/
































































Текст
И, Крыловъ.
6м*5ДгЙ* ’ч'- чА'
г*.
Злин.
ружей и 3 лин. пулемет^ъ
отъ ржавчины
вой Школы0.
Докладъ, сдѣланный-на съѣздѣ,въ .апрѣлѣ 1906 года
штабъ-офицеровъ^ осматривающихъ оружіе въ войскахъ/
г- С.-ПЕТЕРБУРГЪ.
Типографія Я, Баланснаго- Загороди, пр. 74 прот, Техж’. йе№
1007 г.
Изданіе „8
Цѣна 50 . цоп.
СБЕРЕЖЕНІЕ
3 лпн. ружей и 3 лин. пулеметовъ отъ ржавчины.
Вопросъ о сбереженіи оружія не разъ разсматри-
вался и обсуждался: еще въ 1898 году мной была
издана брошюра «Сбереженіе 3 лин. винтовокъ отъ
ржавчины», напечатанная въ Оружейномъ Сборникѣ
и потомъ изданная для распространенія въ войскахъ.
Оба вопроса, какъ по сбереженію 3 лин. ружей,
такъ и 3 лин. пулеметовъ, тѣсно связаны между
собой и за исключеніемъ нѣкоторыхъ спеціальныхъ
своихъ особенностей покоятся на тѣхъ же началахъ
или принципахъ, въ большинствѣ случаевъ одинако-
выхъ для всего современнаго малокалибернаго оружія.
Малый калибръ новаго оружія значительно за-
трудняетъ задачу сбереженія и ухода за главнымъ
элементомъ оружія—стволомъ.
Современная техника огнестрѣльнаго оружія, пре-
слѣдуя цѣли изготовленія точныхъ механизмовъ, по-
строенныхъ на большое сопротивленіе или проч-
ность оружія, недостаточно считается съ вопросомъ
ухода и сбереженія оружія, относя его къ второсте-
пеннымъ и предоставляя его рѣшеніе пользующимся
достоинствами новаго оружія по правилу «умѣй поль-
зоваться, умѣй и беречь».
1
— 2 —
Основы сбереженія оружія нигдѣ цѣликомъ не
проводятся: въ разныхъ наставленіяхъ и руковод-
ствахъ ограничиваются общими положеніями, даю-
щими полный произволъ ихъ пониманія и главное
исполненія.
Сбереженіе оружія каждый понимаетъ по своему
и здѣсь болѣе, чѣмъ трудно сговориться и придти
къ какому либо опредѣленному выводу.
Пользуясь такимъ рѣдкимъ случаемъ, какъ съѣздъ
Г.г. Штабъ-офицеровъ, осматривающихъ въ войскахъ
оружіе, на Тульскій Оружейный Заводъ для изученія
пулеметнаго дѣла, я позволилъ себѣ предложить вни-
манію спеціалистовъ докладъ о сбереженіи оружія,
послужившій темой для настоящей статьи.
Живой обмѣнъ мнѣній по разбираемому вопросу
и обсужденіе его въ печати не замедлятъ, мнѣ ка-
жется, освѣтить многія неясности въ дѣлѣ сбере-
женія военнаго оружія.
Кромѣ того въ этомъ направленіи должны вестись
научно поставленные опыты и не только по част-
ному случайному почину, а по иниціативѣ учрежденій
коимъ подобная работа ближе всего подходитъ.
Желательна "'систематизація работы и главное не
слѣдуетъ ее ставить въ зависимости отъ случайнаго
элемента.
Сдѣлавъ общую характеристику вопроса, перехожу
Къ детальному его разбору.
3
ГЛАВА I.
Вліяніе пороха и его разложенія на металлъ ка-
наловъ стволовъ 3 лин. пулемета и ружья.
Здѣсь приходится остановиться не только на по-
рохѣ и его свойствахъ въ узкомъ смыслѣ, но на
всемъ, что касается стрѣльбы изъ 3 лин. винтовокъ
и пулеметовъ.
Реакція разложенія чернаго пороха идетъ съ вы-
дѣленіемъ твердаго щелочнаго остатка, хорошо ра-
створимаго въ водѣ:
10 + 38 + 80 =
— селитра сѣра-[-уголь=
=2К2 СОз + ЗЯ2 80і + 6СО2 + 5Х3
углекислый сѣрнокислый «-[- углеки- азотъ-
кали кали слота
Въ виду этого обстоятельства промывка водой
послѣ стрѣльбы 4 лин. винтовокъ имѣла смыслъ, во-
первыхъ потому, что щелочныя соли отлично раство-
ряются въ водѣ и такимъ образомъ удаляются, а во
вторыхъ щелочныя жидкости, какъ нерастворяющія
въ себѣ кислорода воздуха, безвредны въ смыслѣ
ржавчины.
Вода—необходимый и вполнѣ достаточный реак-
тивъ для полученія ржавчины; вводить этотъ реак-
тивъ въ каналъ ствола во всѣхъ случаяхъ чистки
конечно не слѣдуетъ, только послѣ стрѣльбы чер-
нымъ порохомъ приходилось въ силу необходимости
прибѣгать къ водѣ.
Реакція разложенія бездымнаго пороха совсѣмъ
иная, чѣмъ чернаго; здѣсь не должно быть твердаго
1*
4 —
остатка, разложеніе идетъ съ выдѣленіемъ паровъ
воды, окисловъ азота и окиси углерода.
С24 Я29 012 — 24 СО Ц- 14,5Я20 + + 3,50.
Бездымн. порохъ.=Окись-рПары -4- Азотъ. Ц- Кислор.
углер. воды.
Окислы азота О2 -у X О — Оз даютъ съ во-
дой Яо О. -I- Яо0 ~ 2Я ЯО9 (азотистая кислота).
Нечистота составляющихъ бездымнаго пороха,
иногда неполнота разложенія даютъ небольшой какъ
бы смолистый осадокъ.
Вводя воду для промывки 3 лин, винтовокъ и пуле-
метовъ^ получаемъ условія, благопріятствующія ржав-
чинѣ; слабо кислотная реакція разложенія пороха и
къ тому же прибавка воды для промывки и создаютъ
эти условія для порчи каналовъ отъ ржавчины.
У насъ на заводѣ производилась промывка вин-
товокъ горячей водой, которая, какъ извѣстно, не со-
держитъ растворенныхъ воздуха и кислорода и кромѣ
того операцію промывки исполняли опытные рабочіе
промывальщики, стоявшіе на этомъ дѣлѣ десятки
лѣтъ, промывали при помощи мѣдныхъ промываль-
никовъ, въ ушко которыхъ удобно вставляются
бѣлые чистые концы *).
Въ войскахъ промывку винтовокъ ведутъ на спѣхъ,
водой, какая имѣется подъ руками, дѣлаютъ эту опе-
рацію люди мало опытные, а главное плохо пони-
мающіе самую суть промывки; чистка ведется на-
шимъ шомполомъ и протиркой принятаго образца;
объ этой протиркѣ много спорили, указывали на ея
*) Хлопчато-бумажные остатки.
— 5 —
достоинства и недостатки и сейчасъ есть ярые ея
защитники и такіе же противники.
Необходимое условіе хорошей прочистки канала
возможность помѣстить достаточное количество кон-
цовъ или пакли на самой протиркѣ, что искусно
исполнить довольно трудно, вотъ почему многіе и
стоятъ за промывальники съ ушкомъ, хотя въ нихъ
есть свой спеціальный недостатокъ — расположеніе
концовъ только съ двухъ сторонъ.
Въ общемъ серьезный шомпольный вопросъ рѣ-
шенъ неудовлетворительно, слышится много нарѣ-
каній на постановку технической стороны дѣла.
Въ этомъ направленіи мало работали, еще меньше
обсуждали вопросъ и не считались съ практикой:
стоитъ только вспомнить пресловутую веревочную про-
тирку, куцые шомпола и т. д.
Хорошее сбереженіе оружія—прямая экономія въ
его расходѣ; вырабатывая способы этого сбереженія,
не надо жалѣть средствъ на широкую организацію
опытовъ, веденіе которыхъ ближе всего—для спеціаль-
ныхъ учрежденій, такихъ, какъ наша Офицерская
Стрѣлковая Школа.
Г.г. Штабъ-офицеры, осматривающіе въ войскахъ
оружіе, должны служить проводниками основныхъ прин-
циповъ сбереженія, этотъ вопросъ имъ лучше всего
освѣтить практически и дать свои цѣнныя указанія и
выводы.
Назначеніе Штабъ-офицера — не только констати-
ровать факты порчи или негодности оружія, но и ука-
зать, преподать способы къ наилучшему его сбере-
женію, выработанные широкимъ опытомъ Офицерской
Стрѣлковой Школы, освѣщенные практикой осмотра
— 6
Оружія въ войскахъ и подвергавшіеся обсужденію на
періодическихъ съѣздахъ г.г. Штабъ-офицеровъ при
Офицерской Стрѣлковой Школѣ.
Появляются недостаточно научно проработанныя
предложенія по вопросамъ сбереженія оружія,—пред-
лагаютъ разныя патентованныя средства, какъ то „ру-
жоль“, масло „Марсъвведеніе свободной щелочи въ
смазку и т. д.
Лица заинтересованныя кидаются на эти средства,
затрачиваютъ непроизводительно деньги и разочаро-
ванныя въ магическихъ свойствахъ патентованныхъ
средствъ, снова ждутъ болѣе или менѣе опредѣлен-
наго рѣшенія и указаній.
Свойства бездымнаго пороха заставляютъ или про-
мывать каналы стволовъ щелочной водой съ содой гели
поташемъ*) или, избѣгая совсѣмъ примѣненія воды, поль-
зоваться промывкой и чисткой канала керосиномъ, на
что я указывалъ и раньше.
Подъ ржавчиной надо разумѣть бурый водный оки-
селъ желѣза [2^2(ЯО)с = Ре2О3 -|- %Н2О — окиси же-
лѣза-р-вода], получающійся . только при совмѣстномъ
дѣйствіи влажности и кислорода воздуха и-какъ по-
казываютъ позднѣйшія изслѣдованія въ присутствіи
углекислоты воздуха.
Окислы азота и влага, выдѣляющіеся при выстрѣлѣ,
переходятъ въ азотистую и затѣмъ въ азотную кис-
лоту, реагируя на металлъ, даютъ сначала закись же-
лѣза (РеО), затѣмъ окись желѣза (і^2О3) и въ при-
сутствіи влаги воздуха большею частью тотъ же бу-
рый водный окиселъ желѣза или ржавчину [І^2(Ж))б].
*) Послѣ всякой промывки требуется протирка до суха.
7 —
Какъ одинъ сухой воздухъ или одинъ кислородъ
безъ воды или влажности не производитъ ржавчины,
такъ и одна вода безъ воздуха или кислорода не
дастъ слѣдовъ бураго окисла желѣза.
Замѣчено, что послѣ одного выстрѣла, оставлен-
ныя и непротертыя 3 лин. винтовки, особенно под-
вержены ржавленію: на холодныхъ стѣнкахъ канала
ствола осаждается вода, выдѣляющаяся въ видѣ па-
ровъ при выстрѣлѣ и къ этому присоединяются окислы
азота. Чѣмъ больше подрядъ производится выстрѣловъ
изъ винтовки, тѣмъ менѣе вѣроятности на реагиро-
ваніе въ смыслѣ ржавчины: на горячихъ стѣнкахъ
канала не выдѣляются пары воды и окислы азота.
Производя смывъ винтовокъ дистиллированной во-
дой сейчасъ же послѣ 1-го* выстрѣла, получали всѣ
указанія на присутствіе окисловъ азота, тогда какъ
послѣ 10 выстрѣловъ подрядъ не удавалось устано-
вить реакцію на азотистую кислоту.
При стрѣльбѣ изъ пулемета, гдѣ происходитъ силь-
ный разогрѣвъ ствола и гдѣ число выстрѣловъ въ
большинствѣ случаевъ насчитывается сотнями, всѣ
продукты разложенія пороха выбрасываются въ видѣ
горячихъ, неуспѣвшихъ охладиться, газовъ.
Вводя воду для промывки каналовъ, при всѣхъ
неблагопріятныхъ условіяхъ разложенія бездымнаго по-
роха, только увеличиваемъ вѣроятность на ржавленіе.
При раствореніи воздуха въ водѣ газы его состав-
ляющіе —кислородъ и азотъ и заключающаяся въ воз-
духѣ углекислота растворяются въ различной степени
въ зависимости отъ ихъ парціальнаго или частич-
наго давленія.
Растворимость воздуха и слѣдовательно кислорода
— 8
въ водѣ увеличивается съ паденіемъ температуры й
съ возрастаніемъ давленія и уменьшается съ умень-
шеніемъ давленія и увеличеніемъ температуры (горя-
чая вода).
На сырую воду въ примѣненіи ея для промывки
винтовокъ такъ и надо смотрѣть, какъ на хорошій
реактивъ для полученія ржавчины: горячая кипяченая
вода, особенно съ прибавкой щелочи, болѣе заслужи-
ваетъ вниманія.
Примѣняя сырую воду, нельзя не считаться съ со-
ставомъ разныхъ водъ- окислы азота, углекислота, ам-
міачныя соединенія, хлоръ, известь, я уже не говорю
о вредномъ составѣ болотной и вообще грязной воды
Всѣ перечисленныя составляющія только усугуб-
ляютъ совмѣстное дѣйствіе воды и раствореннаго въ
ней кислорода и углекислоты воздуха.
Разныя воды по степени ихъ вліянія на образо-
ваніе ржавчины можно распредѣлить въ слѣдующемъ
порядкѣ:
1) дистиллированная или перегнанная, химически
чистая вода въ свѣже приготовленномъ видѣ, значи-
тельно труднѣе даетъ ржавчину,
2) кипяченая вода,
3) дождевая и снѣговая,
4) вода изъ источниковъ и глубокихъ колодцевъ,
5) вода изъ мелкихъ колодцевъ,
6) вода болотная, протухшая и грязная.
Надо избѣгать промывки горячихъ стволовъ холод-
ной сырой водой, такъ какъ трудно избѣжать выдѣ-
ленія росы и осадка при недостаточно тщательной
протиркѣ стволовъ.
Стрѣльба холостыми патронами особенно вредна
— 9 —
въ смыслѣ порчи канала; „при холостой стрѣльбѣ (го-
воритъ А. Сапожниковъ, Арт. Журн. № 9, 1896 г.) осо-
бенно, а также въ первые моменты боевого выстрѣла
можно ожидать окисловъ азота
Говоря о разложеніи пороха патроновъ, нельзя не
привести условій разложенія капсюльнаго состава
3 лин. капсюлей, вліяющаго на количество твердаго
осадка и реагирующаго на металлъ въ видѣ газооб-
разныхъ своихъ продуктовъ.
Какъ извѣстно въ ударный составъ 3 лин. капсю-
лей входитъ опредѣленная смѣсь антимонія, бертоле-
товой соли, гремучекислой ртути и небольшого коли-
чества истертаго въ порошокъ стекла.
При разложеніи капсюльнаго состава получается
довольно массивная твердая часть, трудно раствори-
мая въ водѣ (сѣрнистые металлы 8Ь2 85 и К28) и
сѣрнокислыя и хлористыя соли (К2804 и КСІ\ легко
растворимыя въ водѣ.
Кромѣ того выдѣляется при разложеніи капсюлей
въ свободномъ состояніи сѣрнистая кислота, перехо-
дящая затѣмъ въ сѣрную кислоту, вслѣдствіе этого
реакція разложенія капсюлей—кислая.
Газообразная часть при разложеніи капсюльнаго
состава состоитъ изъ окиси и двуокиси углерода,
азота, паровъ ртути, такъ какъ гремучекислая ртуть
разлагается такъ:
НдС^2О2 = 2С0 + 2Б^ІІд
грем. кис. рт. = окись-|-азотъ-|~пары
угл. ртути.
При стрѣльбѣ 3 лин. капсюлями изъ приб
для стрѣльбы дробинками, вслѣдствіе кисло^Г кщ
разложенія, заноситъ ржавчиной не только с^му^ (три
борчикъ-патронъ, но и каналъ ствола винтовкиогЛ
Й1
10 —
Такимъ образомъ твердый остатокъ бездымнаго
пороха заряда и капсюля не поддается дѣйствію
воды, а при безусловно кислой реакціи разложенія
пороха и капсюля введеніе воды только вредно.
Патентованные составы въ видѣ смѣсей масла,
бензина и скипидара для растворенія и удаленія, яко-
бы смоляного, прилипшаго твердаго остатка разложе-
нія бездымнаго пороха, какъ показали опыты лабора-
торіи Императорскаго Тульскаго Оружейнаго Завода,
не достигаютъ своей цѣли.
Ъдкія и углекислыя щелочи даютъ отъѣданіе лип-
каго остатка, получающагося при непосредственномъ
горѣніи на воздухѣ бездымнаго пороха, но принесетъ-
ли пользу примѣненіе ихъ въ каналахъ винтовокъ,
надо произвести болѣе широкія испытанія.
Повторяю въ этомъ отношеніи болѣе цѣлесообразно
примѣненіе керосина, смачивающаго остатокъ и от-
части отъѣдающаго его отъ металла.
Полезное примѣненіе керосина для отчистки ме-
талла доказано въ обыденной практикѣ и въ примѣ
неніи къ винтовкамъ.
Анализируя смывы винтовокъ послѣ стрѣльбы,
устанавливаемъ присутствіе желѣза.
Наименованіе выстрѣла. Типъ винтовки. Количество окиси же- лѣза.
Холостой выстрѣлъ . . Боевой выстрѣлъ . . . Боевой выстрѣлъ . . . |3 лин. винтовка 4 лин. винтовка. 0,0024 гр. 0,00126 » 0,0011 »
— 11 —
Происхожденіе этого желѣза объясняется путемъ
окисленія металла и путемъ выгоранія.
Выгораніе имѣетъ мѣсто въ каждомъ оружіи; пока
это явленіе не объяснено съ достаточной ясностью;
здѣсь, какъ и въ вопросѣ о ржавчинѣ металла—надо
многое выяснить.
Ниже, разбирая свойства разныхъ сортовъ стали,
я остановлюсь на этомъ явленіи, также какъ и на
вліяніи состава стали на ея способность къ ржав-
ленію.
Пока для насъ важенъ фактъ присутствія въ ка-
налахъ стволовъ окиси желѣза; окислы азота и влага
при разложеніи бездымнаго пороха и азотистая кис-
лота, образующаяся изъ нихъ, отличаются сильной
окисляющей способностью и внѣдряясь при выстрѣлѣ
въ металлъ жадно съ нимъ соединяются, даютъ оки-
селъ металла, который въ присутствіи влажности
легко переходитъ въ бурый окиселъ желѣза или
ржавчину.
Еще разъ напомню о быстромъ ржавленіи винто-
вокъ послѣ одного выстрѣла, когда о выгораніи ме-
талла не можетъ быть рѣчи.
Выгораніе — есть слѣдствіе состоянія поверхности
металла, высокой температуры при разложеніи пороха,
микроструктуры металла въ смыслѣ его строенія и
присутствія микропороковъ въ видѣ пузырей и кар-
бидовъ и наконецъ механическихъ условій въ видѣ
прорыва газовъ между пулей и каналомъ ствола.
Всѣ перечисленные факторы скорѣе вступаютъ въ
свои права при послѣдующихъ выстрѣлахъ, при по-
вторныхъ выстрѣлахъ, слѣдующихъ одинъ за другимъ,
при большомъ числѣ выстрѣловъ.
— 12
Въ пулеметѣ, гдѣ минимальное число выстрѣловъ
считается сотнями, явленіе разгоранія сказывается
особенно рѣзко.
Имѣя дѣло съ внѣдрившимся окисломъ желѣза,
прикрытымъ остаткомъ отъ разложенія капсюля и отъ
случайной неполноты сгоранія бездымнаго пороха, ри-
скуемъ принести большій вредъ введеніемъ холодной
воды для промывки, искусственно создавая всѣ усло-
вія, благопріятствующія и вполнѣ достаточныя для
дальнѣйшаго развитія ржавчины.
Здѣсь, какъ увидимъ ниже изъ свойствъ керосина,
сама собой напрашивается отъѣдающая ржавчину и
въ то же время безвредная для самой толщи металла,
керосиновая промывка или чистка канала стволовъ.
Природа и составъ керосина совершенно не ука-
зываютъ въ своихъ составляющихъ выше перечислен-
ныхъ элементовъ, служащихъ залогомъ ржавчины:
керосинъ не содержитъ воды и раствореннаго кисло-
рода или другого какого-либо окисляющаго начала
(керосинъ представляетъ соединеніе углеводородовъ,
кипящихъ при 270°—безъ содержанія воды).
При стрѣльбѣ изъ пулемета кромѣ рѣзко выражен-
наго разгоранія у пульнаго входа, уменьшающагося
далѣе по направленію къ дулу, встрѣчаемся съ совер-
шенно спеціальнымъ для пулемета явленіемъ выдѣ-
леніемъ твердаго пылевого осадка у дульнаго срѣза
ствола и въ надульникѣ.
Какъ извѣстно, вслѣдствіе такого скопленія свин-
цовой и мельхіоровой пыли происходитъ не только
уменьшеніе скорости стрѣльбы пулемета, но и полная
остановка его дѣйствія.
13
Во всякомъ случаѣ это явленіе сложное, слагаю-
щееся изъ многихъ составляющихъ элементовъ.
Въ настоящее время предполагается увеличеніе
въ оружіи начальной скорости до 800 метр., конечно
при увеличенномъ давленіи.
Между тѣмъ уже сейчасъ мы сталкиваемся съ яв-
леніемъ застопориванія пулемета вслѣдствіе выдѣле-
нія свинцово-мельхіоровой пыли.
Качества мельхіора и сердечниковъ пуль, отсут-
ствіе осалки патроновъ для уменьшенія тренія, отсут-
ствіе просальника, выдавливаніе или расплавленіе сер-
дечниковъ — вотъ тѣ элементы, съ которыми прихо-
дится серьезно считаться и путемъ тщательныхъ из-
слѣдованій выяснить суть крайне сложнаго и неже-
лательнаго явленія при стрѣльбѣ изъ пулемета.
На Императорскомъ Тульскомъ Оружейномъ За-
водѣ велись опыты для выясненія причинъ подобнаго
явленія, но пока еще далеко до окончательныхъ вы-
водовъ: требуется болѣе широкая постановка опытовъ
съ испытаніемъ большаго количества патроновъ съ
разнымъ составомъ мельхіора, сердечниковъ, проба
съ осалкой патроновъ и съ просальниками.
Пока ограничусь приведеніемъ имѣющагося мате-
ріала, обращая вниманіе на эту особенность при
стрѣльбѣ изъ пулеметовъ, съ которой нельзя не счи-
таться, затрогивая вопросъ о сбереженіи оружія въ
томъ числѣ и пулеметовъ.
Быстрое загрязненіе надульника пулемета обра-
тило на себя вниманіе во время испытанія стрѣльбой
перваго 3 лин. пулемета системы Максима, изготов-
леннаго Тульскимъ Оружейнымъ Заводомъ.
14
Стрѣльба велась патронами Тульскаго Патрон-
наго Завода изготовленія 1905 г. съ надульникомъ
принятаго образца съ діаметромъ входнаго отверстія
0,39 дм. Къ концу первой ленты (въ 450 патрон.)
замѣчено учащеніе стрѣльбы, на второй лентѣ стали
появляться задержки и послѣ 120—150 патроновъ изъ
этой ленты автоматическая стрѣльба остановилась.
Причина задержки и затѣмъ остановки стрѣльбы
заключается въ томъ, что нагаръ въ надульникѣ не
позволяетъ стволу вполнѣ надвигаться впередъ.
Анализъ этого нагара далъ слѣдующій составъ:
мѣди 43о/о, никкеля 11 °/0, свинца 21,5°/0, сюрьмы 8,9°/0.
Недостающіе 15,6°/о до 100 частей вѣса нагара надо
отнести къ другимъ элементамъ и къ кислороду оки-
сей перечисленныхъ металловъ, получающихся при
стрѣльбѣ.
Составъ нагара показываетъ, что въ него входятъ
главнымъ образомъ металлы оболочки и сердечника.
Присутствіе свинца и сюрьмы въ значительномъ
количествѣ заставляетъ предположить, что при стрѣль-
бѣ изъ пулемета сердечники пуль или плавятся или
выдавливаются черезъ заднее не покрытое оболочкой
сѣченіе пули.
Анализъ сердечниковъ пуль изъ патроновъ раз-
ныхъ годовъ изготовленія далъ слѣдующія числа:
Патроны 1891 г. Петерб. Патр. зав. свинца 98,03%
1904 г. Тульск. „ „ „ 97,12%
„ 1905 г. „ „ „ „ 97, 5%
Температуры плавленія сплавовъ свинца и сюрьмы,
какъ извѣстно, понижаются съ увеличеніемъ процент-
наго содержанія сюрьмы (до 19°/о сюрьмы).
15
Температуры плавленія сплавовъ РЪ и 8Ъ.
Температуры. Количество свинца въ п/о. Количество сюрь- мы въ %.
326 100 0
317.7 99 1
309,4 98 2
301,1 97 3
292,8 96 4
283,5 95 5
272 93,5 6,5
270 81 19
578 15 85
632 0 100
Патроны 1891 года были осаленные; при стрѣльбѣ
этими патронами послѣ трехъ и даже большаго числа
лентъ получился меньшій нагаръ въ надульникѣ,
чѣмъ послѣ одной ленты съ Тульскими патронами
выдѣлки 1905 года.
Высокая температура разложенія бездымнаго по-
роха и быстрая стрѣльба пулемета сильно нагрѣваютъ
его стволъ.
При неосаленныхъ патронахъ разогрѣваніе пуль
увеличивается вслѣдствіе высокаго коефиціента тре-
нія поверхностей ствола и оболочки пуль,
16
При частой стрѣльбѣ изъ пулемета удалось уло-
вить въ мѣшки съ бумажными концами стрѣлянныя
пули, и сравнивая ихъ съ стрѣлянными пулями изъ
3 лин. ружья, замѣчаемъ, что вдавлина въ пулемет-
ныхъ пуляхъ глубже, чѣмъ въ ружейныхъ; въ раз-
рѣзанныхъ оболочкахъ пулеметныхъ пуль видно на
свѣтлой внутренней поверхности желтый побѣжалый
цвѣтъ, отвѣчающій температурѣ нагрѣва около 300°.
Какъ видно изъ выше приведенной таблицы тем-
пературъ плавленія сплавовъ свинца и сюрьмы, при
увеличеніи послѣдней до 3°/0 (патр. 1905 г.) точка
плавленія сплава понижается съ 326° для чистаго
свинца до 300°.
Если выгораніе стали слагается не только изъ
факторовъ механическаго дѣйствія на металлъ, но и
теплового, вліяющаго на эвтектики желѣзныхъ спла-
вовъ (эвтектическіе или легкоплавкіе сплавы), то не-
сомнѣнно и въ сплавахъ сюрьмы и свинца мы стал-
киваемся съ тѣмъ же явленіемъ микроскопическаго,
если можно такъ выразиться, расплавленія и разго-
ранія эвтектики свинца и сюрьмы (окиси сюрьмы и
свинца при анализѣ нагара въ надульникѣ пулемета).
При осалкѣ патроновъ Тульскаго завода изготов-
ленія 1905 г. количество накопляющагося въ надуль-
никѣ нагара уменьшалось и остановка автоматиче-
ской стрѣльбы получалась послѣ большаго числа вы-
пущенныхъ лентъ, чѣмъ при тѣхъ же неосаленныхъ
патронахъ.
Такимъ образомъ на количество нагара вліяетъ
составъ сердечниковъ и осалка, уменьшающая и разо-
грѣваніе отъ тренія и количество стирающагося мель-
хіора оболочки пуль.
17
Очевидно надо считаться и съ разнообразіемъ ре-
агированія разныхъ пуль одной партіи изготовленія
патроновъ на образованіе нагара; при фабрикаціи па-
троновъ трудно добиться соблюденія всѣхъ условій
однообразія.
Должна быть устранена главная причина образо-
ванія нагара и загрязненія имъ надульника и об-
рѣза ствола, чтобы быть внѣ зависимости отъ тѣхъ
или иныхъ недостатковъ въ патронахъ.
Изъ мѣръ, предложенныхъ въ настояще время для
уменьшенія нагара, указываютъ на измѣненіе чер-
тежа надульника, замѣну загрязненнаго — свѣжимъ,
возвращеніе къ осалкѣ патроновъ и замѣну пуль су-
ществующаго образца мѣдными пулями.
Чистка надульника и обрѣза ствола отъ плотно
приставшаго нагара производится или механически
или можно обработывать его химическими реагентами.
Наиболѣе безвреднымъ реагентомъ для • металла
ствола и надульника является уксусная кислота или
просто уксусъ, послѣ смачиванія которымъ опускаютъ
въ содовый растворъ, тогда выдѣляющаяся углекис •
лота разрыхляетъ массу нагара.
Продѣлавъ нѣсколько разъ операцію обработки
нагара уксусомъ и содой, легко очищаемъ нагаръ.
ГЛАВА II.
Вліяніе состава и обработки стали на сбереженіе
оружія отъ ржавчины и разгоранія.
Разбирая условія сбереженія огнестрѣльнаго ору-
жія—3 лин. ружей и пулеметовъ, нельзя не остано-
виться на выборѣ металла для этихъ механизмовъ и
18
примѣненіи разныхъ способовъ тепловой и механи-
ческой обработки металла, вліяющихъ на его измѣ-
няемость и продолжительность службы оружія.
На всѣ части оружія въ настоящее время идетъ
литой металлъ—преимущественно мартеновскій и ти-
гельный.
На 3 лин. винтовку сначала ея изготовленія и по
сіе время берутъ углеродистую сталь безъ спеціаль-
ныхъ прибавокъ въ видѣ хрома, никкеля, вольфрама
и ванадія; эта углеродистая сталь подвергается для
упрочненія и другихъ цѣлей тепловой обработкѣ въ
видѣ ковки, закалки, отпуска, цементаціи и отжига.
На части пулемета употребляютъ углеродистую
сталь съ среднимъ содержаніемъ углерода, какъ и для
3 лин. винтовки (содерж. углерода 0,3—0,5°/о)> съ бо-
лѣе высокимъ содержаніемъ углерода, такъ называе-
мую инструментальную сталь (содер. углер. отъ
0,7—1, 2о'/о), хромистую сталь, хромониккелевую (пу-
леметные щиты), вольфрамистую и ванадіевую (на
стволы).
Высоко углеродистая сталь, хромовая, хромоникке-
левая, вольфрамистая и ванадіевая сталь обыкно-
венно называются спеціальными сортами стали.
Спеціальные сорта стали рекомендуютъ главнымъ
образомъ, какъ наиболѣе прочные съ высокимъ пре-
дѣломъ упругости.
Для насъ интересно отношеніе перечисленныхъ
сталей къ изнашиванію, ржавленію и разгоранію; съ
точки зрѣнія этихъ вопросовъ и разсмотримъ металлы
углеродистый и спеціальный.
По даннымъ, помѣщеннымъ въ Вѣстникѣ Офицер-
ской Стрѣлковой Школы, изъ практики Штабъ-офи-
19
церовъ, осматривающихъ оружіе въ войскахъ, и по
сообщеніямъ бывшихъ на войнѣ офицеровъ и оружей-
ныхъ мастеровъ, ружейные стволы главнымъ образомъ
изнашиваются отъ ржавчины, значительно меньшій
процентъ стволовъ изнашивается отъ разгоранія по-
роховыми газами и еще меньше отъ истиранія пулей.
Пулеметные стволы преимущественно портятся отъ
разгоранія и въ меньшей степени происходитъ изна-
шиваніе отъ истиранія.
Въ виду возможнаго разгоранія пулеметныхъ ство-
ловъ на каждый пулеметъ считается необходимымъ
имѣть по три запасныхъ ствола.
При переходѣ къ бездымнымъ порохамъ, съ боль-
шимъ давленіемъ и высокой температурой порохо-
выхъ газовъ разгаръ стволовъ и канала орудій уве-
личился въ нѣсколько разъ; число выстрѣловъ до раз-
горанія уменьшилось по крайней мѣрѣ въ два раза.
Послѣдующія измѣненія въ системахъ ружей и
пуль будутъ связаны съ дальнѣйшимъ увеличеніемъ
давленія и температуры разложенія пороха, слѣдова-
тельно, нельзя не считаться съ вопросомъ о разго-
раніи канала стволовъ, который становится въ на-
стоящее время существенно важнымъ.
Относительно сопротивленія стволовъ истиранію
пулями пока извѣстно, что чѣмъ стволъ тверже, тѣмъ
сопротивленіе изнашиванію, стиранію—больше.
Сравнительная проба разныхъ стволовъ на твер
дость по способу Бринелля указываетъ, что поверх-
ность канала Ижевскихъ стволовъ имѣетъ наибольшую
твердость: въ Ижевскихъ стволахъ прокаливается ка-
налъ ствола прогонкой коноплянаго масла подъ из-
2*
20
вѣстнымъ давленіемъ черезъ нагрѣтый до красна
стволъ.
Коэффиціентъ твердости по Бринеллю.
НАИМЕНОВАНІЕ. Мѣсто пробы. Состояніе. Коэффи- ціентъ твердо- сти.
Ствольная сталь Бел- лера на 3 лин. пулеметъ, привезенная изъ Берли- > на Полковникомъ Кры- ловымъ. Стволы Беллера до- доставленные для испы- танія па Тульскій за- водъ. 3 лин. стволы Ижев- скаго завода для ітуле- • метовъ Максима. Ижевскаго завода 3 лин. ружейн. стволы. 1 Снаружи ' ствола. 1 Тоже. Тоже. | Тоже. Наружная поверхность ствола. Впутрен. по верхность ствола. Наружи, по верхность. Внутренняя поверхность канала. Наружи, по верхность. Въ достав- ленномъ видѣ. Въ отожжен. видѣ. Отрицатель- ная калка въ масло. Отпускъ до 600°. Въ достав- лен. видѣ. Тоже. Въ достав- лен. видѣ. Послѣ от- жига. Въ достав лен. видѣ. Въ достав- лен. видѣ. Послѣ от- жига. 262 195 321 228 262 288 269 170 318 241 150
Въ отчетѣ о пріемѣ 124 пулеметовъ Капита-
номъ Крыжановскимъ въ Берлинѣ указывается, что
не смотря на. высокія механическія качества вольфра-
— 21 —
мистой стали Беллера уже послѣ 1000 выстрѣловъ
въ каналѣ стволовъ у пульнаго входа появляются
выгоранія въ видѣ волосовинъ.
Полковникъ Гермоніусъ говоритъ, что «усилія за-
водской техники должны быть направлены въ на-
стоящее время на подысканіе сорта стали наиболѣе
сопротивляющагося разгоранію и на изобрѣтеніе ме-
ханическихъ средствъ для защиты стволовъ отъ раз-
горанія».
Далѣе Полковникъ Гермоніусъ даетъ слѣдующія
объясненія по поводу разгораній канала орудій и пу-
леметовъ.
Разгоранія появляются въ пулеметахъ, въ ружей-
ныхъ стволахъ и въ 3 дюйм. полевыхъ пушкахъ въ
одномъ опредѣленномъ мѣстѣ, а именно у ската ка-
меры при входѣ въ нарѣзы.
Появленіе разгоранія въ этомъ мѣстѣ объясняется
тѣмъ, что пороховые газы обгоняютъ снарядъ до мо-
мента его врѣзанія въ нарѣзы и проходятъ съ боль-
шей скоростью въ узкое отверстіе между снарядомъ
и стѣнками канала.
Когда снарядъ или пуля врѣжется въ нарѣзы, то
прорывъ пороховыхъ газовъ къ дулу прекращается,
вмѣстѣ съ тѣмъ прекращается и разгаръ.
По мѣрѣ разгоранія ствола та часть его, на кото-
рой газы имѣютъ возможность обогнать снарядъ, уве-
личивается, поэтому разгораніе постепенно передви-
гается къ дулу.
Механическія средства для уменьшенія разгоранія
должны быть направлены къ тому, чтобы прекратить
вовсе возможность прорыва газовъ между снарядомъ
и стѣнками канала
22 —
Для этого надо недопустить выходъ газовъ изъ
гильзы до врѣзанія пули или артиллерійскаго сна-
ряда въ нарѣзы.
Съ этой цѣлью могли бы служить кожаные или ме-
таллическіе колпачки, вложенные въ патронѣ подъ пулей.
Плотно прижатыя закраины колпачка не дадутъ
выхода газовъ, пока снарядъ не войдетъ въ нарѣзы.
Въ Лабораторіи Императорскаго Тульскаго Ору-
жейнаго завода въ теченіе многихъ лѣтъ непрерывно
ведутся опыты на ржавчину разныхъ металловъ же-
лѣза и стали въ спеціальныхъ эксикаторахъ въ усло-
віяхъ влажной атмосферы и культуры плѣсени.
Пластинки, вырѣзанныя изъ 3 лин. пулеметныхъ
стволовъ Беллера и Ижевскаго, одинаково полирован-
ныя и заложенныя 17 января 1906 г., до сихъ поръ*)
даютъ слабые признаки ржавленія, не указывая осо-
быхъ преимуществъ спеціальной вольфрамистой стали
передъ закаленной Ижевской.
Пластинки разныхъ сталей отоженныя и закален-
ныя, тщательно полированныя, положенныя на пробу
24 ноября 1904 г., не даютъ большаго привѣса ржав-
чины (не болѣе 0,03°/о отъ своего вѣса). Наибольшую
ржавчину показалъ отоженчый металлъ сравнительно
съ закаленнымъ (въ 3—4 раза болѣе).
Какъ въ закаленномъ, такъ и отожженномъ видѣ на-
иболѣе ржавѣетъ металлъ съ наибольшимъ содержаніемъ
марганца и кремнія (при одномъ содержаніи сѣры).
Есть такіе элементы, входящіе въ составъ стали
и желѣза, какъ марганецъ и сѣра, съ увеличеніемъ
содержанія которыхъ возрастаетъ и способность къ
*) Апрѣль 1906 г.
— 23 —
ржавленію; металлъ чистый только углеродистый безъ
избытка примѣсей въ видѣ марганца, кремнія, сѣры
фосфора и др. является наиболѣе устойчивымъ отъ
ржавчины.
Вольфрамъ, особенно рекомендуемый для повыше-
нія механическихъ качествъ металла, повидимому не
увеличиваетъ способности къ ржавленію.
На выставкѣ въ Дюссельдорфѣ Круппъ экспони-
ровалъ разные спеціальные сорта металла и между
прочимъ металлъ сопротивляющійся ржавчинѣ; пока не
имѣется отзывовъ о достоинствахъ таковаго металла въ
широкой практикѣ примѣненія желѣзныхъ сплавовъ.
Физическое состояніе поверхности металла, микро-
пузырьки, покрывающіе его поверхность, заставляютъ
обратить на нихъ вниманіе.
При содержаніи марганца около 1°/о и болѣе и
сѣры до 0,1°/0 встрѣчаемся съ выдѣленіемъ карбидовъ
марганца (Мп8) вредно вліяющихъ на металлъ въ
смыслѣ ржавчины.
При испытаніи на ржавленіе разныхъ сортовъ
кровельнаго желѣза, въ Лабораторіи Императорскаго
Тульскаго Оружейнаго Завода, болѣе устойчивымъ
отъ ржавчины оказалось лучшее глянцевое уральское
желѣзо, наиболѣе чистое по составу (сѣры—слѣды,
марганца около 0,1, кремнія около 0,01) и физически
хорошо проработанное (чисто катанное) сравнительно
съ южно-русскимъ желѣзомъ, наиболѣе загрязненнымъ
примѣсями (марганца околоО,4°/0 и сѣры около О,О35°/о).
Желѣзо испытывалось и въ естественномъ состоя-
ніи и въ тщательно полированныхъ пластинкахъ.
Приведу данныя анализа ствольной стали Беллера
и Ижевскаго завода на пулемстны и ружейнье стволы-
24
Составъ сталей.
Наименованіе стали. С Угле- родъ. Мп Марга- нецъ Я/ Крем- ній. Р11 Фос- форъ. 8 Сѣра. АѴо Воль- фрамъ
Пулеметные ство- лы Беллера . . . О ' ді 00 0:35 0,21 0,02 0,02 і,35
3 лин. ружейные стволы Беллера . о,43 о.ЗЗ о,2 — — 2/3
Ствольная пуле- метная сталь Ижев- скаго завода . . . о,45 0,23 о,35 — - __
Ружейная стволь- ная сталь Ижев- скаго завода . . . °,42 0,2 0-3 0,2-0.3 — — —
Ствольная воль- фрамистая сталь Ижевскего завода . °43 — 0,39 — — і,85
Ствольная вана- діевая сталь Ижев- скаго завода, ван. Ѵа — О.56% . . . о,43 0,40 о,34 — — —
Всѣ указанные сорта стали безспорно заслужи-
ваютъ вниманіе, какъ представляющіе изъ себя по-
слѣднее рѣшеніе ствольнаго вопроса при современ-
номъ состояніи техники, и дающіе возможность про-
грессировать въ повышеніи балистическихъ качествъ
новаго малокалибернаго и автоматическаго оружія.
Механическое испытаніе сталей Беллера и Ижевской.
Назначеніе и наименованіе сталей. Наибольш. сопр. Удлин. въ °/о. ' Сжат. въ °/о. Пред, упру- гост. Пред. упруг. отъ разрывн. груза въ 0/°- Состояніе металла.
Пулеметные стволы Беллера | 93,і 73 11,5 12,5 36,5 29 69,7 45,3 74,7 62 |въ доставлен.видѣ отожжен.
3 лин. ружейные стволы Беллера. 86 14,8 41.8 66,2 77 въ доставлен. видѣ.
Ствольная пулеметная сталь Ижевс. завода. 105,8 65,5 II 14,7 29,!б 33 72,2 39,4 68,2 6о въ доставлен. видѣ. отожжен.
Ствольная вольфрамистая сталь Ижев. завода. 1 °7,83 9,36 37,67 87,88 8т закаленн. и отпущ. до 600°.
Ствольная ванадіевая сталь Ижев- скаго завода. 109,36 7,84 38,43 88.02 8о
26
Цифры механическаго сопротивленія, перечислен-
ныхъ ствольныхъ сталей иллюстрируютъ, какъ каче-
ство самихъ сталей, такъ и качество ихъ механи-
ческой (ковки и наклепки) и тепловой (закалки и от-
пуска) обработки.
Просматривая высокія механическія качества со-
временной ствольной стали, достигаемыя путемъ
введенія спеціальныхъ примѣсей и тепловой обработ-
ки металла съ цѣлью повышенія предѣла упругости
слѣдуетъ обратить вниманіе на сравнительно малыя
удлиненія и сжатія, свидѣтельствующія объ уменьше-
ніи вязкости металла.
Погоня за высокими предѣлами упругости въ
ущербъ вязкости металла крайне нежелательна для
отвѣтственныхъ артиллерійскихъ издѣлій; не говоря
о трудности разработки такого металла, вязкость же-
лательна, какъ гарантія издѣлія въ смыслѣ его проч-
ности отъ разрыва, съ чемъ надо считаться при не-
благопріятныхъ условіяхъ примѣненія издѣлій при
случайно повышенныхъ давленіяхъ въ стволѣ: пусть
лучше будетъ раздутіе ствола при болѣе вязкомъ ма-
теріалѣ, чѣмъ его разрывъ—при сухомъ жесткомъ
металлѣ.
Вольфрамистая сталь Ижевскаго завода, обрабо-
танная полнымъ отжигомъ послѣ ковки, закалкой въ
масло и отпускомъ при болѣе высокой температурѣ
даетъ большія удлиненія и сжатія: сопр. 107,98 кил.,
пред. упр. 88,47, удл. 13,98°/о и сжатіе 41,66°/0 (при
полномъ отжигѣ — сопр. 76,89 кил.; удл. 13.12°/о;
сжатіе 33,03°/о; пред. упр. 47,32 кил.).
Такой вольфрамистый металлъ конечно предпоч-
тительнѣе: удлиненіе въ 9°/0 или какъ въ вана-
— 27 —
діивой стали въ 7°/0 — малы для отвѣтственныхъ
издѣлій, не взирая на высокій предѣлъ упругости.
Дальнѣйшій прогрессъ техники стального дѣла
долженъ сойти съ указаннаго ложнаго пути и -счи-
таться съ увеличеніемъ вязкости не менѣе, чѣмъ съ
увеличеніемъ предѣла упругости.
Укажу на охотничій стволъ изъ крупповской спе-
ціальной стали, имѣвшей предѣлъ упруг. 56,9 кил.,
сопрот. 97,3 и удл. 1О,7°/о; стволъ этотъ разорвало
на охотѣ.
Въ пулеметѣ такія издѣлія, какъ броневой щитъ,
требуя главнымъ образомъ прочности стали, допуска-
ютъ для своей службы удлиненія меньше 1О°/о.
На Императорскомъ Тульскомъ Оружейномъ за-
водѣ велись испытанія пробиваемости 3 лин. пулями
разныхъ сортовъ стали съ обработкой п безъ обра-
ботки по сравненію съ имѣвшимся щитомъ (завода
Виккерсъ) къ пулемету Максима, при чемъ на ди-
станціи въ 50 шаговъ пулементный щитъ конечно
не пробивался и при ударѣ пули замѣтно получа-
лось оттягиваніе металла, что указывало на его проч-
ность и на тягучесть или вязкость.
Щиты, приготовленные изъ хорошихъ сортовъ угле-
родистой инструментальной стали безъ прибавокъ
хрома и никкеля (углер. 0,6 — 1°/о), съ обработкой
(закалка и отпускъ) и безъ обработки, хотя въ нѣ-
которыхъ случаяхъ и дали удовлетворительный ре-
зультатъ непробиваемость металла, но вмѣсто взду-
тій въ мѣстѣ удара пули были замѣчены трещины,
т. е. ясная хрупкость металла.
Вотъ составъ и механическія качества пулемет-
28
наго щита Максима, приготовленнаго изъ тигельной
спеціальной стали завода Круппа.
Никкель увеличиваетъ вязкость металла и не
смотря на такой громадный предѣлъ упругости 95.7
килгр. удлиненіе все таки получилось около 8°/0, тогда
какъ закаленная высоко углеродистая сталь даетъ
удлиненіе не болѣе 2—4°/0.
Если хромо-никкелевой спеціальной стали давать
послѣ закалки большій отпускъ, не гонясь за циф-
рами предѣла упругости выше 60 — 70 кил., то бу-
демъ имъть удлиненіе до 16°/0 и болѣе при сжа-
тіи около 55°/0.
Я хочу сказать, что техника спеціальныхъ ста-
лей въ настоящее время широко рѣшаетъ задачу вы-
бора подходящаго для даннаго издѣлія металла,—
мѣняя соотвѣственно его обработку можно удовлетво-
рить всѣмъ строгимъ требованіямъ современныхъ ме-
ханизмовъ въ родѣ пулемета.
Для изготовленія другихъ частей пулемета, хотя
и можно въ нѣкоторыхъ случаяхъ пользоваться обы-
кновенными ружейными сортами стапи, но лучше
29
остановиться особенно для замочныхъ частей на спе-
ціальныхъ сортахъ стали.
Многія части пулемета сравнительно съ ружьемъ
находятся въ болѣе тяжелыхъ условіяхъ благодаря слож-
ности и скорострѣльности механизма пулемета.
Требуется упрочненіе высокой закалкой и при-
томъ различной въ разныхъ мѣстахъ одного пред-
мета; приходится соединить условія высокой за-
калки съ наименьшимъ поводомъ издѣлія, чего при
обыкновенныхъ углеродистыхъ сортахъ стали нельзя
достигнуть съ такимъ успѣхомъ и гарантіей долгосроч-
ности издѣлія, какъ при спеціальныхъ сортахъ стали.
Эти послѣдніе позволяютъ примѣнять низшія тем-
пературы закалки, избѣгая всякихъ ухищреній въ
видѣ цементацій и тѣмъ гарантируютъ меньшій по-
водъ частей при закалкѣ и сохраняютъ металлу мел-
кую его микроструктуру, какъ залогъ прочности и
стойкости всякаго миталлическаго издѣлія.
На заводѣ ВеиІзсИе ХѴайеп ипсі МшііііоіізГаЪгік въ
Берлинѣ при изготовленіи частей пулемета поль-
зуются не только высоко углеродистыми сортами
стали (содерж. углерода отъ 0,7—1°/0), но примѣня-
ютъ хромистую сталь (напр. на ударники берутъ
сталь содерж. углер. 0,95°/о и хрома 1°/0).
На ИМПЕРАТОРСКОМЪ Тульскомъ Оружейномъ
Заводѣ также постепенно переходятъ для пулемета
отъ ординарныхъ ружейныхъ сортовъ стали пока къ
высоко углеродистымъ сортамъ, и затѣмъ, какъ по-
кажетъ практика, перейдутъ и къ спеціальному ме-
таллу.
Спеціальный металлъ въ нашей ружейной прак-
тикѣ является матеріаломъ новымъ, его не только
— 30
надо изучить, но и привыкнуть къ обращенію съ нимъ,
надо умѣть использовать его качества, подъучить
контингентъ закальщиковъ-мастеровъ.
Только умѣлое обращеніе и знаніе свойствъ спе-
ціальныхъ сталей обезпечатъ ’ успѣхъ работы и да-
дутъ въ полной мѣрѣ преимущества этихъ новыхъ
сплавовъ.
Глава Ш-я.
Мѣры предохраненія металла отъ ржавчины.
Изъ мѣръ, предохраняющихъ отъ ржавчины, буду
говорить о наиболѣе принятыхъ, научно обработан-
ныхъ и заслуживающихъ въ настоящее время наи-
большаго вниманія не только у насъ, но и загра-
ницей, какъ въ томъ я убѣдился въ бытность мою въ
1904 г. въ командировкѣ заграницей.
Вороненіе, бронзированіе, никкелированіе, травка
и окраска масляной краской настолько общеизвѣстны,
что о нихъ слѣдуетъ напомнить и тамъ, гдѣ предста-
вится возможность, отчего ими и не воспользоваться.
Серьезное вниманіе сейчасъ обращено на такъ
называемую химическую окраску металла, всюду ши-
роко примѣняемую, какъ въ ружейномъ, пулеметномъ,
такъ и въ орудійномъ дѣлѣ.
Заграницей замѣняютъ воронку тамъ, гдѣ можно
бы ее и оставить, химической окраской, не взирая
на большую трудность организаціи работы окраски
сравнительно съ простотой вороненія: такъ произ-
водится химическая окраска крышки, рамки и скобы
3 лин. револьвера системы Нагана на его фабрикѣ
въ Льежѣ.
— 31 —
Химическая окраска направлена на подготовку
пассивности желѣза къ реагированію на него оки-
сляющихъ началъ.
Желѣзо разъ погруженное въ крѣпкую дымящуюся
азотную кислоту, теряетъ способность растворяться
въ другихъ кислотахъ пока образовавшійся наружный
слой окисла не будетъ механически удаленъ.
Пассивность желѣза, происходящая отъ дѣйствія
нисшихъ степеней окисленія, находящихся въ дымя-
щейся азотной кислотѣ, получится и при обыкновен-
ной крѣпкой азотной кислотѣ (48° Боме), если при-
бавить къ ней спирта или эфира, производящихъ съ
азотной кислотой нисшіе окислы (смѣсь спирта и
азотной кислоты I ч. спирта и 2 ч. азотной кислоты
даетъ азотно-кислый этилъ).
При компанаціи химическихъ составовъ для ок-
раски 3 лин. стволовъ, ствольныхъ коробокъ и вообще
ружейныхъ и пулеметныхъ частей (стальныыхъ и же-
лѣзныхъ) выборъ составляющихъ производится съ
разсчетомъ на полученіе пассивности желѣза и стали—
полученія магнитнаго чернаго окисла желѣза (І4ез О*),
не переходящаго при условіяхъ существованія влаж-
ности и кислорода воздуха въ бурый водный окиселъ
желѣза (7Л-2 (НОУ).
Химическая окраска съ полученіемъ на металлѣ
чернаго цвѣта отъ образовавшейся магнитной окиси
желѣза не только не измѣняется отъ керосина, какъ
то принято ошибочно считать, но безразлична и къ
дѣйствію пота и другихъ окисляющихъ началъ.
Приведу рецепты разныхъ составовъ для хими-
ческой окраски стали и желѣза; въ главныхъ своихъ
составляющихъ рецепты довольно близки и какъ мнѣ
32
Рецепты химической
' Названіе \. состава. Состав- ляющія. Новый Туль-! СК. ДЛЯСТВО'1 ловъ и кор.1 Сестро- і рѣдкій. Ижевскаго завода. 1 Французскій со- ставъ изъ трехъ частей. Нѣмецкій
1. 2. і 3-
Гб2 Сіе. 1 2О0!о 10° о — — т. і,5°"
Си 80^. і 4° іо М і — — 2,3°і° — 4,5°'°
02 Не 0. іб°|0 о,7°і° — — 3,5°0 2,25° о —
Н8 СІ2. — о-35°і“ о,ізпі° 5°'° — — —
С1 Ню 0. 6о|п іО,90'0 — — । — — —
Н К Оз. 8°> 3,5°0 — 2:9п;о о.75п‘" Ь59!°
Н С1. 2°|о 4,5 __ I — —
И Н4 С1. — — —' 5% : — — —
Ге СЬ. — — 1% — — 4,5°0 —
С4 Нэ КОе. — — — — - — Зп!°
С2 Не 0+ 2 Н И Оз. — — — — — і,5°іо
Ке 80т. — — — — — — —
Н2 0. 44°0 67.65 84,37"“ 9о°;° 84,3°" 9і°о Е8
пришлось убѣдиться заграницей тамъ примѣняютъ
или рецепты по типу французскаго или въ родѣ вы-
работаннаго мной „новаго Тульскаго".
Лучшими составами считаются содержащіе при
наибольшемъ количествѣ хлористыхъ металловъ еще
азотную кислоту, винный спиртъ и эфиръ.
=- 32 —
окраски желѣза и стали.
Пушечный со- ставъ для ок- раски скоро- етр. пушекъ Гочкисса. Пушечный со- ставъ Обухов- скаго завода для 6“ скоро- стр. пушекъ. Названіе со- става. Состав- ляющія.
5°о — 1 Полуторо-хлористое или । хлорное желѣзо.
2,5п о Мѣдный купоросъ.
4.160,0 о,33''?' Винный спиртъ.
— Сулема.
3,3піо ; — Сѣрный эфиръ.
5«0 1,64% Азотная кислота.
— Соляная кислота.
— — Нашатырь.
— Ѣ91,’> Хлористое желѣзо.
— Кремортоторъ кислый винно-кислый кали.
— - Азотно-кислый этилъ.
1 19, Желѣзный купоросъ.
8оо'о ! 73-40'0 Дистиллированная вода.
Эти составы при меньшемъ числѣ покрытій имѣютъ
большую устойчивость, большую густоту окраски, ров-
ность слоя окраски, легкость въ работѣ — меньшее
число кранцовокъ щетками.
Способовъ окраски не указываю: они мной изданы
въ отдѣльной брошюрѣ.
34
Химическая окраска стали и желѣза является
серьезнымъ средствомъ для предохраненія отъ ржав-
чины.
Химически окрашенныя пластинки, даже опущен-
ныя въ воду, ржавѣютъ только въ мѣстахъ, свобод-
ныхъ отъ окраски; вода, разбрызганная по поверх-
ности крашеныхъ пластинокъ, не даетъ ржавчины.
Вороненіе, при которомъ предохраняющій слой
окисла желѣза получается нагрѣвомъ до опредѣлен-
ныхъ цвѣтовъ побѣжалости, начиная съ 200 и кон-
чая 400° С., также относится къ средствамъ, предо-
храняющимъ отъ ржавчины, но значительно усту-
паетъ въ своей активности химической окраскѣ.
Самая жизненная часть винтовки—каналъ ствола
между тѣмъ остается только чисто отдѣланнымъ на
нашъ невооруженный глазъ, причемъ для сохра-
ненія точности машинной нарѣзки канала даже ста-
раются избѣгать его полировки или свинцовки.
Полировка помогаетъ сбереженію отъ ржавчины,
что подтверждается на опытахъ со ржавчиной, но не
является радикальнымъ средствомъ, избавляющимъ
отъ нея.
Въ этомъ отношеніи пора обратить вниманіе на
химическую окраску каналовъ стволовъ; говорятъ
трудно организовать самую работу окраски. Но техни-
ческія затрудненія не должны служить препятствіемъ
тамъ, гдѣ дѣло касается сбереженія оружія, имъ всегда
можно противопоставить совершенство современной
техники, которая не должна останавливаться передъ
трудностями, ихъ можно такъ или иначе побороть.
Сберегая всѣми имѣющимися средствами наруж-
ную поверхность оружія, забываемъ самую существен-
ную его часть внутреннюю поверхность ствола—его
каналъ.
Смазка канала возможна только при храненіи
ствола и то не всегда дѣйствительная не можетъ из-
мѣнить органическихъ недостатковъ желѣза — его
окисляемости.
Таковой недостатокъ надо исправить заранѣе бо-
лѣе радикальными средствами, изъ которыхъ пока
техника знаетъ единственное—достиженіе пассивно-
сти желѣза при помощи его химической окраски.
Этимъ средствомъ и надо воспользоваться въ
полной мѣрѣ, а на смазку надо смотрѣть, какъ на
вспомогательное средство, устраняющее при храненіи
оружія доступъ окисляющихъ началъ.
Чтобы добиться прочности ствола, мы не ограни-
чиваемся одной природой стали, подвергаемъ металлъ
кромѣ того тепловой обработкѣ — закалкѣ и тѣмъ
увеличиваемъ работоспособность металла.
Такъ и въ данномъ случаѣ надо соотвѣтственной
обработкой химической окраской измѣнить свойства
металла, устранить его чувствительность къ окисленію.
Когда техника предложитъ неокисляемый металлъ,
тогда не потребуется и химическая окраска.
Намъ укажутъ, что окраска вся сотрется при
стрѣльбѣ и чисткѣ, но вѣдь и нарѣзы стираются, и ка-
налъ разгорается, и наружная окраска вся сходитъ и т. д.
Значеніе окраски заключается не только въ по-
лученіи пассивнаго къ окисленію магнитнаго окисла,
но въ заглаживаніи и уничтоженіи всѣхъ рѣзцовинъ,
задиринъ и другихъ неровностей путемъ окисленія
металла и загладки при помощи металлическихъ
кранцовальныхъ щетокъ. Картина неровностей канала
36
рельефно выступаетъ передъ нами при разсматриваніи
„чисто отдѣланнаго канала" подъ микроскопомъ.
Если одна полировка канала и та помогаетъ его
сбереженію, то какія же могутъ быть возраженія
противъ болѣе сильнаго средства—окраски.
Прежде омѣдняли пулеметный стволъ для предо-
храненія его отъ ржавчины въ кожухѣ, а теперь
стволъ также, какъ и ружейный, химически окра-
шивается.
Въ тѣхъ мѣстахъ, гдѣ окраска сходитъ, ржавчина
появляется, но это сравнительно въ небольшихъ ко-
личествахъ, при внимательномъ уходѣ такая ржав-
чина не имѣетъ серьезнаго значенія.
ГЛАВА IV.
Смазка оружія.
Смазка не мѣняетъ свойствъ стали и желѣза въ
ихъ способности ржавѣть, а только предохраняетъ
обработанныя соотвѣтствующимъ образомъ металли-
ческія поверхности отъ доступа къ нимъ окисляю-
щихъ началъ.
Кромѣ того смазка не можетъ измѣнить и состоя-
ніе поверхности металлическаго издѣлія; захватан-
ныя руками и покрытыя разъѣдающимъ потомъ и
пылью поверхности чѣмъ бы ни смазывали, все равно
заржавѣютъ.
Въ большинствѣ случаевъ забываютъ приведен-
ныя положенія и смотрятъ на смазку, какъ на сред-
ство, залечивающее всѣ недостатки въ природѣ ме-
талла и въ состояніи его поверхности, какъ въ смыслѣ
чистоты отдѣлки этой поверхности, такъ и въ смыслѣ
37
присутствія постороннихъ вредно вліяющихъ на ме-
таллъ элементовъ.
Передъ смазкой должна быть соблюдена своя
антисептика смазываемыхъ поверхностей: оружіе
должно быть тщательно промыто чистымъ керосиномъ
и досуха перетерто. Если бы представилась надоб-
ность. можно допустить и щелочную промывку.
На Тульскомъ Заводѣ при фабрикаціи въ боль-
шихъ количествахъ обоймъ къ 3-хъ лин. винтовкѣ,
не взирая на ихъ обильную смазку ружейнымъ са-
ломъ при укупоркѣ послѣ пріема по лекаламъ, ока-
зывалась большая ржавчина на металлѣ, особенно въ
лѣтнее время. Когда стали въ барабанахъ перемы-
вать обоймы отъ грязи и пота керосиномъ послѣ
всѣхъ переходовъ фабрикаціи и осмотра и перетирать
ихъ въ такихъ же барабанахъ хорошо высушенными
древесными опилками, явленіе ржавчины прекрати-
тилось.
Въ составъ пота входитъ много разныхъ элемен-
товъ кромѣ воды,—хлористыя соли калія и натрія
(поваренная соль) и друг. всего около 1О°/0.
При болѣзненномъ выдѣленіи пота, что очень
часто встрѣчается у людей потливыхъ, реакція пота
всегда кислая; потъ содержитъ кислоты муравьиную,
уксусную, масляную, пропіоновую, капроновую и др.,
придающія поту свойственный ему особый запахъ.
Ко всякой смазкѣ, принятой и рекомендуемой для
оружія, должны быть предъявлены общія требованія.
1) Смазка должна предохранять поверхность ме-
талла отъ проникновенія воздуха, влажности и дру-
гихъ окисляющихъ началъ; требуется непроницаемость
смазки,
38
2) Смазка при всевозможныхъ условіяхъ примѣ-
ненія не должна измѣняться въ смыслѣ вреднаго
вліянія на металлъ, не должна окисляться, прогорь-
кать.
3) Смазка должна быть нейтральная, никоимъ
образомъ не обнаруживая кислотныхъ свойствъ при
обыкновенной температурѣ, а также въ присутствіи
влажности и высокой температуры.
4) Необходима, во избѣжаніе стеканія смазки, дос-
таточная ея вязкость и липкость, но нельзя допус-
тить смазку, высыхающую въ пленку, съ трудомъ
удаляемую съ смазываемой поверхности.
5) Не допускается растрескиваніе слоя смазки,
покрывающаго металлъ и обратно стеканіе смазки при
температурѣ ниже 40°.
6) Какъ выяснилось въ нашу послѣднюю кампа-
нію, смазка во время морозовъ настолько отвердѣвала,
что нельзя было дѣйствовать смазаннымъ затворомъ
винтовки.
• Приходится поставить и еще требованіе смазкѣ —
не застывать въ твердую массу при низкой темпе-
ратурѣ.
7) Принимая жидкія и въ то же время достаточно
липкія смазки, если таковыя техника выработаетъ
придется требовать неиспаряемость смазки при обы-
кновенной температурѣ.
Изъ разсмотрѣнія приведенныхъ требованій яв-
ствуетъ, что нейтральные свѣжіе растительные и жи-
вотные жиры, окисляющіеся, прогорькающіе и высы-
хающіе на воздухѣ, слѣдуетъ признать непригодными
на дѣло смазки оружія.
Въ настоящее время вопросъ о хорошей смазкѣ
39
сведенъ къ употребленію нефтяныхъ продуктовъ, какъ
наиболѣе нейтральныхъ, неизмѣняемыхъ, вязкихъ и
достаточно липкихъ.
Разсмотримъ наиболѣе распространенные изъ
нефтяныхъ продуктовъ.
Керосинъ относится къ наиболѣе измѣняемымъ изъ
серіи нефтяныхъ продуктовъ.
Благодаря образующимся подъ вліяніемъ свѣта и
воздуха нефтянымъ кислотамъ, переходящимъ затѣмъ
въ изомеры уксусной и муравьиной кислотъ, керо-
синъ обладаетъ въ слабой степени способностью раст-
ворять ржавчину или скорѣе отъѣдать ее отъ метал-
ла, на которомъ ржавчина показалась.
Легкая испаряемость керосина дѣлаетъ его без-
вреднымъ на металлъ.
Керосинъ, въ виду вышепоставленныхъ требованій
къ смазкѣ, совершенно непригоденъ для смазки ору-
жія и годится только, какъ промывка для винтовокъ,
взамѣнъ воды.
Отсутствіе въ керосинѣ воды и его легко-испа-
ряемость дѣлаютъ керосинъ незамѣнимымъ для про-
мывки канала винтовокъ, для перетирки частей оружія
и для отчистки ржавчины.
Самъ по себѣ керосинъ, какъ показали опыты съ
нимъ на пластинкахъ, не даетъ ржавчины; отъѣдая
ржавчину отъ металла, керосинъ въ то же время
остается безвреднымъ къ металлу при его слабо раз-
витой кислотности и летучести, какъ самого керосина,
такъ и продуктовъ его окисленія.
При керосиновой промывкѣ винтовокъ въ стволъ
не вводится элементовъ, благопріятствующихъ обра-
зованію ржавчины, при самой небрежной протиркѣ
40
послѣ промывки керосиномъ мы не рискуемъ, какъ
при промывкѣ водой, оставить въ каналѣ элементы,
необходимые для образованія ржавчины.
Говорятъ, что въ частной практикѣ продаютъ во-
дянистый и грязный керосинъ, но вѣдь и въ аптекар-
скихъ магазинахъ продаютъ американскій вазелинъ
для медицинскихъ цѣлей, который совершенно для
этого непригоденъ.
Обезвреживаніе керосина для цѣлей промывки такъ
просто, что всякій съ успѣхомъ можетъ его исполнить.
Надо взятъ сухой или лучше прокаленной на сковородкѣ
поваренной соли, мелко истолченной, насыпать ее на
фильтровальную бумагу, свернутую въ фунтикъ и вло-
женную въ любую стеклянную или жестяную воронку,
наставленную надъ чистой сухой бутылкой, гь пропу-
стить нѣсколько разъ черезъ этотъ импровгьзированный
фильтръ покупной керосинъ—вотъ тотъ методъ обез-
вреживанія керосина, которымъ устраняются всѣ воз-
раженія противъ его примѣненія.
Легкія минеральныя масла (соларовое, олеонидъ,
файноль, веретенное) и болѣе тяжелыя—олеонафты
по своей сравнительно малой вязкости не удовлетво-
ряютъ общимъ требованіямъ смазки при обыкновенной
температурѣ.
При температурѣ ниже нуля эти масла будутъ
удобны для смазки.
Но если въ войскахъ держать чистый неокислен-
ный керосинъ для промывки, то имъ всегда можно
развести густое ружейное сало до желаемой конси-
стенціи.
Бояться ржавчины отъ керосина, да еще на хо-
лоду по меньшей мѣрѣ неосновательно.
41
Твердый парафинъ, легко распускаемый на огнѣ и
его аналоги церезины (желтый и бѣлый) и манносе-
тинъ (растворъ парафина въ скипидарѣ) могутъ слу-
жить для смазки неподвижныхъ частей машинъ или
для смазки хранящихся въ складахъ машинъ, но ни-
какъ не для военнаго оружія, гдѣ нельзя допустить
растрескиваніе слоя затвердѣвшей смазки и такимъ
образомъ обнажить поверхность металла, предоставляя
его непосредственному дѣйствію окисленія.
Американскій вазелинъ, какъ показываютъ обшир-
ные опыты лабораторіи Императорскаго Тульскаго
Оружейнаго Завода—лучшая смазка для предохраненія
тъ ржавчины.
Вазелины надо различать: я говорю о естествен-
номъ американскомъ вазелинѣ, а не объ искусствен-
ныхъ вазелинахъ, представляющихъ растворъ пара-
фина въ вазелиновомъ маслѣ (зто масло получается
вторичной перегонкой соларовыхъ маслъ).
Естественный вазелинъ плавится при 30° и при 45°
становится жидкимъ.
Искусственный вазелинъ плавится при болѣе вы-
сокихъ температурахъ, чѣмъ американскій вазелинъ,
но за то этотъ послѣдній обладаетъ большей вяз-
костью.
Ружейное сало и разные типы пушечнаго сала пред-
ставляютъ изъ себя композиціи или растворы цере-
зина въ какомъ либо цилиндровомъ маслѣ или тяже-
ломъ олеонафтѣ: распускаютъ на огнѣ твердый цере-
зинъ и приливая по немногу соотвѣтствующую порцію
цилиндроваго масла, тщательно перемѣшиваютъ смѣсь
на горяче.
42
Характеристика маслъ.
НАЗВАНІЕ. МАСЛЪ. Удѣльный вѣсъ на вѣ- сахъ Мора. Температура вспышки на при- борѣ Ленскаго Мартенсъ. При нагрѣвѣ въ 50° С.
Вязкость по Энглеру Вязкость по Липе- пау.
Тяжелое сола- ровое масло (вазелинов.) . 0,866-0,868 139—120 1,9 1,7
Веретенное масло .... 0,895-0,897 155—170 2,85 5,1
Машинное масло . . . 0,907—0,909 190-197 6,57 10,6
Цилиндровое масло .... 0,912-0,916 202 -206 13,28 20,23
Нефтяныя масла по типу раздѣляются на болѣе
легкія и болѣе тяжелыя—эти послѣднія имѣютъ боль-
шій удѣльный вѣсъ, большую температуру вспышки и
большую вязкость или скорость истеченія при опре-
дѣленной температурѣ на приборахъ Липенау или
Энглера, выраженную въ градусахъ относительно воды.
Для чистыхъ нефтяныхъ маслъ вязкость тѣсно
связана съ температурой вспышки и при маломъ срав-
нительно измѣненіи удѣльнаго вѣса оба эти качества
измѣняются въ значительной степени.
Такимъ образомъ и при изслѣдованіи ружейнаго
сала и вообще вазелина надо помнить, что между
указанными факторами также существуетъ тѣсная связь.
Парафинъ и церезинъ при высокой температурѣ
43
вспышки имѣютъ въ расплавленномъ состояніи очень
низкую вязкость.
При температурахъ около 50 С. примѣсь къ ци-
линдровому маслу церезина только понижаетъ вязкость,
смѣшаннаго съ нимъ масла, а при низкихъ темпера-
турахъ церезинъ увеличиваетъ густоту продукта.
Итакъ для полученія хорошей и вязкой ружейной
смазки необходимо брать за основаніе густое, вязкое
нефтяное масло съ примѣсью относительно неболь-
шого количества церезина, что вполнѣ оправдываетъ
установившееся требованіе отъ этого продукта высо-
кой температуры вспышки въ 205—210 С.
Для выбора смазки для даннаго оружія правильнѣе
всего испытать ее работой или непосредственнымъ ея
примѣненіемъ при всѣхъ условіяхъ сбереженія и хра-
ненія оружія.
На основаніи таковыхъ опытныхъ данныхъ выра-
батывается рядъ научныхъ пріемовъ, охватывающихъ
всѣ условія практики примѣненія смазки.
Испытаніе производится на спеціальныхъ прибо-
рахъ наиболѣе принятыхъ и точныхъ.
Опредѣляютъ удѣльный вѣсъ на вѣсахъ Мора и
Вестфаля или на спеціальныхъ пикнометрахъ.
Это опредѣленіе имѣетъ цѣну только при точныхъ,
научно оборудованныхъ приборахъ и тогда удѣльный
вѣсъ служитъ вѣрной характеристикой того продукта,
который ищетъ изслѣдованіе.
Предыдущая таблица показываетъ насколько ха-
рактеренъ удѣльный вѣсъ для разныхъ продуктовъ
перегонки нефти въ ихъ постепенности отгона.
При смазкахъ композиціяхъ удѣльный вѣсъ те-
ряетъ свое значеніе въ точности указаній продука, но
44
все же даетъ опредѣленныя представленія въ томъ,
съ какимъ матеріаломъ имѣютъ дѣло: такъ, ружейное
сало разныхъ фирмъ и марокъ имѣетъ удѣльный вѣсъ
отъ 0,910—0,916, рѣзко его оттѣняющій отъ есте-
ственныхъ вазелиновъ типа американскаго вазелина,
удѣльный вѣсъ которыхъ заключается въ границахъ
0,865-0,885.
Прибавлю, что удѣльный вѣсъ интересенъ, какъ
извѣстная характеристика масла или мази, но далеко
не служитъ показателемъ основныхъ свойствъ смазки:
нельзя напр. сказать, что американскій вазелинъ бла-
годаря своему низкому удѣльному вѣсу будетъ хуже
ружейнаго сала, менѣе вязокъ, или менѣе проницаемъ.
Опредѣленіе удѣльнаго вѣса необходимо, какъ ха-
рактеристика для выясненія типа смазки, но не для
опредѣленія основныхъ ея свойствъ, указанныхъ въ
требованіяхъ отъ смазки.
Температура вспышки смазки, опредѣляемая на при-
борахъ Пенскаго-Мартенсъ, даетъ указаніе къ какому
сорту маслъ надо отнести изслѣдуемую смазку—къ
тяжелымъ или легкимъ погонамъ нефти.
Эта характеристика минеральныхъ маслъ тѣс-
но связана съ вязкостью маслъ: чѣмъ вяз-
кость смазки больше, тѣмъ выше и вспышка. Качества
смазки пропорціональны вспышкѣ.
Тяжелые погоны нефти обладаютъ наиболѣе вы-
сокой точкой вспышки и имъ болѣе всего присущи
качества хорошей смазки, предохраняющей металлъ
отъ ржавчины—вотъ почему число градусовъ вспышки
и входитъ прямо пропорціонально, въ такъ называе-
мый „коефиціентъ качествъ смазки".
Этотъ коеффиціентъ, какъ увидимъ ниже, слагается
изъ многихъ факторовъ, вліяющихъ прямо или обратно
на достоинства смазки.
Изъ приведенныхъ данныхъ въ таблицѣ характе-
ристики минеральныхъ маслъ видно, какъ точка
вспышки маслъ, начиная отъ легкихъ погоновъ (сола-
ровыхъ маслъ) съ точкой вспышки въ 120—139 доходитъ
до 206° для тяжелыхъ погоновъ (цилиндровыя масла).
Американскій вазелинъ имѣетъ точку вспышки
около 235°, а ружейное сало различныхъ выработокъ
даетъ вспышку отъ 202 — 216° С.
Вязкость смазкгі представляетъ изъ себя одно изъ
самыхъ существенныхъ качествъ смазки, на которое
должно быть обращено больше всего вниманіе пріем-
щиковъ и изслѣдователей.
Подъ вязкостью масла разумѣютъ его междуча-
стичное сцѣпленіе или внутреннее треніе между ча-
стицами масла; липкость — свойство частицъ масла
прилипать къ какимъ либо поверхностямъ металличе-
скимъ и другимъ, липкость —это внѣшнее треніе между
частицами масла и соприкасающимися съ нимъ по-
верхностями.
Въ минеральныхъ маслахъ въ ихъ постепенности
погоновъ липкость безусловно находится въ зависи-
мости отъ вязкости: чѣмъ послѣдняя больше, тѣмъ
больше и липкость.
Вязкость есть отвлеченное число, показывающее
во сколько разъ время истеченія масла черезъ опре-
дѣленнаго діаметра отверстіе болѣе времени истече-
нія воды черезъ то же отверстіе при одинаковыхъ
условіяхъ температуры и давленія.
Вязкость маслъ больше всего принято опредѣлять
при температурѣ 50° С.
46
Наибольшимъ распространеніемъ для испытанія
вязкости пользуется приборъ Энглера; въ лабораторіи
Императорскаго Тульскаго Оружейнаго Завода кромѣ
Энглера употребляютъ приборъ Пенскаго Липенау.
При выборѣ смазки важно ея свойство непроницае-
мости къ окисленію, которое всецѣло находится въ
зависимости отъ вязкости и липкости масляныхъ про-
дуктовъ.
Какая существуетъ разница въ вязкости для раз-
ныхъ погоновъ нефти, видно изъ таблицы характери-
стики маслъ.
Для маслъ композицій и вазелиновъ имѣемъ слѣ-
дующія цифры вязкости на приборѣ Липенау.
Вязкость композицій.
Вязкость
при 50°.
Искусственный желтый вазелинъ (растворъ
церезина въ вазелиновомъ маслѣ). . 4
Искусственный бѣлый вазелинъ (растворъ
парафина въ вазелиновомъ маслѣ). . 7,2
Настоящій американскій вазелинъ , . . 26
Ружейное сало..........................21,5—22,7
Обыкновенно опредѣленіе вязкости и для смазокъ
производятъ при температурѣ 50°.
Насколько выборъ этой температуры для испыта-
нія вязкости оказывается соотвѣтствующимъ при пробѣ
маслъ, назначенныхъ для цилиндровъ паровыхъ ма-
шинъ, для подшипниковъ и для поливки инструмента,
настолько при пробѣ смазки для оружія эта темпера-
тура является искусственно выбранной.
Смазку для предохраненія оружія употребляютъ при
всѣхъ температурахъ, начиная отъ самыхъ низкихъ
47
(ниже 0) и рѣдко превышая въ среднемъ темпера-
туру 35° С.
Слѣдовательно при этой критической температурѣ и
надо опредѣлять главное свойство смазки ея вязкость.
Парафинъ и церезинъ, входящіе въ составъ сма-
зокъ—композицій, повышаютъ качества цилиндроваго
масла или тяжелаго олеонафта (растворителей пара-
фина и церезина) въ смыслѣ увеличенія вязкости
смазокъ, какъ разъ до температуръ плавленія пара-
фина и церезина (около 50°).
Пробуя вязкость при 50° С., близко стоящей къ
точкѣ плавленія твердыхъ составляющихъ смазокъ—
композицій, получимъ пониженіе вязкости растворите-
лей (олеонафтовъ и разнаго сорта цилиндровыхъ маслъ)
Сортъ м а с л а. Вязкость при 50°.
Обыкновенное цилиндровое масло Но-
беля 34,07
Тоже масло съ прибавкой 5% бѣлаго церезина 12,72
Значеніе прибавокъ къ жидкимъ продуктамъ твер-
дыхъ заключается въ повышеніи вязкости этихъ жид-
кихъ при комнатной температурѣ, не превосходящей
35° С.; достаточно такой прибавки въ количествѣ 5°/0,
чтобы видѣть, какъ въ однихъ и тѣхъ же условіяхъ
подъ парами окислителей ржавѣютъ пластинки, сма-
занныя однимъ цилиндровымъ масломъ и не даютъ
ржавчины пластинки, смазанныя тѣмъ же цилиндро-
вымъ масломъ съ прибавкой 5°/0 церезина.
Не слѣдуетъ смѣшивать церезинъ и парафинъ.
/18
Церезинъ это очищенный озокеритъ (озокеритъ
содержитъ 36—5О°/0 парафина, около ЗО°/0 жидкихъ
легкихъ погоновъ нефти, около 10—2Оо/о тяжелыхъ
маслъ и Ю°/о остатковъ).
Парафинъ кристаллизуется и поэтому самъ по
себѣ не годится для предохраненія металла отъ ржав-
чины: онъ растрескивается на намазанныхъ имъ по-
верхностяхъ и пропускаетъ окисляющія начала,
Распуская твердый парафинъ на огнѣ и смѣшивая
его съ какимъ либо масломъ даже при обыкновенной
температурѣ получимъ растрескиваніе слоя смазки,
если количество парафина въ избыткѣ и онъ выкри-
сталлизовывается изъ раствора.
Церезиновыя смазки, въ которыхъ парафинъ также
выдѣляется, все таки лучше парафиновыхъ, такъ какъ
здѣсь кристалличность парафина парализуется вязкостью
тяжелыхъ маслъ, входящихъ въ составъ церезина.
Кромѣ того этотъ послѣдній болѣе липокъ, чѣмъ па-
рафинъ, что также служитъ къ увеличенію достоинствъ
церезиновыхъ смазокъ.
Американскій вазелинъ содержитъ парафинъ въ
аморфномъ видѣ, почему этотъ продуктъ и считается
по смазывающей способности выше искусственныхъ
композицій или растворовъ какъ церезиновыхъ, такъ
тѣмъ болѣе парафиновыхъ.
Испытывая вязкость продуктовъ на приборѣ Эн-
глера при температурахъ ниже 50°, видимъ значеніе
прибавки церезина въ обыкновенное масло въ смыслѣ
увеличенія его вязкости.
49
Вязкость по Энглеру.
.Температу- ра при испы- таніи вяз- кости. Вязкость по Энглеру въ градусахъ.
1 Цилиндровое ’ Тоже масло съ масло Нобеля. 5^/о церезина.
50° 40° 35 30 ! 12.9 11,2 23,7 23,33 34.11 35,68 47,65 । 125,88
Начиная съ 35°, значеніе церезина замѣтно ска-
зывается.
Преимущества американскаго вазелина въ его
большей вязкости противъ мазей съ церезиномъ, та-
кихъ какъ ружейное сало, видны при спеціальномъ
испытаніи на приборѣ Энглера.
Вытеканіе изъ прибора Энглера.
(Количество смазки въ граммахъ на 1 минуту).
Темпера- тура ІІСПЫ- танія. Ружейное сало. Американскій ва- зелинъ.
26° 33 37 4,31 10,051 13,397 Не вытекаетъ. 0,154 0,853
Въ приборѣ Липенау трубочки для вытеканія
масла болѣе длинныя и узкія, чѣмъ въ приборѣ Эн-
глера, поэтому на приборѣ Липенау вліяніе липкости
замѣтнѣе, соотношеніе вязкостей липкаго американ-
скаго вазелина съ менѣе липкимъ ружейнымъ саломъ
гораздо рѣзче на приборѣ Липенау, чѣмъ на приборѣ
Энглера.
50
На приборѣ Энглера вязкость американскаго вазе-
лина мало отличается отъ вязкости ружейнаго сала,
между тѣмъ на приборѣ Липенау соотношеніе полу-
чается другое.
Темпера- тура испы- танія. Вязкость амери- канскаго вазе- липа. Вязкость ружей- наго сала.
50 26 21,5—22,7
60 13,54 10,23
70 8,84 - 6,92
Изъ опредѣленія вязкостей разныхъ нефтяныхъ
продуктовъ становится очевиднымъ преимущество
американскаго вазелина, но только настоящаго не
фальсифицированнаго, который продается у Ферейна
въ Москвѣ и у другихъ дрогистовъ въ оригинальной
укупоркѣ.
Нефтяные продукты съ вязкостью ниже 20 при
50° С. на приборѣ Липенау не годятся на дѣло сбе-
реженія оружія отъ ржавчины.
Угаръ смазокъ или испаряемость въ теченіи опре-
дѣленнаго времени при температурѣ 100—150° (въ
количествѣ 5 гр.) служитъ характеристикой присут-
ствія въ маслѣ большаго или меньшаго количества
легкихъ или обратно тяжелыхъ погоновъ.
Ружейное сало въ этомъ отношеніи ниже вазелина
въ 5 разъ, а олеонафтъ въ 17 разъ, т. е. американ-
скій вазелинъ содержитъ болѣе тяжелые погоны нефти,
слѣдовательно, онъ менѣе измѣняемъ.
Реакція смазки требуется нейтральная или слабо-
щелочная, но отнюдь не кислотная—отъ этого зави-
— 51
ситъ все достоинство смазки: въ самомъ дѣлѣ пред-
ставимъ себѣ тяжелую, вязкую смазку типа вазелина
съ кислой реакціей, въ этомъ существенномъ недо-
статкѣ потонутъ всѣ хорошія качества смазки, ме-
таллъ окислится не отъ доступа окисляющихъ на-
чалъ, а отъ присутствія кислоты въ маслѣ.
Патенты на „введеніе свободной щелочи въ смазку“
не только не заслуживаютъ серьезнаго вниманія, но
мало того—такія смазки должны быть признаны вред-
ными для оружія. Избытокъ щелочи въ смазкѣ, вы-
брасываемой при выстрѣлѣ изъ канала, не спасаетъ
отъ окисловъ азота при разложеніи пороха.
При грязномъ захватанномъ потными руками
оружіи щелочь не гарантируетъ металлъ отъ ржав-
чины: только чистыя поверхности металла противо-
стоятъ ржавчинѣ. Подъ пылью и грязью ржавчина заво-
дится самостоятельно и кромѣ того трудно нейтрализо-
вать щелочью кислотность пота, внѣдреннаго въ грязь-
Сама по себѣ ѣдкая щелочь переходитъ посте-
пенно въ углекислую, подвергающуюся въ прикосно-
веніи съ желѣзомъ двойному разложенію, при ко-
торомъ желѣзо, переходя сначала въ углекислое, вы-
дѣляетъ углекислоту и превращается въ ржавчину.
Такія явленія ржавчины были замѣчены въ 3-хъ
дм. полевыхъ пушкахъ при смазкѣ темнымъ саломъ
Пастухова, очищаемымъ сѣрной кислотой и известью
(данныя проф. А. Сапожникова).
Ружейное сало Я° 03 Фролова съ щелочной реак-
ціей давало на металлѣ ржавчину.
Механически выдѣляющаяся щелочь вслѣдствіе вы-
вѣтриванія, сама по себѣ, какъ постороннее вещество,
52
не предохраняющее отъ доступа влаги, кислорода и
углекислоты, позволяетъ развиться ржавчинѣ.
Это свойство смазки, тѣсно связанное съ ея
вязкостью и липкостью, изслѣдуется въ спеціальномъ
эксикаторѣ, состоящемъ изъ большого стекляннаго
колокола, плотно притертаго къ матовому стеклу-
поддону. Подъ колоколъ ставятъ двѣ стеклянныхъ
чашки одна надъ другой при помощи деревянной
подставки.
На верхнюю чашку кладутъ стальныя или желѣз-
ныя пластинки, однообразно полированныя и смазан-
ныя тонкимъ слоемъ смазки, каждый разъ одина-
ковымъ.
Лучше всего сравнивать смазки на непроницае-
мость съ настоящимъ американскимъ вазелиномъ.
На нижнюю чашку наливаютъ воду подкисленную
азотной кислотой.
Если такія же смазанныя пластинки ставить въ
томъ же эксикаторѣ только въ парахъ влаги и кисло-
рода, то появленіе ржавчины затягивается на нѣ-
сколько мѣсяцевъ.
Въ парахъ влаги и азотной кислоты опытъ на
проницаемость идетъ только ускореннымъ темпомъ;
соотношеніе между разными смазками въ ихъ степени
проницаемости остается то же самое, будемъ-ли мы
вести опытъ ускоренно въ парахъ азотной кислоты
или въ присутствіи влаги, кислорода и углекислоты
воздуха.
Проба смазки въ парахъ азотной кислоты особенно
поучительна въ оцѣнкѣ достоинствъ смазки, самое
испытаніе идетъ быстро, наблюденіе вести удобно.
Можно этотъ опытъ вести и съ другой какой-либо
53
кислотой: соляной, уксусной — какая имѣется подъ
руками.
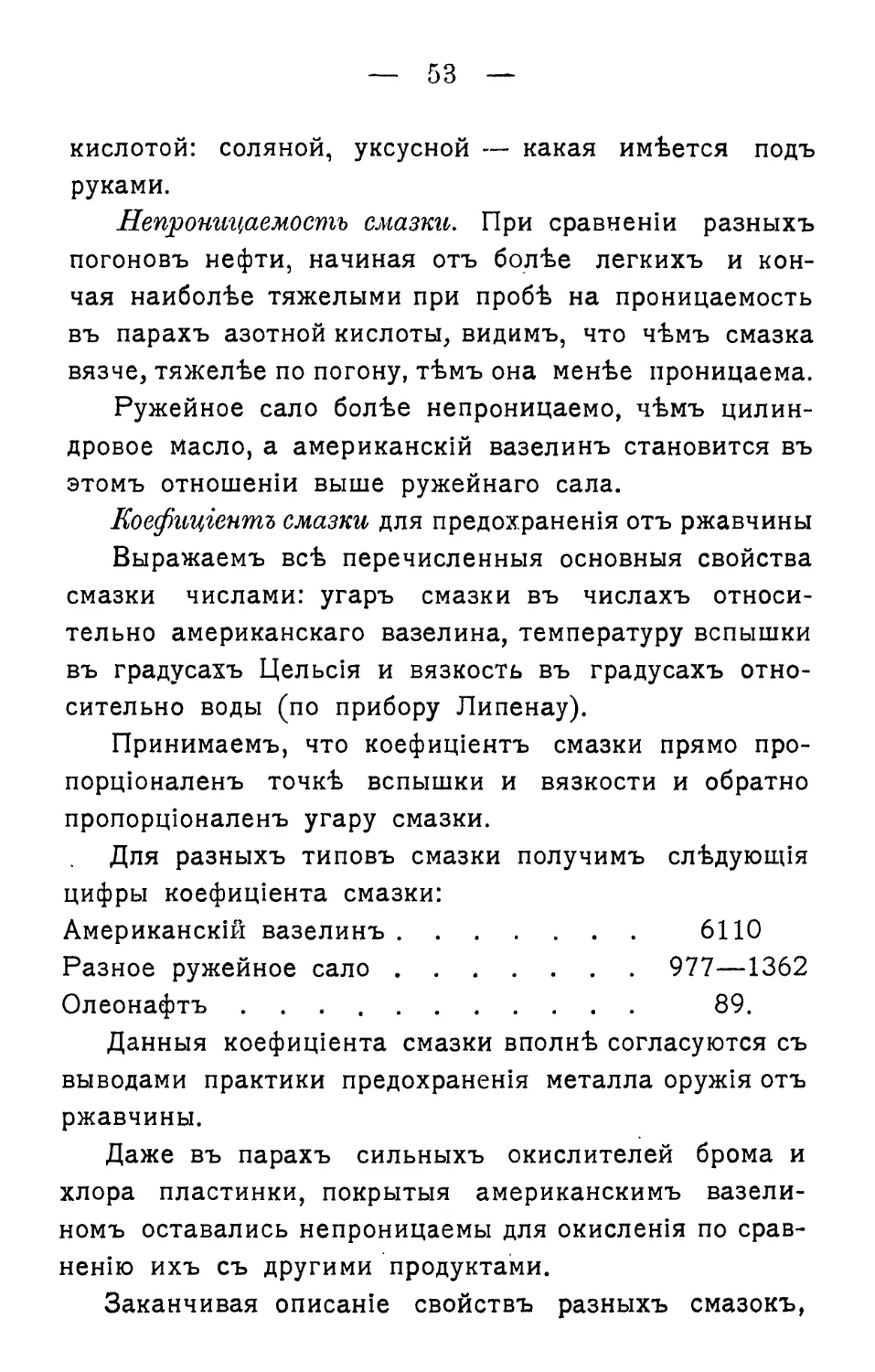
Непронгщаемостъ смазки. При сравненіи разныхъ
погоновъ нефти, начиная отъ болѣе легкихъ и кон-
чая наиболѣе тяжелыми при пробѣ на проницаемость
въ парахъ азотной кислоты, видимъ, что чѣмъ смазка
вязче, тяжелѣе по погону, тѣмъ она менѣе проницаема.
Ружейное сало болѣе непроницаемо, чѣмъ цилин-
дровое масло, а американскій вазелинъ становится въ
этомъ отношеніи выше ружейнаго сала.
Коефгщіентъ смазки для предохраненія отъ ржавчины
Выражаемъ всѣ перечисленныя основныя свойства
смазки числами: угаръ смазки въ числахъ относи-
тельно американскаго вазелина, температуру вспышки
въ градусахъ Цельсія и вязкость въ градусахъ отно-
сительно воды (по прибору Липенау).
Принимаемъ, что коефиціентъ смазки прямо про-
порціоналенъ точкѣ вспышки и вязкости и обратно
пропорціоналенъ угару смазки.
Для разныхъ типовъ смазки получимъ слѣдующія
цифры коефиціента смазки:
Американскій вазелинъ................... 6110
Разное ружейное сало................. 977—1362
Олеонафтъ................................ 89.
Данныя коефиціента смазки вполнѣ согласуются съ
выводами практики предохраненія металла оружія отъ
ржавчины.
Даже въ парахъ сильныхъ окислителей брома и
хлора пластинки, покрытыя американскимъ вазели-
номъ оставались непроницаемы для окисленія по срав-
ненію ихъ съ другими продуктами.
Заканчивая описаніе свойствъ разныхъ смазокъ,
54
не могу не остановиться на предложеніи въ 1902 году
для смазки 3 лин. ружей масла „Марсъ".
Это масло было предложено фирмой Деглингъ, о
немъ въ свое время много писалось въ Инвалидѣ,
указывая, что это масло примѣняется въ Германіи,
что оно годно не только для смазки оружія, но и для
смазки сапогъ, однимъ словомъ, масло „Марсъ“—уни-
версальное.
Масло „Марсъ" представляетъ изъ себя дегриро-
ванную ворвань или рыбій жиръ, т. е. продуктъ обра-
ботки при производствѣ замшевыхъ кожъ.
Искусственно приготовляютъ дегру изъ 6 частей
аміачно-олеиноваго мыла, 8 частей олеиновой кислоты,
2 частей ворвани или рыбьяго жира и 31/2 частей
дубильнаго раствора, тщательно перемѣшивая смѣсь
перечисленныхъ продуктовъ.
Масло „Марсъ"—мутное, даетъ отстой дегры, ми-
неральныхъ примѣсей не имѣетъ, на консистенцію
мазисто и нѣсколько липнетъ.
По анализу масло Марръ даетъ слѣдующія числа:
Удѣльный вѣсъ..........................0,929
Температура вспышки по Мартенсу. . . 165°
Скорость истеченія по Липенау .... 77 сек.
или вязкость въ градусахъ................ 6.
При пробѣ на олифовку черезъ мѣсяцъ получается
привѣсъ 7,54°/о, т. е. масло высыхаетъ, олифуется.
Какъ продуктъ органическаго происхожденія и кис-
лотнаго характера масло даетъ ясно выраженную кис-
лую реакцію.
По сравненію съ принятыми продуктами для смазки
получимъ слѣдующія показанія на масло „Марсъ".*'
*) См. таблицу на стр. 55.
Сравнительныя данныя.
НАИМЕНОВАНІЕ СМАЗКИ. Удѣльный і вѣсъ 1 Темпера* тура вспышки Вязкость въ градусах ъ Коефиціентъ смазки Угаръ 1 Проба подъ парами азотпой кислоты, про- ницаемость.
А мерикапскій вазе- лп пъ 0,882 235 26 6110 1 Выдерживаетъ. 1
Ружейное сало № 1 . 0,9165 205-210 21,5-22,7 977-1362 4,62 Выдерживаетъ хуже. От
Пушечное сало . . . 0,907 195 12 117 18,5 Выдержив. знач. хуже. 1
Олеонафтъ 0,905 135 11 89 16,6 Не выдерживаетъ.
Масло Марсъ .... 0,929 165 6 60,5 2,2 Не выдерживаетъ.
56
Изъ приведенныхъ данныхъ видно насколько масло
„Марсъ“ стоитъ ниже принятыхъ у насъ смазокъ и
по своей смазывающей способности не годится на дѣло
предохраненія оружія отъ ржавчины.
Что касается примѣненія масла „ Марсъ “ для смазки
кожъ, то по испытаніи его въ этомъ отношеніи на
разныхъ сортахъ кожевеннаго товара, масло оказалось
хорошимъ для предохраненія кожъ отъ порчи.
Особенно рекомендуютъ масло для смазки охотничь-
ихъ сапогъ, благодаря его липкости (масло олифуется).
Одно время поднимался вопросъ объ изготовленіи сма-
зокъ для оружія въ войскахъ, какія же смазки, кромѣ при-
нятыхъ и разобранныхъ нами, можно рекомендовать?
Жидкое и липкое масло Марсъ, какъ показало из-
слѣдованіе, не годится на дѣло сбереженія оружія;
техника смазочныхъ матеріаловъ пока не выработала
такого продукта, который бы, будучи жидкимъ, въ то
же время отличался требуемой вязкостью и липко-
стью, дающими возможность примѣнять масло и въ
жару и въ морозъ съ одинаковымъ успѣхомъ для сбе-
реженія оружія и предохраненія металла отъ ржав-
чины. Надо оговорить: жидкое масло легче впиты-
ваетъ пыль, что всегда служитъ залогомъ ржавчины.
Подводя общій типъ смазки подъ условія предо-
храненія металла при принятой смазкѣ—ружейномъ
салѣ № 1, можно остановиться на слѣдующихъ ре-
цептахъ для изготовленія смазки въ войскахъ.
По этимъ рецептамъ мной были изготовлены смазки
и отправлены для изслѣдованія въ ихъ практическомъ
примѣненіи въ Офицерскую Стрѣлковую Школу.
Необходимое условіе изготовленія смазки въ ча-
стяхъ войскъ—пріобрѣтеніе чистыхъ матеріаловъ, ней-
— 57 —
тральныхъ на реакцію степени очистки отъ кислотъ
и щелочи.
Смазка № 1.
10 частей цилиндроваго масла Нобель.
1 часть желтаго церезина.
Смазка № 2.
22 части цилиндроваго масла Нобель.
1 часть церезина.
Смазка № 3,
25 частей цилиндроваго масла Нобель.
1 часть церезина.
Смазка Л? 4.
300 частей цилиндроваго масла Рагозина марки ООК.
12 частей церезина.
Всѣ эти смазки готовятся, распуская церезинъ на
огнѣ и постепенно прибавляя въ жидкую массу подо-
грѣтое цилиндровое масло, при этомъ тщательно пе-
ремѣшивая, получаемъ однородную по консистенціи
смазку-композицію.
Смазка № 1 хрупка и тверда. Смазки № 2, № 3
и № 4 довольно близки къ ружейному салу. Смазка
№ 4, благодаря лучшимъ качествамъ цилиндроваго
масла, получилась наиболѣе подходящей подъ типъ
ружейнаго сала.
Въ угоду требованій на свойство липкости смазки
я изготовилъ смазку № 5:
100 част. олеонафта (уд. в. 0,906, тем. всп. 190° С.).
10 част. желтаго церизина.
3,5 част. чистаго зеленаго фабричнаго мыла.
Тщательно смѣшавъ распущенный на огнѣ цере-
зинъ съ олеонафтомъ, я стиралъ зеленое мыло съ
полученной смѣсью въ фарфоровой ступкѣ.
— 58' —
Эта смазка хотя и липкая, но благодаря своей по-
розности оказалась при пробѣ въ парахъ сильныхъ
окислителей значительно хуже 4-хъ предыдущихъ.
Для частей пулемета при обращеніи съ ними на
стрѣльбѣ примѣняютъ смазку изъ смѣси 2 част. ве-
ретеннаго масла и 1 части чурочнаго скипидара.
Эта смазка очень удобна при манипуляціяхъ съ
пулеметомъ, хорошо въ ней хранить и части замка
пулемета.
Для сбереженія пулеметовъ у насъ примѣняютъ
или ружейное сало или американскій вазелинъ; аме-
риканскимъ вазелиномъ мажутъ всѣ части внутрен-
няго механизма, а ружейнымъ саломъ смазываютъ
наружныя части пулемета.
Бронзовыя части ничѣмъ не смазываются, а только
вытираются сухой ветошью или концами отъ пристав-
шаго пота и грязи: ихъ предполагаютъ покрывать
спеціальной масляной краской въ матовый темносѣ-
рый цвѣтъ.
ГЛАВА V.
Уходъ за оружіемъ.
Уходъ за ружьями и пулеметами состоитъ: 1) въ
уходѣ за оружіемъ передъ стрѣльбой, 2) во время
стрѣльбы, 3) послѣ стрѣльбы и 4) при долгомъ хра-
неніи оружія въ магазинахъ и складахъ.
Во всѣхъ случаяхъ ухода за оружіемъ требуется
большое вниманіе, наблюдательность, знаніе и пони-
маніе въ дѣлѣ сбереженія оружія.
Передъ стрѣльбой механизмъ ружья и пулемета
долженъ быть тщательно осмотрѣнъ и очищенъ отъ
пыли и грязи.
Хотя смазка и вытѣсняется при выстрѣлѣ, прак-
59
тика рекомендуетъ передъ стрѣльбой смазываніе ка-
наловъ стволовъ ружья и пулемета.
Механизмъ ружья передъ стрѣльбой легко смазы-
вается ружейнымъ саломъ, а механизмъ пулемета
смазываютъ смазкой № 6, (веретенное масло съ ски-
пидаромъ).
Во время самой стрѣльбы желательна смазка ка-
наловъ стволовъ ружья и пулемета, но при суще-
ствующихъ условіяхъ стрѣльбы производить ее трудно
и даже невозможно: возобновлять смазку въ стволѣ
послѣ каждаго выстрѣла можно будетъ при введеніи
въ патронъ просальниковъ, отъ которыхъ напрасно
отказались при принятіи 3 лин. патрона.
Вопросъ о принятіи просальниковъ въ той или
иной формѣ напрашивается на разрѣшеніе—вотъ куда
должны быть направлены усилія изобрѣтателей.
Съ введеніемъ просальниковъ устраняются небла-
гопріятныя условія разложенія бездымнаго пороха: газы
дѣйствуютъ не непосредственно на металлъ, а на ме-
таллъ, предохраняемый въ той или иной мѣрѣ не-
проницаемой смазкой.
Значеніе просальниковъ для пулемета было кромѣ
того указано.
. Послѣ стрѣльбы, если нельзя приступить немед-
ленно къ чисткѣ канала, его смазываютъ ружейнымъ
саломъ: значеніе этой смазки устранить непосред-
ственное вліяніе воздуха на загрязненный каналъ
Безъ этой мѣры предосторожности непосредствен-
ное дѣйствіе воздуха и влаги только увеличило-бы
вредное вліяніе загрязненія на металлъ канала.
На эту смазку надо смотрѣть, какъ на временную
60
мѣру, послѣ чего надо приступить къ тщательной
чисткѣ канала.
Для этого смачиваютъ концы керосиномъ и про-
тираютъ каналъ до полной его чистоты, заканчивая
протирку сухими концами.
Весь остальной механизмъ точно также протираютъ
или сразу сухой ветошью или концами, или предва-
рительно отчищая его керосиномъ.
Бѣлые концы можно замѣнить сухой, чесаной пак-
лей; пакля должна быть безъ кострики.
Покончивъ съ чисткой винтовки или* пулемета
внимательно осматриваютъ чистоту канала и частей
механизма, не остались-ли гдѣ слѣды ржавчины или
налета, послѣ чего смазываютъ винтовку ружейнымъ
саломъ, а пулеметъ американскимъ вазелиномъ.
Если ржавчина трудно поддается отчисткѣ кероси-
номъ,приходится дѣйствовать какой либо кислотой, наи-
болѣе слабой, лучше всего уксусной, нейтрализуя ея
дѣйствіе послѣдующей промывкой растворомъ соды, тог-
да выдѣляющаяся углекислота разрыхляетъ ржавчину.
Такія промывки кислотой и содой надо произво-
дить поперемѣнно возможно быстрѣе и, закончивъ про-
мывку чистой водой, протереть каналъ досуха.
Ржавчина вначалѣ своего развитія легко удаляется
механически, но когда закись желѣза переходитъ въ
окись и какъ бы сростается съ металломъ, надо смо-
чить концы керосиномъ и зачистить заржавѣвшее мѣ-
сто или смочивъ ржавчину керосиномъ, оставить ее
замокнуть и дать возможность керосину отъѣсть при-
кипѣвшую ржавчину, при этомъ слабыя нефтяныя
кислоты растворяютъ ближайшій къ металлу слой за-
киси желѣза и такимъ образомъ ослабляютъ связь
61
металла съ слоемъ ржавчины, которая послѣ этого
легко удаляется механически.
При сильно развитой ржавчинѣ плотно приросшей
къ металлу ее можно ослабить или химическими реаген-
тами—уксусомъ и содой или металлической щеткой.1
Вмѣсто уксуса можно брать слабый растворъ со-
ляной кислоты, виннокаменную кислоту и др.
Чистки металлическими щетками бояться нечего:
каналъ ствола каленый до той высокой твердости,
какая была указана, а прутья щетки желѣзные на-
клепаные или сырые —стальные.
Металлическая щетка нужна кромѣ того для запо-
лировки получившейся раковинки послѣ отъѣдані
ржавчины: если оставить проржавѣвшее мѣсто не за.
чищеннымъ, оно послужитъ тутъ же началомъ новой
ржавчины, благодаря шероховатости металлической
поверхности выѣдины.
При долгомъ храненіи винтовокъ и пулеметовъ въ
складахъ и магазинахъ прежде всего требуется раціо-
нальное устройство таковыхъ помѣщеній; объ этомъ
условіи обыкновенно забываютъ, предоставляя всѣ не-
благопріятныя случайности сбереженія восполнить,
если не достоинствомъ самой смазки, то количествомъ
ея, для чего настолько обильно смазываютъ меха-
низмы, что съ нихъ смазка течетъ, но этимъ ни-
сколько не устраняются недочеты помѣщенія.
Помѣщенія должны быть свѣтлыя, сухія, хорошо
вентилируемыя, чтобы не дать возможности развиться
сырости и плесени; въ такихъ условіяхъ храненія
обиліе смазки не требуется.
Главное зло всѣхъ нашихъ помѣщеній—пыльный
-62
грязный полъ магазиновъ не только не мощеный, но
часто земляной.
Между тѣмъ помѣщенія для храненія оружія должны
быть съ поломъ, потолкомъ, прекрасно устроенными
деревянными стелажами; нельзя допускать рѣзкихъ
переходовъ температуръ, лучше всего при нашемъ
климатѣ эти помѣщенія время отъ времени протапли-
вать для уничтоженія сырости.
На пыль въ помѣщеніяхъ обыкновенно не обра-
щаютъ вниманіе, между тѣмъ пыль уничтожаетъ всѣ
преимущества хорошей смазки.
Разсматривая подъ микроскопомъ запыленныя сма-
занныя металлическія части, видно, какъ смазка впи-
тывается пылью и постепенно обнажаетъ поверхность
металла для окисленія.
Въ мѣстахъ соприкосновенія пыли съ металломъ
всегда начинается ржавчина: чистыя металлическія
части мѣсяцами лежатъ нетронутыя ржавчиной въ
атмосферѣ влажности и плесени, но стоитъ ихъ не-
много запылить, какъ черезъ непродолжительное время
появляются первые признаки ржавчины, быстро за-
тѣмъ развивающейся.
Въ присутствіи пыли слой смазки уменьшается,
благодаря впитыванію ею пылью, поэтому жидкія смазки
и непригодны для сбереженія металла отъ ржавчины.
Американскій вазелинъ, благодаря своей вязкости-
однородности смѣси и непроницаемости, не позво-
ляетъ пыли быстро впитывать жидкія части.
При жидкой смазкѣ и смазкѣ съ примѣсью болѣе
легкихъ погоновъ, смазкѣ, представляющей смѣсь жид-
кихъ и твердыхъ частей нефтяныхъ погоновъ, пыль какъ
бы погружается отъ верхняго слоя смазки къ металлу.
63
При американскомъ вазелинѣ слой пыли не опу-
скается, не проникаетъ толщи смазывающаго веще-
ства, пыль только прилипаетъ къ его поверхности и
задерживается.
При хорошемъ магазинѣ для храненія, при отсут-
ствіи пыли, при періодическомъ пересмотрѣ смазан-
наго оружія слой смазки, взятый на чистый платокъ
даетъ только сальное, но не грязное пятно.
Для смазки металлическихъ частей оружія, ихъ
надо, чисто до суха вытерѣвъ, намазывать смазкой
непремѣнно изъ чистой посуды и чистой хорошей ще-
тинной кистью.
Лѣтъ 10 тому назадъ на Тульскомъ Заводѣ еще
примѣняли въ качествѣ посуды для смазки коробки
отъ сардинъ, въ углахъ которыхъ покоилась нако-
пившаяся грязь. Смазку брали такими же грязными
кистями, о чистотѣ рукъ и не думали.
И даже теперь, когда давно заведена для смазки
эмалированная посуда, рабочихъ трудно убѣдить въ
соблюденіи строгихъ правилъ чистоты, имъ это пред-
ставляется ненужнымъ педантизмомъ и излишней на-
чальнической строгостью. Приходится заставлять —
промывать начисто кисти для смазки керосиномъ и
насухо ихъ вытирать чистой ветошью.
' Руки смазчиковъ оружія должны быть чистыя, не
потливыя, страдающихъ потливостью нельзя прини-
мать на эту работу.
Пыль и грязь въ помѣщеніяхъ, гдѣ производится
смазка оружія, казалось бы недопустима, между тѣмъ
за недостаткомъ мѣста трудно выдѣлить такія помѣ-
щенія и слѣдовательно и содержать ихъ въ чистотѣ.
Р^мые магазины для хпаненія металла и пулем
е-
64
товъ—просто на просто каменные безъ потолка сараи
съ землянымъ или плохо мощеннымъ поломъ; долго
хранившійся въ нихъ металлъ весь проржавѣлъ, не
взирая на смазку, роль которой сведена на задержи-
ваніе пыли, а не на предохраненіе отъ ржавчины.
Приведенные факты интересны, какъ иллюстрація то-
го, какъ мало знакомы съ правилами сбереженія металла
и издѣлій изъ него даже въ спеціальныхъ учрежденіяхъ.
Надо много труда и времени, чтобы убѣдить въ
необходимости соблюденія этихъ правилъ.
Все кажется, что не въ этихъ мелочахъ суть дѣла:
главное—смазка, металлъ и его качества.
Мы видѣли, что металлъ, его отдѣлка и достоин-
ства смазки конечно играютъ роль въ дѣлѣ сбере-
женія оружія, но врядъ-ли спасетъ отъ пыли
какая-бы то ни была смазка; американскій вазе-
линъ лучше другихъ смазокъ сопротивляется про-
никанію пыли, но и ему есть предѣлъ, когда нибудь
и онъ откажетъ, не говорю о другихъ смазкахъ.
Грязная смазка, нечистыя поверхности металла и
пылъ при всѣхъ достоинствахъ смазки не спасутъ ме-
таллъ отъ ржавчины.
Требуется широкое распространеніе правилъ сбе-
реженія оружія и металла; необходимо съ ними зна-
комить какъ старшихъ, такъ и низшихъ служащихъ,
въ вѣдѣніи которыхъ находится оружіе.
При нашихъ оружейныхъ школахъ, изъ которыхъ
выходятъ оружейные мастера, эти казалось бы зна-
токи всего оружейнаго дѣла и тѣмъ болѣе сбереженія
оружія, къ сожалѣнію не получаютъ въ этомъ напра-
вленіи самыхъ элементарныхъ свѣдѣній.
Вѣстямъ ОфицерекогСтр^довой ІПгаы.
Выходитъ два раза въ мѣсяцъ, сообщая о ‘ теку-
щихъ усовершенствованіяхъ, имѣющихъ отношеніе»
главнымъ . образомъ, къ стрѣлковому, оружейному
пулеметному дѣлу. Въ Журналѣ" помѣщаютсясвѣдѣнія
о .дѣятельности школы и ружейнаго полигона; резуль-. • ‘
таты опытовъ полигона, съ оружіемъ, пулемётами* й
приборами; производимыя - на полигонѣ '.опытныя
. стрѣльбы; стрѣлковое и пулеметное дѣло въ ино-
страньіы^ъ5 арміяхъ; статьи, касающіяся стрѣлковаго
и' пулеметнаго дѣла. Въ приложеніяхъ помѣщаются —
офиціальныя распоряженія, касающіяся оружія и
стрѣльбы. ’
Подписная цѣна. (24 съ приложеніями)
4 руб. въ годъ.
Подписка принимается въ г« Ораніенбаумѣ въ ре-
; дакціи «Вѣстника».
1. Нововведенія въ вооруженіи иностранныхъ-’
армій ч. I, Новые патроны къ германской винтовкѣ <
обр. 1898 г„ Сост. В. -Федоровъ. Ц; 35 к. \\
2. Чертежъ Улин. пулемета Максима на лафетѣ.
Сост? Н. Филатовъ. Изд. 2-ое, 1907 г. Цѣна 1 р. 25 коп.
• 3. Чертежъ.3.лин, пулемета Максима на треногѣ,
.Сост. Н. Филатовъ. 1907 г. Цѣна .1 р. 25 коп.
< Сбереженіе 3 лин. ружей й 3 лин. пулемётовъ \
отъ ржавЧийы. Сост. И. Крыловъ. І907- г. Цѣна 50 коЩ