/












































































































Автор: Шифман Д.Х.
Теги: электротехника радиоприемники акустические системы издательство энергия конструирование и производство
Год: 1965




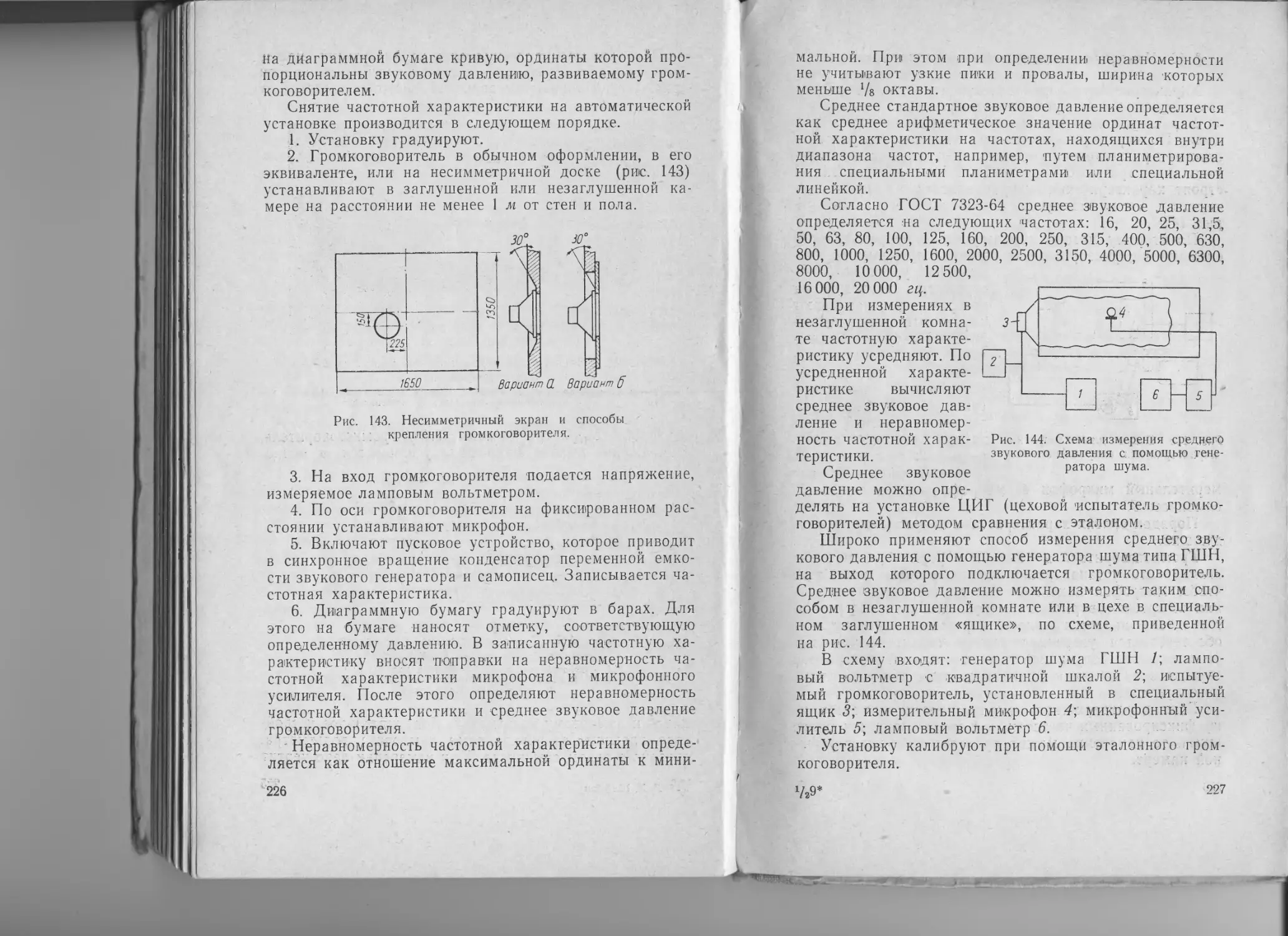
Текст
I
Д. X. Ш И Ф М я н
Д. X. ШИФМАН
ГРОМКОГОВОРИТЕЛИ
КОНСТРУИРОВАНИЕ
и ПРОИЗВОДСТВО
И 3 Д А Т Е Л Ь С Т ВО «ЭНЕРГИЯ»
МОСКВА 1 965 ЛЕНИНГРАД
УДК 621.395.623.7
Ш65
В книге изложены методы расчета и
проектирования динамических диффузор-
ных громкоговорителей, а также акустиче-
ских систем для радиоприемников, телеви-
зоров, других звуковоспроизводящих уст-
ройств и трансляционных сетей. Освещены
особенности производства громкоговорите-
лей и методов их испытания; рассмотрены
характеристики применяемых материалов.
Книга рассчитана на инженерно-техни-
ческих работников, связанных с производ-
ством громкоговорителей и проектирова-
нием акустических систем.
Шифман Давид Хаймович
ГРОМКОГОВОРИТЕЛИ
М.-Л., издательство «Энергия» 1965, 248 стр. с рис.
Сводный тематический план по радио-электронике и связи за 1965 г. № 149
Научный редактор В. А. Волгов Редактор 3. В. Власова
Обложка художника А. П. Кулакова Техн, редактор О. С. Житникова
Корректоры М. Э. Орешенкова и Э. А. Любченко
Сдано в производство 9/1V 1965 г. Подписано к печати 27/VIII 1965 г.
М-43223. Уч.-изд. л. 11,6. Печ. л. прив. 12,7. Бум. л. 3,87.
Формат 84Х108‘/з2. Тираж 7200. Цена 73 коп. Заказ 1078.
Ленинградская типография № 4 Главполиграфпрома Государственного коми-
тета Совета Министров СССР по печати, Социалистическая, 14.
ПРЕДИСЛОВИЕ
Широкое развитие технических средств радиовеща-
ния, улучшение его качества и повышение экономич-
ности играют исключительно важную роль в создании
материально-технической базы коммунизма.
Одним из основных элементов приемной радиове-
щательной аппаратуры, во многом определяющим ее
качественные и экономические показатели, является
громкоговоритель.
Наша промышленность немало сделала для совер-
шенствования конструкции громкоговорителей и рацио-
нализации технологии их производства. Однако эти ра-
боты недостаточно освещены в технической литературе.
Настоящая книга преследует цель в какой-то мере
восполнить этот пробел. Автор широко использовал свой
опыт конструирования громкоговорителей, акустических
систем и разработки технологии массового производства
динамических диффузорных громкоговорителей.
К сожалению, небольшой объем книги не позволил
рассмотреть другие типы громкоговорителей, также
представляющих большой интерес (узкогорлые рупор-
ные громкоговорители, громкоговорители с плоскими
мембранами типа «Ортофаз», «Блатхаллер», электро-
магнитные и пьезоэлектрические громкоговорители,
ионофоны и др.).
В первой и второй главах рассмотрены основные ха-
рактеристики громкоговорителей и их типичные кон-
струкции. В третьей главе описаны методы конструиро-
вания громкоговорителей и их элементов, а также
1* 3
акустических систем радиоприемников, предназначенных
для монофонического и стереофонического звуковоспро-
изведения. Вопросы производства и контроля громкого-
ворителей освещены в четвертой и пятой главах.
Автор выражает благодарность профессору
Б. Н. Можжевелову, кандидату техн, наук В. А. Волгову
и кандидату техн, наук Г. С. Гензелю за ценные указа-
ния, сделанные при подготовке рукописи к изданию.
Отзывы и замечания просьба направлять по адресу:
Ленинград, Д-41, Марсово поле, д. № 1, Ленинградское
отделение издательства «Энергия».
Автор
ГЛАВА ПЕРВАЯ
ПРИНЦИП ДЕЙСТВИЯ И ОСНОВНЫЕ
ХАРАКТЕРИСТИКИ ДИНАМИЧЕСКОГО
ДИФФУЗОРНОГО ГРОМКОГОВОРИТЕЛЯ
§ 1. Принцип действия
Динамический диффузорный громкоговоритель пред-
ставляет собой электроакустический преобразователь,
предназначенный для непосредственного излучения
звука в свободное воздушное пространство; он состоит
из излучающей части — конического диффузора и дви-
гателя — звуковой катушки, помещенной в постоянное
магнитное поле (рис. 1).
Сила, приводящая в аксиальное колебательное дви-
жение диффузор, возникает в результате взаимодей-
ствия переменного тока звуковой частоты, протекаю-
щего через цилиндрическую многовитковую звуковую
катушку, с постоянным магнитным полем, в котором по-
мещена эта катушка. Количественно сила взаимодей-
ствия определяется выражением [Л. 27]:
F = BelnI[H], (1)
где Ве—индукция в зазоре магнитной цепи, вб1м2\
1п — длина проводника звуковой катушки, ж;
/ — сила тока, а.
Под действием этой силы диффузор колеблется как
единое целое (т. е. как поршень) только до определен-
ной критической частоты. Эту область частотного диапа-
зона принято называть поршневым участком колебания
диффузора.
Как всякий электроакустический преобразователь,
громкоговоритель может быть представлен в виде четы-
рехполюсника с электрическим входом и механическим
5
выходом. Четырехполюсник можно уподобить транс-
форматору с коэффициентом трансформации 1 : Ве1п
(рис. 2), где Ве1я—коэффициент электромеханической
связи.
Левая (электрическая) часть эквивалентной схемы
содержит генератор электрического напряжения U
с внутренним сопротивлением Вё и звуковую катушку
с сопротивлением Re 'и индуктивностью Ье. Правая (ме-
ханическая) часть содержит сопротивление механиче-
ских потерь сопротивление излучения /?s, гибкость
подвесов подвижной системы Сп, массу подвижной си-
стемы т (состоящую из статической массы диффузора
Рис. 1. Схематический чертеж динамиче-
ского диффузорного громкоговорителя.
тд, массы звуковой катушки тк и соколеблюшейся
массы воздуха те).
Работа громкоговорителя описывается двумя уравне-
ниями:
а) для электрической части эквивалентной схемы
l/ = /Zc + B£/ny. [в], (2)
где Ze = Re -ф- foLe — полное электрическое сопротивле-
ние заторможенной звуковой ка-
тушки, ом;
со = 2л/— круговая частота, рад) сек.;
f — частота, гц;
Belnv.— э. д. с., возникающая при движении
звуковой катушки в магнитном
поле, в;
х— скорость колебания подвижной си-
стемы, м)сек;
б) для механической части эквивалентной схемы
F = xZ^-\-FА[н], (3)
6
где ZM — полное механическое сопротивление подвиж-
ной системы;
1
соСп
[н-сек/м],
(4)
FA = xZA— сила акустической реакции воздуха
при колебании подвижной системы, н;
ZA = Rs + XR— полное акустическое сопротивление,
н • сек!м\
Rs = р0 c^S^R's — активное сопротивление излучения,
н • сек!м\
Рис. 2. Эквивалентная схема динамического диффузорного
громкоговорителя.
XR — о0 — реактивное сопротивление излучения.
н • сек!м\
Qo — плотность воздуха, кГ)м?\
с0 — скорость распространения звука в воз-
духе, м)сек;
5Д—площадь излучающей части диффу-
зора, Л!2;
те— соколеблющаяся масса воздуха, кг;
R's— безразмерный коэффициент активной
части сопротивления излучения;
X'R— безразмерный коэффициент реактив-
ной части сопротивления излучения.
На рис. 3 представлена зависимость Rs и XR от
произведения kR^ для диффузора, колеблющегося в бес-
конечном экране, где k = — ; /?д — радиус излучающей
части диффузора.
7
Рис. 3. Безразмерные коэффициенты
активной и реактивной составляющих
сопротивления излучения.
Рис. 4. Эквивалентные схемы механической
(я) и электрической (15) цепей.
8
В области низких частот составляющие 7?s и XR мо-
гут быть представлены в виде [Л. 10]:
=-Р»-5>2 [н-сек/м],
s 2^0) д
[н-сек/м].
О
Решив совместно уравнения (2) и (3), получим вы-
ражения для полных сопротивлений электрической
(ZeM) и механической (ZMe) цепей:
В2/2
2еч — Re + j^Lc -------------~Т-------j~\
(Rn+tfs)-r-/ '>т--То)
9 9 аС"
Д.ге ~ (#п + Rs) + / ° J 1Н ’ Сек/м].
Re ^е
Из полученных выражений следует, что полное со-
противление электрической цепи равно сопротивлению
заторможенной катушки плюс внесенное сопротивление,
а полное сопротивление механической цепи равно меха-
ническому сопротивлению подвижной системы плюс вне-
сенное сопротивление электрической цепи громкоговори-
теля. Соответствующие эквивалентные схемы, справед-
ливые для случая, когда диффузор громкоговорителя
работает в области поршневого участка, изображены
на рис. 4.
§ 2. Полное электрическое сопротивление
Полное электрическое сопротивление громкоговори-
теля ZeM, представляющее собой отношение напряжения
на зажимах звуковой катушки к протекающему через-
нее току, определяется выражением (5).
При со = 0 полное электрическое сопротивление ZeM
равно омическому сопротивлению звуковой катушки.
С увеличением частоты оно возрастает и достигает мак-
симума на частоте механического резонанса подвижной
системы /о, т. е. когда инерционное сопротивление равно
сопротивлению гибкости подвесов:
coom - —.
«оСп
9
В этом случае
^ем — Re + /ЧА + е п |ши]. (7)
ап ~г l\s
Если резонанс подвижной системы наступит в об-
ласти низких частот, членами сооД? и Rs можно прене-
бречь и выражение (7) упростится:
р2 /2
2ем„=^ + ~1М.
К п
Рис. 5. Частотная характеристика полного сопротивления.
в2/2
Но так как-------> Re, то приближенно на круго-
Rn
вой частоте сое
о2 /2
Zp ( [ОЛ1].
еч Rn
На более высоких частотах можно пренебречь со-
противлениями гибкости и механических потерь, так как
они значительно меньше инерционного сопротивления.
Тогда
/ В2 /2 \
4М=^ + / —— М].
\ сот /
В2/2
При =---------- полное электрическое сопротивле-
ния
ние получится равным омическому сопротивлению. Эту
частоту /1 принято называть частотой электромеханиче-
ю
ского резонанса громкоговорителя. На более высоких
частотах сопротивление увеличивается благодаря влия-
нию индуктивности звуковой катушки и вследствие
уменьшения вносимого сопротивления. Поэтому на вы-
соких частотах полное электрическое сопротивление
7 — 7
^ем'
Зависимость полного электрического сопротивления
динамического диффузорного громкоговорителя от ча-
стоты показана на рис. 5.
§ 3. Частотная характеристика громкоговорителя
по звуковому давлению
Частотная характеристика громкоговорителя по зву-
ковому давлению есть зависимость звукового давле-
ния р, развиваемого громкоговорителем, от частоты,
Рис. 6. Реальная частотная характеристика динамического
диффузорного громкоговорителя по звуковому давлению.
в точке, находящейся на фиксированном расстоянии от
громкоговорителя по его оси, при постоянстве напряже-
ния, подводимого к громкоговорителю.
Частотная характеристика изображена на рис. 6.
По оси ординат откладывается уровень звукового дав-
ления р в децибелах, а по оси абсцисс — в логарифми-
ческом масштабе частота в герцах. Частотные характе-
ристики можно снимать при любой подводимой к гром-
коговорителю мощности. Но для сравнения различных
громкоговорителей частотную характеристику услови-
лись снимать при напряжении, соответствующем
11
мощности 0,1 ва, на частоте 1000 гц\ давление измеряют
на расстоянии 1 м от громкоговорителя или приводят к 1 м
при измерениях на других расстояниях. Эту величину
принято называть стандартным звуковым давлением рСт.
Неравномерность W частотной характеристики пред-
ставляет собой отношение максимального звукового дав-
ления к минимальному и выражается в децибелах, т. е.
A?.= 201g^£ [дб].
Рмин
Для упрощения вывода уравнения частотной харак-
теристики примем что:
а) диффузор в рассматриваемом диапазоне частот
колеблется как поршень и является ненаправленным
Источником;
б) громкоговоритель помещен в бесконечный экран;
в) расстояние г настолько велико, что точка наблю-
дения находится в дальнем поле.
При этом звуковое давление, развиваемое громкого-
ворителем, равно [Л. 36]:
Р = [н/м2} (8)
Г
Подставим вместо х его значение
х = [м/сек],
|ZmI
в котором F определяется выражением
/7 = ----[Н].
У(^ + 7?е)2+(«>Ч)2
Учитывая (4), получим
/? =............. ^L^Po--------- (8а)
rV(R^Rey+^Ley. ]/(Rn+Rsy^>m-~^
Полученное выражение представляет собой частот-
ную характеристику громкоговорителя по звуковому дав-
лению.
Рассмотрим четыре режима работы громкоговори-
теля.
12
1. На частотах, лежащих ниже частоты механиче-
ского резонанса подвижной системы, подвижная си-
стема громкоговорителя управляется гибкостью подве-
сов. При этом можно пренебречь членами: (/?n + Rs)
и от, и выражение (8а) принимает вид
__ 2кВе/п^^д/2Роб’п г^/^21
3 r(Rg + Re)
(9)
В этом случае звуковое давление изменяется пропор-
ционально квадрату частоты.
2. При механическом резонансе подвижной системы
1
громкоговорителя, т. е. при соо^=-----,
со0С п
р = -------------------- [н/м2
2 r(Rg + Re)(Rn + Rs)
(10)
В «той области звуковое давление пропорционально
частоте.
3. На частотах выше резонансной, когда система уп-
равляется массой, можно пренебречь членами ——
О)СП
(/?n+7?.s); coLe. Тогда уравнение частотной характери-
стики примет вид
= Ве/п^5дРо [я/>12]
8 2кг (Rg 4- Re) т
(П)
В этой области, простирающейся до высоких частот,
на которых уже нельзя пренебрегать индуктивным со-
противлением звуковой катушки, звуковое давление не
зависит от частоты.
4. Если предположить, что coLe^> Rg + Re, то выраже-
ние (11) примет вид
= BelnUSrft [«Ли2].
4 4r^rfLem
(12)
Следовательно, в этом случае звуковое давление
с ростом частоты уменьшается. Ход идеальной частот-
ной характеристики громкоговорителя показан на рис. 7.
13
Рис. 7. Идеальная частотная характеристика громкоговори-
теля по звуковому давлению.
Рис. 8. Характер колебаний диф-
фузора.
14
В реальных условиях диффузор колеблется как пор-
шень только до своей критической частоты
^кр = 2^ 1гЦ1'
На частотах выше критической фазы колебаний от-
дельных участков диффузора различны, вследствие чего
появляются пики и провалы в частотной характеристике.
На рис. 8 показан характер колебаний диффузора с диа-
метром излучающей части 180 мм и углом раствора 118°.
Как видно из рисунка, на частотах 420, 500 и 650 гц
возникают радиальные узлы; на частотах 940—НООг^ —
круговые узловые линии, при которых подвес диффузора
и его коническая часть колеблются в противофазе. Это
вызывает значительный провал в частотной характери-
стике. На частоте 2150 гц возникают радиальные и кру-
говые узловые линии. На частотах 2800 и 3800 гц
в конической части диффузора возникает множество кру
говых узловых линий, колеблющихся в противофазе.
Наконец, на самых высоких частотах колеблется только
часть конуса, расположенного вблизи звуковой катушки.
Реальная частотная характеристика громкоговори-
теля приведена на рис. 6. Как видно из рисунка, частот-
ным характеристикам присущи два вида искажений:
а) ограничение полосы частот; б) пики и провалы вну-
три воспроизводимого диапазона частот.
Уменьшение частотных искажений, в особенности
расширение полосы воспроизведения, достигается ценой
усложнения и удорожания конструкции громкоговори-
теля. Поэтому были проведены значительные исследова-
ния для установления допустимых частотных искажений,
в зависимости от класса качества воспроизведения.
Для звуковоспроизводящей аппаратуры установлено
четыре класса качества воспроизведения. Частотные
диапазоны для этих классов приведены ниже:
Класс Диапазон частот, гц
Высший............... 30—20 000
Первый .............. 50—10 000
Второй............... 80—7000
Третий ;...... 150—4000
Исследования показали также допустимость приме-
нения для. достаточно разборчивого воспроизведения
15
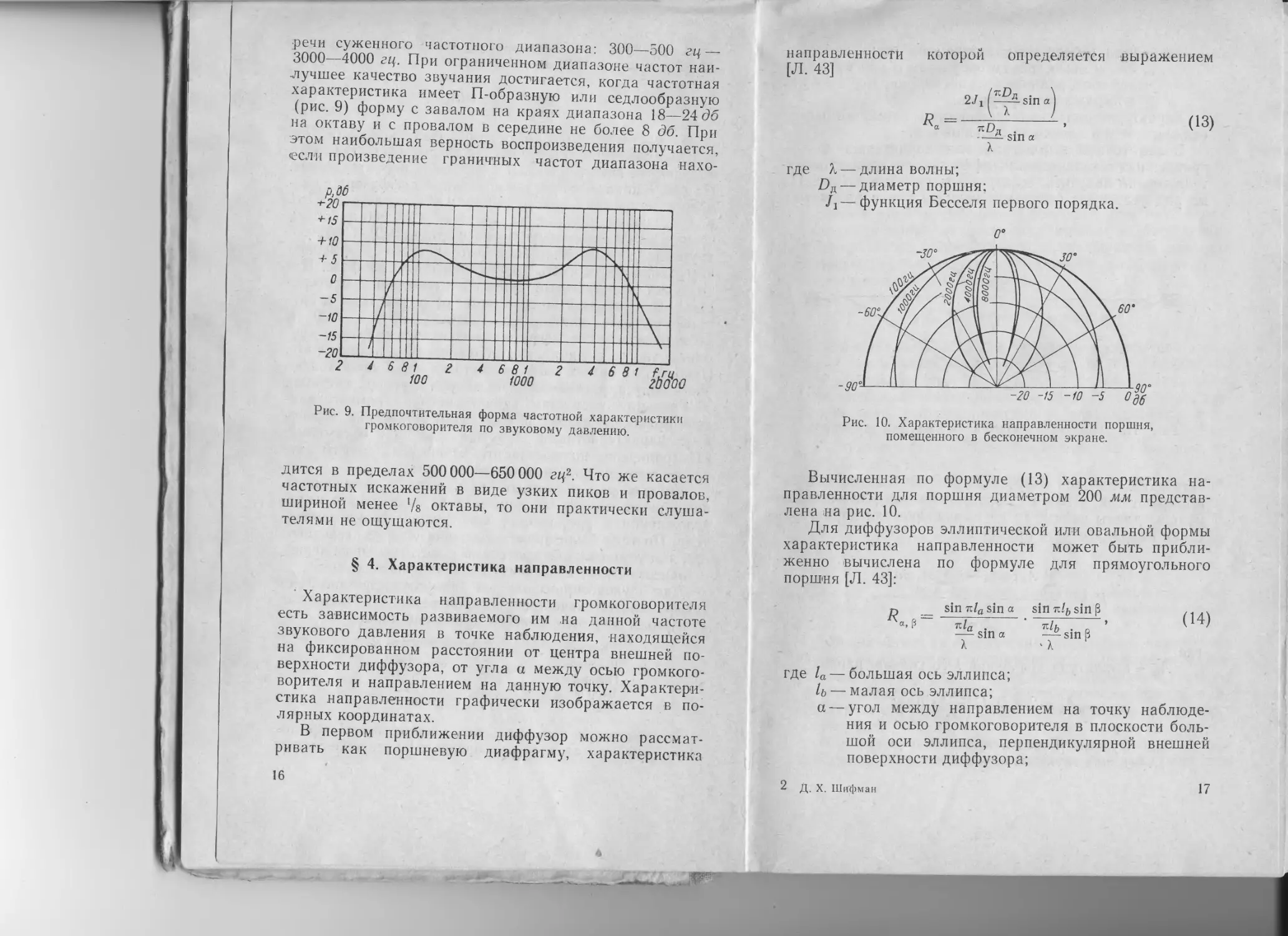
•речи суженного частотного диапазона: 300—500 гц—
3000—4000 гц. При ограниченном диапазоне частот наи-
лучшее качество звучания достигается, когда частотная
характеристика имеет П-образную или седлообразную
(рис. 9) форму с завалом на краях диапазона 18—24 дб
на октаву и с провалом в середине не более 8 дб. При
этом наибольшая верность воспроизведения получается,
«если произведение граничных частот диапазона нахо-
Рис. 9. Предпочтительная форма частотной характеристики
громкоговорителя по звуковому давлению.
дится в пределах 500 000—650 000 гц2. Что же касается
частотных искажений в виде узких пиков и провалов,
шириной менее 1/8 октавы, то они практически слуша-
телями не ощущаются.
§ 4. Характеристика направленности
Характеристика направленности громкоговорителя
есть зависимость развиваемого им на данной частоте
звукового давления в точке наблюдения, находящейся
на фиксированном расстоянии от центра внешней по-
верхности диффузора, от угла а между осью громкого-
ворителя и направлением на данную точку. Характери-
стика направленности графически изображается в по-
лярных координатах.
В первом приближении диффузор можно рассмат-
ривать как поршневую диафрагму, характеристика
16
направленности которой определяется выражением
[Л. 43]
(13)
где Z — длина волны;
£)д — диаметр поршня:
Л—функция Бесселя первого порядка.
Рис. 10. Характеристика направленности поршня,
помещенного в бесконечном экране.
Вычисленная по формуле (13) характеристика на-
правленности для поршня диаметром 200 мм представ-
лена на рис. 10.
Для диффузоров эллиптической или овальной формы
характеристика направленности может быть прибли-
женно вычислена по формуле для прямоугольного
поршня [Л. 43]:
sin izla sin a sin sin 3
— sin a — Sin 3
X ' X
(14)
где la — большая ось эллипса;
1ь — малая ось эллипса;
a — угол между направлением на точку наблюде-
ния и осью громкоговорителя в плоскости боль-
шой оси эллипса, перпендикулярной внешней
поверхности диффузора;
2 Д. X. Шифман
17
р — угол между направлением на точку наблюде-
ния и осью громкоговорителя в плоскости ма-
лой оси эллипса, перпендикулярной внешней
поверхности диффузора.
Характеристика направленности в плоскости малой
оси шире, чем в плоскости большой оси.
Более точное выражение для характеристики на-
правленности конического диффузорного громкоговори-
теля можно получить, если разбить диффузор (рис. 11)
на ряд усеченных конусов и каждый конус рассматри-
Рис. И. Диффузор, разделенный на ряд усеченных
конусов.
вать как кольцевой излучатель [Л. 43]. Высоты конусов
выбирают так, чтобы их образующие были значительно
меньше длины волны. Тогда выражение для характери-
стики направленности примет вид
п п
2 Akcos bk — i 2 Aksin °*
= , (15)
2^
k~0
где
Ak — амплитуда колебаний й~го кольца, равная:
— 2nrkDkJQ
Jo — функция Бесселя нулевого порядка;
А0 — длина звуковой волны в воздухе;
18
— фаза колебаний &-го кольца, определяемая вы-
ражением:
е 2к /+ rf2 + ... + 4 + Рл+ р? + • • • + \ s а;
\ ^0 h )
Хд — длина звуковой волны в диффузоре.
Остальные величины показаны на рис. И.
Из выражения (15) следует, что характеристика на-
правленности громкоговорителя зависит от частоты и
с повышением ее становится острее. Кроме того, харак-
теристика направленности расширяется с увеличением
угла раствора диффузора и с уменьшением скорости
распространения звука в материале диффузора, т. е.
с уменьшением его плотности.
§ 5. Нелинейные искажения
Нелинейными искажениями громкоговорителя назы-
вают такие искажения, которые приводят к появлению
при воспроизведении дополнительных составляющих, от-
сутствовавших в электрическом сигнале. Различают гар-
монические, субгармонические и модуляционные нели-
нейные искажения.
Гармонические нелинейные искажения вызывают по-
явление обертонов.
Коэффициент гармонических нелинейных искажений
определяется как
Kf = —Кр2 + рз+--- + рп 100о/^
VР21 + Р22 + Рз + • • • + Рп
где pi — звуковое давление основной частоты;
р2, Рз • • • Рп — звуковые давления высших гармо-
ник.
Нелинейные гармонические искажения появляются
в громкоговорителях, как правило, на низших частотах,
а также вблизи резонансных частот подвижной системы
или ее элементов. На рис. 12 представлена частотная ха-
рактеристика коэффициента гармонических нелинейных
искажений.
Одним из источников гармонических нелинейных
искажений является нелинейность гибкости подвесов
2* 19
подвижной системы, вызывающая при больших амплиту-
дах появление третьей гармоники. Второй источник нели-
нейных искажений -— осевая неоднородность магнитного
поля в рабочем зазоре магнитной цепи. При больших
амплитудах она приводит к появлению второй гармо-
ники. Третий источник нелинейных искажений, приводя-
щий к появлению второй гармоники,— нелинейность уп-
ругости воздуха в замкнутом задиффузорном объеме
или в замкнутом объеме под центрирующей гофрирован-
ной шайбой.
flU-LLU -Ш1 Hill I 111.1,1 ПН 1.1 ILL LU rriEJJ
30 50 100 200 500 WOO 2000 5000 W000
Рис. 12. Частотная характеристика коэффициента гар-
монических нелинейных искажений.
Исследования показали, что значения допустимых
нелинейных искажений зависят от диапазона воспроиз-
водимых частот; при более широком диапазоне допусти-
мы меньшие значения нелинейных искажений. Было так-
же установлено, что на низких частотах допустимы
большие нелинейные искажения, чем на высоких, и что
нелинейные искажения в узкой полосе частот, характер-
ные для динамических громкоговорителей, менее ощу-
тимы, чем нелинейные искажения во всем частотном
диапазоне, характерные для электронных устройств.
В табл. 1 приведены разработанные автором нормы
допустимых нелинейных искажений.
Модуляционные искажения возникают при подведе-
нии к звуковой катушке напряжений: низкочастотного
(100—200 гц) и высокочастотного (3000—4000 гц), од-
новременно приводящих в движение подвижную систему
громкоговорителя. Излучаемые при этом высокочастот-
20
Таблица 1
Частота, гц Максимальный коэффициент нелинейных искажений, %
Диапазон частот громкоговорителя, гц
30-20 000 50—10 000 80—7 000 150-4000
До 50 20
» 100 10 10 — —
100—200 5 5 7 —
200—4000 3 5 5 7
Свыше 4000 2 3 — —
ные акустические колебания модулируются низкочастот-
ными. Результирующие частотно-модулированные звуко-
вые колебания состоят из колебаний несущей частоты
с двумя боковыми полосами. Модуляционные искажения
проявляются в виде хрипа и неприятного жесткого темб-
ра. Величина их определяется по формуле [Л. 7]:
4,5.10-4/^
~"7Й—'°'
(17)
где Км — отношение среднеквадратичной мощности, за-
ключенной в спектре боковых полос, ко всей
излучаемой мощности, %;
fi — модулирующая частота, гц;
f2— модулированная частота, гц;
РА — акустическая мощность на заданной часто-
те, вт.
Субгармонические нелинейные искажения возникают
вследствие колебаний отдельных частей диффузора с по-
ловинной частотой подводимого напряжения [Л. 31].
Для пояснения этого явления рассмотрим стержень,
полужестко заделанный одним концом (рис. 13,а).
Допустим, что под действием некоторой силы F он
прогнется вверх и займет положение I. Если пре-
кратить действие силы, то вследствие инерции стер-
жень примет положение II. Теперь при повторном дей-
ствии на стержень силы F он прогнется вниз, перейдя
в положение III. Если же сила F изменяется по
21
гармоническому закону с частотой f, то стержень будет
колебаться с частотой Д
2
Силу, действующую на диффузор, можно разложить
на две составляющих: ‘направленную вдоль образующей
диффузора и перпендикулярную ей (рис. 13,6). Субгар-
монические колебания возникают только от действия
продольной составляющей.
Нелинейные искажения громкоговорителя опреде-
ляют его номинальную мощность.
Рис. 13. Механизм образования субгармо-
нических нелинейных искажений: а — коле-
бания стержня; б — распределение сил
в диффузоре.
Под номинальной мощностью громкоговорителя по-
нимается максимальная подводимая электрическая мощ-
ность, при которой коэффициент нелинейных искажений
не выходит за пределы норм, допустимых для данного
типа громкоговорителя, и при длительной эксплуатации
на которой громкоговоритель не выходит из строя.
Номинальной мощности соответствует- номинальное
звуковое давление, которое связано со стандартным зву-
ковым следующим соотношением:
Рн= Рет/Ж-
§ 6. Коэффициент полезного действия
Коэффициент полезного действия динамического
диффузорного громкоговорителя представляет отноще*
ние излучаемой акустической мощности к подводимой
электрической и определяется выражением
т; = 3-10-’-^- %. (18)
Здесь Q — коэффициент осевой концентрации, пред-
ставляющий собой отношение излучаемой мощности не-
направленного источника к мощности направленного,
при одном и том же осевом звуковом давлении.
Коэффициент полезного действия можно выразить
также следующей приближенной формулой, в зависимо-
сти от конструктивных параметров громкоговорителя
[Л. 10]:
п2 у gZ
71 = 5,9-10~4 еол[%]. (19)
Рет2
Здесь Vo — объем провода звуковой катушки, м3;
ре — удельное сопротивление проводника звуко-
вой катушки, ом>м.
Измерение коэффициента полезного действия свя-
зано с большими трудностями, поэтому эффективность
громкоговорителя оценивают по стандартному звуковому
давлению или среднему стандартному звуковому дав-
лению.
Среднее стандартное звуковое давление рст.ср пред-
ставляет собой среднюю арифметическую сумму орди-
нат частотной характеристики стандартного звукового
давления.
ГЛАВА ВТОРАЯ
КЛАССИФИКАЦИЯ и конструкции
ДИНАМИЧЕСКИХ ДИФФУЗОРНЫХ
ГРОМКОГОВОРИТЕЛЕЙ И АКУСТИЧЕСКИХ
СИСТЕМ
§ 7. Классификация
Динамические громкоговорители классифицируют
по электроакустическим, конструктивным и эксплуата-
ционным признакам.
По электроакустическим признакам громкоговори-
тели делят: а) в зависимости от полосы эффективно
воспроизводимых частот,— на узкополосные (низкоча-
стотные, среднечастотные и высокочастотные) и широ-
кополосные; б) по номинальной электрической мощ-
ности— в соответствии с ГОСТ 9010-59; в) по элек-
трическому сопротивлению звуковой катушки,— на
низкоомные (до 20 ом) и высокоомные (выше 20 ом).
По конструктивным признакам принято различать:
а) в зависимости от устройства подвижной си-
стемы,— простые громкоговорители, имеющие подвиж-
ную систему, состоящую из одной звуковой катушки и
одного диффузора, и сложные, подвижная система ко-
торых содержит либо несколько катушек, либо несколько
диффузоров; к сложным следует отнести также агре-
гаты из нескольких простых громкоговорителей, выпол-
ненных в виде единой конструкции, например, системы
коаксиальных громкоговорителей;
б) в зависимости от формы диффузора,— громкого-
ворители с круглыми, овальными или эллиптическими
диффузорами;
в) по конструкции магнитной цепи,— громкоговори-
тели с кольцевыми или керновыми постоянными магни-
тами и громкоговорители с подмагничиванием.
24
По эксплуатационным признакам громкоговорители
разделяются на нормальные, предназначенные для экс-
плуатации в комнатных условиях при температуре
от 15° С до 35° С и относительной влажности до 85%;
влагостойкие, для работы при температуре от —20° С
до 60° С и влажности до 93%, и тропикоустойчивые,
приспособленные к работе в условиях тропического
климата.
Громкоговорителям придают условные обозначения,
состоящие из цифр и букв. Согласно ГОСТ 9010-59,
первая цифра обозначает номинальную мощность гром-
коговорителя в ваттах; первая буква Г — «громкогово-
ритель»; вторая Д обозначает тип громкоговорителя —
«динамический» и последняя цифра — номер разра-
ботки. Например, обозначение диффузорного громкого-
ворителя 10ГД5 расшифровывается так: «Громкоговори-
тель 10-ваттный, динамический, пятой разработки».
В обозначениях тропикоустойчивых громкоговори-
телей добавляется буква Т. Например, 10ГД5Т.
§ 8. Конструкции
Рассмотрим наиболее типичные конструкции совре-
менных динамических громкоговорителей.
Простой динамический громкоговоритель с кольце-
вым магнитом (рис. 14) имеет подвижную систему, со-
стоящую из намотанной на бумажном каркасе звуковой
катушки /, помещенной в кольцевом воздушном зазоре
магнитной цепи, и бумажного конического диффузора 2,
жестко соединенного с каркасом звуковой катушки. Ко-
нический диффузор заканчивается гофрированным под-
весом, предназначенным для облегчения аксиального
перемещения диффузора и затрудняющим его радиаль-
ное перемещение. Плоский воротник на конце гофри-
рованного подвеса прикрепляется к ободу металличе-
ского диффузородержателя 3, поверх края которого
наклеиваются картонные секторы 4. Диффузородержа-
тель жестко прикреплен к магнитной цепи.
Для обеспечения центрального положения звуко-
вой катушки и ее свободного аксиального перемеще-
ния в зазоре магнитной цепи, к каркасу звуковой ка-
тушки или к шейке диффузора прикрепляется цен-
трирующая шайба 5, воротник которой приклеивается
25
Рис. 14. Динамический гром-
коговоритель с круглым диф-
фузором и кольцевым постоян-
ным магнитом.
к диффузородержателю. Выводы звуковой катушки при-
клеивают к ее каркасу и диффузору и припаивают к спе-
циальным переходным контактам 6— пустотелым заклеп-
кам или скобочкам. К последним припаивают гибкие
проводники 7. Иногда проводники припаивают непосред-
ственно к выводам звуковой катушки. С другого конца
гибкие проводники припаивают к контактам S, закреп-
ленным на диффузородер-
жателе при помощи резино-
вых амортизаторов.
Магнитная цепь громко-
говорителя включает коль-
цевой постоянный магнит 10
и магнитопровод из магни-
томягкого материала. Маг-
нитопровод, в свою очередь,
состоит из двух фланцев 9
и 11 и керна 12. На керн,
один конец которого запрес-
совывается в нижний фла-
нец, надевается кольцевой
магнит; второй конец керна
вставляется в отверстие
верхнего фланца, образуя
кольцевой рабочий воздуш-
ный зазор магнитной цепи.
Магнитные цепи с кольце-
выми магнитами весьма тех-
нологичны и поэтому нахо-
дят широкое применение в
массовых моделях. Для
уменьшения их стоимости,
как правило, применяют
магниты из алюминиеникелевого сплава или прессован-
ные магниты из феррит-бария.
Основным недостатком магнитных цепей с коль-
цевыми магнитами является наличие у последних боль-
ших внешних магнитных полей рассеяния, вследствие
чего они не могут применяться в телевизорах и радио-
приемниках с внутренними поворотными магнитными
антеннами.
Диффузородержатель, предназначенный для за-
крепления подвижной системы, имеет профиль усечен-
26
шайба
приклеивается к специальной
с эллиптическим диффузором
и керновым магнитом.
Рис. 15. Динамический громкоговори-
тель (
кого конуса с отверстиями по образующей. Отверстий
препятствуют образованию замкнутого воздушного
объема между диффузором и диффузородержателем й
облегчают сборку громкоговорителя.
Центрирующая шайба в некоторых конструкциях
прикрепляется к металлическому мостику, который
привинчивается к диффузородержателю.
В новейших конструкциях центрирующая
с плоским воротником
полочке на дйффузоро-
держателе, а если она
имеет краевой гофр,
то — к основанию диф-
фузородержателя, в ко-
тором для 'прочности
склейки делается спе-
циальная канавка.
Громкоговорители с
круглыми диффузора-
ми просты в производ-
стве, и потому получи-
ли широкое распро-
странение. Применяют
также громкоговори-
тели с овальными или
эллиптическими диф-
фузорами, обладающие
более широкой диа-
граммой направленно-
сти в плоскости малой
оси. Они удобны для
размещения в радиоприемниках и особенно в телевизо-
рах и проигрывателях и позволяют уменьшить гаоариты
последних.
В громкоговорителях с эллиптическими диффузо-
рами, применяющихся в телевизорах, используют маг-
нитные цепи с керновыми магнитами, обладающие ма-
лыми полями рассеяния, благодаря экранирующему
действию магнитопровода из магнитомягкого ма-
териала.
Конструкция динамического громкоговорителя с кер-
новым магнитом и эллиптическим диффузором пока-
зана на рис. 15. Магнитная цепь состоит из кернового
27
Магнита /, скобы или стакана 2, круглого полюсного
наконечника 3 и верхнего фланца 4.
Для получения более компактной конструкции в этих
магнитных цепях обычно применяют постоянные маг-
ниты с наиболее высокой удельной магнитной энергией
из сплавов с кобальтовой присадкой типа ЮНДКА 24
(АНКО4), ЮНДКА 25А. Широко распространяются
громкоговорители с диффузорами, имеющими криволи-
нейную образующую
(рис. 16). Применение та-
кого диффузора значи-
тельно уменьшает субгар-
монические искажения в
области средних частот,
возникающие вследствие
прогиба диффузора, и
у в ел ич ив а ет ж есткость
вершины диффузора. Это
способствует более эф-
высоких частот.
Рис. 16. Динамический громкого-
воритель с диффузором, имеющим
криволинейную образующую.
фективному воспроизведению
Криволинейная образующая представляет собой
либо участок экспоненциальной кривой, либо дугу ок-
ружности определенного радиуса. В эллиптических
Рис. 17. Динамический громкоговоритель с магнитной цепью,
расположенной внутри диффузора.
диффузорах кривизна образующей не остается постоян-
ной, а изменяется пропорционально радиусу-вектору
эллипса.
Для получения плоской конструкции динамического
громкоговорителя в некоторых моделях магнитную цепь
помещают внутри конической части диффузора (рис. 17).
Эта конструкция удобна для размещения в переносных
радиоприемниках и проигрывателях, но более сложна
в изготовлении и в области средних и высоких частот
создает пики и провалы в частотной характеристике.
28
Поэтому такйе конструкции громкоговорителей мало
распространены.
Благодаря применению магнитов из феррит-барий
созданы такие плоские конструкции магнитных цепей
с кольцевыми магнитами, высота которых намного
больше, чем у громкоговорителей с магнитной цепью,
расположенной внутри диффузора.
Для исключения внешних магнитных полей рассея-
ния применяют конструкции громкоговорителей с маг-
Рис. 18. Динамический громкоговоритель с магнит-
ной цепью из двух ферритобариевых магнитов.
ниткой цепью из двух ферритобариевых магнитов
(рис. 18).
Магнитная цепь состоит из стакана 2, верхнего
фланца 4 и двух магнитов: нижнего 1 в виде сплошного
цилиндра и верхнего 3 кольцевого. На нижний ци-
линдрический магнит -наложен круглый фланец 5, в ко-
тором запрессован керн 6. На керн надет кольцевой
магнит, одним полюсом соприкасающийся с нижним,
а вторым — с верхним фланцами. В зазоре магнитные
потоки от обоих магнитов складываются.
В другой конструкции громкоговорителя с малыми
внешними магнитными полями рассеяния (рис. 19)
магнитная цепь с кольцевым магнитом из феррит-бария
располагается внутри диффузородержателя, прикреп-
ленного к нижнему фланцу.
Магнитная цепь громкоговорителя с подмагничива-
нием (рис. 20) состоит из скобы или стакана 3, верх-
него фланца 1 и керна 5, на который надета катушка
подмагничивания 4.
29
Катушку подмагничивания из тонкого провода на-
матывают на изоляционный каркас или на оправку и
изолируют киперной лентой. Для увеличения теплоот-
дачи и электрической прочности катушку пропитывают
специальными лаками или компаундами. Катушку
обычно питают выпрямленным переменным током, ко-
торый, вследствие недостаточной фильтрации, имеет и
переменную составляющую, создающую фон.
Для устранения фона на керн устанавливают допол-
нительную так называемую антифонную катушку 2,
включаемую последовательно со звуковой катушкой.
Рис. 19. Динамический громкоговоритель с магнит-
ной цепью, расположенной внутри диффузородержа-
теля.
Число ее витков и направление включения выбирают
с учетом наилучшей компенсации напряжения фона.
Для уменьшения потерь сопротивление антифонной ка-
тушки должно быть в 10—15 раз меньше сопротивления
звуковой.
Магнитные цепи с подмагничиванием широко при-
менялись до появления высокомагнитных сплавов. В на-
стоящее время они практически вышли из употребле-
ния, так как они менее технологичны и более дороги,
чем магнитные цепи с постоянными магнитами. Кроме
того, катушка подмагничивания является тепловым
источником и уменьшает номинальную мощность гром-
коговорителя.
На рис. 21 представлена конструкция диффузорного
громкоговорителя с комбинированной магнитной цепью,
состоящей из постоянного магнита и катушки подмаг-
ничивания, которая увеличивает индукцию в зазоре
магнитной цепи. Громкоговорители с комбинированной
магнитной цепью обычно применяют в радиоприемни-
30
ках, в которых катушка подмагничивания используется
в качестве дросселя выпрямительного фильтра. Как и
в громкоговорителе с подмагничиванием, здесь необхо-
дима антифонная катушка.
Громкоговорителям с комбинированной магнитной
цепью присущи все недостатки, свойственные громко-
говорителям с подмагничиванием, поэтому применение
их ограниченно.
Сложные громкоговорители обычно имеют два диф-
фузора или две звуковые катушки, или состоят из не-
Рис. 20. Электродинамический
громкоговоритель, имеющий маг-
нитную цепь с подмагничиванием.
Рис. 21. Диффузорный громко-
говоритель с комбинированной
магнитной цепью.
1 — катушка подмагничивания; 2 —
постоянный магнит; 3 — антифонная
катушка.
скольких громкоговорителей, соединенных конструк-
тивно в единое целое.
На рис. 22, а представлена конструкция диффузор-
ного громкоговорителя, состоящего из катушки с двумя
диффузорами. Диффузор 1 является обычным, а диф-
- фузор 2 имеет меньший угол раствора, вследствие чего
обладает большой жесткостью и более эффективно вос-
производит высокие частоты. Современные модели та-
ких двухдиффузорных громкоговорителей воспроиз-
водят частоты до 18 000—20 000 гц. Благодаря второму
диффузору вес подвижной системы увеличивается и
расширяется полоса воспроизведения в области нижних
частот, как это показано на рис. 22, б. В двухдиффу-
зорных громкоговорителях применяют круглые и эллип-
тические диффузоры. Основным их недостатком является
относительно малый к. п. д. вследствие увеличения
массы подвижной системы.
31
Громкоговоритель, показанный на рис. 23, состоит
из одного диффузора и двух катушек Ki и Кг, намотан-
ных на один каркас и разделенных специальным гоф-
рированным пояском Г.
На низких частотах ток течет через обе катушки; на
высоких катушка Ki шунтируется емкостью, поэтому
Рис. 22. Громкоговоритель с двумя диффузорами: а —
конструкция и б—его частотная характеристика:
/ — без дополнительного диффузора; 2 — с дополнительным диф-
фузором.
ток протекает только через верхнюю, высокочастотную
катушку Кг- При этом нижняя катушка отключается
как электрически, так и механически, общая масса
подвижной системы становится меньше, и воспроизве-
дение высоких частот улучшается.
Этот тип громкоговорителя относится к широкопо-
лосным, однако эффективность воспроизведения высо-
32
ких частот у него хуже, чем у двухдиффузорного. Кроме
того, он значительно сложнее в производстве и требует
большей затраты материалов. Поэтому двухкатушечные
громкоговорители не нашли широкого применения.
Рис. 23. Двухкатушечный громкоговоритель
и схема его включения.
Многоэлементный или коаксиальный громкогово-
ритель состоит из нескольких конструктивно объединен-
ных простых громкоговорителей, звуковые катушки ко-
Рис. 24. Коаксиальный громкоговоритель с оди-
ночным высокочастотным диффузорным громко-
говорителем и схема его включения.
торых включены через фильтры. На рис. 24 представ-
лена конструкция коаксиального громкоговорителя,
состоящего из низкочастотного громкоговорителя /,
внутри большого диффузора которого помещен малый
высокочастотный диффузорный громкоговоритель 2.
33
Как видно из рисунка, высокочастотный громкогово-
ритель прикрепляется к диффузородержателю низкоча-
стотного. При этом края обоих диффузоров выдер-
живаются на одном уровне.
Коаксиальные громкоговорители обеспечивают бо-
лее равномерную частотную характеристику в широком
диапазоне частот, благодаря тому, что они состоят из
двух узкополосных громкоговорителей, в каждом из ко-
торых легче получить большую равномерность частот-
ной характеристики. Им также свойственна расширен-
Рис. 25. Коаксиальный громкоговоритель
с двумя высокочастотными диффузорными
громкоговорителями, оси которых расположены
под углом, и схема включения.
ная характеристика направленности в более широком
диапазоне частот, так как высокочастотный громкого-
воритель имеет диффузор с малой площадью излучаю-
щей поверхности.
Еще более равномерную характеристику направлен-
ности можно получить, применяя два высокочастотных
громкоговорителя, оси которых расположены под углом
друг к другу (рис. 25). Высокочастотные громкоговори-
тели 2 крепятся к керну низкочастотного громкогово-
рителя /. Применяют также двухполосные коаксиаль-
ные громкоговорители, состоящие из низкочастотного
диффузорного и высокочастотного рупорного громкого-
ворителей. В некоторых конструкциях используют мно-
гоячейковый рупор с выходными отверстиями, располо-
женными по сферической поверхности. Этим достигается
34
более равномерная характеристика направленности
в широком диапазоне частот. Головка высокочастотного
громкоговорителя располагается за магнитной цепью
низкочастотного, а рупор проходит через керн магнит-
ной цепи последнего (рис. 26).
Существуют конструкции, в которых низкочастот-
ный громкоговоритель имеет диффузор с криволиней-
Рис. 26. Коаксиальный громкоговоритель
с многоячеечным рупорным высокочастот-
ным громкоговорителем и схема его вклю-
чения.
1 — головка высокочастотного громкоговорителя;
2 — низкочастотный громкоговоритель; 3 — много-
ячеечный рупор.
ной образующей, являясь продолжением высокочастот-
ного рупора (рис. 27). Еще более широкая полоса вос-
производимых частот с меньшей неравномерностью
частотной характеристики и характеристики направлен-
ности получается в трехполосном коаксиальном громко-
говорителе, конструкция которого показана на рис. 28.
Он состоит из диффузорного низкочастотного 1 и рупор-
ного среднечастотного 2 громкоговорителей. Внутри
низкочастотного диффузора расположен либо диффу-
зорный либо рупорный высокочастотный громкогово-
ритель 3.
Коаксиальные громкоговорители достаточно слож-
ны и дороги. Они применяются, в основном, как
35
измерительные громкоговорители, а также в высокока-
чественных дорогих звуковоспроизводящих устройствах.
В их конструкциях предусматриваются меры для обеспе-
чения требуемых электроакустических параметров и вы-
сокого коэффициента полезного действия. Их магнит-
ные цепи имеют высокую индукцию (порядка 1,5—
1,8 вб/ж2) в зазоре магнитной цепи. Это достигается
благодаря применению кольцевых магнитов увеличен-
ных размеров и веса из сплавов с высокой магнитной
Рис. 27. Коаксиальный громкоговоритель
с рупорным высокочастотным громкогово-
рителем (низкочастотный диффузор с кри-
волинейной образующей является продол-
жением рупора) и схема его включения.
энергией (типа ЮНДК24). Для устранения перекосов
подвижной системы, при креплении громкоговорителей
к экранной доске их диффузородержатели делают мас-
сивными. Обычно они отливаются из силумина и имеют
специальные ребра жесткости.
Для частотного разделения сигналов, подводимых
к звуковым катушкам коаксиальных громкоговорителей,
применяют фильтры.
Наиболее простым является фильтр, состоящий из
одной емкости, включенной в цепь звуковой катушки
высокочастотного громкоговорителя (см. рис. 24). При
такой схеме включения через звуковую катушку низко-
частотного громкоговорителя проходят токи всего
36
спектра звуковых частот, а через высокочастотный —
только токи высокой частоты.
Если высокие частоты эффективно воспроизводятся
низкочастотным громкоговорителем, то такая схема
включения может ухудшить характеристику направлен-
ности на высоких частотах: она получается более
острой.
Если же приняты меры, благодаря которым высокие
частоты не воспроизводятся низкочастотным громкого-
Рис. 28. Трехполосный коаксиальный гром-
коговоритель и схема включения.
ворителем (например, диффузор выполнен с большим
углом раствора, или у основания диффузора сделан
специальный гофр), то в этом случае часть высокоча-
стотной энергии, подводимой к низкочастотному громко-
говорителю, теряется, а характеристика направленности
расширяется.
Для эффективного разделения частотных диапазо-
нов применяют фильтры, показанные на рис. 25—27.
Фильтры (см. рис. 25) обеспечивают крутизну спада
и подъема частотных характеристик громкоговорите-
лей в области перекрытия — 6 дб на октаву; фильтры
(см. рис. 26) —12 дб на октаву, и фильтры
37
(см. рис. 27) — 18 дб на октаву. В трехполосном коак-
сиальном громкоговорителе для выделения средних ча-
стот применяют дополнительный фильтр, показанный на
рис. 28.
§ 9. Области применения
Динамические диффузорные громкоговорители, бла-
годаря простоте конструкции, относительно небольшим
габаритам и хорошим электроакустическим данным
имеют преимущественное применение в радиовещатель-
ных и телевизионных приемниках, магнитофонах и про-
игрывателях, трансляционных сетях, в системе звуко-
фикации и оповещения, командных устройствах и т. п.
Громкоговоритель обычно применяется во внешнем
оформлении, которое, с одной стороны, является аку-
стическим элементом, улучшающим его параметры,
с другой служит защитным устройством, предохраняю-
щим его от повреждения. Внешнее оформление громко-
говорителя должно также отвечать современным эсте-
тическим требованиям и выполнять определенные худо-
жественные функции, вписываясь в интерьер жилой
комнаты или производственного помещения.
Громкоговорители в радиоприемниках, телевизорах,
магнитофонах и т. п. устройствах помещают в ящик, и
внешнее оформление их выбирают прежде всего
с точки зрения удовлетворения тем акустическим тре-
бованиям, которые предъявляют к устройству в целом.
В зависимости от назначения и акустических тре-
бований к тому или иному устройству, в нем могут
применяться простые акустические системы (одиночные
громкоговорители), или сложные системы, состоящие
из группы громкоговорителей.
Акустические системы радиовещательных приемников
Радиовещательные приемники по акустическим па-
раметрам разделяют на четыре класса. В табл. 2 при-
ведены основные акустические параметры, которым дол-
жен удовлетворять каждый класс.
Переносные радиоприемники из-за малых размеров
и благодаря условиям их эксплуатации имеют более
низкие акустические параметры, чем стационарные.
38
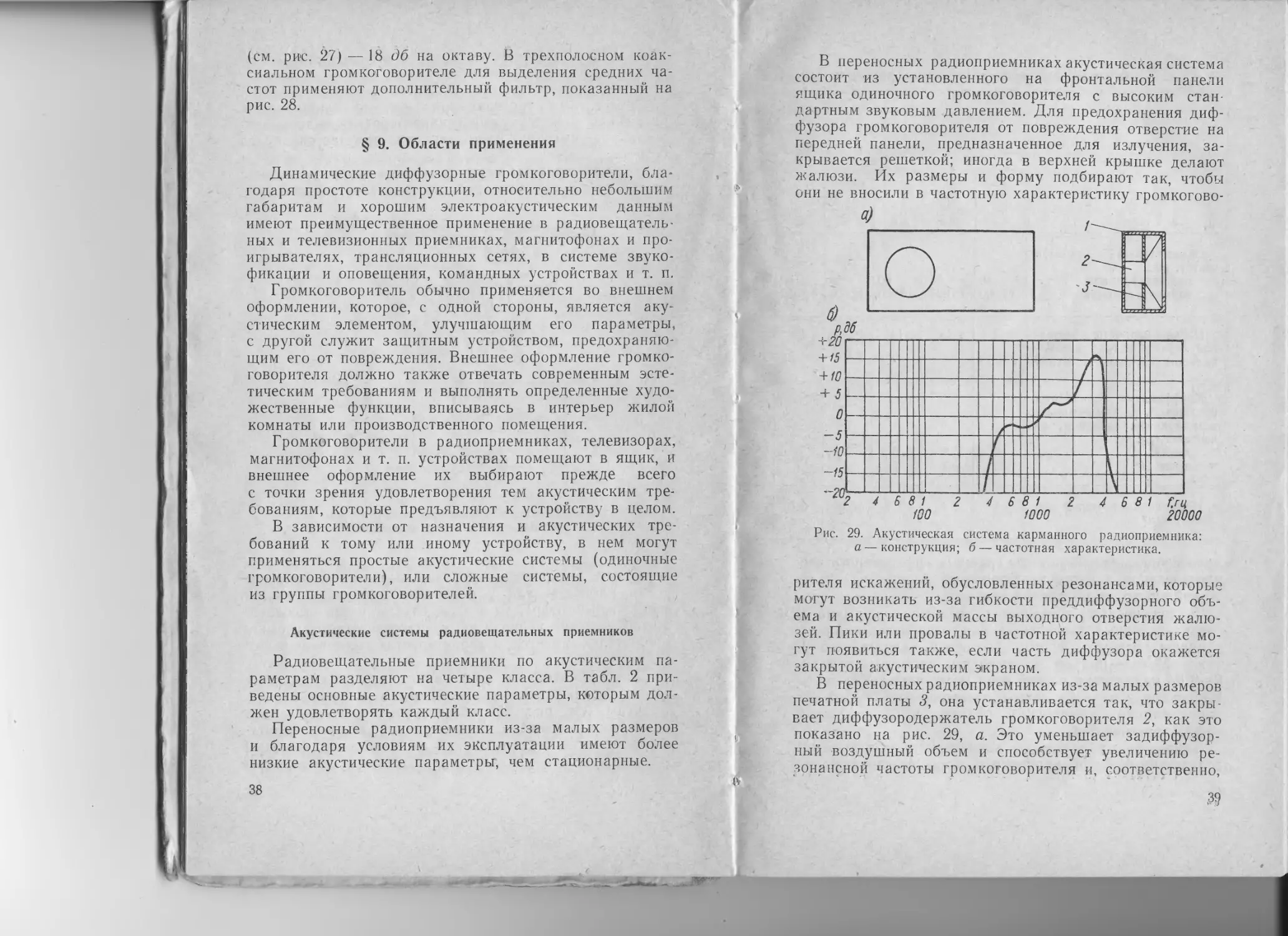
В переносных радиоприемниках акустическая система
состоит из установленного на фронтальной панели
ящика одиночного громкоговорителя с высоким стан-
дартным звуковым давлением. Для предохранения диф-
фузора громкоговорителя от повреждения отверстие на
передней панели, предназначенное для излучения, за-
крывается решеткой; иногда в верхней крышке делают
жалюзи. Их размеры и форму подбирают так, чтобы
они не вносили в частотную характеристику громкогово-
Рис. 29. Акустическая система карманного радиоприемника:
а — конструкция; б — частотная характеристика.
рителя искажений, обусловленных резонансами, которые
могут возникать из-за гибкости преддиффузорного объ-
ема и акустической массы выходного отверстия жалю-
зей. Пики или провалы в частотной характеристике мо-
гут появиться также, если часть диффузора окажется
закрытой акустическим экраном.
В переносных радиоприемниках из-за малых размеров
печатной платы 5, она устанавливается так, что закры-
вает диффузородержатель громкоговорителя 2, как это
показано на рис. 29, а. Это уменьшает задиффузор-
ный воздушный объем и способствует увеличению ре-
зонансной частоты громкоговорителя и, соответственно,
Основные акустические параметры радиовещательных и
Параметр Радиовещательные прием
Классы
Высший Первый Второй
J3 ч о К « ° 3 д Настоль- ный Консоль- ный Настоль- ный
Номинальный диапазон частот, гц: нижняя граница верхняя граница 40 15 000 60 15 000 60 12 000 80 12 000 100 10 000
Неравномерность частот- ной характеристики в номи- нальном диапазоне частот, дб 14 14 14 14 14
Коэффициент нелинейных искажений, %, при номиналь- ном звуковом давлении, на частотах, гц: до 200 выше 200 8 5 8 7 8 7 8 7 8 7
Номинальное звуковое дав- ление, н/м2 1 1 0,8 0,8 0,6
повышению нижней частоты границы эффективного вос-
произведения и росту коэффициента нелинейных иска-
жений вплоть до появления дребезга.
В переносных приемниках, особенно карманных,
предназначенных, в основном, для воспроизведения речи,
придают особую форму частотной характеристике
(рис. 29,6)—подъем к высоким частотам порядка
6—8 дб на октаву и резкий спад после верхней границы.
Благодаря этому все шумы электрической схемы ра-
диоприемника, лежащие в области высоких частот,
отфильтровываются.
Такая форма частотной характеристики получается
вследствие большой индукции в зазоре магнитной цепи
40
Таблица 2
телевизионных приемников и абонентских громкоговорителей
НИКИ Телевизионные приемники Абонентские гром- коговорители
Классы Классы
Третий Четвертый Первый Второй Третий Высший Первый Второй Третий
Настоль- ный о я о авд С я Консоль- ный л ч о Е я
150 7000 200 3500 450 3000 60 12 000 80 10 000 100 10 000 150 6000 50 15 000 80 10 000 100 6000 150 5000
. 14 14 14 14 14 14 14 12 15 15 15
10 8 12 8 12 5 4 5 4 7 5 10 7 5 5 7 7 10 7 7
0,45 0,3 0,1 1 1 0,6 0,4 1,2 0,45 0,3 0,35
(0,6—0,8 вб!м?) и благодаря применению диффузоров
с углом раствора 160—170°, изготовленных из сульфат-
ной целлюлозы с высоким градусом помола.
В стационарных радиоприемниках четвертого класса
применяется один громкоговоритель, установленный на
фронтальной панели сбоку и задрапированный декора-
тивной радиотканью (рис. 30,а). Ящик имеет небольшие
размеры и изготовляется из пластмассы толщиной
4—5 мм; с внутренней стороны ящика делают специаль-
ные ребра жесткости.
Чтобы обеспечить более эффективное воспроизве-
дение низких частот, применяют громкоговорители
с диаметром диффузора 125—150 мм и с индукцией
41
в зазоре магнитной цепи порядка 0,5—0,6 вб/ж2. Резонанс-
ную частоту подвижной системы громкоговорителя вы-
бирают равной 0,5—0,7 резонансной частоты объема
ящика. При соблюдении всех этих условий частотная
характеристика имеет П-образную форму.
Ящики радиоприемников второго и третьего классов
имеют большие размеры и обеспечивают более высокое
Рис. 30. Акустическая система радиоприемника четвертого
класса и его частотная характеристика:
а — конструкция; 1 — громкоговоритель; 2 — ящик; 3 — шасси прием-
ника; б — частотная характеристика.
низких частот в радиоприемниках этих классов приме-
няют сложные акустические системы, состоящие из лву?с
громкоговорителей, включенных синфазно и работаю-
щих в одном и том же диапазоне частот, но имеющих
различные резонансные частоты. Громкоговорители уста-
навливают на фронтальной панели ящика, изготовлен-
ного из фанеры толщиной 6—8 мм, на расстоянии 40—
30. мм один от другого. В радиоприемниках третьего
класса применяют громкоговорители с диаметром диф-
фузора 125 мм и индукцией в зазоре магнитной цепи
порядка 0,5—0,6 вб/м2. В радиоприемниках второго
класса применяют широкополосные громкоговорители
42
со сложной подвижной системой или с диффузорами
диаметром 150 мм, имеющими криволинейную образую-
щую, и с индукцией в зазоре магнитной цепи 0,6—
0,7 вб/м2.
Резонансные частоты громкоговорителей составляют
0,5—0,7 резонансной частоты объема ящика. Громкого-
ворители включают последовательно, чтобы уменьшить
переходные искажения.
а)
Рис. 31. Акустическая система радиоприемника второго
и третьего классов (а) и частотная характеристика (б).
1 — громкоговорители; 2 — ящик; 3 — шасси приемника.
Благодаря применению двух громкоговорителей
улучшается воспроизведение низких частот, умень-
шается вредный эффект резонанса объема ящика,
выравнивается частотная характеристика в области сред-
них частот и получается более равномерная характе-
ристика направленности во всем частотном диапазоне.
На рис. 31, а, б показаны акустическая система радио-
приемника второго класса и его частотная характери-
стика, имеющая П-образную форму.
В радиоприемниках первого класса и в некоторых
моделях радиоприемников высшего класса применяют
акустические системы, состоящие из двух фронтальных
громкоговорителей, воспроизводящих весь диапазон
43
частот; и двух боковых, воспроизводящих средние и
высокие частоты. При таком расположении громкогово-
рителей характеристика направленности значительно рас-
ширяется, приближаясь практически к кругу во всем
Рис. 32. Акустическая система радиоприемника первого
класса:
а — конструкция; 1 — фронтальные громкоговорители; 2 — боковые
высокочастотные громкоговорители; б — частотная характеристика.
диапазоне частот. В жилых комнатах с малым временем
реверберации (0,4—0,6 сек) это создает впечатление
расширения источника звука (так называемый эффект
«объемного звучания»), сообщает воспроизведению му-
зыки большую естественность.
На рис. 32, а, б показаны акустическая система при-
емника первого класса с дополнительными боковыми
громкоговорителями и его частотная характеристика.
Звуковые катушки фронтальных громкоговорителей
соединяют последовательно и подключают к выходному
44
трансформатору. Боковые громкоговорители подклю-
чают либо к тому же выходному трансформатору через
последовательно присоединенную емкость, либо к спе-
циальному высокочастотному трансформатору, в пер-
вичную обмотку которого включается разделительная
емкость. Мощности между фронтальными и боковыми
громкоговорителями распределяются так, чтобы обес*
печить круговую диаграмму направленности. При не-
соблюдении этого условия эффект «объемного звуча-
ния» пропадает.
В качестве высокочастотных боковых громкоговори-
телей чаще всего применяют эллиптические громкого-
ворители, расположенные вертикально по большой оси.
Это обеспечивает более широкую характеристику на-
правленности в горизонтальной плоскости.
В настольных радиолах высшего класса для умень-
шения габаритных размеров в качестве фронтальных
применяют эллиптические громкоговорители, располо-
женные горизонтально по большой оси.
Для получения большей естественности воспроизве-
дения в некоторых моделях монофонических радио-
приемников и радиол высшего класса применяют трех-
канальные акустические системы. На фронтальной
панели ящика размещают низкочастотные, среднечастот-
ные и высокочастотные громкоговорители, а на боковых
стенках устанавливают громкоговорители, воспроизво-
дящие средние и высокие частоты. При этом создается
впечатление, что работают несколько источников звука,
воспроизводящих каждый свой диапазон частот, как это
имеет место в реальных условиях.
На рис. 33, а и б показаны акустическая система и
частотная характеристика радиолы высшего класса
(«Кристалл») с двухканальным усилителем. Для вос-
произведения низких частот используют два громкогово-
рителя 1 типа 4ГД1 с разнесенными резонансными
частотами. В качестве среднечастотного применен оваль-
ный громкоговоритель 2 типа ЗГД7, а в качестве высо-
кочастотных фронтальных и боковых — громкоговори-
тели 3 типа ЗГД15.
В консольной радиоле высшего класса «Рубин»
(рис. 34) применена аналогичная акустическая система,
отличающаяся только типами низкочастотных громко-
говорителей (два громкоговорителя 10 ГД-18). Для
45
Рис. 33. Многополосная акустическая система радиоприем-
ника высшего класса и его частотная характеристика:
1 — низкочастотные громкоговорители; 2 — среднечастотные громко-
говорители; 3 — фронтальные и боковые высокочастотные громко-
говорители.
Рис. 34. Многополосная акустическая система консольной
радиолы высшего класса «Рубин».
Обозначения — см. рис. 33.
46
Рис. 35. Распределенная акустическая
система.
1 — низкочастотный громкоговоритель; 2 —
среднечастотный громкоговоритель; 3 —
высокочастотные громкоговорители.
уменьшения эффекта резонанса объем ящика, низкочас-
тотные громкоговорители размещены на экране, распо-
ложенном не на фронтальной плоскости радиолы, а сзади,
на некотором расстоянии.
Благодаря трехканальной акустической системе ча-
стотные характеристики в радиолах «Кристалл» и «Ру-
бин» имеют седлообразную форму, что обеспечивает
очень высокое качество воспроизведения.
С целью еще большего приближения пространствен-
ного эффекта воспроизведения к естественному звучанию
применяют распределенную трехканальную акустическую
систему. Низкочастотный акустический блок, воспроиз-
водящий диапазон ча-
стот от 40 до 700 гц,
состоит из двух диф-
фузорных громкого-
ворителей, помещен-
ных в отдельный ящик,
имеющий форму тре-
угольной призмы с
замкнутым объемом.
Средние частоты
(500—7000 гц) воспро-
изводит один эллипти-
ческий громкоговори-
тель, который распола-
гается либо на фронтальной панели радиолы или радио-
приемника, либо в отдельном ящике. Два высокочастот-
ных громкоговорителя, воспроизводящих диапазон ча-
стотой от 4000 до 20 000 гц, размещены в отдельных
ящиках. Низкочастотные громкоговорители располагают
в углу комнаты, что улучшает воспроизведение низких
частот; среднечастотный— на некотором расстоянии
в центре комнаты и высокочастотные — на боковых стен-
ках. Высокочастотные громкоговорители имитируют
отраженные звуки, характерные для хороших концерт-
ных залов, превалирующие над прямыми в области вы-
соких частот.Схема размещения такой системы в ком-
нате показана на рис. 35.
Акустические системы телевизионных приемников
В телевизионных приемниках акустическая система
также состоит из одного или нескольких громкогово-
47
рителей, размещенных в ящике. Ё табл. 2 приведены
качественные акустические показатели телевизионных
приемников.
Наибольшую площадь на передней панели телеви-
зионного приемника занимает экран. Поэтому при
конструировании приходится располагать громкогово-
рители на боковых стенках ящика, что ухудшает
качество воспроизведения. Для получения достаточно
широкой характеристики направленности применяют
громкоговорители с малым диаметром диффузора и
высоким стандартным звуковым давлением. Для улуч-
Рис. 38. Акустиче-
ская система теле-
визора со «звуко-
вым каналом».
1 — громкоговори-
тель; 2 — звуковой
канал.
Рис. 36. Акустическая
система телевизоров вто-
рого и первого классов.
1 — низкочастотный громко-
говоритель; 2 — высокочас-
тотный громкоговоритель;
3 — ящик телевизора.
Рис. 37. Акустиче-
ская система теле-
визора с фронталь-
ным расположени-
ем двух громкого-
ворителей.
шения воспроизведения низких частот громкоговори-
тели располагают как можно ближе к фронтальной
плоскости.
В более дорогих моделях телевизоров применяют
акустическую систему, состоящую из двух громкого-
ворителей— низкочастотного, устанавливаемого на бо-
ковой стенке ящика, и эллиптического высокочастот-
ного, размещаемого на передней панели. Такое распо-
ложение громкоговорителей (рис. 36) позволяет
использовать значительную часть передней панели под
экран. Вместе с тем сохраняется высокое качество зву-
чания.
В современных телевизорах применяют кинескопы
с большим углом отклонения, порядка 110° и выше.
Боковое расположение громкоговорителей, помимо
значительного ухудшения воспроизведения низких ча-
48
стот, усилило бы влияние стальных элементов громко-
говорителя на линейность изображения. В таких теле-
визорах эллиптические громкоговорители располагают
на фронтальной панели (рис. 37).
Иногда применяют акустическую систему, со звуко-
вым каналом (рис. 38). Диффузорный громкоговоритель
1 располагают внутри телевизора и нагружают его на
звукопровод 2, представляющий собой прямоугольную
трубу с большим отношением сторон. Большая сторона
трубы располагается горизонтально. Возможны и другие
варианты расположения громкоговорителя со звуковым
каналом, способствующие фронтальному излучению
звука.
В консольных телевизорах, с целью получения высо-
кого качества воспроизведения, применяют акустические
системы, аналогичные радиовещательным приемникам
и радиолам первого и высшего классов.
Абонентские громкоговорители
Для проводной радиофикации применяют комнатные
абонентские громкоговорители.
Комнатный абонент-
ский громкоговоритель
представляет собой ящик,
в который помещен дина-
мический громкоговори-
тель с постоянным магни-
том, согласующий транс-
форматор и регулятор
громкости.
ГОСТ 5961-59 уста-
навливает четыре класса
абонентских громкогово-
рителей. Основные аку-
стические параметры их
приведены в табл. 2.
На рис. 39 показана
типичная конструкция
абонентского громкогово-
рителя второго или треть-
Рис. 39. Абонентский громкогово-
_ ритель.
1 — громкоговоритель; 2 — регулятор
громкости; 3 — трансформатор.
его классов. Разные моде-
ли различаются лишь внешним оформлением.
3
Д. X. Шифман
49
Во всех типах абонентских громкоговорителей треть-
его класса применяют диффузорные громкоговорители
с диаметром диффузора 125 или 150 мм. Объем ящи-
ка— от 4000 до 8000 см3. Громкость регулируют либо пе-
ременным сопротивлением, либо переключением секций
обмотки согласующего трансформатора (последнее пре-
‘ нам звв
Рис. 40. Электрические схемы абонентских
громкоговорителей второго и третьего
классов.
имущественно в моделях второго класса). Электриче-
ские схемы абонентских громкоговорителей второго и
третьего классов приведены на рис. 40.
Рис. 41. Электрическая схема абонентского
громкоговорителя первого и высшего классов
с тонкомпенсацией.
Абонентские громкоговорители первого и высших
классов практически не выпускаются. В трансляцион-
ных сетях можно использовать широкополосные акусти-
ческие агрегаты, снабженные согласующим трансформа-
50
тором и тонкомпенсированным регулятором громкости
(рис. 41).
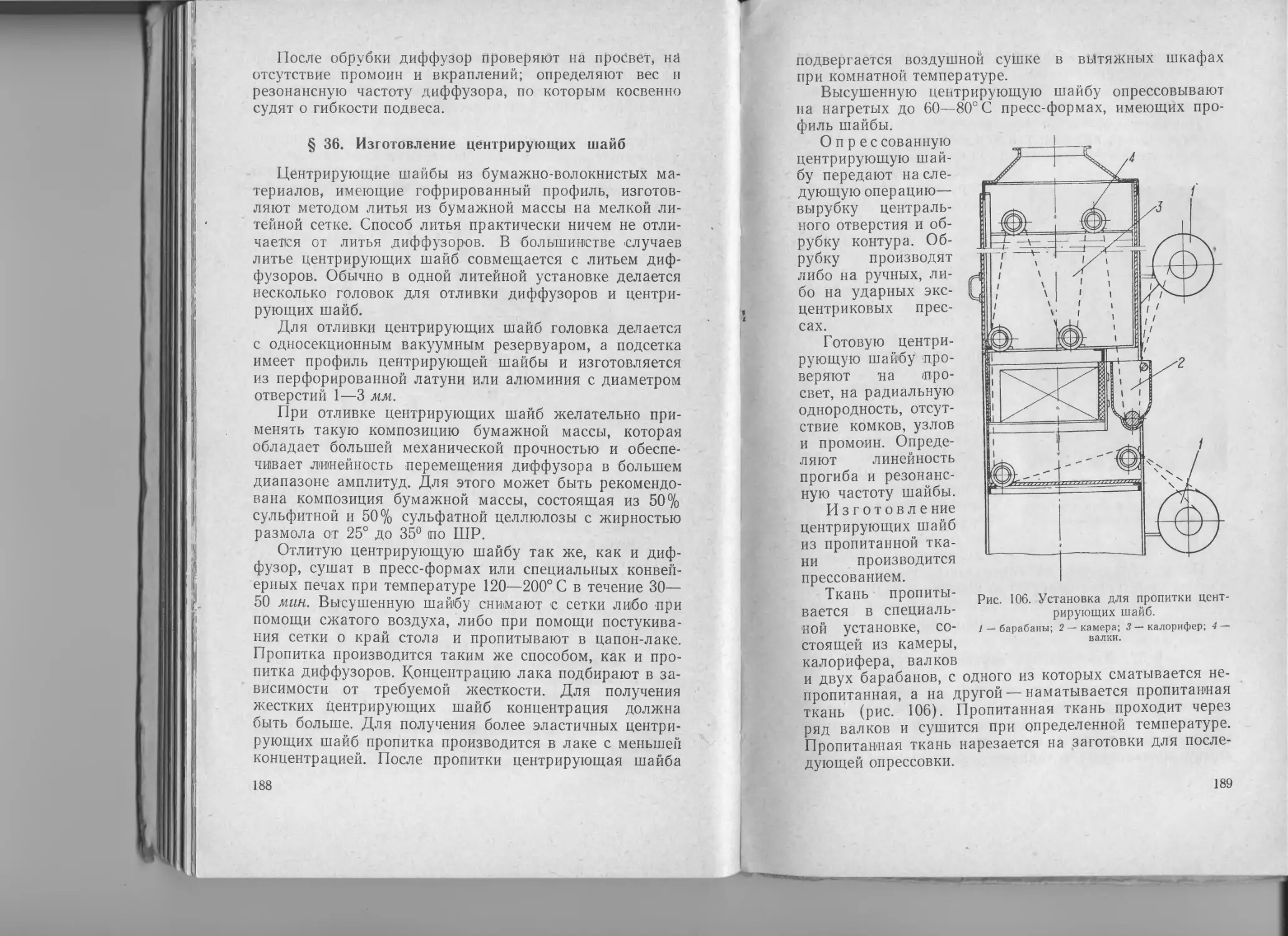
Широкополосные агрегаты
Акустическим агрегатом принято называть систему
из нескольких простых громкоговорителей, расположен-
ных в одном ящике.
На рис. 42 показаны устройство и схема двухполос-
ного агрегата, состоящего из большого низкочастотного
громкоговорителя и малого — высокочастотного, уста-
новленных либо в ящике-фазоинверторе (я), либо
Рис. 42. Двухполосный
акустический агрегат
и схема его включения.
в ящике с плотно закрытой задней крышкой (б). Разде-
ление частотных диапазонов осуществляется на выходе
усилителя посредством включения разделительной ем-
кости (в). В наиболее высококачественных широкопо-
лосных агрегатах разделение диапазонов осуществляется
на входе двухканального усилителя.
Ящик-фазоинвертор имеет форму параллелепипеда,
на фронтальной панели которого устанавливают громко-
говорители. На этой же панели имеется отверстие для
фазоинверсии. Размеры и формы ящика и отверстия
подбирают так, чтобы резонансная частота объема
ящика с выходным отверстием фазоинвертора совпадала
с резонансной частотой подвижной системы громкогово-
рителя. При этом излучение обратной стороны диффу-
зора из фазоинверсионного отверстия на частотах выше
резонансной происходит в той же фазе, что и излучение
3* 51
стояние между ними на
Рис. 43. Двухполосный
акустический агрегат с
двумя низкочастотными
громкоговорителями и
рупорным многоячееч-
иым высокочастотным
громкоговорителем:
а — конструкция; 1 — низко-
частотные громкоговорители;
2 — высокочастотный громко-
говоритель; б — схема вклю-
чения.
передней стороны диффузора. В результате улучшается
воспроизведение низких частот и выравнивается частот-
ная характеристика.
Чтобы предотвратить возбуждение стенок ящика на
резонансной частоте, его делают из толстых деревянных
плит и внутри обивают звукопоглощающим материа-
лом. Это уменьшает частотные искажения, возникающие
на средних частотах. Размеры громкоговорителей и рас-
передней панели ящика подби-
рают так, чтобы характери-
стика направленности получи-
лась более равномерной и не
создавалось впечатления двух
источников звука. Для ослаб-
ления влияния высокочастот-
ного громкоговорителя на эф-
фект фазоинверсии и устране-
ния модуляционных искажений
высокочастотные громкогово-
рители снабжают экраном,
создающим замкнутый задиф-
фузорный объем.
В ящике с замкнутым объ-
емом плотная задняя стенка
устраняет возможность излуче-
ния обратной стороны диффу-
зора в пространство. Упругость
воздуха в ящике повышает ре-
зонансную частоту громкого-
ворителя. Чтобы снизить ее до
приемлемой, объем ящика уве-
личивается и используется
громкоговоритель с более низ-
кой резонансной частотой.
Внутренние стенки ящика оби-
вают звукопоглощающим ма-
териалом, что улучшает рав-
номерность частотной характеристики.
На рис. 43 показан агрегат, в котором, помимо гром-
коговорителя, расположен и усилитель. В таких агрега-
тах ящик делается с открытой задней крышкой, или
задняя крышка снабжается перфорацией для теплоот-
вода. Обычно применяют два и более низкочастотных
52
громкоговорителей, включенных синфазно. Это увели-
чивает сопротивление излучения на низких частотах и
Рис. 44. Широкополосный агрегат с широкой характеристи-
кой направленности и его частотная характеристика:
а — конструкция; 1 — низкочастотные громкоговорители; 2 — высо-
кочастотные громкоговорители; 3 — высокочастотный усилитель; 4 —
низкочастотный усилитель; б — частотная характеристика.
способствует улучшению их воспроизведения. В качестве
высокочастотного применяют многоячеечный рупорный
громкоговоритель, имеющий меньшие переходные
53
искажения и обеспечивающий широкую характеристику
направленности в области высоких частот. Агрегат вос-
производит полосу частот от 40 до 20 000 гц.
На рис. 44 показан агрегат с широкой характеристи-
кой направленности, достигаемой благодаря расположе-
нию дополнительных высокочастотных громкоговорите-
лей на боковых стенках ящика. Агрегат состоит из
четырех эллиптических низкочастотных и двух высоко-
частотных громкоговорителей, размещенных на лицевой
панели, а также двух боковых высокочастотных громко-
говорителей. Фронтальные низкочастотные громкогово-
рители включены синфазно и имеют различные резо-
нансные частоты. В результате создается впечатление
так называемого «объемного звучания».
Впечатление большей «глубины» воспроизводимого
звука, т. е. объемности звучания, достигается также за
счет того, что фронтальные высокочастотные громкого-
ворители излучают мощность в два раза меньшую, чем
боковые. Частотная характеристика агрегата имеет не-
который подъем на крайних частотах диапазона и
седлообразную форму.
Внутри ящика с открытой задней крышкой разме-
щены два усилителя. Один предназначен для низкоча-
стотных громкоговорителей, второй — для высокочастот-
ных. Разделение каналов осуществляется на входе уси-
лителей.
Агрегат воспроизводит полосу частот от 40 до
20 000 гц и применяется для контроля качества звуковых
передач в радиодомах и телевизионных центрах, каче-
ства звукозаписи и для высококачественного звуковос-
произведения в жилых помещениях и клубах.
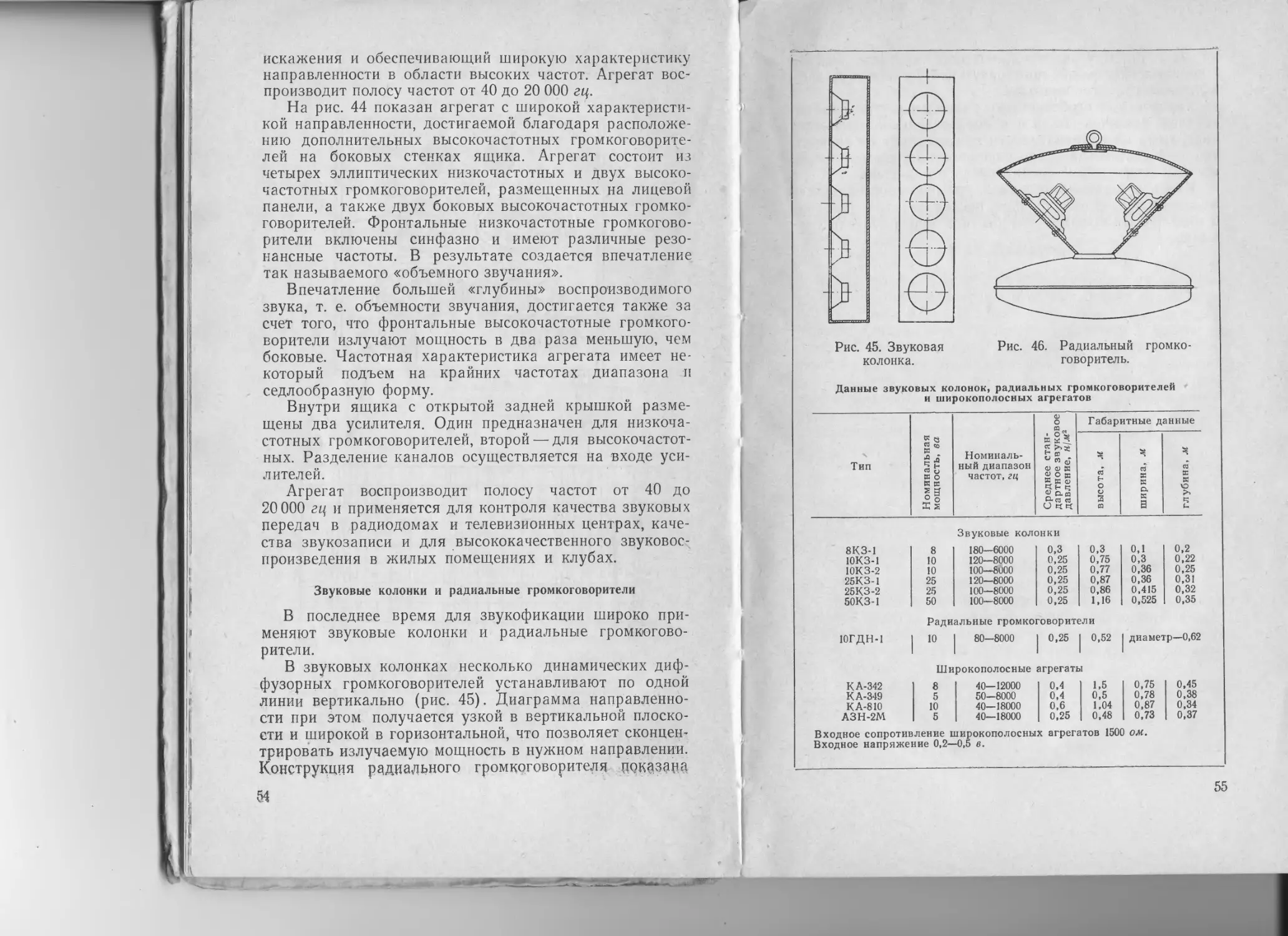
Звуковые колонки и радиальные громкоговорители
В последнее время для звукофикации широко при-
меняют звуковые колонки и радиальные громкогово-
рители.
В звуковых колонках несколько динамических диф-
фузорных громкоговорителей устанавливают по одной
линии вертикально (рис. 45). Диаграмма направленно-
сти при этом получается узкой в вертикальной плоско-
сти и широкой в горизонтальной, что позволяет сконцен-
трировать излучаемую мощность в нужном направлении.
Конструкция радиального громкоговорителя показана
54
Рис. 45. Звуковая
колонка.
Рис. 46. Радиальный громко-
говоритель.
Данные звуковых колонок, радиальных громкоговорителей
и широкополосных агрегатов
Тип Номинальная мощность, ва Номиналь- ный диапазон частот,гц Среднее стан- дартное звуковое давление, «/л«2 высота, м •о итные д СЗ К S о. к а аз к Я глубина, м Е
Звуковые колонки
8КЗ-1 8 180—6000 0,3 0,3 0,1 0,2
10КЗ-1 10 120—8000 0,25 0,75 0,3 0,22
10КЗ-2 10 100—8000 0,25 0,77 0,36 0,25
25КЗ-1 25 120—8000 0,25 0,87 0,36 0,31
25КЗ-2 25 100—8000 0,25 0,86 0,415 0,32
50КЗ-1 50 100—8000 0,25 1,16 0,525 0,35
Радиальные громкоговорители
10ГДН-1 | " 1 80—8000 | °-251 0,52 | диаметр—0,62
Широкополосные агрегаты
КА-342 8 40—12000 0,4 1,5 0,75 0,45
КА-349 5 50-8000 0,4 0,5 0,78 0,38
КА-810 10 40—18000 0,6 1,04 0,87 0,34
АЗН-2М 5 40—18000 0,25 0,48 0,73 0,37
Входное сопротивление широкополосных агрегатов 1500 ом.
Входное напряжение 0,2—0,5 в.
55
на рис. 46. Внутри металлического круглого кожуха
с коническим экраном по образующей установлены диф-
фузорные громкоговорители.
Характерной особенностью радиальных громкогово-
рителей является то, что в горизонтальной плоскости
диаграмма их направленности представляет собой круг,
что достигается благодаря расположению громкоговори-
телей и посредством специального отражателя.
Как и в звуковых колонках, громкоговорители здесь
можно включать параллельно, последовательно или сме-
шанно, но необходимо, чтобы все они работали син-
фазно.
ГЛАВА ТРЕТЬЯ
ЭЛЕМЕНТЫ ДИНАМИЧЕСКОГО
ДИФФУЗОРНОГО ГРОМКОГОВОРИТЕЛЯ
§ 10. Диффузор
Диффузор динамического громкоговорителя является
его излучающим элементом и обычно имеет коническую
форму (рис. 47). Диффузор штампуют из цельных
листов бумаги или отливают из бумажной массы на
сетках. Вершина конуса 1 заканчивается шейкой 2, пред-
назначенной для более прочной приклейки звуковой
катушки; основание конуса имеет подвес 3 в виде пло-
ского воротника из замши, паралона и других малоуп-
ругих материалов, либо в виде концентрических гофров
и заканчивается плоским воротником 4 для приклейки
к диффузородержателю.
Применяют два типа диффузоров — круглые поваль-
ные (эллиптические); к вершине конуса овал переходит
в круг.
Основные электроакустические характеристики гром-
коговорителя в значительной степени зависят от пара-
метров диффузора.
Определим параметры диффузора, влияющие на эф-
фективное воспроизведение низких частот.
Эффективное воспроизведение начинается с резо-
нансной частоты подвижной системы. В обычных кон-
струкциях громкоговорителей резонансная частота диф-
фузора составляет 0,8—0,9 резонансной частоты подвиж-
ной системы.
Резонансная частота диффузора определяется выра-
жением:
До = о [гЧ]-
2к у
(20)
57
Для снижения резонансной частоты можно увели-
чить либо массу конической части диффузора, либо
гибкость его подвеса. Первое приводит к уменьшению
звукового давления, поэтому данный способ применяют
с известным ограничением. Более рациональным путем
является увеличение гибкости подвеса, что достигается
его утоньшением, применением более эластичных мате-
риалов или смазкой подвеса специальными пластифика-
торами. Утоньшение подвеса должно быть плавным, во
избежание резкого перепада толщин на границе раздела
Рис. 47. Конструкции диффузоров: а — с гофрирован-
ным подвесом; б — с плоским воротником.
подвеса и конической части диффузора, иначе могут
образоваться провалы в частотной характеристике, вы-
званные отражением изгибных волн от границы раздела.
Рассмотрим влияние параметров диффузора на зву-
ковое давление в той части диапазона, где диффузор еще
колеблется как поршень. Несколько преобразуя выра-
жение (И), примем, что масса подвижной системы
равна статической массе диффузора:
[кг],
sin —
2
(21)
58
где Л — толщина диффузора, м;
у — плотность бумаги, кг/м2}
а — угол раствора конуса, град.
Тогда звуковое давление, развиваемое громкогово-
рителем на частотах выше резонансной частоты диф-
фузора:
Be/nt/po sin
р = J---------------2_ [к/ж2].
2nr(Rg + Re) Д7
Из этого выражения следует, что чем больше угол
раствора конуса и меньше плотность диффузора, тем
Рис. 48. Зависимость границы воспроизве-
дения высоких частот:
/ — от угла раствора диффузора а; 2 — от ра-
диуса кривизны р.
больше звуковое давление. Однако при малом угле рас-
твора уменьшается жесткость диффузора, что приводит
к ухудшению воспроизведения высоких частот. Для эф-
фективного воспроизведения высоких частот диффузор
должен иметь достаточную жесткость, определяемую
углом раствора конуса или радиусом кривизны его
образующей. На рис. 48 приведены соответствующие
экспериментальные кривые.
Жесткость конической части диффузора можно уве-
личить благодаря применению более жестких сортов
целлюлозы с высоким градусом размола и последующей
59
пропитке вершины конической части диффузора специ-
альными лаками.
Расширить границу воспроизведения высоких частот
можно также разделяя коническую часть диффузора
при помощи гофра или складки (рис. 49). В этом случае
гофр отключает часть диффузора на высоких частотах,
Что уменьшает Массу подвижной системы и улучшает
эффективность воспроизведения высоких частот. Но при
помощи гофра можно, например, срезать высокие ча-
стоты, располагая его у вершины диффузора вблизи
звуковой катушки.
Рис. 49. Коническая часть диффузора, разделенная: а — гоф-
ром и б — складкой.
В области средних частот на частотах ниже fi =
2
— -т=[гц], где mi — масса кольца, Ci — гибкость
V mfii
гофра, — обе части диффузора, разделенные гофром, ко-
леблются синфазно, благодаря чему в частотной харак-
теристике не появятся пики и провалы, присущие этой
области.
Если боковая поверхность конуса выполняется гоф-
рированной, то благодаря наличию большого количества
гофров, в области средних частот отключаются те уча-
стки диффузора, которые создают субгармонические не-
линейные искажения.
Гибкость гофра рассчитывают по формуле
л 7??
= 777
4EI
60
где Е — модуль упругости материала гофра, н)м2\
т bh3 ,
~ "IF — момент инерции гофра, лг;
b — длина окружности гофра, ж;
h — толщина материала, м;
Ri — радиус кривизны гофра, м.
Если ширина гофра мала по сравнению с его глуби-
ной, гибкость можно определить по формуле
с.^— [м/н],
‘ ЗЕ/
где I — длина двойной глубины гофрировки, м.
За излучающую поверхность диффузора принимают
площадь основания его конуса. Ее определяют из усло-
вий получения необходимого звукового давления, при
котором нелинейные искажения не превышают заданной
величины.
Для определения излучающей поверхности диффу-
зора воспользуемся выражением (8). Учитывая также,
что г — 1 ж и
х = ох,
где х — амплитуда колебаний подвижной системы и со-
ответственно диффузора, получим окончательно:
5Д = 0,128^. М. (22)
Амплитуду колебаний подвижной системы выбирают
из условия допустимого коэффициента нелинейных ис-
кажений. На рис. 50 приведена усредненная экспери-
ментальная кривая зависимости коэффициента нелиней-
ных искажений от амплитуды колебаний подвижной си-
стемы громкоговорителя.
При расчете низкочастотных громкоговорителей сле-
дует учитывать допустимый завал N частотной характе-
ристики на низких частотах. В этом случае звуковое
давление
P;=pH.io-o-°5/v[W/4i2]. (23)
Если диффузор круглый, то диаметр излучающей по-
верхности
61
Для эллиптических диффузоров размеры малой и
большой полуосей вычисляют по формулам
«= W,
где т— отношение полуосей, которое выбирают равным
одному из следующих значений: 1,5; 2,0; 2,5; 3,0; 4,0.
Рис. 50. Зависимость коэффициента нели-
нейных искажений от амплитуды колеба-
ний подвижной системы громкоговорителя.
Если эллиптический диффузор имеет криволинейную
образующую, то ее радиус кривизны должен изменяться
прямо пропорционально радиусу-вектору эллипса:
Pi = —pW.
а
Здесь Ri — радиус-вектор эллипса, определяемый из
выражения
ab
]/а2 sin2 ср + b2 cos2 ср
[М].
62
где ср — угол между большой осью и радиусом-векто-
ром, град.;
р — радиус кривизны образующей при <р — 0, м.
Диффузор, отлитый из бумажной массы, обычно
имеет неравномерную толщину и плотность по образую-
щей— вершина его толще, а основание тоньше.
Толщину диффузоров выбирают в зависимости от
мощности громкоговорителя:
Номинальная мощность громкогово-
рителя, вт.................0,1 1 2 5 10
Толщина диффузора в средней части
образующей, м • 10~3 ..... 0,1 0,2 0,25 0,3 0,4
Гибкость подвеса в виде кольца (см. рис. 47) опре-
деляется из выражения
Г (1-°2)бД Г /1 /9^
С„ —----—-—-— [мн]. (25)
Здесь 6д — ширина воротника, м;
h — толщина подвеса, ж;
Е — модуль упругости материала, н/м?',
сг — коэффициент Пуассона (<т = 0,25—0,3).
При конструировании подвеса должна быть рассчи-
тана в первую очередь его ширина bR. Толщину и мате-
риал подвеса выбирают из условия обеспечения необ-
ходимой механической прочности. Ширину подвеса под-
считывают по приближенной формуле:
(26)
В современных громкоговорителях, особенно в мас-
совых моделях, подвес диффузора выполняют в виде
гофрированного кольца и отливают из бумажной массы
вместе с конической частью диффузора. В некоторых
случаях гофрированный подвес изготовляют отдельно и
приклеивают к конической части. Гофрированный подвес
(см. рис. 47) характеризуется геометрическими пара-
метрами: шагом гофра /, толщиной h, высотой гофра Н,
шириной подвеса 6Д и числом гофров п. Применяют сле-
дующие профили гофров: синусоидальный, пильчатый,
трапецеидальный или круговой. Наибольшей линейно-
стью обладают пильчатый и синусоидальный гофры,
меньшей — трапецеидальный. Изготовить высоту гофра
63
больше чем V2 его шага практически невозможно; по-
этому пределом высоты является 72 шага гофра.
Гофрированные подвесы состоят из одного или не-
скольких гофров. Гофры могут иметь одинаковые или
разные профили. Применение подвеса с различным про-
филем гофров улучшает частотную характеристику гром-
коговорителя в области резонансной частоты подвеса.
Частотные искажения в этой области уменьшаются
также, если подвес изготовлен из другого материала и
приклеивается к конусу диффузора. Однако оба эти
способа усложняют производство, что несколько огра-
ничивает их применение.
Гофрированный подвес эллиптических диффузоров
для обеспечения одинаковой гибкости по всему основа-
нию диффузора выполняют так, чтобы его ширина по
большой оси превосходила ширину по малой оси.
Гибкость гофрированного подвеса рассчитывают по
формуле, аналогичной (25):
(1 — С)2^
Сд =-------------— [м/н].
Д nEh^+DJa^
Коэффициент (Xi характеризует профиль гофра, коэф-
фициент а2 — его высоту.
Примерные значения коэффициентов «1 и а2 при-
ведены ниже:
Профиль гофра Значение коэффициента
ai
Плоский .... 1
Трапецеидальный . 2
Пильчатый ... 3
Синусоидальный . 4
—.......................О 0,05 0,1 0,2 0,3 0,4
I
Значение коэффициента «2 1 1,5 2,6 3,4 3,7 4,2
Ширину подвеса можно также вычислить по фор-
муле, аналогичной (26):
6д = 1,\h 1л4]. (27)
Задаваясь числом гофров п, можно определить шаг
гофра:
/ = [ж]. (28)
п
64
Значения модулей упругости материалов, применяе-
мых для изготовления подвесов, приведены в табл. 3.
Таблица 3
Тип материала Модуль упру- гости, w/jw2 Плотность, кг[м3
Бумага диффузорная с канифольно- парафиновой проклейкой Диффузор из бумажной массы, про- питанной цапон-лаком с сухим остат- ком 0,4% Текстолит листовой Марля или канва, пропитанные в растворе 15%-ного бакелитового лака Шифон или миткаль, пропитанные в растворе 15%-ного бакелитового лака 3,0-108 1,5-10’ 3-109 3,5-10® 1,5-10» 0,6-103 0,4-Ю3 0,8-103 0,22-103 >0,46-103
Чем выше концентрация пропитывающего лака, тем
больше модуль упругости. Например, если увеличить
концентрацию цапон-лака при пропитке бумажного под-
веса диффузора с 0,4% до 0,8% сухого остатка, то
упругость возрастет в 2—3 раза.
Приведенная формула для расчета гибкости под-
веса диффузора дает только приближенные результаты,
которые должны уточняться экспериментально.
В табл. 4 приведены данные гофрированных подве-
сов диффузоров.
Для изготовления диффузоров применяются следую-
щие материалы: сульфат-целлюлоза; сульфит-целлюлоза;
соломенная целлюлоза; древесная масса; хлопок-лин-
тер или гигроскопическая вата; фильц, шерсть или мик-
рофонный войлок; льняное волокно.
В каждом случае композицию бумажной массы
определяют экспериментально.
Для низкочастотных диффузоров применяют следую-
щие композиции бумажной массы: микрофонный войлок
40—60% и сульфит-целлюлоза 60—40%; местеризован-
ная сульфит-целлюлоза 50% и сульфат-целлюлоза 50%.
Бумажная масса имеет жирность размола 20—25°
по-ШР.
При изготовлении диффузоров, предназначенных для
воспроизведения частот в диапазоне 80—8000 гц, при-
меняются следующие композиции бумажной массы:
65
Гофрированные
Тип
громко-
говори-
теля
Профиль подвеса
Геометриче
данные,
0,1ГД6
Ф89
0,5
0,25ГД1
0,4
0,25ГД9
0,5ГД10
0,57Д12
$80
$59
$89____
$78
3
2
0,6
5,5
3,7
0,75
66
Таблица 4
Подвесы диффузоров
ские мм Число гофр Материал Процентное со- держание сухого остатка пропиточного цапон-лака Гибкость, м/н 10“3
h п
0,1 1,5 Целлюлоза сульфатная беленая марки Ас-1 ГОСТ 9571-60 1,0—1,3 2
0,15 1,5 1,0-1,3 3—1,3
0,15 1,5 1,0-1,3 2,25
0,20 1,5 1. Целлюлоза сульфит- ная беленая марки А-0, ГОСТ 3914-60, 50% 2. Целлюлоза сульфат- ная беленая марки Ас-1 ГОСТ 9571-60, 50% 0,4—0,6 0,8—0,1 2,5-0,7
67
Тип
громко-
говори-
теля
Профиль подвеса
Геометриче
данные,
b
I
1ГД5
1ГД6
$1/0
1,0
0/57
1ГД18
0/75
6,75
3,0
0,6
2ГДЗ
0/75
R0r5
$116
5,6
1,2
2ГД7
2ГД19
2ГД28
R0.5
R1,5
$179
0/55
0//5
4ГД1
Т
11,25
5,0
1,2
$179_____
, . ФЫ
12,5
10,0
1,5
68
Продолжение таблицы 4
ские мм Число гофр Материал Процентное со- держание сухого остатка пропиточного цапон-лака Гибкость, м}н 10~"3
h п
0,15 1,25 0,5—0,6 0,7—0,8 3,5—1,0
0,15 2,25 1. Целлюлоза сульфит- ная беленая марки А-0, ГОСТ 3914-60, 30—70% 2. Вата клиническая хирургическая, ГОСТ 5556-50, 70—30% 0,4—0,6 0,8—1 4,5—1,25
0,12 1,5 0,4—0,6 0,8—1,0 1,7-0,9
0,18 2,25 0,4—0,6 0,8—1,0 2,8—1,1
0,12 1,25 0,4—0,6 0,8—1,0 1,8-1,0
69
70
Продолжение таблицы 4
ские мм Число гофр Материал Процентное со- держание сухого остатка пропиточного цапон-лака Гибкость, м]н 10~3
h п
0,12 2,25 0,4—0,6 0,8-1,0 4,1—1,0
0,25 2,25 0,4—0,6 3—1,3
0,3 1,25 1. Целлюлоза сульфит- ная беленая марки А-0, ГОСТ 3914-60, 40% 2. Войлок микрофонный ТУ 1013—50, 60% 0,4—0,6 1,85-1,0
0,3 2,25 1. Целлюлоза сульфит- ная марки А-0, ГОСТ 3914-60 0,4-0,6 1,5—0,6
71
Основные дан
72
Таблица 5
ные диффузоров
Жирность размола по ШР, град. Процентное содержа- ние сухого остатка пропиточного цапон- лака, ГОСТ 5236-50 Толщина, мм Вес, яг-10—3 Резонансная частота, гц
для пропитки диффузора для допол- нительной пропитки кониче- ской части диффузора
28—30 1—1,3 — 0,1 0,1 400—480
28—30 1—1,3 — 0,15 0,13—0,17 300—360
28-30 1-1,3 — 0,2 0,28—0,35 170—230
73
Тип
диффу-
зора
Геометрические данные
и профиль
Диа- метр или Состав
оси композиции
эл- бумажной
лип- массы
са,
мм
68
0,5ГД10
0.5ГД12
102
1. Целлюлоза
сульфитная
беленая, марки
А-0,
ГОСТ 3914—60,
50%
2. Целлюлоза
сульфатная
беленая
марки Ас-1,
ГОСТ 9571-60,
50%
1ГД5
1ГД6
121
1ГД9
151—
93
1. Целлюлоза
сульфитная
беленая марки
А-0,
ГОСТ
3914-60—
70-40%
2. Вата клини-
ческая хирур-
гическая
ГОСТ
5556-50—
30ч-60%
74
Продолжение таблицы 5
Жирность размола по ШР, град. Процентное содержа- ние сухого остатка пропиточного цапон- лака, ГОСТ 5236-50 Толщина, мм Вес, Резонансная частота, гц
для пропитки диффузора для допол- нительной пропитки кониче- ской-йчасти диффузора
28—30 1—1,3 — 0,25 0,5—0,7 150—200
25—28 0,4—0,6 0,8—1 3 0,25 0,7—0,9 120—150 150—200
25—28 0,7—0,8 3 0,25 0,9—1,1 110—130
25—28 0,4—0,6 3 0,25 0,8—1,1 •V 90—110
75
Тип
диффу-
зора
Геометрические данные
и профиль
Диа- метр или Состав
оси композиции
эл- бумажной
лип- са. мм массы
1. Целлюлоза
сульфитная
беленая,
марки А-0
ГОСТ
3914-60—-
70ч-40%
2. Вата кли-
ническая хи-
рургическая
ГОСТ
5556-50 —
30-60%
76
Продолжение таблицы 5
Жирность размола по ШР, град. Процентное содержа- ние сухого остатка пропиточного цапон- лака, ГОСТ 5236-50 Толщина, мм Вес, яг-10“3 Резонансная частота, гц
для пропитки диффузора для допол- нительной пропитки кониче- ской части диффузора
25—28 0,4—0,6 0,8—1,0 3 0,2 0,7—0,9 90—120 140—170
25—28 0,4—0,6 0,8—1,0 3 3 0,3 1,8—2,2 90—110
25—28 0,4—0,6 0,8—1,0 3 3 0,25 0,8—2 70—80 90—110
25—28 0,4—0,6 0,8—1,0 3 3 0,35 4—4,5 60—80 90—110
77
Тип
диффу-
зора
Геометрические данные
и профиль
4ГД7
4ГД28
5ГД14
Диа-
метр
или
оси
эл-
лип-
са,
мм
197
250Х
166
Состав
композиции
бумажной
массы
1. Целлюлоза
сульфитная
беленая,
марки А-0
ГОСТ
3914-60 —
70ч-40%
2. Вата клини-
ческая хирур-
гическая
ГОСТ
5556-50 —
30^-60%
248
1. Целлюлоза
сульфитная
беленая, марки
А-0,
ГОСТ
3914-60 —
80%
2. Войлок
микрофонный
ТУ 1013-50 —
20%
78
Продолжение таблицы 3
Жирность размола по ШР, град. Процентное содержа- ние сухого остатка пропиточного цапон- лака, ГОСТ 5236-50 Толщина, мм Вес, яг-1(Г3 Резонансная частота, гц
для пропитки диффузора для допол- нительной пропитки кониче- ской части диффузора
25-28 0,8—1,0 3 0,28 3-3,5 45—70
25-28 0,4—0,6 3 0,28 3-3,5 50—70
20—25 0,4—0,6 3 0,35 10—12 40—60
79
Тип
диффу-
зора
Геометрические данные
и профиль
Диа-
метр
или
оси
эл-
лип-
са,
мм
Состав
композиции
бумажной
массы
316х
205
1. Целлюлоза
сульфитная
беленая
марки, «А-0»,
ГОСТ
3914-60 —
40%
2. Войлок
микрофонный,
ТУ—1013-50—
60%
ЗГД15
102
Целлюлоза
сульфатная
беленая,
марки «А-0»,
ГОСТ 9571-60
80
П родолжение таблицы &
Жирность размола по ШР, град. Процентное содержа- ние сухого остатка пропиточного цапон- лаком, ГОСТ 5236-50 Толщина, мм Вес, яг-3 Резонансная частота, гц
для пропитки диффузора для допол- нительной пропитки кониче- ской части диффузора
20—25 0,4—0,6 3 0,35 15—20 30—40
30 1—1,3 3 0,25 1—1,2 180—200
81
4 д. X. Шифман
сульфат-целлюлоза 20—50% и сульфит-целлюлоза 80—
50%; сульфит-целлюлоза 25—50% и гигроскопическая
вата 20—50%; местеризованная сульфит-целлюлоза
40—50% и сульфат-целлюлоза 60—50%; древесная
масса 40—60% и сульфат-целлюлоза 60—40%; древес-
ная масса 20—40% и сульфит-целлюлоза 80—60%.
Для малогабаритных громкоговорителей с ограни-
ченным диапазоном частот (200—4000 гц) диффузоры
изготовляют из бумажной массы, состоящей из одной
компоненты: соломенной целлюлозы, сульфит или суль-
фат-целлюлозы с жирностью размола 25—30° по ШР.
В табл. 5 приведены применяемые для различных
типов диффузоров композиции бумажных масс и гра-
дус их размола.
§ 11. Центрирующие шайбы
Центрирующая шайба в динамическом громкоговори-
теле предназначена для фиксации положения звуковой
Рис. 51. Конструкции паучковых центрирующих шайб: а и б —
внешние; в — внутренняя.
катушки в зазоре и обеспечения строго аксиального ее
перемещения.
Так называемые «паучковые» центрирующие шайбы
выполняются в виде ряда параллельных изогнутых
балочек. Они изготовляются штамповкой из тонкого
текстолита. Для приклейки звуковой катушки или
шейки диффузора в центральной части шайбы путем
горячей вытяжки делается специальный бортик с шей-
кой.
Различают две конструкции «паучковых» центри-
рующих шайб (рис. 51): внутреннюю и внешнюю.
82
Внутренняя центрирующая шайба помещается вну-
три конуса и прикрепляется своей центральной частью
к керну магнитной цепи. Внешняя центрирующая шайба
с одной стороны прикрепляется к наружной части вер-
шины диффузора, а с другой либо к магнитной цепи,
либо к диффузородержателю при помощи специального
центрирующего мостика. Такое закрепление позволяет
регулировать положение звуковой катушки, но снижает
эксплуатационную надежность громкоговорителя. Для
ее повышения приходится увеличивать зазор магнитной
цепи, что, в свою очередь, приводит к возрастанию веса
магнита. К недостаткам внешних шайб относится также
и то, что они имеют собственный резонанс с малым за-
туханием, вследствие чего появляются призвуки при
воспроизведении.
К достоинствам «паучковых» центрирующих шайб
относятся их высокая механическая прочность и то, что
их гибкость практически не изменяется при длительной
эксплуатации в различных климатических условиях.
Гибкость «паучковой» центрирующей шайбы рассчи-
тывают по формуле:
где I — длина балочки или стрелы паучка, я;
b —ширина балочки, ж;
h — толщина балочки, м;
п — число балочек в паучке;
Е — модуль упругости материала, н)м?.
Гофрированная центрирующая шайба (рис. 52) со-
стоит из гофрированной части, внешнего края в виде
плоского воротника или краевого гофра для приклейки
к диффузородержателю или центрирующему мостику, и
шейки для более прочной приклейки звуковой катушки
и диффузора.
Гофрированные центрирующие шайбы находят пре-
имущественное применение, так как они обеспечивают
большую гибкость в аксиальном направлении и большую
жесткость в радиальном и линейны в широком диапа-
зоне амплитуд смещения. При их помощи достигается
прочное крепление и фиксирование положения звуковой
катушки в зазоре магнитной цепи и затрудняется рас-
центровка катушки,
4* ВЗ
3. ВЛАА/1 КЛАВ
4- ВЛЛЛ/1 КЛЛ/В
5- вЛЛЛ/Г КЛ/Ъз
Рис. 52. Гофрированные цент-
рирующие шайбы.
/ — плоская; 2 — синусоидальная;
3 — пильчатая; 4 — трапецеидаль-
ная; 5 — круговая; 6 — с краевым
гофром.
Гофрированные центрирующие шайбы так же, как и
диффузоры, могут иметь гофры с одинаковыми или раз-
ными профилями (пильчатые, синусоидальные, трапеце-
идальные и круговые).
Шайба с краевым гофром (рис. 52) обладает боль-
шой гибкостью и обеспечивает удобство сборки громко-
говорителя. При изготовлении шайб из бумажной массы
прочные сорта целлюлозы,
например, сульфат-цел-
люлозу и гигроскопиче-
скую вату. Еще большей
механической прочно-
стью, линейностью и стой-
костью к изменению кли-
матических условий об-
ладают центрирующие
шайбы из пропитанной
лаками хлопчатобумаж-
ной или шелковой тка-
ни— марли, чалмы, кан-
вы, майи, миткаля и т. п.
Предпочтение следует от-
давать менее плотным
материалам, так как в
этом случае устраняются
нелинейные искажения,
обусловленные упруго-
стью объема воздуха
между центрирующей
шайбой и диффузородер-
жателем. Для пропитки
применяют бакелитовую смолу, растворенную в спирте
с касторовым маслом, служащим пластификатором.
Иногда применяют центрирующие шайбы, в которых^
в качестве пропиточного материала используется цапон-
лак. Технология изготовления таких шайб проще, но
температуростойкость их меньше.
Гофрированные центрирующие шайбы рассчитывают
по тем же формулам, что и гофрированные подвесы диф-
фузоров. Расчетные формулы дают приближенные дан-
ные, которые в дальнейшем экспериментально уточня-
ются.
В табл. 6 приведены конструктивные и технические
84
данные некоторых часто применяемых центрирующих
шайб.
Формула для определения гибкости центрирующей
шайбы имеет вид
(1-*М ,
ш тсЕ Л3 (&ш + dK) lM Н]’
где d1{— диаметр звуковой катушки.
Ширина воротника центрирующей шайбы
3
2 ТС f С щ tf Ot ОС 2
1—О2
1,1Л
W-
(29)
Задаваясь
гофра:
числом гофров п, можно определить шаг
I =^[лг].
п
(30)
§ 12. Звуковая катушка
Звуковая катушка динамического громкоговорителя
представляет собой обмотку из медного или алюминие-
вого провода, намотанного на цилиндрический каркас
плотно виток к витку.
Для обеспечения механической прочности намотки и
исключения сползания витков в процессе работы гром-
коговорителя, витки склеивают между собой и приклеи-
вают к каркасу специальным лаком. Применяют обыч-
ные круглые провода с оксидной или эмалевой изоля-
цией (табл. 7) или специальные ленточные провода.
Ленточные провода обеспечивают лучшее заполнение
катушки, но более дороги; изготовление катушек при
этом технологически сложнее.
Каркас звуковой катушки для маломощных громко-
говорителей делается из плотных сортов бумаги (типа
кабельной бумаги толщиной 0,08—0,12 • 10-3 м); для
мощных громкоговорителей он изготовляется также из
алюминия, бронзы или пластмассы. Каркас должен
быть жестким и устойчивым к климатическим воздей-
ствиям. Обмотка располагается на одном конце каркаса,
второй конец каркаса, именуемый шейкой, предназначен
для приклейки звуковой катушки к диффузору. Для
85
Таблица гофрированных под
Тип
громко-
говори-
теля
0.1ГДЗ
0,1ГД6
Геометриче
размеры,
b Н h
3 0,75 0,15
0,5ГД10
0.5ГД12
0,6 0,2
1ГД5
1ГД6
12 0,5 0,2
86
Таблица 6
весов центрирующих шайб
ские мм Число гофр Материал Состав пропиточного лака Г ибкость подвеса, лг/н«10~3
1 п
1,5 2 Шелк эксцельсиор арт. 1507, ГОСТ 2481 Спиртовой раствор 5% бакелитового лака и 0,2% касторового масла 0,8—1,2
2,25 2 Креп-шифон арт. 1101, ГОСТ 5242-50 0,8—1,5
1,5 2,5 Креп-шифон арт. 1101, ГОСТ 5242-50 0,8—2,5
4 3 Сетка-канва арт. Т269, ВТУ 9063-58 2-2,8
6 2 Целлюлоза суль- фатная беленая мар- ки Ас-1 ГОСТ 9571-60 1% раствор цапон- лака 1—2
87
Тип
громко-
говори-
теля
Профиль шайбы
Геометриче
размеры,
Н h
1ГД18
05-/
2ГД7
4ГД7
074
20
0,7
0,25
4ГД1
O77
| 071
21 0,85 0,25
10ГД18
0#
07//
36 0,75 0,25
88
Продолжение таблицы 6
ские мм Число гофр Материалы Состав пропиточного лака Гибкость подвеса
1 п
4,5 3,75 Сетка-канва арт. Т269. ВТУ 9063-50 Спиртовой раствор 15% бакелитового лака и 0,2% касторового масла 3,5—4
Миткаль суровая арт. Т8 ГОСТ 9858-58 Спиртовой раствор 10% бакелитового ла- ка и 0,2% касторового масла 4—5
3,75 4 Миткаль суровая арт. Т8 ГОСТ 9858-58 1,5—2
4 5 Сетка-канва арт. Т269, ВТУ 9063-50 Спиртовой раствор 15% бакелитового ла- ка и 2% касторового масла 3—4
Миткаль суровая арт. Т8 ГОСТ 9858-58 Спиртовой раствор 10% бакелитового ла- ка и 0,2% касторового масла 4-5
2,15 4 Миткаль суровая арт. Т8 ГОСТ 9858-58 2-3
2 4 Миткаль суровая арт. Т8 ГОСТ 9858-58 Спиртовой раствор 10% бакелитового ла- ка и 0,2% касторового масла 4-5
89
Таблица 7
Данные проводов для звуковых катушек
Диаметр провода без изоляции, л-10-"3 Диаметр провода в изоляции, л-10—3 Сечение провода без изоля- ции, л3-10—6 Вес 1 л провода без изо- ляции, К2‘ 10—3
ПЭЛ ПЭВ-1 ПЭВ-2
0,06 0,075 0,085 0,09 0,0028 0,0252
0,07 0,085 0,095 0,11 0,0039 0,0343
0,08 0,095 0,105 0,11 0,0050 0,0448
0,09 0,105 0,115 0,12 0,0064 0,0567
0,10 0,12 0,125 0,13 0,0079 0,070
0,11 0,13 0,135 0,14 0,0095 0,0847
0,12 0,14 0,145 0,15 0,0113 0,101
0,13 0,15 0,155 0,16 0,0133 0,118
0,14 0,16 0,165 0,17 0,0154 0,137
0,15 0,17 0,18 0,19 0,0177 0,158
0,16 0,18 0,19 0,20 0,020 0,179
0,17 0,19 0,20 0,21 0,0227 0,202
0,18 0,20 0,21 0,22 0,0254 0,227
0,19 0,21 0,22 0,23 0,0283 0,252
0,20 0,225 0,23 0,24 0,0314 0,280
0,21 0,235 0,24 0,25 0,0346 0,309
0,23 0,255 0,27 0,28 0,0415 0,370
0,25 0,275 0,29 0,30 0,0491 0,438
0,27 0,31 0,31 0,32 0,0573 0,510
0,29 0,33 0,33 0,34 0,0660 0,589
0,31 0,35 0,35 0,36 0,0755 0,673
0,33 0,37 0,37 0,38 0,0855 0,762
0,35 0,39 0,39 0,41 0,0962 0,857
0,38 0,42 0,42 0,44 0,113 1,01
0,41 0,45 0,45 0,47 0,132 1,18
0,44 0,48 0,48 0,50 0,152 1,36
0,47 0,51 0,52 0,53 0,173 1,55
0,49 0,53 0,54 0,55 0,189 1,68
придания шейке большей жесткости в некоторых слу-
чаях ее делают толще (многослойной).
Обмотка обычно помещается поверх каркаса, но из-
вестны конструкции, в которых обмотка звуковой ка-
тушки располагается по обе стороны каркаса. Различ-
ные конструкции звуковых катушек показаны на
рис. 53.
Звуковая катушка должна обладать также тепловой
прочностью. Под тепловой прочностью звуковой катушки
понимается та предельная тепловая нагрузка, при кото-
рой звуковая катушка, вследствие нагрева, не меняет
?9
своей формы и не выходит из строя во время работы
громкоговорителя.
Тепловой режим звуковой катушки обеспечивается
отводом тепла через тонкий слой воздуха свободного
воздушного зазора к магнитной системе и рассеиванием
его в окружающем пространстве. Поэтому теплоотдача
зависит от толщины свободного воздушного зазора, раз-
меров катушки и магнитной цепи, а также от материала
каркаса и пропиточных лаков.
Рис. 53. Различные конструкции зву-
ковых катушек.
Мощность, вызывающая нагрев катушки:
Ре = i29eS6ln [вт],
где /— плотность тока, а/лг2;
ре — удельное сопротивление провода, ом-м;
Sq — боковая поверхность катушки, ж2;
/п— длина провода катушки, м.
Р
Отношение — называется удельной тепловой на-
5б
грузкой. Эта величина определяет температурный пе-
репад.
На рис. 54 приведены экспериментальные кривые за-
висимости удельной тепловой нагрузки звуковой ка-
тушки от величины свободного воздушного зазора при
температуре окружающей среды 20 и 40° С.
Для определения всех конструктивных данных звуко-
вых катушек следует прежде всего установить величину
91
свободного воздушного зазора /з', которая зависит от
максимальной амплитуды колебаний подвижной си-
стемы. Эта экспериментальная зависимость, полученная
из опыта конструирования, громкоговорителей, приве-
дена на рис. 55.
Определив величину свободного воздушного зазора,
находим по кривым рис. 54 удельную тепловую на-
грузку Pt и вычисляем боковую поверхность звуковой
катушки:
= (31)
Рис. 54. Зависимость удельной
тепловой нагрузки звуковой
катушки от толщины свобод-
ного воздушного зазора при
различной температуре окру-
жающей среды:
/ — 20° С; 2 — 40° С.
Рис. 55. Зависимость величины
свободного воздушного зазора от
амплитуды колебаний подвижной
системы.
Задавшись отношением
к ее высоте
диаметра
\
— , определяем
/iK /
звуковой катушки по формулам
звуковой катушки
высоту и диаметр
dK=J/^[4 (32)
К = W-
Лк
(33)
Для маломощных громкоговорителей /(к = 3—4; для
мощных — 4—6.
92
Диаметр провода
И ^Гм-
(34)
Полученное значение диаметра провода проверяется
по допустимой плотности тока обычным образом.
В табл. 7 находят сечение провода sn; плотность тока s
в звуковой катушке равна
/ = ZeM [д/ж2]. (35)
Благодаря тому, что
звуковые катушки содер-
жат два слоя витков и
имеют хороший теплоот-
вод, допускаются боль-
шие плотности тока — от
30 до 90-106 a/я2. На
рисунке 56 приведен гра-
фик зависимости допу-
стимой плотности тока от
Рис. 56. Зависимость допустимой
плотности тока от температуры
окружающего воздуха:
температуры окружающе-
го воздуха.
Задаваясь числом сло-
1 — для широкополосных и низкочас-
тотных громкоговорителей; 2 — для вы-
сокочастотных громкоговорителей.
ев звуковой катушки т, которое обязательно должно
быть четным (для низкоомных звуковых катушек число
слоев выбирают равным в большинстве случаев 2, а для
высокоомных — 4 и больше), находят толщину звуковой
катушки:
дк = Ч + 8 [м], (36)
где S — толщина каркаса.
Число витков звуковой катушки:
n = 2 —Q, (37)
dn
где Q — коэффициент заполнения, равный 0,9—0,95.
Масса звуковой катушки
= lnSnl (38)
где у — плотность материала провода, кг{м\
lu = TttlKti — длина провода, м.
93
Диаметр керна
4п -4-2/з [м]. (39)
Если подсчитанный диаметр керна отличается от но-
миналов ГОСТ 9010-51, то необходимо выбрать бли-
жайший номинал по ГОСТ и произвести соответствую-
щий пересчет размеров звуковой катушки.
Величина полного электрического сопротивления зву-
ковой катушки оговаривается ГОСТ 9010-51 и должна
иметь один из следующих номиналов: 2; 4; 5; 6,5; 10;
20 ом.
В громкоговорителях, используемых в усилителях
с бестрансформаторным выходом, применяют высокоом-
ные звуковые катушки. Такие катушки наматывают из
тонкого провода с эмалевой изоляцией или из микро-
провода со стеклянной изоляцией.
Намотка катушек из тонкого провода представляет
большие технологические трудности, а большое число
витков увеличивает индуктивность звуковой катушки,
что ухудшает воспроизведение высоких частот и увели-
чивает коэффициент нелинейных искажений в усили-
тельном тракте.
К преимуществам микропроводов со стеклянной изо-
ляцией следует отнести то, что они допускают значи-
тельно большие нагрузки, что позволяет увеличить до-
пустимую плотность тока до 200-106 а!м2. Благодаря
этому можно (значительно' уменьшить диаметр керна.
К недостаткам микропроводов следует отнести большую
толщину стеклянной изоляции, что уменьшает коэффи-
циент использования зазора магнитной цепи.
Для уменьшения индуктивности можно использовать
короткозамкнутый виток, намотанный непосредственно
на катушку, а также неразрезной металлический каркас
или центрирующее кольцо, расположенное вблизи ка-
ту Ш1КИ.
Для подведения напряжения к выводам звуковой
катушки применяют специальные гибкие проводники,
которые должны быть очень прочными, так как они не-
сут большую 'механическую нагрузку (многожильные
провода типа ПШС, АТСДИ, мишурный провод, медная
плющенка, намотанная на шелковую нитку или плетенка
из тонкого медного провода, внутри которой протянута
шелковая или хлопчатобумажная нитка).
94
§ 13. Магнитная цепь
Магнитная цепь является важным конструктивным
элементом громкоговорителя, определяющим в значи-
тельной степени трудоемкость его изготовления, габа-
риты, вес и стоимость. Основной параметр магнитной
цепи — индукция в рабочем зазоре, влияющая на форму
частотной характеристики громкоговорителя и его стан-
дартное звуковое давление.
Индукция в рабочем зазоре может быть определена
из следующего выражения:
Рис. 57. Основные конструктивные размеры
рабочего зазора магнитной цепи.
Основные конструктивные размеры рабочего зазора
показаны на рис. 57. Ширина рабочего воздушного за-
зора
/3 = Дк+2/; [м]. (41)
Высота рабочего зазора, обеспечивающая минималь-
ные нелинейные искажения, определяется по формуле
й3 = 0,8 0,9Лк [ж]. (42)
Задача конструирования и расчета магнитной цепи
сводится к выбору такой ее конфигурации, при которой
заданная индукция в рабочем зазоре создается магни-
том минимального объема и наименьшей стоимости.
Магнитные свойства постоянного магнита характери-
зуются кривой размагничивания, представляющей со-
бой зависимость индукции в нейтрали магнита В от
95
величины размагничивающего поля Н. Точка пересече-
ния кривой размагничивания с осью ординат соответ-
ствует остаточной индукции постоянного магнита Вг,
а точка пересечения кривой -с осью абсцисс — коэр-
цитивной силе Нс (рис. 58). Кроме этих параметров,
магнит характеризуется величиной магнитной энергии,
представляющей собой произведение (ВН). Зависимость
магнитной энергии от напряженности размагничиваю-
щего поля представлена на рис. 58. Величины магнитной
Рис. 58. Кривые размагничивания, максимальной
в
энергии и отношения ~ ~ постоянного магнита.
индукции и напряженности поля, соответствующие мак-
симальной энергии, называются соответственно эконо-
мичной индукцией Bd, вб/м2 и экономичной напряжен-
ностью поля Яй,
При расчете магнитной цепи исходными являются
следующие величины: индукция в зазоре магнитной
цепи Ве, диаметр керна dKP, ширина зазора /3, высота
зазора Л3.
Расчет производят в следующей последовательности.
Определяют объем магнита:
h 1 р2
Гм-7Р„3-^[^3], (43)
96
где г]м — коэффициент использования магнита, равный
0,4—0,6.
ц0 = 4~-10~7 [гн/м\.
Определяют длину магнита:
Ь = 1ZМ, (44)
г Gen d
где Ge — магнитная проводимость рабочего зазора.
Сечение магнита:
5М = [м*]. (45)
Для кольцевого магнита внутренний его диаметр
определяют по формуле:
rf2 = 4PeW3 М, (46)
где ks — коэффициент, изменяющийся от 0,2 до 0,4. При
расчете кольцевых магнитов из феррит-бария следует
принимать наибольшее значение коэффициента ks, а для
магнитов из магнитных сплавов — его наименьшее зна-
чение.
Внешний диаметр кольцевого магнита
+ (47)
Для кернового магнита диаметр его определяется
по формуле:
а внутренний диаметр -стакана—по формуле (46).
Чтобы индукция магнита оставалась постоянной по
его длине, применяют магнит с переменным сечением
(конусообразной или ступенчатой формы). При этом
расчетным сечением магнита считается нижнее основа-
ние конуса, прилегающее к нижнему фланцу или к ос-
нованию скобы или стакана. Это позволяет сэкономить
15—20% объема магнита, не уменьшая индукцию в за-
зоре.
Далее рассчитывают сечение магнитопровода, исходя
из величины допустимой индукции для применяемого
материала (табл. 8). Поскольку наибольшая индукция
Таблица 8
Магнитомягкие материалы для магнитопроводов
Материал Марка Химический состав, % к чистому железу, не более Допустимая ин- дукция, вб/м2
С Si Мп S Р
Сталь низкоугле- родистая элек- тротехническая Э 0,04 0,29 0,02 0,03 0,025 20
То же ЭА 0,04 0,02 0,02 0,03 0,025 20
» » ЭА 0,04 0,02 0,02 0,03 0,025 20
Прутки электро- технической стали А и Э 0,035 0,03 0,03 0,025 0,015 20
Сталь качествен- ная конструкци- онная отожженая 0,5 0,05 0,03 0,02 — 0,025 18
То же 0,8 0,05—0,12 0,20 0,25—0,5 0,04 0,04 18
» » 10 0,05—0,15 0,07—0,37 0,35—0,65 0,04 0,045 18
То же, не отожженая 0,15 0,07—0,15 0,17-0,35 0,35—0,65 0,04 0,04 18
наблюдается в нижнем фланце и керне, сечение магни-
топровода следует рассчитывать по допустимой индукции
в указанных сечениях на основании формулы:
5МП = И21-
#доп
Если расчетная величина индукции превышает допу-
стимую, то следует-применить фланец или керн перемен-
ного сечения. Такой керн вытачивается из сплошного
материала, -изготовляется методом горячей штамповки,
или делается ив двух частей.
Затем необходимо проверить оптимальность рассчи-
танных конструктивных размеров магнитной цепи, т. е.
найти положение рабочей точки на кривой размагничи-
вания. С этой целью вычисляют магнитную проводи-
мость воздушных участков магнитной цепи (рис. 59).
Проводимость рабочего зазора магнитной цепи:
Ge = r^^ [вб/а]. (48)
*3
98
Проводимость Для потоков рассеяния по длине Mai-
ййта [Л. 11]:
G1-=2,5]//MpMp0 [вб/а]. (49)
где рм — периметр сечения магнита.
Проводимость потоков рассеяния между торцом
керна и наружной поверхностью верхнего фланца:
Рис. 59. Распределение магнитных пото-
ков в магнитных цепях громкоговори-
телей с постоянными магнитами: а —
с кольцевым магнитом; б — с керновым
магнитом.
(50)
Проводимость потоков рассеяния между поверхно-
стью керна и внутренней поверхностью верхнего фланца:
G3 = /24р In 4 (М* р0 [вб/а]. (51)
\ *3 /
Полная проводимость магнитной цепи
G = Ge+G1 + G2+G3 [вб/а]. (52)
99
Далее, пользуясь известным соотношением
А = Ас[гн/а]) (53)
п Ом
находим рабочую точку на кривой размагничивания,
соответствующую индукции в нейтрали В. Для облег-
чения ее нахождения на одном графике с кривой раз-
В
магничивания наносится кривая — = /(Я).
Н
Индукция в зазоре магнитной цепи определяется по
формуле:
Be = BSM^- [вб/м*\.
*3^
(54)
Если рассчитанная таким образом индукция в рабочем
зазоре окажется значительно ниже заданной, то следует
изменить форму магнитной цепи и произвести ее пове-
рочный расчет. При этом размеры магнита следует
выбирать на основании следующих соображений. При
положении рабочей точки ниже точки максимальной
энергии необходимо увеличить высоту магнита и соответ-
ственно уменьшить его сечение. При положении рабочей
точки выше точки максимальной энергии,— наоборот,
уменьшить высоту и увеличить сечение.
Для случая, когда магнитная цепь состоит из двух
магнитов (см. рис. 18), расчет производится для каж-
дого магнита отдельно. При этом задаются величиной
магнитного потока в зазоре от каждого магнита, а объем
каждого из них определяют по следующей формуле:
V
м
Bd^d^M^Q
[м3].
Индукция в рабочем зазоре определяется выражением:
7Шкр™3
При выборе материалов для магнитной цепи следует
руководствоваться следующими соображениями.
Для массовых типов громкоговорителей следует при-
менять магниты из наиболее дешевых материалов:
сплава ЮНД4, феррит-бария типа 2БА и ЗБА. Для
100
3
<3
Магнитотвердые материалы для постоянных магнитов
Магниты к Ф ф 03 о 3 ►£« Л ЛАЛ ЛЛСОф^ЛЛЛ £ о S3 К о * о к о t ЛЛ Л ЛЛЛ Л Л QJ t л л л с
‘ч1зоню irи ‘ООН IJ14H4IfOtf^ ООО СО СО rf О О О О О О Г-- Ь— -чГ ''f ’’Ф
^1же г ‘ вил РНРЯ -боне квнхинлви ввнчптииэявэд ОООО О ООО 000 оооо ОООО О ООО 000 Ot^-OiO О СЧ О п- ОООО О оююсо о О СО О СО сч со о сч —< —< —< — СЧ СЧ —<
Экономичная напряжен- ность поля ка/м при максимальной энергии о 00 00 СО 00 Г- со о оооо СЧ СО СЧ СЧ СО Ю СО СО СО Ю СО Ь-00 СО
Экономич- ная индук- ция вй, вб1м2 ь- сч О СО СО Ь- П- Ю Ю ’’Ф Ю о о СО о СО СЧ tF тг Ю lONQ ООгчО о —< —< —< o' <£ а> о" о" o' o' о o' —Г —Г о о о*' о*'
‘эн BEHSHinYideoyi О СЧ 00 LO Г- 00 СЧ оооо тф Ю Ю со ю Ю Ю со СЧ Ю< ю —1 СО СЧ —< 1
-НИ KBHhOXBlOO ю ю LO СО СО 00 ООСЧОО ЮЮЮГ- О 00—СЧ СЧ СО СЧ —< СЧ со со О О ОГ О О ОГ —< —1 — —< —' оооо
Добавки, % к железу 0И9оин 1111 1 1 1 1 0-1 о- со о <м ф О О CQ
нвхих Illi 1 .J III
яНэуу сч оо со ’'f ’'f ''f
iqirupo}! | 1 I LO 00 1-0 tF 'ТЮЮ 1 1 1 —< —< СО СЧ СЧ СЧ СЧ СЧ
иинигоопгу ю Ю —I — О О ОООО ООО
Ч1ГЭМИН Ю о оо О О 00 LQ СЧ CO СЧ СЧ —<
Марка * * * Si'O ’ . СО С» Oq ' Ю гоц2<< ооюМШ §222<§3§§q<e§5
Магнитные свойства относятся к направлению магнитного поля, приложенного при термообработке и опрессовке,
С кристаллической текстурой.
101
Рис. 60. Кривые размагничивания и максимальной энергии существующих магнитных
материалов.
1 — ЮНДК25БА; 2 — ЮНДК25; 3 — ЮНДК24Б; 4 — ЮНДК; 5 — ЮНДК24; 6 — ЮНДК24Т2; 7 — ЮНДК24Т5;
8 — ЮНДК18; 9 — ЮНД8; 10 — ЮНД12; 11 — ЮНД4; 12 - ЗБА; 13 — 0,8БИ
малогабаритных громкоговорителей, а также для гром-
коговорителей с малыми внешними магнитными нолями
рассеяния применяют более дорогие магниты из сплавов
с кобальтовой присадкой типа ЮНДК24 (АНКО4).
Основные данные магнитных материалов приведены
в табл. 9 и на рис. 60.
Из магнитомягких материалов для магнитопровода
следует применять малоуглеродистые конструкционные
стали, так как они более дешевы, технологичны и мень-
ше изменяют свои свойства при механической обработке,
особенно при штамповке и рихтовке.
§ 14. Диффузородержатель
Диффузородержатель предназначен для установки
диффузора, элементов подвижной системы и крепления
громкоговорителя к экранной доске. Диффузородержа-
тель должен обладать достаточной механической проч-
ностью и не деформироваться в процессе работы гром-
коговорителя и при транспортировке, поэтому ему
придают форму усеченного конуса, по образующей ко-
торого делают окна. Для придания большей жесткости
конической части, ослабленной из-за окон, делаются
специальные зиги или ужесточения. На рис. 61 пока-
заны различные конструкции применяемых диффузоро-
держателей.
Диффузородержатели изготовляют преимущественно
из стали глубокой вытяжки, силумина, твердых сортов
алюминия и его сплавов или из пластмассы.
В громкоговорителях с диаметром диффузора выше
250 мм применяют стали толщиной 1 —1,2 мм: в громко-
говорителях с диаметром диффузора ниже 250 мм —
1—0,8 мм. Для громкоговорителей, устанавливаемых
в переносных приемниках, несмотря на их небольшой
диаметр и малый вес магнитной цепи, для обеспечения
необходимой механической прочности применяют стали
толщиной 0,7—0,8 мм.
Литые диффузородержатели, преимущественно из си-
лумина, как правило, применяют для мощных громко-
говорителей, так как штамповка больших диффузоро-
держателей связана с технологическими затруднениями.
Диффузородержатели из пластмассы более трудоемки;
они дороже стали и менее стойки.
103
В диффузородержателях должна быть обеспечена
параллельность между всеми плоскостями, к которым
приклеиваются воротник диффузора, центрирующая
шайба и прикрепляется верхний фланец.
Рис. 61. Конструкции диффузородержателей.
Диффузородержатель прикрепляют к верхнему флан-
цу при помощи сварки или винтами, заклепками и
пуклями.
При сварке достигается большая механическая проч-
ность, но не обеспечивается точная установка диффузо-
родержателя. Кроме того, нарушается антикоррозийное
покрытие в месте сварки. Прикрепление при помощи
винтов не всегда обеспечивает неизменность положения
диффузородержателя, особенно при эксплуатации и
104
'транспортировке, что нарушает центровку. Более проч-
ное соединение достигается при помощи заклепок, но
из-за относительно большой трудоемкости этот способ
имеет ограниченное применение. Широкое распростра-
нение получил способ прикрепления при помощи пуклей.
Он очень производителен и обеспечивает, наряду с боль-
шой механической прочностью, точную установку диф-
фузородержателя, которая не нарушается в любых усло-
виях эксплуатации и транспортировки.
Установочные размеры диффузородержателей в це-
лях унификации оговорены в ГОСТ 9010-59. Они при-
ведены в табл. 10 и 11,
Таблица 10
Круглые громкоговорители
Диаметр диффу- зородержателя dlt мм Расстояние между центрами крепежных отверстий, мм Диаметр крепежного отверстия, мм
d{ ^6
60 — — — —
70 — — — —
90 82 — 3,6 —
105 100 .— 3,6 —
126 118 — 4,8 —
152 148 — 4,8 —
176 168 — 4,8 —
202 192 220 6,0 6,6
252 242 270 6,0 6,0
295 280 320 6,0 6,5
Овальные громкоговорители
Таблица 11
Размеры диффузородержателя, мм Расстояние между центрами крепежных отверстий, мм Диаметр кре- пежного от- верстия, мм
dr d2 ds а, ^5
80 130
98 156 89 147 3,6
134 204 124 192 4,8
170 254 115 160 6,0
210 320 160 190 6,0
105
§ 15. Конструкция подвижной системы
Подвижная система громкоговорителя состоит из
диффузора, центрирующей шайбы, звуковой катушки и
выводов (рис. 62). Как механический элемент, подвиж-
ная система характеризуется массой и гибкостью. Масса
подвижной системы в основном складывается из массы
GJ
Рис. 62. Конструкция подвижной системы: а — подвиж-
ная система; б — соединение выводов; в — соединение
диффузора, центрирующей шайбы и звуковой катушки.
звуковой катушки тк, статической массы диффузора тц
и соколеблющейся массы воздуха
те — 0,435£)д [яг]. (55)
т — тк + шд + те [яг]. (56)
Гибкость подвижной системы Сп определяется гиб-
костью подвеса диффузора Сд и гибкостью центрирую-
щей шайбы Сш.
Од "Г
Гибкость центрирующей шайбы обычно выбирается
меньшей гибкости подвеса диффузора, чтобы обеспечить
надежную центровку звуковой катушки в зазоре маг-
нитной цепи.
106
Гибкость подвижной системы в целом рассчитывают
по формуле
= (57)
40/gm
(j
Обозначив — = р, получим следующие выражения для
гибкости подвеса диффузора:
СД = СП(1 + И) [м/н], (58)
и гибкости центрирующей шайбы:
Сш = Сп№Юлг/н]. (59)
\ р- /
Прочное соединение элементов подвижной системы яв-
ляется необходимым условием хорошей работы громко-
говорителя. Оно обеспечивается приклейкой звуковой
катушки к внутренней части шейки диффузора, а цент-
рирующей шайбы — к наружной части шейки.
Если центрирующая шайба изготовлена из хлопчато-
бумажной ткани, пропитанной бакелитовым лаком, то ее
приклеивают к шейке при помощи клея БФ. Для бу-
мажных шайб применяют клей типа 115.
Для припайки гибких проводников 2 к выводам 1
звуковой катушки (см. рис. 62) применяют пустотелые
латунные заклепки 5, прикрепляемые к конической ча-
сти диффузора. В некоторых случаях выводы звуковой
катушки непосредственно припаивают к гибким провод-
никам. Место спая либо приклеивается к конической
части диффузора (в маломощных громкоговорителях),
либо закрепляется скобочкой.
Выводы звуковой катушки прочно приклеивают к ко-
нической части диффузора.
§ 16. Условия работы громкоговорителя
Громкоговоритель может работать в разнообразных
климатических условиях, т. е. при различных темпера-
туре, влажности, давлении и т. п. Нормальными усло-
виями считаются: температура окружающего воздуха
15—35°С, относительная влажность 60—75% и атмо-
сферное давление 720—780 мм рт. ст.
107
Громкоговорители, устанавливаемые в радиовеща-
тельных и телевизионных приемниках, должны быть рас-
считаны на работу при более высокой температуре,
значительно превышающей нормальную, так как
в ящике радиоприемника температура повышается до
40—50° С.
Громкоговорители, предназначенные для эксплуата-
ции на открытом воздухе (например, в переносных при-
емниках), рассчитывают на температуростойкость от
—20° С до 40° С и относительную влажность до 95%.
При транспортировке громкоговорители, находясь
длительное время в условиях температур от —40° до
50° С и относительной влажности до 85%, не должны
изменять своих параметров.
Громкоговорители, предназначенные для работы
в условиях тропического климата, должны быть темпера-
туростойкими (от —20° С до 60° С) при относительной
влажности до 98%, грибоустойчивыми и стойкими к воз-
действию морского тумана и пылезащищенными.
Повышенная температура ухудшает тепловой режим
звуковой катушки, вследствие чего она может выйти из
строя из-за перегорания провода 'или сползания витков.
От действия влаги диффузор набухает и коробится.
Это ухудшает частотную характеристику и увеличивает
нелинейные искажения. Кроме того, под влиянием влаги
возникает коррозия элементов магнитной цепи. Особенно
опасна корроз'ия в рабочем зазоре, приводящая к вы-
ходу громкоговорителя из строя.
В условиях тропического климата, вследствие боль-
шой влажности при высокой температуре, на элементах
подвижной системы появляется грибковая плесень, ко-
торая вызывает полное разрушение диффузора, центри-
рующей шайбы и звуковой катушки.
Для Защиты диффузора от действия влаги! либо
применяют влагостойкие покрытия, либо в массу, из ко-
торой изготовлен диффузор, добавляют специальные про-
клеивающие вещества. В качестве влагостойкого покры-
тия, которым пропитывают отлитый диффузор, приме-
няют в большинстве случаев цапон-лак типа 915 (ГОСТ
5236-50), в качестве проклеивающего вещества — ка-
нифольный или канифольно-парафиновый клей.
Для обеспечения грибоустойчивости центрирующих
шайб, диффузоров и других деталей, изготовленных из
108
бумаги, в состав бумажной массы м в пропиточные лаки
вводят один из следующих антисептиков: силицилани-
лид, ортооксихинолин или пентолохлорфенолат натрия.
Предпочтение следует отдать силициланилиду и ортоок-
сихинолину. Оба эти антисептика безвредны для рабо-
тающих на производстве. Ортооксихинолин не вызывает
коррозии верхнего обода диффузородержателя и менее
летуч.
Для предотвращения коррозии деталей магнитной
цепи и диффузородержателя могут применяться следую-
щие виды гальванических покрытий: кадмирование, цин-
кование простое, цинкование с последующим хроматиро-
ванием, никелирование и хромирование. В массовом
производстве следует отдать предпочтение цинко-
ванию.
Кадмирование с последующим хроматированием ре-
комендуется применять в тропикоустойчивых громкого-
ворителях. Для более надежного предохранения сталь-
ных деталей от коррозии, поверх гальванического на'
носят лакокрасочное покрытие.
§ 17. Внешнее оформление
Громкоговорители обычно используют во внешнем
оформлении, представляющим собой ящик или экран.
Внешнее оформление предназначено для выравнивания
частотной характеристики в области нижнего участка
диапазона.
Рассмотрим основные типы внешнего оформления
громкоговорителей.
Плоский экран
У громкоговорителя без внешнего оформления коле-
бания, излучаемые передней и задней сторонами диф-
фузора, имеют противоположные фазы. На низких ча-
стотах, когда диффузор не имеет направленности, это
приводит к резкому снижению звукового давления; пе-
ред диффузором звуковое давление может оказаться
даже равным нулю. Указанное явление носит название
«акустического короткого замыкания». Для предотвра-
щения его громкоговоритель помещают в центре
109
плоского экрана (рмс. 63), размер которого определяется
следующим соотношением:
I = \М],
о
где лн— длина звуковой волны на нижней граничной
частоте.
В ряде случаев на нижней границе частотного диа-
пазона допускается некоторое снижение звукового дав-
ления («завал» частотной характери-
| стики N). В этом случае допустимая
;; длина экрана
I = — arcsin0,5-10~0,05ЛГ [л].
J—I Завал может быть уменьшен, если
/ резонансная частота подвижной си-
JZ стемы громкоговорителя равна fH.
| Для уменьшения провалов в час-
| тотной характеристике в области сред-
них частот громкоговорителя необхо-
Рис. 63. Громко- дИМ0 устанавливать его не в центре
говоритель в пло-
ском экране.
Плоские экраны редко применяют
в качестве внешнего оформления громкоговорителя, так
как они не создают механической защиты и неудобны
для размещения в жилых комнатах.
Ящик с плотно закрытой задней крышкой
Конструкция ящика с плотно закрытой задней крыш-
кой показана на рис. 64, его эквивалентная схема — на
рис. 65.
В эквивалентной схеме приняты следующие обозна-
чения:
F—сила, приводящая в движение подвижную си-
стему, н;
т — масса подвижной системы, кг\
Сп — гибкость подвижной системы, м/н;
Rs — сопротивление излучения передней стороны
диффузора, н • сек!м\
НО
1
Ся — гибкость объема воздуха внутри ящика, опре-
деляемая по формуле:
С» = -^2 ’
РоСОдд
где 1/я — объем ящика, ж3.
Гибкость воздушного объема внутри ящика умень-
шает гибкость всей акустической системы, что приводит
к повышению нижней границы
частотного диапазона, определя-
емой из выражения:
о гЧ2
нА
Рис. 65. Эквивалентная схема
громкоговорителя в ящике с плот-
но закрытой задней крышкой.
Рис. 64. Громкогово-
ритель в ящике с плот-
но закрытой задней
крышкой:
/ — громкоговоритель; 2 —
ящик; 3 — воздушная
прослойка; 4 — звукопо-
глощающая обивка.
Из этого выражения может быть вычислен объем
ящика с плотно закрытой задней крышкой:
Росо5д
Гя = —Г°ТЛ у. [л3].
40m (Д-/2)
Для сглаживания неравномерности частотной xapai
теристики на высоких частотах ящик с внутренней сто-
роны обивают звукопоглощающим материалом, как по-
казано на рис. 64.
Лучшее звукопоглощение достигается, когда погло-
щающий материал устанавливается не непосредственно
на стенку, а на некотором расстоянии от нее, с воздуш-
ным промежутком.
111
Ящик — фазоинвертор
Конструкция фазоинвертора (рис. 66, а) состоит из
ящика 2 с замкнутым объемом и двумя отверстиями,
в одно из которых вставляется громкоговоритель/, а вто-
рое 3 служит для фазоинверсии звуковых колебаний,
излучаемых задней стороной диффузора.
Фазоинверсионное отверстие обычно располагается
на той жепанели, что и громкоговоритель; однако в ряде
Рис. 66. Различные конструкции
ящика-фазоинвертора и его экви-
валентная схема.
случаев целесообразно расположение его на других
стенках ящика.
На рис. 66, б приведена эквивалентная схема ящика-
фазоинвертора. На эквивалентной схеме приняты сле-
дующие обозначения:
F — сила, приводящая в движение подвижную си-
стему громкоговорителя, н;
т — масса подвижной системы, кг;
Сп — гибкость подвесов громкоговорителя, м/н;
112
Rs — сопротивление излучения передней стороны
диффузора, н-сек!м\
Ся — гибкость объема воздуха ящика, равная:
СЯ = -Л|г
Рос55д
те — акустическая масса фазоинверсионного отвер-
стия или канала;
RS2 — сопротивление излучения фазоинверсионного
отверстия, н • сек[м.
Синфазное излучение передней и задней сторон диф-
фузора достигается при равенстве резонансных частот
громкоговорителя и воздушного объема ящика: /0 = /я;
при этом можно положить: СП = СЯ и тогда объем ящика
можно вычислить по формуле:
S2
уя~3;5.103-^[Л13].
J от
Длину фазоинверсионного канала можно рассчитать
по формуле
D2
/к = 2,25-103 —s—-0,85ОотМ.
К ’ г-47 ОТ L л
ГОИЯ
При вычислении длины канала нужно учитывать, что
воздух в канале ведет себя, как «чистая» масса, если
длина канала /к не превышает V12—Vs длины волны на
резонансной частоте ящика-фазоинвертора.
Диаметр круглого отверстия Z)0T или эквивалентный
диаметр DQKB прямоугольного отверстия выбирают рав-
ным от 0,5 до 1 диаметра излучающей поверхности диф-
фузора.
Канал фазоинверсии выполняют либо в виде трубы,
которая входит внутрь ящика, либо в виде звуковых ка-
налов, либо в виде нескольких отверстий, суммарная
площадь которых равна расчетной площади фазоинвер-
сионного отверстия. В отдельных случаях, когда фазоин-
вертор используется лишь для воспроизведения нижних
частот, громкоговоритель может быть направлен не в сто-
рону излучения.
Ящик фазоинвертора', выполняемый в виде паралле-
лепипеда, тетраэдра, пирамиды, полусферы и т. п.
5 Д. X. Шифман
113
изготовляют из толстых, жестко связанных плит, исклю-
чающих возникновение колебаний стенок на резонанс-
ной частоте воздушного объема ящика.
Для предотвращения колебаний на более высоких
частотах его внутреннюю часть покрывают звукопогло-
щающим материалом.
Акустический лабиринт
Акустический лабиринт (рис. 67) состоит из громко-
говорителя 1, задняя сторона которого нагружена на
трубу 2, выходящую другим своим концом на фронталь-
ную панель ящика или на его дно.
Рис. 67. Акустический лабиринт: а — конструкция
лабиринта; б — частотные характеристики по зву-
ковому давлению громкоговорителя;
1 — без лабиринта; 2 — с лабиринтом.
Резонансная частота трубы длиной I определяется
соотношением;
Х = у [ЛГ],
где X — длина волны, соответствующая резонансной ча-
стоте трубы.
На резонансной частоте и более высоких частотах ко-
лебания, излучаемые передней стороной диффузора и
открытым концом трубы, совпадают по фазе. Это пони-
жает границу воспроизведения низких частот на целую
октаву (см. рис. 67).
Чтобы на частотную характеристику громкоговори-
теля не влияли частные резонансы трубы на более вы-
114
соких частотах, стенки трубы должны быть выложены
звукопоглощающим материалом 3. На частоте, при ко-
торой по длине трубы укладывается 74 длины звуковой
волны, имеет место антирезонанс, используемый для по-
глощения резонансных колебаний подвижной системы.
Акустические лабиринты не рекомендуются для ши-
рокого применения из-за большой сложности изготовле-
ния и настройки.
Громкоговоритель, нагруженный на рупор
Диффузорный громкоговоритель может быть нагру-
жен на рупор, представляющий собой трубу с перемен-
ным возрастающим сечением. Соединение громкоговори-
Рис. 68. Громкоговоритель, нагруженный на рупор: а — конструк-
ция; б — эквивалентная схема.
теля с входным отверстием рупора осуществляется через
предрупорную акустическую камеру. В рупорном гром-
коговорителе удается лучше согласовать механическое
сопротивление подвижной системы громкоговорителя
с сопротивлением излучения рупора R's и значительно
повысить к. п. д. громкоговорителя.
Схематическое устройство диффузорного громкого-
ворителя с рупором и эквивалентная схема приведены
на рис. 68.
Обозначения в эквивалентной схеме следующие:
F — сила, приводящая в движение подвижную си-
стему, н;
т — масса подвижной системы, кг;
Сп — гибкость подвесов подвижной системы, м/н;
Ск — гибкость воздуха предрупорной камеры, м/н\
R” —приведенное сопротивление излучения ру-
пора, н • сек[м,
5
115
Имеется много различных типов рупоров, но практи-
ческое применение находят следующие:
а) экспоненциальный, сечение которого изменяется
по закону:
s = Soe?x [ж2],
где So — площадь входного отверстия рупора;
Р — показатель экспоненты;
б) конический, с законом изменения сечения:
S = S0x2 [ж2];
Рис. 69. Профили рупоров и характеристики их удель-
ного сопротивления излучения:
1 — конический; 2 — экспоненциальный; 3 — гиперэкспоненциаль-
ный.
в) гиперэкспоненциальный, переменное сечение кото-
рого определяется формулой:
S = So (ch + т sh U2]-,
где т — параметр рупора (при т = 0, рупор называется
катеидальным).
На рис. 69 приведены профили рупоров и характери-
стики их сопротивлений излучения. Из приведенных
кривых следует, что излучение начинается с определен-
ной частоты /кР, называемой критической частотой ру-
пора. Эта частота связана с показателем экспоненты р
соотношением
Ар = (60)
4л
116
Для эффективного воспроизведения на частотах
выше критической резонансную частоту подвижной си-
стемы громкоговорителя выбирают ниже критической
частоты рупора. Эффективность воспроизведения высо-
ких частот, в основном, зависит от высоты предрупор-
ной (камеры.
Чем меньше высота камеры, тем эффективнее воспро-
изводятся 'высокие частоты. Внутри камеры на доста-
точно высоких частотах может иметь место интерфе-
ренция звуковых волн, приводящая к появлению пиков
или провалов в частотной характеристике. Для пре-
дотвращения этого явления внутрь камеры помещают
тело специальной конфигурации.
Внутри воспроизводимого диапазона частот опти-
мальное согласование механического сопротивления по-
движной системы с сопротивлением излучения рупора,
при котором достигается максимальный к. п. д., насту-
пает при условии
com = Rs ,
s2n
R" = 420— [н-сек/м].
So
Это условие в широком диапазоне частот выпол-
няется, как видно из рис. 69, лишь в коническом ру-
поре. В экспоненциальном рупоре оно выполняется в бо-
лее узком частотном диапазоне; наконец, в гиперэкспо-
пенциальном — практически на некоторой единственной
частоте.
Можно расширить область частот, в которой дости-
гается максимальный к. п. д., применяя секционирован-
ный рупор с переменной экспонентой.
Для расчета рупора должны быть заданы: номиналь-
ная акустическая мощность РА, диапазон воспроизводи-
мых частот fH — /в, среднее номинальное звуковое дав-
ление рн, допустимый коэффициент гармонических иска-
жений /</, а также основные параметры диффузорного
громкоговорителя.
При проведении расчета определяют следующие кон-
структивные данные: диаметры входного и выходного
отверстий рупора, его длину и высоту предрупорной
камеры.
117
Площадь входного отверстия рупора определяется
из условия оптимального согласования сопротивлении
по формуле
S2
So=420-^-[m2). (61)
2л/т
Частоту согласования определяют мз выражения
/ = К/н/в ИЬ
где fH — нижняя граничная частота;
/в — верхняя граничная частота.
Поскольку коэффициент гармонических искажений
в рупорном громкоговорителе зависит от площади вход-
ного отверстия, то необходимо проверить, не превышает
ли он заданную величину при вычисленной по формуле
(61) площади входного отверстия
^=1,73^-]/ £а.10-2%.
г So
Диаметр выходного отверстия вычисляют из условия
получения минимальных частотных искажений на ниж-
ней граничной частоте по формуле:
О.Вх = ^[4
Оптимальная длина экспоненциального рупора
/опТ=^1п^М,
а для конического рупора
£вых м
Принимая /кр=/н, можно определить показатель экс-
поненты по формуле (60), рассчитать любое сечение ру-
пора и (построить его .профиль.
Сечение рупоров может быть круглым, квадратным
или прямоугольным.
В ряде случаев, когда требуется уменьшить габарит-
118
iiLie размеры, применяют свернутые рупоры, различные
конструкции которых показаны на р-ис. 70. Свернутые
рупоры рассчитывают практически по тем же формулам.
При расчете профиля необходимо следить за тем, чтобы
в местах перехода (сгиба колен) не было резких изме-
нений сечений, вызывающих провалы в частотной харак-
теристике.
Высоту предрупорной камеры h выбирают из условий
обеспечения эффективного воспроизведения высоких ча-
стот по формуле:
/1 = 60,0^ [ж].
Рис. 70. Конструкции свернутых рупоров.
Разумеется, высота камеры должна быть в два раза
больше амплитуды колебаний подвижной системы на
нижней граничной частоте. Амплитуда колебаний опре-
деляется выражением:
х = 0,125^1^- «
/Й5дй
Основными недостатками громкоговорителя, нагру-
женного на рупор, ограничивающими его применение,
являются, во-первых, значительное увеличение размеров
(диаметра выходного отверстия и длины рупора) и, во-
вторых, сужение характеристики направленности на вы*
соких частотах.
119
Ящик с открытой задней крышкой
Ящики с открытой или гибкой (с отверстиями) зад-
ней крышкой очень широко применяют в радиовеща-
тельных приемниках, телевизорах, магнитофонах. Ящик
можно рассматривать как согнутый экран со сторонами
а и Ь, на передней панели которого установлен громко-
говоритель (рис. 71). Такое рассмотрение не совсем
строго, но удобно для расчета. Экранирующую длину
ящика в этом случае можно вычислить по формуле на
стр. ПО.
Рис. 71. Громкоговоритель в ящике с открытой
задней крышкой: а — конструкция; б — эквивалент-
ная схема.
Более строго ящик следует рассматривать как корот-
кую трубу с открытым концом, возбуждаемую с дру-
гого конца диффузором. Эквивалентная схема для этого
случая представлена на рис. 71,6. В эквивалентной
схеме приняты следующие обозначения:
F — сила, приводящая в движение подвижную си-
стему, н;
т — масса подвижной системы, кг;
Сп — гибкость подвижной системы, м/н;
Rs — сопротивление 'излучения передней стороны
диффузора, мех. ом;
Ся — гибкость объема воздуха ящика, м/н;
тя — акустическая масса выходного отверстия
ящика, кг;
Rs2~ сопротивление излучения выходного отверстия
ящика, н • сек/м.
120
Схема содержит два резонансных контура; одним из
них является механикоакустическая часть громкоговори-
теля, а вторым — акустическая система ящика. Послед-
нюю можно рассматривать как резонатор Гельмгольца,
резонансная частота которого равна:
/я = 8,5.10 |/[гц],
где /?э — эквивалентный радиус выходного отверстия
ящика,
Гя — объем ящика, ж3.
Рис. 72. Частотная характеристика громкоговорителя в ящике
с открытой задней крышкой:
I — при сильно разнесенных резонансных частотах; 2 — при сближен-
ных резонансных частотах.
Опытным путем установлено, что при большом раз-
носе резонансных частот ящика и громкоговорителя
в частотной характеристике появляются завал на низких
частотах: небольшой подъем на резонансной частоте
громкоговорителя и большой подъем на резонансной ча-
стоте ящика, который вызывает характерное «бубнение»
при воспроизведении. Если резонансные частоты ящика
и громкоговорителя сближать, то эффективность воспро-
изведения низких частот увеличивается (рис. 72) и ре-
зонансные пики ослабляются.
Установлено также, что наибольшая эффективность
121
воспроизведения низких частот получается, когда отно-
шение резонансных частот ящика fH и громкоговорителя
/о равно
k. = = 1,5^2.
4
При большей величине этого соотношения, например,
от 2 до 3, ослабляется воспроизведение частот на резо-
нансной частоте громкоговорителя на 6—10 дб.
Объем ящика определяется по формуле
т7 7,2-103/я г чт
Уя = —------- ж3.
я ^2/н2
При этом выбирают /о=/н-
Исходя из того, что объем ящика и количество ма-
териала, необходимое для его изготовления, остаются
постоянными, можно показать, что длина ящика
/я= 4,7-10 —[ж].
я Vo
По длине ящика определяют эквивалентную пло-
щадь выходного отверстия
5вых = Т-
Зная площадь сечения выходного отверстия, опреде-
ляют и остальные размеры ящика, руководствуясь при
этом эстетическими соображениями.
Выбор толщины стенок ящика и типа материала за-
висит от назначения акустической системы. Если аку-
стическая система предназначена для воспроизведения
низких частот (от 40—50 гц) с большим звуковым дав-
лением порядка 2,0—2,5 н/м2, то ящик должен быть из-
готовлен из фанеры или столярной плиты толщиной
10—20 мм. Для акустических систем с диапазоном ча-
стот 80—100 гц и звуковым давлением порядка 0,8—
1,5 н/ж2 можно применять фанеру толщиной 8—10 жж,
для акустических систем с диапазоном от 150 гц и зву-
ковым давлением до 0,6 н/ж2 — пластмассу толщиной
5—6 жж, сталь или алюминий толщиной 1,5—3 жж. При
этом для исключения колебаний стенок ящика должны
быть предусмотрены дополнительные ребра жесткости.
122
§ 18. Сложные акустические системы
Сложные акустические системы состоят из несколь-
ких громкоговорителей, размещенных в акустическом
экране или ящике. Такие системы позволяют значи-
тельно улучшить частотную характеристику при исполь-
зовании сравнительно простых и недорогих громкогово-
рителей.
На рис. 73 приведена сложная акустическая система,
состоящая из двух громкоговорителей, расположенных
в плоском экране и вклю-
ченных синфазно. Сопро-
тивление излучения каж-
дого громкоговорителя
при этом увеличивается,
благодаря взаимному
влиянию обоих громкого-
ворителей, и определяет-
ся выражением '[Л. 29]
Рис. 73. Сложная акустическая
sin kd \ система в плоском экране: а — из
1-J------, двух громкоговорителей; б — из
k“ / четырех громкоговорителей.
где k = —; — сопротивление излучения уединенного
громкоговорителя; d — расстояние между громкогово-
рителями, ж.
Из приведенного выражения следует, что сопротив-
ление излучения увеличивается с понижением частоты.
При малых расстояниях между громкоговорителями на
низких частотах оно удваивается, что увеличивает эф-
фективность воспроизведения низких частот.
При использовании четырех громкоговорителей
(рис. 73,6) сопротивление излучения каждого из них
равно [Л. 29]
^S4 — 1 +
2 sin kb
kb
sin у 2 kb
V~2kb
[н-сек/м].
+
Из этого выражения следует, что при малой вели-
чине произведения kb, то есть на низких частотах и при
близком расположении громкоговорителей, сопротивле-
ние излучения каждого громкоговорителя возрастает
в четыре раза.
123
В сложных акустических системах достигается боль-
шая равномерность частотной характеристики во всем
диапазоне частот, по сравнению с одиночным громкого-
ворителем. На рис. 74 приведены осевая частотная ха-
рактеристика одиночного громкоговорителя и сложной
акустической системы, состоящей из двух громкоговори-
телей, суммарная излучающая площадь которых равна
площади одиночного громкоговорителя. Выравнивается
также и характеристика направленности акустической
системы: на низких частотах характеристика направлен-
р,д6
100 1000 20000
Рис. 74. Частотные характеристики:
/ — одиночного громкоговорителя; 2 — двух синфазновключенных.
иости несколько сужается, а на высоких частотах, на-
против, расширяется.
Рассмотрим сложную акустическую систему, состоя-
щую из двух громкоговорителей, установленных в ящике
с открытой задней крышкой и включенных синфазно.
Эквивалентная схема такой акустической системы при-
ведена на рис. 75. В схеме приняты обозначения:
Fl, F2— силы, приводящие в движение подвижные
системы громкоговорителей, н;
/пь т2— массы подвижных систем, кг;
Сп1, СП2 —гибкости подвесов подвижных систем, м/н;
Rsi, Rs2 — сопротивления излучения громкоговорите-
лей, н-сек1м\
Ся — гибкость объема воздуха в ящике, л/н;
т2 — масса выходного отверстия ящика, кг;
Rsz — сопротивление излучения выходного от-
верстия ящика, н • сек[м\
124
Как видно из эквивалентной схемы, рассматриваемая
акустическая система состоит из трех контуров. Экспери-
ментально установлено, что наименьшая неравномер-
ность и намлучшая эффективность воспроизведения низ-
ких частот в такой системе достигаются, когда резонанс-
ные частоты громкоговорителей (fOi и f02) и ящика (fH)
находятся в соотношении:
k. = = 1,5-4-2,
Рис. 75. Эквивалентная схема двух громкого-
ворителей, установленных в ящике с открытой
задней крышкой и включенных синфазно.
Объем ящика в этом случае
7,2-103/я
И8].
Следовательно, применение второго громкоговори-
теля уменьшает объем ящика в раз, по сравнению
с объемом ящика для одиночного громкоговорителя.
Длина ящика при этом:
/, = 4,7-10
[Л1],
Wh
а площадь его сечения
5Я = ^ к2].
В сложных акустических системах в ряде случаев мо-
гут применяться громкоговорители с разным сопротив-
лением и различным стандартным звуковым давлением.
125
Тогда, в целях получения одинакового звукового давле-
ния, к звуковой катушке каждого громкоговорителя под-
водится различное напряжение, вычисляемое по сле-
дующей формуле:
(7 = — /0,lZeM [б],
Рст
где рп — номинальное звуковое давление громкоговори-
теля;
Рст—стандартное звуковое давление громкоговори-
теля;
ZGM— полное сопротивление громкоговорителя.
Различные напряжения можно подключать к громко-
говорителям через делители, трансформаторы, трансфор-
матор с отводами или автотрансформатор.
§ 19. Размещение акустических систем в помещении
Большое влияние на реальные характеристики аку-
стических систем оказывает расположение их в поме-
щении.
Рис. 76. Предпочтительное размещение
акустических систем в жилой комнате.
1 — телевизор; 2 — акустическая система; 3 —
радиоприемник; 4 — абонентский громкоговори-
тель.
Если акустическая система радиолы, телевизора, или
абонентского громкоговорителя помещена в ящик с от-
крытой задней крышкой или крышкой с отверстиями, то
последнюю не следует располагать вблизи стены на рас-
стоянии, меньшем чем 0,5 м, так как это ухудшает вос-
произведение низких частот й вызывает пики и провалы
на средних частотах.
Если же акустическая система помещена в ящик
с плотно закрытой задней крышкой, то ее можно распо-
126
лагать вблизи стены; это не приведет к ухудшению аку-
стических характеристик. При угловом размещении
ящика, выполненного в виде треугольной призмы, вос-
произведение низких частот улучшается на 6—8 дб.
Если акустическая система состоит из одного боко-
вого громкоговорителя, что иногда имеет место в теле-
визорах, то для лучшего воспроизведения низких и вы-
соких частот его следует располагать в углу комнаты и
под углом к стене. При этом необходимо, чтобы на стене,
к которой обращен громкоговоритель, не было погло-
щающих звук предметов — ковров и т. п.
Акустическую систему, содержащую дополнительные
боковые громкоговорители, для получения лучшего эф-
фекта «объемного звучания» рационально располагать
симметрично по отношению к боковым стенам. Наибо-
лее целесообразное расположение акустических систем
в жилой комнате показано на рис. 76.
§ 20. Акустические системы для стереофонического
воспроизведения
Рассмотренные монофонические системы не обеспечи-
вают естественность воспроизведения, вследствие того,
что монофоническая передача принципиально не может
воссоздать пространственное поле естественного (источ-
ника звука. Сохранение пространственного поля дости-
гается либо при бинауральном, либо при стереофониче-
ском воспроизведении.
При бинауральном воспроизведении слушатель как
бы переносится в звуковое поле естественного источника
звука, что достигается при помощи двух независимых
каналов, заканчивающихся телефонными наушниками.
При стереофоническом воспроизведении пространст-
венная картина естественного источника звука восста-
навливается в месте слушания, для чего необходимы
минимум два независимых канала, заканчивающихся
акустическими системами. Стереофоническая система
эксплуатационно более удобна и находит преимущест-
венное применение.
При сохранении пространственной картины есте-
ственного источника звука слушатель может определить
его местоположение, заметить его перемещение, выде-
лить из музыкального ансамбля отдельные инструменты
127
и т. п. Возникающий благодаря этому так называемый
стереоэффект позволяет добиться большей раздельности,
четкости и естественности звучания, что оценивается,
в конечном счете, как значительное повышение качества
воспроизведения.
В двухканальной стереофонии местоположение ис-
точника можно определить фронтальной и глубинной
локализацией.
Рис. 77. Зона стереофонического
эффекта (?) при двухканальной
стереофонии и кривая распределения
звукового давления (2).
Фронтальная локализация обусловлена разностью
фаз приходящих звуковых колебаний с частотой до
1000 гц и разностью их
интенсивностей, для
колебаний с частотой
выше 1000 гц, а также
благодаря изменению
качества звука вслед-
ствие дифракции зву-
ковых колебаний во-
круг головы. Глубин-
ная локализация так-
же зависит от разности
времени прихода зву-
ковых колебаний от
двух источников, рас-
положенных на разных
расстояниях по глу-
бине.
Как показали тео-
ретические и экспериментальные исследования, при
расположении двух акустических систем с определенной
стереобазой, представляющей собой расстояние между
осями акустических систем, стереоэффект обнаружи-
вается в определенной зоне, ограниченной сторонами
равностороннего треугольника. Угол между этими сто-
ронами называется углом слушания. Его величина ле-
жит в пределах от 50 до 60Q. Наличие утла слушания
не означает, что во всей остальной области стереоэф-
фект отсутствует. В действительности имеется большая
область, в которой слушатель в той или иной степени
ощущает стереоэффект (рис. 77).
При прослушивании стереофонической передачи
слушатель всегда стремится получить впечатление боль-
шей стереобазы. Это может бытц достигнуто благодаря
|2§
расширению характеристик направленности акустиче-
ских систем при соответствующем расположении их
в помещении.
Применение двухканальной стереофонии для вос-
произведения записи типа АВ [Л. 7], может привести
к возникновению своеобразного стереофонического /ис-
кажения, называемого «провалом в середине». Такой
«провал» характерен тем, что создается впечатление,
будто одна часть оркестра расположена в правой, а дру-
гая часть — в левой стороне сцены. В некоторых случаях
кажется даже, будто
оркестр «разрезан» на
две части.
Уменьшение про-
вала достигается при-
менением акустических
систем с широкой ха-
рактеристикой направ-
ленности во всем диа-
пазоне частот. Провал
Рис. 78. Стереофоническая система
с фантомным каналом.
/—левый канал; 2 — правый канал; 5 —
фантомный канал.
также может быть
уменьшен, если приме-
нить дополнительную
акустическую систему,
расположенную в сере-
дине и подключенную через специальный смеситель
к двухканальной электрической схеме. Такой третий
канал получил название «фантомного, канала» (рис. 78).
Стереофоническая система с «фантомным каналом»,
как показали исследования, ухудшает стереофонический
эффект.
Эффективное уменьшение провала в середине может
быть достигнуто также благодаря применению соот-
ветствующей системы записи стереофонических про-
грамм. Наилучшие результаты дает запись по си-
стеме XY [Л. 7].
Для двухканальной стереофонии применяют так на-
зываемые «разнесенные» акустические системы, анало-
гичные монофоническим; в каждом канале используется
одна акустическая система. Применяют также «совме-
щенную» акустическую систему, выполняемую в -виде
общей консоли, по краям которой расположены громко-
говорители (рис. 79,а),
129
Недостатком совмещенной системы является то, что
она имеет постоянную стереобазу. Для получения впе-
чатления большей стереобазы ее нужно размещать
в углу комнаты.
С целью еще большего расширения стереобазы до-
бавляют высокочастотные громкоговорители, устанавли-
ваемые в отдельных ящиках на большом расстоянии
один от другого. Такая система получила
бинированной (рис. 79,6).
~ комбинированной системе можно
низкочастотный
название ком-
использовать
воспроизводя-
В
один
Рис. 79. Типы стереофонических
акустических систем: а — совме-
щенная; б — комбинированная.
громкоговоритель,
щий низкие частоты обо-
их каналов. Применяют
специальный громкогово-
ритель с двумя звуковы-
ми катушками, каждая
из которых включена в
один канал. Такие систе-
мы создают худший сте-
реоэффект, чем система с
двумя громкоговорите-
лями.
При стереофоническом
воспроизведении необхо-
димо синфазное включе-
ние обоих каналов, иначе
качество стереоэффекта снижается и в воспроизводимом
звуке появляется характерное дребезжание.
Синфазность включения каналов проверяют следую-
щим образом. Один из каналов включают на воспроиз-
ведение монофонической передачи. Затем включают на
воспроизведение той же передачи второй канал. Если
при этом явственно наблюдается усиление низких ча-
стот, то синфазность включения каналов соблюдена;
если же, напротив, налицо ослабление — каналы вклю-
чены в противофазе.
При стереофоническом воспроизведении необходима
идентичность частотных характеристик обоих каналов по
форме и по уровню звукового давления в пределах
2—5 дб. В противном случае возникает впечатление сме-
щения центра стереобазы. Необходимая идентичность
обеспечивается подбором одинаковых акустических си-
стем, регуляторов тембра и громкости в каждом канале.
130
Такие регуляторы получили название «регуляторов сте-
реобаланса».
Исследования показали, что расширение полосы вос-
производимых частот и уменьшение нелинейных искаже-
ний повышают качество стереофонического воспроизве-
дения. При стереофоническом воспроизведении частот-
ный диапазон определяется теми же соображениями,
что и при монофоническом, т. е. классностью установки.
Нелинейные искажения должны быть меньше, так
как при стереофоническом воспроизведении достигается
большая раздельность звучания отдельных источников
и нелинейные искажения ощущаются больше. Практи-
чески это обеспечивается тем, что стереофоническое вос-
произведение благодаря одновременной работе двух ка-
налов требует меньших уровней громкости в каждом
канале.
§ 21. Разделительные фильтры
Разделительные фильтры обычно применяют в слож-
ных акустических системах, в которых каждый громко-
говоритель или группа громкоговорителей воспроизводят
свой узкий диапазон частот. Разделительный фильтр ха-
рактеризуется частотой раздела, на которой частотная
характеристика имеет определенный завал. Если приме-
няют два фильтра, то область частот, в которой одновре-
менно оба фильтра обладают «прозрачностью», назы-
вается областью перекрытия. Частоту раздела выбирают
из условий получения минимальных частотных искаже-
ний в агрегате. В этом случае должны быть известны
частотные искажения каждого громкоговорителя. На-
пример, известно, что минимальные частотные искаже-
ния возникают в громкоговорителе до критической ча-
стоты диффузора, т. е. в области, когда он колеблется
как поршень; поэтому частоту раздела выбирают равной
критической частоте диффузора. Частоту раздела можно
выбрать также из соображения минимальной электри-
ческой нагрузки на громкоговоритель. В этом случае
необходимо учитывать, что электрическая мощность,
подводимая к громкоговорителю, .пропорциональна мощ-
ности естественных источников звука. На рис. 80 при-
ведена диаграмма распределения интенсивности есте-
ственных источников звука, из которой видно, что
131
наибольшая мощность находится в области 200—400 гц\
поэтому частота раздела выбирается в диапазоне от 200
до 400 гц.
Частоту раздела иногда выбирают из условий полу-
чения одинаковой излучаемой мощности во всем диапа-
зоне частот, что эквивалентно получению равномерной
характеристики направленности во всем диапазоне ча-
стот. Частота раздела может быть также выбрана из со-
ображений получения минимальных модуляционных ис-
Рис. 80. Диаграмма распределе-
ния интенсивности естественных
источников звука.
кажений.
Крутизна среза в боль-
шинстве случаев выби-
рается из соображений
получения минимальных
частотных искажений в
области перекрытия. При
этом следует иметь в ви-
ду, что большая крутизна
достигается более слож-
ными и дорогими фильт-
рами.
Простейшим видом
разделительного фильтра
является емкость, вклю-
ченная последовательно
со среднечастотным или
высокочастотным громко-
говорителем для фильтрации низких частот.
Величина емкости определяется по формуле
10й
2к/12ем
[мкф],
(62)
где /1 — частота раздела, гц\
— полное сопротивление громкоговорителя, ом.
Формула (62) справедлива для случая, когда необхо-
димое затухание составляет 6 дб на октаву. Если же
требуется затухание 12 дб на октаву, то величину ем-
кости, вычисленную по формуле (62), следует уменьшить
в 1,41 раза.
Фильтры, при помощи которых к высокочастотному
громкоговорителю подводится только высокочастотное
напряжение, а к низкочастотному громкоговорителю или
132
группе громкоговорителей — только низкие частоты, По-
казаны на рис. 81.
Схемы (рис. 81, а) обеспечивают затухание порядка
6 дб на октаву; их рассчитывают по формулам [Л. 11]:
£]f2 ZeM [гн]\
Рис. 81. Схемы разделительных фильтров.
где /1 — частота раздела, гц\
— полное сопротивление громкоговорителя, ом.
В случаях, когда необходимо получить большое за-
тухание, порядка 12 дб на октаву, следует применять
более сложные фильтры, приведенные на рис. 81,6,
а 18 дб на октаву — фильтры рис. 81, в.
133
Элементы этих фильтров рассчитывают по следую-
щим формулам [Л. 11]:
£ =_^L [гМ];
1 2«А
L, = [гн];
я/j
Ьа = ^[гн\-
L = (1±т)2ем ( ।
2к/!
L = ----£ем----(
C1 = Н°7 [МК^]'
с2 = 4?- [•М’Ь
я/iZ ем
П 10° г 7
C1 = 55S-
_ (l+^ЦО.
2^геы
г 10е Г ,А,
с5 = /,0 - [мкф].
(1 + tn) 2E/xZeM
Величину т выбирают равной от 0,4 до 0,6.
Катушку фильтра можно выполнить со стальным
или воздушным сердечником. Применение стального
сердечника всегда связано с дополнительными нелиней-
ными искажениями из-за нелинейности кривой намагни-
чивания, поэтому оно нежелательно. Конструктивный
расчет катушки индуктивности с воздушным сердечни-
ком (рис. 82) может быть произведен известными мето-
дами, например, по формуле:
8QZ)2n2
W + 9b + Юс
[мен],
где D — средний диаметр катушки, см;
b — осевая длина намотки, см;
с — радиальная толщина намотки, см.
134
Число витков вычисляется по формуле
_ Г L (3D + 9fe + Юс)
П ~ |/ 80D2
В фильтрах используют конденсаторы любого типа,
обладающие необходимой емкостью, небольшими раз-
мерами и невысокой стоимостью.
Рис. 82. Схематический вид катушки
индуктивности.
При использовании электролитических конденсато-
ров, с целью обеспечения возможности их включения
в цепь переменного тока, применяют униполярное после-
Рис. 83. Униполярное последовательное
соединение электролитических конденса-
торов в цепи фильтра.
довательное соединение двух конденсаторов (рис. 83).
Для устранения влияния падения их емкости с частотой
рекомендуется параллельно им подключать бумажный
конденсатор.
§ 22. Установка во внешнее оформление
громкоговорителей
Частотная характеристика громкоговорителя зависит
от его установки во внешнее оформление.
Рассмотрим влияние размеров отверстия экрана на
эту характеристику.
435
Диаметр отверстия должен быть равен диаметру
диффузора, считая его до наружного края подвеса. Если
размер отверстия меньше, то могут возникнуть нежела-
тельные резонансные пики и провалы в частотной харак-
теристике.
На частотную характеристику влияет декоративная
ткань, которой закрывают громкоговоритель. Плотная
ткань ухудшает воспроизведение низких и высоких ча-
стот. Поэтому в качестве декоративных тканей следует
применять акустически прозрачные материалы.
На частотную характеристику влияют всякого рода
обрамления, жалюзи и т. п. украшения.
Эти устройства образуют акустические контуры, ре-
зонансы и антирезонансы которых приводят к появле-
нию пиков и провалов в частотной характеристике
(обычно в области средних и высоких частот). Поэтому
применять всякого рода декоративные украшения перед
громкоговорителем следует с большой осторожностью.
§ 23. Методика проектирования и расчета
громкоговорителей и акустических систем
Основой для проектирования и расчета громкогово-
рителя служит техническое задание, содержащее каче-
ственные, конструктивные, эксплуатационные, техноло-
гические и экономические требования. В отдельных
случаях в техническом задании могут быть опущены
какие-либо из перечисленных требований.
Необходимо учитывать, что от начала проектирова-
ния до запуска в производство проходит длительное
время; поэтому техническое задание должно состав-
ляться с более высокими показателями, а в конструк-
ции следует предусмотреть применение новых материа-
лов и прогрессивную технологию. При конструирова-
нии необходимо особо учитывать такие экономические
показатели, как снижение трудоемкости, уменьшение
материалоемкости и расхода остродефицитных мате-
риалов.
Проектирование громкоговорителя включает расчет
основных его элементов,— звуковой катушки, диффу-
зора, центрирующей шайбы и магнитной цепи,— и экспе-
риментальную «доводку» цх до уровня требований тех-
нического задания.
136
Такой способ проектирования объясняется тем, что
применяемые расчетные формулы не охватывают всех
требований технического задания, и точность расчетов
лежит обычно в пределах 20—30%. Не разработаны
методы расчета частотной характеристики, характери-
стики направленности и коэффициента нелинейных иска-
жений в области непоршневого участка работы диффу-
зора. Они обеспечиваются при проектировании чисто
качественным рассмотрением работы громкоговорителя
в этой области. Параметры особенно важного элемента
громкоговорителя — диффузора определяются техноло-
гией его изготовления. Соответствие расчетных данных
полученным проверяется путем измерений. Современная
методика измерения электроакустических параметров
обеспечивает точность не более 4 дб.
При проектировании акустической системы необхо-
димо правильно выбрать значение номинального звуко-
вого давления рн, т. е. такого, при котором нелинейные
искажения не выходят за пределы допустимых норм.
Номинальное звуковое давление выбирают так, чтобы
при воспроизведении в жилой комнате достигалась
такая же громкость, как и при слушании музыки в кон-
цертных залах в 10—20 ряду. Для выполнения этого
условия номинальное звуковое давление определяют из
выражения [Л. 11]:
Рн = 0,18рг-|/^[нМ, (63)
где V — объем жилой комнаты, ж3;
Т — время реверберации, сек\
pi — звуковое давление естественных источников
звука на расстоянии 10 м в свободном поле,
н!м2.
Величина pi может быть взята из табл. 12 [Л. 11].
Коэффициент концентрации Q определяется форму-
лой [Л. 11]:
/^д\2
1----Г----
X
137
Таблица 12
Параметр Речь Музыка
1 голос 100 голо- сов оркестр 75 чел. оркестр 15 чел.
Звуковое давление естествен- ного источника звука, н/м2 0,05 0,14 1,4 1,25 0,4
Коэффициент концентрации следует выбирать для
частот 200—600 гц, на которых мощность источников
звука максимальна.
Для расчетов выбирают среднюю жилую комнату,
которая имеет площадь 20 л2, высоту 2,5 м и время
реверберации 0,5—0,7 сек. В этом случае формула (63)
примет вид
Рн= [нЛи2].
Мощность выходного усилителя низкой частоты вычи-
сляют из выражения
Ре = 0,1(М [во].
\HCT /
Для нормальной работы громкоговорителя в радио-
приемнике или Другом устройстве должны быть согла-
сованы параметры громкоговорителя и электрической
схемы усилителя.
Прежде всего согласуются внутреннее сопротивление
источника Rg и сопротивление громкоговорителя. Это
согласование определяется условием демпфирования
свободных колебаний громкоговорителя, которые возни-
кают на резонансной частоте подвижной системы f0.
Такое демпфирование достигается, когда
РемРк |0At]j
Rcm Rk
где /?ем — внесенное активное сопротивление механиче-
ской части громкоговорителя, равное:
г> ВеЧп* г ,
А п
138
/?к — критическое сопротивление цепи, равное:
Як = |/ [<Ш],
Г Сем
LeM - B//n2Cn [гн],
Далее, должны быть согласованы частотная харак-
теристика электрического тракта и частотная характе-
ристика громкоговорителя по звуковому давлению. До-
пустимо и рационально экономически сделать подъем
в частотной характеристике электрического тракта для
компенсирования завала характеристики громкоговори-
теля на низких частотах. Такая коррекция целесо-
образна только для устройств, предназначенных для
воспроизведения широкого частотного диапазона. В уст-
ройствах, где низкие частоты не воспроизводятся и
частотная характеристика по звуковому давлению де-
лается узкой (например, в переносных и карманных
приемниках или системах речевых передач), в частотной
коррекции нет практической необходимости. В этом
случае рациональнее ограничивать электрическую ча-
стотную характеристику.
§ 24. Примерный расчет громкоговорителя
для радиоприемника
В техническом задании на громкоговоритель оговорены сле-
дующие его основные параметры:
1) номинальная мощность громкоговорителя Ре = 5 вт;
2) полное сопротивление громкоговорителя 7ем = 4,5 ом;
3) номинальный диапазон частот fH—/в = 50—10000 гц;
4) неравномерность частотной характеристики JV=10 дб;
5) среднее номинальное звуковое давление рн = 2 н!м2;
6) коэффициент гармонических нелинейных искажений на ниж-
ней граничной частоте /</ = 20%;
7) громкоговоритель должен работать в радиоприемнике, где
температура может достигать / = 40° С.
Расчет громкоговорителя ведется в нижеследующем порядке.
Расчет звуковой катушки
1. Исходя из заданного коэффициента гармонических нелиней-
ных искажений, по кривой рис. 50 определяем амплитуду колеба-
ний подвижной системы на нижней граничной частоте (50 гц\.
х, — 1,5. Ю-"3 м.
139
2. По кривой рис. 55 определяем необходимую величину сво-
бодного воздушного зазора при полученной амплитуде колебаний
подвижной системы:
/з = 0,2510~а м.
3. По кривой рис. 54 определяем удельную тепловую нагрузку
звуковой катушки:
Pt = 1-Ю4 впг/м2.
4. Вычисляем площадь боковой поверхности звуковой катушки
(31):
S6 = —— = 5-10-4 лГ.
1-Ю4
5. Задаваясь отношением диаметра звуковой катушки к ее
высоте К«=4, вычисляем (32) диаметр звуковой катушки:
dK = л/ 5'--. 4,:1 = 2,52 -10“2 м.
У 3,14
6. Вычисляем (39) диаметр керна магнитной цепи:
dKp = 2,52-10—2 — 2-0,25-10-3;= 2,47-10“2 м.
Ближайший номинальный диаметр керна по ГОСТ 9010-59
составляет 2,50 • 10~2 м. Пересчитанный в соответствии с этим диа-
метр звуковой катушки:
dK = 2,50-10-2 + 2-0,25-10~3 = 2,55- КГ2 м.
Поскольку разница между первоначально вычисленным и пе-
ресчитанным диаметрами звуковой катушки незначительна, боко-
вую поверхность катушки не пересчитываем (так как это не при-
ведет к заметному изменению ее теплового режима).
7. Вычисляем (33) высоту катушки:
2,55-10—
К =-------------= 6,35-10~3 м.
4
8. Вычисляем (34) диаметр провода звуковой катушки:
, 1 Л 1,75-2,552-10-н . 10. 1П—з
dn = I / -4---------------= 0,184-10 ° м.
V 4,5-4
В . табл. 7 находим ближайший номинальный диаметр
0,18- 10~3 м; площадь сечения этого провода sn = 0,0254- 10~6 м2.
9. Проверяем выбранный провод на допустимую плотность
тока (35):
0,0254-Ю“6
= 41,7-10® «/лт2.
По данным графика рис. 56 такая плотность тока допустима
140
10. Вычисляем число витков катушки (37), принимая число
слоев т=2 и Q = 0,9.
п. = 2-0,9 6’35'10 » 63 витка.
0,18-10~3
Принимаем, что нижний слой содержит 32 витка, а верхний —
31 виток.
Для каркаса катушки выбираем кабельную бумагу толщиной
6 = 0,12* 10-3 м.
11. Вычисляем (36) толщину звуковой катушки:
Дк = 2-0,18-IO-3 + 0,12-10-3 = 0,48-10—3 м.
12. Вычисляем (38) массу звуковой катушки, для чего пред-
варительно определяем (38) длину провода:
/п = 3,14-2,55-10-2-63 = 5,05 м.
Определив из табл. 7 массу погонного метра провода, нахо-’
дим окончательно:
тк = 5,05-0,227-10—3 = 1,14-10—3 кг.
Расчет конструктивных параметров диффузора
1. Для изготовления диффузора, согласно табл. 6 выбираем
следующий состав композиции бумажной массы: сульфит целлю-
лоза— 50%, вата клиническая хирургическая — 50%.
Диффузор пропитывается цапон-лаком с содержанием сухого
остатка 0,4%. Согласно табл. 3 диффузор имеет следующие меха-
нические характеристики: плотность у=0,4 кг/м3; модуль упруго-
сти £=1,5* 107 н/м2, плотность конической части у=0,6.
2. Вычисляем (23) номинальное звуковое давление громкого-
ворителя с учетом завала частотной характеристики на нижней
граничной частоте:
р'н = 2-10-°’05,10 = 0,63 н/м2.
3. Вычисляем (22) площадь излучающей поверхности диф- zip’
фузора:
Зд = 0,128------—---------= 2,06 • 10- 2 Л42.
1,5-10- 3-2500
4. Выбираем круглый диффузор как наиболее технологичный.
Диаметр излучающей поверхности диффузора соответственно (24)
равен:
п 1 /2,06-10-2-4 . „ 1п_]
Da I / ---------------= 1,62-10 1 м.
V 3,14
5. Выбираем диффузор с криволинейной образующей. Для обе-
спечения воспроизведения верхней границы частотного диапазона
(10 000 гц), в соответствии с графиком рис. 48, определяем радиус
кривизны образующей—1,9* 10-1 м. Эквивалентный угол раствора
диффузора соответственно равен 110°.
141
6. Толщина диффузора (см. стр. 63):
А =0,3-10-3 м.
7. Статическая масса диффузора согласно (21) равна:
2,06-Ю-2-0,3-1(Г3-0,6-103 л , ,._3
тл = -----------------------------= 4,4 -10 ° Ki
А .110°
sin----
2
Расчет параметров подвижной системы
1. Вычисляем (55) соколеблющуюся массу воздуха:
те = 0,42 (1,62-10“ ‘)3 = 1,78-10—3
Вычисляем массу подвижной системы (56):
т = 1,11 • 10—3 + 4,4-10—3 + 1,78-10~3 = 7,29-Ю-3 кг.
Рассчитываем гибкость подвижной системы (57), полагая
кг.
2.
3.
1
сп =----------—*-------- = 1,38- 10-3м/н.
40-7,29-10~3-502
Задаваясь |1 = 3, определяем (58) гибкость подвеса диффузора:
Сд = 1,38-10~3(1 + 3) = 5,5-10~3 м/н
и гибкость центрирующей шайбы (59):
Сш = 1,38-10^3——= 1,84-Ю-3 м/н.
3
4. Выбираем гофрированный подвес диффузора с синусоидаль-
ным профилем. Задаемся толщиной подвеса /г=0,15 • 10~3 м и от-
ношением —== 0,2. Находим коэффициенты си = 2 и а2=3,4 (см.
стр. 64). Вычисляем (26) ширину подвеса:
Ь,= 1,1 (1,15-10~3 l/Zj.4- 10’- 5,5-10~3-1,62-10~1 _
д |/ 1 — 0,252
= 1,36.10-2 м.
Выбираем число гофров п=2; тогда шаг гофра равен
, 1,36-10~2 ,
I =-----“---= 0,68-10“ 2 м
и соответственно высота гофра
Н = 0,68-ю—2.о,2 = 0,136-10-2 М,
142
5. Изготовляем гофрированную центрирующую шайбу с пиль-
чатым профилем из канвы, толщиной /г = 0,3-10~3 м, пропитанной
в спиртовом растворе, содержащем 15% бакелитового лака и 1%
касторового масла. Выбранный материал имеет, согласно табл. 3,
уу
модуль упругости Е=3,5 • 108 н/м2. Задаемся отношением---=0,2.
Тогда согласно табл. 3-2 и 3-3 коэффициенты си=2 и а2=2.
Вычисляем (29) ширину воротника центрирующей шайбы:
ь = ] 1.0,3-10-3 1 / :2-ЗЛ4-3,5-108-1,84-10-3-2,55-10~2-2-2 _
V 1—0,25s
= 2,48-10“2 м.
Выбираем число гофров п=4\ тогда шаг гофра равен (30)
/ = 2>48-1g-2=0,61.10-2 м,
4
и соответственно высота гофра
Н = 0,61 -10-2-0,2 = 1,22-10“3 ж.
Для облегчения изготовления диффузородержатели и сборки
громкоговорителя выбираем центрирующую шайбу с краевьш
гофром.
Расчет магнитной цепи
1. Выбираем магнитную цепь с кольцевым магнитом из фер-
рит-бария типа ЗБА, который, согласно табл. 9, имеет следующие
характеристики: остаточная индукция Вг=0,38 вб/м2; коэрицитив-
ная сила //с=150 ка!м\ максимальная энергия ^d^d^— 12350^/jh3;
экономичная индукция Ва = 0,19 вб/м2; экономичная напряженность
поля #d=130 ка!м.
Кривая размагничивания для этого материала приведена на
рис. 84.
2. Вычисляем геометрические размеры зазора магнитной цепи.
Ширина зазора (41):
/3 = 0,48-10~3 + 2-0,25-10~3 = 0,98-10“3 « 1,0-10-3 м.
Принимаем высоту зазора Аз=0,8Лк (42):
h3 = 6,25-10—3-0,8 = 5,0-10-3 м.
3. Вычисляем (40) необходимую величину индукции в рабо-
чем зазоре магнитной цепи, исходя из заданных электроакустиче-
ских параметров громкоговорителя,
_ 2-3,14-2-7,29-IO"3, /*4J5 _ о. ,, .
Ве = —!-------------1 / — = 0,84 вб/ж2.
5,05-2,06-10~ 2 V 5
143
4. Вычисляем (43) объем магнита, задаваясь ?]м = 0,4:
3,14-2,5-10“2. 5,0-10“3- 1,0-10— 3 0,842 „„ ,п-6 „
0.19-130-103-0,4-12,6-10“ 7
5. Вычисляем (48) магнитную проводимость рабочего зазора:
Ge = 3’14'2’5'10 2-5,0-Ю_3_ . 12,6-10“ 7 = 5,05-10“7 вб/а.
1,0-10"3
6. Вычисляем (44) длину магнита:
, -1 Л 22-10~6-0,19-0,4 СПС.„_3
/м = I/-----------------— = 5,05-10 м.
г 5,05-10“7-130-103
7. Вычисляем (45) сечение магнита:
SM= 221?9-— =43,510~4 м2.
5,05-10“3
8. Вычисляем внутренний (46) и наружный (47) диаметры
магнита, задаваясь &з=0,3.
Внутренний диаметр
2-5,05-10~~ 3-1,0-10~~3
da = 2,5-10-%^-2’5 ю-2 5.0-10-3 =3>25.10-2 ж
Наружный диаметр
44з’514 °~~ + (3’25‘ 8,0 ’ 10~2 м‘
Периметр сечения магнита
рм = 3,14 (8- IO"2 + 3,25-10“2) = 35,5-10“2 м.
9. Вычисляем магнитные проводимости для потоков рассеяния:
а) по длине магнита (49):
G1 = 2,5]/35,5-IO-2.5,05-10“3 -12,6-10“7 = 1,4-10~7 вб/а;
б) между наружной поверхностью верхнего фланца и торце-
вой поверхностью керна (50):
Са = 2,5-10“21п 4 .12,6-10“ 7 = 2,45-10“7 вб/а;
\ 1-10—3 /
в) между поверхностью керна и внутренней поверхностью верх-
него фланца (51):
G3 = У~2- 2,5-10—2 In 4 f 2,5-10 Т-12,6• 10—7 = 3,47-10~7 вб/а.
\ 1-10“3 /
144
10. Вычисляем (52) полную проводимость магнитной цепи:
G = 5,05-10“71,4 • 10—74~ 2,45-10"~74-3,47-10“~7= 12,4-10~7 вб/а.
$
11. Вычисляем (53) отношение -:
И
^^12,37.1Q-7
11 43,5-10—4
= 1,44-10 6 гн[а.
Рис. 84. Кривая размагничивания постоянного маг-
нита из феррит-бария марки ЗБА.
12. Определяем по графикам рис. 84 магнитную индукцию
в нейтрали. С этой целью проводим из точки О на графике - —
В -
= соответствующей ——1,44-10 ° гн/а, прямую, параллель*
Н
ную оси ординат, до пересечения с кривой размагничивания в точ-
ке О. Этой рабочей точке магнита соответствует индукция в нейтрали,
равная 0,2 вб/м2.
13. Вычисляем индукцию в зазоре магнитной цепи (54)
7
- — 0,89 вб/м?.
0,2-43,5-10~ 4 • 12,6-10~
1 • 10“ 3-12,4-10_ 7
Ве =
Поскольку рассчитанная величина индукции близка необходи-
мой (см. пункт 3 расчета магнитной цепи), расчет считаем закон-
ченным.
В табл. 13 приведены основные параметры магнитных цепей,
а в табл. 14 отражены обобщенные данные динамических диффу-
зорных громкоговорителей, выпускаемых отечественной промыш-
ленностью.
6
Д. X. Шифман
145
Магнитные цепи динами
Ти п
Тип магнитной цепи Материал магнита громкого- ворителя
С кольцевым постоянным магнитом
Алюминие-никеле-
вый сплав ЮНД4
(АН-3)
1ГД5
1ГД6
10ГД18
5ГД10
С кольцевым постоянным магнитом
Феррит-барий 2БА
0.5ГД28
1ГД19
1ГД28
0,5ГД12
2ГД19
2ГД28
1ГД10
1ГД11
ЗГД28
4ГД28
5ГД28
С керновым постоянным
магнитом
0,1ГДЗ 0,1ГД8 0,1ГД6 0,25ГД1 0,25ГД9 0,5ГД10
Алюминие-никеле- 1ГД9 1ГД18 2ГДЗ 2ГД7 4ГД1
во-кобальтовый
сплав ЮНДК 24 (АНКО-4)
ЗГД7
5ГД14
4ГД7
ЗГД16
ЗГД15
146
ческих громкоговорителем
Таблица 13
Геометрические размеры магнитной цепи, мм Объем магнита, м3 • 10—3 Вес, кГ • IO”6 ве вб/м'2
dr ds dK di j 1 h h3
44 18,6 17 22 27 20 0,8 4 19 140 0,5
60 18,6 17 30 40 24 0,8 4 49 350 0,7
80 31,8 30 37 48 35 0,9 6 93 670 0,7
80 26,8 25 37 48 35 0,9 5 93 670 0,9
44 13,5 12 18 18 7 0,65 3 12 55 0,7
44 13,5 12 18 18 5,5 0,65 3 9,5 43 0,75
44 13,5 12 18 18 7 0,65 3 12 55 0,75
52 13,5 12 23 23 8 0,65 3 16 75 0,9
52 16,6 15 23 23 8 0,65 3 16 75 0,75
52 16,6 15 23 23 8 0,8 3 16 75 0,75
60 18,6 17 25 25 8 0,8 3 51 НО 0,75
60 18,6 17 25 25 8 0,8 3 51 НО 0,75
60 18,6 17 25 25 8 0,8 3 51 но 0,75
60 18,6 17 25 25 8 0,8 4 51 но 0,75
60 18,6 17 25 25 8 0,8 4 51 по 0,75
14 П,1 10 12 8,5 0,6 2 1,3 10 0,52
14 11 10 — 12 8,5 0,5 2 1,3 10 0,6
17 11 10 — 15 12,0 0,5 2 2,6 20 0,75
17 13,2 12 — 15 12,0 0,65 2 2,6 20 0,5
20 13 12 — 15 19 0,5 2 5,2 40 0,0
20 13,3 12 — 15 19 0,65 3 5,2 40 0,7
20 18,8 17 — 15 19 0,8 4 5,2 40 0,55
17 13,3 12 — 15 12 0,65 3 2,6 20 0,65
27 21,6 20 — 19 22 0,8 5 9 70 0,65
20 16,6 15 — 14 19 0,8 3 4,6 35 0,75
30 26,8 25 — 24 23,5 0,9 5 13 100 0,75
30 26,8 25 — 24 23,5 0,9 5 13 100 0,75
30 26,8 25 — 24 23,5 0,9 5 13 100 0,75
27 18,6 17 — 16 22 0,8 3 7,8 60 0,75
27 18,6 17 — 16 22 0,8 3 7,8 60 0,75
27 13,1 12 —• 16 22 0,55 2,5 7,8 60 0,90
6*
147
оооооооооо S S S S S S S S S V" V" Vs к 'ч 'ч ч g о? 3 S = 5 - 05 ~ * Ь ё ё 2 2 5 § g £ 00 -О to О CD ьо •— — Тип громкоговорителя
— ь.- — >— — ОООООООООО СЛ СЛ СЛ СЛ ЬО ЬО ЬО — —* СЛ СЛ СЛ № Номинальная мощ- ность, ва Электроакусти
СЛСЛСЛСЛСЛСЛСЛСЛСЛСЛОЗСЛСЛСЛС^СЛООСООО со Неравномерность частотной характе- ристики, дб
ь-»— ЬОЬОь-»— 0000004^.4^4^ ЬО О О О О ЬО О О ЬО СЛ СЛ СЛ СЛ О О О СЛ СЛ СЛ ооооооооооооооооооо 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 ^*^--<|-<10О-<|^СЛСЛ-ч1'<1О0ОЭО0СаЗО0СО о°о°оооооооооослслооо ооооооооооооооооооо ооооооооооооооооооо ООО 4^ Номинальный диа- пазон частот, гц
ЬОЬОЬОЬОЬОЬОЬОЬОЬОСОООЬОЬОЬОЬОЬОЬОЬО'—‘ со оо сл со о сл сл со со со со сл Среднее стандартное звуковое давление, «/ж2-10—1
ООООООООО Ф» 4s» о о о о СЛСЛСЛСЛСЛСЛСЛСЛСЛООООСЛСЛОСЛСЛООСЛ 1+ 1+ 14- 1+ 1+ 1+ 1+ V н- 1+ 14- 14- 14- 14- 14- 14- 14- 1+ Н- СЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛ \О х© х© х© х© х© X© "х© \С X© -X© X© Xs х© х© X© X© X© '© ©х фХ ©х ©^ ©X фХ ©V ©~х О'х ©х ©'х ©X ©X ©X фХ ©X ©X ©X ©X СП полное электри- ческое сопротив- ление, ом Данные звуковой катушки
ЬО >— ЬО —* ЬО >— ЬО>—ьЬО’—‘ЬО»—‘ЬО>— ЬО — ЬО — ЬО *— ЬО^Г^^ЬО^ЬЭ^ЬО^-ЬО^ЬО^ЬО^-ЬО^- S® sc s« Ss S« S« S« Sc Sc S« S« Sc Sc Sc S« S« S« Sc Sc S« Sc S« S« Sc S« S« S« S« Sc S« S« Sc Se S« Sc S« S« Sc О Sc tOtONDtOtOtONDtOCOCOCOCOCOCOCOCOCOCOtOCOtObObOtOtObOCOCObOtONDtOCOCOCOCOtOtO 00 CD 00 CD 00 CD 00 CD * ЬО »—‘ (О н-Ю >- ЬОСООООСОООСОСЛОО>—* w^w^o—o— ело о количество вит- ков в каждом слое
ооооооооооооооооооо O-OOO»—‘ о о о — о о о о о о <Х) CD CD CD ЬО ЬО ЬО ЬО ЬО *х) -х) CD О -х! Со СО —х] ->] С© оо диаметр про- вода ПЭЛ, мм
ческие параметры
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 со 100 На частотах, гц Коэффициент нелинейных искажений при номинальной мощности, % не более
оооооооо! 1 I 1 I | | I I | | о 150
10 10 10 7 7 7 7 7 7 7 7 7 200
10 10 10 7 7 5 5 7 7 7 7 7 7 7 7 7 — 400
СЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛ-хЗСЛ-4-q^J 00 1000
СЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛ-ЧСЛСЛСЛСЛ X 2000
COOOCOGOQollllflllllllll СП 3000
оо о о о 1 1 1 1 1 I I 1 I 1 | 1 I I I ог 5000
о gogo ьо 0^5 ьэёослслоооооо О ОО О ОООО О ООО ооооооооооо 14- 1+ 14- 14- । - 14- 14-14-14- 14- 14- 14- 14- 1+ 1+ 14- 14- 14- 14- 1+ СО £3 to ЬО —• Ю ЬО —- ЬОСЛСЛОООЭООСЛ004Ь»4С»СЛ О О О О О О ООО ооооооооооо Частота механического резонанса, гц
сл сл сл сл сл о о о о о о о о аг , , , , 8 х х х ё? х x^gxxgssssggg CD CD СО CD CD -xj ^4 -ч •<! О О 00 диаметр или оси эллипса Размеры громкоговори- теля, мм
^4 44 V 9? ^ослсооосослоэьоооьоьоьо to о о оо сл о оооооослоосооо»— -чо <5 высота
ь— Ь- to >— оо оэ ьо сл 00 оо •—. to >— £ £ £ 9 ^О^^слслсл^ьо^ооооэ ОООООО ОООООООО ООСЛОСЛ о Вес громкоговорителя, дТ-Ю—3
Громкоговорители динамические диффузорные
N^ m гп •—* СЛ СЛ СЛ Ф» СО ОО СО NO NO NO NO ё ё ё ё 5 § ё ё ё ё ё s ё ё ё 5 ё 5 о ЦО СО *г) м ьэ — 00 СО О СО ооосл ос со ь- ОС ОО G G оо со — - — Тип громкоговорителя
NO1—‘СЛСЛООСлСЛСЛФьФхД^СОСОСОСОСОЬОГ'ОЮ Ю Поминальная мощ ность, ва -
О^СЛСЛСЛГЗЬОСЛСЛСЛСЛ^^^^СЛСЛСПСЛСП<:Л 00 Неравномерность частотной характе ристики, дб
NO , • о И г f И Н П п м п п п ~СЛ^о2оОЬ0Ь0Ь:’Ь0Ь0оО00ООЕ’Е’Е’ 888§888§88§888§88888 + Номинальный диа пазон частот, гц -
к COCONOtsOGONONDNOJO NO J<3 JO ND ND NO ND 1 Ц1 ОЭ CO СЛ СЛ СЛ СЛ сл Среднее^стандартное звуковое давление,. н/я?' 10““1
CO NO 4 Ф СЛ Ф- Ф- Ф> Ф» Ф- 4^ 4^ Ф- 4^ 4^ 4^ 4^ Ф> Ф» СП О СП СЛ СЛ СЛ СП СЛ СП СП СЛ СЛ СП СП СП СЛ СП СЛ Н- |+ 1+ 1+ 14- 1+ 14- 14- 1+ 14- 14- 1+ 1+ 1+ 14- 1+ 1+ 1+ 14- О О СЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛ 05 полное электри- ческое сопротив- ление, ом Данные зв
ьо*—№•—№•— NO^-‘NO^NO'y-NO'y- t^^(^h--^^tsOi--bO>Y-‘NO>Y-NO'Y‘NO"y-‘NO’7-NO’^-NO^-- SC Sc sc sc S« Sc sc S« S« S® S® S® S® S® S® Sc S® S® S® S’- 5® S« S® Sc S« Sc S® Sc S« S® S® S® S® S® S« Sc S« S« Sc S® g ffgg ®3 g %'g 8 $g 8 Si g g 8 g-g %gl% S? 8 88Й E.B £ 4 количество вит- ков в каждом слое уковой катушк Электроа
oooooooooooooooooooo 00 00 О 00 00 OO NO ND 00 NO NO CO '—l CO CO >— ►— *— О 00 диаметр про- вода ПЭЛ, мм я кусти
t
-л 1 -о о о о о о о о 1 | 1 1 | 1 | с© 100 О нч Ш ческ!
сл 1 Сл сл сл СЛ -4 -4 -4 -ч 1 -ч ч ч ч ч о 150 •о-е- Я J= не па
СЛ 1 сл сл сл сл -4 ^4 -J -J 1 ч ч ч ч ч X 200 Д 05 о я 2 CD я Я Я Н рамет
сл 1 СЛ Си сл СЛ -4 -4 ^3 -4 -4 •ч "Ч 1 ч ч ч ч ч гз 400 чаете Я CD О О ® 1® я 2. я
00 1 ОО оо оо оо сл СЛ СЛ СЛ СЛ Сл СЛ СЛ СЛ СЛ СЛ СЛ СЛ СЛ 1000 05 гд CD CD ейных и й мощное
оо 00 оо 00 00 00 сл СЛ СЛ 00 СЛ СЛ СЛ СЛ О0 сл СЛ СЛ сл сл £ | 2000 А
I 00 | 1 1 1 00 оо 00 00 ОЗ 00 ОО 00 00 00 оо 00 оо оо 31 3000 Я и $ С > £, ??•
я
1 00 1 1 1 1 | 00 ОО 00 00 оо оо оо 00 оо оо 00 оо оо 05 5000 я Яе
01+06 130—250 48 + 8 65+10 о 1+ о СЛ О 14- о О о 1+ о СО —4 О О 1+ о 50±10 00 05 О о 1+ о ОО СЛ О О 1+ о 01 4-08 Щ 09 00 О 1+ О 00 О 1+ о 200 + 40 О 00 о о + 1+ о сл о оо о о 1+1+ о сл о оо о о + 1+ о сл О 00 о о 1+1+ Н—‘ о сл 00 00 О о 1+1+ сл о ч Частота механического резонанса, гц
cN
90 327 X 225 260 X 180 295 327 X 215 254 X 170 254 X 170 252 202 202 202 204 X 134 204 X 134 105 204 х 134 152 152 152 152 6о диаметр или оси эллипса громкогово] теля, мм Размеры । родолжение \ 1
о 130 108 N? 130 СТ) 00 СО ND 124 сл о о о СЛ о OD фь ч сл о о сл ч О высота а
сл о о 200 1300 750 1300 2000 560 600 1700 520 355 600 420 230 СЛ О О 290 350 350 185 о о о Вес громкоговорителя, кГ-10—3 S ч
ГЛАВА ЧЕТВЕРТАЯ
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
ДИНАМИЧЕСКИХ ДИФФУЗОРНЫХ
ГРОМКОГОВОРИТЕЛЕЙ
§ 25. Технологическая схема производства
Динамические диффузорные громкоговорители отно-
сятся к группе массовых изделий. Высокое качество и
низкая трудоемкость их изготовления возможны только
при условии производства на специализированных за-
водах или в цехах, оснащенных соответствующим обо-
рудованием и приспособлениями с автоматическими и
полуавтоматическими устройствами, рассчитанными на
рабочих невысокой квалификации.
При организации специализированного производства
необходимо выполнить ряд условий: во-первых, громко-
говорители должны быть нормализованы; во-вторых, их
номенклатура должна быть сведена к минимуму;
в-третьих, качественные и экономические показатели
громкоговорителей обеспечивают с таким расчетом,
чтобы модель могла выпускаться в течение не менее
3—5 лет; в-четвертых, нормализуемая модель должна
быть технологичной, рассчитанной на массовое автома-
тизированное производство.
Специализированное производство следует организо-
вать по замкнутому циклу с максимальным применением
поточной линии на сборочных операциях.
Весь технологический процесс производства громко-
говорителей разделяется на изготовление деталей,
сборку узлов и сборку самого громкоговорителя. При-
мерная технологическая схема процесса приведена на
рис. 85. Общая трудоемкость производства громкогово-
рителей колеблется от 0,2 до 0,4 часа. Трудоемкость
изготовления отдельных деталей в процентах от общей
трудоемкости показана на рис. 86.
152
Рис. 85. Технологическая схема изготовления громкоговорителей.
153
Рис. 86. Трудоемкость изготовления деталей и сборки громко-
говорителя.
154
§ 26. Изготовление магнитной цепи
и диффузородержателя
Рис. 87. Штампы с на-
правляющими колон-
ками.
Фланцы, скобы, стаканчики, колпачки, диффузоре-
держатели и керны для магнитной цепи изготавливают
на механических участках. Технологические процессы
изготовления этих деталей имеют
много общего, поэтому их описание
приводится в одном параграфе.
Детали магнитной цепи, за ис-
ключением кернов и магнитов, изго-
тавливают для массовых моделей
громкоговорителей методом штам-
повки на эксцентриковых прессах.
Для обеспечения необходимой
точности штамповки следует приме-
нять штампы с направляющими ко-
лонками, в которых центр штампов-
ки совпадает с центром хвостовика
(рис. 87). Более подробно вопросы
точной штамповки рассмотрены в специальной литера-
туре [Л. 30].
Изготовление диффузородержателей
Диффузородержатели штампуют на специальных
прессах двойного действия. Для их изготовления при-
меняют стали глубокой вытяжки типа 0,8; 10ВГ; ПОКП
или декапированные стали.
Изготовление диффузородержателей разделяется на
следующие операции.
Заготовку необходимого размера вырезают из целого
листа в виде полосы. Из нее штампуют диск со всеми
отверстиями.
Полученную заготовку протирают и смазывают ма-
шинным маслом. Затем на эксцентриковом прессе про-
изводятся вытяжка конуса, вырубка центрального от-
верстия и обрубка кромок. Полученный диффузоро-
держатель обязательно рихтуют на фрикционных
прессах.
Рихтовкой достигается параллельность и плоскост-
ность обода основания и полочки, к которой приклеи-
вают центрирующую шайбу.
155
Особое внимание должно быть обращено на точ-
ность изготовления отверстий для пуклей, так как они
определяют правильную центровку осей диффузородер-
жателя и кольцевого зазора магнитной цепи.
Готовый диффузородержатель укладывают в спе-
циальную тару. При дальнейшей его обработке (напри-
мер, в процессе гальванической отделки и при транс-
портировке) должны быть приняты меры, исключающие
его деформацию.
При описанной технологии окна диффузородержа-
теля после окончательной вытяжки имеют неправиль-
ную форму. Во избежание этого следует сначала выру-
бить заготовку в виде диска и вытянуть конус, после
чего вырубают окна на другом штампе. Такой способ
требует больших переходов, чем изготовление диффузо-
родержателя с ранее вырубленными отверстиями для
окон.
Так как форма окна сказывается лишь на внеш-
нем виде громкоговорителя и не влияет на его каче-
ственные показатели, то большинство диффузородер-
жателей штампуют по первому способу, менее трудоем-
кому и более технологичному.
В некоторых моделях, с целью экономии материала
диффузородержателя, последний изготавливают из бо-
лее тонкого материала, а для придания ему необходи-
мой прочности делают ребра жесткости или загибают
края окон.
Изготовление фланцев, скоб и стаканчиков
Фланцы штампуют на эксцентриковых прессах с по-
следующей калибровкой отверстия.
Все операции после штамповки (рихтовку, песко-
струйку и галтовку) следует производить до калибровки
отверстия.
Если для соединения верхнего фланца с диффузоро-
держателем применяют пукли, то их вытяжку, совме-
щаемую обычно с рихтовкой фланца, следует так-
же производить до калибровки отверстия в .верхнем
фланце. Для получения лучших магнитных параметров
фланец следует подвергнуть отжигу в безокислительной
среде.
В некоторых моделях громкоговорителей применяют
156
специальные центровочные кольца из латуни, предназ-
наченные для защиты зазора от пыли. Для их уста-
новки на верхнем фланце штампуют специальное углуб-
ление.
Стаканы магнитопровода и скобы также изготов-
ляют при помощи штамповки или вытяжки на эксцен-
триковых прессах.
После штамповки стаканы или скобы торцуют на
специальных станках и затем рихтуют. При этом стре-
мятся обеспечить параллельность плоскостей, на кото-
рые устанавливают верхний фланец и постоянный
магнит.
В массовых моделях громкоговорителей полюсный
наконечник, изготовляемый из магнитомягкого мате-
риала, выштамповывается при пробивке отверстия
в верхнем фланце.
Шайбу, получаемую цри пробивке отверстия, прота-
чивают на токарных ютанках.
Заготовки для керна нарезают из круглой стали на
специальных токарных автоматах и шлифуют на бес-
центровом шлифовальном станке. Такой способ изготов-
ления обеспечивает необходимую точность размеров
керна и большую производительность.
Изготовленные детали магнитной цепи подвергаются
цинкованию или кадмированию в специальных гальва-
нических участках или цехах.
Сборка магнитных цепей
Магнитные цепи собирают в отдельном помещении
на поточных линиях. При этом воздушный зазор необ-
ходимо предохранить от попадания стальных опилок.
Это достигается установкой на поточной линии магнит-
ных «ловителей».
В зависимости от конструкции магнитной цепи при-
меняют различные технологические схемы сборки.
Магнитные цепи с кольцевым магнитом, соединяю-
щимся при помощи болтов, собирают следующим об-
разом.
Прежде всего запрессовывают керн в нижний фла-
нец. Для соблюдения строгой перпендикулярности
фланца по отношению к керну запрессовка произво-
дится в специальном приспособлении. В отверстие
157
вставляют керн, затем надевают нижний фланец и про-
изводят расчеканку на эксцентриковом прессе. На дру-
гом рабочем месте на верхний фланец устанавливают и
закрепляют диффузородержатель развальцовкой пуклей
на ударном прессе.
Верхний фланец с диффузородержателем, постоян-
ный магнит и нижний фланец с запрессованным керном
поступают на рабочее место сборки. Для более быстрой
сборки в отверстие верхнего фланца вставляют калибр
и ввинчивают винты, затем надевают магнит и встав-
ляют в калибр керн, после чего навинчивают гайки. Для
предохранения от самоотвинчивания гайки навинчивают
с краской и снабжают пружинной шайбой.
Сборка со сваркой мало отличается от вышеописан-
ного процесса. Сварка магнита с фланцами осуществ-
ляется в отдельной кабине, в специальном приспособле-
нии, которое обеспечивает хороший прижим фланцев
к 'магниту.
После сварки магнитную цепь ‘продувают сжатым
воздухом и при необходимости окрашивают.
В некоторых конструкциях магнитных цепей эле-
менты соединяют при помощи развальцовки усов на
специальных ударных прессах.
При использовании кольцевых магнитов из феррит-
бария механическое соединение деталей магнитной цепи
может быть произведено либо при помощи завальцовки
в алюминиевый стаканчик либо заливкой магнитной
цепи в полиамолидную смолу. Это соединение механи-
чески очень прочно и технологично.
Широко применяют клеевое соединение всех элемен-
тов магнитной цепи (клей типа БФ). Такое соединение
обладает очень высокой механической прочностью:
Вид соединения Разрушающая нагрузка
кГсм*
Сварочное ........................ 729
Заклепочное....................... 318
Клеевое ......................... 1350
Технология склеивания включает следующие опера-
ции: подготовку склеиваемых поверхностей; подготовку
клея; нанесение клея на склеиваемые поверхности; под-
сушку клея; нанесение вторичного слоя клея; подсушку
клея перед сборкой и запрессовкой склеиваемых дета-
лей; сборку склеиваемых деталей; опрессовку склеивае-
158
мых деталей; запечку при определенной температуре
в печи; охлаждение после запечки; снятие и зачистку
подтеков клея; контроль ОТК.
Перед склейкой соединяют верхний фланец с диф-
фузородержателем.
Подготовка склеиваемых поверхностей является
очень важной операцией, определяющей качество склеи-
вания. Поверхности по всей площади в местах склейки
должны быть ровными, для чего магниты шлифуют или
опрессовывают, а фланцы рихтуют. В противном случае
могут образоваться местные утолщения клеевой про-
слойки и непроклей, понижающие прочность соединения.
Далее поверхности тщательно очищают от загрязне-
ний, протирая их ацетоном, растворителем или спиртом
ректификатом. Более высокое качество очистки дости-
гается в специальных камерах в атмосфере паров рас-
творителей. Этот способ более производителен.
Может быть рекомендован также способ ультразву-
ковой очистки. Детали помещают в ванну с ультразву-
ковым вибратором, наполненную органическим раство-
рителем или водным раствором моющих веществ. После
обработки детали ополаскивают в растворителе.
Перед склеиванием следует тщательно проверить ка-
чество клея, его вязкость и срок хранения.
После нанесения клея при помощи кисточек, спе-
циального приспособления или пульверизатора сушат
детали до отлипания. Сушка может производиться
в комнатных условиях, но для ускорения процесса целе-
сообразен дополнительный нагрев. Для точной выдержки
времени сушку рациональнее производить на конвейер-
ной ленте, пропуская детали с клеем по конвейеру, спе-
циально подогреваемому мощными кварцевыми лам-
пами. После сушки производятся вторичное нанесение
клея и вторичная сушка. Затем собирают магнитную
цепь. Цепь с кольцевым магнитом и центрирующий
шаблон вставляют в отверстие верхнего фланца. Затем
вставляют магнит и нижний фланец с запрессованным
керном.
Собранную магнитную цепь опрессовывают при
удельном давлении от 5 до 20 кГ/см2. Опрессовка про-
изводится на пневматических прессах, в специальном
приспособлении, которое обеспечивает равномерное рас-
пределение давления по поверхности, что необходимо
159
для удаления пузырьков воздуха. Нельзя допускать
большого давления, так как это может привести к не-
прочному клеевому соединению. После опрессовки на
боковых поверхностях могут появиться подтеки клея,
которые следует удалить тампоном, смоченным в спирте.
Опрессованная магнитная цепь помещается в кон-
вейерную печь с температурой 150° С. После выдержки
в печи в течение одного часа цепь охлаждают при ком-
натной температуре.
При склеивании магнитных цепей с керновыми маг-
нитами сначала отдельно к магниту приклеивают по-
люсный наконечник, затем — магнит к скобе или ста-
кану; одновременно приклеивают верхний фланец. При
этом соблюдают описанные выше технологические ре-
жимы. В заключение проверяют прочность склейки.
Собранную магнитную цепь с диффузородержателем
намагничивают. Намагничивание производится на рабо-
чем месте сборки громкоговорителя, что уменьшает ве-
роятность попадания металлических опилок в зазор
магнитной цепи. Вероятность попадания железных опи-
лок будет еще меньше, если намагничивание произво-
дить после окончательной сборки громкоговорителя,
однако при этом исключается возможность проверки
магнитной индукции в зазоре.
Намагничивание производится в магнитном поле по-
стоянного тока, проходящего через специальную об-
мотку.
Для намагничивания цепей с постоянными магни-
тами напряженность намагничивающего поля должна
быть в 5—7 раз больше коэрцитивной силы Нс. Таким
образом, для намагничивания цепей с магнитами из
сплавов типа АНКО-4, ЮНДК-24, ЮНД4(АНЗ), у ко-
торых коэрцитивная сила составляет 40—50 ка!м, на-
пряженность поля в междуполюсном пространстве
намагничивающей установки должна достигать
350—400 ка)м. Для магнитных цепей с постоянными
магнитами из феррит-бария типа 2БА и ЗБА, у которых
коэрцитивная сила равна 130—200 ка!м, напряженность
намагничивающего поля должна быть 1000—1500 ка/м.
Для намагничивания магнитных цепей применяют
различные установки. Наиболее распространены две их
разновидности. Установки первого типа не имеют маг-
нитного сердечника, и намагничивающее поле создается
160
в них катушкой, по которой протекает постоянный ток.
Преимуществом такой установки является то, что в ней,
благодаря отсутствию стальных масс, не скапливаются
железные опилки, которые впоследствии могли бы за-
грязнить зазор магнитной цепи. Недостаток установки —
потребление большой мощности.
Установки второго типа состоят из магнитной цепи
и катушек намагничивания. Магнитопровод выполняется
из магнитомягкого материа-
ла (электротехнических ста-
лей марки А или Э или кон-
струкционных сталей марок
08 или 10). Намагничиваю-
щие катушки располагаются
на стержне магнитной цепи,
симметрично относительно
нейтрали магнитной цепи.
Различные конструкции этих
установок показаны на
рис. 88.
Рассмотрим порядок рас-
чета намагничивающей ус-
тановки.
Выбираем напряжен-
ность намагничивающего по-
ля равной
Н = (5-^-7)Не.
Рис. 88. Конструкции намагни-
чивающих установок:
а, б — со стальным ярмом.
1 — катушка; 2 — ярмо.
в — без стального ярма.
Расчет ведется в следующей последовательности.
Необходимые ампервитки катушки:
Aw = \,ЬН1е [ав],
где 1е — длина междуполюсного пространства, ж;
Н — напряженность поля в междуполюсном про-
странстве, а/м.
Размеры сердечника выбирают из следующих сооб-
ражений.
Магнитное поле в месте установки магнитной цепи
должно быть однородным. Это требование выполняется,
если диаметр полюсного наконечника равен 2—5 диа-
метрам магнитной цепи. Однородности поля способ-
ствуют скосы в полюсных наконечниках под уг-
лом 6Q°,
161
Толщину катушки выбирают равной 0,5—1 толщины
или диаметра стержня, а ее высоту— 1—2 толщинам
катушки.
Сечение провода катушки намагничивания опреде-
ляют по формуле:
Sn = ре<сРЛ- [мм2], (64)
где ре — удельное сопротивление провода обмотки,
ом • мм2/м;
/Ср — средняя длина витка, м\
U — напряжение источника постоянного тока, в.
Число витков катушки
W = ahk^ (65)
Sn
где а — ширина катушки, мм;
h — высота катушки, мм;
kn — коэффициент заполнения, равный 0,7—0,5.
Электрическое сопротивление катушки
Хк = ?е~^Юм]. (66)
Сила тока в обмотке
/ = #-[«]• (67)
Мощность, потребляемая катушкой,
Pe = IU [вт\. (68)
В заключение расчета определяется плотность тока
/ = [а/мм2].
Ее величина не должна превышать 2—3 а/мм2.
Исходя из полученных расчетных данных, присту-
пают к конструированию.
Каркас катушки можно изготовить из металла, тек-
столита и т. п. Металлический каркас выполняется
обычно разрезным во избежание нагрева индукцион-
ными токами, возникающими в момент включения. Не-
16g
Рис. 89. Принципиальная
схема установки для намаг-
ничивания при помощи раз-
ряда конденсатора.
обходимо также предусмотреть хорошую электрическую
изоляцию каркаса от намоточного провода.
При выборе величины питающего напряжения необ-
ходимо учитывать требования техники безопасности;
желательно применять низковольтное напряжение
(20—40 в).
Более экономична установ-
ка, в которой в качестве источ-
ника постоянного напряжения
используют заряженный кон-
денсатор (рис. 89).
В положении 1 переключа-
теля П происходит заряд кон-
денсатора С; при перебрасыва-
нии переключателя в (положе-
ние 2 конденсатор разряжается,
и через катушку проходит
большой ток. В качестве .источника напряжения для за-
рядки конденсатора применяют сухие батареи или ма-
ломощный (50—100 ва) выпрямитель.
§ 27. Изготовление диффузоров
Диффузоры для динамических громкоговорителей
изготовляют преимущественно из бумаги.
Существуют два метода изготовления диффузоров:
метод штамповки из листовой бумаги и метод литья из
бумажных волокнистых материалов. Последний полу-
чил наиболее широкое распространение.
В качестве исходного материала для штампованных
диффузоров применяется так называемая диффузорная
бумага — сульфитная целлюлоза, проклеенная кани-
фольным клеем для придания диффузорам влагостой-
кости.
Неглубокий диффузор диаметром не более 100 мм и
углом раствора не менее 120° можно штамповать пу-
тем вытяжки из заготовки в виде круга на горячей
стальной пресс-форме, имеющей профиль диффузора.
Перед штамповкой бумажную заготовку увлажняют из
пульверизаторов или смачивают в воде.
Диффузоры большего размера и с меньшим углом
раствора склеивают из заготовки, представляющей
собой развертку конуса. Для придания диффузору
163
правильной формы его штампуют после увлажнения в
горячих (пресс-формах, имеющих профиль диффузора.
Литые диффузоры отливают из бумажных волокни-
стых материалов. Литье производится по технологиче-
ской схеме, представленной на рис. 90. Композиция бу-
мажной массы для отливки составляется из предвари-
тельно размолотых компонент.
Размол производится в специальных аппаратах, на-
зываемых роллами или мельницами. Размолотые компо-
Рис. 90. Технологическая схема процесса литья диффу-
зоров.
1 — склад сырья; 2 — весы; 3, 4 — роллы; 5 — смесительный бак;
6 — литейная ванна; 7 — ресиверы; 8 — вакуум-насос; 9 — сушиль-
ный шкаф; 10 — пульверизатор; 11, 13 — пресс; 12 — пропиточный
шкаф; 14 — компрессор.
ненты перемешивают в специальных смесителях или
непосредственно в роллах и окрашивают. Затем раз-
бавленную бумажную массу переливают в специальные
отливочные машины, в которых производится литье или
формовка диффузора, после чего его проклеивают для
придания ему влагостойкости, сушат и опрессовывают.
Проклеивающее вещество может быть введено непо-
средственно в бумажную массу; применяют также про-
питку готового диффузора в лаках. В готовом диффу-
зоре вырубают центральное отверстие; затем его обру-
бают по контуру.
В качестве исходных материалов для изготовления
диффузоров применяют преимущественно различные
виды целлюлозы (табл. 15—17), а также хлорированный
164
Целлюлоза древесная (хвойная) сульфитная беленая
165
Таблица 16
Целлюлоза сульфатная беленая из хвойной древесины
11 ок а за тел и Нормы для марок
Ас-0 Ас-1 Ас-11 Бс
Механическая прочность при раз- моле и весе отливки 100 г/м2: Разрывная длина, ж, не менее 9000 8000 7000 7000
Излом (число двойных перегибов), 3000 2000 1300 1500
не менее Белизна, % белого, не менее 88 84,0 86,0 81,0
Содержание альфа-целлюлозы, %, 88 — 87 —•
не менее pH водной вытяжки из целлюлозы 6-8 6—8 6—8 6-8
Сорность — число соринок на 1 ж2 225 300 300 450
размером от 0,25 до 2 жж в наиболь- шем измерении, не более В том числе соринок длиной от 2 Не ; 1опускг аются 16
до 3 жж при ширине до 0,5 жж, не более Влажность при поставке, %, не бо- 20 20 20 20
лее Влажность расчетная, % 12 12 12 12
хлопок, гигроскопическую вату, шерстяные и льняные
волокна и т. д.
Сульфитная целлюлоза разделяется на беленую и
небеленую. Небеленая сульфитная целлюлоза выпу-
скается в виде листов и подразделяется на три марки:
жесткую Ж, средней жесткости С и мягкую М. Беленая
сульфитная целлюлоза является более мягкой и под-
разделяется на пять марок. Целлюлоза высоких марок
характеризуется большей белизной, прочностью и мень-
шей сорностью.
Сульфатную целлюлозу (беленую и небеленую)
также изготовляют разного качества от мягкой до жест-
кой, причем жесткая обладает более высокими механи-
ческими свойствами.
Соломенная целлюлоза получается при обработке
соломы известью. Она обладает меньшей механической
прочностью, чем сульфитная и сульфатная.
166
Таблица 17
Целлюлоза древесная сульфатная небеленая
Показатели Нормы для марок
ЭИ-1 | ЭИ-2 | эи-з
Механические свойства при размоле до 60° ШР и весе отливки 100 г/м2, разрывная длина, м, не менее 9000 9500 10 000
Излом — число двойных перегибов, не менее 3000 3500 4 000
Морфологическая однородность — количество волокон, утративших внеш- ние слои клеточных стенок, %, не более 25 20 10
Содержание золы, %, не более 0,30 0,25 0,25
Удельная электропроводность вод- ной вытяжки целлюлозы при 25° С, ом~1 -см~\ не более 2-10“ 5 2-10~5 2-10“5
pH водной вытяжки целлюлозы 7,0 7,0 7,0
Содержание железа, мг/кг абсолютно сухой целлюлозы, не более 40 40* 40
Сорность — число соринок размером от 0,25 до 2,5 мм на 1 м2, не более 500 500 500
Влажность, % 20 20 20
» расчетная, % 12 12 12
§ 28. Размол бумажной массы
Бумажную массу размалывают в роллах или мель-
ницах; при этом волокнам полуфабриката придают
определенную длину и толщину. При размоле на во-
локна действуют силы, которые укорачивают их и рас-
щепляют в продольном направлении, производя так
называемую фибрилизацию. Размол происходит в при-
сутствии воды; расщепление волокон сопровождается
гидратацией.
На рис. 91 показано схематически устройство разма-
лывающего ролла.
Ванна ролла имеет продолговатую форму со средней
стенкой, которая делит ванну на два канала. Один на-
зывается рабочим; в нем помещаются горка, планка и
размалывающий барабан. Второй канал называется
обратным; по нему бумажная масса возвращается под
размалывающий барабан. На широкой стороне канала
16?
дно ванны постепенно повышается и вблизи задней
стенки образует возвышение, называемое горкой; на
узкой стороне имеется уклон 5—7°. Для равномерного
прохождения и хорошего перемешивания массы канал
за барабаном сужается, а перед барабаном расши-
ряется.
7
Рис. 91. Ролл для размола бумажной
массы.
1 — ванна; 2 — клапан для спуска воды; 3 —
клапан для спуска массы; 4 — размалываю-
щий барабан; 5 — перегородка; 6—ножевая
планка; 7 — горка.
Размалывающий барабан набирают из нескольких
дисков, укрепленных на валу. Ножи и деревянную про-
кладку устанавливают в специальные пазы дисков и
скрепляют кольцами. К торцу барабана приклепывают
косую планку для предотвращения попадания бумаж-
ной массы и промежуток между торцом барабана и
стенкой ванны.
Ножи планки изготовляют из стали СТ5 толщиной
3—7 мм и распределяют равномерно по окружности или
пачками по нескольку ножей с малыми промежутками
между ними.
168
Планка ролла представляет собой пачку ножей,
между которыми имеются деревянные прокладки. Ножи
устанавливают так, чтобы планка выступала на
5—10 мм над деревянными прокладками. Ножи планки
делаются на 2—3 мм тоньше ножей барабана, поэтому
последние медленнее изнашиваются. Ножи планки рас-
полагают под углом
5—7° по отношению к
ножам барабана. Это
обеспечивает безудар-
ное движение бараба-
на по планке.
При размоле труд-
норасщепляемых мате-
риалов, например, ва-
ты, ножи делаются с
Рис. 92. Детали размалывающего
механизма.
1 — нож с фаской; 2 — нож без фаски;
3 — нож барабана; 4 — планка ролла;
5 — нож.
фаской. На рис. 92 по-
казаны элементы раз-
малывающего механиз-
ма ролла.
Большое влияние на
качество размола ока-
зывает степень прижатия барабана к ножам планки.
Для регулировки степени прижатия в роллах приме-
няют рычажно-грузовые регулирующие устройства
Рис. 93. Рычажно-грузовое регулирующее устройство.
(рис. 93). Для исключения перекоса при регулировании,
прижимное устройство должно обеспечивать одновре-
менный подъем и опускание обоих подшипников.
Для выпуска готовой массы или воды в дне ванны
расположен специальный спусковой клапан; наполнение
ролла водой осуществляется посредством водопровод-
ной линии. Для предотвращения разбрызгивания
169
бумажной массы в процессе размола и для обеспечения
безопасности работы в ролле имеется специальный кол-
пак, закрывающий размалывающий барабан.
Применяемые обычно роллы имеют емкость
20—200 л и рассчитаны на 0,5—5 кг сухого волокна,
при концентрации бумажной массы 2—4%.
Для более качественного и производительного раз-
мола бумажной массы применяют конические мель-
ницы, конструкция которых приведена на рис. 94. На
боковой поверхности конического барабана (ротора)
расположены ножи. Ротор вставлен в конический ста-
Рис. 94. Коническая мельница.
7 — ротор; 2 — статор.
тор, представляющий собой корпус мельницы. На внут-
ренней стороне статора укреплены ножи. Размол регу-
лируют перемещением подшипников влево или вправо,
что вызывает сближение ножей статора и ротора.
Размол характеризуется степенью жирности, кото-
рая выражается в градусах Шопер — Риглера и опре-
деляется при помощи аппарата ШР (Шопер — Риглер).
Если для размола используют ролл, то до загрузки
необходимо его тщательно промыть и выпустить воду
через выпускной клапан. Затем включают поднятый
барабан и наливают воду; когда треть ванны запол-
нится водой и начнется ее циркуляция в ванне, ролл
постепенно загружают полуфабрикатами волокнистого
материала.
При размоле целлюлозы, полуфабрикат которой вы-
пускается в виде листов, подготовка заключается в сле-
дующем: загружаемую порцию целлюлозы взвешивают
170
и помещают в ванну или бак, наполненный водой, раз-
мачивают ее до полного размягчения, и перед загруз-
кой в ролл разрывают на мелкие куски.
Подготовка ваты, хлопка, льна и шерсти заключается
в следующем: порции компонент взвешивают, разрезают
ножницами или на специальном резательном приспособ-
лении, после чего загружают в ролл. Шерсть в виде
фильца варят в кипятке с последующей промывкой
в холодной воде.
При смешанной загрузке сначала загружают в ролл
наиболее трудно размалываемые компоненты бумаж-
ной массы, а по мере их размола — остальные менее
трудноразмалываемые.
При раздельной загрузке каждая компонента загру-
жается в отдельный ролл. Последний способ является
более производительным; он обеспечивает также более
высокое качество размола.
В период загрузки барабан поднят, и размол факти-
чески не производится. Во время этой операции загру-
женный материал расщепляется на отдельные волокна.
Дальнейший процесс размола можно вести одним из
двух способов. В первом случае размалывающий бара-
бан опускается и волокна разрубаются при максималь-
ном удельном давлении. Когда волокна укоротятся до
определенной величины, размалывающий барабан при-
поднимается над планкой так, чтобы часть волокон под-
вергалась рубке, а другая часть расщеплялась с обра-
зованием фибрилл. После того, как длина волокон
уменьшится до требуемой величины, производятся даль-
нейшее поднятие барабана и соответственно уменьше-
ние давления. При этом происходит дальнейшее рас-
щепление волокон с образованием фибрилл.
Второй способ размола заключается в том, что
после загрузки ролла и расщепления размалываемой
массы на отдельные волокна производят размол при
постепенном сближении барабана с планкой до тех пор,
пока длина волокон не достигнет необходимой вели-
чины. Такой способ обеспечивает при жирном размоле
длинные (волокна.
По окончании размола необходимо измерить степень
его жирности на аппарате ШР.
После проверки жирности бумажной массы ее окра-
шивают анилиновым красителем.
17]
Раствор анилинового красителя составляют из рас-
чета 15 г красителя на 1 л воды; сухой краситель бе-
рется в количестве 2,5—3% от сухого веса бумажной
массы.
Краситель загружают в крутой кипяток; раствор пе-
ремешивают до полного растворения красителя. Подни-
мается барабан и включается ролл, после чего приго-
товленную краску вливают в ролл через байковый или
суконный фильтр. Ролл с приподнятым барабаном вра-
щают 5—6 мин.
При проклейке бумажной массы канифольным или
канифольно-парафиновым клеем приготовление бумаж-
ной массы несколько изменяется.
Канифольный клей приготовляют в виде эмульсии,
получающейся в результате варки канифоли в растворе
кальцинированной или каустической соды. Для приго-
товления клея берут 3—4% канифоли и 15% кальцини-
рованной соды — от веса сухого волокна.
Канифольно-парафиновый клей содержит парафин,
благодаря которому повышается влагостойкость диф-
фузора, однако в то же время понижается механическая
прочность. Увеличить механическую прочность можно
добавкой животного клея (до 25% веса парафина).
Готовый клей вводят в ролл при размоле до окра-
шивания. Для закрепления канифольного клея перед
окончанием размола в массу вводят 5—10%-ный рас-
твор сернокислого глинозема, в 1,5—2,5 раза больше
веса канифоли.
Для получения однородной композиции необходимо
тщательно перемешивать бумажную массу, состоящую
из разных компонент. Перемешивание бумажной массы
может производиться либо в роллах при поднятом ба-
рабане (или опущенной планке), в течение 5—10 мин.,
либо в специальных чанах с механической мешалкой.
Мешалка состоит из вала, на конце которого помещены
лопасти из стали, чугуна или дерева (рис. 95).
Мешалка должна иметь узкие и короткие лопасти.
Концентрация бумажной массы при перемешивании
в чане должна поддерживаться несколько меньшей, чем
при перемешивании в ролле.
В некоторых случаях перемешивание производят при
помощи сжатого воздуха, для чего на дне чана устанав-
ливают трубу с отверстиями, в которую подается сжа-
172
тый воздух от компрессора. Концентрация бумажной
массы в таком чане должна составлять около 1,5%;
давление сжатого воздуха 0,5—1 атм. Перемешивание
производится в течение 10—15 мин.
При недостаточно качественном размоле могут по-
явиться узелки из переплетенных отдельных волокон.
Наличие узелков отрицательно влияет на качество диф-
фузора и портит его внешний вид;
поэтому бумажная масса пропу-
скается через специальный узлоуло-
витель. Имеется ряд конструкций
узлоуловителей.
Плоский узлоуловитель состоит
из открытого сверху ящика, на дне
которого расположен лист с проре-
зями. Ящик или дно его вибрирует
с частотой 100—150 ударов в ми-
нуту; при этом узелки задержива-
ются прорезями, а бумажная масса
с концентрацией 1 —1,5% свободно
проходит через них.
Более совершенными и произво-
дительными являются цилиндриче-
ские узлоуловители, состоящие из
бронзового барабана с прорезями;
у обоих торцов барабана имеются
открытые широкие горловины, за
Рис. 95. Механиче-
ская мешалка.
1 — чан; 2 — вал с лопа-
стями.
которые он подвешивается в неглу-
бокой ванне. Барабан от специаль-
ного устройства получает вертикаль-
ные толчки с амплитудой 5—12 мм
и вращается со скоростью один
оборот в 5 мин. Масса поступает в барабан через гор-
ловину и проходит через прорези в ванну; узелки же за-
держиваются прорезями.
§ 29. Отливка диффузоров из волокнистых
бумажных материалов
При отливке диффузоров из волокнистых материалов
волокна бумажной массы, разбавленной водой, оседают
на мелкой сетке. Применяют литье диффузоров под ме-
ханическим и воздушным давлением, а также вакуум-
ное литье.
173
Отливка диффузоров под механическим давлением
Установка для отливки диффузоров под механиче-
ским давлением (рис. 96) состоит из сетчатой матрицы,
на которую устанавливается сетка, и пуансона. Мат-
Рис. 96. Схематический вид установки
для отливки диффузора под механи-
ческим давлением.
ние идентичных диффузоров и
рица и пуансон, имею-
щие профиль диффу-
зора, размещены в
стальном литом кожу-
хе, к которому подве-
дена труба для стока
воды после отливки и
формовки диффузора.
При приподнятом
пуансоне в кожух за-
ливается определенная
доза бумажной массы
необходимой концент-
рации, затем пуансон
постепенно опускается;
под его давлением мас-
са оседает на сетку, а
вода стекает через тру-
бу. Сетку с осажденной
бумажной массой сни-
мают с матрицы, под-
вергают сушке, про-
питке, обрубке и т. д.
Этот метод отливки
о бесп ечмв а ет пол уч с-
позволяет автоматизиро-
вать их производство.
Отливка диффузоров под воздушным давлением
Установка для отливки диффузоров под воздушным
давлением (рис. 97) состоит из специального дозиро-
вочного бака, к которому подведены два трубопро-
вода— один от компрессора и второй от массного чана
и кожуха, в котором помещена сетчатая матрица с ли-
тейной сеткой; к кожуху также подведена труба для
отвода ’воды.
Дозировочный бак наполняется поступающей из
массного чана бумажной массой определенной концен-
174
трации (не выше 0,3%). Затем перекрывается вентиль
трубы, идущей от массного чана, и открываются вен-
тили от компрессора и от кожуха. Масса под давлением
поступает в кожух матрицы, волокна массы оседают на
литейной сетке, а вода стекает
через сетку и матрицу в на-
ружный сливной трубопровод.
Сетка с отлитым диффузором
подвергается сушке и даль-
нейшей обработке. Литье диф-
фузоров под воздушным дав-
лением также может быть ав-
томатизировано.
Вакуумное литье диффузоров
Это наиболее распростра-
ненный способ отливки. При-
меняют две его разновидно-
сти— литье при помощи при-
нудительного вакуума и при
помощи естественного вакуума.
Установка для отливки
диффузоров при помощи при-
нудительного вакуума (рис.
98) состоит из ванны емко-
стью 1—2 ж3, заполненной до
определенного уровня бумаж-
ной массой с концентрацией от
0,1 до 0,2%. Для поддержа-
ния бумажной массы во взве-
шенном состоянии в ванне
имеется приспособление для
систематического перемешива-
ния. В большинстве случаев
Рис. 97. Схематический вид
установки для отливки диф-
фузоров под воздушным
давлением.
1 — дозировочный бак; 2 — тру-
бопровод от компрессора: 3 —
трубопровод от массного чана;
4 — кожух; 5 — сетчатая мат-
рица с литейной сеткой; 6 —
сливной трубопровод.
для этой цели применяют барботажное устройство,
труба которого размещается на дне ванны.
Для опускания и подъема литейной головки, к кото-
рой от насоса подводится вакуумпровод, насасывающий
бумажную массу на литейную сетку, имеется специаль-
ное подъемное устройство (пневматическое, гидравличе-
ское, механическое или ручное).
Пневматические и гидравлические подъемные устрой-
ства обеспечивают более плавный подъем и спуск
175
головки. Однако механические подъемные устройства
проще, а поэтому наиболее распространены.
Для вакуумного литья необходимо поддерживать
разрежение до 400—450 мм рт. ст.
Для предотвращения попадания воды в вакуумный
насос служит специальный ресивер, представляющий
собой сварной цилиндрический резервуар из котельного
железа, к которому присоединяются трубопровод от ли-
тейной головки и вакуумпровод, ведущий к насосу. На
ресивере устанавливается
водомерное стекло; внизу
Рис. 98. Схематический вид
установки для отливки диф-
фузоров при помощи принуди-
тельного вакуума.
1 — ванна; 2 — вакуумный резер-
вуар: 3 — литейная головка; 4 —
подъемный механизм.
Рис. 99. Схематический вид уста-
новки для отливки диффузоров
с подъемным ковшом.
1 — литейная головка; 2 — ванна; 3 —
ковш.
подведена труба с вентилем для спуска воды. Для
полного исключения попадания воды в вакуум-насос
применяют сдвоенные ресиверы. Контроль вакуума осу-
ществляется манометром.
Для отливки диффузоров применяют также уста-
новку (рис. 99), в которой литейная головка находится
в неподвижном состоянии. Находящаяся в ковше раз-
бавленная бумажная масса при помощи специального
подъемного механизма подводится к литейной головке;
в момент погружения головки открывается вентиль ва-
куумпровода и бумажная масса насасывается на литей-
ную сетку. После того как ковш отводится от головки,
вакуумпровод не перекрывается, и происходит сухой от-
сос (удаление излишков влаги).
176
Установка дЛй отливки диффузоров при помощи
естественного -вакуума (рис. 100) состоит из ванны, ли-
тейной головки, заканчивающейся «бездонным цилинд-
ром», и подъемного' устройства.
Ванна, применяемая для литья с естественным ва-
куумом, мало отличается от ванны в установке с прину-
дительным вакуумом. При подъеме головки в цилиндре
образуется вакуум, благодаря которому масса оседает
на литейной сетке. Таким образом формуется диффузор.
Основным недо-
статком литья при по-
мощи естественного
вакуума является то,
что в этом случае не-
возможно производить
сухой отсос, и отлитый
диффузор имеет боль-
шую влажность.
Подъемное устрой-
ство, применяемое в
подобной установке,
должно обладать боль-
шой мощностью, так
как для создания хо-
рошего естественно-
го вакуума необхо-
дима большая скорость
подъема; чем больше
скорость подъема, тем
Рис. 100. Схематический вид установ-
ки для отливки диффузоров при по-
мощи естественного вакуума.
/ — подъемный механизм; 2 — литейная
головка; 3 — «бездонный» цилиндр; 4 —
ванна.
больше разрежение в цилиндре.
Гидравлические, пневматические или механические
подъемные устройства практически ничем не отличаются
от аналогичных механизмов, применяемых в установках
с принудительным вакуумом.
В качестве подъемных механизмов часто применяют
ручные подъемные устройства типа «ведра без дна»
(бездонного цилиндра).
При литье с принудительным вакуумом концентра-
ция бумажной массы практически остается постоянной.
При литье же с естественным вакуумом концентрация
бумажной массы все время меняется. Это объясняется
тем, что объем воды остается неизменным, а количество
массы уменьшается.
7 Д. X. Шифман
177
§ 30. Барботажное устройство, литейные головки,
рабочая сетка
Барботажное устройство представляет собой желез-
ный трубопровод диаметром 20—25 мм, подключенный
к источнику сжатого воздуха под давлением 2—3 атм.
Рис. 101. Одногнездная литейная головка.
1 — дозировочное кольцо; 2 — перфорированная подсетка;
3 — вакуумный резервуар.
В трубе имеется ряд отверстий диаметром 2—5 мм, рас-
положенных на расстоянии 50—80 мм один от другого.
Отверстия располагают так, чтобы струя сжатого воз-
духа была направлена к центру и стенкам отливочного
чана.
178
Литейная головка состоит из вакуумного резервуара,
жесткой подсетки, литейной сетки и зажимного кольца.
Применяют головки одногнездные или многогнездные.
Рис. 102. Одногнездная литейная головка с реб-
ристой подсеткой и двумя вакуумными резер-
вуарами.
1 — вакуумный резервуар для отливки конической части
диффузора; 2 — уплотняющее кольцо; 3 — второй вакуум-
ный резервуар для отливки гофрированного подвеса;
4 — ребристая подсетка; 5 — прижимное кольцо.
На рис. 101 показана схематически конструкция од-
ногнездной литейной головки.
Металлический резервуар может иметь форму ци-
линдра или усеченного конуса. В его основании располо-
жен патрубок для присоединения шланга трубопровода
7* 179
от вакуумного насоса. На уплотненном фланце располо-
жены подсетка и прижимное кольцо. Подсетку изготав-
ливают из антикоррозийного твердого материала, напри-
мер, из латуни, меди, или алюминия; она должна иметь
точную форму диффузора и может быть сплошной, пер-
форированной или ребристой (рис. 102).
Сплошную перфорированную подсетку изготовляют
из материала толщиной 2—5 мм, ребристые подсетки —
Рис. 103. Многогнездная литейная головка.
из полосового материала. Толщина ребра должна быть
не более 2—4 мм, в зависимости от размера диффузора.
Количество ребер выбирают так, чтобы литейная сетка
во время насасывания не прогибалась.
Для получения разной толщины диффузора по обра-
зующей, например, в случае более тонкого гофрирован-
ного подвеса, головка может быть сделана из двух
секций. Секции разделяют при помощи перегородок. В пе-
регородках делают отверстия, размер и количество ко-
180
торых определяют степень вакуума в секции. Конструк-
ция двухсекционной головки показана на рис. 102.
Для изготовления диффузоров малых размеров под-
сетка вместе с головкой делается точеной, а отверстия
подсетки сверлятся.
Многогнездные литейные головки показаны на
рис. 103.
Рабочая сетка, на которой производится насасыва-
ние бумажной массы, является важнейшим элементом,
от ее качества в значительной степени зависит качество
отливаемого диффузора. Сетку изготовляют из латун-
ной сеточной ткани следующим образом: сеточную
ткань разрезают на заготовки, отжигают и выдавливают
на специальных формах, имеющих профиль диффузора,
а затем опрессовывают в штампах, которые также
имеют профиль диффузора, после чего сетка подвер-
гается травлению для очистки от жировых и других
загрязнений.
Для изготовления рабочих сеток можно применять
одинарные или двойные сетки. Сетки обычно различают
по номерам. Для отливки диффузоров малых диаметров
применяют мелкую сетку, а для диффузоров больших
диаметров — более крупную.
§ 31. Технология литья
Технологический процесс литья диффузора состоит
из ряда операций.
Подготовительные операции включают промывку от-
ливочной ванны сильной струей чистой воды и запол-
нение ее чистой водой до определенной отметки. Необ-
ходимое количество воды зависит от веса сухого во-
локна и концентрации бумажной массы и вычисляется
по формуле
где q — вес сухого волокна, кг\
k — концентрация бумажной массы, %.
После наполнения водой отливочная ванна загру-
жается бумажной массой. Количество сухого волокна
должно быть таково, чтобы при десятикратной от-
ливке оставшаяся концентрация массы обеспечивала
181
получение диффузоров, вес которых находился бы на
нижнем пределе установленного допуска. После десяти-
кратной отливки производится ручная дополнительная
загрузка массы, или же используется устройство, под-
держивающее нужную концентрацию массы автома-
тически.
После установления нужной концентрации включают
барботажное устройство. Литейную сетку, предвари-
тельно промытую в растворе кальцинированной соды,
устанавливают на головку и закрывают прижимным
кольцом.
Дальнейший процесс литья зависит от принятого ме-
тода. Отливка дозировочным кольцом производится сле-
дующим образом: включается подъемное устройство, и,
когда головка появляется над поверхностью бумажной
массы, включается вакуумный насос; при этом диффу-
зор формуется. После формовки насос не выключается
и, таким образом, удаляются излишки влаги (1сухой от-
сос). Затем сетка с отформованным диффузором сни-
мается и поступает на следующую операцию — сушку.
Если отливка производится без дозировочного кольца
и формовка диффузора происходит внутри ванны, то
процесс протекает следующим образом. Включается
подъемное устройство, и во время нахождения головки
в ванне включается вакуумный насос; головка внутри
ванны находится в течение времени, необходимого для
формовки диффузора. После подъема головки насос не
выключается, и удаляется излишняя влага. Сетка с от-
формованным диффузором снимается с головки, и диф-
фузор подвергается дальнейшей обработке.
§ 32. Сушка диффузоров
После отливки диффузор имеет высокую влажность
(около 200—300%) и подвергается сушке до получения
влажности порядка 10—12%.
Сушка может быть произведена на литейной сетке
как в естественных условиях при комнатной темпера-
туре, так и в специальных сушильных шкафах или горя-
чих пресс-формах.
В процессе сушки диффузор может покоробиться и
дать усадку. Величина усадки и коробления зависит от
градуса размола: чем выше градус размола бумажной
182
массы, из которой отлит диффузор, тем больше короб-
ление и усадка.
Для устранения этих явлений сушку следует произ-
водить в специальных горячих пресс-формах, в которые
устанавливают диффузор на сетке.
Значительно уменьшает усадку и коробление сушка
при низкой температуре и высокой влажности с после-
дующей опрессовкой в горячих пресс-формах. При этом
прочность диффузора увеличивается в 10 раз. Приме-
Рис. 104. Устройство пресс-формы для
опрессовки диффузоров.
1 — пуансон; 2 — матрица; 3 — канал для под-
вода вакуумпровода; 4 — каналы для отвода
вакуума; 5 — подогревные элементы.
пение такого метода может быть рекомендовано для
диффузоров громкоговорителей мелкосерийных типов,
так как при опрессовке с литейной сеткой, последняя
быстро изнашивается.
Сушка при низкик температурах и (высокой влажно-
сти непроизводительна.
Стальные пресс-формы для сушки с электроподогре-
вом должны иметь точный профиль диффузора с уче-
том толщины сетки. Чтобы сушка протекала интен-
сивно, в матрице или пуансоне прорезают каналы для
вакуумного отсоса влаги. Устройство пресс-формы для
опрессовки диффузоров показано на рис. 104. Опрес-
совка должна производиться при удельном давле-
нии 0,5—4 кГ]см? и при температуре пресс-формы
180—200° С на ручных или пневматических прессах.
183
Опрессованный таким способом диффузор обладает
большой жесткостью.
Лучшее качество диффузора достигается при сушке
в специальных сушильных печах. В центре этих печей
температура доходит до 200—300° С (это допустимо
лишь в период удаления влаги). Во время сушки темпе-
ратура не должна превышать 120°, так как при» дли-
тельном воздействии высокой температуры (свыше
120° С) волокна бумажной массы начинают обугли-
ваться. Скорость удаления влаги зависит от темпера-
туры и скорости циркуляции воздуха в сушильной печи.
Чем больше скорость циркуляции воздуха, тем меньше
продолжительность сушки диффузора.
Нагрев воздуха в сушильной печи в большинстве
случаев производится несколькими электронагреватель-
ными элементами. Преимущество этого способа заклю-
чается в том, что он позволяет регулировать темпера-
туру в широких пределах в различных участках печи.
Сушильные печи могут быть выполнены в виде шка-
фов с этажерками для загрузки диффузоров. Такие
шкафы применяют при мелкосерийном производстве.
Для массового производства целесообразнее приме-
нять конвейерную сушильную печь (большая камера,
в которой при помощи цепей перемещается ряд кареток
с установленными на них диффузорами).
Нагрев воздуха производится электронагреватель-
ными элементами, установленными внизу, наверху и по
бокам сушильной печи. Для удаления паров воды пре-
дусмотрена соответствующая вытяжка.
Температура в конвейерной печи поддерживается
в пределах 120—200° С.
Высушенный диффузор отделяют от сетки постуки-
ванием сетки о стол или ладонь, или при помощи сжа-
того воздуха.
Если диффузор изготовлен не из проклеенной массы,
он должен быть подвергнут пропитке.
§ 33. Пропитка диффузоров
Для придания диффузору влагостойкости, атмосфе-
ростойкости и определенных механических свойств он
пропитывается специальными лаками, например цапон-
184
лаком № 951 ГОСТ 5236-50 с концентрацией 0,4—3%.
Для получения большей эластичности диффузора
в цапон-лак добавляют пластификатор (касторка или
дибутилфтолат). Обычно стремятся получить большую
жесткость конической части диффузора и, напротив,
большую эластичность гофрированного подвеса. По-
этому лаки с пластификатором следует применять лишь
для пропитки гофрированной части. Коническая часть
для большей жесткости подвергается двойной пропитке.
Пропитка цапон-лаком увеличивает вес диффузора на
5-10%.
Пропитка диффузоров производится опрыскиванием
из пульверизатора или окунанием.
Установка для пульверизации состоит из компрес-
сора, пульверизатора и вентиляционной кабины. На дно
кабины укладывают диффузоры и производят пульвери-
зацию одной стороны диффузора. После пятиминутной
сушки диффузоры вынимают из кабины. Описанный ме-
тод обеспечивает идентичность получаемых диффузоров
и не оказывает вредного влияния на обслуживающий
персонал.
При пропитке окунанием цапон-лак наливают в спе-
циальную ванну, в которую окунают пачки диффузоров.
Сушка производится в специальной кабине в течение
5—10 мин.
При пропитке в ванне необходимо следить за темпе-
ратурой лака и окружающего воздуха, так как колеба-
ния температуры влияют на вязкость лака, что ухуд-
шает качество пропитки. Для поддержания постоянства
вязкости лака в пропиточную ванну периодически до-
бавляют растворитель.
После первой пропитки производится вторичная про-
питка центральной части конуса цапон-лаком повышен-
ной вязкости.
Применяют специальные ванны с приспособлением
для ограничения высоты пропитки. Таким приспособле-
нием может служить плата с отверстиями, закрывающая
ванну, наполненную лаком. При пропитке диффузор
устанавливают в отверстие платы, так что в лак погру-
жается только коническая часть. После пропитки диффу-
зоры сушат в специальной вытяжной кабине.
После вторичной пропитки диффузоры опрессо-
вывают,
185
§ 34. Технология антисептирования
Для обеспечения грибоустойчивости диффузоров, от-
литых из бумажной массы, в пропиточный материал
вводится антисептик (саллициланилид или оргооксихи-
нолин).
Способ введения антисептика зависит от метода про-
клейки бумажной ‘массы.
При проклейке эмульсией, вводимой в состав бумаж-
ной массы, натриевая соль ортооксихинолина вводится
в ролл после окончания размола, до проклейки. После
введения натриевой соли состав перемешивается с во-
локном и в массу добавляется 1%-ный водный раствор
медного купороса (для образования медной соли орто-
ксихинолина). После этого в ролл вводится канифоль-
но-парафиновая проклейка в виде эмульсии в количе-
стве 10% веса сухого волокна.
Медная соль ортооксихинолина и канифольно-пара-
финовая проклейка осаждаются на волокне калиевыми
квасцами.
Если антисептик вводится при пропитке, то в цапон-
лак добавляют раствор салициланилида (2% веса су-
хого остатка). После этого диффузор пропитывают и
обрабатывают обычным способом.
§ 35. Опрессовка и обрезка диффузоров
Для придания диффузору необходимой формы после
пропитки и сушки в печах его опрессовывают на спе-
циальных пресс-формах. Если диффузор изготовлен из
проклеенной бумажной массы и высушен в горячих
пресс-формах, то вторичной опрессовке он не под-
вергается.
Опрессовка производится на прессах ручных или
пневматических, которые могут развивать удельное дав-
ление 0,5—2 кГ!см2. Предпочтение следует отдать пнев-
матическим прессам, обеспечивающим постоянство
удельного давления и большую производительность.
Пресс-форма для опрессовки состоит из пуансона и
матрицы.
Пуансон и матрица должны быть сделаны из инстру-
ментальной стали и иметь тщательно полированные по-
верхности. Профиль пресс-формы должен быть таким же,
как и профиль диффузора, размер пуансона — соответ-
J86
отвеивать (профилю внутренней -поверхности, а профиль
матрицы — наружной (поверхности! диффузора.
Пресс-форма должна иметь электрический подогрев
и терморегулятор для поддержания постоянной темпе-
ратуры.
Перед опрессовкой высушенных диффузоров их
увлажняют при помощи пульверизатора. Если диффу-
зор 'был пропитан цапон-лаком, опрессовка производится
на горячих пресс-формах с температурой не бо-
лее 80° С.
Рис. 105. Станок для обрезки диффузоров.
1 — подставка; 2 — прижим; .3 — ножи; 4 — шкив привода.
После пропитки и опрессовки диффузор обрубают
по наружному контуру и затем вырубают центральное
отверстие.
Обрубка целесообразна после пропитки, так как про-
питанный диффузор обладает большей жесткостью. Если
же производить обрубку до пропитки, то могут по-
явиться заусенцы и обрывы.
Обрезка или обрубка по контуру может быть произ-
ведена двумя методами. При обрезке на вращающемся
станке (рис. 105) во время вращения оправки с диф-
фузором к наружному ободу и центральной части
шейки диффузора подводятся ножи. Этот способ недо-
статочно производителен, хотя обеспечивает хорошую
обрезку.
Обрубка с помощью специальных обрубных штам-
пов, на ручных или эксцентриковых прессах, более про-
изводительна и поэтому широко применяется.
187
После обрубки диффузор Проверяют на просвет, нй
отсутствие промоин и вкраплений; определяют вес и
резонансную частоту диффузора, по которым косвенно
судят о гибкости подвеса.
§ 36. Изготовление центрирующих шайб
Центрирующие шайбы из бумажно-волокнистых ма-
териалов, имеющие гофрированный профиль, изготов-
ляют методом литья из бумажной массы на мелкой ли-
тейной сетке. Способ литья практически ничем не отли-
чаемся от литья диффузоров. В большинстве случаев
литье центрирующих шайб совмещается с литьем диф-
фузоров. Обычно в одной литейной установке делается
несколько головок для отливки диффузоров и центри-
рующих шайб.
Для отливки центрирующих шайб головка делается
с односекционным вакуумным резервуаром, а подсетка
имеет профиль центрирующей шайбы и изготовляется
из перфорированной латуни или алюминия с диаметром
отверстий 1—3 мм.
При отливке центрирующих шайб желательно при-
менять такую композицию бумажной массы, которая
обладает большей механической прочностью и обеспе-
чивает линейность перемещения диффузора в большем
диапазоне амплитуд. Для этого может быть рекомендо-
вана композиция бумажной массы, состоящая из 50%
сульфитной и 50% сульфатной целлюлозы с жирностью
размола от 25° до 35° по ШР.
Отлитую центрирующую шайбу так же, как и диф-
фузор, сушат в пресс-формах или специальных конвей-
ерных печах при температуре 120—200° С в течение 30—
50 мин. Высушенную шайбу снимают с сетки либо при
помощи сжатого воздуха, либо при помощи постукива-
ния сетки о край стола и пропитывают в цапон-лаке.
Пропитка производится таким же способом, как и про-
питка диффузоров. Концентрацию лака подбирают в за-
висимости от требуемой жесткости. Для получения
жестких центрирующих шайб концентрация должна
быть больше. Для получения более эластичных центри-
рующих шайб пропитка производится в лаке с меньшей
концентрацией. После пропитки центрирующая шайба
188
Рис. 106. Установка для пропитки цент-
рирующих шайб.
1 — барабаны; 2 — камера; 3 — калорифер; 4 —
валки.
подвергается воздушной сушке в вытяжных шкафах
при комнатной температуре.
Высушенную центрирующую шайбу опрессовывают
на нагретых до 60—80° С пресс-формах, имеющих про-
филь шайбы.
О п р е с сованную
центрирующую шай-
бу передают на сле-
дующую операцию—
вырубку централь-
ного отверстия и об-
рубку контура. Об-
рубку производят
либо на ручных, ли-
бо на ударных экс-
центриковых прес-
сах.
Готовую центри-
рующую шайбу про-
веряют на про-
свет, на радиальную
однородность, отсут-
ствие комков, узлов
и промоин. Опреде-
ляют линейность
прогиба и резонанс-
ную частоту шайбы.
И з г о т о в л е ние
центрирующих шайб
из пропитанной тка-
ни производится
прессованием.
Ткань пропиты-
вается в специаль-
ной установке, со-
стоящей из камеры,
калорифера, валков
и двух барабанов, с одного из которых сматывается не-
пропитанная, а на другой — наматывается пропитанная
ткань (рис. 106). Пропитанная ткань проходит через
ряд валков и сушится при определенной температуре.
Пропитанная ткань нарезается на заготовки для после-
дующей опрессовки.
189
Опрессовка производится на горячей пресс-форме
при температуре 150—200° С и давлении 10—20 кГ)см-
в течение 0,5—2 мин. Пресс-формы могут быть одно-
местные и многоместные.
Наиболее целесообразно опрессовку производить на
пневматических прессах, так как они требуют меньшего
подготовительного времени
и
Рис. 107. Пресс-форма для прес-
совки центрирующих шайб.
Для пре-
этого она
повторной
холодной
удобны в эксплуатации.
После опрессовки цен-
трирующая шайба может
покоробиться. ~
дупреждения
подвергается
прессовке в
прессформе.
Для предотвращения
прилипания центрирую-
щей шайбы к пресс-фор-
ме последнюю периодиче-
ски смазывают олеиновой
кислотой или кремнеор-
ганической жидкостью
типа ГКЖ-94.
Пресс-форма для прес-
совки центрирующих шайб
(рис. 107) состоит из пу-
ансона и матрицы с элек-
троподогревом. Для обе-
спечения постоянства тем-
пературы пресс-формы
она снабжается специаль-
ным терморегулятором.
специальных пневматических
прессах производят обрубку по контуру и вырубку цен-
трального отверстия. После этого проверяют упругость
и линейность перемещения готовой шайбы.
После опрессовки на
§ 37. Изготовление звуковой катушки
Выше отмечалось, что намотку звуковой катушки
обычно делают двухслойной, причем верхний слой укла-
дывают так, чтобы его витки попали между витками
нижнего. Витки между собой прочно склеивают, а об-
мотку приклеивают к каркасу. Для прочного прикреп-
190
ления витков к каркасу последний предварительно про-
мазывают клеем БФ и просушивают.
Намотка звуковой катушки производится на спе-
циальных намоточных стенках. Одним из важных при-
способлений для намотки является цилиндрическая раз-
Рис. 108. Намоточный станок: а — кинематическая схе-
ма полуавтоматического станка для намотки звуковых
катушек; б — оправка.
резная оправка со специальным ограничителем, пред-
назначенным для того, чтобы высота намотки катушки
не превышала допустимой (рис. 108).
В станке имеется специальный челнок, обеспечиваю-
щий плотную намотку, и ванночка с лаком, через которую
191
I
I
проходит провод. Лак обволакивает провод и обеспе-
чивает прочное склеивание витков. Для склейки витков
звуковой катушки следует применять клей № 120, кото-
рый состоит из смеси клея БФ-4 и бакелитового лака.
Намотка производится следующим образом: каркас
звуковой катушки надевают на оправку и на него нама-
тывают провод, причем первый слой — справа налево,
второй — слева направо. После того как обмотка изго-
товлена, оправку с катушкой снимают со станка и вы-
держивают в течение 5—10 мин на воздухе. Когда лак
немного просохнет, звуковую катушку снимают с
оправки и сушат в сушильной печи при температуре
100—120° С в течение 40—60 мин.
Высушенную катушку вынимают из сушильного
шкафа и зачищают выводы в специальном приспособ-
лении. Готовую катушку проверяют на омическое сопро-
тивление и отсутствие короткозамкнутых витков.
§ 38. Сборка подвижной системы
и громкоговорителя
Одним из наиболее важных технологических процес-
сов в производстве громкоговорителей является сборка
подвижной системы и громкоговорителя в целом.
Сборка громкоговорителя состоит из следующих ос-
новных операций: сборки подвижной системы или ее
отдельных узлов, приклейки подвижной системы к диф-
фузородержателю и регулировки положения звуковой
катушки в зазоре магнитной цепи.
При сборке необходимо обеспечить правильное (сим-
метричное) расположение звуковой катушки в зазоре
магнитной цепи. Всякое нарушение симметрии может
вызвать увеличение коэффициента нелинейных искаже-
ний, уменьшение звукового давления и эксплуатацион-
ной надежности громкоговорителя. На рис. 109 пока-
заны правильное и неправильное расположения звуко-
вой катушки в зазоре магнитной цепи.
Необходимо также обеспечить прочную склейку всех
элементов подвижной системы и приклейку подвижной
системы к диффузородержателю и центрирующему мо-
стику (при наличии последнего). Неполная приклейка
диффузора к диффузородержателю, центрирующей
шайбы к мостику или диффузородержателю, сектора
192
к диффузору, центрирующей шайбы к звуковой катушке,
или выводов к диффузору может вызвать дребезжание
громкоговорителя. По характеру дребезжания опытный
контролер обычно определяет, какой элемент (подвижной
системы плохо приклеен. Необходимо следить также за
отсутствием подтеков клея. Особенно вредное влияние
оказывают подтеки на краях гофра у диффузородержа-
теля. Наличие подвешенных засохших кусочков клея на
элементах подвижной системы также может вызвать
дребезжание.
При сборке необходимо исключить возможность де-
формации элементов подвижной системы. При этом
Рис. 109. Расположение звуковой катушки в зазоре магнитной цепи:
а — правильное; б, в — неправильное.
следует иметь в виду, что элементы, изготовленные из
бумаги (диффузор, центрирующая шайба, каркас зву-
ковой катушки), легко деформируются даже от легкого
прикосновения рук. При деформации отдельных узлов
и деталей может появиться дребезжание или увели-
читься коэффициент нелинейных искажений. В некото-
рых случаях деформация может привести к изменению
формы частотной характеристики.
В процессе сборки должны быть приняты особые
меры предосторожности для предотвращения попадания
пыли и особенно железных опилок в воздушный зазор
магнитной цепи.
Наличие в зазоре грязи и особенно железных опилок
может (вызвать дребезжание или изменение формы ча-
стотной характеристики <и привести даже к полному вы-
ходу громкоговорителя из строя. Поэтому обеспечение
особой технологической чистоты при сборке является
очень важным условием получения высококачественных
гр о м котов о р и тел ей.
Для сборки следует отводить светлое изолированное
помещение. Там необходимо поддерживать особую
193
чистоту, исключающую появление в воздухе пыли и
железных опилок, а также постоянные температуру и
влажность воздуха.
Персонал, собирающий и проверяющий громкогово-
рители, должен носить чистые халаты. Необходимо
также ограничить доступ в помещение сборки работни-
ков других участков; особенно это касается рабочих ме-
таллообрабатывающих цехов.
Подвижную систему громкоговорителей массовых
типов собирают на поточных линиях. В зависимости от
Рис. 110. Приспособление для прокола
отверстий в диффузоре.
конструкции громкоговорителей применяют различные
способы сборки. Сборка громкоговорителя разделяется
на две основные операции: сборку подвижной системы
и сборку всего громкоговорителя. Сборка подвижной
системы 1в свою очередь состоит из подготовки всех ее
деталей и сборки узлов.
Подготовка деталей подвижной системы произво-
дится на рабочих местах поточной линии конвейера. При
мелкосерийном производстве подготовка может произво-
диться на отдельных рабочих местах.
При подготовке диффузора прокалывают отверстия
под скобочки или пустотелые заклепки. Эта операция
совершается на ручных прессах в специальном приспо-
соблении (рис. 110).
Затем наносят клей на шейку диффузора, где при-
клеивают каркас звуковой катушки и центрирующую
шайбу. Клей наносят окунанием или при помощи кис-
точки, что менее производительно. Способ окунания ис-
ключает появление непроклеенных мест и позволяет ав-
194
Томатизирбвать нанесение клея. Далее диффузор сушат
в помещении или в специальных шкафах до полного вы-
сыхания клея.
Во время приклепки на специальном приспособлении
пустотелых заклепок необходимо следить за тем, чтобы
при развальцовке заклепок диффузор не деформиро-
вался.
Рис. 111. Приспособление для сборки под-
вижной системы.
/—стержень; 2 — цанга; 3 — подставка; 4 — ста-
нина.
Когда все узлы для сборки подвижной системы под-
готовлены, их доставляют к месту сборки.
Место для сборки подвижной системы должно быть
оборудовано специальным приспособлением (рис. 111).
Сборка производится в следующей последователь-
ности: шейку звуковой катушки вставляют в шейку диф-
фузора, при этом выводы звуковой катушки расправ-
ляют и укладывают по образующей диффузора. Ка-
тушку с диффузором надевают на стержневую часть
195.
приспособления так, чтобы верхняя часть каркаса ка-
тушки входила в цилиндрическое углубление, которое
фиксирует ее положение. Шейку диффузора для размяг-
чения нанесенного на нее клея смазывают спиртом, по-
сле чего опускают на прижимное цанговое приспособ-
ление, при помощи которого обеспечивается высокая
прочность приклейки. Стержневая часть приспособле-
ния имеет подогрев, что ускоряет приклейку.
Приклейка и припайка выводов должны быть произ-
ведены особенно тщательно.
Рис. 112. Приспособление для калибровки звуковой катушки.
1 — разжимная цанга; 2 — подставка-ограничитель; 3 — конический
стержень; 4 — рукоятка.
Звуковая катушка в процессе намотки и сборки по-
движной системы может деформироваться и получить
некоторую эллиптичность. Для придания ей правильной
цилиндрической формы производится растяжка — ка-
либровка катушки на специальном приспособлении
(рис. 112). Кроме того, растяжка исключает деформа-
цию катушки в процессе эксплуатации из-за старения
клеющего лака.
После калибровки в звуковую катушку следует вста-
вить центрирующий шаблон, что исключит ее поврежде-
ние при транспортировке к месту сборки.
Сборка громкоговорителя производится в следующей
последовательности.
Если громкоговоритель не имеет центрирующего мо-
стика, то при помощи приспособления, аналогичного
196
показанному на рис, 113, клеи одновременно наносят йа
диффузородержатель в местах приклейки диффузора и
центрирующей шайбы.
После нанесения клея подвижную систему устанав-
ливают в диффузородержателе, звуковую катушку с цент-
рирующим кольцом вводят в воздушный зазор магнит-
ной цепи, приклеивают центрирующую шайбу, а затем
диффузор. При таком процессе центровка получается
автоматически.
После центровки громкоговорителя приклеивают сек-
торы при помощи приспособления, аналогичного приве-
денному на рис. 113. На ворот-
ник диффузора наносят клей
№ 115; затем секторы уклады-
вают на воротник диффузора.
Установленные секторы при-
жимают на приспособлении с
подогревом и выдерживают в
течение 5—10 мин. При ис-
пользовании долгосохнущего
клея, время выдержки должно
быть соответственно увеличено.
После приклейки секторов
заправляют выводы и припаи-
вают их к контактной планке.
Затем центрирующее кольцо
вынимают из звуковой ка-
тушки.
Готовый громкоговоритель
пряжением с частотой 50 гц.
Рис. ИЗ. Приспособление
для нанесения клея на обод
диффузородержателя.
1 — резервуар для клея; 2 — ци-
линдр для нанесения клея.
тренируют сетевым на-
1ри тренировке снимают
механические напряжения, которые возникают в по-
движной системе громкоговорителя, особенно в гофри-
рованных подвесах, и проверяют качество склейки. По-
сле тренировки громкоговоритель передают на конт-
роль.
Второй способ сборки громкоговорителя отличается
от первого последовательностью операций. Как и при
первом способе, вся поточная линия разделяется на 11
рабочих мест, на каждом из которых производится одна
простая операция.
На первом рабочем месте намагничивают магнит-
ную цепь. На втором прокалывают диффузор под
пустотелые заклепки. На третьем устанавливают и
197
развальцовывают заклепки на диффузоре. На четвертом
наносят клей на внутреннюю часть шейки центрирую-
щей шайбы и на шейку диффузора и сушат в конвейер-
ном сушильном шкафу. На пятом собирают центрирую-
щую шайбу и звуковую катушку на приспособлении,
аналогичном изображенному на рис. 101.
Звуковую катушку вставляют в отверстие шейки
центрирующей шайбы и вместе с ней устанавливают
на приспособление так, чтобы катушка входила до
упора в цилиндрическое углубление, а центрирующая
шайба укладывалась на основание. После этого шейку
центрирующей шайбы при помощи кисточки смазывают
спиртом или растворителем, опускают цанговый зажим,
и сжимают место склейки. В таком положении узел
выдерживают в течение 2—5 мин при температуре
80—90° С.
На шестом рабочем месте калибруют звуковую
катушку, затем в нее вставляют центрирующее
кольцо.
На седьмом рабочем месте на диффузородержатель
в месте, куда приклеивается центрирующая шайба, на-
носят клей при помощи приспособления, изображенного
на рис. 113. На восьмом устанавливают звуковую ка-
тушку с центрирующим шаблоном в зазор магнитной
цепи и приклеивают центрирующую шайбу к диффузо-
родержателю. На девятом при помощи приспособления
(см. рис. 113) наносят клей на обод диффузородержа-
теля, куда приклеивается воротник диффузора, и на
шейку центрирующей шайбы. На десятом устанавли-
вают и приклеивают диффузор. На одиннадцатом при-
клеивают секторы и припаивают выводы к звуковой ка-
тушке.
Второй способ сборки громкоговорителя является
более производительным и обеспечивает лучшее каче-
ство сборки.
Готовые громкоговорители подвергаются приемо-
сдаточным и периодическим испытаниям.
Приемо-сдаточные испытания включают:
— проверку на отсутствие дребезжания громкоговори-
теля, которое косвенно определяет качество его сборки
и отдельных деталей;
— проверку резонансной частоты подвижной системы;
— проверку среднего стандартного звукового давления.
198
Периодические испытания, при которых проверяют
лишь определенную часть готовых громкоговорителей,
включают снятие частотной характеристики громкогово-
рителя и определение ее неравномерности; измерение
коэффициента нелинейных искажений; испытание на
продолжительность работы или на эксплуатационную
надежность; климатические испытания.
При обнаружении брака производят лабораторные
исследования громкоговорителя для установления при-
чин брака. Методы этих исследований рассмотрены
в следующей главе.
Приемо-сдаточные испытания производятся на рабо-
чих местах в конце поточной линии в специальных каби-
нах, а периодические испытания — в лабораториях ОТК.
ГЛАВА ПЯТАЯ
КОНТРОЛЬ И МЕТОДЫ ИСПЫТАНИЙ
§ 39. Виды испытаний
При массовом и крупносерийном производстве необ-
ходимо контролировать качество материалов, применяе-
мых для изготовления громкоговорителей, технологиче-
ские процессы, параметры отдельных деталей и узлов и,
наконец, качество изготовленного громкоговорителя.
Процесс контроля включает: входной контроль, при ко-
тором проверяют качество материалов, пооперационный
контроль, при котором проверяют технологию и пара-
метры деталей и узлов, выходной контроль, при котором
проверяют качество готового громкоговорителя.
Входному контролю подвергаются: магнитомягкие
материалы — стали, предназначенные для изготовления
деталей магнитных цепей; постоянные магниты (магни-
тотвердые материалы), лаки, предназначенные для про-
питки диффузоров и склейки подвижной системы и маг-
нитных цепей.
Пооперационный контроль включает: измерение жир-
ности размола бумажной массы; определение фракций
при размоле бумажной массы, однородности, веса, резо-
нансной частоты диффузора, индукции в зазоре маг-
нитной цепи, омического сопротивления звуковой ка-
тушки.
При выходном контроле определяют: отсутствие дре-
безжания; резонансную частоту подвижной системы;
стандартное звуковое давление.
При массовом или серийном производстве произво-
дят периодический контроль, во время которого прове-
ряют следующие параметры громкоговорителя: полное
сопротивление, частотную характеристику по звуковому
давлению, коэффициент нелинейных искажений, стой-
2QQ
Кость к изменениям климатических условий, эксплуата-
ционную надежность.
Кроме того, при изготовлении громкоговорителя
можно провести в лабораторных условиях ряд следую-
щих дополнительных испытаний, с целью определения
некоторых других параметров громкоговорителя и ис-
следования его отдельных элементов: характеристики
направленности, массы и гибкости подвижной системы,
«добротности» громкоговорителя.
§ 40. Контроль качества клея
Качество клея определяют по внешнему виду, вяз-
кости и по содержанию сухого остатка.
Внешний вид клея
оценивают визуально,
когда клей находится в
пробирках или стеклян-
ных стаканах, или по
стеканию со стеклянной
палочки.
Вязкость клея опреде-
ляют калиброванным вис-
козиметром (рис. 114).
В тщательно вымытый и
высушенный резервуар
вискозиметра наливают
клей. При помощи винтов
резервуар устанавливают
горизонтально. В ру-
башку резервуара для
поддержания постоянства
температуры наливают
воду С температурой Рис* Вискозиметр.
оно г TZ^n / — резервуар; 2 — сопло; 3 — стержень;
20 С. Когда КЛеЙ в ре- 4 —крышка; 5— рубашка.
зервуаре приобретет ука-
занную температуру, стержень быстро вынимают из
сопла, и при появлении клея на выходе сопла вклю-
чают секундомер. Вязкость определяют как произведе-
ние постоянной сопла на время, в течение которого уро-
вень клея в мерном стакане достигнет отметки 50 см3.
Содержание сухого остатка определяют путем вы-
сушивания определенной порции клея и взвешивания его
201
До и после высушивания. Высушивают клей в термо-
стате, охлаждают в эксикаторе. Взвешивают клей на
весах, обеспечивающих точность до 0,01 г.
Содержание сухого остатка вычисляют по формуле
х = 100%,
с
где а — вес клея с чашечкой или стеклом, на которые
положен навесок клея, г;
Ь — вес чашечки или стекла, г;
с — вес порции клея до сушки, г.
§ 41. Контроль магнитных материалов
Магнитомягкие материалы
Магнитомягкие материалы, применяемые для изго-
товления магнитных цепей, как правило, не имеют нор-
мированных магнитных
Рис. 115. Схема снятия кривой
намагничивания.
характеристик; поэтому их не-
обходимо проверять.
Основная характеристи-
ка магнитного материала —
кривая намагничивания.
Если на заводе имеется маг-
нитная лаборатория, то маг-
нитомягкие материалы ис-
пытывают на существующих
установках. Если лаборато-
рии нет, можно применить
следующий метод.
Из стали вырезают коль-
цо с отношением среднего
диаметра к радиальной ши-
рине равным 10. Кольцо
обертывают слоем тонкого
эксцельсиора, поверх кото-
рого равномерно по всей
длине окружности наматывают намагничивающую об-
мотку, а снизу — измерительную из нескольких витков.
Намагничивающую обмотку IFj включают в схему, при-
веденную на рис. 115, а измерительную IF2 подключают
к баллистическому гальванометру или к милливебер-
метру.
На рис. 115 приняты следующие обозначения: U —
202
источник постоянного тока; R — реостат; А — ампер-
метр; 77 — переключатель направления тока в намагни-
чивающей обмотке; Wi — намагничивающая обмотка:
^ — измерительная обмотка; Б — баллистический галь-
ванометр или милливеберметр.
Напряженность намагничивающего поля внутри
образца
Ц = -^[а/м],
ZCp
где Wi — число витков намагничивающей обмотки;
I — сила тока, а\
/Ср— средняя длина магнитной линии, м.
где D[ — внутренний диаметр тороида, ж;
D2 — внешний диаметр тороида, м.
При переключении направления тока, индукция в об-
разце
в = 1вб/л2],
2w2s
где Ci — постоянная милливеберметра или баллистиче-
ского гальванометра;
w2 — число витков измерительной обмотки;
s — сечение образца, ж2;
а — отсчет по прибору.
Измерение начинают с минимального напряжения,
при котором получается уверенный отсчет; затем при
помощи реостата увеличивают ток и опять производят
измерение и т. д. Данные сводят в таблицу и строят по
ним кривую зависимости
Постоянная милливеберметра или микровеберметра
указывается в паспорте; при использовании баллисти-
ческого гальванометра ее необходимо определить с по-
мощью схемы (рис. 116).
В схеме приняты следующие обозначения: U — источ-
ник постоянного тока; R — сопротивление в цепи гальва-
нометра; 7?1 — реостат; А — амперметр; 7И — эталонная
катушка взаимной индуктивности; Б — баллистический
гальванометр.
203
Ключом К1 включается цепь постоянного тока и
устанавливается ток от 20 до 1000 ма; затем ключом /<2
включается цепь гальванометра. При включении и вы-
ключении цепи постоянного тока снимается отсчет по
гальванометру. Баллистическую постоянную
ляют по формуле
MI
сб — »
опреде-
ляя
Рис. 116. Схема
определения постоянной
гальванометра.
эталон-
равная
цепи
ож;
где М—индуктивность
ной катушки,
0,01 гн\
I — сила тока, а\
R — сопротивление
гальванометра,
а — отсчет по гальваномет-
ру-
Меняя сопротивление в цепи
гальванометра, можно менять и
его постоянную. •
Для измерения предваритель-
но следует рассчитать намагни-
чивающую и измерительную об-
мотки.
Для расчета намагничиваю-
щей обмотки следует задаться
Н, соответствующей максималь-
напряженностью поля
ной индукции. Ампервитки определяют по формуле
Aw== Н [ав].
Плотность тока j выбирается около 4—5«106 а/ж2.
Диаметр намоточного провода
т [м].
Намотка ведется виток к витку; число витков опре-
деляется по формуле
и
k----;
1 d
где k — коэффициент заполнения, равный 0,8—0,9.
204
Число витков измерительной обмотки
где а — отсчет по прибору;
с — постоянная прибора;
s'— площадь сечения обмотки, м2;
В — индукция, вб/м2.
Величина индукции выбирается равной минимальной
индукции, измеряемой в образце, При этом необходимо
Рис. 117. Схема снятия кривой намагничивания
в катушке соленоида.
1 — обмотка соленоида; 2 — дифференциальная обмотка для
измерения поля; 3 — измерительная обмотка для измерения
индукции; 4 — переключатель; 5 — амперметр; 6 — реостат;
7 — баллистический гальванометр или милливеберметр.
проверить, чтобы показания прибора при максимальной
индукции не выходили за пределы его шкалы.
Снятие кривой намагничивания в катушке соленоида
производится по схеме рис. 117.
Напряженность магнитного поля
Н — у- а/м,
где I — длина катушки соленоида, м.
Эта формула дает удовлетворительную точность
(около 2%), когда отношение длины катушки соленоида
к ее диаметру равно или больше 20. Обычно длина ис-
пытуемого образца не превышает 4 см, поэтому длина
катушки соленоида выбирается 80 см, а ее диаметр —
5 см. При измерении образец ю намотанными на нем из-
мерительными обмотками устанавливают в середине
катушки. Порядок снятия кривой намагничивания испы-
туемого материала такой же, как и в схеме с тороидом.
205
Магнитотвердые материалы (постоянные магниты)
Снятие кривой размагничивания. Постоянный магнит
характеризуется остаточной индукцией Вг, коэрцитивной
силой Нс и максимальной энергией (ВН) макс. Качество
магнита определяется совокупностью всех параметров,
но наиболее важным из них является максимальная
энергия.
Максимальная энергия не может быть измерена не-
посредственно, а определяется по кривой размагничива-
ния. Косвенным путем максимальная энергия может
быть определена также по индукции в зазоре эквива-
лентной магнитной цепи.
Снятие кривой размагничивания производится на
специальных баллистических установках, наибольшее
распространение из которых получила установка с двой-
ным ярмом (рис. 118). Индукция измеряется при по-
мощи обмотки 3, расположенной на нейтрали магнита
и подключенной к баллистическому гальванометру.
Напряженность поля измеряется потенциало1метром 7,
представляющим собой катушку с намоткой, равномерно
распределенной по ее сечению. Обмотка состоит из чет-
ного числа слоев. Выводные концы от середины обмотки
подключены к баллистическому гальванометру. Потен-
циалометр прикреплен к специальному выбрасываю-
щему устройству. При включении или выключении на-
магничивающей катушки 2, снимается отсчет по гальва-
нометру. Напряженность поля определяется по формуле
Я = [а/м],
где Сб — постоянная баллистического гальванометра;
а — отсчет по гальванометру;
k — постоянная потенциалометра, определяемая
по формуле:
/
при помощи установки рис. 117.
Порядок работы на установке (см. рис. 118) сле-
дующий.
Измеряют сечение магнита. На нейтральную часть
магнита наматывают измерительную обмотку. Магнит
..2Q6
помещают между полюсами намагничивающей уста-
новки; на нем устанавливают потенциалометр, диффе-
ренциальную катушку (рис. 119) или датчик Холла.
Включают ток, и его величину доводят до насыщения.
Затем ток выключают. Магнитная индукция образца
в этот момент должна быть равна остаточной индукции,
но из-за остаточного поля в ярме величина индукции
в образце будет больше. При отбрасывании потенциале-
метра таким образом будет зафиксировано наличие
1 магнитного поля в ярме. За-
Рис. 118. Схематическое
устройство установки с двой-
ным ярмом для снятия
кривой размагничивания.
1 — потенциалометр; 2 — намаг-
ничивающая обмотка; 3 — из-
мерительная обмотка; 4 — испы-
туемый магнит.
Рис. 119. Дифферен-
циальная катушка.
чателя изменяют направ-
ление тока в катушке на-
магничивания и доводят
его силу ДО' такого значения, при котором напряжен-
ность магнитного поля в ярме станет равной нулю. Тогда
при выключении тока индукция в магните равна оста-
точной индукции. Изменяя ток скачками, определяют
напряженность магнитного поля и индукцию в магните.
В точке, в которой индукция равна нулю, положение
стрелки гальванометра, подключенного к катушке 5,
при выключении тока не меняется, а напряженность
поля при этом равна коэрцитивной силе. По снятым зна-
чениям напряженности магнитного поля и индукции
строят кривую размагничивания — зависимость В =f (Н).
Максимальная энергия определится из следующего
построения. Через точку, соответствующую коэрцитивной
силе, проводят прямую, параллельную оси ординат,
через точку, соответствующую остаточной индукции,—
прямую, параллельную оси абсцисс. Затем точку
207
переселения Этих прямых соединяют с началом коорди-
нат. Эта прямая пересечется с кривой размагничивания
в точке, соответствующей максимальной энергии.
Измерение коэрцитивной силы. Коэрцитивную силу
постоянного магнита можно измерить на установке, по-
казанной на рис. 120.
Испытуемый образец устанавливают в середине на-
магничивающей катушки, по которой протекает постоян-
ный ток. На образец надевают измерительную катушку,
подключенную к баллистическому гальванометру или
Рис. 120. Установка для измерения коэрци-
тивной силы.
1 — испытуемый образец; 2 — измерительная об-
мотка; 3 — баллистический гальванометр; 4 — ка-
тушка намагничивания.
милливеберметру. При перемещении измерительной ка-
тушки относительно образца стрелка гальванометра от-
клонится. Направление и величину тока в намагничи-
вающей катушке устанавливают такими, чтобы стрелка
гальванометра перестала отклоняться. Эта величина
тока и определяет коэрцитивную силу.
Измерение остаточной индукции. Для измерения
остаточной индукции образец помещают в намагничи-
вающую установку (рис. 118) и надевают на него изме-
рительную катушку. Намагнитив образец до насыщения,
выключают ток и резко вынимают его из намагни-
чивающей установки; при этом снимается отсчет по при-
бору щ.
Затем резко снимают катушку с образца и опять от-
мечают отсчет по прибору «2-
Остаточная индукция определяется по формуле
в (°1 + °г)с еб/л{2)
sw
208
где w — число витков Измерительной катушки;
с—постоянная прибора;
s — поперечное сечение магнита, м2.
Измерение магнитного потока. Магнитный поток по-
стоянного магнита, по величине которого отбраковывают
магниты в процессе массового производства, можно из-
мерять многими методами. Один из них заключается
в следующем. На магниг надевают катушку, подклю-
ченную к баллистическому гальванометру или милливе-
берметру (рис. 121); затем катушку резко снимают.
Магнитный поток определяют по отклонению стрел-
ки гальванометра или милливеберметра:
Ф = ас [еб].
Магниты можно отбраковывать и при помощи специ-
альной установки (рис. 122). В цепь магнитоэлектри-
ческого прибора включен источник тока; сила тока
измеряется амперметром А. Шкала гальванометра про-
градуирована в веберах. Когда постоянный Магнит при-
кладывается к полюсному наконечнику, стрелка прибора
отклоняется, и величина магнитного потока опреде-
ляется непосредственно по шкале. При градуирований
следует установить такую величину тока, при которой
нормальное отклонение прибора для Данного типа маг*
нита не превышало бы 3/4 шкалы.
Магниты можно отбраковывать при помощи эквйва-
лентной магнитной цепи. Для этого датчик Холла по-
мещают в зазор и подключают к измерительной схеме
(рис. 123). Магнит устанавливают в приспособлений,
и датчиком Холла измеряют индукцию в зазоре эквива-
лентной цепи.
§ 42. Измерение индукций в зазоре
Баллистический Метод
Из Зазора Магнитной цепи резко удаляется диффе-
ренциальная измерительная катушка, подключенная
к баллистическому гальванометру или милливеберметру.
Катушка должна 'быть установлена в зазоре так, чтобы
витки верхней обмотки находились иа уровне верхнего
фланца или керна.
8 Д. X. Шифман
209
Рис. 121. Приспособление для изме-
рения магнитного потока в магните
и схема включения.
1 наружная измерительная обмотка; 2 —
внутренняя измерительная обмотка; 3 —
милливеберметр; 4 — испытуемый образец.
Рис. 122. Установка для измерения
магнитного потока постоянного маг-
нита.
Рис. 123. Приспособление для отбраков-
ки постоянных магнитов:
1 — датчик Холла; 2 — амперметр; 3 — инди-
катор.
210
Величина магнитной индукции в зазоре опреДе*
ляется по формуле
= — [вб/м2],
где s —площадь сечения измерительной катушки, м2;
w — число витков катушки;
с — постоянная прибора;
а — отсчет по прибору.
Рис. 124. Устройство дифференциальной катушки.
На рис. 124, а схематически показано устройство
одного из вариантов дифференциальной измерительной
катушки, которая состоит из двух обмоток с одинако-
вым числом витков, включенных
женных на некотором расстоя-
нии одна от другой.
Площадь катушки
s — ~dh [м2],
где d — диаметр катушки, м;
h — расстояние между об-
мотками, м.
Наибольшая точность изме-
встречно и располо-
Рис. 125. Дифферен-
циальная катушка в ви-
де свернутой рамки.
рения достигается, если витки
каждой обмотки расположены, как показано на
рис. 124, б.
Дифференциальная катушка может быть намотана
в виде рамки и затем свернута в цилиндр (рис. 125).
Так как дифференциальная катушка из-за ограничен-
ности размеров воздушного зазора не может иметь боль-
шого числа витков, для измерения индукции следует
применять микровеберметры.
8*
211
Динамический метод
Этот метод сводится к измерению силы, с которой
втягивается в зазор цилиндрическая катушка при про-
текании по ней постоянного тока. Схематически такая
установка показана на рис. 126.
Величина индукции определяется по формуле
Рис. 126. Установка для измере-
ния индукции динамическим спо-
собом.
1 магнитная цепь; 2 — измеритель-
ная катушка; 3 — весы; 4 — реостат;
5 — амперметр.
В = 9,8-^- [вб/м2],
где I — длина провода
измерительной
катушки, л;
I — сила тока, про-
текающего через
катушку, а\
G —вес груза, кг.
Порядок измерений
следующий. На чашечку
весов кладут определен-
ный груз, затем при по-
мощи реостата увеличи-
вают силу тока до такой величины, при которой ка-
тушка начнет втягиваться .в зазор магнитной цепи. Для
получения правильного результата (необходимо тща-
тельно установить измерительную катушку.
Измерение при помощи датчика Холла
Датчик Холла представляет собой пластинку из по-
лупроводника с четырьмя контактами (рис. 127).
Если эту пластинку помес-
тить в магнитное поле, перпен-
дикулярное плоскости контак-
тов, и пропустить в направлении
контактов 1—2 ток, то между
контактами 3—4 возникает на-
Рис. 127. Датчик Холла.
пряжение Холла, определяемое
выражением
Ux = IRBtA& [в],
где / — сила тока, проходящего через пластинку, а\
/? —постоянная Холла;
2’2
В — индукция магнитного поля, вб/ж2;
t — толщина пластинки, м.
Из этого выражения можно определить индукцию
в зазоре магнитной цепи Ве
Ве = -^-- КГ6 [вб/м2].
Измерение индукции в зазоре магнитной цепи
собранного громкоговорителя
Для измерения индукции в зазоре магнитной цепи
собранного громкоговорителя можно применить следую-
щий простой способ (рис. 128). п
Громкоговоритель распола-
гается вверх диффузором на
столе; звуковая катушка че-
рез реостат включается в цепь
постоянного тока; сила тока в
этой цепи измеряется милли-
амперметром. На вершину
диффузора помещается тонкий
картонный диск со стрелкой.
Когда нет тока в звуковой
катушке, при помощи микро-
скопа фиксируют положение
края стрелки. На картонный
диск устанавливают грузик —
подвижная система опустится
на определенную величину.
Затем через катушку пропу-
скают постоянный ток в таком
Рис. 128. Схематический вид
установки для измерения
индукции в зазоре собран-
ного громкоговорителя.
1 — громкоговоритель; 2 — груз:
3 — микроскоп; 4 — миллиампер-
метр; 5 — реостат.
направлении и такой величины, чтобы диффузор переме-
стился в прежнее положение. Это можно установить ви-
зуально с помощью микроокопа, Индукция в зазоре
определяется по формуле
Ве = 9,8[вб/м2],
Вп
где G — вес грузика, кг;
I—сила тока, а;
/ц — длина провода звуковой катушки, м.
214
§ 43. Измерение степени размола
и длины волокна бумажной массы
Измерение жирности размола
Рис. 129. Прибор ШР (Шоп-
пер-Риглер).
Жирность размола бумажной массы измеряют при-
бором ШР (IHoin.ep—Риглер), /конструкция которого по-
казана на рис. 129.
Специальным дозировочным ковшиком берут пробу,
которую сильно отжимают, после чего ее вес должен со-
ставлять примерно 6 г; со-
держание сухого волокна
должно быть при этом рав-
но примерно 2 г.
Пробу разбавляют в од-
ном литре воды, тщательно
разбалтывают и выливают
в верхнюю камеру 1. Быст-
ро вынув клапан 2, дают
всей воде стечь сквозь сет-
ку в градуированные сосуды
5 и 6, подставленные под от-
верстия нижней камеры 3.
При тощем размоле вода
быстро стекает, и ее боль-
шая часть уходит через ши-
рокое отверстие 4 в сосуд 5.
При жирном размоле
сток идет настолько медлен-
но, что вся вода уходит че-
рез нижнее отверстие в со-
суд 6.
Для непосредственного
отсчета на цилиндрах нане-
сены деления, соответствующие градусам размола. Ап-
парат ШР (Шопер—Риглер) должен содержаться в чи-
стоте. При коротких перерывах в работе аппарата ка-
меру с сеткой снимают и помещают в смесительную
кружку, наполненную на V4 чистой водой. При длитель-
ном перерыве весь аппарат и особенно сетку тщательно
промывают, насухо вытирают и сохраняют в сухом ме-
сте, защищенном от пыли. Использование аппарата
для других целей, например, для обезвоживания жидких
проб, совершенно не допускается.
214
Аппарат устанавливают на ровной устойчивой по-
верхности. Перед началом работы его необходимо
осмотреть и очистить, затем проверить правильность
установки по отвесу и уровню.
Не реже одного раза в месяц проверяют состояние
сетки и отверстий аппарата следующим образом.
В камеру наливают один литр кипяченой воды при
температуре 20° С, открывают клапан, и в тот же мо-
мент пускают секундомер. Если аппарат исправлен,
в цилиндре под боковым отверстием собирается 960 см3
воды, а под нижним — 40 см3. Стекание должно продол-
жаться 8 сек. Если время стекания меньше, это свиде-
тельствует о том, что фильтрующая площадь слишком
велика (например, слишком тонка проволока сетки,
применяется сетка большего номера, или же она про-
рвана). Если, напротив, стекание продолжается больше
8 сек, это указывает на засоренность или применение
сетки меньшего номера.
Определив причину неисправности, необходимо при-
нять меры к ее устранению:
установить новую сетку, тща-
тельно промыть ее с обеих сто-
рон сильной струей воды и про-
чистить деревянным прутиком.
При сильном засаливании сетки
ее следует обработать 10%-ным
раствором едкого натрия и про-
мыть в чистой воде. Затем необ-
ходимо вторично проверить ра-
боту прибора.
Измерение длины волокна
Длину волокна измеряют
при помощи так называемого
аппарата для определения фрак-
ций (рис. 130).
Прибор состоит из стакана 1
объемом 800 мл, мешалки 2, от-
кидного дна 3, трехходового
крана 4 и комплекта круглых
сит 7. На концах крана на-
деты каучуковые трубки 5 и 6.
Рис. 130. Устройство ап-
парата для определения
фракций бумажной мас-
сы.
215
Трубка 5 присоединяется к водопроводу и предназна-
чена для впуска воды в стакан, а трубка 6 — для вы-
пуска воды. Перед определением длины волокон в аппа-
рат устанавливается сито 7.
Для определения длины волокон берется 'проба бу-
мажной массы весом 2 г, тщательно перемешивается
в специальном сосуде с большим объемом воды и пере-
ливается в аппарат до метки. Тщательно перемешивая
раствор, быстро открывают кран и выпускают воду.
Вместе с водой уходят мелкие волокна, которые не за-
держиваются установленным ситом. Массу, оставшуюся
на сите, тщательно промывают, высушивают и взвеши-
вают. После этого в аппарате устанавливают сито с бо-
лее мелкими отверстиями и повторяют всю процедуру
четыре раза, применяя четыре сита разной частоты.
Таким образом делят всю испытанную массу на четыре
фракции. Определив вес фракций, судят о длине во-
локон.
§ 44. Проверка однородности и веса диффузоров
и центрирующих шайб
Однородность диффузоров и центрирующих шайб
проверяют путем их просвечивания мощным источником
света.
Рис. 131. Приспособление
для определения однород-
ности диффузора.
1 — ящик; 2 — источник света;
3 — испытуемый диффузор.
Для этой цели служит при-
способление — деревянный
ящик с отверстием, диаметр
которого равен наружному ди-
аметру гофрированной части
диффузора или центрирующей
шайбы (рис. 131). В это отвер-
стие вставляется диффузор
или центрирующая шайба.
Внутри ящика помещен мощ-
ный источник света. Ящик из-
нутри окрашивается в белый
цвет.
К основным дефектам,
легко обнаруживаемым при
просвечивании, относятся неоднородность, наличие боль-
ших узлов, промоин и т. п.
Вес диффузора определяют простым взвешиванием.
216
§ 45. Измерение резонансной частоты диффузоров
и центрирующих шайб
Механический резонанс диффузора проверяют визу-
альным наблюдением колебаний диффузора, которые на
резонансной частоте приобретают максимальную ам-
плитуду.
Для возбуждения диффузора применяют динамиче-
ский диффузорный громкоговоритель, колебания кото-
рого возбуждают слой воздуха под испытуемым диффу-
зором. Громкоговоритель и диффузор устанавливают
Рис. 132. Приспособление для
определения резонансной частоты
диффузора.
1 — возбуждающий громкоговоритель:
2 — испытуемый диффузор; 3 — под-
ставка; 4 — звуковой генератор.
Рис. 133. Приспособление для
определения резонансной ча-
стоты центрирующих шайб.
1 — головка рупорного громкогово-
рителя; 2 — испытуемая шайба; 3 —
звуковой генератор.
на специальном приспособлении (рис. 132), состоящем
из двух скрепленных между собой деревянных или тек-
столитовых экранов толщиной 15—20 мм. К нижнему
экрану прикрепляют возбуждающий громкоговоритель,
а на верхнем устанавливают испытуемый диффузор.
Расстояние между экранами 20—50 мм.
К возбуждающему громкоговорителю от звукового
генератора или от другого источника подводится напря-
жение звуковой частоты.
Для исключения ошибок, которые возможны из-за
влияния резонанса возбуждающего громкоговорителя,
необходимо, чтобы его резонансная частота была значи-
тельно ниже резонансной частоты испытуемого диффу-
зора. Если это условие невыполнимо, то возбуждающий
громкоговоритель должен быть сильно демпфирован.
217
Это можно получить, используя в возбуждающем гром-
коговорителе магнитную цепь с индукцией в воздушном
зазоре не менее 1,5—1,8 вб/ж2.
Мощность возбуждающего громкоговорителя должна
составлять около 10 вт (но не менее 3 вт).
Испытуемый диффузор закрепляют на экране, затем
включают генератор, частота которого изменяется в пре-
делах диапазона, содержащего предполагаемую частоту
механического резонанса. На резонансной частоте ам-
плитуда колебания испытуемого диффузора резко воз-
растает, что легко определяется визуально.
Резонансную частоту центрирующих шайб прове-
ряют тем же способом, но для получения уверенного
наблюдения в качестве возбуждающего громкоговори-
теля следует применять головку рупорного громкогово-
рителя мощностью около 10—15 вт. Установка такого
типа приведена на рис. 133.
§ 46. Измерение сопротивления звуковой катушки
и полного сопротивления громкоговорителя
Омическое сопротивление звуковой катушки изме-
ряют одним из известных методов, например, при по-
мощи измерительных мостовых схем. При измерении со-
противления готовой катушки необходимо предусмот-
реть, чтобы контактное сопротивление не сказалось на
результатах замеров; поэтому клеммы для подключения
звуковой катушки должны быть сделаны в виде пружи-
нящих зажимов.
Полное сопротивление громкоговорителя согласно
ГОСТ 7323-64 измеряют методом (замещения (рис. 134).
Для достижения большей точности измерения необхо-
димо, чтобы напряжения на громкоговорителе и на эта-
лонном сопротивлении были равны. В этом случае пол-
ное сопротивление громкоговорителя равно эталонному
сопротивлению. Схема может быть также использована
для определения фазового угла полного электрического
сопротивления-
^2 — 2^2
cos ф =------—,
Т 2U±
где U — напряжение между точками b и с;
С71 — напряжение между точками а и b или а и с.
218
На этой же установке может быть снята частотная
характеристика полного сопротивления катушки.
Полное сопротивление громкоговорителя может быть
записано при помощи 'самописца; соответствующая схема
измерения приведена на рис. 135. Величина сопротивле-
ния 7? выбирается в 10—20 раз большей сопротивления
звуковой катушки; тогда напряжение на зажимах зву-
Рис. 134. Схема измерения полного
сопротивления.
1 — измеряемый громкоговоритель; 2 —
эталонное сопротивление; 3 — звуковой
генератор; 4 — индикатор.
Рис. 135. Схема
записи полного со-
противления зву-
ковой катушки.
1 —> самописец; 2 —
звуковой генератор;
3 — громкоговоритель.
ковой катушки пропорционально полному сопротивле-
нию громкоговорителя.
В качестве самописца используется самописец типа
Н-110 или самописец от установки Х-11.
§ 47. Снятие частотной характеристики
громкоговорителя по звуковому давлению
Частотная характеристика громкоговорителя или аку-
стической системы по звуковому давлению снимается
на дискретных частотах, или в виде непрерывной
кривой.
Частотные характеристики должны сниматься в усло-
виях, не влияющих на результаты измерений, т. е. в сво-
бодном поле.
Свободное поле можно создать на открытом воз-
духе, вдали от отражающих поверхностей и посторон-
них шумов, или в специальных заглушенных измери-
тельных камерах. При измерении на открытом воздухе
219
громкоговоритель устанавливают в обычном оформле-
нии или в испытательном экране. Измерительный мик-
рофон М укрепляют на кронштейне (рис. 136). Громко-
говоритель и микрофон выста1вляют из окна; при этом
необходимо, чтобы перед ними не было< отражающих
предметов.
Громкоговоритель в обычном оформлении или в эк-
ране можно также установить горизонтально на земле,
а измерительный микрофон подвесить над ним. Недо-
статком такого варианта испытания является то, что
громкоговоритель находится как бы в бесконечном эк-
Рис. 136. Снятие частотных характеристик на
открытом воздухе.
ране, и на результаты измерений влияют отраженные
от земли звуковые волны. На результаты измерений мо-
жет также влиять ветер; поэтому измерительный микро-
фон должен иметь ветровую защиту.
Специальная измерительная камера представляет со-
бой помещение, в котором, благодаря применению за-
глушающих конструкций, создается свободное поле.
Критерием качества заглушенной звукомерной камеры
является закон спадания звукового давления с увеличе-
нием расстояния от излучателя.
Поскольку создание совершенной заглушенной ка-
меры связано с большими техническими трудностями и
затратами, ГОСТ 7323-64 предусматриваются опреде-
ленные допуски на кривую спадания.
Есть три типа заглушенных камер. Наиболее совре-
менными являются камеры, в которых для поглощения
220
отражённых звуковых волн применяют клинья длиной
0,8—1,0 м из мипоры или стекловолокна (рис. 137).
Такие камеры обеспечивают высокую степень погло-
щения отраженных волн, но очень дороги. Чаще приме-
няют другие конструкции камеры, в которых заглуше-
ние обеспечивается стегаными матами или одеялами,
расположенными с определенными воздушными проме-
жутками (рис. 138), или при помощи полотен из фла-
нели, развешанных перпендикулярно стенам и потолку
Рис. 137. Конструкция клиновой заглушен-
ной камеры.
камеры (рис. 139). Такие камеры обеспечивают меньшее
поглощение в области самых низких звуковых частот
и могут применяться для испытания громкоговорителей
с ограниченным диапазоном в этой области.
Для обеспечения пожарной безопасности все тек-
стильные материалы, применяемые для заглушения ка-
мер, должны быть пропитаны огнестойким составом.
Размер камеры выбирают в зависимости от размера
Испытуемого громкоговорителя или акустической си-
стемы.
Для громкоговорителей диаметром до 200 мм Допу-
стимы внутренние размеры Камеры 2x3x2,5 м\ для
громкоговорителей и акустических систем больших раз-
меров— не менее 3x5x3 м.
221
Рис. 138. Конструкция камеры с заглушающими слоями из
стеганых матов.
A
Рис. 139. Конструкция камеры заглушенной
с помощью полотен.
Рис. 140. Схема измерения частотной
характеристики громкоговорителя по
звуковому давлению.
1 —- звуковой генератор; 2 — мощный усили-
тель; 3 — ламповый вольтметр; 4—измери-
тельный микрофон; 5 — измерительный усили-
тель; 6 — ламповый вольтметр; 7 — самописец
или катоднолучевая трубка.
223
Камеры следует располагать вдали от шумнЫх цеКой
и оживленных улиц, особенно вдали от проезжающего
транспорта.
Звукоизоляция камер должна обеспечивать снижение
интенсивности внешних шумов на 50 дб. Абсолютный
уровень шума при измерении акустических Параметров
радиоприемников, радиол и магнитол не должен превы-
шать 35 дб, а при измерении акустических параметров
громкоговорителей 40—50 дб.
Исследования показали возможность снимать частот-
ные характеристики громкоговорителя в незаглушенных
комнатах, приближающихся к средним жилым комна-
там размером 4X5x3 лис временем реверберации
0,4—0,6 сек. При этом следует усреднять частотную ха-
рактеристику по методике, изложенной в ГОСТ 7323-64,
или применять для снятия характеристики генератор
«воющего» тона, частота которого «качается» в преде-
лах от 10 до 15% от ее среднего значения.
Более точные измерения можно получить при помо-
щи полос шума, выделяемых третьоктавным фильтром.
Частотная характеристика в этом случае имеет ступен-
чатый вид. I
Частотные характеристики 'громкоговорителя по зву-
ковому давлению снимают по схеме рис. 140. В схему
входят следующие элементы:
1. Звуковой генератор, обеспечивающий изменение
частоты от 20 до 20000 гц\ 2) усилитель низкой частоты
с неравномерностью частотной характеристики не более
1 дб в диапазоне измерения; 3) ламповый вольтметр
для измерения напряжения на испытуемом громкогово-
рителе; 4) измерительный микрофон с неравномер-
ностью частотной характеристики, не превышающей 4 дб;
5) микрофонный усилитель; 6) ламповый вольтметр с
самописцем.
В схеме должно быть устройство, обеспечивающее
синхронное перемещение диаграммной бумаги с изме-
нением частоты в звуковом генераторе.
Существует большое количество самопишущих уста-
новок для записи частотных характеристик громкогово-
рителей.
Промышленностью уже выпускаются установки авто-
матической записи частотных характеристик типа Х-11
(рис. 141).
224
Для измерения частотных характеристик может
быть применена установка полуавтоматической записи
(рис. 142). Напряжение звуковой частоты подается от
Рис. 141. Установка для автоматической записи частотных
характеристик Х-11.
1 — звуковой генератор с мощным усилителем; 2 — логарифмиче-
ский микрофонный усилитель; 3 — самописец.
звукового генератора на испытуемый громкоговоритель.
Напряжение выхода микрофона усиливается и подво-
Рис. 142. Полуавтоматическая установка
для снятия частотных характеристик.
1 — звуковой генератор; 2 ~ барабан для диаграм-
мной бумаги; 3 — перо; 4 — ламповый вольтметр;
5 — микрофонный усилитель.
дится к ламповому вольтметру. Дополнительное устрой-
ство, следящее за показаниями лампового вольтметра,
связано с пером самописца. При измерении перо чертит
д. х. Шифман
225
йа диаграммной бумаге кривую, ординаты которой про-
порциональны звуковому давлению, развиваемому гром-
коговорителем.
Снятие частотной характеристики на автоматической
установке производится в следующем порядке.
1. Установку градуируют.
2. Громкоговоритель в обычном оформлении, в его
эквиваленте, или на несимметричной доске (рис. 143)
устанавливают в заглушенной или незаглушенной ка-
мере на расстоянии не менее 1 м от стен и пола.
Рис. 143. Несимметричный экран и способы
крепления громкоговорителя.
3. На вход громкоговорителя подается напряжение,
измеряемое ламповым вольтметром.
4. По оси громкоговорителя на фиксированном рас-
стоянии устанавливают микрофон.
5. Включают пусковое устройство, которое приводит
в синхронное вращение конденсатор переменной емко-
сти звукового генератора и самописец. Записывается ча-
стотная характеристика.
6. Диаграммную бумагу градуируют в барах. Для
этого на бумаге наносят отметку, соответствующую
определенному давлению. В записанную частотную ха-
рактеристику вносят поправки на неравномерность ча-
стотной характеристики микрофона и микрофонного
усилителя. После этого определяют неравномерность
частотной характеристики и среднее звуковое давление
громкоговорителя.
Неравномерность частотной характеристики опреде-
ляется как отношение максимальной ординаты к мини-
226
мальной. При этом при определении! неравномерности
не учитывают узкие пики и провалы, ширина которых
меньше Vs октавы.
Среднее стандартное звуковое давление определяется
как среднее арифметическое значение ординат частот-
ной характеристики на частотах, находящихся внутри
диапазона частот, например, -путем планиметрирова-
ния специальными планиметрами или специальной
линейкой.
Согласно ГОСТ 7323-64 среднее звуковое давление
определяется на следующих частотах: 16, 20, 25, ЗГ5
50, 63, 80, 100, 125, 160, 200, 250, 315, 400, 500, 630,
800, 1000, 1250, 1600, 2000, 2500, 3150, 4000, 5000, 6300,
8000, 10 000, 12 500,
16 000, 20 000 гц.
При измерениях в
незаглушенной комна-
те частотную характе-
ристику усредняют. По
усредненной характе-
ристике вычисляют
среднее звуковое дав-
ление и неравномер-
ность частотной харак-
теристики.
Среднее звуковое
давление можно опре-
Рис. 144. Схема измерения среднего
звукового давления с. помощью гене-
ратора шума.
делять на установке ЦИГ (цеховой 'испытатель громко-
говорителей) методом сравнения с эталоном.
Широко применяют способ измерения среднего зву-
кового давления с помощью генератора шума типа ГШН,
на выход которого подключается громкоговоритель.
Среднее звуковое давление можно измерять таким спо-
собом в незаглушенной комнате или в цехе в специаль-
ном заглушенном «ящике», по схеме, приведенной
на рис. 144.
В схему входят: генератор шума ГШН /; лампо-
вый вольтметр с квадратичной шкалой 2; испытуе-
мый громкоговоритель, установленный в специальный
ящик 3; измерительный микрофон 4\ микрофонный уси-
литель 5; ламповый вольтметр 6.
Установку калибруют при помощи эталонного гром-
коговорителя.
227
§ 48. Измерение характеристики направленности
Характеристику направленности измеряют на откры-
том воздухе и в заглушенной камере.
Характеристику снимают двумя различными мето-
дами. По первому снимают ряд частотных характери-
стик при расположении микрофона под различными уг-
лами к оси громкоговорителя. По этим характеристикам
строят характеристики направленности на различных
частотах. Схема измерения аналогична показанной на
рис. 140.
По второму методу характеристику направленности
снимают на фиксированных
Рис. 145. Схема для измерения
характеристики направленности.
мерительный микрофон 4\
самописец 6.
частотах при помощи спе-
циальной установки с по-
воротным столом, на
котором устанавливают
испытуемый громкогово1
ригель. Поворотный меха-
низм стола синхронно
связан с поворотным
устройством самописца
(рис. 145). Установка со-
держит: звуковой гене-
ратор Г, ламповый вольт-
метр 2; испытуемый
громкоговоритель 3; из-
микрофонный усилитель 5;
Порядок снятия характеристики направленности сле-
дующий.
Громкоговоритель в обычном оформлении или его
эквиваленте устанавливают на поворотном столе так,
чтобы микрофон находился на определенном расстоя-
нии от громкоговорителя по его оси. Затем на громко-
говоритель подается такое напряжение, при котором
обеспечивается уверенная запись характеристики на-
правленности, получаемой в виде полярной диаграммы
звукового давления в функции от угла поворота гром-
коговорителя.
Если характеристика направленности снимается не
на фиксированных частотах, а с помощью узких полос
шума, то измерения можно производить в незаглушен-
ной камере.
228
По характеристике направленности можно опреде-
лить акустическую мощность, излучаемую громкогово-
рителем;
? а ~ Ю r (РоР15 + 2,9р15р30 + 4,7р30р45 6, lp45pG0 +
+ 7>1А>оР75 + 7>6р75Р90 + 7’6А)оР1о5 + 7ЛР105Р120 +
+ 6ЗР120Р135 + VP135P150 + 2>9Р150Р165 + Р165Р18о)>
где г — расстояние от центра громкоговорителя по его
оси до измерительного микрофона, ж;
ра— звуковое давление в точке, направление на ко-
торую от центра громкоговорителя составляет
с его осью угол а, н/м2.
§ 49. Измерение нелинейных искажений
и резонансной частоты подвижной системы
громкоговорителя
Коэффициент гармонических искажений измеряют
в заглушенных измерительных камерах по схеме, приве-
денной на рис. 146. В схему входят: звуковой генера-
Рис. 146. Схема измерения гармониче-
ских нелинейных искажений.
тор /; усилитель мощности 2; ламповый вольтметр 5;
испытуемый громкоговоритель 4; измерительный микро-
фон 5; микрофонный усилитель 6; анализатор гармоник
или измеритель нелинейных искажений 7.
Громкоговоритель устанавливают на определенном
расстоянии от микрофона (обычно 1 м) по его оси.
229
Необходимо предусмотреть, чтобы напряжение гене-
ратора было чисто синусоидальным. В противном слу-
чае перед громкоговорителем устанавливают фильтр,
срезающий все высшие гармоники.
Коэффициент нелинейных искажений вычисляют по
формуле (16).
Рис. 147. Схема измерения модуляционных иска-
жений.
1,2 — звуковые генераторы; 3, 4 — делители напряжения;
5 — испытуемый громкоговоритель; 6 — измерительный
микрофон; 7 — микрофонный усилитель; 8 — анализатор
гармоник.
Модуляционные искажения измеряют по схеме
рис. 147. На вход громкоговорителя подают две частоты
fi= 100 гц и f2 = 5000 гц. Уровень мощности высоких ча-
стот должен составлять V4 уровня мощности низких
Рис. 148. Схема измерения резонансной
частоты громкоговорителя.
/ — звуковой генератор; 2 — дополнительное
сопротивление; 3 — ламповый вольтметр; 4 —
испытуемый громкоговоритель в экране.
частот. В некоторых случаях выбирают другие частоты
и соотношения между их уровнями. При помощи анали-
затора гармоник определяют напряжения суммарных и
разностных частот, излучаемые громкоговорителем.
Величина модуляционных искажений определяется
по формуле
230
Резонансную частоту подвижной системы громкого-
ворителя определяют по схеме (рис. 148), которая вклю-
чает генератор звуковой частоты, дополнительное сопро-
тивление, равное 10 полным сопротивлениям громкого-
ворителя, и ламповый вольтметр.
К громкоговорителю подводится напряжение от зву-
кового генератора, частота которого медленно меняется
около частоты предполагаемого резонанса; резонанс по-
движной системы определяется по максимальному от-
клонению стрелки вольтметра.
Резонансная частота также может быть определена
по пику на автоматически записываемой частотной ха-
рактеристике полного сопротивления.
§ 50. Испытание на отсутствие дребезжания
Отсутствие дребезжания в громкоговорителе опреде-
ляется на слух. Для точного определения необходимо
испытание производить в несколько заглушенном поме-
Рис. 149. Схема для определения отсут-
ствия дребезжания громкоговорителя.
1 — звуковой генератор; 2 — мощный усили-
тель; 3 —ламповый вольтметр.
щении; громкоговоритель должен быть в обычном офор-
млении или в экране и хорошо закреплен.
Испытание на отсутствие дребезжания производится
при подведении к звуковой катушке напряжения чистого
тона (что удобно при массовом производстве) или при
воспроизведении музыкальных или речевых передач.
Испытание на отсутствие дребезжания на чистОхМ
тоне производится по схеме, приведенной на рис. 149,
а при воспроизведении музыкальных или речевых пере-
дач— по схеме рис. 150. С помощью последней схемы
определяют качество звучания методом сравнения.
В качестве источника звука применяют высококаче-
ственный магнитофон с соответствующими записями, а
231
В качестве индикатора подводимого напряжения — пред-
варительно отградуированный осциллограф. Испытание
должно производиться в камере с параметрами, прибли-
жающимися к средней жилой комнате.
В случае возникновения разных мнений о наличии
дребезжания следует производить сравнительное испы-
тание с заведомо известным эталоном. В этом случае
Рис. 150. Схема для определения каче-
ства звучания.
1 — магнитофон; 2 — мощный усилитель; 3 —
переключатель; 4 — эталонный громкоговори-
тель; 5 — испытуемый громкоговоритель.
прослушивание должно производиться так, чтобы визу-
ально нельзя было определить, где находится образцо-
вый громкоговоритель или акустическая система, а где
испытуемый.
§ 51. Проверка номинальной мощности
громкоговорителя
Номинальную мощность громкоговорителей прове-
ряют путем определения ик тепловой и механической
прочности при длительной работе.
Обычно испытание на механическую и тепловую
прочность проводят в более форсированном режиме, но
в течение меньшего времени.
По ГОСТ 9010-59 испытание на продолжительность
работы должно проводиться при подведении к громко-
говорителю номинального напряжения скользящего тона
от 50 до 2000 гц, непрерывно в течение 24 час.
Испытания могут производиться также при подведе-
нии к громкоговорителю сплошного спектра шума
(ГОСТ 7323-64), частотная характеристика которого
приведена на рис. 151.
232
Громкоговоритель должен работать в этих условиях
в течение 100 часов. При отсутствии повреждений счи-
тается, что его механическая и тепловая прочность соот-
ветствуют установленным нормам.
В случае испытания на механическую и тепловую
прочность одновременно большого количества громко-
говорителей необходимо исключить их взаимное влия-
Рис. 151. Спектральное распределение шума.
/ — 50 гц-, 2 — 60 гц-, 3 — 80 гц\ 4 — 100 гц-, 5 — 200 гц-, 5 — 450 гц-,
7 — 500 гц; 8 — 3000 гц.
ние. Поэтому при установке громкоговорителей на испы-
тательный стенд расстояние между ними должно быть
не менее диаметра диффузора.
§ 52. Определение массы и гибкости
подвижной системы
При определении массы и гибкости подвижной
системы громкоговорителей измеряют резонансную
частоту подвижной системы f0. Затем к диффузору
приклеивают грузик определенной массы пц в виде
кольца, и вторично измеряют резонансную частоту
10
Д. X. Шифман
233
громкоговорителя f'o. Массу tn и гибкость Са подвижной
системы определяют по формулам:
т =...—-----[кг],
Шг-1
\f'o)
[м!н].
§ 53. Определение «добротности» громкоговорителя на/0.
Добротность громкоговорителя определяется выра-
жением:
q = 2л/0/п
Для определения Дп измеряют полное сопротивление
громкоговорителя на резонансной частоте и омическое
сопротивление звуковой катушки. Далее величина меха-
нических потерь громкоговорителя определяется следую-
щим выражением
n ~W
П 2емо-Я, ’
Величина Ве1а определяется по способу, описанному
в § 42, а масса т — по способу, описанному в § 52.
ПРИЛОЖЕНИЯ
10*
ЭЛЕКТРОМЕХЛНИ
В электроакустике для облегчения изучения закономерностей и вывода рас
которых для механических и акустических цепей составляются эквивалентные
Связь между механическими, акустическими и электрическими величинами
Электрическая система ЛАеханическая система
параметр обоз- наче- ние единица измере- ния параметр обо- значе- ние единица измере- ния
Напряжение и в Сила F н
Ток I а Скорость X м!сек
Заряд Q к Смещение X м
Активное электри- ческое сопротивле- ние R ом Активное механи- ческое сопротивле- ние Н'Сек!м
Индуктивность L 2Н Механическая масса т кг
Электрическая емкость С Ф Механическая гибкость ^м М}Н
Полное электричес- кое сопротивление Z ОМ Полное механичес- кое сопротивление ^м Н‘Сек[м
236
ПРИЛОЖЕНИЕ 1
ЧЕСКИЕ АНАЛОГИИ
четных формул, широко применяют методы электромеханических аналогий, при
электрические схемы.
и параметрами отражена в таблице:
Акустическая система Схематическое изображение элементов
параметр обо- значе- ние единица измере- ния механической системы акустической системы электричес- кий аналог
Давление Р н /м2
Объемная ско- рость V м31сек
Приращение объема и см3
Активное акустическое сопротивление Ra н*сек/м5 Rm ч н
Акустическая масса тА кг м» 1 d ггз *
Акустическая гибкость СА м5/н См 1|7=^=Т d v Гс=1 ~0[Ь
Полное акусти- ческое сопро- тивление ?А н-сек/м5
237
ПРИЛОЖЕНИЕ 2
КЛЕИ И ЛАКИ, ПРИМЕНЯЕМЫЕ ДЛЯ ИЗГОТОВЛЕНИЯ
ГРОМКОГОВОРИТЕЛЕЙ
Нитроклей № 111
Назначение. Предназначается для склеивания витков эмале-
вого провода между собой на звуковой катушке и приклеивания
провода к бумаге.
Определение. Представляет собой продукт, получаемый рас-
творением нитроцеллюлозы в смеси летучих компонент, обладаю-
щих способностью быстро высыхать с образованием тонкой про-
зрачной пленки.
Рецептура:
Целлулоид ..................................17,8%
Ацетон.....................................66%
Эссенция грушевая..........................16,2%
Нитроклей № 114
Назначение. Применяется, главным образом, для склеивания
бумаги.
Определение. Представляет собой продукт, получаемый рас-
творением нитроцеллюлозы в смеси летучих компонент, обладаю-
щих способностью быстро высыхать с образованием тонкой про-
зрачной пленки.
Рецептура:
Целлулоид ...................19,6%
Ацетон......................................46,7%
Этиловый спирт................................8%
Этилацетат или амилацетат...................25,7%
Качественные показатели:
1. Сухой остаток не менее 19%.
2. Вязкость не менее ПО сек по вискозиметру ФЭ-36 при 20° С.
3. Кислотность не выше 1,0 мг КОН на 1 г клея.
4. Внешний вид — клей должен быть прозрачен, не должен
содержать механических примесей.
Примечание. При хранении клея допускается выпадание
небольшого хлопьевидного осадка; при этом клей должен сохра-
нить свойства, указанные в технических условиях.
5. Цвет клея — желтый.
6. Время высыхания при 60° С — не более 2 мин.
7. Способность к склеиванию. Разрыв склеенной детали не
должен происходить в месте склейки.
8. Температуроустойчивость. При нагреве в термостате до 60° С
в течение 12 ч не должно происходить расклеивания.
238
9. Влагоустойчивость. При выдержке в эксикаторе в течение
40 ч при относительной влажности 90% и температуре 16—25° С не
должно происходить расклеивания.
Нитроклей № 115
Назначение. Предназначается для склеивания зачищенного
текстолита с бумагой, картона с кадмированным железом и кар-
тона с оцинкованным железом.
Определение. Представляет собой продукт, получаемый раство-
рением нитроцеллюлозы в смеси летучих компонент, обладающих
способностью быстро высыхать с образованием тонкой прозрачной
пленки.
Рецептура:
Кинопленка или целлулоид.......................20,5%
Ацетон........................................79,5%
Качественные показатели:
1. Сухой остаток не менее 18,5%.
2. Вязкость не менее 100 сек по вискозиметру ФЭ-36.
3. Кислотность не выше 1,0 мг КОН на 1 г клея.
4. Внешний вид — клей должен быть прозрачен и не должен
содержать механических примесей.
Примечание. При хранении клея допускается выпадение
небольшого хлопьевидного осадка; при этом клей должен сохра-
нить свойства, указанные в технических условиях.
5. Цвет клея — светло-желтый.
6. Время высыхания при 60° С не более 3 мин.
7. Время высыхания при 18—20° С не более 60 мин.
8. Способность к склеиванию. Разрыв склеенной детали не
должен происходить в месте склейки.
9. Температуроустойчивость. При нагреве в термостате до
60° С в течение 12 ч не должно быть расклеивания.
10. Влагоустойчивость. При выдержке в эксикаторе в течение
48 ч при относительной влажности 90% и температуре 16—25° С
не должно быть расклеивания.
Нитроклей АК-20
Назначение. Предназначается для склеивания различного рода
тканей с древесиной.
Определение. Представляет собой раствор нитроцеллюлозы и
смолы в смеси органических растворителей с добавлением пласти-
фикаторов.
Обицие требования:
1. Цвет — от светло-желтого до светло-коричневого.
2. Нитроклей должен быть прозрачным без видимых механи-
ческих примесей. Допускается легкая опалесценция, свойственная
коллоидным растворам.
239
3. Сухой остаток, при высушивании при 60° С в течение 12 ч
не менее 20%.
4. Вязкость по вискозиметру ФЭ-36 (сопло № 2) при темпе-
ратуре 20° С — 60—80 сек.
5. Кислотное число водной вытяжки — не более 0,5 мг КОН.
6. Время высыхания клея, нанесенного на фанеру в количестве
100—120 г на 1 ж2, не более 60 мин при температуре 18—23° С и
относительной влажности воздуха не выше 70% •
7. Внешний вид. Пленка нитроклея после высыхания должна
быть прозрачной и однородной.
Примечание. Во время высыхания допускается легкое по-
беление, которое должно исчезнуть после окончательного высы-
хания.
8. Крепость склеивания ткани АЛЛ с древесиной (фанерой)
при расходе клея на 1 м2 не более 700 г и четырехслойном нане-
сении нитроклея (три слоя по фанере, и один — по ткани) не
ниже 60 кг на 1 пог. м.
Испытание проводят на машине Шоппера через 24 часа после
склеивания при 18—23° С и относительной влажности воздуха не
выше 70%.
Клей № 120
Назначение. Предназначается для склеивания витков провода
ПЭЛ между собой и с каркасом звуковой катушки.
Определение. Представляет собой продукт, полученный добав-
лением бакелитового лака марки А к клею БФ-4 при тщательном
перемешивании.
Рецептура:
Клей БФ-4..................................100 частей.
Бакелитовый лак ....................... 10 частей
Качественные показатели:
1. Внешний вид — жидкость, от красного до темно-коричневого
цвета; не должна содержать механических примесей.
2. Сухой остаток — не менее 25%.
3. Вязкость клея не менее 20 мин при 20° С по вискозиметру
ГИПИ-4.
4. Способность к склеиванию. Разрыв склеенной детали не
должен происходить в месте склейки.
5. Время сушки намотанной звуковой катушки — 60 мин при
температуре 120° С.
6. Термоустойчивость. При нагреве в термостате до 60° С
в течение 12 ч не должно быть расклеивания
Бакелитовые лаки
Показатели Лак СКС-1 Лак СБ.С-1ФФ Лак СБС-1 Лак А Лак Б Лак ЭФ
Цвет и внешний вид Прозрачный раствор от красноватого до крас-
лака но-бурого цвета, не содержащий посторонних
включений и нерастворившихся частиц смолы
Содержание смолы, % » свободно- го крезола или фенола 50—55 50—55 50—55 50-60 60—70 60—70
в смоле, %, не более. . Скорость полимериза- 18 15 14 14 14 12
ции смолы, сек Содержание воды в 55—90 55—90 55—90 50—115 50—115 50—120
смоле, %, не более. . . Температура каплепа- дения смолы, °C, Растворимость смолы в спирте Вязкость лака при 50%-ном содержании смолы по вискозиметру В У при температуре 20°С, сек: для пропитки шпона 5 Не 1 15—40 7 определ5 1 I Полная 15—40 7 НОТ 15—40 Не < Не опр< жределя оделяют ют 58—75 Полная
» намазки » Предел прочности при скалывании клеевого слоя фанеры, после ки- пячения в течение 1 ч, 10—100 40—100 40—100 Не определяют
кГ/см'2, не менее . . . 30 30 30 Не определяют
Клей БФ-4
Наименование Един, изм. Норма
Внешний ВИД Вязкость по Форд-Энглеру Сухой остаток Прочность склеивания алю- миния с алюминием Термостойкость, при 180° С Пластичность по НИИЛК Морозостойкость при — 40 °C сек % кГ/см2 Прозрачная или слег- ка мутная жидкость от желтого до краснова- того цвета 30—60 10—13 100 Отсутствие трещин при изгибе 1 Отсутствие трещин
241
Цапон-лак
Показатель Нормы
Внешний вид лака Вязкая жидкость с легкой опа- лесценцией, не содержащая механи- ческих примесей и хлопьевидных частиц
Вязкость лака по ворон- ке НИИЛКа сопло 7, сек 6—12
Содержание сухого ос- татка в лаке, %, не менее 6
Время высыхания лака, мин, не более 20
Цвет и внешний вид пленки лака После высыхания пленка лака должна соответствовать образцу
Прозрачность пленки ла- ка При рассмотрении покрытой лаком металлической пластинки должна быть ясно видна поверхность ме- талла
Проба на изгиб пленки лака через 24 часа после нанесения Лак не должен давать трещин и от- слаиваться
Твердость лака по маят- никовому аппарату 0,5
Маслобензиностойкость лака после 24 час При воздействии масла и бензина вид пленки не должен измениться
Водостойкость После воздействия воды в течение 6 ч пленка лака не должна изме- няться
Температуростойкость * При длительном воздействии тем- пературы от —40° до 80° С не должно быть трещин и вздутий и пленка не должна отставать от пластинки, на которую она нанесена
242
Растворитель для цапон-лака
Растворитель предназначен для разбавления нитролаков и
нитроэмалей и представляет собой смесь летучих органических
жидкостей: сложных эфиров, кетонов, спиртов, ароматических
углеводородов.
Показатель Норма
Внешний вид Однородная прозрачная жидкость без видимых взвешенных частиц
Цвет Содержание влаги Бесцветный После длительного испытания не должно появляться мути
Летучесть по этиловому эфиру Кислотность, мг КОН, не более Число коагуляции, %, не менее Побеление пленки от воз- действия растворителя 8—16 0,1 100 После нанесения нитроклея с рас- творителем на пластинку высохшая поверхность не должна иметь шеро- ховатостей и побеления
ЛИТЕРАТУРА
1. Баранов Н. А., Д о б р о в о л ь с к и й Д. С., Технология
бумажного производства, Гослесбумиздат, 1953.
2. Беранек Л., Акустические измерения, Изд-во иностр,
лит., 1952.
3. Болотников И. М., Громкоговорители для звукового
кино, Госкиноиздат, 1952.
4. Бензель Г. С., Мороз Л. И., Электроакустическая ап-
паратура, Издательство Министерства Речного Флота СССР,
1949.
5. Д р е й з е н И. Г., Курс электроакустики, часть первая.
Связьиздат, 1938.
6. Д р е й з е н И. Г., Курс электроакустики, часть вторая,
Связьиздат, 1941.
7. Д р е й з е н И. Г., Электроакустика и звуковое вещание,
Связьиздат, 1961.
8. Д о в г а л е в с к и й Я. М., Сплавы для постоянных магни-
тов, Металлургиздат, 1954.
9. Займовский А. С., Усов В. В., Металлы и сплавы
в электротехнике, Госэнергоиздат, 1960.
10. И о ф е В. К., Электроакустика, Связьиздат, 1954.
11. Иофе В. К., Я м п о л ь с к и й А. А., Расчетные графики
и таблицы по электроакустике, Госэнергоиздат, 1954.
12. Кифер И. И., Пантюшин В. С., Испытание ферро-
магнитных материалов, Госэнергоиздат, 1955.
13. Кротова К- А., О склеивании и прилипании, Изд-во АН
СССР, 1956.
14. Лысов Н. Е., Расчет электромагнитных механизмов,
Оборонгиз, 1949.
15. М а к - Л а к л а н, Громкоговорители, Радиоиздат, 1938.
16. Морз Ф., Колебание и звук, Гостехиздат, 1959.
17. Малеев В. И., Николаев Л. Н., О р л о в Д. М.,
Рынков Н. И., Производство литых изделий из волокнистых
бумажных масс, Пищепромиздат, 1945.
18. Михалев И. Н., К о л о б о в а 3. Н., Склеивание метал-
лов в авиастроении, Оборонгиз, 1960.
19. Ней шт ад С. 3., Роси а некий Л. С., Технология из-
готовления деталей и узлов радиоаппаратуры, Госэнергоиздат, 1960.
20. О л с о н и Масса, Прикладная акустика, Радиоиздат,
1938.
244
21. Олсон Г Динамические аналогии. Изд-во иностран-
нои литературы, 194/. г
22. Песоцкий М. К-, Громкоговорители и микрофоны Гос-
техиздат, 1931.
23. П л а х о т н и к С. М., Технология производства радиоап-
паратуры, Госэнергоиздат, 1949.
24. С к у ч и к Е., Основы акустики, часть I, Изд-во иностр,
лит., 1959.
25. С у х а р е в с к и й Ю. М., Современная электроакустика
и вещание по проводам, Связьтехиздат, 1936.
26. Фур ду ев В. В., Электроакустика, ОГИЗ, 1948.
27. Фур ду ев В. В., Акустические основы вещания, Связьиз-
дат, 1960.
28. X а р к е в и ч А. А., Электроакустическая аппаратура, Гос-
энергоиздат, 1933.
29. X а р к е в и ч А. А., Теория электроакустических аппаратов,
Связьиздат, 1940.
30. Ш и ш к о в Б. И., Точная штамповка в приборостроении,
Машгиз, 1960.
31. Постоянные магниты (справочник), Перевод с англ., Гос-
энергоиздат, 1963.
32. ГОСТ 7323-64, Микрофоны и громкоговорители, методы
электроакустических испытаний.
33. ГОСТ 9010-59, Громкоговорители динамические диффузор-
ные для приемников радиовещательных, телевизионных и радиол.
Общие технические требования.
34. ГОСТ 5651-64, Приемники радиовещательные, классы и
основные параметры.
35. ГОСТ 5961-59, Громкоговорители абонентские.
36. Leo В era nek. “Acoustics”. McGraw-Hill Book Com-
pany, New York, 1954.
37. N. J. Cunningham. Non-Linear Distortion in Dynamic
Loudspeakers due to Magnetic Effects. The Journal of the Acousti-
cal Society of America, v. 21, No. 3, May 1959.
38. Vincent Salmon. Efficiency of Direct-Radiator Lo-
udspeakers. Audio Engineering, August, 1951, v. 35, No. 8.
39. G. S c h a f f s t e i n. Untersuchungen von Konuslautsprechern.
«Hochfrequenztechnik und Electroakustic», Juli 1935, Bd. 13d—45,
Nr. 6, S. 204-213.
40. Harry F. Olson. Sensitivity, Directivity and Linearity
of Direct Radiator Loudspeakers. «Audio», October 1950, v. 34, No. 10,
p. 15—17.
41. Lautsprechersysteme mit Barienferritmagneten. von Dipl. Phys.
Eberhard Schwabe, Radio Mentor, 1958, Nr. 1, S. 32—36.
42. John H. Newitt. High-Fidelity Techniques, Technical
Division Rinehart and Company, New York — Toronto. July 1953.
43. H a г г у F. Olson. Elements of Acoustical Engineering,
Van Nostrand Company, New York, June 1947.
44. H a г г у F. Olson. Cabinets for High-Quality Direct
Radiator Loudspeakers, Radio and TV News, May 1951, v. 45, No. 5,
p. 56—58, 84, 86.
45. H а г г у F. Olson. Analysis of the Effects of Non-linear
Elements upon the Performance of a Back — Enclosed Direct Ra-
diator Loudspeaker Mechanism, Sound Reinforcement, Journal of
245
the Audio Engineering Society, April 1962, v. 10, No. 2,
p. 156—162.
46. Daniel J. Plach and Philip B. Williams. Loud-
speaker Enclosures Audio Engineering, July 1951, p. 12—14, 33—37.
47. William Snow. Some Basic Principles of Stereosound,
Journal of the Society of Motion Picture and TV Engineering, No-
vember 1953, v. 61, No. 5, p. 567—589.
48. D a v i d W. Worden. Reflexed Loudspeaker Enclosures,
Audio Engineering, December 1950, p. 15—17.
49. J. A. Youngmark. Design Data for a Bass-Reflex
Cabinet, Audio Engineering, September 1951, p. 18—10.
ОГЛАВЛЕНИЕ
Предисловие............................ ................ 3
Г лава первая. Принцип действия и основные характеристики
динамического диффузорного громкоговорителя ... 5
§ 1. Принцип действия............................... —
§ 2. Полное электрическое сопротивление............. 9
§ 3. Частотная характеристика громкоговорителя по
звуковому давлению .................................. 11
§ 4. Характеристика направленности............... 16
§ 5. Нелинейные искажения . . ................... 19
§ 6. Коэффициент полезного действия.............. 22
Г лава вторая. Классификация и конструкции динамических
диффузорных громкоговорителей и акустических систем 24
§ 7. Классификация .................................... —
§ 8. Конструкции.................................. 25
§ 9. Области применения ........................... 38
Г лава третья. Элементы динамического диффузорного громко-
говорителя ........................................... 57
§ 10. Диффузор....................................... —
§ 11. Центрирующие шайбы............................ 82
§ 12. Звуковая катушка.............................. 85
§ 13. Магнитная цепь................................ 95
§ 14. Диффузородержатель........................... 103
§ 15. Конструкция подвижной системы................ 106
§ 16. Условия работы громкоговорителя.............. 107
§ 17. Внешнее оформление........................... 109
§ 18. Сложные акустические системы................. 123
§ 19. Размещение акустических систем в помещении . 126
§ 20. Акустические системы для стереофонического вос-
произведения ...................................... 127
§ 21. Разделительные фильтры....................... 131
§ 22. Установка во внешнее оформление громкоговорите-
лей ............................................... 135
§ 23. Методика проектирования и расчета громкогово-
рителей и акустических систем...................... 136
§ 24. Примерный расчет громкоговорителя для радио-
приемника ......................................... 139
247
Глава четвертая. Технология изготовления динамических диф-
фузорных громкоговорителей..........................152
§ 25. Технологическая схема производства............. —
§ 26. Изготовление магнитной цепи и диффузо-
родержателя......................................... 155
§ 27. Изготовление диффузоров...................... 163
§ 28. Размол бумажной массы........................ 167
§ 29. Отливка диффузоров из волокнистых бумажных
материалов..................................... 173
§ 30. Барботажное устройство, литейные головки, рабо-
чая сетка.......................................... 178
§ 31. Технология литья ............................ 181
§ 32. Сушка диффузоров............................. 182
§ 33. Пропитка диффузоров .... 184
§ 34. Технология антисептирования.................. 186
§ 35. Опрессовка и обрезка диффузоров................ —
§ 36. Изготовление центрирующих шайб............... 188
§ 37. Изготовление звуковой катушки................ 190
§ 38. Сборка подвижной системы и громкоговорителя . 192
Глава пятая. Контроль и методы испытаний................. 200
§ 39. Виды испытаний................................. —
§ 40. Контроль качества клея....................... 201
§ 41. Контроль магнитных материалов................202
§ 42. Измерение индукции в зазоре..................209
§ 43. Измерение степени размола и длины волокна
бумажной массы..................................... 214
§ 44. Проверка однородности и веса диффузоров и
центрирующих шайб.............................. 216
§ 45. Измерение резонансной частоты диффузоров и
центрирующих шайб.............................. 217
§ 46. Измерение сопротивления звуковой катушки и
полного сопротивления громкоговорителя . . . 218
§ 47. Снятие частотной характеристики громкоговори-
теля по звуковому давлению..................... 219
§ 48. Измерение характеристики направленности . . . 228
§ 49. Измерение нелинейных искажений и резонансной
частоты подвижной системы громкоговорителя . . 229
§ 50. Испытание на отсутствие дребезжания .... 231
§ 51. Проверка номинальной мощности громкоговори-
теля .............................................. 232
§ 52. Определение массы и гибкости подвижной си-
стемы ......................................... 233
§ 53. Определение «добротности» громкоговорителя
на /о...............................................234
Приложения............................................... 235
Литература............................................... 244