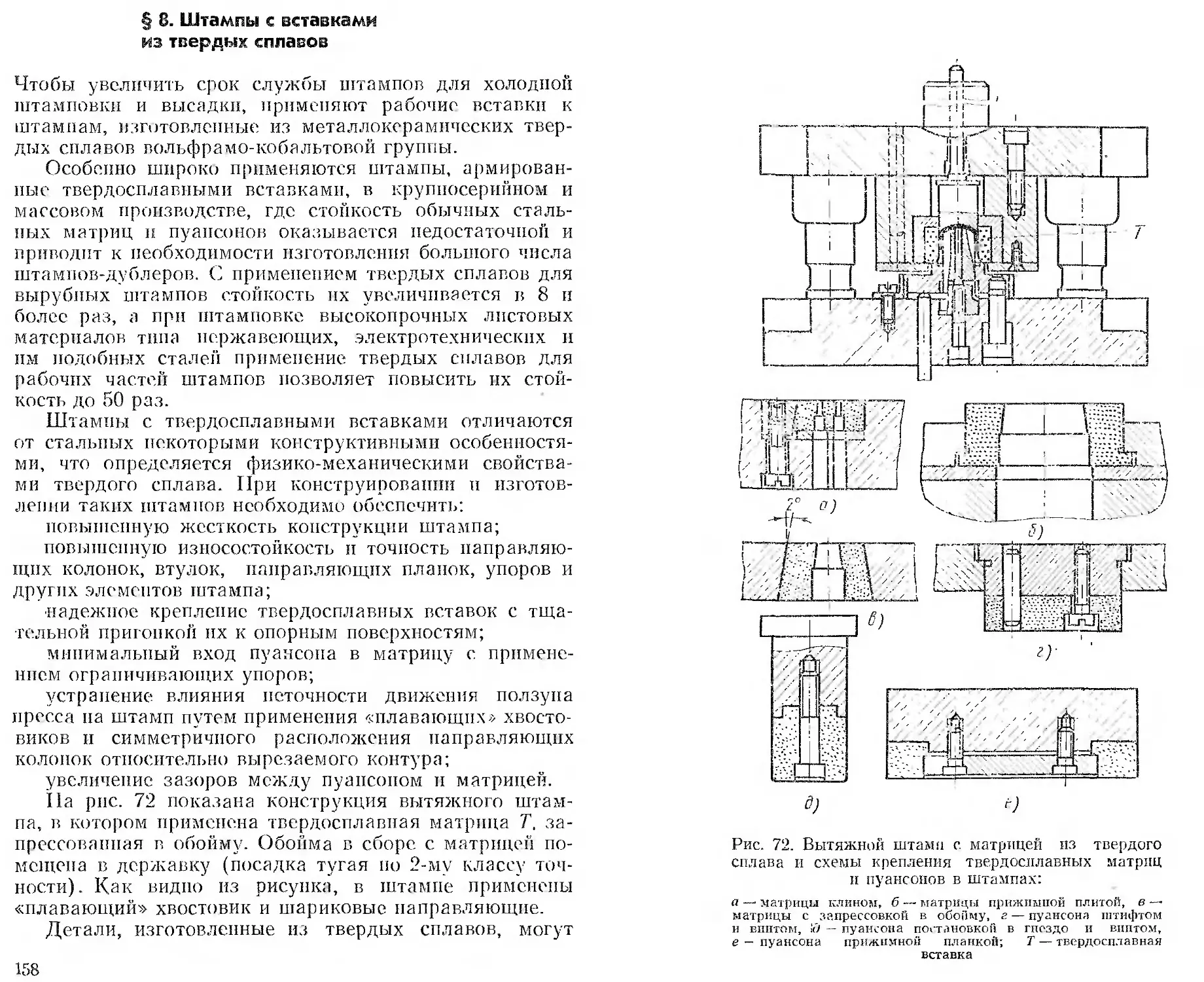
§ 8. Штампы с вставками из твердых енлавог. . . 158
Г л а в а IX. Изготовление и испытание штампов для холод-
ной штамповки...................................160
§ 1. Требования, предъявляемые к изготовлению штам-
пов .............................................160
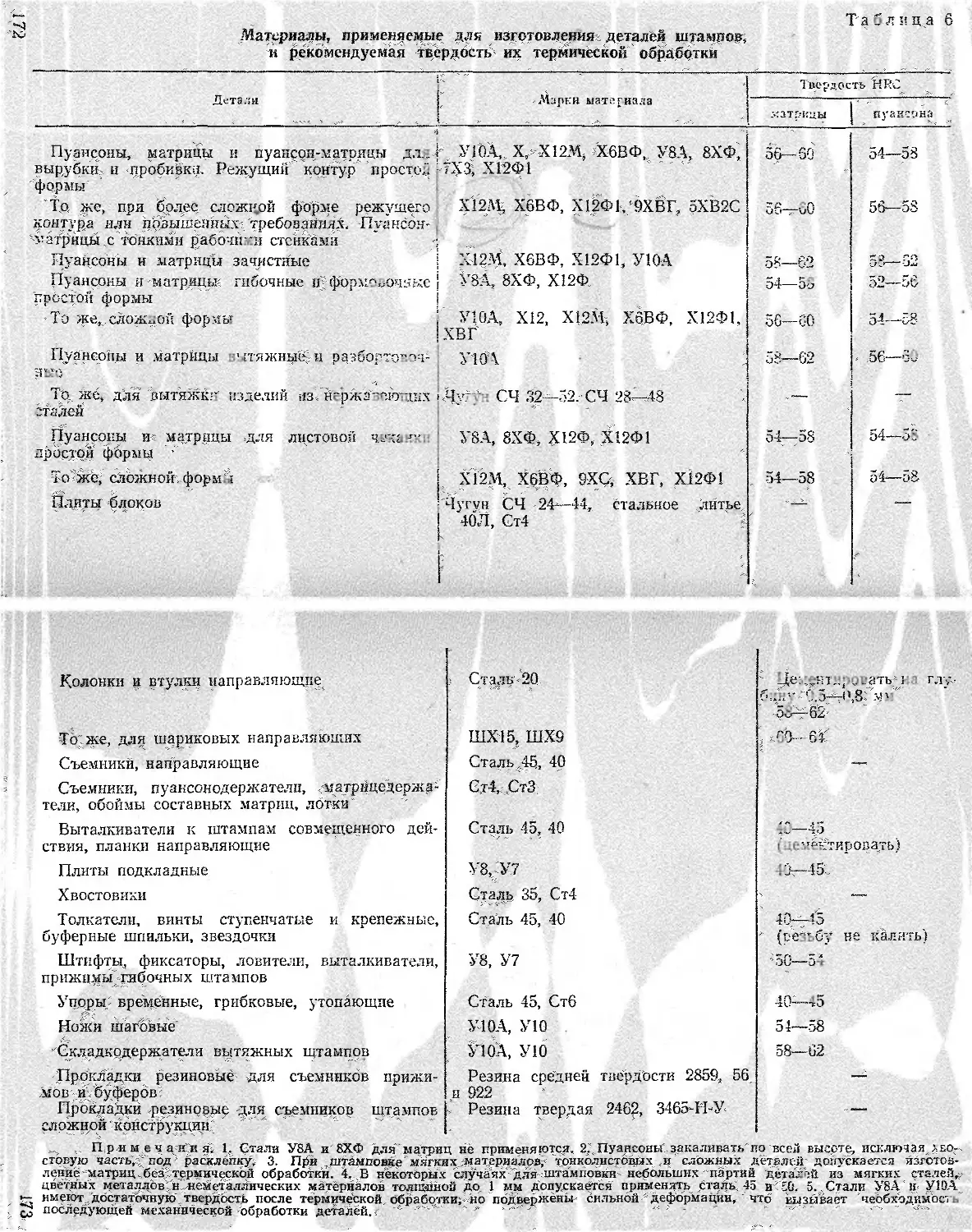
§ 2. Выбор материалов лля изготовления деталей штам-
пов . . . ...................................171
§ 3. Выбор техно -toi пческого процесса изготовления
штампов........................................ 171
§ 4. Me-annneil.an обрасопка з.и отопок . . 175
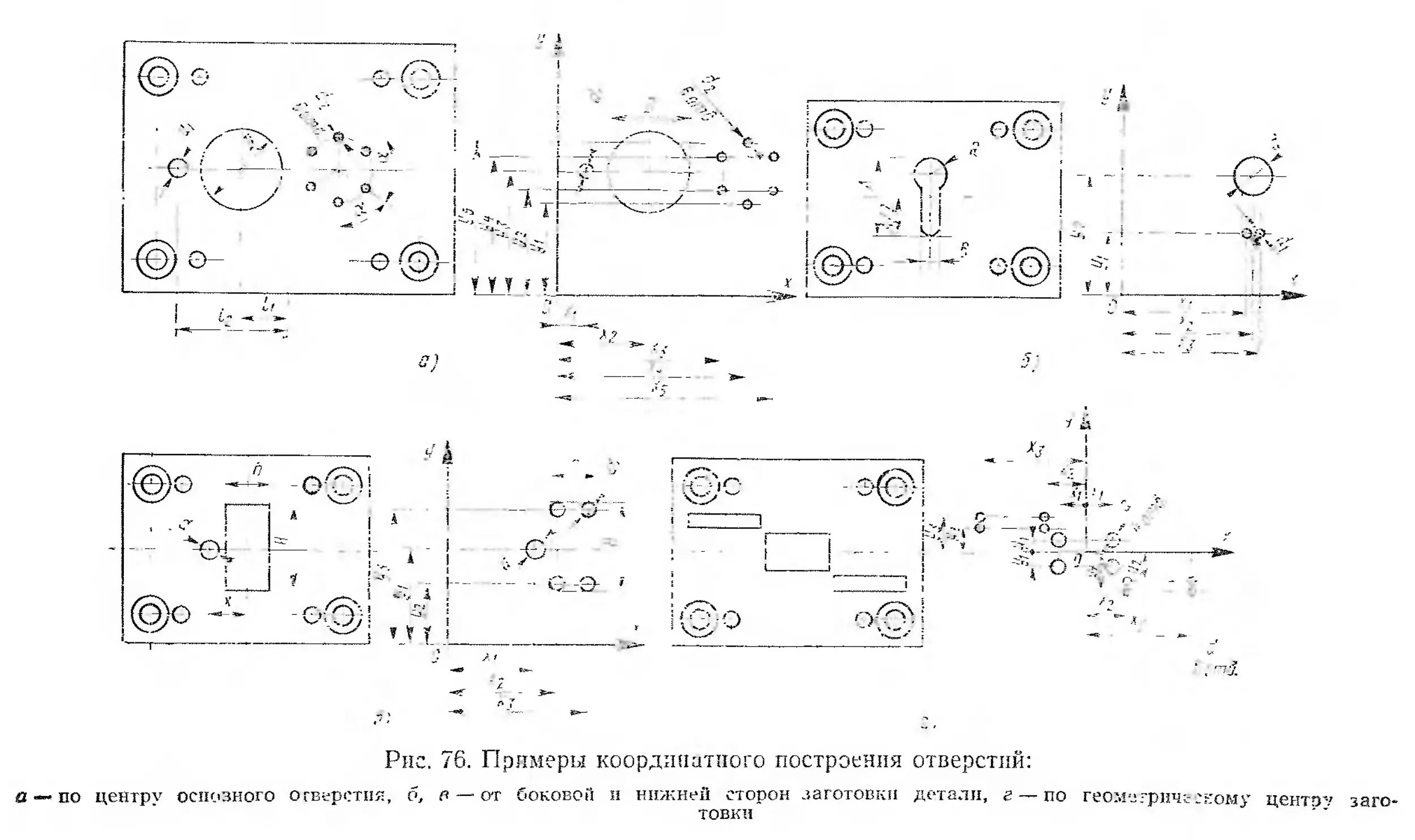
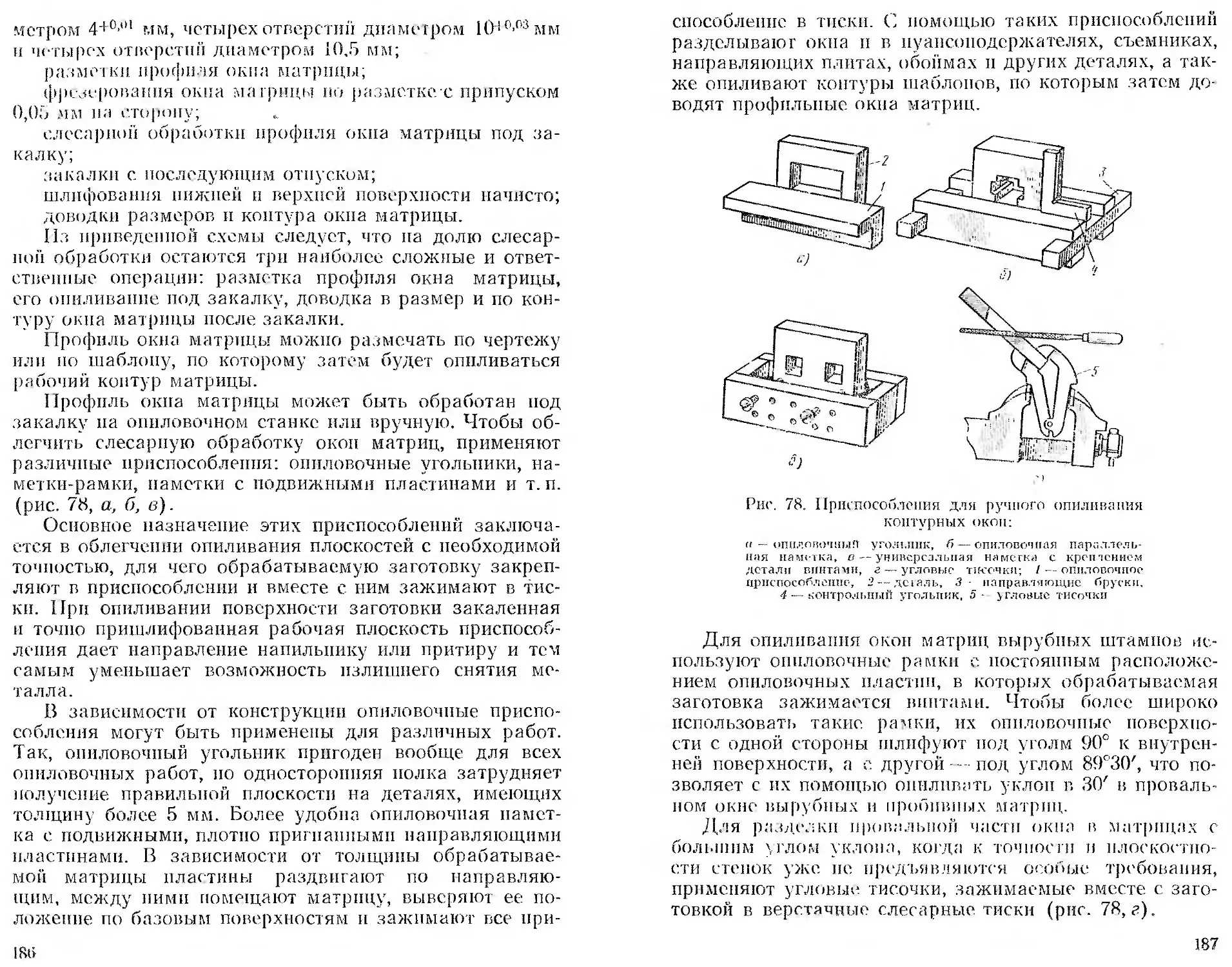
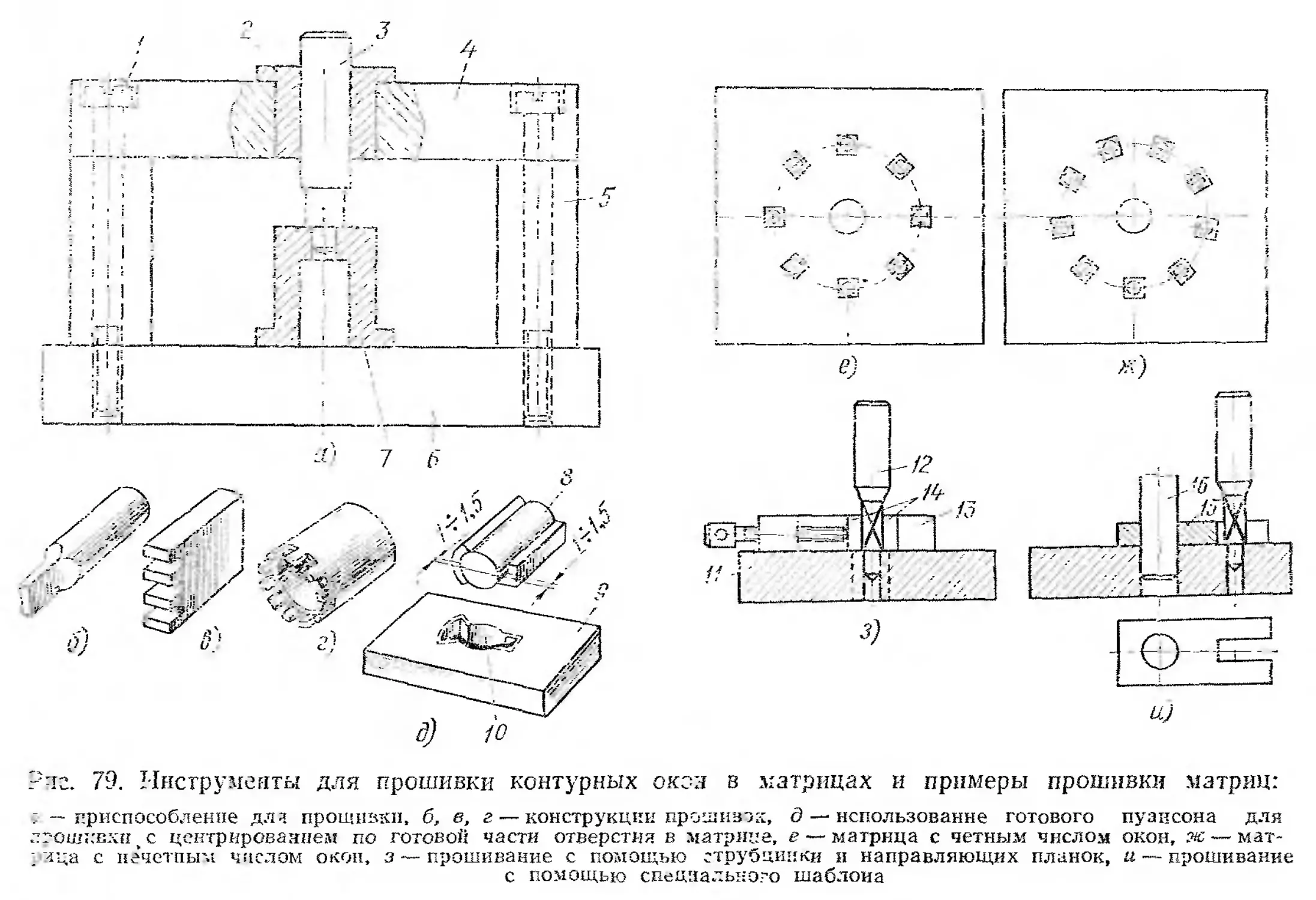
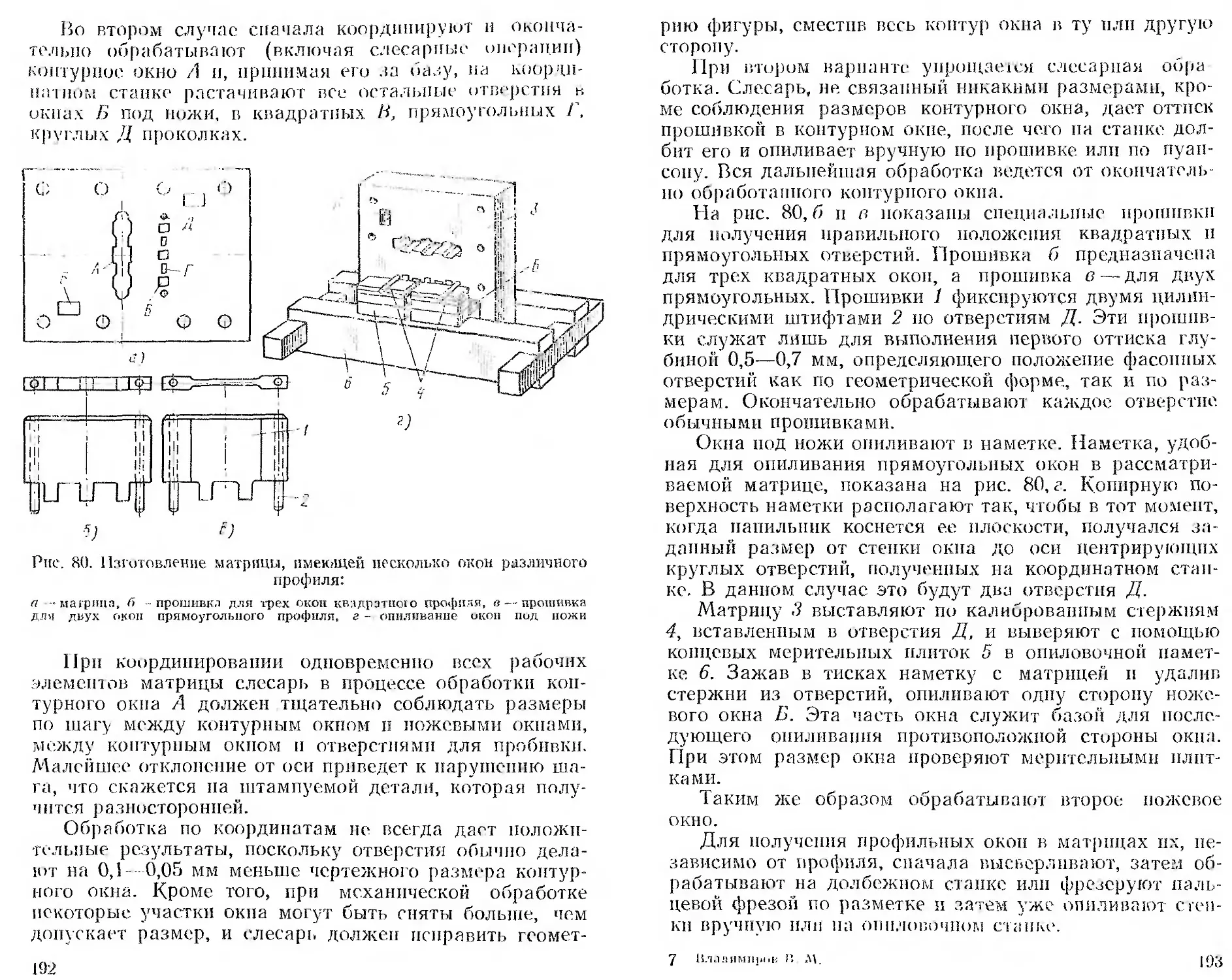
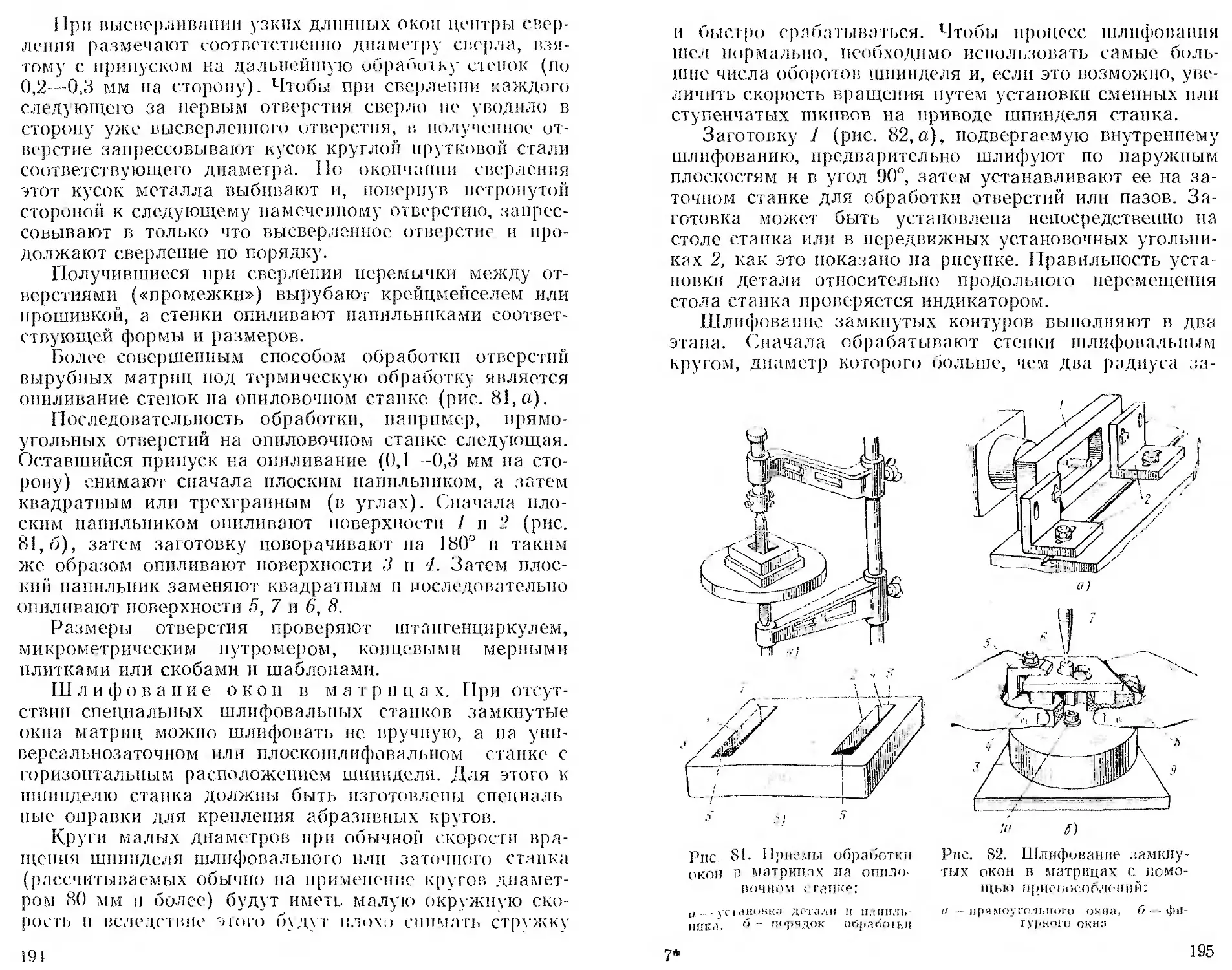
§ 5. Слесарная обработка матриц . 18 1
§ 6. Н.п отопление составных матриц 197
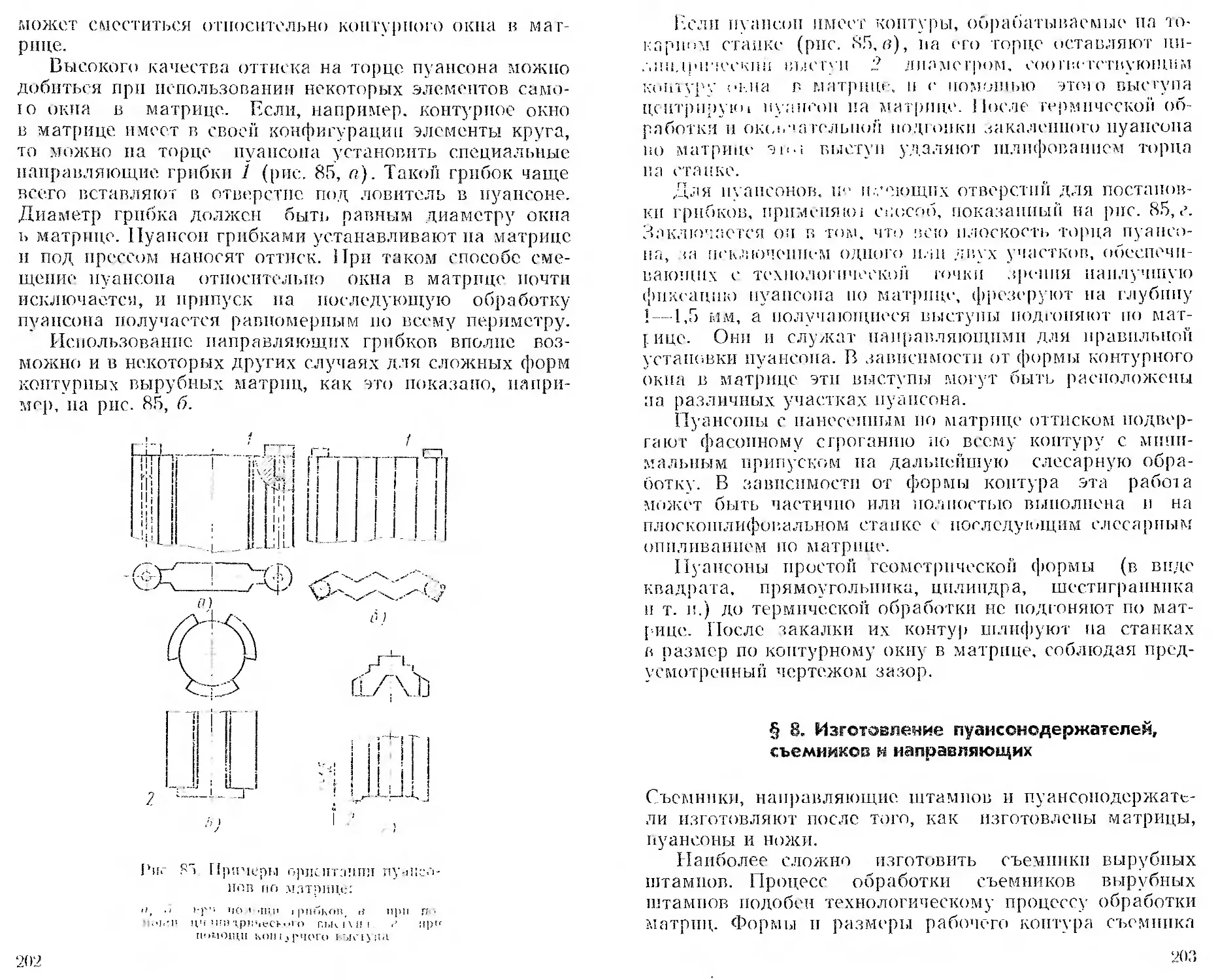
§ 7. Изготовление пуансонов ....... 200
§ 8. Изготовление луансонодержателсп, съемников и на-
правляющих ....................................2(|3
§ 9. Доводка и полирование деталей штампов . 207
§ 10. Сборка штампов . . ... . .213
§ 11. Контроль и отладка штампов .... . 223
§ 12. Испытание штампов и устранение, неполадок . . 233
Глава X. Ремонт штампов зля хо.точной штамповки 238
§ 1. Неисправности штампов и пути их устранения . . 238
§2. Износ деталей ппампои и способы их вие< гапов-
ления......................... ...... 243
§ 3. Ремонт твердосплавных штампов ..... 248
429
§ I. I loi'.i.niH't'iie стойкости штампов 249
§ 5. Хранение штампов.......................................250
§ 6. Техника безопасности при сборке, разборке. и ре-
монте штампов . ... 251
Разд с л тр ети и
Штампы для горячей штамповки
Глава XI. Процессы горячен штамповки и применяемое
оборудование.........................................2;> 4
§ 1. Пластическая деформация мечаллои г. горячем со-
стоянии ..... . . . . 254
§ 2. Горячая обработка металлов в штампах . 257
§ 3. Оборудование для горячей штамповки 26!>
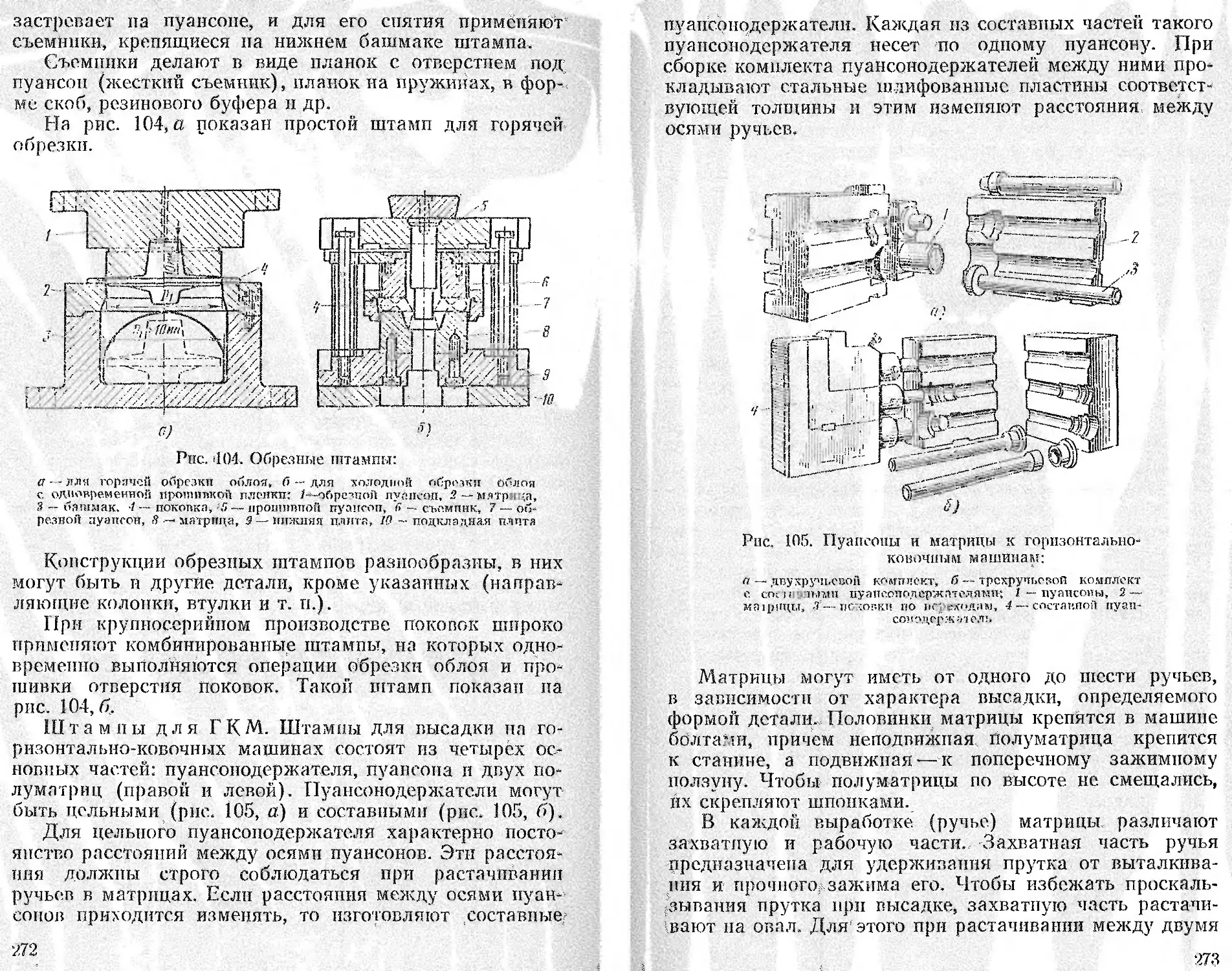
I лава ХИ. Устройство штампов для горячей штамповка 263
§ 1. Общие требования к конструкции поковок и штампов
на них.................................................263
§ 2 Классификация штампов для горячен штамповки 266
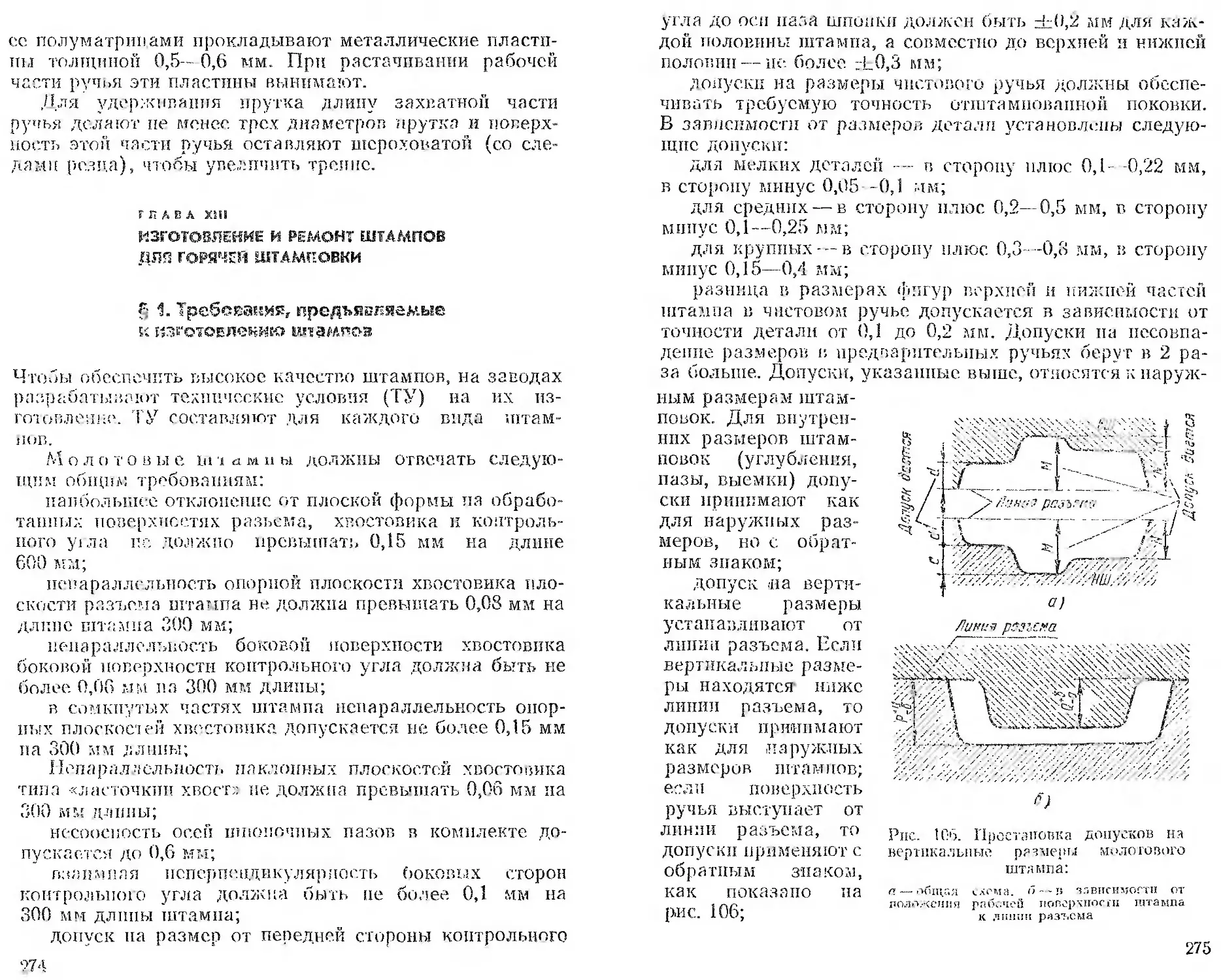
§ 3. Устройство штампов ч.дя тирячеп шгампопкц . 267
Глава XIII. II •, отопление и ремонт штамиоз для торятей
ш гам попки ... 271
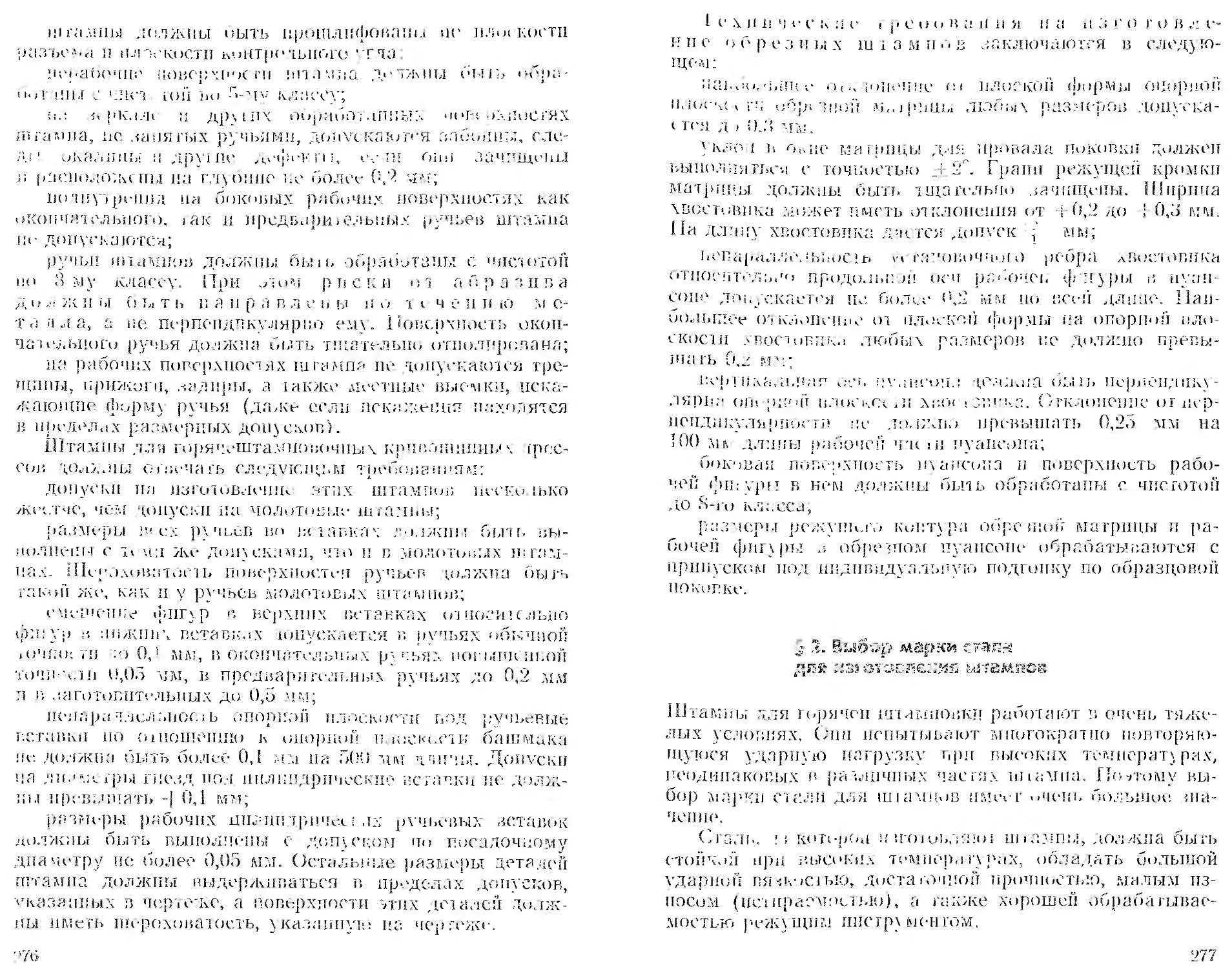
§ 1. Требования, предъяв шемые к и я отов.п'вшо пьянпов 274-
§ 2. Выбор марки пали для н.п о топления штампов 277
§ 3. Процесс изготовления штампов ... . . 279
§ 4. Механическая обработка деталей штампов . . . 282
§5. Особенности разметки штампов для горячен штам-
повки . . ........................ 286
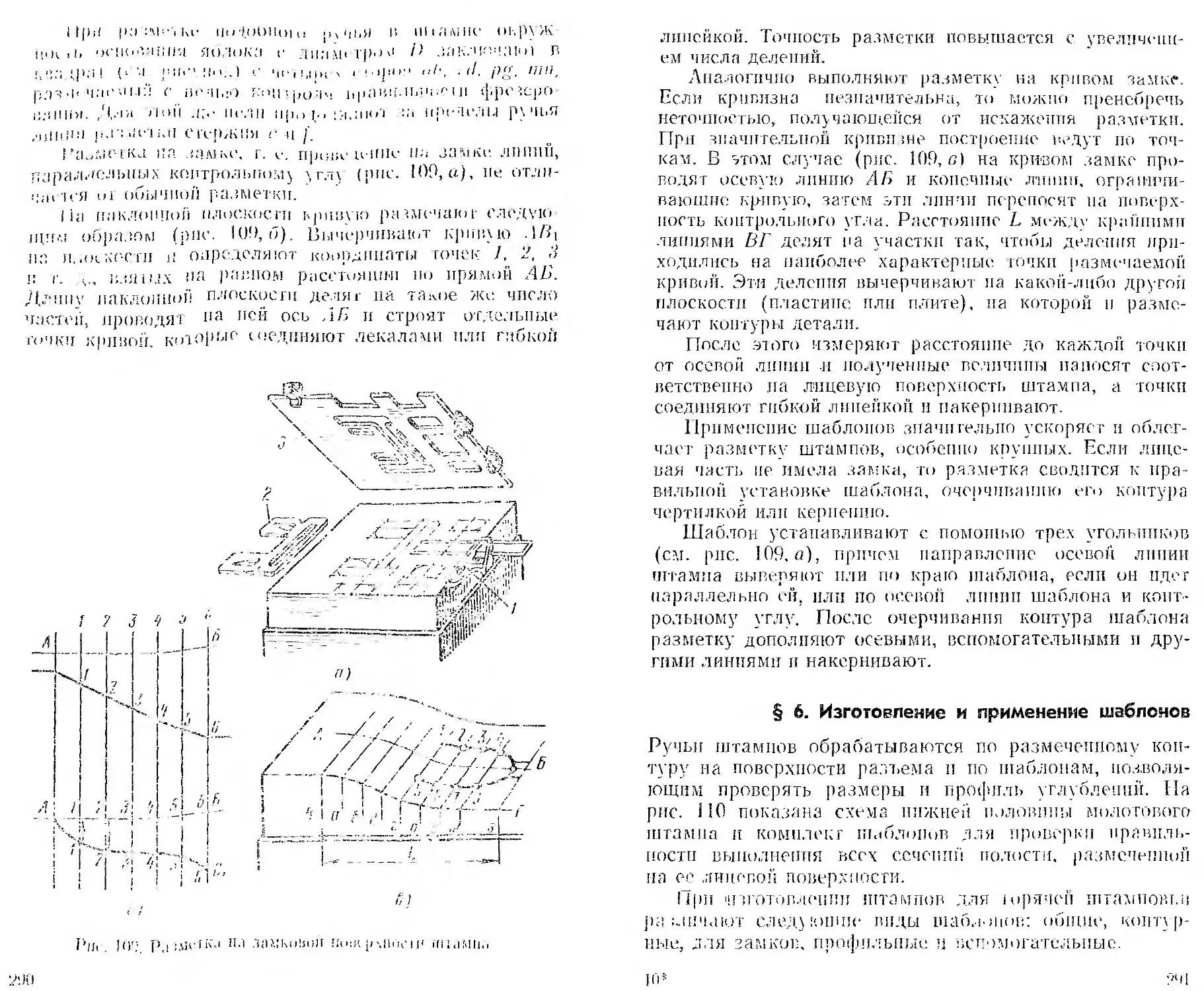
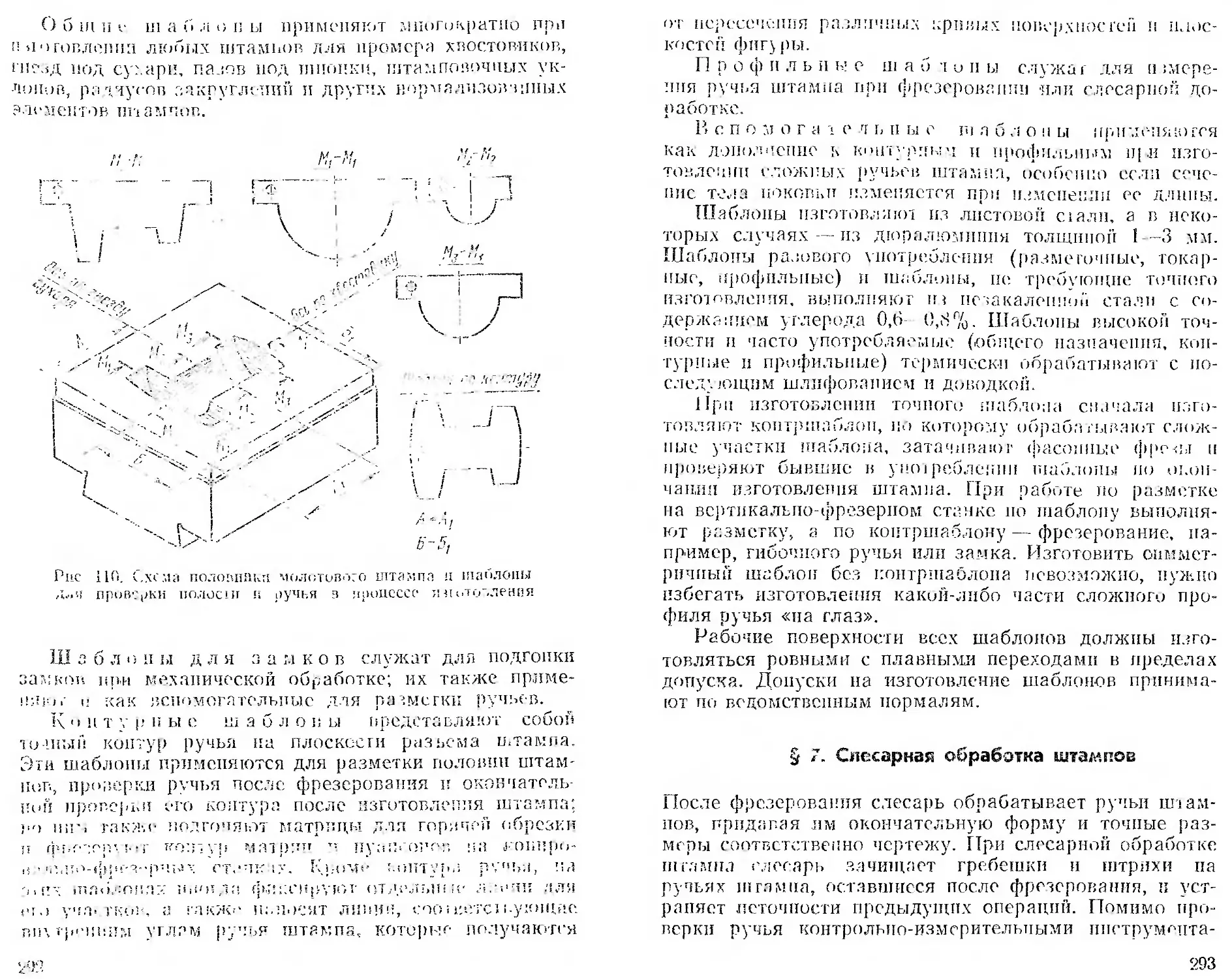
§ 6. И.;т отопление и применение шаблонов ... 291
§ 7. Слесарная обработка штампов........................293
§ 8. Эксплуа।апия н ремонт штампов для горячей штам-
повки . . ... 297
§ 9. Наплавка штампов . . ... >13
Р .1 i е л ч е I в е р Т 1,1 н
Пресс-формы
.IB.! XIV. Кр.-ш.ш свечения о и.тлетмассах. процес< ах по
рер.чбогм! их И И : )О,Т|1Я и применяемом оборудовании 3 Г)
§ I. Сведения о пластмассах и применении их в промыш-
ленное гп . ........................... ЗОЙ
§ '2. Основные виды оборудования для изготовления изде-
лий нт пластмасс ... . ... 307
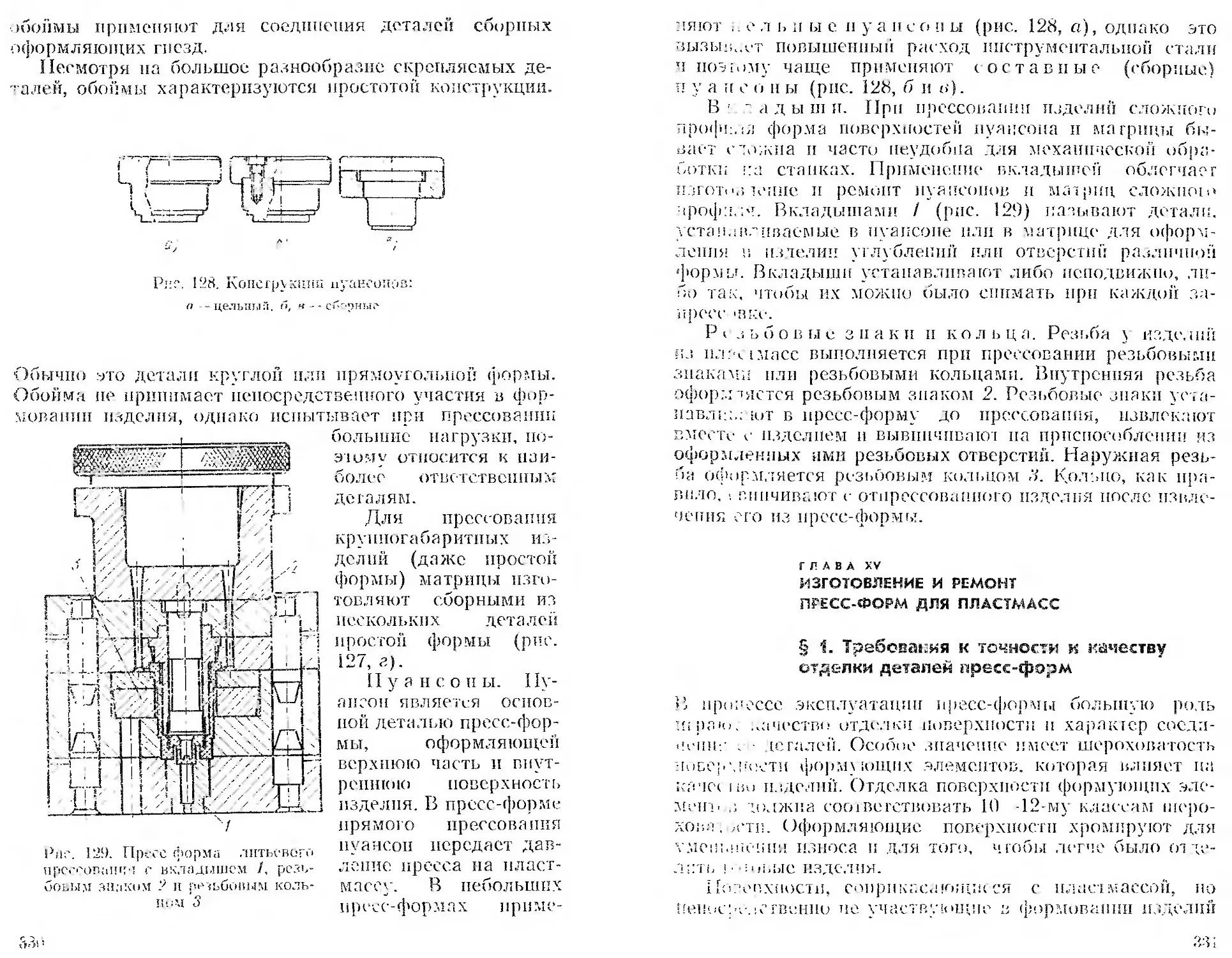
>5 3. Классификация пресс-форм...........................311
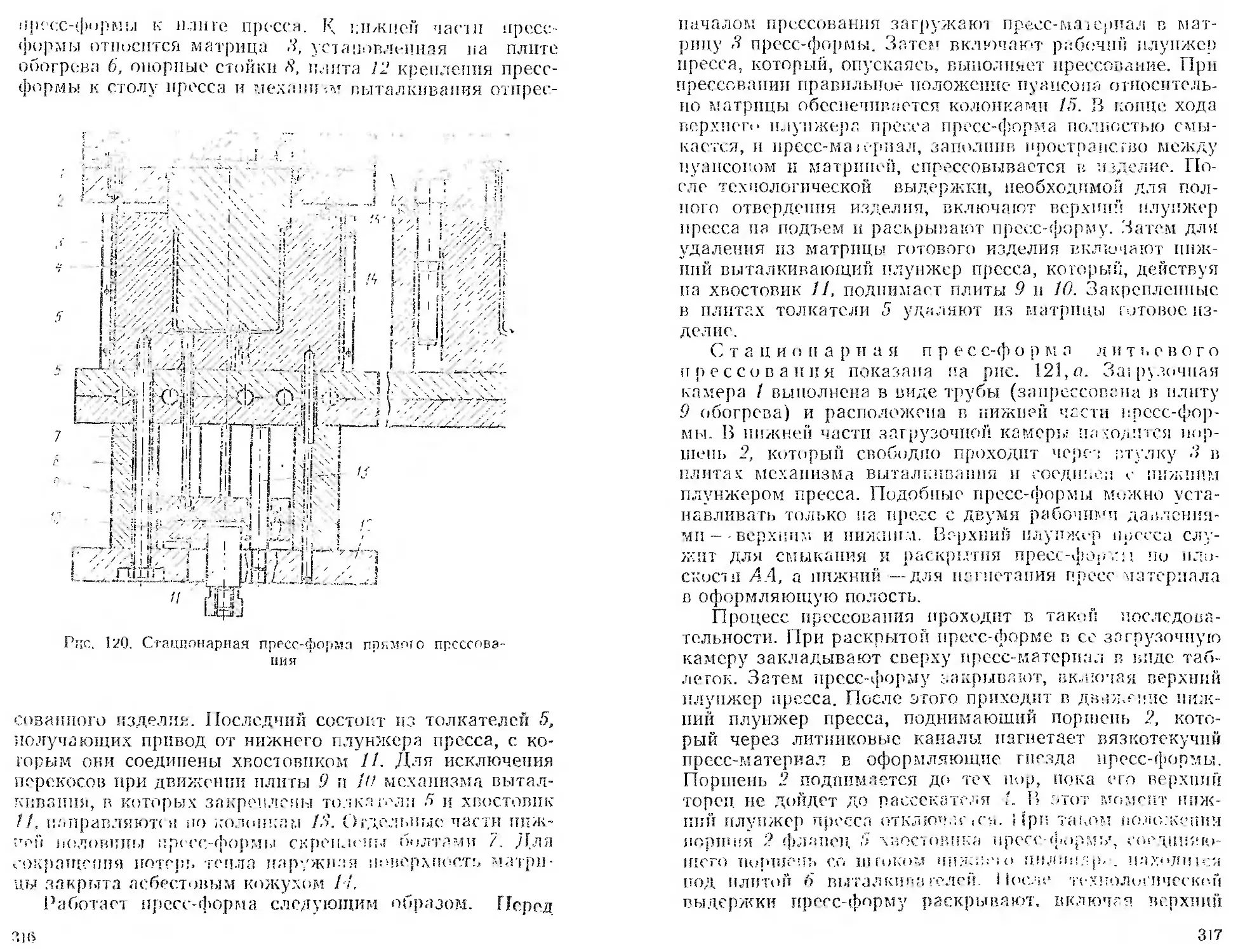
§ 4. Устройство пресс-форм для изготовления изделий
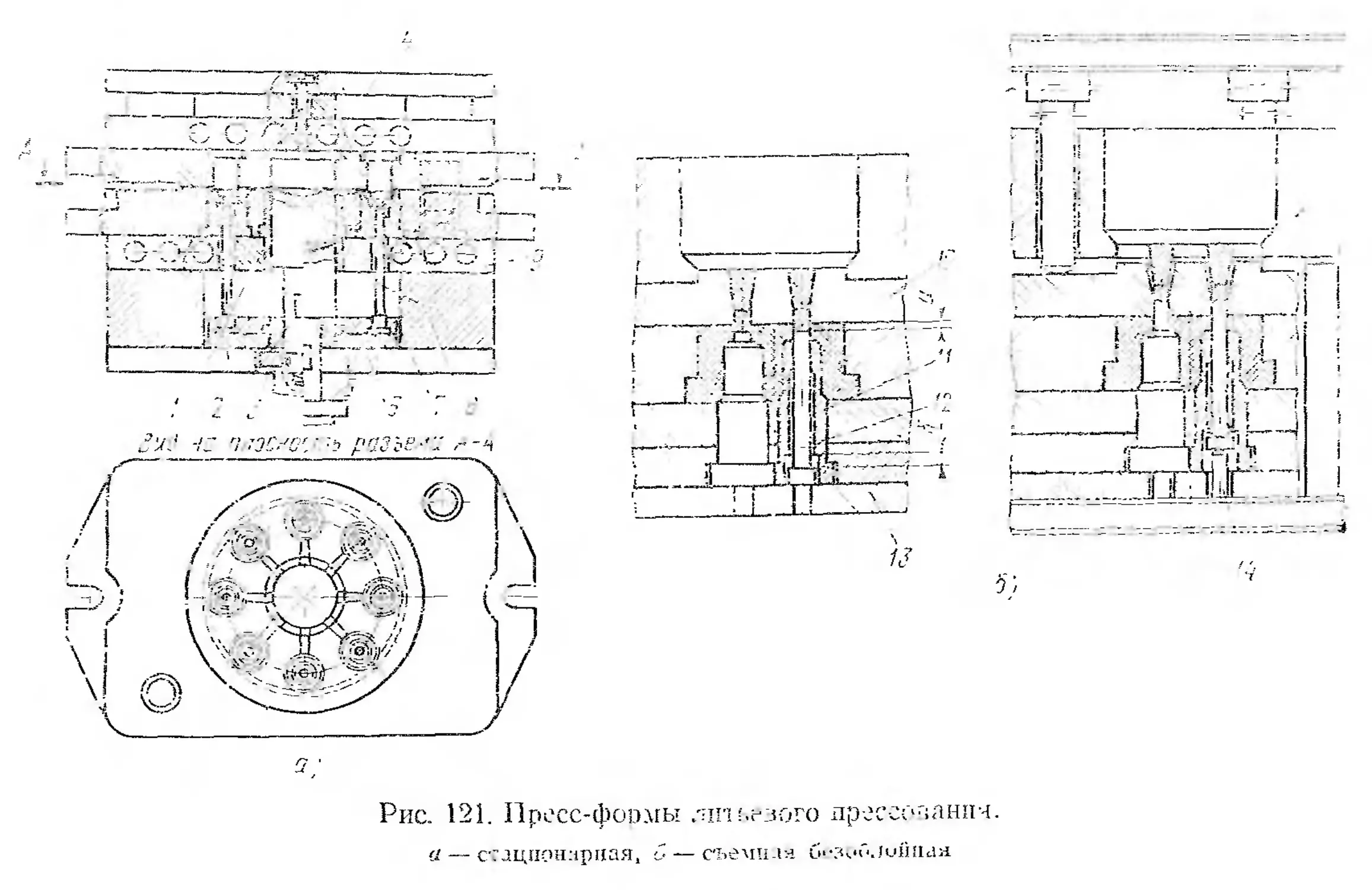
преет овапш м . ...... 313
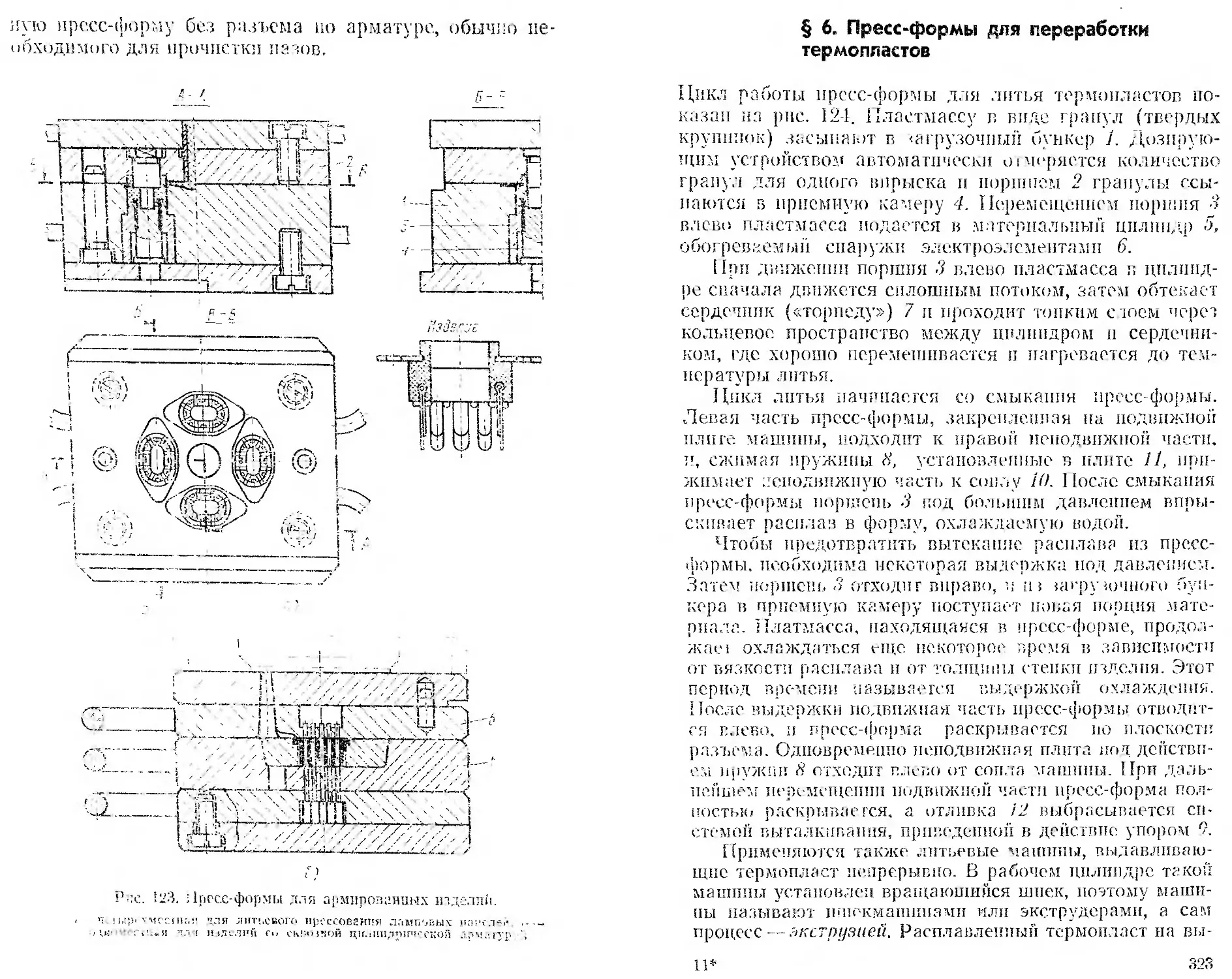
Устройство пресс ф,ори .тля п hoiob.h пня армирован
ИЫ < И :Де ШИ......................................3?1>
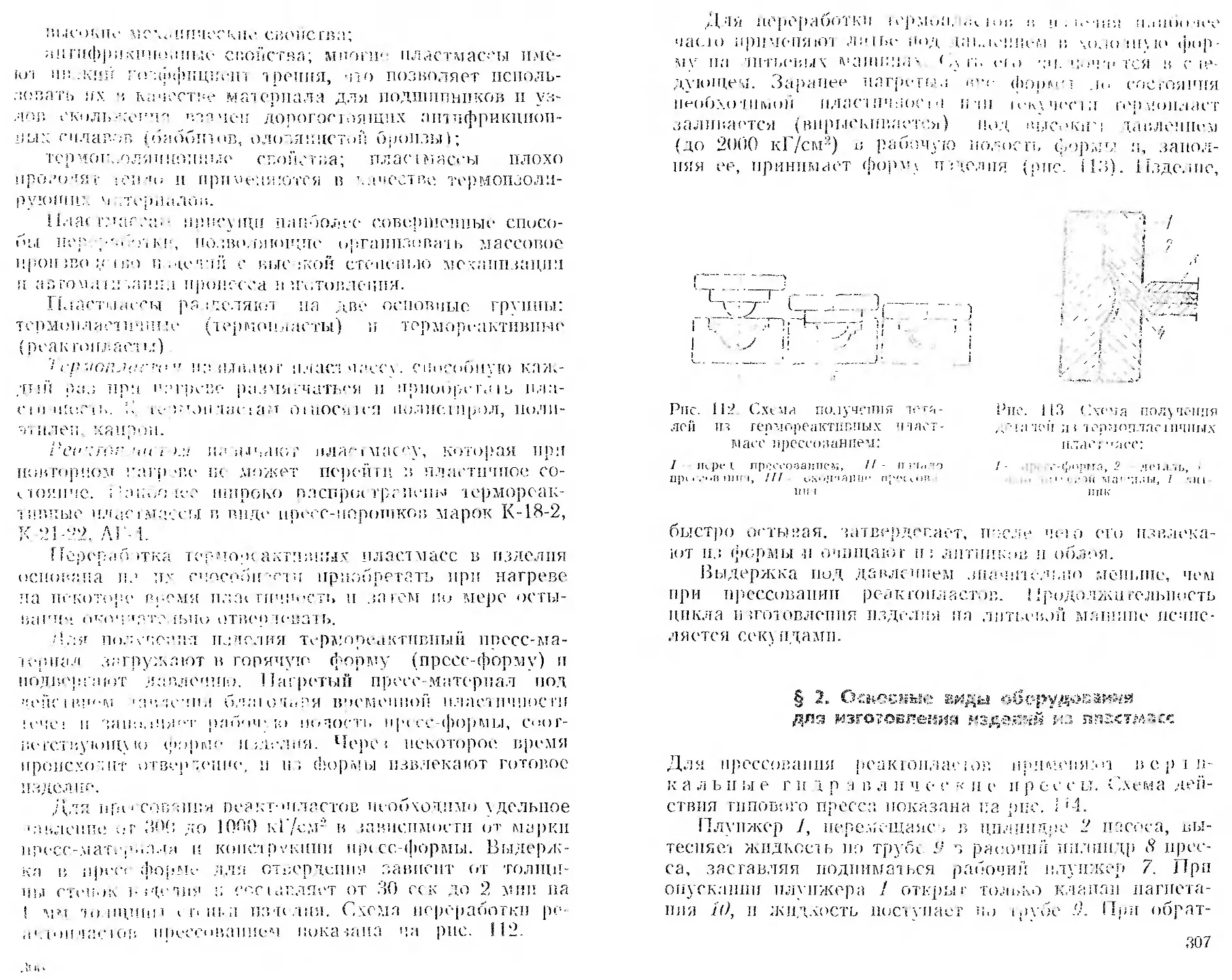
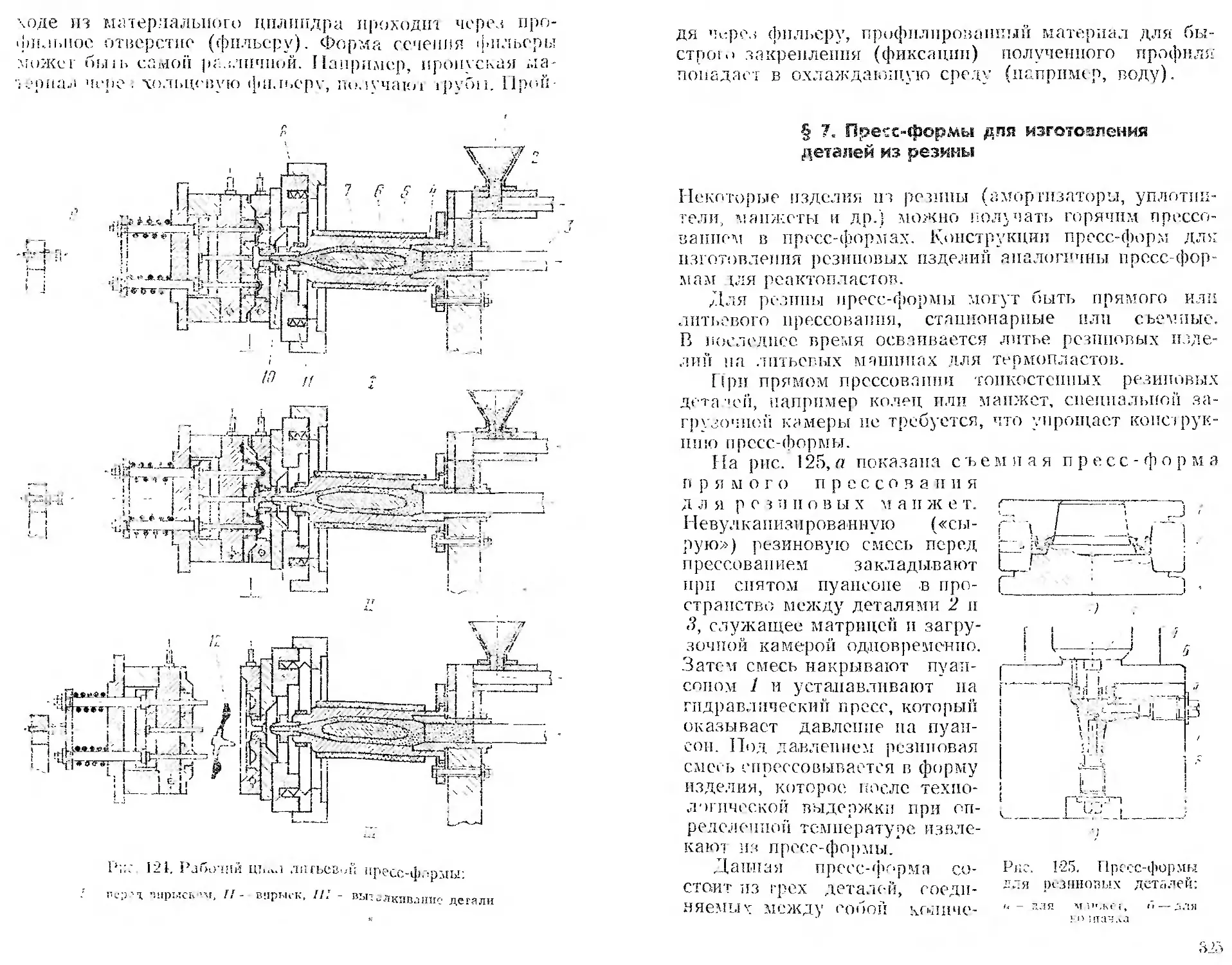
; 6. Нрс i e-сЬорчы тля переработки термопланов . ‘3
’’ 7. Пред-формы для и тпчтш.тения зет.шей и < peuii.'i 3'5
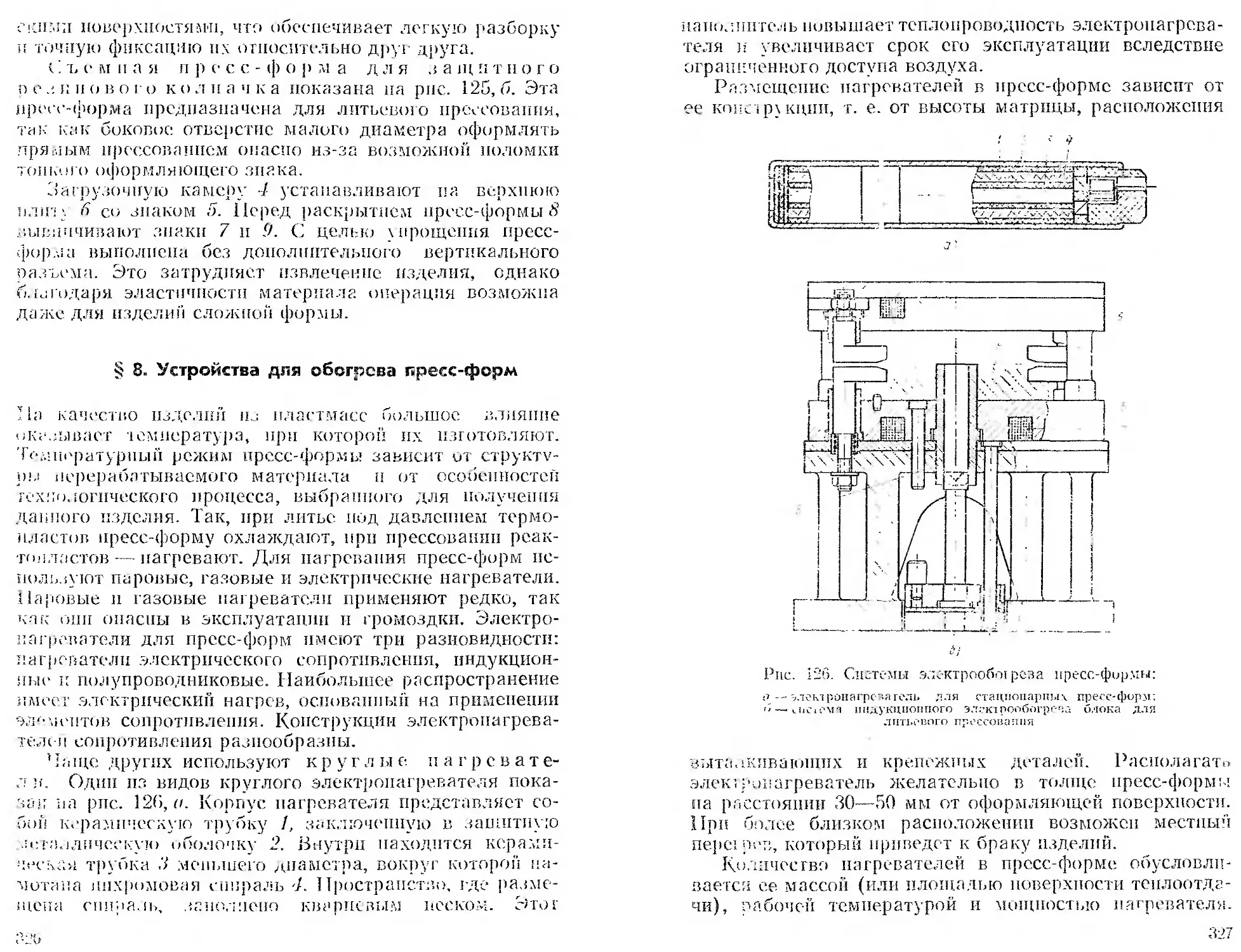
<» л'строшч.чо тля обот psjr< ттреш форм . ....
6 ч, Лни-.внм,- детали пресс-форм........................328
Глава XV. 1I moi о пл. пне и ре.лопг ттрссс-форм для пласт-
масс . . . . .'31
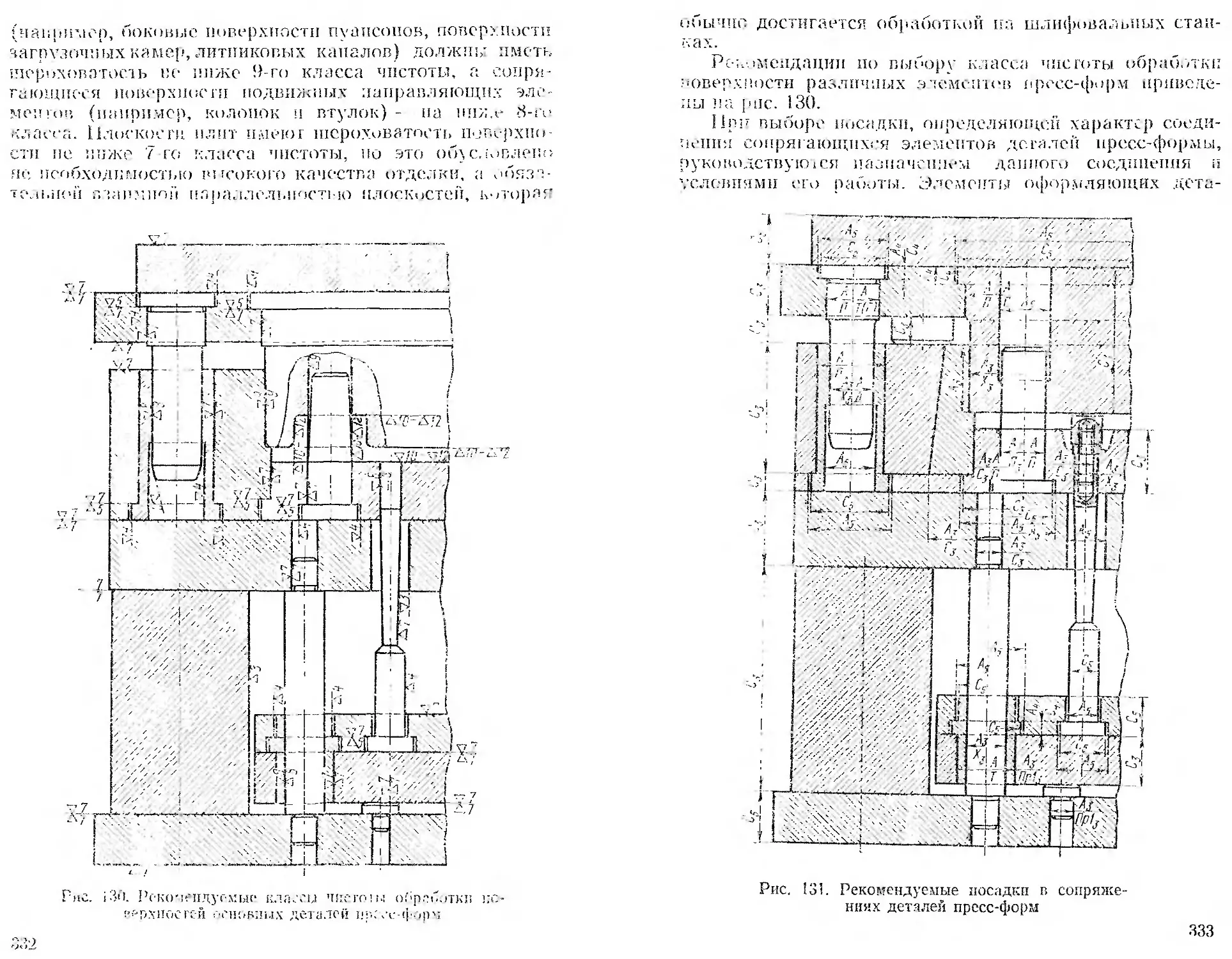
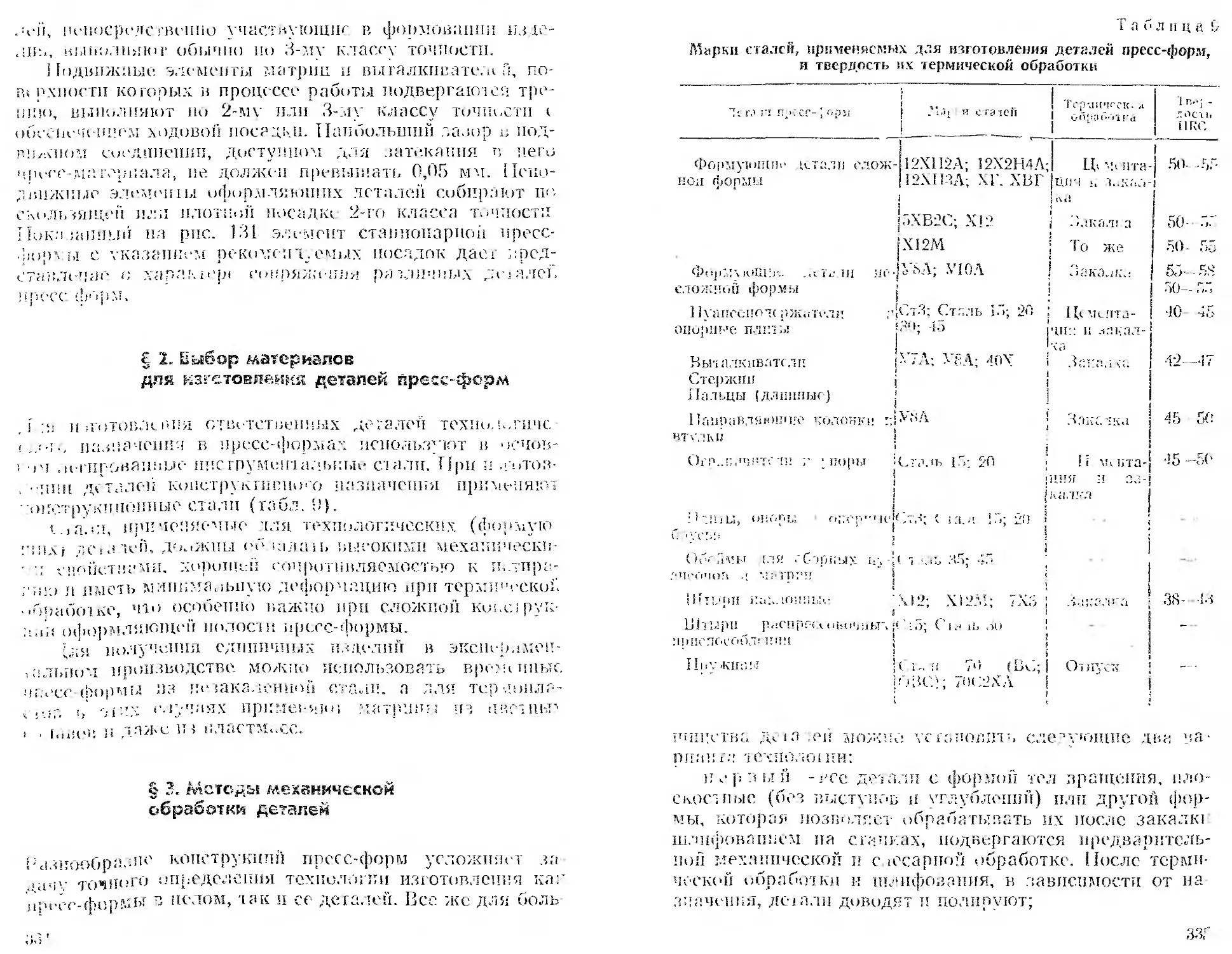
f, 1. 1 р.’оозан!!,! К ToHlOJTj I! K.CiC ТВ'. •>! Ш,!' Ч Ci,'...СП
ТТ;В е- -фт.р:.! . . . .>31
§ 2 Выбор матери.т тов для и т, отовфчшя lei.i.i'. n прсы-
форм............................................331-
S 3. Методы механической обработки деталей 331
§ 4. Слесарная обработка детален пресс-форм . . 313
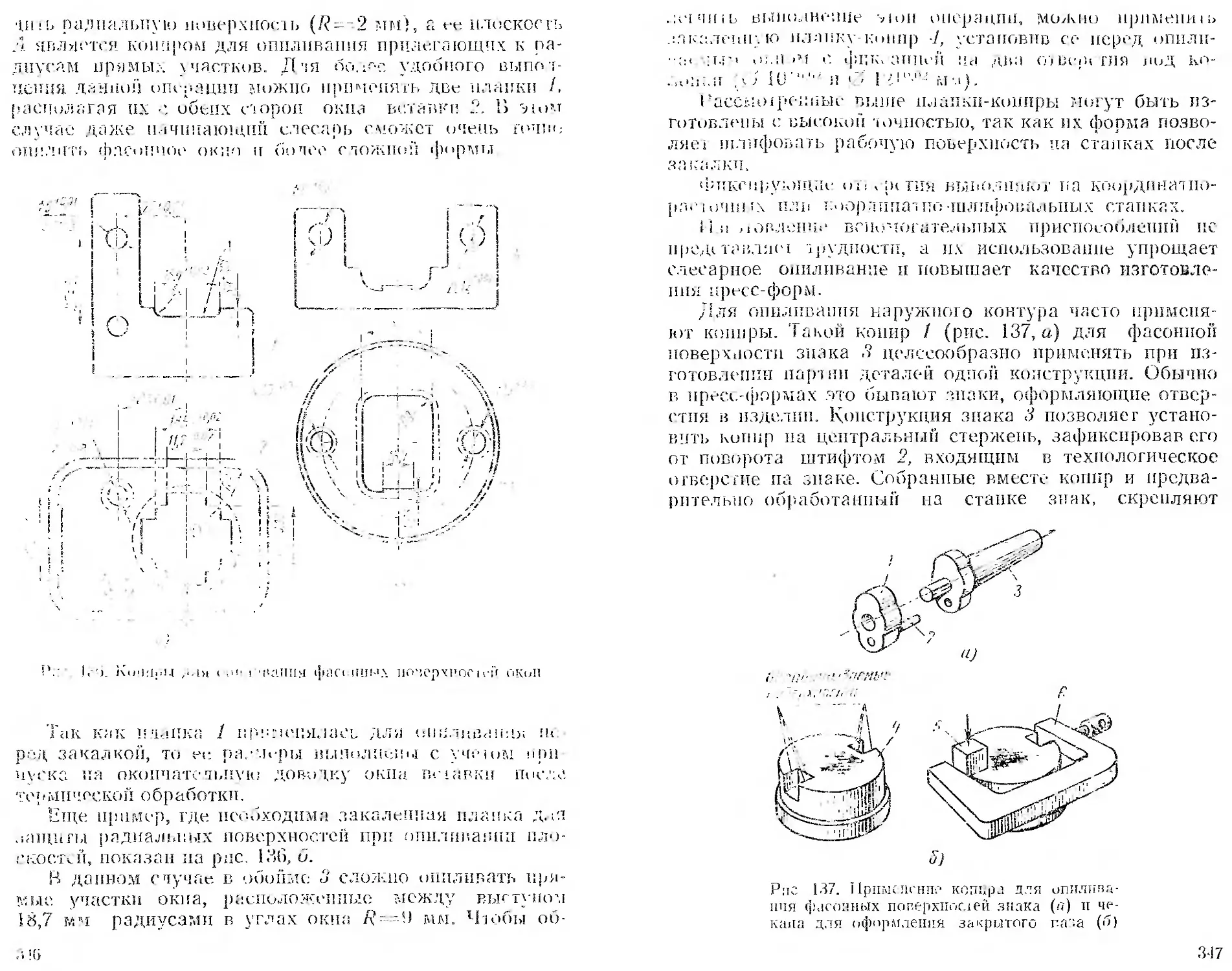
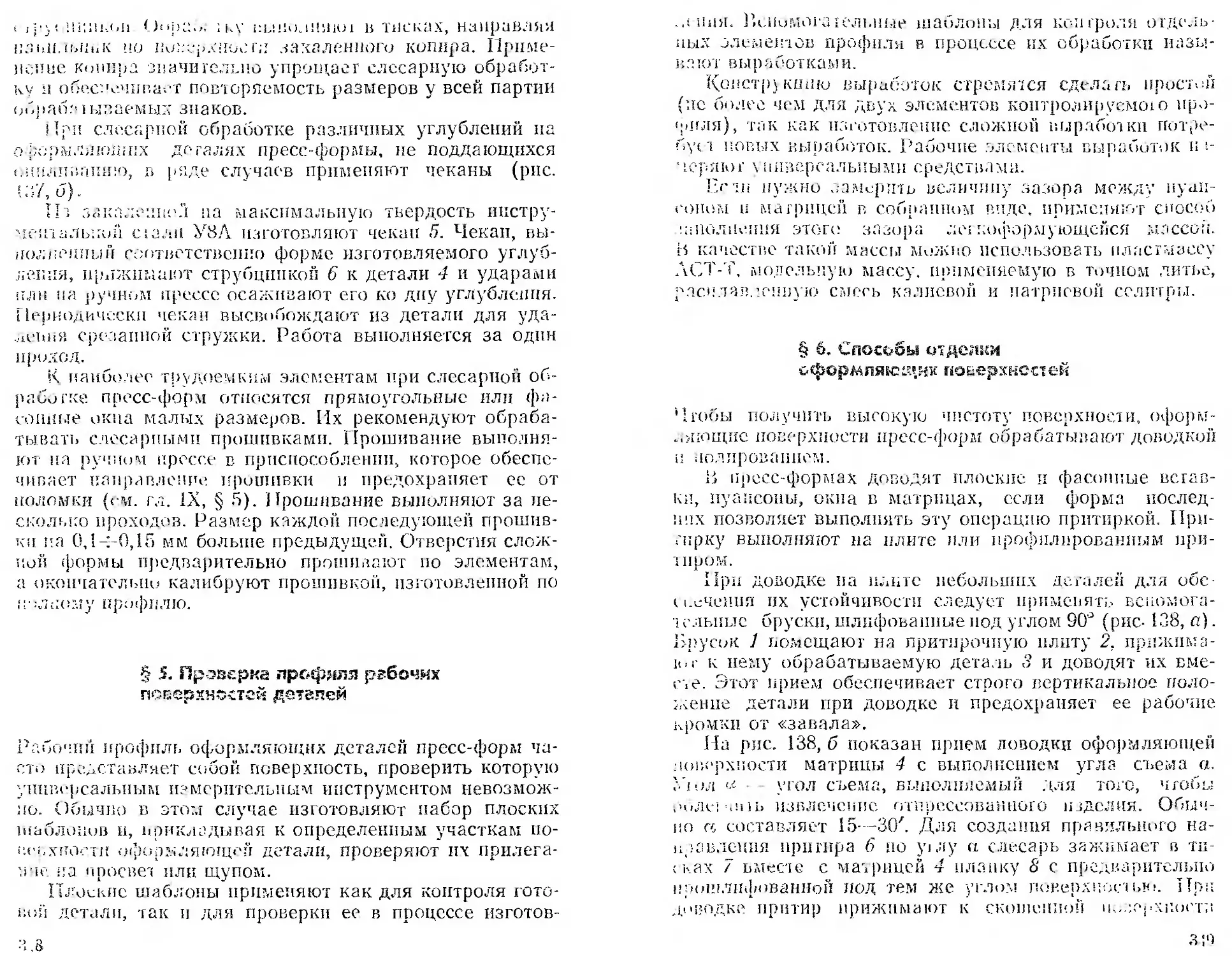
§ 5. Проверка профиля рабочих поверхпис.ей дет а тей 318
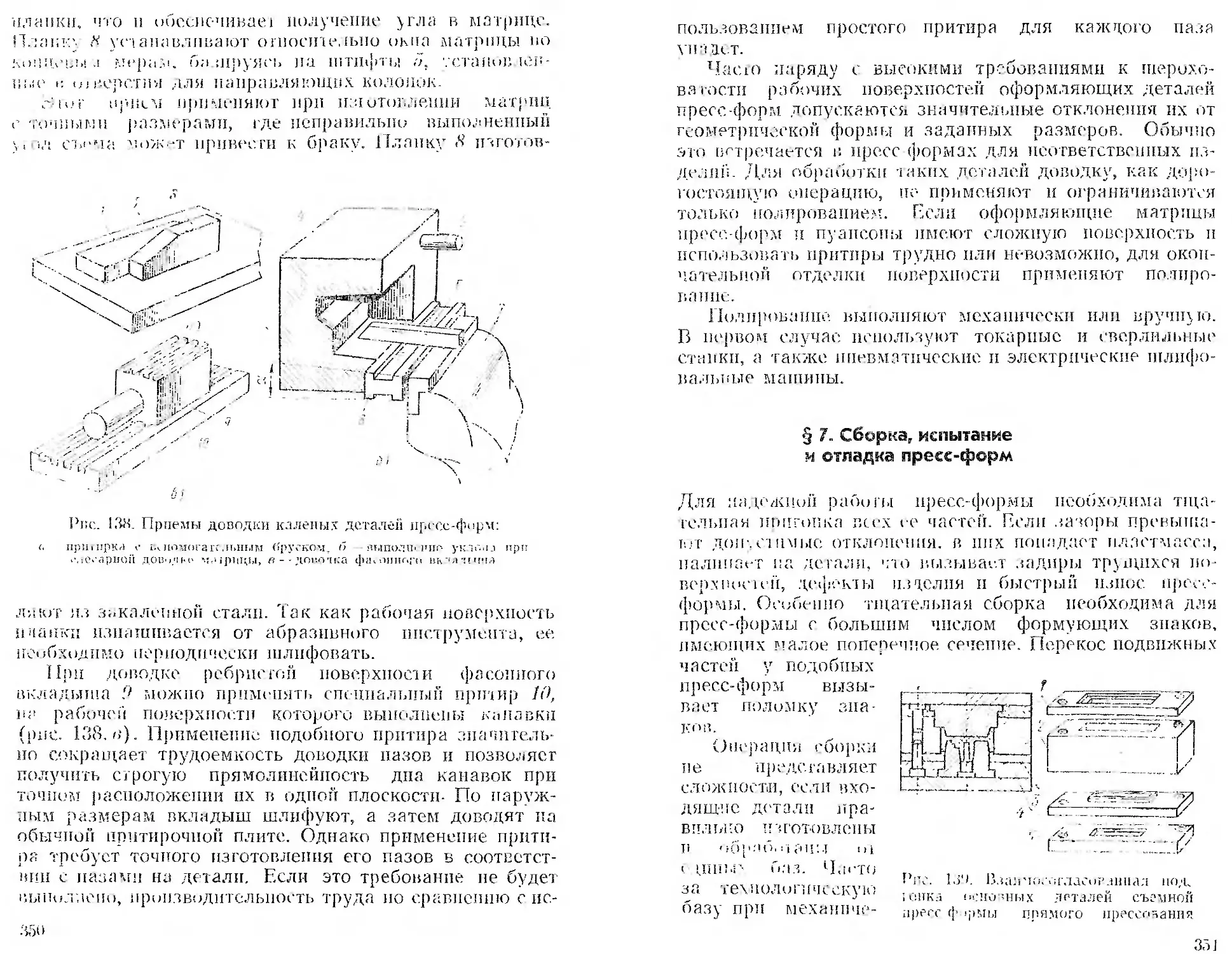
§ 6. Способы отделки оформляющих поверхностей 31-9
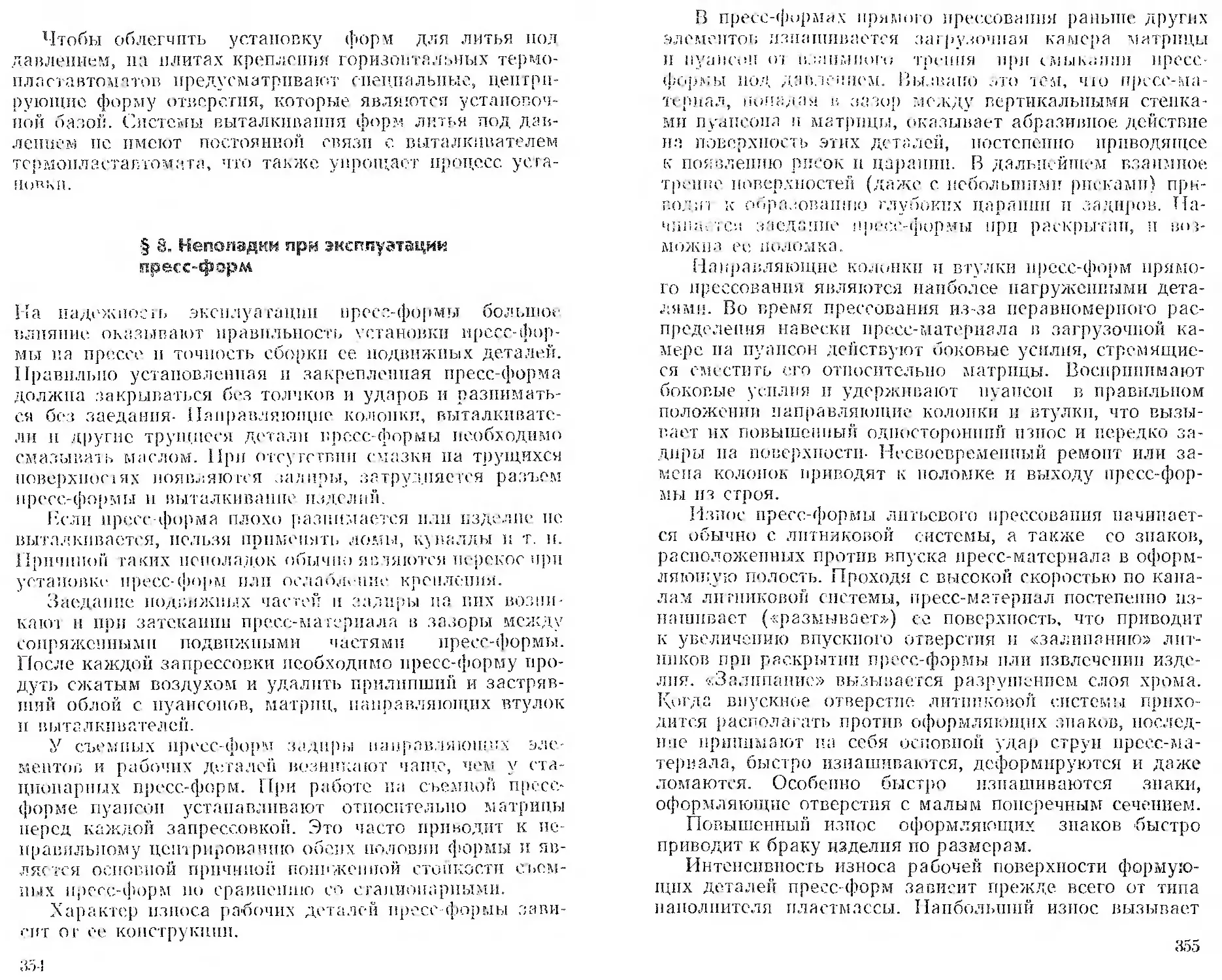
§ ". Сборка, испытание и отладка пресс-форм . 351
§ 8. Неполадки при эксплуатации пресс-форм . . 354
§ 9. Порядок разборки пресс-форм и определения харак-
тера ремонт;! ......... 356
§ 10. Методы восстановления изношенных частей пресс-..
форм ..................................................................................357
§ 11. Правила безопасност!! при монтаже и испытании
пресс форм . . . .... 358
Глава XVI. Формы для литья металлов под давлением 359
§ 1. Сущность процесса........................... 359
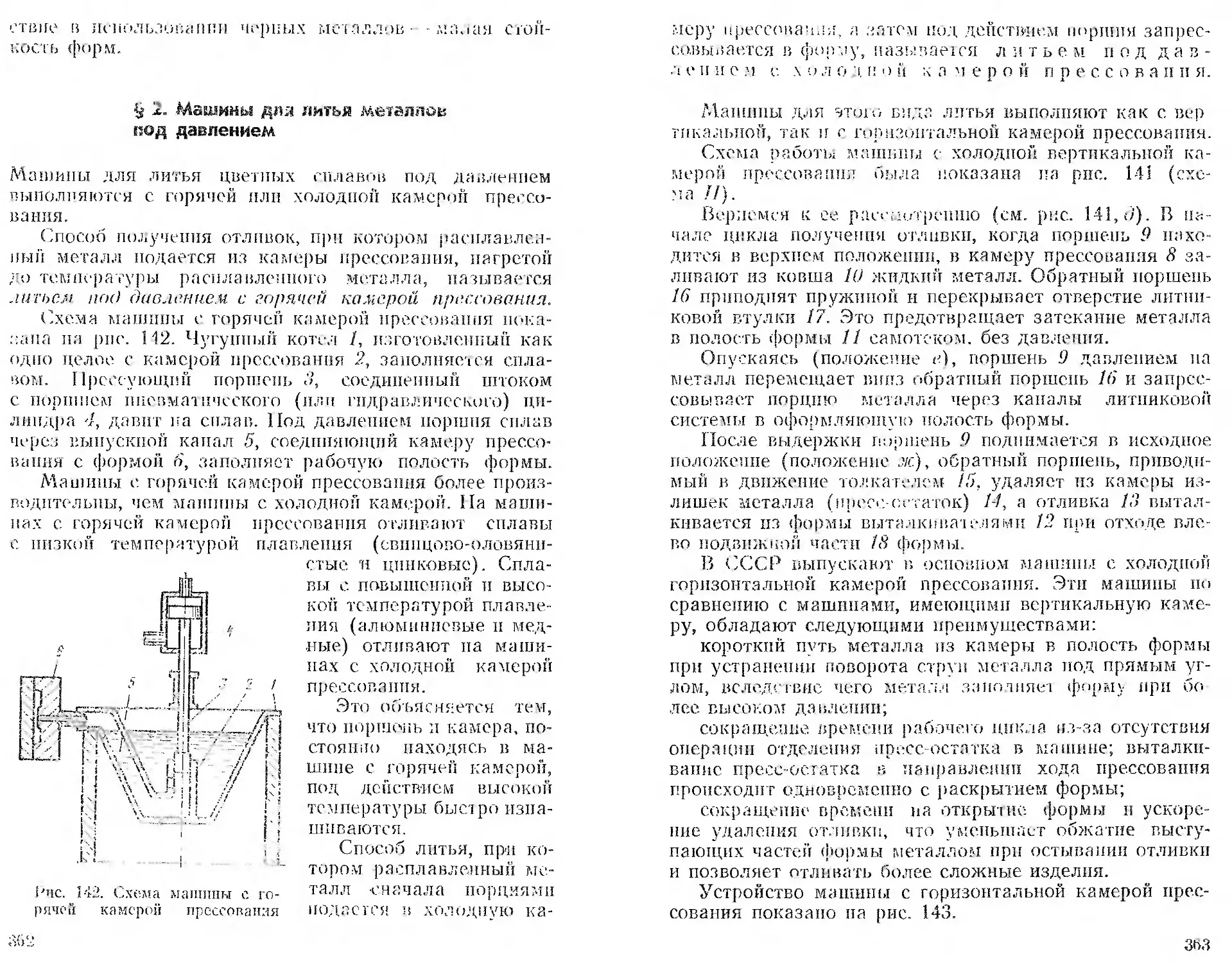
§ 2. Машины для литья металлов под давлением . 362
§ 3. Конструкции форм п их основных деталей . 365
Глава XVII. Пзгоювлеппс и ремонт форм для литья метал-
лов иод давлением . 370
§ 1. Требования к изготовлению форм........................................................370
§ 2. Выбор материалов для изготовления детален форм 371
§ 3. Изготовление, сборка и испытание форм . 371
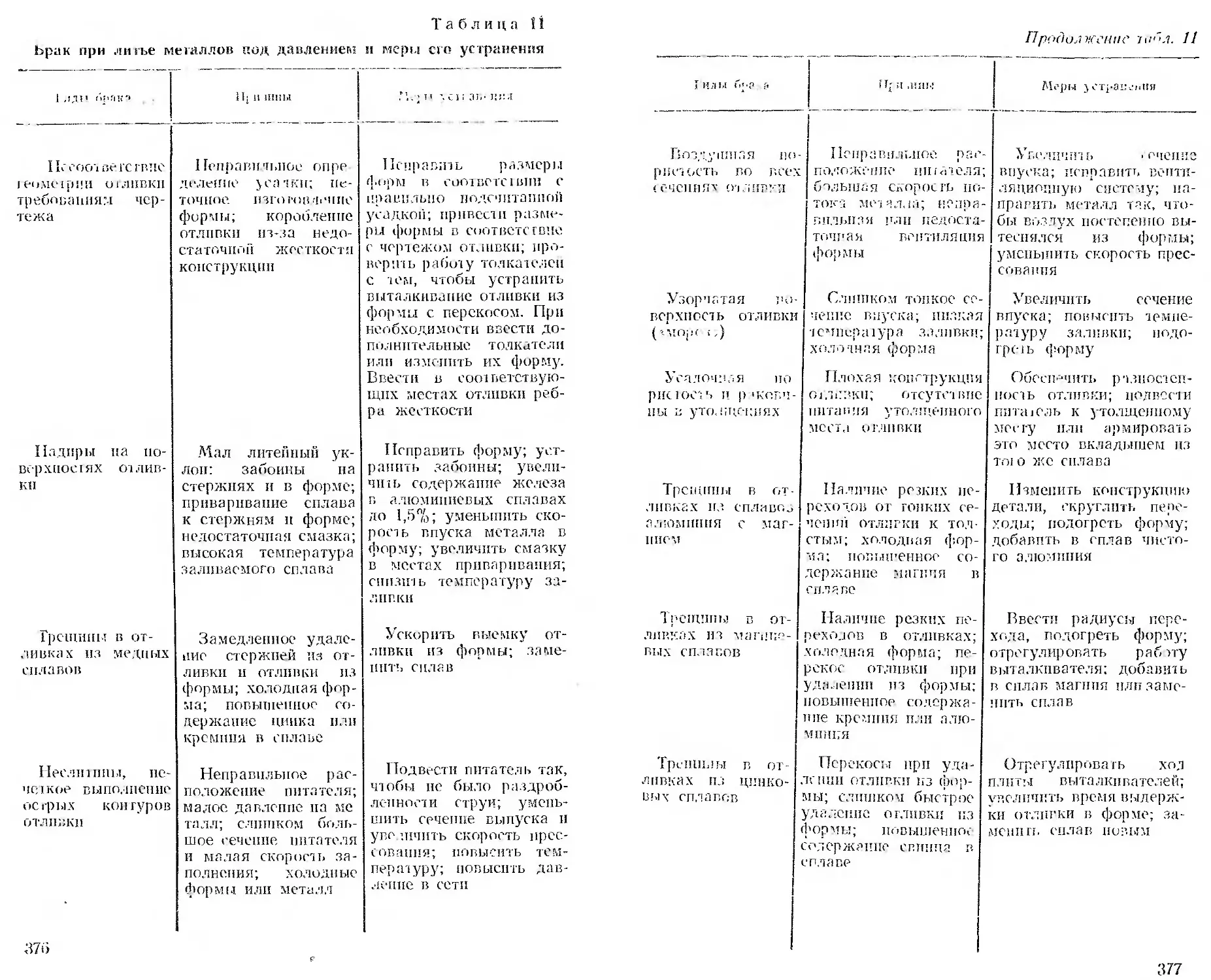
§ 4. Типичные неполадки в формах и их устранение 37!
§ 5. Ремонт форм.................................................................. . 378
§ 6. Правила безопасности при испытании форм . 379
Раздел пятый
Станочные приспособления
Глава XVIII. Устройство приспособлений ... 3S0
§ 1. Назначение и классификация приспособлении и их
элементов..........................................380
§ 2. Конструктивные элементы приспособлений . 382
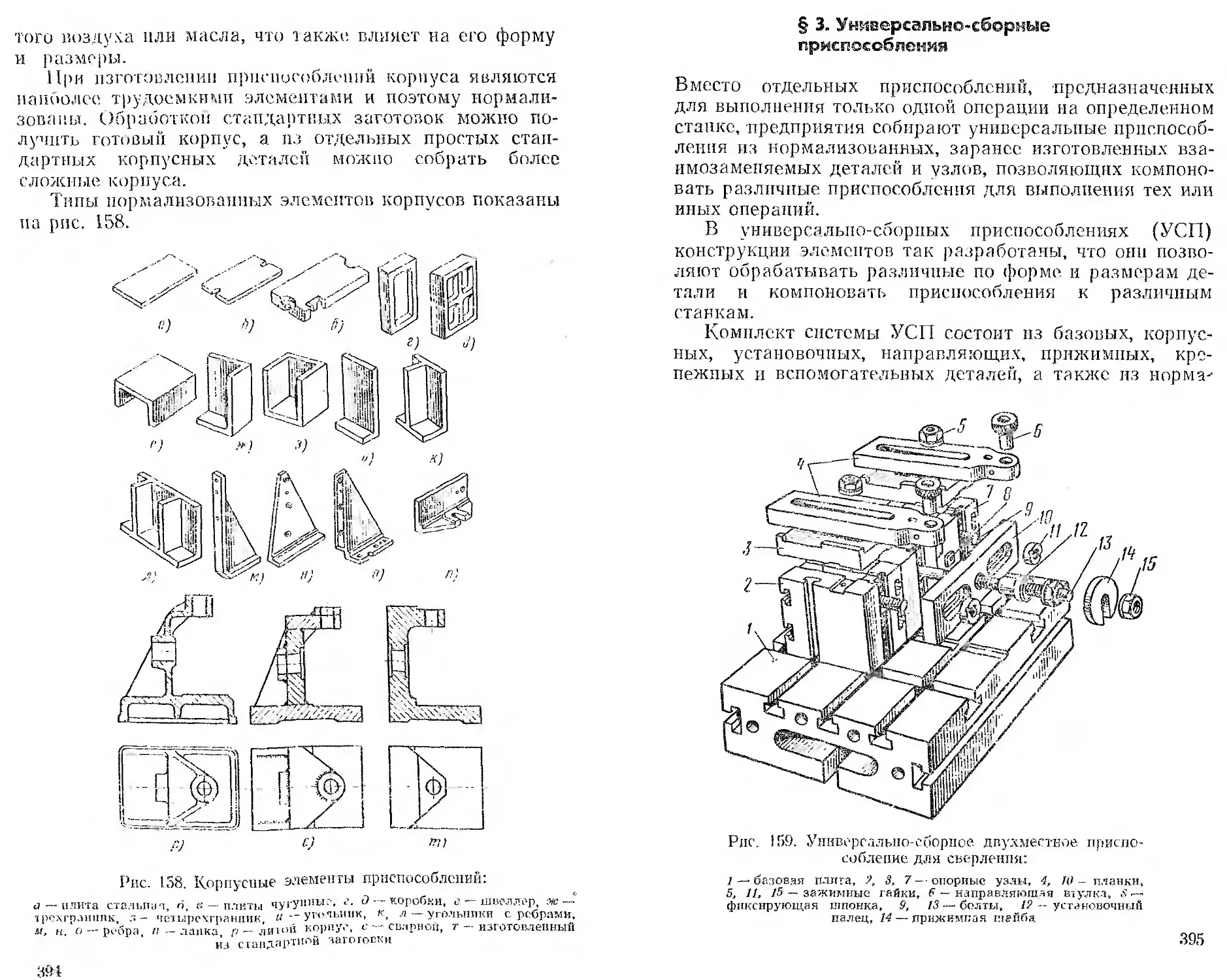
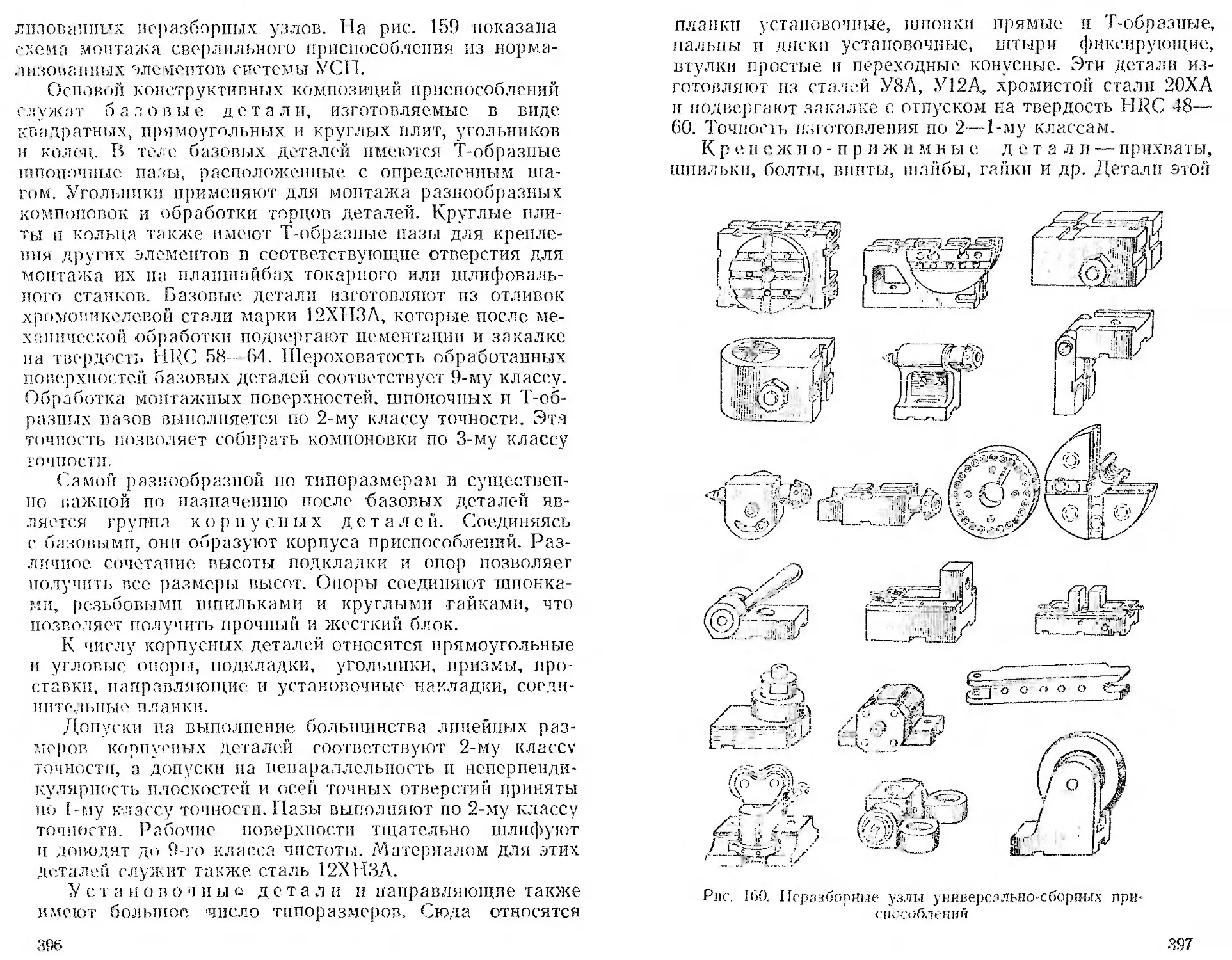
§ 3. Универсально-сборные приспособления ... 395
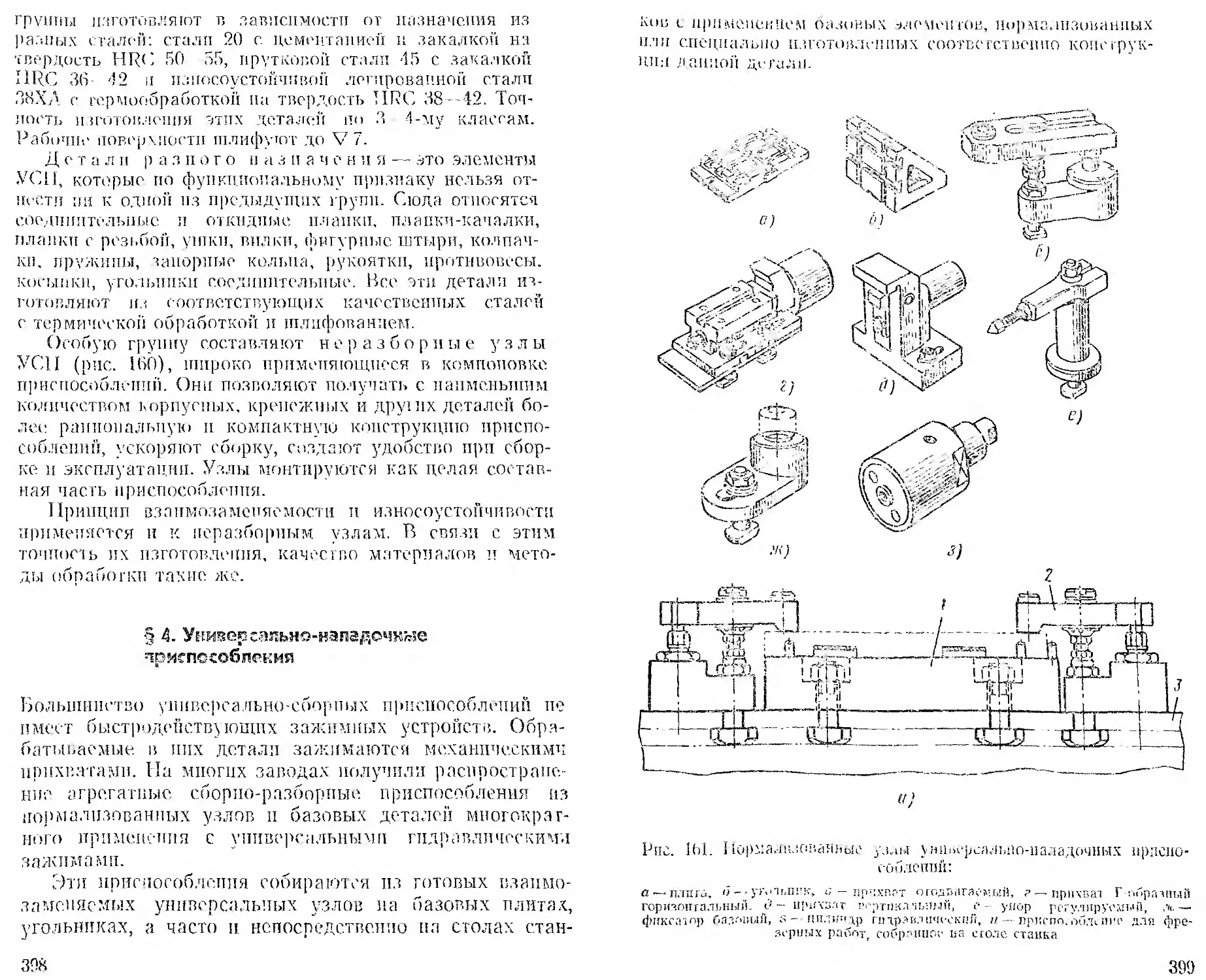
§ 4. Унивсрсалыю-паладочные приспособления . . . 398
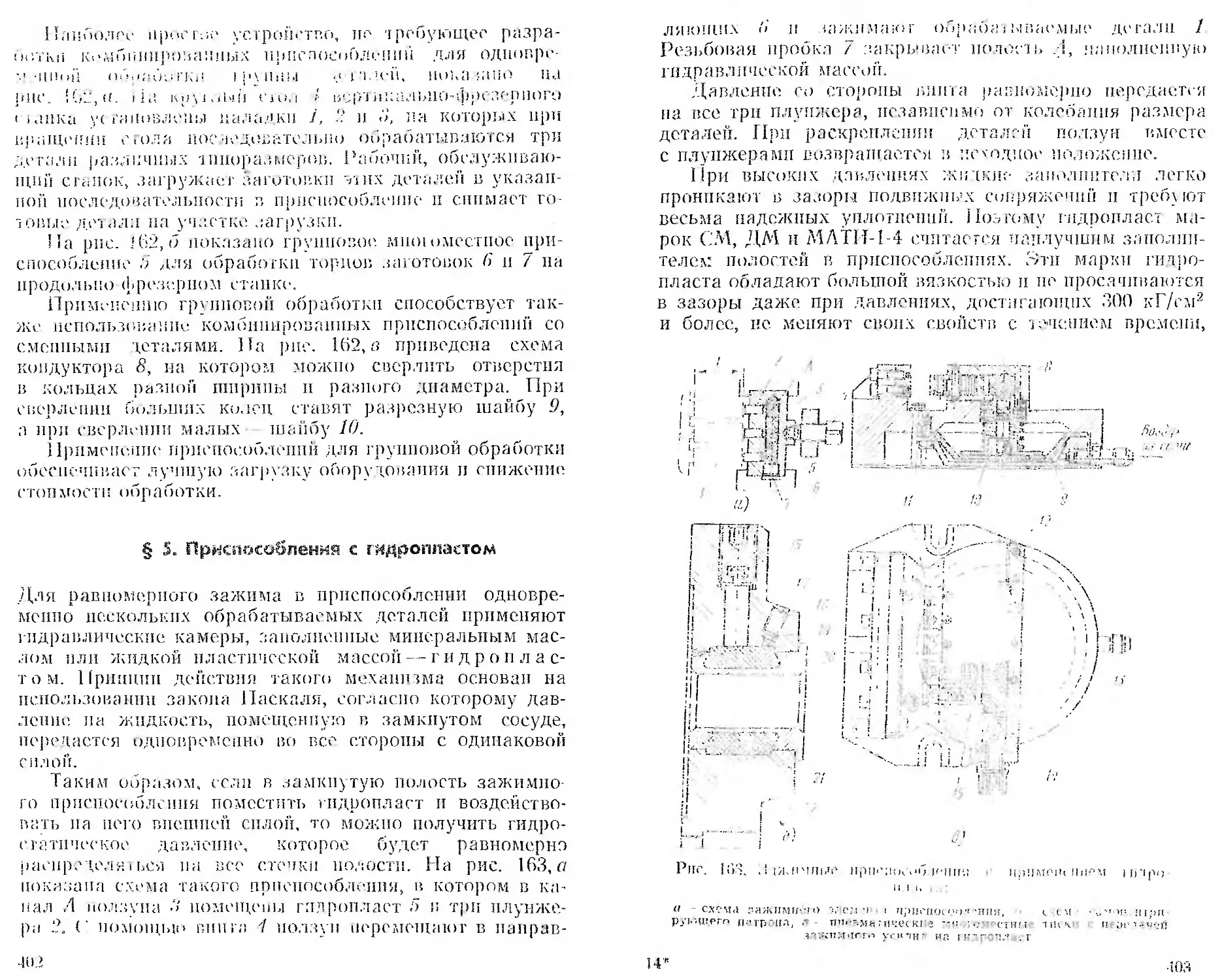
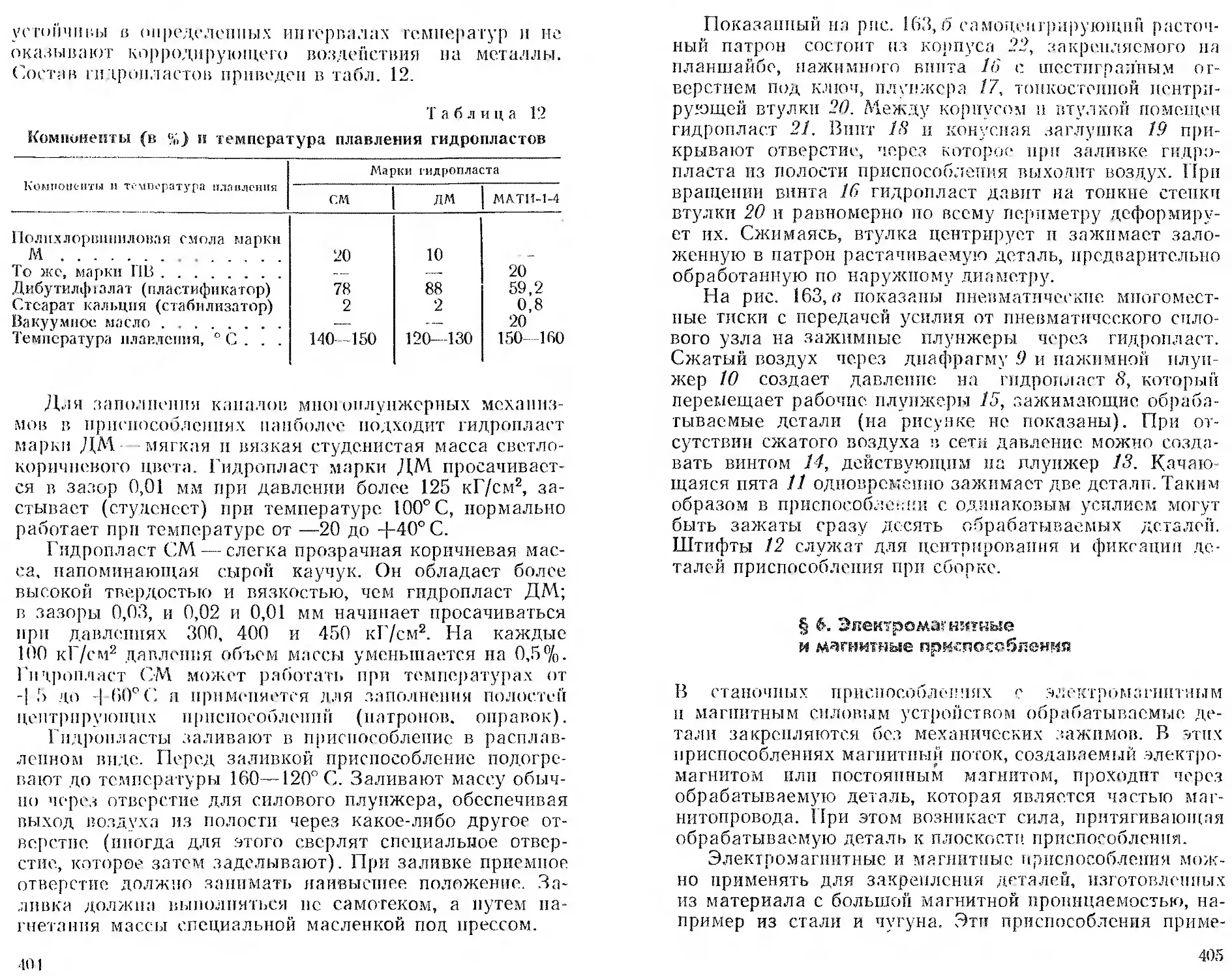
§ 5. Приспособления с гпдроиластом.................402
§ 6. Электромагнитные и магнитные приспособления 405
Гл а на XIX. Изготовление п ремонт приспособлений . 406
§ 1. Получение и подготовка заготовок .... 41 >6
§ 2. Обработка корпусов и плит ... 1-07
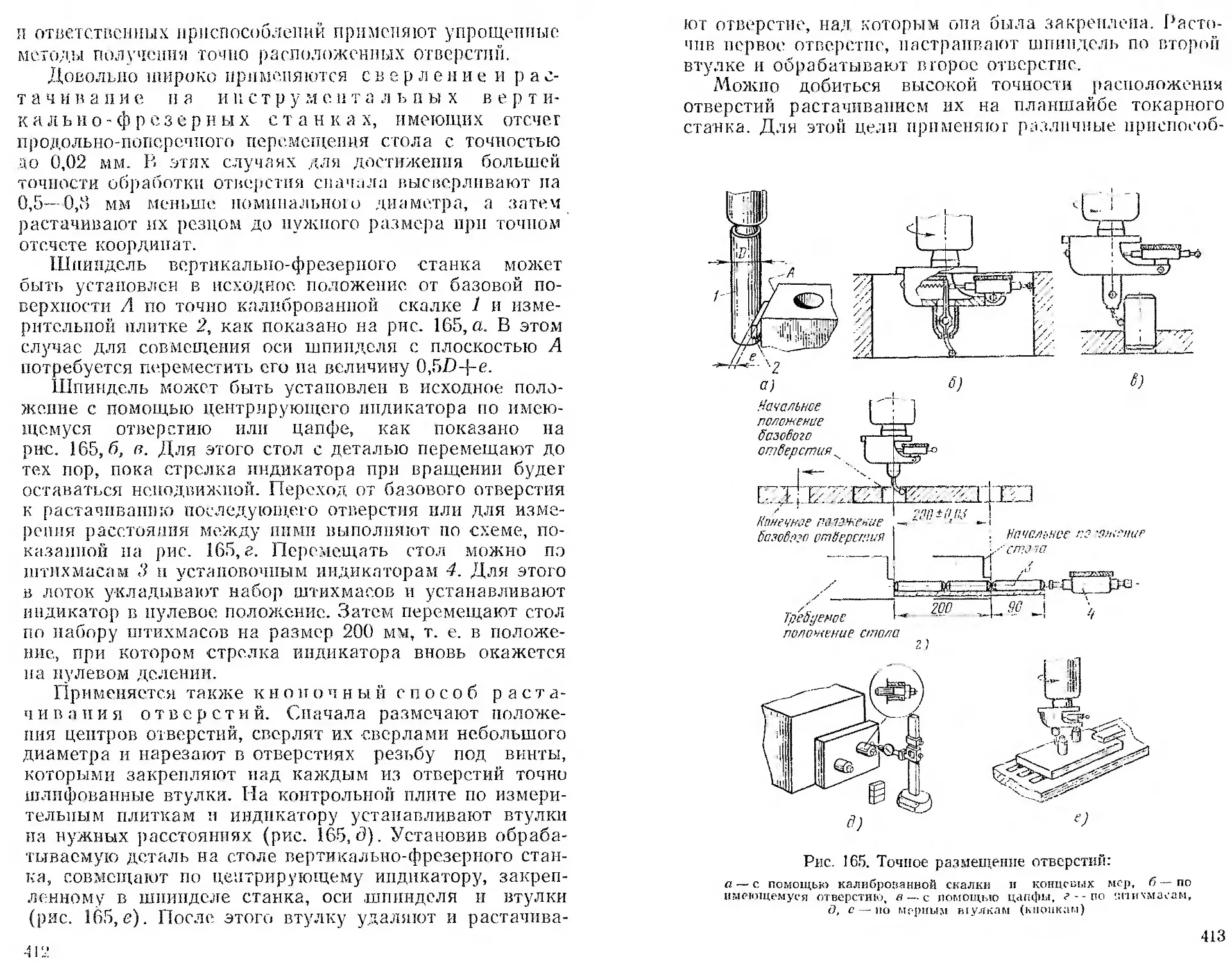
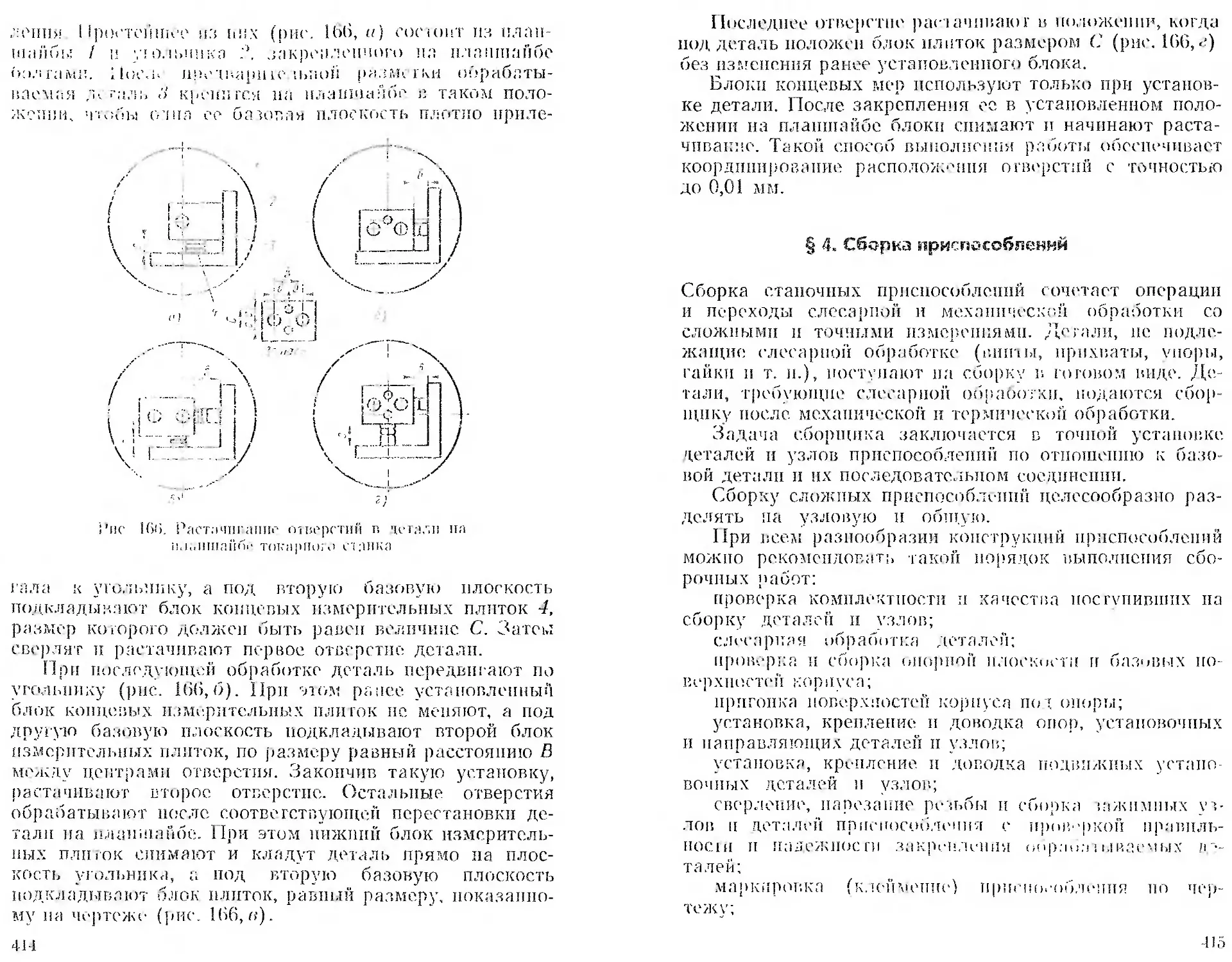
§ 3. Обработка отверстий . . 411
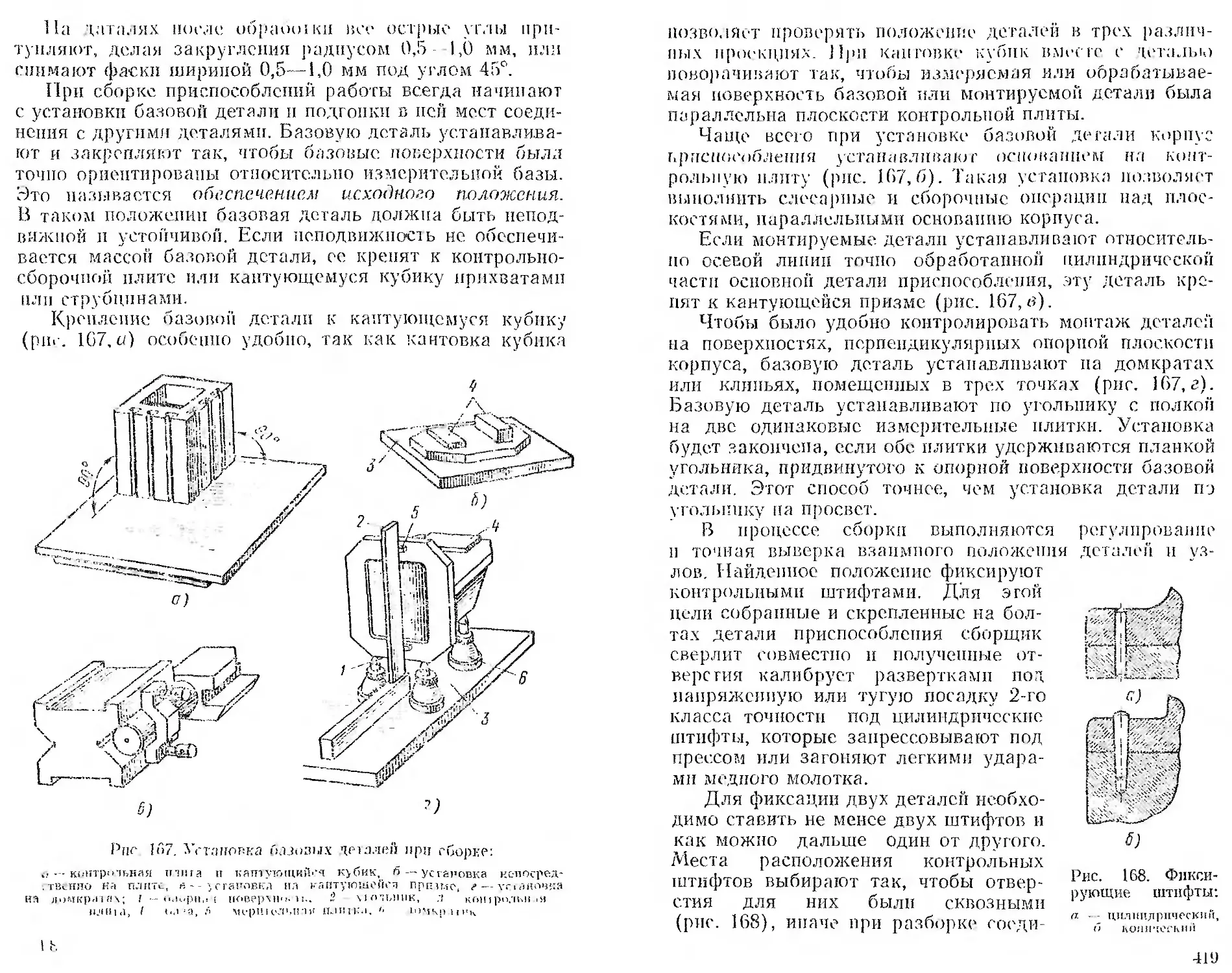
§ 4. ('борка приспособлении . . .... 415
§ 5. Изготовление и посчаиовка кон iyKiopni.ix втулок . 420
§ б Контроль сборки приспоеоблепин . . 421
§ 7. Ремонт приспособлений.......................... 424
431
ВВЕДЕНИЕ
Технический прогресс в машиностроении не возможен
без высокоразвитого инструментального производства.
Успешное внедрение новой техники па любом предприя-
тии зависит от степени его оснащения совершенной тех-
нологической оснасткой п инструментами. На каждом
заводе, имеется специальный цех, занимающийся изго-
товлением и ремонтом (восстановлением) режущего, из-
мерительного и вспомогательного инструмента, приспо-
соблений, штампов, пресс-форм и другой технологиче-
ской оснастки.
Для всех видов технологической оснастки характерно
наличие значительного числа деталей разнообразной и
сложной формы. Большинство деталей в процессе изго-
товления подвергается различным видам обработки:
механической, термической, электрохимической и т. д.
При изготовлении штампов, пресс-форм и приспособ-
лений трудоемкость слесарных и сборочных работ дости-
гает 40% общей трудоемкости их изготовления. Поэтому
большое значение имеет использование в инструменталь-
ных цехах современных методов обработки, облегчаю-
щих труд слесаря, обеспечивающих наиболее высокое
качество выполняемых работ и сокращение сроков изго-
товления оснастки.
Большого внимания заслуживает п механизация тру-
доемких процессов, а также применение слесарями вспо-
могательных приспособлений, ускоряющих процесс об-
работки. От изготовителя оснастки требуется умение
наиболее полно использовать все имеющиеся в распоря-
жении инструментального цеха средства производства.
Вее возрастающая сложность конструкций оснастки,
постоянное повышен не требований к точности ее изго-
товления и необходимость создания наиболее благопри-
3
ятных условий для механизации работ иредонр-еделилн
разделение труда в инструментальном производстве.
В недалеком прошлом слесарь-ипструмситалыцпк по-
полнял самые различные вилы ппструментальных работ.
Г> нае.тоаше.е время определилась более узкая саециалп-
заци;.: слесарь ио режущему инструменту, с тесарь-.-.е-
кальищк, слесарь ио штампам, но пресс-формам, приспо-
соблениям и др. Специализация рабочих положительно
сказывается па росте их квалификации, производитель-
ности труда и уровне технических знаний в своей об-
ласти.
Данный учебник составлен для молодых слесарен,
специализирующихся па изготовлении штампов, пресс-
форм и приспособлений.
Изучение изложенного в этой книге учебного мате-
риала .полито дать учащимся знания научных основ со-
временного инструментального производства, техники и
технологии изготовления штампов, пресс-форм и станоч-
ных приспособлении па уровне квалификации слссари-
внегрументалыцпка 3 4-го разряда.
Учебник составлен с учетом того, что учащиеся уже
имеют определенный минимум знаний в области общего
материаловедения, технологии машиностроения и «основ
технических измерений, а также овладели знаниями и
навыками в объеме общеслесарпого курса п умеют чи-
тать чертежи.
РАЗДЕЛ ПЕРВЫЙ
ОБЩИЕ СВЕДЕНИЯ
ГЛАВА »
СВЕДЕНИЯ
ОБ ИНСТРУМЕНТАЛЬНОМ ХОЗЯЙСТВЕ
МАШИНОСТРОИТЕЛЬНОГО ЗАВОДА
§ 1. Структура инструментального
хозяйства закода
Любое машиностроительное предприятие потребляет в
процессе производства большое количество разнообраз-
ных инструментов и технологической оснастки. От каче-
ства инструмента и оснастки, своевременности обеспече-
ния ими производственных участков зависят бесперебой-
ный выпуск заводом продукции, себестоимость ее и каче-
ство. Поэтому каждый завод организует свое инструмен-
тальное хозяйство, задачами которого являются:
своевременное, и бесперебойное обеспечение рабочих
мест инструментами и технологической оснасткой для
выполнения пр огр а мм ы;
создание возможностей для освоения заводом новой
продукции и дальнейшего развития предприятия.
Завод изготавливает инструмент собственными сила-
ми или приобретает готовый, выпускаемый специализи-
рованными заводами. Приобретается обычно стандарт-
ный или нормализованный инструмент (например: свер-
ла, метчики, развертки, напильники, молотки, зубила,
штангенциркули, микрометры, плоскопараллельные кон-
цевые меры длины и т. и.).
Сам завод изготовляет для себя, как правило, спе-
циальный инструмент и технологическую оснастку в
соответствии с. особенностями форм, размеров и кон-
струкции выпускаемых заводом изделий.
Потребность в стандартизованном или специальном
инструменте определяется типом производства, к кото-
рому относится данное предприятие. Так, при индивиду-
альном производстве используется преимущественно
стандартный покупной инструмент, при серийном и осо-
5
бевкч крупносерийном ироизводстве. применяется боль-
шое количество специального нветрумента, а в массовом
нроизвочетге проектируй!ей, нзготовлястея и используе!-
ся до 8()'ф специального инструмента.
Для решения всех задач, связанных с обеспечением
завода инструментарием, в числе технических служб па
крупных заводах имеется инструментальный отдел, под-
чиненный главному технолог.' предприятия. В составе,
отдела имеется инструментальное конструкторское бюро
(11КБ) с группами: режущего инструмента, коитролыю-
нзмерптсльпого инструмента, штамповочной оснастки,
пресс-форм г металлических моделей, приспособлений
и др. соответственно профилю завода. В состав отдела
входит также бюро инструментального хозяйства (БИХ),
которому подчинены инструментальный цех, централь-
ный ппструменатльпын склад (ЦИС), нпструмсптальпо-
раздаточпые кладовые (ИРК), размещенные в произ-
водственных цехах, и участки заточки инструмента.
БИХ организует планомерное приобретение па сторо-
не всего необходимого заводу покупного инструмента и
готовой технологической оснастки, храпение их, выдачу
па производство через ПР1\ к списание пришедшего в
негодность, а также изготовление оснастки и инструмен-
та в заводском и нс гр у ментальном цехе. БИХ также ве-
дет наблюдение за правильной эксплуатацией инстру-
мента и оснастки в производственных цехах.
На различных заводах инструментальные цехи орга-
низованы по-разному, в зависимости от масштаба и спе-
циализации основного производства. На ряде крупных
предприятий имеется но нескольку инструментальных
цехов, каждый из которых специализируется на опреде-
ленном виде инструмента или оснастки.
На средних во мощности предприятиях имеется обыч-
но единый инструментальный пах с. соответствующими
участками, специализирующимися на определенных ви-
дах работ. Такими участками являются: заготовитель-
ный, кузнечно-сварочный, термический, механический,
лекальный, штамповый, участок пресс-форм и металли-
ческих моделей, приспособлений и вспомогательного ин-
струмента, режущего ппструмеига. контрольная лабо-
ратория.
Заготовительный участок имеет при себе
склад инструментальных материалов и обеспечивает все
другие участки необходимыми заготовками. Участок обо-
ру'Доваи i пльотшшыми ножницами, нресс-ножшщами,
различными отрезными станками, дисковыми и ножовоч-
ными пилами, станками для электроискровой и абразив-
ной резки твердых сплавов, оборудованием .для газопла-
менной резки мета.1!,т.н!,
Па к у з и е ч и о е в а р о ч и о м у ч а с т к е произво-
дится изготовление фигурных заготовок инструмента и
детален оснастки, а также проковка кубиков для матриц
и пуансонов штампов и пресс-форм.
Здесь же выполняются и все сварочные работы по
изготовлению корпусных детален приспособлений, на-
плавки штампов, пресс-форм и режущих инструментов
металлами и твердыми сплавами, приварка и припайка
хвостовиков, наконечников и режущих пластин к инстру-
ментам.
Этот участок обычно оборудуют пневматическими
молотами разной мощности, нагревательными устрой-
ствами и сварочными установками для дуговой, электро-
шлаковой, индукционной и газопламенной сварки.
Тер м и ч е с к и й у ч а с т о к предназначается для
выполнения всех процессов термической и химикотерми-
ческой обработки деталей оснастки и инструмента, как
в форме, заготовок, так и в окончательно обработанном
виде. Термический участок играет весьма ответственную
роль и поэтому. как правило, бывает изолирован от во-х
остальных участков и служб инструменталытого цеха.
В зависимости от масштабов производства в состав
оборудования участка входят газовые, нефтяные или
электрические naiревательные печи, тигельные печи с
электрообогревом, ванны с электрообогревом для рас-
плавления солей, ванны с водяным обогревом пли
охлаждением закалочных растворов или масла при за-
калке. Участок оснащается аппаратурой для контроля
температур в ваннах н печах и приборами для контро-
ля твердоегн металлов до и после термической обра-
ботки.
У ч а с । о к м с а и в ч е с. к о й о б р а б о т к и выпол-
няет все процессы станочной обработки деталей техноло-
гической оснастки и инструментов. Как правило, этому
участку завод предоставляет наиболее точное и совер-
шенное станочное оборудование.
Особенностью станков пнетрументального цеха яв-
ляется их разнообразие п универсальность. Кроме высо-
коточных универсальных станков общего назначения
7
(юкарных, фрезерных, сзрогальных, шлифовальных,
сверлильных, долбежных и др.) инструментальные цехи
и:,;е:от и специализированные станки, предназначенные
дчя выполнения инслру .шчиальпых работ: киорчпна тио-
расточные, коордипатно-шлифовал иные, опт четкие н ра-
фид ошлифовал иные, фасовво-етрогальпыс, копировяль-
ве-фрезерные, резьбошлифовальные, заточные, токарно-
затыливочиые, гравировальные, а также ст.чнки для
электроискровой, элсктронмнульсной и ультразвуковой
обработки.
§ 2. Кадры инструментального цеха
и организация рабочего места
слесаря по штампам, пресс-формам
и приспособлениям
Обслуживанием оборудования инструментального нро-
и шопетва заняты, как правило, рабочие высокой квали-
фикации. Наименования профессии рабочих в инстру-
ментальных цехах в большинстве своем совпадает с наи-
менованиями рабочих, занятых в цехах основною произ-
водства, по к наименованию профессии добавляется гор-
до звучащее слово и в с т р у м е и т а л ь щ и к (токаръ-ин-
струмснталыцик, шлифпвщшс-инструменталыцик. расточ-
пик-инструментальщик, слссарь-ипстрхмепИльщик, тер-
•шет-пне 1 румептальщик). Рабочие инструментальных
цехов, как правило, имеют более высокую квалн-
ф и к а ц и ю, чем рабочие той же. профессии, занятые
в основном производстве, и отличаются универсально-
стью своих знаний.
Одновременно с этим г. инструментальном производ-
стве имеются в такие специальности, которые не встре-
чаются в механических цехах любого завода. Это тока-
ри-затылоицики, шлифовщики па оптико-шлифовальных
станках, заточник!!, токари-лекальщики, расточники-
коордппатчики, гравировальщики, ультразвуковики, фре-
зеровщики-копировальщики И др.
Мнлюдеталыюсть, универсальность и более высокая
точность инструментального производства требуюi и бо-
лее высокой квалификации запятых в нем рабочих.
Поэтому и средний разряд работающих в инструменталь-
ных вехах на 1 2 разряда выше, чем у работающих в
других цехах машиностроительного завода.
8
Организация рабочего места. Рабочим
местом называется часть производственной площади це-
ха или мастерской, закрепленная за данным рабочим
или бригадой рабочих и оснащенная оборудованием, при-
способлениями, инструментами и материалами, необхо-
димыми для выполнения определенного производствен-
ного задания.
На рабочем моете слесаря но изготовлению штампов,
пресс-форм и приспособлений (рис. 1) находится вер-
стак, па котором он обрабатывает детали, контрольно-
сборочная плита для сборки, разборки, контроля и от-
ладки изделия, а также разметочная плита.
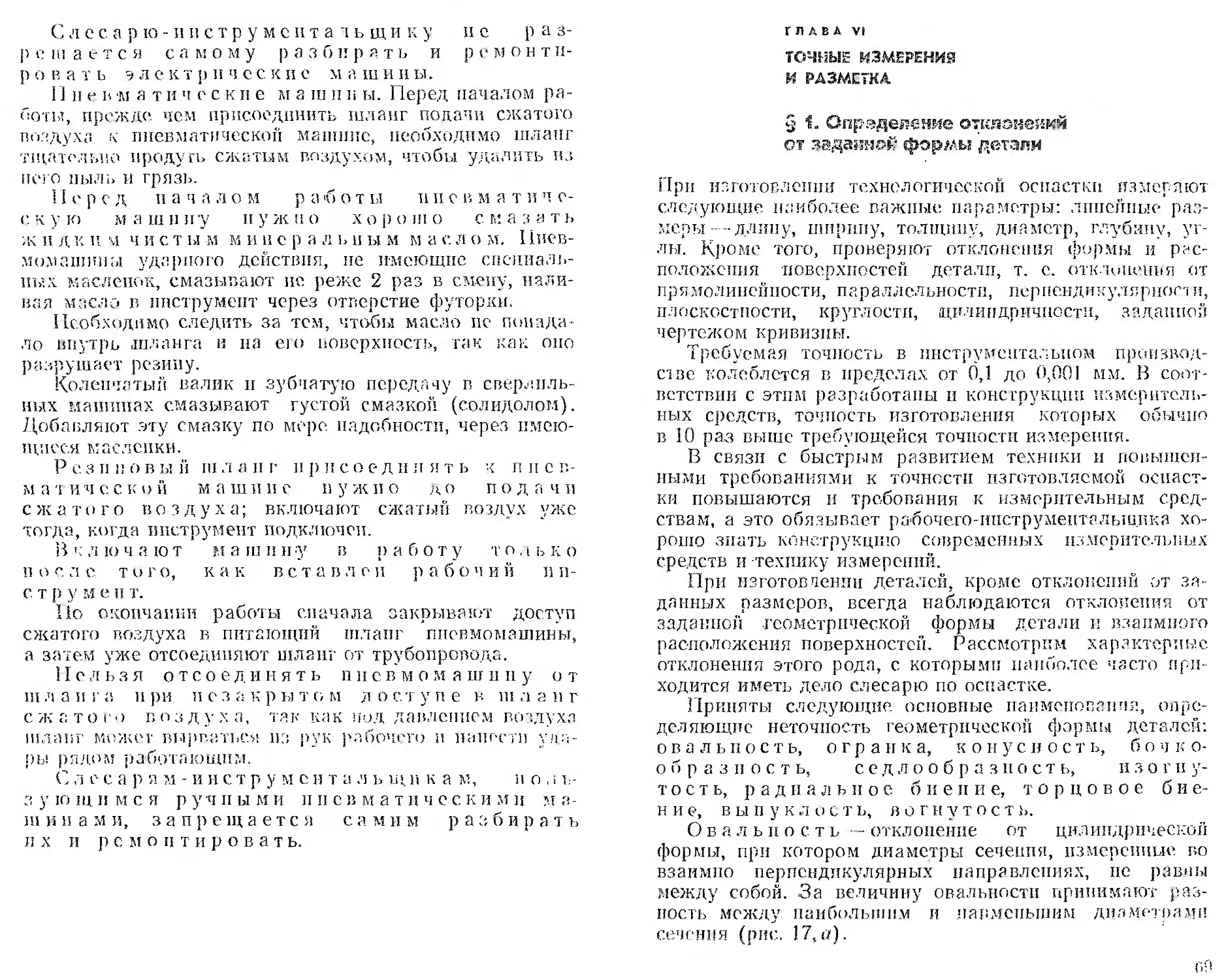
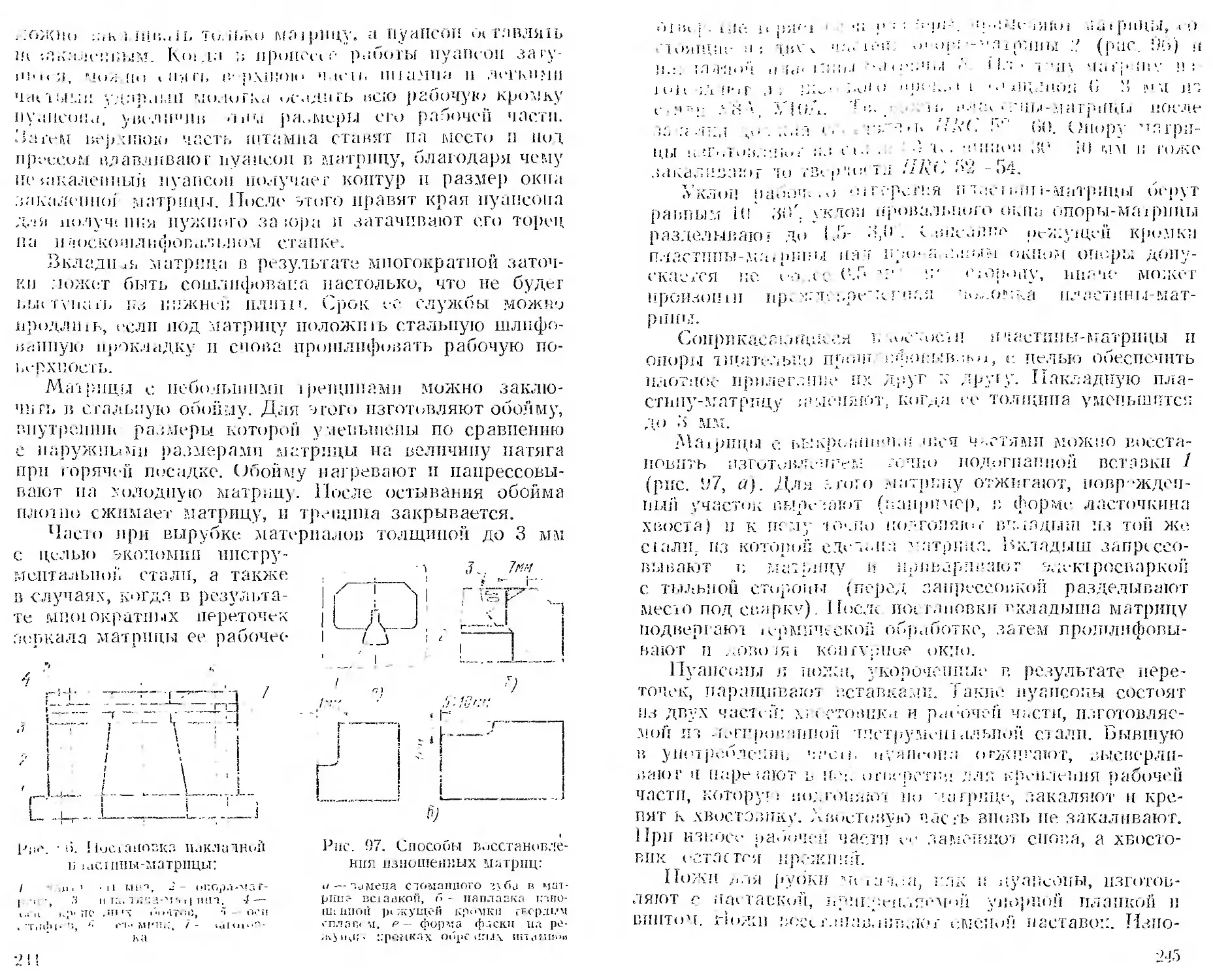
Гис. 1. Оборудование рабочего места:
/ злпшгпая сегка, 2 - настольная лгмпа. /’ - п-чокч мсстпо’тт О'^го-
П’гшп, ? — р'В’.пка тэка повъшкинпй чагнчы ,адя ъачкгр0мсяс'ппв&к»п1
5 - рабочая член, верстака, < -резиновый шланг, 7 -подводка сжа-
того 1юriyа, 5— контрольно сб’-рочная плита, .9- переносная полочка
Л/НГ ПКсГруИ-ЧИОП, ]й - тумба КЫИроЛЬИО-сборочной пли-.ы, 11- крон-
iiiiehH для полочки, 12 - кантукнначеч монпчкпх? призма, /<? — повероч-
ная плита. ;/ - - параъ ельпьч' incsn
К верстаку должны быть подведены: электролиния
переменного тока напряжением 36 В для местного осве-
щения, электролиния переменного тока повышенной ча-
стоты (200 иер/с) для электрифицированных инструмен-
тов, линия питания сжатым воздухом для пневмагиче-
9
ских ипструметнов, продувки деталей и испытания гото-
вых приспособлений.
Верстак должен быть одноместный с. размерами при-
мерно 1400 X 000 мм. Высота верстака вместе с конт-
рольной плитой, размещаемой на нем, должна соответ-
ствовать росту работающего (примерно 850 мм). Поверх-
ность верстака обивают линолеумом (по не. листовой
с.талыо). Слева, под крышкой верстака, расположены
ящики для хранения инструментов, а справа под тиска-
ми - свободное пространство для ног работающего.
Рядом с. верстаком устанавливают прочный и устойчи-
вый табурет с регулируемой высотой сиденья.
Па верстаке устанавливают поворотные параллель-
ные тиски с ручным винтовым зажимом. Тиски с пневма-
тическим приводом для слесарей но изготовлению штам-
пов, пресс-форм п приспособлений неудобны: они нс
дают возможности ощущать и регулировать силу зажи-
ма, а это очень важно при обработке точных и сложных
по форме д-еталей.
Чтобы можно было быстро найти требующийся ин-
струмент, ящики верстака делают выдвижными и осна-
щают съемными лотками, имеющими гнезда, соответ-
ствующие форма инструментов. Любой из этих лотков
можно легко извлечь из ящика и расположит!) па по-
верхности верстака в соответствии с условиями работы.
Выполнение работ по изготовлению сспасткн требует
высокой культуры труда п чистоты па рабочем месте.
Несоблюдение этих условий снижает производитель-
ность труда и способствует появлению брака.
На поверочной плите нс должны выполняться рабо-
ты, не требующие высокой точности. Па пей нельзя вы-
полнять работы, требующие удара, и класть на нее рабо-
чие инструменты, чтобы по поцарапать поверхность
плиты.
Измерительные инструменты .должны храниться в
специальном выдвижном ящике г.ерстака, причем для
каждого инструмента должно быть отведено свое гнездо.
Обрабатываемые и поступившие на сборку детали
должны быть размещены па рабочем месте так, чтобы
слесарю было удобно их брать. Для этого применяют
различные сган.понарвые и нот.вижные подставки и сто-
лики. Стационарные подставки делают чаще всего мпо-
гополочпымп. Их конструкцию п размеры выбирают в
соответствии с габаритами изготовляемой оснастки.
Важное значение имеет правильное освещение места
работы. Свет должен быть .достаточно ярким и падать
па обрабатываемый предмет, а не в глаза работающему.
Лучше всего, чтобы свет был рассеянный н нс создавал
илнкоп, мешающих работать. Однако по соелояте/н.-ствам
работы часто приходится пользоваться и переносной
лампой с шарнирным абажуром.
Дли определения зазора на просвет между обрабаты-
ваемой деталью и измерительным инструментом или
между двумя деталями (например, между матрицей и
пуансоном) используют смотровой фонарь с белым мато-
вым стеклом. Такой фонарь иногда монтируют непосред-
ственно на поверхности верстака.
§ 3. Техника безопасности
на производстве
Под техникой безопасности подразумевается комплекс
мероприятий технического и организационного характе-
ра, направленных на создание безопасных условий труда
и предотвращение несчастных случаев на производ-
стве.
На любом предприятии принимаются меры к тому,
чтобы труд работающих был безопасным, и для осуще-
ствления этих целей выделяются большие средства. На
заводах имеется специальная служба безопасности, под-
чиненная главному инженеру завода, разрабатывающая
мероприятия, которые должны обеспечить рабочем}' без-
опасные условия работы, контролирующая состояние
техники безопасности на производстве и следящая за
тем, чтобы все поступающие на предприятие рабочие
были обучены безопасным приемам работы.
На заводах систематически проводятся мероприятия,
обеспечивающие снижение травматизма п устранение
возможности возникновения несчастных случаев. Меро-
приятия эти сводятся в основном к следующему:
улучшение конструкции действующего оборудования
с целью предохранения работающих от ранений;
устройство новых и улучшение конструкции действую-
щих защитных приспособлений к станкам, машинам и
нагревательным установкам, устраняющим возможность
травматизма;
11
улучшение условии работы: обеспечение досгаiочной
освещенности, хорошей вентиляции, отсосов пыли от
?и-с;- обработки, е.военремешкм' удаление, отходов upon<-
водства, поддержание норма,-плюй темпера гуры в цехах,
па рабочих мостах и у тенлоизлучающпх агрегатов;
устранение возможностей аварий при работе обору-
дования, разрыва шлифовальных кругов, поломки бы-
стровращающпхея дисковых пил, разбрызгивания кис-
лот, взрыва сосудов л магистралей, работающих под
высоким давлением, выброса пламени или расплавлен-
ных металлов и солей из нагревательных устройств, вне-
запного включения электроустановок, поражения элек-
трическим током Ji т. и.;
оргапн.’.овашюе ознакомление всех поступающих па
раблг” с правилами поведения па территории предприя-
тия и основными правилами техники безопасности, систе-
матическое обучение и проверка знания работающими
правил безопасной работы;
обеспечение работающих инструкциями но технике
безопасности, а рабочих, участков плакатами, наглядно
показывающими опасные места на производстве и меры,
предотвращающие несчастные случаи.
Однако в результате пренебрежительного отношения
со стороны самих рабочих к технике безопасности воз-
можны несчастные случаи. Чтобы уберечься от несчаст-
ного случая, нужно изучать правила техники безопасно-
сти и постоянно соблюдать их.
Общие требования техники безопасно-
е т и н а и р о и з в оде т во.
!. При получении новой (незнакомой) работы требо-
вать от мастера дополнительного инструктажа по тех-
нике бе зопасности.
2. При выполнении работы нужно быть вниматель-
ным, не отвлекаться посторонними делами и разговора-
ми и не отвлекать других.
3. На территории завода (во дворе, здании, па подъ-
ездных путях) выполнять следующие правила:
не ходить без надобности по другим цехам пред-
приятия;
быть внимательным к сигналам, подаваемым кранов-
щиками элсктрокраиов и водителями движущегося
транспорта, выполнять их;
обходи 1ь места погрузки и выгрузки и пе находиться
под п.-.двя'пш грузим;
1?:
не проводить в местах, не предназначенных для про-
хоча, не подлезать под стоящий железнодорожный со-
став л не иеребо'-агь путь впереди движущегося транс-
порт а;
не переходи<ь в неустановленных местах через кон-
всперы it рольганги и но подлезать под иих, не заходить
без разрешения за ограждения;
не нрпк.зслться к электрооборудованию, клеммам и
электропроводам, арматуре общего освещения н не от-
крнгать дверон. з лектрошкафов;
нс включать и не останавливать (кроме аварийных
случаев) машин, станков и механизмов, работа па кото-
рых не, поручена тебе администрацией твоего цеха.
4. В случае травмирования или недомогания прекра-
тить работу, известить об этом мастера и обратиться
в медпункт.
IliPi.'e приведены специальные требования безопас-
ности.
Пор е д и а ч а л о м работ ы:
1. Привести порядок свою рабочую одежду: застег-
нуть или обхватить широкой резинкой обшлага рукавов;
заираг.ть одежду так, чтобы не было развевающихся
концов одежды: убрать концы галстука, косынки или
платка; надеть плотно облегающий головной убор и
подобрать под него волосы.
2. Надеть рабочую обувь. Работа в легкой обуви (та-
почках, сандалиях, босоножках) запрещается ввиду воз-
можности ранения ног острой и горячен металлической
стружкой.
3. Внимательно осмотреть рабочее место, привести
его в порядок, убрать все загромождающие и мешающие
работе предметы. Инструмент, приспособления, необхо-
димый материал и детали для работы расположить в
удобном п безопасном для пользования порядке. Убе-
диться в исправности рабочего инструмента и приспо-
соблений.
!. Проверить, чтобы рабочее место было достаточно
освещено и свет не слепил глаза.
5. Пели необходимо пользоваться переносной электри-
ческой лампой, проверить наличие на лампе защитной
сетки, исправности шнура и изоляционной резиновой
трубки. Напряжение переносных электрических светиль-
ников не должно превышать 36 В, что необходимо про-
верить по надписям па щитках и токоприемниках.
13
(5. Убедиться, что на рабочем месте пол в полной
исправности, без выбоин, без скользких поверхностей
и т. и., что вблизи ист оголенных электропроводов и все
опасные места ограждены.
7. При работе с талями или тельферами проверить их
исправность, приподнять груз ни небольшую высоту и
убедиться в надежности тормозов, стропа и цепи.
8. При подъеме и перемещении тяжелых грузов сиг-
налы крановщику должен подавать только одни че.-
ловек.
9. Строповка (запаливание) груза должна быть па-
дежной, чалками (канатами или тросами) соответствую-
щей прочности.
10. Перед установкой крупногабаритных деталей па
плиту или на сборочный стол заранее подбирать уста-
новочные и крепежные приспособления (подставки, мер-
ные. прокладки, угольники, домкраты, прижимные план-
ки, болты п т. д.).
1!. При установке тяжелых деталей выбирать такое
положение, которое позволяет обрабатывать ее с одной
или с меньшим числом установок.
12. Заранее выбрать схему и метод обработки, учесть
удобство смены инструмента и производства замеров.
Во время раб о т ы:
13. При заточке, инструмента на шлифовальных кру-
гах обязательно надеть защитные очки (если при круге
нет защитного экрана). Если имеется защитный экран,
то не отодвигать его в сторону, а использовать для
собственной безопасности. Проверить, хорошо ли уста-
новлен подручник, подвести его возможно ближе к шли-
фовальному кругу, па расстояние 3—4 мм. При заточке
стоять не против круга, а в полуоборот к нему.
14. Следить за исправностью ограждений вращаю-
щихся частей станков, па которых приходится работать.
15. Не удалять стружку руками, а пользоваться про-
волочным крючком.
16. Во всех инструментальных цехах используется
сжатый воздух давлением от 1 до 3 ат. При таком дав-
лении струя воздуха представляет большую опасность.
Поэтому сжатым воздухом надлежит пользоваться с
большой осторожностью, чтобы его струя не попала слу-
чайно в лицо и уши пользующегося им пли работающего
рядим.
14
§ 4. Меры пожарной безопасности
Одним пз условий безопасной работы на предприятии
является соблюдение правил пожарной безопасности.
Возникновение пожаров в инструментальных цехах
возможно по различным причинам: от случайной искры,
попавшей па горючие предметы, неаккуратного обраще-
ния курильщиков с огнем, вследствие короткого замыка-
ния незащищенных изоляцией проводов, неосторожного
обращения работающих с открытым пламенем горелок и
паяльных ламп. Пожар может также возникнуть и от
самовозгорания обтирочных материалов, пропитанных
маслом, керосином или растворителями.
Для предотвращения пожаров работающие в цеху
не должны иметь на своих рабочих местах излишних
запасов горюче-смазочных материалов. Тара с горючими
жидкостями должна быть плотно закрыта с целью пред-
отвращения распространения взрывоопасных паров.
Использованный обтирочный материал нужно собирать
в плотно закрывающиеся металлические ящики, которые
надлежит регулярно удалять из цеха.
Отработанные, масла необходимо сливать в бидоны
с закрывающимися крышками и хранить их па рабочем
месте в количествах, не превышающих суточное накоп-
ление.
При использовании пластмасс необходимо избегать
употребления быстрозагорающпхся веществ (целлулои-
да, гуттаперчи и т. и.), а при обработке текстолита и
гетипакса особенно осторожно оберегать от возгорания
мелкую стружку и пылевидные отходы этих материалов,
так как они пропитаны горючим бакелитовым лаком.
При обработке пластмасс необходима усиленная вен-
тиляция.
При обработке магниевых сплавов мелкая стружка
п пыль магния легко воспламеняются от искр и трепня.
Поэтому обработка магниевых сплавов должна вестись
острозаточениым инструментом с малым трением и ча-
стым удаленном отходов.
Курение и разведение огня внутри цеха категориче-
ски запрещаются, а также запрещается пользование
электронагревательными приборами с. открытой нака-
ляемой спиралью.
Т\агсгорпческп злпрещаегея использовать протпвопо-
15
жарпое. оборудование и инвентарь для целей, нс связан-
ных с тушением пожара или ликвидацией аварий.
В случае загорания изоляции электропроводов или
оборудования прежде всего необходимо выключить по-
дачу электроэнергии к месту возгорания (выключить
рубильник, электровыключатель или снять предохрани-
тели). После этого тушить обычными средствами, т. с
струен вены из огнетушителя пли водяной струей.
При тушении пожара песком или сухой землей рас-
сыпают их топким слоем по всей горящей поверхности,
создавая сплошной покров.
ГЛАВА II
КРАТКИЕ СВЕДЕНИЯ
О НРИЖНЯЕМЫХ МАТЕРИАЛА?
§ 1. Штамповые стали
При изготовлении технологической оснастки использу-
ются специальные стали, многие пз которых обладают
особыми свойствами в отличие от сталей, обычно при-
меняемых в машиностроении.
Наиболее ответственные детали штампов, пресс-форм
п форм для литья металлов под давлением изготовляют-
ся пз углеродистых и легированных инструментальных
сталей определенных марок, выделенных в особую кате-
горию и называемых ш т а м п о вы м п.
Штамповые, стали в свою очередь подразделяются на
три основные группы, а именно:
1 - - штамповые для деформирования металлов в хо-
лодцом состоянии;
2 — штамповые для деформирования металлов в го-
рячо,» состоянии;
3 - штамповые, устойчивые против коррозии.
К каждой пз указанных групп сталей в соответствии
с их назначением предъявляются особые требования,
характеризующие данную группу.
Ш т а ы н о в ы с с т а л и п е р в о й г р у п и ы, пред-
назначенные для изготовления штампов холодной штам-
повки, должны иметь после окончательной термической
обработки высокую твердость па рабочих поверхностях
и режущих кромках, высокую взнососгойкость, необхо-
димее для сохранения формы и размеров рабочих кро-
IG
мок при эксплуатации штампа, высокую прочность как
рабочей кромки, непосредственно воздействующей па
обрабатываемый материал, так и участков штампа, вос-
принимающих наибольшие изгибающие и скручивающие
нагрузки.
Штамповые стали второй группы долж-
ны сохранять повышенные механические свойства при
высоких температурах. Их термически обрабатывают та-
ким образом, чтобы получить большую вязкость при
меньшей твердости сравнительно со сталями других
групп.
Штамповые стали третьей группы при-
меняются для изготовления из них матриц пресс-форм
и форм для литья металлов под давлением. Помимо
свойств сталей второй группы, они должны обладать
устойчивостью против воздействия агрессивных сред--
химически активных пластмасс, агрессивных сплавов
отливаемого металла.
Важнейшее требование, предъявляемое ко всем ви-
дам штамповых сталей, - - сочетание твердости с высо-
кой вязкостью. Штамповые стали должны обладать так-
же О С. О б Ы М И Т <: х и о л о г п ч о с к и м и с в о и с. т в а-
м п, к которым относятся:
хорошая обрабатываемость, т. с. способ-
ность хорошо принимать обработку резанием и обработ-
ку давлением в холодном и горячем состоянии;
хорошая и р о к а л и в а с м о с т ь, т. с. возмож-
ность получить высокую и однородную твердость, рав-
номерную мелкокристаллическую структуру па большую
глубину;
м а л а я ч у в с т в и т с л ь и о с т ь к п с р с г рев у,
т. е. возможность закалки с нагревом в достаточно ши-
роком интервале температур;
м а л а я д с ф о Р м я и, и я и р и те р м и ч с с к о й
о б р а б о т к о;
и е б о л ь ш а я ч у в с т в к т е л ь п о с т ь к о б е з-
у г л е р о ж п в а в и ю при naipene, снижающем твер-
дость iiuBc-pxi:ociнего (рабочею) слоя металла;
х о р о ш а я ш л п ф у с м о с т ь, определяющая высо-
кое качество шлифованной и полированной поверхно-
сти.
С т а л и и п с т р у м е и т а л ь и ы с у г л е р о д ист ы е.
Инетрумеп тельные углеродистые ci алн выпускаются
С содержанием Атерода с/г 0,65% До 1,35% и имеют
J7
следующие 1G марок: У7, У7Л, У8, У8А, У8Г, У8ГА, У9,
У9Л,' У10, У ЮЛ, УН, У ПЛ, У12, У12Л, У13 и У13Л.
Стали марок У12, У12Л, У13 и У13А, имеющие наи-
более высокое содержание углерода и отличающиеся
большой хрупкостью после закалки, при из готов л е-
и и и ш 'г а и и о в и и р е. с с-ф о р м и с п р имению т-
ся. Избегают применять в сталь У9, У9Л, которая при
закалке получает более крупное зерно, имеет большую
склонность к короблению и изменению размеров, а по
прочности и пластичности уступает стали У10, У ЮЛ.
Сталь У11 и У11 А применяется редко.
С точки зрения требований, предъявляемых к сталям,
идущим па изготовление технологической оснастки,
у г л ер о д и с г ы е п и с г р у ме и т а л ь н ы е стали
и м с. ю т ряд с у щ о с т в е н н ы х и е д о с т а т к о в:
низкая износостойкость и красностойкость (при на-
гревании до темпера гуры свыше 250" С сталь теряет
свою твердость);
нссквозная прокаливаемость, вследствие чего твер-
дость в средних слоях закаленных деталей значительно
ниже, чем па поверхности;
склонность к образованию трещин, усадок и значи-
тельных короблений при термообработке;
низкая коррозийная стойкость, особенно при на-
греве.
Вследствие этого углеродистые инструментальные
стали употребляют только для изготовления таких дета-
лей оснастки, которые работают с низкими нагрузками,
а также в тех случаях, когда к конструкции самой осна-
стки нс предъявляется высоких требований.
С т а л и и и с т р у м е и т а л ь и ы е л е г и р о в а п-
н ы е. Легированной называют сталь, в состав которой
наряду со всеми элементами, входящими в углеродистую
сталь, входят еще и специальные добавки, влияющие па
физико-механические и технологические свойства стали.
Легирующие добавки изменяют твердость, прочность,
вязкость, износостойкость, коррозийную стойкость, теп-
лопроводность, коэффициент теплового расширения
и другие свойства металла.
Измспеппс свойств стали в результате легирования
зависит не только от состава и количества легирующих
элементов, но н от характера взаимодействия их с же-
лезом и Углеродом, а также взаимодействия между со-
бой. Особенно сильно ска нявастся влияние, легирующих
элементов на свойства стали в результате ее термиче-
ской обработки.
В сравнении с углеродистыми сталями л о г и р о в а п-
н ы е и п с т р у м с и г а л ь и ы е с т а л и о б л а д а ю т
с л е л у ю щ и м и и р с и м у щ е с т в а м и:
повышенной вязкостью в закаленном состоянии;
более глубокой прокаливаемостыо;
меньшей склонностью к короблению, изменению раз-
меров и трещинам ври закалке;
большей стойкостью против коррозии;
большей износостойкостью и красностойкостью.
Для обозначения марок легированных сталей каждо-
му употребляемому химическому элементу присвоена
соответствующая буква русского алфавита, например:
В - - вольфрам, Г - марганец, К.кобальт, М - молиб-
ден, II — никель, II - фосфор, С -- кремний, Т — ти-
тан, У — углерод, Ф — ванадий, X хром и т. д. Бук-
вой Л в конце марки обозначается сталь высококачест-
венная.
В наименовании марок легированных инструменталь-
ных сталей цифра слеза от буквы показывает среднее
содержание углерода в десятых долях процента. Если
количество углерода превышает 0,9%, то оно не показы-
вается. Цифры после букв показывают содержание леги-
рующего элемента в процентах (содержание в 1 % и ме-
нее не показывается).
II а и р и м е р: 9Х - - сталь инструментальная легиро-
ванная с содержанием углерода 0,9% и хрома 1%.
Х12 --сталь инструментальная легированная с содер-
жанием углерода свыше 0,9% и хрома 12%.
4ХВ2С — сталь инструментальная легированная с со-
держанием иглерода 0,4%, хрома около 1 %, вольфра-
ма 2% и кремния около 1%.
Для изготовления менее ответственных деталей осна-
стки применяются углеродистые конструкци-
онные с т а л и с нормальным и повышенным содержа-
нием марганца. Наиболее часто используются стали ма-
рок: СтЗ, Ст4, Ст5, Стб, 15, 20, 30, 35, 40, 45, 50, 55, 60,
70, 60Г, 65Г.
Для изготовления отдельных видов деталей оснастки
находят применение также легированные кон-
струкционные стали, например: 15Х, 20Х, ЗОХ,
35Х, 40Х, 50Х, ЗОХМ, 35ХМ, 20ХГ, 35X12, 40ХН, 45ХН,
50ХН, 20ХГС, ЗОХГС.
19
§ 2. Чугуны
Для взгогов.чепия (яла Л' laxefi Texno.ioiiiMci's.i.-ii оеиа-
CJKil ПСШЩЬзуГ.НСЯ ОТЛПBXIt ИЗ er-puro 4\T>IKi.
(лккюбность серого чу: visa удерживать в своих корах
С; люку широко используется конструкторами станочных
приспособлений для изготовления детален, работающих
па трепне.
большая износостойкость некоторых марок чугуна
позволяет использовать его для изготовления прижимов,
пуансонов л матриц в вытяжных, формовочных и отбор-
товочных штампах простой формы. Для пуансонов и
матриц вытяжных штампов сложной формы па ряде за-
водов применяют отливки пз чугуна, легированного ни-
келем, хромом и марганцем. При изготовлении некото-
рых конструкций пресс-форм для пластмасс серый чугун
используют на опорные плиты.
Обозначаются литейные чугуны буквами СЧ, за ко-
торыми следуют четыре цифры, разделенные знаком
тире. Первые две цифры означают временное сопротив-
лсине разрыву в кГ/мм2, а вторые, две - предел прочно-
сти при изгибе в кГ/мм'2.
В инструментальном производстве применяются в ос-
новном отливки из серого чугуна марок СЧ 15 -32,
СЧ 22 -44, СЧ 28 -48, СЧ 32 - 52, СЧ 35—5».
§ 3. Твердые сплазы
в штампах
Применение твердых сплавов для изготовления деталей
технологической оснастки обусловлено и.х исключитель-
ной твердостью, а также стойкостью в условиях нагрева
до высоких температур. Кчагодиря высоким технологиче-
ским свойствам и способности некоторых марок твердо-
го сплава сопротивляться, ударам, вибрациям и выкра-
шиванию, твердые сплавы вольфрамокобальтовой груп-
пы получили широкое применение прм изготовлении вы-
садочных штампов для горизонтально-ковочных машин,
ответственных деталей штампов для холодной штампов-
ки, а также некоторых деталей станочных приспособле-
ний, подверженных сильному износу.
Вольфрамокобальтопые твердые, сплавы применяют
в следующих случаях:
20
--для пуансонов и матриц штампов холодной
шташишки, быстропзнапшвающихся деталей приспособ-
лений и деталей станков, работающих на цхшис (центры
и т. п.);
для холодшни/садочных матриц, волочильных
и калибровочных вставок, райо тающих но слали, цвет-
ным металлам и сплавам, бь’строи.шашигшющихся дета-
лей приспособлений, работающих на трение, направляю-
щих, работающих с сильным износом, и т. в.;
BRIO — для деталей высадочных, дыропробивных п
гибочных штампов, работающих в условиях умеренных
нагрузок, волочильных и калибровочных вставок, рабо-
тающих во стали, быстроизнашивающихся детален при-
способлений;
ВК15 — для деталей штампов, работающих при сред-
них ударных нагрузках, высадочного и дыропробивного
инструмента, работающего в условиях; повышенных на-
пряжении, вставок для волоченая прутков и труб из ста-
ли при повышенных обжатиях;
ВК20 и ВК25 — для детален штампов, работающих
при больших ударных uaipysKax.
Для армирования рабочих частей штампов (пуансо-
нов, матриц) применяются твердые сплавы, выполнен-
ные в виде брусков, пластин, дисков соответствующих
размеров.
Изготовляются также литые твердые сплавы, выпу-
скаемые. в виде прутков диаметром б 7 мм и длиной
400—450 мм. Они предназначаются для наплавки с по-
мощью ацетилспо-кпслородпого пламени на поверхности
быстропзпашивающпхся деталей штампов и режущего
инструмента.
К этой группе относятся: стеллиты, основой которых
служат хром, вольфрам и кобальт, и стеллитоподоб-
ные — сормайт J\b 1, сормайт № 2, основой которых явля-
ются хром, никель и железо.
§ 4. Абразивы
и доводочные пасты
Применяющиеся в инструментальном производстве аб-
разивные материалы делятся шт твердые и мягкие.
К т в е р д ы м а б р а з и в н ы м м а т с р и а л а м от-
носят дробленые минералы естественного или искус-
21
ствепши о происхождения, имеющие кристаллическую
структуру п обладающие высокой твердостью. Их приме-
няют для снятия значительного слоя металла при довод-
ке. в размер и при подготовке поверхности деталей к по-
лированию.
Для доводочных работ применяют шлпфпорошки п
микропорошки или приготовленные из mix пасты, а для
полирования-• только пасты.
Мягкие абразивные, материалы применя-
ются при окончательной отделке рабочих поверхностен
оснастки. Используются полирующие материалы есте-
ственного н искусственного происхождения.
К естественным полируют,им материалам относятся
крокус, мел, тальк, венская известь, трепел, диатомит,
каолин; к искусственным- -окиси хрома, железа и алю-
миния.
Мягкие абразивные, материалы используются для
доводки и полирования преимущественно в виде паст,
которые, наносят на поверхности притиров или сопрягае-
мых детален.
С в я з кп и а с г. В качестве, связок при из!отоплении
паст используются воск, стеарин, парафин, олеиновая
кислота, расщепленный жир, касторовое масло, керосин
и бензин. В отдельных случаях применяют скипидар,
рыбий жир, обезвоженное говяжье или свиное сало, ка-
нифоль и невысыхающие растительные масла.
Особенно широкое распространение получили пасты,
разработанные Ленинградским государственным оптиче-
ским институтом (ГОИ). Особенностью этих паст яв-
ляется содержание компонентов, оказывающих химиче-
ское воздействие па поверхностные слои обрабатываемо-
го металла, образующих на нем тончайшую пленку окпе-
лов, которая затем легко удаляется абразивными
зернами.
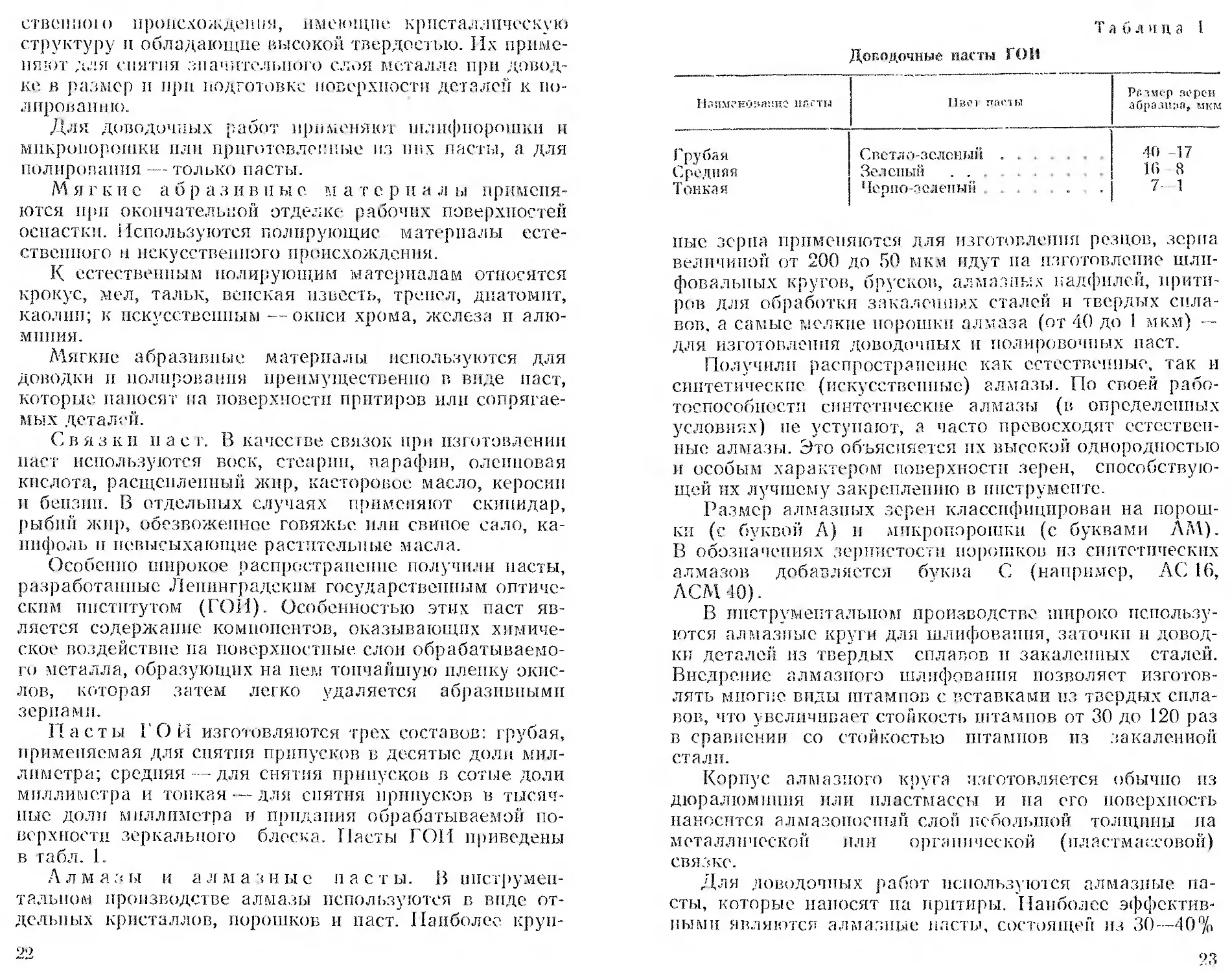
Пасты ГОН изготовляются трех составов: грубая,
применяемая для снятия припусков в десятые доли мил-
лиметра; средняя — для снятия припусков в сотые доли
миллиметра и топкая-—для снятия припусков в тысяч-
ные доли миллиметра и придания обрабатываемой по-
верхности зеркального блеска. Пасты ГОИ приведены
в габл. 1.
Алмазы и алмазные пасты. В инструмен-
тальном производстве алмазы используются в виде от-
дельных кристаллов, порошков и паст. Наиболее круп-
11 и ИМ? Ей: 411 !И0 Нс Г ТЫ
Грубая
Средняя
Тонкая
Тл 6 лица I
Доводочные насты ГОИ
Паси пасты
Размер зорен
аСразиза, мкм
Светло-зеленый ...
Зеленый . .
Черно-зеленый
10 -17
1G 8
7- 1
пые зерна применяются для изготовления резцов, зерна
величиной от 200 до 50 мкм идут па изготовление шли-
фовальных кругов, брусков, алмазных надфилей, прити-
ров для обработки закаленных сталей и твердых спла-
вов, а самые мелкие порошки алмаза (от 40 до 1 мкм) --
для изготовления доводочных и полировочных паст.
Получили распространение как естественные, так и
синтетические (искусственные) алмазы. По своей рабо-
тоспособности синтетические алмазы (в определенных
условиях) не уступают, а часто превосходят естествен-
ные алмазы. Это объясняется их высокой однородностью
и особым характером поверхности зерен, способствую-
щей их лучшему закреплению в инструменте.
Размер алмазных зерен классифицирован на порош-
ки (с буквой А) и микропорошки (с буквами ЛМ).
В обозначениях .зернистости порошков из синтетических
алмазов добавляется буква С (например, АС 16,
АСМ 40).
В инструментальном производстве широко использу-
ются алмазные круги для шлифования, заточки и довод-
ки деталей из твердых сплавов и закаленных сталей.
Внедрение алмазного шлифования позволяет изготов-
лять многие виды штампов с вставками из твердых спла-
вов, что увеличивает стойкость штампов от 30 до 120 раз
в сравнении со стойкостью штампов пз закаленной
стали.
Корпус алмазного круга изготовляется обычно пз
дюралюминия или пластмассы и па его поверхность
наносится алмазоносный слой небольшой толщины па
металлической или органической (пластмассовой)
связке.
Для доводочных работ используются алмазные па-
сты, которые наносят па притиры. Наиболее эффектив-
ными являются алмазные насты, состоящей из 30—40%
23
(но массе) алмазного порошка и 70 60% оливкового
или касторового масла.
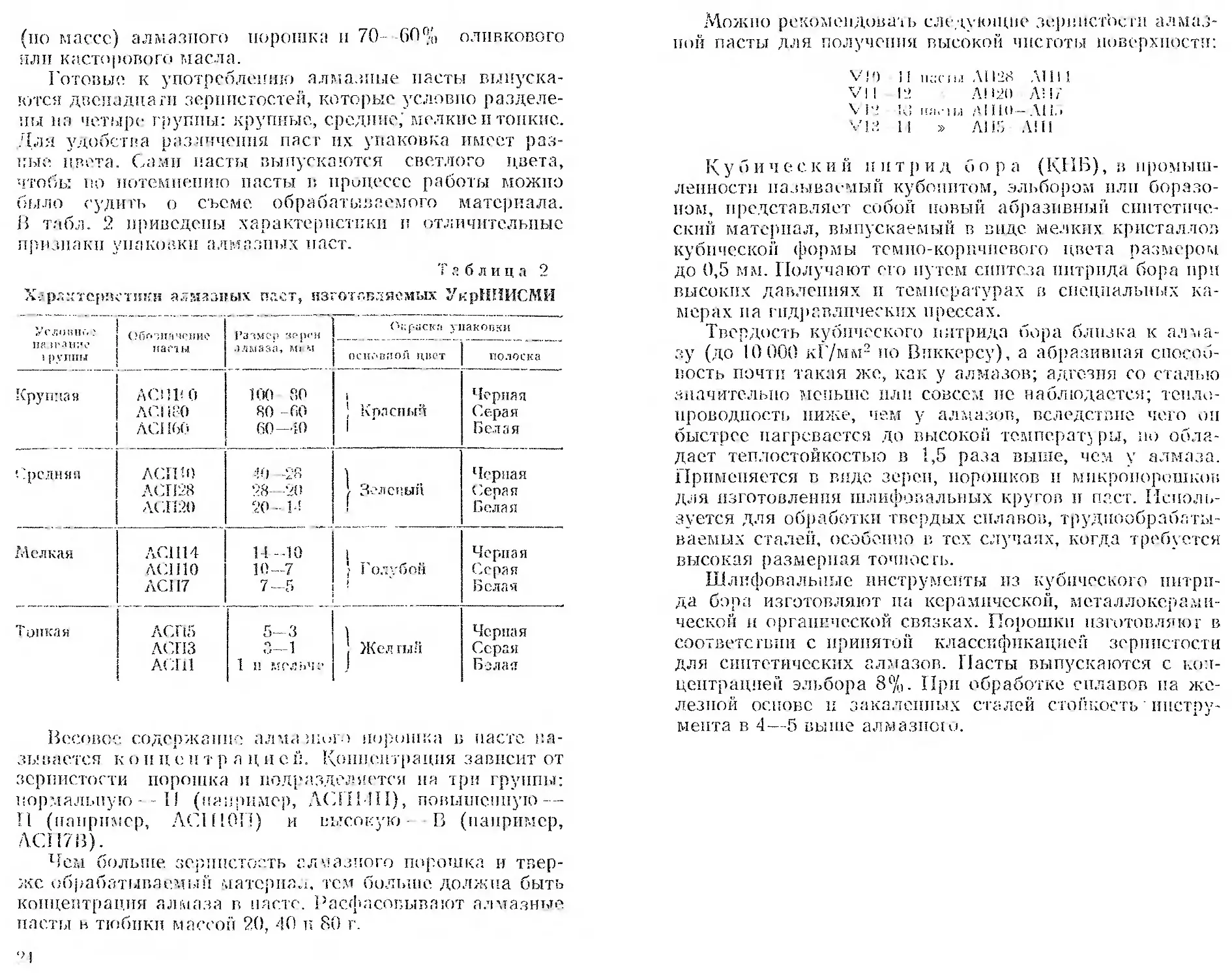
Готовые к употреблению алмазные пасты выпуска-
ются двенадцати зернистостей, которые условно разделе-
ны мл четыре группы: крупные, средние,' мелкие и топкие.
Дли удобства различения пас г их упаковка имеет раз-
ные цвета. Сами насты выпускаются светлого цвета,
чтобы но потемнению пасты в процессе работы можно
было судить о съеме, обрабатываемого материала.
В табл. 2 приведены характеристики 1! отличительные
признаки упаковки алмазных паст.
Т г б л и ц а 2
Х-;рлхтерпсти«и алмазных паст, изготг.вляемых УкрНПИСМИ
Ж,;.,.,,,.. Об гп ПО чо пне 1’3'5 МОР ЧО рои раскп yi гакопки
па I рулим папы ллмзза, мьч осиовпоп цвет полоска
Крупная AC!IP 0 AC.I ii’0 ACi 160 НЮ 80 80 -60 60-40 ! Кплсш.й 1 ‘ Черная Серая Белая
Срепная ДСП И) ДСГ128 АСП20 -Ю -28 28- -20 20 -И | Зеленый Черная Серая Белая
Мелкая АСИИ ACII10 АС 117 И -10 10 7 7—5 1 ; Голубой Черпая Серая о ела я
Топкая АСГ15 АСПЗ АСГ11 5-3 3-1 1 п мельч? j Желтый Черпая Серая Белая
Весовое содержание алма июгл порошка в пасте, на-
зывается к о и и с п т р а ц и с й. Концентрация зависит от
зернистости порошка и подразделяется на три группы:
нормальную - -II (например, АСП1-1П), повышенную—-
II (например, АСН10П) и высокую- В (например,
AC! 17В).
Чем больше, зернистость алмазного порошка и твер-
же обрабатываегтып материли. гем больше должна быть
концентрация алмаза в насте. Расфасовывают алмазные
пасты в тюбики массой 20, 40 к 80 г.
Можно рекомендовать следующие зернистости алмаз-
ной пасты для получения высокой чистоты поверхности:
V!') н ц;,со,1 ЛН28 ЛИН
VII I-- Л! 120 ЛИ/
v 1ч w iiii.-iu л I но— At 1.»
via 11 » Л1)5 Л! и
Кубический нитрид бора (1\НБ), в промыш-
ленности называемый кубонитом, эльбором или боразо-
ном, представляет собой новый абразивный синтетиче-
ский материал, выпускаемый в виде мелких кристаллов
кубической формы темно-коричневого цвета размером
до 0,5 мм. Получают ого путем синтеза нитрида бора при
высоких давлениях и температурах в специальных ка-
мерах па гидравлических прессах.
Твердость кубического нитрида бора близка к алма-
зу (до 10 000 кР/мм2 по Виккерсу), а абразивная способ-
ность почти такая же, как у алмазов; адгезия со сталью
значительно меньше, или совсем не наблюдается; тепло-
проводность ниже, чем у алмазов, вследствие чего он
быстрее нагревается до высокой температ} ры, ио обла-
дает теплостойкостью в 1,5 раза выше, чем у алмаза.
Применяется в виде зерен, порошков и микропорошков
для изготовления шлифовальных кругов и паст. Исполь-
зуется для обработки твердых силанов, труднообрабаты-
ваемых сталей, особенно в тех случаях, когда требуется
высокая размерная точность.
Шлифовальные инструменты из кубического нитри-
да бэра изготовляют па керамической, металлокерами-
ческой и органической связках. Порошки изготовляют в
соответствии с принятой классификацией зернистости
для синтетических алмазов. Пасты выпускаются с кон-
центрацией эльбора 8%. При обработке сплавов на же-
лезной основе н закаленных сталей стойкость' инстру-
мента в 4—5 выше алмазною.
I Л Л Ь A Hi
ТЕРМИЧЕСКАЯ ОБРАБОТКА
ШТАМПОВЫХ СТАЛЕЙ
§ 1. Проковка стальных заготовок
деталей оснастки
В процессе. прокатки-вытяжки слитков металла на ме-
таллургическом заводе в стали остаются внутренние на-
пряжения, неравномерность структуры, пеблагоприягное
распределение волокон. Для повышения плотности ме-
талла и улучшения сто структуры стальные заготовки,
идущие па изготовление ответственных детален штампов
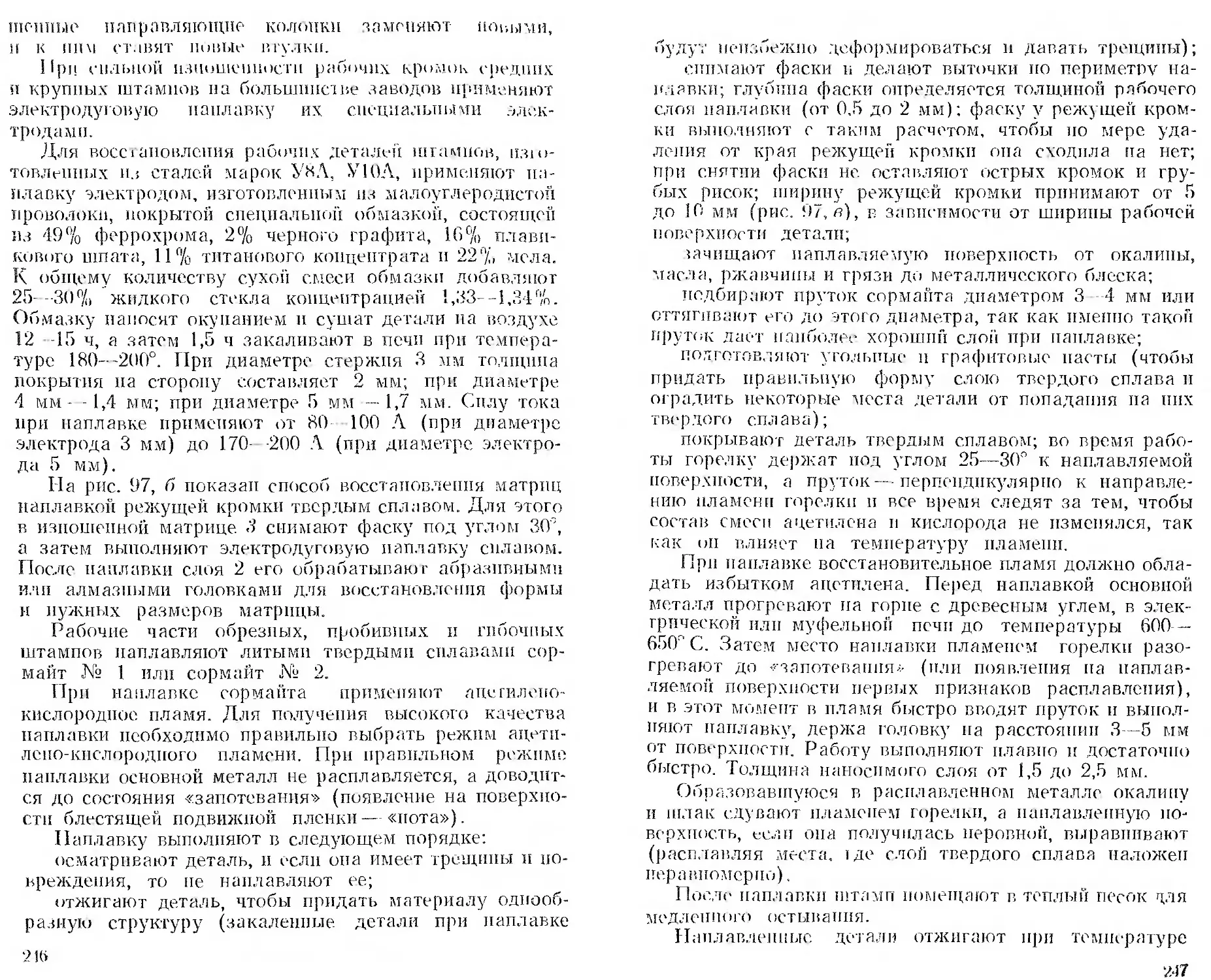
и пресс-форм (матриц, пуансонов), подвергают проковке.
Проковка выражается в многократной (до 5 6 раз)
осадке и вытяжке заготовки, нагретой до строго опреде-
ленной температуры. Деталь, изготовленная из проко-
ванной заготовки, имеет стойкость, до двух раз превы-
шающую стойкость такой же детали, сделанной из
ненрокованпого металла.
При ковке инструментальных сталей (как углероди-
стых, так п легированных) ввиду их плохой теплопро-
водности особенно важно соблюдать температуру н вы-
держку предварительного и окончательного нагрева.
Предварительный нагрев производят в две ступени: до
650° С и затем до 850° С с продолжительностью выдерж-
ки, соответствующей сечению .заготовки. После этого
производят окончательный нагрев до температуры, соот-
ветствующей режиму ковки данной марки стали. После
окончания ковки заготовки из углеродистой инструмен-
тальной стали подвергают послековочному охлаждению
в печи при температуре от 700° С с постепенным охлаж-
дением вместе с печью (можно и в ящике с песком или
просеянным шлаком).
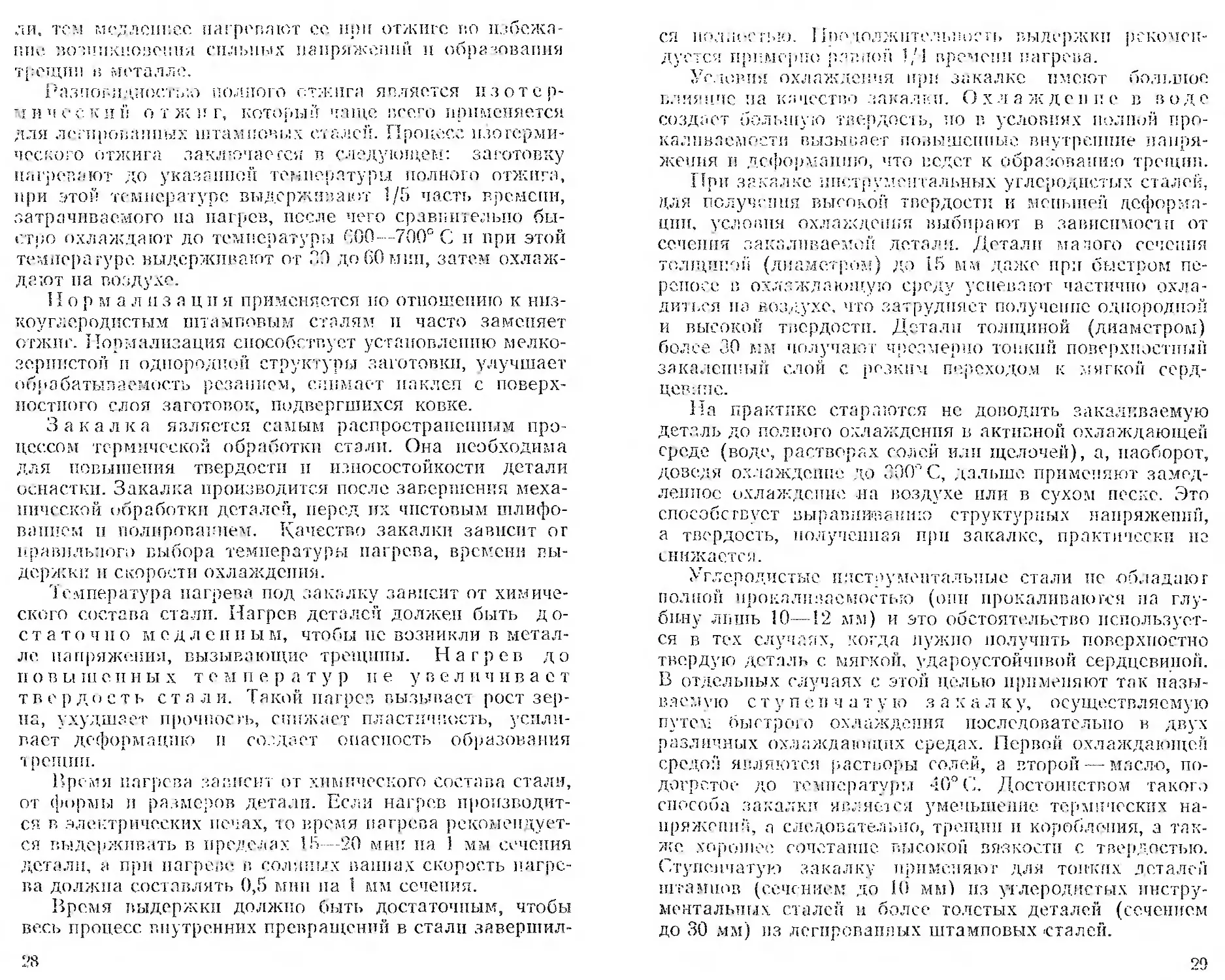
Проковка должна производиться с осадкой заютовкп
не менее чем на 1/2 ее первоначальной высоты (рис. 2).
После проковки заготовки из легированных сталей, во
избежание. иодкаливапня, медленно охтаждают до
400—250° С пли сразу же передают па отжиг в термиче-
скую печь.
Направление волокон штамповых заготовок прямо-
угольного сечения должно совпадать с длиной isiотовкп,
т. е. с. направлением вытяжки при ковке.
Штамповые заготовки поступают па механическую
2G
обработку после их полного отжига по режимам, соот-
ветствующим марке, стали.
3 заготовке не должно быть трепцы, законов, вмятин,
заусениц и других поверхностных пороков.
Рис. 2. 1 ихнологические переходы при ковке '.аготовок:
инояыя i.iioiousd, о >салка на г.мсоты, в- пшмкя на
K'-a;rp ir, <- - -ta.ic.iKa па крчг
§ 2. Особенности термической обработки
деталей штампов и пресс-форм
Основными видами термической обработки, применяе-
мыми при изготовлении деталей оснастки, являются от-
жиг, нормализация, закалка и отпуск.
Отжиг состоит в птрсвс стали до заданной темпе-
ратуры, выдержке, при этой температуре до окончания
перекристаллизации и медленном охлаждении. В зави-
симости от того, какую цель преследует отжиг и над ка-
кой маркой стали он проводится, устанавливают различ-
ные. его режимы - температуру нагрева, время выдерж-
ки, скорость охлаждения.
При всех видах отжига нельзя допускать перегрев
и пережог стали.
Перегрев стали - брак исправимый: образовав-
шуюся крупнозернист} ю структуру при перегреве можно
исправить повторным отжигом.
Пережог стали — брак неисправимый, так как
сильно окисленные траппцы кристаллических зо*яеи те-
ряют связь и деталь легко разрушается, особенно на
острых ребрах детали.
f I о р м а л ь н а я и р о д о л ж и т с. л ь п ость п а г р е-
ва инструментальных сталей при отжиге
от 30 до 60 мин н а каждые 25 мм толщины и з-
д е л и я. Чем больше углерода и других примесей в ста-
27
ли, том медленнее нагревают се. нрп отжиге во избежа-
ние. зо'шикновоиия сильных напряжений и обра-ювапия
трещин в металле.
Разновидностью полного отжига является изотер-
мический о т ж и г, который чаще песто применяется
для легированных штамповых сталей. Прокосе изотерми-
ческого отжига заключается в следующем: заготовку
нагревают до указанной температуры полного отжига,
при этой температуре выдерживают 1/5 часть времени,
затрачиваемого на нагрев, после чего сравнительно бы-
стро охлаждают до температуры ООО-.700° С и при этой
темпера гуре, выдерживают от ЗЭ до 60 мин, затем охлаж-
дают па воздухе.
Пор м а л и з а ц и я применяется iro отношению к низ-
коуглероднетым штамповым сталям и часто заменяет
отжиг. Нормализация способствует установлению мелко-
зернистой и однородной структуры заготовки, улучшает
обрабатынаемость резанном, снимает наклеп с поверх-
ностного слоя заготовок’, подвергшихся ковке.
Закалка является самым распространенным про-
цессом термической обработки стали. Она необходима
для повышения твердости и износостойкости детали
оснастки. Закалка производится после завершения меха-
нической обработки деталей, перед их чистовым шлифо-
ванием и полированием. Качество закалки зависит ог
правильного выбора температуры нагрева, времени вы-
держки и скорости охлаждения.
Температура нагрева под закалку зависит от химиче-
ского состава стали. Нагрев деталей должен быть до-
стал о ч и о м е д л е п и ы м, чтобы не возникли в метал-
ле. напряжения, вызывающие трещины. Нагрев до
повышенных температур не увеличивает
твердость стали. Такой нагрев вызывает рост зер-
на, ухудшает прочность, снижает пластичность, усили-
вает деформацию и создаст опасность образования
трешии.
Время нагрева зависит от химического состава стали,
от формы и размеров детали. Если нагрев производит-
ся в электрических печах, то время нагрева рекомендует-
ся выдерживать в предо..'!ах 15-20 мин па 1 мм сечения
детали, а при нагреве, в соляных ваннах скорость нагре-
ва должна составлять 0,5 мни па 1 мм сечения.
Время выдержки должно быть достаточным, чтобы
весь процесс, внутренних превращений в стали завершил-
СЯ НОЛШ-СГЬЮ. 1 )ПОТОЛ?КПТС.’1ЫН)СГ!> ВЫЛерЖКП рСКОНСП-
дуется примерно ртшоп 1/1 времени нагрева.
Условии охлаждения при закалке имеют большое
влияние па качество закалки. О х л а ж д о в и е в в о д с
создаст большую твердость, ио г. условиях полной про-
калпвасмости вызывает повышенные внутренние напря-
жения и деформацию, нто ведет к образованию трещин.
При закалке инструментальных углеродисты:? сталей,
ДЛЯ получения высокой твердости и меньшей деформа-
ции, условия охлаждения выбирают в зависимости от
сечении закаливаемой летали. Детали мятого сечения
толщиной (диаметром) да 15 мм лаже при быстром пе-
реносе в охлаждающую среду успевают частично охла-
диться па воздухе. что .затрудняет получение однородной
и высокой твердости. Детали толщиной (диаметром)
более 30 мм получают чрезмерно тонкий поверхностный
закаленный слой с резким переходом к мягкой серд-
ЦСВ:1ЯС.
Па практике стараются нс доводить закаливаемую
деталь до полного охлаждения в активной охлаждающей
среде (воде, растворах солей или щелочей), а, наоборот,
доведя охлаждение до 030° С, дальше применяют замед-
ленное охлаждение па воздухе или в сухом песке. Это
способе гвуст выравниванию структурных напряжений,
а твердость, полученная при закалке, практически не
СН И Жс1 СТС * I.
Углеродистые инструментальные стали не обладают
полной ирокализаемостыо (они прокаливаются на глу-
бину лишь 10—12 мм) и это обстоятельство использует-
ся в тех случаях, когда нужно получить поверхностно
твердую деталь с. мягкой, удароустойчпвой сердцевиной.
В отдельных случаях с этой целью применяют так назы-
ваемую ступенчатую закалку, осуществляемую
путем быстрою охлаждения последовательно в двух
различных охлаждающих средах. Первой охлаждающей
средой являются растворы солей, а второй — масло, по-
догретое до температуры 40° С. Достоинством такого
способа закалки является уменьшение термических на-
пряжений, а следовательно, трещин и коробления, а так-
же хорошее сочетание высокой вязкости с тЯ^рд остыо.
Ступенчатую закалку применяют для топких детален
штампов (сечением до 10 ми) из углеродистых инстру-
ментальных сталей и более толстых деталей (сечением
до 30 мм) из легированных штамповых сталей.
29
Наиболее .энергичной закаливающей (охлаждающей)
средой являелся холодная вода. Повышение температу-
ры воды или масла уменьшает скорость охлаждения и
ослабляет закаливающее влияние жидкости. Поэтому
очень важно поддерживать постоянную температуру
охлаждающей жидкости. Для этого закалку проводят
в проточной воде или ваннах, жидкость которых охлаж-
дается при помощи змеевиков с проточной холодной
.водой.
Отпуск. Является завершающей операцией терми-
ческой обработки деталей оснастки. Рекомендуется про-
изводить отпуск непосредственно вслед за закалкой,
пока закаленный металл не. разрушен напряжениями,
возникшими при закалке.
Различают три вида отпуска: низкий, средний и вы-
сокий.
11 и з к и й о т и у с к производится с целью снятия
напряжений в закаленной детали. Он почти пс оказывает
влияния па твердость стали, структура ее. остается не-
изменной. Нагрев детали производят медленно до тем-
пературы 150- 250° С и так же медленно охлаждают.
С р е д и и и о т п у с. к имеет целью снятие напряжений
и получение. более, вязкой структуры в стали. Нагрев за-
каленных деталей производят в интервале 250—450° С.
Сталь после такого отпуска несколько теряет свою твер-
дость, 'Но получает более высокие механические свой-
ства.
Высокий отпуск осуществляют нагревом зака-
ленной детали до 500 -650°С, при этом почти полностью
снимаются внутренние напряжения и улучшается струк-
тура кристаллов в металле. Однако твердость закалки
значительно снижается, особенно для углеродистых ин-
струментальных сталей.
Двойная термическая обработка, заключающаяся
в закалке стали и ее последующем высоком отпуске, но-
си г название у л у ч ш е и и я.
В процессе отпуска важно добиться заданной темпе-
ратуры и обеспечить выдержку при ней. Продолжитель-
ность процесса 30 -60 мни. Скорость охлаждения после
отпуска существенного значения не имеет. Лишь для
некоторых марок легированных сталей, у которых наблю-
дается отпускная хрупкость (снижение ударной вязкости
после, отпуска), применяют ускоренное охлаждение, в во-
де или в масле.
зо
Старение представляет собой процесс снятия на-
пряжений в металле, возникших в результате механиче-
ской обработки. Оно заключается в медленном нагреве
до низких температур (120- 160" С) и выдержке при
этих температурах. Применяется старение преимущест-
венно после чернового шлифования при изготовлении
деталей, подверженных деформации (топкие, пуансоны,
пластины матриц штампов).
§ 3. Химико-термическая обработка
деталей оснастки
Химико-термическая обработка детален штампов и
пресс-форм заключается в изменении химического соста-
ва поверхностного слоя металла готовых деталей с.
целью повышения его твердости или придания антикор-
розионной стойкости.
Различные методы химико-термической обработки
позволяют насыщать поверхностный слон металла угле-
родом, азотом, хромом, алюминием и другими метал-
лами.
Процесс химико-термической обработки заключается
в нагреве стали, выдержке при этой температуре в на-
сыщающей среде и медленном охлаждении. В произ-
водстве деталей оснастки применяются следующие виды
химико-термической обработки: и. е м е и т а ц и я, азо т и*
р о в а и п е, а л и т и р о в а п п е. и д и ф ф у з и о и н о е
х р о м и р о в а и и с.
Цементация деталей оснастки возможна с по-
мощью твердых, газообразных и жидких карбюризато-
ров, но наиболее распространенным способом является
цементация твердыми карбюризаторами. Детали поме-
щают в ящик из жаростойкой стали и засыпают толче-
ным древесным углем в смеси с добавками, ускоряющи-
ми процесс цементации (например, 75% угля, 15%
углекислого бария, 5% углекислого кальция, 1% угле-
кислого натрия и 4% мазута). Карбюризатор утрамбо-
вывают. Расстояние между деталями, уложенными
в ящик, должно быть 25—40 мм. Цементационный ящик
плотно закрывают, обмазывают щели глиной и по вы-
сыхании ее ставят .в закалочную печь, нагретую до
700°С. Затем температуру печи поднимают до 920—
940е'С, при эюй температуре, выдерживают из расчета
31
i чае ла каждые 0,1 м.м желаемой iдубины нау глерожем-
пого слоя. Глубина иомен гании, выполняемой таким спо-
собом, доспиаег 3 мм.
Д.ЛЯ проверки Качества ЦеМгНГаШШ нноп; .вместе
с цементуемыми деталями лалывлюг ооращы (-ег.ц-
детелн:'), изготовленные из той Же стали, которые затем
подвергают иеныгаипям.
Как правило, после цементации детали подвергают
закалке, одним из следующих способов: закалка раска-
ленной детали, взятой непосредственно из цементацион-
ного ящика; охлаждение до галс '-'; в ящике, повторный
нагрев их в печи до 760—780°С и закалка в воде или
масле; двойная закалка-нагрев охлажденных в ящике
деталей до 600—650’’С, охлаждение их вместе с печыо,
повторный нагрев до 900” С с закалкой в масле, снова
нагрев до 780°С н закалка в воде.
При изготовлении штампов цементации подвергают
шшравлающис колонки, направляющие зтулки, держав-
ки для быстросменных пуансонов и другие детали, изго-
товленные из сталей 15, 20 и 30.
Л л и т и р о в а н и е --насыщение поверхностного слоя
стали алюминием. Применяется для повышения стой-
кости деталей оснастки, работающих при нагреве ди
значительных температур. В результате алитирования
сталь .приобретает жаропрочность. Этот метод исполь-
зуется при изготовлении форм для литья под давле-
нием.
Д и ф ф уз и оннос х р о м п :> о в а в и е представля-
ет собой насыщение поверхностного слоя стали хромом.
Применяется оно для повышения твердости, износостой-
кости и коррозийной стойкости особо ответственных де-
талей форм для литься под давлением.
А з о т и р о в а и в е — насыщение поверхности слоя
стали азотом при температуре 480—620°С в течение
10—60 ч. Азотированный слой достигает глубины 0,5—
0,8 мм и твердости до I1RC68 -70. При этом приобре-
таемая твердость сохраняется даже при нагреве, до
550° С. После азотирования детали нс тре-
буют последующей термической обработ-
ки, не д е ф о р м и р у ю т с я и п о л у ч а ю т в ы е оку го
к о р р о з и о н н у ю с т о и к о с т ь.
Азотированию подвергают в основном рабочие дета-
ли вытяжных, гибочных и формовочных штампов, изго-
товленные из легированных инструментальных сталей,
содержащих хром, молибден, ванадии. Эти металлы лег-
ко образуют с азотом твердые хпмп-ческие соединения.
Процесс азотирования происходи г саед.ующим обра
зом. Детали загружают в плотно закрывающийся му-
фель, который помещают в электрическую печь. Но
трубке в муфель подают аммиак (N1I3), предварительно
пропущенный через поглотитель влаги. Температуру
в печи поднимают до 500- 600°С. При этих температу-
рах аммиак диссоциирует (разлагается) на азот и водо-
род и образовавшийся атомарный азот поглощается
поверхностными слоями металла деталей.
Насыщение стали азогом при обычных условиях азо-
тирования протекает чрезвычайно медленно (во много
раз медленнее диффузии углерода при цементации ста-
ли). Для образования азотированного слоя глубиной
0,1 мм требуется ориентировочно около 10 часов. Поэто-
му для ускорения процесса азотирования используют
двухступенчатый нагрев: детали выдерживают сначала
при температуре 510--520° С, а затем нагревают до
550- 600° С и выдерживают при этой температуре, от 8 до
20 ч, ® зависимости от глубины слоя. При двухступен-
чатом нагреве общая продолжительность азотирования
сокращается в 1,5—2 раза.
По окончании азотирования детали медленно (со
скоростью 200—300° С в час) охлаждают до температу-
ры 200—250° С для того, чтобы в металле не осталось
внутренних напряжений. Охлаждение, как и нагрев, про-
изводят в закрытой печи .в атмосфере аммиака во из-
бежание окисления поверхности металла.
Если необходимо азотировать только часть поверх-
ности детали, то места, не подлежащие азотированию,
покрывают гальваническим способом слоем олова. Оло-
во должно быть нанесено тонким слоем 10—15 мкм.
Азотированию подвергают не всякую сталь. Посколь-
ку требуется высокая и устойчивая твердость поверх-
ностного слоя стали, то азотирование к углеро-
д и с т о й и н с т р у м е н т а л ь и ой стал и не пр и м е-
н я ст с я. Это объясняется тем, что железо с азотом дает
очень непрочные, легко распадающиеся ври нагреве
нитриды. Наиболее часто азотируют рабочие детали ги-
бочных, вытяжных и формовочных штампов, изготовлен-
ные из легированных сталей марок Х12, Х12М, Х12Ф1,
7X3, 4ХВ2С.
2 Владимиров В. М. 3.?
.Азотирование обычно выполняют па завершающей
стадии обработки деталей. После пего выполняются
лишь чистовое шлифование и полирование рабочих по-
верхностей. Если к деталям оснастки применяется тер-
мообработка, то ее выполняют обязательно до азотиро-
вания, причем температура отпуска должна
б ы т ь в ы ш е т о м и с р а т у р ы азо т и р о в а н и я,
иначе при азотировании деталь может получить деформа-
цию. Для деталей, подвергающихся перед азотировани-
ем высокому отпуску, температура азотирования нс
должна превышать 650”С.
При антикоррозионном азотировании форм для литья
под давлением, осуществляемом обычно на небольшую
глубину (до 0,04 мм), применяют ускоренные режимы.
Опп состоят в использовании более высоких температур
нагрева (до 700—850" С) и значительно меньшего вре-
мени выдержки.
Если кроме антикоррозионного азотирования необхо-
дима еще. и закалка, то ее выполняют непосредственно
вслед за азотированием: после выдержки при температу-
ре азотирования деталь закаливают в воде или масле
и затем отпускают.
§ 4. Термическая обработка
деталей из чугуна
Многие корпусные детали станочных приспособлений,
а в ряде случаев пуансоны и матрицы вытяжных штам-
пов для холодной штамповки изготовляют из чугуна.
Чтобы спять внутренние напряжения, вызывающие
коробление, и стабилизировать размеры чугунных отли-
вок, к ним применяют низкотемпературный отжиг. Для
этого чугунные отливки укладывают в холодную печь
(пли печь с температурой 100—200° С) и вместе с ней
медленно, со скоростью 75-—100° С в час, нагревают до
500--550° С; при этой температуре отливки выдерживают
3 - 5 ч, затем охлаждают до 200° С со скоростью 30—
50° С в час и окончательно охлаждают на воздухе.
Для повышения ударной взякости и износоустойчи-
вости поверхностных слоев чугуна применяют закалку
с отпуском. Нагрев под закалку производят до темпера-
туры 850—900° С и охлаждают детали в воде. Твердость
чугуна после закалки достигает ИВ 450—500.
31
Эффективным методом повышения прочности и из-
носоустойчивости серого чугуна является изотермическая
закалка, которую выполняют аналогично изотермической
закалке стали.
Остаточные напряжения, возникающие после закал-
ки, снимают отпуском. К деталям, работающим на исти-
рание, применяют низкий отпуск, т.е. нагрев до темпе-
ратуры 200—250° С и медленное охлаждение.
При отпуске закаленного чугуна твердость его по-
нижается значительно меньше, чем при отпуске стали.
§ 5. Практика закалки деталей
штампов и пресс-форм
Наиболее широко используются различные, способы тер-
мической обработки при изготовлении штамповой ос-
настки. Практически ни один штамп, для чего бы он ни
предназначался, не изготовляется без применения тер-
мической обработки к тем или иным его деталям.
Однако это- вовсе не означает, что все основные дета-
ли штампа — пуансоны и матрицы — обязательно долж-
ны быть закалены. Для вырубки небольшой партии
изделий из мягкого листового металла (мягкой стали,
латуни, алюминия) достаточно будет хорошо закалить
только одну матрицу, ибо от ее формы зависит контур
вырубаемого изделия.
Пуансон можно делать немного мягче матрицы, что-
бы при возможных люфтах пресса он не мог испортить
(«зарубить») каленую матрицу. Исправление пуансо-
нов тем легче, чем на меньшую глубину входит пуансон
в матрицу, что зависит от толщины штампуемого ма-
териала.
При изготовлении штампа для обрубки горячего
металла пуансон и матрицу закаливают одинаково
сильно.
При .вытяжке изделий, не требующих большой точ-
ности, например посуды из латуни или алюминия, мож-
но как матрицу, так и пуансон не подвергать закалке.
В этих случаях для матрицы берут плотный чугун марки
СЧ 22 -44, а для пуансона незакаленпую сталь У8А.
У10А или хромистую Х8ХФ, ХВГ.
При протяжке металлов в горячем виде, например
S' . 35
труб и профилей из латуни, меди, бронзы и алюминия,
для матриц и пуансонов берут очень твердую сталь
и применяют ее в пезакаленпом виде. Иногда делают
матрицу пз закаленного чугуна, а пуансон — из твердой
стали, которую закаливают с большим отпуском (до
400- 500е'С), чтобы придать пуансону наибольшую уп-
ругость и стойкость.
Штампы для .колодной чеканки изделии с точными
размерами изготовляют из износоустойчивой стали и да-
ют ей сильную закалку, чтобы во время работы штампа
пуансон и матрица не могли изменять свои размеры
н рисунок.
Для ковочных штампов берут сталь менее твердую,
чем для прессовых штампов, но более вязкую (сталь
У8Л или с содержанием хрома до 2%). Закалку ей дают
менее сильную, с большим отпуском.
Чем крупнее штамп и чем сложнее его профиль, тем
больше опасность получить при закалке трещины, ко-
робления и изменения в размерах. Поэтому нагревание
таких штампов производят возможно медленнее и рав-
номернее.
Все отверстия, которые нс должны закаливаться,
плотно замазывают смесью глины с асбестом или плот-
но забивают мокрым асбестом для предупреждения тре-
щин и коробления.
Нагревание точных малогабаритных штампов часто
ведут в закрытых стальных коробках, наполненных мел-
ким древесным углем, что предохраняет поверхность
штампов от вредной окалины и вместе с тем позволяет
получить более равномерный нагрев. Штампы кладут
в коробку на уголь лицевой стороной вн и з.
При нагревании больших штампов на поду пламен-
ной печи детали штампа покрывают слоем -глины толщи-
ной 20—30 мм. Перед закалкой этот слой глины счи-
щают.
О т пу с к и е о б х о д и м о производить для
в с. о х д с т а л с й ш т а м п о в, и з к а к о й б ы ста л и
они ни изготовлялись. Величина отпуска различ-
на, в зависимости от выбранной стали и характера ра-
боты штампа.
Те. штампы, которые мог\т работать в «сыром» виде
п которые поэтому нс закаливаются, следует все же
закаливать обычным способом, но давать нм боль-
шой отпуск (до темпера гуры 400 500° С). Зга операция
намного повышает упругость, вязкость и износостойкоегь
пуансонов и матриц.
Охлаждение деталей штампов выполняют различно,
в зависимости от величины и формы штампа. Так, пуан-
соны высокие, тонкие погружают в воду или мас-
ло в вертикальном положении, т. с. узким ребром
вниз; матрицы толстые, а также круглые, погружают
в горизонтальном положении режущими краями впе-
ред.
Чем сложнее профиль штампа и чем тверже взятая
для него сталь, тем медленнее должно быть погружение
в жидкость и тем теплее она должна быть. Поэтому при
сложных формах матриц п высокой твердости стали
закалку нужно вести в воде, подогретой до 40—50° С,
или в масле, нагретом до температуры 60° С.
У круглых больших матриц с большими отверстиями
калить следует только рабочую поверхность. Для этого
применяют брызговую закалку с помощью трубки, имею-
щей на запаянном конце мелкие отверстия.
Простые пуансоны и штемпели после нагрева под за-
калку охлаждают сначала в воде, причем охлаждают
не всю деталь, а только па 15—20 .мм от лезвия по
высоте, а как только лезвие потемнеет, переносят деталь
из воды в масло. Этот способ дает большую вязкость
сердцевине и хвостовику пуансона п достаточную твер-
дость его рабочей части.
Чтобы предохранить от частых поломок тонкие длин-
ные пуансоны, их следует закаливать сразу на всю дли-
ну, не оставляя резкого перехода от закаленной рабочей
части к незакаленному хвостовику. Затем хвостовую
часть для повышения упругости пуансона отпускают
путем нагрева в песке, горячем масле пли соляной
ванне.
Охлаждение длинных пуансонов (которые легко
могут покоробиться), нужно производить в вертикальном
положении и опускать в жидкость возможно медленнее.
Если есть в пуансоне переходы от одного сечения к дру-
гому, нужно делать перед каждым новым сечением вы-
держку (остановку) не менее. 1 2 с, в зависимости от
размера пуансона. Этот прием предохраняет пуансоны
эт коробления и трещин.
В коротких массивных пуансонах следует при закал-
ке ожидать не коробления, а трещин. Для устранения
этого пуансоны перед закалкой подвергают отжигу при
37
температуре 760—780° С, а нагревание при закалке ведут
как можно равномернее и медленнее. Охлаждение лучше
производить мелкими брызгами воды, посредством оп-
рыскивателя. После закалки необходимо провести от-
пуск в электропечи пли песчаной ванне.
Штампы для горячей штамповки сложной формы
и крупных размеров, изготовленные из специальных ста-
лей, перед нагревом под закалку предварительно подо-
гревают до температуры 500—600° С. Охлаждают при
закалю? в воде или лучше в водном растворе солей или
щелочей. Для предупреждения образования грещпп сра-
зу же после закалки производят отпуск.
Матрицы штампов, работающие без значительных
ударных нагрузок, но с повышенным износом (например,
вытяжные), отпускают в точение 1—3 ч (соответственно
размеру штампа) пои 150—160° С (HRC 62—63) или
175—185° С (HRC 61—62).
Пуансоны, работающие с ударными нагрузками, от-
пускают при 250—270° С (HRC 56—58), а пуансоны
с резкими переходами по сечению и тонкой кромкой, или
предназначенные для обработки цветных металлов, от-
пускают при 275—325° С (HRC 52—56).
При изготовлении пуансонов и матриц из стали марок
Х12 и Х12М. рациональный технологический процесс тер-
мической обработки состоит из следующих операций,
чередующихся с механической обработкой:
отжиг заготовок;
предварительная механическая обработка;
первая предварительная закалка в масле при нагре-
ве до 1000° С;
первый предварительный высокий отпуск при темпе-
ратуре 630—660° С;
окончательная механическая обработка;
ступенчатый нагрев в камерной печи под закалку;
сначала нагрев до 600—650° С с выдержкой до полного
прогрева, затем нагрев до 1050—1100° С с выдержкой
при этой температуре из расчета 0,5 мин на каждый мил-
лиметр толщины детали;
охлаждение в масле деталей крупных и средних
штампов или на спокойном воздухе деталей мелких
штампов;
отпуск при температуре 450 550° С в течение 2 •—
4 ч;
шлифование и по пирование.
§ 6. Контроль деталей оснастки
после термообработки
Инструментальные- стали проверяют на твердость в со-
стоянии поставки и после термической обработки.
Детали штампов, пресс-форм si приспособлений, про-
шедшие термическую обработку, проходят 100-процент-
ный контроль (т. е. проверяют каждую закаленную де-
таль). Их очищают от налетов и окалины, подвергают
визуальному осмотру — выявляют трещины и поверх-
ностные дефекты; измеряют степень изменения основ-
ных размеров, проверяют наличие коробления. Для
выявления скрытых дефектов и трещин в особо ответ-
ственных случаях применяют магнитную и люминесцент-
ную дефектоскопию, а для определения твердости под-
вергают испытанию на приборах-твердомерах.
Выходящие на поверхность металла трещины легко
обнаруживаются глазным контролем. Трещины бывают
различного характера и зависят от неправильно приме-
ненных методов обработки.
Так, например, глубокие продольные трещины воз-
никают вследствие перегрева стали, резкого охлаждения
ее в воде при температуре ниже 18° С или в неподогретом
масле, неравномерного нагрева пли несвоевременного
отпуска.
Внутренние дугообразные трещины являются след-
ствием малой глубины прокаливания детали пли несвое-
временного отпуска.
Поверхностные мелкие трещины образуются в резуль-
тате обезуглероживания стали при нагреве в сильно
разогретой печи или на открытом пламени; они же воз-
никают и вследствие науглероживания при отжиге,
а также в результате грубого шлифования без охлаж-
дения.
Наблюдающееся отслаивание частиц металла на по-
верхности детали образуется в результате неравномер-
ного нагрева по сечению детали или несвоевременного
отпуска.
При определении твердости выбирают тот или иной
метод (Бринелля, Роквелла, Виккерса или Шора) в за-
висимости от величины контролируемого предмета, сте-
пени его предполагаемой твердости (в отожженном или
закаленном виде) и состояния поверхности — черновая
пли окончательно обработанная.
38
39
Испытание на твердость у и и в срс а л fa-
il ы м и с. р е Д с т в а м и. В условиях ипстру ментального
производства часто требуется испытать некоторые детали
технологической оснастки, изготавливаемые е. разной
твердо! 1ыо тех пли иных участков. Испытание, таких
деталей не может быть выполнено только одним каким-
нибудь методом. Советскими специалистами создан уни-
версальный производственный твердомер модели УПТ-1,
позволяющий производить испытание па твердость лю-
бым пз трех известных методов: вдавливанием сталыю-
10 шарика, алмазной пирамиды пли вдавливанием ал-
ии того конуса с предварительной нагрузкой (рис. 3).
Рис. 3. Универсальный цеховой прибор для
испытании на твердость УИТ-1
дпмую нагрузку. В шпиндель, находящийся в колпаке 7.
вставляют соответствующий наконечник с шариком пли
алмазом и подъемным винтом 9 подводят испытуемый
образец на столике 8 к колпаку 7. Прибор приводится
в действие пусковой кнопкой 6. При этом шпиндель
с вставленным в него наконечником поворачивается и за-
нимает рабочее, положение. Наконечник под действием
прилагаемой нагрузки внедряется в испытуемый образен.
Затем зажигается световой сигнал 1. По истечении за-
данного времени нагрузка автоматически снимается,
шпиндель поворачивается в исходное, положение, а его
место занимает объектив микроскопа.
Микроскопическая головка 4 служит для измерения
отпечатка по методу Бринелля или Виккерса. Она может
поворачиваться па любой угол для быстрого подвода
шторок к краям отпечатка. Прибор имеет рукоятку уп-
равления 2. При установке и шпиндель алмазного конуса
числа твердости по Роквеллу отсчитываются по индика-
тору 3, расположенному на корпусе прибора.
Напильники для контроля твердости.
Эти напильники применяют при проверке твердости за-
каленных деталей непосредственно на рабочем месте ка-
лильщика или при исследовании малодоступных для ал-
мазного наконечника прибора мест закаленной детали.
Напильники тарируют на определенную (по степени
сцепления с. контрольной пластинкой) твердость от
HRC 57 до HRC 64 (зубья обычных слесарных напиль-
ников имеют твердость HRC 54—56).
Все напильники для контроля твердости имеют на-
сечку № 2 (от 13 до 22 зубьев на 1 см).
Обозначаются напильники следующим образом: на-
пильник квадратный 200 для контроля твердости HRC
59—61 или напильник трехграипый остроносый 150 для
контроля твердости I1RC 57—59 и т. п.
Нагружающий механизм прибора состоит из рычаж-
ной системы и сменных грузов, расположенных внутри
корпуса. Предварительная нагрузка создается весом ры-
чага и шпинделя.
Определение твердости выполняется следующим об-
разом. С помощью маховичка 5 устанавливают необхо-
40
ГЛАВА IV
СПЕЦИАЛЬНЫЕ ИНСТРУМЕНТЫ
ДЛЯ РУЧНОЙ ОБРАБОТКИ
ДЕТАЛЕЙ ОСНАСТКИ
§ 1. Специальные инструменты
дня рубки
Слесарные инструменты, применяемые при изготовлении
технологической оснастки, разнообразны. Наряду с обыч-
ными (стандартными) инструментами применяются
и специальные, предназначенные только для особых слу-
чаев обработки деталей штампов и пресс-форм.
Широко используются капавочпики, зубила различ-
ных форм п размеров, крейцмейсели и сечки. На рис. 4
Рис •!. С пс пл ч 1 ъп п ? ли стр у м он ты дл у р у б к и м е г а л.- I а:
а — з у б ила • к а н а ник и, б кро нцм«• ас о л ь о ч ног в >рг; r н и ft, г? — сечки
показаны наиболее употребительные формы инструмен-
тов для рубки, применяемые для снятия значительного
слоя металла со сложных поверхностей, трудно поддаю-
щихся станочной обработке. При использовании канавоч-
никоп, зубил и крейцмейселей очень эффективно приме-
нение малых пневматических молотков, предназначенных
для обрубки литья и дающих возможность непрерывно
снимать стружку на всю длину прохода.
-12
§ 1. Спецмакьные опкло&очные
инструменты
В современных инструментальных цехах ипп обработке
деталей оснастки уже нс. снимают вручную большой
припуск, так как детали поступают к слесарю или окон-
чательно обработанные на станках, или с небольшими
припусками на числовую обработку.
Опиливание применяют при обрабогхе. вогнуты?: и вы-
пуклых поверхностей, фасонных отверстий, различных
полостей и углублений, при взаимной подгонке сопря-
гающихся детален, спятни па деталях фасок, заусенцев.
Для выполнения этих операций используют обычные на-
пильники соответствующего профиля со средней и мел-
кой насечкой (насечка № 2 и № 3, 4).
При опиливании же небольших поверхностей, узких
мест и малых отверстий, которые невозможно обрабо-
тать напильником, применяют надфили.
Для обработки труднодоступных мост у некоторых
деталей (например, для зачистки ручьев в штампах
и пресс-формах) применяют специальные напиль-
ники (рис. 5,н). Они представляют собой кусок обыч-
Рпс. 5. Специальные опиловочные инструменты:
а -- изогнутый напильник с наскавклй из куска обычного на-
пил ьник а и. г и надфиля, Л — м ашинные на Пильняки, в - фор м а
сечения машинных напильников
43
hok'i иипплышка или надфиля, припаянного к прутку
холоднокатаной стали. Пруток насажен на рукоятку
и п.зогпуг так, чтобы было удобно выполнять зачистку
внутри матрицы шшша или пресс-формы.
Чтобы повысить производительность труда при опи-
ливании и зачистке, в инструментальных цехах приме-
няют опиловочные станки. Применяемые на опиловочных
станках машинные напильники имеют особую
конструкцию, различный профиль сечения и разную
:::кю1 у насечки.
Особенностью машинных напильников является рав-
ное сечение, по всей длине их рабочей части. Машинные
напильники бывают двух типов: тип I — без упорного
центра и тип П —с упорным центром (рис. 5,6).
.У напильников типа I па 'Концах нет насечки. Напиль-
ники закрепляют в движущейся рамке опиловочного
станка за ненаселенные концы. По типу II напильники
изготовляют с одним хвостовиком. Другой конец на-
пильника выполнен в виде упорного центра с углом 60°.
Длина напильников типа I — 100, 125, 150 и 200 мм,
типа II — 150, 200 и 250 мм.
Селение напильников типа I- - от 2X1 мм до ЮХ
Х5 мм, типа II — от 12X3 мм до 26X9 мм. Насечка
машинных напильников двойная, с углами наклона ос-
новной насечки 25 и 35° к оси напильника (рис. 5, в).
Число насечек па 10 мм длины напильника от 11 до 40,
в зависимости от сто размера и назначения.
§ 3. Инструменты для бормашин
Применение пневматических и электрических бормашин
намного ускоряет процесс обработки фасонных поверх-
ностей деталей штампов и пресс-форм.
Для обработки незакаленных деталей применяют
борфрезы н бориапильники, а для обработки закален-
ных детален — абразивные борголовки.
Борфрезы. Различают два типа борфрез: цельные
н насадные. Цельные борфрезы (рис. 6, о) изго-
товляют из быстрорежущей стали марок Р9 и Р18. Хвос-
товая часть их выполняется как одно целое с рабочей
частью. Наибольший диаметр рабочей части борфрез
16 мм, наименьший—-3 мм; диаметр хвостовика одина-
ковый для всех типоразмеров фрез и составляет 6 мм.
4Д
Насадные борфрезы (рис. б, б) ичгочов.чяются
пустотелыми, нмекп только рабочую часть, 1гйгоп>вляе-
мую из стали народ Р9 и Р1Н, и нанш1чив;ио1тя па оп-
равку пл конструкционной стали. Наибольший диаметр
Рис. 6. Режущие инструменты для бормашин:
а - ипрфрезы цельные, б — б«*рфпе?ы насадные, в --бор на ни,пышки,
г — абразивные борголозкп
45
вацядных борфрез 32 мм, а наименьший 12 мм. Соот-
ветственно наружному диаметру этих фрез их отверстия
имеют резьбу от МП) До М.'к
Б о р и а п п л ь и п к и имеют такую же форму, что
я цельные борфрезы (рис. G,«), и используются для за-
частных работ после обработки детален борфрезами
или па металлорежущих станках. Они изготовляются
из быстрорежущей стали марки Р!), углеродистой ин-
струментальной слали марин У12А пли из твердого
сплава.
Число оборотов борп.чпнлышков зависит от механи-
ческих свойств обрабатываемой детали и материала па-
нилышка. При обработке, стальных деталей борнапиль-
никами пз сталей марок У12Л и Р9 устанавливают
следующие числа оборотов:
Диаметр борца-
пил ышка,
мм........до 3 3 5 6 10 11—11 15 -16 17—20 21-25
Число об/мин 46(10 3500 2800 2300 2000 1900 1700
Для борнапильников, изготовленных из твердого
сплава, число оборотов можно увеличить в 3—5 раз
но сравнению с обычными борнапильниками.
При работе борфрезами число оборотов принимают
в 1,5-2 раза меньше, чем указано для борнапильников
соответствующего диаметра.
Абразивные бор головки (рис. 6, г) насажи-
вают на стальной стержень (оправку) и закрепляют на
нем с помощью ’расплавленного свинца, синтетического
клея БФ. Способ эксплуатации борголовок такой же,
как и борфрез и борнапильников, но число оборотов им
сообщают в 2—3 раза больше, чем для борнапиль-
ников.
§ 4. Алмазные инструменты
В современном инструментальном производстве .широко
используются разнообразные инструменты, изготовлен-
ные из естественных и искусственных алмазов. Высокая
стоимость алмазных инструментов вполне окупается по-
вышением производительности труда и высоким качест-
вом обработки.
46
При изготовлении оснастки алмазы и алмазные ин-
струменты применяют для окончательной обработки
закаленных деталей штампов и пресс-форм, я также для
шлифования и доводки твердосплавных вставок к ним.
В числе разнообразных алмазных инструментов про-
мышленностью выпускаются алмазные, крути, головки,
бруски, надфили и притиры.
, I
Рнг 7 А п.пные ппс1рум?нты:
7 — .|.тч j uibje j.pyi'j, 6 --г-> p.tjkii, в - на гфплп (fri'iin ), - -
пршнры; / — металлический корпус, J ал мл.-оное и ый с юн
•17
Л л м а :> л ы о к р у г и (рис. 7, й) изготовляют из ста-
ли марок стЗ, 20, 25 и 30 или из алюминиевых сплавов
марок АК6 или ДЮ (по ГОСТ 4784—65) и наносят на
них алмазоносный слой, состоящий из алмазного по-
рошка, связки и наполнителя. Круги выпускаются на
металлических, органических и керамических связках.
В качестве наполнителя используют порошок карбида
бора пли элсктрокорунда.
Круги на металлических связках (сплав меди и олова
с добавками железа, алюминия, цинка и других метал-
лов) позволяют шлифовать твердые сплавы, закаленную
сталь, чугун, но требуют охлаждения и частой правки.
Их применяют для предварительной обработки, когда не-
обходимо спять значительный слой металла (до 0,3 мм)
и получить шероховатость поверхности по 8—9-му
классам.
Алмазные круги па органической связке (бакелите,
карболите) применяют для чистовой обработки (довод-
ки), когда припуск нс превышает 0,05 мм и необходимо
достигнуть шероховатости поверхности по 10—12-му
классам. Эти круги почти нс засаливаются и ими ра-
ботают без охлаждения, по расход алмаза на единицу
массы снятого металла в 2,5—3 раза больше, чем при
работе с кругами на металлической связке. Форму и раз-
мер алмазного круга подбирают в соответствии с формой
обра ба ты ваемой детали.
Круги на керамических связках (смесь шамота, алю-
миния и стекла) применяют для заточки одновременно
твердосплавной пластинки и стальной державки.
Диаметр алмазных кругов бывает от 16 до 500 мм,
а толщина алмазного слоя — от 1,0 до 7 мм. Зернистость
алмазов -от 400/315 до 63/50.
Одной из важнейших характеристик алмазного ин-
струмента является степень концентрации алмазов в ал-
мазоносном слое, т. о. количество (в мг) алмазного зерна
в I мм3 алмазоносного слоя. За 100%-uyio концентрацию
принято считать 0,878 мг/мм3 алмазного зерна." Вы-
пускаются алмазные инструменты с 25,50,75 и 100%-пой
концентрацией. При 100%-ной концентрации алмазные
зерна занимают 25% объема алмазоносного слоя.
При ручной доводке используют алмазные инстру-
менты с небольшой копнептряцпей алмазов (25%).
А л м а з п ы е ш л и фо в а л ь и ы < голо в к и
(рис. 7,6) но форме подобны абразивным головкам.
Изготовляются они па металлической и органической
связках. Зернистость алмазных головок такая же, как
у алмазных кругов. Алмазные головки используются
в пневматических турбинках и электрических бормаши-
нах, имеющих скорость вращения шпинделя от 5000 до
25 000 об/мин.
Головки состоят из стального стержня и алмазонос-
ного слоя, нанесенного на него прессованием или галь-
ванизацией. Обычно применяемая зернистость алмазного
порошка от 200/160 до 40/28. Связки тс же, что и для
алмазных кругов. Наружный диаметр цилиндрических
головок бывает от 3 до 12 мм, толщина алмазоносного
слоя до 1 мм.
А л м а з и ы е и а д ф и л и изготовляют из стальных
стержней, на поверхности которых гальваническим спо-
собом закрепляют зерна алмазного порошка. Нормали-
зованные сечения алмазных надфилей показаны па
рис. 7, в. Надфили всех сечений изготовляются с длиной
рабочей части 60 и 80 мм при общей длине 120 и 160 мм.
Набор надфилей позволяет обрабатывать поверхности
сложного профиля на материалах наивысшей твердо-
сти—-сталях, закаленных до твердости HRC 64, и твер-
дых сплавах.
Алмазные бруски ручные (рис. 7,г) изго-
товляют из порошков преимущественно синтетических
алмазов, скрепленных металлической или органической
связкой. Алмазоносный слой закрепляется па стальной
оправке плоской, трехграпной, круглой или выпуклой
формы. Длина оправок 160 мм. Ширина алмазоносного
слоя применяется от 6 до 10 мм, длина—40 и 80 мм,
толщина — от 1 до 5 мм. Концентрация алмазов 50
и 100%.
Приемы работы алмазными брусками то же, что
и обычными, абразивными. При засаливании бруска in
органической связке их чистят пемзой, а бруски на ме-
таллической связке правят па плоском абразивном брус-
ке из карбида кремния зеленого зернистостью 40—25,
средней твердости. Применяется также притирка свобод-
ным абразивом (карбидом кремния зеленым) зерни-
стостью 16—12 па ровной чугунной плите.
А л м а з и а я про в о л о к а. В последнее время в про-
мышленности стали применять специальную проволоку,
покрытую алмазным порошком, с помощью которой
производится вырезание (выпиливание) контура изгогов-
49
ляемой детали в матрице из закаленной стали пли из
твердого сплава.
§ 5. Полировальные круги
Виды кругов. Для полирования применяют мягкие
эластичные круги, на которые с помощью клея наносят
мелкие абразивные зерна или в поверхности которых
втирают полировальные пасты. Полировальные круги
изготовляют из войлока, фетра, а также из различных
тканей. При обработке сравнительно больших поверх-
ностей (более 1 дм2) используют обычно текстильные
круги, изготовляемые из хлопчатобумажных тканей на-
ложением слоев и прошивкой их, а также склеиванием
Текстильные, круги бывают дисковые, секционные, склад-
чатые и наборные.
Дисковые крути (рис. 8, а) легко монтируются на
шпинделе полировального станка, хорошо балапсируют-
Рис 8. Инструменты для полирования:
<7' лисеопыр круг, <5 — гклаччатый полпрог.яльпый круг; в — наборный
поли Р* л ьп ы й кру г, г - н о л и рова л ьнн о гол о вкп. 1 — д нс к, СЛО Ж t н н ы й
ндвсц-, 2 — диск, сложенный вчетвх’ри, 3 — складка си ментов, 4 ~ юто-
вый круг
50
ся, имеют незначительное биение и обеснечянают удов-
летворите.;! иное ха чес гво полнрош1. п и я.
Более удобны наборные и складна тыс круги, кото-
рыми можно обрабатывать детали различных размеров
и формы, обеспечивая высокое качество полирования
(вплоть до зеркального блеска).
Преимуществами складчатых кругов (рис. 8,6) перед
обычными дисковыми являются их более равномерный
износ, хорошее охлаждение поверхности обрабатываемой
детали и самого круга, лучшее удержание абразивного
материала в складках.
Наборные круги (рис. 8, в) при вращении в направ-
лении, обратном направлению складок, хорошо венти-
лируются и прочно удерживают полирующие пасты.
При изменении направления вращения круга сегменты
становятся очень эластичными. Это даст возможность
использовать один и тот же круг для разных условий
обработки.
Для полирования пресс-форм сложного профиля
с различными углублениями применяют полировальные
головки (рис. 8,г), изготовленные из войлока, фетра
или .ваты.
Фетровые полировальные круги и головки обеспечи-
вают наиболее, высокую чистоту полирования, хорошую
производительность и экономное расходование полирую-
щих материалов, так как хорошо удерживают абразив-
ную пасту. Так, например, фетровые круги, смазанные
пастой М20 — Ml0, позволяют получить шероховатость
поверхности, соответствующую 10—11-му классам,
а текстильные круги с абразивами такой же зернистости,
что и войлочные, дают шероховатость поверхности на
один класс грубее.
Крепление кругов. Круги малого диаметра (фет-
ровые) монтируют на цилиндрических оправках, имею-
щих фланцы для зажима круга и хвостовик для установ-
ки в патроне шлифовально-полировальных машин.
Полировальные круги шириной 30—55 мм (текстильные
и войлочные) обычно закрепляют непосредственно на
шпинделе полировального станка, имеющем коническую
резьбу. Для быстрой установки или замены полироваль-
ного круга применяют наконечник с заранее закреплен-
ным на нем и отбалансированным кругом, наконечник
навинчивают на шпиндель полировального станка, имею-
51
шпй цилиндрическую резьбу. Круги шириной более
55 мм крепят на шпинделе полировального стайка флан-
цами, зажимаемыми гайкой. Такие крепление наиболее
надежно.
Для полирования больших поверхностей используют
двусторонние станки (типа наждачных точил), привод
которых помещен внутри станины. Перестановкой рем-
ней па ступенчатых шкивах шпиндель получает от 1300
до 3000 об/мин. Число оборотов выбирают в зависимости
от диаметра полировального круга и условий обработки
(чем меньше диаметр круга, тем больше число оборо-
тов). Окончательное полирование выполняют при боль-
шей окружной скорости круга. Для кругов диаметром
менее 200 мм применяют 3000 об/мин, а для кругов диа-
метром 300 - 350 мм применяют 2000 об/мцн.
ГЛАВА V
МЕХАНИЗИРОВАННОЕ ОБОРУДОВАНИЕ
ДЛЯ ИНСТРУМЕНТАЛЬНЫХ РАБОТ
§ 1. Ручные машины
Применяемые при изготовлении технологической оснаст-
ки ручные машины (механизированные инструменты) ос-
нованы па использовании электрической энергии и энер-
гии сжатого воздуха. По характеру движения рабочего
органа ручные машины, независимо от рода двигателя,
разделяются на машины с вращательным и с возвратно-
поступательным рабочим движением. Ручные машины
должны иметь малую массу, небольшие габариты, быть
компактными, удобными и безопасными в эксплуатации,
обладать надежностью в работе и обеспечивать необхо-
димое качество выполнения соответствующих операций.
Сравнивая электрические и пневматические ручные
машины, можно отметить, что в отношении безопасности
работы предпочтение отдается пневматическим, хотя
и электрические машины, предназначенные для включе-
ния в сеть низкого напряжения, также могут считаться
безопасными (кроме случаев применения во взрывоопас-
ных местах). Электрические ручные машины обычного
исполнения для работы во взрывоопасных местах не
пригодны.
Применяемые в заводских условиях рушило элскгри*
чес кие машины обычно рассчитаны на включение и од-
нофазную низковольтную сеть (36 В) нор мальвой про-
мышленной частоты (50 i'n). Кр\нвогаоари сные машины
мощностью свыше 200 Вт и массой более 2 кг изготов-
ляются с расчетом па питание от обычной трехфазной
сети переменного тока напряжением 220 В с частотой
50 Гн. Имеются также .электрические, машины, рассчи-
танные для работы от специальной сечи трехфазпого
тока повышенной частоты -200 Гц при напряжении 36
и 65 В.
Пневматические ручные машины изготовляются с рас-
четом на подключение к линиям сжатого воздуха, имею-
щим давление 6 ат. В пневматических машинах
с вращательным движением используются ротационные
двигатели одностороннего или реверсивного вращения.
§ 2. Механизмы для опиливания
Для опиловочных работ применяются ручные маши-
ны с приводом ог пневматики или от гибкого вала элект-
рического двигателя. Особое место занимают специаль-
ные опиловочные, станки, облегчающие труд рабочего,
обеспечивающие высокую производительность и наи-
большую точность выполнения операций. Чаще всего
опиловочные станки используются для опиливания замк-
нутых контуров деталей штампов для холодной штам-
повки (матриц вырубных штампов, съемников, состав-
ных пуансонов), а также контуров п рельефов некоторых
деталей пресс-форм.
Принцип работы опиловочного станка (рис. 9) со-
стоит в следующем. В патроне 10 верхнего кронштей-
на .9, закрепленного па подвижном штоке станка (закрыт
кожухом 8), за хвостовую часть закрепляют машинный
нашильник. Второй конец напильника вводят в патрон
нижнего кронштейна 5 п закрепляют в нем. Расстояние
между верхним и ппжпим кронштейнами регулируют
перемещением верхнего кронштейна по штоку и фикси-
руют з а ж и м 11 ы м и г а и к а м и - б а р а ш к а м и.
Шток получает возвратно-поступательное движение
от кулисного мехнпзма. Величина хода штока может
быть установлена регулирующим устройством 4 в преде-
53
Jinx от 0 до 120 мм, а число движений штока регулируют
включением разных ступеней передач на механизме при-
вода <>. Стол /2 станка с помощью штурвала 11 может
переставляться по высоте па 90 мм п при помощи шар-
нирного устройства 13 наклоняться в люб\ю сторону.
Для прижима детали к столу ставка служат две лап-
ки б, регулируемые по высоте и направлению.
Обрабатываемую заготовку устанавливают на столе
станка и вручную подводят к напплышку. Когда опи-
ливают замкнутый контур (например, отверстие матри-
цы), то сначала вводят напильник в обрабатываемое
отверстие, а затем закрепляют его в патронах. Положе-
ние напильника по отношению к поверхности стола про-
Рис. 9. Опиловочный станок
Рис. 10. Опиловочный
станок с бесконечной
лептой
54
веряют угломером. Если требуется выполнить опера-
ции вырезания пли прорезания узкого паза, на
опиловочном станке устанавливают ножовочное полотно,
концы которого выполнены как у напильника типа I
(см. рис. 5).
Опиловочные станки имеют обычно от 80 до 340 двой-
ных .ходов в минуту. При опиливании инструментальных
углеродистых сталей и чугуна станок настраивают на
80—120 ход/мпп, а при опиливании конструкционных
сталей — па 120—160 ход/мпп. При опиливании стальных
деталей применяют охлаждение сульфофрезолом или
эмульсией, для чего станок оснагцен бачком с насосом
и шлангом 7 для подачи охлаждающей жидкости. Для
освещения места работы па станке имеется электроламп
почка 11 на гибком шланге. Пускают и останавливают
станок ножными педалями 1 и 2.
Как правило, на опиловочном станке обрабатывают
детали, предварительно обработанные на металлорежу-
щих станках (сверлильном, долбежном, фрезерном),
с припуском 0,2—0,5 мм на сторону под опиливание.
Опиливание занимает немного времени, ио требуемая
высокая точность обработки деталей оснастки вызывает
необходимость часто останавливать станок для измере-
ния детали.
В последнее время получают все большее распрост-
ранение инструментальные опиловочные
станки, работающие бесконечной абразив-
п о й л с нто й. Один из таких станков показан на
рис. 10. Станок имеет станину 5, на которой установлен
кронштейн /, несущий два ролика, с натянутой на них
бесконечной лептой из специальной технической бязи
или капроновой ткани. Наружная поверхность ленты
покрыта прочным слоем абразивной массы. Привод лен-
ты и натяжение ее осуществляются посредством шкива,
помещенного под щитком 8 внутри станины. Шкив обли-
цован резиной и получает вращение от миогоскоростного
электродвигателя, смонтированного на основании 9 стан-
ка и закрытого кожухом. Пуск и остановка двигателя
осуществляются кнопками б, а изменение скорости — ру-
кояткой 7. Обрабатываемое изделие укладывают на
столик -/ и подводят обрабатываемой поверхностью
к ленте 3. Рабочее пространство освещается лампой 2.
Меняя ленту, можно изменять производительность и чис-
тоту обработки.
55
§ 3. Электрические бормашины
Особенностью электрической бормашины любой конст-
рукции является наличие гибкого вала, приводимого
в движение электродвигателем. К противоположному от
электродвигателя копну гибкого вала присоединяется
патрон, в котором крепят рабочий инструмент: борфре-
зу, борнаппльпик, абразивную головку.
На рис. 11,п показана наиболее распространенная
конструкция бормашины передвижного типа, называе-
мой иногда о т д е л о ч и о • .з а ч и с. т п ы м станком.
Бормашина имеет стоику Л, опирающуюся иа колеса
и несущую вилку б, па которой шарнирно установлен
электродвигатель 7. Вращение от вала электродвигателя
с помощью двух четырехступенчатых шкивов 3 и 4
и клинового ремня передается ведомому валу 5, к кото-
рому подсоединен гибкий вал 2. На конце гибкого вала
монтируется цанговый патрон, служащий для закрепле-
ния инструмента пли насадки 7 (головки) для установки
шлифовального круга.
Гибкому валу перестановкой клинового ремня можно
сообщать от 1400 до 6000 об/мин, что позволяет устано-
вить необходимую скорость резания при пользовании
различными инструментами для выполнения операции
фрезерования, опиливания, шлифования или для зачист-
ки полостей, краев и формообразующих поверхностей
оснастки.
Настольная б о рмаш и и а с гибки м в а л о м
ИЭ6101М показана на рис. 11,6. Особенностью конст-
рукции этой бормашины является шаровой вариатор
скорости .9, позволяющий бссступснчато регулировать
числа оборотов гибкого вала. Это дает возможность при-
менять режущие инструменты различного размера и на-
значения: борфрезы и борпапплышки до 12 мм, шлифо-
вальные головки до 25 мм. Электродвигатель 10 делает
2800 об/мин, а гибкому валу передается вращение от
2800 до 12600 об/мин. Машина очень компактна (се га-
баритные размеры 3500>(250Х;7'50 мм) и масса ее 13 кг.
В основании стойки // имеются отверстия, позволяющие
крепить машину к верстаку.
Нашей промышленностью выпущена облегченная
э л е. к г р и ч е с к а я ш л и ф о г. а л ь н а я б о р м а ш ина
ШБМ-З. Её внешний вид показан па рис. 11,щ Отличи-
тельными особенностями бормашины ШБМ-З являются
компактность н удобство переноски, малые, размер
и масса, наличие принадлежностей, удерживающих рабо-
чий инструмент, ножного педального устройства 17
Рис. II. Электрические бормашины:
нср с' дн п жн а я п л колеса х, б на стол ьп:: я, н - переносная г. фу г-
ляре
57
для включения, выключения и бесступенчатого регулиро-
вания чисел оборотов двигателя.
Общая масса шлифовальной бормашины с набором
рабочего и вспомогательного инструмента около 10 кг.
Полный комплект машины размещается в специальном
футляре 12, который одновременно служит ее основани-
ем, устанавливаемым на верстаке. Электродвигатель 13
мощностью 50 Вт имеет регулируемое число оборотов.
Его питание осуществляется от электросети переменного
тока напряжением 220 или 127 В. Максимальная ско-
рость вращения вала 8000 об/мин.
Гибкий вал 14 бормашины съемный и снабжен спе-
циальной присоединительной арматурой 15 с пружинным
замком 16. Замок обеспечивает быстрое сопряжение или
разъем с гибким валом приспособлений, удерживающих
рабочий инструмент. При этом электродвигатель не вы-
ключается. Направленно вращения вала правое.
Для удержания рабочего инструмента бормашина
комплектуется двумя прямыми цанговыми патронами
одинаковой конструкции, но разного размера. При не-
обходимости вместо гибкого вала к электродвигателю
подключается универсальная шлифовальная головка, ис-
пользуемая для заточки и доводки мелкого слесарного
инструмента. Кроме того, в цанговом патроне универ-
сальной головки можно закреплять рабочий инструмент
н, держа в руках обрабатываемую деталь, выполнять
зачистку, шлифование, полирование, притирку и другие
операции.
§ 4. Механизмы для шлифования
и полирования
Наиболее удобными механизмами, применяемыми
для ручного шлифования, являются пневматиче-
ские шлифовальные машины. При невысоких
требованиях к точности обработки с их помощью можно
быстро уменьшать припуск па обработку, а при работах
по ремонту приспособлений и штампов — закруглять
кромки, снимать заусенцы, зачищать забоины и удалять
ржавчину.
В качестве инструментов применяются шлифоваль-
ные головки, круги и диски, оклеенные абразивным по-
58
лотном, диски, шаржированные абразивным порошком,
и металлические вращающиеся щетки.
/Многие предприятия сами изготавливают для собст-
венных нужд настольные шлифовально-зачистные меха-
низмы и используют различные подставки для ручных
механизмов, на шпиндель которых монтируют шлифо-
вальный круг малого диаметра пли стальную щетку.
На Харьковском тракторном заводе создана и ши-
роко используется ручная п л о с к о ш л и ф овальная
м а ш и на м о д. РМ5067А, предназначенная для шли-
фования направляющих плоскостей при ремонте станков,
штампов и приспособлений. Применение этой машины
(рис. 12, а) создает большие удобства при работе и по-
Рпс. 12. Ручные машины для шлифования и полирования:
а — плоскошлифовальная, б пневматическая шлифовально-зачистная
зволяет быстро восстанавливать плоскость изношенных
поверхностей тяжелых стальных и чугунных деталей
и намного сокращает объем шабровочных работ, особен-
но при изготовлении контрольных плит.
Пневматический ротационный двигатель 3 имеет
мощность при давлении воздуха в сети 6 ат до 1,4 л. с.
Вращение с помощью клинового ремня 4 передается от
двигателя па шкив 5, сидящий на верхнем конце шпин-
деля 6 машины. На противоположном (нижнем) конце
шпинделя крепится абразивный круг 10 чашечной фор-
59
мы диаметром 100 мм. С помощью гаек А’ и 9 шпиндель
настраивают ио высоте, определяющей величину сни-
маемого слоя ремонтируемой поверхности, а с помощью
винта 7 регулируется вылет шпинделя соответственно
диаметру абразивною круга. Число оборотов шпинделя
регулируется изменением величины входного отверстия
для сжатого воздуха с помощью винта 1 и может дости-
гать 4200 об/мин. Габаритные размеры машины 510Х
Х150ХЮ0 мм. Масса 12 кг. Подача воздуха включается
и выключается нажатием на курок 2.
Показанная на рис. 12,6 универсальная шли-
фовально-полировальная машина ШМ25-50
действует также от сети сжатого воздуха, подводимого
через шланг, подключаемый к втулке 17. Пневматиче-
ский двигатель 16 машины размещен в корпусе 15 и при-
водит во вращение шпиндель 14, на переднем конце кото-
рого можно'закрепитьшлифовальный или полировальный
круг 13, имеющий в центре отверстие. Передний конец
шпинделя выполнен в виде цанги 12, которая зажимает-
ся конусной гайкой 11, что позволяет закреплять абра-
зивную или алмазную головку. Этой же гайкой крепится
круг 13.
Особенностью этой машины является ее бесшум-
ность. Шум заглушается многократным сжатием и рас-
ширением отработавшего воздуха. После сжатия в вы-
хлопных отверстиях статора двигателя воздух расши-
ряется в камере Л, затем сжимается в кольцевом зазоре
и вновь расширяется в камере В. При переходе в сле-
дующую камеру воздух сначала сжимается, а затем
расширяется в камерах С, Д и Е, а полное расширение
получает при выходе в атмосферу.
Число оборотов шпинделя под нагрузкой до 8000 в ми-
нуту. Диаметр применяемых кругов — до 50 мм, а шли-
фовальных головок — до 25 мм. Развиваемая мощность'
при давлении воздуха 5 ат — 0,25 л. с. Габаритные
размеры машинки 250X42X76 мм. Масса 1 кг.
Для работ в труднодоступных местах применяют
у г л о в ы с ш л и ф о в а л ь н о - п о л и р о в а л ь н ы с м а-
шппы различных конструкций и размеров. Эти машины
работают также, or сети сжатого воздуха. Вращение пе-
редается рабочем}’ пшииделю под углом 90° через пару
конических зубчатых колее.
Показанный на рис. 13 дисковый шлифоваль-
но-доводочный станок позволяет обрабатывать
so
плоскости чугунным диском, поверхность которого шар-
жирована абразивными порошками.
Шлифовальный диск I помещен на валу вертикально
поставленного электродвигателя, смонтированного вну-
три массивной литой станины 2. При помощи маховичка,
расположенного на задней стороне станины, диск может
Рис. 13. Шлифовально-доводоч-
ный станок
перемещаться по высоте для установки его в одной
плоскости с поверхностью стола 3 и для работы пери-
ферией диска. Вдоль рабочего стола помещена план-
ка 4, в которую упирают обрабатываемую деталь при
шлифовании. Сзади планки смонтировано отсосное уст-
ройство 5 для удаления пыли. Между диском 1 и от-
верстием стола 3 запрессовано пластмассовое кольцо 6.
Пр итирочно -до водочиый станок 2ПДС
(рис. 14) предназначен для доводки притирочными брус-
ками и абразивами фасонных отверстий и наружных по-
верхностей в деталях оснастки, составленных из прямых
участков и дуг окружностей. Устройство ею такое, же,
как и у опиловочного станка, по, кроме возвратпо-посту-
Ы
нательного движения, доводочные инструменты круглого
сечения могут совершать и вращательное движение.
Доводка па станке обеспечивает большую точность
обработки и высокую чистоту обработанной поверхности.
Рис. 14. Притирочно-доводочный станок 2ПДС
Наилучшими материалами для притиров при доводке
стальных деталей являются перлитный чугун и красная
медь. Для доводки твердосплавных матриц применяют
стальные притиры, шаржированные карбидом бора или
алмазными порошками А12-Л4. Абразивные бруски при-
клеивают к металлической оправке, которую одним кон-
цом закрепляют в верхнем шпинделе 13 станка, а дру-
гим— в нижнем шпинделе И. При доводке плоских
поверхностей шпиндели совершают только возвратно-
поступательное движение. Верхний и нижний шпиндели
получают сращение через гибкие валы с числом оборо-
02
тов в минуту 375—750. Кроме указанных шпинделей, на
станке применяются также пневматические шпиндели 5
с числом оборотов в минуту 20 000.
Для исключения завалов по кромкам ход. инструмен-
та регулируют так, чтобы в крайнем верхнем и крайнем
нижнем положении притир находился в соприкосновении
с деталью на половине ее толщины. Устанавливают де-
таль по высоте относительно притирочного инструмента
подъемным столом 9 с помощью маховика 1. Для довод-
ки участков профиля, наклоненных под углом, установ-
ка детали на соответствующий угол производится по-
воротным столом 15. Обрабатываемую деталь закрепляют
на координатном столике 12, который устанавливают на
поворотном столе 2. Координатный столик обеспечивает
перемещение закрепленной на нем детали в двух коор-
динатных осях в горизонтальной плоскости. Верхняя
плита координатного столика перемещается на шарико-
вых направляющих вручную или автоматически от от-
дельного электродвигателя. В процессе доводки доводи-
мую поверхность прижимают с помощью грузов 6,
подвешенных на стальных тросах <?, п двух натяжных
устройств 4. Для уменьшения вибрации верхней плиты
при доводке в кронштейне 8 помещены два масляных
демпфера 7, подвижные части которых связаны с троса-
ми 3. Для притирки с применением смазочно-охлаждаю-
щей жидкости станок оборудован баком 18 с насосом
для ее подачи. На станине 10 смонтировано электрообо-
рудование, пульт управления 16 и арматура местного
освещения 14.
Станки для ш л и ф о в алия и п о л и р о в а и и я
алмазной лентой. На ряде предприятий, где из-
готовляется большое число вытяжных штампов, исполь-
зуются специальные станки с гибкой абразивной поли-
ровочной лентой для доводки рабочих поверхностей
матриц. Схема станка приведена на рис. 15. Он имеет
горизонтальный стол, па котором закрепляется обраба-
тываемая матрица, и комплект переставных роликов,
служащих для направления ленты. Изменяя расположе-
ние роликов, обеспечивают полировку нужных элементов
поверхности матрицы. Конструкция стайка позволяет
обрабатывать матрицы с диаметром отверстия от 8 до
300 мм. Вследствие того, что штрихи от обработки лентой
располагаются вдоль оси матрицы (т. е. совпадают с на-
правлением движения материала детали при вытяжке),
63
достигается лучшая шероховатость поверхности штам-
пуемых деталей и значительно увеличивается стойкость
матриц.
Рис. 15. Станок для шлифования и полирования вытяжных
матриц алмазной лентой:
а — общий вид <тапка, б - схема обработки; /--станина, 2 - меха-
низм натяжения ленты, Л-- натяжной шкив, '/--алмазная лента, 5 —
натяжные рпликп, 6 — стол, 7- матрица, Я — верхние ролики, <J при-
водной шкив
Для шлифования и полирования -внутренних 'кониче-
ских, радиусных и фасонных поверхностен твердосплав-
ных вставок к штампам и пресс-формам применяются
алмазные шлифовальные ленты, изготовленные из вы-
сокопрочного капронового полотна, шаржированного
мелким алмазным порошком. Эти ленты масловлагоус-
тойчивы и при обработке допускают применение сма-
64
зочпо-охлаждающих жидкостей (легкого масла, кероси-
на, •мульсий).
Шлифование и полирование обычно 'производи гея
в три перехода последовательно тремя лентами: А80--
А63; А50 — А40; Л20— А10. Для снятия значительных
припусков применяют ленты с зернами А150 — Л125,
а для отделочного полирования — ленты с зернами А5.
Шлифование и полирование отверстий диаметром
меньше 25 мм выполняют лентами шириной 3 мм, а от-
верстии диаметром свыше. 25 мм — лептами шириной
5 мм п более. Скорость движения лепты около 25 м/с.
§ 5. Механизмы для запрессовки
и распрессовки
При сборке изделий оснастки часто применяется со-
единение деталей с гарантированным натягом. Запрес-
совка деталей выполняется под прессом или ударным
способом с применением молотка и прокладок. Послед-
ний способ малопроизводителен и часто ведет к непра-
вильному соединению и порче деталей. При механизи-
рованной запрессовке применяют рычажные, гидрав-
лические и пневматические прессы. Наиболее удобные
гидравлические прессы, развивающие достаточно боль-
шое. усилие, обеспечивающие любую скорость нагружения
п гарантирующие точность установки запрессовываемых
деталей. В инструментальных цехах применяют преиму-
щественно малогабаритные гидравлические прессы уси-
лием от 1 до 10 3'.
Для разъема напрессованных деталей широко при-
меняется винтовой двухрычажный съемник.
§ 6. Подъемно-транспортные
механизмы
При выполнении сборочных работ, монтаже и паладке
тяжелой оснастки пользуются различными подъемно-
транспортными механизмами, которыми располагает ин-
струментальный цех. Для поднятия деталей и узлов мас-
сой более 16 кг применяются местные механизированные
подъемные средства общецехового назначения (крап-
балкп, подъемные крапы). Наиболее удобны подъемные
Владимиров В.
65
средства, устанавливаемые для
или нескольких рабочих мест. К
рне. 1G. Ручной подъемный стол-
тележка для перемещения штам-
пов и установки их на прессе
оослужпванпя одного
их числу относится, на-
пример, поворотный
консольный кран с
ЭЛОК грическнм НОД ь-
емным механиз-
мом электриче-
ской талью.
Для перемеще-
ния тяжелых штам-
пов и пресс-форм по
полу цеха применя-
ются различные те-
лежки, оборудован-
ные подъемными
устройствами. Наи-
более удобны тележ-
ки, платформа кото-
рых оснащена гид-
равлическим меха-
низмом, смонтиро-
ванным на самой те-
лежке, что позволяет
производить подъем,
опускание и переме-
щение тяжестей, не
подключаясь ни к
какой централизованной сети электро- или пневмоппта-
нпя. Одна из таких тележек показана па рис. 16.
§ 7. Техника безопасности
при пользовании электрическими
и пневматическими ручными машинами
Электрические машины. В зависимости от на-
значения ручной электромашины и особенностей ее кон-
струкции существуют в различные приемы работы с ней,
которые необходимо предварительно изучить.
11 е р ед т е м как приступить к р а б о т е
с. р у ч п о и э л с к т р о м а ш и п о й, н с о б х о д и м о
проверить ее исправность. Сначала проверя-
ют крепление отдельных деталей, затем вручную про-
веряют легкость и плавность движения ходовых деталей
и узлов, убеждаются в наличии смазки. Особенно тща-
G6
телыю должна быть проверена исправность питающего
шлангового шнура, изоляция которого не должна быть
повреждена.
При проверке работы системы включения предвари-
тельно проверяют соответствие напряжения и частоты
тока в сети номинальным данным электродвигателя
машины и наличие заземления (или зануления), если
рабочее напряжение выше 65 В. Работу выключателя
проверяют многократным включением и выключением
вхолостую, а затем присоединяют инструмент к элек-
тросети и несколько раз включают и выключают его.
Во всех случаях пользования элект-
рической м а ш и и о й наблюдают за те м,
чтобы электродвигатель ее не перегре-
вался. Степень нагрева считается допустимой, если
приложенная к поверхности корпуса электродвигателя
рука выдерживает прикосновение.
Используемый для работы режущий инструмент дол-
жен соответствовать размерам и назначению электриче-
ской машины. Начинать и выполнять работы можно
только убедившись в полной исправности режущего ин-
струмента и падежном его закреплении в патроне
машины.
При в к л to ч сипом э л е к т р о д в и г а т е л с
нельзя регулировать инструмент, устра-
нять неисправности и т. и. При всяком ремонте
необходимо отключить питающий шнур электрической
машины от сети.
Включать электродвигатель следует только перед
самым началом рабочей операции; при перерывах
в работе двигатель д о л ж с и б ы т ь в ы к л ю ч е и.
Необходимо постоянно оберегать питающий шнур от
повреждений и не допускать перекручивания его. При
переходе с электрической машиной с одного мест|1 ра-
боты па другое не допускается натяжение шнура.
После окончания работы пи т а ю щ и й
шнур нужно отсоединить от сети, пр о-
тереть сухо й т р я п к о й и а к к у р а т н о с м о-
т а т ь его. Затем очищают электрическую машину от
пыли, стружки, грязи и масла.
Хранить электрические машины необходимо в закры-
тых ящиках. При длительных перерывах в работе маши-
ны следует сдавать в кладовую для проверки, смазки,
профилактического ремонта и хранения.
С л е с. а р ю - и и с т р у мента 1ь щ и к у и с р а з-
решается самому разбирать и ремонти-
р о в ат ь эл е к т р и ч с с к и с м а ш и и ы.
Г1 н е р. м а т и ч о с к и е маш и п ы. Перед началом ра-
боты, прежде чем присоединить шланг подачи сжатого
воздуха к пневматической машине, необходимо шланг
тщательно продуть сжатым воздухом, чтобы удалить пз
пего пыль и грязь.
11 е р с д и а ч а л о м р а б о т ы и и е в м а т и ч с-
с к у ю м а ш н н 'у н у ж и о х о р о ш о с м а за ть
ж и д к и м ч и с т ы м м и и с р а л ь и ы м м а с л о м. 11иев-
момаппшы ударного действия, не имеющие спениаль-
ных масленок, смазывают не реже 2 раз в смену, нали-
вая масло в инструмент через отверстие футоркм.
Необходимо следить за тем, чтобы масло не попада-
ло внутрь шланга и на ею поверхность, гак как оно
разрушает резину.
Коленчатый валик и зубчатую передачу в сверлиль-
ных машинах смазывают густой смазкой (солидолом).
Добавляют эту смазку по море надобности, через имею-
щиеся масленки.
Резиновый шланг присоединять к п и с г.-
мат идеекой машине нужно до подачи
сжатого воздуха; включают сжатый воздух уже
тогда, когда инструмент подключен.
В л ю ч а ю т м а ш и и у в р а боту тол ь к о
после того, как вставлен рабочий и li-
с. т р у и е и т.
Ио окончании работы сначала закрывают доступ
сжатого воздуха в питающий шланг пневмомашины,
а затем уже отсоединяют шланг от трубопровода.
Нельзя о т с о е д и пять п и с в м о м а ш и и у о т
ш л а и г а и ри и с з а к р ы т о м д о с т у и е н ш л а и г
сжатого воздуха, так как мод давлением воздуха
шланг может вырваться из рук рабочего н нанесгн ула-
ры рядом работающим.
С л е cap я м -мне т р у м с и т а л ь щ и к а м, пол ь-
з з' ю щ и м с я р у ч и ы м и и п с в м а т и ч е с к и м и м а-
шипами, запрещается самим разбирать
л х и р с м о п т и р о в а т ь.
ГЛАВА VI
ТОЧНЫЕ ИЗМЕРЕНИЯ
И РАЗМЕТКА
§ 1. Определение отклонений
от заданна# формы детали
При изготовлении технологической оснастки измеряют
следующие наиболее важные параметры: линейные раз-
меры --длину, ширину, толщину, диаметр, глубину, уг-
лы. Креме того, проверяют отклонения формы и рас-
положения поверхностей детали, т. с. отклонения от
прямолинейности, параллельности, перпендикулярност и,
плоскостности, круглости, цплипдричности, заданной
чертежом кривизны.
Требуемая точность в инструментальном производ-
стве колеблется в пределах от 6,1 до 0,001 мм. В соот-
ветствии с этим разработаны и конструкции измеритель-
ных средств, точность изготовления которых обычно
в 10 раз выше требующейся точности измерения.
В связи с быстрым развитием техники и повышен-
ными требованиями к точности изготовляемой оснаст-
ки повышаются и требования к измерительным сред-
ствам, а это обязывает рабочего-инструментальщика хо-
рошо знать конструкцию современных измерительных
средств и технику измерений.
При изготовлении деталей, кроме отклонений от за-
данных размеров, всегда наблюдаются отклонения от
заданной .геометрической формы детали и взаимного
расположения поверхностей. Рассмотрим характерные
отклонения этого рода, с которыми наиболее часто при-
ходится иметь дело слесарю по оснастке.
Приняты следующие основные наименования, опре-
деляющие неточность геометрической формы деталей:
овал ь п о с т ь, о г р а н к а, к онус в о с т ь, б о ч к о-
образность, седлообра зность, изогну-
тость, р а д п а л ьп о е б пение, торцовое б и е-
н ие, в ы п у клость, вогнутость.
Овальность - отклонение от цилиндрической
формы, при котором диаметры сечения, измеренные во
взаимно перпендикулярных направлениях, по равны
между собой. За величину овальности принимают раз-
ность между наибольшим и наименьшим диаметрами
сечения (рис, 17,а).
Огранка такое отклонение от цилиндрической
формы, при котором реальный профиль представляет
собой многогранную фшуру. За величину огранки при-
нимается наибольшее расстояние от описанной около
сечения фигуры окружности до контура действительного
профиля (рис. 17,6).
Рис. 17. Неточность iсометрпчоской формы деталей:
и — овальность, <> - - огринка. « — конусность, г Иочкообра тъ, <1 — с.'д-
досбразпоггь, е июшуто^чь, яг -биение и смещение осей (/ радиаль-
ное биение, 2 торцовое биение, 3— смешение осп отверстия отно< игопыю
оси детати), s — выпуклость, и — вогнутость
К о и у с и о с т ь — отклонение, при котором образую-
щие прямолинейны, по не параллельны. За величину
конусности принимают разность диаметров двух попе-
речных сечений, отстоящих друг от друга па определен-
ном расстоянии I (рис. 17,в).
Б о ч к о о б р а з и о с г ь характеризуется пепрямоли-
нейиостыо образующих, при которых диаметры увели-
чиваются от краев к середине сечения (рис. 17,?).
С е т. л о о б р а зное т ь нспрямолпненпость обра-
зующих, при которой диаметры уменьшаются от краев
к серенпне сечения (рис. 17,6).
7G
Изогнутость - iiikov. отклонение or цилиндриче-
ской формы, при котором геометрическое место центров
поперечных сечений цилиндрической поверхности не ле-
,i;ur на прямой линии (рис. 17, е).
Радиальное биение является результатом сме-
щения центра сечения относительно оси детали и некруг-
лости самою сечения (овальности, огранки). Оно опре-
деляется разностью наибольшего и наименьшего рас-
стояния точек реальной поверхности до осп вращения
детали в сечении, перпендикулярном этой оси
(рис. 17, »-/).
Т о р ц о в о е б и е п и е является результатом непер-
пепдикулярности торцовой поверхности к базовой оси
и отклонений формы торца ио линии измерения. Оно
определяется разностью между наибольшим и наимень-
шим расстояниями точек реальной торцовой поверхно-
сти, расположенных на окружности заданного диаметра,
и плоскостью, перпендикулярной оси вращения детали
(рис. 17, ж-2). Если диаметр измерения биения нс задан,
то торцовое биение измеряется на наибольшем диамет-
ре торцовой поверхности.
И е и а р а л л е л ь и о с т ь ю поверхностей (от-
клоненном от параллельности) называется отклонение,
при котором расстояние между поверхностями различ-
но в разных сечениях. За величину непараллельности
плоскостей принимают разность между наибольшим
и наименьшим расстояниями между плоскостями па
заданной площади по длине.
Непер пей дпкул я рн ость (отклонение от пер-
пендикулярности) плоскостей, осей пли оси и плоскости
характеризуется отклонением угла между плоскостями,
осями или осью и плоскостью от утла в 90°. Неперпсн-
дикуляриость выражают в линейных единицах на задан-
ной длине пли п градусах (рис. 17, ж-3).
Отклонение от геометрической формы и взаимного
расположения поверхностей может также выражаться
в виде в ы п у к л о с т и (рис. 17, з) пли в о г и у т о с т и
(рис. 17,//).
§ 2. Оценка шероховатости
обработанной поверхности
Шероховатостью поверхности называют совокупность
неровностей с относительно мятыми шагами, образую-
71
щих рельеф поверхноели и рассматриваемых в пределах
малого участка длины. Шероховатость образуется в ре-
зультате обработки поверхности (независимо от метода
обработки) и может представлять собой сочетание нало-
женных друг на друга неровностей с различными
шагами.
Для определения шероховатости поверхности приме-
няются специальные приборы — профилографы, профи-
лометры, микроинтерферометры, сравнительные микро-
скопы и др., которые подразделяются по способу изме-
рения на две группы: контактные (электрические)
и бесконтактные (оптические).
Сущность устройства приборов контактного действия
заключается в том, что по контролируемой поверхности
перемещается игла (стальная или алмазная), верти-
кальные смещения .которой, соответствующие высотам
мпкроперовностей, увеличиваются электрическим, опти-
ческим или механическим способом и регистрируются
отсчетным устройством.
Бесконтактные приборы дают более точные показа-
ния, но не производят автоматической записи величин
наблюдасмых отклонений.
В условиях цеха, чтобы отнести шероховатость кон-
тролируемой поверхности к тому или иному классу,
применяют специальные образцы, представляющие со-
бой набор стальных пластинок (рис. 18), обработанных
до определенного класса чистоты. Визуальное сравне-
ние поверхностен образцов с обработанной поверх-
ностью дает основание отнести обработку поверхности
детали к тому или иному классу чистоты.
Образцы шероховатости поверхности выпускаются
инструментальной промышленностью в виде наборов
при изготовлении тех-
нологической осн а -
стки наиболее удо-
бен набор № 3, вклю-
чающий 25 шт.
стальных закален-
ных пластинок, об-
работанных до 6 —
13-го классов чисто-
ты.
Оценка шерохо-
ватости поверхности,
i2 1, 2, о и -к /для пользования
Р.чг. 1Я Эталоны для сравнения клас-
са чг.ггшы
обработанной выше 8-го класса, в значительной степе-
ни зависит от опыта контролирующего, вида и степени
освещения (дневной свет, лампа накаливания, направ-
ленный или рассеянный свет н т. д.), поэтому для точ-
ного сравнения на заводах применяют специальные ми-
кроскопы сравнения. Эти микроскопы позволяют одно-
временно рассматривать проверяемую деталь и образец
поверхности, которые в поле зрения микроскопа видны
расположенными рядом при одинаковом увеличении и
одинаковых условиях освещения.
Рис. !9. Цеховые приборы для определения шерохо-
ватости поверхностей:
а микроскоп сря ЯПОНИЯ ЛПТМО» б — двойной микроскоп
сравнения МИС-11
На рис. 19,о показан портативный микроскоп срав-
нения ЛИТМО, установленный па нормальном штативе
обычного биологического микроскопа. Микроскоп имеет
постоянную фокусировку на поверхности изделия и об-
разца, которая достигается при закреплении образца
винтом в гнезде микроскопа и при соприкосновении
трубки объектива с проверяемой поверхностью, что зна-
чительно упрощает процесс контроля.
Микроскоп ЛИТМО может быть использован и как
переносной прибор накладного типа. Для этого его
снимают со штатива и прижимают трубкой к прове-
ряемой поверхности изделия. Микроскоп имеет постоян-
ное увеличение в 70 раз и поле зрения 1,7 мм. Он обес-
печивает опенку шероховатости поверхности до 12-го
73
класса чистоты и успешно применяется для цехового
контроля.
Микроскопы сравнения других типов имеют сменные
объективы и окуляры, 'позволяющие менять степень уве-
личения в пределах от 15 до 200 раз. Большие увеличе-
ния применяются при определении высших классов
чистоты.
Для определения шероховатости поверхности и изме-
рения высоты микронсровпостеп в лабораторных усло-
виях применяются значительно более, сложные оптиче-
ские приборы - двойные микроскопы, мпкроиптерферо-
метры, а также электрические контактные (щуповые)
приборы - профилометры и профилографы. Последние
позволяют не только определить шероховатость контро-
лируемой поверхности, по и записать ее профиль па
лепту.
На рис. 19, и показан внешний вид двойного микро-
скопа МИС-11, основанного на принципе светового сече-
ния, разработанного акад. В. П. Линником.
§ 3. Средства точных измерений
и разметки
III т а н ген инет р у м е пты. Точные штангепипстру-
менты широко распространены в инструментальном де-
ле. Их применяют для измерения наружных и внутрен-
них диаметров, длин, толщин, глубин и т. д. К числу
точных штангенинструментов относятся штангенцирку-
ли с точностью отсчета 0,05 и 0,02 мм, штангенглубипо-
меры, штапгснзубомсры, штангенрснсмасы.
В ппаигепинструмептах современных конструкций
шкала нониуса делается с более крупными делениями,
чем деления основной шкалы; опа имеет длину 39 мм
и разделена на 20 делений. Это более удобно для отсче-
та, так как каждое деление нониуса равно 1,95 мм и точ-
ность определения размера при этом достигается 0,05 мм.
У штангепинструмеитов с точностью отсчета 0,02 мм
шкала нониуса имеет длину 49 мм и разделена на
50 делений. "В этом случае каждое деление нониуса рав-
но: 49:50---0,98 мм, т. е. короче деления шкалы штанги
па 1.00 0,98=-0,02 мм.
Штангенциркули (рис. 20, о) используются для
измерения наружных п внутренних размеров, прочерчи-
74
ваппя дуг, окружностей и параллельных линий, деления
окружностей и прямых ливни на части при разметке
и других работ.
Штангенциркули из! отопляются различной величины,
с пределами измерений 0—125, 0—200, 0—320, 0—500 мм.
Выпускаются также штангенциркули с односторонним
расположением губок, предназначенные для наружного
Рис. 20. Применение штапгснппструментов для точных
измерений:
«—точный шгапгепчпркуль, б- шгаигенглубшюмер, с - пиан-
г vii гл у б ином ср с о гогну I ы м концом ш I а ш и, г - - in га игспрейс мае
75
•i 5;ii\ i bi'iuiet и и t'iCi •спим R|>\'Ши, aocipn I'iiux деталей.
Qiiii’iiMteor длину ninucu 710, 1000, 1100 и 2000 мм.
Ill г n u i e л г л у б и и '> м с p ы служа г для измерения
высот, глубины глухих отверстий, толщины степок, глу-
бины канавок, пазов, выступов. Изготовляются штан-
пчг < .чх'чнмеры с пределами измерений 0—200, 0—320
и ;!--п(Ю мм с величиной отсчета по нониусу 0,05 мм
и 0,02 мм. При измерении штангенглубппомером
(j)iie. 20, б) его основание ставят па поверхность детали,
от которой отсчитывают размер, а штангу передвигают
до упора в другую поверхность Л, до которой измеряют
расе гояиие.
При измерении в труднодоступных местах применя-
ют сменную штангу с отогнутым концом (рис. 20, fl).
Шт а н г с. н р с й с м а с ы предназначаются для из-
мерения высот от плоской поверхности и для точной
пространственной разметки, выполняемом на плите.
Штапгепрсйсмас (рис. 20, г) состоит из основания 8,
в котором жестко закреплена штанга 1 со шкалой,
рамки 2 с нониусом 6 и стопорным винтом 3, устрой-
ства 4 для микрометрической подачи рамки 2, сменной
ножки 7 для разметки и ножки 2, предназначенной для
измерения высот. Зажим 5 служит для закрепления
сменных ножек на высоту рамки 2.
Штапгенрсйс.масы изготовляются с пределами изме-
рения высот 0—-200, 30—300, 40—500 и 60 -1000 мм.
Точность отсчета 0,05 и 0,02 мм по нониусу.
М и к р о м етрнческие пнет р у м е и т ы. К мик-
рометрическим инструментам относятся: микрометры
для наружных измерений, микрометрические нутроме-
ры, микрометрические глубиномеры, микрометрические
зубамеры и ряд других.
Н<> всех микрометрических инструментах шаг резьбы
принят равным 0,5 мм. Следовательно, при повертыва-
нии впита па одни полный оборот измерительная по-
верхность (торец винта) переместится на 0,5 мм, что бу-
дет о I мечено иа отсчетном устройстве втулки 1
(рис. 21,а). Па скошенном конце барабанчика 2 микро-
мера имеется круговая шкала с 50 делениями. При
вращении барабанчик перемещается вдоль втулки 1
п за один оборот проходит путь, равный 0,5 мм. Следо-
вательно, цепа деления шкалы барабанчика равна
0,5:50--0,01 мм.
При измерениях целое число миллиметров отсчиты-
7<>
вают по нижней шкале втулки, а половины миллимет-
ров но верхней шкале. Сотые доли миллиметра отсчп-
тышпог из шкале барабанчика 2 ио тому делению, ко-
торое совпадает с продольной риской па втулке.
Микрометры. На рис. 21,6 показан микрометр
стандартной конструкции. Такие микрометры вы-
пускаются с пределами измерений 0 25, 25—50, 50 -75,
Рис. 21. Микрометрические инструменты:
п--отсчетпле устройство. Я—микрометр стандартной KOjicipy
цки, в - микрометрический нуiромер, г — микрометрпчсскп.1
нпихмас. </ - микрометрический глубиномер
75—100 и так далее до 275 -300 мм*. При этом изме-
няется только форма и размер скобы, а конструкция
микрометрической .головки остается неизменной.
Чтобы при измерении микрометром ограничить силу
нажима винта на измеряемую деталь и обеспечить по-
стоянство этой силы, все микрометры снабжены трещот-
кой 3. Перед тем, как прочесть показания па шкалах
микрометра, микрометрический винт с помощью тре-
щотки завинчивают до упора в измеряемую деталь
и фиксируют его стопорной гайкой.
* Стандартом предусмотрен также выпуск крупногабаритных
микрометров для измерения в пределах 300—-100, 100—500 и 500—
600 мм со скобой особой конструкции.
77
Обычно микрометры обеспечивают точность пзмсрс-
Ш1.1 0,01 мм, а при некотором навыке пользования мик-
рометрами можно вести отсчет и с точностью до
0,005 мм.
М н к р о м е а р и ч с с к и е. н утр о мер ы служат для
измерение диаметров отверстий и других внутренних
размеров деталей. Для измерения диаметров небольших
отверстий (от 5 до 55 мм), ширины пазов и мелких
выемок применяются мпкроиутроморы с мерительными
ланками (рис. 21,в). Настройка такого нутромера и про-
верка ТОЧПОС1И показаний его шкалы производятся по
установочному кольцу. Для фиксации мерительных ла-
пок на определенном размере служит стопорный винт.
11а рис. 21, г показан м и к роме т р и ч е с кий ну т-
ромср. Он имеет стебель 7, оканчивающийся слева
мерительным наконечником 4 со сферической поверх-
ностью. Барабан 8 неподвижно связан с микрометриче-
ским винтом, несущим подвижную мерительную поверх-
ность 9. При установке нутромера па нуль расстояние
между мерительными сферическими поверхностями рав-
но 50 мм. Микрометрический винт имеет нарезку, дли-
на которой позволяет увеличить это расстояние на 13 мм.
Следовательно, предел измерения микрометрическим
нутромером составляет 50—63 мм. Настроенный размер
фиксируется стопорным винтом 6.
Для расширения пределов измерения к нутромеру
прилагаются сменные удлинители, которые навинчива-
ют на место резьбозащнтной гайки 5. При помощи на-
бора удлинителей можно измерять размеры деталей
от 50 до G00 м.м *.
Установка нутромера на нуль производится по конт-
рольному кольцу, микрометру или блоку плоскопарал-
лельных концевых мер длины.
М и крометрический глубиномер (рис. 21, д)
предназначается для измерения пазов, глухих отверстий
или уступов на глубину до 100 мм с точностью измере-
ния 0,01 мм. Он имеет основание 10, к которому при-
креплена микрометрическая головка 12 с мерительным
стержнем И. Отсчет размеров производится по шкале
длиной 25 мм. Сменные стержни позволяют производить
измерения глубины в пределах 25—50, 50—75 и 75—
100 мм.
* Выпускаются также микрометрические нутромеры с удлини
толями повышенной жесткости для измерения в пределах 150—1250,
800—2500, 1250—4000 мм.
78
Плоскопараллельные конце вы о. меры
длины. Плоскопараллельные концевые меры длины
представляют собой набор весьма точных стальных мер
в форме прямоугольного параллелепипеда с двумя вза-
имно параллельными измерительными поверхностями,
расстояние между которыми определяет их размер
(рис. 22,а).
Рис. 22. Примеры использования плоскопараллельных концевых мер
длины:
а набор концевых мер в футляре, б—составление блока п’ипок, в— блок
плиюк в державке с лапками дчя промера отверстий и палов, г - ьлок пли-
ток с лапками для точной разметки на плоскости, с) блок плшок в слойке
с лапкой для точной прострапешенпий ра^кики
Плоскопараллельные концевые меры длины изго
товляются из высококачественной хромистой слали, про-
ходят сложный цикл термической обработки с закачкой
на твердость HRCPi'2- СИ п тщательно обрабатываю гея
шлифованием и доводкой. Номинальный размер между
мерительными поверхностями плоскопараллельных кои-
79
цевых мер выдерживается с точностью до 0,0001 мм,
а шероховатость рабочих поверхностей соблюдается по
13-му классу. Благодаря этому концевые меры облада-
ют способностью притираться друг к другу, что позво-
ляет составлять из нескольких концевых мер нерассы-
пающисся блоки (рис. 22,6).
В зависимости от точности изготовления концевые
меры разделяются па классы точности: 0-й, 1-й, 2-й и 3-й.
Самым точным является класс 0-й. Концевые меры
комплектуются в наборы № 1 (из 87 мер), № 2 (из
42 мер), № 3 (из 116 мер) и других номеров, состоящих
из концевых .мер, подобранных таким образом, что мож-
но составить любой необходимый размер с интервалом
в 0,001 мм. При составлении блока требуемого размера
сначала берут концевую меру, которая имеет размер,
включающий тысячные доли миллиметра. Размер этой
концевой меры вычитают из требуемого размера блока.
Затем берут концевую меру размером, включающим
требуемые сотые доли миллиметра, и ее размер вычита-
ют из остатка, получившегося после первого вычитания;
далее таким же образом определяют размер следующих
концевых мер. Нужно стремиться к тому, чтобы блок
состоял из возможно меньшего количества концевых
мер. Например, в блоке размером 57,845 мм из набора
№ 1 должно быть не более четырех концевых мер:
Размер блока......... . 57,845
Первая мера............... 1,005
Остаток . . ....... 55,84
Вторая игр;, .............. 1,34
Остаток............ 55,5
Третья мера ..'.... 5,5
Четвертая мера (остаток) 50,0
Для работы в условиях цеха достаточно иметь набор
концевых мер 3-го класса точности. С помощью различ-
ных приспособлений концевыми мерами можно пользо-
ваться для контроля размера точной детали, шаблона
паи калибра, установки различных измерительных
инструментов и приооров, для точной размотки. На
рис. 22, ti, г, О приведены примеры различного использо-
вания набора плоскопараллельных концевых мер длины.
>;о
Обращаться с концевыми мерами нужно весьма
осторожно и бережно: их нельзя брать руками за мери-
тельные поверхности, подвергать ударам, нагреванию,
скоблить и царапать. Для предохранения от быстрого
износа и повреждения при наборе .мер в блок необходи-
мо применять имеющиеся в наборе защитные концевые
меры. После работы блок мер следует разобрать, про-
мыть авиационным бензином или техническим спиртом,
тщательно протереть замшей или куском чистой мягкой
ткани («.салфеткой») и положить в соответствующие
ячейки футляра набора. При длительном хранении кон-
цевые меры смазывают техническим вазелином.
Щупы. Щупы представляют собой набор точно об-
работанных стальных пластинок толщиной от 0,02
до 1 мм и длиной 50, 100 или 200 мм. Щупы применяют-
ся для проверки величины зазоров между сопряженны-
ми деталями. В инструментальном производстве их чаще
всего применяют при сборке штампов, отладке приспо-
соблений и проверке плотности смыкания пресс-форм.
Выпускается четыре набора щупов, отличающихся
друг от друга количеством пластинок и их толщиной.
Толщина пластинок в наборе указана на каждой из них
и чередуется в наборе № 1 через каждые 0,01 мм; набор
№ 2 имеет 17 пластинок сначала через 0,01 мм, а затем
через каждые 0,05 мм; набор № 3 имеет 10 пластинок
толщиной от 0,55 до 1 мм, а набор № 4—10 пластинок
от 0,1 до 1 мм.
Для определения величины зазора пластинки без
усилия вводят в зазор поочередно (по одной или по две-
три) до тех пор, пока их общая толщина будет соот-
ветствовать зазору.
Средства копт р о л я п рям о л и п е йи о сти
и п л о с к о с т н о с т и. Точность изготовления деталей
оснастки определяется не только соблюдением задан-
ных размеров, по и степенью отклонения их поверхно-
стей от прямолинейности и плоскостности.
Наиболее распространенным средством контроля
прямолинейности являются поверочные линейки, кото-
рые выпускаются нескольких типов.
Л е к ал ь и ы е л и н с н к и. Изготовляются лекальные
линейки трех типов: прямые с двусторонним скосом
(рис. 23, а], трехгранные (рис. 23, б) п четырехгранные
(рис. 23,н). Прямолинейность проверяют лекальными
линейками по методу световой щели (па просвет), при
этом лекальную линейку укладывают острой кромкои
па проверяемую поверхность, а источник света помеща-
ют позади линейки и проверяемой детали.
Л п п с й к и с ш п р о к о п р а б о ч е й и о в е р х-
ностью разделяются на четыре типа: прямоугольного
Piiv. 23. Средства контроля прямолинейности и плоско-
СТНОС.Т1Г.
" ”. л - линейки лекалыш» граненые, г- лпп.-йкэ прячо
У i () - - ЛИП^ПКа /'Ну Г И.рова<», р —ЛИПОЙКЛ-МСч'ТПК, 1-.
ijuifiipj уг.ювгя трехтраппая, л проверка липейкой mc-i’ц!ко..
H'l Kp.h KV> u проверка ЛППРМ.УОЙ П т краску, A
ncpj’iHjji плта, .? Koinpoib п/юекпепюстп плиты плиюй, v
ЩЯоросочпьИ’ УГОЛЬНИКИ, Н - контроль ПЛОСКОСТНОСТИ ПОР,ог/ОЧ
ной ШИПЫ 1
‘S2
сечения (рис. 23,г), двугаврового сечения (рис. 23,0),
линейки-мостики (рис. 23, е) и трехгранные (рис. 23, ж)
с углами 'Ju, 55 и (iff.
Проверка прямолинейности и плоскостности линейка-
ми с широкой рабочей поверхностью производится по
линейным отклонениям (с помощью щупа) и на краску.
При проверке па краску поверхность линейки 'покрыва-
ют тонким слоем замешанной на машинном масле
сажи* (рис. 23,з, и), накладывают па контролируемую
поверхность и по числу пятен на квадрате 25x25 мм
судят о точности проверяемой плоскости.
Довольно точные результаты даст применение поло-
сок топкой бумаги или металлической фольги, .которые
с определенным интервалом укладывают под повероч-
ную линейку. Вытягивая полоски из-под линейки, по
силе натяжения каждой пз них судят о величине откло-
нения от прямолинейности. Измерив микрометром тол-
щину полосок можно установить с точностью до 0,01 мм
величину просвета.
II о г. е р о ч и ы е плиты (рис. 23, к, л) являются
основным средством проверки плоскостности поверхно-
сти методом на краску. Плиты изготовляют из высоко-
качественного чугуна марки СЧ 18—36 мелкозернистой
структуры, твердостью ИВ 170—241. Размеры плит бы-
вают 250X250, 400X400, 400X630, 630 X 1000 и
1000X1600 мм. Предельные отклонения от плоскостно-
сти этих плит зависят от их размера и класса точности
(классы 01; 0; 1 и 2) и приняты от 4 до 25 мкм иа раз-
мер плиты 400 X 400 мм.
Плоскостность плит проверяют лекальной линейкой
на просвет и с помощью набора плоскопараллельных
концевых мер, как показано на рис. 23, н. Для этого па
проверяемую 'поверхность плиты / ставят две концевые
меры 3 и 5 одинакового размера, а поверх них ставят
линейку 4 и в просвет между поверхностью плиты и лез-
вием лекальной линейки вводят набор концевых мер 2.
Разность между размерами концевых мер 3 и 5 и набо-
ром 2 будет показывать величину изгиба поверхности
проверяемой плиты.
Поверочные плиты служат не только для контроля
плоскостности, но их широко используют в качестве ба-
* Особенно хорошие результаты даст типографская красная
краска № 219 или краска «берлинская лачурь>, разведенные машин-
ным маслом.
83
зы p.in различных контрольных операций с применение\1
\ шк.ерггичыплх средств измерения.
У г-! •> в ы е н :i I ы (ньгбш'г.ичиые \го шипки). пока-
занные на рпс. 23,/»', служат для проверки методом па
краску взаимно перпендикулярных плоскостей и нередко
испо.л, lyioTC;; в качестве вспомогательных приспособле-
ний при различных контрольных, сборочных п разметоч-
ных работах.
С р е л с. г в а к о и т р и л я и р а з м с т к и у г л о в.
.Л ш проверки или размотки углов применяются следую-
щие виды инструментов: угольники, универсальные и он-
1 ичсские \ч ломеры, плоские угловые плитки, синусные
линейки, оптические чо,тигельные головки.
Поверочные у г о.чьи и к и предназначены для
проверки и разметки прямых углов, для контроля взаим-
но перпендикулярного расположения поверхностей дета-
лен при их и гготовлении и сборке. Промышленность
выпускает поверочные угольники с углами 90°. Различа-
ют уIодышки лекальные -...для точных работ и слесар-
ные для ооычиого применения.
Лехг пшь:с уцдалышки делают калеными, точно шлп-
фош иными и доведенными. Их применяют для контро-
ля на просвет точно изготовляемых деталей. .'Текальные
разметочные угольники имеют широкое основание (пол-
ку), которым угольник прижимают к краю размечаемой
детали. Согласно стаи парту промышленность выпускает
лекальные угольники двух классов точности: 0 п 1. Наи-
более точные угольники относятся к классу 0. У всех
угольников высота делается длиннее основания. Стан-
дарт предусматривает следующие размеры сторон ле-
кальных угольников: 60X40, 100X60, 160 X 160
п 250 X 160 мм.
(Та рис. '21,а и б изображены применяемые инстру-
ментальщиками лекальные угольники типов УЛП
и УЛИТ. На рис. 2-1,в показан цельный лекальный уголь-
ник типа УЛ; он применяется при проверке на повероч-
ной плите точных деталей сложной формы и контроле
сборки малогабаритных точных штампов, приспособле-
ний и пресс-форм. На рис. 24, г показан контрольный
цплпидр-угольник тина УЛЦ, служащий для проверки
на поверочной плите .правильности угла 90° у всех дру-
гих угольников. Угольники типа УЛЦ выпускаются сле-
дующих размеров (высота X па диаметр в мм) 100X80,
250 X 100, 400 X 125 и 160 X 630.
Ряс. ?4 Среде!вл контроля и рл.пп-гкн углов:
угольник лекальный и ..>с:'уп, б —уга плшк лекальный с полкой, з - уголь-
ник лекальный иольный. г пилнпчр-у ельник, d, «’, ас плоские уг.юпые
меры, л, и, к ~ использоиаивс плоских угловых мер в комплекте с державка-
ми, д— синусная линейка ci лидар гни# копецъкцпи, лгустановка синусной
лино.*'кя- 1 — л-гггль. 2 — уг.тозю! чет, <? - - иикимы, ! - держагка, о, о--
планки, 7- ПЛ1П.Э. $ —ролик, 9 uoiiep. i,i„>i ir.'ii'i. W блок концевых игр
Плоские угловые меры предназначены для
контроля углов изделий, переноса величии угла при
точной pa ко, для проверки и градуировки угломер-
ных писгрумсптов, шаблонов и приборов.
Плоские угловые, меры изготовляются следующих
типов:
таи I--угловые плитки с отчим рабочим углом со
срезанной .вершиной (рис. 24,(7);
тип II - - угловые плитки с одним рабочим углом,
остроугольные (рис. 24, е):
тип III • угловые плитки с четырьмя рабочими угла-
ми (рис. 24, ж) (углы этих плиток подобраны так, чтобы
две стороны были параллельны);
тип IV--шестигранные призмы с неравномерным уг-
ловым шагом;
тип V — многогранные призмы с неравномерным уг-
ловым шагом.
Измерительные поверхности угловых мер обладают
способностью притираться друг к другу аналогично
плоскопараллельным концевым мерам, что позволяет
собирать блоки из нескольких плиток. Проверка углов
с помощью угловых плиток производится на просвет.
Угловые меры выпускаются комплектами в виде на-
боров трех классов точности: 0, 1 и 2-го с допусками
соответственно ±3, ±10 и ±30 секунд.
К каждому набору угловых мер прилагается лекаль-
ная линейка и комплект державок с отверстиями и за-
жимами для удержания нескольких собранных в блоки
плиток. Для этой цели угловые плитки также, имеют по
нескольку отверстий (рис. 24, а, и, д).
С и п у с н ы е лине й к и. Применяются для точной
проверки, разметки пли установки угловых изделий,
шаблонов и калибров. Обычная синусная линейка
(рис. 24, л) представляет собой стальную точно отшли-
фованную 'Прямоугольную плиту 7 с двумя призматиче-
скими вырезами в боковых гранях. В вырезах крепятся
два стальных точно отшлифованных и доведенных ро-
ликов <S определенного диаметра d (рис. 24, м). Ролики
располагаются на задашю-м расстоянии L. К боковым
граням с помощью винтов могут быть укреплены план-
ки 5 и о. На верхней плоскости линейки имеются глад-
кие резьбовые, отверстия для крепления винтами допол-
нительных установочных планок или непосредственно
обрабатываемой детали (например, прп разметке).
86
Для установки линейки на требуемый угол а к пло-
скости поверочной плиты 9 под ролик 8 подкладывают
блок плоскопараллельных концевых мер 10, размер ко-
торого Н определяется ио формуле:
II L-sin « мм,
где L - расстояние между центрами роликов.
Если известна высота блока плиток Н и требуется
узнать полученный угол а, то расчет ведут по формуле:
sin а
II
~ь'
Стандартные синусные линейки выпускаются Его
и 2-го классов точности и имеют следующую градацию
основных размеров:
Расстояние между центрами
роликов ................100; 200;
Диаметр ролика............20; 20;
300;
30;
500
30
Погрешности при построении утла с помощью синус-
ной линейки быстро возрастают с увеличением угла.
Поэтому на синусных линейках измеряют углы только
до 45е. ’
ГОСТ 4046-71 предусматривает выпуск промыш-
ленностью трех типов синусных линеек:
тип I без опорной плиты, с одним наклоном;
тип II - с опорной плитой, с одним наклоном;
тип III -с двумя опорными плитами, с двумя накло-
нами во взаимно нервен аннулярных направлениях (си-
нусный .• Гц. ВТ,)
Угломеры. Д.-.я измерения углов деталей широко
используются универсальные угломеры с нониусом. Наи-
большее распространение получили угломеры типа УМ
конструкции .Лспиш радского инструментального завода
(рис. 25. о) и типа УН конструкции московского завода
«Калибр» (рис. 25, б).
Угломер типа УМ позволяет измерять углы в преде-
лах от 0° до 180° с точностью отсчета 5 мин.
Более, удобен инструментальный угломер УН завода
«Калибр». Он построен по принципу круговой шкалы
и позволяет измерять уыы в пределах от (Г до З'ЗГЕ. На
дуге •'/ угломера, па одном конце которой укреплена
мерительная планка 5, нанесены деления шкалы в гра-
87
дугах. Ilu ду:с .твижюея сектор, на котором укреплена
скошенная дуговая планка имеющая деления но-
ниуса от () до 60. К угломеру прилагаются угольники .?
и линейка 6 со скошенной мерительной гранью, а также
два хомутика / для крепления угольника и линейки
к угломеру.
В собранном виде (с угольником и линейкой) угло-
мер дасг возможность производить измерение углов
от () до 50". Если удалить линейку 6 и крепящий ее хо-
мутик, предел измерения углов изменится от 140 до 230°.
Если же установить на место угольника мерительную
Рис. 25 Утл' Перы:
а пв, rpj Mi’ii I .>,'|Ы1мп УМ. <i - Jun .’epi ,i biniii II. л oiiiii-
Й8
.siiiii'i'ixy, io илмерепщ* yinoB можно ирон шоди:ь в пре-
делах от 50 До 140°. Наконец, угломер без уюльпика
и линейки позволят измерят!, углы <я 230 до 3203 Точ-
ность отсчета по нониусу на этом угломере 2 мни.
На. рис. 25, г? показан оптический угломер типа ,УО.
Линейка 12, имеющая прорезь вдоль осн, жестко соеди-
нена с корпусом 16, внутри которого неподвижно укреп-
лен лимб 15, имеющий полную угловую шкалу с иеной
деления 1°. Шкала разделен;! на четыре квадрата,
оцифрованные от 0 до 90° через кажчые 2°. Липейкх 8
можно перемещать в направлении от оси и поворачи-
вать вокруг центра корпуса 16 на определенный угол
по отношению к линейке 12. В продольном положении
линейку 8 фиксируют поворотом стопора 16. В продоль-
ный паз линейки 8 входит шпонка, связанная с верхним
диском 11, на котором установлены лупа 7 с увеличе-
нием в 16х и стекло 14 со шкалами, имеющими цену
деления 5'. В поле зрения лупы 7 видны две шкалы с це-
ной деления 5' и изображение части круговой шкалы 15,
освещаемой через стекло 14. В данном случае отсчет
равен 1°35'’; он определяет угол между линейками 8 и 12.
Угол между этими линейками устанавливают поворотом
по часовой стрелке накатанною кольца 9 и фиксируют
стопором 10. Подставка 13 с плоской поверхностью
и с призматическим углублением служит для установки
угломера па плоскую пли цилиндрическую поверхность
при разметочных работах и контроле сборки.
Электр о м а г и и т н ы с поворот по-раз м е-
точиые устройства. На рис. 2G показано ком-
пактное вращающееся разметочное устройство, являю-
щееся в принципе электромагнитной зажимной плитой,
которая может поворачиваться вокруг двух взаимно
перпендикулярных осей. Вследствие этого изделие, при-
жатое .к указанной плите силой магнитного притяжения,
может быть установлено в любое положение относитель-
но разметочной плиты согласно точным шкалам в обоих
направлениях вращения.
Описанное устройство может быть использовано не
только для разметки, ио и для контроля заготошщ или
обработанных корпусных деталей. Размеры зажпмпой
плиты 245X450 мм. Вокруг горизонтальной оси деталь
можно поворачивать па 360°, а вокруг вертикальной -
на 180°, с непосредственным делением на 45°, осуще-
ствляемым стопорными штифтами фланца. Масса уста-
89
навливасмоп детали до 20 кг. Общая масса электромаг-
нитного разметочного устройства около 90 кг.
Рис. 26. Электрона! нш Кое поворотное разметочное
устройство
Опт и ч о с к и е д с л и т о л ь и ы е. 1 о л о в к и. Опти-
ческая делительная головка (рис. 27, о) предназначена
для угловых измерений, делительных работ и угловой
разметки при обработке сложных и точных деталей.
Головка снабжается задней бабкой с пинолью и цент-
ром. Бабку устанавливают на станине 7, имеющей про-
дольный паз, в который входят направляющие сухари
корпуса 6 бабки и корпуса 3 делительной головки.
Шпиндель 8 имеет в передней части (иа рис. справа)
посадочное отверстие с конусом Морзе, в которое встав-
ляют хвостовик центра, деталь с конусным хвостовиком
или хвостовик зажимного самоцентрируюшего патрона.
С помощью маховика 1, связанного с червяком 15,
и червячного колеса 13 поворачивают шпиндель 8 с за-
крепленным па нем основным лимбом 12, имеющим кру-
говую шкалу с пеной деления 1°. Отсчетное устройство 1
служит для отсчета угла поворота шпинделя 8, положе-
ние которою после поворота может быть зафиксировано
с помощью рукоятки 2 зажимного механизма.
Головки выпускаются нескольких типов в зависимо-
сти от величины отсчета - - от 2 до 60 секунд.
90
Hti рис. 27, б приведена схема устройства оптической
головки с величиной отс«ета 2". Поток света от источ-
ника 11, пройдя через конденсор и отразившись от
зеркала, осветит часть круговой шкалы лимба 12 с це-
ной деления 1", рассматриваемую с помощью отсчетного
микроскопа, состоящего пз объектива, окуляра и шка-
лы 9, расположенной между ними. Между объективом
и окуляром помещены две призмы полного внутреннего
отражения, служащие для изменения направления пото-
ка лучей света и улучшения условий наблюдения при
отсчете.
Рве. '.2/. Он I ipic.jH:-}'.! дг.ппн-льцяя головка
Шкалу 9 можно перемещать с помощью михромстри
ческого впита 10. На шпинделе 8, помимо закрепленного
на нем основного лимба 12, имеется еще лимб 14, пред-
назначенный для грубой установки положения шпинде-
ля и поводка 5 с. центром.
1-1 и д и к а т о р ы. Индикаторами называются съем-
ные (нечетные устройства с. измерительным м-щяпизмом,
преобразующие малые измеряемые отклонения в боль
nine перемещения стрелки. С целью измерения индика-
торы устанавливают на стойках, штативах иля кренят
в специальных приспособлениях, обеспечивающих точ-
ность и удобство при выполнении работы.
При изготовлении технологи ческой оснастки наиболь-
шее применение получили индикаторы часового
типа с ценой деления 0,01 мм. Эти приборы
(рис. 28, о, б', в) используются для с,спасительного пли
сравпшсльного измерения, проверки отклонений от за-
данной формы, а также взаимного расположения по-
верхностей деталей. Ими проверяют горизонтальность
и вертикальность положения плоское гей и отдельных
элементов деталей, овальность, конусность наружной по-
верхности деталей и отверстий, соосность отверстия
с поверхностью детали, биение валов, шпинделей, махо-
виков, зубчатых колес и других вращающихся детален.
Действие индикаторов часового типа основано па ис-
пользовании специального .зубчатого передаточного уст-
ройства, которое преобразует незначительные прямоли-
нейные перемощения измерительного стержня в увели-
ченные г: удобные для отсчета пером;-щоппя стрелки по
круговой шкале.
Индикаторы часового типа выпускаются двух кон-
струкций: тип I с перемещением измерите д.щ ню
стержня параллельно шкале и тип П — с перемещением
измерительного стержня перпендикулярно шкало (торцо-
вые). Индикаторы типа 1 имеют пределы измерения от
0 до 5 им в от 0 до 10 мм, индикаторы типа И нзтотов
ляются с пределами измерения от 0 до 2 мм и от 0 до
3 мм. Для особо точных измерении московский завод
«Калибр» выпускает индикаторы многооборотпые с це-
ной .деления 0,001 мм и пределом измерения от 0 до
2 мм.
Индикаторы, показанные на рис. 28,а и б, состоят
из корпуса /, стопора .2. циферблата 3, ободка 4, отсчет-
ион стрелки 5, указателя чисел оборотов б, упша 7, гиль-
зы 8, измерительного стержня Р и наконечника /Р.
Установка шкалы индикатора на нуль производится
вращением шкалы за ободок 4. Крепление индикаторов
Рис. 28. Индикаторы часового типа:
а — с перемнц1‘пнем измернюлыюго стержня пзр ы.’ихаыю р<и
мерной шкале, б торцовый, в приспособ чешо; плр крепле-
ния и тика гора
93
в стопках (рис. 28, о) производится за ушко 7 или за
гильзу <*?.
§ Л. Принадлежности
для пространственной разметки
Изготовление детален оснастки неизбежно сопровож
дается точными разметочными работами, которые мож-
но выполнить только на контрольно-разметочной плите
и с помощью специальных инструментов. Ранее были
рассмотрены несколько видов инструментов, в одинако-
вой мере используемых как для измерения, так и для
разметочных работ. К ним относятся штангенциркули,
штангенрейсмасы, блоки плоскопараллельных конце-
вых мер с принадлежностями для разметки, лекальные
угольники с широким основанием, универсальные угло-
меры, делительные головки, синусные линейки. Однако
для выполнения точной пространственной разметки су-
ществует ряд, специальных инструментов, принадлежно-
стей и приспособлений, облегчающих эту работу и позво-
ляющих выполнить ее с наименьшими затратами времени.
Когда приступают к разметке, заготовку устанавли-
вают и выверяют па достаточно точной разметочной
плите плв па поверочной плите, пользуясь для этого
опорными подкладками, призмами, кубиками, установоч-
ными угольниками, домкратами, специальными поворот-
ными приспособлениями.
Подкладки и призмы. Подкладки применяют-
ся плоские и коробчатые (рис. 29, а), двутавровые
(рис. 29,6) и призматические (рис. 29,в). Наиболее
удобны универсальные призматические подкладки с. хо-
мутиком (рис. 29, г), позволяющие нс только точно уста-
навливать и закреплять деталь, но и поворачивать ее
па 90 и 180°, сохраняя точность установки.
Универсальные 'призмы с хомутиком имеют ряд про-
филей, обеспечивающих различные условия их исполь-
зования, изготовляются из инструментальных хромистых
сталей, проходят закалку и точную шлифовку по всем
поверхностям. В наборе разметочных принадлежностей
всегда имеется несколько призматических подкладок
парных 1! различного размера. Используются также
мат н и г ныв призмы как с постоянными магнитами
(рис. 29, В), так и с электромагнитами.
Рне. 29. Приспособления для точной ироч'транствешюй раз-
молки:
о - - подкладки коробчлыс, б--подкладка ,чву гагровая, я прп>-
магические и эч кладки, г >пппсро?льны»’ прпшы с •'.пмуплккм,
д — магнитная призм % о К'пшовичнач раз ?! вига нщшк-ч пол клад-
ка с микроме i ричсч ким впитом, лг--поткладка с подъемным вин-
том. з — пинтовые- домкратики, и - чугунный разметочный уголь-
ник, к — чугунный разметочный кубик
I Li. рис. 25). с показана клиновидная раздвигающаяся
подкладки, состоящая из двух соединенных между со-
бой стальных закаленных и точно отшлифованных
клиньев. Размечаемая заготовка уетанавлппаегс.ч на
плоскости верхнего клина, подъем и опускание .заготов-
ки производятся вращением винта, перемещающего
верхний клип относительно нижнего. Рядом (рис. 29, ж)
показана подкладка с подъемным винтом.
При установке для разметки литых заготовок при-
меняю юн винтовые, дочкратпки (рис. 29, з), чугунные
разметочные угольники (рис. 29, и) и кубики (рне. 29, д),
имеющие ряд прорезей для крепления заготовок в удоб-
ном для разметки положении с помощью прихватов,
болтов, скоб и струбцинок.
РАЗДЕЛ ВТОРОЙ
ШТАМПЫ ДЛЯ ХОЛОДНОЙ
ШТАМПОВКИ
ГЛАВА VII
ОБЩИЕ СВЕДЕНИЯ
О ХОЛОДНОЙ ШТАМПОВКЕ
И ПРИМЕНЯЕМОМ ОБОРУДОВАНИИ
§ 1. Операции холодной штамповки
Холодная штамповка является одним из наиболее про-
грессивных н распространенных методов обработки ме-
таллов. От других методов обработки она отличается
высокой производительностью, малой трудоемкостью,
экономичным расходованием материала и сравнительно
высокой точностью получаемых детален. В большинстве
случаев холодная штамповка является завершающей опе-
рацией и последующая обработка деталей не требуется.
Для штамповки в качестве оборудования используют
прессы, а в качестве инструмента (остасткп) - - штампы.
Все операции холодной штамповки можно подразде-
лить на два вида: разделительные и формоизменяющие.
Р а з д ел п г е л ъп ы,ми операциями будут от-
резка, вырубка ио контуру, вырезка, пробивка (прокол-
ка), просечка, падрезка, обрезка, разрезка, зачистка.
Ф о р м о п з м с и я ю щ и м п о и с р а ц и я м и являют-
ся гибка, завивка, вытяжка, обтяжка, формовка, отбор-
товка, закатка борта, растяжка, обжимка, правка, а так-
же осадка, объемная формовка, высадка, холодное вы-
давливание, калибровка, чеканка, клеймение.
В холодпоштамповочном производстве применяется
также 'К о м б и п и р о в а н и е операнд й ш т а м и о в-
к и, представляющее собой совмещение, в одном процес-
се двух и более технологически различных операций, на-
пример отрезки и гибки, вырубки и вытяжки, вырубки
и рельефной штамповки и т. п. Объединение операций
осуществляется либо в штампах последовательного дей-
ствия, в которых все операции и переходы выполняются
последовательно па протяжении нескольких ходов прес-
са, а в итоге за каждый ход пресса получается готовая
4 Владимиров В. М.
97
деталь, либо н штампах совмещенного действия, is кото-
рых все операции выполняются одновременно за один
\от пресса.
Совмещение нескольких операции в одном штампе
позволяет сократить трудоемкость штамповки и длитель-
ность технологического цикла, уменьшить количество
находящихся в работе штампов, сократить количество
оборудования и число транспортных операций. Кроме
того, совмещение, операций способствует повышению
точности изготовления деталей п облегчает механиза-
цию и автоматизацию процессов штамповки. Сложность
изготовления и высокая стоимость комбинированных
штампов окупаются снижением стоимости изготовления
единицы изделия.
Но виду исходного материала холодную штамповку
разделяют на листовую и объе.мпую. Для листо-
вой штамповки исходным материалом служит лист, по-
лоса, лента, иногда проволока, для объемной штампов-
ки - толстая полоса, пруток, профильный прокат.
Листовой штамповке подвергают различные материа-
лы: сталь, медь, латунь, бронзу, алюминий, дюралюми-
ний, магниевые сплавы, титан п его сплавы и другие
металлы. Штампуют и неметаллические материалы: бу-
магу, картон, текстолит, гетннакс, фибру, целлулоид,
асбест, паронит, резину, кожу и др.
Чтобы выявить пригодность материалов .к штампов-
ке, их испытывают на растяжение, и берут технологиче-
ские пробы на сопротивление срезу, перегиб, на глубину
вытяжки и т. и. Все испытания проводят па специаль-
ных машинах и приборах.
§ 2. Разделительные операции
Р а з р с з а и и е л истового мате р и а л а и о ж ь ri-
ll а м и. В штамповочных цехах для вырубки различных
деталей используют плоские заготовки в виде полос
и лент.
Листовые материалы предварительно разрезают на
полосы или па отдельные заготовки требуемых разме-
ров. Отрезка отделение части материала но незамкну-
тому контуру производится ножницами с параллельны-
ми ножами (из них один нож неподвижный, а другой —
подвижный) или гильотинными ножницами, в которых
98
верхний подвижный нож поставлен наклонно но отно-
шению к нижнему неподвижному. Отрезать заготовки
от полос и лент можно также в отрезных шта-мпах на
прессах.
Схема разрезки металла ножницами с параллельны-
ми ножами показана на рис. 30. Процесс разрезки со-
стоит из трех последовательных стадий:
Рис. 30. Схема разрезки металла ножницами
стадии упругих деформаций, когда нож только на-
минает вдавливаться и напряжения в металле не превы-
шают предела упругости (рис. 30,а);
стадии пластической, когда деформации являются
остаточными, а напряжения в металле превышают пре-
дел текучести и постепенно возрастают до максимума,
соответствующего пределу прочности металла при срезе
(рис. 30,6);
стадии разрушения, при которой образуются трещи-
ны, направленные по поверхностям скольжения и вызы-
вающие отделение одной части металла от другой
(рис. 30,в).
На срезанной кромке металла четко заметны две
зоны (рис. 30,г): узкая блестящая полоска, соответ-
ствующая пластической стадии, и более широкая полос-
ка с матовой поверхностью скалывания. На этом рисун-
ке k — зона смятия (закругления), I — зона среза, /и —
зона скалывания, п — зона смятия нижней опорой ножа.
Вырубка листового металла в ш т а м п а х.
Вырубка и пробивка листового металла в штампах яв-
ляются самыми распространенными операциями холод-
ной штамповки. В результате вырубки (пробивки) про-
исходит отделение одной части металла от другой ана-
логично процессу разрезки ножницами, ио по замкнуто-
му контуру (рис. 31).
В начале вдавливания пуансона 2 в заготовку 3 по-
следняя прогибается; вблизи режущих кромок пуансона
4-
99
п матрицы 7 создастся концентрация напряжений, что
вызывает течение металла заготовки и образование зоны
смятия. Это местное смятие будет развиваться до тех
заготовки не возникнут на-
образования линии сколь-
жения. В результате этих
явлении развивается де-
формация сдвига, сопро-
вождаемая изгибом и ра-
стяжением, вплоть до на-
чала образования скалы-
вающих трещин. При
дальнейшем вдавливании
пуансона около режущих
кромок пуансона и матри-
цы па металле возникают
скал ывающие трещи и ы.
Эти трешины направлены
нор, пока по всей толщине
пряжения, достаточные для
под некоторым углом к
поверхности листа и тля
того, чтобы опп совпали,
и с о б х о л и м о п р е д ?-
л о н п ы й з а з о р м е ж-
д у и у а и с о п о м и м а т-
р и ц е й.
После совпадения скалывающих трещин происходит
разъединение вырубаемого контура. Для окончательного
удаления вырубленной детали или отхода (при пробив-
ке) необходимо преодолеть сопротивление трению, воз-
никающему между поверхностями среза взаимно сме-
щенных частей, а также, между боковой поверхностью
вырубаемой детали (отхода при пробивке) и поверх-
ностью проходного отверстия £>ч матрицы.
Усилие, необходимое для вырубки или пробивки,
завпеш от толщины материала, механических свойств
материала, периметра разрезки, формы режущих кромок
пуансона и матрицы (которые могут быть плоскими или
скошенными), величины зазора между пуансоном и мат-
рицей, а также от состояния режущих кромок штампа.
Для расчета усилий разрезки Р в кГ в штампах
с параллельными режущими кромками ноль syio гея сле-
дующими формулами (см. схему на рис. 31):
для детали (контура или отверстия) любой формы
Р '—- £/ • <S СГ(;р • А,
нм
для детали (контура или отверстия) круглой формы
Р = nd-Sacv-k,
где L — длина периметра разрезки, мм;
S— толщина материала, мм;
d — диаметр детали (отверстия или контура), мм;
асо—предел прочности материала при срезе, кГ/мм2.
Требуемое давление пресса берется
больше расчетного усилия и обычно прини-
мается с поправочным коэффициентом /г==1,3, учиты-
вающим неравномерность толщины штампуемого мате-
риала, затупление режущих кромок штампа и т. д.
При использовании
пружинного, резинового
или пневматического
съемника, прижима или
выталкивателя требуе-
мое давление пресса бу-
дет складываться из уси-
лия вырубки (пробивки)
и усилия, необходимого
для сжатия буфера.
Маименыпее значение
а) ГР
Рис. 32. Качество вырубки:
о -• нормальная поверхность среза,
б — дефектная поверхность среза
усилия вырубки получается
при некоторых оптимальных технологических зазорах г
для каждого штампуемого материала и его толщины,
соответствующих таким условиям разрезки, при которых
трещины, идущие от пуансона и матрицы, сходятся. Это
способствует получению наиболее чистой поверхности
среза (рис. 32, а), отсутствию заусенцев и сохранению
стойкости штампа.
Если зазор между пуансоном и матрицей мал, то
окалывающие трещины не совпадут друг с другом и по-
верхность среза получится неровной, с двойным пояском
(рис. 32,6).
Чрезмерно большой зазор ведет к появлению выры-
вов и заусенцев по контуру детали. На качество поверх-
ности среза влияет также и неравномерное распрсделе
мне зазора но контуру.
При вырубке детален технологический зазор обеспе-
чивают за счет уменьшения размеров пуансона, а при
пробивке отверстий -за счет увеличения рабочего от-
верстия матрицы.
Величину зазора устанавливают в зависимости от
толщины и рода штампуемого материала.
101
'При пробивке отверстий с гладкими стенками приме-
няют уменьшенную величину зазора. Особенно чистую
поверхность среза дает сильный прижим материала при
малой величине зазора.
При вырубке (пробивке) деталей толщиной менее
0,3 мм применяют беззазорные штампы. В этом
случае рабочий контур пезакаленной матрицы получают
прошивкой готовым закаленным пуансоном пли же ра-
бочий контур псзакалешюго пуансона получают протя-
гиванием его сквозь закаленную и доведенную матрицу.
Таким же образом изготовляют штампы и для про-
бивки мелких отверстий (когда диаметр отверстия ра-
вен толщине материала пли меньше ее).
Дефекты поверхности среза и заусенцы образуются
также при затуплении режущих кромок пуансона и мат-
рицы. При затуплении режущих кромок пуансона
заусенцы образуются по контуру вырубаемой детали,
а при затуплсшш режущих кромок матрицы заусенцы
возникают вокруг пробитого отверстия. Если затупились
и пуансон, п матрица, заусенцы образуются и па детали,
и вокруг отверстия на штампуемом материале.
При вырубке толстого материала пли деталей боль-
ших размеров для уменьшения усилия вырубки и про-
бивки изготовляют штампы с симметрично скошенными
режущими кромками у матриц (при вырубке) пли
у пуансонов (при пробивке). Благодаря скосу вырхбка
происходит не одновременно по всему контуру, а посте-
пенно, по мере опускания пуансона. Поэтому усилие
вырубки, как и усилие при разрезке ножницами с на-
клонным верхним ножом, будет значительно меньше,
чем при вырубке, штампом с параллельными режущими
кромками. Скос должен быть двусторонним и симмет-
ричным относительно центра давления штампа, так как
в противном случае возникают боковые усилия, которые
часто приводят к «зарубанию» режущих кромок.
При вырубке деталей пуансон делают плос-
ким, а на матрице делают скос, как показано иа
рис. 33, а и б. Деталь получается плоской, а отход —
изогнутым.
При пробивке отверстия матрицу делают
плоской, а скос делают па 'пуансоне (рис. 33, в и г).
В этом случае деталь остается плоской, а отход, вытал-
киваемый из матрицы, получается изогнутым.
Применение скосов снижает усилия вырубки и про-
102
бивки чо 50% но сравнению с усилием, необходимым
при работе штампом с параллельными режущими
хромками.
Чтобы уменьшить усилия ври мнотопуапсонной про-
бивке, пуансоны делают разной длины, как показано на
рис. 34. Уменьшение нагрузки на пресс происходит по-
тому, что усилия разрезки возникают неодновременно.
Рис. 33. Способы уменьшения уси-
лий при вырубке и пробивке:
Ряс. 34. Ступенчатое распо-
ложение пуансонов
мшрпцг при вырубке,
пуансоне при пробив-
- „'пгтал,, И - отход
При пробивке толстых листовых материалов величину
Я берут обычно равной половине толщины заготовки,
а при пробивке тонких материалов (менее 2 мм)—рав-
ной толщине материала.
Зачистка. Детали, полученные вырубкой пли
после пробивки в них отверстий, имеют слегка конусную
и шероховатую поверхность среза. Для получения де-
Рпс. 35. Схема процесса за-
чистки вырубленной детали
талей с точными разме-
рами по наружному или
внутреннему контуру, с
острыми кромками и с
гл адкой пер пендикуляр-
ной поверхностью среза
применяют операцию за-
чистки.
Различают три основ-
ных способа зачистки: на-
ружного контура срезани-
103
ем припуска; отверстия срезанием припуска; наружно-
го контура обжатием.
Чаще применяют зачистку срезанием припуска. Этот
способ состоит в том, что предварительно вырубленная,
выправленная и установленная в матрицу штампа
(рис. 35) заготовка 2 под действием пуансона 1 вдавли-
вается в матрицу 3, режущая .кромка 'Которой постепен-
но отделяет припуск на заготовке.
Применяется однократная и многократная зачистка,
что зависит от требований к шероховатости поверхно-
сти среза и точности размеров детали. Однократную га-
чистку применяют для деталей толщиной менее 3 мм
и с плавным очертанием контура. Многократную зачист-
ку выполняют, если па детали имеются прямые углы
без закруглений или углы менее 90° с малыми радиуса-
ми закруглений, а также при толщине деталей более
3 мм независимо от их конфигурации.
Процесс зачистки отверстий срезанием припуска схо-
ден с процессом зачистки по наружному контуру. Одна-
ко стружка не разрывается до конца процесса и выхо-
дит в виде трубки.
Шероховатость поверхности среза при зачистке сре-
занием припуска для твердой стали достигает 6—7-то
класса, а для мягкой стали и латуни -7—8-го класса,
точность изготовления — 3-й класс.
Качество поверхности среза и точность зачистки
зависят от выбора припуска под зачистку (от 0,1 до
0,4 мм, в зависимости от твердости и толщины металла)
и точности изготовления штампа.
Зазор между пуансоном и матрицей зачистного
штампа берут равным 0,01 мм. Высоту шейки матрицы
делают 6—8 мм. Режущие кромки матрицы слегка
скругляют (радиус г==0,2 мм).
При зачистке наружного к о и г у р а д е-
т а л ь у к л а д ы в а ю т на матрицу то й ж е с т о-
роной, которой она б ы ла установлена
при вырубке. При зачистке отверстий деталь уста-
навливают на матрицу закругленными кромками
к пуансону.
Чистовая вырубка и пробивка. Обычная
вырубка и пробивка листового металла дают неровную,
слегка косую и шероховатую поверхность среза. В ряде
случаев изготовления штампованных деталей повышен-
ной точности (4-го, 3-го и даже 2-го классов точности)
101
требуется гладкая и перпендикулярная поверхность ере-
за с шероховатостью до 8-го класса по ГОСТ 2789—59.
Повышенной чистоты поверхности среза достигают
при вырубке и пробивке изменением геометрии рабочих
частей штампа (заваливания режущих кромок матриц)
или путем применения прижима заготовки под высоким
давлением к поверхности матрицы, что вызывает изме-
нение схемы напряженного состояния металла в зоне ре-
зания. Вследствие этого в про-
цессе вырубки скалывающие
трещины нс возникают, а срез
получается чистым по всей тол-
щине. материала заготовки.
Последний способ является бо-
лее прогрессивным.
Сущность чистовой вырубки
и пробивки под высоким дав-
лением состоит в том, что
штампуемый материал прижи-
Рис. 36. Вырубка под вы-
соким давлением
мается с усилием более
60 кГ/мм2 к поверхности мат-
рицы 3. При вырубке (рис. 3G)
один прижим 5 действует на заготовку 2, а другой при-
жим 4 — на собственно вырубаемую деталь. Чтобы вос-
препятствовать перемещению материала во время чисто-
вой вырубки, на торцовой поверхности прижима 5 вы-
полняется кольцевая зубчатая насечка. При таком спо-
собе вырубки ширина перемычки должна быть в 2,5—3
раза больше, чем при обычной вырубке, т. е. быть не
меньше 35. Величина удельного давления наружного
прижима на этой перемычке и внутреннего прижима
снизу на пуансон 1 должна примерно равняться пределу
прочности бв штампуемого материала.
Этот способ чистовой вырубки и пробивки широко
применяется, по ограничивается толщиной обрабатывае-
мого материала и габаритными размерами вырубаемых
деталей и пробиваемых отверстой. Толщина материала
должна быть не менее 3 мм и не более 12 мм, а размеры
детали в плане при вырубке нс менее 105, диаметр про-
биваемых отверстий около 15. расстояние между отвер-
стиями (перемычка)- не менее 0,85.
Разновидностью рассмотренного способа чистовой вы-
рубки (пробивки) является вырубка с применением по-
перечной осадки материала, которая создается за счет
105
кольцевого острого ребра. При тонком материале такие
ребра делают только на прижиме (рис. 37, а), а при тол-
стом— на прижиме и на матрице (рис. 37,6). Угол
у = 45°, а 6 = 30°. Следует отметить, что применение
описанного способа несколько увеличивает расход мате-
риала вследствие, увеличения размеров перемычек.
Рис. 37. Чистовая вырубка:
а — с пр и м»'-пением ребра и а в ер хп с м пр и жи м о,
б — г применением ребра па нижнем прижиме
§ 3. Гибка в штампах
Сущность процесса гибки в штампах состоит в том, что
плоская заготовка под давлением рабочих частей штам-
па изгибается и принимает их форму.
В гибочных штампа.х получают детали самой разно-
образной конфигурации.
На рис. 38, а показана схема процесса гибки. На всем
протяжении этого процесса заготовка имеет внутреннее
закругление, которое больше радиуса скругления пуан-
сона, причем происходит постепенное, уменьшение радиу-
са кривизны и плеча изгиба (/ь /к).
Заготовка постепенно уменьшающимся закруглением
прилегает в двух точках к стенкам матрицы и с опреде-
ленного момента прижимается к пуансону в трех точках.
Только в конце хода заготовка полностью прилегает
к рабочей поверхности пуансона и получает окончатель-
ную форму под воздействием калибрующего удара.
Гибка листового (или полосового) металла представ-
ляет собой процесс деформации, различно протекающий
с обеих сторон изгибаемой заготовки (рис. 38,6, в).
106
Внутренние слои ни металла (со стороны пуансона)
в процессе, гибки испытывают с ж а т и е, а внешние
слон не (со стороны матрицы) растяжение. Меж-
ду сжатыми и растянутыми слоями находится нейтраль-
ный слои 00, не изменяющийся по длине.
Рис. 38. Схемы процесса гибки в штампах:
а -- последовательность гибки, б, в, г— процесс деформации
и изменение угла гибки г. результате пружинения; h,
I - цосппснпие уменьшен nt1 радиуса кривизны и плеча
к
изгиба, г - радиус закругления пуансона, г — радиус оста-
точной деформации летали, а - - угол пуансона, «о—угол
детали, извлеченной из штампа, S— толщина материала пе-
ред деформацией, Bi-- ширина полосы материала после де-
формации, R ~~ радиус изгиба полосы по ширине
В результате гибки заготовок, имеющих незначи-
тельную ширину В относительно толщины S, сечение их
искажается, происходит некоторое увеличение шири-
ны В] заготовки вблизи внутренней поверхности заги-
баемого угла и некоторое уменьшение ширины В2 вблизи
наружной поверхности и образованно, поперечной кри-
визны радиусом R„. Кроме, тою, происходит некоторое
уменьшение толщины В. Таким образом, вместо прямо-
угольника в сечении получается искривленная трапеция.
107
Нейтральны!! слои ()() in- проходит по середине сече-
ния изгибаемой заготовки, а в зависимости от величины
г
отношения-^- смещается в сторону малого радиуса.
Е большинстве случаев гибка деталей выполняется
с ма и-м радиусом закругления и сопровождается умень-
шением толщины 5 материала в зоне гибки. Уменьшение
толщины заготовки is месте изгиба зависит от пластично-
сти материала, степени деформации и угла изгиба.
Напряжение, во внешних слоях материала при малом
радиусе гибки бывает наст&ько большим, что может
вызвать трещины и даже, разрывы в деталях. Во избежа-
ние этого необходимо правильно выбирать радиусы г
гибки, которые для различных материалов неодинаковы:
от 0,55 (алюминий, латунь, медь, сталь 10 и др.) до
1,5 5 (сталь 60, дюралюминий и др.).
Гибка сопровождается упругой деформацией (пружи-
нением металла), благодаря которой форма детали по-
сле гибки отличается от формы пуансона и матрицы. Ве-
личина пружинения зависит от многих факторов, из ко-
торых основными являются механические свойства
штампуемого материала, толщина материала, радиус
гибки и способ, которым изгибается заготовка.
Величина пружинения представляет собой разность
между величиной угла детали «о (после штамповки)
и угла пуансона гибочного штампа а (рис. 38,г). Чем
меньше радиус гибки, тем меньше пружинение.
Величину пружинения выявляют обычно во время
испытания штампа и устраняют доводкой пуансона.
Гибка в штампах может быть выполнена двумя спо-
собами: без прижима и с прижимом заготовки. Гибка
без прижима заготовки применяется для деталей невы-
сокой точности, так как возможно смещение заготовки
в процессе гибки. Гибка с прижимом исключает смеще-
ние, и детали получаются изогнутыми с необходимой
точностью. Наиболее высокая точность при гибке дости-
гается применением специальных технологических отвер-
стий, позволяющих точно устанавливать заготовку
в штампе и исключающих ее сдвиг во время гибки.
§ 4. Вытяжка в штампах
Вытяжка — это выполняемый в вытяжных штампах про-
цесс превращения плоской заготовки в полую открытую
1OR
сверху деталь замкнутого контура. Получение полых
деталей различной формы из полых, предварительно от-
штампованных .зяютовок, называется повторной вы-
тяжной.
Вытяжка бывает без преднамеренною утонения сте-
нок и с утонением стенок.
В первом случае вытяжка происходит без заранее
обусловленного изменения толщины стенок детали, во
Рис. 39. Схемы процесса вытяжки:
J09
втором случае —за счет заранее рассчитанного измене-
ния поперечного сечения н утонения стенок детали.
Вытяжка без утонения стенок. Парис. 39, а
схематически показан процесс вытяжки цилиндрического
колпачка из плоской заготовки. При атом кольцевая
часть заготовки D -- d превращается в цилиндр диамет-
ром d и высотой /?ь Приращение по высоте происходит
за счет смещения металла. Вытесняемый металл условно
показан заштрихованными цюуголышками. 'Гак как
объем металла при вытяжке не изменяется, то высота
колпачка /р больше ширины кольцевой части h за-
готовки.
При глубокой вытяжке смещенный (избыточный)
объем металла является причиной образования складок
(рис. 39.6). Получить полую деталь вытяжкой без обра-
зования складок можно лишь при использовании загото-
вок с. сравнительно небольшой разницей между диамет-
ром заготовки и диаметром птипдра. Слсдоватечыю, за
одну операцию вытяжки можно получить детали относи-
тельно небольшой высоты. Для предупреждения обра-
зования складок используют штампы, в которых заготов-
ка перед началом вытяжки прижимается к зеркалу мат-
рицы специальным прижимом -- с к л а д к о д с р ж а-
т е л е м.
В зависимости от соотношения высоты и диаметра
вытягиваемой детали, а также в зависимости от относи-
тельной толщины заготовки, вытяжку выполняют в не-
сколько переходов, с постепенным уменьшением диамет-
ра и увеличением высоты полости вытягиваемой детали
(рис. 39, н, г).
Степень деформации металла, образующего стенку
детали, возрастает по мере удаления от дна к кромке
детали. В дойной части металл почти не испытывает пла-
стической деформации, а у кромки металл претерпевает
наибольшие структурные изменения.
Толщина металла плоской заготовки и стенок вытя-
нутой детали различна: в дойной части опа остается та-
кой же, как и в исходной заготовке, в местах перехода от
дпа (сечение А) к стенкам имеет место утонение
(рис. 39,6), а со стороны открытого конца детали —
утолщение на 15—20%. Наибольшее утонение, имеет
опасное сечение А, паходящефя выше, места сопряже-
ния стенок и дна. В ряде случаев утонение здесь дости-
гает 30%, обычно же. оно составляет 10—25%.
ПО
В процессе вытяжки штампуемый материал переме-
щается через кромку матрицы. Поэтому от величины за-
кругления кромки матрицы зависят напряжения в вытя-
гиваемом материале, усилие для вытяжки, степень уто-
нения материала, образование складок или разрывов
п величина допустимого коэффициента вытяжки.
Коэффициентом вытяжки tn называют отношение
диаметра d детали к диаметру D заготовки.
Чем больше радиус закругления, тем меньше, напря-
жение в металле и меньше утонение стенок заготовки.
Однако чрезмерно большой радиус закругления кромки
матрицы ведет к образованию складок. Радиусы за-
к р у г л с н и й вы т я ж н ы х к р о м о к м а т р п ц ы при-
нимают в зависимости от глубины вытяжки и толщины
материала во опытным данным для данного металла.
Радиус закругления пуансона принимает-
ся, по возможности, равным радиусу закругления матри-
цы, по может быть взят и значительно меньшим, соответ-
ственно требуемой форме вытягиваемой детали. Мини-
мально допустимый радиус закругления пуансона равен
удвоенной толщине вытягиваемого материала, так как
слишком маленький радиус закругления кромок пуансо-
на вызывает значительное утонение материала.
Зазор между пуансоном и матрицей в вытяжных
штампах принимают ио наибольшей допустимой толщи-
не вытягиваемого материала с добавкой на утолщение
края заготовки при вытяжке. Для последнего перехода
при вытяжке деталей с заданным наружным размером
зазор устанавливают за счет пуансона, а при вытяжке
с заданным внутренним размером—за счет матрицы.
Для всех переходов, кроме последнего, направление за-
зора не имеет значения.
При вытяжке с прижимом заготовки сила прижима
имеет существенное значение: чрезмерная величина при-
жима увеличивает утонение материала, а иногда приво-
дит к отрыву дна вытягиваемой детали, малое же уси-
лие прижима ведет к образованию складок. В момент
разглаживания складок между пуансоном и матрицей
резко возрастает усилие штамповки, что приводит к от-
рыву дна. Усилие прижима регулируют при и с-
п ы т а и и и ш т а м па и его откладке.
В процессе вытяжки металл подвергается упрочне-
нию (наклепу). Наклеп резко снижает пластичность
и ударную вязкость металла заготовки. Для устранения
111
наклепа применяют межоисрацпоппып отжиг штампуе-
мых деталей.
Вытяжка с у то п с пи ем стенок это прину-
дительное, .заранее, рассчитанное уменьшение толщины
заготовки при относительно небольшом уменьшении ее
диаметра, что приводит к значительному удлинению по-
лой детали.
Схема процесса вытяжки с угопение,м стенок показа-
на па рис. 39,О. При вытяжке с утонением стенок коли-
чество операции определяется допустимой стфк*ш.>к> де-
формации, которую определяют расчетом или по табли-
цам справочников. При изготовлении топкостепных
гильз применяют последовательное протягивание заго-
ювки через две или три матрицы с постепенным утоне-
нием стенок.
Независимо от числа операций вытяжки и степени
утонения стенок детали толщина ее дна остается равной
толщине заготовки (S).
Зазор между вытяжным пуансоном и матрицей
определяют для каждой операции в отдельности. Для
первой вытяжки его устанавливают с учетом допускае-
мого колебания толщины заготовки, по во всех случаях
он меньше величины S (толщины заготовки) и соответ-
ствует принятой степени деформации. Толщина S] стопок
вытянутой детали обычно получается несколько больше
величины
§ 5. Формовка
Рельефная формовка заключается в образовании
местных углублении пли выпуклостей за счет растяже-
ния и частичного перемещения материала. Возможность
формовки без разрывов материала овредсляется величи-
ной относительного удлинения материала в зоне наи-
большей деформации.
Наиболее распространенными разновидностями
рельефной формовки являются штамповка ребер жестко-
сти и выдавок (пуклевок) (рис. 40).
Отбортовка. Отбортовкой называется процесс об-
разования борта заданной формы вокруг предваритель-
но пробитого отверстия или по краю детали. Схемы вы-
полнения операции отбортовки отверстия показаны па
рис.. 41,1/.
1J2
-10. Примеры рельефной
.ОСТКОСТП, 5 - ЛуКЛ’СЗлИ
Риг. 41. Схемы процесса
Исли требуется большая высота борта и ее нельзя
получить за одну операцию, то при отбортовке крупных
отверстий или при последовательной штамповке в лейте
применяют предварительную вытяжку, пробивку отвер-
стия в дне и затем вытяжку-отбортовку (рис. 41,6).
Если требуется получить высокий борт при неболь-
ших отверстиях в штучных заготовках, применяют от-
бортовку с утонением стенок, для чего используют мно-
гоступенчатый пуансон (рис. 41,в).
При отбортовках с небольшой высотой борта (напри-
мер, под головки винтов) применяют пуансоны, выпол-
няющие одновременно отбортовку-вытяжку и пробивку
отверстия (рис. 41,г).
На качество выполнения отбортовки большое влия-
ние. оказывают радиус закругления входного отверстия
матрицы, форма пуансона п величина зазора между
матрицей и пуансоном.
Увеличение радиуса закругления матрицы способ-
ствует получению более высокого борта.
Опыт показывает, что при увеличении зазора между
пуансоном и матрицей происходит естественное увеличе-
ние радиуса закругления и высоты борта.
Правку применяют для того, чтобы исправить
искажения формы заготовок пли чтобы придать пра-
вильную кривизну отштампованным деталям. Одновре-
менно с правкой часто выполняют калибрование от-
штамповаппых деталей, чтобы придать им точные раз-
меры. Правка деталей, полученных вытяжкой, отбортов-
кой п гибкой, применяется главным образом для умень-
шения радиусов закруглений и выпрямления дна и боко-
вых сторон. Правка требует значительного давления и
выполняется па чеканочных и фрикционных прессах.
Отштампованные плоские детали из топкого материа-
ла (до 1 мм) правят в гладких штампах между плоско-
стями верхней и нижней плиты (рис. 42,о). Для правки
более толстых материалов, когда па поверхности дета-
лей допускаются незначительные отпечатки, применяют
точечные (рис. 42,6) и вафельные (рис. 42, в) штампы.
Зубцы точечного штампа имеют в плане, квадратную
форму, а зубцы вафельного штампа—пли квадратную,
или ромбовидную. При правке, необходимо, чтобы острия
зубцов верхней плиты штампа были расположены про-
тив впадин зубцов нижней плиты.
Па рис. 42, г и д показаны схемы правки изогнутых
J14
деталей с калиброванием полок в размер, а на рис. 42, е --
схема изготовления полой детали, которая не должна
иметь закруглений в углах. Эта деталь изготовляется за
две операции; вытяжка колпачка с вогнутым дном и
правка с калиброванием углов детали.
Рис. -12. Схемы правки п калибровки отштампованных
деталей:
а - правка в глачком штампе, и точечный штамп, в - вл
фс льны и штамп, г - ка. ш бровка у гол к J в ра т м vp, д — кали и
ровна скобы в размер, < калибровка углов полой детали
§ 6. Объемная холодная штамповка
Объемная холодная штамповка применяется
для изготовления деталей сложной формы, по малых
размеров из металлов, обладающих высокой пластич-
ностью. Процесс объемной штамповки — пластическая
деформация деталей — подобен горячей штамповке. Од-
нако отсутствие нагрева позволяет получить более точ-
ные детали и с более чистой поверхностью. Применение
объемной штамповки в сочетании с другими штамповоч-
ными операциями позволяет получить детали, не требую-
щие или почти не требующие дальнейшей механической
обработки.
К числу операций объемной шгамновкн относятся:
осадка, объемная формовка, холодное выдавливание,
высадка, чеканка, клеймение.
115
Осадка среди других операции объемной штампов-
ки является наиболее простой и часто применяемой. Опа
используется для расилкицииаипя заготовок и при изго
т<шлепни деталей с односторонними и двусторонними вы-
ступами (рис. 43 а -<?). При осадке, металл свободно
течет в радиальном направлении, а при наличии поло-
стей в верхней или нижней частях штампа заполняет их.
О б ь е м и а я ф о р м о в к а (холодное прессование)
является разновидностью осадки и применяется для из-
готовления деталей более сложной формы и в более
точных штампах, имеющих фигурные полости. Вслед-
ствие наклепа детали, отформованные холодным спосо-
бом, имеют повышенную прочность и твердость. Шеро-
ховатость поверхности детали достигает 7-го класса,
а точность размеров — 5-го класса. Па рис. 43, г показан
пример изготовления детали методом холодного прессо-
вания, па рис. 43, О —-детали, полученные объемной фор-
мовкой.
Применяются два метода объемной формовки: в от-
крытых штампах, в которых излишек металла вы-
тесняется в зазор между верхней и нижней половинками
штампа в виде заусенцев, и в закрытых штам-
п а х - без образования заусенцев.
При формовке в открытых штампах добавляется до-
116
волнительная операция оорезки заусенцев, но отпадает
необходимость выдерживать точные размеры заготовки.
Точность размеров деталей, изготовляемых в закрытых
штампах, зависит от того, с какой точностью выполнена
заготовка. Штампы для объемной формовки делают мас-
сивными, формующие полости выполняют достаточно
точно и тщательно отделывают. Для особенно точных и
сложных по форме, детален изготовляют два штампа:
первый для предварительной формовки, п второй — для
калибрующей.
Шероховатость поверхности отформованных деталей
зависит от шероховатости поверхности заготовок, поло-
му заготовки перед формовкой тщательно очищают от
окалины, ржавчины и посторонних наслоений.
Холодное выдавливание заключается в том,
что металл под действием высокого давления переходит
в пластичное состояние и течет в зазор между матрицей
и пуансоном.
Преимуществом холодного выдавливания по сравне-
нию с вытяжкой является возможность изготовления
тонкостенных деталей со сложной формой дна, более
высокий коэффициент использования металла, более вы-
сокая производительность, чем при вытяжке, и более
низкие затраты на изготовление штампов.
Для холодного выдавливания пригодны металлы, об-
ладающие высокой пластичностью, малым пределом
прочности и низкой способностью к упрочнению.
Существуют два основных способа выдавливания
(рис. 44, а): прямо й, при котором металл течет в на-
правлении движения пуансона (рис. 44,7), и обрат-
н ы й, когда металл течет навстречу движению пуансона
(рис. 44,II). Применяется также комбин и р о в а н н о е
выдавливание (рис. 44,///), при котором металл
течет одновременно в направлении движения пуансона
и навстречу ему.
Прямой способ применяется для получения деталей
с фланцем и деталей типа стержней и трубок с различ-
ной формой поперечного сечения, обратный — для полых
деталей с дном типа колпачков, комбинированный — для
деталей сложной формы с различными уступами и реб-
рами в дне детали, и деталей, имеющих две полости с пе-
ремычкой между ними.
Заготовками для прямого способа выдавливания
служат плоские шайбы или толстостенные колпачки
117
(рис. 44,6). Для обратного выдавливания заготовки
и детали получают чистовой вырубкой из листа или от-
резкой от прутка. Форма заготовок должна соответство-
вать форме поперечного сечения детали.
Рис. 44. Схемы холодного выдавливания:
/--прямою, // -обратного. /П — комбинированного; а
схемы процеста, б— фирмы заготовок, в — готовые детали
Методом холодного выдавливания изготовляют дета-
ли (рис. 44, в) из свинца, алюминия, цинка, меди, латуни
и низкоуглеродистой стали.
Холодная высадка -это процесс увеличения
поперечных размеров части заготовки за счет одновре-
менного уменьшения ее длины. Холодная высадка при-
меняется для формообразования головок заклепок, бол-
тов, винтов, шурупов, гаек, а также некоторых деталей
машин из стали и цветных металов. Без нагрева выса-
живают болты размером до М20 и гайки размером
до М27.
118
Высадка выполняется обычно па холодновысадочных
автоматах одноударного, двухударного и трехударпого
действия. Материалом для высадочных работ служит
проволока или прутки соответствующего сечения. Высад-
ка за один удар применяется для изготовления заклепок
и влито»» с полукруглой головкой и других деталей,
имеющих небольшую относительную длину высаживае-
мой части заготовки.
Цикл одноудариоп высадки заклепки протекает еле
дующим образом. После подачи материала (калиброван-
ной проволоки) через отрезную матрицу нож автомата
отрезает заготовку и переносит ее на линию высадки.
Высадочный пуансон заталкивает заготовку в матрицу
п после упора заготовки в выталкиватель осуществляет
высадку головки. В момент возврата пуансона в исход-
ное положение высаженная деталь удаляется выталкива-
телем пз матрицы, и цикл повторяется.
Высадка за два удара позволяет получить детали
с. разнообразной формой головок при длине высаживае-
мой заготовки, равной 3 -G диаметрам. На рис. 45, я по-
казана последовательность высадки на двухударном
автомате винтов с полукруглой головкой, снабженной
Заготовка 1 йудор 2 /< увар 3-й увар 4-uyilap
b)
Рис. 45. Схемы холодной высадки:
<? — впит с пил у пот .энной головкой, пол > тонный за два удара на авгомаю
о бинт, полученный за чечыро улара па амомагс
119
шлицем. Пуансон с ребром, образующим шлиц, изготов-
ляют методом холодного выдавливания.
Лучшей формой для предварительного набора дефор-
мируемого металла является усеченный конус. На
рис. 45, б показан процесс, высадки деталей па четырех-
ударпом холодновысадочном автомате. При отсутствии
трех- или чстырс.хударпых высадочных автоматов при-
меняют повторную высадку па одно- или дв^хударных
холодновысадочных автоматах.
Калибрование применяется для получения точ-
ных размеров и ровной, чистой и гладкой поверхности
деталей, изготовленных объемной штамповкой или горя-
чим прессованием. Калибрование выполняется в штам-
пах па прессах ударного действия—фрикционных или
чеканочных. Различают плоскостное и объемное, калиб-
рование.
При плоскостном калибровании обжи-
маются только отдельные плоскости заготовки и калиб-
руются се размеры по толщине (рис. 46, а). Степень
осадки обычно составляет 5 10% от первоначальной
толщины заготовки.
Объемное калибрование заключается во
всестороннем обжатии заготовки с вытеснением избытка
металла в облой, который удаляют последующей обрез-
кой или зачисткой (рис. 46,6).
В некоторых случаях детали подвергают комбиниро-
ванному калиброванию — сначала объемному, а затем
плоскостному.
Холодное калибрование поковок и других заготовок
обеспечивает получение точности до 0,05 мм и гладкой
поверхности с шероховатостью до 7—8-го класса чисто-
ты (как при чистовом шлифовании).
Точность и качество калибрования зависят от точно-
сти изготовления штампа и отделки его калибрующих
поверхностей.
Рис. 46. Схемы калибрования:
а — плоскостною, и — объемного
120
Ч е к а н к о и образуется выпукло-вш'нутый рельеф па
поверхности детали за счет незначительного перемеще-
ния металла. Во многих случаях чеканка заменяет гра
вировапие на металле. При чеканке, заготовка сдавли-
вается между двумя формующими частями штампа и
получает па поверхности оттиск его рельефа. Для сохра-
нения размеров и формы детали чеканка выполняется
обычно в закрытых штампах без вытеснения металла из
рабочей полости матрицы. Производится опа па чека-
ночных прессах, обеспечивающих большое давление и
точную настройку зазора между торцом пуансона и дном
матрицы.
Клеймение, т. е. выдавливание надписей, букв,
цифр и делений, выполняется аналогично чеканке.
§ 7. Сборка штамповкой
Штампо-сборочные операции предназначаются для со-
единения нескольких деталей в одну сборочную единицу
или изделие. Они основаны па применении процессов
гибки, запрессовки, клепки, закатки, фальцовки и дру-
гих операций одновременно или последовательно в од-
ном или нескольких штампах.
Большинство комбинаций операций, включенных
в сборку, дает довольно прочные неразъемные соедине-
ния. На рис. 47, а показаны способы соединения двух не-
металлических и металлических листовых детален с по-
мощью пустотелых заклепок; примеры соединения штам-
пованных деталей гибкой и обжимкой приведены па
рис. 47, б.
Рис. 47. Примеры выполнения операций сборки штамповкой:
а — со?/! пн ешю п у ет ото той 3 п клен к >»й, б - сое линек ио о т ги бкi .* и 11 об,к а г л о м
1*21
§ 8. Прессы для холодной штамповки
Все операции холодной штамповки выполняются на
прессах. В зависимости от условий обработки и характе-
ра изготовляемых деталей применяются различные тины
прессов.
По виду привода различают прессы механиче-
ские, гидравлические, пневматические, электромагнитные
и ручные. В холодноштамповочном производстве приме-
няются обычно прессы с механическим п гидравличе-
ским приводом; пневматические, электромагнитные
и ручные прессы используются преимущественно при вы-
полнении за прессовочно-сборочных операций.
II о с и о с о б у воз д е й ст в и я и а штампуемы й
м а т е р и а л как механические, так и гидравлические
прессы разделяются па прессы простого, двойного и
тройного действия.
Прессы простого действия имеют один дви-
жущийся ползун и применяются для самых разнообраз-
ных штамповочных работ — вырубки, пробивки, гибки,
неглубокой вытяжки, формовки и др.
Прессы двойного действия имеют два неза-
висимо движущихся ползуна, размещенных один внутри
другого. Наружный ползун является прижимным, а внут-
реннийвытяжным. Прессы двойного действия приме-
няются в основном для вытяжки листового материала,
по па них часто выполняют формоизменяющие и разде-
ли тел ы I ы с он ер а цн и.
Прессы тройного действия имеют два верх-
них и один нижний ползун, выполняющий вытяжку
в обратном направлении, или два ползуна и движущий
ся навстречу стол. Эти типы прессов применяются для
выполнения сложной глубокой вытяжки листовых дета-
лей. На рис. 48,п и б показаны схемы штамповки на
прессах простого и двойного действия.
Из прессов простого действия наиболее распростра
попы кривошипные и эксцентриковые. Они бывают от-
крытого и закрытого типа.
Кривошипные и эксцентриковые прессы подразде-
ляются ио тину станин на одностоечные, (открытые) п
двухстоечные. Одностоечные прессы имеют кривошипно-
шатунный механизм, расположенный на консольном кон-
це рабочего вала, а на двухстоечных--шатун располо-
жен в середине опор коленчатого вала.
132
6)
Рис. 48. Схемы
Вращательное движение, вала преобразуется в воз-
вратно-поступательное движение ползуна кривопшппо-
шатунпым механизмом. Кривошип, вращаясь, опреде-
ляет два положения ползуна: крайнее нижнее и крайнее
верхнее. Расстояние между верхним п нижним крайними
положениями называется х о д о м
ползуна. За один оборот кривошипа
ползун делает два хода: вниз и вверх.
Штамповка осуществляется только
при ходе ползуна вниз.
В кривошипных одностоечных прес-
сах открытого типа усилием до 100 Т
ход ползуна может быть постоянным и
регулируемым.
К преимуществам эксцентриковых
прессов относится возможность про-
стого регулирования величины хода
ползуна поворотом втулки верхней го-
ловки шатуна на эксцентрике вала.
В кривошипных прессах такая возмож-
ность встречается редко, так как в
большинстве конструкций верхняя го-
ловка шатуна соединена непосредст-
венно с шейкой вала.
Для прижима заготовки при вы-
тяжке пли гибке и для выталкивания
деталей пз нижней части штампа при-
меняются буферные устройства, кото-
рые обычно прикрепляют к нижней ча-
сти пресса под столом. По конструк-
ции и принципу действия буферные
устройства бывают пружинные, рези-
новые, пневматические, а также пнев-
могидравлические и гидравлические.
Прессы мощностью до 100 Т обычно оборудуют пру-
жинными или резиновыми буферными устройствами. Эти
устройства просты по конструкции, но имеют недоста-
ток, заключающийся в том, что по мере сжатия их со-
противление возрастает, и поэтому в конце хода усилие,
прижима пли выталкивания значительно больше, чем в
начале операции.
Пневматические, пневмогидравлические и гидравли-
ческие буферные устройства дают возможность получать
постоянные усилия прижима или выталкивания в про-
штамповки па
прессах:
о - па прессе про-
стого дсйсишя, <> —
на прессе двойного
действия (Р — усилие
верхнего прессова вин,
Q — усилие при жим а)
123
исссс рабочей операции и, кроме того, часто используют-
ся для приведения в действие различных узлов штампов.
Все эксцентриковые и кривошипные, прессы имеют
устройства, предохраняющие кривошипно-шатунный ме-
ханизм от поломок при перегрузке. Обычно перегрузка
пресса прежде всего отражается на шатуне. Поэтому в
зависимости от конструкции шатуна под подпятник ша-
ровой головки пли под торец цилиндрического утолще-
ния на опорное кольцо кладут предохранительную шай-
бу, которая при перегрузке пресса срезается и может
быть быстро заменена.
Гидравлические прессы подразделяются в основном
па прессы простого, двойного и тропного действия. Они
бывают с приводом от централизованного аккумулятора,
питаемого насосом, или с индивидуальным приводом от
одного или нескольких насосов.
У прессов двойного действия наружный рабочий пол-
зун и перемещающийся внутри него вытяжной ползун
могут двигаться как вместе, так и отдельно. Штамповка
па них, во избежание образования складок, выполняет-
ся с. прижимом края листовой заготовки.
Листоштамповочные гидравлические прессы по срав-
нению с прессами других типов имеют значительно боль-
Р1К. 19. Параметры x.ijiarii'jioers.KH пресса (</)
п еионичетююшце им параметры штампа (<5):
1 ПОЛИЛ.),чп;п П.11.4.1, <'10,1 пресс.I
124
шее межштамповое, пространство, необходимое для прес-
сования деталей из заготовок большого размера. Усилие
прессов очень высокое — от 150 до 2000 Т и более.
Технические характеристики прессов.
Основными характеристиками пресса являются следую-
щие (рис. 49, й).
Поминальное усилие, пресса Р в тоннах-—
наибольшее, усилие, которое, без нарушения прочности
основных узлов пресса может быть приложено к ползу-
ну при повороте кривошипа от нижнего нулевого поло-
жения па угол не более 30".
Для кривошипных прессов двойного действия поми-
нальное. усилие внутреннего ползуна определяет наи-
большее усилие вытяжки, а поминальное усилие наруж-
ного ползуна — наибольшее усилие прижима. В прессах
двойного действия, выпускаемых в СССР, это соотноше-
ние принято для однокривошиппых прессов 1,4: 1,6.
для двухкрнвошиппых 1:1.
Длина хода ползуна h в миллиметрах-.......рас-
стояние между верхним и нижним положением ползуна,
т. с. путь, который проходит ползун за время половины
оборота вала. Длина хода в некоторых прессах может
изменяться за счет поворота эксцентриковой втулки.
В этом случае наибольший ход ползуна равен удвоенной
сумме, эксцентриситетов втулки и вала, а наименьший —
их удовоенпой разности. Если втулка установлена так,
что ее наибольший эксцентриситет совпадает с. наиболь-
шим эксцентриситетом вала, то получается наиболь-
ший ход.
В паспорте пресса обычно указываются наибольший,
наименьший и промежуточный ходы, которые можно по-
лучить па данном прессе. Величина хода определяет воз-
можность применения пресса для различных операций.
Число двойных ходов ползуна в минуту
п необходимо знать для расчета скорости движения пол-
зуна и производительности пресса. В паспортах указы-
вается число двойных ходов в минуту при включении па
непрерывную работу.
Вели ч н па ре г у л и р о в а и и я д л и н ы ш а т у-
н а Л-1 в миллиметрах (разность между наибольшей и
наименьшей длиной шатуна) определяет изменение пре-
делов закрытой высоты пресса.
11 а н б о л ь ш а я за к р ы i а я в ы с о т а и р е с с а 11
н миллиметрах--расстояние от плиты до ползуна в его
125
нижнем положении при максимальном ходе, и наимень-
шей длине шатуна. Определяется при любом ходе при-
бавлением к закрытой высоте, указанной в паспорте, по-
луразпостп наибольшего хода, и хода, при котором опре-
деляется закрытая высота.
11 а и м е и ь ш а я з а к р ы т а я в ы с о т а п р е с с а !!>
определяется как разность между Н и И.
Расстояние от стола пресса до и а п р а в-
л я ю щ и х обозначается буквой
Вылет ползуна R в миллиметрах — расстояние
от оси ползуна до станины — определяет собой наиболь-
шее расстояние от оси хвостовика до заднего выступа
штампа, устанавливаемого па прессе.
Размеры ползуна К X S и стола (пли подштамповой
плиты) Л X В в миллиметрах указываются справа нале-
во и спереди назад и служат для определения габарит-
ных размеров штампов, которые могут устанавливаться
па данном прессе.
Р а з м еры отверстия в с толе а X Ъ и под-
штамповой плите I) обусловливают возможность выпаде-
ния вырубленной детали или отхода и установки буфер-
ного устройства.
Р а з м с р ы к в а д р а т п о г о о т в е р с т и я в по л-
зупе (сечение X глубина) определяют размеры
хвостовика для крепления верхней части штампа.
Р а з м ер С определяет наибольший ход верхнего вы-
талкивателя, что указывает па глубину возможной вы-
тяжки стакана при условии, если стакан вытягивается
дном вверх.
Размер /V показывает расстояние от выталкивате-
ля до нижней поверхности ползуна.
Толщина подштамповой плиты Я] в мил-
лиметрах, которую следует вычитать из закрытой высо-
ты штампа, взятой по паспорту, определяет возможную
закрытую высочу штампа, устанавливаемого на под-
штамповую плиту пресса.
Высота штампа //шт (рис. 49,6) определяется,
как правило, в его пижпе.м рабочем положении, так как
в этом положении наилучшим образом согласовывается
взаимодействие верхней и нижней рабочих частей штам-
па, его прижимающих и удаляющих детален. Высота
штампа не должна превышать закрытую нысоту пресса.
Практически закрытая высота штампа (в нижнем ра-
бочем положении) должна находиться между наиболь-
126
шей закрытой высотой пресса 11 п наименьшей закрытой
высотой пресса 112. Па рис. 49 показан условно мини-
мальный за юр между Н и равный 5 мм. Если за-
крытая высота штампа /.Лит будет значительно меньше
//? пресса, необходимо применять промежуточные, под-
кладные плиты или подкладывать под нижнюю плиту
штампа специально обработанные бруски.
ГЛАВА VIII
УСТРОЙСТВО ШТАМПОВ
ДЛЯ ХОЛОДНОЙ ШТАМПОВКИ
§ 1. Классификация штампов
Штампы различаются по технологическому признаку,
конструктивному оформлению, по способу подачи заго-
товок и удалению отходов.
По те х н о л о г и ч е с к о му пр и з и а к у штампы
разделяются на две группы: штампы для разделитель-
ных операции и штампы для формоизменяющих опе-
раций.
К первой группе относятся штампы для отрезки, вы-
рубки, пробивки, падрезки, обрезки, зачистки, ко вто-
рой- штампы для гибки, формовки, вытяжки, объемной
штамповки и некоторых других операций.
Кроме- того, к технологическому признаку классифи-
кации штампов относится степень совмещенности опера-
ции: штампы одпоопсрацпопныс и многоонерациоппыс
(комбинированные.). Комбинированные штампы могут
быть подразделены па штампы совмещенного действия
и на штампы последовательного действия.
По конструктивному оформлению разли-
чают штампы без направляющих устройств, с направ-
ляющей плитой (пакетные штампы), с направляющими
колонками (блочные штампы).
По способу подачи заготовок штампы мо-
гут быть разделены па штампы с ручной иодачей и с ав-
томатической, а ио способу удаления отштам-
п о в а н п ы х д е т а л с й — на штампы с. провалом через
окно в матрице, обратной запрессовкой детали в полосу,
с. выталкиванием детали в верхнюю часть штампа и уда-
лением ее жестким выталкивателем, сдуванием сжатым
воздухом или удалением вручную.
127
Конструкцию штампа выбирают соответственно типу
производства, в котором он будет попользоваться - мел-
косерийном, крупносерийном пли массовом.
ПЧампь1 должны удовлетворять следующим ipeooua-
11Ш1 j;
точность и кашчтво штампуемых детален должны со-
ответствовать чертежу и техническим условиям;
рабочие части штампа должны обладать достаточной
прочностью, -жеилуатацпонпой стойкостью и возмож-
на тью личкой п быстрой замены изношенных деталей;
штамп должен обеспечивать требуемую производи-
тельность, удобство обслуживания, безопасность работы
и надежность закрепления его на прессе;
в конструкции штампа в основном должны быть ис-
пользованы стандартные и нормализованные детали; ко-
личество специальных деталей должно быть мини-
мальным;
отходы при штамповке должны быть минимальными.
Части штампов соответственно их назначению можно
разделить па следующие основные группы:
рабочие образующие форму детали (пуансоны,
матрицы п их секции);
корпусные- связывающие детали штампа между
С’ЬсМПИК
собой и с прессом (нижняя и
верхняя плиты, хвостовики);
направляющие для
направления движения верхней
части штампа по отношению к
нижней во время работы (ко-
лонки, втулки);
п о д а ю щ п с -- для подачи
материала или заготовок на по-
зицию штамповки;
уста п о в о ч п о-ф п к с и р у-
ющпс - - создающие правиль-
ное положение материала или
заготовки в штампе и удержи-
вающие их во время выполне-
ния операции;
съ е м н о-уд а л я ющне —
снимающие и удаляющие за-
готовки и отходы штамповки
после выполнения операции
(съемники, выталкиватели);
крепежные — для соединения и скрепления от-
дельных частей или деталей штампа (пуансонодержате-
ли, держатели и обоймы матриц, все крепежные детали).
На рис. 50 показана схема штампа, который имеет
все основные части, входящие в штампы любой типовой
конструкции.
§ 2. Штампы для разделительных операций
При штамповке неответственных деталей простой формы
на заводах мелкосерийного производства иногда приме-
няют штампы для вырубки и пробивки без направляю-
щих устройств — с открытым доступом в зону штампов-
ки. Этими штампами пользуются и при вырубке деталей
непосредственно из листа или из обрезков (отходов) ме-
талла.
Штампы без направляющих устройств имеют про-
стую конструкцию, изготовление их дешево, но работа
на них опасна, так как руки работающего могут попасть
в рабочую зону штампа. Применение специальных
ограждающих устройств и особых мер предосторожно-
сти при работе на таких штампах не дает полной гаран-
тии от травматизма.
Современные конструкции штампов обязательно
имеют направляющие устройства в виде плит или коло-
нок. В этих штампах верхняя часть (пуансон) строго на-
правляется и центрируется относительно матрицы, что
повышает точность вырубаемых деталей и стойкость
штампа.
Вырубные штампы изготовляют закрытыми и
открытыми. В закрытых штампах съемник, освобождаю-
щий пуансон от отходов металла, закрепляется на мат-
рице. В съемнике имеется отверстие, соответствующее
форме пуансона, но выполненное с меньшей точностью,
чем отверстие в матрице. В открытых штампах планка
съемника закрепляется на верхней части штампа и при
подъеме ползуна пресса между верхней и нижней частя-
ми штампа остается свободное пространство. Материал
в штампы подается в виде заранее нарезанных полос
или ленты, а также в виде прутков.
Штампы для отрезания заготовок и вырубные штам-
пы могут быть как с неподвижным (жестким) упором
для ограничения подачи материала, так и с подвижным
5 Владимиров В, М.
129
(пружинящим) упором, действующим автоматически
под воздействием движений верхней части штампа.
11а рис. 51 показан вырубной штамп закры-
тою г и и ,i с направляющими колонками. На столе,
пресса закрепляется нижняя плита 1 штампа с матри-
цей 10, а к ползуну пресса через хвостовик 5 крепится
верхняя плита (> с пуан-
соном 7.
Пуансон вместе с
ползуном во время ра-
боты пресса переме-
щается вниз и вверх. В
матрице 'имеется отвер-
стие, форма и размеры
которого соответствуют
вырубаемой детали.
Пуансон изготовляется
по форме таким же,
как отверстие в матри-
це, но имеет несколько
мепынпе размеры, что-
бы между ним и матри-
цей образовался не-
обходимый зазор. При ходе ползуна вниз пуансон, встре-
чая на своем пути полосу материала, вырубает деталь.
Полоса материала перемещается по верхней плоскости
Рио. 51. Штамп закрытого типа
с направляющими колонками
для вырубки из полосы:
1, б — нижняя И Г.ерлПЯЯ 11 ЧИТЫ, 2 --
упг.р, -1 - - направляющая колонка, 7 ---
в гулка, 5 — хвосте в и к, 7 — пуансон, 8 —
съемник, 9 — пл.;нки, 10 - матрица
матрицы в тот момент, когда пуансон выходит из матри-
цы и останавливается в верхнем положении.
Для центрирования верхней части штампа по отно-
шению к нижней
служат направляю-
щие. колонки 3, за-
прессованные в ниж-
нюю плиту I штам-
па. По колонкам пе-
ремещаются направ-
ляющие втулки 4,
запрессованные в
верхнюю плиту 6.
При штамповке
полоса материала
направляется двумя
планками 9. В мо-
Рпс. 52. Штамп открытого типа с ка-
правляющими колонками
мент движения пуан-
130
сона вверх полоса с него снимается жестким съемни-
ком 8. Полоса для вырубки следующей детали подается
рабочим до упора 2 (справа налево).
В в ы р у б но м штамп е. о т к ры того т и и а
(рис. 52), плавка съемника 3 закреплена винтами 4
с пружинами 6 па верхней части штампа. Когда пуан-
сон 5 находится в верхнем положении, торе.ц его нахо-
дится в планке съемника. При опускании пуансона план-
ка съемника прижимает полосу 7 к матрице 1 и пуансон
вырубает деталь. В этот момент пружины 6 сжимаются
между верхней плитой штампа и планкой съемника.
Для выдерживания постоянного расстояния между
вырубаемыми деталями в полосе на матрице установлен
упор 2.
На некоторых открытых штампах вместо стальных
пру/кии для съемников применяют буферную резину.
В том и другом случаях при подъеме ползуна пуансон
сразу начинает выходить из отверстия матрицы, а съем-
ник некоторое время остается лежать на штампуемом
материале, прижатом к матрице.
На рис. 53 показан штамп с направляющей плитой.
Он предназначен для вырубки простой прямоугольной
детали с. закругленными углами. Верхняя часть штампа
состоит из хвостовика 6, верхней плиты 7, прокладки 8
и пуансонодержателя 9 с расклепанным в нем пуансо-
hqm 10. Детали 7, 8 и 9 скреплены между собой винтами
и штифтами.
На нижней плите 14 винтами и штифтами закрепле-
ны матрица 13 и направляющая плита 11, являющаяся
одновременно и съемником. Между направляющей пли-
той и матрицей находятся две направляющие линейки 12.
Чтобы сохранить параллельность рабочей плоскости мат-
рицы 13 и нижней плоскости плиты 14 при шлифовании
плоскости матрицы, эти две. детали скреплены между
собой штифтами 16 и винтами 15 и при разборке штам-
па нс разъединяются. Направляющие линейки 12 выхо-
дят за пределы матрицы. К ним винтами прикреплен ло-
ток 1 для поддержания полосы пли ленты во время
штамповки.
Работа штампа происходит в такой последовательно-
сти. При опускании верхней части штампа нажимной
випт 4 приподнимает крючок упора 2 и освобождает его
от полосы материала. Одновременно происходит выруб-
ка детали. В момент подъема крючка пружина 3, закреп-
5*
131
ленная между рычагом .5 и упором 2, оттягивает его
в сторону, обратную подаче, к стенке отверстия 17. При
отходе пуансона вверх и перемещении полосы вперед
крючок попадает вэ вновь вырубленное отверстие, зад-
Рис. 53. Штамп с направляющей пли-
той и автоматическим упором
няя кромка которо-
го при подаче на вели-
чину шага упрется в
него.
В последнее время
штампы с направляю-
щей плитой на маши-
ностроительных заво-
дах вытесняются штам-
пами с направляющи-
ми колонками.
В штампах для вы-
рубки крупногабарит-
ных деталей обычно
матрицу помещают на
верхней плите штампа
и штамп делают откры-
тым без направляющих
-П колонок. В такой кон-
струкции штампа отпа-
дает необходимость
иметь провальное от-
верстие в штампе.
Пробивные
ш т а м п ы служат для
пробивки отверстий в
плоских заготовках, а
также в деталях, полу-
ченных гибкой или вы-
тяжкой.
В зависимости от формы заготовки или детали, пред-
назначенной для пробивки, в штампах используют раз-
личные прижимные планки (закрытые или открытые) и
Фиксаторные штифты, служащие для фиксации положе-
ния заготовки при пробивке в пей отверстия.
Одна из конструкций пробивного штампа показана
на рнс. 54. Это открытый штамп с направляющими ко-
лонками и резиновым амортизатором (прижимом). Де-
таль надевают на фиксатор 8, который удерживает ее
в нужном положении. Детали после пробивки снимают-
132
ся с пуансонов 4 съемником 7 благодаря резиновым
амортизаторам 5, которые при опускании пуансонов да-
вят на съемник и прижимают деталь к матрицам 3,
а при подъеме пуансонов — сбрасывают с них деталь.
В описываемом штампе пробиваются четыре отвер-
стия небольшого диаметра, поэтому матрицы изготовле-
ны в виде вставок в матричную плиту 2, что сокращает
расход инструментальной стали и облегчает изготовле-
ние и ремонт штампа. Штамп па рисунке показан в от-
крытом положении, когда концы пуансонов находятся
в съемнике 7. Для безопасности работы заготовку на
фиксатор подают пинцетом. Пуансоны и матрицы круг-
лой формы для пробивки отверстий закрепляют, как
правило, в плитах штампа. При этом своими буртиками
Рис. 54. Штамп лля пробирки отверстий
133
они опираются „а стальные прокладки /, находящиеся
между плитами 6 н .9.
§ 3. Штампы для гибки
Гибочные штампы применяются для придания заготов-
кам изогнутой формы. Чтобы избежать смещения заго-
товки при гибке, ее устанавливают ио имеющимся в пей
отверстиям (ппо1да пробивают специальные технологи-
ческие отверстия) пли удерживают прижимами.
При гибке применяют штампы преимущественно с на-
правляющими колонками.
Па рис. 55, а показан открытый штамп для одноугло-
вой гибки. В этом штампе точность размеров отогнутых
Рис. 55. Гибочные штампы:
концов достигается укладкой заготовки в фиксатор 6 и
на матрицу 1 по двум упорам 5. При этом перед гибкой
заготовка зажимается между пуансоном 4 и специаль-
ной шпилькой 3, действующей от пневматического буфе-
ра пресса через выталкиватель 2.
Двухугловон гибочный штамп показан па рис. 55,6.
Заготовку укладывают па прижим 16, действующий от
выталкивателя 15. и устанавливают по технологическому
отверстию фиксатором 14, закрепленным па выталкива-
теле. При опускании верхней плиты 11 с. пуансоном 8
и хвостовиком 10 заготовка сначала зажимается между
13-1
пуансоном и выталкивателем, а затем изгибается и при-
нимает форму детали (скобы). После гибки деталь из
матрицы удаляется выталкивателем, действующим от
нижнего буферною устройства, а еспп остается на пуан-
соне, то снимается козырьковыми съемниками 9. Матри-
ца штампа выполнена в виде двух щек 7 и 13, закреплен-
ных винтами в нижнем плите 17. Штамп не имеет на-
правляющих устройств. Для удобства и облегчения
установки штампа па пресс предусмотрены две верти-
кальные планки 12, которыми на время установки скреп-
ляют верхнюю и нижнюю части штампа. После установ-
ки и закрепления штампа па прессе планки снимают.
§ А. Штампы для вытяжки
Вытяжные штампы имеют две разновидности, опреде-
ляемые характером выполняемых операций: штампы для
первой операции вытяжки и штампы для второй и после-
дующих операции вытяжки.
Штампы без прижимного устройства применяют при
вытяжке неглубоких полых деталей, а также при вытяж-
ке из толстого материала, когда нет опасения в образо-
вании складок на штампуемой детали.
Прижимные устройства в вытяжных штампах, дей-
ствующие от пружин или резиновых амортизаторов, при-
меняют при неглубокой вытяжке и размещают в верх-
ней части штампа. При вытяжке деталей большой глуби-
ны и больших размеров, когда необходимо создавать
большое давление, буферное устройство помещают под
нижней плитой штампа и плитой пресса. В прессах со-
временных конструкций обязательно имеются пневмати-
ческие буферные устройства.
Вытяжные штампы без прижимного устройства про-
сты по конструкции (рис. 56, а) и состоят из матрицы 4,
закрепленной на нижней части штампа, и пуансона 3,
который снизу имеет закругленные рабочие кромки,
а сверху — хвостовик 1 для закрепления в ползуне прес-
са. Матрицу для экономии инструментальной стали из-
готовляют толщиной, равной высоте ее рабочей части, и
помещают на обойму 5, монтируемую в нижней плите 6
штампа. В нижней плите имеется отверстие, через кото-
рое проходит шток 8 выталкивателя 7. Для центрирова-
ния и направления пуансона служит плита 2.
135
На рис. 56,о показана схема штампа для первой опе-
рации вытяжки с прижимным устройством, действую-
щим от пневматической подушки. Вытяжной пуансон 18
размещается в нижней части штампа на плите 10, а вы-
тяжная матрица 12 закреплена на плите 13 в верхней
Рис. 56. Вытяжные штампы:
а вытяжной штамп fte'* прижима загоювки, б — штамп для вытяжки
с прижимом
части штампа. Здесь же помещается и выталкиватель 16,
действующий от пружин 15. Давление на прижимное
кольцо 11 передается от пневматической подушки 9 че-
рез стержни 19, помещенные в плите 20. Давление возду-
ха в подушке составляет 4—5.ат. При ходе ползуна 14
пресса вниз матрица своим торцом прижимает заготов-
ку 17 к прижимному кольцу 11 и перемещается вместе
с ним, вследствие чего заготовка постепенно выскальзы-
вает из-под прижима и обтягивается вокруг пуансона,
образуя деталь требуемой формы.
Штампы для последующих вытяжных операций, так
же как и штампы для первой операции, могут быть без
прижима и с прижимом.
Вытяжные штампы без прижимного устройства при-
меняют только па прессах простого действия и при не-
большом уменьшении диаметра первой вытяжки, а так-
же при вытяжке деталей из толстого материала. По кон-
136
струкцпи штампы для повторной вытяжки сходны со
штампами для первой операции, только форма и разме-
ры фиксатора должны соответствовать размерам полой
заготовки, полученной на первой операции.
На рис. 57, а показана матрица для второй вытяжки
без прижима.
При многооперацпошюй вытяжке без прижима глу-
боких деталей в верхней части колпака иногда возни-
кают трещины. Для устранения трещин по кромке де-
тали применяют матрицу, показанную на рис. 57,6.
В показанном на рис. 57, г штампе для второй вытяж-
ки цилиндра заготовку, полученную в первом вытяжном
штампе (рис. 57, в), устанавливают на прижимное коль-
цо 1. При ходе ползуна пресса вниз матрица 2 зажимает
г;
Рис. 57. Штамп для повторной вытяжки:
а — схема матрицы для второй операции пытягкки, б-—удли-
ненная матрица для вюрпй птляжкп глубоких цилиндри-
ческих деталей бот прижима заготовки, в - заголовка после
н( гили вьпяжки, с -- штамп
137
заготовку п при дальнейшем ходе пуансон 3, продви-
гаясь внутрь заготовки, выполняет вытяжку до тех пор,
пока дно заготовки нс упрется в плиту выталкивателя 4,
которая сомкнется с верхней плитой 5 штампа. Матрица
удерживается обоймой 6, а пуансон соединен с нижней
плитой 7 пресса через пуансиподержа гель 8.
§ 5. Штампы для формовка
Штампы для рельефной формовки почти не отли-
чаются от гибочных штампов с прижимом заготовки.
Рис. 58. Отбортовочные штампы:
а - тля отбортовки iniyipi, края фигурного
диска, б -д чя закатки наружу края ко
пичгскон чашки
13м
Выполняются опи, как правило, с направляющими ко-
лонками.
Большое распространение имеют штампы для выпол-
нения операций отбортовки наружных кромок деталей и
разбортовки отверстий. Па рис. 58, а показан штамп для
отбортовки края фигурного диска. Заготовку, получен-
ную после операции вырубки по контуру, вытяжки и
пробивки отверстия, устанавливают в нижнюю часть
штампа. При ходе ползуна пресса вниз съемник 1, дей-
ствующий от пружин 2, прижимает заготовку к плите <3.
Затем дальнейшим ходом ползуна матрица 4, нажимая
своей радиусной выточкой на кромку заготовки, произ-
водит ее отбортовку. При обратном ходе ползуна пресса
плита 3 под действием пружин 5 выталкивает готовую
деталь из нижней части штампа, а съемник 1 выбра-
сывает ее из матрицы. Для получения высокого качества
отбортовки необходимо, чтобы закругление вы-
точки у матрицы было гладким и хорошо отполирован-
ным.
На рис. 58,6 показан штамп 6 для закатки борта ко-
нической детали. В этом штампе прижим осуществляет-
ся от резинового буфера и давление, передается на ребро
борта.
§ 6. Комбинированные штампы
С целью снижения трудоемкости процессов штамповки,
удешевления стоимости штампованных деталей и авто-
матизации работ применяется комбинированная штам-
повка, при которой ряд простых операций выполняется
в одном штампе совмещенного или последовательного
действия. Применяются также штампы комбинирован-
ные совмещенно-последовательного действия, но они не
получили широкого распространения.
Изготовление, детали в штампах совмещенного дей-
ствия происходит за один ход пресса, без перемещения
заготовки. Переходы (операции) размещаются в направ-
лении перемещения ползуна пресса, и заготовка дефор-
мируется последовательно по мере перемещения ползу-
на (а следовательно, и верхней части штампа) вниз.
Штамповка выполняется как из отдельной заготовки,
так и из полосы (ленты). Обычно штампы совмещенного
действия используются для изготовления деталей, тре-
139
Рис. 59. Комбинированный штамп совмещенного действия
для пробивки отверстия и вырубки детали из толстого мате-
риала
бующих от 2 до 4 операций при толщине материала до
5 мм. Возможность совмещения зависит от толщины
штампуемого материала и размеров детали, так как при
определенных соотношениях наружного и внутреннего
контуров детали толщина стенок у пуансонов и матриц
может получиться слишком малой, что затруднит их из-
готовление и термообработку.
Штамп совмещенного действия для одно-
временной пробивки отверстия и вырубки детали пока-
зан па рис. 59. В штампе изготовляется заготовка вось-
мигранной гайки. Полоса подается в штамп по упорам
1 и 2. При ходе ползуна пресса вниз пуансон 9, входя
в пуансон-матрицу 14, пробивает отверстие, а матрица 7
на пуансоне-матрице 14 вырубает гайку по наружному
контуру. При обратном ходе ползуна съемник 12, дей-
ствующий через стержни 15 от пневматического буфер-
ного устройства пресса, снимает полосу с пуансона-мат-
4>ицы 14, а выталкиватель 10, действующий от поперечи-
ны пресса через устройство 8, в конце хода ползуна вы-
брасывает готовую деталь из матрицы 7. Пуансон-матри-
ца 11 и матрица 7 посажены в соответствующие гнезда
держателей 13 и 11, что упрощает и удешевляет изготов-
ление штампа и его ремонт.
Отходы от вырубки отверстия в гайке через отверстие
в нижней плите 4 падают па пластину 3, откуда их пе-
риодически удаляют. Для удобства уборки отходов по-
лосы в задней части штампа установлены ножи 5 и 6,
которые рубят полосу на мелкие куски.
В штампах последовательного действия
комбинированная штамповка используется для деталей
толщиной от 0,2 до 6,0 мм с наибольшим размером
250 мм. Переходы (операции), потребные для изготовле-
ния заданной детали, размещаются последовательно
в направлении подачи полосы (ленты) или штучной за-
готовки, причем одновременно деформируется количе-
ство полуфабрикатов, равное количеству рабочих пере-
ходов, а каждый полуфабрикат получает деформацию,
соответствующую одному определенному переходу.
Штампы последовательного действия применяются для
выполнения ряда операций, скомбинированных по одной
из четырех следующих схем:
из полосы (или ленты); вырезка по наружному кон-
туру (отрезка) готовых деталей осуществляется на по-
следнем переходе;
141
из полосы (или ленты); вырезка по наружному кон-
туру предшествует формоизменяющим переходам, после
чего вырезанная заготовка впрессовывается обратно
в лепту (пли полосу) и перемещается вместе, с ней на
последующие формоизменяющие переходы;
из полосы (или ленты); вырезка заготовки но на-
ружному контуру производится перед формоизменяющи-
ми переходами, передача заготовки на формоизменяю-
щие переходы производится специальными механизмами
штампа;
из предварительно изготовленной штучной заготовки;
подача заготовки в штамп осуществляется вручную или
специальным загрузочным устройством, а передача ее
с одного перехода на другой — вручную или специаль-
ным дополнительным к штампу механизмом (шиберным,
револьверным, грейферным и т. д.).
Комбинированные штампы последовательного дей-
ствия, построенные ио первой схеме, являются наиболее
распространенными. Имеются штампы, объединяющие
до 25 переходов, включающих пробивку отверстий, гиб-
ку, разбортовку, отбортовку, вытяжку, вырезку и дру-
гие операции при условии, что последним переходом яв-
ляется окончательная вырезка детали.
Из большого разнообразия процессов штамповки в
комбинированных штампах последовательного действия,
по< троенных по первой схеме, наиболее часто встречают-
ся штампы, сочетающие в себе следующие, переходы: про-
бивку отверстий и отрезку; пробивку отверстий и вырез-
ку; пробивку отверстии, зачистку снятием припуска по
части контура и вырезку; пробивку отверстия, гибку и
вырезку; вытяжку и вырезку; пробивку отверстий, ли-
стовую чеканку и вырезку; вытяжку, пробивку, отбор-
товку и вырезку.
На рис. 60 показан типовой комбинированный штамп
последовательного действия для изготовления пластин
с двумя круглыми и одним прямоугольным отверстиями.
В верхней части штампа закреплены три пуансона 1 для
пробивки отверстий и пуансон 2 для вырезки по конту-
ру. В нижней части штампа на плите смонтирована мат-
рица 3 с. постоянным упором 4 и временным упором (на
рисунке по виден). Для точного расположения пробивае-
мых отверстий относительно наружного контура детали
в вырезном пуансоне 2 установлены два ловителя 5. По-
следовательность работы штампа такая. При заправке
142
полоса подается в штамп до временного упора. На пер-
вом переходе, пробиваются три отверстия пуансонами 1.
На втором переходе включается в работу контурный
пуансон 2, имеющий два ловителя 5, которые фиксируют
расположение отверстии относительно контура детали,
а пуанеоп п-i Maipune вырезает деталь.
Рпе. 60. Комбинированный штамп последовательного действия
для изготовления пластины с отверстиями
§ 7. Узлы и детали штампов
При всем разнообразии типов штампов большинство из
них имеют некоторое количество однотипных деталей,
сходных по назначению и конструкции. Для упрощения
проектирования, изготовления, эксплуатации и ремонта
штамповой оснастки однотипные узлы и детали норма-
лизованы.
Нормализация сокращает номенклатуру быстроизна-
шпваюшихся детален штампов, расширяет возмож-
ность взаимозаменяемости деталей, снижает потребность
в штампах, повышает надежность их работы, сокращает
расходы на штамповую оснастку и ускоряет ее изготов-
ление и ремонт.
Разработка комплекса нормалей машиностроения на
штамповую оснастку позволила резко сократить номен-
клатуру узлов и деталей штампов и изготовлять штампы,
в которых до 80% деталей нормализовано.
Ниже рассматриваются наиболее широко применяе-
мые типы узлов и деталей штампов для холодной штам-
повки из числа предусмотренных нормалями машино-
строения.
143
Блоки штампов представляют собой комплекты
верхних плит и нижних оснований штампов, связанных
направляющими устройствами (колонками, планками).
Блоки бывают чаще всего с двумя направляющими
колонками, с диагональным, задним или осевым распо-
ложением колонок (рис. 61). Для штамповки крупных
или особенно сложных и точных деталей изготовляют
блоки на трех и четырех колонках.
Рис. 61. Нормализованные блоки штампов:
о — с диагональным расположением колонок, б — с задним расположением
колонок, в — с осевым расположением колонок; 1, 3 -- направляющие колонки,
2, 4 — направляющие втулки, 5 — верхняя плита, 6 — нижняя плита
В некоторых случаях изготовляют блоки со встреч-
ной запрессовкой колонок — одна колонка запрессовы-
вается в нижнюю плиту, другая — в верхнюю, что позво-
ляет перетачивать штамп без разборки.
Нижнюю и верхнюю плиты блоков отливают из чу-
гуна или из стали. Направляющие колонки и втулки де-
лают из низкоуглеродистой стали с цементацией и за-
калкой.
В крупносерийном и массовом производстве для ра-
боты на быстроходных прессах изготовляют универсаль-
ные блоки для разделительных штампов на колонках с
шариковыми направляющими. По сравнению со сколь-
зящими направляющими у шариковых направляющих
более легкий ход, они не нагреваются при больших ско-
ростях штамповки, почти не изнашиваются и обеспечи-
вают большую точность направления. Шариковые
направляющие после смазки при сборке блока не требу-
ют дополнительной смазки в течение нескольких меся-
цев работы.
Чтобы обеспечить независимость точности работы
штампа от состояния направляющих ползуна пресса в
блоках с шариковыми направляющими, применяют хво-
стовик с «плавающим» креплением к верхней плите.
Пакеты штампов являются верхними и ниж-
ними комплектами деталей штампов и состоят из пря-
моугольных (пли круглых) стальных пластин, несущих
пуансон, матрицу, съемник и другие детали. Пакеты яв-
ляются заготовками штампа. Подобранные по размеру
детали, они дают возможность быстро создать на базе
Рис. 62. Нормализованные пакеты штампов:
а — пакет разделительного штампа с неподвижным съемником, б-*
пакет разделительного штампа с верхним прижимом; /, 9, 19, 20, 21 —•
винты, 2, 8, 17, 22 — цпифты, 3, 10, 16 —• подкладные плитки, 4— пуансо-
нодержатель, 5 — съемник, 6 — матрица, 7 — плита нижняя, 11 — матри-
ца, /2—-планка направляющая, 13— прижим-съемник, 14— подкладка,
15 — пуапсонодсржатель, 18 —- колонка
145
нормализованного блока любой штамп, изготовив к не-
му пуансон, матрицу и съемник нужного профиля.
Пакеты разделительных штампов (вырубных, про-
бивных, последовательного действия и т. п.) изготовля-
ют с неподвижными съемниками (рис. G2, а) п с верх-
ним прижимом (рис. 62,6).
II а п р а в л я ющие ус т р о й с т в а. II а п р а в л я ю-
щис к о л о н к и и втулки обеспечивают направле-
ние верхней части
штампа по отноше-
нию к нижней и уп-
рощают наладку
штампа на прессе.
Направляющие
колонки располага-
ют в штампе таким
образом, чтобы они
не мешали укладке
заготовок и удале-
нию отштампован-
ных деталей, а так-
же не представляли
опасности для рук
работающего. Длину
втулок (рис. 63, а)
положении ползуна
Рис. 63. Направляющие детали штам-
пов:
а — втулка, о — гладкая колонка, в — сту-
пени атз я колонка, г — niариковы и узел
делают такой, чтобы при верхнем
втулка не сходила с колонки.
Чаще всего применяют гладкие цилиндрические ко-
лонки одинакового диаметра в запрессовываемой и на-
правляющей части (рис. 63,6).
Для крупных штампов и в тех случаях, когда целесо-
образно выполнять спаренное растачивание отверстий
под колонки н втулки одновременно в верхней и ниж-
ней плитах штампа, применяют ступенчатые колонки
(рис. 63,в). В этом случае диаметр запрессовываемой
части колонки должен соответствовать наружному Диа-
метру направляющей втулки. Такой способ обеспечива-
ет более точное направление верхней части штампа по
отношению к нижней, упрощает и ускоряет выполнение
работ по изготовлению отверстий под направляющие де-
тали.
В штампах для деталей, изготовляемых с большой
точностью, штампах на быстроходные прессы, с встав-
ками пз твердых сплавов, а также в зачистных штам-
14С>
пах применяют ш а р и к о в ы е на и р а в л я ю щ и е у с-
тройства, обеспечивающие плавный ход и беззазор-
ное направленно (рис. 63, г). Шариковые направляющие
узлы могут быть установлены как в верхней, так и в
нижней плите блока.
Чтобы можно было затачивать зеркало матрицы или
рабочий торец пуансона без разборки штампа, шарико-
вые направляющие устанавливают попарно: одни в верх-
ней плите, другой — в нижней.
Хвостовик п. Для всех типов обычных и блочных
штампов, предназначенных для разделительных опера-
ций, применяются типовые хвостовики с б у р-
т п к о м (рис. 64, ц). Хвостовик этого типа запрессовы-
вается в заранее расточенное отверстие верхней плиты.
Рис. 64. Хвостовики к штампам:
а — с буртиком, б— с резьбой, в —с буртиком и резьбой, г —
с креплением винтами, д — хвостовик для винтового крепления
пуансона, е - - самоус i анавлива ющнйся («плавающий^) хвосто-
вик, ж — вильчатый хвостовик, я — переходной хвостовик, и —
переходная втулка
147
В некоторых случаях, когда требуется особая точность
центрирования штампа, хвостовик после запрессовки в
плиту дополнительно прошлпфовывают в собранном
виде.
Для вытяжных и гибочных штампов с направляющи-
ми колонками применяются хвостовики с р е з ь б о й
(рис. 64, б), а в крупных штампах — с резьбой и
бурт и к о м (рис. 64, в).
В крупных штампах с направляющими колонками,
где хвостовик служит для центровой установки, или в
штампах, где по конструктивным соображениям нель-
зя применить хвостовики другого типа, используется
конструкция хвостовика, показанная па рис. 64, г.
Хвостовики для в и н т о в ого крепления
пуансона вытяжных штампов (когда пуан-
сон закрепляется непосредственно в хвостовике) пока-
заны на рис. 64,6.
При вырезании тонколистовых материалов при мел-
кой и точной штамповке в вырубных штампах комбини-
рованного действия и в штампах с твердосплавными
пуансонами и матрицами, а также в блоках с шариковы-
ми направляющими применяются с а м о у с т а и а в л и-
в а ю щ неся («и л а в а ю щ и е») хвостовики со
сферическим вкладышем (рис. 64, е).
Для тяжелых работ в гибочных штампах применя-
ются вильчатые хвостовики конструкции, пока-
занной па рис. 64, ж.
При установке штампов па прессы, имеющие другие
размеры отверстия в ползуне для хвостовика штампа,
применяют переходные хвостовики (рис. 64, з)
или переходные разрезные втулки (рис.
64,«).
Пуансоны. В штампах для холодной штамповки
применяются пуансоны различного типа.
П о фор м е пуансоны можно разделить па круг-
лые и профильные, по устройству — па цельные и
составные, а по способу крепления в верхней
п лите ш т амп а — иа неразборпые и быстросменные.
Перазбориые пуансоны закрепляют запрессовкой в
верхнюю плиту штампа с последующим расклепыванием
нерабочего торца или же с помощью буртика на нерабо-
чем торце. И расклепывание, и буртик необходимы для
удержания пуансона в верхней плите штампа при обрат-
ном ходе ползуна пресса.
148
Быстросменные пуансоны имеют цилиндрическую не-
рабочую часть и закрепляются шариком, заходящим в
выемку пуансона. Заменяют их, не снимая штампа с
пресса.
Профильные пуансоны крепят расклепыванием не-
рабочей части или винтами и штифтами. На рис. 65, а- -к
показаны основные типы круглых и профильных пуан-
сонов.
к)
Рис. 65. Пуансоны для пробивки отверстий и вырубки и
способы их крепления в в^пхней части штампа
Круглые пуансоны типа и, удерживаемые рас-
клепкой головки, применяются для пробивки отверстий
диаметром до 12 мм особенно при близком располо-
жении нескольких пробивных пуансонов, когда нельзя
применить удержание буртиком
Пуансон типа б, удерживаемый буртиком, применя-
ется для пробивки отверстий. Цилиндрическая удлиняю-
щая часть k этих пуансонов предназначена для посад-
ки в отверстие направляющей плиты штампа.
Пуансон типа в с буртиком предназначен для про-
бивки больших отверстий и вырубки деталей по кон-
туру. При диаметре пуансона более 45 мм в торце его
делают выточку, чтобы уменьшить поверхность шлифо-
вания при заточке.
Пуансон типа г быстросменный, удерживаемый ша-
149
риком с пружинкой. Применяется пуансон при пробив-
ке большого числа отверстий в материале толщиной до
3 мм. Замена производится нажатием на шарик через
отверстие т. Пуансон подобной конструкции (типа д)
применяется для тяжелых пробивных работ и в крупных
штампах. Шарик удерживается нажимным винтом.
Про ф ильн ы е ну а пеон ы представлены четырь-
мя основными типами. Пуансон типа е, удерживаемый
расклепкой, применяется для вырубки профильных де-
талей малых н средних размеров. Для вырубки деталей
средних размеров и сложной формы изготовляют пуан-
соны типа ж, имеющие фланец, которым их крепят к
верхней плите штампа винтами и штифтами.
Пуансон типа а состоит из двух частей: рабочей час-
ти и наставки. Применяется с целью экономии инстру-
ментальной стали при вырубке деталей больших габари-
тов, ио простой конфигурации.
Составной пуансон типа и применяется для выруб-
ки деталей больших габаритов и сложной конфигура-
ции. Он состоит из отдельных режущих секций, пригнан-
ных друг к другу и монтируемых на верхней плите
штампа. Секции крепятся винтами и штифтами.
Для пуансонов со сложным рабочим профилем типа
к предусматривается посадочная часть простой формы.
Наибольшие размеры посадочной части должны совпа-
дать с габаритными размерами рабочего контура пуан-
сона.
Матрицы. По конструктивному выпол-
п е. и и ю матрицы бывают цельные и составные, п о
форм с — круглые, прямоугольные или профильные, а
по способу крепления — неразборные или быст-
росменные.
Псразборные матрицы закрепляются запрессовкой
или привинчиванием к плите винтами (болтами). Быст-
росменные матрицы крепятся винтами пли шариком.
Общим конструктивно-технологическим элементом
матриц вырубных и пробивных штампов является фор-
ма их рабочего профиля. Па рис. 66 показаны основные
типы матриц.
В ы р у б н ы е круглые м а т р и ц ы тина а приме-
няют для вырубки круглых заготовок.
Для простой, последовательной и совмещенной вы-
рубки (или пробивки) деталей средних размеров наи-
более распространены матрицы типа б.
150
При вырубке деталей сложной формы, вырубке круп-
ных деталей илп деталей малой ширины при большой
длине и острых углах применяют разрезные матрицы
типа в. Разрезание матрицы облегчает ее изготовление
и доводку, устраняет коробление при закалке.
Рис. 6<>. Матрицы для вырубки и пробивки:
а, б, в, г —типы матриц вырубных и пробивных штампов, д, е, ле — пробив-
ные сменные матрицы, з, и, к — профили рабочего отверстия матриц, л, м,
н — форма провальных окон профильных матриц
151
Для вырубки деталей больших габаритов и сложной
формы применяют составные матрицы типа г, состоя-
щие из отдельных секций, пригнанных друг к другу и
монтируемых па нижней плите штампа. Работа па таких
матрицах выполняется с обратным выталкиванием вы-
рубленной детали.
Пробивные м а т р и ц ы для многопуапсонпых
штампов изготовляют чаще всего в виде сменных вста-
вок цилиндрической формы. Гладкие матрицы (типа (?)
и матрицы с буртиком (типа е) закрепляются запрессов-
кой в матричную плиту. Их применяют только для про-
бивки круглых отверстий.
Быстросменные цилиндрические матрицы (типа з/с),
удерживаемые шариком с нажимным винтом, применя-
ются для отверстий диаметром до 30 мм.
Элементы профиля рабочего отверстия матрицы вы-
бирают в зависимости от толщины штампуемого мате-
риала. При пробивке нескольких близко расположен-
ных отверстий диаметром до 8 мм применяют матрицы
с профилем типа Такие же отверстия делают и для
вырубки простых контуров (тип л). Для матриц с фи-
гурным контуром применяют форму отверстия по типу
и или м. Профиль типа к с увеличенной высотой рабо-
чего конического отверстия пли с конусом по всей вы-
соте применяют для матриц повышенной стойкости при
небольших размерах детален. Для матриц с обратным
выталкиванием деталей (преимущественно в штампах
совмещенного действия) применяется профиль типа н.
Съемники. В зависимости от конструкции штампа,
размера пуансона и толщины штампуемого материала
съемники вырубных и пробивных штампов могут пред-
назначаться для съема деталей, для съема отходов по-
лосы с пуансонов или для придания точного направле-
ния пуансонам.
Точное направление пуансона в съемнике необходи-
мо для того, чтобы был обеспечен равномерный по всем
сторонам зазор между матрицей и пуансоном. В этом
случае зазор между пуансоном и съемником должен
быть по более зазора между пуансоном и матрицей и
принимается обычно равным 0,8 от величины последне-
го. Применяются съемники неподвижные и подвижные.
II е п о д в и ж и ы с с ъ е м и и к и используются в вы-
рубных штампах, работающих из полосы па провал, и
в пробивных штампах, если при штамповке не требует-
152
ея прижимать заготовку к матрице и если сам съемник
не мешает закладке заготовки в штамп и съему детали
со штампа. Когда нужно дать направление пуансону,
применяют только неподвижные съемники. Точное на-
правление пуансона в съемнике рекомендуется приме-
нять в штампах, не имеющих направляющих колонок, в
многопуансонных штампах с различными размерами пу-
ансонов, в штампах с тонкими пуансонами и в штам-
пах с верхних прижимом.
Для входа и выхода полосы в съемниках делают вы-
резы, как показано на рис. 67, а. На схемах б, в и г
Рис. 67. Съемники:
а —• неподвижный, б — неподвижный закрытый, в — неподвижный от-
крытый, г — неподвижный скобообразный, д — подвижный скобообраз-
ный, е — подвижный на резине, яс — подвижный на пружинах, з — под-
вижный ступенчатый, и — подвижный, действующий от буфера
153
показаны различные варианты конструкции неподвиж-
ных съемников.
В подвижных съемниках движение и необ-
ходимое при этом усилие прижима обеспечиваются пру-
жинами, резиновыми буферами пли пневматическими и
механическими устройствами штампов и прессов. По-
движные съемники применяются в комбинированных
штампах совмещенного действия и с верхним прижимом.
Съемник, показанный па схеме 0, является также при-
жимом для детали и одновременно фиксатором внутрен-
него контура детали. На схемах е, ж, з, и показаны
различные варианты конструкции подвижных съем-
ников.
На пр а в ля ю щ и е п л а и к и. Планки сообщают на-
правление полосе (ленте) при ее движении. Если тре-
буется прижать полосу к одной стороне направляю-
щей планки, вместе с планкой монтируют боковые при-
жимы.
Важное значение имеют зазоры между стенками на-
правляющих планок и полосой, так как они определя-
ют точность направления материала в штамп. Величина
зазора зависит от ширины полосы при определенной ее
толщине и равняется от 0,5 мм (при ширине до 50 мм
и толщине до 1 мм) до 2,5 мм (при ширине более 200 мм
и толщине, более 5 мм).
Рис. 68. Направляющие, планки в штампах последовательного дей-
ствия:
1 -- съемник, 2 — пуансон, 3 — упор ножевой, 4 — нож ша» оный, 5 — планка
направляющая, б — упор
151
Для штампов с шаговыми ножами расстояние между
планками определяют расчетом с учетом ширины час-
ти материала, обрезаемого ножами. Со стороны выхо-
да полосы расстояние между направляющими планка-
ми принимают равным расстоянию между шаговыми но-
жами.
Конструкции направляющих планок показаны на
рис. 68. Для штамповки деталей из тонких материалов
применяют удлиненные направляющие планки, снабжен-
ные устройством для прижима полосы или ленты при ее
движении между стенками планок.
Упоры. Упоры предназначены для ограничения по-
дачи полосы в штамп. На рис. 69 показаны основные ти-
пы упоров. Упор типа а — постоянный грибков ы й
применяется в штампах с неподвижным съемником при
ручной подаче материала, типа б — постоянный
крючкообразный — имеет то же назначение, но
применяется в тех случаях, когда посадочную часть
упора требуется удалить от режущей кромки матрицы.
Для штампов совмещенного действия используют
«у т о п а ю щ и с» упоры с пружиной или упоры с ре-
зиновым вкладышем.
Рис. 69. Упоры:
а — постоянный грибковый, б — постоянный крюч-
кообразный, в ~ подвижные возвратного действия
155
В вырубных штампах с неподвижным съемником при
вырубке узких деталей (от 6 до 20 мм) толщиной не
менее 0,8 мм применяют п р ужинные и о д в и ж н ы с
упоры возвратного действия типа в.
Для штампов последовательного действия при уста-
новке полосы на первый проход делают предвари-
тельные боковые н р' и ж и м ы с пружиной или без
нее.
Штампы вырубные и штампы комбинированные по-
следовательного действия при штамповке деталей ма-
лых и средних размеров из материала толщиной более
0,5 мм оснащают упорами автоматического
действия (см. рис. 53). Этот упор связан с верхней
плитой штампа и приводится в движение от рабочего хо-
да ползуна пресса.
Ловители. В комбинированных штампах последо-
вательного действия окончательное положение полосы
после пробивки первого отверстия фиксируется ловите-
Рис. 70. Ловители и фиксаторы:
а круглые ловители для различного диаметра отвер-
стий, б -• штифтовый фиксатор, в — планочный фиксатор
156
ляни, которые устраняют погрешности подачи и обес-
печивают правильное положение пробитых отверстий.
При многорядной штамповке устанавливают два ло-
вителя. Заходная (ловящая) часть ловителя должна
иметь заостренную форму, а фиксирующая — цилиндри-
ческую, квадратную или
формой отверстия
штампуемой детали.
На рис. 70, а показаны
некоторые типы круг-
лых ловителей.
Фиксатор ы.
Для фиксирования ра-
нее вырубленных заго-
товок применяют раз-
личные фиксаторы,
устройство которых за-
висит от формы заго-
товки. Применяются
способы фиксации по
наружному контуру за-
готовки и по контуру
отверстия. На рис. 70,
б, в показаны фиксато-
ры наиболее распро-
страненных конструк-
ций.
В некоторых слу-
чаях заготовки фикси-
руются, как это и ука-
зывалось ранее, по спе-
циально для этого про-
битым технологиче-
профильную в соответствии с
В)
Рис. 71. Клиновые устройства
к штампам:
СКИМ отверстиям. 6' в _ для прОбИВки боковых отпер-
Клиновые уст- стий в полых деталях, а — скос, клина
ройства. В много-
операционных штампах для пробивки отверстий в боко-
вых стенках полых или гнутых деталей применяют кли-
новые пробивные устройства, позволяющие пробивать
одно или несколько отверстий или выполнять пробивку
одновременно с другими операциями. Клиновые устрой-
ства применяются также в штампах при необходимости
отгибки боковых фланцев отбортованных деталей. Не-
которые типы клиновых устройств показаны на рис. 71.
157
§ 8. Штампы с вставками
из твердых сплавов
Чтобы увеличить срок службы штампов для холодной
штамповки и высадки, применяют рабочие вставки к
штампам, изготовленные из металлокерамических твер-
дых сплавов вольфрамо-кобальтовой группы.
Особенно широко применяются штампы, армирован-
ные твердосплавными вставками, в крупносерийном и
массовом производстве, где стойкость обычных сталь-
ных матриц и пуансонов оказывается недостаточной и
приводит к необходимости изготовления большого числа
штампов-дублеров. С применением твердых сплавов для
вырубных штампов стойкость их увеличивается в 8 и
более раз, а при штамповке высокопрочных листовых
материалов типа нержавеющих, электротехнических л
им подобных сталей применение твердых сплавов для
рабочих частей штампов позволяет повысить их стой-
кость до 50 раз.
Штампы с твердосплавными вставками отличаются
от стальных некоторыми конструктивными особенностя-
ми, что определяется физико-механическими свойства-
ми твердого сплава. При конструировании и изготов-
лении таких штампов необходимо обеспечить:
повышенную жесткость конструкции штампа;
повышенную износостойкость и точность направляю-
щих колонок, втулок, направляющих планок, упоров и
других .элементов штампа;
надежное крепление твердосплавных вставок с тща-
тельной пригонкой их к опорным поверхностям;
минимальный вход пуансона в матрицу с примене-
нном ограничивающих упоров;
устранение влияния неточности движения ползуна
пресса на штамп путем применения «плавающих* хвосто-
виков и симметричного расположения направляющих
колонок относительно вырезаемого контура;
увеличение зазоров между пуансоном и матрицей.
11а рис. 72 показана конструкция вытяжного штам-
па, в котором применена твердосплавная матрица Т. за-
прессованная в обойму. Обойма в сборе с матрицей по-
мещена в державку (посадка тугая ио 2-му классу точ-
ности). Как видно из рисунка, в штампе применены
«плавающий» хвостовик и шариковые направляющие.
Детали, изготовленные из твердых сплавов, могут
158
Рис. 72. Вытяжной штамп с матрицей из твердого
сплава и схемы крепления твердосплавных матриц
и пуансонов в штампах:
а — матрицы клином, б — матрицы прижимной плитой, в —•
матрицы с запрессовкой в обойму, г — пуансона штифтом
и винтом, \д — пуансона постановкой в гнездо и винтом,
е — пуансона прижимной планкой; Т — твердосплавная
вставка
оыть прикреплены к основаниям пуансонов и матриц не
только запрессовкой, но и припаяны твердыми припоя-
ми, закреплены клиньями и винтами. Механическое
крепление наиболее надежпо и обеспечивает наиболь-
ший срок службы штампов.
На схеме а показано клиновое крепление матрицы в
обойме. Надежность соединения обеспечивается в том
случае, когда пригонка клипа по скосу матрицы и стен-
ке обоймы выполнена с высокой точностью. Одновремен-
но необходима пригонка опорных плоскостей обоймы,
прокладки и матрицы ко дну гнезда обоймы. На схеме
б показано крепление круглой матрицы в обойме по
легкопрессовой посадке 2-го класса точности. Матрица
снабжена буртом, и в качестве опоры ей служат про-
кладка и плита.
Посадку матриц в обойму с натягом можно выпол-
нить конусным сопряжением, как показано на схеме в.
Такой способ особенно удобен, когда в матрицедержа-
тель запрессовывают несколько матриц-вставок.
На схемах г, д, е показаны наиболее распространен-
ные способы крепления твердосплавных пуансонов и
шаговых ножей с применением штифтов и винтов.
ГЛАВА IX
ИЗГОТОВЛЕНИЕ И ИСПЫТАНИЕ ШТАМПОВ
ДЛЯ ХОЛОДНОЙ ШТАМПОВКИ
§ 1. Требования, предъявляемые
к изготовлению штампов
К изготовлению штампов для холодной штамповки
предъявляются следующие основные требования:
высокая точность изготовления деталей и сборки;
высокое качество обработки сопрягаемых и формую-
щих поверхностей деталей.
Эти требования зависят друг от друга. Так, напри-
мер, высокое качество обработки поверхностей пуансо-
нов и матриц штампа обеспечивает необходимую стой-
кость, а точная взаимная подгонка пуансона и матри-
цы — получение высококачественных деталей и высокую
стойкость штампа в работе. Пренебрежение одним из
этих требований явится причиной низкого качества
штампа. Например, низкая твердость штампа вследст-
вие неправильного режима термической обработки све-
100
дет па нот все усилия по получению высокой точности
обработки, так как штамп будет иметь низкую стой-
кость.
Штамповая оснастка в процессе эксплуатации нахо-
дится под действием значительных нагрузок. Эти па-
трузки различны но величине и направлению и зависят
от характера работ, для которых предназначен штамп.
Так, папример, матрицы вырубных штампов при рабо-
те испытывают напряжение на изгиб, па разрыв и па
срез; матрицы штампов ударного выдавливания испы-
тывают напряжения па изгиб и разрыв, а пуансоны к
этим штампам — напряжения па изгиб и сжатие. Выдер-
жать все эти нагрузки сможет лишь такая деталь штам-
па, для изготовления которой правильно выбран мате-
риал.
Помимо силовых нагрузок, возникающих в рабочий
момент, па штамповую оснастку влияют и другие усло-
вия, например загрязнение материала, подвергающегося
штамповке. Попадание грязи в виде земли или песка
является причиной истирания рабочей кромки пуансонов
и матриц в вырубных штампах или приводит к задирам
на рабочих поверхностях вытяжных и гибочных штам-
пов.
Способность штампов выдержать определенное ко-
личество вырубок до ремонта или до полного износа на-
зывают их стойкостью. Для вырубных штампов средняя
стойкость составляет 15 000—20 000 деталей до переточ-
ки и 600 000—800 000 деталей до полного износа.
Штамп, изготовленный с учетом особенностей техно-
логии штамповки (например, устройство соответствую-
щего уклона в окнах вырубных матриц), имеет более
высокие эксплуатационные данные.
Повышение стойкости штампо-в зависит от качества
их изготовления: от точности сопряжения, термической
обработки деталей шпампа, участвующих в формообра-
зовании изделий, п качества отделки рабочих поверх-
ностей пуансонов и матриц. Наибольшее значение это
имеет при изготовлении матриц и пуансонов вытяжных
штампов и штампов для ударного выдавливания.
В результате механической обработки на поверхно-
стях деталей штампа остаются следы воздействия ре-
жущего инструмента или абразива. Эти следы в виде
гребешков и впадин отрицательно влияют на работу фор-
мующих и сопрягаемых деталей.
(5 Владимиров В. М.
161
Классы точности и посадки, принятые для деталей штампов холодной штамповка
Система отверстия
'точ- ности П'.с-чгкг отверстие ение >тл Хар а к т с pit с т и га и <> с а :11 Р ч.< --.ч ;ап.ии пг дг г п_.
1 Скользящая А, Сц П ос г д к г- о бес г с ч и в р ет и р о р о л ьно-? рсмещение без вращения при особо вы- соких требованиях к соосности и цент- рированию Т-Тр г- г) n ?.-у»т ;'=• — r\« -»>Г1 втулках при вы рубле металла толщиной ДО 0,5 51М Г при удар- ном выдавливании тонкостен- ных деталей
2 Горячая А Гр Неподвижное соединение без добавоч- ного крепления. В материале деталей возникают значительные напряжения: в наружных слоя?; — растяжение, во внут- ренних— сжатие Т вер дос л л ?. видя • г it р - щ а з обойме
2 Прессовая Л Пр Посадка, обеспечивающая неразборное соединение. Рассчитано на отверстие г. чугуне при толщине стенки не .менее 0,5 диаметра вала и длине соприкосновения не менее диаметра вала Н ап р а вл яющие кол о нки ч втулки в плитах штампе?»
2 Гл jo; а. и А г Детали, надежно сохраняющие свое относительное положение. Сборка выпол- няется при значительных давлениях. Разъединение производится редко Установочные цил япдриче- ские штифты
2 Тугая 1 А Т Соединение для деталей, которые должны плотно сидеть одна в другой. Разборка их производится редко и с при- ложением усилий. Необходимо дополни- тельное предохранение от поворота Посадка пуансонов, матриц, ловителей, упоров, фиксаторов в державки, термически не об- работанные
2 Напряженная А н Плотное соединение, сборка и разбор- ка которого происходит без значитель- ных усилий. Для предохранения от по- воротов и сдвигов предусматривается дополнительное крепление Неподвижная посадка термо- обработанных деталей в тер- мообработапные
2 ..ж.-.шзящаа А с Соединение, допускающее продольное перемещение без вращения. Центрирова- ние деталей при высоких требованиях к концентричности. Движение при хорошей смазке вручную Направляющие колонки во втулках штампов для раздели- те л ьных опер ацнй, центр и рую- шие проточки п выступы в де- талях при точном центрирова- нии, быстросменные пуансоны в державках
2 Хддозая А X Соедини* нпе, об ?с и е ч и з а :<»щее с во бод ное вращение и перемещение деталей при достато ч но м це нт ря р о за ни и Направляющ!?: колонки во втулках гибочных и вытяжных штампов для деталей среднего габарита и толщине обраба- тываемого металла до 5 мм. Полаушкя з направляющих при точной штамповке
3
Продолжение та5л.
I* ног =:•’ Посадка Обозначение Характеристика посад?:я Рекомендации по применению
ОТйе^СТИ? зал
3 Скользящая Аз С8 Посадка, обеспечивающая свободное перемещение деталей без присасывания. Центрирование при кезысоких требова- ли ж; к соосности Подвижные упоры, прижимы в их гнездах, ползушки в на- правляющи?;
3 Ходовая А, Х3 Соединение, обесп лазающее свободное вращение и перемещение при невысокой точности Направляющие колонки во втулках гибочных штампов среднего габарита при толщи- не обрабатываемого материала свыше о мм, а также з крупно- габаритных штампах
г Ходовая А г х4 Соединение со щщчлте.шными зазорами Направляющие колонки вс втулках в штампах для гру- бых формоизменяющих опера- ций при обработке материалов толщиной более о мм
Направление штриха от полировочного материала на
рабочих поверхности?: деталей штампов должно быть
параллельно течению или движению материала штам-
пуемой детали. Особенно это касается штампов ударно-
го выдавливания, в которых металл под действием уда-
ра переходит в пластическое состояние, и течет вверх
по пуансону. В этом случае поперечные риски на матри-
це и пуансоне будут задерживать течение металла, тре-
ние увеличится и появится необходимость в приложении
дополнительного усилия для его преодоления. Это же
можно сказать и об условия?: работы вытяжных штам-
пов. В некоторых случаях по этой причине возможен
даже отрыв дна вытягиваемой детали.
Продольные риски на рабочих поверхности?: матриц
и пуансонов вытяжных штампов приводят к образова-
нию на вертикальных слепках вытягиваемой детали по-
лос (рисок), портящих ее. внешний вид.
Правильное и стабильное сопряжение трущихся по-
верхностей штампов также зависит от шероховатости
поверхности сопрягаемых деталей. Плохо отполирован-
ные посадочные поверхности после непродолжительной
работы вследствие истирания гребешков теряют свои
размеры: увеличивается размер отверстия, а размер
стержня уменьшается и скользящая посадка переходит
в посадку движения пли ходовую, точность теряется.
В инструментальном производстве для контроля ше-
роховатости обработанных поверхностей применяют спе-
циальные приборы или сравнивают проверяемую поверх-
ность с поверхностью эталона чистоты (см. стр. 72).
Точность изготовления деталей штампов связана с
точностью, предъявляемой к детали, для которой пред-
назначен штамп. Поэтому вопросы точности рассматри-
ваются в каждом случае, исходя из назначения детали
штампа и заданной точности штампуемой детали
(табл. 3). При этом все детали штамповой оснастки раз-
деляются на две группы:
детали технологического назначения, непосредствен-
но участвующие в формообразовании штампуемых из-
делий (матрицы, пуансоны); к изготовлению деталей
этой группы предъявляются наиболее высокие требо-
вания;
детали конструктивного назначения, обеспечиваю-
щие связь и взаимную фиксацию частей штампа; детали
этой группы изготовляклс" с пониженной точностью.
К»5
Точность обработки отдельных участков деталей
штампа обычно рассматривается в соответствии с при-
надлежностью их к одной из следующих трех категорий:
участки или отдельные элементы детален, определяю-
щие качество изготовления штампуемых деталей по кон-
фигурации и размерам (рабочие окна матриц, рабочие
части вырубных, вытяжных и других пуансонов); эти
детали, наиболее трудоемкие в сложные по технике об-
работки, характеризуются наибольшей точностью изго-
товления и требуют соблюдения строгих допусков;
сопрягаемые поверхности, обеспечивающие правиль-
ное положение: в штампе отдельных его деталей, участ-
вующих в формообразовании штампуемых изделий (пло-
скости соединения сборных матриц и их посадочные
плоскости, установочные поверхности пуансонов, вкла-
дышей, стержней, контурные окна направляющих и пу-
ансонодержателей и т. д.); в большинстве случаев все
эти поверхности (при некруглой форме) обрабатываются
по месту индивидуальной подгонкой;
поверхности и участки деталей, не влияющие на точ-
ность изготовляемой детали (верхние и нижние плиты,
плоскости пуансонодержатслей, основания штампов
и т. п.); эти поверхности обрабатывают по допускам сво-
бодных размеров.
Наиболее точного изготовления требуют матрицы и
пуансоны вырубных и пробивных штампов, а также на-
правляющие колонки п втулки.
Допуски па изготовление вырубных и пробивных пу-
ансонов и матриц тесно связаны с величиной зазора
между нцмп, так как повышенные допуски влекут за
собой увеличение данного зазора. Кроме того, погреш-
ности изготовления и измерения находятся в зависи-
мости от поминальных размеров рабочих частей штампа.
Таким образом, при установлении допусков па рабо-
чие размеры пуансонов и матриц для операций вырубки
и пробивки необходимо исходить из размеров штампуе-
мой детали, се точпосди, возможного износа штампа и
правильных ьззоров между рабочими частями штампа.
'Гак как изпос матрицы приводит к увеличению раз-
меров дезалп, а износ пуансона к уменьшению разме-
ров детали, размеры матрицы выдерживают минималь-
но доиусгпмые, а размеры пуансона максимальные.
Схема построения допусков при вырубке наружного
контура (/Г-Д) показана па рис. 73, а. Номинальный
Щ6
размер матрицы берется равным наименьшему размер}'
детали:
D А
Предельные размеры матрицы (2-’м) и пуансона Пп)
будут
Пм = (D — Д) <Ач; Dn — (D — Д — г)_-би>
где /Д, и Da предельные размеры матрицы и пуансона;
D — номинальный размер штампуемой детали;
z — двусторонний зазор между пуансоном и
матрицей;
Д -- допуск на размеры штампуемой детали;
бм и бп- -допуски па изютовлеипе. матрицы и пу-
ансона.
Па рис. 73, б показана схема построения допусков
при пробивке отверстия с заданным допуском (J-J-A).
В этом случае поминальный размер пуансона должен
быть равен наибольшему предельному размеру отвер-
стия.
Предельные размеры пуансона и матрицы будут
da = (d + Д)-сп; dM = (d-[ Д-р z) !6m,
где dn и d№- - предельные размеры пуансона и матрицы;
d —- номинальный размер пробиваемого отвер-
стия;
Д — допуск пробиваемого отверстия;
бп и бм — допуски на изготовление пуансона и мат-
рицы.
Рис. 73. Схемы построения допусков на изготовление пуансонов
и матриц:
а — при вырубке наружного контура, п • при пробивке отверстия
167
Допуски па изготовление пуансонов и матриц берут
по таблицам допусков (в зависимости от их поминаль-
ных размеров) по 2-му классу гочпошп. При штамповке
особенно точных деталей (по 2-лгу классу точности) до-
пуски на изготовление, пуансонов и матриц принимают
ио 1-му классу точности.
Раздельное изготовление пуансонов и матриц по их
предельным размерам возможно только для круглого
контура при допусках па штампуемую деталь нс выше
4-го класса точности. Поэтому по расчетным размерам
обычно изготовляют только первую деталь комплекта
(матрицу при вырубке контура и пуансон при пробивке
отверстия), а вторую деталь изготовляют подгонкой по
первой с учетом необходимого зазора.
При изготовлении по расчетным разме.рам пуансона
матрицу дорабатывают по оттиску с. пуансона с учетом
нужного зазора.
11 р и в ы р у б к е з а з о р пол у ч а гот з а с ч е т
у м е н ь ш сипя р а з м е р а п у а п с о и а, а и р и п р о -
би в к о — з а с ч с т увел и че ии я о т в е р с т и я
м а т р и ц ы.
В закрытых штампах (когда на штампе установлен
жесткий съемник) в момент съема отштампованной де-
тали с пуансона размеры пробитого отверстия уменьша-
ются. Величина этого уменьшения зависит от степени
упругости штампуемого материала.
Когда штамп изготовляется без чертежей на оснаст-
ку, допуск па точность изготовления пуансона пли мат-
рицы принимают равным 25% <>т допуска штампуемой
детали. Зазоры в этих случаях определяют, исходя из
толщины штампуемого материала с учетом его твердо-
сти, согласно табл. 4, а геометрические параметры мат-
риц- по табл. 5.
При изготовлении вырубных и пробивных штампов
для песопрягасмых деталей, для которых не требуется
направление допусков обязательно в стелой детали, но-
минальный размер мтрицы (а при пробивке. — пуансо-
на) берут равным поминальному наружном)' размеру
детали (или. соответственно, отверстия) и изготовляют
пуансон или матрицу по 4-му классу точности. Необхо-
димую величину зазора получают подгонкой матрицы по
пуансону пли наоборот.
Шероховатость поверхностей деталей штампов реко-
мендуется следующая:
168
Т а б л и ц а 4
,/! вуоороппне зазоры
при изготовлении вырубных и пробивных штампов
Толщина материала, мм ЗаЗлр, мм I ('• чшина мп тс- риала, мм Зазор, мм
наименьший наиболь- ший наимень- ший наиболь- ший
до 0,3 0,01 0,02 2,8 0,22 0,32
0,3 0,02 0,04 з,о 0,24 0,36
0.5 0,03 0,05 3,5 0,32 о;4б
0,3 0,05 0,08 4,0 0,40 0,56
1,0 0,00 0,10 4,5 0,50 0,68
1,2 0,08 0,12 5 0,6 0,8
1,5 0,10 0,16 6 0.8 1,0
1,8 0 12 0,20 7 1,0 1,3
2,0 0,14 0,22 8 1,3 1,6
2,2 0,17 0,25 9 1,5 1,8
0,70 0,28 10 1,8 2 2
Примечания. 1. Наименьшие г-я.чиры чн ля юге я поминальным и. Наиболь-
шие зазоры учитывают увеличение их за счет допусков на изготовление пуансо-
на и матрицы. 2. При пробивке ги перстни с г падкими стенками берут наимень-
шие зазоры, указанные в данной таблице..'’». Для вырубки и пробивки мягкою
алюминия толщиной до 5 мм зазоры берут наименьшие, а для вырубки и про-
бивки твердых материалов ...........- лапбоя».тпн*\ ука тайные в таблице.
Т а б л и ц а 5
Геометрические, параметры матриц, для вырубки и пробивки
Матрица с цилиндрическим пояском Матрица с конусом от зеркала
5, мм г /г, мм 5, мм а° ₽° ht мм
до 3,0 2 - -4 3-7 до 1,0 10'- 30' 2-3 3. 5
3-10 3- 5 7 12 1-6 30'-]-- 3—5 5-10
— 6- 12 1 г ж 3—5 10—15
О б о п и а ч е н п я: чг° - угол рабочем о конуса (на сторону), Р° — угол вы-
ходного конуса (на сторону), /г — высота цилиндрическою или конического ра-
бочего пояска в матрице, $ - толщина обрабатываемого материала.
нерабочие поверхности детален, т. с. не соприкасаю-
щиеся пи со штампуемой деталью, пи с поверхностями
других детален (стержни винтов и отверстия под них,
просверленные отверстия в матрицах и нижних плитах)
обрабатывать по 4-му классу чистоты;
опорные поверхности, к которым не предъявляются
высокие требования (опорные поверхности винтов, по-
верхности хвостовиков, соприкасающиеся с ползуном
пресса), обрабатывать по 5-му классу чистоты;
169
неподвижные соединения пуансонов с пуансонодер-
жателем пекруглой формы, а также круглой формы, вы-
полняемые по 3-му классу точности (отверстия под пу-
ансоны в пуапсонодержатслях, поверхности выталкива-
ющих штифтов, неподвижные, соединения пуансонов с
ловителями, прилегающие поверхности плит блока), при
зазорах между матрицей и пуансоном более 0,05 мм об-
рабатывать по 6-му классу чистоты;
неподвижные соединения деталей круглой формы, из-
готовляемых по 2-му классу точности ( соединения пу-
ансона или пуансона-матрицы круглой формы с пуансо-
нодсржателем, соединения установочных штифтов, упо-
ров, направляющих втулок и колонок, прилегающие и
опорные поверхности пакета, выталкивателей, съемника,
плит блока), при зазорах между матрицей и пуансоном
менее 0,05 мм обрабатывать по 7-му классу чистоты;
рабочие поверхности матриц и пуансонов, оформля-
ющие контур вырезаемых или изгибаемых деталей, а
также, поверхности вытяжных пуансонов, поверхности
Рис. 71. Назначение класса чистоты обработки основных
деталей штампов
170
скольжения, выполняемые по 1 -2-му классам точности
(подвижные соединения направляющих колонок и вту-
лок п т. II.), обрабатывать по 8-му классу чистоты;
рабочие поверхности матриц, прижимов и выталкива-
телей вытяжных штампов, рабочие поверхности вырез-
ных штампов при штамповке мягких цветных металлов
и сплавов, а также неметаллических материалов; рабо-
чие поверхности пуансонов и матриц зачистных штам-
пов; поверхности качения в блоках с шариковыми на-
правляющими; поверхности подвижных соединений на-
правляющих колонок и втулок в блоках прецизионных
штамповвыполнять по 9 10-му классам чистоты.
На рис. 74 показана схема рекомендуемых классов
чистоты обработки поверхностен детален штампа.
§ 2. Выбор материалов
для изготовления деталей штампов
При изготовлении деталей холодпоштамповочной осна-
стки применяют различные стали в соответствии с на-
значением, условиями эксплуатации и технологией из-
готовления деталей штампа.
От правильного выбора материала для каждого вида
деталей и соответствующего режима его термической
обработки зависит работоспособность, прочность и со-
хранение размеров рабочих частей штампов.
Так, например, для изготовления вырубного штампа
для холодной штамповки из листового материала необ-
ходимо, чтобы сталь, идущая на изготовление пуансонов
и матриц, обладала следующими основными свойствами:
была высокопрочной, так как в процессе работы
штамп испытывает большие усилия и ударные нагрузки;
обладала высокой твердостью, потому что процесс
резания (вырубку) можно выполнить лишь при условии,
что твердость материала пуансона и матрицы штампа
значительно больше твердости штампуемого материала;
обладала износостойкостью, так как долговечность
работы вырубного штампа зависит от степени истирания
его режущих кромок;
имела высокую вязкость, чтобы вследствие частых и
сильных ударов режущие кромки не выкрашивались;
обладала хорошей закаливаемостью, что обеспечи-
вает отсутствие трещин после закалки и достаточную
171
Таблица 6
Материалы, применяемые для изготовления;; деталей штампов,
и рекомендуемая твердость их термической обработки
Детали ? Марки мате гнала Твердость HRC
кзт&ицы пуансона
Пуансоны, матрицы и пуансон-матрицы для У10А,. X,- Х12М, Х6ВФ, У8А, 8ХФ; □ 6' 54—58
вырубка, и пробивки. Режущий контур простой формы' ДХЗ, Х12Ф1 '
То же, при более сложной форме режущего контура или повышенных; требованиях, ’Пуансон- матрицы.с тонкими £абочй”и стенками Х12М, Х6ВФ, Х12Ф1/9ХВГ, 5ХВ2С ut>~“би 56—58
Пуацсоны и матрицы зачистные Х12М, Х6ВФ, Х12Ф1, У10А 58—62 ПЪ——
Пуансоны я-матрицы; гибочные п) формовочные Простои формы У8А, 8ХФ, Х12Ф. 54—5-5 52—ос-
•То же,, сложной формы У10А, Х12, Х12М, Х6ВФ, Х12Ф1, хвг 56—60 54—58
Пуансоны и матрицы чтяжныё; и оазбоотопоч- — У10 А 53г—62 • .56—65
'1 с же, для вытяжкп изделий из, 'йержа'зейшшх Ьталеи Нугу СЧ 32—52. СЧ 28—48
Пуансркы ж матрицы .для листовой чека др остри ф ормы • У8А, 8ХФ, Х12Ф, Х12Ф1 54—58 54—58
То же, сложной', форм j Х12М, Х6ВФ, 9ХС, ХВГ, Х12Ф1 . 54—58
Плиты ’блоков Чугун СЧ -24—44, сталвное Литье 40Л, Ст4 ' ;
Колонки и втулки направляющие . Сталь 20 ; Цемент!!] угатдч: i гл 5—0,8 м' 58^-62
То; же, для шариковых направляющих ШХ-15, ШХ9 j 6;
Съемники, направляющие Съемники, пуансонодержателп, матрш’.е.чержз- тели, обоймы составных матриц, лотки Сталь ,45, 40 С.т4, СтЗ.
Выталкиватели к штампам совмещенного дей- ствия, планки направляющие Сталь 45, 40 —40 1 j-'ёнтиройать)
Плиты подкладные У8..У7 3—45:.
Хвостовики Сталь 35, Ст4 —
Толкатели, винты ступенчатые и крепежные, буферные шпильки, звездочки Сталь 45, 40 40—4^ ’ (резьбу не калить)
Штифты, фиксаторы, ловители, выталкиватели, прижимы)-гибочных штампов У8, У7 :50—54
Упоры: временные, грибковые, утопающие Сталь 45, Стб 40—45
Ножи шаговые У10А, У10 51—58
'Скдадкрдержатели вытяжных щтампо з У10А, У10 58—62
Прокладки резиновЫё' для съемников прижи- мов и буферов Резина средней твеидости 2859, 56 и 922 —
' Прокладки резиновые для съемников штампов сложной;конструкции , Резина твердая 2-102, 3465-Н-У-
. П.р-и м е ч а н и я. 1, Стали УЗА и’8ХФ для матриц не применяются, 2.Пуансоны,закаливать по всей высоте, исключая >во.
стрвую часть, под расклёпку; 3. При штамповке мягких ма-тариило», тонколистовй.х и сложных деталей’ допускается изготов-
ление матриц без;термической обработки. 4. В некоторых случаях для штамповки небольших партий Деталей из мягких сталей,»
цветных металлов н немпаллических материалов толщиной до. 1 мм допускается применять сталь; 45 и "О. 5., Стали У8А и У10А
имеют.Достаточную, твердость после термической: Обработки;’ но подвержены сильной’ деформаций, что вызывает необходимость
последующей механической-обработки деталей. < ’ "
елт
r.’i\6n!i\ закаленной» слоя, дающую возможность неоД'
некратно затачивать пуансон штампа и прошлпфопывать
зеркало акприцы.
Штамповые стали должны обладать также особыми
ТСХ1ЮЛО1 плоскими свойствами. К. этим свойствам отно-
сятся:
хорошая обрабатываемость ре.занпем п давлением
(в холодном п горячем состоянии);
хорошая закаливаемость, т. е. возможность получить
высокую твердость и равномерную мелкокристалличе-
скую структуру;
малая чувствительность к перегреву, т. с. возмож-
ность закалки с нагревом до высоких температур;
малая деформация деталей при термической обра-
ботке-;
небольшая чувствительность к обезуглероживанию
при нагреве, снижающему твердость поверхностного ра-
бочего слоя металла;
хорошая шлифуемость, определяющая высокий класс
чистоты шлифованной поверхности и производительность
шлифования.
Перечисленным требованиям отвечают лишь опреде-
ленные марки инструментальных сталей (табл. 6).
§ 3. Выбор технологического процесса
изготовления штампов
Процесс изготовления штампов для холодной штампов-
ки состоит из следующих этапов:
получения заготовок;
механической обработки заготовок;
слесарной обработки рабочих деталей штампов (ма-
триц, пуансонов, пуапсоподержатслей, съемников);
термической обработки деталей штампов;
механического шлифования деталей после термиче-
ской обработки;
ручного шлифования и доводки рабочих деталей;
сборки, испытания и отладки штампов.
Операции 3, 6 и 7 выполняются слесарями по штам-
пам. Слесари принимают участие и в механической об-
работке, выполняя разметочные и промежуточные сле-
сарные работы, а в некоторых случаях — несложные ста-
ночные работы.
174
При заготовке деталей штампов, изготовляемых из
инструментальных углеродистых и легированных сталей,
выполняют следующие операции: отрезание материала
от куска, плиты или полосы (дисковой пилой, механиче-
ской ножовкой, газовым резаком), ковку (или осадкт),
изотермический отжиг, строгание или фрезерование пло-
скостей с припуском 0,25 мм па сторону, обтачивание
по диаметру, нормализацию (для углеродистой стали)
пли высокий отпуск (для легированной стали), черновое
шлифование поверхностей. Далее следует обработка за-
готовки по чертежу.
Термическая обработка заготовок обеспечивает луч-
шую обрабатываемость их на последующих операциях,
уменьшает деформации при закалке и повышает стой-
кость рабочих частей штампов. Изотермическому' отжи-
гу' подвергают все заготовки (как из проката, так и из
поковок), изготовленные из инструментальных легиро-
ванных и инструментальных углеродистых сталей.
Чтобы устранить поверхностные напряжения, возни-
кающие в результате грубой механической обработки,
заготовки из легированных инструментальных сталей
подвергают высокому отпуску, а заготовки из инстру-
ментальных углеродистых сталей -нормализации.
Заготовки для деталей штампов, изготовляемых из
углеродистых конструкционных и поделочных сталей,
проходят более короткий маршрут: отрезание заготовки
от куска материала, ковка фигурная, строгание или фре-
зерование поверхностей (с припуском 0,25—0,30 мм па
сторону), шлифование плоскостей или торцов, протачива-
ние ио диаметру. Далее следует обработка заготовки
по чертежу.
§ 4. Механическая обработка заготовок
Обработка заготовок деталей штампов, в зависимости от
формы и размеров, указанных в чертеже, может вклю-
чать следующие операции: координатное растачивание,
контурное фрезерование, фасонное строгание, долбление
отверстий, токарную обработку (обтачивание, растачи-
вание, доводку, полирование), круглое наружное и вну-
треннее шлифование, плоское шлифование, фигурное
шлифование, электроискровую, электроэротонную и
ультразвуковую обработку фигурных контуров и поло-
стей.
175
Существует несколько методов изготовления и при-
гонки рабочих частей вырубных и пробивных штампов,
выбор которых зависит от типа производства, для кото-
рого изготовляют штамп.
При массовом и крупносерийном изготовлении дета-
лей штампов круглые вырубные и пробивные пуансоны
п матрицы диаметром до 50--60 мм, а также разрезные
матрицы и пуансоны прямоугольной и сложной формы
изготовляют серийно и делают эти детали взаимозаме-
няемыми ио строгим допускам. Пуансоны и матрицы в
этом случае изготовляют раздельно, и точные размеры
рабочих частей достигаются круглым, плоским или про-
фильным шлифованием. Слесарь по штампам выполня-
ет только сборочные операции.
Применяется также изготовление рабочей части мат-
риц и пуансонов методом прошивки закаленным мастер-
нуапсопом или мастср-матрпцеп, изготовленными с уче-
том необходимого зазора. Этот метод очень производи-
тельный, и все матрицы (или пуансоны) получаются
одинаковыми но форме и размерам. Однако его приме-
тшие целесообразно только при серийном изготовлении
пуансонов и матриц небольшого размера, по сложной
формы.
При серийном изготовлении деталей вырубные штам
пы некрупного контура, а также, средние и крупные
штампы круглого контура изготовляют слесарной подгон-
кой пуансона по матрице (для вырубных штампов) или
матрицы по пуансону (для пробивных штампов) с со-
блюдением заданной величины зазора.
При мелкосерийном изготовлении деталей применя-
ется индивидуальное (штучное) изготовление штампов,
при этом используется метод прошивки пе.закаленной
матрицы закаленным и доведенным пуансоном (для про-
бивки) или прошивка пезакалениого пуансона закален-
ной и доведенной матрицей (для вырубки). Этот метод
чаще всего применяют при штамповке материалов
голщниой до 0,5 мм. По мере, износа режущей кром-
ки исзакалсиную матрицу (или пуансон) подчекапи-
ва ют.
При изготовлении вырубных цуансопов и матриц для
штамповки небольших и средних детален сложной фор-
мы, а также при изготовлении цельных твердосплавных
матриц рабочую числь пуансона пли м.мрицы выполня-
ют в закаленном виде способами электрофизической об-
17В
рабогкп с последующей доводкой алмазными инстру-
ментами.
При разработке технологического процесса изготов-
ления деталей оснастки на заводах обычно применяется
система, присущая единичному производству, т. е. тех-
нологические: карты подробно не разрабатываются, а
дается только маршрутная технология, предусматриваю-
щая наиболее целесообразную последовательность вы-
полнения операций до полного изготовления основных
деталей. При этом для наиболее ответственных детален
указывают необходимые специальные инструменты, ме-
тоды выверки детали, особые способы ее контроля, до-
пускаемые отклонения от точности на отдельных этанах
обработки и шероховатости поверхности после промежу-
точных операций.
Разрабатывая технологический процесс, главное вни-
мание обращают на последовательность чередования от-
дельных операции с. учетом создания технологической
базы, которая облегчит последующую обработку и от ко-
торой затем будут отсчитываться все размеры детали.
Такими базами являются поверхности детали, опре-
деляющие при изготовлении ее положение ио отношению
к режущему инструменту. В качестве базы могут быть
: и внутренние поверхности об-
ис! юл ьзова в ы и а ружпы
р а б атыв а е м о и дет али,
центрирующие, отвер-
стия и т. д.
Различают два вида
базовых поверхностей:
основа ы о (кон-
структивные) , ориенти-
рующие положение де-
тали в штампе, (напри-
мер, боковые поверхно-
сти матрицы по отно-
шению к ее стенкам —
рис. 75, «); матрицу
устанавливают и выве-
ряют от ее нижней пло-
скости, прилегающей к
столу станка, и двух
боковых поверхностей
Л п 1> пли В и Г, сим-
метрично форме окна,
Рпс. 75. Выбор способа выполне-
ния формообразующей полости
матрицы
177
Т. О. I.Ik, ‘llOlibl размеры II, Il II ll]y II] бы.ЧП COOlBeieiBelHIO
О'ПШЯКОВЫ 'ill. ЭгО II.) ШОЛНТ с больше й точностью полу-
чить сопряженно но размерам и расположению с други-
ми сопрягаемыми деталями (пуапеоноцеожатолсм и
съемником);
в i н о м о г а т с л ъп ы е (пли технологические) базо
вые поверхности, специально создаваемые для лучшей и
более точной обработки детали.
Например, при механической обработке, спариваемых
деталей штампа для прессования с формованием дета-
ли г> обеих частях формы (при отсутствии взаимной
фиксации, кроме направляющих колонок), чтобы облег-
чить обработку и обеспечить точное, совпадение релье-
фов с нижней стороны пуапсопа 1 и матрицы 2 (рис.
75,6), растачивают па координатно-расточном станке
технологические, отверстия k и т по оси О— С). Одновре-
менно растачивают и отверстия под направляющие ко-
лонки 2. В процессе, механической обработки деталь
(матрицу или пуансоп) устанавливают технологическим
отверстием по пальцу, устанавливаемому в центре по-
воротного стола (при фрезеровании), или по специаль-
ной оправке, вставляемой в шпиндель станка (при то-
чении на токарном станке). При этом получается
довольно высокая точность совпадения сопрягаемых
фор му Ю1цпх полостей.
Для обработки контурного пуансона штампа па фре-
зерном, фасонно-долбежном и шлифовальном станках
необходимо предусматривать устройство технологиче-
ского хвостовика и центровых отверстий с. торцов (как
это показано па рис. 75, в). При обработке пуансон за-
жимают в патроне станка за хвостовик, оставляя выход
для режущего инструмента; другой торец поддерживает-
ся центровой бабкой.
При ра ;работке. технологического маршрута необхо-
димо учитывать наиболее полное использование всех
возможностей станочного оборудования, чтобы макси-
мально сократить дальнейшую слесарную обработку.
Достаточно сказать, что длительность фрезерования из-
лишне оставленного припуска в глухой полости матри-
цы с 0,1 0,2 мм до 0,02 0,03 мм па площади в 50---
60 мм2 равна 10—12 мин, а снятие вручную этого при-
пуска займет у квалифицированного слесаря 00
100 мин.
Для изготовления одной и той же цокали можел быть
178
применено несколько варпапюв технологического про-
цесса. Выбирают ют из них, который наиболее целе-
сообразен или дослулеп по условиям произвол,» гва.
П,ля примера рассмотрим несколько способов пзго
товления пуансона вырубного штампа, показанного на
рис. 75, в. Этот пуансон может быть изготовлен:
строганием па поперечно-строгальном станке но раз-
метке, выполненной слесарем в приспособлениях На или
те, плп но контуру отверстия матрицы, с. последующим
ручным опиливанием;
фрезерованием по разметке с последующим опилива-
нием вручную но матрице;
обработкой на фасоино-cipoi алыюм станке с. опи-
ливанием вручную по матрице;
предварительной (черновой) механической обработ-
кой по разметке <. последующей термической обработ-
кой и фасонным шлифованием профилированным абра-
зивным кругом;
предварительной механической обработкой по раз-
метке на строгальном или фрезерном станке с последу-
ющей термической обработкой и шлифованием обыч-
ным абразивным кругом на плоскошлифовальном станке
с установкой детали в делительной головке с поддерж-
кой центром.
Ни одни и; первых грех способов не исключает iру-
досмкую слесарную операцию опиливание пуансона
до термической обработки; кроме того, возможная де-
формация при термической обрабогке может свести на
ист весь предыдущий труд.
По сравнению с предыдущими, вариант 4 более .эко-
номичен, так как отпадают операции точной механиче-
ской обработки пуансона и исключается наиболее тру-
доемкая операция -слесарная подгонка его до и после
термической обработки. Однако здесь нужно иметь при-
способление для алмазного профилирования круга и за-
трачивать значительное время па установку и переста-
новку пуансона па столе шлифовального станка.
Наиболее эффективным является вариант 5, так как
он позволяет пользоваться обычным абразивным кру-
гом и обрабатывать деталь с одной установки в дели-
тельной головке. Причем такая установка облегчает
проверку размеров и формы пуансона и подгонку его к
отверстию матрицы в процессе шлифования. Слесарь по
штампам только заправляет фаски и снимает заусенцы.
179
a —
Рис. 76. Примеры координатного построения отверстий:
центру основного отверстия, б, в — от боковой и нижней сторон заготовки детали, г — по геометрическому центо’/ заго-
товки ''
При изготовлении деталей пакета штампа первой
операцией чаще всего яг.лястся координатное растачи-
вание. Растачивание выполняют на координатно-рас-
точных станках ио расчетам, в которых все линейные
размеры, относящиеся к рабочему профилю, выражены
в прямоугольной системе координат и проставлены от
одной базовой поверхности.
При обработке, в деталях штампов рабочих отвер-
стий круглой формы координаты их расположения опре-
деляют от одной выбранной базы и проставляют разме-
ры в сотых (а иногда в тысячны?;) долях мм. За начало
координат (оси ОХ и ОУ) принимают центр наи-
более. важного рабочего отверстия пли геометрический
центр заготовки, а иногда — боковую шлифованную сто-
рону заготовки. На рис. 76, а показаны примеры коорди-
натного расчета размеров па деталях прямоугольной
формы.
При выполнении па заготовке, вспомогательных от-
верстий (например, для получения рабочего контура с
радиусным сопряжением, показанным па рис. 76, б) диа-
метры вспомогательных отверстий принимают равными
удвоенному радиусу, образующему рабочую фигуру (от-
верстия d и di). При этом предусматривают припуск па
необходимую последующую обработку.
При сопряжениях без радиуса диаметры отверстий
и их координаты принимают такими, чтобы образующая
отверстия была касательной к образующей рабочей фи-
гуры (рис. 76, в, г).
Благодаря координированию взаимного расположе-
ния всех элементов детали, ускоряется весь процесс ее
изготовления, достигаются лучшая точность и качест-
во обработки.
В процессе фрезерования, долбления, шлифования и
слесарной подгонки плоскости профильных окон обра-
батывают по касательной к расточенным отверстиям,
что позволяет свести до минимума количество промеров
самих окон if измерений расстояний между ними (необ-
ходимо только выдержать прямолинейность обрабаты-
ваемых поверхностей, а окнам матриц придать нужный
уклон для удгтления вырубаемой детали или отходов).
Изготовление, вырубных штампов для деталей слож-
ной геометрической формы часто начинают с обработки
матрицы. После закалки и доводки матрицы по ней иод-
181
юпики пуансон, а згием но пуансону обрабатывают кон-
турные окна нуапсоподержателя в съемника.
Такая последова le.n.nocTb не являе!ся обя штелыюй
для инструментальных цехов, имеющих профилешли-
фовальпые с ганки или специальные приспособления для
фасонного шлифования на универсально-шлифовальных
станках. В агон случае сначала изготовляют пуансон, а
затем уже но нему подгоняют матрицу и выполняют от-
верстия в съемнике н пуапсонодержателе.
Преимущество этого метода заключается в том, что
отпадает необходимость в изготовлении контурных шаб-
лонов и прошивок для обработки контурного окна мат-
рицы и слесарь освобождается от часгых промеров, от-
нимающих много времени. Кроме того, упрощается сам
процесс подгонки, так как геометрическая форма и раз-
меры закаленною и шлифованного пуансона строго со-
ответствуют чертежу’ и пет необходимости в дополни-
тельном измерении контурного окна. Процесс подгонки
сводится к тому, что па предварительно обработанной
матрице делают оттиск готовым пуансоном, затем окно
по оттиску долбят, фрезеруют и опиливаю г. При необ-
ходимости делают вторичный оттиск пуансоном и мат-
рицу окончательно подгоняют по пуансону, который в
данном случае используется и как прошивка, и как шаб-
лон.
Таким обра ?ом И1ачптет1>но-ускоряется п иютозлспие
пп ампа.
Однако этот метод имеет недостаток, заключающий-
ся в том, что в процессе термической обработки матри-
ца деформируется и выправление дефектов и доводка
закаленной матрицы по пуансону' иногда отнимают боль-
ше времени, чем доводка пуансона по готовой матрице.
Поэтому, чтобы эффективно использовать шлифован-
ные пуансоны для доводки матриц, необходимо иметь
достаточный выбор марок инструментальных сталей, ма-
ло подверженных деформациям при закалке, и хорошо
налаженную в цехе, термическую обработку.
Рассмотренная последовательность обработки дета-
лей штампов по является постоянной. Она зависит от
сложности деталей, их конструкции, конфигурации ра-
бочих участков, требуемой точности изготовления, ко-
личества одновременно изготавливаемых однотипных
деталей и т. и.
Выбор последовательности обработки во многом
JS-.?
предопределяет весь последующий ход изготовления де-
талей, оказывая влияние на точность, качество и про-
изводительность работы. При этом нередко последова-
тельность изготовления деталей определяется имеющим-
ся в цехе оборудованием и различными приспособления-
ми для механизации трудоемких процессов слесарных
работ.
Установив последовательность изготовления деталей
штампов, определяют порядок обработки их отдельных
элементов.
При выборе, вариантов процесса изготовления штам-
па придерживаются двух основных правил, касающихся
порядка обработки деталей:
первое- обрабатывать сначала те детали, профиль
или рельеф * которых может быть выполнен на станках;
второе —затем выполнять ручную обработку сопря-
гаемых деталей, сравнивая их профиль с фактическими
размерами детален, полученными после станочной об-
работки.
В первую очередь следует обрабатывать детали с бо-
лее сложным контуром, подверженным деформациям
при закалке. Обработку нужно выполнять с припуском
на подгонку размеров при сборке.
В качестве технологической базы при изготовлении
детали обычно принимают цилиндрические или торцо-
вые поверхности детали пли три взаимно перпендику-
лярные плоскости. При изготовлении штампов иногда
приходится нарушать принцип постоянства баз и при
дальнейшей обработке переходить на новые базовые по-
верхности. Такая необходимость возникает, например,
при обработке профиля матрицы или съемника по от-
тиску с пуансона. Тогда базы для первых операций мат-
рицы заменяют новыми, так как после обработки
профиля по оттиску его контур может оказаться не па-
раллельным ранее обработанным установочным поверхно-
стям этой детали. Поэтому при дальнейшей обработке
положение установочных поверхностей или размещение
других отверстий должно быть согласовано с поверх-
ностями профиля, принимаемого в качестве новых уста-
новочных баз.
При отсутствии удобных баз в матрице или пуансоне
па координатно-расточном станке выполняют техноло-
гические базы в виде специальных отверстий.
Для формообразующих детален штампов.
183
() б р я б о т к а о т в е р с т п й *. Такая обработка мо-
жет выполняться сверлами, зенкерами, развертками на
точных сверлильных или вертикально-фрезерных стан-
ках. Наиболее точные отверстия выполняют растачива-
нием ла коордпнатпо-расточпых станках.
При обработке отверстий в закаленных деталях ис-
пользуют резцы из твердого сплава или алмазные, а
также применяют шлифование.
Отверстия фигурного контура и в труднообрабаты-
ваемых материалах обрабатывают элсктроимпульспым,
электрохимическим или ультразвуковым методами.
Выбор метода обработки зависит от свойств обраба-
тываемого материала, требований к степени точности,
шсро.ховатостп обработки и формы отверстия.
Цилиндрические отверстия с допуском по 4-му клас-
су точности и 5—6-му классам чистоты обрабатывают
ihicoe/ioiia'iслыю сверлением и зенкерованном или раста-
чиванием.
Для получения отверстия 3 го класса точности и 6 -
7-ю класс,, вне го гы после сверления выполняют раз-
вертывание н.пц топкое, растачивание.
При необходимости обеспечить 2-й класс точности и
чистоту выше '/-го класса предварительно рассверлен-
ные я расточенные отверстия обрабатывают последо-
вательней черновой и чистовой развертками.
В закаленных деталях отверстия обрабатывают шли-
фованием или алмазиь’м растачиванием. Особенно точ-
ные отверстия окончательно доводят притиркой.
§ 5. Слесарная обработка матриц
При изготовлении матриц штампов для холодной штам-
повки наиболее сложно выполнить рабочий профиль
матрицы.
Изготовление матриц для штамповки деталей, име-
ющих круглую форму, не представляет технологических
трудностей. Заготовку после отжига обтачивают и рас-
тачивают па токарпом станке, а после закалки оконча-
тельно обрабатывают па плоскошлифовальном, кругло-
шлифовальном и впутришлифова льном станках.
Обраб'.нкч матриц для штамповки некруглых дета-
лей гораздо сложнее: выполняется большее число оно-
1 См. та-.жс главу XIX.
1Й4
раций, применяется более разнообразное оборудование,
используется ручной труд.
Обычно слесарнщо обрабон.у .'.цнрин вырубных
штамноц начинают с разделки коп1.\рны< окон, а затем
уже обрабатывают нее. другие элементы. lipii >гом при-
держиваются такого правила: сначала обрабатывают
самые ответственные н сложные -«лсмешы матрицы, оп-
ределяющие геометрическую форму и размеры штампу-
емой детали, а затем, используя обработанные поверх-
ности как базу, выполняют дальнейшую обработку.
Для примера рассмотрим схему обработки матрицы,
показанной на рис. 77. Процесс изготовления матрицы
состоит из следующих операции:
строгания заготовки в размер 210X1-14X30 мм с при-
пуском 0,25—0,3 мм на шлифование;
шлифования нижней и верхней поверхностей начи-
сто;
шлифования двух боковых поверхностен под углом
90°;
сверления и растачивания па коордпвапю расточном
станке двух отверстий диаметром 12Л мм по центру
радиусов, равных 6 мм, двух отверстий диаметром 8Л мм
по центру радиусов, равных 4 мм, двух отверстии диа-
Рне 77. .Эскиз ылрубпой -и; грштьт
1Ь5
метром 4+0-"1 мм, четырех отверстий диаметром 1(Нр>РЗмм
и четырех отверстии диаметром 10,5 мм;
разметки профиля окна матрицы;
фрезерования окна матрицы но разметке с припуском
0,05 мм ла сторону;
слесарной обработки профиля окна матрицы под за-
калку;
закалки с последующим отпуском;
шлифования нижней и верхней поверхности начисто;
доводки размеров и контура окна матрицы.
Пз приведенной схемы следует, что па долю слесар-
ной обработки остаются три наиболее сложные и ответ-
ственные операции: размотка профиля окна матрицы,
его опиливание под закалку, доводка в размер и по кон-
туру окна матрицы после закалки.
Профиль окна матрицы можно размечать по чертежу
или ио шаблону, по которому затем будет опиливаться
рабочий контур матрицы.
Профиль окна матрицы может быть обработан под
закалку па опиловочном станке или вручную. Чтобы об-
легчить слесарную обработку окон матриц, применяют
различные приспособления: опиловочные угольники, на-
метки-рамки, наметки с подвижными пластинами и т.п.
(рис. 78, а, б, в).
Основное назначение этих приспособлений заключа-
ется в облегчении опиливания плоскостей с необходимой
точностью, для чего обрабатываемую заготовку закреп-
ляют в приспособлении и вместе с ним зажимают в тис-
ки. При опиливании поверхности заготовки закаленная
и точно пришлифованная рабочая плоскость приспособ-
ления дает направление, напильнику или притиру и тем
самым уменьшает возможность излишнего снятия ме-
талла.
В зависимости от конструкции опиловочные приспо-
собления могут быть применены для различных работ.
Так, опиловочный угольник пригоден вообще для всех
опиловочных работ, по односторонняя полка затрудняет
получение правильной плоскости на деталях, имеющих
толщину более 5 мм. Более удобна опиловочная намет-
ка с подвижными, плотно пригнанными направляющими
пластинами. В зависимости от толщины обрабатывае-
мой матрицы пластины раздвигают по направляю-
щим, между ними помещают матрицу, выверяют ее по-
ложение по базовым поверхностям и зажимают все ири-
I8ti
способленис в тиски. С помощью таких приспособлений
разделывают окна и в пуансонодсржателях, съемниках,
направляющих плитах, обоймах п других деталях, а так-
же. опиливают контуры шаблонов, по которым .затем до-
водят профильные, окна матриц.
Рис. 78. Приспособления для ручного опиливания
контурных окоп:
« ~ опиловочный угольник, б— опиловочная параллель-
ная на мет к а, в — универсальна я н а мс гк а с крепче и и с м
детали винтами, г — угловые тисочки; / — опиловочное
приспособление, 2— дшяль, 3- направляющие бруски,
4 — контрольный угольник, 5- угловые тисочки
Для опиливания окон матриц вырубных штампов ис-
пользуют опиловочные рамки с постоянным расположе-
нием опиловочных пластин, в которых обрабатываемая
заготовка зажимается винтами. Чтобы более широко
использовать такие, рамки, их опиловочные поверхно-
сти с одной стороны шлифуют под уголм 90° к внутрен-
ней поверхности, а с другой - под углом 89с30', что по-
зволяет с их помощью опиливать уклон в 30' в проваль-
ном окне вырубных и пробивных матриц.
Для разделки провальной части окна в матрицах с
большим углом уклона, когда к точности и плоскостно-
сти стенок уже. не предъявляются особые требования,
применяют угловые тисочки, зажимаемые вместе с заго-
товкой в верстачные слесарные тиски (рис. 78, г).
187
II p u ns it г; а и и e окоп n матрицах. Наиболее
часто контурное окно в матрицах получают прошивани-
ем, которое может быть выполнено готовым пуансоном
или же ецоц:1/|г;ьио изготовленными прошивками.
При прошивании пуансоном используют начисто об-
работанный пуансон. Пуансон ставят на плоскость
пезакалешюй матрицы, окно которой уже обработано на-
черно н, надавив прессом, проталкивают пуансон в кон-
турное окно па небольшую глубину. После этого опили-
вают провальную часть, окна и подправляют профиль
окна it зазор, пользуясь пуансоном как шаблоном.
Когда па предприятии в течение одного года прихо-
дится изготовлять несколько штук однотипных штампов
для одной и той же детали, используют специальные ма-
стер-пуансоны, изготовленные с припуском на величину
предусмотренного зазора между пуансоном и матрицей
в штампе. Применение таких прошивных пуансонов при
повторяющемся изготовлении матриц намного ускоряет
работу и обеспечивает высококачественное изготовление
штампов.
Прошивками можно изготовлять как отдельные эле-
менты фигуры контурных окоп в матрице, так и весь
контур.
При прошивании окна в матрице очень важно, что-
бы прошивочный инструмент стоял строго перпендику-
лярно базовой поверхности прошиваемой заготовки.
Обычно это проверяют угольником или прислоняют про-
шивку (или пуансон) к кубику (призме) с точно выве-
ренными углами. Для удобства и ускорения прошива-
ния матриц служит приспособление, показанное на
рис. 79, а.
Нрпспособлепие состоит из верхней плиты 4, основа-
ния б и стоек 5, скрепленных между собой винтами 1.
В центре верхней плиты расточено отверстие, в которое
вставляются переходные втулки 2 с диаметром отвер-
стия, соответствующим диаметру стержня прошивки.
Матрицу 7 устанавливают в приспособление, затем че-
рез втулку 2 вставляют прошивку 3 с направляющей и
ударами молотка (или под прессом) производят оттиск
или сквозное прошивание.
Стопки приспособления должны быть строго одина-
ковыми во нысоте. Для прошиваемых матриц различной
выссты можно применять сменные стойки.
До';С1 p-’wn.’.tr. прошшюк ,могут быть рассчитаны на
щя
P-ie. 79. Инструменты для прошивки контурных окон в матрицах и примеры прошивки матриц:
; — приспособление для прошивки, б, в, г — конструкции прошизэк, д — использование готового пуансона для
лрошквхи ь с центрированием по готовой части отверстия в матрице, в — матрица с четным числом окон, ж — мат-
рица с нечетным числом окоп, з — прошивание с помощью струбцинки я направляющих планок, и — прошивание
с помощью специального шаблона
выполнение одного или нескольких окон одновременно.
Прошивки для многих окон сложны, поэтому применя-
ются только в том случае, когда нужно точно согласо-
вать их расположение. На рис. 79 показано несколько
конструкций прошивок: и — одиночная, в — прямоуголь-
ная шаговая, г- шаговая для пазов, расположенных по
окружности. Последние две прошивки применяют для
общего первичного оттиска глубиной 0,5 мм и для окон-
чательного калибрования. Промежуточное прошивание
ведут только одиночными прошивками.
Нанесение контура на поверхности матрицы и точ-
ное прошивание является сложной операцией. Работа
по методу, показанному па рис. 79,О, значительно уско-
ряет и облегчает выполнение операции. В матрице 9 сна-
чала обрабатывают несколько прямых и дуговых эле-
ментов профиля окна 10, используемых затем в качестве
направляющих для прошивки или для получения от-
тиска пуансоном. Па пуансоне 8, на его рабочем торце
сошлпфовывают слой металла па глубину 1 -1,5 мм, ос-
тавляя нетронутыми направляющие участки, которые
обеспечивают правильное положение пуансона в направ-
ляющем отверстии матрицы в момент нанесения оттис-
ка. После изготовления матрицы сделанный выступ на
пуансоне сошлпфовывают.
На рис. 79, е и ж показаны матрицы штампа после-
довательного действия для вырубки пластины с отвер-
стием в центре, и несколькими квадратными отверстия-
ми, расположенными по окружности.
Положение, всех отверстий координируется па коор-
динатно-расточном станке, на котором предварительно
сверлят п растачивают круглые отверстия диаметром,
равным стороне, квадрата. Матрица е-- с четным чис-
лом квадратных отверстий (8 отверстий), а матрица rw—
с нечетным числом (9 отверстий). В первом случае чет-
ное число и симметричное расположение, квадратных от-
верстий позволяют применить следующий прием. В два
противолежащих отверстия в матрице. 11 (рис. 79, з)
вставляют стальные закаленные, прошивки 12. Чтобы их
плоскости были параллельны оси центрального отвер-
стия матрицы, е двух сторон прошивок устанавливают
державку 18 (струбцинку) с планками 7< сжимаемыми
державкой. Оттек на матрице производят ударами мо-
лотка по головке прошивки или под ручным винтовым
прессом па глубине 0,5 1 мм. Так как прошивки сжаты
190
между двумя планками, их первоначальная параллель-
ная установка не теряется и обеспечивается правильное
направление оттиска.
При нечетном расположении квадратных отверстий
такой прием прошивки невозможен, так как стороны
квадратов, обращенные: к центру, не параллельны друг
другу. В данном случае для правильной установки про-
шивки применяют шаблон 15 (рис. 79,//), в котором
имеется отверстие, равное по диаметру центральному
отверстию, расточенному в матрице. С одной стороны
шаблона сделан точно по центру шлифованный паз, ши-
рина которого равна стороне квадрата в матрице.
Для получения оттиска шаблон фиксируют пробкой
16 или калибром на центральном отверстии в матрице, а
направляемую прошивку 12 вставляют в отверстие, рас-
точенное па месте квадрата, причем прорезь в шаблоне
/5 обеспечивает правильное положение прошивки. Де-
лают оттиск пли прошивают отверстие насквозь (в зави-
симости от его размеров).
Дальнейшая обработка состоит в зачистке получен-
ного квадратного отверстия, снятии скосов и калибров-
ке окна мерной прошивкой с учетом зазора, который
должен быть между пуансоном и матрицей.
Другой способ прошивания отверстий состоит в сле-
дующем. Предварительно отверстие долбят или фрезе-
руют на вертикально-фрезерном станке с минимальным
припуском под прошивание. Прошивание, как правило,
выполняют в направляющем приспособлении нескольки-
ми элементными прошивками в несколько проходов, при-
чем размеры каждой последующей прошивки на 0,1—
0,15 мм больше предыдущей. Окончательную калибровку
осуществляют прошивками, выполненными по полному
профилю.
Рассмотрим процесс изготовления матрицы, имеющей
несколько окон различного профиля, между которыми
необходимо выдержать расстояния, строго ограниченные
допусками (рис. 80,а).
Обработка такой матрицы может быть выполнена
двумя способами. В первом случае на координатно-рас-
точном станке изготовляют отверстия в контурном ок-
не А, в окнах под ножи Б и проколки В, Г, Д, коорди-
нируя их взаимное расположение. После обработки на
фрезерном и долбежном станках деталь поступает к сле-
сарю.
191
Во втором случае сначала координируют и оконча-
тельно обрабатывают (включая слесарные операции)
контурное окно /1 и, принимая его за базу, на коортн-
натном станке растачивают все остальные отверстия в.
окнах Б под ножи, в квадратных И, прямоугольных Г,
круглых Д проколках.
Рис. 80. Изготовление матрицы, имеющей несколько окон различного
профиля:
а *» матрица, б -прошивка для трех окон квадратною профиля, в — прошивка
для двух окоп прямоугольного профиля, г - опиливание окон под ножи
При координировании одновременно всех рабочих
элементов матрицы слесарь в процессе обработки кон-
турного окна А должен тщательно соблюдать размеры
по шагу между контурным окном и ножевыми окнами,
между контурным окном и отверстиями для пробивки.
Малейшее отклонение от оси приведет к нарушению ша-
га, что скажется па штампуемой детали, которая полу-
чится разносторонней.
Обработка по координатам не всегда даст положи-
тельные результаты, поскольку отверстия обычно дела-
ют на 0,1-0,05 мм меньше чертежного размера контур-
ного окна. Кроме того, при механической обработке
некоторые участки окна могут быть сняты больше, чем
допускает размер, и слесарь должен исправить гсомет-
192
рию фигуры, сместив весь контур окна в ту пли другую
сторону.
При втором варианте упрощаемся слесарная обра
ботка. Слесарь, не связанный никакими размерами, кро-
ме соблюдения размеров контурного окна, дает оттиск
прошивкой в контурном окне, после чего па станке дол-
бит его и опиливает вручную по прошивке или по пуан-
сону. Вся дальнейшая обработка ведется от окончатель-
но обработанного контурного окна.
На рис. 80, б и в показаны специальные прошивки
для получения правильного положения квадратных п
прямоугольных отверстий. Прошивка б предназначена
для трех квадратных окоп, а прошивка в — для двух
прямоугольных. Прошивки 1 фиксируются двумя цилин-
дрическими штифтами 2 по отверстиям Д. Эти прошив-
ки служат лишь для выполнения первого оттиска глу-
биной 0,5—0,7 мм, определяющего положение фасонных
отверстий как по геометрической форме, так и по раз-
мерам. Окончательно обрабатывают каждое отверстие,
обычными прошивками.
Окна под ножи опиливают в наметке. Наметка, удоб-
ная для опиливания прямоугольных окон в рассматри-
ваемой матрице, показана на рис. 80, г. Коппрную по-
верхность наметки располагают так, чтобы в тот момент,
когда напильник коснется ее плоскости, получался за-
данный размер от стенки окна до оси центрирующих
круглых отверстий, полученных на координатном стан-
ке. В данном случае это будут два отверстия Д.
Матрицу 3 выставляют по калиброванным стержням
4, вставленным в отверстия Д, и выверяют с помощью
концевых мерительных плиток 5 в опиловочной намет-
ке 6. Зажав в тисках наметку с матрицей и удалив
стержни из отверстий, опиливают одну сторону ноже-
вого окна Б. Эта часть окна служит базой для после-
дующего опиливания противоположной стороны окна.
При этом размер окна проверяют мерительными плит-
ками.
Таким же образом обрабатывают второе ножевое
окно.
Для получения профильных окон в матрицах их, не-
зависимо от профиля, сначала высверливают, затем об-
рабатывают на долбежном станке или фрезеруют паль-
цевой фрезой по разметке и затем уже опиливают с гон-
ки вручную или на опиловочном станке.
7 li/ianHMiipiiK Р. м.
193
При высверливании узких длинных окон центры свер-
ления размечают соответственно диаметру сверла, взя-
тому с припуском на дальнейшую ибраГнику стенок (по
0,2- -0.3 мм па сторону). Чтобы при сверлении каждого
следующего за первым отверстия сверло не уводило в
сторону: уже высверленного отверстия, в полученное от-
верстие запрессовывают кусок круглой прутковой стали
соответствующего диаметра. По окончании сверления
этот кусок металла выбивают и, повернув нетронутой
стороной к следующему намеченному отверстию, запрес-
совывают в только что высверленное отверстие и про-
должают сверление по порядку.
Получившиеся при сверлении перемычки между от-
верстиями («промежки») вырубают крейцмейселем или
прошивкой, а стенки опиливают напильниками соответ-
ствующей формы и размеров.
Более совершенным способом обработки отверстий
вырубных матриц иод термическую обработку является
опиливание, стенок па опиловочном станке (рис. 81,а).
Последовательность обработки, например, прямо-
угольных отверстий на опиловочном станке, следующая.
Оставшийся припуск на опиливание. (0,1 -0,3 мм па сто-
рону) снимают сначала плоским напильником, а затем
квадратным или трехгранным (в углах). Сначала пло-
ским напильником опиливают поверхности / и 2 (рис.
81,6), затем заготовку поворачивают па 180° и таким
же образом опиливают поверхности <? и 4. Затем плос-
кий напильник заменяют квадратным и последовательно
опиливают поверхности 5, 7 и 6, 8.
Размеры отверстия проверяют штангенциркулем,
микрометрическим нутромером, концевыми мерными
плитками или скобами и шаблонами.
Шлифование окон в матрицах. При отсут-
ствии специальных шлифовальных станков замкнутые
окна матриц можно шлифовать не вручную, а на уни-
версальнозаточном или плоскошлифовальпом стайке с
горизонтальным расположением шпинделя. Для этого к
шпинделю станка должны быть изготовлены специаль
пые оправки для крепления абразивных кругов.
Круги малых диаметров при обычной скорости вра-
щения шпинделя шлифовального пли заточного станка
(рассчитываемых обычно на применение кругов диамет-
ром 80 мм и более) будут иметь малую окружную ско-
рость п вследствие -лого будут плохо снимать стружку
19!
и быстро срабатыкаться. Чтобы процесс шлифования
шел нормально, необходимо использовать самые боль-
шие числа оборотов шпинделя и, если это возможно, уве-
личить скорость вращения путем установки сменных пли
ступенчатых шкивов на приводе шпинделя станка.
Заготовку 1 (рис. 82,о), подвергаемую внутреннему
шлифованию, предварительно шлифуют по наружным
плоскостям и в угол 90°, затем устанавливают ее на за-
точном стайке для обработки отверстии или пазов. За-
готовка может быть установлена непосредственно па
столе станка или в передвижных установочных угольни-
ках 2, как это показано на рисунке.. Правильность уста-
новки детали относительно продольного перемещения
стола станка проверяется индикатором.
Шлифование замкнутых контуров выполняют в два
этапа. Сначала обрабатывают стенки шлифовальным
кругом, диаметр которого больше, чем два радиуса за-
Рпс- 81. Приемы обработки
окон в матрицах на опило-
ночном с ганкр:
fJ „. yci аноккл детали и нлшль-
ника. (i ” порядок oopanojhii
Рис. 82. Шлифование замкну-
тых окон в матрицах с помо-
щью и рис посо плопий:
и * прямоугольного окна, о • - фи-
гурного окна
7*
195
круглевши углов окна заготовки. Круг поперечной по-
дачей сто.ча вводят в окно заготовки и устанавливают
упоры продольного перемещения стола в таком положе-
нии, чтобы при перемещении стола в крайнее правое пли
левое положение до упора круг слегка касался пери-
ферией олпоп из двух вертикальных плоскостей окна
заготовки.
Окончательное шлифование, выполняют мерным кру-
гом. диаметр которого равен двум радиусам закругле-
ния углов окна заготовки. Если в углах шлифуемого ок-
на заготовки получается выступ (вследствие отжима
гппппдоля иод нагрузкой), то следует поперечной пода-
чей стола несколько раз прошлифовать этот выступ до
получения плавного перехода от радиусного закругления
к прямолинейной плоскости.
Получил распространение метол шлифования фигур-
ных контурных окон псзакалеппых матриц копирован»
ем но шаблону с. ручной подачей матрицы на шлифо-
вальный круг.
Для шлифования приспосабливают плоскошлпфо-
валъпый станок с вертикальным шпинделем или быстро-
ходный пастольпо-све.рлильпын станок. Строго соосно со
шлифовальным шпинделем 7 (рис. 82, б) на стол стан-
ка .9 или па дополнительный столик Л, закрепленный >'’
станке, устанавливают сменный копирный ролик 10.
Диаметр ролика должен быть равен диаметру шлифо-
вального круга, поэтому изготовляют комплект роликов
с. интервалами по диаметру через каждые 0,5 мм (при-
менительно к величине окоп обрабатываемых матриц).
Шлифование выполняют с помощью пластмассового
шаблона 8, полость которого соответствует контуру и
размерам окна в матрице. Шаблон изготовляют пз бы-
стротвсрдсющеп пластмассы по готовому пуансону.
С помощью скоб 5 обработанную начерно матрицу О
закрепляют через прокладки 4 на пластмассовом шаб-
лоне таким образом, чтобы контуры окон в матрице и
в шаблоне совпадали. Шлифовальный круг заправляют
алмазом и, измерив диаметр круга на столике, устанав-
лпв-ног ролик соответствующего диаметра. Ролик, обка-
тываясь по шаблону, будет точно копировать профиль
шаблона, а шлифовальный круг будет снимать припуск
в окне матрицы в полном соответствии с шаблоном.
Весь припуск на шлифование может быть удален
только за несколько проходов. Поэтому в первых про-
ход^х используют ролики несколько большего диамет-
ра, чем шлифовальный круг, а для последующих про-
ходов подбирают ролики меньших диаметров, выполняя
таким образом подачу на глубину шлифования.
Комплект сменных роликов дает возможность при од-
ном и том же шаблоне снимать металл ручными переме-
щениями детали по профилю шаблона, компенсировать
износ круга, выполнять шлифование с припуском на до-
водку после закалки и обеспечивать равномерный зазор
между пуансоном и матрицей.
§ 6. Изготовление составных матриц
Матрицы со сложным контуром профильного окна часто
делают составными, как бы разрезая цельную матрицу
на части, которые в отдельности можно легко обрабо-
тать после закалки и затем собрать и заключить все ча-
сти в стальную пезакаленпую обойму.
Пример изготовления составной матрицы показан на
рис. 83, п и б. Насколько подобное конструктивное ре-
шение улучшает технологичность выполнения матрицы,
видно пз рисунка. Матрица, показанная на схеме а, мо-
жет быть изготовлена только путем полной обработки
профиля окна до закалки с последующим устранением
следов деформации и доводкой, а матрица, показанная
па схеме б, легко обрабатывается после закалки шлифо-
ванием па обычном плоскошлифовальном или заточном
станке.
Показанная па рис. 80 матрица также может быть
сделана составной из двух симметричных половин, как
бы разрезанных по оси сложного контура окна.
На рис. 83, в и г показано приспособление-.подклад-
ка для механической обработки полуматриц 1 до и пос-
ле термической обработки. Верхняя плоскость подклад-
ки 2 имеет скосы под углом 30' в наружные стороны
(схема в) и во внутрь (схема г). Эти скосы позволяют
получить рабочий уклон профильного окна в матрице.
Более удобен второй вариант (схема г), так как при
соединении двух половинок матрицы (как показано
стрелками) их рабочие кромки Л — /1 не удалены одна
от другой, как в первом варианте (схема в), и дают со-
вершенно точное сопряжение но всему контуру окна.
При обработке на выпуклой прокладке, вследствие того
197
что режущий инструмент (абразивный круг) несколько
разбивает обрабатываемый профиль в местах входа
и выхода из детали, сопряжение двух полуматриц полу-
чается менее точным.
После термической обработки рабочий контур в
обеих полуматрицах шлифуют на плоскошлифовальном
станке на этом же приспособлении. Одновременно с од-
ной установки прошлифовываюг в полуматрицах два па-
за 3 (схема с), в которые при сборке матрицы в обойму
Рис. S3. Примеры выполнения состав-
ных мюрид:
а цельная матрица с прямоугольным
окном, <5--ia ле матрица составной кон-
струкции, <?» л д -вариант шлифования
лолум.пршц е - cGcsaniian матрица <-о
СЛОЖНЫМ контурным ОКНОМ, X - -• Mdlp’HId
со вста ви ымн в и я а .и ы i п а м и
запрессовывают две прошлифованные шпонки, обеспе-
чивающие. правильное сопряжение полуматриц.
Так как при соединении двух полуматриц их верхняя
и нижняя плоскости не. будут прямолинейными, полу-
матрицы в собранном виде дилжны быть прошлифованы
по этим плоскостям (как показано штрихом на схеме д)
под 90° по отношению к боковым плоскостям.
Показанную на рис. 83, ж матрицу, имеющую внутри
цилиндрического окна два выступающих зуба, лучше
всего изготовить запрессовкой вставных вкладышей.
Круглое контурное окно в матрице 4 и два окна под
вкладыши 5 выполняют до закалки с небольшим при-
пуском иод шлифование .круглой части окна и запрес-
совку вкладышей.
Вкладыши подгоняют в незакалепном виде по пуан-
сону. Затем после термической обработки контурное ок-
но матрицы шлифуют на внутришлифовальном станке
до требуемого размера и в матрицу запрессовывают
также закаленные и прошлифованные по рабочей части
пуансоны. После запрессовки вкладышей и проверки по
пуансону профиля окна верхнюю и нижнюю плоскости
матрицы прошлифовывают на плоскошлифовальном
станке.
Для крупных вырубных и обрезных штампов, а иног-
да и для штампов средних размеров, но со сложным
режущим контуром матрицы делают из секций ступен-
чатой формы. Это позволяет сократить трудоемкость
изготовления и ремонта штампа, сэкономить инструмен-
тальную сталь и снизить трудоемкость при переточке
секции после их затупления.
Прямые секции могут быть изготовлены из цельного
куска или из стальных отливок. При изготовлении
штампа очень важно правильно разбить режущий кон-
тур на отдельные участки.
Форма секций должна быть простой, что даст воз-
можность избежать их коробления в процессе закалки
и обеспечит удобство механической обработки, доводки
и сборки.
Выступающие участки режущего контура рекомен-
дуется выделять в отдельные секции по возможности
небольшого размера. Стыки секций па прямолинейных
участках контура должны быть расположены па рас-
стоянии нс менее 5 мм от точек, в которых криволиней-
ный контур переходит в прямолинейный. Примеры раз-
199
оивки режущей час in штамп;! на секции показаны на
i.M’iax рис, XI,а, б, в, г.
Секции крепят к плите, иначна шипами и фиксируй,i
цилиндрическими штифтами, удерживающими секции or
сдвига при сборке, ремонте и во время работы штампа.
Для штампов, работающих с большой нагрузкой, секции
крепят с дополнительным упором в тело плиты или
в планку (схема ()).
§ 7. Изготовление пуансонов
Обычный технологический процесс изготовления пуансо-
нов состоит из следующих основных операций: отрезки
заготовки, предварительной механической обработки,
чернового шлифования, закалки, чистового шлифования
профиля, доводки профиля, заточки.
Цилиндрические пуансоны для вырубки круглых кон-
туров или пробивки круглых' отверстий изготовлять пе-
счожно. Их обрабатывают на токарных станках, зака-
ливают, шлифуют па круг.'1ошлпф:>вальиых или универ-
2011
сально-in.'пфовальпых станках, доводят (полируют) ра-
бочую новер.м.ость и затачивают (пришлифовывают)
реж\ щнй торен.
Обработка пуансонов, имеющих фасонный профиль,
гораздо сложнее. Контур пуансонов предварительно об-
рабатывают на металлорежущих станках по разметке на
дальнейшую обработку; затем делают оттиск контура по
закаленной и окончите чыю доведенной матрице и по от-
тиску опиливают пуапсои с учетом необходимого зазора
между пуансоном и матрицей; закаливают пуансон и
окончательно доводят его рабочую часть.
В зависимости от толщины штампуемого материала
зазор при вырубке п пробивка- может быть от 0,01 до
1 мм. При вырубке стали толщиной до 0,3 мм зазор на
сторону составляет 0,01 мм, т. с. подгонка пуансона по
матрице должна быть выполнена практически без за-
зора.
Шзбч.шы si контрольно-измерительные инструменты
не в состоянии передать е такой точностью все особен-
ности формы контурного окна ,татрпцы, чтобы их можно
было воспроизвести па пуансоне. Это может обеспечить
только оттиск па пуансоне, переданный с матрицы.
Пля получения оттиска па пуансоне, при механиче-
ской обработке па станках оставляют припуск 0,2 -
0,5 мм па стопопу. При атом учитывают сложность кон-
тура окна матрицы и оставляют тем больший припуск,
чем контур сложнее. Однако слип:;-ом большой припуск
(например, 1 мм на сторону) затрудняет получение не-
обходимого качества оттиска и может даже привести к
порч? матрицы (выкрашиванию режущих кромок). При
у алом припуске получение требуемого качества оттиска
усложняется гем, что необходимо весьма тщательно
устанавливать пуансон относительно окна матрицы и се
рабочей плоскости для того, чтоб;..1 можно было получить
равномерный припуск удаляемого с пуансона металла
по ШЧ'МУ иеримьтру МаТрППЫ.
Очень часто при неточном пзиесоппи оттиска зазор
получается неравномерным, и для исправления ошибки
с торца пуансопа шлифованием, фрезерованием или опи-
ливанием удаляют чаель металла на глубину первона-
чального оттиска п производят оттиск повторно.
При небрежной работе, или недостаточном опыте эту
операцию прихозитс,! выполнять неоднократно, так как
в МОМС1И удара (или под давлением пресса'; пуапсои
501
может сместиться относительно контурного окна в мат-
рице.
Высокого качества оттиска на торце пуансона можно
добиться при использовании некоторых элементов само-
го окна в матрице. Если, например, контурное окно
в матрице имеет в своей конфигурации элементы крута,
то можно на торце пуансона установить специальные
направляющие, грибки 7 (рис. 85, <?). Такой грибок чаще
всего вставляют в отверстие под ловитель в пуансоне.
Диаметр грибка должен быть равным диаметру окна
ь матрице. Пуансон грибками устанавливают па матрице
и под прессом наносят оттиск. При таком способе сме-
щение пуансона относительно окна в матрице почти
исключается, и припуск на последующую обработку
пуансона получается равномерным по всему периметру.
Использование направляющих грибков вполне воз-
можно и в некоторых других случаях для сложных форм
контурных вырубных .матриц, как это показано, на при-
ме]), па рис. 85, 6.
Pi). 8"> Примеры ojnioiTn’imi ny-iiic.i-
Hi)B Г|Г> MfiTOHlh;:
помощи koiHjpuoro
202
Если пуансон имеет контуры, обрабатываемые па то-
карном станке (рис. 85, и), на его горце оставляют ни-
.•.ппдри'ц'скин выступ - лпамегром, еоогшгствующим
Koiiiере окна г- матрице, п с помощью лею выступа
центрирую! пуансон на матрице. После термической об-
работки и oKci.-'aгс-льиоп подгонки закаленного пуансона
но матрице цы выступ удаляют шлифованием торца
на станке.
Для пуансонов, ш- им тощих отверстии для постанов-
ки грибков, применяю! способ, показанный на рис. 85, с.
Заключается он в том, что щур плоскость торца пуансо-
на, из исключением одного или двух участков, обеспечи-
вающих с технологической точки зрения наилучшую
фиксацию пуансона по матрице, фрезеруют на глубину
!..1,5 им, а получающиеся выступы подгоняют ио мат-
рице. Они и служат направляющими для правильной
установки пуансона. В зависимости от формы контурного
окна в матрице эти выступы могут быть расположены
па различных участках пуансона.
Пуансоны с нанесенным по матрице оттиском подвер-
гают фасонному строганию ио всему контуру с мини-
мальным припуском на дальнейшую слесарную обра-
ботке. В зависимости от формы контура эта работа
может быть частично или полностью выполнена и на
плоскошлифовальном станке < последующим слесарным
опиливанием по матрице.
Пуансоны простой геометрической формы (в виде
квадрата, прямоугольника, цилиндра, шестигранника
и т. is.) до термической обработки нс подгоняют по мат-
рице. После закалки их контур шлифуют па станках
в размер по контурному окну в матрице, соблюдая пред-
усмотренный чертежом зазор.
§ 8. Изготовление пуансонодержателей,
съемников и направляющих
Съемник!!, направляющие штампов и пуансоподержатс-
ли изготовляют после того, как изготовлены матрицы,
пуансоны и нож!!.
Наиболее сложно изготовить съемники вырубных
штампов. Процесс обработки съемников вырубных
штампов подобен технологическому процессу обработки
матриц. Формы и размеры рабочего контура съемника
203
получают темп же сиосооами, чю и при пзготовлепип
матриц. Как и на матрице, положение и форму контур-
ных окон и окон иод ножи в съемниках получают раста-
чиванием в а коорд1шатпо-])асточном е ганке и долб-
лением на долбежном. Исключение составляют отвер-
гши под цилиндрические пробивные пуансоны, кото-
рые. на станке не растачивают, а высверливают но мат-
рице.
iioc.no разметки вод механическую обработку и вы-
полнения станочных операций с припуском на слесар-
ную подгонку сьеМпикп поступают к слесарю. Окна под
ножи и нрибивпыс пуансоны, не участвующие в направ-
лении профильных пуансонов относительно окоп в мат-
рице, а предназначенные, только для снятия отходов
штампуемого материала с пуансонов, обычно обрабаты-
вают окончательно на станках согласно чертежу,
поскольку они, как правило, имеют значительные за-
зоры.
Пуансонодерж.тгели и направляющие, плиты обраба-
тывают по пуансону. Обработка их начинается с опили-
вания контурных окон. Для этого пуансоном, вырубаю-
щим контур штампуемой детали, наносят оттиск, ио ко-
торому затем выполняют механическую обработку окна.
Слесарь, получив после механической обработки нуансо-
нодержатель или направляющею плиту, делает вторич-
ный оттиск п по нему окончательно опиливает весь
контур окна, периодически проверяя угольником направ-
ление стенок окна от плоскости обрабатываемой заго-
товки. Отклонение от вертикальной оси в окнах под
пуансон недопустимо, так как наклонно стоящий пуансон
повредит во время работы матрицу.
Поэтому опиливать окна в пуаисоподержателях и на-
правляющих плитах лучше всего На опиловочных стан-
ках, в которых стол устанавливают под j глом 90J по
отношению к плоскости напильника. При изготовлении
малогабаритных штампов для опиливания окон в пуан-
сонодержатслях и направляющих плитах следует ис-
пользовать наметки.
При изготовлении пуансоподержателей часто бывает
выгодно обрабатывать их вместе с матрицей. В приме-
нении к конструкциям, имеющим цилиндрические гнезда
в пуансонодержателях и отверстиях матриц, такая тех-
нология не вызывает затруднений. В этом случае рас-
тачивают вместе матрицу и нуансонодержатиль. Если
:ш1
щеоаом /, в;ируо.1Ю1цвм (ра-
|ie матриц;, н.о.юсят .ч hick
Р1к N» П(1р'.1Дод oupauoikU
направляющей ал;; гы штам-
н а
же посадочные гш’здл Пид пуансон 1; оня]и i.ui г. матрн
це iiMeio'1 фшурным контур, их оиилинают г.шть .
Нееле обработки понгурною ока.: и\ан»он .> (pit»-
вводят через направляющую ношу .' г, oi-h.) матрицы /.
Обе детали сжимают струбцинами, перевертывают и в
таком положении вторым ну;
сонное о!верстие в детали, ч»
на направляющую плащ
Чтобы отгиск получился оо-
лее четким, иовсрхпосль на-
правляющей плиты облужн-
вают оловом.
Точно так же производят
оттиск ножевого окна. Для
этого нож 5 вставляют с
нпжней стороны матрицы.
Эти окна затем опиливают и
окончательно прошивают
пуансоном и шиком через
матрицу.
Контурные пуансоны не-
симметричной формы чаше всего не могут быть вставле-
ны в матрицу с ее нижней стороны. Что заставляет при-
менять иную последовательность опаливания окоп в на-
правляющих плитах. При отном пуансоне а» пмметрич-
пой формы и остальных - симметричных обработку
начинают с асимметричного контурного окна, а затем
уже по оттиску опиливают псе остальные окна.
Когда матрица имеет несколько окоп с асимметрич-
ной конфигурацией, то одинаковые окна обрабатывают
в направляющей плите ио фактическим размерам матри-
цы, т. с. по пуансону опиливают первое окно в направ-
ляющей плите, от пего (предварительно замерив
ио матрице расстояние и положение соседнего окна)
обрабатывают по полученным размерам второе окно
и т. д.
Задача значительно облегчается, если на координат-
но-расточном станке предварительно высверлят основ-
ные элементы фигуры окон на направляющей плите., по
которым затем обрабатывают окна. При этом следует
учитывать, что матрица в процессе термической обра-
ботки может быть деформирована и некоторые ее раз-
меры могут не совпасть после окончиюльной обработки
с данными чертежа. Ноэюму при координировании иа-
2(15
правляющей плиты необходимо вносить уточнения по
фактическим размерам матрицы.
Во избежание повреждения контурны.': окон в матри-
це не рекомендуется опиливать окна в пуансонодсржа-
телях и направляющих плитах через окна матрицы.
Для сверления отверстии иод цилиндрические про-
бивные пуансоны в пуансонодержателс или направляю
щеп плите, их собирают вместе с матрицей, вставляют
контурные пуансоны п ножи и сжимают струбцинами.
После, этого через матрицу высверливают и разверты-
вают отверстия под круглые пуансоны и контрольные
штифты.
Если в матрице небольшие узкие окна различной
формы, то пробивные пуансоны для увеличения их проч-
ности делают ступенчатыми.
В направляющей плите растачивают отверстия по
диаметру утолщенной части пуансонов. /Матрицу и на-
правляющую плиту (или пуансонодсржатель) собирают
вместе, установив все. пуансоны с цилиндрическим хвос-
товиком и контрольные штифты. Фасонный пуансон
с предварительно обработанной с припуском рабочей
частью вставляют в отверстие в направляющей плите и
на торце пуансона делают оттиск контура профильного
окна в матрице. После опиливания по оттиску пуапсои
окончательно подгоняют по матрице.
Подгонка окон в пуансонодержателс считается хоро-
шо выполненной, если пуансонам обеспечена легкопрсс-
совая посадка, а в окнах направляющей плиты пуансоны
свободно перемещаются вручную, но без люфта.
Ответственной операцией при изготовлении пуансоно-
держателя if .его сборке с пуансонами является создание
надежной опоры для пуансонов. Для этого опорную
плоскость пуансонодержателя после сборки шлифуют
вместе с запрессованными в него пуансонами.
В процессе эксплуатации штампов на пуансонах час-
то образуются наросты. Наросты появляются вследствие
налипания частиц штампуемого металла па поверхности
пуансонов и ножей в момент прохождения их сквозь
пробиваемое отверстие или вырубаемую деталь. Устра-
нить налипание металла можно полированием рабочей
части пуансонов, а в неответственных случаях — покры-
тием рабочей части пуансонов и ножей раствором мед-
ного купороса.
УПб
§ 9. Доводка и полирование
деталей штампов
Доводка п полирование являются операциями оконча-
тельной обработки деталей штампов. Особенно часто
эти операции применяются при изготовлении вытяжных
штампов и штампов для холодного прессования и вы-
давливания.
Доводка. Доводке подвергают главным образом
закаленные детали штампов.
Сущность процесса доводки заключается в обработке
поверхности детали твердыми и мягкими абразивными
материалами. При применении твердых абразивных ма-
териалов (порошков) мелкие зерна абразива помещают-
ся между обрабатываемой деталью и притиром, обычно
более мягким, чем обрабатываемая деталь. При некото-
ром давлении мелкие абразивные зерна, будучи тверже
поверхностей, между которыми они находятся, вдавли-
ваются в притир. Таким образом, поверхность притира
оказывается заполненной засевшими в его порах обра-
зивными зернами. Операция вдавливания абразивных
зерен в поверхность притира называется шаржирова-
нием. Если после этой операции провести поверхностью
притира по обрабатываемой детали, то абразивные
зерна, находящиеся на притире, будут срезать частицы
металла е. поверхности детали.
Доводка мягкими абразивными материалами (папа-
ми) отличается от описанного выше способа и приме-
няется только для окончательного сглаживания поверх-
ности детали. Сущность ее заключается в образовании
на поверхности доводимой детали тонкой мягкой пленки
в результате химического воздействия входящих в пасту
наряду с абразивом химических компонентов. При дви-
жении притир с помощью мягкого абразива снимает
с наиболее выступающих частиц поверхности детали об-
разовавшуюся пленку. Обнажившиеся места под воз-
действием пасты вновь покрываются пленкой, и процесс
повторяется. Таким образом происходит химико-механи-
ческий процесс обработки поверхности металла.
Фщурные полости закаленных штампов (вытяжных,
чеканочных тля холодного выдавливания и холодного
прессования) товотят алмазными головками (см. гл.
IV, § 1) пли притирами и: красной меди, фибры и тек-
столита, на поверхность которых наносят алмазную пас-
207
Рпг 87. Довочпчпые полп-
рор.а чьчы1'' пя конемнпки
f). 11 н>оы абразивная масса лучше удерживалась на
притирах, их поверхность перед работой делают слегка
шероховатой с помощью мелкозубого напильника или
надфиля.
Па рш. 87 показаны различные формы доводочно-
волпривальных наконечников, которые при работе
вставляют в патроны бормашпнок.
Шлифовалыто - дово-
дочными бормашинками
можно доводить поверх-
ность пуансонов и матриц
непосредственно па рабо-
чем месте слесаря, а сфе-
рические полости мат-
риц — во вращающемся
патроне токарного станка
(рис. 88).
Контуры профильных
окоп вырубных матриц
i.oBo i iT па вертикальных доводочных станках, имеющих
п рямочиненное во шратпо-посгупатс.чъное движение ин-
струмента (см. гл. V, § 4).
Производительность доводки во многом зависит от
скорости движения притира. С увеличением скорости
г.роп шодитсльпость возрастает, но слишком большая
скорость приводит к разбрызгиванию абразивной пасты
пли смазки и нагреванию обрабатываемой детали.
Чем точное должна быть обрабатываемая поверх-
ность, тем меньше должна быть скорость доводки.
Плоские, наружные, поверхности пуансонов доводят
па обычной притирочной плите.
Чтобы получить точный контур, пуансоны вырубных
штампов доводят на чугунных профильных притирах,
соответствующих контуру пуансона.
Использование контурных притиров позволяет уско-
рить операцию доводки, так как од,повре.мепно доводят-
ся все углубления канавок пуансона и получается стро-
ит прямолинейность и параллельность канавок при
tirui".! расположении их в одной плоскости.
Качество доводки и производительность процесса за-
гноят оз' доводочного материала, поэтому не следует
выполнять ни’-оччм любыми абразшшо-ловодочнымн ?ла-
;-I...0..-I.•-..i':. I.-IK как jio вызван, налипшие штра-
н.1 г.рс'Н-ни. нрив-.ч in к норче прпгпров и браку детали.
-’ЦК
Наибольшее влияние на производительность п каче-
ство доводки оказывает зернистость абразивов. Поэтому
при доводке деталей необходимо постепенно переходить
от крупнозернистых (грубых) к мелкозернистым (тон-
ким) абразивно-доводочным материалам.
Рис. 88. Приемы доводки деталей штам-
пов ч пресс-форм с помощью ручных ма-
шин
Недопустимо yadoidih загрязненными доводочными
материалами или смешано in порошки и пасты разной
крупности. Загустевшие мягкие пасты перед употребле-
нием следует разбавлять бепзппом, керосином или ски-
пидаром.
Полирование. Полированно применяется для то-
го, чтобы ул\ чтишь ’пн готу формообразующих поверх
нос геи легален штампов; устранить на них следы ире-
дыдущпх операции обработки (штрихи, царапины, мель-
чайшие неровности).
Различают два вида полирования: предварительное
и окончательное. Предварительное полиров а-
н п с применяют для механического удаления неровностей
поверхности незакрепленными абразивами (в свобод-
ном состоянии) или зернами, закрепленными иа ра-
бочей поверхности полировальных кругов. Оконча-
тельно о п о л и р о в а и и е выполняют незакрепленны-
ми мелкими шлифовальными порошками или мягкими
эластичными кругами с нанесенными на них тонкими
полировальными пастами.
При хорошо выполненной предварительной обработке
поверхности (без царапни, штрихов, вмятин) съем ме-
талла при полировании составляет всего лишь 0,03 —
0,05 мм. Ио если перед полированием применялась, на-
пример, обработка шлифовальной шкуркой или войлоч-
ным кругом с нанесенным на их поверхность грубым
абразивным зерном (№ 80 и грубее), то может потребо-
ваться снятие слоя на глубину до 0,1 мм.
При окончательном полировании (глянцевании) сни-
маемый с поверхности детали слой составляет микромет-
ры или доли микрометра. При изготовлении штам-
пов и пресс-форм шероховатость поверхности в результа-
те полирования может быть достигнута 12-го класса.
Исходная для полирования шероховатость поверхности
должна быть не ниже 8-го класса. Под глянцевание ис-
ходная шероховатость поверхности должна соответство-
вать 9-му классу.
В зависимости от требуемого класса чистоты обра-
ботки рекомендуется следующая зернистость абрази-
вов (табл. 7).
Высокая чистота поверхности достигается за несколь-
ко переходов с последовательным уменьшением зер-
нистости полирующего материала. За один переход мож-
но повысить чистоту поверхности па 1—2 класса. Чем
лучше, подготовлена поверхность к полированию и чем
выше исходный класс чистоты поверхности, тем меньше
переходов потребуется при полировании, тем производи-
тельнее будет обработка и меньше расход полирующих
материалов.
При изготовлении деталей оснастки к полированию
предьявляются особые требования. Главное из них -
обеспечение требуемой шероховатости обрабо ганной
ню
Т 6 Л II 11 <1 7
Выбор зернистости абразивов в зависимости от класса
чистоты обрабоиш
Класс чистоты Зернистость, шгм № -ИСТ И
~ 7 В (чистовое шлифование) "7 9 (предварительное полирова- ю :?s м :о
вне) V 10 (окончательное полирова- 28 20 М2Я -М20
пне) V 11—12 (зеркальное полирова- 11- К) А11-1 -М10
ине) 7 ."> М10 М.> гонкая паста ГОП
поверхности без искажения размеров и формы детали.
Дефекты на отполированной поверхности п<- допус-
каются.
При обнаружении на полируемой поверхности глу-
боких рисок, царапин, раковин и вмятин их необходимо
сначала устранить шлифованием абразивным кругом
или шкуркой и лишь затем приступать к полированию.
Полирование обычно начинают на участках наиболее
вероятного расположения дефектов.'
Па отполированных поверхностях не допускаются
прнжоги (сине-бурые места), появляющиеся вследствие
перегрева поверхностных слоев металла в данном место.
После полирования поверхностей, покрытых хромом, нс
допускаются отдельные риски, раковины, вмятины,
желтые пятна, места с отслоением покрытия, трещины,
i;c полностью отполированные участки и места, отшли-
фованные до основного металла или до предыдущего
слоя покрытия (до меднения).
Как отдельный вид полирования распространена
подготовка поверхностей детален к гальваническим по-
крытиям— матирование. При матировании полиро-
вальный круг (войлочный или тканевый) периодически
смазывают пастами, содержащими мелкое абразивное
зерно (электрокорунд или др.). Наиболее эффективны
в этом случае маршалитовые пасты, так как находящие-
ся в них абразивные зерна не оставляют при обработке
глубоких царапин на поверхности.
Матирование выполняют при вращении круга в на-
правлении, поперечном к ранее полученным гребешкам
шероховатости. Благодаря .этому при матировании зпа-
211
чпюлыю понижается шероховатость обрабатываемой
поверхности и лучше удерживается гальваническое по-
крытие. Кроме того, процесс полирования но покрытию,
нанесенному после матирования, идет производительнее
п снимается меньший слои нанесенного металла
(хрома).
Полирование выполняют как на станке, так и руч-
ными инструментами. При полировании используют по-
лировальные, токарные, шлифовальные и сверлильные
станки. При этом вращение может быть сообщено или
полировальному инструменту, или обрабатываемой де-
тали, что зависит от формы полируемой поверхности,
а иногда от формы и массы детали.
Для полирования применяют также ручные машины
< пневматическим или электрическим приводом, в пат-
рон которых вставляют полировальные наконечники co-
ol ветствующс.п формы.
Для постепенного подвода абразивной массы -к ра-
бочей поверхности механического полировального инст-
румента в центре его делают сквозное отверстие или
коническое углубление, заполняемое перед полированием
абразивной массой. В процессе работы масса, попадая
под полировальный инструмент, переходит на его рабо-
чую поверхность и компенсирует уже отработанную или
частично разбрызганную полировальную массу.
В состав паст обычно входят машинное масло, ке-
росин, парафин или стеарин и мельчайший абразивный
порошок в соответствующих пропорциях.
При полировании вручную поверхностей стальных
деталей в 'качестве смазки применяют обычно керосин,
которым разводят абразивный порошок пли пасту ГОИ.
Окончательную отделку формующих полостей оснаст-
ки выполняют фетровыми или кожаными кругами,
на которые наносят пасту ГОИ. Фетровым кругам сооб-
щают вращение до 8000 об/мин.
Войлочные круги применяют при более грубой отдел-
ке и при меньших числах оборотов, так как при быстром
вращении они скоро приходят в негодность.
Зеркальное полирование выполняют жесткими (мед-
ными, фибровыми или деревянными) наконечниками
с нанесенным на их поверхность топким слоем полиро-
вальной пасты, содержащей окись хрома, окись железа
(крокус) или трепел.
Важное значение при полировании имеет правильный
21?
выоор окружной скорости позировального инструмента.
При иольрипаШИ! из cia.-щ и хрома окружную
iкорпеть принимают дли кругов < использованием абра-
зивных порошков 20 -.;5 м/с, а для кругов с. использо-
ванием паст 30 -50 м/с. Поверхности сложном формы
полирую! С MC.il Шей окружной скоро. ТЬЮ.
Давление крут на обрпоа гы.ии-мую деталь должно
бык, 2 5 5 U . При чюм 6о,.1.1.ц о двн.теищ применяют
при предварительном полировали:;, а меньшее--при
••кончатсльном. При зеркальном полировании давление
должно быть совсем не шачительпым, иначе появляются
пятна и иршкогн.
§ 10. Сборки нтсймнсщ
С. по со бы сборки. Сборка является .завершающим
и наиболее ответе) веппым зо-шои в н.потоплении штам-
пов. Малейшая небрежность в, сборке может привести
к уменьшению срока >’.т,жбы штампа или вызвать ава-
рию при его лкеилуатацпи.
Сборка штампов сводится к выполнению следующих
работ:
комплектование и проверка качества деталей для
штампов;
выполнение отдельных слесарных и механических
операции с целью подготовки деталей к сборке (снятие
фасок, сверление, зенкование и нарезание отверстий под
винты, сверление и развертывание отверстий под конт-
рольные шпильки и т. п.);
сборка матрицы с нижней плитой;
сборка пуансонов с пуансоподержателями;
выверка и подгонка опорной плоскости пуапсонодер-
жателен и режхщпх поверхностей пуансонов;
сборка верхней и нижней плит на направляющих ко-
лонках;
установка и крепление пуансоподержателей с пуансо-
нами к верхней плите;
монтаж съемно-удлляющпх и установочных дета-
лей;
общая сборка с проверкой действия подвижных час-
тей и зазоров между рабочими частями.;
испытание штампа на прессе, выявление недостатков
в их устранение;
213
Прооная .. ।;iMiior>;;;i деiалей, маркировка ниампа 11
i iача i н i>i о in । амьа в О 1 К.
При и'.ирк1’ illr<: >i; iici.oxojii io обращать ocoOue
i iiibiarbe па качество обработки i cex идущих в сборку
'( । a. leii, lia соответствие HX 1 еиХ’еТрИЧРСКиН формы 11
pa :m; рои \лазаниям чертежа.
К. ВЫ1Лolll !.Л штампам при сборке Iipe 1.1.ЯВЛЯЮТ c.'ie-
ющпе требования:
соблюдение геометрической формы и размеров окоп
в матрице и контура пуансона в соответствии с чер-
т ежом;
обеспечение прямолинейное m вертикальных стенок
окон в матрице и уклона, расширяющегося книзу;
соблюдение икновою расстояния между контурными
окнами, отверстиями под проколочные пуансоны и окна-
ми под шаговые ножи; обеспечение параллельности их
внутренних рубящих сторон;
отсутствие положительною уклона на пуансоне, уве-
личивающеюся в сюроиу хвостовой части;
обеспечение равномерного зазора между стенками
коптхрпых окон и поверхностями пуансонов после
установки последних в ну апсонодержателщ
соблюдение шаговых расстояний матрицы в штампах
последовательного действия и увеличение окон под ша-
говые ножи па 0,2 0.3 мм в штампах с ловителями;
равномерность расчеканки юловок контурных пуан-
сонов и ножей (предотвращает их перекос в пуансопо-
д(ржателе);
надежность крепления пуансонов и ножей в пуансо-
подержателе. за счет плотной посадки их в окна (а не
,а счет расчеканки);
перпендикулярность пуансонов и пожен к плоскости
нуапсонодсржатсля и их равная высота;
отсутствие, уклонов в окнах направляющей плиты и
правильное сопряжение их с пуансонами без заметного
зазора;
надежность запрессовки направляющих колонок
и втулок в плитах блока и правильность их взаимною
расположения (по расстояниям между центрами);
перпендикулярность колонок и втулок к опорным
плоскостям плит блока и взаимная параллельность
плоскостей плит блока.
После проверки правильности изготовления всех де-
талей штампа приступают к его сборке.
211
ПрИ НПО ТОНЛСНИН ВЫрУОНЫХ, ПрооНВНЫХ и комбини-
рованных пнамнов иослсдоваи’лыюго действия сборку
начинаю! с установки направляющих линеек. Увели-
ченный размер между линейками приводит к тому, что
полоса материала б\дет болтаться за ножами, вследст-
вие чего штампуемая деталь получится разносторонней.
Если на пуансонах имеются ловители, то размер
между линейками может быть на (1,1 0,2 мм больше
расстояния между ножами.
Для правильной установки направляющих линеек па
матрице штампа сначала необходимо одну из них за-
крепить струбцинами на плоскости матрицы в положе-
нии, когда направляющая плоскость линейки будет на-
ходиться заподлицо с внутренней плоскостью ножа. Это
положение может быть проверено обычной лекальной
линейкой.
Вторую направляющею линейку устанавливают по
двум одинаковым ио размерам наборам плоскопарал-
лельных мерительных плиток, закладываемых между
линейками. Размер набора мерительных плиток равен
ширине полосы (или ленты) плюс необходимая величина
зазора. После крепления струбцинами обоих линеек
г них через матрицу сверлят и развертывают отверстия
под контрольные штифты.
Запрессовку пуансонов в нуансоно,держатель выпол-
няют после установки направляющей плиты. Точное
совпадение окоп направляющей плиты и матрппы обес-
лечшзаотся тем, что контурные пуансоны и ножи, встав-
ляемые через направляющие плиту в матрицу па глу-
бину 3 4 мм, не дают ей возможности смещаться от
правильного положения. Закрепив в тагом положении
струбцинами матрицу и направляющую плиту, сверлят
и калибруют разверткой через матрицу отверстия
под контрольные штифты, а после установки штифтов
сверлят отверстия под крепежные винты. После что-
то устанавливаю: пуансоны и ножи в пуаисородержа-
тель.
Эту операцию выполняют 061,14110 последовательно,
начиная с \<гаповкп основного (копш иного) псансона,
вырубающего J-, га'и, (рш. ц). |’> ц\аш-ошен-р/Кз г<. ш
1 вставляют р>ыр\баюшип киыур чеилп — иуаи.-оп
соблюдая его щ-ршштик’, тярпость к плоскости и\шнсо:<<,-
держа , .'in (iipor.epHioi ле ,а. и-ным у Го тыыком 3 с 4111,1
рех сюроп).
315
После установки контурного пуансона в окно пуансо-
подсржателя вставляют следующий пуансон или нож.
При этом, кроме проверки по угольнику, на пуансоно-
дсржатель накладывают матрицу и, подсвечивая снизу
электролампой, смотрят, чтобы зазоры при надевании
Рис R4. Hpuw'p" еГюрки шт.тчпоп:
о установка пулпеона в п\лпсопп^сржак'-ль. б - заливки
Г.уяИуОПОВ р Я СИЛ 3 ft ЛОННЫМ гртучом, «, г--способы уоянпв-
ы! п V а псопо 1 ?р к aп-л я
матрицы на пуансоны и нож были равномерными по все-
му контуру.
Иногда при правильной установке в пуансонодсржа-
тслс двух пли более пуансонов (т. е. когда их вертикаль-
ные стенки находятся точно под углом 90° к плоскости
иуапсонодержателя) общее положение всех пуансонов
не соответствует расположению окон в матрице, и она
не надевается на пуансоны. Чаще всего это свидетельст-
вует о неправильном изготовлении пуансоподержателя,
т. е. смещении отверстий.
В таких случаях нельзя изменять положение пуансо-
на или ножа односторонней подчеканкой отверстия, по-
тому что хотя рабочий торен и будет доведен до совпа-
Hi
дения с окном в матрице, но сам пуансон веганеt в пуан-
соподержатсле. наклонно и после Ш'ско.лжих пере точек
будет зарубать матрицу.
Пуансоны должны быть слегка запрессованы в пуап-
сонодержатсль. Если пуансоны вставляются в окна сво-
бодно, а затем для устранения качания обжимаются
кругом с помощью чеканки, то в процессе работы они
постепенно расшатываются и начинают зарубать матри-
цу. Это особенно опасно в штампах, не имеющих на-
правляющих плит для пуансонов.
Чем больше в штампе пуансонов, тем сложнее их
установка. С целью облегчения этой операции приме-
няют нс запрессовку пуансонов в пуансонодержателе,
а заливку их легкоплавким сплавом или быстротвердею-
щей пластмассой.
При сборке но этому способу перед заливкой поса-
дочные места для пуансонов обрабатывают с зазором
1,0— 1,5 мм на сторону, на пуансонах прорезают по-
перечные канавки, а поверхности, соприкасающиеся со
сплавом, протравливают и лудят. Затем пуансоны уста-
навливают в положение, показанное па рис. 89, б. Пуан-
сонодержатель / с пуансонами 2 помещают на чугунную
плиту, а матрицу 4 на подкладках 5 устанавливают
сверху. Для установки пуансонов в окнах матрицы с со-
блюдением необходимого зазора используют кусочки
фольги. При очень малых зазорах пуансоны подгоняют
в окнах матрицы ио плотной посадке, а по окончании
сборки доводят их до нужного размера, обеспечиваю-
щего зазор. Можно также создать на пуансонах центри-
рующие пояски па некотором расстоянии от их режущей
части, выполненные но плотной посадке в окнах мат-
рицы. Собранный пакет скрепляют струбцинами, подо-
гревают в электрической печи или и песчаной ванне, до
температуры 100 -110'С и устанавливают па чугунную
плиту через асбестовую подкладку б. Затем в зазоры
между гнездами пуансоподержателя и пуансонами зали-
вают из ковша 7 расплавленный сплав, состоящий из
48% висмута (по массе), 28,5% свинца, 14,5% олова и
9% сурьмы. Температура плавления этого сплава около
120° С. После затвердевания сплава наплывы его и брыз-
ги удаляют шабером н проверяют но матрице правиль-
ность установки пуансонов в держателе.
Установка пуансоподержателе.й, собранных с пуансо-
нами, может быть выполнена различными способами.
У17
Один ns них состоит в том, что сначала собирают мат-
рип\ с инжией п.’пгюп штампа, а пуанеоподержатель
i шансоном и ножами с верхней плитой. После этого
верхнюю часчь шталиа соединяют с нижней так, чтобы
между пуансоном 2 (рис. 89, ц) и матрицей 1 помести-
лись пластинки фольги Л’ толшшюй, равной технологиче-
скому зазору. Затем верх штампа опускают на две па-
раллельные подкладки 5. В таком виде пакет готов
к растачиванию с одной установки всех отверстий для
направляющих колонок и втулок.
Но другому способу (рис, 89, г) заранее собирают
пакет штампа, т. е. матрицу соединяют е нижней плитой
и закрепляют штифтами, затем, пользуясь листочками
фольги 8, собранный с пуапсонодсржателем пуансон
устанавливают в отверстие матрицы, соблюдая задан-
ный iajop. После этого верхнюю плиту 10 опускают по
колонкам .9 до соприкосновения ее с опорной плоскостью
нсапсонодержателя / и ставят на параллельные, про-
кладки. Скрепив в таком положении струбцинами 11
пуапе.онодержатель с верхней плитой 10, высверливают
в них п развертывают сквозные отверстия под штифты.
11осле постановки штифтов в пуансонодержателс и
верхней плите выполняют отверстия под крепежные
вин гы. Этим обеспечивается правильная сборка штампа.
Чтобы определить правильность установки пуансонов
и ножей в иуапсоподсржатсле, делают пробную выруб-
ку па бумаге, или па картоне, толщина которого соответ-
ствует толщине металла, для которого предназначен
штамп. Для этого на матрицу па контрольных штифта?;
накладывают направляющую плиту и в нее вставляют
пуансоны, смонтированные в пуансоподержатсле. Про-
пустив между направляющими линейками бумажную
пли картонную полосу, нажимают на верхнюю плиту
с закрепленным пуапсонодсржателем и вводят пуансоны
в матрицу. Приподняв с. помощью рычагов пуансоподер-
жатель, извлекают бумажную ленту и определяют, на-
сколько чисты контуры ее среза. При правильных зазо-
рах между пуансоном и стенками окна матрицы срез бу-
дет чистым. Если зазоры неравномерны, то в местах, где
они имеют наибольшую величин)., вырубаемый контур
будет оборван или бума! у затянет в зазор между пуан-
кшом и вертикальной плоскостью окна матрицы.
Штампы с шариковыми направляющими собирают на
rrpciаке 2 в повернутом положении ШТЗМ1Ш, как цока-
зипо па рис. 90 I. Штамп с надетыми па колонки сепа-
раторами 1 кла i\ г на грани плит так, чтобы срезы коло-
нок п втулок были на одном уровне. Затем замеряют
расстояние / между плоскостями матрицы и пуансона.
Сепараторы во втулках верхней и нижней плит устанав-
ливают так, как указано на рисунке, и сдвигают верх-
нюю и нижнюю части штампа.
Правильное и неправильное положение сепараторов
во втулках верхней и нижней плит при закрытом и от-
крытом штампе, показано на рис. 90, б и в.
При натяге, между шариками, колонкой и втулкой
меньше расчетного в процессе работы штампа возможно
сползание сепараторов, поэтому необходимо контроли-
ровать их. Под сползающие, сепараторы рекомендуется
устанавливать пружины (рис. 90, с).
а пр и с И«-,р ко п । га м п а, нг> л лже н не с ’•п н •'1 »1 ’ П1' • *.н । г р г•, <
II. О Г* И. 1П t Ы При о 1 h ры I«' М И И . I М Ш.', (; П< >,; О А С ’! 11 ’ \ с‘ 11•1 Р <’1 ° 1 ’° 1‘ ’'' ‘ ВI у д
«а 1 п «ж 1з с й л л пи л при j кры гпм ни а ч не. 1 ' ’тк'в ?=1111 /К ’п 1 н..
(.’пара гори
219
а в блок. При сборке блоч-
У с т ;• нов я ш га
! устанарлпвают в блок is ча-
lana.ia нижнюю ласти штам-
ю cbc-.'HiiiioM Л -ставят по
>ка, сжимают’ сгрубцппамп и
через матрицу свор-'
лят в нижней плите
блока отверстия под
) винты. После св?р-
j лепия этих отвер-
1 стий на проход и
припертыв а и 11 я мат-
рицы к плите блока
снова через матрицу
—। сверлят и разверты-
вают отверстия под
контрольные штпф-
г>л®к ™- ^атем штифты
устанавливают па
Перед креплением шрхпей части штампа пуансоны
б, 7 и о, установленные в пуансонодержателе. 11. вводят
на глубину 1,5- 2,0 мм ’> окна матрицы 2. Чтобы избе-
жать перекосов, между съемником л и иуансоиодержа-
телем II ставят две параллельные и одинаковые, но вы-
соте прокладки 12 п -1. ’> 1а установленный таким образом
штамп опускают верхнюю плиту блока 9.
Применяют два способа крепления верхней части
штампа к плите блока. При первом способе пуансоно-
держатсль крепят двумя струбцинами к плите блока,
снимают ее с колонок и через пуансонодсржатоль в пли-
те блока сверлом 5 сверлят отверстия, которые, затем
развертывают под контрольные: штифты. После, их уста-
новки сверлят отверстия под винты. .Этот способ имеет
тог недостаток, что при непрочном креплении струбци-
нами пуаисонодержптель может сдвинуться и нарушить
правильное сопряжение с. матрицей.
При втором сиособ-е после крепления нуансоподер-
жателя к плите блока струбцинами выполняют сверле-
ние и развертывание отверепш под контрольные штифты
(бь; разборы! штампа, по размете, через г.ерлнюю
плиту блока).
()iBOp< ГИЗ II-.).’! ’ИНСН1 I ЕгрЛЯ'| ЧСПС1 HV3ПСпюлоржя-
I о л ь после v ст а поп к и к о •• i i' Р - ' ь 11 ы х i пт и ф 7 он и р;j з б ор к и
штампа. Недостатком отою способа является то, что
прокладка 10 подвергаены термической обработке толь-
ко после сверления всех отверстий, что задерживает
сборку штампа.
Правильность установки пуансонов, упоров, шагового
расстояния, ширины прохода для полосы или ленты
между направляющими линейками и т. д- проверяют по-
лосками бумаги или картоном, имеющими такую же
толщину и ширину, как и у пыампуемого материала.
Рис. 92. K/iMUHiinpoMiiiiibiii нплмп совмещенного действии
Ниже приведен технологический процесс изготовле-
ния основных детален и сборки комбинированного штам-
па (рис. 92) совмещенного действия с. цельной матрицей
иля вырубки и пробивки.
Матрпп,а 6:
отрезка заготовки; ковка заготовки; отжиг заготовки;
точение наружной поверхности и растачивание, отверстия
с припуском па дальнейшую обработку; шлифование
плоскостей; разметка внутреннего контура по шаблону,
отверстий под болты 19 и штифт 20; сверление и наре-
зание резьбы под бол;ы 19, сверление, п развертывание
отверстия под штифты 20; фрезерование контура по раз-
метке с притском иод шлифование; термическая обра-
ботка— закалка и оттек; шлифование нижней и верх
ней плоскостей; ш пирование ио шаблону.
! I у а и с о н о д е р ж а т е л ь 9:
отрезка заготовки; ковка заготовки; точение; шлифо-
221
ваши- плоскоеu'!i; разки гка n сверленiie огверснш no i,
болты no aarpiiiie: соединение. матрицы с пуансонодер-
жа г •.к -хт с помощью технологических болтов; сверление
н разверзыванне отверстий под штифты через матрицу
н запреес<;шл1ис штифтов; растачивание отверстий под
пуансоны с базированием по матрице, совмещенной с пу-
ансспоматринен но фактическим координатам межосе-
вых расстояний в пуансономатрпце; сборка с пуансона-
ми; шлифование двух полостей в сборе с матрицей и пу-
ансонами.
I f у а и с о и - м а т р и и а 11:
отрезка заготовки; ковка заготовки; отжиг заготов-
ки; подрезка торнов п растачивание центрального отвер-
стия с припуском па обработку; шлифование плоскостей;
ралмсгка контура но шаблону и отверстия иод крепеж-
ные болты .?/ и штиф|ы; сверление отверстия и паре in-
line резьбы под бол!ы ?/; сверление и развертывание,
t 1 вере 1 и я под штифты; предварительное фрезерование
контура по разметке; описи матрицей 0; фрезерование
кош ура ио о ттиску; растачивание центрального отвер-
стия и отверстий иод пуансоны е. базированием по кон-
туру; термическая обработка закалка и отпуск; шли-
фование плоскостей; шлифование нейтральной режущей
части; подгонка наружного контура к матрице.
('.борт, а итого штампа состоит из следующих
операций;
установка пуапсоп-матрицы 11 на плите /; разметка
отверстий иод болты 21 и провальные отверстия;
сверление и зенкование. отверстий под болты 21 и
провальные огг.ерстпя;
хетановка iivaiieoii-матрицы 11 па плиту / и закреп-
ление 6o.Ti.-i мп 21:
iioc.-i iKa .-ы-ниигз 1 па пуансон-матрицу 11с установ-
кой между i ьемпиком п плитой концевых мерных пли-
ток; разметка на плите через съемник отверстия под пру-
жины 17 п винты 2; сверление и развертывание отвер
стпп под штифты и прессование, штифтов;
сверление и зенкование гнезд под пружины 17, свер-
ленье под винты ’* съемника;
хстаповка 'атрпны 6 на пуансон-матрицу 11 с про-
кладкой между ними фольги по величине технологичес-
кою за юра и концевых хц-рпых •i.iinoi; Между мa i риней
о и Hoiiii'ii 1: шюрiывалпс. центра переводника в маг
вицу (>, посадка плиты 8 на колонки />’ и размен;;’ огвер-
iJiiii под крепежные бол ты 1!> и Hi> ифгн '.'О;
сверление отверстии иод оо.иы /9 и птиц- о;
установка пуансоиодержателя в споре со всеми пу-
ансонами на плите е? и крепление бол га мп /Су посадка
плиты 8 на колонки >, центрирование всех пуансонов но
пуапсон-матрице и затяпшаиш- болтов;
сверление и развертывание о шерстин под контроль-
ные штифты в нуаисоподержателе и плите 8 перс; отвер-
стия в матрице; заирессовывапис ш11п]>iов;
установка шпильки /а толкателя к отверстие плиты
8, планки 12 в i незде, штифта 15 и выталкивателя 16 на
место; установка матрицы на штифты и затяшвание
болтами;
посадка пружины 17 в гнездо илты /, упора 5 в
съемник 7. съемника па нуансон-матрипу и крепление
болтами 2;
испытание штампа па прессе.
На рис. 92, кроме перечисленных nerri.ieff, обо шайе-
ны направляющая втулка 7, пуансон 10 для проколки
шести отверстии, хвостовик штампа 11, шпилька толка-
теля //>’. пробивной пуансон 18.
§11. Контроль и отладка штампов
Общие сведения. После (борки штампы осматрива-
ют и проверяют соответствие их ра :меров и формы тех-
ническим условиям.
В шбочных, вытяжных и прессовочных штампах не-
обходимо проверять правильность сочетания элементов
профиля и рельефов, согласованность взаимного распо-
ложения верхней и нижней частей штампа и правиль-
ность взаимодействия сопрягающихся детален и узлов.
Наиболее падежным способом комплексного контро-
ля качества изготовления штампа служит испытание его
в производственных условиях, г. е. установка штампа па
пресс и пробная штамповка.
Испытание проводят на оборудовании и заготовках
штамповочного цеха, па специально предназначенных
.тля испытания и отладки штампов прессах. В период ис-
пытания нужно nuaiMUKi соблюдать вес правила >ке-
плуагании штампов.
При установке штампа n.i ipecc ш •обходи уп> соблю-
дать следующие npa'iii та:
устанавливать штамп только на тот пресс, который
пригоден для испытания данною штампа;
перед установкой штампа убедиться в исправности
пресса, наличии необходимых ограждений и принадлеж-
ностей, исправном состоянии всех предохранительных
устройств и правильном регулировании зазоров в на-
правляющих ползуна;
следить, чтобы при установке штампа на плите прес-
са не было ненужных предметов и инструментов; опор-
ные поверхности штампа и поверхность плиты проте-
реть;
при установке тяжелых штампов применять подъем-
ные механизмы;
при установке штампов, работающих с использовани-
ем пневматического буфера, проверить, не забиты ли от-
верстия в плите пресса отходами (высечками) и мусо-
ром и нет ли отходов па поверхности самого буфера;
кроме этого, проверить длину передаточных стержней;
устанавливать штамп на пресс только тогда, когда
расстояние между ползуном пресса (при его нижнем по-
ложении и регулировании хода вверх) и плитой стола
больше высоты сомкнутого штампа;
при установке вырубных, обрезных и дыропробивных
штампов ползун отрегулировать так, чтобы глубина про-
никновения пуансона в матрицу равнялась толщине
штампуемого материала;
устанавливая гибочные и формовочные штампы,
предназначенные для штамповки металла толщиной до
2 мм, шатун пресса отрегулировать на соприкосновение
пуансона с матрицей. Если толщина штампуемого метал-
ла более 2 мм, то перед регулированием шатуна зало-
жить полоски штампуемого металла;
для обеспечения безопасности работы и сохранения
хорошей стойкости штампа надежно крепить штампы
к прессам; для крепления штампа пользоваться специ-
альными планками, скобами, болтами и шайбами (не
11 о л ь з о в а т ь с я куска м и м ст а л л а в к а че ст в е
и л а н о к и п о д к л а д о к!).
Па прессах, находящихся в длительной эксплуатации,
плоское!ь стола может быть наклонена к опорной плос-
кости ползуна пресса (т. о. плоскость стола не перпен-
дикулярна к оси ползуна). Угольником и индикатором
на штативе необходимо проверить положение стола, что-
бы \честь имеющиеся отклонения при монтаже штампа.
После осмотра пресса и ею .механизмов и онпен.н
стола устанавливают нужный ход ползуна и мсжштам-
ковую высочу для выполнения заданной операции в при-
ступают к монтажу штамиа.
Если штампуемые детали должны проваливаться в
окно стола пресса, необходимо проверить, соответствует
ли отверстие сто.ча размеру штампуемой детали. Если
детали проваливаться не должны, то штамп устанавли-
вают на шлифованных подкладках с тем, чтобы отштам-
пованные детали можно было вынимать из-под нижней
плиты штампа. Прокладки нужно устанавливать как
можно ближе к окнам нижней плиты штампа, чтобы пли-
та меньше работала па изгиб, но отштампованные де-
тали могли свободно проваливаться.
Установка и отладка м я*к и х и с р с ди и х
штампов. В штампах, предназначенных для установки
на прессах усилием менее 100 Т, обычно имеется хвосто-
вик, которым верхняя часть штампа соединяется с пол-
зуном пресса. При больших размерах верхней плиты
штампа такого способа крепления верхней части штампа
бывает недостаточно и плиту крепят дополнительно бол-
тами через отверстия в ползуне и штампе (рис. 93, а—•
(3). Нижнюю часть штампа можно крепить к плите прес-
са двумя способами: планками или скобами за полки пли-
ты с помощью болтов (рис. 93, е и ж) и болтами через
пазы в полках нижней плиты штампа (рис. 93, s). Пос-
ледний способ более надежен.
Поместив сомкнутый штамп па стол пресса так, чтобы
хвостовик вошел в гнездо ползуна, опускают ползун в
его нижнее положение и предварительно закрепляют
верхнюю часть штампа на ползуне. Затем вращением
винта шатуна ползун опускают до пленного прилегания
его плоскости к поверхности верхней плиты штампа и
хвостовик штампа окончательно зажимают прижимом,
болтами и гайками.
После этого медленными движениями ползуна вверх
и вниз проверяют центрирование штампа и устраняют
смещение и перекосы.
Для крепления нижней плиты штампа болты с наде-
тыми на них прихватами, шайбами и гайками вставляют
в пазы стола пресса и придвигают к штампу, затем укла-
дывают прихваты на нижнюю плиту штампа и равномер-
но, чтобы не. было перекоса штампа, затягивают гай-
ками.
8 Владимиров В. М.
11|>п ираг.ильпом креплении ирихваг должен лежать
параллельно столу 'пресса и опираться одним концом на
плиту штампа, а чругпм- на подкладку. Нельзя прц-
м е п я т к п р и к р е. и л е и н п ш т а м па набор с л у-
ч а и н и х п л а и о к, ш а й б и г а е. к!
Рис. 93. Крепление штампов па прессе
При окончательном креплении штампа необходимо
проверить щупом плотность прилегания опорной по-
верхности нижней плиты к зеркалу стола пресса по всему
периметру. При обнаружении зазоров штамп надо уста-
новить на подкладках, затем проверить его is движении
на отсутствие, перекосов.
После окончательного закрепления верхней и нижней
частей штампа ползун пресса регулируют по высоте вин-
том и в требуемом положении стопорят болтом или суха-
рями.
Е с л и штамп имеет направляющие к о-
л о и к и, то после установки и закрепления его на прессе
следует проверить на нескольких холостых ходах пресса
работу направляющих колонок. При неправильной их
работе (например, при трепни о стенки втулок) необхо-
димо ослабить крепление нижней части штампа, сделать
два-три холостых хода пресса и после, этого снова за-
тянуть крепежные болты в нижнем положении ползуна.
Рис. 94. Схема связи штампа с выталкива-
телем при положении ползуна:
а - ппжпом, б — верхнем
Болты затягивают в несколько приемов, постепенно
подтягивая их за каждый прием.
Е с ли налаживается в ы р у б н о й ш т а м п,
в котором вырубаемая деталь остается
в верхней части штампа, необходимо отрегули-
ровать механический выталкиватель, расположенный в
ползуне. Такие выталкиватели имеются на одностоеч-
ных прессах усилием до 100 Т.
Связь штампа с выталкивателем показана па
рис. 94, а и б. В хвостовике штампа просверлено отвер-
стие, в которое вставляется стержень 1, упирающийся
одним концом в планку-толкатель 2, а другим концом —
в заготовку. Во время вырубки деталь заходит в отвер-
стие матрицы и поднимает на некоторую высоту стер-
жень и планку-толкатель. В верхнем положении ползу-
на планка-толкатель двумя концами наскакивает на ре-
гулируемые упоры опускает стержень и выталкивает
деталь из матрицы.
Нужно отрегулировать упоры 3 так, чтобы после вы-
талкивания плапка-толкатсль не упиралась в ползун 4,
а находилась на стержне 1. В противном случае при
столкновении ползуна с планкой-толкателем может про-
нюйти поломка, так как упоры б связаны со станиной
пресса. Упоры регулируют в верхнем положении ползуна
е ученом тою, что отштампованная деталь при этом
должна Рыть вы.-о л кнута.
Чтобы отрегулировать ход ползуна на
кривошипном одностоечном иресссу отвертывают гайку
с левой резьбой и оттягивают зубчатую муфту так, что-
бы ее зубья вышли из зацепления с зубьями эксцентри-
ковой цапфы (втулки). Затем, поворачивая эксцентри-
ковую напфл, устанавливают требуемую величину хода
ползуна.
Для облегчения установки па многих прессах на цап-
фе нанесены деления, указывающие соответствующую
длину хода.
Установив величину хода ползуна, муфту вновь сцеп-
ляют с цапфой, завертывают гайку и, включая пресс,
проверяют ход ползуна.
Механизм регулирования хода ползуна двухстоечных
прессов расположен в середине коленчатого вала, около
шатуна и принципиально не отличается от конструкции
механизма регулирования одностоечного пресса. На
многих двухстоечпых прессах ход ползуна не регули-
руется.
Современные прессы усилием до 100 Т имеют элек-
троппевматпчее.кое управление, которое облегчает на-
ладку; па прессах с ппевмофрпкнпонпыми муфтами для
наладки используют толчковый ход ползуна, получае-
мый при нажатии электрической кнопки.
Сели пресс быстроходный (свыше 90 ходов в мину-
ту), то для медленного опускания ползуна необходимо
сначала отключить электродвигатель, а потом псриодп-
>ч-с;;п нажимать кнопку хкороткпй пуск-».
При установке закрытых, вырубных штампов пуансон
а нижнем положении должен опускаться, в отверстие
матрицы, нс мспыпе чем на 0,7 толщины штампуемого
материала, по не более чем на 1,5 толщины.
Па прессах с жесткой муфтой шпоночного или паль-
цевого включения ползун опускают вручную, вращая ко-
ленчатый вал до соприкосновения с верхней плитой
штампа. Для надежность установки пуансона по высоте
<>-ноаюжмтс- матриц!.! применяют два мерпих бруска,
которые закладывают между верхней и нижней частями
штампа. При закреплении штампа слетят, чтобы не было
перекоса, так как это может привести г потомке
чгтампа.
Для уста по в кп равномерного а г гора
между пуансоном ц матрицей в штампах, имеющих при-
жим, необходимо струбцинами поджать прижимное уст-
ройство так, чтобы пуансон выступал из него на U- 8 м’1-
Затем е помощью фоаын устанавливают nvancmi с р;ш-
иомерпым зазором по отношению к и а трипс.
Устранив перекосы верхней п нижней частей штам-
па, проверяют равномерность зазора меж,чу режущими
кромками пуансона и матрицей штамповкой пробны.-;
детален из мягкого металла (чтобы уменьшить опас-
ность повреждения рабочих частей штампа).
При образовании заусенцев по одной сторон? детали
необходимо в замкнутом положении штампа ослабни,
крепление его нижней плиты и легкими ударами пере-
местить ее в противоположную сторону для удаления
заусенцев.
Устанавливая штамп с направляющей пли-
той, надо отрегулировать ход ползуна так, чтобы пуан-
сон не выходил из направляющего окна.
При установке, штампа с направляющими
колонками втулки и колонки необходимо смазац в
проследить за тем, чтобы колонки при выступании их
над уровнем верхней плиты в закрытом состоянии штам-
па не упирались в ползун.
Порядок установки вырубных и пробивных штампов
открытого типа такой же, как и закрытых.
Гибочные штампы устанавливают в сомкнутом
состоянии верхней и пижпей частей штампа. Между
пуансоном и матрицей штампа прокладывают контроль-
ный образец штампуемой детали толщиной в 1,1 --
1,15 раза большей, чем изготовляемая деталь.
Когда гибка выполняется в глухой матрице- или
в матрице с прижимом, необходимо перед началом ра-
боты провернуть несколько раз коленчатый вал арочную
И убеДКТЬСЯ. ЧТО ПОЛЗУН ПрОХОДНТ ПИЖШс Г-1Ю-
бодпо, без заклинивания. f-'c.'iu i пока кыш пишемся
в штампах с пружинным шзталкивателш!, ю ш-о-х-е щ-
мо отрегулировать буфер (пружинный или резиновый),
чтобы деталь выталкивалась из Ьслряцы
После проверки свободного хода ползун а шюпгсо.-ль-
НО ЗЯКрСПЛЯЮ Г ННЖПЮЮ ЧсК ГЬ НН Я МНИ ИрИЖП’IП’Ч И, 3'11С?Л
ВЫПОЛНЯЮТ Пробную гибку НИСКОЛЬКИХ 'ЮТ.ЮГЙ JT НПО»
веряют их пс размерам, внешнему виду и ио шаолону.
Пр и отладке калибровочных ш т а мнов
требуется особая внимательность, так как неправильное
регулирование закрытой высоты может привести к по-
ломке пресса пли вызвать распор. При распоре возни-
кает перегрузка пресса, все движущиеся части оста-
навливаются, а штамп заклинивается. Если при выводе
из распора не удается отвести ползун пресса вверх руч-
ным или механическим регулированием, следует обра-
титься к специалисту по наладке, прессов.
У с т а н о в к а в ы т я ж п ы х м а л о г а б а р п т и ы х
штампов отличается от установки гибочных тем, что
нижнюю часть штампа предварительно прикрепляют
к подштамповой плите в таком положении, когда пуан-
сон с надетой па него пробной деталью (образцом) опу-
шен в отверстие матрицы. Толщина стенок пробной де-
тали обычно в 1,2 1,4 раза больше толщины стенок
изготовляемой детали, вытягиваемой без утонения.
Ход ползуна пресса регулируют так, чтобы он был
в 2,5—3 раза больше высоты вытягиваемой детали.
Когда вытяжной штамп налаживается с прижимом,
необходимо отрегулировать усилие прижима. На мелких
штампах (для прессов усилием до 60 Т) в качестве при-
жима применяют резиновый буфер или пружину. Поэто-
му в начальный момент должно быть обеспечено мини-
мально достаточное усилие, так как при увеличении
глубины вытяжки это усилие увеличивается.
После опробования штамп окончательно закрепляют
в нижнем положении ползуна и штампуют несколько
пробных детален.
При с ня т и и ш т а м п а вращают коленчатый вал
вручную, пока ползун не опустится в крайнее нижнее по-
ложение.. При электроппевматическом управлении пол-
зун опускают нажатием кнопки «короткий пуск». Когда
верхняя п нижняя части штампа сомкнутся, ослабляют
гайки зажил!а, которым закреплен хвостовик верхней
части штампа. При подъеме, ползуна постукивают мед-
ным молотком по верхней плите штампа.
После освобождения верхней части штампа, когда
ползун пресса поднят в крайнее верхнее положение, от-
вертывают болты и отжимают прижимы, крепящие ниж-
нюю часть штампа.
У с т а п о а к а и о т л а д к а круп п ы х ш т а м п о в.
Установка и отладка крупных штампов (па прессах уеи-
.тем более 100 1) занимает продолжительное вре-
мя. Порядок установки крупных штампов тот же,
что и у средних штампов, но имеются некоторые осо-
бенности.
Сомкнутый штамп поднимают подъемной тележкой
пли тельфером па уровень стола пресса, осматривают,
протирают опорные поверхности плит и ставят одним
краем в а плиту пресса, а другим — на подставку. После
этого тельфером приподнимают край штампа, свисаю-
щий со стола, и вдвигают па плиту пресса. Затем штамп
перемещают ломиками по плите, пресса до совпадения
пазов в отверстий под крепежные болты и буферные
стержни.
При установке штампов, работающих с использова-
нием буферного устройства, необходимо, чтобы располо-
жение буферных сте.ржней соответствовало расположе-
нию отверстий в нижней плите, штампа. Перед установ-
кой стержней нужно выпустить воздух из цилиндров
подушки. При этом следует предварительно сравнить
длину применяющихся в данном случае, стержней с хо-
дом плиты буферного устройства. Если длина стержней
меньше, чем величина хода плиты, се не опускают вниз;
стержни ставят в отверстия плиты пресса, па плиту
укладывают деревянные брусья, высота которых больше
высоты выступающих из плиты концов стержней, и толь-
ко после этого устанавливают штамп. Затем, прикрепив
верхнюю часть штампа к ползуну пресса болтами и
соединив верхнюю и нижнюю части штампа скобами,
поднимают ползун на 0,5 1 мм при помощи привода
регулирования закрытой высоты, вынимают брусья и
опускают штамп.
Чтобы избежать проваливания стержней под стол
пресса при ходе подушек большем, чем длина стержней,
рекомендуется применять стержни с головками, зави-
сающими в отверстиях плиты пресса при нижнем поло-
жении плиты подушки. Тогда длина стержней в каждом
случае соответствует ходу, необходимому для данного
штампа. При этом стержни должны иметь направляю-
щую часть, которая облегчает установку штампа. Ниж-
нюю или ту штампа отверстиями надевают на направ-
ляющие части стержней. В верхнем положении плита
буферного устройства должна упираться в стол пресса
так, чтобы усилие не передавалось на нижнюю часть
штампа, в противном случае крепежные приспособления
231
u;i । и ипжпяя плита hi гимна 01орвеТгЯ
,VJ‘ npvce.a. H iii мог», i разрушиться выталкпва-
,l п> >- ni tHiaiM.r.uiOc л,( ipt>ii<-1p.o nn.niiia,
1 • >‘.j;, p !l.ll <-il|i/l.ll:| '.O,\ 1 < . >: i i > VC 1ИШ >B. R 11Ы p, llli.lf.l
*1 чг<» рнрочыг, на.ui.-i.o;, устрапля необходимо! ib под-
fhip.t ctcp>Kj,V»; нужной длины и установки их иа место,
,;o с тем усложняет установку штампа па пресс,
!;н< к;-;с ирп большой массе илами । трудно попасть ие-
«-Иялькиып стержнями и отверстия стола пресса.
:\O:y;;i крупногабаритный штамп в сомкнутом состоя-
‘!нн ус I :оп на прессе, то ползун при по мош и кпо-
ншшого электрошгевматичсского управления опускают
«вс.'орожно i-.ini.'s. Закрытую высоту ш-жпиамнового про-
странства пресса регулируют с уч-.-юм зазора между
Ползуном н верхней частью штампа. После этого зазор
устраняют коротким включением механизма регулирова-
на?!, нр.1 -.ом увешчпвают ход шатунов вращением вив-
• 1; 'H.TiyiB’X.
iiha’ii! прикрепляю г к прессу следующим образом:
|';с1;Г!1 к ползуну крепят верхнюю часть штампа, а за-
то; к или;е. стела -нижнюю. При трепни паправляю-
ко топок при перекосах нижнюю часть штампа осво-
бс .;;даю',, щ iiipHpviio upi: xo.’-ioc i ы:. кодах пресса и снова
.ис:р'..:-;я|о। пр|1,!-,ш'!:!Г-1Н. D-. рхг.юю часть штампа кре-
пя, болтами бе: применения прижимов. При пзготовле-
iiHi: низина крепежные отверстия его ВЫПОЛНЯЮТ в еоот-
i,i п-.ни с расположите i бо.тюв ползуна пресса соглас-
но le-'io’огичеекой карте и паспорту пресса.
ClЯ/лШ-'С Ш1.1МНЫ Н-I Прессах ДВОЙНОЮ действия на-
лгЖивыо. г иодгоикой без съема штампов с прессов.
Hliт.н-!.! сивмают c прессов, если в процессе, наладки
не.обход1.! io дошмиитош.во обработан, их па металло-
режу.цп\ еганках.
> 1 а а д к а в ы т я ж п ы к ш 1 а м и о в состоит из прн-
ши !’;:к;тп.'Х 1.овер:-;’'с.; ц-ц (..ерка..,) матриц и нри-
;;л,.’.рпго:;;.!: фоАМообразующ.,\ поверхностен мат-
p”i. а пуансонов и сбрд'.швщ/ня необходимых зазоров
мои; ними; пробной пнампозки; установки упоров.
I бшго’.п'у контактны< и формообразующих поверхпо-
. ерог.’рятзт ио отпечаткам краски, которые остаются
v мирив.- В качютье кротки применяют синьку или
(лжу. р-> и.' а.епную в мапишпош масле. Краску наносят
iCtiKHM слоем. /Кш нрпг-мшп применяют пневматические
зпчис;.пчнпиы с. наборе-., шлифовальных камней.
К концу лрпюикп е-с.таюии рашю.lepin; р;ц пр; де.ынные
отпечатки.
Вытяжные зазоры проверяют на полоска^ лпегог><ио
материала, толщина которого равна тотшине заготовки
штампуемой детали. Местные пережимы и -закусью на
поверхностях полосок указывают па зоны подеста точных
зазоров, которые нужно дож; ин> ш.,!!фовил;.п1>й -анн&
поп то требуемых размеров.
При установке выияжпых штампов т|н б'т-,с . допол-
нительно отрсп'лпровать прижим': “Т правильности уси-
лия прижима зависит качеел по втяжки. 1 \>i улнр-.ш.шш’
усилия прижима должно быть выполнено опытным ю
тем нои пробной вытяжке.
Недостаточное усилие прижима приводит к образо-
ванию складок ла фланце вытягиваемой детали, вел-i-
ствие чего материал при птятиваипп в матрицу разры-
вается. Чрезмерное, усилие прижима также приводит
к разрыву металла (в основном на гпашшё между ци-
линдрической поверхностью пытя; :пчк"’лч ,>ц гл.тп и
дном).
При наладке штампов ход нолзув.-i позже;: быть
установлен таким, чтобы при раскрытии штампа можно
было свободно вынуть готовую деталь.
3 1- И^РЫТстН^З I’i 1" мПОI >
и устранение
Слесарь, изготовляющий штампы. должен ччеть выявить
дефекты штампов, зависящие как от или ан о качества их
изготовления, так п ог пепраг.ильион установки и налад-
ки, знать причины возникновения дсфскпл; и способы
их устранения.
В период испытания штампа нельзя ограничиваться
небольшим числом отштампованных деталей, так как
малое количество штамповок пе ".ас г койкою иродстЯв
лепия о работе штампа. Необходимо сделать не менее
50—-70 штамповок и, села псе оно. удов штворцгельиого
качества, спять штамп • : пресса.
Очень много дефектов аноных л?1.- ин ьыв.т-.’г нс-
Пр Л ВИЛ Ы1 Л Я '/СТ Л Hi »НКЯ ПИТТ 1П<{ ПЛ П[П;Г* г.
Первым иршшакон иечр.азильво!'! \ciаи нп-и 'Итачч:!
па прессе будет одностороннее трение на паправчякицпх
колонках, появление блестящей поверхности среза с. ка-
кой либо стороны детали (это показывает, что зазора
е этой с.торопы пет) и быстрое затупление па этом уча-
стке. режущи < кромок пуансонов п матриц. Этот дефект
является, как правило, следствием перекоса стола прес-
са. непараллелыюсти или неравномерности прокладок
под штампом и смещения верхней части штампа отно-
сительно нижней.
Перекос, стола пресса п неточность размеров прокла-
док можно определить, освободив нижнюю плиту от
крепления и замерив щупом зазор между нижней пли-
той штампа и столом пресса. Можно также, повернув
штамп на 180'' и закрепив его, снова сделать несколько
пробных вырубок, при этом одностороннее трепне, па ко-
лонках появится с противоположной стороны и грат (из-
быточный Mei алл) па детали будет также с друюй
стороны.
Смешение матрицы относительно пуансонов полу-
чается при и.щенении порядка крепления штампа, когда
сначала кренят нижнюю плиту, а затем верх штампа.
При этом между хвостовиком и плоскостью его крепле-
ния может остаться зазор. После зажима хвостовика
щекой ползуна верхняя часть штампа отойдет па вели-
чину зазора. В блочных штампах это вызовет изгибание
колонок и одностороннее трение их во втулках, а также
смещение пуансонов относительно матриц, что приведет
к появлению одностороннего грата на вырубаемых де-
талях. В бесколоиочиых штампах это явится причиной
зарубания режущих кромок матрицы, появления грата,
повышенного износа направляющих плит и ослабления
крепления пуансонов и ножей. Все эти де ф е к т ы
можно устранить повторной , более тща-
тельной установкой штампа па прессе.
Загрязнение полосы материала землей, песком и т. д.
приводит к быстрому истиранию режущих кромок штам-
па и рубке неполных деталей (вследствие ледоведепия
ленты до упоров), из-за чего возможна поломка или
расшатывание пуансонов, заклинивание полосы материа-
ла (из-за неравномерной ее ширины) в проходе, между
направляющими линейками. Возможна неправильная
геометрическая форма деталей вследствие перекоса уз-
кой полосы.
Плохая работа штампа в результате низкого каче-
ства его изготовления может привести к следующим
дефектам и неполадкам.
1 i a p \ hi e н и e p a , ai c p о в и .1 и ф (> p м ы д о г a л и.
Hih отклонения являются ре «ультатом ошибки в чертеже
на им отопление штампа или несоблюдения указаний
чертежа. Их можно устранить поправлением рабочих
частей штампа, доводкой или переделкой.
И з г и б з а г о т о в к п. Этот дефект возникает при
отсутствии конусности в окне матрицы, при сужении
окна на выходе, большом зазоре между матрицей и вы-
талкивателем пли при неудачной конструкции выталки-
вателя. Для устранения изгиба следует устранить недо-
статки штампа.
Заусенцы на поверхности среза. Заусенцы
получаются при слишком большом пли неравномерном
зазоре между пуансоном н матрицей, затуплении режу-
щих кромок.
Эти дефекты устраняют переделкой пуансона (при
большом зазоре или его конусности), правильной уста-
новкой пуансона (при неравномерном зазоре), наклепом
матрицы (если она некаленая) с последующим шлифо-
ванием ее поверхности, повторной термической обра-
боткой плохо закаленных пуансона или матрицы и за-
точкой.
Н е р о в и о с, т и и а п о в е р х и о с т и среза. 11рнчп-
ной их появления являются недостаточные зазоры. Не-
ровное ги устраняют изменением зазоров до требуемых
шлифованном пуансона пли увеличением контурного
окна матрицы.
3 а к у п о р и в а п и е о к н а м а т р и ц ы. Закупори-
вание происходит в результате несовпадения окон
матрицы и нижней плиты и приводит к разрыв)- матри-
цы. Этот дефект устраняют уширением окна в нижней
плисе. •
Заклинивание штампуемой полосы. За-
клинивание появляется при недостаточном зазоре в про-
ходе после, ножен. Этот недостаток можно устранить,
увеличив зазор шлифованием направляющих поверхно-
стей линеек.
Нарушение шагового расстояния. В ре-
зультате, нарушения шагового расстояния на ленте
остаются острые и прямоугольные усы, мешающие ее
продвижению до упора. Причина дефекта — закругление
в месте сопряжения двух рубящих плоскостей ножевого
окна и зазор между упором и рубящей плоскостью
ножа. Дефект может появиться и в результате смеще-
235
пня упора или ' И1ТИ51 era .рабочей поверхности из-за
' i [ I 11 >.
|Щ.'Ш ОТ «Щг|, • I П(‘ i ГЩШЩКЙН , * ИЛИ Шуи
( pi з (зарубание) режущих кромок штам-
п г. Гре, зозпг.гщег при слишком больших зазорах м.еж-
4J щ, шс< m..,i и направляющей плитой или втулками
м надрав яющими колонками, а также при неправиль-
н< 1 у тановке пуансона по отношению к матрице и пс-
н, [ а.илчльпостд плит штампа. Дефект устраняют заме-
ной соответствующих деталей или переустановкой
пуансона.
Отсутствие плавного смыкания частей
штампа Дефект появляется вследствие слишком ту-
гой посадки, направляющих колонок во втулках, пепер-
,ш щнку.мриссти осей колонок и хвостовика: отпоситель-
о рп„рныд поверю.(....ей штампа, изгибания пуансонов
н •• пт вхождения в окна направляющей цлиты вслед-
..1ти' неправильной установки пуансонов в держателе
н ш несовпадения окон, пепараллельностп плит штампа.
Ро.упишется соответствующей переделкой деталей
штампа.
В в р ы в а н и е п у п п с оно в и л и и о ж ей. Дефект
! влиется результатом плохого крепления пуансонов и
ипжой и '<•»'« а.тслс, чрезмерного усилия сбрасывания
<«?т1ит.1мпоушшоп детали пли высечки с пуансонов при
н'бл&л.п .тльной уклонй на пуансоне или тугой посадки
пуансонов и ножей в окнах направляющей плиты. Де-
фект устраняют исправление" пуансонов, более прочной
расчеканкой их в держателе, уширением окоп направ-
- як ГД и плиты.
С. I. в и г з за; 1 т 0 " ’< и 11 Р и Г и б к с и л и р а з р ы в
при вытяжке. Дефект появляется вследствие недо-
статочного регулирования силы прижима заготовки. Для
устранения дефекта следует отрегулировать силу дей-
ст ш>1 пружин: увеличить се при сдвиге или уменьшить
при разрыве.
Искривление отогнутого участка при
гщб.ке. Для устранения дефекта углубить .матрицу.
Резкие оттиски па от,ф ор м ов а н н о й по-
в.рхийртш Дефект появляется в результате недо-
>таточно тщательно выполненной подгонки пуансона
К- матрице (пли наоборот) и нёравпоМёрностй зазора.
Испра пяют дефект подгонкой формообразующих по-.
верхностен ^ныдерживля .равно мирны и ю. . ><>•») .
Морщины и складки на с. ы т я пу той з а го-
товке. Для устранения дефекта iy ,;iio упелнчпть силу
прижима заготовки.
Во ли о об р а з и о с т ь и л и з а д и р ы п а о т о г и <s
той чщсти детали!. Для устранения волнообразно-
сти зазор между пуансоном и матрицей следует умень-
шить, а для устранения задиров - увеличить.
IГ.р о г и б Д н а вы т я ж к и,- Для устранения дефектов
следует обеспечить выход воздуха но штампа высверли-
ванием отверстия в пуансоне и верхней плите штампа.
Блестящие следы на вытянутой детали.
Если дефект наблюдается по всей окружности, необходи-
мо увеличить зазор, -а если только по обр азующей -
устранить песоосность матрицы и пуансона.
Заготовка не садится правильно па
фиксатор. Для устранения дефекта нужно проверить
заготовку и подогнать.
Н е о д п и а к о в. а я ш и pin н а ф л а н ц а з а г о т ор-
ки. Этот дефект вызван тем, что стержни прижима раз-
ной длины создают неравномерное давление па заготов-
ку. Для устранения дефекта длину стержней следует
сделать одинаковой.:
Смещение ф л ап ц аЦвчгп осп те л ь н о о си де-
тали. Дефект-появляется в результате неправильного
фиксирования. Для устранения дефекта нужно прове-
рить точность сборки и исправить фиксирующ-е детали
штампа.
Морщины н а цилиндрической части в ы-
т я г и в а е м о й д е т а л и п р и в т о р о й о и е р а ц и и.
Дефект юявляется в результа э неправильного расчета
набора металла на первой операции. Для исправления)
необходимо изменить технологию (уменьшить высоту
вытягиваемой заготовки при первой операций);
С к л а д к и п а ф л а и ц е и в о л н ы и л и м о р щ ин ы
па стенках прямоугольной или пеепмлет-
ричпой детали. Дефект появляется при недостаточ-
ном. зажиме заготовки. Для устранения дефекта требу-
ется изменить копструкциюгштампа, установив перетяж-
ные, ребра на прижиме и матрице.
Дно цндии др и ческой детали не полу-
чается плоским. Дефект возникает при отсутствии
нажима пуансона на выталкиватель в, копне, хода, прес-
са; НужпД^врлнчпть высоту выталкивателе
237.
ГЛАВА X
РЕМОНТ ШТАМПОВ
ДЛЯ ХОЛОДНОЙ ШТАМПОВКИ
§ 1. Неисправности штампов
и пути их устранения
В зависимости от сложности и объема работы ремонт
штампов может быть текущим (мелкий ремонт), сред-
ним и капитальным.
Текущий ремонт заключается в устранении мел-
ких дефектов, например переточка затупившейся матри-
цы или пуансона, замена пружин, упоров, фиксаторов
или проколочных пуансонов. Такой вид ремонта выпол-
няется обычно непосредственно в штамповочном цехе,
па специально отведенном ремонтном участке.
Средний ремонт состоит чаще всего в замене
одной из основных рабочих частей штампа и несколь-
ких вспомогательных деталей и выполняется обычно
в инструментальном цехе.
Капитальный ремонт связан с полной раз-
боркой штампа и заменой значительного числа основных
и вспомогательных деталей. Трудоемкость такого ремон-
та может составлять 60—75% общей трудоемкости изго-
товления штампа.
При капитальном ремонте заменяют пуансоны и мат-
рицы (или их секции) и большую часть вспомогатель-
ных деталей. Верхняя и нижняя плиты штампа при этом
сохраняются.
Перед ремонтом штампы и бракованные детали тща-
тельно осматривают, чтобы установить вид и причины
брака и определить содержание ремонта. При этом со-
ставляют карту дефектов либо акт о выходе, штампа
из строя в результате аварии.
Если штамп вышел из строя в результате аварии
(например, сломалась матрица) и ремонт связан с необ-
ходимостью изменения конструкции, то на штамп состав-
ляют ремонтные чертежи и разрабатывают новый техно-
логический процесс изготовления вышедших из строя
деталей.
При разработке технологического процесса на капи-
тальный ремонт штампа прежде всего решается вопрос
о целесообразности ремонта, так как иногда его трудо-
емкость может оказаться близкой к трудоемкости изго-
238
Рис. 95. Приспособление для сня-
тия верхней нлпты штампа
товлепия нового штампа, а срок работы отремонтирован-
ного штампа всегда меньше, чем у нового.
Необходимо стремиться к снижению трудоемкости
ремонта за счет использования имеющихся деталей вме-
сто их изготовления. Например, лопнувшую матрицу
можно отремонтиро-
вать, иапрессовав на
нее обойму из незака-
леяпой или цементо-
ванной конструкцион-
ной стали.
При ремонте штам-
пов станочные, работы
со ст ав л я ют пр и м е р i ю
35%, а слесарные ....-
65%.
Для всех конструк-
ций штампов применя-
ют следующие вады
ремонтов: после десяти
мелких ремонтов вы-
полняют один средний
ремонт, а после двух-
трех средних — один
капитальный. Общее
количество ремонтов зависит от типа штампа и матери-
ала, из которого изготовлены его рабочие части.
В табл. 8 приведены типичные примеры брака штам-
пуемых деталей или неполадок при штамповке, завися-
щие от неисправности штампов, и указаны способы их
устранения.
Некоторые из этих неполадок по характеру и причи-
нам возникновения сходны с неполадками, возникающи-
ми при плохом качестве изготовления штампов, по спо-
собы их устранения имеют свои особенности, поскольку
штампы уже были в употреблении.
При выполнении любого ремонта слесарю приходит-
ся снимать верхнюю плиту штампа с колонок. Для это-
го удобно пользоваться специальным приспособлением,
показанным на рис. 95.
Приспособление, предназначено для снятия верхней
плиты 1 с направляющих колонок 2 и нижней плиты
штампа в процессе сборки и центрирования пуансонов
с матрицей. Установка этого приспособления не требует
239
T ,т б л и ц а 8
Гк1н iin.iBiKx ей ihwiwib а сногсбы их устранения
1' ) , • । j 1 > (। ;1 г, t . В И Р |’<>Н u U Г) и о < I! ы v пт т а м п ы
ни :гз г; гам За.уГЙП ч ; .'AVLH/ifl Прошлифовать то-
изггнпч детали пос- Т1Р\5\'П. liDGUI ВКП '•ромка рсц пуансона пли зер- кало матрицы
Вели:: ."•л.’.пр чо;:;ду < Ь) i о г п гггь з а чор по
пул истцом и * татр и- нормального
I I уаксон сместился пи отношению к мат- Ус 1а иовп гь равно- мерный зазор по все-
рГШ: му периметру режу- щих кромок штампа
О-и стийга'ь сечции 1 Ь.спдпть секции в
матрицы гпезто пли поставит»
шпонки
Т к <’к. СПСЧНВЯСТСЯ Зашнпть ыулкп
и»ачгч накрав. тейпе верхней части шгам- inn яаправлшонше КОЛСИ1 к и
на по »н ношению к
KlMil.lTl
Вмятина па от- ачпевавиий дегалп тда н побитого от- p. Г«Я Hci (лот j s о пр пл era гл Tina мпуемын матери- ал к матрице. Увеличить предва- рительное сжатие пружин съемника
Сила пружин не до- статочна Установить пружи- ны с большей допу- стимой п а г р у ?. кой. Увеличит г. количество
пружин
(Jp.-з режущих кро- ШиМПМ Рсжунше части гитамп.» с'Н-стллшь Установить равно- мерный за вор по все- му периметру режу- щих кромок штампа
Гм»т: nit ,н юф г к<»- О,тенить втулки
»I<а । пк г.о в 1улиоv
Опопигя плоскость поиуттл прсгсл пспа- р '.-тле 'и пс. плоек ост и Потребовать ремон- та пресса
П тптт.т пи а мн л пс- н,:рз«1”ГТ1 ш.1 Гiрошлифовать пчп- п:
Hpodo.'i’Kcrith hi-'i.i. 8
Нейс прарности Характер и причины их возиикногння Спг.. о."»ы устранения
Резкое сотрясение Резание проходит неодновременно по пе- риметру режущего коп тур а, начинается по очной стороне штпмпа Велико усилие ре- Устранить птдифо- ваннем нгпаралдель- ность р?жущкх кро- мок пуансона и мат- рицы Прошлифовать зер-
пресса при вырубке. занял при отсутствии кало матрицы, сделав
Съемник не снпма- скосов ня режущей кромке матрицы Сила пружины не- скосы Заменять пружину
йТ полосу достаточна
Гибочные и формовочные штачпы
Отштампованная де- таль не имеет задан- ных размеров ПЬампуемый ме- та л л имеет у пр у тую деформацию Изменить рабочие части штампа с уче- том упругой деформа- ции металла
Заготовка смещает- ся в начале гибки или формовки Обеспечить прижим заготовки в пыампс
При малой величине отгибаемого участка угол гибки получается меньше требуемого Придать дну мат- рицы такую форму, чтобы согнутые кри- волинейные участки штампуемой детали подвергались доста- точно сильному сжа- тию
Неточность фикси- рующего устройства Исправить фиксато- ры или поставить но- вые
На отогнутых уча- стках имеются за- диры Мал зазор между пуансоном и матрицей Увеличить зазор
Твердость матрицы подостаточна Хромировать или азотировать матрицу
Отгибаемый борт поручается волнистым пр и фо Р МОВ ОЧИ Ы V опирания" Велик зазор между пу а не с-i < ом н м а три- ной Уменьшить зазор
241
Продолжение табл. 8
Неи'ггрзвН' стп Характер п причины п v возникновения Способы устранения
В ы т я ж и ы е ш га м п ы
Блестя инк- следы па
боковой части штам-
пованной де га ли
Задиры па штампа -
ванной детали
Пуансон сместился
относительно матрицы
Разрыв металла на
цилиндрической части
детали. Фланец дета-
ли имеет блестящие
следы
Разрыв металла при
после тун л цен в ы т я ж -
ке
О (рыв дна детали
при последышей вы-
тяжке
Складки па фланце
и морщины па стен-
ках отштампованной
лет а ли
Зазор между пуан-
соном и матрицей не
соответствует толщи-
не материала
11елпетаточна я твер-
дость матрицы
Велико давление
прижима
То же
То же
Применяется песо-
ответствующа я смазка
Установить пуансон
так, чтобы его ось
совпала с осыо от-
верстия матрицы
Увеличить зазор
Хромировать пли
азотировать пуансон
и матриц}7
У меиынить да в ле-
пи е прижима
То же
Го же
Заменить смазку
При вытяжке поло-
го цилиндра без флан
па получается ско-
шенный торен.
Волны или морщи-
ны на стенках прямо-
угольной или неепм-
м с тр и чпой дота ли
Ослабло давление
прижима
Зазор между пуан-
соном и матрицей не-
равномерный
В ыта лк и в ат е л ь м а л
по диаметру
Размеры заготовки
неправильны
Увеличить давление
прижима
Сделать зазор рав-
номерным
Увеличить диаметр
выталкивателя
Уточнить размеры
заготовки по чертежу
и шаблону
II iWliXijii'clilt? TC16.I. Л
Исиспр 1В1К-: гн Характер и причины ИХ SO ШИКИОВ1 НИЯ Снос ибы ус ц11 не ни я
Разрыв болтов, кре- пящих пуансон или матрицу, при ходе пресса Зазор между пуан- соном и матрицей ме- нее толщины штампу- емого металла Увеличить количе- ство сюржней при- жима. Увеличить за- зор между пуансоном и матрицей
Прижим не доходит до верхней плоскости пуансона после пер- вых ходов пресса Согнулись стержни прижима Поставить новые стержни
много времени, и в процессе снятия плиты исключается
перекос колонок относительно втулок.
В окнах пластины <3 приспособления можно свобод-
но перемещать и закреплять в нужном положении стой-
ки 4. В центре пластины имеется отверстие, в котором
нарезана двухзаходная резьба. В это отверстие ввернут
винт 5, в нижней части которого имеется плавающий
наконечник 6 с выступами, охватывающими хвостовик 7.
При повороте рукоятки винта 5 выступы наконечника
охватывают хвостовик и тянут плиту 1 вверх, а стойки-/,
упираясь в колонки 2, легко и без перекоса опускают их.
§ 2. Износ деталей штампов
и способы их восстановления
В вырубных и дыропробивных штампах износ пуансо-
нов и матриц выражг1ется в .затуплении их режущих
кромок, что устраняется переточкой рабочей части. При
нормальном износе переточкой снимается слон металла,
равный 0,1—0,15 мм. Поэтому штамп может выдержать
15—25 переточек до полного взноса матрицы или
пуансона.
Пуансон после первого износа можно не. выбрасы-
вать, а переделать с одного типа или размера на дру-
гой, тогда расход металла на изготовление пуансонов
сократится.
При изготовлении пли ремонте штампов, предназна-
ченных для вырубки заготовок из мягких материалов,
243
ЛоЖПо :.-,h i 'jo.ibKo М3 i pllll,V, a TiyaHcoi! o( Г.’1ВЛЯ1Ь
in aкале!;hum. Ixoi.ia а пропет г работы иуансои загу-
a, in: I1-- рмпок> ч-icu. пна.чпа n .utmi’iii
’laiibiMti ударами молигка .дмдигь нею рабочую кромку
пуансона, увслш'Ив лам размеры его рабочей части.
Затем верхнюю часть штампа ставят па место и тц
прессом вдавливают пуансон в матрицу, благодаря чему
не шкалсиныи луапсон получает контур н размер окна
закаленно! матрицы. После этого правят края пуансона
для по.'1\ ч! пня нужного за юра и затачивают его торец
па н тоскошлифова.’н.вом станке.
Вклади о, матрица в результате многократной заточ-
ки может быть сошлифоваиа настолько, что не будет
ЬЫ< TVIiuTJ, КЗ ВИЖИсН 1ИИ1П. Срок ее службы МОЖНО
продлим-., если под матрицу ноложшь стальную шлифо-
ванную прокладку п снова прошлифовать рабочую по-
верхность.
Матрицы с нсбольишмп i ретинами можно заклю-
чить в стальную обойму. Для этого изготовляют обойму,
виутреппп» размеры которой уменьшены по сравнению
е наружными размерами матрицы на величину натяга
при горячей посадке. Обойму нагревают и напрессовы-
вают на холодную матрицу. После остывания обойма
плотно сжимает матрицу, и трещина закрывается.
Часто при вырубке, материалов толщиной до 3 мм
с целью экономии инстру-
ментальной стали, а также
в случаях, когда в результа-
те мши ократных переточек
зеркала матрицы ее рабочее
Рас. 97. Способы восстановле-
ния изношенных матриц:
о - замена сломанного -»\ба в мат-
риц;1 вставкой, б - наплавка тп-.по-
ТШ НПО Н pi Ж У ЩёЙ 1<Р “МКН гйо р ;Цм
с пл а г,< м, р — фор м а ф _ скт i на ре -
я\у 1!ц(; v ВрйгТКЛК ОырС HIT
I). I iuc.iaiio3K3 п.1кл:пн1>й
ч ис.пгаы-матрпцы:
•>1 Bl i . I JO i< p;i<! о-ИМе О1Ю1 Ла , рнЦЫ, < <)
•1 JUi'IJIi- J ; WX '..I.T. .'i I II Jill)! (pile. Hj) it
! Л- i;! I i! t,i‘ I J ii i-I -.1 < : :.!s,J I I.’: ' . ; I \ 4jip i 1 i V !! )
ii'ii ;.'i »i-»r ,i , "piJ.-1 i - •' JHJiiiiii G '! pi'.i П".
i-.jrj- Л :(/A. l!- i'-1.-;» . после
; a -r-i. P" Go. (Шору ’’пгри-
цы i, j-.i-.ji.ijii,/ Cl.. . '1.. I’liUi'ii Pi MM i; гоже
3<lKd.TИВЗЮг ’iu гв-. p’lc-i.i .G'A.'i, h‘.’ -5)4.
(УКЛОН !>ИО; )4. . О О i I '.'pci'!: Я П J.IC H-Ill i-MaTpIIllbl Oi'pVT
равным i(! GO'. хктои провального ониа опоры-мгирнпы
разделываю- до LA < micdiino ре/кущей кромки
П.ТЗСТППЫ-M.'i, plili’-f Hii'f i .1 I ОКПоГ-l ОП-.’.рЫ ДОЛу-
скас/ся ко. i-‘> .it О-.Р м1 S' е;ор«>цу, iiaa'ie мопсе г
HpOHdOIIin lip. Ч. ’Г. i.pe"X I'li.'.il ’io-.OMka IIJ ИСТИН Ы-Мат-
рпиы.
Сопрнкасш.лцш-ля i. .oc’.'oc’sii нчастипы-матрпцы и
опоры тшательно Прош кфогыв.жп, с. целью обеспечить
плотное прплег.нпк* их Друг к другу. Накладную пла-
стину-матрицу ЮМёПЯЮТ. когда ее толщина умс-пышггся
до 3 мм.
MaijMIlIJ.l С bblKpl.riilli’H.l: Ille-.I Ч-.СТЯМИ можно восста-
новить 113ГиТмВ.Тк-П1”е1>: о-ПНО подогнанной вставки 1
(рис. У7, а). Для .-.того .матрицу отжигают, повр 'Жден-
iibiii участок г.ь!ре’:ают (ианрпмор, я форме ласточкина
хвоста) и к пс ’.г,' fo-.no но;-гоняю г гггллдып! из той же
сгалн. из которой сдс".<.па '•атркца. Вкладыш запрессо-
вывают в матрицу ii нрнварпг-агиг -щектросваркон
с тыльной стироны (перед запрессовкой разделывают
место под сварке). После not г.шовки вкладыша матрицу
подвергают ivpMH’kcKoii обработке, затем пришлифовы-
вают И KOiJfV::Ilue ОКПО.
Пуансоны к ножи, укороченные г. результате пере-
тх11ек, паращнвают вставками. (атае пуансоны состоят
из двух частей: х; <стоянка и рабочей части, изготовляе-
мой из .к-ггроч-шпой шетрумешальпой слали. Бывшую
в ушчреб.тешп, часы, иуяпсопа отжигают, высверли-
вают н паре (ЛЮТ Ъ Н ':. огш-рстпи для крепления рабочей
части, которую подгоняют по -ццрпце, закаляют и кре-
пят к хвоста,ягку. Хвостовую часть вновь не закаливают.
При износе рабочей части <-’ замспяю'1 снова, а хвосто-
вик сСТГПТСЯ 1Ц1.?;КН !!;Г.
Ножи ля рубки ’и 1 а з.ж, гик и нуансоны, изготов-
ляют С НГИ таской, оуШ.реП.ЖТёМ'оц УИОрНоЙ ПЛ ИНКОЙ !!
винтом. Г1ОЖП :;(;ctT.iii:iB,iiiB.;ior омспон паставон. Пзпо-
245
щепные направляющие колонки заменяют новыми,
и к ним ставят новые в гулки.
11ри сильной изношенности рабочих кромок средних
и крупных штампов на большинстве заводов применяют
электродуговую наплавку их специальными элек-
тродами.
Для Bocciаповлсння рабочих деталей штампов, п.ио-
товлеиных и.» сталей марок. УкД, У ЮЛ, применяют на-
плавку электродом, изготовленным из малоуглеродистой
проволоки, покрытой специальной обмазкой, состоящей
нз 49% феррохрома, 2% черного графита, 16% плави-
кового шпата, 11 % титанового концентрата и 22°/, мела.
К общему количеству сухой смеси обмазки добавляют
25--30% жидкого стекла концентрацией 1,33--1,34%.
Обмазку наносят окунанием и сушат детали на воздухе
12 -15 ч, а затем 1,5 ч закаливают в печи при темпера-
туре 180--200°. При диаметре стержня 3 мм толщина
покрытия на сторону составляет 2 мм; при диаметре
4 мм - -1,4 мм; при диаметре 5 мм --1,7 мм. Силу тока
при наплавке применяют от 80 100 Л (при диаметре
электрода 3 мм) до 170- -200 Л (при диаметре электро-
да 5 мм).
На рис. 97, б показан способ восстановления матриц
наплавкой режущей кромки твердым сплавом. Для этого
в изношенной матрице. 3 снимают фаску под углом 30',
а затем выполняют электродуговую наплавку сплавом.
После наплавки слоя 2 его обрабатывают абразивными
или алмазными головками для восстановления формы
и нужных размеров матрицы.
Рабочие, части обрезных, пробивных и гибочных
штампов наплавляют литыми твердыми сплавами сор-
майт № 1 или сормайт № 2.
При наплавке сормайта применяют апегилепо-
кислородпое пламя. Для получения высокого качества
наплавки необходимо правильно выбрать режим ацетп-
лено-кпелородпого пламени. При правильном режиме
наплавки основной металл не расплавляется, а доводит-
ся до состояния «запотевания» (появление на поверхно-
сти блестящей подвижной пленки — «нота»).
Наплавку выполняют в следующем порядке:
осматривают деталь, и если она имеет трещины и по-
вреждения, то не наплавляют ее;
отжигают деталь, чтобы придать материалу однооб-
разную структуру (закаленные детали при наплавке
2К>
будут неизбежно деформироваться и давать трещины);
снимают фаски и делают выточки но периметру на-
плавки; глубина фаски определяется толщиной рабочего
слоя наплавки (от 0,5 до 2 мм); фаску у режущей кром-
ки выполняют с таким расчетом, чтобы по мере уда-
ления от края режущей кромки опа сходила па нет;
при снятии фаски не. оставляют острых кромок и гру-
бых рисок; ширину режущей кромки принимают от 5
до 10 мм (рис. 97, н), в зависимости от ширины рабочей
поверхности детали;
начищают наплавляемую поверхность от окалины,
масла, ржавчины и грязи до металлического блеска;
подбирают пруток сормайта диаметром 3 4 мм или
оттягивают его до этого диаметра, так как именно такой
ируток лает наиболее хороший слой при наплавке;
подготовляют угольные п графитовые пасты (чтобы
придать правильную форму слою твердого сплава и
оградить некоторые места детали от попадания па них
твердого сплава);
покрывают деталь твердым сплавом; во время рабо-
ты горелку держат под углом 25—30° к наплавляемой
поверхности, а пруток —- перпендикулярно к направле-
нию пламени горелки и все время следят за тем, чтобы
состав смеси ацетилена и кислорода не изменялся, так
как он влияет на температуру пламени.
При наплавке восстановительное пламя должно обла-
дать избытком ацетилена. Перед наплавкой основной
металл прогревают на горне с древесным углем, в элек-
трической пли муфельной печи до температуры 600—
650° С. Затем место наплавки пламенем горелки разо-
гревают до «запотевания.;- (пли появления па наплав-
ляемой поверхности первых признаков расплавления),
и в этот момент в пламя быстро вводят пруток и выпол-
няют наплавку, держа головку па расстоянии 3—5 мм
от поверхности. Работу выполняют плавно и достаточно
быстро. Толщина наносимого слоя от 1,5 до 2,5 мм.
Образовавшуюся в расплавленном металле окалину
и шлак сдувают пламенем горелки, а наплавленную по-
верхность, если она получилась неровной, выравнивают
(расплавляя места. 1де слои твердого сплава наложен
неравномерно).
После наплавки штамп помещают в теплый песок для
медленного остывания.
Наплавленные детали отжигают при температуре
‘Л!7
850- 900еС с выдержкой 2 'I ч и последующим охлаж-
дением в масло; отпуск производят при температуре
•150 ООО'’1 С с выдержкой 1 ч.
После отжига сормаит X 2 л-ги<о обрабатывается
режущим инструментом. Посте закалки его обрабаты-
вают шлифованием.
§ 3. Рам-адт гтердостшиЕНгд:-: штампов
Ремонт штампов, осиашепиых вставками из н-ердых
сплавов, состоит в удалении с рабочей поверхности твер-
досплавной вставки, рисок, задиров, палпшппх частип,
штампуемого металла.
При замене обойму матрицы по.щгре-ваюг газовой го-
релкой п выпрессовывают твердосплавную вставку из
гнезда. Па место изношенной вставки запрессовывают
новую вставку с натягом в 1,5*;-, от диаметра вставки.
Шлифование, вставок выполняют алмазными кругами
А1Ш 200 X Ь'! X 75 пли АНН 250 X 15X75 зернисто-
стью АС10-АС12 на металлической связке Ml 100%-пой
концентрации. Можно применять и абразивные круги из
карбида кремния зеленого КЗ зернистостью 25 (ГОСТ
3647 71) твердостью CM1-GM3.
При шлифовании по наружному и внутреннему диа-
метрам применяют ГОЛОВКИ и круги из спптстпчсскпх
алмазов па металлической влн бакелитовой связках:
АПП 250X10X3X75 зернистостью А6; АПП 200Х
X10X3X32 зернисгостью А10; шлифовальные головки
диаметром 12, 10 и 8 мм зернистостью АО и А12. Окруж-
ная скорость круга при шлифовании 25 30 м/с. Мат-
рицы шлифуют с применением керосина или охлаждаю-
щей жидкости следующего состава (в%):
ТрППйТрИЙфОСф'.Т 0,60 КаЛЫ'ШШриП'Ш'В'Н1
бура.............0,20 ео.ч.ч .... о,2:>
Вазелиновое м.м- Нитрил шорня . . 0,10
ло.............0,05 Вола............05,70
Частицы палившего металла, задиры и риски удаля-
ют также полированием па токарном пли сверлильном
ставке при 5Xf) -10 ОСЮ об/мпп, при помощи nyiynnoro
притира, шаржированного ьарХшом бура X 230 320,
зам< тайного па машинном масле, или с применением
алмазных паст.
4. кзопышемие стсйкостг» шсампои
Сгоннош:, hi I .ii.iii;i uiiiii' :< г,к ic/i подичее ibum огшгам-
повапных деталей or заточки до ремонта (или между
двумя заточками, или между двумя ремонтами). Стой-
кость гложет определяться и общим количеством отштам-
пованных детален цо полного и..носа штампа.
Па стойкость штампов влияют следующие факторы:
технологичность конструкции штампуемой детали;
особенноели технологического процесса штамповки;
свойств а шт а м нуемого ч а терн ал а;
констр у кция Iита м н а;
материал, из которого сделаны рабочие детали
штампа;
качество изготовления штампа;
условия эксплуатации штампа.
Повышение стойкости штампов является одной из
важных задач, которые должны учитываться при их из-
готовлении, ремонте и эксплуатации. Оно позволяет зна-
чительно сократить потери рабочего времени на ремонт,
.заправку и изготовление штампов, снизить простои обо-
рудования при смене штампов и увеличить количество
отштампованных деталей с одного штампа.
Стойкость рабочих частей штампов может быть по-
вышена химико-термической обработкой их — азотирова-
нием, хромированием, наплавкой специальными элек-
тродами, наплавкой их рабочих поверхностей твердыми
сплавами сормайтпм (гибочные и вытяжные штампы)
и стеллитом (вырубные и обрезные штампы). В десятки
раз повышается стойкость штампов армированном встав-
ками из твердых сплавов.
Хромированием достигается упрочнение новых и вос-
становление изношенных деталей штампов из углероди-
стых сталей. Толщина хромового покрытия от 3 мкм
и выше. При восстановлении изношенных деталей до-
пускается нанесение слоя хрома до 50—-60 мкм.
После хромирования детали проходят те.рмпческую
обработку в масляной ванне при нагреве до 170—180° С
в течение 2 ч.
Наплавка штампов обычно нрвмепяе.тея для повы-
шения износостойкости крупногабаритных штампов.
При изготовлении новых наплавных деталей в каче-
стве заготовок нод наплавку используют сталь марки 45.
2-19
Наплавка выполнятся элекгродалш марок гЯ1-6()М
п ОЗН-1.
.1. ГХНОЛО1 ИЯ 113Го10Вг)е11ИЯ -Л'И'КТ|1<И1.11! Ь'ШНЫХ матриц
с. к-дующая:
изготовление заготовок под паиллвку;
подогрев заготовок диаметром более 100 мм перед на-
плавкой электродом Э11-60М до ЗГ>0 400 С, а перед
наплавкой электродом ОЗН-1 - До 500—600 С;
наплавка электродом вручную;
отпуск наплавленной заготовки;
механическая и слесарная обработка;
закалка и отпуск;
доводка детали.
§ 5. Хранение штампов
При правильном хранении штампы не портятся, не по-
является брак в результате небрежного обращения
с оснасткой н тем самым устраняются потери времени
при переналадках прессов. X р а п и т ь ш т а м п ы н е и о-
с р е д с т в е и п о у п р е с с о в заире щ а е т с я, так как
это затрудняет поиск нужного штампа, загромождает
производственную площадь, ведет к потере частей штам-
па, порче деталей.
Штампы хранят па специально отведенных местах:
мелкие и средние- па стеллажах, а крупные — mi полу
пли на деревянных брусьях, уложенных па пол таким
образом, чтобы штамп можно было удобно спять вилоч-
ным электропогрузчиком. На каждом штампе клеймят
его помер, номер штампуемой детали с индексом опе-
рации и инвентарный номер пресса, к которому изготов-
лен штамп. Краской наносят помер стеллажа и полки
кладовой штампов.
Если в цехе выполняется штамповка деталей несколь-
ких различных изделий, то какую-либо нерабочую по-
верхность штампа для каждого серийного изделия окра-
шивают определенной краской.
После снятия с пресса штамп вместе с несколькими
последними отштампованными деталями предъявляют
контролеру ОТК, и тот ставит отметку о пригодности
штампа к повторному использованию, назначает его
в переточку пли направляет в ремонт. Указания контро-
лера отмечаются в карточке штампа.
250
Все штампы хранят в сомкнутом состоянии. Между
рабочими частями вытяжных и формовочных штампов
должна укладываться отштампованная деталь или де-
ревянная прокладка. Крупные штампы могут устанав-
ливаться с прокладками в несколько ярусов (не более
трех). При этом вырубные и обрезные штампы должны
иметь ограничители высоты. Штампы, укладываемые
в верхние ярусы, по размерам не должны быть больше
нижних.
На складах хранят только исправные штампы. Не-
исправные штампы из штамповочного цеха направляют
в ремонт или временно хранят на специальной площадке
дефектных штампов.
§ 6. Техника безопасности при сборке,
разборке и ремонте штампов
При проведении сборки или ремонта холодноштамповоч-
ной оснастки очень важно соблюдать правила, обеспечи-
вающие безопасность работы.
Перед сборкой или разборкой штампа необходимо
тщательно подготовить рабочее место к безопасной ра-
боте, проверить и подготовить к работе слесарный
инструмент и приспособления, необходимые для облегче-
ния работы. Нельзя пользоваться случайным инструмен-
том. Нужно проверить и убедиться в исправности инстру-
мента и приспособлений.
Раскрытие массивных штампов (более 30 кт) необ-
ходимо выполнять вдвоем или с помощью грузоподъем-
ных механизмов. Раскрытие штампов (отделение верх-
ней части штампа от низа и переворачивание) произво-
дят: мелких — па слесарном участке, а средних и круп-
ных— на полу, покрытом деревянным настилом.
При раскрытии средних и крупных штампов руково-
дит работами бригадир по ремонту штампов, имеющий
право (удостоверение) использования грузоподъемных
механизмов. По его команде производит грузоподъем-
ные операции и крановщик. Раскрытие штампа массой
до .60 к! с помощью грузоподъемного механизма может
производит!) один человек, а штампы массой о г 50 до
800 кг раскрывают два человека — один выравнивает пе-
251
рекосы, другом зачаливает стропы п управляет подъем-
ными устройствами (гилью, тельфером, крап балкой).
При раскрытии штампов и соединении верха с низом
пользуются специальными приспособлениями — крюком
п двусторонним бойком, которые изготовляются с учетом
массы штампа. Гак. например, для малого шт. мпа масел
бойка должна быть около 3 кг, [ля среднего — около
5 кг, а для крупных штампов ю 13 ki .
По допускается, чтобы у места раскрытия пли пере-
ворачивания штампов с использованием гоу.зоноди'.м-
пых устройств проходили или находились лица, по свя-
занные с данной работой.
Не разрешается ставить па ребро верхнюю плиту
среднего или крупного штампа с помощью лома пли
другого какого-либо металлического стержня, вставлен-
ного через отверстие направляющей втулки.
При вытаскивании съемников, прижимов, вставок,
ползушек и других тяжелых деталей у средних и крупных
штампов применяют специальные рым-болты, размеще-
ние которых и прочность предусматриваются конструк-
цией штампа.
Рым-болты должны быть поставлены слесарем на
своп места до сборки штампа.
Детали, демонтируемые при разборке штампа, тща-
тельно протирают и укладывают на верстаке, монтажной
птнте пли на специальных котах, в зависимости от их
габаритных размеров п массы.
Снятие со штифтов секций сборных матриц произво-
дят с помощью исправного зубила, бородка и молотка
пли при помоши вспомогательных винтов, ввинчиваемых
в специально предусмотренные, отверстия.
Выпрессовку направляющих колонок п втулок из пли-
ты производят с помощью двухконечных бойков: с по-
садочной часты.) диаметром до 32 мм -бойком массой
до 5 кг, с посадочной частью диаметром до 65 мм — бой-
ком массой 15 кг или с помощью ручного винтового
пресса. Контрольные штифты выпрсссовывают молотком
с помощью бородка пли па ручном винтовом прессе.
Нрп ЗаЗИПЧНВЗНПП ИЛИ ВЫВППЧИМШНП болтов и винтов
Ш.-обХ" применять ЬЛюЧИ •( (ГРЫОМ С< В"ТС ГИНИ
с размером головки oojri.i нтн ппнг-i. Когл.д головка Гюд-
ia сорвапч к е нтюшью ш-зпачи j'.-.ibiior.i поел",кивания
молотком не уда< гея вывинтить осгавшуюся часть бол-
та, обломок удаляют высверливанием.
При сборке штампа после ремонта подлежащие сбор-
ке детали должны быть исправные, чистые и не иметь
следов бывшей в употреблении смазки.
Сборку производят в последовательности, противо-
положной разборке: деталь, которую снимают последней,
ставят первой и т. д. Детали штампа должны быть
соединены с достаточной точностью и надежностью,
обусловленными конструкцией и назначением штампа.
По окончании сборки н слесарной отладки штампа
требуется тщательно проворить штамп: не осталось ли
чего-либо в полости штампа; направляющие колонки
необходимо смазать солидолом.
По окончании работы рабочее место должно быть
приведено в порядок.
РАЗДЕЛ ТРЕТИЙ
ШТАМПЫ ДЛЯ ГОРЯЧЕЙ
ШТАМПОВКИ
ГЛАВА XI
ПРОЦЕССЫ ГОРЯЧЕЙ ШТАМПОВКИ
И ПРИМЕНЯЕМОЕ ОБОРУДОВАНИЕ
§ 1. Пластическая деформация металлов
в горячем состоянии
О с и о в п ы с н о н я т и я. Пластичность — это свой-
ство металлов изменять под действием внешних сил
свою форму без разрушения. Некоторые металлы и спла-
вы пластичны в холодном состоянии (свинец, алюминий),
другие обладают хорошей пластичностью лишь в нагре-
том состоянии (сталь), третьи хрупки как в холодном,
таки в нагретом состоянии (чугун).
Для того чтобы получить нужную форму, на металл
воздействуют динамической нагрузкой и подвергают его
напряжению сжатия, большему, чем предел упругости
металла, по меньшему, чем предел прочности. В этом
случае- нс только изменяется форма заготовки, но проис-
ходит сложный физический процесс, влияющий на струк-
туру металла, а следовательно, и на его механические
и физические свойства.
Сплющивание и дробление зерен металла под дейст-
вием динамической нагрузки может быть настолько зна-
чительным, что он приобретает волокнистую структуру.
Физико-мехаппческпе свойства изменяются особенно
сильно при пластической деформации металла в холод-
ном состоянии, когда он получает «наклеп». Твердость,
прочность и хрупкость металла в этом случае повыша-
ются, а вязкость, пластичность и коррозионная стой-
кость - понижаются.
При горячей обработке давлением свойства металлов
улучшаются: происходит уплотнение металла, образуется
мелкогернисгая структура, более однородная, чем в ли-
том металле. Одновременно металл получает волокни-
стое строение, что обусловливает его различные меха-
ппческпе свойства вдоль л поперек волокоп п является
недостатком пронесся горячен обработки металлов дав-
лением.
Температурный интервал горячен пластической де-
формации для металлов и сплавов различен. Например,
для углеродистой стали верхний предел нагрева в зави-
симости от марки равен 1200--ICOO’’С, а пижнпп 850—
800r С. Обработку давлением начинают обычно с самой
высокой температуры и закапчивают при охлаждении
заготовки до самой низкой допустимой температуры.
Величина пластической деформации характеризуется
степенью деформации. Степень деформации - -это отно-
шение разности размеров заготовки до и после деформа-
ции к первоначальному размеру, выраженное в процен-
тах.
Степень деформации g при осадке (сжатии) подсчи-
тывают по формуле:
где Ло—высота заготовки до осадки;
h - высота заготовки после осадки.
Степень деформации при протягивании (вытяжке)
подсчитывают по формуле:
Fo — Л
и~—юо%,
Г О
где /"’о — площадь сечения исходной заготовки;
F\ — площадь сечения вытянутой заготовки (поков-
ки ).
Законы п л а с т и ч е с к о и д е ф о р м а ц и и. Основ-
ные законы пластической деформации формулируются
следующим образом.
Закон наименьшего с о и р о т и в л е и и я: при
пластической деформации частицы металла всегда пе-
ремещаются в том направлении, где встречают наимень-
шее сопротивление.
Закон постоянства о б ъ е м а: при пластиче-
ской деформации объем металла до деформации равен
объему металла после деформации, т. е. металл при ковке
только изменяет свою форму. Этот закон имеет боль-
шое значение, так как на его основе рассчитывают объ-
емы, массу и размеры исходных заготовок и определяют
255
размеры штампов и спецпалытого инструмента но пере-
хрдд\м ц
3 а к (>ii трс и и я: поверхностное трение из-за шеро-
ховатостей па плоскостях бойкий (или поверхностях
ручьев штампа) создает значительное сопротивление те-
чению металла и приводит к образованию зон затруд-
ненной деформации. Чтобы снизить вредное влияние
трения на течение металла, рабочие поверхности штам-
пов тщательно! обрабатывают, шлифуют и полируют.
Закон расширения тел при И а'г р е в а и и и:
при нагревании тела расширяются, а при охлаждении
сжимаются. При горячей обработке металлов это явле-
ние называется усадкой.
Увеличение размеров заготовки в результате нагре-
ва подсчитывают по формуле:
/гйр —~ ly.au [1 ф" Р(£гор ~"0],
Иде /50р — длина (толщина) заготовки, нагретой до тем-
пературы £ГоР;
/ход - первоначальная длина (толщина) заготовки
при температуре /;
р — коэффициент линейного расширения для дан-
ного материала;
/,Ч1!, температура нагрева;, "С;
I- первоначальная температура заготовки, °C.
Для стальных заготовок ведут расчет более простым,
способом, учитывая, что при нагреве от 20—40° С до
1100—1200°С заготовки увеличиваются на 1,1—1,2%.»
Например, если длина холодной заготовки составляет
400 мм, то длина ее при температуре 1200°С будет
400-1,2
400 4---= 404,8 мм.
100
Обратное явление, т. е. сжатие металла при охлажде-
нии, очень важно учитывать при изготовлении штампов
для горячей 'обработки давлением.
Ручьи в штампах, например выемки в обжимку,
должны быть сделаны больших размеров, чем размеры
поковки в холодном виде, на величину усадки, т, е. для
стали на 1,1- 1,2 °/о •
Чтобы нс делать частых вычислений, в штампово-
инструментальных цехах пользуются у с а д о ч н ы м
метром, в котором учтены поправки на расширение
металла при нагреве.
25б
§ 2. Горячая обработка металлов
в штампах
Основными способами горячей обработки металлов
в штампах являются прессование, ковка в подкладных
штампах на молотах, объемная штамповка.
П р е с с о в а н и е — обжатие металла продавлива-
нием его через отверстие матрицы, имеющее соответст-
вующую форму. Если прессованием получают заготовку
какой-либо определенной детали, этот способ называют
горячим выдавливанием.
Свободная к о-в к a — получение заготовки давле-
нием молота или пресса на металл, располагаемый меж-
ду бойками, укрепленными в нижней и верхней частях
молота или пресса. Разновидностью свободной ковки яв-
ляется ковка в подкладных штампах.
Ковка на молотах и прессах выполняется с помощью
различных инструментов и приспособлен!!. Особое вни-
мание обращается на точность поковок, что позволяет
уменьшить отход металла при дальнейшей механической
обработке и сократить время на обработку. Наибольшее
приближение поковки к форме и размерам готовой де-
тали достигается применением подкладных штампов.
Объемная шт а м п о в к а —получение заготовки
на штамповочных молотах и прессах давлением на ме-
талл, находящийся в штампе. При ковке нагретый ме-
талл течет свободно в стороны, вниз или в длину, а при
штамповке его течение ограничивается формой полости
или ручья в штампе.
Горячая штамповка в настоящее время является
одним из наиболее распространенных методов обработ-
ки металлов давлением.
При горячей штамповке на молотах и прессах поков-
ки относительно простой формы изготовляют в штампе,
имеющем только один окончательный ручей (рис. 98, о).
^Нагретая заготовка / штампуется в центральной части
нижней половины 2 штампа последовательными ударами
верхней половины 3 штампа. Металл, осаживаясь, за-
полняет полость ручья, а избыток металла вытесняется
в канавку 4, образуя заусенец (облой).
Основная масса металла, вытесняемого в облой, рас-
полагается в наиболее широкой части канавки — в ма-
газине. Правильное образование облоя способствует
лучшему заполнению полости ручья и предохраняет
9 Владимиров В. М.
257
штамп or поломо;;. Облой предотвращает брак иокивок
при колебаньях размера заготовок.
Облои обычно удаляют сразу же ногле ш? as-юбки,
века кокоо-ка cine горячая. Обрезают облой г. обрезном
штампе на кривошипном прессе.
Рис. 98. Раяпопнднослл штампов для юрячей объемной штамповки:
а — одноручьеьсй мллотопый штамп, б —• мко.т.ручьев.-й мологгоый инами, с —
ШТ1МП с закрытым магазином, г— штамп для безоблс-йпой штамповка; 1 —
:-.?г,,говна, > — пытая половина штампа, 3 — верхняя нологпна штампа, 4 —
облойнля канавка, 5 - пер< тяжаой ручей, 6, 7 — штамгог.мшые ручьи, 3 —
чо'.ктпюь ручей, 3, И' — облойпые канавки, И — клсшиш:»», /’ — верхняя
формообразующая вставка, /3 — кольцо, 14 — ппжпяа фг.рмгпбра встав-
ка
258
Сложные по конструкции поковки выполняют в мно-
горучьсвых штампик, имеющих заготовительные, штам-
повочные н калибровочные ручьи.
Например, штамповка шатуна (рис. 98,6) выполняет-
ся ла четыре перехода: / - перетягивание, II — подкат-
ка, ill- -черновая штамповка и IV — калибровка. Пере-
тяжной открытый ручей > располагают обычно слева,
и подкатной открытый 8--справа от середины штампа.
Среднюю часть штампа занимают закрытые штамповоч-
ные ручьи 7 и 6.
В заготовительных ручьях наносят неполные удары,
так как металл, имея возможность растекаться во все
стороны, легче деформируется. У закрытого ручья те-
чение металла в стороны ограничено, благодаря чему
обеспечивается более интенсивное его течение вдоль оси
заготовки. Наибольшее усилие штамповки возникает
в конечный момент деформации — в окончательном
ручье 6, и здесь наносят удары с наибольшей мощностью.
При горячей объемной штамповке в открытых штам-
пах отход металла в облой составляет до 20—30%. По-
этому большое значение имеют меры, направленные на
сокращение величины облоя.
Па .заводах часто применяют закрытые штампы,
имс.юшис небольшой магазин для избытка металла
(рис. 98, в). Этот метод, нс избавляя полностью от облоя,
значительно снижает его величину.
Безоблойпзя штамповка в штампе, замк-
нутом со всех сторон (рис. 98, а), позволяет сократить
отходы металла, избежать изготовления обрезных штам-
пов и сократить припуски на последующую механиче-
скую обработку резанием. Есзоблойиая штамповка тре-
бует выполнения точных размеров заготовок, идущих па
штамповку, и более сложных по конструкции штампов.
Чтобы получить точные размеры и высокое качество
поверхности поковок, позволяющие исключить последую-
щую механическую обработку, применяют после штам-
повки калибровку плоскостную или объемную в горя-
чем. полугорячем и холодном щитоянпл.
При плоскостной калибровке металл свободно течет
в стороны, перпендикулярные направлению обжима. При
объемной ка. шбровкс. течение обжимаемого металла
ограничено. Он занс-лпяе г все углубления и полости
штампа, а излишек металла вытесняется в заусенцы.
С о р я ч а я к а л и б р о в к а бывает обычно объемной.
9*
259
Выполняют ее сразу после горячен обрезки nawnna.
Образовавшийся после калибровки вторичный заусенец
удаляют (обрезают) в обрезных штампах после, оконча-
тельного охлаждения поковки.
Очень часто горячую калибровку выполняют в чис-
товом ручье ковочного штампа, усгапяплчвастюго па
штамповочном молоте или фр11кц!1оШ1о-:мш1аг:о'’ нр( ссе.
Лучшие результаты получаются при выполнении калиб-
ровки па кривошипном горячештамповечпом прессе
в специально для этой операции изготовленном штампе.
Холодную калибровку (как плоскостную, так
в объемную) выполняют па чеканочных кривошипно-ко-
ленных прессах в специальных чеканочных штипах.
П о л \ г о 1) я ч у ю к а л и б р о в к у применяют для по-
ковок из пизкоиластичных сталей или при недостаточной
мощности калибровочного пресса. Нолугорячую калиб-
ровку выполняют и па чеканочных прессах при темпера-
туре поковок не ниже. 600 'С.
§ 3. Оборудование
для горячей штамповки
Для горячей штамповки применяют штамповочные моло-
ты. гидравлические, механические и фрпкшюипыс, штам-
повочные прессы, горизонтальноковочные машины, ко-
рочные вальцы.
Штамповочные молоты делятся па паровоздушные
и механические-- фрикционные (с доской).
Паровоздушные молоты являются молотами двойного
лсйсчвпя, так как в них деформация металла при штам-
повке происходит как за счет энергии падающих частей,
так и за счет работы сжатого воздуха или пара. Ай.зло-
ты е фрикционным приводом являются молотами просто-
го действия, так как деформация металла при штампов-
ке на этих молотах происходит только за счет работы
свободного падения бабы.
И а р о в о з д у ш и ы е. ш т а м и о в о ч н ы е м о л о т ы
двойного действия выпускаются с массой падающих ча-
стей от 0.6 до 10 з II более.
В зависимости от массы падающих частей молот мо-
жет совершать до 60 ударов в минуту.
Па паровоздушных штамповочных модемах могут из-
готовляться детали машин массой от 0,3 до 100 кг.
Штамповка ।)ыпо.,нщ гео чрг.чмх щеетвенно в мшяоручь
i-вых оысрытых штампах.
Фри к ц п о и и ы о ш т a м н о в о ч п ы i м о л о т ы с
леской и падающей бабой современных конструкций
(масса падающих частей от 0,5 до 1,5 т) имеют устрой-
ство для регулирования силы ударов бабы и процессе
штамповки. .7)гп молшы используются для штамповки
мелких поковок преимущественно в открытых штампах,
а также для холодной правки отпиамповзпиых поковок
после обрезки облоя. Молоты делают 40-- 60 ударов
в минуту.
Помимо фрикционных молотов с доской, в горяче-
штамповочных цехах применяют фрикционные
в ц п г о в ы с п р е с е ы для штамповки в открытых и за-
крытых штампах (преимущественно одноручьсвых) не-
больших деталей из пруткового.и полосового материа-
ла. На -лих же прессах выполняют горячую калибровку
и холодную чеканку детален, отштампованных па моло-
тах. Фрикционные винтовые прессы выпускаются уси-
лием от 63 до 250 Т, а в некоторых случаях -- и до 600 Т.
Эти прессы делают 11—25 уларов в минуту и по
производительности усгупают штамповочным молотам.
К р в в о ш п п н ы о г о р я ч е ш т а м п о в о ч и ы с
прессы работают по тому же принципу, что п хо.тодпо-
штамповочпыс кривошипные прессы.
В отличие от последних у них более, жесткая конст-
рукция стапш-ы, усиленные направляющие и более мощ-
ный привод. Стол пресса имеет клиновое устройство.
Верхняя плоскость стола, как обычно, горизонтальная,
а нижняя плоскость имеет уклон под углом Ю пли 14"
и лежит па такой же скошенной плоскости станины.
Благодаря скосу стол может опускаться и подниматься,
что позволяет устанавливать разные по высоте, штампы
п регулировать положение нижней части штампа относи-
тельно г.ерхшнь Выталкиватели в столе, и ползуне обес-
печивают автоматическое извлечение поковки из ручьев
штампа, что позволяет уменьшить штамповочные укло-
ны.
На кривошипных горяче-штамповочных прессах мож-
но выполнять штамповку в штампах с образованием об-
лоя в плоскости разъема, штамповку выдавливанием,
прошивкой и различны! комбинированные штамповоч-
ные раб->гы. В расчете на различные, условия работ го-
рячегптамповочпые кривошипные прессы выпускаются
усилием от 630 до 8000 Т с числом ходов ползуна в ми-
нуту от 90 (для пресса усилием 630 Т) до 35 (для прес-
са 8000 Т).
Но сравнению со штамповкой на молотах штамповка
на прессах имеет следующие преимущества: большая
точность поковок, меньшие по величине штамповочные
уклоны, большая производительность (в 3 раза выше;
по сравнению со штамповкой на молотах), возможность
механизации и автоматизации подачи заготовок в штамп
и удаления поковок из штампа, мепышш расход энергий
большая безопасность в работе и отсутствие сильных со-
трясений в момент удара.
Г и дравлические горячештамповочн ы е
прессы применяют для выполнения следующих работ:
штамповки в закрытых штампах (часто с разъемной мат-
рицей) штамповки прошивкой, протягивания прошитых
заготовок через кольца, штамповки в штампах с образо-
ванием облоя в плоскости разъема.
В основном гидравлические прессы используют для
штамповки сложных крупных поковок в мпогоручьевых
штампах. Пэтому их делают на четырех колоннах с боль-
шой площадью нижней и верхней плиты и усилием от
500 до 15 000 Т. Прессы усилием более 800 Т имеют
подвижные столы, позволяющие передвигать поковку*
под верхним бойком вперед и назад. На таких прессах
изготовляют поковки массой до 1000 кг и более.
Горизонтально-ковочные машины (FKM)
по конструкции аналогичны кривошипным горячештам-
повочпым прессам, по установлены горизонтально.
Машины предназначены для горячей высадки и про-
шивки поковок из прутка диаметром от 13 до 250 мм
в многоручьевых штампах. В основном па них изготов-
ляют детали, имеющие стержень и утолщение на конце
или в середине стержня, с отверстием в торце или без
отверстия (например, болты, пальцы, тяги, оси, клапа-
ны), а также гайки, втулки, заготовки зубчатых колес
и т. п.
По сравнению с. молотами и прессами горизоптально-
ковочпые машины обеспечивают наиболее высокую про-
изводительность. Поковки на этих машинах получаются
с более точными размерами, без облоя и с незначитель-
ными штамповочными уклонами.
В СССР изготовляются ГКМ. с рабочим усилием
в конце хода ползуна от 100 до 3000 Т.
262
i Л 1 t! Л A>S
з'стррйство штампов:
ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ
§ 1. Общке ’гре'5о₽.«”ия
К конструкций SiOKGEOIJ
й штампов на них
Проектирование и изготовление штампов выполняется по
кузнечному чертежу поковки, который разрабатывается
па основании чертежа готовой детали с учетом: припус-
ков на механическую обработку детали, допусков па
размеры поковки, напусков, если такие необходимы, ра-
диусов закруглений, и штамповочных уклонов. При кон-
струировании поковки также должен быть решен вопрос
о плоскостях разъема штампов.
В зависимости от группы точности изготовления
штампованных поковок и шероховатости обрабатывае-
мых поверхностей в обработанных деталях, припуски
на обработку на сторону устанавливают по табли-
цам. Наименьшие припуски назначают при штамповке
на прессах, более значительные припуски назначают при
штамповке на молотах и па горизонталыю-ковочных
машинах. Кроме того, при повышенных требованиях
к шероховатости обработанных поверхностей готовой
детали припуск увеличивают дополнительно на 0,3—
0,8 мм па сторону, чтобы обеспечить достаточный слой
металла под шлифование.
В чертежах поковок чистовые размеры обработанной
детали часто проставляют в скобках (рис. 99, а).
Допуском на размер поковки называется величина
допустимого отклонения от поминального размера по-
копки, проставленного в чертеже (с учетом припуска).
^Согласно ГОСТ 7062—67 допуски должны распростра-
няться на все размеры штампованных поковок, получен-
ных в закрытых штампах, в том числе и на те размеры,
которые относятся х поверхностям, не подвергающимся
механической обработке. В зависимости от предъявляе-
мых требований к обработанным деталям ГОСТ преду-
сматривает четыре группы точности изготовления штам-
пованных поковок из черных металлов.
К первой группе относятся поковки с наименьшим
.^припуском п наименьшими допусками.
Точность поковок второй и третьей групп соответст-
венно понижается.
263
Поковки четвертой группы обладают наивысшей точ-
ностью, которая достигается применением горячей че-
канки к поковкам первых трех групп.
При установлении допусков па размеры поковок при-
нимают во внимание возможный износ штампа, который
отражается на соблюдении данного размера.
Напуском называется оставляемый па поковке в мес-
тах, трудно доступных для ковки, слой металла, выходя-
щий за пределы контура готовой детали (см. рис. 99,а).
К. напускам прибегают при необходимости упростить
Рис. 99. Схема разработки чертежа поковки:
а •• напуски, припуски и допуски, Г>. в- формы перемычек, г, if, е —
радиусы закругления, .ч<:— формы пблойиой канянкН
264
форму поковки, чтобы облегчить ее изготовление. Напу-
ски удаляют последующей обработкой резанием.
Детали, имеющие сквозные отверстия, не. могут быть
получены при штамповке под молотом или прессом с от-
верстием, прошитым насквозь. Поэтому делают только
наметку отверстия, оставляя пленку (перемычку), про-
шиваемую при обрезке облоя (рис. 99,6). Па рис. 99, в
показана форма перемычки при большом диаметре от-
верстия.
Радиус ы з а к р у г л е и и й. 11рн разработке черте-
жа поковки все переходы с одной поверхности на другую
выполняют по закруглениям, так как острые переходы в
углах недопустимы. Номинальные радиусы закруглений
выбирают по таблицам ГОСТ, в зависимости от веса
в точности изготовления штампованных поковок. Для
снижения брака при штамповке п повышения стойкости
штампов радиусы закруглений R наружных углов берут
больше радиусов внутренних закруглений г (рис. 99,г).
Радиусы закруглений выбирают по ГОСТ 7505-....55.
У острых кромок деталей радиус закругления г дол-
жен быть равен величине припуска а, причем здесь учи-
тывают фаски и радиусы закруглений па чистовом чер-
теже детали (рис. 99,6). Не допускается уделать радиус
меньше размера припуска па сторону (рис. 99,с).
Штамновочиые уклоны делают на всех поверх-
ностях деталей, располагающихся параллельно движе-
нию ползуна пресса или бабы молота. Это облегчает за-
полнение рабочего объема ручьев штампа металлом
и удаление отштампованной поковки.
В молотовы?: штампах применяют штамповочные
уклоны от 3 до КГ. Величина уклонов зависит от тип:’
штампа, высоты ребер и материала поковки и выбирает-
ся по ГОСТ 7505- 55. Для поковок пз цветных сплавов
применяют меньшие штамповочные уклоны, чем для
стальных.
В типовых характеристиках поковок часто встречают-
ся названия отдельных участков поковок: бурт, уступ,
выступ, выемка.
В у р т — участок поковки увеличенного поперечного
сечения, у которого длина равна или меньше 0,3 D (D —
диаметр пли большая сторона бурта прямоугольного се-
чения) .
Уступ представляет собой участок поковки с мень-
шим поперечным сейеппем. чем смежный с ним участок.
265
В1К Г у 11 - уЧаСТОК ПОКОВКИ С бблЫПИМ поперечным
сечением, чем смежный с ним участок.
Выемка - участок поковки, диаметр или сторона
которого меньше диаметра пли стороны дну» смежных
. ним уч аса!;<>!!.
Р а ' I. е м. Плоскость разъема штампа выбирают при
коист пунроваиип поковки. Основное требование к выбору
плоское.-! п разъема - - обеспечение свободною удаления
поковки из полости штампа. Для сложных поковок, разъ-
ем н>.тамна которых не может быть выполнен в одной
плоскости, а будет представлять собой сложную поверх-
ность, состоящую из горизонтальных и наклонных пло-
скостей, наклон фигуры поковки относительно горизон-
тальной плоскости устанавливают с учетом самоуравно-
вешпиаппя сдвигающих усилий при штамповке.
О б .ч о к я ы о канавки. Объем заготовка всегда
больше объема готовой поковки (отштампованной д.ета-
ли). Излишек металла компенсирует неточность при от-
резке льгот лаки, погрешность установки штампа, и смяг-
чает уплры прп смыкании штампа. Кроме того, избыток
металла способствует лучшему заполнению полости
штампа: вытекая в просвет меж ту половинками штампа,
он образует заусенец, который быстро остывает и пре-
пятствует дальнейшему вытеканию массы металла в про-
свет. Для размещения металла в заусенец предусматри-
вается облойпая канавка (рис. 99,ж).
Учаеюк канавки, прилегающий к полости ручья
(мос.-пк), имеет минимальную высоту. Расширенную
часть капаг.кп (магазин}, как правило, делают в верх-
ней части штампа (форма J). Если поковка имеет такую
йии’уру, что ее при обрезке облоя переворачивают па
5 96', то магазин делают в нижней части штампа (фор-
ма 2). Когда нужно усилит торможение металла (для
Лучшего заполнения полос;и ручья), то мостик канавки
изготовляют с барьером (форма 3). Рели ожидается
большой отход металла в облой, то делают увеличенный
магазин (но форме -1). Клинообразная канавка (фор-
ма б) уменьшает отход металла в облой.
§ -йюсскфигсачмя штампов
ДНЯ ГСрЯЧЭЙ •’ЯГО.МПОЩ'М
П о в и д а м о б о р у д о в а п и я и в ы и о л и я е м ы м
о н е р а и п я м различают штампы-
‘'6S
для молоюв молотовые, ннавочпыс, калибровоч-
ные;
для горячсштаыиовочных прессой - штамповочные,
правочные, калибровочные;
,т!.ля фрикционных нрестоп высадочные, штамповоч-
ные, пра в очные, кал пбровочпые;
для горизонтально-ковочных машин - высадочные,
гибочные, просечные;
для ковочных вальцов—вальцовочные (секторы);
для обрезных прессов — обрезные простые, прошивоч-
ные, обрезные комбинированные (обрезио-врошпвочные,
обрезно-правочные), специальные (для отрезки клеще-
вины, для срезки уклонов и т. п.);
для чеканочных прессов — чеканочные.
Для упрощения принято называть все тшамны для
молотов — молотовыми, для крнвошшшых горячештам-
повочных прессов -- прессовыми, для горизонтально-ко-
вочных машин — сы-абочными, для обрезных прессов-
обрезными.
Штампы также подразделяются но т е х и о л о г и ч е-
с к о м у и р и з 11 а к у — па открытые (для штамповки с
облоем) н закрытые (для безоблойпой штамповки).
11 о к о п с. т р у к г и в п о м у п р и з н а к у штампы раз-
личают: с одной плоскостью разъема, с двумя плоско-
стями разъема, с выталкивателем, п.елыюблочпые, сбор-
ные, со вставками к др.
По количеству ручьев штампы разделяются на
одноручьевые и мпогоручьевые. Одноручьевые штампы
применяют для изготовления простых по форме поковок
и для штамповки заготовок, предварительно подготов-
ленных на молотах (свободной ковкой пли в подклад-
ных штампа?:) пли прокатыванием на ковочных вальцах.
Миогоручьешяе штампы применяют для изготовления
поковок сложной формы. Эти штампы рассчитывают на
получение поковки с одного нагрева.
S 3. !гсфс-нсг>’>
дпз гарячзй
М о л от о в ы е штампы. Для шыдюнки на теологах
ш.З’чны делают одпоручьсвыс и многоручьевые.
Схема одпоручьевого молотового штампа показана
па рис. 100,(7. Штамп состоит из двух частей: пнжней 5
257
и верхней 8, между которыми помещается заготовка 12.
Верхняя часть штампа хвостовиком и клином 9 крепится
к бабе. 10 молота. Для предупреждения сдвига штампа
предусмотрен сухарь 11. Нижняя часть штампа крепится
также хвостовиком и клипом 4 в штамподсржатсле Л,
а последний в свою очередь крепится клипом 2 к непо-
движной части молота- -шаботу 1. Смещение нижней
части штампа предупреждает сухарь 14.
Рпс. 100. О ди ору чьей ой молотовый штамп:
а — - штамп, о— ла готовка штамповки, в - штамповка с за
усеицсм, г - заусенец после обрезки, <) - огштампоглипая
деталь
На лицевой поверхности 6 обеих частей штампа вы-
полнены такелажные отверстия 7 и 18 и углубления,
соответствующие форме поковки (ручьи), у которых все
углы закруглены по радиусу. Чтобы избежать появления
третий в углах и в середине хвостовика, между плечи-
ками штампа и бабой или между плечиками и штампо-
держатслями имеется небольшой зазор, обеспечивающий
упор штампа при ударах только на плоскостях хвосто-
вика. Паз для сухаря 14 по высоте делают всегда на
одном уровне с плечиком штампа. Последовательность
штамповки показана па рис. 100, и, в, г, д.
При штамповке иногда возникают боковые усилия,
сдвигающие верхнюю часть штампа относительно ниж-
ней, что снижает точность штамповки. Для противодейст-
вия этим усилиям в молотовых штампах делают на-
правляющие замки. На рис. 101, а, б и в показаны кон-
струкции замков.
268
Ill т а м и ы д л я к р п в о ш и п н ы х и р е с с. о в. Осо-
бенность их устройства обусловлена тем, что полость
штампа заполняется нагретым металлом за один ход
пресса. В связи с этим степень деформации металла при
штамповке на прессе значительно выше, чем при штам-
повке на молото, что и вызывает необходимость обяза-
тельного расчленения процесса штамповки на несколько
переходов.
Л-Л
Рис. 101. Конструкции замков молотовых штампов:
«- •круглый замок, о - шиповые угловые замки, в — шиповые осевые замки
Другая особенность штамповки па прессах, обуслов-
ленная постоянной величиной хода ползуна пресса, со-
стоит в том, что плоскости верхней и нижней половин
штампа ие могут сходиться вплотную и должны иметь
зазор, равный толщине облоя.
Штампы для кривошипных горячештамновочиых
прессов состоят из двух пакетов — верхнего и нижнего.
Пакеты включают в себя следующие узлы и детали:
башмаки; державки; направляющие колонки; втулки
к колонкам с манжетами, предохраняющими от окали-
ны; ручьевые вставки; плиты под ручьевые вставки, за-
щищающие башмак и державку от смятия; детали
крепления ручьевых вставок и механизмы для удаления
поковок из ручьев (выталкиватели, пружины, рычаги).
На рис. 102 показан штамп пакетного типа. В основ-
ные плиты (башмаки) 1 и 5 вкладывают подкладные
263
Рис. 102. Сборный штамп па-
кетного типа для горячештам-
повочных кривошипных прессов
плиты 4 и 10, па которых^устанавлийают ручьевые встав-
ки 7 и 8, закрепляемые клиновыми планками ,3, п и-
жимными колодками (прихватами) 6 в 9 и болтами.
Клиновые планки устанавливают ио одной, а при-
жимные колодки по числу ручьевых вставок. Штамп
снабжен направляющими колонками 2, расположенны-
ми на противоположной
от рабочего стороне
штампа. Они обеспечива-
ют точность совмещения
ручьев верхнего и нижне-
го пакетов.
Ручьевые вставки мо-
гут быть призматически-
ми или цилиндрическими.
Штампы д л я
ф р п к ц и о ни ы х прес-
сов. На фрикционных
прессах применяют четы-
ре основных .вида штам-
пов:
открытые — для штам<|
повки поковок с облоем в
плоскости разъема штам-
па (с цельной матрицей, с выталкивателем или без пего) ;
закрытые — для безоблошюй штамповки (с разъем-
ной матрицей);
закрытые —для штамповки выдавливанием (с цель-
ной матрицей и выталкивателем);
закрытые — для изготовления стержневых поковок
(с цельной наклоняемой матрицей).
Штампы для фрикционных прессов обычно бывают
одноручьевыми. Штамп состоит из двух половин: ниж-
ней ->-> матрицы и верхней — пуансона.
Матрицы применяются как сплошные, так и со
вставками. Как правило, матрицы для фрикционных
прессов имеют гнездо для выталкивателя. Штампы кре-
пят иа прессах преимущественно клиньями.
На рис. 103 показан закрытый штамп с цельной мат-
рицей и выталкивателем для безоблошюй штамповки
на фрикционном прессе.
Обрезные штампы. Эти штампы подразделяют-
ся и а штампы для горячей и холодной обрезки облоя
и состоят из трех основных частей — башмака, матрицы
270
и пуансона. В некоторых случаях применяются съем-
ники.
Штампы для горячей обрезки изготовляют по черте-
жу горячей поковки, т. е. с учетом расширения детали
в нагретом состоянии, а
для холодной обрезки —
по чертежу готовой де-
тали.
Зазор между пуансо-
ном и матрицей в штам-
пах для горячей обрезки
делают значительно боль-
шим, чем для холодной, .и
он может достигать 2 мм
на сторону. Окно по кон-
туру обрезки у матрицы
делают на 5—8 мм без
уклона, а далее с уклоном
5—7° для свободного про-
вала обрезанной поковки.
Чтобы (ПОВЫСИТЬ стой-
кость матриц для горячей
обрезки, их режущие
кромки иногда наплав-
ляют твердым сплавом,
так как в процессе рабо-
ты обычные матрицы
сильно нагреваются и по-
этому быстро изнашива-
ются.
Штампы для горячей
обрезки >имсют высокие
башмаки с окном для из-
/5-/1
Ркс. 103. Закрытый штамп для
фрикционного пресса:
1 — верхний боек, 2— нижний .< боек,
5 — направляющая колонка, 4 — выд
тал киватель, 5—вставка
/влечения обрезанной детали, а штампы для холодной
обрезки — низкие башмаки, с выталкивателем. Матри-
ца крепится к башмаку клином или .винтами.
Матрицы бывают цельными и составными. Состав-
ными делают матрицы для обрезки крупногабаритных
поковок. Это дает экономию в расходовании штамповых
сталей и облегчает изготовление и ремонт матриц.
Размеры рабочей части пуансона, назначают с учетом
зазора для захода пуансона в отверстие матрицы. Зазор
создается только за счет умепынения размеров пуапсона.
При малой величине зазора и быстром остывании облой
271
застревает па пуансоне, и для его снятия применяют
съемники, крепящиеся па нижнем башмаке штампа.
Съемники делают в виде планок с отверстием под
пуансон (жесткий съемник), планок на пружинах, в фор-
ме скоб, резинового буфера п др.
На рис. 104, а показан простой штамп для горячей
обрезки.
Рпс. ilO-l. Обрезные штампы:
а - - для горячем обрезки облоя» б — для холодной обрезки облоя
с од повременной ироншвкой пленки: /-*-обрсзпой пуппгод, 2 —мятри (а,
3 — башмак, 4 — поковка, <’5 — нрошввпом пуансон, */> — съемник, 7 — об-
резной пуансон, — матрица, 9 — нижняя плита, 10 — подкладная плита
Конструкции обрезных штампов разнообразны, в них
могут быть и другие детали, кроме указанных (направ-
ляющие колонки, втулки и т. п.).
При крупносерийном производстве поковок широко
применяют комбинированные штампы, на которых одно-
временно выполняются операции обрезки облоя и про-
шивки отверстия поковок. Такой штамп показан па
рпс. 104, б.
Шт ампы для Г КМ. Штампы для высадки па го-
ризонтально-ковочных машинах состоят из четырех ос-
новных частей: пуансоподержателя, пуансона и двух по-
луматриц (правой и левой). Пу апсоно держатели могут
быть цельными (рис. 105, а) и составными (рпс. 105, б).
Для цельного пуансоподержателя характерно посто-
янство расстояний между осями пуансонов. Эти расстоя-
ния должны строго соблюдаться при растачивании
ручьев в матрицах. Если расстояния между осями пуан-
сонов приходится изменять, то изготовляют составные
272
пуаисоподержатели. Каждая из составных частей такого
пуансоподержателя несет по одному пуансону. При
сборке комплекта пуансонодержателей между ними про*
кладывают стальные шлифованные пластины соответст-
вующей толщины и этим изменяют расстояния между
осями ручьев.
Рпс, 105. Пуансоны и матрицы к горизонтально-
ковочным машинам:
а — двухручьевоп кгчгппект, б — трсхручьовой комплект
с спс н , пъплп цуапеоподержателянп: I — пуансоны, 2—
мафицы, -Т—псхогчи» по nciуходам, 4— составной куап-
со? t одер .--к ь i о лу.
Матрицы могут иметь от одного до шести ручьев,
в зависимости от характера высадки, определяемого
формой детали. Половинки матрицы крепятся в машине
болтами, причем неподвижная полуматрица крепится
к станине, а подвижная —к поперечному зажимному
ползуну. Чтобы полуматрицы по высоте не смещались,
их скрепляют шпонками.
В каждой выработке, (ручье) матрицы различают
захватную и рабочую части. Захватная часть ручья
предназначена для удерживания прутка от выталкива-
ния и прочного зажима его. Чтобы избежать проскаль-
зывания прутка при высадке, захватную часть растачи-
вают па овал. Для'этого при растачивании между двумя
273
се полуматринами прокладывают металлические пласти-
ны толщиной 0,5- 0,6 мм. При растачивании рабочей
части ручья эти пластаны вынимают.
Для удерживания прутка длину захватной части
ручья делают не менее, трех диаметров прутка и поверх-
ность этой части ручья оставляют шероховатой (со сле-
дами резца), чтобы увеличить трение.
ГЛАВА XSII
ИЗГОТОВЛЕНИЕ И РЕМОНТ ШТАМПОВ
ДЛЯ ГОРЯЧЕН ШТАМПОВКИ
«5 1. Требования, предъявляемые
к пзготоЕленик» штампов
Чтобы обеспечить высокое качество штампов, на заводах
разрабатывают технические условия (ТУ) на их пз-
готовлеике. ГУ составляют для каждого вида штам-
пов.
Молотовые Ы'лпмпы должны отвечать следую-
щим общим требованиям:
наибольшее отклонение от плоской формы па обрабо-
танных пове.рхисетях разьема, хвостовика и контроль-
ного угла пс должно превышать 0,15 мм на длине
600 мм;
понараллсльность опорной плоскости хвостовика пло-
скости разъема штампа не должна превышать 0,08 мм на
длине штампа 300 мм;
неиараллсльвость боковой поверхности хвостовика
боковой поверхности контрольного угла должна быть не
более 0,06 мм на 300 мм длины;
в сомкнутых частях штампа пспараллельность опор-
ных плоскостей хвостовика допускается не более 0,15 мм
па 300 мм длины;
Непаралпсльпость пак,тонных плоскостей хвостовика
типа «ласточкин хвост:: не должна превышать 0,06 мм на
300 мифе л ины;
несоосиость осей шпоночных пазов в комплекте до-
пускается до 0,6 мм;
взаимная пспсрпендикулярлость боковых сторон
контрольного угла должна быть не более 0,1 мм на
300 мм длины штампа;
допуск па размер от передней стороны контрольного
974
угла до оси паза шпонки должен быть ±0,2 мм для каж-
дой половины штампа, а совместно до верхней и нижней
половпп — не. более. ±0,3 мм;
допуски на размеры чистового ручья должны обеспе-
чивать требуемую точность отштампованной поковки.
В зависимости от размеров детали установлены следую-
щие допуски:
Для мелких детален — в сторону плюс 0,1- -0,22 мм,
в сторону минус 0,05 -0,1 мм;
для средних — в сторону плюс 0,2—0,5 мм, в сторону
минус 0,1—0,25 мм;
для крупных--в сторону плюс 0,3 -0,8 мм, в сторону
минус 0,15—0/1 мм;
разница в размерах фигур верхней и нижней частей
штампа в чистовом ручье допускается в зависимости от
точности детали от 0,1 до 0,2 мм. Допуски па несовпа-
дение размеров в предварительных ручьях берут в 2 ра-
за больше. Допуски, указанные, выше, относятся к наруж-
ным размерам штам-
повок. Для внутрен-
них размеров штам-
повок (углубления,
пазы, выемки) допу-
ски принимают как
для наружных раз-
меров, но с. обрат-
ным знаком;
допуск на верти-
кальные размеры
устанавливают от
линии разъема. Если
вертикальные разме-
ры находятся ниже
липин разъема, то
допуски принимают
как для наружных
размеров штампов;
если поверхность
ручья выступает от
линии разъема, то
допуски применяют с
обратным знаком,
как показано на
рис. 106;
Рис. 105. Простановка допусков на
вертикальные размеры молоювого
шт,чипа:
к? — общая схема. о-в зависимости от
положения рабочей иовсрхпосгн штампа
к линии разъема
275
штампы должны ныть прошлифованы nr jf.'ioi кости
разъема и пл'жкостп контречыюгс угла;
нерабочие новсрхшк гп нп.г.ыа должны бьнь обра-
ч.;Г|Цы ,• чист и>й no 5-му классу;
И.: ь рК.Ь’Н и Др1, tilX OupaoiT; ЛИПЫ?! поГ-i плПоСГЯХ
штампа, не запятых ручьями, доите каются йлГклшы, сле,-
"'.I ! оКй.ТИПЫ II ДрУШе ДефоЕГП, С-.‘III ОПП ЗЙЧТЧЦеНЫ
и расположены па гл\<н1ие не более 0,2 мм;
поИ!утргплд на боковых рабочих поверхностях как
окончательного. >ак и предвари; ельпы?: ручьев штампа
ш- допускаются;
ручьи ппамь'ов должны бы и. обработаны с чистотой
НО а му классу. При ./;ОМ риски от а б р а ", II п а
д о Я ж и ы б Li т ь п а п р а в л е н ы н о т i ч •;• и п ю м е-
тапла, а не перпендикулярно ему. 1‘ювсрхпость окон-
чательного ручья должна быть тщателып, отполирована;
но рабочих поверхностях штампа не допускаются тре-
щины, ирижоги, задиры, а также местные выемки, иска-
жающие (1юрм\ ручья (даже если искажения находятся
в Пределах размерных допусков).
Штампы для горячештамиовочпыч кривошипных (рос-
сов должны отвечать следующим требованиям:
Допуски па ШЯОТоВЛСШК ОТНХ штампов НсСЕм 1Ы\О
жестче, чем допуски па моловши-,- штампы;
размеры е.< ручьев ш> штяпках ."шжпн Снять вы-
полнены С 7< ЧП Же ДоИ\CKilM.I, ITO II В ?>ТОЛОТы;ЫХ IH ГЗМ-
пах. Шерзловатость поверхностен ручьев (.олжпа быть
такой же, как и у ручьев молотовых штампов,;
смешение щпгер в верхних вставках ojношнслыю
ipiiiyp в iiH/KHir, ветавк.:х юиуск.четс.я в пеньях обычной
HBtiioiTii ') С!,1 мм, в окончательных ручьях потыпк ш.оп
ТОЧН лЛИ 1.1,05 НМ, В предварительных ручьях до 0,2 мм
п заготовительных До 0,5 мм;
испаричлелиноеib опорной плоскости иод ручьевые
вставки по оыюшепшо к опорной п i;:ci«.Cii; башмака
не. должна ныть более 0,1 мм па ;>(•) мм ччины. Допуски
на диаметры гнезд пол нплнпдрпческио исгавкн пе долж-
ны превышать 0,1 мм;
размеры рабочих шы-иптрпчещ .IX ручьевых вставок
должны быть выполнены с допуском по посадочному
дна метру по более 0,05 мм. Остальные размеры деталей
П’ТЗМПД. ДО«Г1И<11Ы ВЫДОр/КШ*йТЬСЯ г» пр-дделлх ДОПУСКОВ,
указанные в черкУКО, а поверхности >тих деимей .уолж-
пы иметь Шероховатость, хказаипуш на чергош-.
' *7 G
1 с ,\ II11 ч с с к и с । у е о о в a ii и я и a it 3 Г о г о в с-
н и с <> (' р е з п ы х ш I а м и в заключаются в следую-
щем:
иаьбощшн е о(гонение «и плоской формы опорной
и.юсюг; чйр! зной «..ipiiuu любых размеров допуска-
I Тея д >
укло I в о,.по матрицы для провала поковкп должен
выполняться с точностью _т2'\ Грани режущей кромки
матрицы должны быть тщательно начищены. Ширина
хвостовика может иметь отклонения от i 6,2 до } 0,3 мм.
На длину хвостовика дастся допуск мм;
1»СПа(»с1/»ЛТ*. sblioC 1Ь V4 ГгГ'ОВОЧНиЮ рСОр<1 ,\ВОСЛ опи ка
ПТПОГНТЛПЬ/О ПрОДиЛЬГ Л! оси рог-():10ь ф';Г\рЫ ii nyuii-
соне допускается не. более <’,2 мм по всей длине. Иан
иолыпсе от кяопснис от плоской формы на опорной пло-
скости л вост обик.1 любых размеров во должно превы-
шать 0,з М"::
вер I в,\а, а.пап иулиеон.: должна быть Нсрйеидикх-
ляриа ОГн pitoft ИЛоСиСс И1 Х;;О< ! TBI-1,;:. Отклонение ОГПер-
иепдику.тяршк-гн не должно превышать 0,25 мм на
100 7,1л длины рабочей чк ыт всанеона;
боковая попонхноеть нхансопа и поверхность рабо-
чей фп: \рн в нем должны быть обработаны с чистотой
ДО З-io класса,
размеры режу iTK.ro контура обрс той матрицы и ра-
бочей фиг\ры обрезном пуансоне обрабатываются с
припуском под щ:дпвидуаявную подгонку по образцовой
поковке.
л л. Выбс-р марки стзпт-й
ди» 7S3J отзБяезмя ытамнеа
Штампы для горячен штамповки работают в очень тяже-
лых условиях, (тип испытывают многократно повторяю-
щуюся ударную нагрузке при высоких темнерат}, рах,
веодинаковых в различных частях инами;!. Поэтому вы-
бор марки стали для miaxmoB iisik i <>чеиь большое ща-
чеиие.
(л адь, и которой и troiub.imoi инампы, должна быть
стойкий при высоких темпера г\ рак, обдад.гтть большой
ударной вя-я-юС! ыо, диета сочной прочностью, малым из-
носом (истираемостью), а также хорошей обрабатывае-
мостью режхщим инсгрх щ-нком,
277
Штампы для юрячей штамповки изготовляют из вы-
сококачественных инструментальных легированных ста-
лей. Особенно цепным считается присутствие в штампо-
вой стали молибдена.
Наиболее, широко псиолытуются следующие марки
сталей:
3X11М, 5ХГМ, 5ХНВ, 5ХНТ- длч молотовых, горя-
чевысадочпых штампов и штампов для горячештампо-
вочных прессов;
7X3, 8X3- для матриц и пуансонов горячсвысадоч-
иых штампов;
ЗХ2В8 - - для вставок и пуансонов горнзонтальпо-ко-
вочпых машин и механических ковочных прессов, рабо-
тающих в особенно тяжелых условиях нагрева;
Х12, Х12М, 8X3-—для матриц и пуансонов горячеоб-
резных штампов и вставок к ним;
ЗХВ8, 4Х2В8—-для ручьевых вставок к пакетным
штампам под кривошипные горячештамповочпые прессы
большой мощности; рабочие поверхности этих вставок
затем азотируют, что значительно повышает их износо-
ус гойчипость.
Если по. предъявляются высокие требования к стойко-
сти штампов, имеющих несложную форму, применяют
стали марок 55, GO, -1ХС, 50Х и некоторые .другие деше-
вые стали.
Детали сборных штампов, не соприкасающиеся с об-
рабатываемым нагретым металлом, изготовляют из кон-
струкционных сталей марок 35, 40, 45, 50, 40X и 50Х.
Направляющие колонки и втулки делают из конст-
рукционной стали марки 20 с цементацией, а пружины —
из стали марок 60Г пли С5Г.
Металлургические заводы, изготовляющие, штампо-
вую сталь, поставляют штамповые заготовки прямо-
угольной и иилипдри’кюкой формы определенных стан-
дартизованных размеров. При этом сталь проходит пол-
ный отжиг и должна иметь твердость НВ 137—255.
Заготовки штампов получают свободной ковкой под
молотом или прессом. Причем требуется обязательная
осанка слитка не. менее чем па 50% его исходной высо-
ты. Уковка для штамповых заготовок должна быть не
непсе 3. Нод уковкой в данном случае понимаю'й отно-
шение площади поперечного сечения елпгка после осад-
ки к площади поперечного сечения готовой заготовки
для штампа. Направление волокон (т. е. направление
278
вытяжка при ковке заготовки) должно совпадать с Про-
дольной ОСЬЮ заготовок НПТОЩЩ;.
преце
Процесс ПЗГОТОВЛСНИЯ ШГЯМПОГ. для горячей штамповки
состоя г из следующих четырех этанов:
п о д готов к а (изготовление поковок штампа, мо-
делей штампуемой детали, шаблонов и другого инстру-
мента, отрезка заготовок деталей штампа из сортового
проката ио спецификации);
п р с д в а р и г с л ь и а я с. т а и о ч п а я об р а б о т к а
(обдирка поковок, литых и сортовых заготовок на стро-
гальных, фрезерных, токарных и других металлорежу-
щих станках, шлифование плоскостей и баз под размет-
ку, разметка. Обдирку выполняют без разметки, руко-
водствуясь размерами, стоящими в чертежах и специ-
фикации) ;
о к о п ч а т о л ь и а ч о б р а б о т к а п с б о р к а (об-
работка на металлорежущих станках предварительно
обработанных заготовок с доведением их размеров
и формы до заданных чертежом, а если деталь будет
обрабатываться еще раз, то обработка с учетом припус-
ка; слесарная, термическая и чистоган обработка — шли-
фование, полирование, сборка);
доведен не штампа до рабочего со сто я-
п и я (проверка штампа, испытание его па прессе пли
под молотом, проверка годности отштампованных дета-
лей, выявление дефектов и устранение их).
Доводит штамп до рабочего состояния пли тот рабо-
чий, который его изготовил, или слесарь более высокой
квалификации, который занимается только доводкой.
В последнем случае слесарь-наладчик принимает штамп
для испытания и доводки после предварительной прием-
ки его контролером ОТ1\.
П о л у ч с II и е з а г о т о в о к д л я д е, т а л е й in т а м-
п о в. При изготовлении деталей штампов наряду с ис-
пользованием сортового проката и холоднотянутого ме-
талла широко применяют кованые, и литые (из стали)
заготовки, а иногда сварные. Заготовки для высокона-
пряже.пных деформирующих деталей чаще, всего куют
пли штампуют (например, вставки для Г1\М). Деформи-
рующие детали крупных размеров для малых удельных
давлений изготовляют пз стольных отливок.
Устанавливающие, направляющие, крепежные, фик-
сирующие и удаляющие детали обычки пчгокшляют из
Со!) ЮНОГО ПроКЯТЯ.
'Заготовки, получаемые, лоть-ем. М'И'УГ быть внутри
чу-зт отелы ми; их масса, а следовательно, расход металла
будут мспылппп, чем у пагоюв.ж из сортового проката
и.-;у| v поковок. Кроме того, уменьшается время и затра-
ты труда па станочную и слесарную обработку.
Основная масса заготовок дссрорт’ируюпшх деталей
штампов лля горячей штамповки поступает па мехапи-
ческуго обработку п виде, кованых к'-'бчков пли штучных
заготовок, полученных разрезанием кованых полос.
Кованые заготовки для психеей и нпжпей частей
штампа палыпают кнопками. Согласно ГОСТ 7831- 71
размерь’ ксбпков стендаpiironaвы. Самый маленький
кубик три ст размеры (ширинаVblt^gтаy,n.i!ii';i) 200 X
Х1 10X300 мм, а самый большой 375x350x950 мм. Ку-
бики, имеющие сечсппс меньше е пли большее, чем ука-
чано, не стандартизованы в могут иметь, любые размеры,
в. соотгс-к Миш с конкретными условиями. На рис. 107
показано обозначение размеров штамповых кубиков
в плоскости разъема штампа и пазмещепие хвостовиков
<• учетом направления волокон в заготовке.
iЗапра'.'.лечпс осп слитка в к\бш-;е опроделясп я по
клейму, кгорое ставит завод-поставщик кубиков на пе-
ресечении л пат опален i рани, перпендикулярной осп слит-
ка. 11ш1раг',ле::ие размера Л всегда соымдае) с иаправ-
лепш м осп ели гк-з
Ось фигуры окончите :Ы1о! О (чпетОВоГо) рУ'ЧЬЧ
в ш>а.гп;е следус! направлять вдоль осп с читка, тогда
ручей не так скоро изнашивается
г’мтшчии iii'ii । p:i iii i <iMna с середины k\।iiii'.a донг
скаетси и-- более чем на !),1 i.ifiapnia кубика в иаправ-
.lellnn ('Wlla-'ilifl.
('Т’'.1Ы.Г I- 0:11.1’, U.IUl.ii И ij J < ll’l II11! Ы;' .1 HOll'ia.Il 1’0’'.1C
I'.oBaH u<i ii. in ai 'i H|)i (варите.ji>hoi( iei>riпчегьой oopa-
6oin>: огжа.у n.:ij nopa;..in пиши ( iaRa,i::e и высокому
огиуску).
I о с л e л <1 a a i г л bHti с т ь п и u то в i e н и я. I Цель-
ные МОЛО1ОВЫС штампы могут быть изготовлены в раз-
личной последовательности, в зависимости от размеров
штампа, формы раоочеи иочосш чистового ручья,
требу», мой iвердосгн штампа н имеющеюся оборудо-
вания.
Штампы небольших размеров с высокой
твердостью (1 !Вд-350) лзюговляюг в такой последова-
тельности: свержение гнезда под подъемные крюки; стро-
гание пли фрезерование. bi ех поверхностей; шлифование
поверхностей разъема; разметка; фрезерование штам-
повочных ручьев и канавки для заливки полости; сле-
сарная обработка штамповочных ручьев с контрольной
заливкой; фрезерование \ глублсштй для сухаря, загою-
витсльных ручьев и канавок для облоя; слесарная обра-
ботка за।отопительных ручьев; закалка и отпуск; конт-
рольное шлифование поверхностей разъема и хвостови-
ков; окончательная слесарная доводка ручьев штампа;
контроль.
При изготовлении штампов средних размеров с твер-
достью НВ 320.....-350 после сверления гнезд, строгания
всех поверхностей н разметки предварительно фрезе-
руют все ручьи, затем закаливают и отпускают штамп.
Закаленные, штампы обладают небольшой по срав-
нению с режущим инструментом твердостью, поэтому
их окончательно обрабатывают в закаленном виде ре-
занием на станках твердосплавным или быстрорежущим
ппструмеьюм, затем выполняют полную слесарную об-
работку и доводку ручьев абразивами. Благодаря такой
последовательности операций коробление кубика во
время закалки не. повлияет на точное lb размеров и фор-
м\ штамповочных р\чьев.
Изготовление К р у 1: И Ы X Ш i а М 11 о г>, твердость ко-
торых менее ПВ 320 (то значительно меньше твердости
режущего инструмента), начинают с. закалки и отпуска
кубика и выполняют затеи в-.те механическую и слесар-
ную обрабсику. Штампы вторично не закаливают.
. . > '.1 : !•: "i. :i. i ’Ir'. .’ЯЧ: <’b . DDiK 1 - ‘Tl. " iI.‘ii ;?Ii
! !•••> .•!> '-t’-iue-: ШГ.ЧЯИ • «К 1.1‘ '16%, 4.1 Ob-
'Kiwii ”> Pv.i.r : 1!1|Я.’."Г! бО"..-. НЯ са’слрпую обра-
ocTX\ !i сбор!. ' штампа - 35- 10%.
') 6 p a 6 <> т к а д с т л e it ;i > ,т о t«н,.; л ns i a -
siu o. Ъл-иоло: яш c.iuni процесс. геханкнсской обработки
Mo. JO "СВО: О Ш1.1МИГ1 ВКЛ’ОЧ'Н'.Т C .< ,V;<!I14? Операции:
iu- пбцирочпо-пичпф,;?/: чьну; стайке плошад-
'in /'Л‘1 клейма н K.«!oih'ici!th ЗиГототл...;
с..ерш line in pa iK.tzibiio-c.p;prni.!bHO’M станке. !f(; раз-
r.iC'iK'' нот подал мат'с вр-окп;
е.-вме'цекчо, < трогай;:,! на < ipo: .»(lbno-( t-iaiiKi; обоих
ноиям!!! !,.!Г.">511." (поверхностей пззъгма, боковых < торон,
две.'Новиков, плзов для клоп.-! и т. в.);
cjpe ic.ponaiiiie штамповочных ручьеп (р, штампах сне-
гго-хпой .ф.ргюя ручье-?. к.-: портика ткно-фрсзер:п.:х ст.чи-
K.-iK Ио р.:3“ << 1 КС, а еО СЛОЖНОЙ фор’ПОЙ ручЬСН— ПР КО-
ПИ ролальао-фревсрных или ?лек:рснрозпсгвых станках);
(iip'.'.'toooin'iiiiic ваг'.»о ::п;то.-|Ьных ручьев:
(bpc.'.eporaii'ie ьиемо.ч над клс'цсъпну ~ н какяипк для
г;о1;грол!Л!О11 за.швкп, г- также канавок для облоя во-
круг кот ура окончательного (-н.-сошого) ручья;
*'совмещенное строгание половин контрольного угла
•п тайна (если ото треб’лося после отлйло’.пон слесарной
обтботк’; |.,';ч1->с-и штампа и контроля)•
шлпфовлние на плосшоиглшровзлынн: станке поверх-
iiocrx jia гьема и опори.ш iio;;ep:nioc1;i хвостовика посте
'lei: I;I4e>‘EOJi обработки н„1Я уСТрЯHCIii.H Короблслпя;
" фрет'.г-oBaniio П.П-.ШОЧП1.1Х гнечч и фасшс ц;> их кром-
ка < из । ертикал.-по фнез;' риоу с танк.- но разметке.
Для иыа'ипог. с зал-кау!! ч контр :ег!-:л :н, а также для
РПаМПсШ С ПЛОСКО:! 1101.СрХ::оСП-,ч> ржгьсм;: косл: поста-
;ч)Р.ки в пазах клены выполняют TionoJiniii'CTbubic опера-
ции cipoiaii’K н (Дк-ш-роклппя ,ii> разметке фасонных
Лйп. рлп.-сгсй •п1а:.!.(а; _
ё ,< J Я и ! С •• я ° •’ Р - о 1 к П! т о -,г ц о в д д я
г. ОКОН о К 'НИИ КОТсЦ. ддснг.'ф. П в гуде к (круг-
, лЛ'.-СХЛСТЯ ра.я.Г)бprfUOTjK! 51 нх штампов
' К --М1 • -5 ЧН. ! - и. • • о . • - ,..и-;„а ,!гАРа
проще: после <г~< • сш. нов о-шой ._•< ч ановкк изп»-
ТСШТЯ!):' Ш'ТОВПИу ПП’Л’ И" 1'0 ТоГарПи"’', юбо'-.У. ИЛИ па
Kilby1. ЧЬНоМ елЛИке.
О 1МещСШШ' Про: .г,'he os'iei’X 1П7ПП1 штампа ВЫ
НоЯПЯ'ОТ В C ИЛ1.'! ПОГ) 3 дКе:
«ТрОГЯЮТ бо’-д .’.yto СГороВУ кор Г,;;0;\гдд п Ш,
> 1 с р х 11 о с. ти р л >. ъс - I а;
размечают хн.лгтоники п« чсртеюу штампа и по шаб-
лонам 1! строгают хвословшд! п 'г-е,: перехода о г хвос-
товиков к заплечикам;
с । рогак.-т фронтовую сторону копт рольного угла и паз
для клейма штл'-па, распошышмый на фпонтсшон сторо-
не. па расстоянии 20- 30 im о г •'щлсчвчон хвостовика;
проторяют правильность стро-яппи: шнш.н '.ельнссть
поверхности раз'.ема опорной поверхности хвостовика;
параллельность паклоишлл '.торон х; ос тоника между со-
бой 1 но очиопн чню к бот.озо;"1 стороне контрольного
угла; С.ОВНДДСЬЯО. ОССИ И бпКО.Н’Х гТОНГШ хвое ГОВН КОВ, про-
дольных и фронювюх сторон контрольных углов, в верх-
ней и нижней частях штампа: правильность прямого
контрольного угла п прямых уычов между плое’остыв
разъема и сторонами контрольного угла; правильность
размеров, и плавности перехода от боковых сторон хвос-
товика \ за плечикам (проверяют шаблоном);
выбивают в ii,’.?.v |.тя клей-ш марку стали, номер
штампуемой улачп. no^iep чс.птс?ка штампа, инпскс.
штампа.
Если Штин имеет замки, то после окончания строга-
ния их размечают и ирос.трагнвйют на нош рсчпо-стро-
гальнйм < сапке иди фрезеруют по разметке па верти-
кал ы (О-фрезсрнйм •
Простроганные, или прс:(!грезсро:Ш1:г>ые. замки подго-
няют стесанной обработкой до полного совпадения
замков и плотного прилегания пово.рхпостсч соударе-
ния верхней и нижней половин штампа (при условии
точной установки обеих иотовнн по контрольному
yi лу).
Далее в сог.-гиечсгвип с. чертепюу рзчмечают ручьи
штампа ре гчсточньиш иис-трушштямн и ио шаблону.
Пин ш; .меч -;с- за поьертносг’-. ра -л.о ш кгносяг не толь-
ко I.-'ii: I -.. pi • р .'Ч’С .К Ос. Г.Ыё 1,еп B’oiare .Ь”Ы(- линт, HO
И B< I ЛШШЧ персе,; ноиСрХНОСIЫО pH ГЬСМЛ Но-
верхпостей внутренних контуров (ияже сс..-и дти контуры
не доходят до поверхивстп ратьема). Чтобы уменьшить
2S3
несовпадение фигур верхней и ипжней половин штам-
па, их размечают одновременно, перенося каждый раз-
мер сразу с одной половины па другую,
Штамповочные ручьи несложной формы па малых
и средних штампах получают фрезерованием на вер-
тпкальпо-фре ;ервых станках, а ручьи сложной формы
па штампах средних размеров ч все ручьи па крупных
штампах фрезерованием на копировально-фрезерных
станках.
Фрезерование на вертикально-фрезерных станках
выполняют в два перехода; сначала черновое с припу-
ском 1,5 2 мм (начиная с. самой глубокой части ручья),
затем чистовое. Чистовое фрезерование выполняют ко-
нусными фрезами с уклоном, равным штамповочному
уклону, и с. радиусом на торце, равным радиусу за-
кругления па переходе от дна к боковой поверхности
ручья (по чертежу). Боковые. углы в полости ручья
обрабатывают такими же фрезами, ио меньшего диамет-
ра и с. полным скруглением торна фрезы.
После чистового фрезерования самой глубокой части
ручья обрабатывают темп же способами менее глубокие
его части. На слесарную обработку но горизонтальным
размерам ручья оставляют припуск 0,3 0,5 мм, верти-
кальные размеры ручьев увеличивают на 0,2...-0,3 мм
ио сравнению с чертежными. Этим обеспечивается при-
пуск со стороны поверхности разъема па контрольное
шлифование, после закалки, п в значительной мере ис-
ключается дополнительное, углубление ручьев (ручьи
необходимо углублять при короблении штампа). Пра-
вильность фрезерования ручьев проверяют профильными
шаблонами.
Заготовительный ручей всегда фрезеруют после фре-
зерования чистового ручья и проверки правильности
его. В заготовительных ручьях сначала фрезеруют до-
левой контур но оси па полна ю глубину по долевом)’
шаблону, затем обрабатывают поперечные сечения по
поперечным контурным шаблонам и сфрезеровывакл все
выступы и неровности.
Выемки под клещевины, канавки под контрольную
заливку у штамповочного ручья и канавки для облоя
фрезерую! пальцевой фрезой с соответствующим про-
филем ее торцовой части.
После, слесарной обработки ручьев и термической
обработки штампа исправляют его покоробившуюся
часть. Д.эя этого ла плоскошлифовальпом станке шли-
фуют опорную ПЛОСКОСТЬ хвостовиков и поверхность
разъема, одновременно доводя глубину штамповочного
ручья до требуемого размера.
О б р а б о т к а дет л л е и о б р е з и ы х ш т а м и о в.
При изготовлении штампов для горячен и холодной об-
резки обычно применяют кованые заготовки. Обработ-
ку пуансонов с хвостовиками в форме "ласточкина хво-
ста» начинают строганием па поперечно-строгальном
станке лобовой (нижней) поверхности, затем строгают
хвостовую (опорную) и фронтовую поверхность. На
фронтовой поверхности cjVcapi. пли разметчик размечает
форму хвостовика н переносит его ось па лобовую по-
верхность пуансона. От этой оси размечают па лобовой
поверхности режупшй копт\р пуансона п его фигур-
ную часть.
Хвостовую часть пуансона обрабатывают по раз-
метке па строгальном станке, затем фрезеруют режу-
щий контур на вертикально-фрезерном станке, закрепив
пуансон в тисках с фигурными губками, соответствую-
щими форме хвостовика.
Правильность обработки проверяют шаблоном (прой-
мой), имеющим размеры и контур пмапсопа с учетом
зазора, который должен быть между пуансоном и мат-
рицей. и припуска на слесарную обработку.
Цилиндрические обрезные и прошивные пуансоны
обрабатывают па токарных станках, а па строгальных
стайках обрабатывают их хвостовую часть.
Матрицы обрезных штампов изготовляют теми же
способами, что и матрицы вырубных штампов для хо-
лодной штамповки (см. гл. IX). Примером типовой тех-
нологии обработки обрезных матриц может служить
обработка матрицы из двух секции с креплением в баш-
маке клином. Пару призматических кованых заготовок
для матрицы подвергают совмещенному строганию с
шести сторон под угол 90°. Затем сверлят по кондук-
тору и развертывают отверстия под соединительный
штифт. При этом нужно учитывать, что штифт встав-
ляется в одну секцию по плотной посадке, а в другую —
по скользящей.
После посадки секции на штифт и разметки режу-
щего контура и пояска вокруг пего строгают боковые
скосы с уклоном под гнездо в башмаке и предваритель-
но ступеньки вокруг пояска. Затем долбят по режущему
285
контуру окпо в матрице и выполняют уклон для прова-
ла поковок, оставляя припуск на режущей кромке
0,2 - 0,3 мм на слесарную доработку.
Закончив долбление окна, окончательно фрезеруют
ступеньки вокруг пояска п выемки под клещевину. Да-
лее заготовка матрицы поступает па слесарную дора-
ботку режущего контура по шаблону п подгонку его
по контрольной поковке (отливке.) детали.
После термической обработки секций шлифуют у
матрицы г, сборе поясок вокруг контура обрезки и опор-
ную плоскость.
£ 5. Оеобекцэсгн разметки штампов
для горячей «итамповки
При изготовлении молотовых штампов одной из наибо-
лее ответственных операций является размотка.
Перед разметкой заготовок штампа, полностью об-
работанных сю всем шести сторонам и не имеющих
замков, лицевую и опорную поверхности шлифуют па
плоскошлпфовалыюм станке для получения точных баз
и для удаления штрихов от предыдущей обработки.
В штампах, имеющих замок, если невозможно выпол-
нить шлифование, зачищают только крупный штрих
кривых поверхностей на лицевой стороне штампа руч-
ными шлифовальными машинами.
Штамп можно размечать одним из двух способов:
первый — от центра (базой является осевая линия,
соответствующая оси хвостовика ц перенесенная верти-
кально па плоскость разъема штампа);
второй -от контрольного угла (базой служит
сторона контрольного угла, которая строгается или
фрезеруется параллельно оси хвостовика).
По сравнению с первым второй способ требует мень-
ше. времени и более точен. Если в некоторых случаях
получается небольшое смещение ручья (1—2 мм) отно-
сительно оси хвостовика, то это смешение нс вызывает
ошибки, так как оно будет одинаковым в верхней и
нижней половинах штампа. Поэтому обе половины штам-
па размечают одновременно, перенося размеры с одной
половины на другую.
При разметке обе половины штампа устанавливают
на разметочную плиту так, чтобы передние (фронталь-
286
мыс) контрольные стороны были обращены к размет-
чику, а боковые — наружу (вправо и влево одна от дру-
гой наподобие раскрытой книги). Стороны контрольного
угла являются как бы координатными осями, от ко-
торых размечают ручьи в обеих половинах штампа, по-
этому при совмещении этих полог,ин штампа и совпаде-
нии контрольных углов ручьи должны также совпадать.
По чертежу необходимо учесть величину принятой
усадки отштампованной детали после ее. остывания и по
усадочному метру отсчитывать все размеры.
Приемы разметки на плоскости и па замке различ-
ны. При разметке на плоскости объемный контур штам-
пуемой детали следует мысленно разбить на отдельные
геометрические тела, из которых составляется фигура
детали, и разметку выполнять в отдельности но эле-
ментам геометрических тел. Возможны два варианта:
когда тело вырезается как элемент ручья в массиве
штампа и, наоборот, когда в металле штампа удаляется
масса, окружающая тело, а само тело остается в виде
выступа.
При разметке штампа для детали, имеющей форму
параллелепипеда с основанием a, b, с, d и высотой h,
па липовой его части размещают прямоугольник «i&iCidi
(рис. 108, а), стороны которого больше, соответствую-
щей стороны основания параллелепипеда на величину
штамповочного уклона. Таким образом, сторона ajc/i
составляет
a[di = ad 2й tg 7°,
а сторона
Qj/?( =-2 (th |- 2/г tg 7°.
Таким образом, полость штампа будет размечена не
по форме, параллелепипеда, а по форме усеченной пи-
рамиды: большее основание пирамиды образовано раз-
меткой, а меньшее имеет размеры, соответствующие
чертежу детали. Поэтому как для параллелепипеда, так
и для прямой призмы с основанием в виде треуголь-
ника пли многоугольника, разметка па лицевой части
штампа представляет собой ту же. геометрическую фи-
гуру, что и в основании призмы, только увеличенную
на штамповочный уклон.
Если па поверхности штампа размечают не впадину,
а выступы, то штамповочный уклон не прибавляют, а
вычитают из размеров основания детали. Такой метод
287
разметки применим как для призм, так и для цилиндров,
имеющих в основании плоскую фигуру, составленную
нз прямых и кривых липни. Так, например, разметка го-
ри юптальпого цилиндра па штампе представляет собой
прямоугольник, стороны которого равны диаметру п вы-
соте цилиндра. Однако плоские торцы цилиндра должны
иметь штамповочный уклон, и поэтому разметку торнов
горизонтального цилиндра на штампе соответствующим
образом изменяют (рис. 108,6).
Глубина ручья неодинакова во всех точках прямой
uh, поэтому и отклонение па штамповочный уклон будет
неодинаковым. Если в точке, а отклонение равно пулю,
D , ~а
то в точке о оно составит —tg / , т. с. оудет 'иметь мак-
288
снмальпую величину, а и промежуточных точках b, <?, d
и т. некоторые промежуточные значения. Поэтому
линия, соединяющая ючки отклонения на штзмшжоч
ный уклон и', Ь', с', (’/, о' н т. д., будет ле прямой,
а кривой (дугой шлипса), которую и нужно размечать
на торце цилиндра. В заводских условиях такую кривею
не строят, а размечают торец цилиндра упрощенным
способом, проводя на торце прямые липин под утлом 7°
или описывая дугу круга радиусом, равным двум диа-
метром (рис. 108, в).
Таити образом, разметка сводится к вычерчиванию
па лицевой стороне штампа контура той фигуры, кото-
рая получается при разрезе штампуемой детали плос-
костью разъема штампа. Кроме контура ручья с учетом
штамповочного уклона, па плоскость разъема наносят
линии пересечения всех вертикальных и наклонных по-
верхностей полости с плоскостью разъема, даже если
эти поверхности не доходят до плоскости разъема
(рис. 108, г).
Рассмотрим разметку плоского рычага с круглой го-
ловкой. На рис. 108, д дан чертеж детали, а на рис. 108, е.
показано, как следует размечать деталь. Плоскостью
разъема головка делится на две несимметричные части.
При диаметре головки D=200 мм диаметр разметки
составит
D == 200 + 2 • 120 tg 7° = 229,5 мм.
Так как на обеих половинах штампа диаметр I),
равный 229,5 мм, должен быть сохранен, в нижней по-
ловине штампа при фрезеровании но этой разметке го-
ловки па глубину 80 мм получится диамер, па дне рав-
ный 229,5—2X80tg 7°--= 209,9 мм, а не 200 мм, как это
должно быть но чертежу. Поэтому, когда требуется
диаметры основания сохранить одинаковыми (т. е. рав-
ными 200 мм) в обеих половинах штампа, в более мел-
ком ручье изменяют штамповочный уклон с 7° па дру-
гой, который будет
откуда а» 10,5°.
Для фрезерования такого уклона специально зага-
чивают концевую фрезу.
Ю Владимиров В. Мй
289
Ирл pa :м1 •« Kr iiii i.i>Oiioi u ;ivi|i,n II ill i ;iл;Ш‘ окр\Ж
is.k,i, oenofitiiiiia яолокз г ip-».' /' заключаю! л
!, 'p.i! (i -I pile’ !!>..) iihx > . (/. /7g. Hill,
p.'l •; .|< чаем 1i:1 c печью pQ j... i,pa ни. iij ( I и фретсро
naiiioi. Дли ii'.iii iic.'iii up,> j.> ;;.|.aioi upcie.’ii.i p\чья
..,,||,;1.Ч p.l : ..ч-i MI Cn pzKllil II /.
;’a.ziir-IKJ ИЛ .!M1M', Г. v. II|xa;e Ivllllc !!•'; JIl’.iKr. ЛИНИЙ,
параллельных контрольному лГл\ (рис. 109, а), не отлп-
Hai ия о1 обычной разметки.
I ia наклонной плоскости ьрнвую ра ’.мечают следую
щи.-.! образом (рис. 109,6). BbeiejiaifBaKH’ кривую .ИЛ
па п,.о(.кости л определяют; координаты точек 1, 2, 3
в с. па равном расстояшт но прямой АГ>.
Длину наклонной плоскости деляг на та^ое же число
частей, проводят па пей ось Л Л и строят отдельные
точки кривой, которые соединяют лекалами пли гибкой
1’Hi . Hi';. PjlJii TK i ПЛ .'ИШКИ'.ЮИ р-Лис11< illldMll.,
:?я()
линейкой. Точность разметки повышается с увеличени-
ем числа делений.
Аналогично выполняют разметку на кривом замке.
Если кривизна незначительна, то можно пренебречь
неточностью, получающейся от искажения разметки.
При значительной криви :не построение ведут по точ-
кам. В этом случае (рис. 109, о) на кривом замке про-
водят осевую линию /1/> и конечные линии, ограничи-
вающие кривую, затем эти линии переносят на поверх-
ность контрольного угла. Расстояние L между крайними
линиями ВГ делят па участки так, чтобы деления при-
ходились на наиболее характерные точки размечаемой
кривой. Эти деления вычерчивают па какой-либо другой
плоскости (пластине пли плите), на которой и разме-
чают контуры детали.
После этого измеряют расстояние до каждой точки
от осевой липин л полученные величины наносят соот-
ветственно на лицевую поверхность штампа, <1 точки
соединяют гибкой линейкой и пакерннвают.
Применение шаблонов значительно ускоряет и облег-
чает разметку штампов, особенно крупных. Если лице-
вая часть не имела замка, то разметка сводится к пра-
вильной установке шаблона, очерчиванию его контура
чертилкой или кернению.
Шаблон устанавливают с помощью трех угольников
(см. рис. 109, о), причем направление осевой линии
штампа выверяют пли по краю шаблона, если он идет
параллельно ей. или по осевой линии шаблона и конт-
рольному' углу. После очерчивания контура шаблона
разметку дополняют осевыми, вспомогательными и дру-
гими линиями и накернивают.
§ 6. Изготовление и применение шаблонов
Ручьи штампов обрабатываются по размеченному кон-
туру на поверхности разъема и по шаблонам, позволя-
ющим проверять размеры и профиль углублений. На
рис. 110 показана схема нижней половины молотового
штампа и комплект шаблонов для проверки правиль-
ности выполнения всех сечений полости, размеченной
на ее липовой поверхности.
При нзготовлопип штампов для юрячей штампов!.и
ра ынчают следующие виды шаблонов: общие, контур-
ные, для замков, профильные и вспомогательные.
О б in ii ш a 6 .u о п ы применял»! многократно при
п я отоплении любых штампов для промера хвостовиков,
гнезд под сухари, пазов под шпонки, штамповочных ук-
лонов, радиусов закруглений и других нормализованных
элементов пи ампов.
Рис 11(1. Схема полотин-.:! молотового штампа п шаблоны
,Ь.Н проверки ПОЛОС!!! !i руЧЬЯ 3 НрОПСССС И П оТОГ-ЛеНИЯ
Ш з б л о п ы д л я з а м к о в служат для подгонки
замков пр,и механической обработке; их также приме-
няют и как вспомогательные для разметки ручьев.
Контурные шаблоны представляют собой
1О1НЫЙ контур ручья на плоскости разъема штампа.
Эти шаблоны применяются для разметки половин штам-
пов, проверки ручья после фрезерования и окончатель-
ной проверни его контура после изготовления штампа:
но ним также подгоняют матрицы для горячен обрезки
и фрезеруют коп;ур матряп п пупшчя’пг. за кош’ро-
»$ ’ »»! ДЮ-<iH5-'3' ‘ Р* ’• Ы X СТИ’ПСЗУ. Г'Д'ОХВ’ I.OliTVb.i р', па
;»»пх |па<1лонпх iiiio?zia ф.икгнр-уюг отдельные линии для
еь> у’!л. п«»в. а гакж»' н;.носят линии, еоо»петоi-ующде.
вп\тр|'Н1:им углам ручья штампа, которые получаются
от пересечения различны:-; ариньгх поверхиосгей и плос-
костей фиг\ ры.
П р о ф и л ь и ы с- ш а б т и и ы служа г для п шере-
ния ручья штампа при фрезеровании или слесарной до-
работке.
В с п о м о г а 1 е т в п ы с гч а б о и ы применяются
как дополнение к ieчп;• рпым и профильным при изго-
товлении сложных ручьев штампа, особенно если сече-
ние тела поковки изменяется при изменении ее длины.
Шаблоны изготовляю-! из листовой слали, а в неко-
торых случаях —из дюралюминия толщиной 1-3 мм.
Шаблоны разового употребления (разметочные, токар-
ные, профильные) и шаблоны, не требующие точного
изготовления, выполняют m пезакалеппой стали с со-
держанием углерода 0,6- 0,8%. Шаблоны высокой точ-
ности и часто употребляемые (общего назначения, кон-
турные и профильные) термически обрабатывают с по-
следующим шлифованием и доводкой.
При изготовлении точного шаблона сначала изго-
товляют коптршаблоп, по которому обрабатывают слож-
ные участки шаблона, затачивают фасонные фре-нл и
проверяют бывшие в ушмребле.чпи шаблоны по окон-
чании изготовления штампа. При работе ио разметке
на вертикально-фрезерном станке по шаблону выполня-
ют разметку, а по коптршаблону — фрезерование, па-
пример, гибочного ручья или замка. Изготовить симмет-
ричный шаблон без контршаблона невозможно, нужно
избегать изготовления какой-либо части сложного про-
филя ручья «па глаз».
Рабочие поверхности всех шаблонов должны изго-
товляться ровными с плавными переходами в пределах
допуска. Допуски на изготовление шаблонов принима-
ют по ведомственным нормалям.
§ 7. Слесарная обработка штампов
После фрезерования слесарь обрабатывает ручьи штам-
пов, придавая им окончательную форму и точные раз-
меры соответственно чертежу. При слесарной обработке
гнг.тмпа слесарь зачищает гребешки и штрихи па
ручьях штампа, оставшиеся после фрезерования, и уст-
раняет неточности предыдущих операций. Помимо про-
верки ручья контрольно-измерительными ппструмепта-
293
ми и шаблонами, полости штампа проверяют контроль-
ной заливкой.
На контрольной отливке, вынутой из штампа, видны
несовпадение рабочих полостей и все погрешности,
вызванные неправильной разметкой или фрезеровани-
ем. Если главные, части полостей совпадают и только
некоторые второстепенные участки незначительно откло-
няются от .заданной формы, слесарь устраняет дефекты.
Чтобы получить отливку ручьев штампа небольших
размеров, обе половины его ставят затылочной частью
на чугунную плиту, стягивают их струбцинами или цен-
ными стяжками, выравнивают по контрольному углу
и заливают легкоплавким металлическим сплавом, бы-
стротвердеющей пластмассой (типа ЛСТТ, стирокрила)
или расплавленной смесью натриевой и калиевой селит-
ры (2 части NaNO3 и 1 часть 1\NO3). Перед заливкой
ручьи штампа необходимо тщательно очистить. При за-
ливке металлом ручьи покрывают сухим мелом, а при
заливке пластмассой смазывают разделительным соста-
вом.
После того как залитый металл или другой состав
затвердеет, половины штампа разъединяют и извлекают
отливку, стараясь пс повредить ее. На отливке зачита-
ют заусеппы, затем измеряют ее по всем параметрам,
заданным чертежом. Дефекты ручья исправляют сле-
сарной подгонкой меньших размеров под большие, в
пределах допускаемых отклонений. При значительных
отклонениях (например, при одностороннем смещении
фигур) половины штампа смешают относительно друг
друга так, чтобы получить правильную отливку. Затем
на строгальном (или фрезерном) станке выполняют
совмещение, строгание контрольного угла по размет-
ке (или заложив перед этим в ручей правильную от-
ливку) .
Строганием восстанавливают также, параллельность
боковых сторон хвостовиков боковой стороне контроль-
ного угла. Дальнейшая слесарная обработка должна
обеспечить получение размеров ручья и шероховатости
их поверхностей в соответствия с техническими условия-
ми. Размеры проверяют универсальными мерительными
инструментами и шаблонами. Селитровая отливка не
пригодна лля проверки размеров, так как имеет при
застывании усадку от 0,8 ди 1,2%, в .зависимое;и от
формы полости.
294
Чтобы не допустить перекосов при слесарной Дора-
ботке штампа, па контурном шаблоне и шаблоне «па
ДНО» (л решетке -) наносят осевые липни, которые после
доработки штампа должны лежать в одной вертикаль-
ной плоскости с осевой линией штампа.
Слесарную доработку штампов выполняют ручными
пневматическими или электрическими машинами, осна-
щенными вращающимися шшилышками пли абразив-
ными головками.
Для грубого шлифования применяют абразивный ин-
струмент зернистостью -10 -25 па керамической или
бакелптовоп связке.
Окончательное шлифование выполняют абразивным
инструментом зернистостью J6- 12 па вулканитовой
связке.
Полирование выполняют гибкими полировальника-
ми, войлочными кругами, накатанными по краю абра-
зивным зерном соответствующей зернистости, фибро-
выми пли деревянными полировальными наконечниками
с пастой.
Для очистки ручьев от остатков абразива и пыли
применяют волосяные наконечники и круглые щетки.
Приемы слесарной обработки штампов разнообраз-
ны, но некоторые элементы ручьев имеют одинаковую
конструкцию, отличаются только размерами и обраба-
тываются одинаковыми способами.
Слесарную доработку штампов начинают обычно с
самых глубоких гнезд ручьев, т. е. таких мест, которые
на отштампованной поковке получаются в виде высту-
пов, головок, наплывов и т. п. Гнезда и выступы подго-
няют сначала по профильным шаблонам в определен-
ных сечениях. Затем поверхности, находящиеся между
сечениями, доводят иод линейку. Пригонку гнезд по
глубине проверяют по шаблонам «на дно» и глубино-
мером, а правильность расположения гнезд и высту-
пов •— контурным шаблоном с нанесенными на нем осе-
выми линиями. Все шаблоны базируют на плоскость
разъема или плечики замков.
В ручьях штампа не должно быть острых углов, по-
этому все углы закругляют н соответствии с указания-
ми чертежа. Если закругления не могли быть сделаны
во время обработки на фрезерном ставке, острые углы
обрубают зубилом, затем опиливают напильниками и
сошлифовывают абразивными инструментами, придавая
295
ii..l Юшгп.-.liy in; .рЯДНуХ-у. I' Iijiliyci.i .il'i Kpy t .1"
шт проверяют шаблонами.
Пр. ШИЛИ !IOC1 I> jaKpyr.TCIIiili (itl.'lli!!! t« .шачепне,
Иi -i 11' л у 1. ' мae; 1 i a до..1 i —r.iia тс j 1 г ;.'i ila, ,Д’;1 i Jll.u ;.1Ь; i *.
(А'иСЮс inlllMrililic следуi‘T 1 cl 1IIГЬ ’IB. меыа, ГД-.’ Kpi’MI.a
ручья ломается круто под другим направлением; в углу
этого перегиба галтель должна быть тщательно закруг-
лена п отполирована. Ленточки облоя также зашлпфо-
r.i in.noi, т ел рання оставшиеся после фрешровапия
диры и штрихи, которые могут ирсшистьоиаш течению
металла в полость облойиой канаикп.
После того как ручьи и облоппые канавки в обеих
половинах штампа подогнаны ио глубине, ш.штугд и
всем переходам и отделаны, i ыпо.шяюг вторичную нои-
трольиую отливку или снимаю! слепок с ручья ш-амна.
Если форма ц размеры слепка соответствуют чертежу
горячей поковки, то переходят к завершающим оттра-
пиям 'изготовления штампа — шлифованию и полпрова-
ишо ручьев.
После слесарной обработки штамп передают на тер-
мическую обработку--закалку и отпуск. Мосле закал-
ки размеры штампа несколько увеличиваются пли умень-
шаются. Это зависит от марки стали, размеров штампа,
формы ручьев и режима термической обработки.
Слесарь должен знать марку стали, из которой из-
готовлен штамп, ее физические и технологические свой-
ства, изменение их при термической обработке. Обра-
батывая ручьи и учитывая возможные изменения раз-
меров, счссарь должен предусматривать необходимые
rip.iinye.Kii па доводку штампа посте закалки (в штам-
пах небольших размеров до 0,1—0,2 мм).
Доводку' штампа выполняют абразивными инстру-
ментами с помощью ручных пневматических или элект-
рических машин. После доводки штамп предъявляют
контролеру.
После, осмотра п iipm-Mi.n от слесаря пыамп испы-
тывают пробной штамповкой нескольких поковок на
молоте или и и прессе (в з и ви сп мост и от назначения
штампа). При получении удовлетворительных резуль-
татов после, проверки размеров и геометрической фор-
мы остывшей поковки па соответствие чертежу штамп
считается годным. Если контрольная штамповка нс дает
удовлетворительных результзгов, штамп возвращают
слесарю па доводку.
я s. эксплуатация и ремонт наталАпоп
для горячей штамповки
Затраты па изютовлепяс, эксплуатацию и ремонт гаг.вь
иов для горячей шта’шоы:;; составляют опаччюльпую
часть себестоимости производства поковок (до 20%,
а иногда и более). Раштона дьпос ['г-попьзовапне штам-
пов, их правильное содержание, евоевремспчасть и вы-
сокое качестпо ремонта могут снизить себе.'пл’мисн.
про/г !.i।);'i гопячйн;гамнлеочнйго чеха.
|Ун:.1Отпвпе и горячеппамиовочпыс in .амин являют-
ся быстрот!!ашшмиотейе.ч оспаегкой. .Экономия расхо-
да штампов достигается улучшением их конструкции,
использованием износоустойчивых сталей, применением
наиболее совершенных методов изготовления, новыгне-
ши-м стойкости. <-чогв;/с.-.1>-а;ч>->г,:,, и высок: i :я >,г.
ремонта.
Для правильной дкенлу.чтацш! шьчмиив пеоблк/шмы
елея уютно условия: хорошее состояние кузиечпо-нщ-е-
сивого оборудования (в особенности направляющих уст-
ройств и мест крепления штампов), правильное храпе,
ине штампов ц подготовка их к работе, правильная ус-
тановка штампов и падежное их крепление, хорошее
охлаждение и смазка ручьев штампов при штамповке,
своевременная и тщательная очистка нп.чмпус.мых за-
готовок от окалины, 1Ю.я1ны1',';й на предыдущих опера-
циях, тщательное удаление окалины п.з ручьев штамп.ш,
постоянный контроль за состоянием штампов, правиль-
ная организация учета работы штампов.
На каждый штамп выписывают паспорт, в котором
указывают назначение штампа, время изготовления, ос-
новные размеры кубиков, марки стали, режимы торми
ческой обработки, место, время и условия эксплуага
пип, мести храпения на складе, количество отштампо-
ванных поковок, причины выхода пы-чмпа в; cipoii
и г. д.
В иаспорге штампа накаиливаюгси данные о сю ра-
боте, стойкости, о количестге и характере ремонтов
Для увеличения срока щ-сплу;: гзцип штампов вос-
станавливают изношенные ручьи наплавкой, улучшают
технологию изготовления штампов; применяют эчектро-
ти’Крор.ои и ЕлектР')Ш'1пт <ь<ц1 о! методы мбрябо-; он р\ч;.
нибмпоь, что \B'.-.'iii'nii-.acI в 2 раза п.ч стойкость по
сравнению со штампами, изготовленными механической
297
и слесарной обработкой; применяют зтоадьиич. изготов-
ленные горячим или холодным выдавливанием, что в
несколько раз повышает стойкость вставок по сравне-
нию <ю вставками, обрл>'-ота:-:,ымн га металлорок'.щпх
ставка';.
Чтобы попы: пт:> пшоеог'.-йк.л'ть гагампоп, улучша-
ют их конструкции усиленном быстропзпалишающихся
частой штампа, изменяют вечшшны штамповоч,’ых ук-
лонов п радистов закруглений, применяют выталкива-
тели п съемники, увеличивают число ручьев или изме-
няют ил форму, повышают требочапия к качеству от-
делки р\чьей.
Для снижения сроков выхода штампов из ремонта
и уготовляют запасной комплект быстро.чзнашивающпхся
педалей штампа (например, формообразующих вставок),
которые изготовляют одповчемепп;» с основным ком-
плектом. При испытании готового штампа испытывают
и сдают комплект запасных деталей к нему.
По мере износа штампы ремонтируют. Различают
капитальный (вое,обновление) и текущий ремонт штам-
пов. В завпспме-стп от того, как часто детали штампа
изнашиваются и подвергаются во .обновлению, о;ш де-
лятся па постоянные и сменные.
К постоянным относится такие дегалп, после
износа которых штамп не годится к употреблению (на-
пример, кубики верхней и ппжиой части штампа).
К сменным относятся такие, детали, которые
после износа заменяются новыми. После замены изно-
шенной детали штамп продолжает работать.
Постоянные детали штампов вагс(овляют п ремон-
тируют индивидуально или, если однотипных штампов
несколько, партией, а сменные--всегда партией пли се-
рийно. В связи с этим при конструировании штампа
определяют для каждою штамп.», какие детали сю
б\’д\т постоянными, а какие сменными, и при ремонте
штампов используют заготовки, полуфабрикаты, шабло-
ны и приспособления, специально предка шачеппые для
этих детален.
В штампах тля юрячей шыипивки ремонт чаще
иелчю заключаете;; в- шк’егзнощ’е'шч пиавильш-п (чопмы
и размеров ручье:;. При работе г. результат •’пвамнче.-
СКИ\ шире ЮЗ II тешк.ш.ш, •: i.O > B'.'lC > ei< pack.!ле:! Ч'М! ш-
юювкп штампы naiрег.аютея. Горячий Металл заготов-
ки, деформируясь, перемещается по ручьям штампа и
умы
И iil.-llsKi'.hCT И.-: 1 Ip.inHJLiiO С'Г'Ше i руИроваПИЫН If \<>po
ino s । ;t 0'1 < >r..'ik-l i i! !.i 11 штамп 'I->.'iже!! проработать бе i ре-
монт;: определенное нрелш !i дагь \становление’ коли-
чество штамповок. Часто поело непродолжительной
работы вновь пзгоговленпого штампа начинают обнаружи-
ваться дефекты а его рабою, например застревание по-
ковок и ручье штампа. Если па этом штампе продол-
жать работу. то может наступить такой момент, когда
поковку г.ообше нельзя (г, лет удалить п| штампа.
Особенно сильно изнашиваются выступающие, части
ручьев и г- первую очерет,',. такие, (например, ребра, бо-
бышки), а также углы кромок. Изменение ручьев штам-
па обычно происходит таким образом, что размеры вер-
тикальных стенок от действия боковых сил Р
(рис. 111, и) увеличиваются в ширину, а горизонтальные
места под действием вертикальных сил Q подвергаются
Рис. 111. Обра<1)В.т;11К дефсктоз в ручьях Шкг.ии'в (ч, б) и схемы
сгнетки зфектшчх мест н,.д чзи.ывку (а, г, с), у)
29»
И рЗС1сКаЮГС>1 п <. i < J (•. 1111 ,i, T. (' I; iCX Ciilp.lcic
пиях. lie они вс ipeniuoi наименьшее сопрей пиление.
В ill).Шёссс prio ri i.i 1; то Те Пере тотя рсчЬЯ <s ;.,11.
ОО'НШН.Ш К.’1||,ШКП, T. V В 'll.'ll', Цё И е 1I ;1 1:Л
вегщвующнй радиус за крушения yi.-w. #1 (схема /).
происходи 1 \ мсиьшеиие радиуса .;<;ьр\ i.:еппя A’i и обр;;-
л'сгси наплыв или "1 рибок > (схема //), зажимающий
шшивку в штампе.
Этот наплыв происходит тем быстрое, чох; меньше,
бы । сделай радиус закругления 1<\ па новом штампе
н чем меньше был штамповочный уклон. С этой точки
apt ння выгодно увеличивать штамповочный уклон и вы-
II (опять \велпчеипып ратнус наружного закругления в
штампе. Но .это увеличение имеет предел, переходить ко-
торый нельзя. Применение штамповочного уклона боль-
ше 7" изменяет форму детали и повышает расход мс
таила на нее, а увеличение радиуса закругления затруд-
няет работу обрезного штампа и приводит к коробле-
нию детали при обрезке.
Штампы с ручьями в виде горизонтального цилинд-
рического шезда (схема ill) обладают наибольшей
стой костью. Степки такого ручья имеют повышенную
сопротивляемость к воздействию усилий Р, наплыв об-
разуется очень медленно, и поэтому такие штампы вы-
держивают более длительный срок эксплуатации.
Одним из часто встречающихся дефектов является
утолщение облия (па ленточке оилойпой канавки), что
затрудняет в дальнейшем его обрезку. Это утолщение
образуется от того, что металл штампа под действием
вертикально направленных сил в этой части испытывает
повышенные нагрузки и от действия сил трения текуще-
го под большим давлением металла поковки истирается.
Мейсе всего изнашивается дно ручья. Здесь дейст-
вующие вертикальные силы только наклепывают металл
шт 'мна, что повышает сто стойкость.
Наиболее опасно появление трещин во внутренних
углах ручьев (рис. 111,6). Причина появления тре-
щин ---неодинаковый нагрев отдельных мест ручья
штампа раскаленной заготовкой и вертикальные усилия
при штамповке. Трещины появляюъ®/ чаще в тех местах
штампа, где в тле ручья имеются закругления с малым
радиусом. Поэтому радиусы закругления в таких местах
нужно делать увеличенными.
Если заготовка кубика под штамп была но нолио-
300
СГЬЮ IlpOJ OBtlMc’i i11 MuCCl' M‘? I <щKi t'i О(.‘14!ЮГ»’И ИСДСН‘1 <1 i 04
‘io увлот.нсииые места. Во время раооты пиамна ручьи,
pac।к>лоио-1111ые в таких мг.-..-. < ыют >ij;oc:i ii.\ что
iipiiSiiTii i к порче штампа.
Ila риг 111, i>, (J, i’ in h< a ,.i iii.i i";Piiu pacniR i i,n
;n lii'-i-.riii.i ; мест в р\чьях ковочных штампов.
Текущий ремонт штампов заключается в
устранении износа ручьев и др\гих частей штампа.11рп
ремонте восстанавливают правильные размеры и фор-
му ручьев, устраняют наплывы па наружных закругле-
ниях, придают стенкам полост правильную форму вме-
сто I оглу гон, получившейся в результате работы шгам
па, ..ачищают штрихи на ленточке облоиной капазки,
з а ч е к а I' I i: а! о т о б р а зс> в а ? н! н ос я ч р е п u г н ы.
Мелкий ремонт можно выве'чнягь на месте, не сни-
мая штампа с молота или пресса. Его выполняют то-
гда, когда поковки начинают «залипать» в штампе или
когда выемкн поковок получаются неправильными. Это
.значит, чго появились наплывы, задиры, забыты, неко-
торые участки ручьев штампа смялись от чрезмерного
разогрева.
При текмцем ремонт штампов трудности возникают
в связи с 1см, что материал штампа становится очень
твердым вследствие наклепа ручьев штампа и закалки
их охлаждающими жидкостями в процессе горячей
штамповки. Наклепанные места на ручьях штампа об-
рабатывают абразивными кругами, установленными па
переносных шлифовальных машинах.
Степки и ребра выправляют топким абразивным
кг,\гом на вулканитовой связке, а в тесных местах--
маленькими фасонными абразивными головками и спе-
циально изогнутыми панплышкамп. Радиусы закругле-
ний подгоняют по радиусным шаблонам. Ленточку об-
лойной канавки исправляют шлифованием абразивным
кругом и наждачным полотном.
При зачистке ручьев не следует снимать большой
слой металла с тем, чтобы размеры иоконкн после ре
моша не могли измениться больше, чем в пределах
допусков. О ч с г. ь в а ж н о, ч г о и ы п р и з а ч и с т к е
р у ч ъ е в р и с к и о т а б р а з и в а и о и х и а и р а в л е-
н и ю с о в и а л п с и аира в л о и и е. м т с ч о и и я м с-
т а л л а и р и ш т а м и о в к с.
Трещины обычно зачеканпваюг красной медью. Для
этого берет проволоку красной меди греоусмого дна-
301
'u !!’Щ i;.!l\JI . U.IB.'HOi ( r ;i;i peMoll I stp\ем' ю .ИСЩИНу II
''''I'.l.:!:b,1|,,: n.'KSiloM I! HI s.TT VII >H41ПЫ M iVOH.'loH. >аЧС
л,,,’к.-: nr \ । у niib-i i ги:i':ы e не npe t-> i вращпг! раз
i;rr,i•.iici, она Чи.к.ко пре 'прсж lacr заслреви-
!!ll( покупки h штампе и ооразошпше на ii. :i слетов от
< pol,lli;'|)| .. гиде BI.IC 1 VIT >11.
Ь’кушцй ремонт включает ьлкже замену сломанных
iLHi наношенных сменных детален.
*> записи могiп от образовавшихся дефектов мелкий
p-'ieiii шгз .шово'шых р'.чвов выполняют по нескольку
!’=• ' .>), прежде чем штамп потребует капитального
Р.-'ИН! Г;;
1 ’ _
*' а и и г а л ь ч ы и р о ,м о в т ш г а м и а выполняют
прн чачлтельпом и шосс ручное.. При ремонте штамп
‘ инмa.io। с пресса и перелают в инструментальный цех.
’'рн работе штампа происходит увеличение, ручьев,
" ремонты штампа еще больше искажаю! их. Поэтому,
•'n ia размеры ручья выходят за пределы Допуска на
размер поковки, приходится полноен>ю возобновлять
ручей. Пойобповлеипс ручьев п связанные с. этим пере-
делки других элементов штампа и являются капиталь-
ным ремонтом.
Штамп отжигают. Отожженные половинки пиампа
строгают и шлифуют по плоскостям разъема на глубину,
Нозполнкнпую сделать разметку с последующим выпол-
нение»! всех медапическпх, слсса.рных и термических
операций, которые прпмепяюкя при изг-зтоплении Ha-
noi о шгампа.
Г-Слп в Ш1шм::е имеются трещины, ю нужно 'читы-
вагь и ;,(>г дефект и строгал, плоскости ра п.ема па
1 лубину, достаи'чщ.т) [.тм удаления трещин.
ГьаПМ образом во :обновляюг все ртчьч штампа и
подправляют строганием пли фрезеровашв-гм н шлифо-
ванием Х1Ю ИШ.НК, КОПТ|1оЛ1П1ЬП- углы 1! глу (i.ieilllH для
сухаря.
Воссышаг теине ннампов обнов,теппем pvni.on меха-
ническим способом s.i счет \г.’.ублепия их в тело штам-
па ведет к большому расход;., штамповой стала. Чтобы
с.окр.'иить расход кубиков для HiTiiMiioB (особенно для
ереднегабари।пых и крупногабаритных штампов) и по-
высить стоикост; штампов, на многих завенах восста-
и,'|В'Швшот тпотсшпАс штампы наплавкой ручьев.
(•’.ели ШН'.МП И Д'ОТоВЛЯЛСЯ меюдом а.тектро->розпоН-
!!,ш обработки, сохраняют злсктр.< (.-инструмент и им
П#С.Ле СТрОГ.’ИПЯ плоские i И !)<: <i.у Г. 1О. I ’!'' >Т р\ЧС!!
на нужную величину и затем от^-лываюг его ечссарноп
доработкой.
Каппга .пшын ремонт еб:>р‘1'л. штампов длн юряче
in галтовочных прессов н тризег- галыи-„овочппх пашни
заключается г, замене cm,-i’’,.i >> деталей- ручьевых
естявок, иуаясопоп, подкх.адных ht.it и тиоспвши.хся
деталей крепления. Иногда выравипвл* п пэ- •.•рхпг.сн,
матриц, пу;п1сополсржателс!1 пл1' осопм. стуж нг-ix д. я
крепления сменных деталей.
При ремонте или воюбн юч, ннн н’мшиов ио.-.ьо.-
ются техническими условия?.''! и чертлик а о и па ,ч:< изго-
товление, так как размеры и к гчеегзо штампов после
ремонта не. должны отличаться о г ргззмсров и качества
новых штампов. Это в особсичоспг важно есб.иот.пт1>
при ремонте сборных штампе;, ;аав тки пи размеры
которых отличаются бо..|ЬШО!! I о !ЧОС : !.!•...
§ 9. Наплавка аламя?;-*.
Применяются два способа нанлпг.кп мо.тони'ы.х штам-
пов,: электроду! -тая пап.чага-,а хачегт шипим:! электро-
дамп п наплавка однородным металлом в защитной то-
пе водорода. Наиболее часто применяется наплавка
электрод), говая.
Д..1Я электродуговоч п.-.нлгшкч штампов. применяют
электроны различных чарок, ш.-едусмотьеппи; ГОСТ
ШОП- 62: ЦШ-1, Ш-1. Ш-IG ЦП-4, 1II4-3. Диаметр
электродов от -1 до 7 мм, дли;:,, от ЗОН то 500 мм. Для
пап"iibx-j на ручьях штампа мест, требующих шишкой
твердости п п я1ос-.а< топчи' ое-i а. причен.!!', члекгромы
I 1.Ж 2 и 11/К 3. Твердое 11> Iiuc.i" ШИ' i.ier.i-
p i ia'iii до< iiiraei 1Ш ЗУ,.5
i Годлежатпе наплавке випмны о г;к ига к i, н-фекгпые
мес.а расчищают, трепшпы '.даляюг фрги-ровапием и
снимают в 'ручьях фаскн для пачлаг.кп. ‘''ели ручей
имеет цилиндрическую форму, -ю его растачивают по
ходу трещины До Поти дю удал» пня шфшс'. хак эчо
пока юно па рис. 11 1, и.
ПвоГ1,а дефектное Место сет они ршфре и ро’Ы-
г.о (см. рис. ГП,с, <4. а ь песо!орых с.у чаях нро-.чо
рЛСЧИЩСЧЮ абразивным ИНС i р> Mel! i,'v, Ш> О'. . pi il.iix Пе-
реходов (см. рис. 111,1?). Есе (риски п к.шавкп после
зол
обрабо! ки любым способом должны иметь закругления
с радиусом но мопсе /<---3 мм. Угол развала ребер
и. желать, юно /о лзть возможно большим (не менее
<?--.-4(Г), о ширину дна - - вс менее 9 мм (см. рис. 111,г).
Нолго ювленпые .иля наплавки штампы из стали
5Х11В предварительно нагревают до 350—400° С, чтобы
избежать нояглеппя трещин от нагрева при наплавке.
Процесс наплавки заключается в наложении отдель-
ных валиков, причем электрод должен быть всегда уста-
новлен в вертикальном положении к наплавляемой по-
«•cpxi’.ix’.iи. Наплавку выполняют таким образом, чтобы
полб дуги плотнее закрывался шлаком и парами, по-
ступающими в зону сварки при расплавлении обмазки
электрода. При наклонном положении электрода обмаз-
ка расплавляется неравномерно, нарушается равномер-
ность защиты шлаком наплавленного слоя, что приводит
к сто окислению п пористости шва.
Дефектные места наплавляют последовательным на-
ложением швов. Предыдущий шив необходимо зачи-
щать. иначе наплавка будет выполняться по шлаку и
нанлавленпый металл будет испорчен. Чтобы снять
внутренние напряжения и уплотнить металл, шов про-
ковывают чеканами или (при большом слое наплавки)
ппо.бмомолотком. При наплавке слоя большой толщины
в начале основания ручьи наплавляют электродом ЦШ-1
и только верхние слои — электродами НЖ-2 или НЖ-3.
После наплавки, чтобы предупредить появление
тревит, восстановленный штамп подвергают высокотем-
пературному отпуску при температуре 550—600° С с
выдержкой в течение 2 ч и охлаждению вместе с печью
до ЗОС)9 С. После отпуска восстановленный таким обра-
зом штамп тщательно осматривают, наплавленный слой
проверяют па твердость и передают штамп па механи-
ческую обработку, слесарную отделочную обработку и
закалку. Обнаруженные в процессе механической об-
работки раковины is неплотности наплавки расчищают
и подваривают.
Штампы, наплавленные электродами НЖ-2 и НЖ-3,
имеют высокую твердость (IIRC 48—58), поэтому их
обрабатывают только абразивным инструментом. При
сдаче, восстановленный штамп осматривают с помощью
луны, имеющей пятикратное увеличение, проверяют
вордосль обработают.'; поверхностей переносными при-
борами, а форму и размеры—контрольной заливкой.
РАЗДЕЛ ЧЕТВЕРТИ Й
ПРЕСС-ФОРМЫ
ГЛАВА XIV
КРАТКИЕ СВЕДЕНИЯ О ПЛАСТМАССА X,
ПРОЦЕССАХ ПЕРЕРАБОТКИ ИХ В ИЗДЕЛИЯ
И ПРИМЕНЯЕМОМ ОБОРУДОВАНИИ
§ 1. Се® де: л-® с, пластмассах
и применении их в промышленности
Пластическими массами (иластикзмн) называют ком-
позиции, состоящие из смеси высокомолекулярных со-
единений (полимеров) с наполнителями, пластифика-
торами, отвердителями, красителями и другими веще-
ствами.
Наполнитель определяет механические свойства
пластмассы и влияет на физические, диэлектрические
и некоторые другие свойства. В качестве наполнителей
применяют молотую слюду, кварц, стекловолокно (ми-
неральные наполнители), а также древесную муку, хлоп-
чатобумажное волокно (органические наполнители).
Пластификатор повышает пластичность пластмассы
и облегчает переработку се. в изделия. Отвердители
способствуют ускорению процесса полимеризации п от-
вердения пластмасс.
Некоторые пластмассы могут состоять только из од-
ной смолы (например, полиэтилен, полистирол).
Пластмассы обладают ценными свойствами, благо-
даря которым они находят широкое применение в раз-
личных отраслях народного хозяйства. Эти свойства
следующие:
малая плотность (от 0,9 до 1,8 г/см3);
высокая антикоррозийная ст'ийкость;
высокие, диэлектрические свойства в условиях ис-
пользования постоянного и перс'меппого тока (некото-
рые марки пластмасс - незаменимые высокочастотные
диэлектрики);
305
ВЫСОКИе ПШИК" КПе СЛ’ДШСГВН;
ацгнфрпкпшышАе свойства; мпогп' пластмассы име-
ют пн .кий гочффпцнет треиия, но позволяет псполь-
.к.чьтп, их ", качестве материала для подшипников и уз-
лов СКОЛЬ •’,ЧЧ”Щ вачцёИ дорогостоящих .'ПИнфрИКЦПОП-
пых сплавов ./баббитов, плодякистой бронзы);
тсрмот-./Ликоиные croiic г;;а; плас (массы плохо
нроеочяi- sen-ц, п применяются в шестое термопзоли-
рVIOHIJIJ. О .Tepil.I.lUH.
НлгП г?’аг.'а.• HBUC\in,n щшболге совершенные спосо-
бы пер r.ri. по.яю.ппощне организован, массовое
upon ;во р ню п.'1л"’'1и е выс :кон степенью механизации
И ЗВГОМ.; Ill ,31111,1 Процесса в ит.тов.те нпя.
ILi<octi,j<u <-4 рз :че.тяюо на две основные группы:
термопластичные (термои насты) п терморг,активные
(реак гонкам ы)
• 1'Р ЛМДЮГ ” ИРЯЛв.НОГ И.'ЩСЧ '1,'СС\. ClioCOOIlVIO КН/Ь-
,тый раз при г.ч рч'В'- раЗИЯгчать‘‘Я п прноирс га । о плп-
С I и Uli'.,'i Ь. 3 К- H'Oli Тш;<|М О I НОСя 1Г51 ПоЛИС.1 НрОЛ, По, 411-
г, плен, капрон.
гесРГ'.уг '<ч i ).•.! и<> ;|.Р;г1к;,' ила" । масу, которая ври
нов горном гагр ч’.е п< может порей nt в пластичное со-
<1онп'!е. ; :зо юг широко плспрш гр.'Непы термореак-
тнвиыс ил ас 1 массы в виде пос-сс-порошков марок К-18-2,
К 21С-"?. АГ. 1.
Псрераб >тка тормор; активных пластмасс в изделия
основана и.1 их счпсобп <чл приобретать при нагреве
па пекоторе время ткни гпчяость и з.'нем ни мере осты-
вагпч • 1 • ‘ 1. 1ын> отвертевать.
А.':н полевения изделия терпюпенктивныи пресс-ма-
I триал загружают в горячую форму (пресс-форму) и
noijBi'pi ают лавлепшо. Нагретый преее-матерпал под
м'пс । |>ш-м • а ", 'lean з б.'ь-и е-'шгя временной пласт нчпосги
.сче: и Paiio, ii'/H-'i- рабоч1 ;о почоеть нр< ес-формы, соог-
Bcie.i г,ующ\ ю i;>:>pi\!<- и ;.1ел11я. Чере i некоторое, время
нронсхо; нт отверчен не, н и; (Ьорыы извлекают готовое
изделие.
,/(,тя при С'Твчпни веакт-'и.тастоЕ необходимо сдельное
'зытсние -'’’'б до 10й() кГ/см" в швис.нмогги от марки
пресс-мат. р...ала и конегрекиии apt сс-формы. Выдерж-
ка в ирге' форм-.- д.ча отвердения зависит от толщи-
ны стенок !• ; До'Un1 a fCC 1 ДГЛЯеТ ОТ ,>0 С< К ДО 2 МИИ Пй
! '.in то 1ЩН11Н ii>hi.;i пз'П.тия. Схема переработки рг-
с и >н'lae । си; н >«?еС1 ншииеч покгиапа на рис. 112.
J lOpOp ;-l 6< TfKH I i'P?.lu!l, 11 II. i. "Hi;! u.illoiiiee
'lat.JO ’ICIBHOl Al'lbl- НОД I.a Ilel! Ill -i'i| |; \o.10 110,10 фор-
mv па штьеиых ivaiiiiiii.i • <,•, r;. <•(.> ’.ч. i« _сся в c ie-
дующем. Заранее нагреты.1 ,h. с-'чсгояitesi
ПеоблО 11|Moll ll/iaci li'iiioc I'I H ill I ок' ЧСС | a rep >!O)I.I<ICT
заливается (впрыскивается) под i4;iceKiri тавлемпел)
(до 2(Ю0 кГ/см:!) а рабочую полосп, формы п, запол-
няя ее, принимает форм- ищелпя (рис. i 13). Изделие,
г',-
- 1_
Рис. 11:? (Дума по.1 учения ъ-
лей и? гепмг.реактпг.пых ччя-
масс нреесоааннеч:
Рпе. 113 Стена получения
' 111’ii'l! ;i 1 I СрИОПЛЛС 1 ПЧПЫХ
план; '>аес:
I иф- I npceeooanncw, // - п rr
npi < ,*• *B !l’If 1, Ilf C.;v ip. П'''4 v <:
быстро осты пая. затвердевает, после ч-ы его извлека-
ют и.; фермы и очищаю Г И; ЛПТИИКоВ и облоя.
Выдержка иод давлением значитс.и.но меньше, чем
при прессовании реактопластов. Продолжи тельвость
цикла и итловлеппя изделия па литьевой машине исчис-
ляется сек\ идами.
§ 2. Оснасные
ДЛЯ изготовления .изд-?.;.:дй М,-«
Для прессования рсакюплас-юн ||рпмепя.’о-1 в с р i и-
а л ь и ы е г и 1 р а в л и ч с < ч и е и р с с с ы. Схема дей-
ствия типового пресен показана на рце. ; >-1.
Плунжер 1, iripe.Kcmaiic > в ци.чипгще 3 насоса, вы-
те.спяел жидкость пн трубе з рабочий пилпидр 8 прес-
са, заставляя подниматься рабочий влушкор 7. При
оиуск.-пиш плунжера 1 открыт только клапан пагпета-
пля 10, и жидкость поступает но ipvoe 3. При обрат-
307
:И>.м холе, x.i.iiniii //j .закрынатчся. открывается клапан
и новая порция жидкости поступает по
’<!>'ос -/ пт рев-рвуапа 5 в шпиндр 2. Прп каждом но-
e.ic.nloii'ev ин',ск,опт u.j\ижжц) / рабочий плунжер /
Иресеа о-.,;). ) и oinrrra 11,( я. Чтобы .шустнп. его, необхо-
димо откры н> 1 ран б.
Рос. 114. 1 lp;:nmiiiii<i..ibuan схема гпдраз-
льческого пресса для пластмасс
Удельжж давление жидкости в гидравлической си-
стеме измеряется манометром. В качестве рабочей жид-
кости для гидравлических прессов применяют машинное
масло.
Обычно пресс имеет два насоса: высокого и низкого
давления. Насос высокого давления (200--300 кГ/см2)
используют только во время прессования изделия.
Дня предвари тельного перомещеппя плунжера в целях
экономии эиер| ни применяют чш-зе низкого давлешш
(fi 1Ь кГ/си7).
1 'ндравлн'.сеанс нрессь! для переработки пластмасс
бывают с одним в-рхшгм рабочим цилиндром (верхне-
го давления), с одним нижним рабочим цилиндром
(нижнего давлевня) и с двумя рабочими цилиндрами
(верхним -и нижним или верхним и боковым).
Прессы могут работать от индивидуального пли
(руипокого гидравлического привода. В первом случае
каждын пресс оснащается гидравлическим насосом,
иршюдимь’м и движение электродвигателем. Групповой
1. Ic-
Ряс. 115. Полуясгомишчес'кцй пресс для
прессования деталей из пластмасс:
1 — рыгалкиэлкицпй плунжер, i'--цилиндр
вьпалкиваггля, \ /2-• терморегулятор темпе-
ратуры пр?гг-фор\гы, / — сгпл, 5 я шрявляю-
ПЦхО, f- — Ьл’.гн-шые bLi;<JUO4cili’.liI, 7— подвиж-
ная ПЛИ!а, е -
ццзпндр,
1с -- Крыш Ml,
рабочий плунжер, 9 - главный
ртаиомечр, 11 - - ееярная рама,
11 нуль г управ,/5 —
ГИ;; р 2 TVHinCCKIl Й Пр И ПОД
нрИ1ЮД Upe'!Ci:lB Hlei Соб’Ш НЛгоеП’СЮ , г Г.-i liolsljp, V ; ’:.'i 7-
ЖII на ion I yjiiH-cKOjlbKo прессов.
Общий r,,'i;i no ijiiiuoMdiiiuechi>i;i np«..i a c iih uihh i,y
а,п,)1Ы?.1 приводом показан h.i рис. 113.
l;-.) время работы па прессе рабочий \ шшьляег нш-
женнсм плунжера. К плунжера пресса кренится под-
вижная плита дчя услакозкц верхней части пресс-фор-
мы. Неподвижная нижняя чщ п, пресс-формы усдйчьзвлм-
I’.aeicH на столе пресса. Обычно опер .ц;ш iipicc<>?,annn
включает в себя смыкание пресс .1 >.•;кс,; •. ;.ыд;.'ржк'. под
та в чеипе я, раскрытие просе формы и выталю ir-anue ки-
тового изделия.
Л прессов современной конструкции пред', смотрено
автоматическое, выполнение переходов лтоп операции.
Рабочему необходимо только загрузить прссс-матернал
в пресс-форму и нажатием кнопки включить пресс.
Основные узлы пресса установлены па сварной ра-
мс 11. Подвижная плита 7 перемещается плунжером 8
по направляющим 5. Электроаппаратура управления
прессом и обогревом пресс-формы смонтирована в ни-
шах стоек ц закрыта крышками 1:1. Регулируемыми к\
лачками и конечными выключателями б налаживают
па заданною величину ход рабочего плунжера л и вы-
талкивающего плунжера 1 пресса. Индивидуальный
гидравлический привод 15 расположен за прессом.
Изделия и.-, термопластов, как указывалось выше,
обычно п.згиювляют литьем иод давлением за шт вых
машинах.
Общий вид автоматической .литьевой машины (тер-
монластавтомата) модели Д-3328 показан па pi*». 116.
Узел смыкания пресс-формы 1 оспашеп гидромехани-
ческим приводом. Расплав перерабатываемого материа-
ла впрыскивается в пресс-форму из пплипдра .? иод
давлением. Впрыск у термоплаетавтомата Д-3328 осу-
шен шляется с помощью шнека. Устройство узла впры-
ска ирепусмаIрпвает возможность как вращения шпека
вокруг своей оси, так и поступательное движение его
вдоль осн цилиндра. Вращаясь, шнек набирает очеред-
ную порцию термопласта, поступающего из загрузоч-
ного бункера и подает ее вперед, в головную часть
цилиндра. Для выполнения впрыска вращение шнека
прекращают, и он под действием гидравлического ци-
линдра 4 перемещается в сторону нрссс-форны, рабо-
>.ая как поршень.
Тсрмопчссыштомш о шпеком имеет преимущество
перед поршневыми машинами Шиекозое устройство
иошоляс! нагрев?! в в материальном цилиндре только
одну торипю пластмассы, подготовленную к очередному
виры; км. В поршневых машинах одновременно греется
ъ несколько раз большее количество материала, чем ие-
Р;:с, I1G. .iMi.ii-iact.'iBioN.iT Д-3323:
вех;'... ’Ч с-чыъ'г-.’Ш" прегг фсгрны, - - ци |плдр пкие рь • 1 '?
. -1’. iiHipop. , IT;tp ’5. IT”; vi-рпч-тр, 5 ПОДПип-)
обходимо тля о >пего чикла. Эта особенность шнековых
маш.ш П’Шст еочьик-'4 значение при переработке, термо-
пластов. склонных к разложению во время длительной
выдержки при темп, натуре переработки. Кроме того, по-
рг мошишь при гращеи’ш шпека вдоль его осп, порция
начерпала равномерно прогревается п размягчается, что
облет чает провесе литья.
у Д пресс-форм
Кош >р\кннп пресс-форм для получения изделий из
иласгмасе рв.шообразиы, что обусловлено разнообрази
см им отопляемых изделий, свойствами материала, из
которого оцн ик-ж-иы быть ишотовлешл, характером
проя: тс ч г .1.
Пресс-формы подразделяют па пресс-формы прямого
крое.соваiBh и нреее-фор-мы литьевого прессования.
В н р е с. с - ip о р м е прямого прессования
(рис. i I/, ") ш> р; ’очная камера является продолжени-
ем no.iociii, о<|)ормля1ошсй пижпюю часть изделия. Де-
таль пресс формы, в которой выполнены загрузочная
камера и нижняя оформляющая полость, называется
MaTptHic.il. Пресс материал загружают в матрицу, где он,
нагреваясь, приобретает пластич-
ность, а затем уплотняется под
действием пуансона. Пуансон -
это дстал«> прс-се-формы. переда-
ющая давление на нресс-матс-
рпал п оформ.ч-яклцая верхнюю и
BIiyTpe’II’IlHO iloBCpXiHOCT.l ПзНс.-
>я. Пресс-форма прямот о пр>т
сования полностью смы каотг я,
когда окончи юлыю оформлено
изделие.
1> про. с с - <Г1 о в д е л п т ь е -
.В О Г О И р I' С С :> II а И ;! <;иЮ|')’Л Щ-
тощая jihio'-i;> гтшо шт эт я от-
дсят-по от затру.-очтк-й каморы и
перед заполненном со. ттросс-мате-
рпалом она полностью сомкнута.
Прссс-млтернал поступает из за-
трулонной каморы -в оформляю-
щую полость через литниковые
отвсрс.ттщ (каналы).
Пресс-формы для литьевого
прессования делятся ла два вида:
с. ипдпвчлуа.чьнон загрузочной
камерон -- для работы па прес-
сах; без загрузочной каморы —
для работы па литьевых машп-
Схема лрссе-фср.м литьевого прессования для ра-
боты па прессах показана па рис. 117,6.
Пресс-формы литьевого прессования мопсе произво-
дительны, чем пресс-формы прямою прессования. Одна-
ко в них можно получить более точные изделия слож-
ной формы, пс требующие механической зачистки облоя.
Пресс-формы литьевого прессования без загрузочной
камеры применяются только для литья термопластов и
и?; устанавливают па литьевые, машины. Матолшал по-
ст vitae г в оформляющую полость формы но литниковым
каналом п.з материального цилиндра лчтгюнон мапппты.
1Г<> характеру жеилултзпин ирис'’ фор>,г> бывают
сьсмные н стационарные. Съемные пресс-формы
пеооходияо ciiiiльиь г пресса для извлечения гшовшо
изделия после каждой запрессовки. Для нагрева съем-
ных пресс форм прессы » iiuin:uoi 11ЛИ1.1МИ обогрева,
меЖдт hviopi :..in г ci.чи.пщш „к.г нры.с-форму при нрес-
совашш. Спичные преес-форды мало производигельны
и их применяют при ил отозлешш небольших нарыв";
изделий. С т а ц и о и а р и ы е пресс- ф о р м ы жестко
соединены с плитами пресса или литиевой машины, га-
зовое надслле из них удаляется без снятия пресс-фор-
мы с пресса, Стационарные пресс-формы оснащены уст-
ройством для нагрева пли охлаждения в зависимости ог
типа перерабатываемого материала. Кроме съемных и
стационарных, применяют и о л у с т а ц и о и а р и ы е
п р е с с - ф о р ы ы, у которых съемной является только
часть, непосредственно оформляющая изделие.
По количеству одновременно получаемых изделий,
или по количеству оформляющих гнезд, пресс-формы
делятся па о д и о г н с з д п ы с и м н о г о г и с з д и ы с.
Различают также пресс-формы по количеству и направ-
лению плоскостей разъема. Плоскостью разъема пресс-
формы называют поверхность, по которой происходит
разъем частей пресс-формы, оформляющих изделие.
Разъем пресс-формы необходим для загрузки очередной
порции (навески) иресс-матсрш.ла перед прессованием
и для извлечения готового изделия. Плоскость разъема
может быть горизонтальной или вертикальной. Для из-
влечения изделия в вертикальном направлении необхо-
дима горизонтальная плоскость разъема.
Если для извлечения изделия следует развести
оформляющие части пресс-формы в горизонтальном
направлении, то делается вертикальная плоскость разъ-
ема. Количество плоскостей разьема зависит от формы
изделия. Пресс-формы могут быть с одной, двумя и тре-
мя плоскостями разъема.
§ 4. Устройство пресс-форм
дня изге-говления изделий прессованием
Рассмотрим несколько типовых конструкций пресс-форм
Для реактопластов.
На заводах, специализированных па переработке
реактопластов, широко распространены пресс-формы
прямого прессования, как наиболее производительные.
313
< .IIOCOOO’,1 ПряМоЮ ПрсССОВЫШЯ MOiyi ОЫ11> НОЛ\ЧГ)1Ы |Ц-
Д< lli'l р.ЮЛП'ЩоН ВеПЩИПЫ II формы. Исключение СО-
СЫН. I/I'-’I ill'IC'lini, И Mfl<II J!‘ i.HIK'lo ' • 1.1,1Л’.I :- I I. . > Щ--
M.-ii'.pc, i.iyooKiie отверстия милых дп.гччpun и ои.ер
CTIBI, рЩ III,. IO K< ТН'Ые llepllell IIIKV ЧЯрПО Il.inpar. I:И>)
lipcCCul-.jillllsl.
lia pii-:-. IIS hoi.азана съемная одиочестиая
пресс-форма с горизонтальной плоско-
Рис. !18. (Дл-мпая пресс-форма прямою прессования
елью разъема ББ для прямого прессова-
ния щеки каркаса трансформатора из пресс-мате риала
марки АГ-4. Верхняя часть пресс-формы с пуансоном 5
при смыкании фиксируется относительно ппжпей части
направляющими колонками !). Матрпва 7. верхняя часть
которой служит закупочной камерой, для \ прощения
изготовления выполнена составной. Нижняя часть изде-
лия оформляется деталью <>, называемо!'! вставкой
Вставку о плотно устанавливают в отверстие патрицы 1
и закрывают снизу опорной плитой 1. Пуансон 5 таким
же способом закреплен в плите 6 (пуапсоподержателе).
Детали 2 и <'? пресс-формы, оформляющие отперешя, н;ъ
з ы в а ют :<н а на ми..
После прессования снятую с пресса пресс-форму раз-
нимают на приспособлении для извлечения изделия.
314
Само пздсчие извлекают съемником 10, стержни ко-
торого Hopes отверстия в плпте 1 перемещают выталки-
ватели /.
С ъ ?. м и а я о д п о м с сти а я пресс- фор на л ит ь-
е в о г о п р В с с о в а ни я с. д в у м я плоское т я м и
разъема А А и ББ показана на рис. 119.
Загрузочную ка-
меру (па рисунке не,
показана) устанав-
ливают на верхнюю
плиту 1. Пресс-ма-
териал заполняет
оформляющую по-
дсеть через литнико-
вую .в гудку 2. На-
ружный контур из-
делия оформляется в
плитах 0 и 4, а от-
верстия - знаками
5 и 6. Центральный
знак 7 служит одпо-
в р е Менно р а с с< к а те -
лем потока пласт-
массы, проходящего
через лита иковую
втулку, направляя
его на торен изде-
лия. После раскры-
тия пресс-формы по
плоскостям .4/1 и ББ
изделие остается в
плите. 4, откуда лег-
Рпс 119. Съемная пресс-форма лить-
евого прессования
ко выталкивается текстолитовым пли алюминиевым
стержнем.
На рис. 120 показана стационарная п р с с с - ф о р-
м а для прямого прессования защитного
колпака из термореактивного пресс-материала. Пресс-
форма одноместная, с одной горизонтальной плоскостью
разъема. Пуансон, оформляющий внутреннюю поверх-
ность изделия, закреплен в пуапсоподержателе 2. Сверху
расположена и лита 1 обогрева пуансона 4 с четырьмя
отверстиями для установки электрических нагревателей.
По углам пуансопо^'ржателя 2 выполнены пазы (на
рлс не показаны) для болтов, крепящих верхнюю часть
315
пресс-формы к нлиге пресса. 1\ нижней части пресс-
формы относится матрица Я, установленная на плите
обогрева б, опорные стойки Я, плита 12 крепления пресс-
формы к столу пресса и мекали -.v выталкивания отпрес-
Рас. 1/0. Стационарная пресс-форма прямою прессова-
ния
сованного изделия. Последний состоит из толкателей 5,
получающих привод от нижнего плунжера пресса, с ко-
го рым они соединены хвостовиком 11. Для исключения
перекосов при движении плиты 9 и 1/1 механизма вытал-
кивания, в которых закреплены толка юли 5 и хвостовик
11. ваправляиш я по колонкам 19. Отдельные части ппж-
тей половины пресс-формы скреплены болтами 7, Для
сокращения потерь тепла наружная поверхность матри-
цы закрыта асбестовым кожухом /-/,
Работает пресс-форма следующим образом. Перед
?.1б
началом прессования загружаю! пресс-ман'рпал в мат-
рицу пресс-формы. Затем включают рабочий плунжер
пресса, который, опускаясь, выполняет прессование. При
прессовании правильное положение пуансона относитель-
но матрицы обеспечивается колонками /5. В конце хода
верхнего плунжера пресса пресс-форма по.июстью смы-
кается, и пресс-ма i ериал, заполнив пространство между
пуансоном и матрицей, спрессовывается в нтделие. По-
сле технологической выдержки, необходимой для пол-
ного отвердения изделия, включают верхний плунжер
пресса па подъем и раскрывают пресс-форму. Затем для.
удаления из матрицы готового изделия включают ниж-
ний выталкивающий плунжер пресса, который, действуя
на хвостовик 11, поднимает плиты 9 и 10. Закрепленные
в плитах толкатели 5 удаляют из матрицы готовое из-
делие.
Стан и о и а р и а я п р е с с-ф о р м а л и т в е в о г о
прессования показана па рис. 121, а. Загрузочная
камера / выполнена в виде трубы (запрессована в плиту
9 обогрева) и расположена в нижней части пресс-фор-
мы. Б нижней части загрузочной камеры1 па «годится пор-
шень 2, который свободно проходит через втулку 0 в
плитах механизма выталкивания и соединен, с нижним
плунжером пресса. Подобные пресс-формы можно уста-
навливать только на пресс с двумя рабочими давления-
ми -- верхним и нижпп/л. Верхний плунжер пресса слу-
жит для смыкания и раскрытия пресс-фэр’.::i по пло-
скости АЛ, а нижний — для иегиетапия пресс материала
в оформляющую полость.
Процесс прессования проходит в такой последова-
тельности. При раскрытой пресс-форме в се загрузочную
камеру закладывают сверху пресс-материал в виде таб-
леток. Затем пресс-форму закрывают, включая верхний
плунжер пресса. После этого приходит в двнжешле ниж-
ний плунжер пресса, поднимающий поршень кото-
рый через литниковые каналы нагнетает нязкотекучнй
пресс-материал в оформляющие гнезда пресс-формы.
Поршень 2 поднимается до тех пор, пока его верхний
торец не дойдет до рассекателя ;. Б этот момент ниж-
ний плунжер пресса отключат <ся. При таком поле.жхчшя
поршня 2 флянец 5 хиоглнпша пресс-формы, еоетш-ию-
шего Поршень СО иноком ПНЖЖчо пиюшзр, . 1!:iXojnilCI
под, плитой <> выталкшъ'1 гелей. I iocoe технологической
выдержки пресс-форму раскрывают, включен верхний
317
Рис. 121. Пресс-формы ли =.<•
а — стационарная» С- — сьечт
зого пр е с сёа н и ч.
1.1 я исЗоиЗийиая.
ПП.'-ншдр пресса. С помощью нижнею цилиндра вновь
приводя) в движение поршень 2.
I 1р‘>Д0ЛЖаЯ IIOplJH ')'!> I’ 1.1 \О •,!; Г 11 > K.IMcpiJ 1,
выталкивая при этом п? вес ошагок нрее; ммюрпзла.
Одновременно флаши хвосговикз по .iiiiMaei п/нпы 6
и 7 с закрепленными в них вытел)лшат-’ч;|,-.нг Л’, П :де-
лия, поднятые над плоскостью разъема пресс-формы, сни-
мают с выталкивателе!) врхчиую.
Получают распрослранение ир< с.с-формы для безоб-
лонною прессования реактопластов. Облой :1.ш лптгпкп
удаляются в таких И(ксс-формах iip.ii пресс-чшнпп пли во
в|)смя вьиалкппаппя готовою пзт- .'ПВм ! 1ы<меи£, пне сет-
облойных iipecc-ipopM исключав; вешний аюльные опе-
рации зачистки а хдалеипя лнпшкоз.
На рис. 121, Г> показана схема б с о б л о и и о й
с ъ е м в о и п р е е с - ф о р ы ы з н г ь е и о о < р е с с <-
В <1 J.M1 Я. ЛППШКй ЮДПРДёПЫ 1s" ОТВс’рС.fKifrl изделия,
оформляемым знаками /.?. Знаки оформляют отверстия
не на нею глубину, и пресс-материал поступает в оформ-
ляющую полость через зазор а. Зазор б между опорным
буртом знака 12 п знаком 11 дат i возможность знакам
Г2 перемещаться в вертикальном направлении. При рас-
крытии пресс-формы ппырь 1-1 разьемпою приспособ пе-
ния поре; отверстия в плите 12 толкает знак 12, кото-
рый, поднимаясь, срезает литники о кромки нлдты /б-
Широкое применение в опытном и серийном изго-
товлении пластмассовых деталей получили у и иве. р-
с а л ь п ы о б л о к и . Блок представляет собой приспо-
собление, устанавливаемое па прессе н выполняющее
функции некоторых эдемов гоп конструкции стационар-
ных пресс-форм. В универсальном блоке прелусма) рп-
вается система общ рева пресс-форм)), м< ханпзмы рази-
ема пресс-формы н зыталкпвжшн : лоно, о изделия, тле-
мсигы крепления к плитам пресса, /{стали, оформляю-
щие изделие (пуансон, матрица п лр\ не), ш-iавляются
в интервальный блок в качое^ж снсниых элеме.нто;:
Применяя универсальные блоки, можн--' не ь'.-почовлятт
для каждою иласггзассоЕо!о изделия стационарную
иресс-форл)\. Достаточно и.-,готовить вновь только дета-
ли, пеносрсдствс-нио оформляющие П;.г.е-<ио
На рис. 122 пока.жпа кошмрскпия ушнь'реат„;чн >
блока л.’Ь1 сменных пресс-форм их.। юышей вря-иил
прессования и емеи-тая пресс норма к пелу'\ I lyaiicon 1
пресс-формы закрепляют круглом угл\оленин нуап-
синодержагеля a матрицу 5 устанавливаю] в 1НСздс
обоймы l>. закрепления пуансона и матрицы служат
ре :ы'чц-i ;с .-а.л' в.-) ц (У.
i' П.1С ч- ПР' I /И';; рНЗЛЦЧНЫх |,ОН-
сгр', киш! , ini,юре.ыижых блоков как прямою, так и
лптвево! о 11 рйсс< танин.
Рис. i'i'2. Универсальный блок прямою прессования
§ 5. Устройство пресс-форм
дпй изготовления армированных изделий
Часто в пластмассу впрессовывают металлические дета-
ли, которые служат для усиления (армирования) как
всего изделия, так и отдельных его частей. Армирова-
ние применяют также для создания прочных элементов
резьбовою соединения (болт или гайка), для скрепления
пластмассовой детали с, другими деталями конструкции,
в которую она входит. Армированием можно закрепить
в плас-i массовой детали контакт или проводник для
удобства монтажа электрической схемы прибора.
Арматуру устанавливают в пресс-форму перед прес-
сованием. Арматура должна быть надежно зафиксирова-
на в пресс форме, так как при прессовании на нее дейст-
вую г зпачиюльные усилия. Обычно для изготовления
изделий со сложной арматурой применяют пресс-формы
литьевою прессования, так как в таких пресс-формах
арматура испытывает меньшее давление со стороны по-
тока пластмассы.
Размеры, форма арматуры, а также толщина слоя
пластмассы, окружающего арматуру, должны быть оп-
ределенной величины. Несоблюдение этого правила при-
водит к браку. Например, если слой пластмассы вокруг
арматуры меньше нормы, деталь растрескивается. При-
чем эгот вид брака может выявиться только че.рсз пе-
хота реп время (при эксплуатации изделия).
От конструкции арматуры во многом зависит произ-
водите, 'ъность труда при прессовании и стоимость пресс-
форм! .
П? рис. 123, о показана четырехмсстпая пресс-форма
литьевого прессования для ламповых панелей. Панель
армируется мелаллпческими контактами и флапно.м. Пе-
ред прессованием фланцы закладывают в соответствую-
щие у- дубления, выполненные, в матрице 1 по плоскости
разы-ла пресс-формы. Во время прессования флаппы
надёже.; зажаты между деталями пресс-формы 1 и н
ноток пластмассы сместить их нс может. Контакты уста-
навливают в пазы между вставками <> и 4. Вставка 4
подвижная и служит для выталкивания отпрессованного
изделия. Арматура входит в пазы с некоторым зч.зором,
который при прессовании может быть заполнен нласг-
масгой. Это вызывает необходимость периодической очи-
стки пазов. Для удобства выполнения этой операции ар-
матуре, как правило, устанавливают либо в плоскости
разъема, либо в подвижной детали пресс-формы. Тол-
кающая вставка 4, на которой выполнены пазы для фик-
сации контактов, может быть легко очищена от затек-
шей пластмассы, когда находится в верхнем положении.
Пример технологичной конструкции арматуры пока-
зан па рис. 123, б. Изделие со сквозными контактами
прессуется в одноместной пресс-форме литьевого прес-
сования. Средняя (находящаяся в пластмассе) часть ар-
матуры имеет больший диаметр, чем выступающие коп-
ны, поэтому пресс-материал при прессовании не прони-
кает в отверстия для фиксации, выполненные в деталях
.7 и 6 пресс-формы. При смыкании пресс-формы средняя
утолщенная часть арматуры сдавливается с торцов пли-
тами 5 и 6, перекрывая доступ пластмассы в отверстия
для фиксации выступающих концов. В данном случае
конструкция арматуры позволяет изготовить упрощен-
5 1 Владимиров В. М.
321
ую пресс-форму без разъема по арматуре, обычно не
(бходимого для прочистки пазов.
5)
Рис. 123. i 1 пссс-форуш для армированных изделии.
ияр* ^ссгная для литьевого прессования ламповых паислес
VO ’• ДЛ.Ч ИзДеЛРИ Со СК‘-«»1’ЮЙ ЦИиИПрпПЧ-'СКОП ЛРМл Гу'р
§ 6. Пресс-формы для переработки
термопластов
Цикл работы пресс-формы для литья термопластов по-
казан на рис. 124. Пластмассу в виде гранул (твердых
крупинок) засыпают в <агрузочпый бункер 1. Дозирую-
щим устройством автоматически о>меряется количество
гранул для одного впрыска и поршнем 2 гранулы ссы-
паются в приемную камеру 4. Перемещением поршня •?
влево пластмасса подастся в материальный цилиндр 5,
обогреваетеып снаружи электроэлсментамп 6.
При движении поршня 3 влево пластмасса г, цилинд-
ре сначала движется сплошным потоком, затем обтекает
сердечник («торпеду») 7 и проходит тонким стоем через
кольцевое пространство между цилиндром п сердечни-
ком, где хорошо перемешивается и нагревается до тем-
пературы литья.
Цикл литы! начинается со смыкания пресс-формы.
Левая часть пресс-формы, закрепленная на подвижной
плите машины, подходит к правой неподвижной части,
ip сжима?! пружины 3, установленные в плите 7/, при-
жимает неподвижную чгзеть к соплу 10. 11ослс смыкания
пресс-формы поршень 3 под большим давлением впры-
скивает расплав в форму, охлаждаемую водой.
Чтобы предотвратить вытекание расплава из пресс-
формы. необходима некоторая выдержка под давлением.
Затем поршень 3 отходит вправо, и и з загрузочного бун-
кера в приемную камеру поступает новая порция мате-
риала. Нлатмасса, находящаяся в пресс-форме, продол-
жай! охлаждаться еще некоторое время в зависимости
от вязкости раенлазза и от толщины стенки изделия. Этот
период времени называется выдержкой охлаждения.
После выдержки подвижная часть пресс-формы отводит-
ся влево, и пресс-форма раскрывается ио плоскости
разъема. Одновременно неподвижная плита под действи-
ем пружин 8 отходит влево от сопла машины. При даль-
нейшем перемещении подвижной части пресс-форма пол-
ностью раскрывается. а отливка /2 выбрасывается си-
стемой выталкивания, приведенной в действие упором 2.
Применяются также литьевые машины, выдавливаю-
щие термопласт непрерывно. В рабочем цилиндре такой
машины установлен вращающийся шнек, поэтому маши-
ны называют шпекмаппшами или экструдерами, а сам
процесс — экструзией. Расплавленный термопласт на вы-
IP 323
ходе из материального цилиндра проходит через про-
фильное отверстие (фильеру). Форма сечения фильеры
M'oi-кег бьнь самой различной. Например, пропуская ма-
териал чере . хо.тьцевую фильере, иолучаюч ipyon. Ирой
Г1;:: 121. Рабочий лпгьев.Д; пресс-формы:
впрыскам, II- впрыск, III - вьпллкивлиис дегали
дя через фильеру, профилированный материал для бы-
строй» закрепления (фиксации) полученного профиля
попадает в охлаждающую среду (например, воду).
§ 7. Прехс-формы для изготовления
деталей из резины
Рцс. 125. Пресс-формы
г.тя резиновых деталей:
ы - П.ЛЯ MV’zhfi, г'»-— ДЛЯ
Некоторые изделия из резины (амортизаторы, уплотни-
тели, манжеты и др.| можно полз чать горячим прессо-
ванном в пресс-формах. Конструкции пресс-форм для
изготовления резиновых изделий аналогичны пресс-фор-
мам тля реактопластов.
Для резины пресс-формы могут быть прямого или
литьевого прессования, стационарные или съемные.
В последнее время осваивается литье резиновых изде-
лий на литьевых машинах для термопластов.
Г(рн прямом прессовании тонкостенных резиновых
дста-ieii, например колец или манжет, специальной за-
грузочной камеры не требуется, что упрощает конструк-
цию пресс-фор мы.
Па рис. 125, а показана съемная пресс-форма
п р я м о г о и р с с с о в а и и я
д л я р е з и н о в ы х м а п ж е т.
Неву.ткаппзпрованную («сы-
рую») резиновую смесь перед
прессованием з а к л а дыв а ют
при снятом пуансоне в про-
странство между деталями 2 и
3, служащее матрицей и загру-
зочной камерой одновременно.
Затем смесь накрывают пуан-
соном 1 и устанавливают на
гидравлический пресс, который
оказывает давление па пуан-
сон. Под давлением резиновая
смесь спрессовывается в форму
изделия, которое после техно-
логической выдержки при оп-
ределенной температуре извле-
кают из пресс-формы.
Данная пресс-форма со-
стоит из грех деталей, соеди-
няемых между собой хопиче-
ciuiMii поверхностями, что обеспечивает легкую разборку
и точную фиксацию их относительно друг друга.
Съемная пресс-форма для защитного
ос.: к ново го колпачка показана на рис. 125,6. Эта
пресс-форма предназначена для литьевого прессования,
так как боковое отверстие малого диаметра оформлять
прямым прессованием опасно из-за возможной поломки
топкого оформляющего знака.
Загрузочную камеру 4 устанавливают па верхнюю
н.’пгу. 6 со знаком 5. Перед раскрытием пресс-формы 8
вывинчивают знаки 7 и 9. С целью \ прощения пресс-
форма выполнена без дополнительного вертикального
разъема. Это затрудняет извлечение изделия, однако
благодаря эластичности материала операция возможна
даже для изделий сложной формы.
§ 8. Устройства для обогрева пресс-форм
Па качество изделий из пластмасс большое влияние
оказывает температура, при которой их изготовляют.
Температурный режим пресс-формы зависит от структу-
ры перерабатываемого материала и от особенностей
технологического процесса, выбранного для получения
данного изделия. Так, при литье иод давлением термо-
пластов пресс-форму охлаждают, при прессовании реак-
топластов — нагревают. Для нагревания пресс-форм ис-
пользуют паровые, газовые и электрические нагреватели.
Паровые и газовые нагреватели применяют редко, так
как они опасны в эксплуатации и громоздки. Электро-
нагреватели для пресс-форм имеют три разновидности:
нагреватели .электрического сопротивления, индукцион-
ные и полупроводниковые. Наибольшее распространение
имеет .электрический нагрев, основанный на применении
элементов сопротивления. Конструкции электронагрева-
телей сопротивления разнообразны.
Чаще других используют круглые, пагрсвате-
л и. Один из видов круглого электронагревателя пока-
зан а а рис. 126, а. Корпус нагревателя представляет со-
бой керамическую трубку /, заключенную в защитную
легаллическую оболочку 2. Внутри находится ксрами-
цеекая трубка ,7 меньшего диаметра, вокруг которой на-
мотана нихромовая спираль 4. Пространство, где разме-
щена спираль, заполнено кварцевым песком. Этот
Уъ
наполнитель повышает теплопроводность электронагрева-
теля и увеличивает срок его эксплуатации вследствие
ограниченного доступа воздуха.
Размещение нагревателей в пресс-форме зависит от
ее конструкции, т. е. от высоты матрицы, расположения
Рис. 126. Системы элоктрообшреза пресс-формы:
р — =»лек1 ран а грс нагель для стационарных пресс-форм;
•'» — V 11СI -?М -з IIИДукцИОН ГЮГО Э ЛCKI рообогрс-ч л блока для
литьевого пр ессования
выталкивающих и крепежных деталей. Располагать
элек?роиагреватель желательно в толще пресс-формы
па расстоянии 30—50 мм от оформляющей поверхности.
При более близком расположении возможен местный
перегрев, который приведет к браку изделий.
Количество нагревателен в пресс-форме обусловли-
вается ее массой (или площадью поверхности теплоотда-
чи), пабочей температурой и мощностью нагревателя.
Для обогрева съемных иресс-форм применяют на-
гревательные плиты, в которых просверлены
каналы для расположения трубчатых электронагревате-
лей. Нагревательные плиты кренятся к плитам пресса
через теплоизолирующие прокладки для уменьшения
л.-уедачп тепла прессу. У стационарных пресс-форм плн-
обогрева крепятся к нижней часто матрицы н к верх-
'ч й чатоп пуансона.
Зе последнее время получает раснрострапснш и п-
•. к ц н о п п ы и о б о г р е, в пресс- ф о р м э л е к т-
।, и ч е е. к и м т о к о м п р о м ы ш л е и п о й ч а с т о т ы.
jinn .чидукцнонном обогреве уменьшается расход э.тект-
no-.nepi т.п, сокращается время нагрева пресс-формы,
тоеличиваетто срок службы электронагревателей. Ин-
д.-кторы в виде витков медного провода марки ПСДК
то егекляннотх изоляцией укладывают в пазы, выпол-
ненные в обогревательной плите или в самой пресс-
форме. вокруг ее оформляющих гнезд. Индукторы обыч-
но заливают жидким стеклом или высокотемпературной
з lacTM.iccoii па кремнипорганической основе.
Па рис. 126, б показан универсальный блок для лить-
евого прессования реактопластов.
Сменные пресс-формы устанавливают на плиту б.
.‘уч установке пресс-форма надевается на выступающую
чщ-'i ь загрузочной камеры 8, выполненной в виде трубы.
Для нагрева сменных пресс-форм применен способ ин-
тенционного обогрева. Индукторы 7 расположены в па-
зах плит 5 11 6.
Взаимодействие частей блока аналогично стацио-
нарной пресс-форме, ранее рассмотренной на рис. 121. и.
§ 9. Основные детали пресс-форм
Детали пресс-форм делятся на две основные группы:
,’ц тали технологического назначения, непосредствепш»
соприкасающиеся с пластмассой, а следовательно. уча-
етглюшие в придании изделию нужной формы; к этим
.и талям то носятся матрица, пуансон, вкладыши, знаки,
дет я.тп конструктивного назначения, ле,посреди; г.-.-нно
”о оформляющие изделия, по обеспечивающие работу
«зер-зон группы; к этом деталям относятся папр.тЕЛ'чошие
хю<>ш;!1, опопные плпгы, толкатели, ручки и т. д.
Матрицы и обойми!. Матрица - основная де-
таль, пеиосредстеипо участвующая в оформлении на-
ружной поверхности и юс шя. Форма, размеры и конст-
рукция матрицы опреДе. 1яются конструкцией самого из-
делпя. В иреес-'Ьормах прямою прессования нижняя
алеть мгпршгы с лужи 1 пт» оформления изделия и яв-
ляется собетв-ино метрнг.сн, а верхняя часть предна-
значена для загрузки пресс-материал.! и ян "яется загру-
зи ч но й к а м е р oil.
Изготовление цельных катрмц (рис. 127, о) нс
иес-гда целее.'-образно. Чтобы облегчить изготовление
м.ггрип, их чае.;; делаю г составными (рис. 127,6);
!,рп этом е.щщинепие собственно матрицы с загрузочной
камерой выполняется таким образом, чтобы при прес-
ювапин полностью исключалась возможное^, попадания
пресс-материала в зазор между ними. Попадая в за юры
под большим давлением, пресс-материал постепенно рас-
шатывает соединение и выводит пресс-форм\ из строя.
Р> многсгнсздных при с-формах применяют встав-
вне цилиндрические матрицы, заир!,ссог.ап-
пые в обойму (рие. 127, и) Обоймой пазывгпог деталь,
предназначен!!) ю для скрепления оформляющих элемен-
те-!’., f,ходящих в сборную конструкцию. Панбодс часто
329
обоймы применяют доя соединения деталей сборных
оформляющих гнезд.
Несмотря па большое разнообразие скрепляемых де-
талей, обоймы характеризуются простотой конструкции.
Рле. 1Й8. Консцл кипи пуансонов:
а цельный, п, к - - Ст^-рныг*
Обычно что детали круглой пли прямоугольной формы.
Обойма не принимает непосредственного участия в фор-
овапип изделия, однако испытывает при прессовании
Рис. 129. Пресс форма литьевого
прео'оп;,цгы с вкладышем 1, резь-
бовым знаком У и резьбовым коль-
цом 3
большие нагрузки, по-
этому относится к наи-
более ответственных:
деталям.
Для прессования
к р у шю г а б а р ит пых и з -
делпй (даже простой
формы) матрицы изго-
товляют сборными из
11 е е ко л I. к и х д стал е й
простой формы (рис.
127, г).
Пуансоны. Пу-
ансон является основ-
ной де.талыо пресс-фор-
мы, оформляющей
верхнюю часть и внут-
реннюю поверхность
изделия. В пресс-форме
прямого прессова пня
пуансон передаст дав-
ление пресса на пласт-
массу. В небольших
11 р еде - форм ах при м е -
дяют ..ель пыс пуансоны (рис. 128, а), однако это
вызьпк.ст повышенный расход инструментальной стали
ч поэтому чаще применяют составные (сборные)
п у а п с о н ы (рис. 128, б и о).
В' ~ а д ы ш п. При прессовании изделии сложного
иро<|н:.;а форма поверхностей пуансона и матрицы бы-
вает сложна и часто неудобна для механической обра-
ботки на станках. Применение вкладышей облегчает
п.зготоз тепие и ремонт пуансонов и матриц сложною
чрофп.-.ч. Вкладышами / (рис. 129) называют детали,
устанавливаемые, в пуансоне пли в матрице для оформ-
ления и изделии углублений пли отверстий различной
формы. Вкладыши устанавливают либо пеподвигкпо, ли-
бо так, чтобы их можно было снимать при каждой за-
просе «В КС.
Pi зьбовые знаки и кольца. Резьба \ изделий
л: ил ж I масс выполняется при прессовании резьбовыми
знаками пли резьбовыми кольцами. Внутренняя резьба
оформляется резьбовым знаком 2. Резьбовые знаки уста-
иавли;.; ют в пресс-форму до прессования, извлекают
вместе с изделием н вывинчивают па приспособлении из
оформленных ими резьбовых отверстий. Наружная резь-
ба оформляется резьбовым кольцом ,7. Кольцо, как пра-
вило, •, випчивают <• отпрессованного изделия после извле-
чения его из пресс-формы.
ГЛАВА XV
ИЗГОТОВЛЕНИЕ И РЕМОНТ
ПРЕСС-ФОРМ ДЛЯ ПЛАСТМАСС
§ 1. Требования к точности к качеству
отделки деталей пресс-форм
И процессе .эксплуатации пресс-формы большую роль
шраю. ..ачество отделки поверхности и харакгер соеди-
• ivinif . [сгалей. Особое значение имеет шероховатость
нчсермнюти формующих элементов, которая влияет па
качс( то изделий. Отделка поверхности формующих эле-
мент. з толжна сосмвегствовать 10 -12-му классам шеро-
хов.т. д'тв. Оформляющие, поверхности хромируют для
тмеш.шешш износа и для того, чтобы легче было от де-
лить ! юные изделия.
I[озепхпостн, сфнрикасающш ся с пластмассой, ио
Певосжосгвенпи не участвующие в формовании изделий
(например, боковые поверхности пуансонов, поверхности
чагпузочных камер, литниковых каналов) должны иметь
шероховатость не ниже 9-го класса чистоты, а сопря-
гающиеся поверхности подвижных направляющих эле-
мен гое, (панри.мср, колонок и втулок)- на ипи.е В-ге
класса. Плоскости плпт имеют шероховатость поверхно-
сти не ниже 7 го класса чистоты, по это о бус,ьжлеш;
яс необходимостью высокого качества отделки, а обяза-
тельной взаимной параллельностью плоскостей, которая
РпС. i Зи. Реко-нпдуемые кл.тгго чиегоВ4 оир.Щ.ггка IX-
pfpxHocrc-й тньышх деталей иг.;
32
обычно достигается обработкой на шлифовальных стан-
ка?:.
Рекомендации ио выбору класса чистоты обработки
поверхности различных элементов пресс-форм приведе-
ны на рис. 130.
Нии выборе посадки, определяющей характер соеди-
нения сопрягающихся элементов деталей пресс-формы,
руководствую 1Ся назначением данного соединения и
услс-виями его работы. Эле.менты оформляющих дета-
Рис. 131. Рекомендуемые посадки в сопряже-
ниях деталей пресс-форм
333
.ч-й, Hciiocpi'/rc гвсипо учасднующис в формовании из хо-
ли,, ныш.лшяюг обычно по 3-му классу точности.
Подвижные. элементы матриц и выгалкивате.и Г1, no-
ns пхиости которых в процессе работы подвергаются тре-
плю, выполняют но 2-mv пли 3-му классу ТОЧНОСТИ <
обееш-ш пнем ходовой посадки. Наибольший зазор в иод-
гадпо’! соединении, доступном для затекания в него
цресс-магеннала, не долже н превышать 0,05 мм. Непо-
движные элемент оформляющих деталей собирают по
скользящей или плотной посалю 2-го класса точности
I Ька нишый на рис. 131 элемент стационарной пресс-
Ьор' ы с тказаппем рекомеит. емых посадок даст иосд-
етяв.’п пае с хаяш-л>’pi юшряжшшя различных доалей.
I i I < (’СС' (1 ’*1•
£ 2, Выбор материалов
для кзгетовленкя деталей пресс-форм
[ ;ti и ?готов/к г» и я ответственных до г алой техн и, и,гичс •
на.шачешг-! в пресс-форма?; используют в основ-
1 in .нгироваиные инструментальные слали. При и .ылоз-
••unit деталей копструкгнсноео назначения применяют
'оис.трукппопныо стали (табл. Щ.
<.-(а.ct, при чепяемые тля технологических (формую
!'П1л| де 1 а той, должны её lajian» высокими механически-
; уп/ч'к-.тш'МИ. хорошей сопротивляемостью к и>.тира-
;;!!•.> п иметь минимальную деформацию нрп термический
• 1б1>або1ке, что особенно важно при сложной киислрук-
n.iii оформляющей полости ирссс-формы.
(ля ио.чучшшя единичных изделий в ЛЯУнерлмеп-
кчльпом производстве, можно использовать врсувипыс.
иг.есс (Ьоимы из пезакаленноц сл али, а для тер •.’онла-
случаях прпмеьчю’. ?:атр’.1нн из свет икр
1 [«Шен и даже in иластм,.сс..
§ 3. Методы механической
обработки деталей
Разнообра-зн' конструкций пресс-форм усложняет з,ч
,ачг точного определения технологии изготовления как
шч-ес-формьт ч полом, так и се деталей. Все же для боль
Т а б л и ц а I
Марки сталей, применяемых для изготовления деталей пресс-форм,
и твердость их термической обработки
It га п п?<сг-: ори и с га чей ! Tep-jH’H'CK. ,< I Gopaooir-d 1 в.-; - iiRc’
Формующие кталп слож- 12X112A; 12Х2Н4А; П-. V,. пта- 1 1 50- -55
нои формы 12XII3A; ХГ. ХВГ ши ь ч.жал- !
ЗХВ2С; XI? ^лкал! п 50- 55
!Х12М Го же 50- 55
Ф с t р М \ RiI.Il: г- _ 11 Г г IJI ИС” 1 .'А; У ЮЛ ЗаИ.ид. 55--5S
еложной форм ы 50-55
I IvanecnoTc ;>ж<<тили СтЗ; Стг.ль Г>; 2ё 1 ц мепта- 10 45
опорные плглы 3’1; 4,) ! чн:: и д;11<ал-
Выч алкпв.зте ли ?“Л; УйА; 40Х i '‘'.tee.;;;. 42—17
L?TCp жшг Пальцы (длинные) 1 i
1 'аппавляюшие чохонтн УМА 1 Влкс-ка 45 50
htc.ikij
Огп.л.'чеп' *н: - поры Cr.i.ib 15-. 2-0 i !i '.кпта- 15 -50
I * ill j Ы, <И«»'фЫ л;;ор• »1 с 'т,л' ( ; i 1 'г ''(} • 1Ш1 И 2J- i
( ) г-<" и V Ы I л Я с С \) i ; ы v i. \ • < MI, 35; 45 ’ i
'ПГЙЧОП -I ммргп | i
! 1 'ТОЧИ Лго,. 1< пи: XI2; XI2.'.;; 7X3 i 35 44
U ! < Ы р II р«:СП рл <! Ы >ч;J Ы\ j 55; ('и ib .mi I -
Приелособл: ПП![ j j
111IV КП:'.! ; <.i-.fi iiA.;i O'i)IV<X.
I 7ОС2ХЛ 1
I'iiiHcTB,:, д<13 ,еи можно vcйиюшпч c.'ie',Y,oiniie два ча-
пианс.•> lexno.-ioiiiH:
ii ср з ый -гее детали с формой тел вращения, пло-
скостные (без BUCTVHOB И УГЛубЛОПИЙ) пли другой фор-
мы, которая позволяет обрабатывать их „осле закалю
шлифованием па стайках, подвергаются предваритель-
ной механической и с iccannoft обработке. После терми-
ческой обработки н шлифования, в зависимости от на
значения, дсчали доводят и полируют;
второй -детали сложной формы, шлифование ко-
торых невозможно, обрабаылвают начисто перед терми-
ческой обработкой, а после нее их доводят и полируют.
Если отдельные элементы таких деталей подвержены де-
формации при закалке, оставляют припуск, снимаемый
впоследствии тсханическпм или ручным способом.
’11! выршпй
linn механ’!Ч,?скей оорабогщ дошлей пресс-форм ис-
пользуют различные стайке: токарно-вмшер >зныс, фре-
зерные, поперечно-строга, н.пые, сверлильные, коордн-
патио-расточные, шлифовальные, нрофилетялифовальные.
т.оординатно-шлпфовзльныо. -электроискровые ульт-
развуковые. I равировяч’нле. сни.ючочпьн, фасощю-стро-
га.тьпые.
Широкое применение станков значительно сокращает
трудоемкость слесарных работ, выполняемых. при изго-
товлении и подготовке деталей! к сборке.
Возможны^ варианты построения технологического
процесса обработки одной и той же детали, например
матрицы пресс-формы для пластмассовой ручки
прибора, показаны на рис. 132. Эта матрица может быть
изготовлена одним из следующих способов:
на сверлильном станке (схема /); для этого
размечают заготовку, сверлят па пей отверстия, образу-
ющие. контуры рифления, затем эти отверстия зачищают
специально заточенной разверткой п центральное от-
верстие матрицы сверлят и растачивают на токарном
станке; после этого матрицу термически обрабатывают
и полируют;
и а к о о р д и н а т п о - р а с т о ч н о м с т а и к е; в за-
готовке матрицы сверлят на заданную глубину отвер-
стия рифления по схеме I, сверлят и растачивают цент-
ральное отверстие, затем матрицу шлифуют вручную,
передают па термическую обработку и полируют;
336
п : од imp. юного дспыыа
на ток ар пом и сверл пльним станках
(<жс.еа //): первоначально растачивают формующую по-
I'.ei;, (.капральное отверстие), ;ате\1 к пем\- иытачп-
в :i<!i и запрессовываю! проб
в ст.1, ранг отверстия рифле-
ния, после. чего .выпрессовы-
вают пробку, шлифуют фор-
мующую полость, подверга-
Ю1 термической лорасотке и
колируют;
к а в с р т и к а л ъ и о -
ф р е з е р п о м с т а и к е
(схема III) заготовку мат-
рицы ставят на токарный
сганок и растачивают цент-
ральное отверстие, а рифле-
ния делают на вертикально-
фрсзе.рпом станке пальцевой
фрезой, устанавливая заго-
товку в вертикально постав-
ленную делительную голов-
ку;
п а ф а с о п в о - дол-
бежном станке (схема
/V), как и в предыдущем
случае, сначала растачи-
вают центральное отверстие,
а контуры рифления про-
страгивают долбежным рез-
цом, заправленным по кон-
туру рифления.
Целесообр а зп ост:> приме-
псния каждого варианта из-
готовления матрицы определяется условиями производ-
ства и наличным оборудованием.
Рассмотрим один из вариантов технологической по-
следовательности механической обработки при изготов-
лении другой типичной детали пресс-формы. В качестве
примера взят пуансон съемной пресс-формы прямо-
го прессования, показанный па рис. 133.
1-я операция —фрезерова пне. Заготовку из
стали 5ХВ2С в виде поковки с размерами 37X57X62 мм
подают на механический участок инструментального це-
ха, где она подвергается следующим операциям. Поков-
Рпс. 133. Пуансон съемной
пресс-формы
1!? В
‘--„.чиров В. М.
337
ку (фрезеруют, выдерживая размеры 3i ,4..0,iX52..o,iX
>(57,2 л] мм и угол 90° между гранями, и сверлят в
центре отверстие диаметром 12 мм, которое предназна-
чено для- захода резца на долбежной операции.
2 я о п е р а ц и я - - т е р м н чес к о е у ?! у ч ш е и и е.
Операция применяется в данном случае для снятия внут-
ренних 'напряжений, возникших при ковке и предвари-
тельном фрезеровании и вызывающих коробление де-
тали во время закалки.
3-я операция-шлифование. Операция не-
обходима для создания баз для последующей обработки
и подготовки поверхности для разметки оформляющего
контура. Заготовку шлифуют с шести сторон, выдержи-
вая. угол 90г' и размеры 30,8±0'<,1X52:t0'olX56i0’i'1 мм.
4 я операция -растачивание. Па плоскости
.1 си стороны оформляющего торца будущего пуансона
па координатно-расточном станке, размечают рабочий
контур. Разметка выполняется с большой точностью ио
размерам чертежа остро заточенным центром, закреп-
ленным в шпинделе расточного станка. В углах прямо-
угольного окна расточник сверлит четыре отверстия
диаметром 0,6 мм (па расстоянии не менее 0,03 мм от
размеченного контура). Эти точно расположенные отвер-
стия позволят в дальнейшем правильно установить де-
таль при опиливапи окна, сохранив припуск 0,03 мм
на окончательную доводку. Со стороны торца Б раста-
чивают два технологических отверстия, на которые де-
таль будет зафиксирована при фрезеровании («обкат-
ке») радиусов 7?== 13,6 мм на переходной технологиче-
ской планке («переходнике»).
5-я о пера и и я —- фрезерование. Рабочий кон-
тур фрезеруют по разметке, оставляя припуск под сле-
сарную зачистку и доводку по 0,05 мм на размер. Те
поверхности пуансона, где возможно шлифование
после закалки, фрезеруют с припуском под шлифование
0,3 мм на сторону. В данном случае фрезеруют с припу-
ском под шлифование посадочные, размеры 56X46 мм и
радиусы /?== 13,6 мм.
Радиусы «обкатывают», установив пуансон на пере-
ходную технологическую планку и на два технологиче-
ских отверстия, выполненных на расточной операции на
торец Б. Глубину фрезерования оформляющего торца
определяют с учетом припуска 0,3 мм на плоскости А.
Со стороны торца Б фрезерованием расширяют' цент-
рольное окно до размера 21,3X18 мм. Расширение об-
легчает слесарное опиливание окна, так как поверхность
опиливания сокращается. Центральное окно углубляют
фрезерованием на 4—5 мм (расстояние до размеченного
контура 0,15 мм с каждой стороны). Это углубление
облегчает выполнение следующей долбежной операции.
6-я опер а ц и я — д о л б л е н и е. Профрезоровашюс
прямоугольное окно долбят с припуском под слесарное
опиливание по 0,15 мм на сторону.
7-я опер ацпя —слеса рная обработка. Сле-
сарь опиливает окно, выдерживая размеры по кромкам
выполненных в углах отверстий и оставляя при этом
припуск па окончательную доводку после закалки по
0,02 мм па сторону. После этого слесарь зачищает ра-
бочий контур и поверхности, не подлежащие в дальней-
шем шлифованию. На незакалепной детали получить
высокий класс шероховатости поверхности трудно, по-
этому окончательно зачистку и доводку выполняют по-
сле закалки. Припуск иа это составляет 0,02—0,03 мм.
8-я операция — .закалка. Детали под закалку
нагревают без доступа кислорода в соляной ванне или
в коробке с углем, что предохраняет поверхность от ока-
липы и снижает трудоемкость последующей слесарной
зачистки.
9-я о п е р а дня с л е с а р и а я о б р а б о т к а. Сле-
сарь выполняет окончательную отделку рабочего конту-
ра пуансона. Он должен получить при этом необходи-
мую по чертежу шероховатость поверхности (кроме
мест, подлежащих шлифованию).
10-я операция — ш л и ф о в а и и е. Шлифуют оба
горца детали, выдерживая размеры по чертежу. Кроме
торнов шлифуют посадочные размеры пуансона 56X
Х46 мм и радиусы 7? ==13,6 мм и 7?= 1,5 мм. Радиусы
выполняют на плоскошлифовальном станке шлифоваль-
ным кругом.
11-я операция — слесарная обработка.
Слесарь выполняет доводку шлифованной поверхности
до необходимой чистоты (в данном примере до V 10) и
правит радиусы 7?=0,5 мм на торце А.
12-я о п е р а ц и я — хромирование.
13-я о п е р а ц и я — с л е с а р и а я обработка.
В процессе этой отделочной операции слесарь полирует
хромированные оформляющие поверхности до зеркаль-
ного блеска.
12* з;;9
Приведенный пример построения технологического
процесса изготовления пуансона — это один из вариан-
тов. Процесс может изменяться в зависимости от кон-
кретных условий производства.
В описанном процессе максимально используется
механическая обработка па станках, слесарю оставля-
ются незначительные припуски на опиливание посадоч-
ных мест, зачистку, доводку и полирование рабочего
кон гура.
Рис, !3-1. Мятрпиа пресс-формы
Л III ЬСВОГО ПрсСС1ЯСПП1Я
Рассмотрим пример технологического процесса из-
готовления матрицы пресс-формы литьевого прессования
(рис. 134), который также дает представление о неко-
торых особенностях изготовления пресс-форм.
Последовательное!ь изготовления матрицы:
1-я о п е, р а ц и я — строга н и с. Заготовку строгают,
выдерживая размеры 110,6Х180,6Х19 мм. Ня этой же
операции выполняют четыре выемки С.
2-я операция — термическое улучшение.
3-я о пералия — га л и ф о в а н и е. Заготовку шли-
фуют со всех сторон, выдерживая взаимную перненди-
кулярвость и размеры 18,4 Н°-П1Х1 ЮХ180 мм. В данном
случае, боковые, стороны матрицы не являются оформ-
ляющими или посадочными элементами, их обрабаты-
вают окончательно по чертежу.
З-Ю
4-я операция — растачивание. На этой опе-
рации закладывается точность исполнения основных
размеров детали. Растачивают все отверстия, взаим-
ное расположение которых и положение относительно
базы должно быть точным. В данном случае эго два
отверстия для направляющих колонок 0 Ю^0'05* и
0 12+°.О2 мм, четыре отверстия 0 2,55+"°’ мм, два оъ
всрстия 0 6+0Д мм и два отверстия 0 810’02 мм. Отвер-
стия с шероховатостью V 7 и выше растачивают, остав-
ляя припуск на последующую доводку 0,02-4-0,03 мм.
Кроме отверстий с точными координатами ври раста-
чивании выполняют разметку контура, облегчающую
последующие операции. В данном случае размечают ок-
но 15,9X99,9 мм с углублением 116,5 мм, две площадки
Г), литник н центр литниковой сферы /?=9 мм. В углах
окна и площадок D растачивают пли насверливают от-
верстия 0 6,2 и 1 мм, не доходя 0,03 мм до размечен-
ного контура.
На расточной операции размечают не только рабо-
чий контур, но и элементы детали, не требующие высо-
кой точности изготовления,— литник и сферу радиусом
R=9 мм. Эта разметка, не усложняя расточную опера-
цию, облегчает работу фрезеровщика пли токаря, так
как они смогут контролировать свои действия по раз-
метке.
5-я операция — токарная обработка. То-
карь растачивает сферу радиусом /?=9 мм с шерохова-
тостью поверхности V 9. Припуск на окончательную от-
делку до требуемой шероховатости литниковой лупки
после закалки и хромирования в данном случае не на-
значается, так как не требуется точности размеров.
6-я операция — фрезерование. Па этой опе-
рации на месте окна размером 15,9x99,9 мм сверлят два
отверстия 0 12 мм для захода резца на следующей
долбежной операции.
7-я операция — долбление. Долбят окно по
разметке, не доходя до контура па 1,5 мм и сохраняя в
середине перемычку шириной 8 мм. Эта перемычка со
кращает коробление детали при закалке.
8-я операция — фрезере в а в и е. Фрезерую!
окно и остальные углубления по разметке. Припуск в
окне на слесарную зачистку и доводку оставляют не ме-
нее 0,05-4-0,08 мм, а в остальных углублениях и литнике
0,02—0,03 мм. Это объясняется тем, что при закалке
341
больше других Jeer нскажаев'и KoDivp Л^ш1, для ис-
правления которого приходится оставлять увеличенный
припуск. Фрезеровать углубление 15,9X116,5 мм слелуег,
одиовпеменио выполняя угол съема О К/ по всему кон-
туру. Этого достигают специальной фрезой, озшлпфо-
ваииой под соответствующим углом.
9-я опер а ц и я.-с л е е а р и а я о б р а С. i к а. Сл<-
саръ зачищает фрезерованные поверхности.
10-51 о и е ран. и я - - з а к а л к а.
ll-я операция- срез.П!пе. II;. ai ючиом с i ап
ко Тонким вулканитовым кругом СР'-13101 ГС.'НН-ТОГИЧО
chjio перемычку в середине окна.
12-я о и с р а ц и я - - елее а р пая о 6 р а б о г к а.
Слесарь зачищает после, закалки горизонт ильные участ-
ки Г', что необходимо для точной установки размера при
последующ.ем шлифовании плоскостей матрицы.
13-я о п е р а ц п я - • т о к а р н а я о б р а б о т к а. То-
карь полирует сферу радиусом 7?---9 мм перед хроми-
рованием и доводит притирами точные отверстия с по-
вышенной чисто гой поверхности, снимая припуск, остав-
ленный при растачивании. Эту работу может выполнять
и слесарь, однако обычно ее поручают токарю, потому
ч>.о в процессе доводки часто требуется изготавливать
специальные, притиры с размерами, предусмотреть кото-
рые заранее rjtyjino.
14-я операция -шлифование i ‘«ыдерживая
размеры н шлифую! нлоскоегп матрицы в
размер 1» jc,( мм.
15-я операция слесарная обработка.
Слесарь окончательно зачищает и доводит оформляющие
поверхности, выдерживая размеры по чертежу. На плите
слесарь притирает плоскость разъема, обеспечивая ше
рохонатость V 9.
16-я о п о р в ц в я - х р о м и р о в а я и е
17-я операция токарная обраоотка. На
токарном станке полируют после хромирования сфере
радиусом R—9 мм.
18-я one р а ц и я - с л е с а р и а я о б р а 6 о г к а.
Слесарь полирует оформляющие поверхности.
Из приведенного примеру видно, что, несмотря па
относительную простоту детали, для ее изготовления
применено мною операций, в том числе семь видов ста-
ночной обработки. Задача состоит в том, чтобы пра-
вильно использовать имеющееся оборудование, сокра-
illli НеИроНЗВОДИ le.lblibin ручной 1р\д И ижСПСЧШ;
этом изготовление детали строго по чертежу.
при
§ 4. Слегарнля сбработка деталей
пресг-форм
Значительную часть слесарной обработки пресс-форм
составляет опиливание. Опиливание при изготовлении
пресс-форм имеет ряд особенностей. Сюда относятся вы-
бор очередности обработки сторон деталей, применение
правильных приемов выполнения плоскости и профиль-
ной поверхности и эффективных методов для получения
симметричности элементов профиля.
Правильность выбора очеретное!и обработки сторон
влияет на качество готовой детали. В первую очередь
следует опиливать сторону с наибольшей поверхностью,
для того чтобы создать надежную базу для дальней-
шей обработки. Затем нужно обработать параллельную
ей сторону. После этого следует обработать узкую сто-
рону наибольшего размера (вторую базу). Использова-
ние первой и третьей сторон детали в качестве баз по-
зволяет правильно обработать остальные стороны. По-
рядок их обработки не имеет значения. Нужно только
следить за тем, чтобы при обработке стороны были
перпендикулярны и параллельны по отношению к базам.
Правильное опиливание плоских поверхностей обыч-
но представляет сложность не только для начинающего
слесаря. Поэтому целесообразно при опиливании исполь-
зовать слесарные, наметки. Наметки (рис. 135, а, б, а)
выполняют в виде рамок из закаленной стали.
Планки в угольник изготовляют из стали У8Л или
У10А и подвергают термообработке до твердости HRC
60—64, затем их плоскости шлифуют, а пазы, в которых
перемещаются направляющие и угольник, доводят.
Деталь устанавливают внутри наметки так, чтобы
опа выдавалась над ее плоскостями только па величину
припуска на обработку. Посте, этого наметку с Деталью
закрепляют в тисках, и деталь опиливают, пока напиль-
ник не коснется обеих закаченных плоское ген наметки.
Па рис. 135. г показан пример опиливания контура но
наметке. Для установки наметки используют технологи-
ческие пли рабочие отверстия матрицы или се базовые
плоскости, параллельные копириой плоскости наметки.
В базовые, отверстия вставляют валики /. Затем па бло-
ки мшиеныл мер 2 усшнавлнваюг матрицу 4 и вместе
с наметкой •>’ закрепляют в тисках. После удаления бло-
ков валиков опиливают нижнюю плоскость окна 5, пока
и; > л.иышк нс коснется закаленной плоскости наметки.
hn.0 'книг профильных поверхностей — одна из слож-
ив .i-.hhx задач слесарной обработки. Значительно упро-
-Н'Т выполнение этой операции применение копиров.
а- нзмсгка дня опиливания то'когтей, б— пазов, в— прямых углов:
• ус 1 ановка млрпцы по намен е. О — опиливание сквозного наклон-
н зго окна в Maipnu.e
Однако опиливание но копиру-- -способ, целесообразный
в основном для серийного производства, так как изго-
товление самого копира, повторяющего контур детали,—
работа трудоемкая и дорогостоящая. Несложно опили-
вание фасонной детали и по разметке, но этот способ
непсе точен.
При изготовлении деталей пресс-форм с. фасонным
профилем широко распространен способ опиливания по
элементам. В данном случае слесарь применяет копи-
.я!
ры только на некоторые элементы профиля. Изготовить
такие копиры обычно нс представляет большой сложно-
сти. Опиливание с использованием копиров на отдел!
ные элементы требует большей квалификации, чем ог:и
ливание по контурному копиру или по разметке.
Наиболее трудоемко опиливание внутренних конту-
ров обойм и матриц пресс-форм. Значительное увеличе-
ние производительности труда па утих операция., даст
применение опиловочных станков.
При опиливании сквозных конусов окон, часто встре-
чающихся в обоймах пресс-форм, можно использовать
параллельные планки (наметку) с заранее выполненным
скосом на рабочей поверхности. Схема такого приспо-
собления показана па рис. 135, д.
Обойму зажимают между планками. которые опре-
деляют положение напильника при работе. Изго-
товляют планки из инструментальной стали и зака-
ливают. Направляющие штифты выполняют по пер-
вому классу точности и доводят. В планках штифты
устанавливают по скользящей посадке, что обеспечи-
вает строго параллельное взаимное перемещение пла-
нок. Для закрепления обоймы после, ее установки пи
концевым мерам от отверстий под колонки или от дру-
гой базы планки стягивают между собой винтами (на
рисунке не показаны). Это позволяет при необходимо-
сти снимать приспособление с тисков, не нарушая пра-
вильности установки детали относительно рабочей по-
верхности планок. Пользуясь рассмотренным приспо-
соблением, слесарь не испортит опиливаемую поверх
пость даже при случайном перекосе напильника. Копиры,
применяемые при поэлементном опиливании фасон-
ных окон в деталях пресс-форм, обычно нс только обес-
печивают правильное выполнение определенного участ-
ка контура, но и предохраняют одновременно те места
детали, которых не должен касаться инструмент сле-
саря.
Например, в центральном окне bcisbkii 2 (рис. 136, о)
осп прямые участки, прилегающие к радиусам /?~=2м.и.
Опиливая их перед закалкой в параллельных план-
ках (в наметке), слесарь может задать напильником ра-
диальную поверхность и испортить ее. В да’нюм случае
целесообразно изготовить п.щ.чк'.'-копир I и установить
со в тисках вместе со вставкой 2, с фиксацией на два
отверстия 0 fi r о.1’1. Закаленная планка / но дагл повро-
инь радиальную новерхносль (R--2 мм), a re плоскость
,ч является копиром для опиливания прилегающих к ра-
диусам прямых хчастков. Для бо.;=-?. удобного выпол-
нения данной операции ложно применять две планки /,
располагая их обеих сторон окна вставки В дои
случае даже начинающий слесарь сможет очень гочпе
опилить фпсопчое окно и бочео стожпой формьт
I. - 1 1С1Ш1Я ('pact ним.'. ио”.ер\росit i'( окоп
ГаК как I! Танка 1 И ГН1 ? iСПЯ. I3CL ДЛЯ '.:ll il.'UtBzl iI;b; !!-.
род закалкой, то ее па.’.ь-ры выполнены с учеюм нов
пуска на окончательную доводку окна вшивки после
термической обработки.
Еще пример, где необходима закаленная планка д.щ
.(щцнгы радиальных поверхностей при опиливании пло-
скости!, показан па рис. 136, и.
В данном случае в обойме <5 сложно опиливать пря-
мые участки окна, расположенные между выступом
18,7 кч радиусами в углах окна А~ В) нм. Чюбы об-
-* ‘6
.iciuiiib вынолне:ше -мои операции, можно примениiь
злкалешг. ю нлппку-кинпр 1, установив се перед опплп-
01.11 >’1 С. i|1I1K, CHIHeil На ДШ1 ОТВщИ ГИЯ ПОД КО-
; 10’... и <; ! МО).
(’accsioipc-Hiibie выше планкп-коипры могут быть из-
готовлены е высокой точностью, так как их форма позво-
ляв! шлифовать рабочую поверхность па станках после
за калкп.
Фиксирующие Oil V р( ТИЧ BWiO.'HHifoi' Tin КОорДПНЙТПО-
рл.’ юрпи и или поораипат по •шлифовальных станках.
11 и иОВЛсНПе ВСЩ.'НОГоТелЬПЫХ ПрИСПОсоблеПНН ПС
пре,ц тавлшч трудности, а и.х использование упрощает
слесарное опиливание и повышает качество изготовле-
ния ИреСС-форМ.
Для опиливания наружного контура часто применя-
ют копиры. Такой копир / (рис. 137, и) для фасонной
поверхности знака ,3 целесообразно применять при из-
готовлении партии деталей одной конструкции. Обычно
в пресс-формах ото бывают знаки, оформляющие отвер-
стия в изделии. Конструкция знака 3 позволяет устано-
вить копир на центральный стержень, зафиксировав его
от поворота штифтом 2, входящим в технологическое
отверстие на знаке. Собранные вместе копир и предва-
рительно обработанный на станке знак, скрепляют
Рю. 137. Ирные 11<‘ни? контра для опилива-
ния фасонных поверхностей знака («) и че-
кана для оформления закрытого паза (о)
347
s if)'. n.v iibiho.iiisiit)i в тисках, наиравл5|Я
нави.tbiiuK но liuBap/iiocf;! закаленного копира. Приме-
нение копира значительно упрощает слесарную обработ-
ку п обеспечивает повторяемость размеров у всей партии
обрабз шваемых знаков.
При слесарной обработке различных углублений на
о Ьормзшюшпх деталях пресс-формы, не поддающихся
<.и!!л!щ;'!пи!о, в ряде случаев применяют чеканы (рис.
и).
Hi закаленш'Л па максимальную твердость инстру-
ментальной cia.'iii У8Л изготовляют чекан 5. Чекан, вы-
полненный соответственно форме изготовляемого углуб-
ления, прижимают струбцинкой 6 к детали 4 и ударами
Hjiii на ручном прессе осаживают его ко дну углубления.
Периодически чекан высвобождают из детали для уда-
ления срезанной стружки. Работа выполняется за один
Проход.
К наиболее трудоемким элементам при слесарной об-
работке пресс-форм относятся прямоугольные или фа-
сонные окна малых размеров. Их рекомендуют обраба-
тывать слесарными прошивками. Прошивание выполня-
ют па ручном прессе в приспособлении, которое обеспе-
чивает направление прошивки и предохраняет ее от
поломки (см. гл. IX, § 5). Прошивание выполняют за не-
сколько проходов. Размер каждой последующей прошив-
ки на 0,1-:-0,15 нм больше предыдущей. Отверстия слож-
ной формы предварительно прошивают но элементам,
а окончательно калибруют прошивкой, изготовленной по
и-:Л;1(!Му Профилю.
§ 5. Проверка профиля рабочих
поверхностей деталей
Рабочий профиль оформляющих деталей пресс-форм ча-
сто приставляет собой поверхность, проверить которую
универсальным измерительным инструментом невозмож-
но. Обычно в этом случае изготовляют набор плоских
шаблонов и, прикладывая к определенным участкам но-
|'.< ьхиогтп оформляющей детали, проверяют их прилега-
ние на просвет пли щупом.
Плоские шаблоны применяют как для контроля гото-
вой детали, так и для проверки ее в процессе изготов-
.л пня. 1’ciiuMOi'aгельиые шаблоны для кс-игроля отдель-
ных элементов профиля в процессе их обработки назы-
н,'1 тот выработкам и.
Конструкнню выработок стремятся сделан, простой
(по более чем для двух элементов контролируемою иро-
'рнля), так как изготовление сложной выработки потре-
бует новых выработок. Рабочие .элементы выработок и
меряют \ иипюрсальными средствами.
Ес ты нужно замерить величину зазора между пуан-
соном и матрицей в собранном виде, применяют способ
•.аполпе.пня этого зазора лет коформующсйся массой.
В качестве такой массы можно использовать пластмассу
.\CT-T, молельную массу, применяемую в точном литье,
расплав, юнную смесь калиевой и натриевой селитры
§ б. Способы отделки
оформля№ " • их поверхнсст ей
Чтобы получить высокую чистоту поверхности, оформ-
ляющие поверхности пресс-форм обрабатывают доводкой
и иодированием.
В пресс-формах доводят плоские и фасонные встав-
ки, пуансоны, окна в матрицах, если форма послед-
них позволяет выполнять эту операцию притиркой. При-
тирку выполняют на плите или профилированным при-
тиром.
При доводке на идите небольших деталей для обе-
т |.ечения их устойчивости следует применять вспомога-
iелыпле бруски, шлифованные под углом 90° (рис- 138, а).
Брусок 1 помещают на притирочную плиту 2, прижима-
ют к нему обрабатываемую деталь 3 и доводят их вме-
сте. Этот прием обеспечивает строго вертикальное поло-
жение детали при доводке и предохраняет ее рабочие
кромки от «завала».
На рис. 138, б показан прием доводки оформляющей
поверхности матрицы 4 с выполнением угла съема «.
Ур.>л о угол съема, выполняемый для того, чтобы
,>иле:'лиь извлечение отпрессованного изделия. Обыч-
но п составляет 15-—30'. Для создания правильного на-
правления ирпгпра 6 по у>лу а слесарь зажимает в ти-
сках 7 вместе с матрицей 4 планку 8 с предварительно
прошлифованной иод тем же углом гкшерхноечью. При
доводке притир прижимают к скошенной ш.-Юрхпости
3!'Ч
н.панкщ что п ooccJic-’iiiBaei получение угла в матрице.
Планк'. 9 устанавливают относительно окна матрицы по
.'м>; 1 п.сьы л r.iepa.’.i. ба щруяеь на штифты '. сташш ьш-
вие и in верстня для направляющих колонок.
.-Si of ирвсм при меняют при изт итог, лезши матриц
г точными размерами, где неправильно выполненный
ю сы-ча мож-т привесга к браку. Планку <*< пзготлв-
Рпс. I3K. Приемы доводки каленых деталей пресс-форм:
пр и г пр к а с ix иоъюга гея ьпым бр у гком, о пы под п пне- у к л г. .и п р и
плес а р по ft до в- п: <• о чьч рицы, в - - Д л i да яка ф a <. -ли ппгн шоя i [ пн я
ля ют из закаленной стали. Так как рабочая поверхность
и танки изнашивается от абразивного инструмента, ее.
но<«бходпмо периодически шлифовать.
При доводке ребристой поверхности фасонного
вкладыша 9 можно применять специальный притир 10,
на рабочей поверхности которого выполнены канавки
(рис. 138. в). Применение подобного притира значитель-
но сокращает трудоемкость доводки пазов и позволяет
получить строгую прямолинейность дна канавок при
точном расположении их в одной плоскости- По наруж-
ным размерам вкладыш шлифуют, а затем доводят па
обычной притирочной плите. Однако применение прити-
ра требует точного изготовления его пазов б соответст-
вии с пазами на детали. Если это требование не будет
выполнено, производительность труда ио сравнению с нс,-
пользованием простого притира для каждого паза
УПЧДСТ.
Часто наряду с высокими требованиями к шерохо-
ва гости рабочих поверхностей оформляющих деталей
пресс-форм допускаются значительные отклонения их от
геометрической формы и заданных размеров. Обычно
это встречается в пресс формах для неответственных из-
делий. Для обработки таких деталей доводку, как доро-
гостоящую операцию, по применяют и ограничиваются
только полированием. Если оформляющие матрицы
пресс-форм и пуансоны имеют сложную поверхность и
использовать притиры трудно или невозможно, для окон-
чательной отделки поверхности применяют полиро-
вание.
Полирование выполняют механически или вручную.
В первом случае используют токарные и сверлильные
станки, а также пневматические и электрические шлифо-
жальные машины.
§ 7. Сборка, испытание
и отладка пресс-форм
Для иадо/киой работы пресс-формы необходима тща-
гельпая ппигопка всех ее частей. Если зазоры превыша-
ют допустимые отклонения, в них попадает пластмасса,
налипает па детали, что вызывает задиры трущихся во-
верхпосн й, дефекты изделия и быстрый износ пресс-
формы. Особенно тщательная сборка необходима для
пресс-форзвл с большим числом формующих знаков,
имеющих малое поперечное сечение. Перекос подвижных
частей у подобных
пресс-форм вызы-
вает поломку зна-
ков..
Операции сборки
не. представляет
сложности, если вхо-
дящие детали пра-
вили) -о иуготовлены
г. П-.Ц. ,,,Ч:. ,,,
' пшы' баз. Часто
за техиологшц скую
базу при механпче-
Ргг. 134. В.киею.йгласогзнпал 110,1.
1снка осио-ных деталей съемной
пресс ф >рмы прямого прессования
331
<'ЮЧ! ОорШюГКе Ila СТЯНКаХ 'll опиливании прппимают
<>>вере»ня для направляющих колонок, выполняемые на
коордипзию-расгочных станках с большой точностью.
Пелл слесарь при обработке окоп в иуансонодсржа-
теле / (рис. 139), матрице 2, плите съема .» и шакодср-
ж гнело 7 устанавливал деталь по концевым мерам отно-
сительно отверстий 5 для направляющих колонок, то
сбойка пресс-формы по вызывает затруднений- За базу
при обработке могут быть приняты и другие копструк
гшшыо элементы пресс-формы, па пример две смежные
стороны и yi од между ними. В этом случае у собираемых
деталей строго выдерживается правильная геометри:’
оптовых сторон и \гла.
! 1еред сдачей в эксплуатацию готовые пресс-формы
испытывают, т. с. отпрессовывают пробную партию из-
дгтий. Испытания необходимы для определения соогвст-
С1ВИЯ изделия чертежу, надежности работы конструк-
тивных элементов пресс-формы, качества .заполнения
оформляющей по тести. У пресс-форм для изделш".
сложной формы обычно встречается доработка литни-
ковой системы. Корректировку литниковой с.е темы по
результатам испытаний проводят по указанию техно-
лога п конструктора пре.сс-формы. Кроме литниковой си-
стемы, после испытаний возможна корректировка
। пстг.мы выталкивания.
Качество отпрессованного изделия позволяет судил,
не. только о чистоте отделки оформляющей полости, ио
и о правильности сборки всей пресс-формы. Выявленные
при испытании дефекты устраняют, после этого пресс-
форму испытывают повторно, а затем передают па склад
юшезе <• о)прессованным изделием.
При шшы.шпш проге формы большое шачсиие нмс
ет правильность ее установки п закрепления па пресса
р..’Н1 литьевой машине. Устанавливают пресс-формы на
прессы или па машины обычно гпешш.-шезы-установщшш
(наладчики). Наладчики испытывают их при участии
езесаря-и ; отопителя.
Наиболее расирослраненные способы кропления cia-
шюнарпыл пресс-форм показаны на рис. 1 ’0. Способ,
показанный на рис. 140, а, предусматривает крепление
болтами / с квадратной головкой за нижнюю плиту и пу-
апсоподоржатсль, у которых имеются проушины, еовпа-
д мощно с пазами на плитах пресса. Вариант способа
кропления, показанный на рис. 140, <5, пре дуема! ривасч
наличие проушину матрицы. Это обеспечивает при затя-
гивании болтов дополнительное поджатие всех пли г
и других частой пресс-формы. Для предохранения пазов
плит от выламывания при затягивании болтов / приме-
няют резьбовые вкладыши
Встречается способ кропления нрссс-ферпы прпхва
тами (вис. 140, п). Прихваты <3 усгаиавзин-чсл па необ-
ходимой высоте, пользуясь pci улируемымн опорами 4.
Использование прихватов не требует точного совмеще-
ния проушин пресс-формы с пазами на плитах пресса,
что позволяет переставлять пресс-форму па прессы с
различным расположением пазов крепления.
Для связи системы выталкивания пресс-формы с тол-
кателем пресса применяют различные конструкции пере-
ходников. На рис. 140, г показано соединение переходни-
ком-шпилькой 5.
Рае. 140 Сг" чрыстя про-' р p'.'i1 i- npiX'-v
Чтобы облегчить установку форм для литья пол
давлением, па плитах крепления горизонтальных термо-
пластавтомтгов предусматривают специальные, центри-
рующие форму отверстия, которые являются установоч-
ной базой. Системы выталкивания форм литья под дав-
лением по имеют постоянной связи с. выталкивателем
термонлаетаятомз.та, что также упрощает процесс усга-
§ 8. Непоиадки прн эксплуатации
пресс-форм
На надежность эксплуатации пресс-формы большое
влияние, оказывают правильность установки пресс-фор-
мы па прессе. и точность сборки се. подвижных деталей.
Правильно установленная и закрепленная пресс-форма
должна закрываться без толчков и ударов и разнимать-
ся без заедания- Направляющие, колонки, выталкивате-
ли и другие трущиеся детали пресс-формы необходимо
смазывать маслом. При отсутствии смазки па трущихся
поверхностях появляются задиры, затрудняется разъем
пресс-формы п выталкивание изделий.
{'ели пресс форма плохо разнимается или изделие не
выталкивается, нельзя применять ломы, к\падлы и т. п.
Причиной таких неполадок обычно являются перекос при
установке пресс-форм или ослабление крепления.
Заедание подвижных частей и задиры па них возни-
кают п при затекании пресс-материала в зазоры между
сопряженными подвижными частями пресс-формы.
После каждой запрессовки необходимо пресс-форму про-
дуть сжатым воздухом и удалить прилипший и застряв-
ший облой с пуансонов, матриц, направляющих втулок
11 в ы тал кив а гелей.
У съемных пресс-форм задиры направляющих эле-
ментов и рабочих деталей возникают чаще, чем у ста-
ционарных пресс-форм. При работе на съемной пресс-
форме. пуансон устанавливают относительно матрицы
перед каждой запрессовкой. Это часто приводит к не-
правильному центрированию обеих половин формы и яв-
ляется основной причиной пониженной стойкости съем-
ных пресс-форм по сравнению со стационарными.
Характер износа рабочих деталей пресс формы зави-
сит о г ее конструкции.
В пресс-формах прямого прессования раньше других
элементов изнашивается загрузочная камера матрицы
И пуансон 0'1 I1.::IIISIIIOI'» Трения при <мыкопии пресс-
формы под давлением. Вызвано ..то icji, чю пресе-ма-
тщшал, попадая в зазор между’ вертикальными стенка-
ми луапеоиа и матрицы, оказывает абразивное действие
на поверхность этих деталей, постепенно приводящее
к появлению рисок и царапин. В дальнейшем взаимное
трение поверхностей (даже с. небольшими рисками) при-
вод ш к образованию глубоких царапин и задиров. На-
ч;ш;юе.1 заедание нресе-фор.’лы при раскрытии, и воз-
можна ее поломка.
Направляющие колонки и втулки пресс-форм прямо-
го прессования являются наиболее нагруженными дета-
лями. Во время прессования из-за неравномерного рас-
пределения навески иресс-материала в загрузочной ка-
мере. па пуансон действуют боковые усилия, стремящие-
ся сместить <;го относительно матрицы. Воспринимают
боковые усилия и удерживают пуансон в правильном
положении направляющие колонки и втулки, что вызы-
вает их повышенный односторонний износ и нередко за-
диры па поверхности. Несвоевременный ремонт или за-
мена колонок приводят к поломке и выходу пресс-фор-
мы из строя.
Износ пресс-формы литьевого прессования начинает-
ся обычно с литниковой системы, а также со знаков,
расположенных против впуска пресс-матсрпала в оформ-
ляющую полость. Проходя с высокой скоростью по кана-
лам литниковой системы, пресс-материал постепенно из-
нашивает («размывает») се поверхность, что приводит
к увеличению впускного отверстия и «залипанию» лит-
ников при раскрытии пресс-формы пли извлечении изде-
лия. «Залипание» вызывается разрушением слоя хрома.
Когда впускное отверстие литниковой системы прихо-
дится располагать против оформляющих знаков, послед-
ние принимают па себя основной уда]) струп пресс-ма-
тервала, быстро изнашиваются, деформируются и даже
ломаются. Особенно быстро изнашиваются знаки,
оформляющие отверстия с малым поперечным сечением.
Повышенный износ оформляющих знаков быстро
приводит к браку изделия по размерам.
Интенсивность износа рабочей поверхности формую-
щих деталей пресс-форм зависит прежде, всего от типа
наполнителя пластмассы. Наибольший износ вызывает
355
MiiiieyajibiibiH щию.пшiv.ib, например кварцевая мука,
слюда, применяемые для приготовления пластмасс с по-
вышенными диэлектрическими свойствами. Повышенны и
плюс г.ьиышиот также порошки марок К-114-35, К-211 -3.
§ 9. Порядок разборки пресс-форм
и определения характера ремонта
Пресс-формы всех видов во время работы постепенно
изнашиваются (срабатывается хромовое покрытие, по-
являются риски, вмятины, забоины и т. и.). В условиях
массового производства для пресс-форм, так же как
и для другою юхпологического оборудования, составля-
ют график текущих и капитальных ремонтов.
Цель текущего ремонта — устранить небольшие де-
фект! на полированной повсрхносш оформляющих дета-
лей пресс-формы и восстановить хромовое покрытие.
При текущем ремонте, пресс-форму разбирают не пол-
ностью: снимают только пуансон и матрицу. При капи-
тальном ремонте, кроме снятия пуансона и матрицы, ко-
торые требуют замены, полностью разбирают узлы
пресс-формы для ремонта и замены изношенных де-
талей.
При отправке пресс-формы в ремонт обязательно
прикладывают изделия последней запрессовки. По этим
изделиям можно установить, какие элементы пресс-
формы требуют ремонта. Отсутствие блеска (матовость)
па поверхности изделия свидетельствует о нарушении
покрытия и снижении чистоты поверхности оформляю-
щих деталей пресс-формы. Определить в данном случае
ио поверхности изделия места пресс-формы, требующие,
ремонта, труда не представляет. Следует иметь в виду,
что матовость поверхности может получиться и по при-
чинам, не связанным с пресс-формой. Повышенное со-
держание влаги в цресс-матерпалс, пониженное давле-
ние. прессования, малая навеска и т. д. — все это ухуд
шш-т поверхность изделия, и только специаллст-техпот.н’
может правильно назвать причину дефекта и указать
пути ее устранения. Трещины на изделии указывают
неполадки в системе выталкивания или па погрешности,
допущеппыс при сборке пресс-формы. Трещины могут
быть вызваны, например, перекосом пуансона в нуапсо-
подержатсле.
35ii
1 iepiiwAii'ieCKiiii контроль размеров изделия также по-
зволяет своевременно принять меры ио устранению де-
фектов пресс-формы. Характер отклонения размеров по-
мо!ает определить неисправность. Разпостенность дета-
лей указывает на повышенный износ направляющих ко-
лонок и втулок, а также других элементов фиксации
пресс-форм.
Необходимость ремонта пресс-формы определяют
также по надежности се работы. Например, затруднен-
ное. выталкивание изделия, залипание отдельных его ча-
стей указывают на ухудшение чистоты формующих по-
верхностей. Этот же дефект может вызвать при рас-
крытии пресс-формы задержку изделия на стороне, па
которой выталкивание его не предусмотрено. Вибрация,
толчки и скрип при раскрытии и смыкании пресс-формы,
а также при движении системы выталкивания указыва-
ют на неточную установку пресс-формы на прессе или
па плохое изготовление н сборку системы фиксации (на-
правляющих элементов) и выталкивания.
§ 10. Методы восстановления
изношенных частей пресс-форм
Поверхностные дефекты, возникшие при взаимном тре-
нии конструктивных элементов пресс-формы (направ-
ляющих колонок н втулок, загрузочной камеры и запор-
ной части пуансона), устраняют слесарной зачисткой
и полированием. Выполнение этих же операций при ре-
монте оформляющих деталей значительно сложнее, так
как объем металла в данном случае отражается на раз-
мерах изделия- Для восстановления чистоты поверхности
изношенной части оформляющей детали снимают в галь-
ваническом цехе хромовое покрытие, шлифуют и дово-
дят или полируют поврежденное место, снова хромиру-
ют и окончательно полируют его после покрытия. При по-
добном ремонте объем металла составляет сотые доли
миллиметра. Однако текущий ремонт для восстановле-
ния чистоты оформляющей поверхности приходится вы-
полнять часто, особенно при переработке пластмасс
с минеральным наполнителем. Чтобы повысить долго-
вечность пресс-формы, следует расширять допуски на
размеры изделия. Чем больше допуск, тем большее ко-
личество ремонтов допустимо. Это повышает общую
стойкость пресс-формы и снижает стоимость изделий.
357
Оформляющие доалц следует ремонтирован» в шка-
лениом, ъп'гс, по. прибегая к отжшу. Отжиг н последую-
щая jaKa.'i^i 'jacio дефор-пф/к,-; юа-ъ,, ч<».» требует
би |дч сложись о репорта нлн нриво.-.нт :: окончательно-
му браку пресс-формы.
Некоторые оформляющие детали пресс-формы, наи-
более нолнержопиые износу, при ремонте заменяазт. Так,
например, количество тонких знаков и лтг--пиковых вту-
лок ч.и отопляю) е запасом, который расходе ют при оче-
•<h”Vh.i.x ремонтах. Для упрощения ремонта оформляю-
щие летал,! СЛОЖНО)! формы, ОТДЧ.'П.НЫе- 3,’ieri,'ПТЫ кото-
рых недостаточно прочны и при прессовании .могут быть
сломаны, делают составными. Ори поломке легче заме-
нить только часть, чем полностью изготавливать новую
сложную деталь. Знаки тоже изготавливают составны-
ми, что упрощает замену их часто ломающейся тонкой
час Ль
Глубокие местные дефекты (вмятины, сколы) па по-
верхности крупногабаритных пуансонов и матриц устра-
няю! заваркой п.чк наплавкой металла. В некоторых
случаях в месте повреждения растачивают отверстие
и укрепляют в нем вставку, наружная часть которой
cootiujtci вует форме, воссгаиавлввги'мой поверхности.
б 11. Правила безопасности при монтаже
а испытании пресс-форм
Слесарь, изготовивший пресс-форму, принимает участие
в ее иены гании и помогает наладчику прессов в уста
почке ее па прессе или литьевой машине.
Установка съемных и стационарных пресс-форм пме
ст свои особенности. Установка съемных пресс-форм и:
сложна- ! 'ресе.-форм.': должна быт ь установлена гл сере
дине стола пресса. Ирв установке нгсколькпх съемных
пресс-форм одновременно необходимо следить за тем,
чтобы они имели одинаковую высоту и были расположе-
ны как можно ближе к центру стола. Несоблюдение это-
го условия может вызвать перекос подвижной плиты
пресса и привести к браку изделия. Съемные пресс-
формы должны быть снабжены ручками.
Стационарные пресс-формы должны быть обяза-
тельно снабжены рым-болтами для связи со стропами
грузоподъемных ус.тройств.
358
Пресс-формы для литья под давлением термопластов
в процессе их транспортирования, а также, при установ-
ке и демонтаже должны быть скреплены в направлении
разъема стяжными шпильками. Крепление, пресс-формы
к нлпчам машины должно быть прочным (не менее ше-
сти болтов на каждый фланеп). Крепление. четырьмя
болтами дон), спае ген как исключение.
Перед ус;аиовкпн н пн.тал i.iiii пресс-формы при ио
НЫ'да1НП1 llQpuXOHHMo проверь П> Техническое. COCfoTilHie
пресса опусканием и подьемом рабочего и выталкиваю-
щего плунжеров, состояние электропроводки к прессу,
состояние инструмента, которым придется работать,
резьбу в выталкивающем плунжере пресса и хвостовике
системы ттыталксваиня. При наладке пресс-формы необ-
ходимо ВЫКЛЮЧИТЬ обогрев.
ГЛАВА XVI
ФОРМЫ для литья
МЕТАЛЛОВ ПОД ДАВЛЕНИЕМ
§ 1. Сущность процесса
При литье. иод давлением расплавленный металл пода-
ется в стальную разъемнх г» форму пол. давлением, до-
сыпающим песко чьких сог атмосфер, что обеспечивает
хорошую Jilllo’llIHv'IOCTb формы II получение; ОI.ЧИРОК
3 Г.-го классов roanoeiii высокой чистотой поверх
пости.
Расплавленный :-.ieiа.,л подается с помощью поршня,
действ; ющего от т итравлпческого привета, на машинах,
имеющих горизонтальную или вертикальную камеру
прессования. Камеры могут быть горячими пли холод-
ными.
< 'хемячнческп п''оцеее литы! иод давл-чшем показан
ш- Mi'-. 1 11. 11.: е к. :< !, показывающей паб-'ну машииь'
с j ;о!нал>Ш'.>й камерой прессования, изображены че-
тыре после тор.ачединых ниложення прессующего порш-
ня 1 и формы 2 с одним подвижным стержнем 3, уда-
ляемым из отливки 5 специальным прнспособле.нием (на
рисунке не показано). В начале рабочего цикла (рис-
111, л) обе полеюпг.ы формы ? сомкнуты, а стержоьь 3
\ сганог »ен г; работ-м положении. Прессующий поршень
/ находится в крайнем нравом положении. Чере > отвер-
стие в камеру прессования 7 из ковша заливают сплав.
359
Прессующий поршень 1 (рис. 141,6), перемещаясь
влево, запрессовывает сплав в полость А формы 2. Под-
вижная часть формы (левая) отходит от неподвижной
(правой), увлекая за собой отливку 5 (рис. 141, в).
Прессующий поршень продолжает перемещаться влево
и выталкивает из неподвижной части формы литник 6,
Рис. 141. Схема процесса литья под давлением-
I -- с горизонтальной камерой прессования, /7 — с вертикальной камерой
пресспва кич
связанный с отливкой. Стержень 3 полностью выводится
из отливки (рис. 141, г). Подвижная часть формы оста-
навливается. Выталкиватель 7 выдвигается из подвиж-
ной части формы и выталкивает отливку. Прессующий
поршень возвращается вправо, в исходное положение.
Рабочий цикл на этом заканчивается и повторяется в
том же порядке для каждой отливки.
Па схеме II (рис. 141, д, е, ж) показан рабочий про-
цесс заполнения формы в литьевой машине, имеющей
вертикальную камеру прессования.
К преимуществам литья металлов под давлением от-
носятся высокая точность размеров, четкий рельефный
контур отливки, высокая производительность. Литье ме-
таллов под давлением позволяет получить тонкие стен-
ки отливок, какие другими методами отлить невозможно,
зон
Так, например, мелкие (массой 10—30 г) алюминиевые
или цинковые детали отливают при толщине стенки
0,5 — 0,8 мы.
Шероховатость поверхности отливки зависит от шеро-
ховатости поверхности оформляющей полости формы и
продолжительности ее эксплуатации. Если оформляющая
полость обработана полированием или отделочным шли-
фованием, то отливки получают с чистотой поверхности
по 7—8-му классу. По мере износа форм класс чистоты
поверхности отливок снижается.
Высокая точность размеров отливок, полученных
литьем под давлением, ио сравнению с точностью отли-
вок, изготовленных другими способами литья, позволяет
использовать их в изделиях почти без механической об-
работки. Механической обработкой обычно получают
в отливке мелкие отверстия, резьбы и иногда опорные
и сопрягаемые поверхности. Припуск па механическую
обработку делают минимальным (не боле-е 1 мм), так
как на некотором расстоянии от поверхности отливка,
выполненная литьем под давлением, обычно имеет по-
ристость и мелкие раковины.
Литье металлов под давлением широко используется
в машиностроении, приборостроении и других отраслях
промышленности. Этим способом отливают части раз-
личных бытовых приборов и машин (пылесосов, сти-
ральных машин, вентиляторов, холодильников и т. д.),
корпуса фотоаппаратов и т. д.
Литыо под давлением присущи и недостатки: пори-
стость отливок, которая снижает механическую прочность
деталей (объясняется она интенсивным перемешиванием
металла с воздухом при быстром заполнении формы);
небольшое количество сплавов, из которых могут быть
получены качественные отливки; сравнительно неболь-
шие размеры и масса получаемых отливок, так как это
связано с габаритами и мощностью литьевых машин.
Не все металлы пригодны для изготовления из них
отливок под давлением. Так, например, бронзовые спла-
вы для этой цели совсем не применяются, а использу-
ются в основном сплавы цинковые (ЦАМ4-1; ЦАМ5-10
и др.), магниевые (МЛ-3; МЛ-5 и др.), алюминиевые
(Ал-2; Ал-4; Ал-11 и др.) и медные (ЛС-59; ЛК80-3
и др.).
Литье под давлением черных металлов (стали и чугу-
на) находится в стадии освоения. Основное препят-
361
етвие в исиользошпшп черных металлов - •мзмая стой-
кость форм.
у 2. Машины для литья металлов
под давлением
Машины для литья цветных сплавов под давлением
выполняются с горячей или холодной камерой прессо-
вания.
Способ получения отливок, при котором расплавлен-
ный металл подается па камеры прессования, нагретой
до температуры расплавленного металла, называется
литься под давлением с горячей камерой прессования.
Схема машины с горячей камерой прессования пока-
пана па рис. 112. Чугунный котел 1, изготовленный как
одно целое с камерой прессования 2, заполняется спла-
вом. Прессующий поршень <?, соединенный штоком
с поршнем пневматического (или гидравлического) ци-
линдра 4, давит па сплав. Под давлением поршня сплав
через выпускной канал 5, соединяющий камеру прессо-
вания с формой б, заполняет рабочую полость формы.
Машины с горячен камерой прессования более произ-
водительны, чем машины с холодной камерой. На маши-
нах с горячей камерой прессования отливают сплавы
с низкой температурой плавления (евппцово-оловяни-
стые н цинковые). Спла-
вы с повышенной и высо-
кой температурой плавле-
ния (алюминиевые и мед-
ные) отливают па маши-
нах с холодной камерой
прессования.
Это объясняется тем,
что поршень и камера, по-
стоянно находясь в ма-
шине с горячен камерой,
под действием высокой
темпе.ратуры быстро изна-
шиваются.
Способ литья, при ко-
тором расплавленный ме-
талл сначала порциями
подается в холодную ка-
рпе. 14:.!. Схема машины с го-
рячей камерой прессования
меру прессования, а затем под действием поршня запрес-
совывается в форму, называема литьем под дав-
.’1 е п и е м г. .\ о л о т. н о й к л ч е р о й п о е с с о в а и и я.
Машины для этою, вида литья выполняют как с. вер
тпкальпой, так и с горшкштафной камерой прессования.
Схема работы машины с холодной вертикальной ка-
мерой прессования была показана па рис. 141 (схе-
ма /7).
Вернемся к ее расемитрспшо (см. рис. 141,7). В на-
чале цикла получения отливки, когда поршень Р нахо-
дится в верхнем положении, в камеру прессования 8 за-
ливают из ковша 1U жидкий металл. Обратный поршень
16 приподнят пружиной и перекрывает отверстие литни-
ковой втулки 17. Это предотвращает затекание металла
в полость формы И самотоком, без давления.
Опускаясь (положение е), поршень 9 давлением на
металл перемещает вниз обратный поршень 16 и запрес-
совывает порцию металла через каналы литниковой
системы в оформляющую полость формы.
После выдержки поршень Р поднимается в исходное
положение (положение ж.), обратный поршень, приводи-
мый в движение толкателем 15, удаляет из камеры из-
лишек металла (пресс.-остаток) 1-1, а отливка 13 вытал-
кивается из формы выталкивателями 12 при отходе вле-
во подвижной части 18 формы.
В СССР выпускают в основном машины с холодной
горизонтальной камерой прессования. Эти машины по
сравнению с машинами, имеющими вертикальную каме-
ру, обладают следующими преимуществами:
короткий путь металла из камеры в полость формы
при устранении поворота струп, металла под прямым уг-
лом, вследствие чего метал,", ззиотияет форму при бо
лее. высоком давлении;
сокращение, времени рабочего цикля из-за отсутствия
операции отделения пресс остатка в машине; выталки-
вание пресс-осгатка в направлении хода прессования
происходит одновременно с раскрытием формы;
сокращение времени на открытие формы и ускоре-
ние удаления отливки, что уменьшает обжатие высту-
пающих частей формы металлом при остывании отливки
и позволяет отливать более сложные изделия.
Устройство машины с горизонтальной камерой прес-
сования показано па рис. 143.
ЗЧЗ
Рис 145. Устройство иащдпн для литья металлов под давлением с холодной
прессования
г оэ из с -it альной кам еп эй
Машина состоит пл двух юризокталышх блоков -
левого и правого. Левый блок открывает и закрывает
форму и удерживает ее в сомкнутом состоянии при за
прессовке металла. В левом блоке находится выталки-
ватель для удаления отливки при раскрытии формы.
Правый блок .предназначен для запрессовки металла
в полость формы и удаления прссс-остатка из камеры.
Оба блока установлены па фундаментной плите /.
К станине 2 левого блока, лежащей па плите /, при-
креплена вертикальная плита ,‘i с гидравлическим ци-
линдром 4. Поршень и шток 5 этою цилиндра соединены
с рычажпо-шариириым или звеньевым механизмом 6',
который предотвращает возможво- ть отхода подвижной
плиты при запрессовке, металла. Звеньевой механизм б
скреплен с подвижной плитой 7. При движении штока 5
плита 7 перемещается по колонкам 8. 1Х,ля установки
форм различной высоты звеньевой механизм регулиру-
ют гайками 9 и тягами 10. Па плиту 7 устанавливают
левую, подвижную часть формы (на рисунке ве пока-
зана) .
Две вертикальные плиты 11 и 12 правою блока,
скрепленные тягами 15, установлены на фундаменталь-
ной плите 1. На плите 11 крепят неподвижную половину
формы, а на плите 12 -цилиндр 1,1 прессующего порш-
ня 14. /Между плитами И и 12 расположена камера
прессования 16 с прессующим поршнем. При движении
поршня влево металл из камеры запрессовывается
в полость формы.
§ 3. Конструкции форм
и их основных деталей
Формы для литья под давлением цветных сплавов име-
ют много общего с конструкциями форм для литья под
давлением термопластов. На рис. 144 показана одна из
форм. При установке пз литьевую машину правую (не-
иодвпжпую) часть формы питсают специально преду-
смотренным отверстием па литичковую втулку (камеру
ирсгсованпя) машины п прикрепляют бою а ми к непод-
вижной плиге. Левую (подвижную) часть формы кре-
пят болтами к подвижной плите, машины. Раскрытие
формы по плоскости разъема на величину, достаточную
365
ДЛЯ (>CCIIpelWCT»1?TinorO уДЗЛСИИЯ ОГЛНВКП, ПРОИСХОДИ
при перемещении вчево подвижной плиты .штяпн.
При определении места разъема формы и распило
ид пня оформляющих отливку частей относительно ило
екоспг разъема учитывается усадка сплава в форме.
Вследствие \садки отливка обжимает расположенные
i: оформляющей полости выс.тхняюише части формы, об
равщ'опше шп ipeiiniiv контуры crMBia;!!. и «нхотт or
стенок на водичину у< адки л' (<-м. рщ' !•!! wiiir).
5 са |,;.а сплава предопределяет местонахождение. от-
ливки в форме после ее раскрытия, п отливка всегда на-
ходится в той половине формы, где расположено боль-
шое количество выступов, оформляющих внутренние
контуры. В этой половине формы располагают устрой-
ства для удаления отливки.
С целью экономии легированной стали, удобства из-
готовления и ремонта часть формы, соприкасающуюся
с жидким сплавом, часто изготовляют в виде вставок
и вкладышей 11. Больше всего изнашивается в форме.
лш ииковыи канал. ио коюромх жидкий сплав под дав-
лением носпнлет из камеры прессования машины в по-
лость формы. Литниковый капал выполняют в отдель-
ной . ж । нпюиюи втулке />', н.;го i овляемой in ленщован-
ПОЙ С; I.IH. < »фор V "ИМЩПП ВК.'|<| ДЫП1 // И .'III I пиковую
пжиж мюлг и шкренлню) в общей обойме-
плите Точная фиксация подвижной и неподвижной
частей формы друг относительно друга обеспечивается
направляющими колонками 10. Для предохранения ра-
ботают,его от брызг, вылетающих по плоскости разъема
при запрессовке в форму жидкою металла, к плите 14
прикреплен щиток <>. В .ной же плите при необходимо-
сти выполняют каналы д.ш воды, охлаждающей непо-
движную часть формы.
Подкладная плита 12 служи- опорой вкладышам, на
правляющим колонкам н дрсчим элементам формы, ус-
тановленным г. илигс 14. В подкладной плите делают
выточку под бурт камеры прессования машины и распо-
лагают резьбовые, отверстия пли пазы для крепления
неподвижной части формы к машине.
Лсвую часть формы кренят к подвижной плите ма-
шины. Эта ча< гь формы снабжена выталкивающим
устрой< гво.м, поэтому разъем формы и се конструкцию
выполняют так, чюбы отливка после раскрытия формы
осталась в ней. Большинство выступов и стержней,
оформляющих внутренние контуры отливки, делают
в неподвижной части формы. Рабочую полость левой
части формы обычно выполняют в виде вкладыша или
вставки 9.
Для направления струн расплавленного металла, по-
даваемого в полость формы под давлением, служит рас-
секатель 17. Рабочей частью рассекатель входит в лит-
никовую втулку и вместе, с ней образует литниковый
капал требуемого сечения. Оформляющий вкладыш и
рассекатель установлены в обойме 15. Для повышения
срока эксплуатации обоймы и сохранения постоянного
направления установлены направляющие, втулки 7, ко-
торые по мере износа заменяют.
Для получения в отливке отверстий и углублений
служат стержни. В зависимости от формы отливки
и конструкции формы, стержни могут устанавливаться
в оформляющих вкладышах, обоймах, плитах крепления
и выталкивания. Рабочая часть стержня 16 направлена
перпендикулярно плоскости разъема формы- Подобные
367
пержии обычно устанавливаю! неподвижно. Стержни,
у которых рабочая часть направлена параллельно пло-
екисш разъема, необходимо удалять до извлечения ОТ-
ЛИВКИ ИЛ формы. Их Делают Чо Л.ИЖНЫМП, для чею в
форме предусматривают мгха;ш_.мы привода стержней
Приводы могут быть ручные, полуавтоматические и ав-
и статические. При выполнении в отливках внутренних
полостей в недоступных для неподвижных и подвижных
егоржией местах применяют отъемные стержни, которые
удаляют из формы вместе с отливкой, отделяют от псе
jne стержни с, помощью приспособлений, а затем уста-
навливают в форму перед заливкой металла.
Установленные в обойму /5 вкладыш, стержни
и втулки прижимают к ней подкладной плитой 18. Обой-
му и подкладною плиту крепят болтами 5 к постаменту,
который может быть цельным (литым) или составным —
собранным из стоек 20 и плиты крепления 21. Постамент
имеет отверстия для крепления к подвижной плите
машины.
Для удаления отливки из подвижной части формы
служат выталкиватели 19. Они могут быть простые
(круглого, прямоугольного пли трубчатого сечения)
и фасонные (повторяющие контуры отливки). Ставят вы-
талкиватели в местах наибольшего обжатия отливкой
выступающих частей формы, т. с. в местах, наиболее
трудных для удаления отливки из формы.
В рассматриваемой форме выталкиватели установле-
ны в плитах 3 и •/, скрепленных винтами /. Эти плиты
соединены с приводом выталкиваюля, который может
•быть ручным или механизированным. Выталкиватели
нршюцятся в движение только после раскрытия формы
и удаления из отливки всех подвижных стержней, а в ис-
ходное. положение устанавливаются при смыкании фор-
мы с помощью цилиндрических штифтов 6, закреплен-
ных в плитах 3 и '1 п доходящих до плоскости разъема.
Штифты 6 называют контр-выталкнвателями. Для ус-
тойчивого положения выталкивателей в момент гидрав-
лического удара при запрессовке жидкого сплава в фор-
му в шипах •’ и -1 установлены упоры 2-
Литейная форма должка иметь при работе опреде-
ленную температуру, зависящую от температуры отли-
ваемого сплава. Поэтому при изготовлении формы необ-
ходимо пердуемотрсть устройства для ее охлаждения.
Острые кромки и выступы можно охлаждать только воз-
;'ъ8
душной струей. Для более быстрого охлаждения при-
меняют воду. Каналы, но котор!пи протекает пода, вы-
полняю! па некотором расе гояшш (не лшпее 10 а.м) от
столок рабочий полости формы, шобы избежит вошик-
новсин.ч грешим г. '. телках формы. Обычно каналы для
охлаждения выполняют г, плитах крепления матриц,
Рис. 115. Устройства для охлаждения форм
оформляющих наружный контур отливки, так как внут-
ренние поверхности формы нагреваются сильнее наруж-
ных. Большое влияние па температуру формы оказыва-
ет толщина рабочих легален. Тонкостенные матрицы
быстро нагреваются, но более, склонны к колебаниям
температуры. Матрицы с толстыми стенками прогрева-
ются медленно, по зато дольше сохраняют рабочую
температуру. Поэтому матрицы с тонкими стенками не
применяют.
Хорошо охлаждает вода, циркулирующая в трубке,
встроенной в подкладную плиту и примыкающей
к оформляющему вкладышу (рис. 115, о). В подклад-
ной плите /, расположенной под вкладышем 2 и под-
вижной плитой выполняют паз для размещения
трубки -/, к которой приварены ниппели 5. Воду подво-
дят по резиновым трубкам, соединенным с водопрово-
дом и канализацией. При таком способе охлаждения
проточной водой можно добиться наиболее постоянной
температуры, особенно у форм небольших размеров.
13 Владимиров В. М.
369
Влиты матриц п пуансонов (рис. 145, и) охлаждают
водой, проходящей по просверленным в них каналам.
Для удобства изготовления каналы сверлят с чвух сто-
рон, а затем заглушают с одной стропы резьбовой
пробкой б.
ГЛАВА XVII
ИЗГОТОВЛЕНИЕ И РЕМОНТ ФОРМ
ДЛЯ ЛИТЬЯ МЕТАЛЛОВ ПОД ДАВЛЕНИЕМ
§ Е Требования к изготовлению форм
Для надежной работы формы необходима тщательная
пригонка всех се частей. Если зазоры превышают допу-
стимые, в них попадает жидкий металл и приваривает-
ся, что приводит к задирам, местному ухудшению каче-
ства поверхности отливки и ускорению износа формы.
Па плоскости разъема формы по должно быть забоин
п царапни. Дефекты поверхности разъема вызывают
приваривание сплава, что приводит к неплотному за-
крывапию фор мы.
Размеры полости формы должны быть увеличены по
сравнению с размерами отливки на величину усадки
сплава. Точность изготовления оформляющей полости
зависит от заданной точности отливки. Обычно размеры
оформляющих частей формы выдерживают в пределах
3-го класса точности.
Посадочные размеры сопрягаемых частей формы вы-
полняют по 2—3-му классам точности. Вследствие изме-
нения зазора между частями при разогреве формы по-
садочные. места подвижных частей нужно выполнять ио
ходовой посадке.
Шероховатость поверхности оформляющей полости
формы должна быть не ниже 8-го класса чистоты. Чем
выше, класс чистоты обработки рабочей поверхности
формы, тем лучше качество поверхности отливки, мень-
ше возможность приваривания сплава к форме.
Узлы, детали и механизмы форм, в зависимости ог
назначения, можно разделить па три основные группы:
оформляющие детали, конструктивные детали и механиз-
мы форм.
В соответствии с назначением и характером работы
каждой группы деталей к ним предъявляются различные
требования. Так, например, оформляющие детали долж-
370
пы надежно выдерживать гидравлические удары и воз-
действие жидкого сплава. Для получения доброкачест-
венной отливки их необходимо выполнять с высокой точ-
ностью (обычно по 3-му классу точности) и с отделкой
поверхности по 8-9-му классу чистоты.
Конструктивные детали должны быть прочными, не
деформироваться при передаче им усилий рабочими де-
талями, обеспечивать во время эксплуатации формы
точное взаимное, расположение движущихся частей, а
также закрепление формы на машине.
Механизмы формы должны обеспечивать нормальную
работу всех движущихся частей в условиях повышенной
температуры без перекосов и заеданий, а также устой-
чивое положение их во время впуска жидкого сплава.
§ 2. Выбор материалов
для изготовления деталей форм
Вследствие того что литье под давлением производится
при высоких температурах с переменным нагревом и ох-
лаждением, материал формы работает в тяжелых усло-
виях. При эксплуатации формы материал должен сохра-
нять высокую твердость, высокое ударное сопротивление
и сопротивление усталости, а также должен иметь низ-
кий коэффициент термического расширения.
Стали для деталей форм выбирают в зависимости от
заливаемою сплава и условий их работы. Все соприка-
сающиеся с расплавленным металлом части формы из-
готовляют из легированной инструментальной, термиче-
ски обработанной стали. Трущиеся части формы, рабо-
тающие вне зоны соприкосновения с расплавленным ме-
таллом, изготовляют из углеродистой инструментальной
стали.
В табл. 10 приведены марки сталей, наиболее часто
применяемые для изготовления соответствующих дета-
лей форм.
§ 3. Изготовлен:-;©, сборка
и испытание форм
При изготовлении форм для литья под давлением при-
меняют те же слесарные приемы, методы контроля и
13’
371
Т а б л и ц а 10
Мзркп сталей, применяемых при изготовл *ния деталей фирм
для литья металлов под давлением,
и твердость их термической обработки
Л Мали Лите й пы।- сплавы Марки стали Твеод.тсть Н1«.
<!>* »рм о образу ющие де- тали Цинковые, и медные Алюминиевые и магниевые 5X1JM; 5ХГМ 3X2BR; 4Х8В2 ЗХ2В8; 4Х8В2: 1ХВ2С; 5ХВ2С •11- 48 •18 - 52
Плиты крепления фор- мы (обоймы) Вес сплавы Сталь 45; 50 28--32
Плипл подкладные, вы- талкиватели и др. То же Сталь 35
Втулки и направляющие колонки, клинья » УЗА 46-50
Опорные влиты, контр- толка толи » Сталь 45; 50 49—45
11ру жипы » 70С2ХЛ; У7Л
используют те же инструменты, что и при изготовлении
пресс-форм для пластмасс (см. гл, XV). Широкое внед-
рение литья под давлшпюм в различных отраслях про-
мышленности позволило накопить большой опыт в этой
области те Шики. В настоящее врел1я литье?! под давле-
нием получают отливки очень сложной формы, что вы-
нуждает применять при изготовлении форм, кроме уни-
версальных станков общего назначения, специальные
станки.
К таким станкам относятся: профплешлпфовальпыс,
координатно-шлифовальные станки и др.
Широкое применение при изготовлении сложных
форм находят также электрофизические методы обра-
ботки, как, например, электроискровые, электроэрозпон-
пыс и ультразвуковые.
С, б о р к а ф о р м ы д л я л и г ь я и о д д а в л е и и с м
цветных сплавов во многом аналогична сборке,
стационарных пресс-форм для пластмасс. В литейных
372
формах особой тщательности требует пригонка подвиж-
ных частей в плитах. Она должна быть достаточно плот-
ной, чтобы металл нс проникал в стыки, но и не должна
вызывать зажима и заклинивания. Следует помнить, что
плотность пригонки в холодном виде отличается от
плотности пригонки во время литья. Поэтому детали
формы, подвижные в холодном состоянии во время ра-
боты (особенно при литье медных сплавов), могут очень
быстро привести к взаимному зажиму, если зазоры
между ними выполнены без учета разницы в темпера-
туре нагрева взаимно соприкасающихся деталей. Поса-
дочным местам подвижных частей формы нужно обеспе-
чить ходовую посадку.
После изготовления каждую форму испытывают для
определения ее работоспособности и качества отливок.
Только испытания позволяют уточнить конструкцию лит-
никовой системы и расположение каналов для отвода
воздуха.
Перед испытанием форму нагревают до рабочей тем-
пературы, чтобы уже на первых отливках можно было
предотвратить или уменьшить затекание расплава в за-
зоры между подвижными частями формы. Подогревают
форму электрическими нагревателями или газовыми го-
релками.
Во время испытаний определяют оптимальный техно-
логический режим литья - скорость заливки, давление
на расплав и необходимую величину выдержки. Основ-
ным критерием является плотность отливки, а также
качество ее поверхности. Испытания проводят под руко-
водством опытного специалиста-литейщика.
Виды брака и причины, их вызывающие, разнообраз-
ны, и сделать правильный вывод часто бывает трудно.
Например, такой дефект, как повышенная пористость
отливки во всех сечениях, может быть вызван различ-
ными причинами: большая скорость прессования, непра-
вильное расположение вентиляционных каналов, недо-
статочное сечение вентиляционных каналов, неправиль-
ный подвод сплава в форму. Недоливы, снап, нечеткие
контуры, грани и острые, углы отливки также являются
следствием нескольких причин: уменьшение давления
в сети, большое сечение питателя, малая скорость прес-
сования, недостаточная вентиляция формы, низкая тем-
пература сплава, низкая температура формы.
При испытаниях изготовляют опытную партию отли-
373
вок и проверяют их размеры па соответствие чертежу
отливки.
§ 4. Типичные неполадки в формах
и их устранение
Удар струи расплава о стенку матрицы или стержня по-
степенно изнашивает их поверхность, что сказывается па
качестве поверхности отливки. Таким образом, шерохо-
ватость поверхности отливки зависит от продолжитель-
ности эксплуатации формы. Полость формы, обработан-
ная полированием или отделочным шлифованием, обес-
печивает 7- 8-й класс, чистоты поверхности отливок.
Оформляющая полость формы после отливки 8000—
10 000 деталей из алюминиевых сплавов покрывается
сеткой грещпп (так называемый «разгар»), которая ос-
тавляет па отливке мелкий сетчатый узор. Из-за взаимо-
действия высоких температур выгорают углы па рабо-
чих торцах выталкивателей, что приводит к образованию
заусенцев па отливке.
Чтобы облегчить исправление этих дефектов па от-
ливках, проводят профилактическую зачистку полости
формы, применяют более теплостойкие материалы для
формы и строго соблюдают технологический режим про-
цесса литья-
Износ оформляющих поверхностей в результате удар-
ного воздействия струп расплавленного металла — наи-
более распространенный дефект, возникающий в про-
цессе эксплуатации формы.
Часто, как следствие разгара, сплав налипает на по-
верхность оформляющих деталей формы. Обычно нали-
пание происходит в местах нарушения чистоты поверх-
ности. Если сплав налипает па стенке, знака, вдоль кото-
рого происходит сталкивание отливки, то налипшие
частицы царапают поверхность отливки при съеме, что
приводит к браку. При появлении подобного дефекта необ-
ходимо тщательно зачистить и отполировать поврежден-
ное место формы, иначе периодическое налипание и
брак отливок неизбежны.
Налипание (пли привар) металла в плоскости разъе-
ма формы также приводит к неполадкам в работе. Для
предотвращения этого плоскости разъема формы обра-
батывают До более высокого класса чистоты и впима-
37-1
тельио следят за их состоянием во время эксплуатации
формы. Частицы металла, не удаленные с. плоскости
разз,ома, не позволяют форме полностью сомкнуться, что
приводит к потере точности размеров отливки и выбро-
су металла в образовавшийся зазор. На месте не. уда-
ленных вовремя с плоскости разъема частиц сплава уве-
личивается шероховатость поверхности, что способствует
повторному налипанию.
Одной из распространенных неполадок-формы, в ко-
торую расплав впускается непосредственно против топ-
ких оформляющих стержней, является частая поломка
стержней.
При проектировании формы стараются избежать
этого и направить поток расплава мимо оформляющих
элементов малых сечений, подверженных выгоранию на
кромках и поломкам.
Подвижные направляющие и фиксирующие элементы
формы — колонки, шиберы, наклонные направляющие
пальцы - - работают в тяжелых условиях одностороннего
воздействия давления в момент запрессовки и высокой
те м п ер а ту р ы расплава.
Во время работы тщательно следят за состоянием
рабочих поверхностей этих элементов. Не удаленная во-
время даже мелкая капля металла может вызвать цара-
пину, быстро приводящую к глубокой борозде и задиру
иа сопрягаемых поверхностях, что вызывает поломку
элементов формы и выход ее из строя.
К часто встречающимся неполадкам в работе формы,
возникающим при эксплуатации, относится также, полом-
ка длинных толкателей малого сечения, которая появ-
ляется в результате, перекосов системы выталкивания.
Это объясняется обычно повышенным износом направ-
ляющих механизма выталкивания. Для предотвращения
этого дефекта регулярно смазывают подвижные элемен-
ты системы выталкивания формы и следят за регулиро-
ванием толкающих упоров па машине.
/Местный размыв металлом поверхности оформля-
ющего стержня иногда приводит к возникновению под-
нутрений, вызывающих царапины и задиры па отливках
при выталкивании. Так же как и разгар, этот дефект по-
является в работе формы после, длительной ее экс-
плуатации.
В табл. И приведены типичные виды и меры устра-
нения брака при литье под давлением.
375
Табл и ца 11
Брак при литье металлов иод давлением и меры его устранения
Ik спот веге г в не
j еомечрии оглпвки
требованиям чер-
тежа
1 кправпчыюе опре
деление у сачки; не-
точное. и з го го в • It ч । и с
формы; коробление
отливки из-за недо-
статочной жесткости
конструкции
I Icnp a Bin ь р а змер i .1
форм В СОО1ВСТС1ВПИ с
пр авпл ы I о п одечитанной
усадкой; привести разме-
ры формы в соответствие
с чертежом отливки; про-
верить работу толкателей
с тем, чтобы устранить
выталкивание отливки из
формы с перекосом. При
необходимости ввести до-
полнительные толкатели
или изменить их форму.
Ввести в соответствую-
щих местах отливки реб-
ра жесткости
Надиры па по-
верхностях отлив-
ки
Мал литейный ук-
лон: забоины на
стержнях и в форме;
приваривание сплава
к стержням и форме;
недостаточная смазка;
высокая температура
заливаемого сплава
Исправить форму; уст-
ранить забоины; увели-
ч и I ь со дер ж а пне железа
в алюминиевых сплавах
до 1,5%; уменьшить ско-
рость впуска металла в
форму; увеличить смазку
в местах приваривания;
снизить температуру за-
лип ки
Гретины в от-
ливках из медных
сплавов
Неслитнпы, пе-
не г кое выполнение
ос гр I»] х кон гур о в
отливки
Замедленное удале-
ние стержней из от-
ливки и отливки из
формы; холодная фор-
ма; повышенное со-
держание цинка пли
кремния в сплаве
Неправильное рас-
положение пита теля;
малое давление па ме
талл; слишком боль-
шое сечение питателя
и малая скорость за-
полнения; холодные
формы или металл
Ускорить выемку от-
ливки из формы; заме-
нить сплав
Подвести питатель так,
чтобы не было раздроб-
ленности струи; умень-
шить сечение выпуска и
уве шчить скорость прес-
сования; повысить тем-
пературу; повысить дав-
ление в сети
376
Прг>ди,111сснис itn'i.i. 11
ripi ,ипк
Мер Ы j стран пя
Узорчатая ро-
вспхпость отливки
('АюНг iz)
Усадочная по
рис 1 ость л р о<спч-
пы и утоопк-киях
11 е в рав илыюе р а с -
п о лож г и и е и и г <Г1 ел я;
б о л ыи а я скор ос гь по-
ток а м сл а л < i; 1; и ? пра-
вильная пли недоста-
точная вентиляция
формы
Слитком топкое се-
чение виуска; низкая
т с71 т п е р а 1 у р а з л л ивки;
ход очная форма
Пл о хая : гоп г тр у кц! i я
о 1 л едки; отсу тез вне
питав’! я у то л ще иного
места оглпвки
Трещины в от-
ЛИВКЙХ ИЗ СПЛавС.З
алюминия с маг-
нием
Третий ы в от-
ливу ах из машно-
вых сплавов
Трепшлы в от-
ливках по цинко-
вых сплавов
Наличие резких пе-
редо дов от гонких се-
чении отлпгки к тол-
сты м; х пл о Д1«а я ф ор -
м а: нов ьппенное со -
лер ж а н не маги и я в
сплаве
Наличие резких пе-
реходов в отливках;
х пл о дн а। я фор ма; пе-
рекос отливки при
удалении из формы;
повышенное со лер ж а -
пне кремния или алю-
миния
Перекосы при уда-
лении отливки из фор-
li ы; елшпком быстрое
уд а лсине о гливки из
формы; п о в ы шен нос
содержание свинца в
сплаве
Увеличить • оченно
впуска; исправить венти-
ляционную систему; на-
править металл так, что-
бы воздух постепенно вы-
тесн я л ся и з ф ор мы;
уменьшить скорость прес-
сования
Увеличить сечение
впуска; повысить темне-
Р а1 У Р У заливки; н о до-
rpcib фор гл у
Обеспечить р чзиост он-
и ос 1 ь отли в ки; подвести
niirai ель к утолщенному
месту или армировать
это место вкладышем из
тою же сплава
Изменить конструкцию
детали, скруглить пере-
ходы; подогреть форму;
добавить в сплав чисто-
го алюминия
Ввести радиусы пере-
ход а, и од огреть фор м у;
о тр е гул ир овать р а б ну
выталкивателя; добавит ь
в сплав магния пли заме-
нить сплав
О тр е гул ир с>ва г ь ход
пл иты вы та л ки в а толей;
vp,елнчить врсмя вылерж-
ки о тли г ки в форме; за-
менив. сплав новым
377
§ 5. Ремонт форм
Наиболее распространен ремонт оформляющих деталей
формы с целью устранения поверхностных повреждений,
полученных в результате разгара. При этом большое
значение имеет своевременность такого ремонта, так как
иоягпглпнеея при разгаре микротрсщппы быстро увели-
чиваются п через некоторое время не. удается удалить
их без нарушения размеров оформляющей полосгп. Ре-
комшшметея восстанавливать чистоту поверхности
оформляющих деталей во время профилактического ре-
монта, назначаемого после, выполнения определенного
количества отливок. Ремонт поврежденной поверхности
выполняется шлифованием, доводкой и полированием.
Техническое состояние формы во многом зависит от со-
блюдения требований эксплуатации. Особенно тщатель-
но нужно следить за чистотой поверхности разъема фор-
мы. так как оставшийся облой может привести к вы-
бросу металла но разъему и попаданию его в подвиж-
ные механизмы формы. Плоскость разъема чаще других
мест формы требует ремонта. При малейших дефектах
ее обычно шлифуют и доводят. Для облегчения этих
операций, а также для создания большего удельного
давления в зоне смыкания обеих половин формы вели-
чину контактной поверхности в плоскости разъема стара-
ются уменьшить.
Одни из видов ремонта формы состоит в периодиче-
ской шмеле быстроизпашивающихся деталей.
Поверхность формы, расположенная против литника,
быстро изнашивается. Для увеличения срока эксплуата-
ции и упрощения ремонта формы в этом месте обычно
устанавливают рассекатель (рис. 146). Установка рассе-
, , кителя 1 изменяет направление
Рис. 14G. (.мепные дета-
ли литниковой системы
струи металла и смягчает ее
удар о противоположную стен-
ку матрицы. Применение рас-
секателя улучшает условия
впрыска металла, так как
струя плавно переходит от
круглого сечения к плоскому и
поток делается равномерным.
Облегчая условия работы фор-
мы, рассекатель удлиняет срок
ее эксплуатации. Сам рассека-
378
•юль быстро изнашивается, и .поэтому его делают смен-
ным. К часто сменяемым деталям относится и литнико-
вая втулка 2, предохраняющая от износа неподвижную
плиту формы.
§ 6. Прззипа безопасности
при испытании форм
При испытании формы на литьевой машине, нельзя опу-
скать холодную ложку в расплавленный металл или
забрасывать холодные отходы в плавильную печь во из-
бежание выброса металла. Нельзя стоять против пло-
скости разъема формы при заливке, так как в этом на-
правлении при неплотном смыкании формы летят брызги
жидкого металла. Рабочий-заливщик должен пользо-
ваться ложкой с. длинной ручкой (не менее 1000 мм).
Прежде чем приступить к работе на литьевой машине,
каждый работающий должен пройти инструктаж по тех-
нике безопасности непосредственно на рабочем месте
применительно к конструкции данной машины.
РАЗДЕЛ ПЯТЫЙ
СТАНОЧНЫЕ ПРИСПОСОБЛЕНИЯ
ГЛАВА XVIII
УСТРОЙСТВО ПРИСПОСОБЛЕНИЙ
§ 1. Назначение и классификация
приспособлений и их элементов
Станочные приспособления — наиболее распространен-
ный вид технологической оснастки. Приспособления
предназначаются для установки и закрепления обраба-
тываемых детален, правильной ориентации их относи-
тельно инструмента и рабочих органов станка и для
обеспечения нужного направления режущим инстру-
ментам.
Станочные .приспособления подразделяются по трем
основным признакам: но степени специализации, типу
станков и степени механизации.
По с. тс и св и специализации приспособле-
ния можно разделить па следующие группы:
у и и в с р с а л ь и ы е. (УП), применяемые при обра-
ботке различных деталей путем установки отдельных
элементов приспособления на требуемый размер (станоч-
ные тиски, токарные патроны, поворотные столы, дели-
тельные юловки и т. д.);
и с р е п а л а ж п в а с м ы е (многопредметныс.), пред-
назначенные для обработки различных деталей; они мо-
гут быль:
увивсрсалыю-сборпыс (УСП) (специальные приспо-
собления, собираемые из стандартных деталей, входя-
щих в комплект этих приспособлений);
универсально-наладочные (УНП) со сменными нор-
мали юваиными наладками (тиски со сменными фасон-
ными кулачками и губками, патроны цанговые со смен-
ными кулачками или ложементами — базовыми деталя-
ми, протяжные патроны со сменными направляющими
и т. и.); сюда же относятся групповые приспособления
з,чи
для обработки определенной группы деталей; такие
приспособления могут быть со сменными наладками или
с попаянными установочными .элементами, обеспечиваю-
щими обработку ра шых деталей без переналадки;
специальные (СИ), предназначенные для обра-
ботки одной или группы конструктивно и технологически
однородных деталей и i проектированные, исходя из оп-
ределенных условий обработки, формы и размеров заго-
товки при однажды принятой схеме базирования.
Универсальные, и \ пиверсально-сборныс приспособле-
ния применяю гея обычно при единичном и мелкосерий-
ном производстве, а универсально-наладочные п спе-
циальные— при серийном, крупносерийном в массовом
производстве..
1Jо типу станков (по назначению) приспособле-
ния делятся на токарные, фрезерные, сверлильные и т. д.
По степени механизации приспособления
различают с ручным зажимом и с механическим; послед-
ние могут иметь управление ручное, полуавтоматическое
и а вт о м а т и ч с с к о е.
Приводы механизированных приспособлении подраз-
деляются по источнику энергии, примененному для их
действия, на пружинные., механические, пневматические,
гидравлические, электромеханические, магнитные, цент-
робежно-инерционные и смешанные (пружинно-пневма-
тические, пружинно-гидравлические и т. п.).
При разработке конструкций приспособлений должны
соблюдаться правила выбора баз, обеспечиваться точное
и стабильное взаимное положение, детали и инструмента
при обработке, удобство установки, снятия и контроля
деталей, свободное удаление стружки, постоянство за-
жимного усилия и приложение его в местах, не приводя-
щих к деформации детали, жесткое крепление детали
при обработке, п условия, обеспечивающие безопасность
работы п сохранность поверхности детали.
Все станочные приспособления основываются на ис-
пользовании типовых элементов, которые можно разде-
лить па следующие группы:
уег.'.новочные .элементы, определяющие положение
детали в приспособлении;
зажимные, элементы — устройства и механизмы для
крепления деталей пли подвижных частей приспособ-
лений;
381
элемешы для направления режущего инструмента
и контроля его положения;
силовые устройства для приведения в действие за-
жимных элементов (механические, электрические, пнев-
матические, гидравлические);
корпуса приспособлений, на которых кренятся все
ос сальные элементы;
вспомогательные элементы, служащие для изменения
положения летали в приспособлении относительно инст-
румента, для соединения между собой элементов приспо-
соблений и регулирования их взаимного положения.
§ 2. Конструктивные элементы
приспособлений
Установочные детали. Детали приспособлений,
несущие установочные поверхности обрабатываемых де-
талей, применяются в виде опорных штырей, пластин,
призм, установочных пальцев и др. В установочную сп-
етому приспособлении входят также ориентирующие или
центрирующие устройства и механизмы опор.
При базировании деталей плоскими поверхностями
установочные элементы выполняются г. виде опорных
штырей и пластин. При установке деталей обработанной
базовой поверхностью применяют штыри с плоской го-
ловкой пли гладкие опорные пластины (147, а, в).
Если деталь устанавливается необработанными базо-
выми поверхностями, то используют штыри со сфериче-
ской п рифленой головкой и опорные пластины с косы-
ми пазами (рис. 147, <5, г).
Иногда (при обработке поковок и отливок) исполь-
зуют р е г у л и р у е м ы е о п о р ы (рис. 147, д).
Опорные штыри устанавливают глухой посадкой не-
посредственно в отверстия, расточенные в корпусах
приспособлений, или в переходные закаленные втулки,
запрессованные в корпус, опорные же пластины при-
крепляют к корпусу приспособления винтами.
Для базирования заготовок цилиндрической формы
применяют установочные призмы (рис. 148, а),
а при базировании по отверстию — установочные
пальцы (рис. 148,6).
Делали типа корпусов, плит, рам и картеров часто
устанавливают на два цилиндрических отверстия с па-
382
Рис. 147. Опоры:
d - ОПОрНЫР пн мри с плоской
головкой, п — штыри со сфери-
ческой И риф'И'КПП головной,
в - - гл а чка я у г i а и гцч >ч п а я пл а -
сипы, г - • опорная пластина с
косыми п.1 за мп, г/ - регулируе-
ма л опора
раздельными осями и па перпендикулярную к ним
плоскость. В этом случае деталь устанавливают на два
пальца, одни из которых цилиндрический, а второй име-
ет двусторонние срезы (рис. 148, в). При базировании
по отверстию и плоскости (рис. 148, ?) пален, делают
также срезанным. Срез пальца позволяет компенсиро-
вать погрешность в расстоянии между осями базовых
отверстий и осями установочных пальцев или между ба-
зовой плоскостью и отверстием вследствие возникнове-
ния дополнительного зазора.
Ориентирующие и самоцснтриру ющие
у с г р о и с т в а. Некоторые обрабатываемые детали при
установке в приспособлении необходимо ориентировать
по их плоскостям симметрии. Применяемые в этих слу-
чаях приспособления имеют нс только центрирующие, но
и зажимные устройства. На рис. 149,а показан ориенти-
рующий механизм с неподвижной / и подвижной 2 приз-
мами. При обработке литых и кованых заготовок с не-
точными pa3f.iopa.Mn неподвижный трафарет 9 делают
383
Рис. 1 IB. Ус i а побочные элементы для центрирования:
по ЦИЛПН^ри’Кл’КОП ВОВСрОИк 1И, б, я - по ни тип трпчсским О!П2рС1ИЯМ,
г, — по п лк корги и отверстию
Ркс 11‘> OpjiviiriipyioiBne и i гчопенгрнруюипн. усцюр/г
с неподвижной и подвижней призмами, б — <•> регулпрус
ИПИЗМОЙ. в ' С самоисшрирующпми pM*<ar,jviI
регулируем!,im (рис. 149. б), что позволяет окон-
чательно устанавливать его по размерам партии за-
готовок.
На рис. 149,/? показано ориентирующее устройство
с са.лоцептрирующпми рычагами. Деталь опирается па
рычаги 5 и при перемещении плунжера 4 ориентируется
ими в продольной плоскости симметрии. При отводе
плунжера рычаги, установленные па осях 6 и оттягивае-
мые пружиной 7, освобождают деталь.
3 а ж I! м и ы е э л е м с н т ы должны обеспечивать на-
дежный контакт обрабатываемой детали с установочны-
ми элементами и препятствовать смещению обрабаты-
ваемой детали под действием возникающих при обработке
усилий. Опп нс должны вызывать деформации и порчи
поверхности закрепляемых деталей.
Зажимные элементы, основанные па использовании
клипа, винта, эксцентрика, рычага, шарнира и т. п., на-
з ы в а ют з а ж и м а м и.
Риг 150. Глчиовые 'яжпиы:
СК«*. ! !М
р-^пу.
0,1111, К<- "МЯ КЛиНОМ, б- М. уаШГ,’.! '' 1Р'
R.jUUOM. В- ЦПИГОПЫЙ MCXi'Hli i'r; / —• K.ilHl, - JHIIJI, '
s’ ялсн< пнелмопривта. <» saivia^a, ь упор. / •
ЬОСМЙ рычаг, S -рычаге ОТЖИМНОЙ пружиной.
зажимаемая деталь. о угол клина. Q — сила
385
Применяют комбинированные зажимные механизмы.
Наиболее распространены клиновые зажимные
механизмы (рис. 150,а, б, в). Они позволяют за-
креплять деталь непосредственно или через прижимные
планки и рычаги. Для обеспечения 'самоторможения
угол клипа не должен превышать 6я.
Э к с ц о и триковые за ж и м ы являются разновид-
ностью клипа (криволинейные клинья) и выполняются
в виде секторов, дисков, цилиндров, рабочая поверх-
ность которых может быть очерчена по окружности, по
ло1 арифмической пли архимедовой спирали. Наибольшее
распространенно получили круглые эксцентриковые за-
жимы (рис. 151, о).
Р пс. 151, ЭксцоI»т рпковнс з аЖ1Шы:
а - схема устройства и действия гксиентрикя (о — ?к< цент рис «тот, Q--
си л а), б — у к сп е nip и к со л пр а л т.п fм кул а чком, fi - \ к с ц г п трпк с цп-
.'{П «др КП М Г? ’ II I овым к ул .1 чком
В и и т о в ы с м с х а и и з м ы используются для не-
посредственного зажима или для зажима с помощью
прижимной планки. Непосредственный зажим выполняет-
ся винтом при неподвижной гайке (рис. 152, б) или
гайкой па неподвижной или подвижной шпильке
(рис. 152, с, г).
Р ы ч а ж и о - in а р и и р и ы е э л е мент ы зажимных
устройств применяются в качестве приводных и усили-
тельных звеньев. По конструкции они бывают одноры-
38ft
Рис 152. Винтовые зажимы:
» —вши с та подвижкой гайкой, б — вшп с рычагом и с а моу ст mi .-напваю-
щейся пяткой, I? - гайка на ш’подв.пжпой шпильке, г — i анка на шарнирной
шпильке
чажные и двухрычажпые. Наиболее, простыми распрост-
раненным рычажно-шарнирным элементом являются
прижимные планки приспособлений (см. рис. 150, а, б;
151, <5, в; 152, е).
Рис. 153. Пружинные (зажим-
ные устройства;
<7 — за ж им к с корд н л ьв ому ста п ку:
/ — шп и идол ь станка, 2 — тр а вере а,
.? — па л р а пл я юща я колов ка, 4 - при-
я лишая планка, 5 — направляющая
втулка, -и---деталь; б--прижим.
Bi гросиный в откидную крышку
приспособления
Пружинные зажимы применяют для зажима
деталей с небольшими усилиями, возникающими при
сжатии пружины. Для создания постоянных и больших
зажимных усилий применяют механизмы, в которых
пружины сочетаются с пневматическими, гидравлически-
ми или электромагнитными приводами. Па рис. 153 по-
казано пружинное зажимное устройство для обработки
детали па настольно-сверлильном станке (а) и пружин-
ный прижим (б), встроенный в откидную крышку при-
способления (кондуктора).
Э л с м с н т ы д л я направления режущего
и н с т р у м е н т а. При обработке деталей на сверлиль-
ных и расточных станках направление инструмента обес-
387
печнвается неподвижными и вращающимися кондуктор-
ными втулками. Неподвижные кондукторные птулки
бывают постоянные, смешнее, быстросменные и специ-
альные. (рис. 151).
Ркс. ’54. Кондукторные (папраиляюпше) втулки:
и п ос I«1 ? и в з л б«’’ ч бур гика, б - поп о я пн а я . * б ср i и ы ,*м, в гм г 'in у я
с лыс;,ой, г — быс1р«’»смс*нпая с лыской и выемкой ещ головку ыпна.
О, е, ж -• специальные
Постоянные втулки делают с буртиком и без
буртика.
Сменные, втулки, как и постоянные, применяют
при обработке отверстия одним инструментом. По мерс
изиоег! их заменяют новыми. Пот. сменные втулки в кор-
пус приспособления запрессовыва ют в тулки-гнезда,
г! смспныс. втулки удерживаются в этих гнездах винтом.
В 1,т с. г р <! с м е и и ы е втулки используют при об-
работке отверстия последовательно несколькими инстру-
ментами различного диаметра (сверлом, зенкером, раз-
верткой). Для направления каждого инструмента тре-
о8Ь
оуегся своя втулка, поэтому для их быстрой замены
в буртике делается сквозная выемка под головку кре-
пежного виига. Чтобы втулку было удобнее поворачи-
вать, на буртике выполнена накатка.
Специальные конструкции кондукторных втулок при-
меняют при сверлении отверстий на наклонных 'поверх-
ностях, в углублениях деталей, при сверлении двух или
болел- отверстии, близко расположенных друг к дру-
гу, и т. д.
Для направления борштанг и расточных приспособ-
лениях применяют неподвижные п вращающиеся втулки.
Вращающиеся втулки ставят па бронзовые, шариковые
или игольчатые подшипники.
С и л о в ы с устройств а. В качестве усилительных
звеньев зажимных механизмов применяют силовые уст-
ройства пневматического, гидравлического и магнитного
действия.
Пиев м а т и ч е с к и е у с т р о и с т в а приводятся
в действие сжатым воздухом под давлением 6 кГ/см2.
Гидр а в л и ч е с к и е у с т р о й с т в а используются
в малогабаритных приводах и для создания больших
зажимных усилий, В гидравлических приводах рабочее
давление жидкости (масла) достигает 80 кГ/см2.
Усилие на шгоке пневматического или гидравлическо-
го привода определяется умножением величины давле-
ния воздуха или рабочей жидкости на величину рабочей
площади поршня. Для точного определения усилия па
штоке учитывают потери па трение между поршнем и
стенками цилиндра, а также между штоками и направ-
ляющими втулками и уплотнениями.
На рис. 155 показаны схемы пневматических силовых
устройств, а на рис. 156 — гидравлических.
Применяемые в станочных приспособлениях пневмо-
п гидроцилипдры делятся па два вида (двустороннего
и одностороннего действия) и могут быть встраиваемыми
в корпус приспособления или приставными. Приставные
цилиндры передают усилие на исполнительный механизм
преимущественно с помощью промежуточных звеньев —
тяг, рычагов, толкателей и т. п.
При использовании пневматических и гидравлических
силовых устройств требуются соответствующие приборы:
распределительные крапы для включения, реверсирова-
ния и выключения силовой системы, дроссели (регулято-
ры скорости воздуха или масла), регуляторы давления,
389
предохранительные клапаны, воздухе- и маслопроводпая
арматура - ниппели, штуцеры, трубопроводы, шлан-
ги в т. д.
Рис. 155. Схемы пневматических силовых устройств:
п - поршневого двустороннего действие; 5 — поршневого одностороннего дей-
ствия с волврп 1Ч.-.Й пружиной; я — дпафрагмеппги о двустороннего дейсышя;
г диафрагменного одностороннего действия; 1, К, 10 — штоки, 2, о, .9 — шту-
церы вочдухородл, 11 — корпуса, 4 — поршни, 5, 7 — пружины, 12 — диа-
фрагма; а — присоединение ре^иногканер.иго шланга к штуцеру; с — то же,
через промежуточный ниппель
390
Сжатый воздух подводится к силовым системам по
резинотканевым гибким шлангам, масло — по медным
трубкам пли толстостенным резинотканевым шлангам,
заключенным в гибкую металлическую броню (см.
рис. 155, 156). Внутри приспособлений воздух и масло
подаются по каналам, высверленным в корпусе пли
в друитх деталях приспособлений.
Вся аппаратура и арматура для пневматическик
систем Должна выдерживать давление, до 15 кГ/см®.
а для гидравлических систем — до 100 кГ/см2. Однако
Рис. 136. Схемы гидравлических силовых устройств:
а — гидравлический цплпплр ^пусюрппнгго дейеншя, " н» ж-.- одпосюроп-
пего действия, — сго-диппк львы» шланг с '< а норным клапаном, г, /> — конце-
вые присоединения гибких шлангов; /- гибкий шланг, 2— птип-ль
391
име.ются гидравлические системы, рассчитанные на дав-
ление до ,?С!0 кГ/см2.
)!, е л и т е л ь и ы с, ф и к сир у ю щ и е и в с п с м о г а-
тельные элементы. К делительным и фиксирую-
щим элементам приспособлений относятся делительные
механизмы, механизмы для перемещения элементов при-
способлений, детали для соединения отдельных частей
и узлов приспособлений и др.
Делительные устройства служат для правильного
углового или линейного перемещения деталей. Основны-
ми элементами делительных устройств являются диски
или линейки (плиты), фиксаторы, червячные пары, зуб-
чатые рейки с шестернями и наборы зубчатых колес.
Делительные диски изготовляют в виде круглой плиты
с делениями, пазами или втулками, расположенными по
окружности. Делительные. линейки представляют собой
призматические плиты, па одной из граней которых па
определенном расстоянии расположены пазы или втулки.
В качестве делительных дисков могут быть использова-
ны корпуса поворотной или передвижной части при-
способлений.
Фиксаторы (рис. 157) изготовляют в виде ци-
линдрических, конических и призматических пальцев,
конец которых входит в пазы пли втулки делительного
диска. Фиксатор точно подгоняется к направляющему
отверстию или пазу и вводится в делительный диск под
действием пружин, реечных или эксцентриковых меха-
низмов.
В гидрофнцированпых приспособлениях делают иног-
да фиксаторы, действующие от малогабаритного гидро-
нплпндра.
К в с и о м о г а т е л ь я ы м элементам приспо-
соблений относятся выталкиватели, защелки, замки, руч-
ки и т. и. части, применяемые, почти но всех конструк-
циях приспособлений.
К о р п у с н ы е эле м е и т ы. Корпус является основ-
ной частью приспособлений, на которой крепятся все
остальные элементы. Он воспринимает все. усилия, дей-
ствующие на деталь при ее закреплении и обработке.
При конструировании корпусов приспособлений учиты-
вают удобство установки и зажима обрабатываемой де-
тали, удобство подвоза инструментов и удаления струж-
ки, а также условия, обеспечивающие точность их уста-
новки и закрепления па станке.
Корпуса приспособлений делают литыми из чугуна,
сварными из стали пли сборными из отдельных элемен-
тов, скрепляемых болтами. Чтобы обеспечить достаточ-
ную жесткость корпусов без значительного увеличения
массы металла, их делают с ребрами жесткости.
Форма и размеры корпуса зависят от формы обраба-
тываемых в приспособлении деталей, а также от распо-
ложения установочных, зажимных и направляющих
элементов и механизмов. В пневматических и гидравли-
ческих приспособлениях корпус иногда служит одновре-
менно н резервуаром (цилиндром, камерой) для ежа-
Рис. 157. К он ci j) у кщ п? фикс, а тор он:
а - - п ру ж пины й со сфермчсск нм и я лъце м; б — пру ж инны и с ш а • < J i ком;
в — клиновой; г — кошрн скип; и — -вытяжной цилиндрический; ^-—вы-
тяжной реечный: / -фиксатор, 2—валик-шестерня, 3— втулка, ? —«
пружина; —ромбический палец фиксатора; ?-вы1ЯЖнг-й L гидрав-
лическим приводом
393
того нозду.ха пли масла, что также влияет на его форму
и размеры.
При изготовлении приспособлений корпуса являются
наиболее трудоемкими элементами и поэтому нормали-
зованы. Обработкой стандартных заготовок можно по-
лучить готовый корпус, а из отдельных простых стан-
дартны:/; корпусных детален можно собрать более
сложные корпуса.
Типы нормализованных элементов корпусов показаны
па рис. 158.
Рис. 158. Корпусные элементы приспособлений:
л — плита стачьиач о с: — птиты чугуипы.’, д коробки, с — швеллер, ж
трохгоаштк л - четырехгранник и - угольник, к, л - уго.чышки с ребрами,
м, н. О —ребра, л-лапка р-лию« корпуе, с — сварной, г - изготовленный
и -1. с г а и д «1 р 1 * • ЗЭ10Ю вки
§ 3. Универсально-сборные
приспособления
Вместо отдельных приспособлений, 'предназначенных
для выполнения только одной операции на определенном
станке, предприятия собирают универсальные приспособ-
ления из нормализованных, заранее изготовленных вза-
имозаменяемых деталей и узлов, позволяющих компоно-
вать различные приспособления для выполнения тех или
иных операций.
В универсально-сборных приспособлениях (УСП)
конструкции элементов так разработаны, что они позво-
ляют обрабатывать различные по форме и размерам де-
тали и компоновать приспособления к различным
станкам.
Комплект системы УСП состоит из базовых, корпус-
ных, установочных, направляющих, прижимных, кре-
пежных и вспомогательных деталей, а также из норма-
Рис. 159. Универсально-сборное двухместное приспо-
собление для сверления:
/ — базовая пли га, Л 3, 7-- опорные узлы, 4, hi - планки,
5, 11, /5 — зажимные гайки, 6 — направляющая вяулкл, S —
фиксирующая шпонка, 9, 13—болты, 12 — установочный
палец, 14— прижимная шайба
395
лпловаииих исразборпых узлов. Па рис. 159 показана
схема монтажа сверлильного приспособления из норма-
лизованных элементов системы УСП.
Основой конструктивных композиций приспособлений
служат б а з о в ы е дета л и, изготовляемые в виде
квадратных, прямоугольных и круглых плит, угольников
и колец. В теле базовых деталей имеются Т-образные
шпоночные пазы, расположенные с определенным ша-
гом. Угольники применяют для монтажа разнообразных
компоновок и обработки торцов деталей. Круглые пли-
ты и кольца также имеют Т-образные пазы для крепле-
ния других элементов и соответствующие отверстия для
монтажа их па планшайбах токарного или шлифоваль-
ного станков. Базовые детали изготовляют из отливок
хромоникелевой стали марки 12ХНЗЛ, которые, после, ме-
ханической обработки подвергают цементации и закалке
на твердость I IRC 58—-64. Шероховатость обработанных
поверхностей базовых деталей соответствует 9-му классу.
Обработка монтажных поверхностей, шпоночных и Т-об-
разпых пазов выполняется по 2-му классу точности. Эта
точность позволяет собирать компоновки по 3-му классу
точности.
Самой разнообразной по типоразмерам и существен-
но важной по назначению после базовых деталей яв-
ляется группа корпусных деталей. Соединяясь
с базовыми, они образуют корпуса приспособлений. Раз-
личное. сочетание высоты подкладки и опор позволяет
получить все размеры высот. Опоры соединяют шпонка-
ми, резьбовыми шпильками и круглыми гайками, что
позволяет получить прочный и жесткий блок.
К числу корпусных деталей относятся прямоугольные
и угловые опоры, подкладки, угольники, призмы, про-
ставки, направляющие и установочные накладки, соеди-
нительные планки.
Допуски па выполнение большинства линейных раз-
меров корпусных деталей соответствуют 2-му классе
точности, а допуски на непараллслыюсть и не.перпепди-
кулярпость плоскостей и осей точных отверстий приняты
по l-му классу точности. Пазы выполняют по 2-му классу
точности. Рабочие поверхности тщательно шлифуют
и доводят до 9-го класса чистоты. Материалом для этих
деталей служит также, сталь 12ХНЗА.
У с т а н о в о ч и ы с дета л и и направляющие также
имеют большое число типоразмеров. Сюда относятся
396
планки установочные, шпонки прямые и Т-образпые,
пальцы и диски установочные, штыри фиксирующие,
втулки простые, и переходные конусные. Эти детали из-
готовляют из сталей У8А, VI2А, хромистой стали 20ХА
и подвергают закалке с отпуском на твердость HRC 48—
60. Точность изготовления по 2—1-му классам.
К р е п е. ж и о - п р и ж в м н ы с д о т а л и — прихваты,
шпильки, болты, винты, шайбы, гайки и др. Детали этой
Рис. 160. Нсразборные узлы универсально-сборных при-
способлений
397
группы изготовляют в зависимости от назначения из
разных сталей: стали 20 с цементацией н закалкой на
твердость HRG 50 55, прутковой стали 45 с закалкой
I IRC 36 42 и износоустойчивой легированной стали
38ХА с гермообработкой па твердость I IRC 38—42. Точ-
ность н п'отов.кчшя этих деталей п<> 3 4-му классам.
Рабочие поверхности шлифуют до V 7.
Дет а л п р а з ново и а з и а ч е и и я — это элементы
УСП, которые по функциональному признаку нельзя от-
нести ни к одной из предыдущих групп. Сюда относятся
соединительные и откидные, планки, плапки-качалки,
плавки с резьбой, ушки, вилки, фигурные штыри, колпач-
ки, пружины, запорные кольпа, рукоятки, противовесы,
косынки, угольники соединительные. Все чти детали из-
готовляют из соответствующих качественных сталей
с термической обработкой и шлифованием.
Особую группу составляют неразборные узлы
УСП (рис. 160), широко применяющиеся в компоновке
приспособлений. Они позволяют получать с наименьшим
количеством корпусных, крепежных и дру.их детален бо-
лее рациональную и компактную конструкцию приспо-
соблений, ускоряют сборку, создают удобство при сбор-
ке и эксплуатации. Узлы монтируются как целая состав-
ная часть приспособления.
Принцип взаимозаменяемости и износоустойчивости
применяется и к неразборным. узлам. В связи с. этим
точность их изготовления, качество материалов и мето-
ды обработки такие же.
§ 4. Универ саяьяя-наладочные
чриспссоблс’кия
Большинство универсально-сборных приспособлений не
имеет быстродействующих зажимных устройств. Обра-
батываемые. в них детали зажимаются механическими
прихватами. Па многих заводах получили распростране-
ние агрегатные, сборно-разборные приспособления из
нормализованных узлов и базовых детален многократ-
ного применения с универсальными гидравлическими
зажимами.
Эти приспособления собираются из готовых взаимо-
заменяемых универсальных узлов на базовых плитах,
угольниках, а часто и непосредственно па столах стан-
398
Kou l применением пазовых зломенгов, нормализованных
или специально из готовленных соответственно конструк-
ции л анион детали.
Риг. 161. Пйрмалкзоваяяые узлы у иниерсальао-в ала дойных прпсно-
соблеппй:
а — плпгз, <5 - улпып'е, s-прдат отодвигаемый, г — првхваг Г образный
горизонтальный. е‘ — прихват рертни.тчьн.ый, е- упор регулируемый, .ч—
фиксатор базовый, з- пиличур гптравли'кч-кпй, и —• npxcno.oonviH'o для фре-
зерных работ, собранное иа столе станка
399
iia pile. IGi показаны некоторые нормализованные
узлы унигл-рсальио-наладочных приспособлений, разра-
Сышщх П14АТ. Полный комплект универсальных нор-
мали.юванны.х узлов и g.icobhx детален состоит нз 55 тп-
iioKoncTpyioiiiii 78 типоразмеров. Базовые плиты и уголь-
ники имеют Г-образные. шпоночные пазы, расположенные,
на верхней плоскости взаимно перпендикулярно одни
к дну i им. Пазы предназначены для установки корпус-
пых, базовых и фиксирующих элементов и зажимных
гидравлических прихватов.
Прихваты отодвигаемые, горизонтальные, и верти-
кальные предназначены для крепления обрабатываемых
деталей. Обрабатываемые детали зажимаются зажимны-
ми частями прихватов при помощи гидроцилиндров или
шипов. Сами прихваты крепят зажимными болтами
к плитам, угольникам или к столу станка. Вылет прихва-
тов регулируется соответствующей установкой корпуса
п величиной хода поршня сменного гидравлического ци-
линдра. Развиваемое прихватами зажимное усилие
достигает 900 -2000 кГ и зависит от диаметра сменного
цилиндра.
Сборка приспособлений не требует разработки черте-
жей, так как достаточно дать только схему компоновки
приспособления с указанием всех входящих в нее нор-
мализованных узлов и деталей. После использования
приспособление разбирают и сдают узлы и детали на
склад для использования при сборке оснастки для дру-
гого изделия. Универсально-наладочные приспособления
за очень короткий срок легко переналаживаются с одной
детали па другую пли с одной операции на другую.
Среднее по размерам приспособление собирают за 30—
40 мин.
Входящие в компоновку гидравлические узлы соеди-
няют между собой медными трубками или рукавами
высокого давления при помощи ниппелей, тройников
и накидных гаек. Вся гидравлическая арматура должна
быть рассчитана на давление в сети 90—100 кГ/см2.
Гидроцилипдры имеют четыре типоразмера с внутренним
диаметром 25, 35, 40 и 50 мм. Ход поршня для первых
двух типоразмеров равен 12 мм, третьего—15 мм
1! четвертою -- 18 мм. В силовом узле цилиндр крепится
путем ввинчивания резьбовой хвостовой части. Поршень
цилиндра соединяется с прихватами или зажимными ку-
лачками через резьбовое отверстие. Для подачи масла
к приспособлениям используются пн ч.ивидуальные насос-
ные станции или групповые, подающие масло одновре-
менно к нескольким станкам.
На рис. 161, и показано зажимное приспособление,
собранное непосредственно на стане фрезерного станка.
Приспособление состоит из базовою узла 1 и двух
универсальных зажимов 2. Стол />’ станка используется
как базовая плита.
Приспособления для групповой о б р а-
б о т к п. Кроме рассмотренных универсально-наладоч-
ных приспособлений, применяют также комбинирован-
ные приспособления для последовательной обработки
закрепленных за данным станком детален без перена-
ладки. Приспособления этого типа обычно разрабаты-
вают для деталей одного какого-либо класса и группы,
сходные по виду применяемого оборудования, методам
обработки, содержанию и последовательности операции,
применяемым инструментам.
Рис. 16!’ Приспособления для 1 рупп >вой обработки
ло1 j.ieii
14 В Ida.ИМИрОВ В. ?Л.
401
I’аш'юлес арке 1.я* устройство, по чробующео разра-
ботки кцмбгшнро’лаины.ч приспособлений для одповрг
•.'•иной ;ц'г. Ip'.HHbi л Га.Ц Й, пока ;.liiO IiJ
рис. iia «>)•, i ..btii екю 1 лкалы10-ф>н зорного
папка y( гановлены налаякп 1, и <>, ва которых при
вращении с гола ноечедсвателыю обрабатываются три
детали различных пшора.онеров. Рабочий, обслуживаю-
щий станок, загружает заготовки зтих деталей в указан-
ной последовательности в приспособление и снимает го-
товые дотаял на участке загрузки.
Па рис. 162,6 показано групповое, мши оместпое. при-
способление :> для обработки торнов заготовок (> и 7 на
продольно фре.зе.риом стайке.
Применению групповой обработки способствует так-
же использование комбинированных приспособлений со
сменными деталями. На рис. 162, й приведена схема
кондуктора <?, на котором можно сверлить отверстия
в кольцах разной ширины и разного диаметра. При
сверлении больших колец ставят разрезную шайбу 9,
л при сверлении малых шайбу 10.
Применение приспособлений для групповой обработки
обеспечивает лучшую загрузку оборудования и снижение
стоимости обработки.
§ 5. Приспособления с гидропластом
Для равномерного зажима в приспособлении одновре-
менно нескольких обрабатываемых деталей применяют
гидравлические камеры, заполненные минеральным мас-
лом или жидкой пластической массой — гидроплас-
том. Принцип действия такого механизма основан на
использовании закона Паскаля, согласно которому Дав-
ление на жидкость, помещенную в замкнутом сосуде,
передастся одновременно во все стороны с одинаковой
силой.
Таким образом, если в .замкнутую полость зажимно-
го приспособления поместить гидропласт и воздейство-
вать па пего внешней сплои, то можно получить гидро-
статическое давление, которое будет равномерно
распределяться па все стопки полости. На рис. 163, а
показана схема такого приспособления, в котором в ка-
пал Л ползуна О помещены гпдроплает 5 и три плунже-
ра (' помощью впита 7 ползун перемещают в папрзв-
ляюших <> и шжимаюг обраба: ываемые детали 1
Резьбовая пробка 7 накрывает пологи, .1, наполненную
гидравлической массой.
.'Давление со стороны шина равномерно передается
па все три плунжера, независимо от колебания размера
деталей. При раскреплении детален ползун вместе
с плунжерами возвращается в исходное положение.
При высоких давлениях жидкие заполнителл легко
проникают в зазоры подвижны?; сопряжений и требе ют
весьма надежных уплотнений. Поэтому гндропласт ма-
рок СМ, ДМ и МЛТИ-1-4 считается паплучшпм заполни-
телем полостей в приспособлениях. Sth марки гидро-
пласта обладают большой вязкостью и не просачиваются
в зазоры даже при давлениях, достигающих 300 кГ/см2
и более, не. меняют своих свойств с точением времени,
yeroiPinnbi is определенных интервалах температур и не
оказывают корродирующего воздействия на металлы.
Отстав гичропластов приведен в табл. 12.
Т а б л и ц а 12
Компоненты (в и температура плавления гидропластов
Компоненты и температура плавления Марки гидропласта
СМ дм МАТИ-1-4
Полп.хлорвиниловая смола марки
И 20 10 —
То же, марки Г1В . . . 1 — — 20
Дибутилф1злат (пластификатор) 78 88 59,2
Стеарат кальция (стабилизатор) 2 2 0,8
Вакуумное масло — — 20
Температура плавления, °C. . . 140 150 120-130 150-160
Для заполнения каналов мши оплунжсрных механиз-
мов в приспособлениях наиболее подходит гидропласт
марки ДМ- -мягкая и вязкая студенистая масса светло-
коричневого цвета. Гидропласт марки ДМ просачивает-
ся в зазор 0,01 мм при давлении более 125 кГ/см2, за-
стывает (студенеет) при температуре 100° С, нормально
работает при температуре от —20 до +40° С.
Гидропласт СМ — слегка прозрачная коричневая мас-
са, напоминающая сырой каучук. Он обладает более
высокой твердостью и вязкостью, чем гидропласт ДМ;
в зазоры 0,03, и 0,02 и 0,01 мм начинает просачиваться
при давлениях 300, 400 и 450 кГ/см2. На каждые
100 кГ/см2 давления объем массы уменьшается па 0,5%.
Гидроплает СМ может работать при температурах от
-I !> до -|6()°С н применяется для заполнения полостей
центрирующих приспособлений (патронов, оправок).
Гидропласты заливают в приспособление в расплав-
ленном виде. Перед заливкой приспособление подогре-
вают до температуры 160—120° С. Заливают массу обыч-
но через отверстие для силового плунжера, обеспечивая
выход воздуха из полости через какое-либо другое от-
верстие. (иногда для этого сверлят специальное отвер-
стие, которое затем заделывают). При заливке приемное
отверстие должно занимать наивысшее положение. За-
ливка должна выполняться нс самотеком, а путем на-
гнетания массы специальной масленкой под прессом.
401
Показанный ил рис. 163,6 са мопснгриj)yioinnn расточ-
ный патрон состоит из корпуса 22, закрепляемого па
планшайбе, нажимного винта 16 с шестигранным от-
верстием под ключ, плунжера 17, тонкостенной центри-
рующей втулки 20. Между корпусом н втулкой помещен
гидропласт 21. Впит 18 и конусная заглушка 19 при-
крывают отверстие, через которое при заливке гидро-
пласта из полости приспособления выходит воздух. При
вращении винта 16 гидропласт давит на топкие стенки
втулки 20 и равномерно по всему периметру деформиру-
ет их. Сжимаясь, втулка центрирует и зажимает зало-
женную в патрон растачиваемую деталь, предварительно
обработанную по наружному диаметру.
На рис. 163, в показаны пневматические многомест-
ные тиски с передачей усилия от пневматического сило-
вого узла на зажимные плунжеры через гидропласт.
Сжатый воздух через диафрагму 9 и нажимной плун-
жер 10 создает давление на гидропласт 8, который
перемещает рабочие плунжеры 15, зажимающие обраба-
тываемые детали (па рисунке не показаны). При от-
сутствии сжатого воздуха в сети давление можно созда-
вать винтом 14, действующим на плунжер 13. Качаю-
щаяся пята 11 одновременно зажимает две детали. Таким
образом в приспособлении с одинаковым усилием могут
быть зажаты сразу десять обрабатываемых деталей.
Штифты 12 служат для центрирования и фиксации де-
талей приспособления при сборке.
§ 6. Электромагнитные
и Магнитные приспособления
В станочных приспособлошшх <? электромагнитным
и магнитным силовым устройством обрабатываемые де-
тали закрепляются без механических зажимов. В этих
приспособлениях магнитный поток, создаваемый электро-
магнитом или постоянным магнитом, проходит через
обрабатываемую деталь, которая является частью маг-
нитопровода. При этом возникает сила, притягивающая
обрабатываемую деталь к плоскости приспособления.
Электромагнитные и магнитные приспособления мож-
но применять для закрепления деталей, изготовленных
из материала с большой магнитной проницаемостью, на-
пример из стали и чугуна. Эти приспособления приме-
405
пяются на плос.кошлпфовальных и внутршпллфовальпых
станках, т. е. в тех случаях, котта при работе режущих
инструментов по возникает больших сдвигающих усилий.
Пи одни из способов закрепления шлифуемых деталей
по быстроте и простоте нс может сравниться с закрепле-
нием детали при помощи магнитных приспособлений.
Обрабатываемая деталь опорной поверхностью прочно
прижимается к приспособлению, а остальные се поверх-
ности доступны для обработки. Для закрепления и от-
крепления детали достаточно включить или выключить
электрический ток или передвинуть поворотом рукоятки
блок е. постоянными магнитами.
Особенно широкое, применение электромагнитные
и магнитные приспособления находят в инструменталь-
ном производстве при изготовлении штампов, пресс-
форм, измерительного и вспомогательного инструмента
и обработке фасонных детален приспособлений.
Магнитные приспособления изготовляются в виде
прямоугольных, круглых и синусных плит. Электромаг-
ниты питаются постоянным током от генератора или вы-
прямителей. Постоянные магниты изготовляют из спе-
циальной высокоуглсродистоп стали с присадками воль-
фрама, кобальта и хрома.
По сравнению с электромагнитными приспособления-
ми плиты и патроны с постоянными магнитами имеют
следующие преимущества:
безопасны в работе, так как не связаны с использо-
ванием какого-либо источника тока;
не расходуют электроэнергию;
долговечны в работе (без ремонта работают 8—
10 лет).
Г Л Л В A XIX
ИЗГОТОВЛЕНИЕ И РЕМОНТ
ПРИСПОСОБЛЕНИЙ
§ 1 Получение и подготовка
заготовок
Станочные приспособления, как правило, изготовляют
станицами. Лишь нормализованные элементы сборно-
разборпы;-' приспособлений. а также детали и узлы УСН
И ЧТО i'> >ВЛЯЮ Г ССрПЙН'
Заготовки для детален приспособлений получай) i
.’иным, ковкой, отрезкой от болванок или ,тегов сорто-
вою проката и сваркой, Чыиы ™чь ни\iренине напря-
жения, вызывающие коробления п трещины в оптиках,
литые заготовки подвергают естественному или некссст-
венпому старению, а заготовки, сваренные из кусков,
стали, нагревают до температуры ООО- -650е'С и выдер-
живают при этой температуре в течение 1,5—3 ч.
Корпуса и стойки изготовляют из чугуна марок
СЧ 12—28 и СЧ 15—32 и стали обыкновенного качества
марки СтЗ.
Призматические и плоские опоры, установи, копиры,
эксцентрики, установочные пальцы, направляющи?
и опорные втулки, подвергаемые цементации и закалке
до твердости IIRC 55—60, изготовляют из стали 20.
Прихваты, упоры, рычаги и другие детали, не тре-
бующие высокой твердости, изготовляют из стали 45.
Для деталей сложной формы и ответственного назна-
чения используют легированные и углеродистые инстру-
ментальные стали. Так, детали, закаливаемые до сред-
ней твердости (I1RC 45—50), изготовляют из стали 40Х;
втулки, передающие силу прижима через гидропласт,—
из стали ЗОХГСЛ, а базовые детали универсально-сбор-
ных приспособлений — из стали 12X113A.
Для деталей несложной формы, закаливаемых до вы-
сокой твердости (HRC 55—63), например, для кондук-
торных втулок, установочных пальцев небольшого диа-
метра, цанг, копиров и копирных роликов, используют
инструментальные углеродистые стали марок У7А,
У8А, У10.
Из инструментальных легированных сталей чаще, все-
го применяют марку ХВГ, которая незаменима при из-
готовлении деталей сложной конструкции или деталей,
имеющих тонкие стенки и требующих высокой твер-
дости.
§ 2. Обработка корпусов и плит
Корпуса приспособлений применяются чаще всего в фор-
ме коробок, плит или оснований со стойками различных
форм п размеров. Корпуса мелких и средних приспособ-
лений обычно изготовляют из стандартных заготовок,
при использовании которых дополнительной обработкой
удается быстро it с минимальными затратами труда по-
лучить готовый корпус.
Литые корпуса изготовляют но следующей технологи-
ческой схеме: огливкп, обрубка, отжиг, снятие литейной
корки, старение.
Технологическая схема изготовления сварного кор-
пуса иная: отрезка заготовок на корпус, механическая
обработка под сварку, сборка под сварку, сварка, отжиг.
Некоторые операции являются общими для обоих
танов корпусов: обработка баз и мест крепления корпу-
са, грубая обработка мест крепления корпуса, чистовая
обработка баз, чистовая обработка опорно-установочных
элементов корпуса, чистовая обработка точных и коор-
динированных отверстий корпуса.
Для корпуса сварной конструкции заготовки отреза-
ют на механических пилах или резаками с кислородпо-
ацстиленовым пламенем. Затем кромки заготовок обра-
батывают под сварку па поперечно-строгальных станках
пли фрезерованием. Чтобы облегчить последующую об-
работку, а также установку приспособления на станке,
в основании корпуса растачивают или выфрезеровывают
углубление, образующее опорную плоскость. Подготов-
ленные. таким образом детали слесарь размечает под
сварку, устанавливает их в нужное положение, а свар-
щик прихватывает и.х точками электродуговой сваркой
в нескольких местах. После проверки слесарем правиль-
ности расположения деталей корпуса сварщик провари-
вает швы окончательно.
При изготовлении деталей станочных приспособлений
применяется преимущественно электрическая сварка, так
как газовая сварка приводит к чрезмерному местному
нагреву и короблению деталей.
Механическую обработку корпусов приспособлений
начинают с обработки базовых поверхностей. Исходной
базой обычно является опорная поверхность корпуса.
Если опорная поверхность круглая, ее обтачивают из
токарном, лобовом или на карусельном станке, а если
прямоугольная или восьмигранная, то фрезеруют на
вертикально-фрезерном станке. В зависимости от формы
корпуса базами могут быть три взаимно перпендикуляр-
ные плоскости или плоскость и перпендикулярная ей ци-
линдрическая поверхность (наружная или внутренняя).
Иногда используются только две взаимно перпендику-
лярные плоскости пли одно отверстие.
•!(><>
Если опорной плоскости и друиьх обрабатываемых
поверхностей недостаточно для использования в качестве
баз, то обрабатывают дополнительно поверхности пли
отверстия, являющиеся технологическими базами. Затем
эти поверхности или отверстия используют при сборке
приспособления. Базы стараются выбирать таким обра-
зом, чтобы все их можно было обработать с одной ус-
тановки.
После обработки базовых поверхностей обрабатыва-
ют крепежные пазы в основании корпуса. Затем следует
предварительная обработка остальных элементов корпу-
са, после которой базовые поверхности обрабатывают
начисто шлифованием. Плоскости корпуса, предназна-
ченные для установки на них элементов приспособления,
также подвергают чистовой обработке в соответствии
с классом чистоты, указанным на чертеже. Эта обработ-
ка может быть выполнена чистовым точением, шлифова-
нием, а если нужно, то и шабрением с проверкой по
контрольной плите.
Сверление, развертывание и нарезание отверстий
в корпусе выполняются чаще всего в процессе сборки.
Отверстия обрабатывают в таком порядке: при высвер-
ливании отверстие сначала центрируют коротким цент-
ровочным сверлом, чтобы создать направление для более
длинного и крупного сверла, затем сверло заменяют раз-
верткой и получают точный размер развертыванием, нс
меняя установки обрабатываемой детали. Иногда при-
ходится развертывать отверстия в процессе сборки. Эта
операция выполняется ручными развертками, которые
только калибруют отверстие, но не изменяют направление
его осн, если оно оказалось неправильным. Попытки вы-
править направление осп отверстия развертыванием
приводят только к получению овального отверстия.
Основой большинства приспособлений являются пли-
ты. На примере технологии обработки базовой плиты
универсально-сборного приспособления можно составить
представление о приемах изготовления плит для раз-
личных специальных приспособлений. Особенностью ба-
зовых плит УСП являются очень жесткие допуски на
плоскостность, параллельность и перпендикулярность
всех граней и пазов плиты.
После предварительной обработки строганием и фре-
зерованием поверхностей и пазов плиту передают па тер-
мический участок для нормализации, которую выполня-
409
jot для то! о, чюбы предотвратить чрезмерные деформации
при закалке. После предварительного шлифования
плоскостей и боковых граной плиту, прошедшую норма-
лизацию, подвергают искусственному старению. Оконча-
тельно-: шлифование плоскостей плиты выполняют с ох-
лаждепием при большом числе проходов круга и в раз-
ных направлениях. Плиты контрольных приспособлений
шлифуют в несколько приемов с перерывом в пять-шесть
дней.
После шлифования основную плоскость плиты дово-
дят па больших чугунных плитах. Доводку, как прави-
ло, выполняют па двух доводочных плитах (для предва-
рительной и окончательной обработки).
Для проверки перпендикулярности граней, кроме
обычных контрольных угольников, применяют специаль-
ное индикаторное устройство (рис. 164, а). На штативе
штат епрейсмаса монтируют две подвижные рамки.
В нижней рамке устанавливают небольшую упорную ли-
нейке /, а в верхней-—индикатор 2 со шкалой делении,
позволяющей отсчет вести е точностью до 0,005 мм.
В нижнюю часть плиты упирается линейка, а верхней
ее части касается ножка индикатора, которая должна
иметь предвари тельный натяг 0,2—0,3 мм.
Измерения выполняют сначала с одного края плиты,
а затем с другого. По показаниям индикатора устанав-
ливается перпендикулярность боковой грани к основной
плоскости плиты. При отклонениях от перпепдикуляр-
Рп,- НЛ Нриеш-т coiiTpii.Bt сторон и п.-rw. плзокыч п.тк
|||)|Ц-|1СГ,об.!Ц-П11Й
пости плиту приводя г в вертикальное положение, исполь-
зуя подкладки из алюминиевой фолы и. 13 гаком поло-
жении верхнюю грань плиты шлифую!. Так проверяют
и шлифуют все грани плиты.
После, обработки основной плоскости и боковых гра-
ней плиты шлифуют пазы. Шлифуют торцом круга пря-
мого профиля, имеющего небольшое поднутрение. Конт-
ролируют расположение пазов индикаторным приспособ
лопнем, конструкция которого показана на рис. 104,6.
Корпус индикаторного приспособления базируется по
основной плоскости плиты 1! трех точках; две другие не-
подвижные опоры приспособления устанавливаются
вдоль паза. Подвижной штифт такого шагомера жестко
связан е наконечником индикатора, закрепленною па
корпусе приспособления. При контроле» пазов приспособ-
ление настраивают ио блоку концевых плоскопараллель-
ных плиток.
Сначала шлифуют одну сторону паза, проверяя шаг
вышеуказанным приспособлением. Затем шлифуют вто-
рую сторону паза, проверяя сю ширину блоком конче-
ных плиток.
§ 3. Обработка отверстий
Обработка отве рстий с высокой точностью их взаимного
расположения - - необходимое условие при изготовлении
корпусов приспособлений, плит кондукторов, съемных
копиров, дисков делительных устройств и других ответ-
ственных деталей. Точное размещение отверстий в дета-
лях— сложная п ответственная работа.
При большом количестве приспособлений о б р а б о т-
ку точно размещаемых отверстий в ы п о л-
н я ю т па к о о р д п н а т н о - р а с т о ч п ы х с т а и к а х.
Эти станки универсальны и позволяют выполнять раз-
метку па плоскости и в пространстве, выполнять сверле
ние и расточку отверстий с точным координированием
их межцентровых расстояний и расстояний от базовых
поверхностей, устанавливать детали и узлы приспособ-
лений па заданных расстояниях и вести различные из-
мерения.
При малой зшрузке стоимость координатно-расточ-
ных станков не окупается. В небольших инструменталь-
ных цехах и при изготовлении не особенно сложных
111
и ответственных приспособлений применяют упрощенные
методы получения точно расположенных отверстий.
Довольно широко применяются сверление и рас-
т а ч и в а п и е и а и н с т р у м е. и т а л ь п ы х в е р т и-
кально-фрезерных станках, имеющих отсчет
продольно-поперечного перемещения стола с точностью
до 0,02 мм. Р. этих случаях для достижения большей
точности обработки отверстия сначала высверливают па
0,5—0,8 мм меньше номинальною диаметра, а затем
растачивают их резцом до нужного размера при точном
отсчете координат.
Шпиндель вертикально-фрезерного станка может
быть установлен в исходное, положение от базовой по-
верхности Л по точно калиброванной скалке 1 и изме-
рительной плитке 2, как показано на рис. 165, а. В этом
случае для совмещения оси шпинделя с плоскостью А
потребуется переместить его на величину 0,5£>4-е.
Шпиндель может быть установлен в исходное поло-
жение с помощью центрирующего индикатора по имею-
щемуся отверстию или цапфе, как показано на
рис. 165,6, в. Для этого стол с деталью перемещают до
тех пор, пока стрелка индикатора при вращении будет
оставаться неподвижной. Переход от базового отверстия
к растачиванию последующего отверстия или для изме-
рения расстояния между ними выполняют по схеме, по-
казанной па рис. 165, а. Пере?ме.щать стол можно по
штлхмасам 3 п установочным индикаторам 4. Для этого
в лоток укладывают набор штихмас.ов и устанавливают
индикатор в пулевое положение. Затем перемещают стол
по набору штихмасов па размер 200 мм, т. е. в положе-
ние., при котором стрелка индикатора вновь окажется
на нулевом делении.
Применяется также кнопочный способ раста-
чивания отверстий. Сначала размечают положе-
ния центров отверстий, сверлят их сверлами небольшого
диаметра и нарезают в отверстиях резьбу под винты,
которыми закрепляют над каждым из отверстий точно
шлифованные втулки. На контрольной плите по измери-
тельным плиткам и индикатору устанавливают втулки
на нужных расстояниях (рис. 165,3). Установив обраба-
тываемую деталь на столе вертикально-фрезерного стан-
ка, совмещают по центрирующему индикатору, закреп-
ленному в шпинделе станка, оси .шпинделя и втулки
(рис. 165, е). После этого втулку удаляют и растачпва-
41?
ют отверстие, нал которым опа была закреплена. Расто-
чив первое отверстие, настраивают шпиндель по второй
втулке и обрабатывают второе отверстие.
Можно добиться высокой точности расположения
отверстий растачиванием их на планшайбе токарного
станка. Для этой цели применяют различные, нриспоеоб-
Рис. 165. Точное размещение отверстий:
а — с помощью калиброванной скалки и концевых мер, б — по
и м е ющемус я отверсти ю, в — с лом ощыо ца пфы, г - - по п и хм асам,
д, с — но мерным в I ул кам (кнопкам)
413
,’:0ПП>! I 1р!ЮТ0ПШСС !f.'S [i!IX (l)HC, 1 (>6, It) COCIOHT ИЗ 11.ПП11-
шайбы / и -,io. 1ЫП1КП .*. закрепленного пл планшайбе
гамн. lloe.h nne ir-apme ibiioii раз?,п тки обрабаты-
ваемая ;n га.’в, <>' кренятся па нлашчайбе в таком поло-
жении, ч-iaubi юна ее базовая плоскость плотно приле-
Рис 166. PaCT.ninrailllv' опя'рстип г. тег;!.г.11 на
iI,।„ulnafull токарно; а станка
тала к уго.лышку, а под вторую базовую плоскость
подкладывают блок концевых измерительных плиток 4,
размер которого должен быть равен величине С. Затем
сверлят и растачивают первое отверстие делали.
При последующей обработке деталь передвигают по
угольнику (рис. 166, б). При -лом ранее установленный
блок концевых измерительных плиток не меняют, а под
другую базовую плоскость подкладывают второй блок
измерительных плиток, по размеру равный расстоянию В
между центрами отверстия. Закончив такую установку,
растачивают второе отверстие,. Остальные отверстия
обрабатывают после, соответствующей перестановки де-
тали на планшайбе. При этом нижний блок измеритель-
ных плиток снимают и кладут деталь прямо па плос-
кость угольника, а под вторую базовую плоскость
подкладывают блок плиток, равный размеру, показанно-
му на чертеже {рис. 166,в).
<14-1
Последнее отверстие растачивают в положении, когда
под деталь положен блок плиток размером С (рис. 166, и)
без изменения ранее установленного блока.
Блоки концевых мер используют только при установ-
ке детали. После закрепления ее в установленном поло-
жении на планшайбе блоки снимают и начинают раста-
чивание. Такой способ выполнения работы обеспечивает
координирование расположения отверстий с точностью
до 0,01 мм.
§ 4. Сборка приспособлений
Сборка станочных приспособлений сочетает операции
и переходы слесарной и механической обработки со
сложными и точными измерениями. Детали, не подле-
жащие слесарной обработке (винты, прихваты, споры,
гайки и т. и.), поступают па сборку в готовом виде. Де-
тали, требующие слесарной обработки, подаются сбор-
щику после механической и термической обработки.
Задача сборщика заключается в точной установке
деталей и узлов приспособлений по отношению к базо-
вой детали и их последовательном соединении.
Сборку сложных приспособлений целесообразно раз-
делять па узловую и общую.
При всем разнообразии конструкций приспособлений
можно рекомендовать такой порядок выполнения сбо-
рочных работ:
проверка комплектности и качества поступивших на
сборку детален и узлов;
слесарная обработка деталей;
проверка п сборка опорной п.тоекчети и базовых по-
верхностен корпуса;
пригонка поверхностей корпуса пот опоры;
установка, крепление и доводка опор, установочных
и направляющих детален и узлов;
установка, крепление, и доводка подвижных устано-
вочных деталей и узлов;
сверление, нарезание резьбы и сборка И|жпмвых уз-
лов и деталей приспособления с проверкой правиль-
ности н падежноеги закрсн.тения oop.iuaiываемых п'-
талей;
маркировка (клеймение) нрпгпо.об.ненпт? по чер-
тежу;
из
установка и пригонка шпоночных сухарей для уста-
новки приспособления но пазам станка;
окончательная проверка эксплуатационных размеров
н соответствия приспособления техническим условиям;
балансировка вращающихся приспособлений;
проверка приспособления в работе и сдача его ОТК.
Приступая к сборке приспособления, необходимо
тщательно проверить соответствие размеров и геометри-
ческой формы полученных деталей указанным в чертеже.
Размеры проверяют микрометрами, штангенциркулями,
глубиномерами, штихмасами, измерительными плитками,
штангепрейсмасами, индикаторами. Геометрическую фор-
му прямоугольных деталей проверяют поверочными ли-
нейками, контрольными угольниками, а фасонные детали
при необходимости контролируют угломерами и шаб-
лонами.
Чтобы избежать непроизводительных затрат времени
и улучшить качество сборки, необходимо добиваться
соблюдения точности обработки деталей собираемого
приспособления, заданной чертежом. При этом должны
быть выполнены следующие условия:
базовые плоскости приспособлений должны быть
строго перпендикулярны или параллельны друг другу;
плоскости, фиксирующие обрабатываемые детали,
должны быть прямолинейными или точно соответство-
вать очертаниям детали;
отверстия под кондукторные втулки должны быть
строго перпендикулярны плоскости, в которой они рас-
точены;
упоры, определяющие положение детали в приспо-
соблении, должны находиться в одной плоскости или на
одной горизонтальной липни;
винтовые, клиновые., рычажные и эксцентриковые за-
жимы должны плотно удерживать в рабочем положении
о б р а б а т ы в а е м у ю ;шт а л ь;
внутренняя и наружная поверхности кондукторных
втулок должны быть строго копцентричны.
Универсальные и специальные приспособления соби-
рают, выполняя пригоночные работы и обработку по
месту. Для выполнения сопряжений повышенной точ-
ности применяют опиливание, притирку и пришабри-
вапие.
Перед тем как приступить к сборке, детали очищают
и промывают керосиним или бензином. Необработанные
416
на станках поверхности литых и кованых деталей очи-
щают от ржавчины, окалины и следов формовочных
материалов стальными ручными и механизированными
щетками. Внутренние поверхности литых и кованых де-
талей, не. подвергающиеся обработке, грунтуют и окра-
шивают масляной краской. Все это должно выполняться
обязательно, так как при работе с неокрашенными кор-
пусами осыпающаяся с них окалина и песок портят конт-
рольные и разметочные плиты.
При выполнении слесарно-пригоночных работ опили-
вают фигурные поверхности и кромки; прорубают мас-
ляные канавки; удаляют излишки металла в местах, не
поддающихся станочной обработке; механизированными
инструментами зачищают, зашлифовывают и полируют
соответствующие поверхности, которые, согласно черте-
жу должны быть чисто обработаны. В соответствующих
местах деталей высверливают отверстия, развертывают
их и нарезают в них резьбу.
Базовые и направляющие поверхности обрабатывают
шабрением. В процессе, прпшабриванпя па небольших
поверхностях снимается слой металла толщиной до
0,05 мм, а па больших поверхностях -до 0,1 мм.
Детали, требующие герметичных соединений и по-
движных беззазорных посадок, притирают. Припуски на
притирку плоскостей, как правило, оставляют 0,03—
0,05 мм, а па притирку шлифованных отверстий 0,01—
0,02 мм. Чаще, всего притирают направляющие поверх-
ности и детали пневматических и гидравлических при-
способлений. Притирку выполняют на станках или вруч-
ную, используя приспособления для направления парной
детали. При ручной притирке используют механизиро-
ванные электро- или ппевмоипструменты.
Некоторые закаленные детали приспособлений (ко-
пиры, установи, опоры и т. п,) шлифуют вручную с по-
мощью ручных механизмов (пользуясь набором абра-
зивных инструментов к ним). Для ручного шлифования
применяют бруски соответствующего сечения п разме-
ров, изготовленные из естественных и искусственных
абразивных материалов. Для ручного шлифования аб-
разивные бруски выбирают с более высокой степенью
твердости, чем для механизированного. Бруски, потеряв-
шие в процессе .шлифования форму и абразивные свойст-
ва, восстанавливают правкой па чугунных плитах, шар-
жированных твердыми абразивными порошками.
417
11а чаталях после обраоо.ки все острые углы при-
тупляют, делая закругления радиусом 0,5 1,0 мм, иля
снимают фаски шириной 0,5—1,0 мм под углом 45°.
При сборке приспособлений работы всегда начинают
с установки базовой детали и подгонки в пей мест соеди-
нения с другими деталями. Базовую дстгтль устанавлива-
ют и закрепляют так, чтобы базовые поверхности была
точно ориентированы относительно измерительной базы.
Это называется обеспечением исходного положения.
В таком положении базовая деталь должна быть непод-
вижной и устойчивой. Если неподвижность не обеспечи-
вается массой базовой детали, ее крепят к контрольно-
сборочной плите или кантующемуся кубику прихватами
или струбцинами.
Крепление базовой детали к кантующемуся кубику
(pin-. 1G7, и) особенно удобно, так как кантовка кубика
Рпс 167. Устапопка базовых чгюлей при сборке:
а — кс ..-яг р< > т ьн а я п ни а и к а пт ую щи йеч ку би к, б — у с г а п овка к епосреа-
. твеино н а пл итс, к - - j с г а ппвк л н л 1-' а нт у ю I u е ii ел п р п ил о, г — vr • а а
на л о м кр a I а х; I - < •« н«р н.. « повер\ п • ->• и.. 2 \ 1 л т ьп н к, ;1 кош рольi> я
HJiUld, / Ь<1 ’3, .‘1 Mvpili СЛЫИИ IKlHlb'.l. f> bHf\p s i »’к
позволяет проверять положение деталей в трех различ-
ных проекциях. При кантовке кубик вместе с деталью
поворачивают гак', чтобы измеряемая или обрабатывае-
мая поверхность базовой или монтируемой детали была
параллельна плоскости контрольной плиты.
Чаще всего при установке базовой детали корпус
приспособления устанавливают основанием на конт-
рольную плиту (рис. 1G7, б). Такая установка позволяет
выполнить слесарные и сборочные операции над плос-
костями, параллельными основанию корпуса.
Если монтируемые детали устанавливают относитель-
но осевой линии точно обработанной цилиндрической
части основной детали приспособления, эту деталь кре-
пят к кантующейся призме (рис. 167, в).
Чтобы было удобно контролировать монтаж деталей
на поверхностях, перпендикулярных опорной плоскости
корпуса, базовую деталь устанавливают па домкратах
или клиньях, помещенных в трех точках (рис. 167, г).
Базовую деталь устанавливают по угольнику с полкой
на две одинаковые измерительные плитки. Установка
будет закончена, если обе плитки удерживаются планкой
угольника, придвинутого к опорной поверхности базовой
детали. Этот способ точнее, чем установка детали пэ
угольнику на просвет.
В процессе сборки выполняются
п точная выверка взаимного положепи
лов. Найденное положенно фиксируют
контрольными штифтами. Для этой
цели собранные и скрепленные на бол-
тах детали приспособления сборщик
сверлит совместно и полученные от-
верстия калибрует развертками под
напряженную или тугую посадку 2-го
класса точности под цилиндрические
штифты, которые запрессовывают под
прессом или загоняют легкими удара-
ми медного молотка.
Для фиксации двух деталей необхо-
димо ставить не менее двух штифтов и
как можно дальше один от другого.
Места расположения контрольных
штифтов выбирают так, чтобы отвер-
стия для них были сквозными
(рис. 168), иначе при разборке соеди-
регулпрованпе
деталей и уз-
Рис. 168. Фикси-
рующие штифты:
а. - - цилипярпческий,
б конический
419
пения штифты будет вынуть очень трудно. Исли невоз-
можно получить сквозное отверстие, ставят конические
штифты; отверстия под них обрабатывают конической
разверткой.
Чтобы повысить точность приспособления, иногда
применяют совместную обработку одной или нескольких
рогалей вместе с. корпусом приспособления после их
предварительной сборки. Гак, например, чтобы выдер-
жать соосность отверстий г. нескольких деталях, соби-
раемых па одном корпусе, их растачивают с одной
установки, а для лучшего выравнивания установочные
поверхности нескольких опор шлифуют совместно после
окончательной установки на корпусе приспособления.
§ 5. Изготовление и постановка
кондукторных втулок
Кондукторные втулки, как и многие другие детали при-
способлений, поступают на сборку в готовом виде после
механической и термической обработки. Втулки изго-
товляют на токарных станках из стали УГОЛ и закали-
вают до твердости IIRC 60 - -64. Втулки больших диа-
метров изготовляют из стали 20 с последующей
цементацией и закалкой до такой же твердости.
Ответственной операцией после токарной и терми-
ческой обработки является наружное и внутреннее шли-
фование втулок. По наружному и внутреннему диамет-
рам втулки с буртиком шлифуют па универсальных
круглошлифовальных станках в патроне с одной установ-
ки. Обработка выполняется по 2-му классу точности.
Для получения высокого класса чистоты отверстия втул-
ки доводят разжимными медными притирами с помощью
паст.
Чтобы обеспечить падежную посадку постоянных вту-
лок, их наружный диаметр шлифуют с припуском 0,01 —
0,02 мм больше диаметра отверстия в кондукторной пли-
те. Для лучшей запрессовки наружные поверхности вту-
лок покрывают водным раствором медного купороса.
Легкими ударами молотка втулку загоняют в отверстие
на глубину 3—5 мм, затем под рычажным или гидрав-
лическим прессом запрессовывают ее па полную глубину
в плиту.
После запрессовки каждую втулку проверяют па пер-
пендикулярность оси ее отверстия относительно плоско-
сти плиты. Проверка выполняется с помощью калибра,
вставляемого в отверстие втулки, лекального угольника
и двух измерительных плиток по способу, аналогичному
показанному ранее па рис. 167, а. Расстояние, между
центрами отверстий втулок проверяют круглыми калиб-
рами и измерительными плитками, помещаемыми между
ними. Неправильно за прессованные втулки выпреесовы-
вают, устанавливают и устраняют причину возникшей
неточности и эти же пли новые* втулки запрессовываю!
вновь.
§ 6. Контроль сборки приспособлений
Лучшим видом контроля готового приспособления
является его испытание в работе на деталях, для обра-
ботки которых оно предназначено. В период испытания
выявляются все недостатки конструкции и изготовления
приспособления, которые устраняют до передачи приспо-
собления в эксплуатацию.
Чтобы обеспечить высокое качество сборки, необхо-
димо соблюдать следующие основные условия:
не допускать на сборку детали, имеющие отклонения
ио размерам, форме и шероховатости поверхностей, пре-
вышающие допуски, установленные чертежом приспо-
собления;
если невозможно в процессе механической обработ-
ки достигнуть заданную точность, то добиваться нужной
точности размеров и формы слесарной доработкой и
взаимной подгонкой деталей;
постоянно контролировать контрольно-проверочными
и измерительными инструментами взаимное согласова-
ние элементов приспособления относительно трех пло-
скостей системы координат; сборочные единицы и при-
способления в целом собирать в такой последовательно-
сти: сначала подготовить корпус, затем проверить,
установить и довести каждую деталь в сборе; каждую
последующую деталь ставить только тогда, когда все
ранее собранные детали имеют заданные размеры и
установлены правильно;
избегать установки деталей непосредственно от от-
верстий; пользоваться мерными калибрами, контрольны-
ми пальцами, посредниками;
чистовую обработку тонкое генных втулок, запрсссо-
421
нынасмых в отверстия корпуса, в опоры пли на валы,
выполнять и сборе, 1ак как после запрессовки они из-
меняют спои размерь!;
проверять запанные размеры, биение подвижных ча-
стей и отклонения от геометрической формы в рабочем
положении приспособления;
количество фиксирующих штифтов должно быть та-
ким, чтобы деталь и сборочные единицы были надежно
установлены при дальнейшей разборке- сборке при-
способления; расстояние между штифтами выбирать
наибольшее;
не допускать подчеканки и наклепывания для изме-
нения характеры посадок; стремиться к более, точным
посадкам за счет соблюдения минимальных зазоров и
натягов, допускаемых чертежом.
При контроле обращают особое, внимание па согла-
сованность расположения рабочих элементов приспособ-
ления относительно трех взаимно перпендикулярных пло-
скостей. Устанавливать, пригонять и собирать детали
следует в комплексе, проверяя положенно всех элемен-
тов относительно указанных трех плоскостей.
При сборке используется только одна горизонтальная
плоскость - плоскость контрольной плиты (рис. 169,11).
Опа служит базой, от которой ведутся сборка и изме-
рения. Перемещая индикатор параллельно плоскости
контрольной плиты, выполняют при измерении процесс,
как бы обратный проектированию, перенося па деталь
размеры, заданные в проекции чертежа.
Когда требуется проверить размеры в другой проек-
ции, переворачивают (кантуют) приспособление, па 90°
и снова проверяют положение детали или узла в пло-
скости контрольной плиты (т. е. в горизонтальной пло-
скости) согласно размерам данной проекции. Если кан-
товка выполнена точно, то и приспособление будет иметь
точные размеры, заданные в этой плоскости.
Приемы измерений и контроля при сборке, имеют
важное значение. Измерение можно выполнять непо-
средственным контактом инструмента с деталью
(рис. 169,6) или через посредников (рис. 169, о). В ка-
честве посредников при измерении расстояний между
поверхностями могут служить концевые измерительные
плитки, а при измерении координат между отверстия-
ми- калиброванные цилиндрические валики.
Непосредственным измерением индикатором получа-
P ic. 169. Методы контроля сбор
а —- контроль ат пл с-скости плиты, б — измераниг н=пэ?вг
г st лыс, <f — измерение через посредников, г — контроль:
контроль соосности <•-
fc. Г /
п р исл осо бл г ни й:
•дстзс-икым контактом инструмента
эиесточдпя между эсг.ми отверстий
io। показания, отражающие отклонения oi формы изме-
ряемой поверхности, а не то расстояние, которое имеет
контролируемая поверхность от базовой плоскости. При-
менение посредников позволяет увеличить длину про-
веряемой поверхности и тем самым повысить точность
измерения. 1 ?о->тому при сборочном контроле приспособ-
лений пользуются преимущественно посредниками.
Процесс плоскостных измерений состоит из трех эле-
ментов: выявления отклонения от геометрической фор-
мы плоскостей, определения пепараллсльности плоско-
стей и расстояния между ними.
Отсутствие отклонений от геометрической формы
устанавливают прикладыванием контрольной линейки и
проверкой на краску.
Взаимная параллельность плоскостей проверяется
индикатором непосредственно или с посредником
(плиткой).
Расстояние между плоскостями определяют набором
(блоком) измерительных плиток.
Формы и размеры отверстий проверяют индикатора-
ми, нутромерами и штпхмаеамп.
Пепараллелыюсть осей отверстий и расстояние меж-
ду ними определяют валиками, входящими в отверстия
с беззазорной посадкой, и индикатором, а расстояние —
набором измерительных плиток и микрометром
(рис. 169, а).
Иесооспость отверстий проверяют с помощью двух
валиков: в одно отверстие вставляют с плотной посад-
кой гладкий валик, а в другое--валик с индикатором,
с посадкой, позволяющей провертывать его вручную.
Полуразность показаний индикатора, вращаемого вокруг
гладкого валика, будет величиной несоосности отвер-
стий (рис. 169,6).
§ 7. Ремонт приспособлений
Ремонт станочных приспособлений является квалифици-
рованной работой, требующей от исполнителя достаточ-
ных знаний и большого опыта, так как технология
ремонта никем .заранее не разрабатывается, а устанав-
ливается па рабочем месте, в зависимости от обнаружен-
ных дефектов.
424
Характер ремонта может быть различным. Обнару-
женные дефекты могут устраняться механической пли
слесарной обработкой. Часто 'ио делается аа счет от-
ступления от второстепенных чертежных размеров
деталей приспособления.
Так, например, валики, оси, пальцы восстанавливают
перешлифовкой их па меньшие диаметры. После этого
следует подгонка сопрягаемых деталей, замена их но-
выми или постановка в прежние отверстия тонкостен-
ных втулок, внутренний диаметр которых соответствует
новому диаметру валика, оси или пальца, а наружный
подгоняется под плотную или прессовую посадку втул-
ки в прежнее отверстие спариваемой детали.
Изношенные отверстия в деталях растачивают на
больший диаметр. В этом случае ставят втулку или из-
готовляют новую спариваемую деталь (ось, валец, ва-
лик и т. и.).
Могут быть изготовлены заново обе изношенные спа-
риваемые детали и поставлены па прежнее место.
Когда изношена плоскость, ее строгают и шлифуют
или шабрят, а для компенсации образовавшегося зазо-
ра ставят прокладку.
В приспособлениях для сверления наиболее быстро
изнашиваются кондукторные втулки. Кондукторные
втулки, потерявшие свой номинальный размер, заменя-
ют новыми или перешлифовывают их направляющее от-
верстие па другой ближайший размер. Наружный диа-
метр втулки при этом оставляют прежним.
Для концентричности наружного диаметра с внут-
ренним втулки шлифуют в оправе (в «рубашке»), уста-
новленной в патрон внутришлпфовалиного станка и про-
шлифованной без перестановки под плотную посадку
втулки.
Для восстановления сильно изношенных, но дорого-
стоящих деталей часто применяют электронаплавку из-
ношенных мест. Если изношена значительная поверх-
ность, по на небольшую глубину, применяют металли-
зацию. Иногда хорошие результаты дает наращивание
слоя хрома методом гальванического осаждения. 15 ред-
ких случаях для восстановления поломанных щчалей
применяют элсктродуговую сварку.
От большинства с г а и о ч н ы х п р и с п о-
соблений требуется высокая точность,
п о ') т о му ос в о в в ы м м е т о д о м р е м о н т а и х
4‘25
ИВЛЯСТСЯ 11 О Ji паи замена II 3 11 о ш о II 11 Ы X пли
и о л о м а и и ы х л е г а л е и.
!|рНЩ1Ы КЫШ>ТШ11И>1 <'ТесарНЫ.-., сборочных и кии 1-
ротьны % работ при р«'Мон:е приспособлений ничем не
отличакися oi нрш'моь, применяемых при изготовлении
новых приспособ leiuiii.
Дополниre.;ii нымн видами работ являются лишь уда-
ление коррозии с бывших в употреблении деталей и от-
жиг закаленных детален перед их слесарной или меха-
нической обработкой (в том случае, если деталь не мо-
жет быть восстановлена в закаленном виде).
Подвергшиеся коррозии детали отмывают в кероси-
не, ржавчину удаляют стальными щетками, абразивами
или шабрением. Иногда для снятия следов коррозии де-
таль подвергают дробеструйной обработке или травле-
нию в гальванических ваннах.
ЛИТЕРАТУРА
Ангеров М. Л. Приспособления для ш иылорсжлшнч стан-
ков. М., «Машиностроение», 1966.
Беккер М. Б. Лнгье под давленном. М, «.Высшая школа»,
1938.
Гел лор К). А. Иистоумеитал1.пые. слали. М., лМсгаллсргпя?-.
1968.
Горячев Д. В. и Ефремове.. И. Эксплуатация и ремонт
штампов листовой штамповки. М., сМашпиостроеппе», 1969.
Горошкпп А. К. Пртпособлеп-а.ч для металлорежущих
станков. Справочник. М., Машиностроение •, 1971.
Демки Е. Н. Справочник по пресс-формам. .4,, Лспплдат,
1967.
Мак иен к о II. И. Слесарное дело с основами ма горни дове-
дения. М., «Высшая школа , 1973.
Малов А. Н. Технология .холодной штамппзкп. М., «Машино-
строение», 1969.
Морозов А. П. Изготовление штампов для горячей штам-
повки. М., ' Машиностроение», 196а.
Технология материалов в нрнборостроении. Сборник иод ред.
А. II. Малова. М., «Машших 1 роение», 19!>9.
Владимиров Валентин Михайлович
ИЗГОТОВЛЕНИЕ ШТАМПОВ, ПРЕСС-ФОРМ
И ПРИСПОСОБЛЕНИЙ
Редактор Д. М Мокрец.'.р
Художественный редактор В. И Спирова
Топический редактор Н. В. Янг. кона
К о рректор Р. I [. С а моф a i о ьа
Т-й?931. Сдано в набор 1973 г, Поди. к пеший 2S/V
1974 г, < 5’орм а г 1 1 i is!/, >. Б ум. гн п. К<! . Об ь м 13..“»
печ. л. '2 2,68 у с.а, п. л. Уч, изд, л. 22.9/ Нт". Д» Ч 23
Тираж 36 (ИЮ экт. Цепа ь! кин.
11.4 ан вы пуска ди i eya i у ры и т.п ат ел ь« два «• I i ыс ш .1 г пт ко т а а
(профт гтобрл -.ованне) па 1974 г. IТо шцит, МЬ 79
М • »ск вл, К-51, II е ।. I н н на я ул., *9/11
11 здател ье т в<> <4;ысiпа я пi к< »л а
М* к' к< »вса я i и п о гр л фи я Де Л «.Со кт з п о чш р.ьр п ром. j
при Гогуяарсткешюм камтего ia Мшшсн.пв СССР
но Зелам и viaie.’; 1м. «в, но < и графин ц i ни поп iupj.iH.ni.
Хотлокскип ik-р., 7. Зак, 371»