/














































Автор: Сырков А.К.
Теги: машиностроение проектирование зданий издательство судостроение издательство ленинград
Год: 1970



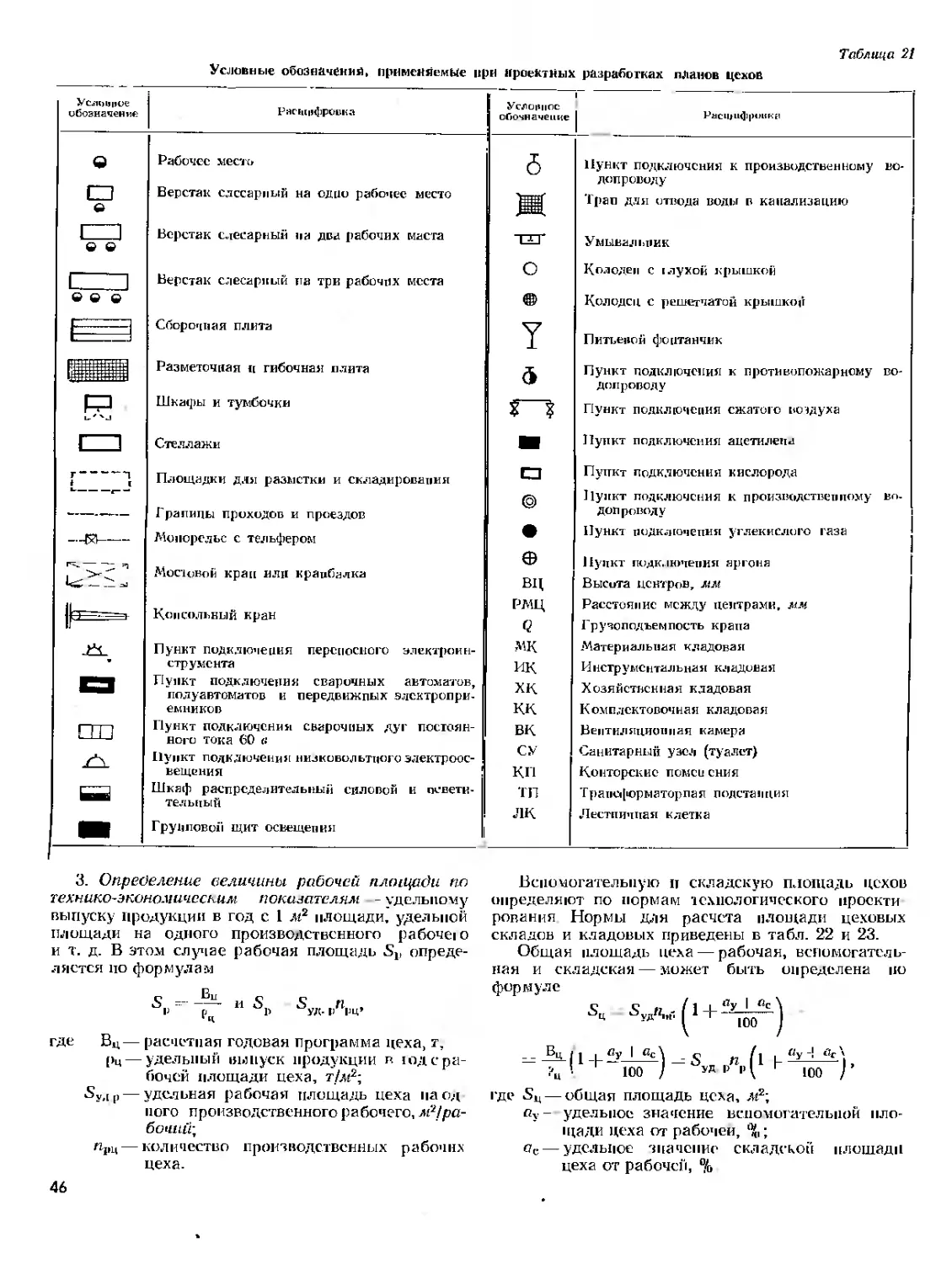
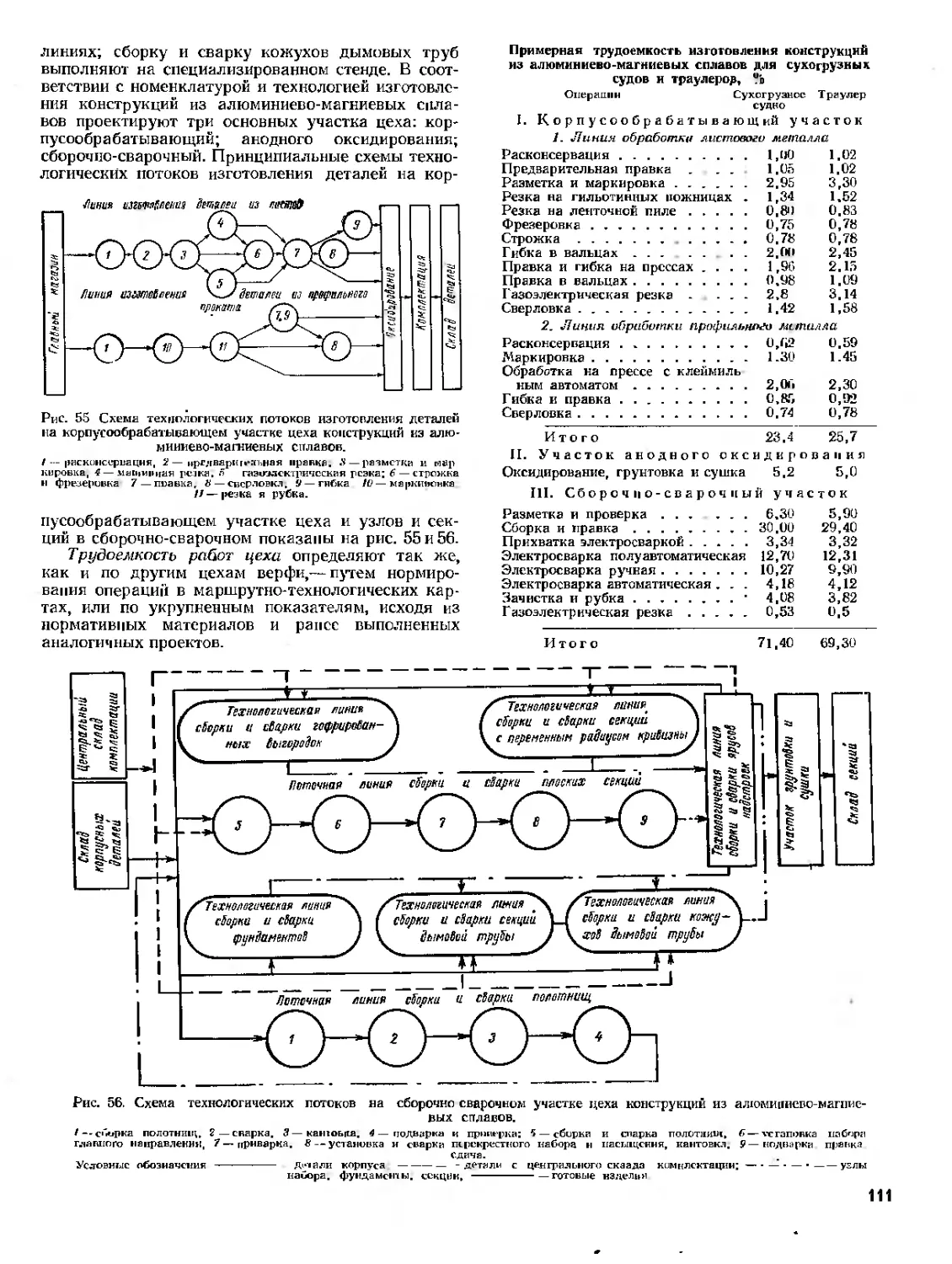
Текст
А. К. СЫРКОВ
основы
ТЕХНОЛОГИЧЕСКОГО
ПРОЕКТИРОВАНИЯ
СУДОСТРОИТЕЛЬНЫХ
ВЕРФЕЙ
И ЦЕХОВ
Допущено Мшиичерством высшего и среднего специаль-
ного образования СССР в качестве учебного пособия для
кораблестроительных вузов и факультетов
БИШбША
tasfj. ммлитии.
—am
ЛЕНИНГРАД 1970
СЫРКОВ А. К.
С-95 Основы технологического проектирования
судостроительных верфей и цехов. Л., ,.Судо-
строение1*, 1970
204 с.
В книге изложена методология обоснований и расчетов, неоСходи
мых при разработке проектов судостроительных верфей, предназна
чеппых для гюсгройки современных морских трвпенортных и рыбо-
промысловых судов с металлическим корпусом. Приведены пркперные
исходные данные для проиггнроаакня, а также примерные энергети-
ческие и техиико-экономнческне показатели основных цехов верфи
Книга является учебным пособием для преподавателей и студентов
кораблестроительных ву.лв п факультетов и может быть полезна для
инженеров и техников проектных и технологических организаций су-
достроительной промышленности
3—18—5
20—70
629.128.1.001.2(07)
Предисловие
Отличительной чертой современной судо-
строительной промышленности является постройка
сложных и крупных судов на специализированных
верфях со сложными стапельными и спусковыми
сооружениями, эллингами, сборочными, монтаж-
ными и комплектующими цехами, оснащенными
разнообразным (в значительной мере—уникаль-
ным) оборудованием, позволяющим вести работы
наиболее прогрессивными методами.
Технический уровень проектируемых и строя-
щихся судов систематически повышается. Это
предъявляет особые, все возрастающие требования
к средствам производства на верфях и требует от
проектантов постоянного совершенствования вы-
пускаемой проектной документации на основе но-
вейших достижений науки и техники.
Проектирование судостроительных верфей —
это весьма трудоемкий творческий процесс боль-
шого коллектива специалистов, призванных ре-
шить комплекс разнообразных технических вопро-
сов. Наиболее важным из них является определе-
ние при разработке технологической части проекта
исходных данных (т. е. методов и способов по-
стройки судов, основных технологических процес-
сов, объема, трудоемкости и продолжительности ра-
бот по этапам), а также определение и расчет
необходимых для производства материальных и
людских ресурсов. В связи с этим одной из главных
задач проектирования верфей является обоснова-
ние принимаемых в проектах исходных данных и
технических решений.
Рассмотрению этих вопросов и посвящено пред-
лагаемое учебное пособие. Однако его не следует
рассматривать как руководство, в котором даются
исчерпывающие рекомендации по разработке всех
частей проектов верфей. Оно является лишь попыт-
кой изложить в краткой форме методологию тех-
нологических проектных разработок как судострои-
тельной верфи в целом, так и отдельных ее цехов.
Приведенный в книге материал знакомит чита-
теля с основными положениями и стадиями про-
ектирования, выбором и обоснованием метода и
организации постройки судов, специализацией и
кооперированием верфей, определением объемов,
трудоемкости и продолжительности постройки су-
дов, общими данными по проектируемой судострои-
тельной верфи и более подробно — с методикой и
практикой проектирования основных цехов верфи.
Проектные решения по отдельным цехам рас-
сматриваются применительно к организации серий-
ной постройки морских транспортных и рыбопро-
мысловых судов. Отличительной чертой такой орга-
низации является разделение цехов на две специа-
лизированные группы, объединяющие:
а) корпусные и сборочно-монтажные цехи, кото-
рые выполняют обработку корпусной стали, сборку
и сварку- узлов и секций, сборочно-монтажные ра-
боты в блоках и на судах, включая испыгания и
сдачу судов заказчику;
б) комплектующие цехи, которые сдают свою
продукцию на центральный склад комплектации
или в сборочно-монтажные цехи и в монтажных
работах на судне не участвуют.
Примерные проектные решения изложены
в книге применительно к условной классификации
судостроительных верфей, а также с учетом услов-
ных годовых расчетных программ и принятых су-
дов-представителей.
Приведенные проектные показатели по верфям
в целом и отдельным цехам не являются норматив-
ными: они дают только ориентировочное представ-
ление об исходных данных и технико-экономических
показателях проектируемых средств производства
и позволяют лучше понять методику проектиро-
вания. Оборудование и планировка цехов также
приведены лишь в качестве примеров, причем пла-
нировка цехов отражает, в основном, принципиаль-
ные решения, и в практике проектирования может
3
быть Иной — в зависимости от принятой техноло-
гии, организации производства, запланированного
оборудования, схем и средств механизации.
При работе над книгой были использованы раз-
личные технические условия, нормы и инструкции
по разработке проектов и смет для промышленного
строительства и данные из периодической печати по
отечественному и иностранному судостроению.
Изложенный материал с достаточной полнотой
отвечает учебной программе курса «Проектирова-
ние судостроительных верфей» (включая курсовое и
дипломное проектирование), читаемого студентам
кораблестроительных вузов и факультетов. Книга
рассчитана на студентов, достаточно знакомых
с конструкцией корпуса судна, судовыми устрой-
ствами, механизмами, системами и вопросами об-
щей технологии постройки судов. Она в равной
мере может быть полезна инженерно-техническим
работникам проектных и технологических организа-
ций и предприятии судостроительной промышлен-
ности.
Автор приносит глубокую благодарность всем
товарищам по работе за ценные советы и замеча-
ния, направленные на пополнение, систематизацию
и уточнение материалов книги.
Отзывы о книге просим направлять по адресу
издательства «Судостроение»: Ленинград, Д-65, ул.
Гоголя, 8.
ЧАСТЬ ПЕРВАЯ
ОБЩИЕ ВОПРОСЫ
ПРОЕКТИРОВАНИЯ
СУДОСТРОИТЕЛЬНЫХ
ЦЕХОВ И ВЕРФЕЙ
ГЛАВА I
ОСНОВНЫЕ ПОЛОЖЕНИЯ.
СТАДИИ ПРОЕКТИРОВАНИЯ
Р
• азвитие судостроения определяется пер-
спективными планами народного хозяйства СССР.
Увеличение выпуска судов может быть осущест-
влено за счет действующих судостроительных вер-
фей и заводов, более интенсивного использования
мощностей путем внедрения прогрессивной орга-
низации и технологии производства; реконструк-
ции и расширения действующих судостроитель-
ных предприятий; строительства новых верфей и
судостроительных заводов. При этом роль нового,
реконструируемого или расширяемого судострои-
тельного предприятия и его мощность определя-
ются специально разрабатываемыми технико-
экономическими обоснованиями. Размер верфи
зависит от типа строящихся судов, объема их годо-
вого выпуска и от типа самой верфи.
В зависимости от основных данных судов, рас-
четной программы и намечаемой технологической
схемы их постройки определяют основные средства
производства верфи, включая здания и технологи-
ческое оборудование, стапельные места и спуско-
вые сооружения, крановое и другое подъемно-
транспортное оборудование.
В социалистической промышленности при тер-
риториальном размещении предприятия руковод-
ствуются двумя основными принципами:
а) всемерным приближением промышленности
к источникам сырья и районам потребления про-
дукции;
б) размещением новых промышленных объек-
тов с расчетом на наиболее быстрый подъем хозяй-
ства в отстающих районах.
Одним из важных является также принцип
комплексного развития экономических районов.
Под комплексным развитием судостроительной
промышленности подразумевается создание такого
комплекса предприятий, которые обеспечивали бы
постройку судов материалами, механизмами, обо-
рудованием, аппаратурой, арматурой, отливками,
поковками и т. д. Не менее важное значение имеют
природные условия того района, в котором пред-
полагается построить судостроительное предприя-
§ 1. ОБЩИЕ ПОЛОЖЕНИЯ
тие. Они должны быть пригодны для создания
основных сооружений верфи, включая стапельные
места, спусковые сооружения, достроечные на-
бережные, акваторию, защитные сооружения (молы
и дамбы) и водные пути.
По организации постройки судов
судостроительные предприятия разделяются на
следующие типы: судостроительные заводы, судо-
строительные верфи, судосборочныс верфи и сда-
точные базы.
Судостроительный завод — это предприятие,
имеющее в своем составе как корпусные и монтаж-
ные цехи, обеспечивающие постройку судов, так и
машиностроительные цехи, изготовляющие главные
и вспомогательные механизмы, котлы, судовое обо-
рудование И другие комплектующие изделия.
Судостроительная верфь — это предприятие,
имеющее средства производства, обеспечивающие
изготовление деталей и конструкций корпуса, кор-
пусного насыщения, трубопроводов, систем, изоля-
ции и отделки помещений и обеспечивающие сбо-
рочно-монтажные работы при постройке судов, их
испытания и сдачу.
Судосборочная верфь предприятие, имеющее
средства производства только для сборки корпуса
из деталей, узлов и секций, поступающих с других
предприятий, а также для выполнения сборочно-
монтажных и достроечных работ, испытаний и
сдачи судов. В отличие от судостроительной верфи
судосборочная верфь не имеет корпусообрабаты-
вающего и сборочно-сварочного цехов.
Сдаточная база — предприятие, обеспечиваю-
щее только проведение ходовых и сдаточных испы-
таний судов. На базах имеются оборудованные
набережные или пирсы для стоянки судов, мастер-
ские. для устранения дефектов, выявленных в про-
цессе испытаний судов, необходимые энергетиче-
ские объекты и склады. В отдельных случаях на
сдаточных базах предусматривают достройку и
проведение швартовных испытаний судов
Наиболее эффективными из судостроительных
предприятий являются судостроительная верфь и
5
завод судового машиностроения; эти предприятия
характеризуются большей специализацией и более
развитым кооперированием, чем предприятие ши-
рокого профиля, типа судостроитсльно-машино-
строительного завода. Поэтому многие машино-
строительные производства, существовавшие на
судостроительных предприятиях, в процессе раз-
вития советского судостроения были переданы в со-
ответствующие отрасли машиностроения или выде-
лены в самостоятельные предприятия судового
м аш иностроения.
Все судостроительные предприятия могут быть
подразделены на следующие категории:
по материалам корпуса строящихся судов —
на предприятия металлического, железобетонного,
пластмассового, деревянного и композитного судо-
строения;
по специализации — на предприятия для по-
стройки определенных типов судов, например, тан-
керов, сухогрузных судов, рыболовных траулеров,
буксирных судов и т. д.;
по району плавания судов — на предприятия
морского, речного и озерного судостроения;
по объему выпуска судов — на предприятия
индивидуальной и малосерийной постройки судов,
малосерийной и серийной, серийной и крупно-
серийной;
по преобладающему методу постройки судов —
на предприятия секционной или крупносекционной
постройки на наклонных стапелях и в доках,
блочно-секционной и блочной постройки — при
поточно-позиционной организации производства,
секционной — при поточно-позиционной или кон-
вейерной организации;
по сложности судов, определяющей состав ос-
новных средств производства,— на предприятия по-
стройки судов особой сложности, средней сложно-
сти и несложных.
Кроме того, важным показателем является
характеристика (размеры) судов, определяющая
параметры сооружений верфи, а также численность
работающих.
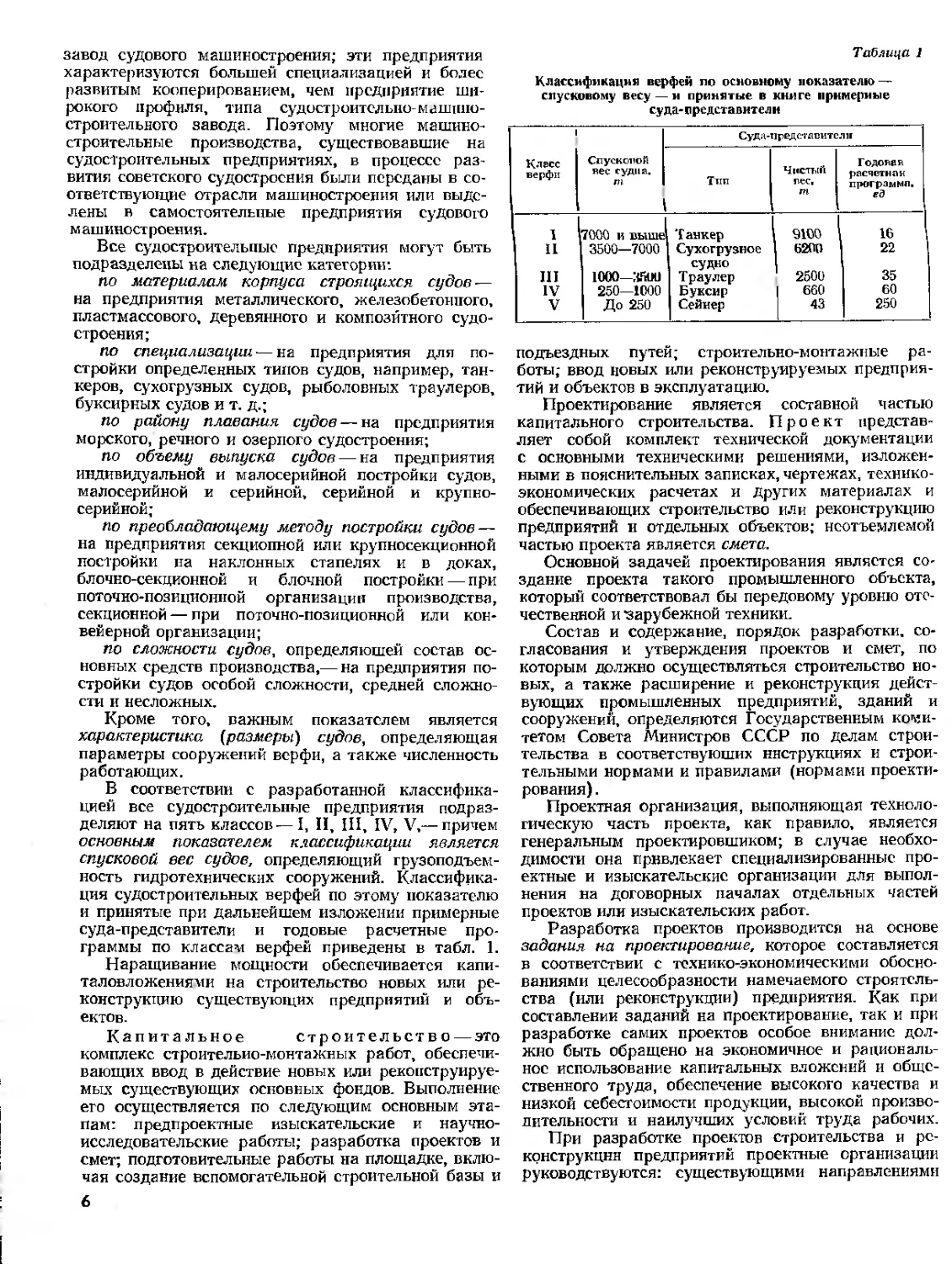
В соответствии с разработанной классифика-
цией все судостроительные предприятия подраз-
деляют на пять классов— I, II, III, IV, V,— причем
основным показателем классификации является
спусковой вес судов, определяющий грузоподъем-
ность гидротехнических сооружений. Классифика-
ция судостроительных верфей по этому показателю
и принятые при дальнейшем изложении примерные
суда-представители и годовые расчетные про-
граммы по классам верфей приведены в табл. 1.
Наращивание мощности обеспечивается капи-
таловложениями на строительство новых или ре-
конструкцию существующих предприятий и объ-
ектов.
Капитальное строительство — это
комплекс строительно-монтажных работ, обеспечи-
вающих ввод в действие новых или реконструируе-
мых существующих основных фондов. Выполнение
его осуществляется по следующим основным эта-
пам: предпроектные изыскательские и научно-
исследовательские работы; разработка проектов и
смет; подготовительные работы на площадке, вклю-
чая создание вспомогательной строительной базы и
6
Таблица 1
Классификация верфей по основному показателю —
спусковому весу — и принятые в книге примерные
суда-представители
подъездных путей; строительно-монтажные ра-
боты,- ввод новых или реконструируемых предприя-
тий и объектов в эксплуатацию.
Проектирование является составной частью
капитального строительства. Проект представ-
ляет собой комплект технической документации
с основными техническими решениями, изложен-
ными в пояснительных записках, чертежах, технико-
экономических расчетах и других материалах и
обеспечивающих строительство или реконструкцию
предприятий и отдельных объектов; неотъемлемой
частью проекта является смета.
Основной задачей проектирования является со-
здание проекта такого промышленного объекта,
который соответствовал бы передовому уровню оте-
чественной и зарубежной техники.
Состав и содержание, порядок разработки, со-
гласования и утверждения проектов и смет, по
которым должно осуществляться строительство но-
вых, а также расширение и реконструкция дейст-
вующих промышленных предприятий, зданий и
сооружений, определяются Государственным коми-
тетом Совета Министров СССР по делам строи-
тельства в соответствующих инструкциях и строи-
тельными нормами и правилами (нормами проекти-
рования) .
Проектная организация, выполняющая техноло-
гическую часть проекта, как правило, является
генеральным проектировщиком; в случае необхо-
димости она привлекает специализированные про-
ектные и изыскательские организации для выпол-
нения на договорных началах отдельных частей
проектов или изыскательских работ.
Разработка проектов производится на основе
задания на проектирование, которое составляется
в соответствии с технико-экономическими обосно-
ваниями целесообразности намечаемого строитель-
ства (или реконструкции) предприятия. Как при
составлении заданий на проектирование, так и при
разработке самих проектов особое внимание дол-
жно быть обращено на экономичное и рациональ-
ное использование капитальных вложений и обще-
ственного труда, обеспечение высокого качества и
низкой себестоимости продукции, высокой произво-
дительности и наилучших условий труда рабочих.
При разработке проектов строительства и ре-
конструкции предприятий проектные организации
руководствуются: существующими направлениями
повышения технического уровня, включая требова-
ния по научной организации труда и автоматизи-
рованным системам управления и снижения капи-
тальных вложений па строительство предприятий;
действующими нормативами и указаниями по про-
ектированию предприятий, зданий и сооружений;
действующими каталогами оборудования, типовых
индустриальных конструкций и изделий; утверж-
денными сметными нормами, прейскурантами, рас-
ценками и ценниками для определения сметной
стоимости строительства.
Проектные организации используют также ре-
зультаты разработок соответствующих паучных и
смежных проектных организаций, обобщенные и
проанализированные данные о работе передовых
предприятий.
Выбор типов промышленных зданий и сооруже-
ний производится в соответствии с утвержденными
унифицированными габаритными схемами зданий и
сооружений для данной отрасли промышленности,
а также в соответствии с установленными требова-
ниями по межотраслевой унификации зданий и со-
оружений.
Проектирование промышленных предприятий
в настоящее время, как правило, выполняется в два
этапа: сначала разрабатывают технический проект,
а затем на его основе—с учетом замечаний при
утверждении — рабочие чертежи. Можно использо-
вать и несколько иную схему: проектное задание —
рабочие чертежи.
При проектировании несложных объектов в со-
ответствии с заданием на проектирование пли
с разрешения инстанции, утвердившей это задание,
допускается разработка единого одностадийного
(техно-рабочего) проекта, в котором технический
проект совмещен с рабочими чертежами.
§ 2. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ
ОБОСНОВАНИЯ СТРОИТЕЛЬСТВА
НОВОЙ СУДОСТРОИТЕЛЬНОЙ ВЕРФИ
И ВЫБОР МЕСТА СТРОИТЕЛЬСТВА
В ПРЕДЕЛАХ ЗАДАННОГО РАЙОНА
Технико-экономические обоснования (ТЭО) раз-
рабатываются проектными институтами для приня-
тия решения о целесообразности строительства по-
вой судостроительной верфи в том или ином пункте
заданного района на основании задания, утверж-
денного министерством или соответствующим ве-
домством. В них указывается потребность в по-
стройке новых судов, обеспечение этой потребности
действующими верфями и имеющийся дефицит.
Исходя из этих данных приводят расчетную про-
грамму. для которой и определяют целесообраз-
ность строительства новой верфи.
В технико-экономических обоснованиях выбора
пункта строительства новой судостроительной
верфи приводят:
исходные данные, характеризующие размер на-
мечаемого строительства, включая тип и класс
судостроительной верфи; характеристику производ-
ства и методы постройки судов; основные судо-
строительные и гидротехнические сооружения, их
тип и основные размеры; общую развернутую пло-
щадь цехов (без бытовых и служебных помеще-
ний), площадь территории верфи; количество рабо-
тающих; потребность производства в основных
материалах и изделиях и предполагаемые источ-
ники снабжения ими; ориентировочную потребность
в электроэнергии, сжатом воздухе, паре и других
видах энергии; ориентировочные данные по грузо-
обороту верфи; капитальные затраты; ориентиро-
вочные данные о необходимых строительных мате-
риалах и строительных полуфабрикатах ц о коли-
честве рабочих;
основные данные о намечаемом месте строи-
тельства, включая указания о ближайшем населен-
ном пункте, количестве жителей, существующей
норме жилплощади на одного человека, наличии
свободного жилого фонда; о наличии в районе
средних и высших специальных учебных заведений;
о намечаемых промышленных площадках с крат-
ким их описанием; о примыкании к водному бас-
сейну и железнодорожным путям; данные по аква-
тории; о наличии промышленных предприятий и
строительных организаций в данном пункте и рай-
оне. их мощности и возможности обеспечить пред-
приятия кадрами; об источниках обеспечения
электроэнергией, теплом, водой и другими видами
энергии; сведения о возможной кооперации; при-
мерный срок окупаемости капитальных затрат;
сравнительные данные о технико-экономиче-
ских показателях предполагаемых пунктов строи-
тельства верфи и действующих аналогичных верфей,
данные по проекту и отчету, включающие данные
о годовом выпуске в натуральном и ценностном
выражении, количестве работающих, капитальных
затратах, а также показатели по годовому выпуску
на одаого работающего, годовому выпуску на один
рубль капиталовложений и удельным капитало-
вложениям на единицу выпуска продукции.
В необходимых случаях в ТЭО приводят со-
ображения о научно-исследовательских и конструк-
торских работах, которые необходимо выполнить
в связи с намечаемым строительством, и опреде-
ляют необходимость разработки вариантов техни-
ческого проекта при сложных или новых техноло-
гических процессах или конструкциях.
Диализ технико-экономических преимуществ
различных пунктов строительства повой верфи по-
зволяет сделать выбор оптимального варианта.
Технико-экономические обоснования реконструк-
ции действующих верфей составляются аналогично
технико-экономическим обоснованиям па строи-
тельство новых верфей с учетом характера и объ-
ема мероприятий по реконструкции и модерниза-
ции. Однако независимо от этого в ТЭО обяза-
тельно должпы быть приведены сравнительные
характеристики вариантов реконструкции и сравни-
тельные технико-экономические показатели.
К разработанным ТЭО прилагается проект зада-
ния на проектирование по установленной форме.
§ 3. ЗАДАНИЕ НА ПРОЕКТИРОВАНИЕ.
ОСНОВНЫЕ ИСХОДНЫЕ ДАННЫЕ
ДЛЯ ПРОЕКТИРОВАНИЯ
Задание на проектирование промышленного
предприятия составляется заказчиком с обоснова-
нием технико-экономической целесообразности
намечаемого строительства или реконструкции при
непосредственном участии проектной организации,
которой поручается разработка проекта.
В задании указывают следующие данные, не-
обходимые дня проектирования:
основание для проектирования; район или пункт
строительства; характеристику продукции и мощ-
ность предприятия по основным видам продукции;
источники снабжения производства сырьем, топ-
ливом, газом и электроэнергией; внешние транс-
портные связи; намечаемую специализацию пред-
приятия, производственное и хозяйственное коопе-
рирование; сменность работы; предполагаемое
расширение предприятия, зданий и сооружений
в дальнейшем; подлежащие разработке варианты
проекта; основные технологические процессы и
оборудование; необходимость разработки автома-
тизированных систем управления производством;
условия по очистке и сбросу сточных вод; намечае-
мый размер капитальных вложений й основные тех-
нико-экономические показатели, которые должны
быть достигнуты при проектировании; особые усло-
вия (например, условия присоединения к магист-
ральным и городским сетям и т. Д.); намечаемые
сроки и порядок осуществления строительства.
Одновременно определяется генеральная про-
ектная организация. В зависимости от особенностей
подлежащего проектированию объекта задание па
проектирование может быть уточнено.
Основные исходные данные для проектирова-
ния. Для выполнения проектной документации на
строительство 'новой или реконструкцию имею-
щейся судостроительной верфи, а также отдельных
их объектов, заказчик проекта выдает генераль-
ному проектировщику комплекс исходных данных,
которые используются как для выполнения техни-
ческого проекта, так и для рабочих чертежей.
При разработке технологической части техниче-
ского проекта на строительство новой судострои-
тельной верфи заказчик выдает генеральному про-
ектировщику следующие данные: утвержденное
в соответствующем порядке задание на проектиро-
вание верфи, проеятные и технологические матери-
алы по судам для расчетной программы; топографо-
геодезические, геологические, гидрографические;
гидрогеологические и метеорологические матери-
алы в соответствии с существующими програм-
мами изысканий; данные о месте производства
швартовных, ходовых и сдаточных испытаний.
При разработке технологической части техниче-
ского проекта на реконструкцию существующей
судостроительной верфи заказчик кроме приведен-
ных выше материалов представляет проектной ор-
ганизации: титульный список действующих цехов и
сооружений (с указанием площадей производст-
венных и служебно-бытовых помещений, кубатуры,
года постройки, физического износа и соображений
о дальнейшем использовании); генеральный план
верфн с нанесением цехов, объектов и сооружений,
железнодорожных путей, автомобильных дорог и
сети энергоснабжения; план промера акватории
с указанием подходов к верфи со стороны аквато-
рии; планы и разрезы цехов и сооружений верфи
с указанием о расположении в них оборудования;
ведомости станочного, сварочного, подъемно-транс-
8
портного, лабораторного и прочего оборудования,
как установленного, так и находящегося на складах
и годного к использованию, с указанием основных
технических характеристик, технического состоя-
ния (процента износа), стоимости каждой единицы
и места установки в цехе; отчетные данные о фак-
тической трудоемкости и сроках постройки судов,
данные о сменности работы верфи и выполнении
рабочими норм выработки; отчетные данные и по-
казатели работы цехов верфи, включая годовой вы-
пуск продукции в тоннах, трудоемкость на годовую
программу и на каждое судно, состав и количество
работающих, количество технологического оборудо-
вания, коэффициент сменности, уровень механиза-
ции производственных процессов и т. д.; данные
о выпускаемой продукции, включая выпуск в нату-
ральном и ценностном выражении и себестоимость;
численность промышленного производственного
персонала (в целом по верфи и по цехам).
Для выполнения рабочих чертежей строитель-
ства объектов новой судостроительной верфи заказ-
чик представляет проектной организации: решение
утверждающих инстанций по техническому проекту;
материалы конструкторских бюро (и других орга-
низаций) по судам (если к моменту разработки
рабочих чертежей выпущены новые материалы,
которые подлежат учету при проектировании); тех-
нические данные, габаритные и компоновочные
(установочные) чертежи заказанного оборудования
и аппаратуры, в которые входят:
а) полные технические данные, соответствующие
паспорту станка, агрегата, аппаратуры;
б) габаритные и компоновочные чертежи обору-
дования и аппаратуры, полученные от поставщи-
ков;
в) чертежи размещения агрегата со всем вспо-
могательным оборудованием;
г) «привязочные» размеры между отдельными
узлами агрегата;
д) эксплуатационные инструкции и специфика-
ции заводов-изготовителей по заказанному обору-
дованию.
Для выполнения рабочих чертежей по реконст-
рукции объектов существующей судостроительной
верфи необходимо иметь подтверждение данных,
полученных при разработке технического проекта
(или же новые, уточненные):
с) генеральный план с нанесенными на пем
всеми подземными коммуникациями и высотными
отметками;
б) топографо-геодезические, гидрографические,
геологические и гидрогеологические материалы;
в) описание технологии производства реконст-
руируемого объекта, технического и физического
состояния оборудования и зданий:
г) планы внутри цеховых энергосетей реконст-
руируемого объекта с указанием диаметров или
сечений и физического состояния их с привязкой
к межцеховым эксплуатационным сетям в верти-
кальном и горизонтальном направлениях;
д) чертежи подлежащих реконструкции зданий
и сооружений, планы и разрезы цехов и объектов
с нанесенными на них производственным, транс-
портным, энергетическим и другим оборудованием
и аппаратурой, а также планы конструкций и уст-
ройств, связанных с оборудованием (фундаменты,
рабочие площадки, подводка к рабочим местам
всех видов энергии, регулирующие и пусковые
механизмы, контрольно-измерительная аппара-
тура), со спецификациями оборудования, аппара-
туры и устройств (с привязкой); технические дан-
ные и уточненные габариты заказанного, установ-
ленного в цехах, находящегося на складах (подле-
жащего размещению в реконструируемых объек-
тах) станочного, сварочного, кранового, энергети-
ческого и прочего оборудования.
§ 4. ТЕХНИЧЕСКИЙ ПРОЕКТ.
РАБОЧИЕ ЧЕРТЕЖИ.
ОДНОСТАДИЙНЫЙ ПРОЕКТ
Целью разработки технического проекта пред-
приятия, цеха или сооружения является: выявление
и принятие проектных решений, обеспечивающих
возможность наиболее эффективно использовать
общественный труд, материальные и денежные
ресурсы как при строительстве, так и при экс-
плуатации проектируемого объекта; возможность
осуществить строительство в намеченные сроки;
определение общей сметной стоимости строитель-
ства и основных технико-экономических показате-
лей проектируемого объекта.
Технический проект со сводным сметно-финансо-
вым расчетом после его утверждения служит осно-
ванием для финансирования строительства, заказа
оборудования и разработки рабочих чертежей.
В технический проект судостроительной верфи
включают: общую пояснительную записку и тех-
нико-экономическую часть; физико-географический
очерк площадки строительства; генеральный плав и
транспорт; технологическую часть; организацию
труда и систему управления производством; гидро-
техническую часть; архитектурно-строительную
часть; энергетическую часть; санитарно-техниче-
скую часть; заказные ведомости оборудования,
организацию строительства с сетевым графиком
строительства и ввода мощностей; сметную часть.
В отдельных случаях, когда применение новых
сложных технологических процессов или строитель-
ных конструкций или особые местные условия
строительства не позволяют принять наиболее
рациональные технические решения без предвари
тельной проработки и сопоставления вариантов
этих решений, технический проект разрабатывают
в нескольких вариантах.
Проектные разработки по вариантам, кроме ос-
новного, рекомендуемого, могут быть представлены
в сокращенном объеме, обеспечивающем, однако,
правильное выявление технических и экономиче
ских преимуществ или недостатков каждого вари-
анта. Эти материалы не включаются в технический
проект, но в случае необходимости представляют на
рассмотрение утверждающей инстанции. В поясни-
тельной записке приводят только результаты срав-
нения вариантов.
Расчетно-пояснительная записка технического
проекта составляется кратко и ясно, без излишних
подробностей, второстепенных вопросов и повторе-
ний (в частности, нельзя приводить алгебраические
выкладки, связанные с экономическими, технологи-
ческими и другими расчетами); графические мате-
риалы приводят в минимальном объеме, без из-
лишней детализации, с широким применением схем
и эскизов.
Рабочие чертежи выполняют в соответствии
с утвержденным техническим проектом, причем
в процессе их разработки отдельные моменты мо-
гут быть уточнены и детализированы, по лишь в той
степени, которая необходима для производства
строительно-монтажных работ. Запрещаются от-
ступления от принятых в утвержденном техниче-
ском проекте решений, если они приводят к ухуд-
шению основных технико-экономических показате-
лей или ухудшению предусмотренных условий
труда работающих, или если они ведут к удорожа-
нию стоимости строительства, установленной при
утверждении проекта.
Рабочие чертежи разрабатываются в составе и
объеме, необходимом для осуществления по ним
строительных и монтажных работ индустриальными
методами. Так, в комплект рабочих чертежей про-
мышленного объекта, намечаемого к строительству
по индивидуальному проекту, входят: архитектур-
но-строительные чертежи планов этажей, разрезов,
фасадов и фундаментов; монтажные чертежи кон-
струкций со спецификациями изделий и деталей
заводского изготовления; чертежи общих видов и
деталировочные чертежи железобетонных и дере-
вянных нстиповых конструкций и деталей, а также
чертежи нетиповых металлических конструкции со
спецификациями; чертежи фундаментов под обору-
дование; чертежи установки технологического,
транспортного, энергетического и другого оборудо-
вания и чертежи расположения коммуникаций, кон-
струкций и устройств со спецификациями; чер-
тежи сетей и устройств энергоснабжения и электро
освещения, автоматизации, сигнализации, радио-
фикации, телефонизации и других сетей и уст-
ройств со спецификациями оборудования; чертежи
сетей и устройств отопления, вентиляции, тепло-,
газе-, водоснабжения и канализации со специфика-
циями оборудования.
В состав каждой группы чертежей входят пе-
речни применяемых стандартов и нормалей и чер-
тежи типовых конструкций, деталей и узлов, с ссыл
ками иа номера стандартов и нормалей и номера
серий чертежей.
В комплекте чертежей по технологической,
энергетической и санитарно-технической частям
проекта должны быть приведены чертежи общих
видов нетиповых узлов, конструкций и нестандар-
тизированного оборудования (кроме нестандарти-
зированных машин, агрегатов, механизмов и аппа-
ратов, для которых в техническом проекте приве-
дены технические требования на проектирование).
Рабочие чертежи по всем основным частям про-
екта выполняются по заданиям гехпологов-проек-
таитов и должны быть согласованы с ними. Рабо-
чие чертежи по технологической части выпускаются
в последнюю очередь, после того как будут при-
няты окончательные решения по всем основным ча-
стям проекта.
Одностадийный (техно-рабочий) проект. Раз-
работка единого проекта допускается тогда, когда
используются типовые и повторно применяемые
экономичные отдельные проекты, а также в гех
случаях, когда выбор строп i ел ыгоц площадки плп
трассы для линейных сооружений, ИСТОЧНИКОВ И
способов снабжения проектируемого объекта не-
обходимыми ресурсами, так же как и выбор основ-
ных технических решений, не требует предваритель-
ного выполнения проектных и изыскательских
работ, поскольку решение этих вопросов предопре-
деляется местными условиями строительства, опы-
том проектирования аналогичных объектов и нали-
чием соответствующих типовых или рекомендован-
ных для повторного применения индивидуальных
проектов.
В одностадийный проект входят следующие до-
кументы- краткая пояснительная записка с харак-
теристикой участка и местных условий строитель-
ства; описание принятых технических решений,
включая перечень и данные по типовым и по-
вторно применяемым экономичным проектам, из-
менения и дополнения в связи с привязкой их
к местным условиям; данные об организации строи-
тельства и объемах строительных и монтажных ра-
бот; чертежи генерального плана или выкопировки
из него; рабочие чертежи зданий и сооружений;
сводный сметно-финансовый расчет со сметами, со-
ставленными по рабочим чертежам на отдельные
здания, сооружения и работы.
Текстовые и графические материалы одно-
стадийного проекта выполняются в соответствии
с требованиями к техническому проекту и рабочим
чертежам.
глава п
ВЫБОР МЕТОДА, ОРГАНИЗАЦИИ И ТЕХНОЛОГИИ
ПОСТРОЙКИ СУДОВ
При разработке комплексных технических про-
ектов на строительство новых или расширение и
реконструкцию существующих верфей прежде, чем
приступить к проектным разработкам по отдельным
цехам и сооружениям, необходимо выработать об-
щие положения о методах и организации постройки
судов с учетом передового опыта отечественного и
зарубежного судостроения.
При расширении и реконструкции судострои-
тельных верфей необходимо также учитывать эф-
фективное использование существующих средств
производства, в особенности таких дорогостоящих,
как стапельные места и спусковые сооружения.
§ 5. ВЫБОР МЕТОДА ' ।
При проектировании судостроительных верфей
рассматривают и анализируют следующие три ме-
тода формирования судов на стапельных местах:
W
секционный, при котором судно формируется из
предварительно собранных и спаренных узлов и
секций; блочный, при котором судно формиру-
ется из предварительно собранных и смонтирован-
ных в специализированном цехе пли на участке
блоков (районов) судна; блочно-секционный,
при котором судно формируется из предварительно
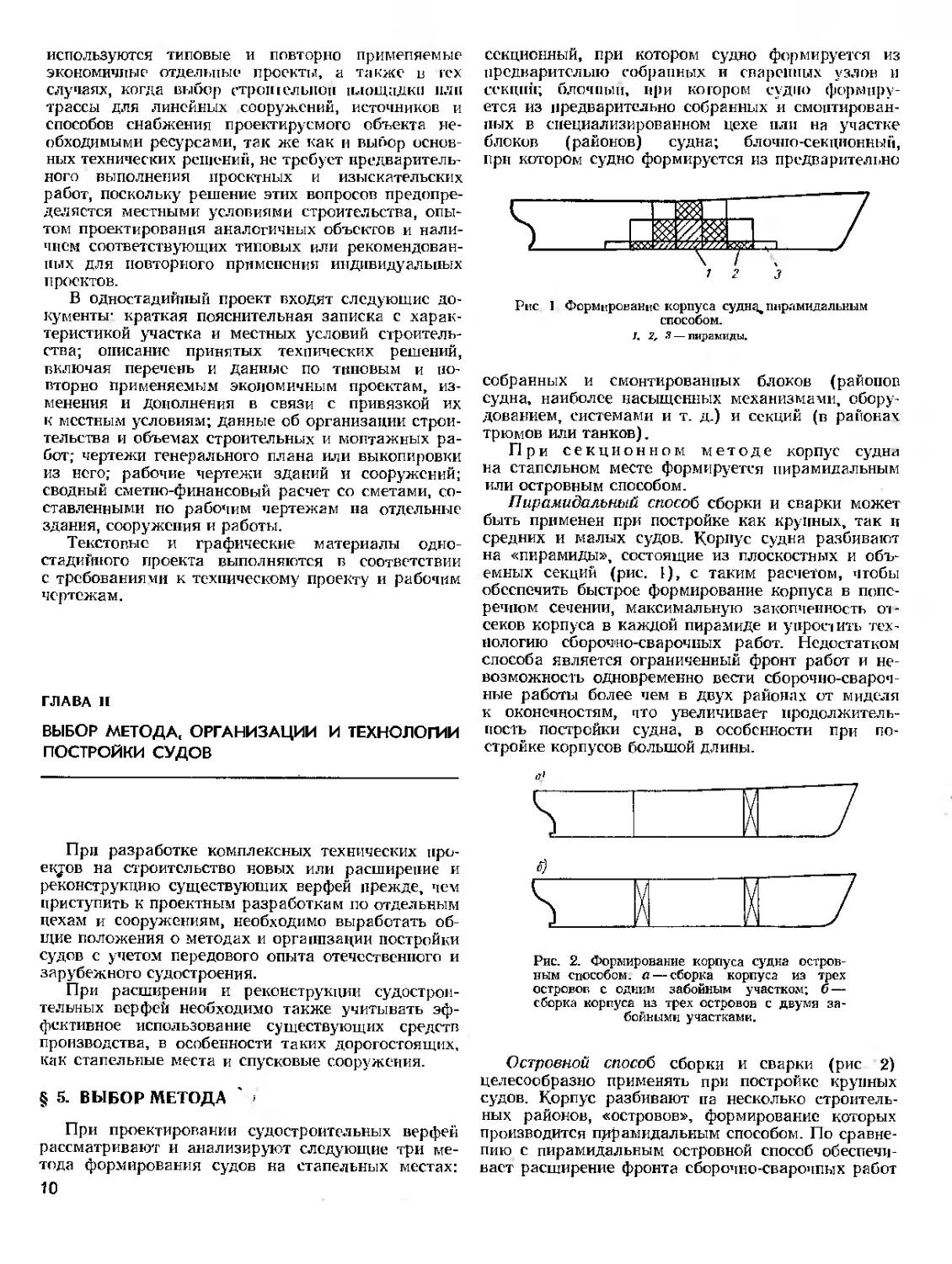
Рис 1 Формирование корпуса судна, пирамидальным
способом.
собранных и смонтированных блоков (районов
судна, наиболее насыщенных механизмами, обору-
дованием, системами и т. д.) и секций (в районах
трюмов или танков).
При секционном методе корпус судна
на стапельном месте формируется пирамидальным
или островным способом.
Пирамидальный способ сборки и сварки может
быть применен при постройке как крупных, так и
средних и малых судов. Корпус судна разбивают
на «пирамиды», состоящие из плоскостных и объ-
емных секций (рис. I), с таким расчетом, чтобы
обеспечить быстрое формирование корпуса в попе-
речном сечении, максимальную законченность от-
секов корпуса в каждой пирамиде и упростить тех-
нологию сборочно-сварочных работ. Недостатком
способа является ограниченный фронт работ и не-
возможность одновременно вести сборочно-свароч-
ные работы более чем в двух районах от миделя
к оконечностям, что увеличивает продолжитель-
ность постройки судна, в особенности при по-
стройке корпусов большой длины.
Рис. 2. Формирование корпуса судна остров-
ным способом, а — сборка корпуса из трех
островов с одним забойным участком; б—
сборка корпуса из трех островов с двумя за-
бойными участками.
Островной способ сборки и сварки (рис 2)
целесообразно применять при постройке крупных
судов. Корпус разбивают па несколько строитель-
ных районов, «островов», формирование которых
производится пирамидальным способом. По сравне-
нию с пирамидальным островной способ обеспечи-
вает расширение фронта сборочно-сварочпых работ
на стапеле и сокращает общую продолжительность
постройки судна.
При блочном методе судно па iтаиель-
ном месте формируется из предварительно собран-
ных и смонтированных блоков (рис. 3) в предна-
значенном для этой цели специализированном цехе.
Формирование начинают с базового блока, который
выбирают в зависимости от типа судна, общей тех-
нологии его постройки и характера стапельных
мест, исходя из условий ускорения монтажных ра-
бот. Блочный метод может бить применен для по-
стройки' малых и средних судов, а в отдельных слу-
чаях й для постройки крупных судов различных ти-
пов. Это наиболее прогрессивный метод постройки,
так как при нем получаются минимальные свароч-
ные деформации корпуса, и, кроме того, он позво-
ляет организовать наиболее эффективную поточно-
позиционную постройку_ судов...с передвижкой их
с одной позиции на другую (см. § 6).
Рис. 3. Формирование корпуса судна при блочном
методе постройки.
Постройка судов поточно-позиционным блочным
методом позволяет-, расчленить работы по отдель-
ным позициям; значительно расширить фронт работ
на каждом из строящихся судов; улучшить органи-
зацию материально-технического снабжения благо-
даря специализации позиций постройки судов; за-
крепить за каждой позицией специализированную
технологическую оснастку и монтажные бригады;
шире внедрять агрегатный и крупноузловой методы
монтажа; сократить не только стапельный период,
но и весь цикл постройки судов; интенсифицировать
использование стапельных мест и спусковых соору-
жений и тем самым резко сократить капиталовло-
жения на создание этих дорогостоящих сооруже-
ний.
Возможность организовать блочный метод по-
стройки судов на том или ином действующем судо-
строительном предприятии в значительной мерс за-
висит от конкретных условий, особенно от гене-
рального плана.
Рассмотрим несколько примеров.
Постройка сухогрузных судов дедвейтом 12000—
16000 т блочным методом (например, блоками ве-
сом по 1200—1500 т) может быть организована на
наклонных стапелях по следующим двум схемам.
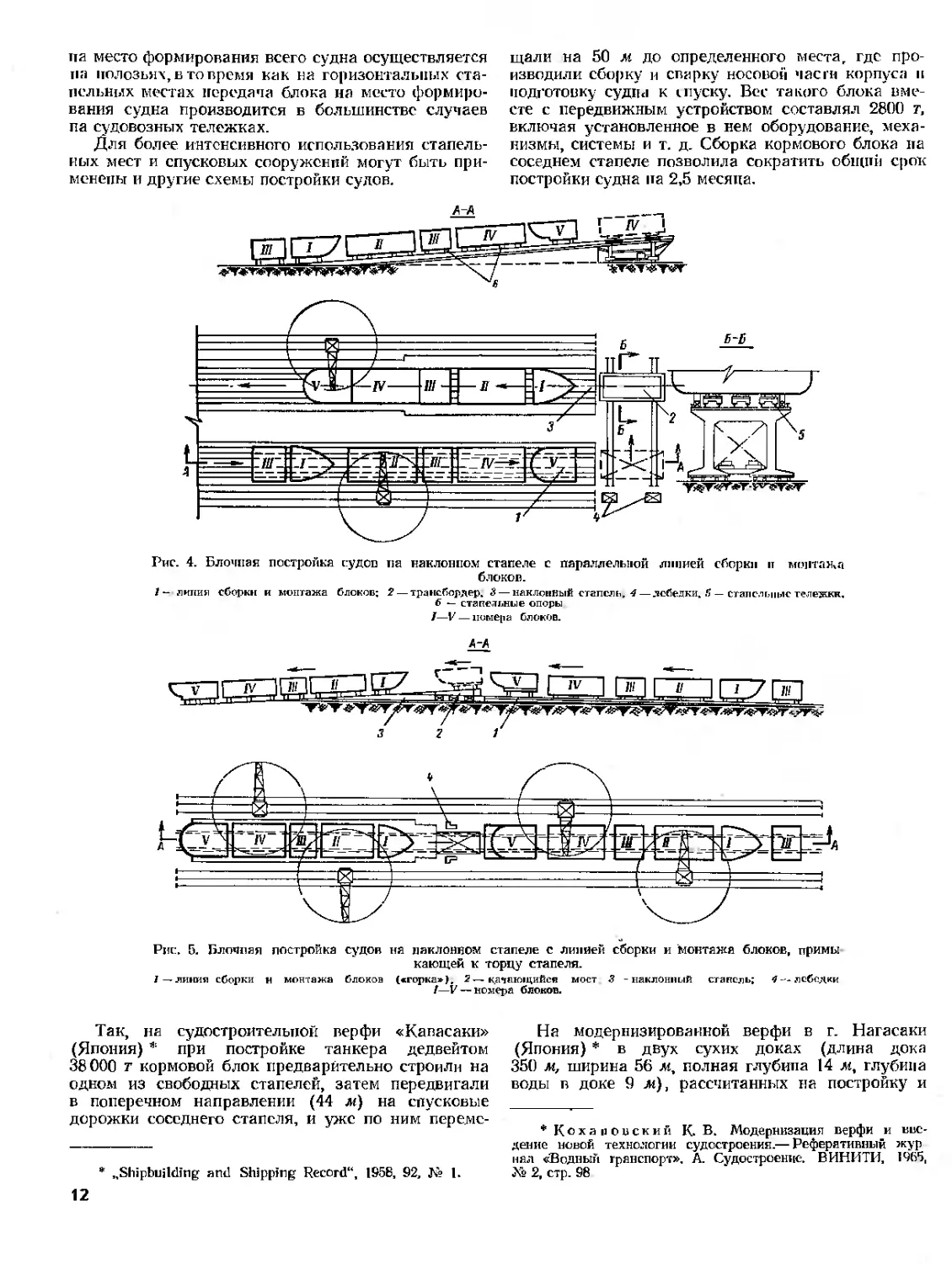
1. Формирование блоков осуществляется парал-
лельно наклонному ^стапелю на линии, имеющей
аналогичный уклон (рис. 4). Затем блоки подают
2‘
на специальных судовозных тележках через транс-
бордер на линию наклонною стапеля п перестав-
ляют при помощи (идравлпчсскнх домкратов па
спусковые полозья; здесь их поочередно приспус-
кают на соответствующие места на стапеле и сты-
куют друг с другом при помощи центрирующих
устройств.
2. Блоки формируют на наклонной линии, рас-
положенной за торцом стапеля (рис. 5), затем на
полозьях передают на стапель при помощи качаю-
щегося моста. Приспуск и стыковку блоков про-
изводят так же, как и по первой схеме.
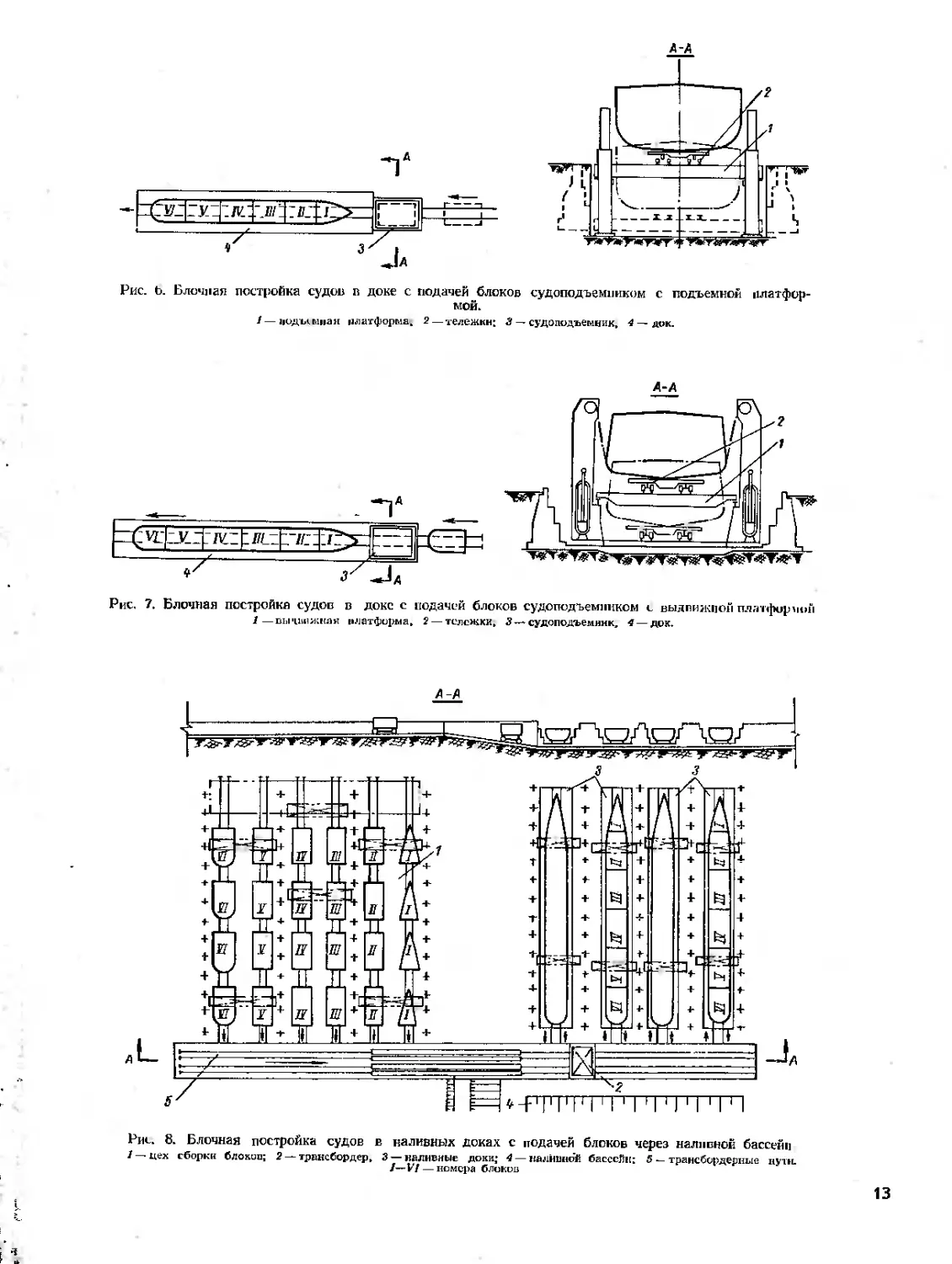
Постройка судов блочным методом может быть
организована и в наливных донах, например, по та-
ким двум схемам.
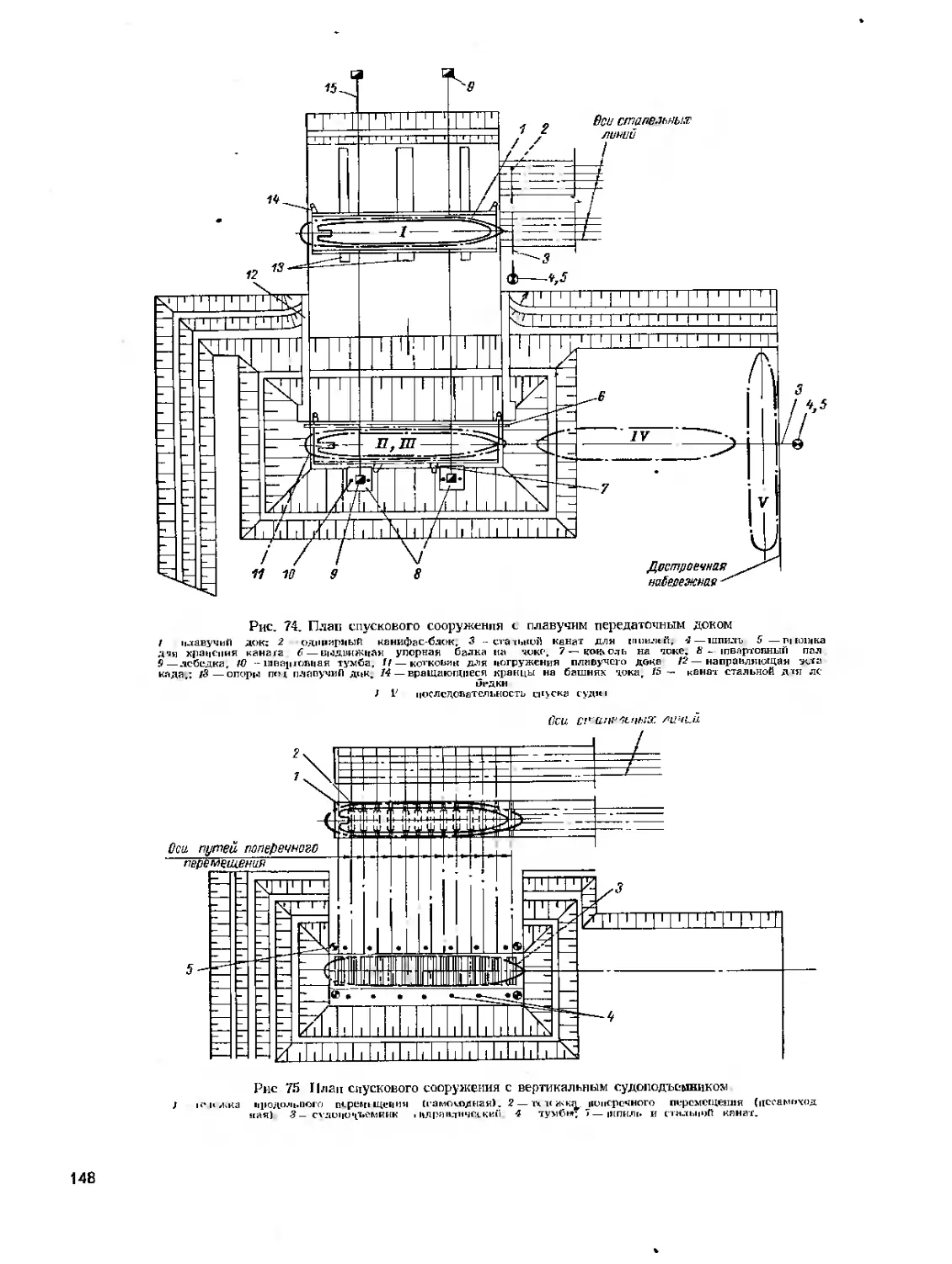
1. Блоки с преддоковой площадки подают в док
при помощи судоподъемника; транспортировка
в доки и стыкование блоков производится на спе-
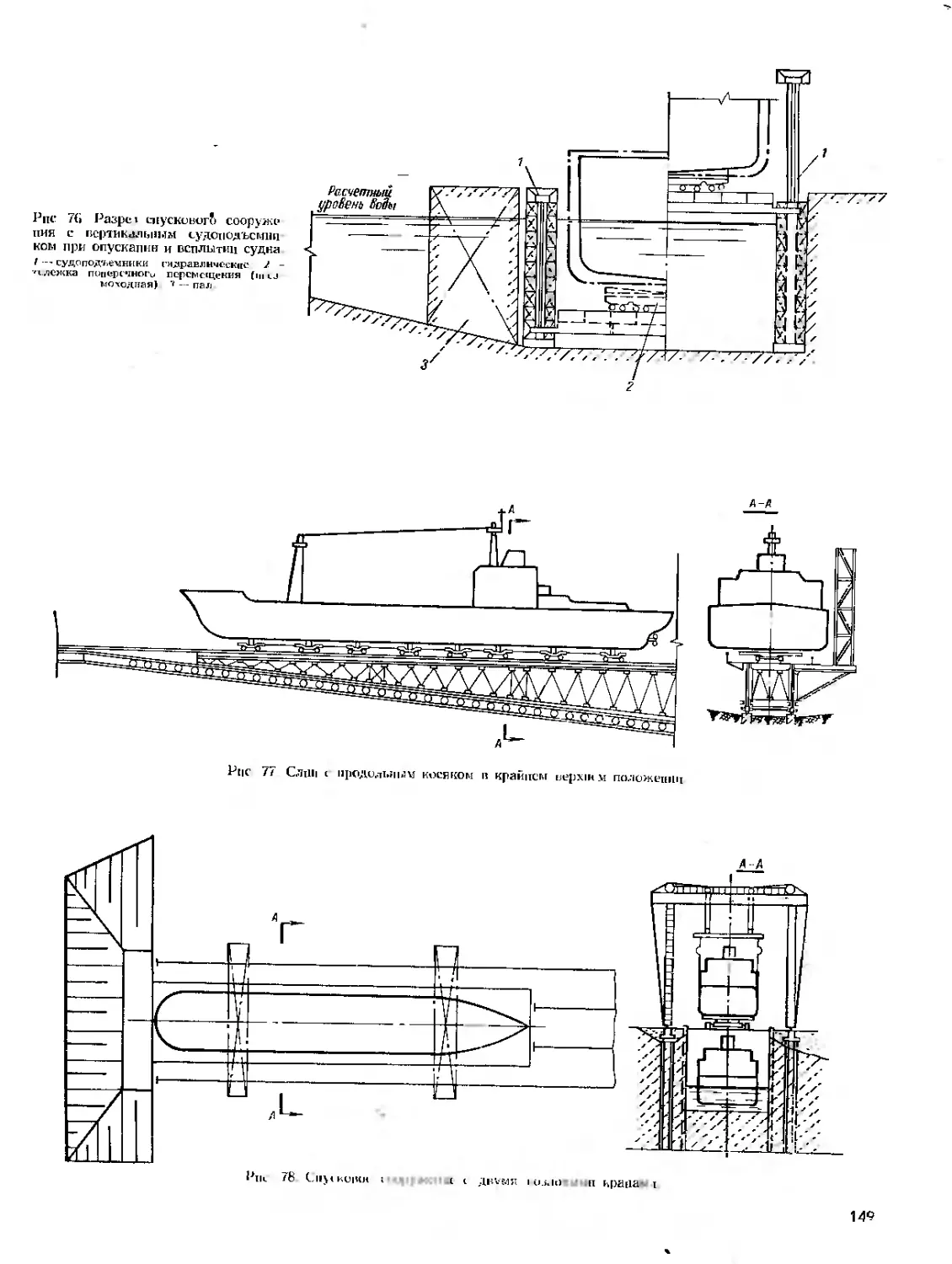
циальных тележках (рис. 6 и 7). Заметим, что тип
и конструкция судоподъемника в данной схеме,
приведены как возможные варианты; вопрос
о целесообразности использования того или другого
судоподъемника решается в процессе проектирова-
ния. Эта же схема может быть применена и при по-
стройке судов в сухих доках.
2. По схеме, изображенной па рис. 8, блоки по-
дают в док через наливной бассейн с применением
устройства типа слипа, трансбордера перед доками
и специальных тележек.
Постройка судов из блоков на горизонтальных
стапельных местах (рис. 9) не требует сложных
сооружений для их транспортировки, так как для
продольного пеоемещения блоков и судов служат
специальные тележки.
Поперечная передача блоков па стапельные ме-
ста для стыковки производится при помощи транс-
бордера, а для спуска судов используется наливная
док-камера.
Благодаря блочной постройке судов на горизон-
тальных стапельных местах экономическая эффек-
тивность достигается за счет интенсификации ис-
пользования спускового сооружения.
При увеличении мощности верфи объем капи-
таловложений на реконструкцию основных соору-
жений (линий и площадок для сборки и монтажа
блоков, устройств и оборудования для передвижки
и стыковки блоков, стапельных мест и спусковых
сооружений) при блочном методе постройки судов
будет да 20—30% ниже, чем при секционном.
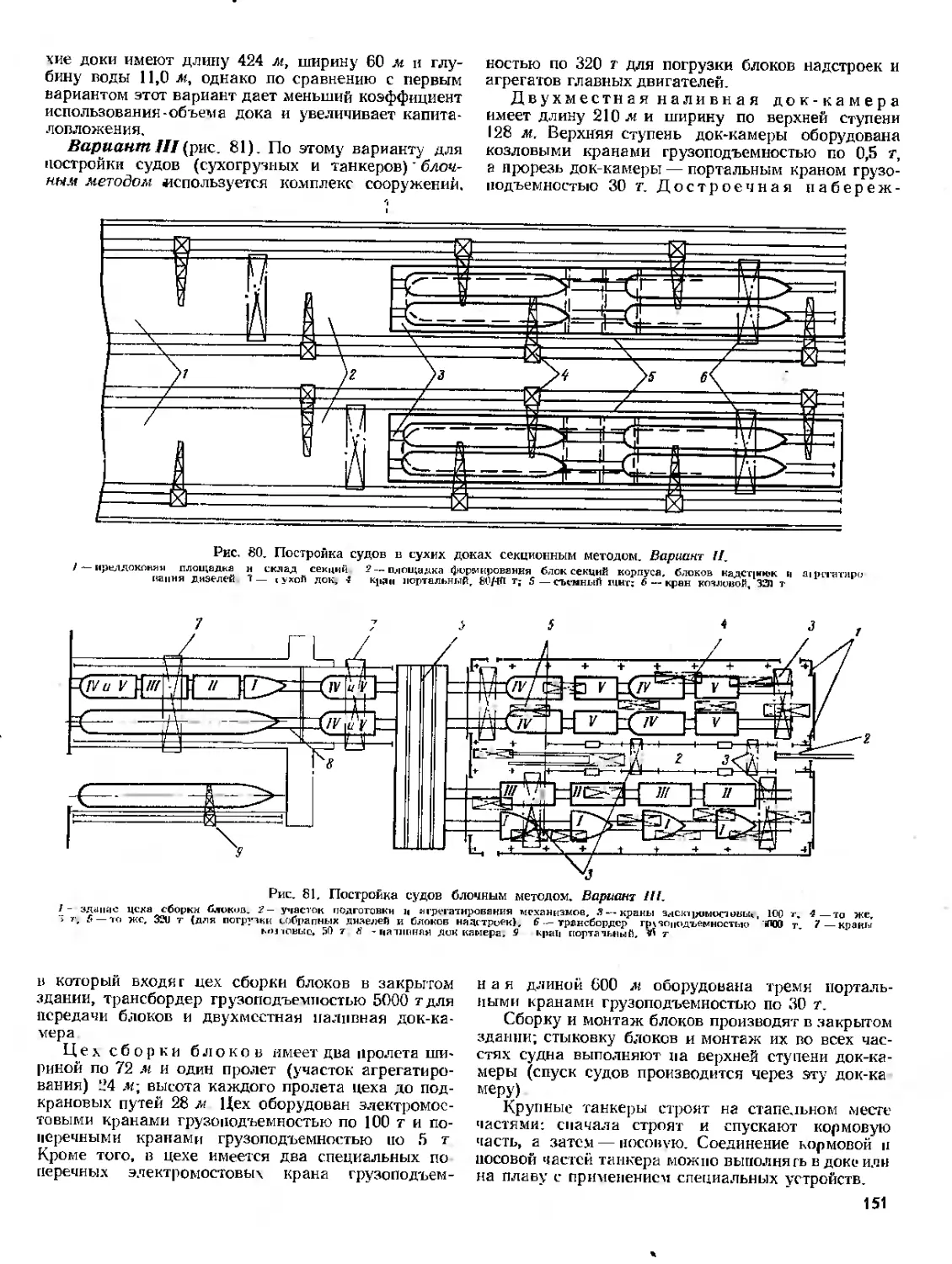
О' Блочно-секционный метод постройки
судов (рис. 10) целесообразно применять при по-
стройке транспортных судов, имеющих обширный
район грузовых трюмов или танков, который, по
сравнению с другими районами судна, требует для
монтажа значительно меньших затрат времени.
Этот метод может быть применен как на проекти-
руемых, так и расширяемых и реконструируемых
судостроительных предприятиях с различными ти-
пами стапельных мест и спусковых сооружений. Он
целесообразен и в тех случаях, когда на верфях
имеются стапельные места, длина которых позво-
ляет разместить целое судно и одновременно блок-
район другого судна, требующий для монтажа зна-
чительно большего времени, чем другие районы.
При этом на наклонных стапелях приспуск блока
11
па место формирования всего судна осуществляется
на полозьях, в то время как на горизонтальных ста-
пельных местах передача блока на место формиро-
вания судна производится в большинстве случаев
па судовозных тележках.
Для более интенсивного использования стапель-
ных мест и спусковых сооружений могут быть при-
менены и другие схемы постройки судов.
щали на 50 jw до определенного места, где. про-
изводили сборку и сварку носовой части корпуса п
подготовку судна к i пуску. Вес такого блока вме-
сте с передвижным устройством составлял 2800 т,
включая установленное в нем оборудование, меха-
низмы, системы и т. д. Сборка кормового блока на
соседнем стапеле позволила сократить общий срок
постройки судна па 2,5 месяца.
Рис. 4. Блочная постройка судов па наклонном стапеле с параллельной линией сборки п монтажа
блоков.
2 I
Рис. 5. Блочная постройка судов на наклоняем стапеле с линией сборки и монтажа блоков, примы
кающей к торцу стапеля.
(«горка»). 2 ~ качающийся
/—V — номера блоков.
Так, на судостроительной верфи «Кавасаки»
(Япония) * при постройке танкера дедвейтом
38000 т кормовой блок предварительно строили на
одном из свободных стапелей, затем передвигали
в поперечном направлении (44 м) на спусковые
дорожки соседнего стапеля, и уже по ним перемс-
* „Shipbuilding and Shipping Record", 1958, 92, К» 1.
На модернизированной верфи в г. Нагасаки
(Япония) * в двух сухих доках (длина дока
350 м, ширина 56 м, полная глубина 14 м, глубина
воды в доке 9 м}, рассчитанных на постройку и
* К о х а п о и с к и й к. в. Модернизация верфи и вве-
дение новой технологии судостроения.— Реферативный жур
пял «Водный транспорт». А. Судостроение. ВИНИТИ, 1465,
№ 2, стр. 98
12
Рис. 7. Блочная постройка судов в доке с подачей блоков судоподъемником с выдвижной платфириой
' —вычихжкая платформа.
3—судоподъемник.
Рис. 8. Блочная постройка судов в наливных доках с подачей блоков через наливной бассейн
/ — цех сборки блоков; 2 — трансбордер, 3 —наливные доки; 4 — нашитой бассейн: 5 — трансбордерные пупс
1—VI — номера блоков
13
ремонт судов дедвейтом 150000 т, формирование
корпуса производится из крупных кольцевых блок
секций, ограниченных сечениями ио шпангоутам.
Блок-секпии весом 600 г собирают в специальном
сборочно-блочном цехе, расположенном между
Pm. 9. Блочная постройка судов па горизонтальных
стапельных местах.
( — трансбордер; 3 —
корпусообрабатывающим цехом и доком Между
сборочно-блочным цехом и строительным доком
перемещаются два козловых крана грузоподъемно-
стью по 300 т и три портальных крана грузоподъ-
емностью по 80 т.
На верфи «Кавасаки» предложен метод по-
стройки на стапеле крупных судов дедвейтом до
150000 т в два приема:* сначала строят кормовую
часть (и спускают), а затем носовую. Стыковку ча-
стей производят на плаву в кессоне (рис. 11).
Монтажные стыки ниже ватерлинии сваривают
внутри металлического кессона, который затем
удаляют.
Кессон представляет собой трубу U-образной
формы, охватывающую подводную часть монтаж-
ного стыка от борта до борта под днищем судна.
1’н<. 10. Формирование судна при блочно-секцион-
ном методе постройки.
», 3 — блоки корпуса судна; 2 — район трюмов, форми
руеммй |1п стапельном месте и» секций; 4—блоки над-
Труба состоит из двух, приваренных к корпусу
судна половин, соединяемых болтами. Для этого
спускают водолазов, которые одновременно ставят
по шву водонепроницаемую прокладку; воду от-
качивают насосами и внутри кессона ведут свароч-
ные работы.
Удифферентование обеих частей судна осущест-
вляют путем их балластировки, а для подтягивания
* К о х а н о в с Ы] й К. В Соединение корпуса па плану —
Реферативный журнал «Водный транспорт», А Судостроение.
ВИНИТИ. 1965, № 2, с гр. 99.
14
одной части корпуса к другой па палубе устанав-
ливают натяжные лебедки с электроприводом. Во
избежание вертикального относительного переме
щения частей судна вследствие волнения (или дру-
гих причин) на подводном участке монтажного
стыка временно устанавливают на определенных
расстояниях клиновые зажимы и скобы па болтах,
которые после сварочных работ удаляют. Затем за-
канчивают сварку монтажного стыка, выполняют
окрасочные работы и кессон демонтируют.
Авторы проекта утверждают, что этот метод ис-
ключает надобность в больших дорогостоящих до-
ках и позволяет даже на небольших верфях строить
крупные танкеры. Без докования можно также
Рис. 11. Кессонное устройство дли сварки двух
частей судна на плаву.
4—• части ки<-оиа, смонтированные на кормовой и ио
совой частях судна; 2 — днище судна о — резиновой
ЖИмные болты; 6 — скобы с болтами; 7 — временные
клиновые зажины; в — верхвка палуба. S — электроле-
бедки; 10—тросы для подтягивания частей судна; /J —
/3 —нагнетающий вентилятор.
удлинять корпус судна (вставлять новую среднюю
часть) при модернизации, причем, по данным авто-
ров, это позволяет сократить стоимость работ вдвое.
На верфи компании «Мицубиси Хэви Индастриз»
в г. Иокогаме в 1966 г. был внедрен еще один вари-
ант соединения отдельных частей судна на плаву,
исключающий применение кессона: последний был
заменен специальным резиновым поясом (рис. 12).*
После раздельной постройки и спуска кормовой и
носовой частей судна путем соответствующей бал-
ластировки устраняют их крен н дифферент, части
судна стыкуют и фиксируют их положение времен-
* .Shipbuilding and Shipping Record", 1966, 108,
N 8.25/VI II
„Norwegian Shipping News", 1966, N 17,10/IX.
„Navires. Ports et Chartiers", 1966, N 196, X.
ними соединениями. Затем вдоль стыка устанав-
ливают резиновый пояс, края которого плотно при-
жимают к обшивке судна с помощью винтов, сталь-
ных прутков и угольников. Уюдьники привари-
вают к обшивке с интервалом 1,5—2,0 м. Воду из
отсека судна откачивают и производят односторон-
нюю сварку изнутри судна.
Большой интерес для судостроительной прак-
тики представляет метод постройки корпусов судов,
применяемый на верфи «Гетаверкен» в Аренда ле
(Швеция) *. На этой верфи головная часть дока
входит примерно на 30 м в закрытое здание сбороч-
но-сварочного цеха, где собирают секции и блоки
весом до 300 т. Пролет цеха оборудован двумя мо-
стовыми крапами грузоподъемностью по 150 т
а) 1
Л ^—7^
г
3 З7
Рис. 12. Схема соединения двух частей
судна на плаву с применением специаль-
ного резинового пояса а — обший вид;
б — сечение стыка диаметральной плоско-
стью судна
2 — временные
4 — поздушкое
I — подоиеприинцаемые переборки;
соединения; 3 — резиновый пояс.
стальной
пространство. 5'
иой винт. 7
пруток; С — прижим
в — днище судна
каждый и двумя кранами грузоподъемностью по
15 т, подкрановые пути которых находятся на раз-
. личных высотах от пола цеха, благодаря чему
краны могут работать одновременно, не мешая
ДРУГ ДРУГУ-
Сборку корпуса судна начинают с кормового
района в головной части дока, входящей в закры-
тое здание цеха. Одновременно в блоке произво-
дят монтаж механизмов, трубопроводов и прочею
оборудования Собранный кормовой блок пере-
мещают из цеха в наружную часть дока, а на осво-
бодившейся внутрицеховой части пристраивают
следующий блок. Особое внимание уделяется точ-
_ i нести пригонки стыкуемых элементов в соединяе-
Л мых секциях. Каждый законченный блок присоеди-
няют к изготовленной ранее части корпуса и вме-
сте с ней выдвигают па специальных салазках
через цеховые ворота в наружную часть дока.
г * Коха по пек и й К В. Верфь «Гетаверксп» в Арсп-
J дале.— Реферативный журнал «Водный транспорт» А. Судо
. строение. ВИНИ ГИ, 19Ь6, № 9, стр. 77.
Док оборудован семью линиями бетонных ста-
пельных дорожек, по которым при помощи гидрав-
лических домкратов усилием по 700 ч перемешают
салазки с готовой частью корпуса на расстояние до
14,5 м со скоростью около 1 см/мин. Мехлу салаз-
ками и стапельными дорожками прокладывают
слой пластмассы с очень низким коэффициентом
трения, что исключает смазку. В выдвинутой на-
ружу части корпуса монтируют главные механизмы
и устанавливают надстройки. Последние предвари-
тельно собирают крупными секциями в цехе и на
трейлерных тележках подают к доковым кранам.
Внутренние достроечные работы ведутся в пе-
риод сборки корпуса; после окончания сборки и
сварки носовой части судна оно считается готовым
к всплытию, а затем, через небольшой промежуток
времени — и к ходовым испытаниям.
Выбор оптимального метода постройки судов
производится после анализа конкретных условии
проектируемой или реконструируемой судострои-
тельной верфи, главным образом из сравнения
капиталовложений и экономической эффективности
постройки судов. Например, при разработке проек-
тов расширения и реконструкции верфей этот вы-
бор определяется следующими соображениями
если программа верфи увеличивается и для
выполнения ее при имеющемся секционном методе
потребуется строительство новых стапельных мест
или применение более прогрессивных методов (до-
пустим, блочного и смешанного), а стоимость
строительства стапелей, обеспечивающих постройку
судов только секционным методом, выше, чем
стоимость внедрения нового метода, то в этом слу-
чае целесообразно внедрять именно новый метод
постройки судов;
если программа верфи увеличивается и для вы-
полнения ее при имеющемся секционном методе
требуется построить новые стапели, а для секцион-
ного метода постройки судов стоимость их ока-
жется ниже, чем общая стоимость реконструкции,
обеспечивающей внедрение блочною метода —
целесообразность применения блочною метода оп-
ределяется дополнительными расчетами и сообра-
жениями;
если длина стапелей позволяет, кроме по-
стройки одного судна, вести одновременно работы
по сборке и монтажу наиболее насыщенного рай-
она блока с последующим перемещением его на
место формирования судна, то целесообразно при-
менение блочно-секционного метода постройки су-
дов и т. д.
§ 6. ПОТОЧНО-ПОЗИЦИОННЫЙ
И ПОТОЧНО-БРИГАДНЫЙ МЕТОДЫ
ПОСТРОЙКИ СУДОВ.
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
В проектах судостроительных верфей и заводов
в настоящее время предусматривают, в основном,
два метода организации постройки судов: поточно-
позиционный и поточно-бригадный.
При поточно-позиционном методе
постройку осуществляют па поточных линиях, имею-
щих специализированные места — позиции, на кото-
рых выполняют определенные виды и объем работ
15
(«технологические этапы»), после чего блок или
судно передвигают на следующую позицию. При
. этом специализированные бригады закрепляются
за соответствующими позициями, т. е. они имеют
постоянные рабочие места. Этот метод, широко
применяемый при постройке малых и средних судов
и в меньшей степени — при постройке крупных су-
дов, может быть использован как при блочном и
блочно-секционном, так и при секционном методе
постройки судов.
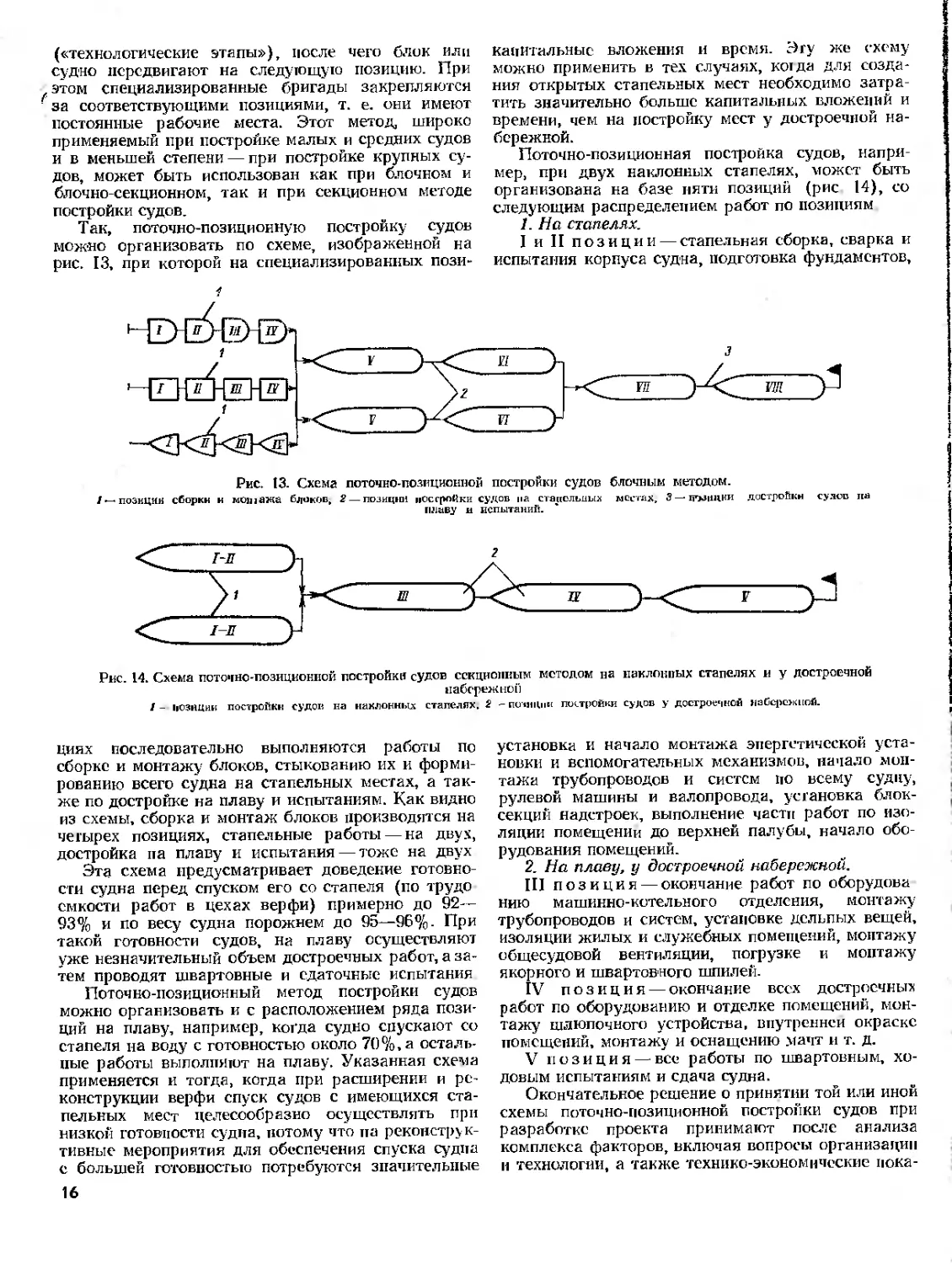
Так, поточно-позиционную постройку судов
можно организовать по схеме, изображенной на
рис. 13, при которой на специализированных пози-
Капитальные вложения и время. Эгу же схему
можно применить в тех случаях, koi да для созда-
ния открытых стапельных мест необходимо затра-
тить значительно больше капитальных вложений и
времени, чем на постройку мест у достроечной на-
бережной.
Поточно-позиционная постройка судов, напри-
мер, при двух наклонных стапелях, может быть
организована на базе пяти позиций (рис 14), со
следующим распределением работ по позициям
1. На стапелях.
I и II позиции — стапельная сборка, сварка и
испытания корпуса судна, подготовка фундаментов.
Рис. 13. Схема поточио-познционной постройки судов блочным методом.
мотана блоков, 2— позиции иосгрпйки судов па стаосльиих местах, 3 — позиции достройки судов па
Рис. 14. Схема поточно-позиционной постройки судов секционным методом на наклонных стапелях и у достроечной
набережной
- позиции постройки судов па
стапелях. 2 - пошипи постройки судов у достроечной >iaGq)o>i(iioii.
циях последовательно выполняются работы по
сборке и монтажу блоков, стыкованию их и форми-
рованию всего судна на стапельных местах, а так-
же по достройке на плаву и испытаниям. Как видно
из схемы, сборка и монтаж блоков производятся на
четырех позициях, стапельные работы — на двух,
достройка па плаву и испытания — тоже на двух
Эта схема предусматривает доведение готовно-
сти судна перед спуском его со стапеля (по труде
емкости работ в цехах верфи) примерно до 92—
93% и по весу судна порожнем до 95—96%. При
такой готовности судов, на плаву осуществляют
уже незначительный объем достроечных работ, а за-
тем проводят швартовные и сдаточные испытания
Поточно-позиционный метод постройки судов
можно организовать и с расположением ряда пози-
ций на плаву, например, когда судно спускают со
стапеля на воду с готовностью около 70%, а осталь-
ные работы выполняют на плаву. Указанная схема
применяется и тогда, когда при расширении и ре-
конструкции верфи спуск судов с имеющихся ста-
пельных мест целесообразно осуществлять при
низкой готовности судна, потому что па реконструк-
тивные мероприятия для обеспечения спуска судпа
с большей готовностью потребуются значительные
16
установка и начало монтажа энергетической уста-
новки и вспомогательных механизмов, начало мон-
тажа трубопроводов и систем по всему судну,
рулевой машины и валопровода, установка блок-
секций надстроек, выполнение части работ по изо-
ляции помещении до верхней палубы, начало обо-
рудования помещений.
2. На плаву, у достроечной набережной.
III позиция — окончание работ по оборудова
нию машинно-котельного отделения, монтажу
трубопроводов и систем, установке дсльпых вещей,
изоляции жилых и служебных помещений, монтажу
общесудовой вентиляции, погрузке и монтажу
якорного и швартовного шпилей.
IV позиция — окончание всех достроечных
работ по оборудованию и отделке помещений, мон-
тажу шлюпочного устройства, внутренней окраске
помещений, монтажу и оснащению .мачт и т. д.
V позиция—все работы по швартовным, хо-
довым испытаниям и сдача судна.
Окончательное решение о принятии той или иной
схемы поточно-позиционной постройки судов при
разработке проекта принимают после анализа
комплекса факторов, включая вопросы организации
н технологии, а также технико-экономические пока-
зачсли постройки судов. Следует отметить, что
поточно-позиционный метод является более про-
грессивным, но требует четкого планирования ра-
бот и бесперебойного материально-технического
обеспечения постройки судов.
При поточно-бригадном методе все
работы на построечном месте делятся на техноло-
гические этапы, выполняемые специализирован-
ными комплексными бригадами. При этом суда
остаются на построечном месте неподвижными,
а бригады переходят с одного судна на другое, по-
следовательно выполняя работы по технологиче-
ским этапам. Этот метод применяется тогда, когда
осуществить передвижение судов или блоков с по-
зиции на позицию сложно, например, при постройке
судна «а наклонном стапеле.
К недостаткам поточно-бригадного метода сле-
дует отнести некоторую сложность четкого раз-
граничения между окончанием работ одной бригады
и началом работ другой, отсутствие постоянных
рабочих мест у бригады и т. д.
Технологические процессы по основным видам
работ. При разработке комплексного технического
проекта строительства новой верфи (или реконст-
рукции существующей), в сжатой форме изла-
гается общее направление технологических процес-
сов по основным видам работ при постройке судов
в целом по расчетной программе. Затем на основе
этого разрабатываются проекты отдельных цехов,
в которых более подробно излагаются технологиче-
ские процессы работ, выполняемых этими цехами.
Пример описания технологических процессов по
основным видам работ при постройке серийных
транспортных и промысловых судов.
Сталь, поступающая для корпусов судов, хра-
нится на складе стали (в горизонтальном положе-
нии), рассортированная но маркам и типоразмерам.
Разгрузка, раскладка и комплектация стали вы-
полняются крапами с магнитными захватами. По-
дача скомплектованной листовой и профильной
стали на обработку производится с помощью спе-
циальных укладчиков и рольгангов. Разбивка кор-
пусов на плазе выполняется в масштабе 1:10. Пла-
зовые работы выполняются с применением элект-
ронно-вычислительных и чертежных машин.
Обработка корпусной стали производится на
механизированных и частично автоматизированных
поточных линиях. Предварительная правка листов
предусматривается на растяжных машинах и пра-
вильных вальцах, причем методом растяжения целе-
сообразно выполнять правку листов из углероди-
стых и низколегированных сталей с пределом теку-
чести до 40 кГ!мяъ и толщиной до 30 мм.
Очистка и грунтовка стали, как листовой, так и
профильной, предусматривается в специальных аг-
регатах дробемстной очистки и грунтовки. Разметка
и маркировка листовой стали производится на раз-
меточно-маркировочных машинах с программным
управлением; резка листового металла -в основ-
ном на газорезательных машинах и машинах газо-
электрической резки с программным управлением.
Технологическая сортировка деталей после их вы-
резки предусматривается специальными электро-
магнитными или вакуумными сортировщиками
с программным управлением.
Правка листовых деталей производится на
листоправильных вальцах и в прессах. Гибка ли-
стовых деталей цилиндрической формы в основном
осуществляется на гибочных вальцах, оборудован-
ных манипуляторами и следящей системой, позво-
ляющей производить гибку без шаблонов; гибка ли-
стовых деталей угловой формы — на кромкогибоч-
ных станках, а деталей сложной кривизны — на
гидравлических прессах.
Правка профильного проката выполняется мето-
дом растяжения па специальных раотяжных ма-
шинах; маркировка, вырубка и обрезка в размер
профиля с высотой стенки от 60 до 240 мм — па
гидравлических прессах с программным управле-
нием и автоматом для клеймения. Гибка профиля
происходит на обычных и универсальных верти-
кальных станках нагревом токами высокой частоты
и с программным управлением.
Комплектацию корпусных деталей проводят на
специализированном участке; сборку и сварку уз-
лов и секций корпуса судна — на специализирован-
ных поточных н технологических линиях. Приме-
няется раздельный уетод сборки и сварки набора.
Позиции поточных л11ний и рабочие места техноло-
гических линий ои/ащают соответствующими сред-
ствами механизации (укладчиками листов и на-
бора, агрегатами для их прижатия и приварки, спе-
циальными стендами, передвижными флюсовыми
подушками для сварки листов с повышенными за-
зорами и т. д). Сборка секций с криволинейными
обводами выполняется на механизированных уни-
версальных постелях, на которых для установки
высоты стоек или обводов лекал, а также про-
верки размеров и формы секций используют дан-
ные, подготовленные с помощью электронно-
вычислительных машин.
Сварочные работы в основном производят ав-
томатами и полуавтоматами, включая сварку
в среде углекислого газа. Полотнища сваривают
односторонней автоматической сваркой с двусто-
ронним формированием шва. Для сварки отдель-
ных конструкций применяют электрошлаковую
сварку.
Контроль качества сварных швов производят
электронно-оптическим и аппаратами, ультразвуке
выми дефектоскопами и, в отдельных случаях, ап-
паратами с радиоактивными изотопами.
Очистка и грунтовка секций производятся на
специально оборудованном для этой цели участке.
Изготовление деталей из алюминисво-магние-
вых сплавов предусматривается па специализиро-
ванных поточных линиях. Очистка от упаковки по-
ступающего на обработку металла производится на
площадке для промежуточного хранения; обез-
жиривание выполняется в специальном агрегате
для расконсервации легких сплавов; правка ли-
стов и профильного проката — на листоправильпых
вальцах или растяжных машинах и горизонталь-
ном гибочном прессе.
Разметка и маркировка листовых деталей из
алюминиево-магниевых сплавов, так же как и дета-
лей из стали, выполняется на разметочно-марки-
ровочных машинах с программным управлением;
резка листов —на машинах газоэлектрической резки
и гильотинных ножницах, оснащенных ушшерсаль-
17
пой механизированной оснасткой. Маркировка, вы-
рубка и обрезка в размер профиля, гибка листовых
деталей выполняются на оборудовании, аналогич-
ном для выполнения этих операций при изготовле-
нии стальных деталей. Гибка профильных деталей
производится на горизонтально-гибочном прессе.
Обработанные детали из алюминиево-магние-
вых сплавов проходят анодное оксидирование на
оборудованном для этой цели участке. Сборка и
сварка узлов и секций производится аналогично
изготовлению конструкций из ст^ли на местах, ос-
нащенных сварочным оборудованием в соответст-
вии с требованиями сварки этих сплавов.
Обработка деталей и сборка конструкций легких
переборок, выгородок и т. д. из синтетических мате-
риалов проводится на поточных линиях; разметка
синтетического листового материала и труб — на
разметочных столах; резка заготовок — на кругло-
пильных и ленточных станках, подготовка кромок
заготовок к сборке и склейке — на фуговальных и
рейсмусовых станках. Гибка полиэтиленовых труб
осуществляется с помощью электрических и газо-
вых горелок; сборка и склейка конструкций—
с помощью болтовых, заклепочных и клеевых со-
единений.
Приготовление мастик, эпоксидных и других
клеев предусматривается в отдельном помещении со
специальным герметическим оборудованием. Для
уменьшения растворимых примесей промывка тары
осуществляется после частичной или полной поли-
меризации остатка клея в виде пленки на стенках
тары.
Сборка и монтаж блоков и в целом судов на
стапельных местах производится на специализиро-
ванных позициях, оснащенных соответствующим
оборудованием и имеющих необходимые комплек-
товочные площадки. Сборочно-сварочные работы по
корпусу ведут с применением различных сборочных
приспособлений и оснастки, сварочных автоматов
и полуавтоматов.
Проверочные работы при установке секций, из-
мерение деформаций судна, замеры главных раз-
мерений и обводов, контуровка монтажных кромок
блоков корпуса и ряд других работ выполняется
при помощи оптических приборов — теодолитов и
нивелиров.
Проверка непроницаемости отсеков корпусов су-
дов производится сжатым воздухом. На головных
судах отсеки и цистерны, в которых будет нахо-
диться жидкость (и другие соответствующие от-
секи), испытывают наливом воды под напором.
Разметка мест установки деталей крепления и
насыщения в судовых помещениях выполняется
с применением фотопроектора.
Установка и монтаж большинства механиче-
ского оборудования в блоках и на судах произво-
дится в агрегатированном виде, с предварительной
сборкой и подготовкой их к монтажу на специали-
зированных участках. Монтаж оборудования и дру-
гих изделий осуществляется с применением устано-
вочных приспособлений подвесного и напольного
типа; пробивка осевой линии валопровода — с при-
менением оптических приборов, а монтаж его — по
методу распределения нагрузок на опоры. Для
монтажа вспомогательных механизмов и дейдвуд-
18
пых устройств, а в некоторых случаях — и главных
механизмов, применяют пластмассы.
Монтаж трубопроводов и систем в блоках и на
судах производится, в основном, из узлов, предва-
рительно собранных и испытанных в цехе; монтаж
силового электрооборудования и пускорегулирую-
щей аппаратуры, аппаратуры средств связи и на-
блюдения, а также автоматики — после предвари-
тельной проверки, а части из них — после настрой-
ки и регулировки в цеховых условиях. Монтажно-
достроечные работы выполняют с применением
механизированного пневмо- и электроинструмента,
малярные работы — пульверизаторов и других
аппаратов. Для сокращения работ на ходовых ис-
пытаниях применяют устройства, обеспечивающие
испытание и сдачу рулевых и якорных устройств,
а также главных машин у достроечной набережной
верфи.
Изготовление слесарно-корпусных изделий (де-
талей и узлов устройств, дельных вещей, оборудо-
вания помещений, вентиляции и т. д.), отдельных
труб и узлов трубопроводов и систем предусматри-
вается на поточных и технологических линиях, ос-
нащенных соответствующими оборудованием и
средствами механизации.
Сушку пиломатериалов производят в специаль-
ных камерах, изготовление деталей и изделий из
дерева — на соответствующем механическом обо-
рудовании, удаление отходов—при помощи пнев-
матического транспорта. Парусные и обивочные за-
готовительные работы выполняют с использова-
нием комплекта швейных машин, такелажные —
соответствующих станков и ручного механизиро-
ванного инструмента.
Гальванические покрытия (цинкование, фосфа-
тирование, никелирование, хромирование и т. д.)
проводят в специализироваппом цехе на поточных
механизированных линиях по технологическим
процессам с учетом автоматизации регулирования
плотности и реверсирования тока, температуры,
толщины покрытий, измерения кислотности. Под-
готовка грунтов н красок, изготовление мастик,
шпаклевок и клеев предусматривается в специали-
зированном цехе на соответствующем оборудо-
вании.
ГЛАВА III
СПЕЦИАЛИЗАЦИЯ И КООПЕРИРОВАНИЕ.
ОБЪЕМ РАБОТ, ТРУДОЕМКОСТЬ
И ПРОДОЛЖИТЕЛЬНОСТЬ ПОСТРОЙКИ СУДОВ
§ 7. СПЕЦИАЛИЗАЦИЯ
И КООПЕРИРОВАНИЕ
Специализация производства в любой отрасли
промышленности — это плановое обособление про
изводства, которое выпускает определенную про-
дукцию (или части готовых продуктов) и харак-
теризуется особыми технологическими пронес-
сами. Специализация проектируемой новой, расши-
ряемой и реконструируемой верфи или отдельных
ее производств определяется заданием на их про-
ектирование.
В судостроительной промышленности приме-
няется три основных вида специализации:
предметная, осуществляемая закреплением за
каждым судостроительным предприятием строи-
тельства определенных типов судов;
подетальная, применяемая на предприятиях,
изготовляющих отдельные детали и узлы для су-
достроения, например, судовую арматуру, дельные
вещи, детали электрооборудования и т. д.;
стадийная, имеющая место при выделении и
обособлении отдельных стадий постройки судна
и организацию для этой цели самостоятельных
предприятий (например, монтаж электрооборудо-
вания па судах).
Кроме того, в судостроительной промышлен-
ности осуществляется широкое межотраслевое и
внутриотраслевое кооперирование.
Межотраслевое кооперирование имеет целью
обеспечить строящиеся суда оборудованием, меха-
низмами и аппаратурой, изготовляемыми другими
отраслями промышленности (например, главными
механизмами, электрооборудованием, аппаратурой
связи и наблюдения).
Внутриотраслевое (межзаводское) коопериро-
вание имеет целью обеспечить отдельные судо-
строительные предприятия изделиями, изготовляе-
мыми на заводах судостроительной промышлен-
ности (например, отливками, поковками, судовой
арматурой, вспомогательными механизмами ит. д.).
Оба вида кооперирования осуществляются
с учетом районов расположения судостроительных
предприятий, во избежание излишних затрат на
транспортировку изделий и полуфабрикатов. Так,
при постройке сухогрузного судна дедвейтом
15000—20 000 т судостроительный завод получает
по кооперации более 7500 единиц оборудования,
механизмов, аппаратуры п других изделий. В по-
ставке участвуют 113 предприятий различных от-
раслей промышленности, в гом числе: машино-
строительных — 21 предприятие, электротехниче-
ских— 41, радиотехнических—19, прочих—16.
Наряду с поставками по кооперации судового
оборудования при постройке судов рациональна
также кооперация по выполнению разнообразных
монтажных работ. В настоящее время специализи-
рованные предприятия выполняют работы по мон-
тажу' электрооборудования, аппаратуры связи и
наблюдения, приборов теплоконтроля, изоляции
систем, трубопроводов, и помещений и т. п.
Заготовительные и предварительные сборочные
работы по электромонтажу, монтажу средств
связи и наблюдения выполняют специализирован-
ные предприятия, расположенные вне судострои-
тельной верфи; в ряде случаев поставщики судо-
вого оборудования руководят монтажом постав-
ляемого ими оборудования непосредственно на
судах.
Кооперирование предприятий при постройке
судов может быть значительно расширено за счет,
например, следующих специализированных мон-
тажных предприятий: электрооборудования, связи
2*
и наблюдения; приборов теплоконтроля; судовых
устройств; судовых систем и трубопроводов; глав-
ных энергетических установок с обслуживающими
механизмами систем вентиляции, кондиционирова-
ния, отопления и рефрижераторных установок; обо-
рудования, отделки помещений и деревянных изде-
лий; изоляции; окраски.
Базовые производства должны обеспечивать
свои специализированные монтажные предприя-
тия необходимыми изделиями для проведения мон-
тажных работ на судах — в дополнение к полу-
чаемым в установленном порядке по межзавод-
ской и межотраслевой кооперации; кроме того,
они должны располагать необходимыми кадрами
работников соответствующей квалификации.
. Четкая специализация и широкое кооперирова-
ние экономически являются наиболее целесообраз-
ными формами организации производства. Спе-
циализация способствует применению новых высо-
копроизводительных технологических процессов и
прогрессивных форм организации производства,
специального оборудования, инструмента и при-
способлений, механизации и автоматизации произ-
водственных и подъемно-транспортных операций,
а также технических средств управления произ-
водством. В результате этого повышается произ-
водительность труда, что в итоге даст увеличение
выпуска продукции и снижение ее стоимости.
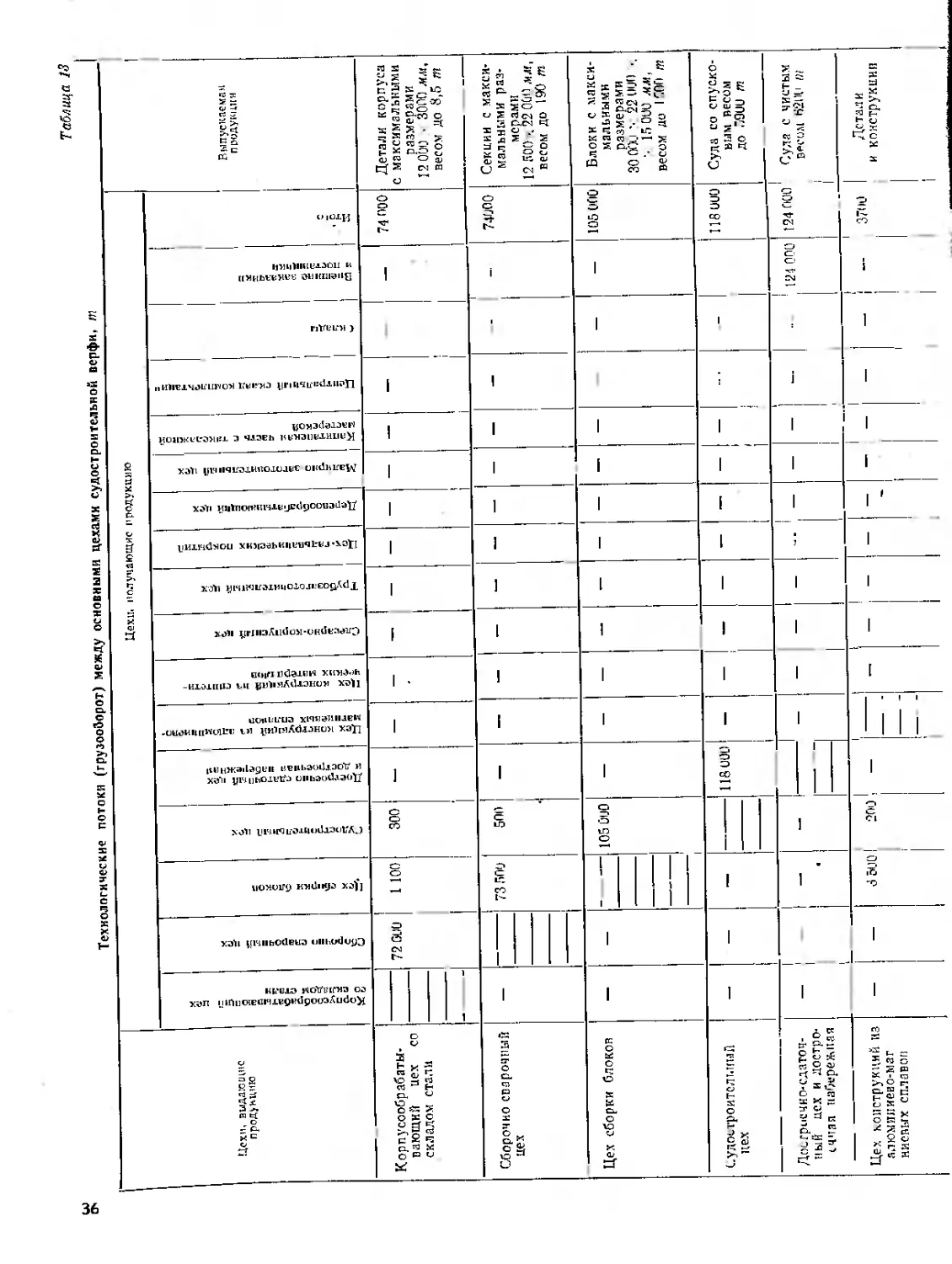
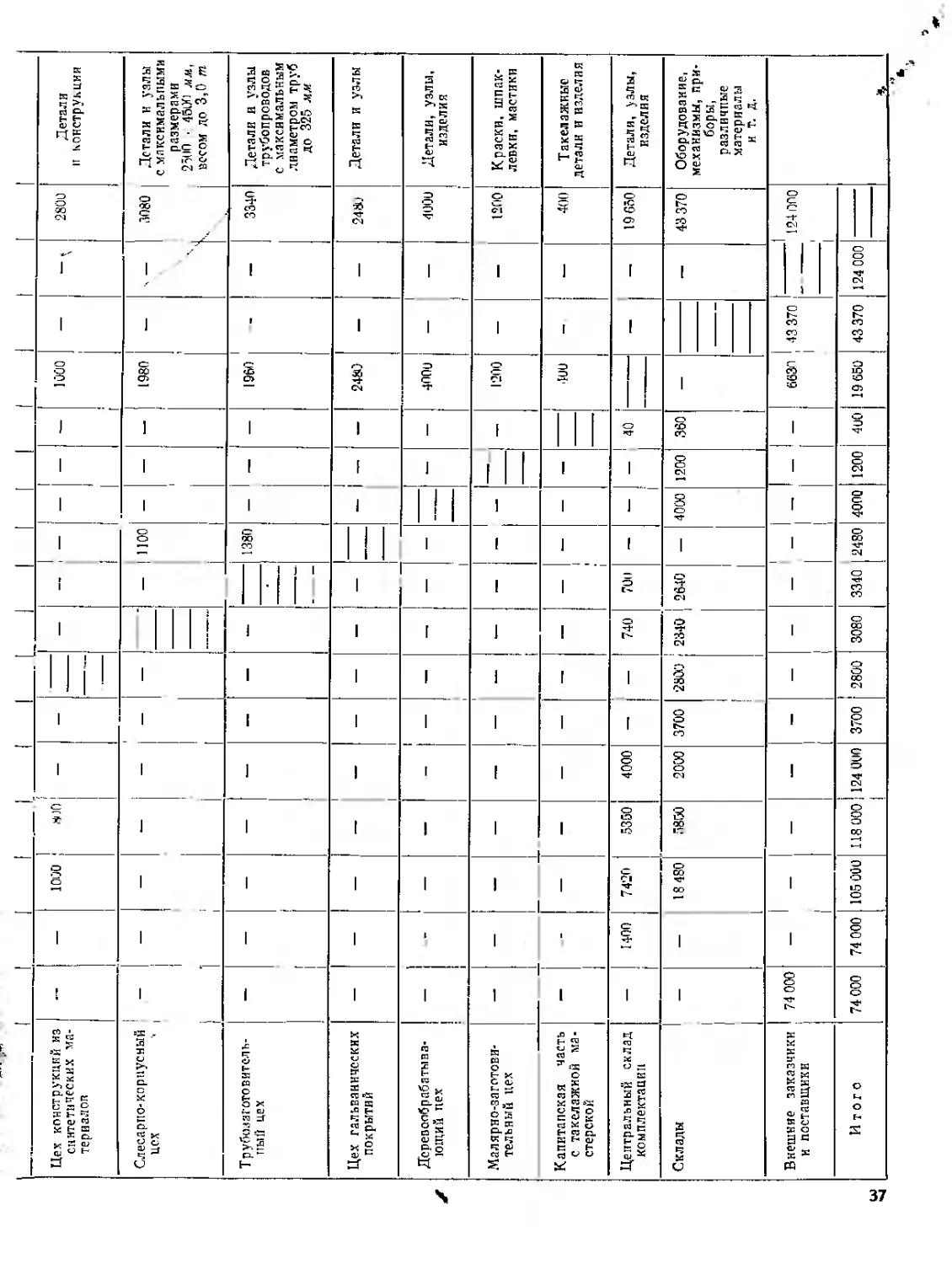
В соответствии с установленным заданием на
проектирование и номенклатурой внешних поставок
при определении объема работ цехов верфи в ве-
совом выражении объем поставок определяется
также в весовом выражении.
§ 8. ОБЪЕМ РАБОТ
Задание на проектирование новой или расши-
рение и реконструкцию существующей верфи
обычно определяет расчетную программу по вы-
пуску судов в год и номенклатуре поставок по
кооперации от других предприятий. Па основании
этой общей расчетной программы при разработке
проекта судостроительной верфи определяют годо-
вую расчетную программу (загрузку) отдельных
цехов.
Наиболее точным является метод определения
загрузки отдельных цехов по натуральным изме-
рителям— длине и толщине обрабатываемых кро-
мок деталей, длине и сечению сварных швов, длине
и толщине стыкуемых кромок, длине и диаметру
трубопроводов и т. д. Выявление этих измерителей
требует разработки подробных технологических
карт на изготовление всех деталей и изделий,
а также на все сборочно-монтажные работы по
постройке судна, для чего, в свою очередь, необ-
ходимо иметь комплект технической документации
по расчетному судпу, включая документацию на
выполнение всех работ. Разработка указанных
технологических карт требует значительных
средств и времени работы большого коллектива
технологов-проектировщиков, поэтому выполнение
их может быть оправдано лишь для отдельных
деталей и изделий, изготовляемых крупными се-
риями или требующих уникального дорогостоя-
щего оборудования.
19
Учитывая изложенное, а также условность рас-
четных судов программы (дается только тип
судна), в практике проектирования объемы робот
в целом по верфи и по отдельным ее цехам опре-
деляют в весовом выражении с учетом поставок
по кооперации. Сначала по статьям весовой на-
грузки судна определяют объемы работ в весовом
выражении по основным видам работ на одно
судно, а затем, в соответствии с расчетной про-
граммой, определяют годовой объем работ всей
верфи в целом и каждого ее цеха.
Принимая во внимание перспективность внедре-
ния в судостроение алюмилиево-магниевых спла-
вов и синтетических материалов, при определении
объемов работ по постройке судов следует пред-
усмотреть возможность замены металлических кон-
струкций и изделий изделиями из этих материа-
лов. Например, для определения общего объема
работ по обработке деталей и сборке конструкций
из алюминиево-магниевых сплавов предусматри-
вают условно возможность изготовления обшивки
и набора надстроек судна также из алюминиево-
магниевых сплавов.
При определении объемов работ по обработке
деталей и сборке конструкций из синтетических ма-
териалов тоже условно можно принять, что при по
стройке судов будут применены синтетические мате-
риалы (листы, плиты, трубы, раскладки, компонен-
ты клеев и т. д.) и полуфабрикаты (полотнища лег-
ких переборок и выгородок), поступающие в гото-
вом виде от специализированных предприятий.
Распределение весовой нагрузки судна по ос-
новным видам работ цехов верфи выполняют
в виде ведомостей в табличной форме (табл. 2),
в которых приводят данные о весовой нагрузке
судна по статьям с указанием общего веса и раз-
дельно— веса внешних поставок, поставок маши-
ностроительной части завода или верфи, а также
’расход материалов по комплексу цехов верфи.
По каждому основному виду работ цехов
верфи приводят данные, из чего складывается
в весовом выражении выпуск продукции цех-а
(внешние поставки, плюс поставки других цехов,
плюс расход материала). Все весовые нагрузки
приводят в чистом весе, т. е. в соответствии
с весовой нагрузкой судна, разработанной кон-
структорским бюро,— без учета отходов.
Распределение весовой нагрузки, например,
транспортных и рыбопромысловых судов, произво-
дится примерно по следующим основным видам
работ: предварительная правка, очистка и грун-
товка стали; обработка корпусных деталей; сборка
и сварка узлов и секций; очистка и грунтовка
узлов и секций; обработка и сборка конструкций
из алюминиево-магниевых сплавов; то же, из син-
тетических материалов; слесарно-корпусные загото-
вительные работы; трубозаготовительные работы;
деревообрабатывающие заготовительные работы;
малярно-заготовительные работы (приготовление
окрасочных материалов, мастик, шпаклевок н
клеев); такелажные заготовительные работы; па-
русные заготовительные работы; работы но элек-
трооборудованию, связи и управлению (работы
специализированного электромонтажного пред-
приятия); работы по изоляции; работы по прибо-
рам теплоконтроля; сборка и монтаж блоков (при
блочном методе постройки); стапельные работы;
достройка на плаву и испытания.
При определении объема работ особое внима-
ние необходимо уделить распределению их между
стапельными работами и работами ио достройке
на плаву. При этом следует учитывать в первую
очередь сравнительную стоимость намечаемых
проектом или существующих стапельных мест и
достроечной набережной.
При выполнении предварительных проектных
разработок (а иногда и технических проектов)
объемы постройки судов в весовом выражении по
Распределение весовой нагрузки судна по основным видам работ
Таблица 2
Вес m
s Основные виды работ
Статьи весовой нагрузки E P if = Правке, очистка и грунтовка стали Обработка корпусных деталей
go 8s | s-S ss E = cS -В 3 « eg &&.S si si X g к ig ° si «1 И я м о-я X
Металлический корпус
Наружная обшивка е набором и настилом второго дна
Палубы, платформы и т. д.
Фундаменты и подкрепления
Дельные вещи
Оборудование жилых, служебных помеще- ний и т. д.
Примечание. Здесь показаны только два вида работ. При pa определении ве совой нагрузки судна по остальным видам работ
20
основным видам работ принимают по процент-
ному соотношению этих объемов, определенных
для рапсе выполненных аналогичных Седов
{табл. 3).
Таблица 3
Ориентировочный объем основных работ (в весовом
выражении) при постройке судов
В процентах от общего веса судна
Виды работ е 8 i * ьо- 6 и» Траулер <?с = 2500 m I Буксир <2С 660 m Е fc”
Рабо ты в Плазовые работы Предварительная прав- ка, очистка и грун- товка стали Обработка корпусных деталей Изготовление узлов и секций корпуса Изготовление конструк- ций из алюмипиево- магниевых сплавов Грунтовка и сушка сек- ций Изготовление конструк- ций из синтетических материвлов Сборка и монтаж бло- ков судна Сборочно-монтажные ра- боты на стапеле Достройка на плаву, ис- пытания и сдача Изготовление слесарно- корпусных деталей и изделий Изготовление деталей и узлов трубопроводов Химическая очистка, го- рячая оцинковка, ба- келнтирование и грун- товка труб Обработка и изготовле- ние деталей и изделий из дерева Гальванические покры- Приготовление окрасоч- ных материалов, ма- стик, шпаклевок и клеев Такелажно-парусные за- готовительные работы Работы внеш Электромонтажные ра- Работы по монтажу при- боров теплоконтроля и евтоматики Работы по изоляции изготовление дета- лей и узлов в цехе монтаж на судах цех 73,0 65.0 67,0 3,0 67,0 2,0 95,0 100,0 3,3 3,5 3,5 2,3 6,0 1,о 0,27 1,1 1,4 0,4 1,4 68,0 60.0 61.0 3,0 61,0 2.25 85,0 95,0 100,0 2,5 2.7 2,2 3,1 6,1 1,10 0,21 р ед п 1,1 1,8 1,2 1,8 -А Рфи 47,0 42,0 43,0 2,0 43,0 3,6 85,0 95,0 100,0 3,0 3.6 3,6 4,5 10,8 1.4 0,16 р и я 2,6 3,3 4,1 49,0 43,0 44,0 2,0 44,0 1,5 85,0 95,0 100,0 1.8 2,8 2,8 6,0 1.5 1,66 0,57 ИЙ 3,0 44,0 38,0 35,5 0,95 35,5 1,4 95,0 100,0 5,8 3,5 3,5 10,4 1,32 0,3 1,3
§ 9. ТРУДОЕМКОСТЬ ПОСТРОЙКИ СУДОВ
При проектировании судостроительной верфи
наиболее точным методом является метод опреде-
ления трудоемкости постройки судов расчетной
программы по маршрутно-технологическим картам
на изготовление и монтаж всех деталей и изде-
лий судна. Как указывалось выше, разработка та-
ких карт требует участия большого количества
специалистов-технологов, а также затрат значи-
тельного времени и средств.
Поскольку при проектировании верфи расчет-
ная программа является, как правило, условной,
позволяющей определить лишь характер и объем
производства, тип и размеры сооружений, необхо-
димых для постройки судов заданных размерений
и характеристик, трудоемкость работ определяют
по укрупненным показателям в маршрутно-техно-
логических картах изготовления или монтажа наи-
более характерных деталей или изделий данной
технологической группы, с последующим распро-
странением полученных удельных показателей на
всю группу.
В технологическую группу входят де-
тали и изделия, для изготовления которых необхо-
димы однородные технологические операции, имею-
щие одинаковый технологический маршрут,
а также одинаковые показатели по материалу,
форме, габаритным размерам и весу. Суммируя
трудоемкости изготовления или монтажа деталей
или изделий различных технологических групп,
определяют трудоемкость по основным видам ра-
бот, а суммируя трудоемкости по основным видам
работ, подсчитывают общую трудоемкость работ
верфи по судну в целом.
При проектировании судостроительных верфей
с расчетными программами, близкими ранее вы-
полненным проектам, можно определить трудоем-
кость постройки судов по полученным удельным
показателям на единицу натурального измерителя
(тонну веса изделий, метр сварного шва, квадрат-
ный метр поверхности и т. д.) как по отдельным
видам работ, так и по всей постройке судна.
Правильность определения трудоемкости по-
стройки судов на будущей верфи оценивается пу-
тем сопоставления ее с лучшими показателями,
уже достигнутыми судостроительными предприя-
тиями при постройке аналогичных судов, а также
с данными проектных и технологических разрабо-
ток специализированных проектных и технологиче-
ских организаций; при этом предполагается, что
запроектированная трудоемкость будет достигнута
при полном освоении всех средств производства
и принятых в проекте методов технологии и орга-
низации постройки судов.
Основными факторами, влияющими на измене-
ние трудоемкости, являются специализация пред-
приятия и серийность выпуска судов, уровень ор-
ганизации, механизации и автоматизации произ-
водства.
На новых судостроительных верфях наряду с ос-
воением производственных мощностей, как правило,
осваивают и постройку новых серийных судов.
В процессе освоения новой серии значительное
снижение трудоемкости постройки каждого судна
21
(по сравнению с первым) наблюдается примерно
до 12—14-го судна (рис. 15).
При разработке проектов верфей для серийной
постройки судов обычно за расчетное судно серии
принимают судно с порядковым номером, соответ-
ствующим по значению двум годовым расчетным
Рис. 15. Снижение трудоемкости постройки судов ио
мере освоения серии.
программам верфи по выпуску судов. Исходя из
этого, для определения трудоемкости постройки
транспортных и рыбопромысловых судов можно
пользоваться примерными коэффициентами пере-
счета, приведенными в табл. 4.
Наиболее приемлемыми для анализа общей
трудоемкости постройки судов на данной верфи
являются удельные показатели трудоемкости на
одну тонну чистого веса судна с использованием
формулы
и„ =и„кс,к«.кга,
где Ип — удельная трудоемкость на 1 т чистого
веса для судна серии, принятого в про-
екте в качестве расчетного, чел.-«/т;
Иц — удельная трудоемкость на 1 т чистого
веса судна серии по другим источни-
кам, чел.-ч!т\
Кст — коэффициент, учитывающий затраты
трудоемкости в зависимости от номера
судна в серии;
Кмм — коэффициент, учитывающий изменение
трудоемкости при постройке судна в за-
висимости от уровня механизации и
автоматизации производства на верфи;
Кнс коэффициент, учитывающий изменение
удельной трудоемкости постройки судна
в зависимости от его конструкции с уче-
том марки материала.
При проектировании коэффициент Кот опреде
ляют по графику снижения трудоемкости по-
стройки судов по мере освоения серии (см. рис. 15)
где ИПч — значение удельной трудоемкости на 1 т
чистого веса судна серии, принятого
в проекте в качестве расчетного, %;
Иич —-то же, по другим источникам, %.
Ориентировочные средние значения коэффи-
циентов, учитывающих изменение удельной
Таблица 4
Коэффициенты пересчета для определения трудоемкости
постройки судов в зависимости от программы
и серии выпуска
Годовая програм- ма пост- ройки судов, cd Порядко- вый комар расчетпо- иого судна Коэффи- циент пе- ресчета Годовая програм- ма пост- ройки судов. Порядко- вый номер расчетно кого судна Коэффи ииент пе- ресчета
1 2 2,15 10 20 1,19
2 4 1,9 12 24 1,14
4 8 1,52 14 28 1,10
6 12 1,31 16 32 1,06
8 16 1,24 18 36 1,02
20 40 1.0
Таблица 5
Коэффициент удельной трудоемкости постройки судна
в зависимости от его конструкции
верфи Тип судна и чистый нес Коэффициент Ккс
I 11 111 IV Танкер 9100 m Сухогрузное судно Qc = 6200 m Траулер Qc 2500 m Морской буксир Qc — 660 m Сейнер Qc — 43 m 0.8 1,0 1.2 1,3 2.2
Таблица 6
Сопоставление проектной удельной трудоемкости Ип с удельной трудоемкостью, полученной по другим источникам, Ии
(для сухогрузного судна)
Исходные дкнныс Чистый пес судна Qc. Порядковый номер судна в серии Значение И„, Коэффициенты Значение И_ (И„ инхк„> ' ^мв у «кс»-
К„ «КС
Проект 6200 44 80 1,0 1.0 1.0 80
Отчетные данные верфи А 5000 4 190 0,53 0,9 0,95 85
Материалы технологической орга- 6200 12 110 0,77 0,95 80
низации Утвержденный технический проект 7200 1 200 0,42 0,95 ,.03 82
судна Утвержденный проект верфи Б 8000 32 80 0,95 1.0 1,06 80
22
Проектная трудоемкость постройки судов на верфи (включая работы внешних предприятий)
Таблица 7
Показатели Класс верфи
1 и ш IV V
Характеристика судна Структура (тип судна) Танкер Qc = 9100 т Сухогруз Qc — 6200 т Траулер (2С = 2500 т Буксир Qc — 660 т Сейнер Q с — 43 т
Номер расчетного серийного судна 32 44 70 120 500
Г одовой выпуск Количество единиц 16 22 35 60 250
Чистый вес судов, тыс. т 145 136 88 40 10,75
Средний уровень механизации и автоматизации про- изводственных процессов, % Трудоемкость на одно судно, чел.-ч Удельная трудоемкость на 1 т чистого веса судна, чел.-ч]т 50 582 000 64 55 496000 80 55 250 0С0 100 60 70 000 106 65 7500 175
Таблица 8
Ориентировочная трудоемкость я основных работ в цехах верфи в процентах от общей трудоемкости постройки судна
и удельная трудоемкость И р на 1 т веса изделий
Основные воды работ Класс верфи
1 п ш IV V
Танкер Qc = ЭКЮ т Сухогруз Qc " 6200 т Траулер 2500 т Буксир <?с ббо т Сейнер 0с " 43 т
ир ир Ир ° 1 ИР ° 1 ИР
Работы Плазовые работы Предварительная правка, очистка и грунтовка стали Обработка корпусных деталей Изготовление узлов и секций корпуса из стали Изготовление конструкций из алюминиево-магниевых сплавов Грунтовка и сушка секций Изготовление конструкций из синтетических материа- Сборка и монтаж блоков судна Сборочно-монтажные работы на стапеле Достройка на плаву, испытания и сдача Изготовление слесарно-корпусных деталей и изделий Изготовление деталей и узлов трубопроводов Химическая очистка, оцинковка, бакелитирование и грунтовка труб Обработка и изготовление деталей и изделий из дерева Гальванические покрытия Приготовление окрасочных материалов, мастик, шпак- левок Такелажно-парусные заготовительные работы 0,2 0,4 3,9 10,6 2,7 1,06 1,8 45,0 9,1 6,3 5,6 0,5 2,2 0,4 0,4 0,14 0,3 3,7 10,0 60,0 1,0 58,0 30,0 5,7 120 100 15,0 60 4,2 25 30 0,18 0,3 3,6 12,7 3 0,98 2,1 23,3 21,3 9,1 5,0 4,9 0,75 3,05 0,38 0,37 0,17 0,35 4,8 16,8 80,0 1,3 74 22 18 7,2 160 145 22 80 4,8 26 40 0,23 0,24 2,35 8,1 1,8 0,7 3,05 24,6 21,8 6,2 Б,5 6,1 0,92 4,2 0,6 0,4 0,16 0,5 5,5 18,5 90 1,8 85 29 й 185 170 26 95 5,5 28 100 0,42 0,37 4,05 9,5 2,2 1,04 1,28 25,25 23,3 4,76 3,4 4,7 0,71 5,65 0,14 0,78 0,81 0,8 9,6 23 120 2,6 90 32 26 5 200 180 28 100 9 50 150 0,6 0,38 2,7 10,75 0,9 0,73 0,8 49,9 4,22 7,2 3,75 0,6 6,5 0,8 0,53 0,34 1,5 12,6 53 170 3,5 100 90 7,5 220 190 30 ПО 80 175
Итого Работы вне Электромонтажные работы Работы по монтажу приборов теплоконтроля и авто- матики Работы по изоляции изготовление деталей и узлов в цехе монтаж на судах 90,3 шн их 4,35 1,05 4,3 0,95 3,35 S7 пре 250 194 65 150 91,18 ЦП р и 4,05 1,02 3,75 0,9 2,85 72 ятий 280 162 60 140 86,95 8,1 0,55 4,4 1,7 2,7 87 300 106 50 65 88,35 9,5 0,64 О’37 1,13 95 370 S0,7 4,8 0,65 3,85 0,93 2,92 160 700
Всего 100 64 100 80 100 100 | 100 106 100 175
23
£
трудоемкости постройки некоторых судов в зависи-
мости от их конструкции, приведены в табл. 5. Со-
поставление принятой в проекте удельной трудосм
кости с удельной трудоемкостью по другим источ-
никам выполняется в табличной форме (табл. 6).
В случае постройки судов на открытых ста-
пельных" местах вводится коэффициент, учитываю-
щий изменение трудоемкости в зависимости от
климатических условий. Так, в условиях Ленин-
града трудоемкость при постройке судов на от-
крытых стапельных местах в зимний период выше,
чем в закрытом отапливаемом эллинге, примерно
на 40%, в среднем за год—на 10%, а в целом
по верфи примерно на 4%.
Таблица 9
Продвижение и готовность судов при сборке и монтаже
блоков и сборочно-монтажных работах на стапеле
без работ внешних предприятий
-е- S Тип судии Процент от общей трудоемкости ребот на верфи
Сборка и монтаж блоков С бор оч но монтажные
работы на стапеле
Продви- жение судна П родни женне судна
1 Танкер Qc = 9100 m 50 90
II Сухогрузное судно Qc = 6200 m 26 66 24 90
III Траулер Qc — 2500 m 28 68 25 93
IV Буксир
Qc = 660 m 29 69 26 95
V Сейнер
Qc = 43 in - 55 95
Ориентировочная проектная трудоемкость по-
стройки судов по всем видам работ на верфи при-
ведена в табл. 7 и 8. Здесь при подсчете трудоем-
кости работ по сборке и монтажу блоков и сбороч-
но-монтажным работам на стапеле исходим из
условия выполнения этих работ в закрытых зда-
ниях, а также продвижения и готовности судов
в соответствии с табл. 9.
§ 10. ПРОДОЛЖИТЕЛЬНОСТЬ ПОСТРОЙКИ
СУДОВ. ГРАФИКИ
Одним из важных показателей работы буду-
щей верфи является продолжительность постройки
на ней судов. Поэтому при проектировании верфей
продолжительность постройки судов устанавли-
вают в зависимости от расчетной программы,
методов, организации, технологии и объема работ,
а также серийности выпуска судов.
Наиболее точно продолжительность постройки
судов по основным технологическим этапам опре-
деляется разрабатываемыми технологическими
24
графиками. В практике проектирования для этого
пользуются укрупненными показателями, исходя
из объема работ и количестиа рабочих, необходи-
мых при выполнении работ па юм пли ином тех-
нологическом этапе, с последующим анализом по-
лученных результатов.
Укрупненно продолжительность постройки су-
дов по основным этапам может быть определена
по формуле
где /э — продолжительность этапа, раб. дни-,
Аэ—трудоемкость работ на данном этапе,
чел.-ч",
Флн — средняя продолжительность рабочего
дня, ч;
Рср— среднесуточное количество рабочих на
судне, чел.
В табл. 10 приведен пример расчета продолжи-
тельности постройки судов по основным этапам
При этом расчет продолжительности сборки и мон-
тажа блоков сделан по средним данным и отра-
жает продолжительность изготовления блока
с наибольшим объемом работ. Для судов, у кото-
рых объем работ по монтажу и сборке блоков
будет различным, расчет продолжительности мон-
тажа и сборки делают для каждого блока в от-
дельности.
В качестве примера па рис. 16 и 17 приведены
графики постройки судов блочным и блочно-сек-
ционным методами.
Так же, как и при определении трудоемкости,
проектную продолжительность постройки серий-
ных судов принимают для судна серии с порядко-
вым номером, соответствующим по значению двум
расчетным программам верфи по выпуску судов
Сопоставление продолжительности постройки
судов, определенной расчетом (см. табл. 10),
с наилучшими показателями, достигнутыми судо-
строительными заводами при постройке аналогич-
ных судов, а также с данными проектных и техно-
логических разработок и с учетом коэффициента
сменности работы и коэффициента серийности вы-
пуска судов может быть выражено формулой
~~ ^диКпс^см^му»
где tn — проектная или приведенная к условиям
проекта продолжительность постройки
судна, раб. дни или месяцы-,
£яи — продолжительность постройки судна по
другому источнику, раб. дни или ме-
сяцы',
К™ — коэффициент, учитывающий изменение
продолжительности постройки судна
в зависимости от его номера в серии;
Кем — коэффициент, учитывающий сменность
работы при постройке судов;
Кму — коэффициент, учитывающий изменение
продолжительности постройки судов
в зависимости от уровня механизации
и автоматизации производства.
При этом
К,
где ii — продолжительность постройки по графику
того судна -серии, которое принято в про
екте в качестве расчетного;
Гг — продолжительность постройки по графику
судна серии во другим источникам;
где Ki — коэффициент сменности по другому ис-
точнику;
Кз — проектный коэффициент сменности.
Таблица 10
Расчет продолжительности постройки судов
go «В Продолжи- тельность постройки
П|
работы 1.1 но рас- poiw- SB;
Танкер
1 Стапельные работы Достройка на пЛаву и испытания 260000 52000 300 300 2100 2100 123 25 5,0 1,0
Итого 148 6,0
Сухогрузное судно
II Сборка и монтаж блоков Стапельные работы Достройка на плаву и испытания 115000 106000 44 600 250 280 280 1750 1960 1960 66 54- 23 2.7 2,25 0,9
Итого 143 5.85
Траулер
III Сборка и монтаж блоков Стапельные работы Достройка на плаву и испытания 61 000 54 000 15190 210 250 250 1500 1750 1750 40 31 9 1,6 1,2 0,4
Итого 80 3,2
Буксир
Сборка и монтаж 18000 70 490 36 1,4
IV Стапельные работы Достройка на плаву и испытания 16400 3 130 90 90 630 630 26 5 1,0 0,2
Итого 67 2,6
Сейнер
V Стапельные работы Достройка на плаву и испытания 3700 320 20 15 140 105 26 3 1,0 0,12
Итого 29 1,12
При сопоставлении продолжительности по-
стройки судов, имеющих значительные конструк-
тивные отличия, необходимо также при меня и.
коэффициент, учитывающий изменение продолжи-
тельности постройки судна в зависимости от его
конструкции. В табл. 11 проектная продолжитель-
ность постройки танкеров сопоставляется с дан-
ными из других источников. (Сопоставление та-
ких же данных по другим типам судов будет ана-
логичным.) Анализ табл. 11 показывает, что
в проекте принята оптимальная продолжитель-
ность постройки судов расчетной программы с уче-
том прогрессивных методов, технологии и органи-
зации постройки, а также уровня механизации ра-
бот в сборочно-монтажных и достроечных цехах
верфи.
Таблица 11
Сопоставление проектной продолжительности постройки
танкеров /п с данными продолжительности постройки
по другим источникам Гди
Исходные i Чистый вес судна i Qc. m « s || is ° £ E& s Коэффициенты * XE«
K'llc «CM KMy
Проект 9 ICO 32 6,0 1,0 1,0 1.0 6,0
Отчетные данные верфи А 9100 4 14.6 0.58 0.75 0,95 6,0
То же, верфи Б 1200 6 11,8 0,73 0,75 0,95 6.1
Материалы технологической организации a 500 12 7.3 0.55 1.0 1.0 6,2
Проект верфи В io coo 20 6.3 0,95 1.0 1.0 6.0
Исходя из расчетной программы, принятого мс
тода постройки и определенной продолжитель-
ности постройки судов по основным этапам, со-
ставляют примерный стапельный график, постройки
судов для проектируемой судостроительной верфи.
На рис. 18 показан примерный стапельный гра-
фик постройки блочным методом сухогрузных-,су-
дов при выпуске с двух стапельных линий 20 судов
в год для климатических условий с ледовым пе-
риодом 4,8 мес. Спуск судов со стапельных линий
на воду—круглогодичный. График показывает,
что испытание и сдача судов зависят от климати-
ческих условий района, где расположена верфь.
В условиях юга, где нет ледового периода, испы-
тания в сдачу судов можно проводить в течение
всего года; в климатических условиях, имеющих
ледовый период, ритмичные испытания и сдача
судов в течение всего года весьма затруднены,
и к началу навигации у достроечной набережной
скапливается много судов, например, в районах
с ледовым периодом 4,8 мес скапливается до
50% судов расчетной программы, а в районах се-
вера — если не принимать специальных мер — до
60—65%.
Следует особо подчеркнуть, что скопление в ле-
довый период у достроечной набережной большого
количества судов приводит к тому, что в начале на
вигании приходится увеличивать число сдаточных
25
наименование работ Этапы постройки
1 1 * в I и и ш Д I л! хв хш
Месяцы
\ б I Ш 1 7Г | г и
Сборка и монтаж носового блока 1 I I 1
Сборка и монтаж носового трюмного блока Ч 1 I 1
Z-J—
Сборка и монтаж кормового трюмного блока “1 1 I 1_
Сборка и монтаж кормового блока с НПО I Н- I 1
I Т"
Сборка и монтаж надстройки И I I I 1
I
Стыкование блоков, стапельные работы I Т" I 1 1
Достройка на плаву и испытания I I г I
Колцчест- Во мест для сборки блоков 1 1 .3 3 5 S
на стапеле “I — — 7 1 в 1 1 1 1 — —
у набережной I- ~1~ 1 ' 1
Условные обозначения'. v_-формирование блоков
— -стапельные работы
^9 -дктмйка на плаву, испытания
и а>ача
Рис. 16. График посгройки сухогрузного судна блочным метолом
Наименование работ Этапы постройки
I г а и г и и |га? I и 1 х Г хп хш
Меся цы
I 1 Ч 1 и 7F 1 Г | И
Сборка и монтаж носового блока 1
1
Сборка а монтаж кормового < блока с МКО 1 п —1
1
Сборка и монтаж блоков надстройки и
Стапельные работы 1— 1
L
Достройка на плаву и испытания 1
ь г для сборки бпеков 1 1 ч— р 3 — -1 — | — — 1 —
на стапеле — — г; — 1 t 1 / 1 . — —
у набережной — 1— - 1 1
Целебные обозначения: —формирование бликов
=: -стапельные работы
/S -достройка ка notify, испытания и сдача
Рис. 17. График постройки сухогрузного судна блочно-секционным методом.
26
команд, т. е. резко нарушать ритмичную ра-
боту верфи. Поэтому в стапельных графиках по-
стройки судов на этих верфях целесообразно
предусматривать распределение ходовых испыта-
ний и сдачу судов в течение хотя бы первых меся-
цев навигации. Кроме того, в подобных условиях
При определении же отдельных видов обору-
дования цехов, стапельных мест, спусковых соору-
жений, достроечных набережных, акваторий и вод-
ных путей предусматривается вероятность по-
стройки перспективных судов с учетом развития
судостроения, потребностей народного хозяйства
Условные оЗозна чения: v,-формирование Злаков
-— - стапельные равоты
- достройка на плаву, испытания и сдача
---— отстой на плаву
Рис. 18 Стапельный график постройки сухогрузных судов (выпуск — 20 судов в год) в климачичо
ских условиях с ледовым периодом 4,8 лес.
важное значение имеет создание на верфи
устройств, позволяющих имитировать ходовые ис-
пытания у достроечной набережной, а также на-
личие незамерзающей акватории.
ГЛАВА IV
ОБЩИЕ ДАННЫЕ О ПРОЕКТИРУЕМОЙ
СУДОСТРОИТЕЛЬНОЙ ВЕРФИ
Расчетная программа проектируемой или ре-
конструируемой судостроительной верфи опреде-
ляется заданием на проектирование и приводится
в нем, как правило, в единицах годового выпуска
судов каждого типа, с указанием водоизмещения
или грузоподъемности, либо — номера проекта.
Иногда эта программа задается для определения
общего объема производства верфи
по перспективным планам, реальных возможностей
и экономической целесообразности осуществления
постройки этих судов на проектируемой верфи,
а также условий проводки судов в" районы экс-
плуатации.
В разрабатываемом проекте верфи на основа-
нии проектных материалов судов (или их прото-
типов при отсутствии проектов) приводят основ-
ные размерения и характеристики судов, необ-
ходимые для принятия технических решений и
параметров проектируемых объектов производства.
Кроме того, приводят: марку стали основного кор
пуса, максимальные размеры листов, тип про-
фильного проката с указанием его максимальной
длины и максимальной высоты стенки.
Указывается также возможность изготовления
наружной обшивки и набора надстройки из алю
минисво-магниевых сплавов и возможность приме-
нения синтетических материалов (листов, плит,
труб и т. д.) и полуфабрикатов (полотнищ легких
переборок, выгородок и пр.), поступающих в гото-
вом виде со специализированных предприятий для
изготовления второстепенных переборок, выгородок,
оконниц, леерного ограждения, мелких дельных
27
пещей, деталей и узлов изоляции и отделки поме-
щений, мягкой мебели и изделий оборудования по-
мещений, труб и звеньев водяных систем, вентиля-
ции, вакуумных и переговорных труб, настилов
полов, площадок, поручней трапов.
При разработке технического проекта для ре-
конструкции судостроительной верфи или отдель-
ных цехов и сооружений приводится описание их
состояния и даются основные характеристики
Более подробно приводятся характеристики
основных гидротехнических соору-
жен и й:
стапельных мест — с указанием их размеров
и допустимых удельных нагрузок; возможность
постройки судов с максимальным спусковым
весом;
трансбордеров для передачи блоков и целых су-
дов— с указанием размеров и веса блоков и судов;
Рис 19. Схема производственных связей основных цехов верфи при выпуске двух типов серийных судов.
28
судовозных путей и специального транспортного
оборудования — для передвижения судов и блоков;
спусковых сооружений - с указанием размеров
и грузоподъемности;
достроечной набережной — с указанием ее
длины, отметки дна у кордона, оборудования кра-
нами и пр.;
акватории и подходных путей — с указанием
размеров и глубин;
мест для швартовных испытаний судов и т. д.
Краткая характеристика основных цехов и со-
оружений судостроительной верфи (размеры про-
летов, крановое оборудование, площадь) приво-
дится в табличной форме.
Данные об объеме выпуска продукции, трудо-
емкости работ в размере годовой программы, со-
става работающих, оборудовании ц технико-эконо-
мических показателях работы существующих цехов
приводятся в пояснительных записках по этим
цехам наряду с основными данными и технико-
экономическими показателями и спецификациями
оборудования.
§ 11. ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА
Систему (метод) организации производства на
проектируемой судостроительной верфи выбирают
в зависимости от расчетной программы, серий-
ности и методов постройки судов.
При разработке проекта комплекса цехов бу-
дущей верфи, предназначенной, например, для
ежегодного выпуска 15—20 сухогрузных (или дру-
гих) судов дедвейтом 10000—20000 т, могут быть
рекомендованы следующие положения по органи-
зации производства.
Производственные цехи верфи можно разде-
лить на две группы: корпусные и сборочно-мон-
тажные; комплектующие.
К корпусным и сборочно-монтажным цехам от-
носятся: корпусообрабатывающий; сборочно-сва-
рочный, цех конструкций из алюминиево-магние-
вых сплавов, цех конструкций из синтетических.
материалов, цех сборки блоков, судостроительный,1
достроечно-сдаточный, электромонтажный (контр<>
агент), изоляционный (контрагент). Сборочно--
монтажные цехи, наряду со сборочно-монтажными
работами на судах, в самом цехе выполняют поде- ‘i
лочные работы, необходимость в которых возни-
кает в процессе монтажа.
К комплектующим цехам относятся: слесарно-
корпусный, трубозаготовительный, деревообраба-
тывающий, цех гальванических покрытий, ма-
лярно-заготовительный, такелажная и парусная
мастерская. Комплектующие цехи сдают свою про-
дукцию в основном на центральный склад ком-
плектации и на строящихся судах сборочно-мон-
тажных работ не производят.
Кроме производственных цехов в состав судо-
строительной верфи входит центральный склад
комплектации, предназначенный для приемки по-
ступающих деталей и изделий из комплектующих
цехов, хранения и комплектации деталей и изделий
в монтажные технологические комплекты и от-
правки их в сборочно-монтажные цехи.
Примерный состав и схема производственных
связей основных цехов верфи при выпуске серий-
ных судов двух типов показаны на рис. 19.
В тех случаях, когда расчетная программа
предусматривает единичный или малосерийный
выпуск судов, в особенности, если это смешанная
программа, охватывающая и судостроение, и судо-
ремонт, при разработке проекта судостроительной
верфи принимают несколько иной состав цехов
и другую схему производственных связей, при ко-
торой нет четкого разделения цехов на корпусные,
сборочпо-монтажпыс и комплектующие, так как
29
I Цехи верфи
Капитанская часть
Центральный склад комплектации
Отдел строителей
Рис. 21. Схема управления верфью.
Центральная лаборатория
Инструментальный цех
Энергообъекты, энер! оремонтные |
Ремонтные цехи
Машиносчетная станция
Складское хозяйство
Транспортный цех
| Дворовый цех
Планово-экономический отдел
Отдел труда и зарплаты
Финансовый отдел
| Бухгалтерия
Производственно-диспетчерский отдел
Конструкторское бюро
Технологическое бюро
Отдел главного энергетика
Отдел главного механика
Отдел внешней кооперации
Отдел сбыта
Отдел капитального строительства
Отдел стандартизации и нормализации
Отдел технической информации
Отдел техники безопасности
Административно-хозяйственный отдел
Отдел материально-технического снаб-
жения
Отдел механизации вычислительных
работ
| Отдел технического контроля
Юридическое бюро
Отдел кадров
Отдел подготовки кадров
вес цехи выполняют как внутрицеховые работы,
так и монтажные работы на судах. В составе
такой верфи вместо специализированных цехов
сборки блоков и судостроительного и достроечно-
сдаточного цехов в основных цехах имеются соот-
ветствующие участки (рис. 20).
§ 12. ПРИМЕРНАЯ СХЕМА
И ТЕХНИЧЕСКИЕ СРЕДСТВА
УПРАВЛЕНИЯ ВЕРФЬЮ
В схеме управления верфью, как правило,
предусматривается, что все отделы и службы объ-
единены в группы, родственные по своему назна-
чению. В эти группы входят отделы технической
подготовки и технического обслуживания произ-
водства, управления и планирования, технико-эко-
номического планирования и экономики, отделы
снабжения, транспорта, хозяйственных вопросов,
отдел кадров. Каждую групп}' отделов возглавляет
заместитель или помощник директора.
Примерная схема управления верфью, по-
строенная на основании аналогичных схем дей-
ствующих судостроительных верфей, показана на
рис. 21, а на рис. 22 — перспективная примерная
схема управления верфью с механизированным и
автоматизированным производством, отличитель-
ной особенностью которой является так называе-
мый центр контроля и регулирования производ-
ства, где сосредоточена вся оперативная работа.
В состав центра контроля и регулирования про-
изводства входят следующие службы: производ-
ственного планирования, диспетчерская, информа-
ционно-вычислительный центр, служба сетевого
планирования, технический контроль, группа раз-
Рис. 22. Схема управления верфью с механизированным и автоматизированным произволе евом
31
мпожения производственной документации. В веде-
нии центра контроля и регулирования находится
также центральный склад комплектации.
В проектах верфей предусматриваются следую-
щие основные технические средства управления
производством.
Директорская связь — для прямой связи с на-
чальниками цехов, отделов и служб у директора,
главного инженера, заместителя директора по
производству и у главного диспетчера верфи
устанавливают директорские коммутаторы.
Диспетчерская связь — для оперативного руко-
водства у главного диспетчера верфи устанавли-
вают диспетчерский коммутатор, который связан
с диспетчерами производственных цехов и некото-
рыми службами верфи; связь построена по двух-
ступенчатой системе: главный диспетчер верфи —
диспетчеры цехов.
Административно-поисковая сигнализация: в ин-
женерном корпусе и вспомогательных службах —
звуковая; в производственных цехах — световая.
Для нахождения необходимых лиц в цехах,
службы управления верфью используют цеховые
системы поисковой связи.
Производственно-диспетчерская сигнализация—
для контроля за ходом производства у замести-
теля директора по производству и у главного дис-
петчера устанавливают диспетчерские щиты, отра-
жающие выполнение плана, например, за сутки
или за педелю по верфи в целом и по отдельным
основным судам. Информация передастся из вы-
числительного центра.
В цехах и на различных участках верфи пре-
дусматривают установи}' информационной
сигнализации, фиксирующей отклонения от
графика или плана межцеховых поставок.
Фототелеграфная связь — для передачи различ-
ного рода изменений в чертежах и технологиче-
ской документации используется система фототе-
леграфной связи между конструкторским и техно-
логическим отделами с производственными цехами
н вычислительным центром; эту систему приме-
няют также для передачи различной производ-
ственной документации из одного цеха в другой.
Телетайпная связь — для передачи по всей
верфи различного рода приказов, распоряжений,
служебной документации и для связи отдельных
подразделений хГежду собой.
Телевидение — для визуального диспетчерского
контроля за постройкой судов. В систему промыш-
ленного телевидения входят: видеоконтролыюе
устройство — у главного диспетчера верфи, у ди-
ректора и заместителя директора по производ-
ству; приемно-передающие устройства — в веду-
щих цехах верфи.
Вычислительный центр используется
в следующих процессах управления производ-
ством: подготовке пл а ново-нормативной и произ-
водственно-технической документации; сборе пер-
вичной производственной информации; подготовке
решения на основании сводно-аналитической ин-
формации.
Вычислительный центр может быть как на са-
мой верфи, так и районным, обслуживающим опре-
деленный территориальный район.
32
§ 13. ОСНОВНЫЕ ПРИНЦИПЫ
КОМПОНОВКИ ЦЕХОВ
Компоновка цехов в зданиях блоках верфи вы-
полняется с учетом проектируемой технологии и
организации производства для увязки расположе-
ния производственных цехов и их вспомогательных
служб. Компоновка выполняется на чертеже, на
котором в плане изображают расположение про-
изводственных, вспомогательных, складских, энер-
гетических и конторско-бытовых помещений в зда-
нии (блоке). Прежде всего анализируют целесо-
образность размещения тех или иных цехов или
подразделений верфи в указанных зданиях в соот-
ветствии с технологией постройки судна.
Таблица 12
Элементы пролетов одновтажных зданий основных цехов
судостроительной верфи
(ориентировочные данные)
э 5 Цехи Размеры про лотов. Es :! ss ii § •”
а Высота Шаг колонн |
sis jii
I—II 30 9,65 12.6 12; 24 15
III Корпугообраба- 24 24 9,65 8,15 12,6 10,8 12; 24 12 15 10
IV тывающие 24 8,15 10,8 12 5
V 18 — 10,8 12 3
T_.II 42 18,05 23,4 24 100
Сборочно-сва- 36 18,05 23,4 24 100
III рочные 36 16,05 19,8 о t 50
30 16,05 19,8 24 50
IV Сборочно-сва- 30 12,65 16,2 12 30
30 11,45 14,4 12 20
V рочные 24 11,45 14,4 12 20
II 42 28,85 37,8 12; 24 100
III Сборки блоков 36 23,45 30,6 12; 24 50
IV 30 17,0 19,8 12 30
11 42 33,25 41,4 12; 24 100
III IV Судостроитсл ь- 36 30 28,85 19,85 36,0 23,4 12; 24 12 50 30
V ныс (эллипги) 36 16,25 18,0 12 20
24 16,25 18.0 12 20
Слесарно-кор- пусные и трубо- 24 - 8,4 6; 12 5; 3
заготовительные; 18 - 8,4,*7,2 6; 12 5, 3
цех конструкций
III из синтетических
материалов; цех гальвани-
ческих покрытий
Площади, предназначаемые для основных це-
хов верфи, в зависимости от технологических осо-
бенностей производства можно разбить на четыре
основных группы: площади для комплекса корпу-
сообрабатывающих и сборочно-сварочных цехов;
площади для цехов сборки блоков и судострои-
288000
Рис.. 23
Компоновка блока корпусных цехов верфи I класса
тельных цехов (эллингов); площади достроечно-
сдаточных цехов; площади комплектующих цехов.
Каждая группа имеет свою специфику, обуслов-
ленную особенностями технологического процесса
постройки судна, применяемым оборудованием, тех-
никой безопасности, противопожарными условиями
и т. д.
При компоновке зданий (блоков) верфи учиты-
вают следующие основные принципы, строитель-
ного проектирования', максимальное блокирование
производственных зданий и сооружений с одно-
родными технологическими процессами; унифика-
цию строительных конструкций и их элементов
(колонн, ферм, панелей, плит покрытий промыш-
ленных зданий и т. д.); создание простых и краси-
вых производственных помещении, отвечающих
требованиям промышленной эстетики и обеспечи-
вающих высокую культур}' производства; эконо-
мию материалов при выборе оптимальных унифи-
цированных сеток колонн для промышленных
зданий.
В соответствии с расчетами потребности пло-
щадей по отдельным цехам и решением о разме-
щении их в здании (блоке) верфи определяют
общие габариты этого здания, а затем, с учетом
требований технологии, намечают границы цехов,
общих для здания проездов и служб, определяют
районы размещения трансформаторных и генера-
торных подстанций, вентиляционных камер и дру-
гих сооружений. Компоновка производственных
цехов и вспомогательных служб позволяет выра-
зить графически технические решения по их раз-
мещению, определить направление п характер
грузопотоков.
Промышленное здание (блок) характе-
ризуется: особенностями технологического про-
цесса; площадью, количеством и размерами проле-
тов (длиной с шаюм колонн, шириной, высотой
336000
служёбно битовые
Рис. 24 Компоновка блока хорпусных цехов верфи III класса
корпусообрабатывающий цех; 3 — участок анодного оксидиро
БИИЙГ. *
.«{..ОЛЧЛИ.
Жом
Рис 25.
t — сухой
Компоновка судостроптелыки-о эллинга верфи I класса (высота до верхней кромки подкрановых путей
элсктромосговык кранов грузоподъемностью 300 г равна 40 я)
преддоковая площадка. 3— мошажно aocqK»"«iMi участ
помещения (многоэтажная пристро!
<3 — грузоподъемность крана.
сиужейш! Омговис
до верхней кромки подкрановых путей или до ниж-
них поясов несущих ферм покрытий); крановым
оборудованием; условиями отопления, освещения,
вентиляции и канализации.
Рис 2Ь. Компоновка блока комплектующих цехов верфей I
u II классов.
малярпо тагото-
—грубоэаготовительпый цех.
й коридор 7 — вспомогательные и слу
помещении (многоэтажная пристройка).
Q — грузоподъемность крана.
Пролетом промышленного здании называется
расстояние между осями колонн в направлении
несущих конструкций покрытии (балок или сило-
вых ферм покрытий).
Шагом колонн называется расстояние между
колоннами в направлении, перпендикулярном к не-
сущим конструкциям покрытий (фермам покры-
34
тия). Шаг колонн в соответс>вии с нормами тех-
нологического проектирования принимаетря в за-
висимости от требований технологии (например,
необходимости передачи из пролета в пролет де-
талей в корпусообрабатывающем цехе пли узлов
и секций в сборочно-сварочном цехе) и разрешаю-
щей возможности силовых ферм или сборных же-
лезобетонных балок.
Ориентировочные данные об элементах проле-
тов для одноэтажных зданий основных цехов су-
достроительных верфей приведены в табл. 12, а от-
дельные примерные схемы компоновки блоков —
на рис. 23—26.
§ 14. ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ
ГЕНЕРАЛЬНЫХ ПЛАНОВ.
РЕЖИМ РАБОТЫ И ФОНДЫ ВРЕМЕНИ
Генеральный план судостроительной верфи —
это проект расположения па территории всех зда-
ний, стапельных мест, спусковых сооружений, до-
строечных набережных, транспортных магистра-
лей, энергетических объектов и коммуникаций.
План определяется производственным профилем
и типом судострошг’льнон верфи, а также геологи-
ческими, гидрологическими и метеорологическими
условиями ее территории и акватории
Одной из важнейших задач при разработке ге-
нерального плана является выбор оптимальной
схемы производственного процесса в конкретных
географических условиях, которая должна обеспе-
чить постройку судов самыми передовыми и эко-
номичными методами.
Наиболее удачным является такое расположе-
ние цехов и сооружений, при котором материалы,
детали, секции, блоки, агрщаты и оборудование
при принятом производственном процессе переме-
щаются по самым коротким и удобным путям
без встречных потоков. Необходимо также учиты-
вать людские потоки и, главным образом, передни-
женис рабочих в процессе производства от цехов
к судам, строящимся па стапельных местах и у до-
строечных набережных.
В табл. 13, исходя из данных о распределении
весовой нагрузки судна по основным видам работ
(см. табл. 2), приведен расчет технологических по-
токов (грузооборот) между основными цехами
судостроительной верфи с годовым выпуском 20 су-
хогрузных судов чистым весом по 6200 т, а на
рис. 27 — графическое изображение этих потоков.
На рис. 28—31 показаны примерные схемы рас-
положения основных объектов п<1 судостроитель-
ных верфях.
2800
цех со скла-
дом стали
цех
конструк
ции
из анте
тическа
матери-
алов
кинструк
ций
из
АМГ
\72SOO |
Сборочно-"
сВарочный
цех
Слесарно-
Р корпусный t
Цех вальйа-
нических.
покрытии
Рис. 28 Расположение па генеральном плане основных объек-
тов судостроительной верфи 1 класса
листующих цехои (слегарно корцусный. трубозаготоаптслалий. галима-
Ничсскпх покрытий, конструкций нз синтетических материалов), /2
^118006]
строечно-
точшй г-
Судострои-
тельный с
цех t
Суда заказчику
124000т
73800 [
ТрдБозшто-
Вительный
Цех Сборки
Блоков
|W|
Капитанская
часть стаке-
еажнаи мастере
пт"»
Маяярно
заготоби-
\. тельный
комплек-
тации
р,ереШБраБо.-
тыВающий
• цех с парус
ной мастер-
ской
l кладям».
I
ж
Рис. 27. Схема технологических потоков между основными
цехами судостроительной верфи при головом выпуске 20 су-
хогрузных судов чистым весом по 6200 т (в схеме вес указан
без учета отходов).
Приведенные расчеты и графические данные
показывают, что при разработке технологической
схемы генерального плана особое внимание
должно быть уделено технологическим потокам
между корпусными, сборочцо-монтажными и до-
строечными цехами. Соответствующее внимание
должно быть уделено также расположению группы
комплектующих цехов и центрального склада ком-
плектации, обеспечивающего ритмичную работу
сборочно-монтажпых и достроечных цехов.
Как правило, проектирование судостроительных
верфей и цехов ведется из расчета двухсменного
рсисима работы (режим работы верфи или цеха
устанавливается заданием па проектирование).
Трехсменный режим работы может быть принят
35
w Таблица 13 O' Технологические потоки (грузооборот) между основными цехами судостроительной верфи, т
Цехи, видающие продукцию Цехп. получающие продукцию Выпускаемаи продукции
1 5 I § = 1 — ± 1 1 1 X. 5 и и ч я 5 Ь S £ S-5 Й = 1 S 5 = е «| Я i 5 il !*S 1 s * s8 s 4 1 s. I 1 s 1 I 0 a i I S i Й Si - si ! 1 1 I h at H s
К op п усообр аб аты- вающий иех со складом стали 72 ал 1 100 300 - - 74 П00 Детали корпуса с максимальными размерами 12 000 • 3000 мм, весом до 8,5 т
Сбором ио сварочный цех - — 73 ЯМ» 500 - 7-WOO Секции с макси- мальными раз- мерами 12 500 \ 22 000 Л м, весом до 190 т
Цех сборки блоков — — — 105 ОоО - - - - — - — - 105 000 Блоки с макси- мальными размерами 30 ОСИ •• 221Ю0 •- 15 000 мм, весом до 1500 т
ул остроите л т.иы П цех - - — 118 000 - - - 118UU0 Сула со спуско- вым весом до 39UU т
Дос грис ч н о-сдаточ- ный цех и достро- ечная набережная - - — - - - -• 121000 124 000 Сула с чистым весом 621Ч1 т
Цех конструкций из ялюмялиево-маг нисвых сплавои 3 500 200 — - - - - -- 371Ю Детали и конструкции
1 1 1
Цех конструкций из синтетических ма- териал on - 1000 4)0 - - - - - 1000 - 2800 Детали и конструкции
Слесарпо-корпусный цех - - - - - — - 1100 - 1980 - 3080 Детали и узлы с максимальными размерами 2500 4600 мм, весом до 3,0 т
Т р у (км а гото вител ь- ттый цех — - — - - - 1380 - - I960 - - 3340 Детали и узлы трубопроводов с максимальным диаметром труб до 325 мм
Цех гальванических покрытий - - - - - - - - - — - - - 2480 - - 2481 Детали и узлы
Дсревообр аб а ты в а- ющий пех - - - - - - - - - — - - 400U - - 400U Детали, узлы, изделия
Ма л ярно-за готов и- тельный цех - - - - - - - - - 1200 - - 1200 Краски, шпак- левки, мастики
Капитанская часть с такелажной ма- стерской - - - - - - - - - - — 1UU 400 Такелажные детали и изделия
Центральный склад комплектации - 1400 7420 5350 4000 - - 740 "он - 40 — - - 19 630 Детали, узлы, изделия
Склады — — 18 480 5850 2000 3700 2800 2340 2640 — 4000 1200 .360 - — - 43 370 Оборудование, механизмы, при- боры, различные материалы и т. д.
Внешние заказчики и поставщики 74 000 - - 663'1 43 370 — 124 000
Итого 74 000 74 000 105000 118 000 124 0U0 3700 2800 3080 3340 2480 4000 1200 4и0 19 650 43 370 124 000 —
Рис 30 Расположение
на генеральном плане ос-
новных объектов судо-
строительной верфи 111
класса.
Таблица 15
Таблица 14
Номинальный годовой фонд времени рабочих и время
работы оборудования
X практер производства il 5 с. °2о Sx-e- Примечания
С прерывным техно- логическим про цессом и нормаль- ными- условиями работы Рабочие Обору- дование 1 2070 2070 41-часовая рабочая неделя
2 4140
3 6210
С прерывным техно- логическим про цессом и вредными условиями работы Рабочие Обору- дование 1 1830 1830 36-часовая рабочая неделя
2 3660
3 5490
С непрерывными технологическими процессами Обору- дование 3 8760 Непрерывная круглогодич- ная работа (365 дней)
8570 Непрерывная круглогодич- ная работа, кроме 8 празд- ничных дней (357 дней)
64911 Непрерывная круглогодич- ная работа, кроме выход- ных и празд- ничных дней (271 день)
Действительный (расчетный) годовой фонд времени
рабочих
3 £ i! кг fl чЕ go 0 ti «2 it 2| || |о d И в Ся-е- й! Для Крайнего Севера и мест- иск-к-й. приравненных к районам Крайнего Севера,
1 отпусках. «
12 1« дней дця 30 дней
41 15 2070 10 I860 1780 1740 1700 1660
41 18 2070 11 1840 1760 1720 1680 1640
41 24 2070 12 1820 1740 1700 1660 1620
36 24 1830 12 1610 1530 1490 1450 1410
только для уникального оборудования: гидравли-
ческих прессов всех типоразмеров, гильотинных
ножниц для листов толщиной 12 мм и более,
листоправильных машин для листов толщиной
|5 м.и и более; гибочных вальцов для листов тол-
щиной 15 мм и более.
Номинальные и действительные (расчетные)
годовые фонды рабочих и работы оборудования
приведены в табл. 14—16.
Номинальный годовой фонд времени — это ко-
личество рабочих часов в год}' в соответствии с ре-
жимом работы (без учета потерь).
Действительный (расчетный) годовой фонд вре-
мени— номинальный фонд времени за вычетом не-
избежных потерь.
Потери рабочего времени — это потери вре-
мени, связанные с очередными отпусками, допол-
нительными отпусками за непрерывную работу,
отпусками по учебе, болезни, отпусками по бере-
менности, родам и кормлению грудных детей,
38
Рис. 31. Расположение на ге-
неральном плане основных объ-
ектов судостроительной верфи
IV класса.
Таблица 16
Действительный (расчетный) годовой фонд времени работы основного оборудования при 41-часовой рабочей неделе
и 8 праздничных днях в году
Оборудование При одно При двух сменах При трех Оборудование При одной s й I X При двух ПеменГЙХ
* si &£• £« 2 Ё-& г° eg I ы 1 1» 0 t в •а О £ Действительный годовой фонд . времен н, ч | 3 1» « ы II 1 4 § * ° -О й § » И 11 ьВ « i 55 g §g z 5» В 3 5 я |1 Sb X й Ь I а go gg к « И
Электросварочное и газорезательнос автоматическое ЭДО 2010 4140 5 405 0210 7 5775 Печи термические электрические - 4140 J93F, 6210 8 5715
Печи сушильные немех а пизн рован- ныс (камерные) 247(1 3 2010 4140 4 3925 6210 6 5М0
.Металлорежущее и дерепообраба 2070 20311 4140 3 4015 6210 4 зал
Метал ло режу 1цес уникальное - - 4140 п 3H90 «ИО 10 55!» Оборудоваиис нсавтомат'изи ровенное 2070 2 4|40 =• 4015 6210 4 Б960
- - 4140 10 3725 6210 12
линии Оборудование автоматизиро- ванное - - - 4140 н 3810 13210 10 5590
Т рубогпбочные станки 2070 2 •лзо 4)40 3 4015 6210 4 59СО
Заготовительное (ножницы, вальцы 2070 2 эт» 4140 3 4015 6210 ’ 5060 Оборудование цехов защитных покрытий 2070 Яйи 4140 3 4015 6210 4 5960
Прессы усилием, tn ЛО 315 » МТ) свыше 500 4140 4I4Q 4140 3 с 10 4015 S8W .1725 6210 Ш10 6210 К 12 5Я«1 565<) Рабочие места (бет оборудования) 20711 - 207И 4140 - 4140 6210 - 6210
сокращенным рабочим днем подростков в возрасте
от 16 до 18 лет, а также выполнением государ-
ственных обязанностей. Потери рабочего времени
для оборудования определяют исходя из простоев
оборудования в планово-предупредительном ре-
монте.
39
ГЛАВА V
МЕТОДИКА ТЕХНОЛОГИЧЕСКИХ РАСЧЕТОВ
ПРИ ПРОЕКТИРОВАНИИ ЦЕХОВ ВЕРФИ
§ 15. РАСЧЕТНАЯ ПРОГРАММА.
СПОСОБЫ ОПРЕДЕЛЕНИЯ
ТРУДОЕМКОСТИ РАБОТ.
РАСЧЕТ ОБОРУ ДО В А Н И Я
И КОЛИЧЕСТВА РАБОТАЮЩИХ
Назначение проектируемого цеха излагается
в описательной форме, в полном соответствии
с принятой организацией производства в целом
по верфи. Например: «Корпусообрабатывающий
цех предназначается для изготовления деталей
корпуса из листового и профильного металла, иду-
щих на постройку судов расчетной программы».
Отмечается характер производства цеха по об-
работке деталей: серийное, мелкосерийное и инди-
видуальное.
Расчетная годовая программа проектируемых
цехов судостроительной верфи, как правило, опре-
деляется в весовом выражении в соответствии
с распределением весовой нагрузки судов по
основным видам работ при постройке (см. табл. 3)
и по заданному годовом}' выпуску судов в еди-
ницах
Вц-се, । о2+ ... Q„)nc,
где Вц — расчетная годовая про-
грамма цеха, т;
Qi, Qz, , Qn — вес деталей или изделий,
определенный по весовой
нагрузке судна для соот-
ветствующего вида работ
в цехе, т;
пс — расчетная годовая програм-
ма верфи по выпуску су-
дов, ед.
При наличии в программе верфи судов несколь-
ких типов расчетную годовую программу цеха
определяют для каждого типа судна в отдель-
ности, а затем эти данные суммируют.
Таблица 17
Пример расчетной годовой программы цеха
Статьи песоло» магрутхи Вес на одно судно типа, tn Общий вес на годовую программу.
К Б В
1. Металлический корпус 2. Фундаменты и под- крепления 3. 4. и т. д.
Итого
В практике проектирования данные по расчет-
ной программе цеха в весовом выражении приво-
дятся в табличной форме {табл. 17). Для правили
ного выбора проектируемых средств производства
приводится характеристика изготовляемых цехом
деталей.
При разработке комплексного технического
проекта верфи трудоемкость работ цехи „прппи-
мается в соответствии с трудоемкостью по основ-
ным видам работ, полученной при определении
трудоемкости по судну в целом (§ 9) и заданной
годовой расчетной программой по выпуску судов.
При разработке проектов отдельных цехов тру-
доемкость работ в этих цехах определяют или
укрупненно или по удельным показателям.
В первом случае трудоемкость вычисляют
по формуле
л (И, | И, । ... I И„) <?г
1 “ Од
где Ai — трудоемкость изготовления
или монтажа группы дета-
лей или изделий, чел.-ч-
Hi. И2, ... Ии — нормативная трудоемкость
по отдельным операциям из-
готовления или монтажа де-
тали или изделия, чел.-ч-.
Од — вес детали или изделия, т\
Or—вес группы деталей или из-
делий, т.
Аналогично определяют трудоемкость изготов-
ления или монтажа последующих групп, деталей
или изделий: А& Аз,.. -, Ап.
Тогда
А — Ат--Aj.-)-Ая... ! А„,
где А — трудоемкость всех рабог цеха на одно
судно, чел.-ч.
' Апр — Апс,
где Апр — трудоемкость работ цеха на годовую
программу, чел.-ч-,
пс — количество судов в годовой расчетной
программе цеха, ед.
Если в программе верфи запланировано строи-
тельство нескольких типов судов, то определяют
трудоемкость работ цеха для каждого типа судна
и полученные результаты суммируют.
Во втором случае трудоемкость вычис-
ляют по удельным показателям, принятым по нор-
мативам или по аналогичным ранее выполненным
проектам
А», г= ВЦИ„
где Вц — расчетная годовая программа цеха, т;
Иу — удельная трудоемкость на одну тонну
выпуска продукции цеха, чел.-ч]т.
Распределение общей расчетной годовой про
граммы цеха и трудоемкости работ по участкам
цеха, поточным линиям и операциям производится
по удельным показателям, полученным в ранее
выполненных проектах.
Требуемое количество технологического обору-
дования и рабочих мест определяют исходя из
трудоемкости работ цеха в объеме годовой про-
граммы для каждой операции и типоразмера обо-
рудования, действительного расчетного годового
40
фонда времени работы оборудования или рабочих
мест, нормативного коэффициента загрузки обору-
дования или рабочих мест.
При этом
п —£EJ!_,
ФоРерК,.
где — количество необходимого ТСХИОЛО1 пче-
ского оборудования или рабочих мест
для каждой операции, ед;
Лпр ч _ трудоемкость работ цеха в объеме го-
довой программы по операциям и
типоразмерам оборудования, чел.-ч;
Ф„ — действительный расчетный годовой
фонд времени оборудования или рабо-
чих мест, ч;
Рср — средний состав бригады, чел.;
Кп—нормативный коэффициент загрузки
оборудования или рабочих мест.
Если расчетное количество оборудования или
рабочих мест получается дробным, то его округ-
ляют до целого числа; тогда эту величину назы-
вают принятым количеством оборудования или ра-
бочих мест.
При проектировании указанные расчеты техно-
логического оборудования и рабочих мест выпол-
няют в табличной форме, причем, в зависимости
от принятой организации производства расчет ве-
дут в целом по цеху или по отдельным участкам
и поточным линиям (табл. 18). При приближен-
ных расчетах определение количества технологи-
ческого оборудования можно производить по тех-
нико-экономическим показателям, которые могут
быть представлены, например, как выпуск дета-
лей на единицу оборудования.
Таблица 18
Расчет количества технологического оборудования
и рабочих мест
Спермин и обору- дование 3*- J| h Sg е Mi р» ggS Wg годовой времени. Коли- чество оборудо- вания. ед Коли- чество рабочих Коэффи- за грузии
| g Г. f5
2. 3. и Т. Д.
Расчетной формулой для определения количе-
ства оборудования будет
₽об
где Вц — расчетная годовая программа цеха.
т или шт.;
(•об -годовой выпуск готовой продукции цеха
с единицы оборудования, т или шт.
В состав цехового персонала входят производ-
ственные рабочие, вспомогательные рабочие, ин-
женерно-технические работники (ИТР), счетно-
конторский персонал (СКП) и младший обслу-
живающий персонал (МОП). Количество произ-
водственных рабочих рассчитывают в зависимости
от трудоемкости работ в человеко-часах и фонда
времени одною рабочего — в часах. При этом
где пг — количество производственных рабочих,
необходимое для выполнения каждой
операции работ в цехе, чел.;
Д,р с — трудоемкость для выполнения годовой
программы цеха — по операциям или
по специальностям рабочих, чел.-ч;
Фр — действительный (расчетный) годовой
фонд времени рабочих, ч
В отдельных случаях количество производ-
ственных рабочих определяют по количеству при
нятого оборудования и рабочих мест
Общее количество производственных рабочих
цеха определяют суммированием данных, полу-
ченных по отдельным операциям или специаль-
ностям. Затем полученное количество производ-
ственных рабочих по специальностям (операциям)
распределяют по сменам, после чего определяют
средний разрядный (тарифный) коэффициент и
средний разряд по цеху.
Рассчитав количество производственных рабо-
чих цеха, определяют необходимое количество
вспомогательных рабочих, ИТР, СКП и МОП.
К группе вспомогательных относятся рабочие,
обслуживающие основное производство: станоч-
ники, слесари и другие рабочие по ремонту обо-
рудования, средств механизации, приспособлений
и штампов; наладчики, электромонтеры, смазчики,
заточники и подносчики инструмента; рабочие но
приемке и выдаче инструмента; крановщики, стро-
гальщики, машинисты электрокар и т. д.
К инженерно-техническим работникам отно-
сится весь состав руководящего инженерно-техни-
ческого персонала: начальники цехов, их заме-
стители, начальники и работники цеховых бюро,
старшие мастера, мастера, сменные инженеры.
К счетно-конторскому персоналу относятся: бух-
галтеры, счетоводы, делопроизводители, табель-
щики, учетчики. В младший обслуживающий пер-
сонал входят уборщицы, гардеробщицы, курьеры.
Численность этих категорий работающих опре-
деляется по штатным ведомостям, которые состав-
ляются при проектировании цеха, либо в процен-
тах от числа производственных рабочих по нормам
технологического проектирования и технико-эконо-
мическим показателям.
§ 16. ОБОСНОВАНИЕ РАЗМЕРОВ
ПРОЛЕТОВ И ВОРОТ,
ХАРАКТЕРИСТИКА И ОПРЕДЕЛЕНИЕ
КРАНОВОГО ОБОРУДОВАНИЯ
И ПЛОЩАДЕЙ ЦЕХОВ
При определении размеров пролетов основных
корпусных и сбором но-монтажных цехов судострои-
тельной верфи в зависимости от размеров изде-
41
//////////////
Рис 32 Схема для
определения шири
вы пролетов с по
точными линиями
и высоты пролетов
со станочным обо-
рудованием.
лий принимают нормы расстояний между рабо-
чими площадками, рабочими местами, установ-
ками и элементами зданий:
Мипкмалыюе
Высота от настила рабочих площадок
- до нижней кромки вышележащих
конструкций (рабочая зона) . .
Проход между штабелями материалов,
деталей и т. д...................
Ширина прохода по настилу лесов
Проходы между установками для авто-
матической сварки .............
Расстояние между стеной (колонной)
и установками для автоматической
сварки............................
Проходы вокруг газосварочного и га-
зорезательного рабочего места
Расстояние между габаритами грузо-
подъемной машины, передвигаю-
щейся по наземному рельсовому
пути, и близлежащими предметами
на высоте до 2л......................
Расстояние от нижней габаритной точ-
ки грузоподъемной машины до
верхней кромки оборудования,
расположенного в зоне ее действия
Высота подъема груза над предметами
при горизонтальном его перемеще-
Ширина прохода между боковыми сто
ронами станков:
при одностороннем движении . . .
при двустороннем движении . . .
Расстояние от стены колонны до бо-
ковой или тыльной стороны станка
Ширина проезде для автомашин, кон-
тейнерных и прочих погрузчиков
расстояние, м
2.0
Не менее 0,8
Не менее 1,0
Не менее 1,5
Нс менее 1,0
Не менее 1,0
Не мепее 0,7
Не менее 0,4
Нс менее 0.5
Не мепее 0,8
Не менее 1,4
Не менее 0,8
Не менее 3,0
Ширину пролета принимают исходя из распо-
ложения рационального количества поточных ли-
ний в пролете п.„ максимальной ширины этих ли-
ний а, расстояния от кромки колонн до оборудо-
вания или оснастки рабочих мест б, расстояния
от оси колонны до ее кромки в, расстояния между
оборудованием или рабочими местами г, ширины
зоны обслуживания д (рис. 32).
Z - апя — 26 -|- 2в г (пл — I) 4- д.
При значительной разнице в ^ширине отдель-
ных линий или оборудования выражение апл
в формуле заме-
няется суммой ши-_
рИН ЛИНИЙ (С1 + «2 +
+..+<2-л).
Высоту пролета
ЛЛр до верхней кром-
ки подкрановых пу-
тей в цехах со ста-
ночным оборудова-
иием определяют
исходя из расстоя-
ния от пола до рабо-
чей части оборудо-
вания Ж, необходи-
мого расстояния для
поднятия детали
в процессе обра-
ботки от рабочей
плоскости оборудо-
вания до верхней
точки деталей 3,
расстояния от верхней кромки детали до нижней
кромки фермы крана 32, расстояния от нижней
кромки фермы крана до отметки подкранового
рельса 3S
^пр — Ж 4- 3 -| 32 З3.
Высоту Лпр можно определить также исходя
из максимальной высоты оборудования /го, необхо-
димого расстояния от нижней кромки фермы
крана до верхней кромки оборудования З4, рас-
стояния от нижнеи кромки фермы крана до от-
метки подкранового рельса З3 _
Лцр = "1 -| З3.
Высоту пролета до верхней кромки подкрано-
вых путей в сборочно-сварочных цехах (рис. 33)
определяют, как правило, из условия кантовки
секций максимальных размеров, суммируя высоту
оснастки или кантовочной площадки /, зазор
между оснасткой или кантовочной площадкой и
секцией 3?, максимальную высоту кантуемой сек-
ции dit расстояние между секцией и осью гака 3\,
расстояние от оси гака до нижней кромки фермы
крана 3s и расстояние от нижней кромки фермы
крана до отметки подкранового рельса
йщ, --1 ' З-i 4- di 4- 31 — 36 — 3S.
Высоту пролета до верхней кромки подкрано-
вых путей в цехе сборки блоков и судостроитель-
ном цехе (эллинге) определяют исходя из высоты
судовознои тележки hi, высоты основного корпуса
судна h2, необходимого зазора между корпусом
судна и погружаемым блоком надстройки вы-
соты блока надстройки hg, зазора между траверсой
и погружаемым блоком надстройки Лъ, высоты
траверсы h^, зазора между траверсой и фермой
крана Л3, расстояния от нижней кромки фермы
крана до отметки подкранового рельса Зч
h„p -- ht 4- йа J - JIi I h2 -1- Л2 4 - h4 4- Л3 -| 33.
При определении высоты пролетов до подкра-
новых путей в цехе сборки блоков и судострои-
тельном аналогично проверяют возможность по-
грузки механизмов с наибольшими габаритами.
42
Рис 33 Схема для определения высоты пролетов в цехах а —
сборочно-сварочпом; б сборки блоков и судостроительном.
Размеры проемов основных ворот зданий
должны обеспечивать как ввоз материалов, кон
струкний и изделий. так и вывоз (или вывод) гото-
вой продукции из цехов, расположенных в этих
зданиях (табл. 19).
Крановое оборудование. Для перемещения раз-
личных конструкций па судостроительных верфях
применяют мостовые, козловые, башенные, пор-
тальные и стреловые передвижные, железнодорож-
ные, автомобильные, пневмоколесныс, гусеничные
и плавучие краны. По типу грузозахватных при-
способлений применяют, главным образом, крюко-
вые краны (для штучных грузов), с магнитными
(для магнитных материалов) и пневмовакуум
ными захватами Параметры крапов принимают
по данным каталогов, паспортам и нормалям за-
водов-изготовителей; на уникальные краны при
разработке проектов верфей или отдельных объек-
тов составляют технические задания. Указанными
кранами оснащают, как правило, судостроитель-
ные доки, открытые стапельные места, эллинги,
а иногда и цехи сборки блоков и сборочно-сва-
рочные.
Правильный расчет и выбор кранов имеет
большое экономическое значение, гак как в сбороч-
но-монтажных цехах —сборочно-сварочном, цехе
Таблица 1S
Размеры проемов ворог основных цехов верфи
Цех Класс верфи
II | 111 Ширина Хвысоз ".J ?
Корпусroofi рабатываю- 6.0Х6.0 6,0Х6,0 5,4X5.6 1 4.0У4.0 1 4.044.0 1
Сборочно- с варочный Ввозные ворота 6.0Х6.0 | 6,ОХ6.0 | 5.4Х5.6 | 4,0'4.0 ! 4.0Х4Л Вывозные ворота Ширина 16.0 16,0 । 14.0 j 12,0 | 10.0 Высота Торцевых—до подкрановых путей Боковых — до низа подкрановой балки
Сборки блоков Ввозные ворота 16,0X18,0 | [4,0X16.0 | 12,0.13,0 | — Вывозные ворога [крива — на всю ширину пролета Высота —до подкрановых путей
Судострои- тельный эллинг Трубозагото- ВНТСЛЬПЫЙ Ввозные порота Ширина—па вею ширину Пролета Высота | 28.0 j 22,0 | [7.0 | 11.0 (нс менее высоты вывозрых пирог цеха с-ОДжи блоков) Вывозные ворота Ширина — на всю ширину пролета * Высота — до подкрановых путей 4,0X4,0 | 4.0x40 | 4.0Х4Л) | 40X4.0 | 4,0X40
Примечание. В цехах сборки блоков и судостроительном при наличии поперечных кранов (кранов второго яруса) или козло вых кранов высота вывозных ворот принимается да затяжки ферм В цехе сборки бликов при поперечной передаче блоков размеры вывозных ворот определяют и процессе проектиропаиня, исходя из размеров блоков и строительных конструкций.
сборки блоков, судостроительном, включая эл-
линги, на открытых стапелях и судостроитель-
ных доках— приходится вести погрузочные, уста
цепочные и монтажные операции с конструкциями,
механизмами и оборудованием, различными по
весу и грузоподъемности.
При определении кранового оборудования
в этих цехах все изделия разбивают по весу на
группы (например, на 121—150; 76—120; 51—75;
31—50; 16—30; 6—15 и до 5 т), после чего по
каждой группе определяют необходимое количе-
ство кранов для погрузок.
Окончательное решение о количестве кранов п„
соответствующей грузоподъемности принимают
в зависимости от коэффициента их загрузки и ком-
поновки зданий цехов или расположения стапель-
ных мест, используя укрупненный метод расчета,
где пг—количество грузов на одно судно;
л< — количество судов в годовой расчетной
программе, ед;
Пц — среднее количество циклоп на единицу
груза;
43
Таблица 20
tn о — продолжительность цикла крановой
операции, ч;
Фя — депстцц1слы1ып (расчетами) годовой
фонд времени крана, ч\
К,г — коэффициент использования крана по
времени.
Продолжительность цикла крановой опера-
ции /к» в сборочно-монтажных цехах верфп скла-
дывается из времени па обработку груза tr и вре-
мени па участие при установке и монтаже изде-
лия /«. При этом
где hr,— высота подъема (спуска) груза, л;
Го— скорость подъема /опускания) груза,
м/мин-,
1ер — средний путь тележки, тали, каретки,
стрелы при изменении вылета, м;
1к — средний путь крана, м;
Пек — среднее число оборотов крана
(стрелы) за цикл;
Ft — скорость передвижения тележки, тали,
каретки, стрелы (при изменении вы-
лета) , м!мин\
Vs — скорость передвижения крана, м/мин.-,
14— скорость поворота крана (стрелы),
об!мин\
ton— затраты времени на дополнительные
операции (стройка и отстдопка груза,
уточнение подходов и т. д.), мин.
Скорости принимают по паспортным техниче-
ским характеристикам крапов, а время на участие
при установке и монтаже изделия — исходя из
анализа работы кранов при выполнении аналогич-
ных операций. Средние данные о продолжитель-
ности циклов работы кранов в основных цехах
верфи приведены в табл. 20.
Коэффициент использования крана по вре-
мени Лк при выполнении обычных крановых опе-
раций для магнитного крана принимают равным
0,80—0,95; для крюкового крана он равен
0,65—0,85, -в том числе при работе в корпусообра-
батывающем цехе 0,75—0,85, сборочно-сварочном
0,7—0,8, цехе сборки блоков и судостроительном
0,65—0,75.
Следует отметить, что при проектировании при-
веденные расчеты выполняют, главным образом,
по цехам (эллингам, открытым стапельным ме-
стам, судостроительным докам), оснащенным уни-
кальным крановым оборудованием; по остальным
цехам они делаются выборочно. В этих цехах коли-
чество кранов принимается на основе данных, взя-
тых из ранее выполненных проектов, в зависимо
сти от длины пролетов и с учетом предусматривае-
мых напольных транспортных средств.
Грузоподъемность кранов устанавливают в за-
висимости от веса груза; в отдельных случаях
для транспортировки небольшого количества тя-
желовесных грузов допускается спаренная работа
кранов.
Определение площади цехов. Вся площадь
верфи и ее цехов подразделяется на полезную
(общую) площадь, рабочую, вспомогательную,
44
Ориентировочные средние данные о продолжительности
циклов работы кранового оборудования
Прцдрлжик.'ль гость цикла «
Грузы еан 111,1 груза. и. 1
Корпусообраоаг Листы, профильный прокат и детали корпуса Сборщно-сва Секции корпуса пывающий До 5,0 5,1—10,0 рочный цех 121—150 76—120 51—75 31—50 16-30 0,14 0.15 1,0 0,8 0.5 0,25 0,18 1 1 0,14 0,15 1.0 0,8 0.5 2,25 1,98
Секции, узлы и детали кор- пуса Цехи оборки блоков Секции корпуса 6-15 ДО 5 судостро 121—150 76—120 51—75 31—50 16—31) 0,17 0,15 1ЩГДЬ№ 1,0 0.8 0.5 0,25 0,18 1.2 о.з 3,0 2,8 2,5 2,0 1.8 1,37 0,45 4,0 3,6 3.0 2,25 1.98
Секции, узлы и детали кор- пуса 6—15 до 5 0,17 0,15 1.2 0.3 1,37 0,45
Механизмы и агрегаты 76—120 51—75 31—50 16— ДО 6—15 До 5 0,8 0,5 0.25 0,18 0.17 0.15 3.0 2,8 1,8 1.2 0,6 0,25 3,8 3,3 2,05 1,38 0,77 0.4
Различное оборудопапие, изделия и детали до 5 0,15 - 0,15
подсобную, площадь вспомогательных служсбно
бытовых помещений и складскую.
Полезная (общая) площадь производственных
зданий промышленных предприятий — это сумма
рабочих, вспомогательных и подсобных площадей,
а также площадей вспомогательных помещений
и складов, расположенных в производственных
зданиях. Она определяется как сумма площадей
на всех этажах в пределах внутренних поверхно-
стей наружных стен, без площадей, занимаемых
лестничными клетками, сквозными шахтами (на-
пример, лифтовых подъемников), внутренними
стенами, опорами и перегородками. Исчисляются
отдельно и тоже считаются полезными площади
этажерок, антресолей, обслуживающих площадок,
эстакад и галерей. Расположенные между эта
жами открытые лестницы, переходы и площадки,
предназначенные для осмотра и ремонта оборудо-
вания, а также посадочные площадки для машини-
стов кранов в полезную площадь не включаются.
Рабочая площадь — это сумма площадей поме
щений, расположенных на этажах произволе г вен-
ных зданий, антресолях, этажерках, галереях,
эстакадах, обслуживающих площадках, в подва-
лах и прочих местах, предназначенных для изго-
товления продукции, включая площадь для проме-
жуточных складов полуфабрикатов. Сюда входят
также: площади под наземное транспортное обо-
рудованис (поточные механизированные линии,
транспортеры); площади, на которых размещаются
инструментальные шкафчики; места для заготовок
и ютовых деталей и узлов у оборудования, стен-
дов, стапелей и т. д.; места для межоперационного
контроля деталей, узлов и изделий (кроме пло-
щади выгороженных помещений ОТК); стенды
для испытания деталей, узлов и готовых изделий,
площадки для устранения дефектов и сдачи гото-
вой продукции, площади для проходов и проездов
между оборудованием и рабочими местами внутри
производственных участков и отделений (кроме
магистральных проездов, т. е. главных транспорт-
ных проездов, по которым возможно движение
грузовых машин, обслуживающих несколько цехов,
расположенных в общем здании — блоке).
Вспомогательная площадь верфи складывается
из суммы площадей инструментальных, ремонтно-
механических, электроремонтных и ремонтно-
строительных цехов, а также комплекса цехов сне
циалыюй технологической оснастки и приспособ-
лений. В цехах к этой площади относятся участки
ремонта оборудования и инструмента.
Подсобная площадь — это сумма площадей по-
мещений, предназначенных для транспорта внутри
верфи и для установки и обслуживания санитарно-
технического и энергетического оборудования.
Сюда включаются площади, занимаемые котель-
ными, насосными водопровода и канализации, вен-
тиляционными установками, кондиционерами, ма-
шинными отделениями компрессорных станций,
трансформаторными подстанциями, распредели-
тельными устройствами, а также коридорами,
тамбурами, переходами и помещениями техниче-
скою назначения.
Площадь вспомогательных служебно-бытовых
помещений, размещаемых в производственных
зданиях — это сумма площадей для размещения
заводоуправления, цеховых кон гор, конструктор-
ских бюро, бытовых помещений, пунктов питания,
здравпунктов и общественных организаций.
Складская площадь — эго сумма площадей пред-
назначенных для хранения различных материалов,
изделий, оборудования, механизмов, аппаратуры
и т. д., необходимых для производственной и "ре-
мопгно-хозяйственной деятельности верфи, а также
для храпения промежуточных запасов, обеспечи-
вающих ритмичную работу цехов. В цехах к склад-
ским площадям относятся инструментальные, ма-
териальные, электродные и другие кладовые, кла-
довые и расходные склады материалов и полуфаб-
рикатов, -склады .комплект ующих деталей и изде-
лий. Площади всех цеховых кладовых и складов
рассчитывают отдельно.
При разработке технологической части проекта
определяют рабочую, вспомогательную и складскую
площади и отводят предварительную площадь для
энергетических объектов, электрических и вентиля-
ционных установок, по которой окончательное ре-
шение принимают уже после разработки специ-
альных частей проекта. При этом сумму рабочих,
вспомогательных и складских площадей, а также
подсобных площадей (трансформаторных подстан-
ции, распределительных устройств и т. д.), распо-
ложенных в основных пролетах, условно называют
общей площадью цеха. Площадь служебио быто-
вых помещений рассчитывают в архитектурно-
строительной части проекта по заданиям, выдан-
ным технологами.
Величина рабочей площади. I. Наи-
более точный метод определения необходимой ра-
бочей площади —масштабная планировка приня-
того оборудования, рабочих мест и транспортных
устройств в соответствии с технологией и органи
задней производства цеха, с. учетом необходимых
разрывов между' оборудованием и рабочими ме-
стами, шириной проходов и проездов, а также раз-
мещения всех вспомогательных служб, в соответ-
ствии с правилами техники безопасности и нор-
мами технологического проектирования.
При планировке цехов необходимо учитывать
следующие основные положения: расположение
оборудования, рабочих мест и средств механиза-
ции по принятому технологическому' процессу; раз-
мещение производственных участков цеха и вспо-
могательных служб с учетом прогрессивных форм
организации производства; обеспечение наиболь-
шего удельного выпуска продукции с 1 м2 площади
цеха при соблюдении условий для надежной и без
опасной работа производственного персонала;
бесперебойность поступления материалов, деталей
и узлов на рабочие места, прямолинейность грузо-
потоков и кратчайшие пути перемещения материа-
лов, заготовок и изделий в процессе производсгва
с использованием механизированных транспортных
средств; выпуск деталей и изделий для различных
судов, аналогичных принятым в расчетной про-
грамме и соответствующих классу' верфи; обеспе-
чение межоперационного хранения материалов, де-
талей и узлов, внутрицехового и внутризаводского
транспорта, подходов к оборудованию транспорт-
ных средств со стороны фронта загрузки оборудо-
вания и рабочих мест, способов снятия и передачи
деталей и изделий па последующие операции или
из цеха; рациональное размещение технического
персонала с максимальным приближением работа-
ющих к производственным у'часткам, которые они
обслуживают; обеспечение эксплуаииии и ре-
монта оборудования, контроля, планирования и ди-
спетчеризации производства с использованием тех-
нических средств.
Наиболее рациональным будет такой вариант
планировки цеха, который обеспечит минимальную
себестоимость выпускаемой продукции и будет от-
вечать требованиям непрерывного повышения про-
изводительности труда рабочих.
При разработке проектных планов цехов (тех-
нологических планировок) применяют условные
обозначения, приведенные в табл. 21.
2. Определение величины рабочей площади по
удельным нормам на единицу оборудования или
рабочих мест по формуле
где — рабочая площадь цеха, мг-,
5УД—удельная рабочая площадь для единицы
оборудования или рабочих мест, м2!обо-
рудование или м21рабочее место-,
nva — принятое количество оборудования пли
рабочих мест, ед
45
Таблица 21
Условные обозначения, применяемые при проектных разработках планов цехов
обозначение Расшифровка Условное Расшифрокка
Q □ © I©-©'’ ^ © о' й Г 1 1Н= ЕЗ ЕЕ м Рабочее место Верстак слесарный на одно рабочее место Верстак слесарный па два рабочих маета Верстак слесарный па три рабочих места Сборочная плита Разметочная н гибочная плита Шкафы и тумбочки Стеллажи Площадки для разметки и складирования Границы проходов и проездов Монорельс с тельфером Мостовой крап или кранбалка Консольный кран Пункт подключения переносного электроин- струмента Пункт подключения сварочных автоматов, полуавтоматов и передвижпых электропри- емников Пункт подключения сварочных дут ПОСТОЯН- НОГО тока 60 « 11у>>кт подключения низковольтного электроос- вещения ! Шкаф распределительный силовой и освети- тельный Групповой щит освещения | 6 О © Y а % ° © • ВЦ РМЦ Q мк Ж хк кк вк СУ КП тл лк Пункт подключения к производственному во- допроводу Трап дли отвода воды в канализацию Умывальник Колодец с 1лухой крышкой Колодец с решетчатой крышкой Питьевой фонтанчик Пункт подключения к противопожарному во- допроводу Пункт подключения сжатого воздуха Пункт подключения ацетилена Пункт подключения кислорода Пункт подключения к производственному во- допроводу Пункт подключения углекислого газа Пункт подключения аргона Высота центров, мм Расстояние между центрами, мм Гручоподъемпость крапа Материальная кладовая Ииструмситальная кладовая Хозяйственная кладовая Комплектовочная кладовая Вентиляционная камера Санитарный узел (туалет) Конторские помои сния ТрашзЦюрматорпая подстанция Лестничная клетка
3. Определение величины рабочей площади по
технико-экономическим показателям - - удельному
выпуску продукции в год с 1 м2 площади, удельной
площади на одного производственного рабочею
и т. д. В этом случае рабочая площадь S,, опреде-
ляется по формулам
•V’V"8»
где Вц— расчетная годовая программа цеха, т,
[>ц — удельный выпуск продукции в iод с ра-
бочей площади цеха, т(м2-,
•Sy.ip — удельная рабочая площадь цеха па од
кого производственного рабочего, мЧра-
бочий;
При — количество производственных рабочих
цеха.
Вспомогательную и складскую площадь цехов
определяют по нормам технологического проекта
рования Нормы для расчета площади цеховых
складов и кладовых приведены в табл. 22 и 23.
Общая площадь цеха — рабочая, вспомогатель-
ная и складская — может быть определена по
формуле
S„ £„».. (1+-°^)
где — общая площадь цеха, м2;
ау - удельное значение вспомогательной пло-
щади цеха от рабочей, %;
°с — удельное значение складской площади
цеха от рабочей, %
46
Таблица 22
Нормы для расчета площади цеховых складов
Склады Назначение склада Нормы премепи хра- нения запаса. календарные дни Нормы грузен ап ря Коэф- фици- щади Способ хранения 1 Высо 1
женкости полезной площади, m-'ju*
при характере для материалов
производства с удельным весом
ш"- мало. се- рий рвй- ДО 4
Межонерацион Хранение полуфабрикатов сред- них и малых деталей Хранение полуфабрикатов тя- желых и крупных деталей 6 С 5 5 4 0,8—1.2 1,5-2,5 0,3—0.4 0,6—0.9 0 4 0,4 На стеллажах Поштучно на пол}' 2
Готовых дета- лей н узлов Хранение средних и мелких деталей Хранение крупных деталей 6 10 7 2 0,9-1,2 1,3-1,8 0,4—0,5 0,5—0,7 0.4 0,4 На стеллажах То же 2 2
Покупных Хранение мелких изделий — - - 0,8-1.2 0,3—0,4 0.3 . а 2
изделий Хранение крупных изделий - - - 1,1-1.5 0,4—0,5 0.4 » » 2
Таблица 23
Нормы для расчета площади кладовых
Кладеные Норма площади. М3
на один металлорежущий станок при работе н две смелр ц характере производства на одного рабочего сборочио- моктаж- UCXOB
единпч серийном серийном
Инструментально- раздаточная 0.7 о.ь 0,5 0,15
Приспособлений 0,5 0,4 0,3 0,2
Абразивов Па один шлифовальный, эаточпыи или полировальный станок незави- симо от программы — 0,4 ма
Следует отмстить, «но в технико-экономических
показателях технологической части проекта цеха,
как правило, приводят ущельный выпуск продук-
ции в год с 1 мг общей площади цеха. В этом слу
чае формула укрупненного определения площади
цеха по удельному выпуску' продукции в год с 1л2
общей площади может' быть упрощена:
где р„ — удельный выпуск продукции в год с 1 м2
общей площади цеха, т/м2.
§ 17. ОПРЕДЕЛЕНИЕ УРОВНЯ
МЕХАНИЗАЦИИ И АВТОМАТИЗАЦИИ
ПРОИЗВОДСТВЕННЫХ ПРОЦЕССОВ.
ТЕХНИЧЕСКИЕ СРЕДСТВА
УПРАВЛЕНИЯ ПРОИЗВОДСТВОМ
При разработке вопросов механизации и авто
матизации основных производств верфи руковод-
ствуются следующими основными принципами:
— масштаб н уровень механизации и автомати-
зации должен соответствовать объему выпускае-
мой продукции и обеспечить необходимый эконо-
мический эффект;
— уровень оснащения производства средствами
механизации и автоматизации должен обеспечить
значительное увеличение производительности
труда, улучшить качество выпускаемой продукции,
уменьшить объем тяжелых физических работ на
всех этапах постройки судна, свести к минимуму
ручной труд и работы, вредные для здоровья чс
ловска;
— механизация и автоматизация производ-
ственных процессов осуществляются на основе про-
грессивных технологических процессов н поточ-
ного производства, организации специализирован-
ных производств с максимально возможным пере-
несением трудоемких судомонтажных и достроен
пых операций с открытых площадок в цехи;
— широкое применение технических средств
управления производством на поточных линиях;
— применение частично унифицированного пс-
стандартизированного оборудования для мсхани
зации подъемно-транспортных операций и исноль
зовапие унифицированных транспортных, стыко-
вочных и тяговых средств для механизации транс-
портно-пересадочных операций по передвижению
крупных секций, блоков и судов в целом.
На современном этапе развития судостроения
наиболее высокого уровня механизация и автома
тизация достигли в таких производственных про-
цессах. как правка, очистка и грушовка стали
(75—95%), обработка корпусных деталей (55—
80%), сборка и сварка секций (55—75%). На сбо-
рочно-монтажных и достроечных работах, напри-
мер, на сборке и монтаже блоков и стапельных
работах, уровень .механизации и автоматизации
значительно ниже (40—50%).
Укрупненное определение уровня механизации
и автоматизации производственных процессов во
всех отраслях машиностроения, включая и
47
судостроение, производится по единой методике
Государственного комитета ио автоматизации и
машиностроению *, которая позволяет определить
параметры, характеризующие уровень механиза-
ции труда как для проектируемых или реконструи-
руемых, так и для действующих верфей, цехов,
участков и рабочих мест. При этом принята сле-
дующая система основных показателей: степень
охвата рабочих механизированным трудом; уро-
вень механизированного труда в общих трудо-
затратах; уровень механизации и автоматизации
производственных процессов.
При разработке проектов судостроительных
верфей, их цехов и производственных участков,
с учетом особенностей работ по постройке судов,
рассматривают: механизированное ручное произ-
водсгво, полностью механизированное произ-
водство и комплексно механизированное произ-
водство. Исходными являются данные расчетов
(по цеху или участку) о количестве оборудования,
производственных и вспомогательных рабочих,
а также спецификация технологического, подъ-
емно-транспортного оборудования и ведомости
ручного механизированного инструмента
Общая степень охвата рабочих механизирован-
ным трудом С определяется суммой показателей
степени охвата рабочих механизированным тру-
дом См и степени охвата рабочих механизирован-
ным ручным трудом Смр, т. е.
Степень охвата рабочих механизированным
трудом См, % определяется отношением числа ра-
бочих, выполняющих работу' механизированным
способом, к общему' числу рабочих
г -------Р»------ЮО —5L • 100,
’ Рм Рмр Рр Р
где Рм — число рабочих, выполняющих работу
механизированным способом;
РМ|,— число рабочих, выполняющих работу
при помощи ручного механизирован-
ного инструмента;
Pt, — число рабочих, выполняющих работу
вручную;
Р —общее число рабочих.
Показатель См дает количественную характе-
ристику механизации, но не отражает се качествен-
ной стороны, поэтому его следует рассматривать
вместе с другими показателями.
Степень охвата рабочих механизированным
ручным трудом Смр, % определяется отношением
числа рабочих, выполняющих работы с примене-
нием ручного механизированного инструмента,
к общему числу рабочих, занятых на данном уча-
стке,
С„ . 100.
Уровень механизированного труда « общих
трудозатратах Ум определяется суммой показанс
* Методика укрупненного определении уровня механта-
1НП1 в г1вп>матиз<Н|||Ч пропзцодстпсппых процессов В машино-
строении М. 1963. (Гис ком. но ащоматшацпи н машино-
строению при Госплане СССР. Управление ио автоматизации
н средствам производства для машиностроения. ЦБ! И)
48
лей уровня механизированного труда Умт и уровня
механизированно-ручного труда Умр, т. с.
ум = УМТ i Умр-
Уровень механизированного труда в общих
трудозатратах УЛ11, % определяется отношением
времени механизированного труда ко времени
всего процесса
где ТМП — время механизированного труда в про-
цессе;
Тмр-~- время механизированно-ручного груда
при применении ручною механизирован-
ного инструмента;
Тр — время ручного труда в процессе.
Для определения Умг в целом по цеху' или уча-
стку может быть применена приближенная фор-
мула
Ут -------—-------Ю0 - ИЮ,
Рм-Рмр-Рр Р
где Ра — число рабочих во всех сменах на
данном рабочем месте, занятых
механизированным трудом;
РМ=ЕРЯ— число рабочих во всех сменах
в цехе (участке), занятых механи-
зированным трудом;
К — коэффициент механизации.
Уровень механизированно-ручного труда Умр
в общих трудозатратах определяется но формуле
где Р.1Р — число рабочих во всех сменах на дан-
ном рабочем месте, выполняющих ра-
боту' при помощи ручного механизиро-
ванною инструмента;
U — коэффи циент прос i еншей меха низа пип.
Показатель Умр дает характеристику направ-
ления работ но механизации и автоматизации про-
изводственных процессов. Однако он не. учитывает
производительности оборудования, а также много-
станочного обслуживания, поэтому его величина
получается заниженной.
Это учитывается в показателе уровня механиза-
ции и автоматизации производственных процес-
сов Уя, который необходимо рассмагривать вместе
с первыми двумя показателями С и Уж.
Общий уровень механизации и автоматизации
производственных процессов У—Уп+Ущ» 1де УИ1,—
уровень простейшей механизации.
Величина УГ| определяется отношением приве-
денных затрат времени машинных процессов к об-
щим приведенным затратам по формуле
у „ — _________-Р^МГ|___________100.
ХРаКМП | ЪРа(1—К) ! Рмр I Рр
Так как
ГР.(1-К)Ч-Р„ Р„ - Р(1-
Таблица 24
Уровень механизации и автоматизации производственных процессов по судостроительной верфи в целом
Степень охвата рабочих механизированным трудом. % Уровень механизированного труда в общих трудозатратах. % Уровень механизации и автоматизации производственных процессов. %
Механнанро ванное руч- ное произ- Механнзиро ванное руч- ное произ- Механнзиро. ванное произ- водство
Механизирован- ное произвол- Механизиро- ванное про- изводство гаек ан накро- панное ручное производство
Цех X арактер водство Родство
8 8 а
рм р § Е и Р*Ф 8 а; 1. иЕ о bf ✓ 1 8 _ Е И 8 1 Ум - гр 10 4 гр. 12 Г Й Ч- /4 у Р.КМП SP.KMTH С и - 11 d х dWXBd S ' du. link’d 3 | У - гр. IS 4 гр. 17
I 2 3 4 5 6 7 8 9 10 И 12 13 14 IS 16 17 18
Корпу- сообра- жающий Основное Вспомога- тельное 148 1 320 35 46,2 2,9 9 2,8 49,0 2.9 90,0 0,45 28,1 1.3 4,3 1.3 29,4 156.3 0.45 45,0 1,3 4,3 1,1 46,1 1,3
Итого 149 355 42,0 9 2,5 44,5 90,45 25,5 4,3 1,2 26,7 156,75 37,0 2,3 l.o 38,0
Сбороч- но-сва- рочный Основное Вспомога- тельное 65 520 17 12,5 5,9 210 1 40,3 5,9 52,8 11,8 34,5 0,4 6,6 2,4 93,0 0,3 17,9 1,8 24,5 4,2 89,5 0,4 15,6 2.4 93,0 0,3 16,2 1,8 31,8 4,2
Итого 66 537 12,3 211 39,2 51,5 34,9 6,5 93,3 17,4 23,9 89,9 15,1 93,3 15,8 30,9
и т. д.
’ Г] Всего по верфи — » рафа табл 813 3584 22,6 1022 28,5 51,1 445,8 12,5 338 9,5 22,0 908,13 22,7 338 8,4 31,1
ГРаКМП . 100 £Р»КМП . 100
1! РаКМП + Р (1 — А ₽
\ wo;
(Р'— условное обозначение знаменателя фор-
мулы). Здесь М— коэффициент обслуживания или
коэффициент многостаночности, выражающий ко-
личество единиц оборудования, обслуживаемых од-
ним рабочим. При обслуживании оборудования не-
сколькими рабочими он будет меньше единицы;
П — коэффициент производительности оборудо-
вания.
Кроме количественного соотношения механизи-
рованного и ручного труда показатель Уп отражает
также качественную сторону механизации, обу-
словливающую повышение производительности
4 Л. К Сырков
груда за счет применения более совершенных ме-
ханизмов и многостаночного обслуживания.
Величина Угр определяется отношением при-
веденных затрат времени механизированно-ручных
процессов к общим приведенным затратам вре-
мени по формуле
упР ----------*PapLtn у - 100,
S РаКМП -Г Р 11 —
\ 100 /
где
P = P„ l-PMP f-Pp-
Таким образом, общий уровень цеханизании
и автоматизации производственных процессов
49
Таблица 25
Средние значения коэффициентов К и D для некоторых видов специального оборудования основных цехов верфи
Оборудование Коэффициент К Коэффициент П Оборудов а ине Коэффициент К Коэффициент П
I i h ! h S* ||| 2» Ё.= || 5| i || i «В gx
Чертежная машина Настольная клавиш- ная вычислительная машина Фотографическая и ре- продукционная уста- новка типа ФТШ-451 Правильно-растяжная машина Листоправильная ма- шина Установка для дробс- метной очистки и грунтовки стали Разметочно-маркиро- вочная машина типа АМУ-62 ' Гааорезательные ма- шины с програм- мным управлением Газорезательные ма- шины для резки по копиру типа АСШ-1 и АСП-1 Переносные газореза- тельные машины- типа ПЛ-1 и ПЛ-2 Гидравлический пресс типа ПБ-192 Листогибочная трех- валковая машина с гидравлическим дав- лением верхнего валка Профилегибочная ма- шина Гильотинные ножницы Пресс-ножпицы Установка плазменной резки Пресс типа ПГА-400 для резки профиля и вырубки отверстий Сверлильные и зенко- вочные станки Автоматы типа АДС-1000-2 и ТС-17 для сварки под слоем флюса Полуавтоматы для сварки под слоем флюса 0,35 0,4 0,25 0,35 0,5 0,2 0,8 0,6 0,6 0,6 0,6 0,6 0,6 0,65 0,6 0,4 0,6 0,6 0,5 0,4 0,3 0,9 0,7 0.9 0,7 0,8 1 1 ъ £ 1 S«| 1 1 •: 1 1 1 1 1 1 1 1 4,8 3,0 1,6 4,0 1,5 2.0 3,0 1,7 3,0 4,0 2,0 з.о 4,0 1.5 4.5 з,о 12,0 3,0 5,0 3,3 4,7 1,5 Полуавтоматы типа А-547-Р и ПДПГ-300 для сварки в среде углекислого газа Сварочный универсаль- ный аппарат типа А-372Р для электро- шлаковой сварки Однопостовой пре- образователь типа ПСО-500 для элек- тродуговой ручной сварки Сварочный аппарат типа УДАР-300 для ручной сварки в среде аргона Станок СТС-2М для сборки и снарки ба- лок таврового и дву- таврового профиля Фотопроекпионная установка типа ФТП-151 для раз- метки мест под на- сыщение Переносный станок типа ГФ-30 для об- работки фундамен- тов Расточный станок типа ЛР-5 Переносный,сверлиль- вый станок типа СПС-32 с электрома- гнитным креплением Трубоотрезвой станок с абразивным кру- гом Трубогибочный ста- нок типа СТГ-1М Трубогибочный станок типа СТГ-2 То же, СТГ-3 Трубогибочный станок с нагревом ТВЧ Резьбонарезной станок типа 914.М и ВМС-2 То же, ФП-450 Машина для продоль- ной шовной сварки Машины для точечной сварки 0,35 0,6 0.4 0,4 0,6 0,4 0,4 0,4 0.6 0.4 0,5 0,4 0,5 0.25 0,5 0.25 0,6 0,8 0.6 0,6 0,6 0.7 'll § II 1 1 1 II 1 II 1 j 1,0 1.3 2.8 2,0 3,0 1.2 5,5 2,6 6,5 3,0 2,0 5,0 3.5 I . . । ю «ю - . . . © . w ! * “ 11 1 1 м а> сл 1 11 © 1 о 1 © © 1 1 I 1 g | II ! | 1 1 1 1 1 1 1 1
может быть выражен формулой
У = У„ = УГ
2РаКМП+Р
S Ра КМПX Рарип 100
Изложенная система трех показателей уровня
механизации и автоматизации производственных
процессов (т. е. степень охвата рабочих механизм
рованным трудом, уровень механизированного
50
труда в общих трудозатратах, уровень механиза-
ции и автоматизации производственных процессов)
позволяет-:
оценить состояние механизации и автоматиза-
ции производства и выявить резервы для повыше-
ния производительности труда;
сравнить уровни механизации (автоматизации),
принимаемые в проекте, с уровнем механизации
передовых верфей, цехов и участков, а также от-
расли в целом;
Рис. 34. Принципиальная схема технических средств управления цехом
сравнить уровни механизации соответствую-
щих объектов (или разрабатываемых в проекте
вариантов) по периодам и определить изменение
состояния механизации и направление дальней-
шего совершенствования производственных про-
цессов.
При проектировании цехов судостроительных
верфей расчеты показателей уровня механизации
и автоматизации производственных процессов вы-
полняют в два этапа: сначала определяют исход-
ные данные для расчета, а затем уже производят
сами расчеты. Сводные показатели по судострои-
тельной верфи в целом определяют исходя издан-
ных этих расчетов по отдельным цехам; примерный
расчет показан в табл. 24.
Коэффициенты, приведенные в формулах рас-
чета показателей уровня механизации и автомати-
зация производственных процессов, определяются
следующим образом. Коэффициент механизации К
выражает отношение времени механизированного
труда к обшим затратам времени на данном обо-
рудовании или рабочем месте; он всегда меньше
или равен единице.
Коэффициент производительности оборудова-
ния П характеризует отношение трудоемкости из-
готовления детали на универсальном оборудовании
с самой низкой производительностью (принятом за
базу) к трудоемкости изготовления детали на дей-
ствующем или проектируемом, оборудовании. Уни-
версальное оборудование по всем видам произ-
водства принято в качестве исходного, имеющего
производительность, условно принятую за еди-
ницу. По сравнению с универсальным другие виды
оборудования имеют более высокие коэффици-
енты П; коэффициент П для ручного механизиро-
ванного инструмента и приводных простейших ме-
ханизмов условно принят также равным единице.
Ориентировочные средние значения коэффици-
ентов К и П для некоторых видов специального
оборудования основных цехов верфи приведены
в табл. 25.
Коэффициент простейшей механизации U ха-
рактеризует удельный вес времени механизиро-
ванно-ручного труда в общем времени рабо-
чего, использующего ручной механизированный
инструмент. Его определяют в зависимости от про-
должительности использования рабочим приводных
простейших механизмов и ручного механизирован-
ного инструмента за смену. Ориентировочные зна-
чения коэффициента U приведены в табл. 26.
Технические средства управления производ-
ством. Для повышения общей организации труда
и ритмичности производства в проектах основных
цехов верфи предусматривают технические сред-
ства управления производством, обеспечивающие
получение следующей информации: о наличии на
складах необходимых запасов материалов, ком-
плектов деталей и изделий, требующихся по гра-
фику; о готовности технологических комплектов
деталей и изделий к сдаче, а также о комплектах
деталей, сданных цехом; о практических сроках
начала и окончания работ в цехе по каждому тех-
нологическому комплекту; о поступлении материа-
лов, деталей и изделий на поточные линии; об обес-
печении поточных линий и рабочих мест докумсв-
52
тацией, оснасткой, инструментом и вспомогатель-
ными материалами; о работе поточных линий
и основного уникального технологического обору-
дования.
Таблица 26
Ориентировочные значения коэффициента U
Коэффициент и
Продолжительность использования При использовании
инструмента приводных простевших При ручной сварке
механизмов и ручных и ручной газовой
4 механизированных инструментов резке
1 0,04 0,07
2 0,08 0,14
8 0,12 0,21
4 0,16 0,28
5 0,22 0,35
6 0,26 0,42
7 о.з 0,5
В комплекс технических средств, обеспечиваю
щих получение информации, входят: оперативная
телефонная связь, поисковая сигнализация, вызыв-
ная сигнализация, информационная сигнализация
отклонений от плана-графика, телетайпная связь,
фототелеграфная связь, телевидение для произ-
водственных целей.
Схема технических средств управления произ-
водством цеха приведена па рис. 34.
Кроме того, службы цеха оснащаются телефон-
ными аппаратами городской телефонной станции
и административно-хозяйственной связи, а руко-
водство цеха—-аппаратами прямой связи с дирек-
тором и главным инженером.
В цехе устанавливают также охранные и по
жарные сирены, вторичные электрочасы и т. д.
§ 18. ТЕХНИКА БЕЗОПАСНОСТИ
И ОХРАНА ТРУДА
Технологическую часть проектов цехов выпол-
няют в соответствии с действующими правилами
техники безопасности и промышленной санитарии.
При размещении в одном здании различных про-
изводств цехи с одинаковыми условиями по вред-
ности и пожарпой опасности располагают смежно,
участки с более вредными условиями отделяют от
менее вредных, а участки, наиболее опасные в по-
жарном отношении, размещают: в одноэтажных
зданиях — у наружных стен, в многоэтажных —
на верхних этажах. Сюда относятся: участки анод-
ного оксидирования в цехе конструкций из алюми-
ниево-магниевых сплавов; участки гр унтов и сушки
секций, приготовления мастик и клеев и мойки
тары в цехах конструкций из синтетических мате-
риалов; участки химической очистки, горячей оцин-
ковки, бакелитирования и грунтовки труб в трубо-
заготовительных цехах, а также цехи: гальваниче-
ских покрытий, малярно-заготовительный, дерево-
обрабатывающий и изоляционно-заготовительный
участок.
Во всех цехах верфи предусматривается под-
держание необходимой температуры и соответству-
ющей освещенности, а в отдельных случаях и
влажности.
Процессы электросварки и газовой резки ме-
талла сопровождаются загрязнением воздушной
среды производственных помещений мелкодисперс-
ной пылью, содержащей токсичные элементы,
вредными газами и выделением небольшого коли-
чества тепла.
Наиболее опасные вещества, выделяющиеся
при сварке и газовой резке
Предельно допус-
тимая норма.
Сварочная пыль . 4,0
Окислы
алюминия...................... 2,0
марганца...................... 0,2
хрома .... 0,1
Окись меди . . 0,1
Газы
озон........................ _ 0,1
окислы азота.... .... 5,0
окись углерода... .... 20,0
фтористый водород .... 0,5
Окраска отдельных конструкций и судов в це-
лом также сопровождается выделением в воздух
паров растворителей, имеющихся в красках (аце-
тона, бензина, бензола и др.), которые тоже яв-
ляются токсичными. Поэтому для наиболее опас-
ных веществ, выделяющихся при сварке, газовой
резке и окраске, установлены определенные нормы.
Наиболее опасные вещества,
выделяющиеся при окраске
Пары растворителей
ацетон.............................
бензин ........................
бензол ........ ...............
ксилол ........................
сольвентнафт...................
толуол ....
уайт-спирит .
Пыль
свинец . .............
хром........... ...............
пыль обычная...................
Основным средствам борьбы с пылью и газами
являются местные отсосы и общеобменная венти
ляция. Для всех видов сварки и резки на стацио-
нарных местах должны быть предусмотрены мест-
ные отсосы. При работе на нестационарных местах
применяют вакуум-насосные установки с малога-
баритными приемниками. При работе в замкну-
тых пространствах необходимо применять обще-
обменную вентиляцию, осуществляемую путем при
нудительного отсоса загрязненного воздуха через
резино-тканевые шланги и естественного притока
чистого воздуха через люки и вырезы. При выпол-
нении отдельных работ в соответствии с правилами
техники безопасности применяют средства индиви-
дуальной защиты.
Одним из факторов, вредно влияющих на усло-
вия работы, является шум, особенно высокочастот-
ный шум, преобладающий на судостроительных
верфях.
Во всех производственных помещениях, где уро-
вень шума на рабочих мостах превышает установ-
ленные нормы, следует, применять меры к его
ослаблению. К таким мерам относятся: применение
вместо пневматической рубки газовой и электро-
воздушной строжки, а также приспособлений
к пневматическим инструментам, поглощающих
шум; обработка деталей и изготовление конструк-
ций без припусков, благодаря чему исключаются
подгоночные работы при сборке с использованием
пневматических инструментов; применение таких
методов сварки конструкций, которые исключают
зачистку швов при помощи пневматических инстру-
ментов; применение для газовой резки металла
кислорода высокой чистоты, обеспечивающего без-
гратовую резку; облицовка стен помещений спе-
циальными материалами, поглощающими шум;
установка специальных звукопоглощающих экра-
нов; сосредоточение работ, сопровождающихся шу-
мом, в специальных помещениях; применение инди-
видуальных средств защиты для рабочих, выпол-
няющих работы, сопровождающиеся шумом.
Допустимые нормы шума
Фотооптическая разметка..................... 75
Плазовые работы, обработка корпусных дета-
лей, трубозаготовительные работы, сборка
блоков и стапельные работы в зданиях ... 80
Сборка блоков и стапельные работы па откры-
тых местах.................................. 85
Для всего персонала цеха предусматривают
соответствующие санитарно-гигиенические и быто-
вые помещения. В связи с этим в технологической
части проекта новых или реконструируемых вер-
фей рабочих распределяют по профессиям в за-
висимости от санитарной характеристики произ-
водственных процессов. Состав бытовых помещений
для инженерно-технических работников (ИТР),
счетно-конторского персонала (СКП) и младшего
обслуживающего персонала (МОП) определяют
по группам производственных процессов. Если от-
дельные ИТР по роду выполняемой ими работы
должны быть учтены в другой группе производ-
ственных процессов, в задании на проектирование
бытовых помещений делают специальные указания.
В отдельных случаях в проектах приводятся спе-
циальные требования по технике безопасности
и промышленной санитарии (участки для окраски,
камеры хранения радиоактивных изотопов и т. п.).
Описание и расчеты по обеспечению условий
промышленной санитарии в соответствии с техно-
логическими заданиями и действующими нормами
приводятся в санитарно-технической и архитек-
турно-строительной частях проекта.
§ 19. ГРУЗООБОРОТ ЦЕХА
Данные о грузообороте цеха необходимы для
проектирования по возможности прямоточного
производства (включая транспортировку отходов,
не мешающую движению основных грузовых пото-
ков) и для правильного расчета транспортных
средств и складских площадей цеха. При расчете
грузооборота определяют потребность цеха в ос-
новных и вспомогательных материалах, оборудо-
вании и изделиях, поступающих из других цехов
или по кооперации от внешних предприятий через
53
соответствующие склады верфи; устанавливается
также количество отходов производства.
Потребность в основных материалах и заеотов
как, а также в оборудовании и изделиях опреде-
ляют укрупненно ио данным распределения весо-
вой нагрузки судна, по основным видам работ це-
хов верфи и по нормативам расхода материалов,
разработанным для данной отрасли промышлен-
ности
В связи с тем что в этих данных приводится
чистый вес расхода материалов, необходимое ко-
личество их на годовую программу с учетом от-
ходов можно определить по формуле
100 —оср '
где <3ыг — вес потребляемого цехом материала
в год, т;
Qm—чистый вес материала на одно судно,
расходуемого в данном цехе, г;
пс — количество судов в годовой расчетной
программе, ед;
Оср — средний процент отходов.
Таблица 57
Грузооборот цеха с указанием применяемого транспорта
Потребность цеха в вспомогательных материа-
лах определяется но нормам их расхода на еди-
ницу оборудования или на одного рабочего. Дан-
ные по расчету грузооборота цеха с указанием при-
меняемого транспорта сводятся в таблицу по со-
ответствующей форме (табл. 27).
§ 20. ЭНЕРГЕТИКА ЦЕХА
При оснащении цеха различными видами энер-
гии для технологических нужд исходят из следую-
щих основных данных.
Расход электроэнергии определяется в соответ-
ствии с установленной суммой мощности приня
того станочного, электросварочного, подъемно
транспортного и другого оборудования. Расход
сжатого воздуха давлением 5—6 кГ1см2 устанавли-
вают исходя из принимаемого количества различ-
ного вида инструмента и оборудования и их удель-
ного потребления. Количество и тип пневматиче-
ских инструментов принимают в соответствии с чис-
лом производственных рабочих в одну смену, вы-
54
полняющих работы при помощи этих инстру-
ментов.
Расход ацетилена и кислорода определяют ис-
ходя из потребностей принятого газорезательною
и газосварочного оборудования и количества ин-
струмента, необходимого для выполнения соответ
ствующих работ в одну смену. Для обеспечения
газовой резки без образования грата рекомендуется
применять кислород чистотой нс ниже 99,5%- Рас-
ход применяемых при электросварке инертных га-
зов (углекислого газа и аргона) определяют в за-
висимости от принятого сварочного оборудования
и аппаратуры.
Расход производственной воды устанавливают
в зависимости от нужд принятого оборудования;
в сборочно-монтажных цехах наибольшее коли-
чество воды необходимо при испытаниях замкну-
тых цистерн и отсеков корпуса судна. В этом
Таблица 28
Показатели для расчета различных видов энергии,
необходимой при работе сборочно-сварочного цеха
энергии Потребители Единиц» измерения Показатели
смена 2-я
Электроэиер- Электросва- рочное обору- дование Подъемно- транспортное оборудование Станочное оборудование Прочее обо- рудование Установлен- ная МОЩНОСТЬ,
Сжатый воз- дух давле- 5—6 кГ 1см2 Пневматиче- ский инстру- мент Количество одновременно работающих единиц
Ацетилен и кислород Машинная резка Ручная резка и правка Г азовая строжка Количество (^повременно работающих горелок
Инертные га- зы (раздельно по видам газа) Электро снарка Количество сварочных ДУГ
Производст- венная вода Испытание секций Максималь- ный расход, мв/ч
Средний рас- ход, мя!сцт
Охлаждение сварочных горелок Максималь- ный расход.
Средний рас- ход, м*1сут
случае максимальный часовой расход воды высчи
тывают но формуле
где Ммч — максимальный часовой расход воды, мя;
Уцот — максимальный объем цистерны или
отсека, №;
«от — количество одновременно наполняемых
при испытании цистерн или отсеков;
t„ — продолжительность наполнения испы-
тываемых цистерн или отсеков.
Среднесуточный расход воды определяют по
формуле
Таблица 29
Основные данные и технико-экономические
показатели цеха
где Мсс — среднесуточный расход воды, м3,
К®4—средний объем цистерны или отсека, м3,
Лц.исп — количество цистерн или отсеков, ис-
пытываемых в среднем за сутки.
Количество воды для охлаждения оборудования
принимается в зависимости от удельного расхода
се на единицу оборудования. При выполнении тех
нологических частей проекта данные для расчета
расхода энергии приводятся в табличной форме
(табл. 28).
Пункты подключения отдельных видов энергии
с учетом правил техники безопасности можно раз
делить на две основные группы: электричество
и связь; вода, воздух, газы, пар. Пункты подклю-
чения располагают, как правило, на колоннах зда-
ния на высоте 1,2—1,5 м от пола. В цехах сборки
блоков и судостроительных для них предусматри-
вают второй ярус на уровне верхней палубы бло-
ков корпуса или всего судна. Расстояние между
одинаковыми пунктами подключения принимают
в пределах 24—30 м; для достроечных набережных
это расстояние может быть увеличено до 50 м.
§ 21. ОПРЕДЕЛЕНИЕ И АНАЛИЗ
ОСНОВНЫХ ДАННЫХ
И ТЕХНИКО-ЭКОНОМИЧЕСКИХ
ПОКАЗАТЕЛЕЙ
Результаты проектных разработок цехов,
а также сопоставление полученных технико-эконо-
мических показателей с нормативными или луч-
шими показателями по аналогичным проектам
приводятся в табличной форме (табл. 29). Как пра-
вило, анализу подвергаются два основных показа-
теля— удельная трудоемкость на 1 т выпускаемой
продукции и удельный годовой выпуск продукции
с 1 м2 площади цеха, которые зависят от следую-
щих основных факторов: объема годового выпуска
продукции и освоения постройки последующих су-
дов серии; уровня механизации и автоматизации
ироизводства; конструктивных особенностей строя-
щихся судов.
С учетом изложенного, показатели приводятся
к сопоставимым условиям, в большинстве случаев,
установленным нормативами. Приведенная к ус-
ловиям нормативов удельная трудоемкость на 1 т
выпуска продукции по разрабатываемому проекту
Основные данные
Годовой выпуск, m
Общая трудоемкость на годо-
вую программу, чел.-ч
Списочный состав рабочих,
производственных
вспомогательных
Коэффициент сменности
Количество оборудования, ед
производственного
вспомогательного
подъемно-транспортного
Количество рабочих мест, ед
Общая площадь без быто-
вых н конторских помеще-
ний, л®
Технико-вквномичсские показатели
Трудоемкость на тонну выпу-
скаемой продукции, чел.-ч
Трудоемкость на одно судно,
по проекту А
по проекту Б
Процент вспомогательных
рабочих от производствен-
ных, %
Средний коэффициент за-
грузки оборудования н ра-
бочих мест
Годовой выпуск продукции, т
с 1 л® общей площади
на одного списочного ра-
бочего
на одного работающего
Степень охвата рабочих ме-
ханизированным трудом, %
Уровень механизированного
труда н общих трудо-
затратах, %
Уровень механизации и авто-
матизации производствен-
ных процессов, %
цеха (или аналогичному проекту или по существу-
ющему иеху) может быть определена по формуле
п„р = и„цк.к„„к„,
где И„р — приведенная сопоставимая удельная
трудоемкость на I т выпуска продук-
ции, чел.-ч/г,
Ипц—удельная трудоемкость на 1 т выпуска
продукции по разрабатываемому про-
екту (или аналогичному проекту или су-
ществующему цеху), чел.-ч}т\
Ко — коэффициент, учитывающий изменение
удельной трудоемкости в зависимости
от объема годового выпуска продукции
цехом и освоения серии постройки судов;
Кмл — коэффициент, учитывающий при опре-
делении удельной трудоемкости цеха
уровень механизации и автоматизации
производства;
55
Ккт — коэффициент, учитывающий изменение
удельной трудоемкости на 1 т продукции
цеха в зависимости от конструкции
судна, включая марку материала.
Аналогично определяют приведенный к усло-
виям нормативов удельный головой выпуск про-
дукции с 1 м2 площади цеха
•* Vcm. ц»
где рс — приведенный сопоставимый удельный
годовой выпуск продукции с 1 ж2 об-
щей площади цеха, т!м2\
Ршг- удельный годовой выпуск продукции
с 1 л? общей площади по разрабаты-
ваемому проекту (или аналогичному
проекту или существующему цеху), т/ж2;
Кип — коэффициент, учитывающий изменение
удельного выпуска продукции с I ж2
площади цеха в зависимости от объ-
ема годового выпуска продукции цехом
и освоения постройки судов серии;
Ком — коэффициент, учитывающий изменение
удельного выпуска, продукции с I ж2
цеха в зависимости от уровня механи-
зации и автоматизации производства;
Кт, — коэффициент, учитывающий изменение
удельного годового выпуска продукции
с 1 ж2 общей площади цеха в зависи-
мости от конструкции судна, включая
марку материала;
Кем и—коэффициент, учитывающий изменение
выпуска продукции цехом в зависимо-
сти от сменности работы цеха.
При одинаковой площади цеха на одного про-
изводственного рабочего при различном объеме
производства и различной серийности выпуска су-
дов Кпп будет обратно пропорционален коэффици-
енту Ко, т. е.
В проектах, как правило, условно принимают
расчетное серийное судно, порядковый номер кото-
рого равен по значению двум расчетным про-
граммам. Анализ работы основных цехов верфей
показывает, что характер снижения трудоемкости
по цехам в зависимости от серийности постройки
судов аналогичен снижению трудоемкости в целом
по верфи. Поэтому при проектировании и сопостав-
лении показателей удельной трудоемкости на I т
выпуска продукции цеха можно с достаточной точ-
ностью пользоваться едиными данными снижения
трудоемкости по мере освоения серии (см. рис. 15)
и по ним определять коэффициент
где И„—удельное значение трудоемкости на 1 т
продукции цеха для судна серии, приня-
того в нормативах, %;
Ип — удельное значение трудоемкости на I т
продукции цеха для судна серии, приня-
того в разрабатываемом проекте (или
аналогичном проекте или существующем
цехе), %.
В настоящее время еще нет исчерпывающих
разработок для определения коэффициентов Кын
и Кпм, учитывающих различный уровень механиза-
ции и автоматизации производственных процессов
цехов верфи. Поэтому для суждения о характере
изменения этих коэффициентов в табл. 30 приво-
дятся ориентировочные данные по ним для кор-
пусообрабатывающих и сборочно-сварочных цехов.
Ориентировочные средние значения коэффици-
ентов, учитывающих изменение удельной трудоем-
кости на 1 т продукции цеха и удельного вы-
пуска с 1 ж2 общей площади цеха в зависимости
от конструкции судна, приводятся в табл. 31, а в
табл. 32 показана форма сопоставления технико-
экономических показателей, приведенных к одина-
ковым условиям.
Таблица 30
Ориентировочные значения коэффициентов Км1т и Квк в зависимости от уровня механизации и автоматизации
производства в корпусообрабатывающих и сборочно-сварочных цехах
верфи Суда-представители Корпугообрабатывагогцие цехи Сборочио сварочные цехи
Механизированное пр о и зводство Комплексно механнзиро- ванное производство Механизированное прои зводство Комплексно механики роваииое производство
Уровень метали зацин и автома- тизации. Коэффи- циенты Уровень механи- зации и автома- тизации. Коэффи- циенты Уровень механи- зации и автома- тизации. Коэффи- циенты Уровень механи- зации и автома- тизации. Коэффи- циенты
Кмп KDM Кмп КВ« Кмп К им км„ Квм
I п 111 IV V Танкер Qc —9100 tn Сухогрузное судно Qc —6200 m Траулер Qc == 2500 tn Морской буксир Qc —660 tn Сейнер Qc — 43 tn 45—50 40—45 40-45 35—40 30—35 0.55 0,65 0,75 0,65 0.85 1.7 1,6 1,35 1,20 1,20 75-80 70—75 65-70 60—75 55-60 1,о 1,0 1.0 1,0 1,0 1,0 1.0 1.0 1.0 1,0 25—30 80—35 80—35 35-40 40-45 0,8 0,78 0,75 0,72 0,7 1,2 1,24 1,27 1,3 1,32 55-60 60—70 60—70 65-70 70—75 1,0 1,0 1,0 1.0 1,0 1,0 1,0 1,0 1,0 1,0
56
Указанные в табл. 31 ориентировочные значения коэффи-
циентов относятся к судам и
паг1оян1сГ| книге, ирп других
коэффициенты будут другими
цехам, принятым условно в
показателях
судов И цехоп эти
Приведенный анализ относится к условиям,
когда годовая программа отдельных цехов рассчи-
тана на выпуск изделий для одного проекта. В тех
случаях, когда программа рассчитана па изделия
для судов нескольких проектов, при анализе пока-
зателей цехов необходимо принимать соответству-
ющие коэффициенты.
Если принять расчетное судно серии с поряд-
ковым номером, равным по значению двум годо-
вым программам по выпуску судов верфи, то ука-
занные коэффициенты можно определить, пользу-
ясь графиком на рис. 15, по следующим формулам:
_ Ищл1 Ицп«п
Н “ ПобИн
И
___________г>обИц________
... -р И1Шпп
Кп — коэффициент, учитывающий из-
менение удельной трудоемкости
па 1 т продукции цеха в зависи-
мости от выпуска изделий для
судов нескольких проектов;
Кв — коэффициент, учитывающий из-
менение удельного выпуска про-
дукции с 1 м2 общей площади
цеха, в зависимости от выпуска
изделий для судов нескольких
проектов;
. Ицц- значения удельной трудоемкости
по графику на 1 т продукции
цеха, состоящей из изделий для
судов нескольких проектов;
Иц — значение удельной трудоемкости
по графику на I т продукции
цеха, состоящей из изделий для
судов одного проекта;
пп— количество судов по отдельным
проектам;
«os — общее количество судов, для
которых цех выпускает изделия.
Таблица 31
Ориентировочные значения коэффициентов, учитывающих изменение удельной трудоемкости на 1 m
выпуска продукции цеха и удельного выпуска с 1 М2 общей площади цеха в зависимости от конструкции судна
Наименование цехов и участков Классы верфей, суда-представители и коэффициенты
Танкер <?с =- 9100 m И класс Сухогрузное судно <7С = ВЙЮ m III класс IV класс Морской буксир
«с гзоо ш ис’ 1К0 ш Че 43 m
Кит «кв Ккв Ккт «к., «кг Ккв «кг Ккв
Участок правки, очистки и грунтовки 0,86 1,15 1,0 1,0 1,42 0,6 2,25 0,3 3,15 0,15
Керпусообрабатывающцй цех 0,78 1,13 1,0 1,0 1,15 0,83 2,0 0,62 2,6 0,4
Сборочно-сварочный цех 0.6 1,24 1,0 1,0 1.10 0.8 1,37 0,67 3,15 0,53
Цех конструкций из алюмиииево-маг- виевых сплавов 0.75 1,14 1,0 1.0 1.12 0.8 1,5 2,15 —
Цех конструкций из синтетических ма- териалов 0,8 1,3 1,0 1,0 1,15 0,9 1,22 — 1,35 —
Цех сборки блоков и- судостроительный цех 0,8 1,06 1,0 1,0 1,32 0,92 1,46 0.72 2,4 0,53
Слесарно-корпусный цех 0,75 1,42 1,0 1.0 1,16 0,85 1,25 0,78 1,38 0,7
Трубозаготовительный цех 0,7 1,46 1,0 1,0 1,17 0.87 1,25 0,8 1,32 0,67
Деревообрабатывающий цех 0,75 1,35 1.0 1.0 1.19 0.87 1,25 0,8 1,4 0,7
Таблица 32
Сопоставление технико-экономических показателей цеха, приведенных к одинаковым условиям
Исходные данные й ЙО th Коэффициенты Удельные значения, приведенные К нормативам
ко Кмп Ккт Кип Ким Кко Кс« “ Удельная трудоем- кость выпуски про дукции ипр ~ -!HUlizKoXKMIIX Кит, «ел -vim Удельный годовой выпуск продукции X кв"х Кад",- У Ксм ц.
По нормативам По настоящему проекту По аналогичному про- екту По отчетным данным существующего цеха и т. д.
57
Таблица 33
Ориентировочные значения коэффициентов Кн и Кс
по клас- сам вер- фей К, 1 к.
При выпуски изделий
для двух судов для трех для двух для трех судов
1,11, Ill IV. V 1,05—1,17 1.02—1,05 1,08—1,25 1,05—1,22 0,92—0,88 0,98—0,95 0,9—0,8 0,95—0,82
Ориентировочные коэффициенты Кн и Кс для
принятых в настоящей книге условных годовых
выпусков продукции цехов приведены в табл. 33.
ГЛАВА VI
ТЕХНОЛОГИЧЕСКИЕ ЗАДАНИЯ НА РАЗРАБОТКУ
СМЕЖНЫХ ЧАСТЕЙ ПРОЕКТА
§ 22. ЗАДАНИЯ НА СОСТАВЛЕНИЕ РАСЧЕТА
СТОИМОСТИ ПРОДУКЦИИ,
СМЕТНО-ФИНАНСОВОГО РАСЧЕТА
НА ОБОРУДОВАНИЕ
И МОНТАЖНЫЕ РАБОТЫ,
ПРОЕКТИРОВАНИЕ ГЕНЕРАЛЬНОГО ПЛАНА
И ВНУТРЕННЕГО ТРАНСПОРТА ВЕРФИ
Для составления расчета стоимости
продукции в технико-экономической части
проекта технологи-проектанты разрабатывают
и выдают следующие документы:
а) сводную ведомость выпуска продукции, ко-
личества работающих и размера площадей, в кото-
рой по каждому цеху судостроительной верфи ука-
зывается общая трудоемкость работ цеха; средний
годовой фонд времени одного рабочего и коли-
чество работающих, с подразделением на произ-
водственных и вспомогательных рабочих, инже-
нерно-технических работников, счетно-конторский
и младший обслуживающий персонал; распреде-
ление рабочих по сменам; выпуск продукции,
с указанием единицы измерения и количества; об-
щая площадь цеха;
б) сводную ведомость трудоемкости на расчет-
ную программу, в которой по отдельным цехам
верфи приводится трудоемкость на единицу и на
годовую программу по всей номенклатуре продук-
ции расчетной программы верфи;
в) ведомость расхода материалов, в которой
по каждому расчетному судну приводится номен-
клатура всех основных видов материалов с указа-
нием единицы измерения, количества и процента
отходов. Вес материалов должен соответствовать
весовой нагрузке судна. Объединение материалов
58
по отдельным группам можно производить с уче-
том калькуляционного принципа, т. с. при условии
небольших отклонений в их стоимости;
г) ведомость поставок по межзаводской коопе-
рации и контрагентов.
В ведомости по каждому расчетному судну (как
по поставкам по межзаводской кооперации, так
и по поставкам контрагентов) приводятся наиме-
нования изделий, единица измерения, количество
вида изделий на одно судно и их общий вес. По-
ставки по межзаводской кооперации могут быть
объединены в однородные группы по калькуляци-
онному признаку (водонепроницаемые крышки,
легкие двери и т. д.)> Контрагентские поставки
даются по каждому изделию в отдельности.
В качестве задания для составления
сметно-финансового расчета на обо-
рудование и монтажные работы техно-
логи, как правило, выдают спецификацию техноло-
гического оборудования с подразделением его на
новое и существующее оборудование и с указани-
ями о производстве дсмонтажно-монтажных работ
по перестановке существующего оборудования.
Для задания на проектирование ге-
нерального плана и внутреннего транспорта
верфи технологи разрабатывают и выдают принци-
пиальную схему расположения основных произ-
водств и гидротехнических сооружений на пло-
щадке верфи, с учетом запроектированных мето-
дов постройки судов и организации производства;
указанная схема увязывается с разработками по
гидротехнической части. Как правило, эти схемы
разрабатываются в нескольких вариантах и окон-
чательное решение по генеральному плану прини-
мается только после всестороннего технико-эконо-
мического анализа вариантов.
В задании на проектирование внут-
реннего транспорта верфи приводятся
данные по каждому цеху о получаемых и выда-
ваемых грузах. В разделе «Цех получает» указы-
вается наименование груза, откуда он поступает,
количество в тоннах "и вид транспорта; в разделе
«Цех выдает» указывается наименование груза,
куда груз направляется, количество в тоннах и вид
транспорта (см. табл. 27).
§ 23. ЗАДАНИЯ НА СТРОИТЕЛЬНОЕ
ПРОЕКТИРОВАНИЕ И ПРОЕКТИРОВАНИЕ
ГИДРОТЕХНИЧЕСКИХ СООРУЖЕНИИ
В задании на строительное проек-
тирование указывают: назначение объекта
и краткое описание технологического процесса;
особенности здания (новое или реконструируемое);
характер и степень точности работ, выполняемых
в помещениях; характер производства с точки
зрения пожарной опасности (с указанием катего-
рии); параметры воздуха внутри помещений- тем-
пературу (°C) и относительную влажность (%);
помещения с агрессивными средами (кислотами,
газами, пылью); помещения, в которых необхо-
дима чистая влажная протирка или промывка стен
и полов; перечень агрегатов с высокими темпера-
турами (расположение указывается на плане);
данные о помещениях, в которых имеются источ-
ники шума (спектры шума в децибелах приво
дятся но каждому помещению); данные о равно-
мерно распределенных, сосредоточенных и дина-
мических (инерционных) нагрузках па полы пер-
вого этажа и междуэтажные перекрытия; данные
о крановом оборудовании, подвесном транспорте
и лифтах, включая № ГОСТ и грузоподъемность,
а для кранового оборудования и подвесного транс-
порта — еще и пролет мостового крана или пол-
ную длину подвесного крапа и высоту от пола до
подкранового рельса; размеры дверей и ворот;
особые требования к перегородкам; расположение
и размеры тех участков помещений, полы которых
подвергаются механическим воздействиям (уда-
рам), действию жидкостей, кислот, щелочей, масла
и эмульсий с указанием концентрации (%) и ха-
рактера действия (систематическое, периодическое
или случайное попадание). Кроме того, указы-
ваются участки движения и тип напольного рель-
сового транспорта, а также рекомендуемые покры-
тия полов; данные по штатам для проектирования
бытовых и служебных помещений.
К заданию на строительное проектирование
прилагают: план объекта с размерами пролетов,
наименованием всех помещений и расположением
оборудования и кранов; характерные разрезы;
ввод в здания железнодорожных путей (приклады-
вается выкопировка из генерального плана).
В гидротехнической части проекта, как правило,
разрабатывают линии сборки и монтажа блоков,
стапельные места или стапельные линии, спуско-
вые сооружения, достроечные набережные, аква-
торию и водные пути к ней.
В технологическом задании на про-
ектирование гидротехнических с.о -
оружений кроме места их расположения в зда-
ниях. цехов и на генеральном плане указывают:
для проектирования линий сборки блоков —
основные размерения и вес блоков (особенно вес
блоков при испытании их цистерн водой) расчет-
ных и перспективных судов, размеры линий, колею
и тип рельса, расчетные характеристики основа-
ния рельсового пути, намечаемое основное транс-
портное и тяговое оборудование, технологический
путь движения блоков, особые требования к ли-
ниям сборки блоков;
для проектирования стапельных мест (линий)
и спусковых сооружений — основные размерения
и спусковой вес судов с указанием максимально
возможной удельной нагрузки, схемы вариантов
стапельных мест и спусковых сооружений (с ос-
новными характеристиками), намечаемое крано-
вое, тяговое и спусковое оборудование, рекоменда-
ции и особые требования к стапельным местам
и спусковым сооружениям;
для достроечных набережных и акватории —
основные размерения судов (особенно осадку перс-
пективных судов), схему расстановки их у достро-
ечной набережной (включая место для проведе-
ния испытаний при работе па гребной винт), на-
мечаемые размеры набережной (включая подход-
ные пути), нагрузку на кордон набережной и ее
крановое оборудование, колею и тип рельса, но-
менклатуру намечаемых промышленных проводок;
особые требования к достроечной набережной, ак-
ватории и подходным водным путям.
Все основные решения по гидротехническим со-
оружениям согласовываются с технологами и гене-
ральными планировщиками; оптимальный вариант
принимается только после предварительных проект-
ных разработок, включая технико-экономические
обоснования.
§ 24. ЗАДАНИЯ НА ПРОЕКТИРОВАНИЕ
ЭНЕРГОСНАБЖЕНИЯ
Электроснабжение. В комплекс заданий, раз-
рабатываемых технологами на проектирование
электроснабжения верфи, входят:
задание на проектирование электроснабжения
всей верфи;
задание на проектирование электроснабжения
цехов и объектов;
задание на проектирование троллейных линии.
В задании на проектирование элек-
троснабжения верфи (с подразделением
по цехам и объектам) приводят: освещаемую пло-
щадь, данные по технологическому оборудованию,
грузоподъемность кранов, количество технологиче-
ского оборудования с электроприводом и общую ус-
тановленную мощность, количество и длину трол-
леев, количество сварочных дуг по видам сварки
и силу тока сварочной дуги.
Кроме того, при проектировании (реконструк-
ции) судостроительной верфи указывают общую
мощность оборудования: вновь устанавливаемого,
используемого на месте и подлежащего использо-
ванию после перестановки. По каждому виду обо-
рудования приводится количество единиц и уста-
новленная мощность.
В задании на проектирование элек-
троснабжения цехов и объектов по каж-
дому цеху приводят: план расположения оборудо-
вания; наименование механизмов или электропри-
емников с указанием номера на плане расположе-
ния оборудования цеха, напряжения и рода тока;
количество однотипных механизмов; требуемую
мощность на валу; количество смен, количество
производственных рабочих в наибольшую смену.
Для реконструируемого цеха или объекта коли-
чество однотипных механизмов и требуемую мощ-
ность на валу по существующему и вновь устанав-
ливаемому оборудованию указывают раздельно.
В задание на проектирование кра-
новых троллейных линий включают: наи-
менование подъемно-транспортных средств с ука-
занием номера па прилагаемом плане цеха или
объекта; число однотипных кранов, их грузоподъ-
емность; длину подкрановых путей; мощность дви-
гателей главного подъема, вспомогательного подъ-
ема, передвижения тележки и передвижения моста.
Снабжение сжатым воздухом. На судострои-
тельных верфях, как правило, используется воздух
низкого и высокого давления. Воздух низкого дав-
ления (5—6 кГ!см2) необходим, главным образом,
для работы различных пневматических инструмен-
тов и приборов, для механизации трудоемких про-
изводственных процессов в различных цехах при
59
выполнении работ по постройке судов. Сжатый
воздух высокого давления используется при про-
верке отдельных систем строящихся судов.
Задание на проектирование снабжения сжатым
воздухом разрабатывается с указанием видов и ко-
личества инструментов и оборудования для каж-
дого цеха, работы оборудования ио сменам и сред-
него коэффициента использования его по времени.
К заданию прилагается также план цеха или
объекта с указанием потребителей и расположе-
ния точек подключения воздуха.
Газоснабжение. При постройке судов широко
применяется ацетилено-кислородная резка стали
и газоэлектрическая резка в смеси аргона и водо-
рода, главным образом алюминия и его сплавов;
в отдельных случаях применяют газоэлектрическую
резку нержавеющих сталей, меди и ее сплавов
в техническом азоте. В большом объеме применяют
полуавтоматическую сварку в углекислом газе
корпусных сталей, аргоно-дуговую сварку, а также
гелие-дуговую сварку алюминиевых сплавов. При
изготовлении из алюминиевых сплавов изделий не-
больших габаритов, толщиной, как правило, не бо-
лее 10 мм, применяют газовую (ацетилено-кисло-
родную) сварку.
В задании на проектирование снабжения цехов
верфи этими газами приводятся: виды работ, для
которых требуется подача газа; годовая’ программа
цеха по выпуску продукции в тоннах; средняя тол-
щина обрабатываемого металла-, вид газа; среднее
количество работающих инструментов или свароч-
ных дуг (с подразделением по сменам и на ма-
шинные и ручные работы); максимально возмож-
ное количество работающих инструментов и дуг
в одну смену (как по машинным, так и ручным
работам); удельный расход газа па один инстру-
мент или дугу (с подразделением на машинные
и ручные работы); средний коэффициент использо-
вания инструментов и дуг по времени (также
с подразделением на машинные и ручные работы).
Потребители газа или точки подключения его
указываются на прилагаемом к заданию чертеже
плана цеха или объекта.
Пароснабжение. На судостроительных верфях
технологическими потребителями пара являются
главным образом гальванические цехи и участки
анодного оксидирования в цехах конструкций из
алюминиево-магниевых сплавов, сушильные ка-
меры и пропиточные деревообрабатывающих це-
хов, отдельные стенды для расконсервации и под
готовки механизмов к монтажу, сушильные камеры
загрунтованных и окрашенных изделий и т. д. Пар
требуется также для отопления в зимнее время
строящихся судов на открытых стапельных местах
и у достроечных набережных.
В задании па проектирование технологического
паросиабжения по отдельным цехам и объектам
приводят: наименование, краткую характеристику
и количество оборудования потребителей пара;
требуемое давление пара; коэффициент времени
загрузки оборудования (в сменах); максимальный,
средний часовой и годовой расход пара.
К заданию прилагают также план цеха или
объекта с указанием потребителей пара.
Нефтеснабжение. На современных судостро-
• 60
ительных верфях нефтепродукты (топливо и масло)
для технологических нужд расходуются главным
образом при швартовных, ходовых и сдаточных ис-
пытаниях строящихся судов. Поэтому в задании
на проектирование нефтеснабжсния указывают:
типы расчетных судов-потребителей нефтепродук-
тов; вид нефтепродуктов, количество их па одно
судно и годовую расчетную программу с подраз-
делением на швартовные, ходовые и сдаточные ис-
пытания, а также ожидаемый максимальный рас-
ход в месяц в периоды испытаний судов. Расходы
нефтепродуктов на испытания отдельных судов
принимают по проектным данным конструкторских
бюро—проектантов этих судов. Максимальный рас-
ход нефтепродуктов в месяц определяют по ста-
пельному расписанию постройки судов.
§ 25. ЗАДАНИЯ НА ПРОЕКТИРОВАНИЕ
ОТОПЛЕНИЯ И ВЕНТИЛЯЦИИ,
ВНУТРЕННЕГО И НАРУЖНОГО
ВОДОПРОВОДА И КАНАЛИЗАЦИИ
Отопление и вентиляция. Требования к отопле-
нию и вентиляции промышленных зданий возра-
стают в связи с применением в судостроении но-
вых марок стали и электродов, новых технологиче-
ских процессов (химическая и дробеметная очистка
стали, сварка в среде инертных газов и под слоем
флюса и т. д.), новых синтетических, окрасочных
и других материалов. Это требует от технологов
более тщательной и полной разработки заданий на
проектирование отопления и вентиляции, в част-
ности, по таким разделам, как основные данные,
данные о работе оборудования, данные о свароч-
ных, газорезательных и малярных работах.
В основных данных по каждому цеху приводят:
наименование помещений, краткое описание техно-
логического процесса, указания о наличии выде-
ления токсичных газов, пыли и жидкостей, режим
открывания ворот (продолжительность и частоту),
количество ввозимого в цех материала, установ-
ленную мощность оборудования (в том числе ра-
ботающего с охлаждением), количество оборудова-
ния и число рабочих в наибольшую смену.
В данных о работе оборудования приводят:
чертеж-план расположения оборудования цеха;
наименование, модель, марку или тип оборудова-
ния, краткую характеристику оборудования, выде-
ляющего токсичные газы, пыль и жидкости, с ука-
занием номера по плану; количество оборудования,
коэффициенты загрузки и одновременности ра-
боты; характеристику вредных выделений (тепло,
пар, газы и т. п.); площадь поверхности оборудо-
вания, излучающего тепло; материалы поверхно-
стей, выделяющий тепло; род топлива и его теп-
лотворную способность; среднечасовой расход топ-
лива; зеркало испарения жидкости; наименование
вредных жидкостей; рекомендуемые устройства
для удаления токсичных газов, пыли и жидкостей;
количество воздуха, забираемого из помещения
для дутья, сушки и т. д.; характер воздуха при-
точной вентиляции; продолжительность работы
оборудования в течение суток. В этом разделе
приводятся также данные для проектирования
местных отсосов от технологического оборудова-
ния.
В данных о сварочных, газорезательных и ма-
лярных работах по цехам и объектам верфи ма-
териалы приводятся по следующим ОСНОВНЫМ ВИ
дам работ: ручная сварка, элсктроприхватка, руч-
ная сварка в среде аргона плавящимся и неплавя-
щимся электродом; полуавтоматическая сварка
под слоем флюса, в среде углекислого газа, в среде
аргона; автоматическая сварка под слоем флюса,
в среде аргона; газовая ручная резка углеродистых
сталей, высокомарганцовистых сталей; машинная
газовая резка с указанием типа машин; воздушно-
дуговая строжка; малярные работы и т. д.
По каждому виду работ дается количество ра-
ботающих в цехе в наибольшую смену (с указа-
нием количества работающих в закрытых отсеках);
расход электродов,, сварочной проволоки, ацети-
лена, краски па один пост или инструмент; марки
электродов, сварочной проволоки и краски; марка
и толщина обрабатываемого материала; средняя
производительность газорезательных постов и ин-
струмента; количество смен.
По малярным работам указывается состав
краски и растворителя, по ручной сварке и при-
хватке— процентное соотношение электродов раз-
личных марок.
Внутренний и наружный водопровод и кана-
лизация. К основным производственным потреби-
телям воды на судостроительной верфи относятся:
сборочно-сварочный цех, цехи конструкций из алю-
миниево-магнисвых сплавов и синтетических мате-
риалов, цех сборки блоков, судостроительный цех
со стапельными местами, достроечная набережная,
слесарно-корпусный и трубозаготовительный цехи
и цех гальванических покрытий.
Вода расходуется на охлаждение оборудования
(например, контактных сварочных машин и сва-
рочных горелок) и, главным образом, для испыта
ния конструкций и изделий, отдельных отсеков,
трубопроводов и систем строящихся судов. В галь-
ваническом цехе и на участке анодного оксидиро-
вания в цехе конструкций из алюминиево-магнис
вых сплавов, на участке химической очистки, го
рячей оцинковки, бакслитирования и грунтовки
труб в трубозаготовитсльном цехе вода расхо-
дуется для заполнения ванн и промывки деталей
и изделий.
В задании на проектирование внутреннего во-
допровода и канализации по каждому цеху или
объекту приводят: наименование оборудования,
агрегатов и устройств, потребляющих воду, и их
количество; среднесуточные и максимальные про-
изводственные расходы в час на единицу обору
дования, режим потребления; качество воды (прес-
ная, соленая и т. д.); необходимый напор; коэф-
фициент одновременности действия; характери-
стику сточных вод, включая состав отработанных
вод, температуру, возможность повторного исполь-
зования; наименование загрязняющих примесей
(кислота, щелочи, масла и пр.) и их процентное
содержание; рекомендуемый способ и место спуска
воды в канализацию.
В задании на проектирование наружного водо-
провода и канализации указывают; наименование
цехов и объектов, годовой, суточный и максималь-
ный часовой расход производственной воды п каж-
дом цехе; режим потребления воды, необходимый
свободный напор у агрегата; качество воды
(пресная, соленая); состав отработанных вод; рас-
четный часовой выпуск 01работаиной воды; коли-
чество работающих (всего и в наибольшую смену),
из них — число пользующихся душем (всего и в
наибольшую смену).
§ 26. ЗАДАНИЯ НА ПРОЕКТИРОВАНИЕ
УСТРОЙСТВ И СРЕДСТВ
ТЕХНОЛОГИЧЕСКОГО КОНТРОЛЯ,
УПРАВЛЕНИЯ, СВЯЗИ И СИГНАЛИЗАЦИИ,
А ТАКЖЕ СПУСКОВОГО
И ТРАНСПОРТНОГО ОБОРУДОВАНИЯ
В задании на проектирование уст-
ройств технологического контроля
цехов или объектов приводят: наименование
измеряемой величины и характеристику среды;
количество одинаково измеряемых величин; зна-
чение и размерность измеряемых величин с под-
разделением па минимальные, номинальные и мак-
симальные; требуемую точность измерений в про
центах от номинальных значений; требования
к контрольно-измерительным приборам (КИП)
с указанием места их расположения, включая по-
казания, запись, счет и сигнализацию.
К "заданию прилагается план расположения
цеха или объекта с указанием мест расположе-
ния кип.
Технические средства управления производ-
ством непрерывно совершенствуются и изменяются.
В настоящее время технологические задания
на проектирование технических
средств управления производством
цехов, участков и служб разрабатывают и выдают
в следующем обьсме-
оперативная связь (количество абонентов) —
с подразделением на директорскую, главного ин-
женера, главно! о энергетика, главного диспетчера
и внутрицеховую диспетчерскую связь;
поисковая сигнализация — с указанием, кого
разыскивают и посредством какой сигнализации,
световой или звуковой;
вызывная сигнализация — с указанием, кого
вызывают и при помощи какого сигнала;
информационная сигнализация об отклонениях
от плана-графика взаимных поставок цехами де-
талей и изделий по технологическим комплектам —
с указанием цеха склада-поставщика и количества
поставляемых технологических комплектов;
учет материалов по технологическим комплек-
там, запущенным п производство,— с указанием
наименования материала, в каком виде подается,
единицы измерения, общего количества материала,
подаваемого в час или в смену; учет го голой про-
дукции— с указанием наименования, единицы из-
мерения и количества;
учет работы, оборудования — с указанном наи-
менования оборудования и его номера по плану
цеха, а также характеристикой контроля (но
61
машинному времени, по потребляемой мощности,
простою);
телетайпная связь — с указанием ее назначе-
ния и количества телетайпов;
фототелеграфная связь — с указанием ее на-
значения и количества приемных и передающих
аппаратов;
телевидение для производственных целей —
с указанием назначения и количества передающих
камер.
В задании на проектирование связи
и сигнализации по объектам и поме-
щениям (кроме предусматриваемой в техниче-
ских средствах управления производством) приво-
дится количество телефонных аппаратов городской
телефонной станции и административно-хозяйст-
венной связи; количество внутренних и наружных
электрочасов (с подразделением на односторонние
или двусторонние); количество охранных и пожар-
ных сирен (с указанием их действия); количество
аппаратов диспетчерской связи водного транспорта,
автотранспорта, железнодорожного транспорта,
оперативной связи для управления технологиче-
скими процессами, связи крановщика со стропаль-
щиками
В задании па проектирование спе-
циального спускового оборудования
указывают: основные размерения и спусковой
вес судов расчетной и перспективной программы;
предлагаемое спусковое сооружение и его уклон;
эскиз компоновки спускового сооружения; коли-
чество транспортного оборудования и его располо-
жение под судном с указанием весовых нагрузок
на каладую тележку или опорное устройство; ско-
рость спуска и подъема судов; колею и тип рельса
(для продольного и поперечного спуска); особые
требования к спусковому сооружению.
Специальное транспортное и тяговое оборудо-
вание применяется: в основном в сборочно-сва-
рочных цехах — для перемещения секций на по-
точных линиях; в цехах сборки блоков — для пере-
мещения блоков по позициям и подачи их на ста-
пельные места; в судостроительных цехах—для
стыковки блоков на стапельных местах, передви-
жения судна в целом по стапельным позициям
и на спусковое устройство.
По каждому из указанных цехов технологи
разрабатывают и выдают задания па проек-
тирование транспортного и тягового
оборудования, которое содержит следующие
данные: максимальные и минимальные габариты
и веса секций, блоков и судов расчетной и перс-
пективной программ; количество на годовую рас-
четную программу; краткие указания по техноло-
гии сборки и монтажа; ширину судовозной колеи,
количество ниток, тип рельса; допускаемое давле-
ние на один каток, расстояние между катками,
желаемый вид транспортных средств для пере-
движения секций, блоков и судов, стыкования
блоков;
расположение центра тяжести секции, блоков
и судна по отношению к оси симметрии транспорт-
ного агрегата; бортовую и лобовую парусность
груза; ветровую нагрузку; данные о жесткости
судна; этапы передвижения; схему размещения
и общую грузоподъемность поезда тележек; ско-
рость передвижения поезда; особые требования,
предъявляемые к транспортному, тяговому и сты-
ковочному оборудованию;
схемы расположения поточных липин изготов-
ления секций (в сборочно-сварочных цехах), ли-
ний сборки и монтажа блоков (в цехах сборки
блоков), стапельных линий стыкования блоков
и постройки в целом судов (в судостроительных
цехах).
В задании на проектирование транс-
бор д е р а приводится: требуемая грузоподъем-
ность трансбордера, его тип, расположение теле-
жек под судном । (блоком, секцией) и нагрузка на
каждую тележку; расположение центра тяжести
по отношению к оси симметрии трансбордера
и длина трансбордерной ямы; скорость передвиже-
ния, тли путей и трансбордерной ямы, колея и тип
рельса на трансбордере, особые требования.
ЧАСТЬ ВТОРАЯ
ПРОЕКТИРОВАНИЕ КОРПУСНЫХ,
СБОРОЧНО-МОНТАЖНЫХ ЦЕХОВ
И СООРУЖЕНИЙ ВЕРФИ
ГЛАВА VII
УЧАСТКИ ПРЕДВАРИТЕЛЬНОЙ
ОБРАБОТКИ СТАЛИ
Бюро плазовых работ при механизированном
производстве корпусных деталей выполняет, раз-
работку показателей ординат теоретического чер-
тежа аналитическим методом; масштабно-плазо-
вую разбивку теоретических чертежей судов; раз-
вертку листов обшивки особо сложной кривизны;
разработку копир-чертежей для газовой вырезки
деталей на машинах со следящей системой; разра-
ботку числовых программ для автоматической раз-
метки, маркировки и газовой вырезки деталей па
машинах с программным управлением; чертежи
обводов и негативы для изготовления контрольных
шаблонов; разработку эскизов, таблиц ординат и
малок для судовых разметочных и проверочных
работ; гибочные и проверочные шаблоны, каркасы
и макеты (изготовление и хранение),
В состав бюро плазовых работ входит отделе-
ние пл азово-разметочных, чертежных и вычисли-
тельных работ, фотолаборатория, мастерская
(и склад) шаблонов, которая должна обеспечить
§ 27. БЮРО ПЛАЗОВЫХ РАБОТ
изготовление деревянных шаблонов, а также от-
дельных небольших шаблонов из ал томи лиево-маг-
ниевых сплавов и стальных ленточных шаблонов
с переменной кривизной.
Отделения бюро плазовых работ в соответствии
с их назначением должны быть оснащены необхо-
димым оборудованием (табл. 34), причем имеется
в виду, что все сложные работы по вычислениям в
программированию будут выполняться с помощью
специального вычислительного центра. Состав ра-
ботающих определяют исходя из номенклатуры и
трудоемкости работ; размер площади — путем пла-
нировки принятого оборудования и рабочих мест, а
площади склада шаблонов — из расчета принятого
объема хранения шаблонов. Примерные данные по
составу работающих и площадям бюро плазовых
работ приведены в табл. 35.
При проектировании новых корпусообрабаты-
вающих цехов бюро плизовых работ располагают,
как правило, в пристройке к основным пролетам
63
Таблица 34
Состав и технические характеристики основного технологического оборудования бюро
плаэовых работ на верфях I и II классов
Оборудошняе Тип, марка. Техническая характеристика Установ- ленная мощность единицы оборудо- вания. Вее единицы оборудо- вания.
Отделение пл Чертежная машина Настольная клавишная вы- числительная машина Телеграфный аппарат Стол для масштабной раз- бивки Чертежный стол Копировальный стол Стеллаж для щитов Фотографическая репродук- ционная установка Фотокопировальная рама Ванны Шкаф сушильный для пле- нок и пластин Проекционная установка Фуговальный станок Ленточнопильпый станок Фрезерный станок Круглопильный станок Настольно-сверлильный ста- Ручныс рычажные ножницы Станок точильно-шлифоваль- ный двусторонний азов о-p а СТА-2М В-90-851 ФТШ-451 РКЦ-5 ФП-100-1 Ш1-СП М а ЭДИ-456 СФ4-4 Л С-80-4 ФА-4 Ц-6 НС12А (1-970 ЗБ634 меточных, чертежных и вы С программным управлением и сто- лом, вмещающим щит размером 5000 - 3000 мм Электромеханического действия Для печатания программы на пер- фоленте Деревянный. Отклонения от пло- скости не более 0,5 мм на То же Со стеклянной крышкой и лампами подсвечивания Деревянный Фотолаборатория Объектив «Лрктур-2», фокусное расстояние 175 мм, относитель- ное отверстие 1 :5, воле зрения 45s Наибольший формат пластин 660 < 730 мм. Производительность 4—10 копировок в час Для обработки негативов и конир- чертежей С трубчатыми подогревателями и вытяжной установкой. Предел регулирования температуры в ра- бочей среде 60' стерская и склад шаблоне Размер изображения 10 х 3 м при высоте расположения 6,8 м Наибольшая ширина строгания 400 дои Диаметр шкива 300 мм Наибольшая ширина обрабатывае- мой детали 800 мм. Наибольшая толщина 150 мм Диаметр пилы 500 .и.« Наибольший диаметр сверления 12 мм Режут лист толщиной до 0,6 мм Диаметр шлифовального круга 400 мм 4.0 0,2 0,5 1,0 0,7 3,2 1,0 4,6 4,5 5.5 7,0 0,5 3,0 ельпых работ 8000 4500 -• 3000 500 л 300 300 600 - 500 300 80ьи -.2060 800 1500 900 X 800 1200 - 900 -. 800 12000 \20W '1500 4500 • 2000 - 2000 980 X 1000 - 9f0 2000 1000 -.980 664 X 900 < 1850 1200 >' 1600 1300 2065 ; 1000 -• 1200 1980 -, 1000 < 2300 1515 ,« 1090 х 1450 1550 ч 970 ' 1100 670 - 350 ,700 340 X 145 < 1260 1000 X 655 . 1280 3000 10 740 60 40 350 450 235 100 142 1000 600 960 750 700 100 90 427
здании, предназначаемой также для служебно-бы-
товых и других вспомогательных помещений. При
этом мастерскую и склад шаблонов располагают
в первом этаже, а отделение ллазово-разметочных,
чертежных и вычислительных работ и фотолабора-
торию — на третьем, имея в виду, что на этой вы-
сотной отметке будет расположена проекционная
установка для разметки шаблонов (рис. 35).
Бюро плазовых работ обеспечивается электро-
энергией (в соответствии с мощностью оборудова
ния и необходимым освещением), сжатым возду-
хом (для шаблонов) и водой (для фотолаборато-
рии). Помещение бюро проектируется в соответ-
ствии с действующими правилами техники безо-
пасности и промышленной санитарии; в отделении
64
пл азово-разметочных, чертежных и вычислительных
работ, включая фотолабораторию, температура воз-
духа должна быть не менее 18—20" С, относитель-
ная влажность воздуха 65—70%.
Большое значение имеет освещенность помеще-
ния, которая должна соответствовать следующим
нормам:
Искусственная освещенность
при общем освещении
лампами, накаливания................... 200
люминесцентными лампами........... 400
при комбинированном освещении (общее
плюс местное)
лампами накаливания . . . 500
люминесцентными лампами.......... 1000
Таблица 40
Основные данные н технико-экономические показатели
участков предварительной правки, очистки
и грунтовки стали
Показатели Класс верфи
I и IH IV V
е я8 нс? Сухогрузы Qc = 6200 т | Е Ss Буксиры <?' = 660 т Е ёп Sc?
Порядковый номер рас- четного серийного судна 32 44 70 120 500
Годовой выпуск продукции ед 16 22 35 45 60 22 250 5,5
тыс. т ПО ( 90
Коэффициент сменности 1.7 1.7 1,7 1,7 1.7
Уровень механизации и автоматизации произ- водства, % 95,0 95,0 90 80
Удельная трудоемкость выпускаемой продук- ции, чел.-ч/т 0,3 0,35 0,5 0,8 1.5
Годовой выпуск продук- ции, т с 1 мй площади на одного списочного рабочего 40,0 4900 35,0 4250 20,0 2950 10,0 1300 980
Количество вспомогатель- ных рабочих по отно- шению к производст- венным, ’(1 25 25 30 30
На участке предусматривается общеобмеппая
вентиляция, а от агрегатов дробеметной очистки
стали -- местная вентиляция. Примерные технико-
экономические показатели участков предваритель-
ной правки, очистки и грунтовки стали приведены
в табл. 40.
ГЛАВА VHI
КОРПУСООБРАБАТЫВАЮЩИЙ ЦЕХ
§ 30. РАСЧЕТНАЯ ПРОГРАММА
И ОСНОВНЫЕ ПРИНЦИПЫ ТЕХНОЛОГИИ
И ОРГАНИЗАЦИИ ПРОИЗВОДСТВА
Корпусообрабатывающий цех предназначается
для изготовления деталей корпуса из листового и
профильного проката.
Расчетная программа корпусообрабатывающего
цеха определяется в весовом выражении на осно-
вании данных о распределении весовой нагрузки
судов по основным видам работ (см. табл. 2) и
заданного годового выпуска этих судов и приво-
дится в табличной форме (см. табл. 17). Кроме
того, дается характеристика металла, проходящего
обработку, а именно: основная марка стали, макси-
мальные и средние размеры листов и профильного
проката, средний и максимальный вес отдельных
листов и профилей. Дается также характеристика
стали других марок, если се обработка лимитирует
мощность оборудования.
Для правильного выбора организации производ-
ства, поточных линий и их оборудования при проек-
тировании цеха разрабатывают основные принципы
технологии и маршрутно-технологические карты на
изготовление деталей, являющихся наиболее харак-
терными представителями технологических групп
судовых корпусных деталей.
Ниже приводятся основные принципы техноло-
гии изготовления, классификация и маршрутно-
технологические карты обработки корпусных дета-
лей при постройке серийных сухогрузных судов.
Подача металла для обработки производится
в соответствии с графиком сборки и сварки узлов и
секций; обработка деталей корпуса — на специали-
зированных поточных линиях; разметка и марки-
ровка листовых деталей на поточных линиях — на
разметочно-маркировочных машинах с программ-
ным управлением. Газовая резка листов, включая
разделку кромок под сварку, осуществляется газо-
резательными машинами с программным управле-
нием, имеющими трехрезаковые блоки; газоэлек-
трическая резка листов — на аналогичных маши-
нах, имеющих для этого дополнительную оснастку
(газоэлектрический резак и электрическое питание
дуги).
V Механическая резка листов толщиной до о—
10 мм производится на гильотинных ножницах,
оснащенных универсальной механизированной
оснасткой; сортировка вырезанных деталей — элек-
тромагнитными или вакуумными сортировщиками
с программным управлением; правка листовых де-
талей- на листоправильных вальцах и прессах;
резка, вырубка и маркировка профильного про-
ката, как правило,— на специальных прессах
с клеймильными автоматами. Раскрой отдельных
профилей, тавров и т. д. выполняется ацетилено-
кисл сродной газовой резкой.
Гибка листовых деталей простой кривизны ци-
линдрической и конической формы осуществляется
на гибочных вальцах (оборудованных манипулято-
рами и следящей системой, позволяющей произво-
дить гибку без шаблонов); гибка деталей сложной
кривизны — на гидравлических прессах, отдельных
мелких и средних деталей — на кромкогибочных
станках. Гибка профильного проката с постоянным
радиусом кривизны производится па горизон-
тально-гибочных машинах, а с переменным радиу-
сом и высотой стенки до 450 мм— на машине
с программным управлением и нагревом токами
высокой частоты.
Готовые детали транспортируют па участок ком
плектации, где их комплектуют в группы (по сек-
циям) и затем в специальных контейнерах или
пачками направляют на склад корпусных деталей
69
Таблица 41
Классификация корпусных деталей
К л ассы
1. Крупногабаритные с прямолинейными кромками из листов 2. Крупногабаритные с криволинейными кромками из листов 3. Мелкие с прямоли- нейными кромками иа листов 4. Мелкие с криволи- | 5. Детали из профиль- нейными кромками : пого проката из листов |
Г руппы
1.1 Плоские без выре- зов и разделки кромок 2.1 Плоские без выре- зов и разделки кромок 3.1 Плоские без выре- зов и разделки кромок 4.1 Плоские без выре- ' 5.1 Прямые без выре- зов и разделки зов и разделки кромок кромок
1.2 Плоские с выреза- ми без разделки кромок 2.2 Плоские с выреза- ми без разделки кромок 3.2 Плоские с выреза- ми без разделки кромок 4.2 Плоские с выреза- ми без разделки кромок 5.2 Прямые с выреза- ми без разделки кромок
1.3 Плоские без выре- зов с разделкой кромок 2.3 Плоские без выре- зов с разделкой кромок 3.3 Плоские без выре- зов с разделкой кромок 4.3 Плоские без выре- зов с разделкой кромок 5.3 Прямые без выре- зов с разделкой кромок
1.4 Плоские с выреза- ми и разделкой кромок 2.4 Плоские с выреза- ми и разделкой кромок 3.4 Плоские с выреза- ми и разделкой кромок 4.4 Плоские с выреза- ми и разделкой кромок 5.4 Прямые с выреза- ми и разделкой кромок
1.5 Гнутые с простой кривизной без раз- делки кромок 2.5 Гпутые с простой кривизной без раз- делки кромок З.Б С отогнутыми фланцами без вы- резов и разделки кромок 4.5 С отогнутыми фланцами без вы- резов и разделки кромок 5.5 Гнутые без вырезов и разделки кромок
1.8 Гнутые с простой кривизной и раз делкой кромок 2.6 Гнутые с простой кривизной и раз- делкой кромок 3.6 С отогнутыми фланцами^ без вы- резов с разделкой кромок 4.6 С отогнутыми фланцами без вы- резов с разделкой кромок 5.6 Гнутые без выре- зов с разделкой кромок
1.7 Гнутые с углами слома, со сложной кривизной без раз- делки кромок 2.7 Гнутые с углами слома, со сложной кривизной без раз- делки кромок 3.7 С отогнутыми фланцами с выре- зами без разделки кромок 4.7 С отогнутыми фланцами с выре зами без разделки кромок 5.7 Гнутые с вырезами без разделки кро-
1.8 Гнутые с углами 2.8 Гнутые с углами слома, со сложной слома, со сложной । кривизной и раз- кривизной без раз- делкой кромок | делки кромок 3.8 С отогнутыми фланцами с выре- зами без разделки кромок 4.8 С отогнутыми фланцами с выре- зами и разделкой кромок 5.8 Гнутые с вырезами и разделкой кро
Для текущего профилактического ремонта обо-
рудования и энергосистем в цехе предусматри-
вается ремонтное отделение с необходимым ком
ллектом оборудования, а для обеспечения участков
цеха инструментом и различными материалами —
инструментальная и материальная кладовые.
Изготовляемые детали судового корпуса разби-
вают на классы и группы по следующим призна-
кам: исходному материалу (листовому и профиль
ному прокату), размеру деталей, наличию погиби
всех видов, форме кромок деталей, наличию вну-
тренних вырезов и разделке кромок под сварку,
однородности операций и технологического марш-
рута изготовления, а также по возможности приме-
нения электронно-вычислительных машин для оп-
ределения контуров и размеров деталей, програм-
мирования процессов планирования и учета изго-
товления корпусных деталей.
70
В классификации корпусных дета-
лей (табл. 41) все детали судового кор
нуса разбиты на пять классов, а каж-
дый класс — на восемь групп. Классы и
группы имеют шифр из двух цифр: первая пока
зывает, к какому классу относится деталь, втс
рая—в какую группу опа входит.
В соответствии с приведенной классификацией
для каждой группы деталей составляют маршрут
ные технологические карты (табл. 42 и 43), в кото
рых приводится количество деталей и вес их на
одно судно по’каждой группе, трудоемкость изго-
товления в пересчете на тонну веса деталей и в це-
лом на судно, последовательность технологических
операций и пооперационная трудоемкость.
Поточные линии обработки корпусных деталей
в корпусообрабатывающих цехах на верфях
Продолжение табл. 45
Обор удевайне Тип. марка, модель Техническая характеристика Установленная мощность оборудования. Размеры « х 0 X л». Вес единицы оборудования.
Г ильотинные ножницы НБ-478 Режут стальные листы тол- щиной до 16 мм. Длина но- жа 3200 мм 28,6 3550 л 4730 л 2000 27000 If'
Пресс для резки профиля и выруб- ки отверстий с клеймилыным ав- томатом АК-16 200 Ul-Agj С программным управлением. Режет и вырубает без раз- метки профиль с высотой стенки от 60 до 240 мм Производительность до 30 де- талей в час 29,0 10000 4000 .• 1900 10400
То же Режет и вырубает отверстия без разметки профиля с вы- сотой стенки от 200 до 450мм. Производительность до 20 деталей в час 50,0 ~ 12 000 4000 \ 1900 12000 V
)Радиально-свер- /лильный станок 2А58 Максимальный диаметр свер- ления 35 мм. Вылет 1200мм 5,2 2250 ' 910 ✓, 3070 3050
То же 2Н58 Максимальный диаметр свер- ления 100 мм. Вылет 3150 18,0 4850 у 1730 х 4810 18000 1
Исходя из установленной трудоемкости обра-
ботки деталей корпуса и распределения ее по по-
точным линиям, а также принятой расчетной про-
граммы и годового фонда времени, рассчитывают
количество оборудования и число производствен-
ных рабочих для указанных поточных линий
(табл. 44). Затем в соответствии с расчетом про-
изводят выбор оборудования с учетом: марки обра-
батываемой стали и ее характеристик; размеров
обрабатываемой листовой и профильной стали
(длины, ширины и толщины листов, номера и типа
профиля); конструкции изготовляемых деталей.
Кроме расчетного количества оборудования
иногда (для технологического комплекта) дополни-
тельно принимают несколько единиц технологиче-
ского оборудования и полный комплект вспомога-
тельного оборудования.
Состав и технические характеристики основного
технологического оборудования корпусообрабаты-
вающего цеха на верфях I и II классов приведены
в табл. 45.
§ 32. РАЗМЕРЫ ПРОЛЕТОВ, КРАНОВОЕ
ОБОРУДОВАНИЕ И ПЛОЩАДИ ЦЕХА
Размеры пролетов корпусообрабатывающих це-
хов определяют исходя из следующих данных:
ширину — из расположения и размеров поточ-
ных механизированных линий, оборудования и не-
обходимых расстояний между ними, оборудованием
и колоннами здания, а также ширины зоны обслу-
живания;
высоту до подкрановых путей — из высоты обо-
рудования гидравлических прессов, агрегатов дро-
беметной очистки и грунтовки стали, необходимого
расстояния от нижней кромки фермы крана до
отметки подкрановых путей, а также необходимой
высоты для гибки листов кривизной по заданному
радиусу на гибочных вальцах.
Минимальные размеры рабочих мест по обслу-
живанию основных видов технологического обору-
дования для обработки корпусной стали приве-
дены в табл. 46.
Обоснование выбора ширины и высоты проле-
тов корпусообрабатывающих цехов приведено в
габл. 47, а рекомендуемые технологические харак-
теристики зданий и кранового оборудования кор-
пусообрабатывающих цехов — в табл. 48,
Площади корпусообрабатывающих цехов при
разработке проекта определяют путем планировки
расположения принятых поточных линий, оборудо
вания и рабочих мест. При укрупненных расчетах
пользуются средними удельными показателями
площади на один станок или рабочее место и
удельным выпуском продукции в год с I mz общей
площади (без бытовых и служебных помещений),
полученными в ранее выполненных аналогичных
проектах.
План корпусообрабатывающего цеха с участком
правки, очистки и грунтовки стали на верфях I и
II классов приведен на рис. 40, а со складом стали
и участком правки, очистки и грунтовки стали на
верфи III класса (с ограниченным оснащением
средствами механизации)—на рис. 41.
75
„ Рис. 40. План корпусообрабатывающего цеха с участком
7—правильно растяжная машина, 2—листоправильиая машина; 3 —агрегат дробеметной очистки и грунтовки лисговой стали- 4 — агрегат
ва’ел». »—рольганги. 10— рольганги для профильного проката; It—устройство для съема профильного прокат» с линии очистки: 72 —
3™"‘ м кантователь с рычагами съема; 15 — разметочно маркировочная машина; 16 — газорезательная машина с программным упраиле
листовых деталей, 20 — стол для дорезки и строжки ласок листовых деталей: 21 — пресс гидравлический. 22 — рольганг передато
тинных ножниц; 27 — газорезательная машина; 23 — кромкогибочная машина; 29 — гибочные вальцы для листов; .-О — кромкогнбочная маши
с клейм ильным агрегатом; 35 — стол для резки профильного прокита; 36 — передатчик профильных деталей, 37—тележка опорная при
тып, 47*—машина профкасгиСочиая с программным управлением, 42—кран снободяестоящий
§ 33. МЕХАНИЗАЦИЯ
И ТЕХНИЧЕСКИЕ СРЕДСТВА УПРАВЛЕНИЯ
ПРОИЗВОДСТВОМ
Кроме механизации технологических операций,
которая обеспечивается выбранным расчетным обо-
рудованием, при проектировании корпусообрабаты-
вающих цехов большое внимание уделяется меха-
низации подъемно-транспортных операций. Ниже
76
приводится один из возможных вариантов механи-
зации подъемно-транспортных операций в корпусо-
обрабатывающем цехе.
Листовой прокат, поступающий с участка пред-
варительной. правки, очистки и грунтовки стали,
укладывается специальными погрузчиками на
подъемно-транспортные рольганги комплексных
агрегатов подачи стальных листов к линиям авто-
матической маркировки, газовой и газоэлектриче-
ской резки.
Таблица 47
корпу сообрабатывающих цехов
Показатели* определяю- щие раамсры Класс верфи
V V
Количество линий в пролете
• 2 3 4 1 2 3 4 2 3 4 1 2
г 0.8 - - - 0.8 - - 0,8 - - - 0,8 -
г‘ 0.5 - - - 0.5 - - - 0,5 - - 0,5 -
d 3,0 - - - 3,0 - - 8.» - 3,0 -
Ширина про- лета мо тех- нологическим требованиям 22,4 - 22.4 - 20,4 - 18.4
Унифициро- ванные пролеты 24.0 - - - 24,0 - - - 24.0 - - 18.0 -
П1а. Участок станочной гибки (пальцы)
с" 3,0 - - - 2,5 - - - 2.5 - - - 2.5 -
б' 2 1,3 - - - 2Х 1,3 - - - 2Х 1,3 - - - 2 X 1,3 -
е 2 X 0,75 - - 2 X 0,5 - - - 2 X 0,5 - - - 2 х 0,5 -
1 2 X 12,0 - - - 2X10,0 - - - 2 X 8.0 - - 2X6,0 -
Ширина пролета по технологи ческнм требопвкняы 31,1 - - - 26, ( - - 22,1 - 1«,1 -
Унифнциро ванные про- 30.0 - - 24.0 - - 24.0 18,0
По высоте Раймеры, м
Участок станочной гибки (вальцы и пресс)
Ж 0,8 - - -
3 7,0 - -
3,, 1,5 - - -
3., 0,3 0,5 0,5 0,5
л 1.8 1.4 1.4 1.4
м 0.2 0,2 0,2 0,2
- 7.0 7,0 7,0
з. - 0,5 0,5 0,5
Высота др от метки подкрв нозого рельса по техноло- гическим требованиям 10,0 8.0 8,0 8,0
Высота до низа несущи конструкций покрытия 12.0 10,0 10,0 10,0
То же, в уни фицирован- пых пролета 12,0 | Ю,8 10,8 10,0
82
Продолжение табл. 47
Условные обозначении
а* — размер оборудования ио наружным кромкам валков
бг — расстояние от обрабатываемого листа др кромки колонны
в — расстояние от осн до кромки колонны
Z — длина обрабатываемого листа
— расстояние от пола до нижней Кромки верхнего валка гибочных вальцев
3 — гибка листов наружной обшивки радиусом 5700 мк
3t — расстояние от верхней кромки листа до нижней кромки фермы крана
3, — расстояние от нижней кромки фермы крана до отметки подкранового рельса
Л_____высота фермы крана от отметки подкранового рельса
М — зазор между фермой Ирана и покрытием
3, _ расс-тяине от нижней кромки фермы крана до верхней кромки пресса
ft — высота гидравлического пресса
83
Таблиц а 48
Технологические характеристики зданий и кранового
оборудования корпусообрабатывающих цехов
•е Гр h X S 1g ill йеа и, gSg sii Крановое обору- дование Нваменова- ние и вес транспорти- руемых изделий, ли- митирующих грузоподъ- кранового оборудова-
£ 1 8*
1—II 24. 30 12; 24 9.65 12.6 Электро- мостовой До 15 Листы кор- пусной стали до 15 m
Ш 24 12 8,15 ЮЛ То же До 10 ш
IV 24 12 8.15 10.8 » . до 5 До 5 m
V 16 12 - 10.8 Подвес- ная крон- до 3
транспортную рольганговую линию и по ней на-
правляются на любую из позиций гибки. С транс-
портной линии к гибочному оборудованию, осна-
щенному плитами с роликовыми опорами, детали
подаются электромостовыми кранами и после гибки
этими же кранами укладываются на пластинчатые
транспортеры, откуда направляются к участку ком-
плектации готовых деталей, а затем перегру-
жаются электромостовыми кранами.
Для газовой строжки полок листовых деталей
предусматривают передвижные столы, на которые
детали укладывают при помощи сортировщика-
Участок механической резки листовых деталей
оборудуется приводными рольгангами и плитами
с роликовыми опорами. Профильный прокат после
очистки и грунтовки подастся ио рольганговым ли
ниям к прессу для резки профиля и вырубки от-
верстий.
После маркировки и резки детали, не подлежа-
щие дальнейшей обработке, передаются на участок
комплектации готовых деталей при помощи одной
транспортной линии с пластинчатыми транспорте-
рами. По второй транспортной линии детали по
рольгангу направляются на транспортер, с по-
мощью которого передаются далее на различные
участки. Подача профильных деталей для дальней-
шей обработки и возврат их после обработки на
транспортную линию обеспечивается свободно
стоящими полноповоротными кранами и опорными
тележками для поддерживания длинномерных де-
талей.
На участке комплектации готовых деталей по-
ступающие по транспортным линиям детали укла-
дываются в пачки и контейнеры с помощью погруз-
чиков, пневмосталкивателей и мостовых кранов.
Передача контейнеров и пачек на склад корпусных
деталей осуществляется электромостовыми кра-
нами.
Технические характеристики средств механиза-
ции подъемно-транспортных операций в корпусо-
обрабатывающем цехе на верфях I и II классов
приведены в табл. 49.
В корпусообрабатывающих цехах предусматри-
ваются технические средства управления производ-
ством, обеспечивающие получение следующей ин-
формации:
о наличии металла на складе стали по маркам
и типоразмерам; о поступлении металла в обра-
ботку со склада стали (через участок правки,
очистки и грунтовки стали); о фактических сроках
начала и окончания работ по каждому технологи-
ческому комплекту; об обеспечении поточных ли-
ний материалами, документацией, инструментом и
т. д.; о работе поточных линий и основного техно-
логического оборудования; о сдаче готовых техно-
логических комплектов обработанных деталей на
склад корпусных деталей.
-/ .' 4 т Таблица 49
Технические характеристики средств механизации подъемно-транспортных операций в корлусообрабатывающем цехе
на верфях I и II классов
Средства механизации Техническая характеристика Установлен- мощность оборудова- ния, кет Раанеры ПХ4>Хй). мм Вес. кг
Комплексный агрегат пода- чи стальных листов по ли- нии автоматической раз- метки и газовой резки Сортировщик листовых де- талей Рельсовый, трехъярусный, с ги- дравлическим подъемником и цепным приводом передвижения раскроечной рамы. Для транспор- тировки листов размером до 12 000x3000.- 40 лл и весом до 12тили 12000;-2500 .-'40 лж и весом до 8,3 т. Скорость пе- редвижения раскроечной рамы 16,5 м/мин Мостовой, с злектромвгнитной тра- версой. Максимальные размеры деталей 12000 <3000‘/400 мм, вес 12 т; минимальные—300> <300 мм 6.5 20,0 80 300 -.3960X1250 80300 < 3460.-. 1250 Длина по осям рельсовых путей 13 000 50 000 44 000 18 000
84
Продолжение табл. 49
Средства механизации Техническая характеристика Установлен - мощность оборудова- ния. кет Размеры ахбхй), мм Вес. кг
Транспортер для выдачи мелких листовых деталей Выдает листовые детали с мак- симальными размерами деталей 12000 * 3000 мм и весом до 12 т. Скорость перемещения детали 16 м/мин 2,0 13 500x3000x 840 6000
Транспортер пластинчатый Транспортирует профильные дета- ли со скоростью перемещения 16 м/мин 7,0 44000Х1000\840~ 9700
Пневматический сталкива- тель листовых деталей С пневматическим приводом и ди- станционным управлением. Ра- бочий ход 1000 лон; тяговое уси- лие, развиваемое цилиндром, 150 кг — 1080л 166О‘< 1300 150
Рольганг горизонтального Стационарный. Приводной, для 3,0 28 Й00л3000х-840 8000
перемещения листа транспортировки листовых де- талей с максимальными разме- рами 12 000 '3000 и минималь- ными 1200 • 1000 АЛ1. Скорость перемещения листа 10 м1мин 12500x8000x840' 15500-3000 840 4300 5000
Площадка с роликовыми С отдельно стоящими роликовыми — 21000'- 10 000\ 840 13500
опорами опорами для передвижения листа при ревке на гильотинных нож- ницах 18500 к5500x840 6600
Укладчик полос у чгильо- тинных ножниц с пнев- матическим приводом Укладывает в стойки полосы дли- ной 3—10 л и шириной 120— 600 мм. Максимальная высота стайки 160 мм — ЭОООх 1250.-'600 2000
Питатель-передатчик про- фильных деталей Для профильных деталей длиной 2—12 м и наибольшей шириной 320 мм. Вес профилей на пита- теле 5,0 т. Скорость передвиже- ния на рольгангах 16 м!мин 1.7 12500 '6200 x 840 4600
Площадка с роликовыми С отдельно стоящими роликовыми — 12000x3000 • 840 5500
опорами опорами для передвижения при обработке на станках 6000/3600У840 6000x2400x840 4200x1800’' 840 3600 2500 2500
Сдвоенный транспортер Транспортирует гнутые листы раз- мером от 20001400;- J2 до 10 000-.2500X32 мм 14,0 17700X2200X800 6300
Питатель для профильного проката Шлепперный, шаговый для про- фильного проката длиной до 12 л. Номинальная грузоподъемность 3.2 т, количество ячеек 5 5,0 12500ч 6400x800 4600
Транспортер пластинчатый Стационарный. Сдвоенный, для транспортировки гнутых листов с максимальными размерами 10 000’- 2500.s 32 и минимальными 2000 -.1400x12 мм. Скорость перемещения 16 м/мин 5,0 85 000x800 ч 800 18000
Тележка опорная приводная Подача профильного проката наи- большим весом 1 т (полособульб № 20, двутавр № 30; швеллер № 30) 1.0 1050'--1200/1200 4500
Тележка опорная Подача профильного проката с наи- большим весом 1 т (полособульб № 27; двутавр № 30; швеллер № 30) 1050/2200x1200 260
Стол-стеллаж с пневмати- ческим сталкивателем Стационарный. Для съема с тран- спортера профильных деталей длиной 8—12 и 4—8 м, макси- мальным весом 1,0 и 0,68 т 12000x1800x8000 1000
85
§ 34. ЭНЕРГЕТИЧЕСКИЕ
И ТЕХНИКО-ЭКОНОМИЧЕСКИЕ
ПОКАЗАТЕЛИ ЦЕХА
Ориентировочные показатели для расчета ос-
новных видов энергии, необходимой для выпуска
1000 т продукции, ориентировочные удельные рас
ходы воздуха и газов, коэффициенты использова
ния инструментов и оборудования в корпусообра
батывающих цехах приведены в табл. 50 и 51,
а основные данные и технико-экономические пока-
затели корпусообрабатывающих цехов по классам
судостроительных верфей для условно принятых
расчетных программ и серийности выпуска су
дов — в табл. 52.
Таблица 50
Ориентировочные показатели для расчета основных видов
анергии и количества инструментов на 1000 m
продукции корпусообрабатывающих цехов
Класс в РФ»
Статьи расчета J II «1 IV V
Исходные данные Годовой выпуск продукции, тыс. гп 100 80 40 20 5
Средняя толщипа обрабаты- ваемого металла, мм 20 16 10 8 4
Показатели Электроэнергия (установлен- ная мощность), квгп для станочного оборудования для подъемно-транспортно го оборудовал ня 15 8 16 10 30 14 40 16 70 20
Сжатый воз- дух Б—6 кГ/с,и2 Пневматиче ский инстру- мент, ед 0,20 0,23 0,40 0,70 1,20
Ацетилен и кислород Машинные резаки, ед Ручные резв- 0,35 0,05 0,40 0,06 0,75 0,10 1,10 0,15 0,20 0,20
Воздух или инертные газы для газоэлектрической резки средний расход, л?/сутки максимальный расход, мк/ч 1,44 0,12 1,53 0,14 2,40 0,20 6,60 0,55 19,0 1.6
Производственная вода средний расход, м.3/сутки. максимальный расход, м9/ч 1,68 0,18 1,8 0,20 2,4 0,30 3,0 0,40 5,0 0,60
Практически корпусообрабатывающие цехи про-
ектируют при равных или близких условиях па
различные годовые расчетные программы. В
табл. 53 приведены примерные коэффициенты пе-
ресчета и показатели удельной трудоемкости на
1 т выпуска продукции и удельного годового вы-
пуска с 1 л2 общей площади корпусообрабатываю-
щих цехов в зависимости от годовой программы,
86
Таблица 51
Средний удельный расход воздуха и газов на единицу
оборудования и инструмента и коэффициенты использования
оборудования для рубки и резки стали
Класс верфи
инструмент ооорудованис 1 V V
Пневматиче- ский инстру- Расход возду- ха, м*/ч 75 70 65 60 55
мент (сжатый воздух 5—6 кГ/см*) Коэффициент использования 0,7 0,7 0,65 0,65 0.6
Расход ацети- лена, л8/ч 0,66 0,66 0,65 0,63 0,60
Машинные резаки Расход кисло- рода, №/ч 4,0 3,3 2,7 2,50 2,35
Коэффициент использования 0,7 0,7 0,65 0.65 0,6
Расход ацети- лена м*/ч 0.7 0,68 0,67 0,65 0,63
Ручные резаки Расход кисло- рода, Ms/4 Коэффициент использования 4,0 3,5 2,8 2,6 2,5
0.6 0.5 0,45 0,45 0,40
Таблица 52
Основные данные и технико-экономические показатели
корпусообрабатывающих цехов
Показателя Класс иерфи
1 II Ill IV V
Е £8 II ь-с- Сухогрузы Qe 6100 tn Tpav-лвры Qc=25« т 1 Буксиры <?в-660 т Сейнеры I Qc -43 т
Порядковый номер расчетного серий- ного судна 32 44 70 120 500
Годовой вы- пуск продук ед 16 !00 22 80 35 40 60 20 250 5
Коэффициент сменности 1.7 1.7 1.7 1.7 1.7
Уровень ыеханиза ции и автоматиза- ции производства, и 75-80 70—75 65—70 60-65 55-60
Средний коэффи- циент загрузки обо- рудовании н рабо- чих мест 0,82—0.85 0.82-0.85 0.80-0,83 0,8 0.8
Удельная трудоем- кость выпускаемой продукции, чел -ч т 3.7 4.8 5.5 9.6 12.6
Годовой выпуск продукции, т с I л- площади на одного списоч- ного рабочего 9,0 370 8.0 285 6.6 245 5.0 140 3.2 105
Колнчистоо вспомо- гательных рабочих цо отношению к производствен- * Без учета рабоч 35 их участка комплекта!. ни Корпус 40 ых дет 40
и серийности постройки судов, а на рис. 42 и 43 —
графики изменения этих показателей в зависимо-
сти от годовой программы.
Рис 42. Изменение удельной трудоемкости в за-
висимости от годовой программы корпусообраба-
Рис. 43. Изменение удельного годового выпуска продук-
ции в зависимости от годовой программы корпусообра-
батывающих цехов на верфях I, II, III, IV классов.
§ 35. СКЛАД КОРПУСНЫХ ДЕТАЛЕЙ
Склад корпусных деталей предназначается для
хранения по группам и технологическим комплек-
там поступающих из корпусообрабатывающего
цеха готовых корпусных деталей, идущих на
изготовление конструкции корпуса; организа-
ционно этот склад подчинен сборочно-сварочному
цеху.
При проектировании складов в зависимости от
класса верфи предусматривают следующие сроки
хранения запаса корпусных деталей;
Класс верфи
II.....................................
III . .
IV . . ..................
Мес
0,5—0,6
0,45—0,55
0,4—0.5
0,35—0,4
0,2—0,3
Корпусные детали доставляют на сортировоч-
ные площадки склада в контейнерах, на поддонах
и в пачках. Листовые и профильные детали скла-
дируют по группам и технологическим комплектам.
объединенным по предметно-номенклатурным при-
знакам. Из укомплектованных деталями контейне-
ров, поддонов, пачек, распределенных для узловой
и секционной сборки, комплектуют секции.
Размеры мест складирования принимают в за-
висимости от размеров деталей корпусов различ-
ных судов. Например, на верфях I и II классов
Примерные коэффициенты пересчета и показатели удельной трудоемкости на 1 иг продукции
и удельного годового выпуска продукции с 1 л2 общей площади корпусообрабатывающих цехов
в зависимости от годовой программы и серийности постройки судов
Таблица 53
Класс
I 11
|б й Коэффициент пересчета Удельная трудоемкость, у I-, || SE So Коэффициент пересчете I sm ё * 1 ь if р
|«° О 11 о о £с SgbT ЙЗ® I I* ее и & и
20 30 40 50 60 70 80 90 100 1,5 1.3 1,22 1,18 1,14 1,10 1,06 1,03 1,0 Прим е котор 0,67 0,77 0,82 0,65 0,88 0,91 0,94 0,97 1,0 счан IX при дукции 5.6 4,8 4,5 4,35 4,2 4,05 3,9 3,8 3,7 >своек1 6,0 6,9 7,4 7,7 8,0 8,25 8,5 8,75 9,0 ные дл раммы ОМ Прон бщея п 20 30 40 50 60 70 80 вводе лоща; 1,4 1,26 1,2 1.14 1,09 1,04 1,0 счета правиле тве не и цеха 0,73 0,79 0,84 0,88 0,92 0,96 1,0 корпу ызывае Г®??- 6;0-- 5,7 5,4 5,2 5,0 4,8 сообраб матрив заметь 5,8 6.3 6,7 7,1 7,4 7,7 8,0 атываюи EOT ВЫП
верфи
III 1V
SE &о Коэффициент пересчета Удельная трудоемкость, чм.-ч'т Удельный годовой выпуск продукции. т«’ |е °з Коэффициент пересчет;. | h SB is £е й
S. is is |Я £ ® £ с SS а Sgx ЙЗ ®
10 15 20 25 30 35 40 1,34 1.23 1,15 1,08 1,05 1,02 1,0 0,74 0,81 0,87 0,92 0,95 0,98 1,0 7,4 6,8 6,3 5,9 5,75 5,6 5,5 4,9 5,3 5,7 6,1 6,4 6,5 6,8 6 8 10 12 14 16 18 20 1,34 1.2 1,15 1,1 1,05 1,02 1,01 1.0 1,0 0,75 0,84 0.88 0,92 0,95 0,97 0,98 1,99 1,0 12,8 11,5 11,0 10,5 10,1 9,8 9,7 9,65 9,6 3,75 4,2 4.4 4,6 4,75 4,65 4,9 4,95 5,0
уск значительного количества судов в гол и большую серийность, изме-
87
приняты следующие максимальные размеры скла-
дируемых деталей:
Листовые плоские детали
крупные. . . от 1000x12000 до 3000-'12000 мм
средние ... от 1000 - 6000 до 3000v 6000 мм
Листовые плоские и гнутые мелкве
детали......................... 1000'-. 1000 мм
Листовые гнутые крупные и средние
детали.......................... 3000, 12000 мм
Профильные плоские и гнутые мелкие
детали.........................ЮООуЗООО мм
Профильные плоские и гнутые сред-
ние и крупные детали...........ЗОООХ12 000 мм
Площадь складирования листовых и профиль-
ных деталей определяют из условия горизонталь-
ного размещения деталей в пачках, контейнерах и
поддонах по группам и технологическим комплек-
там, что необходимо для механизации работ, свя-
занных с хранением и транспортировкой деталей.
Количество мест складирования должно обеспечи-
вать формирование всех технологических комплек-
тов для постройки корпусов судов расчетной про-
граммы.
Путем планировки указанного количества мест
Э.иктромос П11ЮА
Рис. 44. План склада корпусных деталей.
кран, 2 — стеллаж; 3 — кран штабелер; 4 — самоходная ре л г. совам тележка.
Хранят детали указанных групп в стеллажах и
непосредственно на полу склада.
При проектировании складов корпусных дета-
лей, как правило, принимают порядок хранения
мелких листовых плоских и гнутых деталей с габа-
ритами до ЮООхЮОО мм в контейнерах или под-
донах на стеллажах, а деталей остальных групп —
на специально отведенных местах на полу склада.
Раскладка деталей по стеллажам осуществляется
специальными кранами-штабелерами, а по местам
хранения на полу — электромостовыми кранами со
специальными захватами.
Чтобы обеспечить погрузочно-разгрузочные опе-
рации, склады корпусных деталей оборудуют соот-
ветствующими подъемно-транспортными средства-
ми; например, склады верфей I и II классов обо-
рудуют электромостовыми кранами с захватами
грузоподъемностью 10—15 т — для листовых дета-
лей в пачках весом до 10—15 т и кранами-штабе-
лерами грузоподъемностью 5 т — для деталей
в контейнерах и поддонах.
Уровень механизации на указанных складах
достигает 75—85%.
с учетом проходов и проездов определяют общую
площадь склада корпусных деталей.
Примерзая нагрузка на I мР- полезной площади склада
Класс верфи m
I...................................1,0—1,2
II ................................0,8—1,0
III . 0,6—0,8
IV . ................О.Б-0,6
V 0,2—0,3
Отношение полезной площади к обшей плошади скла-
да 0,45—0.55.
План склада корпусных деталей приведен на
рис. 44. Склад корпусных деталей размещают
с учетом технологических связей между корпусо-
обрабатывающим и сборочно-сварочным цехами,
как правило, в одном здании с ними, и обеспечи-
вают необходимой электроэнергией для работы
подъемно-транспортного оборудования. Для инфор-
мации о поступлении на склад корпусных деталей,
готовности технологических комплектов и фактиче-
ских сроках последующей передачи групп деталей
в сборочно-сварочный цех предусматривают необ-
ходимые технические средства.
88
ГЛАВА IX
СБОРОЧНО-СВАРОЧНЫЙ ЦЕХ
§ 36. РАСЧЕТНАЯ ПРОГРАММА
И ОСНОВНЫЕ ПРИНЦИПЫ ТЕХНОЛОГИИ
И ОРГАНИЗАЦИИ ПРОИЗВОДСТВА
Сборочно-сварочный цех служит для сборки и
сварки узлов и секций корпусов металлических су-
дов из деталей, получаемых с промежуточного
склада. В узлы и секции корпуса устанавливают
также детали насыщения, т. е. комплекты иллюми-
наторов, крышек и горловин, креплений оборудо-
вания помещений, кнехтов и киповых планок, рас-
ходных цистерн, площадок и трапов, систем трубо-
проводов, судовых устройств и т. д. По отношению
к общему весу выпускаемых цехом узлов и секций
(например, для сухогрузных судов и траулеров)
изделия насыщения составляют 5—7%.
Расчетная программа цеха в весовом выраже-
нии определяется так же, как и для других цехов
верфи,— на основании данных о распределении
весовой нагрузки судна по основным видам работ,
схемы разбивки корпуса на узлы и секции и общей
расчетной программы верфи по выпуску судов. При
этом узлы, предварительно собираемые, а затем
устанавливаемые в соответствующие секции, в про-
Табмща 54
Классификация по типовым технологическим группам узлов н секций сухогрузного судна и рыболовного траулера
Типовые технологические группы Количество секций Общи!! вес. m Размеры секций, м Вес одной секции, m
h !“ сухогрузного судна траулера В 1
Днищевые секции Секции носовой и кормовой оконечно- Бортовые секции Секции фальшбортов, декоративной зашивки и выгородок Секции верхней палубы ы палубы бака Секции нижней палубы, платформ и переборок Выгородки гофрированные Люковые закрытия Объемные секции бака, юта, форпика и надстроек (яруса) Мачты, стрелы и кожухи дымовой труба Фундаменты и подкрепления Полотнища Тавровый набор * В числителе — максимельные значения. .0 3 42 253 26 44 42 59 17 16 200 200 1500 знаке! 7 7 40 42 17 16 13 18 80 100 120 878 231 764 277 517 561 40 211 284 152 71 620 250 минимя 128 107 116 77 82 73 140 21 34 260 35 левые. 11,7/21,5/1,5* 10,7/8,5X1,5 16,0/9,2'.6,0 11,5x15,5/2,5 7,7х2,7.-.0,2 10,0x3,2x0,1 7,3 '.0,9 0,1 23,0\11,5„ 1,3 17,3 -.8,5/0,8 21,0хч 12,0x0.7 7,8/3.2-0,2 6,9 s2,5 6,0 <5,0 6,0-2,5 11,2 '20,0 10.0z 4,0 7,0х4,5хЗ,0 7,0X0,4 4,0< 2,5 0,5 .0,3 12,0 8,0 4,0-2,5 4,0 -.1,5 1,0X0,5 6,6X12,6X1,1 * 6,6X8,6/3,5 10,8/7,8/6,1 6,6/7,4/2,8 7,0'4,740,3 4.8V2.2/0.2 13,0 2,0>. 0,2 2,0 - 2.7'.0,2 6,7/ 13,2/0,4 2,34 4,5 0,4 6,6/13,1/0,8 2,0 7,8 '0,3 9,8x12,1 -2,5 4,8 -4,5> 2,5 12,0> 6,0 -1,0 4,0x0,3 2,04 3,5. 1,0 0,4'- 0,3-0,2 7,0/10,0 2,3/3,0 1,5/4,0 0,5X0,5 100* 25 70 43,0 2,0 3,0 0,5 41,5 16,0 32,5 0,7 1,0 0.1 5,0 з.о 72,6 3,0 15,0 "од 2,5 0,1 15,0 0,5 1,0 0,1 20,1* 15,4 28,1 7,0 7,0 0,7 1,9 0,2 7,8 ПО 11,0 0,8 14,6 9,4 8,0 0,6 0,03 8,0 0,5 0,8 0,1
89
Тайлипа 55
Маршрутные технологические карты сборки и сварки секций и узлов корпуса сухогрузного судна чистым весом 6200 т
грамме цеха в весовом выражении не учитываются:
расчетная программа — это готовая продукция
цеха. В,число основных данные, даракхерцдирщих
выпускаемые,, цехом конструкции, входят макси
мальпыс и средние размеры и веса секций, макси-
майБная и средняя толщина" свариваемых деталей,
марки сталей корпусов судов,
В проектируемых сборочно-сварочных цехах
для серийной постройки судов в качестве основ-
ного метода изготовления узлов и секции преду-
сматривают поточный метод с непосредственным
обеспечением всех линий деталями, узлами и изде-
лиями насыщения.
Технологический поток сборки и сварки секций
начинается со склада корпусных деталей, в кото
ром детали комплектуют по узлам и секциям, по
еле чего готовые комплекты подают на соответ-
ствующие поточные или технологические линии.
При этом на поточных линиях изготовляемые узлы
и секции передвигаются по специализированным
позициям, а па технологических линиях изготовле-
ние узлов и секций производится на стационарных
рабочих местах.
90
Сборка и сварка набора осуществляется раз-
дельно. Тавровые балки (как прямолинейные, так
и малой кривизны) собирают и сваривают на стан
ках типа СТС-2М. Разметочно-проверочные работы
выполняют с использованием данных, подготовлен-
ных электронно-вычислительными машинами, а
также с применением оптических приборов (теодо-
литов). На механизированных универсальных по
стелях для сборки секций с криволинейными обво-
дами установку высоты стоек или обводов лекал,
а также проверку размеров и формы секций произ-
водят по данным, полученным также с помощью
электронно-вычислительных машин.
Для сборки применяют механизмы и устрой-
ства, позволяющие фиксировать взаимное положе-
ние элементов конструкций, с тем, чтобы резко
сократить (а в отдельных случаях — исключить)
сборочные электроприхватки Кроме того, обеспе-
чивают увеличенные допуски па сварочные зазоры
(учитывая, что сварка будет выполняться на меха-
низированных постелях с гибкими флюсовыми
ручьями), позволяющие значительно сократить
объем пригоночных работ. Широко применяется
Ряс. 45 Схема технологических потоков изготовления узлов и секций в сборочно-сварочном цехе на верфи II класса при постройке сухогрузных судов.
I — сборка полотпнш- 2 — сварка 3 — каитонка. 4 — иодварха полотнищ с другой стороны-, 5 — сборка набора па пастиле второго дна, 6 — сварха, 7 — установка наружной обшанки
варка и кантовка, И — снарка наружной обшивки 3 —установка и припарка фундаментов к деталей насыщения; сдаче, 10 — сборка набора главного направления, II — сварка, /2 —а
перекрестного набора, /3 — сварка, 14— кантовка, установка деталей насыщения; подварка; сдача, 16 — кагт'вка и установка стрингерного угольника. 16 — сверловка, -
герного угольника:
сборка
приклепка стрнн
Условные обыиачеяпя ------------детали корпуса,—--------— узлы набора, фундаменты, полотнища.--------— — —
— готовые секции.
детали с центрального склада
комплектации.
автоматическая и полуавтоматическая сварка
(в пределах 80—85% от общего объема сварки по
весу наплавленного металла), включая сварку
в углекислом газе и одностороннюю автоматиче-
скую сварку полотнищ с двусторонним формиро-
ванием шва. Отдельные конструкции (лито-сварные
штевни, кронштейны, лито-ковано-сварные баллеры
рулей и др.) сваривают автоматами электрошла
ковой сварки.
Исходя из однородности работ и типов изготов-
ляемых секций и узлов, в цехах opi авизуют соот-
ветствующие участки, за которыми закрепляют по-
стоянную номенклатуру работ и необходимый со
став работающих; предусматривают также необхо-
димые вспомогательные хозяйства, включая ре-
монтное хозяйство, инструментальную, материаль-
ную и электродную кладовые.
Рис. 46. Схема технологических потоков изготовления узлов и секций в сборочно-сварочком цехе на верфи Ш класса при пост-
ройке траулеров.
и приварка перекрестного набора; 7 — кантовка
НИИ, идущие на укрупаспае секций.
комплектации.
Узлы и секции серийных судов изготовляют
с минимальными допусками, что дает возможность
значительно сократить пригоночные работы при
сборке блоков и постройке судна на стапельных
местах.
Проверку качества сварных швов предусматри-
вают с применением электронно-оптических при
боров (подающих изображение проверяемого
участка на телевизор), ультразвуковых дефектоско-
пов и аппаратов с радиоактивным кобальтом (для
выборочного эпизодического контроля сварных
швов отдельных конструкций).
Поточные и технологические линии создают
в соответствии с классификацией по типовым тех-
нологическим группам узлов и секций (табл 54),
а-также но данным маршрутных технологических
карт сборки и сварки узлов и секций по типовым
технологическим группам (табл. 55).
Принципиальные схемы потоков изготовления
узлов и секций в сборочно-сварочных цехах верфей
II и Ш классов показаны на рис. 45 и 46.
92
§ 37. ТРУДОЕМКОСТЬ РАБОТ
И ОБОРУДОВАНИЕ
Трудоемкость работ сборочно-сварочного цеха
определяется теми же методами, какие были изло-
жены в § 15. В табл. 56 приводится примерное рас-
пределение веса узлов и секций и трудоемкость их
сборки и сварки для сухогрузного судна и траулера.
Распределение трудоемкости по операциям при из-
готовлении этих секций будет иметь следующий
вид:
Операции Трудоемкость,
%
Разметка, сборка, правка, кантовка, про-
верка, контуровка................. 43,0—45,0
Ручная сварка и прихватка......... 12,0—14,0
Полуавтоматическая сварка по ч слоем флюс а 3,0—4,0
Полуавтоматическая сварка в среде угле-
кислого газа................. 17,0—19,0
Автоматическая сварка . . ....... 6,0—8,0
Зачистка и рубка.................. 7,0—9,0
Газовая резка................ . . 3,0—4,0
Электровоздушная строжка.......... 1,0—1,5
Контроль и испытание.............. 1,5—2,0
Таблица 66
Распределение веса узлов и секций и трудоемкости их сборки и сварки но тиковым технологическим группам, %
Типовые технологические группы Сухогрузное судно . *>21Ю т ?CW* m Типовые технологические группы Сухогрузное судно QC--62OT т Тряулер <?с 1600 т
Вес Тру доем- КОСТ1> - Тру- Нес Тру- Вес Тру-
Днищевые секции Секции носовой и кормовой оконечностей Бортовые секции в том числе входящие в объемные секции Секции фальшбортов, декора- тивной зашивки и выгородок в том числе входящие в объемные секции Секции верхней палубы и па- лубы бака в том числе входящие в объемные секции Секции нижней палубы, плат- формы и переборок Выгородки гофрированные в том числе входящие в объемные секции 22,7 6,0 19,7 з,о 7,2 0.2 13.4 1,3 14,7 1.0 0,1 23,0 6.7 16,4 7,3 9,0 9,0 0,9 20,0 15,6 18,2 6,0 12,0 6,5 12.8 9,4 11.4 17,6 16.0 12,7 11,5 7,3 6,0 Люковые закрытия Объемные секции надстроек яруса, бака, юта и форпика Мачты, стрелы и кожух дымо- вой трубы Фундаменты и подкрепления в том числе входящие в секции Полотнища в том числе входящие в состав секций Тавровый набор в том числе входящий в состав секций Узлы набора флоры, брикеты и т. д. в том числе входящие в состав секций 7’.5 4,0 2,0 0,5 41,0 41,0 6,4 6,4 10,4 9.0 5,4 4,5 2,7 6,8 1,4 2,8 3.0 22,0 3.3 2.3 0,5 41,0 41,0 15.6 13.8 1 ,м | .“ I?” I .w .°°.w UJ *—• Ы ® со
Итого выпуск про- дукции цеха 100,0 100,0 100,0 100,0
Таблица 57
Расчет количества рабочих мест (позиций) и числа производственных рабочих для сборки и сварки узлов и секций
Технологические линии hi Ж И 8.3S g|| ial 8s ih Количество рабочих h Ы в™ 1- ® X» sit Il h Its
А. У-час ток узловой сборки
Поточная линия сборки и сварки по- лотнищ 81600 3 27300 4140 6.6 7 0,84 1840 45
Технологическая линия сборки и свар- ки фундаментов и т. д. Б. Участок сбо 42 500 р К и пл 14150 IHX И 4140 j 3,4 полуобъем 4 0,85 екций 1840 23
Поточная линия сборки и сварки пло- скостных секций 125 400 8 15 700 4140 3.8 4 0,95 1810 69
Поточная линия сборки и сварки около- бортовых палубных секций и т. д. В 231200 У ч ас 10 ок обт 23120 e м н ы x 4140 с e к ц и 5,6 6 0,93 1840 126
Поточная линия сборки и сварки дни- щевых секций 350 000 10 35000 4140 8.5 9 0,95 1840 190
Технологическая линия сборки и свар- ки секций оконечностей и т. Д. 157000 10 15700 4140 3.8 4 0,95 1840 86
Исходя из установленной трудоемкости работ
на годовую расчетпую__программу, рассчитывают
количество рабочих мест и число производственных
рабочих для сборки и сварки узлов и секций по
поточным и технологическим линиям, а также ко-
личество сварочного оборудования (табл. 57 и 58).
В соответствии с расчетом при выборе свароч-
ного” оборудования учитывают марку и толщину
свариваемого металла, типы швов сварных соеди-
нений, возможность выполнения сварных швов
в пространственном положении и необходимую
скорость сварки. Кроме основного оборудования
принимается комплект оборудования для ремонт-
ного, инструментального и складского хозяйств
цеха. Состав и технические характеристики основно-
го технологического оборудования сборочно-свароч-
ных цехов на верфях 1 и II классов приведены
в табл. 59.
93
Таблица 58
Расчет оборудования для различных сварочных операций цеха
Статьи расчета Операции Статьи расчета Операции
и Е 4 Полуавтома- тическая снарка i Is Полуавтома- тическая снарка 1 t3 !S S | Автоматическая сварка
I 8 о о z | о о и
Наибольшее количество сварщиков в смену, чел Коэффициент неравно- мерности загрузки Принятое количество сва- рочоых дуг, lit 32 1,3 42 38 1,3 50 9 1,3 12 48 1,3 63 17 22 Средняя сила тока на одну сварочную дугу, а Принятое количество сварочного оборудова- ния, ед однопостового многопостиво! о (на 18 постов) 220 5 300 5 400 12 12 350 ез 63
Таблица 59
Состав и технические характеристики основного технологического оборудования сборочно-сварочного цеха
на верфях I и II классов
Обор удование Тип, марка. Техническая характеристика Установленная мощность едини- цы оборудования. Размеры (1Х»Х Л), Вес единицы оборудования.
Выпрямитель сварочный многопостовой Автомат для дуговой сварки под флюсом де- талей из малоу! леро- днетой стали Переменный ток Источник питания ТСД-1000 4 Автомат для дуговой сварки под флюсом де- талей из малоуглеро- дистой стали Постоянный ток Источник питания ПСО-500 Автомат для электроду- говой сварки под флю- сом угловых и стыко- вых соединений Источник питания ПСО-500 Полуавтомат для дуго- вой сварки в среде уг- лекислого газа сталь- ным плавящим элект- родом во всех прост- ранственных положе- Постоянный ток. Источник питания ' ПСГ-500 Полуавтомат для дуго- вой сварки в среде уг- лекислого газа Источник питания ВСУ-300 ВДМ-3001 АДО-1000-2 АДФ-500 АСУ-2 ПДПГ-500 А-547-Р Номинальный сварочный ток ЗООО а, номинальный сва- рочный ток одного поста 300 а. Количество свароч- . ных постов 18 (при коэф- фициенте одновременности 0,6) Пределы регулировав ия сва- рочного тока 400—1200 й. Диаметр электродной про- волоки 3—6 мм. Скорость подачи электродной прово- локи 0,5—2 м/мин. Скорость сварки 15—70 м/ч Номинальный сварочный ток 500 а. Диаметр электродной проволоки 1,6—2,5 л.к. Ско- рость сварки 1,5—70 м/ч Номинальный сварочный ток 500 а. Диаметр электродной проволоки 2 мм. Скорость сварки 15—60 м)ч Номинальный сварочный ток 500 а. Напряжение сети 220 или 380 в. Диаметр электрод- ной проволоки 0,8—2,0 мм. Расход углекислого газа 600—1500 л/ч. Расход охлаждающей воды 80—100 л/ч Номинальный сварочный ток 150 а. Диаметр электродной проволоки 0,8—1,0 мм. Рас- ход газа 6—8 л/мин 230 кем 83,0 28,0 28,0 28,0 21,5 ква Выпрямитель 955 -• 1500 1900 Реостат РБ-300 535 - 405 ' 605 Трактор 1010 - 344.. 662 Шкаф управления 1010 600 у 780 Источник питания 950 j 810 < 1382 Трактор 590 , 265 •' 425 Шкаф управления 55ОХ460 -,770 Источник питания 1100 - 590 ' 1013 Т рактор 750 • 275 560 Шкаф управления 920 480 830 Источник питания 1100 х 590 1013 Сварочные головки 260 Г 120 334 и 300’ 150 90 Механизм подачи 625 у 425 350 Шкаф управления 460 / 550 760 Источник питания 1030 -• 650 1135 Сварочная головка 220 / 240 130 Механизм подачи 350 '118: 245 Шкаф управления 385 ’850 ,<245 Источник питания 910 612 У 960 1730 37 18 65 125 57 30 80 540 30 105 540 04 и 08 10 80 500 0,25 6 I 330
94
Продолжение табл. 59
Оборудование Тип. марка, модель Техническая характеристика Установленная мощность едини- Размеры (I \ J X Л). Нес единицы оборудования.
Полуавтомат для дуго- вой сварки под флю- сом, шланговый Источник литания ПСО-500 Автомат для электро- шлаковой сварки про- дольных швов верти- кальных стыковых сое- динений Переменный и постоян- ный ток Источник питания ТШС-1000-1 Автомат для электро- шлаковой сварки пря- молинейных швов Переменный ток Источник питал ня ТШС-1000-1 Однопостовой свароч- ный преобразователь для дуговой сварки Пневматический флюсо- отсосник Ультразвуковой дефек- тоскоп Аппарат с радиоактив- ным кобальтом Газорезательная машина переносная Станок для сварки тав- ров ПДШМ-500 А-433 А-372р I ICO-500 •ФСП УДМ-1М ГУП-СО-05-2 ППК СТС-2м Номинальный сварочный ток 500 й. Толщина свариваемой стали 3—20 лш. Скорость подачи электродной прово- локи 1,8—7 м/мин Номинальный сварочный ток 1000 а. Диаметр электродной проволоки 3 лл. Скорость снарки 2,6—21 м/ч Номинальный сварочный ток 1000 а. Диаметр электродной проволоки 3 мм. Скорость сварки 1—10 м/ч Номинальный сварочный ток 500 а. Пределы регулирова- ния сварочного тока 126— 500 а Производительность 6 кг/мин Скорость контроля 4—5 пог. м/мин. Контролируемая тол- щина металла 1—250 мм Для просвечивания металла толщиной до 5 мм Режет лист толщиной до 50 мм Размеры изготовляемых ба- лок: толщина полок от 4 до 16 мм; ширина полок от 40 1?до 250 л».«; высота стенки от 6 до 800 ММ 28,0 60,0 кеа 60,0 кпа 28,0 0,13 0,4 0,5 1,7 Головка 190 Л 66 - 120 Механизм подачи ЮО ' 345 х 3-13 Шкаф управления 896 - 585 - 705 Флюсоаппарат 670 - 540 85 Источник питания 1100 590 - 1013 Аппарат 560 - 400 X 795 Шкаф управления 850 - 900 - 570 Источник питания 982 Ч 1000 - 1308 Аппарат 12G0 730 -. 1560 Шкаф управления 1050 650 / 2000 Источник питания 382 1000 • 1308 ПО X 590 - 1013 550 а 290X220 335 220 X 426 1400 1400 X 2300 380 290 - 200 Ширина 1500 Высота 2800 0.64 13 125 о7 540 80 НС 215 320 580 245 Г>4П 7 33 220 12 2500
§38. РАЗМЕРЫ ПРОЛЕТОВ, КРАНОВОЕ
ОБОРУДОВАНИЕ И ПЛОЩАДИ ЦЕХА
Размеры прилетов сборочно-сварочных цехов
определяют исходя из следующих данных:
ширину - из расположения и размера оснастки
поточных линий или стационарных мест сборки и
сварки секций, прохода вокруг оснастки, расстоя-
ния от оси до кромки колонн и ширины проезда;
высоту — от пола до отметки подкранового
рельса — из максимальной высоты кантуемых сек-
ций, высоты оснастки или кантовочной площадки,
зазора между оснасткой или кантовочной площад-
кой и секцией, расстояния от оси гака до нижней
кромки фермы крана (до отметки подкранового
рельса) или исходя из максимальной высоты объ-
емных секций и необходимых размеров и зазоров
для обеспечения подъемно-транспортных операций
с этими секциями.
Минимальные размеры рабочих мест в сбо-
рочно-сварочных цехах приведены в табл. 60.
Минимальные размеры рабочих мест
в сборочно-сварочных цехах
Таблица 60
Оборудование Эскиз
Стационарная сборочно-свароч- ная оснастка (стенд, постель, кондуктор) а — не менее 1,0 л ,1о J - “т
Сбороцно - сварочная позиция поточной линии а — ле менее 0,8 м «г—не менее 1,0 м б — не менее 0,6 м : i i 1 А. Г.
95
Ширима и высота пролетов сборочно-сварочных цехов
Показатели. Класс верфи
I ш ,v
размеры пролетов Количество линий в пролете
1 2 2 2
По ширине Размеры, ж
а 14,0 2у 14,0 1 14,0-1-8.0 14,0 2 14,0 I -.14.0—1x8,0 11,3 2 11,3 1 11.3—1/6,0 9,3 2x9,3 I -.9,3—1x6.0
а' 2^0,6 4,- 0,6 2-0,6 4 - 0,6 2z.0,6 4-0,6 2-0,4 4 .0,4
б' 2, 0,8 4 - 0,8 2x0,8 4 <0,8 2s;0,8 4 -0.8 2.- 0,8 4 -.0,8
6 1X1,0 2 - 1,0 1 1,0 2x1,0 1.. 1,0 2>. 1,0 1 1,0 2 .1,0
2\0,75 1X2,0 1X1,3 2хч0,75 1 -2,0 1 1,3 2X0.75 2.. 1.3 2X0,5 2 0,75
е 1 3,0 1x3,0 1x3,0 1 3,0
Ширина пролета по технологическим требованиям 22,3 41,9 35,9 22,3 41,9 35,9' 20,3 35,8 30,5 16,7 29,9 26.6
Унифицированные пролеты • 24,0 42,0 36,0 24,0 42,0 36,0 24,0 36,0 30,0 18,0 30,0
По высоте Размеры, м
12,5 12,5 10,5 8,5
1 0,3 0,3 0.3 о,з
3i 0,2 0,2 0,2 0,2
31 4.0 4,0 4,0 3,5
зв 1,0 * 1,0 1.0 1.0
м 5,0 4,5 3,5 2.3
h 0.2 0,2 0.2 0,2
Высота до отметки подкранового рельса по техно- логическим требо- ваниям 18,0 18,0 16,0 13,5
Высота до низа не- сущих конструк- ций покрытия 23,2 22,7 19.7 16,0
То же, в унифици- рованных проле- 23,4 23,4 19,8 16,2
96
Таблица 61
(сборка и сварка секций на поточных линиях)
а' — ширина ноги портала
б’ — расстояние от платформы до ноги портала
б— » от ноги портала до колонны
в— » от оси до наружной кромки колонны
е — ширипа проезда
dj. — высота кантуемой секции
I — высота кантовочной площадки
3, — расстояние между нижней кромкой кантуемой секции и площадкой
— » от верхней кромкй кантуемой секции до оси гака
Зв— » от оси гака до отметки подкранового рельса («крайнее положение гака по высоте»)
М — высота фермы крана от отметки подкранового рельса
k — зазор между фермой крапа и покрытием
7 А К С.ыркои
Ширина и высота пролетов сборочно-сварочных цехов
Показатели, <1 п редел яющис размеры пролетов Класс верфи
1,1 ‘V
Количество линий и пролете
2 2 2 2
По ширине Размеры, м
а 1 - 24,0 1 -'24,0 1'- 24,0 1X24,0 1X19,0 1.- 19,0 1.- 15,0 1;.-15,0
«1 - 1X8.0 - 1X8.0 - 1 - 8,0 - 1x6,0
б 2X0-8 4-.0.8 2X0.8 4 0,8 2-0,8 4 0,8 2 0,8 4x0,8
в 2-1,0 1> 2,0 1/.1.3 2,- 1.0 1 х2,0 1X1,3 2x0,75 2X1.0 2 0.75 2;- 1,0
г • -.3,0 1 - 3,0 1/-.3,0 1 - 3.0
Ширина пролета по технологическим требованиям 30,6 41.5 30,6 41,5 25,1 35,2 21.1 29,2
У н ифици рован ные пролеты 30,0 42,0 зо.о 42,0 24,0 36,0 24,0 30,0
По высоте Размеры, м
d/dp 13,0/12,5 13,0/12,5 11,0/10,5 6,5/8,5
е 0,3 0,3 0,3 0,3
3-г 0,2 0,2 0,2 0,2
З/Зр 1,0/4,0 1.0/4,0 1.0/4,0 1,0/3,5
и 2.0 2,0 1.5 1.0
3,/3Ь 1,0/0,5 1.0/0,5 1,0/0,5 1,0/0,5
За 0,5 0,5 0,5 0,5
л 5.0 4,5 3,5 2,3
м 0,2 0.2 0,2 0,2
Высота до отметки подкранового рельса ио техно- логическим требо- ваниям 18,0 18,0 16,0 13,5
Высота др низа не- сущих конструк- ций покрытия 23,2 22,7 19,7 16,0
То же, в унифици- рованных в про- летах 23,4 23,4 19,8 16,2
98
Таблица 62
(сборка и сварка секций на стационарных позициях)
Условные обозначения
и — размер оснастки
б — ширина прохода вокруг оснастки
в — расстояние от оси до кромки колонны
г—ширина проезда
d — максимальная высота объемной секции
dt — » » кантуемой секции
е — высота оснастки или кантовочной площадки
зазор между оснасткой или кантовочпой площадкой и секцией
расстояние между секцией и траверсой
» между секцией и осью |ака
И — высота траверсы
Зв— расстояние от траверсы до нижней кромки фермы крана
35— » от оси гака до нижней кромки фермы крана
38— » от нижней кромки фермы крана до отметки подкранового рельса
Л — высота фермы крана от отметки подкранового рельса
М— расстояние между фермой крапа и покрытием
99
Рис. 47. План сборочно-сварочного
100 Г; Я~ стенлдля «борки Й сварки фундаментов. 4 — велосипедный погрузчик:
варки продольного набора. 9—привод длй*нспытания люкового закрытия: 10 — стенд для сборки стыков по чок и гтркок та»
“’^™ТГ1^ОЧНЬ1В сгянок для тавров после сварки; 15 - дегалсукладчик дливдомериых деталей- №-стенГдля сбоп
полотишц. 20 стенд для сборки стыков листов, 21— стенд-капгонатель; 22 — портальный листоукладчйк 23_______поотал для
лллтйно'й 2Д„. ™Ty”HK с пРижнмнь1м устройством; 28 — стенд для .сборки н сварки рулей. 29 — портал для обжатия листов
пплпт»,ш. «ЦИ,,Д.Т7^“К1‘хОМК“гса г₽Г°^°оГО люка; г3-п™тал ДЛЯ сварки комингсов с прижимным Устройством;™
для к”^ки с7ош^коДгп 8®“Стекд дкя аоделки секцнВ: 39-иабороукладчик с обжимным у&юйством, 40-
для клепки стрингерного угольника, 44 — сгенд для сборки н сварки бортовых секций, « — портал для подварки сварных
100
101
MaodxatfsH аоэ&Ь ,
к.чйвяэ и иийорэ ив® тгнэхз—gg цахэаниэнояа ияаввэ и ияйодэ ив® пиахэ — ц :иоохэцо<1хэА №чинижоо э irexdou —о» ‘воши
кнэхэ — gt :яонгхэ И1чи,,'|яв<1вяэ-онч1геи®ва — ет !еяинчвоаЛ охонбэлннйхэ киНяшЬвз ив® гнэхз — /р Zedogaii KHdeaedu sb® iraidou
ияяохнхз ив® Инэхз — gg Ппинхошш хгахХна HHdBeVou wa izaxdou — gg !нанх1ч<1иие нияожи® э иийяаэ цондЛвяи uxdogo кв® ГЯМЭ
циеоахнэп ияводэ ив® ®нэхэ — gg "ними® ияйзвиЛ tsita utudai^jgtyHUvSxec хняояош иинвхтчти ив® впахэ — да ‘ейоаеи и
пв HHdeao и ижГоээ ив® киахэ— ж •.вводвп ихвоаз Й ияЗодз ив-® ЙВ13—-jf ‘edogen и аогаи® яиыгввяЛ и !иэховои вябваэ
чх-эхииояея— w :нояп1 хннйвез ииойшох ив® гнахэ—д/ :ааняэ1п1 ияавяэ и ияЛир ив® Гнахэ — ц ‘хмяи и ifadxo ияйеяэ и их
-Hdoj —'яовгд xiaaodaax ихбвео и ияйодэ ив® яопвхэ — sj !цон®ояИс!и JHBjairod — ц lu«Hnodoga JHejix-od — tr iedogex oxoeod
-udu air® tfnaia—8 'цихпсГяве xnsoxoi® ияйвяэ и иядода ив® пнохэ —z tHKheXdiou ипнчвехДоп—д !4экои»и«1?ои-Дохи®Лииявм — д
•аоээетги ц и ] хвфйаа ей вхэ»
Рис 48 Плач сборочно-сварочного цеха на верфи
укиадки и приварки набора; № — иабороук-
7’«бл«г(о 63
Технологические характеристики зданий и кранового оборудования сборочно-сварочных цехов
Класс верфи Ширина пролетов и осях колонн. Шаг колонн. Высота до отметки под- кранового рельса. Высота до низа несущих конструкций покрытия. Крановое оборудование Наименование и вес транспортируемых изделий, лимитирующих грузоподъемность кранового оборудования
Тип подъем-
1—III 42; 36 24 18,05 23,4 Электро- мостовой 100 Секции корпуса весом до 100 т. В отдельных случаях при спаренной работе кранов вес секций до 190 т, включая вес траверсы
III 36; 30 24 16,05 19.8 То же 50 Секции корпуса весом до 50 т. В отдельных 1 случаях при спаренной работе кранов вес I секций до 95 т, включая вес траверсы ।
IV 30 J2 12,65 16,2 » » 30. Секции корпуса весом до 30 и. В отдельных 1 случаях при спаренной работе кранов вес секции до 55 т, включая вес траверсы '
V 30; 24 12 11,45 14,4 » » 20 Секции корпуса весом до 20 т. В отдельных случаях при спаренной работе кранов вес секций до 35 т, включая вес траверсы
102
набора:
сварных тавровых балок. 13 — тележка
ладчик; t7 — кран электромостовой, 30 т.
III класса с ограниченным оснащением средствами механизации
пазов листов; 5 —стенд для сварки пазов, S—стенд для подваркн па:
Обоснование выбора ширины и высоты пролетов
приведено в табл. 61 и 62, а рекомендуемые техно-
логические характеристики зданий и кранового обо-
рудования — в табл. 63.
Площади сборочно-сварочных цехов при разра-
ботке проектного задания определяют главным об-
разом путем планировки определенных поточных
и технологических линий и их рабочих мест. При
укрупненных расчетах площади пользуются средни-
ми удельными показателями выпуска продукции
с 1 ж2 общей площади, принятыми по нормативам
или по ранее выполненным аналогичным проектам
Планы сборочно-сварочных цехов на верфях I,
II и III классов показаны на рис. 47 и 48.
§ 39. МЕХАНИЗАЦИЯ И ТЕХНИЧЕСКИЕ
СРЕДСТВА УПРАВЛЕНИЯ ПРОИЗВОДСТВОМ
При проектировании сборочно-сварочных цехов
уровень механизации производственных процессов
принимают в зависимости от эффективности ее при
заданной расчетной программе цеха и серийности,
постройки судов.
Примерный состав и технические характерис
тики средств механизации подъемно-транспортных
операций и механизированных стендов сборочно-
сварочного цеха на верфях I и II классов приве-
дены в табл. 64, а примеры укомплектования по-
точных линий — на рис. 49 и 50.
Сборочно-сварочные цехи оснащаются также
техническими средствами управления производ-
ством, которые обеспечивают получение следующей
информации: о наличии необходимых запасов ма-
териалов, комплектов корпусных деталей и насы-
щения секций; о готовности узлов и секций; о фак-
тических сроках начала и окончания работ по
каждому технологическому комплекту узлов и
секций; об обеспечении поточных и технологи-
ческих линий комплектами корпусных деталей на-
сыщения, материалами, документацией, инстру-
ментом и т. д.; о работе поточных и технологиче-
ских линий.
103
Таблица f>4
Состав и технические характеристики средств механизации подъемно-транспортных операций
и механизированных стендов сборочно-сварочного цеха на верфях 1 и П классов
Средства механизации Техническая характеристика Установлен- икн мощность единицы обо- рудования. Размеры °"'
V <мм' h}'
Укладчик листов и на- Самоходный портал для передачи и укладки лис- тов и набора. Размеры листов 12 .< 2 л; вес 3,5 т. Скорость передвижения портала 20 м/мин. При- жимное усилие 2 т. Колея 8 м 10,0 9000 3000 • 3700 10000
Листоукладчик Самоходный портал с поворотной балкой для ук- ладки листов 3 2 м, весом до 2 т. Скорость передвижения портала 20 м]мик. Колея 8,0 м Самоходный портал с электромагнитной траверсой и электроталью для листов до 3 X 12 л. Грузо- подъемность 12 т. Скорость передвижения пор- тала 20 м!мин. Колея 15 м 10,0 9000 4000 х 4500 8000
Листоукладчик порталь- ный 20.0 1600 4000 3700 180001
Погрузчик портальный С самоходной тележкой в электромагнитной тра- версой для перемещения; листов размерами 6> 1.5 м, весом 0,7 т; набора — длиной 12 л, весом 0,5 т, лючин — 3’.; 12 м, весом 4 tn. Ско- рость передвижения портала 20 м}мин. Колея 8 м 12,0 9000 х 5000 4000 10 0001
Портал для сварки по- лотнищ Самоходный. С магнитной балкой для сварки ав- томатом полотнищ 12 12 м. Скорость передвиже- ния портала 20 м/мин. Колея 15 м 6.0 16 000 2000 ’ 1200 12000
Агрегат для укладки и приварки набора Самоходный портал со сварочной тележкой и при- жимным гидроустройством. Общее прижимное усилие 2 X 2 т. Сварочная тележка с двумя по- луавтоматами. Скорость передвижения портала 15 — 60 я)мин 10,0 9000-v 3500 ч 4000 10 000
Сборочный стенд Электромагнитный. С флюсовыми балками для сборки полотен, имеющих максимальные разме- ры 8 - 3 м 17000 •• 6500 X 600 500
Стенд для сварки сты- ков полок и стенок тавров Максимальные размеры свариваемых полок 12 X 0,25 ж, вес до 0,4 т; стенок—12 \ 0,8 м, вес до 1,2 т 5,5 12000 • 23'0x800 5500
Велосипедный погрузчик Для деталей и узлов. Максимальные размеры 12 л. X 3,5 2 м, вес до 5 т. Скорость передвижения 20 м/мин 12,0 3500 л 5500 3500 8000
Стенд для сборки и сварки крупногаба- Стационарный. Со встроенным тележечным транс- портером для сборки и сварки секций до 12 , ' 37000 2500 600 12 000
ритного или днищево- го набора 2 х 0,6 м, весом до 4 tn. Скорость передвиже- ния секций 5 м]мин 24000 < 2500 V 600 8000
104
Средства механизации Техническая характеристика Установлкн- ная мощность единицы обо- рудования. Размеры (I х Ъ х ft). Вес.
Стенд для сборки и сварки пазов полот- нищ Стенд-кантователь Стенд с тяговой осиаст- Накопитель полотнищ Стационарный. С подвижными флюсовыми балками и катучей прижимной балкой. Собирает и сва- ривает пазы полотнищ до 3 12 м Стационарный. Двусторонний, для кантовки по- лотнищ 12 ч 12 л, весом до 40 т. Скорость пе- ремещения полотнища по стенду 10 м/мин Стационарный. Оборудован двумя электрическими лебедками. Тяговая оснастка для сборки люко- вых покрытий общими размерами до 20 12 м и весом до 21 т Стационарный, с подъемным столом, стеллажного типа. Емкость 10 полотнищ 12 > 12 м, весом до 40 т 14.0 12500x3800x800 25 500 X 12500 ч 800 24 000 х 13 000 26 000 х 12500,х 2000 4000 70000 8000 50000
приварки набора
Рис. 50. Линия сборки и сварки плоских выгородок.
105
§ 40. ЭНЕРГЕТИЧЕСКИЕ
И ТЕХНИКО-ЭКОНОМИЧЕСКИЕ
ПОКАЗАТЕЛИ ЦЕХА
Сборочно-сварочные цехи обеспечиваются: элек-
троэнергией — для работы электросварочного, подъ-
емно-трапспортного, станочного и прочего оборудо-
вания и средств механизации; сжатым воздухом
давлением 5—6 кГ/см2 --для работы пневматиче-
ских инструментов; ацетиленом и кислородом—для
ручной и машинной резки, строжки и подогрева кон-
струкций при правке; углекислым газом — для
сварки в среде защитных газов; производственной
Таблица 65
Ориентировочные показатели для расчета основных видов
анергии и количества инструментов на 1000 m
продукции сборочно-сварочных цехов
Статьи расчета Класс верфи
I п Ш IV V
Исходные данные Годовой выпуск продук- ции, тыс. m 100 80 40 20 5
Средняя толщина обра- батываемого и свари- ваемого металла, мм 20 16 10 8 4
Показатели Электроэнергия (установ- ленная мощность), кет для автоматической и полуавтоматической сварки для ручной сварки и прихватки 75 7,0 90 7,5 116 9,0 122 12,5 136 14,0
Сжатый воздух 5—6 кГ /см* Пневматиче- ский инстру- мент, ед Краскораспы- лители, ед 2.0 0,2 2,1 0,22 2,3 0,30 2,5 0,35 3,0 0,40
Ацетилен и кислород Ручные реза- Горелки для правки, ед 0,7 0,08 0,75 0,12' 0,80 о,3 0,90 0,7 1,0 1,6
Сварочные дуги полуав- томатов и автоматов для сварки в углекис- лом газе, ед 1.2 1.3 1.4 1,5 2,0
Производственная вода средний расход, лР/сутки максимальный расход, Лр/ч 8,0 0,8 8,5 0,85 10,0 1.0 15,0 1,5 20,0 2,0
Вода для охлаждения сварочных горелок средний расход, м3/сутки максимальный расход, мя/ч 1,1 0,10 1,2 0,10 1.9 0,15 3,0 0,25 4,0 0,60
Таблица 66
Средний удельный расход воздуха и газов на единицу
оборудования н инструмента и коэффициенты использования
оборудования в сборочно-сварочных цехах
Инетруме. Класс перфи
П III IV V
Пневмати- ческий инструмент (сжатый воздух 5—6 кГ /с№) Расход воздуха, < 80 75 0,75 70 0,70 65 0,70 00 0,65
л®/ч Коэффициент использования 0,75
Краско- Расход воздуха. 45 45 40 40 —
распыли- мв/ч
тали Коэффициент 0,70 0,70 0,65 0,65 —
использования
Ручные Расход ацети- 0,7 0,68 0,67 0,65 0,63
резаки лена, М3/ч Расход кисло- рода, М3/ч Коэффициент 4.0 3,5 2,8 2,6 2,5
0,7 0,7 0,65 0,65 0,60
использования
Горелки Расход ацети- 2,0 1.5 1.2 0,8 0,6
для правки лена, м3/ч Расход кисло- 2,2 1.7 1,4 1.0 0,8
рода, м3/ч Коэффициент 0,5 0,5 0,45 0,45 0,40
использования
0,9* 0,7 0,6 0,5
Сварочные Расход углекис- —
полуавто- лого газа, мв/ч 1,8 1,2 0,9 —
маты Коэффициент 0,7 0,7 0,65 0,65 0,60
использования
* В числителе расход газа для покуаптимато». эпамкнате-
Рис. 51. Изменение удельной трудоемкости в за-
висимости от годовой программы сборочно-свароч-
ных цехов на верфях I, II, III, IV классов.
водой — для испытания собранных и сваренных кон-
струкций и для охлаждения сварочных горелок.
Примерные показатели для расчета основных
видов энергии и количества инструментов на 1000 т
106
Таблица 67
Основные данные и технико-экономические показатели
сборочно-сварочных цехов
Показатели Класс верфи
I П1 IV V
Е g§ |° Сухогрузы Qc - КОТ т I w иди - Зъ radairABdj, Буксиры <Зе - 660 т ш » Зд «йавцэо
Порядковый номер расчетного серий- ного судна 32 44 70 120 500
Годовой выпуск продукции ед 16 22 35 60 250
тыс. tn 100. 80 40 20 ° |
Коэффициент смен- ности 1.7 1.7 1,7 1.7 1.7
Уровень механиза- ции и автомати- зации производ- ства, % 55—60 60—70 60- 70 65-70 70—75
Средний коэффици- ент загрузки обо- рудования и ра- бочих мест 0,9 0,9 0,9 0,9 0,9
Удельная трудоем- кость выпускае- мой продукции, чел.-ч]т 10.0 16,8 18.5 23,0 53,0
Годовой выпуск продукции, т с 1 м2 площади на одного спи- сочного ра- бочего 3,7’ 140 3,0 85 2,4 78 2.0 60 1,6 26
Количество вспомо- гательных рабо- чих по отноше- нию к производ- ственным, % 30 30 30 35 35
продукции, а также ориентировочные удельные
расходы воздуха и газов и коэффициенты исполь-
зования инструментов и оборудования в сборочио-
сварочиых цехах приведены соответственно в
табл. 65 и 66.
Примерные основные данные и технико-эконо-
мические показатели сборочно-сварочных цехов по
классам судостроительных верфей для условно
Рис. 52. Изменение удельного годового выпуска
продукции в зависимости от годовой программы
сборочно-сварочных цехов на верфях I, II, III,
IV классов.
принятых расчетных программ и серийности вы
пуска судов приводятся в табл. 67; примерные ко-
эффициенты пересчета и показатели удельной
трудоемкости на 1 т продукции и удельного годо-
вого выпуска с 1 xt2 общей площади в зависимости
от годовой программы и серийности постройки су-
дов — в табл 68; графики изменения удельной
трудоемкости на 1 т продукции и изменения удель-
ного годового выпуска продукции с 1 м? пло-
щади— на рис. 51 и 52.
§ 41. УЧАСТОК ГРУНТОВКИ
И СУШКИ СЕКЦИЙ.
СКЛАД СЕКЦИЙ
Создание на верфи специальных участков для
грунтовки и сушки секций корпуса судна обуслов
лело, с одной стороны, необходимостью предохра-
Таблица 68
Ковффициенты пересчета и показатели удельной трудоемкости на I m продукции и удельного годового выпуска продукции
с I -и2 общей площади сборочно-сварочных цехов в зависимости от годовой программы и серийности постройки судов
Класс верфи
1 И Hi IV
SE go Eg Коэффициент пересчета к й Is и >> с 2Е St Коэффициент пересчета |е Р ёё Й Si Ii |s 03 Коэффициент пересчета о 4 p if 3* «S g§ ii 3 c gS is = 2 Коэффициент пересчета § li is o6 OS ii И > и
S Э о у h р р р w 5 | В ° || gM 5 ж ill L Й is ss ih ggg Э О g? И |Е §£g
20 30 40 50 60 70 80 90 100 1,5 1.3 1,22 1,18 1,14 1,1 1,06 1,03 1,0 о, о, о, о, 0, 0. 0. 0 I 67 77 82 85 88 91 94 97 0 15,0 13,0 12,2 11.8 11,4 11,0 10,6 10,3 10,0 2,5 2,85 3,0 3,13 3,25 3,37 3.49 3,6 3,7 20 30 40 50 60 70 80 1,4 1,26 1,2 1.14 1,09 1.04 1.0 0,73 0,79 0,84 0,88 0,92 0,96 1.0 23,5 21,2 20,2 19,3 18,4 17,5 16,8 2,2 2,37 2.5 2,62 2,75 2.88 3,0 10 15 20 25 30 35 40 1,34 1,23 1.15 1,08 1,05 1,02 1,0 0,74 0,81 0,87 0,92 0,95 0,98 1.0 25,0 22,8 21,3 20,0 19.5 19.0 18.5 1.78 1,94 2,09 2.2 2,27 2,34 2,4 4 6 8 10 12 14 16 18 20 1,34 1.2 1,15 1.1 1,05 1,02 1,01 1.0 1.0 0.75 0,84 0,88 0,92 0,95 0.97 0.98 0,99 1,0 35,0 31.0 30,0 28,5 27,5 26.5 26,2 26,1 26,0 1,2 1.34 1.4 1,46 1,52 1,55 1.57 1.59 1.6
107
нения секций от коррозии па период хранения их
на складе и при постройке судна на стапеле и, с дру-
юй стороны, недопустимостью по требованиям тех-
ники безопасности производить работы по грун-
товке и сушке непосредственно в сборочно-свароч-
ных цехах.
При проектировании этих участков учитывают
выпуск секций (в весовом выражении), площадь
крыт соответствующими грунтами. Грунтовка сек-
ций производится краскораспылителями; в трудно-
доступных местах — вручную, кистями,
Состав и технические характеристики основного
технологического оборудования участка грунтовки
и сушки секций приведены в табл. 69.
При сушке загрунтованных секций в специаль-
ных камерах принимают температуру до +40° С,
грунтуемой поверхности, а также номенклатуру и
количество секций, их размеры и вес. Обработка
грунтуемых поверхностей сводится к очистке от
ржавчины, протирке, собственно грунтовке и
сушке.
Очистка от ржавчины выполняется беспыль-
ными дробеструйными аппаратами типа БДУ-Э2 и
пневматическими щетками, а в недоступных ме-
стах— вручную. Для протирки мест, загрязненных
маслом, применяют уайт-спирит. При определении
способов и объема работ по очистке секций учиты-
вают, что металл еще до обработки прошел
очистку от окалины и ржавчины, а также был по-
108
а при расположении участка грунтовки в одном
здании со сборочно-сварочным цехом — до +18° С.
Работы по очистке, протирке, грунтовке и
сушке секций в течение суток распределяются сле-
дующим образом: в первую смену — очистка и
протирка; во вторую — грунтовка; в третью —
сушка. Все работы, как правило, выполняют на
платформах; в необходимых случаях (для работы
на высоте) применяют специальные подъемные
устройства. Целесообразнее размещать участки
грунтовки и сушки секций в отдельных зданиях,
в которых имеются изолированные камеры
(рис. 53). При этом пролеты отдельно стоящих
Таблица 69
Состав и технические характеристики основного
технологического оборудования участка грунтовки
и сушки секций
Оборудование Тип. марка, модель Техническая характеристика Размеры 5. ih
Дробеструйный беспыльный аппарат БДУ-Э2 Производитель- ность очистки 4-8 Диаметр «по Высота 11 8UU ISO
Краскораспы- литель 031А Производитель- ность грунтовки 50-iSO ЛЯ;Ч 170 X 74 X 119 IS
Краснова гне тигельный бак С 411 А Емкость 63 л; давление 4 к> /си" ГОзо х sos х X 450 39.5
Пневматическая УНШР-1 Производитель- ность очистки до ГО лР.ч 370 X 74 X 119
Подъемник передвижной Стальной, свар- ной коиструк- 2600 X 1500 X X 16 000 йом
зданий имеют ширину 24 м (на верфях 1, 11 клас-
сов) и 18 м (на верфях III класса), а высоту до
верхней кромки подкрановых путей 12,6 м (на вер-
фях 1, II, III классов); электромостовые краны (во
взрывобезопасном исполнении), обслуживающие
участок, имеют 1'рузоподъемность 20 т.
Такое техническое решение по сравнению с раз-
мещением участка в одном здании со сборочно-
сварочным цехом (рис. 54) требует значительного
увеличения капиталовложений, которое объяс-
няется не только строительством отдельного зда-
ния, но и необходимостью создать дополнительные
транспортные пути, подъемно-транспортные
средства и т. д. Иногда увеличение капиталовло-
жений достигает 50—60% и выражается в значи-
тельных суммах. Поэтому при проектировании
верфи участки грунтовки и сушки секций в боль-
шинстве случаев размещают все же в одном зда
пии со сборочно-сварочными цехами, нредусматри
вая между ними легкие ворота-створки (высотой
10 л), соответствующую вентиляцию, мероприятия,
обеспечивающие безопасную работу оборудования,
и т. д. Примерные основные данные н технико-эко-
номические показатели участков грунтовки и
сушки секций по классам верфей приведены
в табл. 70.
Склад секций предназначается для хранения н
комплектации такого запаса узлов и секций, кото-
рый обеспечивал бы бесперебойную работу по из-
готовлению блоков (при блочном методе) или ио
формированию корпуса судна на стапельных мсс
тах (при секционном методе). При проектном рас-
чете складов секций исходят из сроков хранения
единовременного запаса секций и узлов:
при секционной постройке судов — в пределах
0-25—0,3 ритма;
при блочной постройке судов — в пределах за-
данного ритма.
Площадь складов секций определяют исходя
из принятого объема запасных секций и размете
пия их по местам хранения с учетом необходимых
проходов, проездов, разгрузочных и комплектовоч-
ных площадок. При укрупненных расчетах на-
грузку на 1 м2 полезной площади склада припп-
109
маюг 0,4—0,6 т, а отношение полезной площади
склада к общей — от 0,40 до 0,50.
Склады секций в большинстве случаев разме-
щают на перекрытых эстакадой открытых площад-
ках, обслуживаемых электромостовыми кранами,
а также на площадках, обслуживаемых козловыми
или портальными крапами (или теми и другими
одновременно). Последнее принимают в тех слу
чаях, когда склад секций расположен рядом с от-
крытой преддоковой площадкой и можно исполь-
зовать краны доков. Грузоподъемность складских
кранов с учетом спаренной работы принимается,
как правило, равной грузоподъемности кранов сбо-
рочно-сварочного цеха.
Информация о поступлении на склад секций и
узлов, о комплектовании секций по технолшиче-
ским комплектам . или строительным районам
Таблица 70
Основные данные и технико-экономические
показатели участков грунтовки и сушки секций
Показатели Класс верфи
I II III IV V
g з8 1II Сухогрузы = Ы®0 m Траулеры (?с = азяп m «' Wj = Зй нйиэяАд Е ОСг
Порядковый номер расчетного серий- ного судна 32 44 70 120 500
Годовой выпуск продукции ед 16 Ю0 22 80 35 40 60 20 250 5
тыс. m
Коэффициент смен- ности 1,7 1.7 1.7 1.7 1.7
Удельная трудоем- кость выпускае- мой продукции, чел.-ч!tn 1.0 1.3 1,8 2,6 3,5
Годовой выпуск продукции, m с 1 jh2 площади на одного спи- сочного рабо- 26,0 1350 20,0 1050 14,0 750 500 370
Количество вспомо- гательных рабо- чих по отноше- нию к производ- ственным, % 20 20 20 25 25
судна, а также о передаче секций со склада в цех
сборки блоков или судостроительный обеспечи-
вается необходимыми техническими средствами.
110
ГЛАВА X
ЦЕХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВО-
МАГНИЕВЫХ СПЛАВОВ
И ЦЕХ КОНСТРУКЦИЙ ИЗ СИНТЕТИЧЕСКИХ
МАТЕРИАЛОВ
§ 42. ЦЕХ КОНСТРУКЦИЙ
ИЗ АЛЮМИНИЕВО-МАГНИЕВЫХ
СПЛАВОВ
В этом цехе изготовляют детали, узлы в секции
судов, у которых либо весь корпус, либо часть
конструкций корпуса (надстройки, дымовые трубы
и пр.) выполнены из легких алюминиево-магние-
вых сплавов.
В настоящем параграфе будет рассмотрело
проектирование цехов, предназначенных для изго-
товления из указанных сплавов узлов и секций
надстроек, а также дымовых труб. При создании
таких конструкций в цехе необходимо проделать
следующие основные виды работ: обработку дета-
лей; анодное оксидирование деталей и изделий;
сборку и сварку узлов и секций.
До подачи металла на обработку его очищают
от консервации в специальных агрегатах. Обра-
ботка предусматривается на двух специализиро-
ванных линиях; поточной линии обработки листо-
вого проката; поточной линии обработки профиль-
ного проката.
Предварительная правки листового проката вы-
полняется на правильных вальцах или растяжных
машинах; разметка н маркировка листовых дета-
лей — на разметочно-маркировочных машинах. Рез-
ка, вырубка и маркировка деталей из полос, угло-
вого и полособульбового профиля производится на
специальном прессе с клеймильным автоматом; ме-
ханическая резка листов — па гильотинных ножни-
цах и ленточной пиле, оснащенных универсальной
механизированной оснасткой; газоэлектрическая
резка—на машинах газоэлектрической резки.
Обработку кромок у листовых деталей выпол
няют на кромкострогальных и копировалыю-фрс
зерных станках. Правку деталей после механиче-
ской и газоэлектрической резки- на правильных
вальцах. Гибку листовых деталей производят на
листогибочных и кромкогибочных машинах и прес-
сах; правку и гибку профильных деталей — на ги-
бочно-рихтовальном станке, оснащенном специали-
зированной оснасткой.
Обработанные и скомплектованные детали
(а иногда и собранные в небольшие конструкции)
из алюмипиево-магниевых сплавов оксидируют
в специальных ваннах (в растворах серной и хро-
мовой кислот), грунтуют и сушат в соответствую-
щих камерах при температуре 70—80° С в течение
30- 40 мин. Изготовление полотнищ, плоских сек-
ций и выгородок предусматривается на поточных
линиях, а изготовление гофрированных выгородок,
фундаментов, секций с переменным радиусом кри-
визны и ярусов надстроек — на технологических
линиях; сборку и сварку кожухов дымовых труб
выполняют на специализированном стенде. В соот-
ветствии с номенклатурой и технологией изготовле-
ния конструкций из алюминиево-магниевых спла-
вов проектируют три основных участка цеха: кор-
пусообрабатывающий; анодного оксидирования;
сборочно-сварочный. Принципиальные схемы техно-
логических потоков изготовления деталей на кор-
Рис. 55 Схема технологических потоков изготовления деталей
на корпусообрабатывающем участке цеха конструкций из алю-
миииево-магниевых сплавов.
пусообрабатывающем участке цеха и узлов и сек-
ций в сборочно-сварочном показаны на рис. 55 и 56.
Трудоемкость работ цеха определяют так же,
как и по другим цехам верфи,— путем нормиро-
вания операций в маршрутно-технологических кар-
тах, или по укрупненным показателям, исходя из
нормативных материалов и рапсе выполненных
аналогичных проектов.
Примерная трудоемкость изготовления конструкций
из алюминиево-магниевых сплавов для сухогрузных
судов и траулерод, %
Операции Сухогрузное Т раулер
судно
I. Корпусообрабатывающий участок
1. Линия обработки листового металла
Расконсервация............ 1 , tjO 1,02
Предварительная правка . . . 1,05 1,02
Разметка и маркировка....... 2,95 3,30
Резка на гильотинных ножницах . 1,34 1,52
Резка на ленточной пиле..... 0,8) 0,83
Фрезеровка.................. 0,75 0,78
Строжка..................... 0,78 0,78
Гибка в вальцах.............2,00 2,45
Правка и гибка на прессах .... 1,96 2,15
Правка в вальцах............ 0.98 1,09
Газоэлектрическая резка . ... 2.8 3,14
Сверловка................... 1,42 1,58
2. Линия обработки профильного металла
Расконсервация.................. 0,62 0,59
Маркировка...................... 1.30 1.45
Обработка на прессе с клеймиль
ным автоматом................... 2,06 2,30
Гибка и правка.................. 0,85 0,92
Сверловка....................... 0.74 0,78
Итого 23.4 25,7
И. Участок анодного оксидирования
Оксидирование, грунтовка и сушка 5,2 5,0
III. Сборечи о-св арочиый участок
Разметка и проверка......... 6,30 5,90
Сборка и правка............ 30,00 29,40
Прихватка электросваркой.... 3,34 3,32
Электросварка полуавтоматическая 12,70 12,31
Электросварка ручная....... 10,27 9,90
Электросварка автоматическая. . . 4,18 4,12
Зачистка и рубка.............. 4,08 3,82
Газоэлектрическая резка..... 0,53 0,5
Итого 71,40 69,30
111
Расчет и выбор оборудования корпусообраба-
тывающего и сборочно-сварочного участков про-
изводится так же, как и для цехов, предназначен-
ных для обработки и изготовления конструкций из
стали.
Количество основного оборудования и рабочих
мест участка анодного оксидирования определяют
исходя из годовой расчетной программы; внутрен-
них размеров оборудования, средней площади по-
верхности деталей и изделий, одновременно обра
батывасмых па оборудовании или рабочем месте;
продолжительности операции и годового фонда
времени. Указанные расчеты выполняются в таб-
личной форме (табл. 71). Оборудование для пред-
варительных и заключительных операций прини-
где N — потребляемая мощность, кет-,
Sok — максимальная площадь поверхности де-
талей и изделий, одновременно обраба-
тываемых в ванне, дм2 или м2;
рт — плотность тока, а/дм2 или a/№;
V — напряжение на клеммах ванны, о;
пв — количество ванн;
1000 — количество ватт.
Учитывая требования техники безопасности и
промышленной санитарии, участки анодного окси-
дирования изолируют от других производств и
размещают, как правило, в пристройке к блоку
корпусных цехов на первом этаже.
Площади, размеры пролетов и крановое обору-
дование корпусообрабатывающего (рис. 57) н сбо-
Табмща 71
Расчет квличества основного оборудования и рабочих мест на участке анодного оксидирования
Ванна анодного оксидирования в сер-
кой кислоте
Ванна анодного оксидирования в хро-
мовой кислоте
Камера для грунтовки деталей и изде-
лий
Камера для сушки деталей и изделий
мается в технологическом комплекте в соответствии
с расчетом основного оборудования и принятым
технологическим процессом. Состав и технические
характеристики основного технологического обору-
дования и средств механизации цеха конструкций
из алюминиево-магниевых сплавов на верфях I и
11 классов приведены в табл. 72.
При выборе количества и мощности мотор-гене-
раторов принимается: анодное оксидирование в сер-
ной кислоте при плотности тока 1,5 а!дм2 и при на-
пряжении на клеммах ванны 15 в; анодное оксиди-
рование в хромовой кислоте — при плотности тока
0,5 а!дм2 и напряжении 40 в.
Потребляемая мощность электроэнергии для
каждого из приведенных видов оксидирования оп-
ределяется по формуле
щ __ ЗркРтУВв
1000 ’
рочпо-сварочного участков цеха конструкций из
алюминиево-магниевых сплавов определяют гак
же, как и для корпусообрабатымающего и сбо-
рочно-сварочных цехов стального судостроения.
Цех оборудуется необходимыми техническими
средствами управления производством и обеспечи-
вается: электроэнергией—для работы станочного,
электросварочного, подъемно-транспортного обору-
дования и средств механизации, сжатым воздухом
5—6 кГ{см2— для работы пневматических инстру-
ментов, инертными газами (аргоном, азотом) —для
газоэлектрической резки и электросварки и произ-
водственной водой — для испытания конструкций.
Примерные основные данные и технико-эконо-
мические показатели цехов конструкций из алюми-
ниево-магниевых сплавов приведены в табл. 73.
112
Рис. 57. Плак корпусообрабатывающего участка цеха конструкций из алюминвево-магниевых сплавов на верфях I и II классов.
У — агрегат для расконсервации листов и профятьного проката, 2 — погрузчик листом с вакуумными присосами, 3—рольганг, 4— правильные вальцы, 5 —стол разметочный, 6 — агрс
гат подачи листов по линии автоматической маркировки к газоэлектрической резки; 7 —раэметочно-маринровочиая машина; 3 — маркировочная машина, 5 — машина для газоэлектри-
ческой резки; 10 — гильотинные ножницы; // — площадка с роликовыми опорами; /3 —укладчик полосу гильотинных ножниц, м—станок ленточкопильный: 14 — контейнеры рая
пых размеров; IS— устройство для сталинваиня мусора; 10 — станок копировально-фрезерный, П — пресс однокривошниный; 18 — станок кромкогибочпый; 19 — станок листогибоч
ный, 50 — станок радиально-сверлильный: 21 — накопитель профильного проката; Л — пресс типа ПГА 100/250 с клеймнльным автоматом ЛК-16, 23 — стол для резки профильного
проката; 23 — передатчик профильных деталей; 25 — тележка; 35 — транспортер пластинчатый, 27 — станок гибочно-рихтовальный, 28 — пневматический сталкиватель; 29— кран
электромоетовой, 30— кран свободностоящий, полноповоротпый
Рис. 58. План цеха конструкций из синтетических материалов
/ — край электромоетовой во взрывобезопасном исполнении, 5 г, 2— стол иля разметки, J —кран пневматический с качающейся стрелой; 4 — кран электромоетовой облегченного
типа во взрывобезопасном исполнении, 2 т. 5 — станок круглопильный типа Ц 6; 6 — станок леиточнопильный; 7 — станок фуговальный; 8 — станок фрезерный; 9 — станок рейсмусовый;
10 — станок круглопильвый типа ЦФ 2; // — станок иля резки поролона; 12— станок вертикально-пазовал ьяый, 13 — станок ленточно шлифовальный; 14 — станок шлифовальный
с диском и бобиной, 15 — станок сверлильно присадочный, /5 —стол для раскроя линолеума, 17 — плита для сборки конструкций, 18 — станок точильный двусторонний: 19 —
элсктротельфер во взрывобезопасном исполнении (0.3 г); S0 —клеевые вальцы; 21 — илеемешалка, 22 — установка для приготовления мастики; 23 — вытяжной шкаф, 24 — шкаф для
хранения компонентов мастики; 25 — стинок для резки труб; 25 —ванна для глицерина: 27—станок трубогибочный; 28 — плита дли сварки труб; 59— токарный станок; 30 — станок
для сварим плит из пенопласта
Таблица 72
Состав и технические характеристики технологического оборудования цеха конструкций
из алюминиево-магниевых сплавов на верфях I и 11 классов
Установлен- ная мощ Не<-
Тип, марка.
Оборудование модель Техническая характеристика оборудова- оборудо-
| Квт
Корпусообрабатывающий у часток
Агрегат расконсерва- ции листового и про- фильного проката Листоправильная ма- шина Разметочно-маркиро- вочная машина Маркировочная машина Машина для газоэлект- рической резки Гильотинные ножницы с наклонными ножами Ленточнопильный ста- нок Копировальный свер- лильно-фрезерный станок Листогибочный станок Кромкогибочный ста- нок Пресс для резки про- филя и вырубки от- верстий с клеймиль- ным автоматом АК-16 Однокривошипный пресс, открытый про- стого действия Гибочно-рихтовальный станок Радиально-сверлильный станок Питатель для профиля Пневматический стал- киватель профильных деталей Погрузчик листа с ва- куум-присосами Рольганг приемно-по- даюший к пальцам АМУ-62 «Кристалл» Н-3111 ЛС80-4 КФС ЛГС-2М И1332А 200 ПГА-Й КА-148 ГРС-1 2А55 Снимает жировой консервирую- щий слой с листов размерами до 8000 ' 2000 мм и с про- филя сечением 200 ;< 100 мм Правит листы толщиной 2—3 мм, шириной до 2350 мм Размечает и маркирует листы размерами до 8000 2000 мм Маркирует листы размерами ; до 8000 у 2000 мм С программным управлением Режет листы размерами до 8000 2000 4 40 мм Режут лист толщиной до |2,5 мм Наибольшая ширина разрезае- мого листа 2000 мм Наибольшая высота пропила 400 мм Длина поверхности обрабаты- ваемых листов 7000 мм, ши- рина 1200 мм Гнет листы толщиной 4—12 мм Усилие 160 т Режет и вырубает отверстия без разметки профиля с вы- сотой стенки от 60 до 240 мм Усилие 160 т Усилие 100 т. Для гибки и правки профиля Диаметр сверления 5О.м«. Вы- лет 1500 жж Укладывает и транспортирует для обработки профили дли- ной 6—12 ж, полособульб № 22 и тавр № 30. Скорость транспортировки профилей на рольганге 16 м/мин С пневматическим двигателем и дистанционным управле- нием. Рабочий ход 1000 мм, тяговое усилие, развиваемое цилиндром, 150 кг Портального типа, грузоподъем- ностью 1,0 т, колея 9 м, ско- рость передвижения 23 м/мин Номинальная грузоподъемность 6,3 т; минимальные размеры листовых деталей 1200 - X 1000 мм-, скорость переме- щения листовых деталей 11 м/мин 130,0 67,7 7,0 7.0 5.25 ИПГ-500, 195 ква 14,0 4.5 2,6 3,0 14,0 29,0 10,0 7,0 7,5 1.7 14,0 2,8 2700 2500 z 3000 5125 •• 4522 2233 Машина 1500 3350 .400 Пульт управления 800 ' 2600 ' 1800 Машина 1500 -3350 ; 81X1 Пульт управления 800 ч 2600 / 1800 Машина 1500 x 3350- 1074 Пульт управления 1000 <800 1000 Блок управления ду- гой ' 1000 X 800 .. 1500 Выпрямитель ИНГ-300 10W ' 800 » 1500 2645 х 3197 z 2352 1893 943 X 2650 II400 ' 4480 3510 5920 1700 у 3390 5130 У 2840 X 3360 10000' 4000 1'100 1510 / 2555 3390 2900 > 1430 1420 2445 , 1U00 х 3623 12 000 8800 800 1080 х 1060 / 1300 10140 • 3900 35ft) 8000 2400 840 12 000 51 100 381X1 .’МО -3806 340 сами2700 162 200 1800 9300 970 18000 10500 23 <Л» 10 400 13 100 321Ю 4100 6000 670 I 8500 .3200
114
Продолжение табл. 72
Оборудование Тип, марка. Техническая характеристик а Установлен- ная мощ единицы оборудова- Размеры (/ХОХ 01. Вес единицы оборудо- вания.
Питатель-передатчик профильных деталей Передает детали из профиля длиной 6—12 м, наибольшей шириной 160 мм. Вес профи- лей в накопителе 1300 кг. Скорость передвижения на рольгангах 16 mJ мин 1,7 12 000 330 X 800 4000
Рольганг для профиль- , него проката Стационарный. Номинальная длина транспортируемого профиля 11 м; скорость пере- движения профиля 16 м/мин 1.7 12000 - 840 800 1400
Транспортер пластинча- Стационарный для транспорти- ровки листовых и профиль- ных деталей. Тяговое усилие 910 кг, скорость передвиже- ния 16 м/мин 3,0 83 000 л 1000 /ч 800 10 000
Рольганг продольно-по- перечного перемеще- ния листа Стационарный. С подъемными роликами поперечного пере- мещения для листов длиной 4,5—8 м, шириной 1,2—2 м и максимальным весом 700 кг. Скорость передвижения листа 12 м)мин 1.0 8060 2300 840 2000
Площадка с роликовы- ми опорами С отдельно стоящими ролико- выми опорами для передви- жения листа при резке на гильотинных ножницах 20500 10000 z 840 7000
Укладчик полос у гильотинных ножниц Укладывает в стопки полосы, отрезаемые гильотинными ножницами, длиной 3—8 м, шириной 120—160 мм. Макси- мальная высота стопки 160 мм 3,0 7000 1250 600 1000 1
Агрегат подачи листов по линии автомати- ческой разметки и газоэлектрической резки Рельсовый трехъярусный агре- гат с гидравлическим подъем- ником и цепным приводом передвижения раскроечной рамы для листов максималь- ными размерами 8000'< 2000 > 16 мм и максималь- ным весом 700 кг. Скорость передвижения раскроечной рамы 16 м/мин 4,0 52000 2900 - 1200 18000
Рольганг опорный иля листа Стационарный. Со свободно вращающимися роликами для листов длиной до 8000 мм, шириной до 2000 мм и весом до 7оо кг 8200 2000.- 840 1500
Рольганг приемпо- по- дающий Стационарный. С переключе- нием роликов на свободное вращение: для листов длиной 4,5—8 м, шириной 1,2—2 м, весом 700 кг. Скорость пере- движения листа 12 м/мин 2,8 8200 x 2200 - 840 4000
Устройство для сбрасы- вания мусора с пнев- матическим приводом скребка Сбрасывает мусор с раскроеч- ной рамы после удаления де- талей листов длиной до 6— 12 м и шириной 2 м. Расчет- ный вес мусора 35 кг. Ско- рость движения скребка 10 м/мин 8000 v задо 1200 400
оксидирования
Ванна химического
обезжиривания
Ванна промывки в го-
рячей воде
Ванна промывки в хо-
лодной воде
Ванна улавливания
Металлическая, с вентиляцией,
подогревом паром и переме-
шиванием воздухом
Металлическая, с вентиляцией
и подогревом паром
Металлическая, с перемепшва-
Металлическая, с футеровкой
8500 X 1000 •• 2500
8500 V 1000 - 2500
8500 1000 . 2500
8500 1 (ХЮ . 2500
ill
115
Продолжение табл. 72
Оборудование Тип, марка, модель Установлен- ная мот- ели ницы оборудова- размеры' (1 х Ь х Л). единицы оборудо- ван ня.
Ванна осветления » анодного оксиди- рования в серной ки- слоте Ванна анодного окси- дирования в хромо- вой кислоте Ванна хроматного на- полнения Ванна сушильная Бачок красконагнета- тельный Установка для ручной сварки алюминия и его сплавов перемен- ным током вольфра- мовым электродом в среде защитного газа (источник пита- ния СТЭ24; дроссель насыщения ДН-300-1) Полуавтомат для дуго- вой сварки деталей из алюминия и алю- миниевых сплавов в среде аргона по- стоянным током пла- вящимся электродом (источник питания ПСГ-500) Автомат для дуговой । сварки плавящимся . электродом деталей 1 из углеродистых, не- 1 ржавеющих и жаро- прочных сталей, ти- тана, алюминиевых сплавов и других ме- таллов. Постоянный ток (источник пита- ния ПСГ-500) Полуавтомат для дуго- вой сварки в среде защитных газов пла- вящимся электродом деталей из углеро- дистых, нержавею- щих и жаропрочных сталей, алюминиевых сплавов и других ме- таллов. Постоянный ток (источник пита- ния ПСГ-350) Машина для шовной сварки легких спла- вов импульсом посто- янного тока С-383 ПДА-300 АДСП-2 пш-ю МШШИ-4М-2 Металлическая, с футеровкой и вентиляцией Металлическая, с футеровкой, вентиляцией, перемешива- нием и охлаждением Металлическая, с футеровкой, вентиляцией, подогревом па- ром и перемешиванием Металлическая, с вентиляцией и подогревом паром Металлическая, с калорифером и вентилятором Емкость 16 л С б о р о ч н о-с варочный у ч Сварочный ток 300 а. Пределы регулирования сварочного тока 50—300 а. Диаметр электрода 2—6 мм. Расход защитного газа 240—600 л[ч Номинальный сварочный ток 300 а. Диаметр алюминиевой электродной проволоки 1,6 и 2,0 мм. Расход аргона 240 — 600 л/ч Максимальный сварочный ток 400 а. Диаметр электродной проволоки 1,0—2,5 мм. Ско- рость сварки 10—30 м/ч. Рас- ход охлаждающей воды до 6 л]мин Максимальный сварочный ток 300 а. Диаметр электродной проволоки 1,0—2,5 мм. Рас- ход охлаждающей воды до 3 л/мин Толщина свариваемых деталей из алюминиевых сплавов от 0,8 - 0,8 до 2,5 - 2,5 мм. Полезный вылет электродов 1200 мм. Давление воздуха в сети 5 кГ/см*. Расход воз- духа в свободном состоянии 2,7 ма/ч. Расход охлаждаю- щей волы 1000 л/ч 2 5 23,0 ква 28,0 28,0 14,0 400,0 ква 8500 а. Ю00 X 2500 8500 z 1000 X 2500 8500 У 1000 X 2500 8500 > 1000 x 2500 8500 X 1000 X 2500 315 X 410 У 738 Шкаф управления 722 х 710 X 1670 Т рансформатор 314 X 666 л 651 Дроссель насыщения 725 x 480 x 684 Механизм подачи 625 X 425 X 350 Шкаф управления 520 z. 465 X 750 Сварочный пистолет 246 X 62 X 213 Источник питания 1030 X 650 х 1135 Трактор 560 .. 600 < 480 Шкаф управления 730 515 X 1050 Источник питания 1030 v 650 > 1135 Сварочный пистолет 325 85 \ 20 Катушка с кронштей- ном 400 х 240 х 40 Шкаф управления 600 X 260 х 340 Источник питания 1085 у 555 < 980 Машина 3550 X 1413 X 2650 Станция питания и управления 1050 X 11404 1780 2900 1500 , 4700 J 2900 | 3500 i 18 250 140 250 10 9и 1 500 63 52 500 1,7 19 23,6 400 8500„ 450
116
Продолжение табл. 72
। Оборудование Тип. марка, модель Техническая характеристика Установлен- ная мощ- единиць! оборудова. Размеры V X b х h). Вес единицы оборудо-
Машина для контакт- ной точечной сварки легких сплавов Листоукладчик Велосипедный погруз- чик Л истоукяадчик Стенд-кантователь Накопитель полотнищ МТПР-500/3100 Тол гина свариваемых деталей из алюминиевых сплавов 2 - — 2,5 ЛЛ1. Вылет электродов 3100 мм. Расход воздуха в свободном состоянии 3 мч/ч. Расход охлаждающей воды 820 л/ч Самоходный портал с поворот- ной балкой для укладки ли- стов размерами 3 *< 2 м и ве- сом до 2 т. Скорость пере- движения портала 20 м/мин. Колея 8 м Переносит детали и готовые узлы набора размерами до 2 А 2 X 1 м и весом 500 кг. Скорость передвижения 20 м/мин Самоходный портал с травер- сой, с пневмоприсосами для укладки листав размерами до 2 д 8 л и весом до 700 кг. Скорость передвижения пор- тала 20 м)мин Стационарный, двусторонний, для кантовки полотнищ раз- мерами до 12 X 12 м и весом до 7 т. Привод гидравличе- ский Стационарный, с подъемным столом, стеллажного типа. Емкость 5 полотнищ до 12 X 12 м несом до 7 т 500 ква 10,0 4.0 15,0 4900 X 1000 X 2160 9000 ,< 4000 X 4500 2000 X 5000 х 3000 16 000,- 7000x4500 25 000 12500 x 800 26 000x 12500- 1300 2950 4000 5000 10000 30000 30 000
Таблица 73
Основные данные и технико-экономические показатели цехов конструкций из алюминиево-магниевых сплавов
Показатели Класс верфи ... Класс верфи
I II in IV V П ш IV V
S я8 iv Л6 I1 оо- 5g й i«u ост Показатели я з8 gs 3Е Р ос? Траулеры Qe " 3300 т Е £3 2 и >> и «О г»-
Порядковый номер расчет- ного серийного судна 32 44 70 120 500 Годовой выпуск продук- ции, т с 1 л® площади, в том числе кор пусообрабатываю- щий участок 0,4 • 0,35 1,35 3.0 0.S5 0.28
Гадовой выпуск продукции ед тыс. т 16 4300 22 4100 35 1750 60 800 250 100 -
Коэффициент сменности 1.7 1.7 1,7 1.7 1.7 сидиропания сборочно сварочный - - 1 1
Уровень механизации и автоматизации, % 70 70 65 - на одного списочного рабочего 24 18 16 И 8 ‘
Удельная трудоемкость, чел.-ч]т обработки деталей анодного оксидирова- ния сборки и сварки сек- ций 60 80 18,7 4,2 57.1 90 13,1 4,5 62,4 120 170 Количество вспомогатель- ных рабочих по отно- шению к производст- венным , % 30 30 30 35 35 1
117
§43. ЦЕХ КОНСТРУКЦИЙ
ИЗ СИНТЕТИЧЕСКИХ МАТЕРИАЛОВ
Этот цех предназначается для механической об-
работки, сборки, сварки и склеивания изделий из
синтетических материалов и полуфабрикатов,
а также приготовления синтетических мастик и
клеев, материалы для которых поступают на судо-
строительное предприятие в порядке кооперации
Для деталей и конструкции используют в основ-
ном трудносгораемые слоистые пластики, стекло-
пластики, текстовинит, пенопласты, поропласты,
поливинилхлорид, полиэтилен, капрон, текстолит
и пр.
В цехе конструкций из синтетических материи
лов изготовляют внутренние переборки и выго-
родки судов; трапы, леерные ограждения и мелкие
дельные вещи; детали и узлы изоляции; нестан-
дартную мебель, полки, лари и другие изделия для
оборудования помещении; трубы и звенья водяной
системы, воздуховодные и переговорные трубы;
настилы полов в машинном отделении; заготавли-
вают линолеум и мастики для покрытия полов и
палуб.
Разметку листовых материалов перед обработ-
кой выполняют на специальных разметочных сто-
лах; резку заготовок — на круглопильных стан-
ках; подготовку кромок заготовок к сборке и
склейке — на фуговальных и рейсмусовых станках;
детали сложной конфигурации вырезают на лен-
точно-пильных и фрезерных станках; сверловку от-
верстий производят на сверлильных станках; гибку
труб, футерованных пластмассами, осуществляют
на обычных трубогибочных станках, а гибку труб
из термопластов—на специальных приспособле-
ниях с предварительным нагревом в ваннах, в ко-
торых в качестве теплоносителя используют горя-
чий глицерин и горячий воздух; сварку труб про-
изводят на специальных сварочных столах с по-
мощью горелок, горячим воздухом или азотом;
сварку пенопластов—на специальных станках.
Для нанесения клея па поверхности пенопла
стов служат клеенамазочные вальцы.
Сборку пластмассовых конструкций и изделий
выполняют в специальных приспособлениях, най-
мах, на сборочных столах, облицованных слоистым
пластиком, а склейку их — в основном, с помощью
клеев на основе термореактивных полимеров.
Мастики и клеи приготовляют в отдельном по-
мещении, на специальном оборудовании. Затем их
разливают в закрытые сосуды, которые транспор-
тируют на участок склейки, где клеи переливают
в эмалированную посуду и полиэтиленовые рас-
ходные сосуды, которые подают уже на рабочие
места.
Посуда и инструменты в конце смены подвер-
гаются 3-кратпой мойке: горячим 40%-ным рас-
твором кальцинированной соды (40—45°С); горя-
Таблица 74
Средняя удельная трудоемкость на 1 m изделий и распределение ее по основным видам издений и операциям
при серийной освоенной постройке сухогрузных судов и траулеров
Конструкции и оборудование 8 || р si 1 § о Трудоемкость по операциям.
S я £2. Станочная обработка * Оконту-
е е tl |§ &S | 1 7| яр || ||
Внутренние переборки и выгородки 6,2 160—170 12.2 1,Ь 1 .ж 1,65 1,18 0.25 0,36 4,9 - 0,61
Трапы, леерные ог- раждения и мелкие дельные вещи 0,8 180—190 1,8 0.07 0,12 0,04 0,14 0,02 0,25 0.76 0,21
Детали п узлы изоля- ции и отделки по- мещений 34,5 30—35 14,0 2,05 1,34 1,38 0,9 0,14 - 6,92 0,91
Линолеум и мастики для покрытия полов (заготовка) Нестандартная мебель, полки, лари и про- чее оборудование помещений 34,5 7,0 25—30 240—260 11,9 21.2 1,56 0,72 6,7 0,87 2,58 1.15 0,4 2,78 12,7 2,8 - - -
Трубы и звенья водя- ной системы; венти- ляционные, перего- ворные и прочие трубы Настилы палуб, по- ручни, трапы и вы- городки машинного отделения 13.5 180—190 30,2 1,52 2,55 2,65 1,93 0,50 0.80 4.6 5,85
3.5 200—210 8,7 0.58 0.65 1.0 0,4 0,11 0,32 2,5 — 0,98 1,76 0.4
Итого 100,0 80—85 100,0 8.1 13,88 9,3 5,7 1,42 4,51 32,38 0,84 2,8 7,04 11.75 0,36 1,92
118
чей водой (40° С); теплой водой (25е С). Для мойки
тары и инструмента после использования мастик и
клеев пользуются герметичными моечными агрега-
тами, расположенными в специально предусмот-
ренных для этих целей помещениях. Мойка обору-
дования от остатков клея производится в конце
смены Расходные емкости из полиэтилена моют
в том случае, если нд стенках остаются неполные
ризованные частицы клеев, которые невозможно
удалить механическим способом
Для нормальной работы основного производ-
ства в цехе предусматривают ремонтное хозяйство,
инструментальную, материальную и комплектовоч-
ную кладовые
Управление производством цеха осуществляется
с помощью соответствующих технических средств
Трудоемкость работ по изготовлению конструк
ций из синтетических материалов определяется так
же, как и трудоемкость работ в других цехах вер-
фи. Примерная средняя удельная трудоемкость на
1 т изделий и распределение ее по основным видам
изделий и операциям при серийной постройке сухо-
грузных судов и траулеров приведена в табл. 74.
Расчет оборудования, рабочих мест, числа про-
изводственных рабочих также выполняют метода-
ми, аналогичными рассмотренным выше. Основное
оборудование цеха выбирают исходя из расчетной
программы. Например, для цехов конструкций из
синтетических материалов на верфях I и II клас
сов основное станочное оборудование выбирают из
условий обработки листового синтетического мате-
риала толщиной до 70 мм и пластмассовых труб
диаметром до 140 мм с толщиной стенок до 12 мм
Состав и технические характеристики основного
технологического оборудования приведены в
табл. 75.
При проектировании новых судостроительных
верфей цехи конструкций из синтетических мате
риалов размещают, как правило, в одном здании
с комплектующими цехами (слесарно-корпусным
, Таблица 75
Состав и технические характеристики основного технологического оборудования цеха
конструкций из синтетических материалов на верфях I и II классов
Оборудование Тип, марка, модель Техническая характеристика Уствновлен- мощность единицы оборудо- вания. Вес
Размеры (1 у, Ь л ti}. единицы оборудо-
Круглопильный станок Ц6 Наибольший диаметр пилы 500 мм 7.0 1310 • 890x1150 7< Ю
ЦФ-2 Длина обрабатываемого материала 2300 мм 26,5 5780 К 5235x136» 71»»
. 1снточпопильный станок ЛС80-4 Диаметр пильного шкива 800 мм 4 ri 1980 КПП) - 2300 9W)
Токарями станок ТП-40 Высота центров 280 мм 1 к 2600 635'- 1310 775
Фрезерный станок ФА-4 Наибольшая ширина обрабатывае- мой детали 800 мм, наибольшая толщина 150 льм 5,5 1515 Юй)х 1450 750
Станок вертикально пазовый о ди опт ин дельный СВП-2 Диаметр сверления 40 мм. Наи- большая глубина сверления 1000 мм Наибольшая длина па за 200 мм 1.7—2,2 1240 x535x1775 400
Фуговальный станок СФ4 4 Ширина строгания 400 мм. Общая длина сглла 2065 мм 2,8 2065 - Ш2О 1080 600
Рейсмусовый станок СР6-6 Ширина строгания 630 мм Тол- щина изделия 5—200 мм 8 14 ПОП 1380x156» 1460
Ленточно-шлифовальный станок ШлНС-2 Ширина шлифовальной ленты 350 мм Размер обрабатываемого изделия 1250 360 -'60 мм 2.6U 1845 x650x840 6110
Станок шлифовальный ком- бинированный с диском и ШЛ ДБ-3 Диаметр шлифовального диска 750 мм, диаметр бобины 90 мм 4,5 1735 90UZ1385 800
бобинок
Станок сверлильно-приса- дочный восьмишпиндель- ный СВ-8 Диаметр сверления 10—16 мм. Наибольшая глубина сверления 50 мм 3,7 381)0x1 НО-с 1160 1390
Точильный двусторонний станок ЗБбЗЗ Диаметр шлифовального круга 300 мм 0,5 79» 640л1260 300
Трубогибочный станок СТ Г-2 Диаметр изгибаемой трупы 32— 76 мм 4,5 420» - 2000 - 1140 1500
Станок для резки труб СРТ Наибольший диаметр разрезаемой трубы 260 1.7 2250 .. 1020 М320 1170
» » » поролона Максимальный размер разрезаемо- го материала 200»:- 1000 - 100 мм 1,0 3250x1830 г I860 512
Станок для сварки плит пенопластов Размеры свариваемых плит: ши- рина 50—1000 мм, толщина 10— 50 мм, длина 200—1000 15 2900- 1850 <1120 1610
Клесмешалка — Емкость 35 л 1,7 1570 1245,- 890 235
Установка для пригитовле- — Производительность 1UU дг/ч 2,7 1500x1000.1600 300
ния мастики
Установка для мойки тары - Объем моющего раствора 2,4 мя 1.7 2900 - 2700 x2120 2900
Вытяжной шкаф для компо центов - Металлический 1.0 2500 • 1000x 2700 300
Ванна для глицерина Металлическая, с электронагревом 10.0 1270 z 1278-х 1335 40
119
Таблица 76
Основные данные и технико-экономические показатели
цехов конструкций из синтетических материалов
Показатели Класс верфи
I 11 III IV V
е 3§ 111 1 I Сухогрузы Qc ~ ЙЗОО m Траулеры 2500 m Е Zo £8 Во ШСу с.6 s7i
Порядковый номер; расчетного серий- ного судна J2 44 70 120 500
Годовой выпуск продукции — 2900 3100 35 3100 60 600 250 <60
Коэффициент 1,7 1.7 1.7 1.7 1.7
Уровень механизации и автоматизации производства, % S5 65 65 -
Средний коэффи цпепт загрузки оборудования и рабочих мест 0,00—0,85 0,811—0,85 0,80—0.85 - -
Удельивя трудоем- кость выпускаемой продукции. че.ц-«/гп Го допой выпуск продукции, m с 1 лг площади на одного соисоч иого рабочего 58 74 а 90 №0
1.3 22,0 1.0 17,5 ' 0,9 15.0 14.0 12.5
Количество вспомо- гательных рабочих по отношению к производствен иым, % 25 25 25 30 30
трубозаготовительным и т. д.), причем в соответ-
ствии со строительными нормами и правилами их
располагают в крайних пролетах, которые отделены
от других цехов стенками. Исходя из требований
расположения поточных линий и оборудования,
технологии изготовления и размеров деталей и
конструкций, габариты пролетов принимают таки-
ми же, как для указанных комплектующих цехов.
Площадь цеха определяют расчетным методом,
планировкой расположения участков, принятого обо-
рудования и рабочих мест (см. рис. 58, стр. 113)
В цехах конструкций из синтетических мате-
риалов температура воздуха должна быть нс ме-
нее 18—20° С, а относительная влажность не более
70%. Наряду с общеобменной приточно-вытяжной
вентиляцией предусматривается местная вытяжная
вентиляция от оборудования ла участке механиче-
ской обработки, точильных станков, установки для
мойки тары и приготовления мастик, вытяжных
шкафов для компонентов и рабочих столов. Для
обработки деталей, зачистки кромок и поверхностей
деталей предусматривается переносный пневмати-
ческий инструмент, имеющий специальные местные
пылесборники
120
Отсос пыли при обработке стеклопластика руч-
ным пневматическим инструментом производится
пневматическими эжекционными пылесосами, в кон
струкции которых предусмотрено устройство ДЛЯ
увлажнения стеклопыли. Такая стеклопыль выпа-
дает в виде шлама в специальный сборник, а очи-
щенный воздух поступает в цех. Электрооборудо-
вание и оборудование вентиляции цеха проекти-
руется во взрывобезопасном и пылезащищенном
исполнении. Участок для приготовления мастик и
клеев, хранения и мойки тары располагают в от-
дельных изолированных помещениях. Для людей,
работающих в цехе, должны быть обеспечены са-
нитарно-технические и бытовые помещения соглас-
но существующим нормам.
Цех конструкций из синтетических материалов
в соответствии с технологическими процессами и
принятым оборудованием должен получать: элек-
троэнергию— для питания станочного, подъемно-
транспортного и прочего оборудования; сжатый
воздух 5—6 кГ/см?— для работы пневматического
инструмента; установку для приготовления мастик
и мойки тары; производственную воду — для мойки
тары и полов; пар низкого давления — для приго-
товления мастик и мойки тары.
Примерные основные данные и технико-эконо-
мические показатели цехов конструкций из синте-
тических материалов приведены в табл. 76.
ГЛАВА XI
ЦЕХ СБОРКИ БЛОКОВ
§ 44. ТЕХНОЛОГИЯ
И ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА
Отдельные цехи сборки блоков создаются, как
правило, при серийной постройке судов на судо-
строительных верфях II, III и IV классов и пред
назначаются для сборки и сварки поточно-позици-
онным методом блоков корпуса и надстроек из уз-
лов и секций, предварительно собранных в сбо-
рочно-сварочном цехе, а также для монтажа в этих
блоках механизмов, систем и трубопроводов, элек-
трооборудования, оборудования помещений и т. д.
Размеры, вес блоков и объем выполняемых в них
монтажных работ устанавливают исходя из кон-
структивных особенностей судна, принятой техно-
логии и средств, необходимых для его постройки,
стараясь перенести максимально возможный объем
работ со стапельных мест в цех сборки блоков
(табл. 77). При проектировании цехов сборки бло-
ков для серийной постройки судов учитывают, что
для формирования блоков эти цехи получают узлы,
секции, корпусные детали, механизмы и оборудо-
вание из соответствующих складов, а изделия ком-
плектующих цехов—с центрального склада ком-
плектации верфи. Таким образом, цехи сборки бло-
ков являются сборочно-монтажными цехами и вы-
Таблица 77
Примерные данные о блоках судов по классам
судостроительных верфей
Класс верфи Максимальные размеры блока, jk Максималь- ный вес.
Длина Ширина Высота (без надстроек)
п зо.о 24,0 15,0 1500
III 25,0 19,0 11.0 750
IV 15,0 15,0 6,5 200
полняют только небольшой ‘объем поделочных ра
бот, возникающих в процессе монтажа.
Сборочно-монтажные работы осуществляются
поточно-позиционным методом на автономных сбо-
рочно-монтажных линиях. Каждая линия состоит
из расчетного количества позиций, представляющих
собой рабочие места е присвоенной номенклатурой
работ, выполняемых в пределах ритма. Для сборки
корпусов блоков применяют механизированные
устройства и приспособления, а для сварки — авто-
маты и полуавтоматы (включая сварку в среде уг-
лекислого газа); при проверке качества сварных
швов пользуются ультразвуковыми дефектоско
пами и аппаратами с радиоактивным кобальтом
(главным образом, для выборочного контроля свар-
ных швов отдельных конструкций).
Монтажные работы в блоках выполняются по-
следовательно-параллельным способом с примене-
нием переносных станков и приспособлений, позво-
ляющих сократить сроки выполнения этих работ.
С этой целью, а также для обеспечения должного
качества монтажных работ, на специализирован-
ных участках проводят подготовку и агрегатирова-
ние механизмов перед их монтажом на судне.
Перемещение блоков с одной «позиции на дру-
гую и подача их в судостроительный цех произ-
водится механизированным способом, как правило,
на специальных тележках. Поперечное перемеще-
ние блоков при подаче их из цеха сборки блоков
в судостроительный цех (эллинг) в большинстве
случаев осуществляется посредством трансборде-
ров. В соответствии с изложенным при проектиро-
вании цеха сборки блоков в нем должны быть пре-
дусмотрены следующие основные участки *:
корпусостроительный; трубоментажный;
слесарно-корпусный; деревоустановочный-,
механо-монтажный; малярный.
Кроме указанных участков в цехе предусматри-
вают также складское, ремонтное и инструменталь-
ное хозяйство.
Технические средства управления производ-
ством цеха обеспечивают получение следующей
информации: о наличии необходимых запасов ма-
териалов, комплектов деталей и изделий, требую-
щихся по графику; о готовности блоков; о факти-
ческих сроках начала и окончания работы по каж-
дому технологическому комплекту; об обеспечении
поточных линий сборки и монтажа блоков мате-
* Указанный перечень участков приведен в предположе-
нии. что электромонтажные работы, работы По монтажу при-
боров теплоконтроля и автоматики, а также работы по изоля-
ции на судах выполняются контрагентами.
риалами, документацией, инструментами и т. д.;
о работе поточных линий и основного технологиче-
ского оборудования
§ 45. ТРУДОЕМКОСТЬ РАБОТ,
ОБОРУДОВАНИЕ И МЕСТА СБОРКИ БЛОКОВ
Трудоемкость работ цеха сборки блоков опре-
деляют исходя из принципиальной технологии по-
стройки расчетных судов либо по руководящим
материалам, ранее выполненным проектам или от-
четам судостроительных предприятий о постройке
близких по типу судов, с учетом расчетной про
граммы цеха, серийности судов и принятой органи-
зации, технологии и механизации производства.
Примерное распределение трудоемкости па сборку
н монтаж блоков по основным видам работ, %
Виды работ
Сухогрузное
Траулер
Разметка и проверка............... 2,4 2,3
Сборка и испытания............... 21,0 18,5
Газовая резка и газовая строжка . 2,7 2,6
Электродуговая прихватка . . . 2,8 2.3
Ручная электродуговая сварка , . 11,5 10,1
Полуавтоматическая сварка .... 3,5 3,0
Автоматическая сварка............. 0.7 0,5
Пневматические работы (рубка,
сверловка и т. д.)........... 3,8 3,3
Слесарно-корпусные................12,0 13,3
Механо-монтажные................. 22,0 22,4
Трубомонтажные.................... 8,7 11,3
Столярные и плотницкие . . . 5,0 5,2
Малярные.......................... 3,7 5,0
Такелажно-парусные................ 0,2 0,2
Итого 100,0 100,0
При проектировании цехов сборки блоков пу
тем расчета определяют, главным образом, количе-
ство сварочного оборудования, причем расчеты и
выбор его производят так же, как в проекте сбо
рочно-сварочного цеха. Стационарное станочное и
другое оборудование монтажных участков прини-
мают, как правило, в виде технологических ком-
плектов, исходя из характера и объема поделочных
операций, возникающих в процессе проведения
сборочно-монтажных работ в блоках.
Состав и технические характеристики основного
технологического оборудования цехов сборки бло-
ков на верфи II класса приведены в табл. 78.
Количество рабочих мест (позиций) для сборки
и монтажа блоков рассчитывают исходя из тру-
доемкости работ по изготовлению отдельных бло-
ков, средней плотности работ на рабочем месте
(количества производственных рабочих в сутки) и
годового расчетного фонда времени рабочего ме-
ста. Такой расчет может быть выполнен, напри-
мер, по формуле
„ <«л«бл
"Г" = •
При — количество рабочих мест для изготов-
ления блока, ед;
— продолжительность сборки и монтажа
блока рабочие дни или месяцы;
«бд — количество отдельных блоков на годо-
вую программу, ед;
Фрм — расчетный годовой фоид времени рабо-
чих мест, рабочие дни или месяцы.
где
121
Таблица 78
Состав и технические характеристики основного технологического оборудования цеха сборки блоков на верфи II класса
Оборудована Многопостовой сварочный выпоямитель Полуавтомат шланговый для электродуговой сварки в среде углекислого газа. Источ ник л итапия ВС-300 Полуавтомат для дуговой сварки в среде углекисло- го газа плавящимся элек- тродом. Постоянный ток. Источник питания ВС 600 Полуавтомат шланговый для сварки открытой дугой швов, недоступных для сварки автоматами. 1(стпчпик питания ВС 6<)0 Автомат для электрошлако- вой сварки продольных швов вертикальных стыко- вых соединений. Переменный и постоянный ток. Источник питания ВС-1000 Полуавтомат для дуговой сварки в гредс аргона плавящимся электродом деталей из влюминия и алюминиевых сплавов Постоянный ток. Источник питания ПСГ-500 Установка для ручной свар- ки алюминия и его спла- вов вольфрамовым элек- тродом в среде защитного газа. Переменный ток. Источник питания СТЭ-24, дроссель насыщения ДН-300-1 Полуавтомат для дуговой сварки под слоем флюса стыковых и угловых швов в нижнем положении. Источник питания ПСО-500 Автомат для дуговой сварки под флюсом деталей из малоуглеродистой стали Переменный ток. Источник питания ТСД-1000-4 Тип, «ярка, нор ель А. 0 ВДМ-3001 А-547У А 537 АЛТ. А 4-3-3 11 ДА-300 «Удар» 300-1 ПШ-5-У А ЛС-1000-2 Техническая характеристика бщецеховое обор удов Номинальный сварочный ток 3000 а. Номинальный сварочный ток одного поста 300 а. Количество сварочпых по- стов 18 (при коэффициенте одновременности 0.6) Номинальный сварочный ток 300 а. Диаметр электрод- ной проволоки 0,7—1,2/<лс. Скорость подачи электрод- ной проволоки 148—114 л/« Поминальный сварочный ток 600 а. Регулирование сва- рочного гока 80—600 а. Диаметр электродной про- волоки 1,6—2,0 ля Номинальный сварочный ток 600 а. Диаметр электрод- ной проволоки: сплошной 1,6—2,0 мм порошковой 1,6— 3,5 мм Скорость подачи электрод- ной проволоки 58—582 м/ч Номинальный сварочный ток 1000 а. Диаметр электрод- ной проволоки 3 мм. Скорость сварки 2.6— 21 м/ч Номинальный сварочный ток 300 а. Диаметр алюминие- вой электродной проволо- ки 1,6 и 2,0 мм Расход аргона 240—600 л!ч Сварочный ток 300 а. Пре- делы регулирования сва- рочного тока 50—300 а. Диаметр электрода 2— 6 мм. Расход защитного газа 240—600 л/ч Номинальный сварочный ток 650 а Толщина сваривае- мых деталей (стальных) 2—10 мм Пределы регулирования сва- рочного тока 400—1200 а. Диаметр электродной про- волоки 3 —в мм. Скорость подачи электродной прово- локи 0,5—2 м/мин Ско- рость сварки 15—70 Мощность единицы йборудо ваиия, 230,0 21,5 ы 31,0 ма 31,0 ква 75,1) 28 0 23,0 ква 28.0 78,0 ква Размеры (1 X Ь /1)- Выпрямитель 2175 835 1640 Реостат РБ-300 535 405 605 Механизм подачи 3G5 265 130 Источник питания 1050 v 720 x560 Г орелка 300x50X130 Шкаф управления 440 • 350 450 Механизм подачи 330x280 ' 325 Источник питания 1070,- 870 1510 Механизм подачи 320 - 170x 240 Шкаф управления 650x310 210 Источник питания 1070 - 870X1510 Аппарат 560 480 795 Шкаф управления 850 • 900/570 Источник питания 700/ 880 137U Механизм подачи 625x425 35м Шкаф управления 520 465 750 Сварочный пистолет 246 .62 - 213 Источник питания 1030 - 650x1135 Шкаф управления 722 • 710/1670 Т рансформатор 314 666 - 651 Дроссель насыще- ния 725X480 684 Механизм подачи 296 375 - 340 Шкаф аппаратный 534 760 717 Источник питания 1100x590 J013 Трактор 1010x344X662 Шкаф управления 1010x600x780 Источник питания 950 818-.1382 Вес единицы оборудо- вания, 1740 37 18 0 250 0.5 20,0 10.0 4ЧЦ 17 32 190 81) 115 • 500 245 140 250 87 70 540 65 125 510
122
Продолжение табл. 78
Оборудование Тип, марка, модель 1 Техническая характеристика Мощность единицы оборудо- 1 Размеры (1x4 , Л), । единицы | оборудо- |
Автомат для дуговой сварки под флюсом тракторного типа, универсальный. Источник питания ТС Д-1000-4 ТС17М-У Сварочный ток 1000 а. Ско- рость подачи электриче ской проволоки 0,84— 6,7 м/мин. Скорость свар- ки 16—126 м/ч 78,0 ква т Т рактор 716 • 346 • 540 Шкаф управления 785 • 531x717 Источник питания 950 818z 1382 40 96 510
Пистолет для приварки шпилек ПД-500 Приваривает шпильки дна метром 4—12 мм 28,0 Пистолет Шкаф управления 250X200X330 Источник питалия 1100 590X1013 1 4 540
Ультразвуковой дефекте- У ДМ-1 Для проверки металлокон- струкций толщиной 2— 250 мм 0,13 423 - 220 335 19
Аппарат для просвечивания сварных швов * ГУП-Со-0,5-2 Для просвечивания метал- локонструкций толщиной до 50 мм 0,4 1400 1400x2300 220 ।
Аппарат для зарядки кассет электродной проволокой АЗКМ Диаметр наматываемой про- волоки 1,6—5 мм 0,6 2000 - 900 1000 271’ 1
Печь для просушки элек- тродов и флюсов СК-60 Б Обор. Оборудована Электрическая Максималь- ная температура 400 С. Производительность 120 кг/ч. Размеры камеры 850x450 x400 мм дование монтажных корпусного и слева рно-корпусн 60,0 ч а с т к о в ого участка 2990ч 1220z 2715 1600 । 1 । |
Ножкины комбинированные НЛ-511 Режут лист толщиной до 10 мм, пруток диаметром 35 мм и уголок 75x75 10 мм 2400'< 144'<1250 7<Ю
» гильотинного П-3312 Режут лист толщиной до 1,6 мм. Ширина 1600 мм Наибольшая толщина листа 1,6 мм. Ширина 1600 мм 1,7 2550 •> 141И1Х13 200 2600
Машина листогибочная Н-242 2,7 2690М100 г 1540 2200
Станок точильно-шлифоваль- ный двусторонний ЗБ634 Диаметр круга 400 мм 3,0 1000x655 1280 427
Однопостовой сварочный преобразователь для дуго- вой сварки ПСО-300-3 Номинальный сварочный ток 300 а. Пределы регулиро- вания сварочного тока 75—200 а 14,0 1026'- 590 > 838 430
Машина для точечной свар- ки с педальным пружин- ным приводом МТП-25-М Максимальная толщина сва- риваемых стальных дета- лей 3 |- 3 >.w. Производи- тельность 10 точек /мин. Полезный максимальный вылет электродов 200— 300 мм. Расход охлаждаю- щей воды 300 л/ч 25,0 ма 980 -.455^ 1118 210
Фотопроекциоиная установ- ка для разметки мест под насыщение ФТП-451 Обор, Переносная. Поворот опти- ческой камеры 360 /дование механо-монтажного а» 0,5 астка 415x650x2000—2400 17
Токарно-винторезный станок | 1К62 ВЦ-200: РМЦ-1000 11,125 2812x1166/1324 2140
Горизонтально - фрезерный станок 6Н81Г Рабочая поверхность стола 250 1000 мм 4,5 2100> 1940 -'1600 2000
Поперечно-строгальный ста- ' 7В36 Максимальный ход ползуна 700 мм 4,5 1430x2950x1750 2300
Вертикально-сверлильный станок 2А125 Наибольший диаметр свер- ления 25 мм 2,8 980 • 825 -.2300 870
То же , 2А135 То же, 35 мм 4,о 1240 810 -2560 1300
Станок точильно-шлифоваль- ный двусторонний | ЗБ634 Диаметр шлифовального круга 400 мм 3,0 1000 - 655,- 1280 427
Переносный станок для об- работки фундаментов 1 СПФ-1 Для обработки фундаментов по месту длиной до 4500 мм 1,7 5200х1440,х1045 188о
123
Продолжение табл. 76
Оборудование Тин, марка, модель Техническая характеристика Мощность единицы оборудо- Размеры (! X Ь X Л), единицы оборудо- вания.
Оборудование трубомонтажного участка
Трубогнбочный станок с гид- равлическим приводом СТГ-1М Диаметр изгибаемой трубы 14—38 мм 2,8 860x370x1000 300
То же СТГ-2 Диаметр изгибаемой трубы 32—76 мм 4200x2000/1140 1500
Отрезной станок с ножовоч- ной пилой 872-А Наибольший диаметр разре- заемого круглого металла 250 мм 1.7 1470x 825x885 610
Станок точильно-шлифоваль- ный двусторонний 3B634 Диаметр шлифовального круга 400 мм 3,0 1000;- 655> 1280 427
Насос гидравлический с пневматическим приводом для испытания труб - Обору Наибольшее давление — 100 кПсм* । давание деревоустановочного участка 500 - 245 375 30
Ленточно пильным станок с пневматическим приводом ЛПС Высота пропила 100 мм 760X530X 400 25
Станок круглопильный Ц-6 Диаметр пилы 400 мм. Наи- большая ширина распили- ваемого материала 500 мм. 6,2 2500x685x1420 650
Песочное точило Диаметр круга 400 мм Оборудование малярного и изоляционного 2.8 участков 875 750 - 1000 187
Кр аскомеша лка С-365А Производительность 350— 400 л/ч. Емкость 63 я 0,6 950/510 x 550 35
Смеситель для приготовле- ния малоусадочной пласт- массы ПС-10 Рабочая емкость резервуара 5 л 0.1 1050 .<420x730 -
Ленточно-пильный станок для раскроя изоляцион- ных материалов ЛПС Обору Наибольшая толщина раз- резаемого материала 100 мм давание электромонтажного уч астка 760x530,400 26
Вертикально - сверлильный станок 2А-125 Наибольший диаметр свер- ления 25 мм 2.8 980 x825 --23UU 870
Настольно-сверлильный ста НС-12А Наибольший диаметр свер- ления 12 мм 0.5 710 -.360 700 100
Станок точильно-шлифоваль- ный двусторонний 4Б634 Диаметр шлифовального круга 400 мм 3.0 НИХ) /655 1280 427
§ 46. ОБЕСПЕЧЕНИЕ
СБОРОЧНО-МОНТАЖНЫХ ПОЗИЦИЙ
КОМПЛЕКТУЮЩИМИ ИЗДЕЛИЯМИ
Успешное проведение работ по изготовлению
блоков в значительной степени зависит от обеспе-
чения сборочно-монтажных позиций соответствую-
щими комплектующими изделиями.
Для комплектации и транспортировки изделий,
входящих в состав блоков, все изделия, поступаю-
щие в цех, классифицируют в соответствии с их
конструктивными и технологическими особенно-
стями по разделам, которые обозначают буквами
русского алфавита: К — металлический корпус;
Д — деревянные части корпуса и дельные вещи;
С — системы; У — устройства; М — механизмы
и т. д. В зависимости от габаритных и весовых ха-
рактеристик изделия всех разделов подразделяют
на транспортные группы и обозначают цифрами —
I, 2, 3 и т. д. Например:
I-я группа — изделия размерами более 8,0х
Х1,5 м и весом более 2 т;
124
2-я группа — изделия размерами (4-i-8)Xl,5 м
и весом менее 2 г,
3-я группа — изделия размерами (2-4-4) X 1,5 м
и весом менее 2 т;
4-я группа — изделия размерами (1~2)Х1,5 м
и весом менее 2 7;
5-я группа — изделия размерами до 1,Ох 1,5 м
и весом менее I т. '
Изделия I-й группы транспортируют поодиночке
с применением обычных или специальных транс-
портных средств; изделия 2, 3, 4 и 5-й групп транс
портируют в контейнерах, причем контейнеры дол-
жны быть конструктивно приспособлены для удоб-
ной и компактной укладки изделий при комплекта-
ции их на складе.
Формирование изделий в контейнеры на соот-
ветствующих складах производится по технологи-
ческим комплектам. Подача контейнеров и отдель-
ных изделий происходит по графику.
В цехе сборки блоков предусматривают необхо-
димые площадки для разгрузки и хранения кон-
тейнеров. Крупногабаритные изделия, поступаю-
Рис. 59. Схема подачи комплектующих изделий на позиции поточных линий сборки и монтажа блоков для сухогрузных су-
дов дедвейтом 20 000 т.
щие в цех, устанавливают непосредственно на со-
ответствующие места в блоки прямо с транспорт-
ных средств, на которых они доставляются
(рис. 59).
§ 47. РАЗМЕРЫ ПРОЛЕТОВ,
КРАНОВОЕ ОБОРУДОВАНИЕ
И ПЛОЩАДИ ЦЕХА
При проектировании цехов сборки блоков опре-
деляют следующие размеры пролетов:
ширину в осях колонн — исходя из максималь-
ной ширины собираемых блоков и количества по-
точных линий в пролете, ширины башен лесов, ши-
рины площадки оперативного запаса секций и ме-
ханизмов, расстояния от наружной кромки колонн
до башен лесов, расстояния от оси до кромки ко-
лонн;
высоту от пола до отметки подкранового рель-
са— исходя из высоты корпуса судна, высоты су-
довозной тележки, размеров и условий погрузки
блока надстройки или главного двигателя.
Обоснование выбора ширины и высоты проле-
тов приведено в табл. 79, а рекомендуемые техно-
логические характеристики зданий и крановое обо-
рудование — в табл. 80.
Для определения площади цехов используют
планировку определенных расчетом рабочих мест
(позиций) для сборки и монтажа блоков, включая
площадки, проходы и проезды, а также учитывая
расположение сборочно-монтажных участков с не-
обходимыми комплектами оборудования, матери-
альных и инструментальных кладовых и других
вспомогательных служб.
Общую площадь цеха укрупнению можно вы-
считать по формуле
5ц — ^бл&бЛ^доД^об
где 5ц — общая площадь цеха, л/2;
^бл—средняя длина блока, м;
вбЛ — максимальная ширина блока, м-
Прм— необходимое количество мест сборки
блоков;
Коб — общий коэффициент обслуживания мест
сборки блоков;
Вц—расчетная годовая программа цеха, т;
роп — выпуск продукции в год с 1 м2 общей
площади цеха, т/м2.
Общий коэффициент обслуживания мест сборки
блоков ориентировочно может быть принят для вер-
фей И класса 2,4; для верфей Ill и IVклассов — 3,9.
125
Ширина и высота пролетов
Класс ерф1 |
Показатели, определяющие размеры пролетов И 1
пролете
! 1’1 1 ’ '
По ширине Размеры, м
62 24,0 2 • 24,0 19,0 2 19,0 5.0 | 2х 15,0
«3 2,- 1,5 4 <1,5 2..,5 4 <1,5 2x1,5 1 4x1,5
а 1 9,5 1/9,5 1 х8,5 1 -8,5 .-7,5 1 1X7,5
б 2x1,5 , ,.5 2 1,5
е 1 • 1,5 1. 1,5 1х .о !
вт 1X2,5 Г 2,5 1 -• 2,0 |
Ширина пролета по технологическим требо- ваниям 42.0 70.5 36,0 59.0 зо,о 49.5
Унифицированные пролеты 42,(1 36,0 30,0
По высоте Размеры, м
h2 15.0 11,0 6,5
h, 1.5 1.5 1.5
Лт 1,0 1.0 1.0
hsjhs 6.0/7,5 4,5/5,0 3,5/5,0
"1 ^4 3,5/2,5 3,0/2,5 2,0/2,0
.7^4-3. 1.0/1.0 1.0/1,0 1.0/1,0
М 5.0 3,5 2,3
Р 0.2 0.2 0.2
с 2,5 2,5
т 0,8 0.8
Высота до отметки подкранового рельса по технологическим требованиям 28,0—29,0 22,0 - 17.0
Высота до низа несущих конструкций по- крытия 36,5—37,5 29,0 - 18,0—19,5
То же, в унифицированных пролетах 37,8 30,6 - 19.8
126
Таблица 79
цехов сборки блоков
Условные обозначения
Bz — максимальная ширина корпуса судна
—ширина башни лесов
d — плошадаа хранения секций и расконсер-
вации механизмов
б — расстояние от наружной кромки колонны
до башни лесов
в — расстояние от оси до кромки колонны
— расстояние от оси до кромки колонны
с учетом размещения трансформаторных
подстанций
h2 — высота корпуса судна
/ц — высота судовой тележки
Лг — зазор между верхней кромкой блока судна
h3 высота главного двигателя
— расстояние от верхней кромки погружае-
мого двигателя до оси гака
<Яя — расстояние от оси гака до отметки подкр.г
нового рельса
М —высота фермы крана от отметки подкрано-
вого рельса
Р — зазор между нижней точкой подвесного
крана или фермой покрытия и фермой мо-
стового крана
С — расстояние от нижней точки подвесного
крана до подкранового рельса
т — расстояние от нижней кромки подкрано-
вого рельса до фермы перекрытия с учетом
зазора между подкрановым рельсом и по'
крытием
и блоком надстройки
Лэ— высота блока надстройки
j/z+hi — высота застройки (высота траверсы) плюс зазор между погружаемым блоком и траверсой
Лл 3s — расстояние между траверсой и отметкой подкранового пути
127
Рис. 60. План цеха сборки блоков на верфи II класса.
энергетических устройств и
План цеха сборки блоков на верфи II класса
приведен на рис. 60. В цехе предусматривается как
общеобменная, так и местная вентиляция — от сва
рочных автоматов, от дуг ручной сварки при ра-
боте в закрытых отсеках, из закрытых отсеков при
выполнении работ, от точильно-шлифовальных стан-
ков и другого оборудования, в процессе работы ко-
торого выделяются вредные вещества.
Таблица 80
Технологические характеристики зданий и кранового оборудования цехов сборки басков
верфи Ширина пролетов в осях колонн, ж Шаг колонн. Высота до отметки под- кранового рельса, м Высота до низа несу- щих конст- рукций по- крытия, ж Крановое оборудование Наименование и вес транспортируемых изделий, лимитирующих грузоподъем-
Тип
подъемноеть. иость кранового оборудования
11 42 12; 24 28.85 37.8 Электро- мостовой 100 Секции и механизмы весом до 100 т. В отдельных случаях при спаренной работе кранов вес груза до 190 т, включая вес траверсы
III 36 12. 24 23.45 30.6 То же 50 Секции и механизмы весом до 50 т. В отдельных случаях при спаренной работе кранов, вес груза до 95 т, включая вес тра- версы
IV 30 .2 17 19,8 То же 30 Секции и механизмы весом до 30 т. В отдельных случаях при спарен- ной работе кранов вес груза до 55 т, включая траверсы
блоки корпусе судна, высоту цеха сборки блонол принимают равной высоте судостроительного цеха 2 Рели на вепЛях 11 и III классов технологической схемой постройки судов предусматривается установка главных механиемов агрега-
теми, тип и грузоподъемность кранов определяют особо 3. Высоте до низа несущих конструкций покрытия цехов сборки блоков на ъерфих 11 и III речных подвесных кранов. При отсутствии их указанная высота будет соответственно меньше.
128
§ 48. ЭНЕРГЕТИЧЕСКИЕ
И ТЕХНИКО-ЭКОНОМИЧЕСКИЕ
ПОКАЗАТЕЛИ ЦЕХА
Цех сборки блоков должен быть обеспечен сле-
дующими основными видами энергии: электроэнер-
гией— для работы сварочного, станочного, подъем-
но-транспортного и другого оборудования; сжатым
воздухом, давлением 5—6 кГ/см2—для работы
пневматических инструментов и краскораспылите-
лей; ацетиленом и кислородом— для машинной и
Таблица 81
Ориентировочные показатели для расчета основных видов
анергии и количества инструментов на 1000 m продукции
цехов сборки блоков
ручной резки и правки конструкций корпуса; угле-
кислым газом и аргоном—для сварки; производ-
ственной водой — для испытания собранных и сва-
ренных конструкций, трубопроводов и систем; во-
дой определенной чистоты — для охлаждения горе-
лок при сварке в среде инертных газов. Ориенти-
ровочные показатели для расчета основных видов
энергии на 1000 т продукции, средний расход воз-
духа и газов и коэффициенты использования ин-
струментов и оборудования в цехах сборки блоков
приведены в табл. 81 и 82.
9 А К. Сырков
Таблица 82
Средний удельный расход воздуха и газов иа единицу
оборудования и инструмента и коэффициенты использования
оборудования в цехах сборки блоков
Инструмент и оборудование Класс верфи
II III IV
Пневматиче- ский инстру- Расход воздуха, л®/ч 75 70 65
мент (сжатый воздух 5—6 кГ1см*) Коэффициент исполь- зования 0,7 0.65 0.65
Ручные резаки Расход ацетилена, л®/ч 0,68 0,67 0,65
Расход кислорода. л®/ч 3.5 2,8 2,6
Коэффициент исполь- зования 0,7 0,65 0,65
Горелки для правки Расход ацетилена, М*/Ч ‘•6 .,2 0,8
Расход кислорода. >.7 1.4 1,0
Коэффициент исполь- зования 0,5 0,45 0,45
Сварочные полуавтоматы Расход углекислого газа, л»/ч 0.6 0,5 0,4
Коэффициент исполь- зования 0,7 0,65 0,65
Рис. 61. Изменение удельной трудоем-
кости в зависимости от годовой про-
граммы цехов сборки блоков на верфях
11, Ш, IV классов.
ГоЗпВаи программа, тыс. т
Рис. 62. Изменение удельного годового вы
пуска продукции в зависимости от годовой
программы цехов сборки блоков на верфях
П, III, IV классов
Основные данные и технико-экономические по-
казатели этих цехов по классам судостроительных
верфей для условно принятых расчетных программ
129
Таблица 83
Основные данные и технико-экономические показатели цехов сборки блоков
Показатели Класе верфи ! Класс верфи |
... IV || 11 П1 ,v
.. и tv Зе? Траулеры Qf, = 2500 m 1л и» й е._о 1-0 L‘ । н
Б !| Показатели И £'о «о h
Порядковый номер расчет- ного серийпого судна 44 70 120 Средний коэффициент исполь- зования мест сборки блоков 0,86 0,87 0.88
Годовой выпуск продукции ед 22 116 33 75 66
Удельная трудоемкость выну- 22 29 32
тыс- m 34 скаемой продукции, чел.-ч/т
Объем работ цеха от общего объема работ цехов верфи по трудоемкости, % 26 28 29 Годовой выпуск продукции, m с 1 № площади на одного списочного ра- бочего 3,4 62,0 3.2 48,0 2,4 41,0
Готовность судна по трудо- емкости. 66 68 69 ।
Количество вспомогательных рабочих по отношению к производственным. % 25 । 25 1 25
Коэффициент сменности 1.6 1.6 1.6
Уровень механизации и ав- томатизации производства 40—50 40—50 40-50 Примечание. В таблице приведены показатели дли условие сборки и иоктажа блоков в закрытых зданиях
и серийности постройки судов приведены в табл. 83;
примерные коэффициенты пересчета и показатели
удельной трудоемкости на I т выпуска и удельного
годового выпуска продукции с I ж2 общей площади
в зависимости-от годовой программы и серийности
постройки судов — в табл. 84, а графики измене-
нии удельной трудоемкости на I т продукции и
изменения удельного выпуска продукции с 1 -1<г
площади — на рис. 61 и 62.
Таблица 84
Коэффициенты пересчета и показатели удельной трудоемкости на 1 m продукции н удельного годового выпуска
продукции с I л2 общей площади цехов сборки блоков в зависимости от годовой программы и серийности
постройки судов
39,5
1.01 i
1,37
1,28
22,5
25.0
28,0
31,
34,
Годова»
программа
30,5
29.5
29,2
29,0
Коэффициент
пересчета
29,С
27,5
25,2
24,1
23.3
22,6
22,
22,
2,72
2,87
3,1
3.22
1.12
1.09
1,06
1.03
1,02
130
§ 49. УЧАСТОК ПОДГОТОВКИ
И АГРЕГАТИРОВАНИЯ МЕХАНИЗМОВ
Этот участок предназначается для подготовки
и крупиоузловой сборки оборудования, включая
необходимую проверку и испытания его на стендах
(в цеховых условиях) с целью сокращения объема
работ, выполняемых непосредственно на судах. Уча-
сток входит в состав цеха сборки блоков или в со-
став судостроительного цеха.
Компоновку оборудования в агрегаты можно
производить:
по признаку выполнения агрегатами единой
функции на судне (функциональные агрегаты);
по признаку объединения оборудования в один
монтажный блок с целью создать оптимальные
условия для его размещения и монтажа (монтаж-
ные агрегаты).
Функциональные агрегаты являются более про-
грессивной формой агрегатирования, позволяющей
выполнять большой объем работ не на судне, а в це-
ховых условиях, и дающей возможность заводам-
поставщикам поставлять на судостроительные
верфи оборудование, уже собранное в агрегаты.
Таблица 85
Механизмы ви оборудование, подвергающиеся агрегатированию и подготовке к монтажу при постройке сухогрузных судов
Механизмы и оборудование Характер работ Механизмы и оборудование Характер работ
Главный двигатель — дизель Дизель-генератор Валопровод । Насосы разные Теплообменные аппараты и устройства Устройства для погрузки и выгрузки механизмов Брашпиль Шпили кормовые Оборудование ремонтной мастерской Электровентилятор Электрокомл рессор Лебедка Рефрижераторная и холо- дильно-фреоновая установ- Противопожариая углекис- лотная установка Воздушнопевный аппарат Краны грузового устройства Турбогенераторы, дизель-ге- нераторы, рулевая маши- Вспомсгательная котельная установка (вспомогатель- ный паровой котел, пита- тельные и топливные насо- сы, топливный фильтр, котельный вентилятор, ре- гуляторы автоматических систем горения и питания) Дозервая установка с бач- ком для раствора ириса- Расконсервация и сборка узлов Расконсервация, проверка центровки генератора с двигателем, изоляция Расконсервация, пригонка конуса винта к конусу вала; предварительная сборка муфт, подшипни- ков; подготовка к уста- новке монтажных под- шипников и перебороч- ного сальника Наружная расконсерва- ция и испытания с электроприводами на хо- лостом ходу Наружная расконсерва- ция, изоляция и испыта- ния гидравликой Наружная расконсерва- ция и испытания Наружная расколсерва- Т Ния и узловая сборка Расконсервация Наружная расконсерва- ция, установка деталей крепления и смазки Наружная и внутренняя расконсерв ация Расконсервация, предва- рительная сборка, испы- тания, очистка и соеди- нение батарей Сборка углекислотных ба- тарей и установка бал- лонов Расконсервация и обору- дование Расконсервация и сборка Расконсервация и предва- рительная сборка Расконсервация, установ- ка арматуры и кирпич- ная кладка котла, под- готовка механизмов к агрегатированию и агре- гатная сборка Расконсервация, подготов- ка элементов к агрегати- док (бачок фосфата, регу- лятор насоса, насос, элект- ромотор насоса, бачок ни- трата, фундаментная рама, поддон) Насосы рабочей воды систе- мы регулирования (насос рабочей воды, электромо- тор насоса, фильтр, фунда- ментная рама) Водо-водяной н водомасля ный холодильник мото- помпы (холодильник воды, холодильник масла, тер- мостатная коробка, кран трехходовой, рама фунда- ментная) Крепление фильтров с клин- кетными задвижками к фундаменту в трюме (фильтр забортной воды, задвижка клникетная, де тали крепления) Крепление фильтров с кла- панами и трубами ко вто- рой платформе (фильтр для конденсата, клапан за- бортный проходной, тру- ба; крепление фильтров) Крепление клапанов, трой- ников, крестовин, регуля- торов питания и труб к переборке в котельном от- делении (клапаны проход- ные, регуляторы питания, тройник, крестовины, тру- бы) Воздухоохладительная уста- новка (адсорберы, четырех- ходовые клапаны, паровой воздухонагреватель, пере- ключающее устройство) Центральный кондиционер двухканальпой высоко- скоростной системы конди- ционирования воздуха (электровентилятор, фильтр воздушный, охла- дитель воздуха, иллюми- натор, увлажнительное устройство, воздухорас- пределительная ^камера) рованию, агрегатная сборка, включая сборку трубопроводов и аппа- ратуры, испытания до- зерной установки по программе швартовных испытаний Расконсервация, подготов- ка элементов к агрегати- рованию, агрегатная сборка, включая сборку трубопроводов и арма- Расковсервация, подготов- ка элементов к агрега- тированию, агрегатная сборка элементов Расконсервация, подготов- ка элементов к агрега- тированию, агрегатная сборка Расконсервация, подготов- ка элементов к агрега- тированию. агрегатная сборка Агрегатная сборка элемен- тов Расконсервация, подготов- ка элементов к агрега- тированию, агрегатная сборка элементов Расконсервация, подготов- ка элементов к агрегати- - рованию, агрегатная сборка их, включая тру- бопроводы и арматуру i !
131
Таблица 86
Примерный состав и технические характеристики основного технологического оборудования участка подготовки
и агрегатирования механизмов на верфях I и 11 классов
Оборудование Установленная мощность Размеры tlXb). мм Вес единицы оборудо- вания, кг
Техническая характеристика оборудован ня.
Стенд для агрегатной сборки ме- Металлический. С системами: возду- — 20000/ 9000 36000
ханизмов Стенд для наладки механизмов ха (давлением 4—5 кГ/слЛ, пара (5—7 кГ/см^), воды (3—4 кГ/сл®). Расход воды 10 жа/ч Металлический. С пунктом подклю- 100 14 000X7000 35000
после агрегатирования чения электроэнергии переменного тока 380/22О/127 в
Стенд для сборки, наладки и про- Металлический. С системами: возду- 20 14 000 - 7000 16000
верки в действии автоматики ха (давлением 4—5 кГ/сл®), воды (3—4 кГ/сж®). Расход воды 2 л8/ч. Переменный ток 380 в
Стенд для сборки и испытания Металлический. С системами: возду- 10 14000x 8000 23 000
воздухоосушительных установок ха (давлением 4—5 кГ/слА), пара (5—7 кГ/смI 2), воды (3—4 кГ/см*). Расход воды 15 м*!ч. Переменный ток 380/220/127 в
Стенд для испытания на плот- Металлический. С системами: возду- 14 000 - 8000 16000
ность и изоляцию теплообмен- ных аппаратов Стенд для расконсервации меха- низмов ха (давлением 4—5 кГ/сжв), пара (4—7 кГ/см,2), воды (3—4 кГ/сл®) Металлический С системами: возду- ха (давлением 4—5 кПсм2), пара (5—7 кГ/с,и2), воды (3—4 кГ/с.и®). Постоянный ток 60 в 2,8 16000x9000 быть и другими. 30 000
Монтажные агрегаты, как правило, компону-
ются на судостроительных верфях.
В табл. 85 приводится Примерный состав меха-
низмов и оборудования, подвергающихся агрегати-
рованию и подготовке к монтажу при постройке су-
хогрузных судов дедвейтом 15—20 тыс. т. Меха-
низмы и оборудование поступают на участок со
складов верфи, а фундаментные рамы к ним —
из сборочно-сварочного цеха. При этом механизмы
и оборудование, поступающие отдельными узлами,
собирают до максимально допустимых размеров и
весов, а затем проверяют и налаживают, исполь-
Рис. 63. План участка подготовки и агрегатирования механизмов на верфи II класса.
I — степи для расконсервации механизмов- 2 — кран элекгромостовой. 50 т; 3 — сп-ид для агрегатной сборан мехеитмов. 4 — стенд
для наладки механизмов после агрегатирования; «—стенд для сборки, нала дан и проверки в действии автомагихи; е— стенд
для испытания на плотность и изоляцию теплообманных аппаратов; 7 — стенд для сборан н испытания воздухоохладительных уста
новик; 8— кран подвесной, облегченного типа. 3 г.
132
зуя все возможности имеющегося стендового обо
рудования и энергетики участка. Расконсервация
механизмов выполняется с применением огнебезо-
пасных растворителей типа ОП-7 и ОП-10, а также
пистолетов с электроподогревом воздуха. Пользо-
ваться керосином, бензином и другими огнеопас
ними растворителями по разрешается. Примерные
данные по оборудованию и энергетике участка при
ведены в табл. 86.
Площадь участка подготовки и агрегатирова-
ния механизмов определяется расистом и планиров-
кой принятого количества стендов; для верфей
II класса она составляет примерно 1500—2000 м2
(рис. 63).
ГЛАВА XII
СУДОСТРОИТЕЛЬНЫЙ ЦЕХ
§ 50. ТЕХНОЛОГИЯ
И ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА
Судостроительный цех предназначается для вы-
полнения работ по постройке судов на стапельных
местах, т. е. работ, связанных со сборкой корпуса,
монтажом механизмов, систем, трубопроводов и
устройств; оборудованием помещений, окраской и
пр. Таким образом, этот цех осуществляет все ра-
боты верфи на стапеле, за исключением электро-
монтажных работ и работ по монтажу приборов
теплоконтроля и изоляции, которые выполняются
соответствующими специализированными предприя
тиями Как правило, судостроительный цех яв
ляется сборочно-монтажным цехом и заготовитель
пых работ не производит (кроме небольшого
объема поделок, необходимых в процессе мои
тажа).
При проектировании судостроительных цехов
в зависимости от класса верфи постройку судов ве
дут следующими методами-
Класс верфи Метод постройки
II.......Блочный или блочно-секционный
H1.1V. .... Блочный
V . . . Секционный на конвейерных линиях
Технологию и характер сборочно-монтажных ра-
бот в судостроительном цехе определяют в соот-
ветствии с запроектированным методом постройки
судов. Так, при секционном методе постройки на
верфи I класса в проекте могут быть предусмот-
рены следующие основные организационно-техно-
логические положения:
сборка корпуса ведется с применением легких
домкратов с механизированным приводом и других
современных приспособлений; проверочные работы
при установке секций, измерение деформаций
судна, замеры главных размерений и обводов вы-
полняются при помощи оптических приборов (ни-
велиров, теодолитов); непроницаемость отсеков
корпусов судов проверяется сжатым воздухом
(проверка водой производится в отдельных слу-
чаях на первых судах серии);
сварка металлоконструкций корпуса выпол-
няется автоматами и полуавтоматами (включая
сварку в среде углекислого газа), а сварка вер
тикальных швов основного корпуса — автоматами
электрошлаковой сварки (конструкции из алюми-
ниево-магниевых сплавов свариваются специаль-
ными полуавтоматами и установками для ручной
сварки в среде аргона);
места для установки деталей крепления и на-
сыщения в судовых помещениях размечаются
с применением фотопроектора; предварительная
подготовка и агрегатирование механизмов перед
монтажом на судне производятся на специально
оборудованном для этой цели участке;
пробивка осевой линии валопровода выпол-
няется при помощи оптических приборов, а монтаж
валопровода — по нагрузкам на опоры; монтаж
дейдвудных устройств на судах производится без
расточных работ, путем заливки пластмассой или
заполнения клеевым составом под давлением коль-
цевых монтажных зазоров между корпусными кон-
струкциями и дейдвудными трубами или втулками
мортир, после их установки по оси валопровода и
уплотнения с торцов; монтажные операции по со-
единению гребного винта с валом осущестляются
гидропрессовым способом; монтаж механизмов вы-
полняется с применением малоусадочной пласт-
массы типа ФМВ; монтаж трубопроводов и си-
стем на судах производится, в основном, из
узлов, предварительно собранных и испытанных
в цехе;
изоляционные работы на судах выполняются
с применением предварительно изготовленных
в цеховых условиях деталей и узлов изоляции по-
мещений, трубопроводов, систем и механизмов;
для монтажно-достроечных работ применяют
пневмо- и электроинструмент, для малярных ра-
бот— эжекторные распылители, валиковые кисти
и т д.
Монтаж на судне различных изделий выпол-
няется с применением специальных устройств и
приспособлений, а именно тележек для монтажа
валопровода в неудобных местах; тележек для
монтажа руля и гребного винта; грузовых скоб
для подачи грузов в малодоступные места отсеков
судна; телескопических передвижных вытек для
отделочных работ снаружи корпуса; переносных
лифтов И Т. д.
В соответствии с указанной номенклатурой ра-
бот судостроительный цех имеет следующие спе-
циализированные производственные участки:
корпусостроительный, выполняющий работы по
сборке п сварке корпусов судов на стапельных
местах; слесарно-корпусный, производящий уста
новку на судах дельных вещей, устройств, метал-
лического оборудования помещений и других
слесарно-корпусных изделий; механо-монтажный,
ведущий па судах монтаж механизмов н* обору-
дования; трубомонтажный, выполняющий мон-
таж трубопроводов и систем; деревоустаповочпый,
133
производящий все работы, связанные с установкой
деревянных частей корпуса и оборудования поме-
щений; малярный.
При проектировании судостроительных цехов
учитывается также размещение в этих цехах фи-
лиалов ’или участков специализированных пред-
приятий, выполняющих работы по постройке судов
на правах контрагентов, и, кроме того, необходи-
мое складское, ремонтное и инструментальное хо-
зяйство.
Технические средства управления производ-
ством судостроительного цеха должны обеспечи-
вать получение следующей информации: о наличии
необходимых запасов узлов и секций корпуса, ма-
териалов, комплектов деталей и изделий, требую-
щихся по графику; о фактических сроках начала и
окончания работ по каждому технологическому
комплекту; об обеспечении рабочих мест секциями
и узлами, деталями и материалами, механизмами,
оборудованием, комплектующими изделиями, ин-
струментом, технической документацией и т. д.
§ 51. ТРУДОЕМКОСТЬ РАБОТ,
ОБОРУДОВАНИЕ И РАСЧЕТ КОЛИЧЕСТВА
СТАПЕЛЬНЫХ МЕСТ
Трудоемкость работ судостроительного цеха
принимают исходя из принципиальной технологии
постройки расчетных судов, либо по руководящим
материалам для проектирования и данным из ра-
нее выполненных проектов аналогичных цехов.
Примерное распределение трудоемкости при по-
стройке сухогрузных судов и траулеров на ста-
пельных местах по основным видам работ приве-
дено в табл. 87.
Расчет и выбор сварочного оборудования для
судостроительного цеха производится так же, как
и для сборочно-сварочного цеха и цеха сборки бло-
ков. Для выполнения поделочных работ на неко-
торых участках цеха вне расчета предусматривают
необходимые технологические комплекты оборудо-
вания, в зависимости от номенклатуры выполняе-
мых работ. Состав и технические характеристики
основного технологического оборудования судо-
строительных цехов на верфях 1 и II классов при
постройке судов секционным методом приведены
в табл. 88.
Состав работающих онределяется методами,
аналогичными изложенным в предыдущих главах.
Следует отметить, что кроме людей, являющихся
работниками самого судостроительного цеха, на
его площадях работают сотрудники монтажных
предприятий, обеспечивающих работы по по-
стройке судов на стапельных местах на правах
контрагентов. Поэтому при проектировании судо-
строительного цеха для них также предусматри-
вают необходимое оборудование, площади и слу-
жебно-бытовые помещения.
Количество стапельных мест определяют по
формуле, исходя из принятого стапельного пе-
риода постройки судов, годовой расчетной про
граммы по выпуску судов и годового фонда вре-
мени стапельных мест, а именно-
где пст — количество стапельных мест;
tc — продолжительность стапельного периода
постройки судна, месяцы;
пс — годовая расчетная программа по выпу-
ску судов, ед;
Фет -действительный расчетный годовой фонд
времени стапельных мест, месяцы.
Основным принципом организации производ-
ства в судостроительных цехах на большинстве
новых верфей II—V классов является поточно-по-
зиционная постройка судов на специализирован-
ных стапельных местах (позициях), причем для
лучшего обеспечения этих позиций комплектую-
щими изделиями все изделия классифицируют по
конструктивным и технологическим признакам, по-
сле чего определяют объем поставок по транспорт-
ным группам (табл. 89).
Таблица 87
Трудоемкость постройки сухогрузных судов и траулеров
на стапельных местах при блочном и секционном
методах. %
Виды ра&.т Блочный метод Секцион- грузиое
Сухо грузное судно Грнулер
Разметка п проверка 1.S 1.4 2,0
Сборка и испытания непро- ницаемости 8,5 7.0 15.0
Газовая резка и газовая строжка 12 1.1 2,0
Электродуговая прихватка 1.0 1,8
Ручная электродуговая сварка 4,0 3,9 7,8
Полуавтоматическая сварка 2,0 1.9 3,1
Автоматическая сварка 0,2 и,2 0,3
Пневматические работы (руб- ка, сверловка и т д) 18 •2 2.8 1
Слесарно-корпусные работы IS.S 16,0 14,2
Механо-монтажные работы 30,0 311,0 25.5
Трубомонтажные работы 10,8 11,0 10,0
Столярные и плотницкие ра- 7,0 8,5 6.0
Малярные работы 15,3 16,0 9.0
Такелажно-парусные работы 0,8 0,8 0,5 '
Итого 100,0 100,0 100,0 |
Транспортировка блоков из цеха сборки блоков
в судостроительный цех осуществляется на тележ-
ках (с гидравлическими домкратами) продольного
п поперечного перемещения. Изделия первой транс-
портной группы транспортируют поодиночке, изде-
лия 2, 3, 4 и 5-й групп--в соответствующйх кон-
тейнерах.
134
Таблица 88
Состав и технические характеристики основного технологического оборудования судостроительных цехов
на верфях 1 и II классов
Оборудование Многопостовой сварочный выпрямитель Полуавтомат шланговый для электродугоной сварки в среде углекислого газа Источник питания ВС-300 Полуавтомат для дуговой сварки в среде углекисло- го । аза плавящимся элект- родом. Постоянный ГОК. Источник питания ВС-600 Полуавтомат шланговый для сварки сплошной и порош- ковой проволокой откры- той дугой швов, недоступ- ных для сварки автома- Источник питания ВС-600 Полуавтомат для дуговой сварки под слоем флюса стыковых и угловых швов в нижнем положении Источник питания ПСО-бОО Автомат для дуговой сварки под флюсом деталей из малоуглеродистой стали. Переменный ток. Источник питания ТСД-1000-4 Автомат для элсктрошлако- вой сварки продольных швов вертикальных сты- ковых соединений. Пере- менный и постоянный ток. Источник питания ВС-1000 У Становка для ручной свар- ки алюминия и его спла- вов вольфрамовым элект- родом в среде защитного Переменный ток. Источник питания СТЭ-24, Дроссель насыщения ДН-300-1 Полуавтомат для дуювой сварки в среде аргона плавя пимся электродом деталей из алюминиевых сплавов. Постоянный ток Источник питания ПСГ-500 Пистолет для приварки шпилек Источник питания ПСО-500 ТИ1 А В ДМ-3001 A-547.V А-765 ПН1-5у АДС-1000-2 А-433 «Удар» 300-1 ПДА-ЛЮ пд-лио Техппчеекя и характеристика бщсцеховое оборудова Номинальный сварочный ток 3000 а. Номинальный свароч- ный ток одного поста 300 а. Количество сварочных постов 18 (при коэффициенте одно- временности 0,6) Номинальный сварочпый ток 300 а. Диаметр электродной проволоки 0,7—1,2 л.и. Ско- рость подачи электродной проволоки 148—414 м/ч Номинальный сварочный гок 600 а. Регулирование свароч- ного тока 80—600 а. Диа- метр электродной проволоки 1,6—2,0 .«.« Сварочный ток 600 а. Диаметр электродной проволоки: сплошной 1.6—2,0 мм\ по рошковой 1,6—3,5 мм. Ско- рость подачи электродной проволоки 58—582 л/ч Номинальный сварочный ТОК 650 а. Толщина свариваемых стальных деталей 2—10 мм Пределы регулирования сва- рочного тока 400—1200 а. Диаметр электродной прово- локи 3—6 мм. Скорость свар- ки 15—70 м/ч Номинальный гнарочный ток 1000 а Диаметр электродной прово- локи 3 мм. Скорость сварки 2,6—21 м/ч Сварочный ток 300 а. Предел ре- гулирования сварочного тока 50—ЗОС» а. Диаметр электрода 2—6 мм. Расход защитного газа 240- 600 л/ч Номинальный сварочный гок 30U а. Диаметр алюминиевой электродной проволоки 1,6—2,0 мм. Расход аргона 240- 600 л/ч Приваривает шпильки диамет- ром 4—12 мм Установ- ленная мощность оборудо- вания. н ие 230,0 21,5 ква 31,0 ква 31,0 ква 28,0 78,0 ква 75 ква 23,(1 кгч 31,0 ква 28,0 Размер 1-1 (1 яж Выпрямитель 2175\ 835 ч 1640 Реостат РБ-300 536 '405 650 Механизм подачи 365 - 265х 130 Источник питания 1050x720' 560 Горелка 300X50X130 Шкаф управления 440 л 350x450 Механизм подачи 330 280 .325 Источник питания 1070X870X1510 Механизм подачи 320/170. -240 Шкаф управлении 65 3104210 Источник питания 1070 - 870X1510 Механизм подачи 296x 375 x 340 Шкаф аппаратный 534 x760 <717 Источник питания I100z.590x.1013 Трактор 1010 x344 662 Шкаф управления 1010 - 600' 780 Источник питания 950 818 - 1382 Аппарат 560 4 480 795 Шкаф управления 850x91X1 - 570 Источник питания 700 -880-1370 Шкаф управления 722x710x1670 Т рапформатор 314 • 666 - 651 Дроссель насыщения 725 <480x681 Механизм подачи 625X425 .-'350 Шкаф управления 520 - 465/750 Сварочный пистолет 246 • 62 213 Источник питания 1030 - 650/1135 Шкаф управления 250x200x200 Пистолет Источник питания 1100 ч 590/.1013 Вес оборудо- вания. 1750 37x18 6 250 0,5 20 30 490 17 32 790 87 70 540 65 1,25 510 80 61Ю 245 140 250 10 90 500 540, j
135
Продолжение табл. 88
Оборудование модель Техническая характеристика Установ- ленная мощность оборудо- вания. Размеры (1Х6ХД). ММ Вес единицы оборудо-
Ультразвуковой дефекте- УДМ-1М Скорость контроля 4—5 пог. 0,13 335x220 -.426 33
Аппарат для просвечивания ГУПСО-05-2 м/мин. Контролируемая тол- щина металла 1—250 мм Для просвечивания металла 0,4 1400 1400 2300 220
сварных швов То же РУП-200-5-1 толщиной до 50 мм То же, до 60 мм 2,5 кеа 1400 700 1300 165
Аппарат для зарядки кассет АЗКТ Диаметр наматываемой прово- 0,6 200 - 900> 1000 270
электродной проволокой Печь Для просушки электро- СК-60 локи 1,6—5 мм Электрическая. Максимальная 60,0 2990/1220 х2715 3600
дов и флюсов Пресс-ножницы комбиниро- Б. Обор Оборудована Н-513 температура 4UU С- Произ- водительность 120 кг/ч. Раз- мер камеры 850x450x400 мм 'дование монтажных уч 1 корпусного и счссарно-корпусногс Режут лист толщиной до 13лш астков участкое 2,8 1100x520 <1610 1210
ванные То же С-229А и пруток диаметром до 35 мм Режут лист толщиной до 2,2 1595 x610x1526 1200
Гильотинные ножницы Н3312 2А-125 13 мм. полосу 20 МО мм, пруток диаметром до 40 мм Режут лист толщиной до 1,7 2550-1100 1320 2600
Вертикально-сверлильный НС-12Д 1,6 мм; длина реза 1600 мм Наибольший диаметр сверления 2,8 980v825> 2300 870
станок Настолыю-сверлильный ПСО-ЗОО-З 25 мм Наибольший диаметр сверле- 0,5 710-ч360 700 100
станок Однопостовой сварочный ния 12 и.и Номинальный сварочный ток 14,0 1026 <590x838 430
преобразователь для дуго- вой сварки Фотопроекционная установ- ФТП-451 300 а Пределы регулирования сва- рочного тока 75—320 а Переносная. Поворот онтиче- 0,5 415x 650 (2000—24UO) 17
ка для разметки мест под насыщение Станок точильно-шлифоваль- ЗБ634 ской камеры 360' Диаметр шлифовального круга 3,о 1000 - 655 /1280 427
вый двусторонний Переносный станок для Обор - 400 мм /давание механо-монтажного участка ’Диаметр расточки 600—1200/us 1 15.0 -
расточки дейдвудного уст- ройства
Переносный вертикально- — Диаметр расточки 400—700 мм 15 -
расточный станок для рас- точки отверстий рулевого устройства
Переносный станок для об СПФ-1 Для обработки фундаментов по 1,7 520U 1440 1045 1882
работки фундаментов Токарно-винторезный ста- 1А616 месту длиной до 4500 мм ВЦ-160; РМЦ-710 4,5 2225 1275 122U 1500
иок
Токарно-винторезный ста 1К—62 ВЦ-200; РМЦ-1400 н,о 3212x1166- 1324 2200
нок
Поперечно-стро| альиый ста- 7М36 Наибольший ход ползуна 8,0 2785x1750 <1780 3200
Г оризонталыю-фрезерныб 6Н81Г 7<>i мм Рабочая поверхность стола 6,3 2100 • 1940 <I6UO 2100
станок Вертикально-фрезерный ста- 6М12П 250 1000 Наибольший ход ползуна 600 мм Рабочая поверхность стола 8,7 3395х1745 2000 3000
Вертикально-сверлильный 2А-135 320 • 1250 мм Наибольший диамегр сверле- 4 5 1240 8IOz 2500 1300
станок Радиально-сверлильный 211-55 ния 35 мм Наибольший диаметр сверления 8,3 2605 • 1000x33.15 4100
станок Настольно-сверлильный ста- НС-12А 50 мм. Вылет 1600 мм Наибольший диаметр сверления 0,5 710 360, 70U 100
нок Станок точильный двусто- ЗБ634 12 мм Диаметр шлифовального круга 3,0 ИМИ» х655 4280 427
ронний 400 ММ
136
Продолэ!сение табл. 88
Оборудование марка, модель Техническая характеристика Установ- ленная мощность оборудо- вания. размеры (1Х*ХЛ). мм Вес единицы оборудо- вания, кг
Оборудование трубомонтажного участка
Горизонтальный ленточно- пильный станок СРТ Наибольший диаметр разрезае- мой трубы 260 мм 1,7 2250X1020X1320 1200
Трубогибочпый станок с гид- равлическим приводом СТГ-1М Диаметр изгибаемой трубы 14—38 мм 2,8 830ч.37О 1000 300
То же СТГ-2 То же 4,5 4200x2000x1140 1500
Насос гидравлический с — Наибольшее давление 100 кГ/см? .—- 54)0 2457x375 30
пневматическим приводом для испытания
Станок точильный двусто- ронний ЗБ 634 Обор Диаметр шлифовального круга 1 3.0 400 мм удование дерееоустановочного участка 1000 655 .<1280 427
Станок круглопильный Точило песочное Ц-6 I Диаметр пилы 400 мм. Наи- | 6,2 большая ширина распили- ваемого материала 50)) мм 1 Диаметр круга 500 мм 1 2,8 Оборудование малярного и изоляционного участков 2500 - 685x1420 875 x750 1000 650 187
Краскомешалка Смеситель для приготовле- ния малоусадочной пласт- С365А ПС-0 Производительность 350—400 л/ч Емкость 63 я Рабочая емкость резервуара 5 л 0,6 0,1 950x610-'550 1050 420x 730 35
массы
Ленточно-пильный станок с пневматическим приводом ДПС Наибольшая толщина разрезае- мого материала 100 мм — 760,.530 -;400 25
Станок круглопильный Ц-6 1 Диаметр пилы 400 мм. Наи- 1 большая ширина распиливае- I мого материала 500 мм Оборудование участка электромонтаж ново цеха 6,2 контраге 2500x685 х 1420 650
Be ртикально-свсрл ильный станок 2А-125 Наибольший диаметр сверления 25 мм 2,8 980 x 825 -'2300 870
Настольно-сверлильный ста- НС-12А Наибольший диаметр сверле- ния 12 мм 0,5 710 x 360 - 700 100
Станок точильне-шлифоваль- ный двусторонний 36634 Диаметр шлифовального круга 400 мм 3.0 1000x655 1280 427
Оборудование мастерской механики цеха
Токарно-винторезный станок 1А616П ВЦ-180; РМЦ710 4.5 I 2225х'1275 - 1220 1500
Вертикально-сверлильный станок 2А-125 Наибольший диаметр сверле- ния 25 мм 2,8 1 980 825 2300 870
Настолько-сверлильный станок HCI2A Наибольший диаметр сверления . 12 мм 0,5 7 Юл 360 700 100
Г оризонтально-фрезерный станок 6Н81Г Рабочая поверхность стола 1 4,5 2100 194U 1600 2000
Станок точильно-шлифо- вальный двусторонний 36631 ‘ Диаметр шлифовального круга ! 3,0 ! 400 мм Оборудование мастерской энергетика цеха НИЮ 655 - 1280 427
Настольно-сверлильный ста- Ручные рычажные ножницы НС-12А Н-970 Наибольший диаметр сверления 1 12 мм 1 Режет лист толщиной до | 0,6 мм 0,5 710 - 360 X "(Ю 340 J451260 100 °
137
Таблица 89
Классификация изделий при блочном методе постройки для сухогрузного судна грузоподъемностью 20 000 т
X Распределение по транспортным группам
« а Индекс Стапельные
i А £ X позиции
Наныенонаннс rpyirii изделий ||| “У |о5 В? gg Hi h Наименование групп изделий 1 г Ss Максимальные размеры (1 - Ь X Л), .« ш Ё х» ё и >1 > II. . .
Металлический корпус с фундаментами и подкреп- лениями к к 1 5 Узлы Детали корпуса 3,0 ч2,0Л 1,5 0,8 х 0,8 х 0,2 с 0 1
Дельные вещи д д д 1 3 5 Крышки грузовых люков Двери, трапы Дельные вещи малых габа- ритов 3,0 1,0 X 0,5 3,0 ' 1,0 хо,5 1,0 ' 0,7 •••0,2 0,2 0,2 (1,05
Деревянные части корпуса д 2 Деревянные части корпуса 6,5 • 0,2 а 0,1 0,01
Оборудование помещений д •1 Оборудование помещений 1,8 а 1,0 • 0,8 5
Краски Изоляционные материалы ‘ Материалы для покрытия 1 полов 0 и и и б 3 4 Окрасочные материалы Пакетно-н'итовая изоляция Линолеум и пластикаты Изоляционные материалы. мастики 2,5 1,2 1 - 1.5 0,15 0,15 0,05 0,1
Система и трубопроводы Системы вентиляции, систе- ма кондиционирования и рефрижераторные установ- в в 4 3 Механизмы систем я трубо проводов Механизмы Трубопроводы 1,5 х 1,0 . 1,0 1 = 2,0 1,5 1,0 х 1.0 1 .= 3,0 2,0 2,0 0,1
Судовые устройства 1 б Якоря, цепи Детали и мелкие механизмы 2,5 , 1,5 > 0,7 1,0 v 0,8 0,8 О 0
Электрооборудование, связь и управление 3 5 Оборудование, приборы, ка- 1,0 X 1,5 X 0,5 0 1
Главные и вспомогательные механизмы М м 3 Валопровод и винты Паропроводы и трубопроводы Диаметр а7,0 1 3,0 28.0 О.з
Оборудование машинных от- • делений м Оборудование 1.0 х 1,5 .3
§ 52. РАЗМЕРЫ ПРОЛЕТОВ,
КРАНОВОЕ ОБОРУДОВАНИЕ
И ПЛОЩАДИ ЦЕХА
Обоснование для выбора ширины и высоты
пролетов закрытых судостроительных цехов-эллин-
гов на верфях П, 111, IV и V классов и рекомен-
дуемые технологические характеристики зданий
и кранового оборудования приведены в табл. 90
и 91.
В таблицах не приведены данные для верфей
I класса, так как эти верфи в большинстве случаев
138
имеют в качестве стапельных мест и спусковых
сооружений сухие и наливные доки и наклонные
стапели, которые являются уникальными сооруже-
ниями и требуют поэтому в каждом конкретном
случае особых обоснований и решений. При этом
принципы расчетов -ширины и высоты пролетов
остаются аналогичными приведенным в табл. 90,
и дополнительно учитываются только размеры до-
ков и наклонных стапелей.
Размеры судостроительных доков определяют
исходя из размерений расчетных судов, технологи-
ческих требований к сборочно-монтажным работам,
размера лесов и необходимых зазоров.
Таблица 90
Технологические характеристики зданий и кранового оборудования судостроительных эллингов
28,85
сварочных
горная и трансформаторная подстанции: W — ком ел актовой на я к ла допа я
Мостовые краны;
подвесные кран-
балки
Мостовые краны
Секции н механизмы весом до 100 г». В от-
дельных случаях при спаренной работе
кранов вес груза до 190 т, включая вес .
траверсы i
Секции и механизмы весом до ГД) т. В от •
дельных случаях при спаренной работе
кранов вес груза до 95 т, включая вес '
траверсы
Секции и механизмы весом до 30 т. В от-
дельных случаях при спаренной работе
кранов вес груза до 55 т, включая вес
траверсы
Секции и механизмы весом до 21) т. В от-
дельных случаях при спаренной работе
кранов вес груза до 35 пг, включая вес
траверсы
Рис. 64. План расположения судостроительного цеха (эллинга) на верфи II класса
139
Ширина и высота пролетов судострон
Показатели, определяющие размеры пролетов Класс
И | III | IV I
Количество линий
'1 2 1 1 1 8 1 ’ 1 2 1
По ширине Размеры, м
в» 24.0 | 2.’-.24,0 19,0 2 '19,0 15.0 | 2.<15,0
"а 2X1,5 1 4X 1.5 2X 1,5 4X 1,5 2 1,5 ! 4x1,5 f 1
d 1/9,5 14-9,5 1x8,5 1 8,5 1 7.5 | 1x7,5
б 1-1,5 2X 1,5 1 X 1,5 2x 1.5 1 1,5 2-1,5
1 •• 1.5 I ' 1,5 1 1,0
» 1 2.5 1 2,5 2,0
Ширина пролета по технологическим требова- ниям 42,0 70,5 36,0 59,0 .!»,0 | 49.5
Унифицированные пролеты 42,0 36,0 .50.0 |
По высоте Размеры, м
Лв 28,0 24,0 | 16.0
Йт 15,0 11,0 | 6,5
i — - 11,0 11.0 1 7,5
1,5 1.5 J 1.5
Лв 2,0 2,0 1 2,0 1
Л1 1,0 1,0 I 1,0
л2 1,0 1,0 I 1,0
й4 2,0 2.0 I 1,5
У/я 0,5 0,5 I 0,5
^3 0.S U.S | пл
М 5,0 3,5 | 2,3
Р 0,2 0,2 I 0,2
С 2.5 2.5 |
т 0,8 0 8 |
1 Высота до отметки подкранового рельса ио 32,0 33,0 28.0 29,U | 20,0 1
Высота до низа несущих конструкций по- 40,5-41,5 ЗГ..0—Зо.О 1 22.0—23 0 |
крытия
То же. в унифицированных пролетах 41,4 36.0 | 23.4 I
140
Таблица 91
тельных цехов-эллингов
верфи
V
в пролете
г.
1 10,0 2 10,0
2 ,.5 4 < 1,5
1 >,4,0 1 ,4.0
1 х 1,5 2 1.5
1 X 1,0
1 >• 2,0
21,5 36,0
24,0 36,0
и,о
5,5
4,5
1.5
2,0
1.0
1,о
1.0
0,5
0,5
2,0
0,2
—
—
15,5
18,2
18,0
— максимальная ширина корпуса судна
— ширина башни лесов
d — площадка хранения секций и расконсервации механизмов
б — расстояние от наружной кромки кслонвы до башня лесов
в — расстояние от оси до кромки колонны
ег •— расстояние от оси до кромки колонны с учетом размещения транс-
форматорной подстанции
ha — габаритная высота судна
ha — габаритная высота корпуса судна
ha — габаритная высота надстройки
ht — высота судовозной тележки
Лв— расстояние между нижней кромкой крана и верхней кромкой
судна с учетом норм техники безопасности
— зазор между корпусом судна и погружаемым блоком надстройки
Л2— зазор между траверсой и погружаемым блоком надстройки
Л4 — высота траверсы
Ля-— зазор между траверсой и фермой крана
3s— расстояние от нижней кромки фермы крана до отметки подкра-
нового рельса
М — высота фермы крана от отметки подкранового рельса
Р — зазор между нижней точкой подвесного крана или фермой мосто-
вого крана
С — расстояние от нижней точки подвесного крана до подкранового
рельса
т - расстояние от нижней кромки подкранового рельса до фермы
покрытия с учетом зазора между подкрановым рельсом и покры
тнем
141
Полную длину дока по низу L.K (считая от зад-
ней торцевой стенки до головного затвора) при по-
стройке одного судна вычисляют по формуле
^-н = 2<?д 4“ "I" ^а»
где Lt —наибольшая длина расчетного судна, м;
в.-, — ширина лесов по маршевым колоннам, м;
I, — зазор между головным затвором и лесами
около судна, м;
1'2- зазор между торцевой стенкой дока и ле-
сами около кормы судна с учетом мон-
тажа валопровода и руля, л.
Полезную ширину дока В„ определяют ио фор
муле
Вп-Вс-| 2ел -I 2/3,
где Вс — наибольшая ширина расчетного судна, м,
вл— ширина лесов по маршрутным колон-
нам, м;
13—зазор между стенкой дока и лесами
с учетом возможности их выемки, м.
Ширину проема ворот дока в свету в большин-
стве случаев принимают равной полезной ширине
дока по низу. Глубину воды в доке определяют
в зависимости от способа установки судов.
При условии постройки судна на одном месте
на постоянных кильблоках и клетках глубину воды
в доке можно вычислить по формуле
Л,1 = + ЛК + Лве -Г
где Т(>—наибольшая осадка расчетного судна, м;
hK — высота кильблоков, .ад;
hBC — зазор под днищем судна для всплытия
над кильблоками, м;
L — превышение бортовых клеток над киль-
блоками, м.
При постройке судов поточно-позиционным ме-
тодом, если передвижка судов или блоков с пози-
ции на позицию осуществляется на полозьях, глу-
бину воды в доке можно определить по формуле
Л. - Г, +
где he — суммарная высота поперечных балок,
деревянных брусьев полозьев и доро-
жек, м;
hncH— высота лекальных скуловых блоков над
основной линией судна, м.
Отметка верха стен сухого судостроительного
дока принимается с учетом отметки территории
верфи. Расчетная принципиальная погонная на-
грузка на днище по центральной оси дока при-
нимается по данным расчетного судна. Время осу-
шения сухих доков, например, с объемом воды
150000—300000 л<3 принимается равным 2,5—5 час,
а время заполнения их самотеком 1,5—2,5 час.
Площади судостроительных цехов (эллингов)
определяют, главным образом, путем планировки
количества стапельных мест, определенного расче-
том (иногда с учетом перспективного увеличения
размерений судов), а также необходимых площа-
дей для складирования и комплектации конструк-
ций, изделий, механизмов и оборудования для строя-
щихся судов; площадей для размещения сборочно-
монтажных участков; материальных, электродных
и инструментальных кладовых и других вспомога-
тельных служб.
142
Укрупненно общую площадь судостроительного
цеха можно высчитать по формуле
s„ = 1гХеЛткЛ.
или
Но так как
rt - Qciil2
7-с^сКоб^э
то
S
Q-Д- ’
где — общая площадь цеха, м&;
Lc — длина расчетного судна,
вс — ширина расчетного судна, м;
Пет — количество необходимых стапельных
мест;
Коб — общий коэффициент обслуживания ста-
пельных мест;
Вц — расчетная годовая программа цеха, г;
(»оп — удельный выпуск продукции в год с 1 м2
общей площади цеха, т/мг;
Qcu — спусковой вес судна, т;
L—продолжительность постройки судна на
стапеле, этап, мес\
12 — количество месяцев в тоду.
Общий коэффициент обслуживания стапельных
мест ориентировочно может быть принят для судо-
строительных цехов верфей 1~класса 2,0; II клас-
са— 2,4; III, IV и V классов — 3,74-3,9.
План судостроительного цеха (эллинга) на верфи
II класса показан на рис. 64./ В закрытых эллин-
гах предусматривают как общеобменную, так и
местную вентиляцию: от сварочных автоматов и
дуг ручной сварки при работе в закрытых отсеках;
из закрытых отсеков при выполнении работ, сопро-
вождающихся выделением вредных веществ; от
точильно-шлифовальных станков и другого обору-
дования, в процессе работы которого также выде-
ляются вредные вещества.
§ 53. ЭНЕРГЕТИЧЕСКИЕ
И ТЕХНИКО-ЭКОНОМИЧЕСКИЕ
ПОКАЗАТЕЛИ ЦЕХА
Судостроительные цехи должны быть обеспе-
чены следующими основными видами энергии:
электроэнергией — для сварочного, подъемно-
транспортного, станочного и другого оборудования
и инструмента;
сжатым воздухом давлением 5—6 кГ/см2— для
работы пневматических инструментов и краскорас-
пылителей;
ацетиленом и кислородом — для машинной и
ручной резки металла и для нагрева конструкций
при их правке.
углекислым газом и аргоном — для ручной, по-
луавтоматической и автоматической сварки в среде
этих газов:
- Таблица 92
Ориентировочные показатели для расчета основных видов
энергии и количества инструментов на 1000 т продукции
судостроительных цехов
Классы верфи
Статьи расчета I III IV
Исходные данные Метод постройки гудок * Сек Бный Блсч- Б.точ НЫЙ Сек-
Годовой выпИ'к продукции. 13К 130 82 38 10
Средняя толщина обраба- тываемого и свариваемого металла, км 50 1,1 8 4
Показатели Электроэнергия (установ- ленная мощность), кет для автоматической я по- луавтоматической саар- для ручной сварки и при- хватки 14 6 6 7 7 19
Сжатый новдух 5—6 кГ/сж’ Пневмати- ческий инструмент. 2.5 0.75 0.70 0.73 1.8
Ацетилен и кислород Ручные резаки, ед Горелки длн правки, ед 0.50 0.08 0,17 0.034 0.15 0.034 0.13 0.05 0,30 0.12
Сварочные дуги автоматов я полуавтоматов для сверив в углекислом газе. 0.5 0.2 0.2 0.2 0.5
Производственная вода. максимальный расход. 3,6 0.8 0.6 0.6 1.0
Вода для охлаждения сва речных горелок средний расход, м,;сутки максимальный расход. 'мг 1.64 0.16 0.60 0.05 0,34 0.03 0.03 =
тельных цехах приведены в табл. 92 и 93. При-
мерные основные данные и технико-экономические
показатели судостроительных цехов по классам су-
достроительных верфей для условно принятых рас-
четных программ и серийности постройки судов
Рис. 65, Изменение удельной трудоемкости
в зависимости от годовой программы судо-
строительных цехов па верфях I, II, III,
IV классов.
Рис. 66 Изменение удельного годового выпус-
ка продукции в зависимости от годовой про-
граммы судостроительных цехов на верфях I,
II, HI, IV классов.
приведены в табл. 94; примерные коэффициенты
пересчета показателей удельной трудоемкости на
1 т выпуска и удельного годового выпуска продук-
ции с 1 мя общей площади в зависимости от годе
вой программы и серийности постройки судов —
в габл. 95. Изменение удельной трудоемкости на
1 т продукции и изменение удельного выпуска
продукции с 1 л2 площади цеха показаны на
рис. 65 и 66.
ГЛАВА XIII
СТАПЕЛЬНЫЕ МЕСТА И СПУСКОВЫЕ СООРУЖЕНИЯ
производственной водой—для испытания кор-
пусных конструкций, трубопроводов и систем;
водой соответствующей чистоты — для охлажде-
ния горелок при сварке в среде инертных газов.
Ориентировочные показатели для расчета ос-
новных видов энергии и коэффициенты использо-
вания инструментов и оборудования в судострои-
§ 54. ОСОБЕННОСТИ СТАПЕЛЬНЫХ МЕСТ
И СПУСКОВЫХ СООРУЖЕНИИ
В ЗАВИСИМОСТИ ОТ КЛАССА ВЕРФИ
На судостроительных верфях в зависимости от
их класса, особенностей площадки и акватории, как
правило, возводят определенный комплекс стапель-
ных мест и спусковых сооружений.
143
Таблица 93
Средний удельный расход воздуха и газов на единицу оборудования и инструмента и коэффициенты использования
оборудования в судостроительных цехах
Инструмент и оборудование Класс верфи Класс верфи
I iv 1 V Инструмент и оборудование 1 । “ ш IV V
Пневмати- ческий ин- Расход воздуха. 80 75 ,0 65 60 Горелки для правки Расход ацетиле- на. 2.0 | 1,5 1.2 0,8 0,6
струмент (сжатый воздух 5—6 кГ /сл{й) Коэффициент исполвзования 0,7 0,7 0,65 0,65 0,6 Расход кислоро- да, л«э/ч Коэффициент использования 2,2 0,5 1,7 0.5 1,4 0,45 1,0 0,45 0,8 0,40
Ручные резаки Расход ацетиле- на, М'~[Ч 0,7 0,68 0,67 0,65 0,63 Сварочные Расход уг.чекис- 0,7 0,6 0,5 0,4
Расход кислоро- да, я3/ч Коэффициент использования 4.0 0,7 3.5 0,7 2.8 0,65 2.6 0,65 2,5 0,6 1 полуавто- маты лого газа, №/ч Средний коэффи- циент использо- вания 0,65 0,65 0,60 0,60
Таблица 94
Основные данные и технико-экономические показатели судостроительных цехов
Класс верфи
1 II III IV V
Показателе Т анкеры Qc -9100 tn Сухогрузы <2С=621Ю т Траулеры QC=2SW tn Буксиры <?с- 660 <71 Сейнеры Qc -.43 т
Порядковый номер расчетного серийного судна Метод постройки 32 Секционный 44 Блочный 70 Блочный 120 Блочный 500 Секционный на конвейере
Годовой выпуск продукции ед 16 140 22 130 35 82 60 38 250 10,3
тыс. т
Объем работ цеха от общего объема работ цехов верфи по трудоемкости, % 50 24 25 26 57
Готовность судна по трудоемкости, % 90 90 93 95 95
Коэффициент сменности 1.6 1,6 1,6 1,6 1,6
Уровень механизации и автоматизации производства, % 40-50 40-50 40—50 40—50 50-60
Средний коэффициент использования ста- пельных мест 0,85-0.95 0,86—0,95 0,87—0,95 0,88-0,95 0,9—0,95
С дельная трудоемкость выпускаемой про- дукции, чел.-ч]т 30,0 18,0 23,’0 26,0 90,0
Годовой выпуск продукции, tn на одно стапельное место с 1 Л1£ площади на одного списочного рабочего 20 500 2.0 48,0 35000 3,8 80,0 16 500 3.5 63,0 5050 2,7 55,0 330 1,0 16,0
Количество вспомогательных рабочих по отношению к производственным. °/0 Примечание. В таблице показатели при 25 едены для у с лови 25 Постройке судов 25 в закрытых элли 25 25
144
Таблица 95
Коэффициенты пересчета и показатели удельной трудоемкости на I т продукции и
продукции с 1 № общей площади судостроительных цехов в зависимости от годово
удельного годового выпуска
й программы и серийности
постройки судов
Класс верфи
Сооружении
I . . Наклонные стапели и судостроительные
доки (рис. 67—70)
Ii . - . Наклонные стапели и судостроительные
доки, а также горизонтальные стапельные
места, если спуск судов осуществляется
через наливную док-камеру или при по-
мощи поперечного двухъярусного слипа,
либо плавучего передаточного дока (рис.
ВД, 70—73, 74)
Горизонтальные стапельные места, если
спуск судов осуществляется через налив-
ную док-камеру или при помощи попе -
речного двухъярусного слипа, плавучего
передаточного дока, либо вертикального
судоподъемника (рис. 72—76)
Горизонтальные стапельные места, если
спуск судов осществляется ври помощи
двухъярусного слипа, вертикального судо
подъемника или обычною поперечного
спускового устройства (рис. 73, /5 и 76)
Горизонтальные стапельные места (кон-
вейерные линии), если спуск судов осу-
ществляется при помощи слипа с про-
дольным косяком или специального спу-
скового устройства кранового типа или
плавучего крана (рис. 77—78)
Ю л к емок.™
В настоящее время при проектировании судо-
строительных верфей наклонные стапели в каче-
стве стапельных мест и спусковых сооружений, как
правило, не предусматривают, щк как па них зна-
чительно сложнее вести формирование корпуса из
секций, чем па горизонтальных стапельных ме-
стах, в особенности, если корпус формируется из
крупных секции, блок-еекций и блоков. Кроме
того, при наклонном стапеле сложнее выполнять
установку и монтаж механизмов, оборудования и
крупных агрегатов и производить спуск судна на
воду.
Следует отметить, что в районах, где не про-
исходит приливов п отливов вод в акватории вер
фей, большой стапель обычного типа по конструк-
ции фактически приближается к судостроитель
пому доку и может быть использован для ремонта
и осмотра судов.
Механизированные вертикальные судоподъем-
ники и плавучие передаточные доки широкого
145
Рис 67 Наклонный стапель
Рис. 68. Разрез судостроительного дока для постройки
танкеров дедвейтом 150000—175000 т с козловыми
кранами 320 т и портальными кранами 80 т
Рис. 69. Разрез судостроительного дока для постройки крупных су
дов с боковой площадкой для укрупнения секций. сборки блоков и
агрегатирования дизелей.
Рис. 70. Разрез расположенного в эллинге су
достронтельного дока с козловыми кранами.
Рис. 71 Разрез горизонтальных стапельных мест на от
крытой площадке, обслуживаемых портальными кра
памп по 80 т.
Рис 72. Разрез наливкой док-камеры
146
применения в качестве спусковых сооружений пока
не получили, хотя использование их с точки зрения
простоты спуска судов и суммы капитальных за-
трат по сравнению с другими спусковыми сооруже-
ниями в определенных условиях может быть
вполне целесообразным.
Самый широкий док в мире (ширина 120 м)
строится на верфи «Линдо» фирмы «Оденсе». Сле-
дующим по величине (556X 93 л) является тоже
строящийся док фирмы «Харланд энд Вулф», кото-
рый теоретически предназначен для судов дедвей-
том до 1 200 000 т.
t — горизонтальная часть,
7 - шпиль, 8 - лнойшЛ '
Рис. 73. План поперечного двухъярусного слипа.
2 — трансбордер. 3 — наклонная часть, 4 — якорная цепь; 5 — швартовная бочка, 6 —канат стальной
канифас блок, 9 — направляющий ролик; 70 — одинарный каняфас-бяок. It — кран подвеской; /2 — лс'-
Особенностыо современного проектирования и
строительства верфей для крупного судостроения
является сооружение сухих доков. Согласно дан-
ным иностранной печати * все мировое судострое-
ние к 1973 г. должно располагать 30 доками для
постройки супертанкеров дедвейтом свыше 200 000 т,
из них Япония будет иметь 9, Европа —19 и
остальные страны — два.
• ..Hansa", 1969, t 106, S. 15.
На верфи «Скотт Литгоуз» запланирована по-
стройка дока размерами 560,8x91.4 м для судов
дедвейтом до 1 000 000 т.
В Нидерландах на верфи «Верольме» строится
док длиной 560 м и шириной 85 м.
В Европе будет построено 4 дока для судов дед-
вейтом 1000000 г, Минимальная ширина такого
цока 85 м.
В Японии доки шириной 75 м строятся на верфи
«Цу» фирмы «Ниппон Кокан» и на верфи «Урага
Хэви Индастриз»,
ю*
147
Рис. 74. План спускового сооружения с плавучим передаточным доком
I плавучий док; 2 одинарный канифас-блок, 3 - ста тиной канат для пинии ft, -J—шпиль 5—bi юшка
д-'я хранения каната 6 — иидиижная упорная балка на чоке-, 7—поколь на чоке, й- швартовный пал
9—лебедка, 10 -швартовная тумба, И — коткоьии для погружения плавучего дока 12 — направляющая эста
кпда,: /3—опоры пот плавучий д«к. 14 — вращающиеся кранцы на башнях чока, 1а — канат стальной дто ле
оедкн
1 V последовательность спуска судит
Рис 75 I |лан спускового сооружения с вертикальным судоподъемником
. жка продольного верен'щепия Сгамоеодная). 2— тенгкк^. поперечного перемещения (пссамоход
ная) 3- село1|ОЧЪемник . илрапличсскв'! 4 тумбы; 7—шпиль и стальной канат.
148
Рис 76 Разрс> спусковог& сооруже
ния с вертикальным судоподъсмни
ком при опускании и всплытии судна
гидравлические 2 -
перемещения (ш cj
Рис 77 Слан
продольным косяком в крайнем иерхтм положении
140
§ 55. ВАРИАНТЫ ПРОЕКТИРОВАНИЯ
СТАПЕЛЬНЫХ МЕСТ
И СПУСКОВЫХ СООРУЖЕНИЙ
При проектировании новых судостроительных
верфей, как правило, разрабатывают несколько ва-
риантов стапельных мест и спусковых сооружений,
с учетом метода постройки судов, имеющихся пло-
щадок и акваторий верфи. Ниже, в качестве при-
мера приводятся варианты стапельных мест и спу-
сковых сооружений для двух случаев:
— постройки сухогрузных судов с условным го-
довым выпуском общим дедвейтом 400 OOO-
козловыми кранами грузоподъемностью по 320 т в
четырьмя портальными кранами грузоподъемно-
стью по 80 т Достроечная набережная имеет
длину 800 м, глубину у кордона 10 м и оборудо-
вана четырьмя портальными кранами грузоподъ-
емностью по 30 г. На преддоковой площадке произ-
водят сборку блок-секций корпуса судна (укрупне-
ние секций), сборку и монтаж блоков надстроек,
агрегатирование главных дизелей.
В самих доках на первой позиции формируют
блоки кормовой и носовой оконечностей, на второй
позиции формируют остальную часть корпуса и ве-
дут монтажно-достроечные работы на всем судне
Рис. 79. Постройка судов в сухих доках блочно секционным методом. Вариант I
5 — съемный IUMT б — кран козловой. 33' Г
300000 т и танкеров общим дедвейтом 700000—
800000 г;
— постройки сухогрузных судов блочным мето-
дом с условным годовым выпуском общим дедвей-
том 240 000—270 000 т.
Случай 1. Варианты стапельных мест и спуско-
вых сооружений, предназначенных для постройки
сухогрузных судов дедвейтом 20000—25000 т или
танкеров-дедвейтом 150000 170000 т. Рассматри-
вается комплекс основных сооружений верфи, вклю-
чая средства для передачи и хранения секций,
сборки крупных секций и блоков, стапельных работ,
спуска судов, а также достроечную набережную н
акваторию, причем во всех вариантах характери-
стика и климатические условия площадки и аква-
тории верфи, готовность к спуску, продолжитель-
ность постройки и испытаний судов приняты оди-
наковыми.
Вариант! (рис. 79). Постройка обеспечивается
комплексом сооружений из двух сухих доков с пред-
доковыми площадками и складом секций, достроеч-
ной набережной и акватории; при этом сухогруз
ные суда строятся блочно-секционным методом, а
танкеры — секционным
Каждый сухой док имеет длину 354 м, ширину
57 м, глубину воды 9,5 ж; лок оборудован двумя
150
Постройку сухогрузных судов и вывод их из
дока осуществляют попарно; постройку крупных
танкеров (из блок-секций) производят по одному
в каждом доке (на рис. 79 и др. обозначены штри-
ховой линией).
Основными достоинствами этого варианта яв-
ляются совмещение стапельных мест со спусковым
сооружением и возможность, в случае необходимо-
сти, использовать сухой док также для ремонта
судов. К недостаткам следует отнести необходи
месть вести постройку сухогрузных судов попарно
что оказывает особенно отрицательное влияние
в случае одновременной постройки судов различ-
ного типа
Выводить суда можно и по одному, но при этом в период
подготовки и вывода из дока одного судна на другом, по-су-
ществу, должны быть прекращены все работы. К тому же,
это вгорос судно либо должно иметь плавучесть, и тогда
после всплытия его нужно устанавливать на место, либо его
приходится загружать балластом, чтобы оно не имело пла
вучсстц и остгчщгось на своем месте ft
Вариант II (рис. 80) Этот вариант отличается
от предыдущего тем, что постройка в сухих доках
и сухогрузных судов и танкеров производится сек
ционным методом; корпус сухогрузного судна пол-
ностью формируется на первой позиции. Такие су-
хие доки имеют длину 424 м, ширину 60 м и глу-
бину воды 11,0 м, однако по сравнению с первым
вариантом этот вариант дает меньший коэффициент
использования-объема дока и увеличивает капита-
ловложения.
Вариант III (рис, 81). По этому варианту для
постройки судов (сухогрузных и танкеров)' блоч-
ным методом используется комплекс сооружений.
ностью по 320 т для погрузки блоков надстроек и
агрегатов главных двигателей,
Двухместная наливна я док-камера
имеет длину 210 м и ширину по верхней ступени
128 ж, Верхняя ступень док-камеры оборудована
козловыми кранами грузоподъемностью по 0,5 т,
а прорезь док-камеры — портальным краном грузо-
подъемностью 30 т. Достроечная пабереж-
Рис. S0, Постройка судов в сухих доках секционным методом. Вариант If.
! — крелдоконх» площадка и склад секций ? — площадка формирования блок секций корпуса, блоков кг
нация дизелей Ч — < ухой лок, 4 кряп портальный, 80/4П т; S — съемный щнт: 6 — кран козле»
6 — трансбордер грутоподъемностью
крап порта ТЫ1ЫЙ. т
ТОО т. 1 — краны
Рис. 81, Постройка судов блочным методом. Вариант 111.
цеха сборки блоков. 2 — участок подготовки и агрегатирования л
же, 32U т (для погрузки собранных дизелей и блоков надстроек},
коновые. 50 7 Я -патшшяя дон камера, 9
в который входя г цех сборки блоков в закрытом
здании, трансбордер грузоподъемностью 5000 тдля
передачи блоков и двухместная наливная док-ка-
мера
Цех сборки блоков имеет два пролета ши-
риной по 72 м и один пролет (участок агрегатиро-
вания) 24 м; высота каждого пролета цеха до под-
крановых путей 28 м Цех оборудован электромос-
товыми кранами грузоподъемностью по 100 т и по-
перечными кранами грузоподъемностью но 5 т
Кроме того, в цехе имеется два специальных по-
перечных электромостовых крана грузоподъем-
на я длиной 600 м оборудована тремя порталь-
ными кранами грузоподъемностью по 30 т.
Сборку и монтаж блоков производят в закрытом
здании; стыковку блоков и монтаж их во всех час-
стях судна выполняют на верхней ступени док-ка-
меры (спуск судов производится через эту док-ка
меру)
Крупные танкеры строят на стапельном месте
частями: сначала строят и спускают кормовую
часть, а затем — носовую. Соединение кормовой и
носовой частей танкера можно выполнять в доке или
на плаву е применением специальных устройств.
151
Блоки сухогрузных судов формируют на четырех
специализированных поточных линиях. На второй
позиции сборки и монтажа в кормовой блок сухо-
грузного судна' с помощью двух электромостовых
кранов грузоподъемностью по 320 т устанавливают
предварительно собранный в смежном пролете
Достоинством этого варианта является возмож-
ность строить суда более передовым блочным ме-
тодом, используя при сборке и монтаже блоков на
поточных специализированных линиях принудитель-
ный ритм в закрытом цехе, обеспечивающий наи-
лучшую организацию производства (и труда) на
Рис. 32. Постройка судов блочным методом. Вариант IV.
лавный двшатель, после чего кормовой блок за-
крывают блоком надстройки. В таком закрытом
виде крупный блок вывозят на третью позицию,
которая расположена у берегового полушлюза на-
ливной док-камеры.
Блоки танкеров формируют на двух поточных
линиях, каждая из которых по ширине занимает две
поточные линии сборки и монтажа блоков сухо-
грузных судов,
152
рабочих местах, причем обеспечивается пс только
ритмичная постройка сухогрузных судов, по п спуск
их поодиночке.
Вариант IV (рис. 82) отличается от предыду
щего тем, что сборку и монголе блоков выполняют
на открытых hoi очных линиях, оборудованных коз-
ловыми кранами грузоподъемностью по 100 т, и
специальным грузовым устройством грузоподъем-
ностью 600 т для погрузки собранных дизелей и
Таблица 96
блоков надстроек, участок агрегатирования распо-
лагается в одном из пролетов блока корпусных
цехов Следует отметить, что стоимость комплекса
сооружении для этого варианта по сравнению
с третьим вариантом будет меньше, поскольку
здесь отсутствует здание цеха сборки блоков.
Вариант Г (рис. 83) рассчитан па блочную по-
стройку как сухогрузных судов, так и танкеров
(полностью). Сборку кормовых блоков производят
в закрытом однопролетном здании (ширина пролета
72 м, высота до подкрановых путей 28 м), обору-
дованном элсктромостовыми кранами грузоподъем-
ностью 100 и 5 т; одновременно ведут моптаж
главпых двигателей из предварительно собранных
узлов на участке агрегатирования
После сборки кормовые и все остальные блоки
судна формируют на открытых поточных линиях,
оборудованных портальными крапами грузоподь-
емностыо во 80 т
Постройка сухогрузных судов ведется на двух
поточных стапельных линиях, которые можно пре-
образовать в одну линию для постройки крупных
танкеров. В качестве стапельною места для сты-
ковки блоков и всевозможных монтажных работ
на всем судне используют верхнюю ступень налив-
ной док-камеры, имеющей длину 330 м и такую
же ширину и крановое оборудование, как и в пре-
дыдущих вариантах
Рассматриваемый вариант обеспечивает выпол
пенне значительною обьема сборочно-сварочных и
основных работ но монтажу главных двигателей
в закрытом здании. а также постройку и спуск пол-
ностью сформированных крупных танкеров. Пре-
имуществом является н то, что при наличии двух
расположенных рядом, но действующих независимо
поточных линий обеспечивается широкая возмож-
ность одновременной постройки судов различного
типа.
Примерные удельные значения капиталовложе-
ний для отдельных комплексов сооружений и их
соотношение по вариантам приведены в табл 96.
Эти данные свидетельствуют, ччо наиболее дорого-
стоящим является комплекс сооружений для по-
стройки судов секционным методом в сухих доках
(вариант II).
Случай 2. Варианты стапельных ме< i и пуско-
вых сооружений, предназначенных для постройки
блочным методом сухогрузных судов дедвейтом
14 000—16000 т.
В этих вариантах рассматривается комплекс ос-
новных сооружений верфи, включающий цех сборки
блоков, судостроительный цех, спусковые сооруже-
ния и досгросчиую набережную. Основным н
гидротехнически м н с о о р у ж е и и я м и я в-
ля юге я. наклонные станс i и; гор изоц
гальпые стапельные месга плюс слип
пли падинная док-камера или плаву-
ч и й и ер сд аз оч и ы й док; сух о й до к
Стапельные места могут быть расположены как
в закрытых эллингах, так и па открытых площад-
ках и в сухих доках. Продолжительность пост ронин
судов условно принята одинаковой для всех вари-
антов, без учета влияния климатических условии
.У всех вариантов цех сборки блоков и достроечная
набережная одинаковы- каждый цех имеет четыре
Относительная стоимость строительства стапельных мест
и спусковых сооружений при различных вариантах
постройки сухогрузных судов, “«
Варианты
Сооружении 1 11 III IV V
Цех сборки блоков 15,8 - 9,0
Устройства для пе- редачи агрегатов и блоков (транс- бордеры) 1 15 1.02 2,7 3.9 1.4
Горизонтальные ста- пельные места и судовогные плиты - - 6,25 4,9 5,0
Судовозные пути 1,65 1,48 1,42 1,75 2,95
Спусковые соор уже- ».з 24,0 28,05 29,0
Преддоковые пло- щадки, покрытие территории, склад секций 5.1 4.6 4.8 5,4 1,55
Достроечная набе- режная п аквато рия 9,3 7.5 10.23 11.3 11,3
Подьсмно-травспорт- пое и технологи- ческое оборудова- 34,2 30,4 20.0 28,5 27,4
Транспорт нос и но строении тяговое оборудование Соотношение стои- мости комплексов сооружений (ва- риант I условно принят за 100%) 8,5 1011,0 то,о 8,7 | НЮ.О 112.0 L. 14.8 100,0 79,0 16,2 100,0 73,0 12,4 100,0 76,0
пролета длиной по 204 м, шириной 42 м и высотой
до отметки подкранового рельса 28 м, элсктромос-
товые краны грузоподъемностью по 100 т: длину
достросчнон пабережпоп 200 м, гпубпиу у кор-
дона 8,0 м.
Вариант I (рис 84) Комплекс сооружений со-
стоит из цеха сборки блоков, трансбордера, судо-
строительного цеха, двухместной налпвпон док-ка-
меры н достроечной набережной. В судостроитель-
ном цехе имеется два открытых горизонтальных
стапельных места размерами 230Z2G м, оснащен-
ных портальными кранами Двухместная наливная
153
док-камера имеет полезную длину 180 м и ширину
но верхней ступени 64 м.
К преимуществам этого варианта следует от-
нести горизонтальную передачу блоков, проведение
стапельных работ па горизонтальных стапельных
местах, безопасность и простоту спуска судов, воз-
можность выполнять работы по ремонту судов. Од-
нако данный комплекс обладает и всеми недостат-
154
ками, присущими работе по построике судов на от-
крытых стапельных местах; кроме того, двухмест-
ная наливная док-камера является дорогостоящим
сооружением.
Вариант II (рис. 85) отличается от предыду-
щего размещением стапельной линии в закрытом
помещении, что дает ему значительные преимуще-
ства.
Траисвмсер
Рис 8ь Постройка судов па открытых стапельных местах (позициях), расположенных на одной горизонтальной стапельной линии Спуск
на поду при помощи наливной одноместной док-камеры Вариант 1/1.
' 1 — горизонтальная cianeabini»i линяя па открытой площадке. 2 -- наливная одноместная лок камера
. 155
Рис 87. Постройка судов па стапельных местах (позициях), расположенных на одной горизонтальной стапельной линии в закрытом
Спуск па воду при помощи пал йеной одноместной док-камеры. Вариант IV.
— горизонтальная стапельная линия а закрытом эллинге.
2 — нативная одноместная док камера
эллинге
’нс 89 Постройка судов на открытых горнjoht<i.4i,iiwx стапельных местах Спуск на воду при помощи двухъярусного слипа.
Вариант VI
' roiHiJinic.-uibiroc сишльиос место па открытий площадке,-’ «Wh » тра «.борде» 1Лиаа, 4 лебсточ) »
Вариант ///(рис. 86). По этому варианту era
цельные места (позиции) расположены на одной
гании размерами 400X26 м, а одноместная док-ка
мера имеет полетную длину 180 м и ширину по
верхней ступени 56 м. Такое расположение требует
особенно четкой организации постройки судов на
ПОТОЧНО-ПОЗИЦИОННОЙ линии
Вариант /П(рис. 87) повторяет вариант 111, ио
отличается размещением стапельной линии в чакры
юм помещении (что является его преимуществом)
Варианты V— VIII аналогичны вариантам I
IV, но имеют в качестве спускового сооружения пла-
вучий передаточный док (рис. 88). а варианты
IX—XII— двухъярусный слип (рнс. 89)
156
Таблица 97
Относительная стоимость строительства стапельных мест н спусковых сооружений по вариантам, %
Цех сборки блоков
Передаточные пути и устрой-
ства для транспортировки
блоков
Судостроительный цех со ста-
пельными жестами
Устройства для транспорти-
ровки судов
Спусковое сооружение
Достроечная набережная
Транспортное и построечно-
тяговое оборудование
Вспомогательные и служебно-
бытовые помещения
Соотношение стоимости комп-
лексов сооружений (ва-
риант 11 условно принят
за Ю0?«) ‘
Варианты
... IV V, VII VUI ,х X X. х„ ХИ1 X1V
На инпая док-камера 11сред>| точный планучин док Двухъируслый слип Сухие доки
Стапельные места
Две Одна ЧИНШ1 Одна липни Две ЛИНИН Одна И11ИЯ
1ЫС тме Зя кры От. тые За От тыс За. За От- За кры- ТЫО
23,5 1,2 23,9 1,2 27,2 1,4 26,5 1,4 27,9 1.5 28,4 29,8 1.5 29.0 27,2 1.4 27,7 29.9 1 .5 28,8 1.5 18.3 0,9 19,8 1.0
26,3 24,9 24,2 26,2 31,1 29,7 26,7 18.6 30,1 28.9 26.6 28,6 5.9 —
6,2 0,2 0,3 0.3 0.3 0.3 о.з 0 3 0,3 0.3 0,3 0,3 12.1 13,0
36.2 3,8 3,8 37,0 3.9 3.9 32,6 4,4 4,4 31,6 4,3 4.3 24.3 4.5 4.5 24,9 4,6 4,6 25,7 4,8 4,8 25.0 4,7 26.4 4.4 26,9 4*5 26,1 4.7 4.7 25,3 4,7 4.7 53,5 <56,5 3,2 2,5
5,0 5,0 5,5 5,4 5.9 6,0 6.4 6,2 5.5 5.8 6.2 6,1 3,9 4,0
100,0 100,0 100,0 100,0 100,0 100,0 100,0 100.0 100.0 им.о 100,0 100,0 100.0 100,0
102.0 100,0 88,0 91.0 86,0 84.0 80,0 88,0 «9,0 87,0 81,0 83,0 131,0 12|,0
157
Вариант ХШ (рис, SO).Комплекс состоит из
цеха сборки блоков, трансбордера, судостроитель-
ного цеха с двумя открытыми сухими доками дли-
ной по 190 л, шириной по 28 м, глубиной воды
в доке Эли гидравлическими судоподъемниками
грузоподъемностью во 1500 т. Основным достоин-
ством этою варианта является совмещение стапель-
ного места со спусковым сооружением и возмож-
ность использовать сухие доки для ремонта су-
дов. К недостаткам следует отнести наличие слож-
ных гидравлических судоподъемников, значитель-
ную стоимость доков и ограничение работ по по-
стройке судов в зависимости от климатических ус-
ловий.
Вариант XIV отличается от предыдущего тем,
что сухие доки размещены в закрытом двухпролет-
1юм помещении с электромостовыми кранами.
Примерные удельные значения капиталовложе-
ний по комплексам сооружений и соотношение стои-
мости этих комплексов для одной условной пло-
щадки верфи приведены в табл. 97.
Следует отметить, что эти данные являются
ориентировочными, поэтом}' при других площадках
и акватории верфи они могут оказаться иными; рас-
сматриваемые капиталовложения не учитывают об-
щих работ на площадках, стоимости внешних ком-
муникаций и других затрат- Более высокая стои-
мость открытых стапельных мест по сравнению с за-
крытыми (судостроительный цех) объясняется, глав-
ным образом, высокой стоимостью портальных
кранов.
Анализ приведенных выше вариантов техноло-
гических схем и основных сооружений верфи пока-
зывает, что капиталовложения по отдельным цехам
и сооружениям колеблются в значительных разме-
рах; поэтому проектанты при разработке технологи-
ческих схем и выборе сооружений должны стре-
миться к тому, чтобы те части цикла постройки
судна, которые требуют использования наиболее
дорогих сооружений, были сведены к минимуму.
При этом кроме объема капиталовложений сле-
дует учитывать и технологические преимущества
самих сооружений (например, преимущества для
постройки судов горизонтальных стапельных мест
перед наклонными стапелями), влияние климати-
ческих условий на производительность труда ра-
бочих, а также расходы по эксплуатации сооруже-
ний.
С увеличением количества стапельных мест от-
носительная величина капиталовложений для ва-
риантов с самостоятельными спусковыми сооруже-
ниями уменьшается за счет интенсификации ис-
пользования этих сооружений. Соответственно
уменьшаются и капиталовложения — по сравнению
с вариантами, в которых предусмотрены совмещен-
ные стапельные места и спусковые сооружения
(т. е. сухие доки и наклонные стапели). При близ-
ких по грузоподъемности кранах и одинаковых
спусковых сооружениях варианты с закрытыми ста-
пельными местами (эллингами), обслуживаемыми
электромостовыми кранами, требуют меньших ка-
питаловложений, чем открытые стапельные места
с портальными кранами, так как портальные краны
значительно дороже
158
§ 56. ОПТИМАЛЬНОЕ КОЛИЧЕСТВО
СТАПЕЛЬНЫХ МЕСТ
И МЕСТ У ДОСТРОЕЧНОЙ НАБЕРЕЖНОЙ
При определении оптимального количества ста-
пельных мест и мест у достроечной набережной сле-
дует помнить, что в их общей стоимости значитель-
ную долю составляет стоимость портальных кранов.
Так, по отдельным проектам:
для верфей 1 класса стоимость одного стапель-
ного места в открытом сухом доке в 12—14 раз
больше, чем стоимость одного места (при поста-
новке судна лагом к набережной) для достройки
судна у соответствующей достроечной набережной
с портальными кранами грузоподъемностью 30 т,
стоимость открытого наклонного стапеля с пор-
тальными кранами грузоподъемностью 75 т в 2—
3 раза больше, чем места у достроечной набереж-
ной с портальными кранами грузоподъемностью
30 г;
для верфи И класса стоимость 1 оризонтального
стапельного места (если принять за 100% стоимость
соответствующего места у достроечной набережной
с портальными кранами грузоподъемностью 15 т)
составляет: под открытой эстакадой, оборудованной
электромостовыми кранами грузоподъемностью
50 т,— 145%; на открытой площадке, обслуживае-
мой портальными кранами грузоподъемностью
80 т,— 120%, на открытой площадке, обслуживае-
мой портальными кранами грузоподъемностью
15 т,— 57%;
для верфи Ш класса стоимость открытого гори-
зонтального стапельного места с портальными кра-
нами грузоподъемностью 30 т в 1,6 раза больше,
чем соответствующего места у достроечной набе-
режной с портальными кранами грузоподъем-
ностью 10 т.
Приведенные данные, являющиеся отдельными
примерами, показывают, что при проектировании
судостроительных верфей должно быть уделено
серьезное внимание технико-экономическим обосно-
ваниям определения оптимального количества ста-
пельных мест и мест у достроечной набережной, а
также определению соответствующей готовности
судна перед спуском и продолжительности по-
стройки его на стапельном месте и у достроечной
набережной. Это позволяет сделать вывод, что при
постройке крупных транспортных и рыбопромысло-
вых судов в открытых сухих доках и на открытых
наклонных стапелях целесообразно до спуска про-
изводить только формирование корпуса, погрузку и
установку надстроек, крупных механизмов и обору-
дования, а остальной объем монтажных и достроеч-
ных работ выполнять у достроечной набережной,
оборудованной кранами значительно меньшей гру-
зоподъемности. чем стапельные места.
§ 57. КОЛИЧЕСТВО И ГРУЗОПОДЪЕМНОСТЬ
КРАНОВ У СТАПЕЛЬНЫХ МЕСТ И ВЫБОР
ТИПА КРАНОВОГО ОБОРУДОВАНИЯ
При оснащении стапельных мест кранами сле-
дует помнить об их грузоподъемности, имея в виду,
что стоимость кранов, в особенности козловых и
Tabлица 98
Расчет количества кранов для дока и преддоковой площадки при постройке в год 12 сухогрузных судов
грузоподъемностью по 20 000 tn
1 РУЧ... Е Количество з й и. |ц d у it Ис
грувов, ед 0 rf Й « ч крани-часы
1 2> В li 1
Блок-секции корпуса и блоки над- 330—550 11 132 1,5 1 1 5 5 5 7.0x2- 14 1850 0,65
строек (2 крана)
Секции корпуса 121—150 2 24 1,0 1 1.0 3,0 4.0 96 0,033
76-120 7 84 0,8 0,8 3,0 3,8 320 0,11
51—75 22 264 0,5 1 0,5 2,5 3,0 790 0,275
31—50 49 588 0,25 1 0,25 2,0 2,25 1320 0,46
16—30 31 372 0,17 1 0.17 2,0 2,17 806 0,28
6—15 90 1080 0,17 1 0,17 ‘2 1,37 1480 0,516
Секции и узлы до 5 560 6720 0,13 1 0,13 0,3 0,43 2890 1,01
Узлы главного двигателя 16—30 55 660 0,17 2 0,34 0.3 0,64 422 0,147
31—75 45 540 0.17 2 0.34 0.3 0,64 345 0.12
Главные двигатели 450-550 1 12 1,5 1 1,5 5,5 7,0x2=14 (2 крана) 168 0,058
Механизмы и агрегаты 16—30 15 180 0,17 2 0,34 1.0 1,34 241 0,084
6-15 25 300 0,17 2 0,34 1,о 1,34 403 0,14
до 5 100 1200 0,13 2 0,26 0,5 0,76 910 0,317
Прочее оборудование до 5 2000 24000 0,13 2 0,26 - 0,26 6240 2,17
Секции лесов (съем и установка) 16—30 50 600 0,17 2 0,34 0,5 0,84 504 0,175
Оснастка и переносное оборудо- до 10 100 1200 0,13 2 0,26 0,2 0,45 552 0,193
вание
Итого - 38000 - - - - - 6,738
портальных, в общих капиталовложениях на строи-
тельство верфи имеет большое удельное значение.
В табл. 98 приведен примерный расчет количе-
ства кранов для судостроительного дока и преддо-
ковой площадки при постройке в год 12 сухогруз-
ных судов дедвейтом по 20000 т блочно-секцион-
ным методом из предварительно собранных на пред-
доковой площадке блок-секций основного корпуса,
а также собранных и смонтированных блоков над-
строек весом до 330—550 т; главные двигатели гру-
зят собранными в агрегаты весом до 500—600 т.
Блок-секции корпуса и блоки надстроек собирают
на преддоковой площадке из секций весом до
150 т, подаваемых из сборочно-сварочного цеха,
главные двигатели — из узлов, предварительно
собранных на специальном участке агрегатиро-
вания.
При выполнении расчета исходим из условия,
что обработка грузов весом до 150 т производится
портальными кранами, а свыше 150 т — козловыми.
Годовой фонд времени кранов при двухсменной ра-
боте принят 3330 час, коэффициент загрузки кра-
нов — 0,75.
Из приведенных в таблице данных видно, что
расчетное количество кранов в зависимости от веса
погрузок распределяется следующим образом;
330—550 ... . 0,708
76—150..................... 0.143
31—75 ..................... 0,855
16—30 ..................... 0,686
До 15.......................4,346
Итого требуется
6,738 крана
159
При друюи разбивке корпусов судов па секции
и ином объеме агрегатирования механизмов коли-
чество кранов может быть другим, но приведенные
данные с достаточной точностью характеризуют
распределение устанавливаемых грузов при по-
стройке судов, и позволяют принять правильное ре
шепие при выборе грузоподъемности кранов для
дока и преддоковой площадки. Кроме того, эти рас-
четы показывают, что краны большой грузоподъ
емности следует принимать в минимальном количе-
стве и только в соответствии с требованиями за-
просктировашюп технологии и организации но-
вацию [данных двигателей и.з судостроительных до
ков на нреддоковые площадки позволяет значи-
тельно увеличить пропускную способность и эффек-
тивность использования доков. Ниже приводятся
три варианта организации постройки сухогрузных
судов дедвейтом 20000 т в крупном сухом доке
(рис. 91). Принятая условно продолжительность по-
стройки приведена в табл. 99 Готовность судов при
выводе их из дока для вариантов I и II принята
одинаковой; для варианта 111 учтено перенесение
части монтажных работ из дока па достроечную
набережную. Последнее сделано с расчетом псполь-
Вариант!
вариант III
стройки судов. Если же операции с крупными по-
грузками по объему невелики, то целесообразно
предусматривать спаренную работу кранов.
Выбор типа кранового оборудования. До по-
следнего времени грузоподъемность крапов на ста-
пельных местах, как правило, предусматривали или
равной грузоподъемности кранов сборочно-свароч-
ных цехов или принимали в зависимости от веса
устанавливаемых на суда отдельных механизмов
В настоящее время судостроительные сухие доки и
преддоковые площадки наряду с пор ильными ос-
нащают также н козловыми кранами, позволяю
щими вести постройку крупных судов из укрупнен-
ных на преддоковой площадке секции корпуса
(блок-секций) и смонтированных блоков надстроек
весом до 550—600 т, а также вести монтаж главных
двигателей в виде крупных ai регатов.
Перенесение работ по сборке блоков секций,
сборке и монтажу' блоков надстроек и агрегатиро-
160
ювать преимущества сборки корпуса блок-сек-
циями весом до 550—600 т (районов трюмов кор-
пуса) .
При доведении ютовпости судна в доке но ва-
рианту Ш до готовности по вариантам 1 и 11 эти
преимущества сборки корпуса в р а ноне трюмов эф-
фекта не дают, так как продолжительность указан-
ного периода определяется не корпусными, а мон-
тажными работами, которые могут быть выполнены
у достроечной набережной, оснащенной кранами
значительно меньшей грузоподзлмности (30 т).
При продолжительности постройки судов, ука-
занной в табл. 99, сухой док можег обеспечить го-
довой выпуск сухогрузных судов дедвейтом но
20 000 т; по 1 варианту — 10 ед, ио 11 варианту —
12 ед, по III варианту— 15 ед.
Примерная величина капиталовложений на
строительство сухого дока с преддоковой площад-
кой и складом секций для различных вариантов по-
стройки сухогрузных судов дается в табл, 100. Таб-
лица подтверждает, что оснащение доков козло-
выми кранами большой грузоподъемности является
целесообразным и экономически выгодным, причем
экономическая эффективность будет наибольшей
при распределении работ по постройке судов между
доком и достроечной набережной, с учетом погру-
зок, соответствующих грузоподъемности кранов.
Таблица 99
Продолжительность различных вариантов постройки в доке
сухогрузных судов грузоподъемностью 20 000 m
Варианты Продолжительность, мес
3 8 $ i й So § 1 я Чх fe
Вариант I. Постройка судов в доке блочно-секционным мето- дом из секций весом до ISO т Вариант II, Постройка судов в доке блочно-секционным ме- тодом из блок-секций весом до 500—600 т (кормовой и но- совой оконечностей) и на сек- ций весом до 150 т (районов трюмов); сборка надстроек блоками: агрегатирование глав- ных двигателей Вариант III. Постройка судов в доке блочно-секционным ме- тодом из блок-секций несом до 550—600 т (всего корпуса), сборка надстроек блоками; агрегатирование главных дви- гателей; перенесение части монтажных работ из дока на достроечную набережную 0.8 0,8 2.4 2,0 1.6 2,4 2,0 1,6 1.2 1.2 2,0 6,0 6.0 6,0
Таблица 100
Относительная стоимость сухого дока с преддоковой пло-
щадкой и складом секций при различных вариантах по-
стройки сухогрузных судов грузоподъемностью 20 000 ш
Варианты Стоимость, X
i 5й <о е| В 1
Вариант I. Сухой док, портальные краны грузоподъемностью 80/40 т (6 шт), пред- доковая площадка и склад секций длиной 170 м 100,0 100,0
Вариант II. Сухой док, козловые краны грузоподъемностью 320 т (2 и.т), порталь- ные краны грузоподъемностью 80/40 т (4 шт), преддоковая площадка и склад секций длиной 310 м 114 96
Вариант III. Сухой док, козловые краны грузоподъемностью 320 т (2 шт), порталь- ные краны грузоподъемностью 80/40 т (4 шт), преддоковая площадка и склад секций длиной 370 м, дополнительный уча- сток хостроечной набережной длиной 200м 120 81
11 А. К Сарке
§ 58. ЭКОНОМИЧЕСКИЕ ПРЕИМУЩЕСТВА
ЗАКРЫТЫХ ОТАПЛИВАЕМЫХ ЭЛЛИНГОВ*
При решении вопроса о расположении стапель-
ных мест в закрытых отапливаемых эллингах и на
открытых площадках следует иметь в виду сле-
дующие основные положения;
в отапливаемых эллингах (учитывая климат
СССР) можно создать наиболее благоприятные ус-
ловия, полностью отвечающие техническим и техно-
логическим требованиям при постройке судов на
стапельных местах;
дополнительные капиталовложения на строи-
тельство отапливаемых эллингов (по сравнению
с открытыми стапельными местами) окупаются эко-
номией эксплуатационных расходов в минималь-
ные сроки (1—3,5 года).
По подсчетам некоторых судостроительных за-
водов увеличение трудоемкости стапельных работ
из-за дополнительных работ, связанных с построй-
кой судов на открытом воздухе, удлинение цикла
отделочных и изоляционных работ при низкой тем-
пературе, осложнения при погрузке и монтаже сек-
ций, механизмов и оборудования в ветреную и мороз-
ную погоду, постройка различного рода временных
сооружений на судах для их утепления и защиты
от осадков и ветра, составляют примерно 10%
Плохие атмосферные условия могут нарушить
нормальные технологические процессы при ра-
боте на открытом воздухе Например, в условиях
Ленинграда такая взаимосвязь в течение года про-
является следующим образом: **
среднее число дней с температурой воздуха
ниже —15° С, при которой нельзя сваривать кон-
струкции, 13,39;
среднее число дней с температурой воздуха
ниже +5° С, когда нельзя производить малярные
работы, окраску, 207,55;
среднее количество дней, когда также нельзя
производить окраску: с осадками —199, с мете-
лями — 24, с туманами 57.
Перечисленные неблагоприятные условия в иные
дни совпадают, но общее количество дней в году,
когда нарушается нормальный производственный
процесс, достаточно велико. В результате в зимний
период производительность труда при постройке
судов на открытых стапельных местах оказывается
ниже, чем в закрытом отапливаемом эллинге, при-
мерно на 40%, а в среднем за год примерно на 10 %.
Если вспомнить, что на стапельных местах вы-
полняется до 40% всех работ по постройке судна,
то увеличение трудоемкости при постройке судов на
открытых стапельных местах составит до 4% от
общей трудоемкости.
Экономическую эффективность строительства за-
крытых отапливаемых эллингов для трех типов
верфей можно проследить по данным табл. 101.
Из приведенных данных видно, что наиболее
дорогими являются открытые стапельные места
с портальными кранами, на изготовление которых
* См. также. Толкачев М. Об эффективности
строительства закрытых судостроительных эллингов.— «Судо-
строение», 1957, J4 2.
** Климатологический справочник СССР. Л , Гидрометео-
издат, 1956; 1957.
161
Таблица 101
Относительная стоимость стапельных мест в закрытых
эллингах н на открытых площадках для различных
верфей, %
Стапельные мЪста Верфи *
А Б В
В закрытом отапливаемом эллинге На открытых площадках 100,0 100,0 100.0
с эстакадой и электромостовыми кранами 76,5 81,6 73,8
с портальными кранами 116,4 126,4 113,1
* Верфь А — среднего судостроения, с. год, со сложным насыщением корпусов; выпуском 12 судов к
верфь Б — малого судостроения,, с выпуском о со сложным насыщением корпусов; судна в >ОД,
верфь В — среднего судостроения, с выпуском 12 судов в год. с проетым насыщением корпусов.
идет до 50—70% от общей стоимости стапельных
мест. Увеличение капиталовложений на строитель-
ство отапливаемых эллингов по сравнению с не-
отапливаемыми составляет примерно 9%, а по
сравнению с открытыми стапельными местами, об-
служиваемыми электромостовыми кранами, до
22—35%..
Эксплуатационные расходы, отопление, текущий
ремонт и амортизация, защитные укрытия судов, за-
работная плата на открытых стапельных местах
с электромостовыми кранами по сраанению с отап-
ливаемыми эллингами составляют: для верфи А —
188%, верфи Б —570% и верфи В —180%. Кроме
того, следует учитывать, что для обеспечения ото-
пления судов на открытых стапельных местах не-
обходимы дополнительные капиталовложения на
котельные.
Все дополнительные затраты на отапливаемые
эллинги окупаются экономией эксплуатационных
расходов: для верфи А — за 3,5 года, верфи Б — за
1 год, верфи В — за 3,6 года.
Заслуживает внимания сооружение эллингов без
стен — в климатических районах, где продолжитель-
ное время сохраняется высокая температура воз-
духа, значительно снижающая производительность
труда при работе внутри корпуса и в отсеках судна
вследствие их нагревания.
§ 59. ПЛОЩАДКИ
ДЛЯ ЗИМНЕГО ХРАНЕНИЯ СУДОВ
В климатических условиях Советского Союза ле-
довый период различных акваторий верфей и вод-
ных бассейнов колеблется в значительных пре-
делах.
На судостроительных предприятиях, преиму-
щественно на верфях IV и V классов (иногда
Ill класса), расположенных в районах с длитель-
ным ледовым периодом, исключающим спуск судна
на воду, создают специальные площадки для зим-
него хранения судов.
При проектировании верфей I, II, 111 классов
для обеспечения спуска судов в ледовый период
в отдельных случаях предусматривают такие спе-
162
циальные мероприятия, как обогрев наливных бас-
сейнов горячей водой, сбрасываемой рядом стоящей
тепловой электростанцией, обогрев паром прорези
наливной док-камеры, поддержание майны в рай-
оне спускового сооружения путем перемешивания
воды сжатым воздухом и, наконец, поддержание
майны в районе спускового сооружения при работе
буксиров ледокольного типа.
Количество мест для зимнего хранения судов
определяется по стапельному расписанию по-
стройки судов на верфи, либо расчетом по формуле
СТ~ Гт “ Фс’’
где пст— необходимое количество мест для зим-
него хранения судов, ед;
Фл — продолжительность ледового периода,
когда нельзя спускать суда на воду, мес;
1т = — — такт выпуска судов с построечных мест,
Пс
мес;
Фс- годовой фонд времени построечных ста-
пельных мест, мес;
ис — годовая расчетная программа по выпуску
судов, ед.
Площадки для зимнего хранения судов проек
тируют в виде отдельных групп стапельных мест
Перемещение судов на эти места осуществляется
на специальных тележках (при спусковом соору-
жении в виде продольного слипа используют сли-
повые тележки). На стапельных местах зимнего
хранения суда пересаживают на специальные
клетки. Для постановки судна на кильблоки или
клетки стапельные места оборудуют металличе-
скими стульями, предусматривают также фунда-
менты под клетки в виде железобетонных плит.
В отдельных случаях площадки для зимнего хра-
нения оборудуют паропроводом для отопления су-
дов и электросетью для их освещения; расходы
энергии принимают по данным проектов судов.
ГЛАВА XIV
ЭЛЕКТРОМОНТАЖНЫЙ И ДОСТРОЕЧНО-
СДАТОЧНЫЙ ЦЕХИ
§ 80. ЭЛЕКТРОМОНТАЖНЫЙ ЦЕХ
На судостроительной верфи электромонтажный
цех выполняет при постройке судов монтаж, испы-
тания и сдачу электрооборудования, аппаратуры,
средств внешней связи и наблюдения. При сущест-
вующей кооперации выполнения работ эти цехи,
как правило, принадлежат специализированным
предприятиям-контрагентам (электро-радио-авто-
матики).
Расчетная программа электромонтажного цеха
складывается из монтажа, испытаний и сдачи
электрооборудования, канализации кабельных се-
тей, средств внутренней связи и управления судном,
радиосвязи и аппаратуры внешней связи и наблю-
дения, а также навигационных устройств. Для
выполнения указанных задач предусматривают
участки для проведения работ в самом цехе и спе-
циализированные участии для выполнения монтажа
непосредственно на судах.
Желательно, чтобы в цехе выполнялся макси-
мальный объем электромонтажных работ, техноло-
гическая комплектация электрооборудования и ка-
белей, изготовление нетиповых монтажных изделий
и единичных распределительных устройств устра-
нялись случайные повреждения электрооборудова-
ния, осуществлялась проверка и предварительная
настройка аппаратуры средств внешней связи и на-
блюдения, предварительная проверка электрообо-
рудования схем сильного и слабого тока, а также
мелкий ремонт и зарядка аккумуляторов.
При проектировании электромонтажных цехов
учитывают следующие основные положения:
в общем технологическом графике постройки
судна монтаж электрооборудования и кабельных
сетей выделяется как самостоятельный технологи-
ческий этап;
все изоляционные и слесарно-подготовительные
работы, связанные с электромонтажом, к началу
электромонтажных работ на судне должны быть
закончены;
кабели различных схем компонуют по признаку
их «территориальности», т. с. совмещают в один
пучок кабели, имеющие начало и конец в общих
местах;
основные нормализованные детали, узлы и из-
делия делжны быть поставлены специализирован-
ными предприятиями.
Кроме того, следует учитывать специализацию
бригад и отдельных рабочих по определенным ви-
дам работ. В соответствии с характером и номен-
клатурой работ в электромонтажном цехе проекти-
руют:
1. Участки, предназначенные для выполнения ра-
бот в самом цехе: слесарно-механический; монтаж-
но-сборочный; комплектации; заготовки и разделки
кабеля; участок предмонтажной проверки, регули-
ровки и настройки аппаратуры радиосвязи, радио-
локации, гидроакустики, навигационных приборов
и электрооборудования схем сильного тока; испы-
тательные стенды.
2. Участки, предназначенные для выполнения
различных работ на судах: монтажа схем сильного
тока; схем слабого тока; монтажа спецаппаратуры;
монтажа кабелей и канализации тока.
В зависимости от размещения электромонтаж-
ного цеха на генеральном плане верфи, могут быть
предусмотрены его филиалы в цехе сборки блоков,
судостроительном и достроечно-сдаточном цехах.
Эти филиалы имеют необходимые площади для раз-
мещения слесарной мастерской, комплектовочной,
материальной и инструментальной кладовых.
Трудоемкость работ электромонтажного цеха
принимают так же, как и дЛя других цехов верфи,
т. е. на основании данных технологии постройки
расчетных судов, либо определяют по руководящим
материалам, ранее выполненным проектам и от-
четным данным судостроительных предприятий по
постройке аналогичных судов.
163
Инсггрумеи - О; шальная | кладовая 1 р ь вспонога/пмыА jj материалов j f/jaoiqadrill хранения j \ распред. j щитоВ ! а. и п «А ’е © 5 11 UUJ 7 У Слесарно-механический участок 1 !W1 И эяи £= КК—П • п(. t—3 1 вв П ”4 в и
Рис. 92. План электромонтажного
/ — токарно-винторезный станок: 2 — ножницы гильотинные с наклонным ножом; 3 — листогибочная машина; 4 — станок точильный двусторонний;
цравлическай ручной, 10 — ножницы комбинированные; II — пресс однокривошипный; 12—пресс гидравлический. 13 — стеллаж полоч-
—« 18 — станок намоточный; IS — стол рабочий; 20—ножницы ручные
точечной
Примерное распределение трудоемкости
электромонтажных работ при постройке сухогрузных судов
и траулеров, %
Операции Трудоемкость
Цеховые (заготовительные) работы
слесарные............................. 3.5
станочные............................ 2,0
электромонтажные..................... 4,0
заготовка и разделка кабеля .... 5,0
предмонтажная проверка и испытания 1 ,5
Итого 16,0
Монтажные работы на судне
слесарно-разметочные................ 2,0
слесарно-установочные -............ 3,0
электромонтажные
кабельные...... . . 30,0
по схемам сильного тока . 10,0
слабого тока. . 6,0
освещения........ 10,0
радиосвязи . 3,5
прочие ............................ 0,5
Итого 65,0
Испытательно-сдаточные работы
швартовные испытания............... 14,0
ходовые и сдаточные испытания. . . 5,0
Итого 19,0
Оборудование принимают по каталогам в виде
технологического комплекта, исходя из объема и
номенклатуры работ цеха. Площади цеха опреде-
ляют, как правило, путем планировки принятого
оборудования и рабочих мест.
Стендовые помещения в электромонтажных це-
хах на верфях 1, П и 111 классов занимают при-
мерно:
и‘
Стендовая схем сильного тока . 120—170
Стендовая схем радиосвязи........... 45—60
Стендовая штурманских приборов. - - 45—60
Стендовая проверки измерительных при-
боров ............................ 35—45
Стендовая схем радиолокации....... чо—ои
План электромонтажного цеха па верфях I, И
и III классов показан на рис. 92.
При наличии филиалов электромонтажного цеха
в других сборочно-монтажных цехах площади
рабочих мест для электромонтажников в самом
электромонтажном цехе определяют с учетом пло-
164
щадей указанных филиалов, которые (без учета
бытовых и служебных помещений) занимают
обычно от 70 до 200 м2.
В большинстве случаев электромонтажные цехи
располагают в блоках комплектующих цехов со-
вместно со слесарно-корпусным, трубозаготови-
тельным и другими цехами; они имеют аналогичные
размеры пролетов и оборудуются электромосто-
выми кранами (или кран-балками) грузоподъем-
ностью 3—5 т. В цехе предусматривают общеобмен-
Таблица 103
Основные данные и технико-экономические показатели
электромонтажных цехов
Показатели Клясс верфи
I 11 ш IV V
Е rag I'L Сухогрузы Qc - Ki» т Е |8 |§ «« h
Порядковый номер рас- четного серийного судна 32 44 70 120 500
Годовой выпуск продукции ед тыс. т 16 1600 22 1540 35 2300 60 1200 250 145
Коэффициент сменности 1,6 1.6 1,6 1.6 1,6
Удельная трудоемкость выпускаемой продук- ции, чел.-ч]т 250 280 300 370 700
Площадь на одного про- изводственного рабоче- го, я® 7-8 7-8 7—8 — —
Годовой выпуск ции на одного него рабочего. продук- СПИСОЧ- т 6,2 5,5 5,2 4,0 2,2
Количество вспомогатель- ных рабочих по отно- шению к производст- венным, "h 20 20 20 25 25
Примечание. Электро навливаемое другими цехами л оборудование в рфи.в выпуск сом более 15 лг, уста- продукции электро-
цеха на верфях I, II и III классов.
S— станок копироив.ц>но фрезерный; 6 — станок универсально-фрезерный; 7 —
ный; 14— ставок насто.1ыихверлвльный. 18— однопостопой сварочный
рычажные, 31 — стол комплектовочный; 22— край электромостовой.
верстак слесарный; 8—станок вергпкально-сверлнльный. 9 — пресс ги-
преобразователг.; 16— стол для сварочных работ; П—аппарат для
нук> вентиляцию и местные отсосы от заточных
станков и сварочных ну г.
Для работы станочного, сварочного, подъемно-
транспортного и другого оборудования цех обеспе-
чивается электроэнергией, а для работы пневмати-
ческих инструментов — сжатым воздухом давле-
нием 5—6 кГ!см2. На испытательные стенды по-
дается электроэнергия таких параметров, которые
могут обеспечить предмоптажную проверку и ис-
пытания электрооборудования и схем строящихся
судов (табл. 102).
Примерные основные данные и техпико-эконо-
мические показатели электромонтажных цехов при-
ведены в табл. 103.
Участок монтажа приборов теплоконтроля и ав-
томатики при постройке судов предназначен для
установки аппаратуры и приборов, расположенных
на маслопроводах, паропроводах и других систе-
мах, обслуживающих главные и вспомогательные
механизмы; монтажа всех электрических схем, свя-
занных с автоматическим управлением судовыми
системами, главными и вспомогательными меха-
низмами; мелкого ремонта теплотехнических и
электрических приборов, а также предмонтажной
проверки аппаратуры и приборов, устанавливаемых
на судне.
Оборудование участка выбирают с учетом спе-
цифического характера работ и принимают тех-
нологическими комплектами. Общая площадь
участка определяется планировкой оборудования,
испытательных стендов и кладовых и составляет
для верфей I л 11 классов примерно 350—500 м2.
§ 61. ДОСТРОЕЧНО-СДАТОЧНЫЙ ЦЕХ
Достроечно-сдаточный цех (участок) предназна-
чен для достройки судов после спуска их на воду,
подготовки и проведения швартовных испытаний
у достроечной набережной верфи, ходовых завод-
ских и сдаточных испытаний и сдачи судов заказ-
чику.
Все устанавливаемые на судне изделия достро-
ечно-сдаточный цех получает в готовом виде с цент-
рального склада комплектации или промежуточных
складов цехов верфи. Непосредственно в цехе вы-
полняется лишь небольшой объем поделочных ра-
бот, необходимость которых выясняется в процессе
достройки судов.
Объем работ цеха по достройке и испытаниям
судов зависит от того, в какой степени готовности
спускают суда со стапельных мест (или выводят
из доков).
При спуске судов на воду с горизонтальных от-
крытых стапельных мест при помощи с амостоятель-
ного спускового сооружения готовность их по тру-
доемкости находится в пределах 80—90%- В этом
случае у достроечной набережной заканчивают ра-
боты по монтажу устройств, дельных вещей, трубо-
проводов, отделке помещений, проверяют цент-
ровку валопровода, устанавливают на месте и
закрепляют инвентарь, снабжение, переносную ме-
бель и запасные части.
Параллельно с достроечными работами произ-
водят значительную часть швартовных испытаний
механизмов и оборудования, приборов и аппара-
туры. После проведения у достроечной набережной
комплекса швартовных испытаний суда проходят
ходовые и сдаточные испытания в соответствующих
районах водного бассейна.
В соответствии с номенклатурой работ в до-
строечно-сдаточном цехе проектируют следующие
основные участки: слесарно-корпусный, механо- и
трубомолтажный, деревоустановочный, а также ста-
ночное отделение монтажно-достроечных участков.
Кроме того, в цехе размещаются контрагенты, вы-
полняющие электромонтажные и изоляционные ра-
боты.
Для поделочных работ, возникающих в процессе
достройки судов, в цехе устанавливают необходи-
мый комплект оборудования.
Площадь цеха определяется путем планировки
принятых в проекте участков и оборудования
(рис. 93). Как и в других цехах, в этом цехе преду-
сматривают общеобменную вентиляцию и местные
отсосы от точильно-шлифовальных станков, ленточ-
но-пильных станков и рабочих мест электросварки
и газовой сварки. Цех обеспечивается электроэнер-
гией для работы электросварочного, станочного и
подъемно-транспортного оборудования, сжатым
165
fi-fi
— станок попе
IS — листогнбоч
Рис. 93. План достроечно-сдаточного цеха на верфях II и III классов.
IS — ллнта сборочная,
воздухом давлением 5—6 кГ[см?- для работы пнев-
матических инструментов, ацетиленом и кислоро-
дом— для резки и сварки и производственной
водой.
§ 62. ДОСТРОЕЧНАЯ НАБЕРЕЖНАЯ
Достроечная набережная судостроительной
верфи предназначается для стоянки судов в период
их достройки на плаву и испытаний и должна обес-
печить проведение этих работ в соответствии с го-
довой расчетной программой верфи. В зависимо-
сти от местных условий в некоторых случаях для
достройки судов на плаву проектируют пирсы,
имеющие такую же суммарную протяженность при-
чального фронта, как и соответствующая набереж-
ная. Пирс как достроечное сооружение мепее удо-
бен, чем набережная, поскольку он не так хорошо
связан с цехами верфи и имеет более стесненные
разгрузочные и складские площади.
Достроечная набережная соединяется непосред-
ственно с площадкой верфи и имеет одну стенку
для стоянки судов, а пирс выдвигается в аквато-
рию верфи и имеет две стенки. В общезаводской
схеме достроечная набережная нс выделяется в са-
166
мостоятельную производственную единицу: все ра-
боты по достройке и испытаниям судов у набереж-
ной выполняются достроечно-сдаточным цехом и со-
ответствующими контрагентами. Как правило, она
находится в ведении капитанской части верфи и
обслуживается ее штатом.
Длину набережной рассчитывают исходя из рас-
становки максимального количества одновременно
стоящих у нее судов, в соответствии со стапельным
графиком их постройки
Глубину набережной у кордона определяют ис-
ходя из расчетной осадки судна, навигационного за-
паса и запаса на заносимость грунта.
В свою очередь навигационный запас прини-
мается в зависимости от грунтов: при илистых грун-
тах запас должен быть 0,20 м; при песках, заилен-
но-глинистых рыхлых грунтах — от 0,25 до 0,3 м;
при плотных, слежавшихся песчанистых и глини-
стых — от 0,3 до 0,45 м; при скалистых — от 0,45 до
0,6 м. Запас на заносимость принимается обычно
0,4 м
Отметку поверхности (кордона) набережных оп-
ределяют в каждом конкретном случае, в зависи-
мости от принятого типа каналов промпроводок и
отметки территории верфи.
Таблица 104
В соответствии с классом судостроительной
верфи достроечные набережные оборудуют пор-
тальными кранами:
Класс верфи Грузоподъемность крана» m Вылет стрелы, л<
1 • 50/63/50 19/24/30
75/50/10 20/30/38
30/25 30/35
11 30/25 30/35
III 30/25 30/35
10 30
IV 10 30
В отдельных случаях достроечные набережные
судостроительных верфей IV класса оборудуют ба-
шенными кранами соответствующих параметров.
Количество кранов принимают из расчета один кран
па 200—250 м длины набережной (имея в виду воз-
можные подъемно-транспортные операции при мон-
тажно-достроечных работах на судах).
Как правило, достроечные набережные верфей
проектируют с учетом прогрессивных методов се-
рийной постройки судов, обспечивающих в отдель-
ных случаях высокую степень готовности их перед
спуском. В частности, высокая степень готовности
судов перед спуском достигается на стапельных мес-
тах, перекрытых утепленными эллингами и обору-
дованных мощными грузоподъемными средствами.
Объем и трудоемкость работ по достройке су-
дов на плаву при установившихся режимах серий-
ной постройки незначительны, а расходы энергии
на сварку, работу пневматических инструментов и
газовых резаков и горелок очень малы. Однако при
постройке головных судов серии или опытных об-
разцов степень спусковой готовности судов может
быть и незначительной.
В практике верфей, особенно при постройке су-
дов на открытых наклонных стапелях и в судо-
строительных доках, могут иметь место случаи,
когда у предназначенного к спуску судна готов
только корпус с погруженными основными меха-
низмами, и весь объем моптажпых и достроечных
работ приходится выполнять на плаву. В связи
с этим при проектировании энергетических комму-
никаций следует принимать больший объем работы,
чем это необходимо по технологическому процессу
постройки серийных судов.
Кроме того, следует учитывать и известную не-
равномерность в выполнении работ при достройке
судов у набережной, обусловленную тем, что основ-
ной объем этих работ, требующих значительных за-
трат энергии, приходится на первый период до-
стройки, когда оканчивается погрузка и закрепле-
ние всех изделий, в то время как во втором периоде
достройки, главным образом при отработке мон-
тажных схем и подготовке и проведении швартов-
ных испытаний, расход энергии совсем невелик.
Примерные основные показатели по энергетике
достроечных набережных, отнесенные к 50 м ее
длины, приведены в табл. 104.
При определении шага промпроводок (расстоя-
ния между двумя аналогичными точками подклю-
чения) на достроечной набережной необходимо
учитывать: возможные варианты расстановки судов
у набережной; получение наиболее коротких кабе-
Показателя по энергетике достроечных набережных
(отнесенные к 50 м длины набережной)
Показателя Класс верфи
II III IV
Средняя толщина металла корпуса, мм 10 10 8
Количество одновременно работающих сварочных дуг, ручная сварка, ед * S *’
Средняя сила тока дуги, а 220 180
Количество переносных стан- ков и вентиляторов, ед 2 *
Мощность переносных стан- ков и электровентилято- ров, мт 10 6
Количество преобразователей типа Н-75 для низковольт- ного инструмента, ед 1
Количество одновременно работающих пневматиче- ских инструментов, ед 8 R 8
Средний расход воздуха на один инструмент, мя/мик 1.16 0,75
Количество одновременно работающих ацетилено- кислородных постов, ед Средний расход на один пост, мя/ч 2 2
ацетилена 0,5—0.6 0.5—0,6 0,45-0,5
кислорода 3,2—4,6 3,2—4,6 2,6-3,4
Количество одновременно работающих кранов бранд- спойтов, ед 0,5 0.5
Потребный напор воды от наименьшего горизонта, м 30 25 25
Примечание. Кроме приведенных основных видов знер- сии. для достроечных набережных предусматривают подачу энергии
для отопления судов в зимний период и для ных испытаний отдельных систем.
Таблица 105
Примерные размеры глубин и расчетные нагрузки на до-
строечные набережные судостроительных верфей
Параметры достроечных набережных Клосс верфи
II ш IV
Расчетная осадка судов, м 7.0 7,0 5,0
Расчетная глубина у кор- 8,0 8.0 6,0
дона от минимального рас- четного уровня, м Высота кордона от среднего 2.5 и 2,5 и 2,5 и
многолетнего уровня орди- 3,5 3,5 3.5
пара, м Расположение подкранового 2,2 и 2,2 и 2,2 и
рельса от кордона, м 2.5 2,5 2,5
Равномерно распределенная 3,0 3,0 2.0
нагрузка, временная, т/м2 Швартовные тумбы иа дей- 50.0 50.0 50,0
ствующее усилие, т Шаг расстановки тумб, м 25,0 25,0 25,0
Максвмальный расчетный горизонт с обеспеченно- стью, % для слабых грунтов 98,0 98,0
для плотных грунтов 100,0 100,0 100,0
167
лей и шлангов от пунктов подлючения до места по-
требления; конструктивное расположение на судах
пунктов приема энергии с набережной.
Указанные требования в лучшей степени могут
быть удовлетворены при следующем шаге промпро-
водок на достроечных набережных:
На верфи П класса . ....... 50—60
» » III » ............... 30—50
» » IV » 20—25
Однако, как показывает анализ строителььных
и энергетических решений, при большом насыще-
нии современных достроечных набережных различ-
ными видами энергокоммуникаций с соответствую-
щими пунктами подключений верхнее строение
набережной оказывается перегруженным, а исполь-
зование набережной для складирования грузов так
же, как и условия для погрузочно-разгрузочных ра-
бот, значительно ухудшается. Поэтому для всех
типов достроечных набережных размещение групп
энергетических пунктов и их подключение вдоль
набережной принимается с шагом 50 м.
Примерные размеры глубин и расчетные на-
грузки на достроечные набережные судостроитель-
ных верфей приведены в табл. 105. Эти данные не
распространяются на достроечные набережные, со-
здаваемые на устьевых участках рек (с резко вы-
раженными паводковыми колебаниями горизонта
воды), а также на набережные, расположенные на
морских акваториях с амплитудой приливов и от-
ливов более 2,5 м — для набережных с проходными
каналами промпроводок, и 3,3 м — для набереж-
ных с непроходными каналами. Глубина у на-
бережных приведена для защищенных от волнения
акваторий.
Ширину полосы, территории достроечной набе-
режной определяют исходя из расстояния от кор-
дона набережной до оси подкрановых рельсов и
максимальной величины вылета стрелы крана.
ЧАСТЬ ТРЕТЬЯ
ПРОЕКТИРОВАНИЕ
КОМПЛЕКТУЮЩИХ ЦЕХОВ
ВЕРФИ
ГЛАВА XV
СЛЕСАРНО-КОРПУСНЫЙ ЦЕХ
р
лесарно-корпусный цех предназначается
для изготовления деталей, узлов и конструкций сле-
сарно-корпусного насыщения судов: легких перебо-
рок и выгородок, мелких фундаментов и подкреп-
лений, узлов судовой вентиляции, местной метал-
лической мебели, неунифицированных дельных ве
щей, деталей крепления систем и устройств.
Примерная номенклатура и объем работ в весовом
выражении по статьям весовой нагрузки траулера
чистым весом 2600 т, выполняемых слесарно-корпусным
цехом
Статьи весовой нагрузки Вес HS одно судно, m
.Мечты, стрелы, боковые кили, дымовые
трубы 1.3
Фундаменты и подкрепления 3,0
Иллюминаторы 0,2
Крышки люков 5.2
Легкие двери.... 0.2
Трапы 1,С
Леерное устройство 0,7
Крепления деревянных частей корпуса . . 0,4
Изоляция 25,0
Оборудование жилых и служебных поме-
щений 11,0
Оборудование кладовых и грузовых трюмов 5.5
Технологическое оборудование 1,5
Рулевое устронство 0.5
Якорное устройство .... 0,6
Швартовное устройство . 0,4
Шлюпочное устройство . . . 0,5
Грузовое устройство 0,1
Мачтовое устройство и такелаж. . о,1
Траловое устройство 1.6
Оборудование машинных отделений 17,2
Трубопроводы машинных установок. . . . 0,8
Трубопроводы независимых вспомогательных
установок 0,4
Вспомогательные трубопроводы . . 0,7
Трюмные и пожарные системы . - 0.4
Системы бытового водоснабжения . - . 0,5
Вентиляция и отопительные системы . 12,7
Электрооборудование 4,6
Связь и управление судном 0,3
Итого . . . 97,2
При проектировании слесарно-корпусных цехов
принимаются следующие основные положения. Цех
сдаст свою продукцию на центральный склад ком-
§ 63. НАЗНАЧЕНИЕ
И ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА
плектации и не принимает участия в монтажно-до-
строечных работах на судах. Листовой и профиль-
ный металл толщиной более 3 мм, как правило, по-
ступает в цех выправленным и очищенным от ока-
лины и ржавчины с участка предварительной
правки, очистки и грунтовки стали корпусообраба-
тывающего цеха, а металл толщиной менее 3 мм
поступает из главного магазина верфи.
Оборудование для механической резки проек-
тируют с учетом обработки деталей из листового
и профильного металла, необходимых для судов
расчетной программы. Например, на верфях I и
II классов оборудование должно обеспечить меха-
ническую резку листового металла толщиной от 0,5
цо 6 мм (в отдельных случаях до 10 мм) и про-
фильного проката с толщиной полок или стенок до
10 мм.
Для изготовления деталей, узлов и конструкций
создаются поточные и технологические линии, на
которых выполнение основных технологических опе-
раций предусматривается с применением следую-
щего оборудования.
Разметка и маркировка листовых деталей про-
изводится па машинах с программным управле-
нием; механическая вырезка деталей из листового
металла — па гильотинных ножницах, оснащенных
универсальными механизированными приспособлс
ниями, вибрационных и высечных ножницах, а га
зовая резка — на машинах типа ACI1I-2. Разметку
и маркировку профильного металла выполняют на
клеймильно-разметочном автомате, резку и вы
рубку — на комбинированных пресс-ножницах.
Гибка листовых деталей выполняется на гибоч-
ных вальцах, гидравлическом прессе и кромкогн
(точном станке; правка и гибка профильных дета-
лей— на гибочном станке типа .ЛГС-2 ц гидравли-
ческом прессе.
Правка листовых деталей осуществляв щя
в правильных вальцах и на прессах; скругление
кромок деталей — на специальном станке и в гал-
товочном барабане; штамповка деталей — на кри-
вошипных, гидравлических и эксцентриковых прес-
сах; механическая’ обработка деталей — на токаряо-
169
винторезных, универсально-фрезерных, вертикаль-
но- и радиально-сверлильных станках.
Сборка изделий выполняется на специализиро-
ванных участках, оборудованных стендами, кондук-
торами, плитами, верстаками и различными при-
способлениями; на сборочных участках широко
применяют механизированный инструмент. Сварка
узлов и конструкций производится автоматами под
слоем флюса, полуавтоматами в углекислом газе и
вручную электродуговым способом. При изготов-
лении тонколистовых конструкций используют кон-
тактную шовную и точечную сварку, в отдельных
случаях — газовую ручную сварку.
Испытание конструкций и изделий проводят на
специализированных стендах, оснащенных насо-
сами и прессами; очистку, грунтовку, окраску и
сушку узлов и изделий — в специальных камерах и
ваннах.
Транспортировка деталей и заготовок по поточ-
ным линиям заготовительного участка осуществля-
ется транспортерами, рольгангами, тельферами и
кранами; для транспортировки на сборочно-свароч-
ные участки готовых деталей, скомплектованных
в контейнеры и на поддонах, применяют краны.
На сборочных участках для транспортировки из-
делий применяют тельферы, краны и транспортные
тележки, а для выдачи готовой продукции из цеха
на центральный склад комплектации используют
автотранспорт.
При проектировании слесарно-корпусного цеха
с поточным методом производства детали, узлы и
изделия, так же, как и в корпусообрабатывающем и
сборочно-сварочном цехах, разбивают на классы и
группы по конструктивным и технологическим при-
знакам; для наиболее характерных представителей
этих групп разрабатывают подробные маршрутно-
технологические карты, после чего результаты раз-
работок распространяют на всю группу; группы
объединяют в потоки и составляют принципиаль-
ные схемы технологических потоков.
В соответствии с основными технологическими
потоками и номенклатурой работ в слесарно-кор-
пусном цехе проектируют следующие участки:
заготовительный, изготовления фигурных и трубча-
тых конструкций, крупногабаритных конструкций,
мебельно-вентиляционный, контактной сварки, ис-
пытания конструкций и изделий, окраски изделий.
Вспомогательное хозяйство цеха состоит из ма-
стерской механика и энергетика цеха и нескольких
кладовых: инструментальной, штампов и оснастки,
материальной, электродов, электродной проволоки
и флюса и изделий насыщения.
Для управления производством цеха преду-
сматривают технические средства, обеспечиваю-
щие следующую информацию: о наличии необходи-
мых запасов материалов, комплектов деталей и
изделий, требующихся по графику; об обеспечении
линий материалами, документацией, инструмен-
тами и т. д.; о работе линий и отдельных видов ос-
новного технологического оборудования; о факти-
ческих сроках начала и окончания работ по каж-
дому технологическому комплекту; о готовности
скомплектованных деталей и изделий к выпуску и
отправке из цеха на центральный склад комплек-
тации. '
§ 64. ТРУДОЕМКОСТЬ РАБОТ
И ОБОРУДОВАНИЕ
Трудоемкость обработки деталей и изготовления
узлов и конструкций, выпускаемых слесарно-кор-
пусным цехом, определяется путем нормирования
по маршрутно-технологическим картам. Если по
каким-либо причинам разработка указанных техно-
логических карт окажется невыполнимой, то
трудоемкость определяют по ранее выпущенным
аналогичным проектным материалам: удельным
показателям трудоемкости на 1 т продукции, а так-
же по распределению ее по участкам, поточным
линиям и операциям.
Примерное распределение трудоемкости слесарно-
корпусных заготовительных работ при постройке
сухогрузного судна и траулера, %
Операции
судно
.. 6200 m
Траулер
?с - 2500 tn
I. Заготовительный участок
1. Поточная линия обработки профильных деталей
Разметка и маркировка - - . 1,61 0,62
Резка па пресс-иожницах . . 0,40 0,36
Резка пилой с абразивным
кругом . 0,17 0,18
Ручная газовая резка .... 0,09 0,06
Зачистка 0,10 0,11
Гибка на станке ГС-2 .... 0,15 0,14
Сверловка 0,13 0,12
Слесарная обработка - - 0,20 0,18
Итого 1,85 1,75
2. Линия механической обработки листов толщиной
более 2,5 мм
Разметка и маркировка ... 1,30 0,90
Резка на гильоганных нож-
ницах ................... 2,25 2,35
Зачистка - - • . - 0,55 0,6
Правка прессом . . 0,18 0,25
Правка в вальцах.......... 0,72 0,7
Гибка на кромкогибечном
станке.................... 0,1 0,14
Сверловка.................. 0,38 0,65
Слесарная обработка .... 0,12 0,16
Итого 5,60 6,75
3. Линия механической обработки листов толщиной
до 2,5 мм
Разметка и маркировка . . . 0,82 0,81
Резка на гильотинных нож- ницах 1,54 1,78
Резка на вибрационных нож- ницах 0,82 0,63
Зачистка 0,26 0,28
Скругление кромок .... 0,06 0,06
Правка прессом .... 0,40 0,41
Правка в вальцах 0,18 0,24
Гибка кромкогибочным стан- ком 0,10 0,1
Сверловка 0,32 0,34
Итого 4,50 4,65
170
Операции
Траулер
?с - 2500 т
Операции
Сухогрузное
судно
<ЭС = 6200 т
Траулер
<?с - 2500 г
Сухогрузное
Судно
Qc = 6200 т
4. Линия газовой резки
Разметка и маркировка . 0,37 0,37
Газовая машинная резка . 0,38 0,38
Ручная газовая резка - - - 0,15 0,15
Зачистка 0,52 0,52
Правка в вальцах . 0,58 0,58
И того 2,0 2.0
III. Участок изготовления
крупногабаритных изделий
10. Линия сборки и сварки плоскостных конструкций
5. Механизированная линия штамповки
Штамповка, зачистка, слесар-
ная обработка.............. 2,25 2,6
Сборка в приспособлениях 0,48 0,13
Сборка на плите . . ... 2,08 1,70
Пневматические работы . . . 0,85 0,24
Автоматическая электро-
сварка .................... 0,27 0.25
Полуавтоматическая электро-
сварка ...................... 0,60 0,42
Ручная электросварка .... 0,72 0,48
Правка....................... 0,38 0,28
Слесарные работы........... 0,72 0,20
Полуавтоматическая линия изготовления деталей
крепления электротрасс
Изготовление деталей элек-
тротрасс .................. 0,45 0,55
7. Технологическое оборудование, расположенное
вне поточных линий
Гибка в вальцах 0,16 0,26
Гибка прессом 0,67 0,75
Токарная обработка 0,13 0,10
Фрезерная обработка - . 0,03 0,04
Сверловка 0,24 0,40
Работа ва зигмашине .... 0,12 0,15
Итого 1,35 1,70
Всего по участку 18,0 20,0
И. Участок изготовления фигурных
и трубчатых конструкций
8. Линия сборки и сварки фигурных и трубчатых
конструкций
Сборка в приспособлениях 2,35 2,67
Сборка на плите 1,20 1,24
Пневматические работы . . . 0,48 0,54
Полуавтоматическая электро-
сварка 0,20 0.26
Ручная электросварка . . . 1.5 1.58
Правка 0,57 0,61
Слесарные работы 2,5 2,6
Итого
9. Линия изготовления мелких деталей крепления
Сборка в приспособлениях 2,38 2,6
Сборка на плите 0,75 1,3
Пневматические работы 0,23 0,35
Ручная электросварка - . 1,22 1,55
Газовая сварка и резка . 0,07 0,07
Правка 0,48 0.58
Слесарные работы 1,87 2,25
Итого 7,0 8,7
Всего по участку 15.80 18,20
Итого Б,60 3,70
11. Линия сборки и сварки объемных конструкций
Сборка в приспособлениях 3,30 3,80
Сборка на плите 1,74 2.10
Пневматические работы . . . 0.68 0.82
Полуавтоматическая электро-
сварка 1,16 1,38
Ручная электросварка . . 1,20 1,40
Газовая сварка и пайка . 0,82 0.57
Правка 0,80 0.93
Слесарные работы 3,50 4.10
Итого 13,20 15,10
Всего по участку 18,80 18,80
IV. Мебельво-вентиляционный участок
12. Линия изготовления конструкций вентиляции
Сборка в приспособлениях 4,15 3,55
Сборка иа плите 8,20 7,20
Пневматические работы . . 0,90 0,78
Полуавтоматическая электро-
сварка 1,60 1,38
Газовая сварка . . 0,70 0.60
Правка 1.75 1.52
Жестяницкие работы .... 2.80 2,42
Итого 20.1 17.45
13. Линия изготовления металлической мебели
Сборка в приспособлениях 5,30 5,20
Сборка на плите 1,50 1,28
Пневматические работы . . . 0.90 0,82
Газовая сварка 0,60 0.45
Полуавтоматическая электро-
сварка 0,38 0,32
Ручная электросварка . . . 0,12 0,20
Правка 1,10 1,00
Слесарные работы 4,95 4,40
Жестяницкие работы .... 0.50 0,35
Итого 15,35 14,00
Всего по участку 35.45 31.45
V. Участок контактвой сварки
Сварка точечная .... 3,55 3,25
Сварка шовная 1,45 1,30
Всего по участку 5,00 4,55
171
Испытание воздухом . . 0,22 0,22
Испытание водой ...... 0,33 0,38
Всего по -участку 0,55 0,60
VII Окрасочный участок
14 . Поточная линия окраски крупногабаритных
изделий
Очистка, грунтовка, окраска,
сушка..................... 3,00 2,68
15 Поточная линия окраски среднегаиаритных
изделий
Очистка, грунтовка, окраска,
сушка................ 2.50 2,64
16. Поточная линия окраски мелких изделий и
деталей
Очистка, грунтовка, окраска,
сушка..................... 0,90 1,08
Всего по участку 6,40 6,40
Итого по участкам II—VII 82,00 80,00
Всего по цеху 100,0 100.0
Расчет оборудования, рабочих мест, числа про-
изводственных рабочих и всего состава работаю-
щих в слесарно-корпусном цехе выполняется
в табличной форме — аналогично расчетам по
корпусообрабатывающему (заготовительный уча-
сток) и сборочно-сварочному (сборочные участки)
цехам.
Основное станочное и сварочное оборудование
выбирают с учетом изготовления деталей и изде-
лий из судостроительной стали требуемой тол-
щины. Например, на верфях I и 11 классов тол-
щина листовой стали, обрабатываемой в этих це-
хах, составляет от 0,5 до 10 мм. При выборе кон-
тактных машин для точечной сварки исходят из
следующих положений: толщина листовой стали
для сварки внахлестку до 3+3 мм, для шовной
сварки 2,5-~3,0 мм.
Выбор основного оборудования для поточных
линий окрасочного участка определяется макси-
мальными габаритами окрашиваемых изделий.
Слесарно-корпусные цехи оснащаются также
соответствующими стендами, кондукторами, сбо-
рочными и сварочными плитами и столами, средст-
вами механизации подъемно-транспортных опера-
ций, включая рольганги для листов и профиля, кан-
тователи, питатели-накопители, поддерживающие
и передающие устройства, пластинчатые конвей-
еры и т. д
§ 65. РАЗМЕРЫ ПРОЛЕТОВ,
КРАНОВОЕ ОБОРУДОВАНИЕ
И ПЛОЩАДИ ЦЕХА
При определении ширины пролетов слесарно-
корпусных цехов руководствую 1Ся, как правило,
расположением поточных и технологических линии
в пролете, с учетом необходимых проездов, прохо-
172
дов и «разрывов» между рабочими местами. Вы-
сота пролета зависит от высоты устанавливаемого
оборудования и необходимого зазора между верх-
ней кромкой этого оборудования и фермой крана.
Для слссарио-корпусных цехов па верфях I, II и
III классов принимают: ширину 18 или 24 м, шаг
колонн 6 или 12 ж; высоту до низа несущих конст-
рукций покрытия 7,2 или 8,4 м; крановое оборудо-
вание грузоподъемностью 3,0 и 5,0 т. Слесарно-
корпусные цехи на верфях IV и V классов могут
быть размещены в пролетах значительно меньших
размеров в зависимости от расположения их в бло-
ках с другими цехами.
Площади цеха определяют, в основном, путем
масштабной планировки, принятого оборудования
и рабочих мест на поточных и технологических ли-
ниях, с учетом разрывов между ними, проходов,
проездов и складских плошадок (рис. 94).
Для удаления вредных веществ, выделяющихся
при выполнении работ, в цехе оборудуют обще-
обменную вентиляцию, а от газорезательных ма-
шин, от сварочных полуавтоматов, от дуг ручной
сварки при работе в кабинах, а также камер для
очистки и окраски изделий, точильно-шлифоваль-
ных станков и пр.— местную вентиляцию.
§66 . ЭНЕРГЕТИЧЕСКИЕ И ТЕХНИКО-
ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ ЦЕХА
Для работы станочного, электросварочного,
подъемно-транспортного и другого оборудования
цех обеспечивается электроэнергией-, для пневма
тичсских инструментов, контактных сварочных ма-
шин и пневматических приспособлении — сжатым
воздухом давлением 5—6 кГ[см2; для машинной и
ручной резки и для сварки — ацетиленом, кислоро-
дом и инертными газами (углекислым газом и
аргоном); для охлаждения контактных сварочных
машин, сварочных горелок и испытания емкостен —
производственной водой.
ГiSolatt 1зрогпанна, m
Рис 95. Изменение удельной трудоемкости
в зависимости от годовой программы слесарно
корпусных цехов на верфях J, II, Ill, IV клас-
сов.
Ориентировочные показатели для расчета ос-
новных видов энергии на 100 т продукции слесар-
но-корпусных цехов, ориентировочные средние
расходы воздуха и газов и коэффициенты исполь-
зования инструментов и оборудования приведены
в табл. 106 и 107; примерные основные данные и
технико-экономические показатели этих цехов —
Л, '.9^1 о па вп ЕГЖЕш L « ® 13 вяТ1 я Ж V1 Кладовая штампов и оснастки
РЧ»М *1 § L—l!.’J □«fail L г/М и Кладовая инстру- ментов
Жи
Кладодал матери- алов
лщмгсЖ J ,4 ТшшимшивБвйИ 3 В 4 ,21 11 г 5 п- Коллекта\\\ что циядета-л 1 НИ h " V" У’ г | Ovfl® ° Мастерская меха ника и энергетика цеха
-Ж 1 Кладовая комплектации
Гранстрорматорная
<апоЦппи Ф^Ф \ J
цеха на верфях 1, II и III классов.
устройство, б —прапильиые пальцы, 7— ножницы вибрационные. В — выбоечвый молот, 9—загмитшха; И —ставок для скруглении кромок;
сверлильный. 16 — устройство, подающее профильный прокат; П — накопитель профильного проката; № — пресс ножницы комбинированные
очистнн грата на деталях из профильного проката; 22 —стол. 23 —ставок гибочный для профильного «поката, 24 — станок вертакалько спер-
23 —механизм для обжатия кромок листов, 29 — дисковая пила, 30 — установка газоэлектрической резки; 31— ленточная пила. 32— ставок
ставок кромвогибочный; 35 — пресс кривошипный, 37 — кондуктор; м — плита; 39 — устройство для запрессовнн ретины в крышки, 40 -
маркировки труб вентиляции; 44 — машина для контактной сварки; 45 —тележка самоходная; 45 — укладчик с обжимным устройством, 47 —
сварку, 50— кран электрический нонсолыю-поворотный; 51 — сварочный кантователь; 52— кран электроМ'ьтовой. 53— элекгрогельфер.
5S —камера сушки изделий; 59 —вавка для обезжиривания, 60— вахта для окрасни. 61 -шкаф с вытяжной вентиляцией для кране
тельфер; 63 — тележка ручная с подъемной платформой.
173
в табл. 108, коэффициенты пересчета и показатели
удельной трудоемкости на 1 т продукции и удель-
ного годового выпуска продукции с 1 мг общей
площади в зависимости от годовой программы и
серийное*™ постройки судов — в табл. 109.
Рис. 96. Изменение удельного годового вы-
пуска продукции в зависимости от годовой
программы слесарно-корпуевых цехов па
верфнх 1, II, III, IV классов.
Изменение удельной трудоемкости на 1 т про-
дукции и изменение удельного выпуска продукции
с I лг2 площади показаны на рис. 95 и 96.
Таблица 106
Ориентировочные показатели для расчета основных видов
анергия и количества инструментов на ICO т
продукции слесарно-корпусных цехов
Статьи расчета Класс верфи
1 11 111 IV V
Исходные данные Годовой выпуск продукции. ПГ -мю 3400 2600 700 ей)
Средняя толщина обрабатывае- мого и свариваемого металла. 4,0 3.S 3.0 2.5 2,0
Показатели Электроэнергия (установленная мощность), кет для сварочного оборудования > станочного оборудования » подъемно-транспортного оборудования 20 6 24 5 26 9 6 30 7.5 1 32 12 8 1
Сжатый воздух 5-в icTfeM* Пневматический ин- струмент. ед Краскораспыли- тели. ед Контактные свароч- ные машины, ед 1,35 0.08 0.19 1.40 0.09 0.26 1.45 0.11 0.30 1.53 0.28 0.42 1.60 0,32 0.48
Ацеталей кисхород Машинные резаки. ед Ручные резаки, ед Горелки дли прав- ки и сварки, ед 0.02 0.22 0.05 0.03 0,33 0.09 0.04 0.35 0.11 0.14 0.42 0.28 0.16 0.48 0.32
Сварочные дуги полуавтоматов для сварки в углекислом газе, ед 0.55 0,60
Производственная вода средний расход, м'.еутки максимальный расход, мЦч 4.2 0.35 5.6 0.47 6.0 0,50 10.0 1.60 11.0 1,70
Вода для охлаждения сварочных горелок средний расход, мЦсутки максимальный расход. м*1ч 0.30 0.17 0,35 0.18 0.40 0.20 -
Таблица 107
Средний удельный расход воздуха и газов на единицу
оборудования я инструмента и коэффициенты
использования оборудования в слесарно-корпусных цехах
Инструмент в оборудование Класс верфи
1 II III IV V
Пневматический инструмент (сжатый воздух 5—6 хГ-ся’) Расход воздуха, я3.'« Коиффициент использо- вания 70 0.7 65 0.7 60 0.65 55 0.65 50 0.6
Контактные сварочные машины Расход воздуха, я3/* Коэффициент испольэо- 45 0.75 40 0,76 35 0,70 30 0.70
Краскораспы Расход воздуха. мя1ч Коэффициент исполь. зоваяин 45 0.6 40 0.60 35 0.55 30 0.55
Машинные резаки Расход ацетилена, я’/ч Расход кислорода, я’У* Коэффициент исполь- зования 0.63 2.65 0.66 0,62 2,55 0.65 0.61 2.45 0.60 0.6 2.35 0.60 -
Ручные резаки Расход ацетилена. №,'ч Расход кисхорода. я3/« Коэффициент исполь- зования 0.63 2.6 0.6 0,61 2.3 0.6 0.6 2.1 0.55 0.53 2,0 0.55 0,57 1.9 0,5
Горелки дли сварки и правки Расход ацетилена. мЧч Расход ннслорода, яэ;« Коэффициент исполь- зования 0.6 0.75 0.5 0.6 0,75 0.5 0.5 0.6 0.45 0.5 0.6 0.45 2
Сварочные полу- автоматы Расход газа. я“.ч Коэффициент ислоль- вования 0.6 0.7 0.6 0.7 0.5 0.65 0.5 0.65 0.4 0.6
Таблица 106
Основные данные и технихо-экономические показатели
слесарно-корпусных цехов
Показатели Класс верфи
1 11 Ill IV
аё г НС? S й ию L"
Порядковый номер расчетио) о серийного судна 32 44 70 120 500
Годовой выпуск Про- дукции ед 16 4890 22 3400 35 2600 60 700 250 620
Коэффициент смиеиости 1.7 1.7 1.7 1.7 1.7
Уровень механизации и авто- матизации производства. % 60-65 60-65 50-55 45-50 45-50
Средний коэффициент загруз- ки оборудования и рабочих 0,82— 0.85 0,82— 0.85 0,8— 0.83 0.8 0.8 220 ।
Удельная трудоемкость выпу- скаемой продукции, чел -ч'т 120 160 185 200
Годовой выпуск продукции, ш с 1 я* площади на одного списочного ра- бочего 1.0 12.0 0 9.0 0.6 8.0 0.55 7.0 0.5 6.3
Количество вспомогательных рабочих по отношению к производственным. % 25 25 25 30 30
174
Таблица iOS
Коэффициенты пересчета и показатели удельной трудоемкости на 1 т продукции и удельного годового выпуска
продукции с 1 л<- общей площади слесарно-корпусных цехов в зависимости от годовой программы и серийности
постройки судов
Класс верфи
1,16
1.12
1,09
1,06
Коэффициент
пересчета
Коэффициент
КоэФФициев
Коэффициент
1,28
192
поо
1350
213
2200
170
0,95
0,98
2100
3100
3400
2600
0,51
0,52
2500
3000
2600
2800
1600
1850
3500
3900
4300
14800
1000
1300
1600
1900
1200
1700
2100
ГЛАВА XVI
ТРУБОЗАГОТОВИТЕЛЬНЫЙ ЦЕХ
1,44
1,28
0,83
0,86
0,89
1.32
1.25
1,2
1.15
1,03
0,88
0,92
0,95
184
178
1,15
1,05
0,73
0,78
0,83
0,87
255
246
§ 67. ТЕХНОЛОГИЯ
И ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА
В трубозаготовительном цехе изготовляют
стальные, медные и медно-никелевые трубы и узлы
судовых систем и трубопроводов, а также произво-
дят медницкие работы по изготовлению из листо-
вой и профильной меди нестандартных изделий:
патрубков и колен с фланцами, переборочных ста-
канов, деталей переговорных труб и пр. Кроме
того, в цехе производится изоляция части труб и
узлов.
Расчетная программа цеха обычно приводится
в весовом выражении по основным видам изделий
(табл. 110).
При проектировании трубозаготовительных це-
хов для серийной постройки судов исходят из сле-
дующих основных положений: цех сдает свою про-
дукцию на центральный склад комплектации и
в монтаже труб на судах не участвует; трубы (за
исключением забойных) подвергаются в цехе
очистке, грунтовке и, где возможно, изоляции; пред-
варительная сборка отдельных узлов и звеньев
труб с арматурой осуществляется в цехе.
Трубы изготовляют на поточных линиях с вы-
полнением операций по обработке и сборке труб
в узлы на специализированных участках. Для этого
все трубы, предназначенные для конкретных су-
дов, предварительно классифицируют по типовым
технологическим группам. Затем из общего коли-
чества 168 групп, указанных в классификаторе
(табл. 111), выбирают определенные группы (из-за
отсутствия некоторых типоразмеров труб для раз-
личных путевых соединений), в результате чего
число групп сокращается и доходит, например, для
сухогрузного судна весом 6200 т до 59 (для этого
судна отсутствующие группы в приведенном клас-
сификаторе набраны курсивом). Определив номен-
клатуру и количество типовых технологических
групп, разрабатывают маршрутные технологиче-
ские карты труб (табл. 112).
Таблица 110
Расчетная годовая программа трубозаготовительного цеха
Наименование Вес на одно судно, m Общий | годовую програм- |
Проект Провкт
Судовые системы и трубопроводы, в том числе. трубы путевые соеди- нения арматура ИЗОЛЯЦИЯ
Изделия из листо- вой и профиль- ной меди
И того i
175
Таблица И
Классификация труб по типовым технологическим группам
J Мате- риал труб Шифр подгрупп
П'Упп Типы путевых соединений 2 3 4 С
Диаметр труб, мм
33—75 76—ISO 151—219 более 220
ДО 14
Гну- мы" г«у- Пря- мые Гну- тые Пря- мые тыГ ПР»- г«у- Пря- Гну- тые
01 Штуцерное соединение ОПП 011Г 012П 012Г 01 зп 013Г 01417 014Г 01517 01517 016П 016Г
| 02 Свободный фланец на привар- ном кольце 021П 02}Г 022П 022Г 023П 023Г 024П 024Г 025П 025Г 026П 026Г
3 1 03 Свободный фланец на отбор- тованной трубе 031П 031Г 03217 032Г ОЗЗП оззг 034П 034Г 03517 035Г 036П 036Г
04 Приварной фланец 04117 041Г 042П 042Г 043П 043Г 044П 044Г О45П О45Г 046П 046Г
05 Фитинговое соединение 051П 051Г 052П 052Г 053П 068Г 054П 054Г 05517 055Г 05617 056Г
ОЬ Дюритовое соединение 06117 061Г 062П 062Г 063П 063Г 064П 064Г 065П 065Г 066П 066Г
07 Штуцерное соединение 07117 071Г 072П 072Г 073П 073Г 074П 074Г 075П 075Г 076П О76Г
3 08 Свободный фланец на привар- ном кольце 08117 081Г 082П 082Г 083П 083Г 084П 084Г ОВ5П U85T 086П 086Г
5 S 09 Свободный фланец на отбор- тованной трубе 091П 091Г 092П 092Г 093П 093Г 09417 094Г 09517 О95Г 09617 096Г
10 Приварной фланец 101П 101Г 102П 102Г 103П 103Г 104П Ю4Г 10517 105Г 10617 106Г
11 Штуцерное соединение 111П 111Г 112П 112Г изп 113Г 114П 114Г 115П 115Г 116П 116Г
3 g 12 Свободный фланец на привар- пом кольце 121П 121Г 122П 122Г 123П 123Г 124П 124Г 12517 125Г 126П 126Г
j 13 Свободный фланец на отбор- тованной трубе 131П 131Г 13217 132Г 133П 133Г 134П 134Г 13517 135Г 136П 136Г
14 Пр и вар ной^га нец 14117 141Г 142П 142Г 143П 143Г i 144Г 14517 145Г 14617 146Г
Весь процесс изготовления труб в цехе можно
свести к нескольким типовым технологическим
маршрут^# например, для указанного судна он
сводился к восьми маршрутам (табл. 113, рис. 97).
Часть труб при обработке подвергается всем опе-
рациям, включенным в данный маршрут, осталь-
ные — лишь некоторым.
Проектируя трубозаготовительные цехи, исхо-
дят из условий повышения коэффициента использо-
вания оборудования, размещения и компоновки
оборудования и участков. При этом, как правило,
принимают два технологических потока изготовле-
ния труб, действующих параллельно (рис. 98):
изготовление труб из материала всех марок
176
с наружным диаметром до 75 мм (технологические
маршруты I, II, III и IV);
изготовление труб из материала всех марок
с наружным диаметром более 75 мм (технологиче-
ские маршруты V, VI, VII и VIII).
В проектах трубозаготовительных цехов на вер-
фях I и II классов предусматриваются следующие
методы выполнения отдельных операций по изго-
товлению труб и медницкому производству:
холодная гибка труб диаметром до 220 мм
(гибку осуществляют на трубогибочных станках,
оборудованных устройствами, механизирующими
вспомогательные операции); гибка*труб диамет
ром более 220 мм на станке с нагревом токами
Рис 98. Схема технологических потоков изготовления труб из материала всех марок в трубозаготовительиом цехе.
Г — отжиг; 2— отрезка заготовок; з — набивка труб песком, 4— гибка холодная: 5 — гибка горячаяйаЛ—резка после гибки
Лотка отростков, 13 — подготовка труб под сварку; 14 — сборка с электропрнхваткоП; 15 — электросварка,
щятньпс газов, 17 — зачистка после сварки, 1В— прогочкв фланцев и колец, развальцовка; 19 — марш
2>i — проверка к испытания. 21 — химическая очи< ——....—— .. о» _
24 — глушепнс труб
□ркя узлоп г армату-
высокой частоты и (как исключение) труб, имею-
щих сложные и близко расположенные погибы,—
на плите с нагревом труб в электропечи; отрезка
труб до и после гибки — на станках с абразивным
кругом, газоэлектрической резкой и на отрезных
станках с использованием обычного режущего ин-
струмента; отбуртовка, обжатие, раздача, обра-
ботка концов труб под сварку — на универсаль-
ных станках типа ПГ-50 и ПГ-100; нарезка резьбы
на трубах под фитинги—на резьбонарезных стан-
ках типа ВМС-2; вырезка отверстий в трубах под
отростки я ответвительную арматуру — на станке
аД12 д. к Сырков
для газовой резки труб и на специальных станках
для вскрытия отверстий методом фрезерования;
пригонка деталей соединений труб и отростков —
на макетировочных стендах с применением универ-
сальных позиционеров;
сварка труб предусматривается с применением
поворотных столов (с поддерживающим устройст-
вом, обеспечивающим необходимые повороты труб
в процессе сварки); приварка фланцев, колец, от-
ветвительной арматуры и отростков к стальным
трубам — полуавтоматической сваркой и вручную,
а к медным и медно-никелевым трубам —полу-
• 177
Пример маршрутной технологической
Количество труб, ед
Трудоемкость, чел.-ч
Количество труб, ед
Трудоемкость, чел.-ч
Количество труб, ед
Трудоемкость, чел.-ч
Последовательность
Последовательность
Последовательность
ций
Последовательность
ций
Количество труп, ед
Трудоемкость, чел -ч
Таблица ЦЧ
Технологические маршруты изготовления труб
Номера маршрутов Типовые технологические подгруппы, входчщие в маршрут Номера 1 Типовые технологические подгруппы, маршрутов входящие в маршрут
1 ОПП. 071П. ПИП, ОНГ, 061Г, 071Г, ||1Г V ' 024Г, 044Г, О54Г, 081Г. О94Г, 104Г, 124Г, 1 144Г
11 012П, 013П, О22П, 023П, ОЗЗП, 042П, 04 ЗП, 052П, 053П. 072П, 082П, 083П, 102П. 103П. 112П, 122П, 123П, 142П, 14311
1 VI ' 024П, О44П, 054П. 084П, 104П, 124П. 144П 025П. 026П. 045П
III 012Г, 022Г, 042Г, 052Г, О62Г, О72Г, 082Г, 102Г, П2Г, 122Г. 142Г
VII । 025Г. 045Г, 085Г. 105Г, 125Г, 145Г
IV 013Г, 023Г, ОЗЗГ. 043Г, 053Г, 063Г, 073Г, 083Г, 093Г, 103Г. 113Г, 123Г, 133Г, 143Г V1H । 026Г, 046Г, 126Г. 146Г
178
Таблица 112
карты изготовления труб
автоматической сваркой и вручную в среде аргона;
проточка фланцев и упорных колец после сварки —
на станках типа СП-200 и ФП-450; гидравлические
испытания труб — на универсальном гидравличе-
ском стенде; раскрой изоляционного материала и
изоляция труб — с помощью специального обору-
дования; отправка готовых труб на центральный
склад комплектации верфи — в специальных кон
тейнерах.
В процессе изготовления трубы перемещаются
по технологическому маршруту и последовательно
проходят через специализированные участки, где
подвергаются необходимым операциям обработки.
На каждом участке обработку труб ведет само-
стоятельная специализированная бригада.
В крупных трубозаготовительпых цехах в со-
ответствии с планируемой организацией н техпо-
э/«12*
логией изготовления труб проектируют следующие
специализированные участки: зй1 отопительный, на
котором выполняют операции по отжигу труб и
обрезке заготовок; гибки труб, на котором выпол-
няют операции но гибке на трубогибочных станках
в холодном состоянии и с нагревом токами высо-
кой частоты, а также гибка единичных труб на
плите с нагревом в электропечи; предварительной
механической обработки, на котором выполняют
операции по обрезке припусков, нарезке резьбы,
отбуртовкс, зигованию, вскрытию отверстий под от-
ростки и ответвительную арматуру и i. д.; сборки
труб, на котором производят сборку под сварку труб
и узлов с путевой и ответвительной арматурой;
сварки труб; окончательной механической обра-
ботки, на котором выполняют операции по зачистке
сварных швов, проточке присоединительных поверх-
179
яостей фланцев и колец, развальцовке труб по
фланцам и т п.*; гидравлических испытаний; мар-
кировки и комплектации; химической очистки, горя-
чей оцинковки, бакелитирования и грунтовки труб;
изоляции; комплектации и консервации труб; еле
сарно-медницкий.
В цехе предусматривают также соответствую-
щее ремонтное и инструментальное хозяйство и
кладовые.
§ 68. ТРУДОЕМКОСТЬ РАБОТ
И ОБОРУДОВАНИЕ _
Трудоемкость изготовления труб, как правило,
определяется путем укрупненного нормирования
в маршрутно-технологических картах. При наличии
ранее разработанных маршрутных технологических
карт и проектных материалов для аналогичных су-
дов трудоемкость изготовления труб может быть
определена укрупненно по удельной трудоемкости
на I т выпуска, а распределение ее по поточным
линиям и операциям принимается по процентному
соотношению между ними,
В соответствии с установленной трудоемкостью
изготовления труб на годовую программу рассчи-
тывают оборудование и число производственных
рабочих по форме, приведенной в табл. 114.
Кроме основного (расчетного) оборудования
иногда по технологическим соображениям вне рас-
чета принимают, например, оборудование медниц-.
кого участка, участка изоляции, оборудование для
горячей гибки труб, а также мастерской механика
и энергетика цеха. Выбор оборудования трубо-
заготовительного цеха определяется принятой тех-
нологией изготовления труб и их размерами
(табл. 115).
Для механизации подъемно-транспортных опе-
раций трубозаготовительный цех оснащается роли
левыми конвейерами, подвесным конвейером с са-
моходными тележками и автоматическим адресо-
ванием, поворотными стрелами для обслуживания
технологического оборудования, специальными под-
держивающими устройствами на постах полу-
автоматической приварки фланцев и колец к тру-
бам п т. д. Склад труб оборудуется стеллажами
елочного и гравитационного типа с автоматической
выдачей труб.
Примерная трудоемкость изготовления труб
по поточным линиям и операциям. °п
Операции
Qc Ci 6200 т
Резка после гибки ...... 0.82 0,6
Разметка отверстий на трубах Вскрытие отверстий под от- ростки и ответвительную 0,52 1.05
арматуру Обработка концов труб и под- 0.74 1.6
готовка под сварку . . 0,67 Ц,0
Сборка с электроприхваткой Полуавтоматическая сварка стальных труб в среде vr- 21.5 7,85
лекислого газа 3,72 2.9
Ручная сварка стальных труб Полуавтоматическая сварка в 0,93 0,75
среде аргона 0,2 0,05 0,Й1
Ручная сварка в среде аргона о,оа
Проточка фланцев .... 1,66 1,8
Зачистка труб 0,55 0,5
Гидравлические испытания . 1,39 2,3
Маркировка 0,37 0,40
И т о । о 41,02 39,6
Поточная линия изготовления труб диаметром
до 75 мм
Гибка труб диаметром
до 14 мм . ... . .... 0,57
Гибка труб диаметром 15—
38 мм 1,21
Гибка труб диаметром 39—
75 мм ........... 1,45
Резка после гибки . . . 1,32 1,5
Нарезка резьбы . . 2,25 0,55
Разметка отверстий на трубах 0,76
Вскрытие отверстий 0,74 1.3
Обработка концов трубопро-
водов под сварку 2.5 2,7
Сборка с электронрихваткой 10,6 16.0
Полуавтоматическая сварка
стальных труб в среде vr-
чекислого газа ...... 4,9 6,5
Ручная сварка в среде аргона 0,36 0.65
Iазовая сварка труб диамет-
ром ДО 14 АЛ 0,86 0,15
Проточка фланцев . 1.75 1.5
Зачистка труб 1.1 1.5
Гидравлические испытания 2,7 3,35
Маркировка 1,74 1,85
11 того
37.81
Операции
Сухогрузное
судно
Qc 6200 Ki
Тряулер
Qc - 2500 m
Поточная линия изготовления труб диаметром
более 75 мм
Гибка труб диаметром 76—
159 мм ....... ... 3,6
Гибка труб диаметром более
160 мм................ 4.3
8.2
* В крупных трубозаготовптельныл цехах в ряде случаев
для обеспечения замкнутого цикла производства могут быт|
предусмотрены участки изготовления фланцев для трубопро
волов.
Общие операции для обеих поточных линии
Отрезка заготовок ... 2,7 2,25
Отжиг труб 0,45 0,25
Набивка труб песком . . . и ,07 0,07
Горячая гибка 0,71 0,2
Изготовление отростков . . . 1,44 1,2
Узловая сборка труб .... 4,4 3,5
Изоляция труб 3,6 1,83
Заглушение труб . . . 1,62 2,88 1,9
Слесарно-медницкие работы 2,15
Изготовление шаблонов . . . 3,30 1,65
Итого 21,17 15,0
1В0
Таблица 114
Расчет оборудования и числа производственных рабочих трубозаготовительного цеха
Операции il- ls |gr £е2 5S is Is. й о.".. g = 1й! Й11 Расчетный годовой фонд времени. Количество оборудо- вании, ед Количество рабочих ед Коэффициент загрузки IS I** “ = >? а.е’ К gg* 1 о||
I I
I. Поточная ли ния изготовления т руб диаметров ее 75 мм
Гибка труб диаметром 76—159 мм Гибка труб диаметром более 160 мм 16 180 19 300 2 3 8090 6440 4015 4015 2.0 1,6 3 2 — - 0.67 0,80 — 1840 1840 9 11
Резка после гибки и т. д. II. Потс 3680 ч н а я 1,5 2450 4015 е н и я 0,61 тру( 1 ди а __ метр 0,61 75 1840 2
Гибка труб диаметром до 14 ем 2560 I 2560 4140 0,62 1 0,62 1840 2
Гибка труб диаметром 15—38 мм и т. д. 5450 1 5450 4015 1.36 2 — 0,68 — 1840 3
Таблица 115
Состав и технические характеристики основного технологического оборудования трубозаготоаительного цеха
на верфях I и II классов
оборудование Тип, марка, модель Техническая характеристика Уставоплен- мощвость единицы оборудо- вания. Размеры (Г Ь > Л). Вее единицы оборудр. вания.
Обо р удояание для изготовления труб
V Станок для газоэлектри- ческой резки труб Режет трубы диаметром до 400 мм 62,0 ква 1100 -ДаН» -.1450 1 400
ОТ рубоотрезной станок CP3T-I » » » » 90 ММ абразивным кругом 1,8 450 -800 1300 400
V 1 рубогибочный станок ТГСВ-1 Гнет стальные трубы диаметром 83—283 мм с нагревом токами высокой частоты 10,6 | 125 5090 1890- 1140 4350
V » » — I ист трубы диаметром 75—220 мм 50,0 8250 - 12<н>Х15О0 13000
» » СТГ-3 То же, 75—160 мм 22,8 5200•< 2400 <1750 13000
» » СТГ-2 » » 32—75 мм 4,5 4200 • 2000.-'1140 1500
СТГ-1М » » 14—38 .мл 2,8 230/370 <1000 300
и Трубогибочный станок с программным управле- нием СТГП-2 Гнет трубы диаметром 32—89 мм 16,5 7750 -4325/1315 6350
Резьбонарезной станок ВМС-2Б Нарезает резьбу на трубах диамет- ром до 80 мм 2,8 1360 620 -..Ибо 650
v Пресс гидравлический ПГ-100 Усилие 100 т. Обрабатывает трубы диаметром до 300 мм. 24.5 2895/1700x1580 8 500
» » ПГ-БО Усилие 50 т. Обрабатывает трубы диаметром до 160 мм 14.5 1200 1580а 2150 4 500
Станок для вскрытия от- верстий в трубах — Вскрывает отверстия под отростки в трубах диаметром 16—316 мм 5,0 1380 - 730x1750 1 200
Вертикально-сверлиль- ный станок 2А135 Диаметр сверления до 35 мм. Вылет 290 мм 4,5 1240 810x2563 1 300
Станок для вырезки от- верстий газом — Вырезает отверстия в трубах диа- метром 60—275 мм 0,6 2600 • 300z 1260 1 700
Станок для обработки от- ростков — Обрабатывает концы отростков раз- личных диаметров 5,0 1200/800x1500 800
Проточной станок СП-200 Обрабатывает трубы диаметром до 200 мм 1,0 1600 <6501 zj 400 1 100
Флаицепроточиой панок ФП-450 Протачивает фланцы труб диамет- ром до 450 мм 2,8 1250 .-940а 1650 1 300
1В1
Продолжение табл. 115
Техническая характеристика Размеры (1 » х л). Вес единицы оборудо-
Оборудов а и не Тип. марка, модель мощность единицы оборудо ran и я.
Зачистной станок Станок точилыю-силнфо- I Зачищает трубы после сварки диа- метром 32—350 мм Диаметр круга 4О<) мм 3,0 800.--600 • 1200 1000x655x1280 400 427
вальный двусторонний Ленточно-пильный ста- СРТ-1 Режет трубы диаметром до 260 мм 1.7 2250 • 1020 1320 1200
Преобразователь свароч- ный многопостовой Полуавтомат шланговый ПСМ-1ШКМ Номинальный сварочный ток 1000 а » » » 300 а 75.0 21,5 ква 1425x820x1'60 Механизм подачи 950 6
для элсктродуговой сварки в среде угле- кие ЛО1 о газа Толщина свариваемого металла 1—4 мм. Диаметр электродной проволоки 0,7—1,2 мм. Скорость 365x265 - 30 Источник писания 1050 x 720 560 250
Источник питапия ВС-300 подачи электродной проволоки 148—414 м/ч
Установка для ручной «Удар» 300-1 Сварочный ток 300 а. Пределы 21,5 кю Шкаф управления 245
дуговой сварки алюми- ния и его сплавов регулирования тока 50—3*Н> а. Напряжение сети 220 или 380 в. 722 -.710x1670 Источник питания 250
вольфрамовым электро- дом в среде защитного газа. Переменный ток. Источник питапия ВС-300 Пост для ручной аргоно- дуговой сварки вольф рамовым электродом. Источник питания ПСУ-500 ПРС-2 Диаметр электрода 2—6 мм. Рас- ход защитного газа 240—600 л/ч Дистанционное регулирование сва- рочного тока 45—500 « через каждые 15 а. Постоянный ток. Напряжение питания ft) в 28.0 10ft» х 720 560 Горелка Аппарат блока Источник питания 1085 .650 1135 0,5 С 580
Пост специализирован- «Нева» Номинальный сварочный ток 500 а. 28.0 Пост 1650 1300Х 1200
ный для полуавтомати- ческой сварки в угле- кислом газе Источник питания Пределы регулирования свароч- ного тока 80—500 а. Диаметр электродной проволоки. 0,8; 1.0; 1,2; 1,6 мм. Скорость подачи 1220 Механизм подачи Горелки ГС-2 » ГС-4 И 0.3 0.5
ПСГ-500-1 электродной проволоки 200—500 и БСкТ—1500 мм/ч Источник иитания 1052 - 590 к 1013 470
Установка для правки и С ПН П-2 Для любого материала. Диаметр 2.0 1500 - 1000 /900 700
намотки элсктр осп а роч- проволоки 0,8—2,0 мм
вой проволоки в кас-
Электропечь для отжига С нагревом токами высокой частоты 140.0 120ОУ 500 - 15Ш 2tX)
Электропечь прямых труб диаметром до 350 мм Нагревает трубы диаметром до 450 мм 60,0 2250x 700 - 1515 1850
Механизированное песке- Для набивки песком труб различ- 12,5 2700 - 2700 - КИЮ -2100
набивное устройство с электровибратором Машина для раскроя ных диаметров Раскраивает пакеты толщиной до 0,2 490 г 175X475 20
изоляционных материя- 50 .«л
Станок для обмотки труб Диаметр изолируемых труб до 0,6 910 - 1500 2100 400
шнуром при изоляции 125 мм
Обор удо вание для слесарно-медницких работ
Выссчные ножницы Листогибочная машина 11-533 С-235А Режут лист толщиной до 4 мм Изгибает Стальные листы толщиной 2.8 2.5 1875x630 1995 2055 1204 1310 1000 900
Ножницы НА-475А до 2 мм Режут стальные листы толщиной 7.0 3495 - 1850 2165 4700
Зиговочная машина С-237 до 6,3 мм Обрабатывает стальные листы тол- 1.7 1298X630-Z1450 6»Ч»
Установка для плазмен- УДР-2М щи ной до 2,0 мм Режет профильный прокат и листы ио 650 - 500 ..280 560
ной резки цветных ме- из цветных металлов толщиной
таллов Горн для медницких ра- до 25 мм Газовый 1270x1270 8-Ю 1000
— .. —. — . —
162
§ 69. РАЗМЕРЫ ПРОЛЕТОВ, КРАНОВОЕ
ОБОРУДОВАНИЕ И ПЛОЩАДИ ЦЕХА
При определении 'ширины пролегав трубозагото-
вительных цехов учитывают особенность располо-
жения двух поточных липни в пролете с необхо-
димыми проездами, проходами и размерами рабо-
чих мест. Высота пролета зависит от высоты уста-
новленного оборудования и необходимого зазора
между верхней кромкой этого оборудования и фер-
мой крана. Минимальные размеры рабочих мест и
технологическая характеристика зданий и крано-
вого оборудования трубозаготовительных цехов
приведены в табл. 116 и 117. Площадь цеха, как
правило, определяют путем планировки принятого
оборудования и рабочих мест на лоточных линиях
с учетом необходимых разрывов между ними, про-
ходов, проездов, складских и вспомогательных пло-
щадей План трубозаготовительного цеха па верфи
П класса приведен на рис. 99.
В цехе предусматривается обязательная обще-
обменная и местная вентиляция
Примечание При проектировании кроме рачмерйп раВы-1
чих мест, приведенных и таблице. следует добавлять размеры пло I
щадок для хранения оснастки, деталей и заготовок
Таблица 117
Технологическая характеристика зданий и кранового
оборудования трубозаготовительных цехов
§ 70. ЭНЕРГЕТИЧЕСКИЕ
И ТЕХНИКО-ЭКОНОМИЧЕСКИЕ
ПОКАЗАТЕЛИ ЦЕХА
Трубозаготовительный цех обеспечивается:
электроэнергией — для работы станочного, свароч-
ного, печного и подъемно-транспортного оборудо-
вания и электрифицированного инструмента; сжа-
тым воздухом давлением 5—6 кГ/см2— для ра-
боты пневматических инструментов; ацетиленом и
кислородом — для газорезательных машин, ручных
резаков и юрелок — для сварки и нагрева труб при
гибке и правке; инертными газами — для ручной,
полуавтоматической и автоматической сварки;
производственной водой -для испытания труб и
узлов.
Таблица 118
Ориентировочные показатели дня расчета основных видов
энергии и количества инструментов на 100 m
продукции трубозаготовительных цехов
т ' Класс верфи
< затьч V | V
Исходные данные.
Годовой выпуск продук- ции, m 5100 3700 | зооо 1100 4UU
Показатели Электроэнергия (установ- ленная мощность), кет
для станочного обо- рудования 15 17 , 20 25
для электросвароч него оборудования 7 ”18; 8,5 9, U-
для подъемно-транс портного оборудо- Ь 1 6 ° •1
ван hi
Сжатый воздух 5—6 кг/см- Пневматиче- ский инстру- мент, ед 0,25 0,3 0.35 0,35 0.4
Ацетилен и Машинные резаки, ед 0.04 0.04 ' -
кислород Ручные резаки, ед 0.05 0,05 I 0,00 П.06 -
Горелки для сварки и 0,10 0,12 0.15 0.15 0.20
правки, ед
Сварочные дуги полуав- томатов л автоматов для сварки в углеки- 0,25 0,25 । 0,20 0,15 0.10
слом сазе ео
Производственная вода
средний расход, яР/сутки 1,0 1 0,8 о.ь 0,5
максимальный рас- ход, м-'/ч 0,2 0.2 | 0,18 0,17 0,16
1 Примет аиие. Показа,ели приведены без у Hsia оперши
’.op иней
1.
I,
него цеха на верфи II класса. ,,1 J.
медно никелевых труб. 5, б — станки для резки труб; 7 — станок для газовой резки труб; 8 — станки трубогиботные, 9 — кран алектро
пилой- 12 — станок трубоотрезной; 13 — пресс гидравлический, /4 — станок для вырезки отверстий в трубах; IS — устройство дли
17 — кран подвесной электрический; 18 — плита для горячей гибки труб. 19 — механизированное песконабивное устройство с электро
проточки фланцев; 25 — ставок с набором конусов для развальцовки труб ко фланцам и прнварвым кольцам: 26 — пневматические
29— ножницы высечкые; SO — эигмашниа. 31 — пкита для медницких работ; 32— горн для медницких работ; S3—станок то
47 - ножницы рычажные, 33 станок настолыш сперлпчьный, 39 — станок токарво-винтораяный* 40 — станок вертикально-сверлильный
185
Таблица 119
Таблица 129
Ориентировечные удельные расходы воздуха и газов
и коэффициенты использования оборудования
в трубозаготовительных цехах
Основные данные и технико-экономические показатели
трубозаготовительных цехов
Класс верфи
Инструмент и оборудование I п IV V
Пневма тический инструмент (сжатый Расход воздуха, жя/« Коэффициент использования 70 0,7 65 0,7 60 ‘ 55 50 0,6
0,65 0,65
воздух
5—6 кГ/ел2)
Машинные резаки Расход ацетилена, эиъ/« 0,7 0,69 0,67 0,65 0.63
Расход кислорода, 4,0 3,5 3,0 2,7 2,5
Коэффициент и спользовам и я 0,65 0,65 0,60 о,ъо 0,5
резаки Расход ацетилена, ти5/ч 0,65 0,6510,64 0,63 0,62' |
Расход кислорода, жя/ч 3.0 2,8 2А 2.4 2.2
Коэффициент использовании 0,6 0,6 0,55 0,55 0,5 I
Горелки ДЛЯ Расход ацетилена, мя!ч 0,55 0,5 0,45 0,37 0,23
сварки Расход кислорода, мЙ/ч 0,6 0,55 0,5 0,4 0,25
КоэффиЦиент использовани я 0,6 0,6 0,55 0,55 0,5
Свароч- ные полу- автоматы Расход углекислого газа, мя/ч 0,6 0,6 0.5 0,5 0,4
Коэффициент использован ия 0,7 0,7 0,65 0,65 0,6
Ориентировочные показатели для расчета ос-
новных видов энергии па 100 продукции трубо-
Показатели I 11 ласс иерфи III IV V
6 е-2 Л 36 ц. ис? 3s &= 11 Z £ UO 1 о ио
Порядковый номер расчет- ного серий - него судна 32 44 70 120 500
Годовой выпуск продукции ед IC КОТО 22 3700 35 3000 60 1100 250 400
Коэффициент сменности 1.7 1.7 1.7 1.7 1.7
Уротепь ме- ханизации и автоматиэа- подства. % Средний ко эффиднеш saipysicii обо Гудовация и рабочих мест 5S-W 55—60 35—(Ю 50—55 40—45
0 82—0,85 0,32—0,85 | 0.82—0.85 0,80—0.82 0.74—0,80
трудоемкость ны пускаемой продукции. ИЮ .45 170 180 100
Годовой вы. пуск иродук. площади ин одного списочного рабочего 14,5 0.75 10.0 0.65 8,5 8.0 0.50 7.0
Количество псп омогате ль- иых рабочих ио отноше- нию к произ В1|Дствеп|1Ым. 20 20 20 25 30
заготовительных цехов, средние расходы воздуха
и газов и коэффициенты использования инструмен-
продукции и удельного годового выпуска продук-
ции с 1 м2 общей площади в зависимости от годо-
Рис. 100. Изменение удельной трудоемкости в за-
висимости от годовой программы трубозаготови-
тсльиых цехов па верфях 1, II, 111. IV классов.
Рис 101. Изменение удельного годового выпуска
продукции в зависимости от годовой программы
трубозаготовительных цехов на верфях I. II III,
IV классов
тов и оборудования приведены в табл. 118 и 119,
примерные основные данные и технико-экономиче-
ские показатели — в табл. 120; коэффициенты пере-
счета и показатели удельной трудоемкости на 1 г
в табл. 121. Изменение удельной трудоемкости на
1 т продукции и изменение удельного выпуска про-
дукции с 1 м2 площади показано на рис. 100 и 101.
186
Таблица 121
Коэффициенты пересчета и показатели удельной трудоемкости иа 1 т продукции и удельного годового выпуска
продукции с 1 л2 общей площади трубозаготовительных цехов в зависимости от годовой программы
и серийности постройки судов
Класс верфи
I И III IV
Коэффициент г Коэффициент Коэффициент ₽ 1 Коэффициент E
чета S с пересчета к пересчета пересчета ¥
g >. s g & £
Е X 3 £ 2 Е X m 2 E Ё Й 3 E 3 £ 3
1 1 Г Ц S 1 1 I о = И 1 годовой : s I I 1 h l И 1 2
* 1 ! 3 II g Sg- i зЕ al s = e 3 . x if g eE ix
g g gs а F g g5 g> g£ g g g g gx
* t— i— ** Л Ц
1200 1,44 0,7 144 0,78 1200 1.3 0,76 190 0,56 800 1,32 0,75 225 0,49 300 1 25 0,8 225 0,48
1700 1,28 0,78 128 0,86 1500 1,25 0.78 182 0,59 1100 1,25 0,8 213 0,52 400 1 lb 0.87 21C 0,52
2200 1,2 0,83 120 0,92 1,800 1,2 0,83 174 0,62 1400 1,18 0,85 200 0,55 500 1 11 0,9 201 > 0,54
2700 1,16 0,86 116 0,95 2ШЮ 1,16 0,86 168 0,64 1700 1,13 0,89 192 0,58 600 1 06 0,94 192 0,56
: 3200 1,12 0,89 112 0,98 2100 1,12 0,89 162 0,66 2000 1,08 0,92 184 0,6 700 04 0,96 188 0,58
3700 1,09 0,92 109 1,01 2700 1,08 0,92 15/ 0,69 2300 1,06 0,94 180 0,62 80) 1.02 0,98 18-1 0,59
4200 1,06 0,95 106 1,04 3000 1,04 0.95 152 0,71 2600 1,04 0,96 176 0,63 900 1 01 0.99 182 0,6
4700 1,03 0,98 103 1,08 3300 1,02 0,98 148 0,73 2900 1,02 0.98 173 0,04 1000 1 0 1,0 I8C 0,6
5200 1,0 1,0 100 1.1 3600 1.0 1.0 145 0,75 3200 .,0 '.0 170 0,65 1100 1.0 1,0 180 I0-6
§ 71. УЧАСТОК ХИМИЧЕСКОЙ ОЧИСТКИ,
ГОРЯЧЕЙ ОЦИНКОВКИ, БАКЕЛИТИРОВАНИЯ
И ГРУНТОВКИ ТРУБ
Поступающие из трубо-заготовительного цеха
трубы водяных систем судов подвергаются на уча-
стке горячему цинкованию с последующей термиче-
ской обработкой покрытия, а трубы других си-
стем — неметаллическим покрытиям (фосфатиро-
ванию, бакелитированию, грунтовке). В настоящее
время разработан и внедряется повый метод по-
крытия трубопроводных систем путем их эмалиро-
вания (вместо горячей оцинковки с последующей
термической обработкой).
Пт общего количества труб, изготовленных
трубозаготовительным цехом, например для сухо-
грузных судов чистым весом 6200 т, очистке и по-
крытиям подвергаются трубы (в весовом выраже-
нии): очистке—100%, грунтовке — 60%; бакелити-
рованию— 9%; горячей оцинковке — 45%.
Часть бакелитированных ц оцинкованных груб
снаружи грунтуют.
Очистка поверхности труб производится хими-
ческим и дробеструйным способами. При химиче-
ской очистке смонтированные на подвесках трубы
подвергаются обезжириванию в горячем щелочном
растворе и промывке в горячей и холодной воде;
затем стальные трубы подвергают травлению в вод-
ном растворе соляной кислоты (150 г/л с присад-
кой ПБ-5 или ПБ-8), а медные трубы протравли-
вают в смеси кислот (азотной и соляной). После
травления трубы промывают в холодной и горячей
воде и сушат сжатым или подогретым воздухом
в сушильной ванне.
Трубы, идущие на бакелитировапис и горячую
оцинковку, после травления подвергаются соответ-
ственно фосфатированию и флюсованию и после-
дующей сушке в сушильной ванне.
Очищенные фосфатированные трубы направ-
ляют на бакелитирование, а флюсованные — на
горячую оцинковку, а затем часть из них — на
грунтовку.
Наряду с химической производят дробеструй-
ную очистку труб, подвергающихся горячей оцин-
ковке, а также бракованных труб после недобро-
качественного бакелнтирования.
В большинстве случаев применяют двухслойное
бакелитирование труб жидким бакелитом марок
«А» и «Б» (ГОСТ 4559—49), разбавленным этило-
вым спиртом. Нанесение бакелита на внутренние
поверхности труб производится наливом с по-
мощью специальной установки; при этом, незави-
симо от типа применяемой установки, трубы рас-
полагают под углом 25°. Для покрытия наруж-
ной поверхности труб бакелитом используют пуль-
веризатор, обепечивающий получение покрытий без
пузырьков.
После нанесения первого слоя трубы подвер-
гают естественной сушке в течение 24 час в закры-
том вентилируемом помещении при комнатной тем-
пературе. Затем наносят второй слой и по оконча-
нии естественной сушки каждую трубу осматри-
вают; для окончательной сушки трубы помещают
в нагретую до 50° С печь с электроиодогревом.
В случае необходимости такие трубы после горя-
чей сушки разрешается резать ножовкой или пи-
лой, однако производить их гибку (холодную или
горячую) нельзя.
187
Рис. 102. План участка химической очистки, горячей оцинковки, бакелитировании и грунтовки труб, а также
I— самоходная тележка; г — дробеструйная камера; 3 —обработка труб паром; 4—киническое обезжиривание стальных, медных и
веющей стали; в — промывка труб в холодной воде; S — травление труб из меди н медных сплавов; 10 — травление труб из
из медн и медных сплавов: 14 — пассивирование стальных труб; IS — флюсование труб; /6 —сушильная ванна; /7—ванна печь горя
паром после горячего цинкопаияя, 20— печь для термической обработки цинкового покрытия с выдвижным полом. 21 — установка двя баквлнти
над стеллажом для внутренней окраски труб; 26 — краскомешалка; 27 — термокамера для сушки труб; 28 — вытяжной шкаф для окрасни
Грунтовке подвергают трубы, предварительно
очищенные химически. Грунтовку производят пуль-
веризатором и, в отдельных случаях, кистью.
Водяные системы судов должны быть защищены
от коррозии методом горячего цинкования поверх-
ности трубопроводов с последующей термической
обработкой покрытия для уменьшения его пористо-
сти и увеличения диффузии в толщу материала
трубы. Трубы, подлежащие горячей оцинковке,
предварительно обезжиривают в горячем щелоч-
ном растворе и промывают. Затем их подвергают
травлению в кислоте, промывке в холодной и горя-
чей воде и сушке.
После химической очистки трубы очищают
дробеструйным способом и флюсуют в течение
7—8 мин погружением в подогретый до 70—80° С
водный раствор, содержащий 8—14% хлористого
аммония и 6—8% хлористого цинка (с последую-
щей сушкой при температуре 105° С в течение
часа). Убедившись в хорошем качестве флюсования,
производят горячее цинкование погружением труб
в расплавленный цинк (с температурой расплава
460° С) на 3—Б мин. При Этом трубы погружают
в ванну с таким расчетом, чтобы они находились
в слое расплавленного цинка и не доходили до дна
ванны на 150—200 мм.
Образующийся в процессе горячего цинкования
железно-цинковый сплав (гарцинк), имеющий
больший удельный вес. чем расплавленный цинк,
выпадает на свинцовую подушку ванны; по мере
накопления его удаляют черпаком.
Загрузка в ванну цинкования изогнутых труб
производится так, чтобы трубы полностью запол-
нились расплавом цинка; прямые трубы должны
быть расположены под углом 5—10” по отношению
188
ко дну ванны. Трубы погружают в ванну и выгру-
жают подъемными средствами со специальными
приспособлениями.
Для получения ровного цинкового покрытия и
удаления наплывов сплава и флюса трубы изнутри
обдувают паром, а снаружи — вбздухом. После
горячей оцинковки трубы подлежат термической
обработке при температуре 480—530? С в течение
10 мин.
Примерная удельная трудоемкость работ на
участке приведена в табл. 122.
В практике проектирования оборудование
участка химической очистки, горячей оцинковки,
бакелитирования и грунтовки труб, как правило,
принимается технологическим комплектом.
Участки обычно размещают в одном здании с тру-
бозаготовительным цехом с пролетами 18 и 24 я
и высотой до низа несущих конструкций покрытия
7,2 и 8,4 м (на верфях I, II и III классов), кото-
рые обслуживаются кран-бал кам и грузоподъемно-
стью 2—3 т. Площади участков определяют путем
планировки оборудования.
При выпуске 3500 т труб в год (для сухогруз-
ных судов чистым весом 6200) г) площади трубо-
заготовительного цеха распределяются следующим
образом;
отделение химической и дробеструйной очистки
труб — 580 л2; отделение горячего цинкования и
термической обработки — 520 №; отделение баксли-
тирования и грунтовки труб — 330 мг.
План участка химической очистки, горячей
оцинковки, бакелитирования и грунтовки труб
трубозаготовительного цеха иа верфи И класса
показан на рис. 102.
Трансформаторная
подстанция
Кладовая
красок
Кладовая
изоляционных
материалов
участков комплектации, консервации и изоляции труб в трубозаготовитсльном цехе на верфи 11 класса.
Таблица 122
Удельная трудоемкость работ на участке
химической очистки, горячей оцинковки,
бакелитирования и грунтовки труб (при годовой
программе трубозаготовительного цеха 3000—3300 т труб
для сухогрузных судов чистым весом 6200 т)
Характер работ обработки 1 m труб. Процент от общей трудоем- кости работ
Химическая очистка 7 32,0
Грунтовка 5 23.0
Бакелитирование 10 4 1
Горячая оцинковка 20 40,9
В среднем по участку 22 100,0
В соответствии с действующими правилами тех-
ники безопасности и нормами проектирования на
участках предусматривают следующие виды венти-
ляции: общеобменную приточно-вытяжную—во
всех производственных помещениях и вспомога-
тельных службах участка; местную—от ванн
обезжиривания, химического травления, фосфати-
рования, флюсования, горячего цинкования, печи
сушки, бакелитового покрытия, оборудования для
распыления и сушки грунта.
Помещения бакелитирования и грунтовки труб
являются пожароопасными, поэтому их изолируют
от других участков, а для проходов сооружают
специальные тамбуры. Люди, работающие на
участках, обеспечиваются средствами индивиду-
альной защиты, а также необходимыми сани-
тарно-гигиеническими и бытовыми помещениями.
13 А К Сырком
Таблица 123
Основные данные и технико-экономические показатели
участков химической очистки, горячей оцинковки, бакели-
тирования и грунтовки труб
Показатели I К II асе верфи III I IV ±!
Танкеры Qc=9l00 ш Сухогрузы Qc 6100 tn Траулеры Qc 2500 m Буксиры QC-.66O m Сейнеры <?с=« m
Порядковый номер расчетного серийного судна 32 44 70 120 500
Годовой выпуск | продукции 1 m 16 5000 22 3700 35 3000 60 1100 250 400
Коэффициент сменности 1,7 1.7 1.7 1.7 1.7
Уровень механизации и авто метизации проиаиодства. 55 55 55 50 45 0,70 |
Средний коэффициент загруз- ки оборудованни и рабочих 0,75 0,75 0,75 0,70
Удельная трудоемкость выпу- скаемой продукции, чел. ч;ш 15 22 26 £8 30
Годовой выпуск продукции, m с 1 м* площади на одного списочного ра- бочего 100 2,4 70 2.0 60 - 48
Количество вспомогательных рабочих по отношению к производственным. % 20 3» 20 25
189
В соответствии с принятым оборудованием и
технологией производства участок должен быть
обеспечен электроэнергией, сжатым воздухом, па-
ром, водой и'топливом (мазутом). Примерные ос-
новные данные и технико-экономические показа-
тели этих участков приведены в табл. 123.
ГЛАВА XVII
ПРОЧИЕ КОМПЛЕКТУЮЩИЕ ЦЕХИ.
ЦЕНТРАЛЬНЫЙ СКЛАД КОМПЛЕКТАЦИИ
§ 72. ДЕРЕВООБРАБАТЫВАЮЩИЙ ЦЕХ
На судостроительной верфи деревообрабатыва-
ющий цех предназначается для изготовления дере-
вянных деталей и изделий, входящих в состав кор-
пуса судна, а также деталей изоляции, оборудова-
ния помещений и кладовых, грузового устройства,
дельных вещей, якорного и шлюпочного устройств.
По весу выпускаемых деталей и изделий основ-
ная загрузка цеха падает на деревянные части
корпуса и изоляцию. Например, для сухогрузного
судна чистым весом 6200 т они составляют соответ-
ственно 67 и 17% (для траулера чистым весом
1520 т— 54 и 37%) от общего веса изделий цеха.
В проектных расчетах средний удельный вес древе-
сины принимается равным 0,5 н средний коэффи-
циент ее использования 0,6.
Обработка деревянных деталей и заготовок про-
изводится на обычном станочном оборудовании;
Таблица 124
Основные данные и технико-экономические показатели
деревообрабатывающих цехов
Показатели Класс верфи
1 II Ш IV V
Танкеры |0р=9100 т Сухогрузы Qc=6205 т Траулеры <?с’2500 т | Буксиры Qc”66o т &S S i' 5^
Порядковый номер расчетного серийного судна 32 44 70 120 500
Годовой выпуск продукции -- 16 3400 22 4200 35 3?00 60 2400 250 1100
Коэффициент сменности 1,7 1.7 1,7 1,7 1,7
Уровень механизации к авто- матизации производства. % 55—60 55—60 55-60 50-55 45—50
Средний коэффициент загруз- ни оборудования н рабочих 0,82— 0.85 0,82— 0,85 0.8— 0.83 0.78— 0,8 0,75
Удельная трудоемкость выпу- скаемой продукции. чел.-ч1т 60 80 S5 100 ио
Годовой выпуск продукции, tn с 1 ж3 площади на одного списочного ра- бочего 0,85 26 0.7 20 0.6 16.5 0,55 15.0 0.5 14,0
Количество вспомогательных рабочих по отношению к пронвводстнепным,_% 15 15 15 20 20
Трудоемкость основных видов работ
в деревообрабатывающем цехо при постройке
сухогрузных судов н траулеров, %
Операции
Сухогрузное
судно
Qc «" 6200 m
Траулер
Qc = 2500 m
1. Станочные работы
Круглопильные . .........
Ленточнопильные ....
Фуговальные.............
Рейсмусовые .............
Фрезерные................
Строгальные....
Шипорезные и цепнодолбеж-
ные ...................
Сверлильные . . ...
Шлифовальные ............
Полировальные .
Универсальные...........
Токарные .........
Прессфанеровочные........
5,7
2,2
4,2
2,2
3,6
1,6
2,2
1,9
2,9
1,3
1,°
2,2
1.0
28,5
32,0
II. Сборочные работы
Столярно-сборочные........ 59,5 48,8
Обойно-парусные.............. 4,9 6,4
Лакировочно-полировочные 4,2 3,7
Модельные.................... 1.7 5,7
Разметочные.................. 1.2 3,4
сборка и склеивание деталей мебели и изделий су-
дового оборудования выполняется с применением
механизированного инструмента и сборочных при-
способлений, а окраска готовых изделий — пульве-
ризаторами в специальной кабине с последующей
сушкой в сушильной камере.
Для уборки опилок и стружки используется
пневматический транспорт с системой аспирации
в бункер, с дальнейшим брикетированием стружек
в специальной установке. Деревянные детали изо-
ляции и нестандартной мебели подвергают про-
питке особыми растворами.
В соответствии с технологией и организацией
производства в деревообрабатывающем цехе про-
ектируют следующие отделения-, склад сырых пило-
материалов; лесосушило; склад сухих пиломатери-
алов с остывочным отделением; участки — станочно-
заготовительный, столярно-сборочный, прессования
и обработки фанерованных узлов, шлифовальный,
шпатлевочный, склеечный, малярно-лакировочный,
полировальный, обойно-парусный.
Для обслуживания цеха предусматривают ма-
стерскую механика цеха, помещение для заточки и
правки инструмента, кладовые инструмента, мате-
риалов, приспособлений и шаблонов, заготовок и
готовых изделий.
Трудоемкость работ деревообрабатывающего
цеха определяется на основе данных укрупненного
190
Таблица 125
Коэффициенты пересчета и показатели удельной трудоемкости иа 1 т продукции и удельного годового вып уска
продукции с I мг общей площади деревообрабатывающих цехов в зависимости от годовой программы
и серийности постройки судов
Класс верфи — —
I II III IV
Коэффициент Коэффициент g Коэффициент Коэффициент X
Е пересчета E пересчете £ E пересчета •» E пересчета £ g"
и $ i § <4 _ № °
I ss !i I h Is S' ii 1 si p P 1 is Й ii s. о* и H ё- 1 = е Sa ge i! g « P si H I- j h si
1 Йй go || i Й lb s' gg 1 |s lb is у | lb 4? >.s Й
1000 1,35 0,74 81 0.7 1000 1,38 0,72 но 0,5 800 1,32 0,75 125 0,45 800 1,34 0,75 134 0,41
1300 1,22 0,82 73 0,77 1400 1,28 0,78 102 0,54 1200 1,26 0,80 119 0,48 121» 1.2 0,82 120 0,45
1600 1,17 0,85 70 0,80 1800 1,22 0,82 97 0,57 1600 1.2 0,84 113 0,51 1600 1,15 0,87 115 0,48
1900 1,14 0,88 68 0,83 2200 1,17 0,86 93 0,6 2000 1,14 0,88 108 0,53 2000 0.92 110 0,51
2200 1,11 0,91 68 0,86 2600 1,12 0,9 90 0,63 2400 1,09 0,92 103 0,55 2400 1,05 0,95 105 0,52
2500 1,08 0,94 64 0,89 3000 1,08 0,93 87 0.05 2800 1,05 0,95 100 0,57 2800 1,02 0,97 102 0,53
2800 1,05 0,96 62 0,91 3400 1,04 0,96 84 0,67 3200 1,03 0,97 97 0,58 3200 1,01 0.98 101 0,54
3100 1,02 0,98 61 0,93 3800 1,02 0,96 82 0,69 3600 1,01 0,99 96 0,59 3600 1,0 0,99 100 0.55
3400 1,0 1,0 60 0,95 4200 1,0 1,0 80 0,7 4000 1,0 1,0 95 0,6 4000 1,0 1,0 100 0,55
нормирования в маршрутно-технологических кар-
тах изготовления характерных деталей, узлов и из-
делий или данных из аналогичных ранее выполнен-
ных проектов.
Количество оборудования и число работающих
определяется расчетом. Количество камер сушки
определяют исходя из годовой потребности в пило-
материалах и производительности принятых камер
(например, производительность типовых камер
шифра № 411—2—27 составляет 2700 м3 в год).
Деревообрабатывающие цехи на судостроитель-
ных верфях I, II и III классов размещают, как пра-
вило, в пролетах шириной 18 и 24 м и высотой
до низа несущих конструкций покрытия 7,2 и 8,4 м;
на верфях IV и V классов их можно размещать
в пролетах меньших размеров, достаточных для
установки оборудования, обработки и сборки вы-
пускаемых изделий. Деревообрабатывающие цехи
обслуживаются наземными подъемно-транспорт-
ными средствами—тележками с подъемной плат-
формой и электрокарами. Склады пиломатериалов
оборудуют подвесными однобалочными кранами
грузоподъемностью до 5 т, штабельными элевато-
рами типа ШЭД и различного вида тележками.
Площади основных производственных участков
определяют путем масштабной планировки приня-
того оборудования, а площади складов сырых и
сухих материалов — исходя из принимаемого по
нормам одновременного запаса хранения и на-
грузки на I № площади. При этом среднюю на-
грузку пиломатериалов на 1 jw2 площади при меха-
низированной укладке принимают: для склада ск-
о-
рых пиломатериалов 0,5—0,6 м3, для склада сухих
пиломатериалов 0,8— 1,0 м3.
На рис. 103 показан план деревообрабатываю-
щего цеха на верфях I, II и 111 классов. Здайие
цеха отапливаемое. В большинстве случаев цех
вместе со складами, сушильными помещениями и
пропиточной размещают в-отдельных зданиях. При
компоновке в блоке с другими цехами этот цех
располагают в крайних пролетах, которые отде-
ляют от других цехов стеной. Строительные конст-
рукции лесосушильных камер должны удовлетво-
рять требованиям прочности и долговечности при
работе в условиях высоких температур и влаж-
ности.
В цехе предусматривают общеобменную при-
точно-вытяжную вентиляцию и местную вентиляцию;
на малярно-лакировочном участке отсасываемый
от мест пульверизационной окраски (окрасочной
камеры) воздух должен подвергаться мокрой
очистке в гидрофилырах. В больших деревооб-
рабатывающих цехах (площадью более 2000 м2)
для пожаротушения предусматривают специальные
установки.
Освещение сушильных камер осуществляется
переносными лампами напряжением 12 в, а осве-
щение при их ремонте — от сети напряжением 36 в.
Для освещения малярно-лакировочного участка ис-
пользуют аппаратуру закрытого типа, а для осве-
щения окрасочных камер — аппаратуру во взрыво-
безопасном исполнении.
Примерные основные данные п тгхпико-эконо-
мические показатели деревообрабатывающих це-
191
2 — грузоподъемный лифт для перегрузки
Рис. 103. План деревообрабатывающего
4 — весы товарные; 5 — пропиточный ни
горизонтально сверлильный; /Р —станок сверлильный; 20— ста кок токиркый; 21 — станок сверлнлыю-пазовальный: 22 — станок круглопалочный;
илсемешалка: 2У — электроилееварка; 30 — найма гидравлический; St — пресс гидравлический, 32 — станок универсальный; 33 — станок шлифоваль
рой очисткой воздуха; 31 — сушильная двусторонняя камера с паровым
хов приведены в табл. 124; примерные коэффици-
енты пересчета и показатели удельной трудоемко-
сти на 1 т продукции и удельного годового выпуска
продукции с 1 м2 общей площади в зависимости от
годовой программы и серийности постройки
судов -в табл. 125. Изменение удельной трудо-
емкости на 1 т продукции и изменение удельного
выпуска продукции с 1 м2 площади показано на
рис. 104 и 105.
Рис. 105. Изменение удельного годового
выпуска продукции в зависимости от годо-
вой программы деревообрабатывающих це-
хов на верфях I, II, III, IV классов.
Рис. 104. Изменение удельной трудоемкости
в зависимости от годовой программы дере-
вообрабатывающих цехов на верфях I, П,
III, IV классов.
192
I мастеров
I кладовая
I материалов
J Кладовая
[инструментов
Помещение
заточки
инструмента
Мастерская
механика
цеха
Кладовая
приспособлении
|(/ шаблонов
Л» 24 Столярно - с барочный 250 077 0 24 участок ® :Yr Промежуточный
21 ° 20$ (\12 U ge 26 Шлифовальный ft» иЙ склад готовой продукции
„ « ВВВВВВВВйВйВ 13 .DeQBIJ ВВВВВВВВ v V участок Ъ>35 . . л
Тепловой
пункт
цеха на верфях I. II и Ш классов
§ 73. ИЗОЛЯЦИОННО-ЗАГОТОВИТЕЛЬНЫЙ
УЧАСТОК
Изоляционно-заготовительный участок пред-
назначен для предварительной заготовки деталей и
узлов изоляции помещений, трубопроводов, систем
и механизмов. Самостоятельные изоляционно-заго-
товительные участки предусматривают, в основном,
в проектах верфей I, II и III классов. В проектах
верфей IV и V классов заготовительные работы по
изоляции, как правило, выполняют в деревообра
батываюшем, малярно-заготовительном и других
цехах.
При постройке транспортных и рыбопромысло-
вых судов в качестве изоляционных материалов ис-
пользуют следующие основные материалы'.
для помещений — плиты ФС-7, экспанзит, пено-
стекло, штапельное волокно, асбестовую ткань, ас-
бест, асбокартон, асбоцемент, войлок, ткани, кро
шепую пробку, стеклоткань, пергамин и пр.;
для трубопроводов, систем и механизмов —
пробковые и совелитовые плиты, скорлупы и сег-
менты из обожженного вермикулита, шевеля в по-
рошке, теплоизоляционный материал ВТ-40, ткань
асбестовую, асбоцемент, асбопухшнур, фольгу алю-
миниевую, асбокартон, асбест, войлок шерстяной,
жидкое стекло, капроновое волокно, крошеную
пробку, миткаль, парусину, равентух, проволоку
стальную и латунную, пергамин, шпаклевку, клеи,
лаки, грунты и т. д.
Обработка изоляционных материалов произво-
дится, в основном, на деревообрабатывающих
станках. Раскрой плиточных материалов (пенопла-
ста, зкепанзита и т. д.) на пластины выполняется
на ленточной или циркульной пиле по упору; вы-
резка криволинейных деталей — на ленточной пиле
по разметке. Разрезку плиточного материала для
изоляции сторон закругления и труб круглого
сечения производят на циркульной пиле или фре-
зерном станке. Сегменты вырезают на циркульной
пиле: плиточные —в зависимости от длины плит, из
труб — в зависимости от изгибов трубопродов с та-
ким расчетом, чтобы получить минимальное коли-
чество стыков.
193
Матрацы собирают и сшивают на специальных
столах в определенной* последовательности с при-
менением оснастки и приспособлений. Простые
матрацы изготовляют различной ширины и тол-
щины, длиной примерно 8—10 м и свертывают
в рулон. Фасонные матрацы изготовляют во эски-
зам или шаблонам с изолируемого изделия.
Для изоляции трубопроводов с температурой не
выше 100° С применяют скорлупы-полуцилиндры,
которые формуют из штапельного стекловолокна
с проклейкой фенолформальдегидной смолой на
специальных устройствах — шаблонах. Наружную
поверхность скорлуп склеивают стеклянной или
хлопчатобумажной тканью. Длина скорлуп 500 мм,
толщина стенки 20—50 мм.
Все заготовки пакетов изоляции, имеющие де-
фектные места и большие углубления, заделыва-
ются целалитовой шпаклевкой при помощи шпа-
теля, после чего пакеты оклеивают миткалем на
специальных столах с вытяжным устройством. За-
тем пакеты маркируют и при необходимости тор-
цуют. Готовая продукция сдается на склад ком-
Рис. 106. План изоляционно-заготовительного участка.
-------------------,-р-
Клайовао химикатов u
Кладовар дсломога- U
тельных материалов
п
Участка гальбана-
«Л ЕЗ
*Шлифобально-
полировальне/й
Малярно-изоляцион-
ный участок
Рис. 107. План цеха гальванических
юмывка в виде. 4 —декапирование; 5 — обрабэжа в растворе мыла- 6 - цинкование
гавлнвання электролита после хромировании или меднения, 15 — ванна кислотного меднения,
сна никелирования; 21 — выпрямители гака, 22—-ванна никелирования; 23 — сушильный шкаф
2У — кран подвесной электрический однобалочный. 3 т; 30 — станок шлифовально-полировальный;
растворов;
меднсния,
194
плектации. Монтажных работ на судах изоляци-
онно-заготовительный участок не выполняет.
Таблица 126
Основные данные и технико-экономические показатели
изо ля цион но-заготовите л ьных участков
Показатели Класс верфи
1 II Ш
Ё я8 Сухогрузы Qc - 6200 т й
Расчетное серийное судно 32 44 70
Годовой выпуск про- I ед дукции т 16 1360 22 1650 35 2100
Коэффициент сменности 1,7 1,7 1,7
Удельная трудоемкость выпускае- мой продукции, чел.-чрп 65 60 50
Годовой выпуск продукции, т с 1 л® площади на одного списочного рабочего 1,45 20 1,55 21,6 1,9 26
Количество вспомогательных ра- бочих по отношению к производ- ственным, % 25 25 25
На участке устанавливается соответствующий
комплект оборудования; план участка показан на
рис. 106.
Основными средствами внутрицехового транс-
порта являются тележки с подъемной платформой;
обрезки и различные отходы удаляются от станков
с помощью пневматического транспорта в специ-
альный бункер.
Примерные основные данные и технико-эконо-
мические показатели изоляционно-заготовительных
участков приведены в табл. 126.
§ 74. ЦЕХ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ
В цехе гальванических покрытий выполняют
покрытие деталей и изделий с целью защиты их от
коррозии (а также защиты мест, не подлежащих
цементации), придают изделиям декоративный вид
и исправляют отдельные дефекты, допущенные при
механической обработке деталей.
К основным видам работ цеха относятся: галь-
ваническая оцинковка; бакелнтирование; фосфати-
рование; выполнение декоративных покрытий (мед-
нение, кадмирование, никелирование, хромирова-
ние) ; выполнение химических покрытий.
Для подготовки поверхности деталей к нанесе-
нию гальванических покрытий изделия обезжири-
вают химическим или электрохимическим спосо-
бом в горячих щелочных электролитах с после-
дующим травлением в кислотах.
Нанесение покрытий осуществляется двумя ме-
тодами: электроосаждением при гальваническом
веских покрытий
покрытий на верфи 11 класса.
ванна,оксидирования (воронения) стали: П — ванна промаслннвння вороненых деталей; /8—стол для слива масла; 19 —ванна снятия
стол; 25— ванна с перекидным барабаном для покрытия мекких деталей; 26— ванна колокольного тина: 27— ванна улавливании кислых
-станок токарно-винторезный; 32 —станок насготыю-сверлитьиый; 33— вере: ак слесарный; 34— шкаф сушильный, 35 — стеллаж полочный
195
цинковании и декоративных покрытиях; обработкой
изделий погружением их в соответствующие
электролиты — при фосфатир'овании и химических
покрытиях. После этого изделия или детали с деко-
ративными покрытиями подвергают полировке:
оцинкованные изделия и детали пассивируют, фос-
фатированные обрабатывают хромпиком. Никели-
рование крепежных и мелких деталей выполняют
в механизированных ваннах колокольного и бара-
банного типа.
Подъемно-транспортные операции в цехе осу-
ществляются, как правило, электрокарами, электро-
мостовыми крапами и тельферами.
мыми проходами и проездами, расстоянием между
оборудованием, оборудованием и колоннами зда-
ний, а также площадками складирования деталей и
изделий. План цеха гальванических покрытий на
верфях I и II классов показан на рис. 107.
В качестве технических средств управления про-
изводством в цехе гальванических покрытий пре-
дусматривают оперативную телефонную и диспет-
черскую связь, которые могут обеспечивать ин-
формацию о комплектации и запуске в производ-
ство деталей и изделий для покрытия и о выдаче
из цеха готовых изделий, а также о наличии не-
обходимой технической документации, запасов хи-
Расчет количества технологических ванн
Таблица 127
Оборудование Внутренние размеры ванн, м О g " с к S к = и ||? ip: К X я 03 иёч&м !! й И И с? I? и»’ Количесгао ванн, ед 1 is е-й
л | I '
Ванна гальванического цинкова- 7,0 • 1,4 2,5 30 500 5,0 6 100 1.3 7950 4015 1,97 2 0,98
Ванна труб фосфатирования 7,0 1,4' 2,5 50100 10,0 5010 1.0 5010 4015 1.24 2 0,62
а кислотного меднения 1,2 • 0,8 0,8 5 500 0,5 11000 0.5 5500 4015 1.36 2 0,68
То же 2,5 ч 0,9 0.8 1.0 0,8 5500 1.0 0,8 5500 0,5 2750 4015 0.68 0,68
Ванна никелирования 1,2 3000 3750 1,5 5650 4015 1,4 1,48 2 0,7
х 2,Ь X 0,9 1,0 8 000 2,0 4000 1.5 6000 4015 2 0.74
л хромирования 1.2 о,8 - 0,8 5500 0,2 27 500 0,2 5И0 4015 1,36 2 0,68
» 2,5 0,9 1,0 5500 0,4 13 700 0,2 2750 4015 0,68 0,68
в химического оксидирования 1.2 0,8 0,8 11000 2 5 500 0,7 3850 4015 0,95 1 0,95
* лужения 1.2 • 0,8 0,8 1 000 0,5 2000 1,0 3000 4015 0,74 1 0.74
Итого 125600 И ,86 16 0,75
Технологические процессы гальванических по-
крытий включают автоматическое регулирование
плотности и реверсирования электрического тока,
температуры, толщипы покрытий, измерение и ре-
гулирование кислотности электролита ванн. В со-
ответствии с технологией и номенклатурой работ
при проектировании цеха предусматривают два
основных подразделения: участок травления, цин-
кования п фосфатирования деталей и изделий и
участок декоративных покрытий.
Количество основных технологических ванн,
шлифовальных и полировальных станков опреде-
ляют исходя из годовой расчетной программы
(табл. 127 и 128). Силу электрического тока для
выбора количества и мощности германиевых или
селеновых выпрямителей тока рассчитывают в за-
висимости от количества одновременно работаю-
щих ванн, максимальной обрабатываемой поверх-
ности изделий в каждой ванне, необходимой плот-
ности тока для выполнения той или иной операции
по гальваническим покрытиям (табл. 129). Исходя
из веса изделий, грузоподъемность кранов (кран-
балок) принимают равпой 3,0 и 5,0 т.
Площадь цеха определяют путем масштабной
планировки принятого оборудования с нсобходи-
196
микатов и кислот для приготовления электролитов
ванн, о наличии необходимых подвесок и матери-
алов.
Здания цехов гальванических покрытий должны
отапливаться. Удаление паров, газов, избыточной
влажности и пыли обеспечивается общей приточно-
вытяжной вентиляцией, а также бортовыми отсо-
сами от ванн. Рабочие места обеспечиваются со-
Таблица 128
Расчет количества шлифовальных и полировальных
станков
Виды обработки Годовая про грамма, н‘ iss Количество станков Ss
ill 1
Шлифовка поверхностей изделий ЛК) 750 0,93 1 0.93
Полировка поверхностей изделий 700 750 0,93 1 0,93
ответствующим естественным * и электрическим
освещением, а персонал — специальной одеждой и
индивидуальными средствами защиты.
Таблица 129
Параметры электрического тока для выбора количества
и мощности выпрямителей тока
Оборудование и его размеры, л й 5S м 53 1-= эе* и х!
Ванна кислотного медне- ИИЯ 2,5 X 0,9 х 1,0 200 3 600 6
Ванна никелирования и кад- мирования 2.5 X 0,9 . 1,о 200 2 400 6
Ванна хромирования 2,5 у 0,9 х 1,0 Ванна электрообезжирива- НИЯ 2,5 ' 0,9 ' 1,0 200 25 5000 12
200 3 600 12
Таблица 130
Основные данные и технико-экономические
показатели цехов гальванических покрытий
Показатели Класс верфи
I rr III IV V
з8 8’-’В» is а а Й S"o i *’
Порядковый номер рас- четного серийного судна 32 44 70 120 500
Годовой выпуск продукции ед 16 8600 22 8400 35 9500 60 600 250
т
Коэффициент сменности 1.7 1.7 1.7 1,7 1,7
Уровень механизации и автоматизации произ- водства, *ь 55 55 55 -
Средний коэффициент за- грузки оборудования и рабочих мест 0,8 0,8 0,8 -
Удельная трудоемкость выпускаемой продук- ции, чел.-ч/т 4,2 4,8 5,5 9,0 145 -
Годовой выпуск продук- ции, т с 1 а® плошади на одного списочного рабочего 4,2 325 4.1 290 4.0 250
Количество вспомогатель- ных рабочих по отноше- нию к производствен- ным, % R » 25 30 30
При компоновке гальванического цеха в блоке
с другими комплектующими цехами его распола-
гают в крайних пролетах и отделяют от них стеной.
Примерные основные данные и технико-экономиче-
ские показатели цехов гальванических покрытий
приведены в табл. 130.
§ 75. МАЛЯРНО-ЗАГОТОВИТЕЛЬНЫЙ ЦЕХ
Малярно-заготовительный цех на судострои-
тельной верфи необходим для приготовления окра-
сочных материалов, мастик, шпаклевок и клеев.
При проектировании этих цехов, как правило, ис
ходят из того, что верфь получает по кооперации
лакокрасочные материалы, которые, в основном,
хранятся на москательном складе, а малярно-
заготовительный цех обеспечивает их приготовле-
ние; готовые краски и другие материалы из цеха
направляют на склад или через него—в соответ-
ствующие цехи-потребители.
Так же, как и по другим цехам верфи, годовую
расчетную программу малярно-заготовительного
цеха определяют исходя из распределения весовой
нагрузки расчетных судов по основным видам ра-
бот и годовой расчетной программы верфи по вы-
пуску судов, трудоемкость—путем укрупненного
нормирования, расчет основного оборудования и
производственных рабочих — исходя нз трудоемко-
сти на годовую программу по основным видам ра-
бот и годового расчетного фонда времени. Кроме
того, расчет основного оборудования можно выпол-
нить исходя из программы расхода окрасочных
Таблица 131
Основные данные н технико-экономические показатели
Показатели Класс иерфи
I и Ш Е |«с IV V
з8 g-s й Й £S о ОС- _Е |1 fl
Порядковый номер рас- четного серийного судна 32 44 70 120 550
Г одовой выпуск продукции ед 16 1500 22 1500 35 12(10 60 660 250 140
Коэффициент сменности 1,7 1.7 1.7 1.7 1.7
Удельная трудоемкость выпускаемой продук- ции, чел.-ч!т 25 26 28 50 80
Головой выпуск продук- ции, т с 1 л® п лол а ди на одного списочного рабочего 2,5 54 2,5 52 2,0 48 26 16
Количество вспомогатель- ных рабочих ло отно- шению к производст- венным, % 20 20 •*0 25 __ 25
197
Рис. 108. План малярно заготовительного цеха на верфях I, II и Ш классов.
1 — стеллажи, шкафы баки; 2 — камера разгрузки пигментов (свинцового и железного сурваа); S — установка для приготовления грунтов; '/—краскотерка; 5 —установка для приготов
левая лакокрасочных материалов; 6 — инброснто, 7 — бункер, 8 — смеситель шпаклевки; 9 — элеватор; 10 — мелотерка, 11 — сушило для мела, J2 — мельница шаровая для размола нди
।илового клея. 13 — планетарная мешалка: М — пневматический подъемник. /5—клеемеша.чка; 18 — даухканальиая мешалка для замазки и ласт; 11 —кран подвесной, 1В — стол
для лабораторных работ; 19— втажная камера 2Р —станок вертикально-сверлильный, 2/ —станок обдирочно-шлифовальный; 22- верстак слесарный; 33 — уставовка для мойки тары,
24— тать элекц1ическая
материалов и производительности принимаемого
оборудования.
Площадь малярно-заготовительных цехов, как и
других цехов, определяют путем масштабной плани-
ровки участков и оборудования; например, для
верфей I, II и III классов площадь такого цеха
(рис. 108) составляет примерно 600 мг.
В соответствии с требованиями техники безо-
пасности и промышленной санитарии основные
подразделения цеха располагают в изолированных,
помещениях. Если цех будет находиться в одном
здании с другими комплектующими цехами, то его
необходимо расположить в крайних пролетах, име-
ющих наружные стены, и изолировать от других
производств стенами.
Цех обеспечивается: электроэнергией—для ра-
боты механизмов и оборудования, сжатым возду-
хом— для работы пневматических инструментов,
паром и водой — для мойки тары. Примерные
основные данные и технико-экономические показа-
тели малярно-заготовительных цехов приведены
в табл. 131.
§76. ЦЕНТРАЛЬНЫЙ СКЛАД КОМПЛЕКТАЦИИ
В центральном складе комплектации осуществ-
ляется хранение и комплектация изделий и дета-
лей, идущих на строящиеся на верфи суда расчет-
ной программы. Ниже приводится примерная
номенклатура изделий и деталей, хранящихся на
центральном складе комплектации, с подразделе-
нием по цехам-поставщикам и основным техноло-
гическим группам.
Слесарно-корпусный цех.
Объемные сварные конструкции — цистерны, баки, вьюш
ки, барабаны, захлопки, глушители.
Фигурные сварные конструкции — двери проницаемые и
непроницаемые, крышки люков и горловли, жалюзи, эжекцион
ные головки и вентиляционные раструбы, стеллажи.
Мелкие изделия для крепления труб и кабелей — подвески
для труб, кронштейны мелкие, кассеты кабельные, коробки
кабельные, панели и скоб-мосты для кабелей.
Объемные мелкие сварные изделия — стаканы, иллюми-
наторы.
Вентиляционные трубы и шахты — патрубки, вентиляциои
ные трубы и вентиляционные шахты.
Трубчатые конструкции судовых устройств и дельных ве
щей — трапы трубчатые, трапы ступенчатые, лееры п контр-
форсы.
Нестандартная металлическая судовая мебель — шкафы
рундуки, столы, стулья, лари.
Дымовые и камбузные трубы, дымоходы. Жестяные из-
делия — желоба, мыльницы, капельницы.
Трубозаготовительный цех.
Трубы стальные из нержавеющей стали, медные, биметал
лические алюминиевые.
Деревообрабатывающий цех.
Трапы и решетки, деревянная мебель (шкафы, стулья, сто
лы, полочки и т. Д.), оборудование кладовых и грузовых трю
мое, аварийный комплект (клинья, ящики, брусья, доски),
чехлы и тенты.
Такелажная мастерская « капитанская часть.
Тросы с коушами и скобами, узлы такелажного рангоута,
маты, кранцы.
Гальванический цех.
Трубы стальные, баки, кронштейны, скобы, бобышки, коу-
ши, обушки, крючки, панели, патрубки, полочки, поручни,
светильники, корпуса приводов й сальников, крепежные из-
делия
Изделия машиностроительной части.
Наварыши, наклепыши, стаканы, горловины, рули, приво-
ды рулей, шпили п брашпили, валопровод, штевии и клюзы.
шлюпбалки, свистки и сирены, запасные части и инструмент,
крышки люков.
Планировка центрального склада комплектации
основана* на разделении его на специализированные
зоны: разгрузочную, хранения изделий, комплекта-
ции и погрузочную (выдача технологических комп-
лектов) .
Зона хранения изделий, в свою очередь, раз-
деляется на участки по характеру изделий, а при
наличии в расчетной программе нескольких судов—
и по типам судов. Обезличенные детали (наварыши,
приварыши, стаканы, бобышки и т. д.) хранятся
совместно для всех типов судов.
Изделия доставляют на разгрузочные площадки
склада железнодорожным или безрельсовым транс-
портом и при помощи электромостовых кранов или
кранов-штабелеров раскладывают по закреплен-
ным местам хранения
Монтажные изделия и детали, а также мало-
габаритные изделия и детали направляют из комп-
лектующих цехов на склад в транспортной таре
(контейнерах и поддонах), предварительно подо-
брав их по видам и типоразмерам. Это позволяет
организовать хранение изделий в указанной таре
без дополнительных погрузочных работ.
Все изделия и детали, кроме изделий и деталей
больших габаритов и веса, хранятся на полочных
стеллажах, обслуживаемых кранами-штабелерами
Высота укладки на таких стеллажах принимается
в большинстве случаев равной 5—6 м. Изделия и
детали больших габаритов и веса (рули, вало-
проводы, трубы диаметром свыше 75 мм и т. д.)
хранятся на полу (с укладкой или без укладки
в штабеля).
Из зоны хранения изделия и детали, согласно
графику сборочно-монтажных работ, подают на
комплектовочную площадку, где их укладывают по
технологическим комплектам в контейнеры или
другую транспортную тару. Оборудование, изделия
и материалы, хранящиеся на других складах, но
также входящие в данные технологические комп-
лекты, собирают па соответствующих складах
в подкомплекты и передают непосредственно в сбо-
рочно-монтажные цехи.
Организация хранения и транспортировки дета-
лей и изделий в контейнерах или на поддонах с при-
менением кранов-штабелеров позволяет макси-
мально механизировать складские операции. Комп-
лектовочные функции на центральном складе вы-
полняются специальным бюро комплектации.
В соответствии с изложенным площадь склада
комплектации складывается из разгрузочных, при-
емных площадей, площадей хранения и комплек-
тации, погрузочных («отпускных») площадей и мо-
жет быть выражена формулой
S = Snp + SCK 4- SOT,
где S — общая площадь склада, мг:
Snp— площадь приемной площадки, ж2;
SCK— площадь складирования и комплектации.
м\
S0T — площадь «отпускной» площадки, ж2.
При расчете площадей центрального склада
комплектации исходят из годового количества дета-
лей и изделий, проходящих через склад, норм
199
Рис. 109. План центрального склада комплектации.
РЛнусторонний полочно клеточный*' S—”тездаж’ двустороиниП с*поадрвяоаюш паЖм^лля ЕпТ”***' г™ кРа'[а ,,1гаСслЧ’в: «—стая
»«. ж «..о™,,..,,»- ,_„,=’0„ы, xssss ;o™x“,™x^1rs"<s,s’Tf
— площадки для хранение изделий на no.iv
200
Таблица 132
Расчет площади скаада для приема и выдачи изделий
Предметы складирования
27200
3880
5080
1680
760
3400
12 400
Детали и изделия
слесарно-корпусного цеха
трубозаготовительного цеха
деревообрабатывающего цеха
такелажной мастерской
гальванического цеха
машиностроительной части
единовременного запаса изделий и удельной на-
грузки на площадь
Площадь складирования и комплектации Scr
определяется по формуле
S = Qc*?
“ ' Рск365Кя11 ’
где Qck — общий вес деталей и изделий, проходя
щих через центральный склад комплек
тации, на годовую программу,
Т—продолжительность единовременного хра-
нения деталей и изделий, календарные
дни;
Рек — удельная нагрузка деталей и изделий на
полезную площадь складирования и
комплектации, т/м2;
365 — количество календарных дней в году;
Кип — коэффициент использования площади
(отношение полезной площади к общей).
Расчет приемных Snp и отпускных S0T площадей
склада производится аналогично с учетом коэффи-
циента неравномерностей поступления и отпуска
деталей и изделий по формулам
" РпР365К„„
И
£ ____ QqtKqt^OT
OT“Pol365KIin’
• де Qnp — общий вес деталей и изделий, поступаю-
щих на склад, на годовую программу, т;
Qoi — общий вес деталей и изделий, отпускае-
мых со склада, на годовую программу, т;
Кир — коэффициент неравномерности поступле-
ния деталей и изделий; Кпр= 1,2-5-1 >5;
Кот — коэффициент неравномерности отпуска
деталей и изделий; Км—1,14-1,2;
/„р — продолжительность нахождения деталей
и изделий на приемной площадке, кален-
дарные дни;
/от — продолжительность нахождения деталей
и изделий на отпускной площадке, кален-
дарные дни;
Таблица 133
Расчет площадей для складирования и комплектации
деталей и изделий
I Предметы складирования -В gS gg ~ | bg И II й 5 = Й1 О 1» || ч Is 25 S 1 h
Детали и изделия
слесарно-корпус- ного цеха 3880 328 0,75 0,4 0,3 440 1080
трубозаготови- тельного цеха 5 080 424 0,63 0,4 0.25 680 1680
деревообрабаты- вающего цеха 1680 144 0,4 0,4 0,16 360 900
такелажной мастерской 760 64 0,5 0,4 0,2 128 320
гальвани ческого 3 400 280 0,5 0.4 0,2 560 1400
машинострои- тельной части 12 400 1040 0,9 0,5 0,45 1160 2300
Итого 27200 2280 - - - 3328 7680
Рлр—удельная нагрузка деталей и изделий на
полезную приемную площадь, т/м2;
Рот удельная нагрузка деталей и изделий на
полезную отпускную площадь, т/м2;
Кип — коэффициент использования площади.
В соответствии с формулами примерный расчет
площадей центрального склада комплектации при-
веден в табл. 132 и 133.
Таким образом, общая расчетная площадь
центрального склада комплектации составит
7680 + 661 4- 526=8867 №.
План центрального Склада комплектации пока-
зан на рис. 109.
Центральный склад комплектации оснащается
соответствующим оборудованием.
201
Литература
Адлер штейн Л. Ц., Пал л ер А, М н Соко-
лов В. Ф Совершенствование постройки корпусов судов —
«Судостроение», 1967, № II.
Айзенберг Б. И. Проектирование машиностроительных
заводов. М, Машгиз, 1960.
Алексеев А М и Соколов Г. М. Транспортное обо
рудование верфей. Л.. Судпромгиз, 1960
Арефьев Т. В. Выбор и обоснование метода стапельной
сборки судов.— «Судостроение», 1957, № 2.
Батаев А. А Сварочные цехи судостроительных заво-
дов и их электрооборудование. М.—Л., ГОНТИ, 1938,
Вахарловский Г. А., Кучерявенко П. Ф. и Бу-
зи к В. Ф. Современные доковые сооружения для крупных и
средних судов. Л., «Судостроение», 1968.
Временная инструкция по разработке проектов и смет
для промышленного строительства. СН-202-69. (Гос. Ком. Со-
вета Министров СССР по делам строительства. «Госстрой
СССР», 1969).
Г е ц о в И. Е. Основы проектирования судоремонтных и
судостроительных предприятий. М., «Речкой транспорт», 1955.
Гец о в И. Е. Проеятирование судоремонтных и судо-
строительных предприятий (Учебный справочния). М., «Тран-
спорт», 1966.
Дормидонтов В. К- Технология судостроения. Л.,
Судпромгиз, 1949.
Д о р м и д о н т о в В. К. и др. Технология судостроения.
Л., Судпромгиз, 1962.
Дорогостайский Д. В., Мальцев Н. Я. и Чер-
но в А. Д. Основы судостроении. Л., Судпромгиз, 1952.
Исаков Н. М. Технология судостроения и судоремонта.
М, «Транспорт», 1964.
Концевич С Г. Судостроительные верфи. Л.. Гостранс-
издат, 1934.
Корюкаев Ю. С. Гигиеническая характеристика усло-
вий труда па судостроительных заводах.— «Судостроение»,
1967, № 10.
Краткий справочник технолога-судостроителя. Ч. 1, Л..
Судпромгиз, 1963
Крепе А. С. Экономима судостроительной промышлен-
ности. Л., Судпромгиз, 1963.
Леонтьев В. М. и Фролов Н. Ф. Технология су-
достроения и судоремонта. Л., Судпромгиз, 1961.
Марков А П. Современное состояние мсхано-монтаЖ-
пых работ на судах.— «Судостроение», 1967, № 11.
Методика укрупненного определения уровня механизации
и автоматизации производственных процессов в машинострое-
нии, М., 1963. (Государственный комитет по автоматизации
и машиностроению при Госплане СССР. Управление по авто-
матизации и средствам производства дли машиностроения.
ЦБТ).
Мещеряков В. В. Корпусные цехи судостроительных
предприятий. Л, Судпромгиз, 1960.
Нормы технологического проектирования машинострои-
тельных предприятий. (Основные производственные и вспомо-
гательные цехи). М., Госстройиздат, 1958.
Сипилин П. М. Развитие технологии обработки кор-
пусной стали.— «Судостроение», 1967, № 11
Спиридонов А. В. Совершенствование технологии из-
готовления и монтажа судовых трубопроводов.— «Судострое-
ние», 1967, № 11.
Список производств, цехов, профессий и должностей с
вредными условиями труда, работа в которых дает право на
дополнительный отпуск и сокращенный рабочий день. М.,
Экономиздат, 1963.
Справочник по технике безопасности и производственной
санитарии. В 3-х т, под ред Сидорочкииа Л . «Судостроение»,
1965.
Справочные материалы по методике расчетов оборудо-
вания и механизмов при составлении проектов механизации
погрузочно-разгрузочных складских и транспортных работ, М.,
Госстройиздат, 1963. («Госстрой СССР»).
Строительные вормы и правила. М., Госстройиздат,
1963—1964.
Тихомиров В. А. Основы проектирования самолето-
строительных заводов и цехов. М., «Машиностроение», 1965,
Толкачев М. П Об эффективности строительства за-
крытых судостроительных эллингов.— «Судостроение», 1957,
№ 2.
Челноков А. М. Организация и планирование судо-
строительного предприятия. Л., Судпромгиз. 1959
Оглавление
Предисловие
Часть первая
Общие вопросы проектирования
судостроительных цехов и верфей
Глава I. Основные положения. Стадии проектирования . 5
§ 1. Общие положения.................................—
§ 2. Технико-экономические обосновании строительства
новой судостроительной верфи и выбор места
строительств н пределах заданного района . . 7
§ 3. Задание на проектирование. Основные исходные
данные для проектирования.........................—
§ 4. Технический проект. Рабочие чертежи. Односта-
дийный проект................................... ... 9
Глава II. Выбор метода, организации и технологии по-
стройки судов.......................................10
§ 5. Выбор метода...................................—
§ 6. Поточно-позиционный и поточно-бригациый методы
постройки судов. Технологические процессы . . 15
Глава III. Специализация и кооперирование. Объем ра-
бот, трудоемкость и продолжительность построй-
ки судов ...........................................18
§ 7. Специализация и кооперирование —
§ 8. . Объем работ . - .....................19
§ 9. Трудоемкость постройки судов..................21
§ 10. Продолжительность постройки судов. Графнии . 24
Глава IV. Общие данные о проектируемой судостроитель-
ной верфи...........................................27
§ 11. Организация производства . ... .29
§ 12. Примерная схема и технические средства управ-
ления верфью................................... 31
§ 13. Основные принципы компоновки цехов . . 32
§ 14. Технологическое схемы генеральных планов Ре-
жим работы и фонды времени..................34
Глава V. Методика технологических расчетов при првекта-
ровании цехов верфи.................................40
§ 15. Расчетная программа. Способы определения тру-
доемкости работ. Расчет оборудования и количе-
ства работающих......................................—
§ 16. Обоснование размеров пролетов и ворот. Харак-
теристика и определение кранового оборудования
и площадей цехов . . ..............41
§ 17. Определение уровня механизации и автоматиза-
ции производственных процессов. Техническое
средства управлении производством . . . 47
§ 18. Техника безопасности и охрана труда . . 52
§ 19. Грузооборот цеха.......... ... .53
§ 20. Энергетика цеха..............................54
§ 21. Определение и анализ основных данных и техни-
ко-экономических показателей.....................55
Глава VI. Технологические задания на разработку смеж-
ных частей проекта..................................58
§ 22. Задания па составление расчета стоимости про-
дукции, сметно-финансового расчета на оборудо-
вание и монтажные работы, проектирование гене-
рального плана и внутреннего транспорта верфи 58
§ 23. Задания на строительное проектирование и про-
ектирование гидротехнических сооружений . . —
§ 24. Задания на проектирование энергоснабжения . 59
§ 25. Задания на проектирование отоплекия и вентиля-
ции, внутреннего и наружного водопровода и ка-
нализации .........................................60
§ 26. Задания на проектирование устройств и средств
технологического контроля, управления, связи и
сигнализации, а также спускового и транспортного
оборудования ..................................... 61
Часть вторая
Проектирование корпусных, сб срочно -
монтажных цехов и сооружений
верфи
Глава VII. Участии предварительной обработки стали . 63
§ 27. Бюро плазовых работ...................... . —
§ 28. Склад стали..................................65
‘ § 29. Участок предварительной правки, очистки и грун-
товки стали....................................67
Глава VIII. Корпусообрабатывающий цех...............59
§ 30. Расчетная программа и осиониые принципы тех-
нологии и организации производства . . . —
§ 31. Трудоемкость работ и оборудования............72
§ 32. Размеры пролетов, крановое оборудование и пло-
щади цеха ........................................75
§ 33. Механизация и технические средства управлении
производством ....................................76
§ 34. Энергетические и технико-экономические показа-
тели цеха.........................................86
§ 35. Склад корпусных деталей......................87
Глаав IX. Сборочио-сварочный цех...................89
§ 36. Расчетная программа и основные принципы тех-
нологии и организации производства . . —
§ 37. Трудоемкость работ и оборудование . . 92
§ 38. Размеры пролетов, крановое оборудование и пло-
щади цеха ........................................95
§ 39. Механизация и технические средства управления
производством.....................................ЮЗ
§ 40. Энергетические и технико-экономические показа-
тели цеха . ............................106
§ 41 Участок грунтовки и сушки секций. Склад секций 107
Глава X. Цех конструкций из алюминиево-магниевых спла-
вов и цех конструкций из синтетических мате-
риалов ............................................ ПО
§ 42. Цех конструкций из алюминиево-магниевых спла-
вов ..............................................—
§ 43. Цех конструкций из синтетических материалов . 118
Глава XI. Цех сборки блоков........................120
§ 44. Технология и организация производства . . . —
§ 45. Трудоемкость работ, оборудование и места сборхн
блоков........................................ 121
§ 46. Обеспечение сборочно-монтажных позиций кон-
плектуюшими изделиями...........................124
203
§ 47 Размеры прилетов, крановое оборудование и пло-
щади цеха ... -....................125
§ 48 Энергетические и тсхпико-экономическпе показа-
тели цеха............................... ........ 129
§ 49 Участок подготовки и агрегатирования механиз-
мов .............................................131
Глава XII. Судостроительный цех......................133
§ 50. Технология и организация производства . . —
§ 51. Трудоемкость работ, оборудование и расчет ко-
личества стапельных мест ... 134
§ 53. Ра (меры пролетов, крановое оборудование и пло-
щади цеха............................. . 138
§ 53. Энергетические и технико-экономические показа-
тели цеха..................................... 142
Глава XIII. Стапельные места и спусковые сооружения . 143
§ 54. Особенности стапельных мест и спусковых соору-
жений в зависимости от класса верфи . . —
§ 55 Варианты проектирования стапельных мест и спу-
сковых сооружений ... . ...........150
§ 56 Оптимальное количество стапельных мест п мест
у достроечной набережной..................158
§ 57. Количество и грузоподъемность кранов у стапель-
ных мест н выбор типа кранового оборудования —
§ 58. Экономические преимущества закрытых отапли-
ваемых ЭЛЛИНГОВ.................................161
§ 59. Площадки для зимнего храпения судов .... 162
Глава XIV. Электромонтажный и достроечно-сдаточный
цехи......................................—
§ 60 Электромонтажный цех . . . . . —
§ 61. Достроечно-сдаточный цех . 165
§ 62. Достроечная набережная . - 166
Часть третья
Проектирование комплектующих
цехов верфи
Глава XV. Слесарно-корпусный цех.................. - 169
§ 63. Назначение п организация производства . . —
§ 64. Трудоемкость работ и оборудование .... 170
§ 65. Размеры пролетов, крановое оборудование и
площади цеха ...................................172
§ i'4 i Энергетические и технико-экономические показа-
тели цеха . .....................173
Глава XVI. Трубозаготоангельный цех .... - . 1'5
§ 67. Технология и организация произволстиа . . . —
§ 68. Трудоемкость работ и оборудование........130
§ 69. Размеры пролетов, крановое оборудование и пло-
щади цеха.......................................183
§ 70. Энергетические и технико-экономические показа-
тели цеха..............................- . - - —
§ 71 Участок хим<иеской очистки, горячей оцинковки,
бакелатнроваиия и грушовки труб ................187
Глава XVII. Прочие комплектующие цехи. Центральный
склад комплектации .... ........... 190
§ 72. Деревообрабатывающий цех . . . —
§ 73. Изоляционно-заготовительный участок . 193
§ 74. Цех гальванических покрытий ... - 195
§ 75. Малярдо-заготовительный цех . . . . 197
§ 76. Центральный склад комплектации .... . 199
Литература.........................................202
СЫРКОВ АФАНАСИИ КОНСТАНТИНОВИЧ
ОСНОВЫ ТЕХНОЛОГИЧЕСКОГО
ПРОЕКТИРОВАНИЯ
СУДОСТРОИТЕЛЬНЫХ ВЕРФЕЙ
И ЦЕХОВ
(учебное пособие для вузов)
Рецензент Я. X. Росомаха.
Научный редактор В. К. Кузьменко.
Редактор Е. Е. Еромицкая.
Технический редактор В. М. Камалова
Корректор В. М. Амфимоеа.
Переплет художнвка Б. Н. Осенчакова
Сдано в набор 8/V11 1970 г Подписано к печати 6/Х1 1970 г.
М-13828. Формат издания 60Х90*/в. Псч. л 2Г1’/г- Уч -изд Л. 27,8
Изд. № 2280-68. Цена 1 руб. 25 коп. Тираж 2100 зкз. Зак. 1545
Бумага № 1.
Издательство «Судостроение», Ленинград, Д-65, ул Гоголя, 8.
Ленинградская типография № 4 Главполиграфпрома Коми-
тета по печати при Совете Министров СССР, Социалистиче-
ская, 14