/



























































































































































































































































































































































Текст
резьбы,применяемые в авиационном производстве
СПРАВОЧ НИН
I
, ВАЙСМАН, П. С. ДЕНИСОВ. О, В. МОРОЗЕНКО.
Т. В. БЕГЛОВА, 3. В. БАРАБА1ПЕВА
РЕЗЬБЫ,
ПРИМЕНЯЕМЫЕ
В АВИАЦИОННОМ
ПРОИЗВОДСТВЕ
СПРАВОЧНИК
ИЗДАТЕЛЬСТВО
«МАШИ И ОСТР ОЕПИ Е»
Москва 1970
УДК 629.7.621.882(3)
В справочнике приведены основные параметры резьб (про-
фпли, исполнительные размеры, допуски на них), применяе-
мых в авиационных конструкциях, и требования, предъявляе-
мые к качеству резьбы. Даны рекомендации по выбору типа
и профиля резьб в зависимости от материала и условий работы
резьбовых соединений.
Приводятся справочные данные по резьбообразующему ин-
струменту и технологии изготовления наружных и внутренних
резьб с учетом особенностей обработки авиационных материа-
лов и высоких требований к точности резьбовых соединений
Освещены вопросы методики и средств контроля резьб, а так-
же технологии сборки резьбовых соединений.
Справочник предназначен для широкого круга инженерно-
технических работников предприятий, конструкторских бюро и
научно-исследовательских институтов авиационной промыш-
ленности, общего машиностроения и судостроения. Он может
быть также полезен учащимся вузов и техникумов. Табл. 182,
илл. 117, библ. 28 назв.
Рецензент инж. М. Н. Павличев
-------------" Т^Т^едактор инж. М. А. Колосов
цдл ИЛАЯ
3-18-6
324—68
' МВТУ ’
им И. э.
ЪЩ^йлович Вайсман, Петр Степанович Денисов, Ольга Васильевна
-М&рб§енко, Татьяна Васильевна Беглова, Зинаида Васильевна Барабашева
РЕЗЬБЫ, ПРИМЕНЯЕМЫЕ В АВИАЦИОННОМ ПРОИЗВОДСТВЕ
СПРАВОЧНИК
Редактор //. 3. Рябинина Техн, редактор В. И. Орешкина Художник //. Г. Дворников Корректор Л. Е. Хохлова
Т-06920 Сдано в набор 24/XI Формат бОХЭО’/ю Бум. л. 11.5 Бумага № 2 Цена 1 р. 05 к. 1969 г. Подписано в печать 21/IV 1970 г. Псч. л. 23,0 Уч.-изд. л. 19,0 Тираж 6500 экз. Зак. № 1855 Тем. план 1968 г. № 324
Издательство «Машиностроение», Москва, К-51, Петровка, 24
Московская типография № 8 Главполиграфпрома
Комитета по печати при Совете Министров СССР,
Хохловский пер., 7. Тип. зак. 5212
ПРЕДИСЛОВИЕ
Особенности авиационного производства вызвали необходимость примене-
ния ряда резьб, отличающихся некоторыми параметрами от резьб, принятых
в общем машиностроении. Это привело к сокращению в авиационном произ-
водстве номенклатуры гостированных резьб и внедрению отраслевых норма-
лей (214АТ, 257АТ, 754АТ, 822АТ и др.) со специальными техническими усло-
виями на изготовление и контроль резьб.
В первой части настоящего справочника, составленной А. Э. Вайсманом и
П. С. Денисовым, систематизированы нормали и ГОСТы, охватывающие резь-
бы, применяемые в изделиях авиационного производства. Кроме основного
материала (профили, исполнительные размеры, допускаемые отклонения на
размеры, требования к качеству резьбы), приводятся определения и обозна-
чения параметров резьб, их характеристики, формы и размеры сбегов и про-
точек, толщины покрытий деталей, имеющих резьбу, и ряд других данных, ко-
торыми могут воспользоваться в практической работе инженерно-технические
работники предприятий.
Размеры и допуски дюймовых резьб в виду ограниченности их примене-
ния в справочнике не приводятся; при необходимости следует пользоваться
данными ОСТа НКТП 1260.
Все расширяющееся применение в авиационных конструкциях высокопроч-
ных материалов н титановых сплавов отразилось лишь на методах и режи-
мах обработки резьб. Что же касается формы резьб, допусков и посадок резь-
бовых деталей из указанных материалов, то они пока выполняются как обыч-
ные авиационные резьбы.
В еще меньшей степени «устоялись» требования к резьбовым деталям из
таких материалов, как бериллий, ниобий, тантал и др. Тем не менее авторы по
возможности систематизировали и включили в справочник имеющиеся в про-
мышленности сведения по этим вопросам.
Во второй части, написанной О. В. Морозенко, Т. В. Бегловой и 3. В. Ба-
рабашевой, помещены материалы по резьбообразующим и резьбопзмеритель-
ным инструментам, а также по режимам нарезания и накатывания наиболее
широко применяемых резьб из числа представленных в первой части.
При этом учтены особенности изготовления точных резьб в деталях из
таких труднообрабатываемых материалов, как высокопрочные и нержавею-
щие стали, жаропрочные материалы и титановые сплавы.
5212
3
В отдельной главе описаны различные способы нарезания резьб и пере-
числены рекомендуемые области их применения.
Авторы старались наиболее полно осветить высокопроизводительные ме-
тоды нарезания и накатывания резьбы, применяемые в серийном производст-
ве, а также методы и средства контроля резьбы.
При составлении справочника использованы литературные источники,
ГОСТы, общемашиностроительные и отраслевые нормали и руководящие ма-
териалы, указанные в конце каждой части книги.
Справочник предназначен для инженерно-технических работников, проек-
тирующих и изготавливающих изделия авиационной техники, и может быть
полезен также учащимся высших и средних технических учебных заведений.
В подборе и оформлении материалов приняли участие инженеры Петро-
ва Т. А., Борисова Н. А. и Комаров А. Ф., которым авторы выражают благо-
дарность.
Все замечания и предложения по справочнику авторы просят присылать
по адресу Москва, К-51, Петровка, 24, издательство «Машиностроение».
Часть первая
ПАРАМЕТРЫ, РАЗМЕРЫ И ДОПУСКИ РЕЗЬБ
1.1. ОПРЕДЕЛЕНИЯ И ПАРАМЕТРЫ ЦИЛИНДРИЧЕСКИХ
И КОНИЧЕСКИХ РЕЗЬБ
ГОСТом 11708—66 установлены следующие основные определения для ци-
линдрических и конических резьб общего назначения.
ОБЩИЕ ОПРЕДЕЛЕНИЯ РЕЗЬБ
Резьба — поверхность, образованная при винтовом движении плоского
контура по цилиндрической или конической поверхности.
Резьбовое соединение — соединение деталей с помощью резьбы,
обеспечивающее их относительную неподвижность или заданное перемещение
одной детали относительно другой.
Цилиндрическая резьба — резьба, образованная на цилиндриче-
ской поверхности.
Коническая резьба —резьба, образованная на конической поверх-
ности.
Наружная резьба — резьба, образованная па наружной цилиндриче-
ской или конической поверхности. В резьбовом соединении наружная резьба
является охватываемой поверхностью и носит название болт (винт и др.).
Внутренняя резьба — резьба, образованная па внутренней цилинд-
рической или конической поверхности. В резьбовом соединении внутренняя
резьба является охватывающей поверхностью и носит название гайка (гнездо
и др.).
Правая резьба — резьба, образованная контуром, вращающимся по
часовой стрелке и перемещающимся вдоль оси в направлении от наблюда-
теля.
Левая резьба — резьба, образованная контуром, вращающимся про-
тив часовой стрелки и перемещающимся вдоль оси в направлении от наблю-
дателя.
По числу заходов (выступов и канавок) резьбы подразделяются на
однозаходные и многозаходные (двухзаходные, трехзаходные и т. д.).
5
Параметры
Обозначение
ОПРЕДЕЛЕНИЯ И ОБОЗНАЧЕНИЯ ПАРАМЕТРОВ РЕЗЬБ
(рис. 1.1)
Рис. 1.1. Параметры цилиндрической резьбы
Ось резьбы — прямая, относительно которой про-
исходит винтовое движение плоского контура, образую-
щего резьбу
Профиль резьбы — контур сечения резьбы в пло-
скости, проходящей через ее ось
Боковые стороны профиля — прямолинейные
участки профиля, принадлежащие винтовым поверхно-
стям
Вершина профиля — участок профиля, соеди-
няющий боковые стороны выступа
Впадина профиля — участок профиля, соединя-
ющий боковые стороны канавки
Угол профиля — угол между боковыми сторона-
ми профиля
Углы наклона сторон профиля — углы
между боковыми сторонами профиля и перпендикуляром
к оси резьбы. Для резьб с симметричным профилем уг-
лы наклона сторон равны половине угла профиля а/2
Рабочая высота профиля — высота соприкос-
новения стороны профиля наружной и внутренней резьб
в направлении, перпендикулярном к осп резьбы
Сбег р ез ьбы — участок неполного профиля в зоне
перехода резьбы к гладкой части детали
а
₽• Y
h
Произвольное
6
Продолжение
Параметры
Обозначение
Длина резьбы — длина участка поверхности, на
котором образована резьба, включая сбег резьбы и кон-
цевую фаску
Длина резьбы с полным профилем — дли-
на участка, на котором резьба имеет полный профиль
Длина свинчивания — длина соприкосновения
винтовых поверхностей наружной и внутренней резьб в
осевом направлении
Произвольное
Произвольное
ОПРЕДЕЛЕНИЯ И ОБОЗНАЧЕНИЯ ПАРАМЕТРОВ ЦИЛИНДРИЧЕСКИХ
РЕЗЬБ
Высота исходного профиля — высота остро-
угольного профиля, полученного путем продолжения бо-
ковых сторон профиля до их пересечения. (Это опреде-
ление относится к резьбам, профиль которых построен
исходя из треугольников.)
Высота профиля — расстояние между вершиной
и впадиной профиля в направлении, перпендикулярном
к оси резьбы
Шаг резьбы — расстояние между соседними одно-
именными боковыми сторонами профиля в направлении,
параллельном оси резьбы
Ход резьбы — расстояние между ближайшими од-
ноименными боковыми сторонами профиля, принадлежа-
щими одной и той же винтовой поверхности, в направ-
лении, параллельном оси резьбы. Ход резьбы — есть ве-
личина относительного осевого перемещения винта (гай-
ки) за один оборот
Примечание. В однозаходной резьбе ход равен
шагу, в многозаходной — произведению шага на число
заходов п: t—Sn
Угол подъема резьбы — угол, образованный
касательной к винтовой линии в точке, лежащей на сред-
нем диаметре резьбы, и плоскостью, перпендикулярной к
оси резьбы. Угол подъема резьбы определяется зависи-
мостью
t Sn
т лd2 nd2
Наружный диаметр резьбы — диаметр вооб-
ражаемого цилиндра, описанного вокруг вершин наруж-
ной резьбы или впадин внутренней резьбы
Внутренний диаметр резьбы — диаметр во-
ображаемого цилиндра, вписанного во впадины наруж-
ной резьбы или в вершины внутренней резьбы
Л.
S
t
d
di
7
Продолжение
Параметры
Обозначение
Средний диаметр резьбы — диаметр вообра-
жаемого соосного с резьбой цилиндра, образующая кото-
рого пересекает профиль резьбы в точке, где ширина ка-
навки равна половине номинального шага резьбы
Примечание. При отсутствии погрешностей резь-
бы образующая указанного цилиндра пересекает про-
филь резьбы в точках, где ширина выступа равна ши-
рине канавки
^2
ОПРЕДЕЛЕНИЯ И ОБОЗНАЧЕНИЯ ПАРАМЕТРОВ КОНИЧЕСКИХ
РЕЗЬБ
(рис. 1.2)
$
£
S 'Профиль
у//, резьба '/
В ер ill а на профи ля
Ось резьбы
боковые-
стороны
Угол____
наклона у
4Впадина профиля
наружной резьбы
Рис. 1.2. Параметры конической резьбы
Высота исходного профиля — расстояние в
направлении, перпендикулярном к осн резьбы, между
двумя параллельными прямыми, в которые вписан остро-
угольный профиль, полученный путем продолжения бо-
ковых сторон профиля до их пересечения
Высота профиля — расстояние в направлении,
перпендикулярном к оси резьбы, между двумя парал-
лельными прямыми, касательными к вершинам и впади-
нам профиля.
Шаг резьбы — проекция на ось резьбы отрезка,
соединяющего соседние вершины остроугольного профи-
ля резьбы
Основная плоскость расчетное сечение, рас-
положенное на заданном расстоянии от базы конуса
Н
S
8
Продолжение
Параметры
Обозначение
Наружный диаметр резьбы — диаметр вооб-
ражаемого конуса, описанного вокруг вершин наружной
н in впадин внутренней резьбы, в основной плоскости или
в заданном сечении
Внутренний диаметр р е з ь б ы — диаметр во-
ображаемого конуса, вписанного во впадины наружной
резьбы или вершины внутренней резьбы, в основной пло-
скости или в заданном сечении
Средний диаметр резьбы — отнесенный к ос-
новной плоскости или заданному сечению диаметр вооб-
ражаемого конуса, образующая которого пересекает
профиль резьбы в точках, где проекция ширины канавки
па ось резьбы равна половине номинального шага резьбы
d
dt
dt
ДОПУСКИ И ПОСАДКИ РЕЗЬБОВЫХ СОЕДИНЕНИЯ*
Отклонение среднего диаметра резьбы — разность между
действительным и номинальным значениями среднего диаметра резьбы.
Отклонение шага резьбы — разность между действительным и
номинальным расстояниями в осевом направлении между двумя любыми точ-
ками одноименных боковых сторон, расположенными на линии пересечения
боковой поверхности резьбы с цилиндром (или конусом) среднего диаметра, в
пределах длины свинчивания или заданной длины.
Отклонение угла наклона стороны профиля — разность
между действительным и номинальным углами наклона стороны профиля. Для
резьб с симметричным профилем это отклонение называется отклонени-
ем половины угла профиля.
Приведенный средний диаметр резьб — значение среднего
диаметра, увеличенное для наружной резьбы (или уменьшенное для внутрен-
ней резьбы) на суммарную диаметральную компенсацию отклонений шага и
угла наклона стороны профиля (рис. 1.3).
Примечани е. Приведенный средний диаметр равен среднему диамет-
ру воображаемой резьбы, не имеющий отклонений шага и угла наклона сто-
роны профиля на длине свинчивания и плотно (без зазора и натяга) соеди-
няющейся с действительной резьбой.
Номинальный диаметр резьбы — диаметр, условно характери-
зующий размеры резьбы. Для большинства цилиндрических резьб в качестве
поминального диаметра резьбы принимается наружный диаметр.
Номинальный профиль— общий для наружной и внутренней
резьб профиль, служащий при графическом изображении допусков резьбы на-
чалом отсчета отклонений диаметров (рис. 1.4).
Примечание. В случаях, когда стандартами на основные размеры
резьб установлены различные для наружной и внутренней резьбы номиналь-
ные наружные (или внутренние) диаметры, отклонения этих диаметров отсчи-
тываются от соответствующих номинальных размеров.
Суммарный допуск среднего диаметра резьбы:
для наружной резьбы — допуск, верхний предел которого ограничивает ве-
♦ Настоящий раздел не распространяется на резьбы многозаходные и
предназначенные для осуществления точных перемещений.
9
Отклонение половины
игла профиля
Номинальный профиль, соединяющийся
с действительным
£
Отклонение шага
Действительный профиль
Номинальный профиль
I
s
Рис. 1.3. Отклонения резьбового соединения
Рис. 1.4. Поля допуска профиля резьбы
10
личину приведенного среднего диаметра, а нижний предел — величину средне-
। о диаметра;
для внутренней резьбы — допуск, нижний предел которого ограничивает
величину приведенного среднего диаметра, а верхний предел — величину сред-
него диаметра.
Характер резьбового соединения определяется в основном посадкой по
(редкому диаметру, в зависимости от которой резьбы подразделяются на:
Лоле допуска среднего диаметра
наружной резьбы
У///% Поле допуска среднего диаметра
внутренней резьбы
Рис. 1.5. Поля допуска при различных посадках
резьбового соединения:
а—скользящая посадка; б—посадка с зазором: Д—
плотная посадка; г—посадка с натягом
резьбы со скользящей посадкой, когда нижнее отклонение среднего диа-
метра внутренней резьбы совпадает с верхним отклонением наружной резьбы
(рис. 1.5, а);
резьбы с зазорами, когда поле допуска среднего диаметра внутренней
резьбы расположено над полем допуска наружной резьбы н в соединении
обеспечивается зазор (рис. 1.5,6);
резьбы с переходными посадками (плотные), когда поля допусков сред-
него диаметра наружной и внутренней резьб перекрываются и в соединении
возможны как натяг, так и зазор (рис. 1.5, в);
резьбы с натягами, когда поле допуска среднего диаметра наружной
резьбы расположено над полем допуска внутренней резьбы и в соединении
обеспечивается натяг (рис. 1.5, г).
1.2. ХАРАКТЕРИСТИКИ РЕЗЬБ
По эксплуатационному назначению резьбы подразделяются на крепежные
универсального применения, к которым относятся метрическая и дюймовая, и
специальные с узкой областью применения, к которым относятся трапецеидаль-
ные, упорные, трубные, конические и др.
Резьбы универсального применения используются для скрепления деталей
и как регулировочные элементы.
Специальные резьбы применяются в особых условиях: при передаче движе-
11
ния винтовыми механизмами, для создания плотного (герметичного) соедине-
ния деталей, для передачи особо высоких осевых нагрузок и пр.
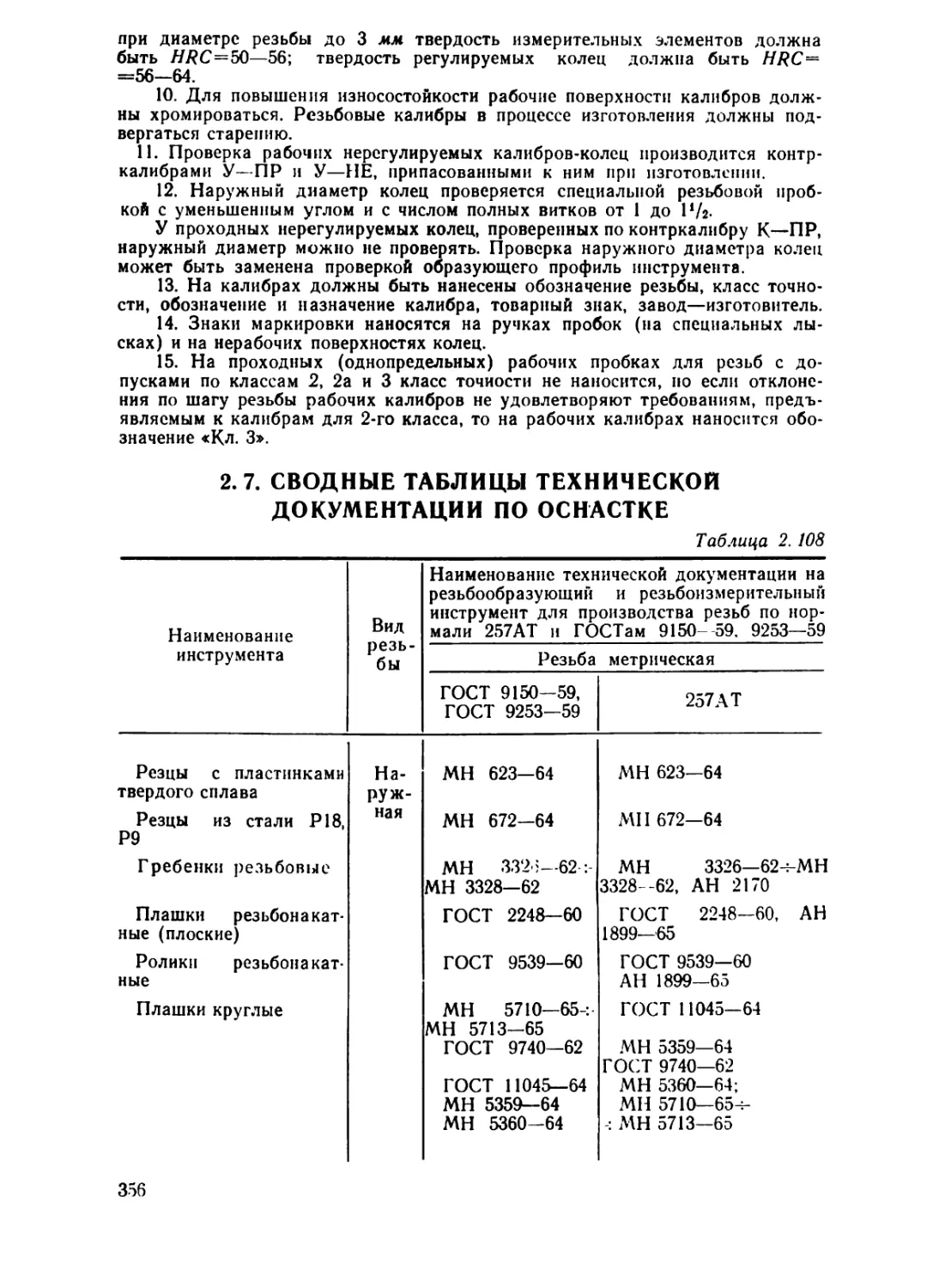
В табл. 1. 1. дан сводный перечень стандартизованных и некоторых нор-
мализованных резьб, применяемых в отечественном авиастроении.
В 1960 г. для метрических цилиндрических треугольных резьб (за исклю-
чением трубных резьб) введен ГОСТ 9150—59, согласно которому номиналь-
ный профиль резьбы характеризуется следующими параметрами:
— шагом резьбы 5;
- - половиной шага резьбы 5/2, что определяет средний диаметр резьбы;
— углом профиля а = 60°;
— половиной угла профиля а/2=30°;
— высотой исходного профиля /7 =0,866035;
— рабочей высотой профиля А = 5/8; /Л0,54!275;
— притуплением вершины профиля наружной или впадины профиля внут-
ренней резьбы, равным #/8=0,108255, что определяет наружный диаметр-
резьбы;
— притуплением вершины профиля внутренней или впадины профиля на-
ружной резьбы, равным /7/4- 0,216515, что определяет внутренний диаметр
резьбы.
Для авиационных изделий нормаль на метрическую резьбу 57АТ5О, и
ОСТы НКТП 32, 94, 193, 271, 272, 4120, 4121 заменены нормалью 257АТ.
Профиль резьбы по нормали 257АТ предусматривает увеличение среза
резьбы гайки до /7/4, т. е. увеличение наименьшего диаметра резьбы гайки
примерно на Я/8. В связи с этим увеличен внутренний диаметр болта, что
увеличивает прочность резьбовых соединений и улучшает их технологичность.
Форма впадины резьбы по нормали 257АТ может быть плоскосрезанной
или закругленной.
Плоскосрезанная впадина резьбы применяется для деталей из таких ма-
териалов, как алюминиевые и магниевые сплавы, латунь и стали, относительно
мало чувствительные к концентрации напряжений.
Закругленная впадина резьбы значительно снижает концентрацию напря-
жений и повышает усталостную прочность деталей, в особенности из высоко-
прочных сталей и титановых сплавов.
С увеличением радиуса закругления циклическая прочность увеличивается.
Максимально допустимый радиус закругления впадины стандартной резьбы
болтов по нормали 257АТ принят г=/7/6=0,1445.
Увеличение радиуса закругления впадины с г=0,1085 (по 57АТ) до г=
=0,1445 (по 257АТ) и в связи с этим увеличение внутреннего диаметра резь-
бы болта теоретически делает такие резьбы невзаимозаменяемыми, однако
детали с наружной резьбой по нормали 257АТ практически удовлетворительно
свинчиваются с деталями, имеющими внутреннюю резьбу по нормали 57АТ50.
По нормали 257АТ метрическую резьбу разделяют на резьбу с крупным шагом
и резьбу с мелкими шагами.
У резьбы с крупным шагом каждому наружному диаметру соответствует
определенный шаг.
У резьбы с мелкими шагами одному и тому же наружному диаметру мо-
гут соответствовать разные шаги.
При равных наружных диаметрах резьбы с мелким шагом отличаются от
резьб с крупным шагом еще и меньшей высотой профиля.
По сравнению с резьбой, имеющей крупный шаг, резьбы с мелким ша-
гом более надежны против самоотвинчивания. Это дает возможность реко-
мендовать резьбы с крупным шагом главным образом для соединения дета-
лей, не подвергающихся переменной нагрузке, толчкам и вибрациям, а резьбы
с мелким шагом — когда требуется повышенная прочность соединения при
циклических нагрузках.
Метрическая резьба с мелким шагом рекомендуется также для резьбо-
вых соединений при малой длине свинчивания, при тонкостенных деталях и
как регулировочные элементы различных устройств.
12
Резьбы, применяемые в авиационном производстве в СССР
Таблица 1.1
Наименование резьбы Стандарты или нормали Интервалы диаметров мм Интервалы шагов мм Допуски резьбы
Стандарты или нормали Классы точности или посадки
Метрическая Для диаметров от 0,25 до 0,9 мм ГОСТ 9000-59 0,25—0,9 0,075—0,225 ГОСТ 9000-59 Один класс точно ти
Для диаметров от 1 до 200 мм 257АТ 1—200 0,25—6 257АТ 2; 2а; 3
Для диаметров от 1 до 600 мм ГОСТ 9150—59 1—600 0,2—6 ГОСТ 9253-59 1; 2; 2а; 3
С гарантированными зазорами ГОСТ 9150—59 1 — 180 0,25—6 ГОСТ 10191—62 ГОСТ 9253—59 Болты: 2аД; ЗД; ЗаД; ЗЯ; За[II; Гайки: 2: 2а; 3; ЗХ; ЗаХ
214АТ 1—200 0,25—2 214АТ ЗЯ
С гарантированными натягами ГОСТ 9150-59 5—48 0,8—3 ГОСТ 4608 -65 Ар _ Ар2 АрЗ . Тр ’’ Тр2’ Т03: А2 Т2
754АТ 5—33 0,8—2 754АТ А02 То2
822АТ 6—33 1—2 822АТ А03 ТрЗ
Стандарты
или нормали
альная
Наименование резьбы
Усиленная, с тугой посадкой (сталь в алюминиевые и магниевые сплавы) 254АТ
С тугой посадкой (сталь в сталь) 122МТ53
Усиленная, с тугой посадкой для ре- монтных шпилек 262АТ
Для деталей из пластмасс ГОСТ 11709—66
Трапецеидальная одноходовая ГОСТ 9484—60
Упорная одноходовая ГОСТ 10177—62
Упорная 3°/45° НО 3113—59
Упорная 3751° НО 3114—59
Трубная цилиндрическая ГОСТ 6357—52
Коническая дюймовая с углом про- филя 60° ГОСТ 6111—52
Продолжение
Интервалы диаметров ммл Интервалы шагов мм Допуски резьбы
Стандарты или нормали Классы точности или посадки
.3—60 0,5—2 254АТ Один класс точности
5-30 0,8—2 122МТ-53
3—30 0,5—2 262АТ
3—120 0,7—6 ГОСТ 11709—66 2а; 3; 4
10—640 2—48 ГОСТ 9562—60 1; 2; 3; ЗХ
10—600 2—48 ГОСТ 10177— 62 1; 2
80—1оОО 2-16 НО 3113—59 2; 3
120—1600 6—32 НО 3114—59
1/8—6" 28—11 ниток на 1" ГОСТ 6357—52
1/16—2" 27—lU/o ни- ток на 1" ГОСТ 6111—52 Один класс точности
Спецн
Коническая дюймовая с углом про- филя 60е 88АТ50
Коническая М6Х1 Приложение к ГОСТ 1303—56
Коническая трубная ГОСТ 6211—52
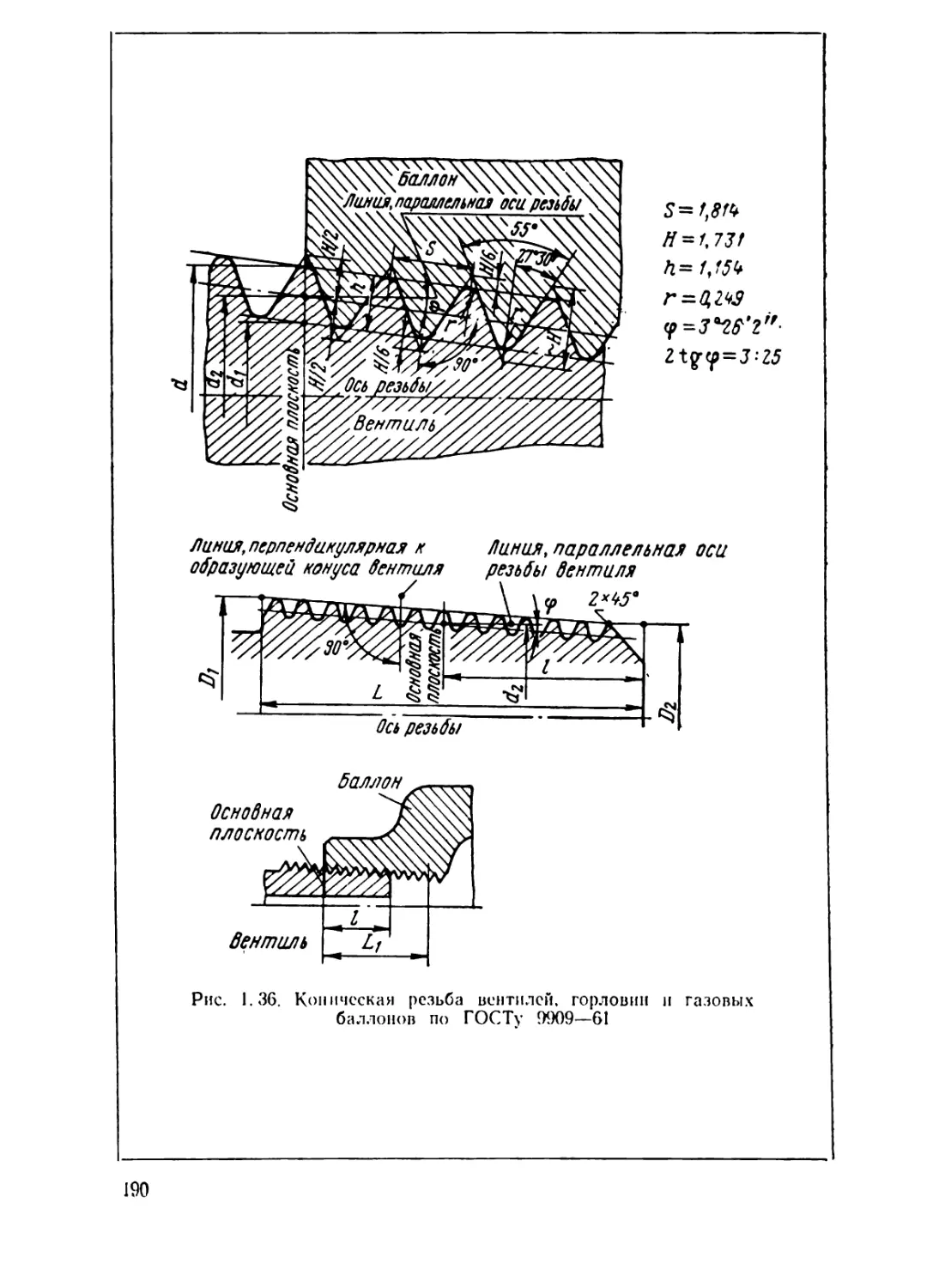
Коническая для вентилей и горловин газовых баллонов ГОСТ 9909—61
Окулярная для оптических прибо- ров ГОСТ 5359-50
Для объективов микроскопов ГОСТ 3469—46
По Британскому стандарту 1580:1953
1
1/16—2" 27—111/2 ниток на 1" 88АТ Один класс точности
6 1 ГОСТ 6111—52
1/8—6" 28—11 ниток на Г' ГОСТ 6211—52
20,2; 29,2; 31,7 1,814 ГОСТ 9909—61
10—38 40—80 1.5; 2 Число заходов 1—20 —
4/5" 0,705 при 36 нитках на 1" ГОСТ 3469—46
31/4" 4 нитки на 1" 1580:1953 Болты 2А Гайки 2В
Для мелких резьб оптимальное отношение d/S=10-?-15, причем верхний
предел рекомендуется при переменных нагрузках, нижний — при статических.
В авиационной промышленности преимущественное распространение полу-
чили резьбы с мелкими шагами.
Основным параметром, определяющим точность и характер соединения
резьбовой нары, является средний диаметр, так как он определяет взаимное
положение образующих профиля резьбы болта и гайки, по которым проис-
ходит сопряжение. Поэтому в основу классификации резьб по точности и по-
садкам приняты допуски по среднему диаметру и характер сопряжения по
образующим профиля резьбы.
Допуски на наружный и внутренний диаметры метрической резьбы по-
строены таким образом, чтобы исключить возможность натяга по этим эле-
ментам.
Для крепежных резьб применяются скользящие посадки (нормаль 257АТ),
посадки с гарантированным натягом (нормали 754АТ, 822ЛТ, 254АТ, 122МТ-53
и 262АТ) и посадки с гарантированным зазором (нормаль 214АТ, ГОС!
10191—62).
По ГОСТу 9253—59 для резьб со скользящей посадкой с крупным шагом
установлено три класса точности: 1, 2 и 3, которые полностью соответствуют
аналогичным классам точности по ранее действовавшим ОСТу НКТП 1250—39
и ОСТам НКТП 1251—1255.
Для метрических резьб с мелкими шагами по ГОСТу 9253—59 установле-
ны допуски на средний диаметр по 1, 2, 2а и 3-му классам точности, полностью
заменяющие допуски и степени точности С/с, Е/е, F/f и Я/Л по ранее действо-
вавшему ОСТу НКТП 1256.
Класс точности резьбовых соединений устанавливается в каждом конкрет-
ном случае в зависимости от их назначения.
На основе опыта промышленности 3-й класс точности рекомендуется для
тех случаев, когда нет необходимости в особой точности резьбовых соеди-
нений.
Как показали исследования [9], при максимальных зазорах по 3-му клас-
су точности статическая прочность резьбового соединения снижается до 38%.
Это снижение может быть компенсировано увеличением высоты гайки. Что
касается динамической прочности, то наличие зазоров по среднему диа-
метру резьбы способствует ее повышению.
Когда требуется повышенная точность соединения, рекомендуется 2-й
класс точности, например, когда важно, чтобы статическую нагрузку воспри-
нимало возможно большее число витков, или при повышенных требованиях к
герметичности соединений, или при малой длине свинчивания и т. п.
Класс точности 2а—промежуточный между 3-м и 2-м. 1-й класс точности
рекомендуется применять лишь в исключительных случаях: для особо ответ-
ственных деталей, для резьб с натягами, для резьб, передающих расчетные
перемещения, и т. п.
Допускаются сочетания болтов и гаек, выполненных с различным клас-
сом точности.
В авиационной промышленности (нормаль 257АТ) приняты два класса
точности (2 и 3-й) для резьб с крупными шагами и три класса точности (2,2а
и 3-й) для резьб с мелкими шагами.
При этом для резьб с крупными шагами преимущественно применяется
класс точности 2, а для резьб с мелкими шагами—класс 2а.
Для метрических резьб диаметрами от 0,25 до 0,9 мм ГОСТ 9000—59
устанавливает один класс точности.
Резьбы с гарантированным натягом применяются для шпилек, ввинчивае-
мых в корпусные детали, в тех случаях, когда необходимо устранить возмож-
ность самоотвинчивания незастопорснных резьбовых деталей, работающих при
циклических нагрузках, в условиях вибрации и повышенной температуры.
До утверждения ГОСТа 4608—65 в авиационной промышленности дейст-
вовали нормали I22MT-53 и 254АТ, регламентирующие размеры резьбы для
16
стальных шпилек, ввинчиваемых соответственно в корпуса из стали, из алю-
миниевых или магниевых сплавов.
Для каждой из указанных резьб предусматривался свой класс точности
с посадкой по системе вала.
Однако ряд недостатков резьб по нормалям 122МТ-53 и 254АТ, что особен-
но остро выявилось при широком использовании жаропрочных материалов (от-
сутствие гарантированных зазоров по вершинам и впадинам резьбы, а отсю-
да — заклинивание шпилек в корпусе при их ввинчивании, повышенный рас-
ход метчиков в связи с расположением поля допуска по системе вала и пр.),
привело к выпуску в 1965 г. авиационных нормалей 754АТ и 822АТ, в которых
из предусмотренных ГОСТом 4608—65 четырех посадок принято только две:
Ао2/То2 и АоЗ/ТоЗ.
В ГОСТе 4608—65 и нормалях 754АТ и 822АТ приняты посадки по систе-
ме отверстия с гарантированными зазорами по вершинам и впадинам
резьбы ♦.
В тех случаях, когда поля допусков резьбы па шпильке и в корпусе шире
заданных пределов натяга, шпильки и отверстия разбиваются на группы по
действительным размерам их средних диаметров и собираются в пределах
одной и той же группы так, чтобы обеспечить заданную величину натяга по
среднему диаметру резьбы.
Для резьб с натягами весьма существенное значение имеет вид антикор-
розионного покрытия. «Мягкие» покрытия типа кадмий в некоторых случаях
позволяют не изменять предварительно размеры резьбы на толщину слоя.
«Жесткие» покрытия типа цинк требуют обязательного занижения резьбы
на шпильках и, следовательно, специального инструмента для изготовления
и контроля резьб.
Стопорение шпилек позволяет отказаться от применения резьб с натя-
гами.
В авиационной промышленности нормализованы следующие, наиболее
распространенные, способы стопорения шпилек:
а) посадка с помощью клея по РТМ 459АТ;
б) посадка с помощью зубчатого кольца по нормали 837АТ;
в) посадка с помощью резьбовой спиральной вставки по нормали 5878А.
Основным и наиболее перспективным способом следует считать посадку с
помощью клея.
Резьбовые соединения с гарантированным зазором применяются в сле-
дующих случаях:
а) при нанесении на резьбовые детали антикоррозионных покрытий;
б) с целью предохранения резьбовых соединений, работающих при высо-
ких температурах, от заедания и обеспечения возможности их разборки без
повреждения;
в) для обеспечения быстрой и легкой сборки и разборки резьбовых со-
единений.
Допуски и посадки метрических резьб с гарантированными зазорами уста-
навливаются ГОСТом 10191—62 и нормалью 214АТ.
ГОСТом 10191—62 установлено пять посадок для болтов—2аД, ЗД, ЗаД,
ЗЛ и ЗаШ и для гаек —2, 2а, 3, ЗХ и ЗаХ.
Разрешается сочетание болтов и гаек, изготовленных по различным клас-
сам точности.
Авиационной нормалью 2I4AT принято для болтов только поле допуска
ЗЛ. Внутренняя резьба в этом случае должна быть изготовлена по нормали
257АТ с классом точности 2, 2а или 3
Из числа специальных резьб сравнительно большое распространение в
авиационной промышленности получили трапецеидальная и упорная резьбы.
Поля допусков этих резьб расположены так, чтобы обеспечить осевой за-
зор по одной боковой стороне профиля, позволяющий получить контакт пи
* Принятые посадки с натягом соответствуют «Рекомендации по стандар-
тизации» СЭВ PC 213—64.
другой боковой стороне. Осевые зазоры уменьшают трение, способствуют рав-
номерному распределению смазки и служат для компенсации деформации
резьбы.
Резьба трапецеидальная предназначена для передачи движения и при-
меняется в различных винтовых механизмах.
Резьба упорная применяется в винтовых механизмах с большим односто-
ронне направленным усилием. Угол наклона рабочих сторон профиля у=3°.
В упорных резьбах для уменьшения сил трения следовало бы принять
=0, однако угол наклона рабочих сторон профиля принимается равным За
главным образом из технологических соображений (возможность фрезерова-
ния резьбы и более благоприятные условия нарезания на токарном станке).
В зависимости от величины заднего угла наклона сторон профиля 0, опре-
деляющего ширину его у основания, в авиационной промышленности приме-
няются три вида упорных резьб:
а) р=30° (по ГОСТу 10177—62) для сравнительно малонагруженпых со-
единений;
б) р=45° (по нормали НО 3113—59) для средне нагруженных соеди-
нений;
в) Р=51° (по нормали НО 3114—59) для сильно нагруженных соединений.
В оборудовании изделий авиационной техники применяется трубная ци-
линдрическая резьба, главным образом для соединений труб, арматуры трубо-
проводов и фитингов, и в некоторых случаях—коническая.
Трубная резьба выполняется по общеевропейским стандартам для труб
и трубных соединении.
Коническая резьба предназначена для создания герметичных резьбовых
соединений.
Область применения конических резьб сокращается вследствие их нетех-
нологичностн и малой надежности в соединениях, работающих под давлени-
ем, и встречается лишь в ранее спроектированных аппаратах. Вместо кони-
ческих резьб все шире начинают применять обычные цилиндрические резьбы,
причем герметичность соединений достигается торцовым уплотнением с исполь-
зованием уплотнительных прокладок, клея и т. п.
1.3. РЕЗЬБА МЕТРИЧЕСКАЯ ПО НОРМАЛИ 257АТ
Нормаль 257АТ для наружной и внутренней метрических резьб (рис. 1.6)
ограничивает применение ГОСТов 8724—58, 9150—59 и 9253—59 в изделиях
авиационной промышленности по диаметрам, шагам и классам точности
(табл. 1. 2, 1.3, и 1.4).
Наружные резьбы по данной нормали рекомендуется применять на дета-
лях, не подвергающихся после резьбообразования гальваническим покрытиям
(цинкованию, кадмированию, никелированию и др.), т. е. на деталях из цвет-
ных металлов, а внутренние резьбы — на любых резьбовых деталях независи-
мо от их материала и вида покрытия *.
Резьбы по нормали 257АТ обозначаются буквой М, диаметром или диа-
метром и шагом через знак «X» (для резьб с мелкими шагами) и классом
точности. Например:
М10 кл. 2; Ml 0x1 кл. 2а.
Для левой резьбы к общему обозначению прибавляется слово «лев.». На-
пример:
М10Х1 кл. 2 лев.
Для резьб с закругленной впадиной профиля в пояснительной надписи
или в технических условиях чертежа указывается: «Резьба с закругленной
впадиной профиля».
* Толщины покрытий и контроль резьбы после покрытия — по нормали
479АТ.
18
Рис. 1.6. Наружная и внутренняя метрические резьбы
по нормали 257АТ
19
Диаметры и шаги резьбы по нормали 257АТ в мм
Таблица 1.2
Диаметры d Шаги S Диаметры d Шаги S
1-й ряд 2-й ряд 3-й ряд 4-й ряд Круп- ный Мелкие 1-й ряд 2-й ряд 3-й ряд >-.эК Q- "х = Мелкие
2 1,5 1,25 1 0,75 0,5 0,35 6 2 1,5 1
1 0,25
1,2 0,25 64 6* 2 1,5 1
1.4 0,3 68 6* 2 1,5 1
1,6 1,7 0,35 70
1,8 0,35 72 2 1,5 1
2 2,3 0,4 76 2 1,5 1
2,5 2,2 2.6 0,45 «0 2 1,5
3 0,5 0,35 85 о 1,5
3,5 0,6 0,35 90 2 1,5
4 0,7 0,5 95 2 1,5
5 0,8 0,5 100 2 1,5
6 1 0,75 0,5 105 2 1,5
8 1,25 1 0,75 0,5 ПО 2 1,5
10 1,5 1 0,75 0,5 115 2 1,5
12 (175) 1,5 1,25 1 0,75 120 2 1,5
14 2 1,5 1 0,75 125 2 1,5
16 2 1,5 1 0,75 130 2 1,5
18 2 1,5 1 0,75 135 2 1,5
20 2 1,5 1 0,75 140 2 1,5
22 2 1,5 1 0,75 145 2 1,5
24 2 1,5 1 150 2 1,5
27 2 1,5 1 155 2
30 2 1,5 1 160 2
33 2 1,5 1 165 2
36 2 1,5 1 170 2
39 2 1,5 1 175 2
42 2 1,5 1 180 2
45 2 1,5 1 185 2
48 2 1,5 1 190 2
52 2 i ,5 1 195 2
56 2 1,5 1 200 2
60 2 1,5 1
Примечание. При выборе диаметров резьб следует предпочитать первый ряд второму, а второй третьем},
й Четвертый ряд и резьбы, заключенные в скобки, в новых конструкциях не применять.
к
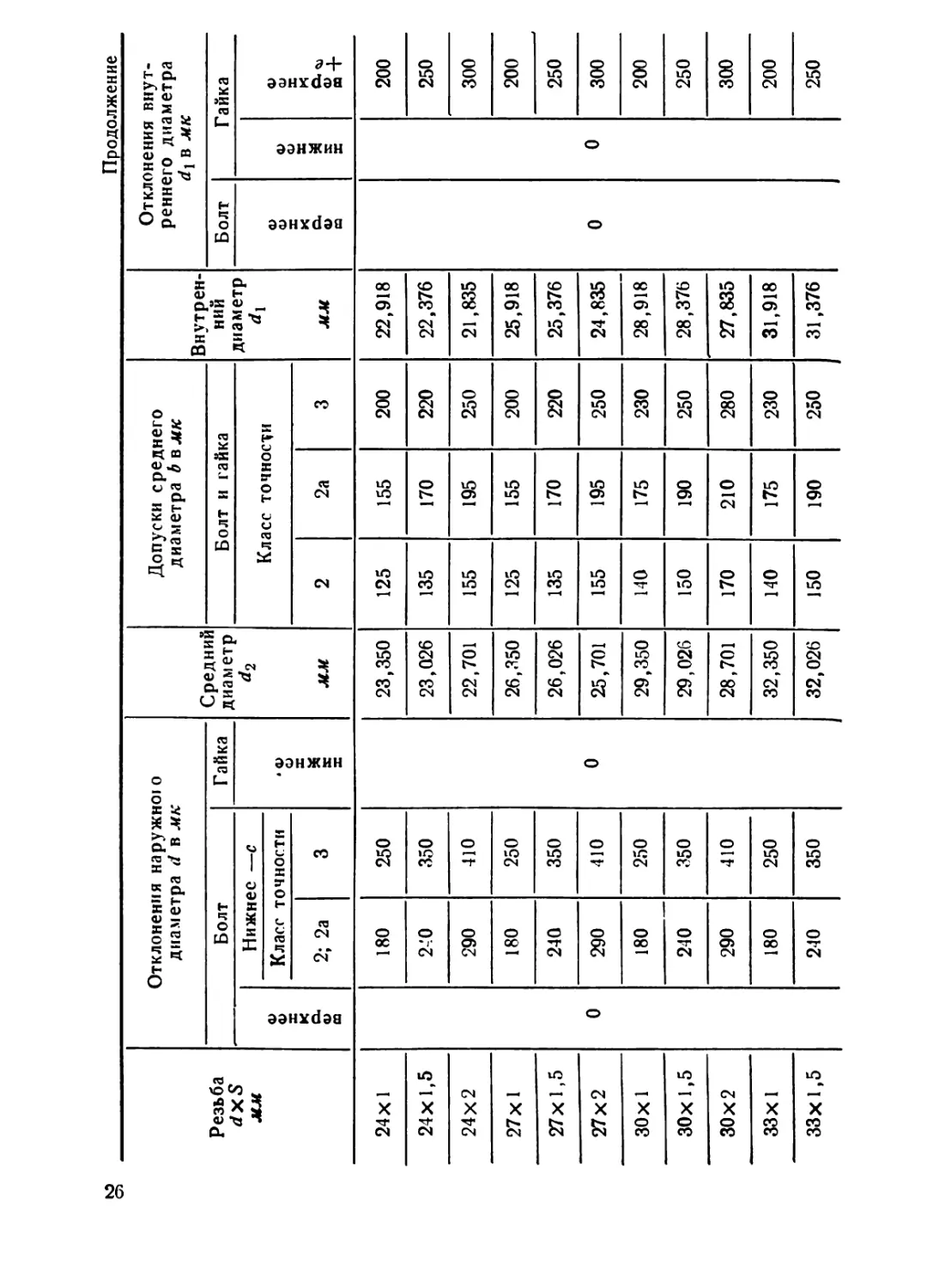
Основные размеры и допуски резьбы по Нормали 257АТ
Таблица 1.3
Резьба dXS мм Отклонения наружного диаметра d в мк Средний диаметр мм Допуски среднего диаметра b в мк Внутрен- ний диаметр di мм Отклонения внут- реннего диаметра di в мк
Болт Гайка Болт и гайка Болт Гайка
верхнее Нижнее —с । нижнее Класс точности верхнее нижнее верхнее +е
Класс точности
2; 2а 3 2 2а 3
1X0,25 0 65 65 0 0,838 50 — 84 0,730 0 0 80
1,2X0,25 1,038 0,930
1,4x0,3 80 80 1,205 55 — 92 1,075 90
1,6x0,35 90 90 1,373 59 — 99 1,221 100
1,7x0,35 1,473 — 1,321
1,8x0,35 1,573 —ч 1,421
2x0,4 100 100 1,740 64 — 106 1,567 110
2,2x0,45 но 110 1,908 67 — 112 1,713 120
2,3x0,4 100 100 2,040 64 — 106 1,867 110
2,5x0,45 110 но 2,208 67 — 112 2,013 120
2.6x0,45 0 110 110 0 2,308 67 112 2,113 0 0 120
3x0,35 90 90 2,773 59 75 99 2,621 100
3x0,5 120 120 2,675 71 — 118 2,459 140
3,5x0,35 90 90 2,273 65 85 115 3,121 100
3,5X0,6 130 130 3,110 78 — 130 2,850 160
4x0,5 120 120 3,675 80 100 3,459 140
4x0,7 140 140 3,546 84 — 140 3,242 180
5X0,5 120 120 4,675 80 100 130 4,459 140
5x0,8 160 220 4,480 90 — 150 4,134 200
6x0,5 120 120 5,675 110 145 5,459 140
6x0,75 150 150 5,513 95 120 160 5,188 190
6x1 180 250 5,350 101 — 168 4,918 200
8x0,5 120 120 7,675 90 110 145 7,459 140
8x0,75 150 150 7,513 95 120 160 7,188 190
8X1 180 250 7,350 101 125 168 6,918 200
8X1,25 200 300 7,188 112 — 187 6,647 210
К> 10x0,5 w 120 120 9,675 100 125 160 9,459 140
Продолжение
Резьба dxS мм Отклонения наружного диаметра d в мк Средний диаметр ^2 мм Допуски средне! о диаметра b в мк Внутрен- ний диаметр мм Отклонения внут- реннего диаметра d± вмк
Болт Гайка Болт и гайка Болт Гайка
верхнее | । Нижнее —с нижнее Класс точности верхнее нижнее верхнее +е
Класс точности
‘2; 2а 3 2 2а 3
10x0,75 0 150 150 0 9,513 105 130 175 9,188 0 0 190
10x1 180 250 9,350 110 140 185 8,918 200
10x1,5 240 350 9,026 123 — 205 8,376 250
12x0,75 150 150 11,513 105 130 175 11,188 190
12x1 • 180 250 11,350 НО 140 185 10,918 200
12x1,25 200 300 11,188 112 187 10,647 210
12x1,5 240 350 11,026 123 155 205 10,376 250
(.12x1,75) 260 380 10,863 133 — 222 10,106 280
14x0,75 150 150 13,513 105 130 175 13,188 190
14X1 180 250 13,350 ПО 140 185 12,918 200
14x1,5 240 350 13,026 123 155 205 12,376 250
14x2 0 290 410 0 12,701 142 — 237 11,835 0 0 300
16x0,75 150 150 15,513 105 130 175 15,188 190
16x1 180 250 15,350 ЬО 140 185 14,918 200
16x1,5 240 350 15,026 123 155 205 14,376 250
16x2 290 410 14,701 142 — 237 13,835 300
18x0,75 150 150 17,513 120 ’45 195 17,188 190
18X1 180 250 17,350 125 155 200 16,918 200
18x1,5 240 350 17,026 135 170 220 16,376 250
18x2 290 410 1K.701 155 195 250 15,835 300
20x0,75 150 150 19,513 120 145 195 19,188 190
20x1 180 250 19,350 125 155 200 18,918 200
20х 1.5 240 350 19,026 135 170 220 18,376 250
20x2 290 410 18,701 155 195 250 17.835 300
22x0,75 150 150 21,513 120 145 195 21,188 190
22x1 180 250 21,350 125 155 200 20,918 200
22x1,5 240 350 21,026 135 170 220 20,376 250
w 22x2 290 410 20,701 155 195 250 19,835 300
Продолжение
Резьба
dxS
мм
24х 1
24х 1,5
24x2
27x1
27x1,5
27x2
30x1
30x1,5
30x2
33x1
33x1,5
Отклонения наружною диаметра d в мк Средний диаметр d2 мм Допуски среднего диаметра b вмк Внутрен- ний диаметр di мм Отклонения внут- реннего диаметра di в мк
Болт Гайка Болт и гайка Болт Гайка
верхнее Нижнее —с нижнее Класс точности верхнее нижнее верхнее 4-е
Класс точности
2; 2а 3 2 2а 3
0 180 250 0 23,350 125 155 200 22,918 0 0 200
2:о 350 23,026 135 170 220 22,376 250
290 410 22,701 155 195 250 21,835 300
180 250 26,350 125 155 200 25,918 200
240 350 26,026 135 170 220 25,376 250
290 410 25,701 155 195 250 24,835 300
180 250 29,350 140 175 230 28,918 200
240 350 29,026 150 190 250 28,376 250
290 410 28,701 170 210 280 27,835 300
180 250 32,350 140 175 230 31,918 200
240 350 32,026 150 190 250 31,376 250
33x2 0 290 410 0 31,701 170 210 280 30,835 0 0 300
36xi 180 250 35,350 140 175 230 34,918 200
35x1,5 240 350 35,026 150 190 25Q 34,376 250
36x2 290 410 34,701 170 210 280 33,835 300
39x1 180 250 38,350 140 175 230 37,918 200
39x1,5 240 350 38,026 150 190 250 37,376 250
39x2 290 410 37,701 170 210 280 36,835 300
42X1 180 250 41,350 140 175 230 40,918 200
42x1,5 210 350 41,026 150 190 250 40,376 250
42x2 290 410 40,701 170 210 280 39,835 300
45x1 180 250 44,350 140 175 230 43,918 200
45х 1,5 240 350 44,026 150 190 250 43,376 250
45x2 290 410 43,701 170 210 280 42,835 300
48x1 180 250 47,350 140 175 230 46,918 200
48x1,5 240 350 47,026 150 190 250 46,376 250
48x2 290 410 46,701 170 210 280 45,835 300
о2х 1 180 250 51,350 140 175 230 50,918 200
Продолжение
Резьба dxS мм Отклонения наружного диаметра d ьмк Средний диаметр мм Допуски среднего диаметра b вмк Внутрен- ний диаметр dy мм Отклонения внут- реннего диаметра d\ вмк
Болт Гайка Болт и гайка Болт Гайка
верхнее Нижнее —с нижнее Класс точности верхнее нижнее верхнее +е
Класс точности
2; 2а 3 2 2а 3
52x1,5 0 240 350 0 51,026 150 190 250 50,376 0 0 250
52x2 290 410 50,701 170 210 280 49,835 300
56x1 180 250 55,350 195 250 54,918 200
56x1,5 240 350 55,026 — 210 270 54,376 250
56x2 290 410 54,701 —- 230 300 53,835 300
60x1 180 250 59,350 — 195 250 58,918 200
60х 1,5 210 350 59,026 — 210 270 58,376 250
60x2 290 410 58,701 — 230 300 57,835 300
64X1 180 250 63,350 — 195 250 62,918 200
64x1,5 240 350 63,026 — 210 270 62,376 250
64x2 290 410 62,701 — 230 300 61,835 300
68x1 0 180 250 0
68x1,5 240 350
68x2 290 410
72x1 180 250
72x1,5 240 350
72x2 290 410
76x1 180 250
76x1,5 240 350
76x2 290 410
80x1,5 240 350
80x2 290 410
85x1,5 210 350
85x2 290 410
90x1,5 240 350
90x2 290 410
95X1,5 240 350
95x2 КЗ CD 290 410
67,350 — 195 250 66,918
67,026 — 210 270 66,376
66,701 — 230 300 65,835
71,350 — 195 250 70,918
71,026 — 210 270 70.376
70,701 — 230 300 69,835
75,356 — 195 250 74,918
75,026 — 210 270 74,376
74,701 — 230 300 73,835
79,026 — 210 270 78,376
78,701 — 230 300 77,835
84,026 — 83,376
83,701 — 250 330 82,835
89,026 — 230 300 88,376
88,701 — 250 330 87,835
94,026 — 230 300 93,376
93,701 — 250 330 92,835
0 200
250
300
200
250
300
200 250
300
250
300
250
300
250
300
250
300
Резьба dxS мм Отклонения наружного диаметра d в мк Средний диаметр ^2 мм
Болт Гайка
верхнее Нижнее —с нижнее
Класс точности
2; 2а 3
100x1,5 0 240 350 0 99,02>
100x2 290 410 98.701
105X1,5 240 350 104,026
105x2 290 410 103,701
l Юх 1,5 240 350 109,026
110x2 290 410 108,701
115x1,5 240 350 114,026
115x2 290 410 113,701
120x1,5 240 350 119,026
120x2 290 410 118,701
125x1.5 240 350 124,026
Продолжение
Допуски среднего диаметра Ьвмк Внутрен- ний диаметр мм Отклонения внут- реннего диаметра d\ вмк
Болт и гайка Болт Гайка
Класс точности верхнее нижнее верхнее +е
9 2а 3
— 230 300 98,376 0 0 250
— 250 330 97,835 300
— 230 300 103,376 250
— 250 330 102,835 300
— 230 300 108,376 250
— 250 330 107,835 300
— 230 300 113,376 250
— 250 330 112,835 300
— 230 300 118,376 250
— 250 330 117,835 300
— 320 123,376 250
125x2 0 290 410 0 123,701 —
130x1,5 240 350 129,026 —
130x2 290 410 128,701
135x1,5 240 350 134,026
135x2 290 410 133,701
140x1,5 240 350 139,026
140x2 290 410 138,701
145X1,5 240 350 144,026
145x2 290 110 143,701
150X1,5 240 350 149,026
150x2 290 410 148,701
155x2 153,701
160x2 158,701
165x2 ИЗ ,701
170x2 168,701
175x2 173,701
180x2 178,701
185x2 183,701 —
190x2 188,701
193,701
195X2
200x2 198,701
— 270 350 122,835 0 0 300
250 320 128,376 250
270 350 127,835 300
250 320 133,376 250
270 350 132,835 300
250 320 138,376 250
270 350 137,835 300
250 320 143,376 250
270 350 142,835 300
250 320 148,376 250
270 350 147,835 300
152,835
157,835
162,835
167,835
172,835
177,835
290 380 182,835
187,835
192,835
197,835
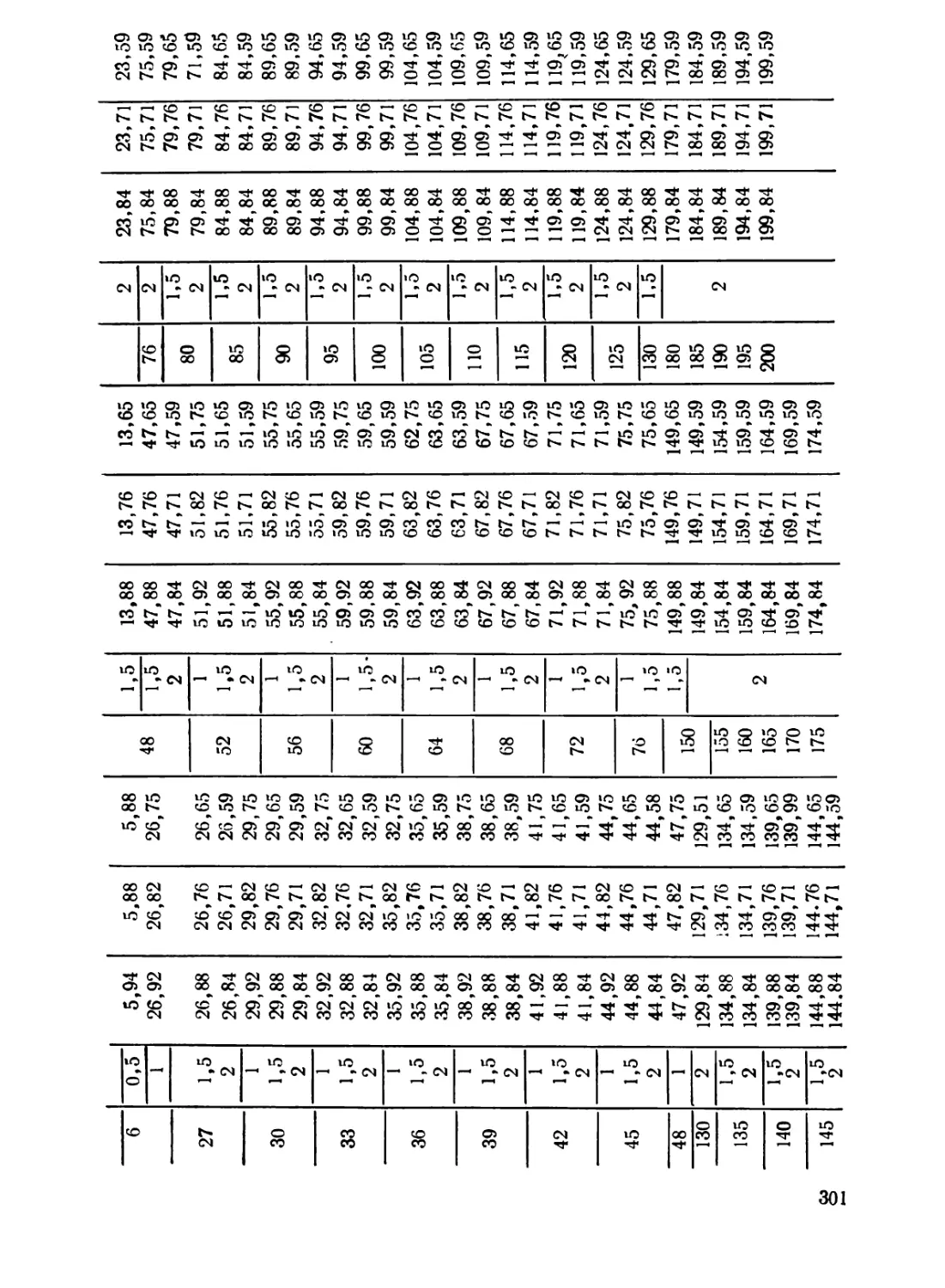
Предельные размеры резьбы болта
Резьба dxS Болт
наружный диаметр внутренний диаметр радиус впадины
^НОМ— = ^наиб ^наим
класс точности d 1 ном d 1нанм г г найм
2; 2а 1 3
1x0,25 1,0 0,935 0,935 ’ 0,694 0,676 0,033 0,027
1,2x0.25 1,2 1,135 1,135 0,894 0,87) 0,036 0,027
1,4x0,3 1,4 1,320 1,320 1,03Г2 1,010 0,043 0,032
1,6x0,35 1,6 1,510 1,510 1,170 1,146 0,050 0,038
1,7x0,35 1,7 1,610 1,610 1 ,270 1,246 0,050 0,038
1,8x0,35 1,8 1,710 1,710 1,370 1 ,346 0,050 0,038
2x0,4 2,0 1,900 1,900 1,510 1,480 0,058 0,043
2,2x0,45 2,2 2,090 2,090 1 ,648 1,616 0,065 0,049
2,3x0,4 2,3 2,200 2,200 1,810 1 ,780 0,058 0,043
2,5x0,45 2,5 2,390 2,390 1,948 1 ,916 0,065 0,049
2,6x0,45 2,6 2,190 2,490 2,018 2,016 0,035 0,049
3x0,35 3,0 2,910 2,910 2,570 2,546 0,050 0,038
3x0,5 3,0 2,880 2,880 2,386 2,350 0,072 0,054
3,5 X 0,35 3,5 3,410 3,410 3,070 3,046 0,050 0,038
3,5x0,6 3,5 3,370 3,370 2,762 2,720 0,086 0,065
4x0,5 4,0 3,880 3,880 3,386 3,350 0,072 0,054
4x0,7 4,0 3,860 3,860 3,141 3,091 0,101 0,076
5x0,5 5,0 4,880 4,880 4,386 4,350 0,072 0,054
5x0,8 5,0 4,840 4,840 4,019 3,961 0,115 0,086
6x0,5 6,0 5,880 5,880 5,386 5,350 0,072 0,054
6x0,75 6,0 5,850 5,850 5,080 5,026 0,108 0,081
6x1 6,0 5,820 5,750 4,773 4,701 0,144 0,108
8x0,5 8,0 7,880 7,880 7,386 7,350 0,072 0,054
8x0,75 8,0 7,850 7,850 7,080 7,026 0,108 0,081
8x1 8,0 7,820 7,750 6,773 6,701 0,144 0,108
8x1,25 8,0 7,800 7,700 6,4G7 6,377 .0,180 0,135
10x0,5 10,0 9,880 9,880 9,386 9,350 0,072 0,054
10x0,75 10,0 9,850 9,850 9,080 9,025 0,108 0,081
10x1 10,0 9,820 9,750 8,773 8,701 0,144 0,08
10x1,5 10,0 9,760 9,(50 8,159 8,051 0,216 0,162
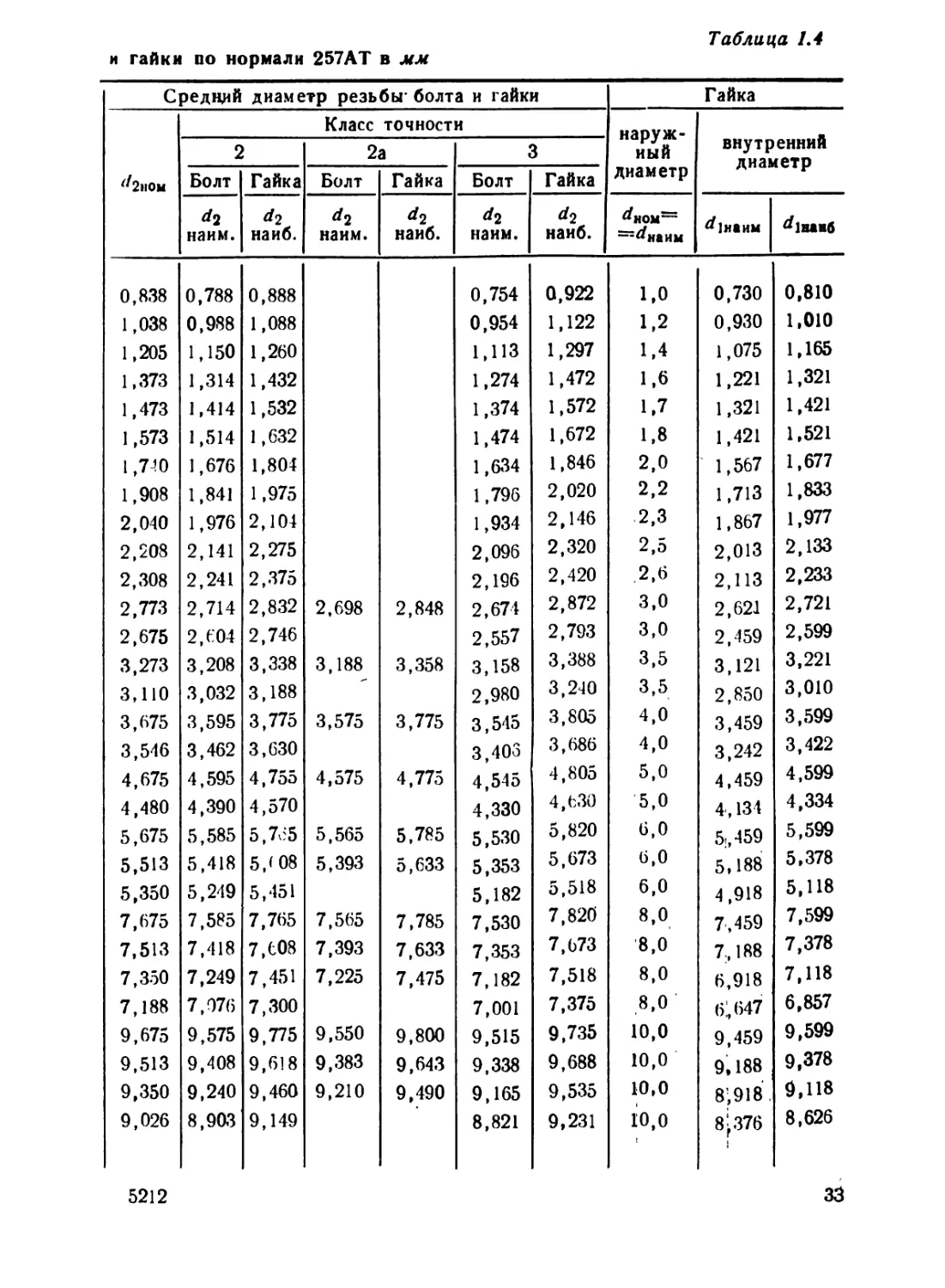
32
Таблица 1.4
и гайки по нормали 257АТ в мм
Средний диаметр резьбы* болта и гайки Гайка
^2ном Класс точности наруж- ный диаметр внутренний диаметр
2 2а 3
Болт Гайка Болт Гайка Болт Гайка
rfa найм. ^2 наиб. найм. наиб. d2 нанм. наиб. ^ном= =^наим ^1иаим ^1Н1Иб
0,838 0,788 0,888 0,754 0,922 1,0 0,730 0,810
1,038 0,988 1,088 0,954 1,122 1,2 0,930 1,010
1,205 1,150 1,260 1,113 1,297 1,4 1,075 1,165
1,373 1,314 1,432 1,274 1,472 1,6 1,221 1,321
1,473 1,414 1,532 1,374 1,572 1,7 1,321 1,421
1,573 1,514 1,632 1,474 1,672 1,8 1,421 1,521
1,740 1,676 1,804 1,634 1,846 2,0 1,567 1,677
1,908 1,841 1,975 1,796 2,020 2,2 1,713 1,833
2,040 1,976 2,104 1,934 2,146 2,3 1,867 1,977
2,208 2,141 2,275 2,096 2,320 2,5 2,013 2,133
2,308 2,241 2,375 2,196 2,420 2,6 2,113 2,233
2,773 2,714 2,832 2,698 2,848 2,674 2,872 3,0 2,621 2,721
2,675 2,604 2,746 2,557 2,793 3,0 2,459 2,599
3,273 3,208 3,338 3,188 3,358 3,158 3,388 3,5 3,121 3,221
3,110 3,032 3,188 2,980 3,240 3,5 2,850 3,010
3,675 3,595 3,775 3,575 3,775 3,545 3,805 4,0 3,459 3,599
3,546 3,462 3,630 3,403 3,686 4,0 3,242 3,422
4,675 4,595 4,755 4,575 4,775 4,545 4,805 5.0 4,459 4,599
4,480 4,390 4,570 4,330 4,630 5,0 4,134 4,334
5,675 5,585 5,765 5,565 5,785 5,530 5,820 6,0 5,459 5,599
5,513 5,418 5,Ю8 5,393 5,633 5,353 5,673 6,0 5,188 5,378
5,350 5,249 5,451 5,182 5,518 6,0 4,918 5,118
7,675 7,585 7,765 7,565 7,785 7,530 7,820 8,0 7,459 7,599
7,513 7,418 7,t08 7,393 7,633 7,353 7,673 8,0 7,188 , 7,378
7,350 7,249 7,451 7,225 7,475 7,182 7,518 8,0 6,918 7,118
7,188 7,076 7,300 7,001 7,375 8,0 в; 647 6,857
9,675 9,575 9,775 9,550 9,800 9,515 9,735 10,0 9,459 9,599
9,513 9,408 9,618 9,383 9,643 9,338 9,688 10,0 9,188 9,378
9,350 9,240 9,460 9,210 9,490 9,165 9,535 10,0 8,918. 9,118
9,026 8,903 9,149 8,821 9,231 10,0 в! 376 8,626
5212
33
Болт
Резьба rfxS наружный диаметр внутренний диаметр радиус впадины
^ном— =^наиб ^наим
класс точности ^1нОМ ^1наим г г найм
2; 2а 3
12x0,75 12,0 11,850 11,850 11,080 11,026 0.108 0,081
12X1 12,0 11,820 11,750 10,773 10,701 0,144 0,108
12x1,25 12,0 11,800 11,700 10,467 10,377 0,180 0,135
12x1,5 12,0 11,760 11,650 10,159 10,051 0,216 0,162
12x1,75 12,0 11,740 11,620 9,853 9,727 0,252 0,189
14x0,75 14,0 13.850 13,850 13,080 13,026 0,108 0,081
14X1 14,0 13,820 13,750 12,773 12,701 0,144 0,108
14x1,5 14,0 13,760 13,650 12,159 10,051 0,216 0,162
14x2 14,0 13,710 13,590 11,546 И ,402 0,288 0,216
16x0,75 16,0 15,850 15,850 15,080 15,026 0,108 0,081
16X1 16,0 15,820 15,750 14,773 14,701 0,144 0,108
16x1,5 16,0 15,760 15,650 14,159 14,051 0,216 0,162
16x2 16,0 15,710 15,590 13,546 13,402 0,288 0,216
18x0,75 18,0 17,850 17,850 17,080 17,026 0,108 0,081
18x1 18,0 17,820 17,750 16,773 16,701 0,144 0,108
18X1,5 18,0 17,760 17,650 16,159 16,051 0,216 0.162
18x2 18,0 17,710 17,590 15,546 15,402 0,288 0,216
20x0,75 20,0 19,850 19,850 19,080 19,026 0,108 0,081
20x1 20,0 19,820 19,750 18,773 18,701 0,144 0,108
20х 1,5 20,0 19,760 19,650 18,159 18,051 0,216 0,162
20x2 20,0 19,710 19,590 17,546 17,-102 0,288 0,216
22x0,75 22,0 21,850 21,850 21,080 21,026 0,108 0,081
22x1 22,0 21,820 21,750 20,773 20,701 0,144 0,108
22х 1,5 22,0 21,760 21,650 20,159 20,051 0,216 0,162
22x2 22,0 21,710 21,590 19,546 19,402 0,288 0.216
24х 1 24,0 23,820 23,750 22,773 22,701 0,144 0,108
24x1,5 24,0 23,760 23,650 22,159 22,051 0,216 0,162
24x2 24,0 23,710 23,590 21,546 21,402 0,288 0,216
27X1 27,0 26,820 26,750 25,773 25,701 0,144 0,108
27x1,5 27,0 26,760 26,650 25,159 25,051 (Г,216 0,162
27x2 27,0 26,710 26,590 24,546 24,402 0,288 0,216
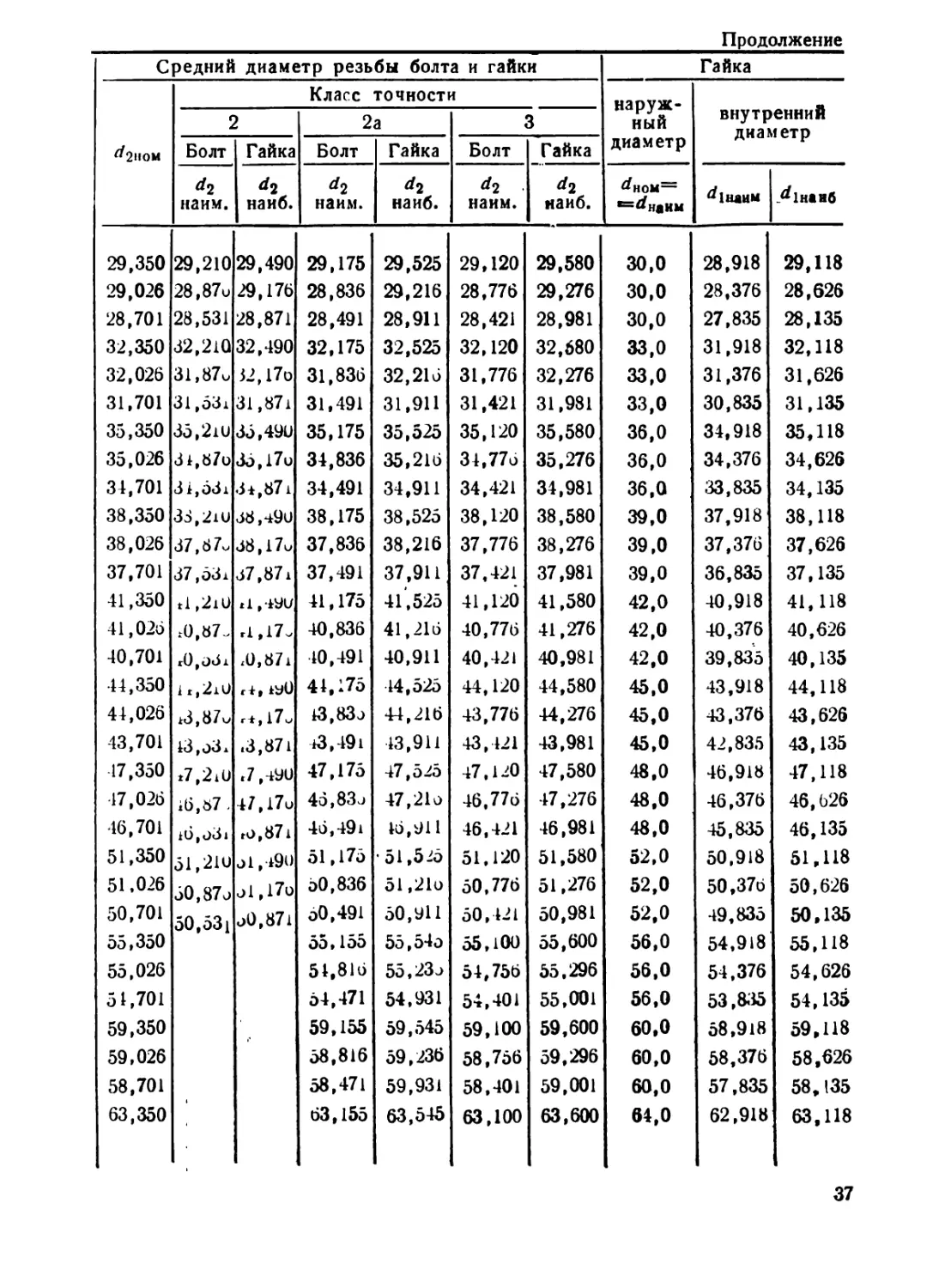
34
Продолжение
Средний диаметр резьбы болта и гайки Гайка
^2ном Класс точности наруж- ный диаметр внутренний диаметр
2 2а 3
Болт Гайка Болт Гайка Болт Гайка
d2 найм. d2 наиб. d2 найм. d2 наиб. d2 найм. d2 наиб. ^ном= ^^наим ^1каим *Лпаиб
11,513 11,408 11,618 11,383 11,643 11,338 11,688 12,0 11,188 11,378
11,350 11,240 11,460 11,210 11,490 11,165 11,535 12,0 10,918 11,118
11,188 11,076 11,300 11,048 11,328 11,001 11,375 12,0 10,647 10,857
11,026 10,903 11,149 10,871 11,181 10,821 11,231 12,0 10,376 10,626
10,863 10,730 10,996 10,641 11,085 12,0 10,106 10,386
13,513 13,408 13,618 13,383 13,643 13,338 13,688 14,0 13,188 .13,378
13,350 13,240 13,460 13,210 13,490 13,165 13,535 14,0 12,918 13,118
13,026 12,903 13,149 12,871 13,181 12,821 13,231 14,0 12,376 12,626
12,701 12,559 12,843 12,464 12,938 14,0 11,835 12,135
15,513 15,408 15,618 15,383 15,643 15,338 15,688 16,0 15,188 15,378
15,350 15,240 15,460 15,210 15,490 15,165 15,535 16,0 14,918 15,118
15,026 14.903 15,149 14,871 15,181 14,821 15,231 16,0 14,376 14,626
14,701 14,559 14,843 14,464 14,938 16,0 13,835 14,135
17,513 17,393 17,633 17,368 17,658 17,318 17,708 18,0 17,188 „17,378
17,350 17,225 17,475 17,195 17,505 17,150 17,550 18,0 16,918 17,118
17,026 16,891 17,161 16,856 17,196 16,80.5 17,246 18,0 16,376 16,626
16,701 16,546 16,856 16,506 16,896 16,451 16,951 18,0 15,835 16,135
19,513 19,393 19,633 19,368 19,658 19,318 19,708 20,0 19,188 19,378
19,350 19,225 19,475 19,195 19,505 19,150 19,550 20,0 18,918 19,118
19,026 18,891 19,161 18,856 19,196 18,806 19,246 20,0 18,376 18,626
18,701 18,546 18,856 18,506 18,896 18,451 18,951 20,0 17,835 18,135
21,513 21,393 21,633 21,368 21,658 21,318 21,708 22,0 21,188 21,378
21.350 21,225 21,475 21,195 21,505 21,150 21,550 22,0 £0,918 21,118
21,026 20,891 21,161 20,856 21,196 20,806 21,246 22,0 20,376 20,626
20,701 20,546 20,856 20,506 20,896 20,451 20,951 22,0 19,835 20,135
23,350 23,225 23,475 23,195 23,505 23,150 23,550 24,0 22,918 23,118
23,026 22,891 23,161 22,856 23,196 22,806 23,246 24,0 22,376 22,626
22,701 22,546 22,856 22,505 22,896 22,451 22,951 24,0 21,835 $,135
26,350 26,225 26,475 26,195 26,505 26,150 26,550 27,0 25,918 26,118
26,026 25,891 26,161 25,856 26,196 25,806 26,246 27,0 25,376 2^,626
25,701 25,546 25,856 25,506 25,896 25,451 25,951 27,0 24,835 25,135
2*
35
Резьба dxS Болт
наружный диаметру внутренний диаметр радиус впадины
^ном— = ^наиб ^наим
класс точности ^1наим г г найм
2; 2а 1 з
30x1 30,0 29,820 29,750 28,773 28,701 0,144 0,108
ЗОх 1,5 30,0 29,760 29,650 28,159 28,051 0,216 0,162
30x2 30,0 29,710 29,590 27,546 27,402 0,288 0,216
33x1 33,0 32,820 32,750 31,773 31,701 0,114 0,103
33x1,5 33,0 32,760 32,650 31,159 31,051 0,216 0,162
33x2 33,0 32,710 32,590 30,546 30,402 0,288 0,216
36X1 36,0 35,820 35,750 31,773 34,701 0,144 0,103
36x1,5 36,0 35,760 35,650 34,159 31,051 0,216 0,162
36X2 36,0 35,710 35,590 33,546 33,402 0,288 0,216
39x1 39,0 38,820 38,750 37,773 37,701 0,144 0,108
39x1,5 39,0 38,760 38,(350 37,159 37,051 0,216 0,162
39X2 39,0 38,710 38,590 35,546 36,102 0,288 0,216
42X1 42,0 41,820 41,750 40,773 40,701 0,1 И 0,108
42x1,5 42,0 41,760 41,650 40,159 40,051 0,216 0,162
42x2 42,0 41,710 41,590 39,546 39,402 0,288 0,216
45X1 45,0 44,820 44,750 43,773 43,701 0,141 0,103
45X1,5 45,0 44,760 44,650 43,159 43,051 0,216 0,162
45x2 45,0 44,710 41,590 42,545 42,402 0,288 0,216
48x1 48,0 47,820 47,750 46,773 46,701 0,1 Н 0,103
48x1,5 48,0 47,760 •17,650 46,159 46,051 0,21 i 0,162
48x2 48,0 47,710 47,590 45,546 45,402 0,238 0,216
52x1 52,0 51,820 51,750 50,773 50,701 0,111 0,108
52x1,5 52,0 51,760 51,650 50,159 50,051 0,215 0,162
52x2’ 52,0 51,710 51,590 49,546 49,402 0,288 0,216
56x1 56,0 55,820 55,750 51,773 54,701 0,141 0,103
56x1.5 56,0 55,760 55,650 54,159 51,051 0,21) 0,162
56x2 56,0 55,710 55,590 53,546 53,402 0,288 0,216
60x1 60,0 59,820 59,750 58,773 58,701 0,144 0,108
60x1,5 60,0 59,760 59,650 58,159 58,051 0,216 0,162
60x2 60,0 59,710 59,590 57,546 57,402 0,288 0,216
64x1 64,0 63,820 63,750 62,773 62,701 0,144 0,108
36
Продолжение
Средний диаметр резьбы болта и гайки Гайка
^2ном Класс точности наруж- ный диаметр внутренний диаметр
2 2а 3
Болт Гайка Болт Гайка Болт Гайка
rf2 найм. ^2 наиб. d2 найм. rf2 наиб. найм. rf2 наиб. ^ном= =^наим ^1нанм ^1наиб
29,350 29,210 29,490 29,175 29,525 29,120 29,580 30,0 28,918 29,118
29,026 28,87и 29,176 28,836 29,216 28,776 29,276 30,0 28,376 28,626
28,701 28,531 28,871 28,491 28,911 28,421 28,981 30,0 27,835 28,135
32,350 32,210 32,490 32,175 32,525 32,120 32,680 33,0 31,918 32,118
32,026 31,87и 32,17о 31,836 32,216 31,776 32,276 33,0 31,376 31,626
31,701 31,531 31,871 31,491 31,911 31,421 31,981 33,0 30,835 31,135
35,350 35,21и 35,490 35,175 Зэ,о 25 35,120 35,580 36,0 34,918 35,118
35,026 31,87о 35,17и 34,836 35,216 34,776 35,276 36,0 34,376 34,626
34,701 31,531 Ji,871 34,491 34,911 34,421 34,981 36,0 33,835 34,135
38,350 3S,2iu 38,490 38,175 38,525 38,120 38,580 39,0 37,918 38,118
38,026 37,87м 38,17и 37,836 38,216 37,776 38,276 39,0 37,376 37,626
37,701 37,531 37,871 37,491 37,911 37,421 37,981 39,0 36,835 37,135
41,350 tl ,210 а, too 41,175 41,525 41,120 41,580 42,0 40,918 41,118
41,026 .0,87. а,17. 40,836 41,216 40,776 41,276 42,0 40,376 40,626
40,701 r0,o3i А),871 40,491 40,911 40,421 40,981 42,0 39,835 40,135
44,350 1 Г,210 a, iyO 41,175 44,525 44,120 44,580 45,0 43,918 44,118
44,026 i3,87u а, 17. 13,83о 44,216 43,776 44,276 45,0 43,376 43,626
43,701 13,оЗл <3,871 13,491 43,911 43,421 43,981 45,0 42,835 43,135
17,350 ±7,210 ,7,490 47,175 47,525 47,120 47,580 48,0 46,918 47,118
47,026 16,67 , 47,17и 45,83j 47,21о 46,776 47,276 48,0 46,376 46,626
46,701 i6,o3i to,871 46,491 16,911 46,421 46,981 48,0 45,835 46,135
51,350 51,210 01,490 51,175 ’ 51,5^5 51,120 51,580 52,0 50,918 51,118
51.026 50,87о о1,17о 50,836 51,21о 50,776 51,276 52,0 50,37b 50,626
50,701 50,531 о0,871 о0,491 50,911 50,421 50,981 52,0 49,835 50,135
55,350 55,155 55,54о 55,100 55,600 56,0 54,918 55,118
55.026 51,816 55,23э 54,756 55,296 56,0 54,376 54,626
51,701 54,471 54,931 54,401 55,001 56,0 53,835 54,135
59,350 59,155 59,545 59,100 59,600 60,0 58,918 59,118
59,026 58,816 59,236 58,756 59,296 60,0 58,376 58,626
58,701 58,471 59,931 58,401 59,001 60,0 57,835 58,135
63,350 63,155 63,545 63,100 63,600 64,0 62,918 63,118
37
Болт
Резьба dxS наружный диаметр внутренний диаметр радиус впадины
^ном~ ~^наиб ^аим
класс точности ^1ном ^11’аим г гнаим
2; 2а з
64X1,5 64,0 63,760 63,650 62,159 62,051 0,216 U, 162
64x2 64,0 63,710 63,590 61,546 61,402 0,288 0,216
68X1 68,0 67,82 67,75 66,773 66,701 0,144 0,108
68X1.5 68,0 67,76 67,65 66,159 66,051 0,216 0,162
68x2 68,0 67,71 67,59 65,516 65,402 0,288 0,216
72X1 72,0 71,82 71,75 70,773 70,701 0,144 0,108
72X1.5 72,0 71,76 71,65 70,159 70,051 0,216 0,162
72X2 72,0 71,71 71,59 69,546 69,402 0,288 0,216
76X1 76,0 75,82 75,75 74,773 74,701 0,144 0,108
76X1,5 76,0 75,76 75,65 74,159 74,051 0,216 0,162
76X2 76.0 75,71 75,59 73,546 73,402 0,288 0,216
80X1.5 80,0 79,76 79,65 78,159 78,051 0,216 0,162
80x2 80,0 79,71 79,59 77,546 77,402 0,288 0,216
85X1,5 85,0 84,76 84,65 83,159 83,051 0,216 0,162
85x2 85,0 84,71 84,59 82,546 82,402 0,288 0,216
90X1.5 90,0 89,76 89,65 88,159 88,051 0,216 0,162
90x2 90,0 89,71 89,59 87,546 87,402 0,288 0,216
95x1,5 95,0 94,76 94,65 93,159 93,051 0,216 0,162
95X2 95,0 94,71 94,59 92,546 92,402 0,288 0,216
100X1,5 100,0 99,76 99,65 98,159 98,051 0,216 0,162
100x2 100,0 99,71 99,59 97,546 97,402 0,288 0,216
105X1,5 105,0 104,76 101,65 103,159 103,051 0,216 0,162
105X2 105,0 104,71 104,59 102,546 102,402 0,288 0,216
110x1,5 110,0 109,76 109,65 108,159 108,051 0,216 0,162
110X2 110,0 109,71 109,59 107,546 107,402 0,288 0,216
115X1,5 115,0 114,76 114,65 113,159 113,051 0,216 0,162
115x2 115,0 114,71 114,59 112,546 112,402 0,288 0,216
120X1,5 120,0 119,76 119,65 118,159 118,051 0,216 0,162
120X2 120,0 119,71 119,59 117,546 117,402 0,288 0,216
125X1,5 125,0 124,76 124,65 123,159 123,051 0,216 0,162
125X2 125,0 124,71 124,59 122,546 122,402 0,288 0,216
38
Продолжение
Средний диаметр резьбы болта и гайки Гайка
^2»юм Класс точности наруж- ный диаметр внутренний диаметр
2 2а 3
Болт Гайка Болт Гайка Болт Гайка
^2 найм. ^2 наиб. ^2 найм. d2 наиб. d2 найм. d2 наиб. ^ном^ =^наам ^1наим ^1наиб
63,026 62,701 67,350 67,026 66,701 71,350 71,026 70,701 75,350 75,026 74,701 79,026 78,701 84,026 83,701 89,026 88,701 94,026 93,701 99,026 98,701 104,026 103,701 109,026 108,701 114,026 113,701 119,026 118,701 124,026 123,701 62,816 62,471 67,155 66,816 66,471 71,155 70,816 70,471 75,155 74,816 74,471 78,816 78,471 83,796 83,451 88,796 88,451 93,796 93,451 98,796 98,451 103,796 103,451 108,796 108,451 113,796 113,451 118,796 118,451 123,776 123,431 63,236 62,931 67,545 67,236 66,931 71,545 71,236 70,931 75,545 75,236 74,931 79,236 78,931 84,256 83,951 89,256 88,951 94,256 93,951 99,256 98,951 104,256 103,951 109,256 108,951 114,256 113,951 119,256 118,951 124,276 123,971 62,756 62,401 67,100 66,756 66,401 71,100 70,756 70,401 75,100 74,756 74,401 78,756 78,401 83,726 83,371 88,726 88,371 93,726 93,371 98,726 98,371 103,726 103,371 108,726 108,371 113,726 113,371 118,726 118,371 123,706 123,351 63,296 63,001 67,600 67,296 67,001 71,600 71,296 71,001 75,600 75,296 75,001 79,296 79,001 84,326 84,031 89,326 89,031 94,326 94,031 99,326 99,031 104,326 104,031 109,326 109,031 114,326 114,031 119,326 119,031 124,346 124,051 64,0 64,0 68,0 68,0 68,0 72,0 72,0 72,0 76,0 76,0 76,0 80,0 80,0 85,0 85,0 90,0 90,0 95,0 95,0 100,0 100,0 105,0 105,0 110,0 110,0 115,0 115,0 120,0 120,0 125,0 125,0 62,376 61,835 66,918 (6,376 65,835 70,918 70,376 69,835 74,918 74,376 73,835 78,376 77,835 83,376 82,835 88,376 87,835 93,376 92,835 98,376 97,835 ,03,376 102,835 108,376 107,835 113,376 112,835 118,376 117,835 123,376 122,835 62,626 62,135 67,118 66,626 66,135 71,118 70,626 70,135 75,118 74,626 74,135 78,626 78,135 83,626 83,135 88,626 88,135 93,626 93,135 98,626 98,135 103,626 103,135 108,626 108,135 113,626 113,135 118,626 118,135 123,626 123,135
39
Болт
Резьба dxS наружный диаметр внутренний диаметр радиус впадины
^ном= =^наиб ^наим
класс точности ^1ном ^1наим г г найм
2; 2а | 3
130x1,5 130,0 129,76 129,65 128,159 128,051 0,216 0,162
130x2 130,0 129,71 129,59 127,546 127,402 0,288 0,216
135X1.5 135,0 134,76 134,65 133,159 133,051 0,216 0,162
135X2 135,0 134,71 134,59 132,546 132,402 0,288 0,216
140X1,5 140,0 139,76 139,65 138,159 138,051 0,216 0,162
140x2 140,0 139,71 139,59 137,546 137,402 0,288 0,216
145X1,5 145,0 144,76 144,65 143,159 143,051 0,216 0,162
145X2 145,0 144,71 144,59 142,546 142,402 0,288 0,216
150X1,5 150,0 149,76 149,65 148,159 148,051 0,216 0,162
150x2 150,0 149,71 149,59 147,546 147,402 0,288 0,216
155x2 155,0 454,71 154,59 152,546 152,402 0,288 0,216
160X2 160,0 159,71 159,59 157,5'6 157,402 0,288 0,216
165X2 165,0 164,71 161,59 162,546 162,402 0,288 0,216
170X2 170,0 169,71 169,59 167,546 167,402 0,288 0,216
175X2 175,0 174,71 174,59 172.546 172,402 0,288 0,216
180X2 180,0 179,71 179,59 177,546 177,402 0,288 0,216
185X2 185,0 184,71 181,59 182,546 182,402 0,288 0,216
190x2 190,0 189,71 189,59 187,546 187,402 0,288 0,216
195X2 195,0 194,71 194,59 192,546 192,402 0,288 0,216
200x2 200,0 199,71 199,59 197,546 197,402 0,288 0,216
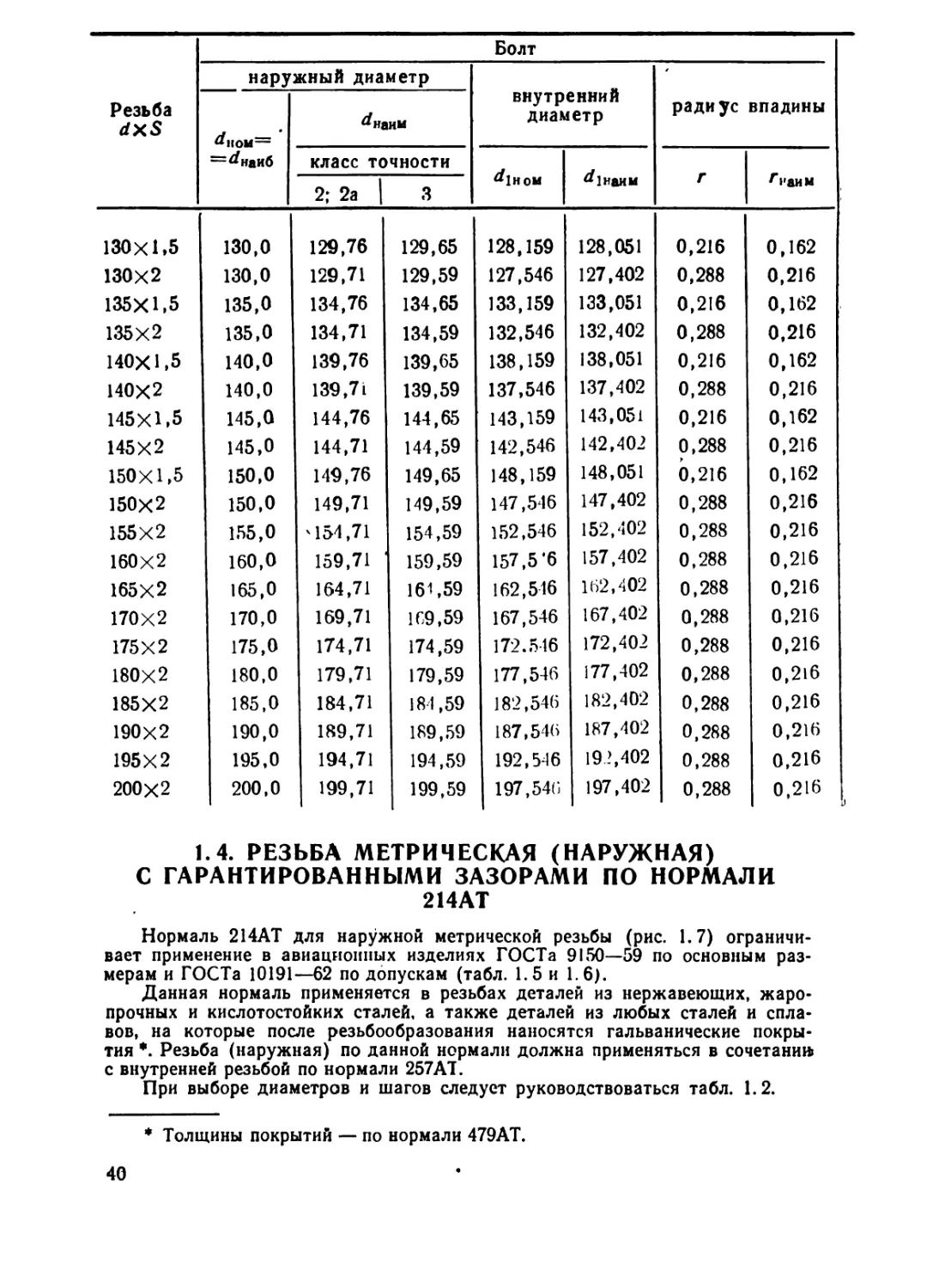
1.4. РЕЗЬБА МЕТРИЧЕСКАЯ (НАРУЖНАЯ)
С ГАРАНТИРОВАННЫМИ ЗАЗОРАМИ ПО НОРМАЛИ
214АТ
Нормаль 214АТ для наружной метрической резьбы (рис. 1.7) ограничи-
вает применение в авиационных изделиях ГОСТа 9150—59 по основным раз-
мерам и ГОСТа 10191—62 по допускам (табл. 1.5 и 1.6).
Данная нормаль применяется в резьбах деталей из нержавеющих, жаро-
прочных и кислотостойких сталей, а также деталей из любых сталей и спла-
вов, на которые после резьбообразования наносятся гальванические покры-
тия *. Резьба (наружная) по данной нормали должна применяться в сочетании»
с внутренней резьбой по нормали 257АТ.
При выборе диаметров и шагов следует руководствоваться табл. 1.2.
* Толщины покрытий — по нормали 479АТ.
40
Продолжение
Средний диаметр резьбы болта и гайки Гайка
^2ноы Класс точности наруж- ный диаметр внутренний диаметр
2 2а 3
Болт Гайка Болт Гайка Болт Гайка
d2 найм. d2 наиб. d2 найм. d2 наиб. d2 найм. d2 наиб. ^ном— =^наим ^1наим ^1нанб
129,026 128,776 129,276 128,706 129,346 130,0 128,376 128,626
128,701 128,431 128,971 128,351 129,051 130,0 127,835 128,135
134,02о 133,776 134,276 133,706 134,346 135,0 133,376 133,626
133,701 133,431 133,971 133,351 134,051 135,0 132,835 133,135
139,026 138,776 139,276 138,706 139,346 140,0 138,376 138,626
138,701 138,431 138,971 138,351 139,051 140,0 137,835 138,135
144,026 143,776 144,276 143,706 144,346 145,0 143,376 143,626
143,701 143,431 143,971 143,351 144,051 145,0 142,835 143,135
149,026 148,776 149,276 148,706 149,346 150,0 148,376 148,626
148,701 148,431 148,971 148,351 149,051 150,0 147,835 148,135
153,70. 153,431 153,971 153,351 154,051 155.0 152,835 153,135
158,701 158,431 158,971 158,351 159,051 160,0 157,835 158,135
163,70. 163,431 163,971 163,351 164,051 165,0 162,835 163,135
168,701 168,431 168,971 168,351 169,051 170,0 167,835 168,135
173,701 173,431 173,971 173,351 174,051 175,0 172,835 173,135
178,701 178,431 178,971 178,351 179,051 180,0 177,835 178,135
183,701 183,411 183,991 183,321 184,081 185,0 182,835 183,135
188,701 188,411 188,991 188,321 189,081 190,0 187,835 188,135
193,701 193,411 193,991 193,321 194,081 195,0 192,835 193,135
198,701 198,411 198,991 198,321 199,081 200,0 197,835 198,135
41
Основные размеры и допуски резьбы по нормали 214АТ
Таблица 1.5
Резьба dyS мм Наружный диаметр d Средний диаметр Внутренний диаметр d\
отклонения допуск номиналь- ный мм отклонения номиналь- ный мм отклонения
верхнее —с* ннжнее —с" верхнее —Ь' нижнее —6* допуск верхнее —Z нижнее —Z*
мк мк мк
1X0,25 32 80 48 0,838 32 84 52 0,730 32 138
1,2x0,25 1,038 0,930
1,4X0,3 35 95 60 1,205 35 92 57 1,075 35 157
1,6x0,35 38 ПО 72 1,373 38 99 61 1,221 38 174
1,7X0,35 1,473 1,321
1,8x0,35 1,573 1,421
2X0,4 41 120 79 1,740 41 106 65 1,567 41 193
2,2x0,45 43 130 87 1,908 43 112 69 1,713 43 209
2,3x0,4 41 120 79 2,040 41 106 65 1,867 41 193
2,5X0,45 43 130 87 2,208 43 112 69 2,013 43 209
2,6x0,45 2 308 2,113
3x0,35 38 по 72 2,773 38 99 61 2,621 38 174
6
3x0,5 45 145 100 2,675 45 118 73 2,459 45 227
3,5X0,35 43 НО 67 3,273 43 115 72 3,121 43 190
3,5X0,6 50 155 105 3,110 50 130 80 2,850 50 260
4X0,5 145 95 3,675 3,459 239
4X0,7 54 165 111 3,546 54 140 86 3,242 54 291
5X0,5 50 145 95 4,675 50 130 80 4,459 50 239
5X0,8 58 220 162 4,480 58 150 92 4,134 58 323
6x0,5 56 145 89 5,675 56 145 89 5,459 56 254
6X0,75 60 180 120 5,513 60“ 160 100 5,188 6Э 323
6X1 65 250 185 5,350 65 168 103 4,918 65 386
8X0,5 56 145 89 7,675 56 145 89 7,459 56 254
8X0,75 60 180 120 7,513 60 160 100 7,188 60 323
8X1 65 250 185 7,350 65 168 103 6,918 65 386
8X1,25 72 300 228 7,188 72 187 115 6,647 70 458
10x0,5 60 145 85 9,675 60 160 100 9,459 80 269
10X0,75 65 180 115 9,513 65 175 по 9,188 65 338
10X1 70 250 180 9,350 70 185 115 8,918 70 403
Продолжение
Резьба dXS мм Наружный диаметр d Средний диаметр d% Внутренний диаметр d^
отклонения допуск номиналь- ный мм отклонения номиналь- ный мм отклонения
верхнее —с' нижнее —с" верхнее —Ь' нижнее —Ь" допуск верхнее —г нижнее —г'
мк мк мк
10x1,5 80 350 270 9,026 80 205 125 8,376 80 530
12X0,75 65 180 115 11,513 65 175 но 11,188 65 338
12x1 70 250 180 11,350 70 185 115 10,918 70 403
12X1,25 72 300 228 11,188 72 187 10,647 72 458
12X1,5 80 350 270 11,026 80 205 125 10,376 80 530
12X1,75 85 380 295 10,863 85 222 137 10,106 85 602
14x0,75 65 180 115 13,513 65 175 НО 13,188 65 338
14X1 70 250 180 13,350 70 185 115 12,918 70 403
14x1,5 80 350 270 13,026 80 205 125 12,376 80 530
14X2 91 410 319 12,701 91 237 146 11,835 91 670
16X0,75 65 180 115 15,513 65 175 ПО 15,188 65 338
16x1 70 250 180 15,350 70 185 115 14,918 70 403
16X1,5 80 350 270 15,026 80 205 125 14,376 80 530
16X2 91 410 319 14,701 91 237 146 13,835 91 670
18x0,75 75 180 105 17,513 75 195 120 17,188 75 358
18X1 80 250 170 17,350 80 200 16,918 80 418
18X1,5 90 350 260 17,026 90 220 130 16,376 90 545
18X2 100 410 310 16,701 100 250 150 15,835 100 683
20X0,75 75 180 105 19,513 75 195 120 19,188 75 358
20X1 80 250 170 19,350 80 200 120 18,918 80 418
20X1,5 90 350 260 19,026 90 220 130 18,376 90 545
20x2 100 410 310 18,701 100 250 150 17,835 100 683
22x0,75 75 180 105 21,513 75 195 120 21,188 75 358
22X1 80 250 170 21,350 Б6 200 20,918 80 418
22X1.5 90 350 260 21,026 90 220 130 20,376 90 545
22X2 100 410 310 20,701 100 250 150 19,835 100 683
24X1 80 250 170 23,350 80 200 120 22,918 80 418
24X1,5 90 350 260 23,026 90 220 130 22,376 90 545
24X2 100 410 310 22,701 100 250 150 21,835 100 683
27X1 сл 80 250 170 26,350 | 80 200 120 25,918 80 418
Продолжение
Резьба dXS мм ! Наружный диаметр d Средний диаметр Внутренний диаметр d\
отклонения допуск номиналь- ный мм отклонения номиналь- ный мм отклонения
верхнее —с' нижнее —с" верхнее —Ь' нижнее —Ь" допуск верхнее —Z нижнее —г'
мк мк мк
27X1,5 90 350 260 26,026 90 220 130 25,376 90 545
27x2 100 410 310 25,701 100 250 150 24,835 100 683
30x1 90 250 160 29,350 90 230 140 28,918 90 448
30x1,5 100 350 250 29,026 100 250 150 28,376 100 575
30X2 110 410 300 28,701 ПО 280 170 27,835 НО 713
33X1 90 250 160 32,350 90 230 140 31,918 90 448
33X1,5 100 350 250 32,026 100 250 150 31,376 100 575
33X2 по 410 300 31,701 110 280 170 30,835 110 713
36X1 90 250 160 35,350 90 230 140 34,918 90 448
36x1,5 100 350 250 35,026 100 250 150 34,376 100 575
36x2 по 410 300 34,701 110 280 170 33,835 по 713
39X1 90 250 160 38,350 90 230 140 37,918 90 448
39X1,5 100 350 250 38,026 100 250 150 37,376 100 575
39X2 110 410 300 37,701 по 280 170 36,835 110 713
42X1 90 250 160 41,350 90 230 140 40,918 90 448
42x1,5 100 350 250 41,026 100 250 150 40,376 100 575
42x2 по 410 300 40,701 ПО 280 170 39,835 ПО 713
45X1 90 250 160 44,350 90 230 140 43,918 90 448
45X1.5 100 350 250 44,026 100 250 150 43,376 100 575
45X2 НО 410 300 43,701 по 280 170 42,835 ПО 713
48X1 90 250 160 47,350 90 230 140 46,918 90 448
48X1,5 100 350 250 47,026 100 250 150 46,376 100 575
48X2 ПО 410 300 46,701 110 280 170 45,835 по 713
52x1 90 250 160 51,350 90 230 140 50,918 90 448
52x1,5 100 350 250 51,026 100 250 150 50,376 100 575
52x2 ПО 410 300 50,701 по 280 170 49,835 по 713
56x1 100 250 150 55,350 100 250 150 54,918 100 468
56x1,5 ПО 350 240 55,026 по 270 160 54,376 но 595
56x2 120 . 410 290 54,701 120 300 180 53,835 120 733
60X1 100 250 1 150 59,350 100 250* 150 58,918 100 468
Продолжение
Резьба dxS мм Наружный диаметр d Средний диаметр Внутренний диаметр d\
отклонения допуск номиналь- ный мм отклонения номиналь- ный мм отклонения
верхнее —с' нижнее —с" верхнее —д' нижнее —Ь" допуск верхнее —Z нижнее —z'
мк мк мк
60X1,5 по 350 240 59,026 по 270 160 58,376 по 595
60x2 120 410 290 58,701 120 300 180 57,835 120 733
64X1 199 250 150 63.350 100 250 150 62,918 100 468
64X1,5 ПО 350 240 63,026 110 270 160 62,376 ПО 595
64x2 120 410 290 62,701 120 300 180 61,835 120 733
68X1 100 250 150 67,350 100 250 150 66,918 100 468
68X1,5 ПО 350 240 67,026 НО 270 160 66,376 ПО 595
68X2 120 410 290 66,701 120 300 180 65,835 120 733
72X1 100 250 150 71,350 100 250 150 70,918 100 468
72X1,5 ПО 350 240 71,026 110 270 160 70,376 по 595
72x2 120 410 290 70,701 120 300 180 69,835 120 733
76X1 100 250 150 75,350 100 250 150 74,918 100 468
76X1,5 ПО 350 240 75,026 110 270 160 74,376 ПО 595
76X2 120 410 290 74,701 120 300 180 73,835 120 733
80X1,5 но 350 240 79,026 ПО 270 160 78,376 ПО 595
80X2 120 410 290 78,701 120 300 180 77,835 120 733
85X1,5 350 230 84,026 83,376 625
85X2 130 410 280 83,701 130 330 200 82,835 130 763
90X1,5 120 350 230 89,026 120 300 180 88,376 120 625
90X2 130 410 280 83,701 130 330 200 87,835 130 763
95X1,5 120 350 230 94,026 120 300 180 93,376 120 625
95X2 130 410 280 93,701 130 330 200 92,835 130 763
100X1,5 120 350 230 99,026 120 300 180 98,376 120 625
100X2 130 410 280 98,701 130 330 200 97,835 130 763
105X1,5 120 350 . 230 104,026 120 300 180 103,376 120 625
105X2 130 410 280 103,701 130 330 200 102,835 130 763
110X1,5 120 350 230 109,026 120 300 180 108,376 120 625
110X2 130 410 280 108,701 130 330 200 107,835 130 763
115X1,5 120 350 230 114,026 120 300 180 113,376 120 625
115X2 130 410 280 113,701 130 330 200 112,835 130 763
Продолжение
Резьба dxS мм Наружный диаметр d Средний диаметр Внутренний диаметр d\
отклонения допуск номиналь- ный мм отклонения номиналь- ный мм отклонения
верхнее —с' нижнее —с" верхнее —Ь' нижнее —Ьп допуск верхнее —Z нижнее —zf
мк мк мк
120X1,5 120 350 230 119,026 120 300 180 118,376 120 625
120x2 130 410 280 118,701 130 330 200 117,835 130 763
125X1,5 350 220 124,026 320 190 123,376 645
125X2 140 410 270 123,701 140 350 210 122,835 140 783
130x1,5 130 350 220 129,026 130 320 190 128,376 130 645
130X2 140 410 270 128,701 1.40 350 210 127,835 140 783
135X1,5 130 350 220 134,026 130 320 190 133,376 130 645
135X2 140 410 270 133,701 140 350 210 132,835 140 783
140X1,5 130 350 220 139,026 130 320 190 138,376 130 645
140X2 140 410 270 138,701 140 350 210 137,835 140 783
145X1,5 130 350 220 144,026 130 320 190 143,376 130 645
145X2 140 410 270 143,701 140 350 210 142,835 140 783
150X1,5 130 350 220 149,026 130 320 190 148,376 , 130 645
150x2 140 410 270 148,701
155X2 153,701
160X2 158,701
165X2 163,701
170X2 168,701
175x2 173,701
180X2 178,701
185X2 150 410 260 183,701
190x2 188,701
195X2 193,701
200X2 198,701
140 350 210 147,835 140 783
152,835
157,835
162,835
167,835
172,835
177,835
150 380 230 182,835 150 813
187,835
192.835
197,835
Таблица 1,6
Предельные размеры резьбы по корнали 2КАТ в мм
Номинальный диаметр резьбы ^ном Шаг резьбы S Наружный диаметр d Средний диаметр ^2 Внутренний диаметр dx ю ей •5* S о. с ю м 1 U
наиб. найм. наиб. найм. наиб. найм.*
1 0,25 0,968 0,920 0.8С6 0,754 0,698 0,592 0,036
1,2 0,25 1,168 1,120 1,006 0,954 0,898 0,792 0,036
1,4 0,3 1,365 1,305 1,170 1,113 1,040 0,918 0,043
1,6 0,35 1,562 1,490 1,335 1,274 1,183 1,047 0,050
1,7 0,35 1,662 1,590 1,435 1,374 1,283 1,147 0,050
1,8 0,35 1,762 1,690 1,535 1,474 1,383 1,247 0,050
2 0,4 1,959 1,880 1,699 1,634 1,526 1,374 0,058
2,2 0,45 2,157 2,070 1,865 1,796 1,670 1,504 0,065
2,3 0,4 2,259 2,180 1,999 1,934 1,826 1,674 0,058
2,5 0,45 2,457 2,370 2,165 2,С96 1,970 1,804 0,065
2,6 0,45 2,557 2,470 2,265 2,196 2,070 1,904 0,065
3 0,35 2,962 2,890 2,735 2,674 2,583 2,447 0,050
3 0,5 2,955 2,855 2,630 2,557 2,414 2,232 0,072
3,5 0,35 3,457 3,390 3,230 3,158 3,078 2,931 0,050
3,5 0,6 3,450 3,345 3,060 2,980 2,800 2,590 0,086
4 0,5 3,950 3,855 3,625 3,545 3,409 3,220 0,072
4 0,7 3,946 3,835 3,492 3,406 3,188 2,951 0,101
5 0,5 4,950 4,885 4,625 4,545 4,409 4,220 0,072
5 0,8 4,942 4,780 4,422 4,330 4,076 3,811 0,115
6 0,5 5,946 5,855 5,619 5,530 5,403 5,205 0,072
6 0,75 5,940 5,820 5,453 5,353 5,128 4,865 0,108
6 1 5,935 5,750 5,285 5,182 4,853 4,532 0,144
8 0,5 7,944 7,855 7,619 7,530 7,403 7,205 0,072
8 0,75 7,940 7,820 7,453 7,353 7,128 6,865 0,108
8 1 7,935 7,750 7,285 7,182 6,853 6,582 0,144
8 1,25 7,928 7,700 7,116 7,001 6,575 6,189 0,180
10 0,5 9,940 9,855 9,615 9,515 9,399 9,190 0,072
10 0,75 9,935 9,820 9,448 9,338 9,123 8,850 0,108
10 1 9,930 9,750 9,280 9,165 8,848 8,515 0,144
10 1,5 9,920 9,650 8,946 8,821 8,296 7,846 0,216
52
Продолжение
Номинальный диаметр резьбы ^ном Шаг резьбы S Наружный диаметр d Средний диаметр ^2 Внутренний диаметр ^«аиб при ^г аиб
наиб. найм. наиб. найм. наиб. найм.*
12 0,75 11,935 11,820 11,448 11,338 11,123 10,850 0,108
12 1 11,930 11,750 11,280 11,165 10,848 10,515 0,144
12 1,25 11,928 11,700 11,116 11,001 10.575 10,189 0,180
12 1,5 11,920 11,650 10,946 10.821 10,296 9,846 0,216
12 1,75 11,915 11,620 10,778 10,641 10,021 9,504 0,252
14 0,75 13,935 13,820 13,448 13,338 13,123 12,850 0,108
14 1 13,930 13,750 13,280 13,165 12,848 12,515 0,144
14 1,5 13,920 13,650 12,946 12,821 12,296 11.846 0,216
14 2 13,909 13,590 12,610 12,464 11,744 11,165 0.288
16 0,75 15,935 15,820 15,448 15,338 15,123 14,850 0,108
16 1 15,930 15,750 15,280 15,165 14,848 14,515 0,144
16 1,5 15,920 15,650 14,946 14,821 14,296 13,846 0,216
16 2 15,909 15,590 14,610 14,464 13,744 13,165 0,288
18 0,75 17,925 17,820 17,438 17,318 17,113 16,830 0,108
18 1 17,920 17,750 17,270 17,150 16,838 16,500 0,144
18 1,5 17,910 17,650 16,936 16,806 16,286 15,831 0,216
18 2 17,900 17,590 16,601 1.6,451 15,735 15,152 0,288
20 0,75 19,925 19,820 19,438 19,318 19,113 18,830 0,108
20 I 19,920 19,750 19,270 19,150 18,838 18,500 0,144
20 1,5 19,910 19,650 18,936 18,806 18,286 17,831 0,216
20 2 19,900 19,590 18,601 18,451 17,735 17,152 0,288
22 0,75 21,925 21,820 21,438 21,318 21,113 20,830 0,108
22 1 21,920 21,750 21,270 21,150 20,838 20,500 0,144
22 1,5 21,910 21,650 20,936 20,806 20,286 19,831 0,216
22 2 21,900 21,590 20,601 20,451 19,735 19,152 0,288
24 1 23,920 23,750 23,270 23,150 22,838 22,500 0,144
24 1,5 23,910 23,650 22,936 22,806 22,286 21,831 0,216
24 2 23,900 23,590 22,601 22,451 21,735 21,152 0,288
27 1 26,920 26,750 26,270 26,!50 25,838 25,500 0,144
27 1,5 26,910 26,650 25,936 25,806 25,286 24,831 0,216
27 2 26,900 26,590 25,601 25,451 24,735 24,152 0,288
53
Продолжение
ьный резьбы со 3 ХО Наружный диаметр d Средний диаметр d2 Внутренний диаметр d\ 1 •а X
Номинал диаметр ^ном Шаг рез наиб. найм. наиб. найм. наиб. найм.* du 9ИВн7
30 1 29,910 29,750 29,260 29.120 28,828 28,470 0,144
30 1,5 29,900 29,650 28,926 28,776 28,276 27,801 0,216
. зо 2 29,890 29,590 28,591 28,421 27,725 27,122 0,288
33 1 32,910 32,750 32,260 32,120 31,828 31,470 0,144
33 1,5 32,900 32,650 31,926 31,776 31,276 30,801 0,216
33 2 32,890 32,590 31,591 31,421 30,725 30,122 0,288
36 1 35,910 35,750 35,260 35,120 34,828 34,470 0,144
36 1,5 35,900 35,650 34,926 34,776 34,276 33,801 0,216
36 2 35,890 35,590 34,591 34,421 33,725 32,122 0,288
39 1 38,910 38,750 38,260 38,120 37,828 37,470 0,144
39 1,5 38,900 38,650 37,926 37,776 37,276 36,801 0,216
39 2 38,890 38,590 37,591 37,421 36,725 36,122 0,288
42 1 41,910 41,750 41,260 41,120 40,828 40,470 0,144
42 1,5 41,900 41,650 40,926 40,776 40,276 39,801 0,216
42 2 41,890 41,590 40,591 40,421 39,725 39,122 0,288
45 1 44,910 44,750 44,260 44,120 43,828 43,470 0,144
45 1,5 44,900 44,650 43,926 43,776 43,276 42,801 0,216
45 2 44,890 44,590 43,591 43,421 42,725 42,122 0,288
48 1 47,910 47,750 47,260 47,120 46,828 46,470 0,144
48 1,5 47,900 47,650 46,926 46,773 46,276 45,801 0,216
48 2 47,890 47,590 46,591 46,421 45,725 45,122 0,288
52 1 51,910 51,750 51,260 51,120 50,828 50,470 0,144
52 1,5 51,900 51,650 50,926 50,776 50,276 49,801 0,216
52 2 51,890 51,590 50,591 50,421 49,725 49,122 0,288
56 1 55,900 55,750 55,250 55,100 54,818 54,450 0,144
56 1,5 55,890 55,650 51,916 54,756 54,266 53,781 0,216
55 2 55,880 55,590 54,581 54,401 53,715 53,102 0,288
60 59,900 59,750 59,250 59,100 58,818 58,450 0,144
60 1,5 59,890 59,650 58,916 58,756 58,266 57,781 0,216
60 2 59,880 59,590- 58,581 58,401 57,715 57,102 0,288
64 1 63,900 63,750 63,250 63,100 62,818 62,450 0,144
54
Номинальный диаметр резьбы ^ном Шаг резьбы S Наружный диаметр d Средний диаметр d2 Внутренний диаметр d\ 1 X ’’S* S Ct с ю X X V.
наиб. найм. наиб. найм. наиб. найм.*
64
64
68
68
68
72
72
72
76
76
76
80
80
85
85
90
90
95
95
100
100
105
105
110
ПО
115
115
120
120
125
125
1,5 63,890 63,650 62,916 62,756 62,266 61,781 0,216
2 63,880 63,590 62,581 62,401 61,715 61,102 0,288
1 67,900 67,750 67,250 67,100 66,818 66,450 0,144
1,5 67,890 67,650 66,916 66,756 66,266 65,781 0,216
2 67,880 67,590 66,581 66,401 65,715 65,102 0,288
1 71,900 71,750 71,250 71,100 70,818 70,450 0,144
1.5 71,890 71,650 70,916 70,756 70,266 69,781 0,216
2 71,880 71,590 70,581 70,401 69,715 69,102 0,288
1 75,900 75,750 75,250 75,100 74,818 74,450 0,144
1,5 75,890 75,650 74,916 74,756 74,266 73,781 0,216
2 75,880 75,590 74,581 74,401 73,715 73,102 0,288
1,5 79,890 79,650 78,916 78,756 78,266 77,781 0,216
2 79,880 79,590 78,581 78,401 77,715 77,102 0,288
1,5 84,880 84,650 83,906 83,726 83,256 82,751 0,216
2 84,870 84,590 83,571 83,371 82,705 82,072 CL 288
1,5 89,880 89,650 88,906 88,726 88,256 87,751 0,216
2 89,870 89,590 88,571 88,371 87,705 87,072 0,288
1,5 94,880 94,650 93,906 93,726 93,256 92,751 0,216
2 94,870 94,590 93Л571 93,371 92,705 92,072 0,288
1,5 99,880 99,650 98,906 98,726 98,256 97,751 0,216
2 99,870 99,590 98,571 98,371 97,705 97,072 0,288
1,5 104,880 104,650 103,906 103,726 103,256 102,751 0,216
2 104,870 104,590 103,571 103,371 102,705 102,072 0,288
1,5 109,880 109,650 108,906 108,726 108,256 107,751 0,216
2 109,870 109,590 108,571 108,371 107,705 107,072 0,288
1,5 114,880 114,650 113,906 113,726 113,256 112,751 0.216
2 114,870 114,590 113,571 113,371 112,705 112,072 0,288
1,5 119,880 119,650 118,906 118,726 ’18,256 117,751 0,216
2 119,870 119,590 118,571 118,371 117,705 117,072 0,288
1,5 124,870 124,650 123,896 123,706 123,246 122,731 0,216
2 124,860 124,590 123,561 123,351 122,695 122,052 0,288
55
Продолжение
I Номинальный диаметр резьбы । ^ном Шаг резьбы S Наружный диаметр d Средний диаметр d2 Внутренний диаметр d\ а X X Си с « X
наиб. найм. наиб. найм. наиб. найм.*
130 1.5 129,870 129,650 128,896 128,706 128,246 127,731 0,216
130 2 129,860 129,590 128,561 128,351 127,695 127,052 0,288
135 1,5 134,870 134,650 133,896 133,706 133,246 132,731 0,216
135 2 134,860 134,590 133,561 133,351 132,695 132,052 0,288
140 1,5 139,870 139,650 138,896 138,706 138,246 137,731 0,216
140 2 139,860 139,590 138,561 138,351 137,695 137,052 0,288
145 1,5 144,870 144,650 143,896 143,706 143,246 142,731 0,216
145 2 144,860 144,590 143,561 143,351 142,695 142,052 0,288
J50 1,5 149,870 149,650 148,896 148,706 148,246 147,731 0,216
150 2 149,860 149,590 148,561 148,351 147,695 147,052 0,288
155 2 154,860 154,590 153,561 153,351 152,695 152,052 0,288
160 2 159,860 159,590 158,561 158,351 157,695 157,052 0,288
165 2 164,860 164,590 163,561 163,351 162,695 162,052 0,288
170 2 169,860 169,590 168,561 168,351 167,695 167,052 0,288
175 2 174,860 174,590 173,561 173,351 172,695 172,052 0,288
180 2 179,860 179,590 178,561 178,351 177,695 177,052 0,288
185 2 184,850 184,590 183,551 183,321 182,685 182,022 0,288
190 2 189,850 189,590 188,551 188,321 187,685 187,022 0,288
195 2 194,850 194,590 193,551 193,321 192,685 192,022 0,288
200 2 199,850 199,590 198,551 198,321 197,685 197,022 0,288
* С учетом использования полного допуска на 6^ ПРИ гнаим=0|108 S.
Предельные отклонения резьбы по данной нормали соответствуют: верхние
с', Ь' и z — норме отклонения Л по ГОСТу 10191—62. а для диаметров резьб
185—200 лои— 1-му классу точности по ГОСТу 9253—59;
нижние, с" и 6"—3-му классу точности по ГОСТу 9253—59, а для
«резьб с шагом до 0.8 мм включительно отклонение с" соответствует классу
точности За по ГОСТу 10191—62;
нижнее отклонение z' подсчитано с учетом использования полного допу-
ска на средний диаметр.
Резьбы по нормали 214АТ обозначаются буквой М диаметром или диа-
метром и шагом через знак «X» (резьбы с мелкими шагами) и классом точно-
сти. Например:
М10 кл. ЗЛ; М10Х1 кл. ЗЛ.
56
Для левой резьбы к общему обозначению прибавляется слово «лев.». На-
пример:
М10 кл. ЗЛ лев.
Дополнительно в технических требованиях к чертежу указывается:
а) для деталей из нержавеющих, жаропрочных и кислотостойких ста-
лей —
«Резьба — по 214АТ» или
«Резьба — по 214АТ с закругленной впадиной» (если необходимо закруг-
ление только впадины профиля);
б) для деталей с наносимым после резьбообразования гальваническим»
покрытием—
«Резьба до покрытия — по 214АТ» или
«Резьба до покрытия — по 214АТ с закругленной впадиной».
1.5. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА РЕЗЬБЫ
ПО НОРМАЛЯМ 257АТ И 214АТ
1. Срез или закругление по внутреннему диаметру резьбы болта на рас-
стоянии Я/6=0,1445 от вершины исходного профиля резьбы является отправ-
ным при проектировании резьбообразующего инструмента.
Наименьший радиус закругления и наименьшая ширина площадки (при
срезе) определяются их расстоянием ///8=0,1085 от вершины исходного про-
филя резьбы.
2. Отклонения отсчитываются от теоретического профиля резьбы в направ-
лении, перпендикулярном к оси резьбы.
3. Верхнее отклонение наружного диаметра гайки не нормируется. Га-
рантированный зазор по этому диаметру должен обеспечиваться резьбообра-
зующим инструментом.
Нижнее отклонение внутреннего диаметра болта регламентируется срезом
на расстоянии ///8=0,1085 от вершины исходного профиля резьбы с учетом
отклонения d2. Наименьший внутренний диаметр болта должен обеспечи-
ваться резьбообразующим инструментом и контролю не подлежит.
4. Внутренний диаметр болта по верхней границе контролируется:
а) для резьбы по нормали 257АТ проходным резьбовым калибром-коль-
цом или скобой, имеющими прямые срезы профиля по диаметру, равному наи-
меньшему внутреннему диаметру гайки, а наружный диаметр гайки по ниж-
ней границе — проходным резьбовым калибром-пробкой с наружным диамет-
ром, равным наибольшему внутреннему диаметру болта;
б) для резьбы по нормали 214АТ проходным резьбовым калибром-коль-
цом, имеющим прямые срезы профиля по диаметру, равному наибольшему
внутреннему диаметру болта по этой нормали.
5. По нормали 257АТ при нарезании резьб 3-го класса с шагом до
0,75 мм включительно допускается выход наружного диаметра болта за ниж-
нюю границу его поля допуска до предела, обусловленного допуском на сред-
ний диаметр.
6. Свинчиваемость резьбовых соединений с допусками по нормали 214АТ
гарантируется при условии, что длина свинчивания превышает длины стан-
дартных калибров (по ГОСТу 1774—60) не более чем на 25%.
7. Предельные отклонения для шага и угла профиля резьбы в отдельно-
сти не устанавливаются. Полный допуск по среднему диаметру резьбы b
представляет сумму трех слагаемых: собственно допуска по среднему диамет-
ру и компенсации ошибок шага и угла профиля, достигаемой путем уменьше-
ния среднего диаметра болта или увеличения среднего диаметра гайки на
величину
а
1,732 Ь 5+ 0,36 5 Ь—,
где 65—отклонение (абсолютная величина) шага резьбы, определяемое как
57
Н=0,860035
П= 0,541755
Рис. 1.8. Усиленная метрическая резьба по нормали
254АТ
г наиб.
58
отклонение расстояния между любыми двумя витками в пределах
длины свинчивания (высоты гайки), в мк\
S — шаг резьбы в мм,
а
б-т"— среднее арифметическое абсолютных величин отклонений обеих по
ловин угла профиля резьбы в мин.
а
Разность Ъ— (l,7326S4-O,36Sd —)
представляет ту часть полного допуска
по среднему диаметру, которая может быть использована как собственно до-
пуск по среднему диаметру при наличии ошибок по шагу и углу профиля.
При раздельной проверке шага, угла профиля и среднего диаметра фак-
тическое отклонение среднего диаметра не должно быть меньше отклонения,
требующегося для компенсации ошибок шага и угла профиля.
При проверке резьб предельными калибрами нет надобности в проверке
отклонений шага резьбы и угла профиля, так как они косвенно контролируют-
ся проходными и непроходными калибрами.
8. При расчете на прочность или построении профиля резьбообразующпх
инструментов номинальный внутренний диаметр болта может быть определен
по формуле
<*ном = (1 — (2А Ч- —Н) = d — 1,2269 S.
6
9. Шероховатость поверхности боковых сторон профиля резьбы должна
быть не ниже 5-го класса.
10. Шероховатость поверхности по наружному диаметру не нормируется.
11. Допускается по наружному диаметру болта закругление вместо пло-
ского среза.
1.6. РЕЗЬБА МЕТРИЧЕСКАЯ УСИЛЕННАЯ ТУГАЯ
ПО НОРМАЛИ 254АТ
Нормаль 254АТ (рис. 1.8; табл. 1.7 и 1.8) предназначена для неподвиж-
ных резьбовых соединений стальных шпилек, ввинчиваемых в детали из алю-
миниевых и магниевых сплавов с натягом по среднему диаметру резьбы (без
участия сбега резьбы в креплении шпилек) *.
Резьбы по нормали 254АТ обозначаются буквами УТ, диаметром и шагом
через знак <Х>. Например:
yrioxis
• В связи с выпуском нормали 754АТ нормаль 254АТ в новых разработ-
ках, как правило, не применяется.
59
Основные f азкеры и допуски резьбы шпилек по нормали 254АТ
Таблица 1.7
Резьба dxS мм Отклонения на- ружного диаметра d Средний диаметр ^2 мм Отклонения среднего диаметра d2 при сорти- ровке на группы Допуски среднего диаметра Внутрен- ний диаметр ^1ном мм Отклонения внут- реннего диаметра ^1НОМ Радиус закруг- ления впадины профиля г мм
верхнее нижнее —с Группа верхнее нижнее верхнее нижнее
мк —мк мк —мк ном найм
3X0,5 0 120 2,675 I 0 ♦ 10 20 2,386 к о ь- <и >* сх S «ч о сх ь X о X о X оГ н со X X •ч и со X со <и X 38 0,072 0,063
II 10 20
4X0,7 140 3,546 I 0 14 28 3,141 52 0,100 0,088
II 14 28
5X0,8 160 4,480 j 0 16 - 32 4,018 62 0,115 0,100
II 16 32
6X1 180 5,350 I 0 20 40 4,773 78 0,144 0,125
II 20 40
8X1,25 200 7,188 I 0 25 50 6,466 98 0,180 0,156
II 25 50
10X1,5 240 9,026 1 0 30 60 8,160 116 0,216 0,188
II 30 60
12X1,5 11,026 I 0 30 10,160
II 30 60
2? 14X1,5 13,026 I 0
240 II 30
16X1,5 15,026 1 0
II 30
16X2 290 14,701 1 0
II 38
18X1,5 240 17,026 I 0
II 30
18X2 290 16,701 I 0
II 38
20X1,5 0 240 19,026 I ,0
11 30
20x2 290 18,701 I 0
II 38
22X1,5 240 21,026 I 0
II 30
22X2 290 20,701 I 0
II 38
24X1,5 240 23,026 I 0
II 30
24X2 290 22,701 I 0
II 38
30 60 12,160 He устгнарливгется, но контролируется 116 0,216 0,188
60
30 14,160
60
38 76 13,546 152 0,288 0,250
76
30 60 16,160 116 0,216 0,188
60
38 76 15,546 152 0,288 0,250
76
30 60 18,160 116 0,216 0,188
60
J8_ 76 76 17,546 152 0,288 0,250
30 60 20,160
116 0,216 0,188
60
38 76 19,546 152 0,288 0,250
76
30 60 22,160 116 0,216 0,188
60
38 76 21,546 152 0,288 0,250
76
Продолжение
Резьба dXS мм Отклонения на- ружного диаметра d Средний диаметр d2 мм Отклонения среднего диаметра d2 при сорти- ровке на группы Допуски среднего диаметра Внутрен- ний диаметр ^1ном ММ Отклонения внут- реннего диаметра ^J4OM Радиус закруг- ления впадины профиля г мм
верхнее нижнее —с Группа верхнее нижнее верхнее нижнее
мк —мк МК —мк ном на им
27X1,5 0 240 26,026 I 0 30 60 25,160 Не устанавливается, по контролируется 116 0,216 0,188
II 30 60
27x2 290 25,701 I 0 38 76 24,546 152 0,288 0,250
II 38 76
30X1,5 240 29,026 I 0 30 60 28,160 116 0,216 0,188
II 30 60
30X2 290 28,701 I 0 38 76 27,546 152 0,288 0,250
II 38 76
33X1,5 240 32,026 I 0 30 60 31,160 116 0,216 0,188
II 30 60
33X2 290 31,701 1 0 38 76 30,546 152 0,288 0,250
II 38 76
36X1,5 240 35,026 I 0 30 60 34,160 116 0,216 0,188
II 30 60
36X2 0
39X1,5
39X2
42X1,5
42X2
45X1,5
45X2
48X1,5 GO
290 34,701 I 0 38 76 33,546
II 38 76
240 38,026 I 0 30 60 37,160
II 30 60
290 37,701 I 0 38 76 36,546
II 38 76
240 41,026 Г 0 30 60 40,160
II 30 60
290 40,701 I 0 38 76 39,546
II 38 76
240 44,026 I 0 30 60 43,160
II 30 60
290 43,701 1 0 38 76 42,546
II 38 76
240 47,026 I 0 30 60 46,160
II 30 60
He устанавливается, но контролируется 152 0,288 0,250
116 0,216 0,188
152 0,288 0,250
116 0,216 0,188
152 0,288 0,250
116 0,216 0,188
152 0,288 0,250
116 0,216 0,188
Продолжение
Резьба dxS мм Отклонения на- ружного диаметра d Средний диаметр ^2 мм / Отклонения среднего диаметра d^ при сорти- ровке на группы Допуски среднего диаметра Внутрен- ний диаметр ^1ном ММ Отклонения внут- реннего диаметра ^1ном Радиус закруг- ления впадины профиля г мм
верхнее нижнее —с Группы верхнее нижнее верхнее нижнее
мк —МК МК —МК ном найм
48X2 0 290 46,701 I 0 38 76 45,546 Не устанавливается, но контролируется 152 0,288 0,250
II 38 76
52X1,5 240 51,026 I 0 30 60 50,160 116 0,216 0,188
II 30 60
52X2 290 50,701 I 0 38 76 49,546 152 0,288 0,250
II 38 76
56X1,5 240 55,026 I 0 30 60 54,160 116 0,216 0,188
11 30 60
56x2 290 54,701 I 0 38 76 53,546 152 0,288 0,250
II 38 7 >
60X1,5 240 59,026 I 0 30 60 58,160 116 0,216 0,188
II 30 60
60X2 290 58,701 I 0 38 76 57,546 152 0,288 0,250
II 38 76
5212
Основные размеры и допуски резьбы гаек по нормали 254АТ
Таблица 1,8
Резьба dxS ММ Отклон, наружи, диаметра d нижнее Средний диаметр ^2 мм Отклонения среднего диаметра при сортировке на группы Допуски среднего диаметра Внутренний диаметр d\ мм Отклонения внут- реннего диаметра
Группа верхнее нижнее нижнее верхнее +е
мк —мк мк мк
3X0,5 0 2,675 I 20 30 20 2,459 0 140
и 30 40
4X0,7 0 3,546 I 28 42 28 3,242 0 180
и 42 56
5X0,8 0 4,480 I 32 48 32 4,134 0 200
II 48 64
6X1 0 5,350 I 40 60 40 4,918 0 200
II 60 80
8X1,25 0 7,188 I 50 75 50 6,647 0 210
II 75 100
10X1,5 0 9,026 I 60 90 60 8,376 0 250
II 90 120
12X1.5 0 J1,026 I 60 90 10,376 0 250
п 90 120
8
Продолжение
Резьба rfxS мм Отклон. наружи, диаметра d Средний диаметр d2 мм Отклонения среднего диаметра d2 при сортировке на группы Допуски среднего диаметра Внутренний диаметр d\ мм Отклонения внут- реннего диаметра dx
нижнее Группа верхнее нижнее нижнее верхнее
мк —мк мк мк
14X1,5 0 13,026 1 60 90 60 12,376 0 250
II 90 120
16X1,5 0 15,026 I 60 90 14,376 0 250
II 90 120
16X2 0 14,701 I 76 114 76 13,835 0 300
II 114 152
18X1,5 0 17,026 I 60 90 60 16,376 0 250
II 90 120
18X2 0 16,701 I 76 114 76 15,835 0 300
II 114 152
20X1,5 0 19,026 I 60 90 60 18,376 0 250
II 90 120
20X2 0 18,701 1 76 114 76 17,835 0 300
II 114 152
22X1,5 0 21,026 I 60 90 60 20,376 0 250
II 90 120
22x2 0 20,701 I 76 114 76 19,835 0 300
II 114 152
24X1,5 0 23,026 I 60 90 60 22,376 0 250
II 90 120
24x2 0 22,701 I 76 114 76 21,835 0 300
II 114 152
27x1,5 0 26,026 I 60 90 60 25,376 0 250
II 90 120
27x2 0 25,701 I 76 114 76 24,835 0 300
II 114 152
30x1,5 0 29,026 1 60 90 60 28,376 0 250
II 90 120
30x2 0 28,701 I 76 114 76 27,835 0 300
11 114 152
.33X1,5 0 32,026 I 60 90 60 31,376 0 250
II 90 120
33x2 0 31.701 1 76 IH 76 30,835 0 300
11 114 152
36x1,5 0 35,026 I 60 90 60 34,376 0 250
II 90 120
Продолжение
Резьба dxS мм Отклон. наружи, диаметра d Средний диаметр d2 мм Отклонения среднего диаметра d% при сортировке на группы Допуски среднего диаметра Внутренний диаметр dx мм Отклонения внут- реннего диаметра d'
нижнее Группа верхнее нижнее нижнее верхнее +е
мк —мк мк мк
36X2 0 34,701 I 76 114 76 33,835 0 300
II 114 152
39X1,5 0 38,026 I 60 90 60 37,376 0 250
11 90 120
39X2 0 37,701 I 76 114 76 36,835 0 300
II 114 152
42X1,5 0 41,026 I 60 90 60 40,376 0 250
II 90 120
42X2 0 40,701 I 76 114 76 39,835 0 300
II 114 152
45X1,5 0 44,026 I 60 90 60 43,376 0 250
И 90 120
45X2 0 43,701 I 76 114 76 42,835 0 300
II 114 152
48X1,5 0 47,026 I 60 CO 60 46,376 0 250
II 90 120
48x2 0 46,701 I 76 114 76 45,835 0 300
II 114 152
52X1,5 0 51,026 I 60 90 60 50,376 0 250
II 90 120
52X2 0 50,701 I 76 114 76 49,835 0 300
II 114 152
56X1,5 0 55,026 I 60 90 60 54,376 0 250
II 90 120
56X2 0 54,701 I 76 114 76 53,835 0 300
II 114 152
60x1,5 0 59,026 I 60 90 60 58,376 0 250
II 90 120
60X2 <2 co 0 58,701 I 76 114 76 57,835 0 300
II 114 152
1.7. РЕЗЬБА МЕТРИЧЕСКАЯ УСИЛЕННАЯ ТУГАЯ
ПО НОРМАЛИ 262АТ
Нормаль 262АТ предназначена для ремонта резьбовых соединений, изго-
товленных по нормали 254АТ.
Резьба изготовляется трех групп ремонта (I, II, III) *, которые отлича-
ются друг от друга увеличенными средним и внутренним диаметрами шпильки
и гайки (рис. 1.9; табл. 1.9).
Рис. 1.9. Усиленная метрическая резьба по нормали
262АТ
Резьбы по нормали 262АТ обозначаются буквами УТ, диаметром и шагом
через знак «Х> и группой ремонта. Например:
УТЮХМ—!; УТ12ХМ—И-
♦ В случае срыва резьбы в отверстии рекомендуется ставить шпильку е
резьбой большего диаметра по нормали 254АТ.
70
Основные размеры и допуски резьбы по нормали 262АТ
Таблица 1.9
Ш п ильки Гайки
Резьба dXS Группа ремонта Отклонения наружного диаметра d Средний диаметр d? мм Отклонения среднего диаметра Внутрен- ний диаметр ^1ном ММ Отклонения внутреннего диаметра ^Ihqm Радиус закругления впадины профиля г мм Средний диаметр ^2наиб ММ Внутрен- ний диаметр d\ мм Отклонения внутреннего диаметра
верхнее нижнее —с верхнее нижнее верхнее нижнее нижнее верхнее +е
ММ мк —мк мк —мк НОМ. I | найм. мк
3X0,5 1 0 120 2,705 0 20 2,416 Не устанавливается, но контролируется 38 0,072 0,063 2,675 2,489 0 140
И 2,7.35 2,446 2,705 2,519
III 2,765 2,476 2,735 2,549
4X0,7 I 140 3,588 28 3,183 52 0,100 0,088 3,546 3,284 180
II 3,630 3,225 3,588 3,326
III 3,672 3,267 3,630 3,368
5X0,8 I 160 4,528 32 4,066 62 0,115 0,100 4,480 4,182 200
II 4,576 4,114 4,528 4,230
III 4,624 4,162 4,576 4,278
6X1 м I 180 5,410 40 4,833 78 0,144 0,125 5,350 4,978 200
II 5,470 4,893 5,410 5,038
III 5,530 4,953 5,470 5,098
Шпильки
Резьба rfXS Группа ремонта Отклонения наружного диаметра d Средний диаметр ^2 мм Отклонения среднего диаметра d2 Внутрен- ний диаметр ^1ном мм
верхнее нижнее —с верхнее нижнее
ММ мк —мк
8X1,25 I 0 200 7,263 0 50 6,541
II 7,338 6,616
III 7,413 6,691
10X1,5 I 240 9,116 60 8,250
II 9,206 8,340
III 9,296 8,430
12X1,5 I 11,116 10,250
II 11,206 10,340
III 11,296 10,430
14X1,5 I 13,116 12,250
II 13,206 12,340
III 13,296 12,430
16X1,5 I 15,116 14,250
II 15,206 14,340 )
Продолжение
Гайки
Отклонения внутреннего диаметра ^1ном Радиус закругления впадины профиля г мм Средний диаметр ^2наиб ММ Внутрен- ний диаметр d\ мм Отклонения внутреннего диаметра
верхнее нижнее нижнее верхнее +е
мк —мк ном. найм. мк
Не устанавливается, но контролируется 98 0,180 0,156 7,188 6,722 0 210
7,263 6,797
7,338 6,872
116 0,216 0,188 9,026 8,466 250
9,116 8,555
9,206 8,646
11,026 10,466
11,116 10,556
11,206 10,646
13,026 12,466
13,116 12,556
13,206 12,646
15,026 14,466
15,116 14,556
III
16X2 I
II
III
18X1,5 I
II
III
18X2 I
II
HI
20X1,5 I
II
III
20x2 I
II
III
22X1,5 I
II
III
22X2 I
II
III
15,296
290 14,815
14,929
15,043
240 17,116
17,206
17,296
290 16,815
16,929
17,013
240 19,116
19,206
19,296
290 18,815
18,929
19,043
240 21,116
21,206
21,296
290 20,815
20,929
21,043
0 14,430 He устанавливается, но контролируется 15,206 14,646 0
76 13,660 152 0,288 0,250 14,701 13,949 300
13,774 14,815 14,063
13,888 14,929 14,177
60 16,250 116 0,216 0,188 17,026 16,466 250
16,340 17,116 16,556
16,430 17,206 16,646
76 15,660 152 0,288 0,250 16,701 15,549 300
15,774 16,815 16,053
15,888 16,929 16,177
60 18,250 116 0,216 0,188 19,026 18,466 250
18,340 19,116 18,556
18,430 19,206 18,646
76 17,660 152 0,288 0,250 18,701 17,949 18,063 300
17,774 18,815
17,888 18,929 18,177
60 20,250 116 0,216 0,188 21,026 20,466 250
20,340 21,116 20,556
20,430 21,206 20,646
76 19,660 152 0,288 0,250 20,701 19,949 300
19,774 20,815 20,063
19,888 20,929 20,177
Шпильки
Резьба rfXS ! Группа ремонта । Отклонения наружного диаметра d Средний диаметр dz мм Отклонения среднего диаметра ^2 Внутрен- ний диаметр ^1ном
верхнее нижнее —с верхнее нижнее
ММ мк —мк
24X1,5 I 0 240 23,116 0 60 22,250 !
II 23,206 22,340
III 23,296 22,430
24X2 I 290 22,815 76 21,660
II 22,929 21,774
1П 23,043 21.888
27X1,5 I 240 26,116 60 25,250
II 26,206 25,340
III 26.296 25,430
27X2 I 290 25,815 76 24,650
II 25,929 24,774
III 26,0^3 24,888
30X1,5 1 210 Г9,116 60 28,250
II 29,206 28,340
III 29,296 28,430
30X2 I 290 28,815 76 27,660
II 28,929 27,774
III 29,043 27,888
Продолжение
Гайки
Отклонения внутреннего диаметра ^1ном Радиус закругления впадины профиля г мм Средний диаметр ^2наиб» ММ Внутрен- ний диаметр d\ мм Отклонения внутреннего диаметра
верхнее нижнее нижнее верхнее +е
мк —мк ном. найм. мк
Не устанавливается, но контролируется 116 0,216 0,188 23,026 22,466 0 250
23,116 22,556
23,206 22,546
152 0,288 0,250 22,701 21,949 300
22,815 22,063
22,929 22,177
116 0,216 0,188 26,026 25,466 250
26,116 25,556
26,206 25,646
152 0,288 0,250 25,701 24,949 300
25,815 25,053
25,929 25,177
116 0,216 0,188 29,026 28,466 250
29,116 28,656
29>205 28,646
152 0,288 0,250 28,701 27,949 300
28,815 28,063
28,929 28,177
1.8. РЕЗЬБА МЕТРИЧЕСКАЯ УСИЛЕННАЯ ТУГАЯ
ПО НОРМАЛИ 122МТ-53
Нормаль 122МТ-53 (рис. 1.10; табл. 1.10 и 1.11) предназначена для не-
подвижных резьбовых соединений — стальных шпилек, ввертываемых в дета-
ли стальные и из титановых сплавов с натягом по среднему диаметру резьбы
без участия сбега резьбы ♦.
0,866033
П = 0,5W25S
Гном=Н/6=О,Ш8
3
Гнездо
60*
Шпиль на
гнезда
шпилька
§
3
гнаим
5
Рис. 1. 10. Усиленная метрическая резьба по нормали
122МТ-53
Резьбы по 122МТ-53 обозначаются буквами УТС, диаметром и шагом че-
рез знак «X». Например:
VTClOxlfi.
♦ В связи с выпуском нормали 822АТ нормаль 122МТ-53 в новых разра-
ботках, как правило, не применяется.
75
Основные размеры и допуски резьбы шпилек по нормали 122МТ-53
Таблица 10
Резьба dxS мм Отклонения на- ружного диаметра d Средний диаметр ^2 мм Отклонения среднего диаметра d% при сорти- ровке на группы Допуск среднего диаметра Внутрен- ний диаметр ^1НОМ мм Отклонения внут- реннего диаметра d 1ноМ Радиус закруг- ления впадины профиля г мм
верхнее нижнее —с Группа верхнее нижнее верхнее нижнее
мк —мк мк —мк пом. найм.
5X0,8 0 160 4,480 I 16 24 32 4,018 18 78 0,115 0,100
II 24 32
III 32 40
IV 40 48
6x1 180 5,350 I 20 30 40 4,773 20 98 0,144 0,125
II 30 40
III 40 50
IV 50 60
8X1,25 200 7,188 I 25 37 50 6,466 25 123 0,180 0,156
II 37 50
III 50 62
IV 62 75
10X1,5 9,026 I 30 45 8,160
11 45 60
III 60 75
IV 75 90
12X1,5 0 240 11,026 I 30
II 45
III 60
IV 75
14X1,5 13,026 I 30
II 45
III 60
IV 75
16X1,5 15,026 I 30
II 45
III 60
IV 75
16X2 290 14,701 I 38
II 57
III 76
IV 95
18X1,5 210 17,026 I 30
II 45
III 60
IV 75
18X2 У 290 16,701 I 38
II 57
Ill 76
IV 95
45 60 10,160 30 146 0,216 0,188
60
75
90
45 12,160
60
75
90
45 14,160
60
75
90
57 76 13,546 38 190 0,288 0,250
76
95
114
45 60 16,160 30 146 0,216 0,188
60
75
90
57 76 15,546 38 190 0,288 0,250
76
95
114
00
Продолжение
Резьба dX$ мм Отклонения на- ружного диаметра d Средний диаметр ММ Отклонения среднего диаметра d^ при сорти- ровке на группы Допуск среднего диаметра Внутрен- ний диаметр 'Л ном мм Отклонения внут- реннего диаметра <Лном Радиус закруг- ления впадины профиля г мм
верхнее нижнее —с Группа верхнее нижнее верхнее нижнее
мк —мк мк —мк ном. найм.
20X1,5 0 240 19,026 I 30 45 60 18,160 30 146 0,216 0,188
II 45 60
III 60 75
IV 75 90
20X2 290 18,701 I 38 57 76 17,546 38 190 0,288 0,250
II 57 76
III 76 95
IV 95 114
22X1,5 240 21,026 I 30 45 60 20,160 30 146 9,216 0,188
II 45 60
III 60 75
IV 75 90
22X2 290 20,701 I 38 57 76 19,546 38 190 0,288 0,250
II 57 76
III 76 95
IV 95 114
24X1,5 0 240 23,026 I 30 45 60 22,160 30 146 0,216 0,188
II 45 60
III 60 75
IV 75 90
24X2 290 22,701 I 38 57 76 21,546 38 190 0,288 0,250
II 57 76
III 76 95
IV 95 114
27x1,5 240 28,026 I 30 45 60 25,160 30 146 0,216 0,188
II 45 60
III 60 75
IV 75 90
27X2 290 25,701 I 38 57 76 24,546 38 190 0,288 0,250
II 57 76
III 76 95
IV 95 114
30X1.5 240 29,026 I 30 45 60 28,160 30 146 0,216 0,188
II 45 60
III 60 75
IV 75 90
30X2 290 28,701 I 38 57 76 27,546 38 190 0,288 0,250
II 57 76
III 76 95
IV 95 114
оо
о
Основные размеры и допуски резьбы гаек по нормали 122МТ-53
Таблица 1.11
Резьба dxS мм Отклон. наружи, диаметра d Средний диаметр ^2 мм Отклонения среднего диаметра </2 при сортировке на группы Допуск среднего диаметра Внутренний диаметр d\ мм Отклонения внут- реннего диаметра d\
нижнее Группа верхнее нижнее нижнее 4-г верхнее +«'
мк —мк мк мк
5X0,8 0 4,480 I 32 40 32 4,134 133 229
II 40 48
III 48 56
IV 56 64
6X1 0 5,350 I 40 50 40 4,918 166 286
II 50 60
III 60 70
IV 70 80
8X1,25 0 7,188 I 50 62 50 6,647 208 358
II 62 75
III 75 87
IV 87 100
10X1.5 0 9,026 I 60 75 60 8,376 250 430
II 75 90
III 90 105
IV 105 120
12X1,5 0 11,026 I 60
II 75
III 90
IV 105
14X1,5 0 13,026 I 60
II 75
III 90
IV 105
16X1,5 0 15,026 I 60
II 75
III 90
IV 105
16X2 0 14,701 I 76
II 95
III 114
IV 133
18X1,5 0 17,026 I 60
II 75
III 90
IV 105
18X2 0 18,701 I 76
II 95
III 114
IV 133
00
75 60 10,376 250 430
90
105
120
75 12,376
90
105
120
75 14,376
90
105
120
95 76 13,835 333 573
114
133
152
75 60 16,376 250 430
90
105
120
95 76 15,835 333 573
114
133
152
Продолжение
Резьба dXS мм Отклон. наружи, диаметра d Средний диаметр rf2 мм Отклонения среднего диаметра d2 при сортировке на группы Допуск среднего диаметра Внутренний диаметр ^1 мм Отклонения внут- реннего диаметра
нижнее Группа верхнее нижнее нижнее +е верхнее +е'
мк —мк мк МК
20X1,5 0 19,026 I 60 75 60 18,376 250 430
II 75 90
III 90 105
IV 105 120
20X2 0 18,701 I 76 95 76 17,835 333 573
II 95 114
III 114 133
IV 133 152
22X1,5 0 21,026 I 60 75 60 20,376 250 430
II 75 90
III 90 105
IV 105 120
22x2 0 20,701 I 76 95 76 19,835 333 573
II 95 114
III 114 133
IV 133 152
24X1,5 0 23,026 I 60 75 66 22,376 250 430
II 75 90
III 90 105
IV 105 120
24X2 0 22,701 I 76 95 76 21,835 333 573
II 95 114
III 114 133
IV 133 152
27X1,5 0 26,026 I 60 75 60 25,376 250 430
II 75 90
III 90 105
IV 105 120
27X2 0 25,701 I 76 95 76 24,835 333 573
II 95 114
III 114 133
IV 133 152
30X1,5 0 29,026 I 60 75 60 28,376 250 430
II 75 90
III 90 105
IV 105 120
30X2 8 0 28,701 I 76 95 76 27,835 333 573
II 95 114
III 114 133
IV 133 152
1.9. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА РЕЗЬБЫ
ПО НОРМАЛЯМ 254АТ, 262АТ И 122МТ-53
1. Отклонения отсчитываются от номинального профиля резьбы в направ-
лении, перпендикулярном к оси резьбы.
2. Верхнее отклонение наружного диаметра гайки не нормируется; гаран-
тированный зазор по этому диаметру должен обеспечиваться резьбообразую-
щим инструментом.
3. Внутренний диаметр шпильки по верхней границе контролируется про-
ходным кольцом или гребенчатой скобой, имеющими прямые срезы профиля по
диаметру, равному наименьшему внутреннему диаметру гайки.
4. Наименьший внутренний диаметр шпильки подлежит выборочному кон-
тролю проекционным методом на микроскопе или проекторе.
5. Радиусы закругления впадины профиля резьбы гНОм и гнаим даны для
резьбообразующего инструмента.
6. Допускаются следующие отклонения шага, половины угла профиля, ко-
нусность и овальность резьбы.
Нормаль Шаг резьбы S мм 0,5 0,7 0,8 1 1,25 1,5 2
254АТ 262АТ 122М-53 Отклонения шага в мм ±0,010 ±0,015 ±0,020
Отклонения поло- вины угла профиля в мин 60 40 30
254АТ 262 АТ Конусность в мм 0,020 0,025 0,030
Овальность в мм 0,020 0,025 0,030
122МТ-53 Конусность, в мм — 0,008 0,010 0,012 0,015 0,019
Овальность в мм — 0,008 0,010 0,012 0,015 0,019
Примечания, а) Приведенные выше допускаемые отклонения шага и
половины угла профиля для резьб по нормалям 254АТ и 122МТ-53 не входят
в значения собственно среднего диаметра резьбы по табл. 1.7, 1.8, 1. 10, 1. 11,
а для резьбы по нормалям 262АТ — входят в значения собственно среднего
диаметра по табл. 1. 9.
б) Приведенные допускаемые отклонения распространяются как на наруж-
ную, так и на внутреннюю резьбы, причем отклонения внутренней резьбы не-
посредственно на деталях не контролируются, по обязательно учитываются
при конструировании и эксплуатации измерительного и резьбообразующего ин-
струмента. У наружной резьбы указанные отклонения подлежат выборочному
контролю.
в) Отклонение шага резьбы определяется как отклонение в величине рас-
стояния между любыми двумя витками в пределах длины свинчивания.
г) Отклонение половины угла профиля определяется как среднее арифме-
тическое абсолютных величин отклонений обеих половин угла.
84
д) Конусность резьбы определяется как разность действительных разме-
ров среднего диаметра в крайних точках длины резьбы. Больший размер сред-
него диаметра у шпильки должен быть в конце длины тугой резьбы, а у резь-
бы гайки (гнезда)—в начале. Обратная конусность не допускается.
е) Овальность резьбы определяется как наибольшая разность действи-
тельных размеров среднего диаметра по всей длине резьбы в пределах одного
оборота.
7. Шероховатость поверхности боковых сторон профиля резьбы должна
быть по нормалям 254АТ и 262ЛТ не ниже G-го класса, а по нормалям
122МТ-53—нс ниже 7-го класса.
8. Шероховатость поверхности по наружному диаметру не нормируется.
9. По наружному диаметру шпильки допускается закругление вместо пло-
ского среза.
\1гр :
шпилька
шпилька а шнезоо < ч игр <;
— ч шгр.^
ткем о'' УМ
итс
Рис. 1.11. Схема сортировки резьбы по группам
10. Резьбу шпильки изготовлять в пределах всего допуска на средний
диаметр (суммарного допуска всех групп).
11. Контролировать резьбы по предельным размерам всего поля допуска
и при сортировке на группы—по среднему диаметру резьбы.
12. Шпильки кадмнровать или оксидировать.
Толщина слоя кадмия 3—6 мк. Резьбу под покрытие не занижать.
13. Все изготовленные и годные шпильки и гайки (гнезда) сортируются по
группам по среднему диаметру в среднем участке длины резьбы до покрытия.
14. Сортировать резьбы и подбирать резьбовое соединение по группам по
схеме рис. 1.11.
15. Клеймить группу резьбы шпильки на торце гаечного конца (рис. 1.12).
Клеймить группу резьбы гайки (гнезда) на корпусе вблизи резьбового от-
верстия (рис. 1. 13).
85
Резьба УТС или УТ
Гриппа резьбы шпильки I П Ш ПТ
Вид клейма: арадские цирры \НЗ/ -ф
Технические усло- вия клеймения , высота иашр-. оля а<-6мм-1,5-2.мм для д> 6мм-2,5-3мм
Рис. 1. 12. Схема клеймения групп резьбы шпилек
Группа резьбы гнезда
Вид клейма*,
арабские цифры
Технические
условия
клеймения
Группы написать цифрами от
руки простым карандашом
Рис. 1. 13. Схема клеймения групп резьбы гнезда
Премонт Ш ремонт
I ремонт
биной QZ-tytMM
Для шпилек с
б=3мм и d-^мм
делать 0 2 мм
^2^5_
Для шпилек с
d-Змм и d-^мм
делать о 1.5 мм
Рис. 1.14. Схема кернения шпилек
по нормали 262АТ
86
Примечание. Допускается клеймение групп резьбы шпилек методом
кернения:
I группа 1 керн;
II группа 2 керна и т. д.
Группы резьбы ремонтных шпилек обозначаются на торце гаечного конца,
как указано на рис. 1. 14.
1.10. РЕЗЬБА МЕТРИЧЕСКАЯ С НАТЯГОМ ПО НОРМАЛЯМ
754АТ (ПОСАДКА^) И 822АТ (ПОСАДКА^)
То2 Т03
1. Метрической резьбой с натягом называется резьба, имеющая гаранти-
рованный натяг по среднему диаметру и гарантированный зазор по наруж-
ному и внутреннему диаметрам.
Поле допуска шпильки. H^0,866S
Поле допуска гнезда. h=0,5^is-- ’y = о. ioss
Рис. I. 15. Метрическая резьба с натягом по нормали
754АТ (посадка А02/Т02)
2. Нормали 754АТ и 822АТ распространяются на метрические резьбы, ис-
пользуемые для образования неподвижных соединений с натягом по среднему
диаметру (рис. 1. 15 и 1. 16), и ограничивают применение ГОСТа 4608—65 по
посадкам, диаметрам и шагам в изделиях авиационной промышленности
(табл. 1. 12; 1. 13; 1. 14; 1. 15; 1. 16; 1. 17).
3. Устанавливаемая нормалью 754АТ посадка А02/Т02 предназначена для
стальных шпилек, сопрягаемых с гнездами в деталях из алюминиевых или
магниевых сплавов при длине свинчивания 1,5—2d.
4. Устанавливаемая нормалью 822АТ посадка АоЗ/ТоЗ предназначена для
стальных шпилек, сопрягаемых с гнездами в деталях из стали, титановых или
жаропрочных сплавов при длине свинчивания 1—l,25d.
5. Основные размеры резьбы выполняются по ГОСТу 9150—59.
6. Посадки Ао2/То2 и А03/Т03 осуществляются подбором гнезд и шпилек,
сортированных по размеру среднего диаметра соответственно на две или три
группы.
7. Резьбы по нормалям 754АТ и 822АТ обозначаются буквой М и диамет-
ром (для резьб с крупными шагами) или буквой Мг диаметром и шагом через
87
знак «X» (для резьб с мелкими шагами), а также буквой А для гнезда, или
буквой Т для шпильки, и индексами «о2» или <оЗ» соответственно. Напримерэ
по нормали 754АТ — М24х2 Ао2; Ml О Т02;
по нормали 822АТ — М24х2 А03; М10 То3.
Н =0,866038
fl-0,5 №5 S-
Н/Ч =0.с
И Лоле допуска шпильки
Рис. 1. 16. Метрическая резьба с натягом по нормали 822А1
(посадка А03/Т03)
В технических требованиях чертежа указывается: «Резьба — по 754АТ»
или «Резьба — по 822АТ>.
Таблица 1.12
Основные размеры и допуски резьбы по нормали 754АТ
Резьба dXS мм Натяг в со- единении по средне- му диамет- РУ d2 мк Внутренний диаметр £1 Средний диаметр d2 Наруж- ный диаметр d мм
номи- нальный размер мм допуск мк номи- нальный размер мм допуск (без деле- ния на группы) мк
допуск мк
найм. наиб. Гне- здо Шпилька Гнездо и шпилька Шпилька
5X0,8 22 66 4,134 180 101 4,480 44 120
6x1 24 72 4,918 200 120 5,350 48 140
8X1,25 28 83 6,647 210 145 7,188 55 160
88
Резьба dXS мм Натяг в со- единении по средне- му диамет- РУ ^2 мк Внутренний диаметр Средний диаметр d2 11ару эн- ный диаметр d мм
номи- нальный размер мм допуск мк номи- нальный размер мм допуск (без деле- ния на группы) мк
допуск мк
найм. наиб. Гне- здо Шпилька Гнездо И шпилька Шпилька
10X1,5 30 90 8,376 250 168 9,026 60 200
12X1,5 10,376 11,026
14X1,5 12,376
13,026
16X1,5 14,376 15,026
18X1,5 33 98 16,376 173 17,026 65
20X1,5 18,376 19,026
22X1,5 20,376 21,026
24x2 38 113 21,835 300 219 22,701 75 250
27X2 24,835 25,701
30x2 43 128 27,835 229 28,701 85
33X2 30,835 31,701
89
Предельные размеры и допуски резьбы шпилек по нормали 754АТ
Таблица 1.13
Резьба dXS мм Внутренний диаметр d\ Средний диаметр d2 Наружный диаметр d Радиус впадины мм
отклонения мк предельные размеры мм Группа отклонения мк предельные размеры мм отклонения мк предельные размеры мм
верхи. нижн. наиб. найм. верхи. нижн. наиб. найм. верхи. с' нижн. С" наиб. найм. г гнаим
5X0,8 —27 —128 4,107 4,005 I 66 44 4,546 4,524 —50 —170 4,95 4,83 0,115 0,086
II 88 66 4,568 4,546
6X1 —48 —168 4,870 4,750 1 72 48 5,422 5,398 —60 —200 5,94 5,80 0,144 0,108
II 96 72 5,446 5,422
8X1,25 —70 —215 6,577 6,432 I 83 55 7,271 7,243 —90 —250 7,91 7,75 0,180 0,135
II по 83 7,298 7,271
10X1.5 —96 —264 8,280 8,112 I 90 60 9,116 9,086 —120 —320 9,88 9,68 0,216 0,162
II 120 90 9,146 9,116
12x1,5 10,280 10,112 I 90 60 11,116 11,086 11,88 11,68
II 120 90 11,146 11,116
14X1,5 12,280 12,112 I 90 60 13,116 13,086 13,88 13,68
II 120 90 13,146 13,116
16X1,5 14,280 14,112 I 90 60 15,116 15,086 15,88 15,68
II 120 90 15,146 15,116
18X1,5 —86 -259 16,290 16,117 I 98 65 17,124 17.091 17,88 17,68
II 130 98 17,156 17,124
20X1,5 18,290 18,117 I 98 65 19,124 19,091 19,88 19,68
II 130 98 19,156 19,124
22X1,5 20,290 20,117 I 98 65 21,124 21,091 21,88 21,68
II 130 98 21,156 21,124
24x2 —138 —357 21,697 21,478 I 113 75 22,814 22,776 —150 —400 23,85 23,60 0,288 0,216
п 150 ИЗ 22.851 22,814
27X2 24,697 24,478 1 113 75 25,814 25,776 26,85 26,60
II 150 113 25,851 25,814
30x2 —118 —347 27,717 27,488 I 128 85 28,829 28,786 29,85 29,60
11 170 128 28,871 28,829
33x2 30,717 30,488 I 128 85 31,829 31,786 32,85 32,60
II 170 128 31,871 31,829
Примечание,
отклонение и величина
Верхнее отклонение диаметра d\ и величина ^1Иаиб соответствуют значениям г и ^наиб! нижнее
^1наим—значениям гиаиМ и </2наим (см. рис. 1.15).
Предельные размеры и допуски резьбы гаек (гнезд) по нормали 754АТ
Таблица 1.14
Резьба dXS мм Внутренний диаметр dx Средний диаметр d2 Наружный диаметр d мм
отклонения мк предельные размеры мм Группа отклонения мк предельные размеры мм
предельный размер
нижн. +е' верхи. +е" найм. наиб. нижн. + верхи. + нанм. наиб.
наименьший
5x0,8 80 260 4,214 4,394 I 0 22 4,480 4.502 5
II 22 44 4,502 4,524
6x1 280 4,998 5,198 1 0 24 5,350 5,374 6
II 24 48 5,374 5,398
8X1,25 по 320 6,757 6,967 I 0 27 7,188 7,215 8
II 27 55 7,215 7,243
10X1,5 130 380 8,506 8,756 I 0 30 9,026 9,056 10
II 30 60 9,056 9,086
12X1,5 10,506 10,756 I 0 30 11,026 11,056 12
II 30 60 11,056 11,086
14X1,5 12,506 12,756 I 0 30 13,026 13,056 14
II 30 60 13,056 13,086
16X1,5 130 380 14,506 14,756 I 0 30 15,026 15,056 16
II 30 60 15,056 15,086
18X1,5 16,506 16,756 I 0 32 17,026 17,058 18
II 32 65 17,058 17,091
20x1,5 18,506 18,756 I 0 32 19,026 19.058 20
II 32 65 19,058 19,091
22X1,5 20,506 20,756 I 0 32 21,026 21,058 22
II 32 65 21,058 21,091
24X2 170 470 22,005 22,305 I 0 37 22,701 22,738 24
II 37 75 22,738 22,776
27X2 25,005 25,305 I 0 37 25,701 25,738 27
II 37 75 25,738 25,776
30X2 28,005 28,305 I 0 42 28,701 28,743 30
II 42 85 28,743 28,786
33X2 CO CO 31,005 31,305 I 0 42 31,701 31,743 33
II 42 85 31,743 31,786
Таблица 1.15
Основные размеры и допуски резьбы по нормали 822АТ
Резьба dXS мм Натяг в соедине- ним по среднему диаметру d2 мк Внутренний диаметр d^ Средний диаметр d2 Наружный диаметр d мм
номиналь- ный размер мм допуск мк номиналь- ный размер м м допуск (без деления на группы) мк
допуск мк
найм. нанб. Гнездо Шпилька Г нездо Шпилька
6X1 16 48 4,918 140 120 5,350 48 140
8X1,25 10X1,5 18 56 6,647 160 146 7,188 55 | 56 160
20 60 8,376 200 168 9,026 60 200
12X1,5 10,376 11,026
14X1,5 12,376 13,026
16x1,5 14,376 15,026
18X1,5 21 65 16,376 173 17,026 65
20X1,5 18,376 19,026
22X1,5 20,376 21,026
24X2 25 75 21,835 250 219 22,701 75 250
27X2 24,835 25,701
30X2 28 85 27,835 229 28,70' 85
33X2 30,835 31,701
Предельные размеры и допуски резьбы шпилек по Нормали 822АТ
Таблица 1.16
Резьба 4XS мм Внутренний диаметр d^ Средний диаметр d2 Наружный диаметр d Радиус впадины мм
отклонения мк предельные размеры мм Группа отклонения мк предельные размеры мм отклонения мк предельные размеры мм
верхи. нижн. наиб. найм. верхи. + нижн. + наиб. найм. верхн. с' нижн. с" наиб. найм. г г найм
6X1 —64 —184 4,854 4,734 I 48 32 5,398 5,382 —60 —200 5,94 5,80 0,144 0,108
II 64 48 5,414 5,398
III 80 64 5,430 5,414
8X1,25 —88 —234 6,559 6,413 I 55 36 7,243 7,224 —90 —250 7,91 7,75 0,180 0,135
II III 73 55 7,261 7,243
92 73 7.280 7.261
10X1,5 —116 —284 8,260 8,092 I II III
60 40 9,086 9,066 —120 —320 9,88 9,68 0,216 0,162
80 60 9,106 9,086
100 80 Q.126 9,106
12X1,5 10,260 10,092 I II III
60 40 11,086 11,066 11,88 11,68
80 60 11,106 11,086
100 80 11,126 11,106
14X1,5 12,260 12,092 I
60 40 13,086 13,066 13,88 13,68
II 80 60 13,106 13,086
III 100 80 13,126 13,106
о
ОЭ
Резьба dXS мм В иутренний диаметр d\
отклонения мк предельные размеры мм 1 Группа
верхи. нижн. наиб. найм.
16X1,5 —116 —284 14,260 14,092 1
II
111
18X1,5 — 107 —280 16,269 16,096 I
II
III
20X1,5 18,269 18,096 I
II
III
22X1,5 20,269 20,096 I
II
III
24X2 —163 -382 21,672 21,453 I
II
III
Продолжение
Средний диаметр б/2 Наружный диаметр d Радиус впадины мм
отклонения мк предельные размеры мм отклонения мк предельные размеры мм
верхн. + нижн. 4- наиб. найм. верхн. с' нижн. сп наиб. наи м. г г иаим
60 40 15,086 15,066 — 120 -320 15,88 15,68 0,216 0,162
80 60 15,106 15,086
100 80 15,126 15,106
65 44 17,691 17,070 17,88 17,68
87 65 17,113 17,091
109 87 17,135 17,113
65 44 19,091 19,070 19,88 19,68
87 65 19,113 19,091
109 87 19,135 19,113
65 44 21,091 21,070 21,88 21,68
87 65 21,113 21,091
109 87 21,135 21,113
75 50 22,776 22,751 —150 —400 23,85 23,60 0,288 0,216
100 75 22,801 22,776
125 100 22,826 22,801
5212
27x2 из 382 24,672 24,153 I 75 50 25,776 25,75: — 150 —400
II 100 75 25,801 25,776 26,85 26,60 0,288 0,216
III 125 100 25,826 25,801
30x2 1Д7 27,688 27,459 I 85 56 28,786 28,757 29,85 29,60
II 113 85 28,814 28,786
III 141 113 28,842 28,814
33x2 — 14/ I/O 30,688 30,459 1 85 56 31,786 31,757 32,85 32,60
II 113 85 31,814 31,786
III 141 113 31,842 31,814
Примечание. Верхнее отклонение диаметра d\ и величина //1наиб, соответствуют значениям г и d2 анб; ниж-
нее отклонение и величина г/щэим—значениям гнаиМ и л^наим (см. рис. 1.16).
Таблица 1.17
Предельные размеры резьбы гаек (гнезд) а допуски по нормали 822АТ
Резьба d <S мм Внутренний диаметр d^ Средний диаметр d> Наружный диаметр d мм
отклонения мк предельные размеры мм Группа отклонения мк предельные размеры
нижи. 4-е' верх». +е" найм. наиб. нижн. 4' верхи. 4- наем. наиб. предельный размер
найм.
6X1 НО 280 5,058 5,198 I 0 16 5,350 5,366 6
II 16 32 5,366 5,382
111 32 48 5,382 5,398
Резьба dXS мм Внутренний диаметр d^
отклонения мк предельные размеры мм
нижн. +е' верхн. *+«" найм. наиб.
8X1,25 160 320 6,807 6,967
10X1,5 180 380 8,556 8,756
12X1,5 10,556 10,756
14X1,5 12,556 12,756
16X1,5 14,556 14,756
Продолжение
Средний диаметр Наружный диаметр d мм
Группа отклонения мк предельные размеры
нижн. 4- верхн. + найм. наиб. предельный размер найм.
I 0 18 7,188 7,206 8
II 18 36 7,206 7,224
III 36 55 7,224 7,243
I 0 20 9,026 9,046 10
II 20 40 9,046 9,066
III 40 60 9,066 9,086
I 0 20 11,026 11,046 12
II 20 _ 40 11,046 11,066
III 40 60 11,066 11,086
I 0 20 13,026 13,046 14
II 20 40 13,046 13,066
III 40 60 13,066 13,086
I 0 20 15,026 15,046 16
II 20 40 15,046 15,066
III 40 60 15,066 15,086
18X1,5 180 380 16,556 16,756 I 0 22 17,02'1 18
II 22 44 17,048 _ 17,070
III 44 65 17,070 17,091
20X1,5 18,556 18,756 I 0 22 19,026 19,048 20
II 22 44 19,048 19,070
III 44 65 19,070 19,091
22X1,5 20,556 20,756 I 0 22 21,026 21,048 22
11 22 44 21,048 21,070
III 44 65 21,070 21,091
24X2 220 470 22,055 22,305 I 0 25 22,701 22,726 24
II 25 50 22,726 22,751
III 50 75 22,751 22,776
27x2 25,055 25,305 I 0 25 25,701 25,726 27
II 25 50 25.726 25,751
III 50 75 25.751 25,776
30X2 28,055 28,305 I 0 28 28.701 28,729 30
II 28 56 28,729 28,757
III 56 85 28,757 28,786
33X2 $ 31,055 31,305 I 0 28 31,701 31,729 33
II 28 56 31,729 31,757
III 56 85 31,757 31,786
1. 11. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА РЕЗЬБУ ПО
НОРМАЛЯМ 754АТ И 822АТ (НОРМАЛЬ 755АТ)
1. Наружные резьбы, как правило, изготовляются накатыванием. При на-
катывании роликом замкнутого профиля допускается изготовление резьбы
шпильки с закругленной вершиной нитки.
2. Форма впадины и верхнее отклонение наружного диаметра гнезда не
контролируются. Правильность изготовления наружного диаметра гнезда на
нижнем пределе обеспечивается резьбообразующим инструментом.
3. Контроль резьбы по предельным размерам среднего диаметра произво-
дить по собственно среднему диаметру.
4. Правильность изготовления внутреннего диаметра резьбы шпильки обес-
печивается резьбообразующим инструментом и подлежит выборочному кон-
тролю на микроскопе пли проекторе.
5. Форма впадины резьбы шпильки - закругленная. Радиусы закругления
г и Гнпим даны для резьбообразующего инструмента и непосредственно на
деталях не контролируются.
Примечай и е. Допускается изготовление резьбы шпильки с плоскосре-
занной впадиной. Об этом должно быть сделано специальное указание в ра-
бочем чертеже детали.
6. Допускаются конусность и овальность по среднему диаметру резьбы —
не более допуска на собственно средний диаметр группы; бочкообразность и
седлообразность — не более половины допуска.
Примечания, а) Конусность определяется как разность действитель-
ных размеров среднего диаметра в крайних точках длины резьбы (без учета
заходной фаски и сбега). Больший размер среднего диаметра шпильки должен
быть в конце длины резьбы, а у гнезда — в начале.
Обратная конусность не допускается.
б) Овальность определяется как наибольшая разность действительных
размеров среднего диаметра в пределах одного витка в любом месте по длине
резьбы.
7. Допускаются следующие отклонения шага и половины угла профиля
шпилек и гнезд на длине свинчивания
Шаг резьбы в мм 0,8; I и 1,25 1.5 2
Отклонение шага резьбы в мм ; 0,012 .1 0,0.6 : 0,020
Отклонение половины угла профиля 50' 45' 40'
Примечай и я. а) Отклонения шага и половины угла профиля не bxg
дят в значение собственно среднего диаметра резьбы.
б) Отклонение шага резьбы определяется как отклонение в величине рас-
стояния между любыми двумя ритками в пределах длины свинчивания.
в) Отклонение половины угла профиля определяется как среднее арифме-
тическое абсолютных величин отклонений обеих половин угла.
г) Для резьбы гнезда отклонения шага и половины угла профиля непо-
средственно на деталях не контролируются, но учитываются при конструиро-
вании, изготовлении и эксплуатации резьбообразующего и мерительного ин-
струмента. У шпильки указанные отклонения подлежат выборочному кон-
тролю.
8. Шероховатость боковых поверхностей профиля резьбы должна быть
в пределах 7 и 6-го классов соответственно для накатанной резьбы шпильки
100
и гнезда. Для нарезанной наружной резьбы — в пределах 6-го класса. Контро
шрустся визуально в доступных местах.
Шероховатость поверхности по наружному диаметру резьбы шпильки и
шцтреннему диаметру резьбы гнезда не контролируется, но должна выпол-
ниться не ниже 4-го класса.
9. Сортировать гнезда и шпильки на группы по размеру собственно сред-
него диаметра в средней части длины резьбы (гнезда—по ГОСТу 11953—66).
Тля сборки подбираются шпильки и гнезда одноименных групп (рис. 1. 17).
Допуск шпильки
1
Рис. 1. 17. Схема подбора шпилек по группам
10. Гнезда, средний диаметр которых лежит на границе сортировочных
групп, следует относить к более высокой группе, а шпильки — к более низкой.
11. Контролировать размеры резьбы шпилек, заниженные под защитное
покрытие, а сортировать их после нанесения защитного слоя. В случаях, когда
толщина защитного слоя нс входит в исполнительные размеры резьбы с на-
тягом, контроль размеров резьбы и сортировка производятся до нанесения по-
крытий.
В случаях, когда размеры резьбы специально занижаются под защитное
покрытие согласно указаниям в чертеже резьбового изделия, размеры резьбы
проверяются после нанесения покрытия.
Для резьбы гнезда рекомендуется использовать только такие защитные
пленки, которые образуются на поверхности профиля и нс изменяют размеры
резьбы.
4. Группа резьбы шпильки обозначается па торце гаечного конца шпильки
арабскими цифрами или кернением:
I группа — цифра 1 или 1 керн;
II группа — цифра 2 или 2 керна;
III группа — цифра 3 пли 3 керна.
Высота цифр для резьбы диаметром до 6 льи—1,5—2 мм\ диаметром
свыше 6 мм — 2,5—3 мм.
Диаметр керпов до 0,8 мм, глубина — до 0,5 мм.
Группа резьбы гнезда пишется арабскими цифрами карандашом на кор-
пусе возле гнезда или на сопроводительной технологической карте со схемой
расположения гнезд.
1.12. РЕЗЬБА МЕТРИЧЕСКАЯ С ПЛОТНОЙ ПОСАДКОЙ
(НАРУЖНАЯ) ПО НОРМАЛИ 164МТ
Нормаль 164МТ предназначена для неподвижных резьбовых соединений
(типа футорка—корпус) деталей из стали или цветных сплавов, ввинчивае-
мых в корпусы из стали или из алюминиевых и магниевых сплавов; резьба
наружная по данной нормали (вал) должна применяться в сочетании с внут-
ренней резьбой (отверстие) по 254АТ (рис. 1. 18 и табл. 1. 18 и 1. 19).
101
1. Резьба обозначается буквой П, диаметром и шагом через знак «Х>.
Например:
П10XL5.
2. Допускаемые отклонения шага, половины угла профиля, конусность и
овальность резьбы, методика контроля и прочие техусловия выполняются по
нормали 254АТ.
5
hr=0.2S
Рис. 1.18. Метрическая резьба с плотной посадкой по нор
мали 164МТ
3. В случае соединения сталь—сталь резьбу сортировать по среднему
диаметру на две группы.
4. Группы резьбы вала обозначать на торце кернением;
I группа — 1 керн;
II группа — 2 керна.
5. Резьбовое соединение производить свинчиванием деталей одноименной
группы.
6. Конусность резьбы определять без учета двух первых ниток от торца
и сбега резьбы.
102
Основные размеры и допуски резьбы по нормали 164МТ
Резьба dxS мм Отклонения наружного диаметра d Средний диаметр мм Отклонения среднего диаметра d% при сорти- ровке на группы Допуски среднего диаметра мк Внутрен- ний диаметр ^1ном мм Отклонения внутреннего диаметра Радиус закруг- ления впадины профиля г мм
верхи. нижн. —с мк Группа верхи. нижн. верхи. нижн. ном. найм.
—мк —мк
3X0,5 0 120 2,675 I II 10 20 20 30 20 2,386 Не устанавливается, но контролируется 48 0,072 0,063
4X0,7 140 3,546 I II 14 28 28 42 28 3,141 66 0,100 0,088
5X0,8 160 4,480 I II 16 32 32 48 32 4,018 78 0,115 0,100
6X1 180 5,350 I II 20 40 40 60 40 4,773 98 0,144 0,125
8X1,25 200 7,188 I II 25 50 50 75 50 6,466 123 0,180 0,156
10X1,5 240 9,026 I II 30 60 60 90 60 8,160 146 0,216 0,188
12X1,5 11,026 I II 30 60 60 90 60 10,160
3 ч*1’6 13,026 I II 30 60 60 90 60 12,160
Продолжение
Резьба <iXS мм Отклонения наружного диаметра d Средний диаметр d2 мм Отклонения среднего диаметра при сорти- ровке на группы Допуски среднего диаметра мк Внутрен- ний диаметр ^1ном мм Отклонения внутреннего диаметра Радиус закруг- ления впадины профиля г мм
верхн. нижн. —с мк Группа верхн. нижн. верхн. нижн. ном. найм.
—мк —мк
16X1,5 0 240 15,026 I II 30 60 60 90 60 14,160 Не устанавливается, по контролируется 146 0,216 0,188
18 XI ,5 17,026 I II 30 60 60 90 60 16,160
20x1,5 19,026 I II 30 60 60 90 60 18,160
22x1,5 21,026 I II 30 60 60 90 60 20,160
24x1,5 23,026 I II 30 60 60 90 60 22,160
27X1,5 26,026 I II 30 60 60 90 60 25,160
ЗОх 1,5 29,026 I II 30 60 60 90 60 28,160
ЗЗХ 1,5 32,026 I II 30 60 60 90 60 31,160
36X1,5 QE ПОЛ I 30 60 с
0 240 Ц б0 90 04,100 Нс устанавливается, i контролируется 146 0,216 0,188
39X1,5 38,026 ([ эд 60 37,160
42xl,5 41,026 J pg до 60 40,160
45Х1,5 44,026 j[ 30 60 60 4316о
Таблица 1.19 Предельные размеры резьбы по нормали 164МТ
Резьба dXS мм Болт Болт и гайка Гайка
Наружный диаметр d мм Внутрен- ний диа- метр d\ мм Средний диаметр болта d2 мм Группа Средний диаметр гайки d2 мм Натяг по среднему диаметру мк Наруж- ный диа- метр d0 мм Внутренний диаметр d^ мм
наиб. найм. найм. наиб. найм. найм. наиб. Е 4. наиб. найм. найм. наиб.
3X0,5 3 2,88 2,338 2,665 2,655 2,655 2,645 I II 2,645 2,635 2,655 2,645 0 20 3 2,459 2,599
4X0,7 4 3,86 3,076 3,532 3,518 3,518 3,504 I II 3,504 3,490 3,518 3,504 28 4 3,242 3,422
5X0,8 5 4,84 3,940 4,464 4,448 4,448 4,432 I II 4,432 4,416 4,448 4,432 32 5 4,134 4,334
6X1 о СП 6 5,82 4,675 5,330 5,310 5,310 5,290 I II 5,290 5,270 5,310 5,290 40 6 4,918 5,118
Резьба dxS мм Болт Болт и гайка Гайка
Наружный диаметр d мм Внутрен- ний диа- метр dx мм Средний диаметр болта d2 мм Группа Средний диаметр гайки мм Натяг по среднему диаметру мк Наруж- ный диа- метр d§ мм Внутренний диаметр d\ мм
наиб. найм. найм. наиб. найм. найм. наиб. найм. наиб. найм. найм. наиб.
8X1,25 8 7,80 6,343 7,163 7,138 7,138 7,113 I II 7,113 7,088 7,138 7,113 0 50 8 6,647 6,857
10X1,5 10 9,76 8,014 8,996 8,966 8,966 8,936 I II 8,936 8,906 8,996 8,936 60 10 8,376 8,626
12X1,5 12 11,76 10,014 10,996 10,965 10,965 10,936 I II 10,936 10,906 10,996 10,936 60 12 10,376 10,626
14X1,5 14 13,76 12,014 12,996 12,966 12,966 12,936 I II 12,936 12,906 12,996 12,936 60 14 12,376 12,626
16X1,5 16 15,76 14,014 14,996 14,966 14,966 14,936 I II 14,936 14,906 14,996 14,936 60 16 14,376 14,626
18X1,5 18 17,76 16,014 16,996 16,966 16,966 16,936 I II 16,936 16,906 16,996 16,936 60 18 16,376 16,626
20X1,5 20 19,76 18,014 18,996 18,966 18,966 18,936 I II 18,936 18,906 18,996 18,936 60 20 18,376 18,626
22X1,5 22 21,76 20,014 20,996 20,966 20,966 20,936 I II 20.936 20,906 20,996 20,936 60 22 20,376 20,626
24X1,5 24 23,76 22,014 22,996 22,966 22.966 22,936 I II 22,936 22,906 22,996 22,936 0 60 24 22,376 22,626
27x1,5 27 26,76 25,014 25,996 25,966 25,966 25,936 I II 25,936 25,906 25,996 25,936 60 27 25,376 25,626
30X1,5 30 29,76 28,014 28,996 28,966 28,966 28,936 I II 28,936 28,906 28,996 28,936 60 30 28,376 28,626
33X1,5 33 32,76 31,014 31,996 31,966 31,966 31,936 I II 31,936 31,906 31,996 31,936 60 33 31,376 31,626
36X1,5 36 35,76 34,014 34,996 34,966 34,966 34,936 I II 34,936 34,906 34,996 34,936 60 36 34,376 34,626
39X1,5 39 38,76 37,014 37,996 37,966 37,966 37,936 I 11 37,936 37,906 37,996 37,936 60 39 37,376 37,626
42X1,5 42 41,76 40,014 40,996 40,966 40,966 40,936 I II 40,936 40,906 40,996 40,936 60 42 40,376 40,626
45X1,5 45 44,76 43,014 43,996 43,966 43,966 43,936 I II 43,936 43,906 43,996 43,936 60 45 43,376 43,626
о
1. 13. РЕЗЬБА МЕТРИЧЕСКАЯ НА ДЕТАЛЯХ
ИЗ ПЛАСТМАСС
Ниже приводятся основные параметры (табл. 1.20 и 1.21) и рекоменда-
ции для метрической наружной и внутренней резьб па деталях из пластмасс
для диаметров от 1 до 120 мм, применяемых в авиационных конструкциях.
Резьбы выполняются по ГОСТу 11709—66 (рис. 1. 19).
Рис. 1. 19. Метрическая резьба для пластмасс
Н = 0,86603$
П = 0,№23$
Г -Н/6=0t/W
ri=ti/16=0,05kS
по ГОСТу 11709—66
Таблица 1.20
108
Продолжение
Диаметры d Шаги S
1-й ряд | 2-й ряд 3-й ряд особо крупные круп- ные мелкие
6 4 3 2 1,5 1 0,75
9 (1,25) 1 0,75
10 1,5 1 0,75
11 (1.5) 1 0,75
12 1,75 1,5 1 0,75
14 2 1,5 1 0,75
15 1,5 (1) 0,75
16 2 1,5 1 0,75
>7 1,5
20 24 18 22 2,5 2,5 2,5 3 2 2 2 2 1,5 1,5 1,5 1,5 1 1 1 1
25 2 1,5 (I)
27 (26) 3 2 1,5 1,5 1
30 3,5 (3) 2 1,5 1
33 (32) 3,5 (3) 2 2 1,5 1,5 1,5 1,5 1
36 35 4 3 2 1
39 (38) 4 3 2 1,5 1,5
40 (3) (2) 1,5
42 4,5 4,5 r (4) 3 2 1,5
45 (4) 3 2 1,5
(4) 3 2 1,5
(3) (2) 1,5
52 cJU (4) 3 2 1,5
55 58 АО о (4) (3) 2 1,5
56 5,5 4 (4) 3 (3) 2 2 1,5 1,5
60 (5,5) 4 (4) 3 (3) 2 9 1,5 1,5
64 4 3 2 1,5
се О (4) (3) 2 1,5
68 С 0 /? 4 3 2 1,5
70 О (6) (4) (3) 2 1,5
72 6 4 3 2 1,5
(4) ’ 4 (3) 2 1,5
76 ID 6 3 2 1,5
80 (78) 6 4 3 2 2 1,5
85 6 4 3 2 1,5
90 6 4 3 2 1,5
95 6 4 3 2 1,5
109
Продолжение
можности не применять.
Не рекомендуется применять на пластмассовых деталях резьбы с шагом
0,5; 0,75 и 1 мм для диаметров соответственно свыше 16; 18 и 36 мм.
Применение резьб с особо крупными шагами допускается для резьб диа-
метрами от 3 до 8 мм, а также на деталях из металлов, сопрягаемых с дета-
лями из пластмасс.
110
Основные размеры и допуски резьб на деталях из пластмасс Таблица 1.21
Отклонения наружного диаметра d мк Средний диаметр d2 Допуски среднего диаметра d% мк Внутрен- Отклонения внутреннего диаметра d^ мк
Резьба dxS мм Болт Гайка Болт и гайка ний диаметр d\ Болт Гайка
нижнее - —с Класс точности верхнее
Ф 0) Класс точности ф мм Ф X ф о Класс точности
X к о. ф со 2а 3 4 X * X X 2а 3 4 о. Ф X •• ’Я нжин 2а; 3 4
3X0,8 160 220 249 2,480 119 150 240 2,134 200 220
4X0,7 140 140 224 3,546 111 140 224 3,242 180 204
4X1 180 250 270 3,350 120 160 256 2,918 200 235
5X0,8 160 220 240 4,480 119 150 240 4,134 200 220
5X1,5 200 300 300 4,026 140 187 300 3,376 250 265
6X1 180 250 270 5,350 125 168 270 4,918 200 235
6X1,5 о 200 300 300 о 5,026 140 187 300 4,376 0 0 250 265
7X1 180 250 270 6,350 125 168 270 5,918 200 235
8X1 180 250 270 7,350 125 168 270 6,918 200 235
8ХЬ5 200 300 300 7,026 140 187 300 6,376 250 265
9X1 180 250 270 8,350 125 168 270 7,918 200 235
(9X1,25) 200 300 300 8,188 140 187 300 7,647 210 265
10X1 180 250 368 9,350 140 185 296 8,918 200 318
10X1,5 240 350 400 9,026 155 205 328 8,376 250 350
Резьба dxS мм Отклонения наружного Лнаметра d мк Средний диаметр <h мм
верхнее Болт Гайка
нижнее —с нижнее
Класс точности
2а 3 4
11X1 180 250 368 10,350
(11X1,5) 240 350 4G0 10,026
12X1 180 250 368 11,350
12X1,5 240 350 400 11,026
12X1,75 260 380 380 10,8^3
14X1 180 250 368 13,350
14X1,5 240 350 400 13,026
14x2 0 290 410 450 0 12,701
(15X1) 180 250 368 14,350
15X1,5 240 350 400 14,026
16X1 180 250 368 15,350
16X1,5 240 350 400 15,026
16X2 290 410 450 14,701
17x1,5 240 350 400 16,026
18X1 180 250 368 17,350
Продолжение
Допуски среднего диаметра d? мк Внутрен- ний диаметр d\ мм Отклонения внутреннего диаметра d\ мк
Болт и гайка Болт Гайка
Класс точности верхнее нижнее верхнее
Класс точности
2а 3 4 2а; 3 4
140 185 296 9,918 200 318
155 205 328 9,376 250 350
140 185 296 10,918 200 318
155 205 328 10,376 250 350
175 222 355 10,106 280 280
140 185 296 12,918 200 318
155 205 328 12,376 250 350
188 237 380 11,835 0 0 300 400
140 185 296 13,918 200 318
155 205 328 13,376 250 350
140 185 296 14,918 200 318
155 205 328 14,376 250 350
188 237 380 13,835 300 400
155 205 328 15,376 259 350
155 200 320 16,918 200 318
18X1,5 240 350 400 17,026 170 220 350 16,376 250 350
18x2 290 410 450 16,701 195 250 400 15,835 300 400
18X2,5 330 480 480 16,376 209 265 425 15,294 320 380
20x1 180 250 368 19,350 155 200 320 18,918 200 318
20X1,5 240 350 400 19,026 170 220 350 18,376 250 350
20x2 290 410 450 18,701 195 250 400 17,835 300 400
20X2,5 330 480 480 18,376 209 265 425 17,294 320 380
22X1 180 250 368 21,350 155 200 320 20,918 200 318
22X1,5 240 350 4C0 21,026 170 220 350 20,376 250 350
22X2 290 410 450 20,701 195 250 400 19,835 300 400
22X2,5 330 480 480 20,376 209 265 425 19,294 320 380
24X1 180 250 368 n 23,350 155 200 320 22,918 200 318
24X1,5 и 240 350 400 и 23,026 170 220 350 22,376 0 0 250 350
24X2 290 410 450 22,701 195 250 400 21,835 300 400
24X3 370 520 580 22,051 229 290 465 20,752 380 510
(25X1) 180 250 368 24,350 155 200 320 23,918 200 318
25X1,5 240 350 400 24,026 170 220 350 23,376 250 350
25X2 290 410 450 23,701 195 250 400 22,835 300 400
(26x1,5) 240 350 400 25,026 170 220 350 24,376 250 350
27X1 180 250 368 26,350 155 200 320 25,918 200 318
27X1,5 240 350 400 26,026 170 220 350 25,376 250 350
27x2 290 410 450 25,701 195 250 400 24,835 300 400
27x3 370 520 580 25,051 229 290 465 23,752 380 510
30X1 180 250 368 29,350 175 230 368 28,918 200 318
Резьба dXS мм Отклонения наружного диаметра d мк Средний диаметр мм
верхнее Болт Гайка
нижнее —с нижнее
Класс точности
2а 3 4
30X1,5 240 350 400 29,026
30X2 290 410 450 28,701
30x3 370 520 580 28,051
30x3,5 400 550 550 27,727
(32X1,5) 240 350 400 31,026
(32X2) 290 410 450 30,701
33X1 180 250 368 32,350
33X1,5 0 240 350 400 0 32,026
33X2 290 410 450 31,701
33X3 370 520 580 31,051
33X3,5 400 550 550 30,727
35X1,5 240 350 400 34,026
36X1 180 250 368 35,350
36X1,5 240 350 400 35,026
36X2 290 410 450 34,701
Продолжение
Допуски среднего диаметра d2 мк Внутрен- ний диаметр *1 мм Отклонения внутреннего диаметра rfj мк
Болт и гайка Болт Гайка
Класс точности верхнее нижнее верхнее 4-е
Класс точности
2а 3 4 2а; 3 4
190 210 230 248 190 210 175 190 210 230 248 190 175 190 210 250 280 310 313 250 280 230 250 280 310 313 250 230 250 280 400 450 495 500 400 450 368 400 450 495 500 400 368 400 450 28,376 27,835 26,752 26,211 30,376 29,835 31,918 31,376 30,835 29,752 29,211 33,376 34,918 34,376 33,835 0 0 250 300 380 420 250 300 200 250 300 380 420 250 200 250 300 350 400 510 500 350 400 318 350 400 510 500 350 318 350 400
36x3 370 520 580 34,051 230 310 495 32,752 380 510
36X4 420 600 650 33,402 265 335 535 31,670 480 570
(38X1,5) 240 350 400 37,026 190 250 400 36,376 250 350
39X1,5 240 350 400 38,026 190 250 400 37,376 250 350
39X2 290 410 450 37,701 210 280 450 36,835 300 400
39X3 370 520 580 37,051 230 310 495 35,752 380 510
39X4 420 600 650 36,402 265 335 535 34,670 480 570
40X1,5 240 350 400 39,026 190 250 400 38,376 250 360
(40X2) 290 410 450 38,701 210 280 450 37,835 300 400
(40X3) 370 520 580 38,051 230 310 495 36,752 380 510
42X1,5 240 350 400 41,026 190 250 400 40,376 250 350
42X2 290 410 450 40,701 210 280 450 39,835 300 400
42X3 0 370 520 580 0 40,051 230 310 495 38,752 0 0 380 510
(42X4) 420 600 650 39,402 270 360 570 37,670 480 570
42X4,5 450 650 650 39,077 281 355 570 37,129 550 550
45X1,5 240 350 400 44,026 190 250 400 43,376 250 350
45X2 290 410 450 43,701 210 280 450 42,835 300 400
45X3 370 520 580 43,051 230 310 495 41,752 380 510
(45X4) 420 600 650 42,402 270 360 570 40,670 480 570
45X4,5 450 650 650 42,077 281 355 570 40,129 550 550
48X1,5 240 350 400 47,026 190 250 400 46,376 250 350
48X2 290 410 450 46,701 210 280 450 45,835 300 400
48X3 370 520 580 46,051 230 310 495 44,752 380 510
(48X4) 420 600 650 45,402 270 360 570 43,670 480 570
сл
Резьба dxS мм Отклонения наружного диаметра d мк Средний диаметр ^2 мм
верхнее Болт Гайка
нижнее —с нижнее
Класс точности
2а 3 4
48X5 500 700 700 44,752
50x1,5 240 350 400 49,026
(50X2) 290 410 450 48,701
(50X3) 370 520 580 48,051
52X1,5 240 350 400 51,026
52X2 290 410 450 50,701
52X3 370 520 580 50,051
(52X4) 0 420 600 650 0 49,402
52x5 500 700 700 48,752
55Х1,5 2'0 350 480 54,026
55X2 290 410 530 53,701
(55X3) 370 520 580 53,051
(55X4) 420 600 650 52,402
56X1,5 240 350 480 55,026
56X2 290 410 530 54,701
Продолжение
Допуски среднего диаметра d% мк Внутрен- ний диаметр dx мм Отклонения внутреннего диаметра d\ мк
Болт и гайка Болт Гайка
Класс точности верхнее нижнее верхнее -f-e
Класс точности
2а 3 4 2а; 3 4
297 375 600 42,587 600 600
190 250 400 48,376 250 350
210 280 450 47,835 300 400
230 310 495 46,752 380 510
190 250 400 50,376 250 350
210 280 450 49,835 300 400
230 310 495 48,752 380 510
270 360 570 47,670 0 о 480 570
297 375 600 46,587 609 600
210 270 430 53,376 250 410
230 300 480 52,835 300 460
250 330 530 51,752 380 510
270 360 570 50.670 480 570
210 270 430 54,376 250 410
230 300 480 53,835 300 460
56X3 370 520 580 54,051
56X4 420 600 650 53,402
56x5,5 550 750 750 52,428
58X1,5 240 350 480 57,026
58X2 290 410 530 56,701
(58X3) 370 520 580 56,051
(58X4) 420 600 650 55,402
60X1,5 240 350 480 59,026
60X2 290 410 530 58,701
60X3 370 520 580 58,051
60X4 420 600 650 57,402
(60X5,5) 550 750 750 56,428
62Х1,5 0 240 350 480 и 61,026
62X2 290 410 530 60,701
(62x3) 370 520 580 60,051
(62x4) 420 600 650 59,402
64X1,5 240 350 480 63,026
64X2 290 410 530 62,701
64X3 370 520 580 62,051
64x4 420 600 650 61,402
64X6 600 800 800 60,103
65X1,5 240 350 480 64,026
65x2 290 410 530 63,701
(65X3) 370 520 580 63,051
250
270
305
210
230
250
270
210
230
250
270
305
210
230
250
270
210
230
250
270
305
210
230
250
330 530 52,752 380 510
360 570 51,670 480 570
393 630 50,046 650 650
270 430 56,376 250 410
300 480 55,835 300 460
330 530 54,752 380 510
360 570 53,670 480 570
270 430 58,376 250 410
300 480 57,835 300 460
330 530 56,752 380 510
360 570 55,670 480 570
393 630 54,046 650 650
270 430 60,376 0 0 250 410
300 480 59,835 300 460
330 530 58,752 380 510
360 570 57,670 480 570
270 430 62,376 250 410
300 480 61,835 300 460
330 530 60,752 380 510
360 570 59,670 480 570
410 650 57,505 700 720
270 430 63,376 250 410
300 480 62,835 300 460
330 530 61,752 380 510
00
Резьба dXS мм Отклонения наружного диаметра d мк Средний диаметр! а2 мм
верхнее Болт Гайка
нижнее —с нижнее
Класс точности
2а 3 4
(65X4) 420 600 650 62,402
68X1,5 240 350 480 67,026
68X2 290 410 530 66,701
68X3 370 520 580 66,051
68X4 420 600 650 65,402
68X6 600 800 800 64,103
70X1,5 240 350 480 69,026
70X2 0 290 410 530 0 68,701
(70X3) 370 520 580 68,051
(70X4) 420 600 650 67,402
(70X6) 600 800 800 66,103 ,
72X1,5 240 350 480 71,026
72x2 290 410 530 70,701
72X3 370 520 580 70,051
72X4 420 600 650 69,402
Продолжение
Допуски среднего диаметра (1% мк Внутрен- Отклонения внутреннего диаметра мк
Болт и гайка НИЙ диаметр d\ Болт Гайка
верхнее Н-е
ММ о Ф ф Класс точности
2а 3 4 верх! к Я X X 2а; 3 4
270 360 570 60,670 480 570
210 270 430 66,376 250 410
230 300 480 65,835 300 460
250 330 530 64,752 380 510
270 360 570 63,670 480 570
305 410 650 61,505 700 720
210 270 430 68,376 250 410
230 250 300 330 480 530 67,835 66,752 0 0 300 380 460 510
270 360 570 65,670 480 570
305 410 650 63,505 700 720
210 270 430 70,376 250 410
230 300 480 69,835 300 460
250 330 530 68,752 380 510
270 360 570 67,670 480 570
<о
72X6 600 800
75X1,5 240 350
75X2 290 410
(75X3) 370 520
(75X4) 420 600
76X1,5 240 350
76X2 290 410
76X3 370 520
76X4 420 600
76X6 600 800
(78X2) 290 410
80X1,5 240 350
80X2 0 290 410
80X3 370 520
80X4 420 600
80X6 600 800
85X1,5 240 350
85X2 290 410
85X3 370 520
85X4 420 600
85X6 600 800
90X1,5 240 350
90X2 290 410
90X3 370 520
800 68,103 305 410 650
480 74,026 210 270 430
530 73,701 230 300 480
580 73,051 250 330 530
650 72,402 270 360 570
480 75,026 210 270 430
530 74,701 230 300 480
580 74,051 250 330 530
650 73,402 270 360 570
800 72,103 305 410 650
530 76,701 230 300 480
480 79,026 210 270 430
530 0 78,701 230 300 480
580 78,051 250 330 530
650 77,402 270 360 570
800 76,103 305 410 650
480 84,026 230 300 480
530 83,701 250 330 530
580 83,051 270 360 580
650 82,402 290 380 610
800 81,103 325 435 700
480 89,026 230 300 480
530 88,701 250 330 530
580 88,051 270 360 580
65,505 700 720
73,376 250 410
72,835 300 460
71,752 380 510
70,670 480 570
74,376 250 410
73,835 300 460
72,752 380 510
71,670 480 570
69,505 700 720
75,835 300 460
78,376 250 410
77,835 0 0 300 460
76,752 380 510
75,670 480 570
73,505 700 720
83,376 250 410
82,835 300 460
81,752 380 510
80,670 480 570
78,505 700 720
88,376 250 410
87,835 300 460
86,752 380 510
Резьба d\S мм Отклонения наружного диаметра d мк Средний диаметр мм
верхнее Болт Гайка
нижнее — с нижнее
Класс точности
2а 3 4
90x4 420 600 650 87,402
90X6 600 800 800 86,103
95X1,5 240 350 480 94,026
95X2 290 410 530 93,701
95X3 370 520 580 93,051
95X4 420 600 650 92,402
95X6 600 800 800 91,103
100X1,5 0 240 350 480 0 99,026
100X2 290 410 530 98,701
100x3 370 520 580 98,051
100x4 420 600 650 97,402
100X6 600 800 800 96,103
105X1,5 240 350 480 104,026
105X2 290 410 530 103,701
105X3 370 520 580 103,051
Продолжение
Допуски среднего диаметра </2 мк Внутрен- Отклонения внутреннего диаметра мк
Болт и гайка НИЙ диаметр Болт Гайка
Класс ТЛ пилгти верхнее
мм о о о Класс точности
2а 3 4 верхи НИЖ1П 2а; 3 4
290 380 610 85,670 480 570
325 435 700 83,505 700 720
230 300 480 93,376 250 410
250 330 530 92,835 300 460
270 360 580 91,752 380 510
290 380 610 90,670 480 570
325 435 700 88,505 700 720
230 300 480 98,376 0 о 250 410
250 330 530 97,835 300 460
270 360 580 96,752 380 510
290 380 610 95,670 480 570
325 435 700 93,505 700 720
230 300 480 103,376 250 410
250 330 530 102,835 300 460
270 360 580 101,752 380 510
105X4 420 600 650 102,402 290 380 610 100,670 480 570
105X6 600 800 800 101,103 325 435 700 98,505 700 720
110x1,5 240 350 480 109,026 230 300 480 108,376 250 410
110x2 290 410 530 108,701 250 330 530 107,835 300 460
110x3 370 520 580 108,051 270 360 580 106,752 380 510
И0Х4 420 600 650 107,402 290 380 610 105,670 480 570
110x6 600 800 800 106,103 325 435 700 103,505 700 720
115Х 1,5 240 350 480 114,026 230 300 480 113,376 250 410
115x2 0 290 410 530 0 113,701 250 330 530 112,835 0 0 300 460
115X3 370 520 580 113,051 270 360 580 111,752 380 510
Н5Х4 420 600 650 112,402 290 380 610 110,670 480 570
115x6 600 800 800 111,103 325 435 700 108,505 700 720
120X1,5 240 350 480 119,026 230 300 480 118,376 250 410
120x2 290 410 530 118,701 250 330 530 117,835 300 460
120x3 370 520 580 118,051 270 360 580 116,752 380 510
120x4 420 600 650 117,402 290 380 610 115,670 480 570
120x6 600 800 800 116,103 325 435 700 113,505 700 720
При м е я ание. В таблице ленности. приве дены j диаметры и шаги р езьб, | эекоме ндуемые для пр вменен 1ия в авиапромыш-
1. Резьбы с крупными шагами обозначаются буквой М, диаметром и клас-
сом точности. Например:
М5 кл. 5.
Резьбы с мелкими и особо крупными шагами обозначаются буквой М,
диаметром и шагом через знак «X» и классом точности. Например:
M5X1J5 кл. 4.
2. Допуски резьб обозначаются числовым значением класса точности. На-
пример:
М12х1,5 кл. 3; М4х1 кл. 3; М36 кл. 4 и т. п.
Если на чертеже свинчиваемые детали показаны в собранном виде и име-
ют допуски по различным классам, то последние обозначаются в виде дроби,
в числителе которой указывается класс точности гайки, а в знаменателе —
класс точности болта. Например:
Ml20x3 кл. 3/кл. 4.
3. Срез или закругление по внутреннему диаметру резьбы болта на рас-
стоянии ///6=0,1445 от вершины теоретического профиля резьбы является ис-
ходным при проектировании резьбообразующего инструмента. Наименьший
радиус закругления и наименьшая ширина площадки (при срезе) определя-
ются их расстоянием ///8—0,1085 от вершины теоретического профиля.
4. Допускаются закругления кромок площадки при срезе радиусом не бо-
Н
лее П=гг=0,0545.
16
5. Предельные отклонения резьбы с крупными и мелкими шагами на ме-
таллических деталях, сопрягаемых с деталями из пластмасс, — по ГОСТу
9253—59.
6. Верхнее отклонение наружного диаметра резьбы гайки и нижнее от-
клонение внутреннего диаметра резьбы болта не нормируются. Зазоры в резь-
бовых соединениях по этим диаметрам обеспечиваются размерами резьбооб-
разующего инструмента.
7. Внутренний диаметр резьбы болта контролируется по верхней границе
проходным резьбовым калибром—кольцом, имеющим прямые срезы профи-
ля по диаметру, равному наименьшему внутреннему диаметру резьбы гайки;
наружный диаметр резьбы гайки контролируется по нижней границе проход-
ным резьбовым калибром-пробкой с наружным диаметром, равным наиболь-
шему наружному диаметру резьбы болта.
8. Допускается сопряжение гаек и болтов разных классов точности.
9. Для шага н угла профиля резьбы предельные отклонения для каждо-
го из этих элементов в отдельности не устанавливаются. Суммарный допуск
для среднего диаметра резьбы представляет собой сумму трех слагаемых: по-
грешности среднего диаметра резьбы и диаметральных компенсаций погреш-
ностей шага и угла профиля резьбы.
10. Предельные отклонения и допуски по табл. 1.21 распространяются на
детали из пластмасс, размеры которых определены при нормальной темпера-
туре 20° С и относительной влажности воздуха 40—70%. Контролировать резь-
бу на деталях из пластмасс не ранее, чем через 6 час после извлечения де-
тали из пресс-формы.
РЕКОМЕНДАЦИИ ПО ВЫБОРУ ШАГА И КЛАССА ТОЧНОСТИ
РЕЗЬБЫ
Для термореактивных материалов с порошкообразным наполнителем наи-
более прочной является резьба с шагом 1,5 мм. Резьбы с более крупными
шагами имеют меньшую прочность.
В нагруженных резьбовых соединениях, в которых болт изготовлен из
пластмассы, а гайка — из металла с шагом резьбы более 1,5 мм, целесообраз-
но для увеличения прочности соединения уменьшить высоту профиля резьбы
болта за счет уменьшения ее наружного диаметра на величину Adj. Нижнее
отклонение наружного диаметра резьбы не должно быть при этом больше до-
122
иустимого нижнего отклонения по 4-му классу точности. Величина уменьше-
ния расчетного наружного диаметра резьбы кольца определяется как
Arfi — С(4)—S Аб/г,
где:
С(4) — допуск наружного диаметра резьбы 4-го класса точности;
— суммарная погрешность среднего диаметра резьбы.
Для нагруженных соединений резьбы с шагом менее 1,5 мм не рекомен-
дуются, так как витки такой резьбы переобогашепы смолой и имеют меньшую
прочность при срезе.
Для упругопластичпых материалов наиболее прочными являются резьбы
с шагом 2—3 мм. При меныпих шагах может произойти разрушение витков
даже при относительно небольших нагрузках.
Класс точности необходимо выбирать с учетом эксплуатационных требо-
ваний, предъявляемых к резьбовому соединению. При этом помимо механи-
ческих свойств пластмасс данной марки должно быть учтено следующее:
— класс 2а предназначается для резьбовых деталей повышенной точно-
сти, к которым предъявляются требования по герметичности соединения (с
использованием специальных паст), по соосности соединяемых деталей и т. п.;
— класс точности 3 предназначается для нагруженных резьбовых соедине-
ний, однако не рекомендуется сопрягать детали из хрупких и упругопластич-
ных материалов, так как прочность соединения при этом снижается в 3—5
раз;
- - класс точности 4 предназначается для слабонагруженных резьбовых
соединений деталей из пластмасс, а также деталей из металла и пластмасс.
Соединения типа металл—пластмасса будут иметь большую прочность, чем
соединения типа пластмасса—пластмасса.
Достижимая точность резьбы при литье и прессовании деталей из пласт-
масс с различными колебаниями усадки определяется по табл. 1.22. Указан-
ные в табл. 1.22 классы точности могут быть получены для приведенных соот-
ношений колебания усадки, длины свинчивания и диаметра при условии изго-
товления резьб с учетом средней усадки по шагу.
1.14. РЕЗЬБА МЕТРИЧЕСКАЯ ДЛЯ ДИАМЕТРОВ
ОТ 0,25 ДО 0,9 мм
Резьбы метрические для диаметров от 0,25 до 0,9 мм предназначены для
деталей приборов и выполняются по ГОСТу 9000—59 (рис. 1.20; табл. 1.23).
1. Резьбы по ГОСТу 9000—59 обозначаются буквой М и диаметром. На-
пример:
МОЛ
2. Размер Я/6 является исходным для проектирования резьбообразую-
щих инструментов.
3. Закругление по наружному диаметру резьбы винта допускается лишь
в пределах поля допуска (с) на данный диаметр.
4. При нарезании гаек из материала с временным сопротивлением до
(Твв70 кГ/мм2 и длиной резьбовой части более d допускается увеличение верх-
него отклонения внутреннего диаметра гайки (е) на 12%.
1.15. РЕЗЬБА ПО БРИТАНСКОМУ СТАНДАРТУ
B.S. 1580: 1953
Резьба по данному стандарту включает три класса точности — от 1-го
(более грубого) до 3-го (более точного) — и охватывает основную номен-
клатуру диаметров и шагов.
Профиль резьбы соответствует профилю по нормали 214АТ.
123
Таблица, 1.22
Достижимая точность резьбы
на пластмассовых деталях при литье и прессовании
8
мм
d
мм
ТГЪ
максимальные колебания
до 0J | до 0J6 1 до 0,25 1 до о,о 1 дод,5
Достижимый класс точности при числе витков
п=8
п=4
п=8
п=4
п=/е
п^епые
п=4
П-16
п=4
п=8
п=>
п=ч
0,1
0,8
4______
3
4; 6; 7
1'0-16
18-36
9________
5~8_____
10-17____
18-27
30-52
65~80
85-120
1,75
2,5
3,5
±5.
П_____
14; 16
18-27
30-52
55-80
85-120
18-22
27
30-52
56-80
85-120
30, 33
_______
_56^L.
85-120
92, 45
Л8, 52
64-80
85-120
п=8
1п=16
YWZX
\бс/Л-класс 2а
ШНИ - класс 3
-класс 4
г
П р и меча н и е. Заштрихованные зоны определяют условия, при которых
достижимы указанные классы точности резьбы. При изготовлении резьбы
в пресс-форме с номинальным шагом указанные в таблице классы точности
могут быть достигнуты, если длина свинчивания будет уменьшена. Допускае-
мое число витков л' определяется по формуле
п' = п—------,
2^тах
Где п — число витков, полученное из таблицы;
— колебание усадки пластмассы;
9mai — максимальная усадка пластмассы.
124
Основные размеры и допуски резьб для деталей приборов
Таблица /.23
Резьба rfXS Рабочая высота профиля h Отклонения наружного диаметра Средний диам етр мм Допуск среднего диаметра b мк Внутренний диаметр мм Отклонения внутреннего диаметра
Болт Гайка
Болт Гайка
верхн. нижн. —с нижн.
верхн. нижн. верхн. +е
мм мк мк
0,25 X0,075 0,041 0 20 0 0,201 20 0,169 0 26
0,3X0,08 0,044 20 0,248 20 0,213 30
(0,35 X 0,09) 0,049 22 0,292 22 0,253 34
0,4x0,1 0,054 25 0,335 25 0,292 36
(0,45X0,1) 0,054 25 0,385 25 0,342 36
0,5X0,125 0,068 32 0,419 30 0,365 45
(0,55X0,125) 0,068 32 0,469 30 0,415 45
0,6X0,15 0,081 40 0,503 36 0,438 50
(0,7x0,175) 0,095 45 0,586 40 0,511 58
0,8X0,2 0,109 50 0,670 45 0,583 65
0,9X0,225 0,122 56 0,754 48 0,656 71
Примечание. Размеры резьб, указанные в скобках, в новых конструкциях не применять.
Н= 0,866038
Л = 0,541258
J* = Н/6=0,1443
Рис. 1.20. Метрическая резьба для приборов
по ГОСТу 9000-59
Рис. 1.21. Трапецеидальная резьба по ГОСТу 9484—64
126
Резьба по стандарту B.S. 1580:1953 обозначается номинальным наруж-
ным диаметром (в дюймах), через тире числом ниток на 1", буквами UN С,
классом точности и буквой А — для наружной резьбы и буквой В — для внут-
ренней (см. табл. 1.24).
В изделиях авиатехники, для штуцеров (гнезд) проверки герметичности
кабин, применяется резьба по стандарту B.S. 1580: 1953 только одного разме-
ра — 3V2—4—2-го класса точности.
Таблица 1.24
Предельные размеры резьбы 31/2—4 в мм
Обозначение Наружный диаметр Средний диаметр Внутренний диаметр
наиб. найм. наиб. найм. наиб. найм.
Штуцер 31/2—4 UNC-2A 88,816 88,212 84,691 84,412 81,026 80,289
Гнездо 31/2—4 UNC—2В Не нор- мирован 88,900 85,138 84,775 82,789 82,027
1.16, РЕЗЬБА ТРАПЕЦЕИДАЛЬНАЯ ОДНОХОДОВАЯ
Резьба трапецеидальная одноходовая (рис. 1.21) предназначена для дета-
лей, передающих движение, например, для ходовых и грузовых винтов различ-
ных механизмов, и выполняется по ГОСТу 9484—60 с допусками по ГОСТу
9562—60 (табл. 1.25; 1.26 и 1.27).
Таблица 1.25
Размеры профиля трапецеидальной резьбы в мм
Шаг резьбы S Глубина резьбы Рабочая высота профиля h Зазор Z Радиус г иаиб
2 1,25 1 0,25 0,25
3 1,75 1,5 0,25
4 2,25 2 0,25
5 3 2,5 0,5
6 3,5 3
8 4,5 4
10 5,5 5
12 6,5 6
16 9 8 1 0,5
20 11 10
24 13 12
32 17 16
40 21 20
48 25 24
127
Таблица 61.2
Диаметры и шаги трапецеидальной резьбы в мм
Диаметры d Шаги S Диаметры d Шаги S
1-й ряд 2-й ряд 3-й ряд 1-й ряд 2-й ряд 3-й ряд
10 3 2 ПО 20 12 5
12 3 2 120 24 16 6
14 3 2 130 24 16 6
16 4 2 140 24 16 6
18 4 2 150 24 16 6
20 4 2 160 24 16 8
22 8 5 2 170 24 16 8
24 8 5 2 180 32 20 8
26 8 5 2 190 32 20 8
28 8 5 2 200 32 20 10
30 10 6 3 210 32 20 10
32 10 6 3 220 32 20 10
34 10 6 3 240 40 24 12
36 10 6 3 250 40 24 12
38 10 6 3 260 40 24 12
40 10 6 3 280 40 24 12
42 10 6 3 300 40 24 12
44 12 8 3 320 48 12
46 12 8 3 340 48 12
48 12 8 3 330 48 12
50 12 8 3 380 48 12
52 12 8 3 400 48 12
55 12 8 3 420 16
60 12 8 3 440 16
(62) 16 10 4 460 16
65 16 10 4 480 16
70 16 10 4 500 16
75 16 10 4 500 20
(78) 16 10 4 540 20
80 16 10 4 560 20
85 20 12 5 580 20
90 20 12 5 600 24
95 20 12 5 620 24
100 20 12 5 610 24
Примечание. При выборе диаметров резьб следует предпочитать пер-
вый ряд второму, а второй — третьему.
Диаметры, поставленные в скобки, по возможности не применять.
Для деталей, ранее спроектированных конструкций, допускается примене-
ние резьбы 19X4.
128
Наружный диаметр винта является одновременно и номинальным диа-
метром резьбы.
В случае передачи больших усилий впадина профиля винта закругляется
радиусом Гнаиб.
Для многоходовых трапецеидальных резьб применяются те же профили,
•По и для одноходовых.
I. Трапецеидальные резьбы по ГОСТам 9484—60 и 9562—60 обозначаются
буквами Трап, диаметром, шагом (через знак X) и классом точности. На-
пример:
Трап 60 X /2 кл. 2.
Если на чертеже свинчиваемые детали показаны в собранном виде и
имеют допуски по разным классам, то они обозначаются в виде дроби, чис-
литель которой указывает класс точности гайки, а знаменатель—винта. На-
пример:
Трап 60 X12 кл. 2/кл. 3.
2. Отклонения отсчитываются от соответствующйх диаметров резьбы в
направлении, перпендикулярном к оси винта.
МК
W0
300
200
* ТОО
1—0
-100
-200
-300
-4)0
-500
-ООО
Рис. 1.22. Классы точности трапецеидальных резьб
3. Верхнее отклонение наружного диаметра гайки настоящим стандартом
не нормируется.
4. Класс точности резьбовых соединений определяется величиной полного
допуска среднего диаметра.
Устанавливаются следующие классы точности (рис. 1.22):
а ) для гайки — 1, 2 и 3-й (кл. 1, кл. 2, кл. 3k
б ) для винта (посадки в системе отверстия):
— скользящая посадка 1-го класса точности (кл. 1),
— посадка движения 2-го класса точности (кл. 2),
— посадка движения 3-го класса точности (кл. 3),
— ходовая посадка 3-го класса точности (кл. ЗХ).
5. Классы точности для отдельных резьбовых соединений выбираются в
зависимости от их назначения и настоящим стандартом не регламентиру-
ются.
Допускаются сочетания гаек и винтов разных классов точности.
6. Свинчиваемость проверяемых только предельными калибрами резьбо-
вых соединений с допусками по настоящему стандарту гарантируется при ус-
ловии, что фактические длины свинчиваемых изделий не превышают длины
используемых при контроле калибров более чем на 25%.
7. Для шага резьбы и угла профиля предельные отклонения по каждому
из элементов в отдельности не устанавливаются. Полный допуск по среднему
5 5212 129
Основные размеры и допуски
<и Отклонения наруж- ного диаметра dis Отклонения среднего
Резьба в мк та Винт
dXS «-•к Винт Гайка верхи. — Ь' нижн. . — Ь‘ 7
ММ я -° нижн. —с эЕ S X 3
2 42 2 2 X сх верхи. нижн. о о * 1 класс СО О X та CN X X § со 1 класс а та «=; CN X та со х х 5 СО X
10x2 10,5 100 9 34 132 197 294 362 460
юхз 10,5 150 8,5 37 158 221 336 410 530
12X2 12,5 100 11 34 132 197 294 362 460
12X3 12,5 150 10,5 37 158 221 335 410 530
14X2 14,5 100 13 34 132 197 294 362 460
14X3 14,5 150 12,5 37 158 221 335 410 530
16X2 16,5 100 15 34 132 197 294 362 460
16X4 16,5 200 14 45 187 266 400 485 627
18X2 18,5 100 17 34 132 210 314 388 485
18X4 18,5 200 16 45 187 266 400 485 627
20X2 20,5 100 19 34 132 210 314 388 485
20X4 . 20,5 200 18 45 187 266 400 485 627
22X2 22,5 100 21 34 132 210 314 388 485
22X5 23 250 19,5 52 205 308 462 565 720
22x8 23 0 400 0 18 п 67 268 390 590 720 920
24X2 24,5 100 23 и 34 132 210 314 388 485
24X5 25 250 21,5 52 205 308 462 565 720
24X8 25 400 20 67 268 390 590 720 920
26x2 26,5 100 25 34 132 210 314 388 485
26X5 27 250 23,5 52 205 308 462 565 720
26X8 27 400 22 67 268 390 590 720 920
28X2 28,5 100 27 34 132 210 314 388 485
28X5 29 250 25,5 52 205 308 462 565 720
28X8 29 400 24 67 268 390 590 720 920
30X3 30,5 150 28,5 37 158 266 392 465 585
30X6 31 300 27 56 234 319 522 635 800
зохю 31 500 25 75 300 454 680 820 1042
32X3 32,5 150 30,5 37 158 266 392 465 585
32X6 33 300 29 56 234 349 522 635 800
130
Таблица 1.27
нижн.
трапецеидальной резьбы
етра в мк Внутренний диаметр Отклонения внутреннего диаметра вмк Площадь сечения стержня
Гайка в мм Винт Гайка
верхн. нижн
те те те Винт Гайка верхн. I4JJBI 1 ь* н г нижн. верхн. -1 е F см^
—' X сч 5 00 it —" £ X те ее it:
197 262 328 7,5 8 444 542 100 0,44
221 295 372 6,5 7 503 623 150 0,33
197 262 328 9,5 10 444 542 100 0,71
221 295 372 8,5 9 503 623 150 0,57
197 262 328 11,5 12 444 542 100 1,04
221 295 372 10,5 11 503 623 150 0,87
197 262 328 13,5 14 444 542 100 1,43
266 355 440 11,5 12 595 737 200 1,04
210 280 355 15,5 16 477 574 100 1,89
266 355 440 13,5 14 595 737 200 1,43
210 280 355 17,5 18 477 574 100 2,41
266 355 440 15,5 16 595 737 200 1,89
210 280 355 19,5 20 477 574 100 2,99
308 410 515 16 17 694 849 250 2,01
390 520 650 13 14 0 883 1083 0 400 1,33
210 280 355 21 v5 22 477 574 V/ 100 3,63
308 410 515 18 19 694 849 250 2,54
390 520 650 15 16 883 1083 400 1,77
210 280 355 23,5 24 477 574 100 4,34
308 410 515 20 21 694 849 250 3,14
390 520 650 17 18 883 1083 400 2,27
210 280 355 25,5 26 477 574 100 5,11
308 410 515 22 23 694 849 250 3,80
390 520 650 19 20 883 1083 400 2,84
266 355 л 28 26,5 27 572 692 150 5,52
349 465 578 23 24 780 945 300 4,16
^54 605 745 19 20 1006 1228 500 2,84
266 355 428 28,5 29 572 692 150 6,38
349 465 578 25 26 780 945 300 4,91
»31
ex 0) Отклонения наруж- ного диаметра di; Отклонения среднего
Рр.Чкбя со § 5 в мк 3 СО Винт
dXS Винт Гайка X ! « верхн. — Ь' нижн . —Ь"
мм х — ’ эх
£ 3 X 3
нижн. Ф 00 Ф Ф Ф Ф О CJ
гв* > верхн. нижн. ° м °*? ф ф ф ф ф СО X со то СО 5 о о S х 5
Г сх^ О X СЧ X 00 X — X CM X оо х оо х
32X10 33 500 27 75 300 454 680 820 1042
34X3 34,5 150 32,5 37 158 266 392 465 585
34X6 35 300 31 56 234 319 522 635 800
34X10 35 500 29 75 300 451 680 820 1042
36X3 36,5 150 34,5 37 158 266 392 465 585
36X6 37 300 33 56 234 349 522 635 800
36X10 37 500 31 75 300 454 680 820 1042
38X3 38,5 150 36,5 37 158 266 392 465 585
38X6 39 300 35 56 234 349 522 635 800
38X10 39 500 33 75 300 454 680 820 1042
40X3 40,5 150 38,5 37 158 266 392 465 585
40X6 41 300 37 56 234 349 522 635 800
40X10 41 500 35 75 300 454 680 820 1042
42X3 42,5 150 40,5 37 158 266 392 465 585
42X6 43 300 39 56 234 319 522 635 800
42X10 43 500 0 37 0 75 300 454 680 820 1042
44X3 44,5 150 42,5 37 158 26 5 392 465 585
44X8 45 400 40 67 268 413 620 758 960
44X12 45 600 38 82 328 518 772 918 1190
46X3 46,5 150 44,5 37 158 266 392 478 595
46X8 47 ч 400 42 67 268 413 620 758 960
46X12 47 600 40 82 328 518 772 948 1190
48X3 48,5 150 46,5 37 158 266 392 478 595
48X8 49 400 44 67 268 413 620 758 960
48X12 49 600 42 82 328 518 772 948 1190
50X3 50,5 150 48,5 37 158 266 392 478 595
50X8 51 400 46 67 268 413 620 758 960
50X12 51 600 44 82 328 518 772 918 1190
52X3 52,5 150 50,5 37 158 265 392 478 595
52x8 53 400 48 67 268 413 620 758 960
132
Продолжение
наметра в мк Внутренний диаметр в мм Отклонения внутреннего диаметра в мк Площадь сечения
Гайка Винт Гайка
верхи, н-Ь нижн. —/ стержня
X * то то си Винт Гайка со <т> чо и X 2 иЗ ассы асе нижн. веР*н- 4-е F см?
что То «то Ps то
X —• ЧС СЧ SC со X — X со «
454 605 745 21 22 1006 1228 500 3,46
266 355 428 30,5 31 572 692 150 7,31
349 465 578 27 28 780 945 300 5,73
454 605 745 23 24 1006 1228 500 4,16
266 355 428 32,5 33 572 692 150 8,30
349 465 578 29 30 780 945 300 6,4)1
454 605 745 25 26 1006 1228 500 4,91
266 355 428 34,5 35 572 692 150 9,35
349 465 578 31 32 780 945 300 7,55
454 605 745 27 28 1006 1228 500 5,73
256 355 428 36,5 37 572 692 150 10,46
349 465 578 33 34 780 945 300 8,55
454 605 745 29 30 1006 1228 500 6,61
266 355 428 38,5 39 572 692 150 11,64
349 465 578 35 36 780 945 300 9,62
0 454 605 745 31 32 0 1006 1228 0 500 7,55
266 355 428 40,5 41 572 692 150 12,88
413 550 690 35 36 931 НЗЗ 400 9,62
518 690 865 31 32 1164 1406 600 7,55
266 355 440 42,5 43 588 705 150 14,19
413 550 690 37 38 931 НЗЗ 400 10,75
518 690 865 33 34 1164 1406 600 8,55
266 355 440 44,5 45 588 705 150 15,55
413 550 690 39 40 931 1133 400 11,05
518 690 865 35 36 1164 1406 600 9,62
236 355 440 46,5 47 588 705 150 16,98
413 550 690 41 42 931 ИЗЗ 400 13,20
518 690 865 37 38 1164 1406 600 10,75
266 355 440 48,5 49 588 705 150 18,47
413 550 690 43 44 931 НЗЗ 400 14,52
133
СОфООООООООООООЧЧЧЧ.ЧЧЧЧЧФФ О) О О ООЗСПОО’О’СЛСЛ OOO’OlOlOOOQOQOQOO'O’O’OOOO’O’O’tOtOtOOOOO’O'O’tO хххххххххххххххххххххххххххххх — О’КЭ— О’ — — 4ь — — 4ь — — 4ь — >—4ь — — 4ь — — 4bl—00G0“ ODGO — № О to G) О 0) О C7J О О) О 0)0 0)0 to to to Резьба d\S мм
С0с000 00 00 00 а0Э000**4**4-4**4*4,-4-*4*40)0)О0)С7)0)ОО>а)0’0'0’0* — — -*4О)О:Ю — OOOOOMOCntO — ОМО)Сл4-.СОЮ — — ОООСЛОО O’ O’ O’ O’ О’ О’ О’ О’ Наружный диаметр резьбы гайки d' мм
о \ 1 верхн. । Винт Отклонения наруж- ного диаметра в мк
OitOOOi tOOOO’tOOOO’tOOOO’tOOOO’NOOOOttOaoO’tOCn^b — О 4^ “ О ОО’ООО’ООООООООООООООООООООО’ООО’О оооооооооооооооооооооооооооооо и
о •нжин I Гайка
О О О’ О’ О О’ О' О' О’ О' 4* 4b-*4O’OtOtOO’ODOGOO-*4OOONDO’OO*4OQO4b-4O4i.Oao<0 — WO О’ О’ сл о» Средний диаметр d2 мм
о 1 класс верхн. —Ь' Винт Отклонения среднего
ООО’ЭООСиОЧ^ОЧ^сОЧ^ОЧ^СОЧ^СОЧ^ООООООСГ'/ООО to to О' to to CO O' O’ GO O’ O' 00 O’ O’ 00 O’ O’ CO O’ O’ GO O’ O’ to -4 M to M *4 tO 2 и 3 классы
G0tO4bG0tOG0C0 — COCO — COGO“OOOO — COCO — COCO — Goto — Goto —• GO & 2 ^SOO?^§00^20C>**100C><)OOOMOOOtOOO|tOC)0’tO OOO’OQOO’tOOMtOOMtOOMtOOMtOOMtOOMOoaoODOOOOOOOO ЗХ класс
9’ W io 4^ W 4^ W CT 4- W O1 IO 4* Ю □' \-O СЛ bO CO Ui “ **4 •“ " **4 ~ •—‘ -*4 — —- *—* »— •—* kJ •— »—• *—• — ОЭСООС^СОФСг^СООЪ.исОСГ-4-СОО: 4.(0 CT- 4- CO Ci X io Ф X j: X 1 класс | нижн. —Ьи
a0 0’OQ0 0'COM4*<0M4^CO-44*tO->44bCO^14-'OM4-.MCr.G3^ia>G0-4 2 Й S 2 i? “ Oto — OtO — Clto- C^to — OtO — O-4tOCO*4tOC0**J OOOOOOOOtOOOtOOOtOOOIOOOtOOOtOtOOtOtOOfOtO 2 класс
CO О оз co О — 00 O’ “00 O' — 00 O' — 00 O’»— 00 O' — X0'044-044-0 •*40iO*4 0'GOOO:GOOOGoa)0)GOC7)C7;GOOOG0004SbO'*4>^-0'*4^- 00 О O' то о O' O’ O’ O’ O' O' O' O' O' 0’ O' O’ O' O' O' O' O’ O’ 00 OO 00 00 00 00 oc 3 класс
KD000)N0004^Q-*44bOM4^OM4^O*44bO'«J4bO->4 — CO On “CO O’ — NO О to bO О — co — — CO1— — CO — — CO — — co — — CO — co o co co co to О’ О О U’ О O’ Q О O' о о O' о о сл о о Сл 00 0'0000 0’00 0'0 ЗХ класс
Продолжение
/iliaметра в мк Внутренний диаметр в мм Отклонения внутреннего диаметра в мк Площадь сечения стержня F см-
Гайка Винт Гайка
нижн. верхн. 4-6 Винт d2 Гайка верхн. нижн. —f нижн. верхи. +е
1 класс ГС е; СЧ * CQ Ч ОО * 1, 2 из классы зх класс
518 690 865 39 40 1164 1406 600 11,95
266 355 440 51,5 52 588 705 150 20,83
413 550 690 46 47 931 1133 400 16,62
518 690 865 42 43 1164 1406 600 13,85
266 355 440 56,5 57 588 705 150 25,07
413 550 690 51 52 931 1133 400 20,43
518 690 865 47 48 1164 1406 600 17,35
314 418 520 57,5 58 695 840 200 25,97
476 635 790 51 52 1063 1288 500 20,43
619 825 1040 44 46 1395 1675 800 15,21
314 418 520 60,5 61 695 840 200 28,75
476 635 790 54 55 1063 1288 500 22,90
619 825 1040 47 49 1395 1675 800 17,35
314 418 520 65,5 66 695 840 200 33,70
476 635 790 59 60 1033 1288 500 27,34
0 619 825 1040 52 54 0 1395 1675 0 800 21,24
314 418 520 70,5 71 695 840 200 39,04
476 635 790 64 65 1033 1288 500 32,17
619 825| | 1040 57 59 1395 1675 800 25,52
314 418 520 73,5 74 695 840 200 42,43
476 635 790 67 68 1063 1288 500 35,26
619 825 1040 60 62 1395 1675 800 28,27
314 418 520 75,5 76 695 840 200 44,77
476 635 790 69 70 1063 1288 500 37,39
619 825 1010 62 64 1395 1675 800 30,19
359 478 595 79 80 799 949 250 49,02
636 715 895 72 73 1202 1449 600 40,72
720 950 1200 63 65 1605 1920 1000 31,17
359 478 595 84 85 799 949 250 55,42
535 715 895 77 78 1202 1449 600 46,57
135
CL OJ Отклонения наруж- ного диаметра сч о. Отклонения среднего
rc = x в мк 0) S Винт
со
Л Lr vJ cl dXS 3^ Винт Гайка X верхи. — Ь' нижн . —Ь"
MM #Х
is X 3
нижн. ts Q СО С- О U £
9* м верхи. _с нижн. й) ж * СО X СО . со со со ГС к . ГС
е? Ч X г- е; р; к: X ч
X M О — X смхсох — хсчх СО X 00 X
90X20 92 1000 80 105 420 720 1068 1305 1620
95X5 96 250 92,5 52 205 359 530 650 800
95X12 96 600 89 82 328 536 800 978 1225
95x20 97 1000 85 105 420 720 1068 13051620
100X5 101 250 97,5 52 205 359 530 650 800
100X12 101 600 94 82 328 536 800 978 1225
100X20 102 1000 90 105 420 720 10:58 1305 1620
110x5 111 250 107,5 52 205 359 530 650 800
110X12 111 600 104 82 328 536 800 978 1225
110x20 112" 1000 100 105 420 720 1068 1305 1620
120X6 121 300 117 56 234 398 585 720 885
120X16 122 800 112 93 372 656 970 11901470
120X24 122 1200 108 112 448 840 1230 1520 1845
130x6 131 300 127 56 234 398 585 720 885
130X16 132 800 122 93 372 656 970 1190 1470
130x24 132 0 1200 0 118 0 112 448 840 1230 1520 1845
140X6 141 300 137 56 234 398 585 720 885
140X16 142 800 132 93 372 656 970 11901470
140X24 142 1200 128 112 448 840 1230 15201845
150x6 151 300 147 56 234 398 585 720 885
150X16 152 800 142 93 372 656 970 11901470
150X24 152 1200 138 112 448 840 1230 1520 1845
160X8 161 400 156 67 268 461 682 830 1032
160X16 162 800 152 93 372 656 970 1190 1470
160X24 162 1200 148 112 448 840 1230 1520 1845
170X8 171 400 166 67 268 461 682 830 1032
170X16 172 800 162 93 372 656 970 1190 1470
170x24 172 1200 158 112 448 840 1230 1520 1845
180X8 181 400 176 67 268 461 682 830 1032
180X20 182 1000 170 105 420 758 1120 13701685
136
Продолжение
диаметоа в мк Внутренний Отклонения внутреннего
диаметр диаметра в мк Площадь
Г айка в мм Винт Гайка
сечения стержня
верхн. нижн. —f
ижн. ГС iacc ГС Винт Гайка А верхн. 2 и 3 1ЭССЫ нижн. верхн. +е F см%
X см * 00 S Ье: РЧ ОФ Ьй
720 950 1200 68 70 1605 1920 1000 36,32
359 478 595 89 90 799 949 250 62,21
536 715 895 82 83 1202 1449 600 52,81
720 960 1200 73 75 1605 1920 1000 41185
359 478 595 94 95 799 949 250 69,40
536 715 895 87 88 1202 1449 600 59,45
720 930 1200 78 80 1605 1920 1000 47,78
359 478 595 104 105 799 949 250 84,95
536 715 895 97 98 1202 1449 600 73,90
720 960 1200 88 90 1605 1920 1000 60,82
398 530 660 113 114 885 1050 300 100,29
656 875 1100 102 104 1465 1745 800 81,71
840 1120 1400 94 96 1870 2195 1200 69,40
398 530 650 123 124 885 1050 300 118,82
656 875 1100 112 114 1465 1745 800 98,52
0 840 1120 1400 104 106 0 1870 2195 0 1200 84,95
398 530 860 133 134 885 1050 300 138,93
656 875 1100 122 124 1465 1745 800 116,90
840 1120 1400 114 116 1870 2195 1200 102,07
398 530 660 143 144 885 1050 300 1(50,61
656 875 1100 132 134 1465 1745 800 136,85
810 1120 1400 124 126 1870 2195 1200 120,76
461 615 765 151 152 1021 1223 400 179,08
656 875 1100 142 144 1465 1745 800 158,37
810 1120 1400 134 136 1870 2195 1200 141,03
461 615 765 161 162 1021 1223 400 203,58
656 875 1100 152 154 1465 1745 800 181,46
840 1120 1400 144 146 1870 2195 1200 162,86
461 615 765 171 172 1021 1223 400 229,66
758 1010 1265 158 160 1685 2001 1000 196,07
137
Резьба диаметр ки d' Отклонения наруж- а метр Отклонения среднего
ноге диаметра в мк
Винт
dXS 2 2 Винт Гайка X к верхн. —Ь' нижн. —Ь"
ММ ЭХ
h нижн. X X
Си ifi верхн. „ нижн. о U о и t fc
S 3 X си» —с оЛ о * та X та . . та та та та та та таХта та та та X та —•х емхеох—txCMxeoxoox
If 0X32 182 1500 164 131 525 90813411643 2037
190X8 191 400 186 67 268 461 682 8301032
190X20 192 1000 180 105 420 758 1120 1370 1685
190x32 192 1500 174 131 525 908 13411613 2037
200x10 201 500 195 75 300 499 738 900 1128
200X20 202 1000 190 105 420 758112013701685
200 X32 202 1500 184 131 525 908 13411643 2037
210X10 211 500 205 75 300 499 738 9001128
210X20 212 1000 200 105 420 758112013701685
210X32 212 1500 194 131 525 908 1341 1643 2037
220ХЮ 221 500 215 75 300 499 738 900 1128
220 X20 222 1000 210 105 420 7581120 1370 1685
220X32 222 1500 204 131 525 908 13411643 2037
240X12 241 600 234 82 328 593 835 10701330
240 X24 242 1200 228 112 448 866 12681.5651900
240x40 242 0 2000 0 220 0 149 5£0 1044 1541 1884 2330
250X12 251 600 244 82 328 593 835 1070 1330
250X24 252 1200 238 112 448 866 1268 1565 1900
250 X40 252 2000 230 149 590 1044 1541 1884 2330
260X12 261 600 254 82 328 593 835 1070 1330
260 x24 262 1200 248 112 448 866 1268 15*51900
260X40 262 2000 240 149 590 1044 1541 1884 2330
280X12 281 600 274 82 328 593 835 10701330
280 X 24 282 1200 268 112 448 866 126815651900
280x40 282 2000 260 149 590 1044 1541 1884 2330
300X12 301 600 294 82 328 593 835 1070 1330
300X24 302 1200 288 112 448 866 1268 1565 1900
300X40 302 2000 280 149 590 10411541 '884 2330
138
Продолжение
диаметра в мк Внутренний диаметр в мм Отклонения внутреннего диаметра в мк Площадь сечения стержня F см-
Гайка Винт Гайка
НИЖН. I верхи. Винт di Гайка верхи. нижн. —/ нижн. верхи. +е
1 класс см2 3 класс 1, 2 и 3 классы зх класс
908 1210 1512 146 148 2021 2415 1500 167,42
‘161 615 765 181 182 1021 1223 400 257,30
758 1010 1265 168 170 1685 2001 1000 221,67
908 1210 1512 156 158 2021 2415 1500 191,13
499 665 825 189 190 1106 1331 5С0 280,55
758 1010 1265 178 180 1685 2001 1000 248,85
908 1210 1512 166 168 2021 2415 1500 216,42
499 665 825 199 200 1106 1334 500 311,03
758 1010 1265 188 190 1685 2001 1000 277,59
908 1210 1512 176 178 2021 2415 1500 243,29
499 665 825 209 210 1106 1334 500 343,07
758 1010 1265 198 200 1685 2001 1000 307,91
908 1210 1512 186 188 2021 2415 1500 271,72
593 790 985 227 228 1316 1576 600 404,71
866 1155 1450 214 216 2040 2375 1200 359,68
0 1044 1392 1740 198 200 0 2324 2765 0 2090 307,91
593 790 985 237 238 1316 1576 600 441,15
866 1155 1450 224 226 2040 2375 1200 394,08
1044 1392 1740 208 210 2324 2765 2000 339,80
593 790 985 247 248 1316 1576 600 479,16
866 1155 1450 234 236 2040 2375 1200 430,05
1044 1392 1740 218 220 2324 2765 2000 373,25
593 799 985 267 268 1316 1576 600 559,90
866 1155 1450 254 256 2040 2375 1200 506,71
1044 1392 1740 238 240 2324 2765 2000 444,88
593 790 985 287 288 1316 1576 С00 646,93
866 1155 1450 274 276 2040 2375 1200 589,65
1044 1392 1740 258 260 2324 2765 2000 522,79
139
Резьба dyS мм Наружный диаметр резьбы гайки d' мм Отклонения наруж- ного диаметра в мк Средний диаметр мм
Винт Гайка
верхи. нижн. —с нижн.
320X12 321 314
320X48 322 296
340x12 341 334
340X48 342 316
360X12 361 354
360 X 48 362 336
380X12 381 374
380X48 382 356
400X12 401 394
400X48 402 376
420X16 422 Отклонения 412
440X16 442 не нормируются 432
460X16 462 452
480X16 482 472
500X16 502 492
520X20 522 510
540x20 542 530
560x20 562 550
580x20 582 570
600 x 24 6Г2 588
620X24 622 608
640X24 642 628
Отклонения среднего
Винт
верхи. —6' нижн. —Ь”
1 класс 2 и 3 классы зх класс 1 класс ес СМ CJ о пз ео S ЗХ класс
Отклонения
диаметру резьбы b представляет сумму трех слагаемых: собственно допуска
по среднему диаметру и компенсации ошибок шага и угла профиля, дости-
гаемой путем уменьшения среднего диаметра винта или увеличения среднего
а
диаметра гайки на величину 3,73265+0,58256 где 65 — отклонение (абсо-
лютная величина) по шагу резьбы, определяемое как отклонение расстояния
между любыми двумя витками в пределах длины свинчивания (высоты гайки)
а
от номинальной величины шага, в лмс; 5 — шаг резьбы в мм\ бу— среднее
140
Продолжение
диаметра в мк Внутренний диаметр в мм Отклонения внутреннего диаметра в мк Площадь сечения стержня F см2
Гайка Винт Гайка
1 нижн. верхн. 4-6 Винт Гайка верхн. нижн. —f нижн. верхн. 4-е
1 класс сч CM S СЧ «=; со * 1, 2 и 3 классы зх класс
не нормируются 307 270 327 290 347 310 367 330 387 350 402 422 308 272 328 292 348 312 368 332 388 352 404 424 Отклонения не нормируются 740,23 572,56 839,82 660,52 945,69 754,77 1057,84 855,30 1176,28 962,11 1269,23 1398,67
442 462 482 498 518 538 558 574 594 614 444 464 484 500 520 540 560 576 596 616 1534,39 1676,39 1824,67 1947,82 2107,41 2273,29 2445,45 2587,70 2771,17 2960,92
арифметическое абсолютных величин отклонений обеих половин угла резьбы
от их номинальной величины, в мин.
а
Разность Ь—(3,73265+0,58256 представляет собой ту часть полного
допуска по среднему диаметру, которая может быть использована как собст-
венно допуск по среднему диаметру при наличии ошибок по шагу п углу
профиля.
При раздельной проверке шага, угла профиля и среднего диаметра факти-
ческое отклонение по среднему диаметру не должно быть меньше отклонения,
требующегося для компенсации ошибок шага н угла профиля.
141
При проверке резьбовых изделий предельными калибрами нет надобно-
сти проверять отдельно отклонения шага резьбы и угла профиля, так как эти
элементы резьбы косвенно контролируются проходными и непроходными ка-
либрами.
При м е ч а н и е. Для резьбовых соединений, от которых требуется за-
данная точность расчетного перемещения гайки относительно винта (ходовые
винты механизмов), дополнительные требования в отношении точности шага
устанавливаются техническими условиями и нормами точности соответствую-
щих механизмов и приборов.
1.17. РЕЗЬБА УПОРНАЯ ПО ГОСТу 10177—62
Резьба упорная (рис. 1.23), предназначенная для резьбовых соединений,
воспринимающих односторонние осевые нагрузки, выполняется по ГОСТу
10177—62 (табл. 1.28; 1.29 и 1.30).
/1=1,58788 Г-0,124278
/1^0,867778 0,758
1 = 0,41898
Рис. 1.23. Упорная резьба по ГОСТу 10177—62
Упорные резьбы по ГОСТу 10177—62 обозначаются:
— наружные — буквами Уп, диаметром, шагом и условным обозначением
класса точности, например:
Уп 80x76 кл. /,
Уп 80X16 кл. 2;
внутренние — буквами Уп, диаметром и шагом, например:
Уп 80X16.
Свинчиваемость резьбовых соединений, выполненных с допусками по
табл. 1.30 и проверяемых только предельными калибрами, гарантируется при
условии, что фактическая длина свинчивания изделий не превышает рабочей
длины используемых при контроле калибров более чем на 25%.
142
Таблица Г.28
Размеры профиля упорной резьбы в Мм
Шаг резьбы S Высота профиля Л1 Рабочая высота профиля h Радиус г Шаг резьбы S Высота профиля Рабочая высота профиля h Радиус г
2 1,736 1 ,5 0,249 12 10,415 9 1,491
3 2,603 2,25 0,373 16 13,884 12 1,988
4 3,471 3 0,497 20 17,355 15 2,485
5 4,339 3,75 0,621 24 20,826 18 2,982
6 5,207 4,5 0,746 32 27,769 24 3,977
8 6,942 6 0,994 40 34,711 30 4,971
10 8,678 7,5 1,243 48 41,653 36 5,965
Таблица 1.29
Диаметры и шаги упорной резьбы в мм
Диаметры d Шаги S
1-й ряд 2-й ряд 3-й ряд
10 2
12 2
14 2
16 2
18 2
20 2
22 8 5 2
24 8 5 2
26 8 5 2
28 8 5 9
30 10 6 3
32 10 6 3
34 10 6 3
35 10 6 3
38 10 6 3
40 10 6 3
42 10 6 3
44 12 8 3
46 12 8 3
48 12 8 3
50 12 8 3
52 12 8 3
55 12 8 3
60 12 8 3
143
Продолжение
Диаметры d
Шаги S
1-й ряд 2-й ряд 3-й ряд
65 16 10 4
70 16 10 4
75 16 10 4
80 16 10 4
85 20 12 5
90 20 12 5
95 2Э 12 5
100 20 12 5
но 20 12 5
120 24 16 6
130 24 16 6
140 24 16 6
150 24 16 6
160 24 16 8
170 24 16 8
180 ' 32 20 8
190 32 20 8
200 32 20 1Q
210 32 20 Ю
220 32 20 10
250 40 24 12
280 40 24 12
300 40 24 12
320 48 12
360 48 12
380 48 12
400 48 12
420 16
450 16
480 16
500 16
520 20
560 20
580 20
600 24
При выборе диаметров следует предпочитать пер-
второй — третьему.
Примечание,
вый ряд второму, а
144
Основные размеры и Допуски упорной резьбы
Таблица 1.30
Резьба rfXS мм Отклонения наруж- ного диаметра в мк Средний диаметр d2 мм Отклонения среднего диаметра в мк Внутренний диаметр в мм Отклонения внутреннего диаметра в мк
Винт Гайка Винт Гайка Винт rfi Гайка dl Винт Гайка
верхн. —с9 нижн. —с" нижн. верхн. нижн. —b 1 кл. | 2 кл. нижн. +Ъ' верхн. +*" верхн. нижн. -/ нижн. верхн. 4-е
10X2 240 360 0 8,500 0 220 280 570 790 6,528 1 0 350 0 240
12x2 10,500 8,528 9
14X2 12,500 10,528 11
16X2 18x2 14,500 12,528 13
280 420 0 16,500 0 240 300 570 810 14,528 15 0 375 0 280
20x2 18,500 16,528 17
22X2 20,500 18,528 19
22X5 280 420 0 18,250 0 350 440 670 1020 13,322 14,5 0 550 0 280
22x8 16,000 445 555 760 1205 8,116 10 695
24X2 22,500 240 300. 570 810 20,528 21 375
24X5 20,250 350 440 670 1020 15,322 16,5 550
24X8 18,000 445 555 760 1205 10,116 12 695
26X2 СП 24,500 240 300 570 810 22,528 23 375
146
Продолжение
Резьба dxS мм Отклонения наруж- ного диаметра в мк Средний диаметр d<2 мм Отклонения среднего диаметра в мк Внутренний диаметр в мм Отклонения внутреннего диаметра в мк
Винт Гайка Винт Гайка Винт Гайка di Винт Гайка
верхи, —с' нижн. —с" нижн. верхи. иижн. —b 1 кл. | 2 кл. нижн. +Ь' верхи.* +*" верхи. нижн. -/ нижн. верхи. 4-е
26X5 280 420 0 22,250 0 350 440 670 1020 17,322 18,5 0 550 0 280
26X8 20,000 445 555 760 1205 12,116 14 695
28X2 26,500 240 300 570 810 24,528 25 375
28x5 24,250 350 440 670 1020 19,322 20,5 550
28X8 22,000 445 555 760 1205 14,116 16 695
зохз 310 £00 0 27,750 0 29Э 360 600 890 24,794 25,5 0 455 0 340
30X6 25,500 400. 490 700 1100 19,586 21 610
30X10 22,500 515 635 830 1345 12,644 15 795
32X3 29,750 290 360 600 890 26,794 27,3 455
32x6 27,500 400 490 700 1100 21,586 23 610
32хЮ 24,500 515 635 830 1345 14,644 17 795
34X3 31,750 290 360 600 890 28,794 29,5 455
34X6 29,500 400 490 700 ПОР 23,586 25 610
34X10 26,500 515 635 830 1345 16,644 19 795
36x3 33,750 290 360 600 890 30,794 31,5 455
36X6 340 500 0 31,600 0 400 490 700 1100 25,586 27 0 610 0 340
36X10 28,500 515 635 830 1345 18,664 21 795
38X3 35,750 290 360 600 890 32,794 33,5 155
38X6 33.500 400 490 700 1100 27,586 29 610
38X10 30,500 515 635 830 1345 20,644 23 795
40X3 37,750 290 360 600 890 34,794 35,5 455
40X6 35,500 400 490 700 1100 29,586 31 610
40X10 32,500 515 635 830 1345 22,644 25 795
42X3 39,750 290 360 600 890 36,794 37,5 455
42X6 37,500 400 490 700 1100 31,586 33 6Ю
42X10 34,500 515 635 830 1345 24,644 27 795
44X3 41,750 290 360 600 890 38,794 39,5 455
44X8 38,000 470 590 760 1230 30,116 32 740
44X12 35,000 590 740 890 1480 23,174 26 925
46X3 43,750 300 375 600 900 40,794 41,5 470
46X8 40,QOQ 470 590 760 1230 32,116 34 740
46X12 37,CQO 590 740 890 1480 25,174 28 925
48X3 45,750 300 375 600 900 42,794 43,5 470
48X8 42,000 470 590 760 1230 34,116 35 740
48X12 39,000 590 740 890 1480 27,174 30 925
50x3 47,750 300 375 6Q0 900 44,794 45,5 470
£
Продолжение
Резьба dxS мм Отклонения наруж- ного диаметра в мк Средний диаметр d2 мм Отклонения среднего диаметра в мк Внутренний диаметр в мм Отклонения внутреннего диаметра в мк
Винт Гайка Винт Гайка Винт Гайка Винт Гайка
верхн. —с' нижн. —с" нижн. верхн. нижн.—b 1 кл. | 2 кл. нижн. .+*' верхн. верхн. нижн. -/ нижн. верхн. +е
50X8 310 500 0 44,000 0 470 590 760 1230 36,116 38 0 740 0 340
50X12 41,000 590 740 890 1480 29,174 32 925
52x3 400 600 0 49,750 0 305 380 600 905 46,794 47,5 0 470 0 400
52x8 46,000 470 590 760 1230 38,116 40 740
52X12 43,000 590 740 890 1480 31,174 34 925
55x3 52,750 305 380 600 905 49.794 50,5 470
55X8 49,000 470 590 760 1230 41,116 43 740
55X12 46,000 590 740 890 1480 34,174 37 925
60x3 57,750 305 380 600 905 54,794 55,5 470
60X8 54,000 470 590 760 1230 46,116 48 710
60X12 51,000 590 740 890 1480 39,174 42 925
65X4 62,000 355 445 640 995 58,058 59 485
65 X10 57,500 540 675 830 1370 47,644 50 845
65X16 53,000 705 890 1020 1725 37,232 41 1110
70X4 67,000 355 445 640 995 63,058 64 485
70X10 400 600 0 62,500 0 540 675 830 1370 52,644 55 0 845 0 400
70X16 58,000 705 890 1020 1725 42,232 46 1110
75X4 72,000 355 445 640 995 68,058 __69 485
75X10 67,500 540 675 830 1370 57,644 60 845
75X16 63,000 705 890 1020 1725 47,232 51 1110
80X4 77,000 355 445 640 995 73,058 74 485
80X10 72,500 540 675 830 1370 62,644 65 845
80X16 68,000 705 890 1020 1725 52,232 56 1110
_85Х5 460 700 0 81,250 0 410 510 670 1080 76,322 77,5 0 640 0 460
85X12 76,000 610 760 890 1500 64,174 67 950
85x20 70,000 820 1025 1140 1960 50,290 55 1280
90x5 86,250 410 510 670 1080 81,322 82,5 640
90X12 81,000 610 763 890 1500 69,174 72 950
90x20 75,000 820 1025 1140 1960 55,290 60 1280
95X5 95X12 91,250 410 510 670 1080 86,322 87,5 640
86,000 610 760 890 1500 74,174 77 950
95x20 80,000 820 1025 1140 I960 60,290 65 1280
100X5 96,250 410 510 670 1080 91,322 92,5 640
100X12 91,000 610 760 890 1500 79,174 82 9.50
100X20 85,000 820 1025 1140 1960 65,290 70 1280
110X5 •—* Ф 106,250 410 510 670 1080 101,322 102,5 640
g
Продолжение
Резьба dxs мм Отклонения наруж- ного диаметра в мк Средний диаметр ^2 мм Отклонения среднего диаметра в мк Внутренний диаметр в мм Отклонения внутреннего диаметра в мк
Винт Гайка Винт Гайка Винт Гайка rfl Винт Гайка
верхн. —с' нижн. —с" нижн. верхн. нижн.—b 1 кл. ] 2 кл. нижн. верхн. +*" верхн. нижн. нижн. верхн. +е
110X12 460 700 0 101,000 0 610 760 890 1500 89,174 92 0 950 0 460
110x20 95,000 820 1025 1140 1950 75,290 80 1280
120X6 530 800 0 115,500 0 450 565 700 1150 109,586 111 0 710 0 530
120X16 108,000 745 940 1020 1765 92,232 96 1175
120x24 102,000 935 1170 1270 2205 78,348 84 1460
130x6 125.500 450» 565 700 1150 119,586 121 710
130X16 118,000 745 940 1020 1765 102,232 105 1175
130x24 112,000 935 1170 1270 2205 88,348 94 1460
140X6 135,500 450 565 7С0 1150 129,586 131 710
140X16 128,000 745 940 1020 1765 112,232 116 1175
140x24 122,000 935 1170 1270 2205 98,348 104 14(50
150X6 145,500 450 565 700 1150 139,586 141 710
150X16 138,000 745 940 1020 1765 122,232 126 1175
150X24 132,000 935 1170 1270 2205 108,348 114 1460
160X8 154,000 525 650 760 1285 146,116 148 810
160X16 530 800 0 148,000 0 745 940 1020 1765 132,232 136 0 1175 0 530
160X24 142,000 935 1170 1270 2205 118,348 124 1460
170X8 170X16 164,000 525 650 760 1285 156,116 158 810
158,000 745 940 1020 1765 142,232 146 1175
170X24 152,000 935 1170 1270 2205 128,348 134 1460
180x8 174,000 525 650 760 1285 166,116 168 810
180X20 600 900 0 165,000 0 860 1075 1140 2000 145,290 150 0 1315 0 600
180x32 156,003 1015 1270 1520 2535 124,462 132 1590
190X8 184,000 540 675 760 1300 176,116 178 840
190X20 175,000 •860 1075 1140 2000 155,290 160 1345
190x32 166,000 1015 1270 1520 2535 134,462 142 1590
200ХЮ 192,500 565 705 830 1395 182,644 185 880
200 x 20 185,000 860 1075 1140 2000 165,290 170 1345
200x32 210X10 176,000 1015 1270 1520 2535 144,462 152 1590
202,500 565 705 830 1395 192,644 195 880
210x20 195,000 860 1075 1140 2000 175,290 180 1345
210x32 186,000 1015 1270 1520 2535 154,462 162 1590
220x10 212,500 565 705 830 1395 202,644 205 880
220 X 20 205,000 860 1075 1140 2000 185,290 190 1345
220X32 193,000 1015 1270 1520 2535 164,462 172 1590
250x12 241,000 665 830 890 1555 229,174 232 1040
Продолжение
to
Резьба d%S мм Отклонения наруж- ного диаметра в мк Средний диаметр rf2 мм Отклонения среднего диаметра в мк Внутренний диаметр в мм Отклонения внутреннего диаметра в мк
Винт Гайка Винт Гайка Винт Гайка 4 Винт Гайка
верхи. —с' нижн. —с" нижн. верхи. нижн.—b нижн. +Ь' верхи. +Ь” верхи. нижн. -/ нижн. верхи. +е
1 кл. 2 кл.
250 X24 600 900 0 232,000 0 970 1210 1270 2240 208,348 214 0 1510 0 600
250 X 40 220,000 1340 1675 1780 3120 180,578 190 2095
280X12 680 1000 0 271,000 0 685 855 890 1575 259,174 262 0 1070 0 680
280x 24 2';2,0С0 980 1225 1270 2250 238,348 244 1530
280X40 250,000 1350 1690 1780 3130 210,578 220 2110
300X12 291,000 685 855 890 1575 279,174 282 1070
300X 24 282,000 980 1225 1270 2250 258,348 264 1530
300 x40 270,000 1350 1690 1780 3130 230,578 240 2110
320X12 320X48 311,000 685 855 890 1575 299,174 302 1070
284,000 1р35 1920 2030 3565 236,694 248 2400
360X12 351,000 685 855 890 1575 339,174 342 1070
360 X48 324,000 1535 1920 2030 3565 276,694 288 2400
380X12 760 1100 0 371,000 0 695 870 890 158.5 359,174 362 0 ПОР 0 760
380X48 344,000 1545 1930 2030 3575 296,694 308 2410
400X12 391,000 695 870 890 1585 379,174 382 1100
400X48 760 1100 0 364,000 0 1545 1930 2030 3575 316,694 328 0 2410 0 760
420X16 408,000 820 1025 1020 1840 392,232 396 1280
4.50X16 438,000 820 1025 1020 1840 422,232 426 1280
480X16 468,000 820 1025 1020 1840 452,232 456 1280
500X16 488,000 820 1025 1020 1840 472,232 476 1280
520X20 900 1350 0 505,000 0 930 1160 1140 2070 485,290 490 0 1450 0 900
560x20 545,000 930 1160 1140 2070 525,290 530 1450
580 X 20 565,000 930 1160 1140 2070 545,290 550 14г0
600 X 24 582,000 1040 1300 1270 2310 558,348 564 1625
Примечание. Отклонения отсчитываются от соответствующих номинальных значений диаметров резьбы в направле-
нии, перпендикулярном к оси винта.
0,95028 i = 0, 10178 6, ~0,0828
0=0,66678 f = 0,14918 F= 0,0638
Рис. 1.24. Упорная резьба 3°/45° по нормали
НО 3113—59
Рис. 1.25. Поле допуска упорной резьбы 3°/45°
154
1.18. РЕЗЬБА УПОРНАЯ 3°/45° ПО НОРМАЛИ НО 3113—59
Резьба упорная, предназначенная для тонкостенных деталей (труб, бал-
лонов), воспринимающих большие односторонние осевые нагрузки, имеет углы
наклона сторон профиля 3° и 45° и выполняется по нормали НО 3113—59
(рис. 1.24 и 1.25, табл. 1.31 и 1.32).
Упорные резьбы по нормали НО 3113—59 обозначаются буквами УП, ве-
личиной углов наклона сторон профиля 3745°, диаметром и шагом через знак
«Х^ классом точности и номером НО 3113—59. Например:
УН 3°/45° 800x10 кл. 3 НО 3113—59.
Для левых резьб после класса точности добавляются буквы лев. На-
пример:
УП 3°145° 800X10 кл. 3 лев. НО 3113—59.
Для упорных резьб, имеющих профиль и шаг по НО 3113 59, но отли-
чающихся размером диаметра, впереди обозначения добавляются буквы СП.
Например:
СП УП 3°/45° 820X10 кл. 3 НО 3113—59.
Примечание. В случае предъявления к резьбе особых требований
(ужесточение допускаемых отклонений, исключение гарантированных зазоров)
допускается изготовление резьбы но специальному чертежу, в котором ука-
зать:
Профиль резьбы по НО 3113—59.
1.19. РЕЗЬБА УПОРНАЯ 3°/51° ПО НОРМАЛИ
НО 3114—59
Резьба упорная, предназначенная для резьбовых соединений, восприни-
мающих большие односторонние осевые нагрузки, имеет углы наклона сторон
профиля 3° и 51° и выполняется по нормали НО 3114—59 (рис. 1.26 и 1.27,
табл. 1. 33 и 1. 34).
Таблица 1.31
Размеры профиля упорной резьбы 3°/45° в мм
Шаг резьбы S Рабочая высота профиля h Удвоенная рабочая высота профиля 2h Ширина вершины п впадины профиля f Радиус г
2 1,333 2,666 0,298 0,126
3 2,000 4,000 0,448 0,189
4 2,667 5,334 0,597 0,252
5 3,334 6,668 0,746 0,315
6 4,000 8,000 0,895 0,378
8 5,334 10,668 1,194 0,501
10 6,667' 13,334 1,492 0,630
12 8,000 16,000 1,790 0,755
16 10,667 21,334 2,387 1,008
155
0,5^133
h = 0,53
i = 0,?38bS
f = 0,77823
d1=d-2h
d'i = d-2h
d? = d~h
Рис. 1.26. Упорная резьба 3°/5Г по нормали
НО 3114—59
Рис. 1.27. Поле допуска упорной резьбы 3*/51в
156
Таблица 1.32
Основные размеры И допуски упорной резьбы 3*/45в
Резьба dXS мм Класс точности Отклонения наруж- ного диаметра в мк Средний диаметр ^2 мм Отклонения среднего диаметра в мк Внутрен- ний диаметр d 1 мм Отклонения внутрен- него диаметра в мк
Винт Гайка Винт Гайка Винт Гайка
верхи. нижн. —с нижн. + с' верхи. нижн. —b нижн. —д' верхи. +** верхи. нижн. +е’ верхи. +е
80X2 2 3 0 350 135 78,667 0 210 315 135 345 445 77,334 0 135 485
85X2 2 3 83.667 210 315 345 445 82,334
90X2 2 3 88,667 210 315 345 445 87,334
95X2 2 3 93,667 210 315 345 445 92,334
100x2 2 3 98,667 210 315 345 445 97,334
105X2 2 3 103,667 210 315 345 445 102,334
110x2 2 3 108,667 210 315 345 445 107,334
Резьба dXS мм Класс точности Отклонения наруж- ного диаметра в мк Средний диаметр ^2 мм
Винт Гайка
верхн. нижи. —'С нижн. +с
115x2 2 3 113,667
120x2 2 3 118,667
130x2 2 3 128,667
140x2 2 3 138,667
150X2 2 3 0 350 135 148,667
160x2 2 3 158,667
170X2 2 3 168,667
180X2 2 3 178,667
Продолжение
Отклонения среднего диаметра в мк Внутрен- ний диаметр rfl мм Отклонения внутрен- него диаметра в мк
Винт Гайка Винт Гайка
верхн. НТ’ЖН. - b нижн. —Ь' верхн. +*" верхн. нижн. 4-е' верхн.
210 315 135 345 445 112,334 0 135 485
210 315 345 445 117,334
210 315 345 445 127,334
210 315 345 445 137,334
0 210 315 345 445 147,334
210 315 345 445 157,334
210 315 345 445 167,331
210 315 345 445 177,334
190X2 2 3 188,667
200X3 2 3 0 430 165 198,000 0
210x3 2 3 208,000
220 x3 2 3 218,000
240 X3 2 3 238,000
250 X3 2 3 248,000
260 X3 2 3 258,000
280X3 2 3 278,000
300 X4 2 3 0 500 190 297,333 0
320x4 2 3 317,333
340X4 2 3 337,333
210 315 345 445 187,334
260 390 165 425 555 196,000 0 165 595
260 390 425 555 206,000
260 390 425 555 216,000
260 390 425 555 236,000
260 390 425 555 246,000
260 390 425 555 256,000
260 390 425 555 276,000
300 450 190 490 640 294,666 0 190 690
300 450 490 640 314,666
300 450 490 640 334,666
s
Резьба dxS мм Класс точности Отклонения наруж- ного диаметра в мк Средний диаметр мм
Винт Гайка
верхи. нижн. —с нижн. +с
360X4 2 3 357,333
380 x4 2 3 377,333
400X5 2 3 0 550 210 396,666
420x5 2 3 416,666
450x5 2 3 446,666
480x5 2 3 476,666
500x6 2 3 0 600 230 496,000
530x6 2 3 526,000
Продолжение
Отклонения среднего диаметра в мк Внутрен- ний диаметр dx мм Отклонения внутрен- него диаметра в мк
Винт Гайка Винт Гайка
верхи. нижн. —6 нижн. —6' верхи. +*’ верхи. нижн. 4-е' верхи. +е
300 450 490 640 354,666
300 450 490 640 374,665
0 330 495 210 540 705 393,332 0 210 760
330 495 540 705 413,332
330 495 540 705 443,332
330 495 540 705 473,332
0 360 540 230 590 770 492,000 0 230 830
360 540 590 770 522,0Q0
5212
560x6 2 3 0 670 260 556,000 0
600 x8 2 3 594,666
630x8 9 3 624,666
670x8 2 3 664,666
710X8 2 3 704,666
750X8 2 3 744,666
800X10 2 3 0 740 290 793,333 0
850X10 2 3 843,333
900x10 2 3 893,333
950X10 2 3 943,333
1000X12 2 3 992,000
360 540 260 590 770 552,000 0 260 930
400 600 660 860 589,332
400 600 660 860 619,332
400 600 660 860 659,332
400 600 660 860 699,332
400 600 650 860 739,332
450 675 290 740 965 786,666 0 290 1030
450 675 740 965 836,666
450 675 740 965 886,666
450 675 740 965 936,666
490 735 800 1045 984,000
Резьба dXS мм Класс точности Отклонения наруж- ного диаметра мк Средний диаметр мм
Винт Гайка
верхн. нижн. —с нижн. +с'
1060X12 2 3 0 800 310 1052,000
1120X12 2 3 1112,000
1180X12 2 3 1172,000
1250X16 2 3 0 900 350 1239,333
1320X16 2 3 1309,333
1400X16 2 3 1389,333
1500X16 2 3 1489,333
Продолжение
Отклонения среднего диаметра мк Внутрен- ний диаметр мм Отклонения внутрен- него диаметра мк
Винт Гайка Винт Гайка
верхи. нижн. —6 нижн. —6' верхн. +6’ верхн. нижн. +«' верхи. +е
0 490 735 310 800 1045 1044,000 0 310 1110
490 735 800 1045 1101,000
490 735 800 1045 1164,000
0 550 825 350 900 1175 1228,666 0 350 1250
550 825 900 1175 1298,666
550 825 900 1175 1378,666
550 825 900 1175 1478,606
Размеры профиля упорной резьбы 3°/5Г ц мм
Шаг резьбы S Высота профиля Aj Рабочая высота профиля Л Удвоенная рабочая высота профиля 2Л Ширина вершины профиля / Радиус скругления впадин профиля г Радиус скругления у вершин профиля ''i
ном. допуск, отклон.* ном. допуск, отклон.*
6 3,248 3 6 1,07 0,6 4-0,1 0,4 4 0,1
8 4,330 4 4 1,43 0,8 0,6
10 5,413 5 10 1,78 1,0 0,7 ±0,2
12 6,495 6 12 2,14 1,2 0,9
16 8,651 8 16 2,85 1,5 1,0
20 10,826 10 20 3,56 1,8 1,3
24 12,991 12 24 4,28 2,2 1,6 4-0,4 —0,2
32 17,322 16 32 5,7 3,0 2,0
♦ Допускаемые отклонения на размеры г и г2 даны для изготовления резьбообразующего инструмента.
Таблица 1.34 _______ Основные размеры и допуски упорной резьбы 3°/51°
Резьба dXS мм Класс точ- ности Наружный диаметр гайки d' мм Отклонения на- ружного диаметра в мк Средний диаметр d2 мм Отклонения среднего диаметра в мк Внутренний диаметр в мм Отклонения внут- реннего диаметра в мк
Винт Гайка Винт Гайка Винт Гайка Винт Гайка
верхн. —с нижн. —с' ^иижн. а » I нижн. —ь* нижн. = а -г 4 верхн. нижн. верхн. +е
120X6 2 3 120,496 300 370 0 117 300 580 750 0 280 450 113,504 114 300 0 70
130x6 2 3 130,496 380 127 590 760 290 460 123,504 124 80
140хб 2 3 140,496 137 590 760 290 460 133,504 134
150X6 2 3 150,496 147 590 760 290 460 143,504 144
160X6 2 3 160,496 157 590 760 290 460 153,504 154
170X6 2 3 170,495 167 590 760 290 460 163,504 164
180X6 2 3 160,496 177 590 760 290 460 173,504 174
180x8 2 3 180,660 340 420 0 176 340 (:60 860 0 320 520 171,340 172 340 0 <S0
190X6 2 3 190,495 300 390 187 300 610 790 310 490 183,504 184 300 90
190x8 2 3 190,660 340 430 186 340 670 870 330 530 ,181,340 182 310
200x6 2 3 200,496 300 390 197 300 610 790 310 490 193,504 194 300
200X8 2 3 200,660 . 340 430 196 340 670 870 330 530 191,340 192 340
210X6 2 3 210,496 300 390 207 300 610 790 ЗЮ 490 203,504 204 300
210x8 2 3 210,660 340 430 206 340 670 870 330 530 201,340 202 340
220X6 2 3 220,496 300 390 217 300 610 790 310 490 213,504 214 300
220x8 2 3 220,660 340 430 216 340 670 870 330 530 211,340 212 340
240x6 2 3 240,496 300 390 237 300 610 790 310 490 233,504 234 300
240X8 8 2 3 240,660 340 430 236 340 670 870 330 530 231,340 232 340
Резьба dXS мм Класс точ- ности Наружный диаметр гайки d' мм Отклонения на- ружною диаметра в мк Средний диаметр d2 ММ Отклонения среднего диаметра в мк Внутренний диаметр в мм Отклонения внут- реннего диаметра в мк
Винт Гайка Винт Гайка В нт Г айка Винт Гайка
верхи. —с нижн. —с' нижн. верхи. —Ь' ннжн. —Ь" нижн. верхи. dl dl верхи. —г нижн. верхи. + е
240Х10 2 3 240,826 380 470 0 235 380 740 960 0 Зс0 580 229,174 230 380 0 90
250 X6 2 3 250,496 300 390 247 300 610 790 310 490 243,504 244 300
250X8 2 3 250,660 340 430 246 340 670 870 330 530 241,340 242 340
250Х Ю 2 3 250,826 380 470 245 380 740 960 360 580 239,174 240 380
260X6 2 3 260,496 300 390 257 300 610 790 310 490 253,504 254 300
260X8 9 3 260,660 340 430 256 340 670 870 330 530 251,340 252 340
260X10 2 3 260,826 380 470 255 380 740 960 360 580 249,174 250 380
280X6 2 3 280,496 300 400 277 300 620 810 320 510 273,504 274 300 100
280X8 2 3 280,660 340 440 0 276 340 690 910 0 350 570 271,340 272 340 0 100
280ХЮ 2 3 280,826 380 480 275 380 760 980 380 600 269,174 270 380
300X8 2 3 300,660 340 440 296 340 690 910 350 570 291,340 292 340
300X10 2 3 300,826 380 480 295 380 760 980 380 600 289,174 290 380 420
300X12 2 3 300,992 420 520 294 420 820 1060 400 640 287,008 288
320X8 2 3 320,660 340 440 316 340 690 910 350 570 311,340 312 340
320X10 2 3 320,826 380 480 315 380 760 980 380 600 309,174 310 380
320Х12 2 3 320,992 420 520 314 420 820 1060 400 640 307,008 308 420
340X8 2 3 340,660 340 440 336 340 690 910 350 570 331,340 332 340
340X10 2 3 340,826 380 480 335 380 760 980 380 f00 329,174 330 380
340Х12 2 3 340,992 420 520 334 420 820 1060 400 640 327,008 328 420
Продолжение
Резьба dXS мм К л а- точ- ности Наружный диаметр гайки d' мм Отклонения на- ружного диаметра в мк Средний диаметр d2 мм Отклонения среднего диаметра в мк Внутренний диаметр в мм Отклонения внут- реннего диаметра в мк
Винт Гайка Винт Гайка Винт Гайка Винт Г айка
к С. О I ю 1 нижн. —с' нижн. верхн. —Ь' нижн. —ft" нижн. X <р 1 а т А верхн. — Z нижн. верхн. +е
360x8 2 3 360,660 310 440 0 356 340 690 910 0 350 570 351,340 352 340 0 100
350X10 9 3 360,826 380 480 355 380 760 980 380 600 349,174 350 380
360x12 2 3 360,992 420 520 354 420 820 1060 400 640 347,008 348 420
380Х Ю 2 3 380,826 380 500 375 380 770 1010 390 630 369,174 370 380 120
380Х12 2 3 380,992 420 540 374 420 840 1090 420 670 367,008 368 420
380Х 16 2 3 381,322 480 600 372 480 940 1210 460 730 362,678 364 480
400X10 2 3 400,826 380 500 395 380 770 1010 390 630 389,174 390 380
400X12 2 3 400,992 420 540 394 420 840 1090 420 670 387,008 388 420
400x16 2 3 401,322 480 600 392 480 940 1210 460 730 382,678 384 480
420х Ю 2 3 420,826 380 500 415 380 770 1010 390 630 409,174 410 380
420х 12 2 3 420,992 420 540 414 420 840 1090 420 670 407,008 408 420
420Х 16 2 3 421,322 480 600 412 480 940 1210 460 730 402,678 404 480
450х Ю 2 3 450,826 380 500 445 380 770 1010 390 630 439,174 440 380
450х 12 2 3 450,992 420 540 0 444 420 840 1090 0 420 670 437,008 438 420 0 120
450Х16 9 3 451,322 480 600 442 480 940 1210 4'0 730 432,678 434 480
480X12 2 3 480,992 420 540 474 420 840 1090 420 670 467,008 468 420
480х 16 2 3 481,322 480 600 472 480 940 1210 460 730 462,678 464 480
480X20 2 3 481,652 540 660 470 540 1040 1340 500 800 458,348 460 540
500X12 2 3 500,992 420 540 494 420 840 1090 420 670 487,008 488 420
Продолжение
Резьба dXS мм Класс точ- ности Наружный диаметр гайки d' мм Отклонения на- ружного диаметра в мк Средний диаметр d2 мм Отклонения среднего диаметра в мк Внутренний диаметр в мм Отклонения внут- реннего диаметра в мк
Винт Гайка Винт Гайка В’нт Гайка Винт Гайка
верхн. —'С нижн. нижн. верхн. —Ь' нижн. —ъ* нижн. верхи. +Ь' *х d’x верхн. —Z ниж . верхи. +е
500X 16 2 3 501,322 480 600 0 492 480 940 1210 0 460 730 482,678 484 480 0 120
500x20 2 3 501,652 540 660 490 540 1040 1340 500 800 478,348 480 540
530X12 2 3 530,992 420 560 524 420 850 1120 430 700 517,008 518 420 140
530X16 2 3 531,322 480 620 522 480 960 1240 480 760 512,678 514 480
530X20 2 3 531,652 540 680 520 540 1050 1369 510 820 508,348 510 540
560X12 2 3 560,992 420 560 554 420 850 1120 430 700 547,008 548 420
560X16 2 3 561,322 480 620 552 480 960 1240 480 760 542,678 544 480
560x20 2 3 561,652 540 680 550 540 1050 1360 510 820 538,348 540 540
600Х12 2 3 600,992 420 560 0 594 420 850 1120 0 430 700 587,008 588 420 0 140
600X16 2 3 601,322 480 620 592 480 960 1240 480 760 582,678 584 480
600x20 2 3 601,652 540 680 590 540 1050 1360 510 820 578,348 580 540
630X16 2 3 631,322 480 620 622 480 950 1240 480 760 612,678 614 480
630X20 2 3 631,652 540 680 620 540 1050 1360 510 820 608,348 610 540 150
630X24 2 3 631,982 590 730 618 590 1140 1470 550 880 604,018 606 590
670X16 2 3 671,322 480 630 662 480 970 1260 490 780 652,678 654 480
670X20 2 3 671,652 540 690 660 540 >070 1380 530 840 648,348 650 540
670X24 2 3 671,982 590 740 658 590 1150 1480 560 890 644,018 646 590
710X16 2 3 711,322 480 630 702 480 970 1260 490 780 692,678 694 480
710X20 2 3 711,652 540 690 700 540 1070 1380 530 840 688,348 690 540
Резьба dxS мм Класс точ- ности Наружный диаметр гайки d' мм Отклонения на- ружного диаметра в мк Средний диаметр </2 мм
Винт Гайка
верхи. —с НИЖН. —с' нижн.
710x24 2 3 711,982 590 740 0 698
750X20 2 3 751,652 540 690 7.40
750X24 2 3 751,982 590 740 738
750x32 9 3 752,644 680 830 734
800X20 2 3 801,652 549 690 790
800x24 2 3 801,982 590 740 788
800x32 2 3 802,641 680 830 784
850x20 9 3 851,652 540 710 840
Продолжение
Отклонения среднего диаметра в мк Внутренний диаметр в мм Отклонения внут- реннего диаметра в мк
Винт Гайка Винт Гайка Винт Гайка
верхи. —Ь' нижн. —Ь" нижн. верхи. верхи. нижн. верхи. +е
590 1150 1480 0 560 890 684,018 686 590 0 150
540 1070 1380 530 -840 728,348 730 540
590 1150 1480 560 890 724,018 732 590
680 1300 1670 620 990 715,356 718 680
540 1070 1380 530 840 778,348 780 540
590 1150 1480 560 890 774,018 .776 590
680 1300 1670 620 990 765,356 768 680
540 1080 1410 540 870 828,348 830 540 170
850x24 2 3 851,982 590 760 0 838 590 1170 1510 0 580 920 824,018 826 590 0 170
850x32 2 3 852,644 680 850 831 680 1310 1690г 630 1010 815,356 818 680
900x20 2 3 901,652 540 710 890 540 1080 1410 540 870 878,348 880 540
900 X24 2 3 901,982 590 760 888 590 1170 1510 580 920 874,018 876 590
900X32 2 3 902,644 680 850 884 680 1310 1690 630 1010 865,356 868 680
950X24 2 3 951,982 590 760 938 590 1170 1510 580 920 924,018 926 590
950X32 2 3 952,644 680 850 934 680 1310 1690 630 1010 915.356 918 680
1000x24 2 3 1001,982 590 760 988 590 1170 1510 580 920 974,018 976 590
1000x32 2 3 1002,644 680 850 984 680 1310 1690 630 1010 965,356 968 680
1060X24 2 3 1061,982 590 790 1048 590 1180 1540 590 950 1034,018 1036 590 200
1060X32 2 3 1062,644 680 880 1044 680 1330 1720 650 1040 1025,356 1028 680
~ 1120X24 So 2 3 1121,982 590 790 1108 590 1180 1540 590 950 1094.018 1096 590
Резьба dXS мм Класс точ- ности Наружный диаметр гайки df мм Отклонения на- ружного диаметра в мк Средний диаметр d2 мм
Винт Гайка
верхн. —с нижн. -с' нижн.
1120X32 2 3 1122,644 680 880 1104
1180X24 2 3 1181,982 590 790 1168
1180X32 2 3 1182,644 680 880 1164
1250X32 2 3 1252,644 680 860 0 1234
1320 X32 2 3 1322,644 680 900 1304
1400X32 2 3 1402,644 680 900 1384
1500x32 2 3 1502,644 680 900 1484
1600 X 32 2 3 1602,644 680 900 1584
Продолжение
Отклонения среднего диаметра в мк Внутренний диаметр в мм Отклонения внут- реннего диаметра в мк
Винт Гайка Винт Гайка Винт Гайка
S к к £"7 СО 1 нижн. —Ь" нижн. верхн. А верхн. ~г нижн. верхн. 4-е
680 1330 1720 0 650 1040 1085,356 1088 680 0 200
590 1180 1540 590 950 1154,018 1156 590
680 1330 1720 650 1040 1145,356 1148 680
680 1330 1720 6.50 1040 1215,356 1218 680 220
680 1350 1760 670 1080 1285,356 1288 680
680 1350 17,0 670 1080 1365,356 1368 680
680 1350 1760 670 1080 1465,356 1468 680
680 1350 1760 670 1080 1565,356 1568 680
Упорные резьбы по нормали НО 3114—59 обозначаются буквами УП, ве-
личиной углов наклона сторон профиля 3°/5Г, диаметром и шагом через знак
«Х>, классом точности и номером НО 3114—59. Например:
УП 3°/51° 800X20 кл. 3 НО 3114—59.
Для левых резьб после класса точности добавляются буквы лев. На-
пример:
УП 3°/5Г 800 x 20 кл. 3 лев. НО 3114—59.
Для упорных резьб, имеющих профиль и шаг по НО 3114—59, но отли-
чающихся размером диаметра, впереди обозначения добавляются буквы СП.
Например:
СП УП 3°/51° 820x20 кл. 3 НО 3114—59.
Примечай и е. В случае предъявления к резьбе особых требований
(ужесточение допускаемых отклонений, повышенные требования к шерохова-
тости поверхности) или регламентирования способа контроля резьбы (кон-
троль ио среднему диаметру или ио величинам ширины вершины профиля и
углов наклона сторон профиля) допускается изготовление резьбы по специаль-
ному чертежу, в котором указать:
Профиль резьбы по НО 3114—59.
1.20. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА УПОРНЫЕ РЕЗЬБЫ
ПО ГОСТу 10177—62 И НОРМАЛЯМ НО 3113—59
И НО 3114—59
1. Верхнее отклонение наружного диаметра гайки и нижнее отклонение
внутреннего диаметра винта в упорных резьбах 3°/45° и 3°/51° не нормируются.
2. Класс точности резьбовых соединений определяется величиной полного
допуска среднего диаметра (табл. 1.35).
Для шага резьбы и углов наклона сторон профиля предельные отклонения
по каждому из элементов в отдельности не устанавливаются. Полный допуск
по среднему диаметру резьбы Ъ=Ь"—Ь' представляет сумму трех слагаемых:
собственно допуска по среднему диаметру и компенсации ошибок шага и уг-
лов наклона сторон профиля, достигаемой путем уменьшения среднего диа-
метра винта или увеличения среднего диаметра гайки на величины:
Д1=3,17565+0,46$ (60+0,756у) по ГОСТу 10177—62;
Д2=1,906$+0,26$ (1,4160+0,716у) для резьбы 3°/45°;
Дз= 1,55д$+0,18$ (1,5960+0,636у) для резьбы 3°/51°,
где 6$ — отклонение (абсолютная величина) по шагу резьбы, определяемое
как отклонение расстояния между любыми двумя витками в преде-
лах длины свинчивания (высоты гайки) от номинальной величины
шага, в мк\
S — шаг резьбы в мм;
60 — отклонение (абсолютная величина) угла наклона стороны профиля
от 45° или 51° соответственно, в мин.;
бу — отклонение (абсолютная величина) угла наклона стороны профиля
от 3° в мин.
Разность b—Дь или b—Д2, или b—Дз представляет собой ту часть полно-
го допуска по среднему диаметру, которая может быть использована как соб-
ственно допуск по среднему диаметру при наличии ошибок по шагу и углам
наклона сторон профиля.
При раздельной проверке шага, углов наклона сторон профиля и среднего
диаметра фактическое отклонение по среднему диаметру не должно быть
меньше отклонения, требующегося для компенсации ошибок шага и углов нак-
лона сторон профиля. Раздельная проверка рекомендуется для резьб 3°/45° и
3°/5Г диаметром свыше 600 мм, а также при единичном производстве резьб
меньших диаметров.
175
Таблица 1.35
Допускаемые отклонения профиля упорной резьбы
Номиналь- ный диа- метр резь- бы d мм Шаг резьбы S мм Класс точности Допускаемые отклонения
размера / в мк углов в мин
верхн. нижн. sv
до 280 6 2 0 100 -J 25 J 10
3 200
до 360 8 2 110
3 220
до 450 10 2 120
3 240
до 6С0 12 2 130
3 260
до 710 16 2 160 ± 15 ±7
3 320
до 900 20 2 180
3 360
до 1180 24 2 200 4- 10 4"5
3 400
до 1600 32 2 220
3 410
При проверке резьбовых изделий предельными калибрами нет надобности
проверять отдельно отклонения шага резьбы и углов наклона сторон профиля,
так как эти элементы резьбы косвенно контролируются проходными и непро-
ходными калибрами.
Примечание. В технически обоснованных случаях для резьбы 3114—
59 допускается взамен контроля резьбы по среднему диаметру производить
контроль по величине f ширины вершины профиля и углам наклона сторон
профиля Р=5Г и у=3°.
Рекомендуемые размеры проточек и фасок винтов и гаек с упорной резь-
бой приведены в табл. 1.36 и рис. 1.28, см. стр. 178.
176
Таблица 1.36
Рекомендуемые размеры проточек и фасок винтов и гаек
с упорной резьбой в мм
Шаг резь- бы ^Imln Резьба 3°/45° Резьба 3°/51°
^4 R Rx d3 R Ri
2 1.5 4 а—з d . 0,4 1 0,5
3 2 6 d—1,5 r/4-0,6 1,5 1
4 3 6 d—6 d i 0,7 1,5 1
5 3.5 7,5 d—7,4 </4-0,8 1,5 1
6 4 9 d—8,8 </4-0,8 2 1 d—7,r> d -J— 1 ,'Э 3 1,5
8 5,5 12 d— 11,6 </4-1 2,5 1,5 //—10 </4-2 4 2
10 7 15 d—14,3 d~ 1 3 1,5 d—12 </4-2 5 2,5
12 8 18 d—17 d i-1,2 3 1,5 d—14 </4-2 6 3
16 10 24 </—22,5 </4-1,2 4 2 d— 19 </4-3 8 4
20 12 30 rf-23 </4-3 10 5
24 14 36 J—28 </4-4 12 6
32 18 •18 d-37 </4-5 16 8
Примечание. Диаметры проточек d3 и d± должны выполняться
не точнее чем по 5-му классу точности.
1.21. РЕЗЬБА ТРУБНАЯ ЦИЛИНДРИЧЕСКАЯ
ПО ГОСТу 6357—52
(рис. 1.29 и 1.30, табл. 1.37)
1. Резьбы по ГОСТу 6357—52 обозначаются размером резьбы, буквами
*труб* и классом точности. Например:
2" труб кл. 2.
2. Отклонения среднего диаметра резьбы не должны выходить за пределы
полей допусков. Расстояния h2 и hs от линии среднего диаметра устанавлива-
ются как исходные для проектирования резьбообразующего инструмента и яв-
ляются факультативными для приемки изделий.
177
Для бинтов Для гаек
Рис. 1.28. Проточки и фаски упориои резьбы
Рис. 1.29. Трубная цилиндрическая резьба по ГОСТу
6357—52
178
Таблица 1.37
Основные размеры и допуски трубной цилиндрической резьбы
СО
Обозна- чение размера резьбы 1ток на 1" со 3 ю иэ ый диаметр d Расстояние от линии среднего диаметра до наружного Л3 мм диаметр d2 Допуски среднего диаметра d2 ний диаметр d. Расстояние от линии среднего диаметра до внутреннего h2 мм арофиля h\ в: X X <и U Q. X со
Труба Муфта Труба и муфта Труба Муфта
Число HP п Шаг реа мм {Наружи мм наиб. найм. найм. наиб. Средний мм кл. 2 j кл. 3 /а; S о cS найм. наиб. наиб. найм. Высота 1 мм со о я Ч a. s>
(1/8") 28 0,907 9,729 0,265 0,215 0,290 0,340 9,148 133 219 8,567 0,290 0,340 0,265 0,215 0,581 0,125
1/4" 19 1,337 13,158 0,400 0,340 0,428 0,478 12,302 137 228 11,44' 0,428 0,488 0,400 0,350 0,856 0,184
3/8" 19 1,337 16,663 0,400 0,340 0,428 0,478 15,807 148 247 14,95! 0,428 0,488 0,400 0,350 0,856 0,184
1/2" 14 1,814 20,956 0,545 0,485 0,581 0,631 19,794 161 265 18,63? 0,581 0,641 0,495 0,545 1,162 0,249
(5/8") 14 1,814 22,912 0,545 0,485 0,581 0,631 21,750 161 265 20,588 0,58' 0,64! 0,495 0,545 1,162 0,249
3/4" 14 1,814 26,442 0,545 0,485 0,581 0,631 25,281 161 265 24,119 0,581 0,641 0,495 0,545 1,162 0,249
(7/8") 14 1,814 30,202 0,545 0,485 0,581 0,631 29,040 174 286 27,878 0,581 0,641 0,495 0,545 1,162 0,249
1" 11 2,309 33,250 0,700 0,640 0,740 0,790 31,77. 193 321 30,292 0,740 0,800 0,650 0,700 1,479 0,317
(I1 в") И 2,309 37,898 0,700 0,640 0,740 0,790 36,420 193 321 34,94: 0,740 0,800 0,650 0,700 1,479 0,317
И/4" 11 2,309 41,912 0,700 0,640 0,740 0,790 40,433 193 321 38,954 0,740 0,800 0,650 0,700 1,479 0,317
(13/в") 11 2,309 44,325 0,700 0,640 0,740 0,790 42,846 193 321 41,367 0,740 0,800 0,650 0,700 1,479 0,317
оо ____________________________________________________________________________________________Продолжение
Обозна- чение размера резьбы !ток на 1" оо 3 ю л ый диаметр d Расстояние от линии среднего диаметра до наружного Л3 мм диаметр d^ Допуски среднего диаметра d2 ний диаметр d^ Расстояние от линии среднего диаметра до внутреннего мм 1рофиля h\ 1акругления г
Труба Муфта Труба и муфта Труба Муфта
Число HI л Шаг рез мм Um •*; наиб. найм. найм. наиб. Средний мм кл. 2 л кл. 3 1К <Б ex B’S? со Ч найм. наиб. наиб. найм. Высота т мм Радиус з мм
п/2" 11 2,309 47,805 0,700 0,(540 0,740 0,790 45,326 193 321 44,847 0,740 0,800 0,650 0,700 1,479 0,317
О3//) 11 2,309 53,718 0,700 0,640 0,740 0,790 52,270 224 370 50,791 0,740 0,800 0,650 0,700 1,479 0,317
2" 11 2,309 59,616 0,700 0,640 0,740 0,790 58,137 224 370 56,659 0,740 0,800 0,650 0,700 1,479 0,317
(2»Л") 11 2,309 65,712 0,700 0,640 0,740 0,790 64,234 224 370 62,755 0,740 0,800 0,650 0,700 1,479 0,317
21/г” 11 2,309 75,187 0,700 0,630 0,740 0,800 73,708 224 370 72,230 0,740 0,810 0,640 0,700 1,479 0,317
(23/4") 11 2,309 81,537 0,700 0,630 0,740 0,800 80,058 255 421 78,580 0,740 0,810 0,640 0,700 1,479 0,317
3" 11 2,309 87,887 0,700 0,630 0,740 0,800 86,409 255 421 84,930 0,740 0,810 0,640 0,700 1,479 0,317
W2") 11 2.309 i00,33-1 0,700 0,<520 0,710 0,820 98,855 255 421 97,376 0,740 0,820 0,630 0,700 1,479 0,317
4" 11 2,309 113,034 0,700 0,620 0,740 0,820 111,556 270 446 110.077 0,740 0,820 0,630 0,700 1,479 0,317
5" 11 2,309 138,435 0,700 0,620 0,740 0,820 136,957 286 473 135478 0,740 0,820 0,630 0,700 1,479 0,317
6" И 2,309 163,836 0,700 0,620 0,740 0,820 162,357 286 473 160,879 0,740 0,820 0,630 0,700 1,479 0,317
Примечание. Резьбы, указанные в скобках, должны применяться только для изделий, для которых стандар-
тами предусмотрены эти размеры резьбы.
3. Предельные отклонения шага и угла профиля резьбы в отдельности
не устанавливаются. Указанные в табл. 1.37 допуски среднего диаметра вклю-
чают также и необходимые для компенсации погрешностей шага и угла про-
филя величины уменьшения среднего диаметра наружной резьбы или увели-
чения среднего диаметра внутренней резьбы.
1. 22. РЕЗЬБА ТРУБНАЯ КОНИЧЕСКАЯ ПО ГОСТу 6211—52
(рис. 1.31, табл. 1.38)
Для соединений наружной конической резьбы с внутренней цилиндриче-
ской резьбой муфтовой арматуры по ГОСТу 6527—68 размеры /1 и /2 резьбы
на трубе должны соответствовать табл. 1.39.
Резьба трубная коническая (наружная) проверяется по среднему диамет-
ру калибром-кольцом с конической резьбой. Ширина кольца равна /2; основная
плоскость резьбы совпадает с торцом кольца.
Основная плоскость
Н=0,960148
hf-0,64033S
Г=0,131288
cp=2tg(p=lo47f24"
Рис. 1.31. Трубная коническая резьба по ГОСТу
6211—52
181
Таблица 1.38
Основные размеры трубной конической резьбы
Размер резьбы Число ниток на 1" Шаг резьбы Длина резьбы Диаметр резьбы в основной II.lOi кости Внутренний диаметр резьбы у торца трубы Рабочая высота витка Радиус закруг- ления
рабочая от торца трубы до основной плоскости наружный средний внутренний
п $ /1 h d d>2 h г
мм
1/8" 28 0,907 9 4,5 9,729 9. 148 8,567 8,270 0,581 0,125
1/4" 19 1,337 11 6 13,158 12,302 11,446 11,071 0,856 0,184
3/8" 19 1,337 12 6 16,663 15,807 14,951 14,576 0,856 0,184
1/2" 14 1.814 15 7,5 20,956 19,794 18,632 18,163 1,162 0,249
3/4" 14 1,814 17 9.5 26,442 25,281 24,119 23,524 1,162 0,249
1" 11 2,309 19 11 33,250 31,771 30,293 29,606 1,479 0,317
1 Чл" И 2,309 22 13 41,912 40,133 38.954 38,142 1,479 0,317
1 */2" 11 2,309 23 14 47,805 46,326 44,847 43,972 1,479 0,317
2" 11 2,369 26 16 59,616 58,137 55,659 55,659 1,479 0,317
2 ]/2' 11 2,309 30 18,5 75,187 73,708 72,230 71,074 1,479 0,317
3" 11 2,309 32 20,5 87,887 86,409 84,930 83,649 1,479 0,317
4" 11 2,309 38 25,5 113,034 111,556 110,077 108,483 1,479 0,317
5" 11 2,309 41 28,5 138,435 136,957 135,478 133,697 1,479 0,317
6" И 2,309 45 31,5 163,836 162,357 160,879 158,910 1,479 | 0,317
Примечания. 1. В основной плоскости диаметры резьбы равны номинальным диаметрам трубной цилиндрической
резьбы по ГОСТу 6357—52.
2. При любом значении /2 в пределах поля допуска (табл. 1.39) разность А—/2 для наружной резьбы должна быть не
менее разности указанных в таблице величин /1 и /2.
3. Размер dT — справочный.
Таблица 1.39
Размер резьбы 1'4" Q • Н 8 W' 3-." 11/ 1 11/4" П2" 2" 21 /2" 3"
Z2 мм не более 4 4 4,5 6 7 8 10 11 12 1 1,5
Zi мм 9 10 12 13,5 15 17 19 21 23,5 26
Примечания. 1. Допускается нарезать на трубах резьбу нормальной
точности (см. табл. 1.41) для соединений трубопроводов из водогазопровод-
ных труб по ГОСТу 3262—62 при давлениях ру до 10 кГ/см2.
2. Разность /1—/2 должна быть не менее разности указанных в табл. 1.39
величин и /2.
При навинчивании на трубу торец кольца должен совпадать с торцом
трубы.
Резьба муфт (внутренняя резьба) проверяется по среднему диаметру ка-
либром-пробкой с конической резьбой, с уступом в основной плоскости.
При свинчивании пробки с муфтой уступ должен совпадать с торцом
муфты.
Допускаются следующие предельные отклонения (i№) от совпадения
торца трубы с торцом калибра-кольца или торца муфты с уступом на калиб-
ре-пробке (рис. 1.32; табл. 1.40).
Таблица 1. 40
Размер резьбы ’/в" 1/2"-3/4" 1" 9" 21/2"—б"
Предельные отклонения размера Z2 (±М2) в мм ±0,75 ±1,0 ±1.5 ±2,0 ±2,5
Примечание. При приемке изделий представителем заказчика откло-
нения размера Z2 могут превышать указанные в таблице 1.40 на 0,55.
Отклонения расстояний вершин и впадин резьбы от линии среднего диа-
метра (рис. 1.33) не должны превышать: по вершинам резьбы (hi для наруж-
ной резьбы и h2 для внутренней)—0,050 мм, по впадинам резьбы (Л2 для на-
ружной резьбы и h\ для внутренней) ±0,025 мм.
Резьба по ГОСТу 6211—52 обозначается буквой К, размером резьбы (в
дюймах), словом Труб и номером ГОСТа. Например:
К 314" Труб ГОСТ 6211—52.
В случае применения укороченных длин 12 и /1 (см. табл. 1.39) вместо номера
ГОСТа ставится слово укороч. Например:
К 3/4" Труб, укороч.
183
Кольцо КОЛЬЦО КОЛЬЦО
плоскость
Основная
плоскость
Рис. 1.32. Схема контроля трубной резьбы
Рис. 1.33. Поле допуска вершин и впадин
трубной резьбы
184
Таблица 1.41
Предельные отклонения половины угла профиля, угла наклона (<р) и шага
трубной конической резьбы
Нормальная точность | Повышенная точность
’Предельные отклонения
Размер
резьбы
на длине 'на длине
до Ю мм до 25 мм
шага резьбы
в мм
шага резьбы
в мм
на длине на длине
до 10 мм до 25 мм
10'
±0,04
±0,07
и—6"
45' 10'
45' 8'
±0,04 ±0,07
±0,04 ±0,07
40' 8'
35' 8'
25' 6'
±0,02
±0,02
±0,02
±0,04
±0,04
±0,04
Примечание. Указанные предельные отклонения являются исходными
для проектирования резьбообразующего инструмента и факультативными при
приемке изделий.
1.23. РЕЗЬБА КОНИЧЕСКАЯ ПО НОРМАЛИ 88АТ-50
Резьба по нормали 88АТ-50 предназначена для соединения топливных, мас-
ляных, водяных и воздушных трубопроводов с помощью штуцеров и муфт
(рис. 1.34; 1.35; табл. 1.42; 1.43; 1.44; 1.45).
В трубопроводах из стальных водогазопроводных труб по ГОСТу 3262—
46 и во всех случаях, не предусматривающих применения резьбы по 88АТ-50,
соединения с конической резьбой должны выполняться по ГОСТу 6211—52.
Примечание. Резьба по нормали 88АТ-50 отличается от резьбы по
ГОСТу 6111—52 величиной сбега у штуцеров (труб), установленной в ГОСТе
Ю549-63*.
Допускаются следующие предельные отклонения (±б/2) от совпадения
торца трубы с торцом калибра-кольца или торца муфты с уступом на калиб-
ре-пробке (см. рис. 1.32).
Конические резьбы по нормали 88АТ-50 обозначаются буквой К и разме-
рам резьбы (в дюймах). Например:
К 314".
Резьба M6XJ обозначается буквой М, диаметром и шагом через знак
«X» и словом коническая. Например:
М6х1 коническая.
185
лцния^параллельная оси резьбы
Н = 0,8663
П = 0,83
у = /°47'24>"
2t{T<p =7 :/£
Сбег резьбы 1-4-нитки
Рис. 1.34. Коническая резьба по нормали 88АТ-50
186
Таблица 1.42
Основные размеры и отклонения конической резьбы по нормали 88АТ-50
Размер резьбы Число ниток на 1" Шаг резь- бы Длина резьбы Диаметры резьбы в основной плоскости Внутрен- ний диа- ме тр резьбы у торца трубы Рабо- чая высо- та витка Внутрен- ний диа- метр трубо- провода (реко- мендуе- мый) Штуцер (труба) Муфта
Рабо- чая От торца трубы до основной плоско- сти На- руж- ный Сред- ний Внутрен- ний
п S 1у h d d2 dy h ^0 Т | D Ту 1 р 1 Dy
мм
_V1£_ 27 0,941 6,5 4,064 7,895 7,142 6,389 6,135 0,753 До 2 9,5 8 9,5 11 5,9
^8 7,0 4,572 10,272 9,519 8,766 8,480 2; 3; 4; 6 10,4 8,3
Г,4 18 1,411 9,5 5,080 13,572 12,443 11,314 10,997 1,129 8 14,5 13,9 14,5 16 10,7
3'в 10,5 6,096 17,055 15,926 14,797 14,416 10; 12 17,3 14,1
"2 14 1,814 13,5 8,128 21,223 19,772 18,321 17,813 1,451 13; 14 19 21,5 19 20,5 17,5
3 4 14,0 8,611 26,568 25,117 23,666 23,128 16; 18; 20 26,9 19,3 21 23,0
1 Ц1/2 2,209 17,5 10,160 33,228 31,461 29,694 29,059 1,767 22; 23; 25 24 33,7 24 25,5 28,7
П/4 18,0 10,668 41,985 40,218 38,451 37,784 28; 30; 32 24,5 42,2 24,5 26,6 37,4
н/г 18,5 48,054 46,287 44,520 43,853 35; 36; 40 25 48,5 25 27 43,4
2 19,0 11,074 60,092 58,325 56,558 55,866 50 26 60,6 26 28 55,4
M6XI коническая 1,0 5,0 4±0,75 6,15 5,35 4,55 4,3 0,8 — — — 6 7 4,2
12
Примечания. 1. Размер dT — справочный.
2. Вместо резьбы 1/16" допускается применять резьбу Мб XI коническую по ГОСТу 1303—56*, при этом длина сбега
резьбы может быть (1:2) 5.
3. Размер 1\ относится к длине как наружной, так и внутренней резьбы в соответствии с ГОСТом 6111—52.
Рис. 1.35. Штуцер и муфта по нормали 88АТ-50
Таблица 1.43
Предельные отклонения высоты профиля конической резьбы по нормали
88АТ-50
Размер резьбы Л2---Л3—1 2 Л1 мм Предельные отклоне- ния и Л3 аЛ2=оЛ3 мк
Vie-Ve" М6Х1 0,3765 -45
’/4-3/8" 0,5645 —65
V2—3/4* 0,7255 —85
1—2" 0,8835 —85
188
Таблица 1.44
Предельные отклонения половины угла профиля, угла уклона конуса и шага
конической резьбы по нормали 88АТ-50
Размер резьбы Предельные отклонения
половины угла профиля угла уклона <Р шага резьбы, в мм
на длине до 10 мм на длине свыше 10 в мм
Vie-’ 8" М6Х1 80' 10' ±0,02 ±0,04
1/4—2" 45' 8'
Примечание. Предельные отклонения по табл. 1. 43 и 1. 44 являются
исходными для проектирования и контроля износа резьбообразующего инстру-
мента и факультативными при приемке изделий.
Таблица 1.45
Размер резьбы Vie-Ve" М6Х1 ’/2-3/4" 1—2"
Предельные отклонения ±*/2 При изго- товлении Обороты ±1 ±1 il ±1
мм ±0,9 ±1.4 ±1,8 ±2,2
При приемке Обороты ±1.5 ±1,5 ±1,5 ±1,5
мм ±1,35 ±2,1 ±2,7 ±3,3
1.24. РЕЗЬБА КОНИЧЕСКАЯ ВЕНТИЛЕЙ И ГОРЛОВИН
ГАЗОВЫХ БАЛЛОНОВ ПО ГОСТу 9909—61
(рис. 1.36; табл. 1.46; 1.47)
Предельные отклонения от совпадения измерительной плоскости калибра
с основной плоскостью резьбы А/, отклонения по шагу резьбы 6S, по конус-
а
ности резьбы б« и половине угла профиля б — (рис. 1.37)—по табл. 1.47.
Отклонения расстояний от линии среднего диаметра до вершин и впадин
резьбы (рис. 1.38) не должны превышать:
по вершинам резьбы (h2 для наружной резьбы и /г3 —для внутренней)
±0,03 мм;
189
S=f,8K
H -1,73t
h=
Г-0,143
<p = 343'2"
2tg-y=J-25
Линия, перпендикулярная к Линия, параллельная оси
образующей конуса вентиля резьбы вентиля
Рис. 1.36, Коническая резьба вентилей, горловин и газовых
баллонов по ГОСТу 9909—61
190
Измеритель нал Коль Ч0
Рис. 1.37. Схема контроля конической резьбы
Рис. 1.38. Поле допуска конической резьбы
191
по впадинам резьбы (Л3 для наружной резьбы и Л2 —для внутренней)
+0,02 ии
—0,04
Примечание. Предельные отклонения являются исходными для про-
ектирования инструмента н факультативными при приемке изделий.
Таблица 1.46
Основные размеры конической резьбы по ГОСТу 9909—61 в мм
Диаметр резьбы Длина резьбы с полным профилем
у большого тор- ца вентиля D] в основной плоскости у малого торца вентиля вентиля баллона
наружный d средний внутренний d\ общая (от большого тор- ца до малого) L от основной плоскости до малого торца 1 от торна до кольца резьбы, не менее
при Ру < <150кГсж2 при ру > > 150 tcrjcM?
20,2 19,2 18,038 16,876 17,56 24 15,67 12,7 14,5
29,204 27,8 26,638 25,476 25,324 26 14,3 14,5 18
31,704 30,3 29,138 26,976 28,824 28 14,3 14,5 18
Примечание. Размеры D\ и D2 — для сведения.
Таблица 1.47
Предельные отклонения в мм
от совпадения д/ шага резьбы as конусности резь- бы па длине L »к половины угла а профиля &-у
вентиля горлови- ны бал- лона на длине 12,7 мм на длине L вентиля горлови- ны бал- лона вентиля горлови- ны бал- лона
1 1,4 :1 0,04 ±0,07 4-0,07 -0,03 —0,07 0,03 ±1° ± 1°30'
Примечание. Отклонения шага на длине L и 12,7 мм относятся к рас-
стоянию между любыми двумя нитками на этой длине, а отклонения полови-
ны угла относятся к углу, образованному стороной профиля и перпендикуля-
ром к образующей конуса.
Резьба по ГОСТу 9909—61 обозначается буквой К, размером Di (с округ-
лением до десятой доли), словом ГАЗ и номером ГОСТа. Например:
К 31,7 ГАЗ ГОСТ 9909—61.
192
1.25. СБЕГИ, ПРОТОЧКИ, ФАСКИ И ВЫТОЧКИ
ПО НОРМАЛИ 299АТ
Нормаль 299АТ распространяется на все виды метрической резьбы и уста-
навливает формы и размеры проточек для выхода любого резьбообразующего
инструмента, размеры сбега резьбы (при отсутствии проточки), величину не-
довода резьбообразующего инструмента при нарезании или накатывании резь-
бы плашками до упора и размеры фасок для наружной резьбы (рис. 1.39;
табл. 1.48) и внутренней (рис. 1.40; табл. 1.49).
Таблица 1.48
Сбеги, проточки, фаски для наружной резьбы в мм
Шаг резьбы Сбег / Не л овод а не более Проточка Фаска
при а 25° | 45° не более Ь R r c
0,25 0,5 0,2 0,5 — -- -- — 0,2
0,3 0,6 — — — —
0,35 о.з 1.0 0,5 0,3 0.3 0,3
0,4 0,7 0.6
0,45 1.0 d—0,7
0,5 0,4 0,8 d—0,8 0,5
.0,6 d 0,9
0,7 0,5 0,9 1,5 <7—1,0 0,5 0.5
0,75 1 d- 1,2
0,8 0,6 1.0 ‘ 0,7
1 0,7 2,0 d— 1,5
1,25 2.0 0,9 1,25 rf—1,8 1.0
1,5 2.5 1.2 1.5 з.о 7—2,2 1.0
1,75 1,5 4.0 • d 2,5 1.5
2 3,0 2.0 </ 3,0
3 4,5 2,0 2,5 6,0 d—..4,5 1,5 1.0 2,0
4 6,0 2,5 3,0 8,0 d—5,0 2,0 3,0
7 5212
193
Сбег Проточна
Рис. 1.39. Сбеги, проточки, фаски и выточки для наружной резьбы
Сбег Проточка
Рис. 1.40. Сбеги, проточки, фаски и выточки для внутренней резьбы
194
Сбеги, проточки, фаски для внутренней резьбы в мм
Г st жххх .49
Шаг резьбы Сбег Недовод Л! Проточка Фаска Выточка
Для нормальной метрической резь- бы УТ иУТС-^для всех материалов Для резьбы УТ и У ТС—деталей из жаропрочной и нержавеющей сталей* d2 r\ Для деталей из алюми- ниевых и магниевых сплавов с резьбой УТ
не более не более не бо^ее ^3 /
0,25 1,0 0,5 1,0 44-0,2 0,3 0,3 0,2
о,з
0,35 0,3
0,4 0,8
0,45
0,5 1,5 1,0 1,0 44-0,2 0,3 0,3 0,5 44-1 0,5
0,6 1,2 1,8 1,5 44-0,2 0,5 0,3
0,7 1,4 2,1 1,5
0,75 1,5 2,3
0,8 1,6 2,4 2,0 0,7
1 2,0 3,0 2,0 44-0,2 0,5 0,5
1,25 2,5 3,8 3,0 3,0 1,0 1,0 1,о
1,5 3,0 4,5 d+0,3
1,75 3,5 5,3 4,0 4,0 1,5
2 4,0 6,0 5,0 d 4-0,4 1,5
3 6,0 9,0 5,0 6,0 44-0,6 1,0 2,0
4 8,0 12,0 6,0 8,0 44-0,8 2,0 3,0
g> * Увеличенный сбег применять в случае специального указания в чертеже.
1. Угол сбега а наружной резьбы устанавливается при рсзьбообразовании
на проход —25"; в упор —45°.
При резьбообразовании на проход в легких сплавах допускается угол
сбега а=45°.
2. Угол сбега а для резьбы, изготовленной накатыванием и фрезеровани-
ем, не нормируется, а длина сбега не должна превышать величины, указан-
ной в таблице для а, равного 25°.
3. Угол сбега внутренней резьбы нс нормируется и определяется длиной
сбега li и высотой профиля резьбы.
4. Шероховатость поверхностей проточек должна быть по ниже 5-го клас-
са чистоты.
5. Ширина проточки Ь} указана для резьб диаметром 6 мм и более.
6. Для накатанной резьбы допускается наличие первой полной нитки пос
ле фаски и последней нитки перед сбегом и проточкой с уменьшенным на-
ружным диаметром на величину до 0,2 мм.
7. При накатывании резьб в упор или на ступенчатой заготовке недовод а
должен быть не менее величины радиуса г, а диаметр d2 — равным диамет-
ру заготовки под накатку.
8. Допускается нс указывать в чертежах размеры сбегов, проточек, недо-
водов, фасок и выточек, а делать ссылку на настоящую нормаль. Например:
при сбеге а=25° (а=45°) с проточкой (Ь~Ь\~2 мм), при 5=1 мм\
«Сбег, проточка, недовод, фаски и выточка—по 299АТ».
9. Допуски на свободные размеры — по нормали 722АТ.
10. Величина сбега I и 1\ входит в размер общей длины резьбы.
1.26. ТОЛЩИНЫ ПОКРЫТИЙ НА ДЕТАЛЯХ С РЕЗЬБОЙ
ПО НОРМАЛИ 479АТ
1. Нормаль 479АТ устанавливает толщины покрытий на деталях, имеющих
метрические, цилиндрические и конические резьбы, независимо от материала
деталей для эксплуатации в различных климатических условиях. В основном
нормаль 479АТ используется на деталях, имеющих резьбу по нормалям 88АТ,
214АТ и 257АТ (табл. 1.50).
2. Резьбы под гальванические покрытия должны быть изготовлены:
а) наружные метрические—по 214АТ; конические—по 88АТ-50;
б) внутренние метрические—по 257АТ; конические—по 88АТ-50.
3. Детали, имеющие кроме резьбы наружные цилиндрические поверхно-
сти 2-го класса точности или прессовые посадки любого класса точности, если
нет других указаний в чертеже, рекомендуется кадмировать на толщину слоя
3—5 мк.
В этом случае рекомендуется диаметры цилиндрических поверхностей
под покрытие не занижать, а после покрытия размеры деталей не контроли-
ровать.
4. Для деталей, имеющих кроме резьбы наружные цилиндрические по-
верхности 3-го и За класса точности (кроме прессовых посадок), если нет
других указаний в чертеже, толщины покрытий брать по табл. 1.50.
В случае применения гальванических покрытий (цинком, кадмием и т. п.)
рекомендуется занижать диаметр цилиндрической поверхности на величину,
равную двойной толщине покрытия.
Пример. Деталь с резьбой М10 с цилиндрической поверхностью 0 20Сз.
Для этой детали рекомендуются следующие занижения размеров:
а) допускаемые отклонения посадки С3 для 0 20Сз равны: верхнее 0 и
шркнее — 45 мк\
б) толщина покрытия (согласно табл. 1.50) для резьбы М10 составляет
9—13 мк\
196
в) верхнее отклонение заниженного размера будет равно
(—0) 4- (—2- 13) =26 мк;
г) нижнее отклонение заниженного размера будет равно
(—45) Ч- (—2.9)=— 63.мк.
5. Для деталей, имеющих кроме резьбы, наружные цилиндрические по-
верхности 4-го класса точности и грубее, толщины покрытий брать по табл.
1.50 и размеры цилиндрических поверхностей под покрытие не занижать.
Слой покрытия должен укладываться в поле допуска соответствующего клас-
са точности.
6. После нанесения покрытий:
а) резьбу не калибровать;
б) посадочные поверхности не шлифовать;
в) чистоту поверхности деталей не контролировать;
г) наружные резьбы контролировать только предельными калибрами для
резьбы по нормали 257АТ, внутренние резьбы не нужно контролировать;
д) посадки деталей 3-го класса точности с гальваническими покрытиями
контролировать только проходными калибрами, если нет других указаний в
чертеже;
е) толщины покрытия контролировать на головке болтов и на гранях или
торцах гаек; толщину покрытия на резьбовой части не контролировать.
Таблица 1. 50
Диаметр резьбы мм Толщина покрытия, мк
Гальванические покры- тия (цинковое, кадмие- вое и др.) Болт | Гайка Анодиро- вание Химические неме- таллические покры- тия (оксидное, фос- фатное и др.)
До 4 Свыше 4 6—9 9—13 6—9 5 Не регламенти- руется
Примечание, а) Для шпилек с тугой резьбой по 254АТ, 262АТ,
754ЛТ и 822АТ и 122МТ-53 применять только кадмирование толщиной 3—6 мк
(резьбу под покрытие не занижать).
б) При декоративном хромировании никелированных деталей из медных
сплавов толщина слоя хрома 0,5 мк (средняя расчетная), а никеля—по
табл. 1.48.
в) Для деталей из нержавеющих сталей с целью улучшения свинчивав-
мости толщина гальванического покрытия (например, меднение или серебре-
ние) — 3—6 мк независимо от диаметра резьбы.
г) Указанные в табл. 1.50 толщины покрытий не распространяются на
защитно-декоративные покрытия (никелирование, хромирование и т. п.) де-
талей из стали 10, 25, 45, ЗОХГСА и т. п.
1.27. МЕРЫ ПО УСТРАНЕНИЮ ЗАЕДАНИЯ
РЕЗЬБОВЫХ СОЕДИНЕНИЙ
Для предотвращения дефектов резьбовых соединений, работающих в ус-
ловиях высоких температур и нагрузок, рекомендуется следующее:
1) применение разнородных материалов для болта и гайки (при этом
твердость болта должна быть несколько выше, чем гайки);
197
2) применение наружных резьб с зазорами по нормали 214АТ;
3) нанесение на поверхность гайки одного из следующих видов гальва-
нических покрытии:
а) медного — при рабочих температурах 300—350° С,
б) серебряного — при рабочих температурах до 700° С;
4. Применение таких специальных смазок, как графитовая, меловая, н
смазок, выполненных на основе дисульфидмолибдена.
ПРИЛОЖЕНИЯ
РЕЗЬБА НАКОНЕЧНИКА (НАКИДНОИ ГАЙКИ) НАЗЕМНОГО
УСТРОЙСТВА И ШТУЦЕРА НА БОРТУ СИСТЕМЫ ЗАПРАВКИ
КИСЛОРОДОМ ПОД ДАВЛЕНИЕМ ДО 150 кГсм*
(рис. 1.41; табл. 1П и 2П)
1ЧЛ7
Рис. 1.41.
Таблица 1П
Основные размеры
Обозна- чение резьбы Число ниток на 1" Шаг резьбы S м м Диаметр резьбы в мм Высота профиля h мм Радиус закруг- ления | г мм
наружи. d средний ^2 впутрен. 'rf|
21,8 14 1,814 21,800 20,638 19,476 1,162 0,249
Отклонения среднего диаметра d2 резьбы нс должны выходить за пре-
делы полей допусков, указанных в табл. 2П.
Расстояния вершин н впадин от линии среднего диаметра d2, указанные
в табл. 2П, являются исходными для проектирования резьбообразующего ин-
струмента и факультативными для приемки изделий.
Предельные отклонения шага и угла профиля резьбы в отдельности не
устанавливаются.
Указанные в табл. 2П допуски среднего диаметра d2 включают также и
величины уменьшения диаметра d2 наружной резьбы иди увеличения диа-
метра d2 внутренней резьбы, необходимые для компенсации погрешности ша-
га и угла профиля.
198
Таблица 2П
Допуски резьбы
Обозначение резьбы Число ниток на 1" Резьба штуцера и накид- ной гайки Резьба штуцера | Резьба накидной гайки
Расстояние от сред! него диаметра в мм
вершины резьбы h2 впадины резьбы А3 впадины резьбы h2 вершины резьбы Аз
Допуски d2 мм наиб. найм. наиб. найм. наиб. найм. наиб. найм.
кл. точ- ности 3
21,8 14 0,265 1 0,545 0,485 0,641 0,581 0,631 0,581 0,545 0,495
РЕКОМЕНДАЦИИ ПО СТАНДАРТИЗАЦИИ (PC) СОВЕТА
ЭКОНОМИЧЕСКОЙ ВЗАИМОПОМОЩИ
PC 112—63, PC 182—64 Резьба упорная 0 100—600 мм. Профиль, разме-
ры и допуски соответствуют ГОСТу 10177—62.
PC 171—64 Резьба метрическая. Диаметры и шаги соответствуют ГОСТу
8724—58.
PC 213—64 Резьба метрическая с натягами по среднему диаметру. До-
пуски соответствуют ГОСТу 4608—65.
PC 227—64 Резьба трапецеидальная. Допуски соответствуют ГОСТу
9562—60.
PC 173—64 Резьба метрическая. Диаметры и шаги резьб для оптико-
механической и приборостроительной промышленности по табл. ЗП.
Таблица ЗП
Номинальный диаметр резьбы мм Шаг мм Номинальный диаметр резьбы мм Шаг мм
4—8 с интервалом 0,5 0,25 51—53 с интервалом 0,5; 54; 54,5; 55—106 с интерва- лом 1; 108; ПО 0,75
4—8; 9—10 с интервалом 0,5; 11; 12 0,35
3,5; 6,5—12,5 с интервалом 1; 13—54,5 с интервалом 0,5 (кроме 14; 16; 18; 20; 22); 55—58 с интервалом 1; 60 0,5 8,5—12,5 с интервалом 1; 13; 13,5; 14,5; 19; 20,5; 21; 23; 26; 32; 34; 35; 38; 40; 44; 46; 50—150 с интервалом 1 (кро- ме 52; 56; 60; 64; 68; 72; 76; 80; 107; 109; 111; 113; 115; 117; 119; 121; 123; 127; 129; 131; 133; 137; 139; 141; 143; 147; 149) 1
6,5—12,5 с интервалом 1; 13; 13,5; 14,5; 15; 17; 17,5; 19; 21; 23; 24,5; 26; 28; 29; 31; 32; 34; 35—48 с интервалом Г, 49—50 с интервалом 0,5; 0,75
12,5; 13; 13„5; 14,5; 19; 21; 23; 31; 34; 37; 41; 43; 46; 47; 49; 1,5
199
Продолжение
Номинальный диаметр резьбы мм Шаг мм Номинальный диаметр резьбы мм Шаг мм
51; 63; 78; 82; 88; 92; 98; 102; 108; 112; 118; 122; 128; 132; 138; 142; 148; 152; 155; 158; 160; 162; 165; 168; 170; 172; 175; 178; 180; 1,5 182; 185; 188; 190; 192; 195; 198; 200 1,5
202—400 с окончанием разме- ров на 2; 5; 8; 0 2
Таблица 4П
Американская стандартная крупная резьба
Обозначение Число витков на 1" 1 Шаг резьбы мм Наружный диаметр резь- бы Обозначение Число витков на 1" Шаг резьбы мм Наружный диаметр резь- бы
дюй- мы м м дюй- мы ММ
1 64 0,397 0,073 1,854 7/в 9 2,822 0,875 22,225
2 56 0,464 0,086 2,184 1 8 3,175 1,000 25,400
3 48 0,529 0,099 2,515 п/в 7 3,629 1,125 28,575.
4 40 0,635 0,112 2,845 1>/< 7 3,629 1,250 31,750
5 40 0,635 0,125 3,175 13'8 6 4,234 1,375 34,925
6 32 0,794 0,138 3,305 н/. 6 4,234 1,500 38,100
8 32 0,794 0,164 4,166 13/4 5 5,080 1,750 44.450
10 24 1,058 0,190 4,826 2 ^/2 5,615 2,000 50,800
12 24 1,058 0,216 5,486 2'/< 41/2 5,645 2,250 57,150
V4 20 1,270 0,250 6,350 2>/2 4 6,350 2,500 63,500
5/1б 18 1,411 0,313 7,938 23 4 4 6,350 2,750 68,850
3/8 16 1,588 0,375 9,525 3 4 6,350 3,000 76,200
7/16 14 1,814 0,438 11, 113 31/4 4 6,350 • 3,250 82,5.50
^2 13 1,954 0,500 12,700 31/2 4 6,350 3,500 88,900
9/16 12 2,117 0,563 14,288 33'4 4 6,350 3,750 95,200
5. 8 11 2,309 0,625 15,875 4 4 6,350 4,000 101,600
3/4 10 2,504 0,750 19,050
200
Таблица 5П
Американская стандартная мелкая резьба
Обозначение Число вит- ков на 1" Шаг резьбы мм Наружный диаметр резьбы
дюймы ММ
0 80 0,318 0,060 1,524
1 72 0,353 0,073 1,854
о 61 0,397 0,086 2,184
3 56 0,454 0,099 2,515
4 48 0,529 0,112 2,845
5 44 0Д77 0,125 3,175
6 40 0,635 0,138 3,505
8 36 0,706 0,164 4,106
10 32 0,794 0,190 4,826
12 28 0,907 0,216 5,486
'/4 28 0,907 0,250 6,350
5/16 24 1,058 0,313 7,938 •
3/в 24 1,058 0,375 9,525
7/16 20 1.270 0,438 11,113
'/2 20 1,270 0,500 12,700
9/16 18 1,411 0,563 14,288
5/8 18 1,411 0,625 15,875
3/4 16 1,588 0,750 19,050
7/в 14 1,814 0,875 22,225
1 14 1,814 1,000 25,400
П/в 12 2,117 1,125 28,578
1»/4 12 2,117 1,250 31,750
13/а 12 2,117 1,375 34,925
н/2 12 2,117 1,500 38,100
ПЕРЕЧЕНЬ ДЕЙСТВУЮЩИХ ГОСУДАРСТВЕННЫХ СТАНДАРТОВ
И ОТРАСЛЕВЫХ НОРМАЛЕЙ
ГОСТ 1303—56* (взамен ГОСТа 1303—45).
ГОСТ 4608—65 (взамен ГОСТ 4608—49).
ГОСТ 6111—52 (взамен ОСТа 20010—38).
ГОСТ 6211—52 (взамен ОСТа 20008—38).
ГОСТ 6357—52 (взамен ОСТа НКТП 266)
ГОСТ 8724—58 (взамен ОСТа НКТП 273).
ГОСТ 9000—59 (взамен ГОСТов 3196—46-:-3198—46).
ГОСТ 9150-59* (взамен ОСТов НКТП 94, 32, 271, 272, 4120, 4121 и 193).
201
ГОСТ 9253—59 (взамен ОСТов НКТМ 1250—39, ОСТов НКТП 1251--1256).
ГОСТ 9484—60 (взамен ОСТа 2408—2411).
ГОСТ 9562—60 (взамен ОСТа ВКС 7714).
ГОСТ 9909___61
ГОСТ 10177—62 (взамен ОСТов ВКС 7739-^-7741).
ГОСТ 10191—62
ГОСТ 11708—66
ГОСТ 11709—66
ОСТ НКТП 1260 (взамен ОСТа 1260).
ОСТ НКТП 1261
ОСТ НКТП 1262
Нормаль 88АТ-50 (взамен 88АТ—2 изд.).
Нормаль 122МТ-53 (ограничена с 1.01.1970).
Нормаль 214АТ (взамен 214МТ-55).
Резьба с плотной насадкой (действует только в серийном производстве).
Нормаль 254АТ (взамен 154МТ46; ограничена с 1.01.1970).
Нормаль 257АТ (взамен 57АТ50 и 153МТ-54). ।
Нормаль 262АТ (взамен 162МТ-56).
Нормаль 479АТ
Нормаль 754АТ (вновь, с 1.01.1970).
Нормаль 299АТ (взамен 99СТ54).
Нормаль 822АТ (вновь, с 1.01.1970).
Нормаль 755АТ (вновь, с 1.01.1970).
Нормаль НО 3113—59
Нормаль НО 3114—59 (взамен НВ 410—45, НВ 410/1-45 и РВМ 278—51).
ЛИТЕРАТУРА
1. Биргер И. А., Расчет резьбовых соединений, Оборонгиз, 1959.
2. Гоберман П. Н., Допуски резьб с гарантированными заглублениями,
сб. «Точность, взаимозаменяемость и технические измерения», изд. АН СССР,
1963.
3. Гуляев В. Н., Выбор минимальных зазоров для высокотемператур-
ных резьбовых соединений, «Энергомашиностроение», 1958, № 3.
4. Ку та й А. К., Справочник по резьбе, ОНТИ М.—Л., 1937.
5. М я г к о в В. Д., Допуски и посадки. Справочник, изд-во «Машинострое-
ние», 1966.
6. П о к р а с С. А., Корюкин Г. А., Справочник конструктора и техно-
лога авиационного агрегатостроения. Резьба, Оборонгиз, 1955.
7. Саверин М. А., Саверин М. М., Резьбовые соединения, сб. «Де-
тали машин», кн. 1, Машгиз, 1954.
8. Технический справочник по резьбам, ЦБТИ, Уфа, 1962.
9. Якушев А. И., Влияние технологии изготовления и основных пара-
метров резьбы на прочность резьбовых соединений, Оборонгиз, 1956.
10. Якушев А. И., Взаимозаменяемость в машиностроении, изд-во «Ма-
шиностроение», 1964.
Часть вторая
МЕТОДЫ И СРЕДСТВА ОБРАЗОВАНИЯ
И КОНТРОЛЯ РЕЗЬБЫ
2.1. МЕТОДЫ ОБРАЗОВАНИЯ РЕЗЬБЫ
Существует два метода образования резьбы: нарезание и нака-
тывание.
Нарезание является универсальным и наиболее распространенным мето-
дом образования резьбы и выполняется многими инструментами на различных
станках.
Выбор инструмента и станка для выполнения резьбонарезных операций за-
висит от размера и точности нарезаемой резьбы, конструкции и размера дета-
ли, а также от масштабов производства.
В серийном производстве нарезание наружной и внутренней резьб рез-
цами на токарных станках целесообразно только при большом диаметре
или крупном шаге резьбы и при обработке крупногабаритных деталей.
Нарезание резьбы резцами и гребенками на резьботокарных по-
луавтоматах и автоматах высокопроизводительно и поэтому рекомендуется
для небольших деталей, изготавливаемых крупными партиями.
Гребенки могут применяться и на револьверных станках, где нарезание
резьбы является одним из переходов выполняемой операции.
Применение во всех этих процессах твердосплавных резцов и гребенок
позволяет повысить не только производительность, но и нарезать резьбы с точ-
ностью по 1-му классу при шероховатости поверхности по 6—7-му классу.
Более производительны и более удобны при наладке станка — винто-
резные головки с радиальным расположением дисковых гребенок. Они
применяются для нарезания наружных и внутренних резьб на сверлильных,
агрегатных, револьверных, болторезных станках и автоматах. Недостатком
этих головок является сложность заточки гребенок в комплекте и их настройка
в головке. Поэтому в последние годы винторезные головки вытесняются само-
открывающимися резьбонакатными головками и резьбона-
катными плашками с роликами.
Винторезными головками можно нарезать резьбы цилиндрические и кони-
ческие 2-го и более грубых классов точности.
Круглые плашки (лерки) являются несовершенным инструментом
из-за трудностей обеспечения оптимальных геометрических параметров при
переточках и плохих условий отвода стружки при нарезании резьбы.
Эти недостатки обусловливают низкую стойкость плашек и не всегда поз-
воляют достичь заданной шероховатости (5-й класс) поверхности нарезаемой
резьбы. Поэтому круглые плашки рекомендуется использовать лишь в опытном
производстве или при ремонтных работах. В серийном производстве круглые
плашки рационально применять только для калибрования резьбы, когда в
этом возникает необходимость.
203
На револьверных станках и автоматах круглые плашки следует заменять
резьбонакатными плашками.
Точность нарезания резьбы плашками — не выше 2-го класса.
Фрезерованием можно нарезать цилиндрические и конические, на-
ружные и внутренние резьбы в широком диапазоне по шагу, диаметрам и
длине.
Фрезерование осуществляется четырьмя методами:
1) дисковыми (однониточнымп) фрезами внешнего касания к обрабаты-
ваемой детали;
2) дисковыми фрезами внутреннего касания (вихревой метод);
3) гребенчатыми (многониточными) фрезами внешнего касания;
4) гребенчатыми фрезами внутреннего касания (охватывающими голов-
ками).
Дисковыми фрезами фрезеруются метрические резьбы с крупным шагом
и большой длины, а также резьбы трапецеидальные, упорные и специальные;
при этом полная обработка производится за число оборотов детали, равное
числу витков.
Фрезерование резьбы вихревым методом более производительно, чем фре-
зерование дисковыми фрезами внешнего касания.
Фрезерование вихревым методом осуществляется на токарно-винторезных
или специальных стайках. Фрезой служит,головка с установленными в ней
резцами.
Гребенчатыми фрезами на резьбофрезерных станках фрезеруются корот-
кие резьбы преимущественно с мелким шагом на деталях, где из-за малой
величины сбега резьбы, тонких стенок, лысок и прорезей нельзя применить бо-
лее производительные резьбонарезные или резьбонакатные инструменты.
Полная обработка резьбы осуществляется за 1,25—1,3 оборота детали.
Производительность процесса фрезерования резьбы повышается при при-
менении охватывающих головок с закрепленными в них гребенками.
В этом случае фрезерование резьбы становится более производительным,
чем фрезерование гребенчатыми фрезами внешнего касания, многопроходное
нарезание резцами и обработка резьбонарезными головками.
Точность фрезерованных резьб соответствует 2—3-му классу.
Метчики являются распространенным, а для мелких резьб — единст-
венным инструментом для нарезания резьбы в отверстиях.
В зависимости от точности изготовления метчиков и характеристики стан-
ка можно нарезать резьбы любой точности, в том числе и тугие (табл. 2. 1),
В серийном производстве для нарезания внутренней резьбы следует при-
менять резьбонарезные автоматы н специальные резьбонарезные головки к аг-
регатным станкам.
Высокую производительность нарезания резьбы в гайках обеспечивают
резьбонарезные автоматы с изогнутыми метчиками.
Для нарезания резьбы 2-го и более грубых классов точности диаметром
36 мм и выше рекомендуют гайконарезные головки типа КБ с призматиче-
скими гребенками. В конце рабочего хода гребенки втягиваются внутрь, что
позволяет свободно вынимать головку пз нарезанного отверстия.
Накатывание резьбы заключается в пластическом деформировании метал-
ла резьбонакатными инструментами.
Накатывание резьбы по сравнению с нарезанием более производительно и
обеспечивает более высокую точность резьбы и меньшую шероховатость по-
верхности (табл. 2.2).
Плоскими плашками на резьбонакатных станках с ручной и автоматиче-
ской подачей заготовок накатываются только болты, винты и шпильки диамет-
ром до 24 мм.
Сегментные плашки с роликами на станках с автоматической подачей име-
ют то же назначение, что и плоские плашки, но с ограничением по диаметру
накатываемой резьбы (до 6 мм включительно). Этот способ накатывания резь-
бы является самым производительным.
204
** Таблица *2. 1
Точность резьбы, нарезаемой машинными метчиками
Тип станка Точность резьбы Точность резьбы - при особых условиях
Вертикально-сверлиль- ные станки без при- нудительной подачи шпинделя 3, 2, и 1-го классов При уравновешенными шпинделях и легком, плавном продольном- их перемещении резьба.кларл, са тугой и плотной поса-, док ...г. .....
Одношпиндельные вер- тикально - сверлильные станки с принудительной подачей 3, 2 и 1-го классов, а также резьбы класса с тугой и плотной посадкой 1 :1 • •
Сверлильные станки с многошпиндельиыми го- ловками для нарезания резьбы 3 и 2-го классов При хорошей слажен-, пости сверлильной и резь-, бонарезной операций -7.. 1 -й класс
Револьверные станки 3 и 2-го классов — . ..
Токарные одно- и мно- гошпиндельные автоматы 3 и 2-го классов —*
Таблица 2.2 ‘
Качество резьбы и производительность труда
при различных способах накатывания
Способ накатыва-. НИЯ Резьбо- накатны- ми плаш- ками и головка- ми Плоскими плашками Сегментны- ми плашками с роликами Круглыми роликами (комплект из двух шт-.)
станки с ме- ханической подачей станки с гидравли- ческой по- дачей
Класс точ- ности 2 2 2 2 1 и ту- ь гие резьбы
Класс чи- стоты 7 7 - 7 8 10
Количест- во накаты- ваемых кон- цов в мину- ту 39—50 при ручной загруз- ке; 60—120 при автоматической загрузке 300—360 при автоматиче- ской загруз- ке 2—6 при ручной за- грузке и затылованных роликах; 5—20 при руч- ной загрузке и обычных роликах
205
Круглые ролики на резьбонакатных станках позволяют получать резьбу
на деталях более сложной конфигурации диаметром до 125 мм и шагом до
6 мм. Кроме того, этот способ накатывания резьбы обеспечивает высокое ка-
чество резьбы, но производительность его ниже, чем при накатывании плоски-
ми и сегментными плашками.
Тугие резьбы на шпильках накатываются только на резьбонакатных стай-
ках круглыми роликами повышенной точности.
Резьбонакатные плашки с роликами применяются на токарных, револь-
верных станках и автоматах, а резьбонакатные головки — кроме перечислен-
ных станков, еще и на сверлильных, болторезных и агрегатных станках.
Как было уже упомянуто, они успешно заменяют резьбонарезные голов-
ки, круглые плашки и гребенки и позволяют накатывать резьбу на тех де-
талях, для которых накатывание другими способами нельзя применить из-за
конструкции детали, например на корпусах форсунок, тройниках, уголь-
никах.
Накатывать резьбу можно на всех конструкционных материалах, в том
числе на жаропрочных и титановых сплавах, если их относительное удлине-
ние не меньше 12%, а твердость не выше HRC 36. В отдельных случаях мож-
но накатывать резьбу при меньшей пластичности и большей твердости метал-
ла (относительное удлинение не меньше 8%, а твердость до HRC 40), но стой-
кость резьбонакатного инструмента при этом резко снижается.
В принципе накатывание резьбы можно применять на деталях любого
назначения, в том числе и на силовых болтах, поскольку статическая и уста-
лостная прочность накатанной резьбы не ниже, а во многих случаях даже
выше прочности нарезанной или шлифованной.
Благодаря высокой производительности и высокому качеству получаемой
резьбы накатывание все шире применяется в серийном производстве, пол-
ностью вытесняя другие способы образования наружной резьбы на крепежных
деталях и арматуре.
Накатывать можно и внутренние резьбы. Этот новый процесс пока освоен
для небольших диаметров (до 16 мм) в деталях из цветных металлов и мяг-
кой стали.
В качестве инструмента применяется выдавливающий метчик без канавок
в комплекте из 1—2 штук.
Накатывание внутренней резьбы дает по сравнению с нарезанием метчи-
ками улучшенную шероховатость поверхности резьбы (7-й класс вместо 5-го),
значительную стойкость метчиков и исключает необходимость очистки отвер-
стия от стружки, но требует высокую точность отверстия под резьбу с целью
обеспечения заданного внутреннего диаметра.
2.2. ИНСТРУМЕНТЫ ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ
РЕЗЦЫ
Резьбовые резцы по форме разделяются на призматические и
дисковые, а по инструментальному материалу — на твердосплав-
ные и быстрорежущие.
Призматические резцы с твердосплавными пластинками широко применя-
ются при выполнении различных резьбонарезных операций на токарных
станках.
Конструкции токарных резцов с припаянными пластинками твердого спла-
ва для метрической резьбы представлены на рис. 2. 1 и 2.2, а их размеры при-
ведены в табл. 2.3 и 2. 4.
Более экономичны н удобны в эксплуатации резцы с механическим креп-
лением пластинок твердого сплава конструкции ВНИИ (рис. 2.3). Такие пла-
стинки твердого сплава не перетачиваются, а только поворачиваются с целью
.замены изношенных лезвий заточенными.
206
Гнездо
под пластинку
г Л?
Рис. 2. 1. Резец токарный резьбовой с пластинкой из твер-
дого сплава для наружной метрической резьбы
207
V 5 остальное
Рис. 2. 2. Резец токарный резьбовой с пластинкой из твердого
сплава для внутренней метрической резьбы
Рис. 2. 3. Резец токарный резьбовой с механическим креплени-
ем трехгранной пластинки из твердого сплава для наружной
метрической резьбы
208
Таблица 2.3
Размеры токарных резьбовых резцов с пластинками
из твердого сплава для наружной метрической резьбы
(по МН 623—64) в мм
Шаг резьбы $ Н В L т а Ь\ h А] k s Пластинки но ! ГОСТу 2209—66 •
а b с Номер 1
0,5—2,5 16 10 100 2 4 9,3 13,5 15,5 13 4 10 2,5 1109
0,75—3 20 12 120 3 6 13 16,5 19 1.7 6 14 3,5 hoi ;
' 1—5 25 16 140 4 8 16,6 20 22,5 22 8 18 5 1103
1,5—6 32 20 170 5 10 18,3 26 29 24 10 20 6 1105 ;
Таблица 2.4
Размеры токарных резьбовых резцов с пластинками
из твердого сплава для внутренней метрической резьбы i
(по МН 624—64) в мм i
Шаг резьбы $ £\nln Н L В / т п Л] а h d Пластинки по i ГОСТу 2209—65 '
а b с Но- ; мер j
0,75—2,5 18 10 120 10 40 4 5 8,5 4 6 10 4 10 2,5 1109 :
1—3 24 12 140 12 50 5 6,5 10,5 8 12
1.5—4 30 16 170 16 60 9 9 13,5 6 10 16 6 14 3,5 1101 •
2—5 42 20 200 20 80 12 11,5 17,5 8 12,5 20 8 18 5 поз:
Образованные при прессовании пластинок передние положительные углы)
: па боковых режущих кромках уменьшают усилие резания, повышают точности
, резьбы и увеличивают стойкость резцов. 1
Резцы быстрорежущие изготавливаются в двух вариантах: с приваренной;
головкой или с приваренной пластинкой из быстрорежущей стали (рис. 2.4i
и 2. 5). I
Размеры этих резцов приведены в табл. 2. 5 и 2. 6.
РадиуЪ при вершине г чистового резца доводится для каждого шага резь-,
бы в пределах г ^0,1084-0,144$, а ширина площадки ai — в пределах'
. 0,1254-0,167$, что соответствует нормалям на метрическую резьбу. i
Для черновых резцов с целью увеличения их стойкости указанные napa-i
: метры могут .быть увеличены.
Создание положительных передних углов не только при вершине быстро-
режущих резьбовых резцов, предложенное ЦНИИТМАШ, но н на боковых ре-;
i жущих кромках (рис. 2.6) повышает их стойкость и качество резьбы, особен-?
. но при обработке жаропрочных сплавов. 1
Передняя поверхность этих резцов выполнена в виде вогнутой пирамиды.
209
210
Таблица 2.5
Размеры токарных резьбовых резцов
из быстрорежущей стали для наружной метрической резьбы
(по МН 672-64) в мм
Шаг резьбы S н В L 1 т k с
0,5—2,5 16 10 100 40 1,5 15 с
0,75—3 20 12 120 40 3 18 0
1—5 25 16 140 50 4 18 8
1,5—6 32 20 170 60 5 20 10
Таблица 2.6
Размеры токарных резьбовых резцов
нз быстрорежущей стали для внутренней метрической резьбы
(по МН 673—64) в мм
211
Фрезерование и шлифование (заточка) передней поверхности такой фор-
мы производятся двухугловой фрезой и профильным шлифовальным кругом.
Зависимость между передним углом при вершине ув и передними углами
на боковых режущих лезвиях уп резьбовых резцов выражается формулой
tg Vn = 2tg Yb-
При переточке резцов только по передней поверхности профиль контро-
лируется в сечении NN, перпендикулярном задней поверхности (рис. 2.7).
Рис. 2.7. Схема определения профиля резьбового
призматического резца
Зависимость между величинами угла и высоты профиля резьбы в сечении
4В и.профиля резца в сечении NN определяется формулами:
r2 — sin у — r\ c6s у) cos (а -и у);
£Р S
g 2 ~ 2<р ’
где г и и — наружный и внутренний радиусы резьбы.
Рекомендации по назначению марок твердого сплава или быстрорежущей
стали для режущей части резьбовых резцов в зависимости от обрабатывае-
мого материала приведены в табл. 2. 7.
Таблица 2.7
Рекомендуемые марки твердого сплава
и быстрорежущей стали для резьбовых резцов
(по РГМ 2-64)
Обрабатываемый материал Твердый сплав Быстроре- жущая сталь
группа марка марка
Сталь и стальное литье Титановольфра- мовая Т! 5К6 Р18
Чугун серый и ковкий Вольфрамовая ВК4 ВК6М ВК6 ВК2 Р18
Жаропрочные, нержавею- щие стали и сплавы, цветные металлы Титановольфра- мовая и вольфра- мовая Г5К6 ТЗПК4 ВК6М ВК8 Р9К5 Р10К5Ф2 Р18Ф2 Р18
212
Стержни резцов изготавливаются из сталей 45 или 50 группы Б общего
«авнаиения по ГОСТу 1051—59 или из тех же сталей по ГОСТу 1050—60.
Дисковые резьбовые резцы по конструкции разделяются па насадные
(рис, 2. 8) и хвостовые (рис. 2. 9).
Рис. 2. 8. Резец дисковый насадной для
резьбы
наружной метрической
V5 остальное
Рис. 2. 9. Резец дисковый хвостовой для внутренней мет-
рической резьбы
Они просты в изготовлении и удобны в эксплуатации, так как допускают
большое количество переточек (по передней поверхности) без искажения про-
филя резьбы.
Для образования заднего угла а резец устанавливается в державке таким
образом, чтобы его центр был выше центра детали на величину h=R sin а,
где R — наружный радиус резца.
Дисковые резьбовые резцы изготавливаются из быстрорежущей стали и
из твердого сплава.
Рекомендации по выбору марок быстрорежущей стали те же, что и для
призматических резцов (см. табл. 2.7). Лучшими марками твердого сплава
для резцов являются ВК8 и ВК6М.
Размеры дисковых резцов из быстрорежущей стали для наружной и внут-
ренней метрических резьб приведены в табл. 2.8 и 2. 9, а размеры профиля при
переднем угле у=0— в табл. 2.10.
Таблица 2.8
Размеры дисковых резцов из быстрорежущей стали
для наружной метрической резьбы (по МН 3326—62) в мм
Шаг резьбы £*-0,17 Di d2 D3 d +o,l R ±0,05 h ±0,1 В b I h f
0,4 0,45 0,5 0,6 0,7 0,75 0,8 1 1,25 1,5 1,75 2 32 20 -j 04-0.016 13 3,1 7,5 3,1 6 8 3 4 5 5 6 2
1 1,25 1,5 1,75 2 40 26 12+0,019 15 5,1 9,5 4 10 3 4 7 8 2,5
214
Таблица 2.9
Размеры дисковых резцов из быстрорежущей стали
для внутренней метрической резьбы (по АН 2170) в мм
Диаметр внутрен- ней резьбы D b L
При S
0,5 0,75 1 1,5 2
14—16 10 1,5 2 3 4 4 80
18—20 12 85
22-24 14 90
27—30 J6 100
33-36 20 120
39—42 27
номи- нальный допустимое отклонение по С3 <tt 1 h R
15-0,035 6 35 40 8
8 40 45 9
10 _45 50 10
12 55 И
2°—0,045 16 18 65 55 14 20
Таблица 2.10
Размеры профиля дисковых резьбовых резцов
в радиальном сечении при переднем угле у=0 в мм
Наружная резьба Внутренняя резьба
Шаг г а
резь- бы S наиб. найм. найм. наиб. £ V Е А] —0,01 но- мин. допусти- мое от- клонение £ ±12*
0,4 0,136 0,113 0,037 0,060 0,138 0,038
0,45 0,152 0,128 0,043 0,067 ±40' 0,156 0,042
0,5 0,166 0,141 0,050 0,075 0,173 0,047
0,6 0,197 0,170 0,063 0,090 ± Зэ' 0,208 0,051 ±0,008
0,7 0,226 0,198 0,077 0,105 30° 30' ±30' 0,242 0,066
0,75 0,241 0,212 0,083 0,112 0,260 0,070
0,8 0,275 0,227 0,089 0,119 ±25' 0,277 0,075 30°23'
1 0,315 0,283 0,118 0,150 0,347 0,094
1,25 0,389 0,354 0,152 0,187 ±22' 0,433 0,117
1,5 0,462 0,425 0,187 0,224 0,520 0,141 ±0,01
1,75 0,534 0,495 0,222 0,262 ±18' 0,607 0,165
2 0,606 0,566 0,260 0,300 0,693 0,188
Примечание. Значения г рассчитаны для наибольшего и наимень-
шего значений Л|, причем гНажм соответствует h\ наиб, а гНаиб соответствует
А1 нажм*
215
to
Геометрические параметры резьбовых резцов
Таблица 2.11
Обрабатываемый материал Предел проч- ности при растяжении ов кГ]млР Марка материала режу- щей части резца Геометрические параметры режущей части
с пластинками из твердого сплава из быстрорежущей стали
Твердый сплав (ГОСТ 3882—67) Быстрорежу- щая сталь (ГОСТ 9373-60)
передний угол задний угол передней угол задний угол
Г а “ан V 1 । y;
Легированные и не- ржавеющие стали <85 Т15К6 Р9К5 Р10К5Ф5 Р18Ф2 Р18 6—8 8—10 7—10 15—20 10—12
>85 до 1£0 >120 Т30К4 Т15К5 — 0—4 5—10 6—8 6—8 0—4 10—15 8—10
Жаропрочные стали 100 ВК6М Р9Ф5 Р10К5Ф5 Р18Ф2 Р18 4—0 8—10 5—8 15—20 10—12
Жаропрочные дефор- мируемые сплавы > 100 до 120 0—4 6—8 0—4 10—15 8—10
Жаропрочные литые сплавы <100 — 0—4 6—8 — —
• Титановые сплавы <70 ВК8 Р9К5 Р10К5Ф2 . Р18Ф2 Р18 6—8 | 8—10 . 7—10 15—20 10—12
<120 0—4 6—8’ 0—4 10—15 8-10
' >120 до 140 • — | 5—10 | 6—8 — ' - 1 1 -
Профиль дисковых резцов при переднем угле, не равном нулю, рассчиты-
вается по формулам расчета профиля гребенок.
Геометрические параметры режущей части резцов (рис. 2. 10) для раз-
личных групп обрабатываемых материалов приведены в табл. 2. 11.
За критерий затупления резцов принимается износ вершины и по задней
грани (Лз).
Величины допустимого износа приведены в табл. 2. 12.
Рис. 2. 10. Геометрические параметры режущей части
резца:
а—быстрорежущего; б—с пластинкой твердого сплава
Таблица 2.12
Величины допустимого износа резьбовых резцов
Тип резца Шаг резьбы S мм Материал режущей части резцов
твердый сплав быстрорежущая сталь
средняя величине । износа Ла в мм
Черновой >3 0,50—0,60 0,69—0,80
Чистовой < 1 > 1 0,20—0,25 0,25—0,30 0/25—0,30 0,30—0,40
ГРЕБЕНКИ
Резьбовые гребенки в отличие от резцов имеют несколько витков или
зубьев, одни4 из которых образуют заборную часть, а другие являются калиб-
рующими.
Одновременное участие нескольких зубьев в работе позволяет уменьшить
количество проходов для нарезания резьбы и увеличить производительность
по сравнению с резцом.
Наиболее широкое распространение получили круглые гребенки насад-
ные (рис. 2. 11) и хвостовые (рис. 2. 12).
217
Рис. 2. 11. Гребенка круглая насадная для наружной и внут-
ренней метрической резьбы (по АН2170)
Рис. 2. 12. Гребенка круглая хвостовая для внутренней метрической
резьбы
218
Размеры этих гребенок из быстрорежущей стали приведены в табл. 2.12
и 2.14.
Таблица 2.13
Размеры круглых насадных гребенок из быстрорежущей стали
для наружной и внутренней метрических резьб
(по АН-2170) в мм
Нарезаемая резьба В d т
Вид Диаметр S
Наружная От 3 до 10 0,5 2,5 26 0,75
3,5 0,6 3 0,9
4 1 0,7 1,0
От 6 до 22 0,75 1,2
5 0,8 4
От 6 до 52 1 1,5
8 12 1,25 6 1,9
От 10 до 52 1,5 ) 6 2,2
12 1,75 8 2,6
От 14 до 52 2 3
Внутренняя От 45 до 52 1 4 1
1,5 6 2,2
2 8 3
Таблица 2.14
Размеры круглых хвостовых гребенок
из быстрорежущей стали для внутренней метрической резьбы
219
Витки располагаются по винтовой линии. Для деталей с. правой наруж-
ной резьбой применяются гребенки с левой резьбой, а для деталей с левой
наружной резьбой — гребенки с правой резьбой. При нарезании внутренней
резьбы направление витков гребенки п детали должно быть одинаковым.
Размеры профиля гребенок при переднем угле у=0 приведены в
табл. 2. 15.
Витки гребенок для наружной резьбы могут иметь закругленную вершину
с радиусом г или плоско срезанную с шириной площадки а= 1,155 г.
Витки гребенок для внутренней резьбы имеют плоско срезанную вершин)
с шириной площадки a=0,094S.
При переднем угле у» не равном нулю, высота головки hb ножки h2 и угол
профиля в изменяются.
Пользуясь схемой и обозначениями рис. 2. 13, где
h — величина смещения осн гребенки относительно оси детали;
Н\ — высота головки профиля резьбы гребенки до острия;
Н2— высота ножки профиля резьбы гребенки до острия;
R, Яг, Ri — наружный, средний и внутренний радиусы резьбы гребенки при
профиле до острия;
d и J] — номинальные размеры наружного и внутреннего диаметра резь-
бы детали;
г2 — средний радиус резьбы детали (d2/2);
г', —наружный и внутренний радиусы резьбы детали при профиле до
острия 4-0,1085; г\ = у — 0,2165;
АК и АС — высота головки всего профиля резьбы гребенки до острия по пе-
редней поверхности;
а — площадка у вершины профиля гребенки;
b — площадка у впадины профиля гребенки,
подсчитываются размеры профиля гребенки в радиальном сечении по форму-
лам
h
s’"0- R :
~АС = ]'/Г(г'р — (r’j)2 sin2 у — /-; cos у;
АК = V г2 — (resins у — г, cos у;
/?2= VR2+ АК2 — 27? АК cos (a 4- Y);
/?1 = ]//?2 + AC2— 2R AC cos (a 4- V);
— R2; H2=R2 — Ri;
S
— — д
в $ Л=__2_________
2 1 s ’
8 2
Значения a для внутренней резьбы приведены в табл. 2.15, а для наруж-
ной резьбы вычисляются по формуле а= 1,155 г (величины радиуса округле-
ния вершины приведены в той же табл. 2.15).
220
Рис. 2.13. Схема определения профиля резьбо-
вой гребенки
221
Таблица 2.15
Размеры профиля резьбовых гребенок в радиальном сечении при переднем угле Y 0 в мм
Шаг резь- бы 5 Наружная резьба Внутренняя резьба
Л1 Ло г е т е ^2 а 1 -н
наиб. найм. найм. найм. найм. —0,01 найм. номин. допус- каемое отклоне- ние
0,5 0,166 0,141 0,162 0,050 0,075 ±40' 0,173 0,162 0,047
0,6 0,197 0,170 0,195 0,063 0,090 ±35' 0,208 0,195 0,051
0,7 0,75 0,226 0,241 0,198 0,212 0,227 0,243 0,077 0,083 0,105 0,112 ±30' 0,242 0,260 0,227 0,243 0,066 0,070 ±0,008
0,8 0,257 0,227 0,260 0,089 0,119 30°30' ±25' 0,277 0,260 0,075 30° 23'
1 0,315 0,283 0,325 0,118 0,150 0,347 0,325 0,094
1,25 1,5 0,389 0,462 0,354 0,425 0,407 0,487 0,152 0,187 0,187 0,224 ±22' 0,433 0,520 0,407 0,487 0,117 0,141 ±0,01
1,75 2 0,534 0,606 0,495 0,566 0,570 0,650 0,222 0,260 0,262 0,300 - ±18' 0,607 0,693 0,570 0,650 0,165 0,188
значений h\t
причем Гнаим соответ’
Примечание. Значения г рассчитаны для наибоаыпего и наименьшего
ствует Л] наиб» а гнаиб соответствует h\ „дим-
Ширина площадки 6=0,105S.
Резьбовые гребенки изготавливаются из быстрорежущей стили и из твер-
дого сплава.
Рекомендации по выбору марок быстрорежущей стали те же, что и для
резцов (см. табл. 2. 7).
Лучшими марками твердого сплава для гребенок являются ВК8 и ВК6М.
ФРЕЗЫ РЕЗЬБОВЫЕ
По конструкции режущей части фрезы резьбовые разделяются на диско-
вые и гребенчатые.
Дисковые фрезы имеют один виток. Они применяются для нарезания
длинных и специальных резьб.
Более производительными являются многониточные, так называемые гре-
бенчатые, фрезы, применяемые для обработки коротких резьб.
По способу крепления гребенчатые фрезы разделяются на концевые (с ко-
ническим хвостовиком) и насадные.
Рис. 2. 14. Фреза резьбовая концевая с коническим хвостовиком диа-
метром от 10 до 20 мм (по АН2289)
Размеры концевых фрез диаметром от 10 до 20 мм (рис. 2.14) приведе-
ны в табл. 2.16, фрез диаметром от 25 до 40 мм (рис. 2.15) —в табл. 2.17,
а насадных фрез (рис. 2.16) — в табл. 2.18 и 2.19.
Передний угол назначается в зависимости от обрабатываемого материала
(табл. 2.20).
223
число зубьеВ z
Рис. 2. 15. Фреза резьбовая с коническим хвостовиком диаметром от
25 до 40 мм (по Л112289)
224
Праборежущая Леворежущая
Й-Й
Рис. 2. 16. Фреза резьбовая насадная (по АН-2289)
8—5212
225
К Таблица 2d 6
Размеры резьбовых фрез по нормали АН-2289 (ГОСТ 1336—62) диаметром от 10 до 20 мм
с коническим хвостовиком для метрической резьбы в мм
D Z /с / d R h К Ki Q НО- МИН. ^2 Шаг винтовой канавки
но- мин. допус- каемое отклоне- ние при шаге 5
0,5 0,6 0,7 0,75 0,8 1,0 1,25 1,5 1,75 2,0
10 ±0,45 90 96 18 24 10 16 10,2 16,2 9,8 16,1 9,75 15,75 9,6 16 10 16 10 16,25 9 16,5 — — 10 0,8 2,5 1 — — 1 358
12 ±0,55 92 100 20 28 12 20 12 19,8 11,9 20,3 12 20,25 12 20 12 20 12,5 20 12 19,5 — — 12 1,5 430
16 96 105 24 33 16 25 16,2 25,2 16,1 25,2 15,75 24,75 16 24,8 16 25 16,25 25 16,5 25,5 15,75 24,5 16 24 16 1.0 3 1,25 574
18 105 33 — — — — — — — 25,5 — 24 4 1,5 2,5 646
•20 ±0,65 100 28 — — — 20,25 20 20 20 19,5 19,25 20 1,5 5 3,5 2 718
112 40 — — — 32,25 32 32 32,5 31,5 31,5 32
Таблица 2,17
Размеры резьбовых фрез по нормали АН-2289 (ГОСТ 1336—62)
диаметром от 20 до 40 мм с коническим хвостовиком для метрической резьбы в мм
<5 D Z 4 1 d Z R А к Ki Q найм. ^2 Шаг винто- вой канавки
но- мин. допу- скаемое отклоне- ние при шаге S
1,0 1,25 1,5 1,75 2,0
25 ±0,65 125 140 35 50 25 40 25 40 25,5 40,5 24,5 40,25 24 40 20 8 1,5 5 1,5 2,5 3,5 2 895
32 ±0,8 132 150 42 60 32 50 32,5 50 31,5 49,5 31,5 49 32 50 26 2 6,5 9 3 4 2,5 1150
36 140 150 50 65 40 50 — 40 55 — 40 50 28 10 5 1290
40 § 140 150 50 65 40 50 — 40 55 — 40 55 30 5,5 2,5 3,5 4,5 1435
13 Т аблица 2.18
00 Раамеры насадных резьбовых фрез по нормали АН-2289 (ГОСТ 1336—62)
диаметром от 32 до 100 мм для метрических резьб в мм
D z d 1 Z h Ь
1 НОМИН. 1 допускае- мое от- клонение при шаге S
0,4 0,45 0,5 0,6 0,7 0,75 0,8 1 1,25 1,5 1,75 2,0
32 ±0,8 16 18 20 24 28 30 32 16 15 15 — — J3+0.019 1б+°.24 4 0,4 14.6+0-43 3,0б+0-12 14,5+0,7
— 20 20 19,5 — —
— 25 25 24 — —
36 40 16 18 20 24 28 30 32 20 20 19,5 19,25 — 15+0,019 22+0,28 0,5 17 7+®*^3 4,О8+о-16 18,0+°-7
— 25 25 24 24,5 —
— 32 31,25 31,5 31,5 —
16 18 20 24 28 30 32 32 32,5 31,5 41,5 32
— 40 40 40,5 40,25 40
50 16 18 20 24 28 30 32 — — 31,5 31,5 32
— — 40,5 40,25 40
— — 49,5 49 50
55 ±0,95 16 18 20 24 28 30 32 20 — 20 —
— 30 — 30 —
— 40 — 40 —
— 50 — 50 —
— 60 60 —
63 24 28 30 32 30 — 30 40,25
— 40 — 49,5 49
— 60 — 63 63
— 70 — 70 —
—
80 — — 49,5 49
— — 63 63
— — 79,5 78^75
100 ±1,1 — 30 30 30 —
— 40 — 50 —
— — 60 —
20 30 40 50 60 22+0*023 30+о.м 6 0,6 24,1+0'62 6 08+0.162 24,0+0,84
30 40 50 62 70 32+0-027 42+0.34 0,8 34,8+0,62 8,1О+0,2 34,0+1,°
50 62 80 40+0,027 52+0,4 10 1,0 43,5+0,62 1O.1O+0-2 42,0+1-°
62 1 80 100 50+0.027 62+0,4 53,5+0-74 12,12+0’24 52,0+1-2
Таблица 2.19
Размеры зубьев насадных резьбовых фрез
по нормали АН-2289 (ГОСТ 1336—62) для метрической резьбы
в мм
Таблица 2.20
Значение переднего угла Y резьбовых фрез
в зависимости от обрабатываемого материала
Обрабатываемый материал Передний угол Y°
Твердые стали ав>80 кГ!мм\ чугун НВ>220 0
Стали средней твердости, нержавеющие стали ав>85 кГ]мм\ титановые сплавы ав=100н-140 кГ]мм& 3
Титановые сплавы аа=70-ь100 кГ]мм? 5
Мягкие стали ав<80 кГ!мм^, мягкие сплавы 1 10
Профиль резьбовых фрез приведен на рис. 2. 17. Фрезы с закругленными
вершинами профиля (II и IV исполнения) предназначены только для нареза-
ния наружных резьб.
Фрезы изготавливаются двух степеней точности: Е — для нарезания резьб
классов 2 и 2а и Н — для нарезания резьбы 3-го класса.
Учитывая усложнение конструкции фрез с шагом нарезки 23 и со сме-
щением нарезки на соседних перьях на величину 3 (исполнения III и IV), их
изготавливают только с точностью Н.
Размеры профиля резьб в радиальной плоскости при у=0 приведены в
табл. 2.21. Они рассчитаны по следующим формулам.
230
Исполнение I
Исполнение 1Г
Для фрез с шагом 6-0,8
и более
Для фрез с шагом
6*0,я и более
Исполнение Ж Исполнение Ж
Для фрез с шагом *£=0.4 ? / мм
Нарезка кольцевая с шагом 26
Смещение нарезки на соседних перьях на величину S
* Шаг 6 дан в осевой плоскости
Рис. 2.17. Профиль резьбовых фрез
231
g Таблица 2.21
Ю
Размеры профиля резьбовых фрез в радиальной плоскости при переднем угле
по нормали АН-2289 (ГОСТ 1336—62) для метрической резьбы в мм
Шаг резь- бы S Для наружных резьб Для внутренних резьб Радиус скругления вершины R Допускае- мое откло- нение Т/2 угла профиля Предельные отклонения в мк (±) на длине
Высота го- ловки Л] Высота ножки а2 Высота го- ловки h\ Высота ножки Л2 S 10S 20S S 10S 20S
найм. наиб. найм. найм. наиб. найм. наиб. найм. Степени точности
Е Н Е Н
0,4 0,115 0,138 0,130 0,142 0,165 0,115 0,058 0,035 40' 50' 8 16 24 12 24 36
0,45 0,129 0,153 0,146 0,149 0,173 0,129 0,066 0,042
0,5 0,144 | 0,169 0,162 0,177 0,203 0,144 0,072 0,047 45' | 55' 10 20 30 15 30 50
0,6 0,173 0,200 | 0,195 0,213 0,240 0,173 0,087 0,060 40' | 50'
0,7 0,202 0,230 | 0,227 0,249 0,277 0,202 0,101 0,073 35' 45' 10
0,75 0,216 0,245 | 0,243 0,267 0,296 0,216 0,109 0,080
0,8 0,231 0,261 | 0,260 0,284 0,314 0,231 0,115 | 0,085 1 30- | 40'
1,0 0,288 0,320 0,325 0,355 0,387 0,288 0,145 1 0.113 | 30' 40' 20 30 15 40 60
1,25 0,360 0,395 0,406 0,443 0,478 0,360 0,181 0,146 25' 35'
1,5 | 0,433 0,470 0,487 0,532 0,569 0,433 0,217 0,180 30 40 45 70
1,75 0,504 0,543 0,568 0,621 0,660 0,504 0,253 0,214 20' 30'
2 0,577 | 0,617 | 0,650 0,710 | 0,750 0,577 0,289 | 0,249 50 50
1. Для наружных резьб:
Люаим =0,2885; Л1н ан6=0,2885+6,
где 6=0,032^5 —допуск на неточность изготовления;
Л2Н ан М=0,3255.
Угол профиля 8=60°.
2. Для внутренних резьб:
Лщаим =0,3255+61+62,
где 6i«=0,01S — допуск, на гарантированный зазор;
62=0,025 — допуск на износ;
Лщаиб = А1паим4^3»
где 63==0,032>/"5” — допуск на неточность изготовления;
Лгианм “0,3255.
Угол профиля е=80°.
Профиль впадины (исполнение I и II) ниже линий А—Б не регламентирован.
Рис. 2.18. Схема определения профиля
резьбовой фрезы
При переднем угле размеры профиля в плоскости передней поверх-
ности для наружных и внутренних резьб (рис. 2.18) определяются по фор-
мулам:
г _ (/? — A]) sin (р! — у)
“найм
sin у
где
. Л /?sinv
sin 8] = —-;
И R—h\
R — радиус фрезы;
^иаиб ^1наим & >
3 г—*
где В = 0,032 у5 — допуск на неточность изготовления;
233
[/? —(Al + /t2)l sin (32 — 3i)
2наим sin pi
где
. #sin Y
sin 3o =----------:
2 Я_(Л]+Л2)
«1 _ J____________(Ai + A2)siny
g 2 g 2 [/?-(Ai+A2)]sin(?2-Y) ’
где e — угол профиля резьбы детали;
8i — угол профиля фрезы.
Рабочая часть фрез изготавливается из быстрорежущих сталей Р18, Р9К5,
Р10К5Ф5, Р18Ф2М с твердостью HRC 62—65, а хвостовик —из стали 45 или
50 с твердостью HRC 30—40 (на торце).
Средние величины допустимого износа по задней поверхности приведены
в табл. 2.22.
Таблица 2.22
Средние величины допустимого износа резьбовых фрез
в мм
Для внутренних резьб Для наружных резьб
Шаг резьбы S Величина допу- стимого износа А3 Шаг резьбы S Величина допу- стимого износа Аз
<1 0, 19 <1 0,36
<1,5 0,29
<1,5 0,43
<2 0,36
>2 0,50
| 0,5
ПЛАШКИ КРУГЛЫЕ
Плашки круглые (рис. 2. 19) предназначаются для нарезания наружной
резьбы. Они изготавливаются трех типов (табл. 2.23):
А — для резьб диаметром d от 1 до 3 мм включительно;
Б — для резьб диаметром d от 3 до 5 мм\
В — для резьб диаметром d свыше 5 мм.
Предельные отклонения резьбы плашек отсчитываются от линии номи-
нального профиля резьбы, болта. Величины этих отклонений для резьбы бол-
тов 2-го класса точности со скользящей и свободной посадкой приведены в
табл. 2.24 и 2.25.
234
235
Таблица 2.23
Размеры круглых плашек (по ГОСТу 9740—62) в мм
d S D Н 1 ь к R
1—2 0,25—0,4 12 3 1,5 — — — 1,5
2,2—3 0,45-0,5 16 3 —
3,5—5 0,6—0,8 20 5 — 3,8 3,2 0,6 —
6 1,0 20 7 —
7 1,0 25 7 — 5,2 4 0,8
8—9 1,25 25 9 —
10—12 1,5—1,75 30 11 — 6 1
14; 16 1 2 38 14 — 6,5 | 15'° 1
Таблица 2.24
Предельные отклонения резьбы круглых плашек
по ГОСТу 11045—64 для нарезания метрической резьбы
по нормали 257 АТ 2-го класса точности в мм
Резьба Предельные отклонения
Шаг $ Номин. диаметр d наруж- ный диаметр средний диаметр внутренний диаметр на длине 25 мм ДЛЯ 1/2 угла про- филя £ дт мин
нижн. верхн. нижн. верхн. нижн.
0,2 1—1,8 0 —0,011 -0,031 —0,029 —0,066 ±0,008 ±55
0,25 1-1,2 0 —0,013 —0,033 —0,036 —0,076
2; 2.2
0,3 1,4 0 —0,014 —0,035 —0,043 —0,085 ±50
0,35 1.6; 1,8 0 —0,015 —0,037 —0,050 —0,095
2,5; 3
3,5 —0,016 —0,038
236
Продолжение
Резьба Предельные отклонения
Шаг S Ном ин. диаметр d наруж- ный диаметр средний диаметр внутренний диаметр на длине 25 мм ДЛЯ 1/2 угла про- филя с дт мин
нижн. верхн. нижн. верхн. нижн.
0,4 2 0 — 0,016 —0,039 —0,058 —0, 104 ±0,008 d 45
0,45 2,2; 2,5 0 —0,017 —0.С41 -0,064 —0,114
0,5 3 0 —0,018 —0,043 —0,072 -0J22 ±0,010 ±40
4—5,5 —0,08 —0,020 —0,045
6-9 —0,023 —0,048
10—16 —0,025 —0,050
18—22 -0,028 —0,053
0,6 3,5 -0,042 —0,020 -0,047 -0,086 —0,140 ±35
0,7 4 —0,044 —0,021 —0,049 —0,100 —0,158
0,75 4,5 —0,046 —0,022 —0,051 -0,108 —0,166
6—9 —0,024 —0,053
10-16 -0,026 —0,055
18-27 —0,030 —0,С60
30—33 —0,034 -0,063
0,8 5 —0,048 -0,022 —0,052 -0,116 —0,174 ±30
1 6; 7 —0,052 —0,025 —0,057 —0,144 —0,208
8; 9 —0,025 -0,057
10—17 —0,028 —0,060
18—28 -0,031 —0,063
30-52 -0,035 —0,067
56—80 —0,039 —0,071
237
Продолжение
Резьба Предельные отклонения
Шаг S Номин. диаметр d наруж- ный диаметр средний диаметр внутренни й диаметр на длине 25 мм для 1/2 угла про- филя е Лт мин
нижн. верхи. нижн. верхи. НИЖН.
1,25 8; 9 —0,057 -0,028 —0,053 —0,180 -0,250 ±0,010 ±25
10—14 —0,028 —0,063
1.5 10; II —0,003 —0,031 —0,068 —0,216 —0,290
12—17 —0,031 —9,068
18—28 —0,034 —0,071
30—52 —0,038 —0,075
1,5 55—80 —0,063 —0,041 —0,078 —0,216 —0,290
85—120 —0,045 —0,082
125-135 —0,050 —0,087
1.75 12 —0,068 —0,033 —0,072 —0,252 —0,330 ±20
2 14; 16 —0,072 —0,036 —0,076 —0,288 —0,368
18—28 —0,039 —0,079
30-52 -0,043 —0,083
55-80 —0,046 —0,086
82—120 - 0,050 —0,090
125—135 -0,055 —0,095
238
Таблица. 2.25
Предельные отклонения резьбы круглых плашек
по ГОСТу 11044—64 для нарезания метрической резьбы
по нормали 214АТ в мм
Резьба Предельные отклонения
Шаг S Номинальный диаметр d наруж- ный диаметр средний диаметр внутренний диаметр на длине 25 мм ДЛЯ 1/2 угла про- филя е д- мин
нижн. верхн. НИЖН. верхн. НИЖН.
0,2 1—1,8 —0,029 -0,041 —0,061 —0,058 —0,095 ±0,008 ±55
0,25 1-1,2 —0,032 —0,045 —0,065 —0,068 —0,108
2; 2,2
0,3 13 —0,035 —0,049 —0,070 —0,078 —0,120 i 50
0,35 1,6; 1,8 —0,038 —0,053 —0,075 —0,088 —0,132
2,5; 3
3,5 —0,043 —0,061 —0,083 —0,093 —0,137
0,4 2 —0,041 —0,057 —0,080 —0,099 —0,145 1.45
0,45 2,2; 2,5 -0,043 —0,060 —0,084 —0,107 —0,156
0,5 3 ' —0,045 —0,063 —0,088 —0,117 —0,167 ±0,10 J 40
4—5,5 —0,083 —0,070 —0,095 -0, -22 —0,172
6—9 —0,088 —0,078 —0,103 —0,128 —0,178
10—16 —0,092 —0,085 —0,110 —0,132 —0,182
18—22 —0,101 -0,097 —0, 122 —0,142 —0,192
0,6 3,5 —0,087 —0,070 —0,097 —0, 136 —0,190 4-0,010
0,7 4 —0,093 -0,075 —0,103 —0,154 —0,211 Зо
0,75 4,5 —0,098 —0,081 —0,110 —0,166 —0,224
6-9 — 0»100 —0,085 —0,114 —0,168 -0,226
10—16 —0,105 —0,092 | -0,121 | —0,173 | —0,231
239
Продолжение
Резьба Предельные отклонения
Шаг S Номинальный диаметр d наруж- ный диаметр средний диаметр внутренний диаметр на длине 25 мм для 1/2 угла про- филя с дт мин
нижн. верхн. НИЖН. верхн. НИЖН.
0,75 18—27 —0,114 —0,105 -0,134 -0,183 —0,241 ±0,010 ±35
30-33 —0,123 —0,119 —0,148 —0,193 -0,251
0,8 5 —0,106 —0,081 —0,111 —0,174 —0,233 ±30
1 6; 7 —0,118 —0,091 —0,123 —0,209 —0,273
8—9 —0,118 —0,091 —0,123 —0,209 —0,273
10—17 —0,122 -0,099 —0,131 —0,214 —0,278
18—28 —0,131 —0,110 —0,142 —0,224 -0,288
30—52 —0,140 —0,125 —0,157 —0,234 —0,298
56—80 —0,149 —0,137 —0,169 —0,244 —0,308
1,25 8; 9 10—14 —0,132 —0,101 —0,135 —0,252 —0,322 ±25
1,5 10; И 1 —0,146 —0,111 —0,148 -0,296 —0,370
12—17 —0,146 —0,111 —0, 148 —0,296 —9,370
18—28 —0,155 —0,123 —0,160 —0,306 —0,380
30—52 —0,164 —0,137 —0,174 —0,316 —0,390
55—80 —0,173 —0,150 -0,187 -0,326 —0,400
85—120 —0,182 —0,165 -0,202 —0,336 —0,410
125—135 —0,191 —0,178 -0,217 —0,346 —0,420
1,75 12 —0,157 —0,119 —0,158 -0,337 —0,415 ±20
2 14; 16 —0,166 —0,127 —0,167 —0,379 —0,459
18—28 | —0,174 —0,137 —0,177 —0,388 | -0,468
240
Продолжение
Резьба Предельные отклонении
Шаг S Номинальный диаметр d наруж- ный диаметр средний диаметр внутренний диаметр на длине 25 мм ДЛЯ 1/2 угла про- филя £ дт мин
нижн. верхи. нижн. верхи. нижн.
2 30—52 —0,183 —0,153 —0,193 —0,398 —0,478 ±0,010 ±20
55-80 —0,192 —0,165 —0,205 —0,408 —0,488
82-100 —0,201 —0,180 —0,220 —0,418 —0,498
126-135 —0,210 I —0,192 -0,232 -0,428 —0,508
Передний угол круглых плашек назначается равным 20°—25°, а задний
угол _ 7°—10°.
За критерий затупления принимается износ по задней поверхности, рав-
ный
Плашки изготавливаются из сталей 9ХС, ХГСВ, ХГСВФ с твердостью
зубьев HRC 58—62 и из сталей Р9, Р18, Р18Ф2М с HRC 61—63.
ГОЛОВКИ ВИНТОРЕЗНЫЕ САМООТКРЫБАЮЩИЕСЯ
С КРУГЛЫМИ ГРЕБЕНКАМИ
Такие головки предназначаются для нарезания наружных резьб 2 и 3-го
классов точности, правых и левых, диаметром от 4 до 90 мм с шагом до 4 мм.
Они разделяются на вращающиеся и невращающиеся. Голов-
ки вращающиеся (рис. 2.20) применяются на сверлильных станках и авто-
матах. Модели и размеры этих головок приведены в табл. 2.26.
Рис. 2.20. Головка винторезная самооткрывающаяся с
круглыми гребенками, вращающаяся, модель 1КА—6КА
241
Головки невращающиеся имеют два варианта конструкции, определяемые
видом оборудования. На одношпиндельных автоматах моделей 1112, 1118>
1124 и 1136 применяются головки 1КИ (рис. 2.21), а на револьверных и то-
карных станках — головки, имеющие модели от 1К до 6К (рис. 2.22).
Размеры этих головок приведены в табл. 2. 27.
Рис. 2.21. Головка винторезная самооткрывающаяся с
круглыми гребенками, невращающаяся, модель 1КИ
Гребенки к винторезным самооткрывающимся головкам имеют передний
угол у=15°н-20°; угол наклона главной режущей кромки Х=1°3(Х при
$ < 1,25 мм и Л= Г при S>1,25 мм.
0 35^а5 кРитеРий затупления принят износ по задней поверхности, равный
Гребенки изготавливаются из стали Р18 с твердостью HRC 62—65.
242
Таблица 2.27
Модели и размеры головок винторезных невращающихся
(по ГОСТу 3307—61) в мм
Модель головки D а L не более 1 не менее Число гребе- нок Нарезаемая резьба
диаметр наиболь- ший шаг
1К 68 20 25 190 80 4 4—10 1,5
2К 75 25 30 210 100 6—14 2
ЗК 105 30 38 260 120 9—24 3
4К 125 45 70 305 12—42
5К 155 45 70 315 150 24-60 4
6К 195 80 218 120 5 52-90
Рис. 2.22. Головка винторезная самооткрывающаяся с
круглыми гребенками, невращающаяся, модель 1К—6К
МЕТЧИКИ
Метчики для метрической резьбы
Метчиками нарезаются внутренние цилиндрические и конические резьбы.
Метчики разделяются на гаечные, машинно-ручные и ручные.
Гаечные метчики предназначаются для нарезания резьбы на гайконарез-
ных станках за один проход в сквозных отверстиях гаек и деталей на длине
до l,5d. Они изготавливаются с прямыми (рис. 2.23) и изогнутыми (рис. 2.24)
хвостовиками.
243
Метчики с изогнутыми хвостовиками пригодны только для гайконарезных
автоматов и поэтому имеют ограниченное применение.
Размеры метчиков с прямым хвостовиком установлены ГОСТом 1604—60
(табл. 2.28), а с изогнутым хвостовиком — ГОСТом 6951—60 (табл. 2.29).
Метчики диаметром до 6 жж изготовляются с наружными центрами, а
метчики диаметром 8 жж и выше — с внутренними.
Гаечные метчики применяются с обычным и с шахматным (рис. 2.25) рас-
положением зубьев.
Рис. 2.25. Профиль резьбы гаечных метчиков с шах-
матным расположением зубьев
Таблица 2,28
Размеры гаечных метчиков с прямыми хвостовиками
для метрической резьбы с крупным шагом по нормали 257АТ
в мм
Резьба L Z d1 /2 а п b
номи- нальный диаметр шаг S 1 (корот- кие) 1 (длин- ные)
3 0,5 90 120 10 2,2 2,35 20 1,8 3 6
(3,5) 0,6 12 2,5 2,7 2,0
4 0,7 100 160 14 3 3,15 2,4
0,5) 0,75 16 3,5 3,5 22 2,7 5
5 0,8 110 180 4 4 3
6 1 120 200 20 4,5 4,7 3,4
> 7 5,5 5,7 25 4,3 8
8 1,25 140 220 25 6 6,4 4,9
О) 7 7,4 5,5
10 1,5 160 250 30 8 8,1 32 6,2 7 10
(И) 9J
12 1,75 180 280 36 9 9,8 7
14 2 40 И 11,5 9
16 200 320 12 13,5 40 10 9 12
245
Рис. 2. 23. Метчики гаечные с прямым хвостовиком для на-
резания метрической резьбы
L
Рис. 2.24. Метчики гаечные с изогнутым хвостови-
ком для нарезания метрической резьбы
244
Таблица 2.29
Размеры гаечных метчиков с изогнутыми хвостовиками
для метрической резьбы с крупным шагом по нормали 257АТ
в мм
Резьба 1 h h ^2 L H R
номиналь- ный диаметр d шаг S
5 0,8 16 10 — 3,6 3,6 135 55 32
6 1,0 20 12 — 4,4 4,4
8 1,25 25 16 100 5,5 6,3 165 80 43
10 1,5 30 18 7,3 8,0
12 1,75 36 22 160 9,0 9,7 250 115 60
14 2,0 40 25 10,5 И.5
16 12,5 13,5
При шахматном расположении зубьев контакт метчика с деталью являет-
ся односторонним, что устраняет заклинивание метчика и разрушение витков
нарезаемой резьбы в вязких материалах. Преимущество шахматного распо-
ложения зубьев заключается также в том, что без увеличения крутящего мо-
мента можно увеличить в два раза толщину срезаемого слоя. Это позволяет
при обработке жаропрочных материалов и титановых сплавов осуществлять
резание вне зоны наклепанного слоя.
Рис. 2. 26. Профиль резьбы гаечных метчиков с корриги-
рованным профилем
Уменьшение силы трения за счет уменьшения поверхностей контакта до-
стигается и при применении метчиков с корригированным профилем (рис.
2.26).
Корригирование профиля резьбы метчиков заключается в уменьшении
угла профиля метчика до 55 —57°, при этом обратная конусность резьбы свя-
*246
зана с углом заборного конуса, углом профиля нарезаемой резьбы и метчика
соотношением
(е ei \
tg-yctg— — 1 ).
где б — угол обратного конуса резьбы;
Ф — угол заборного конуса метчика;
е — угол профиля нарезаемой резьбы;
ej — угол профиля резьбы метчика.
Метчики гаечные с корригированным профилем рекомендуется применять
при нарезании сквозной резьбы в жаропрочных сплавах и высокопрочных ма-
териалах и в титановых сплавах.
Длина заборной части метчика рассчитывается исходя из допустимой
$
толщины стружки tg срезаемой каждым зубом, где z— число перьев
метчика.
Наименьшая толщина стружки должна быть не меньше радиуса скруг-
ления режущей кромки, равного 0,008—0,02 мм (в зависимости от степени
износа кромки), так как в противном случае процесс резания затрудняется и
стойкость метчиков снижается.
Наибольшая толщина стружки определяется прочностью режущих кро-
мок, стойкостью метчика и требованиями к чистоте поверхности нарезаемой
резьбы. При обработке стали толщина стружки не должна превышать 0,1 мм.
а при обработке алюминиевых сплавов — 0,15 мм.
Рекомендуемые величины толщин среза в зависимости от обрабатывае-
мого материала приведены в табл. 2. 30.
Таблица 2.30
Рекомендуемая толщина среза при нарезании метрической резьбы метчиком
Обрабатываемый материал Толщина среза в мм
Легированные стали Нержавеющие стали 0,03 —0,04
Жаропрочные стали Жаропрочные сплавы Титановые сплавы Высокопрочные стали 0,015—0,02
Алюминиевые сплавы 0,05 —0,06
Изготавливаются метчики с нормальной и укороченной заборной частью.
Нормальная длина заборной части равна 20 виткам при шаге до 1 мм и 15
виткам при шаге свыше 1 мм; укороченная — соответственно 10 и 8 виткам.
Во всех случаях длина заборной части должна быть больше длины наре-
заемой резьбы, так как в противном случае значительно увеличивается кру-
тящий момент.
247
Наименьший диаметр заборного конуса принимается равным наименьше-
му внутреннему диаметру нарезаемой резьбы.
Машинно-ручные метчики (рис. 2.27) предназначены для нареза-
ния резьбы в глухих и сквозных отверстиях как на станках, так и вручную.
Они изготавливаются комплектом, состоящим из одного, двух и трех метчи-
ков. Увеличение количества метчиков в комплекте больше трех нецелесооб-
разно, так как это не облегчает условий резания и приводит лишь к увеличе-
нию трудоемкости резьбовых операций.
Основные размеры машинно-ручных метчиков приведены в табл. 2.31.
Для d 6
Рис. 2. 27. Метчики машинно-ручные для метриче-
ской резьбы
Таблица 2.31
Размеры машинно-ручных метчиков в мм
(по ГОСТу 3266—60) для метрической резьбы с крупным шагом
Резьба L 1 h rfl а А р ^2 Г
номи- нальный диаметр d шаг S
1 0,25 25 7 , 9 2,24 1,8 4
1,1
1,2 28
1,4 I 0,3 8 10
1,6 0,35 32 9 11 •
1,8
2 0,4 36 10 13 2,8 22,4 5
2,2 0,45
248
Продолжение
Резьба L 1 h а h р ^2 г
номи- нальный диаметр d шаг S
2,5 0,45 40 10 13 2,8 22,4 5
3 0,5 45 12 15 4 3,15 6 12 3,5
(3,5) 0,6
4 0,7 55 18 21 5 4 7 13 4,5
(4,5) 0,75
5 0,8 60 20 23 6,3 5 8 15 5,5
6 1,о 60 20
7 — 5,6 4,5 7 13 5 3
8 1,25 70 20 — 5,6
(9) — 7,1 5,6 8 15 6
10 1,5 80 25 7,1 5,6 8 15 6
(11) 8 6,3 9 17 7
12 1,75 <30 28 — 9 7,1 10 8
14 2 32 — 10 8 11 18 9
16 100 — 12,5 10 13 20 11
249
Для нарезания внутренней резьбы в труднообрабатываемых материалах
применяются машинно-ручные метчики повышенной жесткости (рис. 2.28),
размеры которых приведены в таблице 2.32. Повышение жесткости метчика
достигается увеличением сердцевины до 0,52 номинального диаметра резьбы,
устранением канавки для выхода шлифовального круга при шлифовании резь-
бы и увеличенным диаметром хвостовика, служащим задним направлением.
Для
Рис. 2. 28. Метчик машинно-ручной повышенной жесткости для нарезания резь-
бы в труднообрабатываемых материалах
Таблица 2,32
Основные размеры машинно-ручных метчиков по нормали
АН 1665—69 для нарезания метрической резьбы
в труднообрабатываемых материалах в мм
♦ Для справок.
250
Продолжение
Резьба L 1 С* 1 dx а h fti d. — F г
ib S a. Я« н 02 v х к Я шаг 5 НО- МИН. допускае- мое от- клонение по С8 но- мин. допускае- мое от- клонение по С4
8 0,5 60 1,5 6°5Г 15 9,0 -0,03 7,1 —0,10 10 12 4,2 2,6 2,8 0,1
0,75 2,3 6° 20'
1,0 70 3 6° 28' 23
2^25 3,8 6° 10'
10 0,5 1,5 6\51' 15 12,5 —0,035 10 13 15 5,2 3,8
0,75 2,3 6° 20'
1,0 80 3 6° 28' 28
1,5 4,5 6°3_2'
12 0,75 70 2,3 6° 20' 15 14 4,2 —0,12 14 16 6,2 4,2 4 1
1,0 80 3 6° 28' 28
1,25 3,8 6° 10'
1,5 4,5 6° 32'
14 0,75 70 2,3 6° 20' ]5 16 12,5 16 18 7,3 5,3
1,0 1,5 60 3 4,5 6° 28' 6° 32' 28
2,0 90 6 5° 57' 35
16 0,75 80 2,3 6° 20' 15 18 14 —0,12 18 20 8,3 5,2 5,6 м
1,0 90 3 6° 28' 28
1,5 4,5 6° 32'
2 100 6 5° 57' 35
18 0,75 80 2,3 6° 20' J5 22,4 —0,045 18 ь —0,12 22 24 9,4 5,3 7,2 1,8
1,0 90 3 6° 28' 28
1,5 4,5 6° 32'
2.0 100 6 5° 57' 43
10,4 5,4 10,5 2
20 0,75 90 2.3 6° 20' ]5
1,0 100 3 6° 28' 28
1,5 4,5 6° 32'
2,0 по 6 5° 57' 43
251
Продолжение
Припуск между метчиками в комплекте распределяется по различным схе-
мам (рис. 2.29).
Схема рис. 2.29, а является стандартной. По ней припуск предусмотрен
по наружному и среднему диаметрам. Резание осуществляется по всему про-
филю резьбы.
Рис. 2. 29. Схема распределения припуска между метчи-
ками в комплекте
По объему снимаемого материала припуск между метчиками распреде-
ляется следующим образом: на черновой (I)—50—60%, на промежуточный
(II) —30—35%, на чистовой (III) — 10—15%.
Длина и угол заборной части этих метчиков различные (рис. 2.30, а),
вследствие чего наибольшую толщину срезаемого слоя, а следовательно, и наи-
более интенсивный износ имеет чистовой метчик.
252
По схеме рис. 2.29, б припуск между метчиками распределяется только по
«дружному диаметру из условия деления высоты профиля резьбы детали на
равные части для комплекта из трех метчиков и в пропорции 2/3 и 1/3 для
комплекта из двух метчиков.
Резьба метчиков, входящих в один комплект, шлифуется с одинаковыми
размерами. Наружный диаметр метчиков занижается до размеров и
4<lll после сортировки метчиков по среднему диаметру с таким расчетом, что-
<5ы, оставаясь в пределах допуска, было выдержано условие d2\>>^2111.
По этой схеме все метчики имеют одинаковые угол и длину заборной ча-
сти (рис. 2.30, в), а следовательно, и толщину срезаемого слоя, которая сни-
жается для чистового метчика.
Рис. 2.30. Конструкции заборной части метчиков в комп-
лекте
Преимущество такой схемы резания метчиками заключается в увеличении
длины главных режущих кромок, а следовательно, в уменьшении удельной на-
грузки и улучшении условий отвода тепла, а также в уменьшении поверхно-
стей трения и разгрузке чистового метчика.
Такую схему резания для метчиков применяют при обработке высоко-
прочных материалов, жаропрочных и нержавеющих закаленных сталей.
В случае нарезания резьбы с натягом в этих материалах применяется ком-
бинированная схема резания (рис. 2. 29, в), в которой черновой и промежу-
точный метчики имеют припуск только по наружному диаметру, а чистовой
метчик калибрует резьбу по всему профилю.
При обработке титановых сплавов следует применять метчики (рис.
2.30, б) с углом заборного конуса примерно в 2 раза большим, чем у мет-
чиков для высокопрочных материалов, что позволяет осуществлять резание вне
зоны наклепа. Такие метчики имеют одинаковый диаметр в начале конуса и
одинаковый угол заборной части ф, при этом длина заборной части чистового
метчика больше, чем у чернового. Таким образом, в конце глухих отверстий
образующие заборных конусов чернового и чистового метчиков совпадают, об-
разуя конус сбега резьбы.
Это очень существенный фактор, так как нагрузка в конце глухого от-
верстия не возрастает, что приводит к устранению выкрашивания витков мет-
чика.
Длина заборной части 1\ машинно-ручных метчиков определяется величи-
ной сбега резьбы. При нормальных величинах сбега (25) и недовода (25)
резьбы длина заборной части чистового метчика равна 35.
При распределении нагрузки между метчиками только по наружному диа-
метру (см. рис. 2.29, 6), длина заборной части остальных метчиков в комп-
лекте равна также 35 (см. рнс. 2.30, в). В комплекте метчиков с различными
253
Рис. 2.31. Метчик с твердосплавными пластин-
ками для нарезания метрической резьбы
Рис. 2.32. Метчик с винтовыми канавками
Рис. 2. 33. Метчик бесканавочный
254
не только наружными, но и средними диаметрами (см. рис. 2.29, а) разница в
длине заборной части метчиков не должна превышать одного шага (рис.
2.30, а). Например, в комплекте из двух метчиков длина чистового метчика
равна 3S, а чернового — 4S.
Уменьшение величин сбега и недовода нарезаемой резьбы влечет за собой
уменьшение длины заборной части чистового метчика, а следовательно, и его
стойкости. В этих случаях, чтобы сохранить срок службы комплекта метчиков,
рекомендуется его дополнить вторым чистовым метчиком, который отличается
•от первого только заборной частью, укороченной до 1,5—2S.
Кроме стальных метчиков, последнее время получают распространение и
твердосплавные метчики, обладающие высокой стойкостью.
Для мелких резьб (диаметром до 8 мм) метчики изготавливаются цели-
ком из твердого сплава; для резьб диаметром 10—12 мм — с рабочей твердо-
сплавной частью, припаянной к стальному хвостовику, а для резьб свыше
12 мм — с напаянными твердосплавными пластинками (рис. 2. 31).
В остальном конструкция и размеры твердосплавных метчиков остаются
такими же, как и для стальных метчиков.
Твердосплавные метчики рекомендуется применять в тех случаях, когдд
стойкость быстрорежущих метчиков неудовлетворительна, в том числе при
обработке высокопрочных сталей и сплавов и материалов, обладающих ин-
тенсивным абразивным воздействием па инструмент (чугун, пластмассы, стек-
лопластик и др.).
Машинно-ручные метчики изготавливаются с прямыми канавками, винто-
выми (рис. 2.32) и винтовыми укороченными (рис. 2.33).
Направление винтовых канавок совпадает с направлением резьбы.
Винтовые канавки с повышенным углом наклона к оси метчика со = ЗО°-ь4О0
позволяют отводить стружку вверх при нарезании резьбы в глухих отверстиях
и применяются только при обработке легких сплавов, ниобия и других пла-
стичных материалов, обладающих небольшой прочностью.
У метчиков с укороченной канавкой, получивших название бесканавочных
метчиков, канавка выполняется конусной с длиной /2=1,25-4-1,5/ь
При нарезании резьбы в сквозных отверстиях стружка отводится вперед,
чему способствует наклон передней поверхности под углом 10°. Бескапавоч-
ные метчики диаметром 16 мм и выше для глухих отверстий изготавливаются
с отверстием в сердцевине для отвода стружки вверх.
С целью улучшения подвода смазочно-охлаждающей жидкости по всей
длине резьбовой части метчика прорезают канавки шириной 2 мм и глубиной
1,5 мм. Бесканавочные метчики по сравнению с метчиками, имеющими канав-
ки на всей длине резьбовой части, обладают более высокой жесткостью и проч-
ностью; они обеспечивают высокую точность нарезаемой резьбы. Из-за ограни-
ченного объема стружечных канавок они рекомендуются для нарезания резь-
бы в сквозных отверстиях небольшой длины.
Для глухих отверстий бесканавочные метчики могут применяться только
при большом диаметре резьбы; тогда размеры метчика позволяют иметь осе-
вой канал для отвода стружки вверх. Основные размеры метчиков с винтовы-
ми канавками и бесканавочных те же, что и для метчиков с прямыми канав-
ками (см. табл. 2. 31).
Допуски метчиков
Расчет допусков на исполнительные размеры метчиков производится исхо-
дя из предельных размеров нарезаемой резьбы, свойств обрабатываемого ма-
териала и особенностей процесса резьбонарезания.
В большинстве случаев метчики разбивают резьбу, так что средний диа-
метр получается на 0,07—0,1 мм больше среднего диаметра метчика.
При ужесточении технических условий на изготовление инструмента и
тщательном соблюдении правил резьбонарезания эта величина может быть
уменьшена до 0,04—0,05 мм.
255
При нарезании резьбы в вязких материалах и закаленных высокопроб-
ных сталях имеет место усадка нарезаемого отверстия на 0,03—0,05 мм. Поми-
мо разбивания или усадки резьбы, при назначении предельных размеров мет-
чика необходимо учитывать допуск на износ инструмента.
По ГОСТу 7250—60 метчики имеют 4 степени точности: С, Д, Е и Н.
Машинно-ручные и гаечные метчики изготавливаются со степенями точ-
ности С и Д, ручные — Е и Н.
Поле допуска метчика отсчитывается от линии теоретического профиля
резьбы (рис. 2. 34).
Рис. 2. 34. Поля допусков исполнительных раз.-
меров метчиков
По впадинам резьбы метчика закругления углов профиля могут доходить
до линии наименьшего диаметра гайки.
Исполнительные размеры резьбы метчиков для нарезания резьбы классов
2 и 2а по нормали 257АТ соответствуют степени точности Си Д (табл. 2.33 и
2.34), за исключением метчиков для обработки высокопрочных и титановых
сплавов, где опытным путем установлено, что верхнее отклонение среднего
диаметра следует увеличивать, а допуск назначать по степени точности Д для
компенсации повышенной усадки (табл. 2.35).
Таблица 2.33
Допуски по ГОСТу 7250—60 на исполнительные равмеры
метчиков для нарезания метрической резьбы в сталях и.
легких сплавах по нормали 257АТ
Резьба Предельные отклонения в мк
номи- нальный диаметр d мм шаг S мм наружный диаметр средний диаметр внутрен- ний диаметр
нижнее верхнее степени точности СиД нижнее верхнее
степени точности
С д верхнее
1—1,8 0,2 12 37 6 15 20 15
1—2,2 0,25
256
Продолжение
Резьба Предельные отклонения в мк
номи- нальный диаметр d мм шаг $ мм наружный диаметр средний диаметр внутрен- ний диаметр
нижнее верхнее степени точности СиД нижнее верхнее
степени точности
С д верхнее
13 0,3 16 41 17 22 20 30
1,6—3 0,35 46 8 20 26
3,5
2 0,4 20 45 17 22
2,2—2,5 0,45 25 50
12
3 0,5 21 26
4—5,5 55 24 30
6 61 27 34
7-9
10 30 39
11—16 68
18 33 45
20-22 77
3,5 1 1 0,6 30 60 24 30 40
4 1 0,7
4,5 0,75
6 27 34
7—9 66
10 30 39
11—16 73
18 33 45
20—27 82
30 37 51
33 92
5 0,8 40 70 24 30
6 1,0 50 80 16 31 38 50
7—9 86
10 34 43
9—5212
257
Продолжение
Резьба Предельные отклонения в мк
номи- нальный диаметр d мм шаг S мм наружный диаметр средний диаметр внутрен- ний диаметр
нижнее верхнее степени точности СиД нижнее верхнее
степени точности
С д верхнее
11-17 1 50 93 16 34 43 50
18 37 49
20—28 102
30 41 55
33—48 112
52
8—9 1,25 70 106 31 38 70
10 34 43
12—14 113
10 1.5 90 126 20 38 47 90
11—17 138
18 41 53
20—28 142
30 45 59
32—50 152
52
12 1,75 ПО | | 153 38 47 100
14—10 2 130 173 по
18 41 53
20-28 182
30
32—50 192 45 59
52
258
Таблица 2.34
Допуски по нормалям АН 1665—69 и АН 1666—69
на шаг и угол профиля метчиков для метрической резьбы
по нормали 257АТ
Шаг резьбы мм Допускаемые отклонения
на шаг S в мк на 1/2 угла профиля £ Д— в мин
степени точности
С Д 1 С: Л
0,2 .4 8 2!- 12 55
0,25
0,3 .50
0,35
0,4 - 45
0,45
0,5 :1 Ю : 15 ±-10
0,6
0,7 г 35
0,75
0,8 30
1,0
1,25 ±25
1,5
1,75 ±20
2
Примечание. Предельные отклонения по шагу установлены как
между соседними витками, так и между любыми витками на длине
25 мм.
9*
259
•Таблица 2.35
Допуски по нормали АН 1665—69 на средний диаметр
метчлков для нарезания метрической резьбы по нормали 257АТ
в титановых сплавах и труднообрабатываемых материалах
(жаропрочные сплавы и высокопрочные стали)
Резьба в мм Предельные отклонения среднего диаметра в мк
номиналь- ный диаметр шаг титановые сплавы труднообрабатываемые материалы
d S нижнее верхнее нижнее верхнее
1—1,8 0,2 37 51 17 31
1—2,2 0,25
1,4 0,3 39 53 19 33
1,6-3 0,35
3,5 40 58 | 20 38
2 0,4 39 53 19 33
2,2-2,5 0,45
3 0,5 43 57 23 37
4—5,5 44 62 24 42
6 46 68 26 48
7—9
10 48 75 28 55
11—16
18 51 84 31 64
20—22
3,5 | 1 0,6 44 62 24 42
4 ' 1 0,7
4,5 0,75
6 46 68 26 48
7—9
10 48 75 28 55
11—16
18 51 84 31 64
20—27
260
Продолжение
Резьба в мм Предельные отклонения среднего диаметра в мм
номиналь- ный диаметр шаг титановые сплавы труднообрабатываемые материалы
d S нижнее верхнее нижнее верхнее
30 0,75 55 94 35 74
33
5 0,8 44 62 24 42
6 1,0 50 72 30 52
7—9
10 52 79 32 59
11—17
18 55 88 35 68
20—28
30 59 98 39 78
33—48
52
8—9 1,25 50 72 30 1 , 52
10 52 79 32 59
12—14
10 1,5 56 83 36 63
11—17
18 59 92 39 72
20—28
30 63 102 43 82
32—50
52
12 1,75 56 83 36 63
14—16 2,0
18 59 92 39 72
20—28
30 63 102 43 82
32—50
52
Отклонения исполнительных размеров метчиков для резьбы с натягами
также отсчитываются от теоретического профиля резьбы.
Допуски на размеры этих метчиков приведены в табл. 2.36, 2.37 и 2.38.
261
Таблица 2.36
Допуски по нормалям АН 1665—69 и АН 1666—69 на метчики для метрической резьбы
с натягом по нормалям 754АТ и 822АТ в мм
Шаг резьбы S Номинальный диаметр резьбы Допускаемые отклонения
наружный диа- метр d средний диаметр do внутренний диаметр шаг резьбы на длине до 25 мм на 1/2 угла профиля £ мин
крупная мелкая
нижнее верхнее нижнее верхнее нижнее верхнее
0,8 5 — 0,043 0,080 0,004 0,014 Не ограни- чено —0,030 ±0,01 : 30
1 6 8 0,054 0,092 0,005 0,016 —0,032
1,25 8 10, 12 0,068 0,108 0,005 0,017 -0,034 ±25
1,5 10 12, 14. 16, 18-22 0,081 0,125 0,006 0,019 —0,037
1,75 12 — 0,095 0,142 0,006 0,020 —0,039 ±20
2 14. 16 18—24, 27 0,108 0,156 0,007 0,021 -0,040
— 30, 33 0,008 0,022
2,5 18—22 — 0,135 0,186 0,008 0,023 —0,043
3 24—27 0,162 0,217 0,008 0,024 —0,046
36, 39, 42, 48 0,009 0,024
Таблица 2.37
Допуски по нормали АН1666 на метчики для резьбы с натягом по нормали 254АТ в мм
Шаг резьбы $ Номинальный диаметр резьбы Допускаемые отклонения
наружный диа- метр d средний диаметр d2 внутренний диаметр di шаг резьбы на длине до 25 мм на 12 угла профиля £ Лт мин
крупная мелкая
нижнее верхнее нижнее верхнее нижнее верхнее
0,5 3 0,025 0,040 —0,048 —0,040 Не ограни- чено —0,073 ±0,007 ±25
0,7 4 0,030 0,050 —0,064 —0,056 —0,099
0,8 5 0,030 0,050 —0,072 —0,064 —0,116 ±17
1,0 6 8, 10 0,040 0,060 —0,088 —0,080 —0,145 ±14
1,25 8 0,055 0,080 —0,110 —0,100 —0,179 + 13
1,5 10 12, 14, 16, 18, 20, 22, 24, 27, 30 0,060 0,090 —0,130 —0,120 —0,216 ±12
2.0 16 18, 20, 22, 24, 27, 30 0,080 0,110 —0,162 —0,152 —0,290 ±10
264
Допуски по нормали АН 1665 на метчики для метрической резьбы с натягом по нормали
122 МТ-53 в мм
Таблица 2.38
Шаг резьбы S Номинальный диаметр резьбы Допускаемые отклонения
наружный диа- метр d средний диаметр ^2 внутренний диаметр d\ шаг резьбы на длине до 25 мм на 1/2 угла профиля с дт мин
крупная мелкая нижнее верхнее нижнее верхнее нижнее верхнее
0,8 5 0,030 0,050 —0,072 —0,064 Не ограни- чено —0,089 ±0,007 ±17
1 6 0,040 0,060 —0,088 —0,080 —0,111 ± 14
1,25 8 0,055 20,080 —0,110 —0,100 —0,137 ±13
1,5 10 12, 14, 16, 18, 20, 22, 24, 27, 30 0,060 0,090 —0,130 —0,120 —0,166 ±12
2,0 16 18, 20, 22, 24, 27, 30 0,080 0,110 —0,162 -0,152 —0,223 ±10
Рекомендации по выбору конструкции метчиков в зависимости от обрабатываемого материала, конструкции и раз-
меров отверстия приведены в табл. 2.39.
Таблица 2,39
Типы метчиков, применяемые при нарезании метрической резьбы по нормалям 257АТ, 822АТ, 754АТ, 122МТ-53, 254АТ
Обрабатываемый материал При нарезании резьбы в сквозных отверстиях глубиной до l,5d При нарезании резьбы в сквозных отверстиях глубиной свыше и в глухих отверстиях 1,5 d
Резьба со скользящей посадкой по нормали 257АТ Резьба с натягом
Легированные стали Гаечные метчики с обычным расположением зубьев по рис. 2.23 Метчики машинно-ручные по рис. 2.27. Комплект из двух штук Габаритные размеры по табл. 2.31. Исполнительные размеры по табл. 2.33. Метчики машинно-ручные 2. 27 Габаритные размеры по 2.31 по рис. таблице
Схема резания — рис. 2.29, а н 2.30, а Схема резания по рис. 2. 30, а 2.29, а и
Нержавеющие и жа- ропрочные стали Ов до 80 кГ/мм2 Гаечные метчики с обычным расположением зубьев при глубине от- верстий до 0,8d При глубине отверстий свыше 0,8d — метчики с шахматным расположе- нием зубьев по рис. 2.25 Метчики машинно-ручные по рис. 2.27. Комплект состоит из одного чи- стового метчика для глухих отверстий со сбегом резьбы не менее 4 витков и для сквозных отверстий. Комплект состоит из двух чистовых метчиков для глухих отверстий со сбегом ме- нее 4 витков Метчики машинно-ручные по рис. 2.27 Комплект из двух метчиков — про- межуточного и чистового
Габаритные размеры по табл. 2.31. Исполнительные размеры по табл. 2.33 Габаритные размеры по табл. 2.31
Схема резания по рис. 2.29, а и 2. 30, а Схема резания на рис. 2. 30, а 2. 29, а и
. Продолжение
Обрабатываемый материал При нарезании резьбы в сквозных отверстиях глубиной до l,5d При нарезании резьбы в сквозных отверстиях глубиной свыше 1,5 d и в глухих отверстиях
Резьба со скользящей посадкой по нормали 257АТ Резьба с натягом
Нержавеющие и жаропрочные стали ав=80ч-120 кГ/мм2 Гаечные метчики с кор- ригированным профилем по рис. 2.26 Метчики машинно-ручные по рис. 2. 27. Комплект из чернового и чисто- вого метчиков для глухих отверстиг со сбегом резьбы не менее 4 витков г для сквозных отверстий. Комплект из чернового и двух чистовых метчиков для глухих отверстий со сбегом резь- бы менее 4 витков Лктчикп машинно-ручные по рис. 2.27 Комплект из двух метчиков — про- межуточного и чистового. Габаритные размеры по табл. 2. 31
Габаритные размеры по табл. 2.31 Исполнительные размеры по табл. 2. 33. Схема резания по рис. 2. 29, б г 2.30, в Схема резания — по рис. 2.29, а, 2. 30, а
Жаропрочные спла- вы Гаечные метчики с кор- ригированным профилем по рис. 2.26 Метчики машинно-ручные рис. 2. 28. Комплект из 3 шт. для литых жаро- прочных сплавов. Комплект из 2 шт. (промежуточного и чистового) для деформируемых жаропрочных спла- вов Метчики машинно-ручные по рис. 2. 28. Комплект из трех метчиков
Габаритные размеры по табл. 2.32. Исполнительные размеры по табл. 2.35. Габаритные размеры по табл. 2.32
Схема резания по рис. 2.29, б и 2. 30, в Схема резания по рис. 2.29, в и 2. 30, в
Титановые сплавы о в До 80 кГ/мм2 Гаечные шахматным нием зубьев метчики с расположе- но рис. 2.25 Метчики машинно-ручные по рис. 2.28. Применяется один чистовой мет- чик Габаритные размеры по табл. 2.32. Исполнительные размеры по табл. 2.35. Схема резания по рис. 2.29,6 и 2.30, б Метчики машинно-ручные по рис. 2.28. Комплект из двух метчиков — промежуточного и чистового Габаритные размеры по табл. 2.32 Схема резания по рис. 2.29, в и 2.30. 6
Титановые сплавы (Тв=80-7-140 кГ/мм2 Гаечные метчики корригированным фнлем по рис. 2.26 с про- Метчики машинно-ручные по рис. 2. 28. Комплект из двух метчиков Габаритные размеры по табл. 2.32. Исполнительные размеры по табл. 2.35. Схема резания по рис. 2.29,6 и 2. 30, 6 Метчики машинно-ручные по рис. 2.28. Комплект из трех метчиков Габаритные размеры по табл. 2.32 Схема резания по рис. 2.29, в и 2.30, в
Высокопрочные ста- ли и сплавы с Ов до 200 кГ/мм2 Гаечные метчики корригированным филем по рис. 2.26 с про- Метчики машинно-ручные по рис. 2.29. Комплект из трех метчиков Габаритные размеры по табл. 2.32. Исполнителньые размеры по табл. 2. 35 Метчики машинно-ручные по рис. 2. 28. Комплект из трех метчиков Габаритные размеры по табл. 2.32
Схема резания по рис. 2.29,6 и 2. 30, в Схема резания по рис. 2.29, в и 2.30, в
Алюминиевые спла- вы Метчики рис. 2.23 гаечные по Метчики бесканавочные и винтовые по рис. 2.32 и 2.33 Метчики бесканавочные и винтовые по рис. 2.32 и 2.33
ьо СП м Габаритные размеры по табл. 2.31. Исполнительные размеры по табл. 2.33. Габаритные размеры по табл. 2.31
Метчики для конической резьбы
Метчики, показанные на рис. 2. 35, предназначены для нарезания кониче-
ской резьбы вручную или на станке.
У этих метчиков отсутствует калибрующая часть и все витки профиля яв-
ляются режущими.
В резании участвуют как верхние, так и боковые кромки. Длина заборной
части /i=3S.
Профиль резьбы метчиков для конической резьбы по нормали 88АТ50
(ГОСТ 6111—52) имеет плоскосрезанные вершины и плоские площадки во
впадинах (рис. 2. 36) в отличие от закругленных вершин и впадин для труб-
ной резьбы по ГОСТу 6211—52 (рис. 2.37).
Рис. 2.35. Метчик для нарезания кони
ческой резьбы
Основная плоскость
Рис. 2. 36. Профиль метчиков для конической резьбы по нор-
мали 88АТ50 (ГОСТ 6111—52)
конусность
Рис. 2.37. Профиль метчиков для конической резьбы по ГОСТу
6211—52
268
При обработке вязких материалов применяется шахматное р.п iio.Kokciiiir
зубьев.
Размеры профиля резьбы отсчитываются от основной плоскости.
Основные размеры метчиков для конической резьбы приведены в табл.
2.40, а допустимые отклонения профиля — в табл. 2. 41 и 2.42.
Таблица 2.40
Основные размеры метчиков по ГОСТу 6227—67
для конической резьбы по нормали 88АТ50 (ГОСТ 6111—52)
и ГОСТу 6211—52 в мм
Обозна- чение размера резьбы L Для резьбы d dl Р R
по нормали 88ЛТ50 по ГОСТу 6211—52
1 /о 1
1/16* 50 16 10 — — 6 5,0 15 3
1/8" 55 18 11 18 12 9 8,0 17 3
1/4" 65 24 15 24 16 11 9,0 19 5
3/8" 75 26 16 26 18 14 12 22 5
1/2" 85 30 21 32 22 18 16 25 5
3/4* 90 32 21 36 24 22 20 29 5
1" 110 40 26 42 28 26 23 34 5
п/4" 120 42 27 45 30 34 31 42 5
П/2' 140 42 27 48 32 38 35 46 5
2" 140 45 28 50 34 52 49 55 5
Таблица 2.41
Отклонения расстояний вершин и впадин резьбы
от линии среднего диаметра метчиков по ГОСТу 6227—67
для конической резьбы в мм
Обозначе- ние размера резьбы Резьба по нормали 88ДТ50 (ГОСТ 6111—52) Резьба трубная коническая по ГОСТу 6211—52
Л1=Л2 Предельные от- клонения Предельные от- клонения
Л1 А] /?2
1/16 и 1/8" 0,3765 —0,035 —0,045 0,2905 +0,025 —0,015 —0,050
1/4 и 3/8" 0,5645 —0,040 —0,065 0,4280
1/2 н 3/4" 0,7255 | —0,050 —0,085 0,5810
1—2" 0,8835 | —0,050 —0,085 | | 0,7395
269
Таблица 2.42
Отклонения угла уклона резьбы, половины угла профиля
и по шагу резьбы метчиков по ГОСТу 6227—67
для конической резьбы по нормали 88АТ50 (ГОСТ 6111 — 52)
и ГОСТу 6211-52
Обозначение размера резьбы Предельные отклонения
угла уклона б мин половины угла профиля е/2 мин шага резьбы на длине 25 мм мм
1/16 и 1/8" 5 4 30 ±0,015
1/4 и 3/8" - 5 + 25
1/2—2" | ±4 ±20
Геометрические параметры метчиков
Передний и задний углы заборной части метчиков (рис. 2.38) назначаются
в соответствии со свойствами обрабатываемого материала (табл. 2.43).
Рис. 2.38. Геометрические параметры зубьев
метчика
Для уменьшения сил трения назначается увеличенная обратная конусность
резьбы гаечных и машинно-ручных метчиков в пределах 0,16—0,20 мм на дли-
не 100 мм. Дополнительно к этому и с той же целью применяется затылова-
ние профиля метчиков (по d, d2 и di), предназначенных для нарезания метри-
ческой резьбы в труднообрабатываемых материалах.
Величины затылования К, допустимые при нарезании резьбы классов 2 и
2а в сочетании с увеличенной обратной конусностью, приведены в табл. 2.44.
270
Таблица 2.43
Рекомендуемые передний и задний углы метчиков
Обрабатываемый материал Предел прочности при растя- жении <JB кГ/jfAf- Передний угол Г Задний у 1’0 л и°
Легированные стали 7—10 0—8
Нержавеющие стали < 120
120—140 0—4 5—6
Жаропрочные стали 5—8 6—8
Жаропрочные сплавы о—з 5—6
Жаропрочные литейные сплавы 0-2 6
Титановые сплавы 120 5—7 6—8
120—140 3—5 5—6
Алюминиевые сплавы 16—20 8—12
Примечание. Предельные отклонения переднего и заднего углов
не должны превышать ±1°.
Таблица 2.44
Величины затылования метчиков по профилю
Номинальный диаметр резьбы метчика d мм Величина затылования К мм Номинальный диаметр резьбы метчика d мм Величина затылования К мм
До 9 10—22 0,03—0,04 0,04—0,06 24—39 40—52 0,05—0,07 0,07—0,09
271
Метчики для конической резьбы также затылуются по профилю на вели-
чину /С=0,1-:-0,25 мм.
Для лучшего отвода стружки вниз при нарезании резьбы в сквозных от-
верстиях рекомендуется производить подточку передней поверхности под уг-
лом Х=2-г-5° (рис. 2.39).
Рекомендации по выбору марок быстрорежущих сталей для метчиков при-
ведены в табл. 2. 45.
Рис. 2.39. Подточка передней по-
верхности метчиков
Таблица 2.45
Быстрорежущие стали для метчиков
Обрабатываемый материал Марки быстрорежущих сталей по ГОСТу 9373—60
Алюминиевые сплавы Р18
Легированные стали
Нержавеющие стали Р18Ф2, Р9К5
Жаропрочные стали
Жаропрочные сплавы
Высокопрочные стали ив до 200 кГ]мм? Р18Ф2К8М по ЧМТУ-ЦНИИЧМ 692—62
Титановые сплавы ав до 90 кГ!мм? Р18
Титановые сплавы ив до 140 кГ/ммч Р9К5
Для получения чистой поверхности резьбы и экономической стойкости мет-
чиков балл карбидной неоднородности указанных сталей должен быть равен
1—2 по ГОСТу 5952—63.
Для твердосплавных метчиков применяются марки ВК6М, ВК8, ВКЮМ
и ВК15М.
Технические условия на изготовление метчиков предусмотрены ГОСТом
3449—62.
Метчики степеней точности С и Д изготавливаются со шлифованным
профилем.
Машинно-ручные метчики из быстрорежущей стали диаметром 12 мм и
более и гаечные диаметром 10 мм и более изготавливаются сварными.
272
Хвостовики сварных машинно-ручных и гаечных метчиков (с прямым хво-
стовиком) изготовляются из стали 40 и 45 по ГОСТу 1050—60 или из стали 40Х
по ГОСТу 4543—61, а изогнутые хвостовики сварных гаечных метчиков—из
стали У 7 по ГОСТу 1435—54.
Твердость рабочей части метчиков из сталей Р18 и Р9К5 равна HRC 61—
63 при диаметре до 6 мм и HRC 62—65 при диаметре свыше 6 мм. Метчики
из стали Р18Ф2К8М имеют твердость HRC 65—67; хвостовики закаливаются
до твердости HRC 35—50.
Шероховатость поверхностей метчиков по ГОСТу 2789—59 должна соот-
ветствовать указанным в табл. 2. 46 классам.
Таблица 2.46
Шероховатость поверхностей метчиков
Названия поверхностей Степени точности по ГОСТу 7250—60
С д Е Н
Классы чистоты
Профиль резьбы мет- чика шлифованного 8 8 — —
нешлифованного — — 6 6
Передняя и задняя поверхности режущей части метчика 8 8 7 7
Хвостовик метчика машинно-ручного и гаечного в посаХочной части 8 8 — ——
Допустимое биение режущей и заборной частей метчика приведено в
табл. 2. 47.
Таблица 2.47
Допустимое биение метчиков
Тип метчиков Степени точности Диаметр d мм Биение в мм
в конце заборной части по калибрую- щей части
Машинно-ручные С и Д <24 0,03 0,02
>24 0,04 0,03
Гаечные С и Д <24 0,05 0,03
>24 0,06 0,04
Ручные Е и Н <10 0,08 —
>10 0,10 —
273
Профиль канавок и канавочные фрезы для метчиков рекомендуется назна-
чать по МН 2137—61 и МН 2138—61. Шероховатость поверхности канавок
шлифованной или полированной—по 7-му классу (ГОСТ 2789—59).
При реверсивном нарезании резьбы в жаропрочных и титановых сплавах
рекомендуется делать канавки симметричной формы, чтобы при вывертывании
метчика не задерживалась стружка.
Для предупреждения налипания обрабатываемого материала па метчики
их рабочая часть при шаге резьбы 1 мм и более планируется; цианпрованный
слой должен быть не более 0,02—0,03 мм (в зависимости от шага резьбы), так
как в противном случае возможно выкрашивание зубьев метчика.
Метчики из стали Р18 с шагом мопсе 1 мм с этой же целью следует под-
вергать дополнительной термической обработке при температуре 400—450°С в
течение одного часа для образования защитной оксидной пленки.
ГОЛОВКИ ДЛЯ НАРЕЗАНИЯ ВНУТРЕННЕЙ РЕЗЬБЫ
При нарезании внутренней резьбы диаметром свыше 33 мм применяются
резьбонарезные головки завода «Фрезер» типа КБ (рис. 2.40), которые обла-
дают более высокой производительноегыо, чем метчики и другие резьбонарез-
ные инструменты.
Рис. 2.40. Головки для нарезания внутренней резьбы
Таблица 2,48
Размеры головок для нарезания внутренней резьбы в мм
Тип головки Диаметр нарезаемой резьбы Габаритные размеры
D L Di d I b Количество гребенок
КБ1 | 36—39 76 240 31 40 70 8 4
КБ2 | 42—48 245 37 75
КБЗ I 52—60 97 290 46 45 80 10
КБ4 64—76 110 300 56 90
КБ5 80-95 | 1 120 346 72 60 ПО 14 6
КБ6 ПО—130 | ; iso 361 92
КБ8 j | 135—165 | 182 361 127
274
Головки типа КБ имеют 7 типоразмеров (табл. 2. 48).
Головки являются универсальными и могут работать как ciациоиариыс
и как вращающиеся.
Включение головок осуществляется автоматически, а выключение — как
вручную (в стационарных), так и автоматически (в стационарных и вращаю-
щихся).
Режущими элементами головок служат плоские плашки с винтовой резь-
бой, изготавливаемые из быстрорежущей стали Р18.
При выключении головки плашки втягиваются в корпус, что позволяет
свободно выводить головку из отверстия.
2.3. РЕЗЬБОНАКАТНЫЕ ИНСТРУМЕНТЫ
Накатывание наружных резьб производится следующими видами инстру-
мента:
1) роликами;
2) плоскими плашками;
3) сегментной плашкой с роликом;
4) резьбонакатными плашками;
5) резьбонакатными головками.
РОЛИКИ
Ролики (рис. 2.41) являются универсальным резьбонакатным инструмен-
том, так как позволяют накатывать резьбу высокой точности в широком диа-
пазоне по диаметру и длине.
Рис. 2.41. Ролики резьбопакатиые для метрической резьбы
Конструкция роликов определяется характеристикой накатываемой резь-
бы, ее размерами и направлением рабочей подачи при накатывании. По про-
филю они разделяются на ролики с открытым контуром, у которых внут-
ренний диаметр не ограничивается точным размером и не участвует в процес-
се образования резьбы, и ролики с замкнутым контуром, у которых
внутренний диаметр формирует вершину резьбы, и поэтому его размер назна-
чается с допуском.
Ролики с замкнутым контуром применяются для накатывания тугих и дру-
гих резьб, где не допускается образование кольцевых канавок на вершине
витков, а ролики с открытым контуром — для накатывания всех остальных
резьб.
275
Ролики с открытым контуром имеют преимущественное применение, так
как для них заготовки под накатывание резьбы могут изготавливаться менее
точными, чем для роликов с замкнутым профилем.
По характеру деформирования резьбы различаются ролики без заборной
части и ролики с заборной частью, так называемые затылованные ролики (рис.
2.42).
Рис. 2.42. Ролики резьбонакатные затылованные
Затылованные ролики имеют выемку, заборную часть (затылованную по
наружному диаметру на 0,8 высоты резьбы), калибрующую часть и сбрасы-
вающую часть (затылованную по среднему диаметру на 0,4 высоты резьбы).
Таким образом, за один оборот ролика достигается плавное врезание, ка-
либрование резьбы и постепенный отход ролика от обрабатываемой детали.
Преимущества затылованных роликов по сравнению с роликами без за-
борной части — повышенная их стойкость и лучшее качество накатываемой
резьбы, но они более трудоемки и менее производительны, а потому применя-
ются при обработке труднодеформируемых материалов.
По направлению рабочей подачи различаются ролики, работающие с ра-
диальной подачей подвижного ролика, с осевой и тангенциальной подачей за-
готовок.
Накатка ведется комплектом роликов 1 и 2 (рис. 2.43) на резьбонакат-
ных станках.
276
Заготовка 4 устанавливается на поддерживающий нож 3 таким образом»
чтобы центры роликов 1 и 2 и заготовки 4 лежали в одной горизонтальной
плоскости.
Подбор роликов в комплекте по наружному диаметру и углу подъема
винтовой линии зависит от направления рабочей подачи.
1
Рис. 2.43. Схема установки роликов и заготов
ки при накатывании резьбы
При накатывании коротких резьб (в пределах ширины ролика) применяет-
ся радиальная подача, осуществляемая подвижным роликом. В этом случае-
углы подъема винтовой линии резьбы детали и роликов должны быть равны.
Ролики в комплекте имеют одинаковые размеры.
С целью увеличения стойкости роликов и возможности их многократного
восстановления средний диаметр роликов выбирается наибольший, допускае-
мый конструкцией резьбонакатного станка. Он рассчитывается исходя из наи-
большего расстояния между осями шпинделей L и среднего диаметра резьбы
изделия d2 (см. рис. 2. 43):
^2расч = ^наиб—^2«
Количество заходов определяется по формуле
^2расч
т —-------
dc2
с округлением до целого числа. Затем с целью сохранения равенства углов
подъема винтовой линии резьбы изделия и роликов средний диаметр роликов
уточняется по формуле D2=d2tn.
Для накатывания правой резьбы ролики изготавливаются с левой резьбой.
Основные размеры резьбонакатных роликов (см. рис. 2. 41) для метриче-
ской резьбы приведены в табл. 2.49, причем форма б рекомендуется для
роликов, изготавливаемых накатыванием.
При непрерывном накатывании длинной резьбы деталь имеет подачу вдоль
своей оси, для чего угол подъема винтовой линии у роликов назначается на
20'—•25' меньше, чем угол подъема у детали. При этом изменяется и средний,
диаметр роликов, определяемый по формуле
_ 5m
О2 =------,
Л tg со
где (О — угол подъема винтовой линии роликов.
Точность резьбы при непрерывном накатывании не выше 2-го класса.
277
Таблица 2.49
Основные размеры резьбонакатных роликов по АН 1899—65
для метрической резьбы в мм
Номиналь- ный диа- метр резьбы d Шаг S В £>+°,5 d2 Число заходов п / Z
1,6 0,35 20 137,5 137,30 100 0,6 10
(1.7) 137,2 136,989 93
1.8 138,6 138,424 88
3 25 144,4 144,196 52
3,5 147,5 147,285 45
2 0,4 20 139,0 | 139,20 80 0,7
(2,3) 141,0 I 140,76 69
2,4 0,45 139,6 139,284 73 0,8
2,5 141,6 141,312 64
(2,6) 143,4 143,096 62
3 25 139,4 139,10 52 1,0
4 0,5 32 139,97 139,65 38
5 140,6 140,25 30
6 136,5 | 136,20 24
8 40 146,1 | 145,825 19
10 145,4 | 145,125 | 15
(3,5) 0,6 1 32 ,37,2 136,84 | 14 | 1,2
4 0,7 40 142,3 141,84 | 40 | 1,3
6 0,75 143,8 143,338 | 26 1,5
8 135,7 135,234 | 18
10 133,7 133,182 | 14
12 150,1 149,669 | 13
14 149,1 148,643 11
16 140,1 139,617 9
18 140,6 140,104 8 12
20 50 137,1 136,591 7
22 129,5 129,078 6
5 0,8 40 | 143,9 143,36 | 32
278
Г 1родолжение
Номиналь- ный диа- метр резьбы d Шаг S В р+°,5 D2 Число заходов п / 1
6 1 40 139,7 139,10 | 26 1,8 —
8 _ 132,9 | 132,30 | 18
10 131,5 | 130,90 | 14 10
12 _ 136^8 | 136,20 | 12
1 1 131, i | 133,50 I 10
16 138,3 | 138,15 1 9
18 139,4 | 138,8 | 8 12
20 50 136,1 | 135,45 | 7
22 1'0,1 | 149,45 | 7
24 110,7 | 110,1 | 6
27 132,4 | 131,75 5
30 147,4 I 146,75 5
33 63 130,0 129,4 4 15
36 60 142,0 141,4 4
39 115,7 115,05 3
42 124,7 124,05 3
45 133,7 133,05 3
48 142,7 142,05 3
52 103,3 102,7 2
56 111,3 110,7 2
60 119,3 118,7 2
8 1,25 40 144.54 143,76 20 2,2 10 12
12 135,0 134,26 12
10 1,5 145,4 144,416 16 2,8 _
12 133,3 132,312 12
14 131,2 130,26 10
16 136,2 135,234 9
18 137,1 136,208 8
20 50 - 134,1 133,182 7
22 127,1 126,156 6
279»
Продолжение
Номиналь- ный диа- метр резьбы d Шаг S В £)+°,5 р2 Число заходов п f 1
24 1.5 50 139,1 138,156 6 2,8 12
27 131,1 130,130 5
<30 146,1 145,130 5
33 63 129,0 128,104 1 4 15
36 141,0 | 140,104 4
34 115 | 114,078 3
42 124 123,078 3
45 133 132,078 3
48 60 141,9 141,078
52 102,9 102,052 2
56 110,9 110,052 2
60 118,9 118,052 2
(12) 1,75 40 113,4 130,356 12 3,2 10
14 2 128,3 127,010 10 3,5
16 133,5 132,309 9
18 132,2 131,008 8 12
20 50 129,9 128,632 7
22 143,9 142,632 7
24 133,5 132,306 | 6
27 126,5 125,255 5
30 139,9 138,635 5
33 63 124,1 | 122,908 4 15
36 137,8 136,608 4
39 114,3 113,103 3
42 123,3 122,103 3 ~
45 132,3 131,103 3
. 48 141,3 | 140,103 3
52 102,6 101,402 2
55 110,6 109,402 2
60 118,6 117,402 2
280
При накатывании мелких нпптон б<ч iojioiiok (диаметром до Я мм) при-
меняются ролики с различными диаметрами и комплекте* (диаметр второго
ролика равен 0,8 диаметра первого ролика), что обеспечивает затягивание го
ловок и накатывание резьбы за период их продвижения между роликами.
При такой тангенциальной подаче заготовок поддерживающий нож не
нужен, а следовательно, повышается производительность процесса по сравне-
нию с накатыванием при радиальной подаче.
Профиль резьбы роликов
Профиль резьбы роликов (рис. 2. 44) и других резьбонакатных инструмен-
тов имеет два исполнения: с закругленной и плоскосрезанной вершиной.
Ролики с закругленной вершиной профиля применяются преимущественно
при накатывании точных и высоко нагруженных резьб, так как они обеспечи-
вают повышение стойкости роликов и прочности накатываемой резьбы по срав-
нению с роликами, изготовленными с плоскосрезанной вершиной профиля.
S 5
Рис. 2.44. Профили резьбонакатных роликов
Радиус закругления для резьбы с шагом до 1 мм равен R=0,1085 с до-
пускаемым отклонением +0,0365, а для резьбы с шагом 1 мм и выше /?=
=0,1445 с отклонением —0,032 У 5 .
Высота ножки резьбы h\ ролика с замкнутым контуром рассчитывается
по формуле
Kd — ЫЬ
hl замки “ 0,32о5 ~ ,
где &d и — допуски на наружный и средний диаметры резьбы.
Допускаемое отклонение высоты ножки Л| замки равно *0’025
Высота ножки резьбы ролика с открытым профилем
hi о ткр =0,3255.
Предел отклонения высоты ножки в этом случае не устанавливается.
Высота головки резьбы ролика с шагом до 1 мм рассчитывается по фор-
муле
/i2=0,3255.
Допускаемое отклонение равно — 0,0365.
Для резьбы с шагом 1 мм и выше высота головки
/12=0,2895.
зг—
Допускаемое отклонение равно +0,032 у 5 .
Размеры профиля роликов для метрической резьбы по нормалям 257АТ
и 214АТ приведены в табл. 2.50, а для тугой резьбы по нормалям 254АТ и
122МТ-53 — в табл. 2.51.
281
Таблица 2.50
Размеры профиля резьбонакатных роликов по нормали АН 1899—65 для метрической резьбы
по нормалям 257АТ и 214АТ в мм
Шаг резьбы S R Al ^2 Допускаемые откло- нения
номин. допускае- мое откло- нение контур замкнутый контур открытый НОМИН. допускае- мое откло- нение по шагу ±Л5 на 1/2 угла профиля а
номин. допускае- мое откло- нение номин. допускае- мое откло- нение
0,25 0,03 4-0,010 0,08 —0,010 0,08 До острия 0,08 —0,010 0,013 70
0,3 4-0,015 0,10 0,10 0,10 —0,015 60
0,35 0,04 0,11 0,11 0,11 0,015
0,4 0, ’3 0,13 0, 13 55
0,45 0,05 0, 15 0,15 0,15 50
0,5 4 0,20 0,16 0,16 0, 16 —0,020 40
0,6 0,07 0,19 0,19 0,19
0,7 0,08 +0,025 0,23 0,23 0,23 —0,025 35
0,75 0,24 —0,015 0,24 0,24
0,8 0,09 0,25 0,26 0,26
1 0,12 +0,30 0,31 —0,02 0,33 0,32 —0,030 0,015 30
1,25 0,15 +0,035 0,38 —0,025 0,41 0,39 —0,035 25
1,5 0,18 0,47 —0,03 0,49 0,47 —0,035 0,020 25
1,75 0,21 4 0,040 0,54 —0,035 0,57 0,54 —0,040 20
2 0,25 0,63 —0,040 0,65 0,62
Таблица 2.51
Размеры профиля резьбонакатных роликов для тугой резьбы по нормалям
254АТ и 122МТ53 в мм
Шаг резьбы S R Л1 Л2 допус- каемые отклоне- ния шага мм е/2
номин. допускае- мые отклонения контур замкнутый контур открытый НОМИН. допускае- мые отклонения номин. допус- каемые отклоне- ния
номин. допус- каемые отклоне- ния номин. допус- каемые отклоне- ния
0,5 0,05 0,020 0,16 —0,010 0, 16 До острия 0, 16 —0,020 0,008 30°10' ±25'
0,7 0,08 +0,025 0,23 —0,015 0,23 0,23 —0,025
0,8 0,09 0,26 0,26 0,26 —0,025 0,010 30° 15' ± 15'
1 0,12 ; 0,030 0,31 -0,020 0,33 0,32 —0,030
1,25 0,15 4-0,035 0,38 —0,025 0,41 0,39 —0,035
1,5 0,18 +0,035 0,47 -0,030 0,49 0,47 —0,035 0,015 30° 15' ±10'
о 283 0,25 +0,040 0,63 —0,040 0,65 0,62 —0,040
Ролики для накатывания конической резьбы 60° по нормали 88АТ50 имеют
также коническую форму (рис. 2.45).
Ширина роликов B=Z|+6S, но должна быть не менее 20 мм.
Расстояние Z от большого диаметра роликов до основной плоскости опре-
деляется по формуле
Z=B-(/1+2S)+/2.
Рис. 2.45. Ролики резьбонакатные для конической
резьбы 60° по нормали 88АТ50
Для подбора заготовок наружный большой диаметр ролика
В остальном методика расчета размеров конических роликов и их услов-
ные обозначения те же, что и для цилиндрических роликов с метрической
резьбой. Профиль резьбы имеет открытый контур.
Размеры роликов для конической резьбы (рис. 2. 44 и 2. 45) приведены в
табл. 2. 52.
Ролики для метрической и конической резьб изготавливаются из стали
Х12М и Х6ВФ. Заменителем этих сталей является сталь Х12Ф1.
Твердость роликов после термообработки HRC 59—61.
Технические условия на изготовление роликов определены ГОСТом
9539—60.
ПЛАШКИ ПЛОСКИЕ
Комплект плоских плашек состоит из подвижной и неподвижной (рис.
2.46), устанавливаемых на резьбонакатиых автоматах. Они применяются для
накатывания на болтах и винтах метрической резьбы не точнее 2-го класса.
Неподвижная плашка короче подвижной, что исключает затягивание на-
катываемой заготовки при обратном ходе.
Заборную часть имеет только неподвижная плашка как на одном, так и
на втором конце. Переворачивая плашку, можно заменить изношенную за-
борную часть новой и таким образом увеличить срок ее службы. С этой целью
назначается и увеличенная в 2 раза ширина плашек по сравнению с нормаль-
284
Таблица 2.52
Размеры резьбонакатных роликов по Нормали АН 1899—65 для конической резьбы
по нормали 88АТ50 в мм
Обо- значе- ние резь- бы Шаг S В D' Диаметры в основной плоскости D Число захо- дов т Длина на фаски по D\ f I Высота ножки h\ Высота голов- ки Аг Допускае- мые откло- нения мин
номин. допускае- мые откло- нения D2 х X о X допускае- мые откло- нения номин. допускае- мые откло- нения угла укло- на 1/2 угла профиля .4 Де/2
1/16" 0,941 20 144,56 143,49 -0,08 -0,07 142,840 20 1,9 15,549 0,376 До острия 0,363 —0,022 5 30
1/8" 144,54 143,50 142,785 15 15,99
20
1/4" 1,411 138,75 138,00 136,873 11 9 2,9 12,052 0,564 0,550 —0,032
3/8" 145,27 144,46 143,334 12,916
1/2" 1,814 25 140,85 139,85 138,405 7 3,7 15,944 0,725 0,700 —0,042 4
3/4" 128,04 127,04 125,586 5 16,122
Г 2,209 30 128,76 127,61 125,845 4 4,5 18,399 0,883 0,860
1 цс 123,56 122,42 120,655 3 18,297
1 V2" 32 141,87 140,70 138,934 19,873
2" 119,63 118,42 116,655 2 19,44
ной длиной резьбы болтов. Такая широкая плашка является универсальной^
так как пригодна для накатывания длинных и коротких резьб.
Параметры заборной части рассчитываются таким образом, чтобы фор-
мирование резьбы осуществлялось за один оборот заготовки, а калибрую-
щая часть — только калибровала резьбу за 3—6 оборотов заготовки.
Рис. 2. 46. Плашки рсзьбоиакатиые плоские:
а—подвижная; б—веподвнжвая
Этому условию отвечают размеры заборной части, вычисленные по фор-
мулам:
Z=nd2; K=0,73-:-0,75S.
По форме заборная часть плашек может быть выполнена одинарной, под:
углом б, или двойной, под двумя разными углами, для улучшения условий де-
формирования металла.
По профилю различают заборную часть с полным профилем и заборную
часть с неполным профилем, которая образована путем шлифования резьбы
поверху под заданным углом.
Лучшей из них является заборная часть с полным профилем, потому что
при этом обеспечивается надежный захват заготовки в начальный момент на-
катывания.
Номинальные размеры всех элементов профиля резьбы плашек и допуски-
на эти размеры такие же, как и размеры профиля резьбы с открытым конту-
ром резьбонакатных роликов для метрической резьбы по нормалям 257АТ и.
214АТ (см. табл. 2. 50).
286
Угол подъема резьбовой канавки определяется по формуле
S
где d2 — номинальный средний диаметр накатываемой резьбы.
Размеры плоских плашек для накатывания метрической резьбы по норма-
лям 257АТ и 214АТ приведены в табл. 2. 53.
Таблица 2.53
Размеры плоских резьбонакатных плашек
по нормали АН 1899—65 для метрической резьбы
по нормалям 257АТ и 214АТ в мм
Резьба L В Н / К (для справки) с а
номи- нальный диаметр d шаг S подвижная неподвиж- ная
2,6 0,45 85 78 25; 32 25 8 0,42 1 3° 2° 3°34'
3 0,5 3°25'
3,5 0,6 10 0,52 3°31'
4 0,5 125 но 25; 32; 40 12 0,42 2° 29'
0.7 85 78 25; 32 0,62 3° 3°36'
5 0,5 125 110 25; 32; 40 15 0,39 ИЗО' 1°57'
0,8 0,65 1,5 2° 30' 3° 15'
6 0,5 0,39 1 1°30' 1°37'
170 150 32; 40; 50 32 17 0,6 1,5
0,75 125 110 25; 32; 40 25 2° 2° 29'
170 150 32; 40; 50 32 18 0,79
1 125 но 25; 32; 40 25 2° 30' 3°24'
170 150 32; 40; 50 32 23 0,4
8 0,5 170 150 32; 40 50 32 23 0,4 1 1° 1° И'
220 200 40
0,75 170 150 32 о,6 1,5 1°30' 1°49'
220 220 40
1 170 150 32 0,8 2° 2° 29'
220 200 40
1,25 170 150 32 1 2 2° 30' 3° 10'
220 200 40
287
Продолжение
Резьба L В Н / К (для справки) с & р
номи- нальный диаметр d шаг S подвижная неподвиж- ная
10 0,5 170 150 32; 40 50 32 23 0,4 1 1° 0°5б'
220 200 40
32; 40 50; 63
0,75 170 150 32 0,6 1,5 1°30' 1°26'
220 200 40
I 170 150 32 29 32 0,76 1°57'
220 200 40
1,5 170 150 32 1,25 2,5 2-30' 3’2'
220 200 40
12 0,75 0,56 1,5 1° 1° 1Г
J 0,82 1°30' г 1°36'
1,25 36 0,94 2 2°2'
1,5 1,25 2,5 2° 29*
Плашки изготавливаются из сталей Х12М, Х6ВФ или Х12Ф1. После тер-
мообработки твердость плашек равна HRC 59—61.
Технические условия на изготовление плашек установлены ГОСТом
2248-60.
ПЛАШКИ СЕГМЕНТНЫЕ С РОЛИКОМ
Для накатывания мелких метрических резьб (диаметром до 6 мм) при-
меняется комплект инструментов, состоящий из неподвижной сегментной
плашки б и вращающегося ролика а (рис. 2.47).
Инструменты устанавливаются иа специальных резьбонакатиых станках
с автоматической подачей заготовок типа МНК-02 и НСК-03.
Данный способ накатывания резьб является самым производительным, так
как одновременно накатываются не одна, а 5—6 заготовок.
Точность накатываемой резьбы не выше 2-го класса.
Размеры инструментов определяются размерами накатываемой резьбы и
моделью резьбонакатного станка; при этом средние диаметры и количество
заходов должны отвечать уравнениям:
^2пл ^2рол + 2^2»
£>2пл , ^2рол
— /илл; — /Прол;
02 «2
288
^ПЛ -- /Ирол 4- 2 ,
где Я2пл — средний диаметр сегментной плашки;
Р2рОл — средний диаметр ролика;
d2 — средний диаметр накатываемой резьбы;
тпл — число заходов плашки;
трол —число заходов ролика.
Наружный диаметр ролика D и внутренний диаметр плашки Di рассчи-
тываются по формулам*
/)=Р2рол+2Ла; Z^i=D2nn—2Л2,
где h2 — номинальный размер высоты головки профиля.
Конструкция плашки и ролика предусматривает их использование как с
одной, так и с другой стороны. Поэтому ширина инструментов равна двойной
длине накатываемой резьбы.
Размеры плашек и роликов для накатывания метрической резьбы приведе-
ны в табл. 2. 54 и 2. 55.
Рис. 2.47. Сегментная плашка (б) с роликом (а)
Профиль резьбы инструментов такой же, как и у резьбонакатных роликов
(см. рис. 2.44, табл. 2. 50).
Инструменты изготавливаются из сталей Х12М, Х6ВФ, ХВГ. Твердость
после термообработки HRC 59—61.
10—5212
289
8
Таблица 2.54
Размеры сегментных плашек и роликов для накатывания метрической резьбы
по нормали 257АТ в мм
Резьба Сегментная плашка Ролик Модель станка
d S о, +0,05 ^2 пл число захо- дов Об Ri L —0,05 h D —0,05 ^2 рол ЧИСЛО захо- дов D3 о< Ds н Ну —0,05
1 0,25 41,74 41,900 50 70 + 0,01 50 69 32 1 40,38 40,224 48 2g+0,023 36 29 48 32 М НК-02
1,2 43,43 43,596 42 41,68 41,520 40
1,4 о.з 43,18 43,380 36 41,17 40,970 34
1,6 0,35 43,71 43,936 32 41,41 41,190 30
1,8 46,97 47,190 30 44,26 44,044 28
2 0,4 44,98 45,240 26 42,02 41,760 24
2,2 0,45 45,49 45,792 24 42,27 41,976 22
2,5 48,27 48,576 22 44,46 44,160 20
3 0,5 47,83 48,1.50 18 43,12 42,800 16
4 0,7 49,18 49,644 14 43,01 42,552 12
1
4 0,7 70.46 70,920 20 110+0,012 65 93 42 1,5 64,29 63,828 18 38+0,03 52 44 48 42 нск-оз
5 0,8 71,16 71,680 16 63,24 62,730 14
6 1 74,26 74,900 14 •54,84 64,200 12
Таблица 2.55
Размеры сегментных плашек и роликов для накатывания метрической резьбы
по нормали 214АТ в мм
Резьба Сегментная плашка Ролик Модель станка
d S Dy +0.05 7^2 пл ЧИСЛО захо- дов Ds Ry L //о —0,05 h D —0,05 7^2 рол ЧИСЛО захо- дов £>з Т>5 И —0,05
1 0,25 40,14 40,300 50 70±0,01 50 69 32 1 38,85 38,688 48 28+0,023 36 29 38 32 М НК-02
1,2 42,09 42,252 42 40,40 40,240 40
1,4 0,3 41,92 42,120 36 39,98 39,780 34
1,6 0,35 42,50 42,720 32 40,27 10,050 30
45,83 46,050 30 {43,20 42,980 28
Резьба Сегментная плашка
d S А 4-0,05 7^2 пл число захо- дов D6 Я1 L —0
2 0,4 43,88 44,144 26 70±0,01 50 69 3
2,2 0,45 44,46 44,760 24
2,5 47,33 47,630 22
3 0,5 47,02 47,340 18
4 0,7 48,43 48,888 14
4 69,38 69,840 20 НО ; 0,012 65 93 4
5 0,8 70,23 70,752 16
6 1 73,35 73,990 14
Продолжение
Ролик Модель станка
Л ,05 h D —0,05 ^9 рол число захо- дов D3 d4 d5 И Hi —0,05
2 1 41,03 40,776 24 2g+o,O23 36 29 38 32 МН К-02
41,33 41,030 22
43,60 43,300 20
42,40 42,080 16
42,36 41,904 12
2 1,5 63,31 62,858 18 38+0.03 52 44 48 42 НСК-03
62,43 61,908 14
64,06 63,420 12
ПЛАШКИ резьбонакатные роликовые
Роликовые резьбонакатные плашки (рис. 2.48) имеют три ролика с коль-
цевой нарезкой, устанавливаемые под углом к оси корпуса, соответствующим
углу подъема витков нарезаемой резьбы, со смещением относительно друг
друга на 1/3 шага.
М-ББ-ВВ
В
Рис. 2. 48. Плашки резьбонакатные роликовые
Такие плашки применяются для накатывания метрической (не точнее 2-го
класса) и конической резьб на токарных и револьверных станках и авто-
матах.
Накатывают резьбы при подаче плашки вдоль изделия. Плашки в конце
рабочего хода по раскрываются и после окончания накатывания резьбы свин-
чиваются.
Различают плашки нерегулируемые и плашки, допускающие регулировку
роликов в узком диапазоне диаметров резьбы.
В табл. 2. 56 приведены основные размеры резьбопакатпых плашек завода
«Фрезер» для метрической резьбы с регулируемыми роликами.
Таблица 2. 56
Основные размеры резьбонакатных регулируемых плашек
по МН 4947—-63-гМН 4950—63 для метрической резьбы в мм
Диаметр резьбы Размер плашки
D В
4- у 38 22
8—16 75 33
17-24 90 33
25—33 90 33
293
Недостатком резьбонакатных регулируемых плашек является большие га-
бариты, затрудняющие их установку в головке револьверного станка или ав-
томата при многопозиционной наладке. В этих случаях используются малога-
баритные плашки с нерегулируемыми роликами (табл. 2.57).
Таблица 2. 57
Основные размеры резьбонакатных нерегулируемых плашек
по нормали АН 1899—65 для метрической резьбы в мм
Размеры резьбы Размеры плашки Наруж- ный диаметр роликов Размеры резьбы Размеры плашки Наруж- ный диаметр роликов
d $ D В d S D В
2-5 0,4—0,8 25 10 10 14—18 2 65 20 25
6-10 0,5 45 15 20 20—24 75 25
6—20 0,75 55 27 25
22 65 20 30—42 90
6—10 1 45 15 45—52 115 30
12—20 55 27—33 1,5 90 30
22—24 65 20 36—48 105
8—12 1,25 55 15 25 52 1,5 115 35 30
10—18 1,5 65 20 27—33 2 90 30
22—24 75 25 36-48 105
12 1,75 65 20 52 115 35
Рис. 2. 49. Ролики резьбонакатные к плашкам по нормали АН 1899—
65 для метрической резьбы
294
Таблица 2.58
Размеры роликов к резьбонакатным плашкам по нормали АН 1899—65 для метрической резьбы по нормалям 257АТ
и 214АТ в мм
S D Do ±0,01 Л d Li 1 ^2 1 ^>3
номин. допус- каемое отклоне- ние НОМ ин. допус- каемое отклоне- ние помин. допус- каемое отклоне- ние номин. допус- каемое отклоне- ние ±0,01
0,4 9,94 —0,010 9,68 9,46 —о,оз 2,8 —0,006 5 4-0,004 4-0,012 2,13 2 1,87
0,45 9,94 9,64 9,38 3,15 —0,008 2,4 2,25 2,1
0,5 9,94 9,62 9,34 3,5 2,67 2,5 2,33
0,6 10 9,62 9,28 4,2 3,2 3 2,8
0,7 9,9 9,44 9,04 —0,04 4,9 3,83 3,5 3,17
0,8 9,88 9,36 8,90 5,6 4,27 4 3,73
0,5 20 —0,014 19,68 19,40 —0,03 4 10 ±—0, 005 ±-0,015 3,17 3 2,87
0,75 19,52 19,10 —0,04 5,25 4 3,75 3,5
J 19,86 19,04 18,45 7 —0,010 5,33 5 4,67
J 24,86 24,22 23,64 8 15 4-0,0016 4-0,0018 6,33 6 5,67
1,25 24,82 24,04 23,32 8,75 6,67 6,25 5,83
1,5 24,8 24,26 23,38 —0,05 10,5 —0,012 8 7,5 7
1,75 24,82
23,74 22,72 14 11,37 10,5 9,63
2 24,76 23,52
22,34 10,67 10 9,33
1,5 29,8 28,86 27,98 12 20 4-0,008 4-0,020 9,5 9 8,5
К 2 29,76 28,52 27,34
12,67 12 11,33
Ролики плашек для метрической резьбы (рис. 2.49) имеют заборную
часть с полным профилем резьбы.
Номинальные размеры всех элементов профиля резьбы и допуски на эти
размеры такиё же, как и размеры профиля резьбы резьбонакатных роликов
с замкнутым контуром для метрической резьбы по нормалям 257АТ и 214АТ
(см. табл. 2. 50).
Обратная конусность по профилю на калибрующей части образуется за
счет занижения каждого последующего витка (начиная со второго) на 0,003—
0,005 мм
Размеры роликов приведены в табл. 2. 58.
Измеряется шаг на заборной и калибрующей частях ролика по верши-
нам профиля резьбы.
Размеры плашек для конической резьбы (см. рис. 2. 48) по нормали 88АТ50
приведены в табл. 2. 59.
Таблица 2. 59
Основные размеры резьбонакатных плашек по нормали АН 1899—65
для конической резьбы по нормали 88АТ50
Размер резьбы Размеры плашек в мм
D В
К 1/16" 65 25
К 1/8"
К 1/4"
К 3/8"
К 1/2" 75 30
К 3/4" 90
К 1"
Рис. 2.50. Ролики резьбонакатные к плашкам по нормали АН 1899—65 для
конической резьбы
296
Таблица 2. 60
Размеры роликов к резьбонакатным плашкам по нормали АН 1899—65 для конической резьбы 60°
по нормали 88АТ50 в мм
ю М Обозначение резьбы Шаг резьбы S D +o;oi —0,05 h d 1 1 1 L*
номин. допус- каемое отклоне- ние номин. допус- каемое отклоне- ние номин. допус- каемое отклоне- ние ±0,01
К 1/16" К 1/8" 0,941 25 —0,014 24,27 23,518 11,29 —0,012 15 +0,006 +0,018 10,35 10,04 9,72
К 1/4" К 3/8" 1,4Н 23,9 22,772 1,93 15,52 15,05 14,58
К 1/2" К 3/4" 1,814 30 28,6 27,15 21,77 —0,014 20 4-0,008 4-0,022 19,96 19,36 18,75
К 1" 2,209 28,28 26,514 26,51 24,3 23,56 22,83
Ролики к плашкам для конической резьбы (рис. 2. 50) изготавливаются ци-
линдрическими с несимметричными половинами углов профиля, что вызвано
поворотом осей в корпусе плашки на угол уклона резьбы, равный Г47'
(рис. 2.51).
Остальные параметры профиля резьбы роликов такие же, как и резьбо-
накатных роликов для конической резьбы (см. табл. 2. 52).
Размеры роликов к плашкам для конической резьбы приведены в
табл. 2.60.
Рис. 2.51. Схема установки роликов для конической
резьбы
Ролики изготавливаются из стали Х12Н, Х6ВФ или Х12Ф1. Твердость пос-
ле термообработки HRC 59—61.
головки резьбонакатные
Резьбонакатные головки (рис. 2.52) выгодно отличаются от резьбонакат-
ных плашек тем, что ролики в них в конце рабочего хода автоматически рас-
ходятся.
Рис. 2.52. Резьбонакатная головка
Три ролика с кольцевой резьбой закреплены в кулачках, перемещающихся
в пазах корпуса. Ролики имеют одну или две опоры. В первом случае, т. е.
при консольном креплении осей, жесткость головки недостаточна, что ограни-
чивает область применения ее и вызывает необходимость уменьшения допу-
ска на диаметр заготовок.
Резьбонакатные головки разделяются на стационарные, вращающиеся и
универсальные в зависимости от того, вращается при работе головка или за-
готовка.
298
Стационарными являются головки, работающие на токарных и ре-
вольверных станках; вращающимися — работающие на сверлильных, бол-
торезных станках и многошпиндельных токарных автоматах; универсаль-
ными— которые могут работать на всех перечисленных станках.
Универсальные резьбонакатные головки ВИГН выпускает завод «Фрезер»
(табл. 2. 61).
Таблица 2.61
Назначение универсальных резьбонакатных головок
Тип головки Диаметры накатываемой метрической резьбы
правая левая
ВНГН-2 4—6 __
ВНГН-3 8—12 —
ВНГН-4 18—27 —
ВНГН-5 30—52 30—52
Ролики головок ВНГН надежно крепятся на двух опорах, что позволяет
им накатывать резьбу 2-го класса точности в широком диапазоне диаметров.
После окончания процесса накатывания головка автоматически выклю-
чается, ролики отводятся от накатанной резьбы и головка возвращается в
исходное положение.
Включение головки производится автоматически или вручную.
2. 4. ЗАГОТОВКИ ПОД НАРЕЗАНИЕ И НАКАТЫВАНИЕ
РЕЗЬБЫ
Диаметры заготовок назначаются в зависимости от точности резьбы, ти-
па посадки по среднему диаметру, свойств обрабатываемого материала и спо-
соба образования резьбы.
В зависимости от этих параметров даны таблицы диаметров заготовок и
методические указания по их расчету.
Конструкция и размеры фасок, проточек и радиусов на переходных по-
верхностях заготовок и на участках, предназначенных для сбега резьбы, при-
ведены в нормали 299АТ (см. разд. 1. 25).
Дополнительные данные по форме заготовок даны только для накаты-
вания резьбы.
ЗАГОТОВКИ ПОД НАРЕЗАНИЕ НАРУЖНОЙ РЕЗЬБЫ
При нарезании резьбы под действием сил резания происходит пластиче-
ская деформация материала и некоторое увеличение наружного диаметра за-
готовки — вспучивание. Поэтому диаметры стержней под нарезание должны
назначаться с учетом нс только допуска на наружный диаметр резьбы, но и
величины вспучивания материала.
Расчет ведется по формуле
d3=d—A,
где d3 — диаметр заготовки (наибольший);
d — наибольший наружный диаметр резьбы;
А — величина заведомого занижения диаметра заготовки для компенса-
ции вспучивания, определяемая экспериментальным путем.
299
w Таблица 2. 62
Диаметры заготовок стержней по МН 5597—64 под нарезание метрической резьбы по нормали 257АТ в мм
Резьба Диамето стержня d3 Резьба Диаметп стержня d3 Резьба | Диаметр стержня d3
d наиболь- ший наименьший d $ наиболь- ший наименьший d 5 наиболь- ший наименьший
кл. 2 кл. 3 кл. 2 кл. 3 кл. 2 кл. 3
1 0,25 0,97 0,93 0.93 6 0,75 5,94 5,85 5,85 14 2 13,84 13,71 13,59
1,2 1,17 1,13 1,13 1 5,92 5,82 5,75 0,75 15,94 15,85 15,85
1,4 0,3 1,36 1,32 1,32 0,5 7,94 7,88 7,88 16 1 15,92 15,82 15,75
1,6 1,55 1,51 1,51 8 0,75 7,94 7,85 7,85 1,5 15,88 15,76 15,65
1,7 0,35 1,67 1,63 1,63 1 7,92 7,82 7,75 2 15,84 15,71 15,59
1,8 1 г75 1,71 1,71 1,25 7,90 7,80 7,70 0,75 17,94 17,85 17,85
2 0,4 1,95 1,90 1,90 0,5 9,94 9,88 9,88 18 1 17,92 17,82 17,75
2,2 0,45 2,15 2,09 2,09 0,75 9,94 9,88 9,88 1,5 17,88 17,76 17,65
2,3 0,4 2,25 2,20 2,20 10 1 9,92 9,82 9,75 2 17,81 17,71 17,59
2,5 0,45 2,45 2,39 2,39 1,5 9,88 9,76 9/5 0,75 19,91 19,35 19,35
2,6 2,55 2,49 2,49 0,75 11,91 11,85 11,85 20 1 19,92 19,82 19,75
3 0,35 0,95 2,91 2,91 1 11,92 11,82 11,75 1,5 19,88 19,76 19,65
0,5 2,94 2,88 2,88 12 1,25 11,90 11,80 11,70 2 19,84 19,71 19,59
3,5 0,35 3,45 3,41 3,41 1,5 11,88 11,76 11,75 0^75 21,94 21,85 21,85
0,6 3,44 3,37 3,37 1,75 11,86 11,74 11,62 22 1 21,92 21,82 21,75
4 0,5 3,94 3,88 3,88 0,75 13,94 13,85 13,85 1,5 21,88 21,76 21,65
0,7 3,94 3,86 3,86 . 13,92 13,82 13,75 2 21,84 21,71 21,59
5 0,5 4,94 4,88 4,88 14 1 1 23,92 23,82 23,75
0,8 4,94 4,84 4,78 24 1,5 23,88 23,76 23,65
6 0,5 5,94 26,92 26,88 26,84 29,92 29,88 29,84 32,92 32,88 32,84 35,92 35,88 35,84 38,92 38,88 38,84 41,92 41,88 41,84 44,92 44,88 44,84 47,92 129,84 134,88 134,84 139,88 139,84 144,88 144.84 5,88 26,82 26,76 26,71 29,82 29,76 29,71 32,82 32.76 32,71 35,82 35,76 35,71 38,82 38,76 38,71 41,82 41,76 41,71 44,82 44,76 44,71 47,82 129,71 134,76 134,71 139,76 139,71 144.76 144,71 5,88 26,75 26,65 26,59 29,75 29,65 29,59 32,75 32,65 32,59 32,75 35,65 35,59 38,75 38,65 38,59 41,75 41,65 41,59 44,75 44,65 44,58 47,75 129,51 134,65 134,59 139,65 139,99 144,65 144,59 48 1,5
1,5 2
1
27 1,5 2
52 1 1.5 2
30 1 1,5 2
56 1 1 >5 2
33 1 1,5 2
60 1 1,5- 2
36 1 1,5 2
64 1 1,5 2
39 1 1,5 2
68 1 1,5 2
42 1 1,5 2
72 1 1,5 2
45 1 1,5 2
76 1 1,5 1,5
48 1 150
2
130 2
135 1,5 2 155 160 165 170 175
140 1,5 2
8 145 1,5 2
13,88 13,76 13,65 2 23,84 23,71 23,59
47,88 47,76 47,65 76 2 75,84 75,71 75,59
47,84 47,71 47,59 80 1,5 79,88 79,76 79,65
51,92 51,82 51,75 2 79,84 79,71 71,59
51,88 51,76 51,65 85 1,5 84,88 84,76 84,65
51,84 51,71 51,59 2 84,84 84,71 84,59
55,92 55,82 55,75 Лд 1,5 89,88 89,76 89,65
55,88 55,76 55,65 90 2 89,84 89,71 89.59
55,84 55,71 55,59 95 1,5 94,88 94,76 94,65
59,92 59,82 59,75 2 94,84 94,71 94,59
59,88 59,76 59,65 100 1,5 99,88 99,76 99,65
59,84 59,71 59,59 2 99,84 99,71 99,59
63,92 63,82 62,75 105 1,5 104,88 104,76 104,65
63,88 63,76 63,65 2 104,84 104,71 104,59
63,84 63,71 63,59 НО 1,5 109,88 109,76 109,65
67,92 67,82 67,75 2 109,84 109,71 109,59
67,88 67,76 67,65 115 1,5 114,88 114,76 114,65
67,84 67,71 67,59 2 114,84 114,71 114,59
71,92 71,82 71,75 120 1,5 119,88 П9,76 119,65
71,88 71,76 71,65 2 119,84 119,71 119,59
71,84 71,71 71,59 125 1,5 124,88 124,76 124,65
75,92 75,82 75,75 2 124,84 124,71 124,59
75,88 75,76 75,65 130 1,5 129,88 129,76 129,65
149,88 149,76 149,65 180 179,84 179,71 179,59
149,84 149,71 149,59 185 184,84 184,71 184,59
154,84 154,71 154,59 190 2 189,84 189,71 189,59
159,84 159,71 159,59 195 194,84 194,71 194,59
164,84 169,84 174,84 164,71 169,71 174,71 164,59 169,59 174,59 200 199,84 199,71 199,59
Допуск на диаметр заготовки равен разности допуска на диаметр резьбы
и величины А, т. е.
Ad3=Ad—А.
Схема расположения полей допусков диаметров заготовок стержней дл»
резьбы по нормалям 257AT, 214АТ представлена на рис. 2.53.
Диаметры заготовок стержней под нарезание резьбы по нормалям 257АТГ
214АТ, 88АТ представлены в табл. 2.62, 2.63, 2. 64.
Таблица 2.63
Диаметры заготовок стержней под нарезание метрической резьбы по нормали
214АТ в мм
Резьба Диаметр стержня d3 Резьба Диаметр стержня d3
d S наиб. найм. d S наиб. найм.
1 0,930 0,920 0,5 9,90 9,85
1,2 0,25 1,13 1,12 10 0,75 9,90 9,82
1,4 0,3 1,34 1,30 1 9,90 9,75
1,6 1,53 1,49 1,5 9,88 9,65
1,7 0,35 1,63 1,59 0,75 11,90 11,82
1,8 1,73 1,69 1 11,90 11,75
2 0,4 1,93 1,88 12 1,25 11,88 11,70
2,2 0,45 2,13 2,07 1,5 11,88 11,65
2,3 0,4 2,23 2,08 1,75 11,88 11,62
2,5 0,45 2,43 2,37 0,75 13,90 13,82
2,6 2,53 2,47 1 13,90 13,75
3 0,35 2,93 2,89 14 1,5 13,88 13,65
3 0,5 2,93 2,85 2 13,86 13,59 .
0,35 2,93 2,89 0,75 15,90 15,82
3,5 0,6 3,42 3,34 1 15,90 15,75
0,5 3,91 3,85 16 1,5 15,88 15,65
4 0,7 3,91 3,84 2 15,88 15,59
0,5 4,91 4,85 0,75 17,88 17,82
5 0,8 4,90 4,78 18 1 17,88 17,75
0,5 4,90 5,85 1,5 17,88 17,65
6 0,75 5,90 5,82 2 17,86 17,59
1 5,90 5,75 0,75 19,88 19,82
0,5 7,90 7,85 1 19,88 19,75
0,75 7,90 7,82 20 1,5 19,86 19,65
8 1 7,90 7,650 2 19,86 19,59
1,25 7,90 7,70
302
Продолжение
Резьба Диаметр стержня d* Резьба Диаметр стержня d3
d S наиб. найм. d s наиб. найм.
1 23,88 23,75 0,75 21,88 21,82
24 1,5 23,86 23,75 22 1 21,88 21,75
2 23,85 25,59 1,5 21,88 21,65
1 26,88 26,75 2 21,86 21,59
27 1,5 26,86 26,65 1 67,84 67,75
2 26,86 26,59 68 1,5 67,82 67,65
1 29,86 29,75 2 67,82 67,59
30 1,5 29,84 29,65 1 71,84 71,75
о 29,82 29,59 72 1,5 71,84 71,65
1 32,86 32,75 9 71,82 71,59
33 1,5 32,84 32,65 1 75,84 75,75
о 32,82 32,59 76 1,5 75,84 76,65
1 35,86 35,75 2 75,82 75,59
36 1,5 35,84 35,65 80 1,5 79,84 79,65
2 35,82 35,59 VV 2 79,82 79,59
1 3R,86 38,75 85 1,5 84,82 84.65
39 1,5 38,84 38,59 2 84,81 84,59
2 38,84 38,59 90 1,5 89,82 89,65
1 41,86 41,75 2 89,81 89,59
42 1,5 41,84 41,65 95 1,5 94,82 94,65
2 41,84 41,59 2 94,81 94,59
1 44,84 44,75 100 1,5 99,82 99,65
45 1,5 44,84 44,65 2 99,81 99,59
2 44,84 44,59 105 1.5 104,82 104,65
1 47,84 47,75 2 104,81 104,59
48 1,5 47,84 47,65 110 1,5 1(9,82 109,65
2 47,84 47,59 2 109,81 109,59
1 51,86 51,75 115 1,5 114,82 114,65
52 1,5 51,86 51,65 2 114,81 114,59
2 51,84 51,59 120 1,5 119,82 119,65
1 55,86 55,75 2 119,81 119,59
56 1,5 55,84 55,65 125 1,5 124,81 124,65
2 55,82 55,59 2 124,80 124,59
303
Продолжение
Резьба Диаметр стержня d3 Резьба Диаметр стержня d3
d 5 наиб. найм. d S наиб. найм.
1 59,86 59,75 130 1,5 129,81 129,65
60 1,5 59,84 59,65 2 129,80 129,59
2 59,82 59,59 135 1,5 134,81 134,65
1 63,84 63,75 2 134,80 134,59
64 1,5 63,84 63,65 140 1,5 139,81 139,65
2 63,82 63,59 2 139,81 139,65
150 149,80 149,59 145 1,5 144,81 144,65
155 154,80 154,59 2 144,80 144,59
160 2 159,80 159,59 150 1,5 149,81 144,65
165 164,80 164,59 180 179,80 179,59
169 169,80 169,59 185 184,78 184,59
175 174,80 174,59 190 2 189,78 189,59
195 194,78 194,59
200 199,78 199,59
Таблица 2. 64
Диаметры заготовок стержней по МН 5599—54 под нарезание конической
резьбы по нормали 88АТ (ГОСТ 6111—52)
Диаметр резьбы Число ниток на 1" Шаг резьбы S мм Наружный диаметр резь- бы в основной плоскости d мм Диаметр стержня в ос- новной плоскости в мм
наиб. допускаемое отклонение
1/16'’ 1/8" 27 0,941 7,895 10,272 7,85 10,23 —0,09
1/4" 3/8" 18 1,411 13,572 17,055 13,51 17,00 —0,13
1/2" 3/4" 14 1,814 21,223 26.5G8 21,15 26,49 —0,17
1" П/4" П/2" 2" И 1/2 2,209 33,228 41,985 48,054 60,092 33,15 41,91 47,98 60,02
304
Д 214 AT
Рис. 2. 53. Схема расположения полей допуска диаметров
заготовок под нарезание резьбы
ЗАГОТОВКИ ПОД НАРЕЗАНИЕ ВНУТРЕННЕЙ РЕЗЬБЫ
Диаметры отверстий под нарезание выбираются с учетом вспучивания
материала при нарезании так, чтобы внутренний диаметр резьбы не выходил
за пределы своего допуска.
По степени деформации витков при нарезании резьбы обрабатываемые ма-
гериалы условно делятся на две группы:
первая — обычные конструкционные стали,
вторая — нержавеющие стали, жаропрочные и титановые сплавы.
Для материалов второй группы, у которых «вспучивание» больше, чем
у обычных конструкционных сталей, следует выбирать большие диаметры
сверл.
В ГОСТе 885—64 представлены рекомендуемые диаметры сверл для от-
верстий под нарезание резьбы как в обычных конструкционных материалах,
так и в металлах с повышенной вязкостью. При назначении номинального
диаметра отверстия под нарезание резьбы в обычных материалах можно ру-
ководствоваться следующей формулой:
do ном =di +0,2Adb
где d\ — внутренний диаметр гайки;
Adi — допуск на внутренний диаметр гайки.
Наибольший диаметр отверстия назначается в пределах верхнего откло-
нения внутреннего диаметра резьбы гайки.
При выборе диаметров отверстий под нарезание резьбы в материалах с
повышенной вязкостью следует учитывать величину вспучивания витков в
пределах (0,053-r0,140)S.
Отверстия под резьбу подготавливаются сверлением. Развертывание при-
меняется только в том случае, если отверстия под резьбу используются как
базы для других операций при обработке детали.
Конусность и овальность отверстий не должна превышать допуска на их
диаметр.
В отверстиях со стороны входа метчика необходимо снимать фаски под
углом 60° на длине не менее одного шага. Фаски рекомендуется снимать так-
же и с обратной стороны сквозных отверстий, нарезаемых с вывертыванием
метчика, так как остающиеся после сверления заусенцы могут заклиниваться
между резьбой детали и метчика при его вывертывании.
Шероховатость поверхности отверстий после сверления должна быть не-
ниже 5гго класса по ГОСТу 2789—59.
Под коническую резьбу отверстия изготавливаются сверлением с после-
дующим развертыванием на конус (рис. 2.54, а) или остаются цилиндриче-
скими (рис. 2.54, б).
11—5212 305
Диаметры отверстий под нарезание резьбы по нормалям 257АТ, 88АТ
приведены в табл. 2.65 и 2.66.
Рис. 2.54. Отверстия под коническую резьбу:
а—с развертыванием па конус;
б—без развертывания на конус
Таблица 2. 65
Диаметры отверстий по нормалям МН 5384—644-МН 5389—64 под нарезание
метрической резьбы по нормалям 257АТ и 254АТ в мм__________
Резьба Диаметр отверстия dQ Резьба Диаметр отверстия под нарезание резьбы do
d $ I группа II группа d I группа II группа
найм. наиб. найм. наиб. найм. наиб. найм. наиб.
1 0,25 0,75 0,81 0,79 0,83 0,5 9,50 9,60 9,52 9,62
1,2 0,95 1,01 0,99 1,03 10 0,75 9,20 9,38 9,26 9,36
1,4 0,3 1,10 1,16 1,15 1,19 1 8,95 9,12 9,05 9,17
1,6 1,25 1,32 1,30 1,34 1,5 8,43 8,63 8,60 8,73
1,7 0,35 1,32 1,42 1,35 1,40 0,75 11,20 11,38 11,26 11,36
1,8 1,45 1,52 1,50 1,54 1 10,95 11,12 11,05 11,17
2 0,4 1,60 1,67 1,65 1,70 12 1,25 10,70 10,86 10,80 10,92
2,2 0,45 1,75 1,83 1,83 1,88 1,5 10,43 10,63 10,60 10,72
2,3 0,4 1,87 1,98 1,90 2,01 1,75 10,20 10,38 10,35 10,48
2,5 0,45 2,05 2,13 2,13 2,18
2,6 2,12 2,23 2,15 2,20
306
Продолжение
Резьба Диаметр отверстия dQ Резьба Диаметр отверстия под нарезание резьбы d$
d I группа II группа d $ I группа II группа
найм. наиб. найм. наиб. найм. наиб. найм. наиб.
3 0,35 2,65 2,72 2,68 2,75 0,75 13,20 13,38 13,26 13,36
3 0,5 2,50 2,60 2,58 2,63 1 12,95 13,12 13,05 13,17
3,5 0,35 3,15 3,22 3,18 3,25 14 1,5 12,43 12,63 12,60 12,72
0,6 2,90 3,01 2,95 3,04 _2 11,90 12,14 12,10 12,24
4 0,5 3,50 3,60 3,52 3,57 0,75 15,20 15,38 15,26 15,36
0,7 3,30 3,42 3,35 3,46 1 14,95 15,12 15,05 15,17
5 0,5 4,50 4,60 4,52 4,57 16 1,5 14,43 14,63 14,60 14,72
0,8 4,20 4,33 4,25 4,37 _2 14,14 14,00 14,10 14,24
0,5 5,50 5,60 5,52 5,57 0,75 17,20 17,38 17,26 17,36
б 0,75 5,20 5,38 5,26 5,36 1 16,95 17,12 17,05 17,17
1 4,95 5,12 5,05 5,17 18 1,5 16,43 16,63 16,60 16,79
0,5 7,50 7,60 7,52 7,57 _2 16,14 16,00 16,10 16,24
8 0,75 7,20 7,38 7,25 7,36 0,75 19,20 19,38 19,26 19,36
1 6,95 7,12 7,05 7,17 1 18,95 19,12 19,05 19,17
1,25 6,7 6., 86 6,8 6,92 20 1,5 18,43 18,63 18,60 18,72
1 20,95 21,12 21,05 21,17 2 18,14 18,00 18,10 18,24
22 1,5 20,43 20,63 20,60 20,72 22 0,75 21,20 21,37 21,26 21,36
_2 20,14 20,00 20,10 20,24 56 _2 53,89 54,13
1 22,95 23,12 23,05 23,17 1 58,95 59,12
24 1,5 22,43 22,63 22,60 22,72 60 1,55 58,42 58,63
_2 22,14 22,00 22,10 22,24 _2 57,89 58,13
1 25,95 26,12 26,05 26.17 — 1 62,95 63,12
27_ 1,5 25,43 25,63 25,60 25,72 64 1,5 62,42 62,63
2 24,90 25,14 25,10 25,24 _2 61,89 62,13
1 28,95 29,12 29,05 29,17 1 66,95 67,12
30 1,5 28,43 2 >,63 28,60 28,72 68 1,5 66,42 66,63
2 27.90 28,14 28,10 28,24 2 65,89 66,13
1 32,12 31,95 32,05 32,17 - — 1 70,95 71,12
33 1,5 31,63 31,42 31,60 31,72 72 1,5 70,42 70,63
2 31,13 30,89 31,10 31,24 2 69,89 70,13
1 35,12 34,95 35,05 35,17 1,5 74,95 75,12
36 1,5 34/3 34,42 34,60 34,72 76 _2 74,42 74,63
2 34,13 33,89 34, 10 34,24 1,5 73,89 74,13
11*
307
Продолжение
Резьба Диаметр отверстия Резьба Диаметр отверстия под нарезание резьбы d$
d s I группа II группа d S I группа II группа!
найм. наиб. найм. наиб. найм. наиб. найм. наиб.
39 1 1,5 2 37,95 37,42 36,89 40,95 40,42 39,89 43,95 43,42 42,89 46,95 46,42 45,89 50,95 50,42 49,89 54,95 54,42 133,41 132,88 138,41 137,88 143,41 142,88 148,41 147,88 152,88 38,12 37,63 37,13 41,12 40,63 40,13 44,12 43,63 43,13 47,12 46,63 46,13 51,12 50,63 50,13 55,12 54,63 133,63 133,13 138,63 138,13 143,63 143,13 148,63 148,13 153,13 1 1 1 1 1 1 1 1 1 1 1 1 80 1,5 2 78,42 77,89 83,42 82,89 88,42 87,89 93,42 92,89 98,42 97,89 103,42 102,89 108,42 107,89 113,42 112,89 118,42 117,89 123,41 122,88 128,41 127,88 157,88 162,88 167,88 172,88 177,88 182,88 187,88 192,88 197,88 78,63 78,13 83,63 83,13 88,63 88,13 93,63 93,13 98,63 98,13 103,63 103,13 108,63 108,13 113,63 113,13 118,63 118,13 123,63 123,13 128,63 128,13 158,13 163,13 168,13 173,13 178,13 183,13 188,13 193,13 198,13
85 1,5 2
42 1 1,5 2
90 95 1,5 2
45 1 1,5 2 1,5 2
100 1,5 2
48 1 1,5 2
105 1,5 2
52 1 1,5 2 ПО 1,5 2
115 120 125 130 ШО 165 170 175 180 185 190 195 200 1,5 2
56 1 1,5
1,5 2
135 1,5 _2
1,5 2
140 1,5 _2
1,5 2
145 1,5 2
2
150 1,5 _2
155 2
Я06
Таблица 2.66
Диаметры отверстий по нормали МН 5387—84 под нарезание дюймовой конической резьбы по нормали 88АТ
_______________________ (ГОСТ 6111—52)
Резьба Число ниток на 1" Шаг резьбы мм Внутрен- ний диаметр резьбы мм Диаметр отвер- стий без развер- тывания на конус Глубина сверле- ния мм Диаметр отверстия с развертыва- нием на конус мм Глубина сверле- ния мм
de
наиб. допус- каемое отклоне- ние наиб. допус- каемое отклоне- ние наиб. допус- каемое отклоне- ние
1/16» 1/8" 27 0,941 6,389 8,766 6,20 8,60 +0,14 14 15 6,00 8,30 +0,16 +0,20 6,39 8,76 +0,09 14 15
1/4" 3/8" 18 1,411 11,314 14,797 11,10 14,60 +0,24 20 22 10,70 14,25 +0,24 11,31 14,80 +0,13 20 22
1/2" 3/4" 14 1,814 18,321 23,666 18,10 23,50 28 17,50 22,90 +0,28 18,32 23,66 +0,17 28
+0,28
1" 1 1/4" 1 1/2" 2" 11 1/2 2,209 29,694 38,451 44,520 56,558 29,40 38,20 44,25 56,30 35 28,75 29,69 35
+0,34 36 37,43 43,50 +0,34 38,45 44,52 36
37 55,50 +0,40 56,56 37
М6Х1 коническая 25 1 4,55 4,40 +0,12 13 4,20 +0,16 4,55 +0,09 13
£
Глубина глухих отверстий должна быть больше длины полной резь-
бы не менее чем на 4 шага — на сбег резьбы и недовод метчика, в соответст-
вии с нормалью 299АТ.
ЗАГОТОВКИ ПОД НАКАТЫВАНИЕ НАРУЖНОЙ РЕЗЬБЫ
Стержни под цилиндрическую резьбу должны иметь фаски на конце под
углом а (рис. 2.55); при этом диаметр торца dT должен быть на 0,2 мм мень-
ше внутреннего диаметра резьбы d\. Для жаропрочных материалов и тита-
новых сплавов а=15°, для остальных материалов а=20°.
Рис. 2. 55. Форма заготовки под накатывание метри-
ческой резьбы:
а—с фаской под углом а для сбега резьбы; б—с проточкой
для сбега резьбы
Для сбега резьбы необходимо выполнять проточки с углом 30° (рис.
2.55, б) или фаски с тем же углом а, что и па переднем конце стержня.
Заготовки для конической резьбы (рис. 2.56) изготавливаются с углом
Рис. 2.56. Форма заготовки
под накатывание конической
резьбы
уклона р=Г47'24". На конце стержня снимается фаска под углом а=70° на
длине, равной шагу резьбы 5.
Шероховатость поверхности заготовки под накатывание должна быть не
ниже 5-го класса по ГОСТу 2789—59.
Конусность и овальность заготовок под накатывание резьбы не должна
превышать половины допуска на диаметр заготовки.
При накатывании резьбы плашками с роликами длина заготовок из стали
1Х18Н9Т и из других жаропрочных сталей с большим относительным
удлинением должна быть меньше длины изделия на величину /=0,05Xл, где
л— число витков накатываемой резьбы.
Точно рассчитать диаметры заготовок исходя из равенства объемов вы-
тесняемого и наращиваемого металла при формировании витков резьбы не
всегда представляется возможным, поэтому в отдельных случаях диаметр за-
готовок следует уточнять опытным путем.
При накатывании резьбы инструментами с закрытым контуром номиналь-
ные диаметры заготовок должны быть уменьшены на 0,025, где 5 — шаг
резьбы.
310
Диаметры заготовок, определенные по опытным данным и материалам
заводов, приведены в табл. 2.67, 2. 68 и 2. 69.
Таблица 2. 67
Диаметры заготовок по РТМ942 под накатывание метрической резьбы
по нормалям 257АТ и 214АТ в мм
Размеры резьбы Нормаль 257АТ Нормаль 214АТ
Алюминиевые сплавы, углеродистые, легированные, нержавеющие и жаропроч- ные стали Жаропрочные и титановые сплавы Углеродистые легированные, нержавеющие и жаропроч- ные стали Жаропрочные и титановые сплавы
d 5 ^З.НОМ Д^з ^з.ном Д^з ^Э.НОМ Д^/8 ^Э.пом Дб/8
1,6 0,35 1,37 —0,03 1,37 —0,02 1,33 —0,03 1,33 —0,02
1,7 0,35 1,47 —0,03 1,47 -0,02 1/13 —0,03 1,43 —0,02
1,8 0,35 1,57 —0,03 1,57 -0,02 1,53 —0,03 1,53 —0,02
2 0,4 1,74 —0,03 1,74 —0,02 1,70 —0,03 1,70 —0,02
2,2 0,45 1,91 —0,04 1,91 —0,03 1,86 —0,04 1,86 —0,03
2,3 0,4 2,04 —0,03 2,04 —0,02 2,00 —0,04 2,00 —0,02
2,5 0,45 2,21 —0,04 2,21 —0,03 2,16 —0,01 2,16 —0,03
2,6 0,45 2,31 —0,01 2,31 —0,03 2,26 —0,01 2,26 —0,03
3 0,35 2,77 —0,03 2,77 —0,02 2,73 —0,03 2,73 —0,02
3 0,5 2,67 —0,04 2,67 —0,03 2,63 —0,04 2,63 —0,03
3,5 0,35 3,27 —0,03 3,27 —0,02 3,23 —0,03 3,23 —0,02
3,5 0,6 3,11 —0,04 3,11 —0,03 3,06 —0,04 3,05 —0,03
4 0,5 3,67 —0,04 3,67 —0,03 3,62 —0,04 3,62 —0,03
4 0,7 3,54 —0,05 3,54 —0,03 3,49 —0,05 3,49 —0,03
5 0,5 4,67 -0,04 4,67 —0,03 4,62 —0,04 4,62 —0,03
5 0,8 4,48 —0,05 4,48 -0,03 4,42 —0,05 4,42 —0,03
6 0,5 5,67 —0,05 5,67 —0,03 5,62 —0,05 5,62 —0,03
6 0,75 5,51 —0,03 5,51 —0,04 5,45 -0,06 5,45 —0,04
6 1 5,35 —0,06 5,35 —0,04 5,28 —0,06 5,28 —0,04
8 0,5 7,67 —0,05 7,67 —0,03 7,62 -0,05 7,62 —0,03
8 0,75 7,51 —0,06 7,51 —0,04 7,45 —0,06 7,45 —0,04
8 1 7,35 —0,03 7,35 —0,04 7,28 —0,06 7,28 —0,04
8 1,25 7,19 —0,06 7,19 —0,04 7,11 —0,06 7,11 —0,04
10 0,5 9,67 —0,06 9,67 —0,04 9,61 —0,06 9,61 —0.04
10 0,75 9,51 —0,06 9,51 —0,04 9,45 —0,06 9,45 —0,04
311
Продолжение
Размеры резьбы Нормаль 257АТ Нормаль 214АТ
Алюминиевые сплавы, углеродистые, легированные, нержавеющие и жаропроч- ные стали Жаропрочные и титановые сплавы Углеродистые легированные, нержавеющие и жаропроч- ные стали Жаропрочные и титановые сплавы
d ^з.н ом Д^э ^З.НСМ Д^э ^З.НОМ Д^э ^З.НОМ Д<*3
10 1 9,35 —0,06 9,35 —0,04 9,28 —0,06 9,28 —0,04
10 1,5 9,02 —0,07 9,02 —0,05 8,94 —0,07 8,94 —0,05
12 0,7.5 11,51 —0,06 11,51 —0,04 11,45 —0,06 11,45 —0,04
12 1 11,35 —0,06 11,35 —0,04 11,28 —0,06 11,28 —0,04
12 1,25 11,19 —0,06 11,19 -0,04 11,11 —0,06 11,11 —0,04
12 1,5 11,02 —0,07 11,02 —0,05 10,94 —0,07 10,94 —0,05
12 1,75 10,85 —0,08 10,86 —0,05 10,78 —0,08 10,78 —0,05
14 1 13,35 —0,06 13,35 —0,04 13,28 -0,06 13,28 -0,04
14 1,5 13,02 -0,07 13,02 —0,05 12,94 —0,07 12,94 —0,05
14 2 12,70 —0,08 18,70 —0,05 12,61 —0,08 12,61 —0,05
16 1 15,35 —0,06 15,35 -0,04 15,28 —0,06 15,28 —0,04
16 1,5 15,02 —0,07 15,02 —0,05 14,94 —0,07 14,94 —0,05
16 2 14,70 —0,08 14,70 -0,05 14,61 —0,08 14,61 —0,05
18 1 17,35 —0,07 17,35 -0,05 17,27 —0,07 17,27 —0,05
18 1,5 17,02 —0,08 17,02 —0,05 16,93 —0,08 16,93 —0,05
18 2 16,70 —0,09 16,70 -0,06 16,60 —0,09 16,60 —0,06
20 1 19,35 —0,07 19,35 —0,05 19,27 —0,07 19,27 —0,05
20 1,5 19,02 —0,08 19,02 -0,05 18,93 —0,08 18,93 —0,05
20 2 18,70 -0,09 18,70 -0,06 18,60 —0,09 18,60 —0,06
22 1 21,35 —0,07 21,35 —0,05 21,27 —0,07 21,27 —0,05
22 1,5 21,02 —0,08 21,02 —0,05 20,93 -0,08 20,93 —0,05
22 2 20,70 —0,09 20,70 —0,03 20,60 —0,09 2OJ’O —0,06
24 1 23,35 -0,07 23,35 —0,05 23,27 —0,07 23,27 —0,05
24 1,5 23,02 —0,08 23,02 -0,05 22,93 —0,08 22,93 —0,05
24 2 22,70 —0,09 22,70 -0,06 22,60 -0,09 22,60 —0,06
27 1 26,35 —0,07 26,35 —0,05 26,27 —0,07 26,27 —0,05
27 1,5 26,02 —0,08 26,02 —0,05 25,93 —0,08 25,93 —0,05
27 2 25,70 -0,09 25,70 -0,06 25,60 —0,09 25,50 —0,06
30 1 29,35 —0,08 29,35 -0,05 29,26 —0,08 29,26 —0,05
312
Продолжение
Размеры резьбы Нормаль 257АТ Нормаль 2МАТ
Алюминиевые сплавы, углеродистые, легированные, нержавеющие и жаропроч- ные стали Жаропрочные и титановые сплавы Углеродистые легированные, нержавеющие и жаропроч- ные стали Жаропрочные и титановые сплавы
d S ^Э.ном ^е.ном Д^з ^З.НОМ Д^/э ^Э.НОМ Д^8
30 1,5 29,0'2 —0,09 29,02 —0,03 28,22 —0,09 28,22 —0,06
30 2 28,70 —0,10 28,70 —0,07 28,59 —0,10 28,59 —0,07
33 1 32,35 -0,08 32,35 —0,05 32,26 —0,08 32,26 —0,05
33 1,5 32,02 -0,09 32,02 —0,05 31,92 -0,09 31,92 —0,06
33 2 31,70 —0,10 31,70 —0,07 31,59 —0,10 31,59 —0,07
33 1 35,35 —0,08 35,35 —0,05 35,36 —0,08 35,26 —0,05
36 1,5 35,02 - 0,09 35,02 —0,06 34,92 —0,09 31,92 -0,06
35 2 34,70 —0,10 34,70 -0,07 34,59 —0,10 34,59 —0,07
39 1 38,35 —0,08 38,35 —0,05 38,26 —0,08 38,26 —0,05
39 1,5 38,02 —0,09 38,02 —0,06 37,92 —0,09 37,92 —0,06
39 2 37,70 —0,10 37,70 —0,07 37,59 —0,10 37,59 —0,07
42 1 41,35 —0,08 41,35 —0,05 41,26 —0,08 41,26 —0,05
42 1,5 41,02 —0,09 41,02 —0,05 40,92 -0,09 40,92 —0,06
42 2 40,70 —0,10 40,70 —0,07 40,59 —0,10 40,59 —0,07
4.5 1 44,35 —0,08 44,35 —0,05 44,26 —0,08 44,25 —0,05
45 1,5 44,02 —0,09 44,02 —0,0э 43,92 —0,09 43,92 —0,06
45 2 43,70 —0,10 43,70 —0,07 43,59 -0,10 43,59 —0,07
48 1 47,35 —0,08 47,35 —0,05 46,26 —0,08 47,25 -0,05
48 1,5 47,02 —0,09 47,02 —0,06 46,92 —0,09 46,92 —0,06
48 2 46,70 —0,10 46,70 —0,07 46,59 —0,10 46,59 -0,07
52 1 51,35 —0,08 51,35 —0,05 51,26 —0,08 51,26 —0,05
52 1,5 51,02 —0,09 51,02 —0,05 50,92 —0,09 50,92 —0,05
52 2 50,70 —0,10 50,70 —0,07 50,59 —0,10 50,59 —0,07
56 1 55,35 —0,08 55,35 —0,05 55,25 —0,08 55,25 —0,05
56 1,5 55,02 -0,09 55,02 —0,03 54г91 —0,09 54,91 -0,06
56 2 54,70 —0,10 54,70 —0,07 54,58 —0,10 54,58 —0,07
60 1 59,35 —0,08 59,35 —0,05 59,25 —0,08 59,25 —0,05
<30 1,5 59,02 —0,09 59,02 -0,06 58,91 —0,09 58,91 —0,06
60 2 58,70 —0,10 58,70 —0,07 58,58 —0,10 58,58 —0,07
313
Таблица 2.68
Диаметры заготовок по РТМ942 под накатывание метрической резьбы
по нормали 122МТ53 в мм
Резьба Углеродистые, легированные, нержавеющие и жаропрочные стали Резьба Углеродистые, легированные, нержавеющие и жаропрочные стали
d ^З.НОМ d S ^З-НОМ Д^з
5 0,8 4,48 —0,02 20 1,5 19,02 —0,03
6 1 5,35 —0,02 20 2 18,70 —0,03
8 1.25 7,19 -0,03 22 1,5 21,02 —0,03
10 1,5 9,02 —0,03 22 2 20,70 —0,04
12 1,5 11,02 —0,03 24 1,5 23,02 —0,03
14 1,5 13,02 —0,03 24 2 22,70 —0,04
16 1,5 15,02 —0,03 27 1,5 26,02 —0,03
16 2 14,70 —0,04 27 2 25,70 —0,04
18 1,5 17,02 —0,03 30 1,5 29,02 —0,03
18 2 16,70 -0,04 30 2 28,70 —0,04
Таблица 2. 69
Диаметры заготовок по РТМ942 под накатывание метрической резьбы
по нормали 254АТ в мм
Резьба Углеродистые, легированные, нержавеющие и жаропрочные стали Резьба Углеродистые, легированные, нержавеющие и жаропрочный стали
d S ^8.!ОМ д</3 d S ^З.НОМ | 1 1
3 0,5 2,67 -0,02 16 2 14,70 —0,04
4 0,7 3,54 —0,02 18 1,5 17,02 —0,03
5 0,8 4,48 —0,02 18 2 16,70 —0,01
6 1 5,35 —0,02 20 1,5 19,02 —0,03
8 1,25 7,19 —0,03 20 2 18,70 —0,04
10 1,5 9,02 —0,03 22 1,5 21,02 —0,03
12 1,5 11,02 —0,03 22 2 20,70 —0,04
14 1,5 13,02 —0,03 24 1,5 23,02 —0,03
16 1,5 15,02 —0,03 24 2 22,70 —0,04
314
Продолжение
Резьба Углеродистые, легированные, нержавеющие и жаропрочные стали Резьба Углеродистые, легированные, нержавеющие и жаропрочные стали
cl $ ^Э.ПОМ Д^з d S ^8. НОМ Д^а
27 1,5 26,02 —0,03 42 2 40,70 -0,04
27 2 25,70 —0,04 45 1,5 44,02 —0,03
30 1,5 29,02 —0,03 45 2 43,70 —0,04
30 2 28,70 —0,01 48 1,5 47,02 —0,03
33 1,5 32,02 —0,03 48 2 46,70 —0,04
33 2 31,70 —0,04 52 1,5 51,02 —0,03
36 1,5 35,02 —0,03 52 2 50,70 —0,04
36 2 34,70 —0,04 56 1,5 55,02 —0,03
39 1,5 38,02 —0,03 56 2 54,70 —0,04
39 2 37,70 —0,04 60 1,5 59,02 —0,03
42 1,5 41,02 —0,03 60 2 58,70 —0,04
2.5. РЕЖИМЫ НАРЕЗАНИЯ И НАКАТЫВАНИЯ РЕЗЬБЫ
Режимы определены при условии соблюдения приведенных выше рекомен-
даций по геометрическим параметрам и критериям затупления резьбообра-
зующих инструментов (разд. 2.2 и 2.3) и по изготовлению заготовок под
резьбу (разд. 2. 4).
Таблицы режимов рассчитаны при нарезании резьбы классов точности 2
и 2а. Для других классов даны поправочные коэффициенты.
В качестве основной марки инструментального материала принята бы-
строрежущая сталь Р18.
Применение для резьбовых инструментов других, более производитель-
ных марок быстрорежущей стали по ГОСТу 9373—60 или ЧМТУ—ЦНИИЧМ
692—62 и твердого сплава обеспечивает повышение их стойкости или при со-
хранении заданного периода стойкости — повышение скорости резания, учтен-
ное поправочными коэффициентами Ки; Кл; Кт; Км; Кр (см. стр. 319—327).
Предусмотрено обязательное применение смазочно-охлаждающей жидко-
сти для всех процессов образования резьбы.
При нарезании резьбы резцами и гребенками на токарных станках с вы-
сокими скоростями резания в качестве смазочно-охлаждающей жидкости при-
меняется эмульсия НГЛ-205 по ТУ 3613154—65.
Во всех остальных случаях нарезания резьбы со скоростью, допускающей
применение жидкости на масляной основе, рекомендуются смазочно-охлаж-
дающие жидкости, указанные в табл. 2.70.
315
Таблица 2. 70
Смазочно-охлаждающие жидкости при фрезеровании резьбы и нарезании
метчиками» плашками, головками
Обрабатываемый материал Наименование смазочно-охлаждающей жидкости ГОСТ или ТУ
Легированные стали Сульфофрезол Компаундированные масла ГОСТ 122-54 Масло по ГОСТу 305— 62 с присадками
Нержавеющие стали Жаропрочные стали и сплавы Смазки В29Б и В35 или сульфофрезол 50%+хло- рированный парафин 50%, или сульфофрезол 85%) + окисленный петролатум 15% ВТУ НП 192-62 ГОСТ 122—54 ТУ 2250—50 ГОСТ 122—54 ГОСТ 4096-62
Алюминиевые сплавы Смазка В31 Керосин Сурепное масло Эмульсия Э1 и Э2 Эмульсия НГЛ205 ВТУ НП 193—62 ГОСТ 1842—52 НКПП 314 ГОСТ 1975—53 СТУ—36—13—772—63
При машинном способе нарезания резьбы смазочно-охлаждающая жид-
кость подается насосом, а при ручном нарезании резьбы инструмент окунается
в жидкость или смазывается кисточкой.
При накатывании резьбы на резьбонакатных станках применяется суль-
фофрезол, а на токарных и револьверных — эмульсия.
С целью защиты метчиков и других инструментов от налипания обраба-
тываемого материала при нарезании резьбы в нержавеющих и жаропрочных
сталях и титановых сплавах, кроме смазок В29Б или В35, применяется также
цианирование инструментов начиная с шага резьбы, равного 1 мм. Планиро-
ванный слой равен 0,02—0,03 мм. На инструментах с более мелким шагом
резьбы защитная пленка образуется при нагреве их до температуры 400—
450° С и выдержке при этой температуре в течение 1—1,5 час.
При нарезании резьбы в алюминиевых вязких сплавах метчики и другие
резьбовые инструменты предохраняются от налипания хромированием. Слой
хрома равен 0,003—0,005 мм.
НАРЕЗАНИЕ РЕЗЬБЫ РЕЗЦАМИ
Резьба нарезается резцами за несколько черновых и чистовых проходов.
Черновые проходы осуществляются при радиальном (рис. 2.57, а) или
боковом (рис. 2.57, б) врезании резца, а чистовые проходы — только при ра-
диальном врезании резца (рис. 2.57, в).
При радиальном врезании подача резца производится одновременно пер-
пендикулярно оси нарезаемой резьбы (si) и в осевом направлении (So), а при
боковом врезании — только под углом к оси нарезаемой резьбы, равным уг-
лу профиля.
316
Первая из них применяется при нарезании резьбы с шагом S<3 мм, а
вторая — при 3 мм.
Число проходов определяется толщиной среза, допускаемой прочностью
режущих лезвий (табл. 2.71).
Рис. 2.57. Схемы нарезания метрической резьбы резном
Таблица 2. 71
Средняя толщина среза при нарезании метрической резьбы резцами
Обрабатываемый материал Средняя толщина среза в радиальном сечении а в мм
наружная резьба внутренняя резьба
чистовые проходы черновые проходы чистовые проходы черновые проходы
Легированные и нер- жавеющие стали 0.06—0,08 0,18-0,24 0,06—0,08 0,15—2
Жаропрочные стали и титановые сплавы 0,08—0,10 0,16—0,20 0,08—0,10 0.13—0,16
Жаропрочные сплавы 0,07—0,09 0,14—0,18 0,07—0,09 0,11—0,14
317
При работе с боковым врезанием средние толщины среза в сечении под
углом к осн детали, равным углу профиля резьбы, могут быть определены по
формуле
а8 = 1,154а.
Для равномерной нагрузки резца при всех проходах толщина среза дол-
жна быть наибольшей при первом проходе, а при последующих проходах она
должна уменьшаться с каждым проходом в пределах величин, указанных в
табл. 2. 71.
Числа проходов при указанных в табл. 2.71 толщинах среза приведены в
табл. 2. 72.
Таблица 2. 72
Числа проходов при нарезании метрической резьбы с радиальным врезанием
Шаг резьбы мм Легированные и нержавеющие стали Жаропрочные стали и титановые сплавы Жаропрочные стали
черно- вых чистовых черно- вых чистовых черно- вых чистовых
0,75 2—3 1—2 2—3 1—2 3—4 1—2
1,0 2—3 1—2 2—3 1—2 3-4 1—2
1.25 3—4 1—2 3-4 1—2 3—5 1—2
1,5 3—4 2—3 3—4 2—3 4-5 2—3
1,75 4—5 2—3 4-5 2—3 5—6 2—3
2,0 4—5 2-3 4—5 2-3 5-7 2—3
Меньшие значения чисел проходов следует принимать для резцов, осна-
щенных твердым сплавом, а большие — для резцов из быстрорежущей стали.
Для точных резьб классов 2 и 2а, кроме чистовых проходов, назначают
еще 1—3 зачистных прохода (без подачи).
При нарезании внутренней резьбы число проходов увеличивается на 25%.
Рекомендуемые скорости резания при нарезании резьбы резцами, осна-
щенными пластинками из твердого сплава, приведены в табл. 2. 73.
Таблица 2. 73
Скорости резания при нарезании наружной метрической резьбы
твердосплавными резцами в м!мин
№ груп- пы Обрабатываемый материал Шаг резьбы \\мм
до 1 до 2
1 Легированные стали Х6С, Х7М, ЭИ415 75—90 66—80
2 Нержавеющие стали 2X13, ЭИ961, ЭИ962 60—70 55—65
3 Жаропрочные стали Х18Н9Т, ЭИ811, ЭИ904, ЭИ925 45—55 40—50
318
Продолжение
№ груп- пы Обрабатываемый материал Шаг резьбы в мм
до 1 ДО 2
4 Жаропрочные стали ЭИ481, ЭИ835, ЭИ395 24—30 22—27
5 Жаропрочные сплавы деформируемые 13-15 12—14
6 Жаропрочные сплавы литые 5—6 4—5,5
7 Титановый сплав ВТ1 40-50 36—45
Титановые сплавы ВТ5, ВТ6, ВТЗ-1, ОТ4-2, ВТ 1-4 20-25 18—23
Большие значения скоростей резания следует принимать для чистовых
проходов, меньшие — для черновых.
При нарезании резьбы в упор подача продольного суппорта ограничивает-
ся временем, необходимым для отвода резца по окончании прохода.
Исходя из этого, £гаах=800ч-1200 мм!мин, а наибольшее число оборотов
шпинделя в минуту при нарезании резьбы в упор не должно превышать зна-
чения, определяемого по формуле
«max = ^7^ Об!мин,
О
где Lmax — максимальная подача продольного суппорта в mmJmuh;
S — шаг резьбы в мм.
При нарезании резьбы без охлаждения скорость резания следует снижать
на 10—15%.
Поправочные коэффициенты на скорости резания, приведенные в табл.
2. 73, при изменении условий работы резцов следующие.
А. В зависимости от материала режущей части резца
№ груп- пы Предел прочности при растяжении ав кГ1мм2 Марка материала режущей части резцов
Т30К4 Т15К6 ВК6М ВК8 Р9К5 Р10К5Ф5 Р18Ф2 Р18
Коэффициент Ки
1,2 <120 — 1,00 — — 0,35 0,32
>120 0,75 0,60 — — — —
ЗЛ 70—100 — — 1,00 0,85 0,33 0,30
5 100—130 — — 1,00 0,80 0,28 0,24
6 80—100 — — 1,00 0,80 — —
7 < 120 — — 1,00 0,85 0,33 0,30
> 120 до 140 | — — 0,80 0,68 — —
319
Б. В зависимости от износа по задней поверхности
Величина износа Л3 в мм
0,20 0,30 0,40 0,50 0,60 0,80
Коэффициент Kh
1 0,75 | 0,90 1,0 1,07 1,15 1,40
В. В зависимости от периода стойкости
Период стойкости Т в мин
№ группы ю 1 | 20 1 | 30 | 45 | 60
Коэффициент Кт
1, 2 1,36 1,10 1,0 0,90 0,82
з, 4, 7 1,50 1,16 1,0 0,86 0,77
5, 6 1,94 1,28 1,0 0,78 0,66
Г. В зависимости от вида резьбы
Вид резьбы
наружная внутренняя
d< 100 мм d> 100 мм
сквозная в упор сквозная в упор сквозная в упор
Коэффициент Кр
1,0 0,90 0,85 0,80 1,0 0,90
Примечание. При работе на револьверных станках с приклоном таб-
личные значения скоростей резания следует умножить на коэффициент 0,85.
При нарезании быстрорежущими резцами смазывающе-охлаждающук
жидкость необходимо применять для всех групп материалов.
НАРЕЗАНИЕ РЕЗЬБЫ КРУГЛЫМИ ПЛАШКАМИ
Режимы резания при нарезании метрической резьбы круглыми плашками
из стали 9ХС приведены в табл. 2. 74.
320
Таблица 2. 74
Режимы резания при нарезании резьбы плашками из стали 9ХС
в конструкционных углеродистых и легированных сталях
Диаметр резьбы d мм Шаг" резьбы S мм Режим резания Диаметр резьбы d мм Шаг резьбы S мм Режим резания
V MjMUH п об! мин V MjMUH п об! мин
4 0,5 3,45 275 12 ДО 1,0 5,65 150
0,7 2,3 183 1,25 4,3 114
6 до 0,75 3,45 183 1,75 2,85 76
1,0 2,45 130 16 до 1,5 4,9 97
8 до 0,75 4,9 195 2,0 3,45 69
1,0 3,45 137 20 до 1,5 6,4 102
1/25 2,65 105 2,5 3,45 55
10 ДО 1,0 4,5 143 24 до 1,5 7,9 105
2,0 5,6 74
1,25 3,45 110
1,5 2,75 87 30 до 2,0 | 7,3 77
36 до 2,0 1 9,2 81
Поправочные коэффициенты на скорость резания и число оборотов при
изменении условий работы плашек следующие.
А. В зависимости от прочности обрабатываемого материала Сталь конструкционная
Углеродистая Хромистая и хромоникелевая Хромокремне мар- ганцовистая
Предел прочности ов в кГ!мм2
45 65 75 65 75 75
Коэффициент /<м
0,5 | 0,7 | 1,0 | 0.9 | 0,8 | 0,5
Б. В зависимости от периода стойкости_______
Обрабатываемый материал Предел стойкости Т в мин
30 | 60 ' I 90 | 120 | 160
Коэ( )фицнент Кт
Сталь конструкционная углеродистая, хромистая, хромоникелевая Сталь конструкционная хромокремнемарганцовис- тая 1,73 1,41 1,22 1,0 1,о 0,82 0,87 0,71 0,71 0,58
321
НАРЕЗАНИЕ РЕЗЬБЫ ВИНТОРЕЗНЫМИ ГОЛОВКАМИ
С КРУГЛЫМИ ГРЕБЕНКАМИ
Режимы резания при нарезании метрической резьбы круглыми гребенка-
ми в сталях приведены в табл. 2.75.
Таблица 2. 75
Режимы резания при нарезании резьбы винторезными головками с круглыми
гребенками в конструкционных углеродистых и легированных сталях
Диаметр резьбы d мм Шаг резьбы S мм Режимы резания Диаметр резьбы d мм Шаг резьбы S мм Режимы резания
V м/мин п об/мин V м/мин п об/мин
4 0,5 9,5 755 12 до 1,0 1 1 15,4 1 ! 410
0,7 6,3 500 1,25 | Н.7 | 310
1,75 | 7,9 | | 210
6 до 0,75 9,5 505
16 до 1,0 I 21,8 | 430
1,0 6,7 355 1.0 1 13,4 | 265
8 ДО 1,0 9,5 370 2,0 | 9,5 I 189
20 до 1,0 | 1 28,5 | 450
1,25 7,2 285
1.5 | 17,4 | 275
10 до 1,0 12,3 390 2,0 | 1 9,5 | 151
1,25 9,4 300 24 до 1,0 | 35,5 | 470
1,5 I 22 | 290 ,
1,5 7.6 | 240
2,0 | 15,4 | 205
Поправочные коэффициенты на скорость резания и число оборотов при
изменении условий работы винторезных головок следующие.
А. В зависимости от прочности обрабатываемого материала
Сталь конструкционная
Углеродистая Хромистая, хромоникелевая, хромомолибденовая, хромо- марганцовистая
Предел прочности ав в кГ/мм2
45 55 60-80 65 75
Коэффициент Км
0,6 0,7 1,0 0,9 0,8
322
Б. В зависимости от периода стойкости
Период стойкости Т в мин
Обрабатываемый материал 20 | 1 30 1 1 «О 1 90 | 1 120 | 180
Коэффициент Кт
Сталь конструкционная углеродис- тая ав—60н-80 кГ)мм- 2,12 1,73 1,22 1,о 0,87 0,71
Сталь хромистая, хромоникелевая, хромомолибденовая, хромомаргап- цовистая ав—75 кГ1мм'1 1,7 1,38 0,98 0,8 0,7 0,57
Алюминиевые сплавы 2,12 1,73 1,22 1,0 0,87 0,71
ФРЕЗЕРОВАНИЕ РЕЗЬБЫ
Подачи па один зуб фрезы из стали Р18 в зависимости от обрабатывае-
мого материала, шага резьбы и диаметра фрезы приведены в табл. 2.76.
Таблица 2. 76
Подача на один зуб при фрезеровании метрической резьбы гребенчатыми
фрезами из стали Р18
Диаметр фрезы D мм Шаг резьбы S мм Подача на один зуб фрезы Ь7 в мм
Обрабатываемый материал
сталь ав=60ч-80 кГ!мм2 сталь ов=90-т-120 кГ 1мм2
30 1,0 0,013-0,021 0,010—0,015
1.5 0,014—0,023 0,012—0,018
2.0 0,016—0,026 0,015-0,020
<50 1,о 0,015—0,026 0,014—0,025
1,5 0,017—0,029 0,016-0,027
2,0 0,019—0,032 0,018—0,030
75 1,5 0,022—0,035 0,020—0,0.35
2,0 0,024—0,039 0,022—0,037
120 | 2,0 0,028—0,016 0,025—0,040
Скорости резания для хромистой стали ов=75 кГ)мм2 определяются по
следующим формулам.
А. Внутренняя резьба:
16,8 О0,41 S0,63
при шаге S < 2 мм v = — 0<67 0 5д— Л м[мин\
323
Б. Наружная резьба:
при шаге S < 2 мм
26,6Z)MIS0'31
V= ----7-0,67£0,53-К M1MUH,
где D — диаметр фрезы в мм\
Т — период стойкости в мин\
К — коэффициент, учитывающий изменение условия работы фрезы;
Lz — подача на один зуб фрезы в мин.
Поправочные коэффициенты на скорость резания при изменении условий
работы резьбовых фрез следующие.
А. В зависимости от прочности обрабатываемого материала
Сталь конструкционная
углеродистая | хромистая
Предел прочности ав в кГ)'мм-
45 60 80 107 124 45 60 80 107 124
Коэффициент /<м
1,66 1,34 1,0 0,66 0,19 1,8 1,5 1,0 0,62 0,46
Б. В зависимости от периода стойкости
Конструкция фрез Период стойкости Г, мин
60 90 1 | 120 | 180 | 210 | 270 1 300
Коэс )фициент Кт
Насадные 2,1 1,59 1,31 1,0 0.82 0,76 0,71
Концевые 0 10—20 мм 1,31 1,0 0,82 0,63 0,51 — —
0 25—40 мм 1,59 | 1.2 1,0 0,76 0.63 | 0.58 | 0,54
В. В зависимости от материала фрезы
Материал фрезы Р9, Р18 Х12М 9ХВГ ХВГ ВК6М
Коэффициент Ки 1,0 0,8 0,7 I 2,0—2,5
НАРЕЗАНИЕ РЕЗЬБЫ МЕТЧИКАМИ
Периоды стойкости гаечных и машинно-ручных метчиков, для которых
рассчитаны режимы резания, приведены в табл. 2. 77.
324
Таблица 2. 77
Периоды стойкости метчиков
Обрабатываемый материал Принятая стойкость мин
Углеродистые н легированные стали 90
Жаропрочные стали и сплавы, титановые сплавы и высоко- прочные стали <Тв = 140-:-200 кГ/мм2 20
Силумин при диаметре резьбы d мм
14 20
164-30 40
>30 60
Алюминиевые и магниевые сплавы при диаметре резьбы d мм
< 14 40
164-30 90
>30 180
Режимы резания при нарезании метрической резьбы машинными метчи-
ками в различных материалах приведены в табл. 2. 78, 2.79. К этим таблицам
даны и поправочные коэффициенты на изменение условий резания.
Таблица 2. 78
Режимы резания при нарезании метрической резьбы машинно-ручными
метчиками в углеродистой и легированной сталях
Диаметр резьбы d мм Шаг резьбы S мм Режимы резания Диаметр резьбы d мм Шаг резьбы S мм Режимы резания
V м!мин п об! мин V MjMllH п об! мин
4 0,5 1 7,3 580 1 12 1,25 12.1 | 320
0,7 | 5,4 430 1,75 8,9 1 235
6 до 0.75 1 8,3 440 16 до 1,5 1 И.5 | 290
1.0 1 1 6.4 | ЗЮ 2,0 11,I | 220
8 до 0,75 11.8 | 470 20 до 1,5 19,0 | 300
1,0 9.1 ( 360 2,5 12,0 191
1,25 7.4 | 295 24 до 1,5 23,5 310
10 ДО 1,0 11.8 | 375
2.0 18,1 240
1,25 9,7 | 310
30 до 2,0 23,5 250
1.5 8,2 | 2F0
12 | ДО 1,0 14,5 | 385 36 । до 2,0 I 29,5 260
325
Большие значения из приведенных в этой таблице применять на станках
повышенной жесткости, а меньшие — па станках пониженной жесткости.
Поправочные коэффициенты на скорости резания табл. 2. 78 следующие
А. В зависимости от периода стойкости Период стойкости Т в мин
40 60 90
Коэффициент /<7*
1.50 | Б. В зависимости от 1.22 | 1,0 класса точности и обрабатываемого материала
Сталь углеродистая Сталь хромистая и хромоникелевая Сталь хромокрем- немарганцовистая
Класс точности Предел прочности ов в kDmm*1
<50 | 50—80 60—69 | | 70—80 | | 60-69 | ! 70—80
Коэффициент Км
С тугой посад- кой 0,56 0,8 0,65 0,72 0,54 0,60
2; 2а 0,70 1,0 0,81 0,90 0,67 0,75
3 0,87jJ 1,25 1,0 1,12 0,85 0,94
Таблица 2. 74
Скорости резания при нарезании метрической резьбы машинными
метчиками в сквозных отверстиях
Марка обрабатываемого материала Размеры резьбы dXS в мм
6X1 8X1,25 10X1,5 12х 1,75 14X2 16X2
Скорость , резания v i В м!мин
Легированные стали Х6С, Х7М ЭИ415 5—5 6,5—7,5 7—9
Нержавеющие стали 2X13, ЭИ474 ЭИ961, ЭИ962 4—5 5-6 6-8
Жаропрочные стали 1Х18Н9Т, ЭИ811, ЭИ904, 3—4 4—5 5—7
Жаропрочные стали ЭИ481, ЭИ395, ЭИ835, Э654 2-3,5 3—4 4-5
Жаропрочные сплавы деформируе- мые 1,5—2 1,8-2,5 2,5—3,5
Жаропрочные сплавы литые 0,5—1 0,7—1,2 1—1,5
Титановый сплав ВТ1 4-5 5—6 6-8
Титановые сплавы ВТЗ-1, ВТ5, ВТ6, ОТ4-2, ВТ 1-4 2-3,5 3—4 4—5
326
Поправочные коэффициенты на скорости резания табл. 2.79 следующие.
А. В зависимости от материала режущей части
Обрабатываемый материал Марка материала режущей части Р18Ф2, Р9Ф.~)| PI8 Коэффициент /См
Нержавеющие %<85 кГ[мм- 1.2 1,0
и жаропрочные стали ав>85 до 120 кГ]мм- 0,9 0,75
Жаропрочные и титановые сплавы 1,2 1,0
Б. В зависимости от периода стойкости
Период стойкости Т в мин
Обрабатываемый материал 10 I 20 | 1 30
Коэффициент Кт
Нержавеющие стали 1,22 1,0 0,9
Жаропрочные стали и титановые 1,30 1,0 0,85
сплавы
Жаропрочные сплавы 1,50 1,0 0,78
В. В зависимости от глубины нарезаемого отверстия
Глубина отверстия 1,5 d 2 d 3 d
Коэффициент Ki | '° 0,95 0,80
Г. В зависимости от класса точности нарезаемой резьбы
Класс точности резьбы 1 2 3
Коэффициент Кт 0,8 1,0 1.2
Д. В зависимости от вида резьбы
Вид резьбы Сквозная Глухая
Коэффициент /<р '•° 1 0,50
При нарезании мелких метрических резьб табличные значения скоростей
резания следует умножить на коэффициент К~ 1,2.
При нарезании резьбы с допуском на длину режимы резания, указанные
в таблицах, следует снижать с таким расчетом, чтобы наибольшее число обо-
ротов метчика не превышало указанных в табл. 2.80.
327
Таблица 2.80
Наибольшее число оборотов при нарезании метчиками резьбы с допуском
____________________________на длину____________________________
Допуск на длину резьбы м и Шаг резьбы S в мм
0,5 0,75 1,0 1,25 1,5 1,75 2.0
Наибольшее число оборотов шпинделя в минуту
0,8 200 133 100 80 66,6 57 50
1,0 250 166 125 100 88 71 62,50
1,5 375 250 188 150 124 106 93
2,0 500 331 250 200 166 142 125
2,5 625 417 310 250 210 178 155
3,0 750 500 375 300 250 215 186
Критерием затупления метчика служит один из следующих признаков:
а) потеря заданной точности по среднему диаметру;
б) понижение класса шероховатости поверхности резьбы (ниже 5-го клас-
са);
в) износ по задней поверхности зубьев заборной части.
Значения средних величин допустимого износа приведены в табл. 2.81.
Таблица 2.81
Средние величины допускаемого износа зубьев заборной части метчиков
________________________по задней поверхности________________________
Тип метчиков Обрабатываемый материал
Алюминиевые сплавы Стали и сплавы
Гаечные 0,15—0,25 мм 0,05 d
Машинно-ручные 0,25—0,5 мм 0,125 d
НАКАТЫВАНИЕ РЕЗЬБЫ
Скорость накатывания роликами и плашками с роликами определяется
по формуле
лОцИ
v =------,
1000
где Dn — средний диаметр роликов, а для плашек с роликами — накатывае-
мой резьбы в мм;
п — число оборотов в минуту роликов, а для плашек с роликами—
шпинделя станка.
Скорость накатывания на резьбонакатных станках с плоскими плашками
ле постоянна на протяжении одного хода плашки и определяется по формуле
In
v =----------------------------------,
1С00
где I — длина хода подвижной плашки в мм;
п — число двойных ходов ползуна в минуту.
328
Рекомендуемые скорости накатывания роликами в зависимости от шага
резьбы и обрабатываемого материала приведены в табл. 2. 82.
Таблица 2. 82
Скорости накатывания резьбы роликами
Шаг резьбы 5 мм Обрабатываемый материал
Алюминиевые сплавы и углеродистые стали Легированные, нержавеющие и жаропрочные стали Жаропрочные и титановые сплавы
Скорость резания в м!мин
0,&5 0,5 0,6 0,7 0,8 30 25 20
1 L25 1,5 25 20 15
1,75 2 20 15 12
Скорость накатывания плоскими плашками зависит от модели станка и
равна 40—70 м!мин.
Скорости накатывания резьбонакатными плашками в зависимости от об-
рабатываемого материала приведены в табл. 2. 83.
Таблица 2.83
Скорости накатывания резьбонакатными плашками в м!мин
Алюминиевые сплавы Легированные, нержавеющие и жаропрочные стали Жаропрочные
и углеродистые стали и титановые сплавы
20-40 7-10 3-7
При применении резьбонакатных головок скорости, указанные в табл. 2.82,
умножаются на коэффициент К=1,5
Вторым важным элементом режима накатывания является усилие, устанав-
ливаемое на станках с роликами.
Усилие накатывания должно быть не больше того, какое необходимо для
образования профиля резьбы заданной точности (табл. 2.84).
С увеличением длины накатываемой части детали усилия должны про-
порционально увеличиваться.
С увеличением диаметра резьбы с мелкими шагами усилие накатывания
необходимо увеличивать с учетом поправочных коэффициентов К, приведен-
ных в табл. 2.85.
329
Таблица 2.84
Усилие накатывания в кГ на 10 мм длины резьбы
Шаг резьбы S мм Обрабатываемый материал
Латунь, алюми- ниевые сплавы, углеродистые стали легированные, нержавеющие и жаропрочные стали жаропрочные и титановые сплавы
0,5-0,6 600—650 800—900 1000—1100
0,7—0,8 700-750 1000—1100 1200—1300
1.0 800-850 1200—1300 1400—1500
1,25 850—900 1400-1500 1600—1700
1,5 950-1000 1600—1800 1900—2200
1,75 1050—1100 2000-2200 2300—2500
2,0 1150—1200 2400—2600 2700—3000
Время накатывания оказывает большое влияние на качество резьбы, про-
изводительность труда и стойкость роликов. При недостаточном времени на-
катывания наблюдаются понижение класса шероховатости поверхности резь-
бы, образование рванин и трещин, а при большом времени накатывания—от-
слаивание в виде чешуек.
Рекомендуемое время накатывания резьбы роликами для трудно-
обрабатываемых материалов приведено в табл. 2.86.
330
Таблица 2. 86
Время накатывания резьбы роликами на резьбонакатных станках
Резьба мм Обрабатываемый материал
нержавеющие жаропрочные
d S и жаропрочные стали и титановые сплавы
Время накатывания в сек
3-4 0,5—0,7 1,0—1,5 1,5—2,0
5—6 0,8—1,0 1,5—2,0 2,0-2,5
8—10 1,0—1,25 2,0-2,5 2,5-3,5
10—12 1,25—1,5 2,5—3,5 3,5-4,5
12—18 1,75—2,0 3,5—4,5 4,5-5,5
При накатывании резьбы необходимо обильно подавать смазочно-охлаж-
дающую жидкость.
2.6. МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ РЕЗЬБЫ
НАРУЖНАЯ РЕЗЬБА
Методы и средства контроля
Резьбы со скользящей и свободной посадкой по нормалям 257АТ и 214АТ
и тугой посадкой по нормалям 754АТ и 822АТ проверяются калибрами —
резьбовыми кольцами или скобами.
Кольца могут быть регулируемыми или нерегулируемыми, а скобы изго-
тавливаются только регулируемыми.
В зависимости от назначения резьбовые скобы разделяются на гребенча-
тые и роликовые.
Проходное резьбовое кольцо должно свободно навинчиваться на прове-
ряемый болт, а проходная сторона резьбовой скобы — свободно проходить под
действием собственного веса.
Непроходное резьбовое кольцо может навинчиваться на проверяемый болт
не более чем на два оборота. Нспроходная сторона резьбовой скобы может
только закусывать.
Резьбы с шагами менее 1 мм рекомендуется проверить нспроходными
резьбовыми кольцами с допусками по классу 3.
Для контроля наружного диаметра резьбы применяются предельные глад-
кие скобы. Наружный диаметр резьбы не проверяется, если введен контроль
диаметра заготовок под нарезание или накатывание резьбы.
Для контроля резьб с тугой посадкой по нормалям 254АТ, 122МТ53,
754АТ и 822АТ применяются индикаторные скобы.
Сортируют резьбы шпилек на группы при помощи индикаторной скобы
или универсальных измерительных средств.
Коническая резьба по нормали 88АТ50 контролируется резьбовыми ступен-
чатыми калибрами и конусными гладкими кольцами.
При необходимости определения собственно среднего и внутреннего диа-
метра, шага и угла профиля метрической резьбы применяется универсальный
или инструментальный микроскоп.
Средний диаметр можно измерить также при помощи трех проволочек и
микрометра или резьбовым микрометром.
331
Наименование, обозначение и применение калибров
Калибры, применяемые для проверки правильности размеров резьбы из-
делий с наружной или внутренней резьбой в процессе их изготовления, назы-
ваются рабочими калибрами. Калибры, применяемые для проверки пра-
вильности размеров резьбы представителями заказчика или контрольными от-
делами заводов, называются приемными калибрами.
Приемные проходные калибры, обозначаемые буквами П—ПР, отбирают-
гя из числа частично изношенных рабочих проходных калибров. Отбор прием-
ных пробок из числа частично изношенных рабочих пробок должен произво-
диться с помощью универсальных измерительных средств.
Рекомендуется в качестве приемных отбирать калибры с наименьшими
отклонениями по шагу и углу профиля.
Износ рабочих калибров, неиспользуемых в качестве приемных, следует
допускать в пределах всего поля износа. Только в виде исключения можно
практиковать использование рабочих калибров не до полного износа, если по
условиям приемки может оказаться затруднительной замена приемных ка-
либров или обмер их при расхождении результатов по приемным и рабочим
калибрам.
Калибры, применяемые для контроля или регулировки размеров (установ-
ки) рабочих калибров, называются контрольными калибрами (контр-
калибрами).
Регулируемые резьбовые кольца и скобы, а также универсальные изме-
рительные средства устанавливаются по контрольным пробкам, обозначае-
мым:
У-ПР— для установки (регулировки) проходных колец и скоб ПР, а так-
же для настройки универсальных измерительных средств;
У-НЕ — для установки (регулировки) непроходных колец и скоб НЕ, а
также для настройки универсальных измерительных средств.
При отсутствии пробок У-ПР регулируемые проходные кольца и скобы
могут устанавливаться по рабочим пробкам ПР. Рекомендуется для установки
рабочих колец и скоб пользоваться пробками ПР, изношенными частично или
полностью, если их размеры не выходят за пределы поля допуска У-ПР, а
для установки приемных колец и скоб — новыми пробками ПР.
Контркалибры У-ПР и У-НЕ, по которым устанавливаются регулируе-
мые рабочие кольца и скобы, применяются также для припасовки к ним не-
регулируемых рабочих колец.
В случае сомнений в качестве припасовки производится дополнительная
проверка колец вторым контркалибром, обозначаемым К-ПР для проходного
кольца и К-НЕ — для непроходного кольца.
Контркалибр К-ПР имеет укороченный профиль резьбы (проверяемое им
кольцо ПР имеет полный профиль резьбы).
Контркалибр К-НЕ имеет полный профиль резьбы (проверяемое им коль-
цо НЕ имеет укороченный профиль резьбы).
Контркалибры К-ПР и К-НЕ не должны свинчиваться с проверяемыми ими
кольцами; они могут свинчиваться частично, но во всяком случае резьба контр-
калибра не должна выходить с противоположной ввинчиванию стороны про-
веряемого им кольца.
Отбор приемных колец из числа частично изношенных рабочих колец и
установку на размер калибров П-ПР регулируемых колец и скоб классов 2 и 3
рекомендуется производить по контркалибру, обозначаемому буквами К-П.
Контркалибр К-П имеет укороченный профиль.
При отборе приемных колец контркалибр К-П должен свинчиваться с ча-
стично изношенными кольцами ПР. Допускается частичное свинчивание контр-
калибра К-П с кольцами, отбираемыми для приемки.
Проверка износа рабочих проходных колец и скоб при полном использо-
вании поля износа и проверка износа приемных проходных колец и скоб про-
изводятся контркалибром, обозначаемым буквами К-И, а непроходных колец
и скоб—контркалибром, обозначаемым КИ-НЕ. Контркалибры К-И и КИ-НЕ
не должны свинчиваться с проверяемыми ими кольцами. Допускается частич-
332
Таблица 2.87
Назначение и обозначение калибров и контркалибров для наружной резьбы
Нормаль резьбы Калибры ч Контркалибры
наименование и назначение обозна- чение профиль резьбы признак правильности проверяемых размеров наименование и назначение' обозна- чение профиль резьбы признак правильности проверяемых размеров
257АТ 214 АТ 754АТ 822АТ Проходные коль- ца и скобы ПР Полный Навинчиваются на болт Резьбовая проб- ка для припасовки нерегулируемых колец, регулиров- ки колец и скоб и установки уни- версальных изме- рительных средств У-ПР Полный Ввинчивается в кольцо. Скобы про- ходят
Резьбовая проб- ка к новому нере- гулируемому коль- ну К-ПР Укоро- ченный Не ввинчивается в кольцо
257АТ 214АТ П-ПР Резьбовая проб- ка для отбора при- емных колец и скоб К-П Ввинчивается в кольцо. Скобы про- ходят
257АТ 214АТ 754АТ 822АТ ПР II П-ПР Резьбовая проб- ка для проверки износа колец и скоб к-и Не ввинчивается в кольцо. Скобы не проходят
co co
Нормаль резьбы Калибры
наименование и назначение обозна- чение профиль резьбы признак правильности проверяемых размеров
257AT 214AT 754AT 822AT Непроходные кольца и скобы НЕ Укоро- ченный Не навинчивают- ся на болт или шпильку
254AT 122MT53 754AT 822AT Универсальные измерительные средства
Продолжение
Контркалибры
наименование и назначение обозна- чение профиль резьбы признак правильности проверяемых размеров
Резьбовая проб- ка для припасов- ки нерегулируемых колец, установки регулируемых ко- лец и скоб и на- стройки универ- сальных измери- тельных средств У-НЕ Полный Ввинчивается в кольцо. Скобы про- ходят
Резьбовая проб- ка к новому нере- гулируемому коль- цу К-НЕ Не ввинчивается в кольцо. Скобы пе проходят
Резьбовая проб- ка для проверки износа колец и скоб КИ-НЕ Не ввинчивается в кольцо. Скобы нс проходят
Резьбовая проб- ка для настройки сортировочных универсальных из- мерительных средств У-СР Ввинчивается в кольцо
254А Ъ
122МТ53
Индикаторные
резьбовые скобы;
гребенчатые и со
сферическими
вставками
88АТ50
Трехступенчатое
резьбовое кольцо
для контроля сред-
него диаметра с
углом профиля
Трехступенчатое
резьбовое кольцо
с углом профиля
45° для контроля
высоты ножки
резьбы
Гладкое конус-
ное кольцо для
контроля высоты
головки резьбы
§
Полный
Выступание резь- бы изделия в пре- делах высоты усту- пов кольца
Навинчивается на изделие. Торец изделия выступает или находится в одной плоскости с уступом кольца то- го же номера, что
Проходит. Торец изделия утопает или находится в одной плоскости с уступом кольца то- го же номера, что и при проверкеDCp
Резьбовой контр-
калибр-пробка для
настройки индика-
торных скоб:
а) гребенчатых
б) со сфериче-
скими вставками
У-ПР
У-НЕ
Резьбовая проб-
ка для припасовки
Совпадение ос-
новных плоскостей
Универсальные
средства
Универсальные
средства
ное свинчивание, но без выхода с противоположной ввинчиванию стороны
кольца.
При сортировке шпилек с тугой резьбой по собственно среднему диаметру
при помощи универсальных измерительных средств настройка последних осу-
ществляется контркалибрами, обозначаемыми У-СР.
Для сортировки резьбы шпилек на три группы универсальные измеритель-
ные средства настраивают по двум контркалибрам У-СР| и У-СРг.
Вместо контркалибров У-СР при настройке универсальных измерительных
средств допускается использовать контрольные пробки СР с внесением в
показания шкалы прибора соответствующей корректировки.
Все контрольные резьбовые пробки проверяются универсальными изме-
рительными средствами.
Качество резьбовых колец по шагу, углу профиля, конусности (для кони-
ческой резьбы) обеспечивается контролем резьбообразующего инструмента.
Калибры и контркалибры для проверки наружной резьбы должны соот-
ветствовать указаниям табл. 2. 87.
Конструкция и основные размеры калибров и контркалибров нормализо-
ваны. Соответствующие ГОСТы и нормали указаны в сводных таблицах на-
стоящего справочника.
Допуски на диаметры и элементы профиля резьбы калибров приведены
ниже.
Допуски калибров для наружной метрической резьбы
Допуски среднего диаметра
У проходных рабочих калибров и контркалибров к ним отклонения сред-
него диаметра отсчитываются от наибольшего среднего диаметра резьбы
болта.
У непроходных рабочих калибров и контркалибров к ним отклонения сред-
него диаметра отсчитываются от наименьшего среднего диаметра резьбы
болта.
Классы 2,2 а и 3
Калибры для про-
веряй болта
Калибры для
проверяй гаияи
ПР
на неточность
- . п и иыпичпиищ
I—I изготовления
СПД на износ
Рис. 2.58. Поля допуска среднего диа-
метра калибров для резьбы по нормалям
257АТ и 214АТ
336
Рис. 2.59. Поля допуска сред-
него диаметра калибров (про-
бок) для резьбы по нормали
254АТ
IE) износ
Рис. 2.60. Поля допуска среднего
диаметра калибров (пробок)^ для
резьбы по нормали 122МТ53
Калибры для
проверки шпильки
К-ПР ™ ПР
Ч □
zsmy-np
-----
у-гх?!—I
__ На неточность
*—1 изготовления
ЕЮ на износ
—Поле допуска
Ш/J шпильки
калибры для
и проверки гнезда
Рис. 2. 61. Поля допуска среднего диаметра калиб-
ров для резьб по нормали 754АТ
12 5212
337
Отклонения установочных калибров — пробок У-СР отсчитываются от
наибольшего предельного размера резьбы группы I для калибра У-CPi и
наибольшего предельного размера резьбы группы II для калибра У-СРг.
Расположение полей допуска среднего диаметра калибров для резьбы
по нормалям 257АТ и 214АТ указано на рис. 2. 58; для резьбы по нормали
254АТ —на рис. 2.59; для резьбы по нормали 122МТ53 —на рис. 2.60; для
резьбы по нормали 754АТ — на рис. 2. 61 и для резьбы по нормали 822АТ —
на рис. 2. 62.
Калибры Зля про-
верни шпильки
к-пр Ш пр
На
□ неточность
изготовления
ШЛИ на износ
Поле допуска шпильки
У-пр у-СР
Калибры для
-7 проверки гнезда
Z
НЕ
у-he z
Поле допуска гнезда
О-------------------
'П
ИНН
СР
mill
ПР
/(-НЕ ЙЕ31Р НЕ
£
Рис. 2. 62. Поля допуска среднего диаметра калиб-
ров для резьб по нормали 822АТ
Допуски среднего диаметра калибров для наружной резьбы по нормалям
257AT, 214АТ приведены в табл. 2.88, а по нормалям 754АТ, 822АТ — в табл.
2. 89.
Для калибров У-ПР допускается переход размера среднего диаметра за
верхнюю границу поля допуска, но не более, чем на 50% допуска среднего
диаметра. На таких калибрах дополнительно к маркировке по ГОСТу 2016—53
должна маркироваться величина фактического перехода среднего диаметра в
микронах со знаком 4-, например 4-2.
Допуски среднего диаметра контркалибров-пробок даны в табл. 2.90 для
резьб по нормалям 257АТ, 214АТ, в табл. 2. 91—по нормалям 754АТ, 822АТ и
в табл. 2. 103, 2. 104 для внутренних резьб по нормалям 254АТ, 122МТ53.
338
Таблица ? НН
Допуски среднего диаметра калибров для наружной резьбы по нормалям
257АТ, 2I4AT (ГОСТ 1623—61)
Номинальные диаметры Допуск на изго- Предельные отклонения в мк
ПР НЕ
Классы 2; 3 Классы 1—3 Классы 1 —3
резьбы Ям топление новые при новые изно- шен- ные 4-
МК верх- нее ниж- нее пере- воде в П-ПР + изношен- ные 4- верх- нее ниж- нее
От 1 до 3 8 4 12 8 16 0 8 5
Свыше 3 до 6 8 4 12 8 16 0 8 5
Свыше 6 до 10 10 5 15 9 18 0 10 6
Свыше 10 до 18 10 5 15 10 20 0 10 7
Свыше 18 до 30 10 5 15 10 80 0 10 7
Свыше 30 до 50 12 6 18 11 22 0 12 8
Свыше 50 до 80 14 7 21 12 24 0 14 8
Свыше 80 до 120 16 8 24 14 28 0 16 10
Свыше 120 до 180 20 10 30 16 32 0 20 11
Свыше 180 до 200 24 12 36 18 32 0 24 12
Таблица 2.89
Допуски среднего диаметра калибров для наружной резьбы по нормалям
754АТ, 822АТ (ГОСТ 11953—66)
Номинальные диаметры резьбы мм Допуск на изго- товление мм 11редельные отклонения в мк
ПР НЕ
новые изно- шенные 4- новые изно- шенные +
верх- нее 4- ниж- нее верх- нее 4- ниж- нее
До 6 8 8 0 20 0 8 5
Свыше 6 до 10 10 10 0 23 0 10 6
Свыше 10 до 18 10 10 0 25 0 10 7
Свыше 18 до 30 10 10 0 25 0 10 7
Свыше 30 до 50 12 12 0 28 0 12 8
12*
339
ore
n Таблица 2. 90
Допуски среднего диаметра контркалибров-пробок для резьбы по нормалям 257АТ, 214АТ (ГОСТ 1623—61)
Предельные отклонения в мк
Номи- нальные диамет- До- пуск на изго- У-ПР К-ПР к-и к-п У-НЕ I I К-НЕ 1 КИ-НЕ
классы 2; 3 классы 2; 3 классы 1; з классы 2; 3 Классы 1 1-3
ры резьбы мм товле- новые новые
ние мк верх- нее ниж- нее изно- шен- ные верх- нее ниж- нее верх- нее ниж- нее верх- нее ниж- нее верх- нее ниж- нее изно- шен- ные верх- нее ниж- нее верх- нее ниж- нее
От 1 до 3 4 — 10 —14 — 16 —2 —6 + 18 + 14 + 10 +6 —6 — 10 — 12 +2 —2 +7 +3
Свыше 3 до 6 4 — 10 — 14 —16 —2 —6 + 18 + 14 +10 +6 —6 — 10 — 12 +2 —2 +7 +3
Свыше 6 до 10 6 —12 — 18 —20 —2 —8 +21 +15 + 12 +6 —7 — 13 — 15 +3 —3 +9 +3
Св. 10 до 18 6 — 12 —18 —20 —2 —8 +23 + 17 + 13 +7 —7 —13 -15 +3 —3 + ю +4
Св. 18 до 30 6 — 12 — 18 —20 —2 -8 +23 + 17 + 13 +7 —7 — 13 —15 +3 —3 +ю +4
Св. 30 до 50 8 —14 —22 —24 —2 — 10 +26 + 18 + 15 +7 —8 — 16 —18 +4 —4 + 12 +4
Св. 50 до 80 8 -17 -25 —28 -3 —11 +28 +20 + 16 +8 — 10 — 18 —21 +4 —4 + 12 +4
Св. 80 до 120 8 —20 —28 -32 —4 — 12 +32 +24 + 18 + ю — 12 —20 —24 +4 —4 + 14 +6
Св. 120 до 180 10 —25 —35 —40 —5 — 15 +37 4-27 +21 + П — 15 —25 —30 +5 —5 + 16 +6
Св. 180 до 200 Г2 -30 —42 —48 —6 — 18 +38 4-26 +24 + 12 — 18 —30 —36 +6 —6 + 18 +6
00
Таблица 2. 91
Допуски среднего диаметра контркалибров-пробок для резьбы по нормалям 754АТ, 822АТ (ГОСТ 11953—66)
Предельные отклонения в мк
Номинальные диаметры резьбы мм Допуск на изго- товле- ние мк
До 6 4
Свыше 6 до 10 6
Свыше 10 до 18 6
Свыше 18 до 30 6
Свыше 30 до 50 8
У-ПР
К-ПР
новые изношен- ф 3 X верхнее нижнее
верхнее нижнее
+2 —2 -4 +10 +6
+3 —3 -5 + 13 +7
+3 —3 —5 +13 +7
+3 —3 -5 + 13 +7
4-4 4 -6 +16 +8
К-И У-НЕ
о
о
X
я
X
X
о
а
2 о
с*5 3
х х
К-НЕ
+22 + 18 —6 — 10 — 12 +2
+26 +20 —7 — 13 — 15 +3
+28 +22 —7 — 13 — 15 +3
+28 +22 —7 — 13 —15 +3
+32 +24 —8 —16 — 18 +4
КИ-НЕ У-СР
изношен-
ные
—2 +7 +3 +4 0 —2
—3 +9 +3 +6 0 —2
—3 +ю +4 +6 0 —2
—3 + 10 +4 +6 0 —2
—4 + 12 +4 +8 0 -2
Допуски шага резьбы
Допускаемые отклонения шага резьбы калибров для наружной резьбы по
нормалям 257АТ, 214АТ и контркалибров к ним показаны в табл. 2.92.
Таблица 2. 92
Допускаемые отклонения шага калибров для резьбы по нормалям
257AT, 214АТ (ГОСТ 1623-61)
Длина резьбы калибра мм Предельные отклонения шага в мк
рабочие калибры кон•рольные калибры
классы точности резьбы
1; 2 и 2а 1 3
До 12 14 .4=5 ±4
Свыше 12 до 30 ±5 4:7 ±5
Свыше 30 до 50 16 4:9 ±6
Свыше 50 до 65 17 ±ю d 7
Свыше 65 до 80 ~ Н ±8
Допускаемые отклонения шага резьбы калибров для резьбы по нормалям
754АТ и 822АТ приведены в табл. 2. 93.
Таблица 2. 93
Допускаемые отклонения шага калибров для резьбы по нормалям
754AT, 822АТ (ГОСТ 1953—66)
Длина резьбы калибра мм Предельные отклонения uiaia мк
До 12 4-3
Свыше 12 до 30 ±4
Свыше 30 до 50 ±5
Примечание. Допускаемые отклонения шага относятся как к рас-
стояниям между соседними витками, так и к расстояниям между любыми вит-
ками резьбы калибра.
Допуски на шаг, указанные в табл. 2.92 и 2.93 для резьбовых колец,
служат для контроля резьбообразующего инструмента. Непосредственная про-
верка шага и угла профиля у колец производится по соглашению с заказчи-
ком в зависимости от наличия контрольных средств.
Допуски половины угла профиля
Допускаемые отклонения половины угла профиля резьбы калибров для
резьбы по нормалям 257АТ, 214АТ указаны в табл. 2.94, а рабочих, контроль-
ных и сортировочных калибров для резьбы по нормалям 754АТ и 822АТ--
в табл. 2. 95.
342
Таблица 2. 94
Допускаемые отклонения половины угла профиля калибров для резьбы
по нормалям 257AT, 214АТ (ГОСТ 1623—61)
Шаг резьбы в мм 0,8 1 1,25 1,5 1.75 2 5 3 (Г
Допускаемые от- клонения половины угла профиля 12' 10' 8' 8' т Т 6'
Таблица 2.95
Допускаемые отклонения половины угла профиля калибров для резьбы
по нормалям 754AT, 822АТ (ГОСТ 11953—66)
Шаг резьбы в мм 0.2 0,25 О.з 0,35 0,4 0,45 0,5 0,6 0,7
Допускаемые отклонения по- ловины ума профиля в мин 70 60 55 50 45 40 35 30 25
Данный параметр контролируется на инструменте, образующем профиль
резьбы калибра-кольца.
Допуски наружного диаметра
Отклонения наружного диаметра резьбовых калибров и контркалибров к
ним отсчитываются от наибольшего наружного диаметра резьбы болта.
Схема расположения полей допуска калибров для резьбы по нормалям
257AT. 214АТ, 254АТ и 122МТ53 показана на рис. 2.63, допускаемые отклоне-
ния наружного диаметра калибров для этих резьб приведены в табл. 2. 96.
Схема расположения полей допуска калибров для резьбы по нормалям
754АТ и 822АТ и контркалибров к ним на наружный диаметр дана на рис.
2.64; допускаемые отклонения наружного диаметра калибров для указанных
резьб сведены в табл. 2. 97.
Допускаемые отклонения наружного диаметра пробок У-НЕ, К-НЕ, КИ-
НЕ устанавливаются по 3-му классу (В3 по ОСТу 1023) и отсчитываются от
наибольшего диаметра резьбы болта.
343
калибры для
проверки болта
Калибры для
проверки гайки
Рис. 2. 63. Поля допуска наружного диаметра калиб-
ров для резьб по нормалям 257АТ, 214АТ, 254АТ.
122МТ53
Таблица 2. 96
Допуски наружного диаметра калибров для резьбы
по нормалям 257AT, 214АТ (ГОСТ 1623—61)
Номинальные Предельные отклонения в мк
пробки ПР кольца и скобы ПР и НЕ пробки У-ПР
диаметры резьбы новые изно-
мм верх- ниж- шен- верх- верх- нее ниж- нее
нее нее ные нее 4-
+ —
От 1 до 3 6 6 16 0 Форма впадины резьбы произволь- 4 1 4
Свыше 3 до 6 6 6 16 0 ная. У регулируе- мых колец и скоб 4 4
Свыше 6 до 10 8 8 18 0 при шаге более 0,75 мм должна 6 6
Свыше 10 до 18 8 8 20 0 прорезаться ка- навка произволь- 6 6
Свыше 18 до 30 8 8 20 0 ной формы, обес- печивающая поло- 6 6
Свыше 30 до 50 10 10 22 0 жительное откло- нение по наруж- 8 8
Свыше 50 до 80 10 10 24 0 ному диаметру при регулировках 8 8
Свыше 80 до 120 12 12 28 0 8 8
Свыше 120 до 180 15 15 32 0 10 10
Свыше 180 до 200 18 18 32 0 12 12
344
Таблица ? V
Допуски наружного диаметра калибров для рси.бы ио нормалям
754ЛТ, 822ЛТ (ГОСТ 11953-90)
Номиналь- ные диаметры Пробки IIP Кольца н скобы IIP и 111: Пробки У-ПР
до- пуск отклонения в мк о тклопения в мк до- пуск OIклопепня
в . мк
на изго- на изго-
резьбы новые изно-
ниж- нее
мм товлс- верх- пиж- шен- ниж- товле- верх- нее
НИС нее нее ные нее ние
мк 4- — — мк
До 6 12 6 (5 16 0 Форма 8 4 4
Свыше 6 До Ю 16 8 8 18 0 впадины резьбы 12 6 6
произ-
Свыше 10 16 8 8 20 0 вольная 12 6 6
до 18
Свыше 18 16 8 8 20 0 12 6 6
до 30
Свыше 30 20 10 10 22 0 16 8 8
до 50
Калибры для продерни
гнезда
Калибры для про- ПР
дерни шпильки не
Рис. 2. 64. Поля допуска наружного диаметра калибров для резьб
по нормалям 754АТ, 822АТ
Допуски внутреннего диаметра
Отклонения внутреннего диаметра резьбовых калибров отсчитываются от
наименьшего внутреннего диаметра резьбы гайки.
345
Схема полей допуска на внутренний диаметр резьбы калибров для резьб
по нормалям 257АТ, 214АТ показана на рис. 2.65; допускаемые отклонения
внутреннего диаметра калибров для указанных резьб даны в табл. 2. 98.
калибры для проверки
У-НЕ
К-НЕ
КИ-НЕ
калибры для
проверки гайки
ОНа неточность §
изготовления 2 5
ШШИ На износ
Рис. 2. 65. Поля допуска внутреннего диаметра калибров для резьбы
по нормалям 257АТ, 214АТ, 254АТ, 122МТ53
Таблица 2.98
Допуски внутреннего диаметра калибров для резьбы по нормалям
257AT, 214АТ (ГОСТ 1623—61)
Номинальные Предельные отклонения в мк
пробки ПР, НЕ, У-НЕ. К-НЕ, КИ-НЕ кольца и скобы ПР пробки У-ПР, К-И, К-ПР, К-П
диаметры резьбы новые
мм верх- верх- ниж- изно- шен- верх- нее
нее нее нее ные
+ — 'Г
От 1 до 3 0 Форма 6 6 12 6 Форма
От 3 до 6 От 6 до 10 0 0 впадины резьбы произволь- 6 8 6 8 12 16 6 8 впадины резьбы произволь-
От 10 до 18 0 ная 8 8 16 8 ная
От 18 до 30 0 8 8 16 8
От 30 до 50 0 10 10 20 10
От 50 до 80 0 10 10 20 10
От 80 до 120 0 12 12 24 12
От 120 до 180 0 15 15 30 15
От 180 до 200 0 18 18 30 18
346
Допускаемые отклонения внутреннего диаметра установочных колец У-НЕ
для резьбы по нормалям 254АТ и 122МТ53 даны в табл. 2. 107.
Расположение полей допуска внутреннего диаметра резьбовых калиб-
ров для проверки и сортировки резьбы шпилек по нормалям 754АТ, 822АТ
дано на рис. 2. 66.
калибры для проверки
шпильки
Калибры для проверки гнезда
Рис. 2.66. Поля допуска внутреннего диаметра калибров для
резьб по нормалям 754АТ, 822АТ
Допускаемые отклонения внутреннего диаметра резьбовых калибров для
резьбы по указанным нормалям приведены в табл. 2.99.
Таблица 2. 99
Допуски внутреннего диаметра калибров для резьбы по нормалям
____________________754АТ, 822АТ (ГОСТ 11953—66)______________________
Номиналь- Пробки СР; ПР; НЕ; У-СР; У-НЕ; К-НЕ; КИ-НЕ Кольца и скобы ПР Пробки У-ПР, К-ПР, К-И
ные отклонения в мк до- отклонения в мк отклонения в мк
диаметры резьбы пуск на изго- товле- ния мк новые изно- шен- ные +
мм верх- нее верх- нее 4“ ниж- нее верх- нее
До 6 Свыше 6 до Ю Свыше 10 до 18 0 0 0 Форма впадины произволь- ная 12 16 16 6 8 8 6 8 8 12 16 16 6 8 8 Форма впадины произволь- ная
Свыше 18 до 30 0 16 8 8 16 8
Свыше 30 до 50 0 20 10 10 20 10
347
Укороченный профиль получается у колец и скоб НЕ путем увеличения
внутреннего диаметра и прорезания канавки у впадин по наружному диамет-
ру резьбы (рис. 2. 67).
Рис. 2.67. Укороченный про-
филь резьбы калибра-кольца
Канавки для укороченного профиля должны прорезаться у регулируемых
колец и скоб с шагом более 0,75 мм\ при меньших шагах резьбы канавки
могут прорезаться, если это требуется технологическим процессом обработки
калибров.
Контроль наружной резьбы универсальными средствами
Метод проволочек
Весьма точным методом измерения собственно среднего диаметра наруж-
ной резьбы является метод трех проволочек. Наивыгоднейший диаметр прово-
лочек определяется по формуле
S
*Л|р— »
2 cos
2
где 5 — шаг резьбы;
— — половина угла профиля резьбы.
После этого средний диаметр резьбы определяют по формуле
d2=M—A.
Значения А для метрической резьбы приведены в табл. 2. 100.
Таблица 2. 100
Величина коэффициента А для подсчета среднего диаметра метрической
резьбы по методу проволочек
Шаг резьбы в мм 0,2 0,25 0,3 0,35 0,4 0,451 1.0,5 0,6
Диаметр проволоч- ки в мм (ГОСТ 2475—62) 0,118 0,142 0,170 0,201 0,232 0,260 0,290 0,343
Величина А в мм 0,181 0,210 0,250 0,300 0,350 0,390 0,4-10 0,509
318
Продолжение
Шаг резьбы в мм 0,7 0,75 0,8 1,0 1,25 1,5 1,75 2,0
Диаметр проволоч- ки в мм (ГОСТ 2475—52) 0,402 0,433 0,461 0,572 0,724 0,866 1,008 1,157
Величина А в мм 0,600 0,650 0,690 0,850 1,090 1,299 1,508 1,739
С помощью универсальных измерительных средств (микрометра, опти
метра и т. п.) измеряют размер М между касательными к образующим про
Волочек (рис. 2. 68).
Рис. 2.68. Схема измерения среднего
диаметра резьбы методом проволочек
ВНУТРЕННЯЯ РЕЗЬБА
Методы и средства контроля
Размеры метрической резьбы гнезд под шпильки или гаек проверяются
калибрами — резьбовыми и гладкими пробками.
Проходная резьбовая пробка (пли проходная сторона двухсторонней резь-
бовой пробки) обозначается буквами ПР. а непроходная — НЕ.
Проходная резьбовая пробка должна свободно ввинчиваться в проверяе-
мую гайку пли гнездо.
Непроходная резьбовая пробка имеет укороченный профиль п 21/э~3 вит-
ка резьбы.
Пробка НЕ может ввинчиваться в гайку или гнездо нс более чем на два
оборота (у сквозной резьбы с каждой из сторон).
При проверке коротких резьб (до 4 витков) ввинчивание пробки НЕ до-
пускается до двух оборотов с одной стороны или в сумме с двух сторон. Не-
проходные пробки рекомендуется применять начиная с шага 0,4 мм.
Для сортировки резьбы гнезд с тугой посадкой по группам по среднему
диаметру применяется сортировочная резьбовая пробка СР, имеющая укоро-
ченный профиль и 2’/2—3 витка резьбы.
Пробка СР должна ввинчиваться в гнезда, относящиеся к группе боль-
шего в данной группе диаметра, и может ввинчиваться нс более чем на 3 обо-
рота в гнезда, относящиеся к группе меньшего диаметра.
Для сортировки резьбы на три группы служат две сортировочные проб-
ки CPi и СР2.
349
Сортировочная пробка CPi может ввинчиваться не более чем на 3 оборо-
та в гнезда группы I и не должна ввинчиваться в гнезда группы II.
Сортировочная пробка СР2 может ввинчиваться не более чем на три обо-
рота в гнезда группы II и не должна ввинчиваться в гнезда группы 111-
Все резьбовые пробки контролируются универсальными измерительными
средствами.
Вместо сортировочных резьбовых пробок СР могут применяться индика-
торные пробки или универсальные измерительные средства, погрешность ко-
торых нс превышает погрешности сортировочных пробок.
Индикаторные резьбовые пробки устанавливаются по установочным коль-
цам У-НЕ.
Для контроля внутреннего диаметра гаек и гнезд применяются предель-
ные гладкие пробки.
Внутренний диаметр обычно не проверяется, так как до нарезания кон-
тролируется диаметр отверстия под резьбу.
Калибры для проверки внутренней резьбы должны соответствовать ука-
заниям табл. 2. 101.
Таблица 2.101
Назначения и обозначения калибров для внутренней резьбы
Нормаль резьбы Наименование и назначение Обозна- чение Профиль резьбы Признак правиль- ности проверяемых размеров
257АТ 214АТ 254АТ 122МТ53 754АТ 822АТ Проходные резьбо- вые пробки ПР и П-ПР ПР Полный Ввинчиваются в гайку или гнездо
257АТ 214АТ 254АТ I22MT53 754АТ 822ЛТ Непроходные резь- бовые пробки НЕ Укоро- ченный Не ввинчиваются в гайку или гнездо. Допускается ввинчи- вание пробки до двух оборотов
254АТ 122МТ53 754АТ 822АТ Сортировочные резь- бовые пробки СР Не ввинчиваются в гнездо группы I, ввинчиваются в гнез- до группы II
254АТ I22MT53 Индикаторные резь- бовые пробки Трехступенчатая резьбовая пробка с углом профиля 60° для контроля сред- него диаметра Полный Ввинчиваются в гнездо. Торец изде- лия находится в пре- делах высоты уступов
88АТ-50 Трехступенчатая пробка с углом про- филя 45° для конт- роля высоты ножки Ввинчивается в гнездо. Торец изде- лия находится выше или в одной плоско- сти с уступом кольца того же номера, что и при проверке Dcp
350
I Ьпдолжеиие
Нормаль резьбы Наименование и назначение Обозна- чение 11рофиль резьбы Признак правиль- ности проверяемых размеров
88АТ Гладкая коническая пробка для контроля высоты головки Полный Проходит. Торец из- делия находится ниже или в одной плоскости с уступом кольца того же номера, что и при проверке DCp
Контрольное кольцо для проверки трехсту- пенчатой резьбовой пробки с углом про- филя 60°. Навинчивается на пробку. Совпадение основных плоскостей
Конструкция и основные размеры резьбовых пробок нормализованы. Со-
ответствующие ГОСТы и нормали указаны в сводных таблицах настоящего
справочника.
Допуски на диаметры и элементы профиля резьбы пробок приведены ниже.
Допуски калибров для внутренней резьбы
Допуски среднего диаметра
У проходных рабочих калибров для внутренней резьбы отклонения отсчи-
тываются от наименьшего среднего диаметра резьбы гаек или гнезд.
У непроходиых рабочих калибров для внутренней резьбы — отклонения от-
считываются от наибольшего среднего диаметра резьбы гаек или гнезд.
У сортировочных калибров-пробок отклонения отсчитываются от наиболь-
шего размера группы I — для калибров CPi и наибольшего размера резьбы
группы II —для калибров СР2.
Расположение полей допуска среднего диаметра калибров пробок для
контроля внутренней резьбы по нормали 257АТ указано на рис. 2.62; для
резьб по нормали 254АТ — на рис. 2.63; для резьб по нормали 122МТ53 —
на рис. 2. 64; для резьб по нормали 754АТ — на рис. 2. 65 и для резьб по нор-
мали 822АТ — на рис. 2. 66.
Допуски среднего диаметра калибров для внутренней резьбы по нормали
257АТ приведены в табл. 2. 102; для резьб по нормали 254АТ — в табл. 2. 103;
для резьб по нормали 122МТ53— в табл. 2. 104; для резьб по нормалям 754АТ,
822АТ — в табл. 2. 105.
Для калибров-пробок ПР допускается переход размера среднего диамет-
ра за верхнюю границу поля допуска на величину, компенсируемую недоис-
пользованием допусков шага и половины угла профиля резьбы. Но при этом
величина фактического перехода среднего диаметра должна маркироваться
дополнительно к маркировке по ГОСТу 2016—53.
351
Таблица 2.102
Допуски среднего диаметра калибров для внутренней резьбы по нормали
257АТ (ГОСТ 1623—61)
Номинальные диаметры резьбы мм Допуск на изго- товле- ние Предельные отклонения в мк
ПР НЕ
классы 2; 3 клас- сы 1—3 классы 1—3
новые при пере- воде в П-ПР новые изно- шен- ные
верх- нее 4- ниж- нее 4- изно- шен- ные верх- нее 4- ниж- нее
От 1 ло 3 8 12 4 8 16 8 0 5
Свыше 3 до 6 8 12 4 8 16 8 0 5
Свыше 6 до 10 10 15 5 9 18 10 0 6
Свыше 10 до 18 10 15 5 10 20 10 0 7
Свыше 18 до 30 10 15 5 10 20 10 0 7
Свыше 30 до 50 12 18 6 11 22 12 0 8
Свыше 50 до 80 14 21 7 12 24 14 0 8
Свыше 80 до 120 16 24 8 14 28 16 0 10
Свыше 120 до 180 20 30 10 16 32 20 0 11
Свыше 180 до 200 24 36 12 18 32 24 0 12
Таблица 2.103
Допуски среднего диаметра калибров для внутренней резьбы по нормали
254АТ
Номинальный диаметр мм Допуск на изготов- ление мк Предельные отклонения в мк\
IIP СР НЕ У-НЕ
а к2 1 X 1 СО '
От 3 до 6 3 1 7 3 3 ±2
Свыше 6 до 10 2 8 5 3
Свыше 10 до 18 3 10 6 4
Свыше 18 до 30 3 11 6 5
352
Таблица 2.104
Допуски среднего диаметра калибров для внутренней резьбы по нормали
122МТ53
Номинальный диаметр мм Допуск на изготов- ление мк Предельные отклонения в мк
ПР СР НЕ У-НЕ
а 1 - °’ । * 1 * 1
От 3 до 6 3 — — — — ±2
Свыше 6 до 10 2 8 3 3
Свыше 10 до 18 3 9 3 3
Свыше 18 до 30 3 9 3 3
Таблица 2.105
Допуски среднего диаметра калибров для внутренней резьбы по нормалям
754AT, 822АТ (ГОСТ 11953—66)
Номинальные Допуск ПР 1 НЕ СР
Предельны [е отклонения мм ото в- Предельные отклонения мк
диаметры резьбы на изго- новые новые СО X *** новые
мм 1 Vzljjlk-. 11*1 V- <и X о Л К .
мк о о <и 1 О) О) о 1 X <у О О 1
= я а о. £ X 2 х £ 3 1 к х х > си И х 2 а а 5 я а . S. И х 2
о х I п 3 £ । х го 3 .S о о х । со 3
х X 1 X X и "Г X XX о X 1 X X
До 6 8 0 8 20 8 0 5 4 0 4 6
Свыше 6 до 10 10 0 10 23 10 0 6 6 0 6 8
Свыше 10 до 18 10 0 10 25 10 0 7 6 0 6 8
Свыше 18 до 30 10 0 10 25 10 0 7 6 0 6 8
Свыше 30 до 50 12 0 12 28 12 0 8 8 0 8 10
Допуски шага резьбы
Отклонения шага резьбы калибров для внутренней резьбы по нормалям
257АТ не должны превышать указанных в табл. 2.92. Отклонения шага резь-
бы калибров для внутренней резьбы по нормалям 754АТ и 822АТ приведены
в табл. 2. 93, по нормалям 254АТ и 122МТ53 — в табл. 2. 106.
353
Таблица 2. 106
Допускаемые отклонения шага и половины угла профиля калибров для
резьбы по нормалям 254АТ и 122МТ53
Шаг резьбы в мм С,5 0,7 0,8 1,0 1,25 1,5 9
Отклонения: на половину угла профи- ЛЯ ±Д 23' 16' 12' 10' 8' 8' 6'
но шагу ±Д5 мк Резьба 254АТ 3
Резьба 122МТ53 2
Допуски половины угла профиля
Допускаемые отклонения половины угла профиля резьбы калибров для
резьб по нормалям 257АТ и 214АТ приведены в табл. 2. 94; для резьб по нор-
малям 754АТ и 822АТ — в табл. 2.95; для резьб по нормалям 254АТ,
122МТ53—в табл. 2. 106.
Допуски наружного диаметра
Отклонения наружного диаметра резьбовых калибров отсчитываются от
наибольшего размера наружного диаметра резьбы болта.
Схема расположения полей допуска и отклонения наружного диаметра
калибров для внутренней резьбы по нормалям 257АТ приведена соответствен-
но на рис. 2. 63 и в табл. 2. 96.
Схема расположения полей допуска и отклонения наружного диаметра ка-
либров для внутренней резьбы по нормалям 754АТ и 822АТ даны на рис. 2. 64
и в табл. 2.97; для резьбы по нормалям 254АТ и 122МТ53—в табл. 2. 107.
Таблица 2.107
Допускаемые отклонения наружного диаметра резьбовых пробок и
внутреннего диаметра установочных колец для резьбы по нормалям
254АТ и 122МТ 53
Номинальный диаметр мм Предельные отклонения в мк
К, Д//1
От 3 до 6 ±6 — 16
Свыше 6 до 10 ±8 — 18 ±8
Свыше 10 до 18 —20
Свыше 18 до 30 —20
354
У калибров с шагом 1 мм и менее для наружного диаметра пробок уста-
навливаются допуски по 3-му кл. точности (Ва). При этом наибольший на-
ружный диаметр пробок НЕ должен быть равен диаметру изношенных про-
бок ПР.
Допуски внутреннего диаметра
Отклонения внутреннего диаметра резьбовых калибров для внутренней
резьбы отсчитываются от наименьшего размера внутреннего диаметра резьбы
гайки.
Схема расположения полей допуска и отклонения внутреннего диаметра
калибров для внутренней резьбы по нормалям 257АТ, приведены на рис. 2.65
и табл. 2. 98, а для внутренней резьбы по нормалям 754АТ и 822АТ—на рис.
2. 66 и табл. 2.99. Укороченный профиль рабочих и контрольных пробок по-
лучается путем уменьшения наружного диаметра н прорезания канавки у
впадин но внутреннему диаметру резьбы.
КРАТКИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ НА РЕЗЬБОВЫЕ КАЛИБРЫ
ДЛЯ НАРУЖНОЙ И ВНУТРЕННЕЙ РЕЗЬБ (ГОСТ 2016-53)
1. Класс чистоты обработки поверхности сторон профиля резьбы
должен соответствовать ГОСТу 2789—59.
2. Класс чистоты обработки поверхности по наружному диаметру резьбы
должен быть:
а) у калибров-пробок с полным профилем — не ниже 9-го;
б) у калибров-пробок с укороченным профилем — не ниже 7-го.
3. Класс чистоты обработки поверхности по внутреннему диаметру резь-
бы должен быть:
а) у колец и скоб ПР и П-ПР — не ниже 9-го;
б) у колец и скоб НЕ — не ниже 7-го.
4. На рабочих поверхностях калибров не допускаются царапины, риски,
черновины, дробленность и следы коррозии.
5. У пробок при шаге резьбы 1 мм и более заходные нитки должны быть
срезаны до полной ширины основания витка.
6. Для резьбовых регулируемых колец допускается овальность резьбы в
следующих пределах;
Номиналь- ные диаметры резьбы в мм До 18 Свыше 18 до 30 Свыше 30 до 50 Свыше 50 до 80 Свыше 80 до 120 Свыше 120 до 180 Свыше 180 до 200
Допускае- мая овальность в мк 20 25 30 35 40 45 50
У всех других видов калибров (кроме регулируемых колец) погрешности
геометрической формы допускаются в пределах поля допуска на неточность
изготовления.
7. Отклонения от прямолинейности сторон профиля калибров-пробок не
должны обнаруживаться при проверке на микроскопе 30-кратного увеличения.
8. Измерительные части калибров должны изготовляться из следующих
марок стали: X, ХГ, У10А, У12А, ШХ15.
9. Твердость измерительных частей калибров-пробок при диаметре резьбы
более 3 мм и твердость нерегулируемых колец должна быть HRC=5S—64;
355
при диаметре резьбы до 3 мм твердость измерительных элементов должна
быть HRC=5Q—56; твердость регулируемых колец должна быть HRC=
=56—64.
10. Для повышения износостойкости рабочие поверхности калибров долж-
ны хромироваться. Резьбовые калибры в процессе изготовления должны под-
вергаться старению.
11. Проверка рабочих нерегулируемых калибров-колец производится контр-
калибрами У—ПР и У—НЕ, припасованными к ним при изготовлении.
12. Наружный диаметр колец проверяется специальной резьбовой проб-
кой с уменьшенным углом и с числом полных витков от 1 до Р/г-
У проходных нерегулируемых колец, проверенных по контркалибру К—ПР,
наружный диаметр можно не проверять. Проверка наружного диаметра колец
может быть заменена проверкой образующего профиль инструмента.
13. На калибрах должны быть нанесены обозначение резьбы, класс точно-
сти, обозначение и назначение калибра, товарный знак, завод—изготовитель.
14. Знаки маркировки наносятся на ручках пробок (на специальных лы-
сках) и на нерабочих поверхностях колец.
15. На проходных (однопредельных) рабочих пробках для резьб с до-
пусками по классам 2, 2а и 3 класс точности не наносится, по если отклоне-
ния по шагу резьбы рабочих калибров не удовлетворяют требованиям, предъ-
являемым к калибрам для 2-го класса, то на рабочих калибрах наносится обо-
значение «Кл. 3».
2.7. СВОДНЫЕ ТАБЛИЦЫ ТЕХНИЧЕСКОЙ
ДОКУМЕНТАЦИИ ПО ОСНАСТКЕ
Таблица 2.108
Наименование инструмента Вид резь- бы Наименование технической документации на резьбообразующий и резьбоизмерительный инструмент для производства резьб по нор- мали 257АТ н ГОСТам 9150- 59. 9253—59
Резьба метрическая
ГОСТ 9150-59, ГОСТ 9253—59 257АТ
Резцы с пластинками твердого сплава На- руж- МН 623-64 МН 623—64
Резцы из стали Р18, Р9 ная МН 672-64 МП 672-64
Гребенки резьбовые МН 332)—62: МН 3328—62 МН 3326—62-ьМН 3328 -62, АН 2170
Плашки резьбонакат- ные (плоские) Ролики резьбонакат- ные Плашки круглые ГОСТ 2248—60 ГОСТ 9539—60 МН 5710—65-: МН 5713-65 ГОСТ 9740—62 ГОСТ 11045—64 МН 5359—64 МН 5360-64 ГОСТ 2248—60, АН 1899—65 ГОСТ 9539—60 АН 1899—65 ГОСТ 11045—64 МН 5359—64 ГОСТ 9740—62 МН 5360—64; МН 5710—65<- -: МН 5713—65
356
Продолжение
Наименование инструмента Вид резь- бы Наименование технической документации на резьбообразующий и резьбоизмеритель- ный инструмент для производства резьб по нормали 257АТ и ГОСТам 9150—59, 9253 -59
Резьба метрическая
ГОСТ 9150—59, ГОСТ 9253—59 257АТ
Резьбофрезы Внут- рен- ГОСТ 1336—62 ГОСТ 1336 62, АН 2289
Заготовки стержней (под нарезку) няя МН 5597—64- -МН 5602—64 МН 5597—64
Заготовки стержней (под накатку) МН 5597—64 -МН 5602—64 МН 5602—64 и РТМ 942 1965 г.
Сбеги и проточки для выхода резьбы ГОСТ 10549—63 299АТ
Сверла для отверстий под резьбу ГОСТ 885—64 градация диамет- ров ГОСТ 885- 6‘.
Резцы с пластинками твердого сплава МН 624-64 МН 624-64
Резцы из стали Р18 Р9 МН 673—64 МН 673—64
Метчики для сталей МН 2179—614- 4-МН 2187—61 МН 2167-614- 4 МН 2172—61 МН 3(28—62 АН 1665—69 МН 2214—61 -нМН 2225—61, МН 2186—61, МН 2181—61, МН2182—61-: ч-МН 2184—61 МН 2179—61 МН 2166-61 МН 2167—61 МН 3628-62
Метчики (для легких сплавов) МН 2097—61 МН 2101—614- -ьМН 2105—61 МН 2166—61 АН 1666- -69 МН 2097—61, МН 2101-61-:- -г-МН 2105-61 МН 2166-61
Метчики (для нержа- веющих и жаропрочных сталей) МН 2214—614- 4-МН 2226—61 МН 2166—61 МН 2167—61 АН 1665-69 МН 2214—61-:- -:-МН 2226—61 МН 2166-61 МН 2167—61
Резьбофрезы ГОСТ 1336—62 ГОСТ 1336—62 АН 2289
Размеры отверстий под резьбу МН 5384-644- 4-МН 5389—64 МН 5384—64
357
Продолжение
Наименование инструмента Вид резь- бы Наименование технической документации на резьбообразующий и резьбоизмеритель- ный инструмент для производства резьб по нормали 257АТ и ГОСТам 9150—59, 9253—59
Резьба метрическая
ГОСТ 9150—59, ГОСТ 9253—59 257АТ
Сбеги и проточки для выхода резьбы Внут- рен- няя ГОСТ 10549—63 299 АТ
Для контроля
Кольца резьбовые (га- баритные размеры) На- руж- ная МН 560—62 МН 572—62ч- чМН 574—62 М 560—62 МН 572-624- ч-МН 574—62
Кольца резьбовые (ис- полнительные размеры) МН 3915—62ч- ч-МН 3917—62 МН 3915—62ч- ч-МН 3917—62
Скобы резьбовые, ро- ликовые, гребенчатые — АН 2169
Скобы для контроля стержней под резьбу ОСТ 1220 ОСТ 1220 АН 2290
Калибры для резьбы (допуски) ГОСТ 1623-61 ГОСТ 1623-61
Методика расчета ис- полнительных размеров резьбовых калибров для метрической резьбы РТМ 64—62 РТМ 64—62
Инструкция по расчету исполнительных разме- ров резьбовых калибров РТМ 559—59
Пробки резьбовые (га- баритные размеры) Внут- рен- няя МН 560—62 МН 561—62 МН 562—62 МН 564-624- ч-МН 568—62 МН 570—62 МН 571—62 МН 561—62, МН 562-62, МН 564—62ч- ч-МН 568—62 МН 570—62 МН 571—62
Пробки резьбовые (нс. волнительные размеры) МН 3915—62ч- ч-МН 3917—62 МН 3915—62ч- ч-МН 3917—62
Пробки гладкие для контроля отверстий под резьбу — АН 1739-66
Калибры для резьбы допуски ГОСТ 1623—61 ГОСТ 1623—61
358
Продолжение
Наименование инструмента Вил резь- бы Наименование технической документации на резьбообразующий и резьбоизмеритель- ный инструмент для производства резьб по нормали 257АТ и ГОСТам 9150—59, 9253—59
Резьба метрическая
ГОСТ 9150—59, ГОСТ 9253—59 257АТ
Методика расчета ис- полнительных размеров резьбовых калибров для метрической резьбы Инструкция по расчету исполнительных разме- ров резьбовых калибров Внут- рен- няя РТМ 64-62 РТМ 64—62 РТМ 559—59
Таблица 2. 109
Наименование инструмента Вид резь- бы Наименование технической документации на резьбообразующий и резьбоизмерительный инструмент для производства резьб по нор- мали 214АТ и ГОСТам 9150—59, 10191—62
Резьба метрическая с зазором
ГОСТ 9150—59, ГОСТ 10191—62 214АТ
Резцы с пластинками На- МН 623—64 МН 623—64
твердого сплава руж-
Резцы из стали Р18. Р9 ная МН 672—64 МН 672—64
Гребенки резьбовые МН 3326—62ч- ч-МН 3328—62 МН 3326—62ч- -МН 3328-62 АН 2170
Плашки резьбонакат- ные (плоские) ГОСТ 2248—60 ГОСТ 2248—60 АН 1899—65
Ролики резьбонакатные ГОСТ 9539—60 ГОСТ 9539-60 АН 1899-65
Плашки круглые ГОСТ 11044—64 ГОСТ 11044-64
Резьбофрезы Заготовки стержней под нарезку Заготовки стержней ГОСТ 1336-62 ГОСТ 9740—62; ГОСТ 1336—62; АН 2289 РТМ 942 1965 г. изда-
под накатку Сбеги и проточки для выхода резьбы ГОСТ 10549—63 ния 299АТ
359
Продолжение
Наименование инструмента Вид резь- бы Наименование технической документации на резьбообразующий и резьбоизмери- тельный инструмент для производства резьб по нормали 214АТ и ГОСТам 9150—59. 10191—62
Резьба метрическая с зазором
ГОСТ 9150-59, ГОСТ 10191—62 214АТ
Для контроля
Кольца резьбовые (га- баритные размеры) На- руж- ная МН 560-62 МН 572—62ч- ч МН 574—62 МН 560—62 МН 572—62ч- : МН 574—62
Кольца резьбовые (ис- полнительные размеры до покрытия) МН 5356—64; МН 5357—64; МН 3916—62ч- МН 3917—62 МН 5356—64; МН 3915—62; «ПР» МН 5357-64; «НЕ» МИ 3917—62 по посадке «Л»
Скобы резьбовые, ро- ликовые, гребенчатые — АН 2169
Скобы для контроля стержней под резьбы ОСТ 1220 ОСТ 1220
Толщины покрытий на деталях, имеющих резь- бу — 479АТ
Калибры для метриче- ской резьбы с зазорами Допуски ГОСТ 10532—63 ГОСТ 10532—63
Кольца резьбовые (ис- полнительные размеры) после покрытия МН 3915—62ч- ч-МН 3917-62 «ПР» МН 3915—62ч- ч-МН 3917—62 по 3 кл. точности
Таблица 2. ПО
Наименование инструмента Вид резь- бы Наименование технической документации на резьбообразующий и резьбоизмерительный инструмент для производства резьб по нор- малям 122МТ53 и 25НАТ
Резьба с натягом по среднему диаметру
122МТ53 254АТ
Резцы с пластинками твердого сплава Резцы из стали Р18, Р9 На- руж- ная МН 623—64 МН 672—64 МН 623—64 МН 672—64
360
I 1ро/(оЛ жгппг
Наименование инструмента Вид резь- бы 1 1/1II МГ||( >11/111110 1 г.Х llll'li’i ho/l /1 < Ж \ Mi'll 1 ПИ 1)11 пл рг 1ьб<н>брл lyioiiuih н рг н.бон iMi pii irjii. Ilblil 1 III Г Г р у М ГИТ ДЛЯ нр< IIIIIK )Д| 1 III pt'll.rtl.l по нормалям I22MT53 и 2511ЛТ Резьба с натягом но среднему диаметру
122МТ53 254АТ
Гребенки резьбовые Плашки резьбонакат- ные (плоские) Ролики резьбонакат- ные На- руж- ная Не п ГОСТ 9539-60 АН 1899-65 римсняются » ГОСТ 9539—60 АН 1899—65
Плашки круглые Заготовки стержней (под нарезку) Заготовки стержней (под накатку) Сбеги и проточки для выхода резьбы Не п МН 5597—64 РТМ 942, 1965 299АТ рименяются МН 5597—64 РТМ 942 1965 г. издания 299АТ
Сверла для отверстий под резьбу Резцы с пластинками твердого сплава Резцы из стали Р18, Р9 Внут- рен- няя ГОСТ 885-64 МН 624-64 МН 673—64 ГОСТ 885—64 МН 624—64 МН 673—64
Метчики АН 1665 АН 1666
Размеры отверстий под резьбу МН 5384—64 МН 5384—64
Сбеги и проточки для выхода резьбы 299АТ 299АТ
Для контроля
Скобы индикаторные Резьбовые гребенча- тые и со сферическими вставками Скобы резьбовые, ро- ликовые, гребенчатые На- руж- ная АН-1402 Не АН—1402 применяются
Скобы для контроля стержней под резьбу АН 2290, ОСТ 1220 АН 2290; ОСТ 1220
361
Продолжение
Наименование инструмента Вид резь- бы Наименование технической документации на резьбообразующий и резьбоизмеритель- ный инструмент для производства резьбы по нормалям 122МТ53 и 25НАТ
Резьба с натягом по среднему диаметру
122МТ53 254АТ
Пробки резьбовые (га- баритные размеры) Пробки индикатор- ные резьбовые Пробки гладкие для контроля отверстий под резьбы Внут- рен- няя МН 560—62, МН 561—62, МН 562— 62. МН 564—62-т- 4-МН 568-62, МН 570—62, МН 571 — 62 АН 1402, 1956 АН 1739—66 МН 560—62, МН 561— 62, МН 562-62, МН 564—62-^МН 568-62, МН 570—62, МН 571-62 АН 1402, 1956 АН 1739—66
Таблица 2. Ill
Наименование технической документации на резьбообразующий и резьбоизмеритель-
Вид ный инструмент для производства резьбы по нормалям 754ЛТ и 822АТ (ГОСТ
Наименование 4608—65)
инструмента резь-
бы Резьба с натягом по среднему диаметру
ГОСТ 4608—65 7.54АТ, 822АТ
Ролики резьбонакат- На- ГОСТ 9539—60 —4
ные руж-
Плашки резьбонакат- ная не применяются
ные (плоские)
Резцы из стали Р18, Р9 МН 672—64 МН 672—64
Резцы с пластинками твердого сплава МН 623-64 МН 623-64
Гребенки резьбовые не применяются
Плашки круглые не применяются
Заготовки стержней (под накатку) — —•
Заготовки стержней (под нарезку) —
Сбеги и проточки для выхода резьбы ГОСТ 10549—63 299АТ
362
I 1рОДОЛ/кГИИГ
Наименование инструмента Вид резь- бы Наименование технической документации на резьбообразующий и резьбоизмеритель- пын инструмент для производства резьбы по нормалям 754АТ и 822АТ (ГОСТ 4608—65)
Резьба с натягом но среднему диаметру
ГОСТ 4608—65 754АТ, 822АТ
Метчики (для сталей) Метчики (для легких сплавов) Внут- рен- няя ГОСТ 11188—65 АН 1665—69 АН 1666—69, РТМ 1111
Резцы из быстрорежу- щей стали Резцы с пластинками твердого сплава Сверла для отверстий под резьбу Размеры отверстий под резьбу Сбеги и проточки для выхода резьбы Внут- рен- няя МН 673—64 МН 624—64 ГОСТ 885—64, градация диамет- ров ГОСТ 10549—63 МН 673—64 МН 624—64 ГОСТ 885—64 299АТ
Средства контроля и сортировки резьб на группы На- руж- ная и внут- рен- няя ГОСТ 11953—66 ГОСТ 11953—66
Таблица 2.112
Наименование инструмента Вид резь- бы Наименование технической документации на резьбообразующий и резьбоизмерительный инструмент для производства резьбы по нор- мали 88АТ и ГОСТ 6111—52
Резьба коническая 60°
ГОСТ 6111—52 88АТ
Ролики резьбонакат- ные Плашки с роликами Гребенки резьбовые Плашки круглые Резцы дисковые Фрезы Диаметры стержней под резьбу На- руж- ная ГОСТ 6228-67 МН 5599—64 АН 1899—65 АН 1149 ГОСТ 6228—67 МН 5599—64
363
Продолжение
Наименование Вид резь- бы Наименование технической документации на резьбообразующий и резьбоизмери- тельный инструмент для производства резьбы по нормали 88АТ и ГОСТ 6111—52
инструмента Резьба коническая 60°
ГОСТ 6111—52 88АТ
Метчики черновые Метчики чистовые Гребенки резьбовые Внут- рен- няя ГОСТ 6227—64 АН 1149 ГОСТ 6227-67
Резцы дисковые Зенкеры перовые Фрезы Диаметры отверстий под резьбу Внут- рен- няя МН 5387—64 МН 5387—64
Для контроля Калибры — кольца резьбовые трехступенча- тые для контроля DCp Калибры —• кольца резьбовые эталонные и контрольные Калибры — кольца резьбовые с углом 45э трехступенчатые для контроля высоты Калибры — кольца конусные гладкие трех- ступенчатые для контро- ля высоты Калибры—пробки резь- бовые контрольные для колец по нормали 50455— 04 Калибры—пробки глад- кие контрольные для ко- лец по нормали 50455— 04 Калибры—пробки глад, кие контрольные для ко- лец по нормали 50518— 017 На- руж- ная ГОСТ 12690—67 АН 1217, ГОСТ 12690— 67
364
I 1|>ОД(»ЛЖСН11С
Наименование инструмента Вит резь- бы Наименование технической документации на резьбообразующий и резьбоизмери- тсльпый инструмент для производства резьбы по нормали 88АТ и ГОСТ 6111—52
Резьба коническая 60°
ГОСТ 6111—52 88ЛТ
Калибры—пробки трех- ступенчатые для DCp Калибры—пробки резь- бовые эталонные и кон- трольные Внут- рен- няя
Калибры—пробки трех- ступенчатые с углом 45° для контроля высоты ГОСТ 12690—67 АН 1217
Калибры—пробки глад- кие трехступенчатые для контроля высоты Калибры—пробки для отверстий под коничес- кую резьбу 60° Шаблоны для загото- вок стержней ГОСТ 12690—67
ЛИТЕРАТУРА
1. Зогурский В. И., Прогрессивные способы обработки резьбы, Маш-
гиз, 1960.
2. К а р ц е в С. П., Резьбонарезной инструмент, Машгиз, 1959.
3. К а ц н е л ь с о н М. Е., Измерение тугих резьб, Машгиз, 1957.
4. Козин Б. Г., Третьяков В. Б., Резьбообработка, Машгиз, 1963.
5. Лукашевич Г. Е., Винторезные головки, Изд-во «Машиностроение»,
1968.
6. Матвеев В. В., Нарезание точных резьб машинными метчиками, Изд-
во «Машиностроение», 1968.
7. Никифоров А. Д., Точность и технология изготовления метрических
резьб, Изд-во «Высшая школа», 1963.
8. Общемашиностроительные нормативы режимов резания и времени для
технического нормирования резьбонарезных и резьбонакатных работ, ЦБПН,
1963.
9. Пикалов Б. И., Гуревич Н. Я., Средства измерения тугих резьб
сталь в сталь в системе отверстия, «Стандартизация», 1962, № 4.
10. П и с а р е в с к и й М. И., Накатывание точных резьб и шлицев. Маш-
гиз, 1963.
11. Режимы обработки и нормативы времени на резьбонарезные и резь-
бонакатные работы, Оборонгиз, 1953.
12. Резьбообразующий инструмент, Сб. мат. коиф. ВНИИ, НИИМАШ,
1968.
13. РТМ 2—64, Резцы токарные, строгальные и долбежные с пластинками
из твердого сплава и быстрорежущей стали, Стандартгиз, 1964.
14. РТМ 65—62, Нарезание и накатывание резьбы в нержавеющих, жаро-
прочных материалах и титановых сплавах, Стандартгиз, 1962.
15. Справочник металлиста, т. 5, Машгиз, 1964.
16. Справочник машиностроителя, т. 5, Машгиз, 1964.
17. Справочник по производственному контролю в машиностроении под
ред. Кутая А. К., Машгиз, 1964.
18. Фр у м и н Ю. Л., Высокопроизводительный резьбообразующий инстру-
мент, Машгиз, 1963.
СОД I’ РЖА Н И I-
Стр
Предисловие 3
Часть первая
Параметры, размеры и допуски резьб
1.1. Определения и параметры цилиндрических и конических резьб . . 5
Общие определения резьб......................................... 5
Определения и обозначения параметров резьб.................. 6
Определения и обозначения параметров цилиндрических резьб 7
Определения и обозначения параметров конических резьб ... 8
Допуски и посадки резьбовых соединений.......................... 9
1.2. Характеристики резьб............................................ И
1.3. Резьба метрическая по нормали 257АТ............................ 18
1.4. Резьба метрическая (наружная) с гарантированными зазорами по
нормали 214АТ ............................................. 40
1.5. Технические условия на резьбы по нормалям 257АТ и 214АТ . . . 57
1.6. Резьба метрическая усиленная тугая по нормали 254АТ....... 59
1.7. Резьба метрическая усиленная тугая по нормали 262АТ....... 70
1.8. Резьба метрическая усиленная тугая по нормали 122МТ-53 ... 75
1.9. Технические условия на резьбы по нормалям 254АТ, 262АТ и
122МТ-53....................................................... 84
Ао2
1. 10. Резьба метрическая с натягом по нормалям 754АТ (посадки-—)
То2
и 822АТ (посадка “ )........................................... 87
т0з
1. 11. Технические условия на резьбу по нормалям 754АТ и 822АТ (нор-
маль 755АТ) 100
1. 12. Резьба метрическая с плотной посадкой (наружная) по нормали
164МТ ................................................. 101
1. 13. Резьба метрическая на деталях из пластмасс............... 108
Рекомендации по выбору шага и класса точности резьбы .... 122
1. 14. Резьба метрическая для диаметров от 0,25 до 0,9 мм........ 123
1.15. Резьба по Британскому стандарту B.S 1580:1953 ............. 123
1. 16. Резьба трапецеидальная одноходовая.......................... 127
1. 17. Резьба упорная по ГОСТу 10177—62 ......................... 142
1. 18. Резьба упорная 3745° по нормали НО 3113—59.................. 155
1. 19. Резьба упорная 3751° по нормали НО 3114—59.................. 155
1.20. Технические условия на упорные резьбы по ГОСТу 10177—62 и
нормалям НО 3113—59 и НО 3114—59.............................. 175
1.21. Резьба трубная цилиндрическая по ГОСТу 6357—52 ............. 177
1.22. Резьба трубная коническая по ГОСТу 6211—52 .................. 181
1.23. Резьба коническая по нормали 88АТ-50......................... 185
1.24. Резьба коническая вентилей и горловин газовых баллонов по
ГОСТу 9909—61 ...................................................... 189
367
Стр.
1.25. Сбеги, проточки, фаски и выточки по нормали 299АТ......... 193
1.26. Толщины покрытий на деталях с резьбой по нормали 479АТ . . . 196
1.27. Меры по устранению заедания резьбовых соединений.......... 197
Приложения
Резьба наконечника (накидной гайки) наземного устройства и
штуцера на борту для системы заправки кислородом под давле-
нием до 150 кГ[см,2....................................... 198
Рекомендации по стандартизации (PC) Совета экономической
взаимопомощи ............................................. 199
Американская стандартная крупная резьба ................. 200
Американская стандартная мелкая резьба .................. 201
Перечень действующих Государственных стандартов и отрасле-
вых нормалей.............................................. 201
Литература ..................................................... 202
Часть вторая
Методы и средства образования и контроля резьбы
2. 1. Методы образования резьбы................................... 203
2. 2. Инструменты для нарезания резьбы............................ 206
Резцы ...................................................... 206
Гребенки ................................................... 217
Фрезы резьбовые............................................. 223
Плашки круглые.............................................. 234
Головки винторезные самооткрывающиеся с круглыми гребенками 241
Метчики .................................................... 243
Головки для нарезания внутренней резьбы..................... 274
2.3. Резьбонакатные инструменты................................... 275
Ролики .................................................... 275
Плашки плоские ............................................. 284
Плашки сегментные с роликом................................. 288
Плашки резьбонакатные роликовые............................. 293
Головки резьбонакатные ..................................... 298
2. 4. Заготовки под нарезание и накатывание резьбы ............... 299
Заготовки под нарезание наружной резьбы..................... 299
Заготовки под нарезание внутренней резьбы .................. 305
Заготовки под накатывание наружной резьбы................... 310
2.5. Режимы нарезания и накатывания резьбы .... .... 315
Нарезание резьбы резцами ................................... 316
Нарезание резьбы круглыми плашками ......................... 320
Нарезание резьбы винторезными головками с круглыми гребенками 322
Фрезерование резьбы......................................... 323
Нарезание резьбы метчиками ................................. 324
Накатывание резьбы ......................................... 328
2.6. Методы и средства контроля резьбы............................ 331
Наружная резьба............................................. 331
Внутренняя резьба........................................... 349
Краткие технические условия на резьбовые калибры для наруж-
ной и внутренней резьб (ГОСТ 2016—53)....................... 355
2.7. Сводные таблицы технической документации по оснастке . . . 356
Литература ....................................................... 366