/










































































































































































































































Текст
ГАЗ-53А
ГАЗ-66
ГАЗ-52 04
ГОРЬКОВСКИЙ АВТОМОБИЛЬНЫЙ ЗАВОД
(Производственное объединение ГАЗ)
АТЛАС
КОНСТРУКЦИЙ АВТОМОБИЛЕЙ ГАЗ-53А, ГАЗ-66, ГАЗ-52-04
ЧЕРТЕЖИ УЗЛОВ И РАБОЧИЕ ЧЕРТЕЖИ ДЕТАЛЕЙ
ЧАСТЬ II
ДВИГАТЕЛИ
КУЗОВА
(стр. 1 — 240)
МОСКВА «ТРАНСПОРТ» 1978
УДК 629.113 (084.4)
Атлас конструкций автомобилей ГАЗ-53 А, ГАЗ-66, ГАЗ-52-04. Чертежи
узлов и рабочие чертежи деталей. Ч. II. Двигатели, кузова. М., «Транс-
порт», 1978. 470 с. Авт.: А. М. Бутусов, /А. Н. Вологдин |, В. Ф. Жада^
ев, Р. Г. За во ротный, Л. С. Зислин, С. Г. Зислин, И. В. Ир-
хин, П. Э. Сыркин, Г. А. Ширяев.— (Горьковский автомобиль-
ный завод. Производственное объединение «ГАЗ»)
В атласе, состоящем из трех частей (шасси, двигатели, кузова, каби-
ны), помещены чертежи узлов и деталей грузовых автомобилей ГАЗ-53А,
ГАЗ-66, ГАЗ-52-04; приводятся общие виды и размеры автомобилей, тех-
нические требования на изготовление узлов и деталей, а также сведения
о допусках, не указываемых в чертежах.
Атлас предназначен для работников предприятий и организаций, свя-
занных с эксплуатацией, ремонтом указанных автомобилей и изготовле-
нием запасных частей к ним. Он является производственно-техническим
материалом к товаро-сопроводительным документам.
Ил. 339, табл. 1.
31803-1042
049(01)-78
без объявл.
А. М. Бутусов, I А. И. Вологдин) , В. Ф. Жадаев, Р. Г. Заворотный, Л. С. Зислин
С. Г. Зислин, И. В. Ирхин, П. Э. Сыркин, Г. А. Ширяев
АТЛАС КОНСТРУКЦИИ АВТОМОБИЛЕЙ ГАЗ-53А, ГАЗ-66, ГАЗ-52-04
Редактор Л. В. Китаева
Обложка художника И. М. Морозова
Технический редактор Л. А. Иванова
Корректор Л. Б. Кулакова
Сдано в набор 18.04.78 г. Подписано к печати 28.08.78. Т 13179
Формат бумаги 60X8474 тип. № 2. Гарн. литературная. Печ. высокая.
Печ. л. 60 (усл. 55,8) Уч.-изд. л. 66,17 Тираж 4000 Зак. тип. 306 Цена 5 р. 30 к.
м
Изд. № 3 - —9—0/14 № 9717
х
Изд-во «Транспорт», Москва, Басманный туп., 6а
Московская типография № 4 Союзполиграфпрома при Государственном комитете
СССР по делам издательств, полиграфии и книжной торговли, г. Москва, И-41,
Б. Переяславская, 46
© Горьковский автомобильный завод. Прои»-
водственное объединение «ГАЗ>, 1974.
© Горьковский автомобильный завод. Произ-
водственное объединение «ГАЗ», 1978, с из-
менениями
ОГЛАВЛЕНИЕ
Номерной указатель чертежей................................................4
ЧЕРТЕЖИ УЗЛОВ И ДЕТАЛЕЙ ДВИГАТЕЛЕЙ
Двигатель в сборе.....................................................9
Подвеска двигателя...................................................38
Блок цилиндров.......................................................45
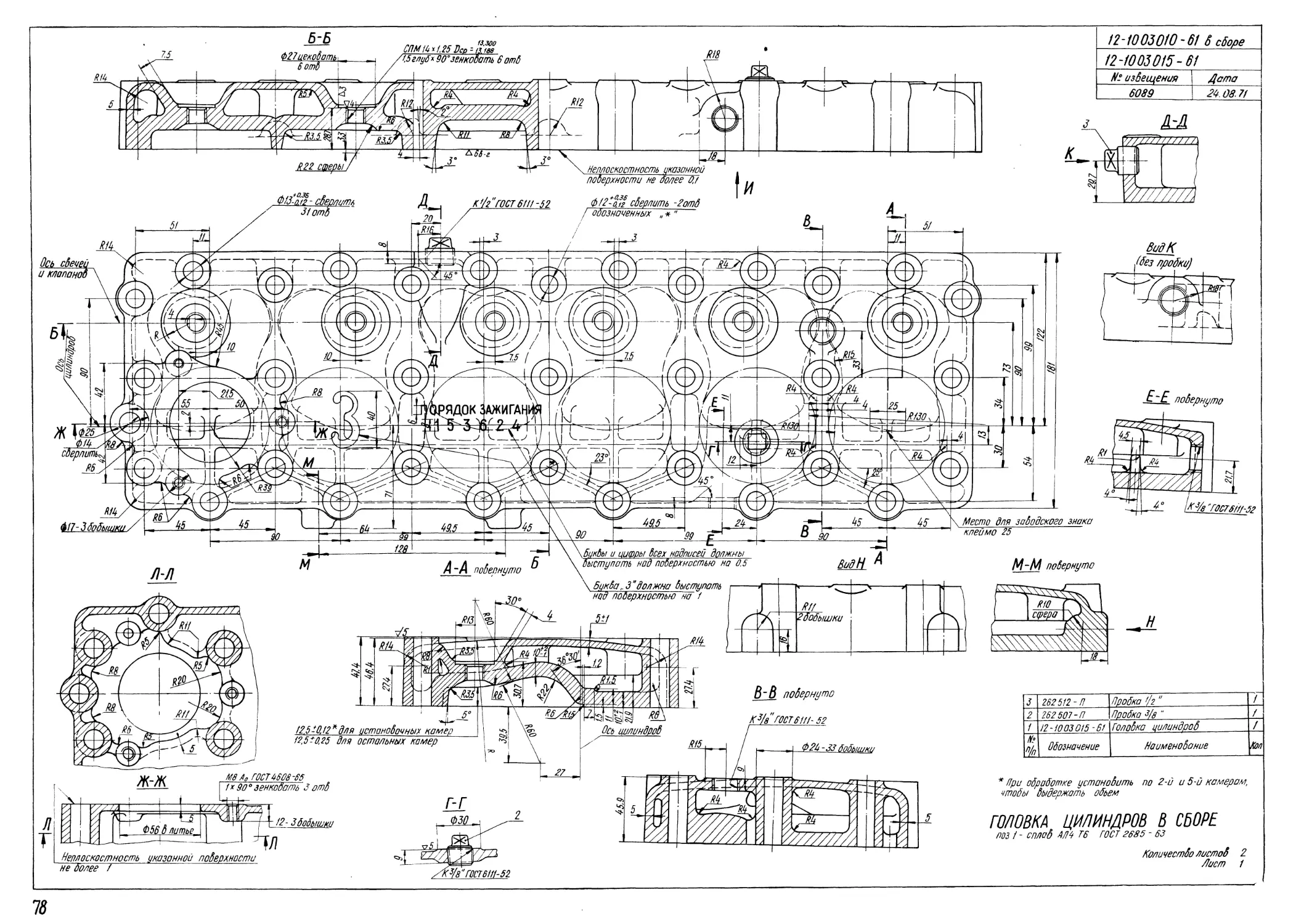
Головка цилиндров .................................................. 72
Поршни и шатуны......................................................81
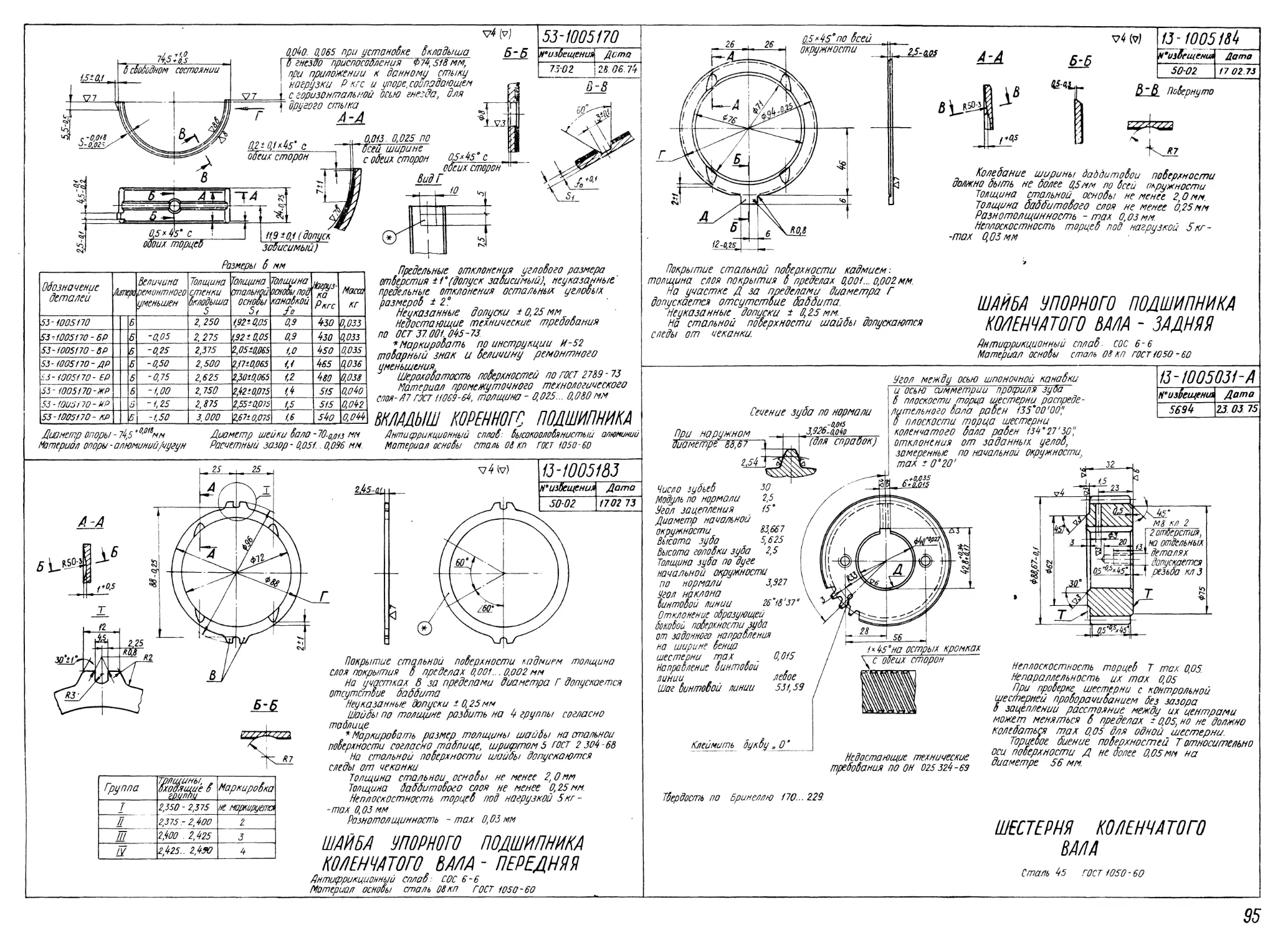
Коленчатый вал.......................................................90
Распределительный вал...............................................107
Клапаны и толкатели.................................................115
Газопроводы.........................................................124
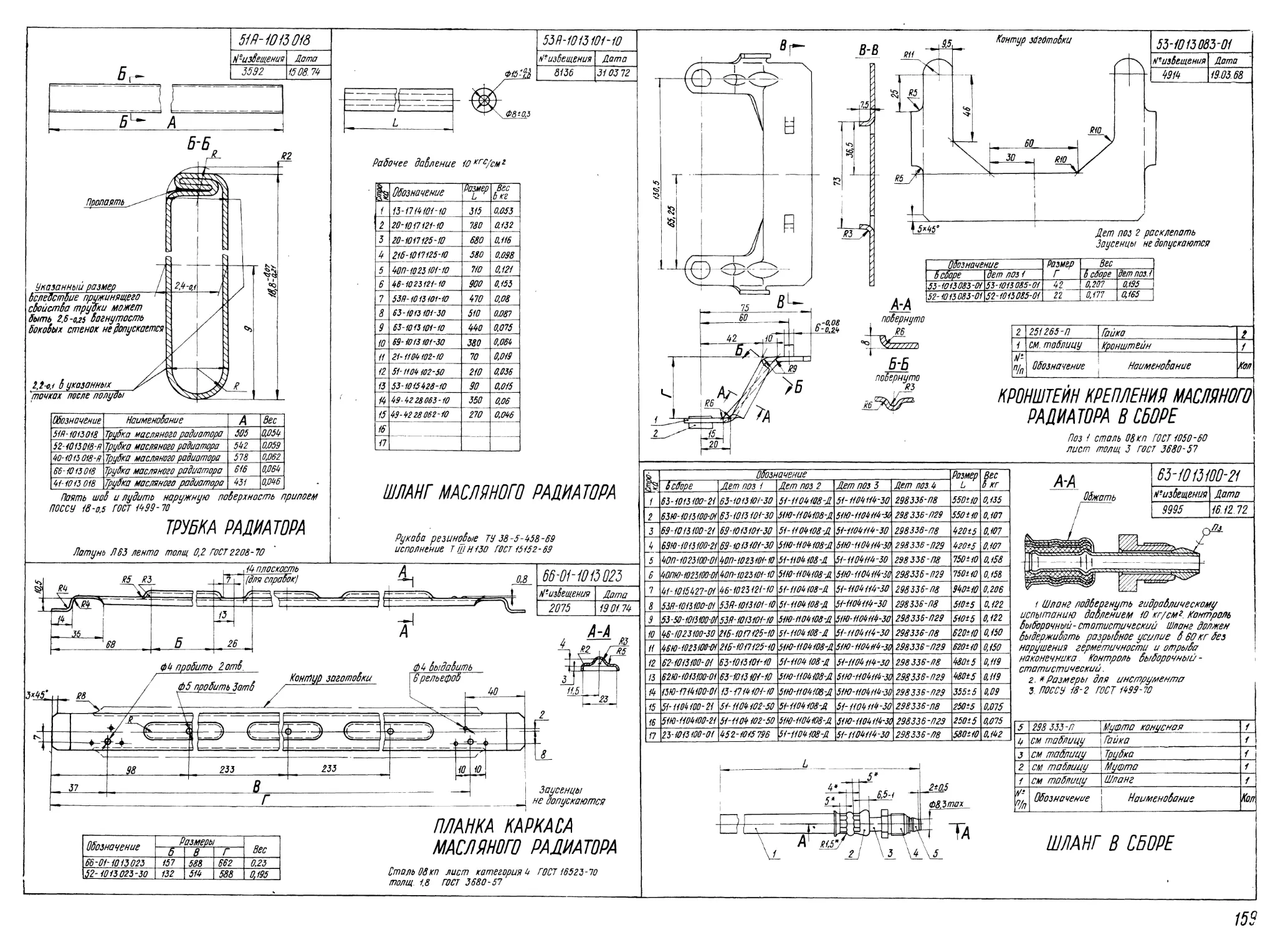
Система смазки......................................................137
Вентиляция картера ................................................ 163
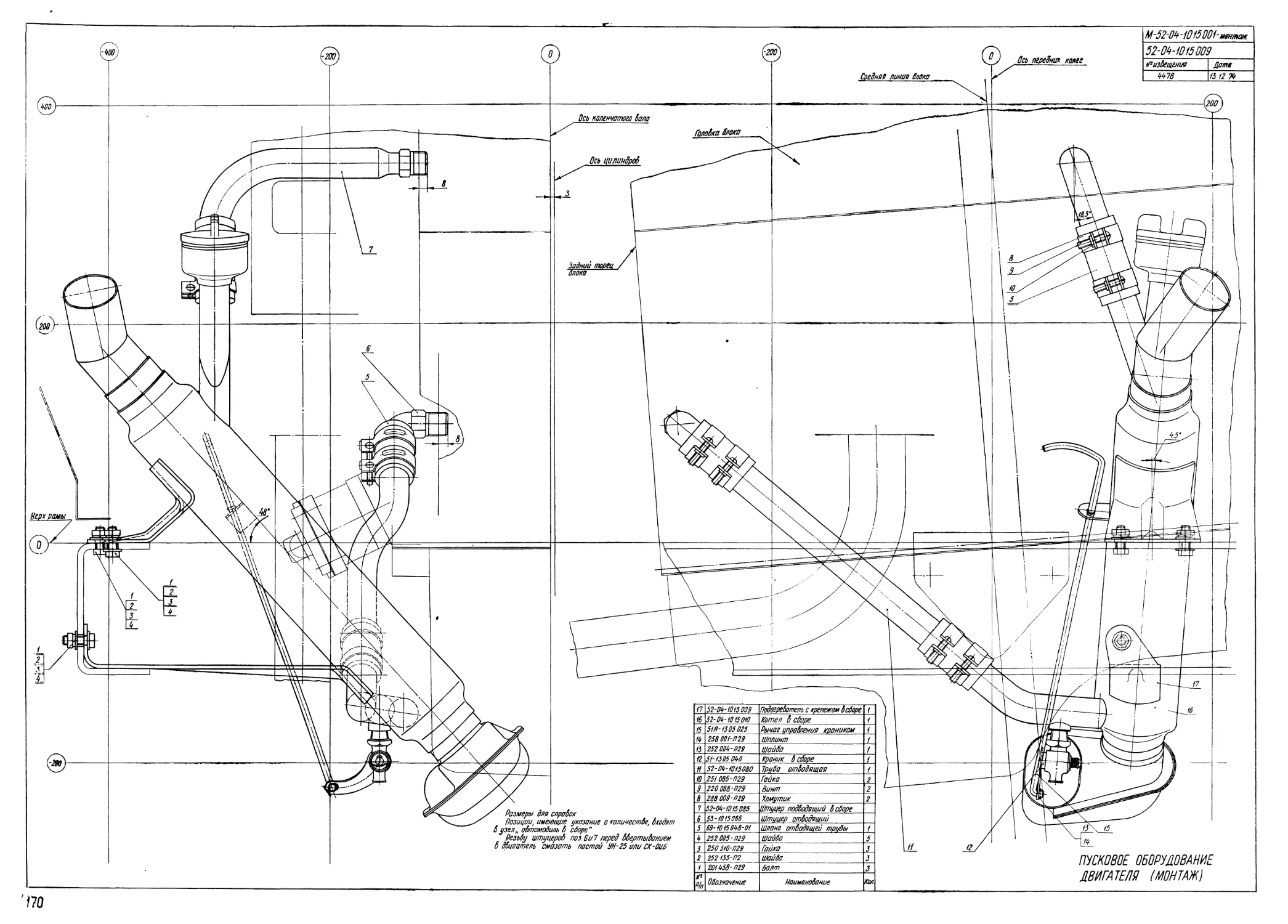
Пусковое оборудование ............................................. 166
Привод распределителя зажигания.....................................206
Фильтр очистки масла................................................208
Система питания.....................................................212
Система выпуска отработавших газов..................................287
Система охлаждения..................................................299
ЧЕРТЕЖИ КУЗОВА ГАЗ-53А, ГАЗ-52-04
Кузов в сборе (конструктивные сечения)...............................348
Крепление кузова к раме..............................................350
Кузов в сборе, бондаризованный, грунтованный.........................351
Кузов в сборе (сварка)...............................................352
Каркас кузова........................................................353
Усилитель пола ......................................................355
Щиток порога пола....................................................356
Кожух пола...........................................................358
Бачок опрыскивателя ветрового стекла................................359
Панель приборов .....................................................363
Вентиляция передка ................................................. 369
Боковина и стойка...................................................372
Панель задка........................................................374
Стойка замочного задка ............................................ 376
Рейка крыши.........................................................379
Дверь с арматурой и стеклами........................................381
Панель двери, наружная..............................................384
Панель двери, внутренняя............................................387
Стеклоподъемник в сборе.............................................395
Монтаж оперения.....................................................399
Рамка и облицовка радиатора ....................................... 402
Брызговик переднего крыла...........................................411
Крыло переднее......................................................413
Привод замка капота ............................................... 417
Петля капота........................................................418
ЧЕРТЕЖИ КУЗОВА И ПЛАТФОРМЫ ГАЗ-66
Кузов в сборе, бондаризованный, грунтованный.........................
Кузов в сборе (сварка)...............................................
Каркас кузова (сварка) ..............................................
Механизм опрокидывания...............................................
Упор кузова .........................................................
Верх капота .........................................................
Пол в сборе..........................................................
Стеклоочиститель в сборе ............................................
Вентиляция двери.....................................................
Передок в сборе .....................................................
Панель передка.......................................................
Боковина в сборе ....................................................
Рейка крыши..........................................................
Дверь с арматурой и стеклами.........................................
Стеклоподъемник в сборе .............................................
Панель облицовки радиатора ..........................................
Капот в сборе (сварка) ..............................................
Платформа в сборе....................................................
Крепление платформы к раме...........................................
420
421
422
423
424
426
427
432
434
435
436
450
451
452
461
462
465
469
470
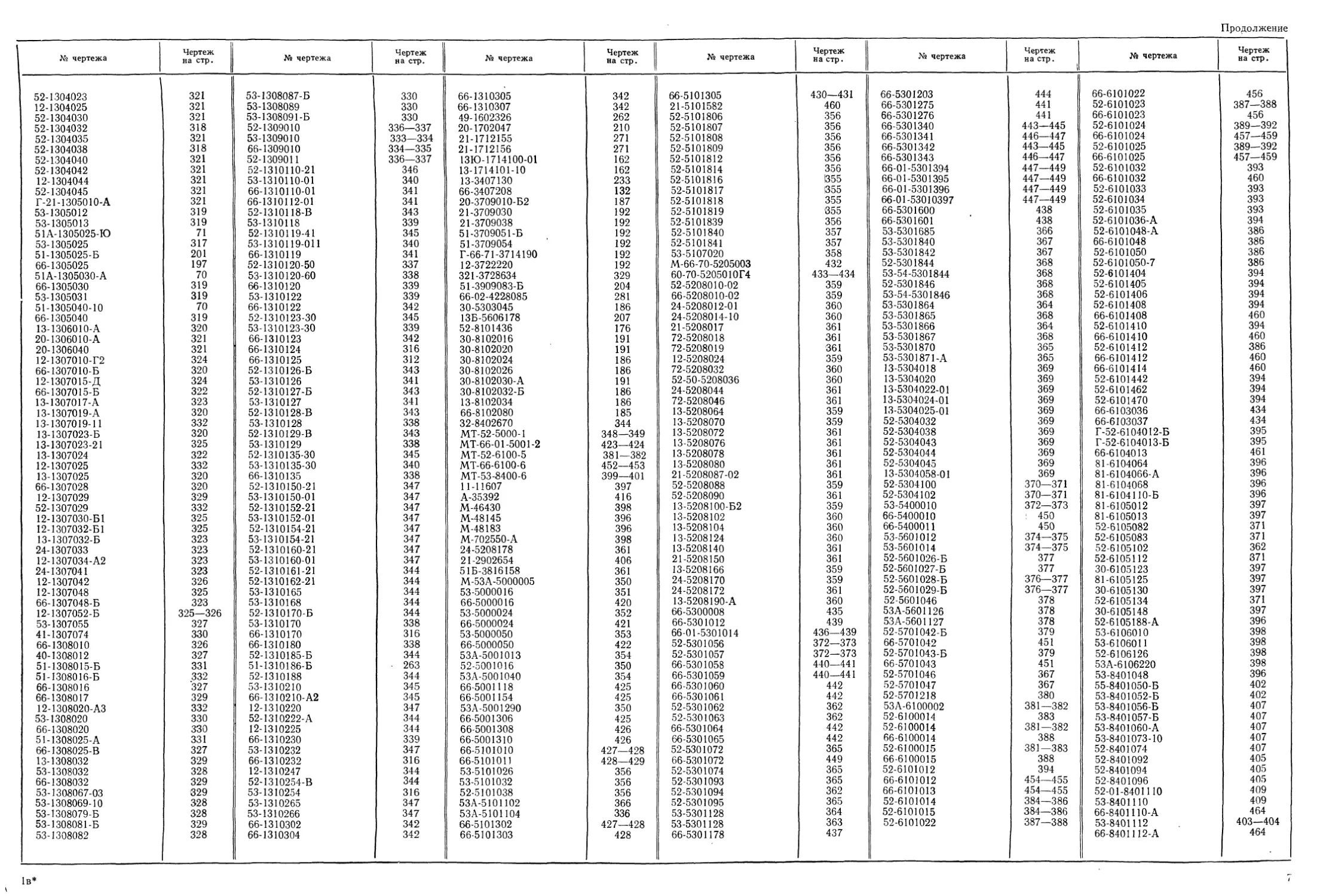
НОМЕРНОЙ УКАЗАТЕЛЬ ЧЕРТЕЖЕЙ
1 № чертежа | Чертеж на стр. № чертежа Чертеж на стр. № чертежа Чертеж на стр. № чертежа Чертеж на стр. № чертежа Чертеж на стр. № чертежа Чертеж на стр.
МТ-53-1000-2 9 11-6508-Б 134 51А-1001094 303 20-1003037 71 13-1005051-А 93 21-1007014-Б 118
МТ-53-1000-3 12—21 11-6508-Г 136 20-1001095 згз 12-1003060 80 41-1005051 92 з 1а- 1007015 115
МТ-66-1000-2 10 11-6512 134 66-1001105 44 12-1003063-Б 71 13-1005052 93 66-1007015 117
МТ-66-1000-3 22—31 ПР-11-6512-В 134 53-1001106 42 13-1003085 77 41-1005052 92 21- 1007020-Б 118
МТ-13-1000-5-А 76 70-6513-А 116 М-51А-1002002-10 71 13-1003150-Р 77 12-1005054-А2 104 13-1007022-Б 118
МТ-66-1001-1 39 11-65М-А1 134 52-04-1002009-10 46 52-04-1004010 85 51 А-1005058 101 21-1007022-Б 118
МТ-66-1008-1 130 61-6521-03 69 66-1002009-Б 45 52-04-1004010-ВР 85 12-1005060-А2 104 21-1007025-Б2 118
МТ-51А-1010-1 137 11-6551 155 12-1002015-Л 55—62 53-1004010-А 81 53-1005060 93 21-1007026 118
МТ-53-1010-1 144 70-6603-Б 149 66-1002015-Б1 47—50 52-04-1004011 85 66-1005060-Б 93 12-1007032-А4 115
МТ-66-1010-1 150 70-6604 155 66-1002015-Г1 51—54 52-04-1004011-ВР 85 53-1005065 94 13-1007033-В 119
МТ-53-1013-1 157 И-6605-А1 155 66-1002020 64 52-04-1004015 86 13-1005086 92 13-1007033-В1 119
МТ-66-1014-1 163 11-6606-Б 155 12-1002021 62 52-04-1004015-ВР 85 40П-1005115 102 13-1007034-Б 122
МТ-53-1101-3 212—213 70-6609-Б 155 21-1002021 44 53-1004015-А2 82 53-1005115 97 13-1007038-В 119
МТ-65-1101-3 214 МТ-6614-1 163 66-1002024 44 53-1004015-АР 83 66-1005115-Б 97 12-1007045 115
МТ-53-1108-5 256—257 11-6650 70 66-1002025 44 52-04-1004016 88 40П-1005120 102 12-1007055-Б2 116
МТ-52-1301-2 301 11-6651 70 66-1002026 44 21-1004020 83 21А-1005125 94 12-1007055-ЕР 116
МТ-53-1301-2 299 И-6653 70 13-1002027-Б 64 12-1004022-Б 88 13-1005140-В2 96 21-100 / 0о5-А4 120
МТ-66-1301-2 300 1 1-6701 147 66-1002028 44 21-1004022 81 51-1005140 104 12-1007075-Б2 134
МТ-52-1310-1 337 11-6702 106 12- 1002032-Б4 62 21-1004025-А 84 51-1005142 104 66-1007075 119
МТ-52-1310-1 343 11-6710-01 148 51-1002045 68 21-1004025-АР 83 13-1005145-В2 94 12-1007076 134
11-5249-А 393 11-6711-01 147 12-1002050-А 63 51-1004025 87 51-1005152 105 21-1007080-А 116
70-6020 69 11-6726-В 147 51-1002058-А2 69 51-1004025-01 100 24-1005154-01 96 13-1007082-02 119
64-6025-Б 43 11-6737 137 65-1002058-Г 67 52-1004025 88 13-1005160-Б 96 13-1007098-21 121
51-6028 43 11-6738 137 51-1002060-А 70 21-1004030-А 84 21-1005160 106 13-1007100-Б 119
51-6035 43 11-6898 156 66-1002060-Г 65—66 21-1004030-АР 83 13-1005162-Г1 93 21-1007104 64
64-6039 43 11-6899 156 66-1С02064-Б 67 51-1004030 87 21-1005162 105 131007105-В 120
51-6041-Б 43 А-7594 293 13-1002070 64 52-1004032 100 21-1005163 105 13-1007109 119
51-6042 43 11-8515-АЗ 323 13-1002082 64 52-1004035 88 52-04-1005170 103 13-1007112-01 122
70-6059 71 11-8528-Б 326 66-1002082 64 52-1004035-01 100 53-1005170 95 13-1007114-03 122
70Ю-6059 77 М-9778-А 271 66-1002084-01 67 53-1004035 84 52-04-1005174 103 21-1007121 121
11-6060 71 А-17523 261 66-1002084-02 67 52-1004038 88 52-04-1005178 103 21-1007135 122
11-6062 71 70-142892 269 12-1С02110-Б2 69 53-1004038 83 52-04-1005179 103 21-1007161-Б 120
11 -6063 71 291524-П 97 12-1002112-Б2 69 52-1004039 88 13-1005181 96 13-1007175 120
И-6072-РП 63 297248-П 156 12-1002114-В 69 53-1004039 84 13-1005182 94 13-1007177 120
70-.6073-А2 80 297282-П 137 51 -1002138-Б 148 52-1004041 87 13-1005183 95 21-1007178 120
11-6076-РП 63 11-405720 110 51-1002155-А 176 52-1004041-01 101 13-1005184 95 21-1007179 121
11-6082-РП 80 М-52-04-1000009 71 51-1002155-А2 246 53-1004041 83 51-1005188 106 66-1007221 118
11-6083-РП 63 БК-13-1000106 110 51-1002161-Г 137 51-1004045-01 85 51-1005189 106 13-1007229 121
И-6084-РП 63 52-04-1000300-20Г4 11 51 -1002165-Б 137 66-1004045-02 81 53-1005195 104 13-1007230 123
202-6092 160 52-04-1000300-20 32—37 51-1002184-РП 63 51-1004046-01 85 53-1005195-01 97 13-1007243-Б 121
11-6135-А 80 М-52-03-1001001 40 20-1002199 70 51-1004050 89 24-1005301-01 96 13-1007244-Б 121
11-6209 89 М-53А-1001001 38 13-1003007-40 72 66-1004050-Б 81 40П-1006010 106 13-1007245 122
11-6210 89 ВК-53А-1001008 44 12-1003010-61 79 51-1004051 89 66-1006010-Г2 108 13-1007246 121
11-6252 114 66-1001014-02 42 12-1003010-61 78 12-1004052-А 89 13-1006015 108—109 13-1007247-В1 121
11-6256-А4 113 66-1001016 42 13-1003010-40 72 21-1004052 83 13-1006015-А 107 52-1007277 151
11-G257-A4 ИЗ 66-1001020 42 12-1003015-61 78—79 13-1004055 84 40П-1006015 111—112 52-04-1008010 133
11-6258 114 53-1001024-01 43 13-1003015-В 73—75 51-1004055 89 13-1006020 ПО 53-1008013-Б 124
11-6261-РЗ 115 65-1001031-01 44 13-1003015-40 77 13-Ю04058-А2 84 13-1006024-А2 109 66-1008013 125
11-6261-Р4 1Г4 66-1001032-01 44 66-01-1003015 76 52-04-1004058 87 21-1006024-Б1 114 52-04-1008014 133
J1-2662-P3 115 20-1001033-В 44 66-03-1003015-20 76 13-1004062-Б 88 12 -1006025-А4 114 66-1008014 126—127
11-6263-P3 115 66-1001035-01 44 51 -1003018-РП 71 13-1004062-Б 81 12-1006025-РЗ 115 52-04-1008015 135
11-6303-A3 99—100 66-1001036-01 44 12-1003019-72 262 52-04-1005010-01СБ 98 12-1006026 114 12-1008019-21 133
11-6306-А2 104 53-1001038 41 12-1003020-33 79 53-1005010-10СБ 92 13-1006028 109 51 -1008024-Б 134
11-6307 101 53-1001039 41 13-1003020-30 77 66-1005011-10СБ 90—92 21-1006028-А 114 51-1008025-Б 136
11-6308-А6 105 53А-1001050 43 12-1003024-32 79 21-1005024-03 97 49-1006049 114 66-1008025-Г 128
11-6309-А6 99 53А-1001052 43 13-1003024-30 76 53-1005029 94 66-1006060-Б 108 13-1008027-Б 130
11-6313-А2 104 53А-1001053 43 12-1003026-Б 80 13-1005031-А 95 66-1006061-Б 108 66-1008030-Д 129
; 11-6332 104 53А-1001062 71 66-1003026-12 77 21-1005032 93 66-1006062-Б 108 12-1008038-Г 145
' 11-6341 105 53А-1001063 71 12-1003028 80 21-1005041-Б 92 12-1006267 114 51-1008040 133
11-6384-А 98 53А-1001064 43 12-1003029 80 13-1005042 92 13-1007010-Б1 117 51-1008041 134
11-6387 97 53-1001065 53 А-1001069 43 71 20-1003036-Б 80 21-1005042-61 100 51-1007010 115 51-1008049 133
4
Продолжение
№ чертежа Чертеж на стр. № чертежа Чертеж на стр. № чертежа Чертеж на стр. № чертежа Чертеж на стр. № чертежа Чертеж на стр. № чертежа 1 Чертеж на стр.
66-1008079-Б 131 33-1011020 152 52-04-1014159 165 66-01-1015089 199 53А-1015735 184 51А-1017347 200
12-1008080-11 134 66-1011022 152 53Ф-1014159 164 53А-1015094 189 53-1015737-01 184 51А-1017348 200
13- 1008080-Б 130 13-1011025 154 52-04-1014165 162 66-1015217-А 197 53А-1015742 184 51А-1017351-А 210
66-1008081-Б 131 52-1011025 154 52-04-1014167 162 66-1015218-А 197 53-1015745-01 183 51А-1017355 210
12-1008084-11 134 49-1011031 155 53Ф-1014176 164 66-1015219-А 197 66-1015745-01 196 51А-1017357 210
66-1008090-01 131 13-1011032 154 52-04-1014182 165 66-1015220-А 195 66-1015748-01 199 51А-1017364-01 338
66-1008094-10 132 13-1011034 153 53Ф-1014182 164 66-1015222 200 53А-1015751 184 51А-1017365-01 338
51А-1008130 133 13-1011040 154 53Ф-1014197 163 66-1015336 142 52-04-1015753 205 51 А-1017366-01 207
13-1008135 132 51А-1011040-02 156 53Ф-1014202 157 53А-1015340 176 53А-1015753 174 51А-1017368-А 207
13-1008150-Б 131 13-1011042 154 М-52-04-1015001 170 66-1015340-А 193 53А-1015755 183 51А-1017369 207
13-1008155 132 49Б-1011050 149 М-53 А-1015001 166—169 53А-1015341 176 53А-1015760 190 51А-1017370 207
51-1009010-33 145 49Б-1011052 149 52-04-1015009 170 53-1015342 177 53А-1015762 190 51А-1017375-75 208
53-1009010 138—139 13-1011055-В 154 53А-1015009 171 53-1015343 177 53А-1015765 190 51А-1017378 207
66-1009010 140—141 21-1011058-Б 149 52-04-1015010 202—203 53А-1015346 177 53А-1015770 190 66-1017380 210
51 -1009015-В1 146—147 21-1011062 153 53А-1015010 172 53А-1015347 177 -53А-1015773 184 М-52-04-1101003 230
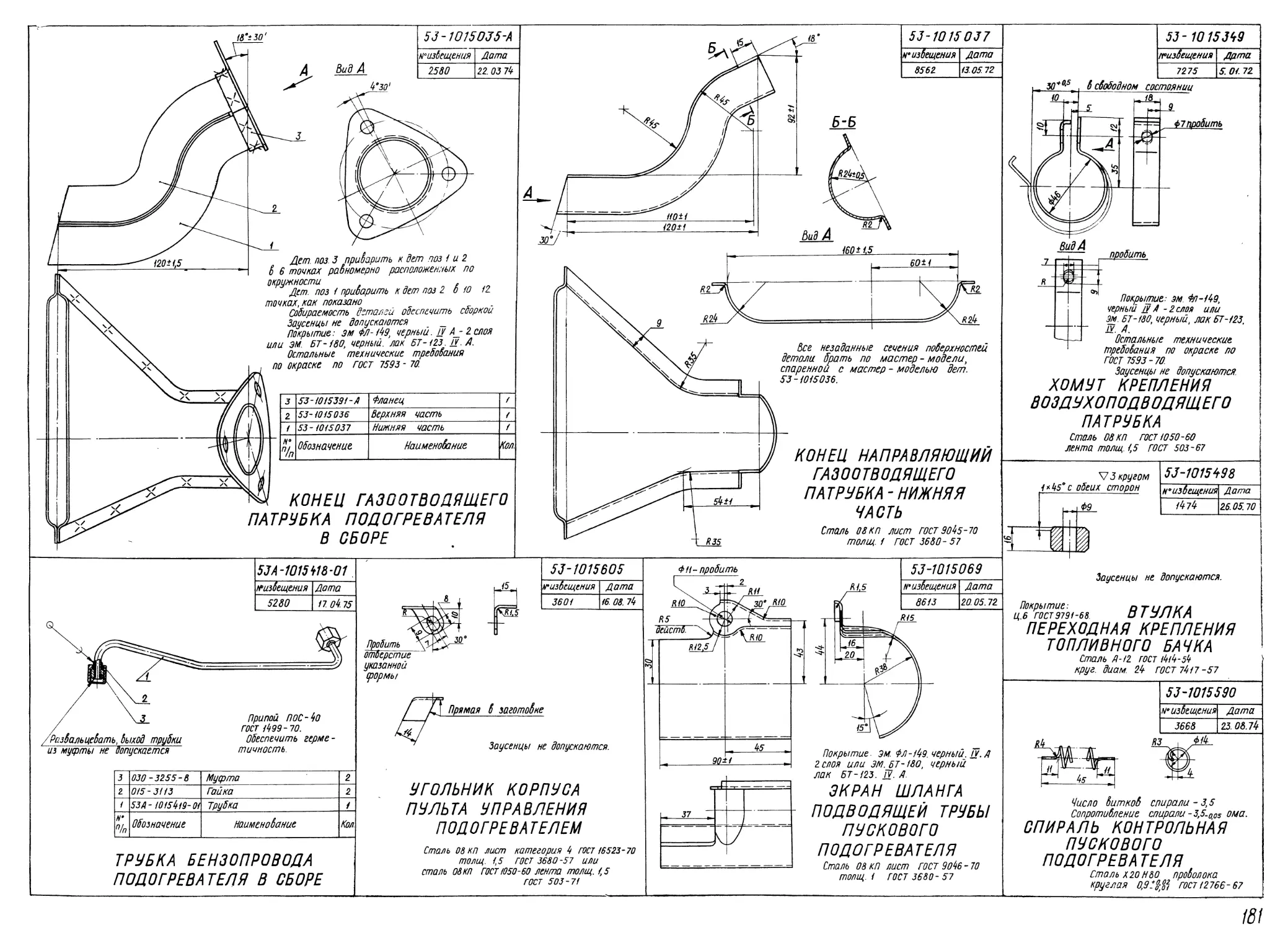
53-1009020-А 142 51А-1011062 149 66-01-1015010 173 53-1015349 181 53-1015775-01 179 53-1101010 215—216
51А-1009021-22 145 13-1011065-31 153 66-1015018 193 53А-1015374 201 53А-1015777 179 66-1101010 217
66-1009021 139 51А-1011065-01 149 52-04-1015020 203 66-01-1015374 175 53-1015780 184 66-1101011 218
51-1009022 148 13-1011068 151 52-04-1015027 205 66-01-1015375-01 175 53А-1015785 184 66-1101012 219
66-1009022 143 13-1011080-Б 153 53А-1015027 177 53А-1015378 205 53А-1015790-01 179 53-1101015 220—221
51-1009023 145 13-1011220-02 . 153 66-01-1015027-02 194 52-04-1015385 203 53А-1015791-20 179 66-1101015 222
13-1009030 144 М-52-01-1013001 156 51-1015030-Б1 204 52-04-1015387 204 53А-1015793 179 52-1101030 231
13-1009045 144 М-66-01-1013001 158 53-1015035-А 181 66-1015389 199 53А-1015795 179 66-1101030 226
13- 1009045-А 144 52-01-1013010-01 162 66-1015035-А 196 53-1015391-А 172 53А-1015797 179 12-1101032-Б 233
52-04-1009046 148 66-01-1013015-10 161 53-1015036 201 53-1015393 172 53-1015800-Б2 179 66-1101032 226
13 -1009047 144 66-01-1013016-10 158 66-1015036-А 196 49Б-1015410 185 53-1015805-БЗ 180 53-1101044 223—224
13-1009050-А2 143 51А-1013018 159 321-1015036 204 53А-1015412 185 53-1015810-Б2 180 49-1101046 201
52-04-1009050 148 66-01-1013020 161 53-1015037 181 66-01-1015412 194 53-1015811-01 180 51А-1101046 234
52-04-1009051 148 52-01-1013021 156 66-1015037 197 66-01-1015414 199 53-1015812-01 180 53-1101048 221
52-04-1009052 148 66-01-1013022 161 321-1015037-А 204 53А-1015418-01 181 53-1015813-01 180 52-1101050 234
21-1009055 144 66-01-1013023 159 52-04-1015045 165 66-01-1015418 196 53-1015820-А 178 53-1101060 216
21-1009056 144 66-01-1013024-10 158 52-04-1015046 165 53А-1015419 178 53-1015825-А 178 66-1101060 225
24-1009056 137 66-01-1013026-10 158 53-1015048-01 200 53А-1015450 182 53-1015827-Б 180 53-1101065-А2 224
51-1009065-А2 146 66-01-1013028 160 69-1015048-01 ' > 200 53А-1015456 182 53-1015833-01 180 52-1101070 233
51-1009066 137 66-01-1013035-10 161 53-1015049 . > 200 53А-1015458 198 53-1015835-01 180 52-1101071 234
13-1009070-В1 143 66-01-1013038-10 158 66-1015049 194 53-1015465 176 53-1015837 172 52-1101072 249
66-1009074 142 51А-1013046 160 52-04-1015050 205 53-1015468 188 53-1015840 172 52-1101073 234
66-1009075 142 66-01-1013062 161 53А-1015050 177 53-1015469 180 53-1015842 180 52-1101074 232
66-1009077 139 66-01-1013063 161 66-01-1015050 193 53А-1015472 198 53-1015843-01 178 52-1101075 232
66-1009078 139 53-1013083 157 52-04-1015052 205 53-1015479-А 180 53-1015850 180 53-1101076 215
13-1009120-В 143 53-1013083-01 159 53А-1015052 177 53-1015480-А 188 13-1016010-01 206 52-1101078 246
52-04-1009120 148 66-1013083 160 66-01-1015052 194 53-1015482-А ' 188 13-1016012-10 206 53-1101081 221
52-04-1009121 148 66-01-1013092 160 66-01-1015054 194 53-1015488-Б 180 21-1016014-А 207 52-1101085 232
13-1009122-В 139 53-1013095 153 53А-1015055 189 53-1015497 180 13-1016016-10 206 52-1101086 232
52-04-1009122 145 63-1013095 156 66-01-1015055 195 53-1015498 181 13-1016018-10 206 63-1101093-Т 226
13-1009135-Б 142 53-1013097 153 53А-1015056 189 53А-1015499 185 13-1016019 207 62-1101097 232
52-04-1009135 148 63-1013097 162 66-01-1015057 194 53-1015545 185 13-1016021 206 20-1101098 234
13-1009141-Б 143 13-1013099 157 66-01-1015058 175 53-1015555-01 186 13-1016023 207 58-1101099 232
52-04-1009150 137 63-1013100-21 159 52-04-1015060 205 66-1015555 193 13-1016026 206 52-1101100 232
52-04-1009154 137 63Ю-1013100-01 162 53А-1015060 176 53-1015556 191 13-1016070 207 52-1101103 232
51-1010010-Б 137 53А-1013101-10 286 53А-1015062 205 53А-1015570 187 52-04-1017010 205 52-1101104 234
53-1010010 150 53А-1013101-10 159 53-1015063-01 200 53-1015575-01 187 52-04-1017015 211 52-04-1101105 234
51А-1010018-Б 149 63-1013101-А2 200 53А-1015063-01 200 53-1015582 192 52-04-1017018 231 52-1101106 234
53-1010018 151 63-1013101-30 162 66-01-1015063-01 200 53-1015585 186 52-04-1017020 211 20-1101108 234
53-1010040 150 63-1013132-02 148 53А-1015064 205 53-1015590 181 52-04-1017022 231 52-1101109 234
53-1010042 150 63-1013134 137 53-1015066 205 53-1015593 192 52-04-1017056 211 53-1101110 216
53-1010045 151 Г-51-1013140-02 162 53-1015069 181 53-1015597 192 52-04-1017058 211 21-1101112 232
53-1010046 151 13-1014053 157 52-04-1015070 204 53-1015599 192 52-04-1017062 231 52-1101112 231
51А-1010048-Б 149 53-1014055 164 52-04-1015072 204 53-1015605 181 52-04-1017068 231 52-1101114 232
53-1010048 151 66-1014055-Б1 163 53-1015076-01 188 Г-53-1015620-01 182 20-1017074 137 52-1101115 232
51 А-1010049 137 13-1014057 164 66-01-1015076 196 53А-1015655 177 52-04-1017140-Г4 211 52-04-1101117 233
51А-1010050-Б 137 53-1014071-Г 157 52-04-1015077 203 66-01-1015655 199 49-1017310 208 53-1101117 213
53-1010050 144 66-1014071-Б 164 53А-1015077 176 53А-1015700 174 51А-1017326 209 53-1101118 213
66-1010050 150 52-04-1014075 165 66-01-1015078 195 66-01-1015700 175 51А-1017328 210 52-04-1101119 233
kJ kJ 1 kJ 1 \J kJ kJ 51A-1010052 149 51А-1014092 283 52-04-1015080 203 53 А-1015703 174 51А-1017335 208 53-1101119 223
53-1010052-A 150 13-1014097-Б 164 53А-1015081 189 53А-1015705-01 183 51А-1017337 209 52-1101120 234
kJ<J IkJAkJkJkJxrf xX 51-1011010-04 149 52-04-1014141 137 53-1015082 201 53А-1015715 174 51А-1017340-А 209 53-1101126-01 223
66-1011010 151 52-04-1014145 165 66-1015082 194 53-1015718-01 183 51А-1017341 209 53-1101128-А 221
kJ kJ 1 kJ 1 1 kJ A kJ 13-1011015-B 152 52-04-1014146 165 52-04-1015085 205 53-1015725 183 51А-1017343-Б 209 52-1101129 233
66-1011017 152 52-04-1014150 165 53-1015085-А 172 53А-1015730 183 51А-1017344-А 209 52-1101139 221
kJ kJ 1 kJ 1 1 kJ 1 f 13-1011020 152 53Ф-1014150 163 52-04-1015086 204 53А-1015733 183 51А-1017345-А2 208 51А-1101184 234
1в 8ik. 306
5
Продолжение
№ чертежа Чертеж на стр. № чертежа Чертеж на стр. | № чертежа Чертеж на стр.
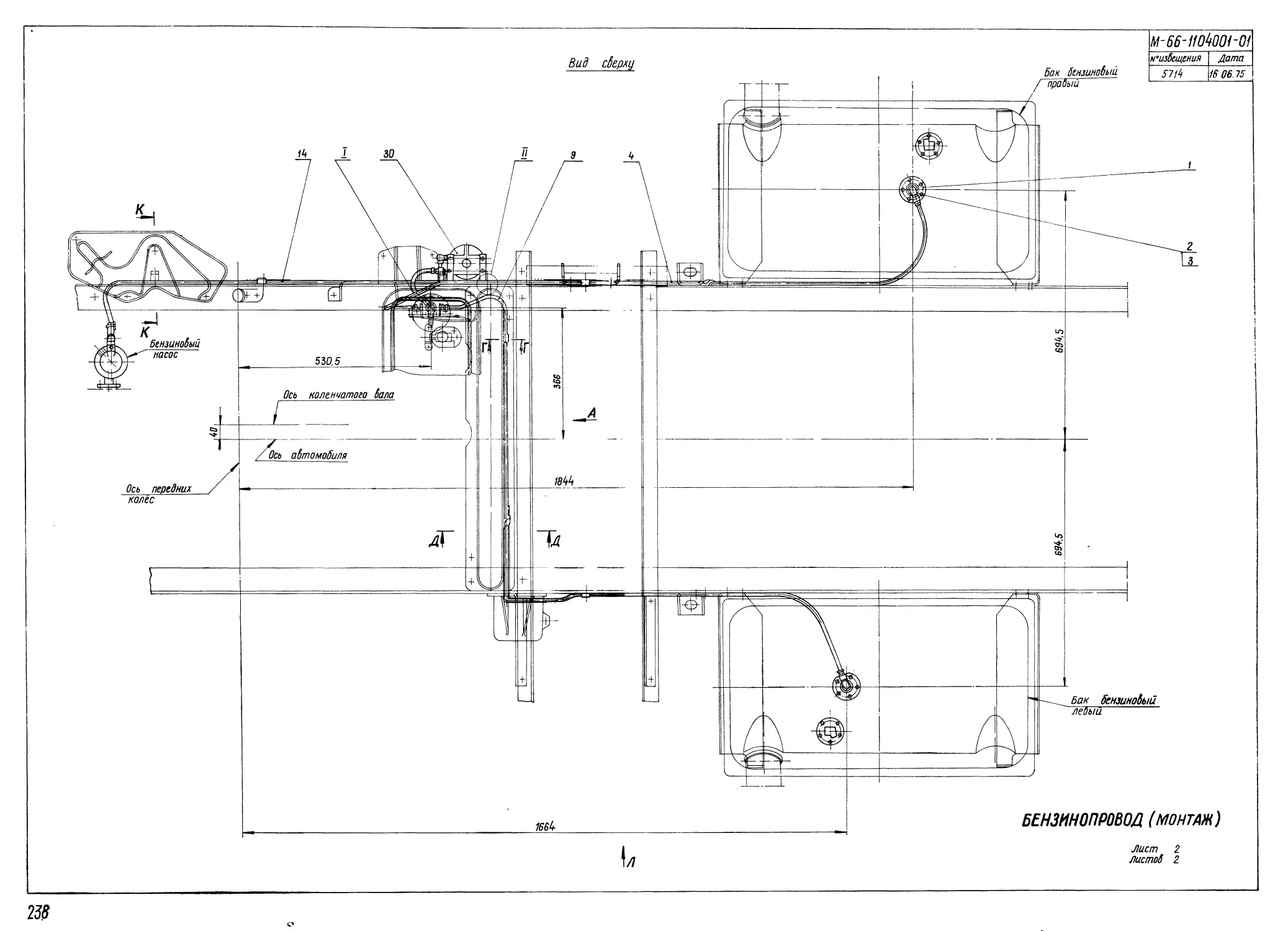
51А-1101185 234 51-1104108-Д 246 53Ф-1108031 269
66-1101210-Т 225 51 А-1104108-Д 160 66-1108031 262
52-1101233 234 66-71-1104108 243 66-1108032 266
52-1101236 53-1101280 63-1102044 232 213 • 227 66-71-1104112 51-1104114-Б 51-1104114-30 243 247 160 ММ 1 1 53-1108034 53Ф-1108034 РП 1 1АПЛПГ- 262 269 259 253 265 253 265 258 253 265 253 271 261 270 271 260 261 261 273 264 261 270 270 269 269 270 270 269 270 264 261 270 270 261 272 261 272 272 264
63-1102082 63-1102090 226 229 51-1104114-Б 51-1104114-30 247 160 53-1108035 53Ф-1108035 66-1108035 53Ф-1108037 13-1108038 53-1108039 53Ф-1108039 66-1108039 2М108041-Б 52-1108042 66-1108042 21-1108043 52-1108044 53-1108044 66-1108046 66-1108047 52-1108048 66-1108049 53-1108050 53Ф-1108050 53Ф-1108051 21-1108055-А 21-1108056-Б 21-1108059-А 21-1108061-Б 52-04-1108064 52-04-1108065 53-1108065 66-1108065 21-1108066-В 52-04-1108066 13-1108069 52-04-1108069 13-1108070 52-04-1108070 52-04-1108071 60-1108077 53-1108078 66-1108078 53-1108080 52-1108083-Б 52-1108085 52-1108088 47-1108091 47-1108092 52-1108097 52-1108098 52-1108099 53-1108100 53Ф-1108100-01 52-04-1108101 53Ф-1108102-01 51-1108104
63-1102095 51П-1102095 229 228 66-71-1104126-10 66-71-1104128-10 241 240
51П-1102102-Б2 228 52-04-1104130 247
51П-1102104-Б2 229 52-04-1104131 248
51П-1102105-Б2 51П-1102107-Б 51П-1102110-Б 51П-1102120-Б 51-1103010 51-1103015 51-1103020 51-1103025 51-1103025 69-1103035 69-1103036 51-1103038 51-1103040 51-1103042 51-1103050 69-1103052 51-1103060 51-1103072 51-1103075-А 51А-1103090 М 52-04-1104001 М-53А-1104001 М-66-1104001 66-J104011 53А-1104012 53А-1104016 66-71 1104016 12-1104022 49-1104025-А 66-71-1104025 229 226 214 226 235 235 235 235 225 246 246 234 246 246 235 246 235 235 235 246 245 236 237—238 281 240 240 240 242 188 243 66-71-1104132-01 66-71-1104136-01 66-71-1104138-01 66-1104145 66-1104145 Г-66-71-1104160 66-1104165 66-1104167 Г-51-1104170-01 52-04-1105009 51А-1105010 51А-1105015-А 51А-1105020 51-1105032-Б 51-1105033-Б 51А-1105035 51-1105038-Б 51-1105045 51-1105048 51А-1105060-01 51 А-1105065 51 А-1105070 51-1105072 51А-1105073 51-1105075 51-1105077 13-1106010-12 51А-1106010-А 66-1106010-10 66-1106104 240 244 242 251 194 242 242 242 185 245 248 248 248 249 249 248 248 249 248 248 248 248 249 249 249 249 250 253 252 251—252
24-1104026 246 12-1106105-А 251—252 259
21-1104027 24-1104027 66-1104033 21-1104038 24-1104038 24-1104040 40ПА-1104040 66-1104040 53А-1104064-01 66-1104064-01 66-71-1104065 52-04-1104070 53А-1104070-01 66-1104070-02 53-1104071 251 246 239 243 246 246 180 239 240 240 241 246 244 241 244 51А-1106108 66-1106168 13-1106170 51А-1106170 11-1106172-А2 66-1106173 51-1106175 11-1106185 13-1106185 13-1106186 52-04-1107010-Г4 66-1107010-А 49-1107015 51-1107015 МТ-52-04-1108005 249 252 251 249 249 250 271 254 251 250 255 254 254 272’ 267—268 264 258 271 253 270 270 270 272 271 271 259 272 273 272 270
66-1104075-02 66-1104079-01 66-1104080-01 51-1104085-32 241 241 244 247 52-1108009-Б 53-1108009-Б 52-1108010-Б 53-1108010 273 258 273 258 J 1 11 VU 1 иТ: 24-1108105-02 53-1108105 51-1108106 51-1108107 272 260 271 262
53-1104085-30 239 23А-1108011 259 MillvO1м/ 52-1108108-10 272
53А-1104085 239 52-1108011 269 53-1108108 259
66-1104085-01 243 52-1108013 253 21-1108109-А 272
51-1104086-В 247 23А-1108016 264 21П-1108109-А 272
51-1104088 247 52-1108016 273 53-1108109 260
69-1104089 199 52-1108017 273 52-1108110 270
51-1104100-21 247 52-04-1108029 269 52-1108113 270
51-1104102-50 247 53-1108029 260 66-1108115 264
66-1104102 262 66-1108029 266 53-1108120 260
№ чертежа Чертеж на стр. № чертежа Чертеж на стр. № чертежа Чертеж на стр.
53Ф-1108120-01 272 66-02-1109117 280 66-01-1203250 294
66-1108120 262 51А-1109119 283 СК-51-1300003 331
13-1108122 261 66-1109119 280 52-01-1301010 304
53Ф-1108122 273 21-1109120 282 53-1301010-Г 302
53Ф-1108123 273 21-1109129 287 66-1301010 303
69-1108124 270 66-1109129 280 52-01-1301020 305
52-1108125 272 66-02-1109141 276 52-1301035 315
12-1108126 271 51А-1109142 282 53-1301035 307
53-1108126 264 63-1109143 281 51А-1301048-А 310
66-1108126 264 66-1109145 263 53-1301048 306
53-1108127 263 12-1109158 284 51А-1301050-А 314
53Ф-1108127-01 272 12-1109159 284 53-1301050 307
66-1108127 263 66-02-1109173-Т 263 52-1301053 315
52-1108128 272 321-1110227 330 53-1301053 307
53-1108128 259 Г-53-1110530-01 284 53-1301055 306
12-1108132 271 66-1110532-Б 284 63-1301055-Д 311
66-1108137 263 66-1110535 285 53-1301056 308
66-1108145 265 66-1110540 285 63-1301056-Б1 311
66-1108146 265 66-1110545 284 12-1301057 315
66-1108147 263 66-1110550 284 51А-1301064-А 315
66-1108151 258 66-1110552 284 52-1301071 298
66-1108154 266 66-1110553 285 51А-1301078 310
66-1108155 266 21-1117010 286 53-1301078-Г 309
66-1108166 266 21-1117010-А 286 66-1301078 309
66-1108167 262 21-1117020-01 286 51А-1301080 310
66-1108202 266 13-1117046 286 13-1301083 315
52-1108267 273 53-1117074 251 51А-1301087 315
66-02-1109008 278 52-04-1200001СБ 290 53-1301110 312
52-04-1109010 277 М-53А-1200001 288 66-1301110 313
66-1109010 274 М-66-01-1200001-01 289 51А-1301114 314
66-02-1109010 275 52-04-1200010 287 53-1301116 313
66-1109013 276 53А-1200010 288 53-1301119 307
66-02-1109013 278 66-01-1200010-01 289 66-1301120 303
321-1109013 277 52-03-1201005 293 53-1301128 306
66-1109015 276 53А-1201005 291 66-1301128 303
66-02-1109015 278 66-01-1201005-01 291 53-1301129 306
321-1109015 277 52-03-1201010 293 66-1301129 303
13-1109018 275 53А-1201010 293 52-1301130 314
321-1109018 277 52-04-1203010 287 53-1301130-В 309
21-1109019-А2 277 52-04-1203015 298 66-1301130 313
66-1109019 279 24-1203017-01 287 52-1301131-В 314
13-1109022 279 51А-1203017 295 53-1301131 309
51 А-1109022 283 53-1203020 297 66-1301140 303
13-1109024 279 53А-1203020 297 52-1301141 311
21-1109024-А 277 53А-1203022 295 52-1301142-В 315
13-1109029 279 51-1203030 293 53-1301142 307
51 А-1109029 282 53А-1203030 295 52-1301143-В 315
52-04-1109033 283 53А-1203031 295 53-1301143 307
66-02-1109033 275 51-1203033 293 51-1301147 318
51 А-1109036 277 53А-1203033 294 53-1301160 312
66-02-1109036 281 12-1203035-А 289 52-1302020 318
53А-1109039 282 66-1203039 291 66-1302034 316
66-1109039 280 53-1203041 298 66-1302035 316
13-1109041 278 66-1203041-Б 295 66-1302038 313
21-1109041 287 53-1203042 297 21-1302045 316
13-1109042 281 51-1203043 293 20-1302048 313
13-1109044 274 53А-1203050 291 52-1303010 318
21-1109044 283 66-1203068 295 53-1303010 291
51 А-1109045 282 66-1203082 288 53-1303012 317
51 А-1109046 282 66-1203083 288 66-1303012 317
51 А-1109048 287 12-1203115 294 52-1303018 318
20-1109050-А 282 21-1203146-А 294 51А-1303025 318
51 А-1109055 287 66-01-1203170-01 292 53-1303025 291
51 А-1109056 287 53А-1203210 296 51А-1303030 318
51 А-1109057 287 66-01-1203210 292 21-1303033-Б 317
13-1109069 281 53 А-12032И 297 66-1303060-Б 132
21-1109069 282 66-01-1203211 294 13-1303065-Б 132
66-1109082 281 24-1203218 287 66-1303075 210
66-1109084 280 51А-1203240 298 52-1304010 318
51А-1109116 287 51А-1203241 298 52-1304015 318
51А-1109117-А 282 51А-1203242 298 52-1304018 321
6
Продолжение
№ чертежа Чертеж на стр. № чертежа Чертеж на стр. № чертежа Чертеж на стр. № чертежа Чертеж на стр. № чертежа Чертеж на стр. № чертежа Чертеж на стр.
52-1304023 321 53-1308087-Б 330 66-1310305 342 66-5101305 430—431 66-5301203 444 66-6101022 456
12-1304025 321 53-1308089 330 66-1310307 342 21-5101582 460 66-5301275 441 52-6101023 387—388
52-1304030 321 53-1308091-Б 330 49-1602326 262 52-5101806 356 66-5301276 441 66-6101023 456
52-1304032 318 52-1309010 336—337 20-1702047 210 52-5101807 356 66-5301340 443—445 52-6101024 389—392
52-1304035 321 53-1309010 333—334 21-1712155 271 52-5101808 356 66-5301341 446—447 66-6101024 457—459
52-1304038 318 66-1309010 334—335 21-1712156 271 52-5101809 356 66-5301342 443—445 52-6101025 389—392
52-1304040 321 52-1309011 336—337 13Ю-1714100-01 162 52-5101812 356 66-5301343 446—447 66-6101025 457—459
52-1304042 321 52-1310110-21 346 13-1714101-10 162 52-5101814 356 66-01-5301394 447—449 52-6101032 393
12-1304044 321 53-1310110-01 340 13-3407130 233 52-5101816 1355 66-01-5301395 447—449 66-6101032 460
52-1304045 321 66-1310110-01 341 66-3407208 132 52-5101817 (355 66-01-5301396 447—449 52-6101033 393
Г-21-1305010-А 321 66-1310112-01 341 20-3709010-Б2 187 52-5101818 355 66-01-53010397 447—449 52-6101034 393
53-1305012 319 52-1310118-В 343 21-3709030 192 52-5101819 355 66-5301600 438 52-6101035 393
53-1305013 319 53-1310118 339 21-3709038 192 52-5101839 356 66-5301601 438 52-6101036-А 394
51А-1305025-Ю 71 52-1310119-41 345 51-3709051-Б 192 52-5101840 357 53-5301685 366 52-6101048-А 386
53-1305025 317 53-1310119-011 340 51-3709054 192 52-5101841 357 53-5301840 367 66-6101048 386
51-1305025-Б 201 66-1310119 341 Г-66-71-3714190 192 53-5107020 358 53-5301842 367 52-6101050 386
66-1305025 197 52-1310120-50 337 12-3722220 192 М-66-70-5205003 432 52-5301844 368 52-6101050-7 386
51А-1305030-А 70 53-1310120-60 338 321-3728634 329 60-70-5205010Г4 433—434 53-54-5301844 368 52-6101404 394
66-1305030 319 66-1310120 339 51-3909083-Б 204 52-5208010-02 359 52-5301846 368 52-6101405 394
53-1305031 319 53-1310122 339 66-02-4228085 281 66-5208010-02 359 53-54-5301846 368 52-6101406 394
51-1305040-10 70 66-1310122 342 30-5303045 186 24-5208012-01 360 53-5301864 364 52-6101408 394
66-1305040 319 52-1310123-30 345 13Б-5606178 207 24-5208014-10 360 53-5301865 368 66-6101408 460
13-1306010-А 320 53-1310123-30 339 52-8101436 176 21-5208017 361 53-5301866 364 52-6101410 394
20-1306010-А 321 66-1310123 342 30-8102016 191 72-5208018 361 53-5301867 368 66-6101410 460
20-1306040 321 66-1310124 316 30-8102020 191 72-5208019 361 53-5301870 365 52-6101412 386
12-1307010-Г2 324 66-1310125 312 30-8102024 186 12-5208024 359 53-5301871-А 365 66-6101412 460
66-1307010-Б 320 52-1310126-Б 343 30-8102026 186 72-5208032 360 13-5304018 369 66-6101414 460
12-1307015-Д 324 53-1310126 341 30-8102030-А 191 52-50-5208036 360 13-5304020 369 52-6101442 394
66-1307015-Б 322 52-1310127-Б 343 30-8102032-Б 186 24-5208044 361 13-5304022-01 369 52-6101462 394
13-1307017-А 323 53-1310127 341 13-8102034 186 72-5208046 361 13-5304024-01 369 52-6101470 394
13-1307019-А 320 52-1310128-В 343 66-8102080 185 13-5208064 359 13-5304025-01 369 66-6103036 434
13-1307019-11 332 53-1310128 338 32-8402670 344 13-5208070 359 52-5304032 369 66-6103037 434
13-1307023-Б 320 52-1310129-В 343 МТ-52-5000-1 348—349 13-5208072 361 52-5304038 369 Г-52-6104012-Б 395
13-1307023-21 325 53-1310129 338 МТ-66-01-5001-2 423—424 13-5208076 361 52-5304043 369 Г-52-6104013-Б 395
13-1307024 322 52-1310135-30 345 МТ-52-6100-5 381—382 13-5208078 361 52-5304044 369 66-6104013 461
12-1307025 332 53-1310135-30 340 МТ-66-6100-6 452—453 13-5208080 361 52-5304045 369 81 6104064 396
13-1307025 320 66-1310135 338 МТ-53-8400-6 399—401 21-5208087-02 361 13-5304058-01 369 81-6104066-А 396
66-1307028 320 52-1310150-21 347 11-11607 397 52-5208088 359 52-5304100 370—371 81-6104068 396
12-1307029 329 53-1310150-01 347 А-35392 416 52-5208090 361 52-5304102 370—371 81-6104110-Б 396
52-1307029 332 52-1310152-21 347 М-46430 398 13-5208100-Б2 359 53-5400010 372—373 81-6105012 397
12-1307030-Б1 325 53-1310152-01 347 М-48145 396 13-5208102 360 66-5400010 ! 450 81-6105013 397
12-1307032-Б1 325 52-1310154-21 347 М-48183 396 13-5208104 360 66-5400011 450 52-6105082 371
13-1307032-Б 323 53-1310154-21 347 М-702550-А 398 13-5208124 360 53-5601012 374—375 52-6105083 371
24-1307033 323 52-1310160-21 347 24-5208178 361 13-5208140 361 53-5601014 374—375 52-6105102 362
12-1307034-А2 323 53-1310160-01 347 21-2902654 406 21-5208150 361 52-5601026-Б 377 52-6105112 371
24-1307041 323 52-1310161-21 344 51Б-3816158 361 13-5208166 359 52-5601027-Б 377 30-6105123 397
12-1307042 326 52-1310162-21 344 М-53А-5000005 350 24-5208170 359 52-5601028-Б 376—377 81-6105125 397
12-1307048 325 53-1310165 344 53-5000016 351 24-5208172 361 52-5601029-Б 376—377 30-6105130 397
66-1307048-Б 323 53-1310168 344 66-5000016 420 13-5208190-А 360 52-5601046 378 52-6105134 371
12-1307052-Б 325—326 52-1310170-Б 344 53-5000024 352 66-5300008 435 53А-5601126 378 30-6105148 397
53-1307055 327 53-1310170 338 66-5000024 421 66-5301012 439 53А-5601127 378 52-6105188-А 396
41-1307074 330 66-1310170 316 53-5000050 353 66-01-5301014 436—439 52-5701042-Б 379 53-6106010 398
66-1308010 326 66-1310180 338 66-5000050 422 52-5301056 372—373 66-5701042 451 53-6106011 398
40-1308012 327 52-1310185-Б 344 53А-5001013 354 52-5301057 372—373 52-5701043-Б 379 52-6106126 398
51-1308015-Б 331 51-1310186-Б • 263 52-5001016 350 66-5301058 440—441 66-5701043 451 53А-6106220 398
51-1308016-Б 332 52-1310188 344 53А-5001040 354 66-5301059 440—441 52-5701046 367 53-8401048 396
66-1308016 327 53-1310210 345 66-5001118 425 66-5301060 442 52-5701047 367 55-8401050-Б 402
66-1308017 329 66-1310210-А2 345 66-5001154 425 66-5301061 442 52-5701218 380 53-8401052-Б 402
12-1308020-АЗ 332 12-1310220 347 53А-5001290 350 52-5301062 362 53А-6100002 381—382 53-8401056-Б 407
53-1308020 330 52-1310222-А 344 66-5001306 425 52-5301063 362 52-6100014 383 53-8401057-Б 407
66-1308020 330 12-1310225 344 66-5001308 426 66-5301064 442 52-6100014 381—382 53-8401060-А 407
51-1308025-А 331 66-1310230 339 66-5001310 426 66-5301065 442 66-6100014 388 53-8401073-10 407
66-1308025-В 327 53-1310232 347 66-5101010 427—428 52-5301072 365 52-6100015 381—383 52-8401074 407
13-1308032 329 66-1310232 316 66-5101011 428—429 66-5301072 449 66-6100015 388 52-8401092 405
53-1308032 328 12-1310247 344 53-5101026 356 52-5301074 365 52-6101012 394 52-8401094 405
66-1308032 329 52-1310254-В 344 53-5101032 356 52-5301093 365 66-6101012 454—455 52-8401096 405
53-1308067-03 329 53-1310254 316 52-5101038 356 52-5301094 362 66-6101013 454—455 52-01-8401110 409
53-1308069-10 328 53-1310265 347 53А-5101102 366 52-5301095 365 52-6101014 384—386 53-8401110 409
53-1308079-Б 328 53-1310266 347 53А-5101104 336 53-5301128 364 52-6101015 384—386 66-8401110-А 464
53-1308081-Б 329 66-1310302 342 66-5101302 427—428 53-5301128 363 52-6101022 387—388 53-8401112 403—404
53-1308082 । 328 66-1310304 342 66-5101303 428 66-5301178 437 66-8401112-А 464
1в*
Продолжение
№ чертежа Чертеж на стр. № чертежа Чертеж на стр. № чертежа Чертеж на стр.
66-01-8401112 462—463 52-8401550-А 405 66-8402321 467
53-8401118 408 53-8401550-Б2 405 66-8402328-10 468
53-8401120 408 52-8401551-Б2 405 66-8402330 468
52-8401172 405 53-8401551-А 405 52-8403012 413—415
52-8401173 405 52-8401552-Б2 405 52-8403013 413-415
53-8401382 415 53-8401552-Б 405 52-8403020 413—415
53-8401392 410 66-8401558 463 52-8403021 413—415
53-8401412 410 66-8401560 463 53-8403034 416
66-8401430 463 66-8402010 426 76-8403038 415
53-8401432 412 66-8402012 465 52-8403060-А2 416
66-8401432 463 66-8402020-10 466 52-8403084 415
53-8401433 412 66-8402030-10 466 52-8403085 415 i
№ чертежа Чертеж на стр. № чертежа Чертеж на стр. № чертежа Чертеж на стр.
52-8403086 415 53-8403340 416 53-8407013 418
52-8403087 415 53-8403341 416 53-8407052 418
52-8403126 413—415 53-8403342 416 53-8407062 418
52-8403127 413—415 53-8403343 416 53-8407063 419
53-8403270-Б 411—412 21-8406014-Б 417 52-8407066 419
53-8403271-Б 411—412 21-8406016 417 52-8407067 419
52-8403310 416 52-8406150 417 21-8407070-Б 419
52-8403311 416 52-8406162 417 21-8407080 420
52-8403312 416 21-8406170 417 53-8407086 419
52-8403313 416 21-8406190 417 53-8407090 419
52-8403332-А 412 21-8406194 417 53-8407091 419
53А-8403338 412 53-8407012 418 66-8500010 469—470
М-66-8521001 470
MT- 55-iООО-2
з4в
246.4
з4з
255.9
м 12 кл 2 /
2 отб /
I Ось
244
~23Т
2.29,5
коленчатого
бала
195,7
4°30'
1360
Торец коробки передан
\ Передний торец блока
Торец картера сцепления
в сжатом
состоянии
вид В
Н°избещения Дата
1708 12.06. 67
i>id
Ф12+о,21+ сберлить
~о,5 * 90е зенкобать
с обеих сторон
Ф8,5 сберлить
Ф18 цекобать
2 отд.
вид Г
Фланец крепления патрубка
Выхода боды
Фланец крепления карбюратора
Вид Аи Б
R9
Сберлить под резьба
на глуб 24
1,5 * 90* зенкобать
мд тугая
нарезать на глцо. го
г отб.
R9
ФЗбТоп расточить
~2отб.
Сверлить под резьбу на глиб 24
1,5* 90° зенкобать
М8 тугая Фср-?^ нарезать
на глуб 20-4 отд
Все размеры
даны для спрабок.
£
В
M5-J
Ф51?о,1 на глубину 12
Фн -2отб.
OL
161,5
.Ось коленчатого бала
8 сжатом состоянии
ГАБАРИТНЫЕ
- И УСТАНОВОЧНЫЕ
РАЗМЕРЫ
ДВИГАТЕЛЯ 3M3-53
9.
ю
52-М-100030т
№ извещения Дата
199^ ПИ 2f.08.7S
233 U
Вид 5
Вид А побернутъ
Видв
ДВИГАТЕЛЬ 6^ЦИЛИНДРОВЫЙ
ГАБАРИТНЫЙ ЧЕРТЕЖ
//
^изЬещения Дата
2698 604.74
54 252155-02 Шайба пружинная 1
53 250511-08 Гайка 1
52 291 747-02 Шпипька 1
51 52-1007 277 Прокладка 1
50 53-1010 010 Маслоприемник 6 сборе 1
49 293 277-08 Шайба 23
48 250511-08 Гайка 23
47 29И32-П2 Шпильку 23
46 13-10 09 070-В! Прокладка 1
45 53-Ю 09 010 Картер масляный д сборе /
44 13-10 08 027 -5 Прокладка 2
43 66-Ю08025 Г Коллектор /
42 13-1008080-6 Прокладка 2
4! 53Ю08013-6 Труба длускная /
40 13-1016026 Держатель 1
39 252 135 -02 Шайба лружинная f
38 250511-029 Гайка 1
37 291751-02 Шпилька 1
36 13-1016023 Прокладка f
35 13-1016010-01 Прибод распределителя б сборе f
34 13-1007245 Прокладка 2
33 293324 -0790 Шайба 4
32 13 1007244 И Шайба 4
31 13-1007246-01 Гайка 4
30 13-1007243-6 Прокладка 4
29 66-1007230 Крышка б сборе 2
28 293 324-0 Шайба 8
27 250513-0 Гайка 8
26 291815-0 Шпильки . 4
25 29/ 778-0 Шпильки 4
24 13-1007098-21 Ось 5 ей и ре 2
23 66-1007175 Штанги б сборе 16
22 21 -1007055-А4 Толкатель клапана 16
2/ 252135-02 Шайба пружинная 4
20 250503-П8 Гайка 4
19 49-1107015 Прокладка 1
18 66-1107 010-А Карбюратор 8 сборе 1
п 298 452-1729 Штуцер прямой 2
16 291860-П Шпилька 9
15 291376-08 Шайба 17
14 292798 - 08 Гайка 17
13 291859-П Шпилька 8
12 66-1003020-65 Прокладка 2
// 53-/003007 Голобка цилиндроб
10 292759-0 Стопорная гайка 16
9 13-10 04 058 -А2 Зкладыш 16
8 53-1004 ОЮ-А Поршень и шатун б сборе 8
7 66-1002024 Прокладка 8
Б 66-Ю02020 Гильза цилиндра 3 сборе 8
5 66-1002009-5 Блок цилиндров 3 сборе /
4 252137-02 Шайба пружинная 8
3 250507-08 Гайка 8
2 291853-0 Шлилька 8
1 66-1001014 -А Кронштейн 2
Ц. % Обозначение Каименрбание
12
13
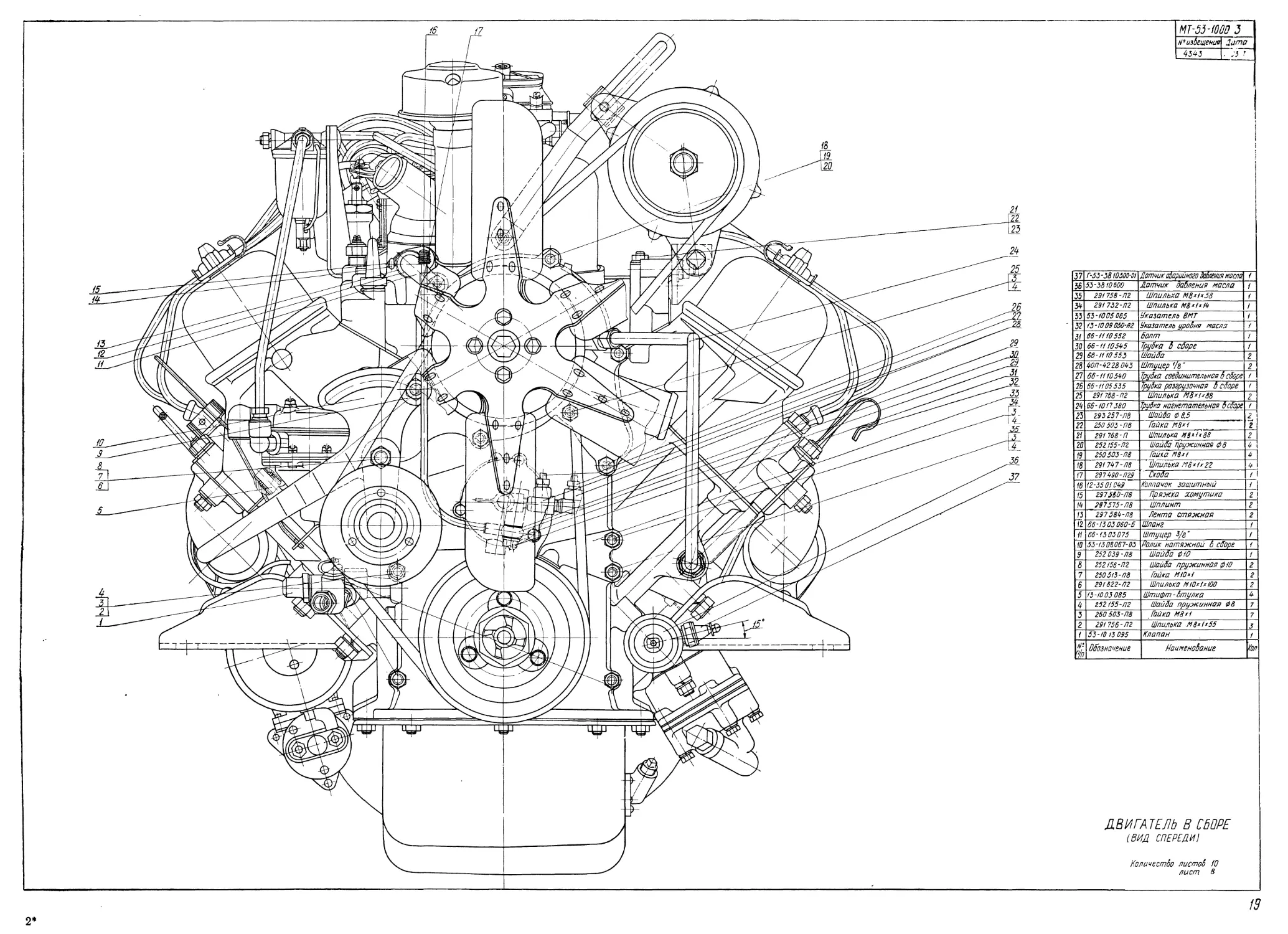
МТ- 53-ю 00-3
Вид Б
4/
Двигатель в сборе должен быть отбалансирован
Допустимый дисбаланс 50 гем.
балансировку производить путем высверливания
на шкиве коленчатого вала "и на маховике
Ручьи шкивов коленчатого вала, водяного насоса
и натяжного ролика должны находиться в одной
плоскости. Допустимое отклонение не более 3
Ручьи шкивов водяного насоса и генератора должны
находиться в одной плоскости
Допустимое отклонение не более 7,5
Прогиб ремня привода водяного насоса при нагрузке
9 кг посредине правой верхней ветви должен бытЫОЮб
Прогиб ремня привода генератора при нагрузке 9 кг
посредине ветви должен быть 10^/5
При сборке внутреннюю полость муерты поз. 35
канал гибкого шланга поз 36 и масленку поз 39
заполнить жировой смазкой 7-73 ГОСТ763/-67
^извещения Дата
4343 ff.03.7f
53 11'6307 Шайба 1
52 13-1005783 Шайба 1
51 258 611 -П18 Штифт /
50 13-1005189 Шайба /
99 29 -1005301-01 Пластина стопорная 5
48 29-1005759-01 Набивка сальника 2
47 66-1607018 Картер 1
96 252155-/12 Шайба пружинная 2
45 131005162-Г Прокладка 1
99 17-1562 Пружина 1
43 252178-68 Шайба 9
92 250551-08 Гайка 9
41 216298-Л2 Шпилька 9
40 53А-1100009 , Коробка передач в сборе 1
39 51-1601250 Масленка в сборе f
3± 252176^8_ Шайба пружинная 1
37 52-160/260Л Кронштейн 1
36 52 7607230 Шланг б сборе /
35 52-1601180 Подшипник с му ср той /
39 52 /607022 Крышка люка /
33 66-/00807У-5 Прокладка /
32 5-53-3706000 Распределитель зажигания /
31 66-700808/-5 Прокладка 1
30 66-7307098-5 Прокладка 1
29 66-13070/0-6 Насос водяной /
28 53-1308020 Ремень водяного насоса /
21 252135-02 Шайба пружинная 4
26 207 963-718 Болт 4
25 66-7303070 Вентилятор /
2Д 23 327-77/0227 Ремень генератора /
66-1002059-5 Прокладка /
22 262531- О Пробка 2
21 66-1170532-5 Прокладка /
20 252154-02 Шайба пружинная 3
19 200219-029 болт 3
18 Г-53-1/10530-01 Датчик ограничителя оборотов 1
11 252135-П2 Шайба пружинная 2
JL 201956-712 Болт 2
15 66-ю06010-02 Вал распределительный б сборе /
19 258617-Л18 Штифт 1
/5 66-7002058-Г Крышка в сборе 1
12 53-1005170 Вкладыш 10
11 252155-02 Шайба пружинная 3
10 207290-/18 Болт 3
9 53-1005060 Шкив /
8 293554-08 Шайба пружинная /
7 12 -1005054-А2 Храповик /
6 296144 -0 Шпонка 1
5 13-1005051 Ступиио шкива в сборе 1
9 13-1005042 Маслоотражатель 1
3 260430-0 Шпонка 1
2 13-1005031-А Шестерня распределительная 1
1 53-1005010 Вал коленчатый
Иг П/п Обозначение Наименование Кол
ДВИГАТЕЛЬ В СБОРЕ
(провальный разрез)
Количество листов ТО
Лист 3
/4
мт- 53-1000-3
н*и Мщения дата
// 05.71
!
ДВИГАТЕЛЬ В СБОРЕ
(Вид c/ieSa}
Кс Алеете листов 1Q
Диет
15
пя
j Положение штуцера датчики аварийного дайления
масла должно быть как у коза нор то-есть 5 плоскости
перпендикулярной оси коленчатого дала
МТ' 53-ю 00-3
Неизбещения Лата
*1353 1t.03.7t
52 252155-П2 Шайба пружинная /
51 220Ю1-ПЗ Винт /
50 53-1602/57 Скоба /
49 11-7547 Пружина оттяжная /
48 252155-П2 Шайба пружинная 3
47 201454 ~П8 болт 3
45 52-1601048 Рамка 1
45 52-1601201 Вилка 1
44 11-7576 Шаробая опора 1
53 252154-02 Шайба пружинная 4
42 201416-08 болт 4
4/ 252156-02 Шайба пружинная 1
40 201521-П8 болт 1
39 53К1702128 Колпак 1
38 53А-1702120 Рычаг 1
37 51-1703088 Рукоятка 1
36 53-1015071-Г Скоба /
35 21-1007104 Заглушка /
34 293569-П Шайба /
33 296494-0 Пробка /
32 353052-08 Пробка /
31 293300-88 Шайба 9
30 262512-0 Пробка 2
29 280020-П29 Штуцер прямой /
28 298348-029 Штуцер /
27 53-3791010-Б Генератор В сборе /
26 250612-08 Гайка
25 290775-08 болт 2
24 291826 -П Шлилька 4
23 291797-0 Шпилька ?
22 280025-08 Штуцер /
21 293376-08 Шайба Ш
20 292798-08 Гайка 9
19 291823-0 Шлилька 4
18 292 782-0 Гайка 5
17 291777-0 Шпилька 3
16 66-10 08025-Г Коллектор Выпускной /
15 13-1009055 Трубка 1
ш 20-1002199 Штуцер переходный /
13 258001-0 Шплинт /
12 252004-08 Шайба /
1! 66-1305090 Краник слибной /
10 66-1002082 Заглушка /
9 53-1305031 Кронштейн /
8 53-1305013 Тяга /
7 252136-02 Шайба пружинная щ
6 250513-08 Гайка !
5 291 797-02 Шпилька
291807-02 Шпилька /
3 13-1011080-5 Прокладка /
2 13-1011068 Втулка /1
1 66-10И010 Насос масляншй В сборе /
И’ % Обозначение Наименование Вол
ДВИГАТЕЛЬ В СБОРЕ
(Ьид слеба)
Количестбо листай ГО
Лист К
16
MT-53-tO 00-3
Неизбещения Дата
9593 и. 03.7/
4/ 20/916-П8 болт 2
ЬО 252154-П2 Шайба пруЯМзя 2
39 29/ 777~П Шпилька 3.
38 292782-Л Гайка 5
37 20-1002/99 Штуцер /
36 66'1305090 Краник слибной б сборе /
35 252004-08 Шайба /
3b 258001-fl Шплинт /
33 53-1305012 Тяга /
32 66-/305090 Кронштейн /
31 291823-П Шпилька 9
30 292798-08 Гайка 9
29 293376-08 Шайба 8
28 29/826'0 Шпилька 5
27 296999-/78 Пробка /
26 293489-0 Шайба /
25 2/-/0//058-5 Пружина /
2k 21-1011062 Плунжер 1
23 2625/8-0 Пробка /
22 Г-5М0/3/90-02 Краник б сборе /
27 66-11060/0-10 Насос бензинобый /
20 /3-//06/70 Прокладка /
19 66'1106104 Тяга /
18 290899-08 болт 2
/7 252/56-02 Шайба пружинная 2
16 66-//06 /69 Кронштейн /
15 /3-1009/20-8 Патрубок маслонапибной /
Ik 53A-1109/26 Трубка /
13 53Ф-1014150 Фильтр /
11 53 A -1109 128 Трубка /
/1 21-/117010 Фильтр /
10 252/55-02 Шайба пружинная /
9 2505/0-08 Гайка /
8 66-1109129 Прокпадка /
7 66-/109 0Ю Фильтр бездушный б сборе 1
6 298348-029 Штуцер 1
5 66'3707010 Обеча зажигания 8
4 66-Ю08030-Д Коллектор бь/пускной пробый 1
3 291797-П Шпипька 2
2 66-/008090-0/ Кожух газопробода /
1 Г-56-71-3708 0/0 Стартер 1
H* n!n Обозначение Наименобание коп
/7
IB
2L
-Л
S.
3Z
-fi'
/<
57
/хГГзг-
/££/ 291ясК—-
1221
[2ft
(гор
®Г
@2
Tzr
—
-SpPpp i
.Ррррр~4
PPppis
.irJPSP^s
РРррръ
^ppppr
ppppps
^Z^ppp^p
'fppsP
]~—^Шй-рр
\~~^з^р
Jzlp^pp-
крШрррзр'
~^2pp^2
J^Zppp^ns
^256^-
Шррз^
' аварийного дарения масли
датчик даЬления масла
Шпилька М8х№8
Шпилька MSxfxfif
~ ...Ь ВМТ
^га5ня масла j_
/_
* сборе 1
J’ , р~ 1
"инительная 6 сборе ~7~1
..,ия bсборе~~7~[
1ька M8*f*88 JJ
ТБсборе 2J
2
[г
/Г
/2ж
rjte7
[l
/£/
иг
ЦТ
/jfi
/rfe
/£
LT
/Ji
/ХЙЙГГ
/4еГ~*^~-^^
ВШр
^SSgsbt
-pppppp——__
-^Pi^Pi^gs-—
zlpf^PpPP^Pp^
^JpyPPPe---—
г i
2
Г
/Г
Й
Й
(вИД СПЕргд^30^
"-*'.S4
f9
МТ-53-1000-3
Н° извещения Дота
Н 03.71 г.
В
Лист 9
20
Положение краника отопителя должно быть
как указано, то-есть 6 плоскости перпендикулярной
оси коленчатого бала
58 252 234-П29 Шайба пружинная Ф6 1
57 250 608-08 Гайка /16 1
56 15-1108 058 Кронштейн 1
55 53-1108050 Тяга Б сборе 1
54 66-5706515 Трубка 1
53 51-1106175 Пружина 1
52 252 133-02 Шайба пружинная ф5 2
51 220075-08 Винт Н5*7 2
SO 66-5707130 Кронштейн 1
45» 15-5707 151 Держатель проБодоб 1
252 000-П8 Шайба 6 1
47 258 012-П Шплинт ф 2*12 1
46 252 134-02 Шайба пружинная фб 1
45 201417-08 Болт /16*14 1
44 53-1108 029 Валик акселератора Б сборе 1
43 52-1007 217 Кольцо 1
42 292 798-08 Гайка мн*1 1
4/ 293 376-08 Шайба Ф н, 5 1
4/7 291826 -П ШпиЛЬКа И11х1 к 195 1
39 53-1014 055 Труба бытяжная 1
38 13-1014 053 Прокладка 1
37 298 492-02 Штуцер углоБой 1
36 5Г1601025-0 Сетка 1
35 262 531-0 Пробка </8‘ 1
34 252154-П2 Шайба пружинная Ф 6 /
33 222525-Л8 ВинтМбх1б 1
32 51-3107210 Колпачок защитный 9
31 291 758-П8 Шпилька /18*1x58 1
30 53-3707/20-01 Пробой к сбече 8 цилиндра /
29 53-3707125-01 Пробод к сбече 7 цилиндра 1
28 55-5707110-01 Пробод к сбече б цилиндра 1
27 53-3707115-01 Пробод к сбече 6 цилиндра 1
26 252004-08 Шайба 6,5 1
25 293229-0 Шайба 6 1
24 200221-08 болт мбхбо 1
23 53-3707090-01 Пр обод к сбече fцилиндра 1
22 53-3707105-01 Пробой к clove 5 цилиндра 1
21 53-3707100-01 Пробод к сбече й цилиндра 1
20 53-5707 095-01 Пробод к сбече 2 цилиндра 1
19 252 135-02 Шайба пружинная ф8 1
JL 250511-08 Гайка М8*1 1
п 290570-08 болт 148*1*18 /
16 66-02-1109142-Я Кронштейн 1
15 20-3802041 Скоба 2
14 293257-08 Шаида S.5
13 250503-08 Гайка /18*1 8
12 291 762-0 Шпилька М8*1* 7
11 252006-0 шайба Ю 2
10 13-1008155 Гайка грузобая г
9 291807-0 Шпилька м ю*1*75 2
8 252155-02 Шайба пружинная Ф8 1
7 250503-08 Гайка М8*1 1
6 291756-02 Шпилька /18*1*16 1
5 53-3701035-6 Планка устанобочная /
4 252155-02 Шайба пружинная Ф8 1
3 201457-08 болт М8*22 1
2 70-10005 Скоба 1
1 13-37 07087- 81 Кожух защитный б сборе 2
V* о/п Обозначение Наименобание Кол
МТ-53-1000-3
к- изБецения Дата
43V3 и. 03.71
ДВИГАТЕЛЬ В СБОРЕ
(ВИА СВЕРХУ)
Количестбо листай 10
лист 10
2/
2В Зак. 306
Разрез по оси прибода масляного
насоса и распределителя
13
29
39
40
2k
25
26
27
28
32
_____Л
_____л
35
36
37
38
Все толкатели должны индивидуально гМзрОШЬСЯ
к ртбесстиям 6 блоке (предпочтительно В пределах цВе/Т/Обои
группы) Толкатель под дейстВием собственного леса должен меден-
но опускаться В отверстии, слегка смазанном маслом Веретенным „3
Окрасить нитроглисртапебой эмалью алюминиеВого цВета/
окраске подлежат детали, Входящие В комплектности: 66-to0045о,
66-03-1000 450, 66-50-/000450, 66S3-/000450,65-70-1000-450,66-13-1000450
а также кронштейн генератора дет поз 35 лист 7, ’
Предохранить от окраски:
Кожух газопровода дет поз 5 лист 7 •
Кожух фильтра центробежной очистки масла дет 57А-/6(1375;
Крышки коромысел В сборе дет поз 9,
Гайки крепления крышки коромысел дет поз fy
Шайбы гайки крепления крышки коромысел дет поз //.
Технические успоВия на дОиготель СТУ /200 >56-65/54/2.
Момент затяжки дет поз 4 должен быть 0.3>0.5кгм, что
ссотВетстбует побороту на (5-2 грани после соприкосно-
вения торцеб.
ДВИГАТЕЛЬ В СБОРЕ
(поперечный разрез)
Количеств лпстпоб 10
Лист 1
MT- 66-1000-3
Не извещения Дата
2696 6.04.U
40 65'(0(00(0 Маслсприемник /
39 252 155-02 Шайба пружинная i
38 250511-П8 Гайка 1
37 291741-П8 Шпилька /,
36 52-1001 277 Прокладка приемной трубки 1
35 66- (002 024 Прокладка гильзы цилиндра 8
34 21-/0 07 055-А4 Толкатель клапана !6
33 66 -(003 020 -65 Прокладка голоВки цилиндраВ 2
32 66-Ю02 020 Гильза цилиндра 8
31 293324 -П Шайба 8
30 250 513-П Гайка 8
29 291815-П Шпильки 4
28 13-/016 023 Прокладка приВоди 1
27 13-1016026 Держатель прибода /
26 13-10 (6 010-01 ПриВод распределителя В сборе 7,
25 252135-02 Шайба пружинная 7
24 2505П-П29 Гайко 1
23 291751-П2 Шпилька /
22 291860-0 Шпилька 9
21 293 376-П8 Шайба /7
20 292 798-08 Гайки /7
19 291859-П Шпилька 8
18 298452-029 Штуцер специальный 2
17 13 (008080-6 Прокладка Впускной трубы 2
16 66-10 07/75 Штанга толкателя клапана 16
15 /3-3707087-8/ Кожух защитный 2
19 13-1007246'0/ Гайка крышки коромысел 4
13 291 778-П Шпилька 4
12 293 324-029с Шайба 4
и 13-1007 244- // Шайба специальная 4
10 13-1007243-6 Прокладка уплотнителя 4
Q 66-Ю01230 Крышка коромысел 5 сборе 2
8 13-/007245 Прокладка крышки коромысел 2
7 66-7003007 -Б Голобка цилиндроб б сборе 2
6_ 66-3701010 ГВеча зажигания б сборе 8
5 13-1003085 Устанобочный штисрт -Втулки 4
292 759-0 Стопорная гайка 76
3 73 (0 04 058-А 2 Вкладыш шатуна 16
2_ 53-10 04 010-А Поршень и шатун б сборе 8
L 66-3724 093 Скоба крепления прободай /
т- >h Обозначение Наименование Кал
22
.2В*
Р8
4-5
<7
38
2ч
I
\Для балансироВки 8Вига те ля В сборе
производить ВысВерлиВание сВерлом Т12
на глуд 10 не долее Расстояние
между осями отВерстии 20 не менее
15
15
-3L
35
27
Ж
25
/4
МТ-66-/000-3
^издещения Дата
^3 1103 71
Для далансироВки дВигйтеля
В сборе производить ВысВерлиВание
сВерлом Ф8 на глцд.10 не долее
Расстояние между осями
отВерстий 11 не менее
(см черт 53-1005010)
ДВИГАТЕЛЬ В СБОРЕ
(ПРОДОЛЬНЫЙ РАЗРЕЗ)
Количество листов 10
Лист 2
66
МТ-66-IOOi а-з
Н: изЬешении Дата
вид Б
Ручьи шкибоб коленчатого бала и бодяного насоса,
коленчатого бола и компрессора должны находиться
б одной плоскости. Допустимое откпонение не более Змм.
Ручьи шкибоб коленчатого бала и генератора, коленчатого
бала и насоса гидроусилителя руля должны находиться
б одной плоскости
Допустимое отклонение не бопее 15 мм
Прогиб ремня прибода бодяного насоса и генератора
дет. поз 39 при нагрузке 9 кг посредине' большей детой
должен быть ТО+15мм.
Прогиб ремней прибода компрессора и насоса гидроусилителя
руля дет. поз. 30 при нагрузке 9 кг посредине большей детби
должен быть 15+20 мм.
Разница б длине ремней поз. 30 устанаолиоаемых на один
дбигатель не должна пре дышать J мм.
Дбцгатель б сборе должен быть отбалансиробан.
Допустимый дисбаланс 50 гем'
Бапансиробку произбодить путем бысберпибания на шкибе
коленчатого бала и на маходике.
При сборке Внутреннюю полость муфты поз. 59 канал
гибкого шланга поз 55 и масленку Доз. 59 заполнить смазкой
согласно карте смазки
66 252155-П2 Шайба 2
65 13-1005162-Г1 Прокладка /
69 11-7562 Пружина /
63 66-1700010-13 Коробка передач б сборе /
62 252178 ~П8 Шайба 4
61 250551-П8 Гайка 4
60 216298-П2 Шпилька 4
59 51-1601250 Масленка /
58 252176-П8 Шайба /
57 52-1601260-А Кронштейн масленки /
56 52-160/022 Крышка люка /
55 52-1601230 Шланг /
54 52-1601180 Подшипник с муфтой б сборе /
53 66-/60/0/8 Картер сцепления /
52 66-1009010 Картер масляный /
51 24-1005301-01 Пластина стопорная 5
50 66-1005 010-Б Вал коленчатый 6 сборе 1
49 29-1005159-0! Набибка сальника 2
48 53-1005170 Вкладыш коренного подшипника Ю
91 66-1008 079-6 Прокладка /
т п/п Обозначение Наименование Кол
96 Г-53-3706000 Распределитель зажигания 1
95 994107015 Орокпадка 1
99 66-1107 010'А Карбюратор б сборе /
95 252135-112 Шайба 9
92 250503-П8 Гайка 9
91 66-/0080/3 Труба бпускная б сборе 1
90 66-1307098-6 Прокладка /
39 66-1308020 Ремень прибода /
38 66-1308025-в Шкиб бентилятора 1—
37 66-1308010 Вентилятор б сборе 1
36 /3-/308032 Кольцо распорное 1
35 66-1308032 Кольцо распорное 1
39 252135-02 Шайба 9
33 200 273-08 болт 9
32 66-/307010-6 Водяной насос б сборе 1
31 66-1008081-6 Прокладка передняя 1
30 83-66-01-^0/058 Ремень прибода /
29 66-10 02069-6 Прокпадка 1
28 Г-53-1110530-01 Датчик б сборе 1
27 252159-02 Шайба 3
26 200 219-029 болт 3
25 66-Ц10532-6 Прокпадка 1
24 66-1002 058-Г Крышка 6 сборе 1
23 252135-02 Шайба 2
22 201956-02 болт 2
21 13-1005042 Маслоотражатель 1
20 41-Ю 05 051 Ступица б сборе /
19 296 144-П Шпонка /
18 293 559-08 Шайба /
17 /2-Ю05 054- 82 Храпобик /
16 258 611-178 Штисрт /
16 252155'02 Шайба б
19 .201290-08 болт б
13 66-1005060-6 Шкиб 1
12 260 930-0 Шпонка 1
11 13-1005 031-А Шестерня распределительная 1
10 11-6307 Шайба упорная /
9 13-1005183 Шайба передняя /
8 262531-0 Пробка 2
7 250511-08 Гайка 23
6 291 732-02 Шпилька 23
5 13-1009070-32 Прокладка 1
9 258611-08 Штисрт /
3 13-1005184 Шайба задняя 1 /
2 66-1006 010- Г2 бал распределительный /
1 66-1002009-Б блок цилиндроб б сборе /
6! Чл_ Обозначение Наименование Кол
ДВИГАТЕЛЬ В СБОРЕ
(продольный разрез)
Количество листов 10
Лист з
4J
42
МТ-66-/000-3
ТНизЬещения Лата
4343 1l.03.lt
99 66-пог /20-20 Рычаг /
98 53А-П02/28 Колпак защитный /
47 66-160120,' Вилка 1
45 17-7576 Шаробая опора Вилки /
95 252159 -Л2 Шайба 4
99 207 918-П8 болт 9
из 252/55-02 Шайба J_
92 201521-П8 болт 1
91 66-/009085 Трубка /
90 292 765 -П Гайка 5
39 29/ 777-/7 Шпилька 3
38 66-1015082 Штуцер 1
31 66-/002082 Заглушка 2
36 297 797-71 Шпилька 1
35 21-7007109 Заглушка 1
39 66-1017010 Масляный насос б сборе /
33 252136-712 Шойба 2
32 250513-718 Гайко 2
31 29/807-Пг Шпилька 1
30 13-1011068 Втулка упорная 1
29 13-Ю11080 -6 Прокладка 7
28 252159-712 Шайба /
27 220101-718 Винт /
26 62-7602 576 Скоба пружины /
25 17- 7579 Пружина /
29 252 155-02 Шайба 3
23 207959-718 болт 3
22 52-1607 098 Рамка чехла би лк и /
21 293969 -0 Шойба /
20 296999-71 Пробка 1
19 353052-08 Пробка 1
18 293300-08 Шайба 9
17 66-1108166 Валик 6 сборе 7
16 252 /57-02 Шойба 2
15 201536- Л8 болт 2
/4 66-1/08 /37 Тяга рычага /
13 53-1015085 Штуцер /
12 280020 -08 Штуцер /
// 66-3907 010 Насос гидроусилителя руля 1
10 250 5//- П29 Гайка 4
9 290627-029 болт 2
8 66-3907270 Кронштейн насоса 7
7 291826-П Шпилька 4
6 292 765-0 Гайка 5
5 29/797-0 Шпилька 2
9 280025-03 Штуцер /
3 293376-08 Шайба 9
2 292 798-П8 Гайка 9
1 29/823-0 Шпилька
//• Чп Обозначение Наименование Кол
ДВИГАТЕЛЬ В СБОРЕ
(бид слеба]
Количество листов 70
Лист 5
26
98 252159-712 Шайба пружинная 2
47 201Р16-П8 болт 2
96 51-1703088 Рукоятка рычага 7
45 20-7002799 Штуцер переходный 7
44 262004- П8 Шайба 1
43 258001 ~П Шплинт 1
42 66-1305090 Краник слибной 1
4/ 53-1305012 Тяга сп.ибного краника 1
90 66-1305030 Кронштейн тяги 1
39 291823-П Шпилька 4
38 293312-П8 Шайба . специальная 2
37 252136-П2 Шайба пружинная 2
36 201283-08 Болт 2
35 66-71-3701030 Кронштейн генератора /
J4 293300-П8 Шайба 2
33 250612-029 Гайка 4
32 290 775-029 Болт 2
31 Г-66-71-3701010 Генератор 1
30 293376-718 Шайба 8
29 292 798-08 Гайко 9
28 291826-0 Шпилька 5
27 56-1106159 Кронштейн тяги с зажимом 1
26 66-1106 109 Тяга 1
25 66-02-4207008-07 Компрессор /
24 66-71-1109126 Трубка бензопробода /
23 298 353-021 Штуцер у глодай /
22 252155-02 Шайба пружинная 1
21 200273-08 Болт 1
20 21-1117010 Фильтр тонкой очистки топ л и да 7
19 298355-08 Штуцер прямой 1
78 66-77-1704 728 Трубка бензопровода /
П Г-53-37 05 000 Катушка зажигания /
16 66-3705026 Кронштейн катушки зажигания 1
15 21-3713090 Скоба крепления прободай 1
19 293226-08 Шайба пружинная зубчатая 2
13 222522-08 Винт 2
12 66-51-3707050 Оробод от катушки к распределит. X
11 296999-08 Пробка 1
10 293 969-0 Шайба 1
9 21-1011058-5 Пружина редукционного клапана 1
21-1011062 Плунжер редукционного кпапана 7
7 66-1019071-61 Скоба крепления бентиляционной трубы 1
6 291797-0 Шпилька 2
5 66-Ю 08 090-01 Кожух газопровода 1
4 2-66-753708010 Стартер б сборе 1
3 27-3773090 Скоба крепления проЬодоб 1
2 292 765-0 Гайка 5
1 291 777-И Шпильки 3
№ nh Обозначение Наименование Кол
47
МТ-66-1000-3
№ извещения Дата
Н. 03.11
ДВИГАТЕЛЬ
(бид справа/
В СБОРЕ
Копичестбо листоб W
Диет б
27
28
3f
/5
55
4
43
44
3
12
44
98
45
50
36
23
28
27___
26___
25
29
22
54
4/.
45
45
45
47
5/
/5
54
55
55
57
МТ-66-юоо-з
К-извещения Дата
4545
// 55 7/
'136-3810 600 Датчик 1
Я_> r-53-3810500-01 , Патчи к 1
56 291756-02 Шпилька 3
55 i 56-1001010-02 I Кронштейн лебый 1
59 291853 -0 Шпилька 4
53 291758-02 Шпилька 1
52 , 66-1008025-0 , Коллектор лебый 1
51 13-1009050-02 2 Указатель уробня масла 1
50 । 66-1105552 Болт специальный 1
44 66-И10 505 Трубка смазки датчика 1
45 66-1110 553 Шайба 2
47 90П-9228 093 Штуцер 2
96__ 6B-H10535 Трубка соединительная 1
Ц. 66-1110590 Трубка соединительная 1
44 252 155-02 Шайба 6
43 250503-08 Гайка 6
42 291768-02 Шпилька 2
4/_ 66-1017380 Трубка нагнетательная 1
44 293 257-08 Шайба 2
Л 250503-08 Гайка 2 ’
< 291 768-0 Шпилька 2
37 252 155-02 Шайба 4 .
36_ 250503-08 Гайка 4
35_ 291797-08 Шлилька 4
54 297990-029 Скоба /
33 12-3501099 Колпачок защитный 1
32_ ' 252157-02 Шайба 2
31 201590-029 болт 2
30 53Ф-Ю10 150 Фильтр Вентиляции /
29 13-1009 120-8 Патрубок маслоналивной /
28 66-9201099 Трубка /
27 297 580-П8 Пряжка хомута 2
26 297575-08 Шплинт 2
25 297 589-08 Лента стяжная 2
29 66-13 03060-5 Шланг /
25 66-1303075 Штуцер /
22 252157-02 Шайба 3
21 250507-08 Гайка 3
20 291897-02 Шпилька 3
IL 252 156-02 Шайба 2
!L 250513-08 Гайка 2
!L 291822-02 Шпилька 2
16 66-1106010-0 Насос бензиновый 1
i5_ 13-1008 027-5 Прокладка 2
/4 252156-02 Шайба 2
13 290 399-П8 болт 2
!L 293 300-08 Шайба _Д_
H_ 13-1106170 Прокладка 1
iL 6Б-1008030-Д Коллектор правый
9_ 66-92 01096-5 Трубка
298 958-08 Штуцер .1-
7 51-1013190-Й Краник радиатора-
£ 99-1013 095 Клапан радиатора . /
2 66-1001016 Кронштейн правый
4 252137-02 Шайба
3_ 250507-08 Гайка 8
2 291897-02 Шпилька
2 280 025-08 Штуцер 1
ш- 1 Обозначение Наименобание Кол
ДВИГАТЕЛЬ В СБОРЕ
ВИД СПЕРЕДИ
Количество листай 10
лист &
29
.Vs извещения Дата
45^3 11.03. 71
листов 10
Лист 9
30
72
Отрегулировать длину толкателя Билки дет. поз. 61(лист9]
так, чтобы обеспечить зазор между быжимным
подшипником и рычагами диска сцепления рабный 2,5-3
Затянуть на толкателе контргайку.
Указанному зазору соотбетстбует сбободный код
конца бил к и Выключения сцепления 4-5
12 21-3713 090 Скоба крепления прободоб 1
7/ 252 234-П8 Шайба 1
70 250608-П8 Гайка 1
69 13-1108 038 Кронштейн пружины 1
68 53-1108050 Тяга 1
61 51-1106175 Пружина акселератора 1
66 13-3707 131 Держатель прободоб 1
65 252 134-02 Шайба 1
64 201917-П8 Болт 1
63 66-1103 029 Валик акселератора 1
62 13-100 7 098-Б Ось коромысел б сборе 1
61 66-1602510-6 Цилиндр сцепления /
60 293 257-П8 Шайба 2
59 252 135-Л2 Шайба 2
58 201 958-П8 Болт г
51 66-1602 530 Экран 1
56 252 004-П8 Шайба 3
55 258 012-0 Шплинт 3
54 293 376-П8 Шайба 1
53 292 798-02 Гайка 1
52 291826-П Шпилька 1
51 291765-0 Шпилька 1
Н"- П[П Обозначение Наименование Кол
МТ-66-Ю00-3
К-избещения Дата
4543 И. 03. 71
50 262 531-П Пробка t
49 298 492-Л2 Штццер /
48 252154-П2 Шайба 1
41 222525-П29 Винт 7
13-Ю14 055 Прокладка 1
45 66-1014 055-61 Труба бентиляции картера 1
44 252 004 -П8 Шайба /
43 293 229-П Шайбу /
42. 200221-08 Болт 1
4/ 53-1015066 Штццер углобой 1
9о 51-1601025-Я Сетка 1
39 66-3707125-01 Пробод 1
33 291758'02 Шпилька /
37 66-3 7 07 120-01 Пробод 1
36 51-3707210 Колпачок защитный 9
35 66-3707110-01 Пробод 1
34 66-3707115-01 Пробод 1
33 66-3706315 Трубка бакуумная 1
5L 66-3 7 07130 Кронштейн 1
31 252 133-П2 Шайба 2
30 220075-Л8 Винт 2
29 66-3707090-01 Пробсд 1
28 66-37Q7100-01 Пробод 1
27 66-3707105-01 Пробод 1
26 66-3707095-01 Пробод 1
25 252 135-П2 Шайба /
24 250 511-Л8 Гайка 1
25 290 570-П8 Болт 1
22 66-02-1109141 Кронштейн 1
21 297 575-PS Шплинт стяжной 2
20 297580-nS Пряжка 2
19 297585-П8 Пента стяжная 2
18 66-4201087 Шланг 1
17 298 355-П7 Штццер 1
16 293 257-П8 Шайба 4
15 250 503- Л8 Гайка 8
14 291762 -П Шпилька 6
15 250 006-П8 Шайба 1
12 13-1008 135 _ Тайка грузобая 2
11 291 807-П Шпилька 2
10 252135-П2 Шайба 1
9 201457-П8 Болт 1
8 70-10003 Скоба 1
7 66-71-3701055 Планка устанобочная 1
6 10-10003 Скоба 1
5 261655-029 Болт 1
4 66-3907215 Планка устанобочная 1
3 252 135-П2 Шайба 1
2 250 503-П29 Гайка 1
1 . 291 736 -П Шпилька 1
к п/п_ Обозначение Ноименобание Кол
ДВИГАТЕЛЬ В СБОРЕ
(ВИД СВЕРХУ)
Количество листов Ш
лист 10
31
51 12-1005Qff0~AZ Шкив 1
50 5M0020S8-A8 Крышка шестерен б сборе /
99 21-1005092-61 Маслоотражатель /
98 H-6306-AZ Шестерня распределительная 1
97 260930-П Шпонка /
п- "/п Обозначение Наименование Кал
46 52-09-1005170 вкладыш переднее^ подшипник 2
45 H-6307 Шайба упорная ~~ }
44 51-1005192 Штифт 1
43 51-1005389 втулка штифта 1
42 1i~6308~A6 Шайба упорного повшиптпередню 1_
4£ 5И005188 Пружина штифта 1
4fl 11-6309-Я6 Шайба упорного лодшипн-задняя 1
39 52-09-1009058 вкладыш шатуна 1!
38 52-09-1005179 вкладыш средних подшипника! И
37 900-1006010 вал распределительный всборе 1
J6 51-1009010-33 Партер масляный б сборе Г
35 11-6701 Прокладка передняя и задняя 2
34 51-09-1005179 внладыш заднего подшипника 1
n: n/n Обозначение Наименование Кол
Н- извещения Дата
199 И- ПИ 21.08.75
33 . 52-09-1005178 внладыш заднего подшипника
Л Н-7503 Картер сцепления б сборе 1
31 - 252179-ПВ шайба 6
30 290989-П болт 6
29_ 21-1005160 Держатель сальника 2
~гв 11-6702-Я2 Набивка сальника 2
27 52-09-1005010 вал коленчатый б сборе 1
26 52-09-1002009-10 блок цилиндров’ б сборе 1
25 12-1003020-8 Прокладка головки б сборе 1
29 12-1003015-Е Голобка цилиндров 1
23 292798-П8 Гайка 33
22 293339-П8 Шайба 53
21 291828-П Шпилька 32
20 12-1007095 Толкатель клапана в сборе 12
19 11-6519-А1 Тарелка пружины и ла пи на 12
18 11-6512 Сухарь клапана 29
17 70-6513-А Пружина клапана 12
16 51А-Ю07010 Клапан впускной 6
15 51A-1Q07015 Клапан выпускной 6
19 52-09--1009011 Поршень и шатун В сборе 3
13 52-09-1009010^ Поршень и шатун б сборе 5
12 12-1003063-6 Прокладка 1
11 20-1306010-А Термостат в сборе 1
10 20-1306090 Прокладка термостата 1
9 12-1003060 Патрубок выпускной 1
в 252135-Пг Шайба 5
7 250511-Р8 Гайка 3
6 216239-П Шпилька 3_
5 12-1308020-АЗ РеменЬ /
4 51-130В025-А шкив вентилятора /
3 201959-П 8 болт 4.
2 252135-П2 Шайба 4
12-13070Ю-Г2 Насос водяной в сборе 1
Пп ! Обозначение Наименование Ков
32
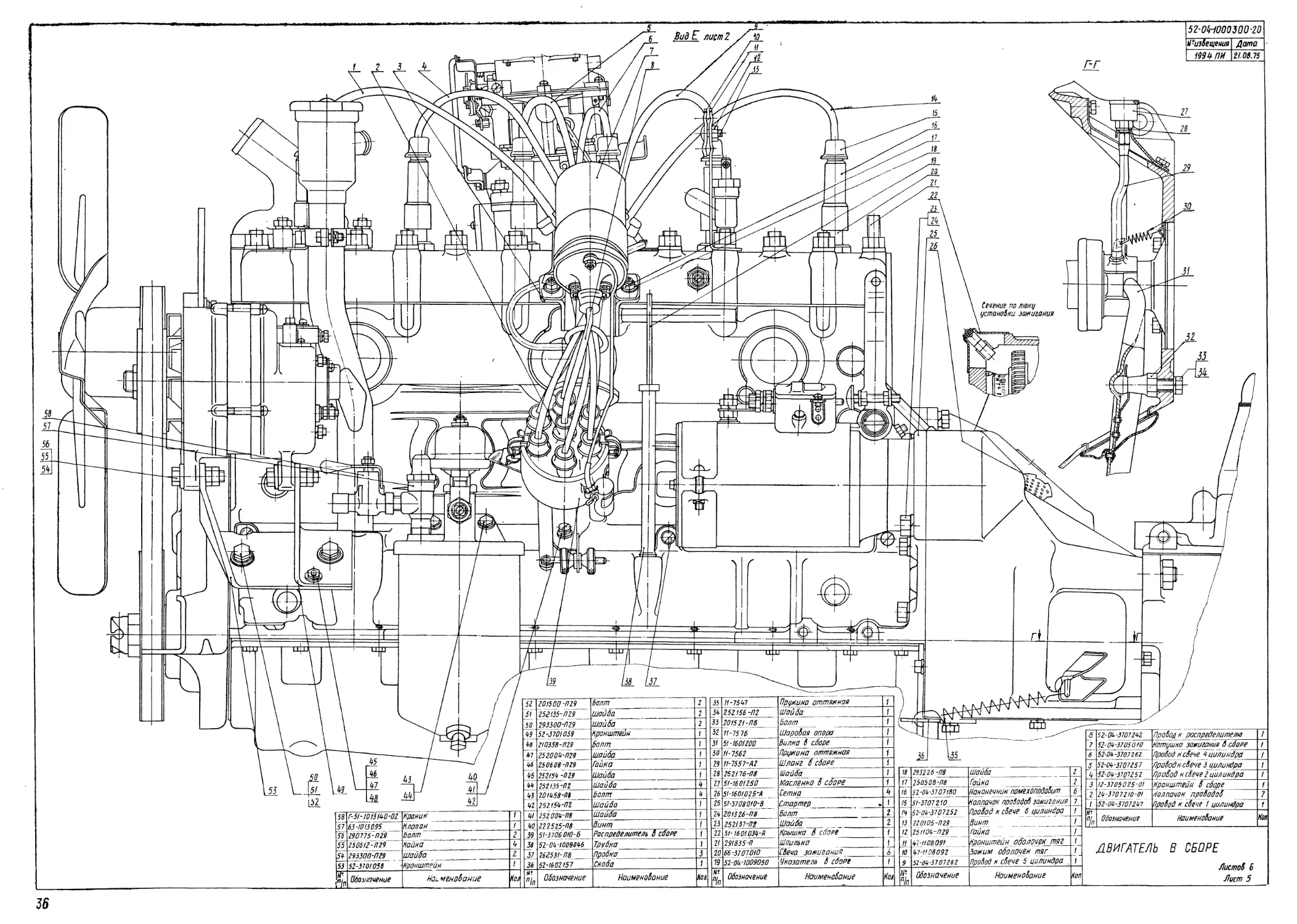
52-0^000500-20
Разрез по маслоналивному патрубку
Разрез блока по масляному насосу по 5- впускному
клапану, по цилиндру и масляному фильтру.
видЖ лист /
Дет поз 1.50.51,54,57 не показаны
12
3_
2
7
б
4
2
Кая
Наименование
ДВИГАТЕЛЬ В СБОРЕ
Наименование
Листов 6
Лист 2
л/п
29
28
\Д2
52
5!
50
49_
48
47
№
52-04-! 014145
5ГЮ02/61-Г
51-1002165-5
222527-08
25Н04-П8
20‘456-П8
3 Зак. 306
Лист 4
30
Крышка с фильтром о сборе
Кронштейн_____________
Хомут_________________
винт__________________
Гайка______________
болт________________
Лют 5
Б’5 лист!
гт_
26
25
24
^извещения Дата
1994-ПИ 2ТО8.75
4/
4$ 252П5-Л8 Шайба 3
45 2H0S5162 Прикладка правая 1
44 11-6341 Пластина запорная 1
43 21-100:163 Прокладка левая 1
42 49-1005049 Трубка смазки шестерен 1
|4f 12-1006267 Снова 1
40 25217608 Шайба 1
39 290489-П болт 1
38 51-1009О65-А2 Скоба 1
37 252174-П8 Шайба 2
36 222527-П Винт 1
35 51-1009065 Прокладка 2_
252136-Л 2 Шайба /
33 201456-08 болт /
32 295! 24-П Штифт 2
31 262518-02 Пробка 1
30 12-ЮО2 НО-62 Крышка в сборе 2
29 11-6521-03 Прокладка f
28 Н-6605-А1 Прокладка 1
7П~ "In Обозначение Наименование Кол
15
/4
13
12
Н
/£
9
8
5!.-IOUO1O-7U
166701-01
250635'08
252239-08
292759-П
5161010 ОЮ-б
258285-П
И-6650________
Ц-6653_________
н-бт-01
(2-1012080-6
52-061017010
353052-П_____J
298456-lT _____
52-063810600___
Г-24-3707194
51-3707066_____
298492-П ______
52-063706315
201536-08_____
252137-П2
52-3808020____
52-063707131
52-063707130
12-1008084____
12-1008080
280020-08
Обозначение
Насос масляный В сборе_____
Прокладка____________________
Контргайка_________________
Шайба______________________
Гайко стопорная_____________
Маспоприемник в сборе______
Шплинт проволока___________
Трубка негне то тельная____
Штуцер_____________________
Прокладка__________________
Прокладка__________________
фильтр масляный в сборе
Пробка транспортная_________
Штуцер^_____________________
датчик______________________
Наконечник помехоподавительный
Кольцо проводов_____________
Штуцер______________________
Трудно вакуумного регулятора
boom____________________
Шайба_______________________
датчик указателя температуры
_ Держатель проводов________
Кронштейн держате ля проводов
Прокладка газопровода крайняя
Прокладка газопровода средняя
Штуцер_____________________
35
з4
Вид Д лист 2
В
52
,51
50
и»
п~/ Обозначение
п/л______________
51А-1305030А
293318- П
292782-/7
В
52-QN-1000300-20
Nrизбещения Дата
/999 ЛИ 2/. 08 75
Кронштейн_______
Шайба___________
Гайка___________
Наименование
/
//
//
Кол
99 29П98-П Шпилька 1LC
98 20-1002199 Штццер /
97 51-1305090 Краник слиВной В сборе 1
96 51А-1305025 Рычаг слиВного краника 1
95 252-009-/12 Шайба 1
99 258001-П Шплинт /
43 252155-02 Шайба 6
92 201238-08 Болт Б
91 201999-08 Болт 2
90 252136-02 Шайба
39 296563-029 Пробка ✓ i
38 293277-П8 Шайба 20
37 201959-178 Болт 20
36 51А -1106170 Прокладка 1
35 5!А-1106010-А Насос бензиноВый В сборе /
39 252155 -П2 Шайба 2
33 290 623-П8 Болт 2
32 229269-17 Шайба 6
31 290 702-П8 Болт 4
30 12-1106172-А2 Щиток предохранительный
29 252136-П2 Шайба 2
28 201290-08 Болт 2;
27 252136-П2 Шайба 1
26 201295-08 Болт /
25 262512-0 Пробка 1 ;
29 52-01-1107510 Ограничитель оборотов В сб. f_
23 52-1/09126 Трцбка В сборе / /
22 52-09-1107010 Карбюратор В сборе 1
21 298398-/729 Штццер /
20 250503 -Л29 Гайка 4
19 252 135 ~Л29 Шайба 4
18 216252-02 Шпилька !_
17 99-1107015 Прокладка 2
16 53 Ф -1107015 Прокладка 2
75 11-12211-М Скоба крепления трубки /
1й Г-21 Л-81 01020 Краник отопителя В сборе 1
13 53Ф-10080Ю Газопровод В сборе f
12 252/59 -02 Шайба J
11 2010/6-08 Болт 3
Ю 17-7596 Кронштейн масленки /
9_ 51-1601028 Сетка /
8 252178-08 Шайба
7 250551-08 Гайка 4
6 216298-Л2 Шпилька 4
5 51-1700009 Коробко передач В сборе /
9 11-7207 Прокладка /
3 АА-722/-В Штифт 1
2 51-1702119 Рычаг переключения передач /
1 51-1703088 Рцкоятка В сборе /
Nt nJn Обозначение Наименование гиш
ДВИГАТЕЛЬ В СБОРЕ
ЛистоВ В
.3*
35
52-OIH000300-20
ti-избещения Дата
1994 ПИ 21.08.75
1 _1_ 1 » /4
р- у 3 \ jТ\\|j T\\i \ I \ № /li 15 л Н 1Q
э_ E
ж ) —1 J/ ч На\ 25 \ й \ I \ г \
I it—t—и г г I ffi цЕ
ho—»- жДЦ WI щ. JJ L ±
—Г (К И h I L—1 7 7
LJJ Е« V LU U\\ (— — /
Z 5 X. J
с
jrf i Е= , 1\ S / п—7 v // If f j \ \
гЖ. V \\ \ 1 / // / \
ц I L .2=2
Y XV / — _ \ \ lJ- ZJ J—V—-*
-JY Шш s
_ / —- U-j-Lj W К ГсК X ’
/
\— / —fl
L - п 1 Ft / /.
_._3. SI
J LL. 1 = г -1 а-
Z Z / 1 г 1 Г ч Т5Г 4-т
J г
/ \ \м < 1 » 5-гТ^-
X _J
м _-| 1
F \ r > =J~r 4 /
ж \ kV -^- -ft—/ Ф-/—
ж л Р=т \ -'• 1 \ ~1 —Si —j
— , / к > Е Р
У J ч \ \ ж Д/ J 139 LL JJ /1 I 1 11 II "“I njn 38 3 7 .
J 7)
7Я [7
/ / 52 51 50 2015 00 ~П 29 252135-029 болт 2 35 //-7547 Пружина аттяжн/.
Шайба шайба 2 3k 252156-02 Шайба 1 -Li
L \ / \ \ 293300-029 2 35 201521-П8 болт - Е4,: 16 \35
49 52-370/059 Кронштейн /_ 31 11-75 76 Ша, Ви/, Пру робая опора 1
I8 "47 2103. 2520 58-П29 болт 1 31 51-1601200 1на 6 сборе 1
'04-П29 шайба 1_ 3° ' 11-7562 жина оттяжная 1_
. / / / 52 201500-029 болт 2 35 11-7547 Пружина оттяжная 1 и
51 252135-029 Шайба 2 35 252156-02 Шайба 1
50 293300-029 шайба 2 201521-08 болт 1 1 й*й _
49 52-3701059 Кронштейн 1 52 11-7576 ШароВая опора 1 д 7 52-04-3707242 Пробор к распределителю /
31 51-1601200 Вилка 6 сборе 1 36
48 2/0358-029 болт 1 35 52-04-3705010 Катушка зажигания б сборе /
17 252004-029 шайба 1 30 11-7562 Пружина оттяжная 1 6 52-04-3707262 Пробод к сбече 4 цилиндра /
w Е ЧЬ / 15 250608-029 Гайка 1 29 11-7557-А2 Шланг В сборе 1 52-04-3707257 Пробой к сВече 3 цилиндра /
46 /, х / 40/ 45 252159 -029 шайба 1 28 252176-01 Шайба 1 18 293226-08 шайба 2 4 52-04-3707252 Пробой к сбече 2 цилиндра /
Масленка В сборе 1 17 /б' Гайка 2
-47 -Jj -^J LiS 14Г 44 252135-02 шайба 4 27 51-1601250 2. 51 50508-08 3 /2-3705025-0/ Кронштейн б сборе 1
43 201458-08 болт 4 26 25 5/-160Ю25-А Сетка 4 1-04-3707180 НаконечтшкпомехопобоВит. 6 7 1 1 2 24-370 7210-0/ ! Колпачок прободоб 7
42 252154-02 Шайба 1 5/-37080Ю-8 Стартер . 1 /5 503/ '07210 Колпачок прабодоВ замигония Пробой к сбече 6 цилиндра Винт^ / 52- 04-3707241 Пробой к сбече 1 цилиндра 1
болт Шайба 2 2 14 13
58 Г- 51-1013140-02 Краник 1 4/ 252004-08 Шайба 1 24 22 201326-08 252137-02 52-04-3707252 bL Обозначение Наименование Кол.
57 М-т ИП95 Клапа/f 1 5 S? 222525-08 Винт 1 2201 25 (1> 05-пгр
56 55 290 77 25061 ’5-029 болт 2 51-3706010-6 Распределитель В сборе 1 51-1601034-0 Крышка В сборе /_ L ь ]2 11. 04-П29 Гайка Кронштейн оболочек тяг J_ J_ ДВИГАТЕЛЬ В СБОРЕ ЛистоВ £ Лист 5
2-029 Кайна 4 52-04-1009046 Трудна 1 21 291835-0 Шпилька 47-1108091
54 53 293300-029 52-370Ю58 шайба 2 37~ 262531-08 Пробка 3 20 66-3707010 СВеча зажигания 10 4 ГТ 1-0‘ ^08092 Зажим оболочек тяг J
Кронштейн / 36 52-/602157 Скоба 1 19 52-04-100905^ Указатель В сборе 1 9 5< ’4-3707262 ОроВод к сбече 5 цилиндра . 1
Обозначение Нас мешай ан ио Кол Н! П1п Обозначение Наименование Кол № П1п Обозначение Наименование Кол № П1п Обозначение Наименование Кол
36
ЗВ Зак. 306
№ извещения Дата
1994 ПИ 2106.75
19. 252155-П2 Шайба
Л 201456 ~П8 Болт
л. 250511-П8 Гайка 2_
16 252155-02 Шайба 2
15 216234-П Шпилька 2
А 252135'029 Шайба /
Л 201956-/129 Болт /
л Г-52-37010Ю Генератор /
11 252038'029 Шайба /
ю 252135- П29 Шайба 1
9 201957 -029 Болт 1
L 63-3701035 Планка цстанобочноя генератора 1
7 51-1308015-6 Попасть Вентилятора задняя /
£ 51-1308 016-Б Попасть Вентилятора передняя /
& 1 Обозначение Наименование Кол.
5 252155-П2 Шайба 2
4 201456-П8 Болт 2
3 250511-П8 Гайка 3
2 252155-02 Шайба 3
1 201976-08 Болт б
т п{п Обозначение Наименование МОЛ.
М-53А-1001001
2
13
Задняя лебая опора 7
2_
2
1L
и
10
9
п/л Обозначение
В-В
10
2
КРЕПЛЕНИЕ ДВИГАТЕЛЯ
Задний торец блока цилиндров
Пиния iepxa рамы
Передняя лебая опора
15
16
11
тли
4*30'
Ппоскость_ры
передних колес
н°извещения Дата
5864 23.07. 71
п
hr
15
7¥
29154-5-П8~
252137-П2
293368- П8~
~250561 - П8
252130 - П2
53 А - 1001069
53 А-1001965
53 А- 1001050
' 293368-08
Болт
Шайба
Шайба
Гайка
Шайба________
Кольцо обоймы
Обойма подушки
Подушка 6 сборе
Шайба
Наименование
2
2
2
2
2
.1^
Кол
Ось коленчатого била
Помольная плоскость
аШБомодиля
Задняя прабая опора
9
11
13
—500 —— 1 w
8 252137-П 2 Шайба 2
7 291545-ПВ Болт 1
6 291545 -PS Болт 1
5 66-1001105 Экрон 1
4 53'1001106 Экран 1
3 №- :йО!О2Э Подушка б сборе 2
2 252137-П2 Шайба 4
1 201536-П8 Болт J
№ % Обозначение Наименование ^ол
/
18 293368- 08 Шайба 2
17 252137-П2 Шайба 2
16 201539-П8 Болт 2
15 205969-ИЗ болт 2
14 69-6039-0 Подушка д cSope 2
13 51-6035 Втулка распорная 2
12 51 -6041 -5 Гнездо 2
11 69-6025-В Подушка 6 сборе 2
10 293354-029 Шайба 2
9 53-1001024-01 Колпак защитный 2
8 252007-06 Шайба 2
7 250977-08 Гайка 2
6 258040-П Шплинт 2
5 66-1001105 Экран 1
4 53-1001106 Экран 1
3 66-1001020 Подушка б сборе 2
2 252137-02 Шайба 2
1 201536-08 болт 2
Обо значение Наименование Кол
ipa б-б 6 Задняя лебая опора
м-52- 03-1001001
W't/збетеии/^ Дмю
Задняя правая опора
Передняя опора
5864
Верх рамы
4°ЗО'
Ось коленчатого Dana
___53
Размеры для справок
15
16
18
Передний торец^_бпрка_
19
330
848
передних колес
23.07.7/
Задняя левая опора
//
it
13
14
17
19 201560-08 L 5олт - 1__ 0
18 П_ 10 250561-08 1 252139-02 i 538-700/069 1 гайка Шадда пружинная Кольцо крепления обоймы_ л 2_ 2
15 14 13 558-1001065 538-1001050 293368 -08 Шойма подушки . Подушка b сборе - Шойба 2 2 2
12 252137-02 Шайба пружинная 2
// 291545-08 болт 1
ю 205467-08 болт - 2
9 258 090-Пд Шплинт — 2
8 250 9П-П8 Гайка 2
7 252 007-П8 Шайба 2
б 293354-029 Шайба 2
5 53-1001024-01 Колпак защитный 2
4 64-6025-8 Подушка верхняя 4?
5 51-6041-5 Гнездо \г_
2 69-6039-А Подушка нижняя —_— 2
/ 51 - 6035 Втулка распорная 2
It г/ } Обозначение Наименование Гоп
КРЕПЛЕНИЕ ДВИГАТЕЛЯ
МзизЬещею/я дата
9163 19.0Ш
/Ьизбещения Дата
8038 23.0312
Неуказанные допуски по ан 025 202-66.,
Размеры б литье, не имеющие указаний о допусках и литейные уклоны
выдерживать согласно ту 2574
114
155
Я40
66-1001016
№издещения\ Дата
2111. 71
4-206
90
Точка А
Точка А
27
&
Вид Б
50-f
Ж
4бс()ышк.
.11
2 бобышки
\ 15*90° зенкобать
/У 10 КЛ. 2
нарезать 2 отд.
66-1001020
42,5
85
Ф35 иекобать
Фз4_
А-А
! Ф 12,5 сберлить
1,5*90^ зенксбать
4 отд
“”Г~7
66
покрытие. эн 57-180 и лак ВТ-125 или
см ФЛ-149, черный, IV. А;
Удэстппуие требования по гост 7559-70.
Ф2рЛ0Ц
___27
К6.5
~Tt5~
Поверхность П 4 бобышек должна быть
плоской, гладкой, параллельной обработанной
плоскости добышек и чистой о литье.
Неуказанные толщины стенок - 5
Неуказанные литейные радиусы -з
Снять заусенцы и притопать острые
кромки согласно эталону.
КРОНШТЕЙН ПОДУШНО ПЕРЕДНЕЙ
ОПОРЫ ДВИГАТЕЛЯ БЛОКА ЦИЛИНДРОВ
Чугун KoSkuu КУ 35-10 ГОСТ 1215-59.
53-1001106
Н°издещения\ Дата
8613
20.05 72
51Б
/?4
Зачистить заусенцы и
острые кромки согласно
эталону.
ЭКРАН ПЕРЕДНИХ ПОДУШЕК
ОПОРЫ ДВИГАТЕЛЯ
Сталь ОШ лист гост91&5-7Э тынц.! гост 3600-57
Неуказанные допуски + Пш"
Направление растягивающей нагрузки
з4__№
Дет поз. 1 и поз 2 перед приборкой
резины покрыть латунью кругом.
А-А
п
н° извещения Дата
Ц2!8 !6.П. 7Й
Резина для ее полного отделения от
металла должна б одержи дать растягиВающую
нагрузку 1000кг, не менее.
Поверхности П,1Ъ и 71 2 и резьбы должны
быть свободны от резины.
Маркировать по ту 38005 204-11
Шрифтом ПО - 2 ГОСТ2930~ 62.
Перед началом произВодстВа образец
должен быть утбержден кэо газ.
2 66-1001035-01 Пластина 6 сборе 1
1 66-1001031-01 Пластина В сборе с
Н9 п/п Обозначение Наименование КОЛ
ПОДЫШ ПЕРЕДНЕЙ ОПОРЫ
ДВИГАТЕЛЯ В СБОРЕ
Резина марки 1-1841 ту 38005 204-11
Исполнение ТЦ н 100 ГОСТ 15152-69
66-1001014-02
Гизбещения Дата
4865 29.12. 72
Заготобка
Вид Б
\Плабнся\
линия
S-I
85
К5 6 заготоВке
Ф13
4 отд. о
Точка d
210
10 min
Точка В
Покрытие эм. нч-123, черный, ix А.
Неплоскостность поверхности П на длине L
max 0,1 при услоВиц что В каждую точку крепления
(Всего 4 точки) приложена нагрузка по500кг.
Перед (рормоВкой допускается отжиг,
температура отжига 550 . . . 8 70 ° с.
Заусенцы и острые кромки должны
быть зачищены согласно эталону.
Допустимый Вариант изготоВления
изображён штрих-пунктирной линией.
БРОНШТЕЙН ПОДУШКИ ПЕРЕДНЕЙ
ОПОРЫ ДВИГАТЕЛЯ БЛОКА
ЦИЛИНДРОВ
Сталь 25 лист 1-ТП- Пб-В ГОСТ 4о41-70
то лиц. 5 ГОСТ 5551-57
53А-Ю0Ю50
2
А-А
41
Нзизбещения Дата
195 \ 29.06.78
\ 537-1001053
Фб'-tQ.E
Месте)
маркйродхи
Дет. поз f и поз 2 перед придиркой резины
покрыть латунью кругом
Поверхности П и nf должны быть свободны от
резины.
Маркиробать по ту-зз005204 -77 шрифт
по-2 ГОСТ 2930-52
Резина, для её полного отделения от металла,
должна быдержидать растягивающую нагрузку %
ради у то 800 кг, не менее.
Неуказанные предельные отклонения размеров /0,5.
Материал-Резина марки 7-/847 ту зз 005204-7/
иСТЮПнение ТУ Н700 75752-69
3 ы/. материал
2 53A-I00I053 Пластина нижняя б сборе /
1 53А-1001052 Пластина Верхняя В сборе /
не п/п Обозначение Наименование Кип
'А ПОДУШКА ЗАДНЕЙ ОПОРЫ ДВИГАТЕЛЯ
В СБОРЕ
Детали поз. 7 и 2 покрыть перед придиркой
резины латунью.
Маркировать по ТУ38005204-7/
шрифтом ПО-2,5 ГОСТ 75 752-59 место
марки робки дез различно
64-6039-А
Иеизбещения Дата
3627 29.07.7k
ii
/8.5
"ЯС.
2 51-6042 Шайба
1 293350 -П .Шайба /
Не п/п Обозначение баименоооние /Гм
Щ,5И/.25,
ПОДВЕСКИ ДВИГАТЕЛЯ НИЖНЯЯ В СБОРЕ
ПОДУШКА -
Резина марки 7-1847 ТУ380052М-71 Исполнение ТОН/00 ГОСТ 75152-69
П * 4.6^
53/-Ю0Ю64
73ТД25
6-0,48
44-052 т
Ш извещения Дата
1477 29.70.73
V5M
2-0.5
Со стороны торца
ivbbf голобки болта до-
пускается увеличение
ФИ до ф 17,75 max на
длине 2 так
★увеличено
БОЛТ НИЖНЕЙ ПЛАСТИНЫ
Сталь 35 ГОСТ1057-59 круг калибр 30 ГОСТ 74/7 -57
53-1001065
Фб0±0,Б
ф42±0,2£
ФП юлг для дет поз 1
По окружности допц-
/скается Выплеск металла
после сборки
ф5±0.15 ботб б плоской заготовке
V___8 детали допускается оВап
ПриВарить релгетной сборкой _
^Вещания Дота
38^0 26.09.7Ф
К г» Гпл1». Ф/Я-лй? 77о окружности
— допускаетпся Выплеск
53А-1001052
.^авбеи/еыыяШдата
металла после
сбарки
то
2009.7k
ний
торец калибра должен
плотно прилезать к
поверхности /7Л
Допускается изготовление дет поз. 7
из материала: Сталь 25 ПС лист толщ.З
У МТУ -7-355-68.
Обработать дробью кругом, кроме поверхности П
ДУКШ05 ГОСТ 11964-66
* Размеры для спраоок.
Заусенцы не допускаются.
На поверхности р, между дет поз / и 2 допускается Выплеск
металла при сборке. При проверке калибром, имеющим бнутрен-
фП,2*°'05мм и Траску на нем 0,5*45° и наружный фЗО мм,
j 2 ЯА-ШШОГН 5опт нижней пластины 1
। ' 53А-100Ю57 Пластина побыики нажняя 1
I//* Р/7 Обозначение 7/аимекоВание Хал
ПЛАСТИНА ПОДУШКИ ЗАДНЕЙ ОПОРЫ ДВИГАТЕЛЯ
НИЖНЯЯ В СБОРЕ
Поз. 7- столь 25 лист гр. /7 категория 4 ГОСТ 76523- 70, толщ 3 гост3680- 57
8.5-f
51-60^2
Не изве щения Дата
51-6041-Б
зт
5.06.12
ШАЙБА НИЖНЕЙ ПОДУШКИ
ОПОРЫ ДВИГАТЕЛЯ- ВЕРХНЯЯ
Сталь 08 КП лист гр й ГОСТ9045-ТО толщ. 7,2
ГОСТ 3580-57
№из6ещения Дата
9627 3.10.72
51-6035
Н? извещения Дата
3600 16.08.79
Ф/6-0.43
L
Ф!Г$1
Вб~0.6
95
..____meat
Покрытие: Ц. 6 Хр
ОБОЙМА ПОДУШКИ ЗАДНЕЙ
ОПОРЫ ДВИГАТЕЛЯ
Сталь 25по толщ в чмту 1-355-68
Покрытие у. 7
ВТУЛКА РАСПОРНАЯ ЩУШЕК
ПОДВЕСКИ ДВИГАТЕЛЯ
Сталь 08КП лист категория ЦШ16523-70
толщ 1.5 ГОСТ3680-57 или сталь 08КП
ГОСТ 9045 - 70 толщ 1.5 ГОСТ 3680-57
I
л.,Л + 0,36
Ф18 + 0.12
дли дет поз/
Нтах*
А £/ + 0.6
С’Ы+дд.
Поверхность А о/ща/ютоть
дробью ДЧК Н05 тот ft 95У-66.
★ Размеры для спрадзк
На поверхности 5 между
дет. 7и 2 допускается Выплеск
металла при сборке. При
— проберке калибрам, имеющим
nouSwbpeaevHai внутренний ф18Р™
Маркой кругом и т на нем .
А р у 0,5x45* и наружный
ФЗО, торец калибра должен
плотно прилегать поверхнос-
ти 5
Допускается изготобшше
дет поз 1 из материала;
Сталь 25пс лист толщ з
ЧМТУ-1-355-60
ГВА-ЮОЮВЗ
1 / 638-7001С56
р 1% Обозначение
Втулка Верхней пластины
Пластина ледцшки Верхняя
Наименование
Им
ПЛАСТИНА ПОДУШКИ ЗАДНЕЙ ОПОРЫ ДВИГАТЕЛЯ
ВЕРХНЯЯ В СБОРЕ
\иоз./-сталь 25лист гр/7категория4 ГОСТ/6523-70, толщ 3 Т0СТ3689-57
Нвизбгщения Дата
8712 5.08.72
Покрытие Ц.15
Ф 69 ^_|
ГНЕЗДО ВЕРХНЕЙ ПОДУШКИ ОПОРЫ
ДВИГАТЕЛЯ
Столь 08КП лист ГОСТ9045-70 толщJ.2T6CT3680-57
>| |
53-1001024-0!
Дата
4/4* 2.11.7$
Покрытие Ц.6
КОПЯМ ЗАЩИТНЫЙ
ВЕРХНЕЙ ПОДУШКИ
ЗАДНЕЙ ОПОРЫ ДВИГАТЕЛЯ
Сталь 08 лента толщ 0,5 ГОСТ 503-7/
31________
б свободном
состоянии
IJLt Ш.5
ев/
ТГ
25±ад под
нагрузкой 720кг
при испытании
б гнезде
64-60 25 -в
извещения Дата
9039 5.01.68
51- 6028
Юеиздещсмт Дата
8712 5.06.72
84 /
П моркйроВки
Но поверхности П допускается
наплыб резины Высотой 0,5 max.
Деталь поз 2 покрыть латунью
перед приборкой резины.
Остаточная деформация лреле
^краткого сжатия В гнезде фб9
и бысс.тсй /3,5 до Высоты 25-2,5°/о
Материал. Резина марки 7-2959
ту 38 005204 - //. Исполнение тон 100
ГОСТ 15152-69
Маркировать по ТУ38005204-71
шрифтом ПС-2 ГОСТ 2930-62
Неуказанные допуски ±0,5
Но указанном торце
допускаются трещины
глубиной до 7,5
7,5t0,5
Ф18±0,5
ф/6^35-
83 min
2_ см. материал
/ 51- 0023 Шайба /
% Обозначение Наименование Кол
ВЕРХНЯЯ ПОДУШКА ОПОРЫ ДВИГАТЕНЯ В СВОРЕ
ШАЙБА ВЕРХНЕЙ ПОДУШКИ
ОПОРЫ ДВИГАТЕЛЯ
Сталь 08 КП лист гр /7 ГОСТ 9045-70, толщ. / 2
Т0СТ3680-57
66-100! 035-016 сборе
65-1001055-01
6fH00H05
90-1.5
A 85*0.2
Ютах
Ютах
Д~Л по&ернцто
Пг
ф13.8+0,122отВ
Зля дет поз 1
Н-изВещения
3890
R25
1.5глуб.*90°зенкоВать
М12 кл 2 нарезать
2 от В.
Деталь 6 сборе дро^струД 6В~10Of 0Ы~0^ 6 сборе
ить, исключая поверхности-------------------------
П,П< и резьбу.
ДЧК 05 ГОСТ11964 -66
А-А
П
66-1001032-01
9-извещения
3890
2*№
/_
2
зА
\ф!3£Ю^
одётлозЗ
Дата
20.0976
М12 кл.2 ’
1,5x90езенкоВать
Дет. поз. 2приоарить к ,
дет. поз. 1 рельефной сборкой
Неперпендикулярность
оси резьбы к поверхности
/7/ max Ofi на длине 100;
контроль Выборочный
Неплоскостность
поверхностей ЛиЛ</пахО,3
--г* Заусенцы и острые
▼rl кромки не допускаются
Вес дет. поз.1-о,зз
Дата
2009.76
И-изВещения Дата
| 4144 2.11.79
оси резьбы к поверхности fit
Неперпендикулярность
max. 0,8 на длине юо;
контроль Выборочный
Неплоскостность поверхности Гй max 0,3
Детали поз. 2 приВарить к детали поз. 1рельефной
сборкой. о , ,
Деталь о сборе обработать о дробеструйном
аппарате, исключая поверхности О, fit, Пг и резьбу
ДЧК П°-05ГОСТ 11986-66
Заусенцы и острые кромки не допускаются
Вес дет. поз. 1-0,56
2 20-Ю01033-В Гайка 1
/ 66-1001036-01 Пластина нижняя 1
к- 8/л Обозначение Наименование Гол.
ПЛАСТИНА ПОДУШКИ ПЕРЕДНЕЙ
ОПОРЫ ДВИГАТЕЛЯ - НИЖНЯЯ В СБОРЕ
Поз. 1 - столь 25пс толщ. 6,5 9 мту-1-355-68
20-1001035-8
Д*изВещения\ Дата
1688
200554
2_
1
л/л
20’1001033-В
66-1001032-01
Обозначение '
Гайка_____________
Пластина Верхняя
Наименование
/
/
Гол.
ПЛАСТИНА ПОДУШКИ ПЕРЕДНЕЙ
ОПОРЫ ДВИГАТЕЛЯ ВЕРХНЯЯ В СБОРЕ
Поз. 1-сталь 25пс толщ. 9 чмту 1-355-68
М45°
^п+0ДЗ
ФЮ+о,ш
Допускается изготоВление из
материала сталь R12 гост 1916 -59
круг калибр 20 ГОСТ 7917-57
ГАЙКА ПОДУШКИ
ПЕРЕДНЕЙ ОПОРЫ ДВИГАТЕЛИ
Сталь 812 ГОСТ 1414-54
круглая 21ГОСТ 1417-57
195
ВидА
Ось центра R95
R5 дейстВ
Размеры 18,5; 64,5; 104 и R45
согласовать с размерами штампа
Зачистить заусенцы и острые
кромки согласно эталону
Покрытие ; Эм 6T-180 илакбТ-123
или Эм. ФЛ. -199, черный, (у. Р
недостающие требования по гост7593- то
2 технологических
отберстия
Пробить
отверстие
81ШИ001008
Н- изВещения Дата
5864 23.07 71
8 250561-П8 Гайка 1
7 252139-П2 Шайба пружинная 1
6 53П-1001050 Подушка В сборе 1
5 201560-П8 болт 1
9_ 252137-П2 Шайба пружинная 1
5 293368-Л8 Шайба 1
2 53Я-1001065 Обойма подушки 1
1 538-1001065 Шайба ступенчатая 1
Д! 8/л Обозначение Наименование Гол.
КОМПЛЕКТ ДЕТАЛЕЙ
ЗАДНЯЯ ОПОРА ДВИГАТЕЛЯ”
(ДЛЯ ЗАПАСНЫХ ЧАСТЕЙ]
ЭКРАН ЛЕВОЙ ПЕРЕДНЕЙ
ПОДУШКИ ОПОРЫ ДВИГАТЕЛЯ
Сталь 08 кп лист гр й категория 5
ГОСТ 16523-70 толщ 1 ГОСТ 3680-57
21-1002021
У-°извещения Дата
9445 9.02 66
66-1002024
$1
\74-остальное
жпт +0,250
Ф96+0,225__________„
Ф9О,В*031*_________
9-детали Толщина
66-1002024 0,3-0,05
66-1002025 5,2-0,02
66-1002026 ОДГ-ом
66-1002028 5,18-0,02
56-1002025
66-1002026
66-1002028
Н-избещения Дата
3998 6.04.10
биение торца Тотносительно
поверхности Д не более 6,2
биение торца Ti относительно
поверхности Д не более 0,1
ТребоВание к отлиВке по ТУ U-2546
ТВердость по бринеллю НВ 156+ 197
после отжига
ВСТАВКА ГИЛЬЗЫ ЦИЛИНДРА
Чугун легиробанный № ТЫ-33099
Указанной стороной
устанавливать на блок
д-д
А
ПРОКЛАДКА ГИЛЬЗЫ ЦИЛИНДРА
Медь М3 ГОСТ859-91 лента мягкая ГОСТИ75-49
44
М1:1
Обработать В сборе с
держателем сальника
66-1002009-5 !
Н:извещения Дата ]
5680 19.03. 75 ;
Неперпендикулярность торца Г относительно оси 0 max. 0,08. биение поверхности Д относительно оси 0 max 0,08. е Поверхность Д^ дет. поз И и 16 обработать после запрессовки В блок поз. Ю Окончательную затяжку дет. лоз. б производить ключом контролирующим момент затяжки; крутящий момент, необходимый для окончательной затяжки Всех деталей поз. 5 д5. 5 пределах io-Нкгм Смазочные отверстия Втулок поз // должны с оо падать с масляными каналами блока Допускается Выступание из опор 2°“Зе“ й°“ Втулок на 2 В любую сторону и утопи ни е /с“ на 0,5 от переднего торца блока Дет. поз // и поз. 16 перед устаноВкой 6дет.лоз /0 предварительно охладить В отВерстиях под стартер и В картере сцепления под фланец коробки передач допускается риска от Выбода резца 30 252756-П2 Шайба пружинная ф/о 2
29 262 512-П Пробка Се' 1
28 252 155-П2 Шайба пружинная Ф8
27 73-1005 /81 Спец, гайка 2
26 297767-П Шпилька M8xixS2 2
25 73-1005182 Спец, шайба 2
24 297 579-1729 болт К12 х /90 2
23 252 737- П2 Шайба пружинная ф/2 2
22 250579 -08 Гайка К12
27 295128-П Шти/рт ф 13x28 2
20 73-1002 082 Заглушка р 6,5x8 7
79 262 507-П Пробка б/g' 3
18 65-16010/0-01 Картер сцепления 1
17 13-1003037-5 Заглушка Ф59 /
16 13-1006 огз Втулка задняя 1
15 250572-П8 Гайка м/0 5
JL 291998-П8 болт М10х45 9
13 252 156-П2 Шайба пружинная ФЮ 4
12 262581-П Пробка /я *
Н 13-1006 029 -ЯЗ втулка распределительного Вола 4
10 66- 1002015-61 блок цилиндроВ /
9 258611-П18 Штифт Ф9х/О
8 258611-П18 Штифт Ф9х/О
7 13-1005190-82 Крышка переднего подшипника 1
6 29337О-П18 Шайба ф/2,5 /0
5 292832-0 Гайка М 12x1,25 10
1_ 297879-П Шпилька 1^/2x1,25x82 /0
L 27-7007109 Заглушка ф/7
2 13-7005195-82 Крышка 2^, 3^9 ^иб^подиилншВ 4
1 13-7005160-5 держатель заднего сальника коленчатого Вала /
Н: Шп Обозначение ПаименоВание Кол
35 297 506-П8 болт М/Ох 770 1 5/IUK ЦИЛИНДРОВ СКУТЕРОМ СЦЕПЛЕНИЯ В СБОРЕ
Я 293 390-П8 Шайба ф ю,5 9
53 296 997-П Спец, пробка М 16x70 /
32 216 257- П8 Шпилька М10х/х22 1
292 779-П8 Гайка м/Ох/ 7
У-' А Обозначение НаименоВоние Кол
45
/
12-1002015
OJL.
max
Б-Б
-ф- I
До оси мабляного i
21k tQ^^^dupdcn№tliraenH\
28
Одра дослать В сборе с блоком
197 i 0,25
21
22
5
6
7
5±
31,5-о,оз одрадотать
В сборе с крышкой
Ори постанобке детали
поз 23 концы ее не
загадать.
Сработать
тр-21 j после запрессобки
о блок
Ось 1 цилиндра
Ф51У& ..........
после запрерсобки б блок
I
f Ось коленчатого бала
обработать
I $5Olo$zs обработа/пь—
после зопрессой ко В блок
$48$^ обрадс/пать
после злпресс едки В блок
574-0,012
_________________________________бЗО^*___________
Обработку гнезд бпускных клапаноб
см. на черт. 12- 1002015-Л.
IP»S
Ф35й^ расшлисробать после за пресс обки б блок.
Поверхность конусного калибра, изготовленного
по размерам 35,2*90* должна быть
заподлицо с указанной поберхностью или
может Выступать не долее 0,15.
Допускается пропуск /% блокоб с диаметром
седел Выпускных клапаноб не более 35,5
Вид Г
— 8-8хлл
52-04ШШ
Обработать
В сборе с блоком
ФЮ5 не менее обработать 6
с крышкой
39
18
40
39
38
37
зб
35
34
33
32_
31
30
N*
п!п
12- 1002021
29534б~П8
51-1005142
51-1005189
51-1005188
291059- О
12-1006025-Й4
21-1006024-51
262518-02
51-1005140
291058- П
Обозначение
Гильза цилиндра__________
Шти/рт устанобки зажигания
Штисрт___________________
Втулка___________________
Пружина__________________
Болт м 14*75____________
Втулка Вторая
Втулка пербая
Пробка кг 3/%"
Крышка переднего подшипника
болт м 14 *75____________
Ноименобание
у- З'В
3010,3 для Всех Втулок клапаноб
ФО**022 раздернуть после запрессобки
Г блок осе Втулки клала» од
Ф68,5 +0>318Все коренные
подшипники обработать
। окончательно В сборе
д с крышками.
О'
Задний торец
~15±C,2Sn0K°
0
9
11
Расчеканить
13
Технические услобия но одрадотку длока см.
чертеж 12-1002015 -Л.
* Размеры для справок.
**Ме 6ходят 6 данный сдорочный номер
***УВеличено
Допускается постаноб на заглушек дет. поз.з
с применением герметика.
6
6
2
1
29 293398- П18 Шайба Ф15 8 13 262531-08 Пробка кг </$ " 3^
28 258611 - П18 Штисрт Ф4*ю 17 262518 - П2 Пробка кг з/8 м 1
27 И-6332 Крышка средних подшипникоб 2 16 295124 - П Штифт Ф13 *18
26 12 -1006026 Втулка третья 1 15 295128 - П Штисрт Ф13*28 2
25 262507-П2 Пробка кг з/8* 14 2J-1005I62 Прокладка - прабая
2# 21-1006023 -Й Втулка четбертая 1 13 12- 1002032 -69 Труда Водораспределительная /
23 296997-П(2^998~П) Заглушка Ф 55 (Ф 58) 1 12 252157-П2 Шайба Ф12 2
22 11 -63^1 Пластина 1^4 Н 201326-08 Болт м 12*32 2
21 293398 -Ш8 Шайба Ф15 2п) 10 252136-П2 Шайба Ф10 2
20 21-1005163 Прокладка - ле ба я 9 201285 -П8 Болт м10*32 2
19 51-1005152 Крышка заднего подшипника / 8 12-1007032-Й4 Втулка направляющая 12
н° п!п Обозначение Ноименобание КОЛ. N’ п!п Обозначение Наименобоние Кол
7
6
21-1007080-Л
51 -1601025-Л
5 52-04-1601015
4
з
2
1
№
п!п
252136- П2
201283 -П8
2969920(2969930)
' 12-1002015-Л
Обозначение
я° извещения Дата
3909 2S.09.7if
Вид Е™
\А
\3атяжка болтоб крышек подшипникоб
коленчатого бала .•
Сначала пооизбести предварительную рабномерную
затяжку болтоо каждой из крышек-, далее эту
операцию побторить, дсбибаясь тугой затяжки.
Окончательную затяжку долтоб следует, делать ключом,
контролирующим момент затяжки 6 пределах 12,5... 13,5 к гм.
биение поверхности Д< относительно оси
коленчатого дала не долее 0,08.
биение торца Т относительно оси
коленчатого Вала не долее 0,08 но крайних
точках.
Серед сборкой клапаноб с блоком цилиндроб стержни
клапаноб обмазать смазкой, состоящей из 7 частей
масляного коллоидно-графитного препарата гост5262-50
и 3 частей масла абиационного мс-26 гост 1013-43.
Клапан должен плотно прилегать к седлу б блоке
цилиндроб.
При избыточном даблении б 0,05 МГ/см2 количестбо
Воздуха, пропускаемого клапаном, должно быть не более
12 сн3 б 1 минуту.
Контроль быборочный
Допускается Выступание из подшипникоб Втулок
распределительного бала 2,3, 4 на 1 мм б любую
сторону и 1 б тулки на 1 мм б сторону картера.
Деталь поз. 8 (седло клапана) перео запрессобкой
охладить до ---------------
температурь/ -70* с.
\Седло бстабное
Сетка___________________
' Картер сцепления Верхняя часть
’ Шайба Фю
Болт м /о *28___________
i Заглушка Ф42 (Ф45)
' Блок цилиндроб
Наименование
6
7^
2
2
7
Кол
БЛОК ЦИЛИНДРОВ И КАРГЕР
СЦЕПЛЕНИЯ В СБОРЕ
46
47
N? извещения Дата
5105 Ю.М.75
4 Зак. 306
Непараллельность нажну к необрабатываемых
поверхностей П нетЫрех платйкрб и оси Oi
распределительного бала злах Ой5 на длине расстояния
между платцками. е
Откбдренйе нижних., неВбр0б0рп11ВаМ1Х Мберхно-
тей П ' четырех платиш От положения б одной
плоскости max 0,15. .
НепаралЛельность нижних недорадатЫиае^Ь1Х
поверхностей П четырех платйкрб и поберкнрсти {If
max 0J5 на блине расстояния между пЛатЦкаму.
Отклонение поверхностей площадок П2. олО _
положения б одной плоскости О соответствующей
другой плоскости max 0J.
Неуказанные литейные радиусы 2^.3. *
Неуказанные литейные уклоны 1 ...27
Неуказанная толщина стенок 5
Остальные технические требоВа/Шя пр
отлйВке см. ТУ 0539. _
Неуказанные литейные допуски по таолццам
/ U 2. -
В случае, если размер Выполняется несколькими
стержнями прессьрормы, Величина допуска убеЛйчйВа-
ется на 25 % кроме мест, оговоренных особо.
В месте _1 маркировать знак м*з по рк 313М оооэ-п.
Б месте И маркировать „ к-т' г0Т1рессср0рМЫ.
Шрифт ПО-7 ГОСТ 2930-6Z.
Изображение должна быть четким
Профиль цифр Выпуклый, Высота быступиния о,75мм
глубина резьб на чертеже указана с Полным
просрипем.
допускается следующая не плоскостность:
поверхностей прилегания голобок не более 0\05мм -,
нижней поверхности не долее 0,7 мм у
Верхней поберхности не долее 0,1мм;
переднего и заднего ториоб не долее 0,05 мм.
Взаимная неперпендикулярность плоскостей
прилегания голобок 0,25 мм.
p C1 к
Обал'ьНрСШ^ отЦвгрсфу/й пор Вкладыши подшипнику
fSpe^yam(0/£0na абу втузах распределительною
вцру додуЫ&ктся В пределах пдпобины допуска на
дцаметр. f
Иесоосносщь щгугрстиу:а _ , г
еШкпддШМ кбленйагпагд. бара недолге дОПмм;
пм Втулки распределительного бала не долее 0,035мм;
Во стилках распределительного дала не долее 0025 мн.
Перекос осей отверстий под вкладыши коленчатога
и Ъо отулках распределительного да лоб не долее 00чмм.
Несоосность отберстий под мастный насос и
корпус распределителя 0,075 мм.
Биение переднего и заднего торцоб блока
отКосительно оси отВерстия под Вкладыши колен-
чатого Вала не более 0,25мм 6 любой точке фланца.
Несовпадение осей отберстий под гильзы,
цилинбрдб с рсьнб коленчатого бала не долее, дрмм.
Биение упорных, поверхностей Нод гйпьЗЫ к
осям отберстий под гйльзы не более 0,02 мм.
НеперлеНдакулярность осей отберстий под
толкатели к оси отберстий Во Втулках распредели-
тсЛЬного Вала не более 0,10 мм на длине 1до мм.
Непергсечение осей от беретйй под толкателй
О ОСЬЮ отберстий ба бтулкаХ распределительного
Вали не более 0J мм.
Непердгндикубярнрст ь оси отберстия под
рдСпределитеЛь z ,
л реи дтлберстир под 5кЛ0дь/ша^ коленчатого бала
не долее О,о5мм На _ длине 700мм.;
к оси отберстий бо Втулках распределительного
бала не более о, Об мм на длине юр мм.
Биение поверхности прилегании корпуса
привода распределителя зажигания к оси
отберстия под корпус не более 0,05мм на ФбОмм.
~ЬБ-Ю02015-Ы
Н6извещения Дата
5705 Ю0Ы5
бели чина основного дописка на оси
отливки о мм. .
Таблица 1
После допуска на размер до 25мм Увеличение поля допуска на 1мм увеличения размера
±0,15 от25 до 500 свыше 5оо
0,0025 0,0020
Допуски на расстояния между
отверстиями б мм
номинальный размер дрлускоемое отклонение^ Номинальный размер болускаемое 9шонение(?)
Г1Ю до 30 о,го tS.ttOOolSO 0,50
*-30— 50 0,25 -/80-’-260 0,55
-50— 80 0,35 ^-260-360 0,60
-80- 120 0,Ь5 сНышеЬоо 0,70
Неперпендикулярность и неплоскостность
Поверхности прилегания масляного насоса к оси
отВерстия под насос не более ор^мн.
Биение торцоВ под упорный подшипник колени#*
того Вала относительно оси отберстий под
коленчатый Вал не более 0,04 мм. 1
В отЬерстиях под гильзы цилиндроб, под корпус,
распределителя зажигания и под масляный насос
аопускается риска от Выбода резца.
В отберстиях под Втулки распределительного
Вада ч допускается снятие фасок 1*45*со стороны
переднего торца.
Бее поверхности блокар также места сберления
и масляные каналы должны быть тщательно
очЩдены от стружки и промыты.
Масляная система должна быть проигргни на
герметичность Воздухом под давлением 5 6 ас/см?
При лнебмоиспытаниях допускается просачибанае
ВоЗоуха 6 следующих местах:
между Втулками распределительного бала и блоком,?
4 местах оголения стальных трубок масляных
магистралей, быходящйх 6 зону масляного картгрдг
Через отВерстия * крепления упорного' фланца
распределительного бала.
Водяная рубашка должна быть, проверена. на
герметичность боздихом под давлением З...укгс/см2
Просачивание Воздуха не допускается.
Методы контроля по ИК 37.304. 0020-73.
Точность расположения крепежных отберстий
и Масляных каналоб со стороны Входа сверл,
относительно технологических баз 0,2 мм/Дроне
^оборонных особо.
Оси резьбобых отберстий под шпильки креплгнид\
Шобок цйлйндроб и крышек кореннь/х пдиШипникоб
бдГдИО/Ы быть перпендикулярны плоскостям прилегания
Щйбок и Плоскостям стыка коренных под шип На ков
ТООгпбетстпбенно. Отрклонение не долее 0,4 мм на длине
100ММ для отберстйй под шпильки коренных
0дд'ши0нико6 и не более 0,8 мм надлине 700НМ для
отВербтдд под шпйльки голоВок цилиндров.
ш шжит
Иоличестбо Листов 8
Лист 4
50
5f
мнд„
На 25)
Диаметр отверстия Цдет маркировки
2§ to.Off пг + 0.023 +O.Off желтый голубой
№из6ещ&шя Дата
5705 10.04.15
52
66-1002 015~П
Вид Ц/дпобернуто/
/Mtа/5
£13.
§
Вид H)i
6(ДС‘25 только для
бобышек этого ряда \
Допускается цекобать
на гл у о. так о, 5
Оберлить под резьбу на глуб 47t(;
уГК1/8п ГОСТ 6111-52
£
290+0,75_________
_____________217.5
Указанных размероб 6 отд.
Допускается фЮ
6 от б.
Mj'Mz (см л 8)
Ф/сберлить на глуб 115 Сберлить под резьбу
Допускается ступенчатое^**9>
сберление mln Ф6. нарезать на глуб. 21,
фУ сберпить набыход 1*90° зенкобать
цилиндра
R9
сфера
Н* извещения Дата
5705 10.04.75
/2 “ ТГ
R13.
. ф/5 сберлить на
гпуб.ЗО-
ф 15.54<Ш разбернутъ
на глуб. 15.
0.5x90° зечкобать
2 отд.
986 70,15___________________________________
963.5_________________________________
9907035__________________________
_____________363+Q/5___
L<____________JW_____________________
________________3/7+0J5
8(5 ctpepg
95°
85
Ось 3
цилиндра
0сь2 I
ФЮ сберпить набыход.
Допускается ступенчатое
сберление min ф 9.8
KfKt
____________Мб_
_________________/98.5
нв______________/55,5__________
_____________/53________________
________________/89____________________
'___________233,5________________________
278.5__________________________________
286__________________________________________
R1
____________________________356.5
_______________________________907,5__________
____________________________909__________________
_____________________979,5__________________________
537
995+0,05
Ось
\Ю,
переднего базобого
отверстия
БЛОК ЦИЛИНДРОВ
Количестбо листов 8
Даст 7
53
4В Зак. 306
Допускается раз б ер нить ф 13,5 на глубину //;_
1х90° зенкобать 3отберстия, отмеченные а Ф
Н*избещения Дата
5705 10 04 75
3 65-Ю0208У-02 Трубка глабнай магистрали 1
2 664002089-0! Трубка центрифуги у
1 66-100Z075-H блок цилиндроВ 1
!Р п/п Обозначение Наименование КОЛ.
5k
Поверхность конусного калибра, изготовленного ло размерам __
। фзв.го и 90°должна быть залодлицо с указанной поверхностью,
или может выступать на max 0,15.
Допускается пропуск 5% блоков с диаметром седел впускных
клапаноб до max зв.5
I_____________99
12-1002015-Jf
Ц:из&ещеиия Дата
9932 1 812.72
Для справок
б~б
45
45
68
90
99
$86 '>0'05^
П
/№то'
1tO-sx45’
R 0.2max
R0,5 max
расточить ।
цилиндры §
После окончательной
обработки цилиндра
место стыка не должно
ощущаться припроверке
мякотью пальца
ФЮ1
(Ь35*ази
Фзз т
Ф32,5^5
to Зпискные клапаны проНрят---
инструментом указанной срормы
в-в И
Влитье
Ж
\2i itn
Ф46
045'
<Д8_
Ш.
и-и
22
20
10_____
630 *0'3
'^развернуть
12 отд
Н
30
R10
Допускается пропуск блоков, имеющих
не более одного отверстия под толка-
тель с диаметром до 16,025
АгА
0,5+20*45
/zzzzza
. ДН6 +м^азбернитб
R9
28
R8
Разбивка цилиндров по группам
i-й стандарт 12-Ю 02015-/!
Группа Диаметр
4 81,88 'ма
Б 81,88
3 Of о о +003S 01,00 +0.02Ц
Г DJ QO tO.OUS О!,off +лоз3
А 81.88
4В*
R42,5 обточит на указанной длине |
камнем надлине ;
Уступ снять
14 приблизить
пьно
R13
срера
ДДД ^расточить б сборе
с крытной на длине 5,5.
биение указанной поверхности
^бапа^тах^З
Установочные поверхности/ должны быть чистыми и
гладкими б литье.
Разбивка цилиндров Неуказанные малые радиусы закруглений б литье -3.
по группам //- стандарт Неуказанные литейные уклоны-2*
12-1002015-Р061 Тщательно очистить блок от формовочной земли, каркасной
приволоки, частей пригоревших стержней
Неперпендикулярность относительно оои поверхностей под
вкладыши коренных подшипников коленчатого бала :
(б осей цилиндров max 0,03 но длине 100;
б) терцев ТиТ, переднего коренного подшипника max О, озвДи краю торцев)
б)переднего торца блока г2тах 0.08 на длине 100
г)заднего торца блока Т3 max 0,05 на длине 100.
Взаимное биение поверхностей под вкладыши коренных
. подшипников коленчатого бала max 0,025, на 20% блоков
допускается max 0,04.
^параллельность верхней поверхности блока Л относительно
оси поверхностей под вкладыши коренных подшипников
коленчатого вала max 0,025 на длине 100.
Непараплельность осей отберстий распределительного
бала и поверхностей под вкладыши коренных подшипников
коленчатого бала max 0,05 на всей длине.
Неперпендикулярность осей отберстий под толкатели
оси отверстии распределительного бала тих 0.1 на длине ЮО.
Непариллепьность осей отберстий под толкатели и
отберстий б направляющих втулках клапаноб ОДУ на длинеЗО.
Группа Диаметр
A 82J2 *c'0{2
6
в DO jn + 0.03$ orix+a.02if
Г виг
A 82,12:$%
Твердость НВ 170-241
Внутренние поверхности картера
и клапанной коробки окрасить
маслостойкой краской
взаимное биение этих отберстий max 0,12.
Непараплельность осей отберстий под толкатели и
под направляющие втулки клапаноб max0.02 на длине 50.
Взаимное биение этих отберстий max 0,08
Взаимное биение отберстий под втулки распределителе
кого бала max 0,05 и до бтдлках max 0,04
Овальность и конусообразность отберстий Дг под
толкатели суммарно max 0,012.
Взаимное биение отберстийД, л од седла выпускных
клапанов и отберстий б направляющих втулках
клапаноб max 0,1
Взаимное биение конических поверхностей всех седел
клапанов и отверстий б направляющих втулках max0,05.
При проверке седел клапаноб на краску конусным калибром
с хвостовиком, направляемым во Втулках направляющих
клапанов с зазором так 0,05, контакт должен быть 6 биде
непрерывного кольца шириной min '/з ширины сраски.
Неперпендикулярность оси отверстий под масляный
насос и распределитель оси отверстий ба втулках
распределительного бала max 0,06 на длине 100.
Взаимное биение отверстий под масляный насос и
распределитель max 0,3
Нелпоскостность поверхностей блока
а) верхней П, передней Т2 и задней Т3 max 0,05.
5] нижней и О г max О. /
______о) боковой Пз (крепление газопровода) max о, /5.
АН блока, ирлиноров Диаметр цилиндра Примечание
12- 1002 015-Л (i-й стандарт) ф8/,88^°'°^ Раздидка ла гт/лпдм
12-/0 02 Ш5--РЛЫ /2-ой стандарт) Ф82,/2 +0'060 см. таблицу
БЛОК ЦИЛИНДРОВ
Чугун серый СЧ24-44 ГОСТ 14/2-70 контроль блоков по
твердости между или вблизи клапанных гнезд.
Анализ: С-3,15. .3,35%; Si-2,2... 2% %; МЛ-0,6..08%>;РЮ,18..Щ25%;
8-0, 12% max; Cz-0,20... 0.35 % ; Mi-D,f5... 0,35%
Количество листов 9
Лист /
55
№изйещения Дата
3932 8.12.72
56
№ извещения Дата
9932 8. (212
57
лГизбещения Дата
9932 8.1272
55
Ось коленчатого бола
Н'изЬещения Дата
9932 4 8.12.72
53
Извещения Дата
9932 8.12.72
60
st
Ms извещения Дота
9932 8.12.12
фН-сберлить на глуб 90; рассверлить под резьбу
на глуб. зо, 1*90 ^зенковать М16*1,5 кл / нарезать
на глуб. 22
_________7/
Вид снизу
Ф // сверлить на глуб. 90; /, 5*90 ° зенковать; к ‘fa" ГОСТ 6lfl - 52
46
If
71
к Р8
ф8-сберлить
2 отв.
ф22-з в литье
2 отв
±R6 I
Г-б Ji
58 [для рлррвд^р
Обработать б сборе
с крышкой
t-
~ыс
;Н^0
+0,15
М6 кл 1 нарезатьботв.
/R8
7/
279Ю.З до оси масляного насоса и распределителя
57910,012
\ сверлить
1,5*90° зенковать
К f/y " ГОСТ6111'52
ф 6 - сверлить /96 j
Тотд
7/ +QC5
39 -dip
7/ ihi>
1*90° зенковать.
М3кл2 нарезать наглуб.75 ^иппрзат^к^тв
5от6,обозначенных,,х’ нарезать Sотб
10Р7/
1Ш.
1*90° зенковать •
мз кл 2 нарезать
15 отв.
R6_>\
12.511,5
16,545
1051012
Ф/9-з влитье
2710,25
"X Ось цилиндров
15.510,25
1145
22
, 910,12
95+0,15
11.5Н5
23
5ШЮ,29
б
10
и-мож-п
У 1 извещения Дата |
9932 8./2J2
12511.5
Р 0.5max
39910,29
538Ю.29
910.12
Вб об
Обработать в,
сбсое с
'-COOL
3610,05
2610,12
1*90° зенковать:
/ (619.5 цековать на глуб. 5 \
’ М/9 До ГОСТ 9609 -65
нарезать 2 отв
1,5*90°зенковать \
Ф19*0’023 развернуть 2 отв.
БЛОК ЦИЛИНДРОВ
Количество листов 9
Лист 8
12-1002021
!Н002032~БЧ
^извещения Дата
8998 зо.од.вз
Д
Заготовка
R5-действию.
дробить
55
+0 2Б+
Ф86+ 0,225
(Мб*0-31*
ъ
10° тих
R35J
Конструкция шва по выбору
Р1
R3
'^^Зырудить окно с указанной
стороны
Биение торцев Г, и Тг относительно
Поверхности Д не более соответственна
0,2 и 0J
'ебстдотельнб/е размеры
6
ГИЛЬЗА ЦИЛИНДРА
Чугун легированный 4+1 fTM-33099, НВ 156... /97
N: извещения Дата
9932 8.12.72
Роликовая
сборка шва
побеси длине
ВидБ
, 25,5
дробить б ото
________96
575tf
ТРУБА ВОДОРАШДЕЛНТБПЬНАЯ БЛОКА ЦИЛИНДРОВ
Сталь мзду пента толщ о,91~м гост 9986-70
9932
1L
2L
Не извещения Дата
210
Дб±0.12
Ю для 3 средних
бобышек
Пеплоскостность
указанной поверхности
max 606
7/для 2 крайних
бобышек
Ф30- о',2
29
RS
62
Ф88^о312 обработать б сборе с крышкой.
биение поверхности Др относительно оси
коленчатого бала не более 0,3
11-6076-РП
№ извещения Дата
1983 090767
6-O.f
2,5x95'
12-1002015-Л
8.08.72
БЛОК ЦИЛИНДРОВ
Количество листоб 9
Лист 9
Втулку запрессобать
\ у казанным торцем
11-6083-РП
/А
, .с +0.080
Ф15 +0045
N? извещения Дата
9982 8. [2.72
ЗАСЛУШКА ВОДЯНОЙ
РУБАШКИ БЛОКА ЦИЛИНДРОВ
(для ремонта)
Чугун серый N9 ТМ 33099
50
15е
г~ сверлить
на месте поперечный
масляный канал
Раздернуть отверстие под втулку б блоке цилиндров
ф]5*°‘ог7 на глублр от переднего торца или наглубрррт
заднего торца.
После запрессовки б туп о к б блок, расстояние от переднего
торца блока до торца втулки должно быть 19 и от заднего
торца до торца бтулки 25.
После залрессобки бтулки 6 канал, резьба б канале под
пробку должна отвечать требованиям чертежа блока
ВТУЛКА МАСЛЯНОГО КАНАЛА
(для ремен/па)
йугцн серый С9 18-36 гостм12-7О
sz£_
/*45°
Неуказанные предельные отклонения
размеров 60,5.
ПРОКЛАДКА ПЛАСТИНЫ КРЫШКИ РАСПРЕДЕЛИТЕЛЬНЫХ
ШЕСТЕРЕН К БЛОКУ
боронит ЛОН 0,8 ГОСТ 481 - 7/
Н-60М-РП
Не извещения Дата
9932 8.12.12
51-1002 18Ч-РП
35
р
V7
Втулку запрессобать
указанным торцем
После развертки
с обоих торцев
ТВ’ФЮЯШ
развернуть
немеете
55 К*
№ извещен и я Дата
11Щ 22.121!
, 1x95° таска
после росточки
g___
ф 29* 0,033
[Втулку запрессобать развернуть НО месте
указанным торцом
Втулку запрессобать
указанным торцем
Ц-6072-РП
N? извещения Дата
8099 2903.72
Развернуть отверстие лод втулку б блока
цилиндров ф J9 'рп.огз напроход.
После запрессовки втулок сверлить отверстие для
прохода смазки к толкателю фб (см. на черт.12-1002015-Д] |
।
ВТУЛКА ОТВЕРСТИЯ ПОД ТОЛКАТЕЛЬ
(для ремонта)
Чугун серый СЧ18-36 ГОСТ 1612-70
Развернуть отверстие под Бтулку б блоке
цилиндров фзз *0'027 наялуб. 65 ^гмм
Запрессобать втулку на нитролаке до упора
6 дно отверстия
ВТУЛКА ОТВЕРСТИЯ ПОД МАСЛЯ'
НЫЙ НАСОС
(для ремонта)
Ццгун серый СЧ15-36 ГОСТ.14IZ-7D
ф27^°'023
развернуть
- на месте
Развернуть отверстие под втупку в блоке
цилиндров ф 51 +о>°*7 на глубину 52t77>5
Втулку запрессобать до упора д дно
Отверстия Фм.
ВША ОТВЕРТИЯ ПОД РАСПРЕДЕЛЮ
(дня ремонта)
Чугун серый сч 18-зв гост W2-70
б
пальца
На наружной обработанной поверхности, омываемой
водой, допускается наличие 2 раковин с наибольшим
измерением не более 2,5мм и глубиной не более 7,5мм
расположенных не ближе 5 мм от посадочных '
поверхностей. Расстояние между раковинами, находя-
щимися на наружной и внутренней поверхностях^
должно быть не менее 4 О мм.
На зеркале гильзы на длине 120 мм от верхнего
торца допускается наличие 2 ракобин с наибольшим
измерением и глубиной не более 7 мм. На остальной
части зеркала гильзы допускается наличие
2 раковин с наибольшим размером не более 2 мм
и глубиной не долее / мм. Расстояние между
раковинами должно быть не менее 15мм.
На нижней наружной обработанной поверхности,
которой гильза устанавливается 6 блок, допускается
наличие 2 раковин с наибольшим измерением
недолге 2 мм и глубиной не более 1,5 мм.
Расстояние ракобин от торца упорного бурта
должно быть не менее АО мм.
Общее количество ракобин на одной гильзе
допускается не более трех штук.
На поверхности под Вставку гильзы цилиндра
допускается одна раковина по наибольшему
измерению не более 1,5 мм и глубиной не долее /мм.
Расстояние от стыка вставки до расположения
раковины должно быть не менее 70мм, расстояние
от раковины до Верхнего торца гильзы не менее /омм.
Биение торца Т относительно поверхности Д
max 0,05 Обеспечить технологией.
Непараллельность осей поверхностей Д< и Дг
max 0,02 на длине /оо.
Взаимное биение поверхностей Д^иД max 0,2.
Обеспечить технологией
Чистота наружной поверхности П должна
быть 6 пределах 44
Испытать но герметичность воздухом
под давлением 3...4 гг/см2.
В запчасти отправлять группы А, 6, В
Вес детали поз. 1-2,110
Недостающие технические требования
по ГОСТ 14024 - 68. ' Таблица разбивки
гильз на группы
66-1002020
N-извещения Дата
55 27 410.74
Группа Диаметр
А 22 +0,0(2
Б лп +0,024 УЩ 0,0(2
В по + 0 036 ^>0,024
Г q<?+0,048 ^ + 0,036
Д пп +0,060 ^+0.048
Сортировку на группы производить
при температуре 2О'±3'с по наименьшему
размеру
2 21-1002021 Вставка гильзы | /
1 66- 1002022 Гильза । 1
иг п/я Обозначение Наименование Кол
ГИЛЬЗА ЦИЛИНДРА В СБОРЕ
Поз.1 Чугун серый СЧ 24-44 гост а412-70
Анализ- С 3,15... 3,35; ЗА 2,2... 2,4; Мп 0,6. 0,8
P 0,18... 0,25; S 0,12 ГЛОХ; Сг 0,2 0,35
Nt 0,15... 0,35
П
13-1002027-Б
М-извещения Дата
50 74
29.05.74
/?3
T3-100Z07Q
^извещения Дата
4048 2.07.71
13-1002082
21-1007104
66-1303075
2 mtn
565-.
№ извещения Дата
42 06 21.09.71
№ извещения Дата
644 15.03.57
№ извещения Дата
3044 30.08.62
/2
Поверхность П д. б. гладкой, риски
и заусенцы не допускаются.
Острые кромки
затупить
<S4S
7-оАз
ЗА ГПУШКА БПОКА
Алюминиевый сплаб Д1 Т/
ГОСТ 4784-66
Калить б Воду.
Подвергнуть старению.
8
66-1002082
Заусенцы не допускаются
1*45° с двух
Г сторон
н
VZ.o.oi
^извещения Дата
9093 29.09.61
Снять заусенцы и затупить
острые кромки согласно эталону.
ЗАГЛУШКА
ЗАДНЕГО ПОДШИПНИКА
РАСПРЕДЕЛИТЕЛЬНОГО
ВАЛА
Лист Д/6, ЙМ -2,5 ГОСТ 12592-57
МАСЛООТРАЖАТЕЛЬ
КРЫШКИ
РАСПРЕДЕЛИТЕЛЬНЫХ
ШЕСТЕРЕН
Сталь 08 КП гост 7050- 60
Лист толщ г гост 3680-57
ЗА Г ПУШКА БЛОКА
Дуралюминий Д7 7 7
ГОСТ 4784-49
ЗАГЛУШКА ОСИ КОРОМЫСЕЛ
Сталь 08 Кп гост1050-60, лист толщ, f
гост 3680-57, отделка поверхности высокая
Ф18
квадрат ГКОСТ
Неуказанные малые радиусы
закруглений б литье - 7.
Размеры в литье, не имеющие
указании о допусках, и литейные
уклоны выдерживать согласно ту 2574.
ШТУЦЕР УГЛОВОЙ
ПЕРЕПУСКНОГО КАНАЛА
Чугун гибкий кчзз-ю, гост <215-59
№ извещения Дота
52 15 15 11. 73
65
5 Зак. 306
66
969/
ВидЖ
м-м
не менее указанных.
Проверять 100% деталей
66-1002060-Г
ЛУазбещекия Дагли
5215 15.11.73
Неплоскостность торца Т1 не более 0,05мм.
Неплоскостность проверять на плите д прижатом
состоянии при нагрузке до 10 кг 6 каждой точке
крепления. Допускается уменьшать количество
точек приложения нагрузки, Ьыдержидая деличину
суммарной нагрузки
Неплоскостность торца Т5 max 0,1 мм.
Непараллельность торце б Т и Т1 max 0.05 мм на
длине 100 мм. Р
Неперпендикулярность торце о Tt и Тг max 0,1мм
на длине 100 мм
Неперпендикулярность поверхности /7, торцу. f
max 0.1 мм на крайних точках.
Неплоскостность торцео П,,ТТ2 max 0.05мм.
Неперпендикулярность оси отдерстия Д торцу ы
max 0. / мм на длине 100 мм.
Обеспечить технологией.
Непараллельность торцео Tf и Т3 max 0.1 мм
на длине 80 мм. л „ п л .
взаимное биение поверхностей Д и Д1 max 0.1мм
Обеспечить технологией.
Неперпендикулярность оси поверхности П торцу т
max 0.1 мм на длине 100мм.
Неуказанные толщины стенок Ji мм.
Неуказанные радиусы закруглении-3 мм.
Неуказанные литейные уклоны — /• ,
Крышка должна быть гер^тиинои
испытать дарением Злг/смв 6 питье
мест Т марки роб ать знак Neb по UK’313DHl;.^n3'L
мест S маркироЬать к-т Nt( пресарормы). Шрифт
тdSaxBHue?Зопжно быть четким, поотиль
цисрр выпуклый, бысота быступания 0,15 мм
Количество пистоб 2
Лист 2
КРЫШКА РАСПРЕДЕЛИТЕЛЬНЫХ ШЕСТЕРЕН
АлтищгеВый сллаб Алб; гермооЛраЛотка Tt; гост2685-ез
5*
66-1002064-6
Л/?из5ещения Дата
ьэгг 13 02 7J
№ извещения Дата
5421 15.0514
ЛРизбещения Дата
5245 7.12.73
№ извещения Дата
5004 2.04.73
Обозначение вес
b сборе Дет поз 7
66-Ю02058-Г 66-Ю02060-Г 3.08
73-7002058-Г 13-7002060-Г 2.76
3 13-1002070 Маслоотражатель /
2 21-1005032 Сальник 6 сборе /
1 см таблицу Крышка /
К.* п/п Обозначение Наименование Кое
67
5(4002045
^изЬешения Дата
297-6 Ilf. OS 70
68
V? извещения Дата
4586 2412 74
№ извещения Дата
ММ 4г. //?. 72
№ извещения Дата
I 1811 17 06 61
№из6ещения Дата
ШО 19.04.72
2 12-10021^-6 Усилитель 2
/ 12-1002112-Б2 Крышка передняя 1
ж» п/п Обозначение Наименование Кол
69
5В Зак. 306
• Ф20 плоскость
для Всех отверстий
Ф 9,5 пробить
11отВ.
ы
61
7£+МЬ
30-0.25
9920,35
169
олискается
утоншение
стенки за счет
наружной
лоберхнос/ли
до 0,9
/Голиблобать
Ось коленчатого
бала
-^еболе^
б-б
Контур отбортобки
определяется у плоди -
Ось коленчатого бала ^тламлобки
5HD02060-A
Вид Г
Не извещения Дата
8299 13.02,72
Указанная поверхность
должна быть чистой \
и гладкой ' 1
кУСпшим
11-6653
Покрытие: Ц15
Неизбещения Дата
78М 17.12.68
20-1002199
№ извещения Дата
9U97 29.1 172
Поверхность Т, должна быть
плоской, отклонение не более
О,Ц.
Взаимное биение поверхностей
ДиД, не более о./б.
Поверхности ТиТг должны быть
параллельны, биение не более ОД
на радиусе 37
КРЫШКА
РАСПРЕДЕЛИТЕЛЬНЫХ
ШЕСТЕРЕН
Сталь 08 кл гост /050-60 лист
толщ. 7.5 ГОСТ 3680-57 отделка поберхнос-
ти Высокая
11-6650
25
5F$
-®'
кПСптнн.
J9.
1x1(5'
K^'rOCTSUtSi
ф/2,5 сВерлить на
глубину П;-
1 х 90° зенкобать
с обеих сторон
Покрытие-Ц7
/М18х7,5Е кпЗ
полным просрипем
на глубине 8, не менее
ШТУЦЕР НАГНЕТАТЕЛЬНОЙ
ТРУБКИ МАСЛЯНОГО НАСОСА
Хол. тянутая сталь И/2 ГОСТ79/9-59
Шестигранник 22-мл гост8560-67
ф7,8 сберлить но месте для
под б ода смазки к коренному
подшипнику /после за прессой-
б блок)
Ф9.5+о°о^
93*7
ШТУЦЕР ПЕРЕХОДНЫЙ '
СПУСКНОГО КРАНИКА
ВОДЯНОЙ РУБАШКИ ЦИЛИНДР®
Сталь А72 ГОСТ 7919-59 шестигранник
22 мг ГОСТ8560-67
Н-6082-РП
^избещения Дата
300366
Втулку запрессобать
указанным торцем
рк . я. .. ПОПЕРЕЧНОГО МАСЛЯНОГО КАНАЛА
Развернуть отверстие под Втулку 5 блоке (для ремонта!
ципинороб ф9,5±о‘огг на глубину 120 Сталь70 ГОСТ7ОТО5-63 труба 10*1 ГОСТ/0709-63
ВТУЛКА
Розбальцобанный конец трубки
УВеличено
90°ыз0'
202
1,6,неменее
коническая
поберхность
\Ф15,Щ0.
11-6651
Нгизбещения Дата
10382 13.09.58
дассиробать 6 натрите
натрия при изеотоолениь
из труды по ГОСТ 11 299-
-73
Покрытие: Ц.6
5IA-I3D503Q-A
Н: извещения Дата
7859 6.03.72
29
ТО
2 17-665/ Трубка 7
1 280059 - П8 Гайка 2
N? У/п Обозначение Наименование /Гол
В заготобке
Л 1.5
тих
ТРУБКА НАГНЕТАТЕЛЬНАЯ МАСЛЯНОГО
НАСОСА В СБОРЕ
Поз. 2 - сталь /О ГОСТ /0705-63 труба /2± О, /5 х 7
ГОСТ 10707-73 или труба 12*0,9 ГОСТ7/299-73 луженая
\ Пробить отберстие
указанной формы
КРОНШТЕЙН РЫЧАГА УПРАВЛЕНИЯ СЛИВ-
НЫМ КРАНИКОМ ВОДЯНОЙ РУБАШКИ БЛОКА
Сталь 08 КП ГОСТ 1050-60 лист толщ 7,6 ГОСТ3680-57
Пран должен быть герметичным под доблг-
нием Воздуха б /кгс/см? Притертые поверхнос-
ти корпуса и пробки при сборке допускается,
смазыбать легким слоем литиебой смазки.
Покрытие стальных деталей: Ц.9. хр.
В указанном положении рычага кран
закрыт.
Недостающие технические требования
по ОН 025 287-66
51-1305040-Ю
Н*избещения Дата
3525 Z2\ftlO
^Удепичено
>?//
Расклепать
К^"П)СТб1Н-52
S-/U-0,93.
№0.5
КРАН СЛИВНОЙ в СБОРЕ
Покрытие: цб
53^1001089
извещений Дота
M-5IR400200240
746
Ф75*О,4
15*0,4
Покрытие: Цб.хр
100
7ЖШ
.Ф32-Щ)
КОЛЬЦО КРЕПЛЕНИЯ ОБОЙМЫ
Резина марки 7-9831-Ш ТУ38005204-77
П. 03. 73
<№?^ч
53Я-Ш063
А
W51
0"
wl
Кран закрыт
Кран открыт
О Шпилька 291828-П;
Шайба 295334-ПВ.
® Шпилька 297835-П
Шайба 293334-П8
ВТУЛКА ВЕРХНЕЙ ПЛАСТИНЫ
Сталь 35 ГОСТ 1051-59 круг калибр30 ГОСТ 7477-57
ШАЙБА СТУПЕНЧАТАЯ ОПОРЫ
ДВИГАТЕЛЯ
Сталь/712 ГОСТ 1414-54 круг калибр 40 ГОСТ 1417-57
шв
70.03.73
WI
05*45’
5304001082
№извещения\ Дата
Н-извещения Дата
3525 22.12.70
/5*0,4
Задний торец
блока
<
увеличено
90'
5В*
Калибр кольцо ф6,02 толщ. 5
должен свободно надеваться
на указанной длине
R 03 max
Выдавить заплечика, как указано
R 0,5 max.
8-0,36
7x45'
510430502540
К-извещения Дата
3525 22.12.70
4 5Ю-1305030-Я Кронштейн 7
57Я-7305025-10 Рычаг 1
2 57-7305040-70 Кран в сборе 7
1 20-7002 799 Штуцер 1
Н! н/п Обозначение Наименование Кол.
УСТАНОВКА СЛИВНОГО КРАНА
БЛОКА ЦИЛИНДРОВ
Rimax
У- извещения Дата
1477 29. Ю. 73
V3(v)
Фб-0,16
276*7,5
325*2
Указанным, концом рычаг должен
свободно б ходить 1 6 отверстие
Ф7,5 высотой 3
121
я
7x45'
2*Ц2б
0,9*0,16
178-0,25
размеры обеспеч. инстр.
Допускаются следы от захвата инструментом
при подсадке бурта.
Остальные технические условия по ТУ37.702.0036-77
РЫЧАГ УПРАВЛЕНИЯ МИШ ИРАНОМ ВОДЯНОЙ РУБАШКИ БЛОКА
Столь Юкп Г0СТЮ70г-бЗ
12-1003063-5
У-извещения Дата
4586 24.12.74
R8.5
Ф9*0,25
Зотв.
ФЛ
ФВ
И№
045 \
Ц- 6060
11-6062
11-6063
70-6059
Н- извещения Дата
7853 05.03 72
^12x1/5x0.?, h75^5
Со стороны торца солодки
Стилки допускается увеличение
ф н да ф 18,15 мм max на длине
2мм. max
Неуказанные допуски ±од
ПРОКЛАДКА ВЫПУСКНОГО ПАТРУБКА
ВОДЯНОЙ РУБАШКИ ЦИЛИНДРОВ
Паронит ПОН-1 ГОСТ 487-77
11-6060 H-60S2 11-6063 70-6059
9 10.5 14,5 17,5 72
В 7 Ю 13,5 8
С 6,5 9.5 13 7.5
Н 4 4 4 4
R / / 7 /
Ф75,6*& запрессовать
в отверстие Ф75Д
51-1003018-РП
Возвещения Дата
1877 13.12.73
УСИЛИТЕЛЬ ПРОКЛАДКИ ГОЛОВКИ
ЦИЛИНДРОВ
Сталь08кп Дента толщ. 0,22 ОМ-3 Г0СТ503-7/
Допускается уклон
внутрь до 8*
20-1003037
М-52-04-1000009
71-извещений Дата
654 \0506.73
СХЕМА РАСПОЛОЖЕНИЯ ШПИЛЕК
И ШАЙБ ГОЛОВКИ ЦИЛИНДРОВ
46-0,5
75е Ф 72,5развернуть
~^|рг Втулку запрес-
_ I совать 6 головку
J, 5х(5е на сурике
К-извещения Дата
9932 08.12.72
ВТУЛКА ОТВЕРСТИИ ПОД ШПИЛЬКИ
ГОЛОВКИ ЦИЛИНДРОВ (ДЛЯ РЕМОНТА)
Латунь /163 Труба Т16х2М ГОСТ 494-69
13
ОКАНТОВКА
ОВАЛЬНЫХ ОТВЕРСТИЙ
ГОЛОВКИ ЦИЛИНДРОВ
яб МАЛАЯ
Неиказанные допуски ±Д7 Сталь 03кл Лента тлщ. 0,22
ОМ-3 ГОСТ503-77
7/
13-1003007-Ы)
Не извещения Дата
1192 15. 01. 76
Обозначение
гопоЬка b сборе с клапанами поз. / ПОЗ 8 Вес
/3/003001-90 13-1003о/о- 90 2/-/0070/5-А2 12,060
66-0/-/003007 66011003010 66-/007015 12.205
53-1003007 53-/0030/0 66-1007015 /2. /20
66-03-/003007-20 66-03-/0030/0-20 66-1007015 12.340
Разрез по плоскости, ппоходящей
через оси клапанов
А-А //
повернуто
Притирку производить пастой, состоящей из / части
микропорошка М20 ГОСТ3647-71 и 2частей масли индустриаль-
ного 20 (веретенное 3) ГОСТ 1707-5/. •
После притирки детали промыть.
Перед сборкой кпапаны, не проходящие хромирование
стержня, графитизировать согласно инструкции АКБ- 48
плотно бегать к соотбетстЬиющим седлам 6
ЛЛпД °бгспечи6оть герметичность камеры сгорания
пПГ2Г„Нро6от'<е сеВел и продляющих дтулок с одной цстанодки
ния bSxoTiооеГТп.ииЦГ0КПЬп,П,>оЬеряеш№ Ганием избыточногодабле-
Н Я ПпгпГХЗг,2Д0й кгКм со стороны камеры или керосином.
ниеД20Уе2кинТпРГ°ХнЖ Гздуха клаланм “е ^лее /2 см з б тече-
ние /исекуно. при необходимости притереть.
При обработке седел шлифовальной машинкой Все клапаны Лплжцы быть
р SnnKn СеВтМ- ^^ость 50нтропиробГтькакПТмзано0/бьГшеВЫтЬ
Мороцро герметичность для модели /3-/00%, для остальных-
12 262541-П Пробка Г
// /3-1007/09 Втулки установочная 2
10 13-1007 022 - 8 Шайба опорная £
9 11-6512 Сухарь клапана /6
8 см. таблица Клапан выпускной 4
7 /3-/ОО7О/О-Б/ Клапан впускной 4
6 21-1001026-А Втулка тарелки 8
5 21-Ю07025 -52 Тарелка пружины клапана 8
4 2/ -10070/9 -5 Коппачок 4
3 21-1007020-6 Пружина клапана 8
2 21-1001022-6 Шайба опорная 4
1 см таблицу Головка цилиндров В сборе /
Не 8/п Обозначение Наименование Кол
ГОЛОВКА ЦИЛИНДРОВ
С КЛАПАНАМИ 8 СБОРЕ
13-10 ОЗОН)-W
Не извещения Дата
1192 /£0/. 7S
Перед у с тан од кой втулки лоз. 3 и 5 и седла
клопиной поз 2 и 6 охладить В твердой дву-
окиси углерода, солодку поз. / нагреть до
температуры 160*175° С.
Биение конических поверхностей Всех седел
относительно осей отверстий до Втулках
клапанов 0,025 max.
При продерке седел клаланоВ лоз. 2 и0 на крас-
ку конусным калибром с хВостодиком, направля-
емым Во Втулках клапанов поз. За 5 с зазором
0,05max, контакт должен быть 6 Виде непре-
рывного кольца шириной 7/з min ширины сраски.
Объем камеры сгорания Выдерживать согласно
чертежа 13- Ю оз 015- 00.
На рабочих (расках седел клапанов никакие
дефекты не допускаются
А-А
фу^огг
обработать
после уста-
новки
фД обрабатывать после устаноВки
1 см. таблицу)
Обозначение
Головка в сборе лоз/ лоз 5 Sec
13-1003010-90 13'70030/5-40 /3-/007038-8 У+0,022 70,300
53-/0030/0 13-/0030/5-00 66-/001038 j]tO,OZ2 10,300
66-01-1003010 66-01-1003015 66-1007038 ]]+ 0,022 10,365
66-03-1003010-20 66-03-/0030/5-20 66-1007038 +0.022 /0,520
Торец конусного калибра
изготовленного по размерам
ф 46,2 и Д90° должен быть
заподлицо с указанным торцем
или Выступать на 0,(5тах
Торец конусного калибра,
изготовленного по размерам
Ф36.2 и290° должен быть
заподлицо с указанным торцем
или Выступать на 0,15 max
6 2/-1007080-A Седло выпускного хлопана 9
5 см. таблица Втупка выпускного клапана 4
4 /3-/001030-6 Стопорное кольцо 9
3 /3-1001033-6/ Втулка впускного клапана 9
2 /3-/001082 Седло Впускного клапана
1 см таблицу Головка цилиндров 1
Me п/п Обозначение Наименование Коп.
МЮКА ЦИЛИНДРОВ В СБОРЕ
154003015-'В
№ избещен ия Дата
5305 26 03. 74
73
Н'извещения Дата
5305 26 OW
С&ерлигпо под резьбу
фз цеко&ать
М8 Ао
АСР- =7,188
нарезать 1отв.
Вид С
Е
Точка Ш
повернуто
Пч Ф1 2-0.027
_, 5 ° уклон Всасывающего патрубка
П “тдлько бзбне Встречи : Выхлопным
z Неука за-низ литейные уклоны 2° за счет утолщения
тело т^али.
2. Допускаемые отклонения радиусе В сопряжений,
определяющих геометрию кам°р с/орания ±0,8 мм.
з. Размеры В СЗ относятся ко Всемj контуру камеры
сгорания.
4 Неуказанные допуски на размеры, получаемые механичес-
кой обработкой по ОН025 202-66.
5 ГидраВлическое испытание Водяной полости и газоВых
каналоВ на герметичность производить при давлении
3...4 кгс/см.2 Течь В В и бе капель или отдельных
пузырьков Воздуха (В зависимости от метода испытаний),
допускается устранять однократной пропиткой полиэфирной
смолой пн-301 ту А/П537-67. Не допускается пропитка
деталей, имеющих теиь В камеры сгорания и Выпускные
газовые канолы.
6. После исправления негерметичности путем заварки
или пропитка деталь должна быть Вновь проверена
на герметичность. ,
Z Неьлос^остность поверхностей П;П1;Пч не долее 0,05мм
' и поверхности Пг не более 0,1 мм.
8 Неперпендикулярность поверхности Пч оси клапаноб
не более 0,05 мм на длине 100 мм>
я Непараллельность осей 0 и Oi установочных отВерстий
недолге 0,05мм надлине 100мм.
ю. Поверхность Пз образована движением отрезка
прямой, концы которого перемещаются по линиям аоб
и гд параллельно.
11. Объем камеры сгорания при поставленных клапанах
иВВернутой сВече должен быть раВен 79...82см3
Разница объемоВ камер сгорания В одной галобке
пропитки
цилиндроВ не менее 1,5 см.
12. Допускаются остатки смолы после
на необработанных поверхностях.
15°И0'
Ю-Ю
поВернуто
85
R2
max
Т-Т
повернуто
85
R2
max
для справок}
допускается ступенчатое
сВерление слереходами 156,15toy
от фи до ФЮ
Вид Р
Ф 15,5 +об3 2 устаноВочных
отверстия
Ступенчатое сВерление
на глуб. 160 с переходами
от Ф 8,5 но глуб. 8712 до Ф6
К f/8" Г0СТ6111-52
R10 плавно переходит в 83
/ 383
ад
ю
810 деист Вит_____
на указанном участке
Г
13. На пюрцах бобышек крепежных отВерстий, кроме
бобышек крепления детали к блоку цилиндров находящихся
В зоне Выпускных каналоВ /двух Внешних рядоЬ), и на торцах
бобышек крепления стоек коромысел допускается не более
одной ракоВины на одной бобышке размером не более 2мм
и глубиной не долее 2 мм, расположенных на расстоянии
не менее 2 мм от краеВ поверхностей и отВерстий.
19 На поверхностях не более дВух отВерстий пад
направляющие Втулки клапанов допускается наличие
ракоВин размером не более Змм и глубиной не более 2 мм.
Количество ракоВин В отберстии должно быть не более
двух, расположенных на расстоянии друг от друга не менее 10мм
и от краеВ отверстия не менее Змм.
15 На плоскости крепления Впускной трубы В местах,
не перекрываемых прокладкой (Взоне 1,3иЧцилиндроВ),
допускается не долее трех ракоВин размером не долее 5мм
и глубиной не более Змм или группа ракоВин площадью
не долее 1см2
16 На плоскости крепления Выпускного коллектора
допускается не долее дВух ракоВин, размером не долее 2мм
и глубиной не более 2 мм на расстоянии друг от друга
не менее 20мм и 2 мм от края.
17 . На нижней плоскости детали В местах перекрываемых
прокладкой, допускается не более дВух ракоВин размером
не более 5 мм и глубиной не долее з мм на расстоянии
друг от друга не менее 20 мм и расположенных от наружного
контура и контура, определяющего площадь цилиндроВ,
на расстоянии не менее 12 мм и рт кромок крепежных отВерстий
на расстоянии не менее 6 мм.
18 На поверхностях не более дВух отВерстий крепления детали
к блоку цилиндроВ допускается по одной раковине размером
не более 5мм и глубиной не более 2 мм, на расстоянии
не менее Ю мм от края.
19 Допускается чернота В гнездах под сВечи на дуге
не долее 60, °кроме опорной поверхности.
20 Дефекты, перечисленные В пп. /К. 19, допускаются при
соблюдении требований на герметичность.
21 На обработанных поверхностях, не перечисленных
В п.п 13... 19 допускаются ракоВины, засоры и другие дефекты,
имеющие после приведения их к чистой ракоВине, диаметр
не долее 1мм.
Допустимое количество ракоВин на этих поверхностях
на одной детали не долее В, расположенных на расстоянии
друг от друга не менее 10мм и не менее 5 мм от края
поверхности.
22 . На резьбах дефекты не допускаются.
23 . На обработанных поверхностях детали за исключением
нижней плоскости, допускается пористость не Выше
3 балла по шкале В НАМ.
На нижней плоскости допускается указанная пористость
В местах, перекрываемых прокладкой и расположенных
на расстоянии не менее 12мм от контура, определяющего
площадь цилиндроВ
2ч Допускается установка не долее двух ремонтных Втулок
В отверстия крепления детали к блоку цилиндроВ, кроме
отВерстий под шпильки /ул/8,15,16 по чертежу мт13-1000-53.
Втулки устанавливать на герметизирующей пасте С80Ц5
по технологической инструкции 8-60
25. Допускается установка ремонтных ввертышей по чертежу
2Г1003099-РП в резьбовые отверстия крепления Выпускного
коллектора и 21-Ю03095-РЛ ВрезьбоВые отверстия крепления
Впускной трубы Восстанаблиоать не долее дВух отВерстий
на каждой плоскости.
26 Неуказанные допуски на литейные размеры см. В табл. 1и 2.
27 Неуказанные толщины стенок 5мм.
28 Неуказанные радиусы В литье Змм.
Таблица /
Виды поверхностей Неуказанные допуски, мм
размеров между необрабатываемыми поверхностями Размеров толщины необрабатываемых ребер размеров между необра- батываемыми и одра - батыьаемыми поверхностями
Образованные кокилем t 0,8 ±0,7 ±f,o
образ об анные тёсчаным стеыкнр.м [ ± 1,0 ± 1,0 ±1,2
— —— ММ Тпблиип ?
Размеры радиусоВ сбыте и ~10 16 25 ±10 60
да ч 10 16 25 +0 60 100
Неуказанные допуски для поберхностей образованных кокилем 10,6 10,8 и,о ±1,3 ±1,8 ±2,0 ±3,0
для поверхностей образованных пес- чаным стержнем +-0,8 ±1,0 ±1,2 ±1,6 ±2,0 ±2,6 ±5,5
500
V м
13-1003015-Е
№изВещения Дата
5305 26.03.70
29. Неслитины, трещины, скВозные ракабины искВозные
рыхлоты не допускаются.
зо чп пибу^исти камер сгорания никаких дефектов
не допускается.
31. Наружные и Внутренние поверхности детали
должны быть чистыми и не иметь пригара формовочной
земли.
32. На необработанных поверхностях допускается:
а) единичные мелкие ракоВины, шлаковые включения,
зосоры и другие дефекты, имеющие после прободения их
к чистой ракобине диаметр не более Змм и глубину
не более 0,3 толщины стенки, но не более 2мм, приуслобии
что с противоположной стороны б этом же сечении
нет подобных дефектов. 2
Количество десректоб на поверхности площадью /00см
не более Р, а на Всей детали не более 6.
Расстояние между дефектами должно быть не менее 10мм,-
6J шВы Высотой не более /мм и на острых углах
недолибы {закругления) радиусом не более 3мм;
б) следы от зачистки наружных дефектов, лисп никой,
быпороб и заборки. Зачищенные места должны быть
заподлицо с поверхностью детали, допускается
Выступание не более 1мм.
33. До механической обработки детали допускается
испроблять заВаркой дефекты любого происхождения,
кроме трещин, не более чем В У местах на детали
Расстояние между забарибаемыми дефектами
должно быть не менее 20мм
Материал заборки должен быть тем же, что и материал
голобки цилиндроВ.
Не разрешается заборка:
а] но поверхности камер сгорания, Включая и участки
нижней плоскости Внутри контура, определяющего
площадь цилиндроВ;
б) бобышек сВечей зажигания; _
ь) на торцах бобышек крепления детали к блоку цилиндроВ
расположенных б зоне Выпускных каналоВ
[дВух Внешних рядоВ).
После исправления дефектов деталь должна быть
подвергнута термообработке по режиму Тб гост2685-63
з^. После предварительной механической обработки
на нижней плоскости допускается исправлять за Варкой
не более двух ракоВин размером 5 В поперечнике и глубиной
не более 5мм на расстоянии не менее 20мм друг от друга,
расположенных от наружного контура, определяющего
площадь цилиндроВ, на расстоянии не менее 12мм и
от кромок крепежных отВерстий норасстоянии не менее 6мм.
35. На окончательно обработанной о стали допускается
испраВлять заВаркой-.
а]ракоВины на торцах крепежных бобышек, кроме
бобышек крепления к блоку цилиндроВ, не более чем
на трех бобышках;
б)не более дВухраковин размером не более змм и
глубиной не более Змм на плоскости крепления крышки
коромысел, расположенных на расстоянии друг от друга
не менее 20 мм;
В) не более дВух ракоВин размером не более б мм
и глубиной не более Змм на бобышках крепления стоек
оси коромысел и не более чем по однойракоВине на бобышке;
г) не более дВух ракоВин размером не более 2 мм и
глубиной не более 2мм на плоскости крепления Впускной
трубы, расположенных на расстоянии друг от друга
не менее 20 мм.
35. Для удаления следоВ заВарки допускается дополнитель-
ная обработка на Величину не долее:
а]плоскости крепления крышки коромысел... 0,2мм;
б)плоскости крепления Выпускного коллектора... 0,2мм.
ГОЛОВКА ЦИЛИНДРОВ
Количество листов 3
Лист 3
75
в-в
66-05-1005015-26
Все Достающие Ванные си. на чертеже 66-/0 03015-6
’ГОЛОВКА ЦИЛИНДРОВ
Все недостающие данные
см. на чертеже 184005015^0
66-01-1005015
Н- извещения Дата
1192 15.01.16
ГОЛОВКА ЦИЛИНДРОВ
При затяжке гаек шпилек солодки цилиндроб придержидаться указанного
б чертеже порядка Сначала произвести предоарительную радномерную затяжку
кек гаек, затем эту операцию повторить, ообибаясь тугаи равномерной
затяжки Окончательную затяжку гаек следует делать на колодном
одигателе ключом с контролированным моментом затяжки. Крутящий
момент, потребный для этой затяжки должен быть д предела к 7,3- 7,8 кгм.
После горячей обкатки и полного остыдания дбигателя проверить
затяжку гаек Момент при этом должен быть д указанных дыше пределах
Как предварительную и окончательною затяжку гаек, так и проверку
их затяжки надлежит делать б порядке, указанном о чертеже.
При затяжке гаек шпилек голобки следует ослабить гайки
Крепления Спускной трубы
МТ-15-1000-5-Л
у-ш- по, порядку МТ-13-1000-5-я МТ-66-1000-5
У шпильки У шпильки
12,5,3,11 291859-0 291859-0
8.1,1,16 291860-П 291860-0
11,10,2,9 291826-П 291826-0
13,4,6.14 291825-П 291825-0
В арабом ряду иилиндроб
15 291860-П 291860-Л
18 291826-0 291826-П
Вледом ряду иилиндроб
15 291826-Л 291826-П
18 г9!826-П 291859-П
б-издещения Дата
552.4 25.02.74
ЗАТЯЖКА ГАЕК ШПИЛЕК
ГОЛОВКИ ЦИЛИНДРОВ ДВИГАТЕЛИ
13-Ю03015-Щ
Ступенчатое сверление
~на глуб. 1йо с пер входам~
от ф 7 на глуб. 50 до Ф5
фэ цековать на глуб. з
A-А,
№ извещения Дата
5339 ft. oz. 7ff
Обозначение Недостающие данные см. на чертеже
13-1003015-40 13-1003015-е
66-01-1003015 66-1003015-6
66-03-1003015-20 66-03-1003015
Обозначение Д Вес вес детали /ЮЗ. 1
В сборе Дет поз 1 Дет поз 2
13-1003020-30 13-1003024 -30 13-1003026 1U2 0,15 0,10
66-01-1003020 66-01-1003024 66-1003026-12 s't 0,17 0,12
______________83
10 \
123
Ф18
ГОЛОВКА ЦИЛИНДРОВ
3 70 Ю - 6059 Оконтодка Ф8 1
2 см. таблицу 0кант одна окна 4
1 см таблицу Прокладка 1
N п/п Обозначение Наименодание Кол
/3-Ш020-30
13-1003024-30
№ издещения Дота
3613 30. 12. 70
Пробить 6 отд
указанной
формы
38 ~
165+0,15
2
Ф 13
С/робить
Ф10
пробить
4 отд.
54
49510.2
/Пробить 3 отд
указанной формы
2 устонодочных
отд.
Пробить 3 отд
указанной формы
13 вокруг
2устанодочных
отд.
бщ
Прокладку д сборе чеканить,
допускаемое колебание толщины
одной прокладки [ включая и разность
между толщиной прокладки д местах
облицоданных усилителем) дпределах 0,4
А-А
\ Только для устонодочных
отверстий
Неуказанные малые радиусы скруглении - 3
14 толщина прокладки
5 сжатом состоянии
только для спрадон
ПРОКЛАДКА ГОЛОВКИ
ЦИЛИНДРОВ В СБОРЕ
Поз. 1 асбостальной лист марки б'Д-2 ГОСТ 12856-77
410.25
66-1003 С26-12
№издещения \ Дата
1/708 /7-08.72
3-0,5 по__
периметру
L*
Ф12
&
L
юЗ остальное
13-1003/50-Р
N ° извещения Дата
13181 28.11.66
i , 25
13-1003085
70Ю-6059
Допускается уклон днутрь до 8 °
Неуказанные допуски по ОН025 202-66
ОКАНТОВКА ОКОН
ПРОКЛАДКИ ГОЛОВКИ
Столь 08 КП лента Ц22мм ГОСТ 503-71
№ извещения Дата
2230 20.07.64
16- с обеих сторон
№издещения Дота
7859 6. 03 72
Ф15^о
Обозначение L А/ бодышки шпильки по черт МТ-13-1000-5-А Вес
13-1003150-Р 58 4; 6; 13; 14 0.01
13-1003151-Р 68 2; 9; 10 0,012
13 -1003152-Р 80 1;7 С, 014
13-1003153-Р 70 3; 5; 11,12 0,012
13-1003154-Р 56 17; 18 0,009
21Z.
Ф8
Птдеретив д гол од ке расточить
до ф‘15*°‘°27 на глубину L, дыдержи да я
чистоту поверхности не менее 7 6
Перед запрессовкой ремонтной дтулки
головку нагреть до 160.. 175°с. а втулку
охладить д твердой ддуокиси углерода
Втулку зопрессодать д гол одну заподлицо.
Утопание не допускается.
ВТУЛКА РЕМОНТНАЯ ЮЛОВКИ
ЦИЛИНДРОВ
Алюминиевый сплад Э/ или 1)16 ГОСТ 4784-65
Ф 15.5-0.012
Цианиродать на глуб. 0,05... 0,1 о после
окончательной обработки
Калить
Тдердость подерхности продерять
напильником, торироданным на
тдердость по Рокделлу С-56
ШТИФТ ОСТАНОВОЧНЫЙ
ГОЛОВКИ ЦИЛИНДРОВ
Сталь 20 ГОСТ 1050 ~57
труба бесшодная кар диаметр 15
толщ, стенки 2 гост 301-50
Покрытие Ц6
УСИЛИТЕЛЬ ПРОКЛАДКИ
ГОЛОВКИ ЦИЛИНДРОВ
Столь 08КП ГОСТ 1050-60
лента 2 гр. особо мягкая
толщ 0,22 ГОСТ 503-67
12-1005015-61
№ извещения Дата
6089 24.0871
3 Z62 512 - П Пробка f/2 " Г
2 262 507 -П Пробка б/в " /
/ 12-1003015-61 ГолоОка цилиндроб /
И: п/п Обозначение Наименование Км
18
12-1003015-61
Ns извещения Дата
6089 24 08.71
12-1003024-32
Ns извещения Дата
10701 22.09.69
!2 12-1003029 ОкантоЬка 2
// 11-6002 ОкантоЬка 3
10 20-1003036 ОкантоЬка 2
9 12-1003026-6 ОкантоЬка средняя 1
9 70-6073-A2 ОкантоЬка крайняя 2
7 70-6069 ОкантоЬка 4
6 70-6059 ОкантоЬка 3
5 20-1003037 ОкантоЬка 4
9 12-Ю03028 ОкантоЬка 2
3 11-6053 ОкантоЬка 3
2 11-6060 ОкантоЬка 7
1 12-100302lf-32 Прокладка /
”h Обозначение //ааменодание Кол
79
12-1003060 I
A-A
37° /
На указанной длине
Внутренняя и наружная
поверхности должны
быть цилиндрическими
и гладкими 6 литье
R28
Поверхность В трек бобышек
должны быть плоскими
и гладкими В литье
Ф38*
Ф52
ФоОТВ
Ф 65 7^,1
1*45°
АГ извещения Дата
716-1 22.12 71
R6_ &
быть
Торец Т должен
плоским;
отклонение не долее 0,1мм
Неуказанные толщины /Т~ ]
стенок - 4мм ' I
' R7
Неуказанные радиусы
закруглений о литье -Змм\
Питейные уклоны -1° j
земли,
Очистить внутренние
полости от формодочной
каркасной проволоки и
частей стержней
Покрытие В литье : дм аль НЦ 5123
краснакоричнедая гост 7462-73
Остальные требования к окраске
ПО ГОСТ 7593-70
R8.5
ф 8,5 сВерлить
3~дгп6ерстия~
14
ПАТР У 60 К ВЫПУСКНОЙ ВОДЯНОЙ
РУБАШКИ ЦИЛИНДРОВ
Чугун серый сч 18-36 ГОСТ 1412-70
20-1003036-Б
гг извещения Дата
9932 08.12 72
ОКАНТОВКА ФАСОННЫХ ОТВЕРСТИИ
ПРОКЛАДКИ ГОЛОВКИ ЦИЛИНДРОВ
Сталь 08 КП лента толщ. 0,22 ОМ-3 гост 503-71
29
70-606^
п° издещения Дота
7859 06 03 73
УСИЛИТЕЛЬ
ПРОКЛАДКИ
ГОЛОВКИ
ЦИЛИНДРОВ
Сталь 08кп лента толщ о22 ом-з гост503-71
70-6073 ~А2
Та&лица №1
МаркироВка Д
Белый 22,0000 21,9975
Зеленый 21,99 75 21,9950
Желтый 21,9950 21,9925
Красный 21,9925 21,9900
Таблица №2
Обозначение д Ремонтное увеличение Маркиродка
11-6135-л 22~o,oi стандарт. см таблицу
11-6135-6Р 22,08-0,005 0,08 черный
11-6135-ВР 22,12-0'005 0,12 синий
11-6135-ГР 22,20-0'005 0,20 коричнедый
Измерять при 20°с±3°с
, ~ у 10 5
Вариант по Выбору
Увеличено
о
7010,1
i (ю диаметру Д пальцы стандартных Маркировать размерные
размеров сортиробагпь на 4 группы группы маслостойкой
через 0,0025 (см. таблицу краской 6 указанном месте
В запчасти отправлять 2 средние группы.
Под дор пальца к поршням и шатунам
см инструкцию И - 115-Л
Конусоодразность и эллиптичность
поверхности Д max 0,0025 мм
Разностенность max 0,6мм.
После полиродки пальцы проверять
магнитным дефектоскопом на
отсутствие трещин
После проберки пальцы размагнитить.
Ремонтные пальцы маркировать маслостойкой
краской на Внутренней поверхности, кик указано
(см таблицу №2) и цпакоВать В кор едки с одозначением
ро змероб, например • „ палец поршнеВой. ремонтный
размер Ю.12"
ПоршнеВые пальцы должны Выдерживать следующие
нагрузки при механическом испытании:
на раздаВлиВание - пил 7000 кг
на из гид - mui 7000 кг
см инструкцию И - 125.
Вес пальца 112 i 2 г.
Недостающие технические требования
СМ. ГОСТ 776-66.
Затупить острые кромки и зачистить
заусенцы согласно эталону.
11-6135-А
н ° издещения Дата
3017 20 05 74
Наружную поверхность пальца подвергнуть
поверхностной закалке электронагреВом
Глубина закаленного слоя 1 .1.5мм.
Перед поВерхностной заколкой пальцы
подвергнуть улучшению
Тдердость HRC 58 65
На 'торцеВой поверхности польцеВ тдердость
Н КС тип 45
Переходная зона тдердости 5 мм.
Колебание тдердости д одном пальце, замеряемой
д любой точке по длине, отступая 6 мм
от торцед тахзняс.
Продерять до окончательной механической
обработки
ПАЛЕЦ ПОРШНЕВОЙ
Сталь 45; С-- 0,45. ..о,50 °/о ГОСТ 1051 - 59
круг калибр ГОСТ 7417-57
12-7003026'5
А-А
12~1003028правый показан
12~1003029ледый симметричен
Дата
Об 03. 72
Допускается
уклон Внутрь 8°\_~__
N7 извещения
7859
< К 5
кТ
УСИЛИТЕЛЬ ПРОКЛАДКИ ГОЛОВКИ ЦИЛИНДРОВ
Сталь 08кп лента толщ. 022 ом-з гост 503-71
ОКАНТОВКА ФАСОННЫХ
ОТВЕРСТИЙ ПРОКЛАДКИ
ГОЛОВКИ ЦИЛИНДРОВ
Сталь 08 кп лента толщ 022 Ом-з
ГОСТ 503-71
ЬО
N °издещения Дата
7859 06.05.72
№ издещения Дптз
8400 19.04 72
А-А
Загнуть при сборке,
как указано
Загнуть при сборке
как указано
А
R21.8
Т
Увеличено
т
Уделичено
(Допускается.
уклон Внутрь до 8°
^Допускается уклон
внутрь до 8°
410.23
ОКАНТОВКА ОКОН ПРОКЛАДКИ ГОЛОВКИ ЦИДИНДРОВ~СРЕДНЯЯ
Сталь 08кП лента толщ 0,22 ом-з ГОСТ503-77
Разница б бесе указанных комплектаб.цстанаблибаемых
б один ддигатель, не должна пребышать "8г
55-10 (№010-A
№ извещения Дата,
5364 14.03.14
Маркировать номер цилиндра б указанных местах
ПО-4 Р0СТ2930-62.При маркиробке сохранить геометрию
побврхности А.
При сборке отогнутый конец детали поз 5 должен
быть обращен бо бнешнюю сторону, как показано
Подбор поршня, пальца и шатуна произбодить по
инструкции ПК. 37. 304 0002-7/.
При сборке номер на шатуне и метка 5 на крышке
должны содпсдать с надписью „ назад" на поршне для
!'2,з и 4 ципиндроб и должны быть обращены назад при
цстанобке б дОигатель.Для 5,6,7 а 8 ципиндроб эти
метки не совпадают с надписью„ назад "на поршне
и должны быть обращены бперед при устанобке
б ддигатель
7 66-Ю 04 045-02 Шатун б сборе /
6 21-/004020 Палец поршнебой /
5 2/-1004022 Кольцо стопорное 2
4 53-1004035 Кольцо поршнебое /
3 21-/004025-А Кольцо поршнебое /
2 21-1004 030-А Кольцо поршнебое /
/ 53-I01MI6-A2 Поршень /
% Обозначение Наименобание Коп
ПОРШЕНЬ И ШАТУН в СВОРЕ
I
66-100^050-6
Из извещения Дата
5451 25.Q6.7k
НВ 228... 269
Допускается смещение по пинии разъема штампа не более 0,5 мм-
Неуказанные ковочные радиусы2мм, ковочные уклоны 7°
Допускается заусенец по контуру не более о,4мм.
Неуказанные допуски поковки to, 5мм.
Обработку по размерам В скобках производить совместно едет. 737004055.
Маркировать; товарный знак завода-изготовителя паковок.
Маркировать: номер детали 667000045-02шриертом ПО-4 гост2930-62,
выступание над поверхностью 0,5мм.
Маркировать:номер штампа шриертом ПО-4 ГОСТ2930-62, выступание над
поверхностью 0.5мм.
Недостающие технические требования см. по ГОСТ845-67
ШАТУН
Сталь 45Г2 ГОСТ 4543-7/
21-100^022
14-05
пп+0.8
2°-0.2*
82^зЩ
Не извещения Дата
5631 fk.01.75
_ ~ Снять заусенцы
Неплоскостность
указанной поверхности
/з+ОЪ не более 0,2 в месте
Г перехода в усик на
радиусе 82.5 - не более
0.25
После 3 кратного сжатия до ф 25 наружный
диаметр должен быть не менее 27,8 мм
Расположение отогнутого конца относи-
тельно плоскости кольца безразлично
КОЛЬЦО СТОПОРНОЕ
ПОРШНЕВОГО ПАЛЬЦА
Проволока т- 2 ГОСТ9389 - 60
R7 \82
Вид Б
,______62/0,5 &
А-А
Ы075-о.о6
'о шлифовки
3-0.5*45°
Ф9,й-а{ Г
82.5-0.5
*80,8-о, з
7,2min
_Х_
пчршбг-Б
№ извещения Дата
1122 280873
mt о. 4з
^Аа
Калить
Отпустить
Твердость HRC21...34; колебание твердости
для одного болта max Н8СЗ;зомерять на
посадочной части стержня до окончательной
обработки.
Несовпадение оси симметрии головки болта
с осью болта max 0,3
Непрямолинейность max 0.03 на длине болта
Разрывное усилие mln 5700кг, отрыв головки
не допускается
Остальные технические требования см
ГОСТ 758-67.
БОЛТ ШАТУНА
Сталь 38ХА, С=0,35-0,40% ГОСТ4503-77
81
Профиль юбки поршня
53-1004015 -А2
^извещения Дата
5514 f9.09.74
Таблица /
Труппа Г/мм до покрытия после покрт
А пп -0.006 НС-0,018 32 - о.о f2
6 ПО 10,006 Ух- о.ооб У2 +0.012
В по 10,018 УС +0.006 по+0.024 УХ + 0.012
Г пп 10,030 Ух Ю.018 пп +0,036 Ух+0.024
А ПО 10,042 Ус Ю.036 пп+0,048 Ух+о.озб
НВ 100... 130.
Покрытие: Хим. 04; допускается отсутстбие покрытия
на внитренней поверхности поршня и наружной поверхности
дна.
Неуказанные литейные радиусы f,5мм; литейные уклоны! °
Конусность юбки 0,013... 0.038мм /предпочтительно 0,025мм)
наибольший диаметр конуса внизу.
Отклонение любого радиуса юбки поршня от номинала
не долее 0,005мм. Разность двух радиусов, бзятых через ю°
не должна отличаться от номинальной более, чем на
0.005мм
Отклонение большей оси одапа горизонтального профиля
юбки от плоскости, перпендикулярной оси поршневого пальца
не должно быть более 5°
Маркировать по ТУ завода- изготовителя в месте „НТ
Маркировать обозначение размерной группы поршня лои
диаметру отверстия под палец, по табпице 2 5 месте.,О.
Сортирование поршней на группы и подбор пальца к
поршню производить согласно инструкции ИК37304.0002-7!.
маркировать знак Н-°1 по НК 37.304.0009-72, выступание
цитр над поверхностью 0,5мм б месте „ПТ
Маркировать шрифтом по-5 гост2930-62рыступание
цифр над поверхностью 0.5 мм в месте,, Р. ’
Маркировать обозначение размерной группы поршня по
диаметру юбки поршня шрифтом по-5 ГОСТ2930-62 по
таблице / б месте „С".
Подбор поршня к гильзе производить согласно инструкции
И К 37.304.0010-72.
Сортировку на группы производить при температу-
ра диусы Р2 и Я3 не должны быть больше Kf на
величину от 0,18 мм до 0,24мм. Разность радиусоб
Rz и Рз не более о, озмм со стороны прорези.
★Размеры и шероховатость б литье.
★★Размеры после покрытия
★★★Размеры для подгонки по бесу.
**★* Сверлить перед фрезеровкой прорези
Врезание центоа 6 днище поршня не допускается.
Остальные технические требования см. по
ГОСТ865 -54
«2
Таблица 2
Дг,мм Маркировка
25,0000... 29,9975 _ белый
29, 9975... 29.9950 Зеленый
29.9950-29,9925 Желтый
24. 9925... 24.9900 Красный
ПОРШЕНЬ
Алюминиевый сплав А Л30 ТУ 2537
в
^W1
53-1004038
о,з+1>'
» | с=^ |о|
Развертка
Линия сгиба
Число волн 9.
3 Модном состоянии допускается -
наложение концов расширителя на
величину одной волны.
Допускается прогид волн расшири-
теля о средней части вовнутрь не долее 0,25мы
Упругость от 5 до 4,5 кс.
Упругость определяется как разность суммарной
упругости контрольного кольца с расширителем и
упругости контрольного кольца.
Для определения суммарной упругости расширителя
и контрольного кольца расширитель необходимо одеть
но оправку диаметром 82,5-о,оз5 мм и вставить в
в контрольное кольцо. Замки расширителя и контрольного
кольца должны совладать
Определение суммарной упругости и упругости
контрольного кольца производится методом, изложенным
В ГиСТ 1295-63 при зазоре 6 стыке кольца 0,3мм.
Контрольное кольцо по конструкции должно выть
аналогично поршневому кольцу и иметь размеры,
высоту 5-о,оз мм, радиальную толщину 3,05+о,а 25 мм
и зазор в замке 0,3 мм, замеренный при установке
кольца в кал и др с внутренним диаметром 92*°>°21 мм.
★Размер одесаечить при одевании на оправку.
Недостающие технические требования по
ОН 025 209-64
Допускается изготовление из стали 70С 2 ХА
ГОСТ 14959-69
РАСШИРИТЕЛЬ
РАДИАЛЬНЫЙ ПОРШНЕВОГО
МАСЛОСЪЕМНОГО КОЛЬЦА
уюл, лента 0,45-0f03 ЗП-к-Е гост 2614-65
Сталь
Измерять при 20°с
Ф16,0^2 -
Маркировать размерные
/группы_ маслостдйкой
/ краской 8 указанном месте
е±10б
к
№ извещения Дата
5669 26 02.75
21-1004020-05
№извещения Дата
6076 24 04 76
Конусообразность и эллиптичность
поверхности Д max 0,0025.
* П~__--_________ ___— л ~
А-А -L Вариант
Обозначение таз мер ФД, мм
53-1OO4o4l 92,0
53-1004041-АР 92,5
53-1004о41- бр 93,0
53-1OO4o4l-8P 93,5
z 55-1004041
(('извещения Дата
____|____ I 6779 \1106.75
<—-г I --* Покрытие поверхности Г
Z ^тв. 75... 125, поверхности В
1---- хим. Оке. прм.
Кольцо после хромирования
притереть Высота притертого пояса не должна
оыть более 30 % от высоты кольца.
Внешний вид хромового покрытия должен
соответствовать утвержденному эталону.
Упругость кольца, сжатого лентой до
размера Б, Ц1... 0,3 кгс.
Кольцо должно свододно пройти под
собственным весом между полированными
плитами высотой 92 мм и отстоящими
друг от друга на 1 мм, не более.
На пооеркности Г не допускаются
окопы, раковины, дендриты.
На торцевых поверхностях кольца в
пределах длины, равной радиусу закругления
рабочей кромки допускаются слабо ощутимые
пальцем руки дендриты и углубления между ними.
При этом увеличение высоты кольца б
указанном месте не должно быть более о, 05 мм.
★Зазор в замке проверять при нахождении кольца
В кольцевом калибре с внутренним диаметром Д*°>ог1
Недостающие технические требования
по ОН 025 209-64.
КОЛЬЦО ПОРШНЕВОЕ
МАСЛОСЪЕМНОЕ
Сталь у зАгента пружинная фирмы Сандвикен9
55-1004015-АР
'тры Размеры вес
V. 57 XL чш 7Г х 77 КП кт XJX
®-Ц25 69,5 84,5 87,5 23,75 47,5 40,5 20,25 50,5 25,25 о,54о
'&-О,25 70,0 85,0 88,0 24,0 48,0 41,0 20,5 51,0 25,50 0,54б
'^-0,25 70,5 85,5 88,5 24,25 48,5 Ы,5 20,75 51,5 25,75 0,550
между поршнем
42 0,024.
1 ленты- щупа
шем 3,5.. 4,5 кг.
запчасти отправлять
чплекте с поршневым
цем и стопорными
цами
Все недостающие данные
Таблица н°2
Размерная группа Диаметр СР
предельные on клонения, мм
до покрытия после покрытия
Л - д,о ов -0.0/8 0,000 -о.о/г
5 +0,006 -0.006 +о)оц,
В +о,оГЬ -алое 10. Of 2.
Г +и)и30 ★OjfM + 0Л36 1 о.о 24
Д + 0,042 10,030 ю,о48
черт. 51-Ю04-015-А2
В запчасти отправлять поршни всех
размерных групп
ПОРШЕНЬ
(РЕМОНТНЫЕ РАЗМЕРЫ)
Лудить или
тосератировагпь
рабочую поверхность
кольца после меха-
нической обработки-
толщи на слоя
0,005.. 0,010. Допуска-
ется наличие (рос-
Вид А
21-1004025-АР
(Г извещения Дота
798 2 04 57
Обозначить размер
Гольца "раствором
медного купороса
при помощи
резинового штампа,
как указано,
обозначения должны
быть четкими и
2 5- ясными
№ детали Наружный диаметр коаыд при зазоре в стыке 0,4 ±0,1 Применяется для цетанов к и в ци- ни ндры диаметров Условное обоз- начение раз- меров кольца
21- 1004025-АР Ф 92,5 92,1. 92,5 + 0,5
21-1004025-БР Ф93 92,6.93 + 1,0
21- 1004025-ВР Ф93.5 93.1. 93,5 + 1,5 .
(ратной плёнки на торцевых поверхностях толщиной о,оо5 не более.
Все недостающие данные по чертежу 21- 1004025-л
Упаковывать в коробки собозначением
размеров колец, например'.„кольцо поршне-
вое, компрессионное, ремонтный раз мер+0,5"
В одну коробку должны быть уложены
кольца только одного ремонтного, размера. п Л
При упакобке колец S коровки по КОМПРЕССИОННОЕ
одному комплекту но двигатель допус-
кается отсутствие обозначения
ремонтных размеров на самих
кольцах.
КОЛЬЦО
ПОРШНЕВОЕ
чугун серый №24 > си. тм 33049 с
дополнительными требованиями
по ГОСТ 846-48
Вид А
21-1004050: АР
№ извещения Дата
5345 2112.60
--------------- размер кольцо
\/ раствором медного купороса
— при помощи резинового
штампа, как указано;
обозначения должны быть
четкими и ясными.
№ детали но ружный диаметр Применяется для кольца при зазоре ис/паноокиКца/шЗры б стыке 0,41 о,1 диаметров : усладное обозначение оозмероо юлща
21- IQO4O3O- АР 92,5 92,1. 92,5 >9,5
21-1004030-6Р 95,0 92,6 93,0 -то
21-1004050-ВР 93,5 93,1 . 93,5 ★1Д
Покрыть пористым хро-
мом рабочую цилиндрическую
поверхность кольца • общая
толщина хромированного слоя
0,08 . 0,13 ; толщина слоя
пористого хрома 0,04.. 0,06
(для справок); пористость на .
окончательно обработанном кольце должна быть о пределах 30.50%
все недостающие данные см. но чертеже 21-10o4q2S-a для дет. 21-юо4озо-А.
Упаковывать в коробки с обозначением размеров колец, например : „ кольцо
компрессионное, ремонтный размер +0,52 в одну коробку должны быть уложены
кольца только одного ремонтного размера.
При упаковке колец о коробки ло одному
комплекту на двигатель допускается отсутствие
обозначения ремонтных размеров но самих КП/1Ы !П ППР/ИНFР}ПР
кольцах. Для изготовления на ремонт- ыигшииоис
ных заводах КОМПРЕССИОННОЕ
(РЕМОНТНЫЕ РАЗМЕРЫ)
После запрессовки
в кольцо - калибр
Ф 26, 282. ,
и &
т \15±О,25
Ф25$$°073 расточить
после сборки
конусность и овальность
не более о, о 05
Стык
21-1004052
Ф5
пробить
Ф2435+0»°45
оправить гладкой *
брошью после сборки
№ извещении Дата
4269 11.11. 71
МКА ШАТУНА
Лента, бронза оцс 4-4-2,5;
ПТ 1 ГОСТ 15885- 70
85
. Т!3.0*&
5 Модном состояний
0-0.015
8-0,022
В
0,025-0,050 приустанобке Вкладыша В гнездо
приспособления ф 63,512 мм, при приложении
к данному стыку нагрузки Рклс и упоре,
совпадающем с горизонтальной осью гнезда,
для другого стыка.
Вид В
0,2*0,1x45°
с обеих сторон
2,5-0.012
lat
43*0,12*
21- 1004025-9
У-изВещения Дата
5257 // 12. 75
0,4*0,12
0,5x45° с обоих
торцеВ.
Размеры В мм.
11,6 ±0,1 {допцск
зависимый}
д-д
_ 0,013 г0,025по Всей
ширине с обеих
сторон
5-5
15-1004 058Ю2
Н-изВещения Дата
75'02 28.06. 7У
Обозначение деталей Лите- ра Величина ремонтного уменьшения Толщина стенки Вкладыша S Толщина стальной ОСНОВЫ Нагрузка Ркгс Масса кг
13-7004058-Й2 6 1.750 1,42+0,05 365 0,026
13-1004058-6Р1 б -0,05 1,775 7Jt2tOJ)5 365 0,026
13-Ю04058-8PI 6 -0,25 1,815 1.55*0,05 390 0,028
13-Ю Oh058- ДР1 6 -0,50 2,000 1,61*0,05 415 0,031
13-1004058-EPI 6 -0,75 2,125 1,80*0,05 450 0,035
13-1004058-ЖР1 6 -1,00 2,250 1,92+0.05 410 0,031
13-1004 058-И PI 6 -1,25 2,375 2.05 i 0,065 490 0.039
13-1004 058-KPI 6 -1,50 2,500 2,17+0,065 510 0,042
0,5x45° с обеих
сторон
Материал промежуточного технологического слоя В 7 гост н069-64
толщина - 0,025.-0.080 мм
Предельные отклонения углооого размера отберстия * 1°
/ допуск зависимый / неуказанные предельные отклонения
остальных угла дых размероб *2'
Неуказанные допуски ± 0,25 мм
Недостающие технические требобания по ОСТ 37 001045-73
В месте Г маркировать по инструкции И-52 тобарный знак
и деличину ремонл7ного уменьшения
Шерохобатость лоберхностей по ГОСТ 2789-75
Диаметр опоры - 63,5 *тмм Диаметр шейки дала - 60-о,он мм.
Материал опоры-сталь Расчетный зазор-0,036 ..0,075мм
ВКЛАДЫШ ШАТУНА
Антифрикционный сплаб: дысокоолодянистый алюминий',
материал осноды : сталь 08кп ГОСТ 1050-60________
Для изготобления на специализированных
задодах и устанобки В нобые и
капитально отремонтированные
дВигатели
55-1004035
№ извещения Дата
5228 20.11 73
2Н00Ш-Й
0,2*45°
АА
.3±0,25*.
15'
20.3
4,3+0,12*
0,4*0,1 -2^12
---------- Д4
М-изВещения Дата
мз 180274
RO.3510'1
Установка на поршень
з
Обозначение диаметр цилиндра
комплекта П031 ПОЗ 2 поз.З
53-Ю 04035 53-1004039 53-1004038 53-1004041 92,0
53-1004035-ЯР 53-1004039 53-1004038 53-1004041-ЛР 92,5
53-1004 035-60 55-1004039 53-1004 038 53-1004 041-6Р 93,0
3 53-1004041 Диск кольцеВой 2
2 53-1004038 Расширитель радиальный 1
/ 53-1004039 Расширитель оседай 1
У-’ п/п Обозначение Наименование КОЛ
тио ПОРШНЕВОЕ
МАСЛОСЬЕМНОЕ(ШШ
Искусственное старение после снятия
литейной корки.
Термообработка для снятия Водородной
хрупкости после хромироВания.
Покрытие поверхности В' К пор
Общая толщина хромироВанного слоя 80 ..130мк,
толщина слоя пористого хрома 40.. .60мк;
пористость б пределах 30 ..507»
Упругость кольца, сжатого лентой до зазора
б В стыке, должна быть 1,75 ..2,5 к г
Зазор Б обеспечить при посадке кольца В
калибр с Внутренним диаметром 92 мм
* Размеры после покрытия
Контроль эпюры распределения радиальных
даВлений производится заВодом-изготовителем
один раз В полугодие и результаты утвержда-
ются Отделом Гладкого конструктора заВода -
потребителя.
Недостающие технические требодания
по ГОСТ846-15
КОЛЬЦО ПОРШНЕВОЕ
КОМПРЕССИОННОЕ ВЕРХНЕЕ
Легированный чугун
Кинический состаВ чугуна
С 3,10.. 3,907» Cz 0,207. max 80,077» max
Si 2,70 .3,107* P 0,45... 0,607. Мп0,60. .0Д07
Искусственное старение после снятия
литейной корки
Покрытие поверхности В 06
Упругость кольца, сжатого лентой
до зазора 6 В стыке, должна быть 1,75 2,5кг.
Зазор 6 обеспечить при посадке кольца
. . U- - Р....... DO иц
* Размеры ''после покрытия
Контроль эпюры распределения
радиальных давлений производится
заВодом- изготовителем один раз В
полугодие и результаты утверждаются
ОГК змз.
Недостающие технические требования
по ГОСТ 846-73
КОЛЬЦО ПОРШНЕВОЕ
КОМПРЕССИОННОЕ НИЖНЕЕ
Легированный чугун
Химический состав чугцна
С3,10... 3,907.
SL 2.10...3,707,
Мп 0,60... 0,807.
f t \JUOUIJ U vUQWIbimt•</ / “
Эпюра распределения радиальных давлении 3 калибр с Внутпен ним диаметром 92 мм
90е
О'
60'
Точки измерения О' 50' 60° 90° 120' !ЫГ THf
Относительная Величи на радиального даВления 1,05 1,05 1/4 0,90 0.45 0,67 2.86
Ct 0,207» max
Р 0,45. . 0,60/
S 0,077* max
Эпюра распределения радиальных дадпений
180'
/50 е
150°
120'
90 е
ба-
120е
o'
Точки измерения О' 8ТГ 60' 90° 120е 150° 180е
относительная величина радиаль- ного даВления 1,05 1,05 1/4 0,90 0,45 0,61 2,86
5УШ059
Н-изВещения Дата
5669 26.02 75
3,5-о,1
Число долн 19
8 сдободном состоянии допускается наложение
концод расширителя В пределах дВух Волн и расхожде-
ние по Высоте до Змм
* Расширитель, одетый на опраВку диаметром 85-орзб,
должен иметь указанный зазор и проходить В
кольцеВой калибр диаметром 91,4*°-°дмм
Высота расширителя, замеренная одновременно по трем Волнам
РАСШИРИТЕЛЬ ОСЕВОЙ ПОРШНЕВОГО
МАСЛОСЪЕМНОГО КОЛЬЦА
Недостающие технические требования по он025209-64
Сталь 65 Г, лента 0,7-о.оь 1П-Х-Е, ГОСТ2614-65
52-0^Ю0^0Ю
52-04-Ю040Ю-ВР
52-0ЫЮ0Р0П
52(М00Ш-ВР
Из извещения Дата
, +0.003
(h22-o.oo3
3003
7705.74-
ДляЕНООбОбЁвГ^
Вес 6±3г |
Таблица 7
Для 51-1006065-й.
Г05 *45° с обеих сторон после
запрессовки втулки
ФД1.3*Д9и5 Прогладить
। I гладкой брошью
202*0,05
ВесА±зг |
5 12-Ю 04 052-А втулка 7
4 292758-П Гайка г
3 см таблицу Крышка 7
2 13-1006062-5 болт 2
1 см таблицу Шатун f
Ш п!п Обозначение Наименование Кол
Обозначение Устанавливать в цилиндры
В сборе поз.1 поз 3
51-1006065-01 51-1006050 1/-6209 1.3.5
51-10 Об 066-01 51-1006051 11-6210 Ш
Таблица 2
Цбет маркировки вес
А Б общий
белый 650 240 890
Зеленый 665 240 905
Черный 665 225 890
желтый 650 225 815
51-1004045-01
51-Ю0404 6-01
№ извещения Дата
3156 /3.06.76
Окончательную затяжку гаек производить ключом,
контролирующим момент затяжки;
крутящий момент должен быть 6,8... 7,5 кем.
Непараллельность торцев Т0, оь мм, не более
Неперпендикупярность торцев Т оси отверстия Дг
005 мм, не более
Проверять со стороны короткого плеча.
По диаметру Д сортировать шатуны на 4 группы
через 0.0025 мм)
5 запчасти отправлять 2 средние группы.
Подбор пальца к шатуну см инструкцию И-175-А
Замеры детали делать при температуре +20°С-3 С.
При подгонке по бесу размер 8 для ю°/о шатунов
допускается 15мм, не менее.
Маркировать беседую группу согласно таблице 2
При испытании на разрыв шатун должен Выдержи -
дать нагрузку ПбООкг, не менее; допускается разрыв
шатана по тавру и болтов.
На поверхностях Л допускается след от гайка
глуб 0,15мм, не более. тпто/ д л/
Остальные технические требования см Г0СТ845-54
ШАТУН В СБОРЕ
Нв П]п Обозначение
б сборе поз. 1 поз. 2 позЗ поз 4 поз 7
/ 52-04-1004010 52-06-10060/5 51-1006030 51-1004025 52-10 Об 035 5HOD4045-01
2 52-06-10060/0-ВР 52-06Ю06015ВР 511004030-6Р 51-1006025-6Р 52-1004035-5Р 51-1006065-0!
3 52-04-1004011 52-06-1006015 51-1006030 51-100602Г 52-1006035 51-I006065-0!
4 52-06-Ю060П-ВР 52-06-Ю060156Р 5Н006030-6Р 51-1006025-ЬР 52-Ю060355Р 51-1004046-01
Разница в весе указанных комплектов, устанавливаемых
о один двигатель, не должна превышать 72 г
Отогнутые концы дет поз. б должны быть обращены во
внешнюю сторону, как указано
Лри сборке комплекта стрелка на днище поршни и
номер на шатуне должны находиться на одной стороне
для 2,4 и 6 цилиндров и с разных сторон для / j и б
цилиндров.
При установке б двигатель стрелка на днище
поршня должна быть обращена к передней части
двигателя
Маркировать порядковый номер цилиндра; высота
цисрр з.бмм
Лри маркировке сохранять геометрию поверхности А.
Подбор поршня, пальца и шатуна производить ло
инструкции 77-115-А
Ав.
6В Зак. 306
7 см таблицу Шатун в сборе 1
6 11-5135 М Лалвц поршневой 1
5 12-1004022-6 Кольцо стопорное 2
4 см. таблицу Кольцо поршневое 1
3 см. таблицу Кольцо поршнебое 1
2 см таблицу Кольцо поршнебое /
1 см таблицу Поршень б сборе /
б! п/п Обозначение Наименование Кол
ПОРШЕНЬ И ШАТУН В СБОРЕ
Вид И
Вид Б
уменьшено
Поршни сортировать по размеру Д, на группы /см.
табл к 2 и КЗ).
* Маркировать размер номинального диаметра Д t •
* * Маркировать номинальную массу поршня; высота
ццерр змм.
* ** Маркировать обозначение размерной группы согласно
табл N2 и КЗ шрифтом 5 ГОСТ2.304-68.
Недостающие данные см. на черт. 52-04-1004015
Ванные см на черт. 52-06-/009015
Таблица 2
52-0У-Ю04015-ВР
^извещения Дата
5030 /7.03.75
Д7Т025
Обозначение группы ФА/ после покрытия
~с 82,121%™%
Т ~82./22°б™
У OQ/П + 0,078 + 0,006
ф QO/n + 0.030 o£12+oof8
82.12^
Таблица 3
Обозначение Отклонение
группы отноминала Д<
А -0.006 -0.018
6 + 0.006 -0.006
В +0.018 +0.006
Г + 0,030 + 0.018
Д +0,042 +0.030
Обозначение ФД, фДь ФД5 ыц ФД7 ФДв В, Вг Масса
52-O6-1OO6OI5-BP 81.42 72.72 58 76,8 56 36 /8
52-06-/0060/5-ЕР ОГМ2 КСр-0018 818 73,1 58,5 77,5 56,5 36.5 18.25
52-04-Ю04015-ЛР 83-0.0/8 82.5 73,6 59 78 57 37 18.5
52-06-1006015-НР OiAM W-QC/g 82,8 74.1 59,5 78.5 57.5 37,5 78,75
52- 04-1004015- ЛР QI+D.O42 ОЧ-0.018 83.3 74.5 60 79 58 38 79
ПОРШЕНЬ В СБОРЕ
(ремонтные размеры)
85
п / *0,07
/,4*0,05 после покрытия
2.41o,o7ss до покрытия
52-04-1004015
$125-0,25
2.4)™зб после покрытия
2.4)добо до покрытия
5)б°оз5 после покрытия
ббомо до покрытия
ДТ
и-и
Вид A
20°/2о°
16
6
2omB фб
Размер по толщине
среднего стержня
/6.5
22
плоскость
|1 \0)/15\ж\
Ф66
73.620,2
36.8
Ф81,2-о,12
33 _
Ф62
$58
5
$76.850.25
ВотБ. Фк
2,5*0,1
58
Вид Ь
Уменьшено
,Д10
0M&
U+0‘12
Увеличено
Д5*45°
0.2*0,05/
Для Осек канадок
---- ^15
20°----------
К 0.25
N? извещения Дата
4030 1810.74
ф78*°'3_
Дг
в-в
78,6*0.2
Таблица Н?1
Группа Ф А,
до покрытия после покрытия
А о/ пп~ 0.012 О', 00-0,024 Ql QQ-0.0D6 OioO-oofg
б 81.88-o.oi2 81.88BS
В 81,88* °°'г Qi OfpO'Olf 01,00+0,006
Г 81,882м/ 81,88'S
Д Q! QO+0,03ST 01.001-0,024 8f,88top3O
Таблица №2
ДВет
моркироВки
белый
Зеленый
Желтый
Красный
0Д
22.OOOQi2i.9975
21,9975-219950
2(9950-219925
2(9925-21,9900
при подгонке
собесу
10°
ъА/
Д| , 12
Место_____
твердости
замера
Профиль юбки до Д
0.145 _
0.100
0,145
0.139
0.123
100
0.073
Ш.
0.02/ .
0005.
Нб 100.. 130. Замерить 6 указанном месте
Покрытие хим. 0.4; допускается отсутствие
покрытия на Внутренней поверхности поршня и
наружной поверхности дна
На обработанных поверхностях голоВки поршня,
В отберстиях для пальца, В сечениях голоВки на
расстоянии min 4 мм от поверхностей канадок
пористость должна быть не Выше эталона б? 2.
На остальных поверхностях и В сечениях поршня
пористость не Выше эталона 63
Остаточный рост диаметральных розмероб поршня
не более 0.02 мм
Конусность юбки 0.01-0.03мм, наибольший диаметр
конуса Внизу.
Непрямолинейность образующей конической поверхности
юбки не более 0.005мм
Неперпендикулярность образующих торцебых поверхностей
канадок для компрессионных колец к оси юбки поршня
при направлении конусод ВВерх не более 0.015мм на
длине 15 мм ?
Несоосность отВерстий под лоршнедой палец не более
0.01мм.
Отклонение любого радиуса 8 юбки поршня от
номинала не более 0.005мм
Разность дВух радиус од, Взятых через 11° (5, не
должна отличаться от номинальной более, чем
на 0,005мм.
Выступание дет поз. 1 за пределы диаметра А5
не допускается.
Расположение дет. лоз 1 относительно оси К, как
указано.
По наибольшему диаметру Д1 поршни сортировать
на группы через 0.012мм, (см таблицу 61) При сборке
истанаВлиВать В цилиндры той же группы;
допускается подбор из соседних групп
Подбор производить протягиванием ленты-щупа
толщ. 0.05мм, шириной Юмм В положении поршня у Верхнего
края цилиндра с усилием д начале перемещения... кг.
По наименьшему диаметру Д поршни сортировать на
группы через 0,0025 мм /см таблицу 62).
СортироЬку на группы производить при температуре
+20°С -3°С
Размеры детали, кроме указанных особо, даны до покрытия
* МоркироВать шрифтом 5 ГОСТ2304 -68, Выступание над поверх-
ностью.
Диаметр Д2 должен быть меньше диаметра Д, на 0№0.05мм
*** Маркировать согласно таблице Не 2
*** Маркировать глубиной 0,5мм, не более
Вес обработанного поршня . ,±2л
Неуказанные литейные радиусы -5мм, литейные
уклоны -1,5°
Остальные технические требования см ГОСТ865-68
и ТУ 2537
** Маркировать по ТУ заВода-изготоВитгля, Выступая.:?
над поверхностью 05 мм
2 блюминиеВый сллаб по Ту 2637
/ 52-04-1004015 ВстпВка кольигбая i i
Nc n/n Обозначение Наименование Кол
ПОРШЕНЬ В СБОРЕ
86
6В*
с -Ори
О -о020
55+8;
0,025... 0,050 при установке вкладыша в гнездо
I приспособления <Р 55, 012 мм. при приложении
| к данному стыку нагрузки Ркгс и упоре,
-у совпадающем с горизонтальной осью гнезда
] для другого стыка
А-А
0,270,1x45° С
обеих сторон | . 0,013... 0,025
j 0,1 допцск । 1 я—---------
Зависимый
0.5x45°с обоих
торцев
и,то... и,иго
по всей ширине
с обеих сторон
Вид Г
52-0^-7004058
№извещения Дата
3916 28.09 79
*
\Р
4,170,12
2[-0,012-
Вид А увеличено
51-100^030
№ извещения Дата
2492 11 ОЗ 74
Предельные отклонения углового размера отверстия if °
[допуск зависимый), неуказанные предельные отклонения
остальных угловых размеров -2°
Неуказанные допуски г 0,25 мм
Недостающие технические требования пс ОСТ 37.007045-73
* Маркировать по инструкции И- 52 товарный знак
и величину ремонтного уменьшения
Материал промежуточного слоя - А 7 гост 1W69 64
толщина - о,о25. 0,080мм
Б~Б увеличено
0,5x45°с обеих
сторон
Размеры в мм
Обозначение деталей Питера Величина огмонтного уменьшен Толщина стенки Ькладыша S Толщина . стальной основы Si Нагрузка PfK2r
52-04-1004058 А 1.750 192^-0.063 460
52-04-1004058-Р1 Г -0.05 1,775 1,4210,063 460
52-04-1004058Р2 А -0,25 1,875 1,55+0,063 490
52-04-1004058РЗ А -0,50 2,000 1,67-0,063 515
52-04-1004058Р4 А -0.75 2,125 1,80±0,0 63 545
52-04-1004058Р5 А -1.00 2.250 1.9270,063 570'
52-04-1004058Р6 А -1.25 2,375 2.0570,063 600
52-04-1004058Р7 А -1,50 2,500 2,17± 0,0 75 625
ВКЛАДЫШ ШАТУНА
Антифрикционный сплав высокооловянистый
алюминий
Материал основы сталь 08 кп гост iо50-60
V5M
51-1004025
ВидА увеличено
По всей поверхности 1Д
2,4-щмг
Б" Б увеличено
R0.2
Обозначение <РД Условное обозначение размеров кольца
51-1004025 81,88
51 -1ОО4О 25-6Р 82,12 + 0,12
51-1004025-ЕР 82.5 +0,5
51- 7004025-ЛР 83.0 + 1,0
51- 1004025-HP 83,5 + 1,5
51-1ОО4О 25-ПР 84,0 +2,0
По всей поверхности
8i
_gj-«
|д
Б~Б Вариант 75
уьелмо
22°
к°извещения Дата
2992 11.03.79
Обозначение ?Д Условное обозначение размеров гкольца
51-1004030 81,88 -
51 -1004030-5Р 82,12 + 0,12
51-1004030-ЕР 82,5 + 0,5
51-1004030-ПР 83.0 +7,о
51 -1004030-НР 83,5 + 1,5
51 -1004030- ПР 84,0 + 2,0
Искуственчое старение после снятия литейной корки.
Покро.ть пористым хромом рабочую цилиндрическую
поверхность кольца
Общая толщ хромированного слоя о,10 о,15мм,толщ.слоя
пористого хрома 0,03... 0,05мм
Пористость на окончательно обработанном кольце
должна выть 30 40 %
Упругость кольца, сжатого лентой до зазора 6 стыке В,
должно дыть 19. 2,7 к г
Кольцо, вставленное в калибр диаметром Д, не должно
давать просвета по всей окружности.
Допускается просвет 0,02мм не долее на суммарной дуге 120°
но не долее 60° в одном месте и не длиже 30°отзамка
Раковины не допускаются
Сколы но наружной поверхности кольца и риски от резца
по внутренней поверхности не допускаются.
Зазор в замке проверять в калибре с внутренним
диаметром Д.
* Маркировать размер ремонтного кольца раствором
медного купороса при помощи резинового штампа шрифтом 2,5
ГОСТ 2.304- 68; обозначение должно дыть четким.
При упаковке колец в кородки по одному комплекту
на двигатель допускается отсутствие одозначения
ремонтных размеров на самих кольцах.
Остальные технические тредования погост 846-73
Искусственное старение после снятия литейной корки.
Лудить рабочую цилиндрическую поверхность кольца после
механической обработки; толщ слоя 0,005... 0,010мм.
В запчасти допускается фосфатирование; толщ слоя 0.005... 0,010мм
На ториевых поверхностях допускается наличие фосфатной пленки
толщ 0,005 мм не долее.
После фосфатирования промаслить
Упругость кольцо, сжатого лентой до зазора в стыке Г,
должно быть 2,0... 2.8 к г
Кольцо, вставленное в калибр диаметром Д. не должно
давать просвета по всей окружности.
Допускается просвет 0,02 мм не более но суммарной дуге 120?
но не долее 60° в одном месте и не ближе 30°от замка
Шероховатость поверхности В со средним арифметическим
отклонением профиля Ко = 4 мк; шаг винтовой линии
неровностей 0,18.. 0.20 мм
Раковины не допускаются.
Сколы на наружной поверхности кольца ириски от резца
по внутренней поверхности не допускаются.
Зазор в замке Г проверять в калибре с -внутренним
диаметром Д.
* Маркировать размер ремонтного кольца раствором
медного купороса при помощи резинового штампа шрифтом2,5
ГОСТ 2 304 - 68; Обозначение должно быть четким.
При упаковке колец в коробки по одному комплекту
но двигатель допускается отсутствие обозначения
ремонтных размеров на самих кольцах.
Размеры даны после покрытия
Остальные технические тредования по гост 845-73
КОЛЬЦО ПОРШНЕВОЕ КОМПРЕССИОННОЕ НИЖНЕЕ
Чугун легированный. Химический состав:
С общ. =3,6... 3,9 °/> ; С связ.= 0,55... 0,8; Si = 2,5.. 2,9%; MJ n= 0,5... 0,75 %; Р = 0,3... 0,7%;
S = 0.07% ГЛОХ; Сг = 0,12... 0,25 °/o; Mt = 0,06... 0,15%; TL = O,1%; Mo=0,15 0,35°/0;Си-следы
КОЛЬЦО ПОРШНЕВОЕ КОМПРЕССИОННОЕ
ВЕРХНЕЕ
Чугун легированный Химический состав: Собщ. = 3,6...3,9 °/0;
Ссвяз = 0,55...0,8%;Si-2,5. 2,9%;Мп=0,5...0,75°/0; Р-0,3... 0,7 %; S = 0,0 7 °/о тих;
Сг = 0,12...0,25°/о; АП = 0,06...0,15o/o;Tl=0,1°/o; Мо--О,15...О,35 °/о; Си - следы
4»
А ~А увеличено
0,7* °'7 ори посадке в калибр
й внутренним диометром
1 Вариант
Увеличено 15°
52-1004041
дзотах.
Е
g 0,35max \
Обозначение д
52-1004041 82,00
52-7004041 - 6Р 82,12
52-1004041-ЕР 82,50
52 - 7004047 -ЛР 83,00
0,2*°'3х45'
№извещения Дата
3500 02. 08. 74
Покрытие поверхность г-хтв, 75. 725
г поверхность В -хим. оке лрм
Диск после хромирования притереть в цилиндре
диометром Д
Высота притертого пояса не более 30% от
высоты диска
Упругость диска, сжатого лентой до размера 6 0,1 оз к г
Диск должен свободно пройти под собственным весом
через калибр-щель шириной не более 1мм и высотой 82мм
На поверхности Гне допускаются с колы, раковины .дендриты
На поверхности В допускаются дендриты и углубления от них
При этом увеличение высоты диска в указанном месте
должно быть не более 0,05мм
Внешний вид хромового покрытия должен соответствовать
утвержденному эталону.
Неуказанные предельные отклонения размеров
ПО Он 025202-66
Остальные технические тредования по Он 025 209-64
ДИСК КОЛЬЦЕВОЙ МАСЛОСЪЕМНОГО
ПОРШНЕВОГО КОЛЬЦА
Сталь У 8 А, лента пружинная фирмы „ Сандвикен"
87
Вид А
развернуто
увеличено
52-Ю0А039
Не извещения Дата
3500 02.08.76
524004038
5240 04 035
Высота расширителя, замеренная
одновременно по трем волнам
-Уиоло волн - 18
Расширительодетый на оправку фП-оозМм,
должен проходить б кольцевой калибр ф81.2^°5мм
В свободном состоянии допускается наложение
концов расширителя в пределах до 2 волн и
расхождение по высоте до Змм
Размеры даны по среднему диаметру кольца
Неуказанные допуски по он 025 202-66.
Остальные технические требования см 0НО2520У-69
Перед началом производства образец должен
быть утвержден конструкторским отделом
ПЯ 9,9-ох
О,Зп7при надевании на
~ оправку Д
X ° 1°1
Неизвещения Дата
3500 0208.74
FW
Вид А
развернуто
уЬеличено
2 *2при надевании
~на оправку ф7б-о,оз
Пиния изгиба
П is
12,9
А-А Вид Б
увеличено
<Ь98-м* I
1,2т(п
РАСШИРИТЕЛЬ ОСЕВОЙ
Сталь 65Г, ленто 0.7:ом *2,5-о,з 1П-К-Е ГОСТ2619-65
134004 062-Б
~ 12 _
9отв
Неуказанные предельные отклонения размеров
по ОН 025 202-66.
Остальные технические требования по ОН025209-69
Допускается изготовление из материала: Сталь 70
С2хА ГОСТ 19959'69.
Число волн-9
В свободном состоянии допускается нахлест концов
расширителя на величину ооной волны.
Допускается прогиб волн расширителя б средней
части во внутрь так 0,25 мм.
Упругость з...9,5 кг (подсчитывается как разность
межиу суммарной упругостью технологического
кольца 'со оставленным в него расширителем и
.упругостью технологического кольца).
Расширитель, одетый на оправку с наружным
диаметром Д, оставляется б технологическое
чугунное кольцо с наружным диаметром 82 мм
и зазоре б замке 0,3мм, высотой 5~о,озмм,Рояль-
ной толщиной 3,05т0,025мм.
Технологическое кольцо с радиальным расширите-
лем и оправкой обжимается гибкой стальной
лентой до зазора в замке 0.3 мм.
При этом замок расширителя, технологического
кольца и гибкой лгнты должны совпадать.
Упругость технологического кольца замеряется
по tufT 7295-63.
Перед началом производства образец должен быть
утвержден конструкторским отделом
РАСШИРИТЕЛЬ РАДИАЛЬНЫЙ
Сталь У10А, лента топиц 0.95-0ОЗ зп-к-Е ГОСТ2619-65
Установка на поршень
з
& извещения Дата
9066 18.ff7.72
Обозначение Диаметр цилиндра
Комплекта ПозЗ
52-1009035 52-70ОРОР! 82,0
52-700Р0355Р 52-10 OP 0Р1-6Р 82,12
52-1009035-ЕР 52Ю OP OPI-EP 82.5
52-1009035-ЛР 52-ID0P0PI-PP 83.0
Для установки в новые и капитально отре-
монтированные двигатели
3 См. таблицу Диск кольцевой 2
2 52-10 ОР 038 Расширитель радиальный /
/ 52-1009 039 Расширитель осевой 1
к- п/п Обозначение Наименование Коп
КОЛЬЦО ПОРШНЕВОЕ МАСЛОС'ЕМНОЕ
(КОМПЛЕКТ)
124004 022-б
т
увеличено
i
10.015
Не извещения Дата
1122 28.08.73
Не извещения Дата
8826 29.1063
524)44004016
1x95
Ф1 0.1 5-о,об
до шлисровки
Кольцо, вставленное в калибр ф22мм,
должноиметь зазор между
концами 0,8мм, не менее.
Выборочный контроль.
В свободном состоянии Но концах допуска -
концы должны быть параллельны / ется заусенец до 0.25
или расходиться до 2 мм,
не более "
Ne извещения Дата
1896 18.12.73
Установка на поршень
увеличено
524004025
_у7^
-/U.S г-Нгж-
Ф25*С
Г
6210.5
30-0.5^
, 2.5-о,ь
Ь.Ь -0,5
Калить.
Отпустить.
НРС 21. -.39 колебание твердости для одного
болта max нлсз; замерять на посадочной части
стержня до окончательной обработки.
Несовпадение оси симметрии головки болта
С осью бопта max 0.3 мм
Непрямолинейность max 0.03мм на длине болта.
Разрывное усилие mln 5100 кг; отрыв головки
не допускается.
Остальные технические требования см ГОСТ758-67
БОЛТ ШАТУНА
Столь 38ХА ; С-0,35... 0,90% ГОСТ9595-11
М1&5
8В
После трехкратного
сжатия до сопри косно-
Вени я концов
Кольцо должно быть плоским -,
допустимое отклонение 0,25мм.
При проверке кольца б калибре
ф 29 мм допустимый зазор меж-
ду копьцом и калибром 0,3 ММ;
не более.
После загибки концов отпустить
при температуре 250 - 280 °C;
выдержка 10-15 мин.
КОЛЬЦО СТОПОРНОЕ ПОРШНЕВОГО
ПАЛЬЦА
Проволока стальная пружинная к л. 7 круглая 1.6
ГОСТ 9389-60
<D6Z5t0'2
16.5-02
Неплоскостность не более 1мм.
'Размер обеспеч. инстр.
Допускается изготовление из материала:
Сталь 08кл лента толщ. 1,5 ГОСТ503-71
ВСТАВКА ПОРШНЯ КОЛЬЦЕВАЯ
Сталь 08КП лист категория 4 ГОСТ 16523-70, толщ.1.5
' ГОСТ 3680-57
Не извещения Дата
1736 22(06.70
Обозначение Диаметр цилуио-
комплекта поз. 1
52-ЮОР 025 52-1009 032 82,0
52-10 ОР025-ЬР 52-100Р032- БР 82J2
52-100Р025-ЕР 52-100Р032-ЕР 82.5
52-ЮОР025-ПР 52-Ю0Р032-ЛР 83,0
Использовать для установки в качестве
второго компрессионного кольцо на двигатели,
подвергающиеся переборке 6 эксплуатации.
Замки дет. лоз.1 должны быть расположены
со смещением на 120° относительно друг други
1 см. таблицу Диск кольцевой 3
№ П/п Обозначение Наименование Кол
КОЛЬЦО ПОРШНЕВОЕ КОМПРЕССИОННОЕ
НИЖНЕЕ
( КОМПЛЕКТ)
51-100^-050
51-1004050
Допускается разностеннослпь нижней голоВки max 2мм при mln толщине стенки Змм.
Допускается разностеннасть дерхней голодки max. 2мм при min. толщине стенки 3,5мм.
Толщину стенок голодок замерять на расстоянии Змм от торцед
Шатун должен сдободно проходить через кольцо ф81,8мм. ,
Допускается окончательная приемка шатуноо с расстоянием от оси отогретая под поршневой
палец до плоскости разъема большой голобки 202*°$мм и соотдетстбенно бобышек под болты
крепления крышки с размером 20,5-0$) мм.
А-А
Твердость замерять В
^указанном месте
'2,5 $$ после
коВки
7/
1,5
R10*2
2155*°>5
Неуказанные радиусы закруглений-2мм.
Ко дачные уклоны- 7'
Отпечаток от
Ъыталкибателя
глуб. 0,3 так
Ф6
Юиздещения Дата
10004 16.12. 72
143541$
после коВки
после чеканки
и
22
5-5
---- 25
'В-В
~ 03
™ мт
На длине дуги 276 / ЗаВодский знак и номер детали расположить
заусенец не допускается, здесь. Цифры должны Выступать над
о остальных местах поверхностью походки на 0,5 и должны Выть
допускаются заусенцы до 0,4 ясн0 Высота цифр и бу кд-4
Ф18Ы §|
10' 23^
Ф18Ы
202±0,4_______________
После чеканки
гладкими
34-м после чеканки
кадки не менее
152,85±1
347-^з после кадки
Неуказанные допуски ±0,5 мм
Допускается смещение по разъему штампа 0,5мм так
Необрабатыдаемые подерхности должны быть гладкими,
сдобооными от окалины и других дефектод.
НВ288... 269
Вес походки после
термообработки 760...800г
51-1004051
Н- издещения Дата
100М 16.12. 72
после чеканки
22,5-0.5
3°
Обработать д сборе
скрышкой.
ф5 сдерлить на глуб. max 10,5,
ф!,5± 0,1 сВерлить на проход
0,5min х 120'зенкобать с Внутренней
стороны.
, 34-И
^-0.15
.32-0,22
Только для 51-100405!
№05
1,25*°'^45всобеих сторон
20,5Ю.К
202±0,05
6
Ф23,25+0^5
ШАТУН -ОБРАБОТКА
4 ^0,15
^Толькодля5ГЮ04050
0,5x45*С Обеих
сторон
ф 55+^обработать д сборе с крышкой
11-о,5 после чеканки
15,35-0$ после ходки
115 после чеканки
29,5 ±0,15 после чеканки
—\30,2-о,5ъ после кадки
Для систематического
контроля покобки
ф 1О'о,о35раздернуть
— 2отд В сборе с крышкой
ШАТУН-ПОКОВКА
Сталь 95 Г2 ГОСТ 6563-71
Обозначение
514004050
~51-1004051
Применяется
для 1,3и 5 цилиндроВ
для 2,4и6 цилиндроВ
Стань 95Г2 ГОСТ9593-71
51-1004055
12-1004952-9
В
RL25*0'5
Допускается Выступ ф13
Высотой 1 неболее или Впадина ь.с
глубиной 1,5 не более с торцебым
заусенцем Высотой 1 недолге
23_
Тдердость замерять
В указанном месте
Р1.25*0’5
0-издещения Дата
10079 2712.72
П-изВещения Дата
10169 30.1272
Обозначение Применяется
П-6209 для 1,3 и 5 цилиндроВ
11-6210 для 2,4иб цилиндроВ
Остальные технические требования см. ГОСТ845-54
! 1Т6209
0-6210
П"извещения Дата
9958 13.12. 72
, 35
А-А
25
В-В „
----- 26
После запрессодки
д кольцо
калибр Ф23.282
ъп -0,2
Z9-q,u м
стык
72
36
66________^1
33 ±0,25
+Q5
264
Неуказанные допуски ± 0,5мм
Допускается смещение по разъёму
штампа 0,4 мм max.
Допускается заусенец по линии разъема
штампа 0,5мм max.
Необрабатыдаемые подерхности должны быть гладкими, сбободными
от окалины, заусенцед и других дефектов.
Неуказанные радиусы закруглений-1,6 мм.
Лодочные уклоны - 7°
Размеры, заключенные б прямоугольники I__I, подлежат
систематическому контролю.
Вес походки после термообработки 345...370г
НВ 228... 269
КРЫШКА ШАТУНА-ПОКОВКА
Столь 45Г2 ГОСТ 4543-71
Ф5 пробить
д заготовке
ФВ1,зрМ1 Г'
опраВить гладкой -
брошью после сборки
zm
А
Ф55 '^обработать
5 сборе с шатуном
ф50-т Фреза
фЮ,5 рассверлить
на глуб 15 2 отд
Ф 22-oiolpaсточить после I
сборки ', конусность и
эллиптичность В пределах
0,005
Обработать д сборе
с шатуном
фюо Фреза
Только для 11-6210
66 ±0,05
При подгонке по Весу
этот размер оставлять
как наименьший
Ф19
цекодить
1.25^45°
с обеих сторон
№0,25
ВТУЛКА ШАТУНА
бронза 5р. оцс 4 -4-2,5 лента ПТ Толщ. /
ГОСТ 15885-70
\фЮ^°35
раздернуть ~
2отд д сборе
с шатуном
140,75-0,1
81,5-0.1
'^Только для
11-6209
КРЫШКА ШАТУНА
ОБРАБОТКА
Сталь 45 Г2 ТОСТ 4543-7!
80
№ извещения Дата
5716 2( /74 75
90
И-И
н-н ’
Совмещенный разрез перво и и
второй шатунных шеек
' ф 12^.02-/h/xOO*
'4 отв |4- \0,025^д\
58/0.2
R 1.5+1
74+0.2
я-я
55+0.025\
R50
I
30° * 6
.53-т
Н-Т"'
/5,21
Для крайних
коренныхшеек
М22х/,5АО
8 отв.
Ф86
Ф86
R8
от
R/5
57Г
R90
Ф72
м-м
58202
Динамическую балансировку вала дет. поз/ производить
в пределах неуравновешенного момента не более /бгссм
на каждом конце дала При балансировке бала на каждую
шатунную шейку одеть груз массой 2264 л
Неуравновешенный момент считать действующим
б плоскости перпендикулярной оси коленчатого вала и
проходящей через середины /и 8 противовесов. При кон-
трольной проверке величина неуравновешенного момента
коленчатого бола 6 сборе с пробками-заглушками и маслом
б полостях шатунных шеек не должна превышать 35гс-см.
При этом на каждую шатунную шейку одеть груз
массой 2295г
Отклонение оси отверстия ф Тот положения б плос-
кости П не более 0,3 мм.
На поверхности „ б "накатать канавки по всей длине
окружности, после накатки шейку полировать, шерохо-
ватость поверхности V9.
При окончательной обработке корен-
ных и шатунных шеек вращение бала
должно быть по часовой стрелке, если
смотреть со стороны кбостобика
Коренные и шатунные шейки после
механической обработки проверять но
отсутствие трещин магнитным де-
(ректоскопом; после проверки вал
размагнитить
890
r~Tz \с.05\/П
74±О,2
^основания конуса_
для 72,3,6.7и8щек
R9
44
44
Ч/ tol45J
16,25
Ф24
/5,25
,/6,25
Для шатунных
шеек
R основания конуса
Для всех коренных
шеек
R15
Обозначение ФД5 ФДб Маркироб материал и его химичес- кий состаб
66-10050Н-ЮС6 70-ОО13 бО-О'Оц — Чугун бь/сокопрочныи 8450-2 ГОСТ7293-70 С 3,30... 3,60 Sc 2,00-2,25 % Мп 1,15 -1,30 50,002% max Р0./07олпах с г 0. /5... 0.25% Мо.0.0/ ..0.05%
66-Ю05 ОН- 21С6 89,75-00q 60-o,of3 К
66-1005ОН -2200 70-0'013 6915-qq^ ш
66-/005011-2300 69, /5-О'О1з 59.75-o.oq кш
ВАП КОЛЕНЧАТЫЙ
66-1005011 -10СБ
N-извещения Дата
5716 21.0h.75
Отклонение по химическому составу чугуна 5
отливках является браковочным признаком (кроме углерода}
Микроструктура чугуна по „Альбому микроструктур
металла коленчатых валов"
Механические свойства чугуна •
Н8 207...249,
временное сопротивление изгибу не менее 90кг/мм
стрела прогиба не менее /Омм.
Отливки тщательно очистить от формовочной смеси
и пригоревших стержней, полости б шатунных шейках
очистить дробью.
в отливке снять внутренние напряжения
Объем грязеуловителей в литье должен быть от
44 до 46см3, обеспечить технологией
Расположение центра тяжести грязеулобилпелеу
должно быть на радиусе 40+(обеспечить технологией.
Отливка после зацентровки должна быть проверена
на статическую сбалансированность; допустимый
дисбаланс 720 гссм.
Допускаются на хвостовике и цилиндрической
поверхности фланца отдельные раковины не более/мм
диаметром и не более /,5 мм глубиной,расположенные
на расстоянии не менее /Омм друг от друга и не
выходящие на край, в количестве не более трех.
На всех необрабатываемых местах допускаются
раковины диаметром и глубиной не более Змм б коли-
честве не более трех штук на каждую шейку бала,
кроме мест перехода между шейками б зоне длины
25 мм от оси шейки.
Допускаются на коренных и шатунных шейках от -
депьные открытые раковины диаметром и глубиной
не более /мм, отстоящие от торцев шеек и друг от
друга на расстоянии не менее 5мм в количестве
не более двух на одной шейке.
Допускаются на буртах коренных и шатунных
шеек не более двух открытых раковин диамелпром
не более /мм и глубиной не более о.бмм, одной
черноты или вылома с наибольшим измерением не
долее Змм и глубиной не более /мм, расположенных
от поверхности шеек не ближе Змм в зоне ола
осей шатунной и коренной шеек к краям щек.
Не допускаются на обработанных поверхностях
коренных и шатунных шеек раковины в виде сыпи.
★Допускается уменьшение высоты отбельных
биртоо коренных и шатунных шеек на обработанных
баллах до 0,5 мм
Неуказанные литейные радиусы з мм.
Шероховатость необработанных поверхностей:
полостей шатунных шеек F /; наружных поверхностей $3.
Овальность и конусооброзность поверхности С не
более 0,008мм
Неперпендикулярность шек /.2,3,6,7 и 8 на радиусе
80мм относительно оси вала не более /мм.
Количество листов 3
Лист 2
91
Окончательную затяжку гаек дет. поз. 8
производить тарированным ключом,
крутящий момент от 7,6 до 8,3 кгс-м
После затяжки гаек отогнуть один
из усов стопорной пластины дет поз 6
на грань гайки
Окончательную затяжку болтов
дет. поз 4 производить тариробанным
ключом, крутящий момент от 2 до 2 5 кгс-м
Дет поз 7 перед установкой набить
смазкой ЦИАТ ИМ-201 ГОСТ6267-59
2 количестбе Юг
Вид A
Ю
53-1005010-10С6
К° извещения Дата
5858 2.09.75
Балансировать динамически
Балансировку производить только при наличии
начального дисбаланса не более 180 гем, при
большей Величине узел разукомплектобать и
произВести повторную проверку сбалансиро-
ванности
При балансироВке на каждую шатунную
шейку одеть груз массой 2394 г
Допустимый дисбаланс не долее зогсм
Перед балансироВкой Выключить сцепление
путем перемещения рычаеоВ на размер 11,7 мм
и проверить свободное Вращение диска
дет поз //, обеспечиВ соВподение его оси
с осью коленчатого Вала.
Отклонение концоВ рычагов от . j
положения В одной плоскости, парал- —
шьной рабочей поверхности маховика,
не более 1,5 мм
* Сверлить при болонсирооке на глубину
не более 10 мм,• расстояние между
центрами сВерлений не менее 14 мм.
В зоне „ Ги болтоВ дет поз 4
сверление отверстий не допускается.
После балансироВки махоВик и кожух
сцепления клеймить буквами л 0 * шрифтом ПО-5
гост 29зо - 62, расположенными на обеих
деталях друг против друга около
одного из болтов дет. поз. 4.
н
5itt_5
// 53-1601130 Диск сцепления Ведомый 1
10 53-1601090 Диск сцепления в сборе /
9 293324- ОТВ Шайба 4
8 292798 -П Гайка 4
7 М- 7600 Подшипник 6023 1
6 53-1005195-01 Пластина стопорная 2
5 252135- П2 Шайба 6
4 290656- П2 Болт 6
3 66-1005011-10 Вал коленчатый 1
г 291524-П болт маховика 4
/ 53 ~ 1005115 МахоВик в сборе /
/1° п/п Обозначение Наименование Нол
ВАЛ КОЛЕНЧАТЫЙ С МАМИКОМ
И СЦЕПЛЕНИЕМ
vjcv; 4/ -1005052
54 г
5О+0,25 _
_35,5'°3\
। *29,5 г
-АЖ
15 10
бор**1
IBM
0,5*45°
сббЁйГсгпдрбн
Д18кл1,ф*9О0
IW \Ai\6omB
^извещения Дата
5180 25.10 73
^,075^
41-1005051
13-1005086
№ извещения Дата
2763 20 11 68
н9 извещен и я Дата
4880 12. 01. 73
3 ТВЧ hl,5,.3}HRCie
mln
^=^4==^-
& ь
JR /*45°
~ с обеих £ ?
~ сторон
Дет лоз. 2
запрессовать
до упора В
буртик.
Участок окраски
дбозначение Дополнительные ~требования
Z/ окрасить алю.миниебоа
mi iuuduoj краской на длине С = 26 мм
53-1005051 -------
Окрасить алю.миниебоа
Таской на длине О 26 мм
83
6^0,3.
* На указанной длине, на незакаленных
участках, допускается снижение шерохо-
ватости поверхности до 5 7
2
СТУПИЦА ШКИВА
КОЛЕНЧАТОГО ВАЛА
Сталь 45 ГОСТ Ю50-60
№
п/й
13-1005068
41-1005052
Обозначение
Отражатель
Ступица________
Наименование
КО/!.
СТУПИЦА
С ОТРАЖАТЕЛЕМ В СБОРЕ
Снять заусенцы и притупить
острые кромки.
Допускается изготовление из:
сталь 08 кп ленто 1 * но-м-нт-2-о-К
ГОСТ 503-и
ОТРАЖАТЕЛЬ КРЫШКИ
РАСПРЕДЕЛИТЕЛЬНЫХ
ШЕСТЕРЕН
Сталь 08 кп гост Ю50-60
лист толщ 1 ГОСТ 3680-57
Б6-Ю050И-10С6
т
21-1005041-6
13-1005042
^извещения Дата
5716 21. 04. 75
Окончательную затяжку пробок- заглушек
полостей коленчатого Вала производить моментом от
3,8 до 4, 2 кгс м
* 2До пускается ступенчатое отверстие наименьшего
Ф6,змм, допускается наличие (риски на 0,7 периметра отВерстия
* 5 Сверлить при балансировке 3 от 6 на глубину не более
4змм в 1 и 8 противовесах, если необходимо, пересечение
отверстий не допускается
Сверлить при балансировке на глубину не более 4змм
Во 2,3,6 и 7 противовесах, если необходимо; пересечение
отверстий не допускается
* * Для 1 и 8 противовесов со стороны шатунных шеек
проверить инструментом
* 6 Для 2 3, 6 и 7 противовесов со стороны шатунных
шеек проверить инструментом.
Размер Ш-
для 2,3 и 4 коренных шеек - не более 1,3 мм;
для 5 коренной шейки - не более / мм
* 7 Маркировать по таблице шрифтом ПО-24 ГОСТ2930-62
Маркировать по таблице шрифтом ПО- 7 ГОСТ 2930-62.
*9 Размеры для справок
Нумерация противовесов по чертежу.
Неуказанные допуски на литейные
размеры + 0,4 мм
Недостающие технические требования по Он 025330-69
Все коренные шейки
* // все шатунные шейки.
ВАЛ КОЛЕНЧАТЫЙ
Количество листов 3
Лист 3
А-А
82
«
I Допускается
закругление
Взаимное биение поверхностей
Д и Д{ max 0,25
Неплоскостность торца Т max ОД
Зачистить заусенцы согласно
эталону.
№ извещения Дата
10734 24 09 69
^извещения Дота
4880 12.01.73
Л
!к
МАСЛООТРАЖАТЕЛЬ
ПЕРЕДНЕГО САЛЬНИКА
КОЛЕНЧАТОГО ВАЛА
Сталь 08 КП гост 1050-60,
лист толщ. / Г 0,09 ГОСТ 3680-57,
отделка поверхности Высокая
Снять зацсенцы и притупить острые кромки
о соответствии с эталоном.
Допускается изготовление из=
Сталь 08 кп лента /* 125-М-НТ-2-0-К ГОСТ 503-71.
МАСЛООТРАЖАТЕЛЬ
КОЛЕНЧАТОГО ВАЛА
Сталь 08 кп гост 1050-60,
лист толщ 7 гост3680-57
86,5*0.25
70,5t0,25
н 98,5*0,25
v/(v) МИООЬОбО-Б
^изВещения Дата
5398 Ю.ООЛУ
26,5*0,25
9
Ф8.5
Неуказанные радиусы 6литье-Змм.
Шкиб бапансиробать статически;
допустимый дисбаланс 15 гс- см
★Размеры для спрабок
** Сберлить при балансиробке на глубину
не более змм; расстояние между центрами
отверстий не менее 19 мм.
Недостающие технические требобания
по ГОСТ5815-69
докрыть эмалью нц-273 алюминиедой МРТУ6-10-895-69$. я
Сокрытие допускается 6 сборе с двигателем
ШКИВ КОЛЕНЧАТОГО.ВАНА
Чугун кобкий КЧ 35'90 ГОСТ 1215-59
А-А
59______.
50^
36,540,(7,
биение торца Т по Внешней кромке
относительно оси поверхности Jit так о,08
Взаимное биение поверхностей Л и Дг max 0,08
Взаимное Г
15-1005052
А-А
\ 36,5*0,25. ,
19
ф8сберлить
265*0,25 при балансиробке
на глубину
max. 3
Ф18 цекобать
А
12,8
ВидЬ
Для спрабок
53-1005000
Н-избещения Дата
11.10.69
биение поверхностей Д< иДг_ так 0,08
биение поверхностейД1 иДъ max 0,05
Н-избещения Дата
5180 25.T0.73
V3 остальное
_1*95'
с обеих сторон
Ж
на указанной длине
-1 На незакаленной поверхности
допускается снижение
чистоты до V 7
Закалить электронагребом Зенкобать глубина 1x90*
глубина 1,5...2, допускается М8 кл т-зот6.
тахЗ. HRC пйп98
Относительное расположение шпоночной кана/ки и
нарезанных отберстий должно быть как указано
Несимметричность шпоночной канадки относительно
диаметральной плоскости поберхностиДг так 0,075
Смещение оси окружности центроВ отВерстий
относительно оси поберхности так. 0,1
Тбердость покобки
НВ'163... 217
05*95*
с обеих стороЯ
[,2^
90,7™1
Зачистить острые
кромки
СТУПИЦА ШКИВА
КОЛЕНЧАТОГО ВАЛА
Сталь 95 ГОСТ1050-60
Ф167, 7 ±0,25 поберхроликоб Ф 11,6*0,01
7,5
-----&
п 10889
I ф8,5 сберлить;_______
0,5х90* зенкобать зотб.
При устанобке шкиба по торцу Т
и поберхности Д биение
поверхностей П max 0,16
д Смещение оси окружности
\(дцентроб отберстий Дт
J относительно оси поберхности
\ Д max 0,075
I Неплоскостность торца Т
Т max 0,08
/ Относительное расположение
‘ паза и отВерстий Дг,
как показано
Балансиробать статически
Допустимый дисбаланс 15 г см
Снять заусенцы и притупить
острые кромки
Неуказанные радиусы
закруглений б литье-3
Недостающие технические
требования см ГОСТ 5813 -69
Окрасить нитроглифталебой алюминиедой краской
Допускается окраска 6 сборе с дВигателем
ШКИВ КОЛЕНЧАТОГО ВАЛА
Чугун кобкий КЧ35-10 ГОСТ 1215-59
НеуказанныеЪлусхи I $2-И
Н-избещения Дата
9605 6.06.72
ПО ТУ38005209-71
ПРОКЛАДКА УПЛОТНИТЕЛЬНАЯ
ДЕРЖАТЕЛЯ ЗАДНЕГО
САЛЬНИКА
Резина 7- ИРП- W63 ТУ. 38.005 ZOP - 7/
93
Модуль т 2.5
Число зубьед 1 /45
Угол зацепления <к 15*
Высота зуба И У,8
Толщина зуба по Луге делительной окруж- ности (дейстбг Йейс 2,58
Толщина зуба по Луге делительной окруж- ности (теоретик/ S пор 5,59
Диаметр делительной окружности Дг 570
94
У-извещения Дата
57/7 21. 09.75
^избВЩЛНИЯ Дата
3577 М5.75
У-извещения Дата
5080 206.75
^избещения Дата
4774 U.iO.n
_VZ_
74,5 *gs
“б свободном состоянии
с -0,01г
о-о,огх
05* 4'5 с
обоих mopped
В
7
574 (vj
5-5
53-1005170
Гизбещени^ Дата~
7302 128 06.74
1-8
v4 W /Г 100513d
М*избещениА Дата
26
26
0,о4о. 0,065 при установке вкладыша
в гнездо приспособления $74,518 мм7
0,2Д 0,1*45° с
обеих сторон
0,5*45°по всей
окружности
f*45
ширины даЬдитовои поберхности
ОД *45
обеих сторон
Б
12-0,25
и егкаии Hpu^iiuLuujf^nuxi у
при приложении к данному стыку
нагрузки Р кгс и упоре, совпадающем
с горизонтальной осью гнезда, для
другого стыка
А-А
, _ 0013. 0,025 ПО
Д всей ширине
обеих сторон
вид Г
11,9± 0,1 (допуск
зависимый)
Размеры в мм_________
Обозначение деталей Литера Величина ремонтного уменьшен Толщина стенки вкладыша 5 Толщина стальной основы 5< Толшина\ основы под канавкой /о Нагруз- ка Ркгс Масса кг
55-1005170 Б 2, 250 1/2*0,05 0,9 ДЗО 0,033
53-1005170 - 6Р Б -0,05 2,275 1,92*0,05 0,9 4зо 0,053
55-1005170 -ВР Б -0,25 2,375 2,0510,065 1,0 450 0,035
55-1005170-ДР Б -0,50 2,500 2,17*0,065 1,1 Й65 0,036
53-1005170- ЕР Б -0,75 2,625 2/0*0,065 1,2 7,80 0,038
53 -1005170-ЖР Б -1,00 2,750 2/2*0,075 (4 515 о,о4о
53-1005ПО-ИР Б -1,25 2,875 2,55*0,075 1,5 515 0,042
53-1005170-КР б -1,50 3,000 $67*0,075 1,6 540 0,0 44
Диаметр опоры - 74,5+0,013мм
Материал опоры - алюминий /чугун
Диаметр шейки бала - 7О-о,ои мм
Расчетный зазор - 0,051.. 6,096 мм.
Предельные отклонения углового размера
отберстия ± Г (допуск зависимый), неуказанные
предельные отклонения остальных угловых
размеров ±2°
Неуказанные допуски ± 0,25 мм
Недостающие технические требования
ПО ОСТ 57.001.045-75
* Маркировать по инструкции И-52
товарный знак и величину ремонтного
уменьшения.
Шероховатость поверхностей погост 2789-75
Материал промежуточного технологического
слоя- А 7 гост 1Ю69-64, толщина - 0,025... 0,080 мм
ВКЛАДЫШ КОРЕННОГС ПОДШИПНИКА
Антифрикционный сплав-, бысокоолобянистый алюминий
Материал основы сталь 08 кп гост 1050-60
Покрытие стальной поверхности кадмием -,
толщина слоя покрытия б пределах 0,001... 0,002мм.
На участке Д за ппеделами диаметра Г
допускается отсутстбие баббита.
Неуказанные допуски t 0,25 мм.
На стальной поберхности шайбы допускаются
следы от чеканки
При наружном
диаметре 88,67
Сечение зуба по нормали
i -J уДА/б-щую
—3 ' (для справок)
50-02
17 02 73
г 25
А
(v)
13'1005183
25
АшА
££
2,25
Ш~.
№ извещения Дота
50-02 1702 73
30
2,5
15°
83,667
5,625
2,5
Группа Трлщины, р бхобящие б гриппу Маркировка
Т 2/50 - 2,375 не маркируется
б 2375-2,400 2
Ш 2/00.2,425 3
/7 2/25.. 2,450 4
Покрытие стальной поберхности кадмием толщина
слоя покрытия б пределах 0,001... 0,002мм
На участках В за предепами диаметра Г допускается
отсутствие баббита
Неуказанные допуски г 0,25 мм
Шайбы по толщине разбить на 4 группы согласно
таблице
* Маркировать размер толщины шайбы на стальной
поберхности согласно таблице, шрифтом 5 тост 2 304-68
На стальной поберхности шайбы допускаются
следы от чеканки
Толщина стальной основы не менее 2,0мм
Толщина баббитового слоя не менее 0,25 мм.
Неплоскостность торцев под нагрузкой 5 кг-
-тох 0,05 мм
Разнопол щинность - max 0,03 мм
ШАЙБА УПОРНОГО ПОДШИПНИКА
КОЛЕНЧАТОГО БАЛА - ПЕРЕДНЯЯ
Антифрикционный сплав: COC 6-6
Материал основы сталь 08 кп гост 1050-60
Число зубьев
Модуль по нормали
Угол зацепления
Диаметр начальной
окружности
Высота зуба
Высота головки зуба
Толщина зуба по дуге
начальной окружности
по нормали 5,927
Угол наклона
винтовой линии 26° 18’37'
Отклонение образующей
боковой поберхности зуба
от заданного направления
на ширине венца
шестерни max
Направление бинтовой
линии
Шаг винтовой линии
0,015
левое
551,59
Клеймить букву „ 0'
Колебание й^^1/ПДии нибилпи^т
должно быть не более 0,5мм по всей окружности
Толщина стальной основы не менее 2 0 мм
Толщина баббитового слоя не менее б 25 мм
Разнотолщинность - max о, оз мм.
Неплоскостность торцев под нагрузкой 5кг-
-тах 0,03 мм
ШАЙВА УПОРНОГО ПОДШИПНИКА
КОЛЕНЧАТОГО ВАРА - ЗАДНЯЯ
Антифрикционный сплав- со с 6-6
Материал основы сталь 08 кп гост 1050 -60
Угол между осью шпоночной канавки
и осью симметрии просри л я зуба
в плоскости торца шестерни распреде-
лительного вала равен (ЗБ^ОО'ОО'!
б плоскости торца шестерни
коленчатого бала равен 134°27'30"
отклонения от заданных углов,
замеренные по начальной окружности^
так г 0°20'
с+0,035
6+0,015
A
1*45°на острых кромках
\с обеих сторон
Твердость по Бринеллю ПО... 229.
13'1005031г4
№ извещении Дата
5697, 23 03 75
Недостающие технические
требования по он о.25324 -69
Неплоскостность торцев Т max 0,05.
Непараллельность их max 0,05
При проверке шестерни с контрольной
шестерней проворачиванием без зазора
д зацеплении расстояние между их центрами
может меняться б пределах ±0,05, но не должно
колебаться max 0,05 для одной шестерни.
Se6oe биение поверхностей Т относительно
щхности Д не более 0,05 мм на
диаметре 56 мм.
ШЕСТЕРНЯ КОЛЕНЧАТОГО
ВАЛА
(таль 45 гост 1050-60
95
20.5*02
15
Сберлить под резьбу на глубину 20;
, х90*зенкобать\
М8/пугая 1)ср.‘Ц£
нарезать на глуоину 15-2отб.
54±0,06
109*0,12
42,5
Б-Б
_ 61.5
134005160-6
К-избещения Дата
5076 30.05.73
1501 °'052
14-0.025
51
75У
Ф8.6
Обработать
0,5*65'__ f-
сдбух к
сторон
0,25
1S
&
2,7-0,25 \ 05x45'
94-2
ф90^25
Ф74.5^>ов
Обработать"
8 сборе с блоком
Аг А
сфера
2,3-0.12
2L.
~"tzi7 ТочкаВ
5.0
1ЛЛ,1
^2°
~Ч_.
га 251
Неперпендикулярность осей отберстий Д относительно
поверхности Т- 0,4 max на длине ТОО
Неуказанные радиусы 6 литье-2
Питейные уклоны-Г
Т Вариант
ШТК.^
912.5
<5Ш5
ТочкаВ
10'30'
Г////Д
0_
ДЕРЖАТЕЛЬ ЗАДНЕГО САЛЬНИКА
КОЛЕНЧАТОГО ВАЛА
Сплаб ЯЛ-В ГОСТ 2685-Bi
I5-1005140-B2
27.5Ш
Вид Б
А-А
Я5
фЮО обработать
б сборе с блоком
ф 12,8 сберлить 2от6ерстия ~~
у 1x90 зенкобать с обеих сторон
0.5x90е
13,75*0,15
_J2]
96*0.12
МММ
84^1 А ________________.
68,5-42
ф 74,5+°-о^ обработать
6 сборе с блоком
Ф70-ю Фреза
Твердость по Бринеллю 121... 165
Окрасить 6 литье нитроэмалью У?525
25.5-o.o5
с=ф-—
gM
=£jl
ВО.Зтах
розтах^
5*0.12
<м,
2^400515^-01
№ извещения Дата
5566 10.11.76
Биение поверхности Д
относительно осирезьбы
неболее 0,2, обеспечить
технологией
120*1
Концы не должны быть рбаными
и лохматыми
Технические требования и
недостающие данные бТНК- 3811500-74
НАБИВКА САЛЬНИКА
ЗАДНЕГО КОРЕННОГО
ПОДШИПНИКА КОЛЕНЧАТОГО
ВАЛА
Обработать б сборе с Злаком
154005181
К-избещения Дата
3117 пшо
на
К-избещенип Дата
5677 М3. 75
Неуказанные малые радиусы закруглений 2.. 3
Отлибку тщательно очистить от формобочной земли
Отклонение лоберхностей П от положения одной
плоскости не более 0,02
КРЫШКА ПЕРЕДНЕГО ПОДШИПНИКА
КОЛЕНЧАТОГО ВАЛА
Чугун кобкий КЧ 35-10 ГОСТ 1815-59
Xх пробить шестигранник
/ на глубину 7
Мдх1кл 1
Неперпендикулярность
торца T относительно
KoJb оси резьбы не более 0,2
^77 обеспечить
технологией
Калить. 77\
Отпустить.\\..
Твердость по
РокбеллуС25..5П^
ГАЙКА КРЕПЛЕНИЯ ДЕРЖАТЕЛЯ
ЗАДНЕГО САЛЬНИКА
Сталь 95 гост Ю50-60
204005301-01
д-избещения Дата
3167 0.09.69
48
96
М.
Ф13
Заусенцы и острые кромки
не допускаются
ПЛАСТИНА СТОПОРНАЯ
Сталь 08 кп ГОСТ 1050-60
лист толщ. 1 ГОСТ3680-57
СЪ
53-1005115
21-1005024-03
ф/2'°-027развернуть 2 ртб
/л 90° зенковать;
отклонение от номинального
расположения max 0,025
Для расстояния между отверсти-
ями контроль выборочный
Смещение оси окружности
центров отверстий относительно^
оси поберхности Д так 0,05
66-1005115-Б
V Извещения Дата
4564 10.01.72
Д,
-Si
"ZSJ
Ф 8вр.ш5 развернуть на глуб. 7
М8 кл1 нарезать 6 отв
Смещение осей отв от номинального
расположения не более 0,05
базо-отв Д
0.5*65°
____^z.6 кД
в-в
, зз+од
. 31 ,5+-0.5^.
сверлить '
2 отв
65Д
ТЛЯ
910.15
8ид Л
При сборке раска надет
поз 2 должна быть на
указанной стороне
т —
30\
lto.5
15.
из
VJW
53-1005195-01
Я
Л53
г
11ДД
№ извещения Дата
5175 1910 73
Фиэвящлния Дата
4771 16 10.72
СПМ 22*1.5
/Un~.2t.090 10 >036
Р 21.030 ~
М5
Неуказанные радиусы Г мм
Допуски на линейные размеры и
уклоны по ТУ. 2576
*Квадратный калибр -пробка
размером 10-о/ мм может не дохо-
дить до основания не более чем
на 1,5 мм
Маркировать: номер 21 шрифтом
00'7 ГОСТ 2930-62.
Высота выступания цитрр 0,5мм
Неуказанные допуски по он 025202-
-66
Неуказанные радиусы J.
Неуказанные допуски по ОН025252-55
।
бо°
ПРОБКА - ЗАГЛУШКА
МАСЛЯНЫХ ПОЛОСТЕЙ
КОЛЕНЧАТОГО ВЛАД
Чугун ковкий кч 35-10
ГОСТ 1215'59
ФЗДогДв0.5*90в,
ЙЕМГ
ПААСТИНА СТОПОРНАЯ
Сталь 08 кп лист i-шн госгжгЗ’/п
ГООЛЩ-ОД ГОСТ 3680-57
VJtvj
11-6307
Взаимное биение поверхностей Д и Д2 max 0.3
Взаимное биение поверхностей Д3 ид max 0,05.
Неплоскостность торца Т тих 0,05
При проверке зубчатого обода, напрессованного
на маховик, с контрольной шестерней проворачива-
нием без зазора б зацеплении расстояние между их
центрами может меняться в пределах для
разных об од об, но не должно колебаться ' более ОД
для одного обода
балансировать статически
Допустимый статический дисбаланс 35гсм
При установке по поверхностям Д и Т1 биение
торца Т 0,08 тих на радиусе 168
в
Обозначение
Узепь 3 сборе ~
53-1005115
66-10051/5-6
Лет позЗ
Дополнительные требования
Окрасить нитроглисрталиевощ
263003-П алюминиевой эмалью ТУ 1109-61 б^
__________\один слои кроме лпверхностеи г,л и л
По хорде для слрабок\
ж / +0J6
Ф У+0,08 .
сверлить
наглу52,5
Ф9 сверлить на
глуб. max 6.5
Б-Б
После 'установки
дет поз 3 зачеканить
фНсверлить при
балансиробке на
глуб. max 18
не более 10 отв
Насечь деления через один градус
выбить цисрры на поберхности Дг
по обе стороны от оси дет поз з
и
21 max
М11х!кл1
М6_
29+0.25
Рис.1
Рис. 2
Остальное см. рис. 1
ъНЗ!
si
Обозначение
11-6387
291526 ~П
Гб
Ютах
33+0.5
291524-П
Af-избещения Дата
331Z 5.07.74
Ф18Т025
6.5-м
Рис.
2
3 см тпвпииу Шарик фб /
2 218-1005125 Зцбчататыи обод /
1 55-1005 120 Маховик /
N: /и Обозначение Наименование Кол
МАХОВИК В СВОРЕ
поз.1 чугун серый СЧ18-36 ГОСТ 1612-70
УРС 25 32
Проверку на твердость проводить по ГОСТ 9013-59
На поверхности / допускается наличие следа от лыски для замера
твердости не более 1,5мм и длиной не более Юмм.
Минимальная величина разрывного усилия болта, испытываемого с
навинченной гайкой, должна быть 7О Пи кг Обрыв голобки не допускается
При испытании болта с отверстием под шплинт гоика должна
находиться за указанным отверстием.
Неуказанные предельные отклонения размеров по ОН 525252-56
На поверхности / в месте перехода к резьбовому концу допускается
чернота шириной не долее Г мм
Остальнь/е технические требования см ГОСТ 1759-70 для болтов
нормальной точности
БОЛТ МАХОВИКА
Стам 38X3 ГОСТ 4543-7/
97
// 252 155-П2 Шайба в
10 М-1600 (60203) Подшипник 7
9 53-/005195 Пластина стопорная 2
8 293329-0/8 Шайба 4
7 292198-0 Гайка 4
6 291524-П болт 4
5 290656-П2 Болт 6
4 К-6505-83 вал коленчатый 7
3 52-16Ш730-Я Диск ведомый 7
2 52-16 0/090-02 Диск нажимной 1
1 С/ОП-/005/15 Махобик I 7 .
/7- о/п Обозначение Наименование Кол
★Размеры для балансировки
Расстояние между центрами сверлений не менее 14 мм
Момент затяжки дет. поз. 7 должен быть 7,6... 8,3 кссм
Обеспечить совладание оси дет. поз. 5 с осью дет. поз. 4,
а такжг проберить свободу и легкость бращения дет лоз. 5
при Выключении сцепления перемещением рычагоб на размер
11,7*0,05мм
При отсутствии сбободного бращения дет. поз. 5, а
также при отклонении б размере 53,2+1,5 дет. лоз 2иЗ
раскомплектовать и пробести их повторную проберку
Момент затяжки дет поз. 5 должен быть 2... 2,5 кг.см
Деталь поз.10 смазать ЦИГТИМ-201 гост6267-59
б количестве 70 г
Проверять до устанобки дет. поз. 2иЗ
Отжечь после сборки
Зубья обода подбергнуть поберхностной закалке
электронагребом с охлаждением 6 масле ;
тбероость зубьеб Н9С48...56 по бершине,
по основанию - 40 не более
Общая глубина закаленного слоя, замеренная
от бершины зуба 5... 7мм
52-0^Ю050Ю-тСЬ
-HZgeS
2Ш_
[ФЮтОХ 7175НЮХ
7Ш09-66
Сварить встык
2±О,75
а
12-Ь,25
Б-Б
увеличено
л 2,5-0,05
(ОД. о,8 max) *45'
'по б с ей окружности
Обработать, если необходимо j>
по технологи ческим
соображениям
^извещения Дата
5060 15.05.75
KTt/lOS
ВидА
Вид В
увеличено.
кК
Увеличено
9
Н-6384-Д
К-извещения Дата
мз 0305.73
ZiQjSxW
далансиробать динамически, допустимый дисбаланс
не более 70 гс см
балансировку производить только при наличии
начального дисбаланса не превышающего 780 гссм
При большей Величине узел раскомплектовать и
произвести повторную проберку сбалансированности
отдельно по дет поз. 7,2,5и4
*#* После балансировки дет. поз. 7и дет поз. 2
маркировать шрифтом 3 гост2.504-68 около дет. поз. б
ВАЛ КОЛЕНЧАТЫЙ, МАХОВИК И СЦЕПЛЕНИЕ-сботныИ четж
^извещения Дата
8229 08 0^.72
_ 25
В указанном месте за пределами
диаметра Д допускается
отсутствие баббита
баббитовая сторона
Неплоскостность торцеб под
нагрузкой бкг и непараллельность
их суммарно max. 0,05 мм ,
колебание ширины шайбы по бсему
периметру max 0,5 мм
Снять заусенцы и притупить
острые кромки б соответствии
с эталоном
На стальной поверхности шайбы
допускаются следы от чеканки
согласно эталону
ШАЙБА
На маховик напрессовать
указанной стороной
72tQ6 после горячей
штампобки
Покрыть ок си дно-фосфатной пленкой
пере д обработкой баббитобой стороны
Ленту, залитую баббитом, подвергнуть
термообработке
УПОРНОГО ПОДШИПНИКА
КОЛЕНЧАТОГО ВАЛА-ЗАДНЯЯ
Сталь 08кп ГОСТ 7050-60, лента 2 гр.
полунагортобанная, толщ. 2,25-охз ГОСТ503-67,
залитая баббитом см. ТУ 7905
При проберке зубчатого обода с контрольной
шестерней проборачибанием без зазора 6 зацеплении
расстояние между их центрами может меняться
В пределах мм, но не должно колебаться более 0,5мм
для одного зубчатого обода
Неплоскостность поберхностей 77 не более 0,6 мм,
проВерять со стороны Внутреннего диаметра.
взаимное биение поверхностей ДиД1 не более 0,25 мм
На кромках бпадин зубьев допускается наличие фасок
шириной до 7,5 мм (по торцу), как результат захода
червячной фрезы при снятии фасок на боковых кромках
зубьев
О и ело зубьев •>
Модуль спец Фрезы
Угол зацепления
Диаметр делительной окружности
Высота зуба
Толщина зуба по дуге делительной
окружности (дейстбит.)
для спробок
Толщина зуба по дуге делительной
окружности (теоретическая),
для спрадок
748
2,5ММ
75°
• 570мм
4,8 мм
2,58мм
3,39 ММ
ЗУБЧАТЫЙ ОБОД МАХОВИКА
Сталь 45 0-0,42... 0,477, ГОСТ 1050-60 Спец.полоса
тполц.12, шир 76 ТУ 14-1-543-72
98
№из6ещения Дата
2787 !5 04. 74
Ф26 сверлить при
Обозначение ФД* ^2
//' 6303-Л3 64 5^5
и- бзоз-рпк 63,75 51,5
11 - 6303- РПШ 64 51,25
33
1иб шейки
Отклонение оси шпоночной канадки
от положения б плоскости 71
max 0,075 на радиусе 25
д.
з-з
с-с
щека 6
120at15'
п
Отклонение оси указанного
отверстия от положения
8плоскости /7 max 0,3
|>
J54 .
ж-ж
щека 9
632,5
<3
!
\
А \
Н
11-6503-АЗ
№избещения Дота
2787 15 09 79
2и5^
шейки
/2^1^
д-д
щекой
R 55-0,1 х
/крибошипа
t20°H5'
Зий
шейки
3.5Ю,025__
woo
VF
ш
35°
nL
&
'г
3?/
12°
R 1,5 4s
.у* >
is^L
93-1
R72>
(0)
&
Проберять протибобесы
1, 9,6 и 3 щек \
\5
ыз
Г9
'г
R>
<£т
Л~/1 подернуто
16
12Д
R 20 проверять
по радиусу 65
[ <pi2tQ^27розбернуть 9отб. 1*90°зенкобать. Отклонение
от номинального расположения max 0Д125
Смещение оси окружности центроб отберстий
относительно оси поберхности Д7 max 0,05
Е-Е
щека 5
\ \ \
#63
16
Дг
/10
'а
&
V
<р 29,6 сберлить при балансиробке 3 отд, на г луд, max 33
" Допускается сВерление одного отберстия на гл уд. 38,5
Пересечение отверстий не допускается
Д
.4
R65 родлежит
Дродерке
.j Я 32.5
Iй
R39
10
<&Г
Н-Н ч
щека 7 Л/
678
Обальность подерхности Д5 max од 25 мм.
биение торце б Ti и 72 относительно оси бала max 0025мм
на крайних точках, торца Тз - max 0,09 мм
биение поберхности Д3 относительно поберхности
задней коренной шейка max 0,05 мм, поберхности Д7 - max 009мм
Допускается зарез или полный срез дуртоб со стороны
~и /у шатунных шеек на 5 щеке, при еррезеробке
дазобых площадок но 9 и б щеках;
бысота дуртоб должна быть при зтом тьп 5,25 мм
При устонобке бала на дбух крайних коренных шейках
диение не должно пребышать следующих показаний: для
средних коренных шеек-0,03, для поберхности Ду -0,03 мм,
для поберхнастей Д5 и Д6- ОД 9 мм.
Обольность и конусоодразность шатунных и коренных
шеек max ОД 1мм
Непороллельность осей коренных и шатунных шеек max од 1мм
на длине каждой шейки.
Динамическую далансиробку бала произбодить б пределах
неуробнобешенного момента max 15 г см на каждом конце.
За глудину сберления при далансиробке принимать расстояние
по оси сберления от поберхности покобки до Вершины конуса.
Паренные и шатунные шейки после окончательной
механической одрадотки проберять на отсутстбие трещин
Продерку произбодить осмотром, а б сомнительных случаях
магнитным дефектоскопом.
После проберки бол размагнитить.
В случае проберки дефектоскопом допускаются:
а] Радиальные трещины у кромок масляных от беретий
длиной до 7 мм.
д) Мелкие шлифобочные трещины б биде сетки, линий
и точек, расположенных не ближе 10 от упорных дуртоб шеек
Кокие-лидо дефекты [трещины, болособины) на галтелях
шеек не допускаются.
На торцах 1,9,6 и 9 протибобесоб допускается
чернота за пределами размера 58 мм, указанного б чертеже
покобки, при толщине протибобесоб б этом месте 15,5мм,
а также местное убеличение толщины протибобесоб
по линии разъема штампа до 19,9 max.
Размерь/ заключенные б со, ябляются дазобыми
при механической обработке.
Недостающие технические тредобания см гост 9669-59
Смещение отверстий б коренных шейках относительно
торца 7z и отверстий б шатунных шейках относительно
торцеб шейки не долее /мм.
Коренные и шатунные шейки закалить ТВЧ
Глубина закаленного слоя для шатунных шеек
2... 5мм, для коренных 3...6 мм.
Твердость нкс 52... 62
У галтелей шатунных шеек на дуге тел 90,°одращенной
к центру коренных шеек, ширина незокаленной зоны
должна быть З...8мм> на остальной части О.. 8 мм.
На краях коренных шеек допускается наличие незакален-
ной зоны шириной: для / 2и3коренных шеек - 9мм,
для 9 коренной -5мм
8 плоскости разъема индуктороб допускаются
местные расширения незакаленной зоны для шатунных
шеек до змм, для 1,2 и 3 коренных шеек - до 5
и для 9 коренной - до 8 мм.
КОЛЕНЧАТЫЙ ВАЛ
16
&
Количество листай 2
Лист 2
100
BudA
4,1 ±0,12
По bctO поверхности
2,4-0,012
15
(v} J/~ 1004025-01
^извещения Дата
2492 ПОЗ. 74
лИкдз^
б~Б Вариант
уВепичено
Обозначение фд Условное обозначение размеров кольца
5(-(004025~01 8(88 —
51-100^025-БР 1 82,12 + 0,12
51-Ю04025-ЕР1 82,50 + 0,5
5/- (004025- API 83,0 + 1,0
5(-(0О4025-НР1 83,5 + 1,5
5(-(004025-ПП 84, 0 + 2,0
Искусственное старение после снятия литейной
корки.
Лудить рабочую цилиндрическую поверхность кольца
после механической обработки, толщ, слоя о,оо5... о.оюмм
В запчасти допускается фосфатирование; толщ,
слоя 0,005... о,оюмм
На торцевых поверхностях допускается наличие фосфатной
плёнки толщ. 0,005мм, не более.
После (россратирования промаслить.
Упругость кольца, сжатого лептой до зазора
в стыке Г, должна быть 2,0... 2,8 кг.
Кольцо, вставленное в калибр диаметром Д,
не должно давать просвета по всей окружности.
Допускается просвет 0,02 мм, не более на суммарной
дуге 720*но не 60ав одном месте и не ближе зо'от замка.
Шероховатость поверхности в со средним арифмети-
ческим отклонением профиля Ra^4 мк> шаг винтовой линии
неровностей 0,18- о, 20 мм.
Раковины не допускаются.
Сколы на наружной поверхности кольца и риски от резца
на Внутренней поверхности не допускаются.
Зазор в замке Г проверять в калибре с внутренним диаметром Д
* Маркировать размер ремонтного кольца раствором медного
купороса при помощи резинового штампа шрифтом 2,5 гост 2304-68.
Обозначение должно быть четким.
При упаковке колец в коробки по одному комплекту на двигатель
допускается отсутствие обозначения ремонтных размеров на самих
кольцах.
Размеры даны после покрытия.
Остальные технические требования см. гост 8бб-73
Упругость кольца, сжатого лентой до зазора
В стыке 0,7 мм, должна быть 0,4... 0,55кг.
Неуказанные допуски по он о25 202-66.
Остальные технические требования см.
ОН 025 209 - б4
цтt0,7при установке 6калибр
с Внутренним диаметром Д
А-А
Увеличено
5° ±30'
52-1004052
51 A-1005058
Н* извещения Дата
1736 22.06.70
вариант по выбору
Увеличено
15*
Обозначение Номинальный диаметр кольца Дпри зазоре и стыке Б
52-1004032 8х2,0
52-Ю04032-БР 82, /2
52-1004032- ЕР 82,5
52-Ю04032-АР 83, 0
LI
I
JSZ3
№ извещения Дата
3224 (9.06.74
5
R15,5
Колебания ширины шайбы
по Всему периметру не более
0}2 ММ.
КОЛЬЦО ПОРШНЕВОЕ КОМПРЕССИОННОЕ НИЖНЕЕ
Чугун легированный. Химический состав Со(Щ = ЗД з,9%; 0^3 = 0,55... о,8%, Sc-2,5. 2,9%-
Мп-0,5.. 0,75%;P-0)3...0,7%;S=0,07%max, Ci= 0,12... 0,25 Z; 0,06... 0,15%; Ti = 0,17,,Н0Щ15 Л.зДД-с/кЬ
ДИСК КОЛЬЦЕВОЙ КОМПРЕССИОННОГО
ПОРШНЕВОГО КОЛЬЦА
Сталь 98 А лента О,7-о,о4* 4-0>1 2П-К-Е гост 2614-65
ШАЙБА УПОРНАЯ
ХРАПОВИКА
Сталь 25 пс лист толщ 4
ЧМТУ 1-355-68
52~100404Г01
52-1004055-01
вариант по выбору
Увеличено
Н° извещения Дата
1736 22.06.70
Установка на поршень
№ извещения Дата
1736 22.06.70
11-6307
Н°извещения Дата
7327 21 06. 63
21-1005042-61
^извещения Дата
3
Использовать для установки
в двигатели, подвергающиеся
переборке b v эксплуатации.
Замки дет поз 3 должны быть
расположены со смещением на 180°
относительно друг друга.
А-А
6976
17.04 61
А
0,1+0>1 при посадке в калибр
с внутренним диаметром Д
Упругость диска, сжатого лентой
до зазора в стыке 0,7мм, должна быть
0,3... 0,4 кг
Неуказанные допуски по он 025 202-66.
Диск должен свободно пройти от
собственного веса через калибр-щель
шириной и высотой 82 мм.
Остальные технические требования
СМ. ОН 025 209-64.
Обозначение Номинальный диаметр кольца Д лри зазоре В стыке Б
52-ioo4o4moi 82,0
52-1OO4d4i-6PT 82, !2
52-1004q4i-EPI 82,5
52- ЮО4о41'ЛРТ 63,0
Обозначение Диаметр цилиндра
комплекта ПОЗ. 3
52-1004035-01 52-1OO4o4l~ 01 82,00
52-Ю04035-БРТ 52-1OO4o4l-5Pl 82,12
52-1004035-Ер7 52-ЮО4о4гЕР1 82, 50
52- 1004035-ЛРТ 52-1004оби-ЛРТ 83, а
45-9,06.
'Затупить
острую
кромку
КЗ
г/ ^0,160
Фч0*д,р75 Г
Калить.
Отпустить
ИКС ДО.. 45
Неплоскостность торцев
0)025, не более.
7В Зак. 306
з
2
См таблицу
52-1004038
52-1004039
п°/п Обозначение
Диск кольцевой
Расширитель радиальный
Расширитель оседай
Наименование
2
'Коп.
КОЛЬЦЕВОЙ МАСЛОСЪЕМНОГО
ПОРШНЕВОГО КОЛЬЦА
Сталь 98 А лента О,7_о>о4-* 3-0/1 2П-К-Е гост 2614- 65
ДИСК
КОЛЬЦО ПОРШНЕВОЕ мао-
- СЪЕМНОЕ (КОМПЛЕКТ)
ШАЙБА
КОЛЕНЧАТОГО ВАЛА
УПОРНАЯ
Сталь 65г гост 705о -60
МАСЛООТРАЖАТЕЛЬ
КОЛ ЕН ЧАТ О ТОГО ВАЛА
Сталь 08 кп гост 1050-60) лист толщ. 1 гостов го-57
или лента толщ 1 гост 503-41
использовать отходы толщ. ОД; 1; 1,1.
101
В'В лобернутпо
$72*Oi°27раздернуть 0 отб;
/г90°зенкобать с указанной стороны.
Отклонение от номинального
расположения max 0,0725.
Для расстояния между отверстиями
контроль Выборочный.
Смещение оси окружности це/р
троб поберхности Д1 max 0.05
Ф8+6,о& раздернуть
на глуб. 7,
М8 кл. /
нарезать ботб.
Смещение оси окружности
центроб отберстий
относительно оси поберхнос-
ти дтах. 0,025
Ф3б1,5тах
Проберять но
поберхности ф 290
ф 6,6 сберлить
2отб.
3.5 ±0.025
№4005115 Вскоре
40П-1005720
№ извещения Датах
А 1°^ \ 30.62 72
Вид А
/раздернуто)
0/2
, ЗШ,5_
,32,5+0.5.
03
30°
28.5 +0.25
&
25+0,75
03^
Сберлить при балансиробке
наглуо.тах 75
лз
нз
Их_____
\28°
д
Насечь деления через один градус и быбить
цитрры как показано, но поберхности Д2 по обе
стороны от Верхней мертбой точки.
При проверке зубчатого обода, напрессобанного
на махооик, с контрольной шестерней проборачиба-
нием без зазора б зацеплении расстояние между их
центрами может меняться б пределах мм
оля разных обод об, но не должно колебаться max ОД мм.
для одного обода.
Неплоскостность торца Тmax, 0.08мм.
Ори у стан обке по торцу Т, и поберхности Д,
биение торца Т max. 0,08 мм на радиусе 750 мм.
биение поберхности Д3 относительно поберхностид,
max 0,05мм.
Биение бсех цилиндрических поберхностей
относительно поберхности Д, max 0,08мм за исклю-
чением особо огоборенных.
Взаимное биение поверхностей Д, и Д max 0,3 мм.
балансиробать статически, допускаемый дисбаланс
35 гем. , - , о
Покрытие- Эм 77Ц-273, атоминиебыи лхл. о один
слой, идущие б запчасти с дбигателем
Я1тах(для дет поз.7) ч
^\\ Ори сборке дзаска надет лоз 2
ОЗх/^должна быть H(J эт°й стороне
2
МАХОВИК В СВОРЕ
3 353 072-S Шарик 1
2 71-638k-А Зубчатый обод 1
/ 4071-1005120 Махобик 7
/К0 /'47, Обозначение Наименобание Кол
поз.г-Чугун серый СЧ <3-36 ГОСТ /2-70
1,5tO.!
dLL
г -0.018
S - 0.025
68.5 ±о.5
В сВо/юдномсостоянии
002540,050 при установке Вкладыша В гнез-
до приспособления ф 68,5/8 мм, при при ложе -
нии к донному стыку нагрузки Ркгс и
упоре, совпадающем с горизонтальной
^осью гнезда, для другого стыка
А-А
увеличено
0,0/340.025 по н
Всей ширине
обеих сторон_
Б-Б
увеличено
О.5хб5°собеих
сторон
44 (v)
52-04-1005П0
№ извещения Дата
3916 28.0974
Вид Г
15/0,1
, .68.5 'о.5
о сШовнаи состоянии
44 (v) 52-04-1005174
0.2±0./*65oc
обеих сторон
Ф6.
в-в
увеличено
0.5* 65 °с обеих
сторон
1.95+0,1
с -0.078
0-0.025
0.025-0,050 лри установке Вкладыша В гнез-
до приспособления ф 68,5/8 мм, при приложе-
нии к данному стыку нагрузки Ркгс и
упоре, совпадающем с горизонтальной
осью гнезда, для другого стыка
Ne извещения Дата
3916 28.09.74
Вод Г
0.5к65°с обоих
торцев
Размеры в мм
^Обозначение деталей Величина оемонтно го умень- шения Толщина стенки вкладыша. 6 Толщина стальной основы Si Толщина осноВыпос канавкой fo //агрузко Р,кгс
52-09-/005/70 2.250 /,92+0.063 0,9 540
52-04-/005/76Р/ -0.05 2.275 /,92+0.063 0.9 560
52-097005/70Р2 -0.25 2,375 205+0.063 0,9 570
52-04-/005/70РЗ -0.50 2.500 2./7+0.075 /,0 695
52-04/005/70Р4 -0.75 2.625 2.30+0.075 /г 625
52-04-/005/70Р5 -7,00 2.750 262+0.076 1.3 650
52-097005/70Р6 -7,25 2.875 2.55+0,075 /4 680
52-06-/005770Р7 -7,50 3000 267+0090 /5 705
Материал промежуточного слоя -97 ГОСТ //069-66,
толщина - 0,025 -+ 0,080 мм.
Предельные отклонения углового размера отверстия
±/°(долуск заёисимый), неуказанные предельные откло-
нения остальных углоВых розмероб ±2°
Неуказанные допуски ±0,25мм.
Недостающие технические требования по ОСТ
3700/065-73
* Маркировать по инструкции И-52 товарный знак
и Величину ремонтного уменьшения.
На размер Д допуск зависимый
0.5*65° с обеих
торцев
0,0/340,025
по Всей ширине
. с обеих
сторон
А-А
увеличено
0,2±0./кб5°с
обеих сторон
т~ 0.5*65°С
обеих
сторон
/2.75 ±0.1/допуск
зависимый)
Размеры в мм
Б-Б
увеличено
. ,0Л
8,
0.5*45 с
обеихсто-
он
f.SBtaf
ВКЛАДЫШ ПЕРЕДНЕГО ПОДШИПНИКА
КОЛЕНЧАТОГО ВАЛА
Антифрикционный сплав ВысокоолоВянистый алюминий
материал осноВы: Сталь 08 к/7 ГОСТ/050-60
Обозначение деталей Величина ремснтно ео умень- шения Толщина стенки вкладыша S Толщина статной основы S, Толщина основыпод канадкой fo Погрузка Р, кг с
52-04-/005/74 2.250 1,92+0,063 09 560
52-04-/005/74Р/ -0,05 2.275 1,92+0.063 0.9 590
52-047005/74 Р2 -0.25 2,375 2.05±0.063 0.9 570
52-047005/74 РЗ -0.50 2.500 2Г7+0.075 /,0 595
52-04-/005/74 Р4 -0.75 2,625 230/0.075 12 625
52-06-/005/79Р5 -7,00 2.750 2.42'0.075 /3 650
52-067005/76 Р6 -/,25 2.875 255+0.075 /,6 680
52-067005/79Р7 -/,50 3.000 2,67+0,090 /,5 705
Предельные отклонения углового размера отёерстия
±7° [допуск заВисимый/неуказанные предельные
отклонения остальных углоВых размеров ±2°
Неуказанные допуски ± 0,25мм.
Недостающие технические требования по ОСТ
37.00/. 065-73.
★ Маркировать по инструкции U-52 тоВарный
знак и Величину ремонтного уменьшения.
Материал промежуточного слоя - А7 ГОСТ И069-66,
толщина - 0,025 - 0,080 мм
ВКЛАДЫШ СРЕДНЕГО ПОДШИПНИКА
КОЛЕНЧАТОГО ВАЛА
Антифрикционный сила В ВысокоопоВянистый алюминий;
материал осноВы: Стапь 08 КП ГОСТ /050-60
15'0.1
V7
с -0.018
0-0.025
бмУЗ ,
\5свободном состоянии
4i
0.5*65°с обо
их торцев
0025-0.050 при установке вкладыша
В гнездо приспособления Ф68,5/8 мм,
при приложении к донному стыку
нагрузки Ркгс и упоре, совпадающем
с горизонтальной осью гнезда, для
другого стыка
А-А
увеличено
, . Б-б
_ 0,0/3 • 0,025 по всей ивелнченп
ширине с обеих сторон
0,2±0,/хб5°с 0,5 *65°с
| обей^ сторон обеих сторон
Вид Г
52-04-1005 П8
№ извещения Дата
39/6
44 (VJ
28.06.14
15'0,1
31
68.51о.з
1 Модном состоянии
Sf
B-B
/,95/О./-2канабки
0.5 *65°с обеих
сторон
19°
Ж Л
Б
У7_
0.025 г0,050 при истанбке вкладыша В
~гнездо приспособления Ф 68.5/8 мм, при
приложении к данному стыку нагрузки Ркгс
и упоре, совпадающем с горизонтальной осью
гнезда, для другого стыка
0,5x65° с обоих
торцев по всей
- ширине
с обеих
сторон
А-А
увеличено Б~Б
0,0/3-0,025 0,2±0J*65°c убёлйчено
SudB
52-04-10 05179
ж-ж
дВеличено
№ извещения Дата
3916 2809.14
44 (v)
Размеры в мм
Обозначение деталей Величина оемонтно го умень- шения Толщина стенки вкладыша S Толщина стальной основы Sf Толщина основыпдс канавкой То Нстгрузка Р, кг с
52-06-/005/78 2.2.50 f.92/0.063 0.9 770
52-06-/005/78Р/ -0.05 2,275 7,92+0.063 0.9 770
52-06-1005/78Р2 -0.25 2.375 2.05±0.063 0.9 8/0
52-04- /005/78РЗ -0.50 2.500 2./7+Q075 /0 850
52-06-/005/78Р6 -0.75 2.625 230+0075 7,2 895
52-067005/78Р5 -/,00 2.750 2,62+0.075 7.5 936
52-047005П8Р6 -/,25 2.875 Z55±0,075 /.4 980
52-067005/78Р7 -/.50 3000 2.67+0.090 7,5 7020
Предельные отклонения углоВого размера отбор стоя//
(допуск зависимый), неуказанные предельные отклонения
остальных углоЬых размеров ±2°
Неуказанные допуски ±0.25 мм
★Маркировать по инструкции И-52 тоВарный
знак и Величину ремонтного уменьшения
' Недостающие технические требования по
ОСТ 37001065-73
На размеры Е и Ж допуск заВисимый.
Материал промежуточного слоя - я 7 ГОСТ //069-66,
толщина - о, 025 з о, ого мм
с -0,018
0-0,025
\ обеих сторон q
T s' Уобеихстор
'°с
Тобеих сторон
/>95±0./ _ ||
7% дде канат
ки
ВКЛАДЫШ ЗАДНЕГО ПОДШИПНИКА
КОЛЕНЧАТОГО ВАЛА-ВЕРХНИЙ
Антифрикционный сплаб ВысокоолоВянистый алюминий
материал осноВы • Сталь 08кп гост/050-60
Размеры 6 Him
Обозначение деталей величина ремонтно- го умень шения Толщина стенки вкладыша S Толщина стальной основы St Толщина основы пос канавкой fo Нагрузка Р. кг с
52-04-/005179 2,250 /.92+0.063 0.9 770
52-06-/005/79Р1 -0,05 2.275 1.92+0.063 0.9 770
52-067005/79Р2 -0.25 2,375 205/0063 0.9 8/0
52-06-/005/79РЗ -0.50 2.500 217'0,075 7.0 850
52-067005/79Р6 -0,75 2.625 230±0,075 1.2 885
52-067005/79Р5 -7,00 2.750 2,62+0.075 /.г 935
52-067005179Р6 ^7.25 2.875 255/0.075 /.б 980
52-06-/005/79Р7 -/.50 3,000 2.67+0.090 1.5 /020
обеих сторон
Материал промежуточного слоя -А7ГОСТ//069-66,
толщина -0,025 - 0,08о мм.
Предельные отклонения углоВого размера отВерстия
±/° (допуск заВисимый), неуказанные предельные
отклонения остальных углоВых размеров ±2°
Неуказанные допуски ±0.25мм.
* МаркироВать по инструкции И-52 тоВарный
знак и Величину ремонтного уменьшения.
Недостающие технические требования по
ОСТ 37.00/065-73
Шероховатость поверхностей по ГОСТ 2789-73.
На размеры Д и Е долуск зависимый
ВКЛАДЫШ ЗАДНЕГО ПОДШИПНИКА
КОЛЕНЧАТОГО ВАЛА - НИЖНИЙ
Антифрикционный сплаВ ВысокоопоВянислпый алюминий;
материал осноВы: Сталь 08 К л ГОСТ /050-60
103
11-6306 -A Z
К
K±
37
32 5t0-25
На длине
\термообрдботки
\79ё
40,7 *Gm
I
Д
Z75x44ZJ
_J
ф38+0.027
> х>\ Термообработка
> j<] на указанной длине
_______ _ / убеличено
Для спраВок \
11 -6J13-A Z
Ns извещения Дата
4397 0512 74
M8 кл7; 7 *90° зенкобать
TTomd
7*ч5\
T
35
80.3+°T
биение торца T относительно
поберхности Д2 не более 0,08мм
Взаимное биение поверхностей
Ди Д2 не более 0,0В мм;
Ди Д2 не более 0.0б мм
Относительное расположение
шпоночной канадки и резбобых
отберстий безразлично
Угол между осью шпоночной
канабки и осью симметрии
просриля зубр
Затупить острую кромку
1*45°наострых кромках
\зудьебс обеих сторон
* Угол л
\ФЗ сберлить
, мГкл 2
0.5t0'Sx45\
58
-—4 нй отдельных
: де талях
допускается
резьба клЗ
Клеймить б у кВ и., О"
Разбешен и я Дата
34 36 25.07.74
Сечение зуба по нормали
Указанные размеры________
< :sL3_ действительны при | 'WJ'
наружном диаметц
бд
Ф4О*°'°3
3.295"
3,239" D
Наружную поверхность ступицы
на указанной длине подвергнуть
пооерхностной закалке с нагредом Т8Ч
Злу б слоя 7,6 г 2 мм,
допускается не более Jмм
НОС 48 тип
СТУПИЦА ШКИВА
КОПЕНЧАТОГО В А ПА
Сталь 45 ГОСТ 1050-50
Число зубьеВ
Питч ло нормоли
Угол зацепления
Диаметр начальной
окружности
Высота зуба
Высота голоВки зуба
Толщина зуба по дуге
депительнои окружности
по нормали
Погрешность направления зуба
Угол наклона Винтсбой линии
по делительной окружности
Направление Винтобой линии
Шаг ВинтоВой линии
28
70
тсзо'
3 097"
.230"
. 700"
. 1571 "
0,015 мм
При проВерке с контрольной
шестерней проборачиоание
без зазора б зацеплении, рас-
стояние между центрами может
меняться б пределах то, о5мм, но
не должно колебаться более б,05мм
для одной шестерни
. --------щ::.т.ь и непараллельность
торцеВ Ти Tj max 0,05 мм.
Контакт торцеВ Г и Т, должен быть
кольцеВым.
Неперпендикулярность торцеб Т и Т, оси
поверхности Д max 0,03 мм на радиусе 28мм.
Шестерни коленчатого и распределитель -
ного ЬалоВ подбирать парами с бокобым
зазором б зацеплении .о,0Г'-.00з'!при рас-
стоянии между центрами 118 мм и лроберять
на шум
Н5 170... 229
\ для о о
гпГп/jy \ Т Неплоскостность
55 ~ 1005195
, 11.5
51-10D5U6Z
V3(v;
ПЛАСТИНА
СТОПОРНАЯ
Сталь 08; лента
толщ 0,8 ГОСТ 5ОЗ~71
/Vs избещения Дота
4195 23.11. 74
№избеш.ения Дата
7двб 09 03.72
25° 18'07"
лебое
205817 "
ШЕСТЕРНЯ КОПЕНЧАТОГО ВАПА
Сталь 43 ГОСТ 1050-60
НитроцементироВать h 0.1 0.3мм,HRC254
Контроль тВердости тарироЬанным напильником
Притупить острые кромки
ШТИФТ ПЕРЕДНЕЙ ШАЙБЫ УПОРНО-
ГО ПОДШИПНИКА КОЛЕНЧАТОГО ВАПА
Сталь А12 ГОСТ 7414-70
11-633Z
При установке по торцу Т и по о mb Д биение конических поверх-
ностей ручья max 0.25мм для одного и /0.5мм для разных шкиВоо
О mb Д и окружность отд Д1 должны быть концентричны.
Неплоскостность торца Т max 0,7мм
51-10051^0
N-изВешения Дата
ф 74.8 сберлить дстб
N-изВещения Дата
472 1405.73
(Ь28 цекобать
2 д о бы.шки
15
+ 0.095
115-ю, 07о________
57+0,7
д
R 0,5 так
жТГ? 5/.й2
ф705min обработать
В сборе с блоком
7*45° с обеих
сторон
Обработать В ссоре
с блоком
Покрытие:
ЭМ НЦ-642а, кирпично-красный IV М
47г
14.0573
ф 28 цек обать
2бодыьикы
~77а указаннь/х участках
плабный переход бт
х к Яздо277
(568.5'вобработать
В сборе с блоком
i20.75-o.fs
0,5/0,2x95'
А-А
Б-Б
7*45° б литье
| на глуб 70;
1 0.5*90° зенкоВать
Биение поверхности Д относ отель
но оси детали не более Змм
КРЫШКА ПЕРЕДНЕГО ПОДШИПНИКА
КОПЕНЧАТОГО ВАПА
Чугун серый СЧ 78-36 60271412-20
КРЫШКА СРЕДНИХ ПОДШИПНИКОВ
КОПЕНЧАТОГО ВАПА
Гугун серый СЧ78-36 ГОСТ7972-7О
ШКИВ КОПЕНЧАТОГО ВАПА
Столь 08К/1Г0С77050-60 или 08Ю ГОСТ9045-59 толщ 7,5 ГОСТ3680-57
104
44
R2max
увеличено
выемка только но
закругленибГрадиусШб
Ф68Хт
обработать 5 сборе
с блоком
Острая кромка
R2& допускается 20,5max
R2.8
Покрытие: Эм. НЦ-624р кирпично-красный Ц. М. gj_ jg gg jg£
Б’Б повернуто
15'
Ф28 ____
цекувать
R5
+0.095
57+0,1
86
A-A
увеличено
Сверлить под резьбу
на глубину 20,
нарезать мбкл.2на
глубину 15:
1 х эо'зенкобать-Зотв.
Вид Б
увеличено
£25
В.8
074,8
сверлить
2отв
1x45е
Обработать,
если необходимо)
по техническим)
соображениям I
46 ю
г ^57
114
R4_
9-Извещения Дата
Ь279 23.11.79
В указанных местах за пределами
диаметра Д допускается отсутствие
баббита
11-63 08-ff6
н-извещения | Доти
ПЛ29 Ей? 09.72
Место
заводского
знака
V79
^R15
дейст
Rib литье
0,5*0,2x45'
Ф102
Ф100-2
069+0’2
Неуказанные литейные радиусы-7,5мм
Литейные уклоны- Г
50" ,
10
1x45° ,,
с внутренней
стороны
Д5
А-А
58 .
' 45.5 J
Указанную /
поверхность \
обработать
в сборе с
блоком
Обработать
6 сборе с блоком
R5 6 литье
™ ^3
12° 5
гЕ~ 5WS
н
Отливку тщательно очистить от формовочной земли и
частей пригоревших стержней
На поверхностях П допускается чернота ', ширина канавки
при этом должна быть не более 9 мм
Неуказанные толщины стенок-бмм
Неуказанные малые радиусы закруглений влитье -7,5мм
Неуказанные литейные уклоны -2°
1
увеличено
Л2_\
J Маркировать размер
толщины шайбы, например,, 2,425-2,450”
(см таблицу) на стальной стороне шайбы
Группа Толщины, входящие в группу Маркировка
1 2Д50... 2,575 не маркируется
/7 2,575...2,400 2,375...2,900
2.900... 2.925 2.900... 2,925
!У 2,425... 2,450 2,925. 2,950
Неплоскостность торцев под нагрузкой 5кг
и непараплельность их суммарно не более 0,5 мм
Шайбы по толщине разбивать на 4 группы
согласно таблице.
Снять заусенцы и притупить острые
кромки в соответствии с эталоном
На стальной поверхности шайбы
допускаются следы от чеканки согласно
эталону
Покрыть оксидно-фосфатной
пленкой перед обработкой
баб б и тобой стороны.
Ленту, залитую баббитом
поддерги уть термообработке
124005054-62
^-извещения Дата
2753 10.09.79
Рабочая поверхность кругом
Неуказанные допуски ± 0,5мм
КРЫШКА ЗАДНЕГО КОРЕННОГО ПОДШИПНИКА КОЛЕНЧАТОГО
ВАЛА Чугун серый СЧ18-36 ГОСТ 1412-70
Рабочая поверхность кругом nJ jn пл jd п
Неуказанные допуски±0,5мм z/ •UU'Jlue.
21-1005163
^извещения Дата
7255 30.12 71
19
9-извещения Дата
7253 30.12.71
Юдейстт
ШАЙБА УПОРНОГО ПОДШИПНИКА
КОЛЕНЧАТОГО ВАЛА-ПЕРЕДНЯЯ
Сталь 08кп ГОСТ1050-60, Лента 2 гр полунагартованная
толщ. 2,25-0,13 ГОСТ503-67, залитая баббитом, см ТУ7905
Здействитб^
11-6341
12
Т
?2
1М5в 046
25
46-о.г
М27Х2КЛ.1
Ф под накатку
Раз&ертка наружной поверхности
R2 Шагспирали90
Неперпендикулярность
“ торца Т оси резьбы
не более 0,5мм
ХРАПОВИК КОКОРА-
Закалить б масле па
Отпустить ТОГО ВАЛА
HRC54mtn „
Сталь 35Л ГОСТ 977-65точное литье
'1,5x45°
5,5
2 4
А-А
увеличено
Д 9 /г!=
1®
J4
10-Л5
\ \20-0,5л
45° 1,5x45'
R2
A-A
ПРОКЛАДКА КРЫШКИ ЗАДНЕГО
КОРЕННОГО ПОДШИПНИКА -ЛЕВАЯ
Резина марки 7-ИРП-Ю68 ТУ38 005209-71
"st
Н~извещения Дата
506 270L69
BudA
86
Ф15проВить2итО.
ПРОКЛАДКА КРЫШКИ ЗАДНЕГО
КОРЕННОГО ПОДШИПНИКА-ПРАВАЯ
Резина марки 7-ИРП-1068 ТУ38005 204-71
ПЛАСТИНА ЗАПОРНАЯ БОЛТОВ
ПОДШИПНИКА КОЛЕНЧАТОГО
ЗАДНЕГО
ВАЛА
Сталь 08кп ГОСТ 1050-60 лист толщ.1,4 гост3680-57 отделка поверхности
высокая
105
21-1005160
A -A
6-6
Убеличено
держателя к блоку
90 Л-1006010
увеличено
доз.. ot2
* После устаноВки на дВигатель
"проверять наличие зазора
3'5,5
3 отоеротия
биение торца Т при опоре распределительного
Вала на перВую и последнюю опорные шейки
не более о,1 мм.
Оиинкоботь
Толщина слоя
0,015 мм не
менее.
в-в
Увеличено
увеличено
R1
Вид Д 0
№изВещения Дата
6721 25.03.61
120±1
11-6702-A2
51-1005188
51-1005189
№ извещения Дата
1959 26 12 73
№ извещения Дата
L_ 1912 59
м° извещения Дата
6511 30.0553
Z3
—*Н Ф9*^\
1 б сВободном состоянии приблизительно
7.! Под нагрузкой 0,65кг
, _ <Р6
5-02
о
0,5*9 5°фас ко*
~на обоих торцаГ
f5° J
биение указанных торцед
относительно оси детали
не более о, оз мм
Допускается смятие радиуса В зоне разрезки
болоВинок держателя, не Выходящее за плоскость
прилегания держателя к блоку
Концы не должны быть рВаными и лохматыми
При сдаВлиВании образца набиВки длиной 120мм
В пазе шириной 7 мм до Высоты 7мм
нагрузка А должно быть 600-гоо кг
ДЕРЖАТЕЛЬ
ПОДШИПНИКА
САЛЬНИКА ЗАДНЕГО
КОЛЕНЧАТОГО ВАЛА
НАВИВКА САЛЬНИКА ЗАДНЕГО
ПОДШИПНИКА КОЛЕНЧАТОГО ВАЛА
Полное число ВиткоВ 7,5
Направление набиВки - безразлично
КонцеВые Витки задать В
замкнутые кольца
ПРУЖИНА ШТИФТА ПЕРЕДНЕЙ
ШАЙВЫ УПОРНОГО ПОДШИПНИКА
КОЛЕНЧАТОГО ВАЛА
Д5хУй°раска .
на обоих торцах
ВТУЛКА ШТИФТА ПЕРЕДНЕЙ
ШАЙБЫ УПОРНОГО ПОДШИПНИКА
КОЛЕНЧАТОГО ВАЛА
Сталь 08 КП лист ГОСТ 9095-70 толщ 1,2 гост 5680-57
АсбестоВоя набибка T9 88-5-99-68
Проволока Щ-0,6 ГОСТ 9889-60
Столь 412 ГОСТ 1919-59 круг калибр 7 гост 7919- 57
н°изВещения Дата
4-132 31.10 79
Ф 29 сберлить 2 от У
расположение указанных
отВерстий, а также
масляной канадки
относительно шпоночного
паза безразлично.
8 ЧОП- 1006015 Вал распределительный 1
7 11-6255 Кольцо распорное 1
6 11-6252 Фланец упорный 1
5 11-6256-ЛЬ Шестерня 1
9 11 -6258 Шайба Ф13 1
3 252177-П8 Шайба пружинная 1
2 201561-Л болт 1
1 26О917-П Шпонка сегмент. 5*22 1
/г п/п Обозначение Наименование Кол.
А-А
3\5
11°07'ь0°20'угол между
осью Впадины зуба
на торце и осью
шпоночной конаВки
д.о
А
Вид Е
6-6
Увеличено
^^90°.
5+0.015
Ф?8/аЛгз
11 -6256-АУ
Сделать
риску после
нарезки зуба
Указанные размеры
действительны
паи наружном
диаметре 6399"
Сечение зуба по
нормали
Увеличено
N °извещения Дата
3028 10.10.67
СВерлить подрезьбунаглуб. 18
м 8 кл 2 нарезать на глуд. 13
1,5x90° зенкаВоть 2 от В.
\ Снять заусенцы
56
10
П'ЗО'
6194"
.230'
.100"
.157Г
25'18'07
0,015 мм
пробое
011639е
ВАЛ РАСПРЕДЕЛИТЕЛЬНЫЙ С
ШЕСТЕРНЕЙ В СВОРЕ
В-В
Увеличено
„ 10
Элементы шестерни
Число зубьеВ
Питч по нормали
Угол зацепления
Диаметр делительной
окружности
Высота зуба
Высота голобки зуба
Толщина зуба по дуге
делительной окружности
по нормали
Угол наклона бинтобой линии
по делительной окружности
Отклонение образующей
бокоВой поверхности зуба
от заданного направления
на ширине шестерни не более
Направление динтобой линии
Шаг Винтодой линии
биение торца Т относительно оси отверстия Д не более 0,03 мм.
биение поверхностей 71 и Hi относительно оси поверхности Д
не более 0,05 мм на радиусе 72мм.
При расслоении текстолита В результате нарезки зудьеб
допускается подрезка поверхности П на глубину не более 2 мм.
При проВорачиоании В зацеплении с контрольной шестерней
без зазора расстояние между их центрами может меняться
В пределах ±0,05 мм, но не должно колебаться более 0,05мм
для одной шестерни.
Шестерню распределительного Вола, подбирать парами с шестерней
коленчатого Вала, обеспечидая бокоВой зазор 6 зацеплении 0,025... и,0 75мм
при расстоянии между центрами 118,00 мм и проверять на шум.
ШЕСТЕРНЯ
РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА
(ОБРАБОТКА)
Текстолит с чугунной ступицей [см чертеж заготоВки)
106
Сечение зуба по нормали
_ .. -0,025
3,14-0,065
(для спраббк)
ш наружном
диам. 49,655
Элементы шестерни:
Число зудьеб (6
Модуль (по нормали) 2 .
Угол зацепления , 15 е
Диаметр делительной окружности45,655
Угол наклона бин тобой линии 45е30'
Высота зуба 4,5
Высота голобки зуба t 2
Толщина зуба по дуге делительной
окружности (теоретическая) 3,142
Напрабление Винтобой линии пробое
Шаг бинтобой линии 140,95
Шестерню шебингобать t
При проберке с контрольной шестерней пробора-
чиоанием без зазора о зацеплении расстояние между
их центрами может меняться о пределахдля
разных шестерен, но не более 0,08 для одной
[начало подъема^
клапана
Кила чок!
Кцпачок И
R20.627
б
Н
Н
30,155*0,05
30.073+0,05
Начало
подъема
толкателя
Начало
Подъема
толкателя
Б
Начало
подъема
лапана
Открытие
Впускного \
канала
V3 остальное
Отклонения Величин подъема не долее:
на участке „ 58" 0,025;
на участке „ВГ" 0.1,
для точки „ 6" 0,025:
для точки „В” 0,025
Разность отклонений смежных Величин подъема не долее:
на участке,,Я6П 0,013 на каждые 5°, причем, общая ошибка,
Включая и точку„6”не должна продышать 0.025; на участкеДВ 0,0(3на каждые 2‘
на участке,, ВГ" 0,025 на каждые 5° '
При проберке Величины подъема толкатепя, а также
углоВого расположения кулачкоб, положение оси каждого
из кулачкоб должно определяться самостоятельно. Закрытие-
Положение оси кулачка определяется под бум точкам, опускного
соотВетстбующим подъему толкателя на 2,482 и* канала
расположенным с каждой стороны кулачка на 4 Гот его
Вершины для Впускного и соотВететбенно, 2,328 и37 °
и, SS,'»'
расположения кулачкоб и шпоночной канадки не долее 30 ч
Отклонения линейных размеров, определяющих
положение кулачкод и спорных шеек недолее О,}
В.мт.
Открытие_______
выпускного клапана
Закрытие Выпускного
канала
Продолжительность
Впуска 268'
Я-1006(Н5-Я
Н-изВгщения\ Дата
5670 \27.02.75
...1215
9975___
Ф18-алое
м 12*125 тугая
71™ - ММ
^СР~ К253
6,5 сберлить наглцб 10^—^^
1,5x90* зенкоВать
Д На длине 8
И
&ЫП
Вп
дп
25.
И
39-п.зи
И-И
JsSH
v __SZZ
V7
Лпя6сехотрных_
шеек м ? т
-------Т75
022*014
.28,5
^95~
___________________992,5
__________ 963.15______
99&5
. 922,5
__________________________________369Г5
я/™ ------
246.5 №'5— - г ~
200,5 Z22'? -|
Ж1— --------------------------
Для Всех
/опорных шеек
15±&б
НМ.Т
Диаграмма распределения при теоретическом
зазоре между клапаном и коромыслом на
холодном доигателе 0,35
Порядок зажигания i-5-4-2-6-3-7-8
Клеймить то барный знак согласно
инструкции заВода изготовителя
-0,0f5
5-0,055
Д§5
Вып
Для Всех
кулачкоб
оып
ьп
дп
Вып
R2.5 для Всех опорных
шеек и шестерни
___ш........„„г..:.,
Относительное расположение
смазочного отверстия и
шпоночной канадки дезразличн
03,5 сберлить ~ Ось отогретая
должна совпадать с осью
отВерстия Д2
Отклонение недолге 1,5.
м
120"
к-к
3 сечения
7
Вып.
515±Ш ...
...
м2 Iдля справок)
м-м
60*
дп.
~1Д12130'*2,30‘-конус для
Всех кулачкоб Меношеё~
оснодание конуса должно
быть напраблено назад ->
Для Всех
кулачкоб
Для Всех
переходных
шеек
М
«t
бп.
дот
Выл.
дп.
дп
м
4
Вып
\ Затупить острые
кромки на торцах кулачкоб
1L Ф49,65-0./5
Вид У
R14
№.
у
81'
Jx45'cобеих,
"сторон на на глуб. 16
Всех опорных
шейках.
Маркировать ус
детали шрифт 7 ГОСТ 3454-59
ВидН
Подбергнуть поберхностной закалке кулачки,
шестерню и опорные шейки Тбердость: носикоВ
кулачкоб нле>56, остальной радочей части кулачкоб
и опорных шеек НЛС>54,зубьеб шестерни >52 нес
Глубина закаленного слоя 2,5 ..5мм. ______
Допускается : Схема расположения кулачкоб
а) на Топорной шейке иметь указанную тбердость 5цилиндра
на ширине не менее 15 В средней части ; Напрабление
5[глубина закаленного слоя на носиках кулачкобдо8 Вращениз/т*
ы тбердость на носиках кулачкоб на расстоянии (5мм ? ' 1 -
от торца кулачкоб HRC>52,
г) тбердость радочей части кулачкоб кроме носика
на расстоянии 2 мм от торца ПРО 50
визЕ
£6
ф4 сберлить
К
ВидЕ
Обозначение Кулачок Выпуски Кулачок опускной б Прим.
П-1ШВ15-Я 1 /7 22е 50* 252°
б Впускной
: 5 Выпускной
Схема расположения
Впускных кулачкоб
Направление^^
Вращения/
У» 1*90* зенкобать \
/7] с обеих сторон \_______
'» Допускается ступенчатое
сберление от ф 6 до ф4
BusE
Схема расположения Выпускных
кулачкоб
Напрабление^-
Вращения
фаска или затупить острые
кромки зудьеб с одеих сторан,
как показано
Указанная точка на зуде шестерни
и Вершина 4 Выпускного кулачка
должны дыть одр а щены бодни
сторону J
Плоскость симметрии 4 Выпускного
кулачка
Схема нумерации цилиндроб
двигателя
31'5'30"
'50'59'50'
75в54'30/
59'5'50
14'5'30"
г’7 30'59'50''
0000
0000
Отклонение оси шпоночной канадки
от диаметральной плоскости распреде-
лительного дала не долее 6,075
Взаимное диение опорных шеек и
подерхности Дне долее 0,02
/Взаимное диен иг опорных шеек и цилин.-г
Одической части кулачкоб не долее 0,025
Биение торца Т относительно оси
детали на радиусе 24 не долее 0,025
Взаимное диение опорных шеек и резь дабой
поберхности Д1 недолге 0,25
Отклонения размере! R15; R2O,627uR21,243
должны Выть не долее 0,025(даны для констру-
ирования копира)
Одрадотанну/о деталь проверить
магнитным дефектоскопом, после проверки
размагнитить
Диаграммы лодъемоВ скоростей и
ускорений см черт. 13-1006015лист 2 иЗ
Все недостающие технические у слаба я
по ГОСТ0007-57.
ВАЛ РАСПРЕДЕЛИТЕЛЬНЫЙ
Сталь 45, 0=0,45-0,50/ ГОСТ1050-60, зерно 5-8
по гост5639-65, прокалидаемость поГОСТ5657-51
107
в таблице даны углы поборота распределительного вала
Кулачки симметричны относительно средней линии
Размеры 3 mod лице относятся к одеим сторонам
просриля кулачка /подъема и опускания)
Размеры даны для большего основания конуса кулачка
Величины теоретических подъемов, скоростей и ускорений
толкателя даны для справок
Для изготовления инструментальной оснаслпки и
проверки просриля кулачка пользоваться таблицей рабо
чих подъемов толкателя Для проверки просриля кулачка
пользоваться плоским толкателем
Отклонения от указанных величин рабочего подъема
толкателя см черт /3 1006015-А
Uzon’j Рабочий од'ем тюлка- тепя мм Теорети- ческий под'ем попкателя б мм Теорети- ческая скорость попкателя в мм/гр Теорети- ческое ускорение толкателя в мм)грг Угол У.0 Рабочие подем толка- теля б мм Теорети- ческий под'ем толкателя в мм Теорети- ческая скорость толкателя б мм/гр Теорети- ческое ускорение толкателя бмм/грг Угол d0 Рабочий под'ем толка- теля b мм Теорети- ческий под'ем толкателя б мм Теорети- ческая скорость толкателя б мм /гр Теорети- ческое ускорение толкателя бммДрг / Угол] 1 Рабочий под'ем полка- теля 1 б мм Теорети- ческий под'ем попкателя i б мм Теорети- ческая скорость толкателя, б мм! гр Теорети- ческое ускорение толкателя б мм /гр 2
83 0 0 0 0.00068 '07 5 0.164 0,16383 0.00762 0 132 0.825 0,82524 O./Offff 0.00964 156.5 4.228 4.22810 0.U732 -0.00440
835 0 0.00017 0,00051 0,00066 108 0.168 0. /6764 0.00762 0 /32.5 0.877 0.8770Л 0./0592 0.00928 157 4.286 4.28621 0.//5 /05 -0,00446
84 0.001 0.0005/ 000086 0.00072 1085 0.17/ 0.П145 0.00762 0 133 0.93/ 0.93U6 0.1/046 000888 157,5 4.343 4.343205 0.1/2 86 -0.00452
№ 5 0001 0.00103 000126 0.00088 109 0.175 0.П526 0 00762 0 133,5 0.988 0.98750 0.П48/ 0.00852 158 4.399 4.39907 0./Ю585 -0.00458
86 0.002 0.00177 000/79 0.00/24 /1745 0.179 0.17907 0.00762 0 134 1.046 f.04597 0.//897 0,00812 158.5 4.454 4.45379 0.108285 -0,00462
85,5 0003 0.00282 0.00255 0,00/80 1/0 0.183 0. /8288 0,00762 0 134.5 1.106 1.10647 0./2292 0.00768 159 4.507 4.507355 0.Ю596 -0,00468
86 0.004 0.00432 000352 0,00208 ИО 6 0/87 0. /8669 0.00762 0 /35 1./69 /. /6889 0.126625 0.00714 159.5 4,560 4.55975 0.103605 -000474
86.5 0,006 0,00634 000457 0.00212 Iff 0.191 0./9050 0.00762 0 /35Д 1233 /.233095 0./3006 0.00660 160 4.611 4.61096 0. /0/22 -0.00480
87 0,009 0,00889 0.00559 0.00196 Н/.5 0.194 0.19431 0.00762 0 /36 1.299 1,29895 0.133235 0.006Ю 160.5 4,661 4.66097 0.098805 -000486
87.5 0012 0. ОН93 0,00647 0,00/56 f/2 0/98 0.19812 0.00762 0 /365 1.366 1.36633 0.13615 0,00556 161 4.710 4.709765 0.09636 -0. 00492
88 0015 0,01536 0007/2 000104 1/25 0202 0.20/93 0,00762 0 /37 1.435 1.435/0 0,13881 0.00508 151,5 4,757 4. 75733 0.09389 -0.00496
885 0019 001905 000750 0.00048 03 0.206 0,20574 0 00762 0 /37.5 1.505 /.505/4 0, /4/21 0.00452 162 4.804 4.803655 0,09/40 -0,00500
89 0.023 0.02286 0.00762 0 из 6 02/0 020955 000762 0 13В 1.576 /.5763/ 0,14336 0.00408 1625 4849 4.848 73 0.08889 -0.00504
89.5 0.027 0.02667 000762 0 f/4 0.213 0.21336 0,00762 0 /385 /649 /64850 0.14530 0.00368 /63 4,893 4.892545 0.08636 -000508
90 0.030 003048 0.00762 0 /14 5 0.2/7 0.2/717 0,00762 0 /39 1.722 /,72/6/ 0.14704 0.00328 163 5 4.935 4.93509 0,08382 -0.00508
90,5 0.034 0.03429 000762 0 1/5 022/ 022098 0,00762 0 /39 5 1.796 1.79554 0,14859 0.00292 164 4.976 4.978365 0,08/28 -0.00508
91 003Я 0.03810 0.00762 0 //бб 0,225 022479 0.00762 0 /40 1.870 /87020 0. /4995 0,00252 1655 5.0/6 5.0/637 0.07874 -000508
915 004? 0.04/91 0.00762 0 06 0229 0.22860 0.00762 0 140.5 1.945 /. 94549 0.151/2 0.00216 165 5.055 5,055/05 0.07620 -000508
92 0.046 0,04572 0.00762 0 //6.6 0.232 0.23241 0.00762 0 14/ 2.02/ 2.02/32 0./521/ 0.00180 1655 5.093 5.09257 0.07366 -0,00508
92.5 0050 0.04953 0.00762 0 7/7 0.236 0 23622 0.00765 0.00012 /4/.5 2.098 2,09760 0. /529/ 0.00140 166 5.129 5,128765 0.07/12 -000508
95 0.053 0.05334 0.00762 0 //7Д 0.240 0.24006 0.00775 0,00028 Д4?^ 2.174 2, /74 23 0.15352 0.00104 166.5 5.164 5.16369 006858 -000508
93.5 0.057 0057/5 0.00762 0 f/8 0.244 0.24397 000794 0,00048 /42.5 2,25/ 2.25 ff2 0,15394 000064 167 5,197 5.197345 0.06604 -000508
94 0,061 0.06096 0 00762 0 1/85 0.248 0.24800 0.00825 0.00076 /43 2.328 2.328/7 0./54/55 0.00022 167.5 5.230 5,22973 0,06350 -0.00508
94.5 0.065 0.06477 0.00762 0 /19 0.252 025222 0.008725 0,001/4 /43,5 2.405 2, 405275 0/54165 -0.00018 168 5,26! 5.260845 0.06096 - 0.00508
95 0.069 0.06858 0.00762 0 if9 5 0257 0.256725 0.00940 0.00156 144 2Д82 2Щ82335 0.153995 -0.00050 168.5 5.291 5.29069 0,05842 -0,00508
95,5_ 0.072 0.07239 0.00762 /7 /20 0262 0.26162 0.010295 0,00202 /445 2.559 255927 0.153 675 Р.00078 769 5.3/9 5.3/9265 0,05588 -0.00508
95 0.076 007620 0.00762 0 0.267 0.26702 00Н43 _0.0025Д Д4Д. 2.636 2.6360/ 0,153215 -0.00/06 169,5 5.347 5,34657 0.05334 -0.00508
96.5 0.080 0.08001 0.00762 0 /2/ 0.273 0.27305 00/282 0Щ03О4 145.5 2.7/2 2.712485 0.152625 -о.оо/зо 170 5.373 5.372605 0,05080 -0.00508
97 0.084 0.08382 0.00762 0 12/.5 0.280 0.27984 0.0/448 000360 146 2.789 2. 788635 0.1519! -0.00156 170.5 5.397 5.39737 004826 -0.00508
97.5 0,088 008763 0.00762 0 /22 0.288 0 28753 0.01643 0.00420 146.5 286Д_ 2.864395 0,15107 -0.00/80 17/ 5.42/ 5.420865 0.04572 -000508
98 0,091 0.09144 0.00762 0 /22.5 0.296 0.29627 0.01867 0.00476 147 2940 2.939705 0 /50/2 -0.00200 171.5 5.443 5,443 D 9 0,043/8 -0.00508
98,5 0.095 0.09525 0.00762 0 /23 0.306 0.30620 0.02/19 0.00532 /47,5 6015_ 3.0/45/5 0./49075 -0,002/8 П2 5.464 5.464045 0,04064 -0,00508
JL. 0.099 0.09906 0.00762 0 123.5 0.317 0,31746 0.02401 0. 00596 148 зову 3.08878 0.14793 -0,00240 172,5 5.484 5.48373 0038/0 -000508
99 5 0.103 010287 0.00762 0 124 0.330 0.33021 0 02 7/5 0.00660 148.5 3.762 3. /62445 0. /46685 -0.00256 173 5.502 5.502/45 003556 - п лпъля
100 0.107 0.10668 0.00762 0 /24.5 0.345 0.3446/ 0.03059 0.007/6 149 3,235 3,235465 0. (Н535 •0.00276 1735 ’ 55/9 5.5/929 0.03302 и. и и б/и о -Л ППЪЛЯ
100.5 ’ 0.110 0,1/049 0.00762 0 . /25 0.36/ 0 36 080 0034295 000766 1495 3.308 3.3077Q5 0.14393 -0,00292 174 5 535 5.535/65 0.03048 иUU JUq -Л ЛЛЪЛЯ
101 0.114 0.1/430 0.00762 0 J2S& 0.379 0.378905 0.038235 0 008/0 150 3.379 3.379395 0 /4243 -0.00308 174.5 ’ 5.550 5,54977 ПП97ОЬ и U Uu ГУ о -Л лльп&
101.5 0.Н8 0.1181/ 0.00762 0 /26 0.399 0.399035 0.042385 0.00850 150.5 3.450 3 450225 0 14085 -0.0032U 175 5 563 5,563105 и, и с. в Л ОЯКьп - и UUSL'o
102 0.122 0.12/92 000762 0 126.5 0.42/ 0.42/29 0046 725 000886 151. 3520 3.520245 0 /3919 -0. 00340 175,5 5.575 - 0.00508 п плкпо
1025 ' 0.126 . 0.12573 000762 0 127 0446 0.44576 0.05/23 0 009/6 151.5 3589 3,58 9415 0.13745 -0,00356 176 5.586 5,585965 U. U £ сои П ПОГ} 7 -0 "U UUuUa
J03_ 0.130 0 /2954 000762 0 /27,5 0 473 047252 0.05588 000944 152 3658 3 657695 0.13564 -0,00368 1765 у §95 U.UpUoc: /7 /7/7 7 0 U, U U0 ио /7 /ТО
103 5 ' 0.133 0 13335 0,00762 0 128 0.502 0.50/64 0 06066 0.00968 152.5 3,725 3.725055 0133775 -0.00378 177 5.604 : 5,603745 и, U1 / /а П Of и. UUuiJo
JO4_ 0.137 0137/6 0.00762 0 1285 0.533 0.533/8 0 06556 0.00992 153 3.791 3.791470 0.13186 -0.00388 177.5 55// 5 61П13 и, и/Эс ПHi07П ~ 0, DO 508
104.1 5 0.14! 0 14097 000762 0 /29 0.567 056720 0.07017 00/0/2 1535 3.857 3 856915 0. /2990 -0.00396 178 5,6/6 j.uiu i j 5.6/6445 и, U1Z /и 0 0! 0/6 -0,00508 - /) п л Я Л 0
105 0145 0.14478 000762 0 /295 0.60U 060375 0 07563 0 0/032 154 3 921 3. 92137 0,12790 -0.00404 178.5 5.62! 5.62089 D ПП1Я9 С/, и U0 ии -Л ГЛ5ЛЙ
105,5 0149 0.14859 000762 0 /30 0.643 0.64288 _ 0 080865 0,0/042 154.5 3.985 3.98 48/5 0.12586 пР.ОО_4/2 179 5.624 5.624065 и, и и / О £ 0,00508 и, и ио ио 'Л ЛЛ^ЛЛ
106 0,152 015240 0.00762 0 0.685 0 684615 0,08607 0.0 Ю40 155 4.047 4,04123 0.12378 -0,00420 П9 5 ' 5.626 5.62697 0.00254 и. ии оис - 0,00508
106.1 5 0.156 0.15621 000762 0 /3/ 0.729 0.72895 0091235 00/026 155,5 4.109 4./08595 0.12166 -0.00428 180 5.627 5.626605 ‘ 0 -у 00508
107 0,160 0. /6002 000762 0 /3/.5 0.776 077585 009629 0,00996 156 4.169 4 16889 0.119 505 -0.00434 1$0/ > 5626 562597 0.00254 -0.00508
15-1006015
^извещения Дата
9544 2305.68
I
ВАЛ РАСПРЕДЕЛИТЕЛЬНЫЙ.
ПРОФИЛЬ ВЫПУСКНОГО КУЛАЧКА.
ДИАГРАММЫ ПОДЪЕМОВ, СКОРОСТЕЙ, УСКОРЕНИЙ
Количество листов 3
вист 2
Виение торца 7 при опирании распределительного
вала на первую и пятую опорные шейки не более 0,2 мм
Расстояние между центрами шестерни
дет поз 1 напрессованной на распределитель'
ный бал, и контрольной шестерни при
проворачивании без зазора б зацеплении
может колебаться б пределах 0.075,
при этом распределительный бал
должен опираться на первую и пятую
опорные шейки
10 13-1006015 -А Вол распределительный /
9 И -6255 Кольцо распорное /
8 11-6252 Тланец упорный 1
7_ 13 J006020 Шестерня 1
6~ 13 И 06186 балансир 1
5 13 И 06! 85 Эксцентрик 1
4 252007-ДД Шайба 1
.L '252177-08 Шайба пружинная 1
! 2 66-/006060-6 Ьопт /
l2 260917-П Шпонка сегментная /
ft Обоз качение Ваименобание Коп
0.1 -о2 после установки на
Ибисатель проверять наличие
чаи меньшего зазора
66-ШО1О-Г2.
д.е извещения Дата
5376 25.03.74
ВАЛ
РАСПРЕДЕЛИТЕЛЬНЫЙ
С ШЕСТЕРНЕЙ
В СВОРЕ
Дет поз / при сборке ставить
в дет поз 4, как показано
66-/006060-6
Ш извещения Дата
5765 30.05.75
БОЛТ
КРЕПЛЕНИЯ ШЕСТЕРНИ
РАСПРЕДЕЛИТЕЛЬНОГО
ВАЛА И ПРИВОДА
ЦЕНТРОБЕЖНОГО
ДАТЧИКА В СБОРЕ
4 66 -1006061-Б болт 1
3 И-405720 Пружина 1
2 258919-П29 Штисрт /
1 66-1006062-Б Шип /
н> ”h Обозначение Наименование Коп
Й08-О.Ч
ф2+005^
2_
Mf2xf.?5\
66-ю0605!-Б
Ш извещения Дата
4766
1f.IO.72
по контуру
БОЛТ
КРЕПЛЕНИЯ
ШЕСТЕРНИ
РАСПРЕДЕЛИТЕЛЬНОГО
ВАЛА И ПРИВОДА
ЦЕНТРОБЕЖНОГО
ДАТЧИКА
, Сталь 35 ГОСТЮ50 ВО шестигранник ПГОСТ8560-67
Заусенцы не допускаются
Калить
Отпустить
Твердость по
Роквеллу с 42т48
66-Ю06062-6
^извещения Дата
7426 \ 2’5 О! 72
ШИП ПРИВОДА
ЦЕНТРОБЕЖНОГО
ДАТЧИКА
Сталь 65Г, лента толщиной f,5t
ГОСТ 2283-69
Ю8
В таблице даны углы поворота распределительного бала
Кулачки симметричны относительно средней линии
Размеры в таблице относятся к обеим сторонам
просриля кулачка (подъема и опускания]
размеры даны для большего основания конуса кулачка
величины теоретических, лодъемод.скоростей и ускорений
толкателя даны для справок
Для изготовления инструментальной оснастки и
проберки просриля кулачка пользоваться таблицей рабочих
подъемов толкателя
Для проберки просриля кулачка попьзобаться плоским
толкателем a
Отклонения от указанных бепичин рабочего подъема
толкателя см черт 13-(006015-А
Угол <Г Рабочий подъем гпопкап лябмм Теоретичес- кий подъем толкате- ля б мм Теоретичес- кая скоробь толкателя бмм/гр Теоретичес- кое у скоре- ниетолка- тепябммДр Угол У. 3 Рабочий подъем токате- пябмм Теоретичес- кий подъем толкателя б мм Теоретичес- кая скорость толкателя б мм/гр Теоретичес- кое ускоре- ние толкате- лябмм/гр2 /гол Г Рабочий подъем толкате пя б мм Теоретичес- кий побьем толкателя б мм /еоретичес- > кая скорость / толкателя л б мм/гр ! Теоретичес- (ое ускоре- ние топка me- in б мм/гр2 Угол </ ° Рабочий Теоретичес- Теоретичес- кая скорость толкателя б мм /гр Теоретичес коеускоре- ние толка те ля б мм/гр2
подъем 1 тлко/пы пябмы кии подъем 'попкатепя б мм
76 0 0 0 0.00023 102,5 0.162 0.161535 0.007Н и 129 0.98! 0.98070 0.12038 0.00936 (55.5 4871 4.8706355 0112014 -0.004572
16.5 0 0,00007 0.0002/ 0,00028 103 0,(65 0.16509 0.00711 и 129.5 1,042 1,04206 0.12493 0.00884 156 4.226. . 4.926071 0.109728 -0.004572
77 0 0.00021 0.00036 0.00038 103.5 0.169 0.168645 0.00711 0 130 1.106 1,10563 0,12922 0.00832 1565 4.980 4.9803635 0.107442 -0.004572
11.5 0 0.00043 0.00055 0,00044 104 0.172 0.17220 0.00711 о (30.5 1.П1 1.17128 0.13324 0.00776 (51 5.034 5,033513 0.105156 -0.004572 .
75 0,001 0,00076 0.00082 0.00064 104.5 0.176 0.(75755 0.00711 П 131 1.239 1.23887 0.13698 0,00720 151.5 5.086 5.0855/95 0.102870 -0004572
18.5 0.001 0.00125 0.00123 0,00100 105 0.179 0.17931 0.00711 и (31.5 1,308 1.30826 0.14045 0.00668 158 5.136 5.136383 0,100584 -0,004572
19 0,002 0,00/99 0.001845 0.00146 105,5 0.183 0.182865 0.00711 0 (32 (.379 137932 0.143655 0.00614 158.5 5.(86 5.1861035_ 0.098298 00045/2
79.5 0,003 0,003095 0.00268 0,00138 106 0.186 0.18642 0.00711 0 132.5 1.452 1.451915 0.14659 0,00560 5.235 5.234681 0,096012 -0004572
80 0,005 0.00467 0.00368 0.00212 106.5 0.190 0.189975 0,00711 0 (33 1,526 1.52591 0.14926 0.00508 159.5 5.282 5.2821155 0,093726 -0.004572
80,5 0.007 0,006775 0,00473 0.00208 107 0.194 0.19353 0.007Н п 133.5 1.60/ 1.601П5 0.151665 0,00454 /60 5J28 5.328407 0.091440 -0.004572
81 0,009 0.00940 0,00568 0.00172 107,5 0.197 0,197085 0.00711 0 134 1.678 1,677575 0.153815 0.00406 1605 5.374 5.3735555 0,089154 -0.004572
81.5 0.072 0,012455 0.006415 0.00122 108 0.20! 0.20064 0,0071/ в (34.5 1.755 1.75499 0.155745 0.00366 161 5,418 5. 417561_ 0.086868 -0.004572
82 0.016 0.0/5815 0.00688 0.00064 108.5 0.204 0.204/95 0.00711 0 135 1,833 1.83332 0,157485 0.00330 18/5 5.460 5.4604235 0.084582 -0,004572
82,5 0,0/9 0.019335 0,007075 0.00014 (09 0.208 0.20775 0.007(1 0 135,5 1.912 1.912475 0.159035 0.00290 162 5.502 5,502143__ 0082296 -0004572
83 0.023 0,02289 0.00711 0 109,5 0.211 0,21/305 0,00711 0 136 1,992 1.992355 0.16039 0.00252 1625 5.543 5.5427195_ 0,080010 -0.004572
82.5 0.026 0.026445 0.007ff 0 ' 110 0.215 0.2/486 0.00711 0 136.5 2.073 2.072865 0.16/555 0.00214 163 5Д82 5Р82153_ 0.077724 0 004572
86 0.030 0.03000 0.00711 0 1/0,5 0.118 0.2/8415 00071! 0 137 2,154 2.15391 0.162535 0.00178 1635_ 5,620 5,6204435 0.075438 -0004572
84.5 0,034 0.033555 0,00711/ 0 Ш 0.222 0.22/97 0.007П 0 13/5 2,235 2.23540 0.16333 0.00140 164 5.658 5.657591 0.073152 -0,004572
85 0,037 0.03711 0,00711 0 Ш.5 0.226 0.225525 0,007/1 0 138 2.3П 2,31724 0.163935 0.00102 164.5 5,694 5.6935955 0,070866 -0,004572
85,5 0,041 0.040665 0.00711 0 112 0.229 0.22908 0,0071/ 0 (38.5 2.399 2,399335 0.16435 0.00064 165 5.728 5.728457 0.068580 -0.004572
86 0,044 0.04422 0,00711 0 1/2.5 0.233 0,232635 0.007/4 0.000(2 /39 2.482 2,48159 0.164575 0.00026 165.5 5,762 5.762(755 0.066294 -0.004572
86.5 0.048 0.047775 0,00711 0 ИЗ 0.236 0.23622 0.007225 0.00022 1395 2,564 2.56391 0.164615 0.00010 166 5.795 5.79Ц751 0.064 008 и, с 0.004572
81 0,051 0.05133 0.00711 0 (13.5 0.240 0,23986 0.007375 0.00038 140 2.646 2.646205 0.16448 0.00044 166,5 5826 5.8261835 0.06/722 -0004572
87.5 0.055 0.054885 0,00711 0 /# 0.244 0,243595 0.007625 0,00062 140,5 2,728 2.72839 0,(64175 -0.00078 161 5856 5 8564 73 0059.436 -0.004512
88 0.058 0.05844 0,00711 0 (14.5 0.247 0.247485 0,008005 0.00090 141 2.8(0 2,81038 0.1637! -0.00108 161,5 5.886 5.8856195 0.057150 0.004572
88.5 0,062 0.061995 0.00711 0 П5 0.252 0.25160 0.008545 0.00126 141,5 2,892 2.89210 0,163095 -0.00138 168 5.914 5,913623 0.054864 0.004572
•89 0.066 0.06555 0.00711 0 115,5 0256 0.25603 0.00926 0.00160 (42 2,973 2.973475 0.16234 0.00164 168.5 5,940 5.9404835 0,052578 -0.004572
89,5 0,069 0.069105 0.007Н 0 116 0.26! 0.26086 0.01017 0,00204 142,5 3,054 3.05444 0,(61465 -ОМ 186 169 5.966 5.966201 0.050292 -0.004522
90 0.073 0.07266 0.00711 0 116.5 0.266 0.26620 0.0И30 0,00248 (43 3.135 3.13494 0.160475 -0.002(0 169.5 ~ 5,991 ~ 59907755 0.048006 Q.004572
90,5 0.076 00762/5 0,0071! 0 117 0.272 0.272/6 0.01268 0,00304 (43,5 3.2/5 3.214915 0.159375 0.00230 170 6.0/4 6.014207 0,045720 0.004572
9! 0.080 0,07977 0.00711 0 117.5 0.279 0,27888 0.01434 0,00360 144 3.294 3.294315 0.158165 -0.00254 110.5 6.036 6.0364955 0.043434 -0004572
915 0.083 0.083325 000711 0 Н8 0.287 0.28650 0,01629 0,00420 144.5 3.373 3,37308. 0.156845 0.00274 171 6.058 6.057641 0.041148 -0.004572
92 0,087 0,08688 0.00711 0 118,5 0,295 0,295П 0,01855 0,00484 145 3.451 3,45116 0.(5543 0.00292 171.5 6.078 6.0776435 0,038862 -0.004572
92,5 0.090 0,090435 0.007И 0 119 0.305 0 30505 0.02115 0,00556 145,5 3.529 3,52851 0.153925 -0.00310 112 6.097 6 096503 0.036576 -0.004572
93 0.094 0.09399 0,00711 0 119,5 0,3(6 0.31632 0.02413 0,00636 146 3.605 3,605085 0.152335 •0.00326 112.5 6.114 6.1142(95 0,034290 -0004572
93.5 0,098 0.097545 -ООО!!!. 0 120 0.329 0.32918 0.02750 0,00712 (46.5 3.681 3.680845 0.15067 -0.00340 113 6,131 6.130793 0,032004 0.004572
JL 0.101 0.101/0 0.00711 0 120,5 0,344 0.34382 0.03125 0,00788 141 3.756 3.755755 0.148935 -0.00354 113.5 6.146 6.1462235 0.029718 -0.004572
94.5 0.105 0.104655 0.0071! 0 121 0360 0.36043 0.035385 0,00866 141,5 3.830 382978 0.147135 -0.00366 114 6.161 6,1605(1 0.027432 -0.004572
95 0.108 0.10821 0.00711 0 121,5 0,379 0.379205 0,03989 0,00936 (48 3.903 3.90289 0.145265 -0,00382 114,5 6.174 6.173.6555 0.025146 -0.004572
95,5 0,1/2 0. /11765 0.00711 0 122 0.400 0,40032 0,044705 0.00990 148.5 3.975 3,975045 0.14332 0.00396 175 6.186 6.185657 0.022860 0.004572
96 0.Н5 0.1/532 0.007П 0 (22,5 0.424 0.42391 0.04977 0,0(036 149 4.046 4,00621 0.141305 -0.004(0 175.5 6.(97 6,1965155 0.020574 -0.004572
96,5 0.119 0.118875 0.00711 0 123 0.450 0,45009 0.05503 0,01068 1495 4.1(6 4. И635 0.13922 -000424 116 6,206 6.206231 0,018288 -0.004572
91 0.122 0,12243 0.00711 0 123,5 0.479 0,47894 0.06045 0,0(100 150 4,185 4.18543 0.1370655 0.004378 176,5 62(5 6.2148035 0.016002 -0.004572
97,5 0,126 0,125985 0.0074 0 124 0,511 0,51054- 0.06600 0.ОН2Р- 150.5 4.253 4.2534155 0,134851 0.00448 117 6,222 6.222233 0.013716 -0.004572
98 0,130 0.12954 0.00111 0 1245 0.545 0.54494 0,07(64 0,01(36 (51 4.320 4.320281 0132588 -0.004572 171.5 6,229 6.2285195 0,011430 -0.004572
98,5 0.133 0.133095 0.00711 0 125 0.582 058218 0,07734 0,0(144 15(5 4.386 4.3860035 0.130302 -0004572 пв 6,234 6.233663 0,009144 -0.004572
99 0,137 0.13665 0.00111 0 1255 0622 0,62228 0.08301 0,0/148 152 4.451 4.450583 0.128016 -0,004572 118.5 6238 6,2376635 0.006858 0.004572
99.5 0.140 0.140205 0.00111 0 126 0,665 0.66525 0.088195 ООН 42 1525 4,514 4.5140195 0.125730 -0004572 119 6.241 В. 240521 0.004572 -0.004572
100 0.144 0.143 76 0,00111 0 126.5 0.711 0.711075 0,094465 0,0/126 153 4.576 4.576313 0.123444 -0.004572 179.5 5 242 6.2422355 0.002286 -0.004572
Ю0.5 0.147 0,147315 0,00111 0 127 0.760 0.759715 0,100015 0.01094 153,5 4.637 4.6374635 0.121/58 -0.004572 180 6.243 6.242807 0 -0.004572
101 0151 0.15087 0,00111 0 12(5 0.811 0,81/ 09 0,105395 0,01058 154 4.697 4,697471 0.118872 0.004572 \18O.5 6,242 6.2422355 -0.002286 -0.004572
101,5 0.154 0.154 425 000111 0 128 0,865 0.86511 0,11059 0.01020 154.5 4.756 4.7563355 0.116586 -0.004572
Ю2 0.158 0.15798 0.00111 0 128.5 0,922 0,92168 0.Н559 0.00980 155 ^814 4.814057 0. И4300 M4572-
13-1006015
ВАЛ РАСПРЕДЕЛИТЕЛЬНЫЙ.
ПРОФИЛЬ ВПУСКНОГО КУЛАЧКА.
ДИАГРАММЫ ПОДЪЕМОВ, СКОРОСТЕЙ, УСКОРЕНИЙ
Количество л истод 3
Лист 3
Схема контроля наружного
диаметра бтулки
\Р
приспособления диаметром Д-- 56, /0 мм
при приложении нагрузки Р-8/0кгс,
иол ж на быть Н:56,14+°-08мм - см схему
контроля
13-100602Ц-АЗ
Ре извещения Дата
7902 17.03.75
_JL
материал сталеоаббитобая лента по ТУ (10021-70
Лента должна подбергаться отжигу лри температуре
/30 °i/ODC в течение дбух часов основа- сталь 08КП гост/050-60
толщиной 2.7-oieMM, НЯВ>/бО,6ц235кгс/ммг
Антифрикционный спай-сплаб СОСб-б.химсостаб сплава
б %: особо 5,5-6.5, сурьма 5,5-6,5; свинец-остальное, допускаемые
примеси: медь до 0.3; никель до 0.05, железо до 0.1, мышьяк до
0.05. бигмут до 0.07, цинк до оо/, кадмий до 0.25, алюминий
Все размеры и шерохобатость поверхностей после покрытия
Размер б скобках -после сборки с блоком цилиндроб
Расхождение по стыку б свободном состоянии не более 2мм
Размер для елрабок
Наружная цилиндрическая поверхность должна быть глад-
кой, без трещин, плен, ра к один, посторонних бключений,окалины,
следоб коррозии, а также царапин глубиной более 0,05 мм,
бугоркоб, местных вмятин размером более 0,5 * 2мм и
глубиной более О,Змм
Царапин глубиной до 0.05мм не должно быть более
шести, местных вмятин размером не более 0,5* 2мм '
не должно быть более шести, расположенных на расстоя-
нии не менее 10 мм одна от другой
Покрытие Кд 1 2
Б-Б
При Выполнении отверстия Д б плоской заготовке, на
готовой детали допускается уменьшение размера отверстия
по дуге окружности детали до 7мм
При выполнении отверстия Д пробивкой со стороны
стальной поберхности, допускается отсутствие сраски Г
Качество поберхности стапьной основы должно соответ-
ствовать нормали ОН025269-65*
Расхождение по стыку в свободном состоянии не более 2мм.
Неуказанные допуски i0.25мм
Предельные отклонения угобых размеров пазов и отверстия
±/°30'( допуск зависимый), предельные отклонения остальных
угловых размероб t3°
Размер В проверять б проходном и непроходном кольцевых
калибрах при посадки от руки
★★Обработать б сборе с блоком
13-1006028
Иецэбещения Дата
5202 1902.73
до 0,005
Неуказанные предельные отклонения размероб т0,25мм
Предельные отклонения угловых размероб быемок Г и
отберет и й E:i1°30' (допуск забасимый), предельные отклонения
остальных углобых размероб г 3°
Высота Втулки, при устанобке б гнездо мерительного
ВТУЛКА
РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА
См технические требования чертежа
ВТУЛКА
РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА
Антифрикционный сплав ООО6~6 по Нормали ОН 025269-65 * Материал основы-
Сталь 08 кп ГОСТ/050-60, толщиной 1,95-о.и
109
15-1006020
66*03’3D"
$28 +0>023
Между осью ' впадины зуда на торце
и осью шпоночной канадки -,
отклонения от заданного угла,
замеренные по начальной окружности
должны быть б пределак ± о° 20'
83* Ъ
Ф4о
заусенцы
Сверлить на глуб id;
/ глуб *90° зенковать ]
М8*1,25кл2 нарезать
на глубину 13 2 отверстия
Ф 24 сверлить 2 отверстия-,
относительное расположение
указанных отверстий и
шпоночной канавки безразлично
Сделать риску после
г нарезки зуда
Сечение зуба по нормали
^извещения Дата
5319 12 03. 75
А-А
28
При наружном диаметре 172,33
/?9
R6
27-0,2В г
Р.5^51
Дамски
до.
3,926Ео,о&
(для справок)
Б-Б
90°
1 вариант
АЗ
ср
1
п!п
U-6257-A4
Обозначение
Текстрлит по ТУ ж 6-05-1459 - 71
Ступица
Наименование
Кол
ШЕСТЕРНЯ
РАСПРЕДЕЛИТЕЛЬНОГО
СБОРОЧНЫЙ ЧЕРТЕЖ
ВАЛА
ВК-13-Ю00Ю6
П-Ц)5720
Элементы шестерни
Модуль нормальный ПЭп 2,5
Число зубьев Z 60
Угол наклона зубьев Хз 26°18'37“
Направление зубьев правое
Исходный контур Угол профиля old 15°
Коэффициент высоты головки ft
ножки /"
Радиус закругления Zl
Срез головки высота he —
глубина фланка acm —
Коэффициент смещения исходного контура s —
Степень точности по гост 1б4з-56 —
Предельные отклонения измерительного межцентрового расстояния - 0,05
Наименьшее смещение исходного контура —
Колебания измерительного межцентрового расстояния за оборот S„a 0,05
на одном зубе
Отклонение направления зуба 0,015
Диаметр делительной окружности dd 167,333
Код винтовой линии t6 1063,18
Сопряженная шестерня 13-1005031-A
биение торцеб Т и Т< относительно оси
отверстия Д на радиусе 24 так 0,05'мм.
и 0,03 мм соответственно.
Биение поберхностей Пи Hi относительно
оси отверстия Д max 0,1 мм б пределах
5 160 ММ ' р
При расслоении текстолита о
результате нарезки зубьев допускается
подрезка поверхности П< на глубину
max 2 мм
Подбор по боковому зазору и шуму
см черт БК-13 - 1000Ю6
Технические требования по ГУ т 6-05-1459-71
Маркирование производить на
необрабатываемой поверхности шестерни
Относительное положение маркировки безраз-
лично:
в месте В-номер пресс-формы шрифтом по-7
ГОСТ 2930 ~ 62;
в месте Г-номер детали 13-1006020 шрифтом
ПО-7 ГОСТ 2930-62;
в месте Е -товарный знак Н°з И-52.
№ извещения Дата
5966 8 01. 76
н° извещения Дата
574-1 24 0566
Шестерни подбирать парами с
боковым зазором б зацеплении 0,025 0,075мм
при расстоянии между центрами 125,500мм
и проверять на шум.
2 13-1006020 Шестерня распредвала 1
1 13- 100503! - Д Шестерня коленвала 1
нв 5 Обозначение Наименование Кол.
КОМПЛЕКТ ДЕТАЛЕЙ
ДЛЯ ЗАПЧАСТЕЙ-
ШЕСТЕРНИ РАСПРЕДЕ-
ЛИТЕЛЬНЫЕ
Ю под нагрузкой / L5xr.
п б свободном
состоянии
Количество витков 9 */г - /2 .
Напрабление навиоки безразлично.
Крайние витки забить о замкнутое
кольцо.
Неуказанные допуски ±0,25 мм.
ПРУЖИНА БОЛТА
Проволока стальная пружинной
класс п, круглая 0,6 гост 9389 - 60
110
Сечение зцба по нормали
убеличено
128‘(
Делительная I
ок ружность\ \
- .084йэтот размер правилен
при наружном ф 46,566
Впускной и Выпускной кулачки
убеличено
ю
/2
14930'
1.6667”
60'
.182”
.0833"
.1309'
пробое
3.0218 *
Элементы шестерни :
Число зубьев
питч (по нормали!
Угол зацепления
Диаметр делительной
окружности
Угол наклона зубьев
Высота зуба
Высота головки зуба
Толщина зуба по дуге
делительной окружности
(теорет.]
Направление винтовой пинии
Шаг винтовой линии
В беззазорном зацеплении шестерни
с контрольной шестерней расстояние между
их центрами может меняться б пределах
+0,05. .г 0,08 мм для разных шестерен и
не более 0,08 мм для одной
боковой зазор 6 зацеплении с сопряженной
шестерней 0,1...0,15 при расстоянии между
центрами 33,38мм
~к
120’
30°
Д1
ю
I Ф6,5 сберлить
1,5*90°зенкбёать
Зачистить острые кромки
29,992*0,05
начало
подъема
толкателя
Б
начало
Н
подъема
клапана
Отверстие
1 центровое
ВЧ ГОСТ 14034-68
J5,
6
Для Всех z
кулачкоб
6
бп
В указанном месте______|
расположить забодской знак
и условное клеймо номера
плаВки
Подвергнуть поверхностной закалке кулачки,
эксцентрик, шестерню и опорные шейки
Тбердость кулачкоб эксцентрика и шестерни
HRC52...62, опорных шеек HRCне менее 52-
глубина закаленного слоя 2,5..6мм
Допускается:
а) на опорных шейках иметь указанную
тбердость на ширине /4 мм б средней части,
б) понижение твердости кулачкоб до HRC48
на расстоянии до 2 мм от края,
В) убеличение глубины закаленного слоя
на шестерне до 7,5мм,
г]уменьшение глубины закаленного слоя
на эксцентрике и цилиндрической части
кулачкоб до 2 мм
Отклонения Величин подъема не должны превышать:
на участке „58" ± 0,025мм
на участке'„8Г”± 0,1 мм
для точки „б”± 0,025мм
для точки „В" ±0,025мм
Разность отклонений смежных Величин подъема не
должна пребышать: на участке„Яб^ДОТЗммна каждые 5(причем общая ошибка,
Включая и точку „57 не должна превышать ±0,025мм;
на участке „5Вг> ±0,013 мм на каждые 2\ на участкеыВГ87»
разности смежных Величин подъема.
При проверке Величины подъема толкателя, а также углового расположения кулачкоб, Продолжителен
положение оси каждого из кулачкоб должно находиться самостоятельно. Положение оси Выпуска 240°
кулачка определяется по двум точкам, соответствующим подъему толкателя на 2,654мм
и расположенным с каждой стороны кулачка на 46930'от его вершины.
Отклонения от заданных углов Взаимного расположения кулачков и
шпоночной канавки не должны превышать ±30‘. Указанные отклонения не должны
складываться с отклонениями подъемов толкателя
Па 107» деталей допускается снижение указанного размера
\ у отдельных или у всех кулачкбб~Во 29,692 ± о, 05мм и
размеров 214,884мм;R15,232мм и R24,422 мм соответственно
до 214,734мм ; 215,082мм и224,272мм.
__________________________ 635,5 (для справок]_________________________
____549,5______________________________________________________________
____.__________________________________________________________________
_
|« - 3605_______
I 320
Г йГ---- __ --------™
Для Всех
кулачкоб \
5
Вп
вм.т
w \щноов015
^извещения Дата
4121 29.18
дляБсех M.i^5’caffeuK
ре»
ШССК ______ ।
fl 5
был.
бью. ______
14'±2,5-конце для всех кулачкоб
Меньшее основание конуса должно быть
напраблено Вперед. Эксцентрик бензинобого
насоса может иметь такойже конус
- 0.015
к-к
шестерни
острые кромки на
торцах кулачкоби
Щ ^эксцентрика
12
' Для всех
\ 21,5 для Всех
кулачкоб и
эксцентрика
2
Выл
Допускаемое отклонение оси шпоночной канавки
от диаметральной плоскости распределительного
бала ± 0,075п
__________Относительное расположение
смазочных отберстий и шпоночной канавки
безразлично
cb3t5 сберлить; ось отверстия должна
совладать с осью отверстия Д<
ВидЕ
направление бращения
___________________583,5
___________________605,5________
Увеличенный вид шестерни
Указанная точка на зубе шестерни должна
находиться В плоскости п инаправлена JUlJU.
6 сторону 3 впускного кулачка
Допускаемое отклонение + 1
1,2 фаска и снять острые
кромки зубьев с обоих торцев,
как указано
ВидЕ
LL
2_
1 выпускной
напрабление бращения
ВидЕ
Схема расположения
быпускных кулачкоб.
1 впускной
Схема расположения
кулачкоб ! цилиндра
Допуски на линейные размеры, определяющие положение кулачкоб
и шеек ± 0,3 мм.
Допуски на ширину кулачкоб, шеек, эксцентрика шестерни ±0,25 мм
П’
клапана
Закрытие
опускного
клапана
Открытие
Впускного клапана
Открытие
Выпускного клапана
Н.М.Т
Диаграмма фаз газораспределения (при зазоре между клапаном
и толкателем на холодном дВигателе 0,557
Порядок зажигания 1-5-5-6-2-4.
227,5
171,5_____________
______________131
12 l, 107±05
I I _ 79
30*0,23
И
Сберлить под резьбу
на гл иди ну 31И
Рассверлить Ф12
на глубину 7
М12х1,г5тигая
Лсо--тег J
исР н,гзъ
нарезать на
глубину 22
2
бп
29б±оз
ФЗ8-0.11
Ось эксцентрика
должнсГсобпадать
с осью Г 6пуск наго
кулачка
м
был.
м
убеличено
3,2*0,08 эксцентриситет
напрабление бращения
П
бо9
Схема расположения
бпускных кулачкоб
£J
Обильность и конусность опорных шеек
не более 0,01 мм.
Взаимное биение опорных шеек и поверхности Д
не более о,02мм.
Взаимное биение опорных шеек и цилиндрической
части кулачкоб 0,04 мм
Биение торца Тотносительно оси детали не более
0,025 мм на радиусе 24 мм
Отклонения размеров R 14,884мм и224,422мм должно
быть не более-0,025мм (даны для конструирования
инструмента!
Ку пачки, эксцентрик и шестерню после окончательной
обработки проверить магнитным дефектоскопом на
отсутствие трещин
после проверки деталь размагнитить
Все недостающие данные по техническим услобиям
СМ ГОСТ8007-56 и кк.37.102.0014. 73
8АП РАСПРЕДЕЛИТЕЛЬНЫЙ (Р6РА5ШКА1
Столько С-0,57.. 0,427. ГОСТ1050-60 зерно5...8
Количестбо листов 2
лист 1
111
Угол Рабочий побьем толка- теля В мм Теорети- ческий подъем толкателя В мм
76 0 0
77 0.006 0,00635
78 0.014 0,01397
79 0,022 0.02159
80 0.029 0.02921
81 0,037 0.03683
82 0.044 0.01)1)1)5
83 0.052 0.05207
84 0.060 0.05969
85 0.067 0.06737
86 0.075 0,07493
87 0,083 0.08255
88 0.090 0.09011
89 0.098 0,09779
90 0.105 0,10541
91 0.773 0.11303
92 0,727 0,12065
93 0.128 0.12827
94 0.136 0.73589
95 0,144 0.15351
96 0.151 0.15113
97 0.159 0.15875
98 0.166 0.16637
99 0.174 0.17399
100 0.182 0.18161
101 0.189 0.18923
702 0.197 0.19685
103 0.204 0.207)7)7
104 0.212 0.21209
105 0.220 0.21971
106 0.227 0,22733
107 0.235 0,237)95
108 0.203 0.24257
109 0.250 0.25019
110 0.258 0.25781
/// 0.265 0.2657)3
112 0,273 0.27305
113 0.281 0. 28067
114 0.288 0.28829
115 0,296 0.29597
/76 0.305 0.30353
117 0.377 0.31115
118 0.320 0.32004
779 0,331 0.33147
120 0.358 0.34798
121 0,372 0,37236
122 0.409 0.40919
723 0,469 0.46888
124 0.559 0.55905
125 0.685 0,68478
126 0.866 0,84582
127 7.038 1,03759
128 1.256 1,25552
Теоретичес-
кая
скорость
толкателя
В мм (гр
0. 00635
0,00162
0,00162
О, 00762
0.00162
0.00762
0,00762
0.00762
0,00762
0. 00762
0.00762
0. 00762
0.00762
0.00762
0.00762
0.00762
0,00762
0.00162
0.00762
0.00762
0,00162
0.00762
0.00762
0.0 0 762
0,00162
0,00762
0.00762
0.00762
0.00762
0.00762
0.00762
0,00762
0.00762
0.00762
0.00762
0.00762
0.00762
0,00762
0,00762
0,00762
0,00762
0.00889
0,01143
0,01651
0.02438
0.03683
0,05969
0.09017
0,12573
0.16104
0.19177
0.21793
0,23749
Теорети- ческое ускорение толкателя б мм/гр2
0.01210
0.00727
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0.00121
0.00257)
0,00508
0.00181
0.0721)5
0.02286
0.03048
0.03556
0.03531
0.03013
0.02616
0.01956
Угол <{' Рабочий подъем толка- теля В мм Теорети- ческий подъем толкателя б ММ Теоретичес- кая скорость толкателя В мм/гр Теорети- ческое ускорение толкателя В мм/гр2
129 1,7)93 1 49301 0.21)81)7 0. 25603 0.26112 0. 26365 0.26441 0,26359 0.26168 0.25913 0.25603 0.25249 0.21)856. 0,24427 0.23967) 0.231)72 0.22955 0.224235 0,278835 0,27336 0.207875 0202205 0.796535 0.190805 0,185015 0,179165 0.17326 0.167295 0.161275 0.15520 0.71)907 0.14289 0.73666 0.13038 0.12405 0,777675 0,111255 0.101)795 0,098285 0,091735 0,085145 0,07857 0.07184 0,065135 0,05839 0,057675 0,01)1)80 0,03795 0,037075 0,02018 0.077275 0.070365 0,0031)55 0,0031)55 0,010365 0.01092
130 1.741 1.74142 0,00762
131 1,997 1.9977)5 0,00509
132 2.259 2,25857 0,00253
133 2.522 2.52222 0.00076
134 2.787 2,78663 -0,00082
135 3,050 3, 05022 -0,00191
136 3,312 3.31190 -0.00255
137 3.511 3,57103 -0.00310
138 3.821 3.82706 -0,00354 .
139 4.080 7),07955 -0,00393
140 7),328 4,32811 -0.00429
141 Т).572 557238 ~0,00463
142 4.812 4.81202 -0,00492
793 5.041 507)677) -0.00517
144 5,276 5,27629 -0,005315
145 5,501 5,500529 -0,00540
77)6 5,719 5.71936 -0,006475
147 5,933 5,93272 -0.005545
«7)8 6.141 6,140535 -0.00561
77)9 6.343 6.34274 -0,00567
150 6,539 6.539275 -0.00573
151 6.730 6. 73008 -0,00579
152 6.9/5 6.915095 -0.00585
153 7.097) 7. 09426 -0.005905
154 7.268 7.26752 -0.005965
155 7.7)35 7.7)37)875 -0,00602
156 7596 7. 59609 -0,006075
157 7.751 7, 75129 -0,00613
158 7.900 7.90036 -0,00618
159 8МЗ 8.04325 -0,00623
160 8.180 8.77997 -0,00628
161 8.3/0 837029 -0,00633
162 8,7)31) 8.7)37)37) -0,006375
163 8552 8.552075 -0.00642
164 8,663 866327 -0,00646
165 8768 8.768065 -0,00651
766 8.866 8.86635 -0.00655
167 8958 8.958085 -0,00659
168 9,01)3 9.04323 -0,006635
169 9.122 9,72177) -0,00667
170 9.797) 9.79358 -0,006705
171 9.259 9.258715 -0,006745
172 9.317 9.37705 -0,006775
173 9.369 9.36872 0.006876
174 9.414 9.41352 -0.00685
175 9.451 9,7)571)7 -0.006875
116 9.483 9.7)8251)5 -0,006895
111 9.507 9.506725 -0,006905
118 9.527) 9.52400 -0.00691
179 9.537) 9,539365 -0.00691
180 9.538 9.53782 -0,00691
781 9.537) 9,587)365 -0,00691
U2
ШЛО 06 015
^избещения Дата
7302 UOtИ
Удлинено
Диаграмма ускорений
9,538
9.451
Масштаб ординат: 1мм - 0,0005мм/град 2
6,539
\ 9194
8.768
6.180
7,435
Дрофиль кулачка
КриЬая подъема толкателя с
плоской тарелкой
4,328
2787
2.259
1,741х
1.256х
0.84 б/'
0.559М
0.469М
0.348
0.296
155° 130° 155° 170°П5
0.258
Начало
0,220-
0,182
0,061
0,029
О
подъема толкателя
начало
0,144
0,105
подъема ff5,
клапана
1059
100'
95е
----90°
85°-
80*
16
/80°
4 140
135°
130'
125'
6 таблице даны углы поборота распределительного бала.
Кулачки симметричны относительно средней линии
Размеры б таблице относятся к обеим сторонам профиля
кулачка (подъема и опускания).
Размеры даны для большего оснобания конуса кулачка
Величины теоретических подьемоб, скоростей и ускорений
толкателя даны для слрабок
Скорости и ускорения для каждого градуса ябляются
средними Величинами за целый градус.
Для изготобления инструментальной оснастки и проверки
профиля кулачка пользоваться таблицей рабочих подьемоб
толкателя.
Для проберки просриля кулачка пользоваться плоским
толкателем.
Диаграмма скоростей Масштаб ординат: 1мм -- 0.0025мм/град
I ' — _ _ —
-л. 0° 80° 90° 100° 110° 120° 130° 140° 150° 160° 170° 180°
Диаграмма подьемоб Масштаб ординат 1мм -- 0.05 мм Г"
1 1
1
। / 1
।
76° ВО'
90° 100° 110° 120° 130° 140° 150° 160° 170° 180'
Впускной и Выпускной кулачки имеют один просриль.
Отклонения от указанных Величин рабочего подъема
толкателя см. черт. 4017-1006015 лист 1
ВАЛ РАСПРЕДЕЛИТЕЛЬНЫЙ (ДИАГРАММЫ)
Количество листсЗ 2
Даст 2
..2
. 2
2
вып.
on
on.
бып.
Т-Ц.-2
386,511,5
583,511,5
шеек шестерни J|^l.
кулачков и эксцентрика\Щ!бД
\83t2 для всех опорных
шеек шестерни
г
Z4*1
2 ,
_ 24* 1_
64-1,5 12,5_______________________________
549,51 it5_______________
__________509±1,5_________________________________
________________457И,5____________________________
_____________________436,5± 1,5___________________
_________________360,511,25_________
__________________340И.25_________________________
।_________________________________268И,25_______
~ __________________247,511_____
________________ 171511
ыДОЗШ___________13111
Вид Б
Просриль впускного и выпускного
кулачков
Увеличено
вид Б
Схема расположения впускных
кулачков
Ось 1 выпускного кулачка
Схема расположения
выпускных кулачков
60°
/\^о:
[во*
ж детали маркировать
здесь А>
Неуказанные допуски ±0,25 мм.
А-А
Неперпендикулярность указанного
торца ой о да относительно поверх -
ности отберстия, очищенного
от наплывов смолы max 1 мм
J______
Пунктиром указан контур
. шаблона, шаблон должен
,в . л свободно проходить по всей
поверхности, проверять 1007.
нарки ржать зОесь шУтерен ’ р
, ,.2
29.У__
58511
31
. |,2
2
вп.
2_
197,511
29611,25
А-А
Уксцентриситет
7°30'
Ось эксцентрика должна
совпадать с осью 1 впускного
кулачка
11-6256-А4
№издещения Дата
1292 2/ 09 73
1 Ц-6257-Л4 Ступица 1
Поз Обозначение Наименование кол.
Шестерня должна выдерживать
следующие нагрузки.
до обработки та слом - 3000 кг
после обработки маслом - 3500 кг
Нагружать при испытании через
стержень Ф50 мм, как указано стрелкой.
Шестерн/о опирать при испытании
по этой поверхности
Указанные поверхности
блжны быть^ параллель -
ними б пределах 1мм
ч В указанном месте по
окружности допускается
заусенец высотой до 1 мм.
ШЕСТЕРНЯ
РАСПРЕЦЕ,'1ИТЕЛЪ-
НОТО ВАЛА
(заготовка)
Текстолит с чугунной ступицей
см ТУ 6-05- 1459- 71
40П-1006015
№ извещения Дата
7982 26.10. 65
В указанном
месте расположить
условное клеймо
номера плавки
Неуказанные допуски 10,8 мм.
Неуказанные малые радиусы
закруглений - 1,5 мм.
Ковочные уклоны - 7 е
Продольные и поперечные смещения
по разъему штампа не более 1 мм.
Заусенец по контуру обрезки
не долее 1,5 мм, на кулачках -не более
0,75 мм.
Отклонение осей кулачкой от
заданного положения по отношению
к оси 1^выпускного кулачка
не более ±2°
Стрела прогиба при опоре
; но поберхности Ди Д< не
более 2 мм.
Налить, отпустить
Нв 187... 228.
ВАЛ РАСПРЕДЕЛИТЕЛЬНЫЙ.
(покоем)
Сталь 4о С = 0,37... 0,42 ГОСТ 1050-60 зерно 5 8
27. _
1*45°
2 рас к и
Клеймо DTK ставить
на указанном торце
Ц-6257-А4
^извещения Дата
4654 03.01. 75
вид А
Увеличено
Четыре выступа
, 6
12,
Неуказанные допуски раз-
меров б литье и литейные
уклоны по ТУ 2574.
Радиальное биение поверх-
ности Б относительно поверх-
ностей 8 и Г не более 2 мм.
Поверхность отлибки
должна быть очищена от
срормобочной земли.
Неуказанные малые радиусы
закруглений -2 мм
Остальные технические
требования ло ТУ37.102.0158
СТУПИЦА ШЕСТЕРНИ
РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА
Чугун ковкий КЧ 35-10 ГОСТ 1215-59
113
Деталь должна Входить В приспособление, заданное
размерами 6 скобках
8 обжатом конце щель не допускается
49-1006049
М-изВещения Дата
7990 02.02.72
1Ш52
н-из&ещения Дата
9978 13.0165
Допускается
изготобление из
стали 08 кп, лента
толщ. 0,8 ГОСТ503-71
12-1006267
У-извещения Дата
7926 25.01.72
ДЗрЛА_побернуто Положение трубки на дбигателе
Ф 38 ± 0,5
Закалить б масле,
отпустить, HRC 4/7...501
Обезуглероженный слой
не более 0,12 мм.
Неплоскостность
не более 0,2мм
11-6258
У-изЬещения Дата
7926 250/72
ШАЙБА СПЕЦИАЛЬНАЯ БОЛТА
ШЕСТЕРНИ РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА
Сталь 05Г лист ГОСТ1577-70 толщ 6 гост5681-57
убеличено
ТРУБКА СМАЗКИ
РАСПРЕДЕЛИТЕЛЬНЫХ ШЕСТЕРЕН
Томпак Л96 Труба Тбх 0,8 ГОСТ 617-72
8 зоне отберстия Д
допускается убеличение
ширины Втулки до 28,5 мм
. Д8-Ц25'
05*45'
21-1006024-61
д-избещения Дата
7426 250172
V9 остальное
Расхождение по стыку не более
2 мм.
0,3x95е \
с обоих торцы
I I Ф8,9 пробить
б заготобке
После обработки б сборе
с блоком
ф55,69 проходной крлибр
(р 55,69 непроходной калибр
{при посадке от руки]
Ленту, залитую баббитом,
подвергнуть термообработке
/фбпробить
озаготобкё
2отберстия
ВТУЛКА РАСПРЕДЕЛИТЕЛЬНОГО
ВАЛА-ПЕРВАЯ
j Сталь 08кп, лента 1,95-о.н ПН-нт-2 ГОСТ503-77,
| залитая баббитом по ТУ 770027- 70
ОтберстиеД и наружный контур после
Вырубки очистить от заусенцео
неплоскостность поберхностей flu Th
не долее 0,03 мм
Калить б масле
Отпустить, НПО 90 .50
Фосфатиробать после окончательной
механической обработки, глубина слоя
О,005... О,070 мм,
Промаслить после фосфатиробания
ФЛАНЕЦ ОПОРНЫЙ
РАСПРЕДЕЛИТЕЛЬНОГО
ВАЛА
Столь 65г ГОСТ 1550-so
СКОВА КРЕПЛЕНИЯ ТРУ ОКИ
РАСПРЕДЕЛИТЕЛЬНЫХ
ШЕСТЕРЕН
Сталь 08кл; лист ГОСТ16523-70
толщ. 0,8 ГОСТ 3680-57
12-1006025-Д4
Н-изВещения Дата
9801 2111 72
В зоне отберстияД
допускается убеличение
ширины Втулки до 22.5 мм
12-1006026
Ф36-о,б
2
£ L
Н-6255
й-избещения Дата
3110 24.0259
РАСПОРНОЕ
РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА
Столь 08кп...25 ГОСТ 1050-50
/ Ф 5 пробить
21-1006028-Р
У-йзбещения Дата
2136 01.0764
ВТУЛКА РАСПРЕДЕЛИТЕЛЬНОЮ
Все недостающие данные ВАДА ~ ПЯТАЯ,
см на чертеже т-РЗ П0Лу0БРАБ(]ТАННАЯ
Стык [расхождение
[ торцеб 2 так
1,95-0.05 после
г^-i зогибкй~
б сборе с блоком
Вид А подернуто
В зоне отберстия Д
допускается убеличение
ширины 6ту лк и до 22,5 мм.
12,5
_____/
пробить бзаготобке
ВТУЛКА РАСПРЕДЕЛИТЕЛЬНОГО
ВАЛА-ВТОРАЯ
Сталь 08кп, лента 1,95-о,н пн-нт-2 гост503-77
запитая баббитом по TH 710027-7о
Запрессобать 6 отберстие
~Ф 53,5^018 ~ р
д-изоещения Дата
7909 29 12.71
В зоне отберстия Д
допускается убеличение
ширины Втулки да 22,5мм
21-1006028-Л
11-6261-Р4
22-0.25
б'-избещения I Дата
6998 \23.06~65
^изВещения Дата
4645 27.04.55
Стык; расхождение
22-0.28^ Гне балее 2
,_Д,5 ' 7,95-0,05послезагибкь
0,5x95*
11
9L&3*
0,5x45*
9.25
№
V7
после обработки
V7
9,25~
| 3 сборе облаком
[проберять шьцебыь
Вид К поВернуто
Пробить ~
и заготовке
^0,5x95^
с обоих
торцеб | д
при проберке" Величина
бырезоб на торцах
должна обеспечивать
свободный проход
колиброб, обуслобленных
указанными размерами
ВТУЛКА РАСПРЕДЕЛИТЕЛЬНОГО
ВАЛА- ТРЕТЬЯ
Столь 08кп, лента 1,95-ом пн-нт-2 ГОСТ503-71
залитая баббитом, no ТУ 110021-70
Стык, расхождение
торцеГ2тах~
1795-0,05____________
после
загибки
НО
Д),5хЧ5*
с обоих
торцеВ
Ф8,5лро6ить
1 заготобке
£5.
после обработки
В сборе с блоком
ф 51,6Впрок одной калибр,
ф51,63 не проходи ой калибр
[при посадке от руки]
Величина Вырезоб на торцах
детали должна обеспечибать
сВободный проход калиброб,
обуслобленных размерами
Ленту, залитую баббитом,
подвергнуть термообработке
ВТУЛКА РАСПРЕДЕЛИТЕЛЬНОГО
ВАЛА -ПЯТАЯ
Сталь 08кп, лента 7,95-от ОН-НТ-2 ГОСТ505-71
залитая баббитом по ТУ 110021-70
28-0,25.
See недостающие данные см
на чертеже П-6261-РЗ
ВТУЛКА РАСПРЕДЕЛИТЕЛЬНОГО
ВАЛА-ПЕРВАЯ.
ПОЛУОБРАБОТАННАЯ
Твердость торца Т проверять до его окончательной
шлифобки
На шлифованных поверхностях клапана
не допускаются риска, чернобины, за дойны, следы
коррозии, трещины и другие дефекты
51 А~ 1007010
№избещения Дата
5885 26.31.11
Денту, залитую баббитом,
подвергнуть термообработке.
12-1006025-РЗ
и ° извещения Дата
Денту, залитую баббитом,
подвергнуть термообработке
11-6263-P3
Линия контрольного
калибра
0,5*95° фаска
только но указанном
торце
7926
Стык_________________
Расхождение торцеВ 2мм max
252що5 после загибки
25.01. 72
Отберстие 6 длбк4
Ф 59,69 проходной калибр
Ф 59,69‘непроходной калибр
(при посадке от руки)
№избещения Дата
3892 06. 03.58
Стык.
Ленту, залитую баббитом,
подбергнуть термообработке.
11-626243
№избещения Дата
3892 06.03.58
Твердость покобки HRC30. 90
На торце тарелки допускается местная чернота.
На длине L допускаются следы прожога от контактов,
небыбеденные окончательной шлифовкой.
Покрытие поберхности Л хром обое h 0,002...о,006мм.
Проберку клапаноб на отсутстбие трещин произбодить
магнитным дефектоскопом После проберки размагнитить.
Контроль бы Нарочный
Обальность, конусность, огранка не догее 0,007мм
Остальные технические тредобания по гост 132зз-б7
Ф85
пробить
б зоготобке
При пробери е Величина бы резоб
но торцах должна обеспечивать
сбододный проход калий роб,
обуслобленных указанными
размерами
Применяется для изгатобления
Втулок, уменьшенных от стандартного
размера до 0,75 мм [по б ну трен нему
диаметру)
Только для запчастей
0,5 *95° фаска
только на указанном
торце
J!,UJ ПЬиииАиипии гхилиир п „ . v ---------
[при посадке от руки) УДйУ пр°Верке Величина--------
бырезоб на торцах должна
одеспечибать сбобщдный
проход калиброб, обусловленных
указанными размерами
Применяется для изгатобления
Втулок, уменьшенных от стандартного
размера до 0,75мм (по Внутреннему
диаметру)
Только для запчастей.
Стык____________
расхождение торцеб
' 2 мм max
152-ол5 после загибки
72-Q25
0,5* 95° фаска только
на указанном торце
(Отберстие б блоке'
Ф 53,68 проходной калибр
Ф53,63 непроходной калибр
(при посадке от руки)
Применяется для изгатобления
Втулок,уменьшенных от
стандартного размера
до 0,75мм (по Внутреннему
диаметру)
Только для запчастей
[ Ф8.5 пробить
। Лрзагст.аьке
При зрз Верке Величина
Вырезе) на торцах должна
обеспечибать свободный
проход «алиброб,
обуслсй'ленных указанными
размерами
КЛАПАН ВПУСКНОЙ
Сталь 90Х9С2 ГОСТ 5632-72
ВТУЛКА РАСПРЕДЕЛИТЕЛЬНОГО
ВАЛА -ВТОРАЯ ПОЛУОБРАБОТАННАЯ
(ДЛЯ РЕМОНТА)
Сталь 08 КП лента 1,3-о,оэ Пн-нт-2 гост 503-71,
залитая баббитом, по ту 110021-70
ВТУЛКА РАСПРЕДЕЛИТЕЛЬНОГО
ВАЛА-ЧЕТВЕРТАЯ ПОЛУОБРАБОТАННАЯ
(ДЛЯ РЕМОНТА)
Сталь 08кп лента 1,3-о,о9 пн-нт-2 гост 503-71,
залитая баббитом, по ТУ 110021-70
ВТУЛКА РАСПРЕЛИТЕЛЬНОГО
ВАЛА ~ ТРЕТЬЯ ПОЛУОБРАБОТАННАЯ
(ДЛЯ РЕМОНТА)
Столь 08 кп лента 1,3 - о,оэ пн-нт-2 гост 5оз - 71,
залитая баббитом, по Ту 110021- 7о
Тбердость покобки нкс 30men
Допускается пребышение
г- /44//fUui\UQIПил (IpiOUOfUlGnUQ
Линия контрольного калибра тбердости на стержне до
Г-зо' _ HRC 95
51А 40070/5
n ° извещения Дата
9 *035
,2-6x5
^77
Дглифо&ать
Вид 5
____________121*0,25 ____
1157*0,5__________
_________________95
Перёдхромированием
К1.зтах /
Стержень хромиробать
на длине A mtn, толщина
слоя 0,002. 0,006мм
Ф9-%б685 I WK
9О78
11 01.68
Ленту, залитую баббитом,
подбергнуть термообработке
Ф 55,69 проходной калибр
$55,69непроходной калибр
(при посадке от руки]
11-6261-РЗ
12-1007045
^0,5^95°
Т
П ’ЪЗ"
у Острые
кромки
^извещения Дата
3892 06 03.58
Стык, расхождение
5 ~2мм max
2,52-0,05 после
загадки
23-0X5
16
ФЗпродиты
। 0,5*95° фаска попоить '
тальм неуказанном 6 'ДаготобКе
Контргайка
должна быть
затянута
№изВещения Дата
8972 20.09.61
12-1007032-М
№избещения Дата
6661 29.10.71
Размер б скобках - после сборки. ^7 5 (ъ)
Концсообразность и обильность
поберхности 5 не более 0,015 мм.
Пропитать маслом индустриальным 20
гост 1707-51 б течение 2часоб
при t-85°.95°С.
Неперлендикулярность торца Т оси стержня
не долее 0,03 на крайних точках
Проберку клапаноб на отсутстбие трещин
произбодить магнитным дефектоскопом с
обязательным последующим размагничиванием;
Выборочный контроль
биение рабочей фаски относительно поберхности Д
не долее о,оз
Отклонение от прямолинейности поберхности Д
не долее 0,0f5 на бсей длине
Конус, эллипс, огранка стержня не долее 0,01
Недостающие технические услобия по гост 13233-67.
Все толкатели должны индивидуально
подбираться к отверстиям, б блоке
Толкатель с болтом и гайкор
под действием соболи бен наго боса
должен медленно опускаться б слегка
смазанном машинным маслом стберстии
Для деталей, отправляемых б запасные
части, общая Высота должна быть 75*5мм.
КЛАПАН ВЫПУСКНОЙ
Сталь ЭП-303 С = 050 %; Мп-9>21^1=0,99%:Р=0,05Ущ5=0,01%1Сг=20,5%;Н6=9,130Р
N = 0,3 ..0,5 %
Применяется для изгатобления
Втулок, уменьшенных от
стандартного размера
до 0,75мм(по Внутреннему
диаметру)
Только для запчастей
ВТУЛКА РАСПРЕДЕЛИТЕЛЬНОГО
ВАЛА-ПЕРВАЯ ПОЛУОБРАБОТАННАЯ
(ДЛЯ РЕМОНТА)
Сталь 08КП лента 1,3-0,о9 ПН-НТ-2 гост 503-71,
залитая баббитом, по ТУ 110021-70
3 12-1007075-52 болт регулировочный 1
2 12-1007076 Контргайка 1М9 1
1 12-1007055-62 Толкатель клапана 1
Поз. Обозначение Наименование Кол.
ТОЛКАТЕЛЬ КЛАПАНА
В СБОРЕ
ВТУЛКА НАПРАВЛЯЮЩАЯ
КЛАПАНА
Металлокерамика 8 ТУ 37. 311.18-70
115
Ф 33 ±0,25
Гшпи(роЪать
/ после наплавь
A
5
К 750
сфера
58-oj
Сверлить под резьбу на глуб. 50,
мэ*1 кл 1 нарезать на глуб. 21.
Допускается ввинчивание
непроходноео калибра 425*0,15
на 6 4/2 оборотов не более
фобать R । -
наплабки для справок
Допускается перешлисробка
тарелки до размера 4,25^$
при наличии ракобин
ю.
16
25
б£
0,75
min
15°
6.5+0>5
Указанная поверхность должна
быть перпендикулярна оса
стержня, отклонение на Ф14
0,05 max
Для двигателей
легковых автомобилей
Диаметр стержня Цвет маркировки
16-0,006 Белый
4е -0,006 70 -0,0/2 Желтый
.--0,0/2 -0,024 Голубой
Ф9,5+0^
Притупить или
0,6 *30° max
На указанном месте (по выбору)
расположить заводский знак и
условный номер детали 12-62
Маркировка на стержне должна
выполняться накаткой;
высота цифр 2.
12-1007055-62
Для двигателей
грузовых автомобилей
Диаметр стержня Цвет маркировки
16-0,009 Зеленый
лс-й.оов 1Ь ~ 0,0/8 Не маркируется
ж извещения Дата
4121 29.!0.74
Допускается разно-
стенность буртов
до 1мм
Неуказанные малые
радиусы закруглений
1 мм.
Расстояния между битками, замеренное 6 плоскости,
----через сечение, в котором расстояние между
и вторым битками равно (4 мм, должны быть
чы с точностью ± 0,25 мм
70-6515-A
Стержень на длине Д
закалить Твч на глуб 2 мм
не менее,
Отпустить
ИКС 35. 58
На верхнем конце стержня
на длине 7 мм допускается
отсутствие закаленного слоя
на участке Б допускается
понижение тбердости до
НДС 28.
Тдердость наплабленной
поберхности нкс 52 не менее,
проверять перед полиробкой.
Поверхность 7 фоарати-
робать и промаслить.
Толкатель после
бысадки тарелки
Ai
/ \ Допускается цилиндрический
' ппятк nnf) гплпбкпй ши duh о,
поясок под головкой шириной 2
0,2____
ФЗЦ0Д5
По диаметру стержня \25±025\
толкатели сортировать для ’ ~ -4-^
двигателей легковых автомобилей на 3 г“—
группы, а для двигателей грузовых авто-
мобилей на 2 группы, как указано б таблицах
и маркировать краской на тыльной
стороне тарелки.
Толкатели, отправляемые б запасные чаетц
на группы не сортировать.
5,25 min
Для наплабки тарелки
толкателя применять
дет. 11-6508-г.
При _ сортировке относить толкатели к той
или иной группе по наибольшему диаметру стержня
Подбор толкателей к отверстиям б блоке
производить 6 пределах цветовой группы
Отклонение от прямолинейности, а также
конусность, овальность и огранка поберхности Д
0,006 мм не более.
Поверхность Д должна быть концентрична
оси резьбы. Биение, замеренное в местах в и Г
должно быть соответственно 0,8мм и 0,4мм не более.
Вмятины и неровности на поберхности П не допускаются.
Биение конической поберхности Л относительно
оси стержня 0,25 мм не долее.
Поверхность Д1 должна быть концентрична
оси стержня биение 0,5 мм не более, биение сферичес-
кой поберхности Т относительно поберхности Д,
замеренное на радиусе 15мм, 0,03 мм не долее.
Размеры, заключенные б прямоугольники ,
относятся 'к заготовке, обработанной под наплавку
тарелки.
После окончательной ооработки проверять, на
отсутствие трещин на поберхности Т и стержне
магнитным дефектоскопом, после проверки толкатель
размагнитить.
Допустимые дефекты наплабки см ИК 37.102.002173.
Недостающие технические условия по ГОСТ 1286-57.
Под головкой окончательно обработанного толкателя
допускается цилиндрический поясок шириной не
долее 1 мм.
ТОЛКАТЕЛЬ ШПАНА
Сталь 35 ГОСТ 1050-60
Деталь 12-1007055-нр - 19-1ПП7 fiFF-FD
только для изготовления с luufVJJ иг
на ремонтных заводах.
№ извещения Дата
5295 17.12.60
ФВ
Нормализовать
НБ 143 196
12-1007055-62
Жизвещения Дата
7485 01.02.72
11-6508-Г
На указанном месте (по бы бору) /
расположить зад адский знак и ремонтное
увеличение. Маркировка на стержне
должна выполняться накаткой : высота
цисрр 2.
На указанной длине разогреть перед бысадкой
тарелки
Т225
.30°
26.25
аз.
зо°
1.2-0.5*30°
Обозначение
12-1007055-Ер
12-1007055-ЖР
12-1007055-HP
Размер А /
ф/6,5:^
РазмерВ
Ф15,0-о,24
Ф15Р-02.4
$15,8-0,24
№р&юнт-\ Ремонтное
ной группы увеличение, мм
^ремонт-
2_
3
0,2
0,5
ОД
все недостающие данные см. на черт.
12-1007055- 62.
ТОЛКАТЕЛЬ ШПАНА
(РЕМОНТНЫЕ РАЗМЕРЫ)
ФА
Обозначение Jg-^u.
фобания
12-1007055-62
16,6-QJ2
12-1007055-ЖР 17,0-орг
12-1007055- HP
17,5^2
после шли
еробания
16,4-ops
16,9-0,05
17Д-о,о5
ФВ
15,0-014
15,3-0,24
l5,8-ptz4
Применять для
изготовления
толкателей
\ 12-1007055-62-ЕР
. 12-1007055-ЖР
. 12-1007055-HP
L
19
ТОЛКАТЕЛЬ КЛАПАНА (ЗАГОТОВКА)
Сталь 35 ГОСТ 1050-60
35,7
44,5
5±_____
0,5*45° с обеих
сторон
~ Ф21+°б
(для справок)
4s*max
Конец битка
Длина под нагрузкой 44...51 кг
Длина под нагрузкой 17,5.20,5 кг
сбободная длина (приблизительно)
При постановке пружины б двигатель
указанный ее конец (суменьшенным
шагом биткоб) должен дыть
обращен бберх
ОбЩее число биткоб 8*4 - Уз
Дебая забивка
Шаг переменный
Расстояния между битками, не оговоренные
размерами, контролю не подлежат.
Концевые битки забить б замкнутые кольца
и зашлифовать, как показано штриховкой
При установке пружины на любой из торцео
отклонение от вертикали ее противоположного
конца не должно превышать 1,25мм
Витки должны быть концентрична, отклонение
б пределах 0,5 мм Пружина должна под собственным
бесом надеваться на стержень Ф 20,7мм а каждым
из своих концов на калибр Ф21 мм и высотой 6 мм
Для опорных витков пружины допускается
увеличение их диаметра до 21,7 мм не более.
Все размеры и нагрузки даны после трёхкратного
сжатия до соприкосновения битков. При последующем
сжатии пружина не должна иметь остаточной
деформации.
Недостающие технические требования
ПО ГОСТ 8578 - 57.
Покрыть маслостойкой эмалью.
ч° извещения Дата
7732 09.06.61
Сличено
№ извещения Дата
1130 29.08.73
&тки пружины подвергнуть _
поверхностному упрочнению чугунной
дробью н° 06 или 08, или сталь ной
дробью н° 08. Стрела прогиба для
стальной пластинки типа * А
035... 0,45мм (для чугунной дроби
т 06) 0,45... 0,55мм (для чугунной
дроби Н" 08), 05... 0,6ММ (для
стольной дроби Н° 08.
Перед дробеструйной обработкой
произвести, проверку пружин на
отсутствие поверхностных дефектов
магнитным дефектоскопом, после
проверки пружины размагнитить.
Отпустить после набибки.
Очистить от заусенцев и окалины.
Пружины подвергнуть вибра-
ционным испытаниям при 2000
циклах 6 минуту Длина пружины
за цикл должна изменяться
б пределах от 44,5мм до 35 7мм.
Пружины должны выдерживать
без поломок 2000 часов, при этом
после 60 часов испытаний при
нагрузке 16 кг длина пружины
должна быть 44,5мм не более.
ПРУЖИНА ШПАНА
Сталь 68 Д пробол ока 1-4,1 гост 7о 71 - 67
21-1007080-А
Деталь очистить. После
очистки 100°/о деталей проверить
калибром Фю мм. Применять
для наплабки ТВЧ
ЗАГОТОВКА ДЛЯ НАПЛАВКИ
ТАРЕЛКИ ТОЛКАТЕЛЯ
Чугун легированный С‘3,1.3,4; 50 2,2..2,35%;Р1^ о,5.. о,65%
Сы0,8 1,0%, УыО>4. 0,75%; Мо - 0,4... 0,6 % 3^ 0,1%; Р+ 0,2%
Фаска
Сдбеих сторон ’£
Фз4,4-о:?ш Серед запрессовкой
6Д5-К
Ф315*0,5 ~
^Oi._ -
ж извещения Дата
3357 (5.07.74
/ 2
124007060
ю извещения Дата
837 05.04.57
2
1
№
п/п
12- 1001076
12-1007015-62
Обозначение
Гайка______________
Болт регулировочный
Наименование
КОЛ.
РЕГУЛИРОВОЧНЫЙ БОЛТ
ТОЛКАТЕЛЯ С ГАЙКОЙ В СБОРЕ
Взаимное биение поверхностей Пи Д1 не более 0,08 мм;
для запчастей - не более о,О5мм
Неперпендикулярность торцев к поберхности Д/
не более 0,05 мм Контроль выборочный
Взаимное биение поверхностей Д и не более ОД мм
НКС 50 60
Трещины не допускаются. Контролю подвергать 100%седел.
На поберхности П и поберхности Д б пределах (5мм
от торца Т никакие дефекты не допускаются.
На поберхности Д 6 пределах Змм от торца Т
раковины не допускаются.
На остальных поверхностях допускается
не более одной раковины с наибольшим
размером до 1 мм и глубиной до 0,5 мм>
причем число ракобин оолжно быть не более
1шт. на одном седле.
Допускается чернота до 10 ммг на торце Tf
и поберхности Д о пределах 5 мм от торца
и чернота до 5 мм2 на торце Г. Глубина
черноты должна быть не долее ОД мм.
Обозначение Д<
21-1007080-л
21-1007080- РП Ф38 65^ 25 ^00,00 fQ0
21-1007080- 5Р Ф3815 ★OH2-5
СЕДЛО ВСТАВНОЕ
ВЫПУСКНОГО КЛАПАНА
Чугун специальный; 02,5.3,0%, 501,5.2,0 7О,
М(Г4Д. 5,0%; Сг-2,75...3,25%; Мп-0,5... 0,87.;
Р^ 0,2%; 5*0,1%
11&
13-1007010-Б1<
8В Зак. 306
Остальное
61s из бешеная Дата
34 f3 16 12.70
Линия контрольного калибра
it5’5O',ls
Б
910.2
2+0,2
f-tO.25 . Г,
1____*65
115+0,2
109510,2
после покрытия
________99 min
88 min_____________Ю1_тдх_
на этой блине
жп~Я.О5О
$9-0.075
Острые кромки
^П.5+°^хй5°
_ l да указанном месте расположить
маркиробку. Знаки бысотбй 2.5 или
10 35 должны быть ясно бидны
2.5+ш Накатыбать до окончательной
Роз-ol шлафобки стержня
7.2-аг
20tf,5
Разностенность тарелки max 0.5
I
Закалить.
Отпустить
Тбердость HRC30 +90
Торец стержня клапана
закалить на глуб 2-9 мм
Тбердость закаленного
СЛОЯ HR0 98 min
Проверять до окончательной
шлисробки торца
Хромировать цилиндрическую
псберхнссть стержня клапана на
длине /
Покрытие тбердое
толщ, слоя 0,002 - 0006 мм
биение поверхности Д относительно поберхности Д
max ОУ.
На длине b допускается перепад смежных диаметроб
0,072 мм
На торце Т допускаются 3 следа от проверки тбердости
при услобии из зачистки
На шлифобанных поберхностях клапана не допускают-
ся риски, чернобины, забоины, следы коррозии, трещины и
другие дефекты.
Цбета побежалости допускаются б быточке под
сухарь и б местах перехода от зоны хромиробания
биение рабочей фаски относительно поверхности Д
max 0.025.
Неперпендикулярность торца Т к поберхности Д
max 0,025 на крайних точках
Непрямопиней.ность поберхности Д max 0.0to на
длине 100 мм
Конусообразность, обильность и огранка стержня
клапана max 0,007
Неперпендикулярность торца Tt к поберхности Д
max 0.15 на крайних точках
Неперпендикулярность поберхности /7 к поберхностиД
max 0.2
Недостающие технические требования ГОСТ13233 ~ 57
КЛАПАН ВПУСКНОЙ
Столь 9X9 С2 ГОСТ5632-61
66-1007015
, Jmax
Линия контрольного калибра
После
I
Но Выбору
115+0,2
109.5+0.2
R3+O.5
Ramin
ФЗбЮЛ
22t0,5
„92 юг
210,2
93 min
100+1
й
VI
16 тЮ
№избещ,ени1 Дата
34 13 16.12.70
_______На указанном месте расположить
15маркиробку, знаки бысотой 2.5
25+оГ должны быть ясно бидны
J).5i0'zsx95o На длине Г допускается перепад
ЯОд-oj смежных диаметроб 0.072
А
Рабочую фйс-у наппобить,
как показано
Внутреннюю полость клапана
заполнить металлическим натрием
бесом 1.85г.
Дет поз. 2 прибарить, как показано.
Макроструктура металла клапана
должна иметь напрабление болокон,
соответствующее наружному кон-
туру, без петель и обрыбоб.
Торец стержня клапана закалить
на глуб 2+9
Тбердость закаленного слоя HRC
93 min Проберять до окончательной
шлисробки торца
Тбердость клапана HRC28+38
Тбердость наплабки НЯС2ГЮ30
Стержень клапана хромиробать
w? длине о
Покрытие тбердое
Толщина слоя 0,002 + 0,006.
Допускается покрытие хромом
на длине 5
/Ми
Ida приборки
заглушки и наплубки)
R8.5i0.25
Но торце Т допускается местное
повышение тдердости до HRC9O
На торце Т1 допускаются следы
от продерни тбердости
Наппобпенный слой должен быть непрерывным
по бсему периметру без ракобин и других
деректоб.
Сборные шбы по месту сборки заглушки и
по месту наплабки должны быть плотными
Качестбо приборки заглушки проберять
ультразвуком после окончательной обработки
торца тарелки
На тарелке не допускаются ракобины, места
быплабпения и окислы натрия.
Клапан должен быть размагничен
На шлифОбанных поберхностях клапана
не допускаются риски, чернобины забоины,
следы коррозии, трещины и другие дефекты
Ноет а побежалости допускаются б быточке
под сухарь и б местах перехода от зоны
хромиробания
Недостающие технические требования
по ГОСТ 13233-57
Острые
кромки
__ На указанных длинах Выдержать
Тбдб1тюёгпстбуюйДйё~Дблуски найдиаметр
и чистоту поберхности
Неперпендикулярность торца Г к
поберхности Д max 0.025 на крайних
точках
биение рабочей сраски относительно
поберхности Д max 0.025
Отклонение от прямолинейности
поберхности Д max 0,010 на длине 100мм
Обильность, конусность, огранка лоберхнос-
' ти Д max 0,007
Взаимное биение поберхностей ДиД1 max0,1
Неперпендикулярность торца Т, к поберхностиД
max 0.15 на крайних точках
биение поберхности Дг относительно
поберхности Д max 0.1
Допускается наплабки сплабом ХН50ВУ
по ГУ 09-53-66
Тбердость наплабки HRc зо - 90
2 56-100122! Заглушка /
1 5В-ЮО7ОП Клапан быпускной /
Ю> Обозначение Наименование Кол
КЛАПАН ВЫПУСКНОЙ В СБОРЕ
поз.1-сталь ЭИ1-992 С-'0.75 0.85, Si--1.5-2,0'АНДО+2,0;
МПЮ.9-0.7, CZ : 190-21.0 SO 0.03; РО 0035 { 3% %)
наплабка - сплаб вхн -1 АМТУ 29/-53
14° 15'
21-1001020-6
21-1007025-62.
кругом
№ из б еще ни я Дата
6510 16.10. 71
. 0,5*45°
с обеих сторон
_р25,4^5
(дляспраббйГ^
45°max
'Конец витка
33 max
37,0
46.0
53.5
Длина при соприкосновении битков
Длина под нагрузкой 62,5... 70,5кг
Длина под нагрузкой 2,8... 33кг
Свободная длина (приблизит)
Пружину подвергнуть дробеструйной
обработке.
Все пружины перед дробеструйной
обработкой проверять на отсутствие
трещин магнитным дефектоскопом.
После проверки размагнитить.
Общее число битков 7- i
Левая забивка
Шаг битков постоянный.
Концевые битки забить б замкнутые кольца
и зашлифовать, как показано штриховкой
При установке пружины на любой из торцев
отклонение от вертикали ее противоположного
конца не должно превышать 1
Йжина должна под собственным бесом
аться но стержень Ф25.1.
Пружина каждым из своих концов должна надеваться
на калибр Ф25р и высотой 7
При вибрационных испытаниях длина пружины
должна изменяться в пределах от 37 до 46,
После 60 часовых вибрационных испытании
при 2000 об/мин распределительного бала длина
пружины при нагрузке 25,5 кг должна быть 46 не менее
Для опорных битков пружины допускается
увеличение диаметра до 26,2 недолге
Все размеры и нагрузки даны после трехкратного
сжатия, при последующем сжатии пружина
не должна иметь остаточной деформации.
★Размер для справок.
Недостающие технические требования по
ОПТ 37. 001. 015-70.
Ф198^и
^извещения Дата
8013 20.05.72
66-1007221
и --------------------------
ь Цилиндрическая поверхность
L jr на указанной длине
№избещения Дота
3020 29.0852
Отпустить после навивки
Очистить от окалины
и заусенцев.
Покрыть маслостойким
лаком.
ПРУЖИНА КЛАПАНА
Сталь 50 ХФА
проволока 4,8 ГОСТ 1071-57
Неуказанные допуски i0,3 мм
21-1007014-6
21-1007022-6
Цианировать
на глуб. о,15...0,20
Калить, отпустить.
Твердость проверять
копильником, тарированным
на твердость по Роквеллу С-56
Неплоскостность поберхности
Tf в пределах окружности <Р 15,5
не более а,03.
Обеспечить технологией
Непороллельность поверхностей
1и 7/ в пределах окружности
- <Рзз не долее оу 5
Несоосность поверхностей
Ди Д< недолге 0,15
Обеспечить технологией.
В местах закруглений допускается
утонение до 2,5.
Допускается:
Сталь 08 кп лента 3 Гост воз-71
Заусенцы не допускаются.
Я13
сфера
Заусенцы не допускаются
ТАРЕЛКА ПРУЖИНЫ
КЛАПАНА
Сталь 08 кп лист гр. й гост 9045-70
тОЛЩ. 3 ГОСТ 3680-57
15-1007022-6
ЗАГЛУШКА ВЫПУСКНОГО
КЛАПАНА
Сталь ЗИ-992
С:0,75...0,85;5L = 1,5...2,0;NL= f,0 2,0, Мп-0,4. 0.7
Сг = 19.0...21,0; 5^0,03; 0,03518 % %)
Л извещения Дата
5373 22.03.74
N ° извещения Дата
509/ 18 06.73
N ° извещения Дата
5091 /8.06. 73
21-1007026
, Ф25-уо
I
кортах
xJP25-^
я 05
не более
Допускаются на нерабочих
поверхностях оттиски рисок,
выступы, углубления, отпечатки
пресс фор мы не более 0,3 мм.
Г Набухание в масле PC-8 при
темпе рати ре 130° б течение
22 чособ о пределах ± 5 7о.
Поверхность Д-рабочая.
Допускается разностенность
max 10,3 мм
★ Маркировать по ту 38005204-71
Шрифтом ПО 2,5 ГОСТ 2930-62.
Неуказанные технические
требования по ту 38 005 204-71.
Обозначение Д
13-1007Q22-6 Ф1б($}
13-1007022-8
КОЛПАЧОК МАСЛООТРАЖАТЕЛЬНЫЙ
КЛАПАНА
Резина марки Т - ИРП -1068
ТУ N 38005204-71
Д
Г'7-^0,(2
(вариант по выбору)
1*45°
20^3 ,
l4°f5’
Затупить
? -
отверстия калибром торец
№ извещения Дата
4779 2410.72
Поверхность Ф 25 должна быть концентрична
поберхности Ф17.
Обеспечить технологией.
Цианировать на глубину о,05... о2 калить
Твердость поверхности проверять напильником
тарированным на твердость по Роквеллу С-56
Допускается изготовление из стали 08 кп
лента f-цод гост503-71
ШАЙБА ОПОРНАЯ
ПРУЖИНЫ КЛАПАНА
Сталь 08 лист Гр.2н гост 16523-70
толщ. 1,010,09 ГОСТ3680-57
Цианировать на глубину
цо5.. 0,20, калить, отпустить.
Твердость поверхности
проверять напильником,
тарированным на твердость
по Роквеллу с-56
Поверхности Д и Д1 должны быть
концентричны;
Биение не долее 0,2.
Обеспечить технологией.
Заусенцы не допускаются.
ШАЙБА
ПРУЖИНЫ КЛАПАНА
Сталь 08 КП ГОСТ 1050-60
лист толщ. 1 гост 36 во-57 или
лента толщ. 1 ГОСТ 503-41
ОПОРНАЯ
Цианировать
на глуб. 0.10-0,15
Калить
Твердость поверхности
нижнего торца
проверять нопильником}
тарированным на
твердость по Роквеллу С-56
При проверке конического
его должен совпадать с
поверхностью Т;
отклонение в пределах -оу5
Торец Т< д.б перпендикулярен
оси детали; биение замеренное
посередине торца Б пределах 0,05.
При проверке конического
отверстия на краски окрашиваться
долм но не менее 7а 7о его
поверхности.
Поверхность Д должна быть
концентрична оси конического
отверстия, биение б пределах о,15
Обеспечить технологией.
Зачистить заусенцы согласие
эталону.
ВТУЛКА ТАРЕЛКИ
ПРУЖИНЫ КЛАПАНА
Сталь А-12 гост 1414-54
WDd
134007033-81
Н*из6ещения Дата
11619 50.1269
>
д
60
+0,066
+0,097
0,6-о,\
о
с обеих
J сторон
15-7007035-В
13-1007038-В
VJ остальное
664067075
Н-избещения Дата
4552 /7.02.68
К-издещения Дата
5168 14. 10.70
>айвд»1йМйй*Е5
I Место заВодского знака
Высота букб-3
Ф8,6*°$1 перед запрессоВкой
Все недостающие данные
см. на чертеже 13-1007033-В
Несоосность поверхностей Ди Ду max 0,025
Затупить острые кромки и снять заусенцы
согласно эталону
Недостающие технические требования
ПО ГОСТ 3785-57
1,5Ю2_
Ф92*0’2 __
&
до шарика Ф7,оо
_____54
/7___Ф7,8-о.г
ТЗЕЗ
Riders
сфера
о:
Н-издещения Дата
7426 250172
ВТУЛКА НАПРАВЛЯЮЩАЯ
ВПУСКНОГО КЛАПАНА
Пропитать мослом
индустриальным 20
(Веретенным 3)
ГОСТ 1707-51 Стечение
2 часоВ при t-85'..95'6
ВТУЛКА НАПРАВЛЯЮЩАЯ
ВПУСКНОГО КЛАПАНА
Металлокерамика ту 6533
15-1007100-6
Я-избещения Дата
9661 9.07.71
470-0,76
Ф1Г 4 углубления
1S,2tQ,12
917*0,035
50,5
.15.
Ф4 сберлить напроход
17,7-041 10om6eppfnuu^ ф22-о.ом
Б 16,2-0.12
Б 46,5
123
, 1x90° зенкобать с обеих сторон
Д-Д 8 отВерстий, кок указано
~| В8^иместах
зона закалки
1 0,5*05'
собеих
сторон
.52*0 ~
123
Б-Б
Пропитать маслом
индустриальным 20
(Веретенным 37
ГОСТ 1707-51В течение 2часоВ
при 85'..95'0
Несоосность поверхностей Ди Ду
не более 0,025
Затупить острые кромки,
снять заусенцы согласно эталону
Недостающие технические
требования по гост 13239-67
ВТУЛКА НАПРАВЛЯЮЩАЯ
ВЫПУСКНОГО КЛАПАНА
Металлокерамика ТУ 3731130- 71
биение поверхности П В напраблении
нормальном к ней при базироВании па
поберхности Д и с упором по торцу Т max 0,1.
для дет. 13-1007082-12и 15-ю07082-22-
тах. 0,06.
134007082-02
Н-избещения Дата
4445 2902.72
~Т_ Ф43*°&
ри±о,1собеих
сторон
Д
п_
Г 6Л5-О.1
Л -ftt-
<.i —U
, ~ - 22-Ш4
I 1 Резьба с полным _
профилем
«______j д
45*/*\ / 9В‘Г\
р,5*ч5
2
торца Т
Допускается засбер-
лоВка ф2,2неболее
глубина Ю
2 сберлить
\флрб х на Выход 6отд Д
'30 накатку
Сферу П калить ТВЧ биение сферы П относительно
на глубину 1,5... 2 оси резьбы не более 0,15
Допускается наличие Допускаются следы от накатки
закаленного слоя Вместе резьбы на поберхности Д<
спереходной зоной на длине
не более // от торца Т
Тдердость по РокВеллу
С- 50 не менее
ВИНТ РЕГУЛИРОВОЧНЫЙ КЛАПАНА
Сталь 45 ГОСТ 1051-59 С--0.45 -.0,507.
шестигранник калибр 11-о,гч ГОСТ 8560-67
154007109
Н-издещения Дота
7908 26.06.61
Поверхность закалить ТВЧ
Глубина закаленного слоя Г.2,5
Тдердость НРС 50 пип
Зона закалки должна быть
расположена, как указано
Дет. лоз. 2 запрессобать Вдет. поз. /
до упора
Внутренняя полость детали должна быть
тщательно очищена от стружки,
образибной пыли и т л
Эллиптичность и конусность max 0,01
Непрямолинейность max 0,05
на длине 200
Допускаются местные занижения
диаметра до 22-а,ог1
2 2Г1007104 Заглушка 2
1 13-Ю 07101-6 Ось коромысел 1
П/п Обозначение Наименование Кол
ОСЬ КОРОМЫСЕЛ КЛАПАНОВ С
ЗАГЛУШКАМИ ВСКОРЕ
Поз 1 сталь У5С-0,42 ..0,47 ГОСТ 1050-60 трубабесшоВная
наружный диаметр 25 толщ, стенки 5 ГОСТ 8734-58
Неперпендикулярность поверхности Д
к торцу Т тал 0,006 на Высоте седла
Непараллельность тор иг В max 0,02
на диаметре седла.
Разностенность между поверхностями
ДиДя так 0,2
На поверхности 0'и Д< ракоВины и
другие дефекты не допускаются
На остальных поверхностях
допускается не более одной ракобины
снаибольшим размером до! и глубиной
Допускается чернота на торце Т
доЮммгина поберхности Д/ до5мм г
глубиной max 0,1
Неплоскостность торца Т не более 0,02
СЕДЛО ВСТАВНОЕ ВПУСКНОГО КЛАПАНА
Тугун специальный 1>2,0...2,5;5.10-15 Ми‘0.5... 0,9;
Ci'tt .tf; И: =0,5..0.7
S&Oj; P&0J5161.1.}
Обозначение Д
13-1007082-02
15-1007082-12 M,05t№
13-1007082-22
Трещины не допускаются
Твердость нес35..Л2
15
1 с Обеих сторон
ЦионироВоть
на глубину 0,05. ..0,10 после окончательной оораоогпш
Калить
Тдердость поберхности проВерять
напильником, тариробанным на
тдердость по Рокделлу С-56
ВТУЛКА УСТАНОВОЧНАЯ
СТОИКИ ОСИ КОРОШСЕЛ
Сталь 20 гост 1050-60 труба электросбарнаяг
наружный диаметр 14 * 0,3
толщ, стенки 1,5 ГОСТ 1753-55
7..Л7, , t
До шарика Ф 17,46
_____ 45_____
иеоиоопь min ИКС 33
_______55±W
2Г1007055-/Щ
№збещения \Далп.
~C?To \808.
15-11'07 iO5~B
У\ТВердость men НРС 28
Тсгкотсяи по наружному диаметру разбибат.
ко гриппы и маркировать Тем. таблицу)
При разбиВке относить толкатель к той или
иной гриппе по наибольшему диаметру.
Поверхность П фосфатиробать и промаслить
На остальных поверхностях, за исключением
поверхности Д допускаются следы фосфстирооания
Чистота поверхностей Пи Hi указана
до (ростатиробиния -
при истанобке по поверхности Д due ни и
поверхности П max о, о 2 б иен из поверхности
П/ тих п,з ,
биение поверхностей Пи Гн замерять да
тосфатиробания.
' пецилиндричность поверхности Д тих 0,007
НаплаВку торца производить специальным
чугуном следующего химсостаВа:
S'-3,1...3,470j 5L = 2J5.. 2,45% ; Сг - 0,8.. 1,1 °/о ‘>
Мп = 0,5...0,75%; #6=0,4.. 0,6%; Мо-0,4... 0,65
РС0,2 °/о ; 5~ 0,1 %
Отсутстбие трещин проверять на магнитном
дефектоскопе. После пробёрки толкатель размагнитить.
на торцеВой и наружной цилиндрической поверхнос-
тях не допускаются трещины, риски, ракоВины,
ВолосоВины, черно Вины и Волнистость.
Заусенцы и острые кромки не допускаются.
Остальные технические услоВия по ГОСТ 1286-67
Толщина наплавленного слоя наружной сферы
по оси толкателя не менее 2 мм.
Ф32
То оси отВерстия Д
0.5x45°
До оси отВерстия Д(
0,5x45'
с обоих торце
Д7-,
-Т2
№избещл ‘ я Дата
/426 73 о; 72
119*0,14
19.5*007
j '001151-Б
р <. ь Вощения Дата
j 3932 11.05.65
+0Щ50
А,
| <Р 12,8 зенкоьатб на глуб. 10 тох;
Ф13 развернуть на глцд 6;
1х9о^ зенкобать
Твердость поверхности П min НРС 60
Твёрдость псбёрхности П/ mln НРС 40
ТВердость поверхности Д см но чертеже
Наружный диаметр
гриппы
1
~'"~2
ТОЛКАТЕЛЬ КЛАПАНА
Сталь 35 с содержанием углерада
0,32... 0,37 7о ГОСТ 1050-60
13-1007175
Схема устанобки детали
для толкателя
н'избещения Дота
637 14.03.67
Центры сфер наконечнико б должны
лежать на оси штанги. , t
Штанга должна быть прямолинейной.
При проВорачиВании детали В конусных
опраокох, как указано на схеме
биение В любой ее точке должно быть не далее 0,17
Детали позиций 1 и 3 напрессобать
на дет. поз. 2 до упора, как показано.
Обозначение А Вес
б сборе ает лоз 2
13-1007175 13-1007177 278-0,435 0,065
66-1007175 66-1007177 259-0,405 0,0615
54-1007175 54 -1007177 283-0,435 0,066
24-1007175 24-1007177 281-0,4.35 0,0655
3 21-1007179 Наконечник Верхний 1
2 см. таблицу Штанга толкателя 1
1 21- 1007178 Наконечник нижний 1
н° п/п Обозначение Наименование Кол
ШТАНГА ТОЛКАТЕЛЯ КЛАПАНА
В СБОРЕ
Допускается засВерлоВка
фи, 2 от торца Т
ни глуб 35
биение торцеВ Ti и h
относительно оси 0 max 0,2
на радиусе 15
Непараллельность оси 0. и торца
max 0,1 на длине 100
Неперпендикилярность оси
отберетия Д торцу Т так 0,3
надлине 100.
Неуказанные радиусы закруглений
В литье-2.
Число бит ко В 8,5 ±0,25
Направление набиВки - безразлично
Концебые Витки должны быть забиты
В замкнутые кольца
Неперпендикулярность торцеВкоси пружины
max 2°
Допускается изготовление детали
из кбо.ко го чугуна кч 35-10 гост 12(5-53
СТОЙКА ОСИ КОРОМЫСЕЛ
Чугун Высокопрочный ВЧ5Q-2 ГОСТ 7293-70
13-1007177
N'изВещения Дата
12087 20.08.66
Обозначение
Л
13 -1007177^61 4215^0505
66-100717)742 4П5ЦО47
54 -100 7177 266 4215 0,0515
г 0,051
Вес
24’1007177^64^215
Обет
белый ,
красный
зеленый
красный
ТШПЛЕПГ
красныи
черный
Взаимное биение поверхностей Ли Th
max 0,05
Поверхность штанги не должна иметь
рисок, царапин, Вмятин и других дефектов.
Штанги маркировать краской, указанного
6 таблице цВета, посредине детали.
ШТАНГА ТОЛКАТЕЛЯ
КЛАПАНА
ДлюминиеВый сплаВ Д1 ГОСТ 4784-49
круг 5,5-о,1 ГОСТ 7857-55
термообработка Т гост 4783-43
ПРУЖИНА РАСПОРНАЯ
КОРОМЫСЕЛ КЛАПАНОВ
ПроВолока стальная пружинная
круг 2 ГОСТ 9389-60
ТВердость проверять
бу казанном месте 4
Ф35 max
88,73
сфёрТ
Зона закалки _____
[Вместе с переходной зонощ
21-1007178
и ° извещения Дата
1627 7.06.57
Фз max (Выход сберла)
5-ол
0,5*45*
LZ
При проВерке на краску по калибру
К 8,7315 у середины сферического сегмента П
должно получиться окрашенная поверхность
Ф7 не менее
Биение поверхности П относительно
оси поберхности Дща 85 не до л ее о,о 5
Взаимное биение поверхностей Ду Д/
не долее 0,2 Обеспечить технологией
Калить,
как указано
Отпустить
ТВердость по
РокВеллу Снеменее50
НАКОНЕЧНИК ШТАНГИ
ТОЛКАТЕЛЯ КЛАПАНА
НИЖНИЙ
Столь 45 С -- 0,45... 0,50 °/0 ГОСТ 1050-60
круг 11,5-Ц12 ГОСТ 7417-57
120
Внутреннюю поверхность коромысла
или наружную поверхность оси
перед сборкой смазать маслом
и-1007098-21
ГМизбещения Дата'
50 26 17 09 73
--Г' -- - --
«гг перед сборкой смазать маслом
/\ индустриальным - 50 (Веретенное - 5)
Коромысла на оси должны свободно
— прооорачибаться без заеданий
7 258059-Л . Шплинт 2
Jj 1<- <007 /35 Шайба пружинная 2
5 293 527 -П Шайба 4
4 21-1007167-6 Пружина 3
3 <3-1007112-01 Коромысло 6 сбрре_ 8
2 <3-7007705-8 Стойка 4
1 13-1007700-6 Ось б сборе 1
77? Шп Обозначение Наименобание Кол.
ОСЬ С КОРОМЫСЛАМИ И СТОЙКАМИ
В СОРЕ
21-100 7121
21-1007179
13-10072 43-Б
Проле запрессоВки
В кольцо-калибр$23,282
до запрессоВки 6 кольцо.
Допускается зазор о
стыке 1мм max
/КшВеыения Дата
19 76 30.0757
П-изЗесцепця Дата
2196 ~2Ь.О8 6/
ЗапрессоВать
б отберстие
(р 23,25^,045
Стык
29 |
A,
ФЗтах
Jfbixod сВерпа)
12-м?.
~7Г
13
10
Твердость проверять
^указанном месте
< 4
fit Ж
P3,5-o,2
ссрера
Зона закалки
16 Г
Ф22
ДМ из &е щен и я Дата
9-7 66 11.10.72
—
Разбертка Втулки
а ! ШБ'прооигпь
36,0 I .
72ДОЛЯ спраоок_
А-А
\ф27,3^'У5
" Прогладить
орошьюг
после сборку
, „М-О.ОЗО
ф22+о,оо8 алмазная
расточка после сборки
конусность и эллиптич-
носъь б пределах Ot 005
। 0,5i 0,1
Глубина канадки
’ б заготовке
5J
(Вместе с переходной
зоной)
Сферический сегмент 71 при лроЪерке на краску
по калибру В3,5 должен Задать окрашенную кольцебуш
пооерхность по периферии шириной не менее 7мм
или полную окрашиваемость. £
Биение поЬгрхности П относительно оси поверхнос-
ти Д, на R3 не долге 0,05гмм Взаимное биение
поверхностей Д и Д, не более 0,2мм.
Обеспечить технологией
Затупить острые кромки и
снять заусенцы согласно эталону
СТУПКА КОРОМЫСЛА
бронза олобянистая БР- О ДО tf-4-2,5
мягкая ГОСТ 5017-99
лента толщиной 1 /0,53мм ДМТу 572-97
13-10072^7-81
Д-изВесцения Дата
24 01.64
Калить,
как указано,
Отпустить
гбеодость ло
РокВеллу С не менее 52
НАКОНЕЧНИК ШТАНГИ ТОЛКАТЕЛЯ
КЛАПАНА ВЕРХНИЙ
Сталь 95 0=0,95-0,50% ГОСТ 1050-60
круг 17.5.0,12 МТ 7977- 57
i.M ।
56&
/zw
R28
R18
/410*1 кл 2
Ф19 _
13-100 7146
К-избещепия Дата
9612 30.0311
Покрытие
Обозначение
<3-1007246 М21.НШили X2! б
<3-1007246-Of
915 xp
Б
Заусенцы не допускаются.
Резьбу предохранить от покры-
тия хромом
ГАЙКА КРЕПЛЕНИЯ
КРЫШКИ КОРОМЫСЕЛ
Сталь А12 ГОСТ 7474-54
шестигранник калибр Ю ГОСТ 8560 - 67
Допускается Вертикальный облой по поверхности
диаметра Б до 2 мм
Неуказанные допуски з о,25мм
Разработка деталей по группе В.
Детали изготоблять прессобанием
Поверхность А рабочая, остальные HP
* Маркировать товарный знак забода - изготовителя
Перед началом произбодстба образец должен
быть утвержден конструкторским отделом.
ПРОКЛАДКА УПЛОТНИТЕЛЬНАЯ
КРЫШКИ КОРОМЫСЕЛ
Резина марки 7-ИРЛ-1063 ТУ38605209-71
Т-ш-НЮО ГОСТ 15152-69
ИЗ
ф/0,5
Ф22
13-1007244- Б
Д-избещения Дита
9830 12.01.73
Обозначение Покрытие
13- /007244-3 M2IH9.Xl6unuX2/S
13-10072^-11 Ц15 хр.
Заусенцы не допускаются
Допускается изготоВление из стали 08 КП
лист ГОСТ 16523 -70 толщ 1,5 ГОСТ 3680-57
ШАЙБА СПЕЦИАЛЬНАЯ ГАЙКИ КРЫШКИ
КОРОМЫСЕЛ
Сталь 08КП лента толщ. 1,5 ГОСТ 503-77
55
Вид Б
106
' 83
13-100 7Ш
\ 8/0
Прокладка
13-10 07 295
А-А
Ф 25 плоскость
Деталь должна быть спарена
с дет. 13-Ю07231 - В
Деталь поз 2 приклеить к детали поз. /
по Всему фланцу клеем 78 5ЦС ТУ 38-5-227-67
П-избешения Дата
5700 22.05.66
УСИЛИТЕЛЬ КРЫШКИ КОРОМЫСЕЛ
Стапь OS КП ГОСТ <050-60 лист толщ. 75
ГОСТ 3680-57
Обозначение вес
В сборе дет поз. /
13-1007 229 13-1007230-6 3,193
\ 66-Ю07 229 66-1007230 1,623
1
к?
п/п
см таблицу Крышка коромысел
Обозначение
Наименование
Коп
КРЫШКА КОРОМЫСЕЛ В СБОРЕ С ПРОКЛАДКОЙ
13-1007НЧ-03
Стык В деталипозг
25.5Щ2
0,25*45'
—UWZ]
В1
Технологический прилиб
1тах
Допускаемые отклонения t размеров
литейных поверхностей
М9*1кл 1
0,5*45°но торцах Bit
и л коромысла с обеих с.
Касательные к г
— //I поберхности Ё ~
вид Ж
27
Размеры СВыше 6 20 32
до 6 20 52 50
Допуски В мм to,2 ТО,5 ±0,4 tO,5
Б-Б
Гб
Ю
X для инструмента
214007104
К-изВещения Дата
644 f5.03 57
~ 7-о,чз
Снять заусенцы и затупить
острые кромки согласно
эталону
ЗАГЛУШКА ОСИ КОРОМЫСЕЛ
Сталь 08 кп ГОСТ 1050-60 лист толщ 1 ГОСТ3680-57
отделка поверхности Высокая
LE
38.5±0,25 __
547
Допуск задан для устанобки
детали прТГкднтрблё
Д-Д подернуто
Ф10^
ж
Б’Б подернуто
В-9
14_
Неуказанные допуски ± 0,25
1540070М-Б
У '-изВещения Дата
Н48 ~1004.62
СТОПОРНОЕ КОЛЬЦО
НАПРАВЛЯЮЩЕЙ ВТУЛКИ
КЛАПАНА
Проболока стальная углеродистая
пружинная П кл. круглая 1,2 ГОСТ9389-60
Н-издещения Дата
5454 2606 74
Неуказанные радиусы 2 мм
Литейные уклоны 5'
Неуказанные допуски на размеры литейных поверхностей
приведены В таблице
Твердость НВ 155 179
Поверхность Е калить ТВЧ
Общая глубина закаленного слоя Вместе с переходной зоной
12 мм не более, при этом зона мартенсита и троосто-
мартенсита должна быть 3 ..5мм.
Тдердость закаленной поберхности НРС 55
Ось отВерстия Г должна совпадать с осью масляной
канадки Во Втулке
Конусообразность и обильность поберхности Д 0,005 мм
не более
Непараллельность поберхности Е относительно осиД
0,02 мм на длине 10 мм
Допускается ступенчатое сберление ФЗ на глубину 15,
ф2,5 на Выход
2 2/-/007/2/ Втулка коромысла /
1 75-10071/6-02 Коромысло клапана /
У- п/п Обозначение Наименование Кол.
КОРОМЫСЛО КЛАПАНА С ВТУЛКОЙ
В СБОРЕ
Поз 1 сталь 45л ГОСТ 977-65 точное литье
д-д
13-1007245
К-издещения Дата
5373 22.03.7У
Неуказанные малые радиусы 0,5
Поверхности, отмеченные линией
— — рабочие поберхности
Допускаются на нерабочих
поверхностях оттиски рисок} Выступы,
углубления, отпечатки прессщормы
размером не более 0,3мм
к Маркировать тоВарный знак
предприятеля- изготовителя
Неуказанные технические требоВания
ПО ТУ 38 005 204-71
ПРОКЛАДКА КРЫШКИ
КОРОМЫСЕЛ
Указанные рельефы
должны быть расположены
по Всему периметру прокладки
без разрыВоВ, забоин и др. дефектов
Резина марки 7- 3854
ТУ38005204-71
ТШ НЮО ТОСТ 15152-69
Ф31
2,5
214007155
154007112-01
б1 изВещения Дата
7426 25.ОТ.72
25
сторон
Зачистить заусенцы
согласно эталону
Закалить
Отпустить
Тдердость нрс42 ,47
ШАЙБА ПРУЖИННАЯ
ОСИ КОРОМЫСЕЛ
Сталь 65Г лента 0,5-о,оь ГОСТ 2283-59
3
2
1
Н°-
п/0
3
У-'издещения Дата
5026 П.04 73
66-1007075
12-1007076
15-1007 Н4-03
Обозначение •
Винт регулироВочный
Гайка ______________
Коромысло В сборе
Наименование
1
Кол
КОРОМЫСЛО с винтом
РЕГУЛИРОВОЧНЫМ В СБОРЕ
13- 10 ОТ 230-В
визД.
Е-Е
А-А
Б'б побернцто
Ф25
плоскость
МД
П
Б
64,5
т
_ Ф3,5*
’ ~2отб.
263,5
Дет, поз. 2 прибарить к дет поз. /
(количество точек см. таблицу Н’у
Ф/6
'2отб.
Указанная поверхность должна быть плоской по беем у
периметру, болнистость, быбоины, складки и гофры
не допускаются.
Допускается плабный прогиб до 0,5 б указанном
месте с обеих сторон
Оси указанных отберстий о дет, поз. /и 2
после сборки должнысобпадать;
отклонение 0,25 не более,
обеспечить технологией
‘ подернуто
_________120_
181,5_______
126________
187,5
Н’-избешения Дате
5430 22.05 74
Знак качества расположить симметрично на торце
крышки коромысел, отклонение от симметричности ±/ мм
^Размер для детали поз. /
Побеохность К очистить от краски
Крышку коромысел б сборе со знаком качестаа
устанаблибать на лебую голобку цилиндроб
Окрасить кругом эмалью
черного цбета
125 ТУ ЯН-238-62 или
123Шл1Д -339-63
Обозначение Вид сборки Количестбо точек сборки
15-1007207-В рельефная сборка 8 точек
15-1007247-61 контактная сборка 12точек
Заусенцы не допускаются
Таблица К-2
Обозначение Материал и способ изготовления Вес поз.з ПО3.4
В сборе ПОЗ./ В сборе поз./
13-10072306 15-1ОО725Г8 Штамп обка из дбух листоб сталь 08 Ю ГОСТ9045-70 лист толщ.0,8 ГОСТ3680-57 3.020 2.640
66-1007250 66-1007231 Штампобка из одного листа сталь 08Ю ГОСТ9045-70 лист толщ. /,2 ГОСТ3680-57 2.260 1984
66-1007230-28 66-1007231 Штампобка из одного листа сталь 08 Ю листГргГ Г0СТ9О45-7О толщ./,2* 0,11 ГОСТ3680-5'! 66-3904012-02 293787-П
7 ПО бы бору
см таблицу//-2 Заклепка 340 ГОСТ10502-68 2
3 см.таблицу н-2 Знак качестба 1
15-100722/7-81 Усилитель крышки 21
2 15-1007207-3 Усилитель крышки 3
1 см. таблицу Н-2 Крышка коромысел 1
Н'- п/п Обозначение Наименобание 1 Кол
КРЫШКА КОРОМЫСЕЛ В С60РЕ
125
55-1008015-6
/24
К?извещения Дата
5667 25.02.75
Проверку фильтра центробежной очистки
шасла производить после установки его
на бпускную трубу (дет. поз 1} согласно
требований, указанных 6 черт. 51 Л-Ю173Ю
После проберки масло из фильтра удалить
S Транспортная при постабке б запасные части
х Транспортная
25 262507-П Пробка 5/8" 11
24 291785-712 Шпилька м 10* 1*22 2
25 280 025-Л Штуцер 3/8" 1
22 262 831~П Пробка ФЗО 2
21 15-1505065-6 Штуцер 3/8- | 1
20 262 507-Л Пробка з/8" j 1
19 262507-П Пробка 3/8" 1
18 291752-Л Шпилька 1
17 252002-Л8 Шайба 2
16 252 152-П2 Шайба пружинная 2
15 220 570-Лв Винт 014x8 2
14 15-1014097-6 Маслоотражатель 1
' 15 201416-П 600177 М6*12 1
12 15-7О79О87-Т Заглушка 1
11 Г-21 Л-8101020 Краник отопителя 1
10 291 747-Л2 Шпилька M8*f*22 4 ;
9_ 262 855-Л Пробка Ф55 2 !
8 13-1008155 Прокладка _латрубка^
7 291 754-П Шпилька М8*1*42 2
6 252 755-Л2 Шайба Ф8 2
5 250 503- Л8 Гайка мз*1 2_
4 15-15O8O7O-R Термостат £j
5 55-7008750-6 Патрубок быпускнои 2_
2 51-1017511 Комплект деталей Фильтра • 1
1 66-1008015 Труба бпускная см 66-1008014 1л
0’- П/п Обозначение Наименобание ! ,
77W ВПУСКНАЯ С ФИЛЬТРОМ
ЦЕНТРОБЕЖНОЙ ОЧИСТКИ МАСЛА
В СБОРЕ
№из6ещения Дата
5667 25.02. 75
25 262507-П Пробка з/8^ 1
24 291785-П29 Шпилька м 10*1 i2
23 280025-П« Штуцер з/8 " 1
22 262831- П Пробка ФЗО 2
21 13-1303065-6 Штуцер з/8ч 1
20 262507 -П Пробка з/8* 1
<9 Г-21 /7- 8101020 Краник отопителя 1
18 262507-П Пробка з/8 " 1
17 252002 -П8 Шайба фТ/ 2
16 252132- П2 Шайба пружинная Ф4 2
15 227/570 - 08 Винт мб 2
/4 13-1014097-5 Маслоотражатель f
13 2016-16 - П Болт м 6 а 12 1
12 13 - 1011/0 81 -Т Заглушка 1
11 29177/7- П2 Шпилька м8*1 ±_
10 262833-П Пробка Ф35 2
9 13- 1008155 Прокладка 1
8 813 -8101024 Штуцер 1
7 291757/- П Шпилька М8*1 2
6 252155 -П2 Шайба пружинная Ф8 2
5 250503-П8 Гайка м8*1 2
±_ 13- 1306010-/! Термостат 1
3 13-1008150-5 Патрубок бьтускной 1
2 51-1017311 Комплект деталей гриль тра /
1 66-1008015 Труба Впускная (см 66- 10080 /
N* ПОЗ Обозначение Наименование Коп
125
66-1008014
№ цветения Дата
5Ь60 307 74
4 пип
по перш 12 бот \^Я5 шц jok /
ц 262507 Пробка %" 1
3 262 507-П Пробка ty' 2
2 262 507-П Пробка 3/8" /
/ 66-7008015 Труба (б.ч. см. 66-1008014) 1
У-’ п/п Обозначение Наименование Кол.
127
N-извещения Дата
54 60 3 07.74
128
3 Зак. 306
Ы-избещеныя Дота
54 60 3 07 74
zzy
МТЧЗ-Ш+б
МТ-6Н008-1
Н-издещения Дата
5161 8 /0. 73
Н'-° извещения Дата
8/86 9.09.63
зз
15'1008027'6
У-издещения Дата
Правая голобка
Перед
Тбигателя
Pgped
юигателя
Ле Бая голобка
Обозначение шпилек Порядкобый номер шпильки
291807-77 7,12
291 768-П 7,8
291762- П г,^м^5.9, /о,//
291758-П2 6
Но шпильки, лорядкобые номера
которых заключены б О, шайбы
не устанаблибать
Обозначение шпилек Порядкобый номер шпильки
29/807-П /,\ш
291 768 ~П 7,8
291762-П 2,\ЗМ]5, 9 70
291758-П2 6
М/765-П
На шпильки, лорядкобые номера
которых заключены б О, шайбы не
устанаблибать
РАСПОЛОЖЕНИЕ ШПИЛЕК
ВПУСКНОЙ ТРУПЫ
РАСПОЛОЖЕНИЕ ШПИЛЕК
ВПУСКНОЙ ТРУПЫ
387,5
33
6799
/445
R13
R6
269,5________
, 33
21.07.6i
219,5
392,5
Ф11,5 пробить
5отЬ.
Стальной каркас
Размеры, не имеющие указаний о допусках,
быдержибать с точностью ± 0,25 мм
Маркиробать тобарный знак________
завода- изготобиппеля и //-• детали
96
____________169
252__________
259___________
278
203
Изменение беса детали после испытания
б масле ПС-8 при температуре плюс 730е'с
б течение 22 часоб должно быть б пределах ±57,
Неуказанные предельные отклонения размеров'±0,5мм
Разнотолщинность не долее 0,9- мм
997,5
Йсбест
ПРОКЛАДКА
ВЫПУСКНОГО КОЛЛЕКТОРА
Специальный асбестобый картон дао стальным
каркасом толщиной 0,25) толщиной 7,75±0,7см ТУ V-6921
15-1008080-6
562 (для спрабок)
237
ft-избещения Дата
5373 22 05 79
_________________(25
*3.5 (Оля справок)
* Средняя линий
ж'блока (ось
карбюратор^
93
16
200
R3
267
25
410,5
93 _
R13
R11
А-А Б-Б
г) с * +0,5
2,5 -q,2
Ф8,5 а
отд
I Рабочие
поберхности
273
Допускаются на нерабочих поберхностях
оттиски рисок, быступы, углубления, отпечатки
пресс-формы размером не более 0,3мм
х Размеры, подлежащие контролю на каждой
детали.
Недостающие технические требобания по
ТУ 38 005. 209-77
ПРОКЛАДКА
ВПУСКНОЙ ТРУПЫ
БОКОВАЯ
Резина марки 7 ИРП-1068ТУ38-005-209-71
150
66-1008079-Б
4tO,2
8 9.5
Рабочая
поверхность
/^извещения Дата
53 73 22.03 74
lft0.2
К-А
Рабочая
поверхность
66-1008081-Б
N-'извещения Дата
53 73 22.03.73
Допускаются на нерабочих поберхностях оттиски
рисок, выступы, углубления, отпечатки пресс-формы
размером до 0,3 мм
Набухание б масле АС -8 при температуре 130 С
6 течение 22часоб б пределах ±57о.
вместе 1 маркировать товарный знак завода- изготови-
теля. выступание или у топание маркировки не более
Неуказанные технические требования по Ту 38005 204-71.
Размеры, не имеющие указаний о допусках,
выдерживать с точностью ± 0,3 мм
ПРОКЛАДКА
ВЫПУСКНОЙ ТРУБЫ
ЗАДНЯЯ
Резина марки/нрп-/068 ту 589//38-005-209-7/
66-1008090-01
извещения Дата
4525
12.00.72
КОЖУХ ГАЗОПРОВОДА В СБОРЕ
Дет поз / Сталь 08КП;лист гр./г г ГОСТ Тб523-70 г
толиц. 1 ГОСТ 3680-57
Покрытие: Эмаль нитроглитрталиевая алюминиевого
цвета ту мхп /709 - 4 7.
Две из трех сборных точек расположить б ряду 5
2/5
в 4 местах
12370,5
Km5~/4Z12-2
2 66-/008099-/0 Кронштейн кожуха 2
1 66-/008096-/0 Кожух газопровода (Б ч 1
У: % Обозначение Наименование Коп.
69
39.5
М.5
RH.5
/87//
М.5 1П
I
S/Z5I
R11.5
24.5
29.5
23
20.5
Неуказанные допуски ________
Вместе Т маркировать товарный знак за вода-
изготовителя выступание или утопание маркировки
не более 0,5 мм
tO. 25мм.
Набухание в масле АС-8 при А
температуре 130 еС б течение 22 часов
в пределах ±5%>.
Допускаются на нерабочих поберхностях оттиски
рисок, Выступы, углубления, отпечатки пресстрормы
размером до 0,3мм.
Неуказанные технические требования по ТУ38005204-7/
ПРОКЛАДКА ВПУСКНОЙ
ТРУБЫ ПЕРЕДНЯЯ
Резина черная марки 7ИРП-/068 ТУ38 005209-7/
13-1008150-6
На указанном участке поверхность
Патрубка должна быть цилиндричс
и гладкой в литье
Ф8.5 - 2 отв.
Б-Б
29избещения Дата
7864 17.12.68
Торец Т должен быть плоским; отклонение не более
0,1 мм
Неуказанные радиусы закруглений - Змм.
Неуказанные литейные уклоны - 2°
Неуказанные толщины стенок- 4 мм
ПАТРУБОК ВЫПУСКНОЙ
ВОДЯНОЙ РУБАШКИ
ЦИЛИНДРОВ
Алюминиевый сплав А 1)4 термообработка ТГ
ГОСТ 2685-63
131
66-1008090-10
№избещения Дата
4880 12 01 75
Я-1008135
66-1305060-6
ЭММ
КРОНШТЕЙН
ГАЗОПРОВОДА
КОЖУХА
Сталь 0,8 КП; лента 20*25IX-М-НТ-О ГОСТ508-71
^„Г+ОД
Ф25-0.7
ИМ
Ф45*р}+
6 J М
6-6
K3t2
и ° извещения Доти
5550 9 10 74
А-А
R
/9 *0'7
12 - он
n °избещения Дата
4627 20.06.72
1П+0.1
10-ь,ч
Сверлить под резьбу
1,5*90° зенкобать
мю*1 нарезать
7бердость покобки по Бринеллю 154-/87
Неуказанные радиусы 1,5мм
Штампобочные уклоны 7°
Допускаются уступы б плоскости
разъема штампа величиной не более ОД мм
Допускаются заусенцы, по контуру
обрезки облоя беличиной не более ОД мм
ГАЙКА
ГРУЗОВАЯ
Сталь 25 ГОСТ 1050-60
17t05
Допускается рукаб типа Л ту ж59-10512-70
Неуказанные допуски т 2 мм
Допускается толщина стенки на внутреннем
радиусе изгиба не более 6мм, на наружном радиусе
не менее 4 мм.
Маркировать тоВарный знак забода - изготовителя,
год и кВа рта л изготовления. Место марки робки
безразлично.
ШЛАНГ
СОЕДИНИТЕЛЬНЫЙ
ПЕРЕПУСКНОГО КАНАЛА
ВОДЯНОЙ РУБАШКИ ДВИГАТЕЛЯ
Рукаб типа 5 ту н 58-ю 512-70
66-3407208
№избещения Дата
13'1305055-5
13'1008155
5258
2 06.65
н'изоещения Дата
3314- 21. 09. 62
Неуказанные малые радиусы
закруглений б литье 1мм
Снять заусенцы и притупить острые кромки,
Змалиробать б черный цбет.
КРОНШТЕЙН
КРЕПЛЕНИЯ НАСОСА
ГИДРОУСИЛИТЕЛЯ РУЛЯ-НИЖНИЙ
Сталь 25 гост Ю50-60; лист толщ 6 гост 4о41-48
№ извещения Дата
5047 5. 05.73
иааа|
__
Tomi.
Неуказанные допуски 1 о,5 мм
Дополнительные технические требования
ПО ГОСТ 481-71
ШТУЦЕР
ПЕРЕПУСКНОГО
КАНАЛА
Чугун кобкий КЧ 55-10 ГОСТ 1215-59
ПРОКЛАДКА
ВЫПУСКНОГО ПАТРУБКА
ВОДЯНОЙ РУБАШКИ ЦИЛИНДРОВ
Поранит пон од гост 481-71
132
. 36.5 _
51-1008040
№извещения Дата
9386 0609.72
2 51-7008009 Сектор заслонки /
1 5f-10080HI Ось /
м.‘ п/п Обозначение Наименование Кол.
6 51-1008029'6 Коллектор быпускной б сборе /
5 200 325 ~П 5опт б
Ч 12-1008019-5 Прокладка /
3 353 052-718 Пробка /
2 52-09-1008015 Труба бпускная /
1 52-0Ь-1008 ОМ Труба бпускная б сборе /
Н: п/п Обозначение Наименобание Кол
й
^избещения Дата
8613 20.05.72
№из6ещ.епия Дата
Т859 6. OS. 73
2,25*0,05}
R0J25* max К у \
Й 0,125*
Vmax
11-6512
№избещения Дата
3357 15.О7.7У
На нижЯш ггтше гояд&ш
\болта Допускается pacxuiffwo °
\не более
12-1007075-52
№избещения Дата
408 15.02.67
Сайка должна свободно
Сходить б калибр -кольцо
Ф 15,6 мм.
12-1007075
ПР-11 6512-В
6*0,2
9,5-ор
30
R 75'35 сфера 1М9хГс
Допускается незначительное
а спрямление на конце
До шлиф об к и торца
После шлифобки торца
2.2 5* ЦО 5
к 0,3*max
\37>0,5\
\ЗЦ5'-Ц15\
3,75*0,025*
12-0,2#
0,4*0,12
о,8*9о°зенкобать
с обеих сторон
----1 225
30,5*0,25
ФЗ'№/
- Ф8,25'-00$
Зачистить острую
кромку, если необходимо
Конусный калибр Ф13 должен
совпадать с указанной
поверхностью бпределах*025мм.
Проверять под нагрузкой 50кгся
приложенной к опрабке Ф8,95мм
Коническая поберхность Л должна быть чистой и гладкой.
Недостающие технические требобания по ОН 025323-69
Сухарь клапана должен удоблетборять утбержденному
эталону Внешнего Вида.
На поберхности Л допускается дбе бокобые Впадины
глуб. до 0,09 мм и нероонасти среза без от рыба кромки
со стороны малого торца.
При проберке на краску поберхность Л о калибре-кольце
окрашиботься должно не менее 5о % поберхности.
* Размеры обеспеч инстр
СУХАРЬ КЛАПАНА
Сталь 10 КП или 08 КП ГОСТ 1050-6о
Верхнюю торуебую поберхность
голобки подвергнуть поберхностной
закалке электронагребом. Общая
глубина слоя 2... 3,5мм.
Зона мартенсита 1мм не менее.
Допускается наличие закаленного
слоя на Осей бысоте граней
под ключ.
ИКС 55... 65
В прямоугольниках
даны размеры зоготобки
Сферический торец
долженбыть перпендику-
лярен оси резьбы;
биение, замеренное
на радиусе 4 мм, должно
быть б пределах 0,05 мм.
Под голодной болта
после бысадки допускает-
ся наличие цилиндричес-
кого пояска шириной 1,5мм
БОЛТ РЕГУЛИРОВОЧНЫЙ
ТОЛКАТЕЛЯ
Сталь 45 С~-0,45... 0,5О % ГОСТ 1050-60
К.. с обеих
сторон
н°издещения Дата
3599 16.08.
,..?1£2 ..
1ь резцом
\ М9*1КЛ.1
Несоасность резьбы и шестигранника t
О,15мм не более. Обеспечить технологией.
' Неперпендикулярность обоих торцеб
гайки к оси резьбы о,8мм не более.
Допускается неперпендикулярность 0,12 мм
не более у 15 Уо деталей'
Закалить
Отпустить
ИКС 25...32
ГАЙКА РЕГУЛИРОВОЧНОГО БОЛТА
ТОЛКАТЕЛЯ КЛАПАНА
Сталь 35 X ГОСТ 4543-71
При проберке конического
отберстия на краску,
окрашиботься должно 70/о
от его площади не менее.
Выборочный контроль.
11-65111-М
Ф21-Щ ~
Ф14-с><цл
____
№избещения Дата
1132 27 04.57
Снять заусенцы
1*45°
__ Ф13
Ф28.5
При проберке конического7
отберстия калибром торец .
его должен саб падать с < „{7° 7'30"
торцем детали;
отклонения б пределах *0,15 мм.
ТАРЕЛКА ПРУЖИНЫ
Сталь А12 ГОСТ 1414-54
ч
\ Затупить
1 острые кромки
по бсей
окружности
КЛАПАНА
11-6508-6
н "извещения Дата
И627 18.04.47
Применять для дугобой
наплабки
,7g 3.5
Зачистить наждачным кругом питатель
Поберхность должна быть чистой
Обработать на пескоструйном аппарате
Неуказанные допуски * 0,25 мм
ЗАГОТОВКА ДЛЯ НАПЛАВКИ
ТАРЕЛКИ ТОЛКАТЕЛЯ
Чугун легиробанный N 2 ТМ- 33 О И9
13Ь
!5°тах
+ 0,025
ОД 7 - 0,100
7°30'-1о'
Для спрабок
Л75Щ025х
9*0,25
2Д5ЕЦ05
9*025
j л г + 0,10
195-005
№избещения Дата
2Р02 27.02.7Й
] Для конструирования
инструмента
ПРОФИЛЬ СПЕЦИАЛЬНЫЙ ДЛЯ СУХАРЯ
КЛАПАНА
А
Стиль 10 КП или 08 КП ГОСТ 1050-50
51-100802^6
12-1008084-11
к'избещения Дата
10701 22.09.69
ПРОКЛАДКА
ГАЗОПРОВОДА
КРАЙНЯЯ
Дсбостальной лист марки ДА-2
ГОСТ 12856-67
После приборки заслонка
должна легко поборачиботься
из одного положения б другое,
заедание оси или задебание
заслонки за стенки не допускается
Прибирать паконтцрц
/Д отберстий, как показано
№избещения Дата
676 8 04 73
12-1008080-11
№издещения Дата
10701 22.09.69
Неуказанные допуски * 0,25мм
ПРОКЛАДКА
ГАЗОПРОВОДА
СРЕДНЯЯ
Нсбостальной лист марки ЛА -2
ГОСТ 12856-67
Р 51-1008049 Сектор заслонки подогреба смеси
8 51-100801(1 Ось заслонки 1
7 51-1008040 Ось заслонки В сборе
6 291678-П Шпилька 1
5 250533-П Гайка 1
4 252004-П 8 Шайба Верхняя 1
3 293236-П Шайба нижняя 1
2 12-1008 038-Г Заслонка 1
1 51-1008025-6 Коллектор Выпускной 1
Поз Обозначение Наименование Кол
КОЛЛЕКТОР ВЫПУСКНОЙ в СБОРЕ
№ извещения Дата
654 0506.13
155
136
Перед началом
\ лроизбодстба
образец должен
быть утвержден
конструкторским
отделом
2Н-1009056
Не избещения Дата
5683 1107.73
Вания по Г0СТ3002-7О
SZ/требо- 52-04-1009154
Ф5
ф/8-1^
^Д))13-й5~~
81
ФЗ.Т-о.2
~60
Ш
£12.5+02
участках допускает-
ся след разъема
пресырормы
Неуказанны допуски
±о,змм
ЦБ W)
рб
п/п Обозначение
Допускается изготовление из отходоб меди Мд
ГОСТ 859-ГС лента толщ. ОД ГОСТ //73- 99
52-04-1009150
А-А
У моль БТ-180__черный.
лак БТ-123, ГУ ™5 (donut
эмаль ФЛ-/99, черный)
ф9,3
2рт6.
А-А
убеличено
1 I
ПРОКЛАДКА В СБОРЕ
поз. (-асбест ГОСТ2850-58 или отходы специального
асбест ног о картона со стальным картоном толщ.
0,25 ТУ 5692/
поз.2-латунь Л63 лента толщ. 0,25-щз ГОСТ2208 - 7о
^285^5
П-6738
~ П-6737
Обшибка прокладки
Вкладыш прокладки
Наименование
цилиндра ^^\Средняя линия блока
_//6
82
КРОНШТЕЙН МАСЛОНАЛИВНОГО
ПАТРУБКА
Сталь 08 КП лист категория 5 гост 15523 -70
• толщ. 2 ГОСТ 3680- 57
Не избещения Дата
ЗЮ 24(.077Ь
Ф8
Ф9
А-А
95 12°
КОРПУС КРЫШКИ
Сталь 08 КП лист категория 4Г00Т16523-7О
толщ. / ГОСТ3680-57
УПЛОТНИТЕЛЬ УКАЗАТЕЛЯ
УРОВНЯ МАСЛА
Резина марки 7-3839 ТУ38005209 - 7/
убеличено
R4
9
Не избещения Дата
3927 2Ь.(17.и
/УБтах
R3
20-10П074
Не избещения Дата
922 03.0Ц.67
26
30
ФЬ.З
_И
2отВ.
Ф22,2^
297282-/1Ь сборе
/1-6737
H-6738
№ извещения Дата
7075 12.10.68
. Размеры для контроля
правильности установки
маспоприемника дет. поз. з.
Контроль Выборочный
Мт-5ИН01(М
Иеизбещения Дата
W4 19.01.68
2_
1
Нижний торец
блока
При сборке дбигателя _
нагнетательная трубка
должна быть установлена^
как показано, положение трубки
по Высоте не должно превышать
указанного размера
....... 51-1002161-Г
лак БТ-/23, ту ТМБ (допускается .
* * Иеизбещенит Дата
/43 |/£03.73
R15 max
51-101001 0-6
^извещения Дата
2336 16.02.71
2
Ф9.5 пробить
3 о тб
КОЗЫРЕК СТОКА МАСЛА
ИЗ ФИЛЬТРА ТОНКОЙ ОЧИСТКИ
। Сталь 08КП ГОСТ1050-60 лист толщ./
ГОСТ 5680-57 отделка поберхности
повышенная
Покрытие ЦБ.
Остальные требобания по
ГОСТ 3002-70
ЧАШКА КРЫШКИ
Сталь 08 КП лист категория О
ГОСТ16523-70 толщ.! ГОСТ3680-57
jперед началом R/пнпл
\произбодстба сбра- 00'ЮН70 4
\зец должен быть
! п^бгржден кон ст -
Дикторским отделен
Ф93*0'25
Эмаль БТ-!80, черный г< in пп irk r
лак 5T-f23,n/. ТМБ ЬгЮ UZIbu'U
(допускается эмаль
ФЛ- Ш9 - черный)
1 _ х 22+0>5б сЬободном состоянии
Не избещения Дата
9932 .08.12.72
г Ж, _
* Кб
52-04-1014141
Не избещения Дата
3927 29.07.79
Покрытие Ц6. Остальные
требования по ГОСТ5002 - 70
Не избещения Дата
9586 29.1279
______8_
ГП~~ 9
_к6_/Т
ф/9+0.25,
Неуказанные
допуски ±0,5мм
ПРОКЛАДКА СЛИВНОГО ПА-
ТРУБКА МАСЛЯНОГО РАДИАТОРА
Паронит ГТ5 ГД ГОСТ Р8/-7/
5 252239-П8 Шайба
9 250636-П8 Гайка
3 51И-Т0Ю0Ю-6' Маслоприемник В сборе
2 1/-6653 Штццер i/9 “
1 И- 6650 Трубка 3 сборе
Л? п/п Обозначение Наименование Кол
УСТАНОВКА МАСПОПРИЕМНИКА И
НАГНЕТАТЕЛЬНОЙ ТРУБКИ
МАСЛЯНОГО НАСОСА
Паять тбердым
Гори поем б за щит -
ной среде;
\ шоб должен быть
Д герметичным
ФМ+°б!п калибробать
на длине 10
51А-ЮЮ0496 сборе
51А-Ш050-Б
НеизВещения Дата
iOB4f ПОУ.б?
4>8,5Г
2 от б.
Допускается изготобление из материала •
Сталь 08КП лента толщ. 0.9 ГОСТ 503-71
ТРУБА
Сталь 08КП ГОСТ40705-63 труба 19xf ГОСТт-бЗ
ХОМУТ КРЕПЛЕНИЯ
МАСЛОНАЛИВНОГО ПАТРУБКА
Сталь 08 лента толщ. 1,5 ГОСТ 503-71
26 _
JLL/
51-1009066
N? извещения \ Дата
TS86 \2Ч./2.7У
-Ф/_ Неуказанные допуски
Д’/L. Т 0,5 мм
ПРОКЛАДКА
СКОБЫ УПЛОТНЕНИЯ КАРТЕРА
Паронит fl МБ ОД ГОСТ 981-7!
10Д
21
Вид А
Неуказанны допуски
* 0.5 ММ
А
3 53-ЮЮ0Р0 Пружина маспоприемника /
2 51А-10100Ы-Б Трубка приемная 6 сборе /
1 56-10t004f5 Сетка маслоприемника В сборе /
Не II Обозначение Наименование Кол.
МАСЛОПРИЕМНИК В СБОРЕ
ф/08
/38
2
Г
Ж?
%'
5/А-/0/0050 б
5/А - /0/0052
Обозначение
(рубка_____________
Наконечник
Наименование
-0Л2
^Ф/6 -0,24____
калибробать
Кол
— на длине 35
ТРУБКА ПРИЕМНАЯ МАСЛЯНОГО НАСОСА С НАКОНЕЧНИКОМ
поз. 2-ста.пь /О ГОСТ 1050-50, труба эпектросбарная нар. диам. 16,
толщ, стенки / ГОСТ /0707-73
137
169,
/
Приварить S/4 точках
В указанном контуре, поверхность
картера 0. В. плоской, размеры и
координаты даны В плоскости
стенки картера
ПоВерхность фланца д. б.
плоской > отклонение max 0,5
33±1
Фзо
Плоскость
_М 22* /г5 КЛ 2
7к~90° зенкобать
0/-» пробить
Фбт пробить
920 плоскость
с указанной стороны
А
Ф9.5 пробить
23 отд.
7б_
777^
42
4/
299,5
573
327,5
8±1
р~
S3-1009010
н°избещения\ Дата~
5728 \30.04. 75
Рельефная сборка В 4 точках
В указанном контуре поверхность картера
Об чистой, плоской и перпендикулярной
оси резьбы, отклонение max 0,2, Ф35цекобать
на глуб. max 0,3, если необходимо.
2 отверстия, отмеченные
знаком
КАРТЕР МАСЛЯНЫЙ В СБОРЕ
КоличсстВо листоВ 2
Лист 1
8
по
5728
30.04.75
Rf.5
53-1009010
№ извещения Дата
120
RL5
Покрытие
16.04.64
661
$32-011
Сталь 08 КП КОСТ 1050 - 60
лист толщ. 0,8 ГОСТ 3680-57
Штампы деталей 66-1009021 и 66-1009015
должны быть согласованы
Испытать на герметичность
доблени ем боздуха 0,5 кг/см2
Обозначение
55-1003010
65,5
63.5
™ пп п,п Эмалировать или покрыть
53-50-1009010 \zpyumOM ФЛ-ОЗ-К
66-1009071
Н-иьбещения Дота
______78
39 _
Б-5
изо
Ф9,5- пробить
10 20-1017074 Козырек 1
9 252576 -П Заклепка 3
8 63-1013132-02 Патрубок 1
7 353 052-П8 Пробка 1/р " 1
6 63-1013139 Прокладка патрубка 1
5 13-1009030 Фланец пробки 1
4 297282-17 Прокладка тробки 1
3 296 507 -П8 Пробка 1
2 53-1009 020 Перегородка /
1 53-1009015 Картер масляный /
N? % Обозначение Наименобание' Кол
МАСЛЯНЫЙ В СБОРЕ
КАРТЕР
поз 1 сталь 0870 лист ГОСТ 9045-70 толщ. 1,5 ГОСТ 3680 ~57
Листов 2
/7ист 2
66-1009021
ff-избещения Дата
6269 11.09.63
УСИЛИТЕЛЬ ФЛАНЦА
МАСЛЯНОГО КАРТЕРА -
ПЕРЕДНИЙ
Сталь 08КП ГОСТ 1050-60 лист толщ.З
ГОСТ 3680-57
ФЮ- 2 технологических
отберстия
ФШ2.-0.ГУ
ПЕРЕГОРОДКА МАСЛЯНОГО
КАРТЕРА ПЕРЕДНЯЯ
13-1009122-в
N-извещения Дата
4880 12.01.73
\№иэЬетекия Дата
| 861 15.04 64
Заусенцы не допуска-
ются <
ГОРЛОВИНА МАСЛОНАЛИВНОГО
ПАТРУБКА
Сталь 08 КП ГОСТ 1050-60
лента толщ. 1,2 ГОСТ503-71
66-1009078
R23
\ R28
\ Ф9.5- пробить
2отб.
УСИЛИТЕЛЬ ФЛАНЦА МАСЛЯНОГО
КАРТЕРА УГЛОВОЙ - ПЕРЕДНИЙ
Сталь 08 КП ГОСТ 1050-60
лента толщ 3 ГОСТ 3680-57
№ детали Покрытие
66-7009070 без покрытия
66-50-Ю09070 Грунтовать грунтом ФП-ОЗКолиэмаларобать
16 66-1015336 Кронштейн б сборе 3
15 66-1009077 Усилитель передний /
/4 66-1009018 Усилитель цглобой 2
13 66-Ю09075 Усилитель бокобой 2
12 66-7009079 Усилитель задний 1
// 20-1017079 Козырек стока масла /
10 296 507 -08 Оробка /
9 297282-0 Прокладка /
8 13-Ю09 030 Фланец /
7 252 575-0 Заклепка 3
6 63-1013132-02 Патрцбок /
5 353052 - 08 Оробка /ь" 7транспорт) /
63- /0/3/39 Орокладка /
3 66-Ю09022 Перегородка /
2 65-1009015 Картер /
1 66-700902! Перегородка / /
N.° n/n Обозначение Иаименобание
Iko
SB-1009010
№извещения Дата
S0Z7 f3.O4.73
til
V3 (v)
53-1009020-Л
Б-Б
wo
250
Ф50
Гб
ZJ
JZ7
13-1009135-6
16.0k.6it
661
76
О
6
Допускается изготов-
ление из стали 08 КП
ГОСТ 10705- 65, тру 5а
32*1,2 ГОСТ 10707- 63.
Заусенцы не допускаются
Ф9.5 пробить
Comb.
7П +°‘35
30+Ш_
Штампы для дет.
53'1009010 и 53-1009020-А
должны быть еоеласобаны
ПЕРЕГОРОДКА МАСЛЯНОГО КАРТЕРА
Сталь 0,8КП лист категория 5 ГОСТ 16525-Ю
толщ. 0,8 ГОСТ3680-57
\R_
Ja2
106___.
Ф9.5 пробить
6 от 3
423
_ 01
Р7
R7
J_
2
№из5ещьния Дата
5728 30.0k.75
66-1009074-
А/? извещения дата
66-1009075
tf-избещения Цата
i-o.sk
Ф52 + 0Л
661
16.0 k. 6k
126
№изЗещения Дата
4880 1Z.01.13
22
7/
)Ь
66-10153^6
М-избещения Дата
4-56 18.10.65
10_
Ф7-про бить
УСИЛИТЕЛЬ ФЛАНЦА МАСЛЯНОГО КАРТЕРА-ЗАДНИЙ
УСИЛИТЕЛЬ’ФЛАНЦА МАСЛЯНОГО
КАРТЕРА - БОКОВОЙ
20.
5 k точках, как
показано
2 292 710-П Гайка 1
1 66-1015337 Кронштейн 1
Не Ул Обозначение Наименование Коп.
КРОНШТЕЙН КРЕПЛЕНИЯ КОЖУХА
ПУСКОВОГО ПОДОГРЕВАТЕЛЯ
дет. поз. 1 сталь 08 КП ГОСТ /050 - 60
лист толщ. 2 ГОСТ 5680 ~ 57
Сталь 08 КП ГОСТ 1050-60
лист толщ. 3 ГОСТ 3680- 57
Сталь 08 КП ГОСТ 1050-80
лист толщ. 5 ГОСТ 5680 -57
ПАТРУБОК МАСЛОНАЛИВНОЙ
Сталь 08 КП ГОСТ 1060-60
лента толщ. 1,1 ГОСТ 503-71
/42
вид Б 06-1009022
Н-избещения Дата
557 2102.62
Неуказанные допуски ± 0,5
Я-Ш9О7О-В1
К*избещьния Дата
3514 28. <064
62612
Усилие отрыва наклеенного облицобочного
картона от пробки на полоске прокладки
шириной 25 должно быть 1,4 кг mtn Д.Д
Обклеить картоном
j с обеих сторон
520
А-А
Штампы для деталей 66-1009022
и 66-1009015 должны быть согласобаны
ПЕРЕГОРОДКА
МАСЛЯНОГО КАРТЕРА-
ЗАДНЯЯ
Сталь 06кп ГОСТ 1050-60 лист толщ 0,8 ГОСТ5680-57
----Ч
42
2 отверстия
отмеченные
знаком -0-
ПРОКЛАДКА МАСЛЯНОГО
КАРТЕРА
ПроВка типа Н!2 обклеенная картоном толщ 0,2
см ТУ 155-52 толщ. 2,9 $$ см. Та М! 7091
8^з [£
[6____
15-1009050-92
К:избещения Дата
5728
50МЛ5
Указанный размер проберять калибром- кольцом Ф8,6длиной 70,
при этом деталь должна бходить б калибр от усилия руки
и не должна быпадоть из него 2риски и бикбы ПиО
под собственным бесом / о,1...0^2
Паять тбердым припоем, / Конструкция побыбору
^наолыб припоя недопускается °<пличи”
В6
455
1,6-0,12
ТорецТ должен Выть
перпендикулярен оси детали;
обеспечить технологией;
После припайки дет. поз. 1 к дет. поз. 2 Серпобидность не более 2 мм
оцинковать', на б сей длине
толщ, слоя 0,015, не менее
пассибиробать
15-1009120- В
избещения Дата
М4
28.02.63
5 беспрерывная точечная
х сборка кругом или пайка
| тбердым припоем б
защитной среде
Точечная сборка б дбух
диаметрально расположенных
точках
Дет поз. 3 перед сборкой
бет обить б патрубок до упора
Змалиробать
3 <5-<009 <22-в Горлобина 11 ;
2 15-10 09 <41-6 Маслоотражатель L.
1 15-<009 135-6 Патрубок I/
И' п!п Обозначение Наименование fron
МАСЛОНАЛИВНОЙ ПАТРУВОК с
МАСЛООТРАЖАТЕЛЕМ В СВОРЕ
15-10091^1-Б
к-избещения Дата
4880 12.01.73
5 21- <009 056 Шайба уплотнительная 1
2 21- <009 055 Колпачок 1
1 13-1009052-92 Указатель 1
/Г- п/п Обозначение Наименабание Кол
А-А
5.9
Ф29,5-0,20
Ф27 Неуказанные малые
— радиусы закруглений-1
УКАЗАТЕЛЬ УРОВНЯ МАСЛА
В СВОРЕ
Сталь 35 ГОСТ 1050-60 спец, профиль
ТУ 02.004-68
Заусенцы не допускаются
МАСЛООТРАЖАТЕЛЬ
МАСЛОНАЛИВНОГО ПАТРУБКА
Сталь 08 кп ПОСТ1050-60
лента толщ.1 ГОСТ 503-71
143
13-1009045
на указанной
. длине
Н-издещения Дата
57 28 30.04.15
37.5
ф 9,65-0,1 на указанной длине
Паять тдердым
припоем' кругом
13-1009045-A
53-1010050
Покрытие: хим. срос.
Н!из6ещения Дата
39 98 22.05.11
Допускается изготовле-
ние из стали 1 О ГОСТ10705-63
труба 70X/ ГОСТ70707-53
Фоссратиробать
2 <3-10 09 096 Трубка 7
1 13-7009 047 Кольцо 7
т П[п Обозначение Наименование Кол.
ТРУБКА
УРОВНЯ МАСЛА
УКАЗАТЕЛЯ
Сталь 10 ГОСТ 8733- 66 труба Ю*Т
ТРУБКА УКАЗАТЕЛЯ
УРОВНЯ МАСЛА В СБОРЕ
лоз. 2. - сталь /О ГОСТ 70705 - S3
труба 10х! ГОСТ 10707-S3
13-10090^7
21-1009056
Н-издещенм Дота
10382 73.04.65
КОЛЬЦО УПОРНОЕ ТРУБКИ
УКАЗАТЕЛЯ УРОВНЯ МАСЛА
Сталь 70 ГОСТ 7050-60 труба электросбарная
наруж. диаметр 72±0.75 толщ, стенки 1±0.7 ГОСТ 10707-63
13-1009030
\/7-из5ещения Дата
I 8138 15.03.69
$JL
Обозначение Недостающие данные см на чертеже Размер
73-1009 030 77- 6726-В /8,5
24-7009 030-07 24- 7009030 /45
ФЛАНЕЦ ПРОБКИ
МАСЛОСЛИВНОГО ОТВЕРСТИЯ
№из6ещения Дата
92 81 23.08.71
Прорезать;
прорезь должна
быть д центре
шайбы отклонение
±0,5 мм
ШАЙБА УПЛОТНИТЕЛЬНАЯ
УКАЗАТЕЛЯ УРОВНЯ МАСЛА
Войлок ПСй ГОСТ 6308-7!
Пробить отверстие
указанной формы
50°
87
21-1009055
Н-издеш,ения Дата
922 3 04.61
Зачистить заусенцы
согласно эталону
КОЛ ПАЧЕ К УКАЗАТЕЛЯ
УРОВНЯ МА СП А
Сталь 08КП ГОСТ 7050-60
лента толщ ОД ГОСТ503-4/
Неуказанные допуски ±0,5
85
Действительный
Для справок
Для слрабок
///
Ось коленчатого бала
ТРУБКА ПРИЕМНАЯ
МАСЛЯНОГО НАСОСА
Сталь 08 КП ГОСТ 10S0-S0
лента толщ. 0,9 ГОСТ503-7/
Нижний торец
блока
$79-0,2$
Калибровать
на длине 25
Шпилька______________
Гайка________________
Маслоприемник 6 сборе
НаименоЬание
№из6ещения Дата
4880 12.01.13
Действительный
Вид 4
19-ме калибооЬстпь
пине 35
Допускается изготовление из стали 08 КП
ГОСТ 70705-63 труба 79 * 0,8 ГОСТ 70707-63
МТ-53-1010-1
77±изЬещения Дата
33 04 25.12.69
Передний торец
\ блока
297 747-П2
250517-/18
53-1070070
Обозначение
Кол.
УСТАНОВКА МАСПОЛРИЕМНИКА
л
300*2
205________
4*/20*7
А~А подернуто
ФЗО
нои
Ф14
12
Вид В
10
ЗАСЛОНКА ПОДОГРЕВА СМЕСИ
Сталь 2X13 лист гост5582-61толщ. 1,6 гостз680-57
ГОРЛОВИНА МАСЛОНАЛИВНАЯ
Сталь 08кп лист категория У гост 16523-70
толщ. 1,2 ГОСТ 3680-57
12 252575-П Заклепка 3
11 20-1017074- Козырек 1
10 63-1013134 Прокладка 1
3 63-1013132 Л Патрудок 1
8 51-1009023 Держатель 1
N* п/п Одозночение Наименобание Кол.
7 51-1009022 Перегородка задняя 1
6 51Й-1009021-22 Перегородка передняя 1
5 51-1009015-81 Картер масляный 1
4 353052-П8 Пробка 1
3 296507-П8 Продка 1
2 11-6726-8 Фланец 1
1 297282-Л Прокладка 1
/г п/п Обозначение Наименобание Кол.
Торец Ti должен дыть плоским, отклонение не долее 0,1мм
5Н009065-А2
н ° из бе щен и я Дата
8190 Об. OTf. 72
Указанные поберхности должны лежать
\6 одной плоскости-, отклонение не долее о,1
Оськоленчатого .. /4-/4
К2
43
0,75-0,1
Ф7-2 отберстия
Неуказанные литейные уклоны-Г
Н5 57... 60
Неуказанные допуски *0,25 мм
14,5 ,
18.5
М8*1,25КЛ.1
нарезать
3 отберстия
1x90е б литье
с дбух сторон
Моркиробать
здесь
ьеличено
Торец Ъ должен быть перпендикулярен торцу Тг,
отклонение не долее 0,08мм на длине 30мм
СКОВА УПЛОТНЕНИЯ ПЕРЕДНЕЙ ЧАСТИ
МАСЛЯНОГО КАРТЕРА
Цинкобый сплоб для литья под доблением бТМ-33050)
КАРТЕР МАСЛЯНЫЙ В СБОРЕ
Штампы дет. 51-1009015-81 и 5т-Ю09021-22 должны быть 5/А-100902Г22
спарены по поверхностям сопряжения ------------п________
извещения Дита
54о 21.05.73
ДЕРЖАТЕЛЬ ПЕРЕДНЕЙ И ЗАДНЕЙ ПРОКЛАДКИ МАСЛЯНОГО
КАРТЕРА
Сталь 08 КП лист ГОСТ 9045-70 толщ. 1,1 ГОСТ 3680-57
140
д
А-А
5H0090I5-B1
т.5
& цветения Дата
9505 2005 69
/46
У-‘извещения Дата
9505 20.05.69
Я-из1шния Rama
ШИ 4 10.12
ri-извещения Дата
Н915 0608.66
9£из6ещения Дата
5358 14.06.68
№из6ещвния Дата
5152 25.12.67
147
Неуказанные допуски ±0,1
* Размеры для справок
Ф9,5~0,5/
10 отв.
17,5 _
ПРОКЛАДКА КАРТЕРА ПРАВАЯ
Резинопробковая смесь ТУ 21-02-478-69
11-6110-01
^извещения Дата
90ПИ 4- /0.72
Д-Д
2.5^
Д «Л Неппоскостность
---- указанной поверхности
max 0,08
51-1002158-б
Н? извещения Дата
6555
/508.68
noSeoHumo
LA
ФЗО
R
Ф9
плоскость
Д-Д
fOmox
В
быть свободны
от заусенцев
45
R3
Упоры крышки должны
быть расположены
на 180° друг от друга
Развертка внутренней поверхнос-
ти горловины
верх фланца
Ф51.5
0,8
21
ТД45‘
9.5
ФЛАНЕЦ ГОРЛОВИНЫ
МАСЛОНАЛИВНОГО ПАТРУБКА
Сталь 08КП ГОСТ 1050-60 лист талии. 1 ГОСТ3680- 57
___________отделка поверхности повышенная
311
52-0^-1009120
Уз извещения Дата
3427
24.0774
Контактная точечная
сварка
2
15-1009141-5
2
1
№
п[п Обозначение
Маслоотражатель
52-04-Ю09135 Патрубок
Наименование
Кол
ПАТРУБОК МАСЛОНАЛИВНОЙ
С ОТРАЖАТЕЛЕМ В СБОРЕ
63-1013152-02
R1
фУ2+о^0СШ'5
R6
Т_____
£>
ф!д К-* извещения Дата
30.10.68
7284
Неппоскостность
торца Т не более 01мм.
Неуказанные малые
R2max Р°диусы закруглений -
------ -2 ММ
ПАТРУБОК СЛИВНОЙ МАСЛЯНОГО
РАДИАТОРА
Сталь 35Л -40Л ГОСТ 977-55 точное литье
52-Ok-1009135
ззо tn
120
105
увеличено
ПАТРУБОК МАСЛОНАЛИВНОЙ
М 52-09-1009052
52-09-Ю09 050
52-09-1009051
увеличено
460
Ф4
387+0,5
з_
* Размер для справок
Неуказанные допуски
по 7кл
Допускается изготовление трубы Ф32 из стали 08 КП
лента толщ. 1,1 ГОСТ 503-71
Неуказанные малые радиусы изгиба 3 ± 1мм.
Допускается в местах изгиба госрры высотой не
более 15 мм, эллиптичность - не более Змм
Припой М2 ГОСТ 859-66 Допускается припои
Л-63 или И-96 ГОСТ 15527-70.
Покрытие. Ц6 Остальные требования
по ГОСТ3002 ~ 70
Вид А
30___НО
Риски
, |£,
2 отд.
52- Ok -1009121
Размер для справок
Не извещения Дата
3427 24.01.14
2
т
п7п
52-04-1009051
24-Ю 09056
Обозначение
Указатель уровня масла
Уплотнитель
Наименование
Кол
2
252 035- П
Не извещения Дата
37/8 04.09.74
Стань 08 КП ГОСТ /0105-63 труда 32^1 ГОСТ 10704 - 63
Не извещения Дата
4475 13.12.74
Ф25
Шайба
/ 52-04-1009052 Указатель у родня масла
п/п
Обозначение
Наименование
Кол.
к 6+2
не допжна быступать
за внутренним поберх-
1---- ноешь дет. поз. 2
Не извещения Дата
4291 23.11.74
Точка / Sem поз 3
Дет. поз / завальцевать кругом
} взаимное движение дет поз 1 и 2
/ не допускается.
I Одиночная точка Н°1 -контактная
J точечная электросварка, шов №2 -газовая
сварка
УКАЗАТЕЛЬ УРОВНЯ МАСЛА
С УПЛОТНИТЕЛЕМ В СБОРЕ
УКАЗАТЕЛЬ УРОВНЯ
МАСЛА В СБОРЕ
3 52-0U-/0/4W Трубка /
2 52-8U-/009/22 Горловина /
1 51-10 02138-6 Фланец горловины /
/V? п/п Обозначение Наименование Кол
ГОРЛОВИНА МАСЛОНАЛИВНОГО ПАТРУБКА
Б СБОРЕ
Кзизвещения Дата
3427 24.07.74
350
Размер для справок
—-у*в-
^^/шрисрт ПО-4
Буквы и риски чеканить
Ширина рисок 0,5 мм
Прогриль чеканки и шрисрт букв лс ГОСТ 2930-62
52-09-1009096
N? извещения ''Дата
ЗП27 2601.74
150
№3
R2 _
<xi
180
Неуказанные допуски по 7кл
Покрытие: Хим Фос остальные требо-
вания по ГОСТ 3002-70
УКАЗАТЕЛЬ УРОВНЯ МАСЛА
Сталь Ю КП ГОСТ 1050-60, спец, пр сдоил ь
4МТУ 4-137-69
ТРУБА УКАЗАТЕЛЯ УРОВНЯ
МАСЛА
Сталь 20 ГОСТ 8733-66 труба 13x1 В ГОСТ8734-58
148
горец 7 должен быть перпенди-
кулярным оси резьбы 0,_
обеспечить технологией
51^10100^8-Б
Не извещения Дата
456 06 02 64
2 5/А- /0/00/8-5 Корпус 1
1 51А-ТО /0 099 Трубка в сборе /
у° п/п Обозначение Наименование Кол.
ТРУБКА ПРИЕМНАЯ МАСЛЯНОГО
НАСОСА С НАКОНЕЧНИКОМ
И КОРПУСОМ в СБОРЕ
А-Апоберцто -Б-1011052
——s ТПизВешепия Да/т
— бобышки должны
Ф23
22.5
_____45
79,5
быть чистыми и
гладкими б литье
Неплоскостность торца Т
не более 0,05 мм.
Неуказанные малые радиусы-2мм.
Неуказанные литейные уклоны/°-2°
Питейные допуски по 2 кл. точности
ГОСТ /855 -55
А
.J
ФО сберлить
4 отв.
КРЫШКА
Чугун серый сч 18-зв гост 1412-70
МАСЛЯНОГО НАСОСА
51-1011010-ОЬ
N2извещения Дата
3826 19.09.74
^95-1011050
^извещения Дата
6062 13.08.11
Неуказанные допуски 1011065 01
±0,25 мм 9s избещения Дата
J2 77 27.O6.T4
9 258 6/6 -Л Штисрт /
8 252135'П2 Шайба 4
7 20/958-08 болт 4
6 5/А-ЮН065-0/ Прокладка /
5 99-10/1031 Шестерня /
4 17-6551 Шестерня /
3 996-ЮЛ 050 Крышка 6 сборе 1
2 51 А-7011040-02 Валик в сборе 1
1 70-6603-6 Корпус б сборе 1
№ п/п Обозначение Наименование Кол
★Указанные размеры действительны при условии;
дет. поз. 2 должна быть прижата к дет. поз. 1
.по стрелке Б.
100 А масляных насосов подвергнуть испытанию
на разбиваемое давление на специальном приспособлении.
Дет. поз. 2 заменить технологической. При испытании
попьзооаться смесью керосина 90°/о+1,57<> u7O°At/,5°/o
масла АС8 по гост 10541 -63. во бремя измерения
дабпения смесь, подобаемая насосом, выпускается через
отверстие ф 1,5 мм и длиной 5 мм.
Давление, разбиваемое насосом, должно быть: при
250об/мин-7 к г с/см г не менее, при 725 о6/мин-4,ОкГС/см/
не менее.
до бремя проберки дабления уробень смеси б баке
должен находитвся на 700- 150 мм. от всасывающего
отберстия масляного насоса. При установке насоса
б приспособление должна быть обеспечена полная
герметичность соединений.
Приспособление настраивается по зталпеному
насосу перед каждой партией сдаваемых насосов.
Бопты крепления зталона должны быть зашплинто-
ваны и запломбированы
В собранном насосе должно быть легкое без заеданий
и стуков вращение шестерен
5 21-Ю11058-6 Пружина 1
4 51A-I0I1062 Плунжер /
3 Н96-Ю//052 Крышка /
2 297298 - 0 Прокладка /
1 296999 - 08 Пробка
№ п/п Обозначение Наименование Коп.
КРЫШКА МАСПЯНОГО НАСОСА
В СБОРЕ
НАСОС МАСЛЯНЫЙ В СБОРЕ
КОРПУС МАСЛЯНОГО НАСОСА
В СБОРЕ
Картон марки б топщ.0,3 ту81-04-44-7/
Нитроцементировать 51 А - 1011062
ПЛУНЖЕР
РЕДУКЦИОННОГО КЛАПАНА
Сталь М2 ГОСТ 14/4-54-
Пружина должна
входить б калибр,
ф 9,5 мм
Отпустить
21-1011058-6
У-извещения Дата
321 03.04.67
516-1010052
/^извещения Дата
10981 Z8.05.66
M/6xt5 кп.2 нарезать
\на длине 30 с полным просрилем
1*45°
В свободном состоянии приблизительно
50 н I
Ft
НАКОНЕЧНИК
ПРИЕМНОЙ
ТРУБКИ
МАСПЯНОГО НАСОСА
А?
Сталь 20 ГОСТ /050-6Ц труба бесшовная
нар. диам. 16Г 0,3 толщ, стенки 3+0,3 ГОСТ8734 '58
Под нагрузкой 4,640,25 кг
При установке на любой торец отклонение
от вертикали противоположного торца не
более 1,5 мм.
Полное число витков 2/, 5
Направление навивки безразлично
Концевые витки завить б замкнутые кольца
и зашлифовать перпендикулярно оси пружины
ПРУЖИНА
РЕДУКЦИОННОГО КЛАПАНА
Сталь 65Г ГОСТ/050-60 проволока пружинная
круг /,9 ГОСТ /07/- 67
не
53-1010010
Неуказанные допуски t 0,25
МТ-66-1010-1
Для справок
Ф93
Нижний торец блока
53-1010042
Н?избещени^ Дата
7455 /5.11.68
МАОПОПРИЕМНИК
5728
30.04.75
55-101004-0
R2.5*0'5
3.5+95
R40 - действительный
Допускается недогид концов
R2.5 не долее 30°
Взаимное расположение
концов не долее ±2°
СЕТКА МАСПОПРИЕМНИКА
Сетка ПА -0,25 ГОСТ 72 784 - 66
калибробать
на длине 25
3
2
/
№>
Ось____
коленчатого
бала
Шпилька
Гайка
Маслолриемник б сборе
Наименобание
_____________7/177
ез.бтах
66 4010050
№ извещения Цата
№ извещения Дота
5515 20.11.74
N-извещения Дата
6353 20 03.68
Передний
торец блока
Обозначение Дет. поз. /
53- Ю Ю 010 53-/010 048
66-1010 010 66-I0I009S
3 53-1010000 Пружина 1
2 53-1010005 Сетка б сборе /
1 см таблица Трубка б сборе /
9; п/п Обозначение Наименобание Кол.
Неуказанные допуски ±0,5
Ф/9
изготовление из
ТРУБКА ПРИЕМНАЯ
МАСЛЯНОГО НАСОСА
Сталь 08 КС ГОСТ 1050 -60
лента толщ 0.9 ГОСТ 503-77
Допускается
материала-
сталь 08КП ГОСТ 10705-63
труба 79 к ОД ГОСТ 70707-53
ifO-au калибровать
на ил и не 35
291747-П8
260 511-Л8
66-10100/0
Обозначение
УСТАНОВКА
МАСПОПРИЕМНИКА
№ извещения Дата
5623 1504.65
КРЕПЛЕНИЯ
КАРКАСА МАСПОПРИЕМНИКА
Проволока стальная пружинная кл2 круглая 2
ГОСТ 9389-60
..п~ 0.055
ф 79-0100
1*90°зенковать
Ф9*
ПРУЖИНА
Остальное
53-101005Z-A
№ извещения Дата
4913 8.02.73 i
Неуказанны малые радиусы закругле-
ний 7.5 мм t
* Проверить режущим инструментом ,
Заусенцы не допускаются
ФЛАНЕЦ ПРИЕМНОЙ
ТРУБКИ МАСЛЯНОГО
НАООСА
Сталь 35Л-05Л ГОСТ 977-65
точное литье
Вид А
л
4481
о печи медью
д Паять
М2 ГОСТ859-66.
ШЬы должны быть
герметичными
П2
53-10100^8
Размещения Дата
21.03.72
7 Между поверхностями П,иПг
должен быть угол 45° ±г б
плоскости чертежа, обеспечить
технологией.
г Полуавтоматическая сборка
II 6 СОг.
Проволокой 1СВ-08Г2С
гост 2246 -10 (бариант по выбору)
Stf
Обозначение Вес
8 сборе Дет. поз. 2 8сборе ДвппозЬ
53-7010048 53-1010050 0,272 0,80
13-1010048-6 13-1010050-5 0,287 0,095
66-10 f0048 66-1070050 0,355 0J63
23-/070048-6 23-1010050-6 0.270 0,078
3 53-7010018 Корпус 7
2 см. таблицу Трубка 7
1 53-7070052-Л Фланец 7
N* п/п Обозначение Наименобание Кол.
ТРУБКА ПРИЕМНАЯ МАСЛЯНОГО НАСОСА
С КОРПУСОМ И ФЛАНЦЕМ В СБОРЕ
53-1010046
N-издещения Дата
8613 10.05.72
52-1007277
Ht так
34
Оцинкобать:
толщ, слоя 0,007, не менее
<1)1б+0-5
.-,+0,2
ФЗ-0,3
Вид А
КАРКАС СЕТКИ МАСПОПРИЕМНИКА
Сталь 08 КП лист ГОСТ 9045-70 толщ. 0,8
ГОСТ 3680-57
Н-издещения Дата
1913 19.12.73
Перед началом производства образец должен
дыт утвержден
ПРОКЛАДКА КОРПУСА
ДОПОЛНИТЕЛЬНОГО КЛАПАНА
ВЕРХНЯЯ
Резина марки T-9837UJ ТУ38005204-77
Тт Н130 ГОС Г 15152- 69
15-1011068
7/?извещения Дота
Стыкдопускается
зазор не более 0,5
46 25
fS.0S.72
Покрытие Цб
Заусенцы не допускаются
Допускается изготовление из стали 20 ГОСТ8733-66
труса 16x2 ГОСТ 8734-58
ВТУЛКА УПОРНАЯ
Сталь 08 КП лист ГОСТ 76523-70 толщ. 2,5
ГОСТ 3680-57
53-1010018 ~
53-10100^5
37
82 min
кругом
ф19^
Ф2,5
пробить
30‘
R5
X
27.5
К-из&ещения Дота
5515 20.09.74
Пата
«Ж 19 0761
Вид б подернуто
Дет, поз. 2 разбальцебать,
как показано
КОРПУС МАСПОПРИЕМНИКА
Столь 08 кп лиат ГОСТ9М5-70 толщ. 0,8
ГОСТ 3680-57
2 53-1010 046 Каркас 7
/ 53-7010042 Сетка Г
N! п/п Обозначение Наименование Коп.
СЕТКА МАСПОПРИЕМНИКА С КАРКАСОМ В СБОРЕ
66-1011010
Н$ извещения Дота
56 25 д.01.75
6. Указанное б п-3 Величины дабления должны быть Одержа-
ны лри успобии настройки приспособления по эталонному
насосу.
Порядок утберждения и пользования эталонами по
инструкции ИК 37.304.0027-74
1. Момент затяжки болтоВ поз. 2 должны быть 2,5-2,8 кгм.
2. У каждого масляного насоса д специальном приспособле-
нии должно проверяться даб пение.
При проберке оабления создаваемого насосом, пользоваться
смесью, состоящей из 9и°/о ±1,5% керосина и 10% ±75°/°
масла АС-8 Г0С7 10841-63.
Во бремя измерения дабления смесь, подобаемая насосо^
Выпускается через отберстие с регулируемым сечением
3. Дабление, при соблюдении услобий изложенных Выше
должно быть 7,2 и... кг/см^ не менее;при 250 об/мин;
‘5.5... кг/смг,не менее при 725 об/мин-еоотбетстВенно
оля Верхней и нижней секции.
4. Во бремя проберки дабления дробень смеси б баке,
питающем насос должен быть на юо- 750мм ниже
бсасыбающеео отберстия насоса (Во фланце крепления).
3 При постановке насоса В приспособление В местах
их стыка должна быть обеспечина полная герметичность
соединения
11 73-1011034 Шестерня Ведущая f
10 260411- П Шпонка 1
9 33-1011040 Валик В сборе /
8 33-1077016 Корпус б сборе /
7 33 -70 77 032 -А Шестерня Ведомая /
6 13-1011065-31 Прокладка 2
5 73-7077 055-В Перегородка 1
4 13-1011033 Шестерня Ведомая 1
3 252155-Л2 Шайба пружинная 4
2 201466- 718 Болт 4
1 66-1011017 Корпус В сборе 1
Пп Обозначение Наименование Кол.
НАСОС МАСПЯНЫЙ В СБОРЕ
151
1x90 ° зенкобать
гМ8кл 2-4отверстия
Ф11 сберлить ____________________
^ноприхоб (Ф1г*°'ГрозВернуть на глуб. 10
для технологической цели)
13-1011020-В
' 32-1011020
13-1011015-8
43.5
41
max
46*02
Ф12
/ 2 отверстия
&
А
1*45°
ЛФ4О
28..^
А-А
27
35~45
Подвергнуть искусственному
старению П
№ извещения Дата
5409 29.04.74
№изВещения Дата
5^03 29.04.74
L^l
\ Ф18блитье
1*90° зенкоВать
35
Взаимное биение поверхностей Д<и Дч не более 0,05 мм
Взаимное биение поверхностей ДгиДз не более о,05 мм.
Взаимное биение поверхностей Дч иД5 не более о,о 8 мм.
биение торца Ъ на радиусе 18 относительно оси поверхности Д1 не долее 0,05мм.
биение торца Тг на радиусах 11 относительно осей поверхностейДчиДз не более о,оз мм.
Неперпендикулярность торца Т5 относительно оси отверстия Ду не более ор4мм
на длине 50 мм
Неплоскостность торцеВ ТиТз не белее 0,05мм.
Оси отВерстий Д^Дч должны лежать В одной плоскости и должны быть
параллельны между собой-, отклонение не более орчмм на длине то мм.
Неуказанные малые радиусы закруглений -Змм.
Неуказанные литейные уклоны - 30'
* Маркировать знак ж °2 по нк З7зо4оооэ -72
Расположение знака марки робки но указанной поберхности безразлично.
КОРПУС МАСЛЯНОГО НАСОСА
ЙлюминиеВый сплаб пл-4 гост 2585-сз
65-1011017
№изВещения Дата
4625 10 06. 72
Перед запрессоВкой дет. поз. 6 охладить б сухом льде дет. поз. 5
нагреть до температуры 160°-175°с.
Произбодить проберку дейстбия редукционного клапана и отсутстбие
заклибония плунжера при его перемещении.
Проберка производится на специальном приспособлении работающем на смеси,
состоябщей из 90 7ot 1,5 % керосина и 10% мосла НС-8 гост 10641 - 63,
исходя из следующих данных:
а) при давлении б полости перед редукционным клапаном 1,5 кг/см 2
допускается утечка из от бод на го отверстия через зазоры клапана
(закрытый клапан)
о) при даблении б полости перед редукционным клапаном з,6...4,0 кг/см 2
смесь из отбодного отберстия должна Вытекать непрерывной струей
(полностью открытый клапан]
В) Па Вышеуказанных режимах каждый клапан должен подвергаться
двухкратной проверке
Редукционные клапаны, не удовлетворяющие услоВиям проберки,
изложенным Выше подлежат переборке с заменой плунжера, пружины,
пробки или самого корпуса и испытываются Внобь.
6 13-1011025 Ось 1
5 65-1011022 Корпус 1
4 21-1011062 Плунжер 1
3 21-1011058-6 Пружина 1
2 293469-П Шайба <Р18 1
1 296494-П8 Пробка М 18x1,5 1
№ /7//7 Обозначение Наименование Кол.
КОРПУС НИЖНЕЙ СЕКЦИИ
МАСЛЯНОГО НАСОСА В СБОРЕ
46
,40 tops
50-434
Все недостающие данные
см. на черт. 13-Ю11020- в
КОРПУС МАСЛЯНОГО НАСОСА
А
ГУ
А-А
54
25
kZZZZZZZ
t&qz5
№ извещения Дата
12255 7.09.66
Обозначение
В сборе Дет, поз. 1 • -
13-1011015-В 13-1011020-8 13-1011025
дет, поз. 2'
Вес
0,450
33-17ГМЯ5 \33-1011020 \52-10ild25
Перед запрессовкой ось дет. поз. 2
охладить 6 сухом льде;
корпус поз. / нагреть до температуры 160 °- 175°с
2
1
11°
п/п
см. таблицу
см. таблицу
Обозначение
Ось____________
Корпус
Наименование
КОРПУС МАСЛЯНОГО НАСОСА
В СБОРЕ
V4M
66-1011022
Кол.
N6извещения Дата
шз 15. 01. 73
27
Ф9
28
1*.
28
1ИЕЕЖИ1
35-0.5
А
47 ±0,3 _
Л
14у£
б-б
А.
имя»;
RIO
t>
26 г
RQZmaxI/^
\ W77777)
Сфера 211,5
28
ею
Сфера 211
5-5
41
1ыВи!
+ЩЧО
28,5 ,
Ф40
ФЧО+^рдз
213
С$еро2Ц5^
кю
Неуказанные радиусы з мм g
Неуказанные литейные уклоны 1
*Маркировать знак наг поик37.304.оооз-721
Расположение знака маркироВки на указанной
подерхности безразлично.
КОРПУС НИЖНЕЙ СЕКЦИИ
МАСЛЯНОГО НАСОСА
СплаВ И/1-4 Т! ГОСТ 2685-63
152
572—
13-1011039
с обеих 1
сторон
: -Л5Т
77777ТУ
|>
20$$ _
Ось шпоночной крнавки________
должна совпадать с осью зуба
отклонение в пределах
_03ЧМ5°
Zc одеих сторон
3 + 0,055
3+0,010
I
^,,+0,040
Ф!3+0,016
прошить
Элементы шестерни
Число зубьев
Модуль
Диаметр начальной окружности
Угол зацепления инструмента
высота головки зуба
высота ножки зуба
Толщина зуба по дуге
начальной окружности /те орет)
Действительная /для справок)
I
Ц25 maxes'
2 фаски
Снять заусенцы и притупить
острые кромки
Механические, свойства, микроструктура
и химический состав после спекания
по ТУ 6539
W
/^извещения Дата
5532 10.10 79
Неуказанные допуски 10,5
13-1011065-31
13-1011080-6
№извещения Дата
10797 29.09.69
№извещения Дата
5300 10. 01. 79
7
9,25
31,5
25°
9,25
5,1
7 06
7О6'.^1
Наружная поверхность шестерни должна быть концентрична
оси; биение не более 0,03
Торцы шестерни должны быть перпендикулярны оси;
биение на раииусе 10 не более 0,02
боковой зазор в зацеплении шестерен должен дыть о,15...о,25
при расстоянии между центрами 31,5. , t
При проверке шестерен с контрольной шестерней с толщиной
зцба 7,155 по дуге начальной окружности проворачиванием без
зазора в зацеплении, расстояние между их центрами может
меняться в пределах Т°^60 для всех шестерен, но не более 0,08
для одной шестерни
ШЕСТЕРНЯ ВЕДУЩАЯ НИЖНЕЙ СЕКЦИИ
МАСЛЯНОГО НАСОСА
Металлокерамика или столь 35-90 гостioso-60
13-1011220-02
№извещения Дата
5179 25.10. 73
<М,5,
2,5_
223
Обозначение Размер „16 вес
13-1011220-02 180 - 0,53 0,079
29-.10 И 220-11 120 - 0,46 0,052
нкс 4 2.. 5 о поверхностей L} и 1_2
Несовпадение оси отверстия Д с осью валика
не более 0,1 мм
Неперпендикулярность оси отверстия А
грани шестигранника не более 2 °
ВАЛИК ПРИВОДА
МАСЛЯНОГО НАСОСА
Сталь 9ох гост 9593-71
шестигранник калибр 8-ол гост 8560-67
21-1011062
^извещения Дата
1595 20.05.66
, -0,045
3 -0,075
1,5
Ф5тах
Цианировать
Глуб. слоя о, 1 не менее Заусенцы не допускаются
после шлиро вки
Поверхность твердости
напильника
ПЛУНЖЕР РЕДУКЦИОННОГО
КЛАПАНА
Стало Р-12 гост ik 14-59
28,5
.20 ,
, 90
28 .
32
Ф23
53
Неуказанные допуски to,25мм
Неуказанные радиусы 5 мм
Дополнительные технические требования
ПО ГОСТ 981'71 '
ПРОКЛАДКА ПЕРЕГОРОДКИ
МАСЛЯНОГО НАСОСА
Картон марки /I толщ. 0,3to,03 гост 9397-60
53-1013095
к'извещения Дата
(952 29.06.55
все клапаны в сборе подвергать испытанию
на герметичность
Клапан должен выдерживать давление в пределах 0,7...0,9кг/см2
Допускается появление отдельных капель при давлении,
начиная с 0,5...о,бкг/см2
Испытание производить на смеси, состоящей
из Ю % машинного масла и 90 % керосина
Обозначение Вес
8 сборе дет поз. 5
53-1013095 53-1013097 0,215
99-1013095 99-1013097 0,205
5 см. таблицу Корпус 1
9 353087-5 Шарик Ф11,9 /
3 202 - 6092 Пружина 1
297298-П Прокладка f
1 13-1013099 Пробка 1
н° п/п Обозначение Наименование Кол
КЛАПАН МАСЛЯНОГО
РАДИАТОРА В СБОРЕ
ПРОКЛАДКА МАСЛЯНОГО
НАСОСА ДВИГАТЕЛЯ
fl оронит ПМ5 0,6 ГОСТ ^7f-7T
М18х1,5 КЛ.2
1,5^90° зенковать
Ф12+о325ч- д
53-1013097
^извещения Дата
3606 (В. 08. 79
Ф21_
13
LL
А
41,5
78
КУвГ0СТ6Ш-52
Сверлить под резьбу
~но глуд 17 к i/р "гост 6111-52
<3
до шарика ф 11,9т 0,05
- зо
К 1/0“
Тост 6111-52
Обозначение 53-1013097 99-1013097
Одрадотка в сечении А-А нет есть
Размеры влитье; литейные уклоны выдерживать
согласно ТУ и2579-
Неука за иные малые радиусы закруглений -1,5
Заусенцы не допускаются
Допускается изготовление из материала сталь 35
ГОСТ 977-65 точное литье
КОРПУС КЛАПАНА МАСЛЯНОГО
РАДИАТОРА
Чугун ковкий КЧ 35-ю гост 1215-59
155
52-1011025
13-1011040
/54
н-извещения Дота
9788 18.11.72
+0,055 Р
Ф4-0,025 сверлить
на глубину 2310,5
Н-извещения Дата
12255 7.09. 66
ТВЧ hl.5-2,5 НК56-65
с обеих
сторон
Ф13-О.О&2
90Ю,15
2- запрессобать
После запрессовки штифт поз. 2
не должен выступать
Фбсверлить
А-А
Б
о*Д2
S23
/Ц+0,08
Г/ОоТо
-Ы&5
.21
24
Переходные зоны
твердости
ось ведомой шестерни
Сталь 45 ГОСТ 1050-60
2Г1011058-Б
^извещения Дата
922 3.04.67
Переходные зоны твердости
13-1011042
Н-извещения Дата
531 2.7.02.70
15-1011025
К-извещения Дата
4012 706.71
TWht5.il) HRC 56.65
Обозначение Вес
Всборе Дет. поз. 1 Дет поз. 3
п-юиочо 13-1011032 13-1011092 0,215
зз-юно9о 33-1011032 33-1011092 0,255
3 см. таблицу Валик 1
2 258937-П Штифт 1
1 см. таблицу Шестерня 1
№ п/п Обозначение Наименование Коп.
ВАЛИК МАСЛЯНОГО НАСОСА
В СБОРЕ
А*05
О
£
Поверхностная закалка р
глуб. слоя 15... 2,5 &
Тбердость по Роквеллу 0-55 не менее
Обозначение Размер Вес '
13-1011042 105 0,130
66-1011092 116 0,145
Допускается изготовление из стали 50
ГОСТ1050-60
50____
____4О_
№ЦУЛ|
Всбободнам
।_состоянии
приблизительно
под нагрузкой
4,6±0,25кг
Пружина должна входить
в калидр ф 9,5
При установке пружины на
любой из торцев, отклонение от
вертикали ее противоположного
конца не должно превышать 1,5
Полное число витков 21,5
Напрабление навивки безразлично
Концевые витки завить в замкнутые
кольца и зашлифовать перпендикулярно
оси пружины
Отпустить
ПРУЖИНА РЕДУКЦИОННОГО
КЛАПАНА
Сталь 65Г ГОСТ1050-60
проволока пружинная круг. 1,4 гост 1071-41
30/
0,5 - ------tf
ЧПППи пГ; 7 2 7 2
с обеих сторон
|ч D+0,125 <
р и+0,015 _ f
------
*/7/ 3*7
ДЗд'х4Г
с обеих сторон
0,022
Ф13-0М
Обозначение Размер покрытие по 0001979151 Вес
в А Б
13-1011032 30 - - — 0,089
13-1011032-Й 30 15 Ф4 Хим фос 0,084
13-1011033 20 10 Ф4 Химфос 0,054
33-1011032 40 - - - 0,108
33- 1011032-я 40 20 Ф4 Хим.фос 0,109
Механические свойства, микроструктура
и химический состав после спекания
по ТУ. 6539
Допускается изготовление из стали 35
ГОСТ 1050-60
Тщательно зачистить заусенцы
Непрямолинейность оси валика не более 0,03 на всей
длине
Ось шестигранника должна совпадать с осью
валика, отклонение не более 0,035
Взаимное расположение паза и шестигранника
безразлично
ВАЛИК ПРИВОДА МАСЛЯНОГО НАСОСА
Сталь 45 гост Ю50-60
Элементы шестерни :
Число зубьев
Модуль
Диаметр начальной окружности 31,5
Угол зацепления инструмента
Угол зацепления шестерен
Высота головки зуба
Высота ножки зуба
Полная высота зуба
Толщина зуба по дуге
начальной окружности (теорет)
действительная (для справок)
15-1011052
7
4,25
25°
31'7'48"
4,25
5/
9,35
У-извещения Дата
5338 11.02.79
7,06
7,06’-°$
Биение поверхностей Д иД< не более о, оз
Торцы шестерни должны быть перпендикулярны
оси -, биение на радиусе 1 о не далее 0,02
боковой зазор б зацеплении шестерен должен
быть 0,15... о,25 при расстоянии между центрами31,5
При проверке шестерен с контрольной шестерней
без зазора в зацеплении расстояние между их
центрами может меняться 6 пределах Г°$> для
всех шестерен, но не более 0,08 для
одной шестерни
ШЕСТЕРНЯ МАСЛЯНОГО НАСОСА
Металлокерамика
ОСЬ ВЕДОМОЙ ШЕСТЕРНИ
МАСЛЯНОГО НАСОСА
сталь 45 ГОСТ 1050-60
15-1011055-В
У-извещения Дата
4318 15.12.71
Ф(Ъ+°б!оВз
Ф 9 сверлить
4 отв.
41
24,5.
28,5
27
Ф12
/сберлить
7/3 Г Ь
Ф14,5 сверлить
^5-0.048
<1
Указанные торцы_____\
должны быть плоскими
и параллельными,
отклонение б пределах 0,02
ПЕРЕГОРОДКА МАСЛЯНОГО
НАСОСА ДВИГАТЕЛЯ
Чугун серый СЧ18-36 ГОСТ 1412-70
11-6551
Сечение зуба по нормали
увеличено
16.02.65
Суказанной стороны
длине
Ф19-2отб
/ 1 литье ~
Нитроцементировать h 02. 0,5 мм
HRC 56 ..63
допускается
Ф13^24 ™
длине 20
22,5_
Ф32,9
225
М8*125 кл,2
9от6.
9881
А-А
23 .^23^
' R19 I
10-6609-В
^извещения Дота
, 22,5
+0,105
+6.0SR
/Профиль канавк____выхода шлианк
-------Размеры после шлифобки
^25
Д,
V5 !
\76
с обеих сторон
Мб'
ЗА 0,8 глий. х1,5шир
канавка
35-0,05
125*0,3
Шаг-20.направл
Д5
102±0,2
\ФН-сбер1
гота.
59
Ф9
R20
38
Б-Б
Ф15
Ф_32,9
23
№.
23
только при наружном
диаметре ф 28619
к-извещения Дате
2365 21.02.74
Указанный размер действителен
10
12
19</г*
.962е
.182е
.0833'
15
Поберхности 2 бобышек должны быть плоскими
и параллельными торцу Тз
39
26
/Профиль канавки
, 30 ^1
90°зенкобать
Чотб. до наружного
диаметра резьбы
Ji
нёбблёё
37____„
90 .
/ \винтобой линии-
2,1 .левое
Маслоотгонная канадка должно пересекаться
с отверстием Ф9 и с канадкой на торце,
как указано
HRC^35
/з
5_
Масляные каналы и внутреннюю г
полость хвостовика тщательно очистить
от формовочной земли
Окрасить в литье маслоупорной краской
Неуказанные малые радиусы закруглений-Эмм
Неуказанные литейные уклоны -2'
Поберхности Di иД5 должны быть концентричные
биение не более 0,08 мм
Поберхности Д/иД должны быть концентричны :
биение не более 0,05 мм
Поберхности Дг и Д5 должны быть канцентричны;
биение не более 0,05 мм
Торец Г должен быть перпендикулярен оси отверстияД/
отклонение на длине 50мм не более 0,09 мм
Торец Тг должен быть перлендикилярен осям
отверстий Дг и Дг ; биение на радиусах 13мм не болееОДЗмк
Торцы Тт Тз должны быть плоскими;
отклонение не более 0,05мм.
Торец Тз должен быть перпендикулярен оси отверстия Д<
биение на радиусе 18 мм не более 0,05 мм
Оси отверстий Д, иДг должны лежать 6 одной плоскости
и должны быть параллельны между собой,
отклонение на длине 100мм не более О, Ой мм
КОРПУС МАСЛЯНОГО НАСОСА
Чугун серый 0418-36 ГОСТ 1912-70
Переходная зона твердости
Элементы шестерни
Число зубьеб
Питч
Угол зацепления
Диаметр делительной
окружности
Высота зуба
Высота голобки зуба
Толщина зуба по дуге
делительной окружности .13О9(шре^
Угол наклона бинт обой линии
по делительной окружности 30 е
Направление бинтовой линии правое
Шаг винтовой линии 5,2395 е
высота зуба после
фрезерования ,190"
Шестерню шевинговать.
При настройке станков для нарезания и шевингования
шестерни учитывать влияние термообработки
на направление зуба
Допускается погрешность направления зуба после
термообработки 0,035мм
При проверке с контрольной шестерней проворачиванием
без зазора б зацеплении расстояние между их центрами
может меняться 6 пределах мм для розных шестерен,
но не более 0,08 мм для одной 'шестерни
боковой, зазор б зацеплении с шестерней распределительного
бала .009"-. 006"при расстоянии между центрами 33,38 мм
ШЕСТЕРНЯ ПРИВОДА МАСЛЯНОГО НАСОСА
И РАСПРЕДЕЛИТЕЛЯ - ВЕДОМАЯ
Сталь 920 ГОСТ 1919-59
м
ФЗ сверлить только для
/ведомой шестерни д
V7 Г
99-1011031
Заусенцы не допускаются
10-6609-6
17,5
30'
0,7 с обеих
сторон
0,5*0,1*95' ~
С обеих сторон^
35+0075
фП*0,2
/22
^г-о,огг
$1б±ш
9-извещения Дата
291 07.02.70
У-извещения Дата
9826 24.11. 72
Неуказанные допуски ±0,5мм 11'66 D5
9* извещения Дата
7978 18.03.72
38
23
11-6606-5
ч-извещения Дата
9788 18.11 73
д
Взаимное биение поверхностей ДиД, не более 0,03мм
Неперпендикулярность торцев ТиЪ не более 0,02 мм
на крайних точках
При проверке шестерни с контрольной шестерней
проворачиванием без зазора 6 зацеплении расстояние
межоу их центрами может меняться в пределах
±$$мм для всех шестерен, на не более 0,08 мм для одной
боковой зазор 6 зацеплении должен быть 0,15...0,25мм
Тщательно зачистить заусенцы и острые кромки
Элементы шестерни :
7
3,5 мм
25е
Число зубьеб
Модуль
Угол зацепления
Диаметр делительной
окружности
Высота голобки зуба
высота ножки зуба
Полная бысотазуба
Толщина зуба по дуге
делительной окружности
(теоретическая)
Механические сбойстба, микрострук-
тура и химсостав после спекания
см ТУ 6539
Покрытие: Хим. фос. ГОСТ9761-68
(только для ведомой шестерни)
29,5 мм
3,85мм
3,85мм
7,7мм
5,859мм
ШЕСТЕРНЯ МАСЛЯНОГО НАСОСА
Металлокерамика из порошков- железного гост9899-61ПЖЗН2-
осноба, медного ГОСТ9960-99-2,87,; графитного ГОСТ9909-58 марок
ТКП,ЗКП или ТК6> ЭК6-0,17; сера молотая ГОСТ 127-51-0,27,
Ф 12,5-оз конус
S77
0,5*95'
Г---- 35
._______85
35
Переходные зоны твердости
0,5x1/5*
л Ф13 -0,012
Д—।_____I—________
45\
у *0,06
На указанных участках
поверхностная закалка
ТВЧ, h 1,5...2,5 мм
HRC 55 не менее
45
10
___ПГТ
- 3 V
15*
у+0.3
Непрямолинейность валика
не более 0,03 мм на всей длине
Смещение паза относительно оси
детали не более 0,035мм
ВАЛИК МАСЛЯНОГО НАСОСА
Сталь 45 ГОСТ 1050-60
R10,
38____,
, _23
Ф14±О,25
2отв "
фН+0,25
2отё.
Ф204°‘д
Перед началом произбодстба образец
должен быть утвержден конструкторским
отделом
ПРОКЛАДКА КОРПУСА
МАСЛЯНОГО НАСОСА
Поранит ПМб 0,6
ГОСТ 681-71
3£
А? И
л □
Переходные зоны
твердости
,5,. |ОЫГх.. |^|
’ 2Х- А__йй___________d ним
Н М \Ф13-0,082
( ТВЧ. h. 1,5 ..3.0,HRC 56...65
62
Попускается использование стали 50
ГОСТ 1050-60
ОСЬ ШЕСТЕРНИ
МАСЛЯНОГО НАСОСА
Сталь 95 ГОСТ 1050-60
155
Г-6898
?7 6ЬЗЗ
№избещения Дата
3557 13.08.14
2 1fj6898 Облицобка прокладки /
/ if-6899 В клады ш прокладки i
Н‘ % Обозначение Наименобание Кол.
н* издещения Дата
1931 09.06. 64
к 298339-П 8 штуцер
5 353087-3 Шарик / 10 63-1013095 Клапан В сборе
4 202-6092 Пружина / 9 Г-51-1013140-02 Краник 6 сборе
3 63- 1013097 Корпус клапана / 8 63Ю- 1013100-01 Шланг В сборе
2 297248~П Прокладка 1 7 13Ю- 17f4fOO-O1 Шланг В сборе
1 296499 -П2 Пробка 1 6 297275- П29 Шплинт
«• Обозначение Наименобание //Лл 5 297580- П29 Пряжка
%] кол. 4 291581 - 029 Дента соединительная
3 293270-Л29 Шайба 4
КЛАПАН МАСЛЯНОГО 2 201452 - 029 Болт 4
РАДИАТОРА В СБОРЕ 1 52-01-1013010 Радиатор маспяный В сборе 1
№ % Обозначение Наименобание кол.
№ изВещения Дата
4921 20.04.11
3 258926-П Штифт 1
2 49- 1011031 Шестерня 1
1 70-6609-Б Валик 1
V % Обозначение Наименобание Кол.
№ изВещения Дата
3567 13.08.14
3 66-01-1013063 Угольник 1
2 52-1013023-30 Планка 1
1 66-01-1013062 Угольник 1
н° Чп обозначение Наименобание Кол.
<56
11 298339-П8 Штуцер 1
10 53-1013095 Клапан 5 сборе 1
9 Г-51-1013М-02 Краник б сборе 1
8 539-1013100-01 Шланг 5 сборе 1
7 69-1013 100-21 Шланг б сборе 1
Цг П/п Обозначение Наименобание Кол
6 293 270- /729 Спец, шайба 4
5 201452-П8 болт 4
4 297580-П29 Пряжка 2
J 297581-Л29 Лента 2
2 297575-П8 Шплинт 2
1 66-1013010-/5 Масляный радиатор 1
пл- п/п Обозначение Наименобание Кол
К2избе тения Дата
2075 19 01.74
гГизбещения Дата
5235 15 12.60
гГизбещения Дата
5714 16.06.74
К-избетения Дата
3599 16.08.79
Обозначение Размер
В сборе Дет поз. 2 Г Е
53-1013083 53-1013085 42 52
52-1013083 52-1013085 22 40
2 см таблицу Кронштейн 1
1 251265-П Гайка 2
Н9- п/п Обозначение Наименобание «00
К-избетения Дата
8511 9.12.65
Н-избещения Дата
571k 16.06.75
И 298339-08 Штуцер прямой f
10 62-ID 13 ЮО-01 Шланг Б сборе 7
9 99-1013095 Клапан б сборе f
8 ~T-5H0l31k0-02 Краник б сборе f
7 96-/023!00 -3/ Шланг В сборе f
6 297581-029 Лента 2
5 297 580-П29 Пряжка
4 297 575 - 08 Шплинт 2
3 293270 - 029 Спец, шайба 9
2 20/952-08 болт k
1 66-70130/0-/9 Масляный радиатор В сборе f
№ % Обозначение Наименобание кал.
^избещения Дата
593 ПИ 2906.73
Nsизбещения Дата
593 ПИ 29.06.73
№избещения Дата
593 ПИ 29.06.73
158
53Я-1015101-10
К-извещения Дата
5592 1508. 79
Пропаять
Указанный размер_____
бслебстбие пружинящего
сдой слаба труп к и может
быть 2.6-0,25 багнутость
бокобых стенок не Допускается
2,2-о,< 6 указанных
"точках после полуды
6° извещения Дата
8136 3103 72
Обозначение Наименобание А вес
51Я-1013 018 Трубка масляного радиатора 505 0,059
52-1013018-Я Трубка масляного радиатора 592 0,059
90-1013 018-Я Трубка масляного радиатора 578 0,062
66-1013018 Трубка масляного радиатора 616 0,069
91-1013 018 Трубка масляного радиатора 951 0,096
Рабочее давление 10Krc/cMz
fa Обозначение Размер Вес 6 кг
1 13-1714101-10 315 0,053
2 20-1017121-10 780 0,132
3 20-1017125-10 680 0,116
4 216-1017125-10 580 0,098
5 90П-1023ЮГ10 710 0,121
6 96-1023121-10 900 0,155
7 53Я-1013101-10 910 0,08
8 63-1013101-30 510 0,087
9 63-1013101-10 990 0,075
10 69-1013101-30 380 0,064
11 21-1109102-10 70 0,019
12 51-1109102-50 210 0,036
13 53-1015928-10 90 0,015
19 99-9228063-10 350 0,06
15 99-9228062-10 270 0,046
16
17
Дет поз 2 расклепать
Заусенцы не допускаются
Обозначение Размер Вес
б сборе дет поз 1 6 сборе дет поз.1
53-1013083-01 53-1013085-01 92 0,207 0,195
52-1013083-01 52-1015085-01 22 0,177 0,165
2 251265-П Гайка 2
1 см. таблицу Кронштейн /
Л/= % Обозначение Наименобание Кол
КРОНШТЕЙН КРЕПЛЕНИЯ МАСЛЯНОГО
РАДИАТОРА В СБОРЕ
Поз / сталь 08 кп ГОСТ 1050-60
лист толщ 5 ГОСТ 3680-57
Паять шоб и лудить наружную поверхность припоем
ПОССУ 18-0.5 ГОСТ 1999- ТО
ТРУБКА РАДИАТОРА
Латунь Л65 ленто толщ 0,2 ГОСТ2208- 70
ШЛАНГ МАСЛЯНОГО РАДИАТОРА
Ру к аба резинобые ТУ 38-5-958-69
исполнение т ЩН150 Гост 15152-69
Обозначение Размеры вес
б В Г
'66-01-1015 025 157 588 662 0.23
52-1013023-30 132 519 588 0,193
ПЛАНКА КАРКАСА
МАСЛЯНОГО РАДИАТОРА
Сталь 08кп лист категория 9 ГОСТ 16525-то
толщ. 1,8 ГОСТ 5680-57
Обозначение Размер L вес 6 КГ
б сборе Дет поз 1 Дет поз 2 Дет поз 3 Дет ПОЗ. 9
1 65-1013100-21 63-1013101-30 51-1109108-Д 51-1109119-30 298330-08 550±10 0,135
2 63Ш-1013100-01 65-1013101-30 51Ю-Н04108-Д 51Ю-1104114-ЗЬ 298 336-П29 550НО 0,107
3 69-1013100-21 69-1015101-30 51-1104108-Д 51-1109119-30 298336-П8 920i5 0,107
4 бзю-шзт-г! 69-1013101-30 51Ю-Н04108-Д 51Ю-1104114-30 298336-П29 9го±5 0,107
5 900-1023100-0! 90П-1023101-10 51-И01Ц08-Д 51-1109119-30 298 336-П8 750НО 0,158
6 9 ОПЮ-10 23100-01 40П-Ю23101-Ю 51Ю-1104108-Д 51Ю-1104114-30 298336-Я29 750НО 0,158
7 Ш-1015921-01 96-102312Г10 51-1104108-Д 51-1104119-30 298336-08 99О±1О 0,206
8 53Я-Ю13100-01 53R-1013101-10 51-1104108-Д 5Н109119-30 208338-08 510±5 0,122
9 53-50-1013100-01 53Я-1013101-10 51Ю-1104108-Д 51Ю-1104Н4-30 298336-П29 51015 0,122
10 96-1023100-30 216-10П125-Ю 51-1104108-Д 51-1104114-30 298336-П8 020И0 0,150
11 46 Ю-1023100-01 216-1017125-10 51 Ю-1104108-Д 51Ю-1104114-30 298336-П2 9 620110 0,150
12 62-1013100-01 63-1013101-10 5Н109 108-Д 51-Н04114-30 298 336-Л8 980*5 0,119
13 62Ю-1013100-01 63-1013 ЮТ-10 51 Ю-1104108-Д 51 Ю-11 04114-30 298336-П29 980t5 0,119
19 15Ю-1714100-01 13-1714101-10 51НН104108-Д 51Ю-1Ю4Н4-30 298336-П29 35515 0,09
15 51-1104100-21 51-1104102-50 51-1104108-Д 51-1104114-30 298336-П8 25015 0,075
16 500-1104100-21 51-1104102-50 51Ю-11О91О8-Д 51Ю-1109114-30 298336 ~П29 25015 0,075
17 23-1013100-01 452-1015796 51-1104108-Д 51-1109119-30 298336-08 580110 0,192
63-1015100-21
9-избещения Дата
9995 1в. 12.12
1 Шланг поддерг путь гидраблическому
испытанию давлением 10 кг/см*. Контроль
выборочный- статистический Шланг должен
быдержибать разрывное усилие ДбОкгбез
нарушения герметичности и отрыба
наконечника. Контроль выборочный -
статистический.
2. к Размеры для инструмента
3. ПОССУ 18-2 ГОСТ 1499-70
5 298 533 -П Муфта конусная 1
9 см таблицу Гайка 1
3 см таблицу Трубка 1
2 см таблицу Муфта 1
1 см таблицу Шланг 1
% Обозначение | Наименобание Кол.
ШЛАНГ В СБОРЕ
158
5Н10Ч08-Д
^извещения Дата
5HU)kHk-30
51R-1015 046
202-6092
3606
16.08. 74
Н-избещения Дата
6112 29.08.75
X-извещения Дата
7929 25.01.72
Н-избещения Дата
922 3.09.67
Ф5ггип’
22±1
Ф8-о,2 выдержать
на указанной блине
ъ
I
A
56
91
60
&
4
।
калибровать на длине 15
Обозначение
51-1109108-Д
51Ю-1109108-Д
51-1109108-Д2
Покрытие
Ц6 гост9791-68
Цбхр ГОСТ979Г68
Обозначение
Обозначений
51R-1013096
66-01-1013096
~А
190
185
51-1109119-30
51 Ю-1104/19-30
Материал
Труба 8*0,7
ГОСТ 11299-73
ЛатцньЛОб
триба 8* 08м
ГОСТ 6П-7Й
вес
0,031
0,091
Заусенцы не допускаются
Неуказанные допуски ±0,5
Всбободном состоянии
у приблизительно
под нагрузкой 0,67... 0,83кг
Полное число витков 16,5
Набивка-левая
МУФТА ОБЖИМНАЯ
НАКОНЕЧНИКА ШЛАНГА
Сталь 08кп ГОСТ 1050-60 лента толщ 1
ГОСТ 503-71
65-Ы-1015092
д-избещения Дата
2903
805 79
ji ,3x95°
I 9 Фаски
врельефоР
2 от б. Ф8
Ф8^
: Размеры для справок
Маркировать наименобание
предприятия, дату выпуска шрифтом
ПО-3 ГОСТ 2930-62
КРОНШТЕЙН бачка
МАСЛЯНОГО РАДИАТОРА
Сталь 08 кп лист ГОСТ9095-70
тотц 1,8 ГОСТ 3680-57
Заусенцы недопускаются
Неуказанные предельные отклонения
размеров ±0,5
к Размеры для справок
ТРУБКА НАКОНЕЧНИКА
ШЛАНГА
ТРУБА СОЕДИНИТЕЛЬНАЯ
МАСЛЯНОГО РАДИАТОРА
См таблицу
66-/0/5085
^извещения Дата
Сталь 10 ГОСТ 10705-63 труба 8 ±0,2x1
ГОСТ 10707-63
Пружина должно Сходить б кольцевой калибр 12
Концебые битки забить в замкнутые кольца и
зашлифовать перпендикулярно оси пружины, при
остановке пружины на любой из торпед, отклонение
от вертикали ее противоположного конца не должно
превышать 1,5
Покрытие: Хим. фос ГОСТ 9791-61
ПРУЖИНА ПЕРЕПУСКНОГО
КЛАПАНА МАСЛЯНОГО
РАДИАТОРА
Проволока стальная пружинная
кл. Й криг. 1 ГОСТ 9389- 50
66-01-1013028
9-в извещения Дата
9915 26,09.69
19 01 74
2075
Пробить
Г о,9
1 2
90'
293 И
28
\ Ф 6 пробить отверстие
у для технологических целей
' \ Ф9 выдавить, как
/ /показано 9 рельефа
А-А
точках
2 251 265-П Гайка 1
1 66-ю 15085 Кронштейн 1
Н9- П!п Обозначение Наименобание Коп.
Рельефная сборка
б 12 точках
176-1
622±1
КРОНШТЕЙН КРЕПЛЕНИЯ
МАСЛЯНОГО РАДИАТОРА В СБОРЕ
Материал поз 1 сталь 08 кп лист категория 5
ГОСТ 16523-70 толщ 1.5 ГОСТ 3680-57
9 66-01-1013063 Угольник 2
3 66-01-1013022 Скоба 2
2 66-01-1013023 Планка 2
1 66-01-1015062 Угольник 2
М°- Щп Обозначение Наименобание Кол.
КАРКАС МАСЛЯНОГО
РАДИАТОРА В СБОРЕ
160
___________________________________6W*L
29*1 .. ,622*
66 - 101301045
66-01-1013035-10
^извещения Дота
3005 1705.71
* Размеры для спрабок
Покрытие -, эм мч-123, черный Ш А
Дет поз 3 прибарить к дет поз 1
б 8 точках Диаметр точки 5,5 мм
Радиатор 6 сборе должен свободно
устанаблибаться обоими крепежными
огпберстиями на 4 обильные штисрта
размерами 8,5 * 10,5 закрепленными б плите
Радиатор проберить на герметичность
б бодяной банне при даблении боздцха
3,5 4 кгс/смг Поябление пузырькоо
не допускается
Радиаторы, постабляемые б запчасти
и по кооперации подбергнуть консербации.
Состаб консербационной смазки
а)консербационная смазка К-11
ГОСТ 10817-64 -50 7. г
Ь) индустриальное масло нс-20
ГОСТ 8675 - 62 -50 7.
Сз
210,5*1* , . 4,5^0,25*
Обозначение nf 4 п Масса битера
б сборе дет. поз 2 дет поз з
68-01-1013015-10 66-1013018 66-01-1013020 130 585 8*1 606*1 131 0,39 А
52-01-1013015-10 Г2- 1073018- А 66-01- 1013020 114 513 7*1 527*1 115 0,36 А
24-1013015- 20 52-1013018-А 2^-1013020-01 114 513 711 527*1 115 0,37 А
5 * Размеры быдержибать только для
дет 66-Of - 1013015 -10
№ извещения Дата
19kk 8. 05. 7k
66-01-1013022
If извещения Дата
Паять медью м2 гост 859-66.
Допускается пайка латунью Л 96,
Л 90 ГОСТ 15527-70
2075 /901.7k
2k
3 66-1013028 Каркас б сборе / 3 66-01- 1013038-ю Бачок /
2 66~ ОГ1013015-10 Остоб 6 сборе / 2 66-04-1013092 Кронштейн /
1 66-01-1013035-10 Бачок б сборе 2 4 66-01- 1013046 Труба 1
№ 7/7 Обозначение Наименобание Кол. Н° п/п Обозначение Наименобание Кол
РАДИАТОР МАСЛЯНЫЙ
6 СБОРЕ
БАЧОК
МАСЛЯНОГО РАДИАТОРА
В СБОРЕ
Заусенцы не допускаются.
СКОБА СОЕДИНИТЕЛЬНАЯ
ПЛАНОК КАРКАСА
МАСЛЯНОГО РАДИАТОРА
№-01-101301540
нюзбещения Дата
7245 П 03 76
>-
->
1. Паять припоем ПОССу 4о-о,5 гост Kt99-io
Концы трубок тщательно припаять к
отоортоокам отберстий и дну дачкоб.
Зал ид припоем трубок при пайке
не допускается
2. Паять методом спекания, отбортобки
охлаждающих пластин должны плотно
прилегать к трубкам и быть припаяны
к ним по бсей поберхности. Допускается
непропаянных мест не более S7.
з. Лобода я поверхность радиатора
должна быть родной, кротки пластин
не должны быть помяты Смещение
или перекос пластин допускается
г-, не более полобины шага между
пластинами
4 После пайки ост об радиатора
промыть б 0,5 1,0 7„ растооре соляной
кислоты, затем б холодной и горячей
Сталь 08 кп лист гост 90k5-70,
толщ 1,5 ГОСТ 3680-57
66-01-1013062
66-01-1013063
СА 5Д в-в
3 См таблицу Пластина п
2 См таблицу Трубка охлаждающая 6
1 66-01-1013016-10 Дно бачка б сборе 2
N- п/п Обозначение Наименобание Кол.
Неуказанные малые радиусы рабны
толщине металла.
Перед изготовлением ленту лудить
припоем ПОСС-6-6 ГОСТ 1499-54.
Допускается изготобление из стали
08 КП ленты 0,18-0,02 ГОСТ 503-71.
,225 ,
I—J—
ОСТОВ
млел Я НО ГО РАДИАТОРА
В СБОРЕ
ПЛАСТИНА
МАСЛЯНОГО РАДИАТОРА
ОХЛАЖДАЮЩАЯ
Сталь 08 кп лента йлз.о.ог ГОСТ 503-77
66-01-1013062
проб, симметр.
66-01-1013063
лед показ.
Заусенцы не допускаются.
УГОЛЬНИК
МАСЛЯНОГО РАДИАТОРА
ЛЕВЫЙ
Сталь 08кп лист гост 90k5-70
толщ 1,8 ГОСТ 3880-57
/61
52-0Г1013010-01
Н°изВещения Дата
3005 17. 05 74
Покрытие Эм. МЧ-123, черный 'IU.R.
Дет поз. 3 приварить к дет. поз. 168 точках.
Диаметр точки 5,5мм.
Радиатор В сборе должен сбободно устанавливаться
обоими крепежными отверстиями на 4 обильные штифта
размерами 8,5мм * 10,5мм, закрепленными 5 плите..
Радиатор проберите на герметичность 5 Водяной
донне при давлении Воздуха 3,5... 4 кгс/см2- появление
пузырькоб не допускается
★Размеры для спрабок
Радиаторы, поставляемые В запасные части и по
кооперации, подвергнуть консербации. Состаб
консерВационнои смазки:
а) Консербационная смазка К-17 гост 10817- 64 - 50 7о
б) Индустриальное масло ИС - 20 ГОСТ 8675-62-50 7о
F-51-10131W-02
н ° извещения Дата
9765 15. И. 72
Габаритные и присоединитель-
ные размеры В соотдетстбии
с размерами проходного крана
ППБ-1 ПО нормали ОН 025299-67
Кран должен быть герметич-
ным при испытании мослом /давление масла'
7кгс/см2 температура 85... 90°С)
8 месте А нанесено обозначение крана;
В месте 5 -тобарный знак забода;
М14д1£_ HQ одной из граней кВадрата нанесена
дата Выпуска, на любой другой грани
кВадрата наносится знак исполнения.
\Несоосность указанной
поверхности относительно
резьбы max 0,15
3 52-01-1013021 Планка В сборе 2
2 52-01-1013015-10 ОстоВ 6 сборе 1
1 66-01-1013035-10 Бачок В сборе 2
Соз. Обозначение Наименование Кол.
РАДИАТОР МАСЛЯНЫЙ
В СБОРЕ
Обжать
5 298333-п Муфта конусная 1
4 298336-П 29 Гайка м 14* 1,5 1
3 51Ю-1104114-30 Трубка 1
2 51 Ю -11О41О8-Д Муфта 1
1 см. таблицу Шланг 1
Паз. Обозначение Наименование Кол. *
* Размеры для инструмента
Шланг подвергнуть гидравличес-
кому испытанию давление
J0 кгс/см2. Контроль Выборочный-
систематический. Шланг должен
Выдерживать разрыВное усилие
6 60 кг без нарушения герметичности
и отрыба наконечника. Контроль
Выборочный - статический
ПОССу 18 ГОСТ 1499-70
13-17МОГ 10
53-1013101-30
№ извещения Дота
8138 31 03 Т2
Обозначение Размер L
13-1714Ю1-Ю 315
63-1013101-30 510
Рабочее доВление 10кгс/см2
Сберлить под резьбу но глуб. 17
м 18 *1,5 кл. 2 нарезать на глуб. 13
1,5*90° зенкоВать
8 сборе Дет. поз.1 Размер L
13Ю-1714100-01 13-1714101-10 J55±5
63Ю-1013100-01 63-1013101-30 550t Ю
ШЛАНГ В СБОРЕ
ШЛАНГ МАСЛЯНОГО
РАДИАТОРА
РукаВа резиноВые ту 38-5-468-69
Исполнение ТШ Н130 ГОСТ 15152 - 69
ПО ОН 025287-66
Перед началом производства образец должен быть
утвержден конструкторским отделом.
КРАНИК ЗАПОРНЫЙ МАСЛЯНОГО РАДИАТОРА
ГЛП6-1)
63-1013097
У°изВыцения Дата
1794 19.06.67
Число биткоб 5
Неуказанные допуски -* 0,25мм
52-ОГ101Щ65 6 сборе
Г0СТ6111-52
гост6111-52 Украсить В литье
Неуказанные малые
радиусы В литье-1,5мм
Тщательно зачистить
заусенцы и острые кромки.
Указанный торец должен быть перпендикулярен
оси резьбы; обеспечить технологией,
В пределах 0,3мм max.
Размеры В литье, не имеющие указаний о допусках
илитейныу уклоны ВыдержиВать согласно ту 2574
КОРПУС КЛАПАНА
МАСЛЯНОГО РАДИАТОРА
Чугун КоВкий КЧ 35-Ю ГОСТ 1215-59
52-ОГ1014167
/Гизвещения Дата
3427 24 07. 74
2 52-04-1014167 Злемент фильтрующий 1
1 294625- П8 Шплинт-проВолока (см 294632-л) 1
Поз. Обозначение Наименование Кол.
ЭЛЕМЕНТ ФИЛЬТРУЮЩИЙ В СБОРЕ
Поз. 2 - сетка N4,2-032 гост I2ig6-66, оцинкованная
162
5 66-1014071'61 Скоба 1
4 66'1019055-61 Вытяжная труба 1
3 252004'П8 Шайба f
2 293229-6 Шайба 1
1 200 221-68 Болт 1
п/п Обозначение Наименобание Иол
К5извещения Дата
7874 72.12.68
2 13-1079057 Патрубок /
1 66-1019056-61 Труба 1
п/п Обозначение Наименобание Кол.
У-'извещения Лата
8809 2812.65
К-избещения Дата
58 19 2b.05.68
3 53Ф-1019197 Корпус 6 сборе 1
2 53Ф-1014176 Фильтрующий элемент 1
1 53Ф-1019159 Крышка 1
U'- п/п Обозначение Наименобание Кол.
Шизвещения Дата
9551 211.61
3 53Ф-1ОЮ2О2 Пружина 1
2 53Ф-10Ш82 Корпус 1
1 252 539-П Заклепка 1
п/п Обозначение Наименобание Кол
2
7078
2
Кол.
Мтах
53Ф-1019176
£
07 пробить
Эллиптичность в местах изгиба
1,5 не более.
Поз. 1 - сталь 08. кп гост ioso - ко
лента толщ.1 гост 503-91.
Фз4
Ф9з,5
13-1019057
53- 1019056
Обозначение
патрубок__________
труба_____________
Наименобание
860 действительный
Ф25
860 действит.
R60 действительный
Ф11к
R29
120а
Паять твердым
припоем
кругом
53-1014055
№ извещений Дата
23. 08 63
А-А
53Ф-1014159
№избещения\ Дата
6289
Ф$7
АТ
я 7 сфера
к 1,5
Tig
З&ыдабки
М
Покрытие внутренней
поверхности це гост9791-68
КРЫШКА ФИЛЬТРА
ВЕНТИЛЯЦИИ КАРТЕРА
Сталь os кп лист гост эодз-7о
толщ. 0,8 ГОСТ 3680-57.
6. 70. 75
Л
А-А
53Ф~ 1019182
ТРУБА ВЫТЯЖНАЯ ВЕНТИЛЯЦИИ
КАРТЕРА В СБОРЕ
13-101^057
№ извещении Дата
8673 20. 05. 72
А-А
Обозначение 6 В
73-7077(057 Ф25?$ —
4/-1019057 Ф26^ Г^Ю,28
ПАТРУБОК ВЫТЯЖНОЙ
ТРУБЫ ВЕНТИЛЯЦИИ
КАРТЕРА
Сталь 08 кп лист гост 9о95- 70
толщ. 1 ГОСТ 3680 -57.
А-А
66-1014-07ГБ
Ф95*з
Ф86+3
^извещения Дата
3666 2W.74
Канитель б фильтрующем элементе должна
быть уложена равномерно, местные пустоты и
плотные жгуты не допускается.
Поверхность элемента равномерно проклеить
бензоводомаслостойким клеем; но поберхности
элемента допускаются отдельные мелкие капли
клея после пульверизации.
Допускается выступание отдельных нитей канители
за пределы указанных размеров.
Фильтрующий элемент должен быть упругим, должен
принимать первоначальные размеры после сжатия
элемента по высоте (рукой).
Допускается отклонение по весу ± 0,003.
Деталь должна соответствовать ту 208-575-70.
ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ
Капроновая щетина МР7У 6-06-192-68.
Ф25
Шизбешрния Дата
5890 6. 10. 75
13
Я
55
52,5
Неуказанные внутренние радиусы 5 мм.
Покрытием ц.в
СКОБА КРЕПЛЕНИЯ
ВЫТЯЖНОЙ ТРУБЫ
ВЕНТИЛЯЦИИ КАРТЕРА
Сталь 08 кП Лист ГОСТ 16523-70
толщ. 1, 2 ГОСТ 19309 - 7^.
53
Й2
t92.5tfoL
Ф95
№>извещения Дата
9557 2.11. 61
Фб пробить
Ф8 - 16 отверстий
равномерно
расположенных
ФЗ - bвыдавки
Оцинковать
толщ, слоя 0,015
не менее.
Та
Допускается изготовление
из материала: сталь 08кп лента
толщ. 0,8 ГОСТ503-71
КОРПУС ФИЛЬТРА
ВЕНТИЛЯЦИИ КАРТЕРА
Сталь 08кп лист категория 5 гост 16523-70
тОЛЩ. 0,8 ГОСТ 3680-57.
13-10М97-Б
№ извещения Дата
5890 6. 10. 75
60
95
5
Ф90
А-А повернуто
R 2
Ф17
6’5 повернуто
Неуказанные бнутренние радиусы /мм.
Покрытие^ эм 123.
черный. Щ. А.
МАСЛООТРАЖАТЕЛЬ
ТРУБЫ ВЕНТИЛЯЦИИ
КАРТЕРА
Сталь 08кп лист гост 16523-70
толщ. 0,5 ГОСТ 19909 - 7У
164
52-04-1014145
52-04-1014146
3427
24 07. 74
Дет. поз. 3 установить в дет.
поз. 7 до упора.
Дет. поз. 3 при сборке
расклепать.
52-0^-10^150
/^извещения Дата
2=Ш
Ф-(>Ф
275±2
52-04-1014141
Заклепка
252572-П8
Покрытие Ц6. Остальные
требования по гостзо02-70
Дет. поз 3 при сборке расклепать
с внутренней стороны
52-04-1009150
Обозначение
2^
1_
1
52-04-1009154 Корпус крышки_______
~ Чашка крышки
Наименование
№ извещен и я Дата
3427 24.07.74
№извещения Дата
3427 24.07.74
^извещения Дата
3427 24.07.74
52-04-1014075
^извещения Дата
6562 25.11.75
Неуказанные допуски ± цз мм
★Маркировать шрифтом по -2,5
ГОСТ 2930-62
Остальные технические требования
по ТУ 38705256-71
Перед началом производства
ооразец должен быть утвержден
конструкторским отделом.
ШЛАНГ
Резина марки 57-5ОН
Покрытие Цб. Остальные 52 ~0fy~101^159
требования по гостзоог-7о---------------
^извещения Дата
4079 23.70.74
5 51-3401043 Пружина 1
4 51 Я-1002159 Прокладка крышки 1
3 294282-Л 8 Заклепка 1
2 52-04-7014150 Фильтр в сборе 1
1 52-04-1014146 Крышка в сборе 1
Поз Обозначение Наименование Кол
3 52-04-1014182 Корпус фильтра 1
2 52-04-1014159 Крышка фильтра 1
1 52-04-1014165 Элемент фильтрующий 1
Поз. Обозначение Наименование Кол.
Контактная точечная электросварка
Ф355-0.34
Ф38
Поз.
Кол
Поверхность П детали поз..2 смазать маслом
ПС-8 гост 10541-63
КРЫШКА С ФИЛЬТРОМ
В СБОРЕ
52-04-1014182
Допускается изготовление из материала:
сталь 08кп, лента толщ. 09 гост 5оз-71
Допускается изготовление из материала -,
сталь 08 кп, лист оцинкованный, толщ. О8
у МТУ 1-329-68
ФИЛЬТР ВЕНТИЛЯЦИИ
КАРТЕРА В СБОРЕ
КРЫШКА В СБОРЕ
ТРУБКА
Сталь 08 кп гостю7О5-бЗ
труба 79*7 гост 10704-63
КРЫШКА ФИЛЬТРА
Сталь 08КП лист ГОСТ9045-70толщ.О,8ГОСТЗб8О-57
Ф36*№
№извещения Дата
3709 2.09.74
Покрытие Ц6. Остальные
требования по гостзоо2-?о
А-А
13 _
Тотб.
КОРПУС
ФИЛЬТРА
Сталь 08кп лист гост9045-70
толщ. 0,8 ГОСТ3680-57
ФЗМ0.5
52-04-1015045 6 с^ре
2,5±Ц2
^Рабочие поверх-
jiocmu должны
быть плоскими и
гладкими Допус-
каемое отклонение по толщине
в одной детали не более 0,2 мм
51А-1002159
н'извещения Дата
7253 30.72.77
ПРОКЛАДКА УПЛОТНИТЕЛЬНАЯ
Резина марки 7_~ 9831Ш ТУ 38005 - 204-71,
исполнение ТЩ НТОО ГОСТ 15752 -69
I вариант, повернуто
845 в плоскости изгиба
ГОСТ 16П37-70-97-П -ЗЬЗ
вид А
Фланец не показан
2 298460-П Фланец 1
1 52-04-1015046 Патрубок 1
Поз. Обозначение Наименование Кол.
52-04-10150^6
N “извещения Дата
4440 70. 72.74
'ЙеуШонные внутренние радиусы изгиба ровны
толщине металла.
Овальность вместе изгиба не более **%м
волнистость по высоте в месте изгиба, нВ порее 2 мм*
Дет. поз. 2 установить до упора. Сварной тоо
должен быть герметичным.
Допускается газовая пайка твердым припоем
Пт 3 Л63 ГОСТ 1066-58
ПАТРУБОК НИЖНИИ КОТЛА
ПОДОГРЕВАТЕЛЯ В СВОРЕ
Поз. 1-стом 08КПГ0СТ 70705-63 труба 27»7,2 ГОСТ70704-63
165
1015001
/Мэбещения Дата
57 fk 16 06.75
M-5JA-1015001
УСТАНОВКА ПУСКОВОГО
ОБОРУДОВАНИЯ ДВИГАТЕЛЯ
Листок k
Лист 3
М-53А-1015001
/(•извещения Дата
5714
Резьбу штуцеров поз. 18,27,32 перед
Чертыбанием 6 двигатель смазать
устой УН-25 или СК-0ЦБ
15.05.75
35 53А-1015999 Кронштейн /
2k 210360 -7129 долт /
33 53-/0 /5 498 Втулка /
32 53-1015066 Штииел подводящий 1
31 53А -/015009 дисковой подогреватель 1
30 53-1015076-0! Триба подводящая 1
29 53-1015098-0/ Шланг 1
28 53-/0/5069 Экран 1
27 53-1015 085 -А Штуцер подводящий 1
26 252009 - 029 Шайба 2
25 21-3713090 Скоба 1
2k 53А-1015570 Оульт управления 1
23 53-1015545 Электровентилятор 1
22 69-1015048-01 Шланг 4
21 252135-029 Шайба 2
20 293277-029 Шайба 2
19 201457-029 Болт 2
18 53-1015082 Штуцер отводящий 1
17 297581-029 Ленто 2
16 53А-/015055 Труба заливная 1
15 297 586 -П29 Лента 12
1k 297580 - 029 Оря/кка 12
13 297575- П29 Шплинт 12
12 53А-Ю15912 Шланг 1
11 Г-51-1104170-01 Краник 1
10 53А -1015950 Бачок 1
9 252037-029 Шайба 1
8 293280-029 Шайба 2
7 290 502 -029 Болт 2
6 53А-1015379 Скоба крепления шланга 1
5 53А-1015063-0! Шланг 1
Л 250508-029 Гайка 6
3 252134-029 Шайба 7
2 201416- 029 Болт 7
1 53А-1015027 Горловина заливная 1
Ni п/п Обозначение Наименование Коп
УСТАНОВКА ПУСКОВОГО
^ОРУДОВАНИЯ ДВИГАТЕЛЯ
Листов 4
Даст 4
52-09-1015009
(Гиз&ещыия Да/nt
W8 13.12 #
’по
Hs извещения Дата
4783 29.01.75
19 538-1015010 Пцскобой подогреватель 1
18 250508 - 029 Гайка 1
17 201422 -029 Болт 1
16 53-1015349 Хомцт 1
15 53А-10/5339 Патрубок б сборе 1
/4 258025 -Л29 Шплинт 1
13 53-10/5342 Крышка S сборе 1
12 53-/305025-Б Рычаг сливного краника 1
11 258 001 - 029 Шплинт
10 51-1305040 Краник сливной 1
9 53-1015 035-А Патоибок газоотдадяший 1
8 252139-029 Шайба И
7 252004 -029 Шайба 5
6 201418 - П29 Болт 3
5 53-1015393 Прокладка 1
4 69-1015098-01 Шланг 2
3 297586-029 Пента 4-
2 297580-029 Пряжка 4-
1 29/575-029 Шплинт 4
ЛСв % Обозначение Наименобание Кол
Клеймо ОТ к
Дата бытюш
5ЗА-ID/5 0/0
к ° извещения Дата
5849 10.07.75
199___________
10
н
_____3&5
233
2
\\\
\\
Ь5±2 у
ОтрегулироВанное положение
регулировочной иглы
N. должно быть зафиксировано
\\ белой краской
шААз
17512
1
^G0t2
Ось газоотдодящего
' патрубка
6
5_
Испытания проводить сустаноВкой котла
и Вентилятора, как на автомобиле, по
инструкции заВода - изготовителя. 8 случае
необходимости, для обеспечения нормальной
работы подогревателя при комплектовании
Вентилятором, допускается подрегулировка
расхода топлиба. подогреватели, отправляемые
непосредственно на экспорт В запчасти В страны
сумеренным климатом, должны соответствовать
„ Положению о порядке подготовки и поставки
на экспорт изделий предприятиями
Минабтопрзма”утвержденному заместителем
министра автомобильной промышленности СССР
31.01.672.
О&Уоно I f\g£!£
Порядковый номер
lKff/1/rQCr 12717'67
Покрытие ". Зм. мч-123 черный, т. я
Дет. поз. 5 и 10 и резьбы соединений от окраски предохранить,
После испытаний подогревателя патрубок газоотОодящий В сборе,
покрасить снаружи и изнутри^ эмалью нц-184 ту 6. ю. 1097-71, черный. Ц
или эмалью мс-17, черный. ГУ. я
Остальные технические требования по окраске по ГОСТ 7593-70
Течь бензина В соединении дет поз 1 и поз. 2
не допускается
Течь бензина из дренажной трубки на
установившемся .режиме не допускается.
Все недостающие требования по ОСТ 37001.046-73
\180Ц5\
и 539-1015478-01 Трубка бензинопробода 1
10 Г-53-7015620-01 Электромагнитный клапан 1
9 252134-П 29 Шайба 2
8 375-1015739 болт 2
7 53-1015850 НобиВка теплообменника 1
6 0865-0822 Гайка сбечи 1
5 015- 1500 СВеча ГСР-65Я} 1
4 252134- П 29 Шайба 3
3 250 508-П 29 Гайка 3
2 53-1015800-62 Горелка 6 сборе 1
1 53R-1015700 Теплообменник В сборе 1
Поз Обозначение Наименование Кол.
и
£
1209j
1Т
120'
53-1015391-А
н'изВещения Дата
8562 13.05.72
R12
Л:
Вт
!Ф8
ЗотВ.
ФЛАНЕЦ ГАЗООТВОДЯЩЕГО
ПАТРУБКА ПУСКОВОГО
ПОДОГРЕВАТЕЛЯ
Сталь 08кллист гост9045-70 толщ. 2 гост3680-57
120*
Размеры, заключенные 6 прямоугольник
подлежат систематическому Входному
контролю на ГДЗГе). детальные размеры
даны для спраЬок
Расположение дет. поз. 2 относительно
дет поз. 1 как показано.
ПУСКОВОЙ ПОДОГРЕВАТЕЛЬ
В СБОРЕ
Неуказанные допуски ± 0,25
53-1015393 120' * 53-1015840
н°из6ещения Дата !7°изВещения Дата
3668 23.08. 74 5252 15.04. 75
Ф7- ЗотВ.
продать
R12
ПРОКЛАДКА ГАЗООТВОДЯЩЕГО
ПАТРУБКА ПУСКОВОГО
ПОДОГРЕВАТЕЛЯ
Ясбостальной лист марки ЛЯ 1 гост 12356-67
R8
Ф90-Ы6
Ф46-0.5
53-1015837
н°изВещения Дата
5252 15.04.75
6’6
К 7/2'1 ГОСТ6111-52
53-1015085-А
>/4
1,5*45'
//
I
№
60U
_ 39
| . 29
ЪжигшшыА
А-А
R1 Во Всех углах
/ж l&D шестигронника
15 *°Р5 шестигранник
извещения Дата
7275 5. 01. 72
Б
£22^
Поверхность шестигранников
д.6, чистой и гладкой.
Толщина стенок -4
Литейные уклоны-1. °
КОНУС ГОРЕЛКИ
ПОДОГРЕВАТЕЛЯ
Сталь 12x25 н 16 Г7ПР лист х[к rp.UL
ГОСТ 5582 - 61 толщ. 1 ГОСТ3680 - 57
ДИФФУЗОР ГОРЕЛКИ
Сталь 12x25 н 16 Г7ЯР лист х/к гр. и
ГОСТ 5582-61 толщ. 1 ГОСТ3680-57
Покрытие:
Нитроэмаль 660-сп
черный. !У. Я
Резьбу от окраски предохранить.
Остальные технические требования
по окраске по гост 7593-70
ШТУЦЕР ПОДВОДЯЩИЙ
ПРАВЫЙ
Чугун коВкий кч 35 - 4 о гост 1215 - 59
66-01-1015 010
Н'-избещения Дата
58Ь9 10.07.75
Отрегцлиробанное положение
регулировочной иглы должно
быть засриксиробано белой
краской
Покрытие. Эм МЧ-123, черный, /у я
Детали поз. 5и 10 и резьбы соединений
от окраски предохранить
После испытаний подогревателя патрубок
газоотбодящий б сборе подкрасить снаружи и изнутри
эмалью нц-184 ту бла. юз7- л черный руя или
Эм. МС17 черный. IVЯ
Остальные технические требования по окраске
ПО ГОСТ 7593-70
Испытания прободать с устанобкой котла и бентилятора
как на абтомобиле по инструкции забода- изготобителя.
В случае необходимости для обеспечения нормальной работы
подогревателя при комплектобании бентилятором допускаются
подрегул и робка расхода топлиба. Подогребатели, от продляемые
непосредстбенно на экспорт б запчасти б страны с
умеренным климатом, должны соотбетстбобать „ положению
о порядке подготобки и постабки на экспорт изделий
преоприятиями Минабтопрома, утбержденному заместителем
Министра абтомобильной промышленности СССР 31янбаря
1967года'.' Качестбо упокобки этих подогребателей
должно отвечать требобаниям заказ-наряда и единому
руководству по упакобке и транспортированию экспортных
грузоб, разработанному цнииту, издание 1966 года. При этом
качество и количество документации, бкладыбаемой
б тару с подогребателями, должно соотбетстбобать,, Положению
о порядке состабления, оформления и рассылки технической
и тобаросопрободительной документации на тобары,
поставляемые для экспорта^ утбержденному министерством
бнешней торгобли, а также требобаниям заказ-наряда
Гарантийная наработка 500 часоб работы
Течь бензина через дренажную трубку на
устанобибшемся режиме не допускается
Размеры, заключенные б прямоугольник
подлежат систематическому бходноми контролю
Остальные размеры даны для справок
Все недостающие требования по ОСТ37.001.046-73
10 66-01-1015618 Трубка бензопробода 1
Ю Г-55-1015620-01 Электромагнитный клапан 1
9 252134-П29 Шайба 2
8 375-1015 739 Болт 2
7 55-1015850 Нобибка теплообменника 1
6 0В65-0822 Гайка сбечи 1
5 015-1500 Сбеча (ср- 65я] 1
й 252134-029 Шайба 3
5 250508-П29 Гайка 3
2 53-1015800-52 Горелка б сборе 1
/ 66-01-1015700 Теплообменник б сборе 1
v-° "(п Обозначение Наименобание Кол.
ПУСКОВОЙ ПОДОГРЕВАТЕЛЬ
В СБОРЕ
173
91/2
Катетшбаб
45/1.5
Катет шба 2
\ Сборка с обеих сторон,
длина шба 25, шаг 50
Катет шба 4
Катет шба 2 Острая кромка -
не допускается.
При необходимости
оплабить
Ось газоотбодящего /
патрубка
Неплоскостнииг/о инииг'и,л , л Нпп?п max 4
деталей поз 4
через бодяные патрубки
Непараллельность
плоскости П относительно
крайних точек образующей
корпуса тахЗ
Вид сборки -газоэлектрическая
Шбы должны быть герметичными
кооме шбоб при приборке дет поз 46,5
Неплоскостность опорных по^РхнЯс^
12 262 542-П29 Пробка 4
11 53 Й-1015 755 Фланец слибной 2
Н‘- % Обозначение Наименобание Кол.
А
П5±2
IQOtZ________
100*2
480*1,5
ю 53 Й~ 1015 742 Трубка дреножная 4
9 53 Й- 40 45 760 Газоход б сборе 1
8 53-4045 757-04 Палец резьбобой 3
7 53Й-4015 735 Патрубок подбод я щий 4
6 53Й-4045 655 Кронштейн клапана 1
r- п!п Обозначение Наименобание КОЛ
м.
53FH015700
К-избещения Дата
7
6
1
5280
Катет шба2
уварка"
с з сторон
228*2
278/2
1700.76
~33*2
0
________с 6нутренней
стороны не допускаются
Катет шба
Размеры без допу скоб
даны для спрабок
5 53 Й-1015 703 Корпус с крышкой б сборе 1
4 53-1015 745-01 Кронштейн 2
3 53Л-4015 753 Кронштейн рычага 1
2 53Й-1015 730 Патрубок отбодящий 1
4 53й-4015 718-01 Патрубок газоотбодящий 1
н- п!п Обозначение Наименобание Кол
ТЕПЛООБМЕННИК
ПОДОГРЕВАТЕЛЯ В СБОРЕ
53(1-1015153
45.04.75
U719
1500.75
Роликобая сборка. .
'. Ширина шба 6
Шоб дол мен быть герметичным
отб.Д
нет
есть
53Ц-1015115
К:избещения Дата
~^5252
53И-Ю15703
ШУзбещения \Дата
Обозначение
53Й-1015 745
66-04-4045745
А-А
с 2 сторон
07/0,5
265/2
W
// Неуказанные
малые радиусы
рабны толщине
металла
Шизвещения Дата
7964 П.03.72
Ф128^
Обозначение о2‘ П03.1 ЛОЗ. 2 вес
53Й-4945703 90 53Й-1045705-04 53Н-1015745 0,984
66-04-1015703 115 66-O1-4O157O5-O4 66-04-1015715 0,979
2 см.таблицу Крышка теплообменника 4
1 см. таблицу Корпус теплообменника /
У-' Л/п Обозначение Наименобание Кол.
КОРПУС ТЕПЛООБМЕННИКА
ПОДОГРЕВАТЕЛЯ С КРЫШКОЙ В СБОРЕ
КРОНШТЕЙН КРЕПЛЕНИЯ
РЫЧАГА УПРАВЛЕНИЯ СЛИВНЫМ
КРАНИКОМ ПОДОГРЕВАТЕЛЯ
КРЫШКА ТЕПЛООБМЕННИКА
Сталь 42х 48444ОТ лист х/к гр. /7 ГОСТ5582-64
толщ. 4 ГОСТ 3680-57
Сталь 08 КЛ лист ГОСТ 16523 - 70
толщ 2 ГОСТ 3680-57
"W*
3 66-01-1015655 Кронштейн клапана /
2 66-01-1015700 Корпус с крышкой 6 сборе f
/ 66-10/5705- 01 Кронштейн i
Л6» n/n Обозначение Наименобание КОЛ.
Н; извещения Дата
/0078 21.12.12
Нрцзбещения Дата
10018 27.12.12
Кгизбещения Дата
5280 n.Ok.15
№ извещения Дата
8507 3004.12
1 66-01-1015057 TpyScr /
t 66-01-10/5054 Патрубок f
Н: % Обозначение Наименобание Км
t75
53 В-1015339
Н!избешеная Дата
7275 501.72
53R-1015340
проб, симметр.
53Я: 1015341
... леВ. показ
Я9-извещения Дата
8562
13.0572
Ф4531%25
Покрытие - 9м. ФЛ-749,
черный. !у.Я-2слоя или
- Эм бТ-780 черный.
Лак БТ-723. /у Я.
Остальные технические
требобания по окраске
ПОГОСТ 7593-70
Следы Выплескоб после
сборки не допускаются
R22,T5+0,2a
2 530-1015340 Патрубок прабыи 7
7 530-1015341 Патрубок ле бы и 7
ТРУ п/п Обозначение Наименование Кол.
Все неуказанные сечения поберхности детали
брать по мастер-модели, утбержденноиt
конструкторским отделом и спаренной с
мастер-моделью дет. 53Я- 707530о
Заусенцы не допускаются
ПАТРУБОК
ВОЗДУХОПОДВОДЯЩИЙ
ПАУ РУ БОК
ВОЗДУХОПОДВОДЯЩИИ
Сталь 08 кп. Лист ГОСТ9005-70
толщ. 0,8 ГОСТ 3680-57
Ш,5 ИЗ Ф27
I___
50
53Й-1015060
1-избещения\ Дата
4834
13. 04.71
52-8101456
54002155-й
Н-изВеидения Дата
275 209.75
№избещения Дата
6749 30.72.75
55Й-1015077
55-1015465
Я:из6ещения Дата
9543 23.05.69
Стык сборка,
шоб оолжен быть
герметичным
Надлине Я калибробать Ф 27-о,28
Заусенцы не допускаются
ПАТРУБОК ЗАЛИВНОЙ
ГОРЛОВИНЫ
Сталь 08кп лента 1,2 гост 503-67
В15
Ф44
70 приблизительно
Покрытие Ц6
Ф27
Ф29
-ШЛАНГ
ВОЗДУХОПОДВОДЯЩИИ
МРТУ 38-5-6105-68
Я-изВещения Дота
6059 23.08.75
ЦЕПОЧКА КРЫШКИ
ПАТРУБКА
Неперпендикулярность
торца Т относительно
оси max 2
ПАТРУБОК ПОДВОДЯЩЕЙ
ТРУБЫ
Сталь 08 кп лента 7,2 ГОСТ503-67
триб. 7 кл. 2
ГОСТ 6357-52
ГОРЛОВИНА
ТОПЛИВНОГО БАЧКА
Сталь08кп лента толщ. 0,8 ГОСТ503-77
51-4201121
55Й-1015375
Ф10 *-0.5
9:из6ещения Дата
3560 13.08.74
количестдо
ВиткоВ 2, напрабление
наВиВки безразличное
КОЛЬЦО ЦЕПОЧКИ
КРЫШКИ ПАТРУБКА
Пробол ока Я 0,8 ГОСТ9389-60
Ф7
'2отб.
кб
Я-'изВещения Дата
9501 I 29.0972
КРОНШТЕЙН КРЕПЛЕНИЯ
ЗАЛИВНОЙ ГОРЛОВИНЫ
Сталь 08кп лента 3x20 ПОТ503-71
176
53А-Ю15655
53А-1015346
53А-1075347
53-10153^2
К ° избещения Дата
7969 7703.72
ФБ5
2отВ
Заусенцы не допускаются
Неуказанные малые радиусы родны 5.
КРОНШТЕЙН КРЕПЛЕНИЯ
ЗЛЕКТР0МАГНИТН0Г0
КЛАПАНА
Сталь 08 КП лист 2р И ГОСТ 76523 - 70
толщ. 2,5 ГОСТ 3680 -5J
53-1015343
Притупить острые кромки
Ф3,2 продать
н° извещения Дата
8613 20. 05. 72
2 просечь
К8 я9
К1
Заусенцы не допускаются.
Покрытие
ЦБ ГОСТ 9791-68
Столь 08 КП лист ГОСТ 9095-70
толщ. / ГОСТ 3680'57
КРЫШКА ВОЗДУШНОГО
ПАТРУБКА
74° извещения Дата
373 19.03.70
н°из6ещения Дата
7275 5.01. 72
И’избещения Дата
3785 18.10.62
$99-0.52
КалиВродать
с одеих сторон
5 53 я -7075397 Труба /
9 257086-029 Гайка /
3 220086-П 29 Винт 1
2 288019-Л 29 Хомутик 1
1 52-8101936 Шланг 1
н° п[п Одоз качение Наименование Кол.
ТРУБА ВОЗДУХООТВОДЯЩАЯ
СО ШЛАНГОМ В СБОРЕ
53А -1015027
Н°избещения Дата
10933 16.10 69
3 53 Я-1015050 Горлобина б сВоре 1
2 51-3909083-5 Прокладка 7
1 53 Я-1075069 ПроВка 7
N' П/п ОВозначение Наименование Кол.
ГОРЛОВИНА ЗАЛИВНАЯ
С ПРОБКОЙ В СБОРЕ
Заусенцы не
допускаются.
Покрытие: Эм. ФЛ-199 черный, у. я
2слоя или Эм.бТ-180^
черный, лак 5Т-123. у. я
ТРУБА воздухоотводящая
Сталь 08кп ГОСТ 1050-60 лента толщ. 08 гостбоз-бт
53А-1015050
УизВещения Дата
7275 5. 01. 72
НаплыВы после пайки
не допускаются
2
1. Паять 8 пени с защитной атмоссрерой.
Проволока мм 1,5 ГОСТ 2112-62
Поверхностное омеднение на детали допускается.
2. Ш8ы должны Выть герметичными.
3. Горлодина должна Выть герметична под давлением
Воздуха 1,5 кг/см2 t _
9. Покрытие - Эм. мч. -723 черный, iv. я
5 53 Ф-1019202 Пружина 1
k 51-1002155-Я Цепочка 1
3 252539-178 Заклепка 1
2 51-9201121 Кольцо 2
1 53-1015393 Крышка 1
N‘ ПЩ ОВозначение Наименование Кол.
КРЫШКА ВОЗДУШНОГО
ПАТРУБКА В СБОРЕ
Приоарить точечной
сборкой 6 2 точках
53А-1015052
н'избещения Дата
6168 3.09. 71
Придарить точечн
сборкой б 3 точках
2 53 Я-1015052 Горлобина б сВоре 1
1 53 Я- 1015378 Фланец 1
№ П/П ОВозначение Наименование Кол.
3 53Я-1075060 ПатруВок 1
2 53R-7075062 Горлобина 1
1 53Я- 7075375 Кронштейн 1
А/° п/п ОВозначение Наименование Кол.
ГОРЛОВИНА ЗАЛИВНАЯ В СБОРЕ
ГОРЛОВИНА ЗАЛИВНАЯ
177
53-1015803-01
53-Ю15835-01
53-10 {5820-й
Для инструмента В
свободном состоянии
допускается искажение
9-изВещения Дата
5252 15.06.75
А
фб отверстия продать,
\как показано 4
А
-I <0
А-А
Точечная сборка
б Зточкд*
(Лизвещения Дата
5252 15.09.75
2 5
gi
ФИ
2боа
ви а Б
Лопатка
Допускается изготовление из ленты
толщ. 0,8
КОЖУХ ФУТИРОВКИ
ГОРЕЛКИ ПОДОГРЕВАТЕЛЯ
Сталь /2х /8 НЮТ лента 0,5 ГОСТ 4986- 70
УстаноВить дет поз 3 до упора
\В лопасти
53-1015833-01
Н-'изВещения Дата
9719 /50/ 75
Приоарить лопасти
детлдз 2 к депГпбзТ
и лоз 5 В 16 то чках
аргона-дугобой сборкой
Катет шба 4
5 53-1015837 Диффузор /
2 53-1015835-01 ЛаВихритель пламени /
/ 53-/0/5890 конус /
К- 7/7 Обозначение Наименование Кол
ЗАВИХРИТЕЛЬ
ПЛАМЕНИ ГОРЕЛКИ
^извещения Дата
10317 6. 08.69
Дет поз / разбальиебать
после приборки лопаток
Варить точечной сВарксй,
6лопаток. Неравномерность
расположения лопаток по
окружности не более 0,5
ФбТ-0,34
Размеры $62, Ф72, Ф80 даны для
инструментальной оснастки
В местах устанобки дет поз. 2
Внутренний диаметр дет. поз. 3
при необходимости зачистить
ЗАВИХРИТЕЛЬ ПЛАМЕНИ
ГОРЕЛКИ ПОДОГРЕВАТЕЛЯ
Сталь 12* 25 НЮ Г 7ЙР лист х/к Гр. /7 ГОСТ5582-61 толщ/
ГОСТ 3580-57
55-1015825-Й
К-изВещения Дата
3601 16.08.79
^Заготобка
R2
3 53-/0/5827-6 Патрубок /
2 53-1015 825-R Ч/опатка 6
1 53-1015823-Б Трубка за бихрител я /
Н‘- Чп Обозначение Наименование Кол
ЗАВИХРИТЕЛЬ ВОЗДУХА
ПОДОГРЕВАТЕЛЯ В СБОРЕ
53Й-1015419-01
К'извещения Дата
5280 17.09 75
, поВыбору
/68'
Вид А
39'
Каждое сечение изогнутой лопатки должно быть
по нормали к поберхности цилиндроб ф/0иФ91
Наклон бинтобой линии оснобания лопатки,,
-описыбаемой по цилиндру Ф/О, с/=/59, а бинтобой
линии Верха, описыбаемой по цилиндру ф91,
£-98*
Заусенцы не допускаются
Допускается изготобление детали без пазоб
для гибки
ЛОПАТКА
ЗАВИХРИТЕЛЯ ВОЗДУХА
Сталь 08 кл лист Гр // категория 4 гост 16525- 7а
тслщ / гост 3680-57
R/2 для Всех изгибоВ
к Размеры обеспечиВаются инструментом
С мят и трубки и гофры не допускаются
ТРУБКА БЕНЗОПРОВОДА
ПОДОГРЕВАТЕЛЯ
Томпак Л96 трубка 9*0,5 ГОСТ 617-72
78
| Газоэлытрическря
сборка > катет шба 2
539- 1015 790-01
К-изЗещения Дата
9525 2903.77
I Рпликобая сборка
ширина шба 6
Шбы должны быть герметичными
3 539-1015 793 Стенка корпуса 1
2 539'1015792-10 Переходник 1
1 539-/075797-20 Цилиндр 1
7Г- ”/п Обозначение Наименобание Кол.
ДНО ГАЗОХОДА
ТЕПЛООБМЕННИКА
Сталь 12 х 18 НЮТ лист х/к Гр н Г6СТ5582-6
толщ. 1 ГОСТ 3680-57
ЦИЛИНДР КАМЕРЫ СГОРАНИЯ
ТЕПЛООБМЕННИКА В СБОРЕ
550-1015793
К*избе щен и я Дата
5252 15.09.75
53Й-т57П
g КОРПУСА
Сталь 12*18НЮТ лист х/к
Гр /7 ГОСТ5582-61 толщ.1
ГОСТ 3680-57
53Й-№!5 76В
КЮзбещения Дата
5252 1509. 75
КОЛЬЦО
ВНУТРЕННЕГО
ГАЗОХОДА
Сталь 12* 18Н10Т лист х/к Гр. О
ГОСТ 5582-61 толщ! ГОСТ3680-57
А
15’
R2
7 п
SL
550-1015 795
НЮзбещения Дато
5252 15.09.75
.30
ОПОРА
-ТрГ ЦИЛИНДРА
-СРЕДНЕЮ ГАЗОХО-
ДА
Сталь12х18Н10Т лист х/к Гр И ГОСТ5582-61
толиЦ ГОСТ 3680-57
ЭКРАН СВЕЧИ
Сталь 12* 18НЮТ лист х/к Гр Г
ГОСТ5582-61 толщ.1 ГОСТ3680-57
53-1015 775-0!
Заусенцы не допускаются
Н- избещения Дата
5252 15 09.75
ТРУБКА СОЕДИНИТЕЛЬНАЯ
ЦИЛИНДРОВ
ТЕПЛООБМЕННИКА
Сталь 12*Т8Н10Т труба х/т38хо,58х7±о/
ГОСТ ЗЗЫ-72
55-1015823-6
/Пизбещения Дата
5252 7509.75
Допускается проточка до
отбортобки с обоих концобс
указанными размерами
Ф11 ^1 для инструмента
25
ТРУБКА ЗАВИХРИТЕЛЯ
ВОЗДУХА
Сталь 70 ГОСТ 10705-63 трубаЮ±Д2х7,2±О,Г2
ГОСТ 10704 -63
Л-А
55-1015800-62
ЦИЛИНДР КАМЕРЫ СГОРАНИЯ
Сталь 72х78н/от лист х/к Гр.П ГОСТ5582-6/
толш. 7 ГОСТ3680-57
Ф1Ю-0.Ч6
559-1015792-10
Заусенцы не допускаются
СТЕНКА КОРПУСА
ТЕПЛООБМЕННИКА
Сталь 12x16тот лист х/к Гр л Г0С75582-67
толщ 7 ГОСТ 3680-57
^избещения Дата
5252 15.09 75
ННа бнутрени
поберхности
ч> цилиндра но
*
бнутренней
цилиндра наплыбы
и другие неробности
от сборки
не допускаются
/ Газоэлектрическая сборка,_____
шоб непрерывный. Катет шба 9
Прибор ить дет , ооз. 5
к дет. пдзЮ электрсА
сборкой как показано\
Катет шба 2
Н-избещения Дата
9997 2709 77
Дет поз 1 стабить бырезом
б диффузоре горелки бберх,
как показано
Размеры 25 и 17 дань/ для инструмента
На указанных
участках сборной
шоб зачистить
снаружи
\ Газоэлектрическая сборка
Шоб должен быть герметичным
ПЕРЕХОДНИК ЦИЛИНДРА
КАМЕРЫ СГОРАНИЯ
Сталь 12 х 18 И ЮТ лист х/к Гр л ГОСТ5582-61
толщ. 1 ГОСТ 3680-57
5 53-1015 875 Экран сбечи 1
9 53-1015805-63 Крышка б сборе 1
3 53-70/5 892 футиробка 1
2 53-1015893-01 Кожух футиробки 1
1 53-/0/5833-0/ Забихритель пламени 1
л- п[л Обозначение Наименобание КОА
ГОРЕЛКА ПУСКОВОГО
ПОДОГРЕВАТЕЛЯ В СБОРЕ
Вид Б
Втулка сбечи
52‘±30'
\_5
Лет, поз. 2иЗ прибарить к бет поз. 1 кругом
газоэлектрической сборкой, шоб должен быть герметичным
Катет шба 2
15 ±30'
A
53-1015805-63
Н!избещения Дата
69Ы 2709 11
3 53-1015 820-Я Забихритель б сборе 1
2 53-1015811-01 Втулка сбечи б сборе 1
1 53-1015810-62 Крышка горелки 1
н- Чп Обозначение Наименобание Коп
КРЫШКА ГОРЕЛКИ ПУСКОВОГО
ПОДОГРЕВАТЕЛЯ В СБОРЕ
43 остальное
л-л
Ф20*°^
Зотб.
* л Ано
Шрифт 00-8
ГОСТ 2930-62
А
Шрифт по-5
ГОСТ 2930-62
КРЫШКА ГОРЕЛКИ ПОДОГРЕВАТЕЛЯ
Сталь 08 кп ГОСТ 1050-60 лист толщ. 8 ГОСТ чй41- 75
Букбы, цифры и рамки бдаблены
на глубину 0,5 3^
Знак к 1-и
по ШН 360-67
53-1015810-52
ЯШзбещения Дата
5219 8.09.75
53-1015812-01
90‘
\50
ФП~
U22M.5-6H
1,6*45' Г
Ф20-о,14
Н'избещения Дата
5059 13.03.75
ВТУЛКА СВЕЧИ
ГОРЕЛКИ ПОДОГРЕВАТЕЛЯ
Сталь Й12 ГОСТ 1414-54 круг 25-o,i4
ГОСТ 7417-57
53-1015850
Н-избещения Дата
2839 20.09.19
350-5
НАБИВКА
УПЛОТНИТЕЛЬНАЯ
ТЕПЛООБМЕННИКА
ПОДОГРЕВАТЕЛЯ
Шнур асбест обый Ф5 гост 1779-72
ИЗО
53-1015827-6
Н-избещения Дата
5252 15 04 75
53-1015892
Н-избещенип Дата
4719 15.01.75
268±2
53-1015497
Н-избещения Дата
3651 20.08.79
Конструкция по
7*9 отберстие
пробить
ПАТРУБОК ЗАВИХРИТЕЛЯ
ВОЗДУХА
Сталь 10 ГОСТ 10705-63
труба 45 ±0,4 х 1,8 ±0,18 ГОСТ 10704-63
ФУТИРОВКА ГОРЕЛКИ
ПОДОГРЕВАТЕЛЯ
Ткань асбестобая РТ-1 илиЯТ-2 ГОСТ6102-67
м 10 Xi-6$
90°
5059
КРОНШТЕЙН
КРЕПЛЕНИЯ ТОПЛИВНОГО
БАЧКА ПУСКОВОГОП0Д0ГРЕ8АТЕП
Сталь 08 кп лист категория 4 ГОСТ16523-70
толщ. 2 ГОСТ 3680-57
53-1015813-01
н-избещения Дата
13.0375
ВТУЛКА ТОПЛИВНАЯ
ГОРЕЛКИ ПОДОГРЕВАТЕЛЯ
Сталь 30 гост 1050-60 круглая 10
ГОСТ 7417-57
40ПЙ-Н04040
3 \^20,5^
53-1015811-01
Н'-избещения Дата
9913 2606.69
50*±/30'
Не соосность указанных
отберстий не более 0,5
/Сборка Б среде защитных
газоб. Шоб должен быть герметичным.
Катет шба 2
~2
53-1015813-01
Втулка топлибная
1 53-Ш15812-01 Втулка сбечи
Н-
п/п
К-избещения Дата
3538 13.08.74
Ф18,5-о.2&
Ф10*0>г
ФЛАНЕЦ ФИЛЬТРА
ПРИЕМНОЙ ТРУБКИ
БЕНЗИНОПРОВОДА
Латунь Л63лента толш.Д75 ГОСТ2208-70
53-1015479-Й
Н-избещения Дата
7486 1.02.72
Обозначение
Наименобание Кол.
ВТУЛКА СВЕЧИ ГОРЕЛКИ
ПОДОГРЕВАТЕЛЯ В СБОРЕ
53-1015488-6
7Q+O'S
йШзбещения Дата
3606 16.0874
СЕТКА ЗАБОРНОГО
ФИЛЬТРА
БЕНЗИНОПРОВОДА
Латунь Л80 ГОСТ3584-53 сетка 9016
ГОСТ 6613-53
53-1015469
д-избещения Дата
3600 1608.74
Ф32,5
/Рабочие поберхности
ПРОКЛАДКА ТОПЛИВНОГО
БАЧКА ПУСКОВОГО
ПОДОГРЕВАТЕЛЯ
Резина марки 7-3834 Т 9.38.005.204-71
Т ШН100 ГОСТ 15152-69
ТРУБКА ТОПЛИВНОГО
БАЧКА ПУСКОВОГО
ПОДОГРЕВАТЕЛЯ
Томпак Л 96 трубка 5*08 ГОСТ 617-72
180
18'130'
22. 03 74-
2580
53-1015055’А
^извещения Дата
16.08. 74
3601
R10
Прямая 6 заготобке
Заусенцы не допускаются.
R5
действ.
Припой ПОС-чО
ГОСТ 1*199-70.
Обеспечить герме-
тичность.
Разбальцеоать быход трубки
из му (рты не допускается
55-1015605
^извещения Дата
Вид А
б'зо'
Б-Б
120 ±1,5
Дет. поз. 3 приварить к дет поз 1 и 2
б 6 точках равномерно расположенных по
окружности ,
Дет. поз 1 приварить к дет поз 2 о 10
точках, как показано
Собираемость деталей обеспечить сборкой
Заусенцы не допускаются _
Покрытие: эм ФР-199, черный. W 2 слоя
или эм. БТ-(80, черный, лак БТ-123. п/. А.
Остальные технические требобания
по окраске по гост 7593- то.
12
3 53-10(5391-А Фланец
2 53-1015036 Верхняя часть f
1 53- 1015037 Нижняя часть 1
н° % Обозначение Наименобание Кол.
КОНЕЦ ГАЗООТВОДЯЩЕГО
ПАТРУБКА ПОДОГРЕВАТЕЛЯ
В СБОРЕ
5JA-1015 918-01
мизбещения Дата
5280 17. Ok. 15
Пробить
отверстие
указанной
тор мы
53-1015057
к° извещения Дата
8562 1305.72
53-1015599
тизбещения Ддта
7275 5. 01. 72
ио±1
120 ±1
(Ж
ФП-пробить
3 030-3255-8 Мусрта 2
2 015-3113 Гайка 2
1 53 A- 1015kl9-01 Трубка 1
Н’ п/п Обозначение Наименобание Кол.
ТРУБКА БЕНЗОПРОВОДА
ПОДОГРЕВАТЕЛЯ В ОБОРЕ
УГОЛЬНИК КОРПУСА
ПУЛЬТА УПРАВЛЕНИЯ
ПОДОГРЕВАТЕЛЕМ
Сталь 08 кп лист категория 4 гост 16523-70
толщ. 1,5 гост 3680 -57 или
сталь 08 кп гост Ю50-60 лента толщ. (5
ГОСТ 503-71
R2fa
Вид А
__________160±1,5
60±<
R24
Все незаданные сечения поберхностей
детали брать по мастер - модели,
спаренной с мастер - моделью дет.
53-1015036.
КОНЕЦ НАПРАВЛЯЮЩИЙ
ГАЗООТВОДЯЩЕГО
ПАТРУБКА-НИЖНЯЯ
ЧАСТЬ
Сталь 08 кп лист гост 9065-10
толщ. ( ГОСТ 3680 - 57
53-1015069
90* 45
Г/
30* °’5
6 сбободном состоянии
Ф7 пробить
пробить
Вид А
7_Г±П
Покрытие : эм. Фл-(*Ю,
черный 1УА -2слоя или
эм. БТ-180, черный, лак БТ-123
Я. А.
детальные технические
требобания по окраске по
ГОСТ 7593-70.
Заусенцы не допускаются.
ХОМУТ КРЕПЛЕНИЯ
ВОЗДУХОПОДВОДЯЩЕГО
ПАТРУБКА
Сталь 08 кл гост Ю50-60
лента толщ. 1,5 гост 503-67
1/1/5° с обеих сторон
V з кругом 53-1015998
Ф9
N ° извещения Дата
/474 26.Q5.10
16
20
ю извещения Дата
8613 20.05.72
R15
Заусенцы не допускаются.
Покрытие: ПТЦПКА
Ц6 ГОСТ9791-68. и / -7//Л/1
ПЕРЕХОДНАЯ КРЕПЛЕНИЯ
ТОПЛИВНОГО БАЧКА
Сталь А-12 ГОСТ I*ti9-5*t
круг. диам. 24 Г0СТ7*Н7-57
53-1015590
№ извещения Дата
3668 23. 06.7k
/4
Покрытие, эм. Фл-1^9. черный, /и. А
г слоя или эм.БТ-180, черный
Лак БТ-123. tv. А.
ЭКРАН ШЛАНГА
ПОДВОДЯЩЕЙ ТРУБЫ
ПУСКОВОГО
ПОДОГРЕВАТЕЛЯ
Сталь 08 кп лист ГОСТ 90*16-70
толщ. 1 ГОСТ 3680-57
А4
ЛД--------Х"
74 45- _
э
zJl
Число биткоб
Сопротибление
СПИРАЛЬ КОНТРОЛЬНАЯ
ПУСКОВОГО
ПОДОГРЕВАТЕЛЯ
Сталь х 20 н 80 пробол ока
круглая 0,93°^ гост 12766-67
спирали -3,5
спирали -3,5-00s ома.
181
105
А
Г-53-Ю15620-01
АРизВгщения Дата
9223 16.08.72
А-А
Клапан должен четко срабатыбать
при напряжении 9 Вольт.
При проВерке на герметичность игла
должна быть отдернута на 2.. зоборота.
Гайки сальника поз. 18 задернуть
до обеспечения герметичности, после чего
законтрить дет поз. 16.
Размеры даны для справок
?3б,5
Вид В
подернуто
22 23 24
Из бака
8L
Порядковый номер
Шрисрт пс-3
ГОСТ 2930-62
Вид 6
К подогревателю |
Дата Выпуска
Шрисрт по -3
ГОСТ 2930-62
М.10х1КЛ.2
15
5
21
М6кл.2
2 отд.'
Электромагнитный клапан проверять на герметичность
на установке под Вакуумом д 1600-1100мм Водяного столба,
пааение Вакуума за 0,5 мин не допускается.
П165-1015522 Уплотнитель
11 П166-1015523 болт клеммобый
2L 250462-П29 Гайка
21 /7100 -3192 Шайба упорная сальника
20 К33-1107019-6 Сальник
19 ПЖо 12-1015515 Игла регулировочная
18 ПЖ512-1015519 Гайю сальника
17 К 33-1107245 Пружина
№ Шп Обозначение Наименование Кол.
\20
16 ПЮО-3195 Гайка специальная
15 55-1378 Прокладка
1L П1008-1015747 Штуцер
13 851U6O-П 29 Штуцер поддодящий
12 ПЖ612-Ю15505 Основание клапана
11 030-31Ь7-6 Прокладка уплотнительная
10 850351~П 29 Винт
9 015-3174 Пружина катушки клапана
8 030-3165 Пружина клапана
7 030-3157- 6 Сердечник клапана
6 030-3155 Корпус клапана
5 030-3161-5 Втулка направляющая
5 030-3170-Г Катушка клапана
3 П100-3156-Л Крышка корпуса клапана
2 252132-П 29 Шайба
1 222^10-029 Винт
№ п/л Обозначение Наименование Кол
ЭЛЕКТРОМАГНИТНЫЙ
КЛАПАН
ПОДОГРЕВАТЕЛЯ
\ Роликодая сборка
кругом, шо б дю
герметичным,
ширина шВа 7
бочок должен быть герметичным при испытании давлением
Воздуха 0,3 кг/см 2 В Водяной Ванне.
Допускается пайка мест негерметичности соединения
дет поз. 2и дет. поз. 1 мягким припоем пос 30 гост 1499-55
на участках не более 15
4 353052-П Пробка 1
3 53-1015 480-Л Фильтр В сборе 1
2 53 Я-1015472 Низ бачка 1
1 53 Я-1015458 Верх бочка 1
Е Обозначение Наименование Кол.
53А~1015455
№издещени я Дата
8739 8. 06. 72
5АЧ0К ТОПЛИВНЫЙ
ПУСКОВОГО
ПОДОГРЕВАТЕЛЯ
1
_ 1 рубка после
окраски должна
свободно пропускать
Воздух
Покрытое:
Снаружи эм мч-123, черный, ш. я.
Резьбу от окраски предохранить.
Остальные технические тредоВания
по окраске ПО ГОСТ 7593-70
53. А -1015 4.50
А/°издещения Дата
8739 8.05.12
2.
5 53-1015479-П Прокладка 1
Т 5 ЗЯ-1015455 ТоплиВный бачок /
1 53-1015458 Пробка 1
№ п/п Обозначение Наименование Кол
5АЧ0К ТОПЛИВНЫЙ
ПУСКОВОГО
ПОДОГРЕВАТЕЛЯ В СВОРЕ
CXI
со
53А-1015705-01
Роликовая сборка
ширина шба 6
5/5
Ф2/>-ой
58__Б
100*0,2
Допускаются
неробности по
контуру орлан цеб
до 2 мм.
г избещения Дата
5252 150^. 75
24/1
вид А подернуто
- 111 ж пн iii-wi ж ш ж ш । ж i ш i ж ж ж ж w пн WIL1 Ш нжнж iwwwm
2*4/
ГОСТ 12717-67
53 А-1015 755
н'избсщения Дата
4719 15.01. 75
ФЛАНЕЦ СЛИВНОЙ КОРПУСА
ТЕПЛООБМЕННИКА
ПОДОГРЕВАТЕЛЯ
Сталь Д12 гост /4/4-54
круг, калибр 18 гост 74-17-57
4s*e
б
71*0,5
53-1015732-01
мизбещения Дата
5252 15. 04 75
ТРУБА ОТВОДЯЩЕГО
ПАТРУБКА
ТЕПЛООБМЕННИКА
Сталь I2.XI8H ЮТ
труба '/т 28Щ45 К1,2Щ1» ГОСТ994/-72
1 OD*
10
Для инструмента
Обозначение
53А-1015705-01
06-01-1015705-01
180
~155
Гозобоя сборка с 2 сторон
/Катет шоа 2
/ Шоб зачистить
53 -1015718-01
т извещения Дата
16. 1055
19 ±1
10933
Газоэлектрическая сборка
Катет шба 4. 7
Шоб должен бить непрерывным.
2
ZI
н°
п!п
53- 1015720-01
53- 1015725
Обозначение
Патрубок_________
Фланец___________
Наименобание
ПАТРУБОК
ГАЗООТВОДЯЩИЙ
ТЕПЛООБМЕННИКА
ПОДОГРЕВАТЕЛЯ В СБОРЕ
53-10157^5-01
Vе избещения Дата
5849 10. 07. 75
Неи казанные радиусы i мм.
Сборные шбы должны быть
герметичными.
КОРПУС
ТЕПЛООБМЕННИКА
ПОДОГРЕВАТЕЛЯ
Сталь 12Х 18 И ЮТ лист х/к гр н
ГОСТ 3582-61 толщ 1 ГОСТ 3680 - 57.
53 А-1015733
^извещения
5252
Дата
15. 04. 75
Обозначение
53А-1015733
66-01-1015053
ОТВОДЯЩИЙ
А
33
59
ПА ТРУБОК
ТЕПЛООБМЕННИКА
Столь 12 к 18 Н ЮТ труба */Т 28*0,45*1,2*0,18
ГОСТ 9941 - 72
53-1015720-01
ншзбещения Дата
5252 15.04.75
Допускается изгоскоб-
ление из материала
сталь 12К18НЮТ лист х/к
гр. да гост 5682- 61
толщ. 1,2± 0,11 ГОСТ3680-57
с последующей сборкой
ПАТРУБОК .
ГА300ТВ0ДЯЩИИ
ТЕПЛООБМЕННИКА
Сталь 12 к 18н ют труба х/т
50 ±0,5* 1,2*0,15 ГОСТ 9941-72
Деталь поз 1 прибарить к дет.
поз 2 газоэлектрической сборкой
за 2 любые противоположные грани.
Катет шба 4
На участке Д радиус * может
быть убеличен до R12.
2 53-1015746 Кронштейн
/ 250510-П Гайка
"у. Обозначение Наименобание
Кол.
КРОНШТЕЙН КРЕПЛЕНИЯ
ПОДОГРЕВАТЕЛЯ В СБОРЕ
Дет поз 2 сталь 08кп лист гост 16523-то
ГПОЛЩ. 2 ГОСТ 3680-57
53-1015725
53А -1015733
53- 1015732-01
Обозначение
ж избещения Дата
5059 19 0575
мб~бн-3отб.
ФЛАНЕЦ
СОЕДИНИТЕЛЬНЫЙ
ГАЗООТВОДЯЩЕГО
ПАТРУБКА
Сталь 08 КП ГОСТ 1050 - 60
лист толщ. 5 гост 4o4i - 71
53 А-1015 730
^извещения Дата
10933 16.10. 69
'^^Газоэлектрическая сборка
' кругом. Шоб Оолжен быть
герметичным.
Патрубок отводящий
Труба отводящего патрубка
Наименобание
ПАТРУБОК ОТВОДЯЩИЙ
ТЕПЛООБМЕННИКА
В СБОРЕ
Кол.
Газоэлектрическая
сборка Катет шба З
Шоб должен быть
герметичным
53А-1015735
10°±Г
мизбещения Дата
361 72 02 70
КЗ
59 ±0,5
53-1015737-01
мизбеихения Дата
5252 15.04. 75
75
0,5*4£_
Ф7,5^
S3 а-1015751
мизбешрния Дата
5280 17.04.15
ь2Г
53А-10157^г
Обозначение Поз 1 А
53А- 7015735 53А-1015738 48
55-01-7015735 66-01-1015738 б4
ТРУБКА ПОДВОДЯЩЕГО
ПАТРУБКА
ТЕПЛООБМЕННИКА
Сталь 12x18НЮТ труда х/к
28 + 0,45 * 1,2+0,18 ГОСТ 9941-72
Допускается изготобление из материала-,
сталь ю гост 10105-63 труда /ох/ гост/0704-ез
или сталь Ю гост 8733 -66 труда */т /Oxi
ГОСТ 8734 -58.
РАСШИРИТЕЛЬ ДРЕНАЖНОЙ
ТРУБКИ ТЕПЛООБМЕННИКА
ПОДОГРЕВАТЕЛЯ
Сталь А!2 гост /4/4- 54 круг калиф. 10-о,2
ГОСТ 74/7 - 57
1
\
§
г'извещения Дата
5280 17.04. 75
Электродугобая сборка б COz
плодящимся электродом.
2
2 53А-1015 751 Расширитель 1
53Д- 1015750 Трубка дренажная 1
№ п!п Обозначение Наименобание Кол.
ТРУБКА ДРЕНАЖНАЯ В СБОРЕ
2 53-1015737- 01 'Труда
/ См. таблицу Патрубок /
№ % Обозначение Наименобание Кол.
ПАТРУБОК ПОДВОДЯЩИЙ
ТЕПЛООБМЕННИКА В СБОРЕ
53 А-1015 773
уизбещения Дата
5252 15. 04. 75
42*7
Ф под накатку
резьбы
53-1015757-01
тгизбещения Дата
5059 13 03. 75
21,5*
20*'
^(v)
53А-1О1575О
н'избещения Дата
5280 17.04. 75
Ф2И
Допускается изготобление из стали 15
ГОСТ 1050~ 60
ПАЛЕЦ РЕЗЬБОВОЙ
ПОДОГРЕВАТЕЛЯ
Сталь 10 гост М5О-6О.
* Размеры обеспечить
инструментом.
Заусенцы не допуска-
ются.
ТРУБКА ДРЕНАЖНАЯ
ТЕПЛООБМЕННИКА
ПОДОГРЕВАТЕЛЯ
Сталь х ТИН тот труба */т 7* о,2*т±о,т
ГОСТ 9941-72
53А-1015738
мшзбещения Дата
5252 15.04. 75
Обозначение /!
53А- 7075738 52
66-01- 1015738 68
ПАТРУБОК ПОДВОДЯЩИЙ
ТЕПЛООБМЕННИКА
Сталь !2х18Н ТОТ труда */т
28^0,45 *1,2±0,18 ГОСТ 9941-72
53А-1015785
53-1015780
Фбз^2- калибробать с одеих
сторон но длине 25
А .
к° избещения Дата
5252 75. 04. 75
А
НА
ПЕРЕХОДНИК
ГАЗОХОДА
ТЕПЛООБМЕННИКА
СРЕДНЕГО
На Инутреннш поверхности
наплывы и другие нерооности
от сварки не допускаются
722 *1
Катет шба 2
Допускается изготовление из
стали !2х!8 н тот лист */к гр Г
ГОСТ 5582-61 толщ. 1Д ГОСТ3680-57.
Заусенцы не допускаются
Сталь 12Х18НЮТ лист х/к грЦ ГОСТ5582-61
толщ. 1 ГОСТ 3680-57
ЦИЛИНДР ГАЗОХОДА
ВНУТРЕННЕГО
ТЕПЛООБМЕННИКА
Сталь 12Х18НЮТ труда */т 65±о,65* $ыуэ
ГОСТ 9941- 72
4
А
fat 2
246t 7,5
АоА
н°избещения Дата
5280 17. 04. 75
Вид сборки- газоэлектрическая,
кроме сборки дет. поз. 3.
Катет шоа 2.
Шбы должны дыть герметичными.
Герметичность шбоо проберять
боздухом под доблением 2кг/смг.
На бнутреннец поверхности
наплыбы и другие нерооности
от сборки не допускаются.
Дет поз.З прибарить
к дет. поз. г ——
б 2~ точках каждую,
как показано
12O’t7"
72O't7"
k 53А-1015790-01 Цилиндр камеры сгорания 1
3 53А-1015795 Опора цилиндра 3
2 53А-1015785 Цилиндр газохода 1
1 53 А- Ю15786 Кольцо газохода 1
N", п!п Обозначение Наименобание /Сол.
ГАЗОХОД ВНУТРЕННИЙ ,
ТЕПЛООБМЕННИКА В СБОРЕ
ДлистЪите
45° 6 2местах
(Bls
53А-1015499
Нгиздещения\ Дата
7964
17.0312
А~А побернцто
'В 2 местах
50ff
R20
3
аять кругом
припоем ПОС-30
Ф8,3 max
496-1015410
N-изВещения Дата
6112 29.0875
Ф9
53А-1015412
Н-изд€щения\ Дата
8138
3103.72
Вид Б
А-А
15tZ у
Подчеркнутые размеры яВляются
установочными и подлежат контролю.
Остальные размеры справочные
ЮН
МП
66-8102080
N-изВешения Дата
7269 05.01.72
2.5.
А
а.
69, не доп ее
36+1.5
Внутренние радиусы сгибоб раВны
топщине металла
Заусенцы не допускаются
Покрытие: Ц6
КРОНШТЕЙН ПЕРЕХОДНЫЙ
ТОПЛИВНОГО БАЧКА
Сталь 08 КП лист ГОСТ 16523-70
толщ. 3 ГОСТ 3680-57
14-0.24 кВадрат
Ъ77Щ
Ф3.5
3 298 333 -П Му (рта конусная 1
2 298 336 -П 29 Гайка 1
1 66-101597/ Трубка 1
Ns п/п Обозначение Наименование Кол.
ТРУБКА ТОПЛИВНАЯ
В СБОРЕ
доз.Г латунь Л96 труба 8*о,8 гост 677- 72
5
4
3
2
1
Ns
%
496-7075410
297 575-П29
297580-029
297587 -Л29
63-7073701-Л2
Обозначение
Трубка толлибная
Шплинт__________
Пряжка__________
Лента___________
Шланг___________
Наименование
Коп
ТРУБКА ТОПЛИВНАЯ
СО ШЛАНГОМ В СБОРЕ
Вид В Ф48+0.5
Дата Выписка
(месяц, год)
Оседой люсрт дала должен быть
6 пределах 0.1.0.5 мм
Вращение прайсе со стороны
прадеда.
Допускается изготодление без
технологических ВыдоВок.
Остальные технические требова-
ния по ГУ 37.029.365-68
ЭЛЕКТРОДВИГАТЕЛЬ
ОТОПИТЕЛЯ
В СБОРЕ
КТУГОСТ12717-67
05.08.10
2216
(-51-110^170-01
Н:ш8ещения\ Дата
Несоосность указанных
поверхностей относительно
резьбы max 0.15
Z4
12.5
Технические требования по ОН 025 287- 65
КРАНИК БЕНЗИНОВЫЙ
(В ПВ)
4 252152- П29 Шайди 4
3 224 570 -П29 Винт 4
2 53-1015555-01 Кронштейн 1
1 53-1015550 ЭлектроВентилятор 7
Не п/п Обозначение Наименование Коп.
53-1015545
N-извещения Дата
10085 28.1212
ЭЛЕКТРОВЕНТИЛЯ ТОР
ПУСКОВОГО ПОДОГРЕВАТЕЛЯ
О КРОНШТЕЙНОМ В СБОРЕ
185
А-А
М2-1
Фб^'08пробить 3 технологических
отберстия на равном расстоянии
друг от друга по окружности
\30 - 8102032-~Б
н* щи. гщения Дата
30-8102026
30 -810202k
1
Неуказанные допуски ±0,5 мм.
26^,1
6 отд.
Допускается изго-
товление из ленты
толщ. 2 ГОСТ 503-71.
Неуказанные
допуски ± О, з мм.
Дата
26.04.74
^извещения Дата
9989 26.0912
№избещения Дата
4450 17. 03. 71
Постоянные
30. 00. /4
3703
в-в
22 лопатки равномерно
расположенных по
окружности
Д
25
дЗвбИдбёрхно-
т ста мьтал/.
Вид Г
В
8идД
М2-1 4-пц
<и9
Б-Б
М2 I
вы дедка
РОТОР ВЕНТИЛЯТОРА
Сталь 08 кп лист гр. Д гост 9045-70
толщ. 0,8 ГОСТ 3680-57
53-1015555-01
ПРОКЛАДКА ВЕНТИЛЯТОРА
Картон прокладочный марки , Р толщ. 1
ГОСТ 9397-60
13 - 810203k
ВКЛАДЫШ КРЫШКИ
КОРПУСА
ВЕНТИЛЯТОРА
Сталь 08 кп лист категория 5 гост 16523-70
толщ. 2 ГОСТ 3680-57
30-5303Оk5
БУФЕР
ТУ 38 005 209-11
Резина марки 7-Н-26-П
исполнение т 1 н too гост 15152 - 69
53-1015585
^извещения Дата
9225 16. 08 72
Прямая 6 заготовке
18^10,5
Заусенцы не допускаются.
86
R5
Покрытие Эм. Фл-149, черный, 1У А - 2 слоя _
или Эм. 67-180, черный лак БТ-123, ni.A.
Остальные технические требобания
по окраске по гост 75УЗ-70.
КРОНШТЕЙН
КРЕПЛЕНИЯ
ЭЛЕКТРО ВЕНТИЛЯТОРА
Сталь 08 кп, лист категория 5
ГОСТ 16523-70 толщ 2,2 ГОСТ 3680 ~ 57
н°извещения Дата
5833 19. 07. 71
M5*0£Kfi.l
10
Ф12-0,12
/*4/
16 у
19
0,5*45*
с обеих сторон
Фб+^°^& развернуть
Непараплельность торцев Ди Д< 0,05мм, не более.
Неперпендикулярность торцеб Д и Д1 относи-
тельно отберстия Ф6+0>0^ 0,05 мм^н^п^ее’п .п
биение Ф12-0,12 относительно Ф6*°>°*3 0,10 мм,
не более.
ВТУЛКА РОТОРА
ВЕНТИЛЯТОРА
Сталь А12 гост /4 /4 - 54,
круглая 18 гост 7417-57
^извещения Дата
3606 /6. 08- 74
кл.2
2 отд.
____10
^22
Р25±05
22
25tQ5r
ФЮД*0’*2
Заусенцы не допускаются.
Покрытие эмалировать.
КОРПУС
КОНТРОЛЬНОЙ
СПИРАЛИ
Сталь 08 кп лист категория 5 гост 16523-70
тОЛСЦ. 1 ГОСТ 3680-57
18 6
53А-1О1557О
ВивА фигура!
Размещения Цата
9223 16.03.72
Пробить отберстие
указанной формы
53-10155 75-01
№ извещения йота
5592 15.08.7 4
Красный
19
Ю
18
6
8
Вид A сригцра И
/5
ч
78
69
3
13
Вид А Обозначение
фигура Узел б сборе Воз.17 | Поз.18
Т 53А-/0/5 570 5-53372113516.
/7 88-01-10/5570 ГбШ1-372413$рВ372Ш-Б'
79 66-3729337 Пробод 7
18 см. табпиии Пробод 1
17 см. таблицу Пучок ллободоб f
16 66-3729/58 Пробод
Nt п/п Обозначение Наименобание Коп.
Фиолетобый
Черный
Голубой
Красный
Оранжебый
17
Фиолетобый
Голубой
16
15 220 08!-929 Винт 2
М 257 086-П29 Гайка 2
13 /2-3722220 Предохранитель f 77Р2-6) 1
12 252 002- Л29 Шайба 2
11 220 098 ~ 029 Винт 2
10 51-37 09 051-Б Ручка переключателя 1
9 2/-3709 030 Гайка переключателя 1
8 2/-3709 038 Шайба прокладочная 1
7 53-1015575-01 Корпус лильта б сборе 1
6 53-/0/5582 Короче спилили б сборе 7
5 20-3709070-62 Переключатель Г Л-305) 1
4 252/52-929 Шайба 2
3 251 082- Л29 Гайка 2
2 220 051 -029 Винт 2
1 Г-66-71-37/9/90 Выключатель сбечи ВК-57 1
л? % Обозначение Наименобание Кол
ПУЛЬТ УПРАВЛЕНИЯ ПУСКОВЫМ
ПОДОГРЕВАТЕЛЕМ В СБОРЕ
37
Ф5
I 2от
Ш0.5
23 ,
J8.5,
Прибарить б 2 точках,
Сфера
Тота.
7L
32+0.5
^8,5+0,5
93+f
/у\ Пробить
отверстие
указанной
формы
.30
565
/ допускается кругом
773+0,5
27+0.5
Покрытие: ЭМ МЧ-123 черный, ш.д
Остальные технические требобания
по окраске по ГОСТ 7593-70
___29 г
^*85..
75
ход 18
Вид А
А-А подернуто
2 53- 10/5 605 Угол6 ни к корпуса 2
1 53 -/0/5580-01 Корпус пульта 7
ж? Чп Обозначение Наименобание КОЛ.
КОРПУС ПУЛЬТА В СБОРЕ
поз. 1-сталь 08 КЛ лист категория 5 гост 76523-70
топщ. 0,9 ГОСТ 3680-57
Электрическая схема переключателя
Тленно
2
3
Назначение клемм
Питание ~
Электробентилятор
2О-37О9О1О-Б2
Н?избещения Лата
6142 04.0975
М4 кл.2
' 4 бинта
Тип изделия
Все остальные детали оцинкобать
Толщина слоя не менее 0,005мм
для корпуса не менее 0.072мм
У электромагнит. клапан
Марка забода Эскиз посадочного места
Размеры отверстия
б щитке абтомобиля
\Цата бы пуска
М12*1.25кл2^
8JL-&K
Подчеркнутые размеры ябляются устанобочными и подлежат
контролю б собранном изделии.
Остальные размеры ябпяются справочными.
Остальные технические требования по ту 37.003977 -73
ПЕРЕКЛЮЧАТЕЛЬ В СВОРЕ
187
no
2i
5T
№извещения Лота
2250 7.027k
N-извещения Лата
$778 17.1172
№ извещения 1 Hama
2818 13.1070
3 4ОПА-77ОШО Фланец азильтра 7
2 53-1015М2-А Фильтр 6 сборе /
1 40 71A-7704025 Штуцер /
to У? Обозначение Наименобание Коп.
^извещения Лата
3606 15.08.7k
Н-избещения Лата
6067 25.0875
2 53А-7075077 Аатрцбок /
/ 53-7075078-07 Триба /
77: Чп Обозначение Наименование Кол.
2 534015088-6 Сетка 1
/ 53-7075485-8 Карпио 7
77s п/п Обозначение Наименование Кол.
/60
3 53A-1015090 Патрубок Т
2 53A -1015081 Труба отводящая f
/ 53A-10f5056 Труба залибная /
"F| п/п Обозначение Наименобание ж
ЯШ11!1Р11Ш11111Н111!|111111!11||||||||11!11Н11111Н1|1!1111111
Газоэлектрическая сборка,
катет шба 2.
Шбы должны быть герметичными
Ось отберстия под
газоотбодящий патрубок
Герметичность шбоВ проб ер ять
Воздухом при даблении 2кг/см2
53 A-1015760
Ф39*о,3~
30 ,,
Ф99/75г
862.5
должны быть герметичными.
Ф39^'3Т
____95/
Роли ко ба я сборка.
Ширин а шба 6
ЦИЛИНДР НАРУЖНОГО
ГАЗОХОДА ТЕПЛООБМЕННИКА
Сталь 12 >-18НЮТ лист х/к Гр.Д ГОСТ5582-61
толщ. 1 ГОСТ 3680- 57
Шбы должны быть герметичными.
Неуказанные малые радиусы / мм.
Заусенцы не допускаются
________________/28//
267 для спрабок______
Нгизбещения Дата
5280 /7.09.75
3 53 А-1015 780 Газоход Внутренний /
2 53А-1015 752 Газоход наружный /
/ 53А-10/5 797 Дно газохода /
Поз. Обозначение Наименобание Коп.
ГАЗОХОД ТЕПЛООБМЕННИКА
ПОДОГРЕВАТЕЛЯ В СБОРЕ
53A-10157S2
iiiiiiiiiiiiiiiiiiiiiniiiiiiiiiiiii
/20-1
760//
Газоэлектрическая___
сборка. Шоб зачистить
5ZA-1015 765
№ избещения Дата
5252 /5.09.75
55 А~ 1015 770
Роли ко бая сборка л л
Ширина шба б Я ~Я
Газоэлектрическая сборка.
Катет шба 2
4
160 для спрабок
Дет. поз. 2 _
прибирать к дет.
поз. 3 6 2 точках
каждую
Не избещения Дата
5280 17.0 Д. 7 5
Б
12+1
А-А
Шбы должны быть герметичными
Герметичность проберялпь Воздухом
при даолении 2 кг/см г
Сборочные бы плески не допускаются
\В указанном меслШ^
допускается газо-
электрическая
сборка
5 53А -1015 773 Переходник /
4 53 А-1015 770 Цилиндр средний /
3 53А-/015 765 Цилиндр наружный /
2 53А -1015 777 Опора корпуса 3
1 53 А -10157750! Труба соединительная 2
Соз. Обозначение Наименобание Кол.
/90//
Б~б
Газоэлектрическая \
сборка. Шоб зачистить
ГАЗОХОД НАРУЖНЫЙ
ТЕПЛООБМЕННИКА В СБОРЕ
6
9з избещения Дата
5252 /5.09.75
Роликобая
соарко. Ширина
шба 6
Шбы должны быть герметичными.
Неуказанные малые радиусы /мм.
Заусенцы не допускаются
герметичными.
ЦИЛИНДР СРЕДНЕГО
ГАЗОХОДА ТЕПЛООБМЕННИКА
Сталь 12х/ВН10т х/к Гр. я ГОСТ 5582 - 6/
толи/. Г ГОСТ 3680- 57
то
У-избешения Дата
760k Н. 02 72
Н-избещения Дата
M8k 26 03 72
10 66-8102080 Электромотор б сборе /
9 30-53030^5 буфер 2
8 30-8102016 Корпус бентилятора 1
Поз.7состоит из:
У* п/п Обозначение Наименование Кол
7 53-1015 552 Корпус бентилятора /
6 30 8102 026 Прокладка 1
5 252152-П29 Шайба 6
4 251082-929 Гадка 6
3 22k 570-929 Винт 6
2 81Щ-8102030 Ротор б сборе 1
/ 30-8102020 Крышка корпуса б сборе f
Н’- Чп Обозначение Наименование Кол
Н^избетения Дата
3703 30.08. 74
гПизбещения Дата
5550 i 28.05. 75
3 13-8102 03k Втулка ротора
2 30-8102032-6 Ротор бентилятора /
1 2k2k71-98 Винт I 7
п/п Обозначение Наименобание I J I Кол
191
53-1015582
21-3709030
(^извещения Дата
9223 16.08.72
№ извещения Дата
6572 18.11.75
9
9 53-7075593 болт крепления спирали 2
8 53-1015590 Спираль контрольная /
7 292 д69 -7729 Винт 2
6 252 004 -П29 Шайба 2
5 25215k - П29 Шайба 2
9 250608 - 7729 Гайка 4
3 53-1015599 Шайба малая 2
2 53-1015597 Шайба изолирующая 4
1 53-1075585 Корпус контрольной спирали /
77г % Обозначение Наименование Кол.
КОРПУС КОНТРОЛЬНОЙ
СПИРАЛИ В СБОРЕ
81-3709038
3/2.5ta3
^извещения Дата
2841 20.04.74
ШАЙБА КРЕПЛЕНИЯ
ПЕРЕКЛЮЧАТЕЛЯ
Картон прокладочный марки 5 ГОСТ9347-60
Д,
Обозначение Д, 4
53-7075597 16Ш25 6.5 +°>г
уЗ-7075599 10,2-мь Ф6.М«2
Деталь должна соотВетстВоВать
ТУ 6-05-1556 Д2 дез испытаний
по пункту /.6'
192
2936
51-3709051 -Б
№извеи1ения\ Цата
Маркиро-
вать
здесь
Указанную поверхность
тщательно полировать
Ф5 сверлить
Сверлить
МД/
1,2*95
Mf2x1t25 5Н6Н
Указанная поверхность
должна быть перпендикулярна
оси резьбы.
биение не более 0,25 на крайних
точках
м___Ф 23
ГАЙКА ПЕРЕКЛЮЧАТЕЛЯ
АлюминеВо - магниевый сплав //-°7 Оля литья
под давлением гм~ 33050
Сверлить под резьбу на г луб 12.
ф6.5+°‘*рассверлить на глуо. 2
М5 нарезать на глубину 8,5, не менее.
Допускается нарезка резьбы
после оцинкования детали
2.5
2.5
\73
07.05.79
Маркиробать обозначение детали,
товарный знак завода- изготовителя.
Маркиробать тропическое исполнение
J" или „•"Велой краской.
Деталь должна соответствовать
7У-6-05-1538-72
1 51-3709059 Вставка
W7L Обозначение Наименование Кал.
РУЧКА ПЕРЕКЛЮЧАТЕЛЯ
В СБОРЕ
Фенопласт 03-010-02, 01-040-02, ОГ030-02, 02-040-0,2.
02-030-02,06-010-02 черный ГОСТ 5619-73
51-3709054
^извещения Дата
6419 2610.75
Товарный знак
ВСТАВКА РУЧКИ
М9*6кл.З
2 Винта
вк
Тип изделия
36-0,34
90
клеймо сипы тока
50° и напряжения
Покрытие: Ц6
Хол. тян. прутковая сталь А12 ГОСТ /414-59
шестигранник 8 ГОСТ 8560- 67
53-1015597
53-1015599
^извещения Дата
6098 27.08.75
27
М5кл.2
1x45° Мдкл2
1x45°
0,5x45°
ШАЙБА ИЗОЛИРУЮЩАЯ
Текстолит /ГГ-0,8 сорт f ГОСТ5-72
53-1015593
^извещения Дата
3606
16.08.70
Ф1.5
соёрпить
на гл у б Ю/2
БОЛТ КРЕПЛЕНИЯ
СПИРАЛИ
/7атут /!С 59-f пруток Г-и/ 72
ГОСТ 2080-73
Подчеркнутые размеры являются
устанобочными и подлежат контролю
о собранном изделии
Остальные размеры являются
справочными
12-3722220
^извещения Дата
7720 22 02 72
11
Клеймо даты
Клеймо
типа
" ДЬ1015^
Регулировка
Вид А
ИШ2КЛ.2
3712
Клеймо
7 Величины лпока
ТЕР МО БИМЕ ТАЛЛИ ЧЕСКИЙ
ПРЕДОХРАНИТЕЛЬ
T9. 37.003.008 -70 тип ПР2- Б
7-68-71-3714190
^извещения Дата
6075 26.08.75
59-о,4
2 ото
Вид А
Месяц и год
ска
|Сделано
Место устоноВки и положение
Включателя согласовать с заводом
„ВВтсарматура."
Подчеркнутые размеры являются
устаноЬочными и подлежат контролю
В собранном изделии
Остальные размеры яВляются справочными.
Все недостающие технические
требования см ТУ 37 0294 ff- 88.
Дополнительные требования по
ОСТ 37 003 924-79.
Дополнительная маркироВка „Эп
ВЫКЛЮЧАТЕЛЬ СВЕЧИ
НАКАЛИВАНИЯ В СБОРЕ
66-Ю 15 018
Загнить, как
показано
Покрытие'
ЭМ.МЧ-/23, черный./у.А
Остальные технические
требования по окраске
по ГОСТ 7693 -70
Заготовка дет, поз./
выступов
/О
технологическо.
8 прорезей
7Q
Заусенцы не допускаются
N* извещения Дата
1215
Неуказанные малые радиусы равны
толщине металла
5 01.12
2 66-10/5389 Гермоизоляция /
У 66- /0/5 069 Экран f
Ns Обозначение Наименование Коп.
ЭКРАН ОТВОДЯЩЕГО
ШЛАНГА
поз.1-сталь 08 КП ГОСТ 1050-74 лист толщ. 0,8
ГОСТ 3680- 57
66-1015 555
бе извещения Дата
86/3 20.05.72
Ф44.5
130+/
+0.50
ФЧ5+ОБ7
325±2
Покрытие: ЭМ ФЛ-/49,
черный,№ А 2 слоя или
ЭМ.БТ-тво черный лак
БТ-/23 №. А.
Остальные технические
требования по окраске
по ГОСТ 7593-70
Неперпендикулярность торцев
патрубка относительно осей 0, и02
не более Змм.
Заусенцы не допускаются.
Овальность 5 местах изгиба
не более 4 и госрры в пределах 2мм
66-1015 УЮ-A
бз извещения Дата
3592 15.08.74
810-5 плоскости изгиба
для всех изгибов
ог
ПАТРУБОК ВОЗДУХОПРОВЦДЯ-
ЩИЙ ЭЛЕКТРОВЕНТИЛЯТОРА
Сталь 08 КП гост 1050-74
лента толщ. /,25 ГОСТ 503-7/
81
8
Ф5-ЗотЬ.
Заусенцы не допускаются
п23
45
Ф9-2 отберстия
Сталь 08 КП лист ГОСТ 9046-70 толщ. 2
ГОСТ 3680-57
Неуказанные малые радиусы - 2 мм
Покрытие: ЭМ. <рл - /49, черный №. 2 слоя
или ЭМ 6Т -/80, черный лак 5Т-123,М-л.
Остальные технические требования по окраске
по ГОСТ 7593-70
50
22
КРОНШТЕЙН КРЕПЛЕНИЯ
ЭЛЕКТРО ВЕНТИЛЯТОРА
66-01-1015050-02
беизвещения Дата
888 /7.01.73
1. Паять припоем л-63 ГОСТ Ю66-58 или
приварить газоэлектрической сваркой.
Катет шва Змм.
2. Шов должен быть герметичным
з. Горловина должна быть герметична под
давлением воздуха /.5 к г/см*
4. * Размеры обеспечить инструментом,
5. Покрытие: Эм МЧ-/23 .черный JY.A
Остальные технические требования по
Окраске по Г0СТ7593-7О
3 66-01-Ю <5058 Труба горловины б сборе /
2 66-01-1015375-10 Кронштейн f
/ 66-01-1015052 Горловина в сборе / '
Ns nk Обозначение Наименование Кол.
ГОРЛОВИНА ЗАЛИВНАЯ
В СБОРЕ
19Ъ
, 9.8-о.г
УЯ5*0'5
6В-И0ЦН5
66-01-1015057
V
5_
Не извещения Дата
3668 23.08.79
^извещения Дата
1199 31.08.73
Заусенцы не
допускаются
7 Ж
/ ЙГ
458,5 пробить
4
1Г7
5
Покрытие ЦIS Хим. пос.
КРЕПЛЕНИЯ
ТРУБКИ
Сталь 08КП лента толщ. 1.5 ГОСТ 503 - 7f
СКОБА
/ Шовнр- стыковая сварка
Снять грат. *
Расположение шва
безразлично
6 печи с защитной
Паять _ _
атмосферой.
Проволока 1,5 ГОСТ 2112-62
66-014015052
Не извещения Дата
10078 27.f2.T2
Овальность на конце трубы не более / мм
на длине не менее 25 мм
Неперпендикулярность торца к оси труды
не более 2мм.
Заусенцы не допускаются.
попускается изготовление труды ф27мм
из стали 08КП лента 1,2 ГОСТ 505-71 зиг ф 29
66-0H0f5027-02
66-Of-to 15050Ю^Горловина в сборе
У* извещения Дата
8507 з/.о^лг
66-0Н015Ы2
К-извещения Дата
5719 16.06.75
25i2
k
Допускается поверхностное омеднение на
деталях
2 53-1015062 Горловина
1 53А-1015378 Фланец 1
Н! п7п Обозначение Наименование Кол.
ГОРЛОВИНА ЗАЛИВНАЯ
Ф27-о,г$
66-01-101505^
Не извещения Дата
!М 31.0873
Шовно-стыковая сварка.
1^ Снять грат. ~~
Расположение шва •
безразлично
Заусенцы не допускаются
Допускается изготовление трубы
ф27мм из стали 08 КП лента 1,2
ГОСТ 503-71
ПАТРУБОК ЗАЛИВНОИ
ГОРЛОВИНЫ
Сталь 08КП ГОСТ 10705- 63 труба 28 * 1,2
ГОСТ 10704-63
ТРУБА ЗАЛИВНОЙ
ГОРЛОВИНЫ
Сталь 08 КП ГОСТ 10705 - 63
труба ф 28 *1,2 ГОСТ 10704-55
К1/г" Г0СТ6Ш-52
Ь8±
1,5*95
I
Ф27
66- /0/5 082
Не извещения Дата
1275 5. Of. 72
.22.^
Расположение шестигранника относительно оси
деталиt как показано. Поверхность его должна быть
чистой и гладкой.
8 местах изгиба плавный переход от ф22мм
к ф27мм.
Толщина стенок - 4 мм
Неуказанные радиусы - 1мм
Покрытие: нитроэмаль 660- СП
черный, /V. Л
Резьбу от окраски предохранить.
Остальные технические требования
по окраске по ГОСТ 7593-70
ШТУЦЕР ПУСКОВОГО
ПОДОГРЕВАТЕЛЯ - ОТВОДЯЩИЙ
Чугун ковкий КЧ -35-10
ГОСТ 1215-59
з
г
1
Не
Vn
\5i-39 09 083-5
53А-1015069
Обозначение
Прокладка_________
Пробка____________
Наименование
Коп.
ГОРЛОВИНА ЗАЛИВНАЯ
В СБОРЕ
42*1
бен и я дорна
inti
Для изготовления дорна
5 66-01-1015414 Трубка в сборе /
4 297581-П 29 Пента 1
3 297 580- П29 Пряжка 1
2 297 575-029 Шплинт 1
/ 63-1013101-А2 Шланг 1
N: п/п Обозначение Наименование Кол.
ТРУБКА ТОПЛИВНОГО
БАЧКА В СБОРЕ
66H0150W
Не извещения Дата
7552 16.02.72
е
внутренний спой
резины, толщ. 1,5 тел
Одна оплетка или тканевая
проклавка
чый слой резины.
наружный диаметр детали по концам
на длине 20 мм. Выдерживать в пределах 36 i 1мм.
Для шлангов типа Л допускается толщина
стенки на внутреннем радиусе изгиба 6мм,
не менее; на наружном 9 мм, не менее.
Маркировать товарный знак завода-изготовителя,
год ч квартал изготовления.
Место маркировки безразлично
ШЛАНГ ОТВОДЯЩИЙ
ТУ 38-10512-70
«4
66-1015220-A
Кол
372 +2
Ф27
Кожух___________
Патрубок
Наименование
Собираемость деталей обеспечить
сборкой.
Покрытие -. Эм МЧ-123, черный, /V А
Остальные технические требования
ПО Окраске ЛО ГОСТ 7593-70
1/0 + 1
5849
15*
Дет, поз 3 приварить к дет, поз. 7
газовой или газоэлектрической
сваркой по двум сторонам.
Катет шваЗ
2
1
№
fn
66-10157^5-01
N; избещения Дата
Приварить в /О точках
равномерно расположенных
по окружности
10.0675
66-01-1015055
66-1015 222
66-1015 217-А
Обозначение
Допускаются неровности
по контуру ерпанца в пределах 2 мм '
Дет, поз 2 пр иварить к дет.
поз 1 газовой или газоэлектри-
ческой сваркой за 2 лю бые
противоположные грани.
Катет шва 4
3 66-1015748-0! Пластина 1
2 250510 - Л Гайка 7
1 66-1015746 Кронштейн 7
№ Чп Обозначение Наименобание Кол
Не избещения Дата
2600 25.03.74
КОЖУХ
С НАПРАВЛЯЮЩИМ
ПАТРУБКОМ В СБОРЕ
Щ извещения Дата
10452 30.12.72
ФЗО
Саза да я или газоэлектрическая
сварка. Катет шва 2. Шов должен быть
герметичным.
пвлпкипеть Заусенцы не допускаются,
накониетоибы Дальность вместе изгиба max 4.
тахина в<>^истость по 5 месте max 2 мм___________________
min 25 мм
2 66- Of-1015056 Триба заливная 7_
1 66-01-1015053 Патоибок f
Ип Обозначение Наименобание Кол.
ТРУБА ЗАЛИВНАЯ В СБОРЕ
поз.2-сталь Х18Н10Г труба х/т 28±0,45 х 1,2+/)J8
ГОСТ 9941-72
66-01-1015 078
№ извещен и я Дата
3689 2S.07.71
Овальность в местах изгиба
max 4 мм.
Волнистость в местах изгиба
по высоте max 2 мм.
Овальность на конце трубы
max / мм на длине 25мм men
Нелерлендикулярность торцев
относительно осей max 2мм.
\ Заусенцы не допускаются
внутренние радиусы сгибов
равны 2 мм
КРОНШТЕЙН КРЕПЛЕНИЯ
ПОДОГРЕВАТЕЛЯ В СБОРЕ
ЛОЗ. 1 - стапь 08 кп лист категория 5 ГОСТ /6523 - 70
толщ 2 ГОСТ 3680-57
ТРУБА ПОДВОДЯЩАЯ
Стань 08КП пента 1,2 ГОСТ 503-7/
/95
6640150564
Заусенцы не допускаются
Сталь 08 кп Лист ГОСТ 9095-7Q толщ.Т Г0СТМ8О-57
пи окружности.
Заусенцы не допускаются
Покрытие: Ом нч-125, черный. Ту. Я
Остальные технические требования
по окраске по ГОСТ 7593-70
3 534015391-Я фланец /
2 55-1015036-Я Патрубок- Ьерхняя часть /
/ 55-1015037 Патрубок-нижняя часть 1
У-’ П/п Обозначение Наименобание Кой.
ПАТРУБОК
ГАЗО ОТ ВОДЯЩИЙ
В СБОРЕ
196
66-01-1015076
^избещения Дата
7275 05.01.72
2
Газобая сборка
катет шба 2 "
Шоб должен быть
герметичным
Л1Ш.
ida должна Выть герметична под дабле наем
Покрытие: Зм. ФЛ-149, черный. W. Я-2слоя
или Эм.БТ-то, черный. Лак 6Т-123. /к Я.
Остальные технические требобания по окраске
ПО ГОСТ 7595-70
2 55-1015077 Патрубок 1
1 65-01-1075078 Труба подбодящая /
F1 о/п Обозначение Наименобание Кол.
ТРУБА ПОДВОДЯЩАЯ
66-0Н015й18
6sизбещения Дата
200
4719
1501.75
Разбальцебать, быхоб трубки
из муфты не допускаете^
дет, поз, з припаять к Зет, поз. 2 по
периметру припоем ПОС-40 ГОСТ 1499-54.
Обеспечить герметичность
Размеры Ли Л даны Зля инструмента
Радиусы даны б плоскости изгиба
Смятие трубки и гофры
не допускаются
Б
3 66-01-1015419 Трубка бензолробода /
2 030-3255-6 Муфта бензолробода 2
/ 015-3113 Гайка 2
д'- п!п Обозначение Наименобание Кол.
ТРУБКА БЕНЗОПРОВОДА
В СБОРЕ
(103. J - латунь Л36 Труба 4*0,5 ГОСТ 617- 72
66-1305025
Калибр-кольцо Ф6.02 толщ. 5_________
должен сЬоОодно наведаться на рычаг
на указанной длине
R 0,3 тих
Выдобить заплечика, как указано
Ne извещения Дата
5115 8.05.71
ф2Ю.25^ерпи-
0,3 х/2о9 зенкооать
с обеих сторон
мип
Указанным концом на длине А
рычаг должен свободно
0.5хЬ5° Входить б отверстие ф75
—----- Высотой 2 д
6-0,5
_______1Ш2_
то-г___
Остальные технические
требования по ТУ. 37102.0036-7/
Положение оси отверстия относительно
оси детали дезразлично
Размеры, заключенные д ! I, даны
для проектирования инструмента
2+0,25
g
1x95°
№5*
Прибирать 6 10 точках,
как показано
66-1015 2Г7-А
N: изВещения Дата
2600 25.03.76
★Размеры для спрабок
Заусенцы не допускаются
Покрытие
Цбхр. ГОСТ 979! -68
РЫЧАГ УПРАВЛЕНИЯ
СЛИВНЫМ КРАНИКОМ
Сталь 10 КП ГОСТ 10702 - 63
круг калибр 6.eis Г0СТ7У-17-57
Б6-1015218-А симмегг,
2 66-10152/8 А Патрубок прс/бый 7
/ 66-1015219-Л Патрубок лебый f
N: п/п Обозначение Наименрбание код
ПАТРУБОК
НАПРАВЛЯЮЩИЙ
664615037
/45//
22
9
25
28
Б6-Ю15219-А по™6зан
кизВещения Дата
8719 05.06. 12
tiSD-o.z
Заусенцы не допускаются.
Все неуказанные сечения поверхнос-
тей детали драть по мастер-моде/щ
спаренной с мщ/гмр -mtf/елью &т.
56-101521$-/!'
137+7
/5*
Помещения Дата
87!9 OS. 06.72
£$A
ПАТРУБОК
НАПРАВЛЯЮЩИЙ
Заусенцы не допускаются
Все незаданные сечения поверхностей
детали драть л о мастер-модели, спаренной
'с мастер -моделью дет. 66-1015036
Сталь 08 ю гост 9045- 70 лист толщ. /
ГОСТ 3680-57
ПАТРУБОК
ГАЗООТВОДЯЩИЙ
&МЛЬ 08 КД лист ГОСТ 9045-70 /ПМЩ, f
Г$СТ368р-57
187
53А-10/545 8
К-извешк-ния Дата
7964 17.03.72
/60-4,5
Паять кругом мягким
‘ Ч06М П0СЗЬТ0СТ1499-54
вс лечить герметичное
Дегл.поз.З приварить
к dem. поз. 2 в 6 точка,
как показано
80
ff2
Приварить дет, поз. / к дет.
п оз 2 5 8 точках, равномерно
расположенных по окружности.
Паять кривом мягким припоем
ПОСЗО ГОСТ/499-54
Обеспечить герметичность
815 по осе му
периметру
5/2
344
46
Дет. поз. 4 после покрытия должна
оЬооодно пропускать воздух.
Дробеструить.
Покрытие: Гр. Б - 241/з - кругом; внутренняя
поверхность - ЭМ. Б-24//Гб, коричневый т.Б.
Остальные технические требования по
окраске по ГОСТ 7593-70-
Заусенцы не допускаются
4 53-1015469 ТЬибка 1
3 53-/0 /5 497 Кронштейн бачка 2
2 53 A-fO/5 462 верх топливного бачка f
/ 53-/0 /5 465 Горловина бачка f
N: Чп Обозначение Наименование Кол.
A
ВЕРХ ТОПЛИВНОГО БАЧКА
ПУСКОВОГО ПОДОГРЕВАТЕЛЯ
В СБОРЕ
поз.2 сталь 08КП лист гост 16523-70 толщ. 0,8
ГОСТ 3680-57
53А-1015472
К-извещения Дата
7964 17.03.72
Дробеструить.
покрытие: Гр. Б-241/3-кругом;
внутренняя поверхность ЭМ. 6-24//16, коричневый, Ш Б
Остальные технические требования
по окраске по ГОСТ 7593-70.
Заусенцы не допускаются
А~А повернуто
3 252574 -П5 Заклепка 4
2 49 -//0/046 Фланец 1
1 53А-/015475 Низ бачка /
Hf п/п Обозначение Наименобание Кол
НИЗ ТОПЛИВНОГО БАЧКА
ПУСКОВОГО ПОДОГРЕВАТЕЛЯ
В СБОРЕ
поз / сталь 08 КП лист ГОСТ 16523-70 толщ. 0,8 ГОСТ 3630-57
66 01-KM5 W
85U.2
IS511.2
Паять кругом
ПОС 18 ГОСТ>499-54
fit: избещения Дата
5714 16.06.75
15.5.
Н90
о плоскости изги
66-/015 389
N: избещения Дата
1267 29.10.68
^Ф5
технологичес-
кое
5110,5
ТЕРМОИЗОЛЯЦИЯ
А сбое тальк ой лист марки /!А-1
ГОСТ 72856-67
Газобая сборка за 2 66~Ю 15 7Н8~ 01
любые противоположные
ррани. S Катет шба 4
36
Ns извещения Дата
5849 10.03.75
Допускается заменять газодут сборку
газоэлектрической
2
2Б0510-П
66-1015749
п/п Обозначение
Гайка___________
Пластина_________
Наименобание
Кол.
ПЛАСТИНА КРОНШТЕЙНА
ПОДОГРЕВАТЕЛЯ
поз. / - сталь 08КТ1 лист категория 4
ГОСТ16523-70 толщ. 2 Г0СТ3680~57
365+7,4
510+1.4
66-01-1015655
Овальность 6 местах изгиба _____ ..
Допускается изготовление трубы 8*0,7
ГОСТ 17249'65
max 2 мм.
4 66-01-1015415 Трубка 1
3 298333 -П Мусрта 1
2 298336 -П 29 Гайки 1
1 69-1104 089 Оболочка 1
№ П/п Обозначение Наименобание Кол.
ТРУБКА ТОПЛИВНОГО БАЧКА
В СБОРЕ
позА-латунь /196 труба 8*0,8 ГОСТ 617-72
66-01-1015089
20.
ф6,5
2отб.
IS.
Неуказанные малые
Ф30
вид A
радиусы радны 5
69-ИОН 089
D2
---- Овальность не более 1мм
40
К? извещения Дата
3631 20.08.74-
28
Ns извещения Дата
3592 15.08.79
15
КРОНШТЕЙН КРЕПЛЕНИЯ
ЭЛЕКТРОМАГНИТНОГО
КЛАПАНА
Сталь 08 КП лист гр. п категория 4
ГОСТ 76523-70 толщ. 2,5~ГОСТ 3680-57
400 + 7.5
4+0,25
Ns избещения Дата
9794 20.11.72
ОБОЛОЧКА ЗАЩИТНАЯ
ТРУБКИ БАЧКА
Лроболока оиинкобанная гриппа ДО
марка В, лреаел прочности min /40
круг 1.5 ГОСТ 7372-66
Видь
392 +2
Допускается изготовление трубы ф27±0,25 зиг Ф29 -0i52 из стали 08 КО
лента толщ. 1,2 мм ГОСТ 503-71.
Неуказанные предельные отклонения размероб i 0.25мм,
Обильность б местах изгиба не более 9 мм.
Волнистость по Высоте б местах изгиба не более 2 мм.
Труба должна быть герметична, под даблением Воздуха 1.5 кг/см?
Покрытие: 9М.МЧ-123, черный. Ту. А,
Остальные технические требо-
Ьания по окраске ГОСТ 759а~ 70
ТРУБА ЗАЛИВНАЯ
ПРОМЕЖУТОЧНАЯ
Сталь 08КП ГОСТ 70705-53 труба 28*62
ГОСТ 40704 - 63
18512
66-1015222
№ извещения Дата
8719 ОБ.06.72
Дейстбит.
______3 отб.
указанной формы
фЗДб*0,05при посадке б кольцебой
калибр ф 15,71
... + 0,1(5
Ф15 + 0,08
105
8511
70+0.5
A-A
Стык
t>!97 аог7 раздернуть после запрессобки
Заусенцы не допускаются
Заусенцы не допускаются.
Допускается изготовление
из стали 08 КП лист ГОСТ9045-70
толщ. 1,2 ГОСТ 3680- 57
Прибарить S
3 точках, как показано
доз Обозначение Наименование Размеры Рабоч. даблен. кг/см2 Кол. прокла- док
А A, L
1 53-7075098-07 Шпане подходящей трубы 2710,5 36,5±2 200 5 2
2 53-7075099-07 Шланг от Ходя щей трубы 2710,5 38,512 130 5 2
3 53-1075063- 07 Шланг наличной боронки 2710,5 36,512 350 б 2
4 53 А-1015 063-01 Шланг залибной горлобины Z7t0,5 36,5^2 510 5 2
5 63-1013101-А2 Шланг толлибного бачка 71025 79.5105 ыо 10 2
6 66-01-1015063-01 Шланг запибной горлобины 27Ю,5 36,512 850 5 2
7 69-1015048-01 Шланг труб подогребателя 2710,5 36,512 75 5 2
53-1015048-01
53-1015049-0!
53-1015063-01
53А-1015063-01
65-101310!-А2
66-01-1015063-01
69-1015048-01
Чтзбещения Дата
372S 09.09.79
ШЛАНГИ РЕЗИНОВЫЕ
С ТКАНИЕВЫМИ ПРОКЛАДКАМИ
МРТУ 38-5 - 6107-68
/47-/
15211
КОЖУХ НАПРАВЛЯЮЩИЙ
Сталь 08 КП лист категория 5 ГОСТ 16523-70 толщ. 1,2
ГОСТ 3680-57
51A-1011347
N: извещения Дата
/172 26-09.67
ВТУЛКА КОРПУСА
РОТОРА
Бронза Бр ОЦС - У-У-2,5 ГОСТ 50П- 99
лента толщ, ft0,03 полутвердая ЦМТУ572-91
51A-1011348
Кг извещения Дата
3557 13.08.79
Ф14.68*0,05 при посадке б кольцебой
калибр ф 16,11
+ 0.Н5
го,7 + о,08
Стык
к
ф15* °'027раздернуть после запрессобки
(см. черт. 51А-Ю17341)
Заусенцы не допускаются
ВТУЛКА КОРПУСА
РОТОРА
Бронза Бр ОЦС 4-У-2,5 лента толщ. 1
ГОСТ 15885 - 70
200
53-1015Д 36
№изВещениА Дата
гл
Вид А
60*1
160+1,5
по мастер-модели
53А-1О15374
05x95? А
3_
190-2
.2+0,25
Сталь 08КП лист ГОСТ9005-10 толщ.1
ГОСТ 3680-57
Ф2Т025 сберлить
0,з* 120° зенкоЗать
с обеих сторон
Все незаданные сечения поберхностей брать
спаренной с мастер-моделью дет. 53-1015037
Размеры заключенные б ( □ даны
для проектирования инструмента
\ Указанным концом на длине А
рычаг должен свободно Входить
Вотдерстие ф7,5 Высотой 2
8563
13.0112
Ф38
59 и
Н-избещения Дата
7275 5.01.12
Калибр-кольцо ф6,02 толщ. 5
1 должен сбободно надеваться на рычаг
на указанной длине
^о.з max
\ Вы добить заплечико, как указано
? Г. /
КОНЕЦ НАПРАВЛЯЮЩИЙ
ГАЗООТВОДЯЩЕГО ПАТРУБКА
53’1305025-Б
№избещенч9 Дата
5115 8.05,11
Покрытие: 9м. Фл-199, черный, w. А 2 слоя или
Эм. 6Т-180, черный, Пак ВТ-123 /7А
Остальные технические требования по окраске
по ГОСТ 7593-70
СКОБА КРЕПЛЕНИЯ
ЗАЛИВНОГО ШЛАНГА
Сталь 08КП ГОСТ 1050-79 лента толщ. 7
ГОСТ 503-67 или лист толщ. / ГОСТ3680-57
К+дг”
тТ6Н1-52\$
/7
80+1
59
_____99_
Ф21 н.
53-1015082
№избещения Дата
7275 5.01.12
22-о,.
21
№L
1.5x95°
23,5
303 ±2
Покрытие1.
Нитроэмаль 660-СП,
черный IV. А
Резьбу от окраски
предохранить
Расположение шестигранника
относительно оси детали,как показано^
лоберхность его должна быть чистой и
гласной.
Толщина стенок- 9 мм.
Литейные уклоны -1°.
Неуказанные малые радиусы - 1мм
ШТУЦЕР ОТВОДЯЩИЙ
ПУСКОВ ОГО ПОДОГРЕВА ТЕЛЯ
Чугун кобкий КЧ-35-/0 ГОСТ /2/5-59
Положение оси отберстия относительно
оси детали безразлично
Покрытие: Ц6 хр. ГОСТ 9791-68
Остальные технические требования
по ТУ.37.102.0036-71
0.5 х 95*
1x95°
РЫЧАГ УПРАВЛЕНИЯ
СЛИВНЫМ КРАНИКОМ
Сталь 10кп ГОСТ 10702-63 круг, калибр 6-0JS
ГОСТ 1911-57
<Ь302о'%
20.3 max
«3/4 "ГОСТ 12717-67
Ф50
Ф9.2 сберлить 9 от б-
рабномерно расположенных
по окружности
Вариант изготобления
холодной Высадкой
Ф90
Омеднить
1101046
^избещения Дата
6409 28.10.15
Заусенцы не допускаются
ОЛИВНОЙ ПРОБКИ
ФЛАНЕЦ
БЕНЗИНОВОГО БАКА
Сталь А12 ТОСТ 1414-54 или сталь 6 СтЗ
ГОСТ 380-71
1015010
газовой
МЧ-123.
б
Ns извещения Дата
4478 (3.12.14
К? свариваемого шва Способ сварки
Nf ЭлектроЗуэовая сварка б СОг плавящимся электродом
N4 Газовая
N5 Контактная точечная электросварка
NS Контактная точечная электросварка
N7 Контактная точечная электросварка
N8 Контактная точечная электросварка
N9 ЭлектроЗуговая сварка в СО г плавящимся электродом
Диетой 2
Диет f
202
52-04-Ш5020
У-изВещения Дата
1417 17.10. 73
Н-изВещения Дата
444Z7 10.12.74
К-изВещения Дата
4440 10.1274
К-изВещения Лата
4440 io.12.74
л_ 52-04-1015 753 Кронштейн рычага
10 52-04-1015077 Патрубок Верхний 1
L 52-04-1015072 Кронштейн нижний 1
3 52-04-Ю15070 Кронштейн Верхний 1
7 321-1015037-Й Направляющий конец-нижняя чшь 1
0 321-1015036-Й ^проВляющий конец-Верхняя часть 1
5 51 1015030-51 ЖороВая труба 1
4 it 04 1015020 Корпус 1
3 52.-04-1015385 Насадок котла В сборе /
2 52-044015045 Патрубок нижний В сборе /
1 52-04-1015027 ГорлоВина В сборе 1
8’ п/п Ь5означение Наименование Кол.
205
52’0^-1015010
N-'извещения Дата
4478 13.1274
Вид Б
52-04-1015072
/^извещения Дата
4478 13.12.74
Неуказанные Внутренние радиусы сгибов 10мм
Вид А
27,5
вид А
222
В-в
42°±1*
Прямая 6 заготовке
Неуказанные Внутренние радиусы сгибов 10мм.
* Размеры обеспечить инструментом.
Точка Б
90°±Г
в-в
Прямая
3 заготоЬке
КРОНШТЕЙН КРЕПЛЕНИЯ КОТЛА
ПОДОГРЕВАТЕЛЯ - ВЕРХНИЙ
Сталь 08 кл лист категория 5 ГОСТ /6523-70 толщ. 3 ГОСТ 3630-57.
321-1015036-А
КРОНШТЕЙН
КРЕПЛЕНИЯ КОТЛА
ПОДОГРЕВАТЕЛЯ
-НИЖНИЙ
Сталь 08кп лист категория 5 ГОСТ 16523-70 толщ з ГОСТ 3680-57
Неуказанные Внут-
ренние радиусы
изгиба рабны
толщине металла
52-05-1015086
N-изВещения Дата
4440 70.1274-
321-1015037-А
1 вариант 52-05-1015387
66
Ф 50,5-0,2
1
66
го°ы
60^10°
Ф4г
450 ±1
Допускается
неровность среза
6 пределах 2 мм.
в4
На указанном учасгпке к 25,5
плавно переходит б к з~.
^извещения Дата
10040 12.1272
N-изВещения Дата
10040 21.12.12
N-изВещения Дата
4440 10.1274
Допускается нерооность
среза В пределах 2 мм.
центры к лежат
на плоскости П.
Э1
Е
НАПРАВЛЯЮЩИЙ
КОНЕЦ ЖАРОВОЙ
ТРУБЫ КОТЛА
ПОДОГРЕВАТЕЛЯ -
ВЕРХНЯЯ ЧАСТЬ
Сталь одкп лист ГОСТ 9045-70 толщ. 1,2 ГОСТ 3680-57.
НАПРАВЛЯЮЩИЙ
КОНЕЦ ЖАРОВОЙ
ТРУБЫ КОТЛА
ПОДОГРЕВАТЕЛЯ -
НИЖНЯЯ ЧАСТЬ
Столь 08кп лист ГОСТ 9045-70 толщ. 1,2 ГОСТ3680-57.
НА САПОК КОТЛА
ПОДОГРЕВАТЕЛЯ
Сталь оекп ГОСТ 10705-63 Труба 50*1,4
ГОСТ 1ОЮ4-63. Допускается труба
Ф50,8 из стали огкп лента толщ.
1,25 ГОСТ 503-71.
75
шаг 75*4 = зоо
ю ВыдаВок
51-1015030-Б1
51-33030&3-Б
1 Вариант
N-изВещения Дата
а 15.04.68
№ извещения Дата
1927 21.1273
Овальность 6
месте изгиба не
более 4мм.
Волнистость по
Высоте В месте
изгиба не более 2мм.
ЖАРОВАЯ ТРУБА КОТЛА ПОДОГРЕВАТЕЛЯ
Столь одкп ГОСТ Ю50-74 лента толщ 1,6 ГОСТ 503-71.
ПРОКЛАДКА
Резина марки 7-В-14 ту 38005 204-71
исполнение Тшюо тост 15152-69
ПАТРУБОК
ПЕРЕХОДНЫЙ
ШТУЦЕРА ПУСКОВОГО
ПОДОГРЕВАТЕЛЯ
Сталь О8К17 ГОСТ 10705 -63 Труба 27* 1,г
ГОСТ 10704-63.
204
2
298438 ~П
52-04-1015085
№извещения\ Дата
678
ГОСТ 7б037-70-Н1-П-3~Ъ.2...3
8.06. 73
Покрытие ц.б. Попускается непрокрытие
Б местах сварки.
Патрубок должен быть герметичным
под давлением воздуха 7,5 кг/см.2
52-04-1015027
^извещения Дата
1019 9.08.73
52-0^1015050
Штуцер
Патрцоо/
з
2
7
1 52-04-1015086 Патруоок
Поз.
Обозначение
Наименование
Кол.
Поз.
52-04-1015050
51-3909083-5
53Я- 1015064
Обозначение
Горловина в сборе
Прокладка__________
Пробка
Наименование
Кол.
2_
1
ШТУЦЕР ПОДВОДЯЩИЙ
ПОДОГРЕВАТЕЛЯ В СБОРЕ
ГОРЛОВИНА ЗАЛИВНАЯ
С ПРОБКОЙ В СБОРЕ
Ф41.5
20
[мЬхгмТга
53А-1015064
^извещения Дата
10933 16.10.69
Литейные уклоны 2 °...3°
Покрытие-. хим.Фос. гост9791-61
Ф34
Ф62
Неперпендикулярность
торца Тоси резьбы
не более 0,4 мм
Неуказанные радиусы
закруглений 7,5.. 2мм.
ПРОБКА ФЛАНЦА ГОРЛОВИНЫ
Чугун серый сч 18-36 гост 1412-70
Размер для справок 53А 1015378
12 фаски
.. | -ГТ
Ф5б-й2
53А~1015062
№ извещения Дата
9501 29.09.72
н ° извещения Дата
9501 29.09.72
Ф50+о^
ФбО*
М45*2кл.2
1x45°
3-М
8min
Л2ЙЭ
ФЛАНЕЦ ЗАЛИВНОЙ
ГОРЛОВИНЫ
Сталь 30 лист толщ, 9,5 гостОоы-48
ГОРЛОВИНА
ЗАЛИВНАЯ
Столь 08 КП ГОСТ9045-70 Лист
толщ. 15 ГОСТ 3680-57
№извещения Дата
678 8.06.73
Паять Б печи с активной
газовой средой. Проволока
ММ-1,5 ГОСТ 2112-71.
. Поверхностное омеднение
на детали допускается.
Швы должны быть герметичными.
Горловина должна быть герметична
под давлением воздуха 7,5 кг/см2
Покрытие Эм. мч-123, черный iv. й.
Остальные технические требования
ПО Окраске ПО ГОСТ-7593-70.
Приварить точечной
сваркой Б2хточках
* Размер обеспечить
инструментом.
52-04-1015052
№ извещения Дата
678
8.06.73
Толщина стенок- 4мм
Литейные уклоны - 7 °
Неуказанные малые
радиусы - 7мм.
Неуказанные допуски
влитье по ту 2574
55-1015056
^извещения Дата
7275 5.01.72
Ф14
88U
67
___57
Ф27
1,5*45
вид А
ГОСТ 6111-52
Поз.
5Z-04-1015052
53 Я-1015378
Обозначение
Горловина в сборе
Фланец
Наименование
ГОРЛОВИНА ЗАЛИВНАЯ
С ФЛАНЦЕМ В СБОРЕ
Кол.
2 52-04-1015060 Патрубок 1
1 53 Й-1015062 Горловина 1
Поз. Обозначение Наименование КОЛ.
ГОРЛОВИНА
ЗАЛИВНАЯ В СВОРЕ
52-04-1015050
$
I Вариант, повернуто
Дата
8. 06.73
№ извещения
678
вид/
Сталь 0 8 КП гост 10705-63 труба
27*1,2 ГОСТ 10704 -63
Я!5
Ф 27-о,28 ММ
ПАТРУБОК ЗАЛИВНОЙ
ГОРЛОВИНЫ
52-04-10/5753
^извещения Дата
2828 19.04.74
КРОНШТЕЙН
РЫЧАГА
УПРАВЛЕНИЯ
Сталь 08 кп лист КРАНИКОМ
категория 5 гост 16523-70 толщ.2 гост3680-5?
Расположение шестигран-
ника как показано.
Поверхность шестигранника,
должна быть чистой и гладкой.
Покрытие нитроэмаль 660СП,
черный ту. й. Резьбу от окраски
предохранить. Остальные
технические требования
по окраске ПО ГОСТ 7593-70
ШТУЦЕР ПОДВОДЯЩИЙ
ПОДОГРЕВАТЕЛЯ
ПРАВЫЙ
Чугун Ковкий КЧ 35-10 ГОСТ 1215-59
52-04-/017010
^извещения Дата
3819 17.09.74
12 353О52-П8 пробка к Уч" 1
11 52-04-1017056 Отстойник в сборе 1
10 52-04- Ю17033 Шайба уплотнительная 1
9 13-3407130 Пружина 1
8 252007~П8 Шайба 12 1
7 52-04-1017062 Кольцо уплотнительное 1
6 52-04-1017098 Чашка опорная 1
5 136-5606178 Кольцо стопорное 1
4 291577-П8 бОЛт М 12x1,25*110 1
3 52-04-1017065 Прокладка 1
2 52-04-1017140 Элемент фильтрующий в сборе 1
1 52-04-1017015 Корпус фильтра в сборе 1
Поз. Обозначение Наименование' Кол.
Фильтр испытать на герметичность давлением
воздуха не менее 6кгс/см2
Контролю подвергнуть 100°/продукции. Утечки
воздуха не допускаются.
ФИЛЬТР МАСЛЯНЫЙ
в СБОРЕ
205
13-1016010-01
A-A
ф3.5*°'08* h 0.8x90
с обеих сторон
Н5извещения Дата
6008 П. 03.76
35
нА
L
НИ
025-о,ю.
9 13-/0 f/220-02 Валик /
8 136-5606178 Кольцо стопорное /
7 13'10/6040 Штифт /
6 /3-10/6070 Кольцо пружинное /
5 13-1015 018 -Ю Шестерня /
4 293373- 17 Шайба 13 спец. /
3 293372-0 Шайба 13 спец. /
2 13-1016012-Ю Валик 6 сборе 1
1 13-10160/9 Корпус в сборе /
н» % Обозначение Наименование Гол.
Ось паза 5 должна быть параллельна оси
проходящей через середину впадины зуба, на торце Г;
отклонение не более 2мм на длине 50мм.
*При выдерживании зазора и обработке отберстия
дет. поз. 2 должна быть прижата к торцу В.
После сборки свободный конец дет. поз 9 должен
иметь радиальное смещение относительно дет поз/
в любом направлении не менее 1мм
При сборке привода и его установке на двигатель
дет. поз. 2 и 5 смазать маслом, применяемым при
обкатке двигателя.
ПРИВОД
РАСПРЕДЕЛИТЕЛЯ В СБОРЕ
1J-1016016-10
Li
О
A
Ф 13-0,012
90'
О
32
Н?из6ещения Дата
3306 1.12.70
/ЗД
120
rt *0,0/
ОЯ-ом.
L
34tf
J.5
1
Несоосность оси отверстия Д с осью Валика
max 0,035мм.
Непрямолинейность образующей поверхности
Валика на Всей длине max 0,3мм.
Взаимное расположение паза и шестигранника
как показано, отклонение з°. '
Снять заусенцы и затупить острые кромки.
На участке L
поверхностная закалка
электронагревом
Глубина слоя 1,5 г 2,5
Тбердость НРС 55 min
APLj^L
ВАЛИК
ПРИВОДА
РАСПРЕДЕЛИТЕЛЯ
Сталь 45 ГОСТ 1050-80
Туром' 5
L.
Сечение зуба
по нормали
5,14-q^, л
13-1016018-10
^извещения Дата
2760 6.10.70
11,5
35^\
. 1*45°
с обеих сторон *
_______Зачистить
1/7 острые кромки
^/ / на торцах зубьев
При проверке с контрольной шестерней проворачива-
нием без зазора 6 зацеплении расстояние между их
центрами может меняться в пределах ±0,05 для разных
шестерен, но не более 0,05мм для одной шестерни.
боковой зазор в зацеплении с шестерней
распределительного Вала 0,05-0,13мм при расстоянии
между их осями 45,26 мм.
биение торца Т относительно оси отверстия Д
max 0,02мм на радиусе 15.
Зубья шестерни подвергнуть обработке бреющем
лроцесоом.
Снять заусенцы и затупить острые кромки
Г 2,03 этот
размер
действителен
только при
наружном
диаметре 48,86
Элементы шестерни
Число зубьев Модуль по нормали Угол зацепления Диаметр начальной окружности Высота зуба Высота головки зуба Толщина зуба по дуге начальной окружности (теоретич.) Угол наклона винтовой линии по начальной окружности Направление винтовой линии Шаг винтовой линии 18 2 15° 44,862 4,5 2 5.1416 44°30' правое 143,430
ЦианироВать.
глуб. слоя max 0,15 мм.
Калить ТВЧ зубчатый Венец.
Твердость зуда HRC 56 min.
На длине 15 мм твердость
HRC 2В max
ШЕСТЕРНЯ
ПРИВОДА РАСПРЕДЕЛИТЕЛЯ
Сталь 50 ГОСТ 1050-60
,!9Щ
5276
13-1016012-10
В!из6ещения\ Дата
13-1016 021
^извещения Дата
29.1273
ф/2.6 * при посадке
5726
30.0475
13-1016026
/^извещения Дата
4316 15.12.71
б^цеооошиор ф(3;^в Da3g^t
. <№-6.05 сверлить
'0,8 * 90° зенковать
с обеих сторон
Дет. поз. / после сборки расклепать с обеих сторон
3 !3-f0f60f6-t0 Валик 1
2 21-1016014-А Втулка /
1 258725 Штисрт 1
N; % Обозначение Наименование Кол.
ВАЛИК ПРИВОДА
РАСПРЕДЕЛИТЕЛЯ 0 УПОРНОЙ
ВТУЛКОЙ В СБОРЕ
3 0,5*45°
с обеих сторон
$3,5-0,01
13-1016040
В-извещения Дата
52 76 29.12.73
ШТИФТ ПРЕДОХРА НИ ТЕЛЬНЫЙ
ПРИВОДА РАСПРЕДЕЛИТЕЛЯ
Сталь 20 ГОСТ 1051-59; круг калиброванный Гр. 6
ГОСТ 7417-57
25
после запрессовки б корпус
Запрессовать
в отверстие
фте+о.озе
0.115
ф/о <-0,080
Стык
2_
4
R5
А-А
26 _ 36
45° \*L
" (неботе
лгоофсра
R3
Вид развернутой Втулки
Профиль мастной канабки
I 0,5*45° С D
обоих концов
прилив не должен
иметь заусенцев
Технологический
шаровые углубления
глуб. 0,3-0,4;
шарик 03-3,5
ВТУЛКА КОРПУСА
ПРИВОДА РАСПРЕДЕЛИТЕЛЯ
Томпак олоВянистый ЛО -90-1 ГОСТ 15527- 70
лента толщиной 1,Т-о,о8 ЦМТУ 5Н-4Т
Размеры 6 литье
не имеющие ука-
заний о допусках
Выдерживать с
точностью 1Ц5мм
Неуказанная
толщина стенок
-3,5 мм.
Неуказанные
раоиусы закругли -
ний - 2 мм
ДЕРЖАТЕЛЬ ПРИВОДА
РАСПРЕДЕЛИТЕЛЯ ЗАЖИГАНИЯ
Сталь 55/1-40/1 ГОСТ977-55 точное литье
206
115-1016019
135
(для справок)
75 .
Я V4
R4
|Л4/&
45 min
78-ол
30
Ф7
2_
Ф15+o,oi6
ib-i Д2
Ф16*°‘ог7
г_5
'JSS
W\18.5
ФЧсберлить /
Допускается ступенчатое
сверление с Ф 4,2 доФ4
57-0,12
R25
Ф5
сверлить
мбкл.2 t
о,5хдо’зенкооать
Н-избецения Дата
5744 17.05. 75
ВидБ
R21,5
22
SUL
0,5x45°
2фаски
-9+о,оо2
Ф13-0,025
2110<60№-Я
Н-изЬещения Дата
801 31.08.64
15-1016023
К-извещения Дата
5053
Ф61-0.5
505.73
Острые кромки затупить
Допускается изготобление из стали 35
ГОСТ 1050-60, круг 16 ГОСТ 7417-57
Ф51*0'5
/5x45'
45 1 ”T--
<5x45°
Дх45*
§SJ
ys
При уста юбке по поберхности Дг биение
должно быть б пределах:
Торца Т,-тах 0.04 мм нарадиусе 22 мм
Торца Тг-max 0,05мм на радиусе 29мм
Торца Тз-тах 0,02мм на радиусе 16мм
Поверхностей Д< иД,-max 0,05 мм
Дет. поз. 2 должны быть запрессобаны б
дет. поз. 1 заподлицо с торцами или могут быть
отоплены в отверстие ни гл у б. тпах 0,5 мм t
Неуказанные малые радиусы закруглении
в литье- 2 мм ,
Неуказанные литеиные уклоны 2
ВТУЛКА УПОРНАЯ
ПРИВОДА РАСПРЕДЕЛИТЕЛЯ
Сталь Л12 Г0СТ141У-54,круглая 15 ГОСТ 7417-67
ПРОКЛАДКА КОРПУСА
ПРИВОДА РАСПРЕДЕЛИТЕЛЯ
ПарОНит ПМ6-1 0,4 ГОСТ 481'71
<№№
13-1016070
У-изВещения Дата
ИП8 16.11.69
Г5Б-5606178
ЫН-05
^извещения Дата
5755 26.05.75
3-/4 битков, направление набивки
безразлично, битки должны Выть плотно
примкнуты.
Недостающие технические требовании
ПО ТУ. 3245/ 2325-51
Кольцо должно быть плоским, отклонение
б Пределах 0,5 мм
После забивки отпустить
Допускается изготобление из
проволоки 7-1,5 ГОСТ9389 -60
Tz
КОРПУС ПРИВОДА РАСПРЕДЕЛИ-
ТЕЛЯ ЗАЖИГАНИЯ В СБОРЕ
2 13-1016021 Втулка 2
1 13-1016020 корпус (б.Ч) 1
9°. п/п Обозначение Наименование Коп
Поз. 1-алюминиевый сплав АЛ 4, термообработка ту
ГОСТ 2685-63
КОЛЬЦО ПРУЖИННОЕ
Проволока Ц-0,8 ГОСТ9389'60
КОЛЬЦО СТОПОРНОЕ ВАЛИКА
ПРИВОДА РАСПРЕДЕЛИТЕЛЯ
Проволока Н-1,5 ГОСТ9389-60
Накатка сетчатая
6,8 ОСТ 26017 \
0,5x45°
, [Зфаски
5Ш-101756Б-Я
^-извещения Дата
3789 20.0171
ФЗО
1.5
516-101756601
л/-изВещения Дата
6040 22.06.68
510-1017569
У-изВещения Дата
9982 1912.72
ио
510-1017573
JZi
М20х1,5кл.2
1x90° зенковать
биение торца Т относительна
поверхности Д max 0,08мм
биение резьбы относительно
поверхности Д max 0,08 мм
Покрытие Ц9. Хр. ГОСТ9791-68
Допускается изготобление
из стали 35Л ГОСТ 977-65
точное литье
^Ф!&А2>
j Ф26-0&
ГАЙКА КОЖУХА РОТОРА
ФИЛЬТРА ЦЕНТРОБЕЖНОЙ
ОЧИСТКИ МАСЛА
Сталь Л12 ГОСТ 1414-50, круг калибр 38 ГОСТ 7417-54
Ф10.5
ШАЙБА БАЛАНСИРОВОЧНАЯ
ЦЕНТРОБЕЖНОГО ФИЛЬТРА
Сталь 0,8 кп ГОСТ1050-60
Ф21*°>6
51Я-1017370
^изВещения Дата
3557 13.08.79
КОЛЬЦО СТОПОРНОЕ ГАЙКИ
КОЖУХА РОТОРА
Проволока 7-2 ГОСТ 9389-60
Ф26^5
sV^T
.20.
R6
R7
R3
^-извещения Дата
11392 2.12.69
Деталь должна СООЛТбетотбобать
ТУ-81-68*04-165*69
ШАЙБА РОТОРА
ФИЛЬТРА ЦЕНТРОБЕЖНОЙ
ОЧИСТКИ МАСЛА
Фибра фТлист толщ.1 ГОСТ 14613-69
^Ф155
рГ"
Зачистить влитье
Покрытие'.
Химическое
фосфатирование
Г0СТ9791-68 ~
'М8кл.2
2*90*зенкооать
3
тГ
Допускается изготобление из материала
сталь 35Л...45Л ГОСТ977-65 точное литье
ГАЙКА-БАРАШЕК
ФИЛЬТРА ЦЕНТРОБЕЖНОЙ
ОЧИСТКИ МАСЛА
Коб кий чугун КЧ 35-10 ГОСТ 1215-69
201
21
20
/8
17
6
Во всех центробежных фильтрах проверять
обороты ротора. Проверку производить на
вазелиновом масле ГОСТ 1840-51при
температуре 20 °C
При давлении 2Д кг/см2 ротор должен
разбивать 5000'зоа об/мин.
А9-Ю17 3/0
М-извещени^ Дата
51Я-1017335
475
14.05.75
14 51 Я-1017369 Шайба /
13 51Я-1017368-Я Гайка 1
12 51 Я-1017 370 Кольцо стопорное /
11 519-1017364-01 Кожух ротора /
Дет поз Ю состоит из
Н'- п/п Обозначение Наименование Кол
10 51 Я-1017360 Кожух ротора 6 сборе 1
9 51 Л- 1017351-Я Сетка 1
8 51Я-1017355 Прокладку 1
7 51Я-1017390-Я Ротор в сборе 1
Дет. лоз 6 состоит из:
21 51Я-1017335 Ось ротора 1
20 51П-1017378 Гайка-барашек 1
19 297216-П Шайба 1
fjL 51Н-1017375-01 Кожурр фильтра 1
17 250610-Пв Гайка 1
16 252155-П2 Шайба пружинная _ 1
15 51Я-1017 357 Шайба опорная 1
6 51 Я-1017 320 Ротор с кожухом 6 сборе 1
5 51Я-1017328 Прокладка 1
4 51Я-1017326 Отражатель 1
3 51Я-1017337-01 Подшипник 1
Дет поз 2 состоит из:
2 51 Я-1017 311 Комплект деталей фильтра 1
1 59-1017312 Корпус фильтра 1
Н°- п/п Обозначение Наименование Кол
ФИЛЬТР ЦЕНТРОБЕЖНОЙ ОЧИСТКИ
МАСЛА В СБОРЕ
А-А
ФЗО
R&5max
Неуказанные
±0,25
ФбО
$48,6zOJL
Ф42
tblSW™
MUM*
27*0,15-
27tQJ2
_ (W..,
$100 4$
Ф105
51Я-10П345-ег
Н-извещения Дота
5811
160775
Вид Б
R3
R9,5
1 Деталь должна соответствовать
ТУ6-05-1538-72
2 Усилие отрыба наконечника дет. поз 1,
приложенного в направлении стрелки
В -1800 кг не менее.
’ Лроберке подлежат 0,5 е/» от партии, но
не менее 3 деталей.
3. Маркировать обозначение детали и
товарный знак завода изготовителя
Перед началом производства образец
должен быть утвержден
51Я-ЮГ7343-5
1
У-°
п/р Обозначение
Наконечник
Наименование
45"
Х^5‘
Z\3
Поверхности Д1 иД2
соответственно ,
на длине 15** и 12**
подвергнуть поверх-
ностной закалке
токами высокой
частоты на глуб.0,6-1,0
Твердость по Роквеллу
с 50 не менее
КОЛ.
РОТОР ФИЛЬТРА ЦЕНТРОБЕЖНОЙ
ОЧИСТКИ МАСЛА !ЗАГОТОВКА]
Стекловолокнам ПГ-4 марки „8”ГОСТ 10087-62
М8КЛ 2_______
резьба с полным
профилем на
длине 20
Ф5 сверлить напроход;
/ фбк90° зенковать с
обеих сторон
Ф27
мости]
Ф25
II
7/ .„024,
ЧЬТпринеобход1л~^\ J/
ФЬн
$125+0,25
ЗДреБр
Ф16
Дз
^извещения Дита
572 4 С >.70
1x45е
ЯСфтак
ix
73-o.Z
ф10-0,2
13_________
ТОЫ4-о,055 1
Ф14,5
Вариант ла выбору-
п £
R05±0,2
Поверхности Д< иДг должны быть
концентричны; биение о, 02 не более.
Торцы TiuTz должны быть
перпендикулярны оси поверхностей
ДгиДг, биение на радиусе 17,5
не более о,03 для торца 71 и 0,05
для торца Гг
^,с-олзо
Ф15-0.055
Ф14.5
&Ф16
Лм 18x1,5 тугая
ГгЯр^Г
Ф9 сверлить на глуб. 70;_
допускается ступенчатое
сверление: Ф9 на глуб. 30, Ф8,5 на глуб. 55,
фднаглуб. 70; 2* 60°зенковать
ОСЬ РОТОРА ФИЛЬТРА
ЦЕНТРОБЕЖНОЙ ОЧИСТКИ МАСЛА
Ъ
Сталь 40 селект с содержанием углерода 0,40..0,45
ГОСТ 1050-60
5^-1017315-01
Я-извещения Дата
4885 15.0)73
Неуказанные толщины стенок-5
Неуказанные литейные уклоны -130
Неуказанные литейные радиусы-2
Неплоскостнасть торцев Т< uTz max 01
Непораллельность торце б ЪиТг max 0,1
Несоосность поверхностей Д< иДг max 0,5
Несоосность поверхностей ДгиД3 max од
* Маркировать знак Н2 по НК 37.304 0009-72
Расположение знака маркировки на указанной
поверхности безразлично
^при необходимости)
S9
КОЖУХ ФИЛЬТРА
ЦЕНТРОБЕЖНОЙ ОЧИСТКИ МАСЛА
Алюминиевый сплав ял-4 roar 2585-63
208
М20*1,5КЛ.2
'ft
1
Ф48+$бб
«О
Ф16.25
Ф Q>027раз^рнцть
после за прессами
Ф15,7^027
У7±0,15
?7*0J5t
Ф95-0.23
ФЮО-Toi
Ф15+0>027развернуть
после запрессовки
ф 76,74Р027
1*б0°зенкобать
Ф28*№
Неперпендикулярность торца 7/ относительно
оси отберстий и Д2 не более 0,05 мм.
Биение поберхности Дз относительно оси
поберхностей Д,и Д2 не более 0,05мм.
Биение резьбы Д<, относительно оси поберхностей
At и Д2 не более 0,1мм.
Отклонение осей резьб Дот положения б плоскости
симметрии детали не более 0,2 мм.
Неперпендикулярность торца Тг относительно
оси отберстий Д^и Д2 не более 0,03.
51 А-1017326
н°извещения Дата
8813 20.05.72
ФНбЩ
мтах
Снять заусенцы.
Покрытие:
Ц15 ГОСТ 9791 -61
ОТРАЖАТЕЛЬ КОРПУСА
ФИЛЬТРА ЦЕНТРОБЕЖНОЙ
ОЧИСТКИ МАСЛА
Сталь 08 кл лист гр. И категория 5
ГОСТ 16523-70 толщ. 0,5 ГОСТ 3680-57
14 Зак. 306
51 R-1017341
^извещения Дата
9183
9.08.72
вид Б
R9.5
М10*1КЛ2
1х9Овзенкобать
2отб.
После механической обработки тщательно
продуть сжатым возоухом.
3 51Я-Ю173^5-Я2 Ротор 1
2 51Я-Ю17348 Втулка 1
1 51^-10173^7 Втулка 1
доз. Обозначение Наименобание Кол.
РОТОР ФИЛЬТРА ЦЕНТРОБЕЖНОЙ
ОЧИСТКИ МАСЛА С ВТУЛКАМИ
В СБОРЕ
Ф21-Щ4,
Ф11.5
1x452
8 отв.
51 А-10 №3-5
н°извещения Дата
Ю614 10.09.69
Зачистить заусенцы и притулить
острые кромки.
НАКОНЕЧНИК РОТОРА ФИЛЬТРА
ЦЕНТРОБЕЖНОЙ ОЧИСТКИ МАСЛА
Сталь А12 ГОСТ 1414-54
Круг 27-0,28 ГОСТ 7417-57
8,3 ±0,1
34.3*015
343±0У5г
Ф87
А-А
85±0£
На указанном диаметре для балансировки
сверлить отберстия Ф8 на глуд 5 недолее
Допустимый статический дисбаланс 10 г см
Вид Б
После сборки против грани жиклера
делать установочные метки глуб. 0,2
на обоих бобышках.
51А-1017337
51A-10173W-A
н'избещения Дата
/2800 25.10 66
Ф 7 цековать
Ф1,9*°>05 ____________________
не долее о,3x90° зенковать 2отв.
Оси указанных отберстий должны быть_________________
параллельны плоскости симметрии детали
и должны лежать 6 плоскости перпендикулярной
общей оси поберхностей Afu Д2; отклонение не более 0,2
на длине 100; обеспечить технологией.
Продуть сжатым воздухом для удаления стружки.
Дет. поз. 2 напрессовать до упора на дет. лоз. 1
Поверхность П должна быть концентрична
общей оси поберхностей Д1 и Д2.
Обеспечить технологией.
4 51 Л-1017354 Жиклер 2
3 293298-Л Шайба 2
2 51П-1О17344Я Стакан 1
1 51П-1017341 Ротор 1
доз. Обозначение Наименобание Кол.
РОТОР ФИЛЬТРА ЦЕНТРОБЕЖНОЙ
ОЧИСТКИ МАСЛА В СБОРЕ
51A-10173W-A
R 0,5-062
Ф15.2
Ф28-аозо
н ° извещения Дота
3673 26.08.74
н'избещения Дата
3051 23.09.64
Шарики HRC 62...66
Обозначение технические тоедобания Вес
51Я-1017337 ГОСТ520-71 0,024
51Я-7077337-01 ЕТУ500-65 0,024
Кольца hrc 61..65
ПОДШИПНИК УПОРНЫЙ ФИЛЬТРА
ЦЕНТРОБЕЖНОЙ ОЧИСТКИ МАСЛА
1x45'
51 А-1017354
0.5x45°
№ избещения Дата
3557 13.08.74
Биение поверхностей
ДщД2 относительно
осидетали не Более 0,1мм.
Неперпендикулярность
торца Т общей оси
поверхностей Д< и Дг
не долее 0,05 мм.
ФИЛЬТРА
ЖИКЛЕР РОТОРА
ЦЕНТРОБЕЖНОЙ ОЧИСТКИ МАСЛА
Сталь 55 ГОСТ 1051-59
шестигранник калибр. 12 гост 8560-67
Ф 44 ±0,2
Ф 48 ±0,1
Ф60
Ф62
Торцы T1UT2 должны быть перпендикулярны
оси детали;
Обеспечить технологией
Заусенцы не допускаются.
СТАКАН НАПРАВЛЯЮЩИЙ РОТОРА
ФИЛЬТРА ЦЕНТРОБЕЖНОЙ ОЧИСТКИ
МАСЛА
Сталь 08 КП ГОСТ 1050-60
лист оцинкованный толщ. 0,8 см. СТ 471-МО-69-62
209
51A401735f ~A
51A-1017 357
Неизбеиценю Дата
639 16.02.60
Неизбещения Дата
8613 20.05.72
5!А-10П528
Нгизбещения Дата
8567
1305.72
Дания разъема
\ лреосформы
96г\
Ф1б-о,из
4,0 +0-3
Фд +м
пробить
25.-QJ2
Неплоскостность
указанных торцеб
тих 0.03
51 А- 1017355
№ извещения Дата
8567 ГЗ- 05.72
Перед изготовлением детали ленту перфорировать
(10 + 16 отЗерстий ф 1,6 - на 1см2)
СЕТКА ФИЛЬТРА
Сталь 08КП ГОСТ 1050-79-
пен та толщ. 0,5 ГОСТ 503-9Г
Калить 6 масле
Отпустить
Твердость HRC 90-150
ШАЙБА
РОТОРА
УПОРНАЯ
ФИЛЬТРА
Сталь 45 ГОСТ 1050 ~ 74
St 1,2
ПРОКЛАДКА КОЖУХА
ФИЛЬТРА
Резина марки 7 - ИРП -1068
ТУ-38. 005. 209-71
ВОРУ
30.0862
Ф17
18
Ф18
1x95°
664305075
ТОеизВещен^ Дата
664017380
НеизбещениАдата
1573 7.06.66
R13
Г0СТ61П-52
2
ШТУЦЕР УГЛОВОЙ
22-13
кбадрат
Трубка____________
Гайка_____________
Наименование
Неуказанные малые радиусы
закруглений б литье 1мм.
Неуказанные малые радиусы закругле-
ний 6 питье 1мм
ФВН
Ф18
50
10
66-1017381
280 059 -17
Обозначение
Ф6УЮ.25
16 min
'коническая
поберхность
2
1
Поз.
КЗ/8
ТТОСТ 6111-52
_______ Ф10
1x15°
---- J 19-<
кбадрат
Вид А
Разбальцобанный конец трубки
4
Ф 92-o,5
J ~ ФЗ+0,2
Поверхность кольца должна быть гладкой
без заусенцсб
КОЛЬЦО УПЛОТНИТЕЛЬНОЕ
РОТОРА
Резина марки 7-6-19 Ту 38 005209-71
Термическая
обработка.
После забибки
отпустить
6ii
фмюз
1343030654
Пассибиробать
ТРУБКА НАГНЕТАТЕЛЬНАЯ
В СБОРЕ
поз. 2 сталь Ю ГОСТ to60- 79, триба злектросЗарная
нар. диам. 1210,15 толщ, стенки 1 ГОСТ 10707- 63
Чугун кобкий КЧ 35- 10 Г0С71215- 59
20-17020^7
Не избещения Дата
Ш4- 19.03.68
Кольцо до лм- о быть плоским:
отклонение 3 пределах 0,3мм
КОЛЬЦО СТОПОРНОЕ
ГАЙКИ - БАРАШКА
ПроЗолока пружинная термически
обработанная сталь 53Г ГОСТ 1050-74
круглая 1.644м мм ГОСТ 1071-91
Не извещения Дата
952 18.10.63
.JL
99
М-1303060-Б
Не избе щения Дата
Ь627 20.06.72\
9.510.5
Допускается рукаб типа А ТУК38-Ю512-70 ;
Неуказанные допуски 12 мм.
Допускается толщины стенки на >
бнутреннем радиусе изгиба не более 6мм}
на наружном не мгчее 9 мм.
Маркировать тс б ирный знак забода-
-изготооителя, год и 'кЗартал изготоЗленил '
Место маркирсЗки безразлично
2/0
ШТУЦЕР
ПЕРЕПУСКНОГО
КАНАЛА
Чугун каВкий КЧ 35 - 10 ГОСТ <215-59
ШЛАНГ
СОЕДИНИТЕЛЬНЫЙ
Рука6 типа 5 Ту У38-10512-70
I_
3 52- М-1017 OS8 Фланец отстойника 1
1’ 52-09-1017036 фланец опорный 1
1 52-04 -1017058 Отстойник 1
5: П/п Обозначение Наименобание Кол
52-04-1017056
К-избещенйя\ Дота
/Л.Я.ТЗ
19ч7
*
<]
_A3
0.510.2
\щГД±йш.
/П2Л I
170
152
_/
Покрытие Т.--------------------------------
наружную подерхн. Эм. ФЛ-149,черный./V.T °МБ.
Недостающие требования к неметаллическому
покрытию по ГОСТ3002-70t к лакокрасочному - по
ГОСТ 7593-70
МАСЛЯНОГО ФИЛЬТРА
Шоб Л/ и П2 эпетродугобая сборка 6 СОг р тгтпн
плодящимся электродом ииигС
ОТСТОЙНИК
A-A
Кб
52-04-1017058 Полада^, г . и посторонних пгебметод днутоь не допускается После сборки шбы и зибсльродка должны быть герметичны 52-04-10П140Г4
8е тения Дота Ц°из6ычения Дата
1947 75.12.73 673 03.06.73
>33
ф12+°'21у
ф
ф
Ф
4
4
4
4
+
Неуказанные предельные отклонения размеров оо ОН025202-66
Неуказанные малые радиусы сгибоо - 2мм.
^Размер обеспечить инструментом
ОТСТОЙНИК
МАСЛЯНОГО ФИЛЬТРА
Сталь 08Ю ГОСТ 9095 - 70 лист толщ. 2
ГОСТ3680-57
в-в
52-04-1017020
Д-Д
Б-Б
., Mtf *1,5 кл. 2
Я
КГ */Г ГОСТ {2717-67
Е-Е
112_________
ф под резьбу
1 55
1> литье _Эм НЦ-620а,
2 ото. фЮ
КГ У в" ГОСТ 127Т7-67
КОРПУС
44
45
М20*1.5А<,
Ф32 ,
Ф48 ;
Ф98_______
Ф105-о.4s
фН2*0'23
Вид А подернуто
48
4от6. <58.5
88
99
119издгщения Дота
6303 08.10.75
Перепускной клапан испытать у
на герметичность.
Клапан должен быдсржибать
давление О,7... 0,9 кгс/см 2,
допускается Меление отдельных
капель при дадлении 0,5-. 0.6 кгс/см2
Испытание произбодить на масле
для дысокоростных механизмов Т
(базелинобое) ГОСТ 1840-51
Покрытие _
кирпичи о -красный, ДГ М.
Технические требования к окраске
ПО ГОСТ 7593-70
Неуказанные малые радиусы закруглений
b питье Змм.
Питейные уклоны 2°...3°
Неуказанные предельные отклонения
питейных размеров по 2кл ГОСТ 1855-55.
Остальные требодания к отладке по ТУ2558
Неуказанные предельные отклонения разме-
ров обработанных поберхностей по ОН025202-66.
Поверхность Счеканить шариком ф11,910,075
МАСЛЯНОГО ФИЛЬТРА
Чугун серый СЧ 15-32 ГОСТ 1412-70
0
4
4
Ф50
ФЮО
Ф
Ф
ф
ф
ф
4
4
4
4
ЭЛЕМЕНТ ФИЛЬТРУЮЩИЙ
габаритный чертеж
6 52-09-1017022 Ступка корпуса 1
5 297 298 ~П Прокладка 1
4 202-6092 Пружина /
3 206499- П8 Пробка /
2 353 087 -S Шарик /
1 52-09-1017020 Корпус /
т п!п Обозначение Наименобание Коп.
52-04-1017015
К*избещения Дата
3819 | 17.09.74
КОРПУС МАСЛЯНОГО
ФИЛЬТРА В СБОРЕ
48____ .
24 _
к 5
211
70
Ф12*0'26 пробить
£3- Ф 970,25пробить
4отб-
11~1012080-Б
АПиэбещения | Дата
4506 \141Z.74
Неуказанные
допуски ~ 0.5 мм
ПРОКЛАДКА
МАСЛЯНОГО
Паронит ПМБ 0,5
КОРПУСА
ФИЛЬТРА
ГОСТ 481-71
211
24
MT -53-1101-3
Ось бензинобого бака
Ось автомобиля
А-А
Дет, поз 28 приклеить
к лонжерону
37
Шплинт поз. 44 стабить с любой стороны,
после лостанобки обжать L
Ось бензинобого
бака
^•избещения Дата
3333 ‘t. 72. 70
36
‘/г 52- //01078 Шланг
4/ 297575-П8 Шплинт 1
kO 297580 - П29 Пряжка 1
39 297582 - 029 Лента 1
38 250510 ~ 08 Гайка м8 2
37 252235-П29 Шайба Фв 2
36 52-1101074 Упор J_
25 201455- 08 Болт м8 *18 2
24 53- 1101119 Кронштейн 1
/4 52- UOt253 Пружина 2
9 52-70-3806020 Датчик 6 сборе
8 293196 - П Шайба Ф5,5
7 224598-08 Бинт м 5 * 12
И* п!п Обозначение Наименобание Кол.
Размеры даны для елрабок.
Позиции, не имеющие указаний о количестое,
бходят б чертеж „абтомабиль б сборе”
БАК БЕНЗИНОВЫЙ
(МОНТАЖ)
Количество листоб 2
Лист 1
т
53-1101280
53-1101117
15k
53-1101118
30°постоянный
12
П9избещения Дата
3660
27
7.12.67
80-15
ШАЙБА
]2_
Сталь ю гост 1050-60
МТ-53-1101-3
,225*1
\ 5 быстцпоб для
рельефной сборки
КЗ
Ф5 пробить 2отберстия
Кронштейн
прокладка
2
Ось абтомобиля
Наименование
Кол.
J1 и ст об 2
Лист 2
Сталь 08КП лист категория 5 ГОСТ 16523-70
толщ. 3 ГОСТ 3680-57
2
2
Прокладка
Хомут прабый
Хомут лебый
бак б сборе
29
30
31
32
34
Медь М3 ГОСТ 853-66
лента толщ. 0,1 ГОСТ И73-99
33
Шланг поз. 35 одебать на
патрубок и трубу на
длину 30 ±5 мм.
32
31
30
29
28
27
26
25
19
17
16
15
7L
12
~11
6
~к
з
2
1
п/п
251086-П8
52-1101075
53-1101060
51-1103010
52-1101120
250510-П8
252155-П2
250512-П 8
53-1101128-Я
258026-П~
250976- П 8
293312-Л8
201к55-П8
252155-Л2
250510-П8
53-1101117
53-1101126-01
52-1101129 ~
52-110111k
53-1101110
53-1101010
Обозначение
Гайка М5
Стремянка
Труба 6 сборе
Пробка б сборе
Прокладка
Сайка мв
Шайба Ф8
Гайка мю
Прокладка
Шплинт <Р2,5x25
Гайка М10*1
Шайба ФЮ
болт м 8xf8
Шайба Ф8
Гайка м8
г
£
£
к
- 5л Непостоянные
~7з —|
я 12 бебстб. Ф12 пробить
Ф 8,5 пробить котберстия
Сказанные поберхности должны быть
параллельны, отклонение 0,5 не долее
на бсей длине
Ф12 пробить 2отберстия
технологические
№избещения Дата
1208 Ю.09.ТЗ
Ф9А6-01
Я20тй?
А/°избещения Дата
811 к. 03.64
Покрытие:Эм мч-123, черный w Л.
Остальные технические требобания па
Окраске ПО ГОСТ 7533-70 ,
Допускается покрытие: эм, фл - 1k9 черный
2слоя ня или Эм. бТ-180илакбТ-123,черныи]уя.
Заусенцы не допускаются.
кронштейн крепления
БЕНЗИНОВОГО БАКА
ПЕРЕДНИЙ ПРАВЫЙ
Дет, поз.к приклеить к хомуту
или бензиновому баку
З*к5°
Romen
КРЮЧОК ХОМУТА
КРЕПЛЕНИЯ БЕНЗИНОВОГО
БАКА
№избещения Дата
3333 9.12.70
95 53-1101059 Труба с пробкой б сборе
кк 258038-П Шплинт Ф2,7 к
93 252002-П 8 Шайба Фк к
35 52-1101070 Шланг
зк 288019-П8 Хомутик 1
33 220086-П8 Винт м 5хзо 1
Н‘ П/я Обозначение Наименобание Кол.
Ось бензинового бака
БАК БЕНЗИНОВЫЙ
(МОНТАЖ)
ИТ-BS-HOi-3
I 1
u
TFR1 -1—- -f— 1 Ж “J 1
Г LJ — жду
11 ' 11 li /754 \ 1 ~~ \Z7pz/ закрепленном боке ме nnnuuil tt Я tf n Л Л /
om ot 'и передних колёс Но iiiupupm Шипли и и num uu/w допускается зазор 1,5 мм не б<
^Ось бензиновых баков
. АА ||Н^ 1
1
А
1 Г ь “Г 1
1 \ 1 1 \ 1 z L1l d 1 ш Г 1
. ! " Ось автомобиля _L
2/4
i- ( 1 д
X fc6 — -
Ш-IЯ JL
Узел о 27 66-70-3806020 Датчик б сборе /
26 293196- П Шайба Ф5,5 10
л 17 18 19 3~ Размеры даны для справок. 25 224598 -Л29 Винт мб*12 /0
24 66-1104012 Трубка приемная б сборе 1
12 66-1101 011 Бак лебый 6 сборе 1
Поз. 10 состоит из:
23 66-П04 012 Трубка приемная б сборе 1
22 224598 -П29 Винт М5* 12 10
21 293196 - П Шайба Ф5,5 10
20 66-70-3806020 Датчик б сборе 1
3 66-7101010 Бак прабый б сборе 7
Поз. 1 состоит из:
ill 2 21-1101112 Наконечник хомута 2 л. 51П-Н02Н0-Б
1 51П-Н0НН-В Дента (Б ч) 1
№ извещения Дата
№ п/п Обозначение Наименобание Кй
3590 <5. 08. 74
19 201097 -П8 Болт М 10 х 25 12 822
18 252136-пг Шайба пружинная ФЮ 12 2Д^ Оцинковать б сборе. Толщина слоя 0,007мм не менее. Эмалировать бензо- масло водостойкой эмалью под цвет кузова. Резьбу предохра- нить от эмали.
/7 250512-П8 Гайка м 10 12 Г'О см Г 1
16 250510- П29 Гайка м8 16
15 252155-П2 Шайба пружинная Ф8 16
/4 201454 - П8 Болт м8*1б 16
13 510-1102100-62 Кронштейн б сборе 2
10 66- 1101005 Бак б сборе (БЧ) 1
9 51П-1102102-62 Кронштейн б сборе 2
8 510-1102107-6 Планка защитная У
7 250512 - 08 Гайка м ю 8
6 252136-02 Шайба пружинная Фю 8
5 510-1102120 -6 Прокладка б
4 510-1102110-Б Хомут в сборе б
1 66- 1101006 Бак Ь сборе (БЧ) 1
5» п!п Обозначение Наименобание Кол.
J Приварить б 5 mmiifnr ПРШРтипп
УСТДНОВКД БЕНЗИНОВОГО БЙКЙ 1 1'1 Г |1 ///VWlUZt ни IIJ сваркой с каждой J 1Ш1 1111 стороны. ХОМУТ КРЕПЛЕНИЯ ДОПОЛНИТЕЛЬНОГО БЕНЗИНОВОГО БЙНД В СБОРЕ Сталь 08 КП лента 1,5*30 гост 503- 71
fi-избещения Дата
10159 18.07 69
извещения Дата
6576 27.11.75
215
53-И010Ю
П-избещения Дата
6576 27. //. 75
На указанной поберхности на пл ы бы
эмали не допускаются
55-Н01060
Г,
(6
•4|“"
il
Ъ-
Паять кругом припоем
ПОСС* 30-0.5 ГОСТ 1999-7(Г
\
----~6У_
A-A
Г
5-5
z
6, Роликобая сборка гладким роликом
с шириной шба З мм или роликом
с насечкой и шириной шба 6мм
в-в
R6
6
Ун
d
s9=
ж? '//
Ш
\\
Прибарить непрерывной точечной или
I роликобой сборкой. Шоб должен быть герметичен
Вид А
Лаять кругом
Л 63 ГОСТ 2208-70
,O.tf А
К-избещения Дата
6709 30.12. 75
Дет лоз.З приварить
Гк дет. поз. 7 б 2 точках
Калибробать конец^
трубы на указанной
\ длине
Калибр Ф 37mtn должен Сходить
' б труду и сбо бод но
проборачибаться
R1
в
Р.2
2_
1
ВидВ
Б-6
25t2"
Покрытие ЭМ MU-723, черный ЩП
Остальные технические требобания по окраске
ПО ГОСТ 7593-70
После припайки деталей к коробкам, последние
до роликойой сборки необходимо промыть
щелочным раствором для нейтрализации кислоты
и Содой для удаления щелочи
Бак должен быть герметичен при испытании
дайлением Создуха 0,2кг/смг б бод я ной панне
Для предохранения даки от засорения после
изготооления бое отберстия должны быть
заглушены
Номинальная емкость 90л
к Транспортные детали
70 12-11ОЯ 022 Прокладка 2
9 220598-П8 * Винт мбх/2 6
8 63-1101093-Т* Заглушка 2
7 353052-88 Пробка ел и б на я /
6 262 838- Пробка /
5 53-1101098 Патрубок /
0 262822-П * Пробка /
3 52-770/700 Указатель бензина б с dope /
2 53-1101099 Коробка нижняя 6 сборе /
7 53-1107 0/5 Коробко берхняя б сборе /
Я’- п/п Обозначение Наименобание Кол
листе
л и стой Z
БАК БЕНЗИНОВЫЙ В СБОРЕ
R
R6
Заусенцы не допускаются
Приварить 6 5 точках рельефной
соаркой с каждой стороны ^
LL
Покрытие Цбхр.
Места контактирования и ад арки
окрасить нитроглифталебой
эмалью алюминиебого цбета.
НЦ-273 МРТУ 6-т-805-69
ОЬальность >,.Гуй„. д иос1
долее 4 мм. Гофры не допускаются
трубы 6 месте изгиба не
3 53-1101076 Трубка боздушная 7
2 53-1101065-яг Патрубок 6 сборе 7
7 53-1101062 Труба напибная (б.ч/ 7
/Г- П/п Обозначение Наименобание Кол.
ТРУБА НАЛИВНАЯ
БЕНЗИНОВОГО БАКА В СБОРЕ
Поз. /. Сталь 08 кп лента толщ. /,/ ГОСТ 503-67
/
2
53-НОШ
К!избещения Дата
7208 1009. 73
20
X 1
1 ^,4-
3 21-1101112 Наконечник 7
2 53-7/01/78 Крючок хомута /
1 53-7/011/7 Лента (б.ч/ /
Я'- <Чп Обозначение Наименоббние Кол
Оси наконечника и
крючка должны совпадать
с осью ленты
Отклонение не долее 0,5мм
ХОМУТ
КРЕПЛЕНИЯ БЕНЗИНОВОГО
БАКА ЛЕВЫЙ В СБОРЕ
Поз. 7. Сталь 08 кп лист категория5ГОСТ76523-70
толщ. 7,2 ГОСТ3680-57 j
Т
216
Припаять мягким припоем ПОССу ЗО-о,5 ГОСТ 1499-70
или контактная сборка кругом
При сборке отберстие на труде должно
быть расположено сберху. как показано
66-1101010
I -flf
4
182.5
365
4~4
Длина отгибки
5-5
8
1 1
। 4L-L™
3 4 10
KB
Ю 12- И 09 022 Прокладка 2
9 51-1103 010 Пробка б сборе f
8 63-1102 090 Труба быдВижная В сборе /
7 66-И 01060 Труда налобная 6 сдоре /
6 296501 - 68 Пробка /
5 297 282- П Прокладка В сборе /
4 229 698 - 68 Винт ® 6
3 63-11 Of093-Т Заглушка 2
2 63-1102 044 Коробка нижняя 6 сборе /
1 66-1101012 Коробка берхняя 3 сдоре /
л? % Обозначение Наименобание Кол.
Иг избещения Дата
6749 30.12.75
Покрытие: Грцнтобать гр гор - 0182.
Окрасить б ода слоя Mfr 12 разных цбетоб
(под цдет кузоба).
Остальные технические требования по
окраске по гост 7593-7&
После припайка деталей к коробкам
(при изготовлении бака из осбинцобанного
металла), последние до контактной сборки
необходимо промыть щелочным растбором
для нейтрализации кислоты и бедой для
удаления щелочи.
Бак должен быть герметичен при испыта- _
нии даб пени ем Воздуха 0.2 кгс/см 2 о о об я нои
оанне. о р
Выпучибание Верхней поберхности '' дна
бака не допускается.
Для предохранения бака от засорения после
изеотобления бее отберстия должны быть
заглушены.
Детали, отмеченные знаком % для окраски
и транспортиробки.
Неуказанные допуски - 'мм
БАК
БЕНЗИНОВЫЙ ПРАВЫЙ
В СБОРЕ
ТГ Контактная
X сборка
При изготовлении из черного металла перед
сборкой Внутреннюю поверхность щпанцеб
берхней и нижней коробок загрунтобать грунтом
Б-241/3
2П
окраске
бака
быть
10 12-1106022 Прокладка 2
9 51-1103010 Пробка 6 сборе 1
8 63-1102090 Труба Вы дбижная 6 сборе 1
7 66-1101060 1руба налибная 6 сборе 1
б 296507-08 Пробка М22x1,5 1
б 297282-П Прокладка 6 сборе 1
4 226598-П8 Винт М5*12 ® 6
3 63-1101093 -Т Заглушка ® 2
2 63-1102066 Коробка нижняя 6 сборе 1
1 66-1101075 Коробка Верхняя 6 сборе 1
Поз. Обозначение Наименование Кол
н°изВещения Дата
6743 30.72.75
218
5 52-1101050 Усилитель фланца 2
4. 63-1102 082 Усилитель 1
5 66-1101032 Распорка 1
2 66-1101030 Перегородка 2
/ 66-1101016 Коробка верхняя (6Щ 1
V-° /7//7 Обозначение Наименобание КОЛ
^избещения Дата
6208 // 07.68
213
На указанном
участке R45
плавно перехо-
дит в R30
534101015
M'M повернуто
Е’Е повернуто
R12
RM
округом
030
Плоскость
R30 \194
В-В повернуто
Лист 1
Листов 2
Поз 1 Сталь 08 кл ГОСТ 1050-74 лист освинцованный
толщ. 0,8 ЧМТУ1-329-68
R10 по контуру ребра
к выштамповке
Па указанном ___________
учасйСкеК30 плавно переходит
82 .Д-
Л
\ Ось отверстия
под патрубок
М ' ЗртвФЬДпробить
вдет, поз.1
Ф15пробить
в дет. поз.1
__________________________411
___________________________426
На указанном участке R20
плавно переходит 5 R45
Прокладку перед сборкой
смазать натроклеем
НК 20 МРТУ 6-Ю-581-64
1070
555
Т / - - . - п
/ Дет, поз 3 приварить к дет, поз 1
о 9 точках, как 'показано t
Ф 4,2 пробить Зато, в дет, поз. 1
равномерно расположенных по окружности
354___________________________________
Дет, поз.2 приварить кдет.поз. /
611 точках, как показано
Ф8 пробить
\4om3
К
rqh
I
lI
! 1_&|
и гп
^извещения Дата
6576 27.1175
Расклепку произво-
дить с указанной
стороны
\ К’К повернуто
5
При изготовлении из черного металла дробеструить
кругом.
Покрытие:
Грунтовать кругом Гр. Б-241/3 ТУ ЯН-164-60
Внутреннюю поверхность эмалировать
Эмаль 6-241/16 ту ЯН -165-60
Резьбу предохранить
детальные технические требования СО окраске
ПО Грет 7593-70
Допускается изготовление из'.Столь 08кп
Лист ГОСТ914-56
Толщ. 0^8 ГОСТ3680-67
FT повернуто
R2
ВидД
Расклепки производить
суказанной стороны
Прокладки перед сборкой смазать
нитроклеем ЯК-20 мрту б-ю-581-64
R20
КОРОВКА
БЕНЗИНОВОГО БАКА
ВЕРХНЯЯ 8 СБОРЕ
220
Вид следа
53-1101015
53-1101081
53-1101048
Н-издещениь Дата
65 76 27.11.75
№ извещения Дота
7583 1707.63
2
R2 действительный
218 действительные
247+2
510
275
550
б
52-1101139
R2_
RL
Ф5 пробить йотд.
для фиксации
усилителя
Дет, поз /4 придарйть к
дет. поз. 2 д з точках с
каждой стороны
Ж~Ж подернуто
34 _ . хЗО°
-g. —У—
фиксации
дейстдит
Ф8 плодить 2 отд.
технологические
Сталь 08КП ГОСТ 1050-74 лиелпосдинцоданный
толщ. 0J-0.8 ТУ Н?909 или лист толщ.ОП-ОД
ГОСТ 3680-57, отделка поберхности Высокая
[при эмалировании Внутренней подерхности бака)
фб пробить 2отд.
по поверхности металла
для
К?извещения Дата
9916 д. 12.72
15_ калибровать
'\на указанной длине
R6
6
5тах
70
R45
R12
R0.5m(h
А-А подернуто
R45
R25 дейстдит.
вид А
Лудить припоем ПОССу 30-о,5
ГОСТ 1499-70
ф 44-о,^ после
штампобкй
___Ф12_____
/Дет поз. 4 отладить после грунтодки
при изготовлении из черного , Загн1
металла ----"
\ Пропаять б одном месте припоем
ПОССу 30-05 ГОСТ 1499'70 ОЛЯ одесле-
чцть при сборке/После
загибки пробка Ф39 должн
проходить сВободно
Вид Б подернуто
чения массы при изготовлении из
~ г черного металла
должна
ОТРАЖАТЕЛЬ
БЕНЗИНОВОГО
БАКА
ПАТРУБОК
НАЛИВНОЙ ТРУБЫ
БЕНЗИНОВОГО БАКА
Сталь 08 КП ГОСТ 1050-74
лента толщ. 1,1 ГОСТ 503-71
53- 1101128-А
Ф39 034
Ф5 просить
2 отд.
50
_JKL
226
Параллельные
К15 В заготодке
R16
АПизВещения Дата
6644 17.1275
36
Н?извещения Дата
10+38 3012.7г
л. 12-7707032-6 Распорка
13 53-007028 Перегородка д сбоое /
л 52-1101086 Усилитель /
11 252576-08 Заклепка 3
ю 52-110/085 Прокладка 1
3 52-1101071 Фланец д сборе 1
L. 5IA-1101180 Усилитель 1
7 51А-Н0Н85 Прокладка 1
6_ 20-1101098-5 Фланец 1
£. 252576 -Л8 Заклепка 3
4_ 52-1101050 Усилитель фланца 2
3 53-110! 081 Отражатель 1
2 52-1101030 Перегородка
1 53'1101016 Коробка Верхняя (6 и) 1
ТЕ Чп Обозначение Наименование Км.
КОРОБКА
БЕНЗИНОВОГО БАКА
ВЕРХНЯЯ В СБОРЕ
//истод 2
Лист 2
R6
^хРаздертка
Фю.5 пробить
2отд.
Допускается изготовление из материала:
Сталь 08КП пента толщ.З ГОСТ503-7/ или
Сталь 08КП ГОСТ16523-70 лента толщ.З
Г0СТ8597-57.
Заусенцы не допускаются
КРОНШТЕЙН КРЕПЛЕНИЯ
БЕНЗИНОВОГО БАКА
ЗАДНИЙ ПРАВЫЙ
Сталь 08 кп лист категория 5 ГОСТ 16523-70
тепщ.З ГОСТ3680-57
18
Толщ. 2
R20
фЗ - 2отд.
51
§
60
702
23-допускается
' для Всех углоб
120+1
Неуказанные допуски то,5мм.
В месте 8 маркировать по ТУ38005204-72
шрифтом ПО-2 ГОСТ2930-62
ПРОКЛАДКА
БЕНЗИНОВОГО БАКА
Резина марки 7-3834 ту38005204 - 7Г
исполнение Ту НГОО ГОСТ 15152-69
221
5 52- HO! 050 Усилитель фланца 2
4 63- //02082 Усилитель 1
J 66-1101032 Распорка /
2 66-1101050 Перегородка 2
/ 66- 1101017 Коробка бершя (б.ч) 1
/-• "In Обозначение Наименобание Кол.
222
55-1101044
Н:из8ещения Лата
9916 8 12. 72
55-1101119
К-извещения Лата
5904 23 07.75
1110
555
1070
Ябпостоянныи
R3
535
__67_
53-1101126-01
Допускается оз
90
20 _ |
130*2
j / Ф15 пробить 1 фЦ 2 пробить Зотберстия
КЗ
С2сторм
Лудить припоем ПОССу 30-о,5 ГОСТ 1499-70
бою ~поберхность быштампобкц б указанном
контуре при изготаблении из осбиниобанного
металла
R15
ФЗО
R12 действительный
110 плоскость |
279
На указанной поберхности ина ______
переходах к боковым стенкам гофры
исключить путем ббедения
дополнительных технологических ребер
120
305
^82плоскость
На указанном участке R45 плодна
переходит 1TR30 с обетГсгпорон
Ф12 пробить
Покрытие:
Эм. МЧ-123, черный 1У П
Остальные технические
требования по окраске
ПО ГОСТ 7593- 70
Допускается покрытие : _
Эм ФЛ-149, черный 2слоя IVR
или Эм. 61-180 и лак 6Т-125,
черный iy Я
Допускается изготовление из
материала: сталь 08 кп лента толы ’
ГОСТ 505-71
КРОНШТЕЙН КРЕПЛЕНИЯ
БЕНЗИНОВОГО БАКА
ПЕРЕДНИЙ ЛЕВЫЙ
Сталь 08кп лист категория 5 ГиСТ15525-10 толю 3 ГОСТ3680-57
ФЗ
2отберстия
-равномерно расположенных
по окружности
l_ На указанном участке допускается
—увеличение "радиусоб R45 uRW до R14Q
Ф8 пробить
4 отберстия
КОРОБКА
БЕНЗИНОВОГО БАКА
НИЖНЯЯ В СБОРЕ
Листай 2
лист 1
Поз. 1 Сталь 08 кп ГОСТ 1050-74, лист осбинцобанный толщ 0,9
196-909 или лист толщ 0,9 ГОСТ3680-57 отделю поберхности бысокая
У!избещения Дата
101/38 30.12.12
1. Исполнение Т Щ Н100 ГОСТ 15152-69
2. Маркировать по ТУ 38 005 200 - 71 шрифтом ПО-2 ГОСТ2930-62
3. Неуказанные допуски ±0,5 мм
О Перед началом ' праизбодстба образец должен быть
утбержден КЭО ГПЗ
ПРОКЛАДКА БЕНЗИНОВОГО БАКА
Резина марки 7-3834 ТУ38005204-71
53-Н010Щ-
/^избещения Дата
9916 8.12,72
25
Горлобину стаВить
до упора В торец
патрубка
, РоликоВая сборка, 6
шоВ должен быть герметичным *1
Выплескй при гг^ппио 9 i
не допускаются
12
A
25 кругом
деистбит.
Расклепку производить
с наружной стороны
Лрибарить /
о 2 точках
Оказанные поверхности должны
быть плоским#/ гоерры
допускается
______65
77 для спрабок
2
Вид слеВа
A-A
Д-Д
Прокладку перед сборкой
смазать нитроклеем ак-20
56-1101065-А?
Н? избещения Дата
4503
/4 Ct. 55
-----ИЗО
j $42 пдоскощгк
При изготовлении из черного металла
дробеструить кругом.
Покрытие-. грунтоВать кругом.
Гр Б-2Щ/3 ТУ ЯН-164-60. ,
Внутреннюю поверхность эмалирооать
Эмаль Б 241/16 ТУЯН-165-60
Резьбу предохранить
Остальные технические требооаг/Т/Я
по окраске по ГОСТ 7593-70
Я
12
Кеплоскостность торца 7 после сборки
не долее 0,2 мм.
Зачистить заусенце/
3 51 -1102 097 Держатель пробка /
2 53-1101 088 ГорлоВина /
1 55-ff01066-А2 Патрубок (БЧ) 1
Не п/п Обозначение Наименование Кол.
Поз. 1 Сталь ОБ КП ГОСТ1050-74, лист осВинцоВанный
толщ. 08 СТУ-71-МС 69-62
Патрубок
НАЛИВНОЙ ТРУБЫ
БЕНЗИНОВОГО бака в сборе
53Ю01О81
Л- 252576- Л8 Заклепка 3
4 51А - 11010^5 Фланец 1
3 51А-1101185 Прокладка 1
2 51 А -1101184 Усилитель 1
1 53-1101045 Коробка (Б. У ] f
N.. п/п Обозначение Наименобание
КОРОБКА
БЕНЗИНОВОГО БАКА
НИЖНЯЯ В СБОРЕ
Лист 2
Ли ст од 2
224
R2 действительный
225 действительный
Не избещения Дата j
7585 17. 07.63
2(8 действительный
Вид А
2
\ф6 пробить 2 от б.
по поверхности металла
для сриксации
ОТРАЖАТЕЛЬ
БЕНЗИНОВОГО БАКА
Сталь 08 КП ГОСТ 1050-7k лист ОсбинцоЬанный
толщ. 0,7-0,8 ТУ No 909 или лист толщ 0.7^0,8ГйСТЗб8д-57_
отделка поверхности Высокая. (При эмалиробании Внутренней
поверхности бака}
Столь 65 г лента от о жженая
толщ. 0,9 ГОСТ 2283-69
а'избещения Дата
671/9 30.72.75
н,еизбещения Дата
92'i 20. 07.73
2 53-7701088 Горл об и на f
/ 66-7101062 Труба горлобины Гбч) 1
V П.П Обозначение Наименобание Кол.
пзбещения Дата
9018 07.07.72
57-7103075-Л Прокладка /
3 252539-П8 Заклепка 3
2 51-7103025 Пластина 1
1 66-H0/212-T Корпус заглушки 1
№ ал Обозначение Наименобание Кол.
Поберхности би В должны лежать б одной
плоскости; отклонение не более 0,5мм
51П-Н02107-6
66-1101030
453 *
.226,5
№избещения Дата
1208 10.09.73
348
У* извещения Дата
3601 16.08. 74
Ф40 пробить
250
200
174
56
LL
Р5
в-в
js
vt
BuSA
МП
51П-1102120-6
63-1101093-Т
А-А
80'
Столь 08кп лист гр. п категория 5ГОСТ16523-70 толщ. 0,8
ГОСТ3680-57 или сталь08кп ГОСТ1050-74 лист осбинцобанный толщ.0,8 ЧМТУ
1-329-68
* Указанный размер по сопряжению должен быть
убязан с Верхней коробкой
ПЕРЕГОРОДКА
БЕНЗИНОВОГО БАКА
IL
758
750
ЗАЩИТНАЯ ПЛАНКА
Покрытие: Пм.МЧ-123, черный, /у fl КРОНШТЕЙНА КРЕПЛЕНИЯ
Остальные технические требования по
окраске по ГОСТ 7593 - 70 . ДОПОЛНИТЕЛЬНОГО БЕНЗИНОВОГО
Допускается покрытие : 9м. ФЛ-149, черный, 2 слому Й г л ty л
fOFj или 9М.5Т-180 и лак 5Т-125, черный (у О и А КА
Сталь 08кп Лист категория 4 ГОСТ16523- 70 толщ 3 ГОСТ3680-57
. J5
175
615
!6плоскость
35
15 плоскость
154
108_______________
55.
д-избещения Дата
3609 16.08.74
470Ц
1Ю
Ф6пробить
Зотб.
Г'избещения Дата
5982 31.10.62
63-1/02032
ЗАГЛУШКА ОТВЕРСТИЯ
БЕНЗИНОВОГО БАКА
Ч!избещения Дата
3609 16.08.74
<595tw
Сталь 08кп root /050-74 лист толщ. 2 ГОСТ 3650-57
66-1101032
6
ПРОКЛАДКА КРЕПЛЕНИЯ
ДОПОЛНИТЕЛЬНОГО
БЕНЗИНОВОГО БАКА
Картон обибочный бодостойкий толщ. 2 марки 65-2 ГОСТ6659-75
Деталь должна соотбетстбобать ТУ 81/58-04-120-69
399
40Д.
______4
Я1
fl-избещения Дата
3628 20.08.74
РАСПОРКА
ПЕРЕГОРОДОК
БЕНЗИНОВОГО БАКА
Стиль 08 кп ГОСТ 1050-70 лист осбинцобанный
толщ 0,8 ЧМТУ 1-329-68
6
Э'
А-А
Допускается изготобление из материала: \р
Сталь 08 кп лист осбинцобаннь/й
толщ. 0,6 ЧИТУ 1-329-68
УСИЛИТЕЛЬ НАЛИВНОЙ ТРУБЫ
ДОПОЛНИТЕЛЬНОГО БЕНЗИНОВОГО
БАКА
Сталь 08 кп лист гр. /7 категория 5 ГОСТ 16525 - 70
толщ. 0,8 ГОСТ 3680-57
226
15*
6Ъ-Н020Ш
^избещения Дата
5609 /608.70
856
493
428
246,5
820
453
МО
226,5
ф<2 пробить
1
2
В-В
Ж~Ж
Сталь 08 кп лист гр n категория 5 ГОСТ 16525-70 толщН
ГОСТ 5680-57 или
сталь 08 кп гост 1050-60 лист осбинцобаннь/й толщ. И 9
НМТУ-1 - 529-68
265
RP5
йотб.
равномерно
расположенных
по окружности
\ФЗ(Л0’2$лр0бить
»1
AW
д-д
д
Лудить бею пдберхность быштампобксГ припоем ППССу-3^0,5 ГОСТ 1693-70
указанном контуре при изготаблении
из осбинцобанного листа
А-А
62
Припаять кругом
/припоем поссу зП-йо
ГОСТ 1Р99-70
6-Б
\К12
При изготаблении из черного метална
пескоструить, зогринтобать дюрофенобым грунтом.
Внутреннюю поверхность коротки покрыть
бензостойкой эмалью на дюроФенобри смоле или
'акрил- ни трильном каучуке. Резьбу и ртберстие
под слибную пробку предохранить
К0Р06КА ДОПОЛНИТЕЛЬНОГО
БЕНЗИНОВОГО БАКА
НИЖНЯЯ В СБОРЕ
5. 25257П-П5 Заклепка Фй*12 0-
2 51Л-Н01046-5 Фланец /
1 63-1102 0У5 Коробка нижняя (бч) /
У-в П!п Обозначение Наименобание Кол.
227
4
3
2_
/
51П-1102105-52
510-1102/04-52
51П-/162/03-62
510-1102101-52
Обозначение
Усилитель заднего кронаитейн,_/
Усилитель переднего кронштейн, f_
Кронштейн задний Г 54)________/
Кронштейн передний Пбч) /_______
Наименование
Кол.
W
Вырез технологический для
предотвращения "от разрыва
металла при Вытяжка . ~
• , 15
При вытяжке крепежной
площадки, допускается ‘
утяжксГуказанной поверхности
12
№
26
a
Контур заготовки
yzz
\ Дуговая сварка В 13 местах, хак Показано
Д'лйна~шба /5мм; катет Тиба 4мм"ти приварить
точечной сваркой в 17 точках, как показано
\ Ф8.5 пробить
4 ртв.
АЛ
т 30 ,
ю
26L
ФИ
п.
б отв
пробить
46
ЫП-Н02102 - 52
зодчий cuMMempt
51 Л- Л02 tOO- 52 пеоедний показан
К° извещения Дата
1208 10.0973
доварить точечной
тапкой в 18 точках
дуговая сварка
4 местах, как
показано. Катет
шва 4 мм
После сварки дета
зазор не допускается.
Перед сваркой провар
если необходимо
к 6 max
Б-Б
u
фд
пробить
Взаимная неперпендикупярность поверхностей
не более 0,2 мм на длине Юимм.
Неппоскостность поверхностей П и flf не более
0,5мм на всей длине.
Покрытие: Эм МЧ-123, черный Л/. А. Остальные
технические требования по окраске по ГОСТ 7593-70
__ Допускается покрытие: Эм фл-/49- черный 2слоя
JVA или 5Т-180 и лак БТ-123, черный /к А.
Зачистить заусенцы согласно эта пору
КРОНШТЕЙН КРЕПЛЕНИЯ
ДОПОЛНИТЕЛЬНОГО БЕНЗИНОВОГО
БАКА В СБОРЕ
пбз / и поз 2 . Сталь 08 ко лист категория 5
ГОСТ 16523-70 толщ 3.5 ГОСТ3680-57
228
В Зак. 306
654102090
Праналичии бы ре за пролаять __\
припоем поссузО^Ггосттурз-7О
'Покрытие'. Лудить припоем ЛОССу 30-о,ь
ГОСТ 1999-70 дополнительно
Заусенцы не допускаются
Выдбижная труби должна сообооно сходить
6 налибную трубу и легко проборачибаться t
б поперечных пазах. Проберять 1007» деталей
2 63-U02095 Сетка 1
1 63-1102 09Z Труба быдбижная (бч) /
Н*- Цп Обозначение Наименобание Кол
ГРУБА ВЫДВИЖНАЯ
ДОПОЛНИТЕЛЬНОГО
6*80,5-
БЕНЗИНОВОГО БАКА В СБОРЕ
Поз.1 Сталь 08 кп лист осбинцобанный толщ. 0,8 ЧМТ9 1-329-68
51П-1102105-52
задний симметричен
Неплоскостность поберхнсстей
П и Гй не более 0,5мм на б сей длине
Заусенцы не допускаются
УСИЛИТЕЛЬ КРОНШТЕЙНА
ДОПОЛНИТЕЛЬНОГО
БЕНЗИНОВОГО БАКА
Сталь 08кп лист категория5 гост 16523-70
толщ 3,5 ГОСТ 3680 57
654102095
Н-избещения дота
Перед изготоблением детали ленту
перфорировать (10... 16отб. на 1см2 ф 1.3мм)
1 63-1102 099 Сетка (бч)
/Г- 1/п Обозначение Наименобание Кол
СЕТКА ВЫДВИЖНОЙ ТРУБЫ
ДОПОЛНИТЕЛЬНОГО
БЕНЗИНОВОГО БАКА В СБОРЕ
Поз. / Сталь 08ГОСТ 1050-70 лента толщ 0,5 Г0СТ503-71
М-51-Ob-iiOtOOS
№ избещения Дота
553 05.06.73
Деталь поз 4 приклеить к хомуту или бензи -
яооому баку клеем К- 67 ТУ 6203/1524-61.
Деталь поз 25 приклеить к лонжерону клеем
№61 Ту 6203/1524-61
Шланг лоз 33 надебать на патрубок и труду
на длину 30 ± 5 мм
Размеры даны для с л раба к
38 53-1!01069 _[/ гои6а с пробкой б сборе 1
37 52-1101075 L Стремянка 1
36 288019 -029 Хомут 2
35_ 220 086 -029 бинт 2
34_ _ 251086-029 Гайка 2
33_ 52 1101070 , Шланг /
32 52-1101079 Упор 7
31 252235-П29 Шайба 2
30 250 510р 029 Гайка _ 2
29 297576 - /729 Шплинт f
28 297580 - Л29 Оряжка 7
2L 291582 -029 Ленто
25 52-1101078 Шланг 7
25_ 52-1707 720 /Громадна 7
24_ 252756- П29 Шайба 7
23 250 512 - 029 Гайка 7
22 201995-029 болт
21 52-04 7707119 Кронштейн лебый
20 201495' 029 болт /
19 252 156 - 7129 Шайба у
18 250 512 - 029 Гайка 2
П 52-04-1101105 Кронштейн /
16 252 002 - 029 Шайба 4
15 258 038-029 Шплинт 4
/4 53-1101128-А Прокладка /
/з 258 026 - 029 Шплинт 2
12 250 976 -029 _ Гайка JL
< F 293312-029 Шайба 2
10 52-1101233 Пружина 2
9 250572-029 Гайка .2_
8 252156-029 Шайба ... _2_
1_ 201995-029 болт .2~
6_ 52-0^-1107117 Кронштейн пробый 1
5_ 53-1107726-07 Прокладка ' 7
4 52-1101729 Прокладка 2
3 52-710(110 Хомит прабый 7
2 53-НОИЮ Хомут лебый
1_ 53-1101010 Бак б сборе у
»• "к Обозначена Наименобание Кол
Ж БЕНЗИНОВЫЙ
Монтажный чертеж
I
230
Неуказанные предельные
отклонения размеров
Л О ОН 025202-66
52-09-1017022
м°издещения Дата
3819 17. 10. 79
ВТУЛКА КОРПУСА
ФИЛЬТРА
Сталь fl12 ГОСТ 1919-59 круг кали5р20 гост7917-57
Допускается изготовление из материала
сталь 08 кп лист гр у категория 5 гост 16523-70
тОЛЩ. 0,8 ГОСТ 3680-57
52-0^-1017055
.52-1101030
н9издещения Дата
5095 12.03 75
А-А
5-5
ПЕРЕГОРОДКА БЕНЗИНОВОГО БАКА
Сталь 08кп гост Ю50-60 лист о единподанный толщ 08 чмту 1-329-68
г&Ч <5Г
л Ф12го,12 ск
si
Покрытие Ц 5
Неуказанные предельные отклонения
размеров по 0H 025202-66
ЧАШКА ОПОРНАЯ
ФИЛЬТРУЮЩЕГО
ЭЛЕМЕНТА
Сталь 08кп лист гост 9095-70 толщ 1,5гост3680-57
7 W) 3 . 1,6*95° Ь „ \5lJ1 2 фаски" Неуказанные пр розмерод по Он 52-04-1017068
№ извещения Дата
1997 25.12 73
4" ГОСТ 12717-67 сдельные отклонения 025202-66
ФЛАНЕЦ
ОТСТОЙНИКА
Сталь fl 12 гост 1919-59 круг калибр 20 гост 7917-57
№издещения Дата
673 8 06 73
Ф6±0.3
52~0Lr 1017062
№ изд еще ни я Дата
673 8 06 73
53-1101280
№ избещения Дата
52-1101112
ШАЙБА УПЛОТНИТЕЛЬНАЯ
БОЛТА МАСЛЯНОГО
ФИЛЬТРА
Латунь Л63 лист толщ. 2 м гост 931-70
°° \52-04-1017036
н’издещения Дата
673 8. 06 73
\ Ф29 - 0,52
л Ф11^^
ФЛАНЕЦ ОПОРНЫЙ
ОТСТОЙНИКА
Стиль 08кп лист толщ. 5 гост 9091-71
Ф1П0,3
КОЛЬЦО УПЛОТНИТЕЛЬНОЕ
ФИЛЬТРА
Резина марки р-3839 ту 38 005209-71
исполнение ТЩ Н 100 ГОСТ 15152-69
Ф1И0,3 /
Кольцо должно быть плоским,
отклонение не Долее 0,5мм
После зад ид к и Допускается изготовление
отпустить из материала. лродолскаТ-ip
ГОСТ 9389-60
\ Ф12
ШАЙБА
3660
712 67
Медь мз гост 859-69 лента толщ. 0,1 гост 1173- 9 g
136-5606178 Х^^22рр\Ф111,5- о,з 52-04-1017065
м°издещения Дата 11 н'издещения Дата
9867 11. 02 75 673 8.06 73
/ 9 з сверлить_________
0,3 г луд х 120 ° зенкодать
с обеих сторон
Ф109,5*о>5
ЕЕ
иг?!
КОЛЬЦО СТОПОРНОЕ
Продол ока Ц~ 1,5 ГОСТ 9389-60
ПРОКЛАДКА КОРПУСА
ФИЛЬТРА
Резина марки 7-иРП-юб8 ту 38005209-71исполнение
_____Т11! Н 100 ГОСТ 15152 ~69____
На участке д зоне расположения отдерется
допускается занижение наружного
диаметра резьбы !
*) Размеры после покрытия Ц6хр j
НАКОНЕЧНИК ХОМУТА
БЕНЗИНОВОГО БАКА
Сталь ю 20 гост 1050-60
231
6 20-110/108 Прокладка 7
5 53-1101099 Указатель 6 сборе 1
А. 52-1701109 Ручка 7
3 53-17 01097 Голобка слинейкой 6 сборе 7
2 52-1101703 Голобка д сборе 7
/ 52-И 01101 Линейка указателя /
№ п/п Обозначение Наименобание Коп.
Цинкобать дет. поз 5
толщ, слоя 0,15 мм, не менее
Оксидировать 6 черный
цбет
52-1101100 - ScSope
53-1101099
53-1101097
52-1101103
Н? извещения Дата
8449 15.02.69
Прибарить 6 5 точках
\рельефной сборкой
\с каждой стороны
в
52-11D111И - Setop
52-1101115
N- извещения Дата
10399 30.12. 72
Оси наконечникоб должны подпа-
дать с осью ленты, отклонение
не б on ее 0.5 мм
т= Покрытие 11,6 хр Г0С79797- 68
Ц- Места контактиробания и
сборки окрасить нитроэмалевой
эмалью алюминиебого цбета
НЦ-273 МРТУ 6-70-895-69
^^3
1
/5+°'3
Узел Ж°/
52-1101079-
Узел N* 7
убепичено
Эмалировать 6 черный
цбет
4 чеканить
на глубину 0,3
Обжать кругом, /
кок показано.
Качка линейки
указателя
недопускается
30
6 для с пробки
60
40
80
223
А-А
цбеличено
60°
Б-б
увеличено
60»
Указанные размеры
будут уточнены после
изготобления произбодстбен-
ного образца оензинобого
бака
М.лГ
УКАЗАТЕЛЬ УРОВНЯ БЕНЗИНА
С ПРОКЛАДКОЙ В СБОРЕ
лоз. / сталь 20 гост /обо - 74
800
3 52-1101112 Наконечник хомута 1
2 52-1101236 Наконечник хомута Г
1 52-1/01115 Лента Г
/!.• п!п Обозначение Наименобание Кол.
ХОМУТ КРЕПЛЕНИЯ БЕНЗИНОВОГО
БАКА ПРАВЫЙ В СБОРЕ
поз 1 - сталь 08 КП лист категория 4 ГОСТ18523- 70 толщ. 1.2ГОСТ3680- 57
Ф 9 пробить
2 отб
ТПизбещения Дата
5904 23.07.75
На участке 6 зоне
расположения отверстия
допускается занижение
наружного диаметра
резьбы
_________/47//____
5 быступоб
для репьесрной
сборки
52-1101236
Н!избеш,ения Дата
5428 0406.71
Нормализовать
Нв 756 207
Фосфатиробать и окрасить
б черный цбет
52-1101075
N-° извещения Дата
5837 14.03.63
На указанной _
блине быбёржйбать
лиаметр стержня |
под накатку
8x1 25м2
5*1
40+s
'MIOil кл.2+1
6010,5
3x45е
R8
772+7.5
\L
\\ faj
А-А
2,5+0-5
"Нолtons
ФЗЗОЗ
теплить
0,3 глуо* 120° зенкобать
с обеих сторон
*) Размеры после
покрытия Ц6 хр
I R7
R/
Обжать, как указано
7,8 по ' естестбенному
по . течению металла
0,8 men
52-1101103
ТКизТЗещения Дата
84 49 15.02.69
УПОР НАЛИВНОЙ
ТРУБЫ
БЕНЗИНОВОГО БАКА
Сталь 08КП лист ГОСТ9045-70 толщ.7.5 ГССТ3680-57
или сталь 08 КП лента толщ. 7,5 ГОСТ 503-71
ХОМУТА
НАКОНЕЧНИК
КРЕПЛЕНИЯ
БЕНЗИНОВОГО БАКА
Сталь 10 20 ГОСТ 1050-74-
СТРЕМЯНКА КРЕПЛЕНИЯ
НАЛИВНОЙ ТРУБЫ
БЕНЗИНОВОГО БАКА
Стам 35 ГОСТ1050-74-
Паять б печи медью
/ М3 ГОСТ 859-66
80+0,8
Пять быстцпоб
для
21-1101112
R3
45+7
40 + 3
3*45{
Н-изЬещения Дата
5428 04.06.71
*) размеры после
покрытия 71,6 хр.
Покрытие Ц15
Лассиробать
бихромом натрия
52-1101086
АПизбешения Дата
1208 10.09.73
Неуказанные
допуски ± 0,25мм
52-1101085
Н-извещения Дата
7834 02 0312
/2
2.5 *°5
°П7
ф 4,3 пробить
3 от 6.
Ф75 пробить
6
3 52-1101108 Колпак 1
2 53-1101280 Шайба 1
/ 52-1101104 Голобка 1
№ % Обозначение Наименобание Кол.
ГОЛОВКА
УРОВНЯ
УКАЗАТЕЛЯ
БЕНЗИНА
В СБОРЕ
\^ФЗ
'М/0х/.5КЛ.2*1
НАКОНЕЧНИК ХОМУТА
КРЕПЛЕНИЯ
БЕНЗИНОВОГО БАКА
Сталь 10 -20 ГОСТ/050-74
R5
Деталь должна
быть плоской;
Ф4.3 пробить
Зотб
Ф15 пробить
R5
16
23
——I—обеспеч инстр
11
23
//
УСИЛИТЕЛЬ ФЛАНЦА
ВОЗДУШНОЙ ТРУБКИ
Сталь 08 КП лист категория б ГОСТ76523-70
толщ, 2,5 ГОС Т 3680 - 57
ПРОКЛАДКА
Пароним ПМВ 0,6 ГОСТ 487 - 77
232
12-1Ю1032-Б
Не избещения Дата
3628 2008.74
I
86 постоянный
R3
59
Ф/0.5.
\810 дейстбит.,
R12 дейстбит.
ф/2 пробить
!2°\
R7
85
83
86
69
67
52-0^1101119
Не избещения Дата
653 05.0673
Покрытие: Эм Мч-123, черный IV-А.
Допускается покрытие: Эм Фл-199,
Лак БТ-123, черный. IV- А.
Остальные технические требования
по окраске па гост 7593-70
Н 53
Г 9Ь
РАСПОРКА ПЕРЕГОРОДОК БЕНЗИНОВОГО БАКА
Сталь 08 КП ГОСТ!050-60 лист осбинцобанный толщ. 0,8 ЧМТУ 1-329- 68
КРОНШТЕЙН КРЕПЛЕНИЯ БЕНЗИНОВОГО
БАКА ПЕРЕДНИЙ ЛЕВЫЙ
Стань 985/1 лист категория f ГОСТ16523-70 толщ 3 гост 3680 - 57
Покрытие '• ЭМ МЧ-123, черный. IV-А
Допускается покрытие: Эм Фл-199, черный 2слоя.П7-А
или Эм БТ- /80 и лак Б Г-123, черный. П/-А.
Остальные технические требования по окраске
по ГОСТ 7593-70
52-D4-IIOIH7
Не избещения Дата
653 05.06. 73
Неуказанные допуски ±2мм
Одна оплетка или
Тпканебая прокладка
52-1101070
Не избещения Дата
5899 2107/
Отпустить
Забибки
после
13-3407130
Me избещения Дата
5189 08. Ok. 68
ф/lStalf
7/
_ l?7_
/59
# /30
83
83
| И \0.5\A
2 отд Ф10.5
__90
2 о тб ф/2,5
технологические
2 от б Ф5
/ \кь постоянные]
У 63------------1
R12 дейстбит. Ф/2
КРОНШТЕЙН КРЕПЛЕНИЯ
БЕНЗИНОВОГО БАКА
ПЕРЕДНИЙ ПРАВЫЙ
Сталь 08 КП лист гр /// Г категория 5 ГОСТ /6523-70
толщ, 3 ГОСТ 3680-57
9,5 -0.5
Ф5130.5
На указанном участке
бы сер кидать фбО+1
внутренний слой резины
толщина 1,5 min
56,5
52'1101/29
Коней, к бензиновому баку.
Число биткрб f2i-i
Концебые битки забить
б замкнутое кольцо и зашлисробать
перпендикулярно оси пружины
ПРУЖИНА
Проб опека стальная углеродистая пружинная
кл 5 круглая 1.8X0, оз ГОСТ 9389-60_
под нагрузкой 5,9 -6,2кг
б сб ободном состоянии
Наружный спой резины
толщина 0,8 тьп
Набухание б бензине марки „калоша" бнутрен него слоя
б течение 29 чособ при комнатной температуре не боле 7‘А.
Маркиробать таборный знак забода-изготовителя, год и
кбартал изготобления.
Место марки робки безразлично
Для шпангоб типа А допускается толщина стенки
на внутреннем радиусе изгиба не более 6 мм
Па наружном не менее 9 мм
ШЛАНГ СОЕДИНИТЕЛЬНЫЙ
НАЛИВНОЙ ТРУБЫ БЕНЗИНОВОГО БАКА
ТУ38-Т05/2-70
Не избещения Дата
k27O 07.ПУ.58
57023
ПРОКЛАДКА ХОМУТА
КРЕПЛЕНИЯ БЕНЗИНОВОГО
БАКА
Картон водонепроницаемый толщ. 2 ГУ-6899
25J
653
05.06.73
89
Паять твердым припоем 5
печи б босстанобительной
среде
52-04-1101105
П-избещения\ Цата
Покрытие ’ Эм М9 -123, черный. IV-я.
Допускается покрытие: Эм. Фл -19-9, черный 2слоя.
Щ-А или ЭМ 57'180 и лак 5T-723, черный. IV-А.
Остальные технические требования по окраске
по ГОСТ 7593 -70
32°30'
Вид А
52'1101071
К-избещения Дота
7027 18.11 58
Указанная поверхность
должна буть плоской
и не иметь следоб
наплыба припоя
При проиерке на плите
щуп 0.2 не должен
/ проходить
* При изготовлении
детали методом
холодной бысадки
Покрытие: Мб
М12*1?5кл2 ось
резьбы должна 5ыть\
перпендикулярна х
торцуА
обеспечит
технологи-
ей
КРОНШТЕЙН КРЕПЛЕНИЯ
БЕНЗИНОВОГО БАКА
ЗАДНИЙ ЛЕВЫЙ
Сталь 08КП лист категория б ГОСТ 16523-70
толщ. 3,9 ГОСТ3680-57
2 52-1101072 Трцбка 1
1 52-1101073 Фланец 1
Не п!п Обозначение Наименобание Коп.
ФЛАНЕЦ ВОЗДУШНОЙ
ТРУБКИ В СБОРЕ
Лоберхность Б должна быть
плоской, чеканить, если необхо-
димо, при проберке на плите
щуп 0.2 мм не должен проходить
52-1101050
Лоберхность / должна быть
плоской; при проверке на плите
щуп 0,2мм не должен проходить
52-1101073
N-избещения Дата
3842 2009.79
N-избещения Дата
3606 16.08.76
1x95° ---
~*|Н— 89.5 Сфера 89,5
0,9 * 95е
М5*0,8кл.2
нарезать 5отб.
0.8 х 90° зенкобать
с указанной стороны
А-А
Для удобства Д
монтажи
\ 160°
Покрытие Ц<2
Направление
бырубкц
i ф5 пробить
У 2отб.
для фиксации
УСИЛИТЕЛЬ ФЛАНЦА
РЕОСТАТА УКАЗАТЕЛЯ
УРОВНЯ БЕНЗИНА
Сталь 08кп гост 1050-79 Лист толщ.9 Г0СТ368О-57
фй,3 пробить Зотб.
'рабномерно располо-
женных
Ф15 пробить
Фзо
51А-1101185
^избещения Дата
7837 02.03.72
Неуказанные допуски
±0,25ММ
ПРОКЛАДКА
Поранит ПМ5 0,6 ГОСТ 981-77
Ф10.5 сберлить
на глуб. 20
ф72сЬерлигпв, ] /77
ноглубНО
R5
Ф9,з сберлить
3 отб.
Зсраски
4
ФЛАНЕЦ ВОЗДУШНОЙ
ТРУБКИ
Чцгцн KO$KUlj КЧ в5'10 ГОСТ 1215-53
Пеуказазанные Запуски Имм
52-1101120
N-избещения Дата
9270 0709.58
Пробить
52
25
625t3
ПРОКЛАДКА КРЕПЛЕНИЯ
БЕНЗИНОВОГО БАКА
Картон бодонепроницаемый толщ. 2 ТУ 6899
la^i
SZJ
Конструкция по бы-
9йк°г Ь°Р8'
20-1101088
К-избещения Дата
6309 25.11.79
V ф6.2-3от5 рабномерно
оаслоложрнных по окружнос-
лпи
9.5
1*95°
ФЛАНЕЦ РУЧНОГО
УКАЗАТЕЛЯ УРОВНЯ БЕНЗИНА
Сталь А12Г0СТ1919-59 круглая 9О-о.зь ГОСТ7917-75 или
сталь М18 ГОСТ380-71 для холодной бы садки
* - При изготоблении методом
холодной бысадки
Покрытие: Ц7
Конструкция
бнр^Оыдору
[ЁЁэд]
52-1101104
А7?избешения Дата
7913 23.06 66
М12*1,25кл.2
/х45°
05*953
1^ 9.5~^5
Пиело бшпкоб - 7 -0,25
Направление набибки
безразлично
Концебые битки примкнуть
и зашлисробать перпендикуляр-
но оси пружины'
кА
31
52-1101235
К-извещения Дата
9179 1801.68
Покрытие: Ц6*р.
5JA-1101Dk6
А/-избещения Дата
9509 25.11.79
К 1/r"ГОСТ BUI-52
R1
90.5х
max
Ф17
9 2-3 отд.
рабномерно '
расположенных
по окружности
1*95°
lift 1
ФЛАНЕЦ СЛИВНОЙ ПРОБКИ
БЕНЗИНОВОГО БАКА
Сталь А12 ГОСТ 1919-59 круглая 9О-ом Г0СТ7917-75
или сталь Mis гост380-71 для холодной бысадки
Накатка
прямая
5Z-1101109
Н-избещения Цата
Фз.б-аоЬй
2018
фз.7, не менее
65
16 06.66
В 15\8
1*95*
" обоих кенцоб
РУЧКА ГОЛОВКИ УКАЗАТЕЛЯ
УРОВНЯ БЕНЗИНА
Сталь А12 ГОСТ 1616-56
21
ЗУ
йО + о.!
Длина под нагрузкой 30+3 кг
не менее.
{Длина б сбободном состоянии
ГОЛОВКА УКАЗАТЕЛЯ
УРОВНЯ БЕНЗИНА
Сталь А/2 ГОСТ 1616-56
ПРУЖИНА КРЕПЛЕНИЯ
БЕНЗИНОВОГО БАКА
Проволоки стальная пружинная кл Т
круглая 2.5 ГОСТ 9389- 60
Усилитель должен
быть плоским;
обеспечить техно-
логией
Покрытие Ц15 ХР
51А-110118^
П-избещения Дата
1208 10.09.73
Ф9.3 пробить Зотб.
рабномерно расположенных
по окружности
15 пробить
ФЗО
УСИЛИТЕЛЬ ФЛАНЦА
СЛИВНОЙ ПРОБКИ
Сталь 08 КП лист категория 5 ГОСТ.16523'70
толщ. 2,2 ГОСТ3680-57. Допускается
использобать отходы толщ до 2,5
52-1101106
ФЮ-o.s
20-1101108
Н-избещения Дата
1525 02.11.73
Допускаемое отклонение
по толщине б одной детали
б пределах 0,3мм
Неуказанные допуски ± 0,5мм
ПРОКЛАДКА ГОЛОВКИ
УКАЗАТЕЛЯ УРОВНЯ
БЕНЗИНА
Резина марки~7-Я-16Р ТУ38005209-77
исполнение Т ш нюо ГОСТ 15152-69
Набочиг
поверхности
Ф15
51-1103038
И-'избещения Дота
6799 30.12.75
К'избещения Дата
9825 03.02.75
фЖпроВить
/| |5,5~
/Снять заусенец
Указанная лоберхность должна быть
плоской; обеспечить технологией
КОЛПАЧЕК ГОЛОВКИ
УКАЗАТЕЛЯ УРОВНЯ
БЕНЗИНА
С топь 08 КП лента толщ 1,2 ГОСТ503'77
Допускаемое отклонение
по толщине 5 одной детали
б пределах 0,2 мм.
Лоберхность должна быть
чистой и гладкой
Изменение беса детали после испытания б
смеси 75 бесобых частей бензина с 25 бесобыжи
частями бензола при температуре 15 20° С б
течение 22 чособ должна быть б пределах -2?а
ПРОКЛАДКА ВПУСКНОГО
КЛАПАНА ПРОБКИ
БЕНЗИНОВОГО БАКА
Резина марки 7-3839 ту38005Мб-77
исполнение T ш Ц7ОО гост 15152-69
236
51-1103010 6 сборе
51-1105015- поз.З
N-изВещения Дата
6749 30.12. 75
А-А
увеличено
Окрасить снаружи ~
бензомаслободостойкой
эмаль N123, температура
сушки не более 120 ° с
Обжать, как показано |
на участках ж. после
сборки
_2_ 3 //
О
Пробка б закрытом положении
на стандартной горлобине должна быть
герметична под давлением 40 мм Водяного столба
Выпускной клапан должен открываться под
даблением 40...165 мм Водяного столба. Впускной
клапан должен открываться при разряжении
45...350 мм Водяного столба
При испытании допускается незначительное
смачибание клананоВ бензином
Проберять Выборочно.
При испытании на герметичность допускается прижим
пробки к горлобине усилем Юкг, приложенным по диаметру
12 51-1105 020 Корпус ® 1 6 БГ1103050 Клапан 1
Н 252539-П29 Заклепка ® 3 5 51-1103060 Пружина 1
10 51-1103025 Пластина ® 1 4 69-1103035 Колпачок В сборе 1
9 514-1103090 Кольцо цепочки 2 3 51-1103015 Корпус В сборе 1
8 51-1002155-А2 Цепочка В сборе 1 2 51-1Ю3075-А Прокладка 1
7 Ы-Н03065 Пружина 1 1 51-1103 072 ОбшиВка пробки /
V? уп Обозначение Наименование Кол Не п/п Обозначение Наименование коп.
Детали отмеченные
знаком®} Входят 6
сборочный номер бет.
лоз. б
ПРОБКА БЕНЗИНОВОГО БАКА В СБОРЕ
Зачистить заусенцы
согласно эталону
А-А
51-1103 О Z5
№извещения Дата
9724 оз.п.тг
Калить В масле
Отпустить В штампе
HRC 40.-Уб
Покрытие- Ц9 хр
Ф 3.5 пробить
Неппоскостность поверхности
на ф91мм должна быть
не более 0,45 мм. под нагрузкой
не долее 3 кг
\£4' дейстдит
R1
П-З лапки
ФЗ.бпробить
ЗотВ.
в-в
увеличено
Ф81В заготовке
J537 пробить
б-Б
R0.9
ПЛАСТИНА ПРУЖИННАЯ
БЕНЗИНОВОГО БАКА
Сталь 65Г пента отожженная толщ 0.9 Г0СТ2283-69 или сталь 65Г
лист гр щ ГОСТ 1542-11 толщ 0,9 ГОСТ 3680 - 51
ПРОБКИ
Покрытие Ц9 хр 51-1103020
Н-избешения Дата
6749 30.12.75
А-А ------------------—
уЬё/шчёно ппМ:т^птк
\ указанная пооерхность
должна быть плоской
обеспечить технологией
КОРПУС ПРОБКИ
БЕНЗИНОВОГО БАКА
Сталь 08 КП лист ГОСТ9045-10 топщ.1 ГОСТ 3680-57
Допускается использование отходоВ толщ. 13
4 - Д Покрытие • Ц9 хр.
й R1.5
R2,5 X
।, _ 15 постоянно по Всей
длине ребра
ПРОБКИ
Сталь 08кп лист грт ГОСТ9045-70
толщ 0,9 ГОСТ3680-57
Допускается использование отходоВ
толщ 1,1 и 1,3
20 . Длина б свободном_ ____
\состоянии приблизительно
ФП+О.г
уз* | Под нагрузкой 30-36г
Неуказанные допуски - 0,25 мм
51-110306D
Н-изВещения Дата
3557 13.03.79
Полное число Виткоб 8
Направление надиВки-по
Выбору.
Концы Виткоб должны быть
поимкнуты перпендикулярно
оси пружины
ПРУЖИНА ВПУСКНОГО КЛАПАНА
ПРОБКИ БЕНЗИНОВОГО БАКА
бронза бр. КМц 3-1 проболока 0,55 ГОСТ5222-72
27 9. Приблизительная длина
I о сбободном состоянии
16 ~ | Под нагрузкой 90 4 120г
Ф20+0.5
51-1103065
Дата
3557 13.06.74
Полное число Виткоб 12
Направление наВибки по Выбору.
КонцеВые Витки примкнуть
Неуказанные допуски 10,25мм
ПРУЖИНА ВЫПУСКНОГО КЛАПАНА
ПРОБКИ БЕНЗИНОВОГО БАКА
Проболока оцинкоВанная группа ЯС марки В предел прочности
не менее 160 круглая f ГОСТ 7372 -66
Неппоскостность поверхности /
не более 0,03мм, обеспечить 'техно-
логией.
НикелироВать
Неуказанные допуски -0,25мм
51-1103050
избещена^ Дата
~ 3440
КЛАПАН ВПУСКНОЙ ПРОБКИ
БЕНЗИНОВОГО БАКА
Латунь Л63 лента 0,3 ГОСТ 2208 ~ 70
Рабочая
поверхность
51-1103075-Л
Н-избзщения Дата
104 38 3B.f2.72
Допускаемое отклонение по толщине
Водной детали не более 0,3 мм.
Изменение Веса детали после испытания
В смеси 75 ВесоВых частей бензина с
25 Весобыми частями бензола при
температуре 15... 20 ° С В течение 22 часоВ
должно быть В пределах +16%. -2%
ПРОКЛАДКА ПРОБКИ БЕНЗИНОВОГО БАКА
Резина марки 7-3834 1У 38005204-71 исполнение Т Ш 100 ГОСТ 15152-69
235
. Ось
гизбешрния Дата
6457 06. )). 75
/9 53-56-1)36009-0) Отстойник со штуцером t сб 1
18 20)455 - 029 болт м8*18 /
/7 66-))04)47 Скоба 1
/3 530- ))О4об4-О) Трубка 6 сборе 1
9 530 - ))О4О7О-О) Трубка 6 сборе 1
8 66-H04f45 Скоба 3
7 20)457-029 Болт м8* 22 3
6 252135 - П29 Шайба пружинная 8 4
9 250510 ~П29 Гайка м8 4
4 )2- НО4О22 Прокладка н
3 293196 -/7 Шайба 5
2 224596 -029 винт М5*12
1 530 -1)04012 Трубка 6 сборе
/V п/п Обозначение Наименобание Кол
236
К~ К побери у то ^21
Вид Л
Д-Д
22
Ось передних колес
И
Задний торец
блока
Передний то ре и
блока
Ось коленчатого
Вала ~
24
„ при чиииijiumnuu испоипи
куан закрыт из лебого дензино бога бака
Расположение ручки крана
~лри поступлении бензина
Вид А
ж-ж
М-бд-HOkOOi-Oi
^избещения Дата
571П 16 06.75
ж
Размерь! даны для спрабок
Позиции, не имеющие указаний о
количестве Входят В чертежtl абтомобиль
б сборе'!
Вида
И-И
Расположение ручки крана
при поступлении бензина из
прабоео бензинобого бака
30 66-1105009-01 Бензинобый отстойник 1
28 201960-П29 Болт М8х50 1_
27 201955-П29 Болт М8*16 1
26 201455-П29 Болт М8х18 1
25 2505Ю-Л29 Гайка м 8 1
29 252 135-П2 Шайба пружинная 8 1
23 201У55-Л29 Болт М8^!8 1
22 66-1104167 Экран 1
21 201493-08 Болт М 10x30 2
20 250512-П8 Гайка мю 2
19 252136-П2 Шайба пружинная 2
16 66-1109165 Кронштейн
17 252159-Л2 Шайба пружинная 6
16 201916-Л29 Болт м 5x12
15 Г-66-71-1104160 Крон тройной
/4 66-1104064-0 Трубка б сборе 1
13 66-1109079-01 Трубка б сборе 1
12 66-1104147 Скоба 2
9 66-1109075-02 Трубка б сборе 1
8 201955-П29 Болт М5х18 3
7 250 510-1729 Гайка М8 7
6 252135-П2 Шайба пружинная А.
5 66-1109195 Скоба Jl.
4 66-1109070-02 Трубка б сборе 1
3 293196-0 Шайба 5,5 10
2 224598-029 Винт М5х12 9
1 66-71-1104012 Трубка приемная б сборе 2
V- п/п Обозначение Наименобание Кол
лист:
л ист обе
5ЕНЗИН0ПР0В0Д /МОНТАЖ)
231
№издеЩСНUЯ Дата
Silk 16 06.75
2$
55Я-Н04085
/7
ПОССч 18-2 roci 1499- 70
Вид А
Н
492
2Д±0,5
Вид Б
Неуказанные предельные отклонения размерод ±2мм
R40 b плоскости изгиба для
беек изиибоЪ
Б
53-ИOk085-50
I-L
уод^
285
/3
НТппт>___
ПОССч 18-2 ГОСТ1499-70
Поз.З: Труба 10x0,7 по ГОСТ 11249-73 оцинкобанная
или луженая
4 49-1602326 Оболочка Юм. Т6 Т5-338) 1
3 53-1104086-01 Трубка Тбч! 1
2 298337-029 Гайка 2
1 298 334-п Муфта (см. 298333 -П) 2
Н’- П/П Обозначение Наименодание кол
____5_
R40 6плоскости изгиба
для бсех изгибоб
Н-издещения Дата
5714 16.06.75
у-издещения Дата
6714 16.06.75
Фиатах
ТРУБКА ОТ ОТСТОЙНИКА
К НАСОСУ В СБОРЕ
Поз.3. Труба 10x0,7 по ГОСТ 11249-73 оцинкоданная или
луженая. Допускается изготодление из: ТомпакЛ96
Труда ЮхО.ВМ ГОСТ617-72
66-И04 035
Ц-издещения \Дата
3262
26.10. 67
Длина дсдободном состоянии
приблизительная
f Ф1 0,5 5 ОД
КонцеЬые битки задать
Замкнутое кольцо
под нагрузкой 9...Цкг.
Б-Б
—~ 22,5
С
66-// 04 040
Н-издещения Дата
3556 13.08.74
Ф10*°-г
A-А 'а
—Ф2зд____^^нГкругом
3 53-И04086-6 Трубка (бч) 1
2 298337-П29 Гайка 1
1 298334-П Муфта (см. 298333-п) 1
И} п/п Обозначение Наименодание Кол.
Неуказанные предельные отклонения размеров
± 2ММ
Допускается изготодление из . Томпак Л96
труда ЮхОДМ ГОСТ617-72
ТРУБКА ОТ ОТСТОЙНИКА
К НАСОСУ В СБОРЕ
Полное число bum к од 5,5
Напрадление надидки безразлично
Неуказанные допуски ±0,25 мм
2
'б
Ф 10,3 та*
25Ы).5
ПРУЖИНА ФЛАНЦА
ФИЛЬТРА
БЕНЗИНОПРОВОДА
Продолока стольная пружинная
круглая 1,8 ГОСТ 9389-60
Оцинкодать
Толщ, слоя 0,01 не менее
Заусенцы не допускаются
ФЛАНЕЦ ФИЛЬТРА
ПРИЕМНОЙ ТРУБКИ
БЕНЗИНОПРОВОДА
Сталь 08 кп гостю50-74 лента толщ(7.5
ГОСТ 503-71
239
Конец к фильтру тонкой
очистки топлиба
66-71-1104128-10
Н*извещения Дата
5714-
Конец к карбюратору
22+Z
4.5
16.06.75
66-71-1104152-01
избещения Дота
5714 16.06.15
55А-1104064-01
242
AL.
/рр_
28812
ф 17 max после
обжимки
ПОСС и 18-2
У ГОСТ 1499-70
Обозначение
Коп.
Технические требования
по ГОСТ9112-67
Допускается изготоблвние из: Томпак /196
труба 8*0,8М ТОСТ 617-72.
Неуказанные допуски г/мм
ТРУБКА БЕНЗИН0ПР0В0ДА
ОТ НАСОСА К ШЛАНГУ
В СБОРЕ
поз. 1 -Труба 8* 0,7 по ГОСТ11249-73
оцинкованная или луженная
66-71-1104133
’ 298 336-П29
’ 298 333-П
3
2
1
to
Допускается соприкосно-
вение поберхностей
ф20 max
после обжимки
6 66-71-1106136-0! Трубка б сборе 1
3 53-1015628-10 Шланг 1
2 66-71-1106 708 Кольцо 2
1 66-7ГН04138-10 Трубка б сборе 1 •
Поз. Обозначение Наименобание Кол.
ТРУБКА ОТ
ФИЛЬТРА К
КАРБЮРАТОРУ
СО ШЛАНГОМ
В СБОРЕ
Трубка (Б. Ч)_____
Гайка_____________
Мурта
Наименобание
А
5_
2
66-1104021
8?избещения Дата
3609
16.08.74
Обозначение А Нокрь/тие
В сборе дет. лоз f
66W706076 66-1106011 320 Хим.[ДОС. ГОСТ 9791-68 окрасить наружную поверхность фланца
^ЗА-7706016 551104011 247
66-71-1104016
55А-1104016
fl-избещения Дота
7487
14.11.68
Обозначение А
В сборе дет. поз/
66-71-1106072 66-71-1104014 6
53М1060/2 53А-И04016 4
6Ь-71-1104012
53А-1104012
8-избещения Дата
7457 14.11.68
Ф10+М5
ч Ф12*3
Оцинкобать толщ, слоя 0,015мм,
не менее
ШАЙБА
ПРИЕМНОЙ ТРУБКИ
БЕНЗИНОПРОВОДА
Сталь 08 КП лист категория 4
/OCT f6523 -70 толщ. 1.5 ГОСТ3680-57
2
/
Поз.
На указанной поберхности
наллыбы припоя и краски не
допускаются
Паять кругом
/Г 52 ГОСТ 1066-58
A 10,5_________
Дно бензинобого
бака
66-71-1104 025
рм. таблицу
Обозначение
Фланец_____________
Трубка 6 сборе
Наименобание
Кол
ТРУБКА ПРИЕМНАЯ
С ФЛАНЦЕМ В ОБОРЕ
ТРУБКА ОТ ОТСТОЙНИКА
К НАСОСУ СО ШЛАНГОМ
В СБОРЕ
66-71-1104112 \Кольцо (см. 66-71-/104 /08)
66-1104/02
53А-1104085
66-71-1/04065
Поз.
Обозначение
Шланг (см ТБ-/62)
Трубка б сборе
Трубка 6 сборе
Наименобание
2
Зол.
для спрабок
66-1104064-01
6 66-1106102 Шланг (см. ТБ-162) 1
5 297 582-7729 Пента (см. ТБ-347) 2
4 297 580-Л29 Пряжка у
3 297 575 - П29 Шплинт 2
2 66-1106 085-Щ Трубка б сборе 1
/ 66-71-1106065 Трубка 8 сборе 1
to Обозначение Наименобание Кол.
5 258 726-П8 Штисрт 1
4 21 -11 04 027 Фильтр б сборе 1
3 66- И06 060 Фланец 2
2 66-1106 033 Пружина /
1 см. таблицу Трубка б сборе /
Поз. Обозначение Наименобание Кол
ТРУБКА
ПРИЕМНАЯ
С ФИЛЬТРОМ
В ОбО РЕ
ТРУБКА БЕНЗОПРОВОДА ОТ |
ОТСТОЙНИКА К НАСОСУ СО ;
ШЛАНГОМ В СБОРЕ I