







































































































































































































































































































































































































































































Автор: Молодык Н.В.
Теги: детали машин передачи (механические) подъемно-транспортное оборудование крепежные средства смазка общее машиностроение машиноведение машиностроение справочник руководство по ремонту издательство машиностроение
ISBN: 5-217-00422-3
Год: 1989




Серия
справочников
для рабочих
Основана в 1969 году
н.в.молодык
А.С. ЗЕНКИН
Восстановление
деталей
машин
СПРАВОЧНИК
МОСКВА
"МАШИНОСТРОЕНИЕ"
1989
ББК 34.44-08я 2
М75
УДК 621.81.004.67(035)
Рецензент канд, техн, наук В. Г. Контур
Молодык Н. В., Зенкин А. С.
М75 Восстановление деталей машин. Справочник. —
М.: Машиностроение, 1989.—480 с.: ил.
ISBN 5-217-00422-3
Приведены характерные неисправности деталей машин,
описаны современные методы их восстановления. Даны примеры
и конкретные рекомендации по подготовке деталей к процессу
восстановления, выполнению технологических приемов восста-
новления деталей непосредственно на рабочих местах с ука-
занием применяемого оборудования, материалов, режимов опе-
раций.
Для рабочих машиностроительных и ремонтных предприя-
тий; может быть полезен учащимся ПТУ.
2704010000—128
М 038(01)—89 128—89
ББК 34.44-08я 2
ISBN 5-217-00422-3 © Издательство «Машиностроение»,
1989
оглавление
Предисловие .......................................* 5
Глава 1. НЕИСПРАВНОСТИ ДЕТАЛЕЙ МАШИН ... 6
Причины образования неисправностей .................. 6
Характерные неисправности деталей.................... 7
Классификация восстанавливаемых деталей машин. . 16
Классификация дефектов............................ 23
Глава 2, ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА ПРОИЗ-
ВОДСТВА К ВОССТАНОВЛЕНИЮ ДЕТАЛЕЙ 26
Функции и задачи технологической подготовки....... 26
Нормативно-техническая документация .......... . 2Л
Технологическая документация ........................ 33
Средства технологического оснащения ................. 39
Глава 3. ПРОЦЕСС ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ.... 55
Очистка деталей................................... 55
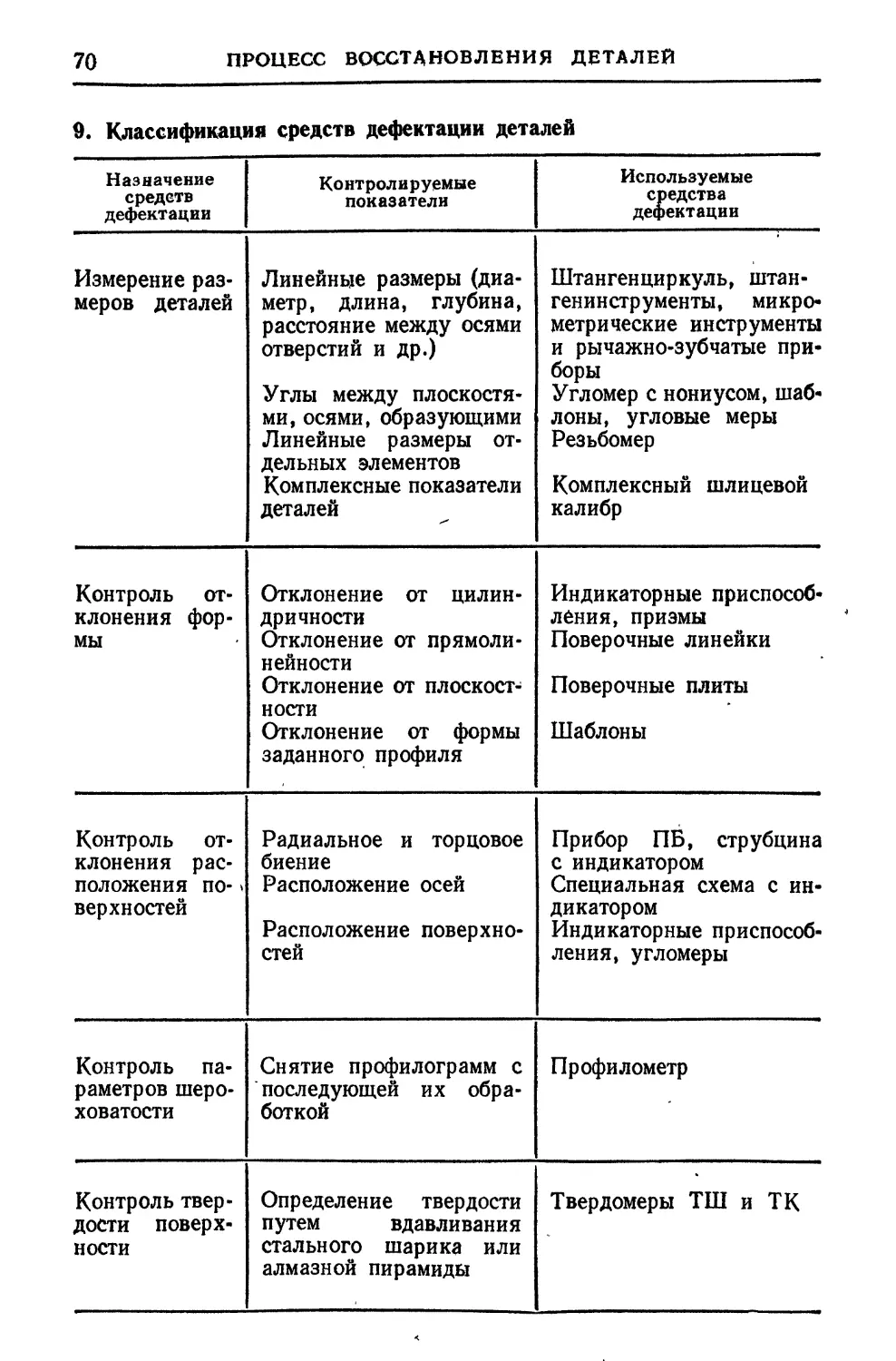
Дефектация и сортировка деталей ..................... 68
Восстановление работоспособности деталей и узлов. . . 75
Контроль качества восстановления .................... 78
Глава 4. СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ.. 81
Классификация способов восстановления ............... 81
Сварка .............................................. 81
Наплавка............................................ 122
Металлизация...................................... 148
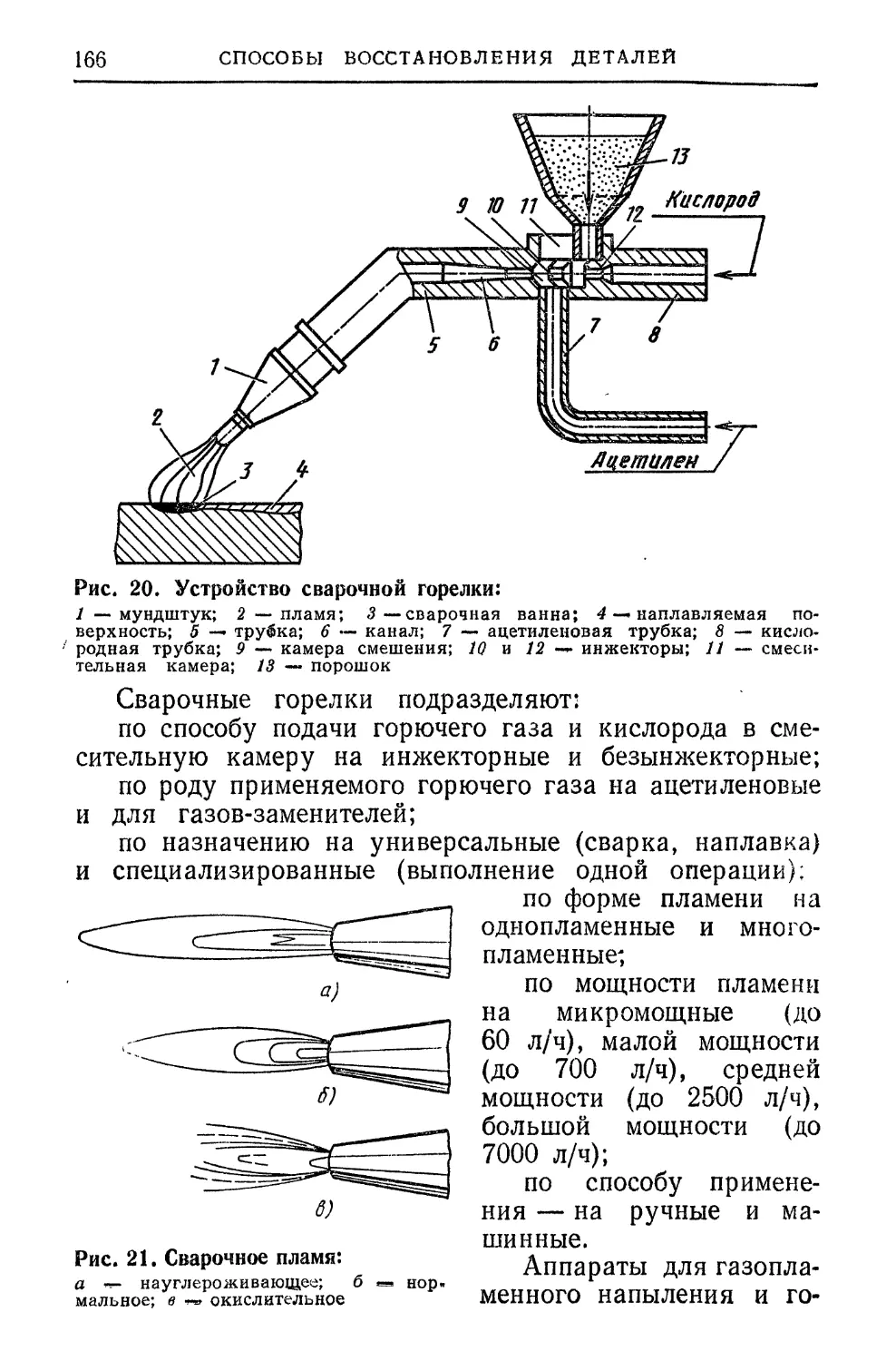
Газопламенное нанесение порошковых материалов ... 161
Гальванические покрытия........................... 178
Заливка жидким металлом ............................. 204
Применение пластмасс и клеев ....................... 211
Восстановление посадочных поверхностей и герметичности
соединений........................................ 223
Пластическая деформация.............................. 232
Паяные соединения ................................... 237
Термическая и химико-термическая обработка металлов
и сплавов .......................................... 250
Перспективные способы восстановления деталей .... 266
Упрочняющая обработка .............................. 269
Глава 5. МЕХАНИЧЕСКАЯ ОБРАБОТКА ПРИ ВОССТА-
НОВЛЕНИИ ДЕТАЛЕЙ .............................. 293
Назначение и обеспечение требуемой точности формы и
шероховатости поверхности .......................... 293
1*
4
ОГЛАВЛЕНИЕ
Выбор и использование технологических баз........... 301
Припуски на механическую обработку.................. 316
Обработка деталей, восстановленных различными спо-
собами ............................................. 331
Глава 6. ОСОБЕННОСТИ ТЕХНОЛОГИИ ВОССТАНОВ-
ЛЕНИЯ ДЕТАЛЕЙ РАЗЛИЧНЫХ ГРУПП. . 350
Корпусные детали.................................... 350
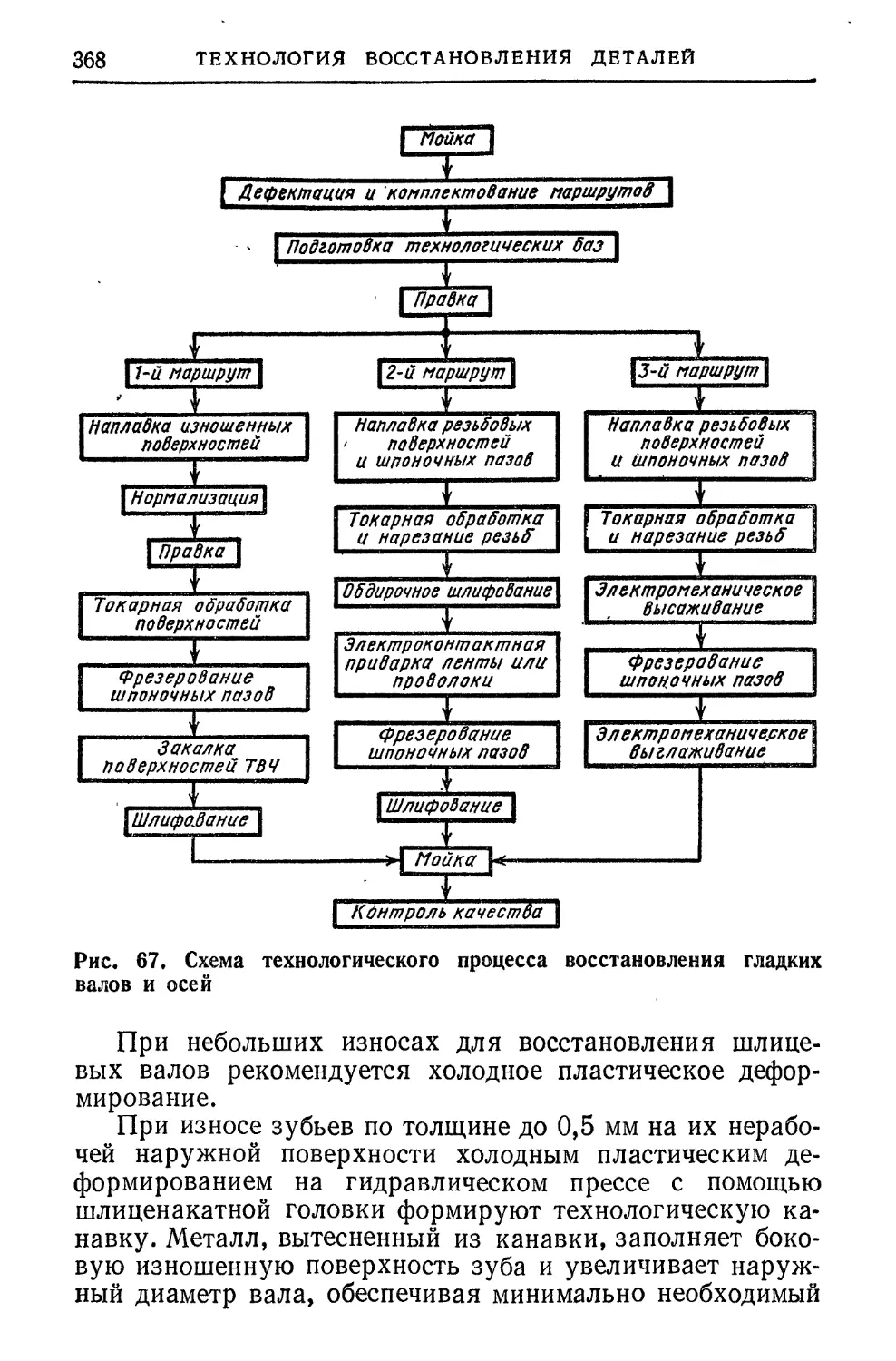
Шлицевые и гладкие валы ............................ 365
Зубчатые колеса и звездочки цепных передач...... 371
Детали ходовой части гусеничных тракторов....... 375
Трубопроводы и запорная арматура ................... 383
Резиновые и прорезиненные детали ................... 408
Глава 7. ВОССТАНОВЛЕНИЕ ОСНОВНЫХ ДЕТАЛЕЙ
ТРАКТОРОВ, АВТОМОБИЛЕЙ И СЕЛЬСКО-
ХОЗЯЙСТВЕННЫХ МАШИН................................... 415
Глава 8. ОРГАНИЗАЦИЯ И ЭКОНОМИКА ВОССТАНОВ-
ЛЕНИЯ ДЕТАЛЕЙ......................................... 438
Организация труда................................... 438
Техническое нормирование .......................... 441
Себестоимость восстановления ....................... 445
Годовой экономический эффект от восстановления де-
талей .............................................. 447
Приложение. Охрана труда при восстановлении деталей. . . 450
Список литературы....................................... 461
Предметный указатель 463
ПРЕДИСЛОВИЕ
Эффективное использование машин и оборудования
обеспечивается высоким уровнем их технического обслу-
живания и ремонта, наличием необходимого числа запас-
ных частей. Сбалансированное обеспечение запасными
частями ремонтных предприятий, и сферы эксплуатации
машин и оборудования, как показывают технико-эконо-
мические расчеты, целесообразно осуществлять с учетом
периодического возобновления работоспособности деталей,
восстановленных современными способами.
Восстановление деталей машин обеспечивает экономию
высококачественного металла, топлива, энергетических
и трудовых ресурсов, а также рациональное использова-
ние природных ресурсов и охрану окружающей среды.
Для восстановления работоспособности изношенных де-
талей требуется в 5—8 раз меньше технологических опе-
раций по сравнению с изготовлением новых деталей.
Ежегодный экономический эффект от восстановления
деталей только по Госагропрому СССР составляет бо-
лее 300 млн. руб.
По данным ГОСНИТИ 85 % деталей восстанавливают
при износе не более 0,3 мм, т. е. их работоспособность вос-
станавливается при нанесении покрытия незначительной
толщины. Однако ресурс восстановленных деталей по срав-
нению с новыми деталями во многих случаях остается низ-
ким. В то же время имеются такие примеры, когда ресурс
деталей, восстановленных прогрессивными способами, вне-
сколько раз выше ресурса новых деталей.
Высокое качество восстановления деталей может быть
достигнуто совместными усилиями инженерно-техниче-
ских работников и рабочих ремонтных участков. Важно,
чтобы рабочие, занятые ремонтом машин и оборудования,
знали не только назначение, конструкцию, износ и не-
исправности деталей, но и в совершенстве владели совре-
менными способами и приемами сварки и наплавки, на-
несения гальванических, газотермических и полимерных
покрытий, пластического деформирования, механической,
термической и упрочняющей обработки.
Технологические процессы восстановления деталей
в справочнике изложены с указанием приемов их осуще-
ствления непосредственно на рабочих местах с конкрети-
зацией применяемого оборудования, материалов и ре-
жимов операций.
Глава 1
НЕИСПРАВНОСТИ ДЕТАЛЕЙ МАШИН
ПРИЧИНЫ ОБРАЗОВАНИЯ НЕИСПРАВНОСТЕЙ
Образование и развитие неисправностей в машине
объясняется действием объективно существующих зако-
номерностей. Неисправности машин появляются в ре-
зультате постоянного или внезапного снижения физико-
механических свойств материала деталей, их истирания,
деформирования, смятия, коррозии, старения, перерас-
пределения остаточных напряжений и других причин,
вызывающих разрушение деталей. В большинстве слу-
чаев происходят изменения в сопряжениях — нарушения
заданных зазоров в подвижных соединениях или натягов
в неподвижных. Практически любая неисправность яв-
ляется следствием изменения состава, структуры или
механических свойств материала, конструктивных раз-
меров деталей и состояния их поверхностей.
Появление неисправностей обусловлено конструктив-
ными, технологическими и эксплуатационными факто-
рами.
К конструктивным факторам относятся: расчетные
нагрузки, скорости относительного перемещения, давле-
ния, материалы, их физико-механические характеристики
и структура, конструктивное исполнение деталей и сбо-
рочных единиц, форма и величина зазоров или натягов
в сопряжениях, макрогеометрия, шероховатость и твер-
дость поверхностей, условия смазывания и охлаждения
деталей.
Технологическими факторами являются приемы, спо-
собы, точность и стабильность получения заготовок, виды
механической, термической, упрочняющей и финишной
обработки при изготовлении деталей, правильность сборки,
регулирования, приработки и испытания узлов, агрега-
тов и машин.
Эксплуатационные факторы оказывают решающее воз-
действие на сохранение свойств элементов машин, обеспе-
ХАРАКТЕРНЫЕ НЕИСПРАВНОСТИ ДЕТАЛЕЙ
7
чиваемых их конструкцией и технологией изготовления.
К эксплуатационным относятся факторы:
определяемые назначением машин, ее нагрузочными
и скоростными режимами, а также интенсивностью экс-
плуатации;
не зависящие от назначения машины (условия эксплуа-
тации, своевременность и полнота технического обслу-
живания и др.).
Например, исследования деталей типа валов и осей
автомобиля ГАЗ-53, тракторов К-700, Т-150К, Т-74,
МТЗ-80 и комбайна СК-5 показали, что большинство
деталей в процессе эксплуатации подвергаются действию
переменных нагрузок. Эти детали испытывают четыре
вида нагружения: односторонний изгиб, одностороннее
кручение, переменный изгиб и переменный изгиб с кру-
чением (испытаниям переменными нагрузками подвер-
гают более 70 % деталей). Около 75 % цилиндрических
поверхностей имеют различные концентраторы напря-
жений: галтели, пазы под шпонки, кольцевые канавки,
отверстия, лыски и резьбы.
Различный срок службы (ресурс) деталей обусловлен
многими причинами. Основными из них являются сле-
дующие: разнообразие функций деталей в машине; широ-
кий диапазон изменения действующих на детали нагру-
зок; наличие как активных (движущихся), так и пассив-
ных (неподвижных) деталей; разнообразие видов трения
в Сопряжениях; использование в сопряжениях деталей
из разных материалов, вызванное необходимостью сни-
жения сил трения; отклонения в свойствах материалов;
точность и качество обработки сопрягаемых деталей;
условия эксплуатации.
ХАРАКТЕРНЫЕ НЕИСПРАВНОСТИ ДЕТАЛЕЙ
Неисправности деталей машин можно разделить на
три группы: износы, механические повреждения и хи-
мико-тепловые повреждения.
Износы деталей машин определяются давлением, цик-
лическими нагрузками, режимом смазывания и степенью
его стабильности, скоростью перемещения поверхностей
трения, температурным режимом работы деталей, сте-'
пенью агрессивности окружающей среды, качеством обра-
ботки и состоянием поверхностей трения и т. д.
8
НЕИСПРАВНОСТИ ДЕТАЛЕЙ МАШИН
В зависимости от условий работы все детали по виду
изнашивания можно разбить на пять групп. К первой
группе относятся детали ходовой части мобильных машин,
для которых основным фактором, определяющим их
долговечность, является абразивное изнашивание; ко
второй группе (шлицевые детали, зубчатые муфты, венцы
маховиков) — детали, у которых основным фактором,
лимитирующим долговечность, является износ вследствие
пластического деформирования; к третьей группе (гильзы,
головки блоков цилиндров, распределительные валы, тол-
катели, поршни, поршневые кольца) — детали, для кото-
рых доминирующим фактором является коррозионно-
механическое или молекулярно-механическое изнашива-
ние; к четвертой группе (шатуны, пружины, болты шату-
нов) — детали, долговечность которых лимитируется пре-
делом выносливости; к пятой группе (коленчатые валы,
поршневые пальцы, вкладыши подшипников, отдельные
зубчатые колеса коробки передач и др.) — детали, у ко- \
/горых долговечность зависит одновременно от износо-
стойкости трущихся поверхностей и предела выносливо-
сти материала деталей. '
Некоторые детали имеют несколько рабочих поверх-
ностей, работающих в различных условиях. По наиболее
изнашивающейся поверхности или наиболее вероятному
признаку разрушения эти поверхности следует отнести
к той группе, по которой лимитируется срок службы
детали.
Детали из перечисленных групп можно подразделить
на классы с целью установления предельных износов и
обоснования способов восстановления. Большинство (70 %)
основных изнашивающихся деталей, подвергающихся вос-
становлению, работает в сопряжениях типа вал—под-
шипник.
Механические повреждения деталей. К таким повреж-
дениям относятся трещины, пробоины, риски и надиры,
выкрашивания, поломки и обломы, изгибы, вмятины
и скручивания.
Трещины образуются в результате воздействия зна-
чительных местных нагрузок, ударов и перенагружений.
Они могут появляться в наиболее нагруженных местах
рам, блоков, корпусов коробок передач задних мостов и
других корпусных деталей различных механизмов. Тре-
ХАРАКТЕРНЫЕ НЕИСПРАВНОСТИ ДЕТАЛЕЙ
9
щины часто возникают на чугунных деталях и на деталях,
изготовленных из листового материала (крылья, капоты,
облицовка и т. и.). Кроме трещин, возникающих в ре-
зультате воздействия сил ударного характера,появляются
усталостные трещины в наиболее напряженных местах
деталей (продолжительное воздействие знакопеременных
нагрузок). Могут быть трещины и теплового происхож-
дения. Они возникают в перемычках гнезд клапанов
головок цилиндров и т. д.
Пробоины появляются в результате ударов различных
предметов о поверхности тонкостенных деталей. К таким
повреждениям относятся пробоины на стенках блока ци-
линдров, крыльях, капотах и корпусах коробок передач
и редукторов.
Трещины и пробоины в стенках блоков и головках,
а также в радиаторах могут появляться при замерзании
охлаждающей жидкости.
Риски и надиры (ряд рисок) на рабочих поверхностях
деталей чаще образуются вследствие загрязнения смазки
или абразивного действия чужеродных частиц.
Выкрашивание — дефект, характерный для поверх-
ностей деталей, подвергнутых химико-термической об-
работке (поверхности зубчатых колес коробок передач,
зубчатые муфты), появляющийся вследствие динамических
ударных нагрузок в процессе эксплуатации.
Выкрашивание может быть и в результате усталостных
напряжений, например выкрашивание баббитового слоя
на вкладышах подшипников шатунов и коленчатого
вала, на беговых дорожках колец шариковых подшипни-
ков, на профилях зубьев колес и т. п.
Поломки и обломы возникают при сильных ударах
о детали; часто наблюдаются на литых деталях. Могут
возникать также в результате усталости металла.
Изгибы и вмятины характеризуются нарушением формы
деталей и происходят в результате ударных нагрузок.
Такие дефекты появляются на рамах машин, различных
валах, балках передних мостов автомобилей, тягах,
а также деталях, изготовленных из листового металла.
Скручивание деталей возникает от воздействия боль-
шого крутящего момента, связанного с преодолением
временных значительных сопротивлений при работе. Скру-
чиванию подвержены различные валы, полуоси и т. п.
10
НЕИСПРАВНОСТИ ДЕТАЛЕЙ МАШИН
Химико-тепловые повреждения деталей по сравнению
с другими повреждениями встречаются реже и возникают,
как правило, в результате сложных взаимодействий при
тяжелых условиях эксплуатации машин. К таким по-
вреждениям относятся: коробление, коррозия, раковины,
образование нагара и накипи, электроэрозионное разру-
шение и т. д.
Коробление деталей происходит в результате воздей-
ствия высоких температур (чаще при нарушении правил
эксплуатации машин), приводящих к возникновению
структурных изменений и больших внутренних напря-
жений. Такие повреждения характерны, например, для
головок цилиндров автотракторных двигателей.
Коррозия — процесс разрушения металлов вследствие
химического или электрохимического взаимодействия их
с коррозионной средой. Поскольку подавляющее боль-
шинство технологических сред представляет собой элек-
тролиты, то основным видом коррозии оборудования
является электрохимическая коррозия.
Для оборудования характерны сплошная (равномер-
ная и неравномерная) и местная коррозии. Сплошная
коррозия проявляется в постепенном уменьшении перво-
начальной толщины элементов сосудов, аппаратов и ма-
шин. Скорость коррозии можно заранее рассчитать, ис-
пользуя данные по коррозионной стойкости конструкцион-
ных материалов в конкретных технологических средах.
Большую опасность представляет местная (избира-
тельная) коррозия. Основными причинами появления
местной коррозии, т. е. коррозии, охватывающей отдель-
ные участки гозерхности деталей машин и аппаратов,
являются как внутренние факторы (непостоянство струк-
туры и свойств материала, состояние поверхности, не-
однородное напряженное состояние в элементах конструк-
ции ит. п.), так и внешние факторы, определяемые прежде
всего условиями взаимодействия металла со средой (тем-
пература, давление, время, условия контактирования,
состав коррозионной среды и т. п.). Для оборудования
характерна местная коррозия, т. е. точечная, контактная,
щелевая, пятнами и язвами.
При выполнении сварочных работ в результате спе-
цифических условий кристаллизации и воздействий термо-
деформационного цикла возникают неблагоприятные из-
ХАРАКТЕРНЫЕ НЕИСПРАВНОСТИ ДЕТАЛЕЙ
И
менения в металле сварной конструкции и сварном шве.
При этом для сварных соединений характерными недо-
статками являются структурно-химическая макро- и ми-
кронеоднородности в отдельных зонах соединения (основ-
ной металл вне зоны термического влияния, переходные
структуры в пределах каждого участка зоны термиче-
ского влияния основного металла, металл сварного шва),
неоднородность напряженного состояния из-за наличия
остаточных напряжений, пластических деформаций, де-
фектов сварных швов, технологических и конструктивных
концентраторов напряжений.
Оценивать и прогнозировать процессы развития мест-
ной. коррозии практически невозможно; поэтому она во
многих случаях приводит к внезапному выходу конструк-
ции из строя. Значительно снижают работоспособность
сварной конструкции такие виды избирательной корро-
зии, как межкристаллитная коррозия, характерная для
сварных конструкций, изготовленных из коррозионно-
стойких хромистой и хромоникелевой сталей, и ножевая
коррозия по линии сплавления.
Одним из видов разрушения являются коррозионные
усталость и растрескивание. Коррозионная усталость
возникает при одновременном воздействии циклических
растягивающих напряжений и агрессивной среды и обус-
ловлена значительным снижением предела выносливости
в специфических условиях по сравнению с пределом вы-
носливости этих металлов на воздухе. Коррозионное
растрескивание наблюдается при одновременном воздей-
ствии коррозионной среды и внешних или внутренних
растягивающих напряжений с образованием транскри-
сталл итных или межкристаллитных трещин.
На склонность к образованию коррозионных трещин
существенно влияют среда, давление и температура,
физико-химические свойства металла, величина и харак-
тер распределения растягивающих напряжений и т. п.
Коррозионное растрескивание низкоуглеродистых и низ-
колегированных сталей наблюдается в щелочных раство-
рах, особенно при температурах выше 40 °C. В этом слу-
чае растрескивание происходит при растягивающих на-
пряжениях, близких к пределу текучести. В сварных
соединениях трещины образуются чаще всего в зоне
максимальных остаточных напряжений, в дефектах формы
12
НЕИСПРАВНОСТИ ДЕТАЛЕЙ МАШИН
шва и в околошовной зоне, т. е. в тех местах, где имеется
структурно-химическая неоднородность и неоднородность
упругопластической деформации.
Хромоникелевые коррозионно-стойкие стали наиболее
часто подвергаются транскристаллитному коррозионному
растрескиванию в хлорсодержащих средах при повы-
шенных температурах (выше 60 °C), что является харак-
терным для многих аппаратов.
Разнообразие условий эксплуатации обусловливает
различные виды изнашивания рабочих поверхностей дета-
лей машин и аппаратов. Для оборудования характерными
видами изнашивания являются абразивное, коррозионно-
механическое, гидроабразивное, гидроэрозионное и ка-
витационное.
Наиболее распространенный вид разрушения техно-
логического оборудования — коррозионно-механическое из-
нашивание, происходящее в результате механических
воздействий, сопровождающихся химическим или элек-
трохимическим воздействием среды на металл. В резуль-
тате совместного воздействия механического и корро-
зионного факторов в ’поверхностных слоях металла про-
исходят взаимосвязанные явления, способствующие ак-
тивации процессов упругопластического деформирования,
химических и электрохимических реакций и т. д.
К наиболее распространенному виду коррозионно-ме-
ханического изнашивания относят прежде всего разру-
шение металлов при трении в коррозионной среде, кото-
рое происходит при одновременном воздействии на по-
верхность металла коррозионной среды и сил трения.
Особенно интенсивно этот процесс протекает на рабочих
поверхностях роторных и винтовых питателей установок
для непрерывной варки целлюлозы, на поверхности ва-
лов, цапф и защитных втулок насосов, формующих и су-
шильных цилиндров, барабанов и валов бумагоделатель-
ных машин, торфогидролизных установок и на другом
оборудовании.
Гидроабразивное изнашивание происходит в результате
воздействия на поверхность металла твердых абразивных
частиц, взвешенных в жидкости и перемещающихся отно-
сительно изнашиваемой поверхности. Такой вид харак-
терен для рабочих колес и корпусов насосов, предназна-
ченных для перекачки технологических жидких сред,
ХАРАКТЕРНЫЕ НЕИСПРАВНОСТИ ДЕТАЛЕЙ
13
деталей гарнитуры размольного оборудования, поверх-
ности стенок корпусов варочных котлов, особенно в ме-
стах установки загрузочных, выдувных и циркуляцион-
ных устройств и других деталей. Гидроабразивное изна-
шивание происходит при наличии значительного числа
абразивных частиц в составе технологической среды.
При воздействии скоростных потоков жидких техно-
логических сред на поверхность трубопроводов, деталей
насосов, запорной и регулирующей арматуры и тому
подобных поверхностей возникает разрушение металла
вследствие ударных воздействий турбулентных струй —
гидроэрозионное изнашивание. Его разновидности — кор-
розия при гидравлических ударах и кавитационное изна-
шивание.
Кавитационное изнашивание металла происходит в ре-
зультате воздействия на его поверхность микроударных
нагрузок, возникающих при образовании и захлопы-
вании кавитационных полостей и пузырьков.
Раковины (выгорание) образуются в результате местных
температурных воздействий на поверхности детали, на-
пример раковины на корпусных поверхностях (фасках)
выпускных клапанов и т. д.
Нагар образуется в результате взаимодействия силь-
нонагретых газов и продуктов сгорания топлива и масел
на поверхностях деталей. Образовавшийся нагар ухудшает
условия теплопередачи и в некоторых случаях приводит
к перегреву деталей и образованию на них трещин.
Накипь на стенках рубашки блока появляется в ре-
зультате использования в системе охлаждения двигателей
воды с малорастворимыми в воде солями магния и каль-
ция и механическими примесями.
Электроэрозионное разрушение возникает в результате
воздействия на поверхности деталей искровых разрядов.
Электроны, вылетающие с катода, выбивают с поверхно-
сти анода частицы металла, которые рассеиваются в окру-
жающей среде и частично переносятся на катод. Такие
повреждения возникают на электродах свечей, на кон-
тактах электрических приборов (прерывателей, распре-
делителей, магнето и др.), на коллекторах генераторов
и стартеров и т. п.
Существует значительная номенклатура деталей и
Других элементов машин, которые изнашиваются и разру-
14
НЕИСПРАВНОСТИ ДЕТАЛЕЙ МАШИН
шаются по малоизученным закономерностям. Например,
некоторые пластмассовые детали, выдерживающие вы-
сокие нагрузки и хорошо работающие даже в условиях
недостаточного смазывания, не выдерживают длительного
воздействия солнечных лучей.
Существуют также неисправности, связанные со сни-
жением тех или иных эксплуатационных свойств деталей.
Например, пружины, рессоры, торсионные валы, порш-(
невые кольца вследствие динамических нагрузок и теп-
лового воздействия без видимых внешних повреждений
утрачивают упругость, нарушая тем самым нормальную
работу агрегатов, и часто вызывают полную потерю
работоспособности машин.
Якоря генераторов переменного тока и роторов магнето
в результате сотрясений, ударов, повышенного нагрева
могут утрачивать намагниченность и нарушать нормаль-
ную работу машины в целом. Превалирующим видом
неисправностей является износ деталей. Интенсивность
нарастания износа деталей и изменение зазоров подвиж-
ных сопряжений в зависимости от продолжительности
работы происходят в определенной закономерности.
Первый период характеризуется интенсивным нара-
станием износа за сравнительно малый период работы —
это время приработки деталей. Износ в этот период во
многом зависит от шероховатости поверхности деталей,
условий смазывания и нагрузки. С ростом шероховатости
рабочей поверхности, а также с увеличением нагрузки
в начальный период работы износ деталей значительно
повышается.
Второй период, наибольший по протяженности, соот-
ветствует нормальной работе деталей и сопряжений.
За время нормальной эксплуатации износ деталей уве-
личивается на сравнительно небольшую величину, часто
называемую естественным износом. Интенсивность изна-
шивания при этом во многом зависит от условий эксплуа-
тации, а также от своевременности и качества проводимого
технического обслуживания.
Третий период характеризуется интенсивным нараста-
нием износа деталей вследствие увеличивающихся зазоров
в сопряжениях. Работа сопряжений с износами, превы-
шающими допустимое значение, как правило, характе-
ризуется нарушением условий смазки, сопровождается
ХАРАКТЕРНЫЕ НЕИСПРАВНОСТИ ДЕТАЛЕЙ
15
перегревом деталей, появлением шумов и стуков и часто
заканчивается аварийным разрушением. Такие износы
называются предельными. Детали, имеющие предельные
износы, к работе не допускаются; они должны быть вос-
становлены или заменены новыми.
Таким образом, зная закономерность нарастания износа
детали или увеличения зазора сопряжения, можно легко
определить предельные и допускаемые износы деталей
или зазоры сопряжения.
Предельным износом называют износ, соответствую-
щий предельному состоянию изнашивающегося изделия.
Допускаемым износом называют износ, при котором
изделие может сохранить работоспособность в течение
межремонтного периода.
Значение допускаемого износа всегда соответствует
второму периоду нормальной эксплуатации.
Неисправности деталей по вероятности их появления
можно разделить на три вида: зависимые, равновозмож-
ные и независимые (или случайные).
Появление одной из зависимых неисправностей обяза-
тельно вызовет появление другой зависимой неисправ-
ности или будет сопутствовать последней.
Равновозможные неисправности возникают без законо-
мерной связи друг с другом, но каждая из них в отдель-
ности должна появиться на детали обязательно (законо-
мерно). Вероятности появления таких неисправностей
примерно равные.
Случайные неисправности возникают независимо от
других неисправностей детали. Они носят случайный
характер и при эксплуатации деталей могут и не по-
явиться.
По характеру возникновения зависимые и равновоз-
можные неисправности могут быть результатом есте-
ственного изнашивания, а случайные — результатом
только аварии.
Взаимосвязь неисправностей позволяет достоверно оп-
ределять на изношенных деталях закономерные сочетания
неисправностей, группировать детали с большим числом
различных сочетаний неисправностей в небольшое число
маршрутов и составлять технологический процесс на
совместное устранение комплекса дефектов.
16
НЕИСПРАВНОСТИ ДЕТАЛЕЙ МАШИН
КЛАССИФИКАЦИЯ ВОССТАНАВЛИВАЕМЫХ ДЕТАЛЕЙ
МАШИН
Все поверхности деталей, которые подлежат восста-
новлению, делят на исполнительные, основные, вспомо-
гательные, технологические и свободные.
Исполнительные поверхности предназначены для вы-
полнения служебного назначения, например, поверх-
ности лемехов, отвалов, дисковых ножей и других рабо-
чих органов сельскохозяйственных, землеройных и мели-
оративных машин.
Основными поверхностями детали опираются на по-
верхности других деталей и занимают в механизмах
вполне определенное положение, предусмотренное кон-
струкцией.
Вспомогательные поверхности служат опорой для дру-
гих деталей и определяют их положение в механизме.
Технологические поверхности предназначены для бази-
рования деталей при изготовлении и восстановлении.
Свободные поверхности соединяют все поверхности
в одно целое и не соприкасаются с поверхностями других
деталей.
Детали характеризуются формой, размерами, мате-
риалами, массой, сбалансированностью, а также допу-
сками (формы и расположения поверхностей): прямоли-
нейности, плоскостности, круглости, цилиндричности, па-
раллельности, перпендикулярности, соосности, симме-
тричности, позиционного отклонения, пересечения осей,
радиального и торцового биения, наклона, формы за-
данного профиля. В процессе эксплуатации кроме изме-
нения формы, размеров, массы и расположения поверх-
ностей возникают трещины, обломы, сколы, забоины,
нарушается балансировка.
Характеристики поверхностей деталей приведены на
рис. 1.
Из всех восстанавливаемых поверхностей наружные
и внутренние цилиндрические поверхности составляют
53,3 %, резьбовые — 12,7 %, шлицевые — 10, 4 %, зуб-
чатые — 10,2 %, плоские — 6,5 %, все остальные —
6,9 %.
Кроме параметров восстанавливаемых поверхностей,
приведенных на рис. 1, для выбора способов восстановле-
КЛАССИФИКАЦИЯ ВОССТАНАВЛИВАЕМЫХ ДЕТАЛЕЙ
17
ния очень важными факторами являются: тип сопряже-
ния, виды трения и относительного перемещения поверх-
ностей в процессе эксплуатации машин. Эти факторы
объединяются общим понятием — показатели условий ра-
боты (табл. 1).
Поверхности восстанавливаемых деталей подобной гео-
метрической формы с общими признаками условий работы
называют типовыми. Классификация типовых поверхно-
стей и их кодовые обозначения для машинной обработки
информации с помощью ЭВМ приведены в табл. 2. Клас-
сификация составлена таким образом, что ее можно
уточнять и дополнять при появлении новых типовых
поверхностей новых машин и оборудования, используя
сочетания геометрической формы поверхностей и условий
их работы, не вошедшие в приведенную в таблицу.
Все восстанавливаемые детали подразделяют на два
класса: тела вращения и не тела вращения. Из двух
классов деталей выделено семь подклассов. Отдельно
|‘ поверлностеп\
< *4 Форtia, }
Раз поры
~| Упругость " |
Сопротивление
усталости
Рис. 1. Характеристика поверхностей деталей
Диаметр |
Длина j
Ширина~\
' -Ц 'Толщина |
Гл у В ина \
-4 Площадь |
18
НЕИСПРАВНОСТИ ДЕТАЛЕЙ МАШИН
1. Показатели условий работы восстанавливаемых поверхностей
Показатели условий работы Процент от общего числа восстанавливае- мых деталей
Сопряжение поверхностей Вид трения Относительное перемещение поверхностей или выполняемая функция
Неподвижное, обеспечивае- мое: посадкой вспомога- тельными де- талями Трение покоя — 35,4 27,5
Подвижное Скольжение Поступательное Возвратно-посту- пательное Вращательное Возвратно-вра- щательное 2,1 3,2 11,5 6,7 32,8
Качение Вращательное Возвратно-враща- тельное 0,3 1,5
Качение с проскальзыва- нием Перекатывание со скольжением 7,5
Несопрягаемые поверхности Скольжение Обработка почвы Измельчение тех- нологического материала 3,4 0,6 4,2
Транспортирова- ние материалов, жидкостей, газов 0,2
Подвижное Ударные на- грузки Чередование кон- такта с зазором о,1
КЛАССИФИКАЦИЯ ВОССТАНАВЛИВАЕМЫХ ДЕТАЛЕЙ
19
2. Кодовое обозначение типовых поверхностей
восстанавливаемых деталей
Название типовых поверхностей Кодовое обозначение
Цилиндрические поверхности: неподвижного сопряжения, обеспечиваемого тре- нием: наружные 0221
внутренние 0321
неподвижного сопряжения, обеспечиваемого вспо- могательными деталями: наружные 0222
внутренние 0322
подвижного сопряжения при трении скольже- ния: с возвратно-поступательным движением: наружные 0232
внутренние 0332
с вращательным движением: наружные 0234
внутренние 0334
с возвратно-вращательным движением: наружные 0235
внутренние 0335
подвижного сопряжения при трении качения: с вращательным движением 0241
с возвратно-вращательным движением: наружные 0242
внутренние 0342
Резьбовые поверхности неподвижного сопряжения, обеспечиваемого трением: наружные 1821
внутренние 1921
Шлицевые поверхности условно неподвижного со- пряжения: наружные 1622
внутренние 1722
Зубчатые цилиндрические поверхности: подвижного сопряжения при трении качения с проскальзыванием: наружные 1243
внутренние 1343
работающие в условиях торцового скольжения и ударных нагрузок: наружные 1244
внутренние 1344
20
НЕИСПРАВНОСТИ ДЕТАЛЕЙ МАШИН
Продолжение табл. 2
Название типовых поверхностей Кодовое обозначение
Плоские наружные поверхности: подвижного сопряжения при трении скольже- ния: с поступательным движением с возвратно-вращательным движением работающие в условиях: поступательного движения при обработке почвы вращательного движения при измельчении тех- нологического материала Плоские внутренние поверхности условно непо- движного сопряжения Конические поверхности: неподвижного сопряжения, обеспечиваемого тре- нием: наружные внутренние неподвижного сопряжения, обеспечиваемого вспо- могательными деталями: наружные внутренние работающие в условиях чередования контакта с зазором: наружные внутренние Профильные поверхности: подвижного сопряжения с поступательным дви- жением при трении скольжения работающие в условиях поступательного дви- жения: при обработке почвы при транспортировании жидкости: наружные внутренние при транспортировании газовых смесей: наружные внутренние Сферические поверхности подвижного сопряжения с возвратно-вращательным движением при трении скольжения: наружные внутренние Канавки неподвижного сопряжения, обеспечивае- мого вспомогательными деталями: наружные внутренние 2831 2835 2811 2812 2922 0421 0521 0422 0522 0451 0551 2631 2611 2605 2705 /602 2702 3335 3435 4222 4322
КЛАССИФИКАЦИЯ ВОССТАНАВЛИВАЕМЫХ ДЕТАЛЕЙ 21
Продолжение табл. 2
Название типовых поверхностей Кодовое обозначение
Пазы неподвижного сопряжения, обеспечиваемого
вспомогательными деталями:
наружные 4622
внутренние 4722
Лыски неподвижного сопряжения, обеспечиваемого
вспомогательными деталями:
наружные 4422
внутренние 4522
3. Классификация восстанавливаемых деталей
Подклассы Конструктивно-технологические группы Код
Детали типа тел вращения
Точные цилиндри- ческие детали Поршневые пальцы Детали гидроцилиндров Прецизионные детали топливной ап- паратуры Детали гидрораспределителей Крестовины карданных валов Толкатели двигателей Клапаны двигателей 01 02 03 04 05 06 07
Валы и оси Валы и оси цилиндрические Валы шлицевые Валы, оси (полуоси) с фланцами, вил- ками Валы-шестерни, валы пустотелые Распределительные валы Коленчатые валы 10 11 12 13 14 15
Стаканы, гильзы, диски, ролики, катки Маховики Гильзы цилиндров Стаканы, втулки, ступицы Фланцы, чашки дифференциалов Направляющие колеса, ролики, шки- вы, барабаны Барабаны тормозные Опорные катки, ролики Поршни двигателей Диски трения, диски муфт сцепле- ния Диски сеялок, лущильников, борон 20 21 22 23 24 25 26 27 28 29
22
НЕИСПРАВНОСТИ ДЕТАЛЕЙ МАШИН
Продолжение табл. 3
Подклассы Конструктивно-технологические группы Код
Детали с зубчаты- Зубчатые колеса 30
ми поверхностями Звездочки цепных передач 31
1 Ведущие колеса 32
Храповики 33
Детали, не являющиеся телами вращения
Корпусные детали Блоки цилиндров Головки цилиндров Корпуса коробок передач и транс- миссий Корпуса редукторов, картеры, ру- кава, подшипниковые щиты Корпуса гидронасосов Балансиры Станины 40 41 42 43 45 46 47
Рабочие органы, Лемеха плугов и плоскорезов 50
детали ходовой Лапы культиваторов 51
части, детали из Отвалы 52
тонколистового ма- Звенья гусениц, башмаки 55
териала Ножи режущих аппаратов 56
Решета, соломотрясы 57
Кожухи, оперенья, крылья, баки Радиаторы 58
59
Шатуны, рычаги, Шатуны 60
кронштейны, рам- Вилки переключения передач 61
ные конструкции Кронштейны, рычаги, коромысла 62
Рамные конструкции сварные 63
Рамные конструкции клепано-сварные 64
Звенья, планки навозоуборочных 66
транспортеров Пружины 67
Сборочные единицы
— Втулочно-роликовые цепи 70
Полотна транспортеров 72
Шнеки 80
Рукава высокого давления 82
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
23
выделены сборочные единицы. В целях разработки ти-
повой и групповой технологий восстановления целесо-
образно объединять детали в группы по единству
восстанавливаемых поверхностей или устраняемых де-
фектов. Подклассы восстанавливаемых деталей, конструк-
тивно-технологические группы и их кодовые обозначения
для машинной обработки информации с помощью ЭВМ
приведены в табл. 3.
КЛАССИФИКАЦИЯ ДЕФЕКТОВ
Классификация дефектов позволяет правильно вы-
брать технологические процессы восстановления деталей,
особенно типовые; обосновать рациональную специали-
зацию подразделений, занятых восстановлением; произ-
водить укрупненные расчеты трудовых и материальных
затрат, связанных с восстановлением; планировать про-
изводство.
Дефект — каждое отдельное несоответствие продук-
ции установленным требованиям (по ГОСТ 15467—79);
Устранимый дефект — дефект, устранение которого
технически возможно и экономически целесообразно (по
ГОСТ 15467—79).
Величина (масштаб) дефектов — количественная ха-
рактеристика отклонения фактических размеров и (или)
формы деталей и их поверхностей от номинальных зна-
чений с учетом припуска на подготовительную обработку
перед восстановлением.
Дефекты относятся как к отдельным поверхностям, так
и к деталям в целом.
Дефекты поверхностей деталей классифицируются по
несоответствию размеров (74,9 %), формы (19,5 %), ше-
роховатости (4,9 %), физико-механических свойств (0,2 %)
и нарушению целости (0,5 %).
Различают следующие группы дефектов, относящихся
к деталям в целом: нарушение целости (трещины, об-
ломы, разрывы и др.); несоответствие формы (изгиб,
скручивание, вмятины и др.) и размеров деталей. Может
быть и сочетание дефектов.
При выборе способа и технологии восстановления боль-
шое значение имеют размеры дефектов; выделяются три
группы размеров — до 0,5 мм; 0,5 — 2 мм и св. 2 мм.
24
НЕИСПРАВНОСТИ ДЕТАЛЕЙ МАШИН
Количественная оценка размеров дефектов необходима
при определении отклонений размеров и формы.
При автоматической обработке информации с помощью
ЭВМ информация о видах дефектов, их сочетаниях и ве-
личине кодируется с учетом приведенных ранее пока-
зателей.
Вероятность появления дефектов количественно оце-
нивается на основании обработки статистических мате-
риалов и характеризуется коэффициентами повторяемости
дефектов.
Коэффициент повторяемости дефекта определяют из
выражения
д = nsJnB,
где пд — число деталей с данным дефектом из общего
количества продефектованных; пв — общее число про-
дефектованных ремонтопригодных деталей.
Если поверхности детали увязаны жесткими допу-
сками по соосности, перпендикулярности, биению, па-
раллельности, в процессе восстановления одной поверх-
ности могут появляться недопустимые отклонения распо-
ложения других поверхностей. В этом случае необходимо
наращивать все взаимосвязанные поверхности независимо
от того, что дефекты имеются только на некоторых из
них, и вести механическую обработку от единых баз.
Общий коэффициент повторяемости дефектов нахо-
дят по формуле
п
^п.д.о=1-(1-таП(1-7<п.Х\
t=2
где Кп.ад — коэффициент повторяемости дефекта поверх-
ности с максимальным значением коэффициента (с мини-
мальным ресурсом); Кп. дг —коэффициенты повторяе-
мости дефектов остальных поверхностей; п — число взаи-
мосвязанных поверхностей.
Ремонтопригодные детали машин характеризуются
коэффициентами восстановления.
Коэффициент восстановления определяют по формуле
^В^.В^/О+^В^),
КЛАССИФИКАЦИЯ ДЕФЕКТОВ 25
где /<в — коэффициент восстановления; Кг, в — коэф-
фициент годности деталей для восстановления; Кг —
коэффициент выхода годных деталей в процессе восста-
новления; т — кратность восстановления деталей.
Обычно для расчета объемов работ, выполняемых при
восстановлении деталей, используют значение коэффи-
циента годности деталей для восстановления, определяе-
мое по формуле
*г. в ^в/^деф>
где пв — число деталей данного наименования, под-
лежащих восстановлению (ремонтопригодных); пдеф —
общее число деталей данного наименования, подлежащих
дефектации.
Глава 2
ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА
ПРОИЗВОДСТВА К ВОССТАНОВЛЕНИЮ ДЕТАЛЕЙ
ФУНКЦИИ И ЗАДАЧИ ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ
Целью технологической подготовки является обеспечение
полной технологической готовности предприятий к вос-
становлению заданной номенклатуры деталей с уста-
новленным уровнем качества при минимальных трудовых
и материальных затратах. При полной технологической
готовности предприятия должны быть обеспечены полно-
комплектной технологической документацией и средствами
технологического оснащения, необходимыми при восста-
новлении деталей заданной номенклатуры.
Для выполнения этих требований на отраслевом уровне
должны быть своевременно разработаны нормативно-тех-
ническая документация, типовая технологическая доку-
ментация, конструкторская документация на специали-
зированные средства технологического оснащения серий-
ного производства, а также должно быть организовано:
серийное производство средств технологического оснаще-
ния ведомственной поставки, обеспечение предприятия
средствами технологического оснащения и материалами
промышленной поставки. Для обоснования заявок на
материально-техническое обеспечение предприятий ис-
пользуют нормативную базу. Создание новых производств,
техническое перевооружение и реконструкция действу-
ющих осуществляется на базе типовых проектов и ре-
комендаций общеотраслевого применения.
В соответствии с государственными стандартами
ЕСТПП для производств по восстановлению деталей
технологическая подготовка составляет комплекс задач,
группируемых по следующим основным функциям: 1 —
обеспечение приспособленности деталей к восстановле-
нию; 2 — разработка и обеспечение производств норма-
тивно-технической документацией; 3 — разработка ре-
монтных чертежей и технологических процессов; 4 —
проектирование и изготовление средств технологического
ФУНКЦИИ И ЗАДАЧИ ТЕХНОЛОГ. ПОДГОТОВКИ
27
оснащения; 5 — организация и управление процессом
технологической подготовки.
Приспособленность деталей к восстановлению (первая
группа задач) оценивают при разработке технических
условий или требований на ремонт машин, а также при
обосновании номенклатуры восстанавливаемых деталей.
При предварительной оценке определяют принципиаль-
ную возможность восстановления деталей известными спо-
собами с применением существующего оборудования и
материалов при условии достижения заданных качествен-
ных показателей. Окончательная оценка состоит в опре-
делении затрат на восстановление и сопоставлении этих
затрат с затратами на изготовление новых деталей или
ценой новых запасных частей. При этом учитывают
также затраты на создание специального оборудования
и оснастки, новых материалов. Поэтому к основным
показателям приспособленности деталей к восстановлению
следует отнести трудоемкость восстановления и затраты
на этот процесс с учетом дополнительных капитальных
затрат на реализацию процесса. Техническими показа-
телями приспособленности деталей к восстановлению яв-
ляются: применение ремонтных размеров и сменных эле-
ментов; наличие и стабильность технологических баз,
минимальное число' переустановок детали при механиче-
ской обработке в процессе восстановления; наличие обо-
рудования и оснастки для реализации процесса восста-
новления; число типовых поверхностей на детали и их
взаимосвязь; число дефектов детали в целом, ее поверх-
ностей и повторяемость дефектов; применимость суще-
ствующих способов закрепления и выверки деталей при
механической обработке; исключение необходимости рас-
членения детали (неразъемных сборочных единиц) на
элементы, а также создания технологических баз.
На основании такого анализа на отраслевом уровне
подготавливают предложения заводам-изготовителям по
улучшению приспособленности деталей к восстановлению
современными способами с обеспечением заданных пока-
зателей качества.
В результате решения задач второй группы для вос-
станавливаемых деталей разрабатывают следующую нор-
мативно-техническую документацию: номенклатуру вос-
станавливаемых деталей, нормативы объемов восстановле-
Рис. 2. Общая схема и последовательное!ь технологической подготовки производства восстановления деталей
конкретных ма^ин, агрегатов
ПОДГОТОВКА ПРОИЗВОЛ. К ВОССТАНОВ. ДЕТАЛЕЙ
НОРМАТИВНО-ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ
29
ния деталей, нормы времени, расхода материалов, норма-
тивы потребности оборудования, приспособлений и ин-
струмента, нормативы себестоимости или цены на вос-
становление.
При решении задач третьей группы проводят разра-
ботку технологических процессов восстановления и ре-
монтных чертежей деталей конкретных машин, групп
машин, агрегатов. На базе классификации и кодирования
создают банк исходных данных, обеспечивающих механи-
зированную и автоматизированную разработку техноло-
гических процессов с применением ЭВМ.
В решение задач четвертой группы входит разработка
конструкторской документации и организация серийного
производства средств технологического оснащения.
К задачам пятой группы относится составление пер-
спективных и текущих планов развития производств
отрасли, обоснование типов производств и их специали-
зация. В соответствии с планами создают типовые проекты
производств, обеспечивают эти производства средствами
технологического оснащения, подготовляют кадры, вне-
дряют систему управления качеством, налаживают учет
и контроль за состоянием работ по технологической под-
готовке производства.
При разработке документации используют: класси-
фикаторы деталей, поверхностей, дефектов и технологиче-
ских маршрутов; методики обоснования способов, но-
менклатуры восстанавливаемых деталей, определения ко-
эффициентов восстановления и повторяемости дефектов;
отраслевые стандарты и методики разработки нормативно-
технической документации, нормативов и норм; государ-
ственные и отраслевые стандарты на разработку ре-
монтных чертежей, технологических процессов и кон-
структорской документации на средства технологического
оснащения.
Общая схема и последовательность решения задач при
технологической подготовке производств восстановления
деталей конкретных машин, агрегатов показана на рис. 2.
НОРМАТИВНО-ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ
Комплект нормативно-технической документации по
технологической подготовке производств содержит доку-
ментацию: по планированию номенклатуры и объемов
30 ПОДГОТОВКА ПРОИЗВОЛ. К ВОССТАНОВ. ДЕТАЛЕЙ
восстановления, по расчету затрат труда и денежных
средств и планированию потребности в материально-тех-
нических ресурсах. Общая номенклатура нормативно-
технических документов для восстановления деталей при-
ведена в табл. 1.
В отраслевом стандарте на приемку и выдачу деталей
приведены требования к очистке, комплектности, кон-
тролю допустимых значений дефектов, а также требования
к восстановленным деталям по качеству, точности и
ресурсу. В отдельных разделах изложены требования
безопасности, правила приемки и контроля восстановлен-
ных деталей, маркировки, упаковки, транспортирования
и хранения, гарантии ремонтного предприятия.
Номенклатура восстанавливаемых деталей (сборочных
единиц) представляет собой перечень деталей (сборочных
единиц), восстановление которых технически возможно
и экономически целесообразно. Номенклатура оформ-
ляется в виде таблиц с указанием наименования детали,
ее обозначения по каталогу, унификации и первичной
применяемости.
На каждую деталь, включенную в номенклатуру, раз-
рабатывают ремонтный чертеж и типовой или единичный
технологический процесс восстановления. При восста-
новлении деталей для собственных нужд рекомендуется
пользоваться типовыми технологическими процессами вос-
становления типовых поверхностей.
Нормативы объемов восстановления по каждой детали
в расчете на 100 капитальных ремонтов машин опреде-
ляют по формуле
NnK= 100 Квт9
где Кв — коэффициент восстановления; т — число де-
талей данного наименования в машине.
Нормативы объемов восстановления на 1000 списоч-
ных машин определяются по формуле
Л/нс = 1000/<в^(1+р) т,
где — коэффициент охвата машин капитальным ре-
монтом; р — коэффициент, характеризующий соотноше-
ние объемов восстановления при текущем и капитальном
ремонтах.
НОРМАТИВНО-ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ
31
1. Номенклатура нормативно-технических документов
для восстановления деталей
Наименование документа Сфера применения документа Составление документа
Производ- ства по централи- зованно!.: у восстановле- нию деталей (товарная продукция) Восстановле- ние деталей для соб- ственных нужд
1. Общие техниче- ские требования на сдачу изношен- ных деталей для восстановления и выдачу восстано- вленных + + В виде отраслевых стандартов
2. Номенклатура восстанавливае- мых деталей (сбо- рочных единиц) + + На конкретное из- делие или группу изделий
3. Нормативы объе- мов восстановле- ния + + В расчете на 100 (1000) ремонтов или исходя из на- личного парка ма- шин
4. Типовые нормы времени на вос- становление дета- лей + + По конкретным технологическим процессам
5. Цены на восста- новленные детали + — То же
6. Нормы расхода ма- териалов на вос- становление дета- лей + + »
7. Нормативы по- требности мате- риалов, оборудо- вания, приспособ- лений и инстру- мента + + По конкретным технологическим процессам в рас- чете на 1 млн. руб. затрат на восста- новление деталей
32 ПОДГОТОВКА ПРОИЗВОЛ. К BOCSCTAHOB. ДЕТАЛЕЙ
Продолжение табл. 1
Наименование документа Сфера применения документа Составление документа
Производ- ства по централи- зованному восстановле- нию деталей (товарная продукция) Восстановле- ние деталей для соб- ственных нужд
8. Ведомость обору- дования и оснаст- ки + — По конкретным технологическим процессам
9. Нормативы време- ни на восстанов- ление типовых по- верхностей По способам вос- становления в рас- чете на единицу площади восста- навливаемой по- верхности. При- меняются для це- лей технологиче- ской подготовки производств
10. Нормативы расхо- да материалов на восстановление ти- повых поверхно- стей — То же
11. Нормативы себе- стоимости восста- новления типовых поверхностей —- —• »
12. Нормативы по- требности обору- дования, приспо- соблений и инстру- мента на восста- новление типовых поверхностей »
Примечание. Знак «-)-» означает, что документ обязателен;
Знак «—» — документ не обязателен и составляется по согласованию
с заказчиком, а также для решения задач общеотраслевого уровня
ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ
33
Нормы времени на восстановление определяют рас-
четно-аналитическим методом на основании технологиче-
ских режимов выполнения операций в соответствии с тех-
нологическими процессами восстановления.
Цены на восстановленные детали разрабатывают на
основании единичных технологических процессов с ис-
пользованием подетальных норм расхода материалов и
типовых норм времени.
При разработке нормативов себестоимости восстанов-
ления типовых поверхностей используют типовые техно-
логические процессы, разработанные для типовых по-
верхностей, нормативы расхода материалов и нормативы
времени на типовые поверхности.
Нормы расхода основных материалов на восстановле-
ние определяют расчетно-аналитическим методом с учетом
толщины покрытия, а также потерь на угар и разбрыз-
гивание.
Нормы расхода материалов, используемых для созда-
ния защитной среды или в качестве вспомогательных ма-
териалов при нанесении основного материала на деталь
определяют в зависимости от нормы расходов основного
материала.
Нормативы потребности оборудования находят рас-
четно-аналитическим методом на основании пооперацион-
ных норм времени и планируемого действительного фонда
работы оборудования.
Ведомость оборудования и оснастки составляют для
конкретных деталей согласно технологическим процессам
и оформляют в виде таблицы.
Приведенные показатели по нормированию объемов
восстановления, затрат времени и денежных средств,
а также потребности материально-технических ресурсов
позволяют решать весь комплекс вопросов, связанных
с технологической подготовкой производств восстановле-
ния деталей.
технологическая ДОКУМЕНТАЦИЯ
Используя классификацию и типизацию деталей и их
поверхностей, составляют технологическую документа-
цию на восстановление деталей, базируясь на технологи-
ческих процессах восстановления типовых поверхностей.
2 Молодык Н. В. и др
34
ПОДГОТОВКА ПРОИЗВОЛ. К ВОССТАНОВ. ДЕТАЛЕЙ
Типовые поверхности являются наиболее общими первич-
ными элементами деталей, от состояния которых зависит
их работоспособность и ресурс. В процессе эксплуатации
не все поверхности одновременно теряют работоспособ-
ность, а поэтому в большинстве случаев возникает необ-
ходимость восстановления только отдельных поверхно-
стей деталей. Располагая комплексом технологических
процессов восстановления типовых поверхностей, можно
комбинировать любые технологические маршруты вос-
становления деталей.
Первичным документом, определяющим перечень устра-
няемых дефектов, применяемые способы восстановления,
требования к качеству восстановленных деталей, является
ремонтный чертеж.
Ремонтный чертеж является конструкторским доку-
ментом, который разрабатывают на основании рабочих
чертежей на изготовление деталей.
На порядок разработки, согласования, утверждения
и регистрации ремонтных чертежей разработан отраслевой
стандарт ОСТ 70.0009.006—85.
Отраслевым стандартом установлено, что ремонтные
чертежи являются рабочими конструкторскими докумен-
тами, предназначенными для организации ремонтного
производства.
На ремонтном чертеже в обязательном порядке должны
быть приведены изображение восстановленной детали,
технические требования к ней, спецификация ремонтного
сборочного чертежа, таблица дефектов с указанием спо-
собов их устранения, условия и перечень дефектов, при
которых деталь не принимают на восстановление, реко-
мендуемый основной технологический маршрут восста-
новления. При необходимости на ремонтных чертежах при-
водят указания по базированию и таблицы категорийных
ремонтных размеров.
В технических требованиях указывают: допустимые
отклонения размеров, шероховатость восстановленных по-
верхностей, разброс твердости, допустимость наличия
пор, раковин и отслоений, прочность сцепления нане-
сенного слоя и других параметров, обусловленных при-
менением того или иного способа, а также допуска рас-
положения поверхностей, которые должны быть выдер-
жаны в процессе восстановления.
ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ
35
Таблица дефектов, располагаемая на поле ремонтного
чертежа, содержит: перечень дефектов, при наличии ко-
торых деталь подлежит восстановлению, а также указания
по величине этих дефектов; коэффициенты повторяемости
дефектов; основной и допускаемые способы устранения
дефектов.
При восстановлении деталей способами сварки, на-
плавки, напыления и другими способами указывают
наименование, марку, размеры используемого материала,
защитную среду.
Ремонтные чертежи разрабатывают в две стадии:
для опытного восстановления (литера РО) и для серий-
ного восстановления деталей (литера РА). На ремонтном
чертеже одновременно допускается указывать несколько
вариантов восстановления одних и тех же элементов
детали с соответствующими разъяснениями. На каждый
принципиально отличный вариант восстановления детали
(например, на пластическую деформацию, заливку жид-
ким металлом и др.) выполняют отдельный ремонтный
чертеж. В обозначение этих ремонтных чертежей добав-
ляют через тире римскую цифру I, II или III (соответ-
ственно для первого, второго и последующих вариантов
восстановления). При этом первый вариант является
основным.
Рекомендуется комплектовать ремонтные чертежи с ли-
терой РА в альбомы по маркам машин и их модифика-
циям (агрегатам) и издавать массовым тиражом для обе-
спечения всех заинтересованных потребителей.
Для регламентации содержания, порядка разработки,
согласования и утверждения технологических процессов
на восстановление типовых поверхностей и оформления
других технологических документов на восстановление
деталей разработан отраслевойстандарт
ОСТ 70.0009.005—85.
Отраслевой стандарт распространяется на технологиче-
скую документацию по восстановлению деталей автомо-
билей, тракторов, сельскохозяйственных машин, машин
для животноводства и кормопроизводства, мелиоративной
техники, машин и оборудования перерабатывающей про-
мышленности и строительной техники. Этот стандарт мо-
жет быть использован и другими ведомствами.
2*
36 ПОДГОТОВКА ПРОИЗВОЛ» К ВОСОТАНОВ* ДЕТАЛЕЙ
Отраслевой стандарт предусматривает разработку еди-
ничных и типовых технологических процессов. Единичные
технологические процессы разрабатывают преимущест-
венно для специализированных производств, а типовые —
для предприятий, занимающихся восстановлением деталей
для собственных нужд.
Техническую документацию на восстановление типо-
вых поверхностей предусмотрено оформлять в виде ти-
повых технологических процессов.
Типовые технологические процессы восстановления ти-
повых поверхностей рекомендуется применять совместно
с ремонтными чертежами, содержащими технологический
маршрут и указания по базированию деталей. При этом
ремонтный чертеж используют как карту эскизов. На
каждую типовую поверхность может быть разработано
несколько технологических процессов с указанием целе-
сообразной области их применения в зависимости от
условий работы сопряжений и технических требований
к конкретным деталям.
На ремонтных предприятиях всех типов и уровней
допускается применение и типовых и единичных техноло-
гических процессов восстановления деталей.
Титульный лист (ТЛ) оформляют на отдельные тех-
нологические процессы или группу процессов.
Маршрутная карта (МК) является основным и обяза-
тельным документом комплектов на единичные и типовые
(групповые) технологические процессы, в котором опи-
сывается весь процесс в технологической последователь-
ности выполнения операций.
Всю информацию записывают в технологической по-
следовательности по всей длине строки с возможностью
переноса информации на последующие сроки.
Перечень применяемой на операции технологической
оснастки излагают в последовательности: приспособления,
вспомогательный инструмент, режущий инструмент, сле-
сарно-монтажный инструмент, специальный инструмент,
применяемый при выполнении операций, и средства из-
мерения.
В маршрутной карте указывают число одновременно
применяемых единиц технологической оснастки. При раз-
работке типовых или групповых технологических про-
цессов в МК указывают только постоянную информацию,
ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ
37
относящуюся ко всей группе восстанавливаемых деталей
или поверхностей.
В начале маршрутной карты типового технологического
процесса восстановления типовой поверхности приводят
инструктивные указания по применимости технологиче-
ского процесса (материал детали, размеры поверхности,
толщина покрытия, наносимого в один или несколько
слоев, термическая обработка); по достигаемым каче-
ственным показателям восстановленных поверхностей при
применении различных материалов (твердость, шерохо-
ватость, точность, наличие пор, раковин, сплошность
покрытия, прочность сцепления, стабильность получения
заданных показателей); по подготовке поверхностей к вос-
становлению; возможности применения различных ма-
териалов, моделей однотипного оборудования, приспособ-
лений, оснастки, инструмента, а также приводят тре-
бования по технике безопасности при проведении тех-
нологического процесса.
Операционная карта (ОК) предназначена для описа-
ния технологической операции с указанием последова-
тельного выполнения переходов, данных о средствах тех-
нологического оснащения, технологических режимах и
трудозатратах. ОК оформляют на формах МК 2 и 16
(ГОСТ 3.1118—82). Условное обозначение такого доку-
мента — МК/ОК.
МК/ОК применяют при разработке единичных тех-
нологических процессов. В этом документе указывают
данные по технологическим режимам. Состав необходи-
мых данных должен быть настолько полным, чтобы их
было достаточно для выполнения операции с заданным
качеством.
Карта типовой {групповой) операции {КТО) пред-
назначена для описания типовой (групповой) технологи-
ческой операции с указанием последовательности выпол-
нения переходов и общих данных о технологической
оснастке и режимах.
КТО оформляют на формах МК 2 и 16
(ГОСТ 3.1118—82). Условное обозначение такого вида
Документа — МК/КТО.
В МК/КТО типового технологического процесса вос-
становления типовой поверхности дополнительно при-
водят инструктивные указания в текстовой форме (при
38 ПОДГОТОВКА ПРОИЗВОЛ. К BOCCTAHOB, ДЕТАЛЕЙ
необходимости — с поясняющим рисунком) по выполне-
нию операций для различных типоразмеров восстанавли-
ваемых поверхностей. При разработке типового техноло-
гического процесса МК/КТО применяют совместно
с МК/ВТО.
Ведомость деталей (сборочных единиц) к типовому
технологическому процессу (операции) ВТП (ВТО) пред-
назначена для указания состава деталей или типоразме-
ров поверхностей, восстанавливаемых по типовому тех-
нологическому процессу (операции), и переменных данных
о материале, средствах технологического оснащения, ре-
жимах обработки и трудозатратах. ВТП (ВТО) оформ-
ляют на формах МК 2 и 16 (ГОСТ 3.1118—82). Условное
обозначение такого документа — МК/ВТП (МК/ВТО).
При разработке типовых технологических процессов
МК/ВТП применяется совместно с МК, а ВТО — сов-
местно с МК/КТО.
При разработке типовых технологических процессов
на восстановление типовых поверхностей в МК/ВТО
дают полную запись необходимых данных по технологи-
ческим режимам. Режимы выполнения операций указы-
вают в табличной форме для всех типоразмеров поверх-
ностей, а также (при необходимости) достигаемые раз-
меры и качественные показатели поверхности после вы-
полнения операции. Нормы штучного времени также
указывают в табличной форме для всех типоразмеров вос-
станавливаемых поверхностей. При механической обра-
ботке приводят также в табличной форме окончательные
и промежуточные (при необходимости после переходов)
размеры восстанавливаемых поверхностей и их точ-
ность.
Ведомость технологических документов (ВТД) опре-
деляет состав технологических документов, применяемых
при восстановлении деталей, и предназначена для их
комплектования. ВТД является обязательным докумен-
том, если в документации даны ссылки на типовой тех-
нологический процесс.
Если ВТД оформляют на формах МК 2 и 16
(ГОСТ 3.1118—82), то условное обозначение такого до-
кумента МК/ВТД. Запись документов в МК/ВТД следует
выполнять в последовательности входимости их в соот-
ветствующий технологический процесс.
СРЕДСТВА ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
39
Ведомость оснастки (ВО) составляют на конкретный
технологический процесс. ।
ВО оформляют на формах МК2 и 16 по ГОСТ3.1118—82,
тогда условное обозначение этого документа будет МК/ВО.
Карта эскизов (КЗ) — графический документ, содер-
жащий эскизы, схемы и таблицы и предназначенный
для пояснения выполнения технологического процесса,
операции или перехода восстановления деталей, включая
контроль и перемещения. КЭ выполняют на формах
МК 2 и 16 (ГОСТ 3.1118—82). Условное обозначение
такого документа МК/КЭ. Для типовых технологических
процессов восстановления типовых поверхностей в каче-
стве карты эскизов служит ремонтный чертеж.
СРЕДСТВА ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Средства технологического оснащения (СТО) создают
для обеспечения выполнения операций технологического
процесса восстановления деталей с заданной производи-
тельностью и точностью в соответствии с запроектирован-
ными режимами.
Режимы выполнения операций в большинстве случаев
зависят от физической сущности и технологических воз-
можностей способов, а также стойкости инструментальной
или штамповой оснастки. Например, для наплавочного
процесса характерна скорость наплавки, при которой
обеспечиваются заданные качественные показатели на-
плавленного материала; для гальванического процесса —
скорость осаждения металла; для процессов механической
обработки — скорость резания, ограничиваемая стой-
костью инструмента при заданном качестве обработанной
поверхности; для штамповой оснастки — стойкость, опре-
деляемая прочностными и температурными показателями.
Для технологической оснастки основными являются тре-
бования по обеспечению необходимой точности базирова-
ния и минимума затрат труда и времени на установку,
выверку и закрепление детали.
В обобщенном виде технологические процессы восста-
новления деталей можно представить как комплексы
операций по подготовке деталей к восстановлению, полу-
чению заготовки, механической и упрочняющей обра-
ботке, контролю качества и упаковке.
40 ПОДГОТОВКА ПРОИЗВОЛ. К ВОССТАНОВ. ДЕТАЛЕЙ
Укрупненная классификация средств технологиче-
ского оснащения, построенная по групповому технологи-
ческому признаку (совокупности операций, выполняемых
на одинаковом оборудовании), приведена на рис. 3.
В классификацию включены все СТО, необходимые
для обеспечения технологических процессов восстановле-
ния. Часть этих средств используют в общем технологи-
ческом процессе ремонта машин или агрегатов (СТО,
используемые при мойке, очистке, дефектации, контроле
качества, консервации, упаковке, транспортировании и
складировании). Классификация и систематизация этих
средств достаточно полно описана в технической лите-
ратуре по ремонту машин.
Все СТО, непосредственно используемые в техно-
логических процессах восстановления деталей, подраз-
деляют на оборудование и оснастку. Для оборудования
основным классификационным признаком является способ
восстановления. Именно способы восстановления опре-
деляют конструкцию, назначение и техническую харак-
теристику СТО.
Другой классификационный признак для оборудова-
ния — сфера его применения: поточно-механизированные
линии (ПМЛ) и цеха по восстановлению, специализи-
рованные ремонтные участки при предприятиях, участки
широкой номенклатуры (РАПО) и участки колхозов и
совхозов.
Для производств более высокого уровня создают более
производительное оборудование с элементами програм-
мирования, а также с числовым программным управле-
нием. В перспективе для ПМЛ рекомендуется создавать
оборудование с программным управлением и роботизи-
рованные комплексы, приспособленные для работы с цен-
тральной автоматизированной системой управления, а
также гибкие автоматизированные комплексы и произ-
водства (ГАП).
На специализированных ремонтных участках пред-
приятий рекомендуется применять универсальное меха-
низированное оборудование с элементами автоматики на
микроэлементной базе, позволяющей быстро перенала-
живать оборудование на различные типоразмеры вос-
станавливаемых деталей.
Назначение средств технологического оснащения
Рис. 3. Классификация СТО по
технологическому назначению
СРЕДСТВА ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
2. Оборудование, применяемое для восстановления деталей
Тип производства
Способ вос- становления ПМЛ и специа- лизированные цеха Специализирован- ные ремонтные участки пред- приятий Участки при ремонтных предприятиях РАПО Участки при мастерских хозяйств Восстанавливаемые конструктивно- технологические группы изделий
Ручные дуго- Сварочные выпрямители типа ВДУ-505, сварочные Сварочные транс- Корпусные дета-
вые сварка и наплавка преобразователи типа ПД-502 форматоры типа ТДМ-401, свароч- ные агрегаты ти- па АДД-303 ли, рамные кон- струкции, крон- штейны, рычаги
Ручная газо- вая сварка Ацетиленовые генераторы тиш 1 АСК-1 Ацетиленовые ге- нераторы типов АНВ-1,25 и АСВ-1,25 Кабины, облицов- ки, оперения, ко- жухи, баки
Полуавтомати- ческая дуговая сварка Полуавтомат типа А-825М Полуавтомат типа ПДПГ-515 Корпусные дета- ли, рамные кон- струкции, крон- штейны, рычаги
Аргонодуговая сварка Установка типа АДГ-502У1 Установка типа УДГ-501 или УДГТ-315 Установка ти- па УД Г-301 или УПС-301 Корпусные детали из алюминиевых сплавов, трубы поливной техники
Контактная сварка Передвижной пост ППКС-01-74 для контактной сварки Кабины, облицов- ки, оперения
Стыковая свар- ка Машина для сты- ковой сварки ти- па МС-502 — — — Звенья прутковых транспортеров
ПОДГОТОВКА ПРОИЗВОЛ. К ВОССТАНОВ ДЕТАЛЕЙ
Продолжение табл. 2
Способ вос- становления Тип производства Восстанавливаемые конструктивно- технологические группы изделий
ПМЛ и специа- лизированные цеха Специализирован- ные ремонтные участки пред- приятий Участки при ремонтных предприятиях РАПО Участки при мастерских хозяйств
Сварка трением Установка МСТ-41 — — — Ротор турбоком- прессора
Наплавка под слоем флюса Наплавочный универсальный станок типа У-653 Наплавочная го- ловка А-580М на базе токарного станка Катки, ролики, направляющие колеса, гладкие валы
То же Установка 011-1-00 «Ремде- таль» для наплав- ки цилиндриче- ских деталей Валы коленчатые
Установка УД-302 — — Катки, ролики, направляющие колеса
Наплавочный станок ОКС-11236-ГОСНИТИ — — Реборды роликов, направляющих колес
» Установка УД-299 Беговые дорожки звеньев гусениц тракторов тяго- вого класса 6
» Установка ОКС-27432 — — Грунтозацеп баш- мака гусеницы трактора Т-100
СРЕДСТВА ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Продолжение табл. 2
Способ вос- становления Тип производства Восста нав ливаемые конструктивно- технологические группы изделий
ПМЛ и специа- лизированные цеха Специализирован- ные ремонтные участки пред- приятий Участки при ремонтных предприятиях РАНО Участки при мастерских хозяйств
Наплавка в Установка Установка Установка Полуавтомат ти- Шлицевые и
среде углекис- лого газа 01-06-081 «Рем- деталь» для на- плавки шлице- вых и гладких валов УД-209 или УД-294 для на- плавки цилин- дрических по- верхностей УД-209 для наплавки ци- линдрических поверхностей па ГТДПГ-515 на базе токарного станка гладкие валы
Наплавка с га- Наплавочный станок У-653 или УД- 209 с газоэлек- Наплавочная Наружные и вну-
зопламенной защитой трической горелкой 086093.0819.0001 установка на ба- зе токарного станка с газо- электрической горелкой 086093.0819.0001 тренние гладкие и шлицевые по- верхности сталь- ных и чугунных деталей
Вибродуговая наплавка — Наплавочная головка О КС-6569 на базе токарного станка Гладкие и шли- цевые валы
Наплавка по- рошковыми проволоками и лентами Установка УД-283 для на- плавки коленча- того вала двига- теля ЗИЛ-130 Наплавочный универсальный ста- нок У-653. Установка УД-209 Коленчатый вал двигателя ЗИЛ-130. Гладкие и шлицевые валы
ПОДГОТОВКА ПРОИЗВОЛ. К BOCCTAHOB. ДЕТАЛЕЙ
Продолжение табл. 2
Способ вос- становления Тип производства В осст а н а влив аемые конструктивно- технологические группы изделий
ПМЛ и специа- лизированные цеха Специализирован- ные ремонтные участки пред- приятий Участки при ремонтных предприятиях РАПО Участки при мастерских хозяйств
Наплавка по- рошковыми проволоками и лентами Установка УД-284 для на- плавки шатун- ных шеек колен- чатого вала дви- гателя ЗИЛ-130 — — Коленчатый вал двигателя ЗИЛ-130
То же Установка УД-233 для на- плавки шатун- ных шеек колен- чатого вала дви- гателя СМД-14 Коленчатый вал двигателя СМД-14
Установка УД-233-01 для наплавки корен- ных шеек колен- чатого вала дви- гателя СМД-14 То же
Наплавочный станок УД-143 для наплавки катков и роли- ков Наплавочный станок ОКС- 11200-ГОСНИТИ Беговые дорожки опорных катков и роликов
СРЕДСТВА ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Продолжение табл, 2
Сносвб вое- етановления Тин производства Восстанавливаемые конструктивно- технологические группы изделий
ПМЛ и специа- лизированные цеха Специали зи ров а н- Еые ремонтные участки пред- приятий Участки при ремонтных предприятиях РАПО Участки при мастерских хозяйств
Наплавка по- рошковыми проволоками и лентами Установка ОКС-27508 Установка ОКС-27414 — — Звенья гусениц тракторов тягово- го класса 6
То же Установка УД-144 для на- плавки реборд роликов Наплавочный станок ОКС- 11236-ГОСНИТИ для наплавки ре- борд роликов и направляющих колес Реборды роли- ков, направляю- щие колеса
Контактная приварка ме- таллического слоя Установка 011-1-02М «Ремдеталь» Валы, оси, ста- каны
То же Установка 011-1-10 «Ремдеталь» — Стаканы подшип- ников
» Установка 011-1-05 «Ремдеталь» — Наружные резь- бовые поверхно- сти валов
» Установка 011-1-11 «Ремде- таль» —• —- — Коренные опоры блоков цилиндров
ПОДГОТОВКА ПРОИЗВОЛ. К ВОССТАНОВ ДЕТАЛЕЙ
Продолжение табл. 2
Способ вос- становления Тип производства Восстанавливаемые конструктивно- технологические группы изделий
ПМЛ и специа- лизированные цеха Специализирован- ные ремонтные участки пред- приятий Участки при ремонтных предприятиях РАПО Участки при мастерских хозяйств
Контактная приварка металлическо- го слоя Установка 01-01-1 контактной привг матер 69 «Ремдеталь для 1рки порошковых налов — — Валы, корпусные детали
То же Установка ЧИМЭСХ восста- новления шеек коленчатых ва- лов двигателя 3M3-53 Коленчатые валы двигателя 3M3-53
Установка ЧИМЭСХ для восстановления шеек коленча- тых валов двига- теля ЯМЗ-240 Коленчатые валы двигателя ЯМЗ-240
Газопорошко- вая наплавка Пост 01.05-148 «Ремдеталь» ] газопорошковой i 1аплавки Вилки, рычаги, кулачковые вали- ки, рабочие орга- ны сельскохозяй- ственных машин
СРЕДСТВА ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Продолжение табл. 2
Способ вос- становления Тип производства В осста нав л ив аемые конструктивно- технологические группы изделий
ПМЛ и специа- лизированные цеха Специализирован- ные ремонтные участки пред- приятий Участки при ремонтных предприятиях РАПО Участки при мастерских хозяйств
Плазменная Установка Наплавочный Комплекс — Коленчатые и
наплавка УД-417 станок ОКС- 11231-ГОСНИТИ оборудования и оснастки 01-05.185 «Ремдеталь» гладкие валы
Наплавка жид- ким металлом Универсальный наплавочный комплекс УНК-6М2 Опорные катки, ролики
Электроим- пульсная на- плавка —- Установка УМН-6 Установка О КС-27415 Гладкие валы, оси
Электр ошлако- вал наплавка Установка ОКС- 7755-ГОСНИТИ Установка ОКС- 7755-ГОСНИТИ — Опорные катки тракторов тягово- го класса 3
Электроискро- вая наплавка Установка «Эли- трон-50» для электр ои скр ов ого легирования Установка «Эли- трон-20» для электр оискр о вого легирования Установка «Элитрон-10» для электро- искрового ле- гирования
Наплавка с од- новременным деформирова- нием Наплавочная yen шовка ОКС-27503 — Шлицевые валы
ПОДГОТОВКА ПРОИЗВОЛ. К ВОССТАИОВ. ДЕТАЛЕЙ
Продолжение табл. 2
Способ вос- становления Тип производства Восстанавливаемые конструктивно- технологические группы изделий
ПМЛ и специа- лизированные цеха Специализирован- ные ремонтные участки пред- приятий Участки при ремонтных предприятиях РАПО Участки при мастерских хозяйств
Наплавка ле- жачим элек- тродом Наплавочная установка ОКС- 11240-ГОСНИТИ Установка для наплавки звеньев гусениц тракто- ров класса 6 — — Звенья гусениц тракторов тягово- го класса 6
Высокочастот- ная наплавка в огнеупорной среде Установка УВЗГ-2М для восстановления звеньев гусениц Звенья гусениц тракторов тягово- го класса 3
Высокочастот- ная наплавка Высокочастотная установка ВЧГЗ-160/0,066 —• — -— Рабочие органы сельскохозяй- ственных машин
Лазерная на- плавка Лазерная уста- новка ЛГН-702 для наплавки и упрочнения дета- лей Гладкие, кулачко- вые и распреде- лительные валы
Газопламенное напыление Пост 01.05-161 «Ремдеталь» Установка 011-1-01 «Рем- деталь» — •— Коленчатые валы, гладкие оси
То же Пост 01.05-149 «Ремдеталь» газо- порошкового на- пыления и на- плавки Пост Л-5405 га- зотермического напыления по- рошковых мате- риалов Валы, оси
СРЕДСТВА ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Продолжение табл. 2
Способ вос- становления Тип производства Восстанавливаемые конструктивно- технологические группы изделий
ПМЛ и специа- лизированные цеха Специ али зи ров а н- ные ремонтные участки пред- приятий Участки при ремонтных предприятиях РАПО Участки при мастерских хозяйств
Плазменное на- пыление Установка УН-115 Установка УН-120 — — Гладкие валы, оси, корпусные детали
Ионно-плаз- менное напы- ление Установка «Булат-ЗТ» Детали топливной аппаратуры, ре- жущий инстру- мент
Детонационное напыление Установка «Ка- тунь» Установка «Днепр-2» Валы, оси, стака- ны, золотники гидрораспредели- телей
Металлизация Комплект обору- дования КЭМ-1 восстановления коленчатых ва- лов электродуго- вой металлиза- цией Пост электроду- говой металлиза- ции ПЭМП-2 «Ремдеталь» Коленчатые валы, валы, подшипни- ковые щиты, ро- торы, головки блоков, трубы
Давление в за- крытом штампе Механизирован- ный комплекс на базе пресса Д0634 Звенья гусениц тягового класса 3
ПОДГОТОВКА ПРОИЗВОЛ, к ВОССТАНОВ. ДЕТАЛЕЙ
Продолжение табл. 2
Способ вос- становления Тип производства Восстанавливаемые конструктивно- технологические группы изделий
ПМЛ и специа- лизированные цеха Специализирован- ные ремонтные участки пред- приятий Участки при ремонтных предприятиях РАПО Участки при мастерских, хозяйств
Давление в за- крытом штампе Механизирован- ный комплекс на базе пресса ПБ7738 — — — Зубчатые колеса
Гидротермиче- ская раздача Установка УГТР-00 для ги- дротермической П О О TTQ ТТТХ — — Поршневые паль- цы
Термоциклиро- вание рсхоДаЧИ Установка для термоциклирова- ния — — •— Гильзы цилиндров двигателей и ги- дроцилиндров
Накатка Установка ОР-6400-01 для накатки зубча- тых венцов звез- дочек Звездочки цепных передач
Ротационное деформирова- ние Установка АНБ2.113 — —— Шестерни, зубча- тые муфты
Раздача с од- новременной вытяжкой Установка 17.418.0.0.0.00 Крестовины кар- данов
СРЕДСТВА ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
Продолжение табл, 2
Способ ВОС* становления Тип производства Восстанавливаемые конструктивно* технологические группы изделий
ПМЛ и специа- лизированные цеха Специализирован- ные ремонтные участки пред- приятий Участки при ремонтных предприятиях РАПО Участки при мастерских хозяйств
Термопластиче- ское обжатие Установка 02.04.093 «Рем- деталь» — — — Гильзы цилиндров
Железнение Установка ОГ- Ю591-ГОСНИТИ для восстановле- ния деталей галь- ванопокрытиями Корпусные дета- ли, стаканы, валы
Электронатира- ние Комплексная установка 0113-006 «Ремдеталь» Корпусные дета- ли, шасси трак- торов и автомо- билей
Хромирование Линия хромиро- вания 0913-012.04.00.000 — — — Золотники, пере- пускные клапа- ны, рычаги
Контактная подводная об- работка Установка ОКС-11141 Установка ОКС-11134 для зачистки катка — — Катки, ролики
Установка ОКС-4115 для электроконтакт- ной обработки плоских поверх- ностей Звенья гусениц тракторов тяго- вого класса 6
ПОДГОТОВКА ПРОИЗВОЛ К ВОССТАНОВ. ДЕТАЛЕЙ
Продолжение табл. 2
Способ вос- становления Тип производства Восстанавливаемые конструктивно- технологические группы изделий
ПМЛ и специа- лизированные цеха Специализирован- ные ремонтные участки пред- приятий Участки при ремонтных предприятиях РАПО Участки при мастерских хозяйств
Постановка свертных колец Постановка резьбовых спи- ральных вста- вок Комплект оборудования и оснастки 06.06-131 «Ремдеталь» для установки и закрепляюще-упрочняющего рас- катывания свертных колец Набор ОР-552С 5-ГОСНИТИ Корпусные детали трансмиссий, тракторов, авто- мобилей и сель- скохозяйствен- ных машин Корпусные детали
Устранение трещин фигур- ными вставка- ми Набор OP-11362-ГОСНИТИ — Корпусные детали
Обрезка изно- шенных эле- ментов Машина воздуш- но-плазменной резки типа АПР-403 Шарнирная газорезательная ма- шина АСШ-70 — Ведущие колеса, рабочие органы сельскохозяй- ственных машин
Микроплазмен- ная наплавка Установка МПУ-4 1 — — Детали топливной аппаратуры
Электромеха- ническое выса- живание и вы- глаживание Установка УЭМО-2 Ци линдри ческие поверхности валов и осей
СРЕДСТВА ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ
54 ПОДГОТОВКА ПРОИЗВОЛ. К BOCCTAHOB. ДЕТАЛЕЙ
Для участков РАПО, колхозов и совхозов рекомен-
дуется простое универсальное оборудование, позволя-
ющее производить восстановительные операции на дета-
лях различных конструктивно-технологических групп.
Оборудование должно быть простым и доступным для
наладки и обслуживания категориям специалистов ре-
монтных мастерских хозяйств.
Третий классификационный признак — применяемость
оборудования для восстановления определенных поверх-
ностей конструктивно-технологических групп деталей.
Этот признак определяет полноту охвата оборудованием
всех восстанавливаемых деталей, его универсальность и
организацию технологических процессов восстановления
по групповому принципу.
Систематизированная классификация оборудования с
учетом этих признаков дана в табл. 2.
Глава 3
ПРОЦЕСС ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
ОЧИСТКА ДЕТАЛЕЙ
Приемка деталей на восстановление зависит от мас-
штабов ремонтного производства и места выполнения
работ. На ремонтных предприятиях детали восстанав-
ливают партиями, поступившими со склада деталей,
ожидающих ремонта, в соответствии с заключением по
результатам дефектации.
На централизованное восстановление принимают де-
тали только определенной номенклатуры, утвержденной
в установленном порядке.
Детали, сдаваемые на восстановление, очищают от
загрязнений до такого состояния, чтобы их можно было
осмотреть и выявить дефекты. Сборочные единицы по-
ступают полнокомплектными.
Очистка деталей от загрязнений является специфиче-
ской операцией ремонтного производства. От качества
и полноты проведения этой операции зависят культура
производства, производительность труда рабочих-ремонт-
ников, эффективность использования оборудования и,
в конечном итоге, долговечность работы отремонтирован-
ных изделий. Если не удалить грязь на постах мойки, то
она разносится по цехам и, попадая на постах сборки
в трущиеся сопряжения, вызывает их интенсивное изна-
шивание. Наличие жировых и других загрязнений на
деталях, подлежащих окраске или покрытию гальваниче-
скими и химическими способами, приводит к шелушению
и отслаиванию этих покрытий в процессе эксплуатации.
Загрязнения на деталях, восстанавливаемых наплавкой,
вызывают образование в наплавленном металле пор и
раковин.
Организация и технология моечно-очистных работ
зависит от типа предприятия, его производственной про-
граммы, вида загрязнений, подлежащих удалению, объ-
екта мойки. Опыт работы ремонтных предприятий пока-
56
ПРОЦЕСС ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
зывает, что наиболее рациональной формой организации
моечно-очистных работ является многостадийная мойка
с использованием специальных способов очистки ответ-
ственных деталей.
Качество моечно-очистных работ оценивается степенью
удаления всех видов загрязнений с ремонтируемых объ-
ектов, а эффективность — трудовыми затратами и куль-
турой производства.
Загрязнителями деталей являются дорожно-почвенные
загрязнения, остатки смазочных маатериалов, лаковые
пленки, нагары, осадки, накипи, абразивные и металличе-
ские частицы и биологические образования, остатки удоб-
рений и ядохимикатов.
Дорожно-почвенные загрязнения содержат дорожную
грязь, растительные остатки и маслянисто-грязевые от-
ложения.
Остатки смазочных материалов — наиболее распро-
страненный вид загрязнений. Удаление таких загрязне-
ний представляет определенные трудности, так как сма-
зочные материалы в период эксплуатации машины окис-
ляются и разлагаются, в результате чего их связь с ме-
таллической поверхностью деталей значительно возра-
стает.
Лаковые пленки — особый вид углеродистых отложе-
ний, возникающих в результате термического окисления
масляных слоев небольшой толщины. Масло, попадая на
нагретые поверхности деталей в виде тонкой пленки, может
выделять очень мелкие углеродистые частицы (1 мкм),
которые служат исходным материалом для лаковой
пленки.
Нагары представляют собой твердые углеродистые
частицы, образующиеся в результате сгорания топлива
и масел, которые оседают на тонкой пленке липких
высокомолекулярных соединений масла. По мере их
постепенного спекания и утолщения образуется слой
нагара. На процесс образования нагара большое влия-
ние оказывает качество смазочных масел и топлива.
Осадки — это липкая, мазеобразная масса, отклады-
вающаяся, как правило, в маслоканалах и грязеулови-
телях. В состав осадков входят продукты окисления
масла и топлива, сажа, пыль, вода, частицы износа и т. д.
Накипь образуется на деталях системы охлаждения#
ОЧИСТКА ДЕТАЛЕЙ
57
Абразивные и металлические частицы появляются на
деталях в процессе их изготовления, эксплуатации или
ремонта при нетщательной промывке деталей или при
отсутствии этого процесса.
Биологические отложения образуются в молокопрово-
дах, доильных установках, в механизмах зернохранилищ,
силосных сооружений и т. п.
Помимо загрязнений на поверхностях деталей могут
находиться продукты коррозии, образующиеся в резуль-
тате химического и электрохимического разрушений ме-
талла, старые лакокрасочные покрытия. На стальных и
чугунных поверхностях при длительном хранении появ-
ляется пленка красно-бурого цвета — гидрат оксида же-
леза, или ржавчина.
Классификация загрязнений и способы очистки
деталей приведены в табл. 1; классификация очищающих
средств — в табл. 2.
Щелочные моющие средства представляют собой вод-
ные растворы неорганических щелочных солей, среди
которых важнейшими являются карбонат натрия Na2CO3
(кальцинированная сода), а также соли кремниевой кис-
лоты (силикаты). Введение силикатов в состав моющего
средства резко повышает щелочность среды. Присутствие
силикатов способствует лучшему вспениванию раствора.
При производстве моющих средств применяют силикат
натрия (жидкое стекло) и метасиликат натрия. Более
щелочным является метасиликат натрия. Одним из ком-
понентов щелочных моющих средств является каустиче-
ская сода NaOH (едкий натр), хотя это вещество обладает
целым рядом отрицательных свойств. Оно токсично,
вызывает коррозию цветных металлов и сплавов (особенно
алюминия).
Каустическая сода гигроскопична, хорошо растворима
в воде (с выделением тепла). Долгое время каустическая
сода была основным компонентом моющих средств в связи
с ее способностью омылять жиры. Для снижения корро-
зионной активности к растворам каустической соды до-
бавляют силикаты, ингибиторы коррозии и другие до-
бавки. Чистые растворы каустической соды применяют
в основном для удаления старой краски в выварочных
ваннах. Наиболее часто применяемые щелочные моющие
средства приведены в табл. 3.
58
ПРОЦЕСС ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
1. Классификация загрязнений и способы очистки деталей машин
Вид загрязнений Способ очистки
Дорожно-почвенные отложения: дорожная грязь, маслянисто- грязевые отложения, расти- тельные остатки В растворах моющих средств
Остатки топлива, масел и сма- зок: остатки моторных и транс- миссионных масел, пластичных смазочных материалов, кон сер- вационных смазок В растворах синтетических моющих средств
Асфальтосмолистые отложения: отложения смол, аморфные и структурированные осадки В растворяюще-эмул ьгирующи х средствах, доочистка механизиро- ванными инструментами в бара- банах (галтовка)
Углеродистые отложения: лаковые В растворяюще-эмульгирующих средствах, доочистка механизиро- ванным инструментом, очистка в барабанах (галтовка)
нагар Неорганические загрязнения: накипь В расплаве солей, косточковой крошкой, стеклосферой, в раство- ряюще-эмульгирующих средствах с доочисткой инструментом В кислотных растворах и расплаве солей; косточковой крошкой, сте- клосферой и песком, очистка руч- ным механизированным инструмен- том
продукты коррозии и меха- нического изнашивания дета- лей Ручным механизированным инстру- ментом, обработка растворами ки- слот
Старые лакокрасочные покры- тия В растворах щелочных средств и с помощью смывок
ОЧИСТКА ДЕТАЛЕЙ
59
2. Классификация очищающих средств [21]
Очищающие средства Состав Типичные представители Рекомендуе- мый темпера- турный ин- тервал при- менения г °C
Щелочные моющие Щелочи, щелоч- ные соли Каустик 80—100
Синтетические . моющие (СМС) Синтетические поверхностно-ак- тивные вещества и натриевые соли неорганических кислот МЛ-51, МЛ-52, Лабомид-101, Лабомид-203, МС-8, Темп-100 70—100
Растворители Растворяющие эмульгирую- щие (РЭС), в том числе: Углеводороды и их галлоидные производные Керосин, ди- зельное топли- во, трихлор- этилен 20—60
РЭС-1 Углеводороды, поверхностно-ак- тивные вещества (ПАВ), стабили- заторы AM-15, ДВП-1 (цистерин), Термос 20—50
РЭС-П Хлорированные углеводороды, ароматические углеводороды, ПАВ Ритм 20
3. Состав и режимы применения щелочных моющих растворов
Состав моющего раствора Концен- трация, г/л Режим применения Назначение моющего раствора
Темпе- ратура, °C Время обработ- ки, ч
Едкий натр 50 75—85 4—6 Выварка стальных или чугунных де- талей для удале- ния асфальтосмо- листых отложений
Едкий натр Жидкое стекло 30 5 75—85 4—6
Едкий натр Хромпик 100 5 80—90 2—3
60
ПРОЦЕСС ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Продолжение табл. 3
Состав моющего раствора Концен- трация, Г/Л Режим применения Назначение моющего раствора
Т ем пе- ратура, °C Время обработ- ки, ч
Кальцинирован- ная сода 10 80—90 3—4 Выварка деталей из цветных метал- лов в ваннах
Жидкое стекло Мыло Хромпик Кальцинирован- ная сода 10 8 5 8,5 80—90 2—3 Выварка стальных деталей в ваннах
Жидкое стекло Мыло Кальцинирован- ная сода 8,5 10 10 80—90 2—3 Выварка алюми- ниевых деталей в ваннах
Мыло Хромпик Кальцинирован- ная сода 10 5 20 80—95 2-3
Кальцинирован- ная сода Тринатрийфосфат Мыло 5,5 10 10 80—95 0,2—0,4 Струйная мойка стальных и чугун- ных деталей
Кальцинирован- ная сода Жидкое стекло 10 3—5 85—95 0,2—0,4
4. Синтетические моющие средства
Синтетическое
моющее средство
Концентрация, г/л
Средства для струйной очистки деталей машин
МЛ-51 Лабомид-101 Лабомид-102 МС-6 МС-8 10—20 10—30 10—30 10—20 10—20 (в погружных машинах 25—30)
Темп-100 Темп-ЮОД 10—20 10—20
ОЧИСТКА ДЕТАЛЕЙ
61
Продолжение табл. 4
Синтетическое моющее средство Концентрацияг/л
КМ-1 2—10 (в погружных машинах
20—35)
Вимол 5—10
Аэрол 1—5 (при ручной очистке щетками — 80)
МЛ-6 0,5
МЛ-72 0,5—2
МЛ-80 0,5—2
Вертолин-74 50—80
Средства для погружной очистки деталей
МЛ-52 20—30
Лабомид-203 20—30
МС-15 20
ТМС-31 50—80
Импульс 30—50
5, Растворяюще-эмульгирующие средства
Наименование растворяюще-эмульги- рующего средства Концентрация, г/л Примечание
АМ-15 Средства РЭС-1 1000 Детали очищают в моеч- ных установках погруж- ного типа (температура раствора 20—40 °C). По- сле очистки обязательно ополаскивание 1—1,5 %- ными водными раствора- ми МЛ-52
ДВП-1, ДВП 500 (в дизель- ном топливе)
Термос: эмульгирующий рас- творитель Т-1 ополаскивающий рас- твор ТР Ритм 1000 7 Средства РЭС-11 100 Детали очищают в моеч- ных установках погруж- ного типа (температура раствора 20—40 °C) Детали очищают в моеч- ных установках погруж- ного типа, закрытых ме- таллическими крышками (температура раствора 15—20 °C). Затем опола- скивают водными раство- рами МЛ-52
Ритм-76 100
62
ПРОНЕС® ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Современные синтетические моющие средства (СМС)
представляют собой многокомпонентные смеси химиче-
ских веществ. Среди них определяющая роль принадле-
жит синтетическим поверхностно-активным веществам
(СПАВ), а также активным добавкам (электролитам),
интенсифицирующим физико-химическое действие СПАВ
и выполняющим ряд самостоятельных функций.
В качестве активных добавок в СМС используют каль-
цинированную соду, метасиликат натрия (жидкое стекло),
двойную соль метасиликата натрия и калия, органиче-
ские вещества со свойствами оснований (моно- и триэта-
ноламины), органические электролиты (карбоксиметил-
целлюлозу, алкилоламиды).
Важным условием очистки деталей машин от большин-
ства загрязнений является определенный уровень ще-
лочности очищающей жидкости. Максимальное моющее
действие растворов СМС по отношению к масляным и
углеродистым загрязнениям проявляется при pH >11,5.
Синтетические ПАВ, применяемые в рецептуре СМС,
по механизму действия относятся к одной из двух групп —
ионогенные и неионогенные. Различие между ними состоит
в том, что первые в водных растворах диссоциируют на
ионы, вторые ионов не образуют. В свою очередь ионо-
генные СПАВ подразделяются на анионные и катионные.
Молекулы анионных СПАВ диссоциируют с образова-
нием неактивных катионов (водород или металл) и по-
верхностно-активных анионов (углеводородные цепи).
У катионных СПАВ поверхностную активность прояв-
ляет катион. Эту группу веществ составляют соли аро-
матических аминов и другие азот содержащие соеди-
нения.
Синтетические моющие средства для струйной и по-
гружной очистки деталей машин приведены в табл. 4.
Продолжительность очистки при погружных и струй-
ных способах очистки деталей с помощью препаратов
МЛ-51, Лабомид-101, Лабомид-102, Лабомид-203, МС-6,
МС-8, Темп-100, Темп-101, МС-15 составляет 10—25 мин.
Эти препараты, проявляя ингибирующий эффект, сни-
жают стационарные значения скоростей коррозии стали
по сравнению с жесткой водой при 20 °C почти в 20 раз,
а при 70 °C — в 15 раз; чугуна — соответственно в 10
и 8 раз; алюминия — в 10 раз.
ОЧИСТКА ДЕТАЛЕЙ
63
Применение препарата Темп-ЮОА позволяет совме-
щать операции очистки и пассивации деталей. Защитный
эффект сохраняется даже после промывки обезжиренных
поверхностей водой (например, обеспечивается защита от
атмосферной коррозии до 30 дней).
Для повышения качества и производительности очист-
ных операций и снижения энергозатрат на предприятиях
с ограниченными мощностями источников теплоснабже-
ния рекомендуется применять растворяюще-эмульгиру-
ющие средства (РЭС) (табл. 5).
РЭС применяют преимущественно в многостадийных
технологических схемах очистки на промежуточных ста-
диях при умеренных температурах (20—50 °C). Предвари-
тельные и последующие стадии очистки осуществляют
с применением СМС.
Препараты Ритм, по очищающей способности не усту-
пающие лучшим зарубежным препаратам, эффективно
удаляют тяжелые и асфальтосмолистые отложения и ста-
рую краску. При очистке поверхностей деталей с помощью
этого препарата расход пара снижается в 12 раз по сравне-
нию с расходом пара при использовании каустической
соды и в 7 раз — при использовании МЛ-52.
Для удаления старой краски применяют смывки. Дей-
ствие смывок основано на том, что они проникают в ста-
рую краску, которая в результате этого набухает и раз-
мягчается.
Применяются смывки трех марок СД (сп), СД (об)
и АФТ-1. Скорость их действия соответственно состав-
ляет: 5, 30 и 20 мин. Состав смывок приведен в табл. 6.
Для химического удаления продуктов коррозии при-
меняют кислотные и щелочные растворы. Процесс осно-
ван на химическом травлении. Перед травлением детали
предварительно обезжиривают. Составы для удаления
продуктов коррозии приведены в табл. 7.
Для выполнения очистных и моечных операций суще-
ствует комплекс моечного оборудования различного на-
значения (табл. 8). Комплекс содержит следующие ма-
шины: струйные, погружные, мониторные, комбиниро-
ванные, циркуляционные, специальные. В каждом кон-
кретном случае необходимо применять моечное оборудо-
вание с учетом его назначения и производственных по-
мещений.
64
ПРОЦЕСС ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
6. Составы смывок для удаления красок
Компонент Содержание (%, массовая доля) в смывке
СД (еп) СД (об) АФТ-1
Коллоксилин — __ 5,0
Парафин —- 2,2 0,5
Ацетон 10,0 47,0 19,0
Формальгликоль 50,0 — НИ 47,5
Толуол — «— 28,1
Этиловый спирт 10,0 6,0 —
Бензол 30,0 8,0 —
Этилацетат — 19,0 —
Скипидар — 7,0 —
Нафталин — 10,8 —-
7. Растворы для удаления продуктов коррозии и условия
их применения
Состав раствора Масса компо- нента, F Темпера- тура раство- ра, °C Время травле- ния, мин Обрабатываемый материал
Серная кислота Ингибитор Вода 150 3 850 10—25 10—40 Сталь (сильное поражение корро- зией)
Соляная кислота Ингибитор Вода 300 3 700 10—25 10—20
Азотная кислота Хромпик Вода 70 10 1000 15—25 5—20 Алюминиевые сплавы
Серная кислота Хромовый ангид- рид или азотная кислота Вода 350 65 1000 60—70 0,5—2
Серная кислота Хромпик Вода 160 160 1000 80 2—5 Медные сплавы
3 Молодые Н.
8. Оборудование для очистки и мойки деталей
Оборудование Техническая характеристика
Произво- дительность, т/ч Установ- ленная мощность, кВт Расходы пара, т/ч, или топли- ва, кг/ч Габаритные раз- меры очищаемых деталей, мм Габаритные раз- меры моечной машины, мм Масса машины, т
Струйная камерная машина ОМ-4610 0,6 7,0 0,12 600X 600X 600 2300Х1800Х 1950 1,1
Струйная конвейер- ная машина ОМ-5343 2,0 46,7 0,30 600X 500X 500 5300X 2850X3400 8,7
Погружная моечная машина ОМ-12190 0,2 0,3/3 0,03 700X 380X 260 1250X1460X 2300 0,87
Погружная моечная машина ОМ-22608 0,4 5,7 0,075 850X 750X 550 3220X 2510X 2682 1,6
Погружная моечная машина ОМ-22609 0,8 5,7 0,15 1800X1100X1500 5530X 3300X 4330 2,6
Погружная моечная машина ОМ-15429 ро- торного типа 5,0 21,0 0,30 1400Х1020X1010 7220X 4700X3960 12
Погружная моечная машина ОМ-1425 (ММЧ-1) 4,0 21,6 0,18 1200Х1000Х1000 4630X2830X2870 4
ОЧИСТКА ДЕТАЛЕЙ
Оборудование
Произво- дительность, т/ч Установ- ленная мощность, кВт
Погружная моечная машина ОМ-9788А для очистки деталей от продуктов корро- зии и накипи 2,0 18,2
Погружная моечная машина ОМ-3996 для удаления старых ла- кокрасочных покры- тий Одна загрузка в час —
Ультразвуковая ван- на УЗВ-16М 0,2 5,0
Ультразвуковая ван- на УЗВ-17М 0,3 7,5
Ультразвуковая установка УЗВФ-1 0,1 11,0
Комбинированная мо- ечная машина ОМ-9318, ОМ-4267М 4,0 43,6
Продолжение табл. 8
о
о
Техническая характеристика
Расходы пара, т/ч, или топли- ва, кг/ч Габаритные раз- меры очищаемых деталей, мм Габаритные раз- меры моечной машины, мм Масса машины, т
о,1 1000Х1050Х1200 1600Х1380Х1675 1,2
0,375 2500X 2500X1200 4500X 3400X 2150 3,5
0,25 . 300X 600 970X 875X 965 0,2
0,3 300X900 1370X 875X 965 0,3
— 300X300 1845X902X1005 0,65
0,25 850X750X550 15,5 м? 8,3
ПРОЦЕСС ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
co
Оборудование Произво- дительность, т/ч Установ- ленная мощность, х кВт
Комбинированная мо- ечная машина ОМ-7421 8,0 80
Моечная машина ОМ-14256для очистки деталей от нагара и накипи в расплавах солей и щелочей 0,6 70
Моечная машина ОМ-6068А для очи- стки мокрой галтов- кой крепежных из- делий и мелких дета-' лей 0,16 0,6
Моечная машина ОМ-14249 для очи- стки крепежных из- делий и мелких дета- лей 0,4 1,1
Продолжение табл. 8
Техническая характеристика
Расходы пара, т/ч, иди топли- ва, кр/ч Габаритные раз- меры очищаемых деталей, мм Габаритные раз- меры моечной машина, мм Масса машина, т
0,40 1200X800X700 10500X 3800X 4100 17,2
— 800X 800X 800 9400 x 500X 4800 5,5
— До 150 1350Х 800Х1430 0,25
0,03 До 150 1870Х1525Х1200 0,75
ОЧИСТКА ДЕТАЛЕЙ
68 ПРОЦЕСС ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
ДЕФЕКТАЦИЯ И СОРТИРОВКА ДЕТАЛЕЙ
Дефектацию деталей проводят с целью определить их
техническое состояние: деформацию и износ поверхностей,
целость материала, изменение свойств и характеристик
рабочих поверхностей, сохранность формы. Дефектацию
деталей осуществляют в соответствии с таблицами дефек-
тации технических условий или требований на ремонт
машин.
Процесс дефектации в значительной мере определяет
качество восстановленных деталей. При дефектации
выполняют следующие операции. Вначале внешним осмо-
тром невооруженным глазом или с применением лупы,
проверкой на ощупь, простукиванием выявляют следу-
ющие повреждения деталей: трещины, забоины, риски,
обломы, пробоины, вмятины, задиры, коррозию, ослабле-
ние плотности посадки.
Далее, используя универсальный и специальный из-
мерительный инструмент, определяют геометрические па-
раметры деталей. Для обнаружения скрытых дефектов,
проверки на герметичность, упругость, контроля взаим-
ного положения элементов деталей используют специаль-
ные приборы и приспособления.
Помещение, где проводится дефектация, должно иметь
хорошее освещение. Инструмент и детали перед измере-
нием должны быть одинаковой температуры, равной тем-
пературе внутри помещения (рекомендуемая температура
18—20 °C). Весь измерительный инструмент должен быть
исправным и проверенным службой метрологии. Измере-
ния и контроль деталей выполняют теми инструментами
и средствами, которые указаны в таблицах дефектации
технических требований на ремонт. Классификация средств
дефектации приведена в табл. 9.
Универсальные средства измерения размеров выбирают
в зависимости от допусков на изготовление деталей и
конструктивных особенностей деталей. Погрешность изме-
рения, которая может быть получена при применении
того или иного инструмента, не должна превышать поля
допуска размера детали.
Рекомендации по применению универсального измери-
тельного инструмента приведены в табл. 10.
При необходимости проверки кроме размеров отдель*
ДЕФЕКТАЦИЯ И СОРТИРОВКА ДЕТАЛЕЙ
69
ных элементов точности формы и взаимного расположи
ния применяют комплексные калибры, которые могут
быть как однопредельными, так и двухпредельными.
Характеристика комплексных калибров приведена в
табл. 11.
Для проверки отклонения формы и взаимного распо-
ложения поверхностей деталей применяют средства кон-
троля линейных размеров в сочетании с различными при-
способлениями и устройствами (табл. 12).
Трещины в корпусных деталях определяют гидравли-
ческим методом. Контролируемые детали устанавливают
на стенд, наружные отверстия закрываются крышками
и. заглушками, а внутреннюю полость заполняют водой,
создавая давление внутри корпуса, и выдерживают при
этом давлении в течение определенного времени. Падение
давления, контролируемого по манометру, и течь свиде-
тельствуют о наличии трещин. Для гидравлических испы-
таний применяют специальные стенды (т. е. стенды для
конкретных деталей).
В сплошных деталях трещины выявляют преимуще-
ственно магнитным методом, основанным на возникнове-
нии полей рассеяния при прохождении через дефектную
деталь магнитного потока. Дефекты обнаруживают с по-
мощью магнитного порошка (сухого или в виде суспензии).
Магнитную суспензию приготовляют из смеси трансфор-
маторного масла и керосина (в соотношении 1 : 1) и ма-
гнитного порошка в количестве 45—50 г на 1 л смеси.
На намагниченной детали частицы порошка концентри-
руются по краям трещин, указывая ее конфигурацию
и место расположения.
На специализированных предприятиях в этих целях
применяют универсальные магнитные дефектоскопы типа
М-217, УМД-9000 ВИАМ, ЦНВ-3, которые позволяют
проводить продольное, местное и циркуляционное нама-
гничивание, магнитный контроль и размагничивание.
На участках используют переносной дефектоскоп типа
77 ПМД-ЗМ.
Для деталей из цветных металлов используется лю-
минесцентный метод дефектоскопии, основанный на спо-
собности некоторых веществ светиться под действием
ультрафиолетовых лучей. В качестве флюоресцирующей
жидкости используют растворы, содержащие, %: керо-
70
ПРОЦЕСС ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
9. Классификация средств дефектации деталей
Назначение средств дефектации Контролируемые показатели Используемые средства дефектации
Измерение раз- меров деталей Линейные размеры (диа- метр, длина, глубина, расстояние между осями отверстий и др.) Углы между плоскостя- ми, осями, образующими Линейные размеры от- дельных элементов Комплексные показатели деталей Штангенциркуль, штан- генинструменты, микро- метрические инструменты и рычажно-зубчатые при- боры Угломер с нониусом, шаб- лоны, угловые меры Резьбомер Комплексный шлицевой калибр
Контроль от- клонения фор- мы Отклонение от цилин- дричности Отклонение от прямоли- нейности Отклонение от плоскост- ности Отклонение от формы заданного профиля Индикаторные приспособ- ления, призмы Поверочные линейки Поверочные плиты Шаблоны
Контроль от- клонения рас- положения по- > верхностей Радиальное и торцовое биение Расположение осей Расположение поверхно- стей Прибор ПБ, струбцина с индикатором Специальная схема с ин- дикатором Индикаторные приспособ- ления, угломеры
Контроль па- раметров шеро- ховатости Снятие профилограмм с последующей их обра- боткой Профилометр
Контроль твер- дости поверх- ности Определение твердости путем вдавливания стального шарика или алмазной пирамиды Твердомеры ТШ и ТК
ДЕФЕКТАЦИЯ И СОРТИРОВКА ДЕТАЛЕЙ
Продолжение табл. 9
Назначение средств дефектации Контролируемые показатели Используемые средства дефектации
Контроль це- лости деталей Способы выявления тре- щин и других дефектов поверхностей: магнитный люминесцентный ультразвуковой Магнитный дефектоскоп Люминесцентный дефек- тоскоп Ультразвуковой дефекто- скоп
10. Характеристики измерительного инструмента
и область его применения
Наименование инструмента Цена деле- ния, мм Допуски на изготовление детали, мм Измеряемые величины
Штангенциркуль 0,1 0,3 и более Линейные размеры на-
Штангенглубино- 0,05 0,15 и более ружных и внутренних по- верхностей
0,1 0,5 и более Глубина и высота элемен-
мер 0,05 0,2 и более тов деталей
Штангенрейсмас 0,1 0,5 и более Высоты деталей или по-
0,05 0,2 и более верхностей, установлен- ных на поверочной плите
Микрометр без указания класса 0,01 .0,015—0,15 Посадочные поверхности под подшипники, зубча- тые колеса, шкивы, звез- дочки
Микрометр нуле- вого класса 0,01 0,012—0,02 То же
Микрометрический нутромер 0,01 0,05—0,15 Внутренние размеры кор- пусов, стаканов, обойм, шестерен, шкивов, звездо- чек
Микрометрический глубиномер 0,01 0,03—0,2« Глубина и высота элемен- тов деталей
Индикаторный ну- 0,01 0,03—0,15 Диаметры отверстий, ши-
тромер 0,003—0,015 рина пазов
Микрометр ры- чажный 0,002 Предельные отклонения от номинального размера
Миниметр 0,001 0,002—0,03 Точно изготовленные де- тали
72
ПРОЦЕСС“ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
11. Характеристика комплексных калибров
Наименование калибров Назначение калибра
Комплексные шлицевые однопредель- ные калибр-пробка и калибр-кольцо соответственно для внутренних и на- ружных поверхностей Проверка взаимного распо- ложения поверхностей эле- ментов шлицевых изделий и искажения их геометриче- ской формы
Комплексные однопредельйые калибры для проверки положения пазов соот- ветственно ступицы и вала Проверка размера и распо- ложения шпоночного паза
Комплексные двух предельные резьбо- вые калибр-пробка и калибр-кольцо Проверка годности резьбо- вых изделий
Комплексные однопредельные калибры для проверки расстояний между ося- ми отверстий и расстояния от базы до оси отверстия Проверка межосевых рас- стояний
12. Характеристики методов контроля и средств измерения формы
и расположения поверхностей
Отклонение формы или расположения поверхностей Рекомендуемые средства измерения Метод контроля
Отклонение от Универсальные Выполнение измерений в нескольких направле- ниях
круглости Индикатор на стойке легкого типа, призма Измерение биения поверх- ности детали, установлен- ной на призму
Отклонение профи- ля продольного сечения Универсальные Выполнение измерений в нескольких направле- ниях и сечениях
Отклонение от пря- молинейности и плоскостности Лекальные линейки, поверочные линейки, щупы Поверочные линейки и поверочные плиты Проверка «на просвет» и измерение зазора щупом Проверка «на краску»
ДЕФЕКТАЦИЯ И СОРТИРОВКА ДЕТАЛЕЙ 73
Продолжение табл. 12
Отклонение формы или расположения поверхностей Рекомендуемые средства измерения Метод крнтроля
Отклонение формы заданного профиля Шаблоны (профиль- ные калибры), щупы Проверка «на просвет» и измерение зазора щупом
Отклонение от со- осности относи- тельно общей оси Комплексный проход- ной калибр Проверка калибром
Радиальное бие- ние Прибор ПБ с индика- тором Проверка стрелы прогиба при вращении в центрах
Индикатор, призмы, индикатор на уни- версальном штативе Проверка стрелы прогиба или относительного бие- ния шеек при вращений детали на призмах
Прибор ПБ с инди- катором, оправка Проверка биения наруж- ной поверхности относи- тельно внутренней на оправке при вращении де- тали в центрах
Поверочные призмы, индикатор на универ- сальном штативе, прямой рычаг Проверка биения внут- ренней поверхности от- носительно наружной при вращении детали на приз- мах
Торцовое биение Прибор ПБ с индика- тором, угловой рычаг Поверочные призмы, индикатор на уни- версальном штативе, угловой рычаг Проверка биения торца при вращении детали в центрах Проверка биения торца при вращении детали на призмах
Отклонение от па- раллельности пло- скостей Индикатор на уни- версальном штативе, поверочная плита Проверка расстояния от одной плоскости до дру- гой на заданной длине
Отклонение от па- раллельности оси и плоскости Индикатор на уни- версальном штативе, калиброванная скал- ка, поверочная плита Проверка расстояния от верхней . образующей скалки до плиты в двух положениях на заданной длине
74
ПРОЦЕСС ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Продолжение табл. 12
Отклонение формы или расположения поверхностей Рекомендуемые средства измерения Метод контроля
Отклонение от па- раллельности осей Индикаторы на струб- цине, калиброванные скалки Проверка расстояния ме- жду двумя скалками на заданной длине
Отклонение от перпендикулярно- сти плоскостей Лекальный угольник, щупы Проверка перпендикуляр- ности «на просветы» и измерение зазора щупом
Отклонение от перпендикулярно- сти оси к плос- кости Лекальный угольник, калиброванная скал- ка, щупы Проверка перпендикуляр- ности скалки, установлен- ной в отверстие к задан- ной плоскости угольником «на просвет», и измере- • ние зазора щупом
Отклонение от перпендикулярно- сти двух осей Специальные калиб- ры Проверка перпендикуляр- ности калибрами
Специальные калиб- ры, индикаторное приспособление Проверка перпендикуляр- ности осей на заданной длине
сина 50, трансформаторного масла 25, бензина 25 и 0,25 г
на 1 л зелено-золотистого дефектола; керосина 50 и но-
риола 50. Люминесцентную дефектоскопию проводят с ис-
пользованием дефектоскопов марок ЛЮМ-1, ЛЮМ-2,
ЛДА-3, ЛД-4.
Более простым является метод красок. При использо-
вании этого метода на обезжиренную поверхность наносят
красящую жидкость, содержащую, %: керосина 80, транс-
форматорного масла 15, скипидара 5 и 10 г на 1 л красной
краски «Судан IV». Через 5—10 мин красящую жидкость
смывают и деталь протирают насухо. Затем на обрабо-
танную поверхность наносят слой белой глины или мела.
В местах трещин жидкость выступает на поверхность,
показывая величину и форму дефекта.
Внутренние дефекты у наиболее ответственных деталей
выявляются с помощью ультразвуковых дефектоскопов
ДУК-5В, УЗД-7Н, ДУК-1 ЗИМ, ДСК-1.
ВОССТАНОВЛЕНИЕ РАБОТОСПОСОБНОСТИ ДЕТАЛЕЙ
75
ВОССТАНОВЛЕНИЕ РАБОТОСПОСОБНОСТИ
ДЕТАЛЕЙ И УЗЛОВ
В зависимости от масштабов производства применяют
следующие организационные формы восстановления дета-
лей: подефектную, групповую, маршрутно-групповую и
маршрутную.
Подефектная технология состоит в устранении каж-
дого дефекта в отдельности. Комплектование деталЬй
в партии осуществляют только по наименованиям.
При групповой технологии детали классифицируют по
конструктивным и технологическим особенностям с по-
следующим объединением их в технологические группы.
Групповая технология базируется на следующих прин-
ципах:
общность геометрических форм изношенных деталей;
общность деталей по материалу, точности обработки
и термической обработке;
наличие у деталей каждой группы однотипных де-
фектов;
возможность применения однотипных способов устра-
нения дефектов;
возможность осуществления технологического про-
цесса восстановления деталей, входящих в группу на
однотипном оборудовании.
Формирование групп деталей проводят на участке
дефектации, откуда эти группы направляют на восста-
новление.
При восстановлении деталей по маршрутной техноло-
гии одноименные детали восстанавливают партиями, ском-
плектованными по наличию общих сочетаний дефектов.
Маршрутная технология основана на взаимосвязи дефек-
тов, минимальном перемещении деталей, наименьшей раз-
нице в трудоемкости устранения дефектов, объединении
различных дефектов, которые могут быть устранены на
общих рабочих местах одинаковыми технологическими
способами. Эту технологию целесообразно применять на
крупных предприятиях по восстановлению деталей узкой
номенклатуры с большими программами.
Маршрутно-групповую технологию применяют при
восстановлении деталей широкой номенклатуры с исполь-
зованием преимуществ маршрутной технологии. В этом
76 . ПРОЦЕСС, ВОССТАНОВЛЕНИЯ ; ДЕТАЛЕЙ >
случае детали комплектуют на участке дефектации в тех-
нологические маршруты по сочетанию дефектов и кон-
структивно-технологическим признакам. В соответствии
с маршрутом детали запускают в производство парти-
ями.
Применение групповой, маршрутной и маршрутно-
групповой технологий позволяет улучшить качество вос-
становления деталей за счет выбора наиболее целесооб-
разного способа восстановления, как правило, на высоко-
производительном, точном, механизированном и автомати-
зированном оборудовании.
При восстановлении отдельных деталей основной зада-
чей является придание их изношенным поверхностям
первоначальных параметров. Основными технологиче-
скими приемами при этом являются наплавка и напыле-
ние металлопокрытий, осаждение металла, формоизмене-
ние, диффузия, структурные изменения, нанесение поли-
мерных материалов.
, Способ восстановления детали выбирают при последо-
вательном сопоставлении требуемых параметров (по. ре-
монтному чертежу детали) с достигаемыми в процессе вос-
становления.
При отборе в приведенной последовательности уста-
навливают: возможность применения способа для кон-
структивно-технологической группы с определенными раз-
мерными характеристиками; возможность применения по-
крытия для материала основной детали и сочетаемость
наносимого покрытия с материалом сопрягаемой детали;
возможность обеспечения заданной толщины покрытия
для компенсации износа и необходимого припуска на
последующую обработку; необходимость и возможность
предварительной обработки; вид механической и финиш-
ной обработки и достигаемую точность и шероховатость;
достигаемую твердость поверхности после нанесения по-
крытия, необходимость термической обработки и ее вид;
достигаемую износостойкость при работе с сопрягаемой
деталью; сплошность покрытия; прочность сцепления;
снижение сопротивления усталости; стабильность полу-,
чения заданных показателей.
, При восстановлении работоспособности сопряжений и
посадок бывает целесообразно изменить первоначальные
размеры деталей.
ВОССТАНОВЛЕНИЕ РАБОТОСПОСОБНОСТИ ДЕТАЛЕЙ -fr
> При’ восстановлении посадки с изменением первона-
чальных размеров основную, наиболее ценную деталь
сопряжения обрабатывают до выведения следов износа
и получения правильной геометрической формы. Вторую,
сопрягаемую с ней, более простую деталь изготовляют
заново или наращивают и при обработке подгоняют
к размеру первой детали до получения необходимой по-
садки. Этот способ не обеспечивает взаимозаменяемости
деталей и поэтому получил название восстановления под
индивидуальный размер. Способ находит применение в ус-
ловиях единичного ремонта.
Восстановление детали под ремонтный размер — наи-
более прогрессивный и широко применяемый способ.
Сущность его заключается в том, что основную, наиболее
сложную, деталь обрабатывают не до произвольного (ин-
дивидуального), а до заранее установленного размера.
Сопрягаемую с ней деталь изготовляют под этот же раз-
мер с сохранением допусков новой детали. В связи с тем,
что ремонтные размеры заранее установлены и известны,
вторую деталь можно изготовить независимо от первой
и даже на другом предприятии. В этом случае на ремонт-
ных чертежах деталей указывают категорийные ремонтные
размеры.
Многие детали при ремонте машин восстанавливают
способом постановки дополнительного элемента. Сущность
этого способа состоит в том, что изношенные или повреж-
денные части деталей удаляют, а на их место устанавли-
вают вновь изготовленные и обрабатывают деталь под
номинальный размер. Этот способ осуществляют с при-
менением нескольких характерных приемов: отверстия
и валы восстанавливают постановкой втулок, гильз или
колец; детали сложной конфигурации ремонтируют уда-
лением дефектного и установкой нового элемента детали
(зубчатого венца, шлицевой втулки, шлицевого конца
вала и др.); плоские поверхности восстанавливают поста-
новкой планок или накладок.
Технико-экономический выбор способов восстановле-
ния предусматривает поэтапный анализ технических, эко-
номических и организационных показателей целесообраз-
ности применения способа. Техническую целесообразность
применения оценивают ресурсом восстановленных по-
верхностей, сопряжений и деталей в целом, экономиче-
78
ПРОЦЕСС ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
скую — издержками (затратами) потребителя при при-
менении технологии. Затраты потребителя при примене-
нии способов восстановления не должны превышать за-
трат на новые запасные части с учетом ресурса.
Организационными показателями являются коэффи-
циенты использования оборудования и приведенные за-
траты на восстановление. Коэффициенты использования
оборудования должны быть не ниже нормативных, а при-
веденные затраты по предпочтительному варианту должны
быть минимальными.
контроль качества восстановления
Качество восстановления деталей оценивают степенью
соответствия полученных физико-механических свойств
и геометрических параметров заданным техническими
условиями на восстановление детали и ремонтным чертежом
аналогичным свойствам и параметрам.
При восстановлении деталей выполняют летучий, про-
межуточный и окончательный контроль. Летучий кон-
троль проводят выборочно как на отдельных операциях
технологического процесса, так и на готовых деталях.
Промежуточный контроль выполняют пооперационно и по
сгруппированным операциям. Проверку, как правило,
осуществляют непосредственные исполнители работ, а
также мастера, бригадиры, руководители подразделений.
Периодически промежуточный контроль проводят ра-
ботники ОТК предприятия. Окончательный контроль всех
восстановленных деталей проводят работники ОТК пред-
приятия.
При обработке резанием проверяют соответствие раз-
меров, формы, взаимного расположения обработанных
цоверхностей и их шероховатость требованиям ремонтных
чертежей или технических условий. Для этой цели исполь-
зуют универсальные измерительные инструменты, пре-
дельные калибры, приспособления и приборы, профило-
метры.
Периодически проверяют состояние технологиче-
ского оборудования, приспособлений, режущего и изме-
рительного инструмента на рабочих местах, а также ре-
жимы обработки (скорость резания, подачи, припуск на
обработку).
КОНТРОЛЬ КАЧЕСТВА ВОССТАНОВЛЕНИЯ
79
При контроле шейки валов и отверстия измеряют в не-
скольких плоскостях и сечениях. Шлицевые части валов
и шлицевые ступицы контролируют по наружному и вну-
треннему диаметрам шлицев, толщине каждого зуба (ши-
рине впадины) универсальными средствами измерения,
комплексными калибрами или новыми сопрягаемыми де-
талями. Резьбовые части валов и отверстия проверяют
калибром-кольцом и калибром-пробкой на всей длине
резьбы, взаимное расположение поверхностей — специ-
альными приборами и приспособлениями с индикато-
рами.
При сварке и наплавке проверяют качество швов,
толщину наплавленного металла, обрабатываемость, плот-
ность наплавленного металла и его твердость, а также
режим наплавки. Наплывы, подрезы, трещины, кратеры,
непровары, поры, раковины, шлаковые включения выяв-
ляют при осмотре невооруженным глазом и через лупу.
Ответственные детали после предварительной обработки
подвергают магнитной или ультрафиолетовой дефекто-
скопии.
Герметичность контролируют керосином или воз-
духом при определенном давлении, а при необходимости —
гидравлическим методом на специальных стендах. Твер-
дость наплавленного металла определяют с использова-
нием твердомеров.
Гальванические покрытия контролируют по внешнему
виду осажденного металла. При осмотре может быть ис-
пользована лупа. При контроле выявляют трещины, поры,
отслоение осадка от основного металла, дендритные на-
росты, пятна, пригар. Прочность сцепления осадка с ос-
новным металлом проверяют методом нанесения на по-
верхность осадка острым шабером перекрещивающихся
царапин глубиной до основного металла и через лупу
осматривают места царапин. Отслоение осадка в этих
местах свидетельствует о плохой сцепляемости. В отдель-
ных случаях сцепляемость проверяют на специальных
образцах.
Твердость гальванических покрытий контроли-
руют на приборе типа ПМТ-3 или с помощью твердо-
мера Виккерса. В гальванических цехах систематически
контролируют состав электролитов, оборудование, режим
процесса, качество подготовительных операций.
80 ПРОЦЕСС ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
На термических участках контролируются режимы
термообработки и твердость обработанных поверхностей
с помощью твердомеров.
Для обеспечения высокой надежности контрольно-
измерительных операций все измерительные приборы и
инструмент должны периодически подвергаться проверке
через установленные промежутки времени, гарантирующие
поддержание их точности в заданных пределах. Все при-
боры и инструмент должны быть обеспечены инструктив-
ной документацией по правилам пользования.
Глава 4 ’
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
КЛАССИФИКАЦИЯ СПОСОБОВ ВОССТАНОВЛЕНИЯ
В производственных условиях разработаны и реали-
зованы десятки различных способов восстановления де-
талей. Выбор наиболее приемлемого способа состоит в тех-
ническом, экономическом и организационном анализах
требований к восстановленным деталям с учетом условий
работы их в сопряжениях, производственной программы,
оснащенности предприятий, обеспеченности материалами,
энергией, рабочей силой и других конкретных мероприя-
тий. Технические возможности различных способов вос-
становления и рекомендуемая область их применения
приведены в табл. 1.
СВАРКА
Сварка стальных деталей. Технологические процессы
сварки и наплавки занимают ведущее место при ремонте
изделий, поскольку с их помощью восстанавливают почти
70 % всех деталей.
Большое разнообразие форм и размеров деталей
обусловливает необходимость применения в ремонтном
производстве разных видов сварки.
Ручную дуговую сварку выполняют, как правило, ме-
таллическими электродами при питании дуги постоянным
или переменным током. Электрическая дуга постоянного
тока более стабильна, кроме того, эту сварку можно про-
водить при прямой или обратной полярности, присоеди-
няя в первом случае к детали плюс источника энергии,
а к электроду — минус, а в другом случае — наоборот.
Обратная полярность позволяет уменьшить глубину
проплавления детали, поскольку на положительном элек-
троде выделяется тепла на 20 % больше, нежели на отри-
цательном. Поэтому детали толщиной менее 3 мм необ-
ходимо сваривать постоянным током обратной полярности,
чтобы избежать прожогов.
82
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
1. Способы восстановления деталей
Способ восстановления Область применения
Сварка: ручная дуговая Заварка трещин, обломов, приварка накладок, вставок, заплат, наплавка износостойких материалов
автоматическая и механи- зированная дуговая Заварка трещин, обломов, приварка накладок, вставок, заплат, сварка тонколистового материала
аргонодуговая Сварка и наплавка алюминия и кор- розионно-стойкой стали
газовая Заварка трещин, приварка обломов, сварка тонколистового материала
контактная трением Сварка тонколистового материала Стыковая сварка деталей и их элемен- тов разной конфигурации при повы- шенных требованиях к качеству свар- ного соединения
термитная Сварка крупногабаритных и массив- ных деталей
электрошлаковая Приварка обломов, сварка крупно- габаритных деталей
электронно-лучевая Сварка ответственных деталей с высо- кой точностью
ультразвуковая Сварка цветных металлов, стали, не- габаритных деталей
высокочастотная магнитно-импульсная взрывом давлением Сварка коррозионно-стойкой стали Сварка разнородных материалов Сварка разнородных материалов Сварка деталей и их элементов, раз-
диффузионная в вакууме личных по конфигурации Сварка мелких ответственных дета- лей с высокой точностью
кузнечная Сварка неответственных деталей с невы- сокой точностью при повышенных тре- бованиях к прочности сварного соеди- нения
Наплавка: дуговая под флюсом Наплавка деталей диаметром более 50 мм при повышенных требованиях к качеству наплавленного материала с толщиной наплавленного слоя более 1 мм
дуговая в углекислом газе Наплавка стальных деталей диаме- тром более 16 мм широкой номенкла- туры, работающих в различных усло- виях
СВАРКА
83
Продолжение табл. 1
Способ восстановления Область применения
дуговая с газопламенной защитой Наплавка стальных и чугунных дета- лей, работающих в различных усло- виях
вибродуговая Наплавка стальных деталей, работа- ющих в различных условиях при не- высоких требованиях к сопротивле- нию усталости
дуговая порошковой про- волокой или лентой Наплавка износостойких слоев на де- талях, работающих в условиях интен- сивного абразивного изнашивания, ударных нагрузок, в узлах трения
дуговая в среде аргона Наплавка алюминиевых деталей и де- талей из коррозионно-стойкой стали
контактная Наплавка гладких цилиндрических наружных и внутренних поверхностей с износами не более 1 мм
газовая Наплавка цилиндрических и профиль- ных поверхностей с местным износом при повышенных требованиях к изно- состойкости
плазменная Наплавка ответственных деталей при повышенных требованиях к износостой- кости и сопротивлению усталости
многоэлектродная под флюсом лежачим электродом Наплавка деталей со значительным износом по величине и площади Наплавка плоских поверхностей и поверхностей сложной конфигурации со значительным износом
электроимпульсная Наплавка наружных цилиндрических поверхностей с износом до 0,5 мм с ограничением температуры нагрева детали
электроискровая Наращивание и упрочнение поверхно- стей с износом до 0,2 мм при невысо- ких требованиях к сплошности покры- тия
электрошлаковая Наплавка деталей со значительными износами, превышающими 6 мм по толщине
жидким металлом Наплавка деталей со значительными износами (не менее 3 мм) при повы- шенных требованиях к износостойко- сти и пониженных требованиях к удар- ным нагрузкам
84 СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Продолжение табл. 1
Способ восстановления Область применения’- '
с одновременным деформи- . рованием с одновременным резанием лазерная высокочастотная высокочастотная в огне- упорной среде Наплавка деталей преимущественно с наружным шлицевым профилем 't Наплавка и обработка износостойких материалов в нагретом состоянии, об- работка которых в холодном состоя- нии затруднена Наплавка износостойких материалов на ответственные детали и детали со сложным профилем Наплавка износостойких материалов на рабочие органы и лезвия Наплавка проушин и цевок звеньев гусениц
Нанесение газотермических покрытий: пламенное порошковыми материалами без оплавле- ния (на ацетилене или про- пан-бутане) пламенное порошковыми . материалами с оплавлени- ем (на ацетилене или про- пан-бутане) плазменное порошковых материалов плазменное проволокой сплошного сечения ионно-плазменное детонационное дуговое высокочастотное Наружные и внутренние цилиндриче- ские поверхности неподвижных со- пряжений при невысоких требованиях к прочности сцепления с основным материалом Наружные и внутренние цилиндри- ческие и профильные поверхности при повышенных требованиях к износо- стойкости и прочности сцепления с ос- новным материалом Наружные и внутренние цилиндриче- ские поверхности То же Нанесение износостойких и защит- ных покрытий с особыми свойствами толщиной до 0,02 мм Нанесение износостойких покрытий с особыми свойствами Наружные и внутренние цилиндриче- ские поверхности с невысокими тре- бованиями к прочности сцепления То же
, СДАрКЛ
85
Продолжение табл. 1
Способ восстановления Область применения
Холодное пластическое де- формирование: раздача раздача с одновременной вытяжкой вытяжка раскатка дорнование и калибровка . протягивание осадка правка накатка обжим чеканка Восстановление наружных поверхно- стей полых деталей с нежесткими тре- бованиями к внутреннему размеру Восстановление специальным дефор- мирующим инструментом наружных поверхностей и длины полых деталей с нежесткими требованиями к внутрен- нему размеру Восстановление длины деталей с Йе- жесткими требованиями к наружным размерам Закрепление дополнительных ремонт- ных деталей в отверстиях, например, свертных колец. Упрочнение Восстановление поверхностей отвер- стий после осадки или термического воздействия. Упрочнение и выглажива- ние То же Восстановление наружных и внутрен- них поверхностей деталей при нежест- ких требованиях к длине Восстановление формы Восстановление поверхности неответ- ственных деталей, восстановление риф- леной и шлицевой поверхностей Восстановление внутренних поверхно- стей деталей при нежестких требова- ниях к наружным Восстановление формы деталей, упроч- нение сварных швов
Горячее пластическое дефор- мирование: давление в • закрытом штампе гидротермическая раздача термоциклирование Восстановление формы и элементов деталей за счет перераспределения металла из нерабочих поверхностей на рабочие для компенсации износа Восстановление наружных поверхно- стей полых деталей с нежесткими тре- бованиями к внутреннему размеру Восстановление, преимущественно Вну- тренних поверхностей полых деталей
86
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Продолжение табл. 1
Способ восстановления Область применения
термопластический обжим накатка ротационное деформирова- ние обжим правка вытяжка осадка раздача выдавливание оттяжка термомеханическая обра- ботка Восстановление внутренних поверх- ностей полых деталей Восстановление зубчатых профилей шестерен и звездочек Восстановление зубчатых и шлице- вых поверхностей Воссгановление внутренних размеров деталей при нежестких требованиях к наружным Восстановление формы Восстановление длийы деталей с не- жесткими требованиями к наружным размерам Восстановление наружных и внутрен- них поверхностей деталей при нежест- ких требованиях к длине Восстановление наружных поверхно- стей полых деталей с нежесткими тре- бованиями к внутреннему размеру Местное деформирование с целью вое- становления профиля и размеров ра- бочих поверхностей Восстановление формы рабочих по- верхностей и режущих кромок рабо- чих органов Восстановление физико-механических характеристик. Упрочнение
Гальванические процессы: железнение: на постоян- ном и асимметричном то- ках, в спокойном или про- точном электролитах; вне- ванное хромирование: при посто- янном токе, в спокойном или проточном электроли- те, размерное химическое и электроли- тическое никелирование Восстановление наружных и внутрен- них поверхностей деталей преимуще- ственно с износом, не превышающим 0,2—0,5 мм, высокой поверхностной твердостью и при нежестких требова- ниях к прочности сцепления покры- тия с основным металлом Восстановление наружных и внутрен- них поверхностей деталей с износом, не превышающим 0,2 мм, и высокими требованиями по износостойкости вос- становленных поверхностей Восстановление наружных и внутрен- них поверхностей деталей с износом, не превышающим 0,05 мм
СВАРКА
87
Продолжение табл, 1
Способ восстановления Область применения
цинкование меднение Защитное покрытие от коррозии Восстановление наружных и внутрен- них поверхностей деталей, изготов- ленных из меди и ее сплавов
электролитическое натира- ние цинком и железоцин- ковыми сплавами Восстановление наружных и внутрен- них цилиндрических поверхностей де- талей при нежестких требованиях к твердости поверхностного слоя
нанесение гальванополи- мерных покрытий Восстановление наружных и внутрен- них цилиндрических поверхностей де- талей
кадмирование Защитные антикоррозионные покры- тия
Нанесение полимерных мате-
риалов:
напылением: газопламен- ным, в электростатическом поле, в псевдоожиженном слое, центробежным нама- зыванием: шпателем, кистью, валиком Восстановление формы поверхностей облицовок и оперений, восстановле- ние антифрикционных, электроизоля- ционных и декоративных покрытий Восстановление посадочных поверхно- стей неподвижных сопряжений, задел- ка трещин, пробоин
литьем:. под давлением, опрессовкой Восстановление антифрикционных, электроизоляционных и декоративных покрытий, изготовление деталей
намазыванием жидких про- кладок, герметиков Восстановление герметичности соеди- нений
Применение ремонтных раз- меров: индивидуальных Восстановление формы и посадок по- верхностей обработкой более дорого- стоящей детали до исчезновения сле- дов износа и изготовлением, подгон- кой менее дефицитной и дорогой де- тали по размерам основной с обеспе- чением заданной посадки
категорийных Обработка детали под заданный ре- монтный размер сопрягаемой детали с ремонтными стандартными разме- рами
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Продолжение табл. 1
Способ восстановления Область применения
Применение дополнитель- ных деталей: обрезка и приварка бы- строизнашивающихся эле- ментов бандажирование приварка элементов и вкладышей постановка втулок и ком- пенсационных шайб постановка свертных колец с закрепляющим раскаты- ванием постановка резьбовых спи- ральных вставок постановка фигурных вставок, стяжек и гуженов приварка и приклеивание накладок, заплат, в том числе и клеесварным спо- собом Восстановление рабочих органов поч- вообрабатывающих, землеройных и ме- лиоративных машин Восстановление наружных поверхно- стей деталей с предварительной меха- нической обработкой и без нее Восстановление размеров профильных поверхностей (ведущие колеса трак- торов и др.) Восстановление отверстий, размерных цепей Восстановление отверстий Восстановление резьбовых соединений Устранение трещин, восстановление герметичности Устранение трещин, пробоин, восста- новление герметичности
Проведение химико-термиче- ских процессов: цементация и нитроцемен- тация повторное азотирование диффузионное хромирова- ние в вакууме и парога- зовое сульфохромирование диффузионное цинкование , диффузионное борирование Поверхностное упрочнение Восстановление поверхностей деталей с износом, не превышающим 0,02 мм, поверхностное упрочнение Восстановление деталей с износом, не превышающим 0,05 мм, поверх- ностное упрочнение Восстановление поверхностей деталей с износом, не превышающим 0,01 мм, поверхностное упрочнение Восстановление деталей из медных сплавов с износом, не превышающим 0,8 мм Поверхностное упрочнение
сварка
89
Продолжение табл. 1
Способ восстановления Область применения
Электромеханическая обра- ботка: высаживание и выглажи- вание Восстановление поверхностей непо« движных сопряжений с износом до 0,2 мм
Электрофизическая обработ- ка: электроконтактная подвод-( ная, электроабразивная, анодно-механическая, электроэрозионная Обработка наплавленных поверхно* стей с высокой твердостью, удаление остатков обломанных инструментов
Электрохимическая обра- ботка: абразивным инструментом , 9 принудительной подачей электролита, металличе- . ским инструментом с при* нудительной подачей элек- тролита Обработка наплавленных поверхностей с высокой твердостью
Пайка: легкоплавкими припоями, тугоплавкими припоями, пайка-сварка Восстановление герметичности соеди- нений и трубопроводов, восстановле- ние инструмента
Термическая обработка: отпуск, нормализация, отжиг, закалка, улучше- ние Восстановление физико-механических характеристик и структуры материа- ла, упрочнение
Источниками постоянного тока при ручной и меха-
низированной сварке и наплавке являются преобразова-
тели, выпрямители и агрегаты с приводом от двигателя
внутреннего сгорания (табл. 2—4); источниками перемен-
ного тока — сварочные трансформаторы (табл. 5).
При восстановлении деталей дуговой сваркой возни-
кают следующие нежелательные последствия: окисляется
металл, поглощается азот, выгорают легирующие добавки,
происходят объемные и структурные превращения, что
приводит к короблению деталей, нарушению термической
8
2. Технические характеристики сварочных преобразователей
Параметр ПСО-ЗОО-З ПСО-500 ПСГ-500 ПСУ-500 ПС-1000
Номинальная сила сварочного тока, А 300 500 500 500 1000
Границы регулирования силы сварочного тока, А 100—300 65—500 60—500 60—500 300—1000
Номинальное напряжение, В 32 40 40 40 45
Номинальная мощность гене- ратора, кВт 9,6 20 20 20 45
Электродвигатель: мощность, кВт 14 28 ' 30 30 55
частота вращения, об/мин 1450 2930 2930 2930 1450
Внешняя вольт-амперная ха- рактеристика Крутопа- дающая Крутопа- дающая Жесткая Жесткая или падающая при соответственном соединении обмоток Падающая
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
3. Технические характеристики сварочных выпрямителей с жесткой внешней вольт-амперной характеристикой
Параметр ВС-300 ВС-600 всж-зоз ВДГ-302 ВДГ-601 ВДУ-504 В ДУ-1001 ВДУ-1601 ВКСМ-1001
Номинальная сила сварочного тока, А 300 600 315 315 630 500 1000 1600 1000
Границы регу- лирования силы сварочного то- ка, А 30—300 100—600 50—315 100—315 100—630 70—500 300—1000 500—1600 300—1000
Рабочее напря- жение, В 20—40 20—40 32 16—38 18—66 18—50 24—66 26—66 70
Потребляемая мощность, кВт 17 35 20 19 67 40 105 165 76
КПД, % 70 75 76 75 82 82 83 84 86
Напряжение без нагрузки, В 20—40 20—40 18—50 30—55 66 80 100 100 70
СВАРКА
4. Технические характеристики сварочных агрегатов
Параметр АСБ-300-7 АДВ-306 АДД-303 АСД-3-1 АСДП-500Г-ЗМ
Рабочее напряжение, В 32 32 32 40 55
Границы регулирования силы тока, А Двигатель: 100—300 15—300 100—300 120—500 600
тип ГАЗ-320 ГАЗ-320Б Д-37М ЯАЗ-М69-204Г ЯАЗ-М204Г
мощность, кВт Внешняя вольт-ампер- ная характеристика 23,58 23,58 Крутопадающая 29,44 47,16 Падающая 47,16 Жесткая
5. Технические характеристики сварочных трансформаторов
Параметр ТСП-2 ТС-300 ТД-300 СТН-450 СТШ-500 ТСД-1000
Напряжение, В: сети питания рабочее без нагрузки Границы регулирования силы сварочного тока, А Номинальная мощность, кВт 380/220 30 62 90—300 19,4 380/220 30 63 30—385 20 380/220 30 75 60—400 19,4 380/220 30 80 80—800 40 380/220 30 60 145—650 33 380/220 42 71 400—1200 78
Примечание. Внешняя вольт-амперная характеристика всех сварочных трансформаторов — па-
дающая.
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
СВАРКА QQ
обработки и снижению твердости. Окисление металла
понижает механические свойства и пластичность йа-
плавленных или сваренных участков. Поглощение аздта
за счет образования нитрида железа, марганца' й других
элементов увеличивает прочность сварного шва, однако
резко уменьшает его пластичность.
Для уменьшения отрицательного влияния рассмотрен-
ных явлений на восстанавливаемые детали сварку или
наплавку выполняют электродами с обмазкой. При йы- -
боре электродов необходимо учитывать их назначение.
Если электроды применяют для сварки разрушенных
деталей, их выбирают исходя из условий максимального
приближения качества и свойств материала шва к ме-
таллу восстанавливаемой детали, чтобы твердость была
одинаковой на всех участках. При наплавке изношенных
поверхностей основным критерием является твердость
наплавленного слоя и износостойкость.
Электроды для сварки обозначают буквой «Э» и двумя
цифрами, например Э-42. Цифры после буквы свидетель-
ствуют о прочности шва на разрыв.
Электроды для наплавки обозначают двумя буквами
«ЭН» и цифрами, показывающими гарантированную твер-
дость наплавленного слоя. Наплавочные электроды спе-
циального назначения обозначают тремя буквами. На-
пример, электрод типа ЭНР-62 расшифровывается так!
электрод для наплавки режущего инструмента обеспечи-
вает твердость слоя HRCg 63.
Каждому типу электрода может соответствовать не-
сколько марок обмазки. Обмазки электродов по составу
подразделяют: на руднокислые — Р, рутиловые — Т, фто-
)исто-кальциевые — Ф, органические — О. Наибольшее
)аспространение в ремонтной практике получили группы
э, Т и Ф. К группе Р относятся электроды ОММ-5, ЦМ-7,
ЦМ-8; к группе Т — ЦМ-9, ОЗС-6, АНО-3; к группе Ф —
УОНИ-13/45, УОНИ-13/55, УОНИ-13/65. Марки, типы
электродов и их назначение приведены в табл. 6.
Для наплавки интенсивно изнашивающихся деталей
машин применяют порошкообразные твердые сплавы
(У35Х717, вокар, ВИСХОМ-9, боридную смесь), литые
твердые сплавы (стеллиты: В2К, ВЗК, ВЗК-ЦЭ и стелли-
топрдобные сплавы — сормайты: 1 и 2), порошкойые
электроды.
6. Электроды для ручной дуговой сварки и наплавки
Электрод Твердость поверхности НВ (HRG8) после
Марка Тип наплавки закалки
ОММ-5 Э-42 120—140
ОМА-2 Э-42 120—140 —
ЦМ-7 Э-42 120—140 —
УОНИ-13/45 Э-45 140—200
УОНИ-13/55 Э-55 140—210 —
ОЗН-ЗОО ЭН-15ГЗ-25 250-300 250—300
ОЗН-400 ЭН-20Г4-40 370—430 —
омг ЭН-70Х11-25 250—320
омг-н ЭН-70Х11НЗ-25 250—310 —
ЦН-5 ЭН-25Х12-40 (41,5) (50)
ЭН-60М ЭН-60Х2СМ-50 (51,5) (61)
ЦШ-1 ЭН-ЗОХЗВ8 (41,5 после отжига) (56—60) (55)
Т-590 ЭН-У30Х25РС2Г-60
Т-620 ЭН-У30Х25Р2 (59—63) —
вкн/ливт С2ТГ-55 (57—61) —
2
Область применения
Сварка и наплавка малоуглеродистых ста-
лей
Наплавка поверхностей, которые не тре-
буют высокой твердости
Наплавка деталей, работающих в условиях
высокого контактного напряжения и удар-
ного нагружения
Наплавка деталей из стали 110Г13Л, рабо-
тающих в условиях интенсивного абразив-
ного изнашивания (звенья гусениц, зубья
ковшей экскаваторов и т. д.)
Наплавка деталей, быстроизнашивающихся
и требующих механической обработки ре-
жущим инструментом после наплавки (валы,
оси, штампы и т. д.)
Наплавка деталей, работающих в условиях
интенсивного абразивного изнашивания (но-
жи дорожных машин)
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
СВАРКА
95
В шихте сплава У35Х717 содержится, %, массовая
доля: феррохрома 38, ферромарганца 1, чугунного по-
рошка 47, нефтяного кокса 4. Твердость поверхности,
наплавленной в один слой сплавом У35X717, составляет
HRC3 51; в два слоя — HRCa 57—58. Шихта У35Х717
дешевле электродов Т-590, Т-620, однако наплавленная
ею поверхность имеет сравнительно небольшую износо-
стойкость. Вокар — механическая смесь измельченного
вольфрама с углеродом. Твердость наплавленной поверх-
ности составляет HRQ 57—64 при высокой износостой-
кости. Шихта ВИСХОМ-9 содержит, %, массовая доля:
измельченной стружки серого чугуна 74, ферромарган-
ца 15, феррохрома 5, графита 6 и жидкое стекло с водой
остальное. Твердость наплавленного металла HRC3 56—57
при высокой износостойкости.
Боридная смесь БХ состоит из 50 % (массовая доля)
борида хрома и 50 % железного порошка. Твердость пер-
вого наплавленного слоя HRC3 83—85, износостойкость
в 2—3 раза превышает наплавки сплавом У35Х717.
Стеллиты и стеллитоподобные сплавы относятся к твер-
дым сплавам (табл. 7). Электроды из этих сплавов имеют
вид литых стержней диаметром 4—7 мм и длиной 250—
300 мм.
Для наплавки рабочих органов широко применяют
порошковые псевдосплавы ПС-4 (содержит, %, массовая
доля: сормайта 40 и феррохрома 60) и ПС-5 (содержит, %,
массовая доля: сормайта 40, феррохрома 58, ферроти-
тана 2).
Порошковые электроды изготовляют из порошковой
проволоки. На стержень могут быть нанесены покрытия
(30—35 % массы стержня), состоящие из феррохрома,
ферротитана, феррованадия и других компонентов. Твер-
дость слоя, наплавленного электродами ПЭ-6ХЗВ10, после
закалки 64—65 HRCa. Порошковые электроды с наполни-
телями из доменного ферромарганца и У35Х717 образуют
металлопокрытия высокой твердости (51,5—57 HRQ)
и износостойкости.
Диаметр электрода выбирают в зависимости от тол-
щины свариваемых деталей и размещения сварного шва
в пространстве. При потолочной сварке применяют элек-
троды диаметром около 4 мм, при вертикальной — до 5 мм.
При сварке деталей толщиной до 4 мм диаметр электрода
7. Химический состав (%, массовая доля) литых твердых сплавов и твердость наплавленного
металла HRCg [14]
Сплав Воль- фрам Хром Не- кель Марга- нец Кобальт Же- лезо Крем- ний Углерод Твердость HRC9 наплавленно- го металла
Стеллиты: В2К 13—17 27—33 До 2 1,0 47—53 До 2 1-2 1,8—2,5 47,5—49,5
ВЗК и взк-цэ 4—5 28—32 До 2 •> 58-62 До 2 2,5 1,0—1,5 43,5—44,5
Стеллйтоподобные сплавы: сормайт 1 25—31 3—5 1,5 Ос- 2,8- 2,5-3 50,5—55
сормайт 2 13—17,1 1 1,3—2,2 таль- ное Ос- 4,2 1,5— 1Д-2 41,5—46,5
- -- — - - - таль- ное 2,2 - -
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
СВАРКА
97
Томцот cSOpaffasuM femiueo,
мн
Рис. 4. Зависимость диаметра
электрода от толщины сваривае-
мых деталей
электрода, мм.
должен равняться толщине
деталей. В других случаях
для высококачественной свар-
ки диаметр электрода можно
определить, используя гра-
фик, представленный на
рис. 4. Сила сварочного тока
зависит от допустимой плот-
ности тока (10—20 А/мм2) и
диаметра электрода. При
диаметре электродов 3—
6 мм силу тока (А) опреде-
ляют по формуле
I = md,
где т — коэффициент (т —
== 35-5-60); d — диаметр
Газовую сварку и наплавку осуществляют, как правило,
ацетиленокислородным нейтральным пламенем. В отдель-
ных случаях применяют восстановительное пламя, а при
резании металлов — окислительное пламя.
Ацетилен при организации ремонтных работ получают
с помощью ацетиленовых генераторов (табл. 8).
Кислород (ГОСТ 5583—78) сохраняют и транспорти-
руют в стальных баллонах вместимостью 40 л под давле-
нием 15 МПа. Использовать кислород из баллона можно
до остаточного давления 0,05—0,1 МПа.
Химический состав и физико-механические свойства
материала присадочных прутков должны быть близки
к составу и свойствам материала восстанавливаемой
детали, но с большим содержанием легко окисляющихся
компонентов. Марку присадочной проволоки и ее диаметр
выбирают по ГОСТ 2246—70.
Мощность пламени характеризуется массовым расхо-
дом ацетилена, зависящим от номера наконечника го-
релки. Расход ацетилена (м3/ч)
А = SR',
где S — толщина детали, мм; R' — коэффициент, ха-
рактеризующий удельный расход ацетилена на 1 мм тол-
щины детали, м3/ч-мм (для чугуна R' = 0,11-5-0,14; для
стали 0,1—0,12; для латуни 0,12—0,13; для алюминия
0,06—0,1).
4 Молодык Н. В. идр.
8. Технические характеристики некоторых моделей ацетиленовых генераторов
Параметры ГВД-0,8 ГВР-1,25 АНВ-1,66 АСМ-1-58 МГ-65 ГВР-З
Расход ацетилена, м3/ч 0,8 1,25 1,25 1,25 2 3
Рабочее давление ацети- лена, МПа 0,007—0,03 0,008—0,015 0,002—0,003 0,01—0,03 0,0035 0,015—0,030
Система генератора Вытеснение Вода на карбид и вытеснение Вода на кар- бид и вытес- нение Вытеснение Вода на карбид Вода на карбид и вытеснение
Количество карбида кальция для одной за- грузки, кг 2 4 4 2,2 2X2,5 2X4
Грануляция карбида кальция, мм 25/80 25/80 25/80 25/80 15/25 и 25/80 25/80
Масса генератора в не- заряженном состоянии, кг Т95 54 42 204 70 110
Использование в зимних условиях С теплоизо- ляционным чехлом С чехлом ГВР-1,25МЧ До — 25 РС До —30 РС Не используют
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Примечание. В числителе дроби указан минимальный размер гранул; в знаменателе — максималь-
ный.
СВАРКА
99
Расход кислорода на 10—20 % больше, чем ацетилена.
Техника выполнения газовой сварки и режимы процесса
в значительной степени влияют на качество сварного
соединения.
При ручной сварке пламя направляют на свариваемые
кромки так, чтобы они находились в восстановительной
зоне на расстоянии 2—6 мм от конца ядра. Конец приса-
дочной проволоки также держат в восстановительной
зоне или в сварочной ванне.
Положение горелки (угол наклона ее мундштука
к поверхности свариваемого металла) зависит от толщины
соединяемых кромок изделия и теплопроводности ме-
талла. Чем толще металл и чем больше его теплопровод-
ность, тем угол наклона мундштука горелки должен
быть больше. Это способствует более концентрированному
нагреву металла вследствие подведения большего ко-
личества теплоты. Углы а наклона мундштука горелки
в зависимости от толщины s металла при сварке низкоугле-
родистой стали приведены на рис. 5. В начале сварки для
быстрого и лучшего прогрева металла устанавливают
наибольший угол наклона, затем в процессе сварки этот
угол уменьшают до нормы, а в конце сварки постепенно
уменьшают, чтобы лучше заполнить кратер и предупре-
дить пережог металла.
Различают два основных способа газовой сварки:
правый и левый. При правом способе (рис. 6, а) процесс
сварки ведется слева направо. Горелка перемещается
впереди присадочного прутка, а
формирующийся шов. Этим обе-
спечивается хорошая защита сва-
рочной ванны от воздействия атмо-
сферного воздуха и замедленное
охлаждение сварного шва. Такой
способ позволяет получить швы
высокого качества. При левом
Рис. 5. Углы наклона мундштука горелки
в зависимости от толщины свариваемого
металла:
пламя направлено на
Номер кривой >1 2 3 4 6 6 7 8
s, мм ...........До 1 1—3 3—5 5—7 7 — 10 10«12 12 — 15 Св. 15
а, ? . 10 20 30 40 50 60 70 80
4*
100
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Рис. 6. Основные способы газовой сварки:
1 формирующий шов; 2 *** присадочный пруток; 3 пламя горелки?
4 м горелка
способе (рис. 6, б) процесс сварки выполняют
справа налево. Горелка перемещается за присадочным
прутком, а пламя направляется на несваренные кромки и
подогревает их, подготавливая к сварке.
Правый способ применяют при сварке металла тол-
щиной более 5 мм. Пламя горелки при этом способе огра-
ничено с двух сторон кромками изделия, а позади — на-
плавленным валиком, что значительно уменьшает рас-
сеивание теплоты и повышает степень ее использования.
Однако при левом способе внешний вид шва лучше,
так как сварщик отчетливо видит шов и может получить
его равномерным по высоте и ширине. Это особенно важно
при сварке тонких листов. Поэтому тонкий металл сва-
ривают левым способом. Кроме того, при левом способе
Рис. 7. Схемы горизонтального и вертикального способов сварки
СВАРКА
101
пламя свободно растекается по поверхности металла,
что снижает опасность его пережога.
Выбор способа сварки зависит также от пространствен-
ного положения шва. При сварке швов в «нижнем поло-
жении» выбор способа сварки, как указывалось ранее,
зависит от толщины металла. Сварку вертикальных швов
снизу вверх выполняют левым способом (рис. 7, а). Сварку
на вертикальных поверхностях горизонтальными швами
выполняют левым способом, направляя пламя горелки на
заваренный шов (рис. 7, б). Для предупреждения выте-
кания расплавленного металла сварочную ванну форми-
руют с небольшим перекосом. Потолочные швы (рис. 7, в)
легче сваривать правым способом, так как в этом случае
газовый поток пламени направлен непосредственно на
шов и тем самым препятствует вытеканию металла из
сварочной ванны.
В процессе сварки мундштук горелки и присадочный
пруток совершают одновременно два движения: одно —
вдоль оси свариваемого шва и второе — колебательные
движения поперек оси шва. При этом конец присадочного
прутка движется в направлении, обратном движению
мундштука.
Для получения сварного шва с высокими механиче-
скими свойствами необходимо хорошо подготовить сва-
риваемые кромки, правильно подобрать мощность го-
релки, отрегулировать сварочное пламя, выбрать приса-
дочный материал, установить положение горелки и на-
правление перемещения ее по свариваемому шву.
Подготовка кромок состоит в очистке их от масла,
окалины и других загрязнений, разделке под сварку и
прихвате короткими швами.
Свариваемые кромки зачищают на ширину 20—30 мм
с каждой стороны шва. Для этой цели можно использо-
вать пламя сварочной горелки. При нагреве окалина
отстает от металла, а краска и масло выгорают. Затем
поверхность свариваемых деталей зачищают стальной
щеткой до металлического блеска. При необходимости
(например, при сварке алюминия) свариваемые кромки
травят в кислоте и затем промывают и сушат.
Разделка кромок под сварку зависит от типа сварного
соединения, а тип соединения — от взаимного расположе-
ния свариваемых деталей.
102
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
ж)
Рис. 8. Виды соединений при газовой сварке
Стыковые соединения являются для газовой сварки
наиболее распространенным типом соединений. Металлы
толщиной до 2 мм сваривают встык с отбортовкой кромок
(рис. 8, а) без присадочного материала или встык без
разделки кромок и без зазора (рис. 8, б), но с присадоч-
ным материалом. Металл толщиной 2—5 мм сваривают
встык без разделки кромок, но с зазором между ними
(рис. 8, в). При сварке металла толщиной более 5 мм при-
меняют разделку кромок (рис. 8, г). Угол скоса выбирают
в пределах 70—90°; при этих углах получают хороший
провар < вершины. шва.
Угловые соединения (рис. 8, д) также часто применяют
при сварке металлов малой толщины. Такие соединения
сваривают без присадочного металла. Шов получается
за счет расплавления кромок свариваемых деталей.
Нахлесточные (рис. 8, е) и тавровые (рис. 8, ж) соеди-
нения рекомендуются при сварке металлических деталей
толщиной менее 3 мм, так как при больших толщинах
неравномерный местный нагрев вызывает большие вну-
тренние напряжения и деформацию и даже трещины в шве
и основном металле.
Скос кромок выполняют ручным или пневматическим
зубилом, а также на кромкострогальных или фрезерных
станках. Экономичным способом подготовки кромок яв-
ляется ручная или механизированная кислородная резка;
СВАРКА
103
образующиеся при резке шлаки и окалину удаляют зуби-
лом и металлической щеткой.
Чтобы не допустить изменения положения сваривав-"
мых деталей и зазора между кромками в течение всего
процесса сварки, изделие закрепляют в приспособлениях
или с помощью прихваток. Длина прихваток, их число и
расстояние между ними зависят от толщины металла,
длины и конфигурации свариваемого шва. При сварке
тонкого металла и при коротких швах длина прихваток
составляет 5—7 мм, а расстояние между прихватками
70—100 мм. При сварке толстого металла и значительной
длине швов прихватки делают длиной 20—30 мм, а рас-
стояние между ними — 300—500 мм.
Основные параметры режима сварки выбирают в за-
висимости от свариваемого металла, его толщины и типа
изделия. Определяют необходимую мощность пламени,
вид пламени, марку и диаметр присадочной проволоки,
технологию сварки. Швы накладывают одно- и много-
слойные. При толщине металла до 6—8 мм применяют
однослойные швы, до 10 мм — в два слоя, более 10 мм —
в три слоя и более.
Толщина слоя при многослойной сварке зависит от
размеров шва, толщины металла и составляет 3—7 мм.
Перед наложением очередного слоя поверхность предыду-
щего слоя должна быть хорошо очищена металлической
щеткой. Сварку выполняют короткими участками. При
этом стыки валиков в слоях не должны совпадать. При
многослойной сварке зона нагрева меньше, чем при одно-
слойной. В процессе сварки при наплавке очередного
слоя происходит отжиг нижележащих слоев. Все эти
условия позволяют получить сварной шов высокого ка-
чества, что очень важно при сварке ответственных кон-
струкций. Однако производительность сварки в этом слу-
чае низкая, а расход горючего газа большой.
Низкоуглеродистые стали сваривают газовой сваркой
без особых затруднений. Присадочным материалом слу-
жит сварочная проволока по ГОСТ 2246—70. Ответствен-
ные конструкции из низкоуглеродистой стали сваривают,
применяя низкоуглеродистую проволоку. Наилучшие ре-
зультаты дают проволоки марок Св-08ГА, Св-10Г2,
Св-08ГС, Св-08Г2С. Сварные швы, образованные с приме-
нением этой проволоки, имеют высокие механические
104
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
свойства. Удельная мощность пламени — 100—
150 л/(ч-мм).
Свариваемость среднеуглеродистой стали удовлетво-
рительная, однако в сварном шве и зоне термического
влияния могут образоваться закалочные структуры и
трещины. Сварку выполняют слегка науглероживающим
пламенем, так как даже при небольшом избытке в пламени
кислорода происходит существенное выгорание углерода.
Удельная мощность пламени должна быть в пределах
80—100 л/(ч-мм). Рекомендуемый способ сварки — левый,
так как в этом случае металл не перегревается. При тол-
щине металла более 3 мм следует проводить предйари-
тельный общий подогрев детали до 250—300 °C или мест-
ный нагрев до 650—700 °C. Присадочным материалом
служит сварочная проволока марок, указанных для мало-
углеродистой стали, и проволока Св-12ГС.
При определении мощности пламени для сварки пра-
вым способом удельную мощность повышают на 20—
25 %. Увеличение мощности пламени увеличивает про-
изводительность сварки. Однако при этом возрастает
опасность пережога материала.
Диаметр присадочной проволоки (мм) при сварке
левым способом металла толщиной до 15 мм определяют
по формуле d = s/2 + 1, где s — толщина свариваемой
стали, мм. При правом способе диаметр проволоки равен
половине толщины свариваемого металла. При сварке
металла толщиной более 15 мм применяют проволоку
диаметром 6—8 мм.
После сварки можно рекомендовать проковку металла
шва в горячем состоянии и последующую нормализацию
при температуре 800—900 °C. После этого металл при-
обретает достаточную пластичность и мелкозернистую
структуру.
Сварка чугуна. Во время нагрева и охлаждения чугуна
в нем происходят различные процессы и превращения,
имеющие важное значение для его свойств и влияющие на
выбор способа сварки.
При температуре нагрева 500 °C и более в чугуне на-
чинаются процессы сфероидизации и графитизации це-
ментита — эвтектический цементит из пластинчатой формы
преобразуется в глобулярную с некоторым снижением
твердости чугуна.
СВАРКА
105
Степень графитизации (распада цементита FeaC -*
-> 3Fe + С) зависит от температуры нагрева и времени
выдержки чугуна, а также от его состава. В чугунах
с повышенным содержанием углерода и кремния графити-
зация происходит интенсивнее.
Распад эвтектического цементита при нагревании со-
провождается ростом (увеличением объема) чугуна, что
недопустимо для массивных корпусных деталей, так как
приводит к ухудшению физико-механических свойств
деталей.
Все виды горячей сварки проводят при нагреве до
680 °C и более.
Структура сложных чугунных деталей, например бло-
ков картеров, головок цйлиндров двигателей внутрен-
него сгорания, задних мостов и корпуса коробок передач
тракторов, в разных частях этих деталей неодинакова.
Части слитков с большей поверхностью охлаждения и
малой толщиной стенки имеют мелкозернистую перлитную
структуру, а крупные части детали, расположенные в се-
редине изделия, охлаждаются медленно и приобретают
перлитно-ферритную структуру с большим выделением
графита.
Структура чугуна имеет большое влияние на его сва-
риваемость. Хорошо свариваются чугуны со светлой мел-
козернистой перлитной структурой, содержащие мелко-
пластинчатый или глобулярный графит, хуже — с пер-
литно-ферритной структурой и вкраплением графита ма-
лых и средних размеров. Значительно хуже свариваются
ферритные чугуны с большим выделением графита.
К сварным соединениям чугунных деталей предъяв-
ляются следующие требования: возможность обработки
обычным режущим инструментом, прочность металла шва
должна быть не ниже прочности основного металла, зона
термического влияния (часть основного металла, кото-
рая в процессе сварки поддается термическому влиянию)’
должна быть минимальной, равнопрочность соединения,
однородность наплавленного и основного металла детали
по химическому составу и структуре.
По состоянию свариваемых деталей выделяют два
способа сварки — горячий и холодный.
Горячая сварка чугуна — операция, при которой де-
таль нагревают (в печи или другим способом) до темпе-
106
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
ратуры 650—680 °C. Во время сварки температуру детали
поддерживают не ниже 500 °C, что задерживает охлажде-
ние сварочной ванны и тем самым способствует удержанию
большого объема металла в ванне в жидком состоянии.
Это обеспечивает выравнивание состава, металла ванны
и его полную графитизацию при застывании. Кроме того,
подогрев освобождает свариваемую деталь от внутренних
напряжений литейного и эксплуатационного характера
и предупреждает появление сварочных напряжений и тре-
щин. В некоторых случаях для отдельных деталей (на-
пример, головок блоков цилиндров дизельных двигателей,
блоков автомобильных двигателей), имеющих большую
жесткость и сложную конфигурацию, при сварке обяза-
телен общий нагрев.
В процессе сварки часть основного металла подвер-
гается термическому воздействию, т. е. структурным пре-
образованиям с перераспределением внутренних напряже-
ний, величина которых зависит от условий этого воздей-
ствия. Металл, на который непосредственно действует
сварочная дуга, плавится, образуя жидкую ванну, а тот,
который соприкасается со сварочной ванной, нагревается
вследствие теплоотдачи.
Скорости нагрева и охлаждения отдельных участков
зоны термического влияния при сварке неодинаковы.
Поэтому на каждом участке этой зоны будут происходить
разные структурные преобразования, а конечные струк-
туры этих участков будут также разными.
При охлаждении металла сварочной ванны сначала
(с большой скоростью) кристаллизуется тонкий слой
первого участка зоны термического влияния с уменьше-
нием объема за счет усадки (на 1 %). Слой первого участка
соединен с основным металлом детали и твердым металлом
шва, что мешает нормальной усадке, приводит к возник-
новению напряжений растяжения и образованию трещин.
Длина жестко соединенного с основным металлом ва-
лика при усадке во время охлаждения сокращается,
а основной металл растягивает валик, что при большой
длине валика и отсутствии пластичности приводит к об-
разованию поперечных трещин. Для предотвращения
этого необходимо обеспечить достаточную пластичность
наплавленного шва (подобрать соответствующие приса-
дочный материал, обмазку и режимы сварки), проковы-
СВАРКА
107
Рис. 9. Валик сварного шва $
1 — наплавленный металл; 2
зона термического влияния;
3 — нейтральная зона основного
металла; В — ширина валика
вать швы во время кристаллизации, равномерно нагре-
вать и особенно охлаждать как шов, так и свариваемую
деталь, сварку выполнять на постоянном токе обратной
полярности (плюс — электрод, минус — деталь) и малой
силы (25—30 А на 1 мм диаметра электрода), наплавлять
валики длиной 30—40 мм, применять сварку отжигаю-
щими валиками и многослойным швом.
При сварке чугуна электродом из низкоуглеродистой
стали металл шва получается высокоуглеродистым (т. е.
отличается высокими хрупкостью и твердостью). Коли-
чество углерода в металле шва зависит от геометрии шва,
в частности, отношения h1/h2, где /гх — глубина проплав-
ления; h2 — усиление шва (рис. 9). Чем меньше это от-
ношение, тем меньше в металл шва поступает расплавлен-
ного чугуна детали, тем ниже содержание в шве углерода.
Если в чугуне около 3 % углерода, то в металле шва
в зависимости от hi углерода будет 1,5—2,0 % (в нижней
части больше, чем в верхней). Верхняя часть шва пред-
ставляет собой доэвтектическую сталь (углерода до 0,8 %)
с сорбитоподобным перлитом.
Снизить содержание углерода в наплавленном слое
можно за счет уменьшения силы сварочного тока (глубины
проплавления чугуна hi), подбора компонентов покрытия
электрода, многослойности сварного шва.
Воздействие силы сварочного тока на глубину проплав-
ления показано на диаграмме распределения твердости
(рис. 10).
Подбирая компоненты покрытия стальных электродов
для сварки чугуна, необходимо обратить внимание на
окисление углерода с целью уменьшить его количество
в сварном шве.
Применение многослойного сварного шва оказывает
большое влияние на его структуру и среднее количество
углерода по сечению сварного шва и термическое воздей-
108
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Рис. 10. Диаграмма рас-
пределения твердости
швов при сварке электро-
дом ЦЧ-4 в зависимости
от силы тока (обратная
полярность):
/ и 2 — при силе тока со-
ответственно 250 и 135 А
ствие (отжиг и отпуск) на предыдущие слои при наплавке
следующих.
При наплавке стальным электродом (Св-08) многослой-
ного валика на чугунную деталь получают содержание
углерода в слоях:
Номер слоя........................ 1 2 3
Содержание углерода, % (массовая доля) 1,5—2 0,5—0,7 0,1—0,15
Такой шов имеет большую пластичность, поэтому для
устранения трещин при сварке чугуна необходимо прово-
дить многослойную сварку с малой глубиной проплавле-
ния основного металла.
Для получения сварного шва из мягкой низкоуглеро-
дистой стали необходимо:
применять электроды легкообрабатывающиеся ЦЧ-4
й сварочную низкоуглеродистую проволоку Св-08 или
Св-08А, электроды собственного изготовления из прово-
локи Св-08ГС с покрытием из мела (30 %), железной
окалины (25 %), ферросилиция (25 %), азотнокислого
натрия (20 %), относительная масса покрытия 40 %;
проводить сварку постоянным током обратной поляр-
ности с силой 25—30 А на 1 мм диаметра электрода с при-
менением многослойных отжигающих валиков сварного
шва.
Изменяя состав и толщину обмазки сварочной прово-
локи, скорость сварки и силу тока, можно получить сталь-
ной шов с разным содержанием углерода и разной твер-
дости — от закаленной высокоуглеродистой стали до мяг-
кой отпущенной низкоуглеродистой.
СВАРКА
109
9. Химический состав чугунных прутков (ГОСТ 2671—80)
Содержание элементов, % (массовая доля)
Марка С Si Мп S Р Сг Ni
не более
ПЧ 2 ПЧЗ 3,3-3,6 3,0—3,5 3,3—3,6 3,5—4,0 0,6—0,9 0,5—0,8 0,04 0,08 0,15 0,1 0,05 0,1-0,6
Лучшие результаты при горячей сварке чугуна дает
ацетиленокислородное пламя с присадочным материалом
из чугуна. Во время сварки деталь не должна охлаждаться
ниже 500 °C. Если же это произошло, то деталь снова
подогревают до 650—680 °C. По окончании сварочно-
наплавочных работ для снятия напряжений детали опять
подогревают до 650—680 °C, а потом медленно охлаждают
в специальной шахте-термосе или вместе с печью.
Для горячей сварки чугуна необходимо специальное
нагревательное оборудование: термические и нагрева-
тельные печи, кожухи, термостаты и т. д. Поэтому такой
способ сварки применяют только в тех случаях, когда
необходимо получить наплавленный металл, близкий по
структуре, прочности и износостойкости к основному
металлу детали. Например, восстановление головок бло-
ков цилиндров тракторных двигателей (износ гнезд кла-
. панов и трещины в перемычках между ними) проводят
горячей сваркой с присадкой чугуна. Как присадочный
металл используют чугунные прутки марок ПЧ 2 и ПЧ 3
согласно ГОСТ 2671—80 (табл. 9).
Для прутков характерно повышенное содержание уг-
лерода и кремния. Это необходимо для компенсации их
угара при сварке и обеспечения полной графитизации
металла шва.
При сварке обязательно применение флюса, который
выполняет следующие функции: растворяет образующиеся
оксиды кремния и марганца, переводя их в шлак; окисляет
и частично растворяет графитные включения чугуна,
находящиеся на свариваемых поверхностях; образует
микроуглубления, которые повышают свариваемость чу-
гуна; предохраняет от окисления расплавленную ванну;
увеличивает жидкотекучесть сварочных шлаков.
по
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
В качестве флюса применяют техническую безводную
буру (Na2B4O7). Обычная кристаллическая бура содержит
воду. Для обезвоживания буру нагревают до 650—700 °C.
При этой температуре она плавится, превращаясь в стек-
лоподобную массу. После охлаждения буру растирают
в мелкий порошок и применяют как флюс при сварке.
Бура в чистом виде для сварки не пригодна, так как вы-
сокая температура ее плавления вызывает образование
в сварочной ванне густых шлаков, которые плохо всплы-
вают на поверхность металла, в результате чего обра-
зуются шлаковые раковины. Применение в качестве
флюса смеси из 50 % переплавленной измельченной буры
и 50 % кальцинированной соды увеличивает жидкоте-
кучесть шлаков и расплавленного металла в ванне,
улучшает качество сварки. Однако лучшие результаты
дает флюс ФСЧ-1 следующего состава, % (массовая доля):
буры 23, кальцинированной соды 27, азотнокислого на-
трия 50.
Подготовку кромок трещины для сваривания выпол-
няют механическим способом или оплавлением металла
газовой горелкой с избытком кислорода. Перед сваркой
подогретые кромки и конец стержня покрывают слоем
флюса. Пламя горелки должно быть строго нейтральным.
В ванну расплавленного металла вводят присадочную
проволоку с флюсом, подогретые перед этим до темпера-
туры плавления.. Затем сварщик концом чугунной про-
волоки воздействуют на кромки ванны, делая круговые
движения.
Например, при наплавке чугуном изношенных гнезд
клапанов головок блоков цилиндров сварщик пламенем
горелки равномерно нагревает участок головки вокруг
гнезда. Когда чугун начнет плавиться, сварочную ванну
посыпают флюсом, а пламя горелки переносят к фаскам
гнезда. Давлением пламени постепенно, небольшими пор-
циями перемещают полужидкий чугун на кромку клапан-
ного гнезда. Присадочным материалом наплавляют по-
верхности вокруг гнезда, с которых сдувался основной
металл. Периодически через 30—90 с пламя горелки на-
правляют за концом присадочной проволоки. В ванну
вносят следующую порцию флюса. После сварки деталь
нагревают до температуры 650—680 °C и медленно охла-
ждают вместе с печью.
СВАРКА
111
Горячей сваркой ацетиленокислородным пламенем
с присадкой чугуна рекомендуется восстанавливать блоки
цилиндров двигателей и других корпусных деталей при
наличии трещин на ребрах жесткости.
Газовую сварку чугуна цветными сплавами без подо-
грева детали в сочетании с дуговой сваркой широко при-
меняют в ремонтном производстве для сварки трещин на
обрабатываемых поверхностях корпусных деталей. При-
садочным материалом для газовой сварки является латунь,
которая более'соответствует требованиям сварки по сравне-
нию с другими цветными сплавами на медной основе.
Температура плавления латуни ниже температуры плав-
ления чугуна (880—950 °C), поэтому ее можно применить
для сварки, не доводя чугун до плавления и не вызывая
в нем особенных структурных изменений и внутренних
напряжений.
При правильном выполнении сварки чугуна с латунной
присадкой механические свойства сварного соединения
достаточно высокие, а сварные швы легко обрабатыва-
ются. Кроме того, обеспечивается получение плотного
шва.
При сварке трещин в чугунных деталях выполняют
следующие операции. С кромок трещин снимают фаски
так, чтобы угол разделки равнялся 70—80°, которые
грубо обрабатывают (желательно с образованием насечки).
Очищают места сварки от грязи, масла и ржавчины.
Подготовленные к сварке места подогревают пламенем
газовой горелки до температуры 900—950 °C. На подо-
гретую поверхность наносят слой флюса, нагревают в пла-
мени горелки конец латунной проволоки и этим концом
натирают горячие кромки трещины так, чтобы латунь
покрыла фаски тонким слоем. Горячий конец латунной
проволоки время от времени погружают во флюс. После
того, как фаски будут покрыты тонким слоем латуни,
трещину полностью заплавляют. Затем пламя горелки
медленно отводят от детали, а шов покрывают листовым
асбестом. При правильно выбранной температуре нагрева
латунь покрывает поверхности фасок ровным и плотным
слоем. Чрезмерно высокая температура приводит к обра-
зованию окиси цинка, которая покрывает пришовную \
зону белым налетом, а недостаточная — к образованию
на фасках шариков латуни.
112
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
При холодной сварке чугуна деталь не нагревают.
Сварочная ванна имеет небольшой объем металла и быстро
твердеет. При этом способе детали можно также подогре-
вать (но не выше 400 °C) для снятия напряжения и преду-
преждения возникновения сварочных напряжений.
Простота выполнения холодной сварки (отсутствие
нагрева или небольшой местный подогрев) обеспечивает
более широкое ее применение по сравнению с горячей
сваркой.
Так как свариваемые детали не подвергаются нагреву,
графитизация расплавленного чугуна затрудняется. В зоне
сварного шва происходят отбеливание и закалка с одно-
временным ростом внутренних напряжений, которые могут
привести к образованию трещин.
Высоту сварного шва в зависимости от режимов сварки
определяют по формуле
где R — коэффициент; I — сила тока, A; иа — скорость
сварки, см/мин; U — напряжение на дуге, В.
Высоту сварного шва h определяют как сумму глубины
проплавления и величины усиления й2. Высота h не
одинакова для электродов с разными покрытиями и на-
ходится в пределах от 4 до 7 мм.
Для оценки воздействия компонентов покрытия ис-
пользуют отношение h^Jh^ Компоненты с высоким содер-
жанием кислорода (селитра, оксиды металлов) для швов
с hi/hi > 1,75 обеспечивают переход электродного ме-
талла в виде мелких капель и благоприятствуют усилению
газообразования. Основной металл находится под воз-
действием высокой температуры сварочного пламени, что
способствует глубокому провару. Компоненты, которые
имеют в себе активные окислители (графит, марганец,
кремний и т. д.), при hjhz < 1,5 приводят к меньшему
проплавлению основного металла.
Холодная сварка наиболее часто применяется для
устранения трещин и заварки пробоин в тонкостенных
корпусных и крупногабаритных чугунных деталях, ко-
торые требуют последующей механической обработки и
эксплуатируются под нагрузкой при тепловом воздей-
ствии.
СВАРКА
113
6)
Рис. 11. Схема наложения валиков при сварке чугунных корпусных
деталей:
а *— трещина в тонкостенной детали (без разделки кромок трещины); б — тре-
щина в толстостенной детали (с разделкой кромок трещины); в — наложение
ваплат внахлест; г — наложение заплат встык; В толщина стенки детали?
2, 3t 30 номера валиков; /, /Д VI номера участков
Заварку трещин в тонких (до 10 мм) ненагруженных
стенках проводят без разделки кромок, если в дальней-
шем не требуется обработка резанием сварного шва.
В этом случае поверхность детали очищают на расстоянии
25 мм от краев трещины. Концы трещины обваривают
за два прохода (рис. 11, а) или высверливают в концах
трещин отверстия диаметром 3—4 мм. Дугу возбуждают
на расстоянии 10—12 мм от одного конца трещины и
ведут сварку в направлении другого конца трещины.
При этом валик наваривают на расстоянии 10—12 мм от
конца трещины. Не прерывая дуги, ведут сварку в обрат-
ном направлении, вторым слоем перекрывая первый.
Трещину делят на участки длиной 30—50 мм.
Отступив от конца трещины на выбранную длину
участка, наплавляют с двух сторон трещины (отступая
114
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
от ее краев на 1—1,5 мм) подготовительные валики 1—2
и 3—4 (ширина валика равна толщине стенки детали).
При этом валики 2 и 4 не должны соприкасаться со стен-
ками детали и перекрывать валики, которые лежат под
ними. Наплавленные вдоль кромок трещины валики
тщательно очищают от шлаков. Затем проводят наплавку,
перекрывая соединительные валики 5 и 6 и образуя шов,
закрывающий трещину. Валики наплавляют за два про-
хода, не прерывая дуги. Сразу же после окончания сварки,
не зачищая шлака, шов участка тщательно проковывают
молотком. В таком же порядке сваривают и другие участки
трещины (II, III, IV, V).
Сварку трещин в толстостенных деталях (рис. 11, б),
которые в дальнейшем подвергаются механической об-
работке или работают под нагрузкой, проводят с раздел-
кой кромок. Ширина разделки краев трещины под сварку
на поверхности детали должна быть в 2 раза больше ее
толщины, а глубина разделки — на 2—3 мм меньше этой
толщины. При такой технологии облегчается сварка
деталей в вертикальной плоскости.
Кромки трещины разделывают фрезерованием или
слесарным способом вручную.
Подготовительные валики на кромки трещины на-
плавляют раздельно: сначала два ряда валиков 1—8
на одну сторону среза вверх на участке протяженностью
30—50 мм, а затем — на другую сторону среза валики 9—
17. Каждый предыдущий валик должен частично пере-
крываться последующим. После наплавки первого слоя
очищают шлак и наплавляют второй. Подготовительные
валики второго слоя не должны соприкасаться с основ-
ным металлом.
Также наплавляют подготовительные валики и на
других участках, дают им охладиться до температуры
30—50 °C, счищают с них шлак и в такой же последова-
тельности, как и при наплавке скосов, соединяют валики
центральными (соединительными) валиками. Заполнение
шва на каждом участке проводят с перерывом для ох-
лаждения.
При сварке пробоин в стенках деталей проводят об-
работку острых углов и надрывов на кромках засверли-
ванием с последующей вырубкой крейцмейселем. В мало-
нагруженных местах, где наплавленные швы не требуют
СВАРКА
115
обработки, вставки сваривают внапуск. Концы их должны
перекрывать кромки пробоины на ширину не менее, чем
толщина стенок.
Отступив от конца пробоины на расстояние, равное
двойной толщине стенки, очищают зону сварки, после
чего вокруг пробоины по участкам (длиной до 50 мм)
в разброс наплавляют валики (рис.. 11, в) подготовитель-
ного шва (не менее трех на каждом участке) и очищают их
от шлака. Вставку изготовляют из низкоуглеродистой
стали (СтЗ или Ст5) толщиной, равной V4 толщины стенки
в поврежденном месте. После наложения вставки на про-
боину ее прихватывают сваркой в четырех местах и при-
варивают к подготовительным валикам последовательно
короткими участками. Сварку ведут с перерывами для
охлаждения сварочной зоны.
В деталях, подвергаемых после сварки пробоин меха-
нической обработке или работающих под нагрузкой, раз-
делывают кромки пробоины на ширину, равную 1,5 тол-
щины стенки детали. Вдоль кромок вразброс участками
наплавляют несколько рядов (не менее трех) валиков
подготовительного шва. Стальную вставку приваривают
встык (рис. 11, а). Поверхность после наплавки при не-
обходимости фрезеруют, строгают и шлифуют заподли-
цо с основным металлом детали.
Гидравлические испытания деталей, проводимые после
заварки дефектных участков, показывают, что в месте
сварки может просачиваться небольшое количество влаги.
Это объясняется тем, что при сварке (особенно холодной)
чугуна в шве могут появиться мелкие поры. Для их
устранения используют следующие методы:
проковку сварочных швов и их наклеп многобойко-
выми упрочнителями на базе пневмомолотков; этот метод
позволяет также уменьшить возникающие при сварке
внутренние напряжения,;
уплотнение металлическим порошком; в детали закры-
вают все отверстия и прокачивают через дефектное место
уплотнительную суспензию (раствор жидкого стекла с ме-
таллическим порошком) под давлением 600—700 кПа и
температуре 60—100 °C, при появлении жидкости с дру-
гой стороны пористого участка давление снижают до
300 кПа; процесс продолжают до полной остановки про-
сачивания жидкости;
116
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
10. Составы полимеров для покрытия сварных швов
Компоненты Содержание компонента, массовая доля Компоненты Содержание компонента, массовая доля
1. Эпоксидная смола ЕД-6 100 2. Эпоксидная смола ЕД-6 100
Железный по- рошок 120 Дибутилфта- лат 10
Цемент марки 500 60 Железный порошок 160
Олигоамидная смола Л-19 30 Полиэтилен- полиамин 7—8
пропускание через дефектный участок 10 %-ного рас-
твора хлористого аммония (нашатыря) под давлением
400—700 кПа; в этом случае поры плотно закупориваются
продуктами интенсивной коррозии;
нанесение полимерных покрытий (табл. 10); метод
может использоваться на ремонтных заводах после хо-
лодной дуговой сварки, например, стенок водяной ру-
башки цилиндров дизельных и автомобильных двига-
телей.
Лучшее соединение полимера с металлом получают
при нанесении полимера на сварной шов, пока он не
остыл ниже 30—40 °C.
При сварке чугуна медно-никелевыми электродами по-
лучают легкообрабатываемый слой, так как медь и
никель не растворяют углерод и не образуют с ним соеди-
нений. Величина и характер переходных зон при сварке
электродами из цветных металлов существенно отличаются
от величины и характера зон, образующихся при сварке
стальными электродами. Основное различие состоит в от-
сутствии диффузии углерода из основного металла в шов.
При сварке чугуна широко применяют латунные,
медно-железные (ОЗЧ-2), медно-никелевые (МНЧ-2), ни-
келево-железные (ЦЧ-ЗА) и никелевые (ПАНЧ-11) сплавы.
Применяют следующие виды медно-железных электро-
дов: медный стержень с оплеткой из жести и покрытый
тонкой; стабилизирующей обмазкой; медный стержень
в железной трубке, покрытый обмазкой; электрод из
СВАРКА
117
биметаллической медно-железной проволоки;.медный стер-
жень с обмазкой, содержащей железный порошок. Обра-
батываемость сварного шва зависит от соотношения меди
и железа в электроде. С увеличением содержания железа
возрастает и количество углерода, диффундирующего
из расплавленного чугуна, в результате чего увеличи-
вается твердость металла шва.
Медно-железные электроды, состоящие из 80—95 %
меди й 5—20 % железа, обеспечивают хорошую обраба-
тываемость металла шва и достаточную прочность свар-
ного соединения.
Диаметры электрода ОЗЧ-2 равны 3, 4 и 5 мм. Силу
тока регулируют из расчета 30—40 А на 1 мм диаметра.
Чугун сваривают постоянным током (при обратной поляр-
ности) короткими участками сваривания (длина участка
30—50 мм), в несколько слоев с тщательной проковкой
.каждого слоя. Медно-железные электроды не рекомен-
дуются для проведения массовых сварочных работ, так
как пары металла токсичны.
, . Медно-никелевые электроды (монель МНЧ-2) состоят
из 27—30 % меди и 66—68 % никеля [141. Монель имеет
температуру плавления 1260—1340 °C, что соответствует
температуре плавления чугуна, и благодаря никелю
хорошо сплавляется с чугуном. Однако этот сплав дает
значительную усадку, что приводит к появлению высоких
внутренних напряжений, способствующих образованию
трещин. Поэтому монель наплавляют короткими валиками
длиной 40—50 мм и сразу же после этого проковывают
шов молотком. Прочность сварного соединения в этом
случае не превышает 100 МПа.
Сварку проводят при обратной полярности тока, ве-
личину которого устанавливают из расчета 40—50 А на
1 мм диаметра электрода, а при сварке тонких стенок
детали (толщина 4—7 мм) — 35 А на 1 мм диаметра элек-
трода. Высокая стоимость монеля и низкая прочность
и плотность сварного шва ограничивают его применение
при восстановлении деталей.
Стержнем электрода АНЧ-1 является аустенитная
хромоникелевая проволока Св-07Х18Н9ТЮ, которую по-
крывают оболочкой толщиной до 0,75 мм. Обмазка со-
держит, % (массовая доля): марганца 40, плавикового
шпата 30, кварцевого песка 17, ферромарганца 5, ферро-
118
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
11. Химический состав (%, массовая доля) порошковой
проволоки [14]
Марка с Si Ti А1 Мп
ППЧ-1 ППЧ-2 ППЧ-3 7—7,5 5,7—6,5 4,5-5 4—4,5 3,3—4 3,3—4,2 ООО 1 1 1 ООО СО 00 О 0,9—0,6 0,9 0,1—0,3 0,4—0,8 0,4—0,8 0,6—1,0
Примечание. Остальное в сплаве — Fe.
силиция 8. Толщина покрытия электрода- диаметром
3,5 мм составляет 0,3—0,4 мм. Сварку проводят постоян-
ным током обратной полярности. Длина наплавки 30—
40 мм. Рекомендуется тщательная проковка шва.
Эти электроды рекомендуются для сварки толстостен-
ных деталей машин.
Полуавтоматический способ сварки чугуна с применени-
ем порошковой проволоки ППЧ-1,. ППЧ-2, ППЧ-3 разработан
Институтом электросварки им. Е. О. Патона. Проволоку
изготовляют непрерывным скатыванием в трубку низко-
углеродистой стальной ленты толщиной 0,6 мм с одно-
временным наполнением трубки порошком (смесь раз-
молотых компонентов) и последующим волочением. Хи-
мический состав порошковой проволоки приведен
в табл. 11.
При сварке порошковой проволокой диаметром 2,8—
3 мм используют шланговые полуавтоматы А-1135, А-765,
А-1130, А-547. Сварку ведут в защитной среде углекислого
газа, постоянным током обратной полярности. Для про-
волоки диаметром 3 мм рекомендуются следующие режимы
сварки: сила тока 250—280 А, напряжение дуги 28—32 В,
скорости подачи проволоки 2,1—2,7 м/мин, скорость
сварки не более 0,08 м/мин.
Лучшие результаты сварки порошковой проволокой
ППЧ-3 получают при нагреве чугунных деталей до тем-
пературы 500—600 °C.
При сварке чугуна самозащитной проволокой
ПАНЧ-11 ТУ 46-21-593—77 (на никелевой основе) диа-
метром 1—1,2 мм применяют шланговые полуавтоматы
СВАРКА
119
t)
Рис. 12. Схема разделки трещин (а) в зависимости от толщины стенки
детали при сварке электродной проволокой ПАНЧ-11 или Св-15ГСТЮЦА
и последовательность сварки (#)
А-825М, А-547У, А-547. Сварку выполняют с примене-
нием постоянного тока прямой полярности; рекомендуе-
мые режимы сварки: диаметр проволоки 1 мм, сила тока
80—100 А, напряжение дуги 16—18 В, диаметр проволоки
1,2 мм, сила тока и напряжение соответственно 100—
120 А и 14—18 В; в обоих случаях скорость подачи прово-
локи 1,8—2 м/мин, скорость сварки 0,08 м/мин. Схема
разделки трещины и последовательность ее заварки про-
волокой ПАНЧ-11 приведены на рис. 12.
Механизированную сварку чугуна проволокой
МНЖКТ-5-1-01-02 и Св-15ГСТЮЦА на железной основе
диаметром 1—1,2 мм осуществляют в потоке инертных
газов и под слоем флюса с использованием постоянного
тока силой 80—100 А обратной полярности при напряже-
нии 20—25 В.
Скорость подачи проволоки составляет 7—11 м/мин,
скорость сварки — 0,08 м/мин. Для сварки применяют
полуавтоматы А-547У, А-825, А-765, А-1035 и А-1197.
Шов после сварки проковывают молотком.
Чугунные коленчатые валы наплавляют проволокой
Св-15ГСТЮЦА диаметром 0,8—1 мм (ГОСТ 2246—70)
при напряжении дуги 22—25 В, силе тока 120—150 А,
120
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
12. Режим аргонодуговой сварки алюминия
вольфрамовым электродом [14]
Толщина деталей Диаметр Сила сварочного тока, А Расход аргона, л/мин Напря- жение, В
элек- трода выходного отверстия сопла
мм
1 1 5 45-55 4-5 22—24
2 1—2 5—7 70—85 7—8 22—24
3 3 5-9 100—120 8-9 22—24
4 4 12—16 170—200 8-9 22—24
5 5 14—18 180—220 9—10 22—24
6 5 14—18 220—240 9—10 20-22
7—10 5 14—18 260-280 10-12 20—22
скорости подачи проволоки 1,3—1,7 м/мин, вылете элек-
трода 12—18 мм; полярность тока прямая.
Сварка алюминия и его сплавов. При сварке деталей
из алюминия и его сплавов возникают трудности, связан-
ные с тугоплавкостью пленки окислов (А12О3) на поверх-
ности деталей, температура плавления которой 2050 °C.
Пленка мешает соединению свариваемых деталей, по-
скольку температура плавления алюминия 658 °C. Коэф-
фициент линейного расширения алюминия в 2 раза,
а теплопроводность в 3 раза больше, чем эти же параметры
для стали, что приводит к значительным деформациям
свариваемых деталей.
Алюминий и его сплавы сваривают газовой и дуговой
сваркой с помощью металлического и графитового элек-
тродов или автоматическим способом в инертной среде.
При ручной сварке применяют металлические элек-
троды со специальной обмазкой. Сварку в инертной среде
проводят при подаче в зону сварки струи аргона, который
защищает шов от окисления.
Лучшим способом является сварка с наложением про-
дольного магнитного поля на электродугу с помощью
соленоида, установленного на сварочной горелке. В уста-
новках для сварки используют источники питания:
УДГ-501, УДГ-301, ИПК-120, ИПК-350.
Продольное магнитное поле приводит к колебаниям
электродуги и металла сварочной ванны, что изменяет
СВАРКА
121
13. Состав флюсов (%, массовая доля), применяемых при газовой,
и дуговой сварке алюминия [14]
Компоненты флюсов Состав
1 2 3 4 5
Хлористый натрий 20 45 28 33
Хлористый калий 50 . 50 30 50 45
Фтористый натрий — 50 —- 8 3,5
Фтористой калий 10 —— 15 —>1—
Хлористый литий —. — 10 14 15
Фтористый литий — — —- — 3,5
Хлористый барий 20 — — — —
схему кристаллизации расплавленного металла и способ-
ствует диспергированию оксидов алюминия, уменьшению
на 30—50 % способности сварных швов к образованию
трещин.
Алюминий также сваривают неплавящимся вольфра-
мовым электродом в газовой среде аргона. Как присадоч-
ный материал используют сплавы алюминия.
Режимы аргонодуговой сварки алюминия приведены
в табл. 12.
Расстояние сопла от поверхности не должно быть менее
5—10 мм, вылет вольфрамового электрода — 1—5 мм.
Специальные флюсы и обмазки, применяемые при
сварке алюминия и его сплавов, содержат фтористые или
хлористые соли лития, калия, натрия и кальция.
Фтористые и хлористые соли этих материалов хорошо
растворяют пленку оксидов алюминия. Их легкоплавкость
и жидкотекучесть способствуют качественному формиро-
ванию сварного шва. В табл. 13 приведен состав неко-
торых флюсов, которые применяют при газовой и дуговой
сварке алюминия и его сплавов.
Для приготовления обмазок электродов компоненты,
покрытий размельчают и смешивают с добавлением насы-
щенного раствора поваренной соли NaCl до получения
консистенции сметаны. Электроды погружают в обмазку,
после этого просушивают при комнатной температуре
2—3 ч, а затем прогревают в печи при 150—200 °C в тече-
ние 0,5—1,5 ч.
122
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Толщина покрытия зависит от диаметра электрода
(при диаметре 5 мм толщина покрытия 0,5—0,75 мм).
Для предупреждения коробления, образования трещин
и для спокойной кристаллизации расплавленного металла
в сварочной ванне применяют предварительный подогрев
места сварки, а иногда и всей детали до температуры
250—300 °C.
Во время сварки электрод перемещают только прямо-
линейно, без поперечных колебаний: электрод должен
быть перпендикулярен к свариваемым поверхностям.
Сваривают алюминий при постоянном токе обратной
полярности (сила тока 35—45 А на 1 мм диаметра элек-
трода). После сварки для улучшения сварных швов и
снятия внутренних напряжений рекомендуется нагревать
детали до 250—300 °C.
Газовую сварку ацетиленокислородным пламенем про-
водят, применяя специальный флюс АФ-4А, который рас-
творяется в воде и в виде пасты наносится на присадоч-
ный пруток и свариваемые кромки деталей.
При газовой сварке алюминия без флюса и присадо-
чного прутка деталь нагревают до 250—300 °C. Возле
трещины кладут кусочки дополнительного присадочного
металла, нагревают свариваемый участок до температуры
плавления, что фиксируют стальным крючком. Затем
из основного металла крючком выводят оксиды алюминия
и другие добавки, вводят в расплавленную ванну кусок
подогретого дополнительного металла и перемешивают
сварочную ванну, достигая надежного сплавления основ-
ного и дополнительного металлов. После сварки темпе-
ратуру деталей выравнивают в электропечах в течение
1—2 мин при температуре 250—300 °C, после чего деталь
охлаждают на воздухе. При таком способе сварки отпа-
дает необходимость в вырубке металла во время подго-
товки трещины к сварке. Наружную поверхность трещины
зачищают металлической щеткой на расстоянии 12—>
15 мм от ее краев.
НАПЛАВКА
Наплавка по сравнению с другими способами восста-
новления дает возможность получать на поверхности
деталей слой необходимой толщины и нужного химического
состава, высокой твердости и износостойкости.
НАПЛАВКА
123
Рис. 13. Схема автоматической
наплавки:
/ — наплавляемая деталь; 2 —
оболочка жидкого флюса; 3 —
эластичная оболочка; 4 — бункер
с флюсом; 5 — мундштук; 6 —
электрод; 7 —* электрическая дуга;,
8 — шлаковая корка; 9 — наплав-
ленный металл; а смещение с зе-
нита
отдельных мелких крупиц
В общем объеме работ по
восстановлению деталей на
ремонтных предприятиях раз-
личные способы восстановле-
ния составляют, %: наплавка
подслоем флюса 32; виброду-
говая наплавка 12; наплавка
в среде углекислого газа 20;
наплавка порошковой про-
волокой без флюсовой или
газовой защиты 10;_плазмен-
ная наплавка 1,5; электро-
контактное напекание 6; галь-
ванические способы 5; элек-
тромеханическая обработка
1; электрошлаковая наплавка
1,5; заливка деталей жидким
металлом 2; восстановление
деталей полимерами 5; дру-
гие способы 5.
Автоматическая наплавка
под слоем флюса. При та-
кой наплавке в зону горе-
ния дуги (рис. 13) подают сы-
пучий флюс, состоящий из
(зерен). Под воздействием высокой температуры часть
флюса плавится, образуя вокруг дуги эластичную обо-
лочку, которая надежно защищает расплавленный металл
от действия кислорода и азота. После того как дуга
переместилась, жидкий металл твердеет вместе с флю-
сом, образуя на наплавленной поверхности ломкую шла-
ковую корку. Флюс, который не расплавился, может быть
снова использован. Наплавку под слоем флюса
применяют для восстановления многих деталей трак-
торов, автомобилей и сельскохозяйственных ма-
шин.
Автоматическая наплавка эффективна в тех случаях,
когда нужно наплавить слой толщиной более 3 мм (на-
пример, при выполнении наплавки на деталях ходовой
части тракторов и сельскохозяйственных машин — кат-
ках, цапфах, роликах, осях и т. д.), глубокое проплавле-
ние нежелательно, так как оно увеличивает деформацию
124
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
детали. Главным фактором, влияющим на глубину про-
плавления, является сила тока:
где h — глубина проплавления, мм; К — коэффициент;
I — сила тока, А; t»H — скорость наплавки, мм/мин;
U — напряжение, В.
Влияние на глубину проплавления оказывает относи-
тельное размещение электрода и детали. В практике при-
меняют наплавку углом вперед, при которой глубина
проплавления меньше, чем при наплавлении углом назад.
Глубина проплавления также уменьшается с увеличением
вылета электрода.
Для наплавки под слоем флюса применяют устанавли-
ваемые на токарных станках или специальных установках
головки типов А-580, ОКС-1031Б, ОКС-1252М.
Качество наплавленного металла и его износостой-
кость зависят от марки электродной проволоки, флюса
и режима наплавки.
Для наплавки низкоуглеродистых и низколегирован-
ных сталей используют проволоку из низкоуглеродистых
(Св-08, Св-08А), марганцовистых (Св-08Г, Св-08ГА) и
кремниймарганцовистых (Св-08ГС, Св-08Г2С, Св-12ГС)
сталей.
Стали с большим содержанием углерода наплавляют
проволокой Нп-65Г, Нп-80, Нп-ЗОХГСА, Нп-40Х13
(ГОСТ 10543—82). Химический состав и твердость прово-
локи приведены в табл. 14 и 15. Флюсы подразделяют на
плавленые, керамические и флюсы-смеси.
Плавленые флюсы АН-348А, АН-60, ОСУ-45, АН-20,
АН-28 содержат стабилизирующие и шлакообразующие
элементы, но в состав этих флюсов не входят легирующие
добавки, что не способствует повышению прочности и
износостойкости наплавленного металла.
Керамические флюсы АНК-18, АНК-19, ЖСН-1, кроме
стабилизирующих и шлакообразующих элементов, со-
держат легирующие добавки — ферросплавы, которые при
наплавке малоуглеродистой проволокой обеспечивают вы-
сокую твердость и износостойкость наплавленного ме-
талла.
НАПЛАВКА
125
Флюсы-смеси состоят из флюса АН-348А с добавлением
феррохрома, ферромарганца и графита. Смесь расстилают
слоем 15—20 мм на листе, сушат 15—25 мин при темпе-
ратуре 100—120 °C, а затем просеивают через сито № 16
и высушивают при температуре 150—200 °C в течение
3—4 ч. Смешивая агломерат с флюсом в необходимом
соотношении, получают легирующий флюс, применение
которого позволяет получать наплавленный слой одно-
родного химического состава, высокой твердости и изно-
состойкости (табл. 16).
При наплавке могут возникнуть такие дефекты: не-
равномерность ширины и высоты наплавленного валика
из-за износа мундштука или подающих роликов; чрезмер-
ного вылета электрода; наплыв металла вследствие чрез-
мерной силы сварочного тока или недостаточного смеще-
ния электродов из зенита; поры в наплавленном металле
из-за повышенной влажности флюса (его необходимо
просушить в течение 1—1,5 ч при температуре 250—
300 °C); неустойчивая дуга как следствие ненадежного
контакта.
На качество восстановления значительно влияет ре-
жим наплавки (табл. 17).
В качестве источников питания дуги используют пре-
образователи ПСГ-500, выпрямители ВС-300, ВДУ-504,
ВС-600, ВДГ-301 с жесткой внешней характеристикой.
Твердость и относительная износостойкость наплавлен-
ного металла в зависимости от марки электродной прово-
локи и флюса приведены в табл. 18.
Наплавка порошковой проволокой. Хорошие резуль-
таты при наплавке дает использование порошковой про-
волоки, в состав которой входят феррохром, ферротитан,
ферромарганец, графитовый и железный порошки. На-
плавку выполняют под слоем флюса или в среде защитного
газа, но при введении в проволоку соответствующих
компонентов возможна наплавка и без флюсовой или га-
зовой защиты.
Порошковую проволоку изготовляют на специальных
станках методом волочения. Исходным материалом слу-
жит лента из низкоуглеродистой стали и порошок, со-
держащий необходимые элементы.
Используют два типа порошковой проволоки: для
наплавки под флюсом и для наплавки открытой дугой
126
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
14. Сварочная и наплавочная проволоки, применяемые при восстано
Марка проволоки Химический состав, % {массовая доля)
С Мп Si Си Ni
Проволока стальная сва
Св-08 0,1 0,35- 0,60 0,03 0,15 0,3
Св-08А 0,1 0,35—0,6 0,03 0,12 0,25
Св-10Г2 0,12 1,5-1,9? 0,06 0,3
Св-08ГС 0,1 1,4—1,7 0,6—0,85 0,2 0,25
Св-08Г2С 0,11 1,8—2,1 0,7—0,95 -
Св-12ГС 0,14 0,6—0,9
Св-18ХГС 0,22 0,8—1,1 0,9—1,2 0,8—1,11 0,3
Прово л \ока сталь. ная напла
Нп-30 0,27— 0,35
Нп-40 0,35— 0,45 0,5—0,8 0,17—0,37 0,25 0,3
НАПЛАВКА
127
влении деталей
Диаметр проволоки, мм Рекомендуе- мые флюсы и защитные газы Твер- дость после наплавки, HRCg Восстанавливаемые детали
речная (ГОСТ 2246—70)
1; 1,2; 1,4; 1,6; 1,8; 2 АН-348А АН-60 АН-К-18 16 18 43
1; 1,2; 1,6; 2; 2,5 АН-348А АН-60 АНК-18 18 20 43
1; 1,2; 1,6; 2; 2,5 АН-348А 21
1; 1,2; 1,4; 1,6; 2; 2,5 АН-348А 20 , Из низкоуглеродистых и низколегированных ста- лей
1; 1,2; 1,4; 1,8; 2 АН-348А АН-60 АНК-18 20 30 45
1; 1,2; 1,4; 1,6; 2 АН 348А 22
1; 1,2; 1,4; 1,6; 2; 2,5 АН-348А В среде углекисло- го газа 28 25
вечная (ГОСТ 10543—82)
1,6; 2 АН-348А 16—22 Оси, валы
1,6; 2 17—23
128
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Марка проволоки Химический состав, % (массовая доля)
С Мп Si Сг Ni
Нп-50 0,45— 0,55 0,5—0,8 0,17—0,37 0,25 0,3
Нп-65 0,6—0,7
Нп-80 0,75— 0,85
Нп-65Г 0,6—0,7 0,9—1,2 0,3
Нп-ЗОХГСА 0,27— 0,35 0,8—1,1 0,9—1,2 0,8—1,1 0,4
Нп-40Х2Г2М 0,35— 0,43 1,8—2,3 0,4—0,7 1,8-2,3
Нп-50ХФА 0,46— 0,54 0,5—0,8 0,17—0,37 0,8—1,1
Нп-Х20Н80Т До 0,12 0,7 0,8 19—23 Основа
Нп-40Х13 0,35— 0,45 / 0,8 0,8 10—12 0,6
Примечание. В проволоке марок Нп-40Х2Г2М и Нп-50ХФА
НАПЛАВКА
129
Продолжение табл, 14
Диаметр про волоки, мм Рекомендуе- мые флюсы и защитные газы Твер- дость после наплав- ки, НРС& Восстанавливаемые детали
1,6; 2 АН-348А 18—24 Опорные катки, поддер- живающие ролики, на- тяжные колеса
1; 1,2; 1,4; 1,6; 1,8; 2 22—30
1; 1,2; 1,4; 1,6; 1,8; 2 30—34 Коленчатые валы, кре- стовины карданных пе- редач, детали ходовой части тракторов
1; 1,2; 1,4; 1,6; 2 25—32
1; 1,2; 1,4; 1,6; 1,8; 2 30—34 Шестерни
2; 2,6 35—40
1; 1,2; 1,6; 1,8; 2 37—45
1; 1,2; 1,4; 1,6; 1,8; 2 18—22 Клапаны двигателей
1; 1,2; 1,4; 1,6; 1,8; 2 40—45 Опорные катки, детали трансмиссии трактора
содержится соответственно 0,8—1,2 и 0,1—0,2 % Мо.
5 Молодык Н. В. и др.
15. Порошковая проволока и лента для восстановления [14]
Марка проволоки или ленты Тип Химический состав, % (массовая доля) Твердость после наплавки HRC3
с Sj Мп Сг Мо W V Ti
ПП-ЗХ2В8 ЗХ2В8 0,32 0,6 0,8 2,5 — 8,5 0,3 — 45—53,2
ПП-АН122 ЗОХ5Г2МО 0,3 0,8 1,6 4,5 0,6 — — 0,25 51—57
ПП-АН128 35Х4Г2СМ 0,35 0,7 2 4Д 0,9 — — 0,35 49—55
ПП-АН121 20ХГТ 0,18 0,6 1 0,8 — — 0,15 0,25 29,9—36,7
ПП-АН120 20Х2Г2М 0,18 0,6 1,8 1,8 0,7 — — — 37—42
ПП-АН105 Г13Н4 1 0,5 13 (-4,2) — — — — 21,9—27
ПП-АН130 25Х5ФМС 0,25 1,2 0,6 5 1,2 — 0,4 — 42—47
ПП-ЗХ4ВЗФ ЗХ4ВЗФ 0,25 0,6 0,6 4,1 — 3,5 0,6 0,2 34—43,5
ПП-АН104 У20Х12ВФ 1,8 0,6 0,6 12 — 1 0,25 — 41,5—45,5
ПП-АН103 У20Х12М 1,8 0,6 0,6 12 0,8 — — — 41,5—45,5
ПП-АН106 10Х14Т 0,1 0,4 0,6 14 — — — 0,12 43,5—50
ПП-АН125 20Х15СТРТ 2 1,5 1 15 (В —0,7) — — 0,3 51,4—59
ПП-АН250 15СТ 0,14 0,8 0,4 — — — — 0,4 23,3—28
ПГРАН138 10X15Т 0,1 2,0 0,8 15 — — — 0,2 26-28
ПП-АН126 20Х2М2СТ 0,2 1 2 2 — — — 0,7 36,8—41,4
ПП-АН150 10Х17С5М2 0,09 5,5 2 17,8 — — — 0,14 29,9—35,6
ПП-АН1 10Х17С5М2 0.08— 0,09 0,22 0,78 — — — — — 156—197 НВ
ПП-АНЗ 10Х17С5М2 0,08— 0,12 0,18— 0,25 0,71— 0,89 — — — — — 187—207 НВ
ПП-АН4 10Х17С5М2 0,08- ОДО 0,2— 0,50 0,8— 1,3 — — — — — 25—27
ЛС-70ХЗНМ 70ХЗГСНМ 0,9— 1,1 0,7 0,4 20 (В — 4) — — — 65,9—67,9
ПП-АН171 100Х20Р4СЗГ2 1 3 2 4,2—48 0,8—1,1 (-0,9- 1,2) — — 53,2—59
ЛС-УЮХ7ГР1 100Х7ГР 1,1— 1,4 — 0,4 7—8 (В — 0,8—0,9) — — — 58,1—59,0
ЛС-1Х14НЗ 12Х14НЗ 0,2—0.4 0,5 0,04 16—18 (3,5—4,5) — 48,4—50,4
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
НАПЛАВКА
131
16. Твердость наплавленного металла в зависимости от содержания
феррохрома во флюсе
Содержание, % массовая доля) Твердость HR<Sg наплавленного металла для электродной проволоки
агломерата феррохром; в флюсе хрома в направ- ленном металле Св-08 Нп-60
5 2 32/46,5 ’ 41,5/49,5
10 4 36,5/50,5 49,5/54,5
15 6 44,5/55,5 56/56
25 10 44,5/— 49,5/—
20 8 49,5/52 53,5/—
Примечание. В числителе дроби — твердость наплавки
без термической обработки; в знаменателе—после термической об-
работки.
17. Зависимость режима наплавки от диаметра восстановленной детали
Диаметр, мм । Смещение с зенита, мм Шаг наплавки, мм Сила тока, А Скорость, м/ч
детали электродной проволоки подачи электродной проволоки наплав- ки
50-60 61—75 76—100 101—200 201—300 1,6 1,6 2 2—3 2—3 2—4 3—4 5—7 8—10 10—15 3 3,5 4,5 5,6 6,7 140—150 170—180 180—200 220—250 250—280 75—80 110—115 125—130 160-170 180—190 16—24 15—28 16—32 16—32 16—30
без дополнительной защиты. Режимы наплавки в зависи-
мости от марки проволоки и диаметра детали приведены
в табл. 19. Разбрызгивание электродного материала во
время наплавки порошковой проволокой уменьшается
при применении постоянного тока низкого напряжения
(20—21 В) от источника питания с жесткой внешней ха-
рактеристикой.
5*
132
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
18. Твердость и относительная износостойкость наплавленного металла
в зависимости от марок электродной проволоки и флюса
Марка Твердость покрытия HRCa Коэффициент относительной износостойкости
электродной проволоки флюса
Нп-ЗОХГСА АН-348А 32—36 1,17
Нп-ЗОХГСА АН-20 31—32 1,28
Нп-ЗОХГСА АН-60 41—43,5 1,33
Нп-ЗОХГСА АН-28 42,5—43,5 ——
Нп-80 АН-348А 35,5—36,5 1,24
Нп-80 АН-60 43,5—44,5 1,34
Нп-20Х14 АН-28 49—51,5 1,66
Нп-25 АН-348А 19—29 1,08
Нп-50 АН-348А 30—31 1,18
Св-18ХГС АН-348А 26,0—28,0 1,20
Св-08Г2С АН-348А 22—24 1,06
Порошковые проволоки марок ПП-АН122 (ЗОХ5Г2МО)
и ПП-АН128 (35Х4Г2СМ) при наплавке открытой дугой
имеют по физико-механическим свойствам наплавленного
металла и технологичности некоторые преимущества перед
другими материалами; можно увеличить силу тока, т. е.
производительность процесса в 2 раза и более; отпадает
операция отделения шлаковой корки от детали после
наплавки; микроструктура металла при наплавке на
сталь 45 (материал коленчатых валов) трооститно-мар-
тенситная, твердость 51,5—57 HRC3; износостойкость
в 1,6—2 раза больше, чем у стали 45, закаленной токами
высокой частоты (ТВЧ).
Для наплавки порошковой проволокой используют
токарные станки с головками А-580М, ОКС-1252М, А-765,
А-1197, а также специальные станки УД-139, УД-140,
УД-143, УД-144, УД-209, УД-233, У-651, У-653,
ОКС-11200, ОКС-11236, ОКС-11238, ОКС-14408.
Источниками питания дуги являются преобразователи
ПСГ-500, выпрямители ВДУ-504, ВДУ-301, ВДУ-1001,
ВС-600, ВДМ-1001. Использование порошковой прово-
локи позволяет снизить расход сварочной проволоки.
Так, для получения 1 кг наплавленного металла расхо-
дуется 1,6 кг электродов, а при наплавке порошковой
проволокой открытой дугой и под слоем флюса — 1,15—
1,25 кг.
НАПЛАВКА
133
19. Режим наплавки в зависимости от марки порошковой проволоки
и диаметра восстановленной детали
Марка проволоки Диаметр мм Сила тока, А Напря- жение, В Скорость наплав- ки, м/ч
детали про- воло- ки
ПП-АН1 (ТУ 14-4-48—71) 40—60 2,8 260—320 22—24 18—25
ПП-АН4 35—40 45—56 2,0 2,2 160—190 180—220 18—20 20—22 20—30 20—25
(1У 14-4-48—71) 50—60 2,5 200—250 22—24 20—28
35—45 2,0 160—190 18—20 20—28
ПП-АН8 40—55 2,2 180—220 20—22 21—28
(ТУ 4-353—71) 50—65 2,5 200—250 22—24 22—23
60—75 3,0 280—320 26—28 28—32
ПП-АН106 (ТУ 14-4-244—72) 45—55 2,6 160—180 22—24 25—35
55—65 2,6 160—180 22—24 20—25
60—75 2,6 200—220 24—26 15—20
45—55 2,6 160—180 22—24 35—40
ПП-25Х5ФМС 50—65 3,6 200—220 22—24 30—40
(ТУ 14-4-799—77) 60—75 3,6 240—270 24—26 25—35
60—80 3,2 400—420 28—32 28—32
30—40 2,6 120—130 19—20 30—35
ПП-АН125 (ТУ 14-478—70) ПП-АН122 40—50 50—60 60—70 70—80 2,6 2,6 2,6 2,6 170—130 160—180 170—220 220—240 19—20 20—21 20—21 22—23 28—30 28—30 24—28 23—26
80—100 2,6 280—300 24—26 22—26
Для большинства марок порошковой проволоки коэф-
фициент наплавки составляет 13—15 г/(А-ч), т. е. значе-
ние коэффициента значительно выше, чем при наплавке
обычными электродами. Наплавку порошковой проволо-
кой и лентой выполняют при постоянном токе обратной
полярности. Диаметр электродной проволоки зависит
от толщины наплавленного металла с припуском на меха-
ническую обработку 0,8—1,5 мм на сторону. Силу тока
134
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
20. Рекомендуемые режимы наплавки порошковыми лентами
Марка порошковой ленты Сила тока, А Напря- жение, В Ско- рость наплав- ки, м/ч Вид наплавки
ПЛ-17 (10Х20СЗР4); ТУ ИЭС 108—75 700—1000 28—36 15—30 Под флюсом АН-200
28—34 20—50 Открытой дугой
ПЛ-126 (20Х2Р2М); ТУ ИЭС 107—75 600—1000 28—36 15—40 Под флюсом ПН-348А
28—32 45—60 Открытой дугой
ОЛ-101 (УЗОХ25НЗСЗ); ТУ 48-19-43—73 700—750 32-34 17—23 Под флюсом АН-200
28—30 40—45 Открытой дугой
выбирают в зависимости от скорости наплавки и диа
метра проволоки.
Режимы наплавки порошковыми лентами приведены
в табл. 20.
Наплавка в среде углекислого газа. Этот способ в зна-
чительной степени отличается от других способов вос-
становления деталей — не нужно ни флюсов, ни элек-
тродных покрытий. Дуга между электродом и наплавляе-
мым изделием горит в струе газа, вытесняющего воздух
из плавильного пространства и защищающего расплав-
ленный металл от воздействия кислорода и азота.
Автоматическая наплавка в среде углекислого газа
имеет следующие преимущества: при наплавке отсут-
ствуют вредные выделения и шлаковые корки; открытая
дуга дает возможность наблюдать и корректировать про-
цесс, проводить наплавку при любом пространственном
положении наплавляемой плоскости, механизировать на-
плавку, выполняемую на мелких деталях (валах диа-
метром 10 мм и более).
НАПЛАВКА
135
Для наплавки применяют следующее оборудование:
наплавочные головки АБС, А-384, А-409, А-580,
ОКС-1252М; источники питания ВС-200, ВСУ-300, ВС-400,
ПСГ-350, АЗД-7,5/ЗО; подогреватели газа; осушитель,
заполненный силикагелем КСМ крупностью 2,8—7 мм;
редукторы-расходомеры ДРЗ-1-5-7, или ротаметры РС-3,
PC-ЗА, Р КС-65, или кислородный редуктор РК-53Б.
При наплавке используют материалы: электродную
проволоку Св-12ГС, Св-0,8ГС, Св-0,8Г2С, Св-12X13,
Св-06Х19Н9Т, Св-18ХМА, Нп-ЗОХГСА; порошковую про-
волоку ПП-Р18Т, ПП-Р19Т, ПП-4Х28Г и др., подавае-
мую из кассеты в плавильную зону через мундштук
с наконечником.
Углекислый газ из баллона по рукаву через сопло,
внутри которого находится наконечник, подается между
концом электродной проволоки и наплавляемым изделием
к дуге, окружает дугу со всех сторон и вытесняет воздух
из плавильного пространства. Режимы наплавки, выпол-
няемой на цилиндрических деталях, приведены в табл. 21.
Наплавку в среде углекислого газа выполняют на
постоянном токе обратной полярности. Тип и марку элек-
трода выбирают в зависимости от материала восстанавли-
ваемой детали и требуемых физико-механических свойств
наплавленного металла. Скорость подачи проволоки за-
висит от силы тока, устанавливаемой с таким расчетом,
чтобы в процессе наплавки не было коротких замыканий
и обрывов дуги. Скорость наплавки устанавливают в за-
висимости от толщины наплавляемого металла и качества
формирования наплавленного слоя. Наплавку валиков
осуществляют с шагом 2,5—3,5 мм. Каждый последующий
валик должен перекрывать предыдущий не менее чем на
V3 его ширины.
Твердость наплавленного металла в зависимости от
марки и типа электродной проволоки 200—300 НВ.
Расход углекислого газа зависит от диаметра элек-
тродной проволоки. На расход газа оказывают также
влияние скорость наплавки, конфигурация изделия и на-
личие движения воздуха. Расход углекислого газа в за-
висимости от диаметра электрода приведен в табл. 22.
Источники питания дуги должны иметь жесткую внеш-
нюю характеристику и скорость нарастания силы тока
короткого замыкания 70—ПО кА/с. Рекомендуемое обо-
21. Режим наплавки цилиндрических поверхностей в зависимости от диаметра детали
и требуемой толщины наплавляемого слоя металла
Диаметр детали Толщина наплавляе- мого слоя Диа- метр элек- трода Сила тока, А Напря- жение, В Скорость наплав- ки, м/ч Смеще- ние элек- трода Шаг наплавки Вылет элек- трода Расход углеки- слого газа,
мм мм л/мин
10—20 0,5—0,8 0,8 70—90 16—18 40—45 2—4 2,5—3,0 7—10 6—8
20—30 0,8—1,0 1,0 85—110 18—20 40—45 3—5 2,8—3,2 8—11 6—8
30—40 1,0—1,2 - 1,2 90—150 19—23 35—40 5—8 3,0—3,5 10—12 6—8
40—50 1,2—1,4 1,4 110—180 20—24 30—35 6—10 3,5—4,0 10—15 8—10
50—60 1,4—1,6 1,6 140—200 24—28 30—20 7—12 4,0—6,0 12—20 8—10
60—70 1,6—2,0 ’ 2,0 280—400 27—30 20—15 8—14 4,5—6,5 18—25 10—12
70—80 2,0—2,5 2,5 280—450 .28—30 10—20 9—15 5,0—7,0 20—27 12—15
80—90 2,5—3,0 3,0 300—400 28—32 10—20 9—15 . 5,0—7,5 20—27 14—18
90—100 0,8—1,0 1,0 100—300 18—19 70—80 8—10 2,8—3,2 10—12 6—8
100—150 0,8—1,0 1,2 130—160 18—19 70—80 8—12 3,0—3,5 10—13 8—9
200—300 0,8—1,0 1,2 150—190 19—21 20—30 18—20 3,0—3,5 10—13 8—9
200—400 1,8—2,8 2,0 350—420 32—34 25—35 18—22 4,5—6,5 25—40 15—18
200—400 2,6—3,2 3,0 380—450 32—34 25—35 20—25 5,0—7,5 25—50 15—18
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
НАПЛАВКА
137
22. Расход углекислого газа в зависимости от диаметра электрода
Диаметр электродной проволоки Выле'1 электрода Внутренний диаметр спирали для подвода проволоки Расход углекислого газа, л/мин
мм
0,5—0,8 7—10 1,0—2,0 6—8
1,0—1,4 8—15 1,6—2,5 8—10
1,6—2,0 . 15-25 2,2—4,0 10—15
2,5—3,0 18—30 3,0—5,0 14—18
23. Технические характеристики оборудования для наплавки в среде
углекислого газа
Модель оборудовав ния Сварочный ток, А Электридная проволока Модель источника питания (ре- комендуемая)
Номиналь- ное значе- ние Пределы ре- гулирова- ния Диаметр, мм Скорость подачи, м/ч
А-547У 250 60—300 0,8—1,2 100—340 ВС-300
А-825М 300 80—300 0,8—1,2 120—620 всж-зоз
ПДПГ-500 500 50—500 0,8—2,0 150—720 ПСГ-500-1
А-929 350 60—500 1,0—2,0 120—620 ПСГ-500-1
УД-209 500 60—500 1,2—2,0 100—350 В ДУ-504-1
ПДГ-502 500 60—500 1,2—2,0 120—1200 В ДУ-504-1
ПДГ-601 630 100—700 1,6—2,5 120—1200 ВДГ-601УЧ
У-653 500 100—500 1,0—2,0 50—500 В ДУ-504-1
ПДГ-301 500 60—500 0,8—1,2 90—720 ПСГ-500-1
1197С 500 100—500 1,6—3,2 90—900 ВДУ-504-1
ПДГ-508 500 60—500 1,6—2,0 105—738 ПСГ-500-1
А-1503 500 100—700 1,2—3,5 120—780 ВД Г-601
ПДГИ-302 300 40—300 0,8—1,4 120—1200 В Д Г-301
А-1230М 500 60—500 0,8—1,2 140—670 П ГС-500-1
Примечание. Напряжение питающей сети для оборудова-
ния всех моделей 380 В, для ПДГ-502 допускается также 220 В.
рудование для наплавки в среде углекислого газа ука-
зано в табл. 23.
Вибродуговая наплавка — разновидность дуговой на-
плавки металлическим электродом. Процесс наплавки
осуществляется при вибрации электрода с подачей охла-
138
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Рис. 14. Принципиальная схема установки для вибро дуговой наплавки:
1 — двигатель механизма привода подачи проволоки; 2 — кассета для про-
волоки; 3 — ролики подачи проволоки; 4 — мундштук головки; 5 — наплав-
ляемая деталь; 6 — насос подачи жидкости в зону наплавки; 7 — емкость
для жидкости с отстойником; 8 — шатун механического вибратора; 9 —
вольтметр; 10 —- амперметр; 11 — кагушка индуктивности Дроссель); 12 —
генератор; 13 — реостат генератора; 14 — электродвигатель
ждающей жидкости па наплавленную поверхность. На
рис. 14 дана принципиальная схема вибродуговой уста-
новки с электромеханическим вибратором.
На суппорте токарного станка закрепляют напла-
вочную головку (ОКС-6569 или ОКС-1252). Для питания
дуги используют источники постоянного тока с жесткой
внешней характеристикой (генераторы АНД-500/250, вы-
прямители ВС-300 и ВС-600, преобразователи ПД-305
и ПСГ-500).
К наплавляемой поверхности детали, которая вра-
щается в центрах токарного станка, роликами подающего
механизма из кассеты через вибрирующий мундштук
подается электродная проволока. Из-за колебаний мунц-
штука, вызываемых эксцентриковым механизмом, про-
волока периодически прикасается к поверхности детали
и расплавляется под действием импульсных электрических
разрядов, поступающих от генератора. Под действием
НАПЛАВКА
139
вибратора мундштук вместе с проволокой вибрирует
с частотой 110 Гц и амплитудой колебания до 4 мм (прак-
тически 1,8—3,2 мм).
Вибрация электрода во время наплавки обеспечивает
стабильность процесса за счет частых возбуждений дуго-
вых разрядов и способствует подаче электродной прово-
локи небольшими порциями, что обеспечивает лучшее
формирование наплавленных валиков. Благодаря вибра-
циям процесс наплавки может быть осуществлен при
низком напряжении (12—18 В).
Охлаждающая Жидкость (4—6 %-ный раствор кальци-
нированной соды в воде) защищает металл от окисления.
Качество соединения наплавленного металла с основ-
ным зависит от нескольких факторов. Основными из них
являются полярность тока, шаг наплавки (подача суп-
порта станка на один оборот детали), угол подвода элек-
трода к детали, качество очистки и подготовки поверх-
ности, подлежащей, наплавлению, толщина слоя наплавки
и др.
Высокое качество сварки получают при токе обратной
полярности (плюс на электроде, минус на детали), шаге
наплавки 2,3—2,8 мм/об и угле подвода проволоки к де-
тали 15—30°. Скорость подачи электрода не должна пре-
вышать 1,65 м/мин, скорость наплавки — 0,5—0,65 м/мин;
толщина наплавленного слоя, при которой обеспечивается
надежное сплавление, — 2,5 мм.
Структура и твердость наплавленного слоя зависят
от химического состава электродной проволоки и коли-
чества охлаждающей жидкости. При наплавке проволокой
Нп-80 (с содержанием углерода 0,75—0,85 %) валик
в охлаждающей жидкости закаляется до высокой твер-
дости и частично отпускается, образуя этим неоднородную
структуру от мартенсита закалки до троостосорбита от-
пуска с твердостью 26—55 HRCa. При наплавке низко-
углеродистой проволокой Св-08 получают твердость по-
верхности наплавки 14—19 HRC3. Основным показателем
прочности наплавленной детали является сопротивление
усталости, которое в основном зависит от трех параметров:
количества охлаждающей жидкости, подаваемой в зоыу
наплавки, шага и скорости наплавки.
Технология вибродуговой наплавки предусматривает
восстановление деталей с цилиндрическими, коническими
140
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Рис. 15. Схемы вибродуговой наплавки изношенных наружных (а)
и внутренних (#) цилиндрических поверхностей, наружных конических
поверхностей (в), шлицев (г) и плоских поверхностей (0):
/ •» деталь; 2 электрод
наружными и внутренними поверхностями, а также с пло-
скими поверхностями (рис. 15).
Для наплавки внутренних цилиндрических поверх-
ностей головку размещают на станке так, чтобы плоскость
мундштука совмещалась с осью детали. Деталь приводят
во вращательное движение, а головку — в поступательное.
Конические наружные поверхности наплавляют про-
волокой, подводимой со стороны. Необходимое попереч-
ное перемещение головки осуществляют . вручную.
Для наплавки плоских поверхностей детали устанав-
ливают в горизонтальной плоскости и закрепляют не-
подвижно, а головку перемещают параллельно оси детали.
Толщина однослойной наплавки в зависимости от
режимов колеблется от 0,5 до 3 мм. При многослойной
наплавке можно получить слои любой толщины. Под-
готовка поверхностей для наплавки состоит в очистке их
от грязи и ржавчины. Все отверстия и пазы, которые
необходимо сохранить, заполняют медными или графи-
товыми вставками так, 'Чтобы они выступали над поверх-
ностью на величину, превышающую толщину наплавлен-
ного слоя, что позволяет легче удалить их после наплавки.
Центры деталей проверяют и исправляют.
Скорость наплавки (м/мин) определяют по частоте вра-
щения детали, равной
п = 250 4^1,
НАПЛАВКА
141
где п — частота вращения детали, об/мин; d — диаметр
электродной проволоки; vn — скорость подачи проволоки,
м/мин; s — шаг наплавки, мм/об, детали; D — диаметр
детали, мм; h — толщина наплавляемого слоя, мм; т] —
коэффициент наплавки (т] = 0,854-0,9).
Вибродуговая наплавка под слоем флюса имеет ряд
преимуществ: дает возможность наплавлять металл только
на изношенную часть, что уменьшает трудоемкость по-
следующей механической обработки; получать наплавлен-
ный слой без пор и трещин; деформация детали мини-
мальная и не превышает полей допусков посадочных
мест; минимальная зона термического влияния.
Для комбинированной наплавки под слоем флюса
вибрирующим электродом можно применять головки
ОК.С-1252 и ОКС-6569. При применении электродной
проволоки марки Нп-80 и флюса АН-348А твердость на-
плавленного слоя составляет 36—38 HRC3. Для увели-?,
чения твердости наплавленного слоя до 52—54 HRC3
к флюсу АН-348А добавляют по 2 % феррохрома и се-
ребристого графита.
Оптимальный режим наплавки: напряжение 28—30 В;
сила тока 70—75 А (диаметр проволоки 1,6 мм); скорость
подачи проволоки 1,3 м/мин; скорость наплавки 0,5—
0,6 м/мин; амплитуда вибрации 1,8—2 мм.
Недостатком вибродуговой наплавки является умень-
шение до 40 % сопротивления усталости наплавленных
деталей. Этот показатель можно улучшить термообработ-
кой. При нагреве наплавленной детали до 150—200 °C
усадка уменьшается на 15—20 % и на столько же повы-
шается сопротивление усталости; при нагреве до 800—
900 °C (нормализация) — на 35—45 %. Нормализация
с последующей закалкой токами высокой частоты повы-
шает сопротивление усталости до 80 % (по сравнению
с сопротивлением усталости новой детали).
Наиболее простым и доступным способом уменьшения
напряжений и повышения сопротивления усталости яв-
ляется поверхностное упрочнение путем обкатки роликами
после финишной механической обработки детали.
Неисправности установок для вибродуговой наплавки
вызываются большим числом причин, влияющих на нор-
мальный ход процесса.
142
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Так, несплавление наносимого слоя с материалом
детали является результатом малого шага наплавки (менее
1,1 мм/об), низкого напряжения (менее 12 В) и недостаточ-
ной силы тока. Сила тока зависит главным образом от
сопротивления цепи. Поэтому следует проверить все кон-
такты электрических схем, особенно между мундштуком
и деталью. Провод питания должен иметь минимальную
длину и достаточную площадь сечения (не менее 70 мм2).
Сильное разбрызгивание электродного материала про-
исходит при недостаточной индуктивности сварочной
цепи, неправильном угле установки мундштука относи-
тельно детали и поступлении охлаждающей жидкости не-
посредственно в дугу.
Плохое формирование слоя, недостаточная стабиль-
ность процесса наплавки могут быть следствием малой
силы тока, чрезмерно большой индуктивности сварочной
цепи, неправильного выбора угла установки мундштука
относительно детали, а также подачи жидкости очень
близко к дуге.
Раковины и поры в наплавленном слое являются ре-
зультатом неправильного угла размещения мундштука
относительно детали, плохой вибрации электрода и за-
грязненности проволоки.
Трещины в наплавленном слое возникают при на-
плавке пружинной высокоуглеродистой проволокой с по-
дачей жидкости. Для уменьшения количества трещин
следует подавать жидкость на расстоянии 20—40 мм от
зоны наплавки и уменьшить ее количество.
Дуговая наплавка с газопламенной защитой. Большими
технологическими возможностями при восстановлении
деталей широкой номенклатуры в условиях ремонтного
производства обладает дуговая наплавка с газопламенной
защитой. Способ позволяет наплавлять на детали плот-
ные слои, применяя доступные и относительно дешевые
углеродистые проволоки. Металл, наплавленный высо-
коуглеродистыми проволоками на стальные детали, хорошо
воспринимает закалку. Можно также наплавлять сталь-
ной низкоуглеродистой проволокой на чугунные детали.
Наплавленный слой в этом случае обладает хорошей
о бр абатываемостью.
Особенностью способа является то, что защитные газы
в сварочную зону подаются двумя концентричными
НАПЛАВКА
143
Рис. 16. Схема наплавки с газопламен-
ной защитой:
1 — сопло для природного газа; 2 — сопло-
для кислорода; 3 — мундштук; 4 — прово-
лока; 5 — деталь; / и /Z — подача соот-
ветственно кислорода а природного газа
(пропан-бутана)
(рис. 16) потоками: в наруж-
ном потоке — природный газ
(ГОСТ 5542—78) или про-
пан-бутановую смесь (ГОСТ
20447—80) и во внутреннем
потоке — кислород (ГОСТ
5583—78). При этом природ-
ный газ и продукты его сго-
рания защищают сварочную
зону от проникновения азота
из воздуха. Однако углеводородный газ вызывает при
сварке обильную пористость. Вредное влияние газа на
плотность наплавленного металла подавляется кислоро-
дом, который подается узким внутренним потоком в зону
дуги. По выходе из горелки газ сгорает, образуя пламя.
Таким образом, дуга горит в факеле газокислородного
пламени.
Для наплавки с газопламенной защитой применяется
двухсопловая горелка конструкции ВНИИ-ВИД и УФ
ЦОКПТБ ВНПО «Ремдеталь». Газовую горелку крепят
к мундштуку таким образом, чтобы ось ее совпадала с кон-
цом электрода на расстоянии от наконечника, равном
вылету электрода.
Для защиты от перегрева в процессе наплавки газовая
горелка и головка мундштука снабжены рубашками водя-
ного охлаждения, которые включаются последовательно
в систему питания водой.
Наплавку выполняют на наплавочных установках
УД-209, У-653 или созданной на базе токарного станка, а
также наплавочного станков. Для создания газопламенной
защиты установку оснащают горелкой, системой питания
горелки газами и системой охлаждения горелки и наплав-
ляемой детали. Для питания дуги применяют источники
с пологопадающей или жесткой характеристикой: ВС-600,
В ДУ-505, ВДУ-50, ВДУ-601, ПСГ-500 и др. «Плюс»
источника питания подключают к горелке.
144
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Рис. 17. Схема приварки металлической ленты к поверхности вала:
а источник импульсов} б перекрытие импульсов
Плотные слои на стальные и чугунные детали наплав-
ляют различными стальными, сварочными и наплавочными
проволоками,' такими, как, например Св-08, Св-08ГА,
Св-08Г2С, Нп-ЗОХГСА, или углеродистыми и низколеги-
рованными проволоками, например из стали 08кп, 10,
20, 45, 65Г, 80 и др. Присутствие раскислителей в составе
проволоки не обязательно. Наиболее целесообразно боль-
шинство стальных деталей наплавлять пружинной про-
волокой II класса (ГОСТ 9378—75). Могут применяться
и другие проволоки, содержащие до 0,7 % углерода и
легированные до 1 % марганца.
Для наплавки чугунных деталей применяют сварочные
проволоки Св-08 и Св-08А или низкоуглеродистые про-
волоки из сталей 08кп и 10. Можно применять другие
проволоки, близкие по составам к указанным ранее.
Принудительное охлаждение детали позволяет сохра-
нять удовлетворительное формирование слоя при на-
плавке с использованием тока большей силы, чем при
наплавке в углекислом газе. Благодаря этому по сравне-
нию с наплавкой в среде углекислого газа можно наплав-
лять детали меньшего диаметра, не опасаясь их пере-
грева, применять проволоки больших диаметров и более
производительно вести процесс. Совмещая процесс на-
плавки с интенсивным охлаждением наплавленного ме-
талла струей охлаждающей жидкости (четырехпроцент-
ным раствором кальцинированной соды или водой), при
наплавке пружинной проволокой II класса можно полу-
чить наплавленные слои с твердостью 56—64 HRC3.
НАПЛАВКА
145
24. Твердость приваренного слоя в зависимости от материалов ленты
Марка стали Твердость приваренного слоя HRC3 Марка стали Твердость приваренного слоя HRC3
20 22—27 55 51—56
40 41—46 40Х 51—61
45 46,5—51 65Г 61—66
Контактная приварка ленты и проволоки. Суть про-
цесса восстановления контактной приваркой состоит в при-
варивании мощными импульсами тока к поверхности де-
талей стальной ленты, порошка или проволоки.
Для уменьшения нагрева детали и улучшения закалки
привариваемого слоя в зону сварки подают охлаждаю-
щую жидкость. На рис. 17 показана схема приварки ме-
таллической ленты к поверхности вала. Способ восста-
новления деталей контактным электроимпульсным по-
крытием широко применяют для восстановления посадоч-
ных мест под подшипники в корпусных деталях и валах,
а также резьбовых частей валов. Для восстановления и
упрочнения деталей перспективной является приварка
к изношенным поверхностям порошковых твердых спла-
вов.
При контактной сварке металл прогревается на малую
глубину, что обеспечивает неизменность его химического
состава и отпадает необходимость в применении флюсов
и защитных газов.
Для выбора материала ленты рекомендуется использо-
вать данные табл. 24.
Чтобы изготовить электроды, применяют специальные
медные сплавы БрХ1, БрВНТ1,9 и др.
Для контактной приварки металлического слоя раз-
работано специальное оборудование (табл. 25).
Установка 011-1-02М работает в полуавтоматическом
режиме и позволяет восстанавливать детали диаметром
20—250 и длиной до 1250 мм. За один проход может быть
приварен слой толщиной 0,15—1,5 мм. Частота вращения
шпинделя 0—20 об/мин, скорость рабочего перемещения
сварочной головки 0,000075—0,075 м/с, производитель-
146
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
25. Установки для электроконтактной приварки металлического слоя
(ленты или проволоки)
Установка Восстанавливаемые поверхности
011-1-02М 011-1-05 011-1-06 011-1-10 ОП-Г-11 01.11-022 011-1-08 01-01-169 Шеек валов Резьб валов Внутренние гильз цилиндров Стаканов подшипников Коренных опор блоков цилиндров Крупногабаритных деталей • Шатунов Валов и* отверстий (контактная приварка по- рошковых материалов)
Примечание. Установки разработаны ВИЛО «Ремдеталь».
26. Режимы приварки металлической ленты
Параметр Детали
корпусные тина вала
Сила сварочного тока, кА 7,8—8 16,1—18Д
Продолжительность сварочного ци- 0,12—0,8 0,04—0,08
кла, с
Продолжительность паузы, с 0,08—0,1 0,1—0,12
Скорость сварки, м/мин 0,5 0,7—1,2
Подача электродов, мм/об Вручную 3—4
Сила сжатия электродов, кН 1,70—2,25 1,3—1,6
Ширина рабочей части электродов, 8 4
мм
Диаметр электродов, мм 50 150—180
Марка стали ленты 20 40, 45, 50
Материал детали Чугун Сталь
Расход охлаждающей жидкости, л/мин 0,5—1 1,5—2
ность 60—80 см2/мин, максимальная потребляемая мощ-
ность 75 кВт.
Режимы приварки ленты приведены в табл. 26.
Электрошлаковая наплавка. Для изготовления биме-
таллических детален с износостойким слоем значительной
толщины (более 10 мм) применяют электрошлаковую на-
НАПЛАВКА
147
плавку, В этом процессе используют теплоту, выделяю-
щуюся при прохождении электрического тока через рас-
плавленный шлак. Электрошлаковая наплавка обеспечи-
вает наибольшую производительность по сравнению со
всеми другими способами наплавки. С помощью легиро-
ванных присадок получают наплавленный слой нужного
химического состава.
Наплавку можно выполнять на плоских поверхностях,
а также на поверхностях тел вращения. Особенность элек-
трошлаковой наплавки состоит в том, что можно полу-
чать гладкие, ровные поверхности наплавленного слоя.
Это дает возможность использовать детали без последую-
щей механической обр аботки.
При электрошлаковой наплавке почти полностью от-
сутствуют потери на газообразование и разбрызгивание.
Качество наплавленного металла высокое — отсутствуют
поры, трещины и другие дефекты.
Наплавку чаще всего выполняют на вертикально рас-
положенных поверхностях при принудительном формиро-
вании наплавленного слоя медными, керамическими и
графитовыми водоохлаждаемыми формами.
В начале процесса в зазор между деталью и водоох-
лаждаемой формой заливают расплавленный флюс и воз-
буждают дугу между электродной проволокой и деталью.
После образования шлаковой ванны достаточной глубины
дуга потухает, и ток проходит через расплавленный
шлак — начинается электрошлаковый процесс. Расход
флюса при этом способе в 15—20 раз меньше, чем при
электродуговом. Сварочную проволоку, электродные ленты,
пластины или стержни большого сечения, а также высоко-
легированную проволоку и порошки можно применять
как присадочный материал..
При наплавке износостойких поверхностей наиболее
пригоден флюс АН-22. Наплавку осуществляют специаль-
ными сварочными аппаратами. По мере заполнения за-
зора наплавленным металлом деталь перемещают отно-
сительно аппарата вниз.
Режимы электрошлаковой наплавки при восстановле-
нии опорных катков тракторов класса 30 кН имеют сле-
дующие (оптимальные) значения:
напряжение 36—40 В; сила тока 800—900 А; скорость
подачи проволоки 3—3,5 м/мин; глубина шлаковой ванны
148
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Рис. 18. Принципиальная схема
восстановления поперечного вала
уравнительной муфты электрошла-
новым способом
80 мм; число электродов
2; скорость подачи сор-
майта 50—85 г/мин; диа-
метр электродной прово-
локи, используемой в этом
случае, 3 мм; марка элек-
тродной проволоки Св-08;
флюс АН-348А, АН-8.
Запорожским машино-
строительным институтом
разработан технологичес-
кий процесс восстановле-
ния ответственных и ос-
тродефицитных деталей
электровозов электрошла-
ковым методом.
Процесс восстановления начинают с подготовки деталей
к ремонту: очистки от смазочных материалов, обрезки
изношенных частей изделий. Восстановление выполняют
на установке для электрошлакового переплава с исполь-
зованием электрода из того же металла, что и изделие,
или металла, близкого по химическому составу.
Восстанавливаемую деталь 5 (поперечный вал уравни-
тельной муфты) помещают на плите, к которой присоеди-
нен токоподвод (рис. 18). На основу детали в месте
удаленной изношенной части устанавливают медный во-
доохлаждаемый кристаллизатор <?, внутренняя конфигу-
рация которого соответствует восстанавливаемому эле-
менту. Расходуемый электрод 1 плавится под действием
теплоты, выделяющейся в жидком электропроводном
флюсе 2. В кристаллизаторе под слоем флюса происходят
непрерывное наплавление металла и формирование вос-
станавливаемой части 4 детали.
Восстановленные электрошлаковым методом детали под-
вергаются соответствующей термической и механической
обработке.
МЕТАЛЛИЗАЦИЯ
Металлизация — один из распространенных способов
получения металлических покрытий поверхностей нане-
сением на эти поверхности расплавленного металла. Сущ-
МЕТАЛЛИЗАЦИЯ
149
Рис. 19. Схема работы металлизатора:
1 — электродная проволока; 2 — провода от трансформатора;, & ролики:
4 — направляющие; 5—сопло; 6 — деталь
ность процесса состоит в следующем: металл, расплав-
ленный дугой (при электрометаллизации) или ацетилено-
кислородным пламенем (при газовой металлизации) и
распыленный струей сжатого воздуха (давление до
0,6 МПа), покрывает поверхность восстанавливаемой де-
тали.
Процесс дуговой металлизации осуществляют спе-
циальным аппаратом — металлизатором. Аппарат
(рис. 19) действует следующим образом. С помощью
протяжных роликов по направляющим наконечникам
непрерывно подаются две проволоки /, к которым под-
веден электрический ток. Возникающая между проволо-
ками электрическая дуга расплавляет металл. Одновре-
менно по воздушному соплу в зону дуги поступает сжа-
тый газ под давлением 0,6 МПа. Большая скорость дви-
жения частиц металла (120—300 м/с) и незначительное
время полета, исчисляемое тысячными долями секунды,
обусловливают в момент удара о деталь ее пластическую де-
формацию, заполнение частицами неровностей и пор
поверхности детали, сцепление частиц между собой и
с поверхностью, в результате чего образуется сплошное
покрытие. Последовательным наслаиванием расплавлен-
ного металла можно получить покрытие, толщина слоя
которого может быть от нескольких микрон до 10 мм и
более (обычно 1—1,5 мм для тугоплавких и 2,5—3 мм
для легкоплавких металлов).
В зависимости от источника расплавления металла
различают газопламенную, дуговую, высокочастотную и
плазменную металлизацию (табл. 27).
27. Способы металлизации (2]
Металли- зация Металлизаторы Присадочный материал
Газопламен- ная Ручные: МГИ-2, МГИ-5 Электродная проволока диаметром 1,5—2,5 мм (для МГИ-2) и 5—6 мм (для МГИ-5)
Дуговая Станочные: ЭМ-6, ЭМ-12, МЭС-1; ручные: ЭМ-3, РЭМ-ЗА, ЭМ-9, ЭМ-10 Электродная проволока диаметром 1—2 мм
Высокоча- стотная МВЧ-1, МВЧ-2 Электродная проволока диаметром 3—6 мм
Плазменная Универсальные плазменные уста- новки: УПУ-3, УПУ-4, УПМ-4, УМП-5, УМП-6 Порошковые сплавы: ПГ-ХН80СР2, ПГ-ХН80СРЗ, ПГ-ХН80СР4, КХБ, ПГ-У30Х28Н4С4 и др.
Преимущества Недостатки
Малое окисление ме- талла и малое выгора- ние легирующих эле- ментов Сложность установки, низкая производитель- ность
Достаточно высокая производительность и простота установки Повышенное окисление металла и выгорание ле- гирующих элементов
Малое выгорание леги- рующих элементов, по- крытие однородное и прочное, высокая про- изводительность Сложность оборудова- ния
Возможность получе- ния покрытия из туго- плавких и износостой- ких материалов, в том числе из твердых спла- вов Дефицитность присадоч- ных материалов, отно- сительно высокая стои- мость
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
МЕТАЛЛИЗАЦИЯ
151
28. Технические характеристики аппаратов и установок
некоторых моделей для газовой и дуговой металлизации и напыления
покрытий [29]
Параметры МГИ-4А МГИ-4П ЭМ-14 КДМ-2 ЭМ-12-67
Производитель- ность, кг/ч 23 30/8 *1 10 38/14
Проволока для на- пыления: диаметр, мм скорость пода- чи , м/ч 2—4 1,5—2 1,5—2,5
60—720 228—852
Расход газа (м3/ч) при давлении 10 кПа: пропан-бутана сжатого воздуха ацетилена 60 40—50 1,3 6—10 1,0 *2 6—14 90 50—60 84 50—60 150 50—60
Габаритные раз- меры, мм 220X110X208 230Х Х220Х Х108 — 525Х ХЗООХ \ Х200
*х В числителе дроби — производительность при работе по цинку,
в знаменателе — по алюминию.
*2 В числителе дроби — расход газа, в знаменателе — давление.
При ремонте оборудования с помощью металлизации
восстанавливают размеры изношенных деталей оборудо-
вания (шеек валов лесопильных рам, валов деревообра-
батывающих станков, шеек осей конвейеров и тележек
и т. д.), уменьшают внутренние размеры изношенных по-
садочных отверстий под подшипники, втулки и другие
детали; наносят на подшипники и втулки антифрикцион-
ные покрытия из псевдосплавов, образуемых в результате
одновременного распыления двух или трех разных ме-
152
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
таллов. Такие покрытия из недефицитных металлов от-
личаются высокими антифрикционными свойствами, их
используют взамен специальных баббитов и бронз. Из-за
пористости напыленного слоя металла в него впитывается
некоторое количество масла. Это улучшает условия сма-
зывания и обеспечивает длительную работу этих дета-
лей без смазки, но и без заеданий.
При ремонте оборудования наибольшее распростране-
ние получила дуговая металлизация.
i ' Небольшие объемы работ по металлизации выполняют
переносными (ручными) дуговыми электрометаллизаторами
ЭМ-3 А; значительные по объему работы — станочными
электрометаллизаторами ЭМ-6 и высокочастотными ме-
таллизаторами МВЧ-1, МВЧ-2. Основные технические ха-
рактеристики и коструктивные особенности аппаратов
и установок для металлизации приведены в табл. 28 и 29.
Покрытия на поверхностях деталей из разнородных
металлов получают с помощью многофазных металлиза-
торов УМА-1. Питание электрометаллизаторов осуществ-
ляется либо от трансформаторов специальной конструк-
ции (СТЭ-43-2с), либо от обычных сварочных трансформа-
торов (без дросселей) с дополнительными отводами от
витков вторичной обмотки, допускающими регулирование
напряжения в пределах 20—55 В (с промежутками через
4—5 В) при токе не менее 250 А.
При восстановлении поверхностей деталей под не-
подвижные посадки применяют малоуглеродистую про-
волоку из стали 08, 10, 15, 20. Для получения износо-
стойких покрытий на деталях, работающих в подвижных
соединениях, применяют проволоку из высокоуглероди-
стых сталей У7, У7А, У8, У10.
/ В ручных электрометаллизаторах (ЭМ-ЗА) применяют
высокоуглеродистую проволоку диаметром более 2,5 мм,
предварительно отожженную при температуре 760 °C
в электропечи. Образовавшаяся окалина на проволоке
должна быть удалена пескоструйной обработкой. Мате-
риалы электродной проволоки в зависимости от выполняе-
мых операций приведены в табл. 30.
При нанесении слоя покрытия на поверхность детали
ее нагрев до 50—70 °C не вызывает никаких структурных
изменений в металле детали, т. е. его механические свой-
ства сохраняются, благодаря чему можно наносить слой
МЕТАЛЛИЗАЦИЯ
153
29. Конструктивные особенности аппаратов [29]
.Модель аппарата Конструктивные особенности Область применения
МГИ-4 Исполнение «П» используют для работы на пропан-бута - ново-кислородной смеси; ис- полнение «А>— на ацетиле- нокислородной смеси Напыление покрытий вруч- ную с использованием про- волоки из цинка, алюминия или какого-либо другого ме- талла
ЭМ-15 Аппарат состоит из электро- двигателя, смонтированного на корпусе, в котором рас- положены редуктор со смен- ными шестернями, механизм подачи проволоки и распы- лительная головка Механизированное напыле- ние покрытий проволокой из цинка, алюминия и других металлов
ЭМ-14М Аппарат состоит из воздуш- ной турбины с регулятором скорости, червячного редук- тора, механизма подачи двух электродных проволок и распылительной головки Напыление вручную покры- тий проволокой из цинка, алюминия и других метал- лов
КДМ-2 Комплект для электродуго- вой металлизации состоит из источника тока, пульта управления, стойки с кас- сетами, электрометаллизато- ра ЭМ-14М, средств индиви- дуальной защиты и масло- влагоотд ел ител я ВД-41-16; {/= 174-44 В; / == 350-4- 450 А Напыление с использованием проволоки (диаметр 1,5— 2 мм) из цинка, алюминия, стали, молибдена и других металлов в виде проволоки- в целях защиты от корро- зии, восстановления и упроч- нения деталей машин и ме- ханизмов
30. Рекомендуемые материалы электродной проволоки для различных
операций [2]
Операции Материал проволоки
Восстановление поверхностей под неподвижные посадки Стали: 08, 10, 15, 20
Получение износостойких по- крытий Стали: 45, У7, У7А, У8, У8А, У10; проволока марок: Нп-40, Нп-ЗОХГСА. НП-30Х13
154
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Продолжение табл. 30
Операция Материал проволоки
Металлизация деталей, работа- ющих при высоких темпера- турах Хромоникелевые стали
Восстановление подшипников скольжения Антифрикционные сплавы соста- вов, % (массовая доля): алюми- ния 50, свинца 50; стали 75, меди 25; стали 75, латуни 25; меди 75, свинца 25
Нанесение антифрикционных покрытий Латунь ЛС59-1
Заделка трещин, раковин и на- несение антикоррозионных по- крытий в чугунных деталях Цинк Ц1, Ц2
Заделка трещин в деталях из алюминиевых сплавов Сплавы: АД, АМц, АМг
покрытия на любые материалы: металл, пластмассу,
дерево, резину и т. п. Металлизация обеспечивает высо-
кую твердость напыленного слоя, что способствует уве-
личению сроков службы восстанавливаемых деталей. На-
пыляют самые разнообразные металлы. Например, для
напыления может быть использована биметаллическая
проволока из алюминия и свинца, что позволяет не только
заменять дорогостоящие оловянистые баббиты и бронзы,
но и значительно увеличить срок службы подшипников.
Однако, применяя металлизацию, необходимо учиты-
вать, что металлизированный слой, нанесенный на по-
верхность детали, не повышает ее прочности. Поэтому
применять металлизацию для восстановления деталей
с ослабленным сечением не следует. При восстановлении
деталей, находящихся под действием динамических нагру-
зок, а также деталей, работающих при трении без сма-
зочных материалов, необходимо знать, что сцепляемость
напыленного слоя с основным металлом детали недоста-
точна.
МЕТАЛЛИЗАЦИЯ
155
31. Режимы нарезания «рваной» резьбы на наружной
поверхности деталей, подлежащих металлизации
Диаметр Смеще- Частота Диаметр Смещение Частота
детали ние вращения детали резца вращения
резца шпинделя об/мин шпинделя,
об/ми н
мм мм
10 1,0 1,5 800 100 4,5 30
15 210 150 5,0 20
20 2,0 150 200 6,0 15
25 2,5 ' 135 250 7,5 13
30 3,0 100 300 9,0 10
35 3,0 95 350 11,0 9
40 3,0 75 400 13,0 7
45 3,0 70 450 15,0 6
50 3,5 60 50 16,0 5
75 4,0 45
Получение качественных покрытий возможно лишь
при строгом соблюдении режимов и тщательной подго-
товке поверхностей деталей, подвергающихся металлиза-
ции:
При подготовке поверхности деталей к металлиза-
ции отдельные операции выполняют в такой последова-
тельности: очищают детали от загрязнений, пленок, окис-
лов, жировых пятен, влаги и продуктов коррозии; вы-
полняют предварительную обработку резанием поверх-
ности для придания ей правильной геометрической формы;
получают на поверхностях деталей шероховатость, необ-
ходимую для удержания нанесенного слоя металла; обе-
спечивают защиту смежных поверхностей деталей, не
подлежащих металлизации.
Поверхности деталей, подлежащих металлизации, очи-
щают от загрязнений в моечных машинах, щетками, про-
мывают в бензине или растворителях, нагревают в печах
пламенем газовой горелки или паяльной лампы. Обра-
боткой резанием исправляют геометрическую форму де-
тали и доводят размеры детали до размеров, при которых
возможно нанесение покрытий заданной толщины. На
концах цилиндрических поверхностей оставляют буртики
и протачивают замки в виде кольцевых канавок, предо-
храняющие покрытие от разрушения.
156
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
32. Способы подготовки поверхностей деталей под покрытие
напылением и их влияние на предел выносливости, эффективный
коэффициент концентрации напряжений и прочность сцепления
Споеоб подготовки Предел выносливо- сти МПа эффективный коэффициент концентрации напряжений Прочность сцепления. МПа
Обработка дробью 324 0,78 104,0
Накатка (прямая, косая, перекрестная) 306 0,82 100,0
Обдувка песком 278 0,91 34,5
Шлифование 252 1,00 —
Нанесение треугольной нарезки с последующей обработкой дробью 245 1,02 190,0
Электроискровая обра- ботка на переменном токе Нанесение нарезки: 194 1,29 110,0
круглой 194 ,1,29 167,0
круглой с прикаткой вершин 188 1,33 144,0
треугольной 188 1,33 188,0
треугольной с прикат- кой вершин 170 1,48 156,0
Электродуговая обработ- ка 170 1,48 25,0
Нарезка кольцевых ка- навок 165 1,52 140,0
Нарезка кольцевых ка- навок с прикаткой вер- шин 150 1,64 113,0
Необходимую шероховатость на поверхности деталей,
подлежащих металлизации, получают следующими спо-
собами.
На поверхности термически необработанной круглой
детали на токарно-винторезном станке нарезают «рваную»
резьбу резцом, установленным с большим вылетом ниже
оси детали на 3—6 мм. Вибрация резца приводит к по-
явлению шероховатой поверхности с заусенцами. Резьбу
нарезают при скорости резания 8—10 м/мин (без охлаж-
дения) за один проход резца на глубину 0,6—0,8 мм. Шаг
резьбы составляет 0,9—1,3 мм, а для вязких и мягких
материалов—1,1—1,3 мм. На галтелях резьбу не на-
МЕТАЛЛИЗАЦИЯ
157
резают. Для выхода резца при нарезании резьбы и устра-
нения выкрашивания покрытия у торца детали делают
кольцевые канавки, глубина которых должна быть на
0,2—0,3 мм больше глубины резьбы. В ряде случаев
кольцевые канавки заменяют черновой обточкой с остав-
лением буртиков шириной 1—2 мм. В табл. 31 приведены
некоторые режимы при нарезании рваной резьбы.
Часто нарезание резьбы заменяют более производи-
тельным процессом — накаткой резьбы. Прочность связи
основного металла с покрытием при этом несколько
ухудшается.
В табл. 32 приведены данные, характеризующие влия-
-ние способа подготовки поверхности на качество напы-
ленного слоя. - Производительность напыления газовыми
' и электрическими аппаратами зависит от применяемого
материала. Если режим напыления выбран правильно, то
при толщине покрытия 0,5—0,7 мм поверхностный слой
нагревают до 70 °C; при толщине покрытий 2—3 мм и
более температура этого слоя достигает 100—150 °C.
Нагрев может явиться причиной возникновения высоких
напряжений. Для уменьшения нагрева детали покрытие
наносят тонкими слоями отдельными участками. Так,
при напылении шеек валов диаметром 150 мм и значи-
тельной длине этих шеек за один проход напыляют по-
верхность площадью не более 800—1000 мм2.
Твердость покрытия можно регулировать подбором
исходного материала или режима охлаждения в процессе
нанесения покрытия.
Как указывалось ранее, технологический процесс на-
несения покрытия изменяется в зависимости от формы
детали. На детали с плоскими поверхностями покрытия
наносят чаще всего вручную. В отдельных случаях для
нанесения распыленного материала используют металло-
режущие станки. При напылении покрытий плоских дета-
лей возникает ряд трудностей, которые являются прежде
всего результатом появления остаточных растягивающих
напряжений, стремящихся оторвать покрытие от детали.
При толщине слоя более 0,3 мм возможен отрыв покрытия
по концам плоских поверхностей.
Для предупреждения скалывания или выкрашивания
покрытия по внешнему периметру плоской поверхности
делают специальные канавки.
158
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Подготовка плоских деталей под покрытия состоит
в нарезании «рваных» канавок на строгальных станках
или создании грубой шероховатой поверхности электри-
ческими способами. На поверхностях небольших плоских
деталей нарезают на токарных или карусельных станках
«рваные» канавки в виде архимедовой спирали. На стро-
гальных станках отрезными резцами с закругленным лез-
вием можно нарезать параллельные канавки и прикатать
вершины канавок. Прикатанные поверхности подвергают
пескоструйной обработке. Канавки должны распола-
гаться перпендикулярно к направлению действия на-
грузки.
При толщине покрытия более 0,5 мм подготовка детали
состоит в нарезании канавок в форме ласточкина хвоста
с шагом 2—3 мм или в установке шпилек (в шахматном
порядке) с насечкой промежутков зубилом.
У деталей сложной формы для заделки трещин, рако-
вин и плоских деталей применяют пескоструйную обра-
ботку сухим кварцевым песком с размером частиц 1,5—
2 мм.
В отдельных случаях шероховатые поверхности полу-
чают, наматывая на деталь очищенную от окалины про-
волоку диаметром 0,5—1,6 мм с шагом, равным двум—
пяти диаметрам проволоки. Намотанную проволоку за-
крепляют сваркой, после чего проводят пескоструйную
обработку.
Технологическая последовательность операций при ме-
таллизации наружной поверхности шеек вала приведена
в табл. 33. Для получения высокого качества покрытий
струю распыленного металла направляют перпендику-
лярно к обрабатываемой детали и выдерживают расстоя-
ние от сопла металлизатора до изделия (детали) в пределах
150—200 мм. Вначале металл наносят на участки детали
с резкими переходами, углами, галтелями, уступами,
а затем осуществляют металлизацию всей поверхности,
равномерно наращивая металл. Требуемые размеры, ка-
чество отделки и правильную геометрическую форму по-
верхностей, покрытых распыленным металлом, получают
при окончательной механической обработке.
Работы по восстановлению изношенных деталей ме-
таллизацией связаны с загрязнением окружающего воз-
духа пылью и парами распыляемого металла, действием
МЕТАЛЛИЗАЦИЯ
15$
33» Технологическая последовательность операций при металлизации
наружных поверхностей шеек вала [30]
Эскиз Операция Способ выполнения
Участок ожмтюй мвершт '///л \ ^'y-2jsnn , Точение замыкаю- щих канавок на концах шеек вала . для выхода резца при последующих операциях. Образо- вание буртиков для защиты слоя покры- тия со стороны тор- ца шейки вала от забоев и выкраши- вания Отрезным резцом без применения охлаждающей жидкости
1 — длина обрабатывае- мой поверхности Обточка шейки ва- ла по длине для устранения нерав- номерности выработ- ки и обеспечения нанесения слоя ми- нимально допусти- мой толщины (0,7— 1 мм на сторону) Проходным рез- цом без примене- ния охлаждаю- щей жидкости. При износе шей- ‘ ки вала, равном 1,5 мм на диаметр, операцию не вы- полняют
?, 8J5-IZ5'мы ' Нарезка на длине 1 „рваной” резьбы для получения грубой, шероховатой поверх- ности шейки вала и обеспечения надле- жащего сцепления ПОКрЫТИЯ С QCHOB- ным металлом шей- ки вала Применяется обы- чный резьбовой резец с передним ! углом у -- 0°- Резец устанавли- вают ниже центра вала на 4—5 мм. < Резьбу нарезают , за один проход на малых скоростях резания без пода- чи смазочно-охла- ждающей жидко- . сти
160
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Продолжение табл. 33
Эскиз Операция Способ выполнения
Нанесение металли- зированного покры- тия до получения Частота вращения вала 20—60 мин~х. Расстояние от го-
/Ж й заданного диаметра шейки (в учетом припуска на обра- ботку) ловки аппарата до поверхности шей- ки вала 100— 150 мм. Припуск на обработку при обточке 0,6—1 мм, при шлифовании 0,4—0,6 мм (на сторону)
Точение и шлифова- ние покрытия до получения требуе- мых размеров и ше- роховатости поверх- ности Точение выпол- няют резцами с пластинами из твердых сплавов с полукруглой за- точкой радиусом ' 3 мм. Первые про- ходы резца долж- ны быть проведе- ны при минималь- ной глубине ре- зания. Точение и шлифование вы- полняют с пода- чей охлаждающей эмульсии
газового пламени или электрической дуги, а также шу-
мами, издаваемыми аппаратами. В соответствии с требо-
ваниями охраны труда при использовании металлизаци-
онной установки в цехе или закрытом помещении
должна быть установлена вентиляция. В условиях обычно
применяемого типового металлизационного оборудования
эта вентиляция состоит из системы местных отсосов, ко-
торые должны быть установлены у каждого рабочего
места (пескоструйного шкафа, кабины, токарного станка).
На основании опыта эксплуатации металлизационных
установок скорость движения воздуха в плоскости при-
ГАЗОПЛАМЕННОЕ НАНЕСЕНИЕ ПОРОШ, МАТЕР.
161
нимают не менее 1 —1,2 м/с, а в сечении открытого гори-
зонтального зонта у токарного станка не менее 4 м/с.
Воздух, отсасываемый из пескоструйного шкафа, подлежит
обязательной очистке от пыли в пылесборниках, уста-
навливаемых вне помещений,-или в циклонах. Кроме того,
помещение для металлизационной установки предприя-
тия должно быть оборудовано в зимнее время системой
приточной вентиляции с подогревом воздуха, подавае-
мого в помещение. Для защиты глаз от действия ультра-
фиолетовых лучей необходимо пользоваться очками с тем-
ными стеклами.
ГАЗОПЛАМЕННОЕ НАНЕСЕНИЕ
ПОРОШКОВЫХ МАТЕРИАЛОВ
Методы нанесения порошковых покрытий. Основа про-
цесса газопламенного нанесения — пластификация по-
рошка в высокотемпературном источнике тепла (ацетиле-
нокислородном пламени) и нанесение его газовыми пото-
ками на предварительно подготовленную изношенную
поверхность.
Преимущества газопламенного нанесения состоят в вы-
сокой производительности процесса, локальности обра-
ботки, незначительном влиянии на подложку, возможно-
сти нанесения покрытий на изделия больших размеров,
отсутствии ограничений на сочетания материалов покры-
тия и подложки, что позволяет охватить большую но-
менклатуру восстановления изношенных деталей.
В зависимости от назначения и материала детали, усло-
вий ее эксплуатации, контактов сопрягаемых поверх-
ностей при восстановлении деталей используют следу-
ющие методы газопламенного нанесения покрытий:
1 — газопламенное напыление порошка без после-
дующего оплавления; используется для восстановления
деталей с износом до 2,0 мм на сторону без деформации,
искажения или изменения структуры основного металла,
не подвергающихся в процессе эксплуатации ударам,
знакопеременным нагрузкам, большому нагреву;
2 — газопламенное напыление с одновременным оплав-
лением; используется для восстановления деталей с мест-
ным износом до 3—5 мм, работающих при знакопеременных
6 Молодык Н. В. и др.
162
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
и ударных нагрузках, изготовленных из серого чу-
гуна, конструкционных, коррозионно-стойких сталей
и др.
3 — газопламенное напыление с последующим оплав-
лением; дает возможность восстанавливать детали типа
вала с износом до 2,5 мм на сторону; восстановленные
детали устойчивы против коррозии, абразивного изнаши-
вания, действия высоких температур.
Технологический процесс газопламенного нанесения,
в основном, состоит из трех этапов:
нагрева поверхности детали до 200—250 °C;
нанесения подслоя, который дает основу, необходимую
для наложения основных слоев;
нанесения основных слоев, позволяющих получить
покрытия с необходимыми физико-механическими свой-
ствами.
К основным факторам, влияющим на прочность сцеп-
ления покрытия с основой, относятся: способ подготовки
поверхности и используемый при этом абразивный ма-
териал, параметры струйной обработки поверхности,
время выдержки после обработки, наличие предваритель-
ного подогрева, применение подслоя и использование
термореагирующих порошков, способ распыления, эффек-
тивная мощность пламени, параметры процесса распы-
ления, состав материала покрытия (наличие поверхностно-
активных добавок в покрытии зависит и от применяемого
оборудования и от присадочных материалов).
Аппараты для газопламенного нанесения порошковых
покрытий. Основой конструкции аппаратов для напыле-
ния и горелок для наплавки является базовая схема сва-
рочной горелки. Марки отечественных и зарубежных
аппаратов и горелок газопламенного нанесения порош-
ковых материалов и их технические характеристики при-
ведены в табл. 34, технические характеристики и назна-
чения порошков — в табл. 35.
Сварочная горелка (рис. 20) служит для смешивания
горючего газа с кислородом и получения газового пла-
мени.
Мощность, состав и форма сварочного пламени зави-
сят от мундштуков наконечников горелок (табл. 36 и
рис. 21).
34. Технические характеристики аппаратов, горелок и установок для газопламенного нанесения порошка [21]
Модель горелки, аппарата или установки Подача рабочих газов и порошка Используемые серии порошков (изготовитель) Давление газов. 10е Па Расход газов, м3/ч Расход порошка кг/ч
С2Н2 о2 С2Н2 о2
Горелки:
ГН-1, ГН-2, ГН-3 Осуществляется си- стемой инжекторов для ацетиленокисло- родной смеси ПГ-10Н-01, ПГ-10Н-03, ПГ-ЮН-04, ПГ-10К-01, ПГ-12Н-01, ПГ-12Н-02, ПС-12НВК-01 и самофлюсующие- ся порошки (НПО «Тулачермет») 1 5 0,3 0,5 2,3
ГНЛ6-73 Порошок подается по направляющей труб- ке за счет сил грави- тации и текучести по- рошка То же 0,7—0,8 4,5—5 1,0 1,3 2,0—2,3
ГАЗОПЛАМЕННОЕ НАНЕСЕНИЕ ПОРОШ. МАТЕР.
Продолжение табл 34
Модель горелки, аппарата' или установки Подача рабочих газов и порошка Используемые серии порошков (изготовитель) Давление газов, 10е Па Расход газов, м3/ч Расход порошка, кг/ч
С2Н2 О2 с2н2 о2
Аппараты «Ремдеталь»:
021-4 Порошок подается за счет силы тяжести и текучести по направ- ляющей трубке ПТ-НА-01, ПТ-19Н-01, ПГ-19М-01, ПГ-19Н-01 и ме- тал лиды 0,7 4,5 1,0—1,1 1,1—1,3 1,8—2,5
021-3 Система инжекторов как для ацетилено- кислородной смеси, так и для транспор- тировки порошкового сплава ПГ-12Н-01, ПГ-12Н-02, ПС-12НВК-01, ПТ-НА-01, ПТ-19Н-01, ПГ-19М-01, ПГ-19Н-01 и ме- таллиды 0,8 4,5 0,8 0,9 1,9—2,3
0102-11 То же ПГ-12Н-01 0,7 4,5 о,. 1,1 1,8—2,5
Установка УПТР-1-78М То же ПГ-12Н-01 0,9 1,5—2,3 0,95 1,75 2,5—3,5
Примечание. Разработчик горелок — ВНИИАвтогенмаш (Москва); аппаратов — ВНПО «Ремдеталь»
(Москва).
35. Характеристики и назначение порошков для газопламенного нанесения покрытий [21 ]
Метод нанесения Марка порошка Основа Твердость покрытия, HRC3 Характеристика покрытия Область применения метода
Самофлюсующиеся порошки для газопорошковой наплавки
Газопорошко- ПГ-10Н-01 Никель 56—-63 Износостойкое, кор- Для восстановления деталей
вая наплавка ПГ-10К-01 ПГ-10Н-04 Кобальт Никель 46,5—51,5 86—97HRB розионно-стойкое, беспористое гладкое покрытие с высоки- ми физико-механи- ческими свойствами и адгезией из стали, чугуна с местным износом, работающих при зна- копеременных нагрузках, в аг- рессивных средах и при по- вышенных температурах
Самофлюсующиеся порошки для газопламенного напыления с последующим оплавлением
Газопламенное ПГ-12Н-01 Никель 36,5—45,5 Износостойкое, кор- Для восстановления деталей
напыление с ПГ-12Н-02 » 46,5—53 розионно-стойкое типа «вал», работающих при
последующим оплавлением ПС-12НВК-01 Порош- ковая смесь 56—63 покрытие с высокой адгезией знакопеременных нагрузках, при ударных нагрузках, абра- зивном изнашивании и при воздействии высоких темпера-' тур
Порошковые материалы для газопламенного напыления без последующего оплавления
Газопламенное напыление без последующего оплавления ПТ-19Н-01 ПТ-НА-01 ПГ-19М-01 ПГ-19Н-01 Никель » Медь Железо 30—41,5 65—72 HRB 74—72 HRB Износостойкое, кор- розионно-стойкое покрытие с невысо- кой адгезией и по- ристой структурой Для восстановления и упроч- нения посадочных мест деталей типа вала, не подвергающихся в процессе эксплуатации удар- ным и сильным знакоперемен- ным нагрузкам
Примечания: 1. Гранулометрический состав порошка 40—100 мкм.
2. Рекомендуемый газ — баллонный и генеозторный ацетилен.
ГАЗОПЛАМЕННОЕ НАНЕСЕНИЕ ПОРОШ. МАТЕР.
СП
166
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Рис. 20. Устройство сварочной горелки:
/—мундштук; 2 — пламя; 5—сварочная ванна; 4 —* наплавляемая по-
верхность; 5 —> трубка; 6 — канал; 7 — ацетиленовая трубка; 8 — кисло-
родная трубка; 9 — камера смешения; 10 и 12 -»• инжекторы; 11 — смеси-
тельная камера; 13 — порошок
Сварочные горелки подразделяют:
по способу подачи горючего газа и кислорода в сме-
сительную камеру на инжекторные и безынжекторные;
по роду применяемого горючего газа на ацетиленовые
и для газов-заменителей;
по назначению на универсальные (сварка, наплавка)
и специализированные (выполнение одной операции);
6)
Рис. 21. Сварочное пламя:
а науглероживающее; б нор»
мальное; в окислительное
по форме пламени на
однопламенные и много-
пламенные;
по мощности пламени
на микромощные (до
60 л/ч), малой мощности
(до 700 л/ч), средней
мощности (до 2500 л/ч),
большой мощности (до
7000 л/ч);
по способу примене-
ния — на ручные и ма-
шинные.
Аппараты для газопла-
менного напыления и го-
ГАЗОПЛАМЕННОЕ НАНЕСЕНИЕ ПОРОШ. МАТЕР.
167
36. Мундштуки наконечников аппаратов и горелок
релки для газопорошковой наплавки, выполненные на базе
сварочных горелок, отличаются от этих горелок принци-
пом работы и конструкцией [в аппаратах и горелках
предусмотрен питатель (бункер) с порошковым материа-
лом]. Основное назначение аппарата для напыления —
подавать порошок в ядро факела пламени. В зависимости
от способа подачи порошка из питателя различают два
вида аппаратов напыления.
У инжекторного газопламенного распылительного ап-
парата порошок через клапан, размещенный в корпусе
аппарата, под влиянием всасывающего воздействия кис-
лорода и горючего газа, протекающего по каналу, по-
падает в сопло, а затем — в ядро пламени (рис. 22).
168
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
_ ।
Кислорода
sop тай газ
Напыляемый
порошок
Рис. 22. Схема газопла-
менного напыления по-
рошкового материала с
помощью транспортирую-
щего газа:
1 — сопло; 2 — факел; 3 —
покрытие; 4 — подложка
Особенностью распылительных аппаратов косвенной
(наружной) подачи порошка (рис. 23) является многока- '
нальное сопло, через которое проходит газовая смесь,
образующаяся в смесительной камере. Порошок из бун-
кера попадает в ядро пламени через верхнюю часть фа-
кела по принципу гравитации по направляющей трубке.
Основная трудность при конструировании горелок —
обеспечение разрежения канала порошкового бункера
при соблюдении безопасности, т. е. необходимо исклю-
чить возможности обратного удара пламени в бункер.
Во всех существующих отечественных и зарубежных
горелках для газопорошковой наплавки смешивание по-
рошка с горючей смесью осуществляется по схемам, при-
веденным на рис. 24.
Рис. 23. Распылительный ап-
парат наружной подачи по-
рошкового материала:
] — порошковый бункер; 2 —
направляющая трубка; 3 —
многосепловый наконечник; 4
база сварочной горелки
Ю
Рис. 24. Схемы смешивания порошка с
кислородом и ацетиленом:
а и б — двухступенчатая инжекция; о «з
комбинированная инжекция
ГАЗОПЛАМЕННОЕ НАНЕСЕНИЕ ПОРОШ. МАТЕР.
169
Рис. 25. Принципиальная схема установки УПТР-1-78М:
1 — редуктор; 2 — воздушный маспоотделительный фильтр; 3 — пульт уп-
равления; 4 — термораспылительный пистолет; 5 — горелка для оплавления
покрытий из самофлюсующихся сплавов
У горелок равного давления (см. рис. 24, а) бункер не
защищен от обратного удара пламени, а также, нельзя
создать достаточное разрежение в канале бункера при
обычных давлениях ацетилена.
В горелке, работающей по схеме комбинированной
инжекции (см. рис. 24, в), порошок и ацетилен одновре-
менно подсасываются кислородным инжектором; возник-
ший обратный удар направлен в порошковый бункер,
в котором предусмотрен предохранительный клапан мем-
бранного типа.
Отечественные установки УПТР-1-78М (рис, 25) пред-
назначены для нанесения порошков, преимущественно
самофлюсующихся твердых сплавов системы Ni—Сг—
В—Si, обеспечивающих после оплавления беспористые,
прочно связанные с основным материалом покрытия, обла-
дающие высокой износостойкостью, стойкостью против
коррозии, эрозии, кавитации, тепловых воздействий и т. п.
Покрытия наносят на стальные, чугунные, ^алюминиевые,
бронзовые и другие детали. При напылении получают
плотные и однородные покрытия, а использование рабо-
чих газов и порошка высокоэкономично.
170
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Установка состоит из пульта управления, термораспре-
делительного пистолета и устройства для его крепления
в суппорте токарного станка.
Пульт управления служит для настройки рабочих ре-
жимов напыления с помощью манометров, регулирующих
расход газов, обратных клапанов и других элементов,
обеспечивающих безопасную и стабильную работу пи-
столета.
На передней части пульта управления расположены
ручки настройки требуемых режимов, тумблеры включе-
ния электромагнитных клапанов и штуцера для подклю-
чения шлангов пистолета к источникам рабочих газов
(расположены на задней панели пулыа и закрыты крыш-
кой).
Оборудование для струйной обработки. В технологиче-
ском процессе нанесения на изношенные поверхности
деталей порошковых покрытий предусматривается опера-
ция подготовки поверхности с помощью струйной обра-
ботки для создания необходимой шероховатости, обеспе-
чивающей надежное сцепление (адгезию) присадочного
материала с основой.
Для струйной обработки используют аппараты:
нагнетательного действия, в которых электрокорунд
или мелкая дробь подается под давлением в камеру для
смешивания с воздухом, а затем по шлангу через сопло —
на обрабатываемую поверхность; способ производителен,
но требует сложных аппаратов и сопровождается боль-
шим износом сопла и шлангов;
всасывающего действия, в которых электрокорунд или
мелкая дробь засасывается струей сжатого воздуха и
по шлангу направляется через сопло на обрабатываемую
поверхность; этот способ прост, широко применяется вслед-
ствие меньшего износа сопла и шлангов, дешев, безотка-
зен в работе, хотя и менее производителен;
гравитационного действия, в которых электрокорунд
из бункера попадает в сопло под действием собственной
силы тяжести и лишь перед самым выходом из сопла сме-
шивается с воздухом; по сравнению с другими способами
этот способ требует меньшего расхода сжатого воздуха.
Аппараты целесообразно применять в том случае,
когда направление струи постоянно, что имеет место,
в основном, при автоматической очистке поверхностей.
ГАЗОПЛАМЕННОЕ НАНЕСЕНИЕ ПОРОШ. МАТЕР.
171
Технологические комплексы для нанесения покрытий.
Для комплексного решения вопроса реализации всего
технологического процесса восстановления деталей ма-
шин газопламенным нанесением порошковых материалов
разработаны (ВНПО «Ремдеталь») и серийно выпускаются
установки и посты.
Установку 011-1-09 применяют для нанесения износо-
стойких порошковых материалов на детали типа вала.
Установка состоит из двух направляющих, по которым
перемещается тележка с кронштейном. На кронштейне
крепят аппарат для напыления. Задний поддержива-
ющий центр отсутствует.
Техническая характеристика установки 011-1-09
Тип.............................................Стационарный
Питающая сеть:
число фаз......................................... 1
напряжение, В.................................... 220
частота тока, Гц................................... 50
Диаметр обрабатываемой детали, мм:
без внутреннего отверстия . . . ............... 40—200
с внутренним отверстием не менее 50 мм....... 200—400
Толщина напыляемого слоя, мм................... 0,1—1,5
Частота вращения шпинделя, об/мин ................. 1,5—75
Максимально потребляемая мощность, кВт............... 0,4
Применяемый газ................................... Ацетилен,
кислород
Максимальная длина напыляемой детали, мм. . . . 800
Производительность нанесения, см2.............. 60
Габаритные размеры, мм........................... 1980Х 1210Х
Х1320
Масса, кг......................................... 370
Установка 011-1-01 «Ремдеталь» предназначена для
напыления износостойких порошковых материалов на
цилиндрические поверхности, расположенные как кои-
центрично, так и эксцентрично относительно оси враще-
ния. Состоит из двух направляющих, по которым пере-
мещается тележка с кронштейном, передней и задней
бабок.
Техническая характеристика установки 011-1-02
Тип .................................... Стационарный
Применяемый газ................................. Ацетилен,
кислород
Диаметр напыляемой поверхности, мм ..... 20—400
Толщина напыляемого слоя, мм ........ 0,1—1,5
Производительность напыления^ см2/мин. . . . 60—100
172
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Расстояние между центрами, мм................
Максимальная потребляемая мощность, кВт. . .
Габаритные размеры, мм.......................
Масса, кг....................................
1С00
0,4
3070X1210X1320
870
Газораспределительный щит 01.02-006 предназначен
для контроля давления и расхода ацетилена, кислорода и
воздуха при механизированном и ручном способах газо-
пламенного напыления порошков при восстановлении.
Состоит из распределительного щита с манометрами, рота-
метрами, вентилями, редукторами.
Техническая характеристика газораспределительного щита 01.02-006
Тип............................................Передвижной
Применяемый газ.............. . ............... Ацетилен,
кислород,
воздух
Давление газов (не более), МПа:
на входе:
ацетилена...................................... 0,1
кислорода.................................... 0,9
воздуха............................................. 0,9
на выходе:
ацетилена........................................... 0,1
кислорода........................................... 0,6
воздуха............................................ 0,6
Расход газа (не менее,, м3/ч:
ацетилена...........................,.............. 3
кислорода.................................... 7,5
воздуха.............................’........ 48
Число подключаемых аппаратов............................ 1
Габаритные размеры, мм............................. 700X650X1620
Масса, кг............................................... Г68
Установка струйной обработки 026-7 «Ремдеталь» пред-
назначена для подготовки (очистки) поверхности деталей
электрокорундом и дробью перед нанесением покрытий.
Состоит из металлического каркаса, поддона для дроби
или корунда, камеры для очистки деталей, пистолета,
передней стенки, на которой установлены смотровое окно,
манометр, редуктор, плафон для освещения камеры и
пистолет.
Техническая характеристика установки для струйной обработки 026-7
Максимальное рабочее давление воздуха^ МПа... 0,8
Расход воздуха (не более), м3/ч........... 4,5
Время непрерывной работы установки, мин .... 30—40
Грануляция корунда, мм.............. 0,5—3,0
Габаритные размеры, мм ............. 820X 1080X1800
Масса, кг ................................ 245
ГАЗОПЛАМЕННОЕ НАНЕСЕНИЕ ПОРОШ. МАТЕР.
173
Пост газопорошковой наплавки 01.05.161 «Ремдеталь»
состоит из аппарата газопламенного напыления, газо-
распределительного щита, установки струйной обработки,
стеллажей и вращателя.
Техническая характеристика поста газопорошковой напласки
01.05-161 «Ремдеталь»
Давление газа, МПа:
кислорода........................................... 0,9
ацетилена .'........................................... 0,1
воздуха . ‘............................................ 0,9
Расход газа м3/ч:
кислорода............................................. 4
ацетилена............................................... 3
воздуха................................................ 50.
Расход порошка, кг/ч ..................................1,6—3,0
Потребляемая мощность, кВт.................................. 1
Занимаемая площадь, м2..................................... 23
Масса, кг................................................. 1600
Пост газопорошковой наплавки 01.05-148 «Ремдеталь»
состоит из стола сварщика, оснастки для наплавки дета-
лей типа вала, горелок ГН-2 для работы в ацетилене и
01.05-148400 для работы на пропане,-
Техническая характеристика поста газопорошковой наплавки
01.05-148 «Ремдеталь»
Давление газа (не более), МПа:
пропана ..............................................0,02
ацетилена............................................0,07
кислорода............................................0,5
Расход порошка, кг/ч..................................... 2
Занимаемая площадь, м2................................... 15
Универсальный пост газопламенного напыления и
наплавки 01.05-149 «Ремдеталь» состоит из вращателя,
камеры струйной обработки, аппаратов для напыления
трех типов, газораспределительного щита, фильтра-влаго-
отделителя, горелки для наплавки ГН-2, сварочного
стола, баллонов для рабочих газов.
Техническая характеристика универсального поста
газопламенного напыления и наплавки 01.05-149
Потребляемая мощность, кВт ......................... 1,5
Расход газа, м3/ч:
кислорода............................................. 4
ацетилена....................................... 3
174
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Производительность приточно-выгяжной вентиляции,
м3/ч ............................................... 3500—4000
Расход порошка аппаратами и горелками, кг/ч........ 1,6—3,0
Толщина покрытия, мм............................... 0,3—2,0
Коэффициент использования порошков, % ................. 70—80
Занимаемая площадь (не менее), м2 ...................... 38
Рис. 26. Схема работы участка газопламенного напыления и наплавки:
1 — сетевой редуктор; 2 — рабочий редуктор; 3 —- вентиль; 4 — ротаметр;
5 манометр; 6 *- аппарат для напыления 021-4; 7 — аппарат для наплав-
ления 021-3; 8 горелка ГН-2; 9 — вращатель; 10 ** воздуховод (вытяжка);
11 восстанавливаемая деталь; 12 — стол сварщика; 13 — фильтр-масло-
влагоотделитель; 14 — камера струйной обработки; 15 стол; 16 — печь
для сушки порошка и корунда
Рис. 27. Схема
участка газопорош-
ковой наплавки:
1 — сетевой редук-
тор; 2 —♦ манометр;
3 — горелка ГН-2;
4 — стол сварщика;
5 — воздуховод (вы-
тяжка); 6 — стел-
лаж; 7 ** стол; 8 —
печь для сушки по-
рошка и орунда;
9 — камера струй-
ной обработки
37. Характерные дефекты порошковых покрытий и способы их устранения
Дефект Вероятная причина возникновения Способ устранения
Напыление без оплавления и с оплавлением
Масляные пятна, появляющиеся на поверхности детали при предварительном подогреве Полностью не удалено старое масло из смазывающих каналов и отвер- стий Подогревать деталь до тех пор, пока не выгорит все масло
Отделение покрытия от детали в процессе напыления Отделение от детали основного покрытия в процессе напыления 1. Плохо обезжирена поверхность 2. Недостаточный предварительный подогрев Напыление без оплавления 1. Не нанесен подслой, обеспечива- ющий заданную прочность сцепле- ния 2. Малая скорость перемещения ап- парата, перегрев покрытия Удалить полностью покрытие, снова провести напыление, соблюдая тех- нологические указания Удалить полностью покрытие, снова провести напыление, соблюдая тех- нологические указания
Основное покрытие растрески- вается во время напыления /Малая скорость перемещения аппа- рата, перегрев покрытия Снять основное покрытие и подслой. Провести повторное напыление, уве- личив скорость перемещения аппа- рата. При напылении покрытий боль- шой толщины во избежание перегрева напыляемого покрытия делать пере- рывы до 9 мин
ГАЗОПЛАМЕННОЕ НАНЕСЕНИЕ ПОРОШ. МАТЕР.
Продолжение табл. 37
Дефект Вероятная причина возникновения Способ устранения
Покрытие растрескивается во время охлаждения Недостаточный предварительный по- догрев Удалить полностью покрытие, снова провести напыление, строго соблю- дая технологические указания
Покрытие расслаивается во время обработки резанием Очень медленное перемещение аппа- рата при напылении, перегрев покры- тия Снять основное покрытие и подслой, провести повторное напыление, уве- личив скорость перемещения аппа- рата. Делать перерывы до 9 мин во избежание перегрева напыляемого по- крытия
Покрытие разрушается, отка- лывается от края шпоночной канавки и тому подобные де- фекты, обнаруживаемые при обработке резанием 1. При обработке нагрузка приложе- на в направлении, в котором по- крытие стремится отделиться от детали 2. Снимается слишком толстая стружка 3. Большая скорость резания 4. Затупился резец Если дефект находится в пределах допуска, снимать более тонкую струж- ку, уменьшить скорость резания, заточить резец. При дефекте, пре- вышающем допуск, удалить покры- тие и повторно провести напыление, соблюдая технологические указания
Наличие волосяных трещин в обработанном покрытии Обработка велась тупым резцом При посадке с натягом покрытие можно использовать, если в нем нет отслаивающихся частиц. При посад- ке с зазором необходимо полностью удалить покрытие и повторно про- вести напыление соблюдая техноло гические указания
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
ГАЗОПЛАМЕННОЕ НАНЕСЕНИЕ ПОРОШ. МАТЕР.
177
38. Детали машин, автомобилей и тракторов, восстанавливаемые
с применением порошковых материалов
Деталь
Дефект
Восстановление деталей газопорошковой наплавкой
с применением самофлюсующихся порошков
Вилки переключения I—IV пере-
дач . ч
Отжимной рычаг муфты сцепления
Рычаги переключения передач
Коромысло клапана
Распределительный вал
Впускной и выпускной газопроводы
Подвижный диск регулятора пу-
сковых двигателей
Упорная шайба пускового двига-
теля
Впускной клапан
Выпускной клапан
Вилка КПП ••
Плоскорез культиватора
Износ контактирующих поверх-
ностей концов вилок
Износ профильной поверхности
Износ головки
Износ бойка
Износ кулачков
Трещины
Износ конуса
Износ торца
Износ фаски
То же
Износ контактирующих поверх-
ностей
То же
Восстановление деталей газопламенным напылением
с применением термореагирующих порошков
Коленчатый вал автомобильных
двигателей
Гильза цилиндров
Вал распределительный
Шатун
Износ коренных и шатунных
шеек
Износ поясков
Износ посадочных мест
Износ отверстия нижней го-
ловки
Постами укомплектовывают участки восстановления
изношенных деталей с учетом: номенклатуры и объема
восстановления, экономической целесообразности, струк-
туры и организации производства (рис. 26 и 27).
Газораспределительные щиты в постах газопламенного
нанесения порошков используют для контроля давления
и расхода кислорода, ацетилена и сжатого воздуха при
механизированном и ручном способах восстановления
изношенных поверхностей деталей машин. В каждом кон-
кретном технологическом процессе с помощью щита аппа-
раты настраивают на оптимальные режимы нанесения
178
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
покрытий, благодаря чему эти порошковые покрытия
приобретают необходимые свойства и качества. В табл. 37
приведены наиболее характерные дефекты порошковых
покрытий и способы их устранения, а в табл. 38 дан
перечень деталей, рекомендуемых для восстановления
нанесением порошковых покрытий при использовании
технологических комплексов.
ГАЛЬВАНИЧЕСКИЕ ПОКРЫТИЯ
Основные сведения. Покрытия из металлов, сплавов,
псевдосплавов и пластмасс наносят на поверхность дета-
лей для защиты их от разрушения в эксплуатации, уве-
личения срока службы, восстановления размеров, полу-
чения антифрикционных, а также жаро- и коррозионно-
стойких деталей.
Материал деталей и покрытий может быть однородным
или разнородным, т. е. покрытия могут быть одно- или
многослойными (из одинаковых или различных материа-
лов) или образовываться несколькими одновременно на-
ращиваемыми материалами, образующими сплавы или
псевдосплавы. При выборе способа нанесения покрытия
необходимо учитывать свойства, получаемые при этом
деталями.
Условия эксплуатации определяют выбор покрытия,
устойчивого при переменных, контактных, ударных и дру-
гих нагрузках. Долговечность деталей с различными по-
крытиями в изменяющихся условиях эксплуатации неоди-
накова и зависит от состава наращиваемого слоя, формы
деталей и способности их тюверхности удерживать нано-
симый слой.
При нанесении металлических покрытий появляется
возможность исключить доводку деталей с помощью
обработки резанием. ,К таким покрытиям относятся раз-
мерные покрытия; при их нанесении образуется точный
по размерам поверхностный слой и уменьшается время
его наращивания. Например, можно получить равномер-
ный и точный по размеру слой электролитического хрома
на цилиндрических деталях при толщине покрытия до
0,2 мм. Отклонения толщины слоя при этом не превыша-
ют 0,01—0,02 мм. «Точные» покрытия получают и хими-
ческими способами наращивания.
ГАЛЬВАНИЧЕСКИЕ ПОКРЫТИЯ
179
Целесообразность применения для восстановления де-
талей покрытий и их выбор зависят от их сроков службы
и экономической эффективности. Свойства, которые при-
дают различные покрытия деталям, неодинаковы. Одни и те
же способы покрытий могут быть приемлемы для одних
условий эксплуатации и неприемлемы для других. На-
пример, покрытия из электролитического хрома полу-
чают преимущественно наращением тонких слоев. На
незакаленных деталях при малых давлениях тонкие
покрытия работают хорошо. Однако эти же тонкие хромо-
вые покрытия могут разрушаться при больших давлениях,
так как продавливанию лучше противостоят закаленные
детали или толстые твердые покрытия.
На стальные детали и детали, изготовленные из дру-
гих материалов, покрытия разного состава и свойств
получают нанесением электролитического осадка. Эти
покрытия наряду с наращиванием поверхностей обеспе-
чивают: высокую поверхностную твердость без последу-
ющей термической обработки, однородность свойств по-
верхностного слоя деталей, лучшую их прирабатывае-
мость за счет пористости поверхности и малой ее шерохо-
ватости при смазке, а также возможность эксплуатации
трущихся деталей при малых количествах смазочных ма-
териалов. Электролитические покрытия применяют для
повышения коррозионной стойкости деталей, улучшения
их антифрикционных свойств и для декоративных целей.
Наиболее распространены следующие электролитиче-
ские процессы: хромирование, железнение, никелирова-
ние, меднение, цинкование, кадмирование и др. Приме-
няют также электролитическое осаждение различных
сплавов.
Для упрочнения деталей и восстановления их разме-
ров наиболее широко распространены хромирование и
железнение. Могут быть применены также химическое
никелирование, покрытие с применением различных спла-
вов и твердое анодирование (только для упрочнения по-
верхности).
Хромирование используют для увеличения износо-
стойкости, твердости, химической стойкости и прираба-
тываем ости, обеспечения трения со смазочным материа-
лом, восстановления размеров изношенных деталей, а
также для декоративных целей. Осадки хрома различают
180
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
39. Механические свойства электролитического хрома
Темпера- Плот- Толщина осадка, мм Модуль Параметры хромо- вого покрытия
тупа электро- лита, °C ность тока, А/дм2 Осадок упру- гости хрома, 10б МПа плот- ность, кг/м3 проч- ность на разрыв, МПа
65 20 Молочный 0,1 0,3 0,5 2,1 7,1 505 276 163
55 35 Блестящий 0,1 0,3 0,5 1,8 7,8 625 398 308
45 40 Матовый 0,1 0,3 0,5 1,7 6,9 600 366 257
Примечание. Прочность хромового слоя при сдвиге
300 МПа.
по внешнему виду и по физическим и механическим свой-
ствам. Для улучшения связи хромовых покрытий с по-
верхностью деталей и получения химически стойких
покрытий наращивание хрома часто осуществляют на
подслой из других металлов.
Железнение (осталивание) применяют, главным обра-
зом, для восстановления размеров деталей машин. Твер-
дость электролитического железа достигает 8000 МПа и
более. Детали после железнения можно подвергать тер-
мической и термодиффузионной обработке.
Электролитическое хромирование. Хромирование под-
разделяют на коррозионно-стойкое, износоустойчивое, по-
ристое и декоративное.
Различают три группы деталей, наращиваемых хро-
мом, отличающихся условиями эксплуатации и режи-
мами осаждения, придающими различные свойства экс-
плуатируемым покрытиям.
ГАЛЬВАНИЧЕСКИЕ ПОКРЫТИЯ
181
Первую группу составляют детали, наращиваемые
хромом с целью восстановить размеры и создать переход-
ные посадки и посадки с натягом.
Вторая условная группа состоит из деталей, работа-
ющих на трение при малых и средних давлениях и окруж-
ных скоростях, при постоянной или переменной загрузке.
К таким деталям относятся валы, плунжеры, цилиндры,
поршни, мерительный инструмент и многие другие.
К деталям третьей группы могут быть отнесены детали,
работающие при больших давлениях и значительных
знакопеременных нагрузках, для которых необходимы
максимальная прочность связи слоя хрома с поверхностью
деталей и вязкость осадков хрома. Механические свойства
осажденного хрома приведены в табл. 39. Прочность на
отрыв сцепления хромового слоя со сталью больше проч-
ности, хромового слоя на разрыв.
Покрытия электролитическим хромом получают при
осаждении хрома из водных растворов в результате про-
хождения через раствор ' электрического тока.
Качество хромового покрытия в основном зависит от
состава электролита, плотности тока, температуры элек-
тролита и интенсивности его перемешивания в ванне.
Изменяя указанные элементы технологического процесса
и время осаждения, получают покрытия разной толщины
с различными физико-механическими свойствами и рав-
номерностью.
Операции при нанесении хромового покрытия выпол-
няют в такой последовательности:
1 — удаление с поверхности деталей смазки и загряз-
нений, для чего детали промывают в бензине, керосине
или специальных очистителях;
2 — сушка деталей после удаления смазки и загряз-
нений (протирка чистой ветошью, обдувка сухим сжатым
воздухом);
3 — наружный осмотр в целях выявления дефектов;
4 — удаление слоя хрома с деталей, находящихся
ранее в эксплуатации; с латунных и бронзовых деталей
хром снимают в 20—25 %-ном растворе соляной кислоты
при температуре 18—25 °C, а со стальных деталей —
в 10—15 %-ном растворе едкого натра при температуре
18—25 °C и плотности тока 10—15 А/дм2;
182
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
5 — промывка в холодной проточной, а затем в горя-
чей воде при температуре 70—80 °C;
6 — обдувка сухим сжатым воздухом или протирка
чистой ветошью;
7 — магнитный контроль для выявления трещин в де-
тали;
8 — шлифование или полирование для получения раз-
мера, указанного в чертеже;
9 — контроль качества обработки резанием;
10 — изоляция деталей и подвесочных приспособлений
(полихлорвиниловой пленкой, перхлорвиниловым лаком
или цапонлаком 9-32, клеем АК-20, клеем БФ);
11 — обрезка изоляции с рабочей поверхности и мест
контактов, зачистка поверхности наждачной шкуркой;
12 — закрепление деталей на подвесочные приспособ-
ления так, чтобы был обеспечен плотный контакт и пра-
вильное расположение экранов;
13 — монтаж и установка анодов;
14 — обезжиривание деталей, для чего их протирают
венской известью или обрабатывают в щелочном растворе
(40—50 г/л тринатрия фосфата, 10—12 г/л едкого натра,
25—35 г/л жидкого стекла; температура раствора 60—
70 °C; выдержка на катоде 3—5 мин, на аноде 1—2 мин);
15 — промывка теплой проточной водой;
16 — химическое декапирование в течение 0,25—
1,0 мин в растворе серной кислоты при температуре
18—25 °C;
17 — промывка холодной проточной водой;
18 — электрохимическое декапирование в электролите,
используемом при хромировании (плотность тока 30—
35 А/дм2, температура 50 ± 2 °C);
19 — хромирование (составы электролитов и режимы
работы приведены в табл. 40);
20 — промывка дистиллированной водой над ванной
хромирования;
21 — промывка в холодной проточной воде;
22 — промывка в течение 0,5—1 мин в нейтрализу-
ющем 3—5 %-ном растворе углекислого натрия при тем-
пературе 18—25 °C;
23 — промывка холодной проточной водой;
24 — промывка горячей проточной водой;
ГАЛЬВАНИЧЕСКИЕ ПОКРЫТИЯ
183
40. Составы электролитов и режимы хромирования
Компоненты электролита и режимы процесса Содержание компонентов (г/л) в электролите
1 2 3 4 5 6
Хромовый ангидрид 120— 200— 300— 225— 350— 380—
150 250 350 300 400 420
Серная кислота 1,2— 1,5 2,0— 2,5 3,0— 3,5 — 2,5- 3,0 —
Сернокислый строн- ни й — — — 5,5— 6,5 — —
Кэемнефтористый ка- лий — — — 18—20 — —
Едкий натр — — — 40—60 —
Углекислый кальций — — — — — 60—75
Сернокислый кобальт — — — — — 18—20
Температура электро- лита, °C 50—65 45—60 40—50 50—65 16—25 18—25
Плотность тока, А/дм2 30—100 20—60 15—30 40—100 20—80 100— 300
Выход по току, % 15—16 12—14 10—12 18—20 25—30 35—40
25 — сушка в печи при температуре 120—130 °C или
обдувка чистым сжатым воздухом;
26 — контрольный обмер деталей после демонтажа
с подвесок, снятие изоляционного слоя;
27 — термическая обработка при температуре 200—
250 °C для удаления водорода из хромированных деталей
(продолжительность 2—3 ч);
28 — шлифование до номинальных размеров;
29 — окончательный контроль размеров и качества
хромированной поверхности.
Основными составляющими электролитов являются
хромовый ангидрид и серная кислота (см. табл. 40).
Хромирование крупногабаритных деталей (или их
отдельных мест) в Стационарных ваннах не всегда целе-
сообразно. Поэтому для таких деталей используют пере-
носные ванны (рис. 28), в которые деталь не погружают,
а пристраивают ванну к детали. Этот способ осаждения
хрома особенно эффективен в том случае, когда хром на-
носят на поверхности внутренних полостей, которые
могут служить емкостями для электролита. Переносные
184
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Рис. 28. Схема хромирования
в переносной ванне:
1 — деталь; 2 — анод; 3 — элек-
тролит; 4 — ванна; 5 — клеевой
слой
ванны изготовляют из
стали или из химиче-
ски стойких мате-
риалов.
Схема установки для
струйного хромирова-
ния (разновидности ме-
стного нанесения покрытия) показана на рис. 29.
При хромировании внутренних полостей деталей, слу-
жащих одновременно ванной для электролита (рис. 30),
деталь устанавливают на резиновый лист рядом с
канализационным люком для удаления в процессе на-
несения покрытий промывающей и охлаждающей жидко-
сти. В центре наращиваемой детали помещают свинцовый
анод; деталь служит катодом. Резиновый лист покры-
Рис. 29. Схема установки для струйного хромирования;
1 — анод; 2 устройство для поддержания уровня электролита; 3 нара-
щиваемый вал; 4 — раздвижная кассета; 5 ванна; 6 ** электролит: 7
подогреватель; 8 насос
-ГАЛЬВАНИЧЕСКИЕ ПОКРЫТИЯ
185
Рис. 31. Приспособление для хро-
мирования гильз 1
Гис. 30. Схема хромирования
внутренних полостей дета-
лей:
1 — анод; 2 — электролит; 8 —
обрабатываемая деталь; 4 —
клеевой слой 4
равен 0,5—0,7 диаметра
Питание постоянным
вают целлулоидом, так как
резина растворяется в хро-
мовом горячем электроли-
те. Диаметр анода примерно
хромируемого отверстия.
током переносных ванн осуще-
ствляется от передвижного низковольтного генератора
или выпрямителя тока.
При наращивании гильз и цилиндров применяют под-
вески, показанные на рис. 31. Поршневые кольца и чер-
вяки червячных передач хромируют, используя специаль-
ные приспособления (рис. 32 и 33).
Для лучшего удержания смазки на деталях применяют
пористое хромирование, так как плотный беспористый
хром плохо смачивается маслами. Применение специаль-
ных пористых хромовых покрытий улучшает смачивае-
мость поверхностей: самой детали примерно в 3—5 раз,
а сопряженной с ней детали — в 1,5—2 раза.
Для электролита, применяемого при получении по-
ристого хромового покрытия, характерно соотношение
СгО3
H2SO4
= 95-7-120.
Степень пористости хромового покрытия в значитель-
ной мере зависит от температуры электролита и плот-
ности тока. При увеличении температуры пористость
уменьшается и сетка каналов становится более редкой.
186
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Рис. 32. Приспособление для хромирования поршневых колец
Рис. 33. Приспособление для размерного хромирования червяков чер-
вячных передач:
1 — катодная штанга; 2 — анодная штанга; 3 — винипластовый диск; 4 «=-
анод; 5 — червяк; 6 соединительная планка
ГАЛЬВАНИЧЕСКИЕ ПОКРЫТИЯ
187
Последующая после хромирования электрохимическая
обработка (анодное травление) окончательно формирует
сетку каналов. Скорость этого формирования зависит от
интенсивности процесса травления, т. е. от плотности
тока. Плотность тока при анодном травлении должна
составлять 40—60 А/дм2, время выдержки 5 — 12 мин.
Анодное травление осуществляют в растворе для хроми-
рования.
Обработку резанием можно выполнять перед анодным
травлением или после него. На шлифованной поверхности
получают более равномерную сетку и одинаковую ши-
рину каналов.
Выбор типа хромового покрытия зависит от условий
эксплуатации-деталей. Так, например, покрытие с пори-
стостью в виде частой сетки целесообразно применять
для поршневых колец цилиндров. Такая пористость
лучше способствует притирке колец к поверхности ци-
линдров. Однако поверхность цилиндров лучше работает
при применении хромированных поршневых колец с ред-
кой сеткой каналов.
При электроосаждении периодическое изменение на-
правления постоянного тока существенно изменяет неко-
торые свойства покрытий. Одна из характерных особен-
ностей хромирования с применением реверсирования
тока — возможность получения покрытия толщиной
300 мкм и более с малыми внутренними напряжениями.
Хромирование проводят при следующем режиме: тем-
пература электролита 50—60 °C, катодная плотность тока
60—120 А/дм2, длительность катодного периода 1—5 мин,
длительность анодного периода 5—25 с.
При периодических изменениях направления тока при-
меняется электролит, содержащий 200—250 г/л хромо-
вого ангидрида СгО3 и 2—2,5 г/л серной кислоты H2SO4,
или саморегулирующийся электролит.
При реверсировании тока заметно снижаются внутрен-
ние напряжения в тех случаях, когда режим осаждения
хрома выбирается с условием получения малопористых
покрытий. Реверсирование позволяет ускорить процесс
осаждения хрома в 1,5—2 раза по сравнению с обычными
режимами.
Наращивание деталей хромом в проточном электролите
при больших плотностях тока позволяет получить оса-
188
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
док высокого качества и значительной толщины. Процесс
нанесения покрытия при этом ускоряется в 6—10 раз
по сравнению с обычным хромированием. Равномерность
осаждения и износостойкость хрома при наращивании
в проточном электролите выше, чем при хромировании в
непроточном электролите. Особенно эффективно приме-
нение проточного электролита для наращивания внутрен-
них поверхностей деталей.
Качественные и количественные изменения в процессе
хромирования возможны из-за применения тока высокой
плотности, при котором выход хрома возрастает. С уве-
личением скорости протекания электролита от 0 до 200 см/с
микротвердость осажденного металла повышается от 7000
до 10 000 МПа при ведении процесса с плотностью тока
45 А/дм2 и температуре электролита 45 °C.
Многослойные электролитические покрытия получают,
последовательно наращивая на детали разные металличе-
ские покрытия в различном сочетании. Многослойные
покрытия имеют положительные свойства различных элек-
тролитических осадков. Такие покрытия применяют для
увеличения прочности связи между поверхностью детали
и слоем покрытия, более равномерного отложения покры-
тия на деталях сложной формы, защиты от воздействия
химически активной среды, получения благоприятной
микроструктуры и повышения износостойкости. Обычно
применяют многослойные покрытия из меди, никеля и
хрома.
К типу многослойных покрытий может быть отнесено
и так называемое двухслойное хромовое покрытие. Пос-
леднее получают при нанесении различных осадков хрома
с изменяющимися свойствами. Если необходимо защи-
тить деталь от коррозии при одновременном увеличении
ее износостойкости, наносят два слоя хрома: нижний —
беспористый молочный и верхний — блестящий. Слой
молочного хрома толщиной 15 мкм осаждают при темпе-
ратуре 70 °C и плотности тока 30 А/дм2. Затем непромы-
тая деталь переносится в ванну с более низкой темпера-
турой электролита, где на , матовый слой наносится слой
блестящего износостойкого хрома толщиной 35 мкм и
более.
Температура электролита 50 °C, плотность тока
50 А/дм2.
ГАЛЬВАНИЧЕСКИЕ ПОКРЫТИЯ
189
Хромирование производят в двух ваннах с электроли-
тами одинакового состава (250 г/л хромового ангидрида
в 2,5 г/л серной кислоты).
При изготовлении деталей с хромовым покрытием и
износе поверхностей трущихся деталей возможны по-
вреждения защитного слоя. Поврежденный слой удаляют,
а на его место наносят новый слой таким образом, чтобы
были восстановлены размеры детали. Способ восстановле-
ния зависит от основного металла детали и его свойств.
Поврежденный слой хрома на деталях из стали или спла-
вов на медной основе растворяют в соляной кислоте, кото-
рую разбавляют водой в отношении 1:1. При этом про-
исходит значительное наводораживапие слоя, что не до-
пускается (например, у чугунных поршневых колец).
Чтобы избежать наводораживания, остаток хрома сни-
мают анодным растворением в ванне с 15—20 %-ным
раствором едкого натра NaOH при комнатной темпера- /
туре и анодной плотности тока 10—15 А/дм2. /
Электролитическое железнение. При железнепии, как
и при других электролитических процессах, состав и
свойства осажденного металла зависят от состава элек- '
тролита и режимов наращивания.
Электролитическое железо, полученное из хлористых
электролитов, имеет следующий химический состав, %:
железа до 99,99; углерода 0,0001; серы 0,0001; фосфора
до 0,0002. Добавление в хлористый электролит глицерина
и сахара может увеличить содержание углерода и повы-
сить твердость осадков.
Процесс покрытия электролитическим железом осу-
ществляют с использованием растворимых (стальных) и
нерастворимых (угольных) электродов. При наращивании
слоя покрытия с помощью нерастворимых электродов
необходимо систематическое корректирование состава
электролита по мере истощения раствора.
Осадок электролитического железа, полученный в кон-
центрированной хлористой ванне при температуре, близ-
кой к температуре кипения, и высокой плотности тока
(10—12 А/дм2), характеризуется пластичностью и мелко-
зернистой структурой. При осаждении в сернокислых
растворах при этих же режимах создаются более хрупкие
и крупнокристаллические осадки.
190
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
В сернокислых ваннах получают пластичные осадки
железа при нормальной температуре и низких плотно-
стях тока (0,1—0,2 А/дм2). Хрупкость электролитического
железа объясняется его способностью поглощать водород.
В электролитическом железе, полученном из хлористых
электролитов при температуре 100 °C, содержится лишь
0,002—0,003 % водорода. Электролитическое железо, оса-
жденное из сернокислых растворов при 18 °C, содержит
0,085 % водорода.
Твердость электролитического железа зависит от со-
става электролита и режима электролиза. В случае при-
менения хлористых электролитов осажденный металл
имеет твердость 100—400 НВ, а при использовании сер-
нокислых электролитов — твердость 200—300 НВ. В хло-
ристых электролитах твердость осажденного железа воз-
растает с уменьшением концентрации хлористого железа
и соляной кислоты, а также при увеличении катодной
плотности тока и понижении температуры электролита.
Температура электролита оказывает наиболее существен-
ное влияние на твердость осажденного покрытия. Так,
в хлористом электролите (400 г/л FeCl2, 10 г/л NaCl и
1 г/л НС1) при понижении его температуры всего на
10 °C твердость осадка повышается на 40—60 единиц.
При дальнейшем снижении температуры до 75 °C твер-
дость повышается до 300 НВ. Однако снижение темпера-
туры раствора приводит одновременно к увеличению
хрупкости электролитического железа и большему содер-
жанию водорода. Нагрев уменьшает хрупкость деталей и
количество содержащегося в слое водорода. Повышение
температуры до 500—600 °C снижает твердость электро-
литического осадка железа на 40—45 %.
Для катодного осадка электролитического железа ха-
рактерны значительные внутренние напряжения. При
железнении в хлористых электролитах при температуре
95 °C и плотности тока 5 А/дм2 остаточные напряжения
в осажденном железе составляют примерно 150 МПа. При
увеличении плотности тока до 20 А/дм2 напряжения воз-
растают до 370 МПа. В осадках, полученных из того же
электролита, но при температуре 102 °C и плотности
тока 10 А/дм2 остаточные напряжения равны 120 МПа.
В этих же осадках, полученных при температуре 75 °C,
остаточные напряжения составляют 450 МПа. При даль-
ГАЛЬВАНИЧЕСКИЕ ПОКРЫТИЯ
191
41. Технологический процесс железнения
Операция Последовательность операций в вариантах
первом 1 втором
Очистка деталей от грязи и масла 1 1
Механическая обработка (2) (2)
Промывка органическим растворителем (3) (3)
Сушка (4) (4)
Зачистка покрываемых поверхностей (5) (5)
Изоляция поверхностей, не подлежащих 6 6
покрытию, и монтаж деталей в подвесные приспособления Обезжиривание деталей 7 7 '
Промывка горячей водой (70—80 °C) 8 8
Промывка холодной водой 9 9
Анодное травление в электролите желез- — 10
нения Промывка холодной водой — 11
Анодная обработка в 30 % -ном растворе 10 12
серной кислоты Промывка холодной водой 11 13
Промывка теплой водой (50—60 °C) 12 14
Железнение 13 15
Промывка горячей водой (70—80 °C) 14 16
Нейтрализация 15 17
Промывка горячей водой (70—80 °C) 16 18
Демонтаж деталей с подвесок и снятие 17 19
изоляции Контроль качества покрытий 18 20
Механическая обработка 19 21
Консервация деталей (20) (22)
Примечание. Цифры в скобках означают, что операции
могут не выполняться при определенных конкретных условиях.
нейшем понижении температуры остаточные напряжения
повышаются настолько, что появляется опасность отслаи-
вания покрытия. Отпуск деталей, покрытых электроли-
тическим железом, при температуре 500—600 °C умень-
шает остаточные напряжения на 15—20 %.
Предел прочности электролитического железа, осажден-
ного из хлористого электролита, составляет 350—450 МПа,
а относительное удлинение 5—10 %, т. е. от условий
электролиза зависят как прочность, так и относительное
удлинение осажденного железа.
192
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
42. Составы электролитов и режимы железнения
Компоненты электролита; режимы процесса Содержание компонентов, г/л
1 2 3 1 4 | 5 6
Хлористое железо 200— 250 300— 350 600— 680 — 400— 600 150— 200
Сернокислое железо — — — 300 — 200-
Хлористый натрий 100 — — 150 — —
Аскорбиновая кислота — — — — 0,5— 2,0 —
Соляная кислота — — — 0,4— 0,7 — —-
Кислотность pH Температура электролита, °C Плотность тока, А/дмЗ Выход по току, % 0,8- 1,2 70-80 20—40 85—92 0,8- 1,2 70—80 20—50 85—95 0,8— 1,5 70—80 20—60 85—95 95—98 10—15 90 0,5— 1,3 20—50 10—30 85—92 0,6— 1,1 30—50 20—25 85-92
Типовой технологический процесс электролитического
железнения представлен в табл. 41.
Продолжительность (ч) осаждения электролитического
железа
t = 6p/(CDKT]),
где 6 — толщина наращиваемого слоя железа, мм; р —
плотность железа, г/см3; С — электрохимический экви-
валент, г/(А-ч); £)к — плотность тока, А/дм2; т] — выход
по току, %.
Электролиты для железнения по их химическому со-
ставу подразделяют на сульфатные, хлористые, смешан-
ные и другие, по способу применения — на холодные и
горячие (табл. 42).
В холодных электролитах процесс железнения про-
водят при малой плотности тока. Скорость осаждения
металла в этих электролитах не превышает 100—130 мкм/ч.
В электролитах, нагретых до 50—105 °C, электролиз
протекает при высоких плотностях тока (10—20 А/дм2);
скорость отложения металла значительно повышается.
Для получения толстого слоя осадка при восстанов-
лении размеров детали чаще всего применяют хлористые
электролиты, содержащие, г/л: хлористого железа 200—
250, хлористого марганца 50—70, соляной кислоты 0,8—
ГАЛЬВАНИЧЕСКИЕ ПОКРЫТИЯ
193
1,0. Режим осаждения: нагрев до 55—65 °C, плотность
тока 25—35 А/дм2. Электролит каждую неделю необхо-
димо фильтровать.
Применяют электролит и другого состава, содержа-
щий, г/л: хлористого железа 200, хлористого калия 270,
муравьиной кислоты 5—20. Режим осаждения: водородный
показатель электролита pH 3,5, температура электро-
лита 55—60 °C, плотность тока при отсутствии пере-
мешивания и фильтрации 10 А/дм2. В этом электролите
получают осадки твердостью до 800 НВ и надежной
связью с поверхностью наращиваемой детали. Соотно-
шение анодных и катодных поверхностей 1:1. При этом
обязательно перенасыщение электролита хлористым ка-
лием. В этом же электролите при движении катодных
штанг и фильтрации электролита плотность тока можно
повысить до 12—15 А/дм2. Применяется также электролит
с содержанием, г/л: хлористого железа 500—700, соляной
кислоты 1—3. Режим 'осаждения: температура электро-
лита 90 °C, плотность тока 10—20 А/дм2, выход по току
95 %.
Находят применение электролиты, приведенные ниже:
1) 400 г/л хлористого железа, 2 г/л соляной кислоты
и 150 г/л хлористого натрия; режим осаждения: нагрев
до 90 °C; плотность тока 4—6 А/дм2; твердость получае-
мого покрытия 650—700 НВ; перед железнением в течение
5 мин проводят анодное травление в смеси концентриро-
ванных ортофосфорной и серной кислот, взятых в отно-
шении 4 : 1 (объемные доли), при анодной плотности тока
10—25 А/дм2;
2) 300 г/л борфтористоводородного железа, 18 г/л
борной кислоты и 1—2 г/л свободной борфтористоводород-
ной кислоты. Режим осаждения: нагрев до 20—60 °C;
плотность тока 2—12 А/дм2; pH 3,5; электролит устой-
чив против окисления и характеризуется хорошей рас-
сеивающей способностью; при перемешивании электро-
лита допускается увеличение плотности тока в 1,2—
1,5 раза.
При восстановлении изношенных деталей железнением
иногда возникает необходимость снятия неполноценного
слоя электролитического железа. Для этой цели приме-
няют раствор, содержащий, %: хлористого железа 3,
соляной кислоты 3, воды 94 (температура раствора 60—
7 Молодык Н. В. и др.
194
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕН
90 °C), или раствор, содержащий, г/л: щавелевой кислоты
25, перекиси водорода 13, серной кислоты 0,1 (плот-
ность 1,84 г/см3), вода — остальное (температура раствора
18—25 °C). Затем деталь подвергают анодной обработке
в 30 %-ном растворе серной кислоты.
Электролит для железнения необходимо выбирать с уче-
том возможности подбора соответствующих материалов
для изготовления ванн. Сернокислые и хлористые элек-
тролиты при повышенной температуре агрессивны к ме-
таллам. Процесс наращивания элемента детали железом
упрощается при применении борфтористоводородных элек-
тролитов. Из сернокислых электролитов, применяемых
на практике, наибольшее распространение получили
растворы, в которых процесс производится без нагрева
электролита или при несколько повышенной температуре.
Сернокислый электролит, железнение в котором можно
проводить без нагрева, содержит, г/л: закисного серно-
кислого железа 180—200, сернокислого магния 40—50,
двууглекислого натрия 25—30. Режим осаждения: тем-
пература раствора 18—20 °C, плотность тока 0,1—
0,15 А/дм2.
Сернокислый нагреваемый электролит имеет следу-
ющий состав, г/л: сернокислого железа 150, сернокислого
натрия 100, серной кислоты 1. Режим осаждения: темпе-
ратура раствора 60—70 °C, плотность тока 5—10 А/дм2,
кислотность раствора pH 2,4—2,5.
Резкие колебания температуры при железнении в го-
рячих электролитах могут вызвать колебания напряже-
ний по толщине слоя осадков. Поэтому возможно растре-
скивание и отслаивание покрытия. При наращивании
деталей нельзя допускать колебаний температуры более
±2 °C. Колебания плотности тока в меньшей степени
влияют на изменение свойств покрытия, чем температура.
Однако желательно, чтобы не было и значительных коле-
баний плотности тока.
При осаждении электролитического железа необхо-
димо избегать выключения тока. При длительной работе
с перерывами тока следует перед каждым продолжением
осаждения проводить анодную обработку детали в том
же электролите в течение 1—2 мин при плотности тока
30—40 А/дм2. После анодного травления изменяют по-
лярность тока, продолжая осаждение металла. Вначале
ГАЛЬВАНИЧЕСКИЕ ПОКРЫТИЯ
195
применяют осаждение при плотности тока, в 2 раза мень-
шей по сравнению с заданной, а затем через 1—2 мин
переходят к нормальному режиму.
Перед помещением в ванну деталей, подвергающихся
железнению в горячих электролитах, необходимо произ-
водить кратковременный их прогрев (до температуры
электролиза) в течение 3—5 мин до включения тока.
Для восстановления гальванопокрытием изношенных
отверстий корпусных деталей, а также валов и стаканов
подшипников с использованием постоянного асимметрич-
ного тока создана установка ОГ-Ю591-ГОСНИТИ.
Химическое никелирование. Используют при наращи-
вании равномерных по толщине покрытий на деталях из
стали, меди, латуни, никеля и алюминия.
Получение покрытий при химическом никелировании
основано на восстановлении гипофосфитом ионов никеля
из водных растворов солей этого металла. В результате
реакции на поверхности наращиваемых деталей осаж-
дается покрытие, состоящее из никеля и фосфора. Содер-
жание фосфора в никелевых покрытиях зависит от ре-
жима технологического процесса и колеблется от 5 до 13 %.
Исходная микроструктура никельфосфорных покры-
тий обеспечивает в поверхностном слое микротвердость
3500—5000 МПа, которая растет с увеличением содержа-
ния фосфора в осадке. При нагреве детали с~ таким покры-
тием в течение часа до температуры 350—400 °C ее твер-
дость увеличивается до 1200 НВ.
Термическая обработка улучшает также прочност!.-
сцепления поверхности наращиваемой детали с покры-
тием, которая после осаждения равна примерно 35 МПа,
а после нагрева до 200—250 °C в течение 40—60 мин —
280 МПа.
Наращивание химического никеля осуществляется как
в щелочных, так и в кислых растворах. Щелочные рас-
творы характеризуются лучшими технико-экономическими
показателями по сравнению с кислыми. Такие растворы
можно использовать длительное время вследствие под-
держания заданной кислотности при систематическом
добавлении в раствор компонентов, расходуемых на
осадки. Скорость наращивания покрытия при химическом
никелировании в этих растворах может быть постоянной
и поддерживаться на уровне 10—12 мкм/ч.
у*
196
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Осаждение химического никеля (табл. 43) в значи-
тельной мере зависит от кислотности электролита. Нор-
мальное выделение никельфосфористого осадка происхо-
дит при рабочем интервале кислой области, соответству-
ющей pH 4,5—6,5, и щелочной области, соответству-
ющей pH 7—9. Примерно при pH 2 осаждение металла
не прекращается, но поверхность металла разрушается
и травится раствором. При pH 9,5 получают осадок
плохого качества, а при pH 9,8—10 компактное осаж-
дение прекращается. Скорость восстановления никеля
зависит также от pH и неодинакова для разных значений
этого показателя. Этим объясняется значительное измене-
ние содержания фосфора в осажденном сплаве.
Подготовка стальных деталей для нанесения химиче-
ским путем никельфосфористого покрытия сходна с ме-
тодами обработки, которые применяют перед нанесением
электролитических покрытий.
Практическая проверка показала, что при химиче-
ском никелировании в кислом растворе неравномерность
толщины покрытия при общей толщине 15—30 мкм ко-
леблется в пределах 0,5—1,0 мкм, т. е. составляет при-
мерно 3 %.
В отличие от электролитического никелирования хи-
мический процесс сопровождается быстрым истощением
раствора и резким падением скорости осаждения. При
электролитическом отложении постоянная концентрация
компонентов ванны поддерживается за счет непрерывного
растворения анодов. В ряде растворов скорость осажде-
ния практически прекращается после 2—3 ч работы
ванны. При корректировании состава электролита ванну
останавливают каждый час для добавления компонентов.
Применение щелочных или кислых растворов, тех
или других компонентов, а также изменение температуры
раствора позволяет регулировать скорость осаждения.
Скорость никелирования в щелочных растворах в большой
степени зависит от температуры раствора. Скорость ни-
келирования в кислых растворах несколько выше, чем
в щелочных. В щелочных растворах можно поддерживать
практически постоянную скорость осаждения никеля ре-
гулярным пополнением израсходованных компонентов.
Корректирование содержания компонентов в щелочном
растворе осуществляют периодическим добавлением солей
43, Составы электролитов и режимы никелирования [4]
Компоненты электролита; режимы процесса Содержание компонентов (г/л) в электролите
1 2 3 4 5 6 7 8 9
Сернокислый ни- кель 240—340 140—200 250—300 250—300 250—300 250—300 250—300 — —
Хлористый никель 30—60 30—40 50—60 — 50—60 50—60 50—60 12—15 10—15
Сульфаминовокис- лый никель (суль- фамат) — — — — — — — 300—400 —
Борфторид никеля — — — — — — — — 300—400
Хлористый натрий — — 10—15 — — — — —
Борная кислота 30—40 25—40 25—40 25—40 25—40 25—40 25—40 25—40 15—30
Параамино- бензол сульфамид — — — — — 0,5—1,0 — — —
Лаурил сульфат натрия — — — — — — — 0,1—1,0 —
1,4-бутилдиол (100 %-ный) 0,15— 0,18 0,2—0,5 0,05— 0,10 0,15— 0,18
о
ГАЛЬВАНИЧЕСКИЕ ПОКРЫТИЯ
Продолжение табл. 43
Ос
Компоненты
Содержание компонентов, (г/л) в электролите
электролита; режимы процесса 1 2 3 4 5 6 7 8 9
Сахарин — — 1,0—2,0 — — 0,5—0,6 1,о—1,5 0,5—1,5 —
Формалин в пере- счете на формаль- дегид — — — 0,5—1,2 0,1—0,3 0,2—0,4 — — —
Каолин (частицы 0,1—3,0 мкм) — — — — — — 0,1—3,0 — —
Сернокислый натрий — 60—80 — — — — — — —
Хлорамин Б — — — 2,0—2,5 — — — — —
Кислотность, pH 2,5—4,5 5,2—5,8 4,0—4,8 4,5—5,5 4,3—5,1 5,0—6,0 3,0—4,0 3,6—4,2 2,5—3,5
Температура элек- тролита, °C 45—60 20—55 50—60 40—50 50—60 50—60 50—60 50—60 45—55
Плотность тока, А/дм2 2,5—10 0,5—2,0 3—8 2,5—3,5 2—8 2—6 5—6 5—12 До 20
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
ГАЛЬВАНИЧЕСКИЕ ПОКРЫТИЯ
199
44» Составы электролитов и режимы цинкования (4J
Компоненты электролита; режимы процесса Содержание компонентов (г/л) в электролите
1 2 3 4 5 6
Сернокислый цинк 200—300 200— 250 — — — —
Оксид цинка 10—18 20—45 12—15 10-20
Едкий натр — — 50—70 50—100 100— 10—20
120
Цианистый натрий — — 20—30 50—120 — —
Сернокислый натрий 50—100 — — — — —
Сернистый натрий — 0,5—5,0 0,5—5,0 — —
Сернокислый алюми- ний 30—50 25—30 — — — —
Хлористый аммоний — — — — — —
Декстрин 8—10 8—10 — —- — —
Борная кислота — 25—30 — —- — 25—30
Глицерин — — 0,5—1,0 — — —
Блескообр азовател ь — 0,5— — — — —.
ДЦУ 1,0
Блескообразователь — 1,0— — — — —
У2 1,5
Блескообразователь БЦУ — — — 6—10 — —
Мездровый клей —-- — —— — •— —
Полиэтилен поли амин — —— — 2—4 —,
Тиомочевина — — — — 0,5 —
Кислотность pH 3,5—4,5 4,0— 5,9—
4,2 6,5
Температура элек- тролита, °C 15—25 15—30 15—40 15—40 18—25 15—30
Плотность тока, А/дм2 1—2 1—3 0,5- 1—3 1—2 0,5—
2,0 1,5
никеля, гипофосфита и раствора аммиака в соответствии
с заданной рецептурой. Необходимо поддерживать вели-
чину pH в пределах 8,5—8,7.
Цинкование. В атмосферных условиях цинковые по-
крытия подвергаются коррозии, образуя различные хими-
ческие соединения цинка. Скорость коррозии цинкового
покрытия зависит от условий эксплуатации изделий и
в промышленных районах составляет 1,0—1,5 мкм в год.
Для повышения защитных свойств покрытий их подпер-
200
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
гают специальной химической обработке в растворах
хромовой кислоты и ее солей или в растворах солей
фосфорной кислоты.
Покрытия применяют для защиты изделий из черных
металлов (листов, труб, проволоки, деталей станков,
автомобилей, приборов, крепежных изделий) от коррозии.
В ремонтном производстве цинковые покрытия используют
для защиты от коррозии крепежных деталей.
При цинковании используют различные электролиты
(табл. 44) номеров 1 и 2 — кислые, 3, ..., 6 — щелочные,
3 и 4 — цианистые, 5 — цинкатные, 6 — аммиакатные.
Для увеличения плотности тока и производительности
процесса многие электролиты перемешивают.
Защитные свойства определяются не средней толщиной
покрытий на всей поверхности изделий, а фактической
толщиной на том или ином участке. Поэтому основная
характеристика электролита — рассеивающая способ-
ность. Кислые электролиты обладают плохой рассей та-
ющей способностью. Кроме того, покрытия, полученные
в кислых электролитах, обладают более грубой структурой
и меньшей коррозионной стойкостью, чем покрытия, полу-
ченные в щелочных электролитах. В то же время кислые
электролиты устойчивы, допускают применение высокой
плотности тока, особенно при перемешивании, при высо-
ком (близком к 100 %) выходе цинка по току. Покрытия
приобретают светлый цвет, характеризуются повышенной
пластичностью, прочным сцеплением с основным металлом
и могут выдержать различную механическую обработку.
Поэтому кислые электролиты широко используют для
покрытия малорельефных изделий, а также полуфабри-
катов — листов, проволоки, полос.
Щелочные электролиты обладают хорошей рассеива-
ющей способностью, а покрытия, полученные в этих
электролитах, — более высокой коррозионной стойкостью.
Однако щелочные электролиты менее устойчивы, допу-
стимая плотность тока в них ниже, и с повышением ее
заметно снижается выход цинка по току. Такие электро-
литы применяют для цинкования изделий сложной формы.
Из кислых электролитов распространены сернокислые,
наиболее простым и дешевым из которых является элек-
тролит номер 1. Его используют для цинкования деталей
простой формы в стационарных, колокольных или бара-
ГАЛЬВАНИЧЕСКИЕ ПОКРЫТИЯ
201
банных ваннах. Электролит номер 2 применяют для полу-
чения блестящих покрытий.
Цианистые электролиты номеров 3 и 4 обладают вы-
сокой рассеивающей способностью и служат для цинкова-
ния изделий сложной формы в стационарных, колоколь-
ных и барабанных ваннах. Но эти электролиты очень
ядовиты, и обращаться с ними необходимо очень осто-
рожно. Токсичность их повышается, если в электро-
лите мало едкого натра, в результате чего образуется
синильная кислота — сильнейший яд. Чтобы полу-
чить блестящие покрытия, применяют электролит но-
мер 4.
Для замены токсичных цианистых электролитов раз-
работаны и используются цинкатные, аммиакатные и
другие электролиты. Они не ядовиты, просты по составу
и дешевы, обладают высокой электропроводностью и хо-
рошей рассеивающей способностью цианистых электро-
литов. Выход цинка по току в них значительно выше,
чем в цианистых. Поэтому цинкатные и аммиакатные
электролиты предназначены для цинкования деталей про-
стой и сложной формы в стационарных, колокольных и
барабанных ваннах.
Основной недостаток аммиакатных электролитов —
наличие в сточных водах солей аммония, которые затруд-
няют электролизацию вод и в то же время недопустимы
в ней по современным требованиям санитарии (допу-
скается не более 2,5 мг/л). В связи с этим применение
аммиакатных электролитов в отличие от цинкатных со-
кращается.
При цинковании может быть использовано несколько
технологических решений. Выбор решения зависит от
того, изменяются ли на поверхности детали пленки окси-
дов или нет. Гальванические покрытия на поверхности
мелких деталей, как правило, наносятся в барабанах и
колоколах, на поверхности более крупных деталей —
в стационарных ваннах (на подвесках).
Для цинкования служат аноды из цинка марок ЦО,
Ц1 и Ц2 в виде пластин, которые во избежание загрязне-
ния электролита необходимо помещать в чехлы из кисло-
тостойкой ткани (стеклоткань, шерсть). Аноды следует
периодически очищать травлением или щетками. Продол-
202
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
жительность цинкования (ч) определяют приближенно из
выражения (при т] = 90 %)
t ъ 0,065h/DK,
где h — толщина покрытия, мкм; DK — плотность тока,
А/дм2.
Толщину (мкм) цинковых покрытий выбирают в за-
висимости от условий эксплуатации изделий:
Условия эксплуатации . . . .
Толщина цинкового покрытия,
мкм ........................
Легкие (отапли-
ваемые помеще-
ния)
Средние (неотапли-
ваемые помещения)
Условия эксплуатации .... Жесткие (на от-
крытом воздухе)
Толщина цинкового покрытия,
мкм ............................. 24
Толщина покрытия для
от шага резьбы:
Шаг резьбы, мм............
Толщина цинкового покрытия,
мкм ......................
6 15
Особо жесткие (в
воде и тропиках)
32
крепежных изделий зависит
До 0,4 0,4—0,8 Св. 0,8
3-6 6-9 9-12
Мелкие крепежные детали покрывают цинком в коло-
кольных или барабанных ваннах. Колокол (или барабан)
вращается с частотой 8—15 мин"1 в зависимости от его
конструкции. Цинкование крепежных деталей ремонти-
руемых машин имеет свои особенности, обусловленные
тем, что эти детали уже были в эксплуатации и поэтому
могут быть повреждены и сильно загрязнены. Сначала
их галтуют в слабом щелочном растворе или керосине,
а затем проверяют состояние резьбы, выбраковывая по-
врежденные детали.
Для химического обезжиривания и травления детали
засыпают в сетчатую корзину, изготовленную из корро-
зионно-стойкой стали, и погружают в раствор или ще-
лочи, или серной кислоты. При этом корзины периодиче-
ски встряхивают. Обезжиривание и травление можно
проводить и непосредственно в барабане. Чаще всего цин-
куют в сернокислом или аммиакатном электролите.
ГАЛЬВАНИЧЕСКИЕ ПОКРЫТИЯ
203
Недоброкачественные цинковые покрытия удаляют хи-
мическим травлением в растворе серной или соляной
кислоты (50—100 г/л) при температуре 15—25 °C.
Специальные процессы цинкования — электроконтакт-
ное цинкование и цинкование периодическим током.
Электроконтактное цинкование (натирание) приме-
няют для восстановления посадочных мест под подшип-
ники с небольшим износом, например, проушины вилок
карданных валов.
Цинкование проводят в электролите, содержащем, г/л:
сернокислого цинка 280—300, борной кислоты 20—40.
Процесс начинают вести при плотности тока 30—50 А/дм2,
которую постепенно увеличивают до 200 А/дм2. Скорость
перемещения анодного тампона относительно покрываемой
поверхности 10 м/мин. Цинкование можно проводить
в этом же электролите, переключив полярность, или
в растворе серной кислоты. Обычно используют раз-
мерное цинкование, т. е. покрытые поверхности не об-
рабатывают резанием.
При цинковании с применением периодического тока
свойства покрытий улучшаются, а процесс интенсифици-
руется в 2—3 раза. Например, хорошие результаты дает
цинкование реверсивным током в сернокислом электро-
лите с содержанием, г/л: сернокислого цинка 250, серно-
кислого натрия 80—90, алюмокалиевых квасцов 20—30,
борной кислоты 30—40 при pH 3.
Режим специального цинкования: плотность прямого
и обратного токов 6—8 А/дм2, период 1 с, отношение
/к//а ==3:1; температура электролита 18—20 °C. В этих
условиях скорость осаждения составляет 0,06 мм/ч.
При цинковании в электролите номер 1 (см. табл. 44)
периодическим током с независимым регулированием
амплитуд прямого и обратного импульсов получают вы-
сококачественные покрытия при pH 3,0—3,5, плотности
тока 6—8 А/дм2 и катодно-анодном показателе 6—8.
Скорость осаждения в этих условиях достигает 0,115 мм/ч.
Для восстановления изношенных поверхностей отвер-
стий деталей способом электролитического натирания
создана комплексная установка 0113-006 «Ремдеталь», ко-
торая позволяет выполнять все технологические операции
нанесения электролитического покрытия. Для каждой
операции используют разные аноды и электролиты. Смену
Ю4
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
анодов осуществляют переключением трехшпиндельной
головки, смену электролита — переключением электро-
магнитных вентилей. Управление технологическим про-
цессом может быть автоматическим или ручным.
ЗАЛИВКА ЖИДКИМ МЕТАЛЛОМ
При восстановлении сильно изношенных деталей или
при заделке крупных местных дефектов в отливках ис-
пользуют заливку жидким металлом. Для получения
прочной связи заливаемого металла с металлом восста-
навливаемой детали поверхность детали подвергают спе-
циальной обработке.
В процессе восстановления детали способом раздель-
ной тепловой подготовки и заливки наращиваемую по-
верхность детали оплавляют с помощью мощной угольной
дуги, газовых горелок или индукционного нагрева; при-
садочный материал расплавляют отдельно в плавильных
печах и заливают из тигля с помощью специального
разливочного устройства. Получение заливкой поверх-
ностного слоя, соответствующего по составу металлу де-
тали, обеспечивают подбором шихты соответствующего со-
става. Плавильная печь может иметь кислую или основ-
ную футеровку.
При нагреве восстанавливаемой поверхности детали
за счет теплоты жидкого металла (т. е. без предваритель-
ного подогрева детали) последний выливают на ремонти-
руемую поверхность, причем избыточный металл отво-
дится по специальным спускным устройствам. Для уско-
рения процесса оплавления жидкий расплав перегревают.
Предварительное оплавление перед заливкой поверх-
ностного слоя восстанавливаемой детали — экономиче-
ски более выгодный процесс вследствие сокращения про-
должительности ремонта и расхода жидкого металла.
Изношенные детали можно заливать различными ме-
таллами и сплавами. Для восстановления крупных партий
дефектных деталей используют плавильную печь и спе-
циальный металлосборник с разливочными приспособле-
ниями. Из плавильной печи жидкий металл периодически
поступает в металлосборник, откуда он подается для
непрерывной наплавки деталей.
Заливкой жидким металлом целесообразно восстанав-
ливать крупногабаритные изделия или значительное ко-
ЗАЛИВКА ЖИДКИМ МЕТАЛЛОМ
205
личество мелких однотипных деталей. Этот способ обеспе-
чивает высокие производительность и качество.
Втулки, подшипники скольжения, сменные венцы зуб-
чатых колес и цилиндры восстанавливают центробежной
наплавкой жидким металлом. Центробежным способом
заливают полые заготовки из цветных и железоуглероди-
стых сплавов, имеющих относительно низкую темпера-
туру плавления. Такой процесс возможен при условии, что
температура плавления металла восстанавливаемой де-
тали выше, чем у наплавляемого материала.
Иногда применяют способ центробежной наплавки
с предварительным расплавлением присадочного металла
и последующей его заливкой внутрь вращающихся заго-
товок. При этом наплавляемые втулки вращаются в цен-
тробежных машинах, патронах стаканов или специальных
приспособлениях. Нагрев заготовок и плавление зали-
ваемого материала производят в высокочастотных, элек-
тродуговых и других печах. Для расплавления легкоплав-
ких антифрикционных материалов можно использовать
обычные горны. Такой способ обеспечивает получение
плотного беспористого слоя металла, однако произво-
дительность способа низка.
При нагреве в печах без защитной среды рабочие по-
верхности деталей сильно окисляются, поэтому на зали-
ваемых втулках следует предусматривать припуски для
снятия образующейся при нагреве окалины. Поверхности
деталей от окисления могут быть также защищены нане-
сением жаростойких обмазок, например, следующего со-
става, %: маршалита 50, жидкого стекла 50 или смеси
шамотного порошка и маршалита (в соотношении 1 ! 3) 50
и жидкого стекла 50. Обмазку наносят кистью и хорошо
просушивают.
Прочная связь наплавленного материала с поверх-
ностью заготовки и равномерное его распределение обес-
печиваются правильным выбором частоты вращения де-
тали, зависящей от диаметра детали.
Технологический процесс наплавки втулок содержит
следующие операции: подбор заготовки-втулки; сверление
отверстия заготовки под заданный размер; обтачивание
наружной поверхности и торцов; изготовление прокладок
или донышек для закрытия торцов; установка асбестовых
прокладок или приварка одного донышка; механическая
206
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
и химическая очистка втулок и покрытие раствором буры;
введение дозированного количества сплава во втулку;
приварка или установка на прокладках второй крышки
с мелкими отверстиями в центре для выхода газов; нагрев
втулки для расплавления сплава (например, бронзу
нагревают до 1050—1070 °C); установка втулки в патроне
токарного станка или другого вращающегося приспособ-
ления; вращение втулки с частотой:
внутренний диаметр втулки, мм 80 160 200 250 320
частота вращения втулки, об/мин 700 600 550 500 450;
длительность вращения заготовки 3—5 мин; охлаждение
принудительное, сжатым воздухом при температуре 700—
750 °C; съем заготовки со станка и окончательное охлаж-
дение на воздухе до нормальной температуры; снятие или
отрезка донышка и крышки; чистовое растачивание
внутренней поверхности; проточка наружной поверхности
втулки под посадочный размер; окончательная подрезка тор-
цов; изготовление масляных канавок.
Для изготовления биметаллических втулок необхо-
димо иметь нагревательное устройство с рабочей темпе-
ратурой 1200—1300 °C, приспособление для вращения
нагретой заготовки, сварочный аппарат для приварки
донышек и станки для обработки готовых втулок. Для
вращения заготовок могут быть использованы токарные
станки.
Внутреннюю поверхность втулки травят 10 %-ным
раствором соляной кислоты, промывают в горячей воде
и покрывают 3 % -ным раствором буры, нагретым до 80—
90 °C. В шихту из бронзы добавляют размельченный дре-
весный уголь. Для изготовления втулок используют
цельнотянутые или сварные стальные толстостенные трубы,
стальные поковки или отливки. Применение чугунных
заготовок возможно только при заливке втулок жидким
металлом или расплавлении наплавленного металла элек-
трической дугой. Прочность связи наплавляемого цен-
тробежным способом металла втулки повышается при
предварительной нарезке на ее внутренней поверхности
резьбы. Наилучшая связь обеспечивается при использо-
вании для наплавки втулок перлитно-ферритного чугуна.
ЗАЛИВКА ЖИДКИМ МЕТАЛЛОМ
207
При восстановлении биметаллических втулок центро-
бежной заливкой с предварительным плавлением жидкого
металла требуются плавильные печи или тигли.
Установка для центробежной заливки втулок состоит
из устройства для вращения втулки и небольшой элек-
троплавильной печи. Основными узлами установки яв-
ляются: приводной механизм, желоб для подачи жидкого
металла во втулку, винт для перемещения желоба, кожух
со смотровым окном для защиты рабочих от попадания
жидких брызг. На шпинделе приводного механизма смон-
тирован самоцентрирующийся патрон с кулачками для
закрепления втулки. Питание в электродуговой печи
подается от сварочного трансформатора с регулятором.
При сливе металла печь поворачивается вокруг двух
пустотелых цапф, сквозь которые проходят электроды,
закрепленные в специальных держателях, охлаждаемых
водой. Техническая характеристика электропечи: вме-
стимость 10 кг; диаметр электродов 40 мм; сила тока
540 А; напряжение 56 В; мощность 30 кВт; время плавле-
ния бронзы 20—30 мин; длина заливаемой втулки 50—
180 мм; производительность установки 3—5 втулок в час.
При наплавке большого количества втулок нагрев
их производится токами высокой частоты (ТВЧ). Расход
энергии при этом в несколько раз больше, чем при других
способах нагрева. Для заливки используют только втулки
из низкоуглеродистой стали.
Схема установки для центробежной заливки втулок
с нагревом ТВЧ приведена на рис. 34. Сварная станина 2
со стальными направляющими служит основанием для
передней бабки 3, каретки /, задней бабки 6 и электро-
двигателя 4. Установка имеет систему водяного охлажде-
ния 5. Заливаемая втулка нагревается двухвитковым
индуктором, соединенным с машинным генератором мощ-
ностью 100 кВт (8000 Гц). Индуктор вместе с кареткой и
задняя бабка могут перемещаться по направляющим ста-
нины. При заливке втулки каретка должна быть закрыта
кожухом для защиты от брызг жидкого металла.
Наплавляемую втулку заполняют шихтой так, чтобы
получить покрытие заданной толщины. С обеих сторон
втулку закрывают крышками с асбестовыми уплотня-
ющими прокладками и затем устанавливают в центрах.
Перемещая каретку, надвигают индуктор на втулку и
208
СПОСОБЫ .ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Рис. 34. Установка для центробежной заливки втулок с нагревом
твч
включают ток. После расплавления шихты включают ме-
ханизм вращения втулки. Подбирая частоту вращения
втулки в соответствии с ее диаметром, получают равно-
мерное распределение наплавляемого металла по вну-
тренней поверхности втулки.
Установка обеспечивает частоту вращения детали 700—
2600 об/мин. Вращение прекращается после остывания
металла до 700 °C. На механическую обработку деталь
поступает при остывании до нормальной температуры.
Высокое качество наносимого слоя металла получают
при изготовлении вкладышей методом жидкой штам-
повки. При этом способе получают минимальные припуски
на последующую обработку резанием (около 0,25—0,35 мм)
и хорошую поверхность трения с готовыми смазочными
канавками.
Технология изготовления вкладышей подшипников
способом жидкой штамповки содержит следующие опе-
рации:
выплавление баббита из изношенных подшипников;
обезжиривание вкладышей в 10 %-ном водном рас-
ЗАЛИВКА ЖИДКИМ МЕТАЛЛОМ
209
творе каустической соды при температуре 80—90 °C в те-
чение 5—8 мин; промывка в горячей воде (80—90 °C),
а затем в проточной холодной воде;
лужение вкладышей оловом с подогревом до 300—
320 °C;
заливка вкладышей баббитом в матрице приспособле-
ния для штамповки;
штамповка баббита после заливки штампом, подогре-
тым до 250—300 °C; давление на баббит равно 0,6—
0,8 МПа; длительность прессования 40 с;
охлаждение вкладышей подогретой до 75 °C водой
в течение 20 с; извлечение вкладышей из приспособления
и охлаждение их на воздухе;
контроль готового вкладыша обстукиванием, проверка
толщины залитого слоя и качества поверхности.
Метод восстановления вкладышей подшипников опрес-
совкой и последующей заливкой баббитом основан на
перераспределении оставшегося в изношенном вкладыше
материала. При этом на рабочей поверхности вкладыша
создают сетку из выступов и углублений, заливаемых
в дальнейшем баббитом. Для небольших подшипников
размеры этих углублений составляют 1,9x0,7x1,1 мм.
При восстановлении вкладышей с их рабочей поверх-
ности снимают тонкую стружку, устанавливают вкладыши
в приспособлении для выдавливания углублений, затем
их извлекают оттуда и заливают баббитом. После заливки
окончательно растачивают внутреннюю поверхность. Для
заливки вкладышей применяют баббиты различных ма-
рок.
Этот способ может быть использован для восстановле-
ния вкладышей подшипников из свинцовистой бронзы.
Изношенные направляющие станков восстанавливают
наплавкой, заливкой и закреплением накладок из анти-
фр и кци онных матер налов.
При восстановлении направляющих заливкой приме-
няют антифрикционный цинковый сплав ЦАМ 10-5 (10 %
алюминия, 5 % меди, остальное цинк), так как он обла-
дает хорошими физико-механическими свойствами, низкой
температурой плавления и может быть использован в лю-
бых производственных условиях. Сплав ЦАМ 10-5 при-
меняют при давлениях до 20 МПа и скорости скольжения
до 7 м/с.
210
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Физико-механические и антифрикционные свойства
сплава повышают, проковывая его при температуре 200—
300 °C. Перед заливкой стальные детали покрывают спла-
вом цинка, содержащим 1,5—2,0 % алюминия и 0,5—
1,0 % меди. В качестве флюса применяют хлористый
цинк с добавлением 5—10 %-ного хлористого аммония.
Перед покрытием восстанавливаемую поверхность очи-
щают от грязи и масла с помощью газовой горелки, обез-
жиривают щелочными растворами или 10—20 %-ным рас-
твором серной или соляной кислоты с последующей об-
работкой венской известью.
Сплав ЦАМ 10-5 расплавляют в тиглях или ковшах,
нагреваемых в горне. Температура плавления сплава
около 400 °C. Перед заливкой металл очищают в тигле
от шлака. При заливке необходимо предусмотреть при-
пуск на усадку.
Наплавленную деталь подвергают обработке резанием
на металлорежущих станках; окончательно деталь дово-
дится шабрением.
Восстановление изношенных направляющих станков
сплавом ЦАМ 10-5 выполняют по следующей технологиче-
ской схеме:
очищают изношенные поверхности, протачивают ка-
навки, сверлят отверстия диаметром не менее 12 и глу-
биной 10—15 мм, располагаемые в шахматном порядке
с шагом 50—80 мм;
ограждают заливаемую жидким металлом поверхность
специальными шаблонами из медных или графитовых
пластин, формовочной смеси и т. п.;
заливают жидким сплавом;
обрабатывают залитые направляющие под заданные
размеры.
Возможно также применение сплавов с более высокой
температурой плавления, например, сплава ЦАМ 30-5.
Более прогрессивным является процесс восстановления
деталей заливкой жидким металлом, разработанный Ин-
ститутом проблем литья АН УССР. Суть его заключается
в том, что жидкий металл, например чугун, заливают на
изношенную поверхность стальной детали, нагреваемой
до температуры 1100—1150 °C. При этом достигается
диффузионное соединение заливаемого жидкого чугуна
с нагретой поверхностью. Подготовка к восстановлению
ПРИМЕНЕНИЕ ПЛАСТМАСС И КЛЕЕВ
211
состоит в зачистке поверхности до металлического блеска
и ее офлюсовании. Нагрев восстанавливаемой поверхно-
сти осуществляют на установках ТВЧ. Этот способ ис-
пользуют для восстановления опорных катков, звеньев
гусениц и ведущих колес гусеничных тракторов (более
подробно технология восстановления этих деталей изло-
жена в гл. 6).
ПРИМЕНЕНИЕ ПЛАСТМАСС И КЛЕЕВ
Пластмассы в ремонтной практике наносят на поверх-
ности деталей для восстановления их размеров, повышения
износостойкости и улучшения герметизации. Одновре-
менно покрытие из пластмассы снижает шум от трения
и повышает коррозионную стойкость изделия. Тонкий
слой пластмассы практически не ухудшает прочностных
показателей металла и придает детали податливость,
т. е. способность принимать форму сопряженной детали,
что приводит к резкому увеличению площади контакта.
Пластмассы наносят литьем под давлением, горячим прес-
сованием, вихревым, газопламенным и центробежным спо-
собами.
Акриловые пластмассы. При ремонте широко приме-
няют акриловые пластмассы, содержащие в качестве свя-
зующих материалов акриловые смолы — продукты поли-
меризации метилметакрилата и сополимеризации метил-
метакрилата со стиролом. К ним относят: актилат АТС-1,
бутакрил, эпоксидно-акриловые пластмассы СХЭ-2 и
СХЭ-3.
Эти термопластические быстротвердеющие пластмассы
холодного отверждения получают смешиванием порошка
и жидкости. Изготовленная масса, имеющая консистен-
цию сметаны, затвердевает без подогрева и давления.
Такие пластмассы используют при восстановлении
изношенных изделий в качестве компенсатора износа для
восстановления нарушенных размерных цепей станков
и машин. С помощью пластмасс восстанавливают: круго-
вые направляющие станин карусельных станков, направ-
ляющие кареток токарных, фрезерных, расточных, зубо-
фрезерных и других станков; регулировочные клинья и
прижимаемые планки механизмов всех видов оборудова-
ния, в том числе механических прессов. Их также ис-
212
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
45. Физико-механические свойства пластмасс
Параметр АСТ-Т Бутакрил Акрилат СХЭ-2 Акрилат СХЭ-3
Плотность, г/см3 1,14 1,17—1,18 1,188 1,17
Временное сопро- тивление, МПа 24,0—31,4 30 31,9—44,5 36,0
Предел прочности, МПа:
при статическом изгибе 52,4—61,8 70 55,0—74,4 58,0
при сжатии 78,5—99,5 90 77,3—94,9 90,0
Ударная вязкость, МПа«м 0,35—1,04 0,4—0,8 0,36—0,89 1,0
Твердость по Мар- тенсу 12—13 15 14—18 16
Адгезия, МПа:
к стали 16,5—21,5 11,0—20,0 22,5—42,9 35,0
к чугуну 15,0—19,3 10,0—18,0 19,4—24,3 32,0
к латуни 6,8—10,8 5,5—10,0 12,7—16,9 14,9
Маслопоглощен и е за 24 ч, % 0,372 0,4 0,203 0,05
Линейная усадка, % 0,2—0,5 0,2—0,3 0,1—0,25 0,23
Минимальная тол- щина наносимого слоя пластмассы, мм 0,5 1 0,2 0,2
Максимальная ра- 80 80 112 112
бочая температу- ра, °C
Время отверждения смеси порошка и жидкости при 20— 25 °C, мин 75 75 20—120 20—120
ПРИМЕНЕНИЕ ПЛАСТМАСС И КЛЕЕВ
213
пользуют для ремонта подшипников шпинделей револь-
верных головок токарно-револьверных станков; отвер-
стий под пиноль задней бабки; резьбы гаек ходовых вин-
тов, втулок, посадочных мест зубчатых колес и шкивов;
деталей гидронасосов; кулисных механизмов и других
деталей металлорежущего оборудования. Раствор пласт-
массы применяют и при склеивании материалов.
Затвердевшая пластмасса износостойка, хорошо ра-
ботает в паре с чугуном, сталью, бронзой, коэффициент
трения при отсутствии смазочного материала 0,20—0,18,
а при введении в композицию требуемого количества
антифрикционных добавок уменьшается до 0,143. Пласт-
массы с такими добавками могут работать без смазки.
Физико-механические свойства пластмассы АСТ-Т, бу-
такрила и акрилатов СХЭ-2, СХЭ-3 приведены в табл. 45.
Затвердевшая пластмасса стойка к щелочам любой
концентрации, бензину, скипидару, пресной и морской
воде, минеральным и растительным маслам. Слой пласт-
массы можно удалить нагреванием до 150—200 °C и даль-
нейшим выжиганием или обработкой резанием.
Вязкость пластмасс изменяют в зависимости от их
назначения. Для этого в раствор пластмассы вводят по-
рошкообразные, волокнистые и слоистые наполнители из
металлических и неметаллических материалов.
Для повышения эксплуатационных свойств (уменьше-
ния коэффициента трения и увеличения износостойкости)
в пластмассу вводят (до 10 %, массовая доля) порошок
графита. Однако при этом ухудшаются адгезионные свой-
ства раствора пластмассы. Чтобы использовать хорошие
адгезионные качества ненаполненной пластмассы и повы-
шенные эксплуатационные свойства раствора, содер-
жащего антифрикционные наполнители, направляю-
щие крупных металлорежущих станков (со слоем пласт-
массы толщиной более 2 мм) ремонтируют двухступенча-
тым методом. Восстанавливаемая поверхность покры-
вается слоем раствора пластмасс СХЭ-2, СХЭ-3 (подлож-
ка) без наполнителя, обладающей максимальной адгезией.
При полимеризации акрилата не допускается образо-
вание на поверхности подложки пузырей, вздутий и
Других дефектов.
После полимеризации подложки наносят (заливают)
рабочий слой пластмассы, содержащий требуемое коли-
214
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
чество антифрикционного наполнителя. При заливке этим
способом второй слой полностью соединяется с первым.
Раствор пластмассы готовят непосредственно перед
применением. Для этого определяют соотношение порошка
и жидкости в растворе в зависимости от объема и размеров
щелевых отверстий, в которые заливают раствор. Чем
тоньше и длиннее щель, тем жиже должна быть смесь.
Рекомендуются следующие соотношения порошка и
жидкости: 1 : 0,75; 1 : 1; 1 : 1,5; 1 • 2. С увеличением со-
держания жидкости увеличиваются усадка и время от-
верждения пластмассы.
Порошок и жидкость засыпают в чистую стеклянную,
фарфоровую или металлическую посуду. Смесь тщательно
перемешивают круговым вращением в одну сторону в те-
чение 1—2 мин до набухания порошка в жидкости и об-
разования массы сметанообразной консистенции. После
этого смеси АСТ-Т и бутакрил готовы к применению.
Смесь акрилатов СХЭ-2 и СХЭ-3 закрывают крышкой
и в зависимости от температуры окружающей среды вы-
держивают в течение 10—25 мин, после этого смесь го-
това к применению.
Затвердевший слой акрилата СХЭ-2 или СХЭ-3 при
необходимости удаляют нагреванием детали до 160—
170 °C или механическим путем.
Пластмассы наносят на поверхность свободной залив-
кой или вручную (лопаткой или кистью).
Параметр шероховатости поверхности, подлежащей
соединению с пластмассой (АСТ-Т и бутакрил), Rz =
= 320-4-40 мкм; для акрилатов СХЭ-2 и СХЭ-3 Rz =
= 80-4-10 мкм. Поверхности тщательно обезжиривают
ацетоном, бензином или другими растворителями и про-
сушивают 10—15 мин.
На поверхности, не покрываемые раствором пласт-
массы, наносят слой силиконового масла, парафина, хо-
зяйственного мыла, дисульфида молибдена или натирают
эти поверхности графитовым порошком. При этом обра-
зуется тончайший разделительный слой.
Во избежание утечки жидкой массы при заливке сквоз-
ных отверстий применяют пластилин.
В целях правильного формирования поверхностей со-
прягаемые детали должны быть закреплены неподвижно.
Полное отверждение бутакрила в глубинных слоях насту-
ПРИМЕНЕНИЕ ПЛАСТМАСС И КЛЕЕВ
215
пает через 12—15 ч. При пониженных температурах про-
цесс отверждения замедляется.
При больших объемах бутакрил заливают методом
наслаивающей заливки. При этом последующий слой
хорошо соединяется с ранее нанесенным и затвердевшим.
Смесь порошка с жидкостью следует готовить частями,
не более 200 г каждая.
Процесс отверждения пластмассы происходит со значи-
тельным выделением тепла, поэтому при заливке боль-
ших объемов необходимо обеспечить хороший отвод тепла.
Затвердевшие пластмассы хорошо обрабатываются реза-
нием, шлифуются и полируются.
Жидкий бутакрил летуч, поэтому работать с ним реко-
мендуется под вытяжкой в помещении большой площади.
Предельно допустимая концентрация жидкости —
0,02 мг/л. Жидкость огнеопасна, срок ее хранения один
год (при температуре не выше 15 °C без воздействия сол-
нечных лучей). Срок хранения порошка не ограничи-
вается.
Технологический процесс восстановления деталей с ис-
пользованием акриловых пластмасс выполняется в такой
последовательности: восстановление геометрической точ-
ности базовой детали (станины, стола, планшайбы и др.);
подготовка поверхности (направляющих) восстанавли-
ваемой детали (строгание или обтачивание для получе-
ния заливаемого зазора размером 2,5—3 мм); нанесение
разделительного слоя на направляющие формующей ба-
зовой детали; обезжиривание и просушивание наращи-
ваемых (формуемых) поверхностей деталей; сборка и вы-
верка координат ремонтируемой сборочной единицы (вы-
верка координат производится винтами диаметром 10—
12 мм, для которых сверлят отверстия и нарезают резьбу
в восстанавливаемой детали); герметизация сопрягаемых
восстанавливаемых поверхностей пластилином и изготов-
лением воронок для заливки пластмассы; подготовка
пластмассы; заливка через воронки пластмассы в щель
между сопрягаемыми поверхностями; выбор режима от-
верждения пластмассы, т. е. определения длительности
выдержки в зависимости от температуры окружающей
среды; вывертывание технологических винтов после от-
верждения пластмассы и заливка пластмассы в образовав-
шиеся отверстия; удаление затвердевших приливов пласт-
216
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
массы; контроль качества восстановленной поверхности;
обработка формованных поверхностей (когда необходимо)
и выполнение смазочных канавок.
Качество подготовки поверхностей и выверка точности
координат оказывают большое влияние на качество и
трудоемкость ремонта агрегата в целом.
Восстановление подшипников скольжения. Если под-
шипник имеет незначительный равномерный износ, его
поверхность можно восстановить простым смазыванием.
Внутреннюю поверхность подшипника зачищают наждач-
ной бумагой или шабером, тщательно обезжиривают и
покрывают равномерным слоем эпоксидной композиции.
После отверждения пластмассы можно дополнительно
обрабатывать ее на токарно-винторезном станке.
Восстановление поверхностей подшипников скольжения
выполняют с применением пластмасс, содержащих, мас-
совые доли: эпоксидной смолы ЭД-6 100, порошка гра-
фита 30, полиэтиленполиамина 10. Для восстановления
подшипников применяют и антифрикционный материал
ЭТС-52, содержащий массовые доли: эпоксидной смолы
100, полиэтиленполиамина 10, тиокола ЛП-2 25, марша-
лита 80—100, дибутилфталата 10, графита СКЛН 50—80.
Пластмасса обладает хорошими антифрикционными
свойствами, эластична и влагонепроницаема, не раство-
ряется в бензине, керосине и маслах. Коэффициент тре-
ния в паре со сталью без смазочного материала 0,02.
Пластмасса обладает высокой адгезией к металлу, что
позволяет успешно применять эпокситиоколовые компо-
зиции для восстановления подшипников.
Заделка забоин и задиров. В результате длительной
эксплуатации на установочных поверхностях столов обо-
рудования появляются задиры и забоины. Для восстанов-
ления поверхности стола применяют метод заделки по-
врежденных мест с помощью накладок, устанавливаемых
на эпоксидном клее (см. рис. 37). Накладки изготовляют
из материала ремонтируемой детали. Высота накладки
должна быть больше глубины паза на 1—2 мм. Сопрягае-
мые поверхности паза и накладки промывают раствори-
телем и покрывают слоем клея. Установленную накладку
прижимают грузом, создающим давление 0,8 МПа. После
отверждения пластмассы накладку подгоняют заподлицо
с установочной плоскостью стола.
ПРИМЕНЕНИЕ ПЛАСТМАСС И КЛЕЕВ
217
Для устранения задиров на направляющих станины
применяют эпоксидные замазки того же состава, что и для
заделки трещин корпусных деталей. Поврежденные по-
верхности зачищают шабером или абразивным кругом
и тщательно промывают растворителем. После испарения
растворителя на поврежденную поверхность наносят за-
мазку и выравнивают ее шпателем. При этом слой за-
мазки должен несколько выступать над трущейся по-
верхностью. После того как замазка отвердеет, необходимо
заделанные места дополнительно обработать шабером и
проверить по краске. Замазкой можно также выравнивать
имеющиеся вмятины, небольшие забоины, раковины,
а также другие повреждения трущихся поверхностей.
Заделка трещин. Образовавшиеся в корпусных деталях
трещины заделывают эпоксидными пластмассами в тех
случаях, когда детали мало повреждены или необходимо
восстановить герметичность корпуса поврежденной де-
тали.
Трещины обрабатывают с V-образным разделом
кромок (так же, как под сварку) на ширину 8—10 мм
по обе стороны от ее краев. По концам трещин сверлят
отверстия диаметром 3—3,5 мм. Края трещин тщательно
промывают ацетоном или спиртом. Через 10—12 мин
после испарения растворителей на трещину наносят за-
мазку, в состав которой входят следующие компоненты,
массовые доли: эпоксидной смолы ЭД-6 100, дибутилфта-
лата 20, полиэтиленполиамина 10, железного порошка 100.
Для того чтобы заделанная трещина соответствовала цвету
детали, в замазку вводят специальные наполнители
или добавляют пигменты. После заделки трещины шов
обрабатывают напильником.
Восстановление гильз рабочих цилиндров. Основной
частью гидравлических и пневматических приводов обо-
рудования является цилиндр. Стальные гильзы рабо-
чих цилиндров находятся в длительной эксплуатации и
поэтому сильно изнашиваются. Для восстановления перво-
начальных размеров трущихся поверхностей применяют
пластмассы. Изношенную гильзу растачивают для уда-
ления следов износа и промывают растворителем. Одну
из сторон гильзы закрывают крышкой, заливают в ци-
линдр жидкую пластмассу и затем закрывают цилиндр
второй крышкой. Количество пластмассы (г), необходи-
218
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
мое для восстановления гильзы, определяют по формуле
Q — Cnxdtl,
С — коэффициент, учитывающий усадку пластмассы
при отверждении; С= 1,04; v — плотность пластмассы,
г/см3; d— средний ' диаметр пластмассового слоя, см;
t — толщина пластмассового слоя; / — длина гильзы, см.
Цилиндр устанавливают в центрах токарно-винторез-
ного станка. При вращении цилиндра возникает центро-
бежная сила, прижимающая жидкую пластмассу к вну-
тренней поверхности гильзы, в результате чего эта по-
верхность покрывается равномерным слоем. После пол-
ного отверждения пластмассы станок останавливают.
Пластмассу можно заливать и после установки цилиндра
на станок через отверстие в крышке цилиндра. Частоту
вращения (мин""1) шпинделя определяют по формуле
п = 9000/
где d — внутренний диаметр гильзы, см.
Можно восстанавливать гильзы заливкой жидкой пласт-
массы в зазор, образованный специальной оправкой и
внутренней поверхностью гильзы. В качестве антифрик-
ционного слоя при восстановлении гильз служит эпок-
сидная смола с добавлением графита или каолина; от-
вердитель — полиэтиленполиамин.
Пластмассы класса полиамидов. Восстановление дета-
лей нанесением полиамидов ограничивается следующими
условиями: полиамидные покрытия можно наносить на
сопрягаемые детали, изготовленные с точностью, соответ-
ствующей 8-му и более грубым квалитетам, и работающие
при температуре не выше 80 °C, скорости скольжения
до 0,5 м/с и давлении до 1,5 МПа. Непригодность полиа-
мидов для восстановления поверхностей деталей с шерохо-
ватостью Ra = 25-ь-ЗО мкм объясняется изменением раз-
меров этих поверхностей вследствие влагопоглощающей
способности полиамидного покрытия. Для нанесения по-
крытия изготовляют пресс-форму (рис. 35), которая ба-
зируется по восстанавливаемым поверхностям детали.
Такими поверхностями могут быть участки цилиндриче-
ской поверхности I и III, а также торцовая поверхность //.
Для выхода воздуха между частями пресс-формы преду-
смотрены щели шириной 0,02—0,04 мм. В необходимых
ПРИМЕНЕНИЕ ПЛАСТМАСС И КЛЕЕВ
219
Рис. 35. Схемы восстановления деталей нанесением пластмассового
покрытия:
а и б — восстанавливаемые соответственно вал и втулка; /, II, III — по-
верхности вала; 1 — пресс-форма; 2 и 7 — покрытия; 3 — вал; 4 и 5 — де-
тали пресс-формы; 6 — втулка
случаях для удаления воздуха сверлят отверстия диа-
метром 0,2—0,3 мм.
Слой металла, снимаемый с детали при ее подготовке,
должен быть одинаковым по всей поверхности восстанов-
ления с целью равномерного охлаждения пластмассы.
В противном случае из-за неравномерной усадки при
охлаждении ухудшаются механические свойства покры-
тия и снижается точность размеров. Толщина покрытия
вследствие низкой теплопроводности пластмасс должна
быть минимальной.
Применение клеев. Приклеивание тонкостенных вту-
лок на цапфы валов — один из способов восстановления
изношенных цапф валов и подшипников. Для того чтобы
восстановить требуемое сопряжение между поверхно-
стями этих деталей, подшипник растачивают до удале-
ния следов износа, а на цапфу вала наклеивают тонко-
стенную втулку (рис. 36), наружный диаметр которой
должен быть равен внутреннему диаметру подшипника.
Цапфу вала протачивают так, чтобы оставшаяся толщина
втулки была не менее 2 мм. Затем внутреннюю поверх-
ность втулки и наружную цапфы тщательно промывают
и покрывают слоем клея. Клей наносят в таком количе-
стве, чтобы был заполнен зазор. Втулку насаживают не
поворачивая, в противном случае в соединении образуются
воздушные пузырьки. Выдавленный избыток клея при
посадке снимают смоченной в ацетоне тряпкой. После
220
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
1
2
f777777Zl
Рис. 37. Восстановление стола
станка методом заделки повреж-
денных мест накладками на эпок-
сидном клее
Рис. 36. Цапфа вала с накладкой
в виде втулки:
1 — цапфа; 2 — накладка
того как клей отвердеет, втулка прочно закрепится на
цапфе вала, и стопорные винты устанавливать не нужно.
Ремонт муфт сцепления. При эксплуатации фрикцион-
ных муфт сцепления трущиеся поверхности муфт сильно
изнашиваются. При ремонте муфт сцепления в основном
приходится заменять облицовочный материал, приклеи-
вая его к металлу диска муфты. При ремонте дисков муфт
используют эпоксидные композиции. С этой целью в сталь-
ном диске сверлят большое число отверстий диаметром
3—4 мм, промывают диск и тщательно его обезжиривают.
Затем подготовленный диск устанавливают в специальное
приспособление и покрывают с обеих сторон тонким
слоем пластмассы толщиной 1—2 мм. Отверждение пласт-
массы может проходить как на открытом воздухе, так и
в термостате.
Фрикционная пластмасса, приготовленная на эпок-
сидной смоле, имеет следующий состав, массовые доли:
эпоксидная смола 100, полиэтиленполиамин 10, дибу-
тилфталат 20, волокнистый асбест 65, графит 50, карбо-
рунд 45, порошок олова 15. Порошковые наполнители
(карборунд, графит и олово) тщательно перемешивают,
растирают вместе с асбестом в ступке до получения одно-
родной смеси, в полученную смесь вводят эпоксидную
смолу, пластификатор и отвердитель, и массу снова тща-
тельно перемешивают. Фрикционные диски, облицован-
ные пластмассой, хорошо работают в паре со стальными
дисками. Применение фрикционной пластмассы взамен
обычных фрикционных материалов дает возможность
в несколько раз увеличить срок службы трущихся по-
верхностей муфт сцепления.
ПРИМЕНЕНИЕ ПЛАСТМАСС И КЛЕЕВ
221
Приклеивание накладок на плоские направляющие. При
эксплуатации деревообрабатывающих, металлорежущих
станков особенно сильно изнашиваются направляющие
поверхности станин и других деталей, перемещающихся
прямолинейно относительно друг друга. Износ направ-
ляющих поверхностей резко снижает точность обработки
деталей изделий. Как показала практика, трудоемкость
ремонта направляющих составляет 30—40 % общей трудо-
емкости ремонта станка. При ремонте плоских поверх-
ностей направляющих удаляют следы изнашивания, про-
веряют на прямолинейность и на правильность взаимного
расположения поверхностей или устанавливают на на-
правляющие накладки с помощью крепежных деталей
с последующей пригонкой и проверкой.
В настоящее время при ремонте плоских направляю-
щих применяют эпоксидный клей (рис. 37). Это дает воз-
можность быстро и надежно производить ремонт направ-
ляющих установкой накладок без применения крепежных
деталей.
Изношенные направляющие строгают или грубо при-
шабривают. Такая предварительная обработка необхо-
дима для того, чтобы обеспечить плотное прилегание на-
кладок к направляющим и правильное их расположение.
После обработки резанием направляющие промывают,
высушивают и покрывают тонким слоем клея. После не-
которой выдержки на подготовленные поверхности уста-
навливают накладки и закрепляют их по концам штиф-
тами. Штифты смазывают клеем и ставят в заранее под-
готовленные отверстия по посадке Hl 1/hll.
Для лучшего прилегания на накладку устанавливают
груз, обеспечивающий необходимое равномерное давле-
ние на склеиваемые поверхности. Качество склеивания
проверяют внешним осмотром и простукиванием на слух.
После отверждения клеевого слоя трущиеся поверхности
накладок обрабатывают обычными методами. При по-
вторном ремонте изношенные накладки отрывают, по-
верхность направляющих тщательно очищают от остатков
клея и приклеивают к ним новые накладки, толщина
которых должна быть не более 6 мм.
Применение эпоксидного клея позволяет устанавли-
вать накладки толщиной 2—3 мм практически из любого
антифрикционного материала. Так, накладки могут быть
222
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Рис. 38. Посадка подшипника качения в корпус
оборудования:
/ — корпус; 2 — шариковый подшипник
изготовлены из чугуна, бронзы, тексто-
лита и других материалов. Для при-
клеивания накладок на направляющие
плоскости применяют клеи, содержащие
массовые доли: 1) эпоксидной смолы
ЭД-6 100, дибутилфталата 20, поли-
этиленполиамина 10, портландцемен-
та-400 40; 2) эпоксидной смолы
ЭД-5 100, жидкого тиокола 20, полиэтиленполиамина
10, кварцевой муки 10. Заменителем эпоксидного
клея при установке текстолитовых накладок может
служить карбинольный клей. Этот клей обладает
хорошей стойкостью по отношению к минеральным мас-
лам, керосину, бензину; не окисляется кислородом воз-
духа и не растворяется в воде. Отверждается клей при
температуре 15—30 °C за 25—30 ч. При нагревании со-
единения до 60 °C срок отверждения сокращается до 8 ч.
Для ремонтных работ применяют клей следующего
состава, массовые доли: карбинольный сироп 100, пере-
кись бензоила 3, портландцемент-400 50.
Восстановление посадочных мест подшипников качения
и втулок. При посадке подшипника качения в корпусе
машины происходит деформация подшипника и гнезда
корпуса, в которое он устанавливается. Поэтому при за-
мене изношенного подшипника новым сопрягаемые по-
верхности уже не могут обеспечить требуемого характера
соединения. Для восстановления посадочных мест под-
шипника качения и обеспечения требуемого характера
соединения используют эпоксидный клей. При восстанов-
лении гнездо корпуса и наружное кольцо подшипника
качения зачищают и тщательно обезжиривают. После ис-
парения растворителя гнездо корпуса машины смазывают
эпоксидным клеем и осторожно вставляют в него под-
шипник (рис. 38). Оба подшипника, если возможно, мон-
тируют на валу и устанавливают в корпус машины в соб-
ранном виде во избежание перекоса.
На эпоксидном клее можно устанавливать и втулки.
При запрессовке в корпус машины втулка деформируется.
Поэтому внутреннюю ее поверхность развертывают или
ВОССТАНОВЛЕНИЕ ПОСАДОЧНЫХ ПОВЕРХНОСТЕН 223
пришабривают. При установке втулок на эпоксидном клее
трудоемкие операции исключены; обеспечены точность
и соосность собираемых деталей. Втулки, предназначен-
ные для установки, изготовляют без припусков на по-
следующую пригонку. Внутреннюю поверхность втулки
растачивают по валу, наружную поверхность выполняют
с полем допуска диаметра: е8, е9, f8 и f9. Перед сборкой
сопрягаемые поверхности втулки и корпуса машины обез-
жиривают и покрывают слоем эпоксидного клея. Втулки
необходимо вставлять одновременно со сборкой вала,
надежно закрепляя и не допуская их самопроизвольного
смещения.
Применение эпоксидного клея при восстановлении по-
садочных мест подшипников качения и втулок упрощает
ремонт и процесс сборки. С помощью клея устраняют
допущенные погрешности обработки посадочных поверх-
ностей детали.
ВОССТАНОВЛЕНИЕ ПОСАДОЧНЫХ ПОВЕРХНОСТЕЙ
И ГЕРМЕТИЧНОСТИ СОЕДИНЕНИЙ
Для восстановления посадочных поверхностей, соеди-
няемых с натягом, используют эластомеры (табл. 46).
Эластомер ГЭН-150 (В) обладает высокой адгезией и хо-
рошей эластичностью, выдерживает значительные на-
грузки, маслостоек, создает высокое сопротивле-
ние прохождению тока, может наноситься механи-
зированными способами (центробежным и распыле-
нием).
Герметизирующий эластомер ГЭН-150 (В) выпускают
в виде вальцованных листов толщиной 2—4 мм. Каждая
изготовленная партия должна быть проверена на раство-
римость в ацетоне. Для этого в чистую, сухую пробирку
помещают 1 г мелконарезанного эластомера и заливают
9 г ацетона, пробирку закрывают резиновой пробкой и
оставляют эластомер набухать в течение 8—10 ч, после
чего пробирку с содержимым периодически взбалтывают
в течение 2—3 ч. По истечении этого времени образовав-
шийся раствор эластомера отстаивается в течение 30 мин.
Полученный раствор должен быть однородным, не содер-
жать нерастворимых частиц, комочков и при выливании
на стекло давать ровную гладкую пленку.
46. Состав, назначение и физико-механические свойства эластомеров и клеевых составов
Марка материала Состав Растворитель Назначение Условная твердость Эластичность по шкале ниилк Предел проч- ности на от- рыв, МПа Временное со- противление, МПа Предел проч- ности на удар, МПа Маслостойкость
Эластомеры
ВДУ-3; ОСТ 6-05-5101—78 Смола В ДУ, смо- лы ней- тральных резин Ацетон, бензол или толуол При вулка- низации резины к металлу 197 3,0 3,5 0,73 30,0 Ограничен- ная
ГЭН-150 (В); ОСТ 6-05-5101—78 Смола В ДУ, ни- трильный каучук мар- ки СКН-40 Ацетон, бутилаце- тат, бен- зол или толуол Приготов- ление кле- ев и герме- тизирующих композиций 185 1,0 3,5 0,89 Св. 50,0 Стойкий
МПФ-1; ТУ 6-05-1865—78 Метилопо- лиамидная смола ПФЭ-2/10, бакелито- вый лак А Спирт Склеивание металлов и неметалли- ческих мате- риалов 230 1,0 15,0 0,85 Св. 50,0 Стойкий
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
8 Молодык Н. В. и др.
Продолжение табл. 46
Марка материала Состав Растворитель Назначение Условная твердость Эластичность по шкале ниилк Предел проч- ности на от- рыв, МПа Временное со- противление, МПа Предел проч- ности на удар, МПа Маслостойкость
Клеи
88Н; ТУ 38-105106—88 Бутилфе- нолфор- мальдегид- ная смола, резиновая смесь 31-Н Этилацетат, бензин Приклеи- вание ре- зины к ме- таллу 140 1,0 1,1 0,77 10,0 Нестойкий
БФ-2; ГОСТ 12172—74 Спиртовые растворы поливинил- ацеталей с резоль- ными фе- нолформаль- дегидными смолами Спирт Склеивание металлов и других материалов 465 3,0 10,0 0,77 10,0 Стойкий
ВОССТАНОВЛЕНИЕ ПОСАДОЧНЫХ ПОВЕРХНОСТЕЙ
to
сл
226
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Для приготовления и хранения раствора необходимо
иметь стеклянную или алюминиевую посуду с плотной
пробкой.
Массовые части компонентов раствора: эластомер сухой
ГЭН-150 (В) 20, ацетон 50, бутилацетат или этилацетат 35,
толуол или бензол 15. Этот раствор можно приготовить
морозостойким, если добавить в него шесть массовых ча-
стей пластификатора марки Н-135. При отсутствии толу-
ола и бензола допускается применение смеси растворите-
лей: ацетона (50 массовых частей) и бутилацетата или
этилацетата (50 массовых частей).
Раствор приготовляют следующим образом: в посуду
заливают растворитель и засыпают мелконарезанный эла-
стомер ГЭН-150 (В), руководствуясь приведенным ранее
рецептом. Затем процесс приготовления идет так же, как
и при проверке на растворимость.
При работе с пластификатором Н-135 последний вво-
дится в уже приготовленный раствор за 10—15 мин до
окончания взбалтывания.
Приготовленный раствор профильтровывают через ме-
таллическую сетку, имеющую не менее 100 и не более
500 отверстий на 1 см2, а затем устанавливают его вяз-
кость с помощью вискозиметра ВЗ-4 (ГОСТ 8420—74)
при температуре 20 °C. Определяемая вязкость является
условной.
Если в растворе соблюдены соотношения компонентов,
указанные выше, условную вязкость можно не проверять,
так как она будет соответствовать 20 %-ному раствору
с условной вязкостью 19—21 с. После проверки вязкости
раствора его можно наносить на поверхность.
Для восстановления изношенных посадочных поверх-
ностей сопрягаемых деталей (вала, кольца, втулки, кор-
пуса и др.) рекомендуются растворы с условной вязко-
стью 20—60 с. При нанесении тонких пленок условная
вязкость раствора должна быть приблизительно равной
нижнему пределу интервала, при нанесении более тол-
стых слоев — приближаться к верхнему пределу.
Приготовленный раствор эластомера ГЭН-150 (В) сле-
дует хранить в герметически закрытой таре в огнебезопас-
ном месте при температуре 15—20 °C.
Пакеты сухого эластомера ГЭН-150 (Й) могут храниться
в бумажном мешке или на стеллажах вдали от отопитель-
ВОССТАНОВЛЕНИЕ ПОСАДОЧНЫХ ПОВЕРХНОСТЕЙ 227
ных приборов и осветительных ламп. Срок хранения су-
хого эластомера не более одного года. По истечении
этого времени проверяют растворимость эластомера в аце-
тоне после его вальцовки на охлажденных вальцах в те-
чение 3—5 мин. Эластомер считается пригодным, если он
растворяется полностью без остатка.
Раствор эластомера ГЭН-150 (В) может храниться
в закрытой таре продолжительное время. Ввиду токсич-
ности растворителей (ацетон, бензол, толуол) все работы
должны проводиться с соблюдением мер предосторож-
ности. Для этого необходимо взвешивать или отмеривать
растворитель в помещениях с хорошей приточно-вытяж-
ной вентиляцией или в вытяжном шкафу, не допускать
попадания раствора на тело и особенно в глаза, при при-
готовлении раствора и нанесении пленки использовать
спецодежду (халат, предохранительные очки).
Для обеспечения наилучшей адгезии поверхность, на
которую наносят пленку, очищают от продуктов корро-
зии, тщательно обезжиривают бензином «Калоша» или
Б-70 и протирают ацетоном. Обезжиренную поверхность
запрещается трогать руками.
После обезжиривания восстанавливаемую деталь вы-
держивают на воздухе 5—10 мин для удаления с поверх-
ности бензина и ацетона. Затем на эту поверхность вруч-
ную, центробежной заливкой или напылением (в зависи-
мости от конструкции восстанавливаемой детали) наносят
слой эластомера.
При нанесении пленки эластомера вручную используют
мягкую волосяную кисть. Мазки наносят в одном направ-
лении — по образующей. При этом необходимо следить
за равномерностью расположения мазков (ряды мазков
должны быть параллельны друг другу, перекрытие их
краев и просветов между ними не допускается). Условие
равномерности особенно важно соблюдать в тех случаях,
когда эластомер наносят на поверхность детали для по-
вышения герметичности соединения.
Нанесенную пленку выдерживают на воздухе в тече-
ние 20 мин. Последующие слои наносят только после вы-
держки предыдущего слоя в течение указанного времени.
Запрещается прикасаться к нанесенной пленке паль-
цами, а также не допускается попадание на пленку пыли,
масла и грязи.
8*
228
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Центробежную за-
ливку эластомера реко-
мендуется применять
для восстановления по-
садочных диаметров
внутренних колец ци-
линдрических, сфериче-
ских и шариковых
подшипников, устана-
вливаемых в буксах
подвижного состава, а
также в агрегатах и
вспомогательных маши-
нах тепловозов и элек-
тровозов.
Этот метод позволя-
ет очень быстро нано-
сить равномерную плен-
ку с рассчитанной за-
ранее толщиной слоя.
Для центробежной
заливки может быть
использован универ-
сальный токарный ста-
нок (рис. 39) или дру-
гой станок с горизон-
тальной осью вращения
шпинделя, позволяю-
щий получать часто-
ту вращения 1000—
1500 об/мин.
При использовании
универсального токар-
ного станка специаль-
ное приспособление, в
которое устанавлива-
ется внутреннее коль-
цо 5, зажимается ку-
лачками патрона /.
Приспособление состо-
ит из корпуса 2, при-
жимной крышки 5 и
ВОССТАНОВЛЕНИЕ ПОСАДОЧНЫХ ПОВЕРХНОСТЕЙ 229
Рис. 40. Приспособления к токарному станку, применяемые при центро-
бежной заливке эластомера ГЭН-150 (В) для восстановления под-
шипников:
а -— сферических; б — цилиндрических
дозирующего приспособления, состоящего из втулки
6 и дозирующей трубки 4. Втулку закрепляют
в резцедержателе станка. Дозирующую трубку устанав-
ливают во втулке таким образом, чтобы она свободно
проворачивалась на 180°. Вращение осуществляется при
помощи штифтов 7.
На рис. 40 показаны приспособления для закрепления
внутренних колец цилиндрических и сферических роли-
ковых подшипников.
Можно использовать и другие приспособления, обес-
печивающие прочное закрепление восстанавливаемого под-
шипника или кольца и предохраняющее от разбрызгива-
ния раствора эластомера при центробежной заливке.
Последовательность подачи раствора на восстанавли-
ваемую поверхность при центробежной заливке следую-
щая. Дозирующую трубку (см. рис. 39) заполняют рас-
твором эластомера на длине /, равной ширине кольца
В 4- 8-j-lO мм.
Толщину пленки в зависимости от условной вязкости
ориентировочно определяют по графику (рис. 41).
С помощью суппорта станка дозирующая трубка с рас-
твором вводится в приспособление, где уже установлено
230
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Рис. 41. Изменение толщины пленки
эластомера марки ГЭН-150 (В), зали-
ваемого центробежным способом в за-
висимости от условной вязкости
и закреплено внутреннее коль-
цо, включается привод станка.
По достижении установившейся
частоты вращения шпинделя
1000—1500 об/мин дозирующую
трубку поворачивают на 180°,
и раствор эластомера поступает
на восстанавливаемую поверх-
ность по всей ее ширине. После
этого через 3—4 мин выключа-
ется привод станка и кольцо
с нанесенной пленкой снимают
с приспособления. Для отверждения пленки эластомера
ГЭН-150 (В) детали в целях получения максимальных
прочностных свойств покрытий после выдержки на воздухе
в течение 20 мин подвергают нагреву в сушильных шкафах
при температуре 100—120 °C; время выдержки — 1 ч. Про-
цесс отверждения покрытий может быть совмещен с нагре-
вом детали под посадку. Поэтому таким способом целе-
сообразнее восстанавливать детали под посадку с натя-
гом, нагреваемые перед монтажом.
При отверждении температура не должна превышать
140 °C во избежание отпуска кольца.
Процесс может быть осуществлен в любых имеющихся
на предприятии сушильных устройствах, но с обязатель-
ным контролем температуры. Категорически запрещается
проводить процесс отверждения или нагрев под посадку
восстановленных деталей в масле.
При восстановлении посадочного натяга может быть
применен способ вклеивания стальной ленты. Особенно
эффективен этот способ в тех случаях, когда необходимо
нарастить слои пленки толщиной 0,2—1,0 мм или обеспе-
чить посадку подшипника или его колец на шейку вала,
имеющую ремонтный размер.
Для обеспечения необходимого натяга толщину метал-
лической ленты подбирают с таким расчетом, чтобы оста-
вался припуск на обработку резанием при расточке кольца
ВОССТАНОВЛЕНИЕ ПОСАДОЧНЫХ ПОВЕРХНОСТЕЙ
231
Рис. 42. Приспособления для приклеивания стальной ленты на под-
шипники:
а цилиндрические; б сферические
по размерам вала. Длина ленты должна быть достаточ-
ной, т. е. такой, чтобы после ее приклеивания получился
зазор в стыке ленты 0,5—1 мм. По ширине лента не должна
находить на галтели посадочной поверхности внутрен-
него кольца. Перед приклеиванием со стальной ленты
обязательно удаляют ржавчину и окалину путем зачистки
или пескоструйной обработки. После этого ленту валь-
цуют по размеру посадочного диаметра на универсаль-
ных вальцах или на любом специальном приспособлении.
Посадочную поверхность внутреннего кольца тща-
тельно обрабатывают шкуркой, одновременно очищая от
продуктов коррозии.
Подготовленные поверхности ленты и кольца также
обезжиривают сначала бензином («Калоша» или Б-70),
а затем ацетоном. Обезжиренные поверхности просуши-
вают в течение 10 мин.
После этого на поверхности ленты и кольца наносят
по одному слою эластомера ГЭН-150 (В) с условной вяз-
костью 20 с. Эластомер наносят волосяной кистью, просу-
шивают на воздухе в течение 1 ч, затем наносят второй
слой и сушат такое же время.
После сушки выполняют склеивание. Ленту 3 (рис. 42)
накладывают на посадочную поверхность кольца 4 под-
шипника. Внутрь кольца вставляют предварительно сжа-
тую разрезную втулку 2, которая, расширяясь, плотно
прижимает ленту к кольцу.
232
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Для дополнительного прижатия ленты к посадочной
поверхности кольца внутрь втулки устанавливают ко-
нусный валик 1. Через этот валик прессом на посадоч-
ные поверхности создается давление 0,5 МПа. Кольцо
с запрессованным в него валиком помещают в термостат,
после чего температура в термостате повышается до
120 °C. При этой температуре кольцо выдерживается
в течение 1 ч с последующим охлаждением до комнатной
температуры.
После этого валик выпрессовываюги вынимают втулку.
ПЛАСТИЧЕСКАЯ ДЕФОРМАЦИЯ
Одним из наиболее распространенных способов вос-
становления является способ, основанный на пластиче-
ском деформировании изношенных деталей с последую-
щей (в случае необходимости) механической обработкой.
Холодная и горячая правка. При воздействии внешней
силы деталь деформируется, т. е. изменяется ее форма и
размеры. После снятия внешней силы деталь частично
приобретает прежние форму и размеры. Ту часть дефор-
мации, которая не восстанавливается, называют остаточ-
ной или пластической.
С помощью пластической деформации устраняют де-
фекты формы (вмятины, вогнутости, скручивание), изме.-
няют посадочные размеры изношенных поверхностей де-
талей (увеличивают диаметры изношенных втулок), а
также используют этот способ для повышения прочности
деталей (дробеструйный наклеп рессор) и снижения шеро-
ховатости механической обработки (накатка роликами
шеек валов вместо их шлифования).
Способ основан на принудительном местном перерас-
пределении металла самой детали, в результате чего на ее
ремонт не требуется дополнительного металла. При де-
формации нагрузки на детали превышают 500—800 МПа.
Величина прикладываемой нагрузки зависит от структуры
металла, определяемой химическим составом материала
детали и видом термической обработки, влияющей на
размеры и форму зерен.
Для облегчения пластического деформирования деталь
предварительно нагревают. Так, например, при нагреве
до температуры 900 °C давление на деталь можно снизить
до 50—60 МПа.
ПЛАСТИЧЕСКАЯ ДЕФОРМАЦИЯ
233
Рис. 43. Схемы правки деталей:
а —- изогнутых; б — скрученных
При нагреве изменяются структура и механические
свойства металла. Поэтому после пластического деформи-
рования детали подвергают термической и термохимиче-
ской обработкам. Нагревают детали, изготовленные из
легированных, а также средне- и высокоуглеродистых
сталей. Оптимальная температура нагрева, при которой
на деталях не образуются трещины, 850—1100 °C.
При использовании метода пластического деформиро-
вания выполняют следующие основные операции.
Правкой устраняют остаточные деформации типа из-
гиба, скручивания, коробления. При правке (рис. 43)
направление воздействия внешних сил Рд и момент М
совпадают с направлением деформации б, т. е. изменением
формы детали.
Холодная правка не всегда дает устойчивые резуль-
таты, так как в металле в результате наклепа могут воз-
никнуть внутренние напряжения, накладывающиеся на
остаточные напряжения, которые сохранились в детали.
Эти явления устраняются в процессе горячей правки,
при которой участки, подвергаемые деформации, нагре-
вают до температуры 600—900 °C. Так, например, при
правке металлоконструкций деформированные элементы
нагревают с помощью газовых горелок и паяльных ламп
до температуры 900 °C в местах наибольшего изгиба с вы-
пуклой стороны. Возникающие при нагреве напряжения
растяжения вызывают выпрямление детали.
Детали правят с помощью прессов и домкратов. Хо-
рошие результаты дает правка деталей (например, колен-
чатых валов или рессор) местным наклепом (рис. 44, а),
который создает напряжения сжатия, деформирующие
деталь в направлении, совпадающем с направлением на-
носимого удара. Для нанесения удара применяют как
234
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Рис. 44. Схемы восстановления деталей давлением:
1 накатываемая деталь: 2 — ролик
пневматические, так и ручные молотки. Масса ручного
молотка 1—2 кг. На бойке пневматического молотка за-
крепляют закаленный шарик. Точность правки накле-
пом — 0,02 мм на 1 м длины вала.
Осадкой (рис. 44, б) увеличивают точность диаметра
деталей типа пальцев и втулок из цветных металлов за
счет некоторого уменьшения их длины. Этим способом
можно уменьшить длину деталей до 15 %, однако ответ-
ственные детали не уменьшают больше чем на 4—8 %.
При осадке направление действия внешней силы Рд
перпендикулярно к направлению деформации 6. В сма-
зочные канавки втулок перед осадкой закладывают сталь-
ные вставки.
Раздачей (рис. 44, в) увеличивают наружный диаметр
деталей типа пустотелых валов и втулок при незначи-
тельном изменении их длины. В отверстие детали протал-
кивают шарик или пуансон с большим, чем у отверстия
детали, диаметром. Твердость пуансонов из стали ХВГ
должна быть в пределах 63—65 HRC0.
ПЛАСТИЧЕСКАЯ ДЕФОРМАЦИЯ
235
Обжатием (рис. 44, г) уменьшают внутренние размеры
деталей типа втулок, изготовленных из цветных металлов.
Втулку проталкивают пуансоном через установленную
в подставке матрицу. Входное отверстие матрицы су-
жается под углом 7—8°, далее идет калибрующая часть,
которая заканчивается выходным отверстием, расширяю-
щимся под углом 18—20°. После обжатия наружную по-
верхность втулок омедняют и протачивают, а внутрен-
нюю развертывают.
Вытяжкой (рис. 44, 5) увеличивают длину деталей за
счет местного уменьшения их поперечного сечения, на-
пример удлиняют на небольшую величину тяги. При
вытяжке направление деформации перпендикулярно на-
правлению действия внешней силы.
Вдавливанием (рис. 44, е) увеличивают наружные раз-
меры детали за счет ее деформации на ограниченном
участке. Этим способом восстанавливают работоспособ-
ность шлицевых поверхностей деталей типа валов. Шлицы
прокатывают по направлению их продольной оси зао-
стренным роликом, который внедряется в металл и как бы
разводит шлиц на 1,5—2,0 мм в сторону. Инструментом
служат ролики диаметром 60 мм с радиусом заострения
около 0,4 мм. Нагрузка на ролик составляет 2—
2,5 кН.
Накатка (рис. 44, ж) основана на вытеснении рабочим
инструментом (шариками или роликами) материала с от-
дельных участков изношенной поверхности детали и поз-
воляет увеличивать диаметр накатываемых деталей на
0,3—0,4 мм. Накатке подвергают детали без термической
обработки. Обработанная таким образом поверхность при-
годна для посадок. Ее износостойкость близка к износо-
стойкости поверхности новой детали, а усталостная проч-
ность повышается в связи с некоторым наклепом обрабо-
танной поверхности. Лучшее качество дает косая накатка.
Примеры применения изложенных способов приведены
в гл. 6.
Электромеханическая обработка деталей — один из
способов восстановления деталей пластической деформа-
цией, состоящий в искусственном нагреве металла элек-
трическим током в зоне деформации.
При обычном точении в зоне резания в результате де-
формации металла и возникающего трения выделяется
236
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
некоторое количество теплоты, равное
где — в Дж; Р£ — сила резания, Н; v — скорость ре-
зания, м/мин.
Если, например, Рс — 200 Н, v — 600 м/мин, то в зоне
резания в секунду выделится следующее количество
теплоты:
л 200-600 п
~ 4270-60 ^0,5 Дж.
При включении резца и детали в цепь тока низкого
напряжения , в зоне резания будет выделяться теплота,
количество которой можно определить по формуле
Q2 = 0,24/2#/,
где Qa — в Дж; — ток, A; R — сопротивление цепи, Ом;
г — время, с.
Например, при электромеханической обработке с си-
лой тока 500 А и при сопротивлении в зоне резания 0,1 Ом,
в секунду выделится следующее количество теплоты:
Q2 = 0,24-5002-0,02 • 1 = 1200 Дж.
Суммарное количество теплоты, выделяемое в зоне
резания, равно
Q = Q1 + Q2 = ^+0,24/2 Rt,
или в нашем примере Q = 0,5 4- 1200 = 1200,5 Дж.
В зоне резания металл нагревается до 800—830° С.
Такой нагрев повышает пластические свойства металла и
облегчает резание. Схема электромеханической обработки
приведена на рис. 45.
При нагреве используют трансформатор, со вторичной
обмотки которого можно получить ток 1000 А при напря-
жении 0,2—2 В.
Этот способ дает возможность обрабатывать закален-
ные детали и детали, наплавленные твердыми сплавами.
Обработанная электромеханическим способом поверх-
ность детали обладает большей износостойкостью, чем
деталь, обработанная без электроподогрева.
У деталей, обработанных электромеханическим спосо-
бом, улучшается микропрофиль поверхностей, в связи
ПАЯНЫЕ СОЕДИНЕНИЯ
237
Рис. 45. Схема электромеха-
нической обработки:
1 — трансформатор; 2 — пат-
рон; 3 — деталь; 4 — задняя
©абка; 5 — инструмент
с чем увеличивается пре-
дел выносливости восста-
новленных деталей.
Рис. 46. Схема электромеханиче-
ской высадки и сглаживания де-
талей при ремонте неподвижных
сопряжений:
1 — деталь; 2 — высаживающая
пластина; 3 — сглаживающая пла-
стина; Do — диаметр изношенной
детали; Di — диаметр детали после
высадки; D2 — диаметр детали пос-
ле сглаживания
Если обработку детали описанным выше способом вы-
полнить резцом с закругленной вершиной, можно сгла-
дить предварительно проточенную поверхность. При ме-
ханическом сглаживании повышается твердость поверх-
ности, а диаметр детали уменьшается на 0,02—0,03 мм.
Электромеханическое сглаживание может во многих слу-
чаях заменить шлифование.
Электромеханическим способом можно восстанавли-
вать неподвижные сопряжения. Процесс состоит из двух
операций (рис. 46): высадки металла и сглаживания вы-
ступов до необходимого размера.
Металл Высаживают твердосплавной пластинкой с уг-
лом в плане, равным 70°. Подача S должна быть в 3 раза
больше контактной поверхности f пластинки. Сглажива-
ние выступов выполняют закругленной пластинкой. Ра-
диус закругления составляет 80—100 мм; ширина пла-
стинки в 3—5 раз больше подачи. При этом способе уве-
личивается твердость контактной поверхности и повы-
шается износостойкость восстановленных сопряжений.
ПАЯНЫЕ СОЕДИНЕНИЯ
При восстановлении радиаторов, различных тонко-
стенных емкостей, трубопроводов широко используют
пайку.
238
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
47. Температура плавления некоторых конструкционных материалов
Материал Марка Температура плавления, °C
Начало Конец
Углеродистая дефор- 08кп 1485 1525
мируемая сталь Хромомарганцевокис- ЗОХГСА 1485 1515
лая сталь Хромоникелевая сталь 40ХНМА 1485 1490
12Х18Н9Т 1400 1500
Жаропрочный никель- ХН77ТЮР 1400 1430
хромовый сплав ХН78Т 1380 1440
Жаростойкий и кисло- ЧХ32, ЧХ28Д2 1135 1325
тостойкий чугун Медь МО 1083 1083
Томпак Л96 1060 1070
Латунь Л63 900 920
Бронза БрОФ6,5—0,15 890 1040
Титановый сплав ВТ2 1680 1710
Алюминиево-марган- АМц 600 655
цевый сплав АМгб 565 655
Дюралюминий Д16 550 650
Силумин АЛ5 577 627
Магниевый деформи- МА5 482 602
руемый сплав Магниевый литейный Мл5 455 602
сплав Цинковый сплав ЦМ1 419 422
Бериллий Чистый 1315 1315
Хром » 1900 1900
Ниобиевый сплав ВН2 2430 2460 -
Молибденовый сплав ВМ1 2600 2620
Тантал Чистый 2996 2996
Вольфрамомолибде- 85—15 3240 3250
новый сплав Вольфрам Чистый 3410 3410
Особенность пайки состоит в том, что при этом про-
цессе не происходит плавления металла соединяемых де-
талей.
Родственным пайке процессом является лужение, при
котором поверхность металлической детали покрывают
тонким слоем расплавленного припоя, образующего в кон-
такте с основным металлом припой-сплав переменного
состава с теми же зонами, что и зоны при пайке. Если при
пайке прочность паяного соединения определяется проч-
ПАЯНЫЕ СОЕДИНЕНИЯ
239
ностью двух спаев и зоны сплавления, то при лужении
прочность связи слоя полуды с основным металлом за-
висит от прочности переходного слоя (спая) между ними.
Лужение можно применять как предварительный про-
цесс с целью создания более надежного контакта между
основным металлом и припоем или как покрытие для за-
щиты металлов от коррозии. Для повышения прочности
спая, полученного при лужении, иногда проводят терми-
ческую обработку.
Паяемые конструкционные материалы выбирают в со-
ответствии с условиями работы конструкции и требова-
ниями прочности, герметичности, коррозионной стой-
кости и др.
В паяемых конструкциях применяют стали всех ти-
пов, чугуны, никелевые сплавы (жаропрочные, жаро-
стойкие, кислотостойкие), медь и ее сплавы, а также лег-
кие сплавы на основе титана, алюминия, магния и бе-
риллия (табл. 47). Ограниченное применение имеют сплавы
на основе тугоплавких металлов: хрома, ниобия, молиб-
дена, тантала и вольфрама.
В качестве припоев для пайки металлов применяют
как чистые металлы, так и их сплавы.
Чтобы выполнить условия проведения пайки и обеспе-
чить получение качественных паяных соединений, при-
пои должны отвечать следующим требованиям:
температура плавления припоя должна быть ниже тем-
пературы плавления паяемых материалов; для соедине-
ний, работающих при температурах выше 100 °C, припои,
имеющие температуру плавления ниже 300 °C, применять
не рекомендуется;
припой должен хорошо смачивать поверхность паяе-
мых деталей и затекать в зазоры соединения;
выбранный припой должен обеспечивать получение
соединения необходимой прочности;
припой должен обеспечивать возможность нанесения
антикоррозионного или декоративного покрытия требуе-
мого качества.
В соответствии с ГОСТ 19248—78 по температуре рас-
плавления /пл припои подразделяют на: особолегкоплав-
кие (/ил < 145 °C); легкоплавкие (145 < /Пл "С 450 °C);
среднеплавкие (450 < /пл < 1100 °C); высокоплавкие
(1100 < /ил < 1850 °C); тугоплавкие (/Пл > 1850 °C).
240
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
48. Марки медных * припоев
Марка припоя Область применения
моо Для пайки ответственных деталей из углеродистых и коррозионно-стойких сталей, а также никелевых сплавов
МО Ml М2 То же » Для пайки менее ответственных деталей из тех же металлов
* Марки меди по ГОСТ 859—78.
49. Марки, химический состав и назначение
медно-цинковых припоев (ГОСТ 23137—78)
Марки медно- цинково- го припоя Химический состав, % (массовое доли) Область применения
Основные компо нентв Примеси, не более
Медь Цинк Железо Свинец
ПМЦ 36 34—38 Осталь- ное 0,1 0,5 Для пайки лату- ни, содержащей до 68 % меди
ПМЦ 48 46—50 То же 0,1 0,5 Для пайки медных сплавов, содержа- щих медь свыше 68 %
ПМЦ 54 52—56 0,1 0,5 Для пайки меди, томпака, бронзы и стали
ПАЯНЫЕ СОЕДИНЕНИЯ
241
Высокотемпературная пайка дает более прочные со-
единения, иногда не уступающие по прочности основному
материалу.
Соединения, выполненные серебряными, медными и
медно-цинковыми припоями, хорошо покрываются почти
всеми видами гальванических покрытий. Соединения при-
поями, содержащими олово, не следует подвергать галь-
ваническим покрытиям и оксидированию.
При выборе припоя для пайки стальных конструкций
следует иметь в виду, что все медные и часть серебряных
припоев способствуют возникновению трещин в основном
материале в процессе пайки или при последующей сварке
вблизи паяных швов.
Марки медных припоев приведены в табл. 48; марки
медно-цинковых припоев, припоев системы серебро—
медь—цинк, а также оловянно-свинцовых, магниевых и
на основе алюминия припоев — в табл. 49—53.
Паяльный флюс — химически активное вещество, пред-
назначенное для очистки и поддержания чистоты поверх-
ностей паяемого металла и припоя с целью снижения по-
верхностного натяжения и улучшения растекания жидкого
припоя.
К флюсам предъявляется целый ряд требований. Так,
необходимо, чтобы флюс химически не взаимодействовал
с припоем (кроме случаев реактивно-флюсовой пайки);
очищал поверхности основного металла и припоя от при-
сутствующих на них окислов и защищал соединение от
воздействия окружающей среды во время пайки; имел
температуру плавления ниже температуры плавления
припоя; способствовал смачиванию поверхности основ-
ного металла припоем в расплавленном состоянии; сох-
ранял свойства и не менял своего состава от нагрева при
пайке; не вызывал сильной коррозии паяного соединения
и не выделял при нагреве ядовитых газов.
В зависимости от температурного интервала активности
паяные флюсы подразделяют на низкотемпературные
(/пл "С 450 °C) и высокотемпературные (/пл > 450 °C)
(ГОСТ 19250—73).
Составы широко применяемых флюсов для низко- и
высокотемпературной пайки и область их применения
приведены в табл. 54.
242
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
50. Марки серебряных припоев общего назначения
(ГОСТ 19738—74)
Марка припоя Температура плавления» °C Область применения
Начало Конец
ПСр 72 779 779 Пайка медных проводов и деталей приборов, когда место спая должно обладать высокой электропровод- ностью, а также пайка проводов и деталей вакуумных приборов и уста- новок
ПСр 50 779 850 То же, но паяют при более высоких температурах
ПСр 70 730 755 Пайка меди, латуни и сталей (швы менее электропроводны, чем при пайке ПСр 72)
ПСр 65 740 — Пайка сталей, меди, никеля и их сплавов (паяные швы обладают до- статочно высокой прочностью и име- ют серебристый цвет)
ПСр 45 660 725 Пайка сталей, меди, никеля и их сплавов
ПСр 25 745 775 Припой общего назначения
ПСр 40 595 605 Пайка стальных и медных деталей, работающих при повышенных тем- пературах. При 600 °C прочность паяных соединений на 20 % выше, чем при пайке ПСр 45 и ПСр 25
ПСр 12М 780 825 Пайка сталей, меди, бронз и латуни
ПСр 10 815 850 Обладают пониженными технологи- ческими свойствами
ПАЯНЫЕ СОЕДИНЕНИЯ
243
51. Марки оловянно-свинцовых припоев
(ГОСТ 21930—76 и ГОСТ 21931—76)
Марка припоя 1емпература плавления, °C Область применения
На- чало Конец
ПОС 90 183 222 Пайка деталей, подвергаемых галь- ванопокрытиям (серебрению, золоче- нию), швов пищевой посуды и меди- цинской аппаратуры
ПОС 61 183 185 Пайка меди, латуни, бронз, сталей, ответственных деталей в электро- и радиотехнике, приборостроении, ког- да соединяемые детали нельзя нагре- вать выше 200 °C
ПОС 40 183 235 То же, а также пайка деталей с герме- тичными швами, оцинкованного же- леза
ПОС 10 183 256 То же
ПОССу 18—2 183 277 Пайка неответственных деталей из ме- ди, латуни и сталей
ПОССу 4—6 245 265 Лужение меди и железа, пайка неот- ветственных деталей, так как швы обладают недостаточной пластично- стью
52. Марки магниевых припоев [3]
Марка припоя Температура плавления, °C Область применения
Начало Конец
П430Мг 430 600 Пайка магния и сплавов марок MAI, МА2 и МА8
№ 1 435 520 То же
№ 2 398 415 Заделка мелких дефектов в отлив- ках из сплава МЛ5
244 СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
53. Марки припоев на основе алюминия [3]
Марка припоя Температура плавления, °C Область применения
Начало Конец
Силумин 578 578 Пайка алюминия и сплавов АМц и АВ
34А 525 525 Пайка алюминия и сплавов АМц, АМг и АВ
П575А 36А 570 490 620 505 Пайка алюминия и сплава АМц То же
54. Составы паяльных флюсов [3 J
Компонент флюса
Содержание
компонента,
%
Область применения
Средне- и высокоплавкие припои
Бура 100 Пайка деталей из меди, брон- зы, стали
Плавленая бура Поваренная соль Поташ кальцинированный 72 14 14 Пайка деталей из латуни и бронзы, а также пайка сере- бром
Плавленая бура Борная кислота 90 10 Пайка деталей из меди, стали и других металлов
Плавленая бура Борная кислота (разве- денная в растворе хлори- стого цинка) 50 50 Пайка деталей из коррози- онно-стойких и жаропрочных сталей
Бура Хлористый цинк Марганцовокислый цинк 60 38 2 Пайка деталей из чугуна
ПАЯНЫЕ СОЕДИНЕНИЯ
245
Продолжение табл. 54
Компонент флюса Содержание компонента, % Область применения
Хлористый ЛИТИЙ Фтористый кальций Хлористый цинк Хлористый калий Особолеел Хлористый цинк Вода 38—26 12—16 8—15 40—59 со- и легкопла 10—30 70—90 Пайка деталей из алюминия и его сплавов екие припои Пайка деталей из стали, ме- ди и медных сплавов
Канифоль 100 Пайка деталей из меди и ее сплавов
Насыщенный раствор хлористого цинка в соля- ной кислоте 100 Пайка деталей из коррози- онно-стойких сталей
Хлористый цинк Хлористый натрий 95 5 Пайка деталей из алюминия и его сплавов низкотемпера- турным припоем
Паста: насыщенный раствор цинка метанол глицерин 34 33 33 Низкотемпературная пайка паяльной лампой
Формирование паяного соединения происходит под
влиянием различных факторов (рис. 47).
Изменяя технологические параметры процесса пайки
(состав и свойства припоя, термический цикл, средства
активации поверхности, зазор, конструкцию паяного со-
единения), можно влиять на формирование швов паяных
соединений и конечные свойства этих соединений. На-
пример, факторами, определяющими степень смачивания
припоем основного металла, являются состав и свойства
Рис. 47. Технологические факторы, определяющие свойства паяных соединений
ьо
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
ПАЯНЫЕ СОЕДИНЕНИЯ
247
55. Рекомендуемые величины паяльных зазоров *, мм
Припои Основной металл
Углероди- стая сталь Корозион- но-стойкая сталь Медь и ее сплавы 1 Титан Алюми- ний и его сплавы
Медные 0,02—0,15 0,02—0,15
Латунные 0,05—0,30 0,05—0,30 — — —
Медно-цинко- вые 0,05—0,25 — 0,01—0,30 — —
Медно-фосфо- ристые — — 0,02—0,15 — —
Серебряные 0,05—0,15 0,05—0,15 0,03—0,15 — —
Серебряно- марганцовые — — — 0,05— 0,10 —
Никелевые — 0,05—0,20 — — —
Алюминиевые — — — — 0,10— 0,30
* См. работу [3].
основного металла и припоя, температура и время вы-
держки при пайке, а также средства активации поверх-
ности. Если при заданных условиях пайки не удается
обеспечить хорошего смачивания припоем паяемого ме-
талла, то смачивание можно улучшить нанесением на
паяемые поверхности слоя другого металла.
, В некоторых случаях получение качественного пая-
ного соединения при хорошей смачиваемости затруднено
образованием на границе припой — паяемый металл хруп-
ких прослоек интерметаллических соединений. В этом
случае получение соединения с требуемыми свойствами
зависит от взаимодействия припоя и паяемого металла.
Факторами, влияющими на этот процесс, являются состав
и свойства паяемого металла и припоя, температура и
время выдержки при пайке и величина зазора (табл. 55).
В ходе кристаллизации припоя при охлаждении воз-
можно появление специфических дефектов — пор, рако-
вин, трещин. В определенных условиях процесс кристал-
лизации может оказаться основным в формировании рабо-
тоспособного соединения. Процесс кристаллизации, в свою
очередь, определяется составом припоя и его взаимодей-
248
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
ствием с паяемым материалом, условиями охлаждения,
величиной зазора, конструкцией соединения и некоторыми
другими факторами.
Изменение свойств паяемого металла при пайке воз-
можно в результате воздействия термического цикла пайки
и в результате взаимодействия с припоем. Поэтому к тех-
нологическим факторам, влияющим на характер и сте-
пень изменения свойств основного металла, относятся и
все факторы, которые определяют взаимодействие припоя
и основного металла.
При пайке металла с керамикой, стеклом, когда имеется
значительная разность в коэффициентах термического
расширения и один из материалов или оба имеют низкие
пластические свойства, получение работоспособных со-
единений может быть затруднено из-за возникновения
напряжений и разрушения спая в процессе охлаждения.
К технологическим факторам, влияющим на напряжен-
ное состояние соединения, можно отнести состав и свой-
ства паяемых материалов и припоя, термический цикл
пайки, конструкцию паяных соединений и все факторы,
влияющие на взаимодействие припоя и металла.
Таким образом, при получении паяного соединения
наиболее важны смачивание припоем основного металла
(необходимое условие образования соединения при пайке)
и взаимодействие припоя с паяемым материалом, оказы-
вающее влияние на все сопутствующие процессы, участ-
вующие в формировании паяного соединения.
В настоящее время принята классификация способов
пайки по различным признакам.
По условию заполнения паяльного зазора различают
виды пайки: капиллярный и некапиллярный. При капил-
лярной пайке заполнение припоем зазора и удержание
его в зазоре происходит под действием поверхностного
натяжения капиллярных сил. При некапиллярной пайке
зазор заполняется припоем преимущественно под дей-
ствием силы тяжести или другой внешней силы.
К некапиллярным способам пайки (применяемым от-
носительно редко) отнесены сваркопайка (способ соеди-
нения разнородных металлов с различной температурой
плавления, при котором расплавляется только более
легкоплавкий металл, играющий роль припоя) и пайка
заливкой, при которой соединение образуется через при-
ПАЯНЫЕ СОЕДИНЕНИЯ
249
пой, заливаемый в полость, имеющуюся в одной из соеди-
няемых деталей или в специальном приспособлении.
В зависимости от происхождения припоя различают
следующие способы пайки: готовым припоем и контактно-
реактивную, для которой роль припоя выполняет жидкая
фаза, образующаяся в результате химической реакции
с компонентами флюса.
Одним из перспективных видов припоя является ком-
позиционный припой, содержащий порошковый напол-
нитель, не расплавляющийся при пайке. Наполнитель
создает в зазоре систему капилляров, что позволяет паять
изделия с большими зазорами. Кроме того, наполнитель
участвует в диффузионном взаимодействии с припоем и
может быть использован для придания соединению спе-
циальных свойств.
Диффузионная пайка, рассчитана на развитие диф-
фузионных процессов между припоем и паяемым метал-
лом, при которой затвердевание паяного шва происходит
при температуре выше температуры солидуса припоя.
По способу удаленця окисной пленки при пайке и лу-
жении различают флюсовую и бесфлюсовую пайку, уль-
тразвуковые пайку и лужение, абразивное, абразивно-
кристаллическое и абразивно-кавитационное лужение,
пайку в активных, нейтральных газах и в вакууме. При
ультразвуковой пайке и лужении, абразивном, абразивно-
кристаллическом и абразивно-кавитационном лужении
происходит механическое разрушение оксидной пленки
на поверхности паяемого материала под- слоем расплав-
ленного припоя, смачивающего очищенную поверхность,
за счет явления кавитации, вызываемой ультразвуковыми
колебаниями, или абразивного воздействия твердых ча-
стиц, содержащихся в припое.
По источникам нагрева существующие способы пайки
разделяют на пайку паяльником, газопламенную, дуго-
вую, электросопротивлением, экзотермическую (исполь-
зующую теплоту, образующуюся при экзотермических
реакциях специальных смесей), электронным лучом (чаще
сканирующим), лазерную, световым излучением (с по-
мощью кварцевых ламп и ксеноновых ламп высокого дав-
ления), печную, погружением в расплавленные соли или
припои, волной припоя, нагретыми штампами, матами,
блоками.
250
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Конкретная структура соединения зависит от многих
факторов — химического состава припоя и паяемого ме-
талла, температуры пайки, времени выдержки при тем-
пературе пайки, скорости нагрева и охлаждения.
термическая и химико-термическая
обработка металлов и сплавов
При восстановлении деталей с применением ремонт-
ных размеров и наплавки широко используют для повы-
шения износостойкости и сопротивления усталости тер-
мические и химико-термические процессы.
Термическая обработка стали. Основными видами тер-
мической обработки, изменяющими структуру и свойства
стали, являются: отжиг, нормализация, закалка, отпуск
и обработка холодом.
Большинство структурных изменений, имеющих место
при термической обработке сталей и сплавов, непосред- \
ственно связано с процессами, описываемыми диаграммой
железо—цементит.
Любой процесс термической обработки металла со-
стоит из нагрева до заданной температуры, выдержки и
охлаждения (рис. 48). Длительность нагрева и выдержки
изделия (детали) при заданной температуре зависит от
вида нагревающей среды; формы изделия, его теплопро-
водности, а также от времени, необходимого для завер-
шения структурных превращений.
Время выдержки (мин) в нагревательных печах можно
ориентировочно определять по следующей формуле: тв =
= [D (б) ]/5, где D (б) — диаметр (толщина) изделия, мм.
Скорость охлаждения выбирают в зависимости от вида
термической обработки, назначения изделий, подвергаю-
щихся термообработке, и химического состава стали.^Ско-
рость охлаждения изменяют подбором сред с разной ох-
лаждающей способностью.
Отжиг — вид термической обработки, состоящий из
нагрева стали до определенной температуры в зависимо-
сти от вида отжига, выдержки и последующего, как пра-
вило, медленного охлаждения (в печи или в золе) для
получения более равновесной структуры.
Отжиг проводят для улучшения обрабатываемости ре-
занием и давлением, снижения твердости, увеличения
ТЕРМИЧЕСКАЯ ОБРАБОТКА МЕТАЛЛОВ
251
Рис. 48. График (режим) термиче-
ской обработки (простая термиче-
ская обработка):
/гпах температура нагрева; тд, тв и
rQ — продолжительность соответствен-
но нагрева, выдержки и охлаждения;
~ истинная скорость охлаждения,
определяемая тангенсом угла наклона
касательной к кривой охлаждения
пластичности и вязкости, снятия внутренних напряже-
ний. На практике применяют следующие виды отжига:
полный, неполный, диффузионный, рекристаллизацион-
ный и отжиг для снятия остаточных напряжений.
Полный (смягчающий) отжиг заключается в нагреве
стали до температур на 30—50 °C выше температур, со-
ответствующих на диаграмме Fe—Fe3C критическим точ-
кам Дс3 (линия GS), и выдержке с последующим медлен-
ным охлаждением (в печи) со скоростью 20—50 °С/ч.
Этому виду отжига подвергают доэвтектоидную (кон-
струкционную) сталь для создания мелкозернистой струк-
туры, что способствует повышению вязкости, снижению
твердости и повышению пластичности, а также снятию
внутренних напряжений (например, в зоне сварного шва).
При нагреве крупная исходная ферритоперлитная струк-
тура доэвтектоидных сталей превращается в мелкую
структуру аустенита. При последующем медленном ох-
лаждении из мелкозернистого аустенита образуется мел-
кая ферритоперлитная структура.
Неполному отжигу подвергают заэвтектоидную и эв-
тектоидную (инструментальные) стали для превращения
пластинчатого перлита в зернистый. Заэвтектоидную
сталь нагревают до температуры немного выше темпера-
туры, соответствующей критической точке Ас^ но ниже Ас
(около 780 °C). При нагреве происходит превращение пер-
лита в аустенит, а кристаллы вторичного цементита ча-
стично сохраняются, при этом образуется структура, со-
стоящая из вторичного цементита и аустенита. При по-
следующем медленном охлаждении из аустенита образуется
сернистая ферритоцементитная структура, что способст-
вует повышению вязкости, пластичности о снижению
твердости стали.
252
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Рис. 49. Участок диаграммы со- Рис. 50. Оптимальный интервал
стояния Fe—FesC с нанесенными закалочных температур углеро-
температурами для различных ви- дистых сталей
дов термической обработки углеро-
дистой стали
Диффузионный (гомогенизационный) отжиг проводят
для выравнивания химического состава фасонных отли-
вок и слитков в основном легированных сталей, у которых
такая неоднородность сильно выражена. Выравнивание
химического состава происходит за счет диффузионных
процессов, поэтому температура отжига должна быть вы-
сокой (1100—1200 °C). Отжиг (выдержка) длится 8—15 ч,
после чего заготовки охлаждают вместе с печью до 800—
850 °C в течение 6—8 ч и помещают для окончательного
охлаждения на воздух.
Отжигу для снятия остаточных напряжений подвер-
гают в основном сварные соединения и отливки, нагревая
до температур, при которых фазовые превращения отсут-
ствуют, т. е. до температур ниже 727 °C. В результате от-
жига при 600 °C в течение 20 ч напряжения почти пол-
ностью снимаются независимо от их начальной величины.
Для сокращения продолжительности отжига температуру
нагрева увеличивают до 680—700 °C.
Отжиг является длительной операцией и может про-
должаться до 10—20 ч, поэтому часто вместо отжига для
углеродистой стали применяют нормализацию.
Нормализацией называют процесс термической обра-
ботки, проводимый для улучшения обрабатываемости
ТЕРМИЧЕСКАЯ ОБРАБОТКА МЕТАЛЛОВ
253
стали резанием, исправления структуры сварных швов
и структуры перегретой (после горячей обработки давле-
нием) и литой сталей, а также для подготовки стали к по-
следующей термической обработке — закалке. Сталь на-
гревают до температуры на 30—50 °C выше температур,
соответствующих критическим точкам Ас3 (для доэвтекто-
идной стали) или Аст (для заэвтектоидной стали) с по-
следующим охлаждением на воздухе.
Нормализованная сталь имеет структуру сорбита.
Температуры нагрева углеродистой стали для различных
видов отжига и нормализации приведены на рис. 49.
Закалка — самый распространенный вид термической
обработки, состоящий в нагреве стали до оптимальной
температуры, выдержке при этой температуре и последую-
щем быстром охлаждении в целях получения неравновес-
ной структуры (рис. 50). Закаливают практически все
детали машин и механизмов, инструмент и штампы.
В результате закалки повышаются прочность, твердость,
сопротивление износу (износостойкость) и предел упру-
гости, однако при этом понижается пластичность
стали.
При закалке доэвтектоидные стали (в основном это
конструкционные стали) нагревают до температуры на
30—50 °C выше температур, соответствующих критиче-
ским точкам Ас3 (линия GS, рис. 49). При этих темпера-
турах исходная ферритоперлитная структура сталей пре-
вращается в аустенит, а после охлаждения со скоростью,
большей критической (150—200 °C), образуется мартен-
сит. Мартенсит — основная структурная составляющая
закаленной стали; представляет собой перенасыщенный
твердый раствор внедрения углерода в a-железо. В боль-
шинстве случаев стремятся получить именно эту струк-
туру, так как сталь, закаленная на мартенсит, обладает
высокой твердостью (51,5—66 HRC3 или 600—700 НВ),
повышенной прочностью и сопротивляемостью изнашива-
нию, но низкой вязкостью. Мартенсит имеет форму тон-
ких игл-пластин, разделяющих аустенитное зерно на
несколько частей. Чем мельче зерна аустенита, тем мельче
иглы мартенсита.
Если доэвтектоидные стали нагревать ниже точек Ас3,
то в структуре сохраняется непревращенный феррит,
который после закалки будет присутствовать в структуре
254
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
наряду с мартенситом и снижать твердость закаленной
стали. Такую закалку называют неполной.
Для эвтектоидной и заэвтектоидной сталей всегда при-
меняют неполную закалку, поскольку остающийся при
таком нагреве цементит имеет высокую твердость и обес-
печивает закаленной стали твердость и износостойкость.
При закалке эти стали нагревают на 30—50 °C выше кри-
тических точек Асг (см. рис. 49, линия SK), затем выдер-
живают в печи для полного прогрева и завершения струк-
турных превращений.
Скорость охлаждения стали, нагретой до температуры
закалки, оказывает решающее влияние на результат тер-
мической обработки.
В качестве охлаждающих сред при закалке исполь-
зуют воду, водные растворы солей, щелочей и масло, ко-
торые имеют различную охлаждающую способность. Вода
по сравнению с машинным маслом охлаждает сталь при-
мерно в 6 раз быстрее при 550—650 °C и в 28 раз быстрее
при 200 °C. Поэтому воду применяют для охлаждения
углеродистых сталей, которым свойственна большая кри-
тическая скорость закалки, а масло — для охлаждения
легированных сталей, имеющих малую критическую ско-
рость закалки.
Основной недостаток воды как охлаждающей среды —
высокая скорость охлаждения при пониженных темпера-
турах в области образования мартенсита (200—300 °C),
которая приводит к возникновению больших структурных
напряжений и создает опасность образования трещин.
Добавление к воде солей и щелочей увеличивает ее зака-
ливающую способность. Для ответственных деталей из
углеродистой стали, особенно из сталей для инструмента,
применяют закалку в двух средах: воде и масле. Преиму-
щество масла как охладителя заключается в том, что оно
обеспечивает небольшую скорость охлаждения в области
температур мартенситного превращения, поэтому опас-
ность образования трещин резко снижается. Недостатки
машинного масла как охладителя — легкая воспламеняе-
мость, пригорание к поверхности деталей.
Способ закалки выбирают в зависимости от марки стали,
формы и размеров изделий, а также от технических требо-
ваний, предъявляемых к этим изделиям.
ТЕРМИЧЕСКАЯ ОБРАБОТКА МЕТАЛЛОВ
255
При закалке в одном охладителе нагретые изделия
(детали) погружают в одну из закалочных сред — воду
или масло. При этом изделие следует перемещать так,
чтобы его поверхность все время соприкасалась с холод-
ной охлаждающей жидкостью во избежание образования
«паровой рубашки» вокруг изделия, мешающей отводу
теплоты. На качество закалки влияет также и способ
погружения. Мелкие изделия (например, винты, шурупы,
гвозди, гайки) можно погружать в термическую ванну
беспорядочно. При погружении в охладитель деталей
типа валов и осей продольная ось этих деталей должна
быть перпендикулярна к поверхности охлаждающей
жидкости.
Закалка обработкой холодом заключается в дополни-
тельном охлаждении подвергаемого закалке изделия из
стали до температур ниже 20 °C в целях более полного
превращения остаточного аустенита в мартенсит, так как
остаточный аустенит снижает твердость и придает стали
большую хрупкость. Для обработки холодом закаленные
на мартенсит изделия помещают в холодильник, где при
температуре от —40 до —100 °C остаточный аустенит
распадается с образованием мартенсита. Распространен-
ным охладителем является смесь из твердой углекислоты
с ацетоном (—78 °C).
Обработка холодом целесообразна только для сталей,
у которых температура конца мартенситного превраще-
ния ниже 18—20 °C. Обработке холодом подвер-
гают в целях повышения режущих свойств быстрорежу-
щих сталей; увеличения твердости инструмента, изготов-
ленного из легированной стали; повышения магнитных
свойств магнитных сталей; стабилизации размеров измери-
тельного инструмента и шарикоподшипников.
При изотермической закалке (при постоянной темпера-
туре), так же как и при ступенчатой, нагретые до темпера-
туры закалки изделия (детали) охлаждают в соляной ванне
при температуре 300—400 °C и выдерживают до полного
превращения аустенита в игольчатый троостит. Дальней-
шее охлаждение до температуры 18—20 °C осуществ-
ляют на воздухе. Такая закалка обеспечивает минималь-
ные внутренние напряжения, а также удовлетворитель-
ное сочетание твердости (46,5—56 HRC3) и вязкости.
Изотермическую закалку применяют для закаливания
256
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
пружин, ударного инструмента и других деталей из ле-
гированной стали. При этом длинные и тонкие изделия
не изменяют свою форму и не коробятся.
Поверхностной закалке подвергают такие детали, как
шестерни, валы, оси, кулачки, пальцы для муфт, работаю-
щие на истирание и подвергаемые динамическим (ударным)
нагрузкам. Для таких деталей необходимы высокая твер-
дость и износостойкость поверхностного слоя, а их сердце-
вина должна быть вязкой и иметь повышенную усталост-
ную прочность. Перечисленное сочетание свойств можно
придать изделиям, применив индукционную закалку то-
ками высокой частоты (ТВЧ).
При закалке ТВЧ деталь или участок детали, который
необходимо закалить, помещают в индуктор, изготовлен-
ный из медной трубки, в которую подается охлаждающая
вода. К индуктору через трансформатор от специального
генератора подводится ток высокой частоты (8—500 кГц).
Внутри индуктора возникает переменное магнитное поле,
индуктирующее на поверхности детали электродвижущую
силу, под действием которой в металле возникают элек-
трические вихревые токи. Эти токи и вызывают нагрев
поверхности детали до высокой температуры в течение
нескольких секунд. Охлаждение деталей при поверхност-
ной закалке в основном дешевое. После закалки детали
подвергают низкому отпуску. Толщина закаленного слоя
составляет 1—10 мм, ее можно регулировать, изменяя
частоту тока. В условиях серийного и массового произ-
водства, когда установка загружена полностью, этот спо-
соб закалки высокоэкономичен. Его широко применяют
в машиностроении, автотракторной, электротехнической
и в других отраслях промышленности.
Отпуск — вид термической обработки, состоящий в на-
греве закаленного стального изделия ниже критических
точек Асг (на рис. 49 линия PSK) в интервале 150—
650 °C, выдержке и последующем охлаждении с любой
скоростью, так как при этом виде термической обработки
фазовых превращений не происходит (т. е. температура
отпуска не должна превышать 727 °C). Цель отпуска —
ослабить или полностью предотвратить появление вну-
тренних напряжений, возникающих при закалке, умень-
шить хрупкость и твердость, а также повысить вязкость
закаленной стали.
ТЕРМИЧЕСКАЯ ОБРАБОТКА МЕТАЛЛОВ
257
При отпуске закаленных сталей в результате нагрева
происходит переход от более твердых, но менее устойчи-
вых структур, к менее твердым, но более устойчивым
структурам. В зависимости от температуры нагрева раз-
личают виды отпуска: низкий, средний и высокий.
Низкий отпуск заключается в нагреве закаленной
стали до 150—250 °C, непродолжительной выдержке (от
30 мин до 1,5 ч) при этой температуре и последующем
охлаждении деталей в машинном масле или на воздухе.
При этом в структуре стали остается мартенсит с изменен-
ной кристаллической решеткой. После низкого отпуска
твердость поверхности практически не изменяется, но
уменьшаются остаточные закалочные напряжения и не-
сколько повышается вязкость. Такой вид отпуска приме-
няют для режущего и измерительного инструмента (на-
пример, сверл, метчиков, плашек, калибров, скоб, шаб-
лонов).
Средний отпуск состоит в нагреве изделий до 300—
500 °C. В структуре обработанной при этих температурах
стали содержится в основном троостит отпуска. Детали
приобретают упругие свойства при сохранении высокой
прочности. Такому виду отпуска подвергают пружины,
рессоры, мембраны.
При высоком отпуске стальные детали нагревают до
450—650 °C, выдерживают при этой температуре, а затем
охлаждают для получения структуры сорбита отпуска.
Закалку вместе с последующим высоким отпуском назы-
вают улучшением стали. После этого отпуска детали при-
обретают повышенную ударную вязкость, пластичность,
но несколько пониженную твердость поверхности. Этому
виду отпуска подвергают в основном все ответственные
детали машин и механизмов (например, валы, оси, зуб-
чатые колеса).
Термомеханическая обработка стали (ТМО) — вид об-
работки, при котором значительно повышается проч-
ность стали и почти не снижается ее пластичность. Этот
вид обработки состоит в закалке, отпуске и последующем
пластическом деформировании.
Пластическое деформирование при ТМО осуществляют
прокаткой, ковкой, штамповкой. Различают термомехани-
ческую обработку высокотемпературную (ВТМО) и низко-
температурную (НТМО). При ВТМО сталь нагревают до
9 Молодык Н. В. и др.
258
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
температур выше точки Ас3 (т. е. до 1000—1100 °C),
пластически деформируют при этой температуре (степень
деформации 20—30 %), немного охлаждают и проводят
закалку.
При НТМО сталь нагревают до температур выше точ-
ки Ас^, охлаждают до температур более низких, чем тем-
пература рекристаллизации стали (450—550 °C), и под-
вергают детали пластической деформации при этой тем-
пературе (степень деформации 75—95 %). В закалочную
среду детали помещают при температуре деформирова-
ния.
В обоих случаях после закалки следует низкий от-
пуск. ВТМО можно подвергать любые стали, а НТМО —
только легированные. По сравнению с обычной закалкой
при ТМО получают более высокие механические свойства
стали. Наибольшего упрочнения достигают после НТМО —
ов = 28004-3300'МПа, 6 = 6%, в то время как после
обычной закалки и низкого отпуска ав = 20004-2200 МПа
и б = 34-4 %.
От неправильного выбора режима термической обра-
ботки и ее проведения в деталях могут возникнуть раз-
личные дефекты (закалочные трещины, коробление, пере-
жог и др.).
Химико-термическая обработка стали (ХТО) состоит
в поверхностном насыщении стальных деталей различ-
ными элементами (например, углеродом, азотом, алюми-
нием, хромом) для повышения поверхностной твердости,
сопротивления изнашиванию, выносливости, окалинной
и коррозионной стойкости. На практике широко приме-
няют следующие виды ХТО: цементацию, азотирование,
цианирование и диффузионную металлизацию.
Цементация стали — процесс насыщения поверхност-
ного слоя стали углеродом при нагреве без доступа воз-
духа до температуры выше точки Ас3 (до 900—950 °C)
в среде углерода или газов, содержащих углерод. Цемен-
тацию проводят для получения высокой твердости по-^
верхностного слоя при условии сохранения мягкой и вяз-
кой сердцевины, а также для повышения износостойкости
и предела выносливости стальных деталей, что обеспечи-
вается термической обработкой после цементации (за-
калкой с низким отпуском).
ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА МЕТАЛЛОВ
259
Обычно цементации подвергают низкоуглеродистые
стали с содержанием углерода до 0,25 %, в результате
чего твердость внутренних слоев изделия после закалки
не изменяется и остается равной 160—170 НВ, а твердость
поверхностного слоя повышается до 600 НВ. Толщина
цементованного слоя для машиностроительных деталей
должна составлять 0,5—2 мм, для измерительного ин-
струмента — 0,3—1 мм, а концентрация углерода в по-
верхностном слое—0,8—1,0 %. Различают цементацию
твердым карбюризатором (насыщающей средой) и газовую.
Более широко применяют цементацию в газовых сре-
дах, как высокопроизводительный способ при массовом
и серийном производстве. В качестве карбюризатора ис-
пользуют предельные и непредельные газообразные угле-
водороды, например: природный газ — метан (СН4), про-
пан, бутан, которые при нагреве диссоциируют с выделе-
нием атомарного углерода.
Детали нагревают до 900—950 °C в специальных гер-
метически закрытых печах, в которые подается карбюри-
затор. При цементации газообразным карбюризатором
длительность процесса сокращается в 2,5—3 раза по сравне-
нию с цементацией твердым карбюризатором. Заданная
концентрация углерода в поверхностном слое обеспечи-
вается автоматическим регулированием состава газа. Рас-
ход различных карбюризаторов приведен в табл. 56,
а в табл. 57— скорость газовой цементации.
При цементации твердым карбюризатором детали,
насыщаемые углеродом, после предварительной очистки
от ржавчины и жиров укладывают в металлические ящики
и засыпают карбюризатором, состоящим, в основном из
древесного угля с добавлением углекислого бария (ВаСО3),
соды (Na2CO3), углекислого кальция (СаСО3) и крахмала
в количестве, составляющем 10—40 % массы угля.
Крышку ящика для его герметизации обмазывают огне-
упорной глиной. Продолжительность цементации в печи
в зависимости от размеров ящика и количества загружен-
ных деталей составляет 10—20 ч. После цементации де-
тали в ящиках охлаждают вместе с печью или на воздухе,
а затем подвергают закалке и низкому отпуску. Цемента-
ции подвергают зубчатые колеса, шейки валов, плунжеры
насосов, червяки, звездочки, ролики подшипников ка-
чения и другие детали.
9*
260
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
56. Расход карбюризатора при газовой цементации [19]
Характеристика печи
Объем рабо- чего про- странства, м3 Средняя произво- дительность при цементации на глу- бину 1 мм, кг/ч Расход керосина, пиробензола, син- тина, капель/мин Расход природ* ного газа, м8/ч
0,04 100 25-35 60—70 ——-
0,08 150 35—45 60—90 0,3-0,5 0,9—1,2
0,14 220 35-45 70—90 0,3—0,5 0,9—1,2
0,25 400 50—75 0,4—0,6
120—150 1,2—1,6
0,35 600 50—75 0,4—0,6
120—150 1,2—1,6
0,85 1500 60—80 0,4—0,6
150—170 1,2-1,8
0,03 50 25-35 40—60 ——
0,10 150 35—45 60—90 0,3—0,5 0,9-1,2
0,14 220 35—45 70—90 0,3-0,5 0,9—1,2
0,34 600 50—75 0,4—0,6
120—150 1,2—1,6
Примечания: 1. В 1 см3 жидкого карбюризатора содержится'
в среднем 23 капли.
2. В числителе дроби приведен расход карбюризатора при нагреве,
в знаменателе — при выдержке.
ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА МЕТАЛЛОВ
261
57. Средние скорости газовой цементации, мм/г [19]
Глубина слоя, мм Температура, °C
900 925 950 975 1000
До 0,5 0,45 0,55 0,75
0,5—1,0 0,30 0,40 0,55 0,75 0,95
1,0—1,5 0,20 0,30 0,40 0,55 0,75
1,5—2,0 0,15 0,20 0,25 0,35 0,55
2,0—2,5 0,12 0,15 0,20 0,25 0,40
Азотирование стали — процесс насыщения поверх-
ностного слоя стали азотом при нагреве ее в среде ам-
миака (NH3). Азотирование проводят для повышения
твердости поверхностного слоя деталей, износо- и тепло-
стойкости, а также коррозионной стойкости.
Азотированию подвергают изделия, прошедшие тер-
мическую обработку (закалку с высоким отпуском) и
обработку резанием. На неазотируемые участки наносят
электролитическое покрытие оловом. Внутренние резьбы
и отверстия защищают обмазками. Детали укладывают
равномерно в герметически закрытый муфель (реторту),
который помещают в электропечь. В муфель из балло-
нов подается аммиак, который при нагреве разлагается,
образуя атомарный азот. Азот, внедряясь в поверхность
деталей, взаимодействует с железом с образованием ни-
тридов (Fe2N, Fe4N).
Процесс азотирования продолжается 3—90 ч, а по-
следующее медленное охлаждение печи с деталями —
4—5 ч. Глубина азотированного слоя зависит от тем-
пературы и времени выдержки и колеблется в пределах
0,25—0,65 мм. В табл. 58 приведены средние скорости азо-
тирования, в табл. 59 — режимы азотирования различ-
ных сталей.
Различают прочностное азотирование, которое прово-
дят для повышения твердости, износостойкости и устало-
стной прочности, и антикоррозионное азотирование (де-
коративное) — для повышения коррозионной стойкости
во влажной атмосфере и пресной воде.
Прочностному азотированию подвергают хромоникеле-
вые конструкционные стали, а также легированные стали
38ХМЮА и 35ХМЮА, у которых легирующие элементы
262
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
58. Средние скорости азотирования, мм/г
Глубина слоя, мм Температура, °C
500 550 600
До 0,2 0,020 0,040
0,2—0,4 0,015 0,030 0,06
0,4—0,6 0,010 0,020 0,03
0,6—0,8 — 0,015 0,02
59. Режимы азотирования легированных сталей
Сталь Температу- ра, °C Продолжи- тельность, ч Глубина азотирован- ного слоя мм Номинальная поверхностная твердость, HV 100
Х12Ф1 510 25 0,15—0,20 900—1000
ЗХ2В8Ф 560 65 0,45—0,55 700—750
18Х2Н4МА 490—510 40—50 0,35—0,40 750—850
ЗОХЗМФ 560 24 0,5 900—950
40ХН2МА 500—520 50—60 0,5—0,6 640—700
ЗОХЗМФ 500—525 60—80 0,35-0,55 750—800
20X13 500 0,10—0,12 1000—1050
550 48 0,25—0,30 900—950
600 0,30—0,40 780—830 ,
40Х 500 48 0,50 450
18ХГТ 510 24 0,25 630—720
(Cr, А1, Мо) способствуют образованию твердых нитридов.
Температура азотирования довольно низкая: 500—520 °C.
Углеродистые стали не подвергают прочностному азоти-
рованию, так как образующийся поверхностный слой по-
лучается хрупким, недостаточно твердым. Этот вид азо-
тирования применяют для штампов, пуансонов, цилин-
дров моторов и насосов, зубчатых колес, золотниковых
пар насосов, шеек валов и других деталей.
ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА МЕТАЛЛОВ
263
Антикоррозионному азотированию в основном подвер-
гают углеродистые стали. Процесс протекает при 600—
700 °C с выдержкой щри этой температуре 0,5—1 ч.
Азотирование по сравнению с цементацией имеет сле-
дующие преимущества: твердость и износостойкость азо-
тированного слоя значительно выше цементованного за-
каленного слоя; после азотирования закалку деталей не
выполняют, что предотвращает их коробление; азотиро-
ванная поверхность более устойчива против коррозии.
Однако азотирование — процесс более длительный и
сложный, поэтому его применяют только для легирован-
ных сталей. Кроме того, азотированные детали мало при-
годны для работы в условиях высоких удельных нагрузок
из-за недостаточной толщины азотированного слоя.
Цианирование (нитроцементация) стали — процесс
одновременного насыщения поверхности стального из-
делия азотом и углеродом. Цианированию (нитроцемен-
тации) подвергают детали из сталей, содержащих 0,2—
0,4 % углерода. Цианирование может производиться
в твердых, жидких и газообразных средах. Твердое
цианирование применяют крайне редко как менее эф-
фективное по сравнению с жидким и газовым, наиболее
часто используют цианирование в жидкой среде.
х Детали, прошедшие механическую обработку, погру-
жают в специальную ванну с расплавом солей, состоящим
из 20—25 % NaCN, остальное — NaCl и Na2CO3. В за-
висимости от необходимой толщины получаемого слоя
детали нагревают до 820—960 °C. Образующиеся при
нагреве (в результате окисления кислородом воздуха циа-
нистых солей) атомарный азот и углерод диффундируют
в сталь, поверхность детали насыщается азотом (до 1—
2 %) и углеродом (до 0,7 %). При температуре расплава
820—860 °C получают слой толщиной до 0,3 мм, при
930—960 °C — до 2 мм; продолжительность процесса 10—
40 мин. После цианирования проводят закалку и низкий
отпуск, в результате твердость полученного слоя состав-
ляет 59—63 HRCg. Этот процесс называют высокотемпера-
турным цианированием.
Цианирование при температурах 550—600 °C по суще-
ству является азотированием в жидких средах, поскольку
науглероживания, т. е. насыщения углеродом, практи-
чески не происходит. Этот процесс проводят в неразбав-
264
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
ленных другими веществами расплавах цианистых солей,
содержащих, % (массовая доля): KCN 40 и NaCN 60.
Высокотемпературное цианирование применяют для
средне- и низкоуглеродистых сталей (обыкновенных угле-
родистых и легированных), низкотемпературное циани-
рование — для быстрорежущего инструмента.
В зависимости от вида цианирования рекомендуются
[121 следующие составы, % (массовая доля):
для низкотемпературного цианирования (температура
плавления, °C, соответственно: 490, 550, 420, 515, 535,
500, 490, 520):
1. NaCN 50, KCN 50;
2. NaCN 96—98, Na2CO3 4—2; -
3. NaCN 60, Na2CO3 40;
4. NaCN 50, Na2CO3 32, NaCl 18;
5. NaCN 50, Na2CO3 45, NaCl 25;
6. K4Fe (CN)e 90, KOH 10;
7. K4 Fe (CN)e 75, KOH 25;
8. K4Fe (CN)e 3, NaCl 65, CaCl2 32;
для среднетемпературного цианирования:
1. NaCN 55—60, NaCl 25, Na2CO3 15 (поставляется
в виде готового состава);
2. NaCN 30, NaCl 70;
3. NaCN 30, NaCl 40, Na2CO2 30;
4. Цианплав 10, NaCl 35, CaCl2 55;
5. Цианплав 10, NaCl 45, BaCl2 45;
для высокотемпературного цианирования:
1. NaCN 50, NaCl 15, BaCl2 35;
2. NaCN 45, NaCl 8, BaCl, 47;
3. NaCN 10—15, NaCl 25—30, BaCl2 55—60, Na2CO3
1,0—1,5;
4. NaCN 12—20, NaCl 5—7, BaCI2 75—80;
5. Цианплав 10, NaCl 40, CaCl2 50.
Глубина цианированного слоя зависит от времени вы-
держки (табл. 60).
Газовое цианирование (нитроцементация) проводят
в смеси науглероживающих и азотирующих газов, на-
пример, в смеси светильного или природного газа (90—
97 %) и аммиака (3—10 %). Детали нагревают до 850—
870 °C, длительность нитроцементации — 2—10 ч. После
нитроцементации детали подвергают закалке и низкому
отпуску; твердость полученного слоя 61—63 HRCa.
ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА МЕТАЛЛОВ
265
60. Глубина цианированного слоя в зависимости от времени
выдержки и состава ванны низкотемпературного цианирования {19]
Время выдержки, мин Глубина слоя (мм) при содержании NaCN, % (массовая доля)
90 50 30
5 0,008 0,006 0,006
15 0,020 0,018 0?01-5
30 0,035 0,030 0,030
45 0,037 0,035 0,035
60 0,045 0,043 0,040
Диффузионная металлизация — процесс насыщения по-
верхностей стальных деталей различными металлами.
Наиболее часто применяют металлизацию алюминием
(алитирование), хромом (хромирование), кремнием (си-
лицирование), бором (борирование). Одновременное на-
сыщение поверхностей хромом и алюминием или хромом
и вольфрамом называют хромоалитирбванием, хромоволь-
фрамированием. В результате диффузионной металлиза-
ции повышаются жаростойкость (окалинестойкость) до
1100 °C, износостойкость, твердость (до HV 2000) и кор-
розионная стойкость стальных деталей. Насыщение про-
водят в твердых, жидких и газообразных средах при
1000—1200 °C.
Процесс диффузии при металлизации происходит зна-
чительно медленнее, чем при других видах химико-
термической обработки, поэтому получение даже очень
тонких слоев протекает при высоких температурах и дли-
тельных выдержках.
Алитирование стали проводят для повышения жаро-
стойкости (окалиностойкости) деталей, работающих при
температурах до 900 °C.
Алитирование деталей ссуществляют в порошкообраз-
ной смеси, содержащей, % (массовая доля): алюминия 49,
оксида алюминия 39 и хлористого аммония 12. Смесь за-
сыпают в стальной ящик с уложенными для алитирования
деталями. Температура печи 950—1050 °C, продолжи-
тельность обработки 4—12 ч. На поверхности алитиро-
ванной детали образуется тонкая тугоплавкая (темпера-
тура плавления более 2000 °C) пленка оксида алюминия
266
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
(А12О3) толщиной 0,1 — 1 мм, предохраняющая металл от
окисления. Алитированию подвергают изложницы для
разлива стали, котельную арматуру, реторты, жаровые
трубы некоторых реактивных двигателей самолетов, из-
готовленные из стали и чугуна. Алитированные изделия
устойчивы в газах, содержащих сернистые соединения.
Их можно использовать вместо изделий, изготовленных
из жаростойких (окалиностойких) сталей.
Диффузионное хромирование стали проводят с целью
повышения жаро- и коррозионно-стойкости. Стали, со-
держащие более 0,3 % углерода, при хромировании при-
обретают высокую твердость и износостойкость вследствие
образования на поверхности карбидов хрома. Наиболее
широко применяют газовое хромирование в среде газо-
образного хлора или смеси водорода и хлористого водо-
рода. В качестве карбюризатора служит феррохром или
хром, температура в реторте или печи 950—1050 °C, глу-
бина насыщения хромом 0,1—0,2 мм; продолжительность
процесса 4—6 ч. Хромирование изделия довольно широко
используют в химической и нефтехимической промышлен-
ности, особенно в тех случаях, где изделия соприкасаются
с окислительными средами.
Силицирование стали проводят с целью повышения
ок ал и ностой кости, кислотоупорности, износостойкости и
коррозионной стойкости. В основном применяют газовое
силицирование (процесс аналогичен газовому хромирова-
нию, но более быстрый). Для получения силицированного
слоя толщиной в 1 мм необходима выдержка 2 ч при
1050 °C.
ПЕРСПЕКТИВНЫЕ СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Детонационный способ нанесения порошковых покры-
тий основан на использовании энергии детонации в газах.
При этом способе металлический или металлизированный
порошок наносится взрывом ацетиленкислородной смеси,
обеспечивающим скорость частиц порошка 800—900 м/с.
Прочное соединение распыленных частиц порошка
с подложкой обеспечивается микросваркой. Образование
газово-порошковой смеси и ее взрыв происходят в спе-
циальной камере, куда порошок подается струей азота.
Подложка при взрыве совершает поступательное или
вращательное движение. Материал порошков: карбиды
ПЕРСПЕКТИВНЫЕ СПОСОБЫ BOCCTAHOB. ДЕТ.
267
вольфрама и титана, оксиды алюминия и хрома; металлы:
хром, кобальт, титан, вольфрам. При каждом взрыве,
продолжающемся 0,23 с, образуется слой толщиной
0,007 мм. Многослойное покрытие может иметь толщину
0,02—0,4 мм. Покрытия из этих порошков имеют боль-
шую твердость и очень высокую износостойкость. В ре-
зультате напыления образуется слой покрытия с высо-
кими эксплуатационными характеристиками, высокой
прочностью сцепления и малой пористостью, в большин-
стве случаев не превышающей 1 %.
Существенным преимуществом метода является умерен-
ный нагрев обрабатываемой детали — не выше 250 °C.
Технологические возможности детонационного способа
позволяют наносить покрытия на внешние цилиндриче-
ские поверхности диаметром до 1000 мм, на внутренние
цилиндрические поверхности диаметром более 15 мм и
плоские поверхности сложной конфигурации. Наиболее
эффективно нанесение детонационных покрытий на де-
тали, работающие в условиях повышенных давлений и
температур, износа и агрессивных сред.
Например, детонационно-газовые твердосплавные по-
крытия наносят на рабочие поверхности гибочных штам-
пов, изготовленных из стали типа Х12М и термически
обработанных до твердости 57—61 HRC3. Исходный ма-
териал для напыления — механическая твердосплавная
смесь В К-15. Детонационное покрытие, получаемое напы-
лением этой смеси, отличается высокой износостойко-
стью и способностью воспринимать ударные нагрузки.
Перед напылением поверхность детали следует очи-
стить от загрязнений и создать на ее поверхности шерохо-
ватый рельеф, например методом струйной обработки аб-
разивными порошками. После окончания процесса напы-
ления поверхность, покрытую твердосплавными порош-
ками, дополнительно шлифуют или полируют алмаз-
ными пастами. Метод технологически доступен и экономи-
чески эффективен, в том числе в условиях единичного
многономенклатурнбго производства.
Плазменное напыление композиционных порошковых
материалов, состоящих из твердой тугоплавкой основы
и легкоплавкой связки, получило распространение в раз-
личных отраслях техники. Эксплуатационные свойства
плазменных покрытий зависят от физико-механических
268
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
свойств порошковых материалов, температурных и газо-
динамических параметров плазмы и подготовки поверх-
ности под напыление.
Плазменные покрытия используют для создания износо-
стойких слоев на рабочих поверхностях деталей, подвер-
женных трению. Состав композиций подбирают, исходя
из общей оценки условий работы поверхности, в том числе
с учетом возможности отвода теплоты, свойств сопрягае-
мых материалов трущейся пары, требований к качеству
поверхности и точности ее начальных размеров и т. п.
Структура нанесенного слоя состоит из хромоникеле-
вого раствора и карбидной фазы, включающей зерна ре-
лита и упрочняющие частицы связки — карбиды и бо-
риды хрома.
Метод плазменного напыления используют для нане-
сения покрытий на трущиеся поверхности деталей ти-
па: вала, шейки коленчатого вала, постелей и блоков
двигателей внутреннего сгорания, направляющих колонок
и втулок штампов и пр.
Сущность метода состоит в бомбардировке обрабаты-
ваемой поверхности (например, упорных центров, опра-
вок к гидрокопировальным станкам, гибочных и раскат-
ных роликов, направляющих оправок к насадному ин-
струменту, борштанг, прессовых оправок и др.) частицами
порошка, разогретыми до пластического состояния. Пере-
дачу тепловой и кинетической энергий частицам порошка
осуществляют плазменным (за счет введения порошковых
материалов в плазменную струю) и газопламенным (с вве-
дением порошков в газовую смесь) способами.
Для устойчивой работы плазмотрона электрическая
дуга должна быть сформирована и стабилизирована вдоль
его продольной оси.
При плазменном напылении используют порошки само-
флюсующихся сплавов системы Ni—Сг—В—Si—С ма-
рок СНГН, ПГХН80СР, ВСНГН с температурой плавле-
ния 1050 °C, зернистостью 20—150 мкм, обеспечивающие
твердость обработанных поверхностей 35—63 HRC8.
Недостатками плазменно-напыленных покрытий яв-
ляются низкие прочность сцепления с основой, адгезион-
ная прочность и термостойкость покрытия, что связано
с различными коэффициентами температурного расшире-
ния покрытия и основы. Обладая значительной пористо-
УПРОЧНЯЮЩАЯ ОБРАБОТКА
269
стью, плазменно-напыленные покрытия не защищают по-
верхность от окисления, что приводит к ускоренному
разрушению (отслаиванию) покрытия.
Увеличить адгезионную прочность, термостойкость и
стойкость покрытия в окислительных средах можно сле-
дующим способом. На металлическую поверхность изделия
наносят напылением порошковое покрытие, а затем под-
вергают эту поверхность азотированию любым из извест-
ных способов до образования нитридной прослойки.
Так как порошковое покрытие пористое, то оно не
препятствует диффузии атомов азота к поверхности за-
щищаемого металла. Наоборот, за счет усиления адсорб-
ционных и абсорбционных процессов ускоряется насыще-
ние поверхности азотом и образование на ней нитридов
тех элементов, которые входят в состав защищаемого ме-
талла (железа, хрома, вольфрама, титана, алюминия и
др.). Поскольку нитриды имеют плотность меньшую, чем
металлы (плотность оксидов 3—5 г/см3, а плотность
стали 7,8 г/см3), то при образовании нитриды заполняют
микропоры порошкового покрытия, увеличивая тем самым
сцепляемость по типу механического зацепления. Одно-
временно повышается термостойкость покрытия, так как
образовавшиеся нитриды играют роль прослойки с коэф-
фициентом термического расширения, близким к порошко-
вым материалам на основе оксидов. Нитридная прослойка
обеспечивает также коррозионную стойкость защищае-
мого металла.
упрочняющая обработка
Для увеличения ресурса восстановленные поверхности
деталей подвергают упрочняющей обработке.
Упрочнение методами лазерного воздействия. Лазер-
ная закалка перспективна для изделий, долговечность
которых лимитируется износостойкостью и сопротивле-
нием усталости, особенно если закалка другими мето-
дами затруднена из-за сложной конфигурации детали
или значительного ее коробления.
Для поверхностного упрочнения лучом лазера харак-
терен ряд особенностей: возможность локального (по
глубине и площади) упрочнения участков поверхностей
обрабатываемых деталей в местах их износа; упрочнение
270
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
поверхностей труднодоступных полостей и углублений,
куда луч лазера может быть введен с помощью несложных
оптических устройств; создание «пятнистого» поверхност-
ного упрочнения значительных площадей деталей; полу-
чение при необходимости заданной микрошероховатости
упрочненных поверхностей; получение определенных фи-
зико-механических, химических и других свойств поверх-
ностей при их легировании различными элементами с по-
мощью лазерного излучения; отсутствие деформаций обра-
батываемых деталей, обусловленное локальностью терми-
ческой обработки, что позволяет полностью исключить
финишное шлифование; простота автоматизации про-
цесса обработки лучом лазера по контуру, в том числе
деталей сложной формы, определяемая бесконтактностью
лазерного нагрева.
Упрочнению подвергаются стали: углеродистые, низко-
углеродистые и легированные У8А, У10А, 45, ХВГ, 9ХС
и др.; высоколегированные Х12, Х12М, Х12Ф, ХВГ,
ШХ15, 5ХВ2С; низкоуглеродистые цементованные 20,
12ХНЗА; хромистые коррозионно-стойкие 4X13; быстро-
режущие Р18, Р12, Р5, Р6М5, Р9.
Поверхностной лазерной обработке подвергают ин-
струмент, прошедший термическую обработку, оконча-
тельное шлифование и заточку. Лазерную обработку про-
водят в воздушной атмосфере, но чаще в атмосфере за-
щитного газа аргона, предохраняющего от обезуглеро-
живания обрабатываемый участок. Средняя производи-
тельность термоупрочнения в аргоне до 500 мм2/мин, на
воздухе — до 800 мм2/мин. Лазерное упрочнение повы-
шает стойкость инструмента в 2 раза и более.
Критическими режимами лазерного упрочнения яв-
ляются те, при которых воздействие излучения лазера не
приводит к нарушению шероховатости поверхности, а глу-
бина упрочненного слоя максимальна. При лазерном воз-
действии в режиме свободной генерации глубина упроч-
ненного слоя
<г = ]/’ати,
где а — температуропроводность; ти — длительность им-
пульса лазерного излучения.
Значение энергии (Е) лазерного излучения и глубины
упрочненного слоя некоторых марок сталей при разных
УПРОЧНЯЮЩАЯ ОБРАБОТКА
271
61. Режимы лазерной закалки инструментальных сталей [18]
Е, Дж | г, мкм HV 100
Сталь Диаметр «пятна закалки», мм ис- после
ход- упроч*
2 1 1 3 1 3,6 4 4,5 2 1 1 3 3,6 1 4 1 4,5 ная нения
У8 9 23 31 41 54 108 117 126 132 136 708 1070
ХВГ 8 22 30 39 51 103 114 121 127 131 734 976
9ХС 8 21 29 37 49 98 112 117 124 129 708 1023
Х12М 7,5 20 28 35 46 91 103 112 115 119 764 934
Р6М5 7 18 26 32 43 82 91 103 107 ИЗ 794 871
62. Режимы лазерной закалки инструментальных сталей
на установке «Квант-16» |18]
Сталь Я, Дж Z, мкм HV 100 Сталь Е, Дж г, мкм HV 100
310 125
У8 200 135 1030 300 120
У10 300 120 ШХ15 190 130 980
190 130 1000 280 105
9ХС 300 120 Х12 Т80 И5 960
190 130 980 280 105
ХВГ 300 120 1000 Х12М 180 115 960
190 130
Примечание. В числителе дроби приведены значения Е
или г при лазерной обработке в среде аргона; в знаменателе— в воз-
душной среде.
диаметрах «пятен закалки», а также микротвердость до
и после упрочнения приведены в табл. 61.
Для получения равномерного по глубине упрочнен-
ного слоя перед обработкой лазером детали подвергают
травлению реактивом состава: хлорного железа 10 г,
соляной кислоты 15 см3, воды 15 см3. После травления
деталь, имеющую ровный темно-серый цвет, устанавли-
вают и фиксируют на столе механизма перемещения лазер-
ной установки.
Оптимальная энергия лазерного излучения Е, глу-
бина z упрочненного слоя и микротвердость HV 100 при
272
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
г) д)
Рис. 51. Схемы управления перемещением лазерного луча в простран-
стве при обработке:
а » плоскости; б — отверстия; . — внутреннего торца; г — наружного ци-
линдра; д — криволинейной поверхности с центральным отверстием;
Ц световой поток; 2 — зеркало; 3 — деталь- 4 — зона упрочнения
лазерной закалке инструментальных сталей в различных
средах на установке «Квант-16» при площади «пятна за-
калки» 0,1 см2 приведены в табл. 62.
Лазерная закалка может быть окончательной при вос-
становлении инструмента и деталей технологической осна-
стки, используемой для упрочнения рабочих поверхно-
стей, при упрочнении протяженных кромок инструмента
и деталей технологической оснастки, а также рабочих
поверхностей деталей, подвергающихся интенсивному
изнашиванию. Для лазерного упрочнения кромок инстру-
мента и деталей технологической оснастки применяют
50 %-ное перекрытие «пятен закалки». В общем случае
перекрытие характеризуется коэффициентом перекрытия.
Схема управления перемещением лазерного луча в про-
странстве при упрочняющей обработке приведена на
рис. 51. Оптимальные режимы упрочнения типовых ин-
струментальных сталей на установке «Квант-18» даны
в табл. 63.
Лазерному упрочнению подвергают наплавленные
кобальтовыми стеллитами ответственные детали с малой
УПРОЧНЯЮЩАЯ ОБРАБОТКА
273
63. Оптимальные режимы упрочнения инструментальных сталей
на установке «Квант-18» [19J
Сталь Е (Дж) при обработке в атмосфере г (мкм) при обработке в атмосфере HV 100
воздуха аргона исход- ная упроч- нен- ного слоя
Размеры «пятна । закалки», мм воз духа арго- на
D - 8 3X11 D « 6 | 2X8
45 106 ' 71 104 72 160 140 56*0 890
У8 105 70 103 71 160 14С 708 1023
ХВГ 100 67 98 67 150 130 730 976
Х12М 99 66 96 66 140 120 754 976
ШХ15 103 69 101 69 150 130 708 934
площадью поверхности контакта, работающие в условиях
повышенных и высоких давлений, агрессивных сред,
газов и паров (например, клапаны, распределители, седла
и другие детали трубопроводной арматуры, изготовленные
из высокохромистых аустенитных сталей 14Х17Н2
и 12Х18Н10Т).
Коэффициенты линейного расширения металла де-
тали и стеллита различны, что исключает возможность
применения обычных видов термообработки, основанных
на резком изменении температур (например, закалки),
для повышения твердости и контактной прочности на-
плавленного материала. В этом случае для упрочнения
наплавленного стеллита используют лазерное излучение.
Наплавку осуществляют дуговым, кислородно-ацети-
леновым или аргоно-дуговым методами. Наилучшее каче-
ство имеет наплавка стеллита, выполненная аргоно-
дуговым методом. Структура стеллита представляет собой
твердый раствор на основе кобальта, расположенный на
фоне эвтектики. Химический состав наплавленного стел-
лита, % (массовая доля): С 1,6—2,3; Si 1,5—2,5; Сг 26—
32; Со 59—65; W 4—5; Fe — остальное. Перед наплавкой
детали должны быть нагреты до 750—800 °C. Наплавлен-
ные детали охлаждают медленно вместе с печью. Предва-
рительный подогрев и замедленное охлаждение вызваны
также разностью коэффициентов линейного расширения
наплавляемого металла и металла основы. Упрочненная
зона образуется из последовательных пятен фокусиро-
274
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
вания лазерного облучения с перекрытием 0,75Z) (D —
диаметр «пятна закалки»). Ширина пятен 0,5 мм и рас-
положены они по контактной поверхности детали (на-
пример, контактной окружности золотника трубопровод-
ного клапана).
Оптимальные режимы лазерного упрочнения стеллита
на установке СЛС-10-1: напряжение накачки Ua = 980 В,
что соответствует энергии импульса Е = 8 Дж; длитель-
ность импульса т = 4 мс; количество импульсов в фокаль-
ном пятне п = 1-4-8; фокусное расстояние фокусирующей
оптики F = 37 мм; смещение поверхности образца отно-
сительно фокальной плоскости AF = 0,054-0,1 мм. При
этих режимах обработки диаметр зоны проплавления
составляет 0,4—0,6 мм.
Лазерный нагрев приводит к повышению микротвер-
дости на 210—240 единиц по сравнению с исходной струк-
турой и увеличению твердости материала до 50,5—52 HRC3
при исходной твердости 41,5 HRQ.
Упрочнение методами электроискровой обработки при-
меняют для повышения: износостойкости и твердости
поверхности деталей машин, работающих в условиях
повышенных температур в инертных газах; жаростой-
кости и коррозионной стойкости поверхности; долговеч-
ности металлорежущего, деревообрабатывающего, сле-
сарного и другого инструмента; создания шероховатости
под последующее гальваническое покрытие; облегчения
пайки обычным припоем труднопаяемых материалов (на-
несение промежуточного слоя, например меди); увеличе-
ния размеров изношенных деталей машин при ремонте;
изменения свойств поверхностей изделий из цветных
металлов и инструментальных сталей.
Электроискровая обработка заключается в легирова-
нии поверхностного слоя металла изделия, являющегося
катодом, материалом электрода (анода) при искровом
разряде в воздушной среде (рис. 52). В результате хими-
ческих реакций легирующего металла с диссоциированным
атомарным азотом и углеродом воздуха, а также с мате-
риалом детали, в поверхностных слоях образуются за-
калочные структуры и сложные химические соединения
(высокодисперсные нитриды, карбонитриды и карбиды),
возникает диффузионный износостойкий упрочненный
слой.
УПРОЧНЯЮЩАЯ ОБРАБОТКА
275
Рис. 52. Принципиальная электрическая схема устройства для элект-
роискровой обработки:
j в» графитовая пластинка} 2 *** упрочняющий электрод (анод)} 3 *=* упроч-
няемая поверхность (деталь-катод)} 4 корпус инструмента
/
Упрочненный слой имеет высокую твердость и износо-
стойкость. Твердость слоя, измеренная методом Виккерса
на приборе ПМТ-3, составляет 1000—1400 HV и зависит
от материала электрода. Общий слой электроискрового
упрочнения состоит из верхнего белого нетравящегося
слоя и нижнего переходного диффузионного слоя с пере-
менной концентрацией легирующих примесей и карбида,
с сильно измененной исходной структурой, постепенно
переходящей в структуру основного металла. В боль-
шинстве случаев нижний слой по глубине несколько
больше верхнего. В связи с наличием диффузионного слоя
в структуре упрочненного металла возможно многослой-
ное упрочнение, в том числе с образованием разнолегиро-
ванных слоев. Последующее воздействие лазерного излу-
чения улучшает свойства упрочненной поверхности, леги-
рованной электроискровым методом, и снижает степень
ее шероховатости.
Электроискровому упрочнению подвергаются по-
верхности деталей типа кулачков, направляющих, фикса-
торов, прижимов, толкателей и клиньев, а также поверх-
ности шпоночных пазов, шлицев, отверстия корпусных
деталей, изготовленных из конструкционных легирован-
ных и углеродистых сталей.
Подготовка поверхностей деталей, подвергаемых
электроискровому упрочнению, состоит в удалении грязи,
пыли, продуктов коррозии и заусенцев с кромок деталей.
Параметр шероховатости упрочняемой поверхности Rz
не должен быть более 80 мкм.
При электроискровом упрочнении поверхности ре-
комендуется как можно реже отрывать упрочняющий
276
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
64. Режим электроискрового упрочнения технологической оснастки
Параметры Штампы для холодной и горячей штамповки, гибочные и вытяжные штампы Подающие и зажимные цанги, вкладыши, кон- дукторные втулки и втулки направляющих колонок
Марка стали, детали Электрод: диаметр, мм У8, У8А, У10, У10А, У12, ХВГ, 5ХНМ 65Г, 60Г, 60С2А 4
материал Феррохром, твердые сплавы
марка материала Ток, А: ФХ100Н, ТК15К6, ВК8 ФХ100Н, ТК15К6
короткого замыка- ния 3,9-4,7 3,6—4,4
рабочий 2,0—2,5 1,2-1,5
Толщина нанесенного слоя, мм 0,1 0,01
Равномерность покры- тия, % площади 80 70
Шероховатость Ra, мкм. 2,5 2,5
электрод от поверхности и прерывать его плавное пере-
мещение вдоль этой поверхности, так как отрыв электрода
вызывает разряд конденсатора контура. Если упрочня-
ющий электрод был отведен от упрочняемой поверхности
на некоторое расстояние, а затем вновь приближен к ней,
то первый разряд между вновь сближенными электродами
возникает в ионизированном воздухе при разности потен-
циалов, близкой к напряжению источника питания заряд-
ного контура. Такой разряд может вызвать значительную
эрозию поверхности или даже прижог.
При упрочнении деталей, изготовленных из быстро-
режущей стали или ее заменителей, на смежной грани
допускается наличие первого из цветов побежалости —
светло-желтого; при электроискровом упрочнении деталей,
изготовленных из углеродистой стали, режимами и техно-
логией упрочнения обеспечивают полное отсутствие цве-
тов побежалости.
Смазывание упрочняемых поверхностей маслом уве-
личивает их шероховатость. Искровой разряд в жидкой
среде приводит к увеличению выброса металла с поверх-
ности электродов, а тепловое воздействие не успевает
УПРОЧНЯЮЩАЯ ОБРАБОТКА
277
распространиться на большую глубину, вследствие чего
толщина упрочненного слоя не увеличивается.
Шероховатость и сплошность нанесенного покрытия
зависят от степени шероховатости исходной поверхности;
при этом чем ниже шероховатость, тем выше качество
поверхности с нанесенным покрытием.
Рекомендации по выбору режимов электроискрового
упрочнения приведены в табл. 64.
Электроискровое упрочнение проводят на мягких,
средних и жестких режимах по току в сети и напряжению
на электродах. Мягкие режимы обеспечивают получение
тонкого мелкозернистого плотного слоя упрочняющего
металла, но при работе на мягких режимах на образование
этого слоя затрачивается больше времени, чем при работе
на жестких режимах.
Жесткие режимы позволяют получить более толстые
слои упрочняющего металла, однако не обеспечивают его
однородность, плотность и мелкодисперсность. Харак-
теристика режимов электроискрового упрочнения на
установке ЭФИ-46А приведена в табл. 65.
Электроискровое упрочнение осуществляют вибри-
рующим электродом вручную. Перед началом работы
вибратор и аппарат регулируют в соответствии с приня-
тыми режимами обработки. После включения аппарата
электроды вводят в соприкосновение друг с другом и затем
перемещают упрочняющий электрод относительно упроч-
няемой поверхности, поддерживая постоянным давление
на вибратор.
По обрабатываемой поверхности электрод перемещают
либо круговыми движениями (по небольшому кругу)
с одновременным продвижением в сторону, либо зигзагом
с небольшой амплитудой и продвижением в сторону.
Основным недостатком ручного упрочнения является не-
устойчивость и зависимость результатов упрочнения от
квалификации и навыков рабочего. Кроме того, ручная
работа малопроизводительна.
Скорость перемещения электрода при ручной обра-
ботке не должна превышать 0,07—0,09 м/мин. При более
высокой скорости качество покрытия снижается. Следует
соблюдать перпендикулярность расположения электрода
по отношению к упрочняемой поверхности. Установки
с ручными вибраторами не позволяют полностью реализо-
278
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
65. Режимы электроискрового упрочнения, проводимые
на установке ЭФИ-46А
Параметр Режим
мягкий средний жесткий
1 2 1 2 1 2
Напряжение, В: вспомогательный 15 25 40 75 135 190
ход рабочее 9—13 10—18 21—33 30—48 35—58 48—68
Ток, А: короткого замыка- 3,5 3,7 4,5 4,3 4,2 5,5
ния рабочий 0,8— 1,2— 1,5- 2,0— 2,0— 2,2—
1,2 1,5 2,0 2,5 2,5 2,8
Время т обработки 4,0— 3,0— 2,0— 2,0— 1,0- 0,5—
1 см2 поверхности, мин 16,0 8,0 8,0 7,0 6,0 1 1 5,0
Масса (мг) сплава 3,0- -3,9 8,0- -15,0 12,0 -9,0
Т15К6, перенесенно- го на 1 см2 за время т при 220 В, не менее Производительность 1,5- -1,3 1,2- -1,1 1,1 -0,7
процесса, с/мм? Удельный расход % ма- териала электродов, г/см2: феррохрома 0,009 0,030 0,050 0,070 0,085 0,110
сплава Т15К6 0,006 0,025 0,045 0,060 0,080 0,100
титана 0,002 0,010 0,024 0,036 — —
Примечание. Расход Q материала электрода определяют
по формуле Q = FA, где F — площадь упрочнения, см2.
УПРОЧНЯЮЩАЯ ОБРАБОТКА
279
вать все преимущества процесса. Целесообразно механи-
зировать процесс, использовать для этих целей механизмы
перемещения рабочих столов и суппортов металлорежу-
щих станков.
При электроискровом легировании (в результате тер-
мического воздействия разряда) в поверхностном слое
наблюдается значительный рост зерен основного металла,
что приводит к уменьшению прочности слоя. Нагрев
тонких поверхностных слоев основного металла, при-
мыкающих к износостойкой оболочке, сопровождающийся
одновременным интенсивным отводом тепла массой холод-
ного изделия, вызывает образование микротрещин в по-
верхностных слоях. Трещинообразование тем значитель-
ней, чем ниже прочность поверхностных слоев основы.
Это ухудшает сцепление наносимого слоя с основным
металлом.
Для улучшения контакта наносимого износостойкого
покрытия с основным металлом перед электроискровым
легированием изделие подвергают вначале воздействию
ультразвука, а затем рекристаллизационному отжигу,
который можно совместить с процессом нагрева изделия
под закалку. В результате повышается прочность мате-
риала основы, и при последующем электроискровом
легировании уменьшается возможность трещинообразова-
ния поверхностных слоев основы, улучшается сцепление
с наносимым слоем.
Максимальную глубину и высокую твердость упроч-
ненного слоя получают при использовании для электро-
искрового упрочнения электродов на хромовой основе
(феррохромовых, хромомарганцевых) и из чистого хрома.
В случае применения твердосплавных или металлических
электродов поверхностный слой получают твердым, изно-
состойким и большой толщины (до 0,12 мм), в результате
чего увеличиваются размеры изделия.
При использовании электродов из графита не проис-
ходит увеличения габаритных размеров изделия, сохра-
няется исходная шероховатость упрочняемой поверхности,
но не обеспечивается выполнение повышенных требований
к твердости и износостойкости упрочненного слоя, обра-
зуемого в результате одновременного науглероживания
и закалки. Рекомендации по выбору материалов электрода
приведены в табл. 66. При отсутствии пластинок требу-
2Я0
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
66. Рекомендации по выбору материала упрочняющего электрода
Упрочняемые изделия Ма-териал упрочняю- щего электрода и его марка Эксплуатационные свойства
Пуансоны, матрицы, Твердые сплавы: В КЗ, Возможно многократ-
кондукторные втул- ВК8, Т15К6, Т60К6, ное восстановление G
ки, втулки направ- ляющих колонок, адаптеры протяжных станков Т30К4 последующим шлифо- ванием
Детали машин, ра- ботающие в условиях высоких контактных напряжений и абра- зивного изнашивания Твердый сплав Т15К6, хром Хр5 и Хрб, бе- лый чугун То же
Подающие и зажим- ные цанги, детали типа вал—подшипник Литой карбид воль- фрама »
Детали с повышен- Графиты: ЭГ-2, ЭГ-3, Сохраняет первона-
ными требованиями к. точности ЭГ-4, КП-6 i чальные геометриче- ские размеры и форму обработанной поверх- ности
емых форм и размеров, а также для более полного исполь-
зования твердого сплава можно применять электроды,
изготовленные напайкой или приваркой твердосплавных
пластинок к стальной державке.
Рабочая часть электрода должна иметь форму конуса
или пирамиды с затуплением вершины радиусом 1,6—
2,0 мм, что способствует получению качественной поверх-
ности упрочненного слоя.
Упрочняюще-чистовая обработка деталей машин. Ка-
чество поверхностного слоя оказывает большое влияние
на характеристики трения и изнашивания, развитие
усталостных явлений, коррозию, КПД машин, возник-
новение шумов и на другие параметры и характеристики
машин. Поэтому качество поверхностного слоя является
одним из главнейших факторов, определяющих долго-
вечность деталей машин и инструментов.
Для улучшения качества поверхностного слоя допол-
нительно или взамен некоторых способов обработки реза-
нием эффективно применять упрочняюще-чистовую обра-
ботку пластическим деформированием.
УПРОЧНЯЮЩАЯ ОБРАБОТКА
281
Рис. 53. Схема дробеструйной
упрочняющей обработки:
1 — механический дробемет; 2 —.
дробь; 3 обрабатываемая деталь
Рис. 54. Схема упрочняюще-чи-
стовой обработки — обкатыва-
ние шаром (ОШР):
1 — шар; 2 — обрабатываемая де«
таль
При такой обработке дефекты, образовавшиеся в по-
верхностном слое детали на предшествующих операциях
резания, особенно при шлифовании, в значительной мере
ликвидируются, слой упрочняется, в нем создаются сжи-
мающие остаточные макронапряжения, долговечность де-
талей возрастает.
Основными показателями упрочняюще-чистовой обра-
ботки являются толщина и степень наклепа, величина
остаточных макронапряжений сжатия и шероховатость
поверхности.
Применяют следующие способы упрочняюще-чисто-
вой обработки пластическим деформированием: дробе-
струйный, обкатывание или раскатывание шарами (ОШР)
или роликами, дорнование, центробежно-шариковый (ро-
тационный), чеканка и др. Способы обработки и конструк-
ции инструмента зависят от формы упрочняемой поверх-
ности.
Пластическому деформированию подвергают поверх-
ности: цилиндрические (наружные и внутренние), кони-
ческие, плоские, винтовые, эвольвентные и др.
При различных сочетаниях материала детали, способа
и режима обработки получают различные: толщину на-
клепа (0,005—40 мм), микротвердость (10—70 % и более),
остаточные макронапряжения сжатия (до 400—700 МПа),
усталостную прочность при наличии сильнодействующих
концентраторов напряжений (на 150—250 %) и шерохо-
ватость поверхности (от Rz = 40 до Ra — 0,16 мкм).
282
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Рис. 55. Схема обработки дорно-
ванием:
1 — дорн; 2 обрабатываемая де-
таль; 3 •»- упорная плита станка
Рис. 56. Схема центробежно-ша-
риковой упрочняюще-чистовой
обработки:
1 — диск; 2 — шарики; 3 обра-
батываемая деталь
Эффект дробеструйной обработки (рис. 53) несколько
ограничен: пластические деформации проникают на
сравнительно малую глубину (до 0,7 мм), шероховатость
поверхности практически не уменьшается, микротвер-
дость поверхностного слоя увеличивается незначи-
тельно (на 30 %). Этот способ эффективен для фасонных
деталей, работающих в условиях знакопеременных на-
грузок. Сопротивление усталости при этом увеличивается
в 1,5 раза и более.
Обкатывание шаром (рис. 54) или роликом — наиболее
распространенный процесс, так как имеет большие воз-
можности: снижается шероховатость поверхности от
Rz ~ 40 до Ra = 0,16 мкм, увеличивается микротвердость
поверхностного слоя на 40—60 %, получается наклеп
значительной толщины.
Дорнование (рис. 55) — процесс, при котором соз-
дается наклеп незначительной толщины (до 1 мм). Микро-
твердость поверхностного слоя при этом способе обработки
возрастает на 25—30 % , шероховатость снижается с Rz =
= 40 до Ra = 0,08 мкм.
Центробежно-шариковая обработка (рис. 56) дает
незначительное снижение шероховатости поверхности,
увеличивает: микротвердость поверхностного слоя на
20—50 % (на стальных деталях), толщину наклепа до
0,8 мм и сопротивление усталости деталей в 1,5—3 раза.
УПРОЧНЯЮЩАЯ ОБРАБОТКА
283
Рис. 57. Схема обработки че-
канкой:
1 *— ролик; 2 — отбойный молоток;
3 — обрабатываемая деталь
Рис. 58. Схема упрочнения взры-
вом:
1 — взрывчатое вещество; 2 —
эластичная прокладка; 3 — обра-
батываемая деталь; 4 — стол
Чеканка (рис. 57) осуществляется путем ударного
воздействия бойка. Глубина наклепа достигает 20—25 мм,
сопротивление усталости повышается на 50—100 % , долго-
вечность деталей увеличивается в 2 раза и более.
Упрочнение взрывной волной [2] (рис. 58) основано на
использовании высоких энергий, освобождаемых при
детонации взрывчатых «бризантных» веществ. Скорость
детонации при упрочнении составляет 7 • 103 м/с (пре-
вышает скорость звука в стали примерно на 40 %), давле-
ние на поверхности достигает 15-Ю3 МПа. Этот вид обра-
ботки значительно повышает долговечность изделий.
Упрочнение взрывной волной применяют для сильно
изнашивающихся деталей. Пределы текучести и проч-
ности стали П0Г13Л (ГОСТ 2176—77) после обработки
увеличиваются в 2 раза и более; микротвердость поверх-
ностного слоя возрастает на 60—70 %; получаемая тол-
щина наклепа достигает 40—50 мм, чего нельзя достичь
никаким другим способом.
Виброобкатывание (рис. 59) — новый способ упроч-
няюще-чистовой обработки; характеризуется большой
деформирующей способностью. Поверхностный слой
обработанных деталей хорошо удерживает смазку, имеет
повышенную износостойкость и сопротивляемость схва-
тыванию. Способ эффективен при обработке нежестких
деталей.
Алмазное выглаживание (рис. 60) применяют при фи-
нишной обработке деталей. Отделка и упрочнение этим
методом деталей роликоподшипников приводит к повы-
шению производительности труда по сравнению с доводкой
чугунными притирами; достигаемая шероховатость
284
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Рис. 59. Схема упрочнения виб-
рообкатыванием:
1 — шар; 2 — держатель с пружи-
ной; 3 — обрабатываемая деталь;
Р сила; S — продольная подача;
2 А двойная амплитуда колеба-
ния
Рис. 60. Алмазное выглажива-
ние:
1 — алмазный индентор радиусом Г;
2 — держатель; 3 — обрабатывае-
мая деталь; Р — сила; S — про-
дольная подача
поверхности — от Ra = 0,04 до Rz ~ 0,1 мкм, что в со-
четании с упрочнением и остаточными макронапряжени-
ями сжатия значительно повышает износостойкость детали.
Упрочняюще-чистовая обработка пластическим де-
формированием поверхностного слоя имеет существен-
ные преимущества перед обработкой резанием (большие
долговечность обработанных деталей и стабильность
посадок с зазором, отсутствие шаржирования инородных
тел и др.) и другими способами упрочнения (простота,
дешевизна и универсальность).
Упрочнение ультразвуковым инструментом (УЗО).
Наибольшего повышения прочности металлов можно до-
стичь при замене статического способа деформирования
импульсным (рис. 61).
Р
Рис. 61. Схема упрочняю-
ще-чистовой обработки
ультразвуковым инстру-
ментом:
Р — динамическая сила;
Рст — статическая сила;
А — амплитуда рабочей ча-
сти инструмента; г — ра-
диус сферы рабочей части
инструмента; S — продоль-
ная подача; Sv — относи-
тельная подача за один пе-
риод колебаний инструмен-
та; Ss — продольная пода-
ча за один период колеба-
ний; v — окружная скорость
заготовки; vt — колебательная скорость рабочей части инструмента; и *=*
диаметр обрабатываемой детали
УПРОЧНЯЮЩАЯ ОБРАБОТКА
285
Рис. 62. Схема УЗО на-
ружных цилиндрических
поверхностей:
I — подача воды; II — от-
вод воды; 1 — ультразвуко-
вой генератор; 2 — магни-
тострикционный преобра-
зователь; 3 — концентра-
тор; 4 — рабочая часть
ультразвукового инстру-
мента; 6 — обрабатываемая
деталь; 6 —• груз; 7 •- на-
правляющие
Изменение характера воздействия деформирующего
инструмента на поверхностный слой деталей от статиче-
ского к вибрационному позволяет улучшить качество
этого слоя и значительно увеличить долговечность деталей.
Схемы для УЗО наружной цилиндрической поверхности
приведены на рис. 62.
Ультразвуковой инструмент под действием сил —
статической и значительно большей динамической, соз-
даваемой колебательной системой (ультразвуковым
генератором, магнитострикционным преобразователем
и концентратором) — пластически деформирует поверх-
ностный слой детали, предварительно обработанной реза-
нием, и тем самым упрочняет его, одновременно сглажи-
вая неровности поверхности. Статическая сила создается
действием груза, перемещающегося по направляющим,
или другим способом. Рабочую часть инструмента (из
Рис. 63. Схема крепления рабочей части инструмента:
а и б — жесткое; в » с обеспечением качения
286
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
от параметров режима УЗО и детали:
h толщина наклепа; a* (6j) « остаточные макронапряжения; Ra и Н
соответственно параметр шероховатости и микротвердость поверхностного
слоя; Рст статическая сила
закаленной стали ШХ15 или твердого сплава ВК8 с Ra =
= 0,02-г0,08 мкм) крепят к концентратору обычно жестко
и лишь иногда с обеспечением качения (рис. 63).
К параметрам режима УЗО, определяющим качество
поверхностного слоя (рис. 64), т. е. структуру тонкого слоя,
и, следовательно, эксплуатационные свойства, относятся:
статическая сила Рст, амплитуда колебаний инструмента А
и радиус г закругления (его рабочей части), частота коле-
баний f, эффективная масса инструмента М, продольная
подача S, число проходов i, скорость обрабатываемой
детали v, ее диаметр d, исходная шероховатость Rawcx,
круговая частота ® колебаний инструмента и др. При этом
для процесса характерны: высокая частота ультразвуко-
вых колебаний (/ » 2-104 Гц), незначительная амплитуда
(А = 10-г20 мкм), небольшая статическая сила (Рст =
— ЗО-г-ЗОО Н), весьма малое время контакта инструмента
с деталью (т=3-10“5 с), большое значение отношения
тангенциальной силы к нормальной (P?/PN ~ 0,7),
значительная колебательная скорость инструмента
(цг = 2nfA 2-?3 м/с), ускорение / = (2л/)2 А
24 X 104 м/с2 и многократность деформирования
(г 400 мм-2).
Применение УЗО особенно эффективно для деталей
и инструментов:
из термически и химико-термически обработанных
сталей: У8, У10А, У12, Х12, Х40, ШХ15 и др.; аустенит-
ной 12Х18Н9Т и мартенситной Х15Н5Д2Т; быстрорежу-
щей;
УПРОЧНЯЮЩАЯ ОБРАБОТКА
287
Рис. 65. Схема устройства для ультразвукового упрочнения стальными
шариками:
1 — обрабатываемая деталь; 2 — стол; 3 — камера; 4 стальные шарики^
5 *=- магнитострикционный преобразователь; 6 —- концентратор
из твердых сплавов: ВК8, ВК15, ВКЗО и др.;
из чугуна, цветных металлов и сплавов (в том числе
титановых);
с отверстиями больших диаметров, так как при УЗО
применяют простейший универсальный инструмент;
малой жесткости (так как при УЗО статические силы
и время деформации имеют небольшую величину);
с поверхностями сложной формы (при УЗО не тре-
буется специальной следящей системы или копира —
такой системой является сама обрабатываемая поверх-
ность детали); например, эффективна обработка предвари-
тельно шлифованных рабочих поверхностей эвольвентных
зубьев зубчатых колес из термически улучшенной
стали 45;
выполнение УЗО на оптимальном режиме в этом случае
снижает шероховатость поверхности до Ra — 0,63ч-
0,16 мкм, повышает микротвердость поверхностного
слоя на 71 % и предел контактной выносливости на 10—
20 %;
с тонкими покрытиями, например серебряными; сереб-
ряное покрытие отличается высокой адсорбционной спо-
собностью; покрытая поверхность детали легко воспри-
нимает и удерживает различные загрязняющие частицы,
влагу и сернистые газы. Поэтому покрытие может раз-
рушаться и тем самым нарушается стабильность элек-
трических параметров посеребренных деталей.
С целью повышения производительности УЗО шарики
предварительно смачивают в жидкости, накладывают на
них ультразвуковое поле значительной интенсивности
(рис. 65). Деталь устанавливают в специальную камеру.
288
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
67. Характеристики операций УЗО
Эскиз операции
Технологические возможности
операций
Наиболее распространенная опе-
рация. Может быть применена
также для обработки цилиндри-
ческих, конических и фасонных
поверхностей тел вращения
То же, но с увеличенной произ-
водительностью
?ст
Высокопроизводительная обра-
ботка на бесцентровом станке
деталей типа гладкого вала (пор-
шневых пальцев, роликов, вну-
тренних обойм роликоподшип-
ников и др.)
Применяют для увеличения про-
изводительности
Широко распространенная опе-
рация, применяемая также для
обработки внутренних кониче-
ских и фасонных поверхностей
тел вращения
УПРОЧНЯЮЩАЯ ОБРАБОТКА
289
Эскиз операции
Pan
Per
Продолжение табл, 67
Технологические возможности
операций
Рекомендуется для обработки
внутренних поверхностей отвер-
стий небольшого диаметра в том
случае, когда не требуется зна-
чительного упрочнения
Высокопроизводительная опера-
ция, применяемая для обработки
только термически необработан-
ных деталей, так как шары из
стали ШХ15 недостаточно изно-
состойки
Дорн проталкивается торцом
концентратора. Схема может
быть применена для обработки
отверстий малого диаметра
Обработка деталей типа тонко-
стенной гильзы
Широко распространенная опе-
рация, применяемая для обра-
ботки плоских и фасонных по-
верхностей
10 Молодык Н. В. и др.
290
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Продолжение табл. 67
Эскиз операции
Технологические возможности
операций
Обработка плоских и фасонных
поверхностей с увеличенной
производительностью
Снижение шероховатости повер-
хности без ее заметного упроч-
нения. При выполнении опера-
ции необходимо вращение ин-
струмента и очень большие ста-
тические силы Рст, что не по-
зволяет считать эту схему пер-
спективной
Упрочнение резьбы с целью уве-
личения прочности резьбовых
деталей. Наиболее эффективно
применение в качестве инстру-
мента невращаюшегося ролика
Обработка на специальных стан-
ках рабочих поверхностей зубьев
прямозубых колес с эвольвент-
ным профилем
УПРОЧНЯЮЩАЯ обработка
291
Продолжение табл. 67
Эскиз операции
Технологические возможности
операций
Обработка желобов внутренних
колец шарикоподшипников на
модернизированном желобо-
шлифовальном станке типа
ЛЗ-ЗОП
Обработка желобов наружных
колец шарикоподшипников на
модернизированном желобо-шли-
фовальном станке типа ЛЗ-29П
Используют для повышения цик-
лической прочности валов
Примечание. Ps — сила прижатия инструмента.
Стальные шарики помещают в ту же камеру. Ультразву-
ковое поле создается ультразвуковым преобразователем
и концентратором. Зазоры между камерой и концентра-
тором выбирают меньшими диаметра шариков. В зону
обработки периодически впрыскивают небольшое коли-
чество жидкости. Выбор оптимальных условий обработки
осуществляется изменением интенсивности ультразву-
кового поля, диаметра шариков и их числа.
10*
292 СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Для снижения шероховатости и увеличения корро-
зионной стойкости поверхности подвергают чистовой об-
работке резанием. Однако такая обработка достаточно
трудоемка, может привести к искажению геометри-
ческой формы; при этой обработке диспергируется се-
ребро, исходная шероховатость высокая, обработка де-
талей с отверстиями малого диаметра (15—20 мм) и
большой длины (70—100 мм) затруднительна.
Применение ОШР неприемлемо, так как при этом дей-
ствуют большие статические силы (200 Н и более).
Для окончательной обработки тонкостенных посереб-
ренных деталей эффективна УЗО, в результате которой
значительно снижается шероховатость поверхности.
Операции, выполняемые с помощью УЗО, при-
ведены в табл. 67.
Глава 5
МЕХАНИЧЕСКАЯ ОБРАБОТКА
ПРИ ВОССТАНОВЛЕНИИ ДЕТАЛЕЙ
НАЗНАЧЕНИЕ И ОБЕСПЕЧЕНИЕ
ТРЕБУЕМОЙ ТОЧНОСТИ ФОРМЫ
И ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
Для оценивания отклонений формы и расположения
поверхностей используют следующие понятия:
реальная поверхность — поверхность, ограничива-
ющая деталь и отделяющая ее от окружающей среды;
номинальная поверхность — идеальная поверхность,
номинальная форма которой задана чертежом или другой
технической документацией;
прилегающая поверхность — поверхность, имеющая
форму номинальной поверхности, соприкасающаяся
с реальной поверхностью и расположенная вне материала
детали так, чтобы отклонение от нее наиболее удаленной
точки реальной поверхности в пределах нормируемого
участка имело минимальное значение;
отклонение формы — отклонение реальной поверх-
ности (или профиля) от формы номинальной поверхности
(или профиля) количественно оценивают наибольшим
расстоянием от точек реальной поверхности (профиля)
до прилегающей поверхности.(профиля) по нормали к при-
легающей поверхности (профилю).
Поверхности деталей после обработки не являются
идеально гладкими, так как режущие кромки инструмен-
тов и зерна шлифовальных кругов оставляют на поверх-
ности следы в виде неровностей и гребешков, близко
расположенных друг к другу. Совокупность всех неров-
ностей на рассматриваемой поверхности называют шеро-
ховатостью. Шероховатость ухудшает качественные
показатели поверхностей деталей и герметичность соеди-
нений, а также снижает коррозионную стойкость деталей.
Для соединений, образованных элементами, име-
ющими ремонтные размеры, рекомендуются предпочти-
тельные посадки (табл. 1). Квалитеты и шероховатость
поверхностей зависят также от вида обработки и мате-
риала детали (табл. 2) и назначаются различными для
различных типовых элементов (табл. 3).
294 МЕХАНИЧ. ОБРАБОТКА ПРИ ВОССТАНОВЛ. ДЕТАЛЕЙ
1. Рекомендации по применению наиболее распространенных
предпочтительных посадок (система отверстия)
Посадки Область применения
С натягом:
Н7 S6 Передача небольших крутящих моментов при ударных нагрузках. Используют для чугунных и бронзовых сту- пиц толщиной не менее 0,5 диаметра вала и при длине поверхности соприкосновения не менее диаметра вала, например, для втулок, установленных в зубчатых ко- лесах, шкивах, шатунах и рычагах, для постоянных втулок в кондукторах и др.
Н8 "й8" Передача больших крутящих моментов без дополни- тельного крепления. Применяют в соединениях с на- тягом зубчатых венцов, бандажей колес, кривошипных пальцев в дисках кривошипа
Гн7 / <Р6у Обеспечение относительного расположения деталей без дополнительного крепления при небольших крутящих моментах или осевых силах. Применяют для насадных бронзовых венцов червячных колес и сборных зубчатых колес, для втулок, установленных в шестернях и шки- вах
Переходные:
Н7 пб / Обеспечение прочного соединения при передаче боль- ших усилий и наличии вибраций и ударов. При пере- даче очень больших усилий необходимо дополнительное крепление для предотвращения проворачивания и про- дольного смещения. Применяют для зубчатых венцов, насаживаемых на шестерни, постоянных втулок в подшипниках и шестер- нях, шкивов на валах и т. п.
Н7 тб Обеспечение хорошего центрирования. Применяют в сочетании с дополнительным креплением от проворачи- вания и осевого сдвига в неподвижных шпоночных сое- динениях и для редко демонтируемых деталей (зубчатых колес, маховиков, рукояток и др.) «-г Н7 При менее точном центрировании, чем в посадках yg- •
Н7 ж Применяют в часто разбираемых соединениях, к кото- рым не предъявляются повышенные требования к цен- трированию или в неподвижных сопряжениях длинных деталей при /> (Зч-4) d (например, для зубчатых ко- лес шпиндельной головки шлифовальных станков, для подшипников качения)
ТОЧНОСТЬ ФОРМЫ И ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ 295
Продолжение табл. 1
Посадки Область применения
С зазором:
Н6 > h5 Обеспечение высокой точности сборки. Применяют в случае необходимости обеспечения подвижности дета- лей при минимальных зазорах (например, для пиноли, устанавливаемой в корпусе задней бабки токарного стан- ка)
Н7 h6 При относительном перемещении деталей вручную после смазки. Применяют для сменных зубчатых колес, шпинделей задних бабок, передвигающихся на валах муфт, и установочных колец с винтами
Н8 Н8 h7’ h8 При относительном перемещении деталей вручную по- Н7 еле смазки. Используют вместо посадки при большей длине сопрягаемых поверхностей и более низ- ких требованиях к точности сопряжения
НИ hll При довольно грубом центрировании неподвижных сое- динений и для неответственных шарниров (например, для установки фланцевых крышек, фиксации наклад- ных кондукторов и др.)
Н7 g6 у Обеспечение центрирования высокой точности. Исполь- зуют для ответственных подвижных соединений с не- большим гарантированным зазором (например, для подшипников скольжения, направляющих втулок, под- вижных шестерен)
Н7 пл При перемещении одной детали относительно другой с заметным зазором при достаточном центрировании. Применяют для подшипников скольжения, распорных колец, направляющих втулок, направляющих ползу- нов, цапф эксцентриков г. Н7
Н8 Н9 d9’ d9 При менее точном центрировании, чем при посадке -jy • Применяют для эксцентриков, валов прессов в опорах, для валов в длинных или далеко расставленных под- шипниках, для передвижных зубчатых колес и сцепных муфт при высоких скоростях вращения валов и больших нагрузках
296 МЕХАНИЧ. ОБРАБОТКА ПРИ ВОССТАНОВЛ. ДЕТАЛЕЙ
2. Шероховатость поверхности и точность размеров (квалитеты)
при различных видах обработки резанием
Вид обработки Шероховатость (мкм) обрабатывае- мых поверхностей при материале детали Квалитет
неметалл легкие сплавы латунь, бронза сталь
Сверление отверстий диа- метром, мм:
ДО 15 40—2,5 40—2,5 20—2,5 40—2,5 8-14
св 15 40—2,5 40—20 40—20 80—40 11—14
Чистовое зенкерование 20—2,5 20—2,5 20-2,5 20—2,5 8—14
Фрезерование: цилиндрическое:
черновое —- 40 40 40 12—14
чистовое —1 » 20—2,5 20—2,5 20—2,5 11—14
тонкое — — —— 1,25 8
торцовое:
черновое — 40 40 40 12-14
чистовое — 20—2,5 20— 1,25 20— 1,25 11—14
тонкое — 1,25 1,25— 0,32 1,25— 0,63 8
Строгание:
черновое —. 40 40 40 12—14
чистовое —- 20— 1,25 20— 1,25 20— 1,25 11—14
тонкое — 1,25— 0,63 1,25— 0,63 1,25— 0,63 8
Наружное точение:
получистовое — 40—20 40—20 40—20 12—14
чистовое 20—2,5 20— 1,25 20— 1,25 20— 1,25 7-12
тонкое (алмазное) — 0,63 0,63— 0,32 0,63— 0,32 6—7
Растачивание:
получистовое —- 40 40 40 12—14
чистовое 40—2,5 20— 1,25 20— 1,25 20— 1,25 7—12
тонкое (алмазное) — 1,25— 0,63 1,25— 0,32 1,25— 0,63 6—7
Подрезка торцов:
получистовая —— 40—20 40—20 40—20
чистовая 40—2,5 2,5— 1,25 2,5— 1,25 2,5— 1,25 —
тонкая 0,63 0,63— 0,32 0,63— 0,32 —
ТОЧНОСТЬ ФОРМЫ И ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ 297
Продолжение табл. 2
\ Вид обработки Шероховатость (мкм) обрабатывае- мых поверхностей при материале детали Квалитет
неметалл легкие сплавы латунь, бронза сталь
Шабрение: мм.
чистовое (грубое) — 20— 1,25 20— 1,25 20— 1,25
тонкое — — 0,63— 0,32 0,63- 0,32 —
Развертывание:
получистовое — 20—2,5 20—2,5 20—2,5 8
чистовое — 2,5— 1,25 2,5— 0,63 2,5— 1,25 7
тонкое — 0,63 0,32— 0,16 0,63— 0,32 6—7
Протягивание: 2,5— 0,63 7—8
чистовое — — —
отделочное — — — 0,32— 0,16 6—7
Зачистка наждачным по- лотном после резца и фре- 1,25 — 1,25— 0,16 — 7—8
зы Круглое шлифование:
чистовое — — 2,5— 0,16 2,5— 0,16 8—11
тонкое — — — 0,08— 0,04 7—8
Плоское шлифование:
чистовое — — — 2,5— 0,63 7—8
тонкое — — — 0,32— 0,16 7
Нарезание резьбы: наружное:
плашкой мм* 2,5 2,5 2,5 7—8
резцом, гребенкой, фрезой — — 2,5— 0,63 2,5— 0,63 6—7
накатыванием роли- ком — — — 0,63— 0,32 8
шлифованием —• — — 0,63— 0,16 6—7
внутреннее: 20—2,5
метчиком —м 20—2,5 20—2,5 7—8
резцом, гребенкой, фрезой — — 2,5— 0,63 7—8
298 МЕХАНИЧ. ОБРАБОТКА ПРИ ВОССТАНОВЛ. ДЕТАЛЕЙ
Продолжение табл. 2
Вид обработки Шероховатость (мкм) обрабатывае- мых поверхностей при материале детали Квалитет
неметал- личе- ские легкие сплавы латунь, бронза сталь
Обработка зубьев колес: 2,5— 1,25 2,5— 1,25 14—17
конических строганием — —
фрезерованием — — 2,5— 0,63 2,5— 0,63 14—17
шлифованием — — 1,25— 0,16 1,25— 0,16 11
шевингованием — — — 1,25— 0,32 11
Прошивание:
чистовое — — — 7—8
тонкое — — — — 7
3. Шероховатость поверхностей и точность их размеров
(квалитеты) при обработке типовых элементов деталей
Шерохова- тость поверх- ности, мкм Квалитет Характерные поверхности. Раз- меры, мм
Rz = 320 и 160 — Нерабочие контуры деталей
№ = 80 — Отверстия на проход винтов, выточки, про- точки
Яг = 40 12—13 11 12—13 Шейки валов диаметром св, 80 до 500 Отверстия диаметром: 120—500 18—500
Rz = 20 11 12—13 8—9 11 12—13 Шёйки валов диаметром: 30—500 6—80 Отверстия диаметром: 360—500 10—120 1—18
точность ФОРМЫ И ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
299
Продолжение табл. 3
Шерохова- тость поверх- ности, мкм Квалитет Характерные поверхности. Раз- меры, мм
Ra = 2,5 5—6 8-9 11 6—7 8—9 11 11 8—9 Поверхности гаек ходовых винтов Несоприкасающиеся поверхности зубча- тых колес Шейки валов диаметром: 80—500 3—30 Отверстия диаметром: 180—500 18—360 1—10 Направляющие тип? Minmiu.a хвоста; опорные плоскости реек Ходовая резьба: винтов гаек поверхности фланцев, крепежная резь- ба нормальной точности
1,25 6—7 8—9 11 Шейки валов диаметром: 120—500 6—80 1—3
= 1,25 5-6 6—7 8-9 8—9 6—7 Отверстия диаметром: 50—500 10—180 1—18 Отверстия пригоняемых и регулируемых соединений (например, вкладыши подшип- ников) с допуском зазора-натяга 25— 40 мкм Ходовая резьба: винтов гаек Цилиндры, работающие с манжетами; по- садочные поверхности отверстий и валов под неподвижные посадки; отверстия под- шипников скольжения; трущиеся поверх- ности малонагруженных деталей
300 МЕХАНИЧ. ОБРАБОТКА ПРИ ВОССТАНОВЛ. ДЕТАЛЕЙ
Продолжение табл. 3
Шерохова тость поверх- ности, мкм Квалитет Характерные поверхности. Раз- меры, мм
Ra = 0,63 5—6 6-7 5-6 6—7 6-7 Шейки валов диаметром: 30—500 10—120 Отверстия диаметром: 3—50 1—10 Валы в пригоняемых и регулируемых сое- динениях с допуском зазора-натяга 25— 40 мкм; отверстия пригоняемых и регули- руемых соединений с допуском зазора-на- тяга 6,5—25 мкм; трущиеся поверхности нагруженных деталей Посадочные поверхности с длительным сохранением заданной посадки: оси экс- центриков, точные червяки, зубчатые ко- леса Сопряженные поверхности бронзовых зуб- чатых колес; рабочие шейки распредели- тельных валов; штоки и шейки валов в уплотнениях
' Ra = 0,32 Валы в пригоняемых и регулируемых сое- динениях (шейки шпинделей, золотни- ки) с допусками зазора-натяга 10—25 мкм; отверстия пригоняемых и регулируемых соединений (вкладыши подшипников) с до- пуском зазора-натяга 4—5 мкм; трущиеся поверхности сильнонагруженных деталей
’ Ra = 0,32 — Цилиндры, работающие с поршневыми кольцами; рукоятки, ободы маховиков, штурвалы, ручки, стержни и кнопки
Ra = 0,16 — Поверхности, работающие на трение, от износа которых зависит точность работы механизмов
* Ra = 0,08 Валы в пригоняемых и регулируемых сое- динениях с допуском зазора-натяга 2,5— 6,5 мкм; отверстия пригоняемых и регу- лируемых соединений с допуском зазора- натяга до 2,5 мкм; рабочие шейки валов прецизионных быстроходных станков и механизмов
Ra = 0,04 — Прецизионные шкалы с оптическим от- счетом (зеркальные валики координатно- расточных станков и др.)
ВЫБОР И ИСПОЛЬЗОВАНИЕ ТЕХНОЛОГИИ. БАЗ
301
ВЫБОР И ИСПОЛЬЗОВАНИЕ ТЕХНОЛОГИЧЕСКИХ БАЗ
Точность механической обработки при восстановлении'
деталей зависит в первую очередь от правильного выбора
технологических баз и умелого их использования. Выбор
технологических баз требует четкого представления
о функциональном назначении поверхности деталей и раз-
мерной взаимосвязи между ними, об износе и поврежде-
ниях, которые претерпевают эти поверхности, и возмож-
ностях их использования как технологических баз.
В процессе эксплуатации исполнительные поверхности
всегда изнашиваются и подлежат восстановлению, по-
этому их нельзя использовать как технологические базы.
Исполнительные поверхности имеются не у всех деталей.
Основные и вспомогательные поверхности в процессе
эксплуатации также изнашиваются, если они входят
в подвижные соединения или воспринимают динамические
нагрузки в неподвижных соединениях. В других случаях
эти поверхности можно использовать как технологиче-
ские базы.
Использование изношенных поверхностей в каче-
стве технологических баз приводит к нарушению коорди-
нации между отдельными поверхностями деталей. Так,
выверка радиуса кривошипа по изношенным шатунным
шейкам перед их шлифованием приводит к ошибке в раз-
мещении геометрических осей всех шеек коленчатого
вала.
Поверхности, используемые как технологические
базы, не изнашиваются, их многократно используют для
восстановления с достаточной точностью необходимой
координации поверхностей деталей. К таким поверхно-
стям относятся конические поверхности центровых отвер-
стий деталей типа вала, фрезерованные плоскости на
щеках коленчатых валов, поверхности технологических
отверстий корпусных деталей, фрезерованные поверх-
ности бобышек и приливов на рычагах.
Отсутствие технологических баз приводит к наруше-
нию координационных размеров при восстановлении дета-
лей. Технологические базы обрабатывают с высокой
точностью.
Особую группу технологических поверхностей состав-
ляют те поверхности, наличие которых обусловлено уело-
302 МЕХАНИЧ. ОБРАБОТКА ПРИ ВОССТАНОВЛ. ДЕТАЛЕЙ
виями обработки деталей, например, канавки для выхода
резцов, долбяков, шлифовальных кругов. Точность таких
поверхностей невысокая.
Свободные поверхности в процессе эксплуатации, как
правило, не изнашиваются. Исключением являются сво-
бодные поверхности, на которых образовались пробоины,
вмятины или трещины.
Между перечисленными поверхностями существуют
определенные связи, осуществляемые через размеры:
координационно-сборочные, обеспечивающие вза-
имозаменяемость деталей при сборке машины; это раз-
меры посадочных поверхностей основных и вспомогатель-
ных различных деталей (например, диаметры коренной
шейки коленчатого вала и отверстия вкладыша);
координационно-кинематические размеры, которые
связывают между собой исполнительные, вспомогательные
и свободные поверхности или их оси с основной поверх-
ностью или ее осью;
свободные размеры — размеры свободных поверхно-
стей, а также размеры, которые координируют положение
свободных поверхностей относительно основных, вспо-
могательных или одной относительно другой. Точность
этих размеров низкая.
Координационно-сборочные и координационно-кине-
матические размеры наиболее ответственные. Соблюдение
этих размеров в процессе восстановления должно быть
особенно тщательным.
Технологические базы определяют после анализа слу-
жебного назначения поверхностей деталей и расчета
отклонений размеров поверхностей.
База — поверхность или совокупность поверхностей,
ось, точка, принадлежащая заготовке или изделию и ис-
пользуемая для базирования.
Базирование — придание заготовке или изделию тре-
буемого положения относительно выбранной системы ко-
ординат.
По назначению базы подразделяют на конструкторские
(основные и вспомогательные), технологические и измери-
тельные.
Конструкторская база — база, используемая для
определения положения детали или сборочной единицы
в изделии.
ВЫБОР И ИСПОЛЬЗОВАНИЕ ТЕХНОЛОГИЯ. БАЗ
303
Основная база — конструкторская база данной детали
или сборочной единицы, используемая для определения
ее положения в изделии.
Вспомогательная база — конструкторская база дан-
ной детали или сборочной единицы, используемая для
определения положения присоединяемого к ним из-
делия.
Технологическая база — база, используемая для
определения положения заготовки или изделия при изго-
товлении или ремонте.
Измерительная база — база, используемая для опре-
деления относительного положения заготовки или
изделия и средств измерения.
По лишаемым степеням свободы базы подразделяют
на установочные, направляющие, опорные, двойные на-
правляющие, двойные опорные, а по характеру проявле-
ния — на скрытые и явные.
Установочная база — база, используемая для наложе-
ния на деталь связей, лишающих ее трех степеней сво-
боды — перемещения вдоль одной координатной оси
и поворотов вокруг двух других осей.
Направляющая база — база, лишающая заготовку или
изделие двух степеней свободы — перемещения вдоль
одной координатной оси и поворота вокруг другой
оси.
Опорная база — база, лишающая заготовку или изделие
одной степени свободы — перемещения вдоль одной коор-
динатной оси или поворота вокруг оси.
Двойная направляющая база — база, лишающая за-
готовку или изделие четырех степеней свободы — пере-
мещений вдоль двух координатных осей и поворотов
вокруг этих осей.
Двойная опорная база — база, лишающая заготовку
или изделие двух степеней свободы — перемещений вдоль
двух координатных осей.
Скрытая база — база заготовки или изделия в виде
воображаемой плоскости, оси или точки.
Явная база — база заготовки или изделия в виде
реальной поверхности, разметочной риски или точки
пересечения рисок.
При выборе баз руководствуются следующими поло-
жениями:
304 МЕХАНИЧ. ОБРАБОТКА ПРИ ВОССТАНОВЛ. ДЕТАЛЕЙ
за технологические базы наиболее целесообразно при-
нимать центровые отверстия валов, технологические отвер-
стия в корпусных деталях и т. д.;
при восстановлении не всех поверхностей за технологи-
ческую или измерительную базу принимают основные
или вспомогательные поверхности, которые сохранились
и не подлежат восстановлению;
если в процессе восстановления деталь должна быть
обработана по всем основным и вспомогательным поверх-
ностям, за технологическую необходимо принять такую
базу, при использовании которой можно обработать за
одну установку все основные и вспомогательные поверх-
ности; при отсутствии такой возможности технологиче-
ской базой должна быть такая поверхность (или совокуп-
ность поверхностей), которая позволит с одной установки
обработать в первую очередь основные или вспомогатель-
ные поверхности;
принятая технологическая база должна сохраняться
на всех операциях технологического процесса, если это
невозможно, то за следующую базу необходимо принимать
обработанную поверхность детали, которая размерно свя-
зана непосредственно с обрабатываемой;
при выборе технологической базы необходимо помнить,
что поверхность (или совокупность поверхностей, которые
образуют технологическую базу) должна оставлять детали
минимальное и в то же время достаточное число степеней
свободы. В зависимости от точности размеров в данной
операции технологическая база может быть сформирована
из одной — трех поверхностей, которые лишают деталь
трех — шести степеней свободы.
Минимальное число степеней свободы, обеспечивающее
получение заданного размера, имеет деталь с плоскими
поверхностями при их шлифовании, фрезеровании и стро-
гании.
Максимальное число степеней свободы, которых можно
лишить деталь, равняется шести. Если точек контакта
больше шести, то избыточные точки приводят к неопре-
деленному базированию и усложняют конструкцию уст-
ройства. В отдельных случаях для предупреждения де-
формации обрабатываемой детали под воздействием силы
резания, собственной силы тяжести или других причин
применяют дополнительные опоры, которые при базиро*
ВЫБОР И ИСПОЛЬЗОВАНИЕ ТЕХНОЛОГИИ. БАЗ
305
вании никаких функций не несут, а поэтому не лишают
деталь дополнительных степеней свободы.
При базировании на длинную (внешнюю или внутрен-
нюю) цилиндрическую поверхность (двойная направля-
ющая база) деталь лишается четырех степеней свободы.
Длинной считают поверхность, отношение длины которой
к диаметру больше единицы. Если при этом одна из по-
верхностей перпендикулярна к оси цилиндрической по-
верхности и ограничивает перемещение детали в осевом
направлении, она лишает деталь еще одной степени
свободы. Шестой степени свободы (вращение детали) при
необходимости деталь лишают с помощью шпоночного
или шлицевого соединения. По такой схеме базируют
валы, а также детали с центральным отверстием, уста-
навливаемые соответственно в призмах и на оправке.
При обработке деталей в центрах коническая поверх-
ность центрового отверстия, опирающаяся на неподвиж-
ный центр, лишает деталь трех степеней свободы, а кони-
ческая поверхность отверстия, опирающаяся на по-
движный центр, — двух степеней.
Детали типа дисков при базировании на короткую
(внешнюю или внутреннюю) цилиндрическую поверх-
ность лишаются двух степеней свободы, плоская поверх-
ность, перпендикулярная к короткой цилиндрической, —
трех степеней свободы.
При базировании на плоскую поверхность корпусные
детали лишаются трех степеней свободы. Две другие
поверхности детали, которые контактируют с установоч-
ными элементами устройства, должны быть перпендику-
лярными между собой и образовывать с базой коорди-
натный угол. Одна из них (большая по площади) лишает
деталь двух степеней свободы, а другая, которая выпол-
няет роль упора, — одной. В этом случае корпусная
деталь лишается шести степеней свободы (полная схема
базирования).
Полная схема базирования имеет место при установке
детали на плоскость и два пальца. Плоская поверхность,
как и в первом случае, лишает деталь трех степеней сво-
боды. Цилиндрическая поверхность технологического
отверстия под (короткий) цилиндрический палец — двух,
а такая же цилиндрическая поверхность под срезанный
палец — одной степени свободы.
4. Схемы базирования деталей
Деталь Основные технические требования Технологическая база
Вал: гладкий Геометрические оси всех обрабатывае- мых цилиндриче- Длинная цилиндри- ческая поверхность (двойная направля- ющая база)
ступенчатый ских поверхностей должны лежать на одной прямой Конические поверх- ности центровых от- верстий
фланцевый Те же. Кроме того, плоская (присоеди- нительная) поверх- ность торца фланца должна быть перпен- дикулярна к геоме- трической оси вала Конические поверх- ности центровых от- I верстий
8
л
Схема базирования; выполняемая
операция; эскиз
Обработка на бесцентрово-шлифо-
вальных станках
Обработка в центрах на токарном
или шлифовальном станке
МЕХАНИЧ. ОБРАБОТКА ПРИ ВОССТАНОВЛ. ДЕТАЛЕЙ
Обработка в центрах на токарном или
шлифовальном станке
шлицевый и зуб- чатый
Геометрические оси всех обрабатывае- мых цилиндрических поверхностей долж- ны лежать на одной прямой. Г еометри - ческие оси шлицев (по сечению) должны проходить через гео- метрический центр сечения вала. Боко- вые поверхности шли- цев и поверхность дна шлицевой ка- навки должны быть параллельны оси ва- ла Конические поверх- ности центровых от- верстий
Втулка: гладкая или сту- пенчатая Внешние и внутрен- ние цилиндрические поверхности должны быть концентричны- ми Длинная внутрен- няя цилиндрическая поверхность, торец (двойная направля- ющая и опорная ба- зы)
5
Фрезерование шлицев на горизон-
тально-фрезерном станке с использо-
ванием целительной головки
4+1
Точение и шлифование наружных по-
верхностей при базировании деталей
на разжимной цилиндрической оп-
равке
ВЫБОР И ИСПОЛЬЗОВАНИЕ ТЕХНОЛОГИИ. БАЗ
Деталь Основные технические требования Технологическая база
Втулка: фланцевая Концентричность наружных и внутрен- них цилиндрических поверхностей. Плос- кая поверхность фланца должна быть перпендикулярна к геометрической оси втулки Торцовая поверх- ность фланца, корот- кая внешняя цилин- дрическая поверх- ность (установочная и двойная опорная базы)
Продолжение табл. 4
Число степе-
ней свободы,
которых ли-
шается деталь
Схема базирования; выполняемая
операция; эскиз
3+2
Растачивание и шлифование внутрен-
них цилиндрических поверхностей,
установленных в трехкулачковом па-
троне с выверкой индикатором поло-
жения плоской поверхности торца
фланца
308 МЕХАНИЧ. ОБРАБОТКА при восстановл. деталей
диск или фланец Торцовые поверхно- сти должны быть пер- пендикулярными к оси отверстия I. Торец детали, ко- роткая внутренняя цилиндрическая по- верхность (устано- вочная и двойная опорная базы) II. Торец детали, ко- роткая цилиндри- ческая поверхность (установочная и двой- ная опорная базы)
Корпус подшип- ника: двусторонний Геометрические оси всех баз должны ле- жать на одной пря- мой Две короткие наруж- ные цилиндрические поверхности, торец (двойная направля- ющая и опорная ба- зы)
34-2
I. Расточка внутренней поверхности
детали, установленной на планшай-
бе, и выверка индикатором по цилин-^
дрическому пояску ,
II. Расточка или шлифование детали,
установленной в трехкулачковом па-
троне, и выверка индикатором поло-
жения плоской поверхности торца
4+1
Расточка внутренних' поверхностей
деталей, установленных в трехкулач-
ковом патроне, и выверка индикато-
ром по внешнему цилиндрическому
пояску
ВЫБОР И ИСПОЛЬЗОВАНИЕ ТЕХНОЛОГИИ. БАЗ
Деталь Основные технические требования Технологическая база
Корпус подшип- ника: фланцевый Торец фланца дол- жен быть перпенди- кулярен геометриче- ской оси цилиндри- ческих поверхностей Длинная внутрен- няя коническая по- верхность, торец (двойная направля- ющая и опорная ба- зы)
кронштейновый Соблюдение разме- ров А и D Площадь основания, два технологических отверстия под штиф- ты (установочная, двойная опорная и опорная базы) i
Продолжение табл. 4
Число степе-
ней свободы,
которых ли-
шается деталь
Охыаъ. базирования; выполняемая
операция; эскиз
4+1
Точение и шлифование наружных ци-
линдрических поверхностей и торцов
фланца при базировании детали на
жесткой конусной оправке
ЗЮ МЕХАНИЧ. ОБРАБОТКА ПРИ ВОССТАНОВЛ. ДЕТАЛЕЙ
Вилка: с параллельной размерной связью Геометрические оси отверстий должны быть параллельны Длинная цилиндри- ческая внутренняя поверхность, наруж- ная необрабатывае- мая поверхность (двойная направля- ющая и опорная ба- зы)
с перпендику- лярной размер- ной связью Геометрические оси отверстия и -хвосто- вика должны быть _ перпендикулярны Длинная цилиндри- ческая внутренняя поверхность, кони- ческая поверхность центрового отвер- стия (двойная на- правляющая и опор- ная базы)
Расточка на токарном станке детали,
установленной на планшайбе, обору-
дованной угольником с двумя штиф-
тами (цилиндрическим и срезанным)
ВЫБОР И ИСПОЛЬЗОВАНИЕ ТЕХНОЛОГИИ. БАЗ
4+1
Зенкерование, разворачивание или
расточка базисного отверстия на свер-
лильном или расточном станке при
базировании детали на оправке с уг-
ловой фиксацией подвижной призмой
4+1
Проточка и шлифовка внешних ци-
линдрических поверхностей при ба-
зировании на специальную оправку
с зажимом хвостовика детали центром
Деталь Основные технические требования Технологическая база
Корпус: с линейным раз- мещением по- садочных отвер- стий Геометр и чески е оси всех посадочных от- верстий должны ле- жать на одной пря- мой, параллельной основной базе Площадь основания, два технологиче- ских отверстия под штифты (установоч- ная, двойная опор- ная и опорная базы)
с параллельным расположением осей посадочных отверстий Цилиндрические по- верхности посадоч- ных отверстий долж- ны быть соосными, геометрические оси параллельными меж- ду собой, а также по отношению к основ- ной базе детали Площадь основания, два технологических отверстия под штиф- ты (установочная, двойная опорная и опорная базы) i
Продолжение табл. 4
Число степе-
ней свободы,
которых ли-
шается деталь
Схема базирования; выполняемая
операция; эскиз
3+2+1
Расточка нескольких баз детали, ус-
тановленной на поверхность устрой-
ства с двумя штифтами (цилиндриче-
ским и срезанным)
3+2+1
312 МЕХАНИЧ. ОБРАБОТКА ПРИ ВОССТАНОВЛ. ДЕТАЛЕЙ
с перпендикуляр-
ным размещени-
ем осей, лежа-
щих в одной пло-
скости
Поверхности поса-
дочных отверстий,
лежащих на одной
оси, должны быть
соосными, оси поса-
дочных отверстий
должны пересекать-
ся под прямым углом
Плоскость основа-
ния, плоскость под
крышку червячного
колеса, торец под
крышку червяка (ус-
тановочная, направ-
ляющая и опорная
базы)
Расточка всех отверстий детали, ус-
тановленной на поверхность устрой-
ства с двумя штифтами (цилиндриче-
ским и срезанным)
3+2+1
Растачивание посадочных отверстий
на расточном станке при установке
детали в трех взаимно перпендику-
лярных поверхностях, образующих
координатный угол
ВЫБОР И ИСПОЛЬЗОВАНИЕ ТЕХНОЛОГИИ. БАЗ
со
со
Деталь Основные технические требования Технологическая база
Корпус: с перпендику- лярным размеще- нием осей, лежа- щих в разных плоскостях Поверхности, лежа- щие на одной оси, должны быть соос- ными, оси посадоч- ных отверстий — перпендикулярными Плоскость основа- ния, два технологи- ческих отверстия под штифты, разме- щенные цо диагона- ли (установочная, двойная опорная и опорная базы)
Коленчатый вал Оси всех коренных и парных шатунных шеек должны лежать на одной прямой, оси шатунных и корен- ных шеек должны Конические поверх- ности центровых от- верстий
Продолжение табл. 4
Схема базирования; выполняемая
операция; эскиз
Растачивание посадочных отверстий
на расточном станке при установке
детали на плоскость приспособления
с двумя штифтами (цилиндрическим
и срезанным)
314 МЕХАНИЧ. ОБРАБОТКА ПРИ ВОССТАНОВЛ. ДЕТАЛЕЙ
быть параллельны
между собой
Шлифование коренных шеек в цен-
трах
Заранее отшлифо- 2+2+1
ванный цилиндри-
ческий хвостовик,
первая коренная шей-
ка, торец буртика
(двойная опорная
и опорная базы)
Растачивание отверстия, под подшип-
ник во фланце с установлением хво-
стовика в трехкулачковом патроне и
первой коренной шейки в люнете
Конические поверх-
ности центровых от-
верстий, лыска на
щеке
Шлифование шатунных шеек в цен-
тросмесителях
ВЫБОР И ИСПОЛЬЗОВАНИЕ ТЕХНОЛОГИИ. БАЗ
Примечание. А — координационно-кинематический размер; D — координационно-сборочный раз-
мер; R и Rt — свободные размеры.
со
СД
316 МЕХАНИЧ. ОБРАБОТКА ПРИ ВОССТАНОВЛ. ДЕТАЛЕЙ
Базирование детали по длинной конической поверх-
ности (на конусной оправке) лишает ее пяти степеней
свободы.
Определенность базирования характеризуется не-
прерывным сохранением контакта между технологической
базой детали и установочными элементами станка или
устройства, обеспечиваемым силовым замыканием,
которое само по себе не увеличивает и не уменьшает на
детали число опорных точек и поэтому не лишает деталь
степеней свободы.
В табл. 4 приведены схемы базирования, которые
обеспечивают на соответствующих операциях обработки
резанием выполнение основных технических требовании,
которые относятся к деталям разных классов. Условные
обозначения опор и зажимов соответствуют
ГОСТ 3.1107—81.
ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
Припуск — слой материала, удаляемый с поверхности
заготовки в целях достижения заданных свойств обраба-
тываемой поверхности.
Промежуточный припуск — припуск, удаляемый при
выполнении одного технологического перехода.
Допуск припуска — разность между наибольшим
и наименьшим значениями размера припуска. Допуск
необходимо учитывать при определении припуска, так
как получение заготовки точно установленных размеров
неосуществимо. Однако допустимые отклонения при-
пуска не должны иметь значительных колебаний, иначе
усложняется механическая обработка.
Припуск на обработку и допуски на размеры заготовок
зависят от ряда факторов, степень влияния которых
различна. К числу основных факторов относятся: материал
заготовки, ее конфигурация, размеры, вид и способ
изготовления;
высота микронеровностей, оставшаяся от пред-
шествующей обработки; толщина дефектного поверхно-
стного слоя; суммарное значение пространственных от-
клонений; погрешность установки заготовок при вы-
полнении операций.
При назначении припусков следует иметь в виду, что
малые припуски при наличии твердой литейной корки
ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
317
быстро изнашивают режущий инструмент, а большие
припуски требуют дополнительного времени на обработку
детали и увеличивают расход металла.
Практически припуск перераспределяют между
обработками предварительной и окончательной или
черновой и чистовой. Рекомендуется на черновую обра-
ботку оставлять до 60 % суммарного припуска, а на
чистовую — до 40 % или же предусматривают 45 % —
на черновую обработку, 30 % — на получистовую и
25 % — на чистовую обработку. Назначать припуски
следует с учетом термической обработки, результатом
которой может быть деформация деталей.
Размеры заготовок определяют, назначая припуск на
номинальный размер детали, взятый с чертежа, с учетом
всех операций, предусмотренных в технологическом про-
цессе (табл. 5—21).
Правильный выбор характеристик абразивного ин-
струмента и режимов шлифования определяет качество
и производительность обработки. Выбор материала и
марки абразивного инструмента зависит от материала
шлифуемых деталей.
В ремонтном производстве при абразивной обработке
деталей, восстановленных наплавочными методами,
применяют электрокорундовый инструмент.
Нормальный электрокорунд марок 13А, 14А, 15А
используют главным образом для шлифования незакален-
ных сталей, а белый электрокорунд марок 22А, 23А,
24А — для закаленных углеродистых и легированных
сталей. Связка в обоих случаях — керамическая.
При шлифовании деталей из чугуна и цветных сплавов
применяют черный карбид кремния марок 53С и 54С.
Применение электрокорунда на операциях обдирочного
и чистового шлифования наплавленных поверхностей
обусловлено его высокой хрупкостью и свойством само- г
затачиваться с образованием новых острых режущих
кромок.
Однако шлифование наплавленных деталей вызывает
повышенный радиальный износ кругов.
Абразивные круги в силу особенности своего строения
легко могут быть пропитаны жидкостью, которая про-
никает в поры под действием капиллярных сил. После
сушки кругов смазочно-активные компоненты, входящие
318 МЕХАНИЧ. ОБРАБОТКА ПРИ ВОССТАНОВЛ. ДЕТАЛЕЙ
5. Припуски на обработку наружных поверхностей тел вращения
Припуск на диаметр для интервала
диаметров (свыше — до), мм
Длина вала
Вид обработки вала (свыше-^-до), О о 00
мм ° 00 00 f ю 1 00 1 1 о 7
1 оо 1 о 1 о о CJ
со ш оо
Черновое точение с 1
установкой в па- -4-сю
троне и центрах: а
отливок:
из серого чугу- на — — 3,0 3,5 4,0 5,0
из ковкого чу- гуна 2,0 2,0 2,5 3,0 3,0 4,0
из бронзы — 2,5 2,5 3,0 3,5 4,5
горячештампо- ванных зато- 1,2 1,5 1,6 2,5 2,5 4,0
товок кованой поков- 2,0 2,0 2,5 3,0 3,0 5,0
ки
холодноштампо- ванной заго- 1,5 1,5 2,0 2,0 2,5 4,0
товки
Чистовое точение От 90 1,0 1,2 1,2 1,4 1,5 1,7
после чернового до 300 300—500 1,2 1,3 1,4 1,5 1,6 1,8
500—800 — 1,4 1,5 1,6 1,7 1,9
Шлифование после До 100 0,25 0,30 0,30 0,35 0,45 0,50
чистового обтачи- 100—200 0,30 0,35 0,35 0,40 0,50 0,55
вания 200—400 0,40 0,40 0,45 0,55 0,60
400—700 — — 0,45 0,55 0,60 0,65
Шлифование после От 90 0,30 0,35 0,40 0,45 0,55 0,6
чистового обтачи- до 100
вания закаленных юо—зоо 0,35 0,40 0,50 0,55 0,60 0,7
заготовок 300—600 — 0,45 0,55 0,65 0,70 0,8
600—1000 — — 0,70 0,75 0,80 —
Примечание, Припуски на черновую обработку приведены
без учета дефектного слоя детали.
ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
819
6. Припуски на тонкое (алмазное) обтачивание валов
Материал заготовки Диаметр обрабатывае- мой детали, мм7 Припуск на диаметр, мм
Легкие сплавы До 100 Св. 100 0,3 0,5
Бронза и чугун До 100 Св. 100 0,3 0,4
Сталь До 100 Св. 100 0,2 0,3
Примечание. В случае применения двух резцов (чернового
и чистового) на чистовую обработку оставляют припуск 0,1 мм.
7. Припуски на чистовое обтачивание валов
Диаметр вала (свыше— до), мм Припуски на диаметр (мм) при длине обрабатываемого вала (свыше до), мм
до 100 100—250 250—500 500—800 800—1200 1200— 2000
До 10 0,8 0,9 1,0
10—18 0,9 0,9 1,0 1,1
18—30 0,9 1,0 1,1 1,3 1,4 ___
30—50 1,0 1,0 1,1 1,3 1,5 1,7
50—80 1,1 1,1 1,2 1,4 1,6 1,8
80-120 1,1 1,2 1,2 1,4 1,6 1,9
Примечания: 1. Для мелкосерийного производства припуск
определяют умножением табличной величины на коэффициент 1,3
с округлением до десятых долей в сторону увеличения. Допуск на пред-
варительную обработку назначают по 14-му квалитету.
2. Поле допуска диаметров валов — hl 2,
320 МЕХАНИЧ. ОБРАБОТКА ПРИ ВОССТАНОВЛ. ДЕТАЛЕЙ
8. Припуски на шлифование валов
Диаметр вала (свыше — до), мм Шлифование Состояние материала Припуск на диаметр (мм) при длине вала (свыше — до), мм
До 100 100—250 250—500 500—800 800 — 1200
До 10 Центровое Сырой 0,2 0,2 0,3 0,4 —
Закаленный 0,3 0,3 0,4 0,5 —
Бесцентро- вое Сырой о,2 0,2 0,2 0,3 —
Закаленный 0,3 0,3 0,4 0,5 —
10—18 Центровое Сырой 0,2 0,3 0,3 0,3 0,4
Закаленный 0,3 0,3 0,4 0,5 0,6
Бесцентро- вое Сырой 0,2 0,2 0,2 0,3 0,4
Закаленный 0,3 0,3 0,4 0,5 0,5
19—30 Центровое Сырой 0,3 0,3 0,3 0,4 0,4
Закаленный 0,3 0,4 0,4 0,5 0,6
Бесцентро- вое Сырой 0,3 0,3 0,3 0,3 0,4
Закаленный 0,3 0,4 0,4 0,5 0,6
81—50 Центровое Сырой 0,3 0,3 0,4 0,5 0,6
Закаленный 0,4 0,4 0,5 0,6 0,7
Бесцентро- вое Сырой 0,3 0,3 0,3 0,4 0,5
Закаленный 0,4 0,4 0,5 0,5 0,6
51—80 Центровое Сырой 0,3 0,4 0,4 0,5 0,6
Закаленный 0,4 0,5 0,5 0,6 0,8
Бесцентро- вое Сырой 0,3 0,3 0,3 0,4 —
Закаленный 0,4 0,5 0,5 0,6 —
Примечания: 1. Для мелкосерийного или единичного про-
изводства величина припуска определяется умножением табличной
величины на коэффициент 1,2.
2. Поле допуска диаметров валов —hl 1.
ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
321
9. Припуски для снятия цементованного слоя
Глубина цементо- ванного слоя (свыше в- до), мм Интервалы размеров (свыше — до), мм Поверхности
цилиндрические наружные и вну- тренние Плоские (в том. числе торцовые)
Припуск, мм
на диаметр на сторону
0,46—0,6 До 30 30—50 50—80 80—120 120—180. 1,5 1
1,7
1,2
0,6—0,8 До 30 30—50 50—80 80—120 120—180 180—260 2
2,2
1,5
0,8—1,1 До 30 30—50 50—80 80—120 120—180 180—260 260—360 360—500 2,5
2,7 1,7
3 2
1,1—1,4 До 30 30—50 50—80 80—120 120—180 180—260 260—360 360—500 3,2 1,8
3,5 2
4 2,3
И Молодык Н. В. и др.
1:0. Последовательность и число операций, выполняемых при обработке отверстий,
зависимости от их точности
Диаметр отверстия (свыше — до). мм Заготовка Квалитет отверстия
7—8 9^—10 11
До 10 Из сплошного материа- ла Сверление, черновое развертывание, чисто- вое развертывание Сверление, разверты- вание Сверление
10—30 Из сплошного материала Сверление, зенкерова- ние или черновое раста- чивание, чистовое раз- вертывание Сверление, зенкерова- ние или растачивание, развертывание Сверление и зенкерова- ние
С отверстием, получен- ным при литье или про- шитым; припуск на диа- метр до 4 мм Растачивание или зен- керование, развертыва- ние черновое, разверты- вание чистовое Растачивание или зен- керование, развертыва- ние Растачивание или зен- керование
С отверстием, получен- ным при литье или про- шитым; припуск на диа- метр более 4 мм Растачивание или чер- новое зенкерование, зен- керование или получи- стовое растачивание, черновое развертывание, чистовое развертывание Растачивание или чер- новое зенкерование,зен- керование или получи- стовое растачивание, развертывание Растачивание или чер- новое зенкерование, зенкерование или чисто- вое растачивание
322 МЕХАНИЧ. ОБРАБОТКА ПРИ ВОССТАНОВЛ. ДЕТАЛЕЙ
Диаметр отверстия (свыше — до), мм Заготовка
7—8
30—100 Из сплошного материала Растачивание, зенкеро- вание или (вместо рас- сверливания и зенкеро- вания) растачивание, черновое развертыва- ние, чистовое разверты- вание
С отверстием, получен- ным при литье или про- шитым; припуск на диа- метр до 6 мм Растачивание или чер- новое зенкерование, чи- стовое развертывание
С отверстием, получен- ным при литье или про- шитым; припуск на диа- метр более 6 мм Растачивание или чер- новое зенкерование, зенкерование или полу- чистовое растачивание, черновое развертыва- ние, чистовое развер- тывание
Св. 100 То же Черновое растачивание, получистовое растачи- вание, чистовое раста- чивание или разверты- вание специальной раз- верткой
Продолжение табл. 10
Квалитет отверстия
9 — 10 11
Сверление, разверты- вание, зенкерование или (вместо рассверлива- , ния и зенкерования)рас- тачивание, развертыва- ние Сверление, рассверли- вание, зенкерование или (вместо рассверливания и зенкерования) раста- чивание
Растачивание или зен- керование, развертыва- ние Растачивание или зен- керование
Растачивание или чер- новое зенкерование,зен- ; керование или получи- 1 стовое растачивание, развертывание Растачивание или чер- новое зенкерование, зен- керование или получи- стовое растачивание
Черновое растачивание, получистовое растачи- вание, чистовое раста- чивание или разверты- вание специальной раз- верткой Черновое растачивание, чистовое растачивание
ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
324 МЕХАНИЧ. ОБРАБОТКА ПРИ BOCCTAHOB Л, ДЕТАЛЕЙ
11. Размеры инструмента и’ диаметры отверстий
после растачивания при обработке прошитых или литых отверстий
по 7—9-му квалитетам
Номи- нальный диаметр обраба- тываемо- го отвер- стия, мм Диаметр отверстия после растачивания, мм Предельное отклонение диаметра от- верстия (поле допуска НИ) Диаметр развертки, мм
чернового чистового черновой чистовой (для отвер* стий с полем допуска Н7 или Н9)
пер- вого вто- рого
30 28,0 29,7 НО,14 29,93 30
32 30,0 31,7 -0,17 31,93 32
35 33,0 34,7 НО,17 34,93 35
38 36,6 37,7 НО,17 37,93 38
40 — 38,0 39,7 -0,17 39,93 40
42 40,0 41,7 -0,17 41,93 42
45 43,0 44,7 -0,17 44,93 45
48 — 46,0 47,7 -0,17 47,93 48
50 45 48,0 49,7 -0,17 49,93 50
52 47 50,0 51,5 НО,20 51,92 52
55 51 53,0 54,5 НО,20 54,92 55
58 54 56,0 57,5 НО,20 57,92 58
60 56 58,0 59,5 -0,20 59,92 60
62 58 60,0 61,5 -0,20 61,92 62
65 61 63,0 64,5 -0,20 64,92 65
68 64 66,0 67,5 -0,20 67,90 68
70 ‘ 66 68,0 69,5 -0,20 69,90 70
72 68 70,0 71,5 L-0,20 71,90 72
75 71 73,0 74,5 -0,20 74,90 75
78 74 76,0 77,5 -0,20 77,90 78
80 75 78,0 79,5 НО,20 79,90 80
82 77 80,0 81,3 -0,23 81,85 82
85 80 83,0 84,3 НО,23 84,85 85
88 83 86,0 87,3 НО,23 87,85 88
90 85 88,0 89,3 -0,23 89,85 90
92 87 90,0 91,3 НО,23 91,85 92
95 90 93,0 94,3 НО,23 94,85 95
98 93 96,0 97,3 -0,23 97,85 98
100 95 98,0 99,3 L-0,23 99,85 100
105 100 103,0 104,3 -0,23 104,8 105
НО 105 108,0 109,3 НО,23 109,8 110
115 ПО 113,0 114,3 НО,23 114,8 115
120 115 118,0 119,3 НО,23 119,8 120
125 120 123,0 124,3 -0,26 124,8 125
130 125 128,0 129,3 -0,26 129,8 130
135 130 133,0 134,3 -0,26 134,8 135
140 135 138,0 139,3 L-0,26 139,8 140
145 140 143,0 144,3 НО,26 144,8 145
ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
325
Продолжение табл. 11
Номи- нальный диаметр обраба- тываемо- го отвер- стия, мм Диаметр отверстия после растачивания, мм Предельное отклонение диаметра от- верстия (поле допуска НИ) Диаметр развертки, мм
чернового' чистового черновой чистовой (для отвер- стий с полем допуска Н7 или Н9)
пер- вого вто- рого
150 145 148,0 149,3 4-0,26 149,8 150
155 150 153,0 154,3 4-0,26 154,8 155
160 155 158,0 159,3 4-0,26 159,8 160
165 160 163,0 164,3 4-0,26 164,8 165
170 165 168,0 169,3 4-0,26 169,8 170
175 170 173,0 174;3 4-0,26 174,8 175
180 175 178,0 179,3 4-0,26 179,8 180
185 180 183,0 184,3 4-0,30 184,8 185
190 185 188,0 189,3 4-0,30 189,8 190
195 190 193,0 194,3 4-о,зо 194,8 195
200 194 197,5 199,3 4-0,30 199,8 200
Примечания: 1. При обработке отверстий диаметром 50 мм
и более в сплошном материале применяют предварительное сверление;
диаметр сверла выбирают по графе «Первое черновое растачивание»
с округлением до ближайшего меньшего размера, кратного пяти; при
сверлении двумя сверлами первое сверло берут диаметром 30 мм.
2. При выполнении одной операции развертывания па диаметр на-
значают суммарный припуск, получаемый из припусков на черновое
и чистовое развертывание.
12. Операционные припуски (мм) при протягивании отверстий
Размеры протягивае- мого отверстия, мм Припуск на диаметр Размеры протягиваемого отверстия, мм Припуск на диаметр
Длина Диаметр (свыше — до) Длина Диаметр (свыше — до)
6—50 От 10 до 18 0,2—0,5 4—3 80—120 1,0
6—120 18—30 0,3—0,6 3—2,5 120—180 1,2
11—180 30—50 0,4—0,7 2,5—1,5 180—260 1,4
30—180 50—80 0,6—0,8 1,5—1 260—360 1,6
326 МЕХАНИЧ. ОБРАБОТКА ПРИ ВОССТАНОВЛ. ДЕТАЛЕЙ
13. Операционные припуски (мм») на диаметры при шабрении
отверстий
Диаметр отверстия (свыше — до), мм
верстия (свы- ше — до), мм До 100 100—200 200—300 св. 300
До 80 0,05 0,08 0,12
80—180 0,10 0,15 0,20 0,30
180—360 0,15 0,20 0,25 0,30
Св. 360 0,20 0,25 0,30 0,35
14. Операционные припуски (мм) при фрезеровании
и шлифовании плоских поверхностей
Обработка Размеры поверхности, мм Припуск на размер при толщине заго- товки, мм
Ширина (свыше — до) Длина от 6 до 30 св. 30 до 50 св 50
Получистовое фрезе- рование после черно- вого До 200 100 100—250 250—400 1,о 1,2 1,5 1,0 1,5 1,7 1,5 1,7 2,0
200—400 100 100—250 250—400 1,2 1,5 1,7 1,5 1,5 2,0 1,7 2,0 2,5
Чистовое фрезерова- ние после получисто- вого До 200 100 100—250 250—400 0,7 1,0 1,0 1,0 1,0 1,2 1,0 1,3 1,5
200—400 100 100—250 250—400 1,0 1,0 1,0 1,0 1,2 1,2 1,3 1,5 1,5
Окончательное шли- фование термически обработанных и необ- работанных деталей (1-й вариант) До 200 100 100—250 250—400 0,3 0,3 0,5 0,5 0,5 0,5 , 0,5
200—400 । 100 100—250 250—400 । 0,3 0,5 0,5 0,5 0,5
ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
327
Продолжение табл. 14
Обработка Размеры поверхности, мм Припуск на размер при толщине заго тонки, мм
Ширина (свыше — до) Длина от 6 до 30 св. 30 до 50 св. 50
Шлифование после термической обработ- ки (2-й вариант): черновое До 200 100 100—250 250—400 0,2 0,2 0,3 0,3 0,3 0,3 0,3
200—400 100 100—250 250—400 0,2 0,3 0,3 0,3 0,3
чистовое До 200 100 100—250 250—400 0,1 0,1 0,2 0,2 0,2 0,2 0,2
200—400 100 ЮО—250 250—400 0,1 0,2 0,2 0,2 0,2
15. Припуски (мм) на диаметр при тонком (алмазном)
растачивании отверстий
Материал заготовки Диаметр обрабатываемого отвер- стия * (свыше — до), мм
До 30 30—50 50—80 | 80 — 120 120 — 180
Легкие сплавы 0,2 0,1 0,3 0,1 0,4 0,1 0,5 0,1
Баббит 0,3 0,1 0,4 0,1 0,5 0,1 0,6 0,2
Бронза и чугун 0,2 0,1 0,3 0,1 0,4 0,1
Сталь 0,2 0,1 0,3 0,1
* Поле допуска отверстия — Н8.
Примечание. В числителе приведены припуски на предва-
рительную обработку, в знаменателе — на окончательную.
328 МЕХАНИЧ. ОБРАБОТКА ПРИ ВОССТАНОВЛ. ДЕТАЛЕЙ
16. Припуски на диаметр (мм) при хонинговании отверстий
Обработка Диаметр* обрабатываемого отвер- стия (свыше — до), мм
До 50 50—80 80 — 120 120 — 180 180—260
Тонкое растачи- вание 0,09 0,1 0,11 0,12
0,06 0,07 0,08 0,09
Чистовое развер- тывание 0,9 0,07 0,1 0,08 0,11 0,09 0,12 —
Внутреннее шли- фование 0,08 0,09 0,1 0,11 0,12
0,05 0,05 0,06 0,07 0,08
* Поле допуска отверстия — Н7.
Примечание. В числителе приведены припуски на размеры
для деталей из чугуна, в знаменателе— из стали.
17. Припуски (мм) на диаметр шлифованных отверстий
Диаметр отвер- стия * (свыше — до), мм Припуск на диаметр при длине шлифуемого отверстия (свыше — до), мм
До 50 50 — 100 100—200 200 — 300 300 — 500
До Ю 0,2 0,2 — — —
10—18 0,2 0,3 0,3 0,4 — — —
18—30 0,3 0,3 0,3 0,4 0,4 0,4 — —
30—50 0,3 0,4 0,3 0,4 0,4 0,4 0,4 0,5 —-
50—80 0,4 0,4 0,4 0,5 0,4 0,5 0,4 0,5 —
80—120 0,5 0,5 0,5 0,5 0,5 0,6 0,5 0,6 0,6 0,7
* Поле допуска отверстия — НН.
Примечания: 1. Для мелкосерийного производства припуск
определяют умножением табличной величины на коэффициент 1,3.
2. В числителе дроби приведены припуски для заготовок, не под-
вергаемых термической обработке; в знаменателе — для закаленных
заготовок.
ПРИПУСКИ НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
329
18. Припуски (мм) на толщину зуба при чистовом фрезеровании
шлицев
Номинальный Припуск на толщину зуба при
диаметр шлице- длине шлица валика (свыше — до), мм
вого валика _______________________________________________
(свыше — до), мм До 100 100—200 200—350 350—500
От 10 до 18 0,4—0,6 0,5—0,7
18—30 0,5—0,7 0,6—0,8 0,7—0,9 —
30—50 0,6—0,8 0,7—0,9 0,8—1,0 —
Св. 50 0,7—0,9 0,8—1,0 0,9—1,2 1,2—1,5
19. Припуски (мм) на толщину зуба при шлифовании шлицев
Номинальный Припуск на толщину зуба при дли-
диаметр Шлице- не шлица валика (свыше — до), мм
вого валика __________________________________________
(свыше — до), мм До 100 100—200 200—350 350—500
От 10 до 18 0,1—0,2 0,2—0,3
18—30 0,1—0,2 0,2—0,3 0,2—0,4 —
30—50 0,2—0,3 0,2—0,4 0,3—0,5 —
Св. 50 0,2—0,4 0,3-0,5 0,3—0,5 0,4—0,6
20. Диаметры сверл для обработки отверстий
под метрическую резьбу
Размеры, мм
Резьба Диаметр сверла Резьба Диаметр сверла
Диаметр Шаг Диаметр Шаг
Резьба с крупным шагом
3 0,5 2,5/— 11 1,5 9,3/9,4
3,5 0,6 2,9 12 1,75 10/10,1
4 0,7 3,3 14 2 11,7/11,8
4,5 — —
5 0,8 4,1/4,2 16 2 13,7/13,8
5,5 — 18 2,5 15,1/15,3
6 4,9/5,0 20 2,5 17,1/17,3
22 2,5 19,1/19,3
7 1 5,9/6,0 24 3 20,1/20,7
8 1,25 6,6/6,7 27 3 23,5/23,7
9 1,25 7,6/7,7 30 3,5 26,0/26,1
10 1,5 8,3/8,4
330 МЕХАНИЧ. ОБРАБОТКА ПРИ ВОССТАНОВЛ. ДЕТАЛЕЙ
Продолжение табл. 20
Резьба Диаметр сверла Резьба Диаметр сверла
Диаметр Шаг Диаметр Шаг
Резьба с мелким шагом
6 0,75 0,5 5,2 5,5/5,6 18 1 0,75 16,8/16,9 17,2
7 0,75 6,2 20 1,5 18,3/18,4
0,5 6,4/6,5 1 18,8/18,9
0,75 19,2
1 6,8/6,9
8 0,75 7,1/7,3 1,5 20,3/20,4
0,5 7,5 22 1 20,8/20,9
0,75 21,2
1 7,8/7,9
9 0,75 8,1/8,2 2 21,7/21,8
0,5 8,5 24 1,5 22,3/22,4
1 22,9/23
1 8,8/8,9
10 0,75 9,1/9,2 2 24,7/24,8
0,5 9,5 27 1,5 25,3/25,4
1 25,9/26
1 9,8/9,9
11 0,75 10,1/10,2 2 27,7/27,8
0,5 10,5 30 1,5 28,3/28,4
1 25,9/30
1,25 10,6/10,7
12 1 10,8/10,9 2 30,7/30,8
0,75 11,2 33 1,5 31,3/31,4
1 31,9/32 ,
1,5 12,3/12,4
14 1 12,8/12,9 3 32,6/32,7
0,75 13,2 36 2 33,7/33,8
1,5 34,3/34,5
1,5 14,3/14,4
16 1 14,8/14,9 3 35,6/35,7
0,75 15,2 39 2 36,7/36,8
1,5 37,3/34,5
18 1,5 16,3/16,4
ОБРАБОТКА ВОССТАНОВЛЕННЫХ ДЕТАЛЕЙ
331
21. Диаметры сверл (мм) для обработки отверстий
под нарезание дюймовой резьбы___________________
Диаметр резьбы, дюймы Материал детали Диаметр резьбы, дюй- мы Материал детали
Чугун, бронза Сталь, латунь Чугун, бронза Сталь, латунь
4 5,0 5,1 1 21,8 22,3
Че 6,4 6,5 14 24,6 25,0
ч 7,8 8,0 14 27,6 28,0 -
ч 10,3 10,5 14 33,4 33,7
ч ' 13,3 ' 13,5 38,5 39,2
ч 16,2 16,5 2 43,7 44,6
4 19,0 19,5
в жидкость, вследствие адгезионных сил надежно удер-
живаются в порах, превращая круги в самосмазыва-
ющиеся.
При шлифовании деталей пропитанными (импрегниро-
ванными) кругами происходит физико-химическое вза-
имодействие между активным веществом пропитки и ме-
таллом. Компоненты, входящие в пропитывающий состав,
должны создавать на режущих зернах пассивирующие
пленки и уменьшать трение в зоне контакта круга с де-
талью.
ОБРАБОТКА деталей, восстановленных
РАЗЛИЧНЫМИ СПОСОБАМИ
Поверхности деталей, восстановленные наплавоч-
ными процессами, обладают по сечению неоднородными
физико-механическими свойствами, химическим соста-
вом и микроструктурой. Механические свойства наплав-
ленного слоя (прочность, твердость и др.) зачастую значи-
тельно выше, чем у материала самой детали. К особен-
ностям наплавленных деталей также относятся микро-
неровности наплавки, неметаллические включения и по-
ристость наружного слоя. Толщина наносимого покрытия
значительно больше величины износа. Так, для компенса-
ции износа 0,2—0,5 мм наплавляют слой до 1,0—1,2 мм.
Эти факторы оказывают значительное влияние на техно-
логию и трудоемкость обработки резанием наплавленных
на детали слоев.
332 МЕХАНИЧ. ОБРАБОТКА ПРИ ВОССТАНОВЛ. ДЕТАЛЕЙ
Абразивная обработка. Чаще всего при обработке на-
плавленных поверхностей применяют абразивную обра-
ботку. Этим же способом обрабатывают детали, восста-
новленные износостойким хромированием, так как
покрытие имеет высокую микротвердость и малую тол-
щину. Детали, восстановленные железнением, могут иметь
твердость как нормализованной стали, так и закаленной.
Поэтому железненные детали обрабатывают как абразив-
ным, так и лезвийным инструментом.
Особую трудность вызывает обработка резанием по-
верхностей, восстановленных наплавкой или напылением
износостойких порошков. Такие покрытия состоят из
карбидов высокой твердости и вязкой металлической
основы. При их обработке наиболее эффективно шлифо-
вание абразивным (в том числе алмазным) инструментом,
а также электрофизические и электрохимические методы
обработки.
Перечисленные особенности и специфические свойства
покрытий и восстанавливаемых деталей не позволяют
эффективно использовать при их обработке заводские
технологии, применяемые при изготовлении новых деталей.
Стойкость кругов и качество поверхности при чистовом
шлифовании наплавленных деталей можно повысить, сни-
жая удельные нагрузки и темцературу в зоне шлифова-
ния. Эти требования выполняются при шлифовании пре-
рывистыми кругами, имеющими на рабочей поверхности
ряд чередующихся выступов и впадин. Прерывистые
абразивные круги можно изготовить из стандартных
кругов. Для этого на рабочей поверхности круга про-
резают пазы, используя в качестве инструмента круги
из зеленого карбида кремния, обладающего высокой
твердостью. Длина нарезаемых пазов должна быть при-
мерно в 3 раза меньше длины выступов.
Самозатачивание прерывистых кругов связано с дина-
мическими силами, возникающими при врезании зерен
в металл. Это вызывает расщепление зерен и разрушение
связки. Послойное удаление припуска зернами передней
(фронтальной) поверхности уменьшает удельные нагрузки
на каждое зерно и снижает температуру в зоне шлифова-
ния, что приводит к уменьшению адгезионных и диффу-
зионных процессов между металлопокрытием и кругом и,
как следствие, к засаливанию круга.
ОБРАБОТКА ВОССТАНОВЛЕННЫХ ДЕТАЛЕЙ
333
22. Параметры прерывистых кругов
размеры, мм
Диаметр круга Глубина паза Радиус за- кругления паза Число пазов Длина
выступов впа- дин
300 35 7,5 14 52,3 15
400 40 7,5 14 74,7 15
500 40 11 14 90 22
Размерный радиальный износ прерывистых кругов на
15—20 % выше, чем износ стандартных кругов. Однако
период их стойкости при бесприжоговом шлифовании
возрастает почти в 3 раза. При таких условиях число
правок уменьшается в 2—3 раза и поэтому общая стой-
кость кругов увеличивается.
Для ремонтных предприятий рекомендуются преры-
вистые абразивные круги определенных геометрических
параметров (табл. 22).
Шлифование хромированных деталей с применением
абразивного (алмазного) инструмента является, практи-
чески, единственным способом их механической обработки.
Несоблюдение условий и режимов шлифования ведет
к отслаиванию покрытия или образованию шлифовочных
трещин и прижогов, вероятность появления которых
значительно выше, чем при шлифовании деталей без
хромового покрытия.
При шлифовании стальных деталей, восстановленных
хромированием (например, поршневых пальцев и толка-
телей двигателя ЗИЛ-130), рекомендуются абразивные
круги и режимы резания со следующими параметрами:
припуск на шлифование назначают в пределах 15—
30 % толщины слоя хромового покрытия;
шлифовальные круги: материал — нормальный или
белый электрокорунд на керамической связке, зернистость
20—40, твердость СМ1, ..., С Г,
режимы шлифования: окружная скорость круга 25—
35 м/с, скорость детали 0,2—0,3 м/с, продольная подача
3—8 мм/об, глубина 0,005—0,0012 мм, расход СОЖ не
менее 0,3 л/с.
334 МЕХАНИЧ. ОБРАБОТКА ПРИ ВОССТАНОВЛ. ДЕТАЛЕЙ
При шлифовании деталей с хромовыми покрытиями
в целях уменьшения вероятности появления шлифовочных
трещин рекомендуется не подводить к детали круг при
неустановившемся его вращении, т. е. в момент разгона
и остановки круга; выход круга за торец (конец) детали
не должен быть более половины высоты круга.
Детали, восстановленные хромированием и железне-
нием, шлифовать алмазными кругами нецелесообразно.
В первом случае износ кругов выше, а производительность
ниже примерно в 2 раза по сравнению со шлифованием
кругами из электрокорунда. Во втором случае наблю-
дается быстрое засаливание алмазных кругов.
Алмазная обработка гальванопокрытий наиболее
эффективна при отделочных методах обработки (полиро-
вании, выглаживании и др.).
Детали, восстановленные железнением, могут быть
подвергнуты как шлифованию, так и точению. Шлифова-
ние осуществляют кругами из электрокорунда твердостью
СМ1, ..., СМ2, зернистостью 16—25 на керамической
связке. При шлифовании твердых покрытий (HV >
5000 МПа) рекомендуется применять круги из зеленого
карбида кремния, который обеспечивает повышение стой-
кости до 2 раз, а производительности до 1,5 раз по сравне-
нию с кругами из электрокорунда такой же характери-
стики. Режимы шлифования: скорость круга 25—35 м/с,
скорость детали 0,3—0,4 м/с, продольная подача 10—
16 мм/об, глубина 0,01—0,02 мм, расход СОЖ — не менее
0,25 л/с.
Обработка деталей, восстановленных напылением
или напеканием износостойкими порошками, вызывает
значительные затруднения, так как порошковые покрытия
отличаются высокой прочностью, твердостью и малой
вязкостью. Особую трудность вызывает обработка газо-
термических покрытий, полученных на основе самофлюсу-
ющихся порошков системы никель — бор — хром — крем-
ний или порошков, содержащих карбиды и бориды туго-
плавких металлов.
Газотермические покрытия шлифуют абразивными кру-
гами из белого (24А) и титанистого (91 А) электрокорундов
на керамической связке или кругами из зеленого карбида
кремния (64С) на бакелитовой связке. Однако круги
из этих материалов быстро засаливаются, их необходимо
ОБРАБОТКА ВОССТАНОВЛЕННЫХ ДЕТАЛЕЙ
335
часто править. Так, при шлифовании покрытия
ПГ-ХН80СР2 расход электрокорундового круга в 2,5—
3 раза превышает количество сошлифованного металло-
покрытия.
Значительно выше режущая способность и стойкость
инструмента при обработке износостойких покрытий до-
стигается при электроалмазном шлифовании кругами на
токопроводящих металлических связках Ml, М5, МВ1.
Так, при электроалмазном шлифовании покрытия
кругами АС6 125/100 МВ1 100 % средняя объемная режу-
щая способность составляет 6,8 мм3/с, а при обработке
абразивными кругами 24А40СМ1 16К — 1,9 мм3/с.
Однако ввиду сложности процесса и большой стоимости
оборудования процесс электроалмазного шлифования эко-
номически оправдан на крупных ремонтных предпри-
ятиях.
Для шлифования покрытий, полученных электрокон-
тактным напеканием порошков ПЖ-4, ПЖ-5, рекомен-
дуется применять круги из титанистого электрокорунда
91А на керамической связке, зернистостью 16—40, твер-
достью СМ2, ..., С2.
Для обработки покрытий, полученных детонационным
напылением, Институтом сверхтвердых материалов
АН УССР разработан эластичный алмазный инструмент
типа «Ежик» в виде конечной ленты. Алмазоносный слой
лент состоит из расположенных в шахматном порядке
и перекрывающих друг друга отдельных столбиков в виде
правильных усеченных конусов диаметром при вершине
3 мм и высотой 3 мм. Ленту наклеивают на металлический
диск или абразивный круг.
Шлифование детонационных покрытий из оксида алю-
миния выполняют кругом ЛШЕЛ 300x 140x5x 10
АС4 80/63 100 %. Режимы обработки: скорость круга
25—30 м/с, скорость детали 2—2,1 м/с, подача 0,5—
1,0 м/мин, глубина резания 0,01—0,03 мм, применяемая
СОЖ — 1—2 %-ный раствор жидкого мыла с добавлением
0,5 % нитрита натрия для устранения ценообразования.
Шероховатость обработанной поверхности Ra — 0,32™
0,16 мкм.
При восстановлении быстроизнашивающихся деталей
горношахтного и металлургического оборудования тол-
щина наплавленного слоя достигает 10 мм и более. Для
336 МЕХАНИЧ. ОБРАБОТКА ПРИ ВОССТАНОВЛ. ДЕТАЛЕЙ
обработки таких поверхностей эффективно обдирочное
шлифование на специальных станках с регулируемой
силой прижима круга к детали.
Основным требованием к процессу обдирочного шлифо-
вания является достижение наибольшей скорости съема
металла при минимальном износе круга. Для этих целей
используют крупнозернистые круги из нормального или
циркониевого электрокорунда на бакелитовой связке.
Прочность кругов на бакелитовой связке позволяет рабо-
тать с силой прижима круга к детали до 10 кН. Зерни-
стость кругов 63—250, твердость С2—4Т.
Процесс обдирочного шлифования осуществляют в ре-
жиме равномерного самозатачивания круга, без правки.
Это достигается выбором соответствующей характеристики
круга и силы его прижима к детали.
На металлургических предприятиях при обдирочном
шлифовании наплавленных прокатных валков используют
круги ПП 750x80x305 из циркониевого электрокорунда
38А, зернистостью 125—200, твердостью СТ1, на пульвер-
бакелитовой связке, изготовленные методом горячего прес-
сования. Для пульвербакелитовой связки характерны
высокая плотность и практическое отсутствие пор. Объем-
ное количество связки в круге доходит до 30 %. Скорость
вращения круга 60 м/с, сила прижима 5—6 кН, массовая
режущая .способность 150—200 кг/ч.
Примеры применения алмазного инструмента для об-
работки деталей автомобилей и тракторов. В ремонтной
технологии алмазный инструмент находит наибольшее
применение на операциях хонингования, полирования,
выглаживания, т. е. при финишной обработке деталей, где
окончательно формируются точностные и качественные
параметры восстановленных поверхностей.
Хонингование гильз цилиндров автотракторных дви-
гателей. Изношенные и поврежденные гильзы цилиндров
восстанавливают растачиванием и последующим хонин-
гованием под ремонтный размер.
Хонингование гильз выполняют на вертикально-хонин-
говальном станке ЗГ833 или 3A83 по схеме плавающий
хон — жесткая деталь. В большинстве случаев хонин-
гование осуществляют алмазными брусками. Применение
алмазных брусков взамен абразивных значительно уве-
личивает технико-экономические показатели процесса
ОБРАБОТКА ВОССТАНОВЛЕННЫХ ДЕТАЛЕЙ 337
по интенсивности съема металла, стойкости брусков,
стабилизации точностных параметров и качества обраба-
тываемой поверхности.
Новые хонинговальные бруски определенное время
прирабатывают на бракованных гильзах. Для ускорения
процесса приработки применяют абразивный порошок,
смешанный с солидолом. Зернистость порошка должна
быть на 1—2 номера больше зернистости брусков. При-
работку производят на рабочих режимах хонингования,
но без подачи СОЖ и прекращают, когда площадь кон-
такта брусков с обрабатываемой поверхностью достигнет
65—75 %.
При восстановлении гильз цилиндров двигателя
ЗИЛ-130 проводят плосковершинное алмазное хонинго-
вание. Материал гильзы — чугун СЧ 24 твердостью 170—
241 НВ, диаметр отверстия 101+0’06, длина 185,5 мм.
После растачивания гильзу подвергали двукратному
алмазному хонингованию. Необходимая точность отвер-
стия 0,03 мм достигается предварительным хонингованием
брусками АС6 125/100-М1-100, а шероховатость поверх-
ности Ra = 0,32 мкм — окончательным хонингованием
брусками ACM 28/20-М1-100. Машинное время на эти две
операции при снятии общего припуска 0,05 мм составляет
соответственно 5 и 1 мин.
Плосковершинное хонингование осуществляют в два
перехода. Для предварительного хонингования исполь-
зуют алмазные бруски марок АС6 и АС15 одинаковой
зернистости на связке Ml; для окончательного хонингова-
ния — бруски марки АС2 зернистостью 80/63 и 40/28 на
эластичной (каучукосодержащей) связке PH. Алмазные
бруски марки АС15 при одинаковой опорной площади
обеспечивают большую глубину рисок, чем бруски марки
АС6, и поэтому для предварительного хонингования
лучше использовать бруски АС15 250/200-М1-100. При
окончательном хонинговании бруски зернистостью
80/63 при большей производительности процесса обеспе-
чивают требуемую шероховатость обработанной поверх-
ности. Поэтому для окончательного хонингования исполь-
зуют бруски марки АС2 80/63-Р11-50, режимы хонинго-
вания приведены в табл. 24.
Машинное время обработки при предварительном
хонинговании составляет 1,5 мин; при окончательном —
338 МЕХАНИЧ. ОБРАБОТКА ПРИ ВОССТАНОВЛ. ДЕТАЛЕЙ
23. Режимы хонингования гильз цилиндров
Параметр Хонингование
предварительное окончательное
Скорость хона, м/с: 0,5 0,65
окружная
возвратно-поступательная 0,2 0,15
Давление брусков, МПа 0,8 0,6
0,5 мин. Точность отверстия 0,01—0,02 мм. На обработан-
ной поверхности создается сетка впадин (рисок) глубиной
8—10 мкм и шероховатостью площадок поверхностей
Ra = 0,40-4-0,32 мкм. Площадь опорной поверхности
зеркала гильзы составляет 55—60 % общей площади.
Полученный микропрофиль позволяет сократить время
приработки двигателя, повышает износостойкость
гильзы из-за лучшего удержания масляной пленки и соз-
дает хорошие условия для исключения натиров и задиров.
В качестве СОЖ при хонинговании на ремонтных
предприятиях чаще всего используют смесь керосина
с машинным маслом, но эта смесь пожароопасна и то-
ксична, поэтому рекомендуется использовать масляную
жидкость ОСМ-1 ТУ 38-2-01-228—81 (температура
вспышки не менее 94 °C). При обработке чугунных деталей
СОЖ ОСМ-1 и керосино-масляная смесь практически
эквивалентны по всем показателям; при обработке сталь-
ных закаленных деталей СОЖ ОСМ-1 увеличивает ско-
рость съема металла до 1,5 раз и уменьшает удельный
расход алмазов в 2 раза.
При ремонте гильз применяют также процесс алмаз-
ного хонингования крупнозернистыми брусками зер-
нистостью 315/200—630/500; снимаемые припуски по-
рядка 0,1—0,2 мм. Использование крупнозернистых бру-
сков позволяет заменить хонингованием внутреннее шли-
фование, растачивание, зенкерование и развертывание.
При обдирочном хонинговании гильз цилиндров, за-
меняющем операцию растачивания, рекомендуется
использовать бруски из поликристаллических алмазов
АРК4 500/400-МК2-50 %.
ОБРАБОТКА ВОССТАНОВЛЕННЫХ ДЕТАЛЕЙ
339
В процессе хонингования на зеркало гильзы цилиндра
могут быть нанесены приработочные покрытия, т. е.
выполнено антифрикционное хонингование безалмаз-
ными брусками. Использование свойств антифрикционных
покрытий совместно с металлоплакирующими малорас-
творимыми композициями во время обкатки двигателя
позволило сократить до 2 раз время приработки поверх-
ностей восстановленных деталей цилиндропоршневой
группы.
Хонингование нижней головки шатуна. В ремонтной
практике для восстановления размеров изношенной ниж-
ней головки шатуна наиболее широко используют желез-
нение. После железнения выполняют либо растачивание,
хонингование и притирку, либо растачивание и двойное
хонингование. Припуск, оставленный после растачива-
ния, не превышает 0,1 мм.
По первой схеме хонингование шатуна двигателя
ЗИЛ-130 осуществляют на станке ЗГ833 алмазными бру-
сками АС4 125/100-М1-100 %, установленными в хонин-
говальной головке плавающего типа. Каждая деталь
базируется непосредственно по торцу другой детали,
что приводит к дополнительной погрешности. Притирку
выполняют на притирочной бабке чугунным шаржирован-
ным притиром по одной детали. Общее время на обработку
одной нижней головки шатуна составляет около 300 с.
По второй схеме предварительное и окончательное
хонингование отверстия осуществляют в пакетном четы-
рехместном приспособлении на хонинговальном станке
ОФ-38А по схеме жесткий хон — плавающая деталь.
Каждая деталь базируется торцами по плоскостям (кас-
сетам) приспособления и имеет возможность по ним
перемещаться («плавать») в горизонтальной плоскости.
При такой схеме базирования и обработки детали само-
устанавливаются относительно хонинговальной го-
ловки.
Довольно широко при отделочных работах исполь-
зуют полирование эластичными инструментами. Ин-
струментальная промышленность выпускает алмазные
эластичные конечные (АЛП) и бесконечные (АЛШБ)
ленты, а также эластичные диски (АЭД). Алмазный эла-
стичный инструмент состоит из рифленого алмазоносного
слоя и несущей основы из пропитанной лавсановой ткани.
340 МЕХАНИЧ. ОБРАБОТКА ПРИ ВОССТАНОВЛ. ДЕТАЛЕЙ
Между этими слоями находится слой резины, который
повышает эластичность инструмента и улучшает его экс-
плуатационные свойства.
Выбор связки определяется шероховатостью обра-
батываемой поверхности. Так, особо эластичную связку
Р1 применяют для тонких полировальных операций
(Ra = 0,02ч-0,4 мкм), полужесткие связки Р9 и Р11 —
для обычного полирования (Ra = 0,16-4-0,32 мкм), же-
сткие связки Р14 и Р18 — для чистового шлифования
(Ra = 0,164-0,63 мкм).
На Глазовском ремонтно-механическом заводе для
полирования шеек коленчатых валов двигателей ЗИЛ-130
применяют конечные алмазные ленты. На специальном
станке выполняют одновременное полирование всех ко-
ренных и шатунных шеек вала. Станок обеспечивает вра-
щательное и возвратно-поступательное (колебательное)
движение обрабатываемого вала и прижим с регламенти-
рованным усилием девяти инструментов к шейкам вала
(пяти — к коренным и четырех — к шатунным). По-
стоянный контакт инструментов и детали обеспечивается
за счет синхронного вращения копиров и обрабатываемого
вала.
Режим полирования: угловая скорость вращения де-
тали 0,8 1/с; усилие прижима инструмента 120 Н; ампли-
туда колебаний 4 мм; частота колебаний 0,5 1/с; исполь-
зуемая СОЖ — ОСМ-1.
Алмазные (бесконечные) эластичные ленты вы-
пускает Томилинский завод алмазных инструментов; раз-
меры инструментов: ширина 20 мм, длина (1920 ± 20) мм;
содержание алмазов в ленте при 100 %-ной концентрации
22,8 г, толщина алмазоносного слоя 1 мм, общая толщина
ленты (1,9 ± 0,2) мм.
Наличие на ремонтных предприятиях ленточно-поли-
ровального устройства позволяет расширить область при-
менения финишной обработки при восстановлении раз-
личных деталей — поршневых пальцев, опорных шеек
и кулачков распределительных валов, поверхностей ци-
линдрических деталей, контактирующих с сальниками,
штоков гидравлических цилиндров и др.
Для повышения производительности процесса поли-
рования при обработке длинномерных деталей применяют
ОБРАБОТКА ВОССТАНОВЛЕННЫХ ДЕТАЛЕЙ
341
ленточно-полировальные устройства с двумя-тремя
лентами.
Режимы полирования стальных закаленных деталей
(49—53 HRCJ: скорость детали 0,4—0,6 м/с; скорость
ленты 12—18 м/с; продольная подача 0,24—0,35 мм/об;
усилие прижима 80—100 Н.
Полирование на указанных режимах лентой
АС2 80/63-Р9-100 обеспечивает съем металла 3—5 мкм
и снижение шероховатости поверхности с Ra = 0,64-4-0,4
до Ra = 0,34-0,2 мкм.
По сравнению с процессом полирования абразивными
лентами машинное время при обработке эластичным
инструментом уменьшается в 3—4 раза и значительно
сокращается время, идущее на замену инструмента, так
как стойкость алмазных лент в сотни раз выше, чем абра-
зивных.
Наиболее простым, доступным и эффективным методом
отделочно-упрочняющей обработки деталей поверхно-
стным пластическим деформированием является вы-
глаживание. Обработку выполняют, как правило, на
обычном токарно-винторезном станке выглаживающими
наконечниками из синтетических алмазов АРК4 со сфе-
рической рабочей частью. Выглаживающий инструмент
упруго поджимается к обрабатываемой детали с помощью
несложных державок или оправок.
Выглаживанию подвергают детали практически из
любых металлов и с любыми металлическими покрытиями
независимо от способа их нанесения (наплавкой, гальва-
ническим наращиванием, напылением и др.). Под давле-
нием выглаживающего инструмента микронеровности об-
рабатываемой поверхности пластически деформируются,
при этом шероховатость уменьшается, а поверхностный
слой деталей упрочняется.
Производительность процесса невысока, что не
позволяет широко применять его в серийном и массовом
производствах. При восстановлении небольших партий
деталей использование данного метода наиболее эффек-
тивно.
Алмазное выглаживание при восстановлении деталей
автомобилей можно рекомендовать в качестве финишной
операции при обработке опорных шеек и кулачков распре-
делительных валов, крестовин кардана, валика ротора
24. Оптимальные режимы выглаживания деталей с различными металлопокрытиями
Метод нанесения металлопокрытия Твердость покрытия HRC3 Сила выглажи- вания, Н Радиус выгла- живающего ин- струмента, мм Подача, мм/об Скорость вы- глаживания, м/мин Угол поворота выглаживающе- го инструмен- та, ...° Шероховатость поверхности Ra, мкм Микротвер- дость по- верхности
до выгла- живания после вы- глаживания до вы- гла- жива- ния после выгла- жива- ния
Вибродуговая наплавка проволокой Нп-65Г 51,5—59 460 580 4,9 4,0 0,07 54,5 50 39 33 1,0—0,80 0,20—0,16 509,7 885
Вибродуговая наплавка проволокой Св-08 35—39 290 500 4,4 “зТ 0,11 66 63 30 39 1,6—1,25 0,20—0,16 341,0 572
Наплавка под флюсом АН-348А, легированным графитом и феррохромом 54—58 470 580 4,8 То" 0,07 50 34 33 1,0—0,80 0,16—0,125 547,8 946
Наплавка под керамиче- ским флюсом АНК-18 41,5—45 510 590 4,4 ТТ 0,07 50 28 1,25—1,0 0,40—0,32 417,6 724
Осталивание: твердое 520—560 HV 510 670 4,6 3,7 0,07 50 44 34 27 1,0—0,80 0,20—0,16 523,6 774
мягкое 290—330 HV 30,5 4,6 0,11 63 36 1,6-1,25 0,1—0,08 312,8 514
П р и м е ч а н и е. В числителе указаны параметры для выглаживающих режимов обработки, в знаменателе —
для упрочняющих режимов обработки.
342 МЕХАНИЧ. ОБРАБОТКА ПРИ ВОССТАНОВЛ. ДЕТАЛЕЙ
25. Рекомендуемые материалы и геометрические параметры инструмента, режимы резания
при точении деталей, восстановленных нанесением различных металлопокрытий [5]
Метод нанесения металлопокрытия Материал режущей части резца Геометрические параметры инструмента Режим резания
Угол резца, ...с Ради- ус при вер- шине, мм Скорость резания, м/мин Подача, мм/об Глу- бина реза- ния, мм
перед- ний главный в плане вспомога- тельный в плане глав- ный зад- ний наклона главной режущей кромки
Вибродуговая наплав- ка: проволокой Нп-65Г ВК6М, Т15К6, ВК-8 ЦМ-332 11 27—28 14—15 10 13 1 40 0,12 —
проволокой Св-08 —5 10 32 38 15 10 12 5 0 0,5 80 90 0,23 0,11 —
Электродуговая на- плавка: проволокой ЗОХГСА под флюсом АН-348А Т5КЮ 5 45 45 8 5 1 — — —
проволокой ЗОХГСА в защитном газе Т5КЮ -4-5 45 45 8 5 1 — — —
ОБРАБОТКА ВОССТАНОВЛЕННЫХ ДЕТАЛЕЙ
Продолжение табл. 25
Метод нанесения металлопокрытия Материал режущей части резца Геометрические параметры инструмента Режим резания
Угол резца, ••• ° Ради- ус при вер- шине, мм Скорость ’резания, м/мин Подача, мм/об Глу- бина реза- ния, мм
перед- ний главный в плане вспомога- тельный в плане глав- ный зад- ний наклона главной режущей кромки
проволокой ЗОХГСА в углекислом газе с направленным ох- лаждением Т5КЮ 5—10 25 15 8—10 0 1 47,5 0,3 0,6— 0,7
под флюсом АНК-18 Т15К6 Т30К4 —3 30—32 15 10 5 — 45 50 0,20 0,5
0,10
коленчатых валов проволокой ЗОХГСА под флюсом АН-348А вкб —15 90 30 8 4 1 — — —
Железнение: мягкое, 250—290 HV Т30К4 0 60 30 5 —5 1,5 — — —
твердое, 480—520 HV Т30К4 0 45 30 5 15 1 20—50 1 — 1,2 0,2—0,3 —
344 МЕХАНИЧ. ОБРАБОТКА ПРИ ВОССТАНОВЛ. ДЕТАЛЕЙ
Примечание. В числителе указаны значения параметров при черновом точении; в знаменателе — при
чистовом точении.
ОБРАБОТКА ВОССТАНОВЛЕННЫХ ДЕТАЛЕЙ
345
26. Рекомендуемые инструмент и режимы резания
при обработке шлифованием деталей, восстановленных
нанесением различных металлопокрытий
Метод нанесения металлопокрытия Марка шлифо- вального круга Режимы резания
Скорость круга, м/с Скорость вра- щения детали. м/мин Глубина шли- I фов а ни я, мм/ход Продольная подача, мм/об
Вибродуговая наплав- ка: проволокой Нп-65Г АСП25К6-100 30 20— 25 0,01—0,02 1-1,5
проволокой Св-08 ЭБ25СМ2К
Дуговая наплавка под флюсом А К-348А, легированным фер- рохромом и графитом ЭБ25СМ2К5 30 30 0,01 1,5-3
Железнение: мягкое, HV > 250ч- 290 твердое, HV > 480ч- 520 ЭБ25СМ2К ЭБ25СМ2К АСП25К6-100 30 30 20— 25 20— 25 0,02—0,03 0,02—0,03 0,01—0,02 1—1,5 1-1,5
Хромирование 39А5СМ2К 26— 27 11 — 0,26
Никелирование — 23 23,5 — 0,28— 0,30
Примечание. В числителе и знаменателе указаны значения
параметров соответственно при черновом и чистовом шлифовании.
346 МЕХАНИЧ. ОБРАБОТКА ПРИ ВОССТАНОВЛ. ДЕТАЛЕЙ
27. Геометрические параметры алмазных резцов
в зависимости от обрабатываемого материала
Обрабатываемый материал V а ft, мм
'Я
Баббиты 2^—5 8—10 1—1,5
Алюминиевые сплавы 0-5 8—15 0,5—1,0
Латунь 0—5 6—10 0,5—0,8
Бронза 0ч—5 6—10 0,2—0,5
Т итак 0ч—2 8—10 0,5—0,8
Оргстекло О-т-5 10—15 0,5—1,0
Текстолит 0—5 10—15 0,5—1,0
Эбонит 0—5 8—12 0,3—0,8
Стеклотекстолит 0ч~ 5 8—10 0,5—1,0
28. Режимы обработки различных материалов резцами
из природного алмаза
Обрабатываемый м атериал Режимы резания Шерохова- тость Ra, мкм
Скорость, м/мин Подача, мм/об Глубина, мм
Алюминий 400—500 0,01—0,10 0,01—0,15 0,016—0,04
Алюминиевые спла- вы 400—700 0,01—0,08 0,01—0,10 0,32—0,08
Латунь 400—500 0,02—0,06 0,03—0,06 0,63—0,32
Бронза оловяни- стая 250—400 0,04—0,07 0,08—0,20 0,63—0,32
Бронза свинцови- стая Св. 700 0,02—0,04 0,03—0,06 0,63—0,32
Баббит 400—500 0,01—0,04 0,10—0,40 0,63—0,32
Медь 350—500 0,01—0,04 0,10—0,40 0,63
Пластмасса 500—700 0,02—0,05 0,05—0,15 0,16
Оргстекло 250—500 0,02—0,03 0,05—0,50 0,16
Титан и его сплавы 100—300 0,02—0,05 0,03—0,06 0,63
Резина 300—400 0,01—0,04 0,02—0,06 —
Стекл отекстол ит 600—700 0,02—0,05 0,03—0,05 —
ОБРАБОТКА ВОССТАНОВЛЕННЫХ ДЕТАЛЕЙ
347
29. Режимы обработки различных материалов резцами
из карбонадо
Обрабатываемый материал Режимы резания (подача для всех режимов 0,02—0,04 мм/об) Шерохова- тость Ra, мкм
Скорость, м/мин Глубина, мм
Высококремнистые алюми- ниевые сплавы 300—700 0,02—1,0 1,25—0,32
Медь 300—400 0,2—0,8 1,25—0,63
Латунь 300—400 0,2—0,5 1,25—0,63
Стеклопластик и пластмасса 400—500 0,5—1,5 2,5—1,25
Полуспеченная керамика 150—200 0,2—0,5 1,25—0,63
Твердые сплавы ВК155 и ВК20 Титановые сплавы 15—40 0,1—0,15 1,25—0,63
80—100 0,1—0,2 1,25—0,63
турбокомпрессора независимо от метода восстанов-
ления.
Оптимальные режимы выглаживания деталей с раз-
личными металлопокрытиями приведены в табл. 24.
Точение наплавленных поверхностей твердостью до
41,5—46 Н RСэ можно выполнить инструментом из твер-
дых сплавов Т15К6, Т5КЮ, ВК6, ВК8 со снижением
скорости резания на 15—20 %.
Для чернового точения поверхностей, наплавленных
проволокой ЗОХГСА, 65Г, электродом ЭН60М и другими
проволоками, с твердостью 46—61,5 HRC8>. рекомендуется
инструмент из мелкозернистых твердых сплавов ВКЗМ
и ВК6М. Обязательным условием для черновой обработки
является применение резцов с отрицательными передними
углами, обеспечивающими повышенную прочность рабо-
чей части резца при точении «по корке».
Для чистовой обработки наплавленных деталей с по-
вышенной твердостью рекомендуется инструмент из эльбо-
ра-Р и гексанита-Р.
В табл. 25 и 26 приведены геометрические параметры
инструмента и режимы резания наплавленных поверх-
ностей.
30. Режимы резания, точность и параметры шероховатости поверхностей
при финишном точении резцами из кубического нитрида бора
Обрабатываемый материал Вид обработки Марка компо- зита Режимы резания । Квалитет (ГОСТ 25347 — 82) Параметр шерохова- тости Ra, мкм
Скорость, м/мин Подача, мм/об Глубина, мм
Сталь закаленная (НРхСэ 66-68) Чистовая | 1 01 ‘ 80—160 0,04—0,08 0,2—0,6 1 7—8 I 1,25—0,63
Тонкая 1 01 120—180 0,02—0,04 0,05—0,2 1 5—6 | 0,32—0,16
Сталь закаленная (HRCa 41,5—61,5) Чистовая | 05 80—120 0,04—0,1’ 1 0,5—1,0 1 7—8 | 1,25—0,63
Тонкая 1 01, 10 80—120 0,02—0,06 0,1—0,3 5—6 0,32—0,16
Сталь, не подвергавшаяся термической обработке Чистовая 05 120—200 0,04—0,1 0,5—2,0 7—8 1,25—0,63
Тонкая 01 200—300 0,02—0,06 0,1—0,5 5—8 0,63—0,32
Серый чугун (200 НВ) Чистовая 01 400—500 0,04—0,1 0,2—1,0 5—8 1,25—0,63
Высокопоочный чугун (600 НВ) Чистовая 01 300—500 0,04—0,12 0,32—1,25 5—8' 1,25—0,32
Примечания: 1. При использовании резцов, оснащенных композитом 10, возможна обработка преры-
вистых поверхностей (точение с ударом).
2. Композит 01—эльбор-Р; композит 05 — исмит; композит 10 — гексанит-Р.
348 МЕХАНИЧ. ОБРАБОТКА ПРИ ВОССТАНОВЛ. ДЕТАЛЕЙ
обработка ВОССТАНОВЛЕННЫХ ДЕТАЛЕЙ 349
При обработке восстанавливаемых деталей исполь-
зуют инструмент из материалов безвольфрамовых, в том
числе из сверхтвердых материалов (СТМ) на основе син-
тетических алмазов и композитов на основе нитрида бора.
Инструмент из СТМ имеет достаточно высокую твер-
дость, температурную и размерную стойкость, способность
длительное время сохранять режущую кромку. Это поз-
воляет получать необходимые шероховатость и точность
поверхности при чистовой обработке деталей.
Геометрические параметры резцов из СТМ и режимы
резания ими различных материалов приведены
в табл. 27—30.
Глава 6
ОСОБЕННОСТИ ТЕХНОЛОГИИ ВОССТАНОВЛЕНИЯ
ДЕТАЛЕЙ РАЗЛИЧНЫХ ГРУПП
КОРПУСНЫЕ ДЕТАЛИ
Ресурс отремонтированных узлов и агрегатов в значи-
тельной мере зависит от уровня технологии и качества
восстановления корпусных деталей. Восстановление изно-
шенных отверстий корпусов приводит к нарушению меж-
осевых расстояний, соосности отверстий, параллельности
осей, что является причиной низкого ресурса отремонти-
рованных узлов и агрегатов. Так, ресурс коробок передач,
собранных из новых деталей и восстановленных корпусов
с нарушениями пространственной геометрии, составляет
менее половины ресурса новых.
Корпусные детали трансмиссий изготовляют пре-
имущественно из серого чугуна. Характерными дефектами
корпусов являются: износ посадочных отверстий под
подшипники и стаканы, резьбовых отверстий, отверстий
под валики переключения передач, под установочные
штифты, трещины и обломы; коробление присоединитель-
ных поверхностей.
Коэффициенты восстановления корпусов при капи-
тальном ремонте машин составляют 0,4—0,8.
Наибольшая повторяемость дефектов характерна
для посадочных отверстий под подшипники и стаканы.
Устранение этих дефектов представляет основную слож-
ность технологического процесса восстановления корпус-
ных деталей. В результате износов, старения и деформа-
ции корпусов нарушаются не только размеры отверстий,
но и их взаимное расположение, параллельность и пер-
пендикулярность осей отверстий между собой и относи-
тельно установочных баз. Поэтому в процессе восстановле-
ния наряду с доведением размеров отверстий до номиналь-
ных значений необходимо восстанавливать их простран-
ственное расположение, выдерживая точные размеры.
Так, отклонения (мм) не должны превышать: межосевых
расстояний 0,07—0,105, от соосности отверстий 0,03—
КОРПУСНЫЕ ДЕТАЛИ
351
0,05, параллельности осей 0,05—0,17 на длине до 350 мм,
от перпендикулярности отверстий к базовым плоскостям
0,05—0,08 на длине 100 мм и др.
Основная задача при восстановлении корпусов состоит
в правильном выборе способа нанесения покрытия, схемы
базирования и технологии механической обработки, поз-
воляющих восстановить и износостойкость, и заданные
параметры точности.
Наиболее приемлемой схемой базирования боль-
шинства корпусных деталей является схема базирования,
используемая на предприятии-изготовителе (заводская).
Но использование баз основного производства без введе-
ния коррективов не всегда достаточно эффективно. Умень-
шение погрешности до необходимого значения получают
введением в технологический процесс слесарной операции
по развертыванию технологических базовых установочных
отверстий не более чем на 0,1 мм с соответствующим
увеличением диаметра пальцев установочного приспособ-
ления. Комплект баз основного производства у боль-
шинства корпусных деталей составляет плоскость и рас-
положенные в ней два базовых отверстия.
Использование комплекта заводских технологических
баз при восстановлении корпусов имеет свои особенности.
Размеры базовых отверстий корпусов, поступивших в ре-
монт, отличаются от размеров, указанных на рабочих
чертежах. Неиспользуемые при эксплуатации базовые
отверстия изнашиваются на 0,2—0,04 мм в процессе
многократных установок и снятия корпусов на установоч-
ных приспособлениях при их изготовлении. Кроме того,
при диагональном расположении базовых отверстий
у большинства корпусов в процессе эксплуатации нару-
шается их взаимное расположение. Так, у корпусов
коробок передач тракторов типа МТЗ-50/80 отклонение
межосевого расстояния составляет ±0,20 мм (допустимое
отклонение ±0,05 мм). Поэтому при проектировании уста-
новочных приспособлений необходимо учитывать изме-
нение межосевого расстояния и износ базовых отверстий.
Необходимо также учитывать то, что у корпусов,
поступающих на восстановление, на базовой плоскости
имеются забоины, возникающие в процессе разборки
агрегатов и транспортирования корпусов. Наличие забоин
в местах контакта корпуса с установочными пластинами
352
ТЕХНОЛОГИЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
приводит к увеличению припуска па обработку отверстий,
нарушению взаимного расположения осей отверстий и
плоских поверхностей, а также осей резьбовых отверстий
относительно восстановленных отверстий, в результате
чего может быть не обеспечена собираемость сопряжений.
Поэтому в технологии необходимо предусматривать за-
чистку базовой поверхности в местах контакта с устано-
вочными пластинами, а при проектировании установочных
приспособлений пластины смещать внутрь корпуса отно-
сительно его наружного контура на 2—4 мм.
На рабочих чертежах корпусных деталей размеры
высокоточных поверхностей проставляют комбиниро-
ванным методом, т. е. для одной части поверхностей —
координатным методом, а для другой — цепным (при
цепном методе каждый последующий размер ставят вслед
за ранее полученным). Этот метод применяют для про-
становки размеров посадочных отверстий под подшипники
и стаканы подшипников, оси шестерен и отверстий,
обеспечивающих правильную координацию сопрягаемых
узлов и агрегатов. Погрешность, образующаяся на каж-
дом звене размерной цепи, зависит от особенностей тех-
нологического процесса образования данного звена.
Для поверхностей, не требующих высокой точности
расположения, применяют координатный метод проста-
новки размеров, при котором все размеры ставятся от
одной и той же базы, независимо один от другого. В кор-
пусах по такому методу указываются координаты резь-
бовых отверстий и отверстий под болты крепления корпуса
к другим агрегатам. Погрешность, получаемая на каждом
из координатных звеньев, не зависит от погрешностей
других координатных размеров.
При механической обработке отверстий корпусов в кон-
дукторных приспособлениях (или агрегатными голов-
ками) по существу имеет место координатный метод
обработки, т. е. обработку выполняют за одну установку
и от единых баз. При цепном же методе получения линей-
ных размеров корпуса каждый его координатный размер
представляет собой замыкающее звено размерной цепи,
составляющими звеньями которого являются соответ-
ствующие цепные размеры.
Поэтому при восстановлении корпусных деталей
в большинстве случаев необходимо растачивать за одну
КОРПУСНЫЕ ДЕТАЛИ
353
установку все отверстия, увязанные между собой же-
сткими допусками и имеющие важное функциональное
значение (например, отверстия под подшипники и ста-
каны подшипников, под оси шестерен или отверстия,
определяющие взаимное расположение присоединяемых
узлов и агрегатов) независимо от того, все отверстия из-
ношены или только некоторые.
Во всех случаях необходимо использовать базирование
основного производства, вводя операцию по зенкерованию
и развертыванию установочных отверстий на ремонтный
размер по накладному кондуктору, который необходимо
базировать по конструктивной базе корпуса. Ремонтные
размеры установочных отверстий, не используемые в ка-
честве сборочных баз, не должны превышать более чем
на 0,2 мм их номинальные значения.
Опорные пластины на установочном приспособлении
необходимо располагать напротив мест установочной базы
детали с минимальными отклонениями от плоскостности
и смещать их внутрь относительно наружного контура
детали на 2—4 мм. Несоблюдение этого требования при-
водит при закреплении к деформации корпуса, достига-
ющей 0,07 мм, т. е. почти равной допуску на межосевое
расстояние. Если технологические отверстия детали ис-
пользуют под крепежные болты или штифты, то эти отвер-
стия необходимо заплавить или поставить заглушки,
после чего сверлить и развертывать технологические
отверстия до номинальных размеров по кондуктору.
С учетом средних значений величин износов посадоч-
ных отверстий корпусов, а также погрешностей обработки
корпусов при их изготовлении, базирования и закрепле-
ния минимальное значение припуска на предвари-
тельное растачивание корпусов не должно быть менее
0,8 мм.
Таким образом, для восстановления посадочных отвер-
стий корпусных деталей рекомендуются только те спо-
собы, при которых наносят слои материала заданной
толщины, т. е. не менее 1 мм, и без затруднений с заданной
точностью выполняют их последующую обработку лез-
вийным инструментом на серийном оборудовании. Этим
требованиям отвечают способы, основанные на постановке
ремонтных втулок, металлизации и газотермическом на-
несении порошковых материалов.
12 Молодык Н. В. и др.
354
ТЕХНОЛОГИЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Эффективным способом восстановления посадочных
отверстий в корпусных деталях является постановка
тонкостенных свертных колец с последующим их закреп-
лением раскатыванием. Преимущества спесобаг простота
способа и возможность реализации его на серийном
оборудовании, использование в качестве компенсатора
износа недефицитного и дешевого металлического листа,
отсутствие тепловыделения в корпус и минимальное
ослабление перемычек корпуса, обеспечение физико-меха-
нических характеристик восстановленных поверхностей,
не уступающих по значениям характеристикам новых
деталей, возможность повторного восстановления поса-
дочных отверстий.
Сущность способа заключается в следующем. Посадоч-
ные отверстия восстанавливаемого корпуса растачи-
вают на 0,9—1,1 мм на сторону, после чего в них наре-
заются винтовые канавки треугольного профиля с углом
при вершине 60-—80° и глубиной 0,35—0,45 мм. Скорость
резания при растачивании 70—100 м/мин, подача 0,13—
0,16 мм/об.
Шаг винтовых канавок равен 3—5 мм в зави-
симости от ширины посадочных отверстий. После раста-
чивания и нарезания винтовых канавок в отверстия
устанавливаются свертные кольца, изготовляемые пре-
имущественно из листовой углеродистой стали
(ГОСТ 16523—70) толщиной 1,3—1,4 мм»
После запрессовки свертные кольца в отверстиях
раскатывают многороликовыми дифференциальными рас-
катниками на радиально-сверлильных, горизонтально-
расточных или на специальных агрегатных станках.
В процессе раскатывания металл колец деформируется
и заполняет винтовые канавки, благодаря чему дости-
гается высокая прочность соединений, обеспечивающая
надежную работу сопряжений.
Минимальный натяг раскатывания назначают в зави-
симости от материала колец и диаметра отверстий. С уче-
том допусков на предварительно расточенные отверстия
и на толщину листа натяг раскатывания отверстий диа-
метром 80—160 мм при материале колец сталь СтЗ,
сталь 20, сталь 30 равен 0,18—0,53 мм; частота вращения
раскатников составляет 150—300 об/мин (чем больше
диаметр отверстия, тем меньше частота вращения раскат-
КОРПУСНЫЕ ДЕТАЛИ
355
ника). Подачу раскатывания назначают в пределах
0,2—0,4 мм/об.
В процессе раскатывания свертных колец стенки
отверстий корпусов испытывают большие радиальные
нагрузки и упруго деформируются. Поскольку стенки
отверстий корпусных деталей по толщине неодинаковы,
т. е. неравножестки, соответственно неодинаковы де-
формации стенок по длине окружности отверстия. По-
этому раскатывание свертных колец не обеспечивает
требуемой точности размеров и формы отверстий, а также
их взаимного расположения.
В этом случае для восстановления взаимного располо-
жения посадочных отверстий необходимо растачивание
отверстий. Припуск на чистовое растачивание составляет
0,15—0,30 мм на сторону. Для уменьшения шерохова-
тости восстановленных поверхностей отверстий чистовое
растачивание совмещают с упрочняющим выглажива-
нием, для чего в гнездо борштанги последовательно за рез-
цом устанавливают одношариковый раскатник.
Припуск на выглаживание 0,01—0,02 мм, скорость
резания при чистовом растачивании 90—120 м/мин, подача
0,08—0,10 мм/об.
Закрепляющее раскатывание свертных колец создает
благоприятные условия для чистового растачивания, по-
скольку имеет место опережающее пластическое дефор-
мирование металла и его последующая обработка реза-
нием. При этом повышается стойкость расточных резцов
и производительность обработки.
Такая технология восстановления корпусных деталей
(рис. 66) обеспечивает требуемое взаимное расположение
всех рабочих поверхностей. Предпочтительные размеры
восстанавливаемых отверстий 50—210 мм, но могут быть
восстановлены отверстия меньших и больших размеров.
Изношенные резьбовые отверстия восстанавливают
постановкой резьбовых спиральных вставок, отверстия
под валики переключения — постановкой втулок; тре-
щины и обломы устраняются сваркой проволокой ПАНЧ
и с помощью фигурных вставок.
Резьбовая спиральная вставка для восстановления
резьбовых отверстий представляет собой спиральную пру-
жину, наружная поверхность которой образует резьбовое
соединение с корпусом, а внутренняя с болтом или шпиль-
12*
356
ТЕХНОЛОГИЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
кой. Изготовляют спиральные вставки из коррозионно-
стойкой проволоки ромбического сечения.
При восстановлении резьбовых отверстий выпол-
няются следующие операции: рассверливание отверстий,
нарезание резьбы под спиральную вставку, установка
спиральной вставки в подготовленное отверстие, удаление
технологического поводка с ввернутой спиральной
вставки.
Серийно выпускают комплекты ОР-5526-ГОСНИТИ,
которые содержат: сверла, метчики, монтажный ключ
для установки спиральной вставки, специальный бородок
для удаления технологического поводка и 1000 шт. спи-
ральных вставок разного размера.
Для устранения трещин применяют фигурные вставки.
Сущность способа заключается в стягивании кромок тре-
КОРПУСНЫЕ ДЕТАЛИ
357
щины установкой в специально подготовленные пазы
металлических фигурных вставок.
Фигурные вставки представляют собой цилиндры,
изготовленные из малоуглеродистой стали и соединенные
перемычками. Форма подготовляемого паза корпусной
детали с трещиной должна соответствовать форме вставки,
т. е. паз состоит из ряда цилиндрических отверстий,
соединенных между собой пропилом, по ширине равным
ширине перемычки вставки. Для обеспечения герметич-
ности трещины вставки запрессовывают с использованием
эпоксидного композиционного материала.
Процесс устранения трещин фигурными вставками
состоит в подготовке паза под фигурную вставку, за-
прессовке фигурной вставки в паз, зачистке поверхности
со вставкой. При ширине трещины более 0,3 мм ее пред-
варительно стягивают струбциной. При подготовке паза
под вставку сначала по накладному кондуктору сверлят
отверстия перпендикулярно трещине, а затем удаляют
перемычки специальной просечкой. Вставки устанавли-
вают на расстоянии 25—40 мм друг от друга. При длине
трещины до 40 мм устанавливают одну вставку. Эффект
стягивания трещины достигается из-за неодинаковости
шагов (разность равна 0,2 мм) между просверленными
отверстиями и элементами вставки.
Серийно выпускают комплекты ОР-11362-ГОСНИТИ,
которые содержат: фигурные вставки, технологическую
оснастку и режущий инструмент.
Перспективным направлением совершенствования тех-
нологии восстановления корпусных деталей является
применение размерных свертных колец, которые уста-
навливают в отверстиях с использованием низких тем-
ператур. При этом предусматривается серийное изготовле-
ние свертных колец заданных типоразмеров с номиналь-
ными внутренними диаметрами и шириной, а также
заданным наружным диаметром.
Технология восстановления изношенных отверстий
в этом случае заключается в растачивании отверстий
корпусов до заданного размера и последующей установке
размерных свертных колец в отверстие с предварительным
охлаждением их в жидком азоте. Возможен также пред-
варительный нагрев корпусной детали, т. е. используется
тепловой эффект. Установленное свертное кольцо окон-
358
ТЕХНОЛОГИЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
чательно формируется до номинальных размеров дерно-
ванием. Применение такой технологии позволяет исклю-
чить операции раскатывания (что очень важно для алюми-
ниевых корпусных деталей) и окончательного чистового
растачивания, расширить сферу применения этой тех-
нологии для различных типов производств, значительно
уменьшить потребность в сравнительно сложных и дорогих
для ремонтного производства раскатниках.
Большинство корпусных деталей, подлежащих
восстановлению, — это станины и направляющие.
Станины изготовляют либо литьем из чугунов СЧ 20,
СЧ 15 и чугунов других марок (толщина стенок 10—
15 мм для легких станков и 25—35 мм для тяжелых),
либо сваркой из стальных листов и профильного проката.
Станины имеют обычно коробчатую форму с ребрами
жесткости внутри.
Для поступательного или вращательного перемещения
подвижных узлов в станинах предусматривают направ-
ляющие скольжения или качения. Различной формы
направляющие скольжения выполняют заодно со стани-
ной или накладными из цементуемых либо азотируемых
сталей, закаленных до высокой твердости, антифрик-
ционных металлов и пластмасс. Накладные направля-
ющие к станине крепят винтами или клеем.
Износ направляющих и деформация станины приводят
к нарушениям формы и расположения поверхностей на-
правляющих, а также к снижению точности обработки.
Допустимый износ направляющих зависит от назначения
и точности станка. Для станков нормальной точности
предельный износ на длине 1000 мм составляет 0,1—
0,2 мм, а для прецизионного оборудования — 0,02—
0,03 мм.
Характерные дефекты станин и направляющих: тре-
щины, сколы, пробоины, откалывание выступающих ча-
стей, износ направляющих поверхностей и посадочных
отверстий. Способы устранения указанных дефектов ста-
нин типичны при восстановлении любых корпусных
деталей.
Трещины могут быть ликвидированы:
с помощью стяжек; по обе стороны трещины на некото-
ром удалении от нее сверлят и развертывают два отвер-
стия, в них запрессовывают штифты с выступающими кон-
КОРПУСНЫЕ ДЕТАЛИ
359
цами, изготовляют стальную пластину-стяжку с двумя
засверленными и развернутыми отверстиями, расстояние
между которыми несколько меньше расстояния между
штифтами, при возможности трещину стягивают струб-
циной, стяжку нагревают и надевают на штифты, при
охлаждении стяжка стягивает трещину;
с помощью штифтов-, концы трещины, определенные
«керосиновым пробоем», засверливают сверлом диаметром
4—5 мм и вдоль трещины тем же сверлом засверливают
отверстия на .расстоянии 6—7 мм; во всех отверстиях
нарезают резьбу и в эти отверстия ввинчивают резьбовые
штифты из мягкой стали или меди, которые должны вы-
ступать над поверхностью на 1—2 мм, после этого за-
сверливают отверстия между штифтами с перекрытием
штифтов не менее чем на х/4 диаметра; в отверстиях наре-
зают резьбу и ввинчивают в них штифты, обрубаемые
заподлицо; концы выступающих штифтов расчеканивают,
и опиливают;
с помощью накладок-, для предупреждения дальнейшего
распространения трещины ее концы засверливают свер-
лом диаметром 4—5 мм; из мягкой стали толщиной 4—5 мм
вырезают накладку, размеры которой должны не менее
чем на 15 мм перекрывать границы трещины; по размерам
накладки из листового свинца или картона вырезают про-
кладку; на расстоянии 10 мм от края и 10—15 мм друг
от друга по периметру в накладке и прокладке сверлят
сквозные отверстия под винты М5 или Мб с потайной
головкой; по накладке в корпусе размечают и сверлят
отверстия и нарезают резьбу М5 или Мб; накладку и
прокладку смазывают суриком или клеем (БФ-2, карби-
нольным клеем-цементом и др.) и прикрепляют винтами
к корпусу; края накладки расчеканивают и опиливают;
заваркой с последующей механической обработкой
(при необходимости).
Пробоины и сколы устраняют:
установкой ввертыша-, поврежденное место рассверли-
вают, нарезают в нем резьбу и в это отверстие ввертывают
и стопорят кернением резьбовую пробку, предварительно
смазанную суриком;
установкой пробки', небольшие сколы засверливают и
развертывают, в отверстие запрессовывают пробку, опи-
ленную по форме ремонтируемой поверхности;
360
ТЕХНОЛОГИЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
установкой вставки-, сколотое место запиливают или
фрезеруют, по форме паза изготовляют вставку, которую
запрессовывают в паз; вставка может дополнительно
крепиться винтами;
заваркой пробоин и наплавкой сколов с последующей
механической обработкой.
Восстановление сломанной выступающей части (крон-
штейна, ушка, стержня) осуществляют:
установкой вставки или пробки; оставшуюся часть
выступающего элемента удаляют фрезерованием, строга-
нием или срубают, запиливают и высверливают; затем
выпиливают или фрезеруют паз под вставку или засверли-
вают и развертывают (или нарезают резьбу) под пробку
(либо под штифт с резьбовым концом); вставку запрессо-
вывают в паз и крепят к корпусу винтами; в корпус пробку
запрессовывают, а штифт заворачивают резьбовым концом,
смазанным суриком. При наличии в сломанном кронштейне
или ушке отверстия его развертывают или растачивают
до номинального размера после установки вставки;
приваркой отломанной части к корпусу.
Восстановление изношенных отверстий выполняют:
установкой ремонтной втулки; изношенное отверстие
засверливают или растачивают под запрессовку в него
ремонтной втулки или стакана; от осевого смещения или
проворота втулку (стакан) стопорят винтом, устанавливае-
мым в разъем с корпусом, в запрессованной втулке рас-
тачивают или развертывают отверстие нужного диаметра;
наплавлением слоя на поверхность отверстия; поверх-
ность изношенного отверстия наплавляют, а затем обра-
батывают до первоначального размера.
Изношенные гнезда под фиксаторы рукояток восста-
навливают:
установкой ремонтной пробки; изношенные гнезда
засверливают сверлом соответствующего диаметра, наре-
зают резьбу (разворачивают), вворачивают резьбовую
пробку (запрессовывают пробку по посадке с натягом),
обрабатывают пробку заподлицо со стенкой корпуса,
размечают и засверливают новые отверстия под фиксатор;
установкой накладки; при расположении гнезд на вы-
ступающих приливах корпуса приливы фрезеруют или
запиливают; на обработанные поверхности с помощью
винтов с потайной головкой крепят стальную планку
КОРПУСНЫЕ ДЕТАЛИ
361
толщиной не менее 6 мм, в которой размечают и сверля^
отверстия под фиксатор.
При всех способах восстановления корпусных деталей
ремонтируемое место предварительно зачищают стальной
щеткой или шлифовальной шкуркой. При необходимости
обеспечения герметичности корпус с трещинами и про-1,
боинами после восстановления подвергают гидравличе-
скому испытанию давлением 0,2—0,3 МПа.
Способ восстановления направляющих зависит от
характера и степени их износа.
Задиры и глубокие риски запаивают баббитом. Для
этого ремонтируемое место зачищают, разделывают кромки
под углом 90° с высокой шероховатостью поверхности,
обезжиривают горячим раствором кальцинированной соды,
ацетоном или бензином, подогревают, наносят флюс (хло-
ристый цинк) и паяют массивным (1,5—2 кг) паяльником.
Эти же дефекты могут быть устранены металлизацией,
для чего после выполнения указанных выше подготови-
тельных операций с помощью металлизатора на повре-
жденное место напыляют латунь или цинк. После паяния
или напыления направляющие поверхности шлифуют
или шабрят.
При незначительном износе (до 0,2 мм) направляющие
восстанавливают шабрением или шабрением с притиркрй
пастой ГОИ.
Шабрение -поверхностей направляющих (табл. 1) вы-
полняют либо без снятия их с фундамента при освобожден-
ных крепежных болтах, либо со снятием с фундамента и
установкой на плите или жестком полу. Направляющие
станины выставляются горизонтально по уровню в про-
дольном и поперечном направлениях с помощью башмаков,
клиньев или болтами-домкратами.
Припуск на шабрение не должен превышать указан-
ного в табл. 2. При больших значениях припуска вначале
выполняют строгание, шлифование или припиливание,
а затем шабрение.
Тип шабера выбирают в зависимости от формы обра-
батываемой поверхности. Шаберы из сталей У12А, Р6А45,
ШХ15 затачивают на станках с корундовыми кругами
зернистостью не более 25 я твердостью СМ1 или СМ2;
шаберы с пластинками из твердого сплава — кругами
из карбида кремния или алмазными кругами. Рекомен-
362
ТЕХНОЛОГИЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
1. Виды шабрения
Размеры, мм
Шабрение Ширина шабера Длина штрихов Число пятен в квад- рате 25 X 25 Назначение операции
Черновое (предвари- тельное) 20—25 Св. 10 4—6 Подготовка к пол у чисто- вому шабрению. Разбивка больших пятен на более мелкие
Получисто- вое 12—16 5—10 8—15 Окончательная обработка направляющих, подшип- ников, поверхностей разъ- ема корпусов и т. п.
Чистовое (оконча- тельное) 5—10 2—5 20—25 Обработка поверочных ин- струментов (линеек, плит, призм, угольников)
Декоратив- ное (наве- дение «мороза») —- — — Придание поверхности хо- рошего внешнего вида
дуемые углы установки, заострения и резания при шабре-
нии зависят от обрабатываемого материала (табл. 3).
Контроль при шабрении проводят с помощью повероч-
ных линеек или плит и на краску по числу пятен в квадрате
со стороной 25 мм (табл. 4). В качестве краски используют
берлинскую лазурь, ламповую сажу, синьку и другие
краски, разведенные на машинном масле.
При длине направляющей более длины поверочной
Линейки шабрение ведут по маякам следующим образом:
в месте максимального износа шабрят площадку (маяк),
а на расстоянии, несколько меньшем длины линейки,
шабрят вторую площадку, находящуюся в одной плоскости
с первой. На эти площадки кладут одинаковые мерные
плитки, а на них — линейку с уровнем или же исполь-
зуют оптический метод контроля. Затем шабрят по линейке
участок направляющей между площадками и, переходя
последовательно на соседние участки, шабрят всю по-
верхность направляющей.
КОРПУСНЫЕ ДЕТАЛИ
363
2. Припуски (мм) на шабрение поверхностей
Размеры, мм
Плоские поверхности
Ширина (свыше — до) Длина поверхности (свыше — до)
100—500 о о о 7 о о ю 1000 — 2000 2000—4000 4000—6000
До 100 100—500 0,1 0,15 0,15 0,2 0,2 0,25 0,25 0,3 0,3 0,4
Отверстия
Диаметр отвер- стия (свыше *-• до) Длина отверстия (свыше — до)
До 100 100 — 200 200—300 Св. 300
До 80 0,05 0,08 0,12
80—180 0,1 0,15 0,2 0,2
180—360 0,15 0,2 0,25 0,3
Св. 360 0,2 0,25 0,3 0,3
3. Рекомендуемые углы заострения 0, передний у и задний ос
при шабрении
Обрабаты- ваемый мате- риал Угол, о Шабер
плоский трех- гранНый
Сталь р 75—90 65—75
Y , 90—112 90—100
Чугун, бронза р 90—100 75—85
105—125 90—100
364
ТЕХНОЛОГИЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
4. Минимальные размеры опорной площади при шабрении
прямолинейных направляющих скольжения
Обрабатываемые поверхности Число пятен в квад- рате со стороной 25 мм, не менее
Направляющие станин металлорежущих и дере- вообрабатывающих станков: при высокой точности станков 20
при ширине станин, мм: до 120 16
до 250 10
св. 250 6
для суппортов поперечных перемещений ши- риной, мм: до 100 8
св. 100 6
Направляющие станин кузнечно-прессового обо- рудования: с числом ходов в минуту более 200 16
при ширине, мм: до 250 10
св. 250 6
Направляющие столов, салазок, кареток, ползу- нов и других перемещающихся деталей Регулировочные клинья и планки 10
10
Шабрение с притиркой пастами ГОИ (грубой, средней,
тонкой) выполняют в такой последовательности: черновое
шабрение, промывка керосином и высушивание ветошью,
нанесение тонкого слоя пасты, притирка сопряженной
детали с заменой (смывка керосином) пасты при ее потем-
нении до исчезновения рисок и получения необходимой
опорной площади.
При небольшом износе (до 0,3 мм) направляющие ремон-
тируют шлифованием или опиливанием и шабрением.
Шлифование производят на плоскошлифовальных стан-
ках или на строгальных и фрезерных станках, оснащенных
шлифовальными приспособлениями. Специальные пере-
носные шлифовальные приспособления могут быть уста-
новлены непосредственно на ремонтируемую станину.
Шлифование направляющих станины часто сочетается
с шабрением сопряженных направляющих столов, суп-
портов, ползунов, кареток и т. п. Шлифование незаме-
нимо при ремонте закаленных направляющих.
ШЛИЦЕВЫЕ И ГЛАДКИЕ ВАЛЫ
365
При износе 0,3—0,5 мм направляющие ремонтируют
тонким строганием либо опиливанием с последующим
шабрением или шлифованием. Строгание проводят на
продольно-строгальных станках. Тонкое строгание яв-
ляется конечной операцией и осуществляется широкими
резцами, оснащенными пластинами твердого сплава В Кб
или ВК8 с доведенной режущей кромкой. Вначале выпол-
няются два прохода с глубиной резания около 0,1 мм,
затем три-четыре прохода с глубиной резания 0,04—
0,05 мм.
При износе более 0,5 мм направляющие ремонтируют
путем строгания или фрезерования на продольно-стро-
гальных или продольно-фрезерных станках в несколько
проходов (сначала черновых, а затем — чистовых).
С целью повышения износостойкости направляющих
после механической обработки проводят закалку ТВЧ
или газовым пламенем, наклеп шариками, виброобкаты-
вание, а также усовершенствуют смазочные и защитные
устройства.
При значительных износах направляющие строгают
или фрезеруют с последующей установкой накладок из
текстолита ПТ или ПТ-1, гетинакса Б, винипласта 10
(накладки приклеивают клеями БФ-2, БФ-4, эпоксид-
ным); полиамида (капрон и др.) путем вихревого напыле-
ния толщиной 0,1—0,2 мм; стиракрила литьевым спосо-
бом; металлических сплавов (монель-металла, цинкового
сплава ЦАМ10-5, латуни ЛМцС-2-2), наносимых наплав-
кой или металлизацией.
Направляющие со значительными дефектами и изно-
сом восстанавливают путем их удаления фрезерованием
или строганием либо прикреплением винтами на их место
накладных направляющих.
ШЛИЦЕВЫЕ И ГЛАДКИЕ ВАЛЫ
Гладкие и шлицевые валы и оси составляют большую
часть номенклатуры восстанавливаемых деталей. В боль-
шинстве случаев именно эти детали лимитируют ресурс
узлов и агрегатов машин. Коэффициент их восстановлеш?я
при капитальном ремонте машин составляет 0,25—0,95.
Длина восстанавливаемых валов составляет от 100 до
4000 мм, однако более 90 % этих деталей имеют длину
366
ТЕХНОЛОГИЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
не более 1000 мм. Диаметры валов равны 12—210 мм, но
у 98 % валов диаметр не превышает 60 мм. Масса валов
0,2—50 кг (среднее значение около 3 кг).
У валов наиболее часто дефекты появляются на поса-
дочных поверхностях под подшипники и резьбовых поверх-
ностях. Поверхности под подшипники восстанавливают
при износе более 0,017—0,060 мм; поверхности неподвиж-
ных соединений (места под ступицы со шпоночными па-
зами и др.) за счет дополнительных деталей — при из-
носе более 0,04—0,13 мм; поверхности подвижных соеди-
нений — при износе более 0,4—1,3 мм; под уплотнения —
более 0,15—0,20 мм. Шпоночные пазы восстанавливают
при износе по ширине более 0,065—0,095 мм; шлицевые
поверхности — при износе более 0,2—0,5 мм.
Из всей совокупности восстанавливаемых поверхно-
стей валов 46 % изнашиваются до 0,3 мм; 27 % — от
0,3 до 0,6 мм; 19 % — от 0,6 до 1,2 мм и 8 % — более
1,2 мм.
Основное требование, которое необходимо выполнить
при восстановлении валов, является обеспечение: раз-
меров и шероховатости восстанавливаемых поверхностей,
их твердости, сплошности покрытия, прочности сцепления
нанесенных слоев с основным металлом, а также симме-
тричности, соосности, радиального и торцового биений
обработанных поверхностей, параллельности боковых по-
верхностей зубьев шлицевых поверхностей и шпоночных
пазов оси вала или образующим базовых поверхностей.
Валы сельскохозяйственной техники изготовляют пре-
имущественно из среднеуглеродистой и низколегирован-
ной сталей. Их подвергают улучшению, поверхностной
закалке ТВЧ, цементации с последующей закалкой,
нормализации.
Преимущественное применение при восстановлении
валов получили следующие виды наплавки: в среде угле-
кислого газа, вибродуговая в различных защитных сре-
дах, в природном газе и под флюсом. Эти процессы при-
меняют преимущественно при износах более 0,5 мм. Для
восстановления поверхностей, работающих в условиях
неподвижных сопряжений, широко распространена элек-
троконтактная приварка металлического слоя (ленты,
проволоки). Преимущества электроконтактной приварки:
незначительный нагрев деталей, возможность приварки
ШЛИЦЕВЫЕ И ГЛАДКИЕ ВАЛЫ
367
металлического слоя различной твердости и износостой-
кости, уменьшение расхода наплавочных материалов,
возможность регулирования толщины наносимого слоя
в зависимости от износа, значительное повышение про-
изводительности и улучшение условий труда наплав-
щиков.
При износе неподвижных поверхностей до 0,2 мм эф-
фективно электромеханическое высаживание и выглажи-
вание. Восстановление деталей этим способом не требует
дополнительного материала, а при выглаживании поверх-
ности происходит упрочнение поверхностного слоя,, по-
вышается износостойкость и усталостная прочность.
Гальванические процессы применяются только при
массовом восстановлении однотипных деталей.
Восстановление гладких валов и осей рекомендуется
по трем технологическим маршрутам. Схема технологиче-
ского процесса восстановления» включающая все три
маршрута, приведена на рис. 67.
По первому маршруту восстанавливают наплавкой
с последующей механической и термической (при необ-
ходимости) обработкой детали со значительным износом;
по второму маршруту — детали» для которых целесооб-
разно применение электроконтактной приварки ленты или
проволоки; по третьему — детали, для которых техни-
чески возможно применение электромеханической обра-
ботки. При этом поверхности деталей со значительным
износом (резьбы, шпоночные пазы) при восстановлении
их по второму и третьему маршрутам восстанавливают
наплавкой.
На шлицевых валах наряду с устранением дефектов,
характерных для гладких валов, необходимо восстанавли-
вать шлицевые поверхности. Наиболее широко для вос-
становления шлицевых поверхностей применяют
дуговую наплавку. Технологический процесс вклю-
чает операции наплавки, нормализации, токарной обра-
ботки, фрезерования, термической обработки и шлифова-
ния. Технология трудоемка и не всегда экономически
выгодна. Шлицевые поверхности могут быть восстанов-
лены электроконтактной приваркой металлических полос,
но существенного снижения трудоемкости и повышения
качества восстановления при этой технологии не до-
стигается.
368
ТЕХНОЛОГИЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Рис. 67. Схема технологического процесса восстановления гладких
валов и осей
При небольших износах для восстановления шлице-
вых валов рекомендуется холодное пластическое дефор-
мирование.
При износе зубьев по толщине до 0,5 мм на их нерабо-
чей наружной поверхности холодным пластическим де-
формированием на гидравлическом прессе с помощью
шлиценакатной головки формируют технологическую ка-
навку. Металл, вытесненный из канавки, заполняет боко-
вую изношенную поверхность зуба и увеличивает наруж-
ный диаметр вала, обеспечивая минимально необходимый
ШЛИЦЕВЫЕ И ГЛАДКИЕ ВАЛЫ
369
припуск для механической обработки шлицевой поверх-
ности.
Если износ зубьев по толщине составляет 0,5—1,2 мм,
тогда на их наружной поверхности наплавляют валики
металла и осаживают на гидравлическом прессе с помощью
шлиценакатной головки. При осадке наплавленные на
зубья валики внедряются в основной металл, увеличивая
ширину зубьев до необходимых размеров в целях получе-
ния припуска на механическую обработку.
При износе зубьев по толщине более 1,2 мм наплав-
ляют их боковые и наружные поверхности и подвергают
механической обработке без деформирования. Для авто-
матической наплавки шлицевых поверхностей по заданной
программе применяют шлиценаплавочную установку
01-06-081 «Ремдеталь». На установке наряду с шлицевыми
поверхностями можно наплавлять цилиндрические и резь-
бовые поверхности.
Как для гладких валов, так и для шлицевых разра-
ботана технология восстановления по трем технологи-
ческим маршрутам в зависимости от величины износа
зубьев шлицевых поверхностей (рис. 68).
По разработанным схемам ВНЙИВИДом с Украинским
филиалом ЦОКПТБ ВНПО «Ремдеталь» создана техноло-
гия и комплект оборудования и оснастки для восстановле-
ния гладких и шлицевых валов.
Участки созданы по групповому принципу — общ-
ности оборудования и оснастки для восстановления глад-
ких и шлицевых валов.
Групповая технология позволяет расширить номен-
клатуру восстанавливаемых деталей, сократить затраты
труда на переналадку оборудования, повысить эффектив-
ность его использования.
Перспективными направлениями совершенствования
технологии восстановления гладких и шлицевых валов
в организационном плане является углубление принципа
групповой технологии восстановления, создание унифи-
цированной групповой оснастки для восстанавливаемых
поверхностей деталей. По технологии необходимо пере-
ходить на высокопроизводительные газотермические спо-
собы нанесения порошковых материалов повышенной
износостойкости для наружных цилиндрических поверх-
ностей подвижных и неподвижных сопряжений.
370
ТЕХНОЛОГИЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
I Пайка |
____-___________ ♦ ______________________.
| Дефектация и комплектование. маршрутов |
\ 4
| Подготовка технологических баз |
।
I Правка | ‘•
| 7-z7 маршрут\
___ I
Наплавка резьбовых
поверхностей
и
шпоночных пазов
1?-й маршрут^
4
Наплавка резьбовых
поверхностей,
шпоночных назови зубьев
по наружному диаметру
4
формализация j
4
| Правка |
4
\Токарная обработка |
4
| Раздача зубьев |
4
{Калибрование шлицев |
4
|j-z7 маршрут^
i
Наплавка шлицевых
поверхностей*
шпоночных пазов и
резьбовых поверхностей
i I 1
формализация^
4
[ Правка |f
4
| Токарная обработка |
{фрезерование шлицев\
формализация |
4 "
\ Правка |
।_____т
I Токарная обработках
4
| Осадка зубьев |
I
{Калибрование шлицев |
I
—----^Фрезерование шпоночных пазов ---------
I
{Термическая обработка\
4
| Правка |
фбдирочное шлифование
______ 4
{Электроконтактная приварка ленты\
4
| Шлифование цилиндрических поверхностей^
4
| Шлифование боковых поверхностей щлицев\
| Майка |
_________ 4
| Контроль качества \
Рис. 68. Схема технологического процесса восстановления шлицевых
валов
ЗУБЧАТЫЕ КОЛЕСА И ЗВЕЗДОЧКИ ПЕРЕДАЧ
371
Перспективным является также применение станков
с ЧП У и гибких автоматизированных производственных
модулей механической обработки валов.
ЗУБЧАТЫЕ КОЛЕСА И ЗВЕЗДОЧКИ
ЦЕПНЫХ ПЕРЕДАЧ
Зубчатые колеса при эксплуатации подвергаются воз-
действию значительных изгибающих, контактных и удар-
ных нагрузок, часто работают в условиях загрязнения
масла почвенной пылью.
Более интенсивному изнашиванию подвержены зуб-
чатые колеса непостоянного зацепления — переключаемые
шестерни коробок передач, изнашиваются преимущв»
ственно торцы зубьев. Торцовый износ подлежащих вос-
становлению зубчатых колес составляет 1,2—6 мм; износ
зубьев по толщине в некоторых случаях составляет 1,2 мм.
Коэффициент восстановления зубчатых колес составляет
0,2—0,7. v
Зубчатые колеса изготовляют преимущественно из
легированных цементованных сталей. После цементации
или цианирования и последующей термической обработки
твердость рабочих поверхностей зубьев составляет
57—64 HRC3.
Наибольшее распространение на ремонтных предприя-
тиях получили следующие способы восстановления зуб-
чатых колес: наплавка торцов зубьев; горячая объемная
штамповка и ротационное пластическое деформирование.
При автоматической наплавке изношенных торцов
зубьев наплавляется каждый зуб с принудительным фор-
мированием слоя в охлаждаемой водой медной форме —
кристаллизаторе. Наплавка выполняется высокоуглеро-
дистой проволокой под слоем флюса. Высокая скорость
наплавки и интенсивный отвод тепла в наплавочную форму
и в тело зубчатого колеса сводят до минимума термическое
влияние дуги на материал зубьев, что исключает повтор-
ную термическую обработку. Зубозакругление выполняют
электрохимическим способом или на заточном станке.
Восстановление торцов зубьев может быть выполнено
аргонодутовой наплавкой дугой прямого действия непла-
вящимся электродом с подачей присадочной проволоки,
но этот метод не получил распространения на ремонтных
предприятиях.
372
ТЕХНОЛОГИЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
При восстановлении шестерен горячей объемной штам-
повкой шестерню нагревают и помещают в закрытый
штамп. Давлением металл в пластическом состоянии пере-
мещается из нерабочих участков на изношенные. В случае
недостаточного запаса металла зубчатое колесо предвари-
тельно наплавляют по нерабочей поверхности и основной
металл выдавливается на изношенные поверхности. Для
штамповки применяют специально переоборудованные
прессы с ускоренным ходом и усилием 4000—6300 кН.
После штамповки проводят все те виды механической и
химико-термической обработки зубчатых колес, какие
выполняют при изготовлении новых. Внедрение техноло-
гии в производство сдерживается из-за сложности и низ-
кой надежности штамповой оснастки, а также высокой
себестоимостью восстановления.
Восстанавливают зубчатые колеса и ротационным пла-
стическим деформированием, при котором изношенный
зубчатый венецд нагретый ТВЧ, раздается пуансоном или
роликами и одновременно обкатывается зубчатыми на-
катниками, формирующими зубчатый венец с мини-
мальными припусками на последующую обработку.
Разработан комбинированный способ восстановления
зубчатых колес. Технологический процесс восстановления
состоит в наплавке зубьев проволокой Нп-ЗОХГСА под
слоем флюса АН-348А на специальной установке, создан-
ной на базе наплавочного станка У-653 без кристаллиза-
тора и без ограничения сварочной ванны. Перед наплавкой
детали предварительно нагревают до температуры 250—
300 °C. Для получения припуска по толщине зубьев
наплавленный венец нагревают ТВЧ до температуры
1150—1200 °C и осаживают в открытом штампе на серий-
ном гидравлическом прессе с усилием 1600—2500 кН.
После этого зубчатый венец подвергают нормализации,
формируют размеры отверстия ступицы прошивкой на
гидравлическом прессе в холодном состоянии, а затем
выполняют обработку резанием, химико-термическую и
финишную обработки зубчатых колес.
При таком способе восстановления обеспечиваются
заданные качественные показатели по прочности соеди-
нения и плотности наплавленного металла, хорошая
обрабатываемость обычным режущим инструментом, до-
статочное количество наплавленного металла для форми-
ЗУБЧАТЫЕ КОЛЕСА И ЗВЕЗДОЧКИ ПЕРЕДАЧ
373
Г zfoyra I
* I
j Дефектация j
| Подогрев t
'у
Наплавка торцов зубьев
и промежуточный контроль
Отжиг ]
I
\ Дробеструйная обработка |
' I ‘
| Прошивка отверстия |
I
{ 'Нагрев зубчатого венца 8
* I *
| Осадка зубчатого венца j
t
| Нормализация |
f
Токарная обработка по наружному
диаметру торцов
Зубофрезерование или
зубодолбление
I
| Зубозакругление j
\3убошевингование |
I
j Нойка~\
I ~
| Промежуточный контроль |
I
| Термообработка |
..~ I
| Дробеструйная обработка I
I
\~Об~катки. |
I _________
| Прошивка отверстия
I
\3очистка заусениц и забоин |
'I' .
\Контроль качества |
Рис. 69. Схема технологического
процесса восстановления зуб-
чатых колес
Рис. 70. Схема технологического
процесса восстановления звез-
дочек цепных передач
рования полного профи-
ля зубьев по длине и
толщине и удовлетвори-
тельная обрабатываемость химико-термическим способом
с обеспечением твердости зубьев в пределах 57—61 HRC8.
Схема технологического процесса восстановления зуб-
чатых колес показана на рис. 69.
374
ТЕХНОЛОГИЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Звездочки цепных передач подлежат восстановлению
при износе зубьев по толщине, достигающим 0,8—1,5 мм
в зависимости от шага. Jia машинах преимущественно
применяют цепные передачи с шагом 19,05 и 25,4 мм, реже
с шагом 38,0 и 38,1 мм.
Коэффициент восстановления звездочек составляет
0,2—0,9.
Наряду с износом зубьев по толщине и ширине изна-
шиваются также отверстия ступиц, шпОночные пазы и
резьбовые отверстия под стопорный болт.
При ремонте машин изношенные звездочки часто за-
меняют на новые, иногда изношенные зубья наплавляют,
а затем фрезеруют или изготовляют новый зубчатый венец
и приваривают к обрезанной ступице изношенной звез-
дочки. Однако такие способы в большинстве случаев
экономически невыгодны.
Экономически целесообразно восстановление звездочек
(с шагом 19,05 и 25,4 мм) в горячем состоянии пластиче-
ской деформацией.
Сущность способа состоит в использовании запаса
металла диска для компенсации износа зубчатого венца
перераспределением металла в нагретом состоянии штам-
\ повкой с последующим горячим накатыванием до номи-
нальных размеров. Ступицу и шпоночный паз восстанав-
ливают обжатием.
При восстановлении звездочек необходимо обеспечить
выполнение следующих требований:
металл диска должен быть распределен в количестве,
достаточном для компенсации износа;
при деформации не должно быть нарушено деление
зубчатого венца;
толщину венца уменьшают настолько, чтобы обеспе-
чить свободный вход детали между ребордами накатного
инструмента с учетом торцового биения и температурного
расширения при нагревании.
С учетом этих требований выполняют расчет размеров
штампа для формирования заготовок. Для каждого штампа
должно быть обеспечено требование постоянства объема
перераспределяемого металла в расчете на один зуб, т. е,
Кз = hb = const,
ДЕТАЛИ ХОДОВОЙ ЧАСТИ ГУСЕНИЧНЫХ ТРАКТОРОВ 375
где V3 — объем перераспределяемого металла в расчете
на один зуб; z3B — число зубьев звездочки; t\ и г2 — Ра-
диусы выступа штампа соответственно наружной и вну-
тренней кромок; h — коэффициент, учитывающий форму
канавки (для прямоугольной канавки h = 2, для тре-
угольной — h = 1); b — глубина канавки.
Штамповку изношенных звездочек в целях получения
заготовок для последующего накатывания зубчатого венца
осуществляют в открытых штампах на ковочном молоте
с ограничением диаметра матрицы по диаметру выступов
звездочки.
Штамповку звездочки проводят на технологическом
пальце, устанавливаемом в отверстие ступицы. Перед
штамповкой звездочки нагревают в электропечи до тем-
пературы 950—1000 °C. После штамповки венца ступицу
звездочки с технологическим пальцем обжимают в штампе
на гидравлическом прессе, а затем технологический палец
выпрессовывают. Остывшие звездочки помещают в галто-
вочный барабан и очищают от окалины, а затем на про-
тяжном станке протяжкой обрабатывают отверстие сту-
пицы и шпоночный паз до номинальных размеров. Звез-
дочки с восстановленными отверстиями устанавливают
на вал суппорта накатной установки, токами высокой
частоты нагревают венец до температуры (1200 ± 50) °C
и накатывают зубья номинальных размеров. Накатный
инструмент применяют такой же, как при промышленном
изготовлении звездочек.
Зубчатый венец закаливают, а затем при необходимости
рассверливают отверстие и нарезают резьбу под стопор-
ный болт. Восстановленные звездочки по всем параметрам
соответствуют новым, а по сравнению с фрезерованными
зубьями износостойкость восстановленных накаткой звез-
дочек в 1,4—1,6 раза выше.
Схема технологического процесса восстановления звез-
дочек с шагом 19,05 и 25,4 мм показана на рис. 70.
ДЕТАЛИ ХОДОВОЙ ЧАСТИ
ГУСЕНИЧНЫХ ТРАКТОРОВ
Детали ходовой части гусеничных тракторов быстро
изнашиваются и очень металлоемки. Их износ исчисляется
миллиметрами и даже десятками миллиметров, а по массе
достигает нескольких килограммов.
376
ТЕХНОЛОГИЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Для опорных катков преобладающим является износ
обода. Коэффициент повторяемости данного дефекта для
ремонто-пригодных катков равен единице. Ободья катков
изнашиваются неравномерно; их износ составляет 3—
15 мм. Восстановление изношенных ободьев катков яв-
ляется наиболее трудоемкой и ответственной операцией
в технологическом процессе восстановления катков.
На ремонтных предприятиях применяют различные
способы восстановления ободьев опорных катков. К основ-
ным способам относятся: бандажирование, наплавка по
винтовой линии под слоем флюса и наплавка в среде угле-
кислого газа, широкослойная наплавка (колеблющимся
электродом или лентой), электрошлаковая наплавка, за-
ливка жидким металлом, широкослойная наплавка с при-
менением дополнительного присадочного материала.
Ступицы катков, независимо от применяемого способа
восстановления обода, восстанавливают осадкой в спе-
циальном штампе с последующим дорнованием отверстия
и калибровкой шпоночного паза. Все операции по восста-
новлению ступицы производят на гидравлическом прессе.
Перечисленные способы наплавки обода катка имеют
общие недостатки: необходимость обрабатывать поверх-
ность обода катка, так как наплавкой копируется нерав-
номерность износа обода, эллипсность и бочкообразность,
наплавленная поверхность имеет неравномерную гребни-
стую поверхность, что вызывает интенсивный износ бего-
вой дорожки звена гусеницы. Эти недостатки отсут-
ствуют при электрошлаковой наплавке и заливке жидким
металлом.
Электрошлаковая наплавка для восстановления обода
катка наиболее производительна из всех видов наплавки.
Этот вид наплавки основан на использовании теплоты,
выделяющейся при прохождении электрического тока
через расплавленный флюс от электрода к восстанавли-
ваемой детали. Благодаря этой теплоте флюс находится
в жидком перегретом состоянии, а электродная проволока
и поверхность наплавляемых катков расплавляются.
Расплавленный металл формируется кристаллизато-
ром в наплавленный слой обода катка. Для осуществле-
ния процесса электрошлаковой наплавки разработаны
специализированные установки: ОКС-7755 (наплавочная);
ОКС-7746 (для плавки флюса); О КС-7873 (для обмазки
ДЕТАЛИ ХОДОВОЙ ЧАСТИ ГУСЕНИЧНЫХ ТРАКТОРОВ 377
обода катка под наплавку). Процесс наплавки проводят
при напряжении 36—40 В и силе тока 800—900 А, на-
плавочным материалом служат два проволочных элек-
трода диаметром 3 мм и присадочные порошки.
Способ позволяет за один проход восстановить обод
до номинального размера независимо от величины износа
обода катка и получить заданную твердость наплавляе-
мого слоя металла за счет присадочных компонентов —
сормайта, ферромарганца и др.
Недостатками этой технологии является неравномер-
ная твердость наплавленного металла, наличие непрова-
ров и выступов на поверхности обода. Непровары устра-
няют сваркой вручную, а для достижения необходимой
шероховатости обода проводят обдирочное шлифование,
или подводную электроконтактную обработку наплавлен-
ной поверхности, что значительно увеличивает трудо-
ем кость восстановлен и я.
Более прогрессивной является технология восстанов-
ления ободьев катков заливкой жидким металлом. Техноло-
гический процесс включает очистку и покрытие поверх-
ности обода катка огнеупорной краской, нагрев обода
ТВЧ до температуры 1100—1150 °C, последующую уста-
новку катка в металлический кокиль. Между поверх-
ностью изношенного обода катка и внутренней поверх-
ностью кокиля получается зазор, в который заливается
жидкий чугун.
Для реализации процесса восстановления ободьев кат-
ков заливкой жидким металлом Институт проблем литья
АН УССР разработал технологию и комплект оборудова-
ния, включающий шестипозиционную установку УН К-6
и роторную установку для зачистки и нанесения лакового
покрытия на обод катка. Нагрев обода катка осуще-
ствляют высокочастотной установкой И32-100/2,4, плавку
металла проводят в двух индукционных печах ИСТ-0,16.
Расплавленный металл заливают во вращающуюся форму
(кокиль), затем каток автоматически сбрасывается на
платформу подвесного конвейера и подается на выбивную
решетку, на которой происходит автоматическая выбивка
катков. Литейные приливы зачищают на обдирочно-
шлифовальном станке. Дефекты заваривают.
Диффузионное соединение залитого слоя с основным
металлом обода катка зависит от равномерности нагрева
378
ТЕХНОЛОГИЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Рис. 71. Схема технологического
процесса восстановления опор-
ных катков тракторов класса
3 заливкой жидким метал-
лом
обода, температуры нагрева
и температуры жидкого чу-
гуна. Шероховатость поверх-
ности соответствует Rz -=
= 80 мкм, твердость —
320—390 НВ. Заливаемый
металл содержит, % (мас-
совая доля): углерода 2,8—
3,2, кремния 1,6—2,2, мар-
ганца 0,7—0,9, серы 0,04—
0,05, хрома 0,2—0,3, меди
0,2—0,4 и фосфора до 0,1.
Основные достоинства
этого способа: высокая про-
изводительность, хорошее
качество восстановленной
поверхности детали, воз-
можность восстановления
сильно изношенных деталей,
применение недефицитных
и недорогих материалов,
хорошая прирабатываемость
с сопряженной поверхностью
беговой дорожки звеньев
гусениц и, как следствие
этого, увеличение срока
службы этих деталей.
К недостаткам способа
следует отнести: высокую
энергоемкость процесса, за-
труднение повторного вос-
становления деталей, повы-
шенную хрупкость металла
восстановленного слоя.
Схема технологического процесса восстановления при-
ведена на рис. 71.
По аналогичной технологии восстанавливают опорные
катки тракторов Т-70С, а также поддерживающие ролики
и ведущие колеса тракторов Т-74.
Звенья гусениц тракторов тягового класса 3 являются
наиболее часто восстанавливаемыми деталями ходовой
части. Объемы их восстановления исчисляются миллио-
ДЕТАЛИ ХОДОВОЙ ЧАСТИ ГУСЕНИЧНЫХ ТРАКТОРОВ 379
нами штук. Основные дефекты звеньев — износ проушин
и цевок. Трещины, износ беговых дорожек и почвозаце-
пов являются выбраковочными дефектами.
Восстановление проушин звеньев — наиболее трудо-
емкая и ответственная операция в технологическом про-
цессе восстановления гусениц, так как эти детали из-
готовлены из стали аустенитного класса, обладающей
особыми свойствами.
Стали аустенитного класса на марганцовистой основе
склонны к образованию трещин при нагревании и давле-
нии, отличаются плохой свариваемостью, при медленном
охлаждении и отпуске при 300—400 °C структура стали
переходит в мартенсит. Однако эта сталь отличается
высокой износостойкостью. Твердость металла на по-
верхностях трения в местах изнашивания повышается
в процессе работы звеньев и поддерживается в пределах
от 200 до 500 НВ при высокой пластичности, что близко
к твердости закаленной стали 45, пластичность которой
значительно ниже. Такое свойство аустенитной стали спо-
собствует повышению износостойкости в абразивной среде
при ударных нагрузках.
Известен ряд способов восстановления проушин
звеньев: осадка проушин, приварка новых проушин,
вставка втулок и полувтулок в проушины, деформация
проушин в нагретом состоянии, наплавка проушин лежа-
чим электродом, заливка жидким металлом, объемное
давление, индукционная наплавка в огнеупорной среде,
деформирующее протягивание проушин. Из перечислен-
ных способов восстановления -проушин звеньев приме-
няют в ремонтном производстве заливку жидким метал-
лом, индукционную наплавку в огнеупорной среде и
объемное давление.
Способ восстановления проушин звеньев заливкой
жидким металлом имеет ряд недостатков, из которых
основными являются следующие:
несплавление залитого металла с основным металлом
проушины;
залитый металл формируется сферической поверх-
ностью технологического пальца и изношенной поверх-
ностью проушины и удерживается на стояке литника;
гусеница, собранная из звеньев, восстановленных залив-
кои жидким металлом, имеет низкую надежность из-за
380
ТЕХНОЛОГИЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
частых поломок стояка литника и выпадания из проушины
звена вставки залитого металла;
цевки звеньев этим способом не восстанавливаются.
Для восстановления звеньев гусениц индукционной
наплавкой в огнеупорной среде создана специальная
установка УВЗГ-2М, работающая с высокочастотной уста-
новкой ВЧИ 2-100/0,66.
Звено с индуктором и присадочным материалом вводят
в маршалит, который сжатым воздухом поддерживается
во взвешенном состоянии. При включении ТВЧ индуктор
нагревает проушины и «кипящий» маршалит образует на
наружной поверхности проушины огнеупорную оболочку.
С помощью индуктора ТВЧ расплавляют наружные по-
верхности проушин и присадочный материал. Расплав-
ленный металл формируется образованной огнеупорной
оболочкой и песчаным стержнем, установленным в про-
ушины звена. Восстановленные проушины подвергаются
закалке в воде. В процессе восстановления изношенная
часть металла проушины компенсируется подачей в зону
сплавления присадочных материалов.
Недостатки этой технологии: высокая трудоемкость
подготовительных работ, низкая производительность и
ненадежная работа оборудования.
Наиболее широко применяют восстановление звеньев
давлением, состоящее в их обработке на гидравлическом
прессе в закрытом штампе. При этой технологии металл,
находящийся в пластическом состоянии, из нерабочих
участков перемещается в изношенные места. Нагрев
звеньев до 1000—1050 °C осуществляют в соляных печах.
Технология обеспечивает высокую производительность,
а также позволяет получить необходимый профиль эле-
ментов звена и механизировать процесс; восстановленные
звенья по долговечности не уступают новым.
Обработкой давлением в закрытом секционном штампе
целесообразно восстанавливать звенья с износом проушин
до 7 мм. Основное требование к процессу — строгое со-
блюдение режимов нагрева и охлаждения звеньев. Схема
технологического процесса восстановления приведена на
рис. 72.
К металлоемким и быстроизнашиваемым деталям хо-
довой части тракторов тягового класса 6 относятся одно-
бортные и двубортные ролики. Масса каждого из них
ДЕТАЛИ ХОДОВОЙ ЧАСТИ ГУСЕНИЧНЫХ ТРАКТОРОВ 381
Очистка звеньев
в галтовочная барабане
Г^фектааия!
Подача звеньев к соляньТм печам\
и предварительный нагрев над I
ванной на подвесках_____________|
* ,
У^'Н^грсв'ЧвсУьёвв соляных печах |
-.........—..I_____ .
Обжатие звеньев в секционном
штампе
Закалка з день ев |
Контроль качества |
(Очистка^
| Дефектация \
I
Нормализация беговых
дорожек и реборд
I
^Токарная обработка^
у
^Наплавка рёбёрд^
I
| Наплавка беговых дорожек |
.......Т------
Калибрование отверстий
под подшипники
Т^^стано^^Гре^о^жё^^ст^\
Т
^^онт'^
Рис. 72. Схема технологического
процесса восстановления дав-
лением звеньев гусениц тракто-
ров класса 3
Рис. 73. Схема технологического
процесса восстановления дву-
бортных и однобортных роликов
тракторов класса 6
соответственно составляет 40 и 46 кг. Твердость беговых
дорожек 53 HRCa. Основными дефектами являются износ
беговых дорожек и реборд, повреждение резьбовых от-
верстий и износ поверхностей отверстий под подшипники.
Технология восстановления этих деталей содержит
электродуговую наплавку беговых дорожек наплавочной
высокоуглеродистой проволокой под слоем флюсов АН-348
и АН-60 либо порошковой проволокой ПП-АН122 и
ПП-АН125 на специальных наплавочных установках:
ОКС-11200, ОКС-14408, УД-302, У-653 или токарных
станках, оборудованных наплавочной головкой типа
А-580М. Восстановление реборд также осуществляют на-
плавкой, однако при этом используют материалы, обеспе-
чивающие более низкую твердость, например, наплавоч-
ную проволоку Нп-ЗОХГСА и флюс АН-348А. Наплавку
реборд выполняют на установках ОКС-11236 и У-653.
Могут быть использованы для этих целей установки
УД-144 и УД-302.
382
ТЕХНОЛОГИЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Резьбовые отверстия вос-
станавливают калибровкой,
а в тех случаях, когда сор-
вано более двух ниток резь-
I бы, устанавливают резьбо-
' вые вставки.
В процессе наплавки
беговых дорожек и реборд
происходит уменьшение диа-
метра отверстий под подшип-
ники. Восстановление раз-
меров отверстий до номи-
нальных достигается про-
тяжкой на гидравлическом
прессе типа П-6330 с прошив-
кой 70-2430-1107 или обра-
боткой отверстий резанием,
размеры и форму наплавлен-
| Очистка"]
| Дефектация]
I
| Зачистка боковых поверхностей [
I ”
| Наплавка |
Электроконтактная обработка
под слоен жидкости
\ Контроль качества |
Рис. 74. Схема технологического
процесса восстановления звень-
ев гусениц трактора класса 6
Заданные геометрические
ных поверхностей получают либо при предварительной
токарной обработке роликов, либо после наплавки прово-
дят подводную электроконтактную обработку. В первом
случае наплавляемые поверхности нормализуют, нагревая
их ТВЧ до 770—800 °C.
Иногда при наплавке беговых дорожек и реборд
проволокой Нп-ЗОХГСА наплавленные поверхности под-
вергаются токарной обработке, но после этой операции
поверхности беговых дорожек и реборд необходимо зака-
лить на установках ТВЧ.
Схема технологического процесса восстановления ро-
ликов показана на рис. 73.
Звенья гусениц тракторов тягового класса 6, как
и звенья гусениц тракторов тягового класса 3, являются
весьма массовыми деталями и потребность в их восста-
новлении также исчисляется миллионами штук.
К основным дефектам звеньев относится износ: беговых
дорожек по высоте, отверстий под палец и втулку, отвер-
стий под болты крепления, но в настоящее время восста-
навливают звенья только с одним дефектом — износом
беговых дорожек по высоте. При этом преимущественно
восстанавливают звенья тракторов типа Т-100.
Беговые дорожки звеньев гусениц восстанавливают
преимущественно широкослойной наплавкой порошко-
ТРУБОПРОВОДЫ И ЗАПОРНАЯ АРМАТУРА
383
вой проволокой ПП АН-122 или ПП АН-125 под флюсом
АН-348А или порошковой лентой ПЛ-ЗХЗНГ сечением
10 X 1,6 под флюсом АН-348А или АН-60. Для реализации
технологии используют установки ОКС-27508 и
CKC-274I4. Технология (рис. 74) включает подготовку,
наплавку и обработку наплавленной поверхности звена.
При подготовке звено гусеницы зачищают от наплы-
гов и заусенцев в местах прижима кристаллизатора к его
боковым поверхностям. Зачистку осуществляют на обди-
рочно-шлифовальном станке. Из-за высокой твердости
наплавленных поверхностей их обработку выполняют
электроконтактным способом под слоем жидкости.
Дорожки звеньев гусениц тракторов Т-100М наплав-
ляют лежачим пластинчатым электродом. В качестве
электрода используют стальную пластину, аналогичную
по форме беговой дорожке звена. Наплавку проводят под
слоем флюса. Для получения заданных механических
свойств наплавленного металла подбирают соответствую-
щий материал электрода, флюса и легирующие порошко-
вые материалы.
ТРУБОПРОВОДЫ И ЗАПОРНАЯ АРМАТУРА
К трубопроводной арматуре относятся устройства,
монтируемые на трубопроводах, котлах, агрегатах и дру-
гих установках и предназначенные для отключения, рас-
пределения, регулирования, смешивания или сброса пото-
ков сред.
В зависимости от области применения трубопроводную
арматуру можно подразделить на промышленную, быто-
вую и лабораторную.
Промышленную арматуру общего назначения исполь-
зуют в различных отраслях народного хозяйства, в том
числе и в энергетике; специальную арматуру — для ра-
боты в особых условиях (энергетическая для ТЭС и АЭС).
По характеру выполняемых функций (табл. 5) арма-
туру подразделяют на основную (запорную, регулирую-
щую, предохранительную и разную) и дополнительную
(запорно-регулирующую, распределительную, смеситель-
ную, защитную и др.).
Характерные неисправности трубопроводной арматуры
и электроприводов и способы их устранения приведены
в табл. 6.
384
ТЕХНОЛОГИЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
5. Классификация арматуры по назначению
Класс арматуры Тип арматуры Назначение
Запорная Краны, вентили, задвиж- ки, затворы Для периодического вклю- чения или отключения по- тока среды (жидкости, па- ра, газа) Для изменения и поддер-
Регулирующая Регулирующие вентили
и дросселирую- и клапаны, регуляторы жания в трубопроводе
шая 4 питания, перелива и уров- ня. Дроссельные венти- ли и клапаны, дроссели- рующие устройства, ох- ладители пара, конден- сатоотводчики или резервуаре парамет- ров среды и ее расхода
Предохрани- Клапаны импульсные, Для защиты резервуара
тельная предохранительные, аварийные и обратные или трубопровода, нахо- дящегося под избыточным давлением, от чрезмерно- го повышения давления, а также для предотвра- щения обратного потока
Контрольная Водоуказательные при- боры Конденсационные горшки среды Для контроля наличия или уровня среды Для автоматического уда- ления конденсата (воды) из паропроводов
Защитная Впускные, обратные и ав- томатические клапаны Для аварийного отклю- чения подогревателей вы- сокого давления .
Для уплотнительных поверхностей арматуры — седел,
тарелок, клиньев (лисков), шиберов и т. д. — применяют
наплавочные сплавы на основе кобальта, никеля и железа
(табл. 7).
Наиболее часто при восстановлении арматуры высоких
и сверхвысоких параметров среды применяют сплав на
основе кобальта — стеллит. Его можно наносить на детали
не только электродами ЦН-2, но и непосредственно ли-
тыми прутками ВЗК. В этом случае наплавку выполняют
ацетиленокислородным пламенем с избытком ацетилена.
При наплавке электродами ЦН-2 на металл, отличаю-
щийся от сплава теплофизическими свойствами, рекомен-
ТРУБОПРОВОДЫ И ЗАПОРНАЯ АРМАТУРА
385
6. Неисправности трубопроводной арматуры
и электроприводов и способы их устранения
Неисправность Возможная причина Способ устранения
Арматура пропуска- ет среду при закрытом запорном органе 1. Нарушение герме- тичности в связи с из- носом и повреждением (трещины, отслоения, задиры, вмятины) уп- лотнительных поверх- ностей корпуса и за- порного органа (та- релки, клина, диска) Разобрать, очистить, промыть и провести дефектацию Неглубокие задиры, вмятины отшлифо- вать с последующей притиркой. Трещины, отслоения, глубокие задиры и вмятины за- варить. Проточить на- плавленный слой с по- следующими шлифов- кой и притиркой. Вы- резать и заменить уп- лотнительные кольца (седла, гильзы) с по- следующей притиркой
2. Недостаточное уси- лие на маховике(мень- ше расчетного) Увеличить усилие на маховике до расчет- ного
3. Недостаточный кру- тящий момент, разви- ваемый электропри- водом Проверить настройку муфты крутящего мо- мента, напряжение на вводе, техническое со- стояние электродвига- теля
Сальник пропускает бреду 1. Недостаточное уп- лотнение сальнико- вой набивки Добавить набивку и равномерно подтянуть гайки откидных бол- тов
2. Износ сальниковой набивки Заменить сальниковую набивку
3. Повреждена поверх- ность шпинделя (што- ка) — коррозионный износ Отшлифовать цилин- дрическую поверх- ность с последующим азотированием и поли- рованием
13 Молодик Н. В. и др.
386
ТЕХНОЛОГИЯ ВОСвТАНОВЛЕНИЯ ДЕТАЛЕЙ
Продолжение табл. 6
Неисправность Возможная причина Способ устранения
Течь или «потение» корпусных деталей Дефекты литья: нали- чие пустот, пор, ра- ковин, трещины, сви- щи (располагаются, как правило, в местах радиусных переходов) Удалить дефекты литья до сплошного металла. Сквозные трещины пе- ред выборкой засвер- лить по концам. Де- фектные места разде- лать, заварить и за- чистить
Соединение корпуса с крышкой пропуска- ет среду 1. Потеря герметич- ности в связи с недо- статочной затяжкой шпилечного соедине- ния Равномерно в после- д овате л ьн ости, и с- ключающей перекос фланца крышки отно- сительно корпуса, за- тянуть гайки
2. Повреждена про- кладка Заменить прокладку
3. Повреждены уп- лотнительные поверх- ности фланца корпу- са и крышки Зачистить поврежден- ные места. Наплавить с последующей меха- нической обработкой (проточить, отшлифо- вать)
Запорный (регули- рующий) орган пере- мещается с задержка- ми и при увеличенном моменте 1. Повреждены на- правляющие клинь- ев (дисков, шибера) Разобрать арматуру и устранить поврежде- ние
2. Повреждена трапе- цеидальная резьба втулки или шпинделя Разобрать арматуру, при срыве резьбы за- менить втулку или шпиндель (втулку и шпиндель)
3. Образование осад- ка твердых частиц или сколы на направляю- щих Разобрать арматуру и удалить осадок
ТРУБОПРОВОДЫ И ЗАПОРНАЯ АРМАТУРА
887
Продолжение табл» 6
Неисправность Возможная причина Способ устранения
Полное отсутствие перемещения запор- ного (регул ир ующе- го) органа Поломка детали при- вода управления за- твора (шпинделя, хо- довой гайки, шестер- ни и пр.) Разобрать арматуру и заменись детали
Сильфонный узел' (сильфонная армату- ра) пропускает среду Поврежден сильфон Разобрать вентиль (клапан) и заменить сильфонную сборку
Изменение гидрав- лической характери- стики регулирующе- го (дроссельного) кла- пана Эрозионный износ регулирующего ор- гана (шибера, плун- жера, седла) Разобрать клапан. За- менить шибер (плун- жер). При износе сед- ла вырезать корпус из трубопровода. Заме- нить седло с последу- ющей притиркой
Ложное срабатыва- ние главного предо- хранительного клапа- на Нарушение герметич- ности в импульсном клапане Проверить правиль- ность установки гру- за на рычаге. Разо- брать импульсный клапан и проверить состояние уплотни- тельных поверхностей. При наличии дефек- тов произвести при- тирку. Проверить электромагнитный привод. Клапан не за- крывается при обесто- ченном электромаг- ните. При залипании сердечника необхо- димо заменить пружи- ну, сердечник, элек- тромагнит. Проверить положение ручного дублера
Нарушение герметич- ности в главном пре- дохранительном кла- пане Проверить состояние пружины. Тщательно притереть уплотни- тельные поверхности
13*
388
ТЕХНОЛОГИЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Продолжение табл. 6
Неисправность Возможная причина Способ устранения
Главный предохра- нительный клапан не закрывается 1. Обрыв штока Разобрать клапан и заменить шток
2. Заклинивание хо- довой части Разобрать клапан. Проверить сопряже- ние основных дета- лей ходовой части. При сборке особое вни- мание уделить сборке сальниковых уплот- нений поршней и што- ка, с тем чтобы не сде- лать эти уплотнения чрезмерно тугими
Пружинный предо- хранительный кла- пан не закрывается Поломка пружины Разобрать клапан и и заменить пружину
При переключении привода на ручное уп- равление маховик вращается вхолостую Кулачки муфт не сцеп- ляются; кулачки муфт сломаны; сорвана шпонка Проверить сцепление муфт и шестерни узла ручного управления, устранить неисправ- ность
Усилие на маховике возрастает настолько, что невозможно от- крыть или закрыть арматуру Заедание подвижных частей арматуры или электропривода Вращая маховики в об- ратную сторону, пов- торно закрыть или от- крыть. Если заедание не ликвидируется, вы- яснить причину и ус- транить неисправ- ность
Во время хода стрел- ка указателя не вра- щается 1. Неисправность пе- редачи от приводного вала привода к ку- лачковому валику пу- тевого выключателя Проверить передачу, устранить неисправ- ность
2. Ослаб винт, стопо- рящий диск со стрел- кой Открыть указатель сиять стекло и подтя- нуть стопорный винт
ТРУБОПРОВОДЫ И ЗАПОРНАЯ АРМАТУРА
389
Продолжение табл. 6
Неисправность Возможная причина Способ устранения
При нажатии на пу- сковую кнопку двига- тель вращается вхо- лостую (а привод сто- ит) 1. Электропривод не переключен на элек- трическое управление Перевести электро- привод на электриче- ское управление
2. Срезана шпонка на червяке или на валу электродвигателя Разобрать привод, вы- яснить неисправность и устранить
3. Ослаб стопорный винт и муфта на валу электродвигателя про- двинулась к подшип- нику Снять электродвига- тель, поставить муфту на место и застопорить винтом
При нажатии на пу сковую кнопку элек- тродвигатель не вра- щается 1. Неисправна сило- вая цепь Проверить силовую цепь
2. Не работает пуска- тель Проверить исправ- ность пускателя
3. Нет напряжения на щите управления Проверить пусковую аппаратуру
дуется нанести подслой 1,5—2 мм аустенитными электро-
дами марки ЦТ-1.
Для изготовления прокладок применяют как метал-
лические, так и неметаллические материалы.
Прокладки из металлических материалов используют
в арматуре, работающей на ответственных объектах и
в тяжелых условиях (при высокой температуре, высоком
давлении и т. д.), но для таких прокладок необходимы
значительно большие силы затягивания соединений, чем
при затягивании соединений с мягкими прокладками.
Для прокладок из неметаллических материалов в ос-
новном используют паронит, резину и фторопласт.
Применяют паронит следующих марок! ПОН (общего
назначения), ПМ (маслобензостойкий), ПА (армирован-
ный сеткой) и ПЭ (электролизерный), состоящий из ас-
беста (60—70 %), каучука (12—15 %), минеральных на-
полнителей (15-=-18 %) и серы. (1,5~-2 %). '
7. Сплавы для наплавки уплотнительных поверхностей
затворов арматуры, используемой для воды и пара
Гип электрода или сплава Марка материала электрода Условное обозна- чение сплава
ЭН-У18Х62К30-В5С2 взк ЦН-2
ЭН-08Х17Н7С5-Г2 Св-02Х18Н9 или Св-04Х19Н9 ЦН-6
Х12Н7С4М2 СВ’04Х19Н9С2 ЦН-12
ХН80СР2 —w —
Наплавка Твердеешь Параметра вреда
Ручная дуговая плавящимся электродом 45—53 Любые
То же 40—52 (20s С) 35—41 (500 ®С) 38 (600 ?С) При температуре до 565 ?С
Автоматиче- ская дуговая плавящимся электродом под слоем флюса 35—45 При температуре до 540 ?С
Автоматиче- ская плазмен- ная 42—52 П{Жо температуре до
ТЕХНОЛОГИЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
ТРУБОПРОВОДЫ И ЗАПОРНАЯ АРМАТУРА
391
Для паронита каждой марки стандартом установлены
предельно допустимые рабочие давление и температура
в зависимости от состава среды. Наиболее прочен паронит
марки ПА, применяемый для водяного пара давлением
10 МПа при температуре до 450 °C. Парониты других ма-
рок применяют при более низких значениях параметров
среды. Условия применения паронита для уплотнения
фланцевых соединений арматуры, трубопроводов и на-
сосов приведены в табл. 8.
Для уплотнения соединений металлических поверх-
ностей, работающих при температуре от —60 до 4-200 °C
и давлении не менее 1 МПа в средах: пара, воды, бензина,
керосина, дизельного топлива, масла и различных неф-
тепродуктов, а также пищевой уксусной кислоты исполь-
зуют новый прокладочный материал БР-1. По стойкости
против действия указанных сред прокладочный материал
БР-1 превосходит парониты ПОН и ПМБ. Кроме того,
он не требует значительных давлений сжатия и меньше
загрязняет уплотняемую среду, чем стандартные парониты.
Кроме прокладок из паронита в химических цехах
электростанций применяют высокоэластичную резину,
с помощью которой обеспечивают герметичность фланце-
вого соединения при небольших давлениях на прокладке.
Чрезмерное сжатие ухудшает эксплуатационные свойства
резины, поэтому деформация резиновой прокладки не
должна превышать 0,2—0,4 ее высоты. Для прокладок
обычно используют листовую техническую резину без
тканевых прослоек, которые ухудшают непроницаемость
резины.
Резину выпускают: кислото- и щелочестойкую для
сред с температурой —304- 4-50 °C; теплостойкую для
сред с температурой —354-4-90 °C; морозостойкую для
сред с температурой —454- 4-50 °C; маслобензостойкую —
для сред с температурой от —30 до 4-50 °C. Техническую
резину выпускают в виде пластин или рулонов шириной
200—1750 мм, длиной 250—10 000 мм и толщиной 0,5—
50 мм.
На различном оборудовании применяют прокладки из
фторопласта-4, который не растворяется и не набухает
ни в каких растворителях и может быть использован при
температурах —1954-4-200 °C. Фторопласт несжимаем,
отличается низкой упругостью, поэтому прокладки из
392
ТЕХНОЛОГИЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
3. Условия применения паронита для уплотнения
фланцевых соединений арматуры, трубопроводов и насосов
Мате- риал Срела Увловия применения
Ру», МПа Темпера- тура суэеды
ПОН Пресная вода Водяной пар Воздух Сухие нейтральные и инертные газы Водяные растворы солей различных концентраций Жидкий аммиак Спирты Парафин Тяжелые нефтепродукты Легкие нефтепродукты Жидкий кислород 6,4 6,4 1 6,4 2,5 2,5 1,6 1,6 6,4 2,5 0,25 +250 +450 —50; +100 +450 —15;+100 —40;+150 + 150 + 150 +200 + 150 —182
ПМБ Морская вода Жидкий и газообразный аммиак Воздух Жидкие кислород и азот Газообразные кислород и азот Легкие нефтепродукты Тяжелые нефтепродукты Минеральные масла 4 2,5 1,6 0,25 5 2,5 2 2,5 +50 —40;+150 —50; +200 —182 + 150 +200 +300 + 150
ПА Пресная вода Водяной пар Воздух, нейтральные и инертные сухие газы Тяжелые нефтепродукты Легкие нефтепродукты, минераль- ные масла 10 10 7,5 7,5 7,5 4-250 4-450 4-250 4*400 4-200
ПЭ Щелочи концентраций 300—400 г/л, водород, кислород Жидкий и газообразный аммиак Азотная кислота (10 % -ный раствор) 2,5 2,5 2,5 + 180 —15;+150 + 100
* Наибольшее избыточное рабочее давление (при температуре
20 °C).
ТРУБОПРОВОДЫ И ЗАПОРНАЯ АРМАТУРА
393
него должны находиться в замкнутом объеме, причем
зазоры между уплотнительными поверхностями, входя-
щими одна в другую для образования замка, должны
быть минимальными.
Для изготовления прокладок из фторопласта-4 исполь-
зуют пластины размером от 25x25 до 600x600 мм и тол-
щиной 0,8—2 мм.
На основе фторопласта-4 создан специальный фторо-
пластовый уплотнительный материал ФУМ, имеющий
такие же антикоррозионные свойства, что и фторопласт-4.
ФУМ применяют как уплотнительный материал в саль-
никах арматуры.
Металлические прокладки изготовляют в виде пло-
ских колец прямоугольного (из листового материала) или
фасонного (из труб или поковок) сечения. К последним
относятся прокладки: линзовые чечевичного сечения, с се-
чением в виде овала и гребенчатые, имеющие сечение пря-
моугольника с треугольными выступами в виде гребенки.
Металлы, применяемые для изготовления прокладок, при-
ведены в табл. 9.
В корпусах трубопроводной арматуры исправляют
следующие дефекты:
поверхностные и сквозные трещины, заварка которых
допускается на всем протяжении без ограничений;
газовые и усадочные, поверхностные и сквозные ра-
ковины местного характера;
земляные и шлаковые включения местного характера;
усадочную и газовую пористость местного характера.
Отливки, имеющие дефекты в виде обширной пори-
стости или дефекты, расположенные в местах, не позво-
ляющих выполнить качественную заварку, подлежат от-
браковке.
Выборку дефектов литья под заварку проводят воз-
душно-дуговой резкой. В отливках из стали марок
20ХМФЛ и 15Х1М1ФЛ место выборки предварительно
нагревают газовым пламенем до 300—350 °C. Температуру
нагрева контролируют термокарандашом. Дефекты литья
выбирают полностью до здорового металла, сквозные
трещины перед выборкой засверливают по концам. Перед
заваркой выполняют разделку дефектного места. Форма
разделки должна обеспечивать доброкачественный и пол-
ный провар по всей поверхности, т. е. стенки должны быть
394
ТЕХНОЛОГИЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Металлы, применяемые для изготовления прокладок
Металл Марка металла Среда Температу- ра примене- ния прокла- док, С°
Низкоуглероди- стая сталь 05кп (особая) Водяной пар Щелочи, кислоты, газы, содержащие До +475 —70-5-+320
Углеродистая ка- чественная кон- струкционная сталь Стали 15, ,..,30 серу Водяной пар, не- фтепродукты До +550
Коррозионно-стой- кая сталь 12Х18Н9Т; 08Х18Н10Т Водяной пар, не- фтепродукты, кор- розионные среды (кроме серной кис- лоты) Воздух, вода, не- фтепродукты, азот- ная, фосфорная и другие кислоты, сухой хлор, сер- нистые газы —253-S-+600
Алюминий и его сплавы АО; А; АД1 —253-5-+100
Никель НП-2 Водяной пар, хлор и другие окисли- тельные среды —30^+400
Монель-металл НМЖМц 28-2,5- 1,5 Водяной пар, кор- розионные среды, морская вода До +800
пологими, без острых углов и углублений с углом раскры-
тия разделки не менее 70 °C. При образовании в вершине
сквозной разделки зазора размером 6 мм заварку выпол-
няют с использованием вспомогательной подкладки из
стали Ст2 или СтЗ толщиной 3—4 мм (рис. 75, а). При об-
разовании в вершине сквозной разделки зазора, боль-
шего 6 мм, при заварке необходимо применять вставки
(рис. 75, б). Марка металла вставки должна соответство-
вать марке основного металла.
Заварку дефектов в отливках из стали 25Л выполняют
с предварительным нагревом до 300—400 °C, из стали
15Х1М1ФЛ —до 550—600 °C.
Местный подогрев осуществляют газовыми горелками.
Заварку деталей из стали 15Х1М1ФЛ производят в ниж-
ТРУБОПРОВОДЫ И ЗАПОРНАЯ АРМАТУРА,
395
<0 $)
Рис. 75. Форма разделки дефектов литья:
а ** разделка 6 вспомогательной подкладкой; б » разделка с применением
вс тавки
нем или полувертикальном положении электродами марки
ЦЛ-20М диаметром 4 мм; деталей из сталей 25Л и 20ГСЛ —
электродами марки УОНИ-13/55 диаметром 4 мм.
После окончания сварочных работ производят термо-
обработку по следующему режиму: для сталей 15Х1М1ФЛ
и 20ХМФ — нагрев в печи до температуры (730 ± 10) °C;
для сталей 25Л и 20ГСЛ — нагрев в печи до температуры
600—650 °C. Для всех марок стали время выдержки 5 ч,
охлаждение до 300 °C вместе с печью, а затем на воздухе.
Заварку одного или всех дефектов в объеме не более
100 см3 допускается проводить без последующей термиче-
ской обработки.
Перед использованием электроды прокаливают при
температуре 100—150 °C в течение 1 ч. Запрещается про-
изводить заварку дефектов на сквозняках и при темпе-
ратуре окружающей среды ниже 0 °C.
Заварку дефектов электродами УОНИ-13/55 и ЦЛ-20М
проводят на постоянном токе (табл. 10) обратной поляр-
ности (возможно более короткой дугой).
После заварки дефектных мест литые корпусные детали
подвергают гидравлическому испытанию на прочность
и гамма-дефектоскопии. Результаты испытания фикси-
руют в специальном’ журнале.
На необрабатываемых поверхностях литого корпуса
допускаются следующие дефекты:
раковины глубиной и диаметром 3—15 мм, но не более
10 % толщины стенки и в количестве не более 2 шт.,
глубиной и диаметром до 3 мм — не более 8 шт. на пло-
398
ТЕХНОЛОГИЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
10. Значение силы сварочного тока, А
Диаметр электрода мм Марка электрода
УОНИ-13/55 ЦЛ-20М
4 130—150 140—170
5 170—200 180—210
6 210—240 —
щади, равной 1000 сма; расстояние между дефектами
должно быть не менее 50 мм;
поверхностно-ситовидная пористость, выступы, впа-
дины, высота и глубина которых не превышает 5 % тол-
щины стенки (но не более 5 мм), протяженность до 200 мм;
местные выборки мелких поверхностных дефектов глу-
биной до 5 % толщины стенки, но не более 5 мм.
На обрабатываемых поверхностях основного металла
корпусных составных частей допускаются без исправле-
ния дефекты, если их глубина не превышает а/3 допуска на
механическую обработку.
Обработку кромок патрубков корпуса под сварку
проводят в соответствии с рабочим чертежом. Торцы па-
трубков арматуры после ремонта должны быть перпен-
дикулярны оси корпуса. Отклонения от перпендикуляр-
ности не должны превышать 1 % внутреннего диаметра
патрубка.
Подготовленные к сварке концы патрубков арматуры
очищают от грязи, краски, масла и защитного покрытия
растворителем и после этого шлифовальными машинками
с абразивными кругами зачищают до металлического
блеска внутреннюю и наружную стороны на ширину
15—20 мм.
При сборке необходимо предохранять стыки труб от
увлажнения и загрязнения; непосредственно перед свар-
кой кромки стыка просушивают газовой горелкой, а
кромки корпуса и трубы из коррозионно-стойких сталей
обезжиривают ацетоном и насухо протирают салфеткой.
Плавный переход от одного сечения к другому может быть
обеспечен за счет наклонного расположения поверхности
сварного шва со стороны раскрытия кромок.
ТРУБОПРОВОДЫ И ЗАПОРНАЯ АРМАТУРА
397
е)
Рис. 76. Разделка кромок арматуры высоких и сверхвысоких па-
раметров:
а для Dy «= 10*5“ 20 мм; б~»г «• для D с= 40. 60 и 66 мм; д и е — для
D > 100 мм; D я» диаметр условного прохода трубопровода
У У
Разделка кромок корпусов арматуры высоких и сверх-
высоких параметров приведена на рис. 76.
Правильность стыка, разделку кромок и равномер-
ность зазора проверяют с помощью специальных шаблонов.
Проверку выполняет мастер по сварке, если стык выпол-
нен на трубопроводе е р > 2,2 МПа, или сварщик, ко-
торому поручена сварка этого стыка, если стык выполнен
на трубопроводе с р < 2,2 МПа.
Жесткие требования предъявляют к обеспечению гер-
метичности уплотнения шпинделя и к соединению кор-
пуса с крышкой арматуры.
В арматуре больших диаметров применяют сальни-
ковые уплотнения с длинным гнездом, в котором разме-
щают одно или несколько разделительных колец, позво-
ляющих контролировать утечку рабочей среды и удалять
проникающую среду через сальник. Кроме того, приме-
няют многоступенчатые сальники.
Одним из основных факторов, определяющих длитель-
ную и надежную работу сальниковых уплотнений в ар-
матуре, является материал для сальниковой набивки
(табл. 11), который должен обеспечивать герметичность
соединения и не вызывать коррозии поверхности шпин-
деля, соприкасающейся с набивкой.
398
ТЕХНОЛОГИЯ ВОввТАНОВЛЕНИЯ ДЕТАЛЕЙ
И, Основные материалы сальниковой набивки
Набивке Рабочая вреда Условия применения
рт МПа Темпера- тура вре- ди, °G
Резиновые кольца и ман- Вода, воздух, пар, рас- творы кислот, щелочей в зависимости от марки Вода, пар, воздух, инерт- — 50—140
жеты АР-1, асбестовая, про- 51 350
клеенная с графитом АГ-50, асбографитовая с ные газы Вода, пар и другие среды 40 650
алюминиевой пудрой Фторопласт-4 в виде Коррозионные среды 5 200
стружки, колец и манжет Фторопластовый уплот- То же 6,4 150
нительный материал ФУМ-В АСФ Вода, воздух, пар 10 260
Набивка должна быть устойчивой к износу, чтобы
не засорять разделительные кольца сальникового гнезда
и чтобы частицы набивки не попадали в рабочую среду.
Кроме того, набивка должна минимально изменяться
в объеме.
В качестве материала для уплотнений сальника энер-
гетической арматуры применяют прессованные асбогра-
фитовые кольца марки АГ-50 с прослойками тигельного
чешуйчатого графита. В целях исключения возможной
электрохимической коррозии поверхностей, сопрягаю-
щихся с сальниковой набивкой, арматуру поставляют
с временной сальниковой набивкой АС, пропитанной
ингибитором Г-2.
В качестве набивки для обратных клапанов допускается
применять предварительно спрессованные кольца марки
АС, выполненные из асбестового шнура сквозного плете-
ния с прослойками тигельного чешуйчатого графита.
Для сальника плавающей крышки, грундбуксы, та-
релки предохранительных клапанов допускается приме-
нение предварительно спрессованных колец из шнуровой
набивки марки АПРПС. В качестве сальниковой набивки
при уплотнении поршня тарелки предохранительных кла-
ТРУБОПРОВОДЫ И ЗАПОРНАЯ АРМАТУРА
399
панов используют предварительно спрессованные кольца
из шнура АПРПС с установкой между кольцами набивки
прокладок из стали 08Х18Н10Т.
Набивку сальников осуществляют равномерно с при-
менением специальных разрезных втулок, в помощью
которых уплотняют каждое кольцо, начиная с самого ниж-
него. При набивке асбестовые кольца располагают так,
чтобы замки двух соседних колец были повернуты отно-
сительно друг друга на 180°. У следующей пары колец
замки располагают так же, но относительно первой пары
их следует повернуть на 90° и т. д.
При затяжке сальника о установленной в сальниковой
камере грундбуксой следить, чтобы внутренняя поверх-
ность грундбуксы располагалась концентрично относи-
тельно поверхности шпинделя. Контроль за концентрич-
ностью осуществляют с помощью фольги из цветного
металла.
В процессе затяжки гаек откидных болтов необходимо
проверять подвижность фольги, отсутствие ее прижатия
к поверхности шпинделя.
После окончания набивки сальника нужно ручным
приводом на маховике опустить и поднять шпиндель на
весь ход затвора и убедиться, наблюдая за зазором между
шпинделем и грундбуксой, что поверхность шпинделя не
касается поверхности грундбуксы. Кроме того, осмотром
поверхности шпинделя убедиться в отсутствии на ней
каких-либо следов повреждений.
Для повышения долговечности деталей арматуры наи-
более часто используют износостойкую наплавку. Для
правильного выбора наплавки необходимо учитывать
форму детали, условия работы и степень износа. Сплавы
для наплавки уплотнительных поверхностей арматуры
должны обладать следующими свойствами:
стойкостью против задирания при температурах до
600 °C и давлении 100—130 МПа;
достаточно высокой твердостью при рабочих темпе-
ратурах;
стойкостью против образования трещин при резких
изменениях температуры;
коррозионной и эрозионной стойкостью в рабочей
среде;
хорошей технологичностью.
400
ТЕХНОЛОГИЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Для наплавки уплотнительных поверхностей арматуры
высоких давлений применяют сплавы на основе кобальта
(стеллиты), никеля и железа.
В зависимости от состава твердость стеллитов ко-
леблется в пределах от 39,5—41,5 HRC3 до 61—66 HRCa.
В арматуростроении применяют преимущественно ко-
бальтовые сплавы с 41,5—49,5 HRC3, которые лучше
обрабатываются, более вязки, менее склонны к образова-
нию трещин при наплавке и эксплуатации арматуры,
чем твердые стеллиты с высоким содержанием углерода
и вольфрама.
Важными свойствами стеллитов являются способность
длительно сохранять твердость и прочность при высоких
температурах, хорошая стойкость против эрозии и кор-
розии, а также высокая износостойкость при трении
металла о металл без смазочного материала.
Наплавку выполняют, как правило, вручную. При
дуговой наплавке из-за большого проплавления осно-
вного металла заданные состав и свойства сплава до-
стигаются только в третьем и последующих слоях.
Необходимость наплавки толстого слоя приводит к боль-
шому расходу дорогостоящего сплава. Кроме того, в де-
тали возникают большие остаточные напряжения, что
усиливает опасность ее коробления или растрескивания
при эксплуатации. Сложность и трудоемкость наплавки
стеллитами, а также их высокая стоимость и дефицит-
ность ограничивают их применение в арматуростроении.
Стеллиты используют только для наиболее ответ-
ственной и тяжелонагруженной арматуры. В остальных
случаях применяют сплавы на основе никеля и железа.
Большинство таких сплавов разработано на базе хромо-
никелевой аустенитной стали 12Х18Н9Т, обладающей
высокой коррозионной и эрозионной стойкостью. В прак-
тике арматуростроения, а также при восстановлении
арматуры в условиях электростанции и ремонтных пред-
приятий нашли широкое применение сплавы на железной
основе системы Fe—Сг—Ni—Si—Мо. Их наносят на
уплотнительные поверхности деталей арматуры методом
Ёучной электродуговой наплавки (электродами ЦН-6,
,Н-12).
Для повышения качества и работоспособности наплав-
ленных поверхностей, улучшения условий труда сварщи-
ТРУБОПРОВОДЫ И ЗАПОРНАЯ АРМАТУРА
401
ков и снижения трудоемкости наплавочных работ на
заводах, изготовляющих арматуру, а также на некоторых
ремонтных предприятиях внедрены автоматическая на-
плавка уплотнительных поверхностей под легирующим
плавленым керамическим флюсом и автоматическая плаз-
менная наплавка проволочными присадочными материа-
лами.
Дуговую наплавку уплотнительных поверхностей ар-
матуры электродами ЦН-2, ЦН-6 (модификации ЦН-6М,
ЦН-6Л), ЦН-12, типов ЭН-1Х16Н8М6С5Г4 и ЭА-1М2Ф
могут выполнять только дипломированные сварщики.
Качество и основные характеристики электродов
должны быть подтверждены сертификатом завода-изгото-
вителя. При этом потребителем могут быть проверены
технологические свойства электродов, а также твердость
наплавленного металла, для чего проводится наплавка
контрольной пробы от проверяемой партии элек-
тродов.
Наплавляемая поверхность детали должна быть очи-
щена от следов ржавчины, грязи, жировых веществ и
тому подобных загрязнений до металлического блеска.
Разделку фасок и канавок выполняют для исключения
острых углов, способствующих зашлакованию наплавки,
и обеспечения доступа для нормального манипулирова-
ния электродом.
Перед наплавкой электроды прокаливают при тем-
пературе 100—150 °C в течение 1 ч; детали нагревают до
температуры, указанной в табл. 12.
При выполнении наплавки электродами ЦН-б (ЦН-6Л)
и ЦТ-1 предварительный подогрев следует исключить,
если он не требуется для основного металла. Подслой
под наплавку электродами ЦН-12 (ЦН-12М) допустимо
наносить без предварительного подогрева, после чего
деталь подогревают до необходимой температуры.
Перед наплавкой детали устанавливают таким образом,
чтобы наплавляемый участок находился в горизонтальном
положении. Наплавку проводят на постоянном токе об-
ратной полярности. Сила сварочного тока зависит от
диаметра электрода (табл. 13). Напряжение на дуге
24—26 В.
Угол наклона электрода к вертикали (в сторону пере-
мещения электрода) составляет 10—15°.
12. Температура нагрева деталей
Марка
электрода стали детали
ЦН-6М (ЦН-6Л), ЦТ-1 12Х1МФ, 15Х1М1Ф, 20ХМФЛ, 25Х2МФЛ, 38ХВФЮ
ЦН-6М (ЦН-6Л) 20, 25, 25Л
20ГСМ, 08Х18Н10Т
ЦН-2 12Х18Н9Т, ХН35ВТ
09Х14Н19ВБР 12Х1МФ
ЦН-12М 12Х1МФ, 12Х1М1Ф, 25Х1МФ
Температура нагрева, Примечание
300 Детали 0 150 мм наплавляют без подогрева
250—350 —
Без нагрева
700
Подслой наплавляют электро- дами ЭА-2 без нагрева
700 ^температура дета- ли в конце наплавки должна быть не менее 500 °C) То же, мелкие детали (штоки) наплавляют без подогрева
ТЕХНОЛОГИЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
ТРУБОПРОВОДЫ И ЗАПОРНАЯ АРМАТУРА
403
13. Сила сварочного тока (А) в зависимости от диаметра
и марки электрода
Диаметр электрода, мм Марка электрода
ЦН-2 ЦН-6М (ЦН-6Л), ЦТ-1 ЦН-12 (ЦН-12М)
3 . 80—110
4 120—140 11Q—130 120—140
5 180—200 , 180—200 180—230
6 220—240 — —
Глубина расплавления основного металла должна быть
минимальной, для чего наплавку первого слоя рекомен-
дуется производить при минимально допустимом свароч-
ном токе.
Для уменьшения внутренних напряжений наплавку
проводят не менее чем в четыре слоя высотой не более
2—4 мм (кроме наплавок, выполняемых ванным спосо-
бом); при наплавке деталей арматуры с Dy 150 каждый
слой наплавляют обратно-ступенчатым методом четырьмя
участками. Участки верхнего слоя начинаются с середины
участков нижнего слоя и наплавку ведут в направлении,
противоположном нижнему слою.
Наплавку рекомендуется выполнять минимально ко-
роткой дугой. Перекрытие одного валика другим должно
составлять 1/8—1А его ширины. После наложения каждого
слоя поверхность наплавленного металла тщательно очи-
щают от шлака и брызг зубилом и металлической щеткой.
При замене электродов или при обрыве дуги перед
началом дальнейшей наплавки кратер необходимо за-
чистить от шлака.
При наплавке уплотнительных поверхностей следует
обращать внимание на получение необходимой высоты и
ширины наплавки. Припуск на механическую обработку
по ширине наплавляемого слоя должен быть не менее
3 мм на каждую сторону, по высоте — 2—4 мм. Высота
слоя наплавленного металла перед механической обработ-
кой в случае применения электродов ЦН-6М (ЦН-6Л)
должна быть не менее 10 мм, а в случае применения элек-
тродов ЦН-2 и ЦН-12 (ЦН-12МО) — не менее 8 мм,
©читая от подслоя. Высота слоя наплавленного металла
404
ТЕХНОЛОГИЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
после механической обработки должна быть не менее 6 мм
при наплавке электродами ЦН-2 и ЦН-12 (ЦН-12М) и не
менее 8 мм при наплавке электродами ЦН-6М (ЦН-6Л).
При наплавке поверхностей на дне глухих отверстий
диаметром до 40 мм применяют ванный способ (при этом
указанную в табл. 13 силу сварочного тока следует уве-
личить на 20 %).
При обнаружении дефектов наплавленной поверх-
ности на любой стадии восстановления деталей арматуры
допускается их исправление наплавкой, проводимой на
обычном режиме, с предварительной механической раз-
делкой дефектного места.
Наплавленные детали подвергают термообработке по
следующим режимам:
наплавка детали из перлитной стали — нагрев до (725 ±
± 25) °C, выдержка не менее 1 ч, охлаждение с печью
до температуры не выше 300 °C, далее — на спокойном
воздухе;
наплавка детали из аустенитной стали — нагрев до
800—900 °C, выдержка не менее 1 ч, охлаждение с печью
до температуры не выше 300 °C, далее — на спокойном
воздухе.
Допускается не подвергать термообработке детали
с Dy 150 мм, наплавленные электродами ЦН-2 и ЦН-6М
(ЦН-6Л), охлажденные после наплавки под слоем сухого
песка.
Термообработку (с загрузкой в печь, нагретую до
температуры не ниже 500 °C) деталей арматуры о Dy
< 150 мм, наплавленных электродами ЦН-12 (ЦН-12М) й
ЦН-2, выполняют непосредственно после наплавки, не
допуская остывания наплавленной детали ниже
500 °C.
Детали арматуры с Dy < 150 мм, наплавленные элек-
тродами (ЦН-12М), и с Dy > 150 мм, наплавленные элек-
тродами ЦН-6М (ЦН-6Л), могут быть подвергнуты термо-
обработке как непосредственно после наплавки, так и
после замедленного остывания их под слоем сухого песка|
при последующей термообработке детали загружают в печь
с температурой не выше 300 °C.
Контроль качества выполненных наплавок включает!
внешний осмотр и измерение габаритных размеров на-
плавленного слоя; определение сплошности обработанной
ТРУБОПРОВОДЫ И ЗАПОРНАЯ АРМАТУРА
405
наплавленной поверхности; измерение ее твердости; лю-
минесцентный контроль.
По результатам внешнего осмотра и измерений габа-
ритных размеров наплавленных деталей до обработки
резанием отбраковывают детали, наплавленные поверх-
ности которых содержат грубые дефекты (поры, раковины,
трещины, шлаковые включения).
Твердость наплавленного слоя определяют после его
чистовой обработки. Измерения твердости проводят на
приборе Роквелла по шкале С не менее чем в трех точках
для арматуры с условным диаметром Dy 225 мм и не
менее чем в пяти точках для арматуры с Dy *> 225 мм,
равномерно расположенных по всей площади наплавлен-
ного слоя.
Допускается несоответствие этим нормам результатов
одного (для £)у 225 мм) или двух (для Dy > 225 мм)
измерений при условии, что результаты двух дополни-
тельных измерений, проведенных на расстоянии не более
5 мм от точки измерения с выпадом, отвечают требова-
ниям ТУ.
Применительно к деталям, твердость уплотнительных
поверхностей которых не может быть измерена на суще-
ствующих приборах, допускается проводить ее измерение
на образцах-свидетелях. При этом условии выполнение и
термообработка контрольной наплавки, а также ее вы-
сота после механической обработки должны соответство-
вать наплавке, выполненной на детали.
Визуальному контролю на сплошность с выявлением
трещин, пор, раковин, шлаковых включений и наплавле-
ний подвергают все наплавляемые детали (контроль прово-
дят после шлифования уплотнительных поверхностей).
Отсутствие трещин на притираемых уплотнительных
поверхностях проверяют также люминесцентным методом
контроля (или цветной дефектоскопии).
Для оценки качества состояния уплотнительных по-
верхностей деталей арматуры применяют двухбалльную
систему (табл. 14).
Балл 2 является браковочным. Детали, оцененные
этим баллом, должны быть направлены на исправление.
После исправления детали подвергают повторному лю-
минесцентному контролю. Детали, оцененные баллом 1,
годные.
406
ТЕХНОЛОГИЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
14. Оценка качества уплотнительных поверхностей
Группа уплотнитель- ных поверхностей Балл 1 Балл 2
Штоки, тарелки, ши- Полное отсутствие Трещины любых раз-
беры для арматуры с дефектов при контр о- меров, несплавления
d= Юч-50 мм ле между основным и на- плавленным металла- ми и между отдельны- ми слоями наплавки
Тарелки, седла для запорной и предохра- нительной арматуры с d~ 100 мм и более То же То же
Седла, шиберы дрос- селирующей и регули- рующей арматуры с d = 100 мм и более Отдельные поры и шлаковые включения с максимальным ли- нейным размером 2 мм. Отдельные скопления пор и шлаковых вклю- чений *, состоящие не более чем из пяти дефектов, при усло- вии, что размеры этих дефектов не превыша- ют 1,5 мм »
* Скоплением пор и шлаковых включений является группа со-
ответствующих дефектов, расположенных на поверхности с расстоя-
нием между ними не менее 4,5 мм и в количестве не более трех.
Плазменная наплавка арматуры. Прогрессивным мето-
дом наплавки уплотнительных поверхностей тарелок и
седел арматуры является плазменная наплавка. Плазмен-
ную наплавку порошковыми материалами (ПГ-ХН80СР2-42
или ПГ-ХН80СР2-48) выполняют горелкой комбиниро-
ванного типа, в которой одновременно горят две дуги:
одна — между неплавящимся вольфрамовым электродом
и стабилизирующим соплом (косвенная дуга), а другая —
между тем же электродом и изделием (дуга прямого
действия). Косвенная дуга обеспечивает устойчивую ра-
боту горелки и нагревает порошок. Дуга прямого дей-
ствия нагревает поверхность изделия, в результате чего
происходит сплавление присадочного и основного ме-
таллов. Обе дуги имеют автономные источники питания.
ТРУБОПРОВОДЫ И ЗАПОРНАЯ АРМАТУРА
407
Присадочный порошок подается с помощью газа по
гибкой трубке из питателя в плазменную горелку и через
кольцевую щель между стабилизирующим и фокусирую-
щим соплами вдувается в дугу. В зоне дуги порошок
нагревается и плавится, и на поверхность изделия
попадают уже капельки жидкого присадочного ме-
талла.,
В плазменную горелку поступают три потока газа!
центральный — плазмообразующий газ, защищающий
вольфрамовый Электрод от окисления, стабилизирующий
и сжимающий дугу (расход газа 1—2,5 л/мин); транспор-
тирующий — подает присадочный порошок в горелку и
вдувает его в дугу (расход газа 5—10 л/мин); защитный
(расход газа 10—20 л/мин). В качестве плазмообразую-
щего транспортирующего и защитного газов используют
чистый аргон марки А.
Технологические возможности плазменной наплавки
очень широки. Этим способом наносят тонкие слои металла
при незначительном расплавлении поверхности изделия.
Минимальная высота однослойного валика 5—6 мм. Для
получения широких валиков плазменной горелке сооб-
щают поперечные колебания (за один проход можно на-
плавлять валики шириной до 60 мм). Применение уста-
новок для плазменной наплавки наиболее целесообразно
на ремонтных заводах энергосистем, имеющих мощные
энергетические блоки.
Для повышения качества и работоспособности наплав-
ленных уплотнительных поверхностей, улучшения усло-
вий труда сварщиков и снижения трудоемкости наплавоч-
ных работ разработаны и внедрены технология и оборудо-
вание для автоматической наплавки деталей энергетиче-
ской арматуры, изготовляемых из низкоуглеродистых и
низколегированных теплоустойчивых сталей, а также из
сталей аустенитного класса.
Наплавку выполняют за один проход с применением
электродной проволоки, например Св-04Х19Н9С2, и ле-
гирующих плавленых керамических флюсов типа ПКНЛ,
обладающих высокой технологичностью. Эти флюсы в со-
четании с указанной электродной проволокой или лентой
обеспечивают получение плотного, хорошо формирующе-
гося слоя твердого сплава типа Х13Н8С5М2ГТ твер-
достью 34—46,5 HRC3.
408
ТЕХНОЛОГИЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Сплошность, однородность, химический состав и физи-
ко-механические свойства этого сплава (твердость, сопро-
тивление задиранию в среде воды и пара высоких пара-
метров, коррозионно-эрозионная стойкость) не уступают
свойствам сплава, наплавленного методом многослойной
ручной электродуговой наплавки электродами типа
ЭН-08Х17Н7С512-30.
Технология наплавки электродной лентой обеспечивает
более высокое качество по сравнению с наплавлением
электродной проволокой. Вследствие небольшого про-
плавления (0,8—1,2 мм) при наплавке электродной лентой
можно получить необходимые эксплуатационные свойства
(сопротивление износу при трении, коррозионную стой-
кость и пр.) в более тонком слое облицовки (4—6 мм),
чем при наплавке, выполняемой электродной проволокой
(6—9 мм).
РЕЗИНОВЫЕ И ПРОРЕЗИНЕННЫЕ ДЕТАЛИ
Восстанавливают следующие резиновые и прорезинен-
ные изделия — конвейерные ленты, приводные плоские
ремни, резиновые уплотнения и покрышки пневматиче-
ских шин.
Восстановление конвейерных лент. В процесе эксплуа-
тации конвейерные ленты вытягиваются и изнашиваются
по толщине. Лишнюю длину устраняют вырезкой части
ленты со стыковкой концов вулканизацией с подогревом
и под давлением. Если износ по ширине ленты неравно-
мерный, на изношенные места накладывают слой сырой
резины, которая заполняет все пустоты. Стыковку кон-
вейерных лент вулканизацией выполняют на прессе,
основными узлами которого являются плиты с электро-
подогревом и гидравлический домкрат.
Вулканизацию проводят при температуре плит 150 °C
и давлении не менее 1 МПа.
Конвейерные ленты, имеющие сквозные повреждения
(пробои) и прорезы, либо подлежат ремонту, либо заме-
няются новыми. Сквозные повреждения и прорезы кон-
вейерных лент устраняют так: ремонтируемое место во-
круг пробоя зачищают и просушивают, с помощью ме-
таллических шаблонов ромбической формы размечают
участки, примыкающие к пробою. Число требуемых шаб-
РЕЗИНОВЫЕ И ПРОРЕЗИНЕННЫЕ ДЕТАЛИ
409
лонов определяется числом слоев ленты. Первый, самый
малый шаблон, должен перекрывать поврежденное место
не менее чем на 15 мм. Разделку поврежденного места
у ленты выполняют по шаблону, начиная с резиновой
обкладки. Резиновую обкладку подрезают ножом по
контуру наибольшего шаблона и отдирают ее клещами.
Последующие тканевые слои ленты подрезают ножом по
контуру меньшего шаблона. В результате получается сту-
пенчатое углубление. Последний слой ленты сохраняют.
Участок ленты, подлежащий ремонту, очищают металличе-
ской щеткой и протирают бензином. После того как бен-
зин испарится, на поверхность ремонтируемого участка
дважды наносят слой клея.
Сначала чинят обкладку с нерабочей стороны ленты
наложением вулканизационной заплаты и прикатывают
ее роликом. Затем на место вырезанных тканевых слоев
с рабочей стороны ленты ставят тканевые заплаты соот-
ветствующего размера. На каждую сторону за платы дважды
наносят клей с последующей сушкой после каждой про-
мазки. Направление нитей основы заплаты должно соот-
ветствовать направлению нитей в ленте. После наложе-
ния и прокатки всех тканевых заплат сверху наклады-
вают вулканизированную резиновую заплату и прикаты-
вают ее роликом. На обе стороны ленты могут быть по-
ставлены заплаты из каландрированной обкладочной ре-
зины с последующей вулканизацией ленты. Этим и за-
канчивается ремонт конвейерных лент.
Восстановление приводных плоских ремней. В резуль-
тате длительной работы или неправильной установки при-
водные ремни преждевременно изнашиваются, разры-
ваются и требуют ремонта. При склеивании концов пло-
ских ремней их расслаивают и соединяют уступами, за-
тем очищают и промывают растворителем. На подготов-
ленную поверхность концов наносят 3 раза клеевую смесь.
Концы ремней соединяют между собой, прикатывают ро-
ликами, затем зажимают между двумя металлическими
планками на 3—4 ч и сушат в течение 24 ч при 20 °C,
либо прошивают сыромятным ремешком. Применяют также
сочетание склеивания и сшивки концов ремней.
Клиновые ремни при разрыве обычно заменяют, иногда
применяют склеивание. Соединяемые концы ремня пок-
рывают самовулканизующейся пастой, зажимают в форме
410
ТЕХНОЛОГИЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
и подвергают прогреву при температуре 60—70 °C в те-
чение 15 мин.
Восстановление резиновых деталей. В результате дли-
тельной эксплуатации резинотехнические изделия, на-
пример шланги, конвейерные ленты, а также детали обо-
рудования (прокладки, уплотнения, амортизаторы, эла-
стичные муфты, приводные ремни и т. д.), изнашиваются,
повреждаются, требуют замены или ремонта.
Резинотканевые и резинометаллические рукава при-
меняют для соединения элементов гидравлических и пнев-
матических систем, транспортирования воды, масла, воз-
духа к аппаратам, подверженным вибрации.
При эксплуатации гибких рукавов наблюдается разрыв
рукавов или выпрессовка (ослабление посадки) штуцеров.
Поврежденные концы рукавов обрезают ножовкой на то-
карном станке фрезой или специальной установке с ис-
пользованием оправки, зажатой в резцедержателе. Ра-
зорванный рукав соединяют с помощью металлического
штуцера, на который надевают концы рукава и закреп-
ляют проволочными или гофрированными листовыми
зажимами. Рукав соединяют со штуцером следующим об-
разом: в рукав вставляют штуцер, на наружную поверх-
ность рукава надевают цилиндрический наконечник (обой-
му), изготовленный из отожженной стали. Наконечник
обжимают до фиксации рукава на штуцере. Применяют
коническое приспособление — матрицу, состоящую из
двух половин. Приспособление состоит из корпуса и не-
скольких обжимных вставок. Рукав вводят в отверстие
корпуса, закрепляют ступенчатыми вставками и обжимают
при давлении пресса на вставку.
Соединение рукава со штуцером обеспечивается также
с помощью разрезной втулки, имеющей цилиндрическую
и коническую части и обжимное кольцо. Кольцо напрес-
совывают по конической части втулки и устанавливают
в рабочем положении на цилиндрической части. Такое
соединение является надежным, легкосъемным и много-
кратно используется при восстановлении рукавов. При
установке новых рукавов их концы зачищают до метал-
лической оплетки.
Шланги гидравлических систем подвергают гидрав-
лическому испытанию по тем же нормам, что и технологи-
ческое оборудование (станки, прессы и др.).
РЕЗИНОВЫЕ И ПРОРЕЗИНЕННЫЕ ДЕТАЛИ
411
Направляемые в ремонт покрышки пневматических
шин условно можно подразделить на следующие четыре
группы:
покрышки о незначительными дефектами в виде мел-
ких порезов, царапин, проколов;
покрышки о механическими повреждениями в виде
глубоких порезов, доходящих до каркаса, или сквозных
прорывов;
покрышки с полностью изношенным до подушечного
слоя протектором, с отслоениями и повреждениями на
длине до 250 мм и дефектами боковых поверхностей;
покрышки с крупными сквозными пробоинами, с ра-
зорванными бортовыми проволоками, с расслоением кар-
каса, с порванными кордовыми нитями и полностью
изношенным протектором, а также покрышки, пропитан-
ные нефтепродуктами, с признаками старения и с ослаб-
ленными нитями корда (разрывающимися при нагрузке
более 40—60 Н на нить).
Покрышки первой и второй групп восстанавливают
на ремонтных предприятиях. Третью группу отправляют
на специализированные предприятия, а четвертую не
ремонтируют и сдают в утиль.
Перед ремонтом осматривают и отмечают дефекты по-
крышек. После этого их очищают и моют в горячей (50—
70 °C) воде. Из вымытых покрышек удаляют застрявшие
в них посторонние предметы. Покрышки сушат в шкафу
при температуре 60—70 °C и относительной влажности
воздуха не выше 60 % в течение 48 ч, с тем чтобы влаж-
ность их не превышала 3 %. Влажность покрышек уста-
навливают с помощью иглового индикатора по электри-
ческому сопротивлению каркаса между введенными в него
иглами-электродами.
Поврежденные участки вырезают из протектора по
схемам, указанным на рис. 77. Для улучшения сцепляе-
мости разделанных поверхностей покрышки с заполните-
лем поверхности подвергают шероховке с помощью ин-
струментов.
Резиновый клей наносят на подготовленную поверх-
ность дважды: вначале накладывают резиновый клей
концентрации 1 : 8 (1 часть сырой резины на 8 частей бен-
зина) и затем тот же клей концентрации 1 : 5. Клей на-
носят кистью или с помощью пульверизатора, в последнем
412
ТЕХНОЛОГИЯ BOGOTA НОВЛЕНИЯ ДЕТАЛЕЙ
Рис. 77. Схема вырезки при ремонте протекторов:
а *•* наружного конуеа при несквозном повреждении покрышки; о «— лв®з-
ног© повреждения покрышки при заделке каркаса в рамку; ч « рези ны при
сквозном повреждении покрышки встречными конусами; е «* наложение ре-
монтных материалов; 1 & протектор; 2 подушечный елой; 3 ** каркас;
4 прослоенная резина; б манжета
случае концентрация клея должна быть не менее 1 : 10.
После нанесения первого слоя клея покрышку сушат
25—30 мин в шкафу при температуре 30—40 °C, а после
наложения второго слоя — еще 35—40 мин. К правильно
высушенной поверхности не должны прилипать волоски
щупа-щетки.
Местные повреждения покрышек лучше всего вос-
станавливать с помощью машин, которые подают разо-
гретую резиновую массу под давлением к месту дефекта.
При восстановлении дефектов с повреждениями на
одном—двух слоях корда используют полосы обрезинен-
ного корда; при повреждении более двух слоев корда —
пластырь и манжеты. Перед постановкой на ремонтируе-
мые места покрышек починочные материалы смазывают
клеем и просушивают. После наложения починочные
материалы прикатывают к покрышке роликом и заклеи-
вают по краям прослоечкой резиной.
Починочные материалы замоноличивают с материалом
покрышки на вулканизаторах, в которых предусмотрен
электрический или паровой нагрев.
По окончании вулканизации протектор осматривают,
с него срезают заусенцы, зачищают неровности. Восста-
новленная покрышка не должна иметь на внутренней
поверхности вздутий, следов отслоения, складок, недо-
РЕЗИНОВЫЕ И ПРОРЕЗИНЕННЫЕ ДЕТАЛИ
413
вулканизации. Твердость резины в местах вулканизации
должна быть равна 55—65 единицам по Шору, габаритные
размеры — не выходить из нормы.
Камеры с дефектами в виде кольцевых прорезей, тре-
щин, ссадин, являющихся результатом езды на спущен-
ных шинах, участков старения и участков, подвергну-
тых действию нефтепродуктов, в ремонт не принимают.
Очищенную и вымытую камеру контролируют и ус-
танавливают места проколов и других дефектов. Для этого
ее надувают под давлением 0,15 МПа и погружают в бак
с водой. Мелкие проколы можно обнаружить с помощью
звуковых анализаторов, улавливающих звук воздуха,
выходящего из камеры, и усиливающих звук настолько,
чтобы он был слышен человеку. Камеры ремонтируют
наложением заплат (при проколах и разрывах не более
50x500 мм) и стыковкой по поперечному профилю (в слу-
чае поперечного разрыва кадеры).
Камеры ремонтируют в такой технологической после-
довательности. Вырезают с помощью ножниц поврежден-
ные места в форме круга или овала. Шерохуют вырезы
по периметру на ширину 20—25 мм. Места проколов не
вырезают, а шерохуют на участке диаметром 5—10 мм.
Затем готовят починочные материалы. Заплаты, пред-
назначенные для заделки проколов и мелких разрывов,
изготовляют из сырой камерной резины, а для заделки
больших разрывов — из старых камер. Размер заплаты
должен соответствовать подготовленному для нее месту.
Секторы для замены сильно поврежденных частей ка-
меры приготовляют из старых камер аналогичного раз-
мера, причем длина сектора должна быть на 80—100 мм
больше вырезанной части камеры, а концы сектора с
внутренней стороны шерохуют на длину 50—60 мм.
На починочные материалы наносят два слоя резино-
вого клея, концентрация которых указана выше.
Клей сушат в течение 20—25 мин при комнатной тем-
пературе. Починочные материалы накладывают на под-
готовленное для них место и прикатывают к поверхности
камеры нажимным роликом.
Наложенные заплаты и секторы вулканизируют (стык
камеры с сектором вулканизируют не менее 3 раз с пере-
установкой каждый раз камеры на плите вулканизацион-
ного аппарата). Продолжительность вулканизации мел-
414 ' ТЕХНОЛОГИЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
ких заплат — 10 мин, крупных и стыков (для одного
раза) — 15 мин, фланцев вентилей — 20 мин. Отремонти-
рованную камеру отделывают, срезая края заплат за-
подлицо с поверхностью камеры, снимают заусенцы
и наплывы. Камеры контролируют, погружая в надутом
(под давлением 0,15 МПа) состоянии в бак с во-
дой.
При проведении шиноремонтных работ рекоменду-
ется пользоваться наборами шиноремонтных инстру-
ментов.
Глава 7
ВОССТАНОВЛЕНИЕ ОСНОВНЫХ ДЕТАЛЕЙ
ТРАКТОРОВ, АВТОМОБИЛЕЙ
И СЕЛЬСКОХОЗЯЙСТВЕННЫХ МАШИН
Блоки цилиндров двигателей являются базовыми дета-
лями, качество восстановления которых оказывает суще-
ственное влияние на качество ремонта двигателей, усло-
вия работы деталей гильзопоршневой группы и криво-
шипно-шатунного механизма. Высокие требования к об-
работке основных рабочих поверхностей предопределили
целесообразность восстановления блоков на линиях.
Централизованно восстанавливают блоки, имеющие
такие дефекты, для устранения которых необходимо вы-
сокоточное специальное оборудование и оснастка, не
предусматриваемые, как правило, на ремонтных пред-
приятиях. К таким дефектам относятся: износ и отклоне-
ния формы поверхностей отверстий под вкладыши корен-
ных подшипников; несоосность средних отверстий под
вкладыши коренных опор относительно крайних (смеж-
ных).
Схема технологического процесса восстановления бло-
ков цилиндров двигателей СМД-14 дана на рис. 78; рас-
положение технологического оборудования и оснастки
на участке восстановления блоков цилиндров — на рис. 79;
перечень технологического оборудования и оснастки —
в табл. 1.
После мойки и очистки в моечном отделении блоки
поступают на участок дефектации. После дефектации по
всем параметрам и гидравлического испытания блоки
ставят на тележки щелевого конвейера и подают к од-
ноэтажному рольгангу, на который их устанавливают
краном-укосиной.
Транспортные средства линии состоят из системы
роликовых конвейеров и поворотных столов. По конвейеру
деталь поступает на слесарно-подготовительные рабочие
места, где специальными приспособлениями снимают
крышки коренных подшипников, фрезеруют перемычки
1
ВОССТАНОВЛЕНИЕ ОСНОВНЫХ ДЕТАЛЕЙ
78. Схема технологического процесса восстановления блоков цилиндров двигателей СМД-14:
1*^3 « маршруты движения деталей
14 Молодык Н. В. и др.
Рис. 79. Схема расположения технологического оборудования и оснастки при восстановлении блоков цилин-
дров двигателей СМД-14. Позиции см. в табл. 1
ВОССТАНОВЛЕНИЕ ОСНОВНЫХ ДЕТАЛЕЙ
418
ВОССТАНОВЛЕНИЕ ОСНОВНЫХ ДЕТАЛЕЙ
1. Перечень технологического оборудования и оснастки
участка восстановления блоков цилиндров двигателей СМД-14
Номер позиции на рис. 79 Оборудование, оснастка Тип, марка Число еди ниц оборУДО’ вания или ос- настки на участке
1 Кран-балка (Q == 2,5ч-5 кН) 3
2 Монорельс с электроталью (Q = *= 2,5 кН) — 3
3 Установка для очистки блоков ОМ-5299 2
4 Кантователь 5456.08.00.900 2
5 Установка для ополаскивания ОМ-5300 2
6 Ванна для очистки блоков в кис- лотных растворах ОМ-9788 2
7 Ванна для очистки блоков в ще- лочных растворах ОМ-9788 2
8 Установка для очистки масля- ных каналов блока ОМ-3600 2
9 Поворотная секция роликового конвейера 0704.048 . 8
10 Консольный поворотный кран ОПГ-1753 5
11 Прямая секция роликового кон- вейера Подъемный стол 0704.047 90
12 Собственного * изготовления 2
13 Стенд для гидроиспытаний КИ-5372 3
14 Приводной конвейер ГН-100 1
15 Кантователь 5496.00.000 2
16 Слесарный верстак 242.09.000 11
17 Стенд для растачивания РД-14МВ 2
18 Хонинговальный станок 014-24 2
19 Установка для приварки ленты с прерывателем 011-1-11 2
20 Агрегатный трехшпиндельный горизонтально-расточной станок 11А181а 1
21 Отделочно-расточной станок 2Е78П 2
22 Станок радиально-сверлильный 2М55 2
23 Двухъярусный роликовый кон- вейер 5456.04 —
ВОССТАНОВЛЕНИЕ ОСНОВНЫХ ДЕТАЛЕЙ
419
между гнездами, заделывают трещины фигурными встав-
ками. После слесарно-подготовительных работ блоки пере-
дают на следующее рабочее место, где на радиально-
сверлильных станках проводят ремонт резьбовых отвер-
стий, замену дефектных шпилек, проточку выточки под
бурт гильзы, расточку нижней канавки под уплотнитель-
ное резиновое кольцо. Далее следуют рабочие места для
сварочных и полимерных работ.
На специальных кантователях заваривают в блоках
трещины, герметизируют полимерами швы. Для сушки
блоков в линии предусмотрена электропечь (сушильный
шкаф). На следующих рабочих местах восстанавливают
изношенные опоры коренных подшипников. Предвари-
тельно растачивают опоры на горизонтально-расточном
станке, затем приваривают контактным способом стальную
ленту к поверхности опор и растачивают отверстия до
номинального размера.
Блоки цилиндров с изношенной посадочной поверх-
ностью под нижний поясок гильзы и дефектами в области
канавки под уплотнительное кольцо растачивают на
отделочно-расточном станке и восстанавливают запрес-
совкой на эпоксидной смоле металлического кольца.
Чистовое растачивание опор коренных подшипников про-
водят на горизонтально-расточном станке с последующим
хонингованием на хонинговальном станке.
Затем блоки цилиндров с несоосностью опор коренных
подшипников, но без износа по диаметру восстанавливают
установкой вкладышей увеличенного размера с последу-
ющим растачиванием на горизонтально-расточном
станке.
Коленчатый вал двигателя — одна из основных дета-
лей, определяющая вместе с другими деталями шатунно-
поршневой группы ресурс двигателя в целом. Срок службы
коленчатого вала зависит от двух независимо действу-
ющих факторов: сопротивления усталости и износостой-
кости. В процессе эксплуатации двигателя в результате
неравномерности износа, кратковременных перегрузок,
смещения опор блока из-за старения металла и ряда дру-
гих причин возникают ситуации, при которых вал рабо-
тает в условиях перегрузок. При этом в структуре металла
накапливаются усталостные повреждения в наиболее на-
пряженных зонах детали.
14*
420
ВОССТАНОВЛЕНИЕ ОСНОВНЫХ ДЕТАЛЕЙ
Зоны накопления усталостных повреждений в колен-
чатых валах автомобильных и тракторных двигателей
различны. В коленчатых валах автомобилей эти повреж-
дения сосредотачиваются в центральной части шеек в зоне
маслоподводящих отверстий, в коленчатых валах трак-
торов — в галтелях в зоне перехода их в щеки вала.
Основными дефектами коленчатых валов являются
износ и усталостные повреждения коренных и шатунных
шеек. Существует два основных способа устранения этих
дефектов — шлифование до ремонтного размера и на-
плавка. На централизованное восстановление следует
направлять только валы, нуждающиеся в наплавке шеек.
Шлифование шеек валов до ремонтного размера целе-
сообразно организовывать на местах ремонта двига-
телей.
На участке восстановления коленчатых валов предус-
матривают средства механизации межоперационного транс-
портирования, загрузочных работ и выполнения техноло-
гических операций. Применение в их составе высокоточ-
ного специализированного оборудования позволяет полу-
чить высокое качество восстановленных деталей. Техноло-
гический процесс восстановления включает операции по
снятию усталостных напряжений и повышению сопротив-
ления усталости валов.
Технологический процесс восстановления коленчатых
валов двигателей СМД-14 и схема расположения техноло-
гического оборудования и оснастки приведены соответ-
ственно на рис. 80 и 81.
Операции технологического процесса выполняют в оп-
ределенной последовательности. Коленчатые валы со
склада ремонтного фонда электропогрузчиком подают
на линию на специальных подставках-накопителях. Под-
весным краном с накопителей коленчатые валы передают
на разборку. На поворотном столе вывинчивают заглушки,
выпрессовывают штифты, шпонки и проводят зачистку
центровых отверстий. Далее коленчатые валы промывают
в моечной машине. Разобранные и промытые валы уста-
навливают на склиз и направляют на дефектацию, прово-
димую с помощью магнитного дефектоскопа и приспособ-
ления для проверки биения шеек коленчатых валов. На
рабочие места разборки и дефектации коленчатые валы
передаются подвесным краном.
Рис. 80. Схема технологического процесса восстановления коленчатых валов двигателей СМД-14:
1—3 — маршруты движения деталей
ВОССТАНОВЛЕНИЕ ОСНОВНЫХ ДЕТАЛЕЙ
to
to
Рис. 81. Схема расположения технологического обору*
дования и оснастки при восстановлении коленчатых
валов двигателей СМД-14:
1 *« подставка-накопитель; 2 — поворотный стол; 3 •=» ме-
таллический монтажный стол; 4 — стеллаж-склиз; 5 —
удлиненный стеллаж-склиз; 6 — магнитное приспособле-
ние для дефектоскопии; 7 — приспособление для проверки
биения шеек коленчатых валов; 8 — шланговый полуав-
томат для дуговой сварки и наплавки; 9 — сТол для свароч-
ных работ; 10 — кантователь; 11 — сварочный однопосто-
вой выпрямитель; 12 и 15 — токарно-винторезные станки;
13 *- универсальная наплавочная головка; 14 — Сварочный
однойбстовой преобразователь; 16 — инструментальная
тумбочка; 17 — подставка; 18 — кабина для сварочных ра-
бота 19 и 21 — круглошлифовальиые станки; 20 гидрав-
лический пресс; 22 — радиально-сверлильный станок; 23 —
консольный горизонтально-фрезерный станок; 24 — стенд
для динамической балансировки коленчатых валов; 25 —
вертикально-фрезерный станок; 26 — слесарный верстак;
27 ~ стенд для полирования коленчатых валов; 28 — моеч-
ная машина; 29 — шкаф с набором инструментов; 30 — стол
для контрольных приборов; 31 — контейнер; 32 — приспо-
собление для комплексной проверки коленчатых валов; 33 —
подставка под приспособление; 34 — подставка для полиро-
вания; 35 =- ванна для консервации; 36 — секция прямого
роликового конвейера; 37 — грузонесущйй подвесной кон-
вейер; 38 — подвесной кран; 39 — рабочее место мастера-
наладчика; 40 — консольно-поворотный кран; 41 — шкаф
для хранения баллонов с кислородом; 42 ==• стеллаж для
хранения абразивных кругов
ВОССТАНОВЛЕНИЕ ОСНОВНЫХ ДЕТАЛЕЙ
ВОССТАНОВЛЕНИЕ ОСНОВНЫХ ДЕТАЛЕЙ
423
Разобранные и продефектованные коленчатые валы
размещают на соответствующих подставках по ремонтным
размерам. Выбракованные коленчатые валы укладывают
в специальные контейнеры и отправляют на склад утиля.
Коленчатые валы, требующие сварочных работ, уклады-
вают на входной стеллаж-склиз сварочного участка и
с помощью крана устанавливают на специальный свароч-
ный кантователь. В горизонтальном положении на канто-
вателе шланговым сварочным полуавтоматом проводят
последовательную заварку в среде углекислого газа всех
изношенных шпоночных пазов, а в вертикальном поло-
жении заварку изношенных штифтовых отверстий. После
этого валы укладывают на удлиненный стеллаж 5 для
охлаждения на воздухе.
Автоматическую наплавку в среде углекислого газа
цилиндрических и конических поверхностей хвостовика
и фланца вала проводят на специализированной свароч-
ной установке, состоящей из токарного станка (поз. 12)
и универсальной наплавочной головки. С помощью спе-
циального мундштука, входящего в комплект наплавоч-
ной головки, наплавляют внутреннюю поверхность от-
верстия фланца под подшипник.
Затем на токарном станке (поз. 16) обтачивают зава-
ренные и наплавленные поверхности. После этого колен-
чатые валы правят на гидравлическом прессе и шлифуют
восстановленные посадочные поверхности на круглошли-
фовальном станке.
Коленчатые валы, не подвергаемые сварке, навеши-
вают на подвесной конвейер и подают на рабочие места
для ремонта. По конвейеру движутся подвески, пред-
назначенные для перемещения коленчатых валов. Пере-
дачу коленчатых валов с конвейера проводят с помощью
небольших подвесных кранов (поз. 38) со специальными
схватками. Подвесной конвейер служит не только
для передачи деталей, но и является их накопи-
телем.
Перед шлифованием коренных и шатунных шеек ко-
ленчатые валы подвергают правке. Так как шлифование
коренных шеек проводят при базировании на центрах,
то и при операции правки базирование осуществляют
также на центрах. При этом уменьшается вероятность
шлифования валов с переходом через очередной ремонтный
424
ВОССТАНОВЛЕНИЕ ОСНОВНЫХ ДЕТАЛЕЙ
размер. Шлифуют коренные и шатунные шейки на круг-
лошлифовальных станках (поз. 21).
Обработку отверстий во фланце коленчатого вала
проводят на радиально-сверлильном станке специальным
режущим инструментом с направлением через кондуктор.
Коленчатый вал устанавливают в приспособление с пнев-
мозажимами в горизонтальном положении. Для поворота
в рабочее вертикальное положение применяют пневмати-
ческий кантователь. Затем фрезеруют шпоночные пазы
на горизонтально-фрезерном станке в приспособлении
с пневмозажимом.
Все коленчатые валы балансируют на стенде для ди-
намического балансирования, а затем их подают на поли-
ровальный станок, где обрабатывают одновременно все
коренные и шатунные шейки.
После контроля на магнитном дефектоскопе на отсут-
ствие трещин и промывки масляных каналов в моечной
машине коленчатые валы подают на сборку, где на по-
воротном столе вворачивают заглушки, забирают штифты
и маркируют вал. Собранные валы проходят окончатель-
ную проверку ОТК на столе контрольных приборов.
Контрольный пост оснащен приспособлением для ком-
плексной проверки коленчатых валов. Прошедшие кон-
троль валы укладывают с помощью подвесного крана на
роликовый конвейер в специальные подставки по два вала.
По роликовому конвейеру коленчатые валы подают в ванну
для консервации. Далее коленчатые валы укомплектовы-
вают вкладышами, упаковывают и укладывают в кон-
тейнер. На участке консервации и упаковки коленчатые
валы перемещают консольно-поворотным краном. Кон-
тейнеры с коленчатыми валами электропогрузчиком до-
ставляют на склад готовой продукции.
Планировка участка для проведения технологического
процесса восстановления автомобильных коленчатых ва-
лов двигателей 3M3-53 приведена на рис. 82; перечень
технологического оборудования и оснастки — в
табл. 2.
С отделения мойки расконсервированные и очищенные
валы поступают на линию восстановления, где их дефек-
туют магнитным дефектоскопом. Погнутые валы правят
на гидравлическом прессе, предварительно нагрев их
до 550—600 °C в шахтной печи.
Рис. 82. Схема расположения технологического оборудования и оснастки при восстановлении коленчатых
валов двигателей 3M3-53.
Позиция см. в табл. 2.
ВОССТАНОВЛЕНИЕ ОСНОВНЫХ ДЕТАЛЕЙ
426
ВОССТАНОВЛЕНИЕ ОСНОВНЫХ ДЕТАЛЕЙ
2. Перечень технологического оборудования и оснастки
участка восстановления коленчатых валов двигателей 3M3-53
Номер позиции на рис. 82 Оборудование, оснастка Тип, марка Число единиц оборудо- вания или осна- стки на участке
1 Гидравлический пресс П-6326 1
2 ' Токарно-винторезный станок 16К20 4
3 Круглошлифовальный полу- автомат ЗМ152 7
4 Круглошлифовальный станок 3B423 6
5 Наплавочный станок У-643М 11
6 Электрическая шахтная печь СШО-10.Ю/ЮМ1 2
7 Гидравлический пресс П-6330 2
8 Круглошлифовальный полу- автомат ЗТ161Е 2
9 Приспособление для правки 16-Ф-3256 1
10 Приспособление для контро- ля 70-8735-1501 2
11 Радиально-сверлильный ста- нок 2М55 2
12 ‘Круглошлифовальный полу- автомат ХШ2-12Н 2
13 Горизонтально-фрезерный станок 6Р83Г 2
14 Слесарный верстак ОРГ-5365.00.00 2
15 Алмазно-расточной станок КК1606 1
16 Балансировочный стенд КИ-4274 1
17 Суперфинишный станок 3875К 1
18 Полировальный полуавтомат 3845К ' 1
19 Моечная машина ОМ-3600 1
20 Приспособление для контро- ля линейных размеров 70-8735-1532 1
21 Приспособление для контро- ля 70-8732-1619 1
22 Пневматический подъемник 12402.000 55
23 Подвесной электрический кран 2-17,4-15-6-220/380 ГОСТ 7890—73 2
24 Роликовый конвейер 12398 2
25 Консольный поворотный кран КПК-0,5 2
26 Приспособление для уста- новки деталей при слесар- ных работах 70-7334-1501 1
ВОССТАНОВЛЕНИЕ ОСНОВНЫХ ДЕТАЛЕЙ
427
Далее коленчатые валы поступают на обработку реза-
нием, где растачивают отверстия во фланце под втулку
(на токарно-винторезном станке) и подшипник, проводят
шлифование коренных шеек (перед нанесением покрытия)
и шеек под шкив и шестерню на круглошлифовальном
полуавтомате ЗМ152 (шатунные шейки шлифуют на круг-
лошлифовальном станке ЗВ424).
Нанесение покрытия на шатунные и коренные шейки,
на шейки под шкив и шестерню, заплавку шпоночных
пазов осуществляют на наплавочном станке.
После наплавочной операции на круглошлифовальном
полуавтомате ЗМ152 проводят обдирочное шлифование
коренных шеек. Затем подрезают торец хвостовика, про-
тачивают шейки хвостовика, фрезеруют шпоночные пазы
под шпонку шкива и шестерни.
Шлифование (обдирочное) шатунных шеек проводится
на круглошлифовальном станке. Далее осуществляется
чистовое шлифование коренных шеек на круглошлифоваль-
ном полуавтомате ХШ2-12Н, шлифование шеек под шкив
и шестерню на круглошлифовальном полуавтомате
ЗТ16ГЕ и шатунных шеек на круглошлифовальном
станке.
После шлифования на алмазно-расточном полуавто-
мате КК1606 растачивают отверстие во втулке. Затем
продувают сжатым воздухом масляные каналы и очи-
щают коленчатый вал в моечной машине, вворачивают
пробки масляных полостей. После этого вал поступает
на балансировочный стенд для динамической баланси-
ровки.
Суперфиниширование коренных и шатунных шеек
выполняют на суперфинишном станке.
В заключение проводят контроль параметров вала, его
очистку и консервацию.
Гильзы цилиндров двигателей. Разработаны несколько
способов восстановления внутренней поверхности гильз
цилиндров. Наиболее совершенными из них являются:
контактная приварка стальной ленты, электролитическое
осаждение металла, индукционная центробежная на-
плавка, термопластическое обжатие гильз.
Помимо восстановления внутренней рабочей поверх-
ности, что обычно и делается на специализированных
ремонтных предприятиях, восстанавливают также и по-
428
ВОССТАНОВЛЕНИЕ ОСНОВНЫХ ДЕТАЛЕЙ
верхности посадочных
поясков гильз. Это су-
щественно снижает вы-
браковку гильз при
дефектации.
В качестве примера
рассмотрим технологи-
ческий процесс восста-
новления гильз ци-
линдров двигателей
СМД-14. Процесс со-
держит следующие опе-
рации» мойку, очистку,
дефектацию, токарную
обработку наружной
поверхности, термопла-
стическое обжатие, очи-
стку, обезжиривание
поверхности, металли-
зацию посадочных по-
ясков, шлифование по-
садочных поясков, рас-
точку внутренней по-
верхности, протачива-
ние бурта гильзы, чи-
стовое и окончательное
шлифование посадоч-
ных поясков, предва-
рительное чистовое и
окончательное хонинго-
вание внутренней по-
верхности, мойку, очи-
стку, выходной кон-
троль, консервацию и
упаковку. Схема распо-
ложения технологиче-
ского оборудования и
оснастки на участке
восстановления гильз
цилиндров показана
на рис. 83; перечень
технологического обо-
ВОССТАНОВЛЕНИЕ ОСНОВНЫЙ ДЕТАЛЕЙ
4$
3. Перечень технологического оборудования и оснастки
участка восстановления гильз цилиндров двигателя СМД-14
Номер позиции Число
Оборудование, оснастка Тип, марка, ГОСТ единиц оборудо-
на рис. 83 вания на
участке
1 Токарный гидрокопироваль- ный полуавтомат ЕМ140А 2
2 Установка для термопласти- ческого обжатия гильз ОР-11301 1
8 Высокочастотная закалоч- ная установка ВЧИ 2-100/0,066 1
4 Моечная машина ОМ-21601
8 Электрометаллизационный ВНПО «Ремде- 1
станок таль» ГОСТ 2246—70
6 Круглошлифовальный станок ЗМ151У 1
7 Отделочно-расточной станок 2Е78ПН 3
8 Специальный бесцентрово- шлифовальный станок ВШ416Б 1
9 Специальный бесцентрово- шлифовальный станок ВШ416М 1
10 Роликовый конвейер — 1
11 Хонинговальный одношпин- ЗК83У 3
дельный станок
12 Подставка-накопитель Промышленное изготовление 6
13 Установка для мойки и суш- То же 1
ки
14 Установка для консервации » 1
15 Моечная машина ОМ-4267 1
16 Стеллажи для комплектации 2
17 Дробемет —• 1
рудования — в табл. 3. Транспортирование гильз ци-
линдров от склада ремонтного фонда к моечной
машине ОМ-4267 осуществляется автопогрузчиком
(электрокаром). После мойки гильзы цилиндров под-
весным цепным конвейером подаются к дробеметной
установке и посту дефектации, откуда с помощью
напольного толкающего конвейера транспортируются
на гидрокопировальный токарный полуавтомат. Техно-
логическое оборудование для механической обработки
(поз. 1—11) снабжено специальными подставками-нако-
пителями, поэтому на участке не требуется механизиро-
Рис. 84. Схема технологического процесса восстановления шатунов двигателей СМД-14 (—) и ЯМЗ-238НБ
Л 2 — маршруты движения деталей
ВОССТАНОВЛЕНИЕ ОСНОВНЫХ ДЕТАЛЕЙ
ВОССТАНОВЛЕНИЕ ОСНОВНЫХ ДЕТАЛЕЙ
431
ванного транспортирования восстанавливаемых гильз
цилиндров.
В местах установки технологического оборудования на
расстоянии. 1,5—3 м от этого оборудования предусмотрены
склизы для перемещения гильз цилиндров. Таким обра-
зом, при необходимости ремонта или наладки одного из
станков не происходит остановки всей технологической
линии, так как имеется резерв деталей на накопителях
каждой операции.
Перемещение гильз цилиндров от поз. 11 (предвари-
тельное хонингование) до поз. 14 (упаковка) происходит
автоматически, по мере выполнения технологических опе-
раций. На участке комплектации гильзы перемещаются
ленточным конвейером, а до склада готовой продукции —«
автопогрузчиком (электрокаром).
Шатуны двигателей СМД-14 и ЯМЗ-238НБ. При вос-
становлении шатунов наиболее часто используют желез-
нение. На участке, предназначенном для централизован-
ного восстановления шатунов этим методом, организованы
линии железнения и механической обработки. Применяе-
мый технологический процесс позволяет восстанавливать
шатуны, имеющие следующие дефекты: износ верхней
головки, нецилиндричность нижней: головки, износ ниж-
ней головки, изменение межцентрового расстояния.
Схема технологического процесса восстановления ша-
тунов двигателей СМД-14 и ЯМЗ-238НБ приведена на
рис. 84; схема расположения технологического оборудо-
вания и оснастки — на рис. 85; перечень технологиче-
ского оборудования и оснастки — в табл. 4.
Из отделения мойки расконсервированные и очищен-
ные шатуны транспортируют на линию восстановления.
После выпрессовки втулки и разборки на специальном
стенде шатуны и крышки дефектуют с использованием
одномерного мерительного инструмента.
Крышки шатуна с износом опорных поверхностей под
гайку зенкуют на вертикально-сверлильном станке. Затем
собирают шатун с крышкой; гайки (болты) затягивают
динамометрическим ключом. Межцентровое расстояние,
параллельность и перекос осей верхней и нижней головок
шатуна контролируют на специальном приспособлении.
Отверстие нижней головки шатуна перед железнением
растачивают с целью исправления геометрических пара-
Рис. 85. Схема расположения технологического оборудования и оснастки при восстановлении шатунов.
Позиции см. в табл. 4
ВОССТАНОВЛЕНИЕ ОСНОВНЫХ ДЕТАЛЕЙ
ВОССТАНОВЛЕНИЕ ОСНОВНЫХ ДЕТАЛЕЙ
433
4. Перечень технологического оборудования и оснастки
для восстановления шатунов
Номер пози- ции на рис. 85 Оборудование, оснастка Тип, марка Число единиц оборудо- вания или оснастки на участке
1 Стеллаж Собственного изго- товления 3
2 Гидравлический пресс П6324 2
3 Установка для разборки ша- 16609.01.00.00 1
4 тунов Деревянная тара Собственного изго- товления 1
5 Верстак слесарный ОРГ-1468-01-060А 5
6 Вертикально-сверлильный станок 2Н 125 3
7 Стенд для сборки шатунов 16609.02.00.00 2
8 Стенд для завертывания гаек шатунных болтов 16609.03.00.00 1
9 Станок вертикально-хонин- говальный ЗГ 833 3
10 Тумбочка для инструмента ОРГ-1611 3
11 Установка для фильтрации электролита — 1
12 Заточной станок 3164 1
13 Ванна для консервации 04.04-084.00.000 1
14 Выпрямитель ВАКГ-1216-1800У4 1
15 » ВАКГ-1216-620У2 1
Монтажный стол ОРГ-1468-01-090А 2
17 Опора 1
18 Аппаратный шкаф — 1
19 Выпрямитель ВАКГ-320-18ХЛ4 1
20 Ванна для обезжиривания 10581.04.00.00 1
21 Ванна для горячей промывки 10581.08.00.00 4
22 Ванна для холодной промывки 10581.80.00.00 2
23 Ванна для анодного травле- ния 10581.03.00.00 1
24 Ванна для железнения 105817 2
25 Ванна для нейтрализации 10581.05.00.00 2
26 Сушильный шкаф — 1
27 Электроталь ТЭ 0,25-511 1
28 Стеллаж для хранения под- весок Собственного изго- товления 1
29 Полировальное устройство —- 1
30 Расточной станок 2706В 1
31 Вертикально-Сверлильный станок 2А135 1
434
ВОССТАНОВЛЕНИЕ ОСНОВНЫХ ДЕТАЛЕЙ
Продолжение табл. 4
Номер пози- ции на рис. 85 Оборудование, оснастка Тип, марка Чиело единиц оборудо- вания или оснастки н а участке
32 Моечная машина 16601.04.00.00 1
33 34 УЛюйство транспортное Автооператор 5631.17.00.000 Т001.0004 1 1
метров изношенной поверхности. Шатуны, у которых из-
ношены оба отверстия, растачивают на специальном рас-
точном станке, разработанном на базе станка 2705П.
Железнение отверстия нижней головки шатуна осу-
ществляют на гальванйческом участке линии, снабженном
двумя автооператорами.
Технологический процесс железнения включает сле-
дующие операции: электрохимическое обезжиривание,
анодное травление, железнение, нейтрализацию с после-
дующими промывками после каждой операции.
Высушенные и демонтированные с подвески детали
поступают на механическую обработку. После снятия
дендритов и запрессовки втулки в верхнюю головку
отверстие нижней головки подвергают хонингованию на
вертикально-хонинговальном стайке. Отверстие во втулке
растачивают, а затем раскатывают. Восстановленные ша-
туны промывают, контролируют, комплектуют по массе
и отправляют на консервацию и упаковку.
Поршневые пальцы дизельных двигателей. Анализ
ремонтного фонда показал, что 90 % поршневых пальцев
ремонтопригодны, остальные 10 %, имеющие сколы, тре-
щины, риски и забоины, — подлежат выбраковке.
Основной дефект поршневых пальцев — износ по на-
ружной поверхности на участках контакта с втулкой
верхней головки шатуна и отверстиями в поршне; средний
износ составляет 0,02 мм.
Способ устранения дефекта зависит от износа. Если
размер изношенного пальца находится в пределах нор-
мального допуска, то его перешлифовывают в низшую
размерную группу. При больших износах поршневой
ВОССТАНОВЛЕНИЕ ОСНОВНЫХ ДЕТАЛЕЙ
435
Рис. 86. Схема расположения технологического оборудования и ос-
настки при восстановлении поршневых пальцев.
Позиции см. в табл. 5
палец подвергают раздаче и шлифуют до нормального
размера.
На участках можно восстанавливать поршневые пальцы
дизелей СМД-60, СМД-62, СМД-64, СМД-14, ЯМЗ-238
(240), А-41, А-01, Д-48, Д-65, Д-50, Д-240, Д-37.
Схема расположения оборудования на участке вос-
становления поршневых пальцев приведена на рис. 86,
перечень технологического оборудования и оснастки дан
в табл. 5.
На участке предусмотрен механизированный склад
для хранения ремонтного фонда поршневых пальцев.
На складе одновременно хранят не менее месячного запаса
восстанавливаемых деталей, которые помещены в спе-
циальную тару, исключающую возможность механических
повреждений пальцев во время хранения и транспортиро-
вания. Пальцы каждой марки имеют определенное место
складирования.
Перед подачей на участок для восстановления поршне-
вые пальцы сортируют. Тару с поршневыми пальцами,
подлежащими хранению, краном-штабелером устанавли-
вают в соответствующие ячейки стеллажей.
Детали, подлежащие восстановлению в данный период,
автооператором перемещают на площадку моечной ма-
436
ВОССТАНОВЛЕНИЕ ОСНОВНЫХ ДЕТАЛЕЙ
5. Перечень технологического оборудования и оснастки
для восстановления поршневых пальцев
Номер пози- ции на рис 86 Оборудование, оснастка Тип, марка Число единиц оборудо- вания или ос? настки на уча- стке
1 Роликовый конвейер 5491.05.000 1
2 Моечная машина ОМ-6083 2
3 Стол для дефектации 5401.02.000 1
4 Монорельс Цеховой 1
5 Питатель 5489.00.00.000 2
6 Установка для раздачи пальцев УГТР-00 2
7. 10. Бесцентрово-шлифовальный ЗШ185, Л297С1, 8
12.13 станок ЗШ184, ЗШ184Д
8 Вибрационная машина ВМПВ-200А 2
9 Круглошлифовальный автомат 33-151 2
11 Ленточный конвейер 5490.00.000 1
14 Стол для выходного контроля 5401.02.000 1
15 Стол для упаковки 70-7077-1001 1
шины ОМ-1219А, где осуществляется мойка в моющем
растворе МС-8 при 75—85 °C и ополаскивание в холодной
воде.
Промытые пальцы поступают на участок входного кон-
троля, где определяется пригодность их к восстановлению.
Пальцы сортируются на две группы: пальцы, подлежащие
восстановлению, и пальцы, подлежащие сдаче в металло-
лом.
Участок механической обработки представляет систему
станков и агрегатов, установленных последовательно друг
за другом в соответствии с технологическим процессом
и связанных между собой транспортными средствами,
обеспечивающими передачу обрабатываемой детали.
Операцию раздачи выполняют термопластическим спо-
собом на установке термопластической раздачи конструк-
ции ВНПО «Ремдеталь». При раздаче происходит увеличе-
ние диаметра пальца, достаточное для компенсации износа
и создания припуска на ошлифование. После раздачи
пальцы поступают к питателю, затем на конвейер, ко-
торый подает их к бесцентрово-шлифовальному станку
ВОССТАНОВЛЕНИЕ ОСНОВНЫХ ДЕТАЛЕЙ
437
ЗШ185 на первое обдирочное шлифование, после чего
замеряют твердость пальцев на приборе ТК-2А.
Затем пальцы поступают в питатель, а от питателя
подаются конвейером в вибрационную машину ВМПВ-200,
где проводится зачистка торцов пальца от окалины и
притупление острых кромок.
Наружные фаски полируют на приспособлении, раз-
работанном ВНПО «Ремдеталь» и смонтированном на круг-
лошлифовальном станке ЗМ151. После полирования на-
ружных фасок пальцы по транспортеру попадают на бес-
центрово-шлифовальные станки Л297С1, ЗШ184 и ЗШ184Д
на получистовое, чистовое шлифование и доводку.
После доводки пальцы проходят мойку и поступают
на стол контролера, где их сортируют на группы по раз-
меру и массе и укладывают в кассеты. С помощью авто-
оператора кассеты с пальцами подают на консервацию,
а затем на установку, где пальцы завертывают в ингиби-
торную бумагу и укладывают в картонные коробки.
Картонные коробки помещают в деревянные ящики, и
упакованные пальцы направляют на склад готовой про-
дукции. Автооператор возвращает пустую тару на уча-
сток контроля.
Глава 8
ОРГАНИЗАЦИЯ И ЭКОНОМИКА
ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
ОРГАНИЗАЦИЯ ТРУДА
Качественное восстановление деталей при минималь-
ных затратах труда и материальных средств наряду с тех-
нологическими мероприятиями достигается рациональной
организацией труда, определяемой совокупностью меро-
приятий, включающих разделение и кооперацию труда,
организацию рабочик мест, рациональные режимы
труда и отдыха, обеспечение требуемых санитарно-
гигиенических и эстетических условий труда.
Для предприятий по восстановлению деталей харак-
терны функциональное, технологическое, кооперационное
и квалификационное разделения труда. В зависимости от
выполняемых функций на предприятии используют сле-
дующие категории работников: основные и вспомогатель-
ные рабочие, инженерно-технические работники, счетно-
конторский персонал, работники сторожевой службы и
пожарной охраны. Как правило, рассчитывается количе-
ство основных производственных рабочих, а остальные
категории принимаются в процентном отношении от
основных.
По технологическому признаку работы подразделяют
на следующие виды: слесарные, токарные, фрезерные,
шлифовальные, сварочно-наплавочные, кузнечные, тер-
мические, сверлильные, расточные, гальванические, де-
фектовочные, окрасочные, моечные. Выделение работ
по технологическому признаку позволяет определить
потребность рабочих по специальностям.
В зависимости от сложности работ по каждому виду
определяют уровень квалификации рабочих по тарифным
разрядам.
Процесс восстановления деталей состоит из операций,
выполняемых в определенной последовательности. Каж-
дая операция характеризуется постоянством предмета
труда, рабочего места и исполнителя. Пооперационное
ОРГАНИЗАЦИЯ ТРУДА
439
разделение труда предусматривает закрепление за каждым
рабочим или группой рабочих отдельных операций техно-
логического процесса. В этом случае рабочий несет персо-
нальную ответственность за качественное выполнение за-
даний.
Операции технологического процесса выполняют на
рабочих местах. Рабочее место — это часть производ-
ственной площади и оборудования, на котором выпол-
няют работу. Рабочие места организуют в соответствии
с перечнем операций технологического процесса восста-
новления деталей и их трудоемкостью.
Рабочие места размещают в соответствии со схемой
технологического процесса и обеспечения его прямоточ-
ности. Рабочие места для выполнения одноименных опе-
раций (наплавочные, токарной обработки и т. д.) концен-
трируются в одном месте.
Планировку рабочего места выполняют с обеспече-
нием максимального удобства в работе и безопасности
выполнения работ. Удобство в работе характеризуется
максимальной производительностью, отсутствием лиш-
них движений, минимальной утомляемостью рабочих.
Оборудование, оснастка, рычаги управления, техниче-
ская документация, объекты труда располагаются в опти-
мальной рабочей зоне. Инструмент и приспособления,
которые используются чаще, располагаются ближе. При
этом каждый предмет должен лежать на постоянном месте.
Это позволяет освободить рабочего от лишних движений,
и затрат времени на поиск инструмента, приспособления
и уменьшить утомление. Оптимальные размеры рабочей
зоны приведены в табл. 1.
Каждое рабочее место снабжается заданием, содержа-
щим наименование выполняемых операций, трудоемкость
этих операций, сроки их выполнения и заработную плату
за выполненную работу. Рабочие места должны загружать-
ся ритмично, учет выполняемой работы должен произво-
диться ежесменно. Простои по организационным причи-
нам нарушают нормальный рабочий ритм, создают обста-
новку нервозности, снижают выработку.
Производительность труда зависит от рационального
чередования труда и отдыха. Наиболее рационально орга-
низовать обеденный перерыв в начале второй половины
рабочей смены, обеденный перерыв должен быть не ме-
440
ОР1АНИЗ, И ЭКОНОМ, BOCCTAHOB. ДЕТАЛЕЙ
1. Размеры рабочей зоны в зависимости от роста
и позы рабочего
Оптимальные размера рабочей эоны, мм
по глубине по вместе ио фронту (для обеих рук)
Стоя Высокий Средний Низкий 500 450 400 1250 1200 1150 1600 1400 1200
Сидя Высокий Средний Низкий ООО 550 500 поо 1000 900 1200 1100 1000
нее Ж) мин. Время для отдыха в течение смены о предо*
ляется напряженностью работы, температурой и загряз*
ценностью воздуха, уровнем шума и вибрации.
Окраска помещений, оборудования, приспособлений
в рекомендуемые цвета улучшает зрительное восприятие,
снижает утомляемость, повышает производительность
труда. Для окраски помещений предпочтительно исполь-
зовать белые, светло-желтые, светло-зеленые, светло-голу-
бые, светло-кремовые цвета. Оборудование окрашивается
в светло-зеленый, зелено-голубой, серебристый цвета.
Окраска вращающихся частей, рычагов управления, щит-
ков ограждения производится в красный, оранжевый,
желтый цвета.
Производительность труда на рабочем месте и высокое
качество выполняемых работ обеспечивается правильной
организацией обслуживания рабочих мест. Организация
обслуживания включает: подачу на рабочие места пред-
метов труда (деталей, подлежащих наплавке, обработке
и др.), обеспеченность рабочего инструментом, приспособ-
лениями и технической документацией, контроль качества
обрабатываемых деталей, транспортирование обработан-
ных деталей на следующие рабочие места или на склад
готовой продукции, обеспечение исправности работы обо-
рудования, уборку рабочего места и отходов производства,
учет выполненных работ.
Обрабатываемые детали должны быть поданы на рабо-
чее место в количестве, обеспечивающем непрерывную
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
441
работу не менее чем на одну смену. Детали -доставляют,
как правило, в специальной таре с помощью тележек
или подъемно-транспортных средств. Наиболее целесооб-
разно применение консольно-шарнирных манипуляторов
типа КШ-160М с зоной обслуживания 4,4 м. Инструмент,
приспособления и техническая документация должны
быть поданы на рабочие места заблаговременно.
Контроль качества выполнения операций по восста-
новлению деталей осуществляют мастер участка и кон-
тролер ОТК. Наилучшие показатели работы достигаются
при внедрении самоконтроля — системы бездефектного
труда.
Работоспособность оборудования и приспособлений
оценивают по соответствию качества выполняемых работ
требованиям технологической документации. Наладку и
ремонт оборудования осуществляют в нерабочее время
в соответствии с разработанными графиками обслужива-
ния и ремонта.
Эффективность работы оборудования и ритмичность
выполнения работ обеспечивается' четкой и слаженной
работой основных и вспомогательных рабочих, инженерно-
технических работников и служащих. Повышению произ-
водственных показателей способствует улучшение психо-
логического климата на предприятии, создание творче-
ской обстановки на всех производственных участках.
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
Основой планирования производственного процессе
является техническое нормирование, позволяющее опре-
делить научно обоснованные затраты времени на выпол-
нение заданной работы, выявить резервы роста произво-
дительности труда и совершенствования его организации.
При нормировании труда в ремонтном производстве
используют следующие нормы: времени — затраты вре-
мени на выполнение операции или восстановление де-
тали; выработки — число операций или деталей, произ-
водимых в единицу времени. Норма выработки обратно
пропорциональна норме времени.
Для установления норм времени в основном исполь-
зуют расчетно-аналитический и аналитически-исследова-
тельский методы. Методы сравнения и опытно-статистиче-
442 ОРГАНИЗАЦИЯ И ЭКОНОМ. ВОССТАНОВ. ДЕТАЛЕЙ
ский используют для определения суммарных норм вре-
мени без изучения структуры и состава затрат. Эти ме-
тоды применяют редко, так как нельзя выявить резервы
повышения производительности труда.
При расчетно-аналитическом методе нормы времени
рассчитывают в соответствии с технологическими режи-
мами работы оборудования, приспособлений и инстру-
мента. Метод применяют для нормирования станочных,
сварочных, гальванических и других видов работ.
Аналитически-исследовательский метод основан на оп-
ределении затрат времени с помощью фотографий рабо-
чего процесса и хронометража с последующей математи-
ческой обработкой полученных результатов.
Расчетно-аналитический и аналитически-исследова-
тельский методы относятся к поэлементному нормирова-
нию, предусматривающему расчленение производствен-
ного процесса на составляющие элементы.
Основной частью технологического процесса является
операция, осуществляемая над деталью на одном рабочем
месте. К элементам операции относятся: переход, харак-
теризуемый неизменностью обрабатываемых поверхностей,
режущего инструмента и режимов обработки; проход —
часть перехода, ограниченная снятием или нанесением
едкого слоя металла; прием—совокупность действий
имеющих целевое назначение (установить и закрепить,
деталь, пустить станок, включить подачу и др.); трудовое
движение — часть приема, заключающаяся в изменении
положения конечностей или корпуса рабочего (нажать
кнопку, протянуть руку к детали, взять деталь и т. п.).
Норму времени определяют по формуле
т ____? пз I Т -U Т J- Т
1 и — „ Г 1 о Т 2 в Т 2 доп.
где Тдз — подготовительно-заключительное время; нд —
число деталей в партии; То — основное время; Тв —
вспомогательное время; Тдоп — дополнительное время.
Сумму основного и вспомогательного времени назы-
вают оперативным временем, а сумму основного, вспо-
могательного и дополнительного времени — штучным вре-
менем.
Подготовительно-заключительное время отводится на
ознакомление с работой и чертежами, подготовку рабочего
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
443
места, наладку или переналадку оборудования, получе-
ние инструмента, деталей, сдачу готовых деталей и ин-
струмента, уборку рабочего места. Подготовительно-за-
ключительное время на одну деталь уменьшается с уве-
личением партии обрабатываемых деталей.
Основное время — время, в течение которого проис-
ходит изменение размеров, формы, свойств и внешнего
вида обрабатываемой детали.
Вспомогательное время — время, затрачиваемое на
вспомогательные действия (установка, закрепление, из-
мерение детали и др.), обеспечивающие выполнение основ-
ной операции.
Дополнительное время — время организационно-тех-
нического обслуживания рабочего места (на смену ин-
струмента, смазывание и чистку оборудования, установку
ограждения и др.), на отдых, производственную гимна-
стику и естественные надобности.
В технически обоснованные нормы не входит время на
поиск инструмента, ожидание деталей, исправление брака,
простои по организационным и техническим причинам.
Токарные работы нормируют с учетом режимов реза-
ния, указанных в технологических процессах.
Основное время (мин) токарной обработки определяют
по формуле
То = Li/(nS),
где L — длина обрабатываемой детали с учетом врезания
и перебега инструмента, мм; I — число проходов; п —
частота вращения шпинделя, об/мин; S — подача на один
оборот, мм/об.
Вспомогательное и подготовительно-заключительное
время определяют по справочным таблицам. Дополнитель-
ное время принимают равным 8 % оперативного.
Основное время (мин) при выполнении шлифовальных
операций определяют подформуле
'В О — ^^з/(^^пр),
где п — частота вращения детали, об/мин; Snp — про-
дольная подача, мм/об; К3 — коэффициент зачистных
ходов (учитывает время на создание начального натяга
в системе, а также зачистку в конце перехода и местные
дошлифовки).
444 ОРГАНИЗАЦИЯ И ЭКОНОМ. ВОССТАНОВ. ДЕТАЛЕЙ
При наплавках вибродуговой, под слоем флюса и
в среде защитных газов с учетом режимов наплавки —
скорости наплавки (окружной скорости детали) и про-
дольной подачи (шага наплавки) — основное время (мин)
определяют по формуле
То — Li/(nSnp)t
где L — длина наплавляемой детали, мм.
Вспомогательное и подготовительно-заключительное
время определяется по справочным таблицам. Дополни-
тельное время принимают равным 15 % оперативного.
При нормировании гальванических работ на основании
режимов нанесения покрытий рассчитывают основное и
штучное время. Основное время (мин)
т —
0 ~ DKet) ’
где h — толщина покрытия, мм; у — плотность осаждае-
мого металла, г/см3; DK — катодная плотность тока, А/дм2;
е — электрохимический эквивалент, г/(А«ч); т) — выход
металла по току.
Штучное время (мин)
Т — Т 0/(/1д пв Ав),
где «д — число деталей при одной загрузке, ванны; пв —
число ванн покрытия; Ав — коэффициент использования
ванн (Ав = 0,65-=-0,75).
Вспомогательное время для выгрузки деталей из ванн
и промывки после выгрузки принимают равным 10—
30 мин; дополнительное время — 15 % оперативного;
подготовительно-заключительное — 15 мин.
В целях определения фактических затрат времени, вы-
явления непроизводительных затрат и причин невыполне-
ния норм выработки, изучения опыта передовиков, раз-
работки нормативов дополнительного и подготовительно-
заключительного времени, определения фактической за-
грузки оборудования проводят фотографирование рабо-
чего дня, а при изучении отдельных операций или их
элементов — хронометраж. На основании результатов об-
работки полученных материалов делают выводы о воз-
можности повышения производительности труда, необ-
СЕБЕСТОИМОСТЬ ВОССТАНОВЛЕНИЯ
445
ходимости совершенствования технологического процесса,
повышении эффективности использования технологиче-
ского оборудования.
СЕБЕСТОИМОСТЬ ВОССТАНОВЛЕНИЯ
, Одним из основных экономических показателей, кото-
рый характеризует совершенство технологического про-
цесса, является себестоимость восстановления.
В общем виде себестоимость восстановления (руб.) дета-
лей на конкретном предприятии определяют по формуле
Св = Сиз + Зпл + Соб + + #з + Сбр + См,
где Сиз и См — стоимости соответственно изношенной
детали и материалов; Зпл — заработная плата; СОб —
расходы на содержание и эксплуатацию оборудования;
Нп и Н3 — расходы соответственно цеховые (общепро-
изводственные) и общезаводские (общехозяйственные);
Сбр — потери от брака.
Стоимость изношенной детали обычно определяют по
цене металлолома. Если ремонтный фонд собран на дру-
гих предприятиях, то в стоимость изношенной детали
входит 20 %-ная надбавка за сбор и сортировку деталей.
В стоимость материалов входят все затраты на все
материалы, которые применяют для восстановления дан-
ной детали.'
п
См— S St Hi,
i=l
где gt — масса использованного материала конкретного
наименования, кг; Hi — цена 1 кг материала конкретного
наименования, руб.; п — число наименований конкретных
материалов.
Заработную плату определяют с учетом всего ком-
плекса операций, предусмотренных технологическим про-
цессом, по формуле
q _ (£pi I 7*42 СР2 i t Т’нв ср« \ г, к к
— \ 60 бб 1 ।---бб—/Лп Дд Ас’
где Тн1, Тв2, ..., Тнв — нормы времени на выполнение
операций с первого по шестой разряды (с учетом подго-
446 ОРГАНИЗАЦИЯ И ЭКОНОМ. BOCCTAHOB, ДЕТАЛЕЙ
товительного времени) в расчете на одну деталь, мин; Ср1,
СР2, Ср» — почасовые тарифные ставки с первого по
шестой разряды, руб.; Ка, Кд, и Лс — коэффициенты,
учитывающие соответственно премиальные доплаты, до-
полнительную заработную плату (оплата отпусков, ком-
пенсаций, дежурств и др.) и отчисления в фонд социального
страхования.
Расходы (руб.) на содержание и эксплуатацию обо-
рудования в расчете на одну деталь
С05 = Са + Ст. р. об + С» + Св,
где Са, Ст. р.Об,Сэ и’С, —затраты (руб.) соответственно
на амортизацию оборудования, ремонт и обслуживание
оборудования, энергетические источники (электроэнер-
гию, газ, пар, сжатый воздух, воду), вспомогательные
материалы.
Общепроизводственные и общехозяйственные расходы
обычно определяют в процентном отношении к заработной
плате производственных рабочих.
Потери or брака учитывают с помощью коэффициента
выхода годных деталей в процессе восстановления.
При укрупненных расчетах себестоимости для опре-
деления экономической целесообразности восстановления
можно пользоваться следующим выражением:
/ а \
= ( S Судг К.аД11 0,1 Цн,
\ 1=1 /
где d — число восстанавливаемых поверхностей деталей;
— удельная себестоимость восстановления единицы
площади (длины, например для трещин) i-й поверхности
принятым способом, руб/дм2 (руб/дм); St — площадь (дли-
на) Лй поверхности, дм2 (дм); Лвдг — коэффициент повто-
ряемости дефекта’ i-й поверхности; Dn — коэффициент,
учитывающий затраты на подготовительные работы при
восстановлении деталей (при восстановлении деталей для
собственных нужд D„ = 1,03, при централизованном вос-
становлении Dn = 1,1); Ци —цена новой детали, руб.
Основными резервами снижения себестоимости вос-
становления деталей являются:
ЭКОНОМИЧЕСКИЙ ЭФФЕКТ ОТ ВОССТАНОВЛЕНИЯ ДЕТ. 447
снижение трудоемкости процессов восстановления за
счет повышения уровня механизации и автоматизации
производства;
уменьшение удельной энергоемкости процессов, т. е.
уменьшение расходов электроэнергии, газа, пара, сжа-
того воздуха в расчете на единицу площади восстанавли-
ваемой поверхности;
применение прогрессивных процессов, базирующихся
на способах пластической деформации, наращивании с ми-
нимальными припусками на последующую обработку,
применении полимерных материалов при условии обеспе-
чения заданного качества восстановленных деталей;
увеличение размера партий и программ восстановления
однотипных деталей.
ГОДОВОЙ ЭКОНОМИЧЕСКИЙ ЭФФЕКТ
ОТ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Расчет годового экономического эффекта (руб.) от
создания и внедрения нового технологического процесса
восстановления деталей взамен существующих выполняют
по формуле
Эг = [(Сх + Еи К.) - (С2 + Ев Л,)] А2,
где Ci и С2 — себестоимость восстановления детали со-
ответственно по базовому и новому вариантам, руб.;
и К2 — удельные капитальные вложения на приобре-
тение и установку оборудования по базовому и но-
вому вариантам, руб.; Л и Р2 — величины, обратные сро-
кам службы детали, восстановленной по базовому и но-
вому вариантам; Л2 — годовой объем (количество) восста-
навливаемых деталей по новому варианту в расчетном
году, шт.
Расчет по приведенной формуле выполняют в том
случае, когда срок службы восстановленных деталей
более одного года.
' Для деталей со сроком службы менее одного года
расчеты проводят по формуле
а __( £1 + £н , Сг + Ея К2 \ д rw
448 ОРГАНИЗАЦИЯ И ЭКОНОМ. ВОССТАНОВ ДЕТАЛЕЙ
где Дх и Аа — годовые объемы деталей, восстанавливае-
мых по базовому и новому вариантам, шт.; и '№2 —
сроки службы детали, восстанавливаемой соответственно
по базовому и новому вариантам, ч.
Если на предприятии внедряется технологический
процесс восстановления деталей взамен приобретения
новых запасных частей и сроки службы новых и восста-
новленных деталей равны, то
Эг = №-(Своо+£н/<)]^вос,
где h — коэффициент, учитывающий затраты на доставку
новых деталей на ремонтное предприятие; Цв — оптовая
цена новой детали, руб.; Свое — себестоимость восста-
новления детали, руб.; К — удельные капитальные вло-
жения на восстановление детали, руб.; NBOO — число
восстанавливаемых деталей в расчетном году.
При различных сроках службы новых и восстановлен-
ных деталей, для деталей со сроком службы более года
расчет проводят по формуле
ЭР = \М1Я - (Свос + Ев /<)] 2VbOe>
где Рх и Р2— величины, обратные срокам службы соот-
ветственно новой и восстановленной деталей.
Для деталей со сроком службы менее года формула
имеет вид
Эг = [ИЦВ - (Свос + Ев Я)] А/воо,
где №вос и Wa — сроки службы соответственно восста-
новленной и новой деталей, ч.
Годовой экономический эффект для предприятия, осу-
ществляющего централизованное восстановление деталей
как товарной продукции, определяют по формуле
= Щв Свос) А^В0С1
где Цв — прейскурантная цена восстановленной де-
тали, руб.
ЭКОНОМИЧЕСКИЙ ЭФФЕКТ ОТ ВОССТАНОВЛЕНИЯ
449
Годовой экономический эффект для предприятия, ис-
пользующего детали, восстановленные другими предприя-
тиями, вместо приобретения новых!
(ЛДН — Стр Цв Сост) А^вос,
где Стр — затраты на транспортировку деталей, связан-
ные с перевозкой их на централизованное восстановление
и обратно, руб.; Соот — остаточная стоимость изношен-
ной детали (определяется по цене металлолома), руб.
15 Молодык Н. В. и др.
ПРИЛОЖЕНИЕ
ОХРАНА ТРУДА ПРИ ВОССТАНОВЛЕНИИ ДЕТАЛЕЙ
Улучшение условий труда. Производительность труда
рабочих в значительной степени зависит от условий труда:
микроклимата, освещенности, загазованности помещения,
шума и т. д.
Микроклимат производственных помещений зависит
от температуры и относительной влажности (замеряется
соответственно термометром или термографом и гигро-
графом). Нормативы температуры, влажности и скорости
движения воздуха в рабочей зоне приведены в табл. 1.
Загрязненность воздуха в зависимости от условий
производства может быть вызвана наличием токсичных
(ядовитых) газов, паров, пыли и др. К токсичным веще-
ствам относятся: хлор, пары бензина и бензола, углекис-
лый газ и др. Их содержание в воздухе определяют с по-
мощью универсального газоанализатора (УГ).
Нетоксичными веществами являются абразивная пыль,
угольная, алюминиевая и другие вещества, содержание
которых определяют, пропуская через фильтр определен-
ный объем исследуемого воздуха. При анализе воздуха
отбирают не менее двух проб на уровне дыхания человека.
Предельно допустимые концентрации вредных газов,
паров и пыли в воздухе рабочих зон приведены в табл. 2.
Освещенность помещений изменяют люксометром с пре-
делами измерения 1—50 000 лк. Естественная освещен-
ность характеризуется коэффициентом освещенности Ксм
или отношением световой поверхности окон к площади
пола. Оптимальные значения естественной освещенности
и нормы искусственной приведены в табл. 3. ;
Шум и вибрация появляются при работе динамически
неуравновешенных агрегатов и инструмента (компрессо-
ров, наждачных и точил, кузнечных молотов, обрабаты-
вающих станков, пневматического инструмента и т. д.).
L Нормы температуры, влажности и скорости движения воздуха в рабочей зоне
сл Условия работа Температура атмосферного воздуха
до 10 °C св. 10 °C
Оптимальные значения Допустимые значения Оптимальные значения Допустимые значения
Темпера- тура воз- духа» .®с Скорость движения воздуха, м/с Темпера- тура воз- духа, °C Скорость движения воздуха, м/с Темпера- тура воз- духа, °C Скорость движения , воздуха, м/с Темпера- тура воз- духа, °C Скорость движения воздуха, м/с
Легкие Средней тяжести Тяжелые 18—20 16—18 14—16 До 0,2 До 0,5 До 0,3 17—22 15—17 13—15 До 0,3 До 0,5 До 0,5 22—25 20—23 17—20 До 0,3 До 0,3 До 0,3 *ср+ 3 До 0,5 До 0,7 До 1,0
Влажност ь воздуха, % оптимальная 40—60
допустимая 55, 60, 65, 75 при температурах соответственно: 28, 26, 24, ни- же 24 °C
Примечание. fcp — средняя температура наружного воздуха в 13 ч самого жаркого месяца.
ПРИЛОЖЕНИЕ
452
ПРИЛОЖЕНИЕ
2» Нормы загрязненности воздуха
Загрязняющие вещества Концентрация
допустимая неблаго- приятная недопусти- мая. более
Углеводороды, мг/л 0,1— 0,3 0,3
Аэрозоли, мг/м8 900,2 0,2—0,3 0,3
Пыль, мг/м8 905 5—10 10
со2, % До 0,17 0,17—10 10
СО, мг/л » 0,02 0,02—0,03 0,03
3. Нормативы освещенности различных отделений
ремонтного предприятия
Отделение Естественное освещение Минимальная освещенность (лк) при искус- ственном осве- щении лампами
Ясм Отношение световой по- верхности окон к площади окон накали- вания люмине- сцент- ными
Моечное, кузнечное, сва- рочное, испытательное, медницко-заливочное, ин- струментальная кладо- вая 0,25—0,4 (1 : 8)-5-(1 : 5) 40—50 80—100
Комплектовочное, сбо- рочное, механическое 0,3—0,4 1 : 6 75 150
Электротехническое, ре- монта топливной аппара- туры 0,4—0,5 1:5 100 150
Дефектовочное 0,4—0,5 1:5 150 300
Конторские помещения 0,3—0,4 1 : 6 75 150
Склады, кладовые 0,2—0,3 1 : 8 30 60
Проходы, проезды, там- буры 0,2—0,3 1 :8 25 50
ПРИЛОЖЕНИЕ
453
4. Допустимые уровни шума
Шумы Частота шума, Гц Допустимый уровень шума, ДБ
Проникающие через кожухи стены и перекрытия (низкочастотные) 60—350 90—100
От станков, машин и агрегатов не- ударного действия (среднечастотные) 350—800 85—90
От высокоскоростных агрегатов, от ме- ханизмов и агрегатов ударного дей- ствия Св. 800 \ 75—85
Единицей измерения уровня (силы) шума принят
децибел (дб), а частота шума (вибрации) измеряется в гер-
цах (Гц). Уровень шума в производстве измеряют шумо-
мерами типа Ш-ЗМ, АШ-2М, ИНШ-2. Предельно допусти-
мые значения производственного шума с учетом его ча-
стоты приведены в табл. 4.
При чрезмерных шумах устанавливают звукоизоля-
цию, кожухи, кабины, отражающие экраны, глушители
и другие устройства.
Амплитуду колебаний при вибрациях измеряют с по-
мощью электрических виброметров типа АИН-4. Ориен-
тировочные замеры вибраций выполняют механическими
вибрографами (приборами Гейгера и Вр-1).
Предельно допустимые значения частоты и амплитуды
колебаний следующие:
Число ударов или частота вращения, мин'1 1200 2100 3600 6000
Частота вибрации, Гц...................... 20 35 60 100
Предельно допустимая амплитуда колеба-
ний, мм ................................. 1,5 0,4 0,04 0,005
Вибрации снижаются при использовании амортизато-
ров, смазочных материалов и реактивных гасителей пуль-
сации.
' При создании ремонтных предприятий и организации
работ на них необходимо учитывать факторы, снижающие
и предупреждающие травматизм.
При разработке технологических процессов и расста-
454
ПРИЛОЖЕНИЕ
новке оборудования не должны допускаться встречные
потоки и возвратные движения людей и грузов.
Возле рабочих мест необходимо предусматривать пло-
щадки для деталей и материалов.
Полы должны иметь ровную нескользкую поверхность»
без выбоин и порогов. В помещениях с холодными полами,
например, цементными на рабочих местах под ноги укла-
дывают деревянные решетки или настилы.
Для предупреждения поражения электрическим то-
ком все оборудование должно быть заземлено. Состояние
заземления проверяют не реже одного раза в квар-
тал.
Электроустановки, электрооборудование и проводку
разрешается ремонтировать только после отключения
их от сети.
Подъемно-транспортное оборудование с механическим
приводом обязательно регистрируется в инспекции Гос-
технадзора, которая проводит его техническое освиде-
тельствование.
Подъемные устройства с ручным приводом, цепи и ка-
наты проходят освидетельствование комиссией под руко-
водством главного инженера ремонтного предприятия.
Техническая проверка содержит осмотр оборудования,
поднятие груза, масса которого превышает на 10 % гру-
зоподъемностью подъемного устройства по паспорту, на
высоту 100 мм и выдержку в поднятом положении 10 мин.
Цепи, канаты и чалочные устройства испытывают под
двойным грузом. Результаты испытания заносятся в спец-
журнал, а на кранах и других подъемных устройствах
четко наносят краской предельную грузоподъемность и
срок последующего освидетельствования.
К управлению кранами допускают лиц, имеющих спе-
циальные удостоверения на право работы на грузоподъем-
ных средствах.
Техника безопасности при сварочно-наплавочных ра-
ботах. К электрогазосварочным и наплавочным работам
допускаются лица не моложе 18 лет, прошедшие медицин-
ское освидетельствование и специальное обучение, имею-
щие удостоверение на право выполнения указанных рабрт
и группу по электробезопасности не ниже второй.
Все сварщики, выполняющие дуговую и газовую
сварку, должны ежегодно проходить проверку знаний на
ПРИЛОЖЕНИЕ
455
своих предприятиях с продлением срока действия удо-
стоверения на право, выполнения сварочных работ.
Дуговая сварка. Правильное и рациональное размеще-
ние рабочего места сварщика имеет большое значение в по-
вышении безопасности сварочных работ, производитель-
ности труда и качества сварки. В целях защиты сварщи-
ков, подсобных и вспомогательных рабочих от лучистой
энергии, горящих поблизости сварочных дуг в постоянных
местах сварки для каждого сварщика устраивают от-
дельные кабины площадью [(2х2)-н(2хЗ) 1 м (не считая
площади, занятой оборудованием) и высотой 1,8—2 м.
Для улучшения вентиляции стены кабины не доводят до
пола на 15—20 см. Материалом стен кабин может служить
тонкое железо, фанера, брезент, покрытые огнестойким
составом, или другие огнестойкие материалы. Дверной
проем, как правило, закрывается брезентовым занавесом
на кольцах. Стены окрашивают в светлые матовые тона.
При ручной дуговой сварке в кабине сварщика уста-
навливают сварочный стол или кондуктор, настенную
полку для мелкого инструмента и приспособлений, стул
со спинкой и другое оборудование. Кабина оборудуется
местной вентиляцией.
Для предохранения глаз и лица сварщика от вреднего
воздействия дуги необходимо использовать щитки или
маски со специальными светофильтрами в зависимости
от силы сварочного тока: Э-1 при силе тока до 75 А, Э-2
при 75—200 А, Э-3 — 200—400 А, а также ЭС-100, ЭС-300,
ЭС-500.
В целях исключения попадания под напряжение при
замене электродов сварщик обязан пользоваться сухими
брезентовыми рукавицами, которые одновременно защи-
щают его руки от расплавленного металла и лучистой
энергии дуги.
Большое значение для безопасности сварщика имеет
проверка правильности проведения проводов к сварочным
постам и оборудованию.
Прокладка проводов к сварочным машинам по полу
или земле, а также другим способом, при котором изоля-
ция проводов не защищена и провод доступен для при-
косновения, не разрешается. Ток от сварочных агрегатов
к месту сварки передается гибкими изолированными про-
водами, чаще всего марки ПРГД.
456
ПРИЛОЖЕНИЕ
Перед началом работ электросварщик обязан надеть
специальную одежду — брезентовый костюм, ботинки и
головной убор.
При сварке и наплавке деталей под флюсом режим
работы должен быть таким, чтобы сварочная дуга' была
полностью закрыта слоем флюса. Убирают флюс флюсо-
отсосами, совками и скребками.
Сварочную дугу при вибродуговой наплавке и сварке
закрывают специальными устройствами, в которых должно
быть предусмотрено смотровое окно со светофильтром
нужной плотности.
Газовая сварка. При выполнении газовой сварки соблю-
даются те же правила безопасности, что и при дуговой.
Однако при газовой сварке необходимо следить, чтобы
в радиусе 5 м от рабочего места отсутствовали горючие
материалы. Сварку емкостей разрешается выполнять лишь
при удалении из них следов легковоспламеняющихся
веществ и при открытых люках и пробках.
В местах хранения и вскрытия барабанов с карбидом
кальция запрещено курить и применять инструмент,
дающий при ударе искры. Барабаны с карбидом хранят
в сухих прохладных помещениях. Вскрытие барабана
разрешается только латунным ножом.
Ацетилен при соприкосновении с медью образует
взрывчатые вещества, поэтому применять медные ин-
струменты при вскрытии карбида и медные припои при
ремонте ацетиленовой аппаратуры нельзя. Ацетиленовые
генераторы располагают на расстоянии не менее 10 м
от открытого огня.
Баллоны с газами хранят и транспортируют только
с навинченными на их горловины предохранительными
колпаками и заглушками на боковых штуцерах вентилей.
При транспортировании баллонов не допускаются толчки
и удары. Переносить баллоны на руках запрещается.
К месту сварочных работ баллоны доставляют на спе-
циальных тележках или носилках.
Баллоны с газом устанавливают в помещении не ближе
чем на 1 м от радиаторов отопления и не ближе чем на 10 м —
от горелок и других источников тепла с открытым огнем.
Запрещено хранить баллоны с кислородом в одном
помещении с баллонами горючего газа, с барабанами кар-
бида кальция, лаками, маслами и красками.
ПРИЛОЖЕНИЕ
457
При обнаружении на баллоне или вентиле следов
жира или масла баллон немедленно возвращают на склад.
Соседство масла и кислорода может привести к взрыву.
В целях безопасности в обращении кислородные бал-
лоны окрашивают в синий цвет, ацетиленовые — в бе-
лый, а баллоны с пропанбутановыми смесями — в крас-
ный.
Техника безопасности при станочно-слесарных рабо-
тах. Постоянно работающие металлообрабатывающие
станки должны быть установлены на прочных фундамен-
тах или общем основании пола, тщательно выверены и
закреплены. Все станки (постоянные или переносные)
обслуживаются только закрепленными за ними лицами.
Выключение станка обязательно при смене инструмента,
установке, закреплении и снятии заготовки, ремонте,
чистке, смазке и уборке станка.
При обработке на станках тяжелых деталей, например,
блоков цилиндров двигателей, необходимо пользоваться
подъемными средствами.
Станки, работа на которых приводит к образованию
осколков, стружки или искры, оборудуют удобными
в эксплуатации предохранительными устройствами с до-
статочно прочным стеклом или другим прозрачным- ма-
териалом для наблюдения за процессом обработки. Если
по техническим условиям предохранительные щитки по-
ставить невозможно, то на станках работают в защитных
очках.
Металлообрабатывающие станки и другое оборудова-
ние устанавливают в помещениях таким образом, чтобы
они не загромождали главные проходы и двери. Расстоя-
ние между отдельными станками должно быть не менее
0,8 м, этого достаточно для прохода рабочих при обслу-
живании и ремонте станков.
Необходимо ограждать: ременные и зубчатые пере-
дачи; все выступающие движущиеся части станков, на-
ходящиеся на высоте до 2 м от пола; обрабатываемые
движущиеся предметы, выходящие за габариты станка.
Стружку со станка нельзя убирать руками, для этого
используют щетки и крючки.
Высоту укладки изделий в штабеля определяют исходя
из устойчивости штабеля и удобства пользования. Макси-
мальная высота штабелей— 1,5 м.
458
ПРИЛОЖЕНИЕ
Все эксплуатируемое оборудование должно находиться
в полной исправности. За его состоянием осуществляется
постоянный контроль со стороны технического руковод-
ства.
При приемке из ремонта в акте необходимо оговорить
наличие на станке всех оградительных устройств и их
исправность. Работа на неисправных станках и с неисправ-
ными ограждениями запрещается.
Станочники должны работать в хорошо застегнутой
одежде, без развевающихся рукавов, поясов и лент.
Волосы, особенно у женщин, должны быть закрыта го-
ловным убором (фуражкой, косынкой, беретом, сеткой
и др.).
При обработке пруткового материала на револьверных
станках и токарных автоматах выступающие за шпиндель
части прутков ограждаются. Зачистка деталей наждачным
полотном, зажимаемым руками, запрещается.
Правку шлифовальных кругов осуществляют алма-
зами, алмазно-металлическими карандашами или алмазо-
заменителями (металлическими звездочками, кругами,
бруски из карбида кремния или диски). Правка кругов
зубилом или каким-либо другим слесарным инструментом
недопустима. Запрещается также при обработке деталей
шлифовальными кругами применять рычаги для увеличе-
ния давления на круг. При установке на шпинделе шли-
фовального станка двух кругов их диаметры не должны
отличаться более чем на 10 %. Для работы можно исполь-
зовать только испытанные на прочность круги.
Ленточные пилы для распилования металла огра-
ждают по всей длине ленты прочными полосами или
бугелями.
Верстки из металла и дерева для слесарных работ
должны иметь жесткую и прочную конструкцию и быть
достаточно массивными, чтобы не качаться и не вибриро-
вать при работе на них. Верхнюю крышку верстака де-
лают из хорошо пригнанных досок толщиной 40—50 мм,
которые обивают листовым железом. Ширина двухсторон-
них верстаков 1,2—1,5 м. В середине верстака предусма-
тривают сетку высотой 0,8 м для предохранения рабочих
от ранения отлетающими при рубке кусочками металла.
Ширина односторонних верстаков 0,6—0,8 м. С точки
врения безопасности предпочтительнее одноместные вер-
ПРИЛОЖЕНИЕ
459
стаки, но для экономии площади ремонтные производства
часто оборудуют многоместными верстаками. Высота вер-
стаков должна быть такой, чтобы губки тисков находи-
лись на уровне локтя работающего.
Стеллажи для хранения деталей должны иметь не-
большой уклон полок внутрь и быть удобными по вы-
соте для укладки деталей.
Рабочее место слесаря под ногами оборудуют решетча-
тым настилом с расстоянием между планками 25—30 мм.
Техника безопасности при работе с эпоксидными смо-
лами и лакокрасочными жидкостями. Составляющие ком-
поненты эпоксидных смесей летучи, а сама масса до от-
вердевания токсична. При приготовлении смесей необ-
ходимо строго соблюдать правила техники безопасности.
На рабочем месте приготовления эпоксидных смесей
обязательно предусматривают приточно-вытяжную вен-
тиляцию с местным отсосом. Рабочие должны пользо-
ваться специальными фартуками; руки от вредного дей-
ствия компонентов защищают резиновыми перчатками,
смазывают кожу мыльной пастой или составом, состоя-
щим из 30 г козеина, 1 кг 25 %-ного раствора аммиака
и 85 г воды. Через 30—40 с после нанесения этого состава
кожа покрывается мягкой бесцветной пленкой, легко
смываемой теплой водой с мылом.
Все рабочие, выполняющие лакокрасочные работы
(маляры, шпаклевщики и др.) должны периодически про-
ходить медицинское освидетельствование. Лица, не про-
шедшие освидетельствование, подростки до 18 лет, бере-
менные женщины и кормящие матери к работам с лако-
красочными жидкостями не допускаются.
При нанесении лоакокрасочных покрытий с помощью
краскопультов, пистолетов-распылителей рабочие должны
пользоваться очками и респираторами РМП-62. Запре-
щается проводить окраску деталей распыливанием и
приготовлять лакокрасочные составы в общих производ-
ственных помещениях.
Рабочие, использующие кислоты, щелочи, купоросное
масло, каустическую соду и другие аналогичные жидко-
сти, во избежание ожогов глаз и тела должны работать
в предохранительных очках, перчатках (рукавицах) и
соответствующей специальной одежде. При работе с ле-
тучими растворителями надевают респираторы.
460
ПРИЛОЖЕНИЕ
Транспортирование лакокрасочных материалов, аце-
тона и других растворителей должно производиться
в герметично закрытой таре. Переносить растворители и
легковоспламеняющиеся вещества в открытой или стек-
лянной таре запрещается.
При подготовке поверхностей под нанесение лаков и
красок способами, при которых выделяется большое коли-
чество пыли, применяют очки и противопылевые респи-
раторы «Лепесток», Ф-62Ш, У-2К или РУ-60М.
Особые меры предосторожности должны приниматься
при соприкосновении с этилированным бензином, кото-
рый содержит тетраэтилсвинец и ядовит. Загрязненные
этилированным бензином цементно-бетонные и асфальто-
бетонные покрытия обезвреживают кашицей хлорной из-
вести, смываемой водой через 15—20 мин после нанесе-
ния на загрязненные места. Для деревянных полов такую
операцию проделывают дважды.
Обезвреживать этилированный бензин сухой хлорной
известью запрещается. Загрязненные этилированным бен-
зином обтирочные материалы, ветошь и опилки соби-
рают в металлическую тару с плотными крышками, а за-
тем сжигают с принятием определенных мер предосторож-
ности.
Этилированный бензин нельзя использовать для осве-
щения, а также для паяльных ламп, бензорезов, для
чистки одежды, промывки деталей и других целей.
СПИСОК ЛИТЕРАТУРЫ
1. Алтухов В. Я.» Зенкин А. С., Кантур В. Г., Осадчук Ф. И.
Ремонт электроподвижного состава железнодорожного транспорта/
Под общ. ред. А. С. Зенкина. Киев: Техшка, 1983. 150 с.
2. Арбузов М. О. Справочник молодого слесаря-ремонтника. М.;
Высш, школа, 1985. 224 с.
3. Балабанов А. Н., Канарчук В. Е. Справочник технолога мел-
косерийных и ремонтных производств. Киев: Вища школа, 1983.
256 с.
4. Батищев А. Н. Пособие гальваника-ремонтника. М.: Агро-
промиздат, 1986, 192 с.
5. Виды дефектов изношенных поверхностей; Отраслевой клас-
сификатор. М.: ГОСНИТИ, 1985. 17 с.
6. Воловик Е. А. Справочник по восстановлению деталей» М»:
Колос, 1981. 351 с.
7. Восстановление сельскохозяйственной техники механизиро-
ванной наплавкой с применением упрочняющей технологии/Под общ.
ред. В. М. Кряжкова. М.: ГОСНИТИ, 1972, 208 с.
8. Гельберг Б. Т., Пекелис Г. Д. Применение пластмасс и клеев
при ремонте оборудования, М.: Машиностроение, 1981. 38 с.
9. Дюмин И. Е., Какуевицкий В. А., Силкин А. С. Современные
методы организации и технологии ремонта автомобилей/Под общ.
ред. В. А. Какуевицкого. Киев: Техшка, 1974. 520 с,
10. Зенкин А. С., Петко И. В. Допуски и посадки в машинострое-
нии: Справочник. Киев: Техшка, 1984. 311 с.
11. Каталог сварочно-наплавочного оборудования. М.: ГОСНИТИ,
1984. 68 с.
12. Кижнер А. X. Ремонт трубопроводной арматуры электро-
станций. М.: Высш, школа, 1986. 144 с.
13. Константинов В. В. Материаловедение для гальваников.
М.: Высш, школа, 1984. 87 с.
14. Молодык Н. В., Лангрет Б. А., Бредун А. К. Восстановле-
ние деталей машин. Киев: Урожай, 1985. 160 с.
15. Муханов И. И. Импульсная упрочняюще-чистовая обработка
деталей машин ультразвуковым инструментом. М.: Машиностроение.
1987. 44 с.
16. Основы ремонта машин/Под общ. ред. Ю. Н. Петрова. М.:
Колос, 1972. 527 с.
17. Пекелис Г. Д., Гельберг Б. Т. Технология ремонта металло-
режущих станков. Л.: Машиностроение, Ленингр. отд-ние, 1984.
240 с.
18. Полевой С. Н., Евдокимов В. Д. Упрочнение металлов: Спра-
вочник. М.: Машиностроение, 1986. 320 с.
462
СПИСОК ЛИТЕРАТУРЫ
19. Поточяю-механизированные линии и оборудование для вос-
становления изношенных деталей автомобилей, тракторов и сельско-
хозяйственных машин: Каталог. М.: ЦНИИТЭИ Госкомсельхозтех-
ники СССР, 1984. 340 с.
20. Рекомендации по восстановлению деталей машин новых марок.
М.: ГОСНИТИ, 1977. 136 с.
21. Рекомендации по применению моющих средств для очистки
машин и деталей при ремонте. М.: ГОСНИТИ, 1984. 96 с.
22. Рекомендации по применению отечественного и зарубежного
оборудования для газопламенного нанесения порошковых материалов
йри восстановлении деталей машин. М.: ГОСНИТИ, 1986.' 46 с.
23. Рекомендации по созданию и эксплуатации поточно-механи-
аированных линий восстановления деталей. М.: ГОСНИТИ, 1985.
97 с.
24. Ремонт машин/Под общ. ред. И. Е. Ульмана. М.: Колос, 1976.
448 с.
25. Руденко П. А., Горохов В. А., Молоды к Н. В., Буряк Л. Е.
Повышение качества восстановления деталей машин/Под общ. ред.
Н. В. Молодыка. Киев: Урожай, 1978. 176 с.
26. Селиванов А. И. Основы теории старения машин. М.: Машино-
строение, 1971. 214 с.
27. Сидоркин В. Ф., Лохматое В. К. Отделочная обработка ал-
мазными и эльборовыми лезвийными инструментами: Методические
указания. Пенза: Редакционно-издательский отдел Пензенского по-
литехнического ин-та, 1979. 24 с.
28. Тарасов В. М., Езерский С. Н., Болдин Н. А. Ремонт дерево-
обрабатывающего оборудования. М.: Лесн. промышленность, 1986,
240 с.
29. Технологические рекомендации по применению методов вос-
становления деталей машин. М.: ГОСНИТИ, 1976. 126 с,
30. Черноиванов В. И., Андреев В. П. Восстановление деталей
сельскохозяйственных машин. М.: Колос, 1983. 288 с.
31. Шляпин В. В., Павленко А. Ф., Емельянов В. Ф. Ремонт
вагонов сваркой: Справочник, М,; Транспорт, 1983, 247 с»
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
А
Абразивная обработка восстановленных поверхностей 332—336
Агрегаты сварочные 89 — Технические характеристики 92
Азотирование — Назначение и продолжительность процесса 261 —
Преимущества 263 — Режимы 262 — Средние скорости 262
— антикоррозионное 263
— прочностное 261, 262
Аллитирование стали 265, 266
Аппараты для газовой и дуговой металлизации — Технические ха«
рактеристики 151
— для газоплазменного нанесения порошкового покрытия 162, 166
Технические характеристики 164
— для напыления — Конструктивные особенности 153
— для струйной обработки 170
— инжекторные 167
— распылительные косвенного нанесения порошка 168
Арматура трубопроводная — Балльная оценка качества уплотнительных
поверхностей 406
— Выборка дефектов литья под заварку 393, 394
— Дуговая наплавка уплотнительных поверхностей 401, 403
— - Заварка дефектов (допустимых на обработанных и необработанных
поверхностях) 395, 396
— Исправляемые дефекты корпусов 393
— Классификация по назначению 383, 384
— Контроль качества наплавленного слоя 404, 405
— Материалы прокладок 389, 391, 393
— Наплавка уплотнительных поверхностей 401, 403
— Наплавочные сплавы 384, 389, 390
— Температура нагрева деталей перед наплавкой 402
— Характерные неисправности, причины их появления и способы
устранения 385—389
— Электроды для наплавки 401
Ацетилен — Получение 97
464
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Б
База — Выбор 301 — Понятие 302 — Связь между поверхностями
через размеры 302
Базирование — Понятие 302 — Схемы базирования 306—315
— по полной схеме 305
Блоки цилиндров двигателей. Централизованное восстановление 415—
419 — Расположение оборудования и оснастки 415, 417, 418 —
Схема процесса восстановления 416
Бура техническая безводная — Применение в качестве флюса при
сварке чугуна ПО
В
Валы — Виды наплавки валов 366, 367 — Восстанавливаемые поверх-
ности 366 — Коэффициент восстановления 365 — Параметры вос-
станавливаемых валов 365 , 366 — Применяемое оборудование 369,
371 — Технология восстановления по трем маршрутам 369 — Тре-
бования к восстановлению валов 366
— гладкие — Схема технологического процесса восстановления 368 —
Технологические маршруты восстановления 367
— коленчатые 419 — Зоны накопления усталостных трещин и основ-
ные дефекты 420
— коленчатые автомобильных двигателей 3M3-53 — Планировка уча-
стка восстановления 424—426 — Последовательность операций 424,
427
— коленчатые двигателей СМД-14 420 — Операции, выполняемые при
восстановлении 420, 423, 424 — Схема расположения технологиче-
ских оборудования и оснастки 422 — Технологический процесс вос-
становления 420, 421
— шлицевые 367 — Восстановление зубьев: наплавлением боковых и
наружных поверхностей с последующей обработкой резанием 369;
наплавлением валиков с последующей их осадкой на гидравлическом
прессе 369; холодным деформированием 368 — Восстановление по
трем технологическим маршрутам 369 — Схема технологического
процесса восстановления 370
Вдавливание 235
Ведомость деталей (сборочных единиц) к типовому технологическому
процессу (операции) 38
— оборудования и оснастки 33
— оснастки 39
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
465
— технологических документов 38
Вентиляция в условиях применения металлизационного оборудования
160, 161
Виброобкатывание 283 — Схема процесса 284
Вкладыши подшипников — Восстановление 208, 209
Вмятины — Причины образования 9
Восстановление деталей машин — Классификация способов 81—89 —
Технические показатели приспособленности деталей к восстановле-
нию 27 — Технологическая подготовка производства (функции и за-
дачи) 26—29
— под индивидуальный размер 77
— под ремонтный размер 77
— способом постановки дополнительного элемента 77
Вспомогательная база — Понятие 303
Выглаживание — Назначение 283 — Преимущества 284 — Схема тех-
нологического процесса 284
— алмазное для финишной обработки 283, 284
— наконечниками из синтетических алмазов со сферической рабочей
частью 341, 347 — Оптимальные режимы выглаживания деталей
с различными металлопокрытиями 342
Выкрашивание — Причины возникновения 9
Выпрямители сварочные с жесткой внешней вольт-амперной характе-
ристикой 91
Вытяжка — Назначение 235
Г
Генераторы ацетиленовые — Технические характеристики 98
Гильзы рабочих цилиндров — Восстановление с помощью пластмасс
217, 218 — Определение необходимого количества пластмассы 217,
218
— цилиндров двигателей СМД-14 — Перечень оборудования на уча-
стке восстановления 429 — Последовательность операций при вос-
становлении 428—431 — Схема расположения технологического обо-
рудования 428
Головки для комбинированной наплавки вибрирующим электродом
141
— для наплавки порошковой проволокой 132
— для наплавки, устанавливаемые на токарных станках или специаль *
ных установках 124, 138
Горелка газовая — Мощность пламени 97 — Положение горелки при
466
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
ручной сварке 99
— двухсопловая для наплавки с газоплазменной защитой 143
— сварочная для газоплазменного нанесения порошка 166 — Схемы
смешивания порошка с кислородом и ацетиленом 168 — Технические
характеристики 163 — Устройство горелки 166
ГОСТ 3.1107—81 316
3.1118—82 37—39
859—78 240
2246—70 97, 103, 119, 127
2671—80 109
5542—78 143
5583—78 143
9378—75 144
Ю543—82 127
15467—79 23
19248—78 239
20447—80 143
Д
Двойная направляющая база — Понятие 303
Двойная опорная база — Понятие 303
Детали биметаллические — Восстановление электрошлаковой наплав*
кой 146, 147
— восстанавливаемые — Классификация 17, 21—23
— корпусные — Восстановление: резьбовых отверстий с помощью
резьбовых вставок 355, 356; посадочных отверстий с помощью: раз*
мерных свертных колец (устанавливаемых при низких температурах)
357, 358 и свертных колец 354, 355 — Допустимые отклонения раз*
меров и взаимного расположения поверхностей и осей 350, 351 —
Координатный метод установки корпуса в приспособлении 352 —
Основные дефекты 350 — Схема базирования 351—353 — Устранение
трещин с помощью фигурных вставок 356, 357
— машин, автомобилей и тракторов, восстанавливаемых с применением
порошковых материалов 177
— резиновые — Восстановление 410—414
Дефектация деталей — Назначение, операции, условия проведения
68 — См. также Инструмент измерительный для выполнения дефе*
ктации
Дефектоскопия — Люминесцентный метод проведения для деталей из
цветных сплавов 69, 74
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
467
Дефектоскопы — Марки 74
— магнитные универсальные 69
— переносные 69
— ультразвуковые 74
Дефекты — Величина 23 — Вероятность появления 24 — Понятие 23 —
Размеры 23, 24
— деталей в целом — Группы 23
— поверхностей — Классификация 23
— устранимые 23
Документация нормативно-техническая — Номенклатура 31, 32 — Со-
держание документов 29, 30, 33
— технологическая 33—39
Дорнование — Схема процесса 282
Дробеструйная обработка 282 — Схема процесса 281
Ж
Желез не ние — Зависимость свойств осажденного железа от режимов
железнения и применяемого электролита 189—191—Применение
180 — Состав электролитов 189 х
Жидкости флюоресцирующие 69, 74
3
Забоины — Заделка с помощью накладок 216
Загрязнители деталей — Виды 56, 57 — Классификация 58
Задиры — Заделка эпоксидной замазкой 217
Закалка — Назначение 233 — Охлаждающая среда 254 — Структура
закаленной стали 253
— в одном охладителе 255
— изотермическая 255 — Применение 255, 256
— неполная 254
— поверхностная 255
Заливка жидким металлом — Восстанавливаемые детали 205 — Техно-
логический процесс наплавки втулок 205, 206
— биметаллических втулок 206, 207 — Установка для центробежной
заливки 207
— при раздельной тепловой подготовке детали и присадочного ма-
териала 204
— с расплавлением восстанавливаемой поверхности 204
— центробежная 205, 207 — Установка с нагревом ТВЧ 207, 208
468
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Звездочки цепных передач — Износ зубьев 374
— Восстановление горячей деформацией 374
— Коэффициент восстановления 374
— Расчет размеров штампа для формирования заготовок звездочек
374, 375
— Схема технологического процесса восстановления 373
Звенья гусениц тракторов класса 3 — Восстановление звеньев гусениц:
индукционной наплавкой в огнеупорной среде 380; на гидравлическом
прессе в закрытом штампе 380 — Восстановление проушин звеньев
379 — Основные дефекты 379 — Схема технологического процесса
восстановления 382
— класса 6 — Восстановление дорожек звеньев широкослойной на*
плавкой 382, 383 —- Используемые электроды 383 — Подготовка
к восстановлению 383 — Основные дефекты 382
И
Изгиб деталей — Причины возникновения 9
Износ — Классификация деталей по виду изнашивания 8
Инструмент абразивный — Выбор 317, 331
— алмазный 336
— измерительный для выполнения дефектации 68 — Характеристика
инструмента 71
Источники постоянного тока — Применение 138
К
Калибры комплексные 69 — Характеристики 72
— предельные — Применение 78
Карта маршрутная — Содержание документа 36, 37
— операционная 37
— типового технологического процесса восстановления типовой по*
верхности 37, 38
— типовой (групповой) операции 37
— эскизов 39
Катки опорные ходовой части гусеничного трактора — Восстановление
обода: заливкой жидким металлом 377, 378; электрошлаковой на*
плавкой 376, 377 — Износ обода 376
Качество восстановления деталей — Контроль 78—80 — Оценка 78
Клеи — Восстановление: плоских направляющих приклеиванием на*
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
469
кладок 221, 222; посадочных мест подшипников скольжения и вту-
лок 222, 223; цапф валов и осей приклеиванием тонкостенных втулок
219, 220
— Состав, назначение, физико-механические свойства клеевых соста-
вов 224, 225
Колеса зубчатые — Автоматическая наплавка торцев зубьев 371
— Восстановление горячей объемной штамповкой 372
— Изнашиваемые поверхности 371
— Комбинированные способы восстановления 372
— Коэффициент износа 371
— Схема технологического процесса восстановления 373
Комплексы технологические для нанесения покрытий 171—173
Конструкторская база — Понятие 302
Контроль — Виды 78
Коробление деталей — Причины возникновения 10
Коррозия — Виды 10, 11 — Понятие 10
Коэффициент восстановления 24, 25
— годности деталей для восстановления наплавки 133
— повторяемости дефекта 24
Круги шлифовальные прерывистые 332 — Параметры, радиальный
износ 333 — Самозатачивание 332
Л
Легирование электроискровое 279
Ленты конвейерные — Восстановление: вулканизацией 408; наложе-
нием слоя сырой резины на изношенное место 408; сквозных повре-
ждений 408, 409
Лист титульный 36
Лужение 238, 239 — Назначение 239
М
Материалы присадочные для газовой сварки низкоуглеродистой стали
103
— чугуна цветными сплавами 111
МеТаллизаторы — Модели 150 — Принцип действия 149
высокочастотные 152
— многофазные 152
Металлизация — Детали подвергаемые металлизации 151, 152 — Подго-
товка поверхности 155—158 — Получение качественных покрытий
470
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
155, 158 — Способы 149, 150 — Сущность процесса 148,
— диффузионная 255
— дуговая 152 — Напыляемые металлы 154 — Оборудование 151, 152
— наружных поверхностей шеек вала — Технологическая последова-
тельность операций 158—160
Мундштуки наконечников аппаратов и горелок 167
Муфты сцепления — Восстановление с применением клея и пластмасс
220
Н
Набивка сальниковая — Основные материалы 397—399
Надиры — Причины образования 9
Накатка — Применение 235
Наплавка — Твердость наплавленного металла 130—132
— автоматическая под слоем флюса — Возможные дефекты 125 —
Глубина проплавления 124 — Режимы 131 — Рекомендуемые флюсы
127, 129 — Схемы 123
— вибродуговая 137, 138 — Недостатки и преимущества 141 —Опти-
мальный режим 141 — Применяемое оборудование 138, 141 —Ско-
рость наплавки 140, 141 — Условия получения высокого качества
наплавки 139
— в среде углекислого газа 134 — Преимущества автоматической
наплавки 134 — Применяемое оборудование 135 — Расход угле-
кислого газа 137 — Режимы 135, 137 — Электродная проволока 135
— дуговая с газоплазменной защитой — Особенности процесса 142,
143 — Принудительное охлаждение детали при наплавке 144 —
Схема наплавки 143
— открытой дугой — Преимущества 132
— плазменная порошковыми материалами уплотнительных поверх-
ностей арматуры — Используемые горелки 406, 407 — Технологиче-
ские возможности 407
— порошковой лентой — Виды наплавки, марки, режимы 134
— порошковой проволокой 125 — Диаметры проволоки 133 — Режимы
наплавки 131, 133
— электрошлаковая 146 — Используемые флюсы 147 — Особенности
процесса 147 — Применение водоохлаждаемых форм 147 — Режимы'
наплавки 147, 148 > :
— электрошлаковая деталей электровозов — Схема восстановления
148
Направляющие станин. Восстановление — Заделка задиров и глубоких
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
471
рисок 361
— заливкой цинковым сплавом 209, 210 — Технологическая схема
восстановления 210
— с помощью эпоксидной замазки 217
— строганием или фрезерованием 365
— установкой накладок при значительном износе 365
— тонким строганием 365
— шлифованием или опиливанием и шабрением 364
— шлифованием или шлифованием и шабрением 361—364
Напыление — Способы подготовки поверхностей 156
— газовыми или электрическими аппаратами 157
— газоплазменное порошкового материала с помощью транспортирую-
щего газа 168
Неисправности деталей — Причины образования 6 — Ресурс деталей 7
— конструктивные и технологические 6
— связанные со снижением эксплуатационных свойств 6, 7, 14, 15
Никелирование химическое 195 — Используемые растворы 195
— Кислотность электролитов 196
— Режимы никелирования 197, 198
— Составы электролитов 197, 198
Нормализация — Назначение 252, 253
— Структура нормализованной стали 253
Нормативы объемов восстановления 30
— потребности оборудования 33
— себестоимости восстановления типовых поверхностей — Разработка
33
Нормы времени на восстановление 33
— времени на выполнение заданной работы — Методы определения
норм 441, 442 —Основное время: выполнения шлифовальных опе-
раций 443; гальванических работ 444; токарной обработки 443
— расхода материалов для создания защитной среды используемых
в качестве вспомогательных при нанесении основных и основных 33
О
Обжатие — Применение 235
Обкатывание поверхности шаром или роликом — Схема процесса 281
Обломы — Причины возникновения 9
Обмазки жаростойкие 205
— электродов 93
— электродов при сварке алюминия — Приготовление 121
Оборудование для наплавки в среде углекислого газа — Технические
472
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
характеристики 137
— для наплавки порошковой проволокой 132
— для очистки и мойки деталей — Номенклатура и технические
характеристики 65—67
— используемое при технологических процессах восстановления де-
талей — Классификация 40—54
— моечное 63 — Номенклатура и технические характеристики 65
— нагревательное, используемое при горячей сварке чугуна 109
— очистное — Технические характеристики 65
Опрессовка — Применение 209
Организация труда при восстановлен ин деталей 438 — Время труда
и отдела 433, 440
— Контроль качества 441
— Организация рабочего места 439
— Производительность труда 440
— Размеры рабочей зоны 44
Осадка — Применение 234
Основная база — Понятие 303
Отжиг — Назначение 250, 251
— диффузионный (гомогенизационный) 252
— для снятия остаточных напряжений 252
Отклонение формы — Понятие 293
Отпуск — Виды отпуска 257 — Назначение 256 — Структуры 257
Очистка деталей от загрязнений 55, 56 — Качество моечных работ 56
— Способы очистки 58
П
Пайка — Дефекты 247 — Качество паяного соединения 247 — Паяемые
материалы 239 — Паяльные зазоры 247 — Способы пайки 248,
249 — Температуры плавления конструкционных материалов 238
— диффузионная 249
— металла с керамикой 248
Пальцы поршневые дизельных двигателей — Выполнение операции
по восстановлению 435—437
— Основной дефект 434
— Схема расположения оборудования и оснастки на участке восстав
новления 435, 436
Паронит — Условия применения для уплотнения фланцевых соедине-
ний 392
Пластмассы акриловые — Восстанавливаемые свойства 211, 212 —
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
473
Выполняемые операции 215, 216 — Нанесение на поверхность 214 —
Приготовление 214—Физико-механические свойства 212, 213
— класса полиамидов 218, 219
Поверхности — Виды 16, 17, 293 — Классификация 16 — Кодовое
обозначение 19 — Параметры 17
— подлежащие восстановлению — Характеристики 16, 17
Поверхность длинная 305 — Базирование по длинной конической
поверхности 316
— короткая 305
Повреждения деталей механические 8, 9
— химико-тепловые 10—15
Подшипники скольжения — Восстановление с применением пластмасс
216, 217
Показатели условий труда 17, 18
Покрытия контактные электроимпульсные 145
— наносимое металлизацией 151, 152
— порошковые — Газоплазменное нанесение 161, 162 — Детонацион-
ный способ нанесения 266, 267 — Дефекты и способы их устранения
175, 176 — Плазменное напыление композиционных порошков 267—
269
— стальных электродов для сварки чугуна 107
— цинковые — Толщина 202
— электродов из хромоникелевой проволоки 118
Покрышки пневматических шин — Группы 411
— Подготовка поверхности 411
— Ремонт камер 413, 414
— Схемы вырезки поврежденных участков 412
— Устранение местных повреждений 412, 413
Полимеры для покрытия сварных швов — Составы 116
Полирование алмазным эластичным инструментом 339, 340 — Режимы
341
Поломки — Причины возникновения 9
Полуавтоматы шланговые для сварки проволокой порошковой 118
— самозащитной 118, 119
Порошки для газоплазменного нанесения покрытий — Характеристики,
назначение, методы нанесения 165
Поры — Причины появления при вибродуговой наплавке 142
Посадки предпочтительные — Рекомендации по применению 294,
295
— с натягом — Восстановление вклеиванием стальной ленты 230—232
Посты газопорошковой наплавки — Технические характеристики 178
Правка деталей горячая 232, 233
474
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
— местным наклепом 233, 234
— холодная 233
Преобразователи сварочные — Технические характеристики 90
Припои — Выбор 241 — Свойства 2
— композиционные 249
— медно-цинковые — Марки, химический состав 240
— медные — Область применения 240
Припуск—Понятие 316
Припуски на диаметр: при тонком (алмазном) растачивании отверстий
327; при хонинговании отверстий 378; при шлифовании отверстий
328
— на обработку наружных поверхностей тел вращения 318
— на толщину зуба при чистовом фрезеровании шлицев 329
— на тонкое обтачивание валов 319
— • на чистовое обтачивание валов 319
— на шлифование валов 320
— операционные: при протягивании отверстий 325; при фрезеровании
и полировании плоских поверхностей 326, 327; при шабрении отвер-
стий 326
— цементованного слоя 321
Прихватки, используемые при газовой сварке 103
Пробоины — Причины появления 9 — Холодная сварка 113—115
Проволока для металлизации 152, 154
— наплавочная — Диаметры 127, 129 — Марки 124, 126, 128 — Приме-
нение при вибродуговой наплавке 144 — Химический состав 126,
128
— порошковая — Изготовление и химической состав 118, 125 — Марки,
типы, химический состав 130 — Преимущества применения при на-
плавке открытой дугой 132
— самозащитная для смарки чугуна 118
— сварочная — Диаметры 127 — Марки 124, 126 — Применение: при
дуговой наплавке 144; при сварке низкоуглеродистой стали 103 —
Химический состав 126
— электродная: для наплавки в среде углекислого газа 135; для раз-
личных операций
Прокладки металлические — Марки металлов, среда и температура
применения 394
Проковка сварочных швов 104, 115, 117
Промежуточный припуск — Понятие 316
Прутки чугунные — Марки и химический состав 109
Псевдосплавы для металлизации 151, 152
«— порошковые 95
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
475
р
Работоспособность сопряжения — Восстановление посадки изменением
первоначальных размеров деталей 76, 77
Раздача — Применение 234
Раковины — Причины появления при вибродуговой наплавке 142
Растворы кислотные и щелочные 63, 64
Растрескивание коррозионное 11 — Причины образования 11, 12
— транскристаллитное 12
Резцы алмазные — Геометрические параметры 346
Ремни приводные клиновые — Склеивание самойулканизирующейся
пастой 409, 410
— плоские — Склеивание концов 409
Риски — Причины образования 9
Ролики однобортные и двубортные ходовой части трактора — Восста-
новление резьбовых отверстий и реборд 382 — Наплавочные уста-
новки 381 — Параметры 380, 381 — Схема технологического про-
цесса восстановления 381
Рукава резинотканевые и резинометаллические — Гидравлические испы-
тания 410 — Подготовка концов рукавов к восстановлению 410 —
Соединение со штуцерами 410
С
Сварка алюминия и его сплавов 120—122
Сварка низкоуглеродистой стали 103, 104
Сварка стали газовая — Подготовка и разделка кромок 101—103 —
Режимы 103 — Способы сварки и их выбор 99—101
— ручная дуговая 81, 83
Сварка чугуна — Получение шва из мягкой низкоуглеродистой стали
108 — Применение многослойного шва 107, 108 — Структурные пре-»
вращения в чугуне при нагреве 104, 105
— ацетиленокислородным пламенем 109
— газовая цветными сплавами 111
— горячая 105, 106 — Действие силы сварочного тока на глубину
проплавления 107 — Подготовка кромок трещины ПО — Применен
ние углерода из низкоуглеродистой стали 107
— медно-никелевыми электродами 116, 117
— полуавтоматическим способом 118—120
— холодная — Испытания гидравлические на герметичность 1J5 —
Методы устранения пор 116 — Структура сварного шва 112—* Схема
476
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
наложения валиков при сварке корпусных деталей 113
Сваркопайка 248, 249
Сверла. Диаметры сверл для обработки отверстий: под дюймовую резьбу
329, 330
— под метрическую резьбу 331
Себестоимость восстановления — Расчеты 445, 446 — Снижение себе-
стоимости 446, 447
Силицирование стали 266
Скручивание деталей 9
Смывка для удаления красок 63 — Составы смывок 64
Соединения сварные при газовой сварке — Типы 102
Сормайты 93 — Химический состав 96
Сплавы стеллитоподобные 93, 95 — Химический состав 96
— твердые наплавочные 93 — Состав шихты 95
Средства дефектации деталей 68, 70, 71
— дефектации деталей универсальные 68 — Рекомендации по приме-
нению 71, 73
— измерения отклонений формы и расположения плоскостей 72-—74
— контроля линейных размеров 69
— моющие щелочные 57, 59 — Состав и режимы применения 59, 100
— очищающие — Классификация 59
— растворяюще-эмульгирующие 61—63
— синтетические (для погружной очистки 61; для струйной очистки
60—62) — Типичные представители и температура применения 61
— технологического оснащения — Выбор режима выполнения опера-
ции 39 — Укрупненная классификация 40, 41
Станины — Способы устранения дефектов 358—361 — Характерные
дефекты 358
Стеллиты 93, 95, 96
Стенды для гидравлических испытаний корпусных деталей 69
Стоимость изношенной детали — Расчетная формула 445
Т
Термомеханическая обработка стали 257, 258
Технологическая база 303
Технология восстановления работоспособности деталей и узлов 75, 76
Типовые технологические процессы восстановления типовых поверх-
ностей — Оформление документа 36
Точение наплавленных поверхностей 347, 349
— наплавленных поверхностей твердосплавным инструментом 374 —
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
477
Материалы и параметры инструмента 343, 344
— различных материалов резцами из Карбонадо и природного алмаза
346, 347
— финишное резцами из кубического нитрида бора 348
Точность размеров при различных видах обработки: резанием 296—298;
типовых элементов деталей 298—300
Травление анодное 187
Трансформаторы сварочные 89 — Технические характеристики 92
Трещины — Выявление методом красок 74 — Заделка эпоксидной
пластмассой 217 — Причины образования 89, 142 — Схема разделки
краев при полуавтоматической сварке 119
— в корпусных деталях 69
— внутренние — Выявление ультразвуковой дефектоскопией 74
— в сплошных деталях 69
— в толстостенных деталях из чугуна при механической обработке 114
— в тонкостенных и крупногабаритных чугунных деталях 112—114
— поперечные 106, 107
У
Упрочнение поверхности взрывной волной 283
— методами: лазерного воздействия 269—271; электроискровой обра-
ботки 274—280
— ультразвуковое 284—288, 291, 292
— электроискровое — Материал и форма электродов 279, 280 —
Режимы 278
Упрочняюще-чистовая обработка деталей 280—292
Усталость коррозионная 11
Установка для вибродуговой наплавки 138
— для газовой и дуговой металлизации и напыления покрытий 151
— для газопламенного нанесения порошкового покрытия 164, 169
— для контактной приварки металлического слоя 145, 146
— для нанесения износостойких порошковых материалов 169, 171, 172
— для наплавки с газопламенной защитой 143
— для электролитического цинкования 203, 204
Участки газопламенного напыления и наплавки и газопорошковой
наплавки 174
Ф
Флюсы паяльные — Составы 244, 245 — Требования 241
— при автоматической наплавке 125
478
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
— при газовой и дуговой сварке алюминия 121
— при горячей сварке чугуна 109, НО
X
Химико-термическая обработка стали 258—266
Хонингование 337—339
Хром электролитический 180
Хромирование — Применение 179, 180
— стали диффузионное 266 -
— электролитическое 180—187
Ц
Цементация стали 258—261
— твердым карбюризатором 259
Цианирование (нитроцементация) стали 263—265
Цинкование — Выбор толщины покрытия 202 — Используемые элек-
тролиты 199—202 — Применяемые аноды 201, 202 — Режимы 199 —
Толщина покрытия 202 — Удаление недоброкачественного покрытия
203
— крепежных изделий 202
V специальное — Режимы 203
— электроконтактное 203, 204
Ч
Чеканка 283
Чертеж ремонтный 34, 35
Ш
Шабрение 361—363 — Виды 362
— с притиркой пастами ГОИ 364
Шатуны двигателей — Восстановление 431—434
Шероховатость поверхности — Понятие 293
— при различных видах обработки резанием 296—298
— типовых элементов деталей 298—300
Шлифование 334—336, 345
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
479
щ
Щит газораспределительный для контроля давления и расхода газов
при механизированном и ручном способе газопламенного напыления
172
Э
Эластомеры 223 — Состав, назначение, физико-механические свойства
224, 225 — Толщина пленки 229, 230 — Центробежная заливка 228
герметизирующие 223
Электроды — Выбор диаметра 95, 97 — Прокаливание перед наплавкой
401
— для ручной дуговой сварки 14
— из низкоуглеродистой стали для сварки чугуна 107
— из стеллитов 95
— медно-железные для сварки чугуна 116, 117
— медные 145
— на основе медно-никелевой проволоки 117, 118
— наплавочные 93, 94
— порошковые 93, 95
— сварочные с обмазкой 93
Электролиты для цинкования 200, 201
Электрометаллизаторы ручные и станочные 152
Электромеханическая обработка деталей 235, 236
СПРАВОЧНОЕ ИЗДАНИЕ
Молодык Николай Владимирович, Зенкин Анатолий Семенович
ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ МАШИН
Редактор Н. Е. Кузнецова
Художественный редактор С. Я. Голубев
Технический редактор Т. С* Старых
Корректоры: Т, В. Багдасарян, О. Ю. Садыкова
ИБ № 5693
Сдано в набор 19*09.88. Подписано в печать 03*01,89. Т-04202,
Формат 84X108V32- Бумага типографская № 2. Гарнитура литературная^
Печать высокая, Усл. печ, л. 25»2. Усл. кр.-отт. 25,2, Уч,-изд. л. 26,13. Тираж
60700 экз. Заказ 578. Цена 1р. 60 к.
Ордена Трудового Красного Знатгени издательство «Машиностроение»,
107076, Москва, Стромынский пер., 4
Ленинградская типография № 6 ордена Трудового Красного Знамени
Ленинградского объединения «Техническая книга» им. Евгении Соколовой
Со юз пол и гр афп ром а при Государственном комитете СССР
по делам издательств, полиграфии и книжной торговли»
193144, г4 Ленинград, ул, Моисеенко,. 10,
Восстановление
деталей
машин