



















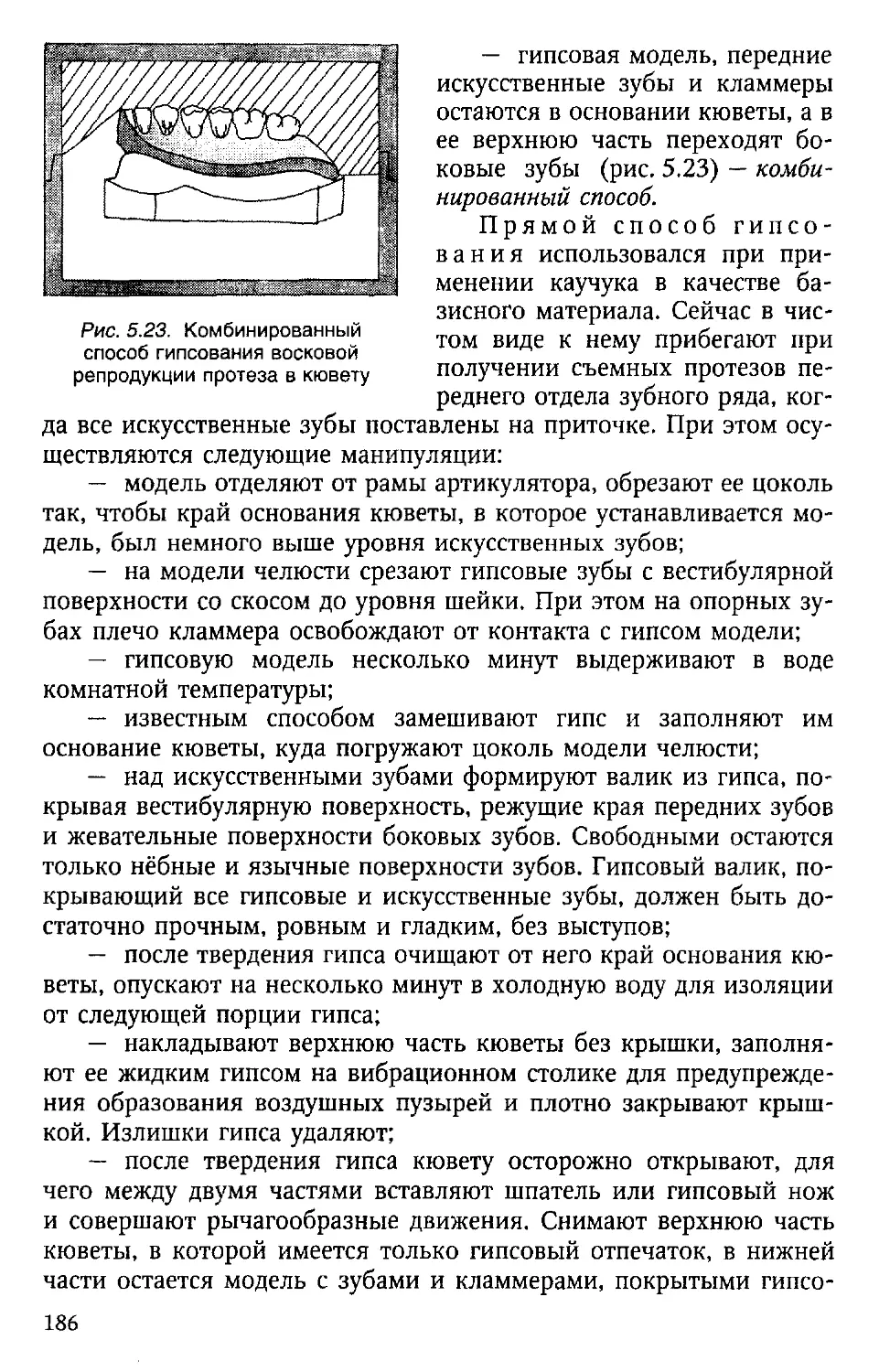
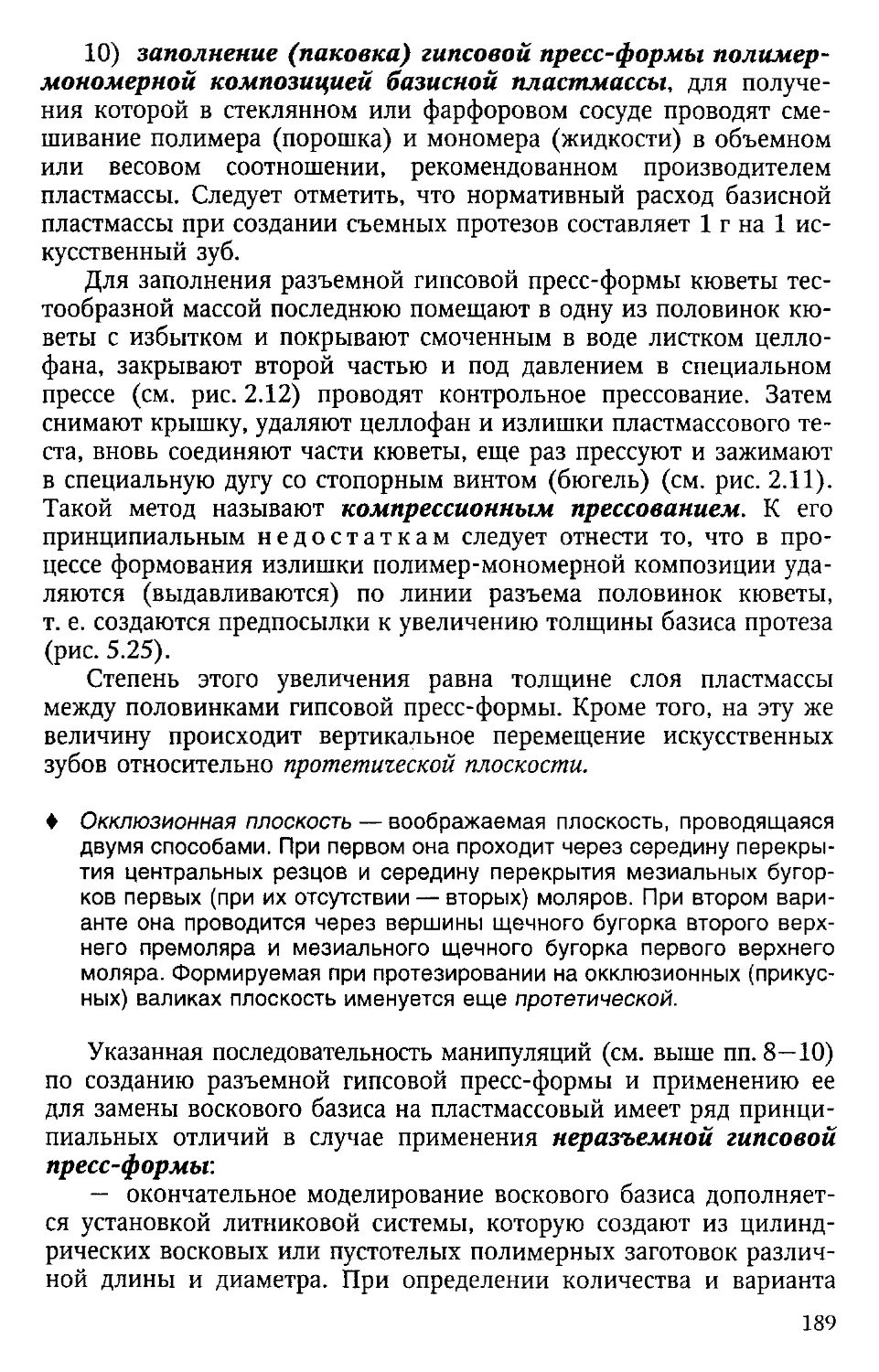








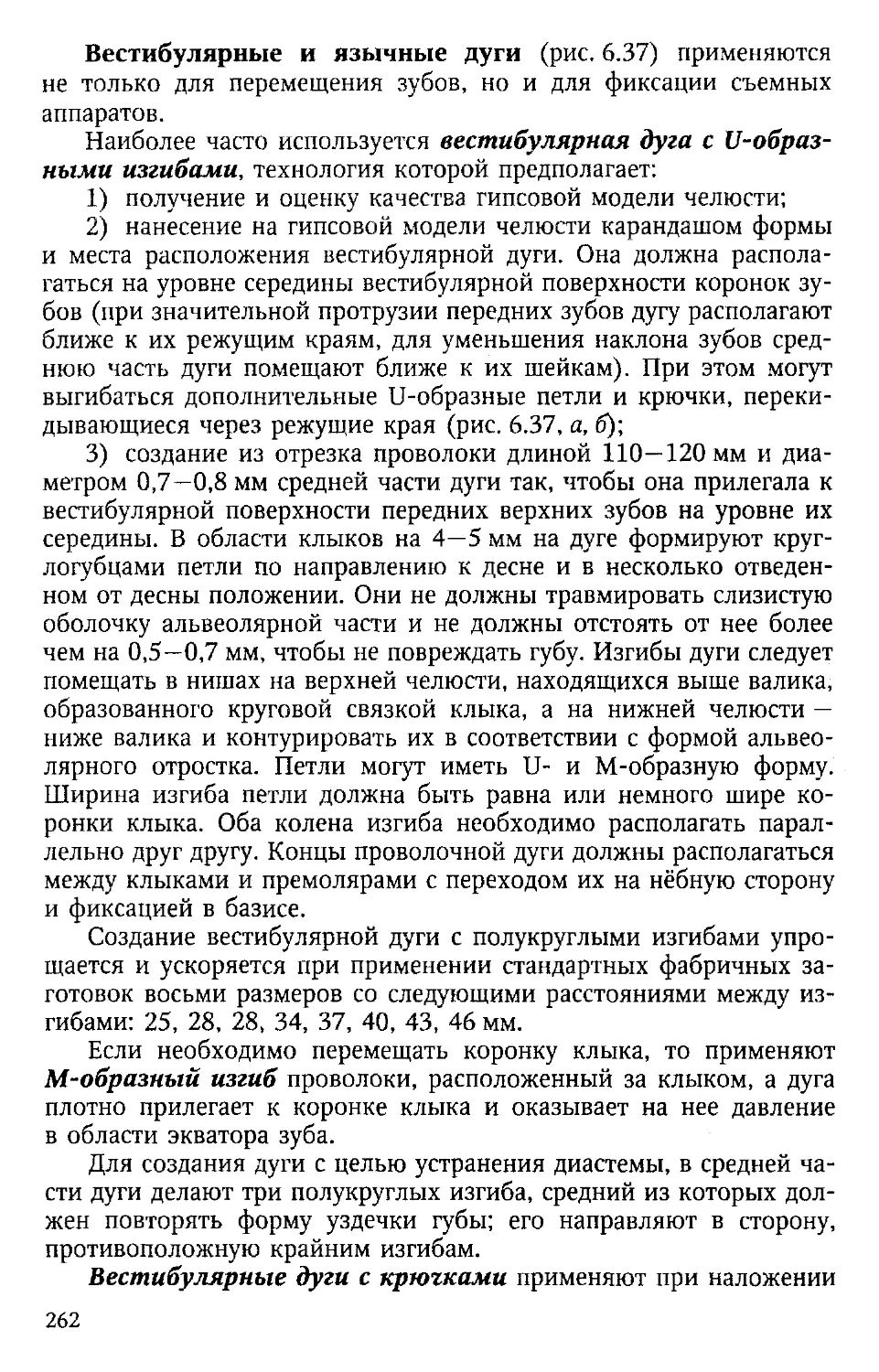







Автор: Трезубов В.Н. Мишнев Л.М. Незнанова Н.Ю. Фищев С.Б.
Теги: анатомия анатомия человека сравнительная анатомия учебник ортопедия ортопедическая стоматология профилактика и лечение протезирование
ISBN: 5-299-00236-X
Год: 2003




УДК 611 612 616.3 063
Рецензенты:
А. С. Щербаков, заведующий кафедрой ортопедической стоматологии Тверской государственной медицинской академии, заслуженный деятель науки РФ, профессор;
С. Д. Арутюнов, заведующий кафедрой стоматологии общей практики с курсом подготовки зубных техников ФСМО Московского государственного медико-стоматологического университета, профессор
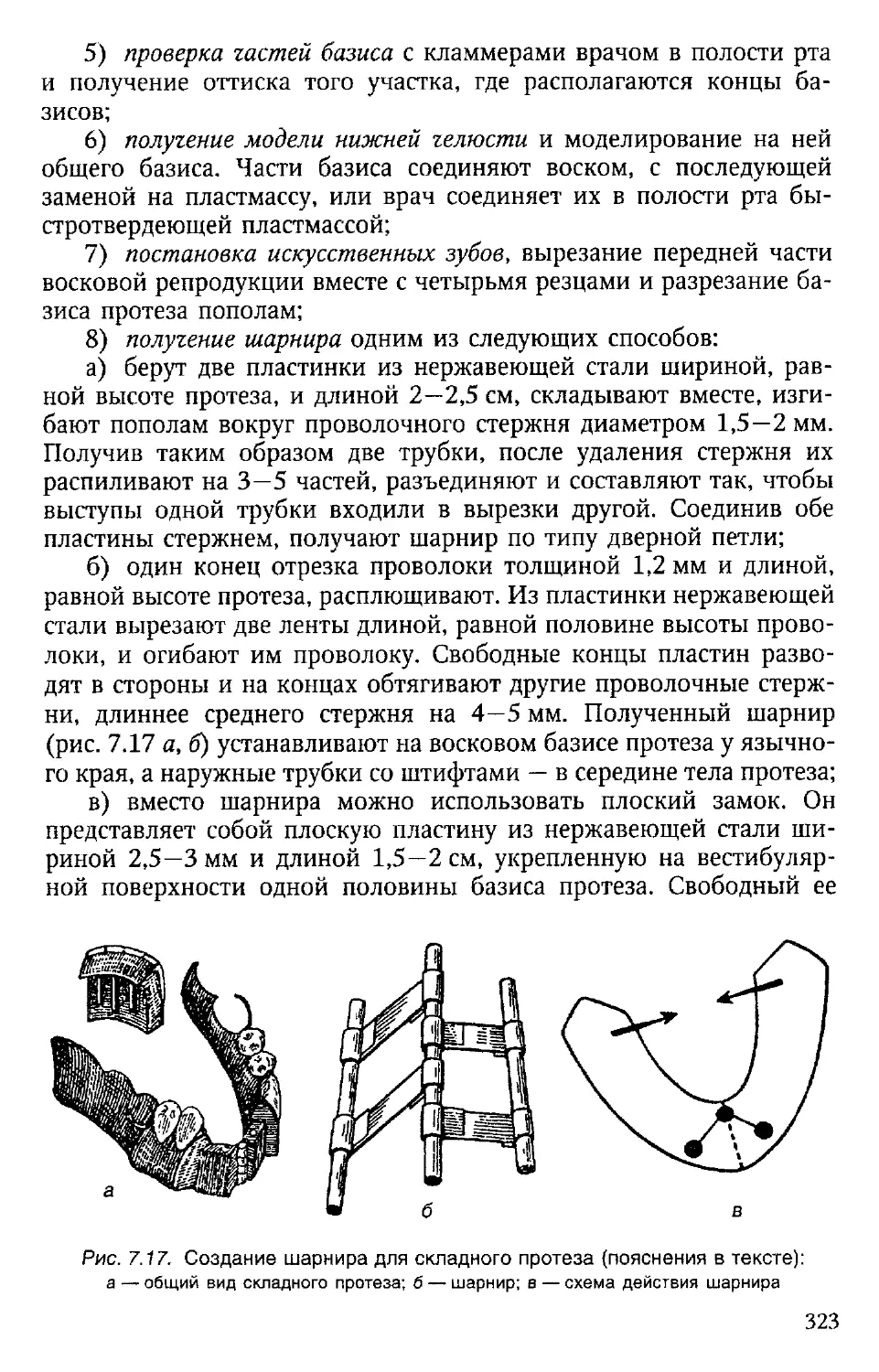
Трезубов В. Н., Мишнёв Л. М., Незнанова Н. Ю., Фи-щев С. Б.
063 Ортопедическая стоматология. Технология лечебных и профилактических аппаратов: Учебник для медицинских вузов/ Под ред. проф. В. Н. Трезубова,— СПб.: СпецЛит, 2003,— 367 с.: ил.
ISBN 5-299-00236-Х
Учебник соответствует программе Министерства здравоохранения Российской Федерации по ортопедической стоматологии, содержит вопросы технологии современных профилактических и лечебных аппаратов (в том числе — протезов) и предназначен для студентов стоматологических факультетов медицинских вузов, врачей-интернов и клинических ординаторов.
УДК 611 612 616.3
ISBN S-299-00236-X
© Трезубов В. Н„ Мишнёв Л. М., Незнанова Н. Ю., Фищев С. Б., 2003
© Издательство «СпецЛит», 2003
ОГЛАВЛЕНИЕ
Предисловие...................................................7
Глава 1. КЛАССИФИКАЦИЯ ОРТОПЕДИЧЕСКИХ ЛЕЧЕБНЫХ И ПРОФИЛАКТИЧЕСКИХ АППАРАТОВ .................................8
Глава 2. ОРГАНИЗАЦИЯ РАБОТЫ ЗУБОТЕХНИЧЕСКОЙ ЛАБОРАТОРИИ. УЧЕБНАЯ ЛАБОРАТОРИЯ.............................12
Структура и оснащение зуботехнической лаборатории............12
Основные производственные помещения.....................13
Специальные производственные помещения .................18
Рабочее место зубного техника. Инструментарий................30
Санитарно-гигиенические нормы функционирования зуботехнической лаборатории.............................................37
Техника безопасности труда сотрудников.......................38
Учебная лаборатория .........................................41
Глава 3. ОСНОВНЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ С ГИПСОМ И МЕТАЛЛАМИ ........................................42
Технологические манипуляции с гипсом и гипсовыми моделями челюстей ...............................................43
Полугение гипсовых моделей гелюстей.....................43
Дублирование гипсовых моделей гелюстей..................52
Фиксация моделей гелюстей в артикуляторе................58
Технологические процессы со сплавами металлов................60
Литье сплавов металлов .................................61
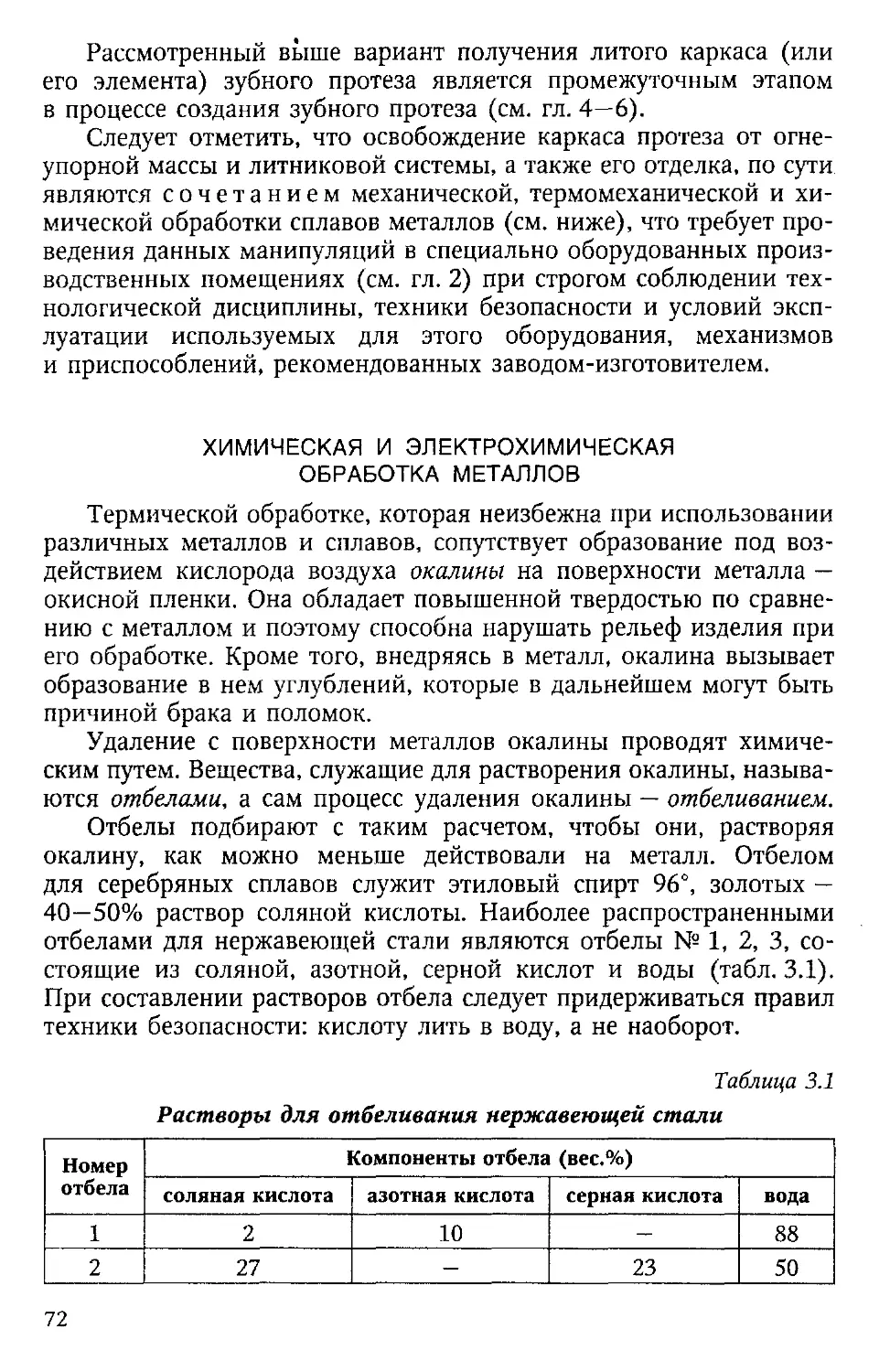
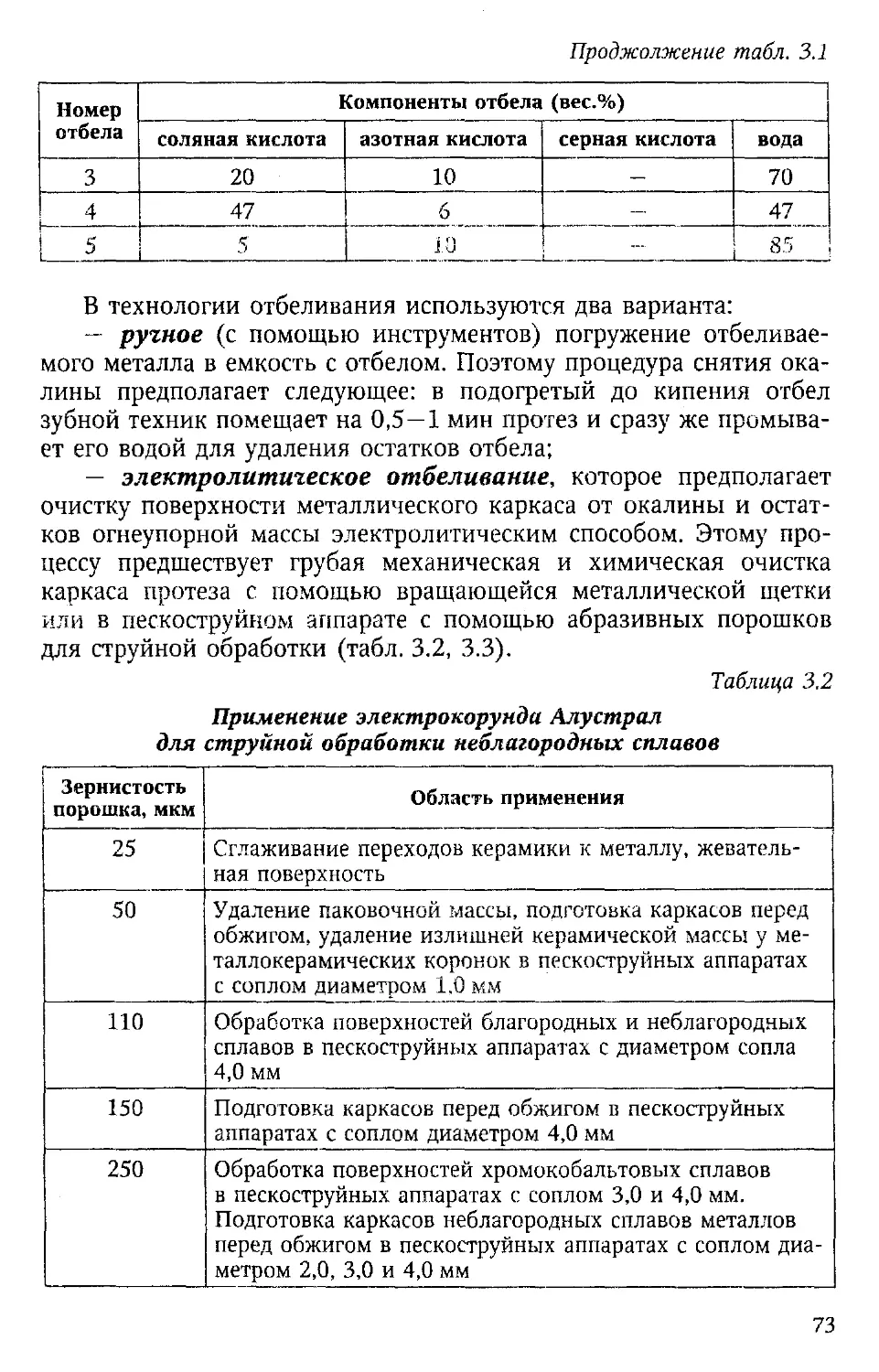
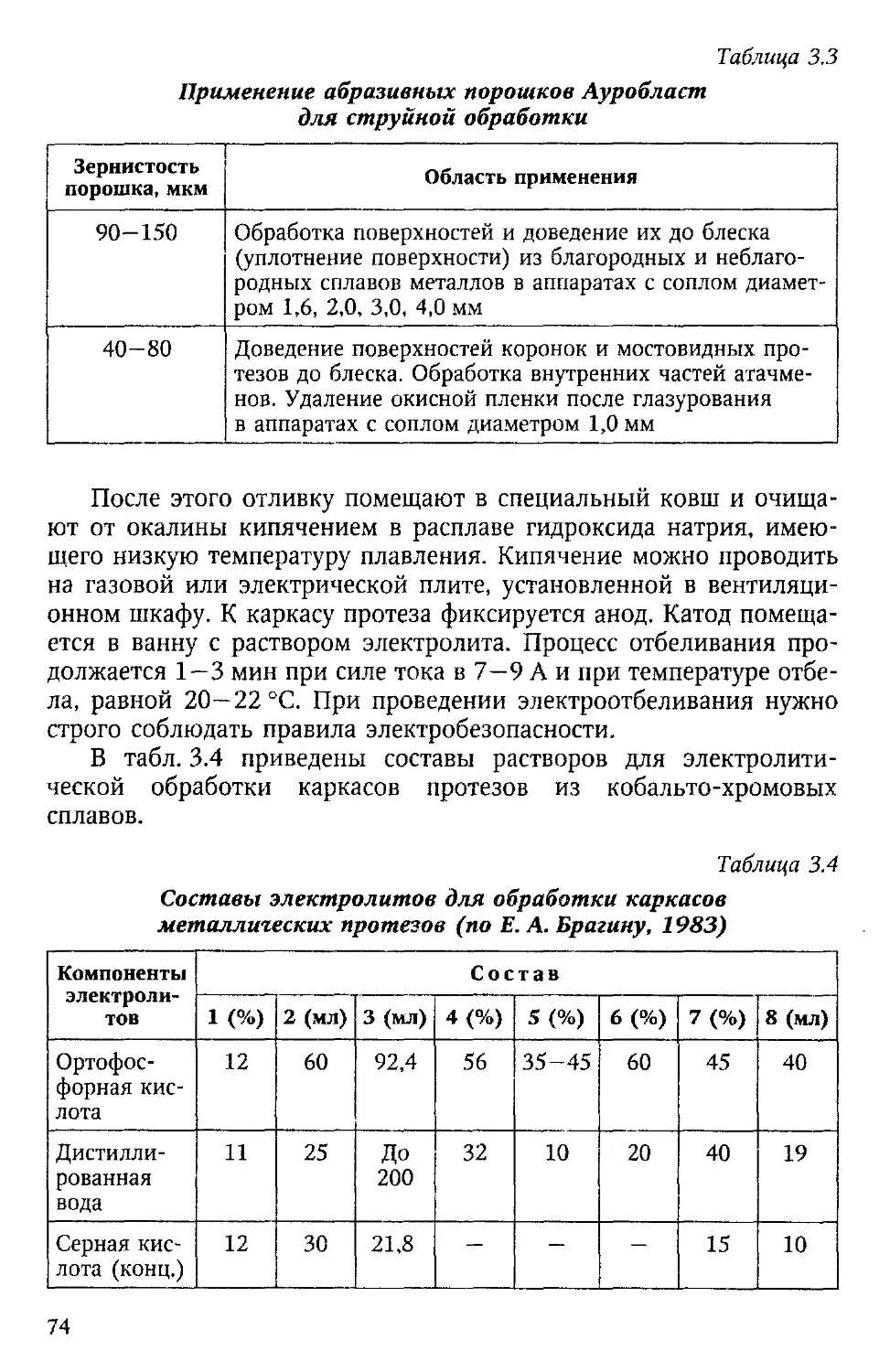
Химигеская и электрохимигеская обработка металлов.......72
Обработка металлов резанием.............................77
Обработка металлов давлением............................80
Термигеская обработка сплавов металлов..................81
Глава 4. ТЕХНОЛОГИЯ НЕСЪЕМНЫХ ЗУБНЫХ ПРОТЕЗОВ И ШИНИРУЮЩИХ КОНСТРУКЦИЙ.....................................88
Технология вкладок и облицовок...............................88
Полугение вкладок по восковой репродукции (модели), созданной врагом........................................88
Полугение вкладок на модели гелюсти (гипсовой или огнеупорной) 90
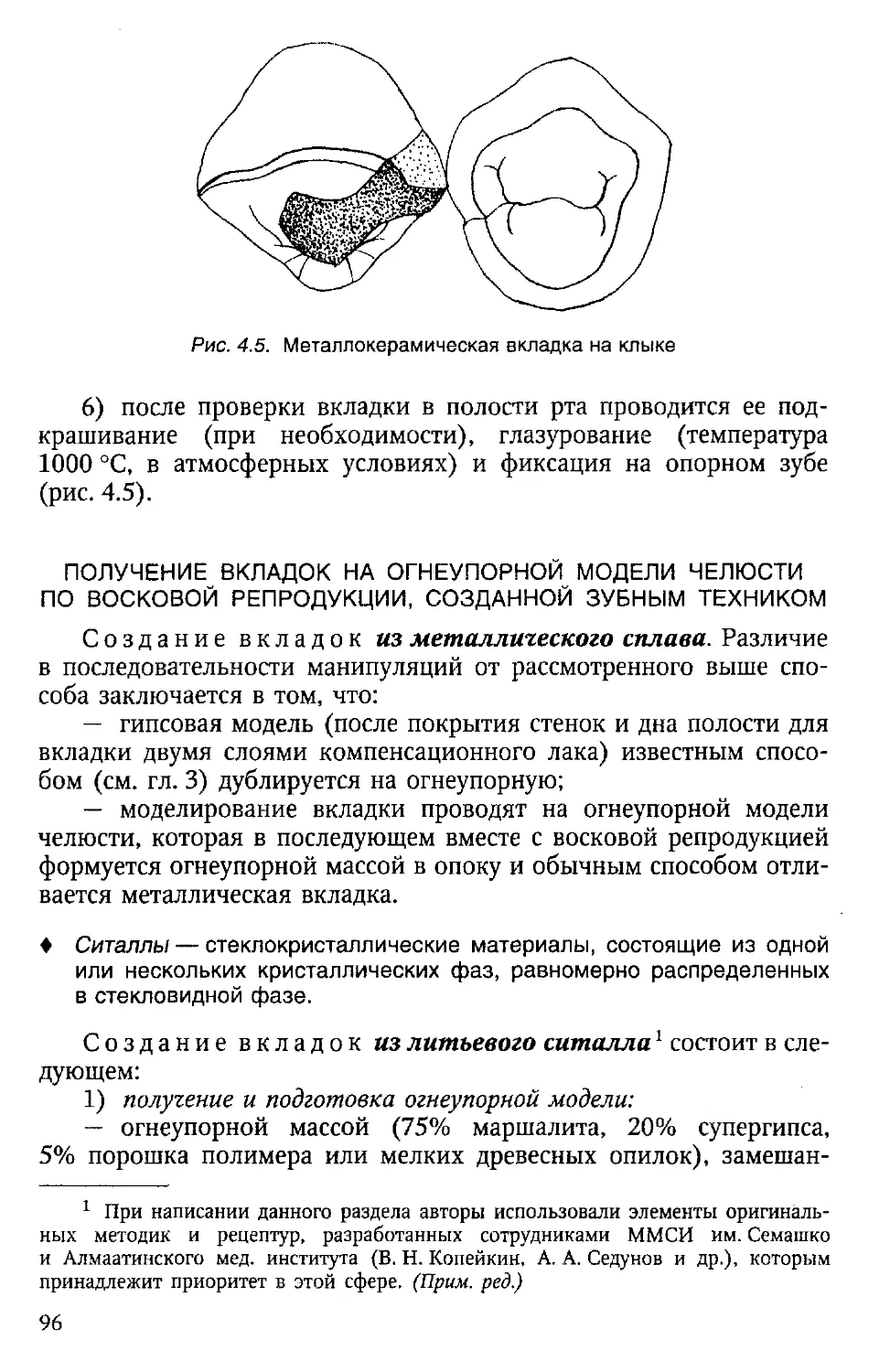
Полугение вкладок на огнеупорной модели гелюсти по восковой репродукции, созданной зубным техником......96
Полугение вкладок на гипсовой модели гелюсти без моделирования ее восковой репродукции...................98
Полугение вкладок фрезерованием из стандартной керамигеской заготовки......................................99
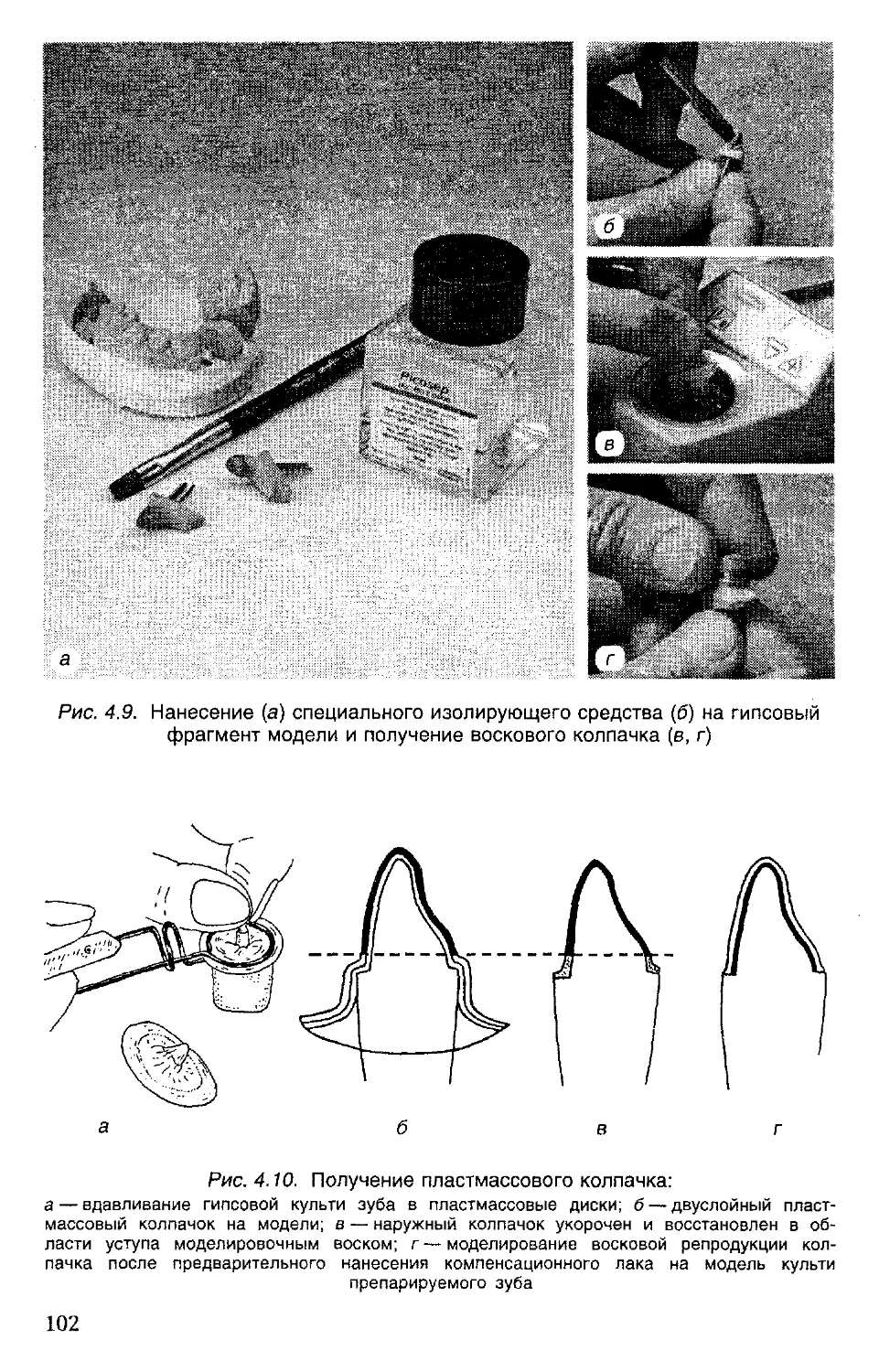
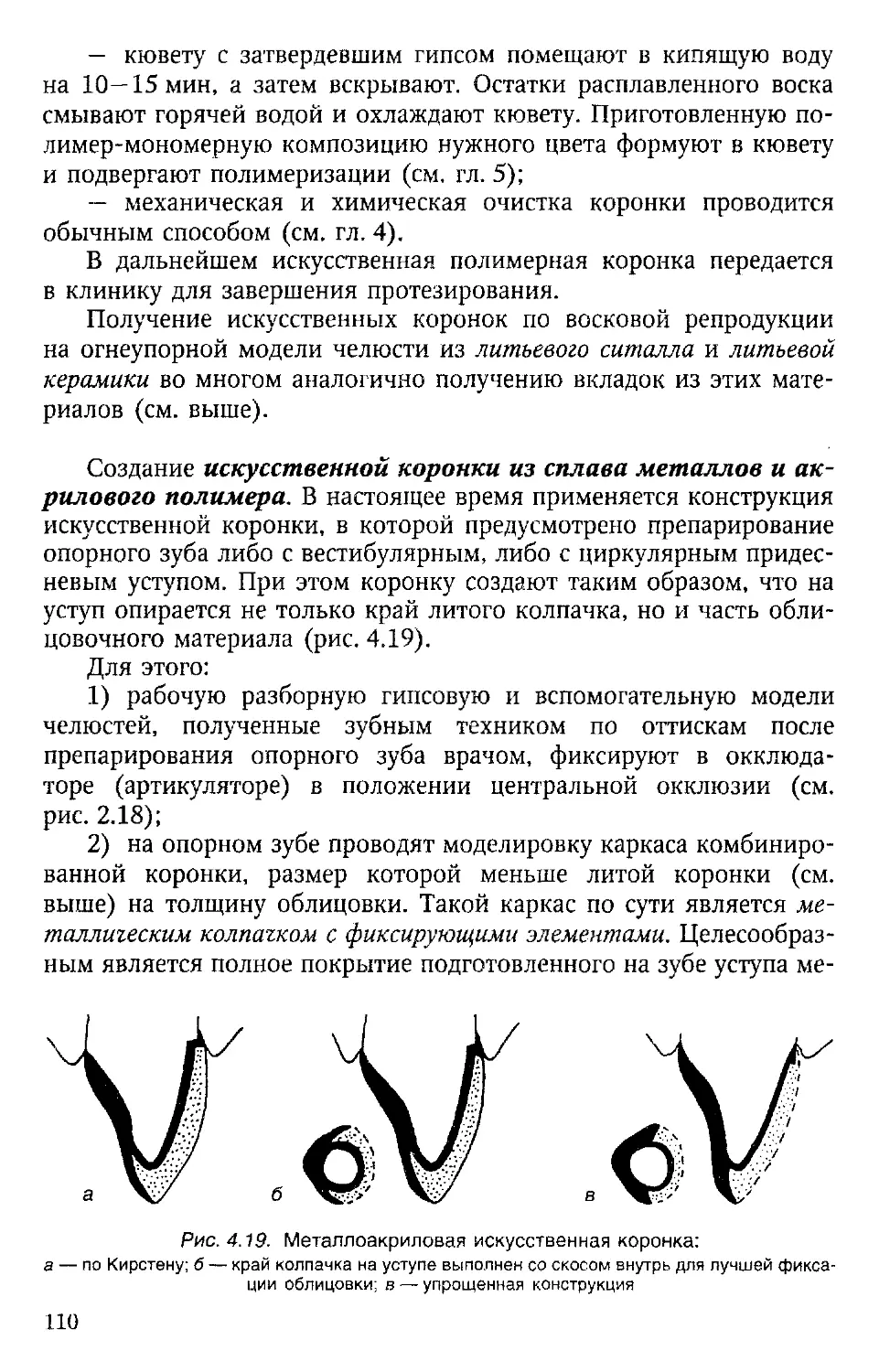
Технология искусственных коронок................................101
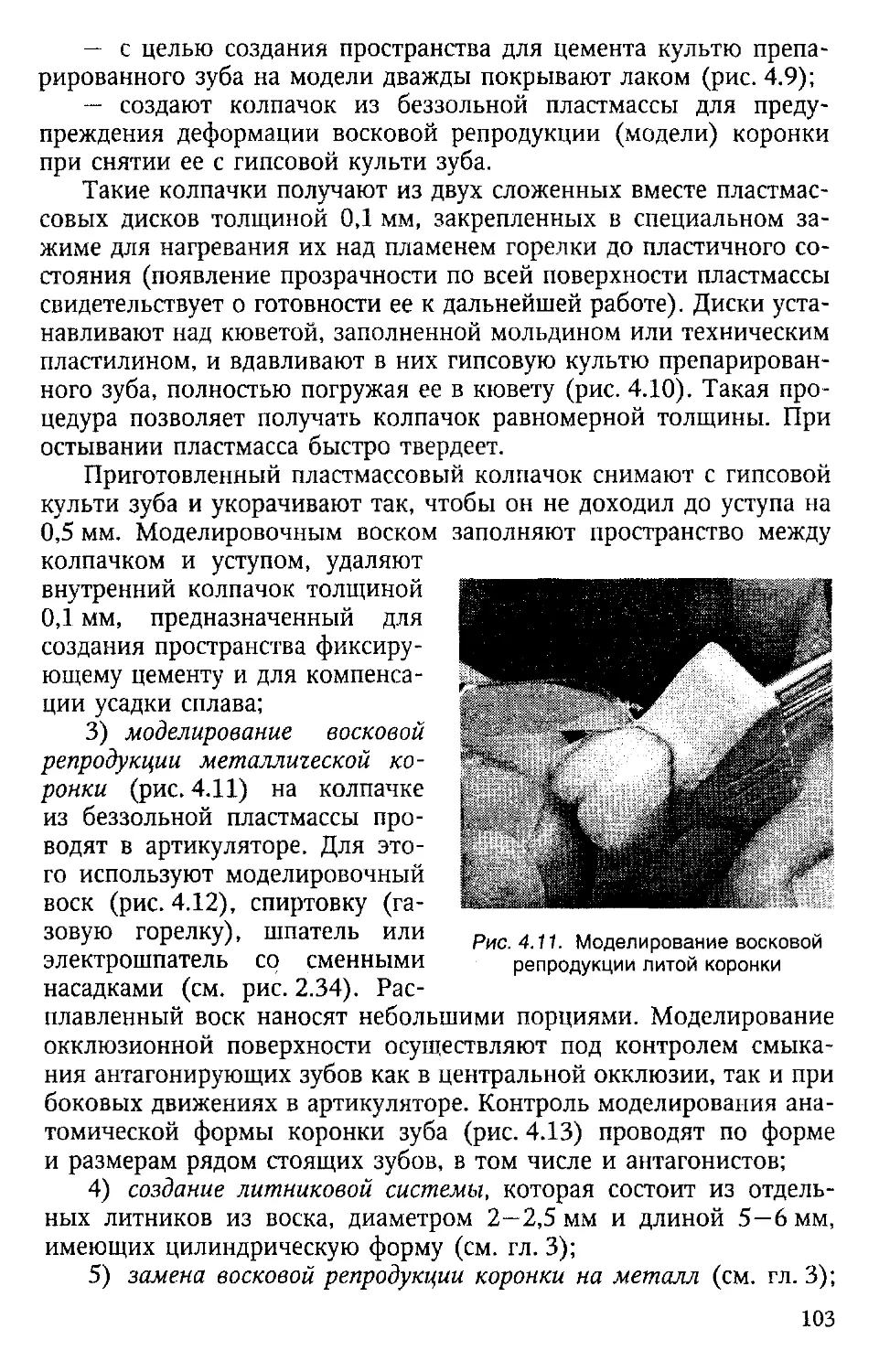
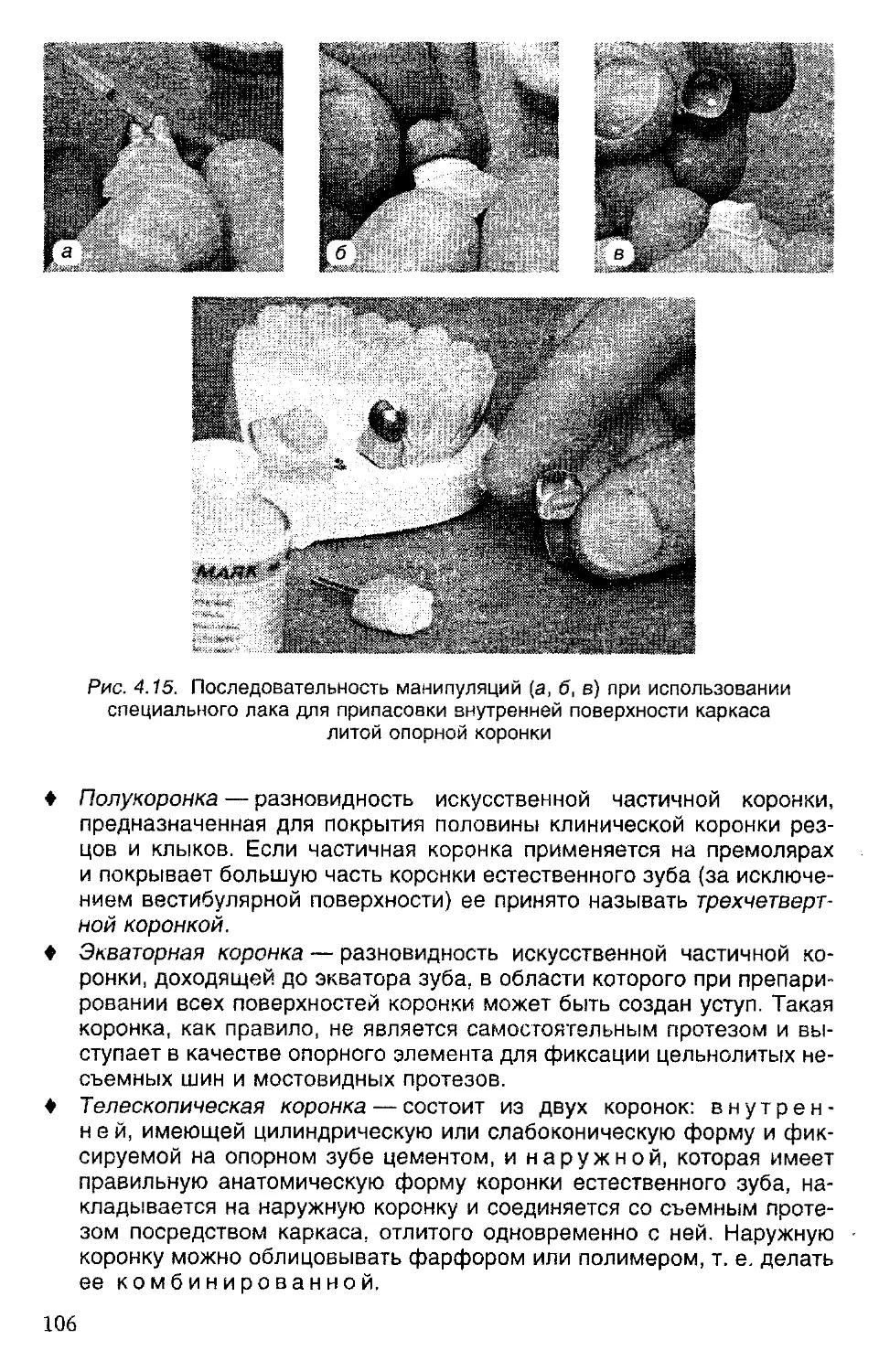
Полугение искусственных коронок по восковой репродукции, создаваемой зубным техником после препарирования опорного зуба врагом................................................101
Полугение искусственных коронок по восковой репродукции, создаваемой зубным техником после фантомного препарирования врагом опорного зуба на гипсовой модели гелюсти ...................................................131
Полугение искусственных коронок на рабогих моделях гелюстей (гипсовых или огнеупорных) без моделирования восковой репродукции коронки зубным техником...............131
Полугение искусственных коронок с использованием стандартных фабригных коронок или их заготовок в легебном кабинете........................................135
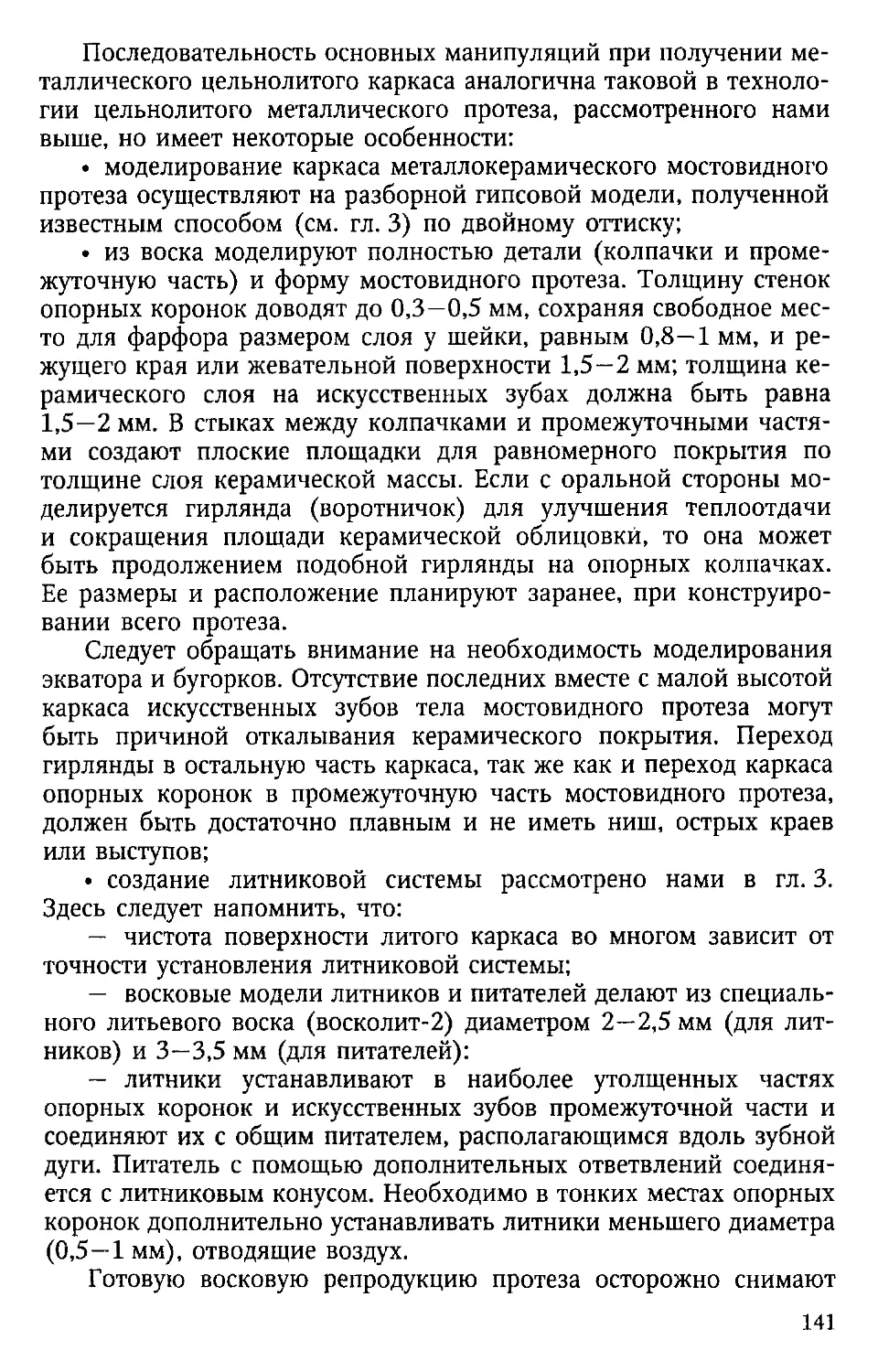
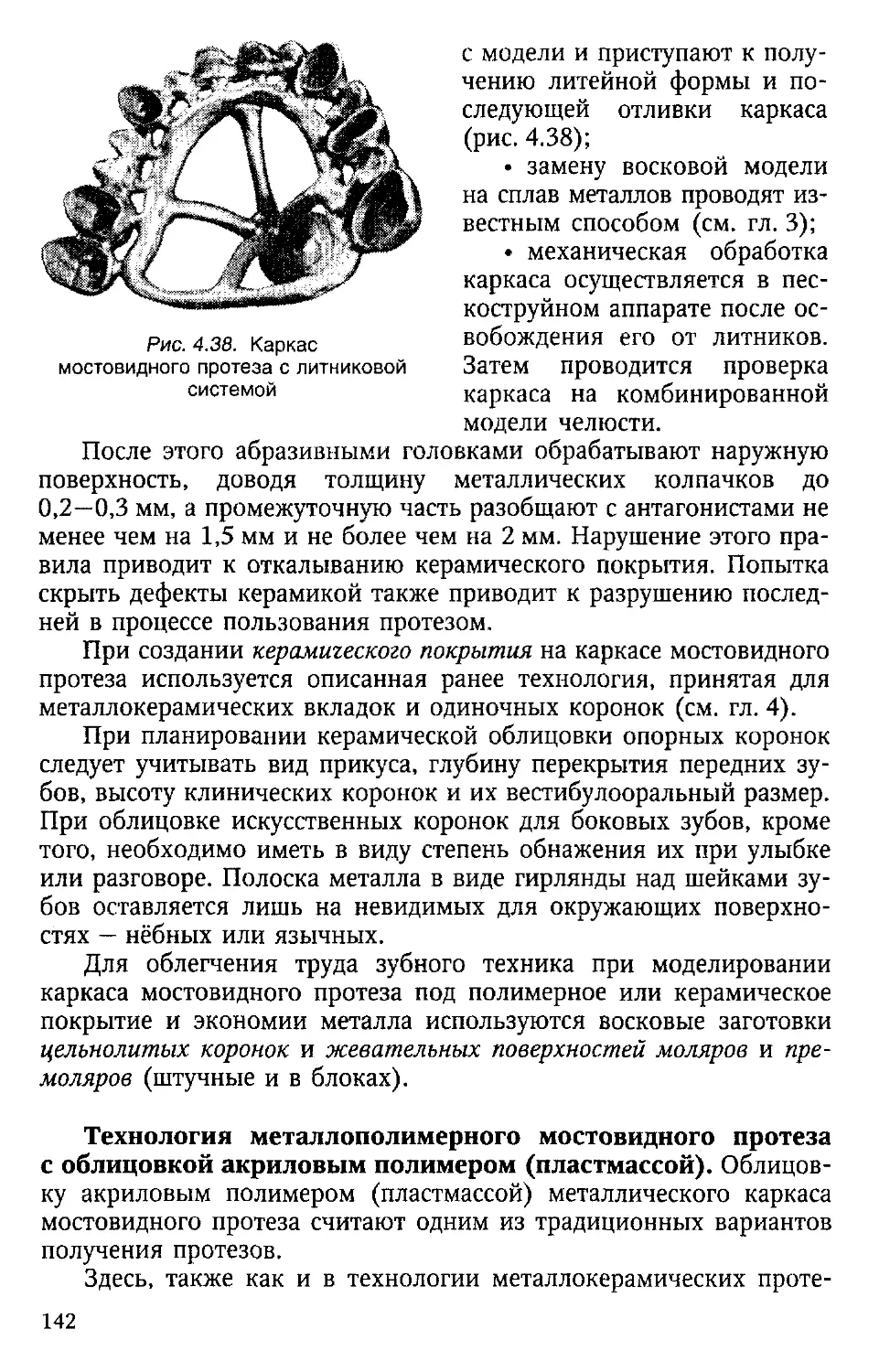
Технология мостовидных протезов.................................137
Полугение мостовидного протеза по восковой репродукции протеза (или его каркаса), создаваемой зубным техником после препарирования опорных зубов врагом..................137
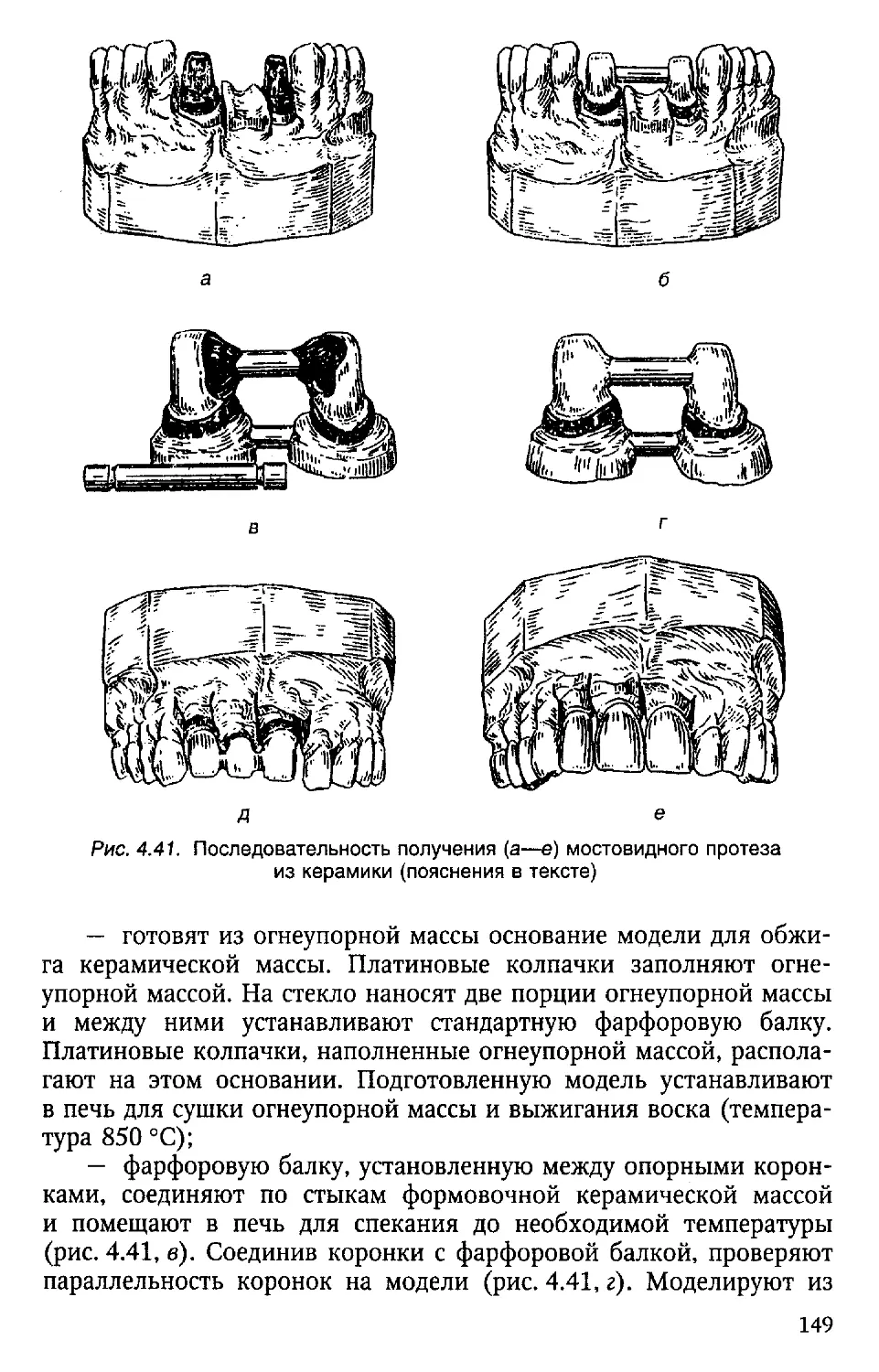
Полугение мостовидного протеза по восковой репродукции, создаваемой зубным техником после фантомного препарирования врагом опорных зубов........................148
Полугение мостовидного протеза без моделирования восковой репродукции зубным техником на рабогей модели гелюсти (гипсовой или огнеупорной).................................148
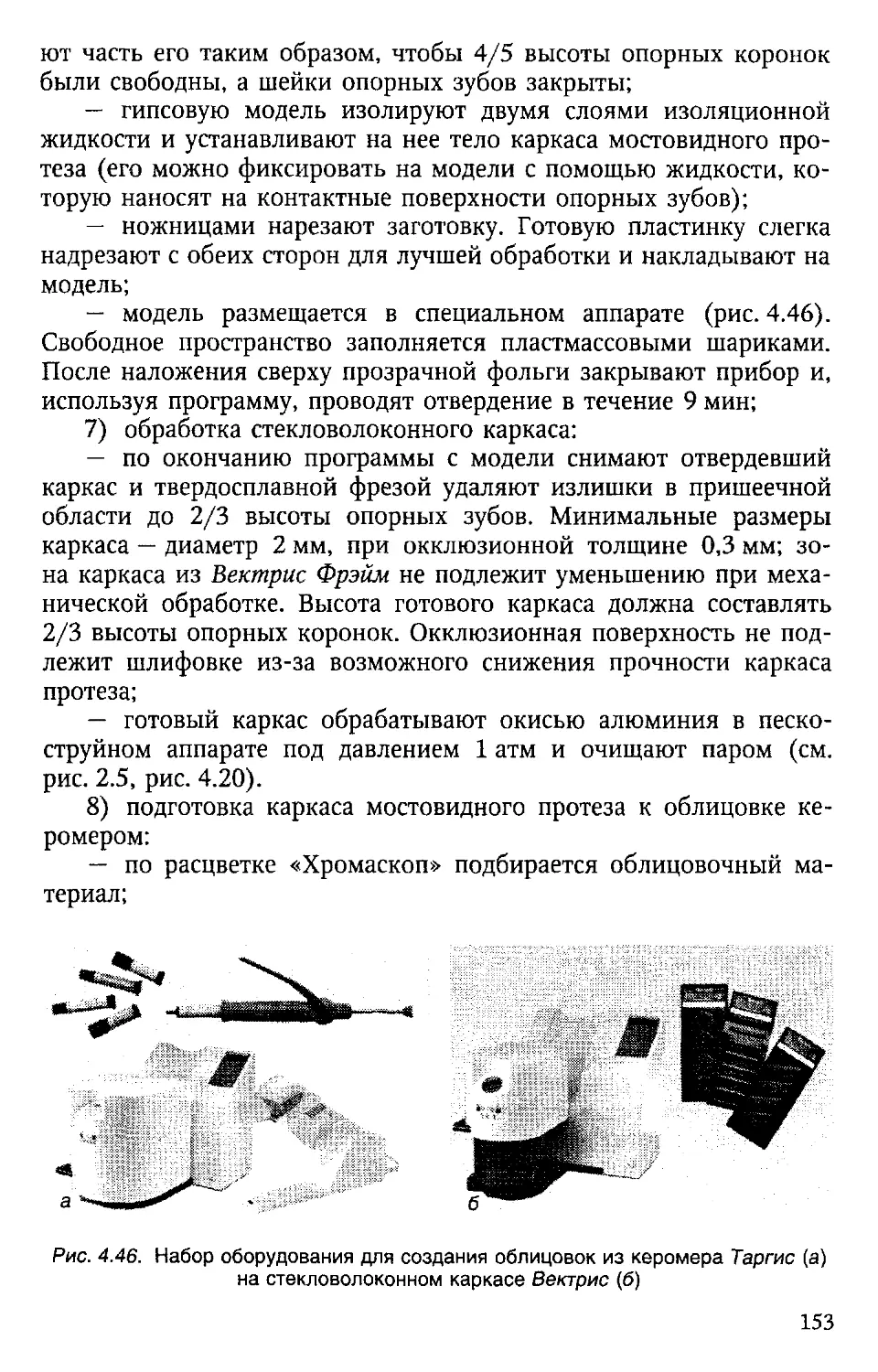
Полугение мостовидного протеза врагом или его ассистентом на гипсовой модели гелюсти без моделирования восковой репродукции................................................154
Полугение мостовидного протеза врагом в полости рта больного без моделирования восковой репродукции........155
Полугение мостовидных протезов врагом методом фрезерования из фабригной заготовки без моделирования восковой репродукции.......................................156
Технология несъемных шинирующих конструкций.....................157
Полугение шины из панцирных накладок.......................157
Полугение цельнолитой шины с корневыми штифтами............159
Полугение цельнолитой шины из блока полных, экваторных коронок или полукоронок.........................159
Полугение несъемных шин с полимерным и стекловолоконным каркасом...................................................159
Глава 5. ТЕХНОЛОГИЯ СЪЕМНЫХ ЗУБНЫХ ПРОТЕЗОВ ..............163
Технология частичных и полных съемных пластиночных протезов . . 163
Полугение гастигных и полных съемных пластиногных протезов с полимерным базисом .................................163
Полугение гастигных и полных съемных пластиногных протезов с двуслойным полимерным базисом.......................197
Полугение гастигных и полных съемных протезов с комбинированным металлополимерным базисом...........200
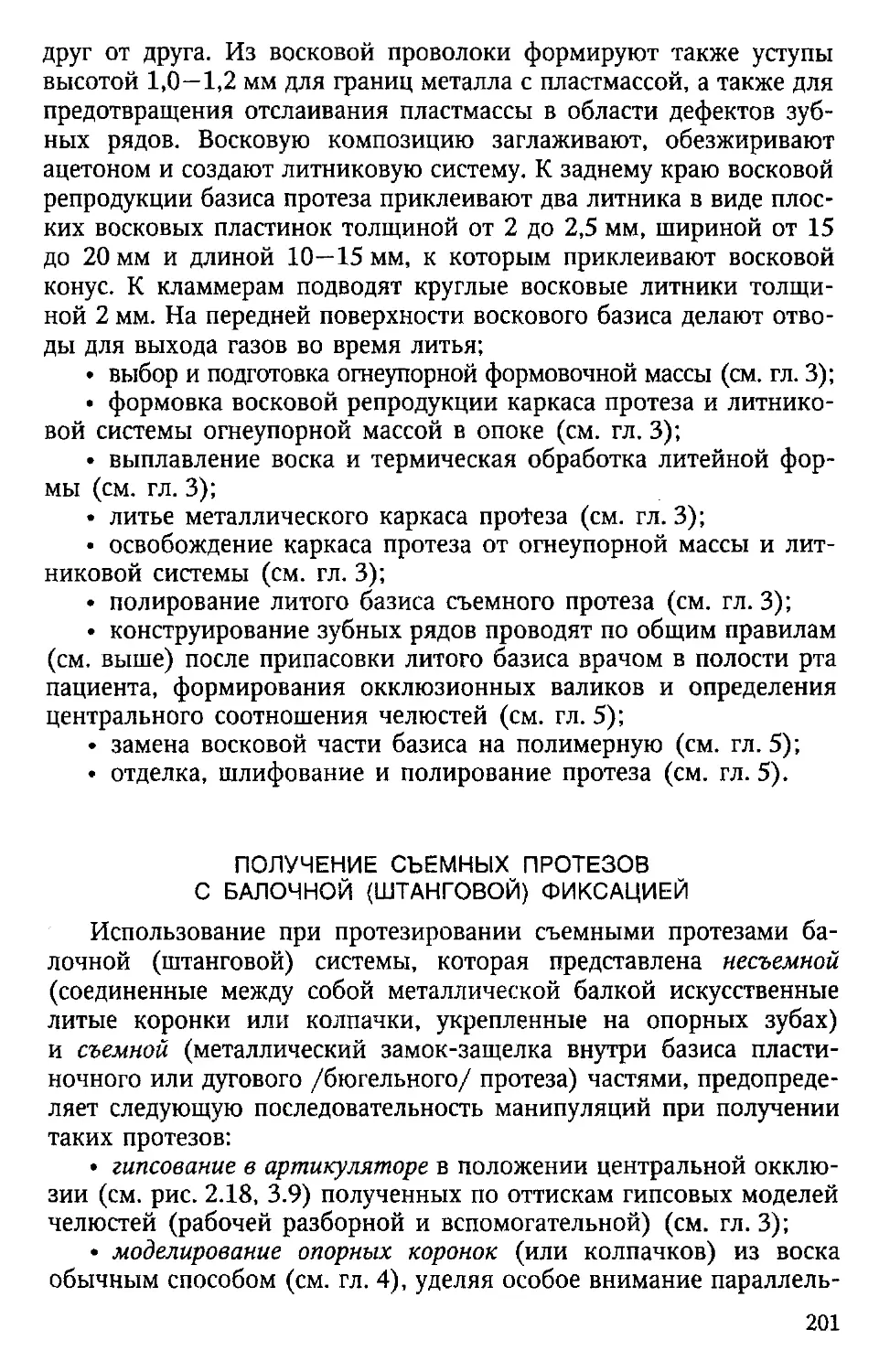
Полугение съемных протезов с балогной (штанговой) фиксацией.............................................201
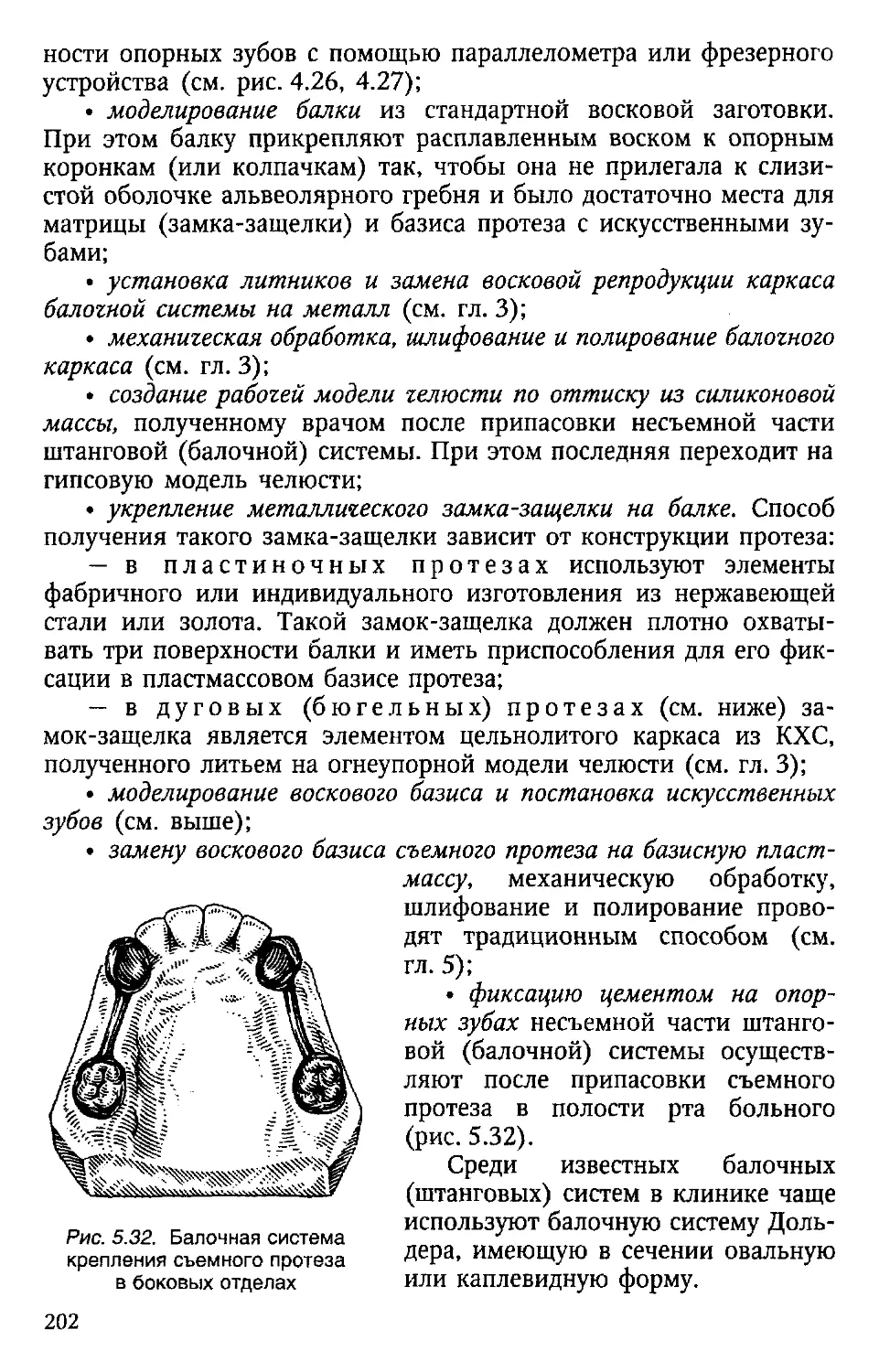
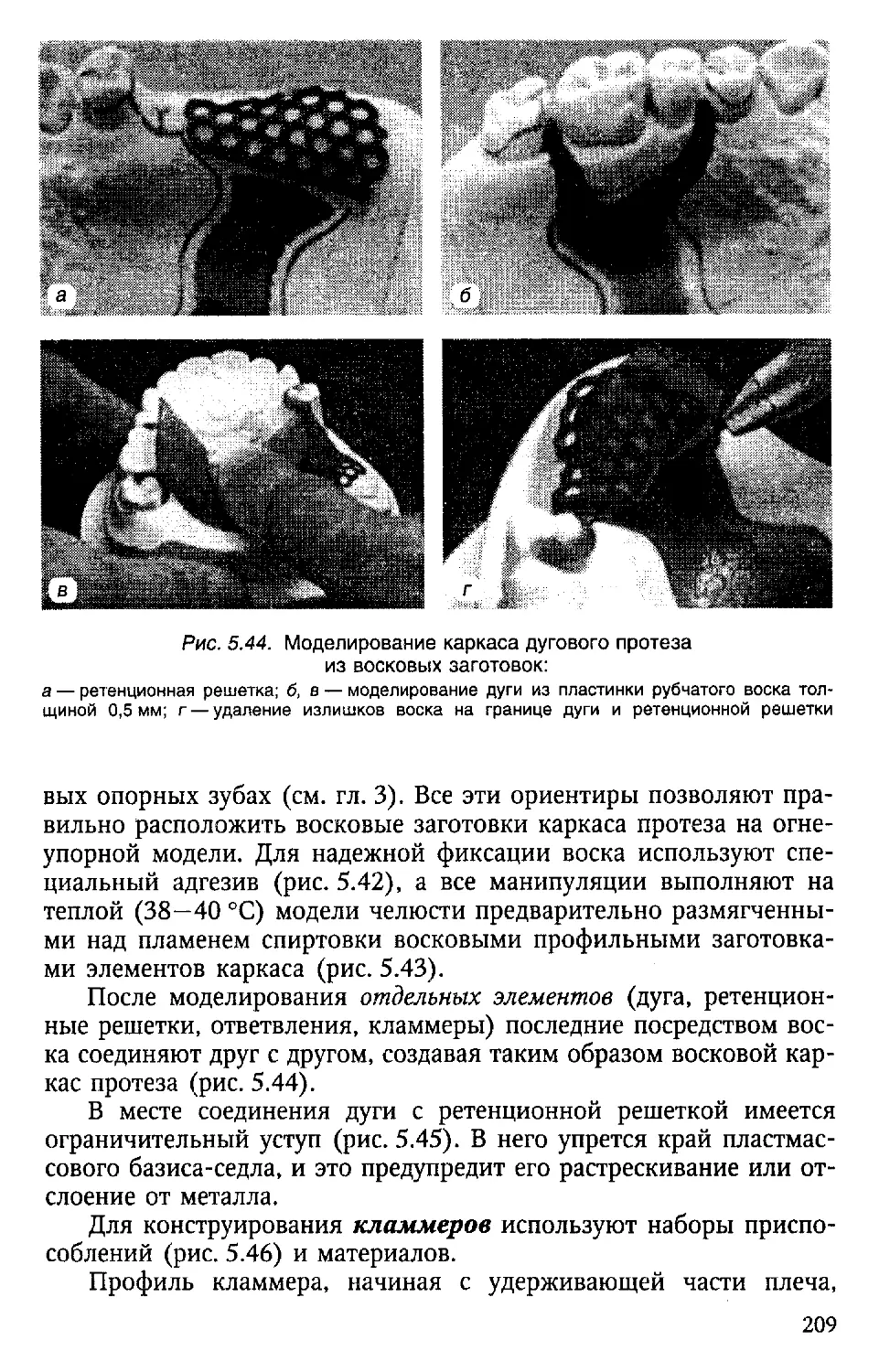
Технология дуговых (бюгельных) протезов...................203
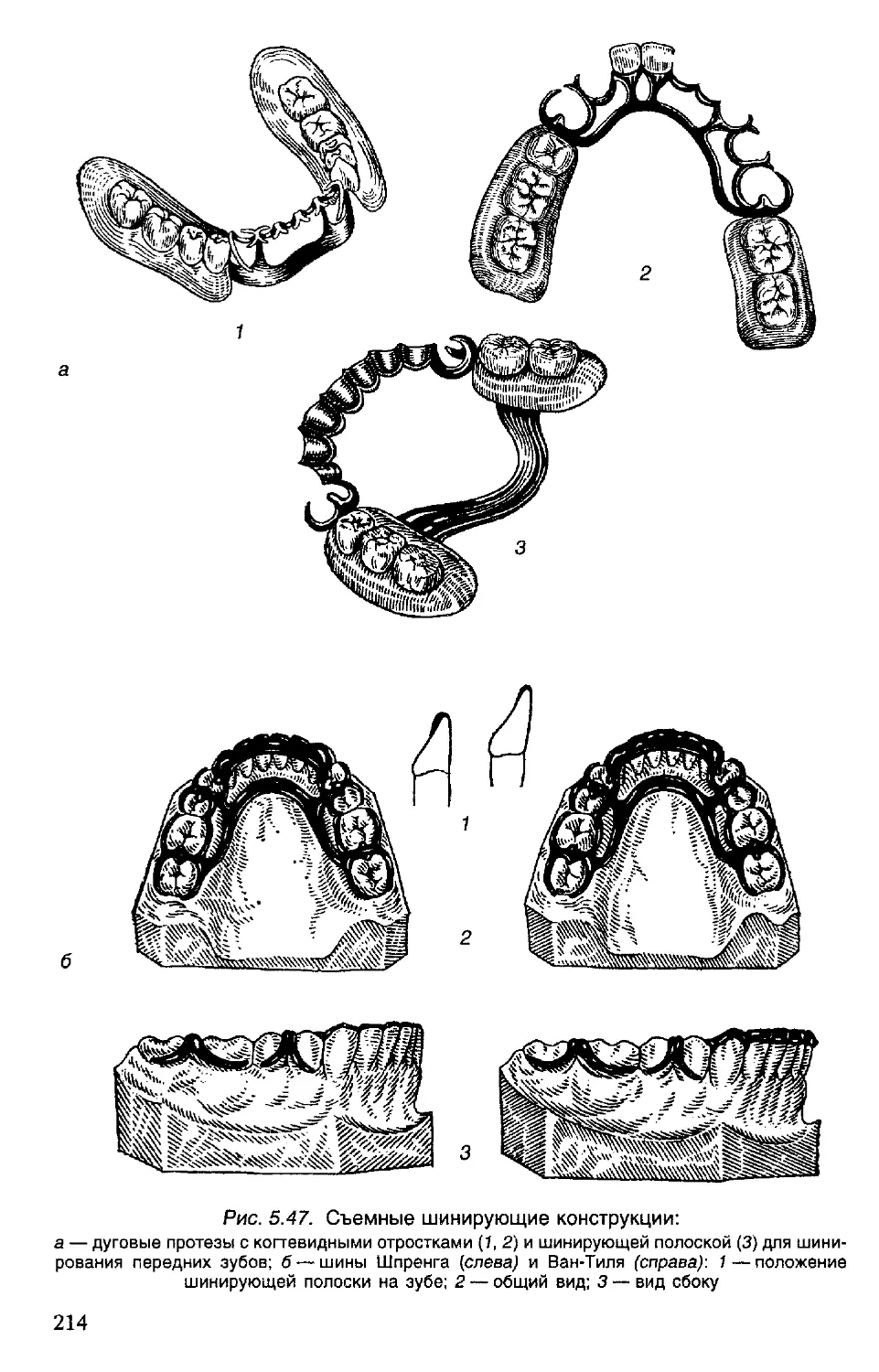
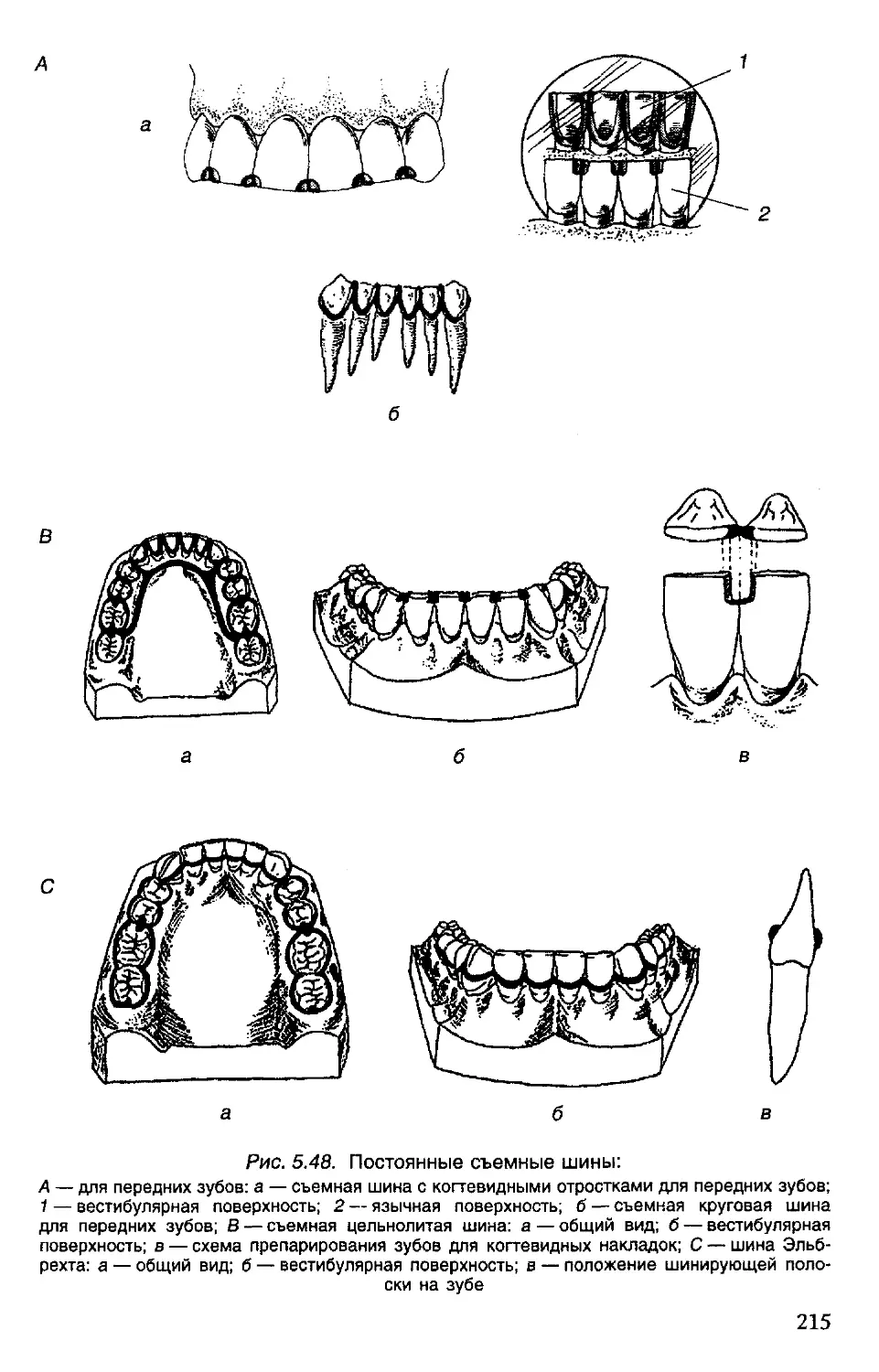
Технология съемных шинирующих конструкций.................212
Реставрация съемных зубных протезов.......................216
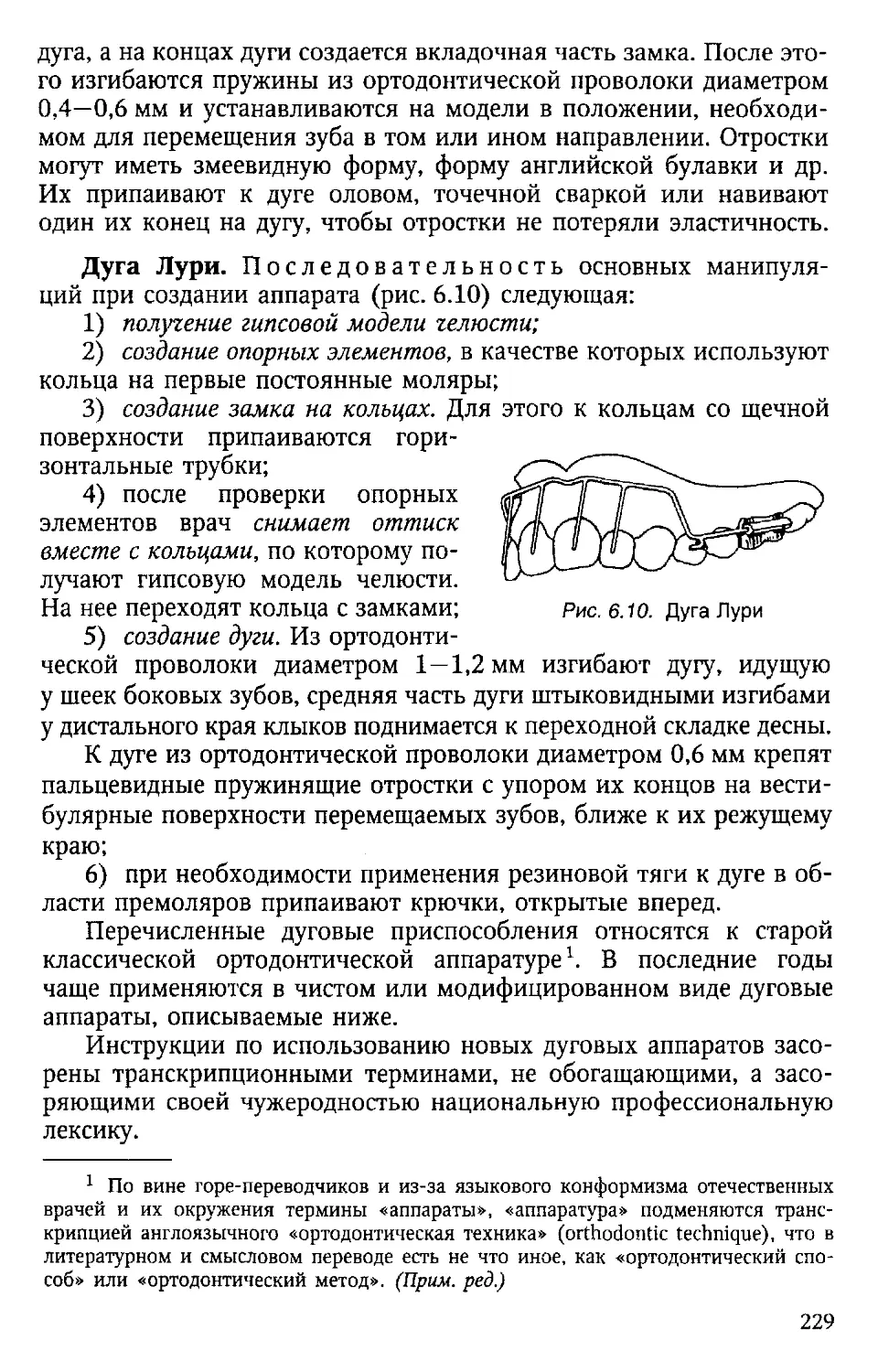
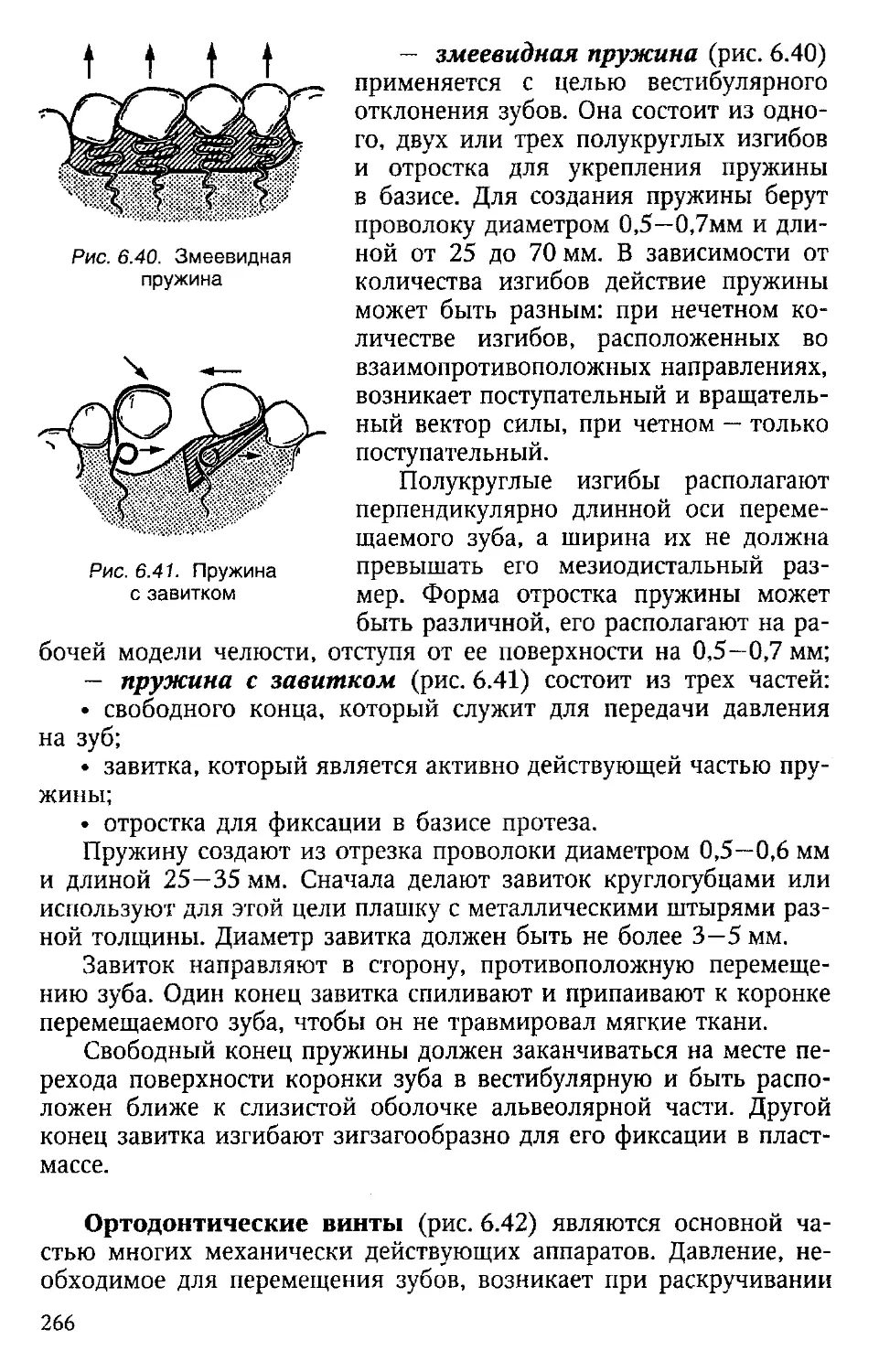
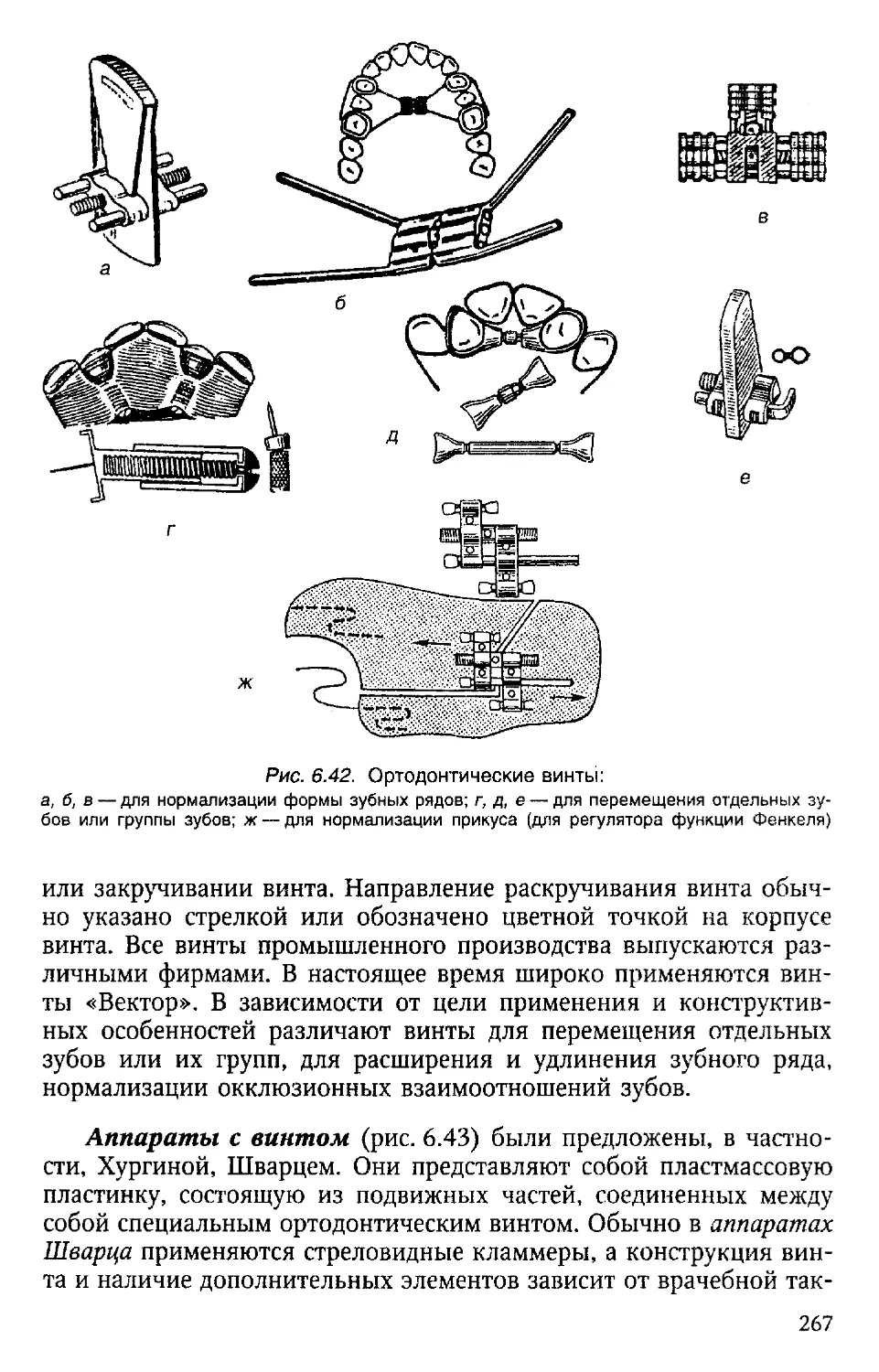
Глава 6. ТЕХНОЛОГИЯ ОРТОДОНТИЧЕСКИХ АППАРАТОВ.............220
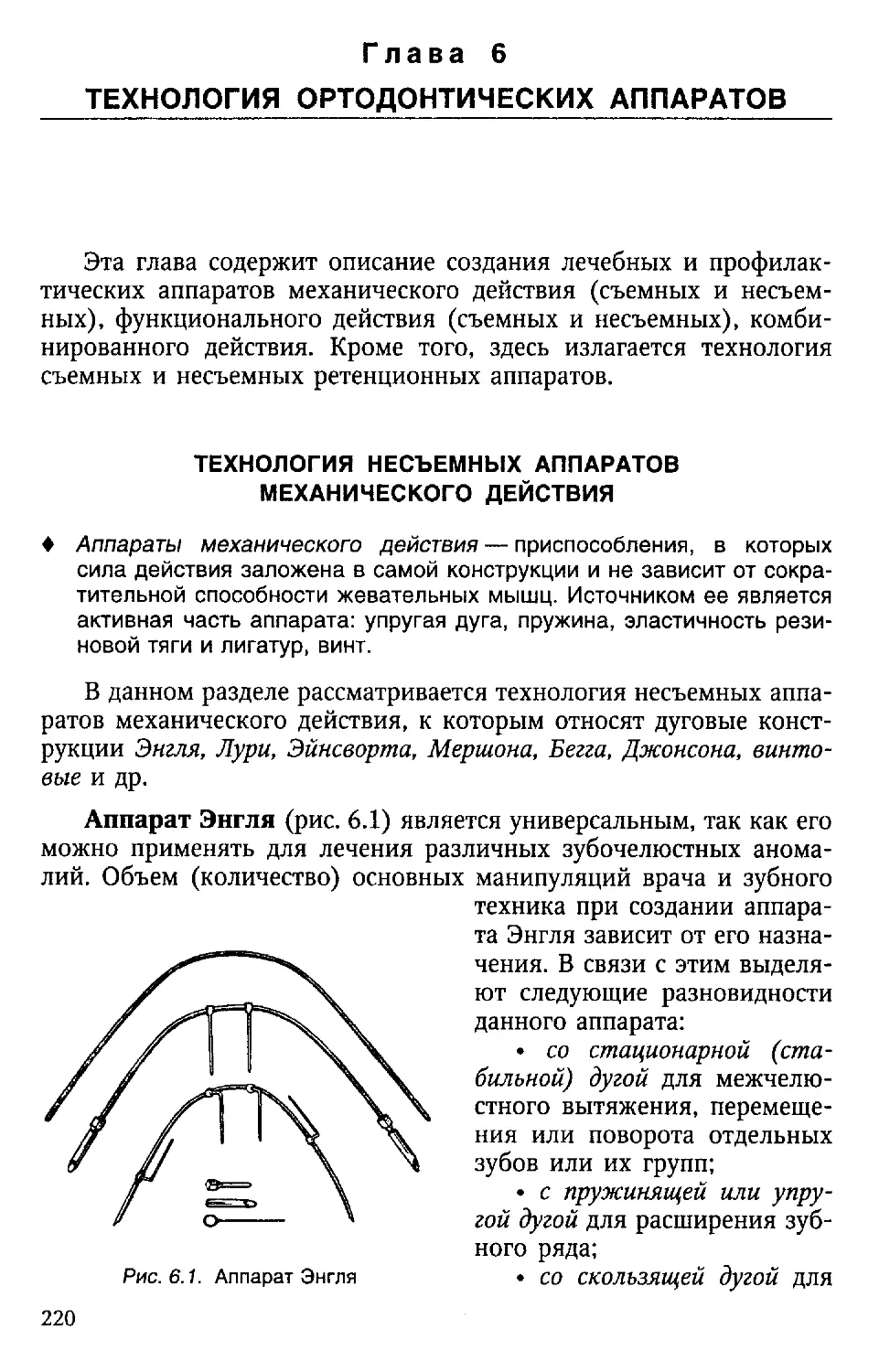
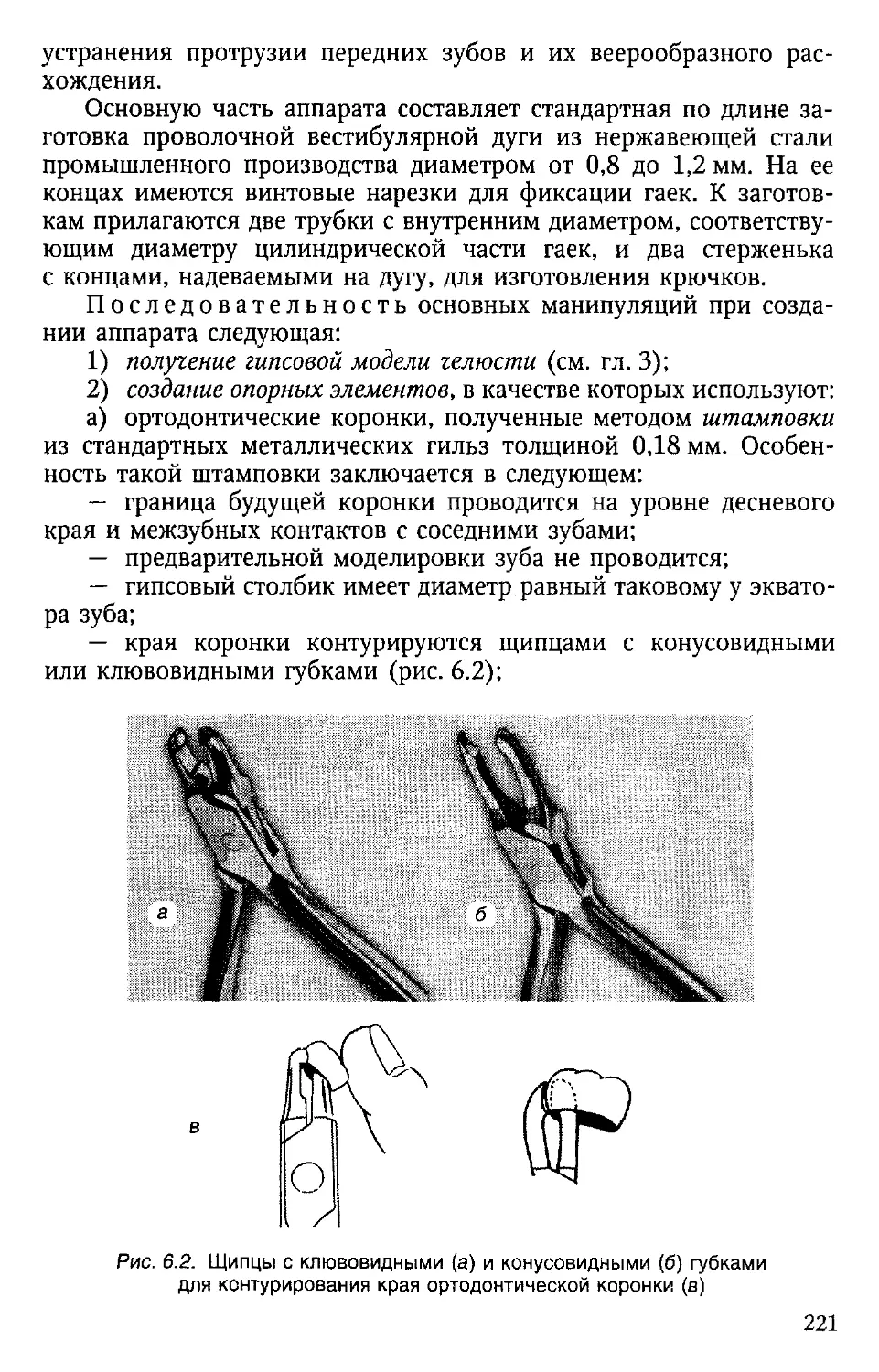
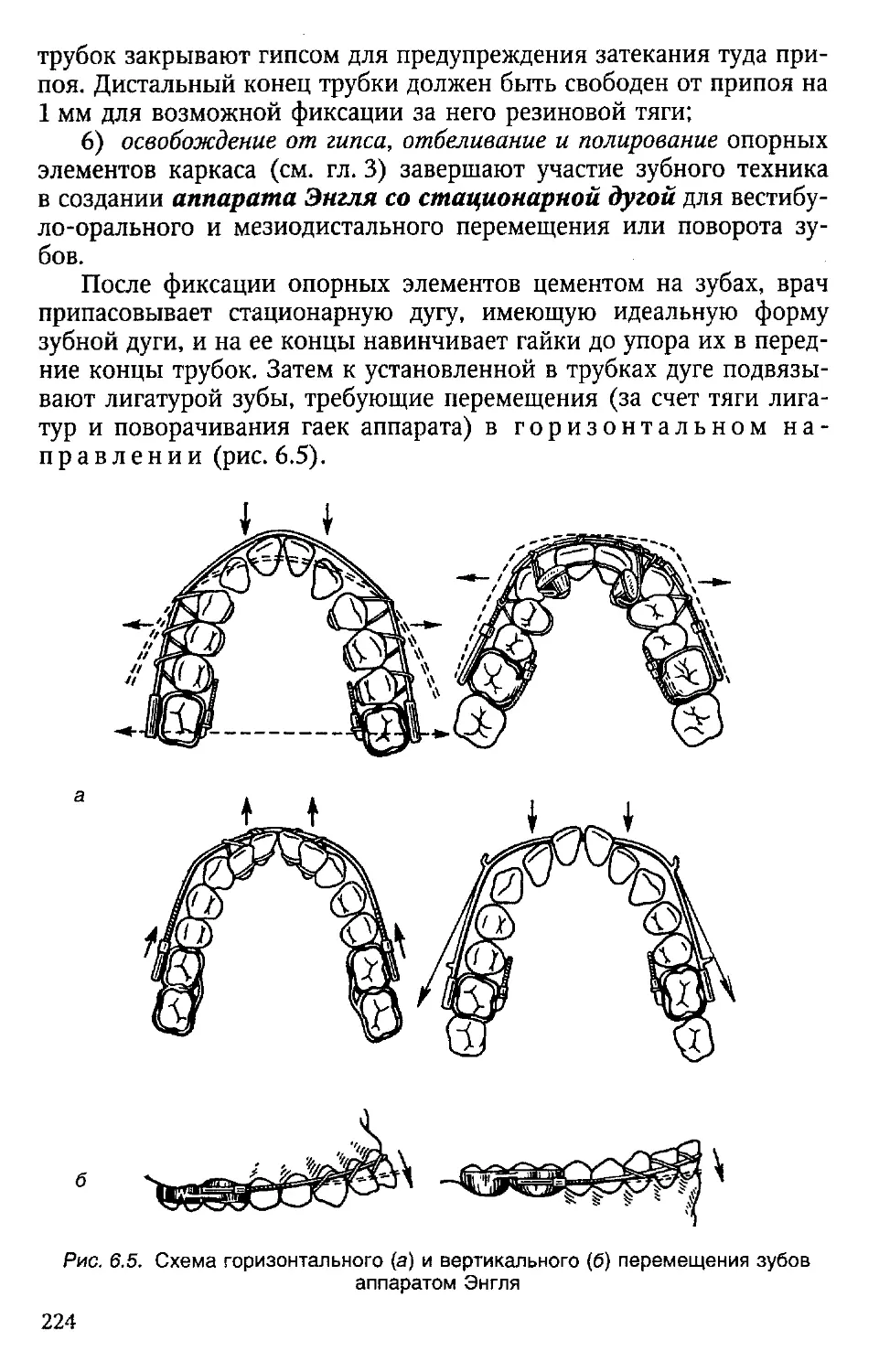
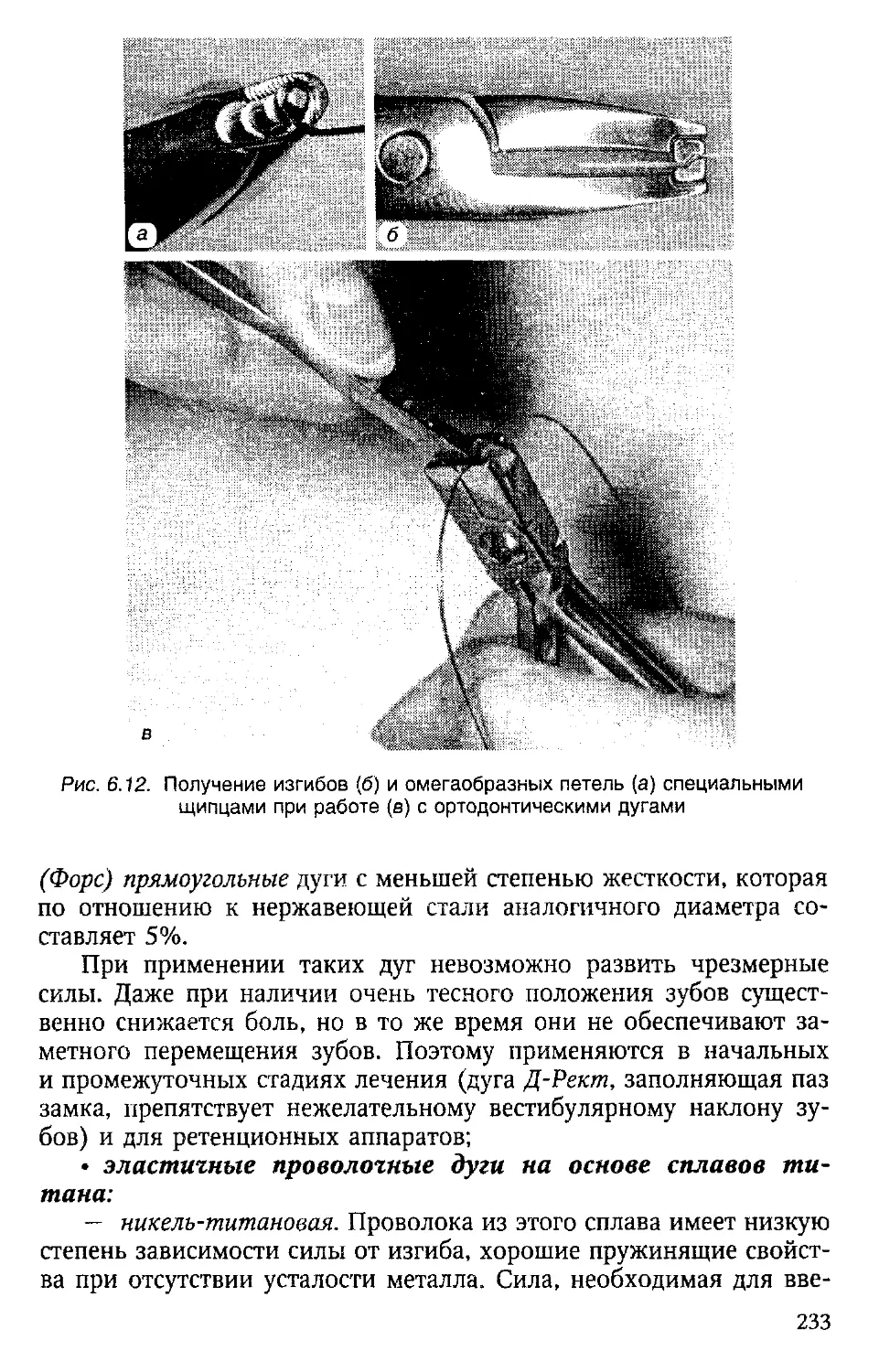
Технология несъемных аппаратов механического действия.....220
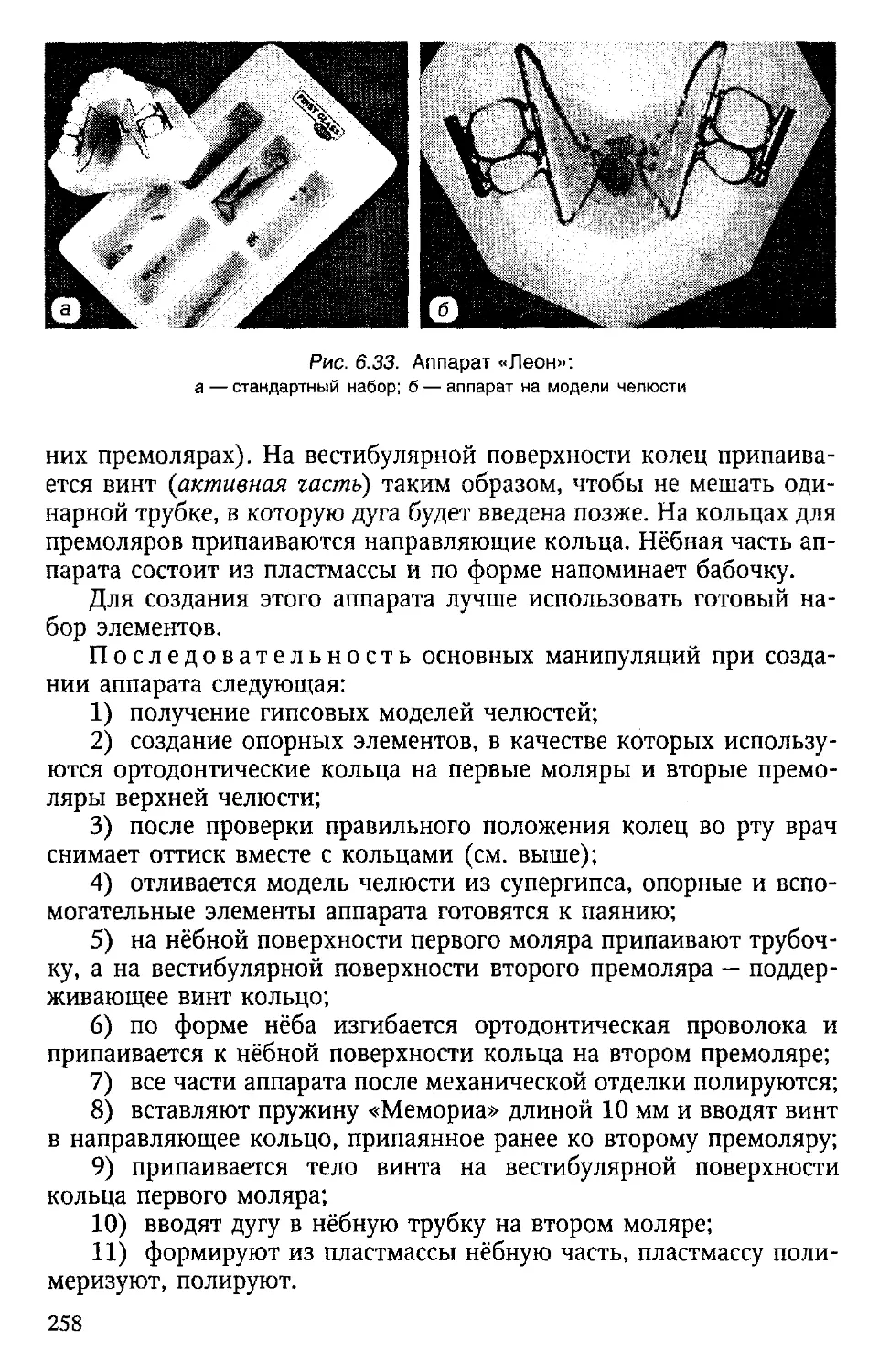
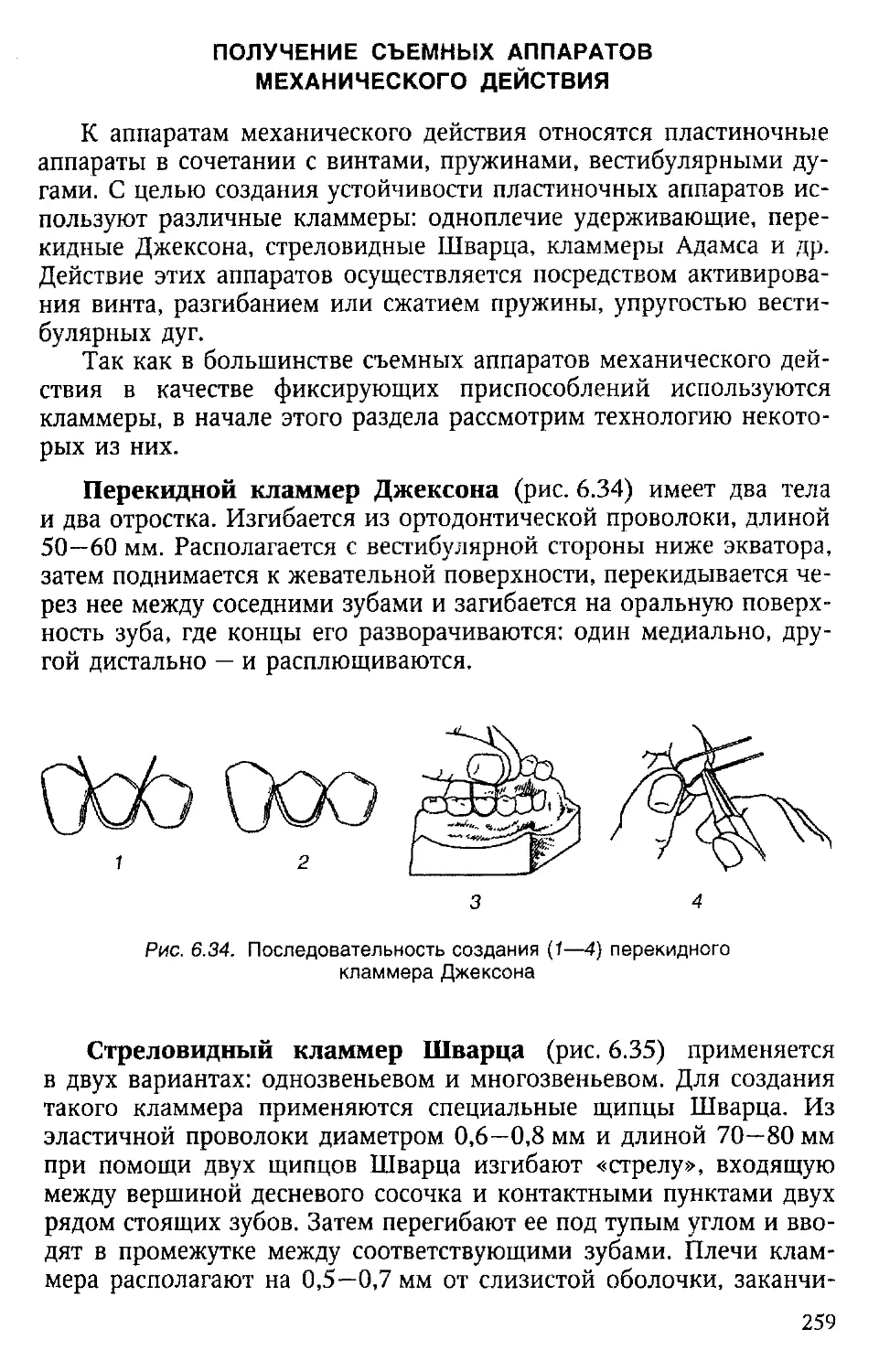
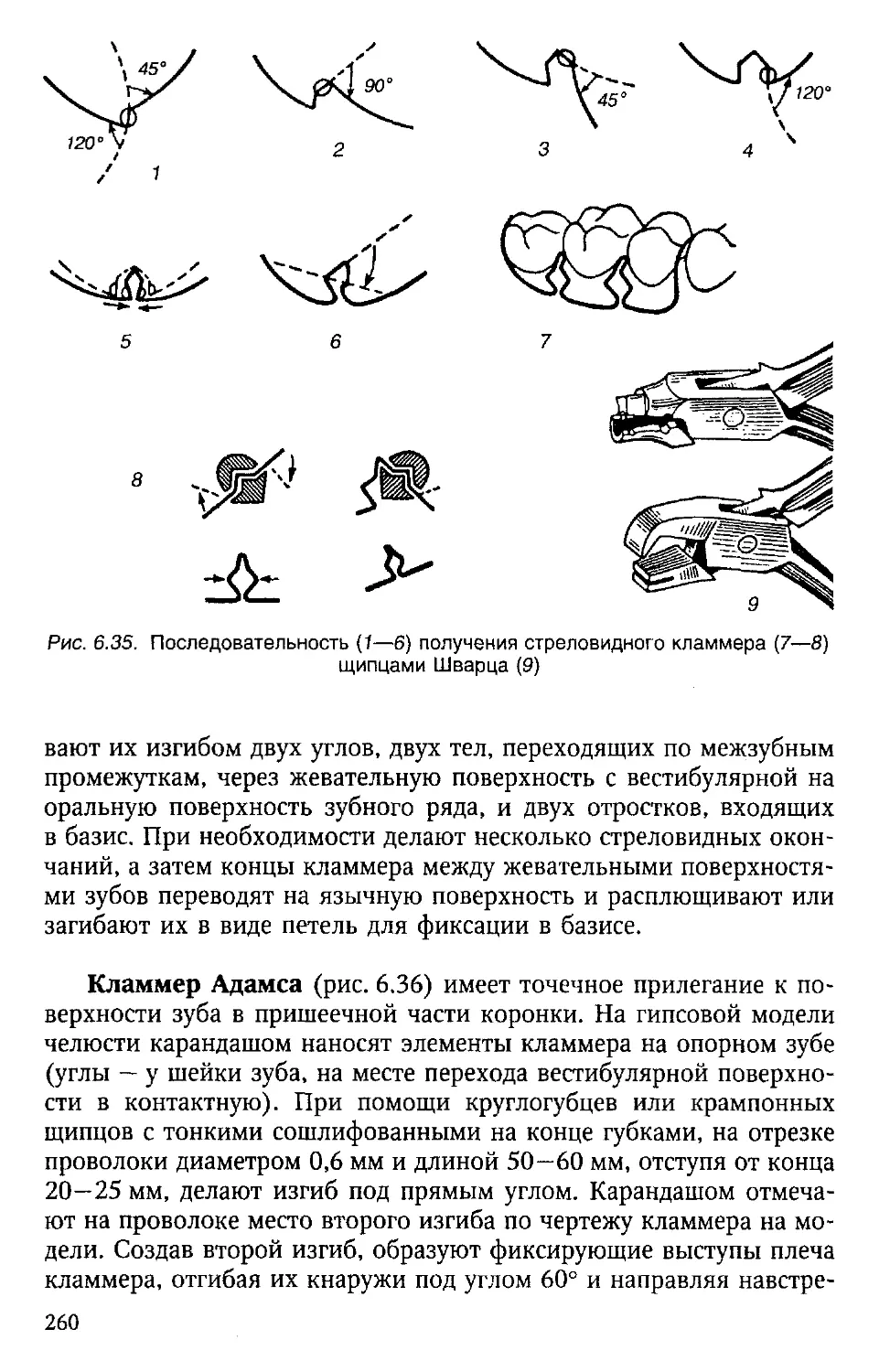
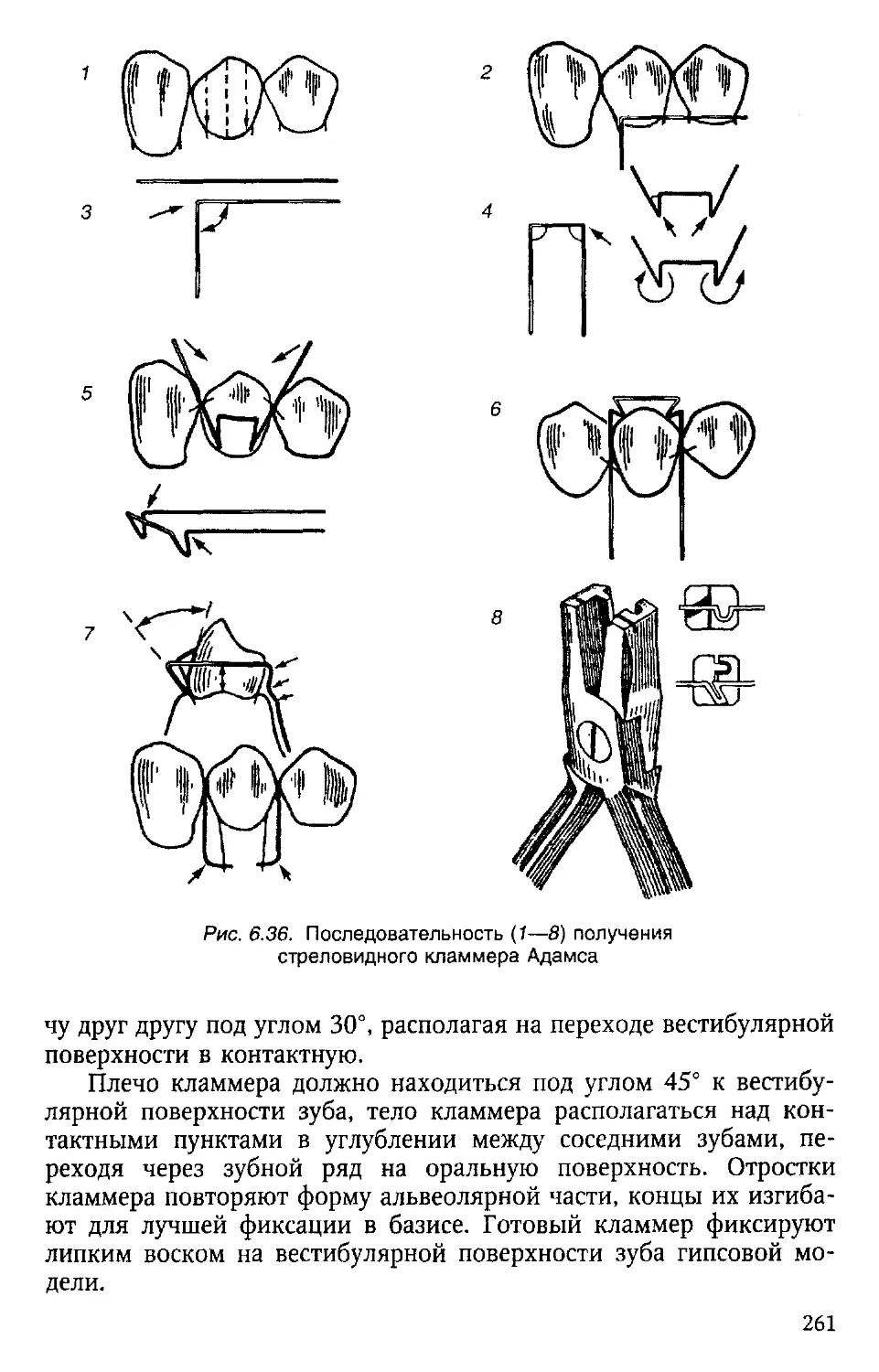
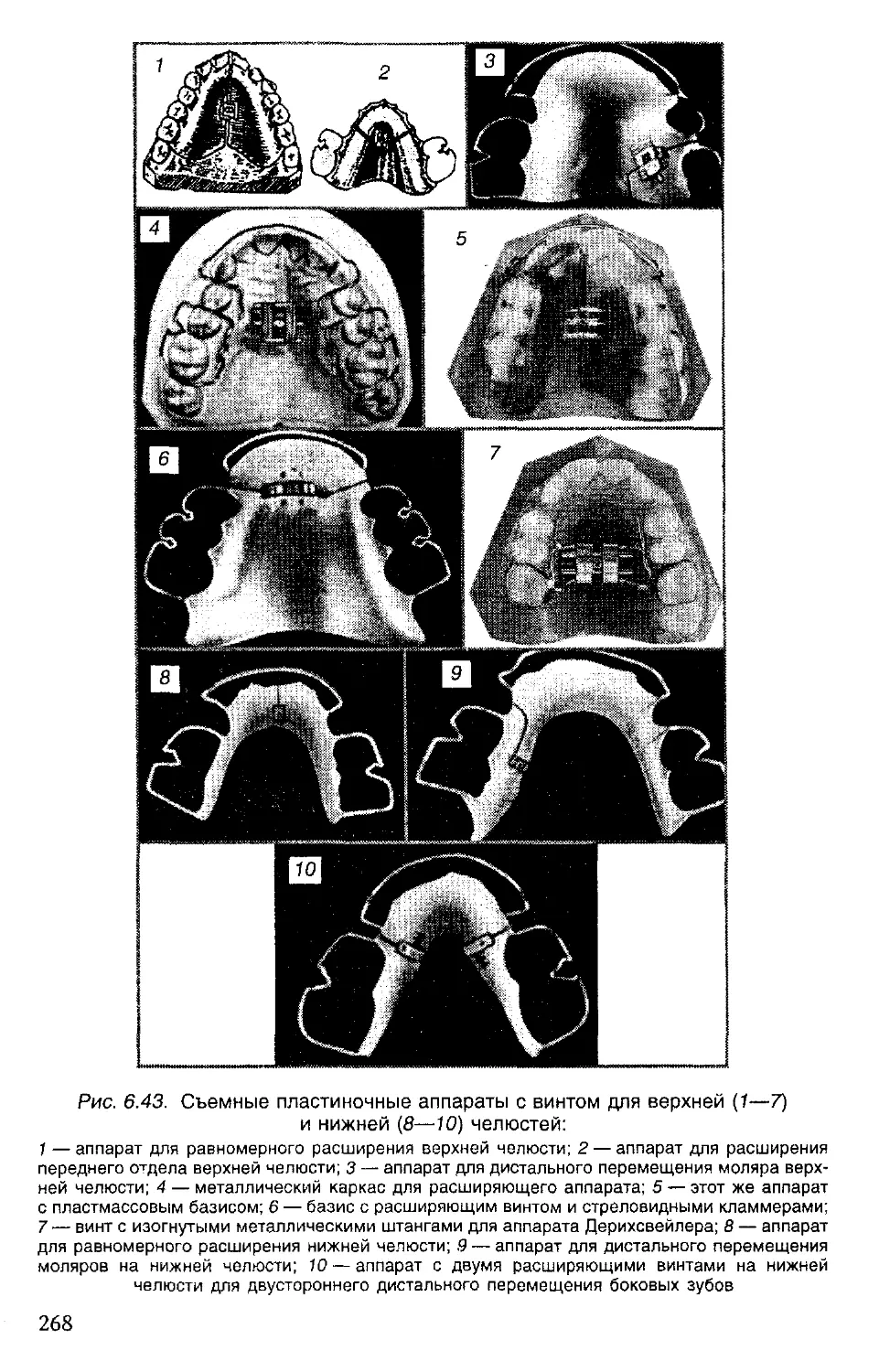
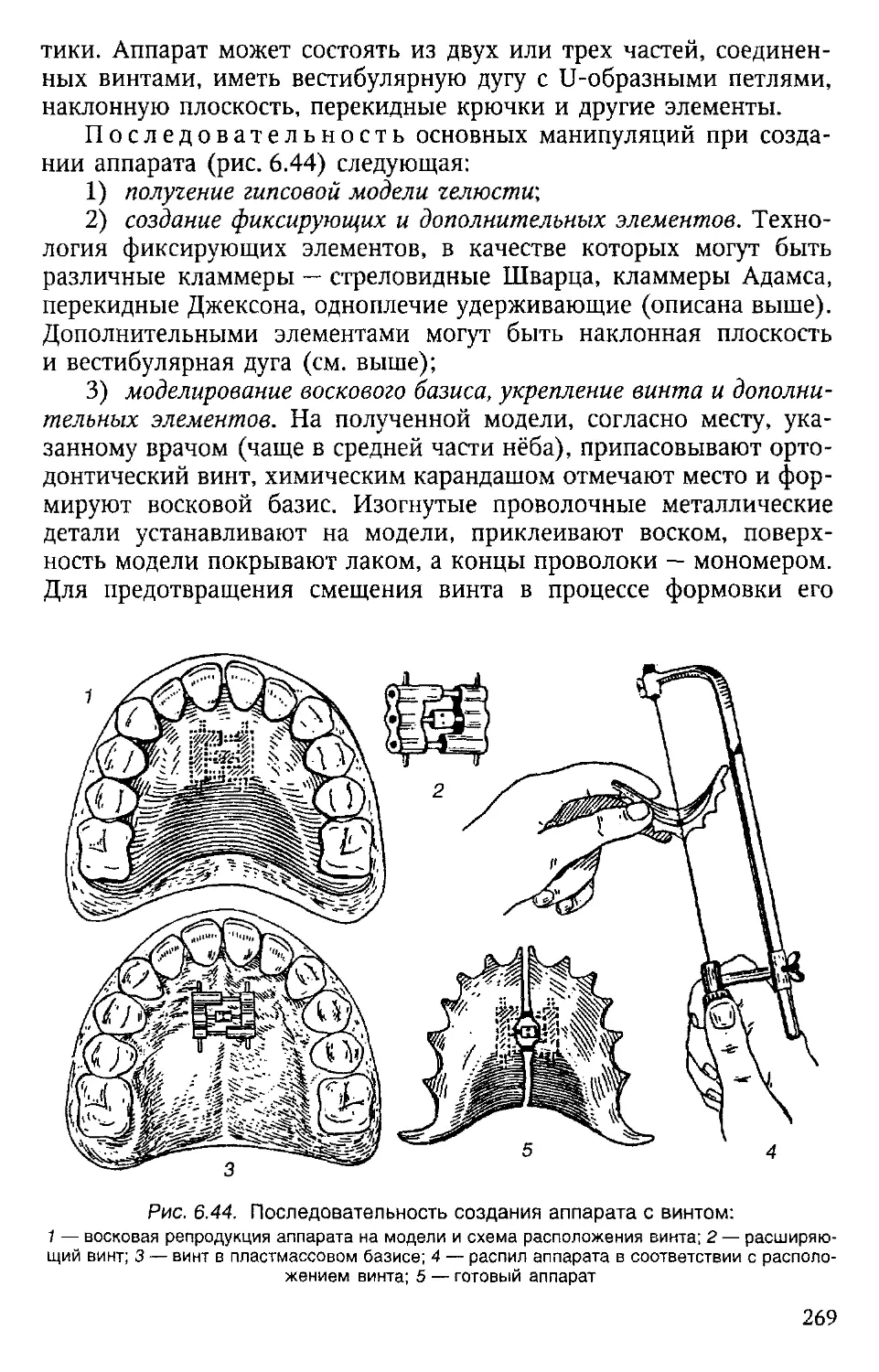
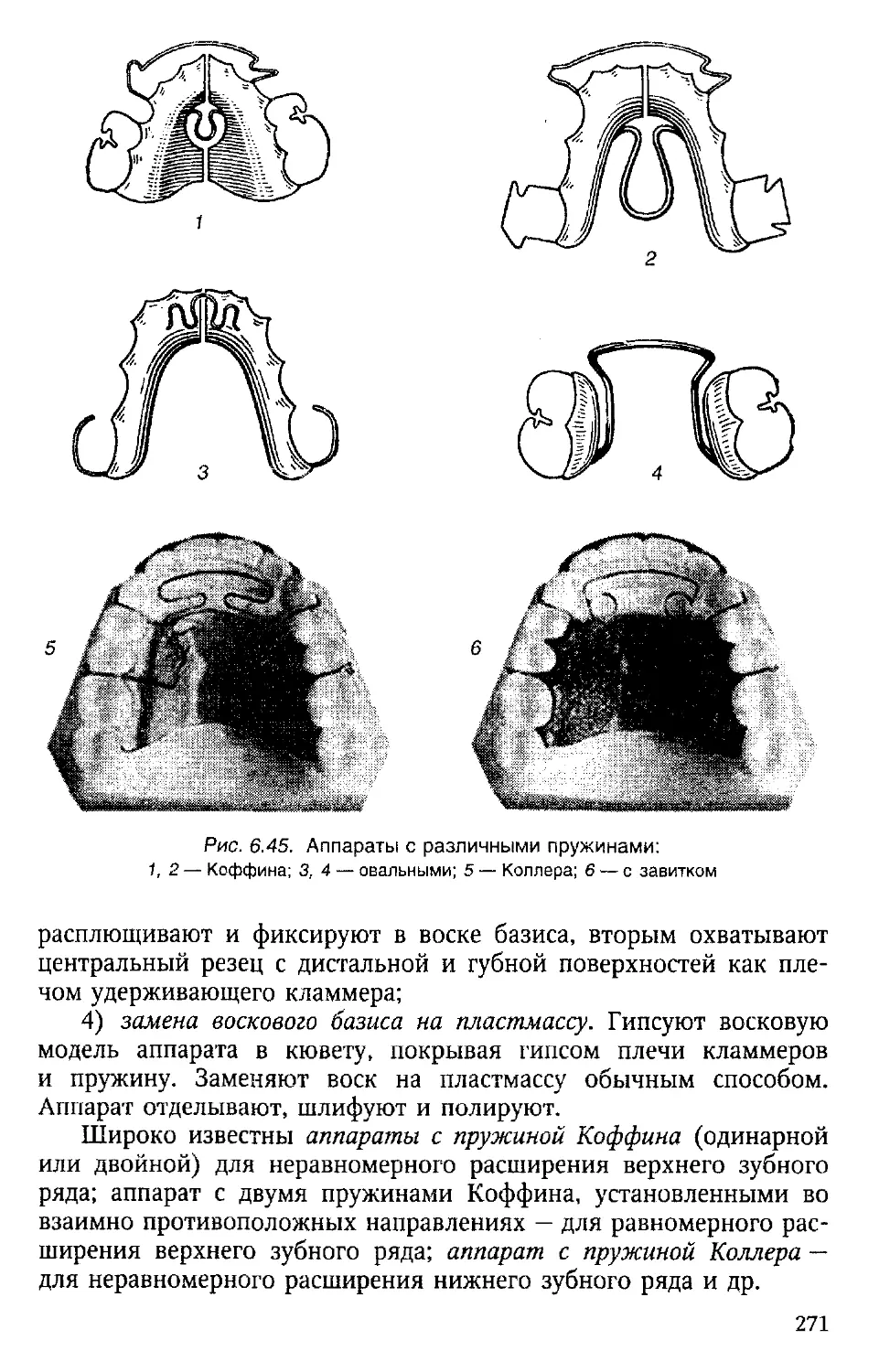
Получение съемных аппаратов механического действия........259
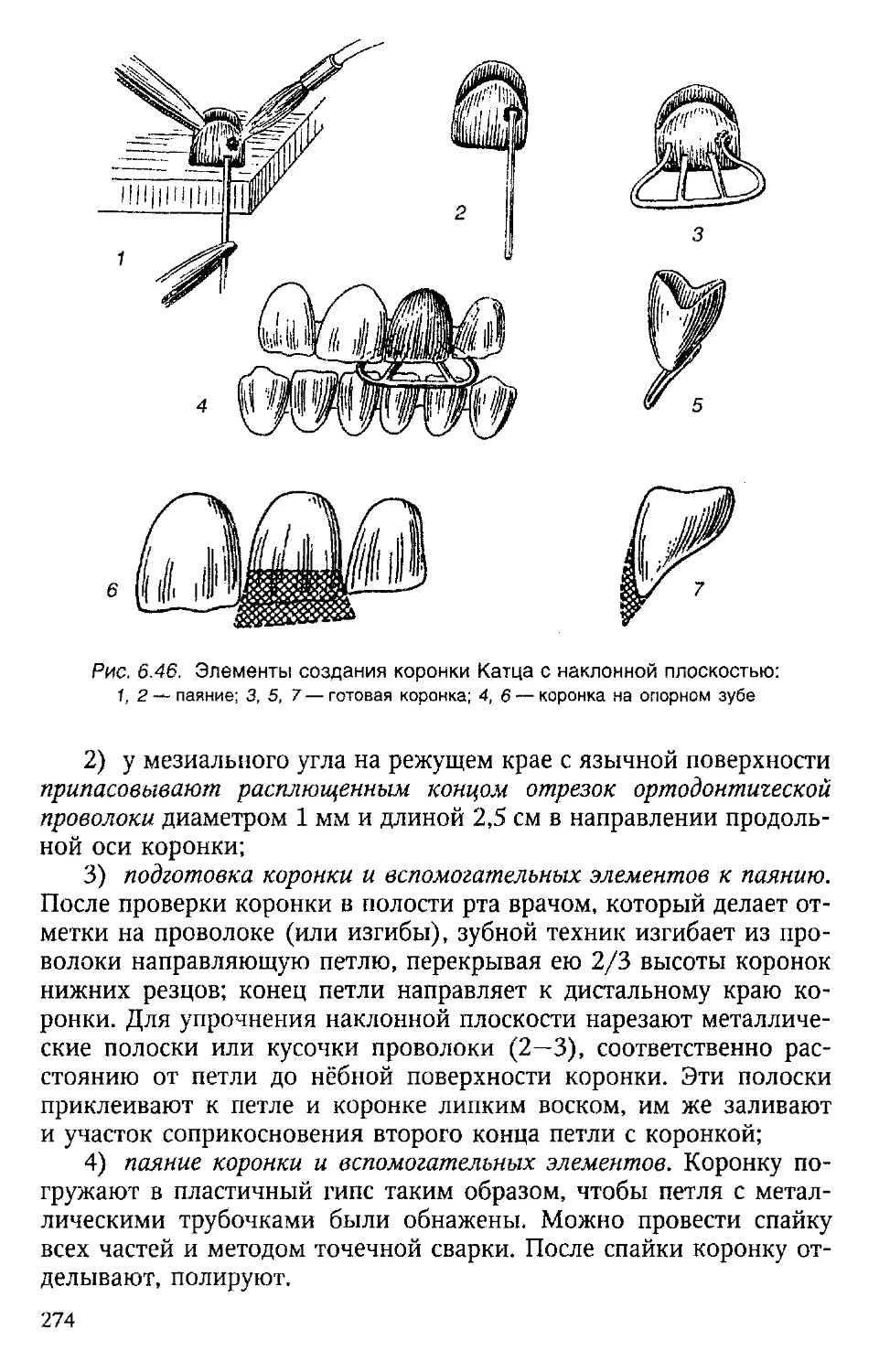
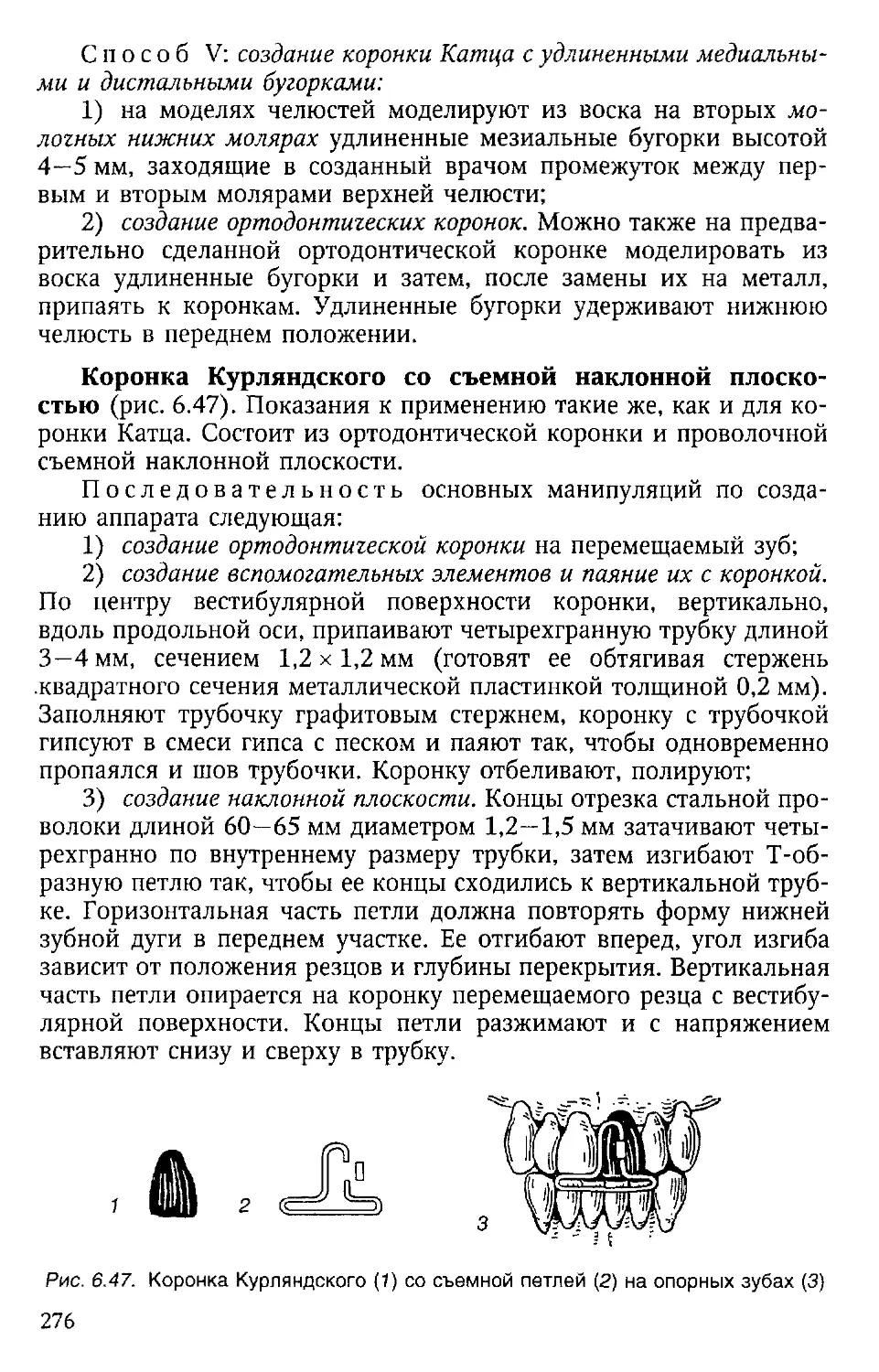
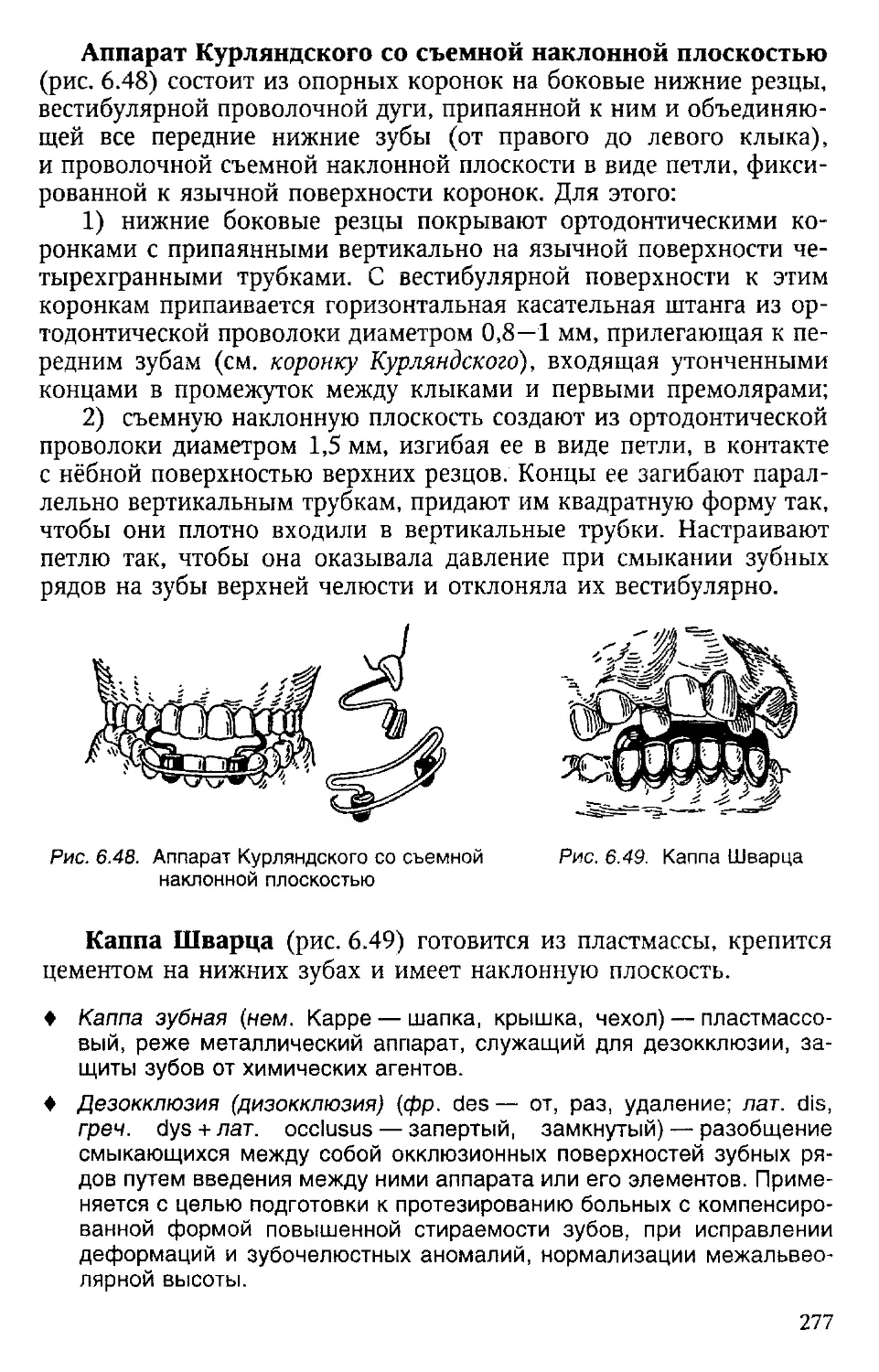
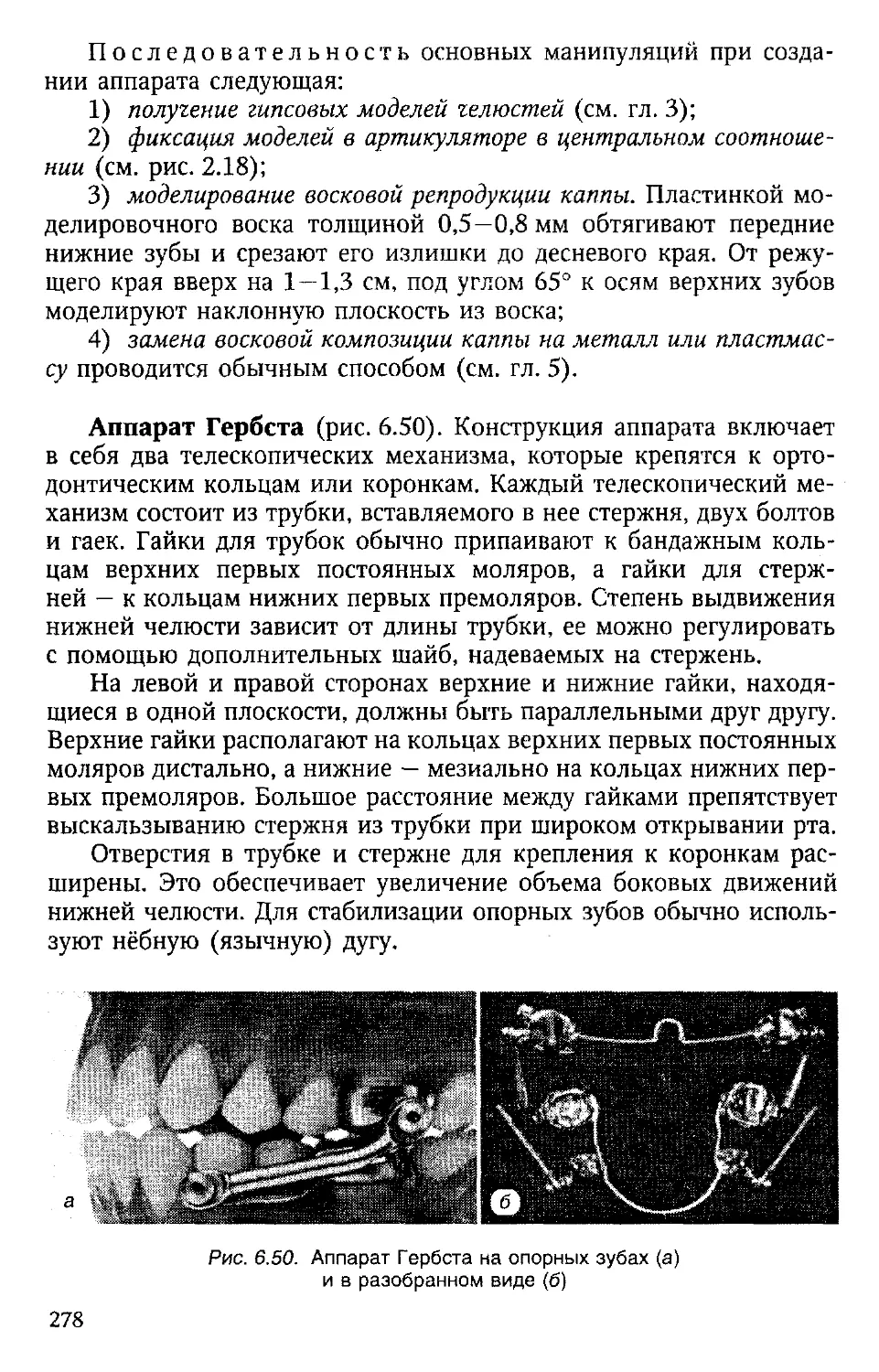
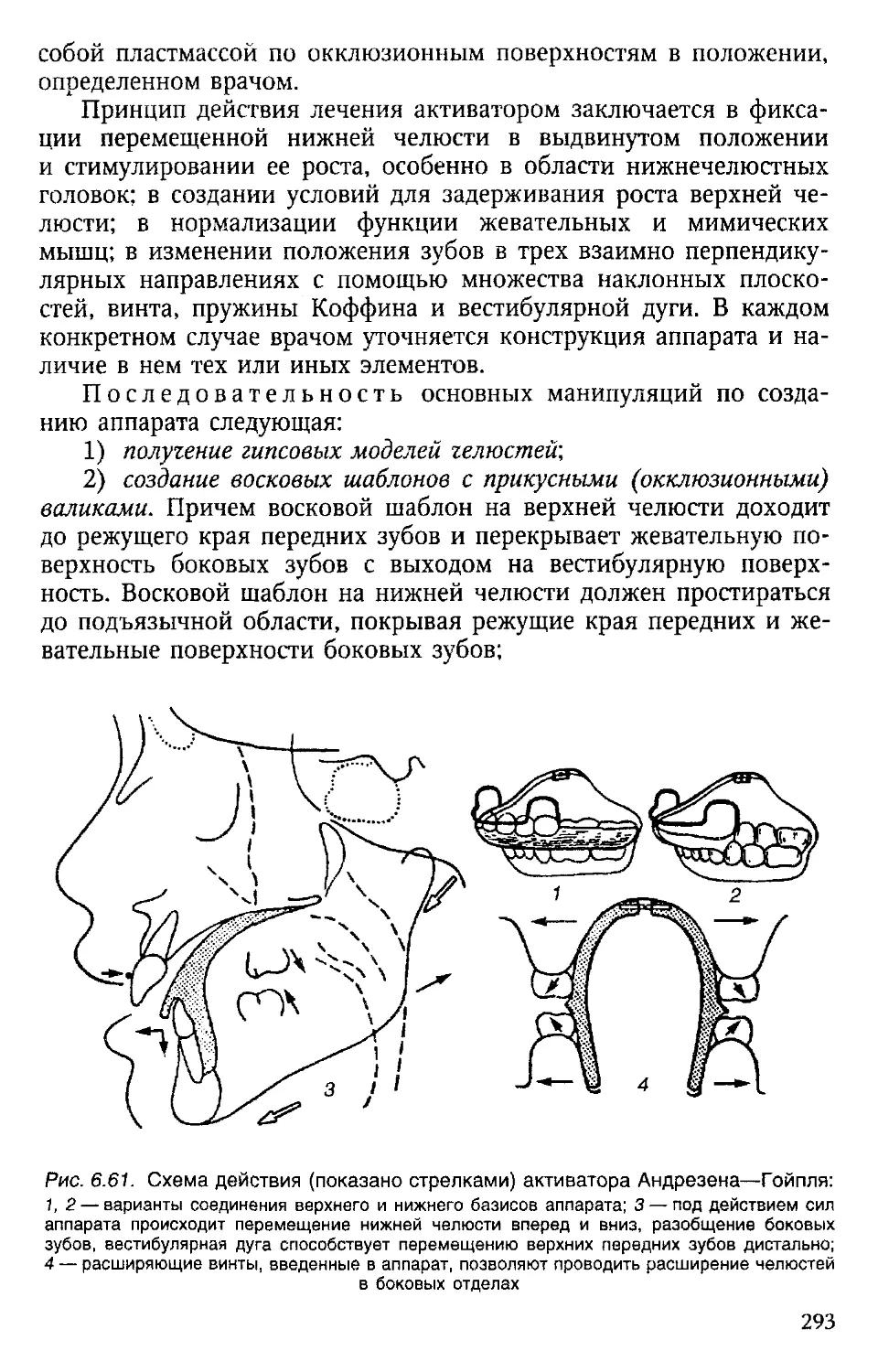
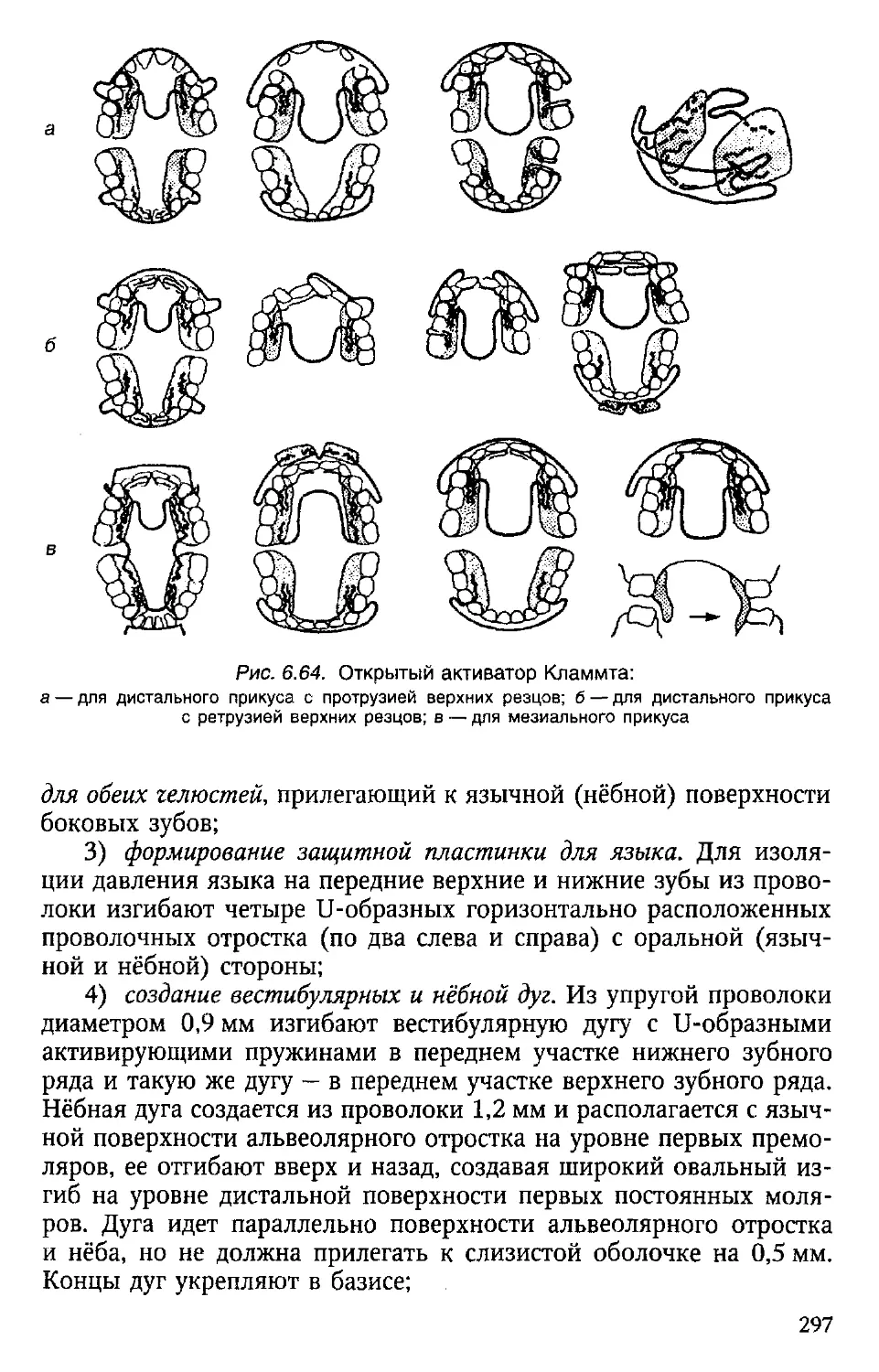
Получение несъемных аппаратов функционального действия....273
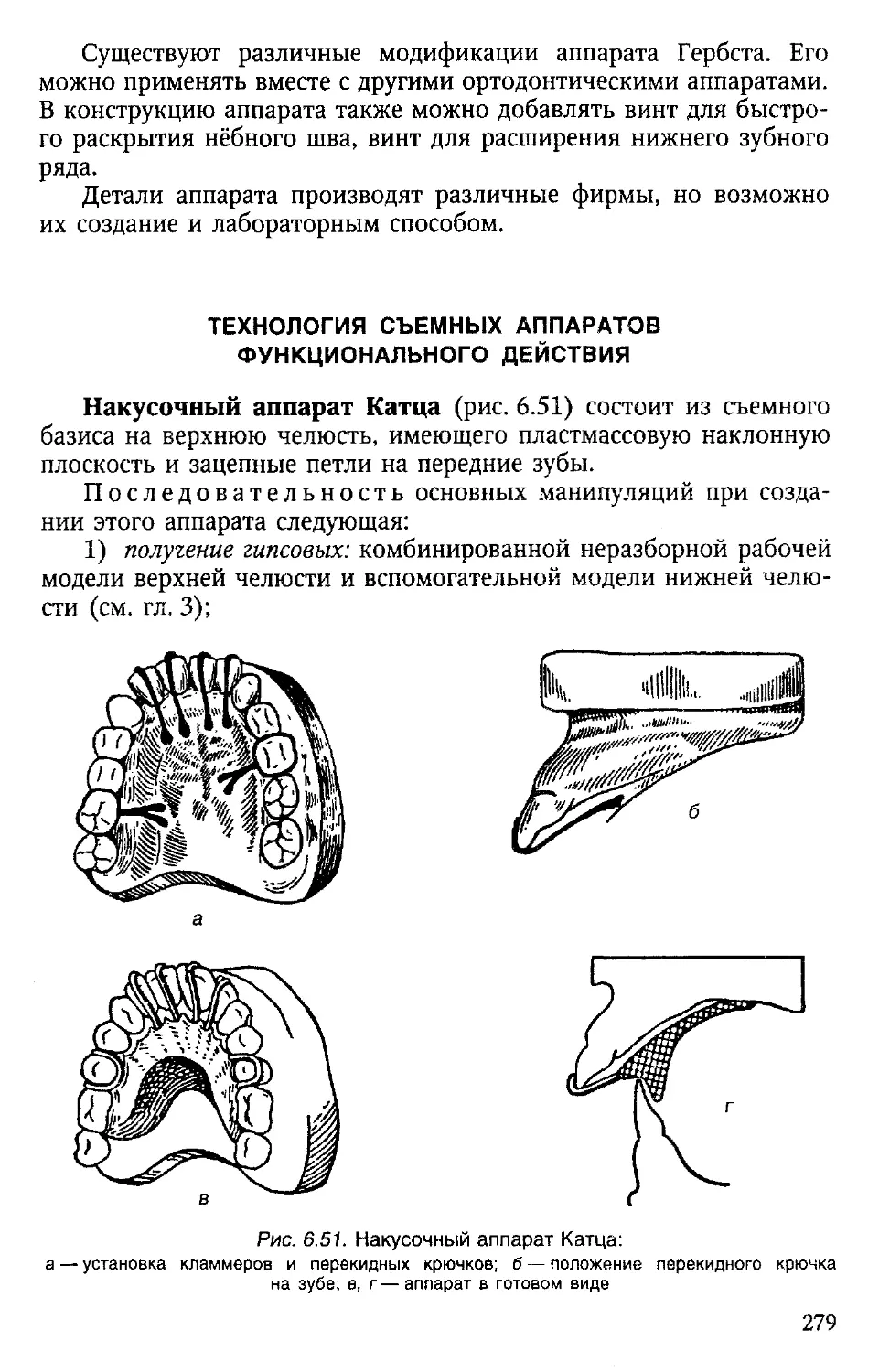
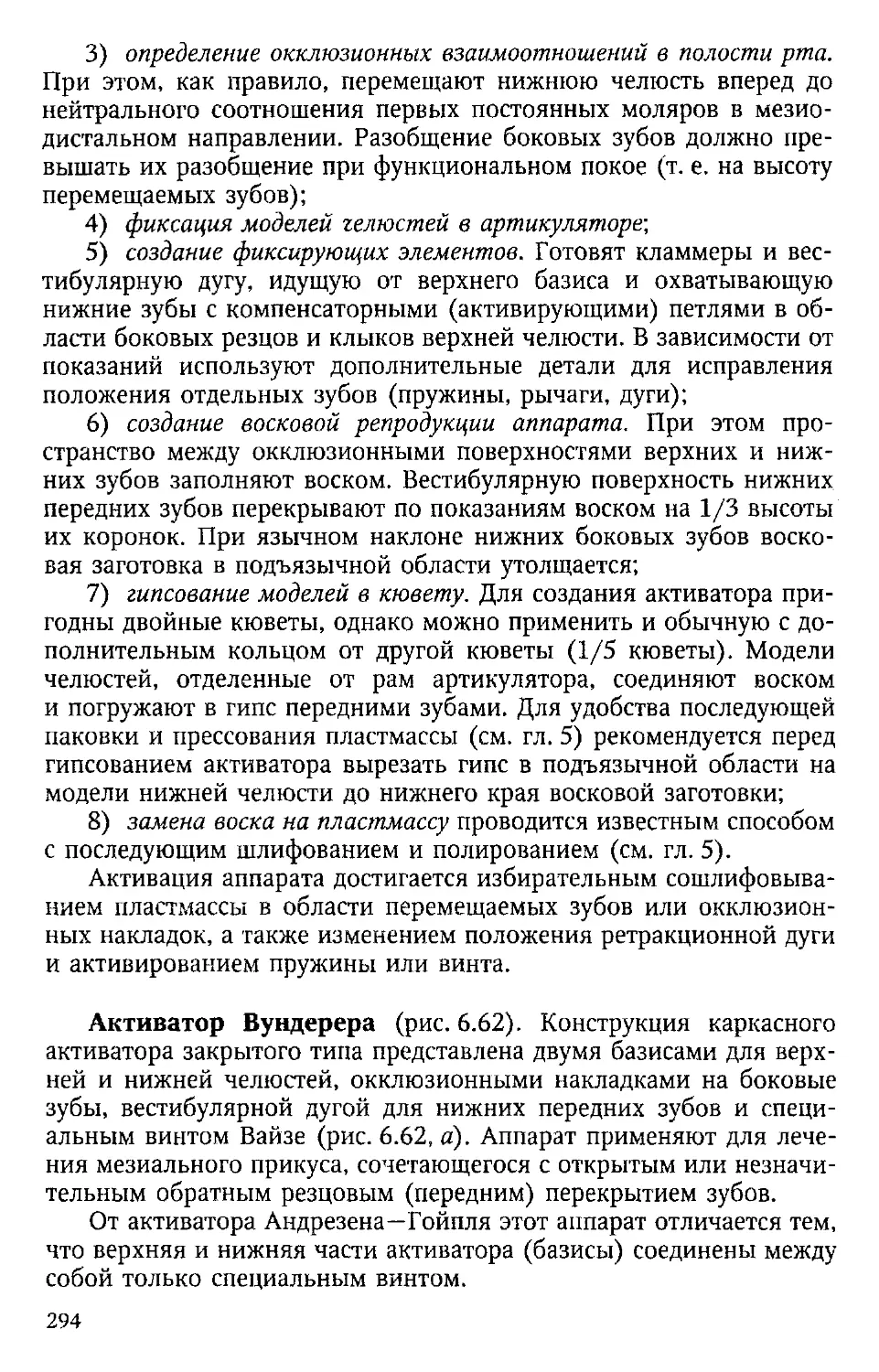
Технология съемных аппаратов функционального действия.....279
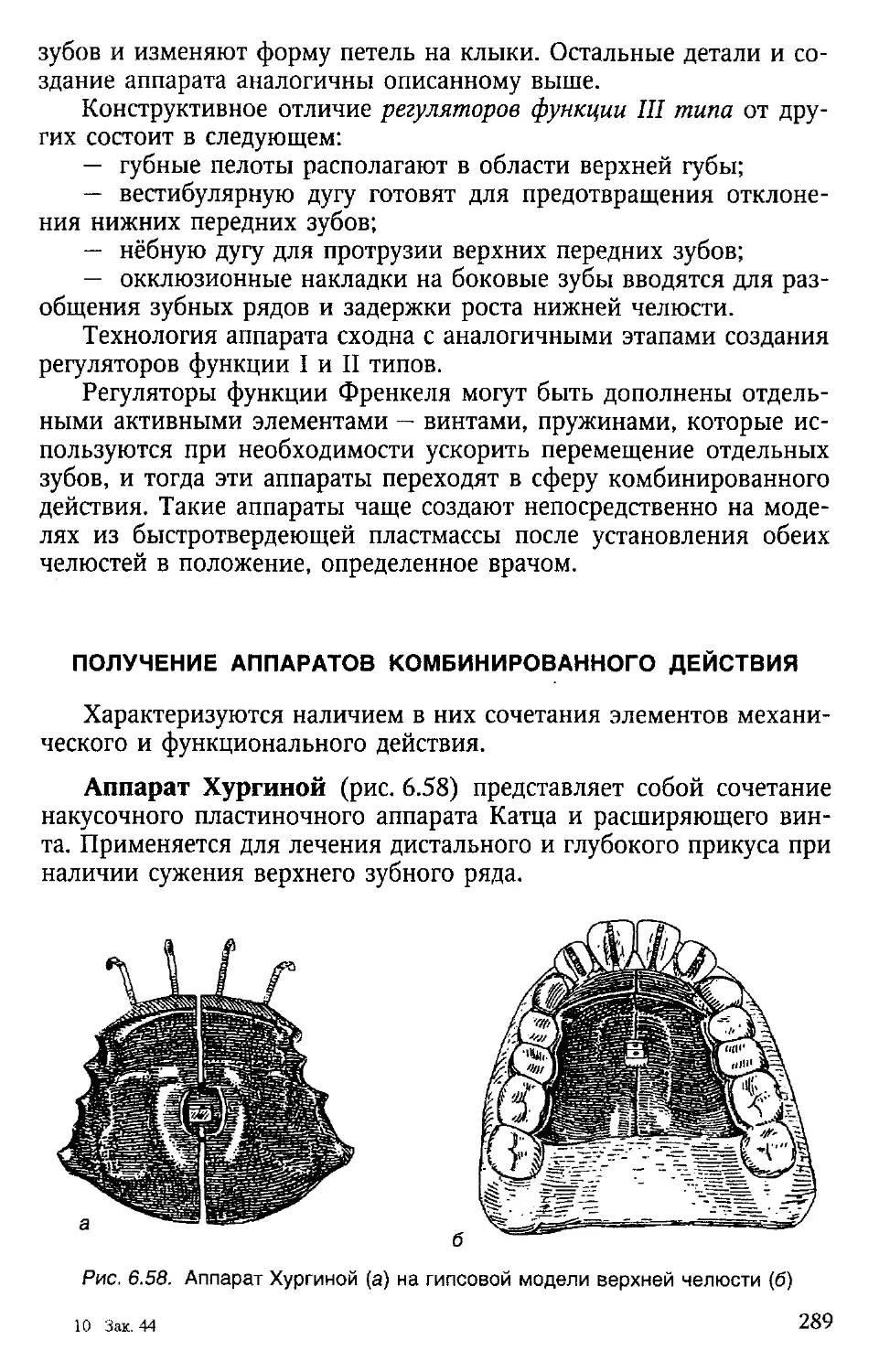
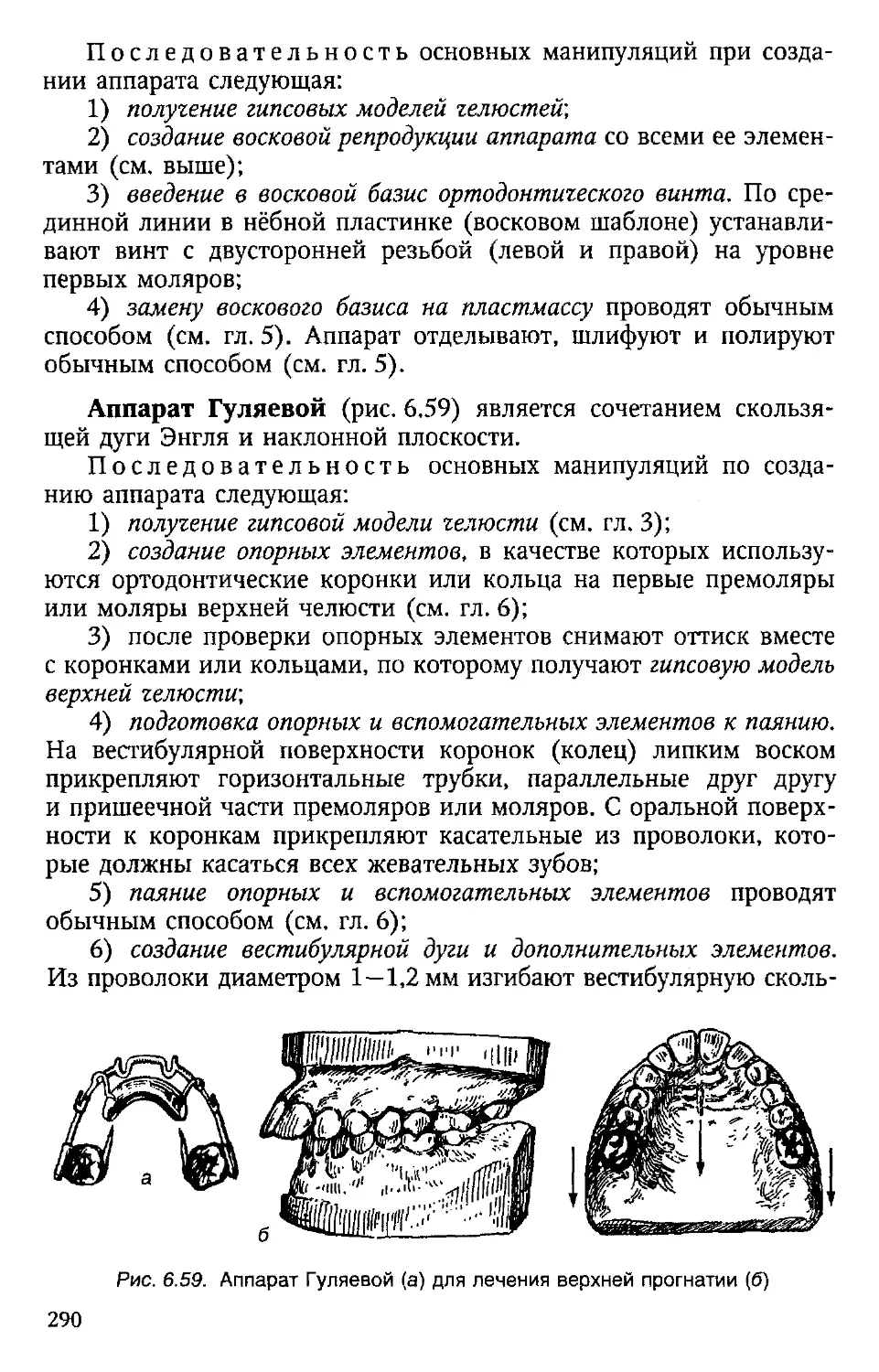
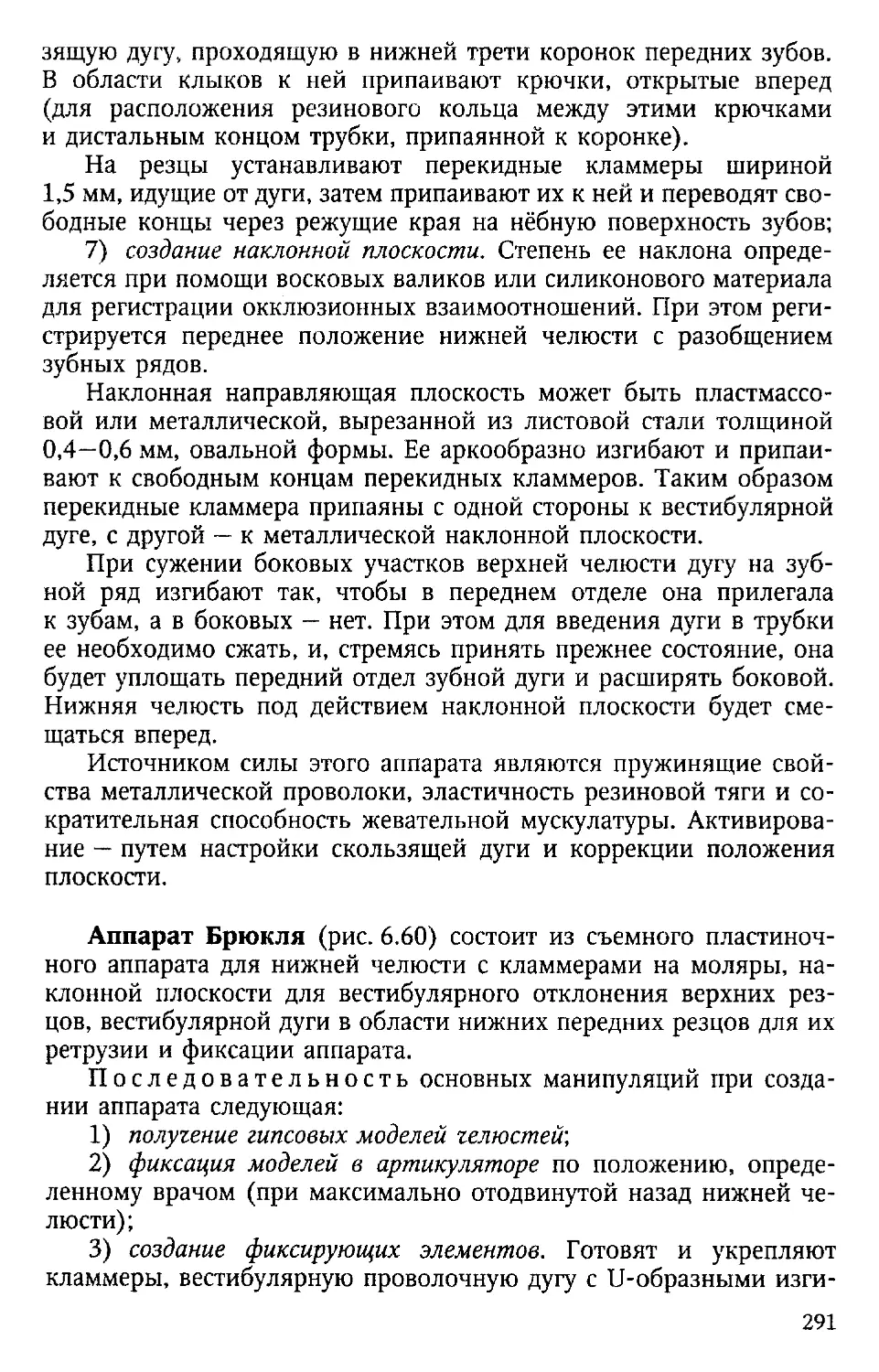
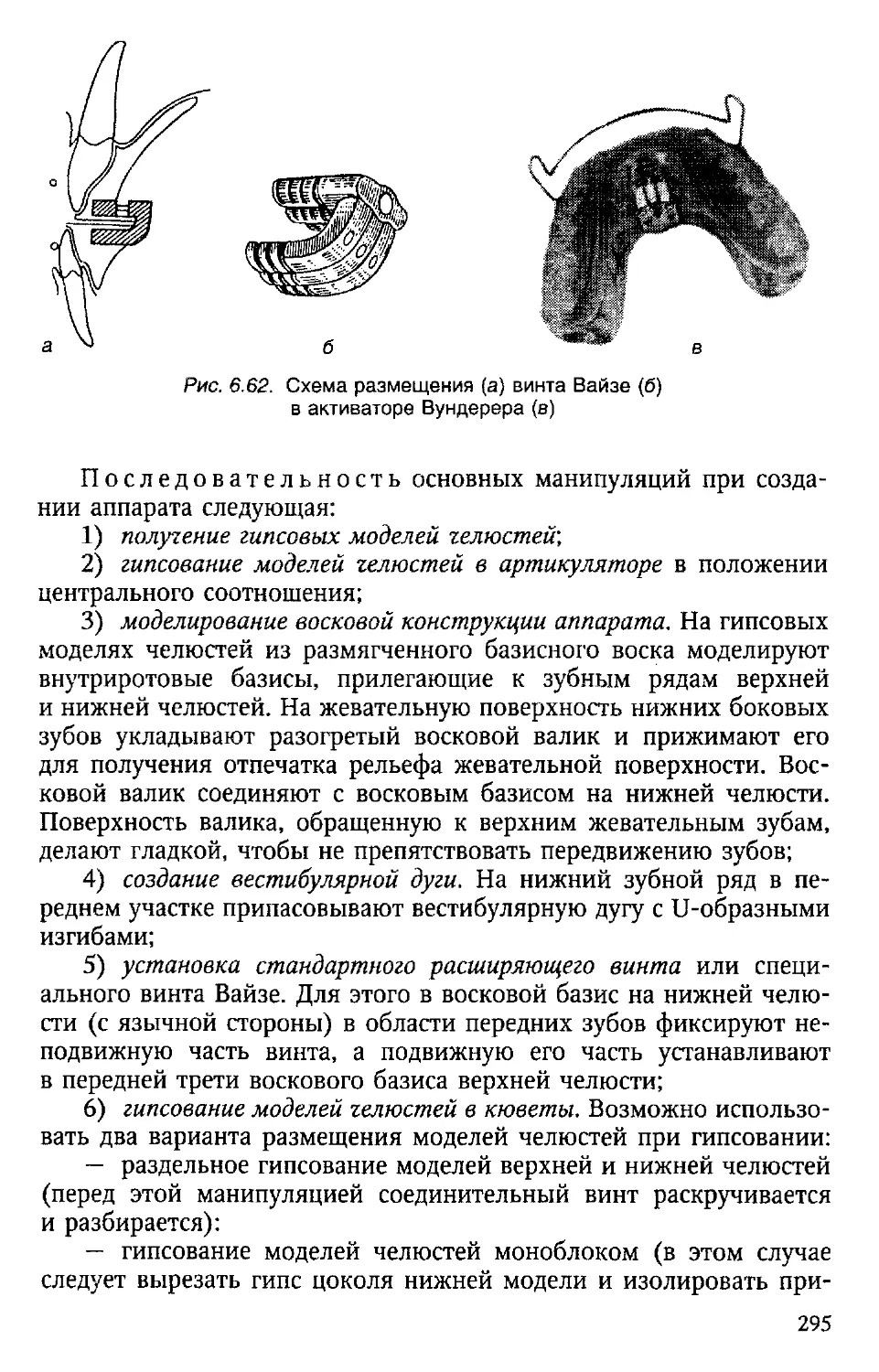
Получение аппаратов комбинированного действия.............289
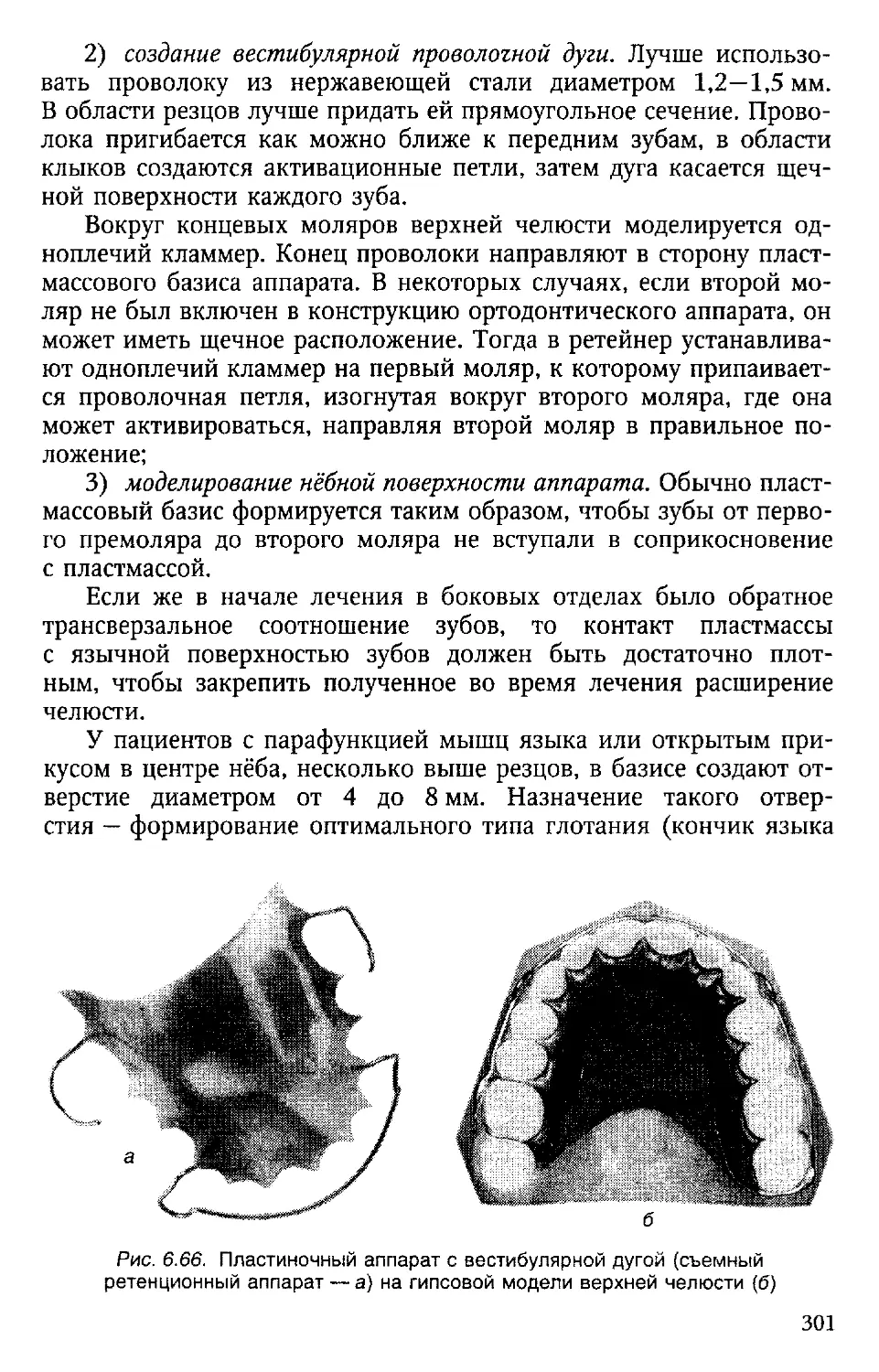
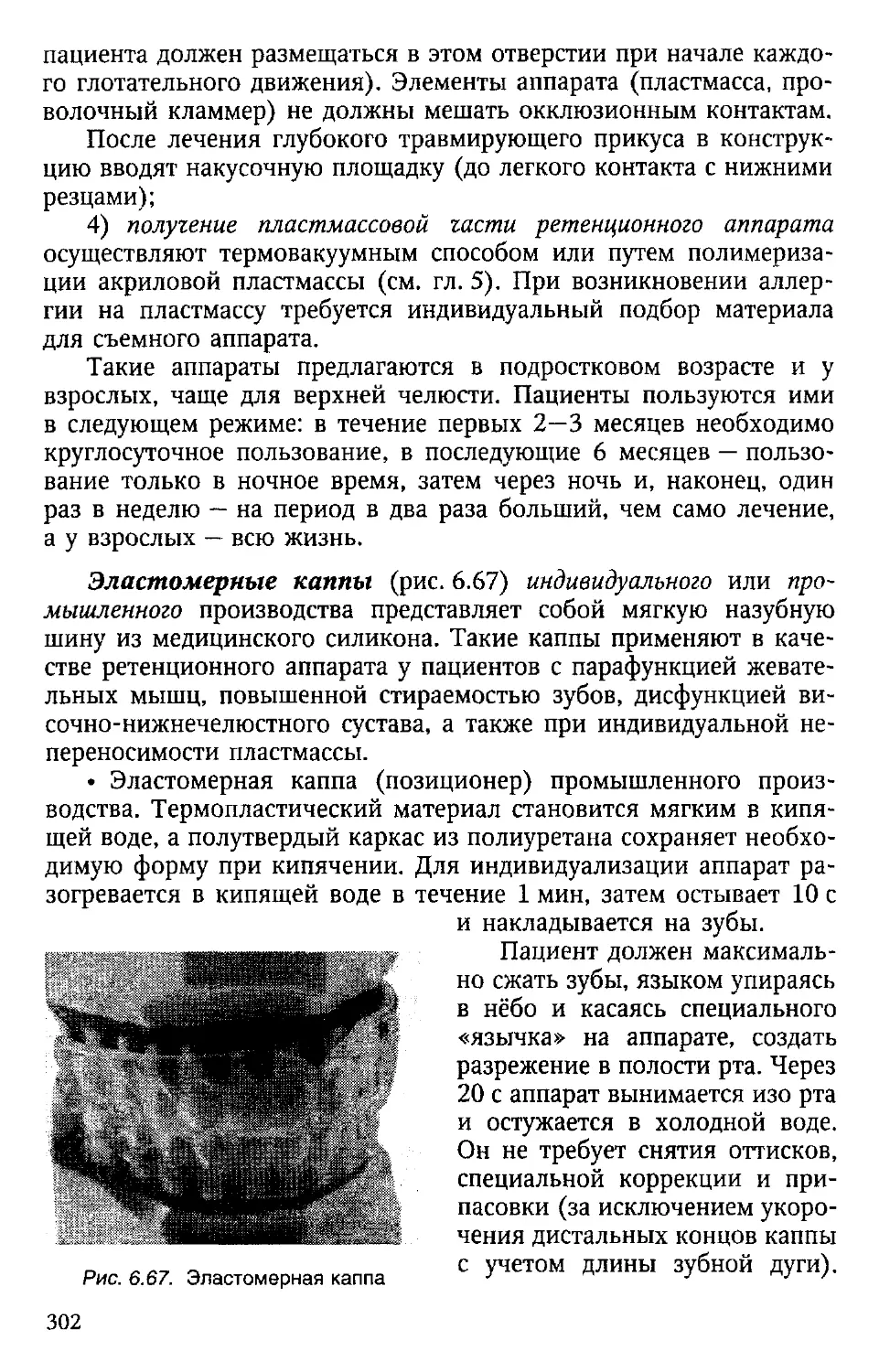
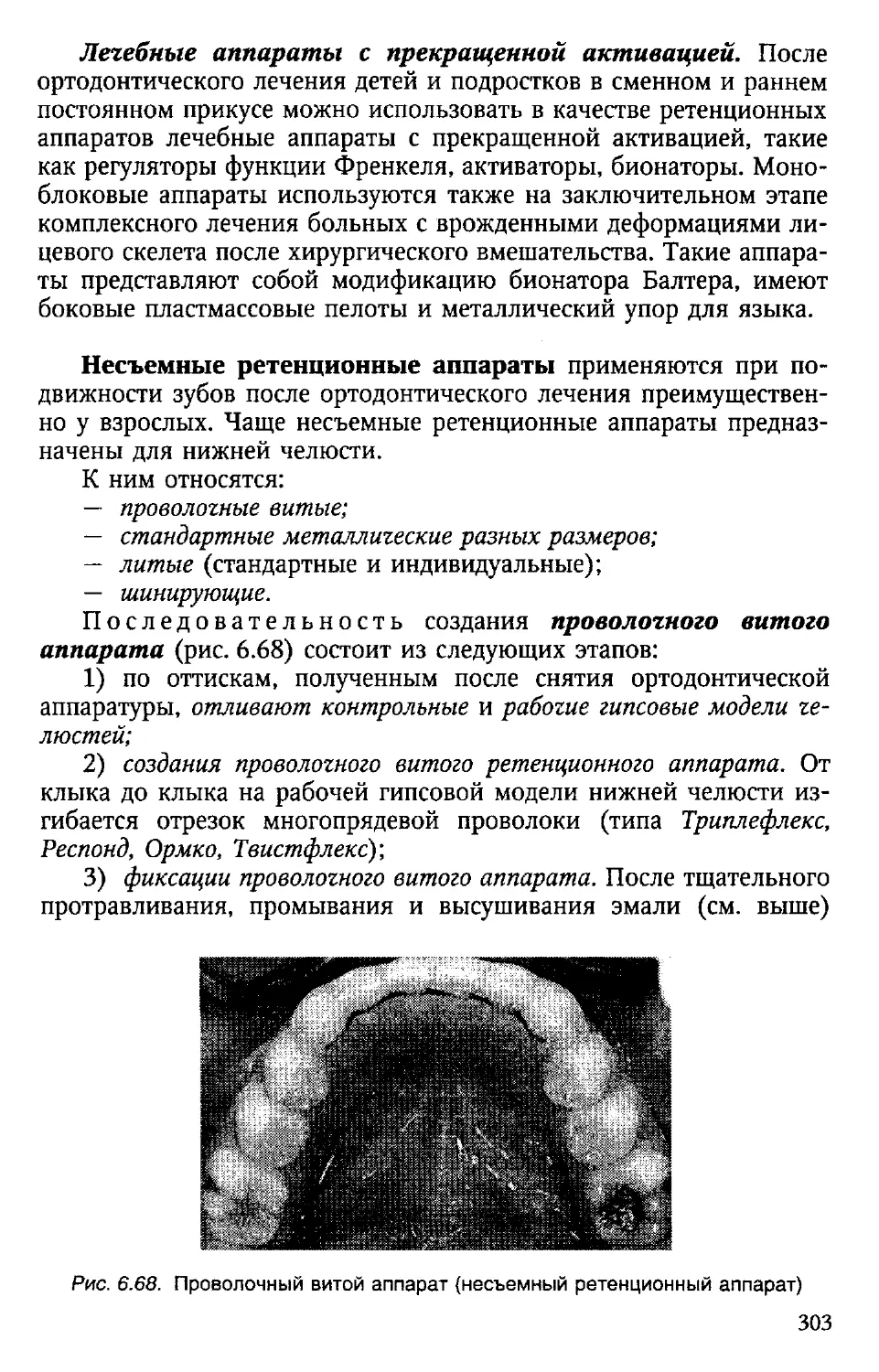
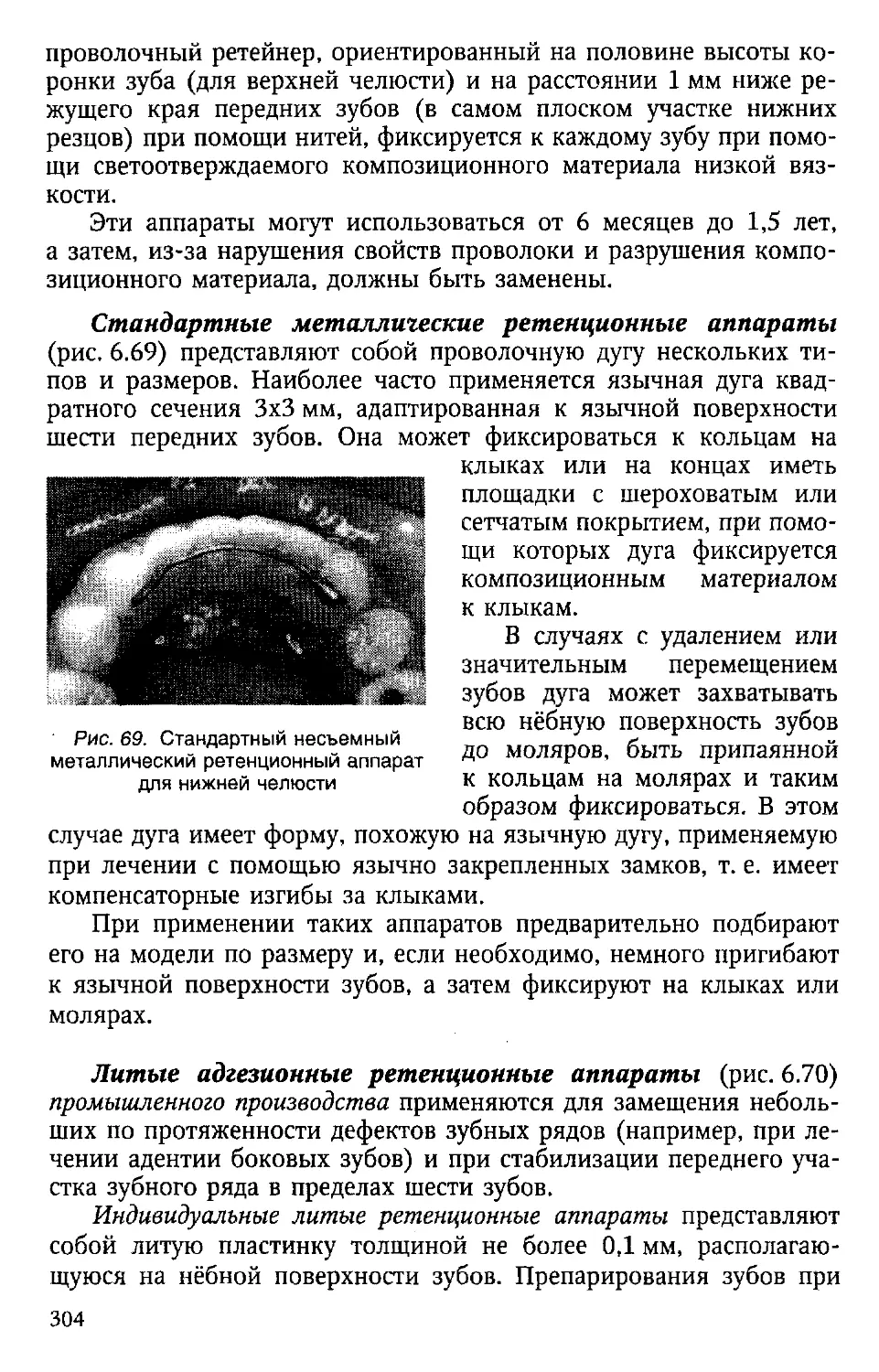
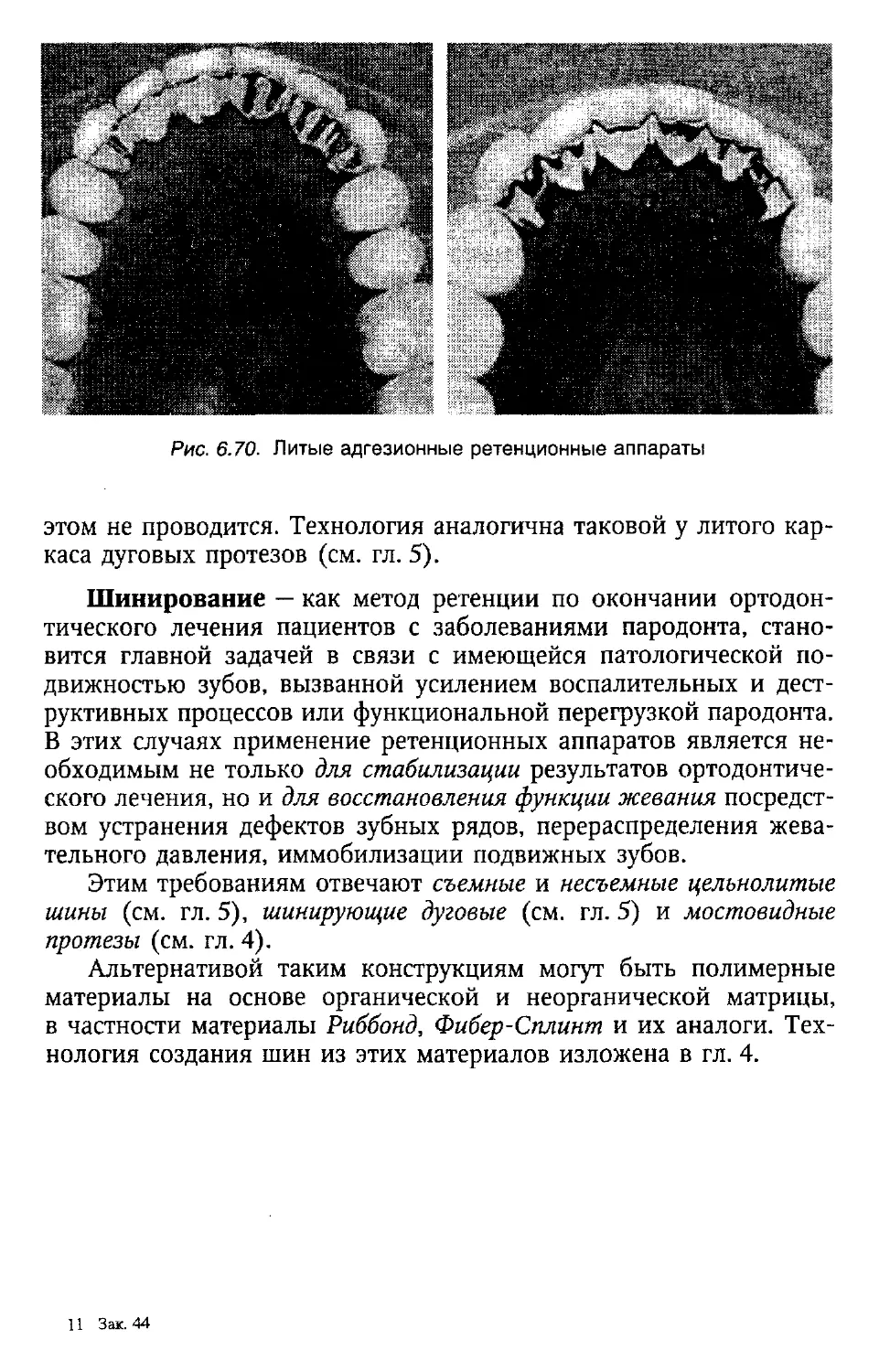
Ретенционные аппараты.....................................300
Глава 7. ТЕХНОЛОГИЯ ЧЕЛЮСТНО-ЛИЦЕВЫХ АППАРАТОВ............306
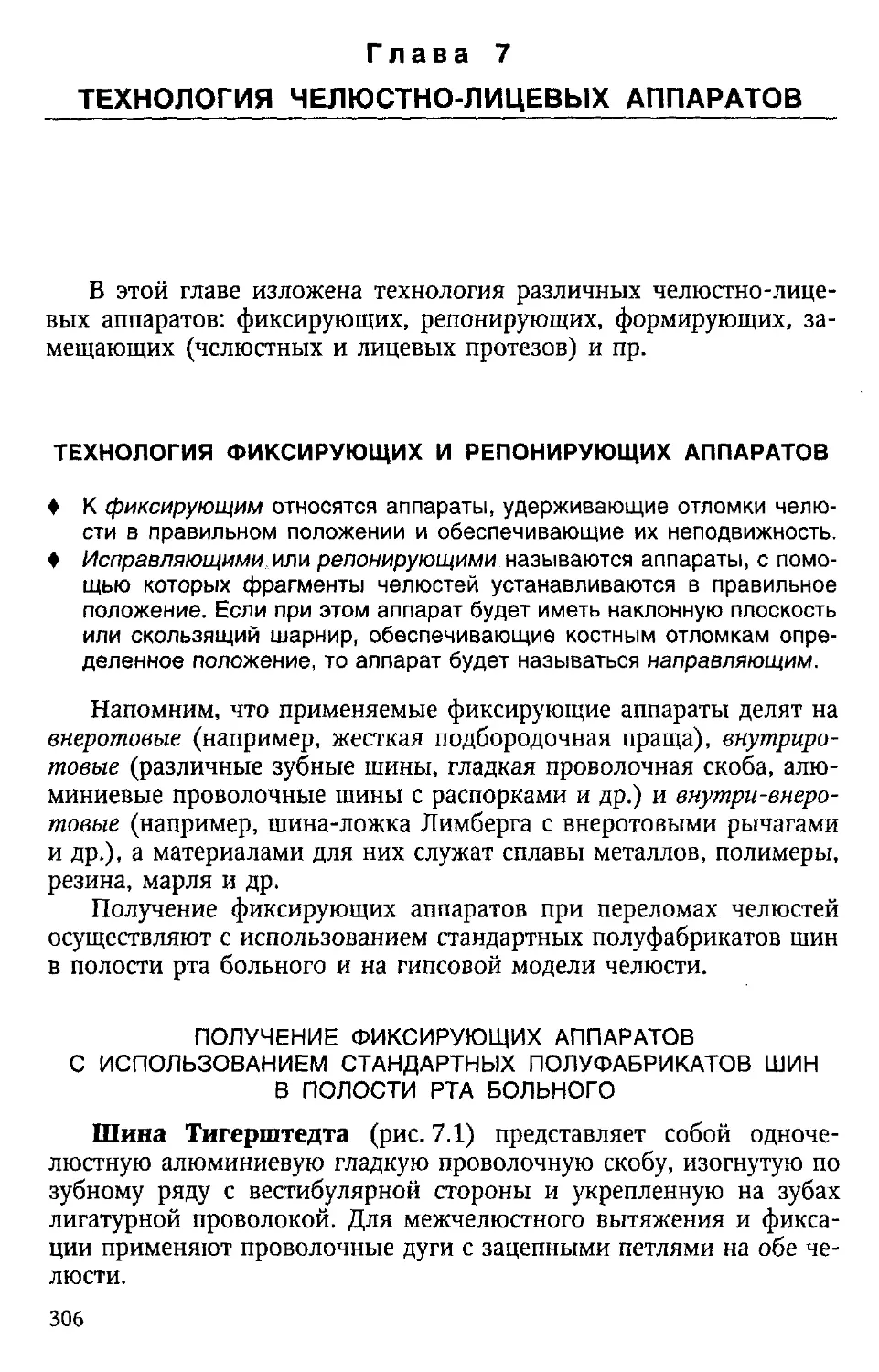
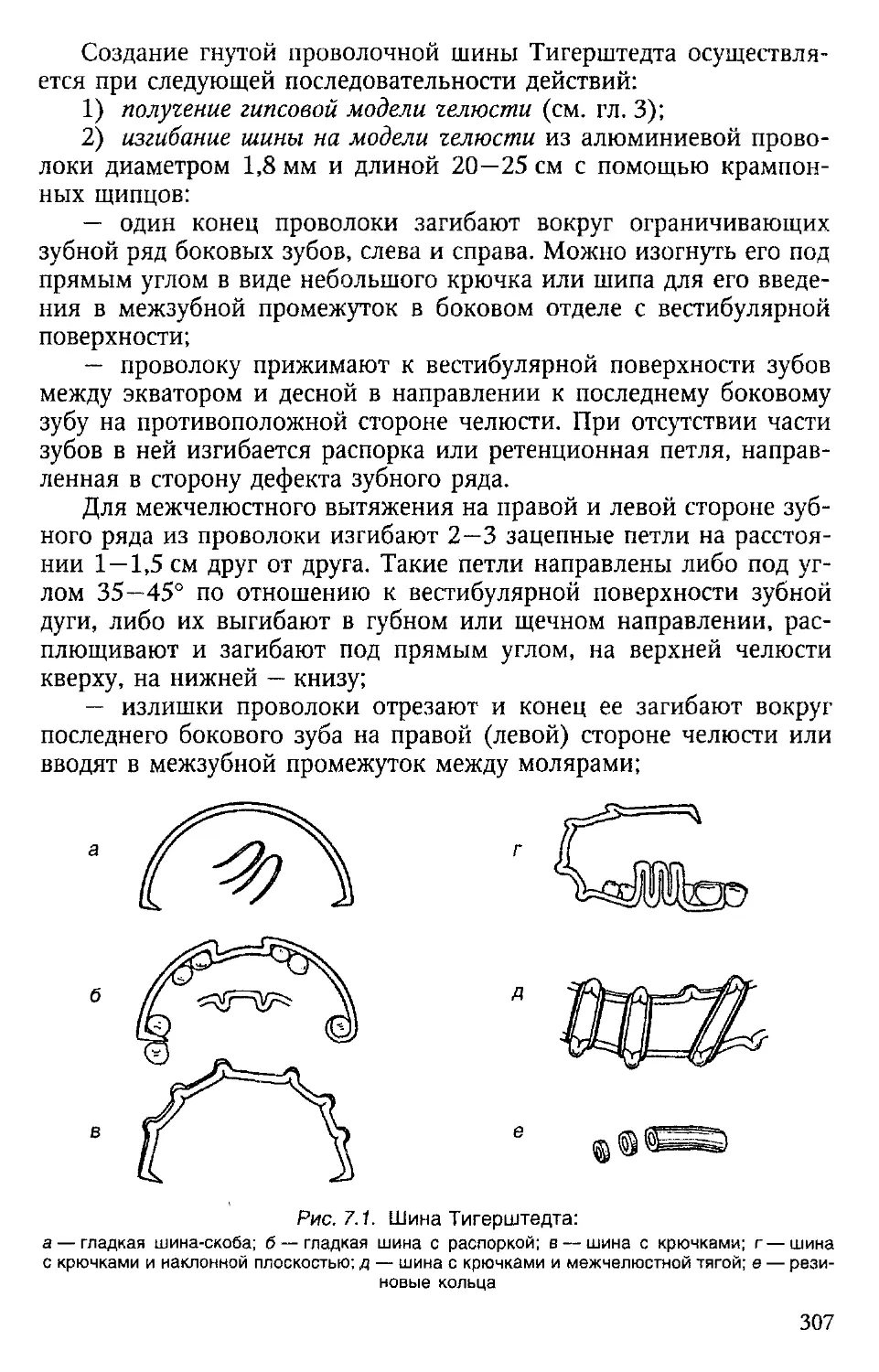
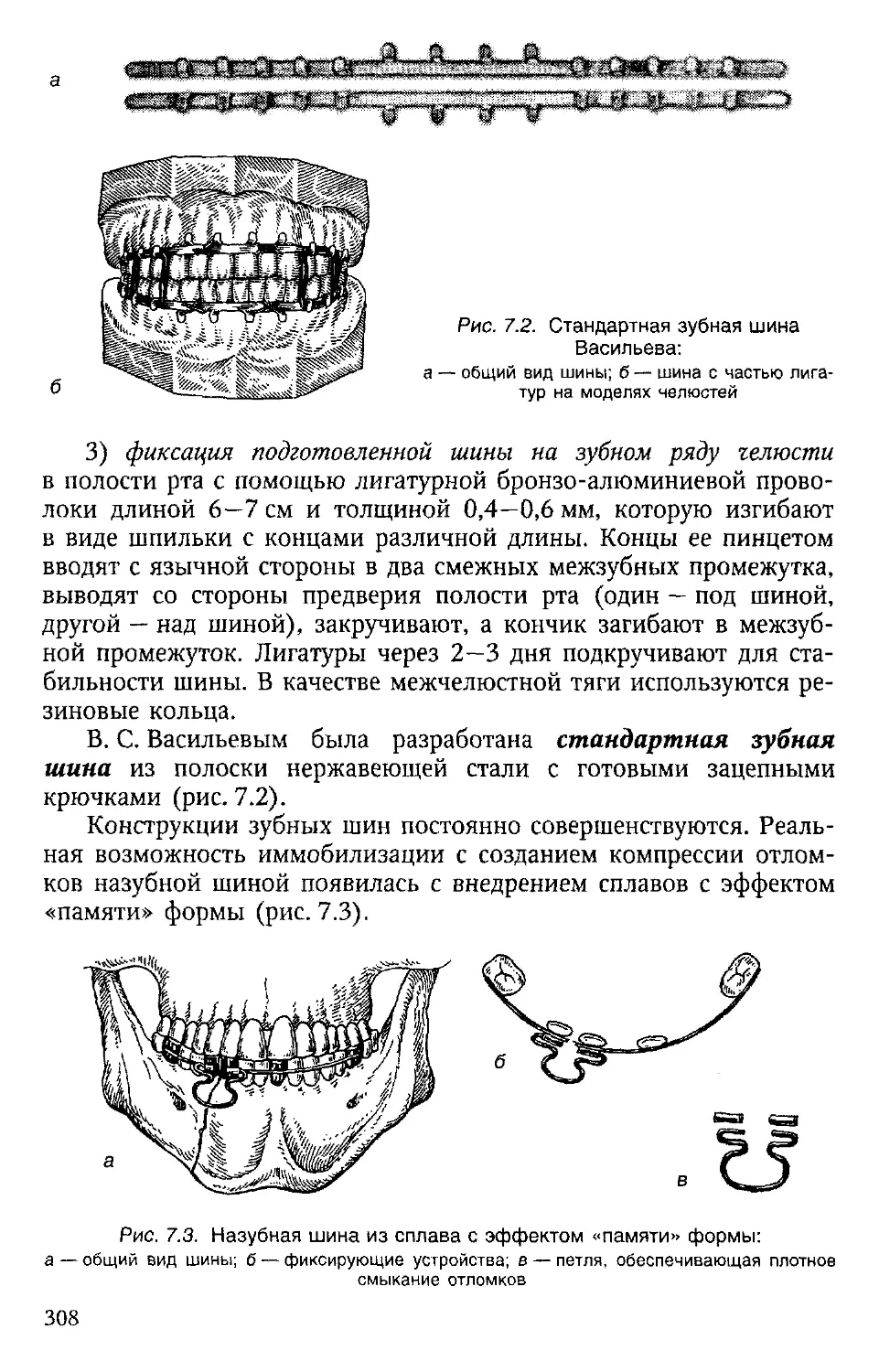
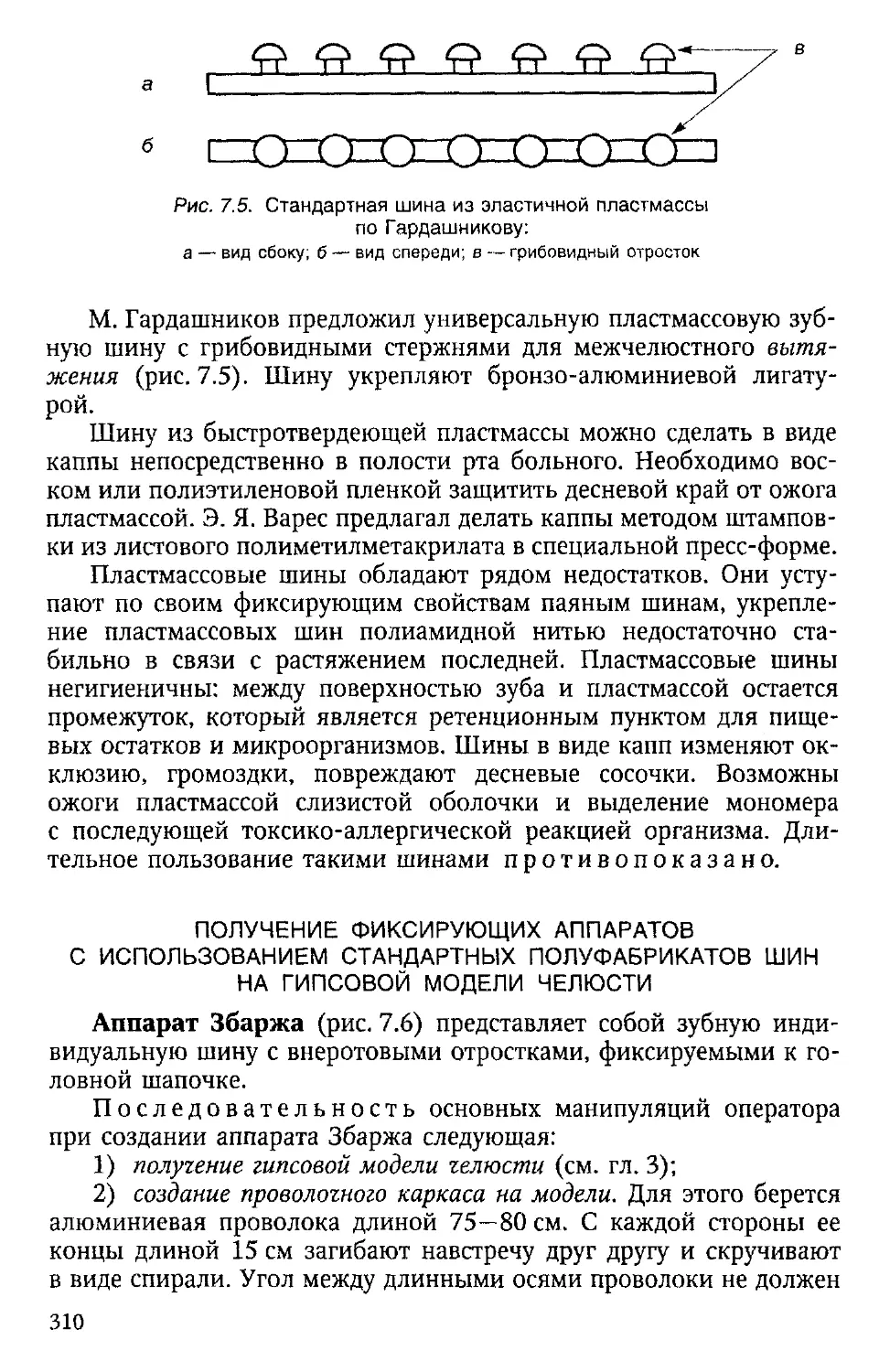
Технология фиксирующих и репонирующих аппаратов...........306
Полугение фиксирующих аппаратов с использованием стандартных полуфабрикатов шин в полости рта больного .... 306
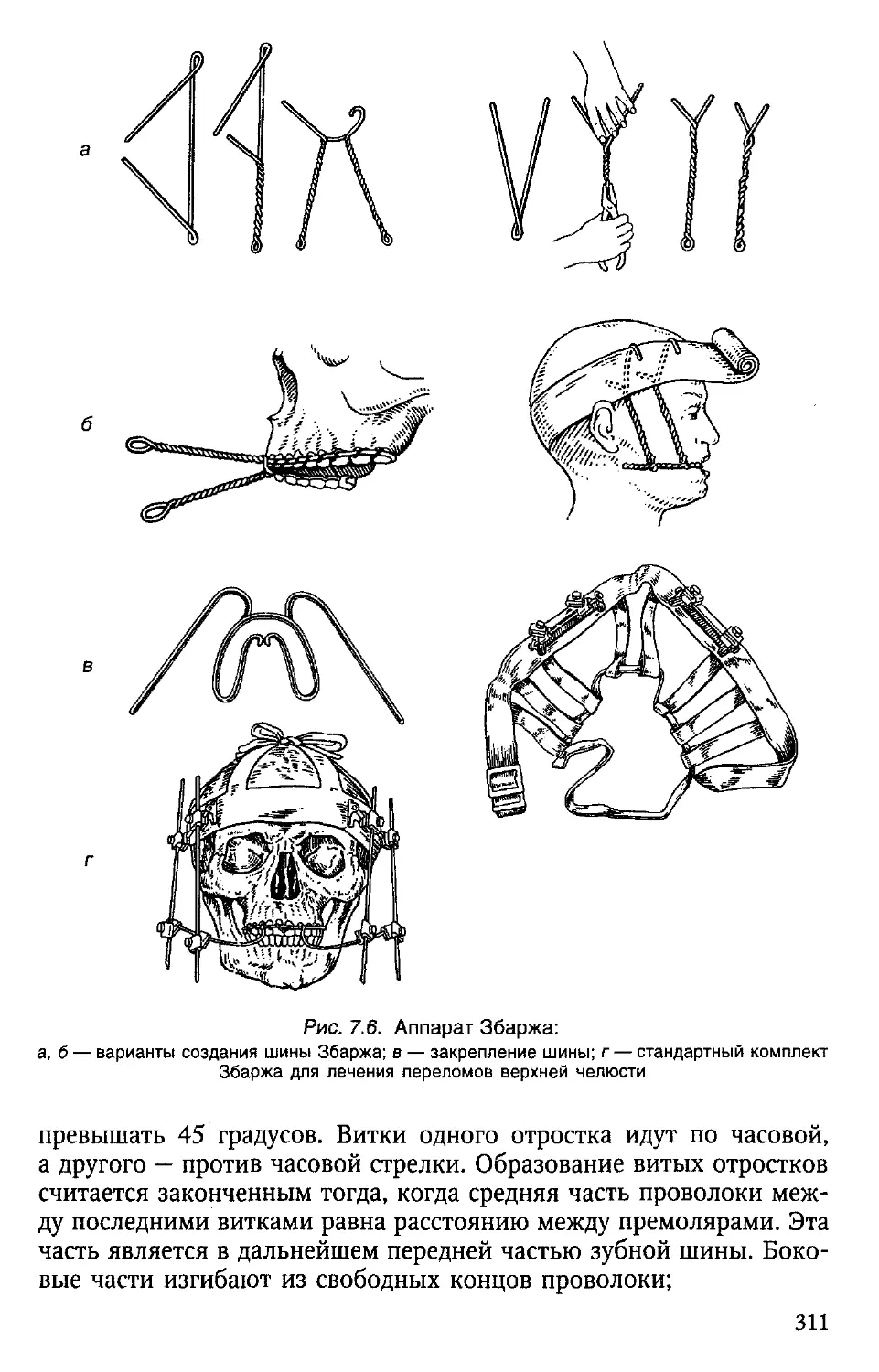
Полугение фиксирующих аппаратов с использованием стандартных полуфабрикатов шин на гипсовой модели гелюсти 310
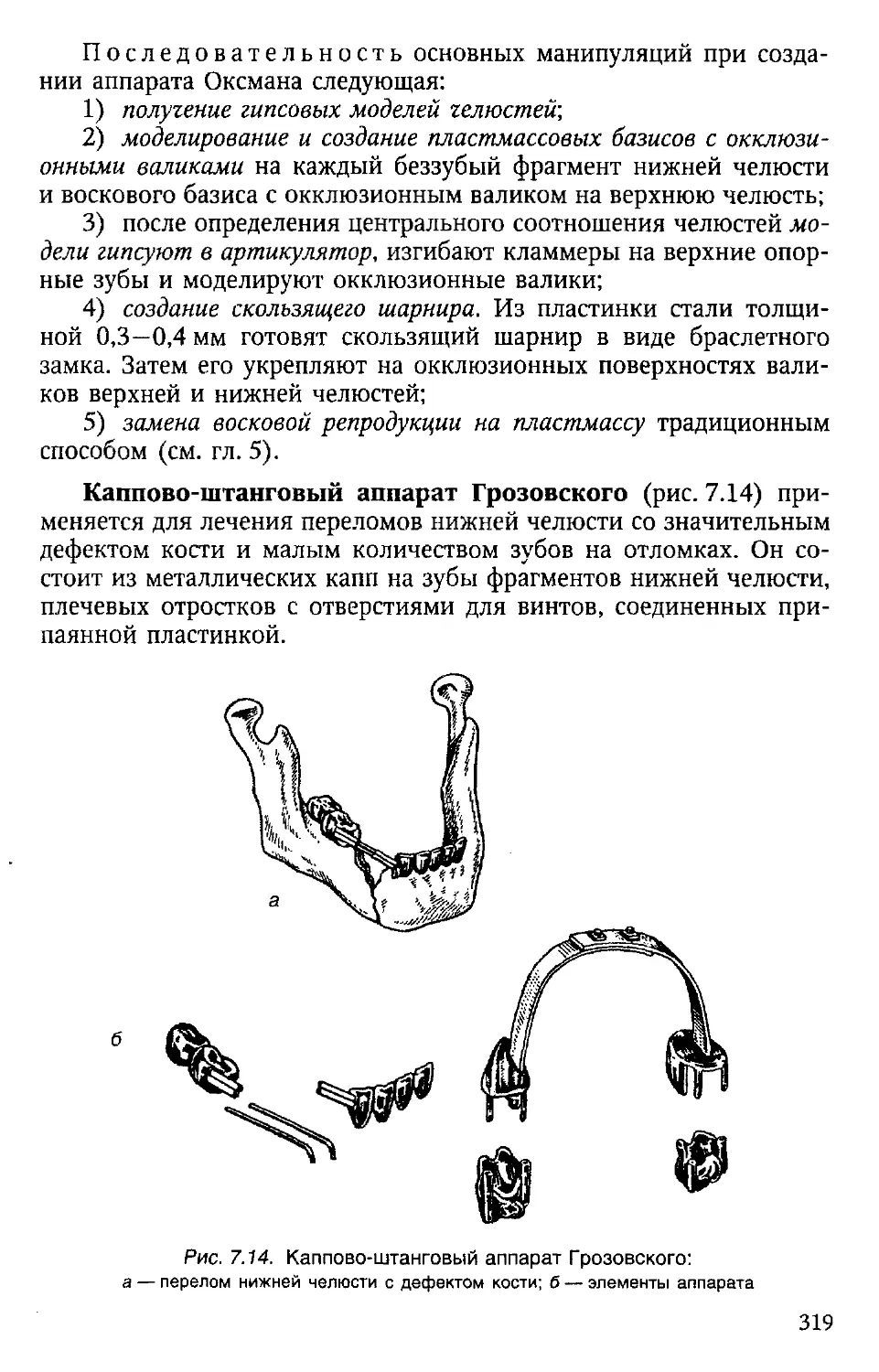
Технология формирующих аппаратов..........................320
Технология замещающих челюстных и лицевых аппаратов.......325
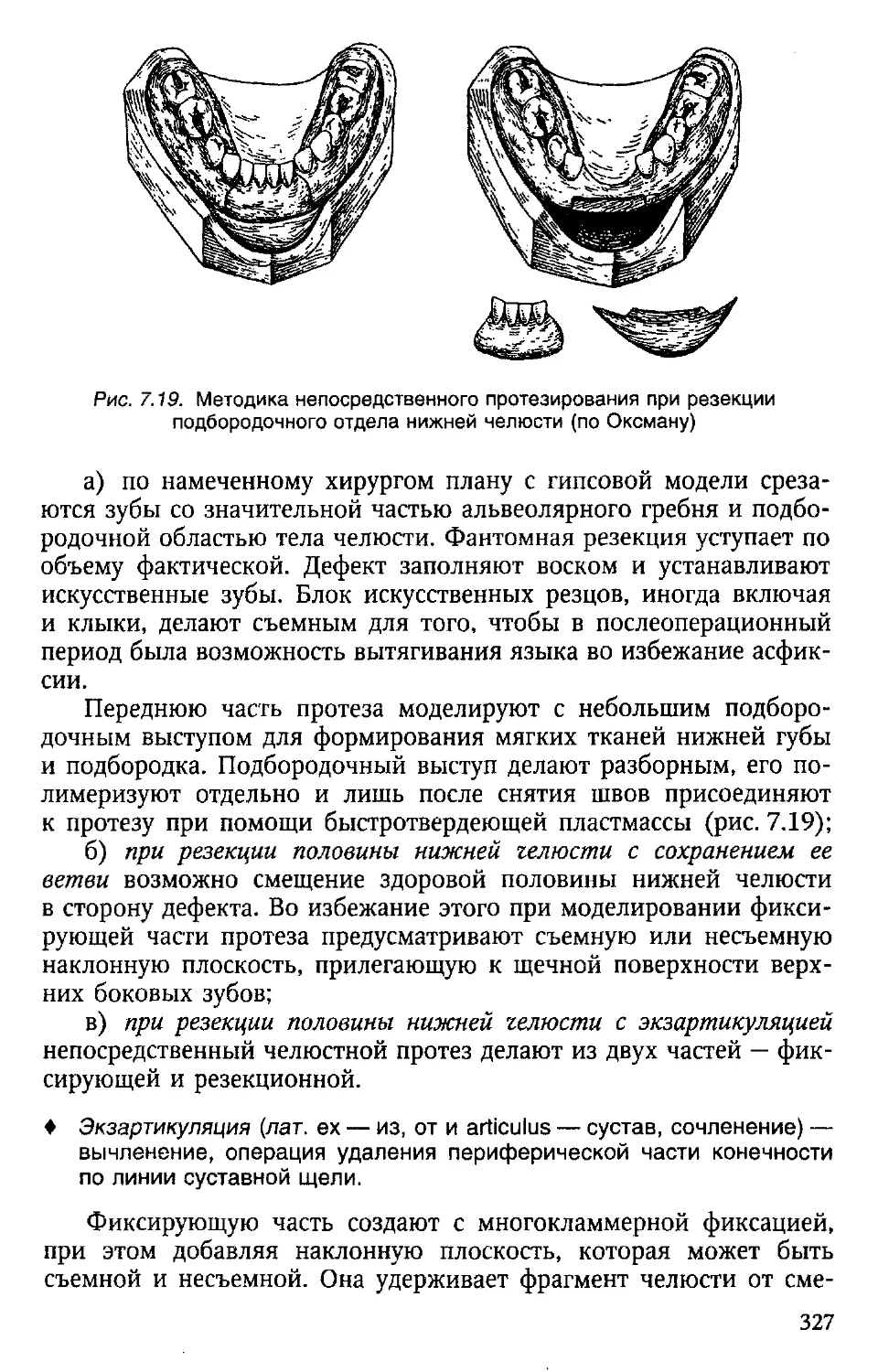
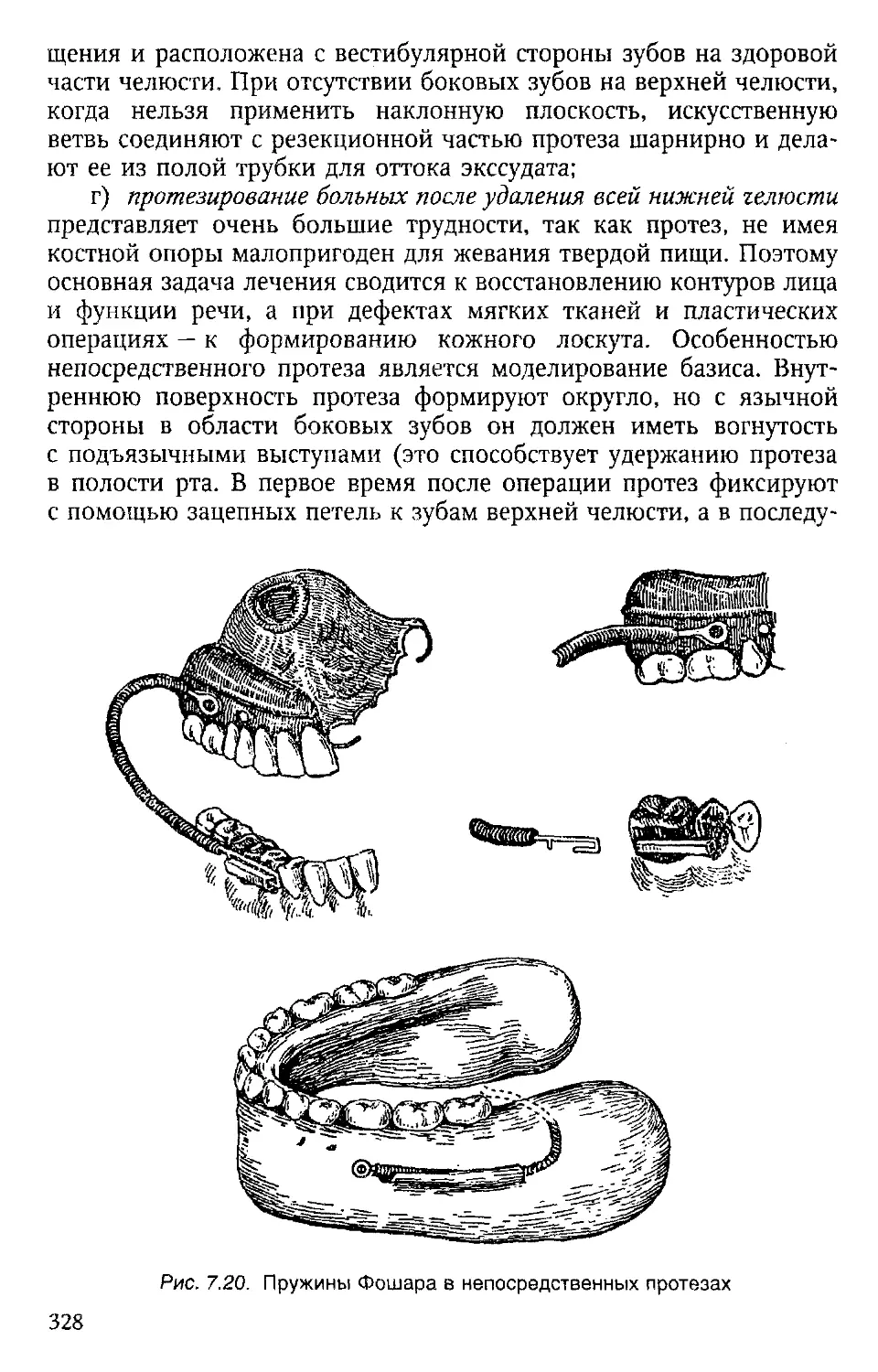
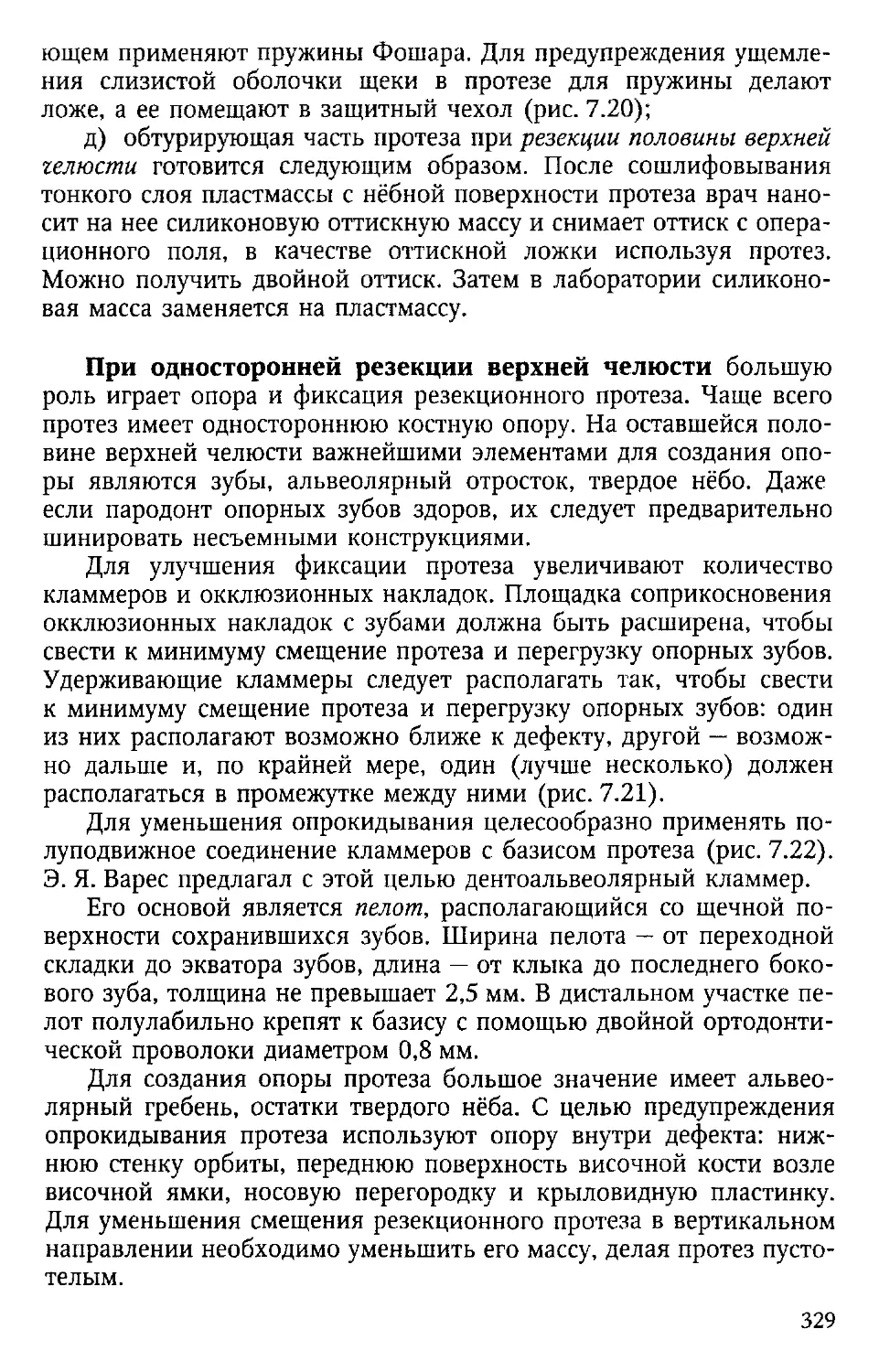
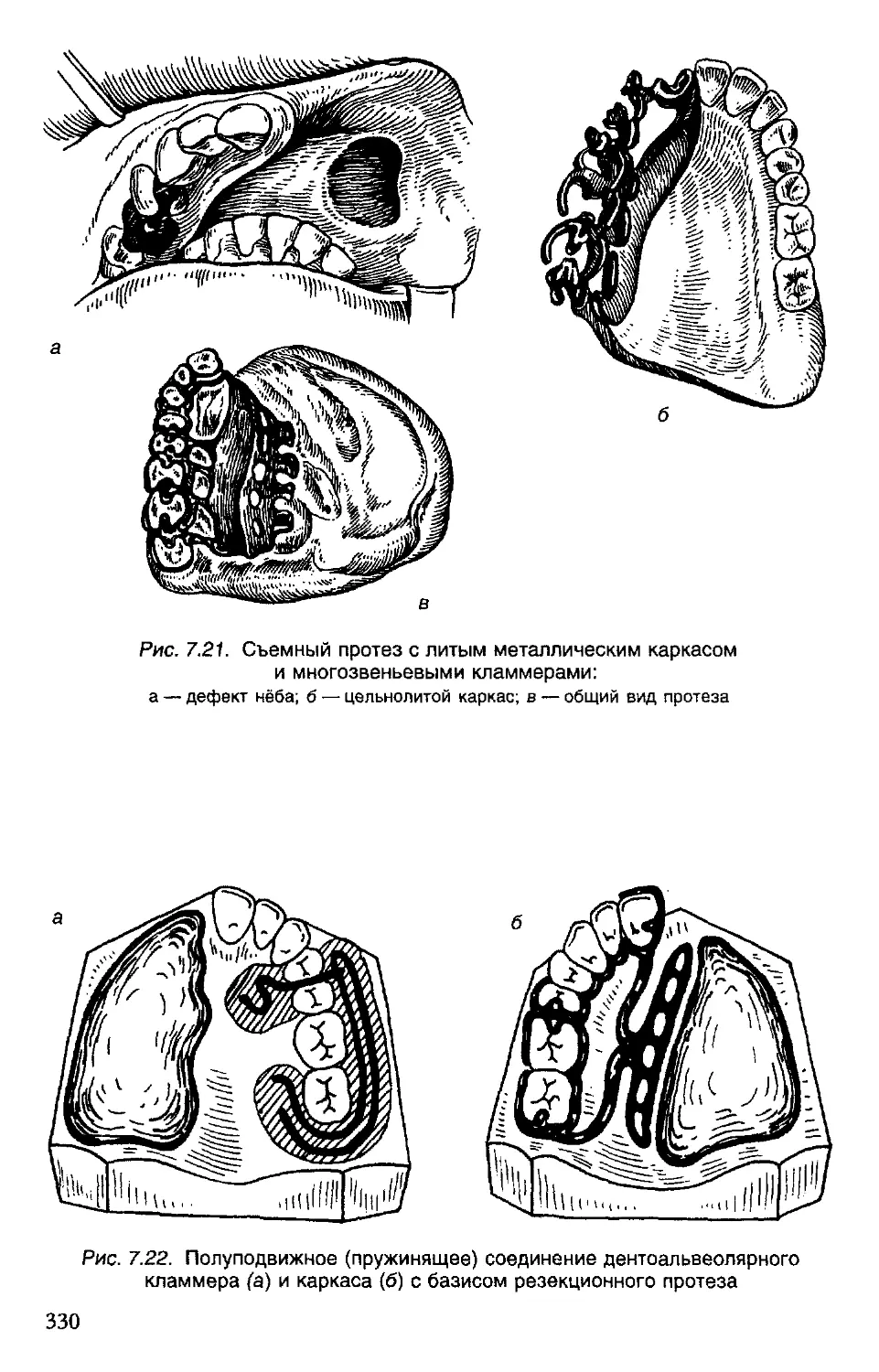
Непосредственное протезирование после резекции гелюсти.325
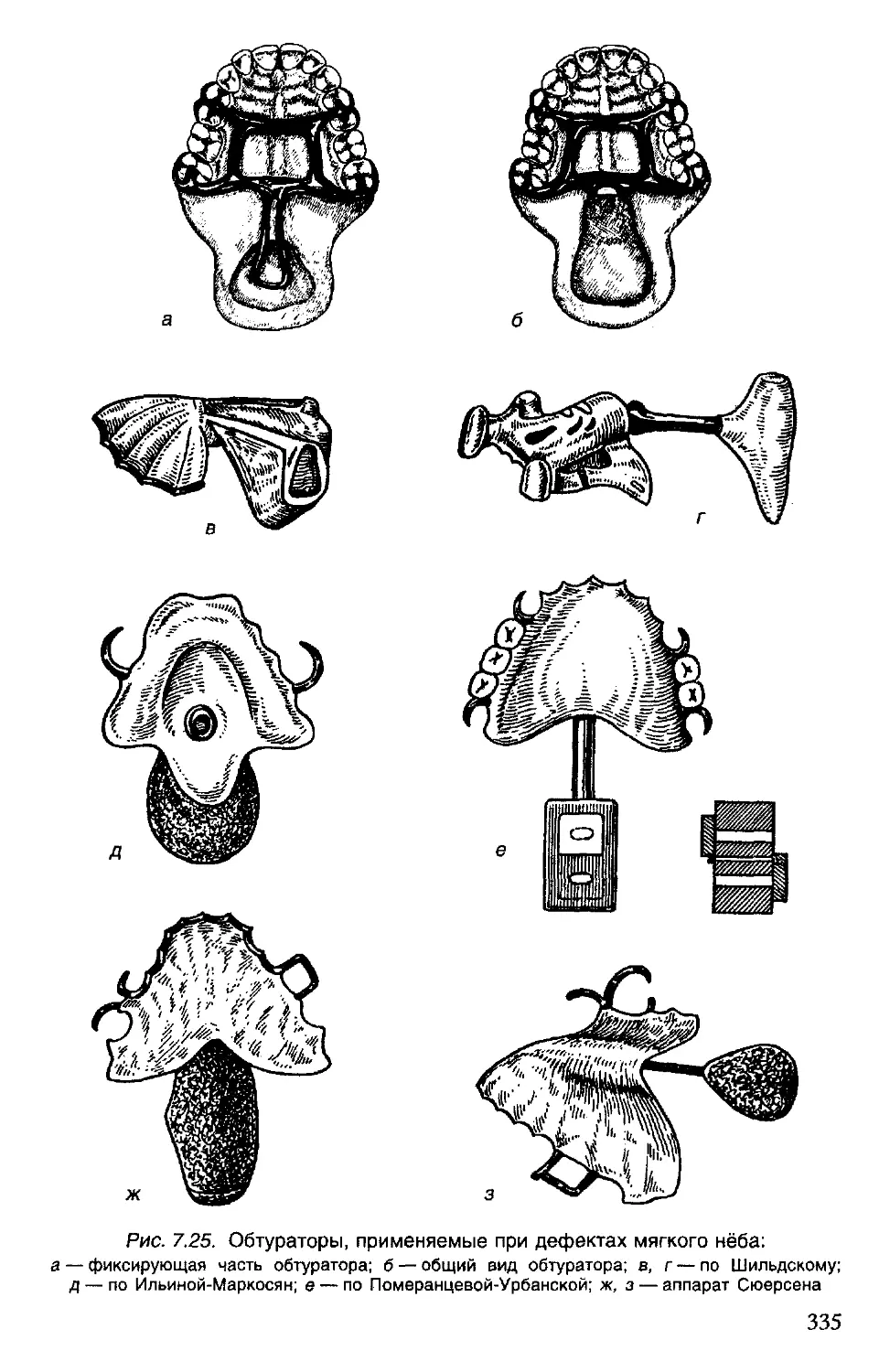
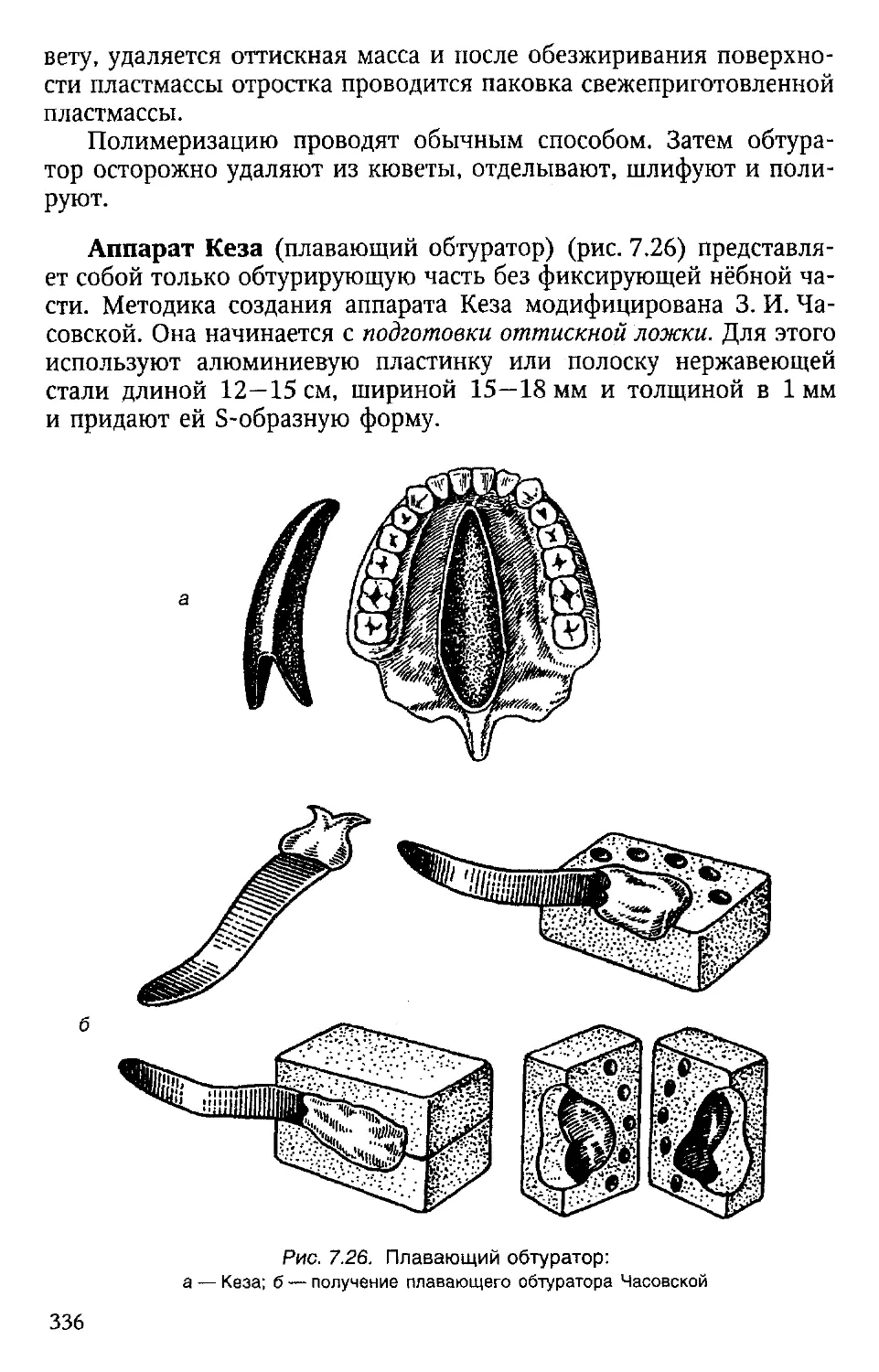
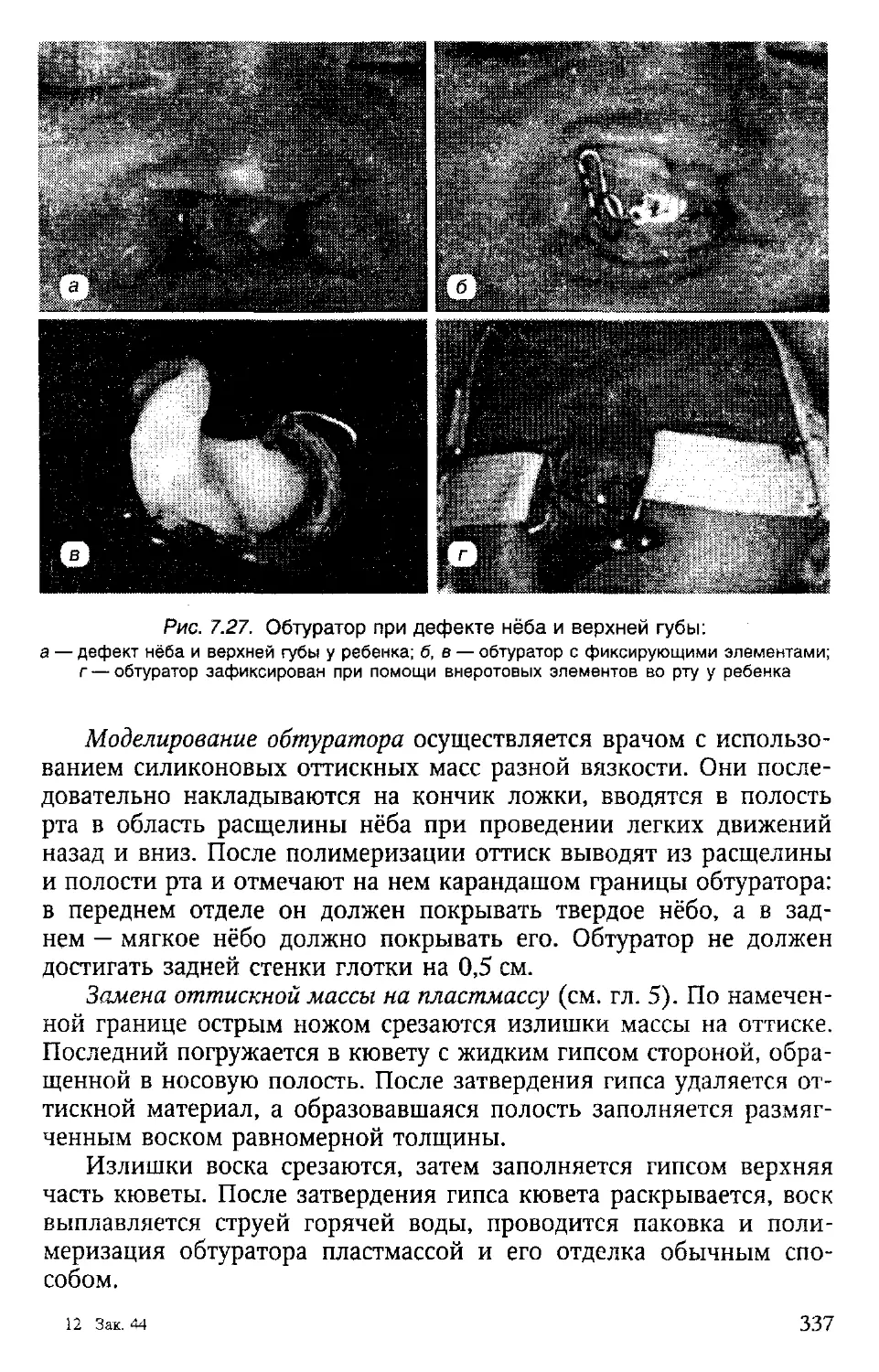
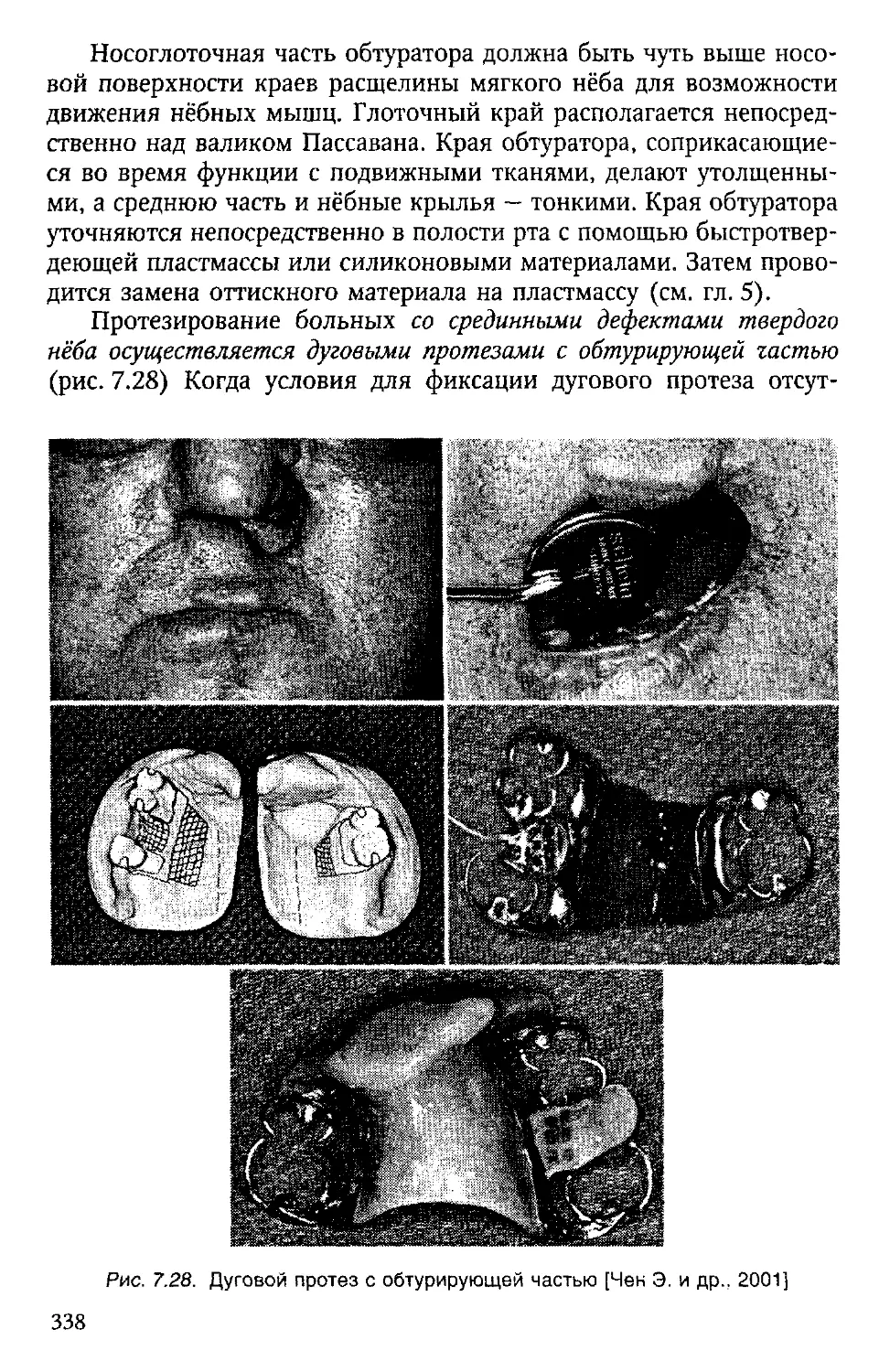
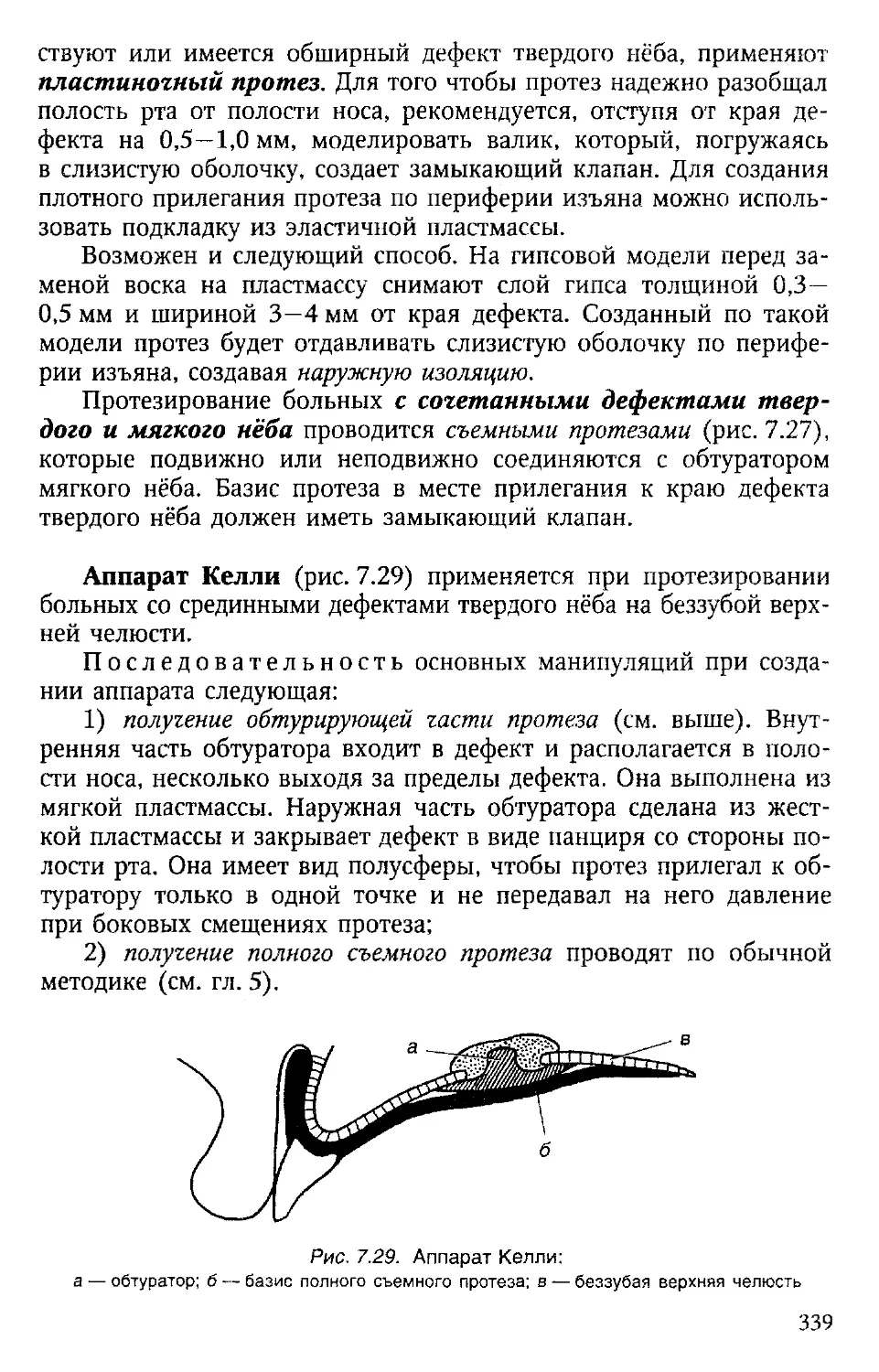
Обтураторы............................................334
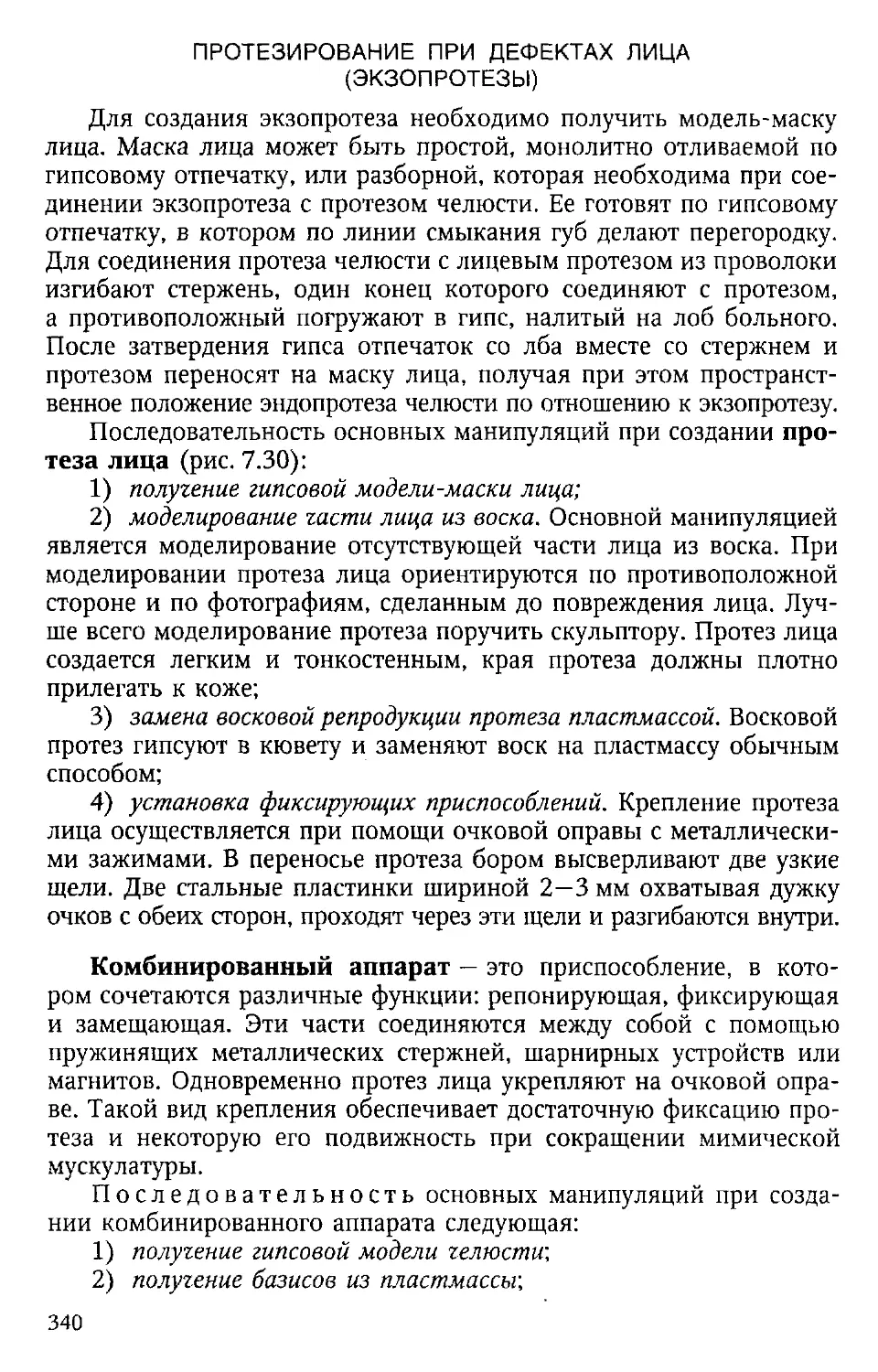
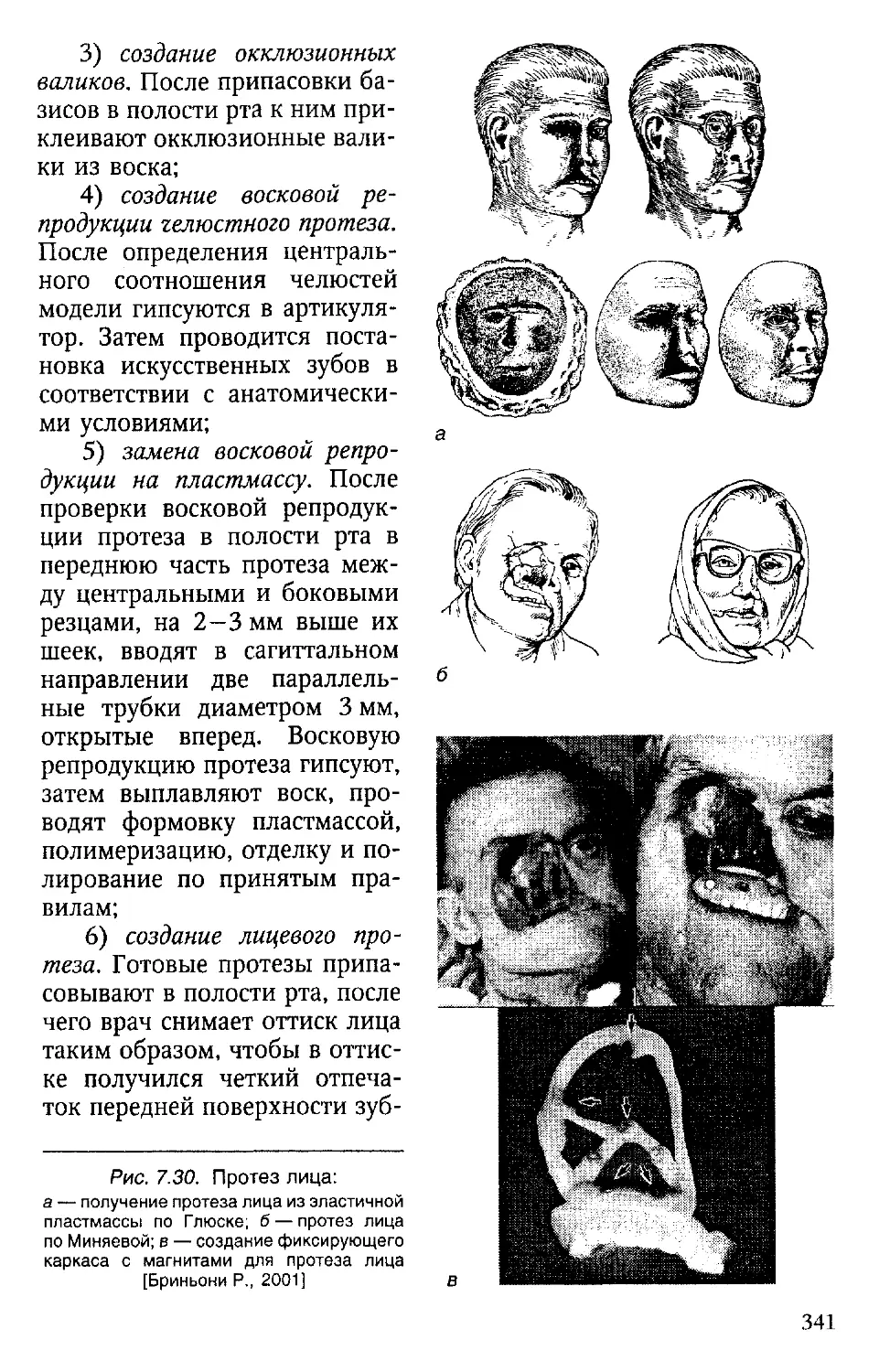
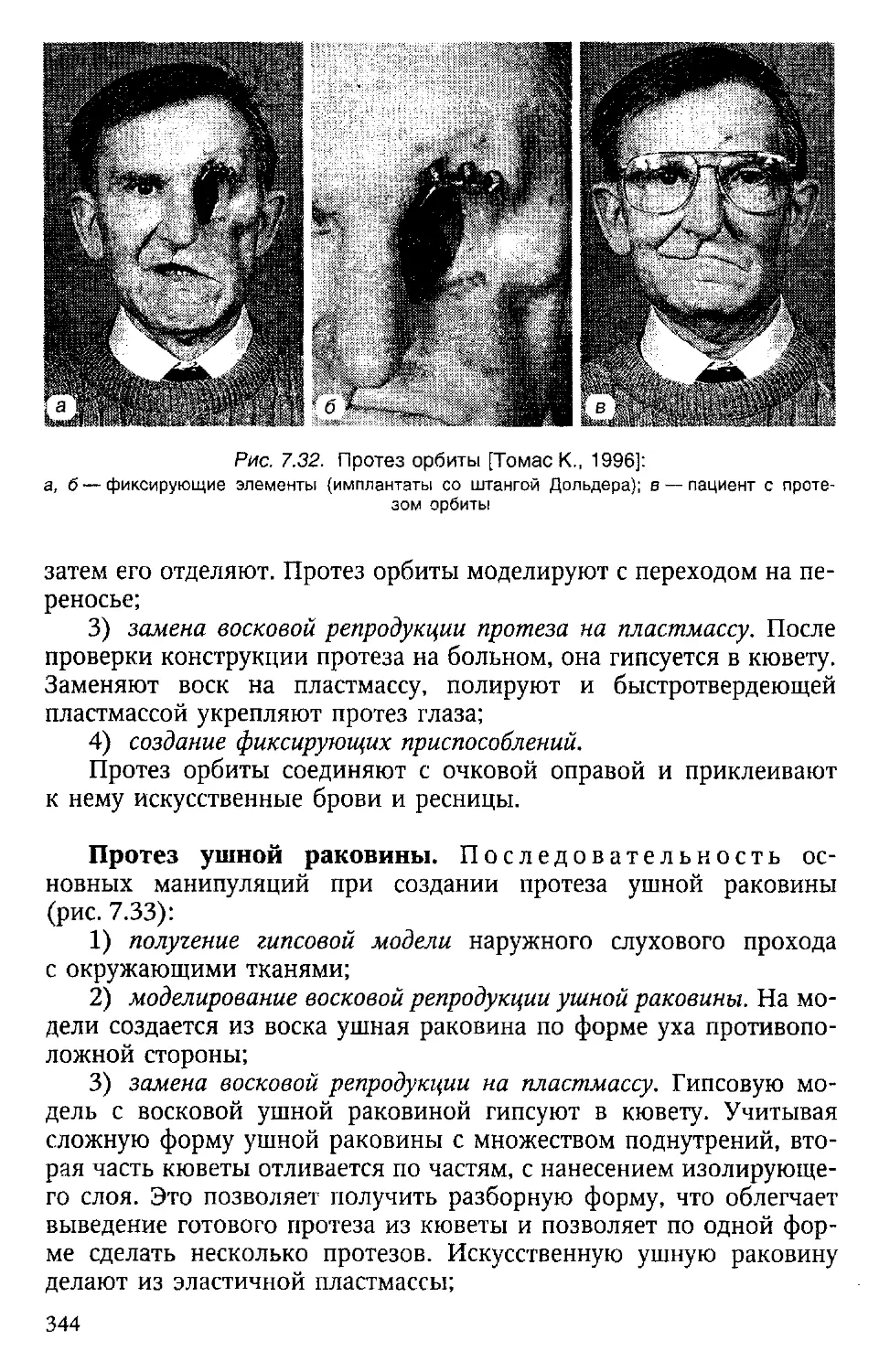
Протезирование при дефектах лица (экзопротезы)........340
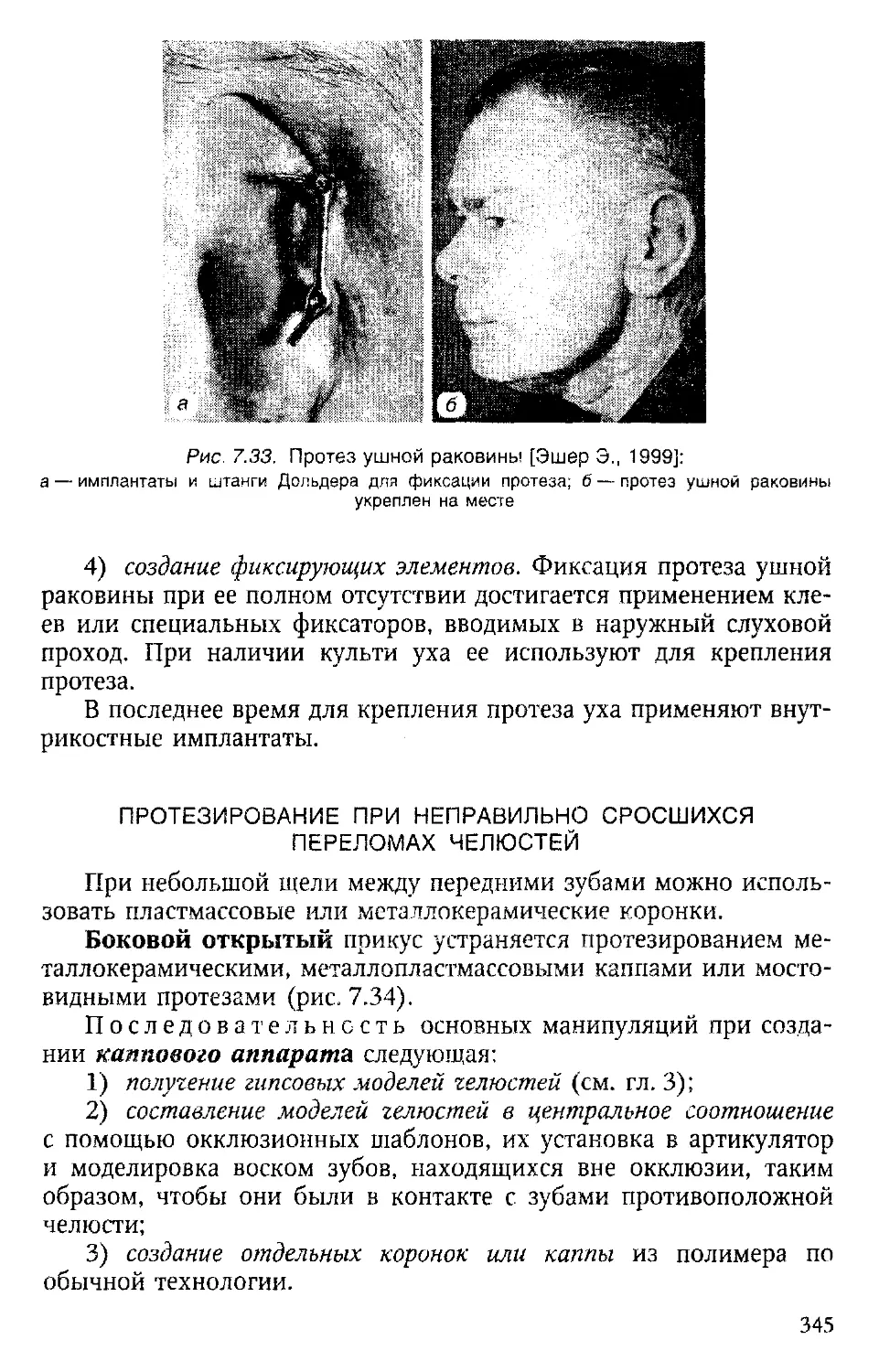
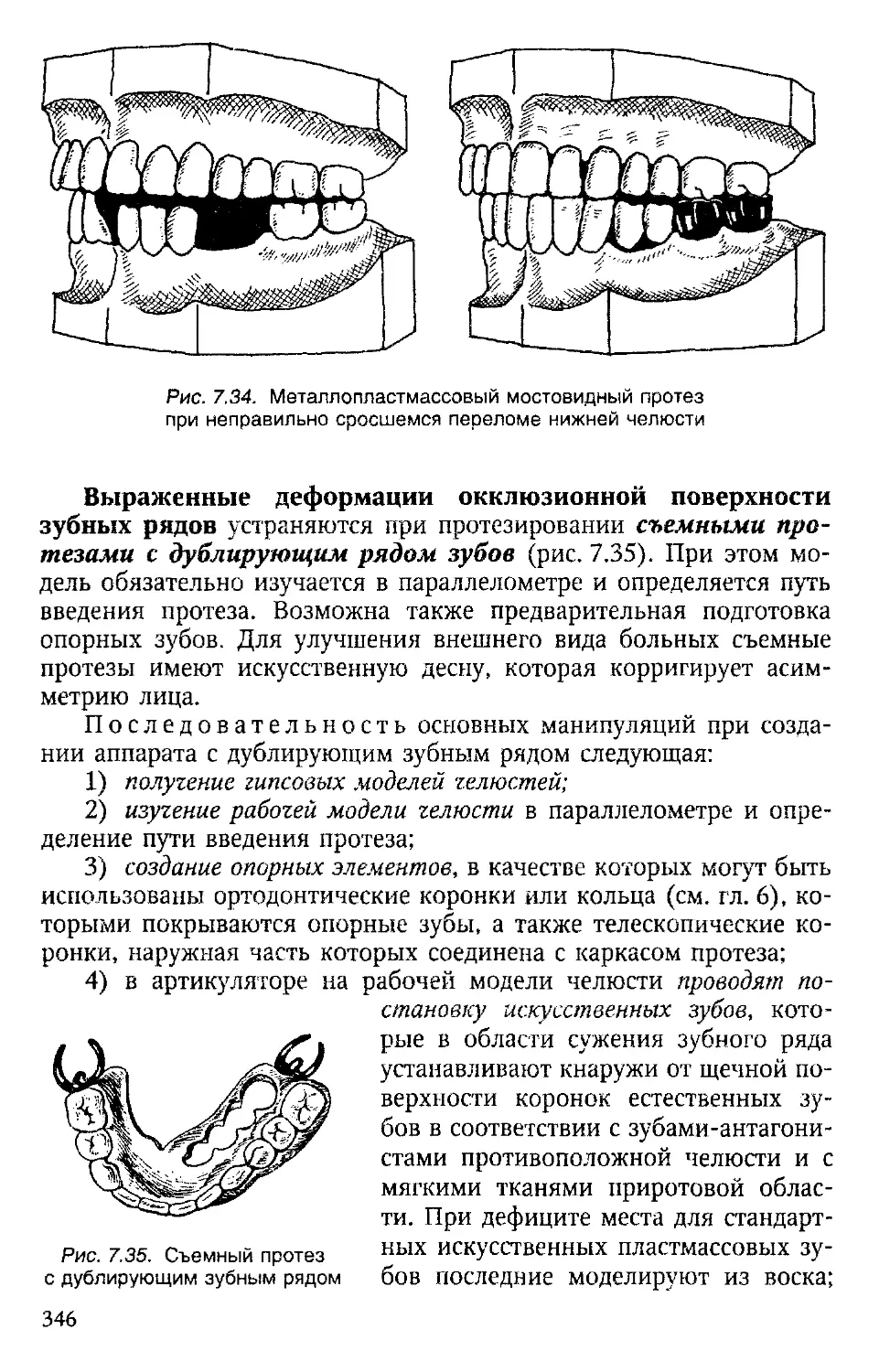
Протезирование при неправильно сросшихся переломах гелюстей..............................................345
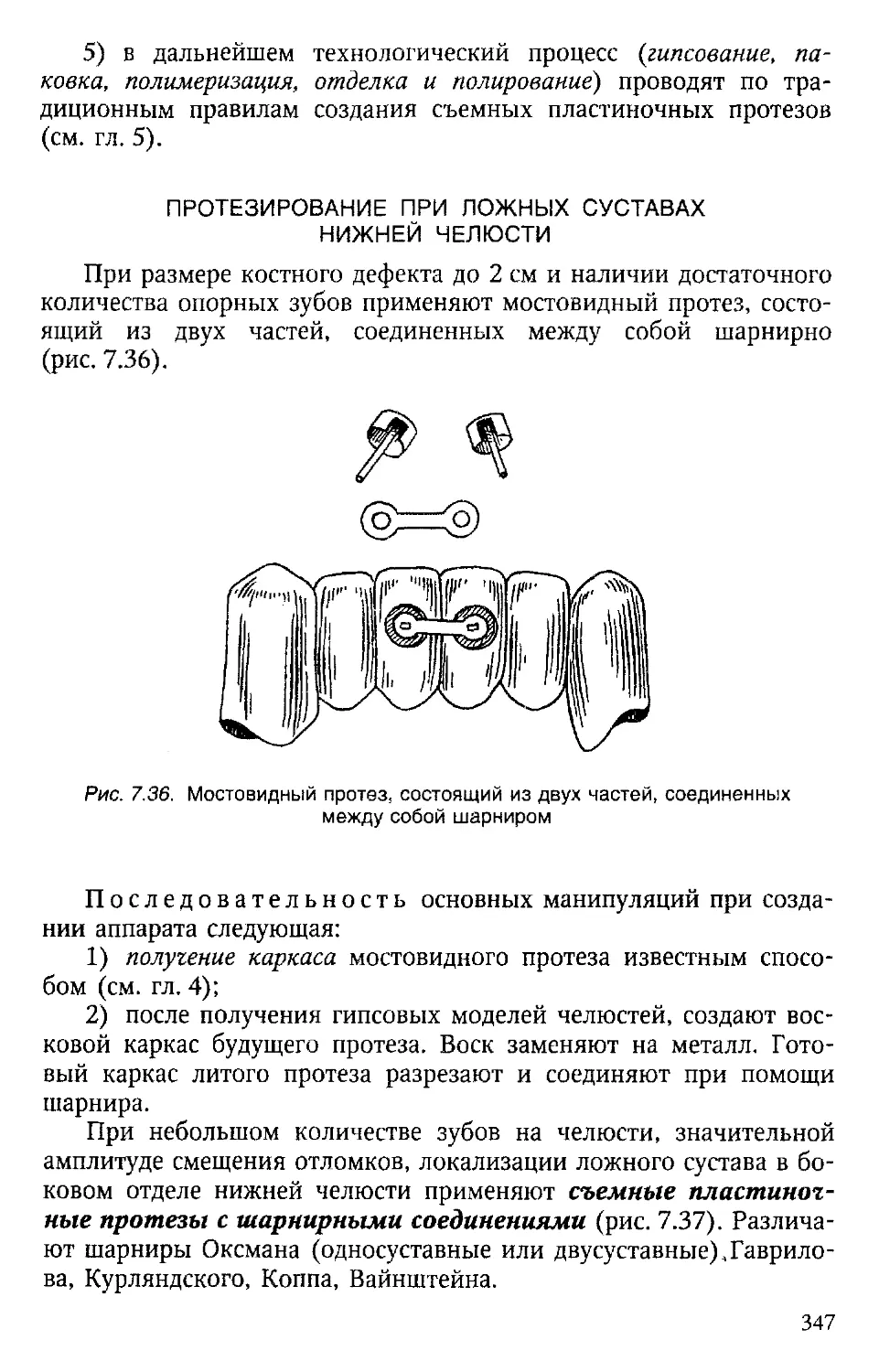
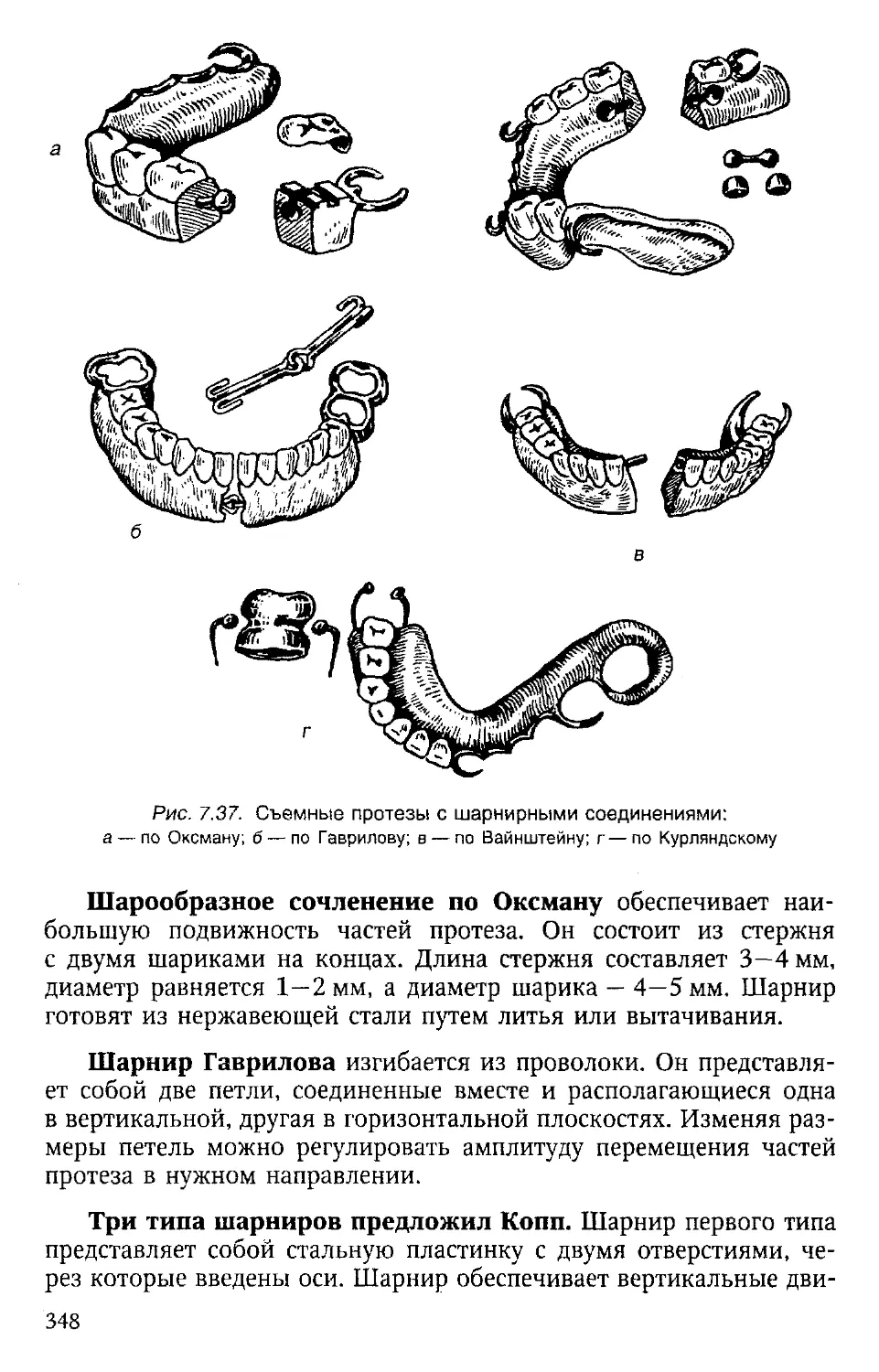
Протезирование при ложных суставах нижней гелюсти......347
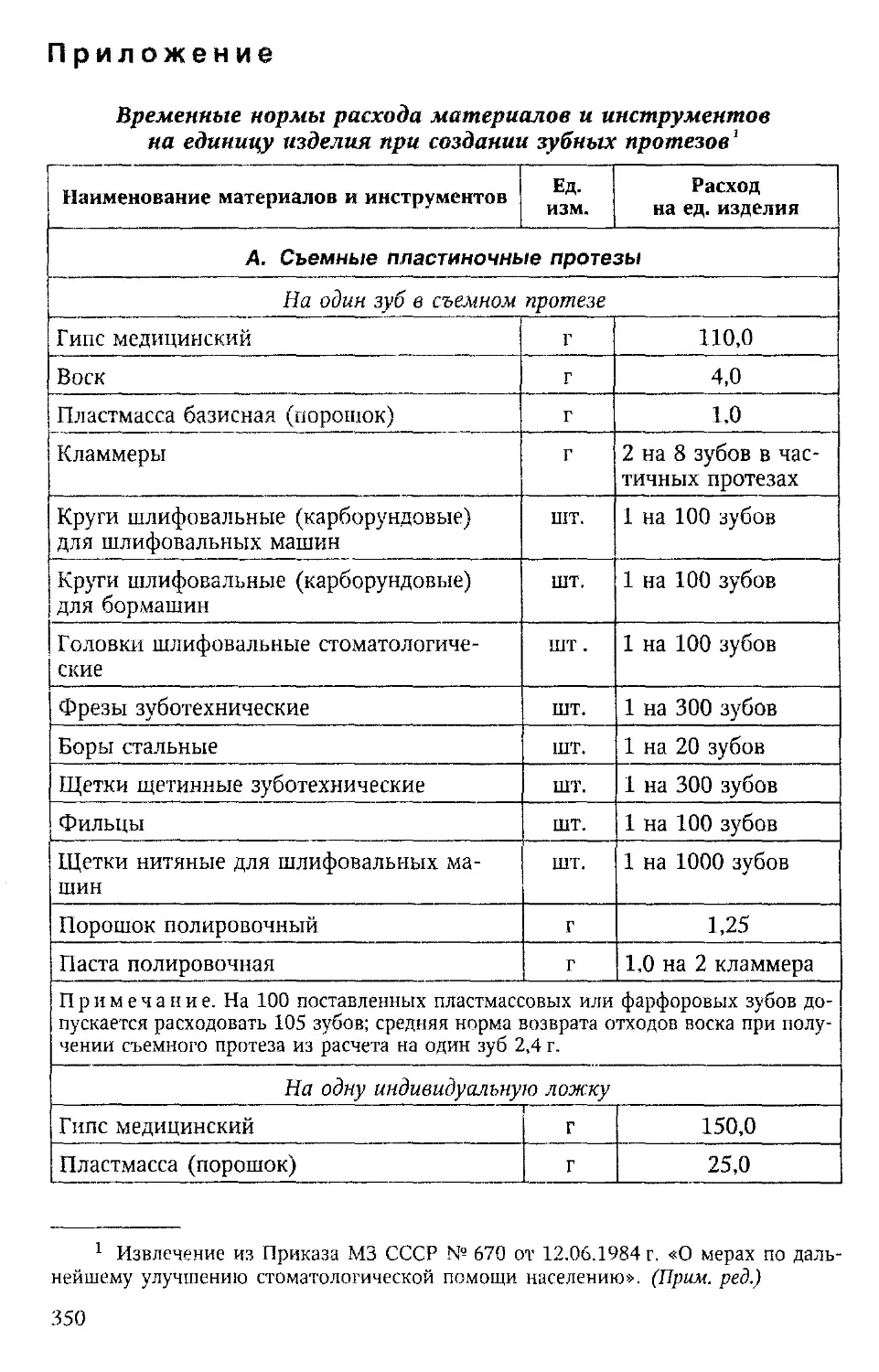
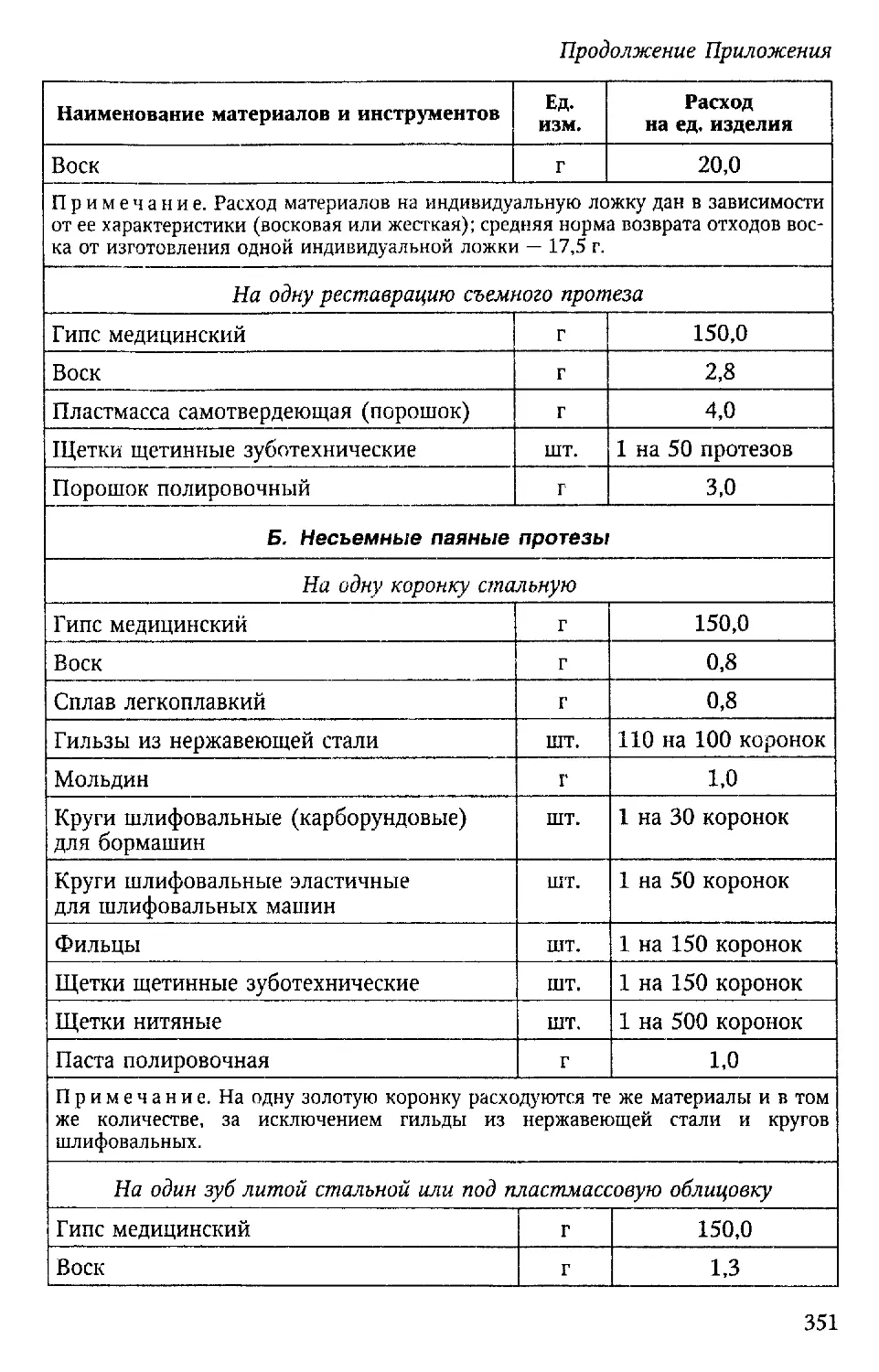
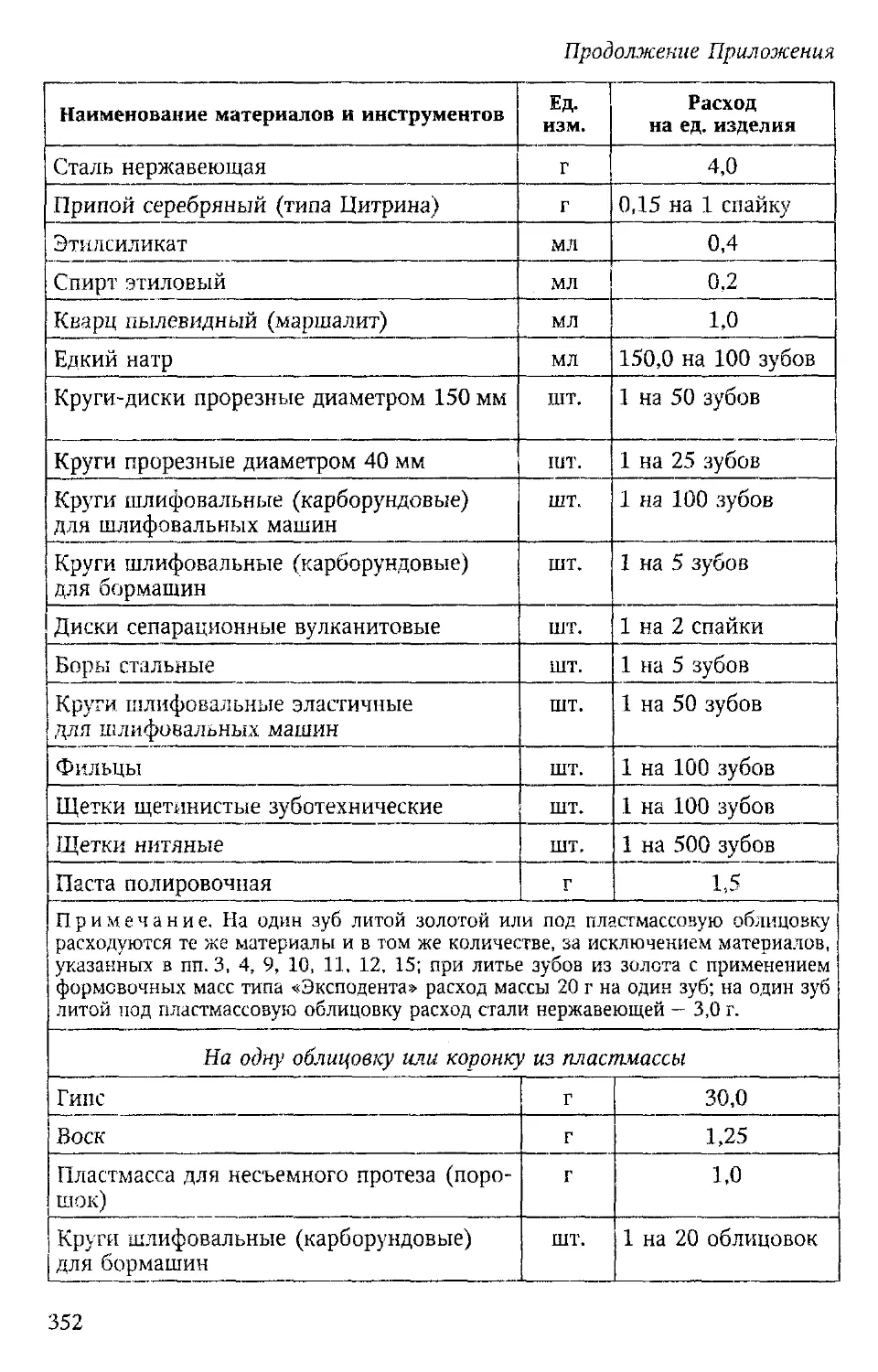
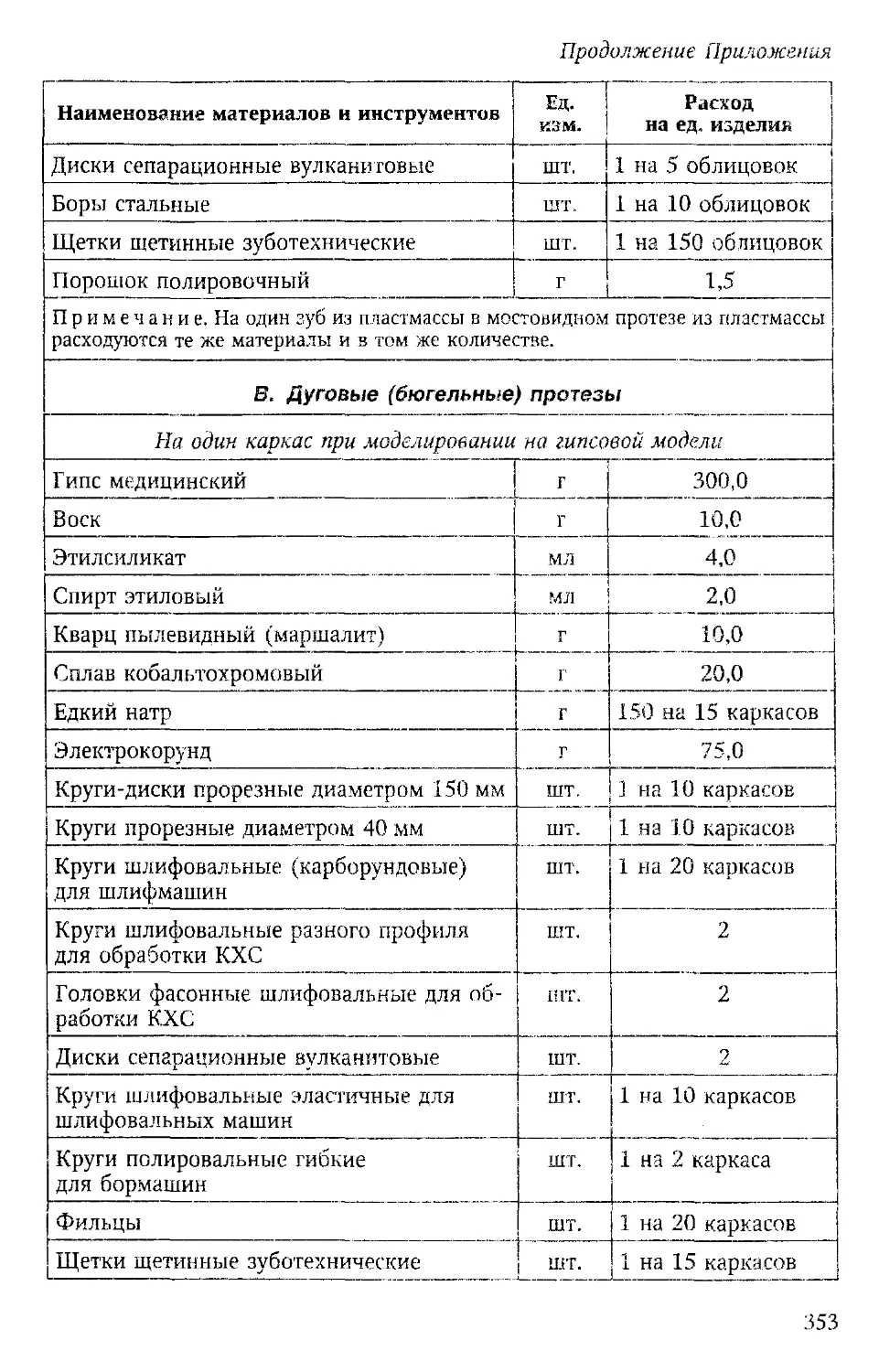
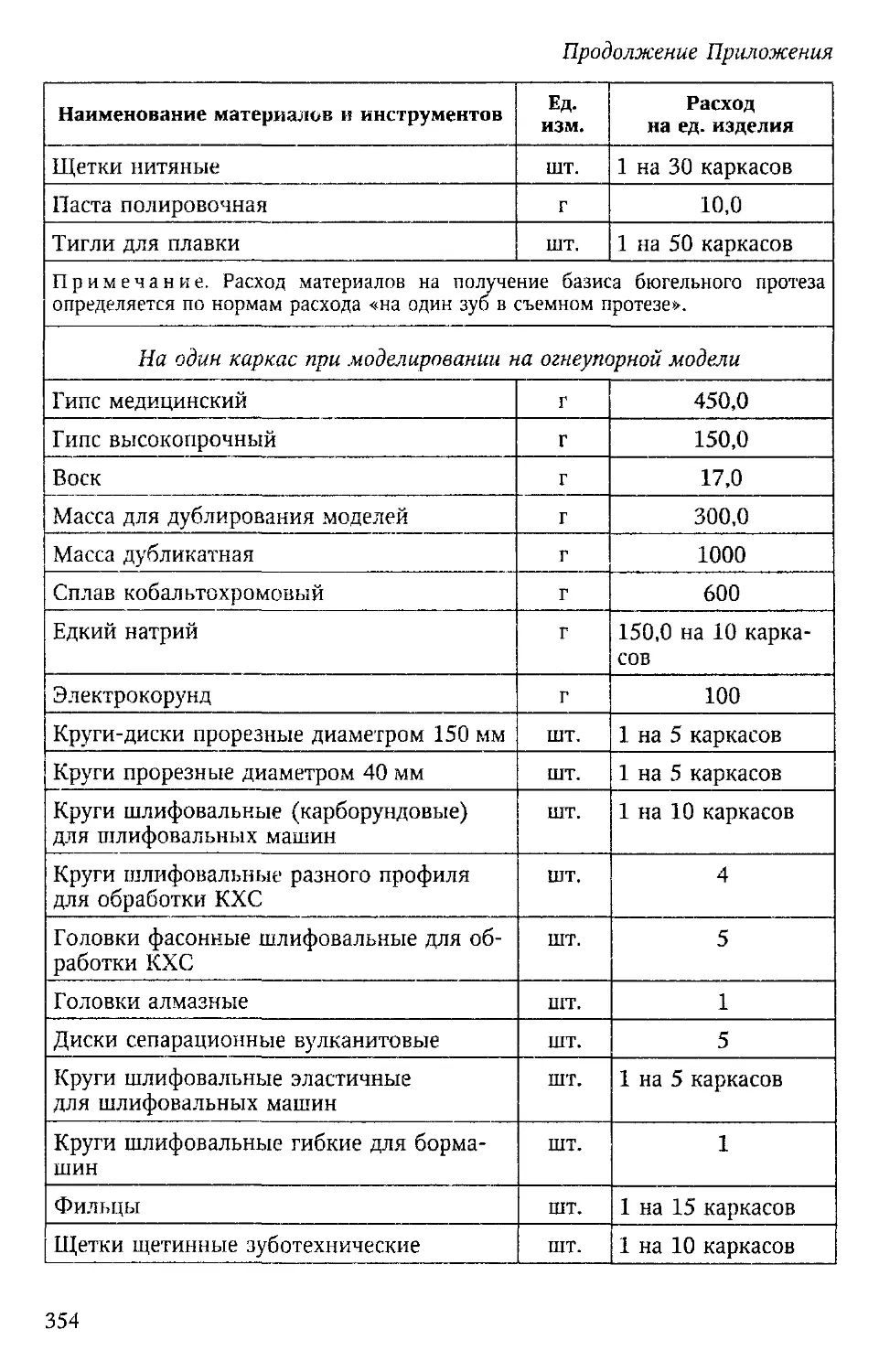
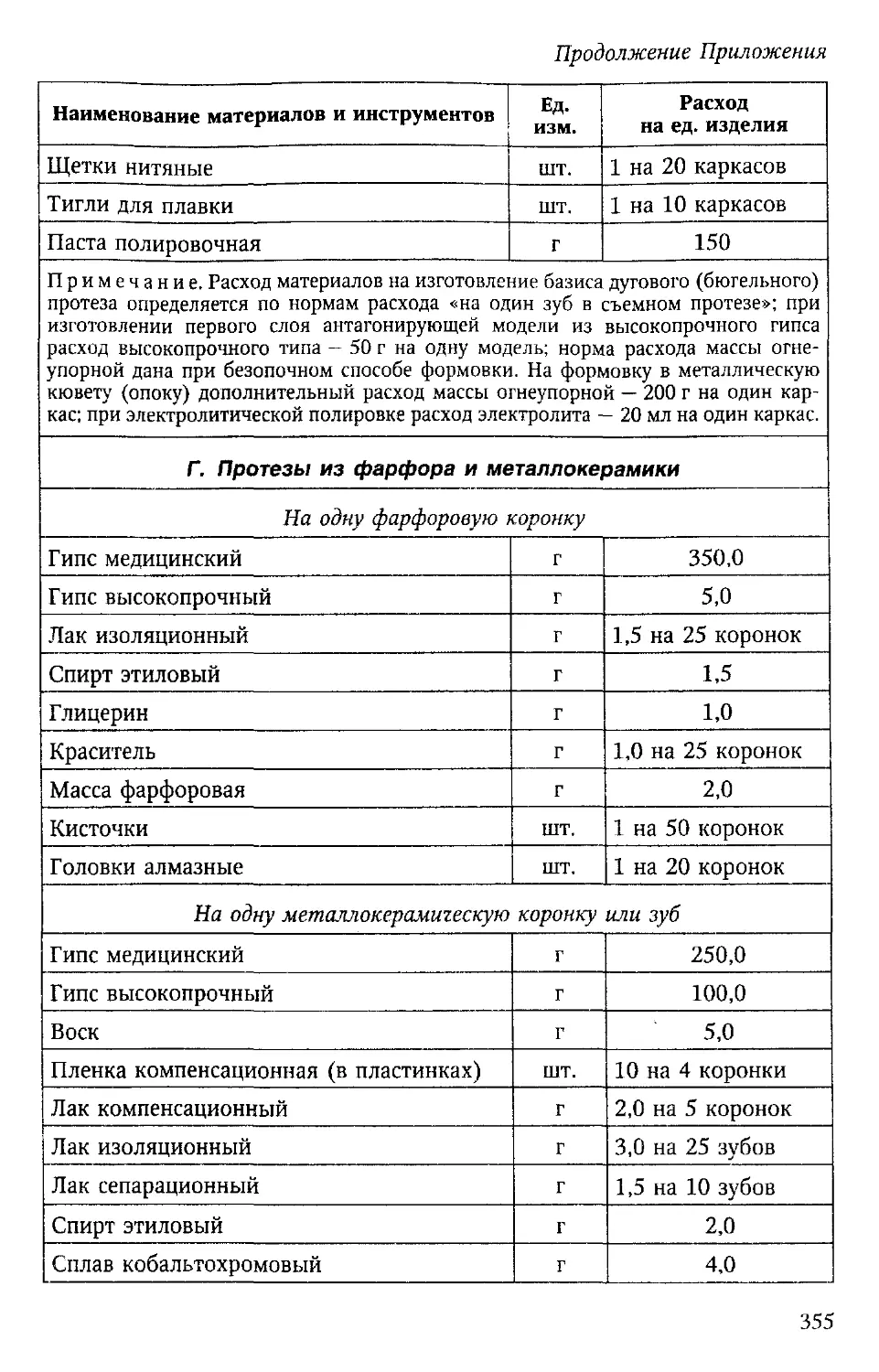
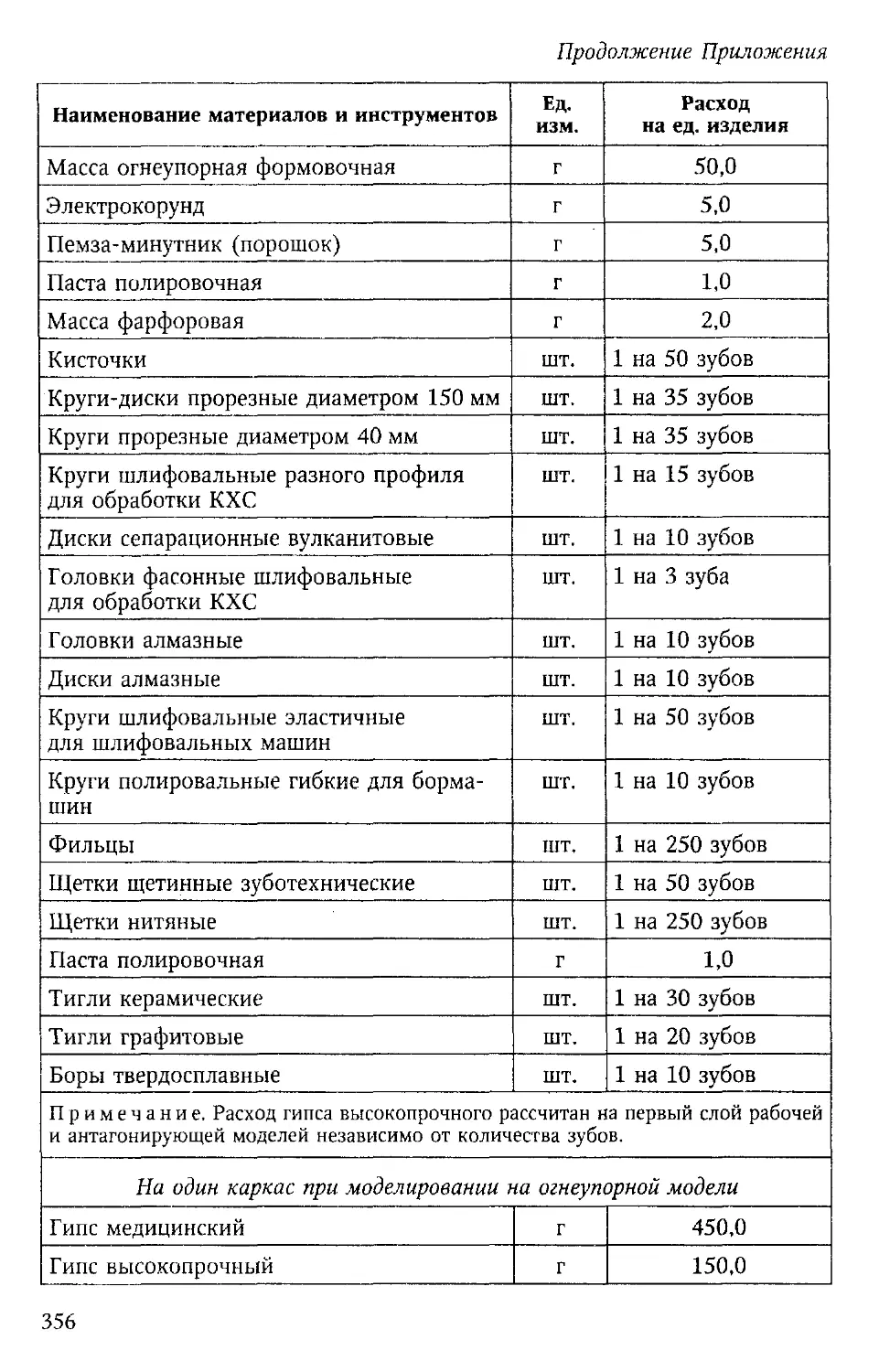
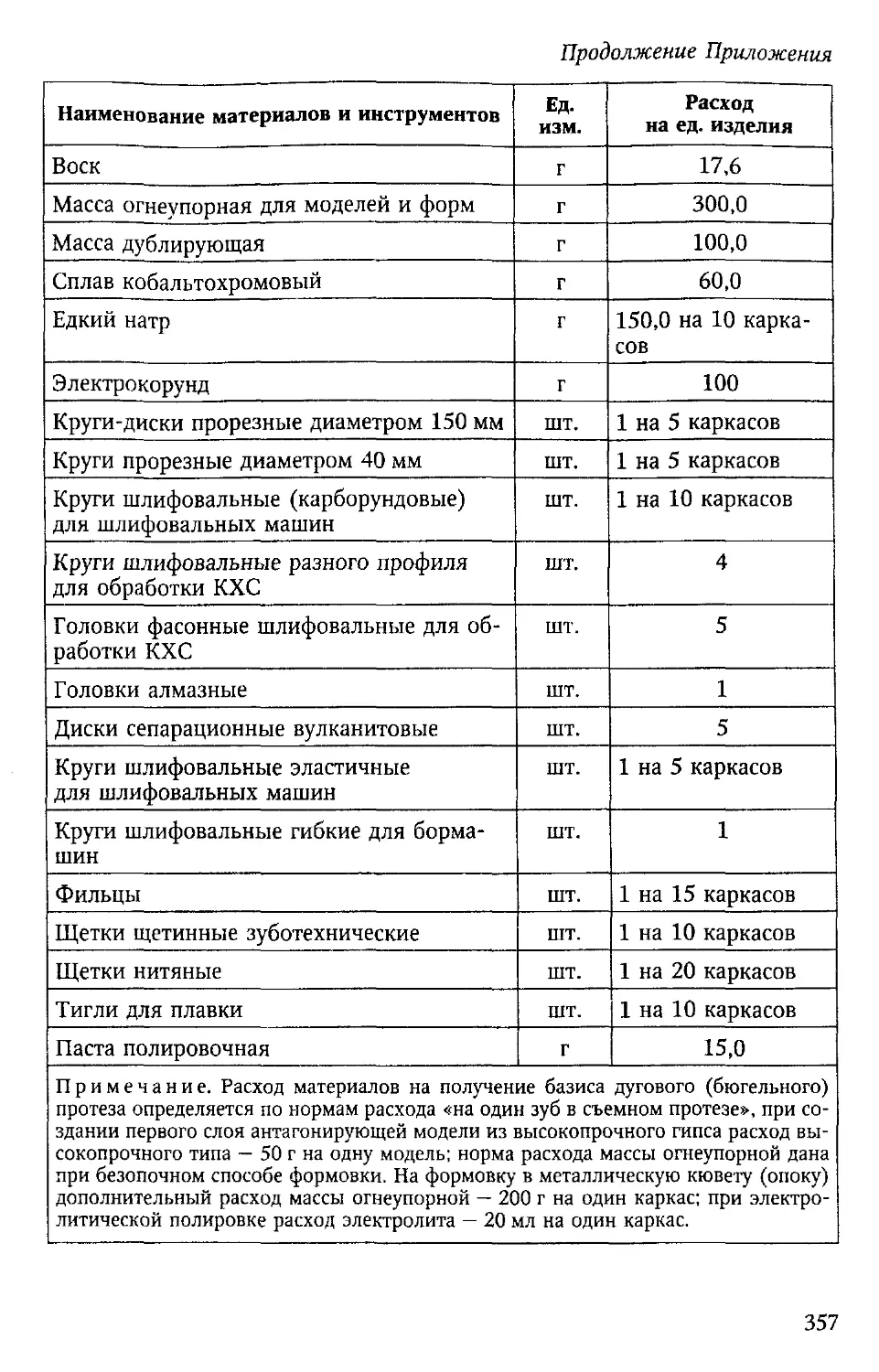
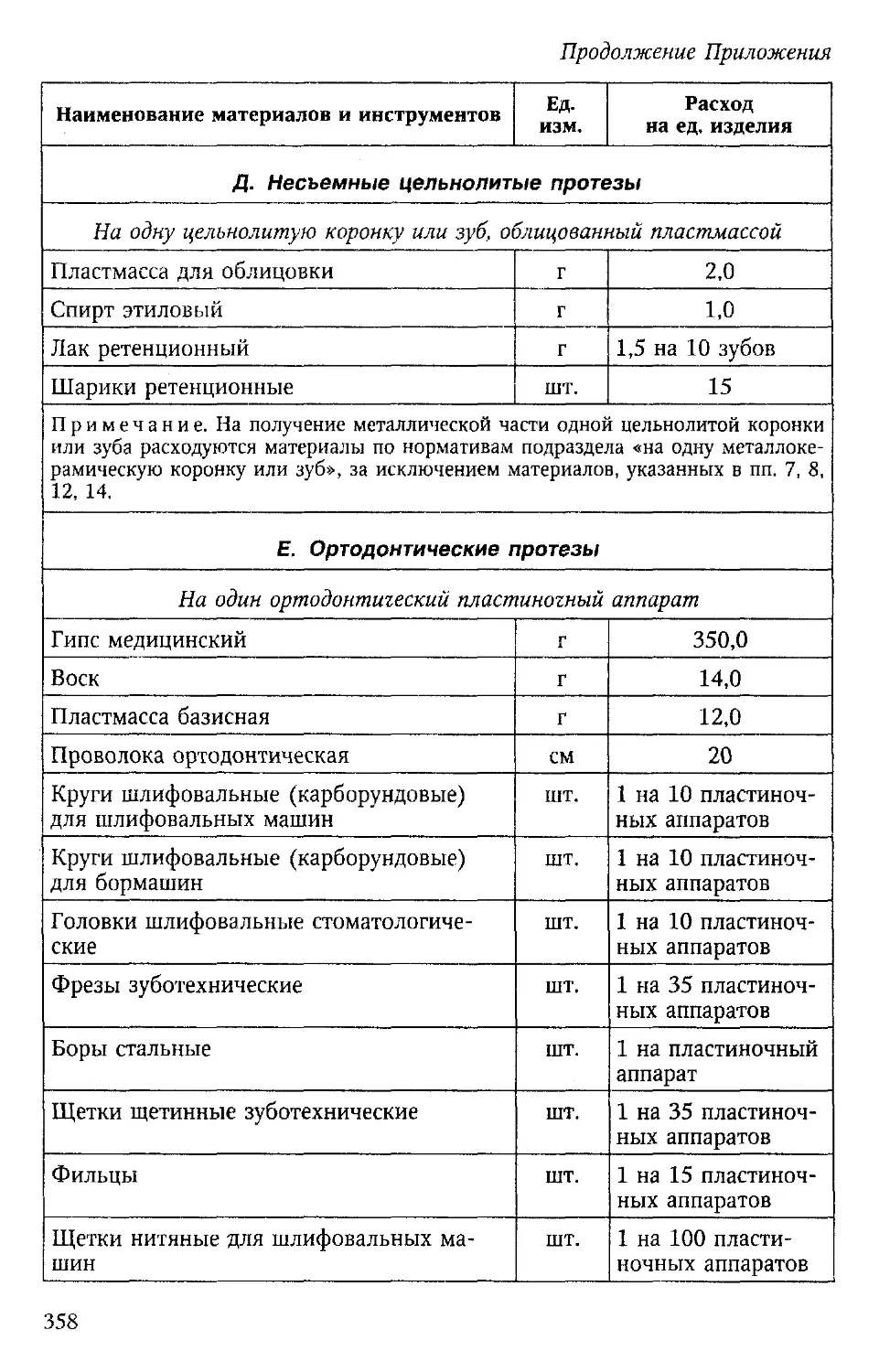
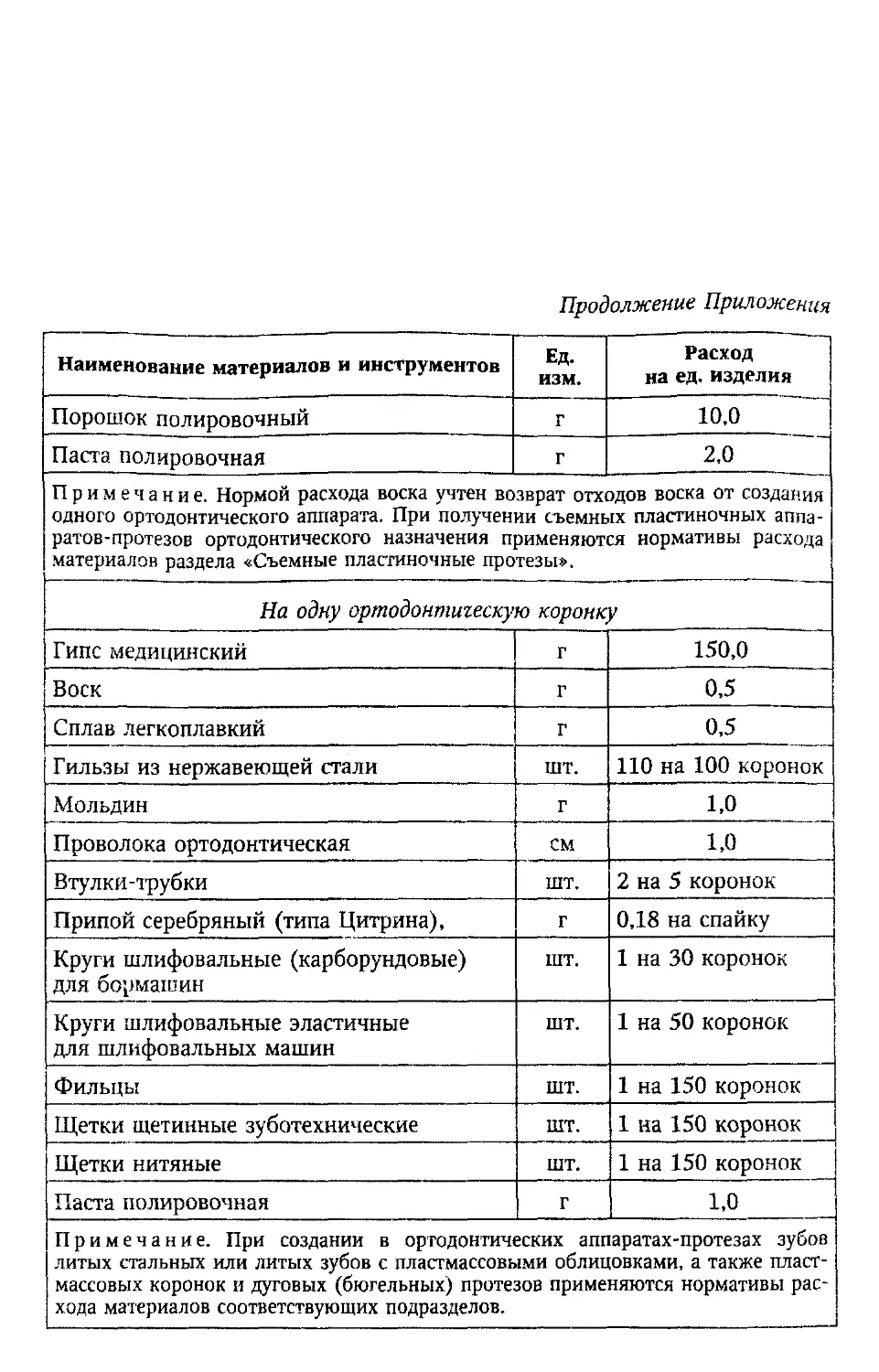
Приложение ...............................................350
Предметный указатель ..................................... 360
Светлой памяти профессоров Евгения Ивановига Гаврилова, Леонида Матвеевига Перзашкевига и Берты Константиновны Костур, наших угителей и наставников, посвящается.
ГАВРИЛОВ
Евгений Иванович
КОСТУР
Берта Константиновна
ПЕРЗАШКЕВИЧ
Леонид Матвеевич
ПРЕДИСЛОВИЕ
В курс пропедевтики ортопедической стоматологии входит, помимо других разделов, технология лечебных и профилактических аппаратов. Этой теме посвящена данная книга, являющаяся третьим, завершающим томом ознакомительного курса специальности.
В 1999 г. издательством «Специальная Литература» (Санкт-Петербург) был выпущен первый из трех томов, явившийся первым в России учебником по прикладному материаловедению. Через два года (2001 г.) увидел свет учебник «Ортопедическая стоматология. Пропедевтика и основы частного курса». В него вошли краткий курс функциональной анатомии жевательно-речевого аппарата, разделы диагностики и симптоматологии, описание стоматологического кабинета, его оснащения, оборудования и инструментария, а также основные принципы ортопедической терапии рассмотренных в книге заболеваний и патологических состояний. Он также является первым учебником по пропедевтическому курсу ортопедической стоматологии.
В настоящей книге изложены вопросы технологии лечебных и профилактических аппаратов. Именно так и назван учебник ввиду очевидной архаичности выражения «зубопротезная техника» и вопреки мнению немногих ретроградов, цепляющихся за это название.
Авторы постарались создать «букварь» технологии аппаратов, поставив целью упростить освоение этого сложного для обучения медико-технического раздела специальности. Насколько это удалось — судить пользователям учебника, преподавателям и студентам. Мы будем искренне благодарны нашим читателям за все их замечания, предложения и доброжелательную критику в адрес нашего учебника, поскольку это пойдет на пользу его качеству.
При подготовке третьего тома был расширен авторский коллектив. Так, в число титульных авторов вошли доцент Н. Ю. Незнанова и канд. мед. наук С. Б. Фищев, сотрудники нашей клиники.
Выражаем искреннюю признательность врачу Е. Г. Ульяновой за помощь в иллюстративном оформлении части учебника.
Глава 1
КЛАССИФИКАЦИЯ ОРТОПЕДИЧЕСКИХ ЛЕЧЕБНЫХ И ПРОФИЛАКТИЧЕСКИХ АППАРАТОВ
Ортопедигеская стоматология является разделом общей стоматологии и самостоятельной частью общей ортопедии. Ее можно определить как науку о распознавании, профилактике и лечении аномалий, приобретенных дефектов, повреждений и деформаций органов жевательного аппарата. Для этих целей она располагает функциональными (миотерапия, механотерапия), протезными, аппаратурными и аппаратурно-хирургическими методами лечения.
Основное место в ортопедической терапии занимает протезирование. Его задачей является не только замещение дефектов зубного ряда или альвеолярного отростка, но и предупреждение дальнейшего разрушения органа или рецидива заболевания.
♦ Протез — приспособление, замещающее потерю или врожденное отсутствие тканей, органов.
♦ Протезирование — лечебный процесс, наука, искусство и ремесло конструирования и наложения искусственного заместителя потерянных или отсутствующих тканей или органов.
♦ Протез, таким образом, рассматривается как лечебное средство, разумное применение которого позволяет решать лечебные и профилактические задачи.
Классификация ортопедических аппаратов
♦ Аппараты лечебные и профилактические — ортопедические приспособления, предназначенные для предупреждения, уменьшения, устранения, возмещения или исправления дефектов, аномалий, деформаций жевательно-речевого аппарата.
♦ Жевательно-речевой аппарат — комплекс взаимосвязанных и взаимодействующих систем и отдельных органов, принимающих участие в жевании, дыхании, звукообразовании и речи.
♦ Аномалия — (треч. anomalia — отклонение) — отклонение от структуры и функции, присущей данному биологическому виду, возникшее вследствие нарушения развития организма.
♦ Деформация окклюзионной поверхности зубных рядов, или деформация зубных рядов — нарушение очертаний окклюзионной поверхности за счет пространственных изменений положения отдельных зубов или групп зубов в результате различных патологических процессов в жевательно-речевом аппарате.
Многочисленные ортопедические профилактические и лечебные аппараты подразделяются по способу крепления, типу конструкции, месту расположения, принципам действия и назначению. В расшифрованном виде это выглядит следующим образом. Все аппараты классифицируют:
• по способу крепления:
— съемные — удерживаются с помощью адгезии, анатомической ретенции и механических фиксаторов (кламмеров, вестибулярных дуг, пелотов, замковых креплений), при необходимости могут быть в любое время введены и выведены из полости рта самостоятельно пациентом без травмы тканей протезного ложа, естественных зубов, их пародонта и без ущерба для самого протеза;
- несъемные — с укреплением на опорных зубах или имплантатах временными (цинкоксидэвгеноловыми пастами) или постоянными фиксаторами (цементами, композиционными материалами, замковыми креплениями, винтами). Их выведение из полости рта возможно только врачом с использованием специальных инструментов;
• по типу конструкции:
— пластиногные, имеющие в своей конструкции пластмассовый или металлический пластиночный базис;
— дуговые, представляющие собой металлическую дугу или имеющие в конструкции одну или две соединительные дуги;
— провологные, основой которых является металлическая проволока, в частности — упругая;
— капповые, основой конструкции которых является каппа из металла или полимера (пластмассы);
— колпагковые:
— мостовидные и др.;
♦ Каппа зубная (нем. карре — шапка, крышка, чехол) — пластмассовый, реже металлический аппарат, служащий для дезокклюзии, защиты зубов от химических агентов. Применяется при дисфункциях височно-нижнечелюстного сустава, парафункциях жевательных мышц, зубочелюстных аномалиях.
• по месту расположения:
— внутриротовые — одночелюстные или двучелюстные, укрепляемые на зубах, альвеолярной части, своде нёба;
— внеротовые — укрепляемые на коже лица, затылка, темени, на имплантатах, внедренных в кости черепа;
— внутри-внеротовые — одна часть аппарата располагается внутри полости рта, другая — вне полости рта;
• по принципам действия:
— механические (активные) — с постоянной силой действия, которая заложена в самой конструкции (давление винта; упругость дуги, пружины, рычага; эластичность резиновой тяги, лигатур) и не зависит от сократительной способности жевательных мышц;
— функциональные (пассивные) — с прерывистым действием, источником силы является сократительная способность жевательных и мимических мышц при соприкосновении определенных зубов с наклонной плоскостью или накусочной площадкой;
— комбинированные — действие обусловлено сочетанием отдельных элементов механического и функционального действия;
> по назначению:
— исправляющие (репонирующие) — ортодонтические аппараты, приспособления, шины для межчелюстного вытяжения, аппараты с внеротовыми регулирующими рычагами, при помощи которых отдельные зубы, группы зубов, альвеолярные части или отломки челюсти устанавливают в правильное положение;
— фиксирующие (удерживающие, ретенционные) — ортопедические аппараты, используемые для закрепления результатов, достигнутых в активный период ортодонтического лечения, или удерживающие отломки челюсти в правильном положении и создающие их неподвижность;
— направляющие — приспособления с наклонными плоскостями или скользящим шарниром, которые обеспечивают зубам, нижней челюсти или костным отломкам определенное направление;
— замещающие — зубные, челюстные и лицевые протезы для замещения утраченной ткани при дефектах зубов и зубных рядов, а также при дефектах челюстей и лица;
— формирующие — аппараты, которые служат опорой пластического материала (при пластике дефектов мягких тканей лица) или с помощью которых создают ложе для съемных протезов на беззубой нижней челюсти после операций, направленных на улучшение фиксации протеза;
— разобщающие — разделяют полость рта и полость носа. Их именуют обтураторами. В эту группу входят также защитный нёбный пластиночный аппарат, приспособления, применяемые при 10
пластике приобретенных дефектов нёба, а также капповые или пластиночные аппараты, обеспечивающие полную или частичную дезокклюзию зубных рядов;
— комбинированные, несущие в себе одновременно несколько функций, например: репозицию и фиксацию, замещение и формирование и пр.
♦ Протезы зубные и челюстные (эндопротезы) — искусственные части коронки зуба, искусственные зубы, искусственные десна, альвеолярные части, фрагмент челюсти.
♦ Протезы лица (экзопротезы) — искусственные части лица — нос, глазница (с глазным яблоком), ушная раковина, губа, подбородок, щека.
Глава 2
ОРГАНИЗАЦИЯ РАБОТЫ ЗУБОТЕХНИЧЕСКОЙ ЛАБОРАТОРИИ. УЧЕБНАЯ ЛАБОРАТОРИЯ
СТРУКТУРА И ОСНАЩЕНИЕ ЗУБОТЕХНИЧЕСКОЙ ЛАБОРАТОРИИ
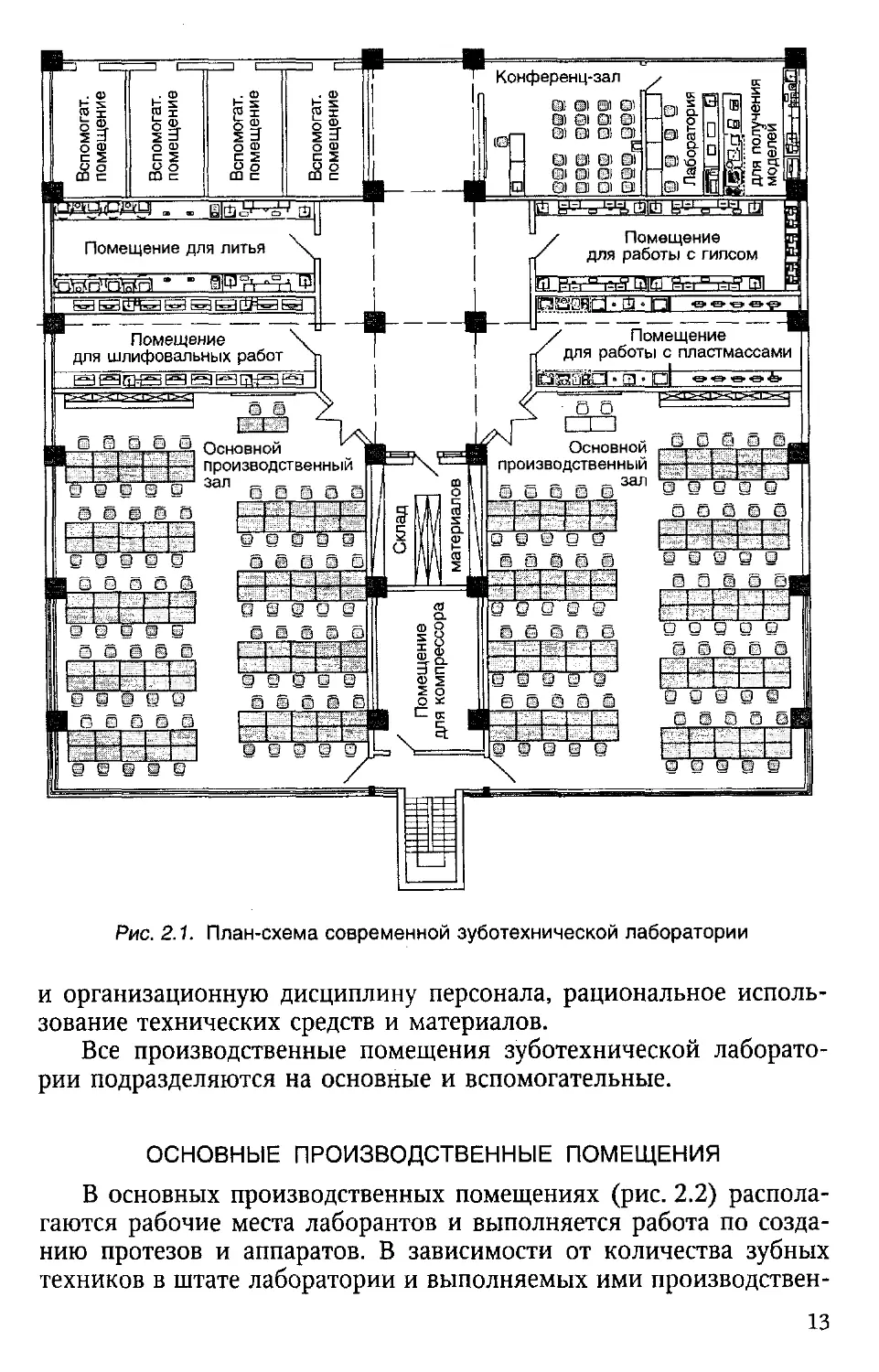
Зуботехническая лаборатория (рис. 2.1) представляет собой неотъемлемую часть ортопедического стоматологического отделения поликлиники, поскольку в решении основных задач, стоящих перед ортопедической клиникой (профилактика, диагностика и лечение стоматологических заболеваний), активное участие принимают зубные техники.
В связи с этим она должна располагаться рядом с ортопедическими кабинетами. Указанная лаборатория является производственной базой ортопедического отделения, где проводится вся технологическая цепочка процесса протезирования. Здесь осуществляются многие процессы, необходимые для получения зубных, челюстно-лицевых протезов и ортодонтических аппаратов: штамповка, литье металлов, обжиг, паяние, отбеливание, полимеризация и др.
Зуботехнические лаборатории оснащаются необходимым оборудованием, инструментарием, материалами. В штате технической лаборатории имеется группа зубных техников-лаборантов из расчета 2—3 техника на 1 врача ортопеда-стоматолога. На каждые 10 должностей зубных техников должно быть не менее 1 должности старшего зубного техника.
Для организации, планирования и контроля за качеством создания ортопедических аппаратов и протезов из числа квалифицированных зубных техников в каждой поликлинике, в которой по штатным нормативам положено не менее 15 должностей зубных техников, назначается заведующий лабораторией.
Должности санитарок устанавливаются из расчета 1 на 3 должности ортопедов-стоматологов и 1 на 20 должностей зубных техников.
Правильная организация деятельности зуботехнической лаборатории включает высокую исполнительскую, технологическую 12
□
atefn'jQHriL
д в а в в
Е.щ@а§а
Помещение для работы с гипсом
О 01 О)
□1 О) □)
□ О) О)
О) 01 OI
Помещение для работы с пластмассами Мёа»а"» р|
□1 СО
~aj
О)^
S3
SSfflEEEQ
Begg
© © © О ©
С1 О) □)
Е 01 QI
Основной производственный _ зал
Конференц-зал
О) ( 01 ( О! (
01 I О f
О1 I
О Г 5
Помещение для литья
Помещение для шлифовальных работ
tt
в
□ □□од
Основной производственный зал
Э © 0 © ©
О 5 В В
а а и в я
@ О О © © 5 ® й © i
Рис. 2.1. План-схема современной зуботехнической лаборатории и организационную дисциплину персонала, рациональное использование технических средств и материалов.
Все производственные помещения зуботехнической лаборатории подразделяются на основные и вспомогательные.
ОСНОВНЫЕ ПРОИЗВОДСТВЕННЫЕ ПОМЕЩЕНИЯ
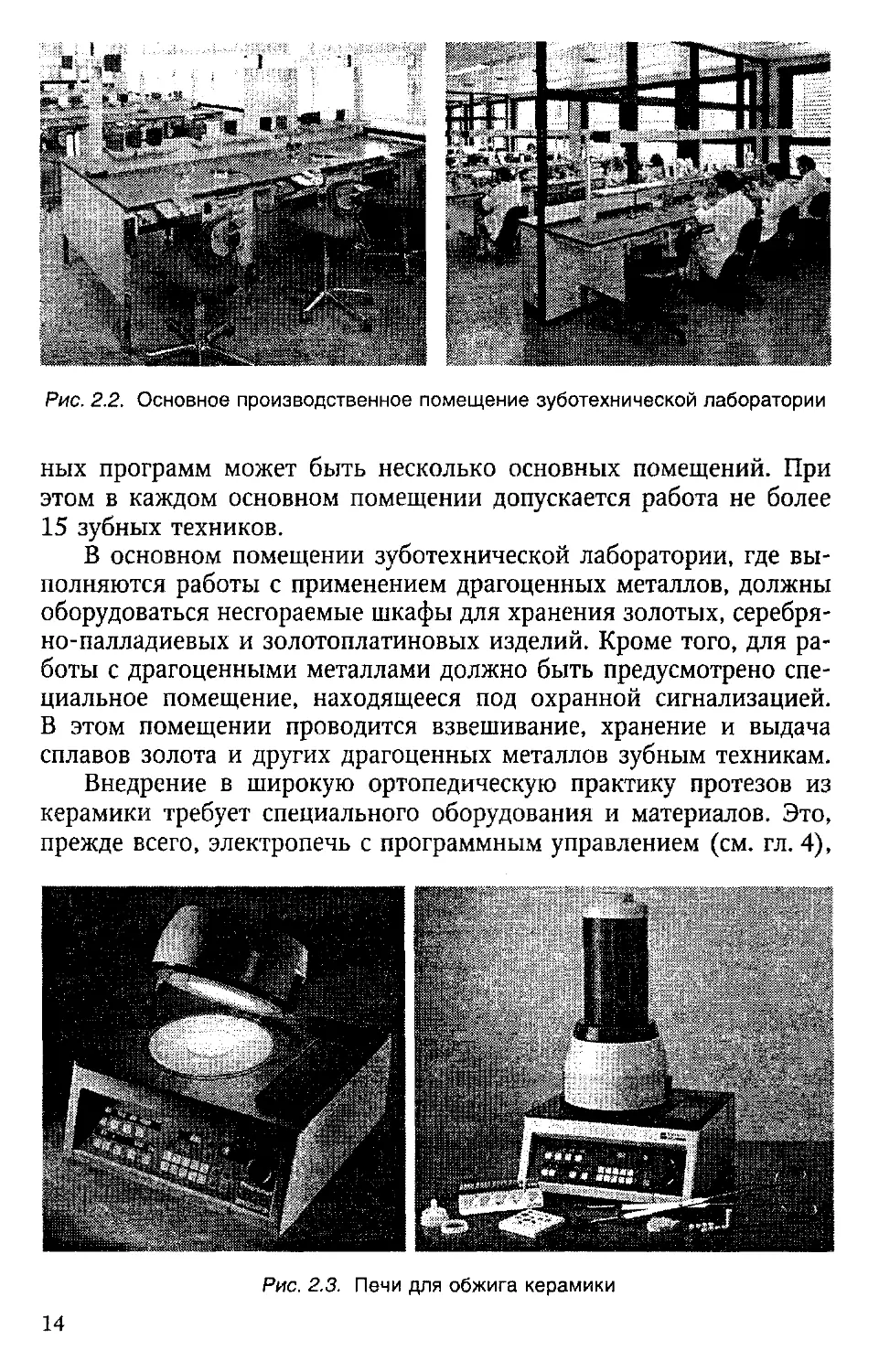
В основных производственных помещениях (рис. 2.2) располагаются рабочие места лаборантов и выполняется работа по созданию протезов и аппаратов. В зависимости от количества зубных техников в штате лаборатории и выполняемых ими производствен-
Рис. 2.2. Основное производственное помещение зуботехнической лаборатории
ных программ может быть несколько основных помещений. При этом в каждом основном помещении допускается работа не более 15 зубных техников.
В основном помещении зуботехнической лаборатории, где выполняются работы с применением драгоценных металлов, должны оборудоваться несгораемые шкафы для хранения золотых, серебря-но-палладиевых и золотоплатиновых изделий. Кроме того, для работы с драгоценными металлами должно быть предусмотрено специальное помещение, находящееся под охранной сигнализацией. В этом помещении проводится взвешивание, хранение и выдача сплавов золота и других драгоценных металлов зубным техникам.
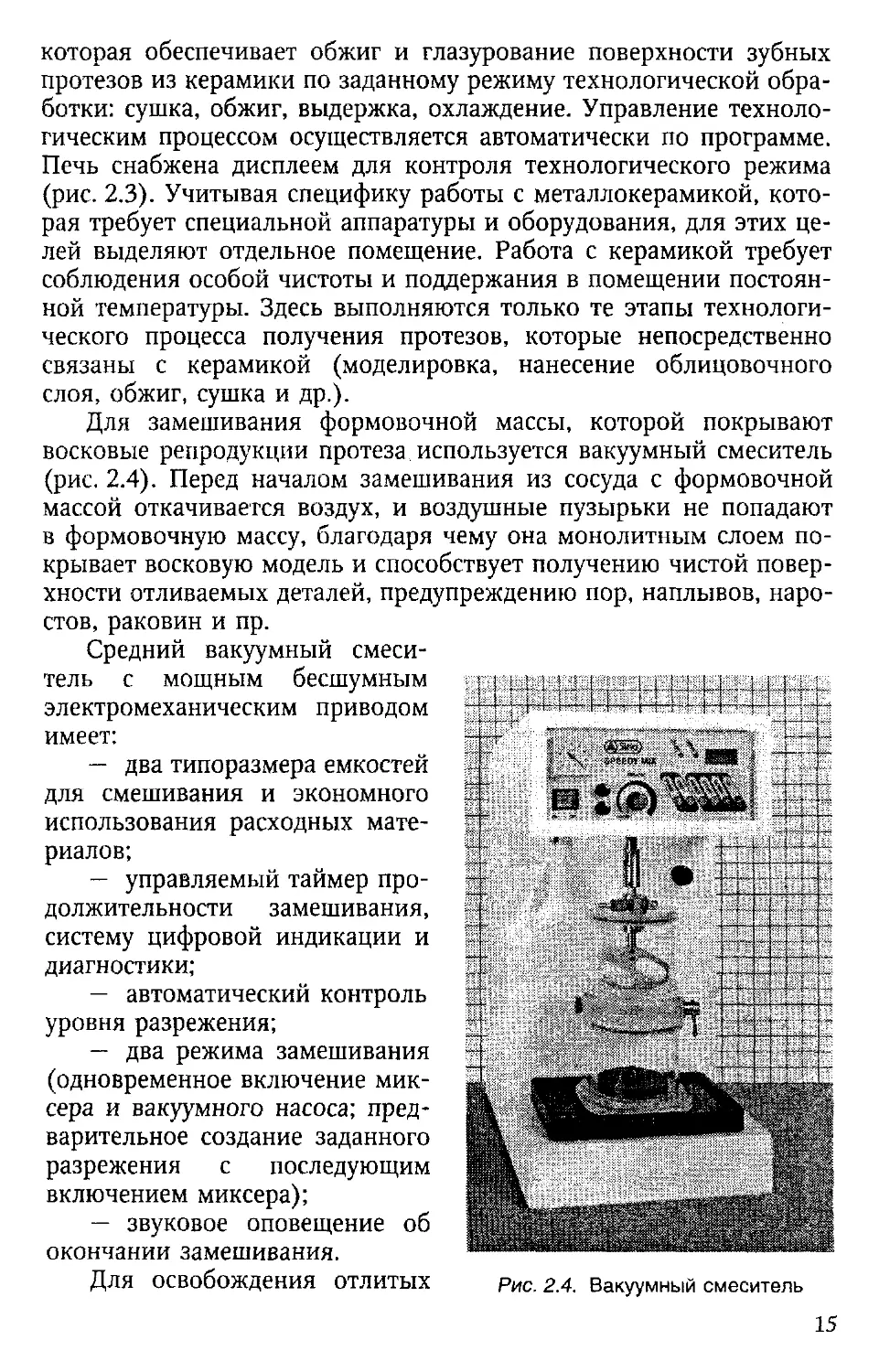
Внедрение в широкую ортопедическую практику протезов из керамики требует специального оборудования и материалов. Это, прежде всего, электропечь с программным управлением (см. гл. 4),
Рис. 2.3. Печи для обжига керамики
которая обеспечивает обжиг и глазурование поверхности зубных протезов из керамики по заданному режиму технологической обработки: сушка, обжиг, выдержка, охлаждение. Управление технологическим процессом осуществляется автоматически по программе. Печь снабжена дисплеем для контроля технологического режима (рис. 2.3). Учитывая специфику работы с металлокерамикой, которая требует специальной аппаратуры и оборудования, для этих целей выделяют отдельное помещение. Работа с керамикой требует соблюдения особой чистоты и поддержания в помещении постоянной температуры. Здесь выполняются только те этапы технологического процесса получения протезов, которые непосредственно связаны с керамикой (моделировка, нанесение облицовочного слоя, обжиг, сушка и др.).
Для замешивания формовочной массы, которой покрывают восковые репродукции протеза используется вакуумный смеситель (рис. 2.4). Перед началом замешивания из сосуда с формовочной массой откачивается воздух, и воздушные пузырьки не попадают в формовочную массу, благодаря чему она монолитным слоем покрывает восковую модель и способствует получению чистой поверхности отливаемых деталей, предупреждению пор, наплывов, наро
стов, раковин и пр.
Средний вакуумный смеситель с мощным бесшумным электромеханическим приводом имеет:
— два типоразмера емкостей для смешивания и экономного использования расходных материалов;
— управляемый таймер продолжительности замешивания, систему цифровой индикации и диагностики;
— автоматический контроль уровня разрежения;
— два режима замешивания (одновременное включение миксера и вакуумного насоса; предварительное создание заданного разрежения с последующим включением миксера);
— звуковое оповещение об окончании замешивания.
Для освобождения отлитых
Рис. 2.4. Вакуумный смеситель
Рис. 2.5. Пескоструйная установка (а) и схема (б) пескоструйной обработки литого каркаса несъемного протеза оксидом алюминия разной степени зернистости
деталей от остатков формовочной массы, окалины и подготовки их поверхности для окончательной отделки, в зубопротезной лаборатории используется специальная пескоструйная установка (рис. 2.5) Она состоит из корпуса, внутри которого размещены герметичная
Рис. 2.6. Наборы моделировочных инструментов
п
камера с бункером для сбора песка и сопловое устройство. Камера имеет смотровое окно, два отверстия с перчатками для рук. К корпусу подключена педаль для ножного управления подачей сжатого воздуха к сопловому устройству, которое обеспечивает набор песка из бункера и подачу его под давлением на обрабатываемое отделение, имеется принудительный отсос пыли из аппарата.
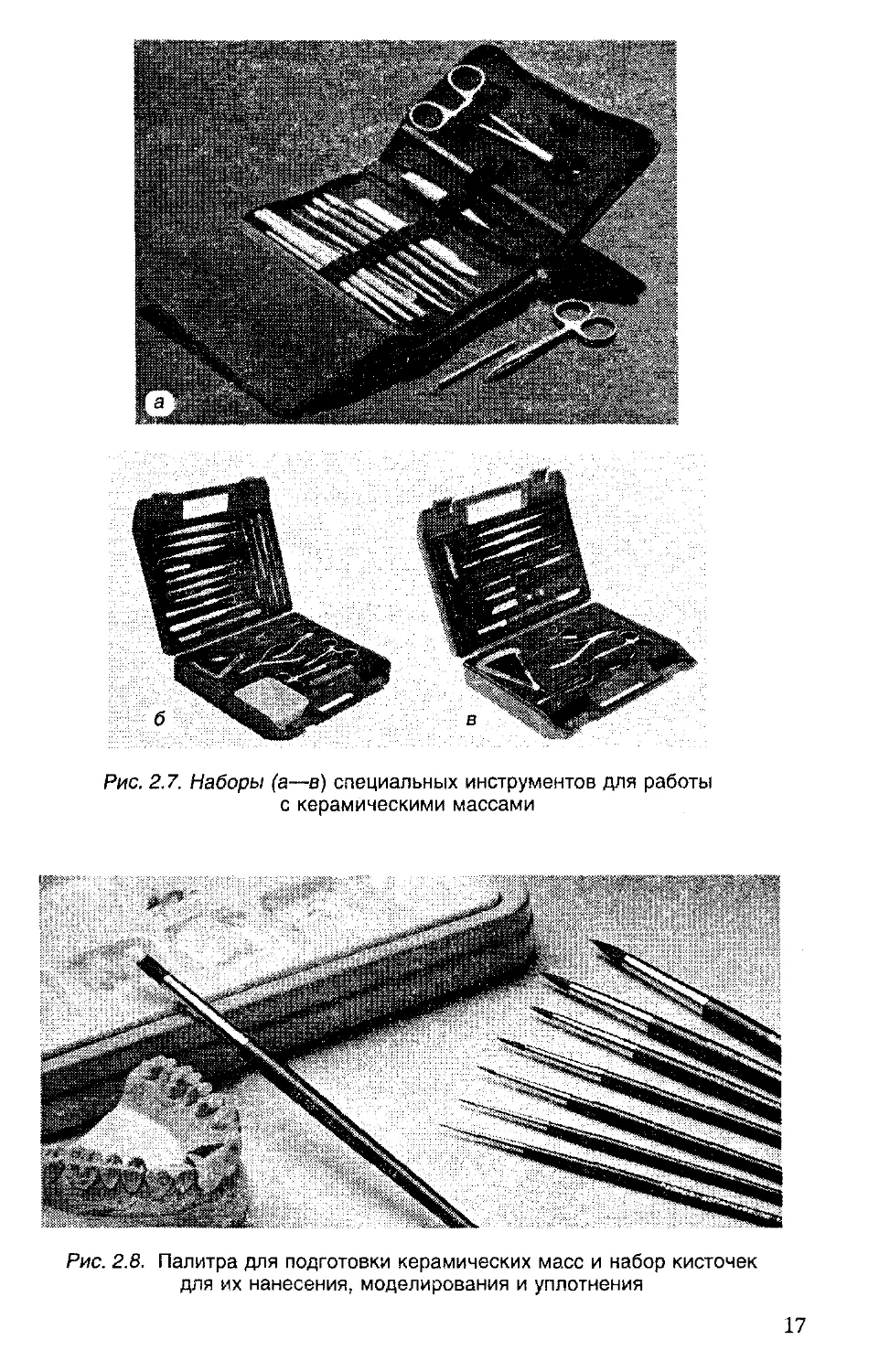
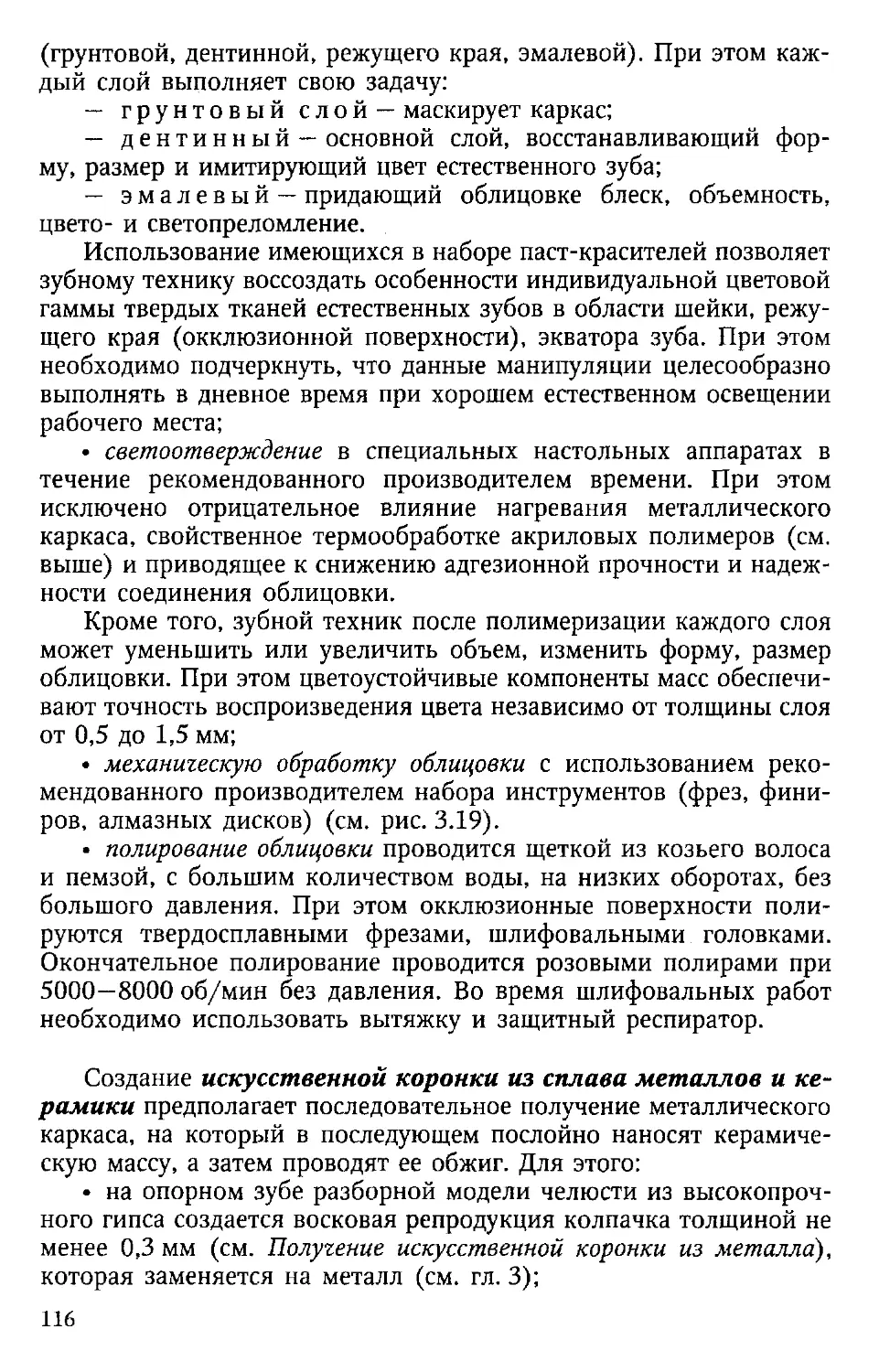
Для моделирования коронок, мостовидных протезов из воска (рис. 2.6), нанесения на металлические поверхности облицовочных слоев из керамики выпускаются специальные наборы инструментов (рис. 2.7, 2.8).
СПЕЦИАЛЬНЫЕ ПРОИЗВОДСТВЕННЫЕ ПОМЕЩЕНИЯ
Специальные или вспомогательные помещения, в том числе складские, душевые, туалеты, гигиеническая комната и др., играют большую роль в технологии зубных протезов.
В специальных производственных помещениях зуботехнической лаборатории выполняются работы1, загрязняющие воздух вредными газами, парами, копотью, пылью и пр. Эти помещения используются всеми зубными техниками, работающими в лаборатории. К ним относят следующие комнаты:
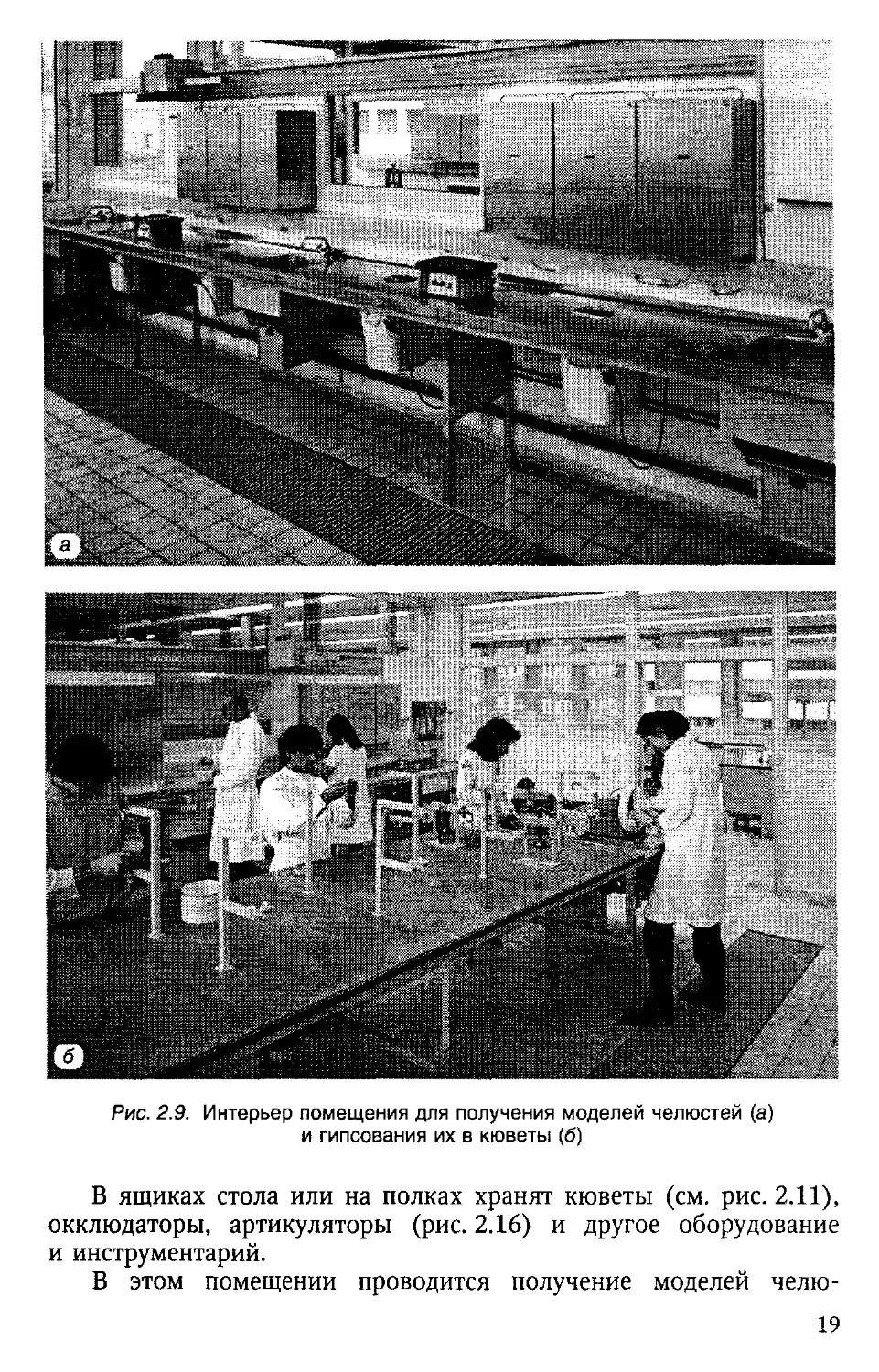
• гипсовохную (рис. 2.9), в которой располагаются столы для гипсования, обитые оцинкованным металлом, имеющие в крышке несколько отверстий, под которыми устанавливаются емкости для отходов гипса. К столам подводится горячая и холодная вода. Сток воды из металлических раковин идет через специально оборудованный гипсоотстойник в канализацию.
Здесь же размещены:
— настольные, напольные или настенные герметичные бункеры для хранения гипса разных типов;
— настольные или настенные дозаторы гипса и воды;
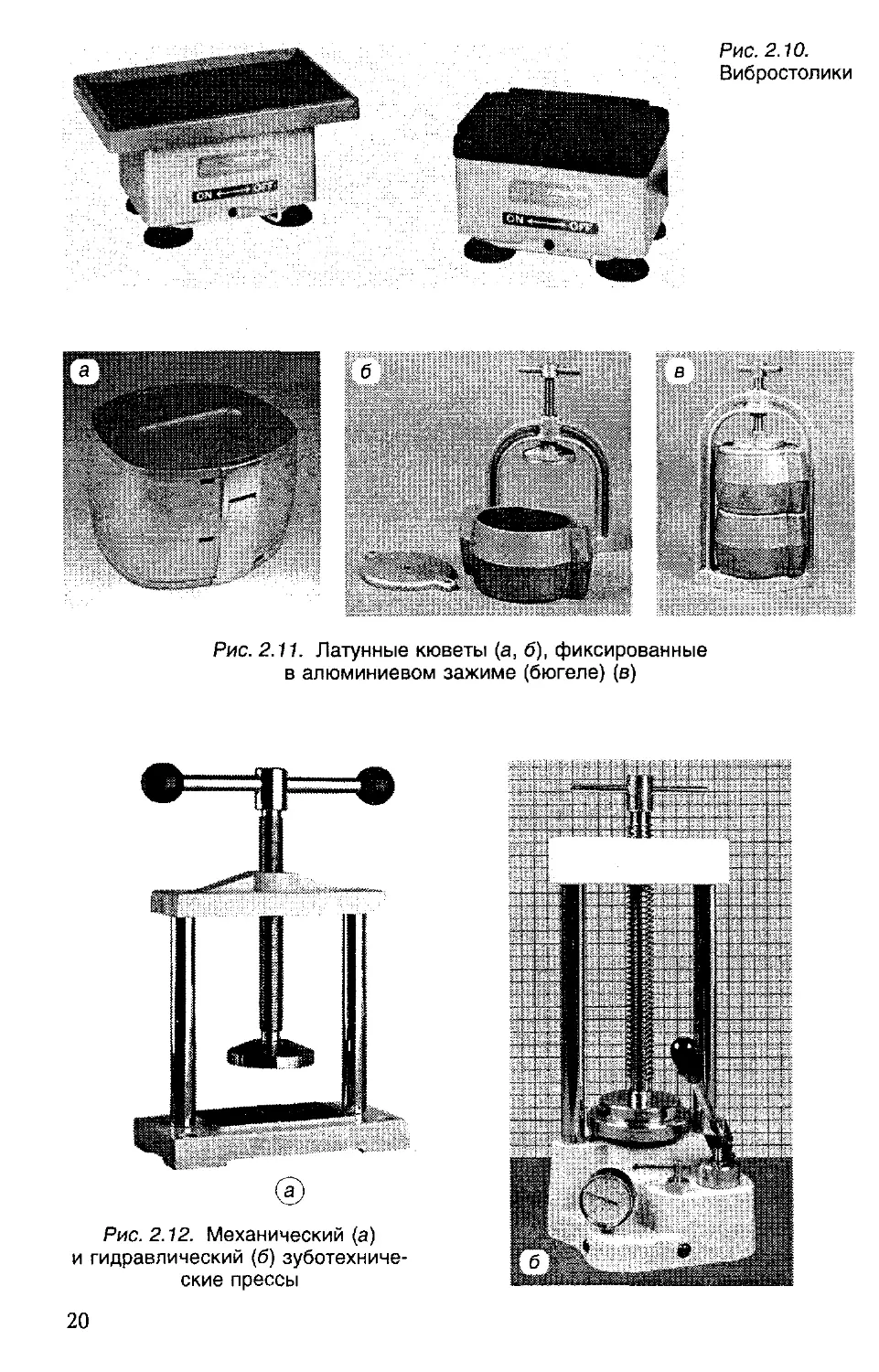
— миксеры, вибростолы (рис. 2.10);
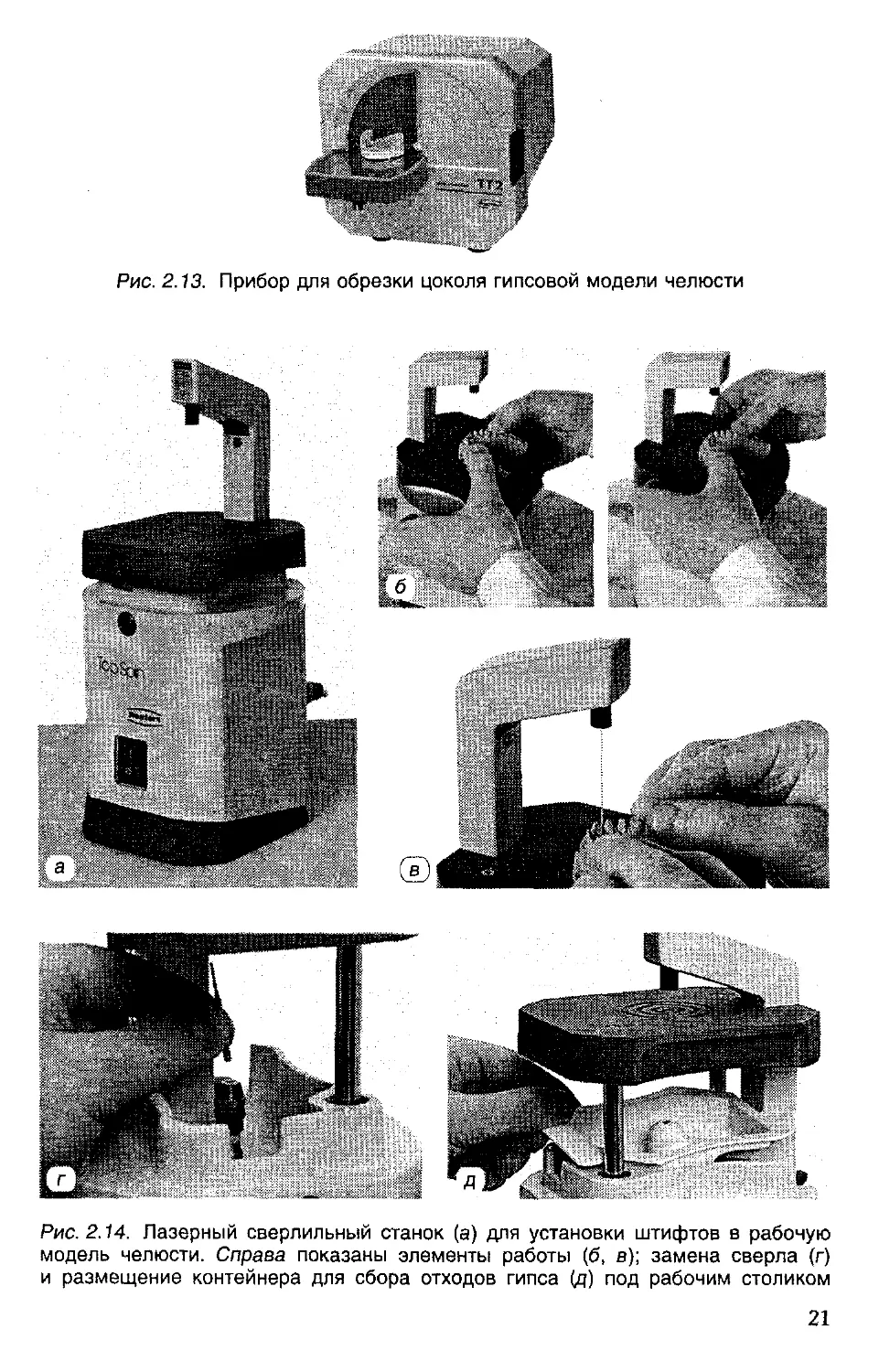
— стандартные латунные кюветы (рис. 2.11),
— прессы для кювет (рис. 2.12),
— прибор для обрезки цоколей гипсовых моделей челюстей (рис. 2.13);
— сверлильный станок для работы с гипсовыми моделями челюстей (рис. 2.14);
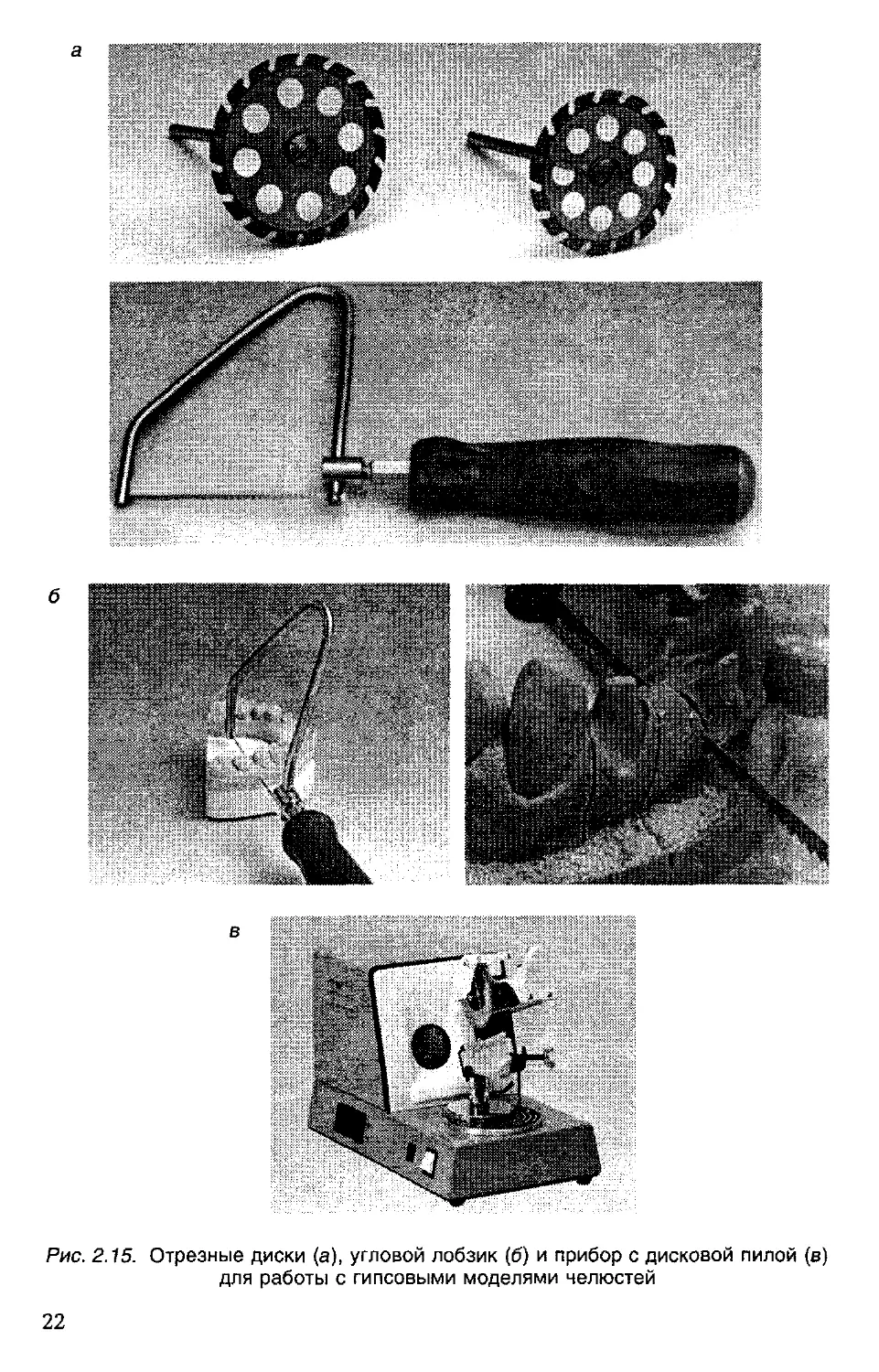
— прибор для распиливания гипсовой модели челюсти на фрагменты (рис. 2.15).
1 Информация по манипуляциям зубного техника при создании протезов (элементов и полуфабрикатов протеза) в специальных помещениях изложена в соответствующих разделах учебника. (Прим, ред.)
Рис. 2.9. Интерьер помещения для получения моделей челюстей (а) и гипсования их в кюветы (б)
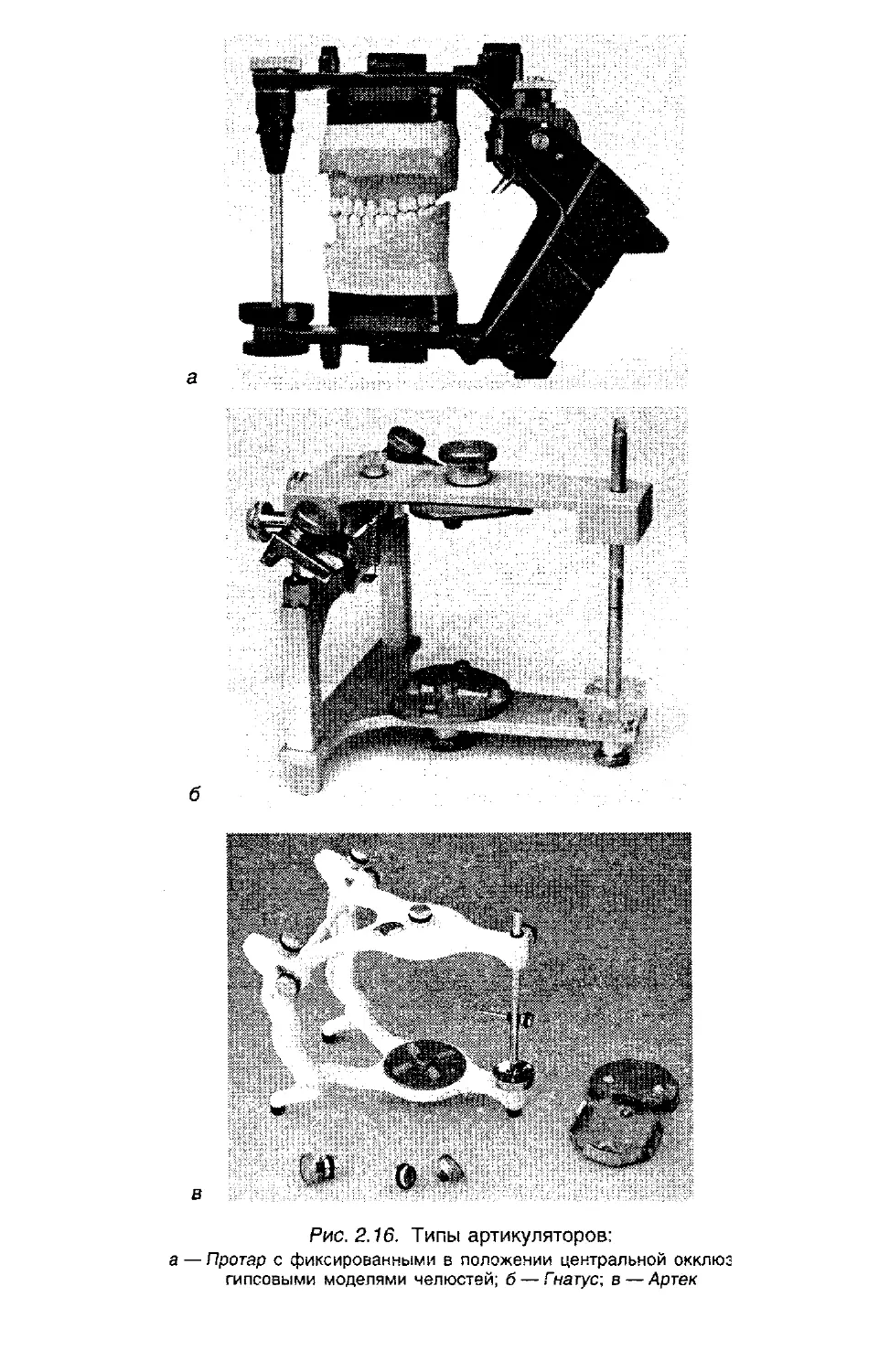
В ящиках стола или на полках хранят кюветы (см. рис. 2.11), окклюдаторы, артикуляторы (рис. 2.16) и другое оборудование и инструментарий.
В этом помещении проводится получение моделей челю-
Рис. 2.10.
Вибростолики
Рис. 2.11. Латунные кюветы (а, б), фиксированные в алюминиевом зажиме (бюгеле) (в)
Рис. 2.12. Механический (а) и гидравлический (б) зуботехнические прессы
Рис. 2.13. Прибор для обрезки цоколя гипсовой модели челюсти
Рис. 2.14. Лазерный сверлильный станок (а) для установки штифтов в рабочую модель челюсти. Справа показаны элементы работы (б, а); замена сверла (г) и размещение контейнера для сбора отходов гипса (д) под рабочим столиком
Рис. 2.15. Отрезные диски (а), угловой лобзик (б) и прибор с дисковой пилой (в) для работы с гипсовыми моделями челюстей
Рис. 2.16. Типы артикуляторов:
а — Протар с фиксированными в положении центральной окклю; гипсовыми моделями челюстей; б — Гнатус; в — Артек
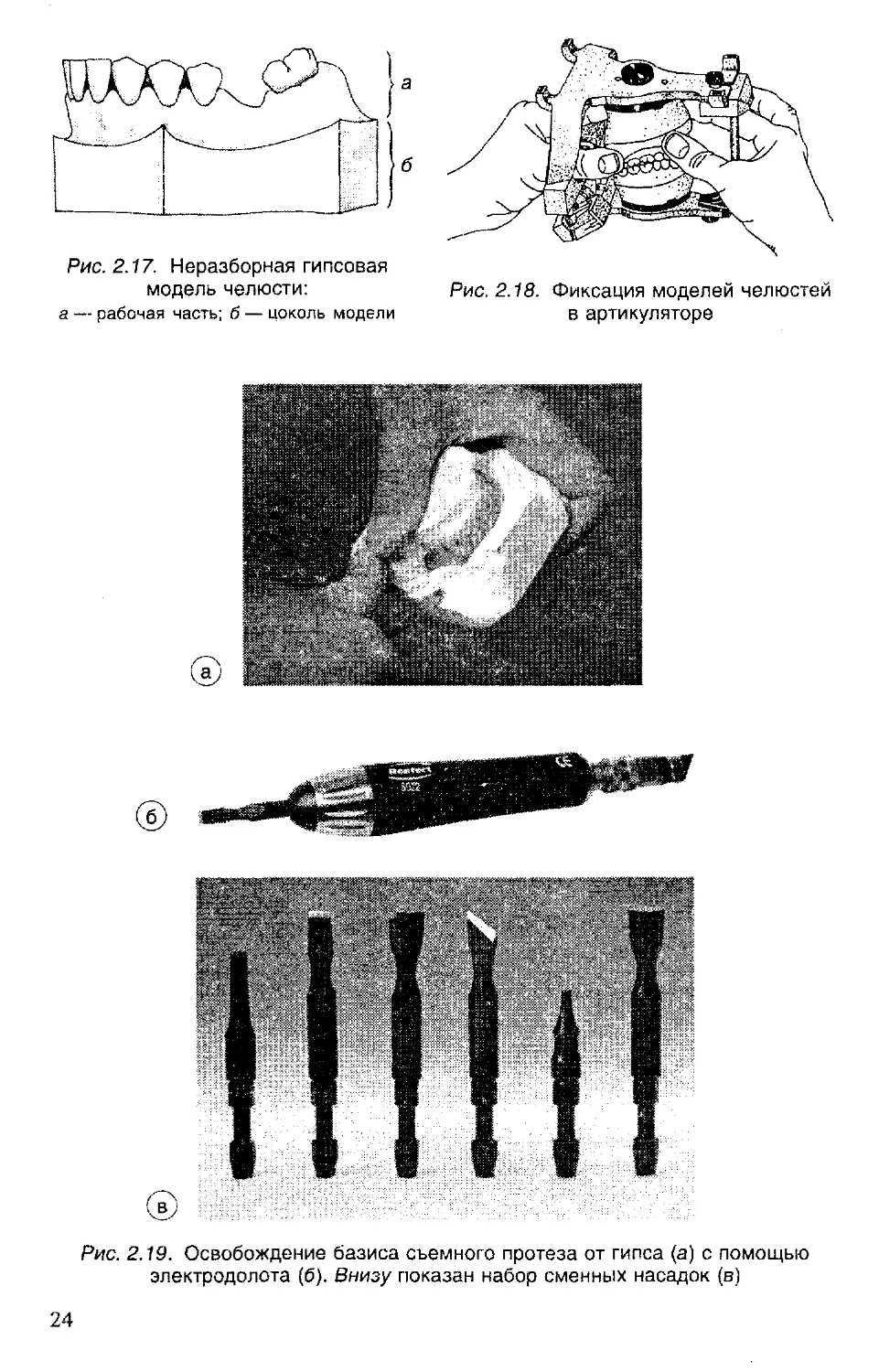
Рис. 2.17. Неразборная гипсовая модель челюсти: а — рабочая часть; б — цоколь модели
Рис. 2.18. Фиксация моделей челюстей в артикуляторе
Рис. 2.19. Освобождение базиса съемного протеза от гипса (а) с помощью электродолота (б). Внизу показан набор сменных насадок (в)
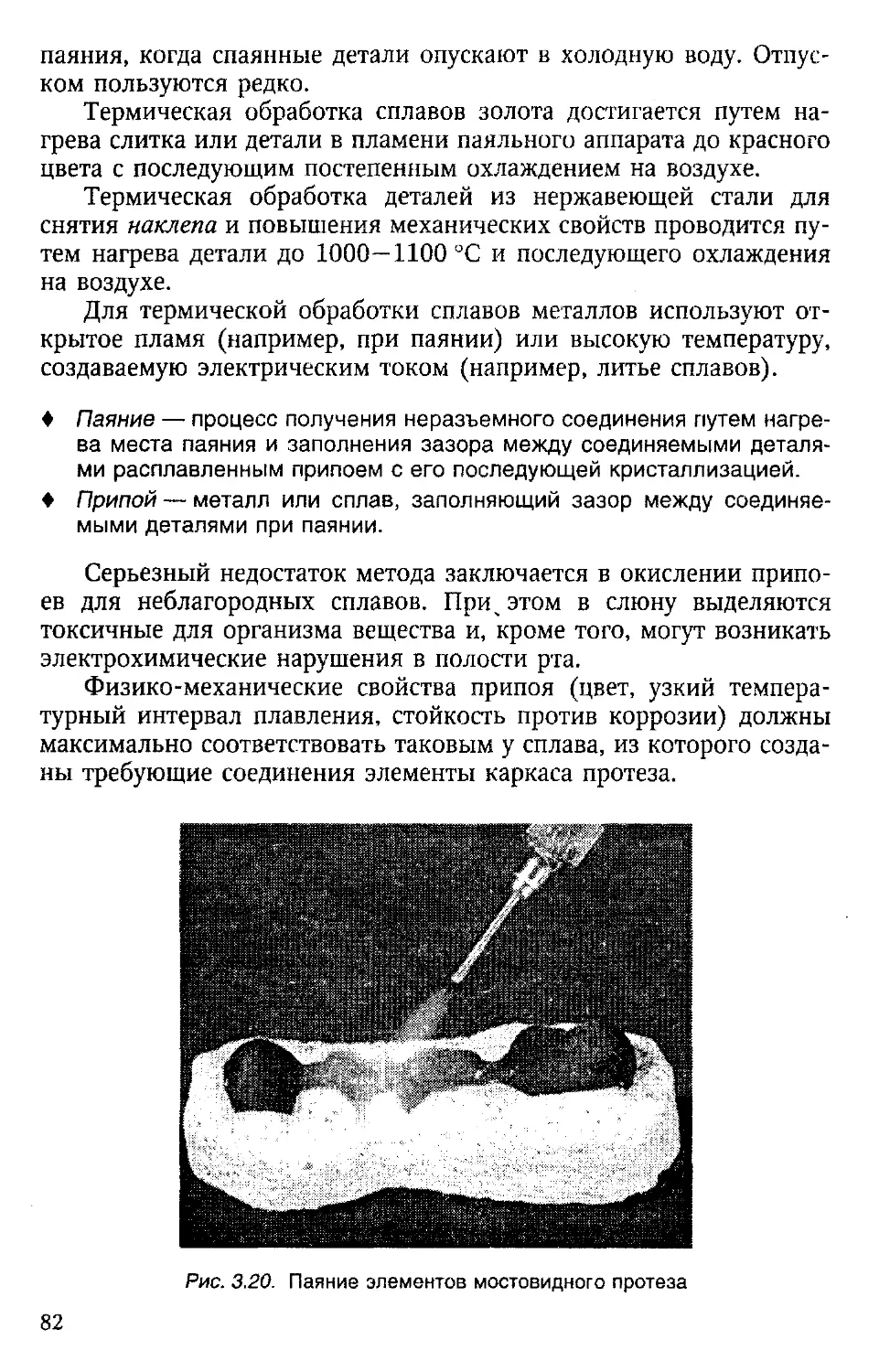
стей (рис. 2.17), гипсование их в окклюдатор, в артикулятор (рис. 2.18), кюветы, извлечение после полимеризации пластмассовых протезов (рис. 2.19), гипсование металлических частей протезов перед их паянием (см. рис. 3.20);
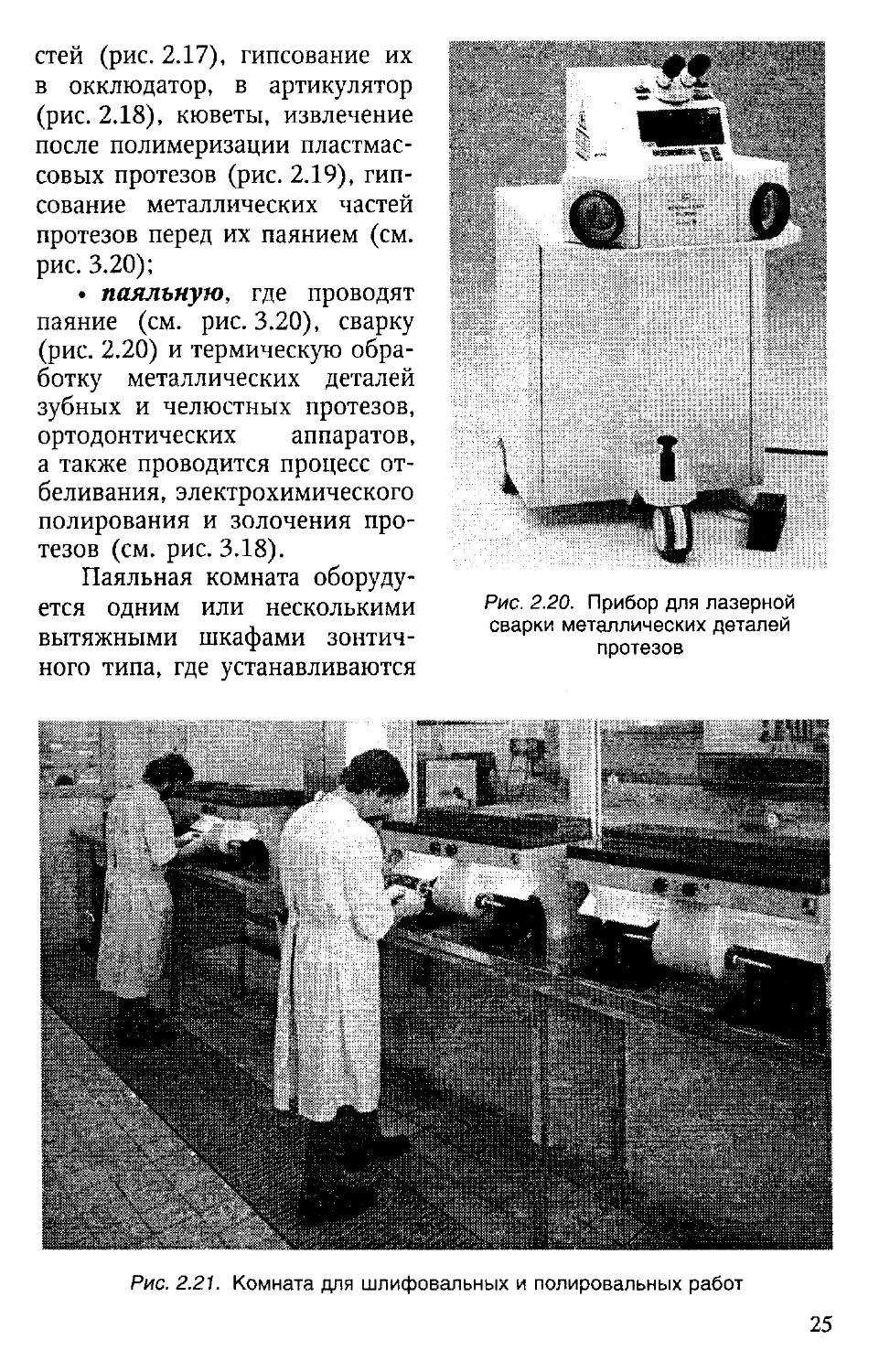
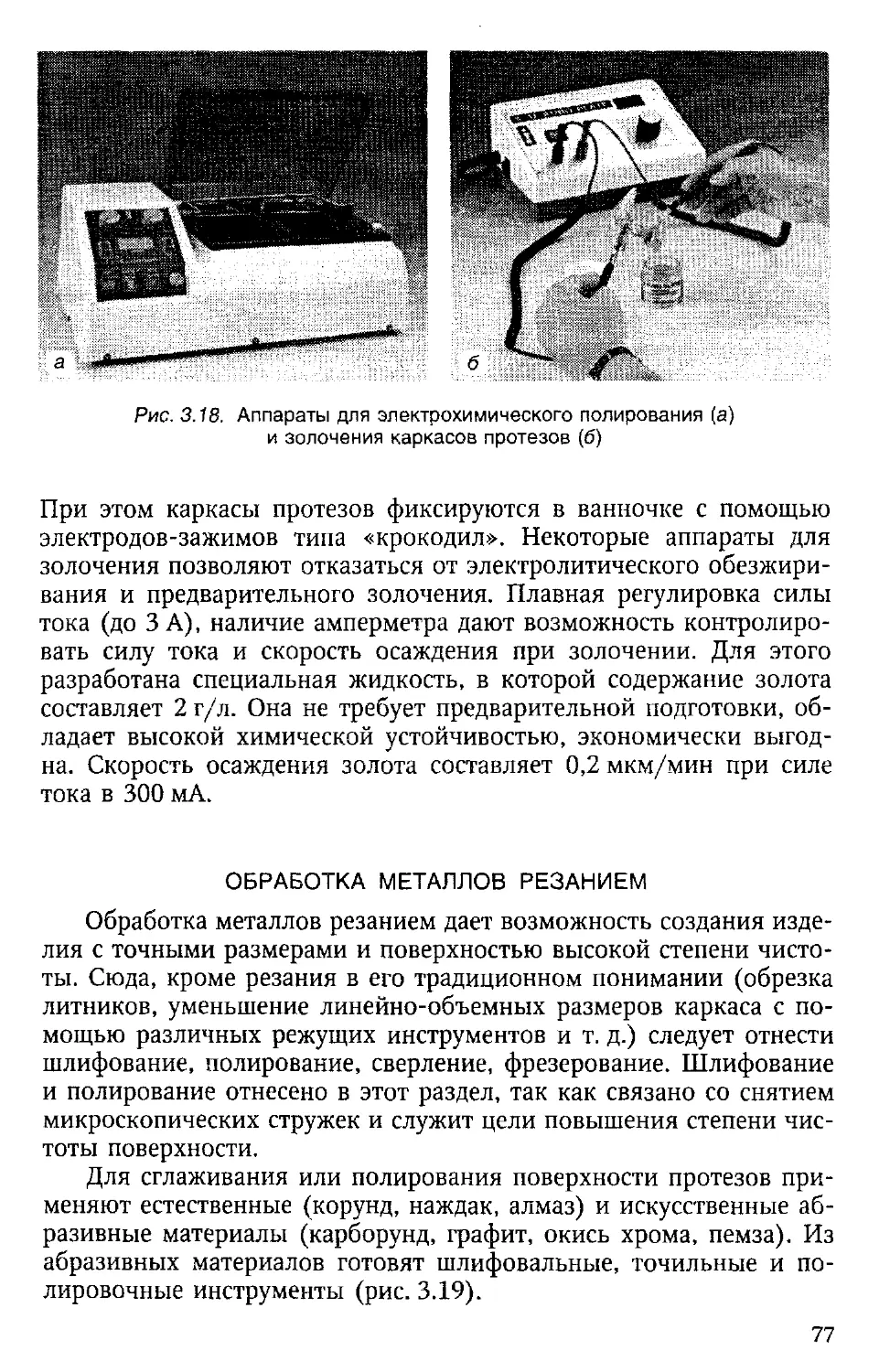
• паяльную, где проводят паяние (см. рис. 3.20), сварку (рис. 2.20) и термическую обработку металлических деталей зубных и челюстных протезов, ортодонтических аппаратов, а также проводится процесс отбеливания, электрохимического полирования и золочения протезов (см. рис. 3.18).
Паяльная комната оборудуется одним или несколькими вытяжными шкафами зонтичного типа, где устанавливаются
Рис. 2.20. Прибор для лазерной сварки металлических деталей протезов
Рис. 2.21. Комната для шлифовальных и полировальных работ
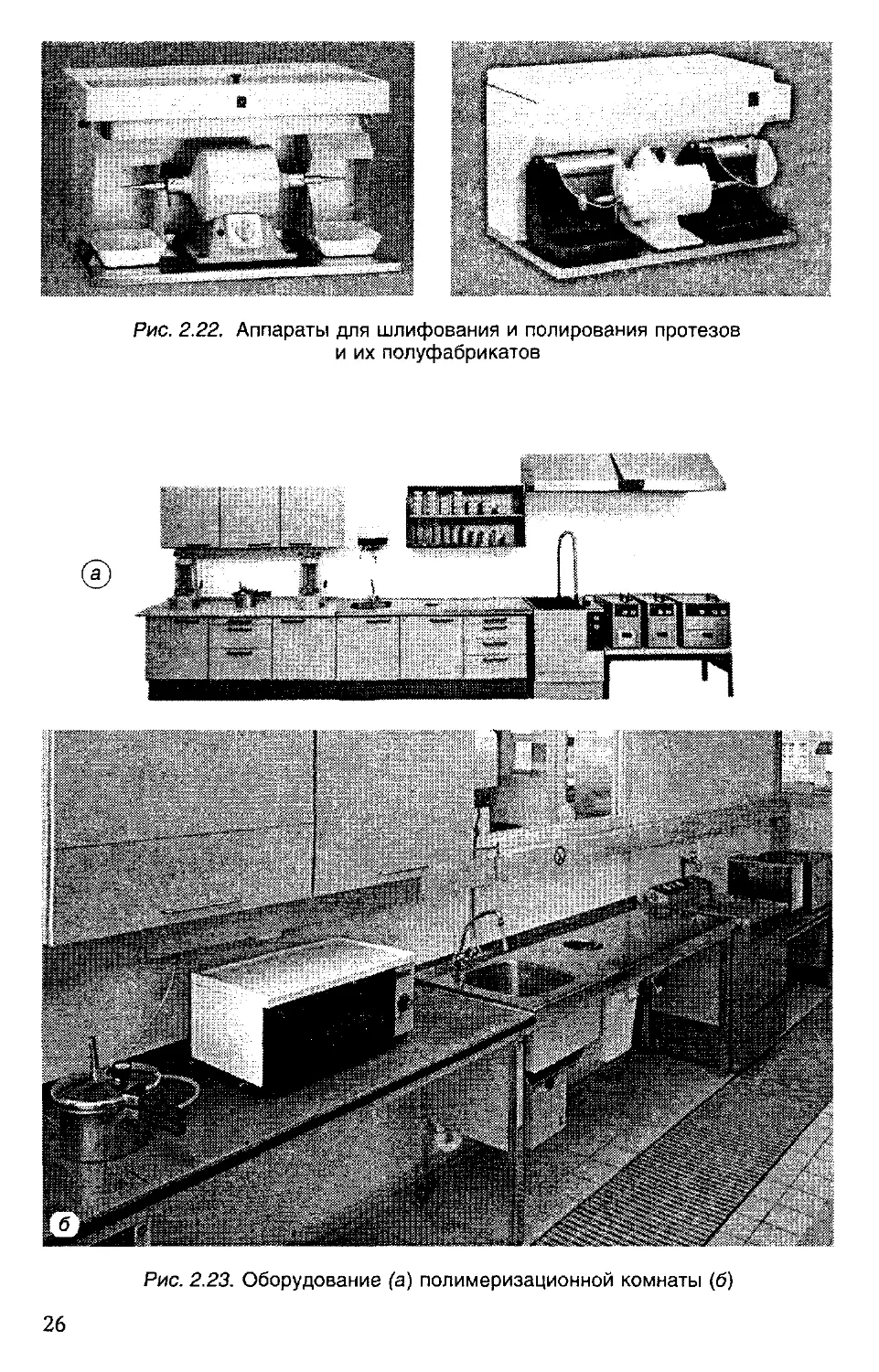
Рис. 2.22. Аппараты для шлифования и полирования протезов и их полуфабрикатов
Рис. 2.23. Оборудование (а) полимеризационной комнаты (б)
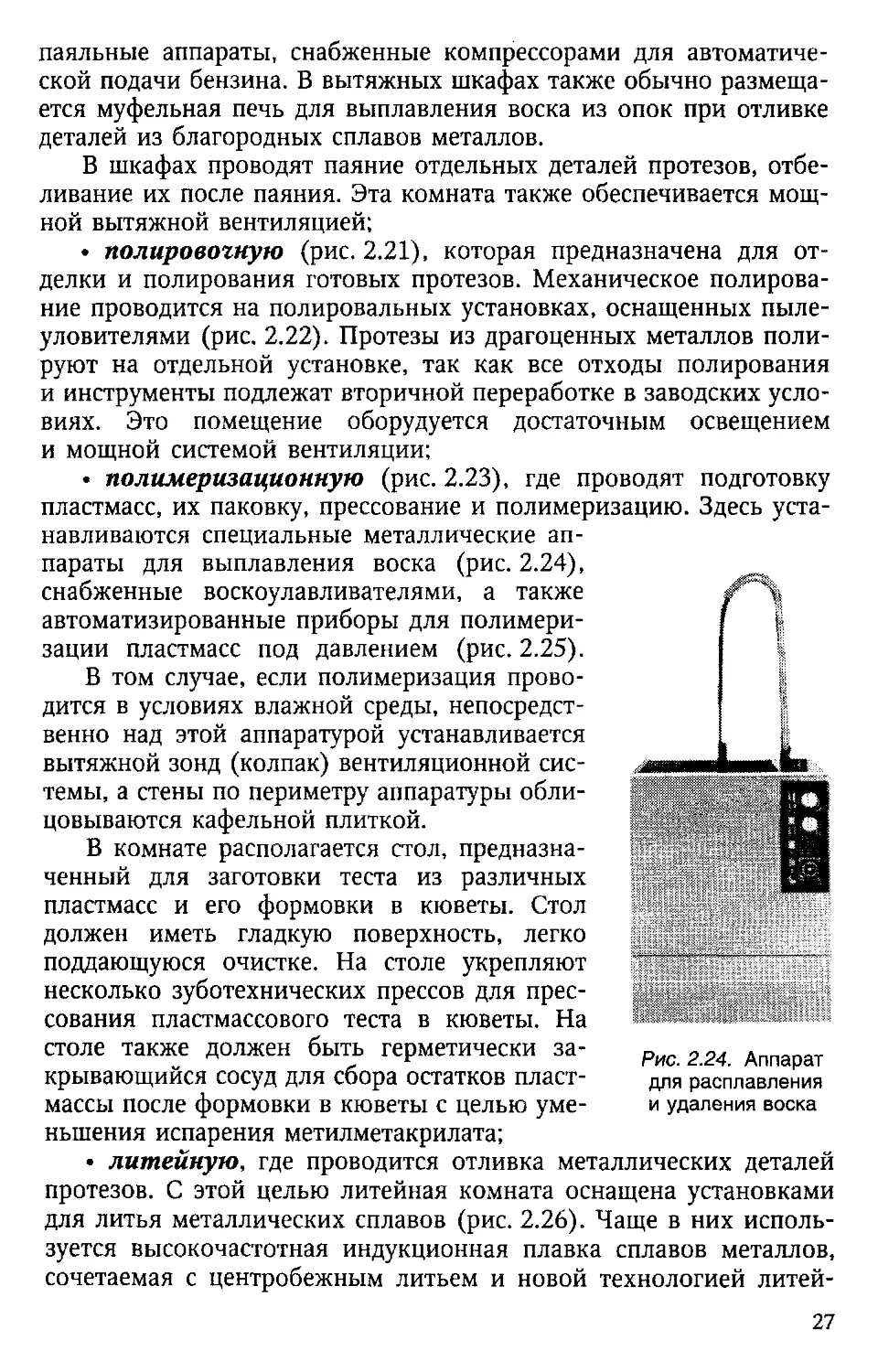
Рис. 2.24. Аппарат для расплавления и удаления воска
паяльные аппараты, снабженные компрессорами для автоматической подачи бензина. В вытяжных шкафах также обычно размещается муфельная печь для выплавления воска из опок при отливке деталей из благородных сплавов металлов.
В шкафах проводят паяние отдельных деталей протезов, отбеливание их после паяния. Эта комната также обеспечивается мощной вытяжной вентиляцией;
• полировогную (рис. 2.21), которая предназначена для отделки и полирования готовых протезов. Механическое полирование проводится на полировальных установках, оснащенных пылеуловителями (рис. 2.22). Протезы из драгоценных металлов полируют на отдельной установке, так как все отходы полирования и инструменты подлежат вторичной переработке в заводских условиях. Это помещение оборудуется достаточным освещением и мощной системой вентиляции;
• полимеризационную (рис. 2.23), где проводят подготовку пластмасс, их паковку, прессование и полимеризацию. Здесь устанавливаются специальные металлические аппараты для выплавления воска (рис. 2.24), снабженные воскоулавливателями, а также автоматизированные приборы для полимеризации пластмасс под давлением (рис. 2.25).
В том случае, если полимеризация проводится в условиях влажной среды, непосредственно над этой аппаратурой устанавливается вытяжной зонд (колпак) вентиляционной системы, а стены по периметру аппаратуры облицовываются кафельной плиткой.
В комнате располагается стол, предназначенный для заготовки теста из различных пластмасс и его формовки в кюветы. Стол должен иметь гладкую поверхность, легко поддающуюся очистке. На столе укрепляют несколько зуботехнических прессов для прессования пластмассового теста в кюветы. На столе также должен быть герметически закрывающийся сосуд для сбора остатков пластмассы после формовки в кюветы с целью уменьшения испарения метилметакрилата;
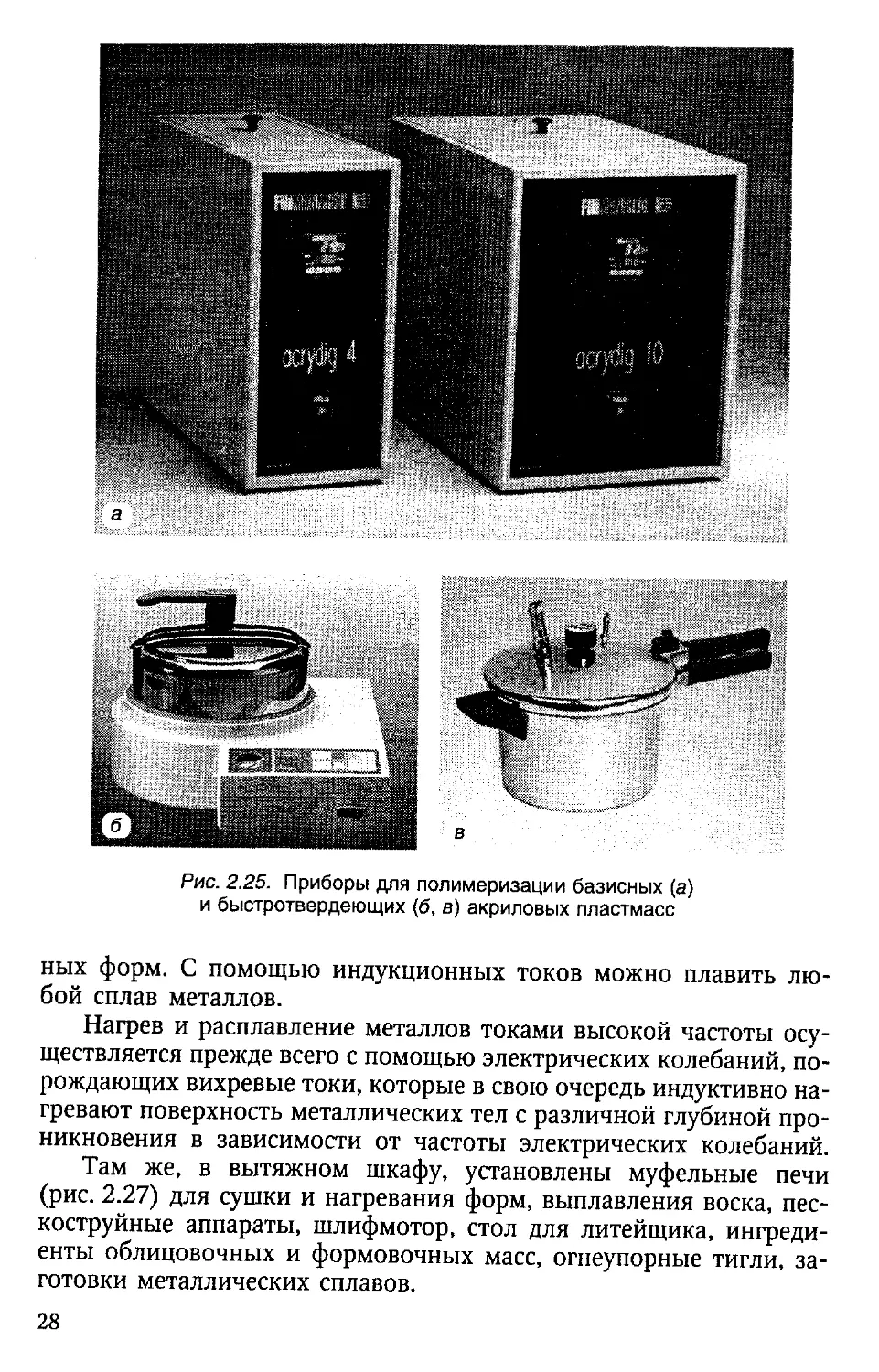
• литейную, где проводится отливка металлических деталей протезов. С этой целью литейная комната оснащена установками для литья металлических сплавов (рис. 2.26). Чаще в них используется высокочастотная индукционная плавка сплавов металлов, сочетаемая с центробежным литьем и новой технологией литей-
Рис. 2.25. Приборы для полимеризации базисных (а) и быстротвердеющих (б, е) акриловых пластмасс
ных форм. С помощью индукционных токов можно плавить любой сплав металлов.
Нагрев и расплавление металлов токами высокой частоты осуществляется прежде всего с помощью электрических колебаний, порождающих вихревые токи, которые в свою очередь индуктивно нагревают поверхность металлических тел с различной глубиной проникновения в зависимости от частоты электрических колебаний.
Там же, в вытяжном шкафу, установлены муфельные печи (рис. 2.27) для сушки и нагревания форм, выплавления воска, пескоструйные аппараты, шлифмотор, стол для литейщика, ингредиенты облицовочных и формовочных масс, огнеупорные тигли, заготовки металлических сплавов.
Рис. 2.26. Литейная установка с центрифугой
(а — внешний вид; б — рабочая камера) и вакуумно-индукционная установка (в)
Рис. 2.27. Внешний вид (а) и рабочая камера (6) муфельных печей
РАБОЧЕЕ МЕСТО ЗУБНОГО ТЕХНИКА. ИНСТРУМЕНТАРИЙ 1
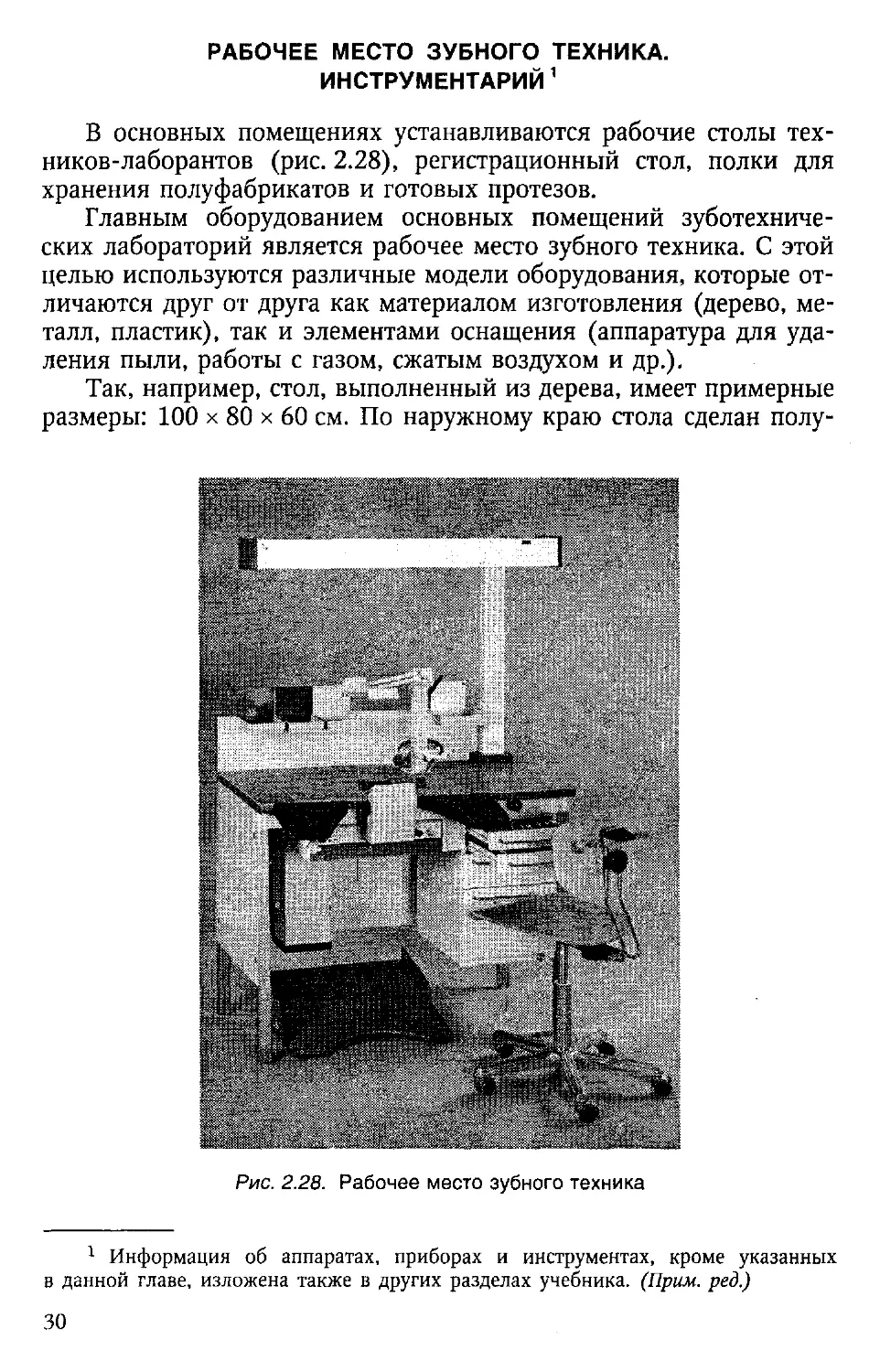
В основных помещениях устанавливаются рабочие столы техников-лаборантов (рис. 2.28), регистрационный стол, полки для хранения полуфабрикатов и готовых протезов.
Главным оборудованием основных помещений зуботехнических лабораторий является рабочее место зубного техника. С этой целью используются различные модели оборудования, которые отличаются друг от друга как материалом изготовления (дерево, металл, пластик), так и элементами оснащения (аппаратура для удаления пыли, работы с газом, сжатым воздухом и др.).
Так, например, стол, выполненный из дерева, имеет примерные размеры: 100 х 80 х 60 см. По наружному краю стола сделан полу-
Рис. 2.28. Рабочее место зубного техника
1 Информация об аппаратах, приборах и инструментах, кроме указанных в данной главе, изложена также в других разделах учебника. (Прим, ред.)
Рис. 2.29. Съемный финагель из бука (а), защитный экран (б) и пылеуловитель (в) для рабочего стола зубного техника
круглый вырез, в середине которого укреплен небольшой буковый верстачок (финагель) (рис. 2.29). Стол снабжен выдвигающимся под верстачком поддоном для сбора отходов гипса, пластмассы, обрезков металла и пр., и несколькими ящиками с инструментами: щипцами, шпателями, пинцетами, ножом для разрезания гипса, ножницами по металлу (рис. 2.30), лобзиком, молоточками, наковальней, свинцовой подушкой, штихелями, шаберами, напильниками
Рис. 2.30. Ножницы по металлу (а) и крампонные щипцы (б)
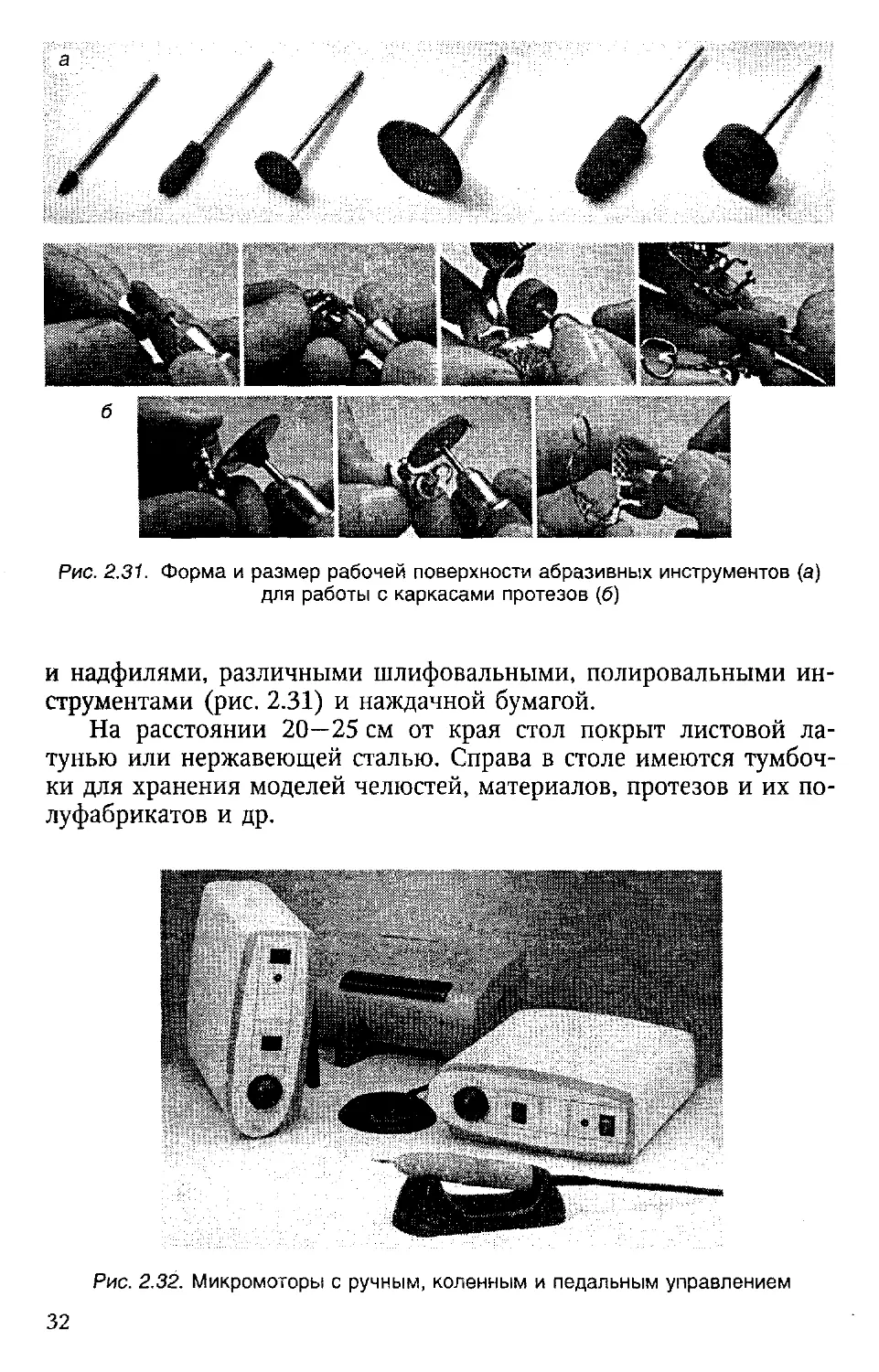
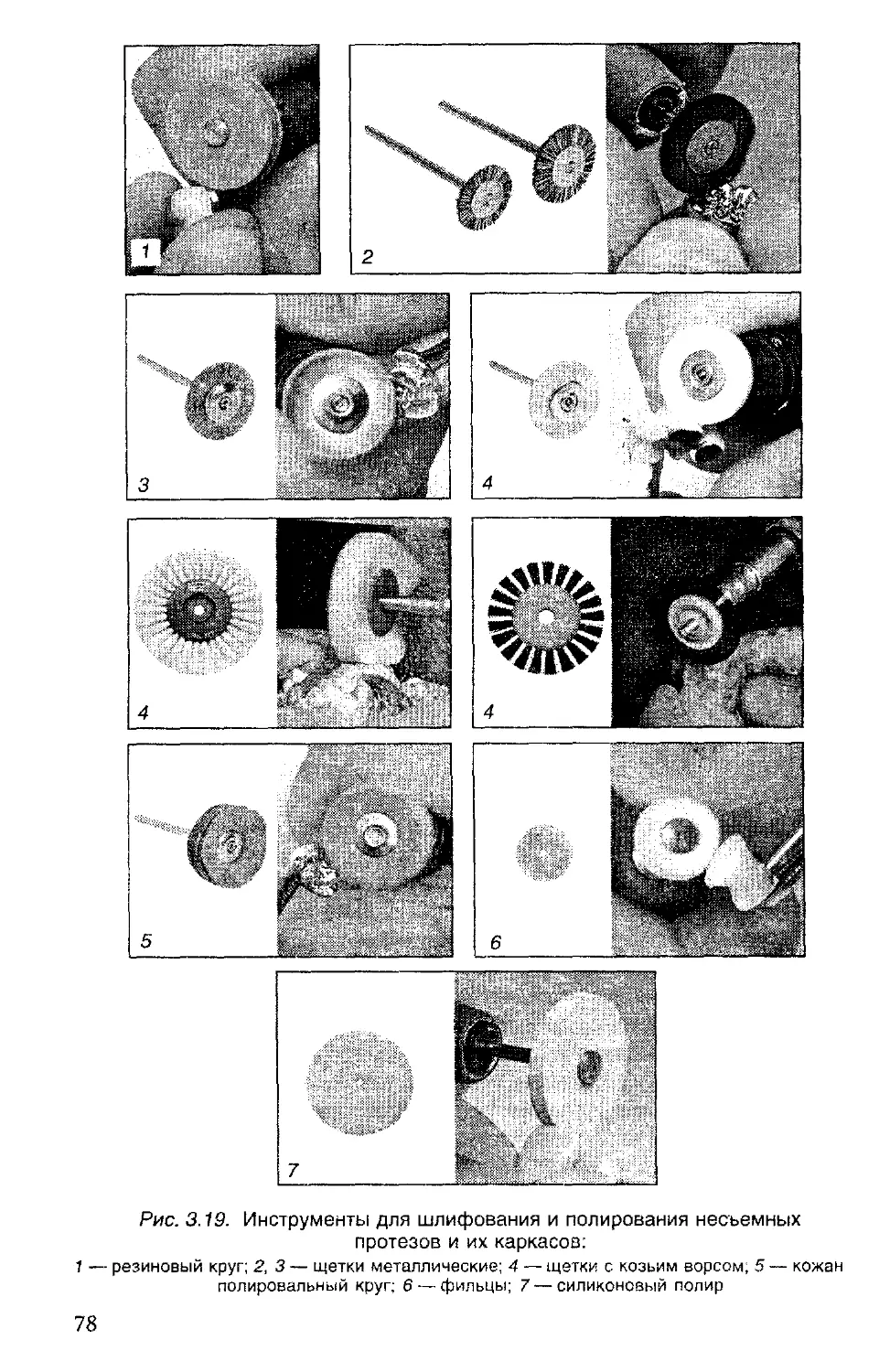
Рис. 2.31. Форма и размер рабочей поверхности абразивных инструментов (а) для работы с каркасами протезов (б)
и надфилями, различными шлифовальными, полировальными инструментами (рис. 2.31) и наждачной бумагой.
На расстоянии 20—25 см от края стол покрыт листовой латунью или нержавеющей сталью. Справа в столе имеются тумбочки для хранения моделей челюстей, материалов, протезов и их полуфабрикатов и др.
Рис. 2.32. Микромоторы с ручным, коленным и педальным управлением
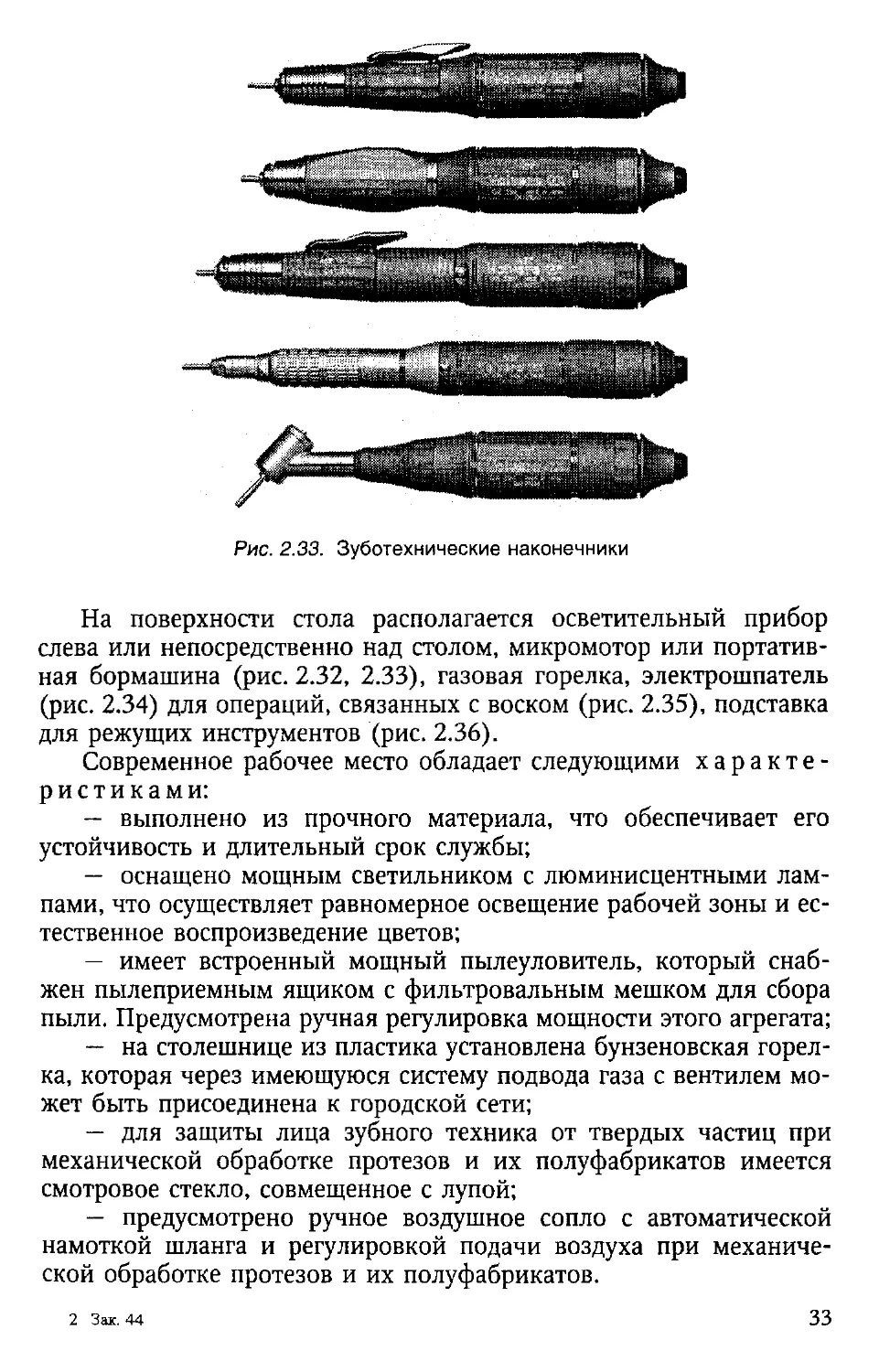
Рис. 2.33. Зуботехнические наконечники
На поверхности стола располагается осветительный прибор слева или непосредственно над столом, микромотор или портативная бормашина (рис. 2.32, 2.33), газовая горелка, электрошпатель (рис. 2.34) для операций, связанных с воском (рис. 2.35), подставка для режущих инструментов (рис. 2.36).
Современное рабочее место обладает следующими характеристиками:
— выполнено из прочного материала, что обеспечивает его устойчивость и длительный срок службы;
— оснащено мощным светильником с люминисцентными лампами, что осуществляет равномерное освещение рабочей зоны и естественное воспроизведение цветов;
— имеет встроенный мощный пылеуловитель, который снабжен пылеприемным ящиком с фильтровальным мешком для сбора пыли. Предусмотрена ручная регулировка мощности этого агрегата;
— на столешнице из пластика установлена бунзеновская горелка, которая через имеющуюся систему подвода газа с вентилем может быть присоединена к городской сети;
— для защиты лица зубного техника от твердых частиц при механической обработке протезов и их полуфабрикатов имеется смотровое стекло, совмещенное с лупой;
— предусмотрено ручное воздушное сопло с автоматической намоткой шланга и регулировкой подачи воздуха при механической обработке протезов и их полуфабрикатов.
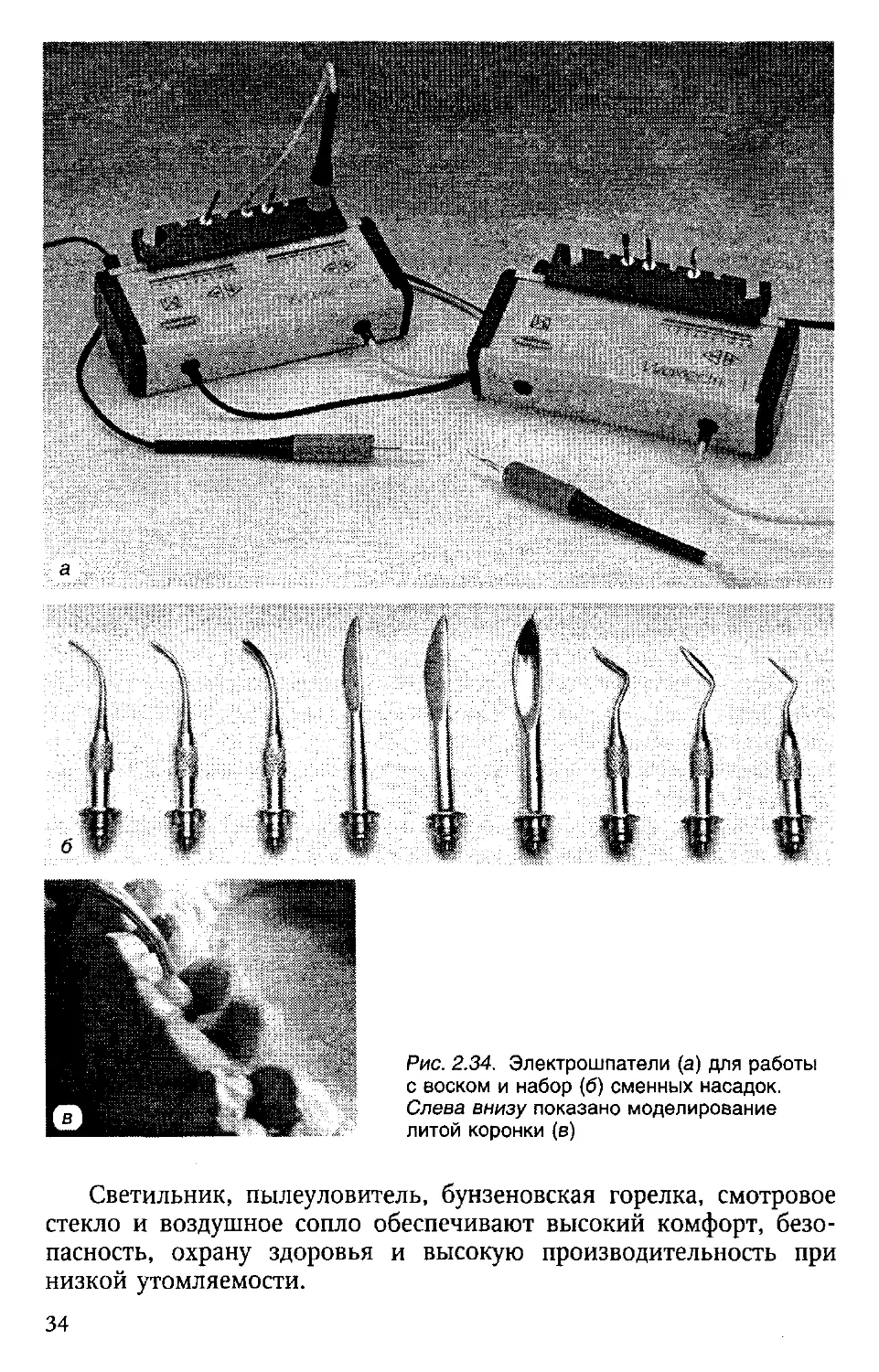
Рис. 2.34. Электрошпатели (а) для работы с воском и набор (б) сменных насадок. Слева внизу показано моделирование литой коронки (в)
Светильник, пылеуловитель, бунзеновская горелка, смотровое стекло и воздушное сопло обеспечивают высокий комфорт, безопасность, охрану здоровья и высокую производительность при низкой утомляемости.
Ряд элементов рабочего места предназначен для создания комфорта при работе. К таким элементам следует отнести:
— два широких подлокотника, между которыми установлен финагель;
— подставку для ног, высота которой регулируется в зависимости от роста обслуживающего персонала;
— вращающиеся стулья с регулируемой высотой сиденья и углом наклона и высоты спинки. В ножки стульев вмонтированы колесики для легкого перемещения по полу.
Кроме того, на рабочем месте установлены пластиковые этажерки со съемными полками-лотками пяти различных цветов для
Рис. 2.36. Магнитная подставка для режущих инструментов
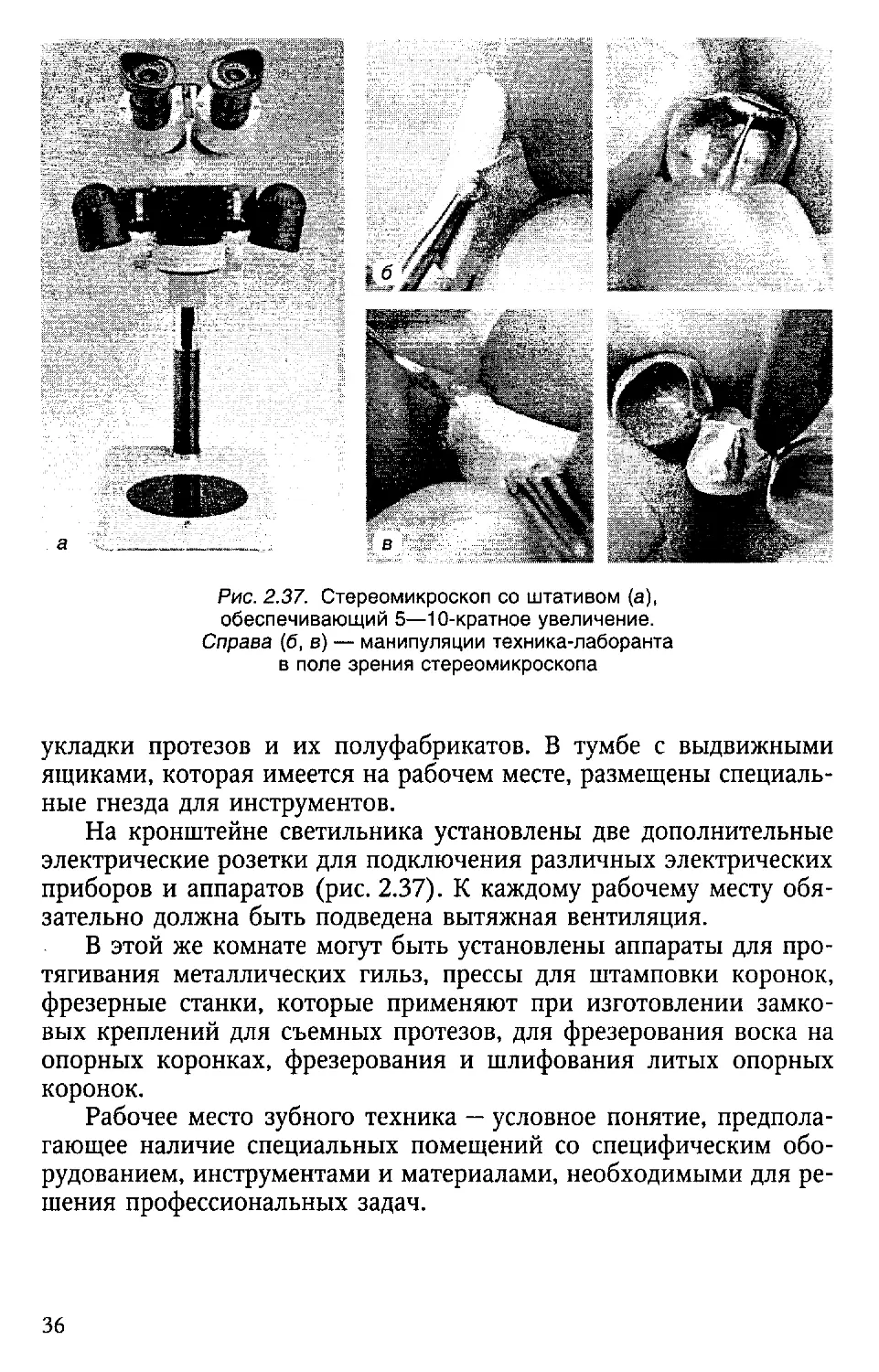
Рис. 2.37. Стереомикроскоп со штативом (а), обеспечивающий 5—10-кратное увеличение. Справа (б, в) — манипуляции техника-лаборанта в поле зрения стереомикроскопа
укладки протезов и их полуфабрикатов. В тумбе с выдвижными ящиками, которая имеется на рабочем месте, размещены специальные гнезда для инструментов.
На кронштейне светильника установлены две дополнительные электрические розетки для подключения различных электрических приборов и аппаратов (рис. 2.37). К каждому рабочему месту обязательно должна быть подведена вытяжная вентиляция.
В этой же комнате могут быть установлены аппараты для протягивания металлических гильз, прессы для штамповки коронок, фрезерные станки, которые применяют при изготовлении замковых креплений для съемных протезов, для фрезерования воска на опорных коронках, фрезерования и шлифования литых опорных коронок.
Рабочее место зубного техника — условное понятие, предполагающее наличие специальных помещений со специфическим оборудованием, инструментами и материалами, необходимыми для решения профессиональных задач.
САНИТАРНО-ГИГИЕНИЧЕСКИЕ НОРМЫ ФУНКЦИОНИРОВАНИЯ ЗУБОТЕХНИЧЕСКОЙ ЛАБОРАТОРИИ
К неблагоприятным факторам труда зубных техников можно отнести:
— риск заражения различными инфекционными заболеваниями;
— неудовлетворительное состояние рабочих помещений (дефицит площади, нерациональное освещение, дискомфортный микроклимат);
— напряжение зрения;
— вынужденную рабочую позу;
— вредное влияние шума и вибрации;
— токсико-аллергическое воздействие ряда материалов;
— запыленность воздушной среды кабинета.
Для уменьшения воздействия этих факторов на здоровье зубного техника необходимо соблюдение ряда санитарно-гигиенических и инженерно-технических требований как к помещениям, так и к оснащению их оборудованием и аппаратурой.
Среди этих требований наиболее важными являются следующие:
— высота основного производственного помещения должна быть не менее 3 м;
— на каждого работающего предусматривается 13 м3 объема производственного помещения и не менее 4 м2 площади;
— стены окрашиваются масляной краской светлых тонов для облегчения ухода за ними;
— полы покрываются линолеумом;
— отношение остекленной поверхности окна к площади пола (световой коэффициент) составляет 1:5;
— окна должны располагаться на равном расстоянии друг от друга и от углов здания, при этом предельная ширина, освещаемая окнами с двух сторон помещения, не должна быть более 15—18 м;
— верхний край окна следует располагать возможно ближе к потолку (20—30 см);
— оконные переплеты должны быть узкими и редкими, лучше, если это будут цельные стекла;
— допустимый угол падения световых лучей, образуемый пучком света и горизонтальной плоскостью, т. е. наклон его к горизонту, на рабочем месте не должен быть менее 25—27 градусов;
— рабочие места следует располагать так, чтобы свет падал прямо или с левой стороны работающего;
— размещение рабочего места от окон в помещениях, освещаемых естественным боковым светом, не может превышать троекрат
ного расстояния от пола помещения до верхней границы оконного отверстия;
— должна быть предусмотрена скрытая электропроводка осветительной и технической сети на каждое рабочее место.
Уборка производственных помещений зуботехнической лаборатории после завершения работы включает дезинфекцию и облучение помещений бактерицидной ультрафиолетовой лампой. Влажная уборка всех помещений проводится ежедневно. Периодически, не реже одного раза в месяц, должна проводиться полная уборка с мытьем стен, пола, дверей, подоконников, внутренней стороны окон.
ТЕХНИКА БЕЗОПАСНОСТИ ТРУДА СОТРУДНИКОВ
К работе в зуботехнической лаборатории допускаются лица, имеющие законченное медицинское образование, подготовку на I группу электробезопасности и не имеющие противопоказаний по состоянию здоровья.
Персонал зуботехнической лаборатории должен проходить обязательный медицинский осмотр при поступлении на работу и периодические медицинские осмотры не реже одного раза в 12 месяцев. Для своевременного выявления и лечения хронических воспалительных процессов в верхних дыхательных путях, ротовой и носовой полостях, а также носительства стафилококка у персонала лаборатории не реже одного раза в 6 месяцев проводится плановое обследование.
Все вновь поступившие на работу зубные техники должны пройти вводный инструктаж у инженера по охране труда. Результаты инструктажа фиксируются в журнале регистрации вводного инструктажа по охране труда. После этого проводится окончательное оформление вновь поступающего работника и направление его к месту работы.
Каждый вновь принятый на работу в зуботехнической лаборатории должен пройти первигный инструктаж по охране труда на рабочем месте. Все работники зуботехнической лаборатории проходят повторный инструктаж не реже одного раза в 6 месяцев. Результаты инструктажа фиксируются в журнале инструктажа на рабочем месте.
При поступлении на работу и периодически не реже одного раза в 12 месяцев должна проводиться проверка знаний персонала по вопросам безопасности труда по программе, утвержденной главным врачом.
Персонал зуботехнической лаборатории обязан соблюдать правила внутреннего трудового распорядка, режимы труда и отдыха.
Персонал зуботехнической лаборатории обязан:
— руководствоваться в работе инструкциями (должностными; по санитарному режиму; заводов-изготовителей на оборудование, установленное в зуботехнической лаборатории);
— владеть приемами оказания первой медицинской помощи, знать местонахождения аптечки;
— знать правила пожарной безопасности и места расположения средств пожаротушения.
Администрация учреждения обязана бесперебойно обеспечивать работников зуботехнической лаборатории санитарной одеждой, спецодеждой, спецобувью и другими предохранительными приспособлениями. Персонал зуботехнической лаборатории обязан выполнять правила личной гигиены, правила ношения санитарной одежды и обуви, средств индивидуальной защиты.
О каждом несчастном случае, связанном с производством, пострадавший или очевидец несчастного случая обязан немедленно известить заведующего производством или старшего зубного техника, которые должны организовать первую помощь пострадавшему, доставку его в лечебное учреждение, сообщить об этом главному врачу и инженеру по охране труда. Для расследования несчастного случая необходимо сохранить обстановку на рабочем месте и состояние оборудования таким, каким оно было в момент происшествия, если это не угрожает жизни и здоровью окружающих работников и не приведет к аварии.
Лица, допустившие нарушение инструкции по охране труда, подвергаются дисциплинарному взысканию в соответствии с правилами внутреннего трудового распорядка и при необходимости внеочередной проверке знаний норм и правил охраны труда.
При работе в зуботехнической лаборатории запрещается:
— выполнять технологические процессы в помещениях, не приспособленных для этих целей;
— работать на неисправных аппаратах, приборах, устройствах с неисправными приспособлениями;
— оставлять без присмотра спиртовки и газовые горелки, аппараты, приборы, устройства, включенные в электрическую сеть, держать вблизи них легковоспламеняющиеся вещества;
— хранить и применять препараты без этикеток, а также в поврежденной упаковке;
— работать при отключенных системах водоснабжения, канализации и вентиляции;
— работать без установленной спецодежды и предохранительных приспособлений.
Приступать к работе на любом оборудовании следует после проверки в журнале технического обслуживания отметки об устранении ранее записанных замечаний и дефектов.
Перед началом работы необходимо включить вентиляционную систему, надеть санитарно-гигиеническую одежду и обувь, приготовить средства индивидуальной защиты; проверить готовность к работе оборудования, приборов, аппаратов и приспособлений.
Различные технологические манипуляции с использованием аппаратов, приборов (паяние, полимеризация, полирование, механическая обработка протезов и их полуфабрикатов и др.) проводят в соответствии с рекомендациями завода-изготовителя по их эксплуатации и с использованием индивидуальных защитных средств кожи, органов дыхания и зрения.
По окончании работы персонал зуботехнической лаборатории обязан:
— привести в порядок рабочее место;
— отключить электрооборудование и приборы или перевести их в режим, оговоренный инструкцией по эксплуатации;
— выключить вентиляцию;
— снять санитарную одежду и убрать ее в отведенное место.
Для сохранения нормального состояния кожи рук в процессе работы следует:
— мыть руки водой комнатной температуры (+ 20 °C);
— тщательно просушивать кожу рук после мытья сухим индивидуальным полотенцем;
— не допускать попадания на открытые поверхности кожи мономера.
Для мытья рук желательно применять нейтральные пережиренные сорта мыла. Обрабатывать кожу рук перед началом работы следует кремами защитного типа или смесью глицерина, воды, нашатырного и этилового спирта в равных частях.
При аварии персонал зуботехнической лаборатории должен поставить в известность старшего зубного техника или заведующего производством.
В случаях поражения человека электрическим током и прочих травмах действовать согласно инструкции по оказанию первой помощи пострадавшим от электрического тока.
Персонал должен отключить электрооборудование и вызвать электромонтера при прекращении подачи электроэнергии, замыкании, обрыве в системах электропитания или при появлении запаха гари.
При возникновении пожара необходимо вызвать пожарную команду и до прибытия и встречи ее тушить загорание первичными средствами пожаротушения.
При поломках коммуникационных систем водоснабжения, канализации, отопления и вентиляции, препятствующих выполнению технологических операций, прекратить работу до ликвидации аварии.
УЧЕБНАЯ ЛАБОРАТОРИЯ
Учебная зуботехническая лаборатория клиники ортопедической стоматологии предназначена для отработки студентами основных технологических приемов протезирования перед поступлением в клинику. Таким образом, обучение в этой лаборатории предполагает:
— закрепление базовых теоретических знаний у студентов по различным разделам специальности, в первую очередь по прикладному материаловедению, функциональной анатомии жевательноречевого аппарата, основным технологическим процессам и технологии различных лечебных и профилактических протезов и аппаратов;
— развитие мануальных навыков, необходимых в технологии и реставрации зубных протезов, в основное учебное время под контролем преподавателя и самостоятельную работу студентов с полуфабрикатами протезов во внеучебное время под контролем техника-лаборанта (после получения соответствующего допуска по основам техники безопасности при эксплуатации приборов, аппаратов и приспособлений, используемых в технологии тех или иных протезов).
Учебная зуботехническая лаборатория обеспечивается рабочими местами зубного техника, оснащенными в полном объеме соответствующими современными аппаратами, приборами, приспособлениями и инструментами.
Кроме того, как и любое другое учебное помещение вуза, лаборатория имеет необходимый инвентарь (в том числе и технические средства обучения) для проведения семинаров и практических занятий.
Большинство манипуляций, которыми должны овладеть студенты, описывается в соответствующих разделах учебника.
Глава 3
ОСНОВНЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ С ГИПСОМ И МЕТАЛЛАМИ1
Создание протезов и аппаратов в зуботехнических лабораториях предполагает определенную последовательность технологических процессов с материалами.
♦ Технология (греч. techne — искусство, мастерство + logos — понятие, учение) — совокупность знаний о способах и средствах проведения производственных процессов, например технология металлов, химическая технология, технология строительных работ и пр., а также сами процессы — технологические процессы, при которых происходит качественное изменение обрабатываемого объекта.
♦ Технология протезов — совокупность методов обработки, изготовления, изменения состояния, свойств, формы сырья, материалов или полуфабрикатов, осуществляемых в процессе производства протезов, как изделий. Таким образом, это работы по созданию протезов, проводимые преимущественно в зуботехнической лаборатории.
Для того чтобы не нарушать методический и логический строй изложения материала, большинство технологических процессов рассмотрены как вспомогательные манипуляции 1 2 в технологии зубных протезов.
В данной главе рассмотрены технологические манипуляции с гипсом и гипсовыми моделями челюстей, а также технологические процессы со сплавами металлов как основные манипуляции.
1 Подробная информация о составе, свойствах и назначении материалов изложена в учебнике «Ортопедическая стоматология. Прикладное материаловедение». 2-е изд. / Под ред. проф. В. Н. Трезубова. СПб.: СпецЛит, 2001.— 351 с. (Прим, ред.)
2 Указанное авторами деление технологических манипуляций на основные и вспомогательные весьма условно и подчинено структуре изложения материала в учебнике. (Прим, ред.)
ТЕХНОЛОГИЧЕСКИЕ МАНИПУЛЯЦИИ С ГИПСОМ И ГИПСОВЫМИ МОДЕЛЯМИ ЧЕЛЮСТЕЙ
Гипс занимает ведущее место в группе вспомогательных материалов, применяемых в ортопедической стоматологии. Им пользуются почти на всех стадиях протезирования. Его применяют для получения оттисков и масок лица, моделей челюсти, для фиксации моделей в артикуляторе или в кювете, в качестве формовочного материала, при паянии.
Манипуляции, связанные с использованием гипса в качестве формовочного материала, при паянии (см. рис. 3.20) и для фиксации моделей в кювете изложены в соответствующих разделах данного учебника. В данном разделе речь пойдет о получении гипсовых моделей челюстей, фиксации моделей челюстей в артикуляторах (см. рис. 2.18). Кроме того, здесь описываются процесс дублирования гипсовых моделей челюстей и получение огнеупорных моделей.
ПОЛУЧЕНИЕ ГИПСОВЫХ МОДЕЛЕЙ ЧЕЛЮСТЕЙ
Создание различных зубных протезов и аппаратов предполагает прежде всего получение точной и прочной рабочей модели гелюсти.
♦ Модель — это образец для изготовления какого-либо изделия, точно воспроизводящий форму последнего.
♦ Модель челюсти — это точная репродукция поверхности твердых и мягких тканей, расположенных на протезном ложе и его границах.
♦ Термином «протезное ложе» объединяются органы и ткани, находящиеся в непосредственном контакте с протезом (Е. И. Гаврилов).
Модели челюстей можно классифицировать:
по назначению:
— диагностические, которые подлежат изучению для уточнения диагноза, планирования конструкции будущего протеза;
— контрольные, которые по своей сути являются диагностическими, так как регистрируют состояние полости рта до, в процессе и после лечения. Их еще называют серийными моделями-,
— рабочие, на которых изготавливают зубные протезы, аппараты;
— вспомогательные — модели зубного ряда, противоположные протезируемой челюсти.
Как правило, для получения моделей челюстей используют различные сорта гипса (см. ниже);
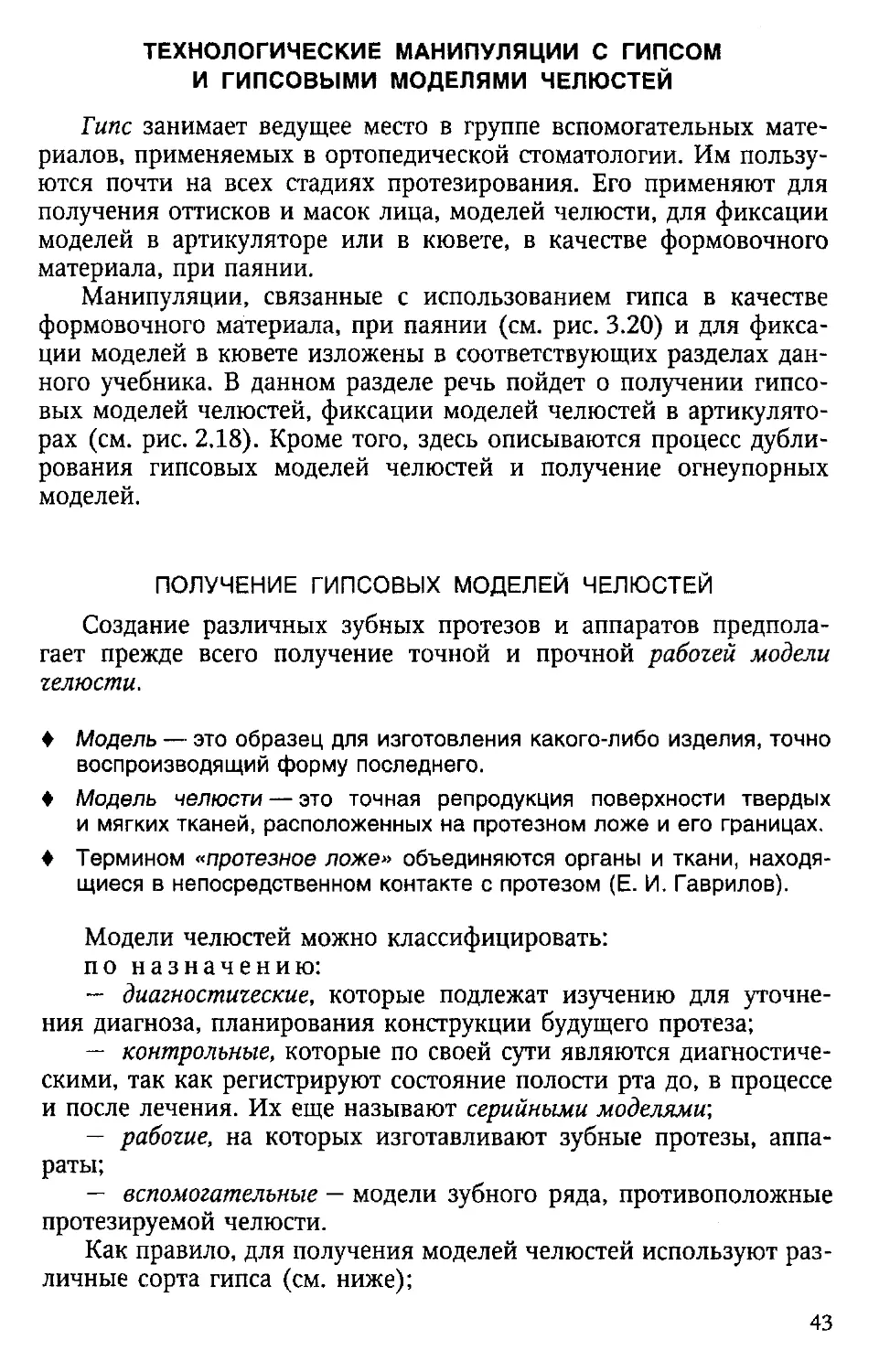
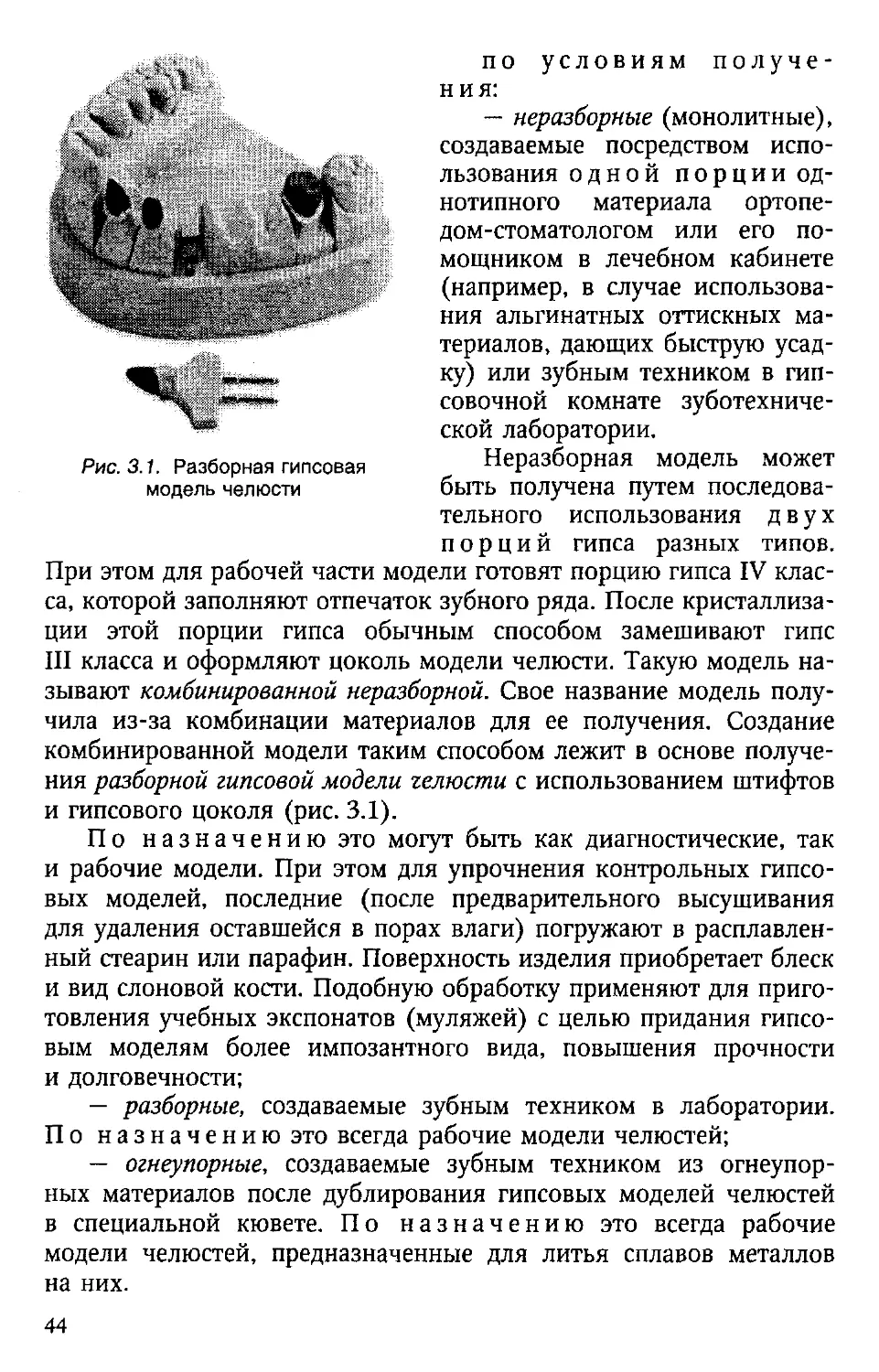
Рис. 3.1. Разборная гипсовая модель челюсти
по условиям получения:
— неразборные (монолитные), создаваемые посредством использования одной порции однотипного материала ортопедом-стоматологом или его помощником в лечебном кабинете (например, в случае использования альгинатных оттискных материалов, дающих быструю усадку) или зубным техником в гип-совочной комнате зуботехнической лаборатории.
Неразборная модель может быть получена путем последовательного использования двух порций гипса разных типов. При этом для рабочей части модели готовят порцию гипса IV класса, которой заполняют отпечаток зубного ряда. После кристаллизации этой порции гипса обычным способом замешивают гипс III класса и оформляют цоколь модели челюсти. Такую модель называют комбинированной неразборной. Свое название модель получила из-за комбинации материалов для ее получения. Создание комбинированной модели таким способом лежит в основе получения разборной гипсовой модели гелюсти с использованием штифтов и гипсового цоколя (рис. 3.1).
По назначению это могут быть как диагностические, так и рабочие модели. При этом для упрочнения контрольных гипсовых моделей, последние (после предварительного высушивания для удаления оставшейся в порах влаги) погружают в расплавленный стеарин или парафин. Поверхность изделия приобретает блеск и вид слоновой кости. Подобную обработку применяют для приготовления учебных экспонатов (муляжей) с целью придания гипсовым моделям более импозантного вида, повышения прочности и долговечности:
— разборные, создаваемые зубным техником в лаборатории. По назначению это всегда рабочие модели челюстей;
— огнеупорные, создаваемые зубным техником из огнеупорных материалов после дублирования гипсовых моделей челюстей в специальной кювете. По назначению это всегда рабочие модели челюстей, предназначенные для литья сплавов металлов на них.
Способ получения неразборной гипсовой модели челюсти включает следующие манипуляции:
• Проводимую врагом оценку кагества оттиска.
♦ Оттиском называется обратное (негативное) отображение поверхности твердых и мягких тканей, расположенных на протезном ложе и его границах.
Оттиск считается пригодным, если точно отпечатался рельеф протезного ложа (в том числе — переходная складка, контуры десневого края, межзубные промежутки, зубной ряд) и на его поверхности нет пор, оттяжек, смазанностей рельефа слизью.
• Подготовку оттиска. Оттиск после промывки под струей воды комнатной температуры должен быть дезинфицирован одним из известных способов. Для снятия внутренних напряжений в оттискном материале и улучшения смачиваемости (текучести гипса) поверхность оттиска обрабатывают (путем погружения, нанесения кисточкой или в виде аэрозоля) специальной жидкостью для снятия поверхностного натяжения (например, Хера-СВЕ; Фик-сакрил и др.).
• Подготовку гипса. Замешивание порошка гипса и воды (из расчета 100 г порошка на 22—24 мл воды) проводят одним из способов:
— ругным, для этого в резиновую чашку к заранее налитому количеству воды небольшими порциями добавляют гипс I— III класса (по ISO) и с помощью шпателя его перемешивают до однородной сметанообразной консистенции. При этом чем энергичнее будет замешиваться смесь, тем полнее станет контакт между гипсом и водой и, следовательно, тем быстрее произойдет схватывание (среднее время схватывания составляет 7—10 мин);
— с использованием вакуумных смесителей, работающих, как правило, в автоматическом режиме в заданном врачом интервале времени. В качестве жидкости при замешивании особотвердых гипсов (IV—V класс по ISO), кроме воды, может быть использована специальная жидкость, применение которой обеспечивает равномерное распределение порошка в жидкости и схватывание гипса. Склонность к образованию пор на поверхностях гипса при контакте с водой в случаях применения этой жидкости сведена до минимума. Получаемая гипсовая модель при этом отличается высокой гомогенной плотностью, прочностью и точностью воспроизведения оригинала.
Замешанный до консистенции сметаны, гипс хорошо заполняет формы и дает четкие ее отпечатки.
• Заполнение оттиска предполагает порционное внесение гипса с помощью шпателя (ручной вариант) или непосредственно
в оттиск через выпускное сопло вакуумного смесителя (механизированный или аппаратный вариант). Для исключения пористости и раковин в гипсовой модели заполнение оттиска гипсом сопровождается его потряхиванием и поколачиванием, но наиболее оправданным вариантом является использование специальных устройств — вибростоликов (см. рис. 2.10). После заполнения отпечатков зубов гипс с некоторым избытком размещают над поверхностью оттискного материала и приступают к формированию цоколя модели.
• Оформление цоколя гипсовой модели проводят следующими способами:
— с помощью шпателя, для этого гипс холмиком накладывают на гладкую ровную поверхность стола и опрокидывают на него оттиск, заполненный гипсом таким образом, чтобы высота цоколя составляла 1,5—2,0 см, а дно оттискной ложки при этом было параллельно поверхности стола. Излишки гипса по периметру оттиска и оттискной ложки удаляют шпателем. При этом угол граней цоколя гипсовой модели челюсти с поверхностью стола составляет 90°;
— с использованием стандартной резиновой пустотелой формы (колоты) для цоколя, в которую, после ее заливки гипсом, помещают заполненный гипсом оттиск;
— с использованием элементов артикуляционных цоколей, входящих в комплект большинства современных артикуляторов.
• Удаление оттискной ложки и оттискного материала с модели челюсти проводят после кристаллизации гипса. При этом:
— в случае применения эластических оттискных материалов — последовательно, с использованием инструментов (шпателя, скальпеля, пинцета и др.), удаляют оттискную ложку, а в последующем и оттискной материал, разрезая его на фрагменты;
— в случае использования термопластических материалов — требуется предварительный нагрев оттискного материала теплой водой. При этом, как правило, ложка удаляется вместе с оттискным материалом.
• Механигескую обработку цоколя гипсовой модели гелюсти (см. рис. 2.13) с помощью режущих инструментов (гипсовый нож) и специальных приборов (обрезной станок), направленную на придание ему равномерной толщины и параллельности боковых граней за счет удаления излишков гипса.
В мировой стоматологической практике существует большое количество методик (системы Дауэл-пин; Кифер-модель; Цейцер; Модель-трэй; Ню-Лоджик Трэй-модель; Дай-Лок; Пиндекс и др.) создания разборных гипсовых моделей, каждая из которых имеет свой определенный набор инструментов и оборудования. При этом основным материалом для моделей во всех системах является гипс 46
3-го и 4-го класса (по ISO). Кроме того, в таких системах используются полимерные цоколи и штифты (системы Кифер-модель и Цейцер), полимерные цоколи без штифтов (системы Модель-трэй; Ню-Лоджик Трэй-модель; Дай-Лок).
Таким образом, можно выделить три основных способа создания разборных гипсовых моделей челюстей:
— без штифтов, с использованием полимерного цоколя модели; — с использованием штифтов и полимерного цоколя модели; — с использованием штифтов и гипсового цоколя модели.
Способ получения разборных гипсовых моделей челюстей без штифтов, с использованием полимерного цоколя (системы Модель-трэй; Ню-Лоджик Трэй-модель; Дай-Лок) прост в обращении, так как не требует применения специальных перфораторов для сверления (см. рис. 2.14) и специального клея. Кроме того, при этом способе экономится супергипс и время для его приготовления.
Набор приспособлений для данного способа включает в себя:
— частичные и полные полимерные цоколи (E-Z трэй-цоколи) многоразового использования;
— одноразовые пластмассовые ретенционные направляющие для извлечения модели из полимерного цоколя;
— приспособление, представляющее собой небольшой пресс для извлечения моделей зубных рядов из полимерного цоколя.
Создание разборных моделей по этому способу состоит из следующих основных этапов:
1) подготовки оттиска (края оттиска подрезаются так, чтобы он плотно прилегал к основанию полимерного цоколя);
2) подготовки полимерного цоколя с ретенционными направляющими. После аэрозольного нанесения изолирующего слоя на внутреннюю поверхность полимерного цоколя и ретенционных направляющих, последние устанавливаются на свои места в цоколе. Нанесение такой изоляции необходимо для свободного извлечения ретенционных направляющих с фрагментами модели зубных рядов из цоколя;
3) полугения модели; супергипсом последовательно заполняют оттиск и цоколь на вибростоле, после чего оттиск устанавливают в цоколь;
4) отделения оттиска от модели, которое проводят после кристаллизации гипса;
5) извлегения модели из цоколя при помощи специального пресса (при этом ретенционные направляющие свободно выходят из цоколя);
6) удаления излишков гипса твердосплавной фрезой и распиливания модели на фрагменты с помощью лобзика или с использованием алмазного диска;
7) установку фрагментов модели после обработки на свое место для дальнейшего моделирования каркасов цельнолитых мосто-видных протезов.
Достоинствами получения разборных моделей по этой методике являются:
• отсутствие необходимости использовать дополнительные устройства для получения моделей;
• наличие универсальных цоколей, которые используются как для верхней, так и для нижней челюстей. При этом пластиковое основание защищает модель от линейного расширения, возникающего при распиливании гипса;
• отсутствие необходимости отмечать будущее место распила модели;
• распиливание модели зубного ряда позволяет каждому фрагменту модели занять свое место без усилий, так как нумерация на внутренней поверхности цоколя служит ориентиром для быстрого установления фрагмента на свое место;
• затраты рабочего времени на получение модели не превышают 10 мин (без учета времени затвердевания гипса);
• использование минимального количества супергипса.
К недостаткам данного способа следует отнести недолговечность многоразовых цоколей при фиксации пластмассовых ретенционных направляющих. Кроме того, процесс распиливания модели достаточно трудоемкий: при использовании алмазного диска происходит перегрев (плавление) пластмассовых ретенционных направляющих; при использовании лобзика очень сложно сделать ровный распил из-за наличия двух разных по структуре материалов (гипса и полимера).
Способ получения разборных гипсовых моделей челюстей с использованием штифтов и полимерного цоколя (системы Кифер-Модель и Цейцер). Комплектующими элементами приспособлений по этому способу получения разборной гипсовой модели являются расходные наборы:
— разметочных и основных цокольных пластинок;
— основных и разметочных штифтов;
— самоклеющейся защитной пленки;
— подставок (трегеров) для фиксации оттиска;
— пластинок для фиксации оттиска специальной массой «Си-лификс»;
— ручных фрез для удаления излишков защитной пленки;
— различных артикуляционных цоколей для фиксации моделей в артикулятор.
Последовательность получения разборной модели состоит в следующем:
— подготовке оттиска (края оттиска подрезаются для создания равномерного прилегания к разметочной пластинке);
— укреплении оттиска специальным материалом на подставке с одной вертикальной стенкой, на которой располагаются две прорези для фиксации разметочных и основных пластинок;
— установке и центрировании прозрагной разметогной пластинки. На этом этапе намечаются будущие линии распилов модели. Благодаря наличию множества отверстий, идентичных друг другу, очень просто установить разметочные штифты, которые будут точно соответствовать рабочим штифтам;
— подготовке цокольной рабогей пластинки'.
• покрытие рабочей пластинки самоклеющейся защитной пленкой;
• разметочная пластинка снимается с подставки и совмещается с рабочей пластинкой. При этом разметочные штифты, вдавленные через защитную пленку на рабочей пластинке, намечают отверстия для рабочих штифтов. Остатки пленки в отверстиях очищаются с помощью ручной фрезы;
— установке работах штифтов, имеющих коническую форму (один конец штифта имеет ретенционные насечки для фиксации в гипсе, другой — плоский, точно соответствующий внутренней форме и диаметру отверстий в рабочей пластинке), на подготовленную цокольную рабочую пластинку;
— погружении рабогей пластинки со штифтами в супергипс, которым заполнен оттиск;
— извлегении из оттиска рабогей пластинки с моделью после затвердевания гипса;
— отделении от цоколя модели фрагмента зубного ряда. Эта манипуляция, благодаря самоклеющейся пленке, проводится достаточно легко и быстро. В дальнейшем излишки гипса убирают твердосплавной фрезой, модель распиливают с помощью тонкого алмазного диска определенного диаметра на фрагменты зубного ряда, которые после соответствующей обработки вновь устанавливают на рабочую пластинку.
Достоитствами в получении разборных моделей по этому способу являются:
• в этом способе также, как и в предыдущем, не используются аппараты для сверления отверстий и обрезки цоколя модели, нет повторного контакта гипса с водой, экономится супергипс;
• точность и быстрота создания моделей (затраты времени не превышают 10 мин);
• многоразовое использование рабочих пластинок;
• отсутствие необходимости использования дополнительного оборудования;
• небольшой ассортимент расходных материалов (самоклеющаяся пленка и штифты).
К недостаткам способа следует отнести необходимость предварительной разметки оттиска и наличие различных пластинок для верхней и нижней челюстей.
Способ получения разборных гипсовых моделей челюстей с использованием штифтов и гипсового цоколя имеет два варианта:
— посредством модификации получения комбинированной модели (см. выше);
— с использованием системы Пиндекс.
По первому варианту нужно выделить следующие последовательные манипуляции:
— в отпечаток нужного зуба устанавливается стандартный металлический штифт (рис. 3.2), одна поверхность которого по всей длине круглая, другая — плоская (длина штифта — 23—25 мм, ширина основания — 3 мм, ширина верхней части — 1—1,5 мм, фиксируемая в модели часть имеет диаметр 0,5—0,8 мм при длине 3—5 мм). Иглу на конце стержня изгибают и втыкают в нерабочую зону оттиска таким образом, чтобы рифленая часть штифта оказалась погруженной в отпечаток нужного зуба;
— весь зубной ряд или его фрагмент (в центре — препарированный зуб) заполняется жидким высокопрочным гипсом IV класса. После кристаллизации гипса на поверхность фрагмента наносится вазелиновое масло. Оставшийся фрагмент оттиска (цоколь) заполняется гипсом III класса;
— после кристаллизации гипса с модели челюсти последовательно и осторожно удаляют оттискную ложку и оттискной материал;
— на модели челюсти лобзиком (см. рис. 2.15) по шейке рабочей культи, параллельно оси зуба, делают пропилы на всю толщину высокопрочного гипса;
— в цоколе модели, в области проекции протезируемого зуба, создают воронкообразное углубление, на дне которого находят конец штифта, обрезают фиксирующую его иглу и выталкивают рабочую культю из модели.
В простоте получения разборной гипсовой модели по этому способу заложен его основной недостаток — неточность установки фрагментов в цоколе модели при многократном их извлечении в процессе создания протезов, особенно на нескольких опорных зубах.
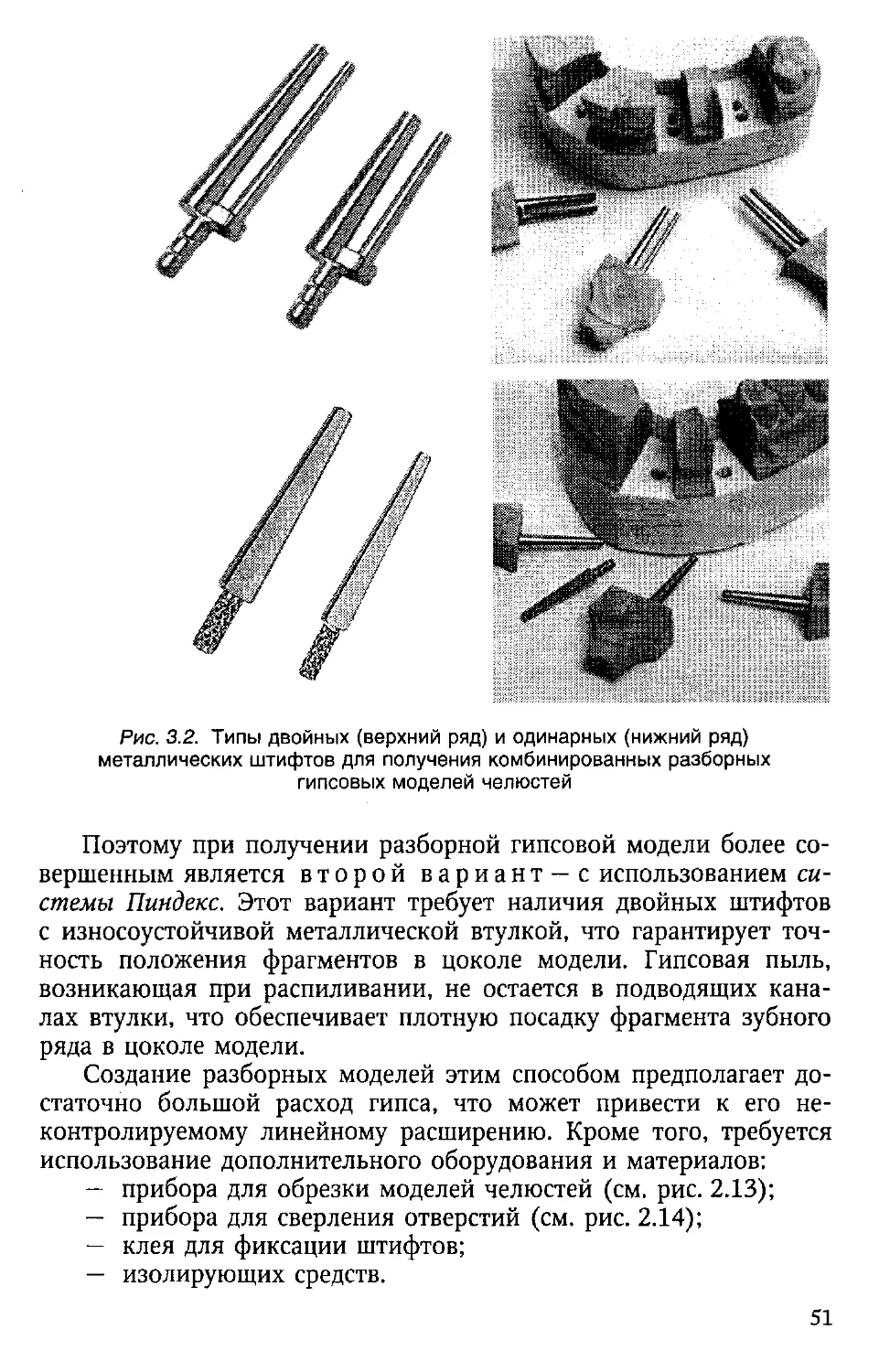
Рис. 3.2. Типы двойных (верхний ряд) и одинарных (нижний ряд) металлических штифтов для получения комбинированных разборных гипсовых моделей челюстей
Поэтому при получении разборной гипсовой модели более совершенным является второй вариант — с использованием системы Пиндекс. Этот вариант требует наличия двойных штифтов с износоустойчивой металлической втулкой, что гарантирует точность положения фрагментов в цоколе модели. Гипсовая пыль, возникающая при распиливании, не остается в подводящих каналах втулки, что обеспечивает плотную посадку фрагмента зубного ряда в цоколе модели.
Создание разборных моделей этим способом предполагает достаточно большой расход гипса, что может привести к его неконтролируемому линейному расширению. Кроме того, требуется использование дополнительного оборудования и материалов:
— прибора для обрезки моделей челюстей (см. рис. 2.13);
— прибора для сверления отверстий (см. рис. 2.14);
— клея для фиксации штифтов;
— изолирующих средств.
Последовательность создания разборной модели челюсти данным способом состоит из следующих этапов:
1) окантовки оттиска специальной силиконовой массой для выравнивания высоты его краев;
2) заполнения отпечатков зубного ряда в оттиске супергипсом. После затвердевания гипса модель зубного ряда извлекается из оттиска, излишки гипса удаляются с внешней и внутренней стороны с помощью фрезы;
3) выравнивания рельефа поверхности модели зубного ряда, которая будет обращена к цоколю;
4) создания отверстий в модели зубного ряда с помощью перфоратора, куда с помощью держателя вводятся и фиксируются клеем двойные штифты с металлической втулкой;
5) нанесения изолирующих средств и установки металлических втулок, которые будут располагаться в будущем цоколе модели, после высыхания клея на поверхности фрагмента модели (зубной ряд);
6) получения цоколя разборной гипсовой модели челюсти. Для этого применяют стандартную резиновую форму для цоколя модели, в которую порциями вносят супергипс. При заполнении цокольной резиновой формы модели на область втулок наносится порция супергипса для предотвращения образования пор, после чего модель зубного ряда помещается в резиновую форму (колоту);
7) извлечения модели (после кристаллизации гипса) из резиновой формы, удаления излишков гипса и шлифования цоколя на специальном обрезном приборе;
8) отделения зубного ряда от цоколя и распиливания его на фрагменты, которые после обработки устанавливаются обратно на свои гнезда в цоколе.
Следует отметить, что создание разборной модели этим способом требует достаточно больших затрат времени (получение зубного ряда как фрагмента модели, обработка гипса после затвердения, сверление отверстий, вклеивание штифтов, получение цоколя модели челюсти).
ДУБЛИРОВАНИЕ ГИПСОВЫХ МОДЕЛЕЙ ЧЕЛЮСТЕЙ
Этот технологический процесс предполагает следующие мероприятия:
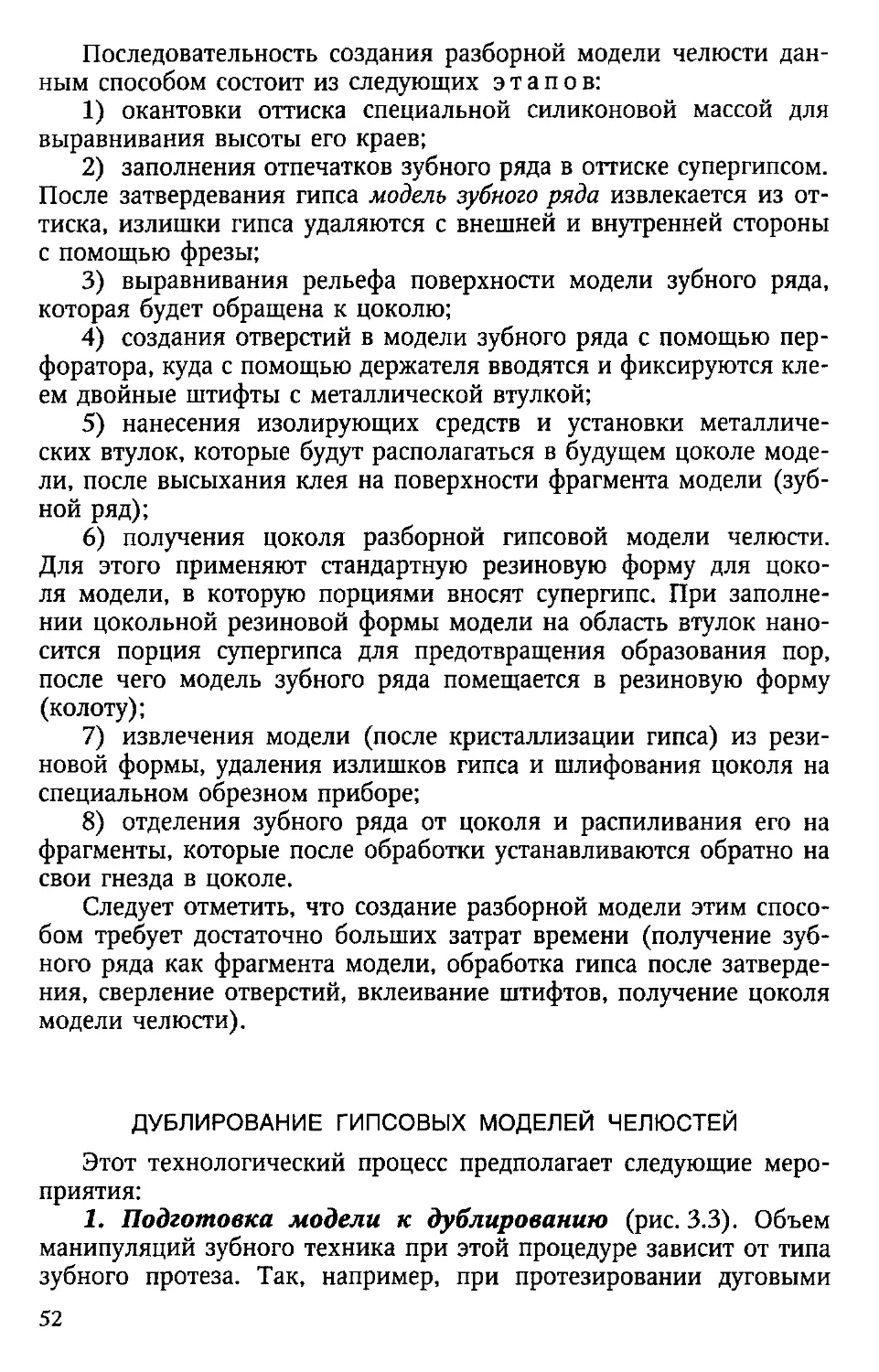
1. Подготовка модели к дублированию (рис. 3.3). Объем манипуляций зубного техника при этой процедуре зависит от типа зубного протеза. Так, например, при протезировании дуговыми
Рис. 3.3. Гипсовая модель верхней челюсти подготовлена к дублированию
Рис. 3.4. Схема блокирования поднутрений при подготовке моделей челюстей к дублированию
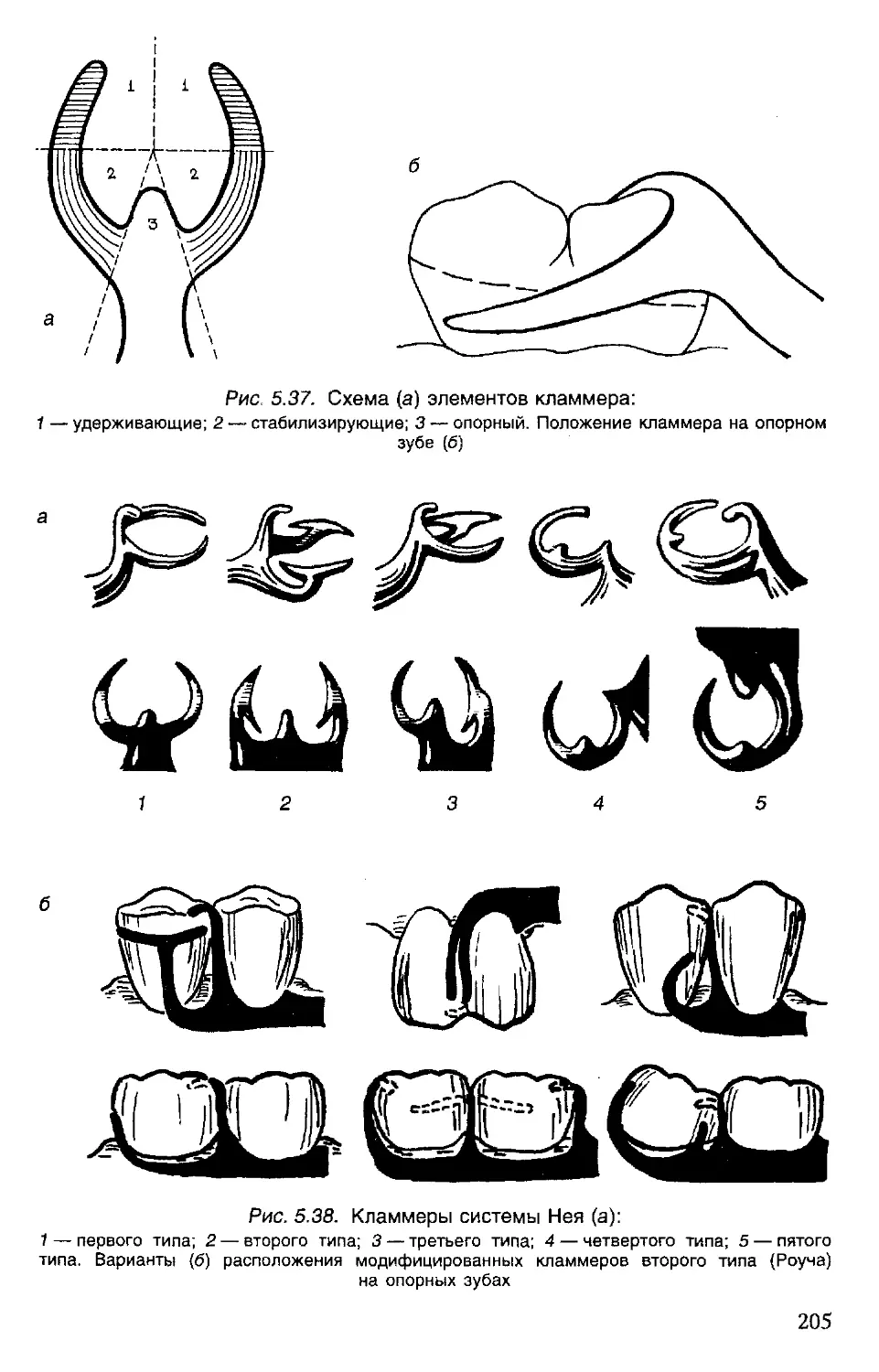
(бюгельными) протезами после предварительного изучения модели челюсти в параллелометре и планирования каркаса протеза проводят следующие подготовительные этапы:
• высоту цоколя гипсовой модели челюсти с помощью режущего инструмента доводят до 1,5 см, при этом боковая поверхность цоколя должна быть перпендикулярна его основанию. При необходимости порцией гипса изолируют имеющиеся в цоколе модели поры и дефекты;
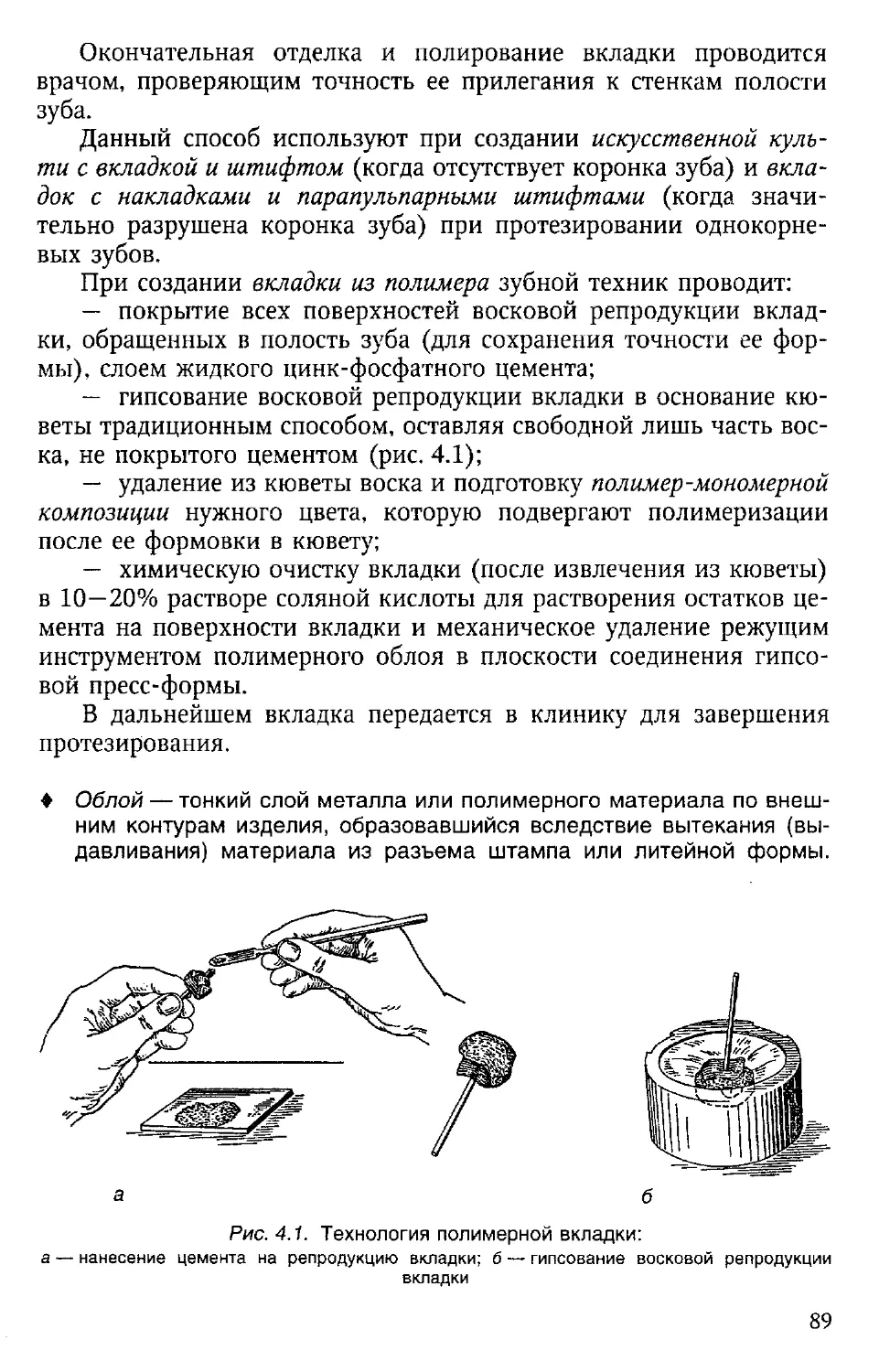
• блокирование специальным розовым воском:
а) десневого края и самых глубоких отделов поднутрений зубов, с созданием на опорных зубах ступеней под плечом кламмера (рис. 3.4), которые дадут возможность правильно расположить восковые кламмерные плечи на огнеупорной модели;
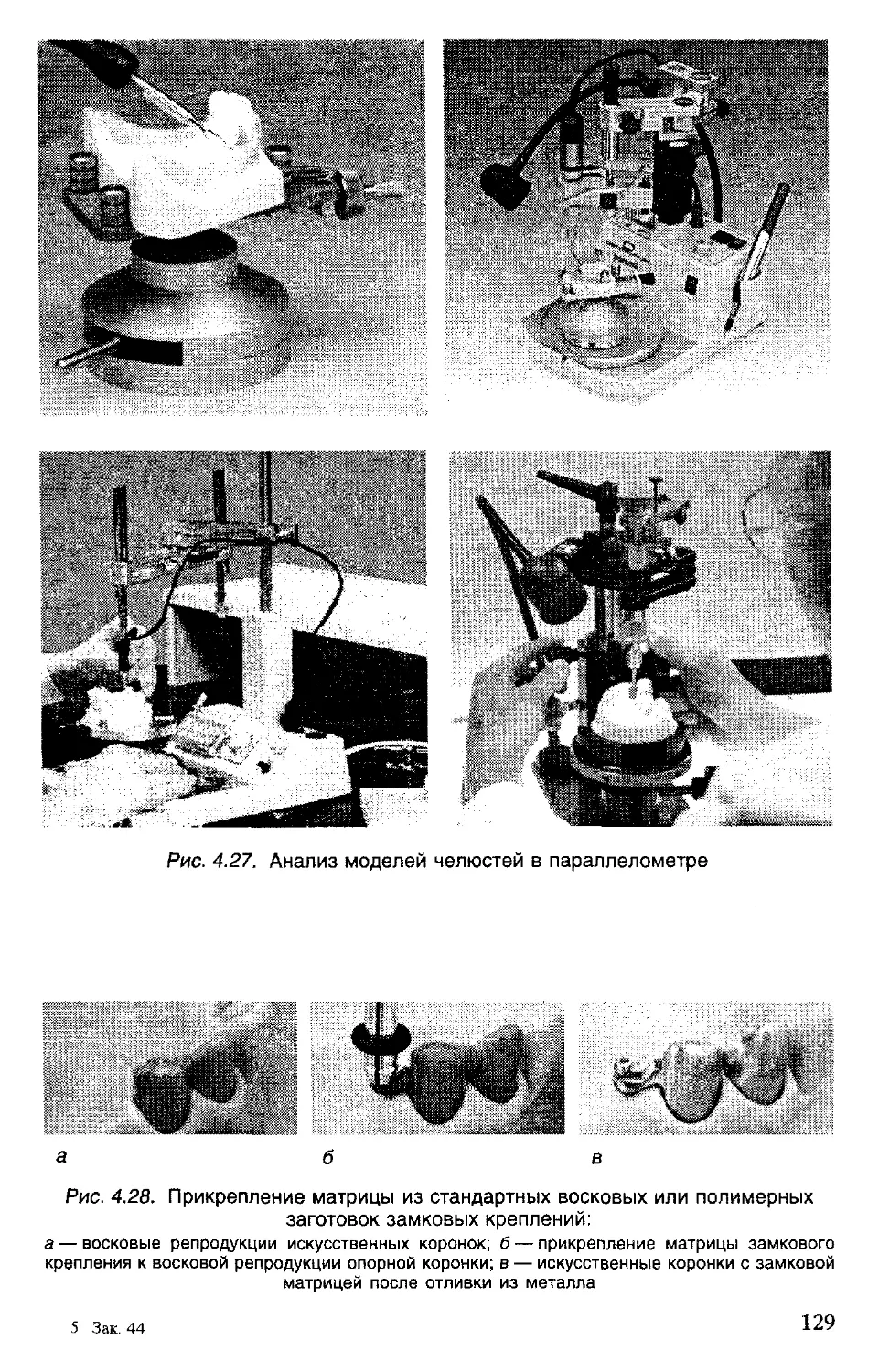
б) тканевых поднутрений на альвеолярных гребнях. Это необходимо для беспрепятственного извлечения гипсовой модели из дублирующей массы. Температура плавления такого воска выдерживает температуру расплавленного дублирующего материала. Воск заглаживается электрошпателем или шабером. Кроме воска для этого можно использовать силиконовый оттискной материал (без использования катализаторной пасты или жидкости). Точность заполнения поднутрений проверяют при помощи параллело-метра (см. рис. 4.27);
• контуры каркаса дугового (бюгельного) протеза покрываются бюгельным воском толщиной от 0,3 до 1,0 мм;
• если дублирование гипсовой модели челюсти планируется проводить при помощи дублирующего геля, то такая модель челюсти в течение 15—20 мин выдерживается в воде при температуре 38 °C, после чего ее просушивают салфетками. Использование для этой цели сжатого воздуха приводит к отслойке воска в местах изоляций.
2. Фиксация подготовленной модели гелюсти в кювете для дублирования. Для этого ее размещают в центре высокопрочного резинового основания кюветы, укрепляя липким воском или пластилиноподобной пастой, что придает равномерность толщине дублирующей массы вокруг модели. После фиксации модели над ней устанавливается алюминиевый или полимерный корпус кюветы.
3. Подготовка дублирующей массы, которая зависит от используемого материала.
При применении термопластигеских гидроколлоидных масс многократного использования на основе агар-агара, содержащих 70% воды и клейкого желатина с добавками глицерина и минеральных веществ, необходимо кусочки мелко нарезанного резиноподобного геля расплавить при температуре, рекомендованной производителем (как правило, при 95 °C), при постоянном помешивании. Эта манипуляция может быть выполнена с использованием закрытых электрических аппаратов из нержавеющей стали с механическим смесителем и регулируемой с помощью термостата температурой или в эмалированной посуде ручным перемешиванием дублирующего геля на водяной бане.
Следует отметить, что при втором способе дублирующий гель из-за потери воды начинает немедленно давать усадку, как только гипсовая модель челюсти будет извлечена из кюветы. Более того, усадка дублирующих гелей наступает при охлаждении кюветы с дублирующей жидкой массой от 50 °C до 8—10 °C в проточной водопроводной воде или в специальном аппарате. К недостаткам дублирующих гелей относят также:
— отсутствие прочности в момент выведения модели из кюветы, что особенно проявляется при ее некачественной подготовке к дублированию;
— наличие воды в составе геля, которая может привести к изменению размеров огнеупорной модели челюсти.
При использовании текугих силиконовых материалов нет необходимости в предварительном замачивании гипсовой модели,
Рис. 3.5. Дозирующий смеситель силиконовой дублирующей массы
а компоненты материалов (порошок и жидкость) замешиваются в определенной объемно-весовой пропорции в строгом соответствии с рекомендациями производителя в специальных дозирующих смесителях (рис. 3.5) без доступа воздуха или ручным способом.
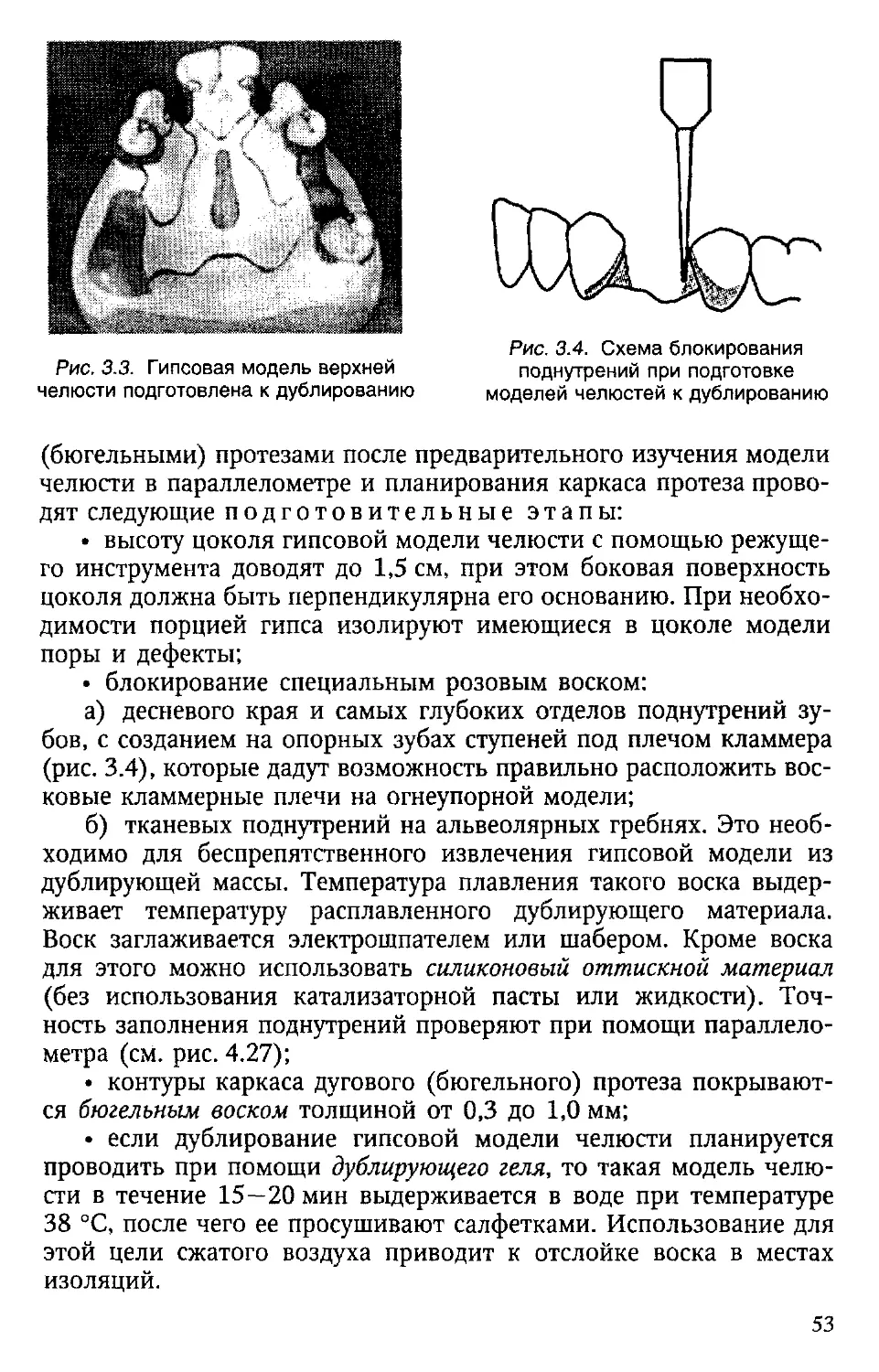
4. Процесс дублирования гипсовой модели гелюсти. Перед заполнением кюветы дублирующим гелем проводится обязательная проверка его температуры (рабочая температура геля, при которой он сохраняет свою текучесть и не деформирует восковой изоляции на гипсовой модели челюсти, составляет 48—52 °C).
Заполнение кюветы (ручное или через жиклер смесителя) (рис. 3.6, а) проводят на вибростолике через одно из трех отвер
стий (рис. 3.6, б) в ее верхней части таким образом, чтобы струя массы не попадала на восковые детали гипсовой модели. При этом медленно поднимающаяся масса вытесняет воздух и равномерно охватывает все элементы модели челюсти.
Охлаждение заполненной кюветы проводят последовательно:
• на воздухе (при комнатной температуре) в течение 20—30 мин или времени, рекомендованного производителем. Во время выдержки очень важно, чтобы имело место направленное на модель застывание, поскольку быстрое охлаждение наружных слоев геля вызывает перепад температурного состояния на поверхности и внутри, что приводит к их отслоению от гипсовой модели челюсти из-за усадки. Поэтому корпус кюветы должен быть из материала с низкой теплопроводностью, например из полимера:
• в протогной воде (тем-
Рис. 3.6. Дублирование гипсовой модели челюсти. Пояснения в тексте
пература 8—10 °C) в течение последующих 30—45 мин. При
Рис. 3.7. Аппарат для отвердевания силиконовой массы под давлением
возможна экономия (до 25%)
этом водой омываются нижние две трети высоты кюветы, что приводит к загустеванию и затвердению массы на основании кюветы в области гипсовой модели челюсти. Этим уменьшается усадка гидроколлоидной формы.
Заполнение кюветы силиконовыми массами для дублирования проводят непосредственно после тщательного смешивания компонентов. При этом, если нарезать использованный силикон и обложить им цоколь гипсовой модели в кювете перед дублированием, массы. Экономия возможна также
при использовании специального дозирующего аппарата для силиконовых материалов. Он позволяет точно определять количество и равномерно замешивать компоненты силикона без доступа воз
духа.
Процесс твердения силиконового материала в кювете целесообразно проводить в специальном аппарате с контролируемым давлением. Так, например, в аппарате Виропресс (рис. 3.7) отвердевание силикона происходит за 35—40 мин при давлении 4 бара (4 атм.).
Манипуляции зубного техника аналогичны рассмотренным выше. Примерно через 45 мин, считая от замешивания, силиконовая форма готова к заполнению огнеупорной массой.
5. Извлечение гипсовой модели гелюсти из дублирующего материала проводят после отделения от кюветы его основания. При использовании термопластигеских гидроколлоидных масс.
— из кюветы выводят дублирующую массу с гипсовой моделью челюсти;
— модель осторожно извлекается из дублирующей массы. В том случае, если невозможно извлечь гипсовую модель челюсти без нарушения целостности гидроколлоидной формы, выполняют следующее: острым скальпелем, ориентированным перпендикулярно граням цоколя, срезают полоску геля высотой 3—5 мм по периметру основания цоколя модели челюсти. Освобождение части основания цоколя гипсовой модели будет способствовать выведению гипсовой модели челюсти из дублирующей массы;
— гелевая форма, освобожденная от гипсовой модели челюсти, помещается обратно в кювету. Специально предусмотренные выступы на крышке кюветы удерживают форму от вращения и упро
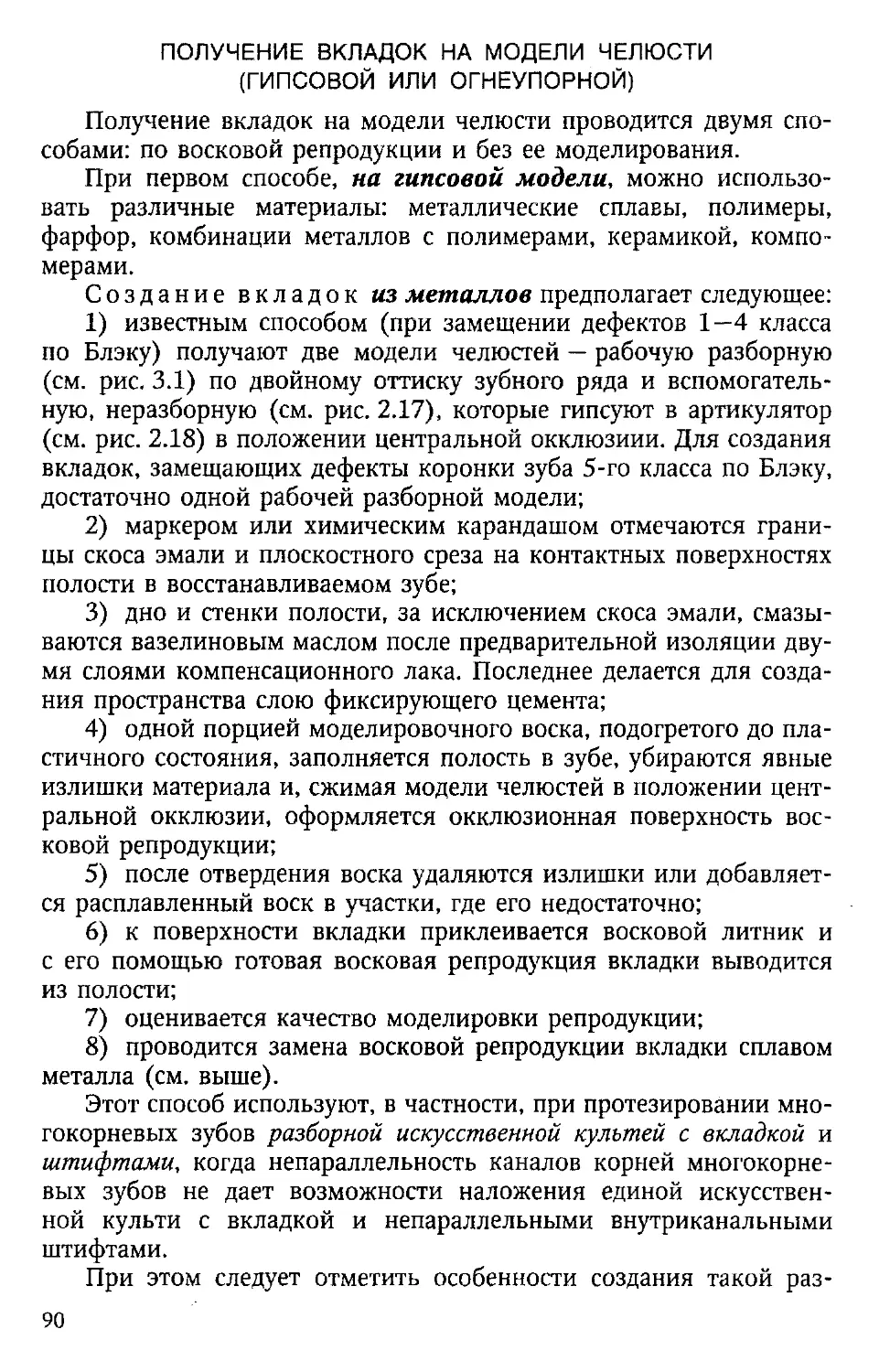
щают ее возврат в кювету. При литье каркасов протезов сквозь цоколь модели пустотелый конус (см. рис. 3.15) должен быть заранее помещен в дублирующий гель, при этом цилиндрическая часть конуса смазывается вазелином для того, чтобы облегчить его последующее извлечение;
При использовании силиконовых дублирующих масс:
— гипсовая модель освобождается от силикона с помощью сжатого воздуха и легко без повреждения извлекается;
— поверхность силиконовой дублирующей массы покрывается специальной жидкостью (например, Аурофильмом) для устранения водооттакливающего эффекта силиконовой поверхности и тщательно высушивается сжатым воздухом.
После визуальной оценки качества гидроколлоидной или силиконовой формы в кювете для дублирования проводят ее заполнение огнеупорной массой для получения рабогей огнеупорной модели гелюсти.
Получение огнеупорной модели челюсти зависит от выбора материала для ее создания и состава дублирующей массы:
— при использовании термопластигеских гидроколлоидных масс на основе агар-агара рекомендуется получать огнеупорную модель из материалов с минимальным временем схватывания, чтобы вода из дублирующей массы не успела вступить в реакцию с огнеупорным материалом;
— при использовании силиконовых дублирующих масс для получения огнеупорной модели применяют материалы на основе фосфатной связки, кварцевая составляющая которых достигает 70%.
Последовательность основных манипуляций при получении огнеупорной модели челюсти состоит в следующем:
1) замешивание компонентов огнеупорной массы вначале шпателем вручную до образования однородно влажной массы (эта операция занимает около 15 с), а затем в смесителе в условиях вакуума в течение 60 с;
2) заполнение формы в дублирующей кювете проводится при температуре 20 °C в течение 2,5—3 мин. Рабочее время сокращается при более высоких температурах. Огнеупорная масса заливается в кювету равномерной струей. После этого кювета устанавливается на вибростолик, который работает в среднеинтенсивном режиме. При использовании силиконовых дублирующих масс кювета, заполненная огнеупорной массой, помещается в аппарат, позволяющий создать давление на время затвердевания силикона (например, 4 бара);
3) извлегение огнеупорной модели гелюсти из дублирующей мас-
сы начинается сжатым воздухом, а заканчивается вручную и инструментально (рис. 3.8);
4) просушивание огнеупорных моделей.
Модели, полученные из огнеупорной массы в силиконовых формах, высушиваются при температуре 70 °C в течение 5—10 мин в сушильном шкафу или в муфельной печи. Затем на всю поверхность мо-
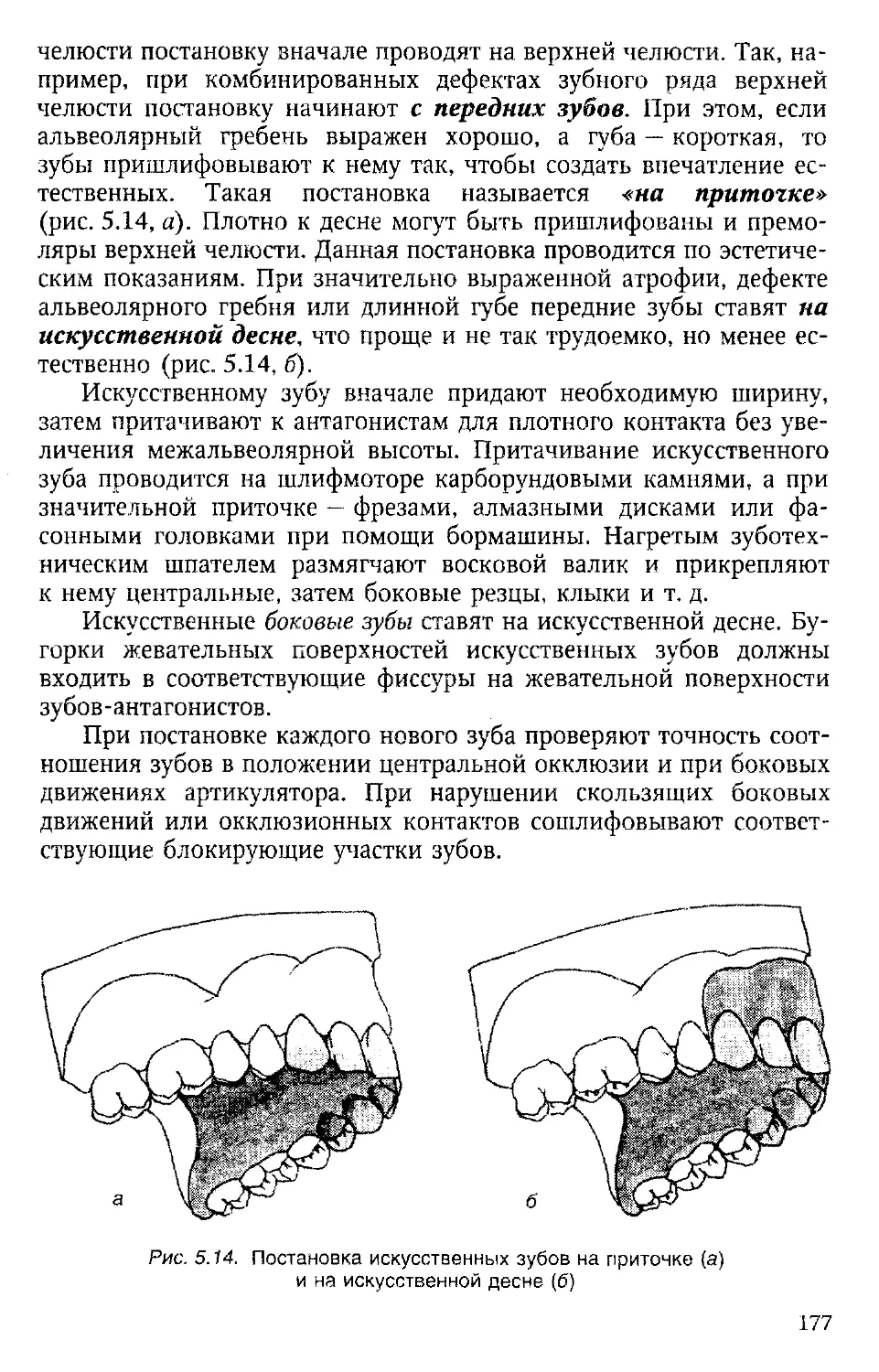
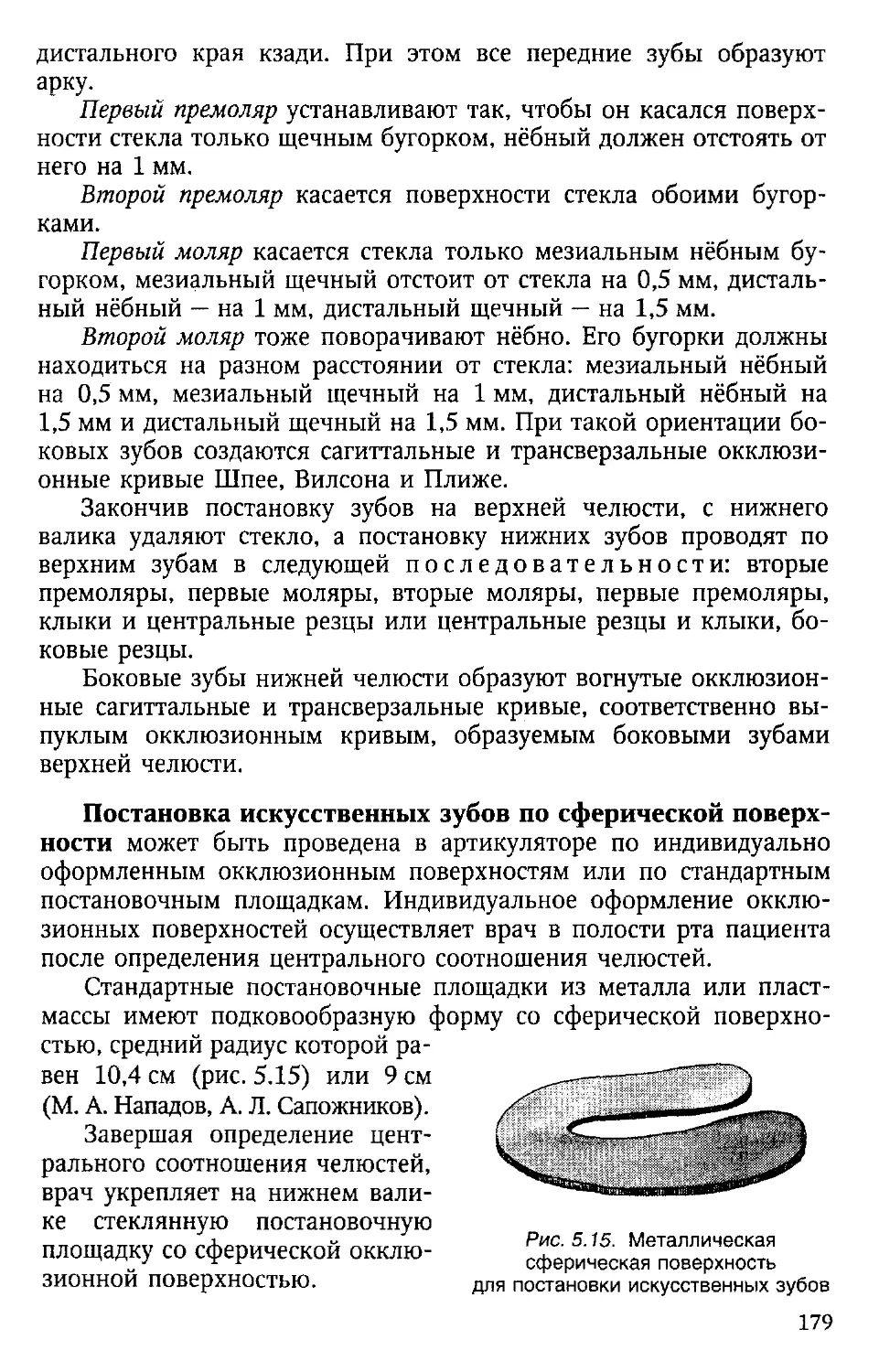
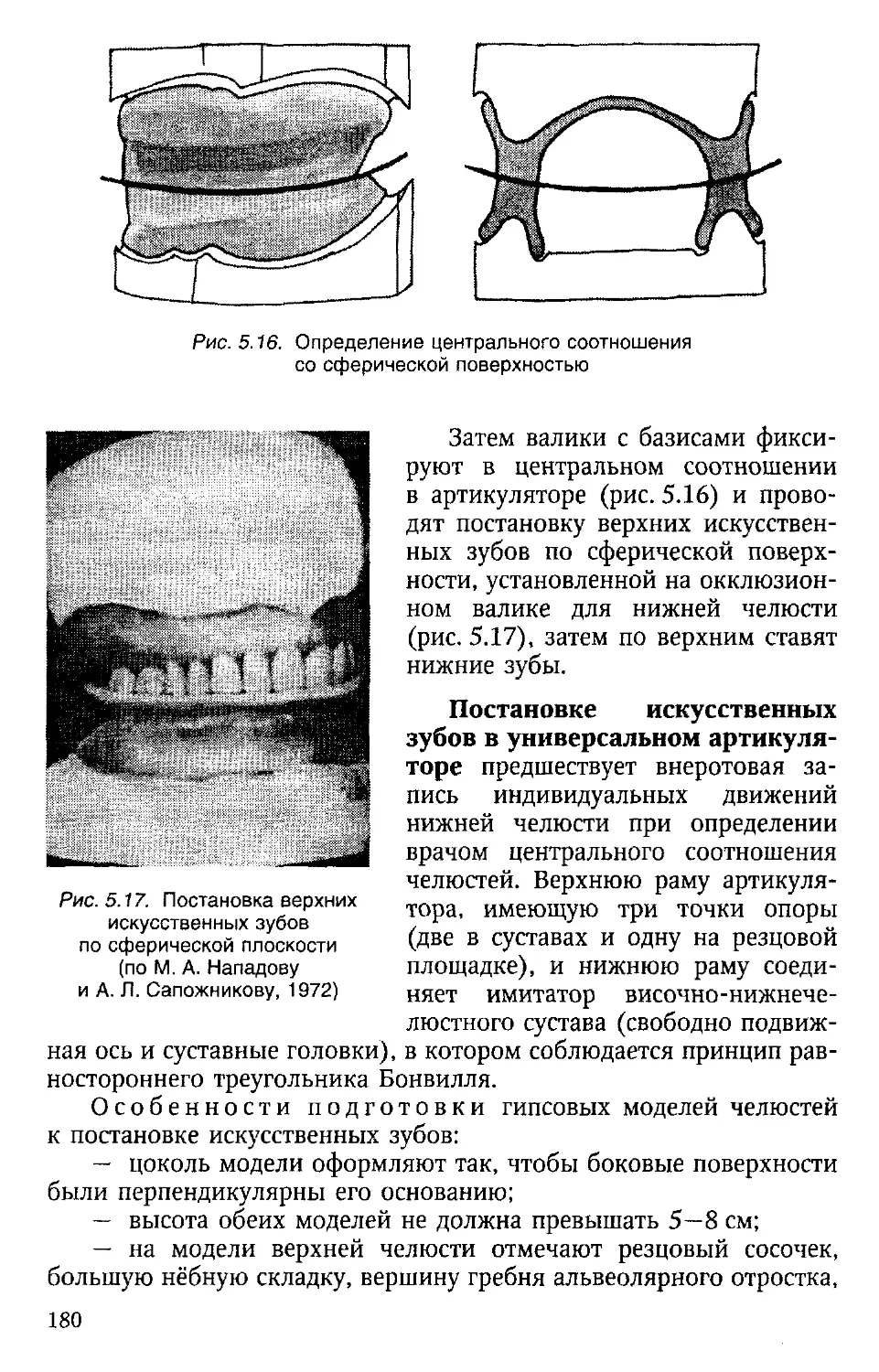
Рис. 3.8. Извлечение огнеупорной дели челюсти наносится спе-модели челюсти из дублирующей массы циальная жидкость, которая обеспечивает прочную адгезию восковой репродукции протеза к поверхности модели.
Модели, созданные в гидроколлоидных формах, высушиваются в сушильном шкафу при температуре 250 °C в течение 60 мин. Затем модели погружаются для закрепления на несколько секунд в емкость со специальной отверждающей жидкостью и снова помещаются в сушильный шкаф или в муфельную печь на 10 мин.
ФИКСАЦИЯ МОДЕЛЕЙ ЧЕЛЮСТЕЙ В АРТИКУЛЯТОРЕ
Напомним, что артикуляторы — это приборы, имитирующие движения нижней челюсти. Их применение обусловлено необходимостью фиксации моделей челюстей в центральном соотношении при получении различных конструкций зубных протезов.
♦ Соотношение верхней и нижней челюсти, когда последняя находится в центральном положении, называется центральным.
♦ Центральное положение нижней челюсти определяется сомкнутыми в центральной окклюзии зубами, а при их отсутствии — нижнечелюстными головками, занимающими в суставных ямках заднее непринужденное положение, когда еще возможны боковые движения нижней челюсти. При этом средняя точка подбородка и резцовая линия находятся в сагиттальной плоскости, а высота нижней части лица имеет нормальные размеры.
Последовательность манипуляций зубного техника при фиксации моделей челюстей в артикуляторе (см. рис. 2.18) включает:
— проверку надежности соединения моделей челюстей восковыми шаблонами и дополнительными приспособлениями (спичками, полосками воска);
Рис. 3.9. Последовательность (7—6) получения цоколя комбинированной гипсовой модели (5) при использовании стандартных цокольных форм и магнитных фиксаторов для установки модели челюсти (6) в артикуляторе
— ориентацию основания цоколя модели нижней челюсти на нижней раме артикулятора;
— укрепление модели нижней челюсти, для чего в холмик свежеприготовленного гипса, расположенного на поверхности стола, утапливается нижняя рама артикулятора и на нее устанавливается модель нижней челюсти, излишки гипса удаляются;
— укрепление модели верхней челюсти на верхней раме гипсом. После этого положение моделей сопровождается установкой штифта межальвеолярной высоты.
Последовательность фиксации моделей челюстей в современных артикуляторах обусловлена наличием в их комплекте специальных артикуляционных цоколей (рис. 3.9). Такие цоколи (с магнитными фиксаторами, с ретенционными направляющими пазами и др.) обеспечивают возможность снятия модели с рамы артикулятора, установку ее в измерительный прибор (параллелометр) и повторную фиксацию в артикуляторе без изменения фиксированного ранее центрального соотношения челюстей. Установка проводится с помощью лицевой дуги и регистрационных межчелюстных вкладышей, полученных врачом. При этом на шкалах артикулятора фиксируются показатели биомеханики нижней челюсти конкретного пациента (углы трансверзальных и сагиттальных резцового и суставного путей).
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ СО СПЛАВАМИ МЕТАЛЛОВ
♦ Металлами являются вещества, характеризующиеся в обычных условиях высокими электро- и теплопроводностью, ковкостью, «металлическим» блеском, непрозрачностью и другими свойствами, обусловленными наличием в их кристаллической решетке большого количества не связанных с атомными ядрами подвижных электронов проводимости.
♦ Металлические сплавы — это макроскопически однородные системы, состоящие из двух или более металлов с характерными металлическими свойствами. В широком смысле сплавами называются любые однородные системы, получаемые сплавлением металлов, неметаллов, оксидов, органических веществ.
Металлический каркас зубного протеза (рис. 3.10) — это его основа, предназначенная для противостояния жевательным нагрузкам. Кроме того, он должен перераспределять и дозировать нагрузку, обладать определенными деформационными свойствами и не менять своих первоначальных свойств в течение длительного времени функционирования зубного протеза. Из этого со всей
очевидностью вытекает, что функциональные качества протеза, в определенном смысле, определяются совокупностью свойств, которыми обладают материалы (в данном случае — сплавы металлов) после различных технологических процессов.
Наиболее важными для сплавов металлов технологическими процессами являются:
— литье сплавов металлов;
— обработка металлов давлением и резанием;
— механическая, химическая и электрохимическая обработка;
— термическая обработка сплавов металлов.
Рис. 3.10. Каркас дугового протеза (б) на рабочей модели челюсти (а)
ЛИТЬЕ СПЛАВОВ МЕТАЛЛОВ
Данный процесс широко применяется при протезировании несъемными (вкладка, полукоронка, коронка, мостовидный протез) и съемными (дуговой, с металлическим базисом) протезами и шинами, ортодонтическими и челюстно-лицевыми протезами и аппаратами.
♦ Литьем называется получение отливок нужных деталей протеза путем заливки расплавленного металла в литейную форму.
Для плавления сплавов металлов применяется разнообразная аппаратура: ацетиленовые горелки, электродуговые установки, печи сопротивления и автоматизированные высокочастотные печи, обеспечивающие более качественное литье.
Литье легкоплавких сплавов (с точкой плавления до 300 °C), предназначенных для создания металлических штампов, проводится с использованием гипсовой формы и расплавления металла в специальной металлической ложке над пламенем газовой или спиртовой горелки.
Литье твердоплавких (среднеплавких) металлов (с точкой плавления свыше 1100 °C) проводят для получения каркаса зубного, челюстного или лицевого протеза.
Для получения качественного литого каркаса протеза необходимо тщательно выполнить все этапы, связанные с подготовкой литья, строго выдерживать режим самого процесса литья и использовать для него только фабричные заготовки сплавов металлов для протезов. Кроме того, для каждого сплава металлов необходимо использовать свой керамический тигль, прочность и химическая стойкость которого позволяют использовать его, как правило, не более 6 раз.
Процесс литья каркаса протеза из сплавов металлов включает в себя ряд последовательных операций:
1) изготовление восковых репродукций (моделей) каркаса протеза. Этот процесс изложен в главах 5 и 6.
2) установка литникобразующих штифтов и создание литниковой системы (рис. 3.11). При всех способах литья в литейной форме, кроме формы металлического каркаса, предусматривается литниковая система, представляющая собой каналы, по которым жидкий металл подводится к отливке.
Литниковая система (рис. 3.12) создается путем подвода к восковой репродукции (модели) каркаса протеза полимерных или восковых литникобразующих штифтов, которые после удаления воска из опоки представляют собой литьевые каналы. Кроме того, литниковая система позволяет сместить образование пористой структуры в сторону от объектов литья.
♦ Опока в литейном производстве — приспособление из чугуна, стали или алюминия для удержания формовочной массы при изготовлении литейной формы и заливки ее металлом.
Рис. 3.11. Огнеупорные модели верхней челюсти с восковой репродукцией каркаса протеза и литниковой системой
I
I
Рис. 3.12. Схема литниковой системы для каркасов несъемных протезов
Существуют определенные условия построения литниковой системы:
— при литье все участки каркаса протеза должны находиться в равных условиях. Это реализуется тем, что для литников используются готовые восковые стержни-профили (рис. 3.13) и восковая проволока, диаметром 2,5; 3,0; 3,5; 4,0; 4,5 мм, или они моделируются непосредственно в зуботехнической лаборатории. Причем для мелких деталей используется один литник диаметром 1,5— 2,5 мм, для крупных (толстых или протяженных) — 3—6 литников, диаметром от 2,5 до 4,5 мм. Более того, если в каркасе протеза несколько металлоемких участков, связанных между собой посредством ажурных деталей, то каждый такой участок должен иметь свои литники. Все литники объединяются общим коллектором большого диаметра, который заканчивается воронкообразным рас
ширением;
— размеры литниковой системы должны обеспечивать процесс затвердевания сплава в литниках позже, чем в отливаемом каркасе протеза. Длина литника должна быть таковой, чтобы наивысшая точка на восковой модели была на расстоянии 6 мм от края опочного кольца. Если восковая модель каркаса протеза находится слишком близко к краю опочного
Рис. 3.13. Стандартные восковые заготовки для литниковой системы
кольца, расплавленный металл может пробить формовочную массу при литье, если она слишком далеко — газы не могут достаточно быстро выйти, чтобы обеспечить четкое заполнение формы сплавом.
С другой стороны, слишком короткий литник вынуждает располагать восковой каркас протеза ближе к верхнему краю опоки, что приводит к преждевременному остыванию металла, приводящему к увеличению числа дефектов отливки;
— расплавленный металл должен течь от толстостенных участков к более тонким. Поэтому на литнике, вблизи массивных участков восковой репродукции (модели) каркаса протеза, создается утолщение (муфта) — дополнительное депо жидкого металла для устранения усадочной раковины, рыхлости и пористости в металле;
— следует учитывать не только количество, длину и диаметр литников, но и их направление и расположение, так как они не должны резко менять направление тока металла, а центробежная сила способствовала бы уплотнению металла;
3) выбор и подготовка огнеупорной формовогной массы, представляющей собой огнеупорный мелкодисперсный порошок и связующие вещества. Напомним, что, в зависимости от рецептуры, сплавы металлов на основе благородных и неблагородных металлов имеют не только разную температуру плавления (сплавы золота — до 1100 °C; нержавеющая сталь — 1200—1600 °C; кобальто-хромовые сплавы (КХС) — 1458 °C), но и разную величину усадки при переходе из жидкого состояния в твердое (для нержавеющей стали она составляет 1,1—1,25%, для золотосодержащих сплавов — 1,3% объема, для КХС — 0,3%).
В современном литейном производстве используются различные формовочные материалы, компенсирующие эту усадку, чем и обусловлен выбор формовочной массы:
— гипсовой — для литья каркасов протезов из сплавов золота;
— фосфатной — для литья каркасов протезов из всех видов сплавов, в том числе и кобальтохромовых;
— силикатной — для литья каркасов из нержавеющей стали.
В процессе литья необходимо обеспечить удаление из литейной формы воздуха, влаги и газа, выделяющегося из жидкого сплава металлов. Для этого литейная форма должна быть газопроницаемой (недостаточное удаление газа приводит к образованию в отливке газовых раковин). Кроме того, такая масса должна быть пластичной, прочной, огнеупорной, иметь коэффициент термического расширения (КТР), равный таковому у используемого сплава металлов.
В создании расширяющейся литейной формы играют роль четыре механизма:
а) расширение при твердении формовочной массы, которое возникает как результат обычного роста кристаллов. Расширение, вероятно, увеличивает частицы окиси кремния в формовочной массе, которые препятствуют формированию кристаллической структуры гипса, вызывая его расширение наружу. Этот тип расширения в обычных условиях, как правило, составляет около 0,4%, но расширение частично ограничено металлическим кольцом;
б) гигроскопическое расширение. Его можно использовать для увеличения обычного расширения. Формовочной массе дают отвердеть в присутствии воды, вызывая дополнительное расширение. Предполагается, что вода, в которую погружается формовочная масса, замещает воду, занятую в процессе гидратации. Это удерживает пространство между растущими кристаллами, позволяя им непрерывно расширяться наружу вместо их ограничения. Это расширение варьирует от 1,2 до 2,2% и его можно контролировать добавлением определенного количества воды к твердеющей формовочной массе;
в) расширение восковой модели. Возникает в жидкой формовочной массе, когда воск нагревается до температуры, при которой он моделировался. Тепло может выделяться от химической реакции в формовочной массе или от водяной бани, куда погружено кольцо. Расширение восковой модели при нахождении формы в воде меньше, чем в случае застывания формовочной массы на воздухе;
г) термигеское расширение. Расширение формовочной массы возникает при нагревании ее в муфельной печи. Нагревание формы помогает также убрать восковую модель и избежать застывания сплава до полного заполнения формы. Метод высокотемпературного выжигания восковой модели в первую очередь основывается на термическом расширении формы. Формовочной массе вокруг восковой модели дают затвердеть на воздухе при комнатной температуре, а затем нагревают приблизительно до 650 °C. При этой температуре формовочная масса и металлическое кольцо расширяются достаточно, чтобы компенсировать усадку золотого сплава.
Подготовка огнеупорной формовочной массы проводится в строгом соответствии с рекомендациями фирмы-производителя. Это касается в первую очередь объемно-весового соотношения компонентов (порошок и жидкость соответствующей концентрации), что позволяет привести в соответствие КТР огнеупорного материала и сплава металлов при литье каркасов протезов.
Смешивание компонентов формовочной массы выполняют ручным способом или в специальных вакуумных смесителях (напри-
мер, Аверон, Смартмикс и др.) (см. рис. 2.4). При этом, как правило, в емкость с отмеренным количеством жидкости добавляют порошок;
4) формовка восковой репродукции (модели) каркаса протеза и литниковой системы огнеупорной массой в опоке проводится в соответствии с рекомендациями фирмы-производителя. Вместе с тем следует отметить некоторые общие манипуляции:
— покрытие восковой репродукции (модели) каркаса протеза и литниковой системы специальной жидкостью для улучшения текучести формовочного материала (рис. 3.14) и огнеупорным облицовочным слоем, который наносится с помощью кисточки или несколько раз погружается в жидкую массу:
— просушивание нанесенного облицовочного слоя (огнеупорной оболочки) при комнатной температуре;
— установку облицованной формовочной массой восковой репродукции каркаса протеза в опоке на опочный конус (рис. 3.15) и его фиксацию (укрепление) горячим воском;
♦ Опочный конус — воронкообразное пустотелое приспособление (как правило, металлическое или полимерное), используемое для создания резервуара жидкого металла в опоке при литье металлического каркаса протеза.
— заполнение опоки формовочной массой (в нужном объеме) на вибрационном столе;
— освобождение опоки от конуса после затвердения формовочной массы.
Рис. 3.14. Покрытие воскового каркаса несъемного протеза силиконовой жидкостью для снятия поверхностного натяжения и улучшения текучести формовочного материала перед получением опоки
Рис. 3.15. Литьевые полимерные конусы
5) выплавление воска, сушку и обжиг литейной формы (опоки) проводят в специальных обжиговых (муфельных) печах (см. рис. 2.27) по режиму, рекомендованному для данной формовочной (огнеупорной) массы.
♦ Обжиг — нагрев и выдержка при высокой температуре (в обжиговых печах) различных материалов для придания им необходимых свойств или удаления примесей (например, обжиг руды, глины, огнеупоров, керамики).
Обжиг необходим для окончательного выжигания остатков воска, высушивания, повышения газопроницаемости формы, а также создания высокой температуры внутри формы и литниковых каналов, чтобы не остывал протекающий по ним жидкий металл, для его лучшей жидкотекучести. Его прекращают только тогда, когда устья и стенки литьевых каналов станут красными. Но здесь хороша золотая середина, так как перегревание формы, быстрое повышение температуры в муфельной печи, где ведется обжиг, нагревание формы в открытом пламени приводят к ее растрескиванию и осыпанию. Для металлов, используемых в стоматологии, оптимальной является температура обжига от 700 до 850 °C.
Продолжительность пребывания опоки в обжиговой печи связана с объемно-весовым соотношением компонентов формовочной массы, использованной для опоки: чем выше концентрация специальной жидкости (т. е. чем меньше содержание воды в опоке), тем меньше время прокаливания опоки. Кроме того, величина концентрации специальной жидкости определяет коэффициент термического расширения опоки. В качестве примера приведем три режима прокаливания в муфельной печи опоки из огнеупорной (формовочной) массы Пауэр Кэст:
1-й режим — помещение опоки в горягую пегъ (для быстрого выгорания воска) при температуре 700—800 °C с последующим подъемом температуры до конечной величины и экспозицией (выдержкой) литьевой формы в печи в течение 40 мин. Этот режим, создающий экономию времени не менее 80 мин, используют при литье каркасов из сплавов золота;
2-й режим — помещение опоки в горягую пегъ (для быстрого выгорания воска) при температуре 430 °C с последующим подъемом температуры до конечной величины при получении каркасов протезов из сплавов с температурой плавления свыше 1100 °C;
3-й режим— помещение опоки в холодную пегъ для двухступенчатого прокаливания. При этом в интервале от комнатной температуры (22 °C) до 430 °C скорость ее подъема составляет 8 °С/мин. При температуре 430 °C опоку выдерживают 30 мин, а затем (после подъема температуры до максимальной величины со скоростью нагрева 14 °С/мин) опоку дополнительно выдерживают в печи еще не менее 30 мин.
Более того, при использовании не содержащего углерод-фосфатного формовочного материала Фудживест и Фудживест Супер (Япония), применяемого для литья каркаса из любого сплава металлов, опока помещается прямо в нагретую обжиговую печь при конечной температуре 800° ± 50 °C, что обеспечивает экономию времени до двух часов. Такой быстрый прогрев опоки не оказывает влияния на расширение и качество поверхности сплава металла.
Следует отметить, что керамические тигли, в которых проводят плавку сплавов металлов, помещаются в муфельную печь одновременно с опокой, таким образом к окончанию этой процедуры опока и керамический тигель имеют одинаковую температуру;
6) плавка и литье металлигеского сплава. После проведения вышеперечисленных предварительных мероприятий осуществляется литье — процесс производства фасонных отливок путем заполнения жидким металлом заранее приготовленных форм, в которых металл затвердевает.
Существует несколько способов заливки металла в формы:
— свободная заливка — металл заполняет форму свободно, под действием гравитационных сил;
— литье под давлением, создаваемым поршнем или воздухом с применением литейных машин;
— центробежное литье — заливка во вращающуюся форму — металл заполняет ее под влиянием центробежной и гравитационной сил;
— вакуумное литье — заливка вакуумным всасыванием.
При литье допускается некоторый перегрев металла, но не выше температуры плавления на 100—150 °C. Дальнейшее увеличение нагрева приводит к значительному поглощению газов и в последующем образованию газовых раковин.
Получение качественной отливки каркаса протеза зависит от температуры расплава. Так, при недостаточной температуре расплава;
— происходит преждевременное затвердевание, что сказывается на качестве структуры отливки;
— существует риск образования преждевременных сгустков. Условия для образования сгустков возникают в случае недостаточной температуры разогрева, которая не позволяет потокам металла полностью смешиваться;
— низкая температура литья при большой площади отливки приводит к волнистой структуре ее поверхности;
— при недостаточном разогреве сплава происходит преждевременное затвердевание металла, что проявляется недоливами объектов литья;
— рябь на поверхности объясняется низкими температурами литья. Вследствие быстрого затвердевания, рябь, проявившаяся из-за наличия оксидных пленок на поверхности металла, не исчезает.
При избыточной температуре расплава или увеличении времени прогрева опоки возможно:
— разрушение формовогной массы. Нестабильность структуры формовочной массы при контакте с протекающим расплавленным металлом приводит к высвобождению микроскопических частиц опоки, которые попадают в поверхностные части отливки. Значимыми факторами в реакции между сплавом и материалом литейной формы являются: температура металла (любой сплав с температурой литья выше 1150 °C, которая превышает температуру плавления на 38—66 °C, должен отливаться в фосфатной формовочной массе), его химический состав, поверхностное натяжение, статика металла, состав литейной формы, а также термическая, химическая и механическая стабильность формовочной массы;
— испарение компонентов сплава (например, цинка) и развитие реакций распада расплавленного металла с образованием газов, мешающих заполнению литейной формы. Этот эффект возникает в случае применения высокотемпературного сплава в сочетании с формовочными массами на гипсовой основе. Газы высвобождаются в ходе охлаждения и затвердевания металла, поскольку их растворимость понижается вместе с понижением температуры, хотя в процессе охлаждения ббльшая часть газов может покинуть металл, но остатки газов образуют поры в структуре отливки;
— возникновение эффекта губки, когда во время затвердевания сплава в полости газ поднимается к поверхности расплавленного металла, но вследствие плотной структуры формовочной массы, не в состоянии выйти за пределы отливки. Одновременно происходит процесс неконтролируемого затвердевания перегретого сплава, что ведет к образованию пористой структуры отливки;
— возникновение неоднородности структуры отливки',
— возрастание усадки в отливке, что проявляется в увеличении жесткости каркаса протеза.
Во время перехода из жидкого состояния в твердое, расплавленный металл уменьшается в объеме. Недостаток объема в ходе процесса литья выражается в виде пористости сжатия, которую можно встретить преимущественно в областях, где металл затвердевает в последнюю очередь;
7) освобождение каркаса протеза от огнеупорной массы и литниковой системы. После извлечения опоки из литейной установки, ее охлаждают, причем, с целью предупреждения внутреннего напряжения и трещин, рекомендуют охлаждение отливок проводить медленно: на воздухе или в разогретой, но выключенной муфельной печи.
Затем осторожно удаляют гипсовым ножом или выдавливают формовочную массу из опоки:
— отливка из золотых сплавов нагревается паяльным аппаратом и опускается в раствор соляной кислоты. Затем карборундовым или вулканитовым диском отрезаются литники. Отливка обрабатывается твердосплавными борами и карборундовыми камнями различных фасонов до получения ровной поверхности;
— при плотном припекании облицовочной массы к поверхности металлической отливки из сплавов неблагородных металлов, последние погружают в раствор кислоты или щелочи. Чаще же проводится ультразвуковая очистка или обработка в камере пескоструйного аппарата (см. рис. 2.5; рис. 3.16).
Литниковая система отделяется от каркаса протеза с помощью отрезных кругов и дисков (рис. 3.17).
Рис. 3.16. Каркас дугового (бюгельного) протеза в рабочей камере пескоструйного аппарата
Рис. 3.17. Применение дисков:
а, б — отрезных для сплавов драгоценных металлов (а) и металлокерамики (б); в — шлифовальных, с алмазным покрытием, для обработки протезов из драгоценных металлов и металлокерамики
is».
Рассмотренный выше вариант получения литого каркаса (или его элемента) зубного протеза является промежуточным этапом в процессе создания зубного протеза (см. гл. 4—6).
Следует отметить, что освобождение каркаса протеза от огнеупорной массы и литниковой системы, а также его отделка, по сути являются сочетанием механической, термомеханической и химической обработки сплавов металлов (см. ниже), что требует проведения данных манипуляций в специально оборудованных производственных помещениях (см. гл. 2) при строгом соблюдении технологической дисциплины, техники безопасности и условий эксплуатации используемых для этого оборудования, механизмов и приспособлений, рекомендованных заводом-изготовителем.
ХИМИЧЕСКАЯ И ЭЛЕКТРОХИМИЧЕСКАЯ
ОБРАБОТКА МЕТАЛЛОВ
Термической обработке, которая неизбежна при использовании различных металлов и сплавов, сопутствует образование под воздействием кислорода воздуха окалины на поверхности металла — окисной пленки. Она обладает повышенной твердостью по сравнению с металлом и поэтому способна нарушать рельеф изделия при его обработке. Кроме того, внедряясь в металл, окалина вызывает образование в нем углублений, которые в дальнейшем могут быть причиной брака и поломок.
Удаление с поверхности металлов окалины проводят химическим путем. Вещества, служащие для растворения окалины, называются отбелами, а сам процесс удаления окалины — отбеливанием.
Отбелы подбирают с таким расчетом, чтобы они, растворяя окалину, как можно меньше действовали на металл. Отбелом для серебряных сплавов служит этиловый спирт 96°, золотых — 40—50% раствор соляной кислоты. Наиболее распространенными отбелами для нержавеющей стали являются отбелы № 1, 2, 3, состоящие из соляной, азотной, серной кислот и воды (табл. 3.1). При составлении растворов отбела следует придерживаться правил техники безопасности: кислоту лить в воду, а не наоборот.
Таблица 3.1
Растворы для отбеливания нержавеющей стали
Номер отбела Компоненты отбела (вес.%)
соляная кислота азотная кислота серная кислота вода
1 2 10 — 88
2 27 — 23 50
Номер отбела Компоненты отбела (вес.%)
соляная кислота азотная кислота серная кислота вода
3 20 10 — 70
4 47 6 47
5 з i п ы_85
В технологии отбеливания используются два варианта:
— ручное (с помощью инструментов) погружение отбеливаемого металла в емкость с отбелом. Поэтому процедура снятия окалины предполагает следующее: в подогретый до кипения отбел зубной техник помещает на 0,5—1 мин протез и сразу же промывает его водой для удаления остатков отбела;
— электролитическое отбеливание, которое предполагает очистку поверхности металлического каркаса от окалины и остатков огнеупорной массы электролитическим способом. Этому процессу предшествует грубая механическая и химическая очистка каркаса протеза с помощью вращающейся металлической щетки или в пескоструйном аппарате с помощью абразивных порошков для струйной обработки (табл. 3.2, 3.3).
Таблица 3.2
Применение электрокорунда Алустрал для струйной обработки неблагородных сплавов
Зернистость порошка, мкм Область применения
25 Сглаживание переходов керамики к металлу, жевательная поверхность
50 Удаление паковочной массы, подготовка каркасов перед обжигом, удаление излишней керамической массы у металлокерамических коронок в пескоструйных аппаратах с соплом диаметром 1.0 мм
110 Обработка поверхностей благородных и неблагородных сплавов в пескоструйных аппаратах с диаметром сопла 4,0 мм
150 Подготовка каркасов перед обжигом в пескоструйных аппаратах с соплом диаметром 4,0 мм
250 Обработка поверхностей хромокобальтовых сплавов в пескоструйных аппаратах с соплом 3,0 и 4,0 мм. Подготовка каркасов неблагородных сплавов металлов перед обжигом в пескоструйных аппаратах с соплом диаметром 2,0, 3,0 и 4,0 мм
Применение абразивных порошков Ауробласт для струйной обработки
Таблица 3.3
Зернистость порошка, мкм Область применения
90-150 Обработка поверхностей и доведение их до блеска (уплотнение поверхности) из благородных и неблагородных сплавов металлов в аппаратах с соплом диаметром 1,6, 2,0, 3,0, 4,0 мм
40-80 Доведение поверхностей коронок и мостовидных протезов до блеска. Обработка внутренних частей атачме-нов. Удаление окисной пленки после глазурования в аппаратах с соплом диаметром 1,0 мм
После этого отливку помещают в специальный ковш и очищают от окалины кипячением в расплаве гидроксида натрия, имеющего низкую температуру плавления. Кипячение можно проводить на газовой или электрической плите, установленной в вентиляционном шкафу. К каркасу протеза фиксируется анод. Катод помещается в ванну с раствором электролита. Процесс отбеливания продолжается 1—3 мин при силе тока в 7—9 А и при температуре отбе-ла, равной 20—22 °C. При проведении электроотбеливания нужно строго соблюдать правила электробезопасности.
В табл. 3.4 приведены составы растворов для электролитической обработки каркасов протезов из кобальто-хромовых сплавов.
Таблица 3.4
Составы электролитов для обработки каркасов металлигеских протезов (по Е. А. Брагину, 1983)
Компоненты электролитов Состав
1 (%) 2 (мл) 3 (мл) 4 (%) 5 (%) 6 (%) 7 (%) 8 (мл)
Ортофос-форная кислота 12 60 92,4 56 35-45 60 45 40
Дистиллированная вода 11 25 До 200 32 10 20 40 19
Серная кислота (конц.) 12 30 21,8 — — — 15 10
Компоненты электролитов Состав
1 (%) 2 (мл) 3 (мл) 4 (%) 5 (%) 6 (%) 7 (%) 8 (мл)
Этиленгликоль 53 300 __ — — — —
Этиловый спирт 12 — — — — — — —
Глицерин — — 2 — 30-60 — — —
Хромовая кислота — — — 12 — — — —
Хромовый ангидрид — — — — — 20 — —
Поверхностно-активные вещества — 2 — — — — — 2
Основными компонентами электролитов являются кислоты (ортофосфорная и серная), которые под действием постоянного тока (табл. 3.5) в несколько раз увеличивают свою активность.
Таблица 3.5
Температурно-временная зависимость и плотность тока при проведении электрополировки металлигеских каркасов протезов (по Е. А. Брагину, 1983)
Номер электролита Плотность тока, А/дм2 Температура электролита, °C Время экспозиции, мин
1 5-6 50-70 5—7
2 8-50 20-50 3-5
3 10 18-25
4 10-25 60-80 3-5
5 20-50 50-60 6-15
6 20-50 50-60 6-15
7 20-50 50-60 6-15
8 30-60 50-70 5-7
Примечание. Состав электролитов см. в табл. 3.4.
Используя названные составы и увеличивая плотность тока при прохождении через электролит, проводится:
• электрошлифование, или сглаживание поверхности металлического каркаса путем равномерного истончения металла, при котором вес отливки может уменьшиться на 20% [Соснин Г. П., 1981];
• электрополирование, или получение зеркальной поверхности металлического каркаса при нахождении в этиленгликолевых электролитах в течение 5—7 мин при плотности тока 5—6 А/дм2.
Для очистки и электрополирования металлических зубных протезов используется отечественная установка Катунь, имеющая ванночку для заливки 18% раствором соляной кислоты. В кислоту погружают протез, фиксированный пластмассовым зажимом на вертикальной штанге, служащей анодом. Время травления составляет 10 мин при плотности тока 0,4 А/см2. Для проведения полирования необходима сила тока 3,5—4,5 А, а электролит должен быть подогрет до температуры 35—45 °C. Следует помнить, что работа подобной установки должна проводиться при условии достаточной вентиляции. При отсутствии условий для вентиляции предлагается [Петрикас О., 1998] использование специальных растворов с пониженной токсичностью:
— соляная кислота 260 мл/л + поваренная соль 104 г/л + щавелевая кислота 42 г/л (при плотности тока 0,5 А/см2 и экспозиции 6,4 мин);
— соляная кислота 276 мл/л + поваренная соль 92 г/л (при плотности тока 0,6 А/см2 и экспозиции 10 мин).
В аппарате Электропол имеются две встроенные в корпус и изолированные друг от друга ванночки объемом по 1,5 л. Заполнение ванночек электролитом проводится раздельно. Каждая ванночка имеет свой пульт управления (сила тока, таймер), что позволяет проводить одновременную полировку двух каркасов дуговых (бю-гельных) протезов. При этом каркас, фиксированный в специальные зажимы, совершает вращательные движения. Аппарат имеет пластмассовый корпус, металлические кислотостойкие части.
Аппарат Вариант отличается от вышеназванного тем, что две ванночки для электролита находятся вне корпуса прибора.
Подобный Варианту аппарат Унопол меньшей мощности (80 Вт) предназначен для электрохимической полировки одного каркаса дугового (бюгельного) протеза.
Для ускоренного золочения Кламмеров, каркасов дуговых (бю-гельных) протезов (рис. 3.18) и сплава для металлокерамики используют специальный аппарат, в котором одновременно с процессом обезжиривания поверхности каркаса происходит золочение. 76
Рис. 3.18. Аппараты для электрохимического полирования (а) и золочения каркасов протезов (б)
При этом каркасы протезов фиксируются в ванночке с помощью электродов-зажимов типа «крокодил». Некоторые аппараты для золочения позволяют отказаться от электролитического обезжиривания и предварительного золочения. Плавная регулировка силы тока (до 3 А), наличие амперметра дают возможность контролировать силу тока и скорость осаждения при золочении. Для этого разработана специальная жидкость, в которой содержание золота составляет 2 г/л. Она не требует предварительной подготовки, обладает высокой химической устойчивостью, экономически выгодна. Скорость осаждения золота составляет 0,2 мкм/мин при силе тока в 300 мА.
ОБРАБОТКА МЕТАЛЛОВ РЕЗАНИЕМ
Обработка металлов резанием дает возможность создания изделия с точными размерами и поверхностью высокой степени чистоты. Сюда, кроме резания в его традиционном понимании (обрезка литников, уменьшение линейно-объемных размеров каркаса с помощью различных режущих инструментов и т. д.) следует отнести шлифование, полирование, сверление, фрезерование. Шлифование и полирование отнесено в этот раздел, так как связано со снятием микроскопических стружек и служит цели повышения степени чистоты поверхности.
Для сглаживания или полирования поверхности протезов применяют естественные (корунд, наждак, алмаз) и искусственные абразивные материалы (карборунд, графит, окись хрома, пемза). Из абразивных материалов готовят шлифовальные, точильные и полировочные инструменты (рис. 3.19).
Рис. 3.19. Инструменты для шлифования и полирования несъемных протезов и их каркасов:
1 — резиновый круг; 2, 3 — щетки металлические; 4 — щетки с козьим ворсом; 5 — кожан полировальный круг; 6 — фильцы; 7— силиконовый полир
Поверхность металлического каркаса протеза обрабатывают сначала напильниками, шаберами, штихелями, точильными камнями различной формы. За этой грубой обработкой следует шлифование, т. е. заглаживание оставшихся от наждачной бумаги трасс.
Процесс шлифования и качество поверхности зависят от технологии шлифования:
— скорости движения абразива той или иной зернистости (чем больше скорость оборота шлифовального мотора, тем меньше должна быть твердость камня);
— качества абразива (для грубого шлифования применяют крупнозернистые камни, для более тонкого — мелкозернистые);
— давления абразива на поверхность каркаса (приложенное давление должно быть оптимальным, чтобы не привести к излому протеза и поломке инструмента);
— тепловых явлений при шлифовании (причиной образования тепла является трение абразивных зерен о поверхность, и поскольку абразивный круг не является теплопроводным, возникающее тепло передается каркасу и приводит к снижению прочности и износоустойчивости. Перегрева нужно и можно избежать, охлаждая обрабатываемые изделия водой и регулируя интенсивность процесса шлифования).
После шлифования проводят полирование мягкими материалами (войлочными, матерчатыми, кожаными кругами), применяя при этом полировочные пасты.
Процесс полирования проводят в специальных полировочных комнатах, с обязательным наличием вытяжных шкафов, в респираторных масках для предотвращения попадания мелкодисперсной пыли в дыхательные пути.
После полирования металлический каркас (или протез) приобретает блестящую поверхность. Хорошо обработанная и полированная поверхность имеет повышенную твердость. Гладкая наружная поверхность протеза обеспечивает содержание его в гигиенических условиях, облегчая удаление остатков пищи и зубного налета.
Вместе с тем следует отметить, что непосредственный контакт инструмента с поверхностью металлического каркаса и применение при этом смазок (паст, эмульсий и т. д.) обусловливает создание поверхностного дефектного слоя, который по своему составу отличается от основного металла. Метод электрохимического полирования (см. выше) не имеет этого недостатка.
Сверление — способ получения глухих и сквозных цилиндрических отверстий в массе металла.
Фрезерование — один из способов резания материалов, применяемых при обработке плоских и фасонных поверхностей, пазов, тел вращения. При этом деталь каркаса (или каркас) протеза жест
ко фиксируют в специальном держателе фрезерной установки (станка). Обязательным условием такой процедуры в ряде случаев (например, при обработке уступов на опорных коронках для элементов замковых креплений (см. рис. 4.25)) является параллельность плоскостей фрезерования.
В качестве режущего инструмента применяются многозубые (многолопастные) режущие инструменты в виде тела вращения, на торце которого расположены режущие кромки, фрезы той или иной формы (например, цилиндрические фрезы предназначены для обработки плоской наружной и внутренней поверхностей литых коронок, дисковые фрезы — для обработки уступов, пазов, многогранных и других поверхностей).
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
♦ Ковка — способ обработки металлов давлением, при котором в результате многократного прерывистого ударного воздействия инстру-' мента на заготовку она приобретает заданную форму и размеры.
Ковка является разновидностью штамповки с той разницей, что при ковке изменение формы не обусловлено какими-либо контурами, а при штамповке изменение формы строго ограничено формами штампа.
Штамповка — способ обработки давлением металлов и других материалов, при котором форма и размеры изделия определяются конфигурацией инструментов — штампа и пресс-формы.
Несколько десятилетий назад в лабораторной технике ковка применялась при получении металлических коронок. В настоящее время ее используют для расплющивания кламмерной проволоки при получении отростка гнутого проволочного кламмера.
Процесс ковки обычно предшествовал процессу штамповки. Для ковки использовали специальные приспособления — наковальни, состоящие из массивного круглого металлического основания с цилиндрическими стойками, в которых в горизонтальном и наклонном положении фиксированы оправки в виде усеченного конуса, отвертки, шара и т. д. На таких оправках методом ковки металлической гильзе придавалась предварительная форма и выправлялись складки искусственной коронки.
Штамп и пресс-форма, как правило, одинаковы по контурам, но имеют разницу в размерах на толщину штампуемой детали.
В настоящее время штамповка металлов утратила свои позиции, поскольку технология металлических штампованных коронок и металлических базисов съемных протезов устарела и вытеснена технологией литых протезов (или их каркасов).
Разновидностью обработки металлов давлением является вальцевание (вальцовка) — деформирование полосовых или слитковых заготовок в вальцах. Для этого металлическую заготовку вкладывают между валками, вращение которых изменяет линейно-объемные размеры заготовки. После первой прокатки валки сближают и вновь прокатывают пластинку. Так происходит до тех пор, пока пластинка не примет нужную толщину. При этом получаются металлические пластинки для штамповки. Можно сказать, что этот метод в лабораторной технике устарел и применяется скорее в порядке исключения.
ТЕРМИЧЕСКАЯ ОБРАБОТКА МЕТАЛЛОВ
♦ Термической обработкой называются процессы, связанные с нагревом и охлаждением металла, вызывающие изменения внутреннего его строения, и в связи с этим, физических, механических и других свойств. В основе термической обработки металлов лежат сложные процессы внутриструктурных преобразований, в результате которых в сплаве исчезают внутреннее напряжение, искажение кристаллической решетки, восстанавливаются физико-механические свойства: снижается твердость, повышается пластичность и вязкость.
К основным видам термической обработки сплавов металлов относят отжиг, закалку и отпуск.
♦ Отжиг — термическая обработка материалов (например, металлов, полупроводников, стекол), заключающаяся в нагреве их до определенной температуры, выдержке и медленном охлаждении. Цель — улучшение структуры и обрабатываемости, снятие внутренних напряжений и т. д.
♦ Закалка — термическая обработка материалов, заключающаяся в нагреве и последующем быстром охлаждении с целью фиксации высокотемпературного состояния материала или предотвращения (подавления) нежелательных процессов, происходящих при медленном охлаждении.
♦ Отпуск металлов — термическая обработка закаленных сплавов (главным образом нержавеющей стали), состоящая в нагреве их ниже нижней критической точки, выдержке и охлаждении. Цель — оптимальное сочетание прочности, пластичности и ударной вязкости.
Назначение закалки — получение высокой твердости и повышенной прочности. В зависимости от скорости охлаждения показатель твердости может заметно колебаться. Для восстановления у закаленных изделий пластичности и вязкости их нагревают в температурном интервале от 200 до 700 °C, выдерживают и охлаждают. Закалка в лабораторных условиях осуществляется после
паяния, когда спаянные детали опускают в холодную воду. Отпуском пользуются редко.
Термическая обработка сплавов золота достигается путем нагрева слитка или детали в пламени паяльного аппарата до красного цвета с последующим постепенным охлаждением на воздухе.
Термическая обработка деталей из нержавеющей стали для снятия наклепа и повышения механических свойств проводится путем нагрева детали до 1000—1100 °C и последующего охлаждения на воздухе.
Для термической обработки сплавов металлов используют открытое пламя (например, при паянии) или высокую температуру, создаваемую электрическим током (например, литье сплавов).
♦ Паяние — процесс получения неразъемного соединения путем нагрева места паяния и заполнения зазора между соединяемыми деталями расплавленным припоем с его последующей кристаллизацией.
♦ Припой — металл или сплав, заполняющий зазор между соединяемыми деталями при паянии.
Серьезный недостаток метода заключается в окислении припоев для неблагородных сплавов. При% этом в слюну выделяются токсичные для организма вещества и, кроме того, могут возникать электрохимические нарушения в полости рта.
Физико-механические свойства припоя (цвет, узкий температурный интервал плавления, стойкость против коррозии) должны максимально соответствовать таковым у сплава, из которого созданы требующие соединения элементы каркаса протеза.
Рис. 3.20. Паяние элементов мостовидного протеза
Во время паяния (рис. 3.20) соединяемые места принимают температуру расплавленного припоя. Поэтому температура плавления припоя (табл. 3.6—3.7) должна быть ниже температуры плавления спаиваемых частей на 50—100 °C, так как в противном случае паяние привело бы к частичному расплавлению спаиваемых деталей протеза.
Таблица 3.6
Состав и температура плавления серебряных припоев
Припой Состав, % Темпера-тура плавления, °C
Ag Си Zn Cd Мп Ni Mg
Серебряный 63 27 10 — — — — 700-730
Серебряно-кад-миевый № 1 45 25 15 15 — — — 600-620
Серебряно-кад-миевый № 2 37 38 15 0,5 5,2 4 0,3 800-850
Примечание. Ag — серебро; Си — медь; Zn — цинк; Cd — кадмий; Мп — марганец; Ni — никель; Mg — магний.
Таблица 3.7
Состав и температура плавления золотых припоев
Проба припоя Состав, % Температура плавления, °C
Au Ag Си Zn Sn Cd латунь
809 80,9 8,1 6,8 2,1 2 — — 868
800 80,0 3,8 6-12 2-4 2-3 — — 746-871
750 75,0 5 13 — — 5 2 821
729 72,9 12,1 10 2,3 2 — — 835
650 65,0 16,1 13,1 3,9 1,7 — — 799
600 60,0 12-32 12-22 2-4 2-3 — — 724-835
583 58,3 16 16 — — 5,5 4,2 —
450 45,0 13-35 15-20 2-4 2-3 — — 691-816
Примечание. Au — золото; Ag — серебро; Си — медь; Zn — цинк; Sn — олово; Cd — кадмий.
Расплавленный припой обладает текучестью, которая увеличивается с повышением температуры, т. е. припой течет в направлении от холодных частей к горячим. Фактически на этом свойстве и основано использование пламени горелки в процессе паяния. В месте соприкосновения деталей и припоя происходит диффузия одного металла в другой. Скорость диффузии зависит главным образом от материала протеза и припоя, а также от температуры. Все это вместе взятое и определяет структуру полученного шва, которая может быть в виде твердого раствора, химического соединения или механической смеси.
Твердый раствор является наиболее благоприятной структурой и считается лучшим видом паяния. Шов хорошо противостоит коррозии и получается прочным и механически стойким. Он чем тоньше, тем прочнее.
Следует помнить, что большинство припоев уступает по механическим параметрам соединяемым металлам.
Расплавлять припой в процессе паяния необходимо как можно быстрее, а после получения шва источник пламени (пламя горелки) необходимо немедленно удалить.
Так как паяние чаще происходит при нагревании открытым пламенем, то на поверхности спаиваемых металлов может образоваться пленка окислов, которая препятствует диффузии припоя. Особенно усиленно образуется эта пленка у сплавов, содержащих хром, отличающихся высокой способностью пассивироваться, т. е. покрываться окисной пленкой. Поэтому в процессе паяния необходимо не только расплавить припой и заставить его разлиться по спаиваемым поверхностям, но и не допустить образования окисной пленки к моменту достижения рабочей температуры в спаиваемых деталях. Это достигается применением различных паяльных веществ или флюсов.
Кроме паяния используется другой вид соединения элементов протеза в единую конструкцию — сварку, при которой расплавленные элементы (детали) протеза сливаются и образуют однородное монолитное соединение (рис. 3.21).
♦ Сварка — процесс получения неразъемного соединения деталей конструкции при их местном или общем нагреве, пластическом деформировании или при совместном действии того и другого в результате установления межатомных связей в месте их соединения.
Тогегная сварка используется в основном для соединения металлических деталей перед их спаиванием (рис. 3.22).
Плазменная микросварка позволяет соединять сплавы на основе хрома, кобальта, молибдена без применения припоя и флюса. Ха-84
Рис. 3.21. Сварка элементов каркаса дугового протеза
рактеризуется узкой зоной нагрева, что позволяет сохранить участки, расположенные вблизи места сварки. Сварной шов обладает гораздо большей прочностью, чем паяный. Он, в отличие от паяного, выделяется совершенно однородной структурой на фоне свариваемых деталей и является коррозионно-стойким. Однородность сварного шва объясняется тем, что используемый присадочный материал имеет такое же химическое строение и свойства, что и свариваемые детали.
Плазменная сварка, кроме того, может закрыть широкие дефекты при добавлении основного материала, из которого сделан протез. С этой целью на высокочастотной установке в лаборатории отливаются прутки для сварки. Применяются при переломах дуг и литых базисов, для установки удерживающих штифтов, отверстий в литых коронках, раковин в отливках, при реставрации Кламмеров и моделировании металлических каркасов. При сварке между электропроводящей заготовкой и струей пламени образуется электрическая дуга большой плотности энергии и высокой температуры. Место сварки защищается от окисления.
К преимуществам плазменной микросварки, которая применяется в ортопедической стоматологии, следует отнести следующее:
• плазменная микроструя, в которой в качестве плазмообразующего газа применяется аргон, соединяет самые твердые металлы, например сплавы на основе хрома, кобальта и молибдена, в узких пределах зоны плавления (даже вблизи пластмассовых частей) путем слияния расплавленной заготовки, без применения дорогостоящих припоя и флюса;
Рис. 3.22. Аппарат (а) для точечной сварки (б) и паяния (в) элементов каркаса протеза из неблагородных сплавов металлов (кроме титана)
• значительно большая прочность по сравнению с паянием;
• отсутствие остатков флюсов на сварном шве.
Прибор для плазменной микросварки является настольным, достаточно удобным в использовании. Диапазон настройки сварочного тока (0,3—10 А) можно регулировать в процессе работы с помощью ножного управления. Место сварки защищается от окисле-
ния с помощью среды защитного газа (аргон/водород, 5—8% Н2). Показаниями к применению микроплазменной сварки является соединение литых элементов протеза в единую конструкцию как при его создании, так и при реставрации.
Электроискровая обработка (эрозия) металла заключается в его разрушении под воздействием электрических разрядов, посылаемых источником электрического тока. При перемещении инструмента-электрода по направлению к детали-электроду и их сближении до зазора 0,1—1 мкм возникает искровой разряд.
Под влиянием высокой температуры, создаваемой электрическими разрядами, происходит разрушение металла с образованием углубления в обрабатываемой детали. При этом, как правило, инструмент-электрод соединен с катодом, а деталь-электрод — с анодом. Это ускоряет разрушение детали. Чтобы предотвратить перенос расплавленного металла на активный электрод, процесс обработки проводится в диэлектрической жидкости. Мощность и длительность электрических разрядов определяют производительность электроискрового метода, шероховатости и степень точности обрабатываемых поверхностей.
С помощью электроискрового станка создаются профильные матричные отверстия во внезубных замковых креплениях (фиксаторах). Причем это позволяет монтирование ползунковых матриц и патриц после окончательной обработки опорных коронок (облицовки) и каркаса дугового протеза. Такая процедура упрощает наложение протеза.
Глава 4
ТЕХНОЛОГИЯ НЕСЪЕМНЫХ ЗУБНЫХ ПРОТЕЗОВ И ШИНИРУЮЩИХ КОНСТРУКЦИЙ
♦ Несъемный протез — разновидность зубных протезов, фиксированных на опорных зубах с помощью цементов, выведение которых из полости рта возможно только врачом с использованием специальных инструментов.
ТЕХНОЛОГИЯ ВКЛАДОК И ОБЛИЦОВОК
♦ Вкладками называют протезы, которые восстанавливают анатомическую форму зуба, заполняя собой дефект в его коронке.
♦ Облицовка — покрытие поверхности изделия природным или искусственным материалом, отличающимся эксплуатационными (защитными) и декоративными качествами.
Получение вкладок проводится следующими способами:
1) по восковой репродукции (модели) вкладки, созданной врачом;
2) на модели челюсти (гипсовой или огнеупорной);
3) фрезерованием из стандартной керамической заготовки на станке с программным управлением по видеоизображению полости в зубе, препарированной под вкладку.
ПОЛУЧЕНИЕ ВКЛАДОК ПО ВОСКОВОЙ РЕПРОДУКЦИИ (МОДЕЛИ), СОЗДАННОЙ ВРАЧОМ
Вкладки по этому способу создаются из металлических сплавов или полимеров. При получении вкладки из металла проводят следующие манипуляции:
— установку литника на репродукцию и создание огнеупорной формы в опоке (см. гл. 3);
— удаление воска из опоки;
- отливку вкладки из металлического сплава (см. гл. 3);
— отбеливание извлеченной из опоки литой вкладки и обрезку литника (см. гл. 3).
Окончательная отделка и полирование вкладки проводится врачом, проверяющим точность ее прилегания к стенкам полости зуба.
Данный способ используют при создании искусственной культи с вкладкой и штифтом (когда отсутствует коронка зуба) и вкладок с накладками и парапульпарными штифтами (когда значительно разрушена коронка зуба) при протезировании однокорневых зубов.
При создании вкладки из полимера зубной техник проводит:
— покрытие всех поверхностей восковой репродукции вкладки, обращенных в полость зуба (для сохранения точности ее формы), слоем жидкого цинк-фосфатного цемента;
— гипсование восковой репродукции вкладки в основание кюветы традиционным способом, оставляя свободной лишь часть воска, не покрытого цементом (рис. 4.1);
— удаление из кюветы воска и подготовку полимер-мономерной композиции нужного цвета, которую подвергают полимеризации после ее формовки в кювету;
— химическую очистку вкладки (после извлечения из кюветы) в 10—20% растворе соляной кислоты для растворения остатков цемента на поверхности вкладки и механическое удаление режущим инструментом полимерного облоя в плоскости соединения гипсовой пресс-формы.
В дальнейшем вкладка передается в клинику для завершения протезирования.
♦ Облой — тонкий слой металла или полимерного материала по внешним контурам изделия, образовавшийся вследствие вытекания (выдавливания) материала из разъема штампа или литейной формы.
Рис. 4.1. Технология полимерной вкладки:
а — нанесение цемента на репродукцию вкладки; б — гипсование восковой репродукции вкладки
ПОЛУЧЕНИЕ ВКЛАДОК НА МОДЕЛИ ЧЕЛЮСТИ (ГИПСОВОЙ ИЛИ ОГНЕУПОРНОЙ)
Получение вкладок на модели челюсти проводится двумя способами: по восковой репродукции и без ее моделирования.
При первом способе, на гипсовой модели, можно использовать различные материалы: металлические сплавы, полимеры, фарфор, комбинации металлов с полимерами, керамикой, компо-мерами.
Создание вкладок из металлов предполагает следующее:
1) известным способом (при замещении дефектов 1—4 класса по Блэку) получают две модели челюстей — рабочую разборную (см. рис. 3.1) по двойному оттиску зубного ряда и вспомогательную, неразборную (см. рис. 2.17), которые гипсуют в артикулятор (см. рис. 2.18) в положении центральной окклюзиии. Для создания вкладок, замещающих дефекты коронки зуба 5-го класса по Блэку, достаточно одной рабочей разборной модели;
2) маркером или химическим карандашом отмечаются границы скоса эмали и плоскостного среза на контактных поверхностях полости в восстанавливаемом зубе;
3) дно и стенки полости, за исключением скоса эмали, смазываются вазелиновым маслом после предварительной изоляции двумя слоями компенсационного лака. Последнее делается для создания пространства слою фиксирующего цемента;
4) одной порцией моделировочного воска, подогретого до пластичного состояния, заполняется полость в зубе, убираются явные излишки материала и, сжимая модели челюстей в положении центральной окклюзии, оформляется окклюзионная поверхность восковой репродукции;
5) после отвердения воска удаляются излишки или добавляется расплавленный воск в участки, где его недостаточно;
6) к поверхности вкладки приклеивается восковой литник и с его помощью готовая восковая репродукция вкладки выводится из полости;
7) оценивается качество моделировки репродукции;
8) проводится замена восковой репродукции вкладки сплавом металла (см. выше).
Этот способ используют, в частности, при протезировании многокорневых зубов разборной искусственной культей с вкладкой и штифтами, когда непараллельность каналов корней многокорневых зубов не дает возможности наложения единой искусственной культи с вкладкой и непараллельными внутриканальными штифтами.
При этом следует отметить особенности создания такой раз-
Рис. 4.2. Разборная вкладка:
а — двойной оттиск; б — разборная вкладка (1 — на гипсовой культе зуба, 2 — общий вид)
борной конструкции (рис. 4.2) на модели челюсти из высокопрочного гипса:
— в более узкие каналы корней вводят стандартные пластмассовые беззольные штифты, предварительно смазанные разделительным лаком, и проводят моделирование из воска искусственной культи с вкладкой и штифтом в широкий канал;
— пластмассовые штифты удаляют из восковой репродукции;
— замену пластмассовых штифтов (для узких каналов) и восковой репродукции искусственной культи с вкладкой и штифтом (в широком канале) на сплав металла проводят раздельно;
— после отливки сборную конструкцию припасовывают на модели, при этом вводятся штифты в соответствующие каналы, и направляют в клинику, где врач (после проверки вкладки) по отдельности фиксирует на опорном зубе ее детали.
Создание вкладки из полимера во многом аналогично последовательности манипуляций, изложенных ранее. Зуб из разборной модели челюсти с восковой репродукцией вкладки гипсуют в кювету и обычным способом заменяют воск на полимер (см. гл. 5);
Создание вкладки из фарфора.
♦ Фарфор — керамический продукт, получаемый в результате обжига фарфоровой массы, приготовленной из основных компонентов — каолина, полевого шпата, кварца и красителей.
При этом:
— в зуботехнической лаборатории получают разборную модель из прочного гипса (см. гл. 3);
— к стенкам полости под вкладку плотно прижимают золотую или платиновую фольгу (ее выбор обусловлен тугоплавкостью фарфоровой массы), выступающие края которой загибают на соот
ветствующие поверхности зуба узкой полоской замши и разглаживают штопфером;
— в фольгу, которая выстилает полость в зубе, заливают расплавленный воск и проводят моделирование вкладки;
— после охлаждения восковую репродукцию вкладки вместе с фольгой извлекают из полости зуба и погружают в заранее приготовленную огнеупорную массу (см. гл. 3);
— после затвердения огнеупорной массы выплавляют воск и его место в фольге заполняют фарфоровой массой и проводят два или три обжига в обычной или вакуумной печи (см. гл. 3).
Методом выбора, компенсирующим объемную усадку фарфора, является его литье. При этом проводят:
— подготовку рабогей поверхности (последовательное нанесение изолирующего лака, изолирующей жидкости и жирового слоя на разборной модели челюсти, полученной с использованием методики Пиндекс из прочного гипса III—IV класса (см. гл. 3);
— моделирование восковой репродукции вкладки (из безусадочного воска) и установку литника проводят электрошпателем (см. рис. 2.34) со сменными насадками;
— подготовку опоки, для которой используют формовочную массу (порошок и жидкость), замешанную в четко определенной пропорции в вакуумном смесителе (см. гл. 3);
— предварительный нагрев (в течение 7,5 ч) опоки и сырьевых керамигеских заготовок будущих вкладок, помещенных в холодную муфельную печь (скорость подъема температуры 3 °С/мин);
— прессование в опоку сырьевых керамигеских заготовок в течение 20 мин при температуре 850 °C с помощью автоматизированной программы прессовочным поршнем. Проводится в специальной печи Эмпресс ЕР-500, куда помещают прогретую опоку с расположенными на конусе сырьевыми керамическими заготовками;
— огистку вкладки от формовочной массы в пескоструйном аппарате после медленного остывания опоки и ее вскрытия;
— отделение литников алмазными дисками;
— проверку (припасовку) вкладки на модели. Для этого на гипсовые модели наносится водорастворимая контрольная паста синего или красного цвета. В местах преждевременного контакта контрольная паста окрашивает керамическую вкладку. Окрашенные участки сошлифовываются бором;
— нанесение на жевательную поверхность или режущий край вкладки фарфоровой массы, подобранной по цвету естественных зубов, и обжиг в печи Програмат Р90 традиционным способом (см. гл. 3);
— окончательный цвет достигается окрашиванием перед глазу-
Рис. 4.3. Адгезионная керамическая облицовка:
а — 21-й зуб до препарирования; б — 21-й зуб после препарирования; в — адгезионная керамическая облицовка на 21-м зубе
рованием. Готовые вкладки на моделях передаются в клинику для проверки и наложения в полости рта.
В последние годы данная методика все чаще применяется при восстановлении вестибулярной поверхности передних зубов адгезионными облицовками (рис. 4.3).
Создание вкладки из металла и полимера или компо-мера (композиционного полимера). Получение металлоакриловой комбинированной вкладки представляет собой последовательное создание двух частей — из сплава металлов и полимерной.
При этом:
— отдельно получают металлическую часть вкладки, так называемый каркас, который прилегает к дну и стенкам полости. Он моделируется из воска;
— при моделировке каркаса вкладки его толщина должна быть меньше толщины вкладки на 1,5—2 мм. На разборной гипсовой модели челюсти используются ретенционные шарики диаметром от 0,2 до 0,6 мм, располагаемые на внешних поверхностях и создающие условия для механического крепления полимерной облицовки;
— замену воскового каркаса вкладки на сплав металла проводят по методике, описанной ранее (см. гл. 3).
После механической обработки металлического каркаса вкладки проводят его проверку на комбинированной разборной гипсовой модели челюсти. Облицовку вкладки акриловым полимером можно выполнить двумя способами:
• моделированием облицовки непосредственно на каркасе вкладки полимером;
• моделированием облицовки из воска, с последующей заменой его полимером. Отделку облицовки проводят после охлаждения кюветы общепринятым способом.
Напомним, что к вариантам соединения полимерной облицовки с металлическим каркасом протеза (вкладки) относят:
— механический (использование ретенционных пунктов
при моделировке каркаса из воска), который применяется при протезировании металлоакриловыми вкладками;
— физико-химический (электролитическое травление, пескоструйная обработка, силанизация (создание соединительного слоя) поверхности металлического каркаса);
— комбинированный (сочетание механического крепление полимеризующейся под действием света пластмассы с помощью бусинок с адгезивным прикреплением посредством промежуточного (соединительного) слоя.
Следует отметить, что для реализации двух последних вариантов соединения необходимо использование специальных адгезивных наборов, являющихся неотъемлемым компонентом поставляемых комплектов облицовочных материалов и др.
Технология облицовки компомером или керомером (керамикой оптимизированным полимером) каркасов литых вкладок напоминает рассмотренную выше последовательность, но при этом следует обратить внимание на такие моменты создания вкладки, как:
— нанесение связующего слоя на металлический каркас вкладки по методике Кевлок;
— последовательное послойное нанесение пастообразных масс из аппликатора Мультижет в соответствии с цветовой шкалой Вита;
— светоотверждение в специальном аппарате;
— механическая отделка облицовки с использованием набора инструментов.
Создание вкладки из металла и керамики.
♦ Металлокерамика — технологическое объединение двух материалов — металлического сплава и стоматологического фарфора или ситалла, в котором первый служит каркасом, а фарфор или си-талл — облицовкой.
Фарфоровая облицовка удерживается на поверхности металлического каркаса вкладки за счет:
— механитеского охвата его поверхности (составляет около 20% силы связи);
— химигеской связи оксидов металла и фарфора (составляет около 20% силы связи);
— сил Ван дер Ваальса — физической связи электрического взаимодействия диполей пограничного слоя. Она обеспечивает около 60% силы связи.
Для успешного осуществления всех видов связи необходимо, чтобы толщина фарфоровой облицовки составляла не менее 1,5— 2 мм (уменьшение толщины нарушает эстетическое восприятие вкладки, а увеличение толщины приводит к разрыву физической связи).
Работа проводится на разборной модели из высокопрочного гипса. Последовательность создания вкладки состоит в следующем:
1) с восковой репродукции вкладки, смоделированной до контакта с антагонистами, скальпелем снимается слой в расчете на облицовку;
2) установка литников и замена восковой репродукции вкладки на кобальтохромовый или золотоплатиновый сплав металлов проводится традиционно (см. гл. 3);
3) удаление литников, механическая обработка каркаса вкладки и проверка ее (припасовка) на модели челюсти;
4) создание окисной пленки (пескоструйная обработка в течение 3—5 мин, кипячение в подкисленном растворе дистиллированной воды для проведения окончательного обезжиривания, обжиг каркаса вкладки в печи в условиях вакуума при температуре 1000 °C в течение 20 мин);
5) нанесение и обжиг фарфоровой массы:
— маскировочный или грунтовый слой наносят специальными инструментами точечно, поверх окисной пленки за два приема. Фарфоровую массу, по мере ее нанесения, конденсируют рифленой поверхностью инструмента и подсушивают у входа в печь;
— после первого обжига (температура 750—940 °C) каркас остывает, усадочные трещинки и просветы окисной пленки маскируют вторым слоем и обжигают при тех же условиях:
— после обжига второго слоя и остывания каркаса приступают к нанесению дентинного и прозрачного слоев (рис. 4.4);
— после обжига при температуре 750—940 °C вкладка отделывается алмазными головками и карборундовыми камнями;
Рис. 4.4. Нанесение дентинного (а) и прозрачного слоев (6) фарфоровой массы
Рис. 4.5. Металлокерамическая вкладка на клыке
6) после проверки вкладки в полости рта проводится ее подкрашивание (при необходимости), глазурование (температура 1000 °C, в атмосферных условиях) и фиксация на опорном зубе (рис. 4.5).
ПОЛУЧЕНИЕ ВКЛАДОК НА ОГНЕУПОРНОЙ МОДЕЛИ ЧЕЛЮСТИ ПО ВОСКОВОЙ РЕПРОДУКЦИИ, СОЗДАННОЙ ЗУБНЫМ ТЕХНИКОМ
Создание вкладок изметаллигеского сплава. Различие в последовательности манипуляций от рассмотренного выше способа заключается в том, что:
— гипсовая модель (после покрытия стенок и дна полости для вкладки двумя слоями компенсационного лака) известным способом (см. гл. 3) дублируется на огнеупорную;
— моделирование вкладки проводят на огнеупорной модели челюсти, которая в последующем вместе с восковой репродукцией формуется огнеупорной массой в опоку и обычным способом отливается металлическая вкладка.
♦ Ситаллы— стеклокристаллические материалы, состоящие из одной или нескольких кристаллических фаз, равномерно распределенных в стекловидной фазе.
Создание вкладок из литьевого ситалла1 состоит в следующем:
1) полугение и подготовка огнеупорной модели:
— огнеупорной массой (75% маршалита, 20% супергипса, 5% порошка полимера или мелких древесных опилок), замешан
1 При написании данного раздела авторы использовали элементы оригинальных методик и рецептур, разработанных сотрудниками ММСИ им. Семашко и Алмаатинского мед. института (В. Н. Копейкин, А. А. Седунов и др.), которым принадлежит приоритет в этой сфере. (Прим, ред.)
ной на воде до сметанообразной консистенции, на вибростоле заполняют оттиск с основной адаптированной модели челюсти в кювете для дублирования моделей челюстей;
— огнеупорную модель после пропитывания 50% раствором А1РО4 (для придания ей необходимой механической прочности и исключения усадки при последующей прокалке) помещают на 5 мин в муфельную печь, разогретую до 800—850 °C;
2) моделирование вкладки;
3) создание литниковой (с помощью восковых профилей диаметром от 1,5 до 3 мм при длине от 4 до 5 см) и газоотводной системы, которая предназначена для создания отрицательного давления во всей литниковой системе. Тем самым обеспечивается закачивание расплавленного ситалла в литейную форму с одновременным охлаждением стенок формы и отводом газов, образующихся при контакте расплавленного ситалла со стенками литейной формы;
4) полугение литейной формы. Огнеупорная модель и восковая репродукция вкладки с литниками (после обмазки слоем огнеупорной массы толщиной 2—3 мм) помещается в кювету из нержавеющей стали (диаметр 30—40 мм, высота 45 мм) с огнеупорной массой, пропитывается раствором А1РО4, просушивается при 200 °C и прокаливается при температуре 800—850 °C в течение 1 ч;
5) плавка стеклогранулята в алундовых тиглях (температура 1250—1280 °C) в электрической печи с последующим заполнением литейной формы, разогретой до 500 °C, расплавленным си-таллом;
6) после заполнения формы кювета с отливкой находится под разрежением 0,8—0,9 атм в течение 5—6 мин. За это время стекломасса охлаждается до температуры кюветы (450—580 °C). При этом происходит ее дегазация (осветление);
7) после отключения вакуумной системы кювета охлаждается до комнатной температуры и разбирается. Механическая обработка отливки проводится на шлифмоторах алмазными дисками и головками. Помимо прочего обрезаются литники, убираются излишки материала;
8) протез шлифуется и полируется алмазным порошком, затем мелом;
9) подогнанный в полости рта протез для устранения поверхностных дефектов и упрочнения помещается на 5—10 с в раствор (70%) серной кислоты. После промывания в проточной воде он шлифуется резиновыми кругами и головками, а затем подвергается кристаллизации, которую проводят в радиационном кристаллизаторе в течение 5—10 мин;
10) для рекристаллизации протез обезжиривают спиртом,
эфиром, запаковывают в огнеупорную массу для исключения деформаций и помещают в муфельную печь на 2 ч при температуре 850 °C;
11) уточнение цвета зубов и локальное подкрашивание производится эмалью соответствующей расцветки с последующим обжигом в муфельной печи в течение 5—10 мин при температуре 850 °C. Для ликвидации шероховатостей проводится окончательная полировка алмазной пастой с помощью войлочных фильцев.
ПОЛУЧЕНИЕ ВКЛАДОК НА ГИПСОВОЙ МОДЕЛИ ЧЕЛЮСТИ БЕЗ МОДЕЛИРОВАНИЯ ЕЕ ВОСКОВОЙ РЕПРОДУКЦИИ
Создание вкладок из полимера светового отвердения предполагает последовательную послойную (слоями до 2 мм) полимеризацию пастообразного материала необходимого цвета непосредственно в полости зуба на модели в специальных аппаратах (рис. 4.6) настольного исполнения со световым спектром
Рис. 4.6. Оборудование для полимеризации (а) облицовок протезов (б) из композиционного материала (в)
Рис. 4.7. Вкладка из керомера Таргис на гипсовой модели челюсти
310—500 нм, в строгом соответствии с рекомендациями производителя материала и аппаратуры.
Окончательная отделка и полирование вкладки проводится врачом, проверяющим точность ее прилегания к стенкам полости зуба.
Создание вкладок из керомера (рис. 4.7) аналогично рассмотренному выше. Различие заключается в том, что полимеризацию материала проводят в специальном приборе — световой печи, в которой под воздействием управляемого температурного цикла в комбинации со светом в течение 25 мин осуществляется весь цикл полимеризации. В качестве вспомогательного светового инициатора во время подготовительных работ применяют прибор, который обеспечивает промежуточное отвердение материала (10—20 с на одну поверхность).
ПОЛУЧЕНИЕ ВКЛАДОК ФРЕЗЕРОВАНИЕМ ИЗ СТАНДАРТНОЙ КЕРАМИЧЕСКОЙ ЗАГОТОВКИ
Этот способ (в специальной литературе — «система CEREC \ CEREC-2, CEREC-З») принципиально отличается от рассмотренных выше тем, что протезирование такой вкладкой происходит за одно посещение больного. Создание вкладки осуществляет, как правило, в лечебном кабинете ортопед-стоматолог или специально обученный ассистент врача, зубной техник на станке с программным управлением по видеоизображению полости в зубе, препарированной под вкладку (рис. 4.8).
1 Приоритет данного способа (CEREC — аббревиатура от Chairside Economical Restorations of Esthetic Ceramics) принадлежит фирме «Сименс/Сирона». (Прим, ред.)
При этом после препарирования полости под вкладку:
• проводят оценку кагества препарирования полости по изображению на экране монитора с 12-кратным увеличением, куда информация о форме и размерах полости передается с помощью внутриротовой видеосистемы с разрешающей способностью 25 мкм;
• создают вкладку, затрачивая не более 5 мин, из стандартной керамической заготовки на специальном фрезерно-шлифовальном станке, работающем в шести осях с программным управлением конструирования окклюзионной поверхности в области боковых зубов и ее коррекции.
ТЕХНОЛОГИЯ ИСКУССТВЕННЫХ КОРОНОК
♦ Искусственная коронка — разновидность несъемных протезов из сплавов металлов, фарфора, полимерных, композиционных материалов или их комбинаций, предназначенная для покрытия клинической коронки естественного зуба при протезировании.
Получение искусственных коронок проводят следующими способами
1) по восковой репродукции (модели) коронки, создаваемой зубным техником:
а) после препарирования опорного зуба врачом;
б) после фантомного препарирования врачом опорного зуба на гипсовой модели челюсти;
2) на рабочих моделях челюстей (гипсовых или огнеупорных) без моделирования восковой репродукции коронки зубным техником;
3) с использованием стандартных фабричных коронок или их заготовок в лечебном кабинете.
ПОЛУЧЕНИЕ ИСКУССТВЕННЫХ КОРОНОК ПО ВОСКОВОЙ РЕПРОДУКЦИИ, СОЗДАВАЕМОЙ ЗУБНЫМ ТЕХНИКОМ ПОСЛЕ ПРЕПАРИРОВАНИЯ ОПОРНОГО ЗУБА ВРАЧОМ
Для получения искусственных коронок по этому способу используют сплавы металлов, полимерные и керамические материалы.
При получении искусственной коронки из металла осуществляют следующие манипуляции:
1) гипсование в артикуляторе в положении центральной окклюзии полученных по оттискам гипсовых моделей челюстей (рабочей разборной и вспомогательной) (см. гл. 3);
2) подготовка гипсового фрагмента опорного зуба. Для этого:
— гипсовый фрагмент опорного зуба извлекают из разборной модели челюсти, обрабатывают поверхности корневой части до уступа или шейки режущим инструментом, строго придерживаясь ее периметра и профиля поперечного сечения, и вновь устанавливают на свое место, проверяя плотность установления на модели;
1 В учебной литературе на протяжении нескольких десятилетий при описании технологии искусственных коронок доминирующее положение занимала технология штампованной металлигеской коронки, которая в настоящее время утратила свои позиции, поэтому авторы не включили данную технологию в текст учебника. (Прим, ред.)
Рис. 4.9. Нанесение (а) специального изолирующего средства (б) на гипсовый фрагмент модели и получение воскового колпачка (в, г)
Рис. 4.10. Получение пластмассового колпачка:
а — вдавливание гипсовой культи зуба в пластмассовые диски; 6 — двуслойный пластмассовый колпачок на модели; в — наружный колпачок укорочен и восстановлен в области уступа моделировочным воском; г — моделирование восковой репродукции колпачка после предварительного нанесения компенсационного лака на модель культи препарируемого зуба
— с целью создания пространства для цемента культю препарированного зуба на модели дважды покрывают лаком (рис. 4.9);
— создают колпачок из беззольной пластмассы для предупреждения деформации восковой репродукции (модели) коронки при снятии ее с гипсовой культи зуба.
Такие колпачки получают из двух сложенных вместе пластмассовых дисков толщиной 0,1 мм, закрепленных в специальном зажиме для нагревания их над пламенем горелки до пластичного состояния (появление прозрачности по всей поверхности пластмассы свидетельствует о готовности ее к дальнейшей работе). Диски устанавливают над кюветой, заполненной мольдином или техническим
пластилином, и вдавливают в них гипсовую культю препарированного зуба, полностью погружая ее в кювету (рис. 4.10). Такая процедура позволяет получать колпачок равномерной толщины. При остывании пластмасса быстро твердеет.
Приготовленный пластмассовый колпачок снимают с гипсовой культи зуба и укорачивают так, чтобы он не доходил до уступа на 0,5 мм. Моделировочным воском заполняют пространство между
колпачком и уступом, удаляют внутренний колпачок толщиной 0,1 мм, предназначенный для создания пространства фиксирующему цементу и для компенсации усадки сплава;
3) моделирование восковой репродукции металлигеской коронки (рис. 4.11) на колпачке из беззольной пластмассы проводят в артикуляторе. Для этого используют моделировочный воск (рис. 4.12), спиртовку (га
зовую горелку), шпатель или Рис. 4л к Моделирование восковой электрошпатель со сменными репродукции литой коронки насадками (см. рис. 2.34). Рас-
плавленный воск наносят небольшими порциями. Моделирование
окклюзионной поверхности осуществляют под контролем смыкания антагонирующих зубов как в центральной окклюзии, так и при боковых движениях в артикуляторе. Контроль моделирования анатомической формы коронки зуба (рис. 4.13) проводят по форме и размерам рядом стоящих зубов, в том числе и антагонистов;
4) создание литниковой системы, которая состоит из отдельных литников из воска, диаметром 2—2,5 мм и длиной 5—6 мм, имеющих цилиндрическую форму (см. гл. 3);
5) замена восковой репродукции коронки на металл (см. гл. 3);
Рис. 4.12. Набор моделировочных инструментов (а) для создания восковых каркасов несъемных протезов. Слева (б) и справа (в) показано использование инструментов для моделирования восковой репродукции литой коронки
Рис. 4.13. Восковые колпачки на гипсовых фрагментах модели
6) обработка литой метал-лигеской коронки от формовочной массы в пескоструйном аппарате. Затем абразивными головками отделывают все ее поверхности, одновременно проверяя плавность переходов и толщину стенок (она должна быть не менее 0,3 мм) (рис. 4.14). При высоком качестве литья обработанная поверхность коронок не имеет литьевых пор, раковин. Отвечающую всем требованиям коронку тщательно припасовывают на рабочей модели (рис. 4.15).
После проверки литой металлической коронки врачом в клинике проводится ее окончательное шлифование и полирование зубным техником (см. гл. 3).
Данный способ используют и при создании полукоронок, эк-ваторных и телескопических коронок, а также каркасов для литых коронок с полимерной и керамической облицовкой.
Рис. 4.14. Микрометры (а), кронциркуль (б) и штангенциркуль (в) — приборы для измерения толщины изделия
Рис. 4.15. Последовательность манипуляций (а, б, в) при использовании специального лака для припасовки внутренней поверхности каркаса литой опорной коронки
♦ Полукоронка — разновидность искусственной частичной коронки, предназначенная для покрытия половины клинической коронки резцов и клыков. Если частичная коронка применяется на премолярах и покрывает большую часть коронки естественного зуба (за исключением вестибулярной поверхности) ее принято называть трехчетвертной коронкой.
♦ Экваториал коронка — разновидность искусственной частичной коронки, доходящей до экватора зуба, в области которого при препарировании всех поверхностей коронки может быть создан уступ. Такая коронка, как правило, не является самостоятельным протезом и выступает в качестве опорного элемента для фиксации цельнолитых несъемных шин и мостовидных протезов.
♦ Телескопическая коронка — состоит из двух коронок: внутренней, имеющей цилиндрическую или слабоконическую форму и фиксируемой на опорном зубе цементом, и наружной, которая имеет правильную анатомическую форму коронки естественного зуба, накладывается на наружную коронку и соединяется со съемным протезом посредством каркаса, отлитого одновременно с ней. Наружную коронку можно облицовывать фарфором или полимером, т. е. делать ее комбинированной.
В том случае, если полукоронка и экваторная коронка являются опорной частью мостовидного протеза, их моделируют одновременно с промежуточной частью (см. гл. 4). Кроме того, для создания полукоронок и экваторных коронок могут быть использованы восковые полуфабрикатные заготовки. При этом основные манипуляции аналогичны рассмотренным выше.
Существует также вариант получения одиночных литых полукоронок по репродукции из быстротвердеющего полимера, созданной врачом прямым способом (в полости рта больного), и дальнейшей ее заменой на металлический сплав (см. гл. 3).
Создание литых телескопихеских коронок (рис. 4.16) аналогично рассмотренным выше. Принципиальные различия заключа
ются в следующем:
1) наружная коронка моделируется после создания литой внутренней коронки. При этом, в зависимости от объема препарирования твердых тканей опорного зуба, существует два варианта моделирования внутренней коронки:
а) при препарировании опорного зуба с уступом, ширина которого соответствует толщине искусственной наружной и внутренней коронок в области шейки зуба, литая внутренняя коронка повторяет контуры препарированного зуба, имеющего форму сла-бовыраженного конуса, наклон боковых стенок которого составляет не более 5—7°. Это позволяет создать необходимый запас
пространства для наружной коронки и облегчить ее припасовку. Равномерная толщина внутренней коронки сохраняет форму препарированной культи;
б) при препарировании опорного зуба по правилам подготовки естественных зубов под литые коронки без уступа, во время моделирования внутренней коронки такой уступ создается в пришеечной части восковой репродукции внутренней коронки. Этот вариант более рационален с точки зрения сложности клинических ма-
нипуляции, связанных с препарированием зубов, однако в технологическом плане он требует от зубного техника особой тщательности при моделировке;
2) литая внутренняя коронка, установленная на культю опорного зуба на рабочей
Рис. 4.16. Литые телескопические
коронки:
а — внутренняя коронка расположена на уступе; б — внутренняя коронка имеет уступ в пришеечной области для наружной коронки
модели челюсти после предварительной шлифовки ее наружной поверхности, смазы
вается вазелиновым маслом, что облегчает снятие восковой репродукции наружной коронки при большой точности прилегания ее к металлу внутренней коронки;
3) восковая репродукция наружной коронки восстанавливает анатомическую форму опорного зуба. Кроме того, при моделировании этой коронки учитывают два следующих момента:
а) способ соединения наружной коронки с базисом съемного протеза (см. гл. 4);
б) наличие или отсутствие облицовки на вестибулярной поверхности (толщина облицовки должна быть учтена при моделировании вестибулярной поверхности наружной коронки (см. ниже));
4) после замены восковой репродукции наружной коронки на сплав металла (см. гл. 3) проводят тщательную подгонку (припасовку) наружной коронки к внутренней, избегая ослабления фиксирующих свойств за счет сошлифовывания металла с внутренней поверхности коронки.
Есть способ, который предусматривает создание наружной коронки (или ее каркаса) и крепления для фиксации в базисе съемного протеза на огнеупорной модели челюсти. Для этого:
• по оттиску челюсти, полученному врачом после фиксации временным материалом (репин, дентин-паста) предварительно проверенной внутренней коронки на опорном зубе, зубной техник получает гипсовую модель челюсти (см. гл. 3);
• на гипсовой модели челюсти в зоне расположения крепления телескопической коронки выполняют изоляцию фрагмента беззубой альвеолярной части (см. гл. 3);
• проводят дублирование подготовленной гипсовой модели челюсти (см. гл. 3);
• на огнеупорной модели челюсти проводят одновременное моделирование наружной коронки или ее каркаса (см. выше) и крепления;
• огнеупорную модель с восковой репродукцией наружной коронки (или ее каркаса), креплением и литниковой системой помещают в опоку, где и проводят замену воска на сплав металлов (см. гл. 3);
• металлический каркас наружной коронки после механической обработки проверяется на гипсовой модели челюсти, которая по сути является рабогей моделью для создания частичного съемного протеза.
Дальнейшие манипуляции подробно описаны в гл. 5.
При получении полимерной акриловой коронки проводят следующие манипуляции:
— рабочая и вспомогательная модели челюстей, полученные зубным техником по оттискам после препарирования опорного зуба врачом, фиксируют в окклюдаторе (артикуляторе) в положении центральной окклюзии (см. гл. 3);
— на рабочей модели срезают десневой край, полностью обнажая уступ препарированного опорного зуба. После этого проводят моделирование корневой части зуба бесцветным воском. Восковую репродукцию будущей искусственной коронки делают несколько увеличенной в объеме в расчете на отделку пластмассы после полимеризации, восстанавливая при этом плотный контакт с антагонистами и рядом стоящими зубами и покрывая десневой уступ на всю его ширину;
— зуб с восковой репродукцией искусственной коронки вырезают из гипсовой модели вместе с рядом стоящими зубами в виде блока. Конусообразно срезают примыкающие к восковой модели гипсовые зубы (рис. 4.17), и весь блок гипсуют в кювете одним из способов (рис. 4.18): горизонтально, вертикально, диагонально. Наилучшим следует признать способ, когда зуб расположен в кювете вертикально, так как он снижает вероятность отлома гипсовой культи при формовке пластмассового теста. Поверхность затвердевшего гипса смазывают разделительным лаком, накладывают верхнюю часть кюветы и заполняют ее гипсом;
Рис. 4.17. Фрагмент зубного ряда с восковой репродукцией пластмассовой коронки подготовлен для гипсования в кювету
Рис. 4.18. Виды гипсования восковой модели пластмассовой коронки в кювете: а — вертикально; б — вестибулярной поверхностью вниз; в — вестибулярной поверхностью вверх; г — под углом 45° к продольной оси коронки зуба
— кювету с затвердевшим гипсом помещают в кипящую воду на 10—15 мин, а затем вскрывают. Остатки расплавленного воска смывают горячей водой и охлаждают кювету. Приготовленную полимер-мономерную композицию нужного цвета формуют в кювету и подвергают полимеризации (см. гл. 5);
— механическая и химическая очистка коронки проводится обычным способом (см. гл. 4).
В дальнейшем искусственная полимерная коронка передается в клинику для завершения протезирования.
Получение искусственных коронок по восковой репродукции на огнеупорной модели челюсти из литьевого ситалла и литьевой керамики во многом аналогично получению вкладок из этих материалов (см. выше).
Создание искусственной коронки из сплава металлов и акрилового полимера. В настоящее время применяется конструкция искусственной коронки, в которой предусмотрено препарирование опорного зуба либо с вестибулярным, либо с циркулярным придес-невым уступом. При этом коронку создают таким образом, что на уступ опирается не только край литого колпачка, но и часть облицовочного материала (рис. 4.19).
Для этого:
1) рабочую разборную гипсовую и вспомогательную модели челюстей, полученные зубным техником по оттискам после препарирования опорного зуба врачом, фиксируют в окклюда-торе (артикуляторе) в положении центральной окклюзии (см. рис. 2.18);
2) на опорном зубе проводят моделировку каркаса комбинированной коронки, размер которой меньше литой коронки (см. выше) на толщину облицовки. Такой каркас по сути является ме-таллигеским колпагком с фиксирующими элементами. Целесообразным является полное покрытие подготовленного на зубе уступа ме-
Рис. 4.19. Металлоакриловая искусственная коронка:
а — по Кирстену; б — край колпачка на уступе выполнен со скосом внутрь для лучшей фиксации облицовки; в — упрощенная конструкция
таллическим колпачком, плотно охватывающим подготовленную культю зуба. Создание колпачка с уступом:
— исключает контакт твердых тканей зуба с полимером, а так
же его вредное влияние;
— обеспечивает надежную фиксацию протеза за счет точности прилегания к зубу;
— дает возможность увеличить слой облицовочного материала в пришеечной области, что улучшает эстетические качества протеза. Дело в том что сквозь тонкий слой облицовки может просвечивать металл и при малой толщине ее цвет, как правило, отличается от остальных участков вестибулярной поверхности
Для сохранения прочности крепления облицовки рекомендуется моделировать прямой уступ на колпачке. Еще более надежным крепление становится при формировании уступа под углом менее 90° к продольной оси зуба. Это способствует прочной фиксации облицовки. Для создания надежной ретенции для удержания облицовки используют пластмассовые шарики. Для этого после моделировки воскового колпачка, повторяющего форму культи препарированного зуба, на всю его поверхность равномерно приклеивают
ся пластмассовые шарики;
3) после замены восковой репродукции каркаса комбинированной коронки на металл (см. гл. 3), его тщательно очищают от остатков паковочной массы, подвергают последующей пескоструйной обработке песком средней зернистости, припасовывают на рабочей модели челюсти
(при этом шарообразные металлические ретенции на поверхности каркаса частично срезают) и проверяют в полости рта;
4) подготовка каркаса коронки под облицовку акриловым полимером заключается в его полировании, очистке водой (рис. 4.20), просушивании на воздухе и обезжиривании мономером;
5) получение полимерной акриловой облицовки каркаса коронки осуществляется или
герез создание ее восковой репродукции, или непосредственным послойным моделированием полимера на каркасе.
При создании облицовки по первому способу проводят:
— ее моделирование чистым неокрашенным воском. При моделировании вестибулярной поверхности зуба необходимо дать воску дополнительное утолщение (0,5 мм). Этот запас объема делается в расчете на отделку, шлифовку и полировку пластмассы;
— изготовление гипсовой формы с последующим удалением восковой модели облицовки аналогично рассмотренному выше (см. гл. 3);
— грунтование обезжиренного мономером каркаса коронки. После этого на каркас кисточкой наносят специальную обмазку, которая направлена на исключение просвечивания металла через акриловую пластмассу. При этом тщательно покрывают ретенционные шарики до полного укрытия металла равномерным слоем грунта, не допуская утолщений. В качестве обмазки колпачка из сплавов серебристого цвета применяют смесь эпоксидной смолы (5—6%), этилцеллюлозы (26—30%), пылевидного сплавленного кварца (43—50%), двуокиси титана (9—10%) и окиси цинка (4—5%). В настоящее время выпускается специальный покровный лак ЭДА-03, представляющий собой полимерную композицию. Лаковая пленка обладает хорошей адгезией к металлу, устойчива во влажной среде, прочно соединяется с облицовочной пластмассой и предупреждает просвечивание металла через облицовку. Во избежание изменения цвета облицовки, грунтовое покрытие перед нанесением пластмассы должно окончательно высохнуть и затвердеть;
— приготовление пластмассы. Для этого порошок «дентина» нужного цвета и жидкость смешивают в объемном (3 :1) или весовом (2:1) соотношении в фарфоровом или стеклянном сосуде. В закрытом сосуде масса сохраняет рабочую консистенцию в течение 20—25 мин, а в открытом сосуде ею можно пользоваться в течение 15 мин. Закрытый сосуд с массой оставляют для набухания в течение 6 мин. При этом массу перемешивают шпателем 1—2 раза в процессе набухания;
— формовка осуществляется в охлажденной до комнатной температуры кювете. Перед закладкой материала металлические части протеза, покрытые грунтом, в начале протираются сухой ваткой, а затем их слегка смазывают кисточкой или ватным шариком, смоченными в мономере.
Готовый к работе акриловый полимер хорошо переминают и придают ему форму валика для ряда зубов или шарика для одиночного зуба. В таком виде, плотно уложив массу в гнездо гипсовой формы, покрывают ее увлажненным целлофаном, а затем контрформой постепенно прессуют, не доводя смыкания половинок кюветы на 1—1,5 мм.
После этого кювета открывается для контроля, излишки материала острым концом шпателя удаляются, а затем этим же инструментом вырезают те части, где будет расположена эмалевая масса, укладывают ее и вновь прессуют кювету.
Можно накладывать «эмаль» и после окончания полимеризации дентинного слоя. Для этого охлажденную кювету раскрывают и, не вынимая образца из гипса, фрезой удаляют часть пластмассы. Удаление пластмассы проводят постепенно углубляясь и увеличивая толщину срезанного слоя по направлению к режущему краю.
Режущий край полностью срезается. Оставшуюся часть пластмассы обрабатывают мономером и укладывают эмалевую массу. После этого закрывают кювету и проводят полимеризацию (см. гл. 5).
После извлечения из кюветы и механической обработки коронка поступает в клинику для выполнения врачебных манипуляций.
Второй способ получения акриловой полимерной облицовки каркаса коронки отличается от рассмотренного выше способа условиями полимеризации в сухой среде с использованием пневмополимеризаторов (см. ниже).
Кроме того, следует отметить следующие особенности:
— подготовки каркаса. Загрунтованный каркас (см. выше) подсушивают на воздухе в течение 15 мин, а затем помещают в полимеризатор и выдерживают 10 мин при температуре 120 °C и давлении 5 атм. Во избежание изменения цвета облицовки, грунтовое покрытие перед нанесением пластмассы должно быть сухим и твердым;
— послойного моделирования облицовки. Моделирование облицовки дентинной массой начинают через 1 мин после замешивания в стеклянном или фарфоровом сосуде порошка «дентина» и жидкости (соотношение 2 : 1,5). Эту манипуляцию целесообразнее выполнять кисточкой, чем шпателем, которую слегка смачивают мономером для исключения прилипания массы к инструменту и удобства моделирования. Массу наносят на загрунтованный каркас коронки небольшими порциями клиновидно, придавая облицовке форму нужного зуба. При этом контактные поверхности и режущий край коронки оставляют свободными. Не следует наносить много массы, толщина слоя не должна превышать 3 мм, так как при большой толщине пластмасса может давать трещины в процессе полимеризации. Следует отметить, что при одновременном создании нескольких облицовок моделирование проводят быстро, с тем чтобы исключить изменения физико-механических свойств полимера;
— проведения полимеризации. Для послойной полимеризации облицовки проводят первую, вторую и последующие полимеризации при температуре 100 °C, а последнюю — при температуре 120 °C. Для полимеризации используют пневмополимеризатор стоматологический ПС-1 или его импортный аналог Ивомат (Лих-
Рис. 4.21. Прибор для полимеризации пластмасс под давлением
тенштейн) (рис. 4.21). В этих аппаратах акриловый полимер полимеризуется в течение 10 мин при температуре 120 °C и давлении 4—5 атм. Если возникает необходимость в коррекции протеза, который был ранее полимеризован при температуре 120 °C, то вторая полимеризация проводится при температуре 100 °C. Это предупреждает образование щели между металлом и пластмассой;
6) шлифование и полирование искусственной коронки проводится после проверки протеза в полости рта. Выявленные при проверке в полости рта несоответствия цвета, формы или размера могут быть исправлены дополнительной полимеризацией (см. выше). В ряде случаев такой коррекции предшествует обработка облицовки режущими инструментами.
При создании искусственной коронки из сплава металлов и композиционного полимера (компомера) последовательно получают металлический каркас из сплава металлов (см. выше), на котором в последующем, в соответствии с рекомендациями фирмы-производителя, создают облицовку нужного цвета, формы и размера.
Следует напомнить, что арсенал применяемых в клинике композиционных облицовочных материалов достаточно разнообразен. Большинство выпускаемых разными фирмами материалов, как правило, имеют:
— готовую к применению пастообразную консистенцию материала различных цветов для его послойного нанесения;
— удобную для работы, хранения и транспортировки фасовку (шприц, туба, картридж);
— специальные инструменты для моделирования;
— специальное оборудование для проведения полимеризации (рис. 4.22).
Следует отметить особенности использования керомерного материала:
1) применение в качестве материала для одиночных искусственных коронок и облицовочного материала для каркасов несъемных протезов — литых металлических и стекловолоконных (см. ниже);
2) все манипуляции с этим материалом проводятся только на гипсовых фрагментах разборной рабочей модели челюсти (см. гл. 3), которые предварительно покрываются с помощью кисточки двумя слоями (с интервалом 3 мин) изолирующей жидкости.
Таким образом, при создании облицовки из композиционного материала следует руководствоваться рекомендациями фирмы-производителя по работе с данным материалом.
Рис. 4.22. Прибор световой полимеризации
Вместе с тем следует отметить закономерные технологические операции при создании облицовки
из композиционного материала каркасов цельнолитых несъемных протезов:
• подготовку каркаса протеза, которая может быть решена следующим образом:
а) на этапе моделирования восковой репродукции каркаса (см. гл. 4) за счет использования ретенционных пунктов, получаемых фиксацией на воске бусинок (механических ретенционных шариков) различного диаметра. После замены воска на сплав металлов такие бусинки создают механическое крепление облицовки.
Вместе с тем следует отметить следующее:
— если для каркаса протеза будут использованы сплавы, содержащие менее 50% меди и серебра, а также не более 90% золота, платины и палладия, такой каркас моделируется без механических ретенционных шариков;
— при применении сплавов с высоким содержанием (более 90%) драгоценных металлов (золота, платины и палладия) обязательно использование механических ретенционных шариков;
б) посредством обработки поверхности металлического каркаса (электролитическое травление, пескоструйная обработка, сила-низация) и нанесения связующего слоя. Это создает предпосылки для физико-химического способа соединения полимерной облицовки с металлическим каркасом протеза. Кроме того, связующий слой, нанесенный на всю поверхность каркаса, маскирует сплав металла, т. е. создает в ряде случаев предпосылки для хороших цветовых и оптических показателей облицовки;
в) сочетанием (комбинацией) вышеназванных вариантов;
• последовательное послойное нанесение пастообразных масс
(грунтовой, дентинной, режущего края, эмалевой). При этом каждый слой выполняет свою задачу:
— грунтовый слой — маскирует каркас;
— дентинный — основной слой, восстанавливающий форму, размер и имитирующий цвет естественного зуба;
— эмалевый — придающий облицовке блеск, объемность, цвето- и светопреломление.
Использование имеющихся в наборе паст-красителей позволяет зубному технику воссоздать особенности индивидуальной цветовой гаммы твердых тканей естественных зубов в области шейки, режущего края (окклюзионной поверхности), экватора зуба. При этом необходимо подчеркнуть, что данные манипуляции целесообразно выполнять в дневное время при хорошем естественном освещении рабочего места;
• светоотверждение в специальных настольных аппаратах в течение рекомендованного производителем времени. При этом исключено отрицательное влияние нагревания металлического каркаса, свойственное термообработке акриловых полимеров (см. выше) и приводящее к снижению адгезионной прочности и надежности соединения облицовки.
Кроме того, зубной техник после полимеризации каждого слоя может уменьшить или увеличить объем, изменить форму, размер облицовки. При этом цветоустойчивые компоненты масс обеспечивают точность воспроизведения цвета независимо от толщины слоя от 0,5 до 1,5 мм;
• механигескую обработку облицовки с использованием рекомендованного производителем набора инструментов (фрез, фини-ров, алмазных дисков) (см. рис. 3.19).
• полирование облицовки проводится щеткой из козьего волоса и пемзой, с большим количеством воды, на низких оборотах, без большого давления. При этом окклюзионные поверхности полируются твердосплавными фрезами, шлифовальными головками. Окончательное полирование проводится розовыми полирами при 5000—8000 об/мин без давления. Во время шлифовальных работ необходимо использовать вытяжку и защитный респиратор.
Создание искусственной коронки из сплава металлов и керамики предполагает последовательное получение металлического каркаса, на который в последующем послойно наносят керамическую массу, а затем проводят ее обжиг. Для этого:
• на опорном зубе разборной модели челюсти из высокопрочного гипса создается восковая репродукция колпачка толщиной не менее 0,3 мм (см. Полугение искусственной коронки из металла), которая заменяется на металл (см. гл. 3);
• после механической отделки каркаса коронки в пескоструйном аппарате (см. рис. 2.5) оксидом алюминия с размером частиц 50—200 мкм (см. табл. 3.2, 3.3) проводят ее проверку на модели челюсти и в полости рта.
При облицовке металлического каркаса протеза керамическими массами следует помнить, что:
— температура обжига распространенных фарфоровых масс для металлокерамики не превышает 980 °C. Она значительно ниже точки плавления применяемых сплавов благородных и неблагородных металлов (1100—1300 °C);
— соответствие коэффициентов термического расширения сплавов металлов и керамической облицовки предупреждает возникновение силовых напряжений в фарфоре, которые могут привести к отколу или трещине покрытия. Для каркасов металлокерамических протезов используют сплавы благородных и неблагородных металлов, при этом коэффициент термического расширения у всех типов сплавов колеблется от 13,8 х 10~6 С-1 до 14,8 х 10“6 С-1.
Среди технологических операций при создании облицовки цельнолитого металлического каркаса несъемного протеза из металлокерамики следует выделить:
1) подготовку каркаса протеза, которая зависит от рецептуры сплава металлов и направлена на создание пограничного слоя между металлическим каркасом и фарфоровой массой. Связь между сплавом металлов и фарфором может быть химической и механической.
Химигеская связь обусловлена преимущественно диффузией элементов сплава к фарфору и от фарфора к сплаву, которая является фактором образования постоянной электронной структуры на поверхности раздела неблагородного металла и керамики. Однако на поверхности раздела благородного сплава и керамики такой структуры не существует. Для улучшения сцепления фарфора с золотом применяют специальные дополнительные связывающие агенты, которые наносят на поверхность металла перед нанесением фарфора.
Хорошо известна роль окисной пленки, обусловливающей химическую связь между металлом и фарфором, однако для некоторых никель-хромовых сплавов наличие окисной пленки может иметь отрицательное значение, поскольку при высокой температуре обжига окислы никеля и хрома растворяются в фарфоре.
Химическая обработка изделия, предназначенного к покрытию фарфором, осуществляется в растворе щелочей или кислот, концентрация которых зависит от свойств сплава металла. Для этих целей применяют обезжиривающие, травящие и комбинированные растворы. В процессе химической обработки необходимо удалить
окисную пленку, которая препятствует соединению с фарфоровой массой. При этом используются концентрированные растворы неорганических кислот — серной, азотной, соляной.
Для того чтобы образовалась прочная связь между металлом и фарфором на поверхности их раздела, необходимо прочное химическое соединение металла и окисной пленки. В последнее время находит распространение мнение о том, что прочность сцепления фарфора с поверхностью неблагородных сплавов достигается в основном за счет механических факторов.
Механическая связь достигается за счет обработки поверхности металлического каркаса в специальном пескоструйном аппарате (см. рис. 2.5). При этом частицы абразива эффективно удаляют загрязнения, и поверхность приобретает шероховатость. Следует помнить, что неосторожное пескоструйное удаление окисной пленки с внутренних поверхностей коронок, особенно при давлении воздуха в струйном аппарате более 40 МПа и использовании грубого песка с диаметром частиц свыше 250 мкм, является одной из причин перегрева металла, что приводит в дальнейшем к сколу керамического покрытия. Кроме того, тонкостенные изделия (0,3 мм) (см. рис. 4.14) в конструкции могут деформироваться под воздействием ударов частиц абразива.
Каркас считается готовым к нанесению облицовочных керамических масс после его очистки (пароструйной обработки (см. рис. 4.20), в дистиллированной воде, в ультразвуковой ванне);
2) выбор, подготовка и нанесение керамической массы. При выборе массы для облицовки, как указывалось выше, руководствуются соответствием коэффициентов термического расширения сплава и облицовочной массы при температуре обжига. Напомним, что керамические массы имеют две основные формы выпуска: в виде порошка и готовой к применению пасты. Поэтому подготовка порошкообразных масс заключается в том, что на специальной стеклянной пластинке или керамической палитре проводят замешивание порошка с дистиллированной водой до образования кашицы густой консистенции, которая не должна стекать со стекла, поставленного на ребро;
3) моделирование (см. рис. 2.6) и обжиг грунтового слоя (табл. 4.1), маскирующего металлический каркас и обеспечивающего прочную связь фарфора с поверхностью сплава (для повышения прочности сцепления и замутнения в грунтовую массу вводят ряд добавок). Эта масса обладает флюоресцирующим эффектом и может быть стандартно или интенсивно окрашена.
Для моделирования грунтового слоя используют колонковую кисточку (рис. 4.23), которой готовая грунтовая масса порциями наносится непосредственно на каркас и перекрывает все его по-
Рис. 4.23. Электрокисточка (а) со сменными насадками из искусственного ворса (б) и хвоста красной куницы (а). Внизу показано нанесение (г) кисточкой и конденсация (д) керамической массы торцовой частью электрокисточки
верхности. При этом каждая порция тщательно конденсируется рифленым шпателем, избыток жидкости удаляют фильтровальной бумагой. При создании протеза, имеющего свыше двух смежных облицовок, с помощью острого инструмента (например, скальпеля) делают надрезы в грунте. Эта манипуляция позволяет контролировать процесс, направление и объем усадки во время первого обжи
га грунтового слоя. Напомним, что направление усадки может быть в сторону большего тепла, в направлении силы тяжести и в направлении большей массы.
В первом и втором случаях усадка незначительна, так как в современных печах гарантировано равномерное распределение тепла, а сила тяжести невелика. Усадка в направлении больших масс значительно выше. Масса в расплаве ввиду поверхностного натяжения и связи между частицами стремится принять форму капли. При этом она подтягивается от периферических участков к центральной части облицовки (к большей массе фарфора). Поэтому особенно важно разрезать грунтовый слой внутри каждого искусственного зуба тела мостовидного протеза.
Каркас протеза с нанесенным на него грунтовым слоем устанавливают на специальную керамическую подставку, которую помещают для сушки грунтового слоя во входном отверстии вакуумной печи для обжига (см. рис. 2.3) в течение времени, рекомендованного производителем масс.
Дальнейшие манипуляции (время просушки, температура прогрева печи, температура обжига, величина разрежения и рабочее время, время охлаждения в атмосферных условиях) также проводят по рекомендованному режиму. Следует напомнить, что существует большое количество вакуумных печей для обжига, отечественного и зарубежного производства, которые отличаются между собой параметрами технического решения.
В качестве примера оборудования для работы с металлокерамикой приведем описание основных параметров некоторых отечественных электровакуумных печей. Так, например, вакуумная электропечь для обжига керамики имеет:
— точность поддержания заданной температуры в пределах ± 0,5 °C;
— 90 пользовательских программ термообработки масс;
— простое управление с блокировкой некорректного задания параметров;
— стандартную программную калибровку температурного режима печи по серебряной пробе непосредственно работающим персоналом;
— наличие этапа кристаллизации — регулируемого линейного остывания в закрытой рабочей камере, что позволяет оптимально согласовать коэффициент термического расширения керамических масс и металлов;
— наличие режима «пауза» (временной приостановки исполнения программы) позволяет увеличить продолжительность любого этапа обработки изделий, изменить параметры еще не исполненных этапов программы обработки;
— быстрый (< 10 с) сброс вакуума без уменьшения температуры в рабочей камере;
— программно-аппаратную защиту основных узлов печи в аварийных ситуациях от импульсных помех и резких изменений частоты в сети питания;
— возможность экстренного открытия рабочей камеры даже при выключении электропитания;
— конструкция позволяет проводить интенсивную эксплуатацию печи.
Одной из характерных конструктивных особенностей малогабаритных (265 х 330 х 440 мм) электровакуумных печей для обжига различных типов керамических масс является электромеханиге-ский привод вертикального типа — такое решение обеспечивает равномерное тепловое поле на рабочем столике при выполнении таких элементов программы как «сушка» и «охлаждение» (в отличие от печей с консольным типом привода).
Основные конструктивные особенности электровакуумной печи следующие:
• нагревательная камера защищена термостойким керамическим покрытием, что обусловливает химическую и механическую чистоту процессов обжига;
• нагревательный элемент, изготовленный из проволоки, обеспечивает длительный рабочий ресурс;
• электромеханический привод создает бесшумный и плавный ход рабочего столика или нагревательной камеры;
• электронный блок управления реализован на импортной элементной базе и дает надежность и достаточно широкие функциональные возможности;
— запись и хранение в памяти рабочих программ термообработки;
— реализацию 25 стандартных (сушка-нагрев-выдержка-ох-лаждение) и 25 расширенных (сушка-нагрев-выдержка-нагрев2-выдержка2-охлаждение) программ для керамических масс;
— программирование режимов вакуумирования;
— автоматический контроль напряжения питающей сети и уровня разряжения в камере;
— восстановление выполняемой программы без потери данных при кратковременном отключении питания;
— просмотр и коррекцию параметров программы во время ее выполнения;
— использование режима «пауза», позволяющего, не прерывая выполняемую программу, уточнить ее параметры, подсушить изделие на выбранном расстоянии от нагревателя в течение необходи
мого времени; увеличить степень разрежения до достижения температуры размягчения массы;
— согласование коэффициентов термического расширения керамической массы и сплава металлов при охлаждении;
— защита нагревательной камеры от отказов в термоизмерительном узле;
— систему индикации (отображение температуры в камере на четырехразрядном дисплее, текстовое сопровождение всех режимов работы на двустрочном шестнадцатиразрядном дисплее);
— встроенную справочную систему для приобретения навыков программирования параметров термообработки керамических масс;
— использование текстовых сообщений на русском или английском языке;
— подключение печи к персональному компьютеру.
Основные технические параметры электровакуумной печи Аверон:
• максимальная температура нагрева — 1150 °C;
• шаг программирования и индикации температуры — 1 °C;
• скорость нагрева — от 1 до 240 °С/мин;
• длительность выдержки температуры — 0...999 с;
• остаточное давление в камере — не более 76 мм. рт. ст. (10 кПа);
• рабочая зона камеры (диаметр х высота, мм) — 80 х 40.
Для коррекции возникающей при обжиге усадки (до 30% объема) на поверхность каркаса снова наносят грунтовую массу, которая не только компенсирует усадку, но и полностью покрывает весь каркас протеза, проводят второй обжиг грунтовой массы;
• нанесение дентинной массы (толщиной 0,65—0,8 мм) проводят аналогично послойному нанесению грунтового слоя, причем в данном случае оставлено свободное место для последующего нанесения массы режущего края. Малыми количествами наносят массу режущего края и прозрачную массу. После снятия каркаса протеза с модели восстанавливаются (моделируются) контактные пункты с помощью дентинной массы и массы режущего края. Для того чтобы усадка облицовки каждого искусственного зуба происходила раздельно от других, межзубные пространства создаются с помощью острого инструмента.
По окончании первого обжига дентинной массы (см. табл. 4.1—4.3) каркас протеза подвергается обработке и очистке.
Полуфабрикат протеза проверяется в полости рта для уточнения восстановления формы, размера и цвета. Для этой манипуляции используют различные средства контроля окклюзии (например, копировальная бумага фирмы «Бауш»),
Для придания большей прочности краю керамической обли
цовки применяют плечевые массы, а для воспроизведения ее индивидуальных особенностей (пигментаций, пятен) используют дополнительный ассортимент десневых, мамелоновых и масс режущего края. Затем на его поверхность снова наносится дентинная масса и масса режущего края для корректурного обжига, после которого протез обрабатывают шлифовальными дисками (см. рис. 3.17);
• нанесение глазурной массы и проведение глазуровочного обжига. В результате обжига поверхность облицовки становится не только гладкой, но и блестящей.
Режим обжига керамигеских масс IPS Классик в пеги Програмат Р90/95 (по данным фирмы «Ивоклар», Лихтенштейн)
Таблица 4.1
хУсловия Обжиг^\\\ Программа Температура, °C Время, мин Вакуум, °C
обжига роста, ft 1 1 готовности 1 закрытия выдержки включение выключение
Первый обжиг грунтовой массы 05 09-79 980 80 400 6 1 550 979
Второй обжиг грунтовой массы 05 09-79 970 80 400 6 1 550 969
Первый обжиг дентинной массы 03 09-79 920 60 400 4 1 580 919
Второй обжиг дентинной массы (корректурный) 03 09-79 910 60 400 4 1 580 909
Глазуровоч-ный обжиг/ краски без глазурной массы 04 09-79 920 60 400 4 1 0 0
Глазуровоч-ный обжиг/ краски с глазурной массой 04 09-79 900 60 400 4 1 0 0
Продолжение табл. 4.1
\ Условия Обжиг \ Программа Температура, °C Время, мин Вакуум, °C
обжига роста, tt ГОТОВНОСТИ закрытия выдержки включение выключение
Обжиг красок типа IPS Шэйдз 04 900 60 400 4 1 0 0
Обжиг полупрозрачной дентинной массы 03 09-79 920 60 400 4 1 580 919
Обжиг плечевых масс 05 09-79 960 80 400 4 1 550 959
Таблица 4.2
Режим обжига керамигеских масс при использовании пеги фирмы «Ней» с горизонтальной камерой
Обжиг
Условия непрозрачного грунтового слоя дентиннного слоя для создания глянцевой поверхности
Сушка и предварительный подогрев: — на входе в камеру для обжига, мин — в камере для обжига, мин 2 2 4 2 3
Температура готовности, °C 620 600 580
Общее время обжига, мин 7 7 7
Время обжига в вакууме, мин 6 6 —
Возрастание температуры, °С/мин 60 60 60
Температура обжига, °C: 1 обжиг 2 обжиг 980 970 960 950 940
Таблица 4.3
Режим обжига керамигеских масс в вакуумной пеги с вертикальным муфелем Вита-Инфрамат
Обжиг Условия
температура обжига, °C время нагрева, мин программа, Р время выдержки при температуре обжига, мин
Первый обжиг непрозрачного грунтового слоя 990 7 4 1
Второй обжиг непрозрачного грунтовго слоя 980 7 4 1
Первый обжиг дентинного слоя (режущей поверхности) 970 9 6 1
Вероятный промежуточный обжиг 960 9 6 1
Обжиг для создания глянцевой поверхности с глазурной массой 940 9 5 1
Примечание. Рекомендуется ставить материал для обжига при температуре печи ниже 300 °C. Непрозрачное покрытие (грунт) перед пуском программы-4 необходимо просушить примерно 1—2 мин. Предварительная сушка дентинной массы и массы для режущей поверхности составляет 3—6 мин при температуре 100-300 °C.
В настоящее время широко используются протезы с замковыми креплениями, которые состоят из несъемной части, как правило, литой коронки с керамической облицовкой и замком (матрицей) различной конфигурации (рис. 4.24) и вкладочной части, находящейся в съемной конструкции протеза (рис. 4.25).
Особенности технологии металлокерамических коронок с замковым креплением:
1) на разборной гипсовой модели челюсти из воска моделиру-
Рис. 4.24. Металлокерамическая коронка, являющаяся опорой кламмерного плеча и замкового крепления съемного протеза
Рис. 4.25. Дуговой протез (а), фиксирующийся за счет замковых креплений и опорно-удерживающих кламмерных плеч.
Замковое крепление (6), комбинированное с опорно-удерживающим кламмерным плечом
Рис. 4.26. Фрезерный станок (а); фрезерование восковых заготовок (б) и литых (в) опорных коронок
ют опорные коронки, используя при этом фрезерную установку (рис. 4.26). Следует отметить, что в данном случае речь идет как минимум о четырех опорных коронках на зубах, ограничивающих двусторонние концевые дефекты, например, на премолярах слева и справа.
Установка выполняет четыре функции: анализ моделей и проведение измерений; монтаж готовых деталей замка; фрезерование (соскабливание) восковой репродукции; фрезерование металлической коронки. Эти функции необходимы для создания параллельности замковых креплений ретенционных каналов на опорных коронках, что позволит свободно накладывать съемную конструкцию протеза.
Для этого:
1) проводят анализ моделей и необходимые измерения (рис. 4.27) путем:
— установки модели на столик фрезерной установки;
— нахождения разделительных линий с помощью аналитического стержня;
— измерения поднутрений ниже разделительной линии на опорных зубах;
— моделирования восковых репродукций опорных коронок соответственно данным параллелометрии;
♦ Разделительная линия — опоясывает коронку зуба по самому большому для выбранной оси периметру, разделяет поверхность зуба на опорную и удерживающую части, определяется в параллелометре с помощью графитового стержня, служит ориентиром для выбора конструкции кламмера и расположения кламмерных плеч на опорных зубах. Иногда может совпадать с экватором зуба.
♦ Поднутрение — жаргонное выражение, означающее пространство между стержнем параллелометра, прислоненного к зубу, и поверхностью зуба, начиная от места его контакта со стержнем (разделительной линией и десневым краем). Иногда этим термином пользуются для определения ниши на скате альвеолярного гребня.
♦ Параллелометр (греч. parallels — рядом идущий + metron — мера) — прибор для определения относительной параллельности поверхностей двух и более зубов или других частей челюсти, например, альвеолярного гребня. С его помощью на зубах очерчивается разделительная линия, разграничивающая опорную и удерживающую части зуба. Его принцип заложен в механизм фрезерных стоматологических станков.
2) к восковой репродукции опорных коронок прикрепляют матрицы из стандартных восковых или пластмассовых заготовок замковых креплений на контактных поверхностях (рис. 4.28) с помощью необходимой насадки фрезерной установки для строгой параллельности;
Рис. 4.27. Анализ моделей челюстей в параллелометре
Рис. 4.28. Прикрепление матрицы из стандартных восковых или полимерных заготовок замковых креплений:
а — восковые репродукции искусственных коронок; б — прикрепление матрицы замкового крепления к восковой репродукции опорной коронки; в — искусственные коронки с замковой матрицей после отливки из металла
Рис. 4.29. Создание ретенционных направляющих каналов на восковой репродукции (а) и опорной коронке (6)
3) затем на оральной поверхности восковой репродукции создают ретенционные направляющие каналы для опорных накладок съемного протеза, путем соскабливания воска специальными насадками (рис. 4.29);
4) на вестибулярной поверхности опорной коронки удаляют воск на толщину будущей керамической облицовки;
5) после замены воска на металлический сплав обычным спосо
Рис. 4.30. Замковое крепление:
1 — опорная коронка; 2 — язычное плечо Кламмера; а — направляющий канал и язычный уступ (в) для плеча; 6 — замковая патрица (вкладочная часть)
бом, каркас опорных коронок припасовывают на модели и проводят окончательное фрезерование замковой части и ретенционных каналов (рис. 4.30);
6) на вестибулярной поверхности опорных коронок известным способом (см. выше) создают керамическую облицовку;
7) готовые опорные элементы (металлокерамические коронки) врач примеряет в полости рта и приступает к созданию частичного съемного протеза (см. гл. 5).
ПОЛУЧЕНИЕ ИСКУССТВЕННЫХ КОРОНОК
ПО ВОСКОВОЙ РЕПРОДУКЦИИ, СОЗДАВАЕМОЙ ЗУБНЫМ ТЕХНИКОМ ПОСЛЕ ФАНТОМНОГО ПРЕПАРИРОВАНИЯ ВРАЧОМ ОПОРНОГО ЗУБА НА ГИПСОВОЙ МОДЕЛИ ЧЕЛЮСТИ
Данный способ предполагает использование полимерных акриловых материалов. Такие коронки по назначению являются временными.
На гипсовой модели челюсти, полученной до препарирования опорных зубов, врач острым режущим инструментом проводит фантомное препарирование, которое заключается в удалении с опорного зуба слоя гипса соответственно толщине будущей коронки. Далее известным способом проводится моделирование коронки из воска с последующей заменой на полимер (см. гл. 4).
Следует отметить, что препарирование опорного зуба проводится врачом после получения временной коронки. Поэтому коронка после препарирования зуба требует коррекции в полости рта, что является слабым местом данного способа.
ПОЛУЧЕНИЕ ИСКУССТВЕННЫХ КОРОНОК
НА РАБОЧИХ МОДЕЛЯХ ЧЕЛЮСТЕЙ (ГИПСОВЫХ ИЛИ ОГНЕУПОРНЫХ) БЕЗ МОДЕЛИРОВАНИЯ ВОСКОВОЙ РЕПРОДУКЦИИ КОРОНКИ ЗУБНЫМ ТЕХНИКОМ
При получении коронок из компомеров (керамикой оптимизированных полимеров) проводят следующие манипуляции:
— на культю зуба гипсовой разборной модели последовательно наносят слои непрозрачной, дентинной, прозрачной масс, а также массы режущего края. При этом после нанесения каждого слоя проводят его полимеризацию;
— для отвердения материала используется специальный прибор — световая печь, в которой под воздействием управляемого температурного цикла в комбинации со светом в течение 25 мин осуществляется полимеризация;
— в качестве вспомогательного светового инициатора во время подготовительных работ применяют прибор, который обеспечивает промежуточное отвердение материала при экспозиции 10—20 с на одну поверхность.
Кроме создания искусственных коронок из компомерных материалов, существует другой способ, в котором компомерный материал является облицовкой каркаса коронки из стекловолоконного материала. В технологии такой коронки следует особо выделить:
• полугение и подготовка разборной рабогей модели гелюсти из супергипса (см. гл. 3). Поскольку при отвердении стекловолокон
ного материала используются давление и вакуум, то гипсовые модели опорных зубов не должны иметь острых кромок, которые могут повредить каркас (арматуру) протеза. Основание модели должно быть абсолютно ровным. В противном случае модель может сломаться под давлением в аппарате. Под модель рекомендуется подкладывать резиновую пластинку.
При изоляции фрагмента модели жидкостью (2 слоя с интервалом 3 мин) необходимо обращать внимание на его острые кромки, так как изолирующая жидкость легко стекает и испаряется;
• формирование каркаса опорной коронки из стекловолоконного материала. Для этого пластинку материала соответствующих размеров надрезают ножницами с двух сторон, которые будут контактными поверхностями коронки, и накладывают на гипсовый фрагмент модели челюсти. В дальнейшем модель размещается в аппарате, в котором, используя специальную программу, проводят отвердение в течение 9 мин;
• обработка каркаса коронки из стекловолоконного материала. По окончанию программы с модели снимают отвердевший каркас и твердосплавной фрезой удаляют излишки в пришеечной области. Затем каркас коронки обрабатывают оксидом алюминия в пескоструйном аппарате под давлением 1 атм и очищают паром.
На подготовленный таким образом стекловолоконный каркас коронки по изложенной выше методике наносят компомерный материал.
Создание искусственных коронок из полимера светового отверждения проводится на культе зуба разборной гипсовой модели челюсти по той же методике, что и создание вкладки (см. гл. 4).
Создание искусственной коронки из фарфора проводится на культе зуба разборной гипсовой модели челюсти (см. рис. 3.1).
Для этого зубной техник;
1) моделирует колпачок, предназначенный для обжига на нем фарфоровой массы. Материалом для колпачка служит фольга:
— химически чистая платиновая фольга. Она очень пластична, точно повторяет форму рабочей культи и при аккуратном обращении не рвется даже на самых острых гранях зуба. Толщина фольги колеблется от 0,015 до 0,02 мм. Она выбирается в зависимости от размеров препарированной культи зуба: для передних зубов используют более тонкую фольгу, для боковых — несколько толще;
— платиноиридиевая фольга, содержащая от 1 до 3% иридия;
— золотоплатиновая фольга, содержащая 2% платины, используется только для обжига низкоплавкого фарфора.
Рис. 4.31. Создание платинового колпачка для обжига на нем фарфоровой массы:
а — заготовка фольги с надрезами для режущего края; 6 — обтягивание фольги вокруг контактных поверхностей зуба; в — создание замка для колпачка; г—готовый колпачок
Для получения колпачка (рис. 4.31) берут необходимое количество фольги. С целью экономии материала полезно заготовить шаблон (выкройку, образец) из бумаги или алюминиевой фольги. Ширина образца соответствует высоте двух коронок подготавливаемого зуба, а длина — чуть больше периметра шейки зуба. Вырезанную заготовку прикладывают к губной поверхности зуба и соответственно углам режущего края делают два надреза. Средний фрагмент пластинки перегибают через режущий край зуба и прижимают к нёбной поверхности. Боковые поверхности зуба также обтягивают фольгой, сжимая ее концы на нёбной поверхности. Сначала фольгу прижимают к уступу пальцем, а затем стеклянной палочкой расправляют ее на зубе и прилегающей к нему конусовидной части столбика. Один край пластинки должен быть немного длиннее другого. Оба конца захватывают пинцетом и, стягивая пластинку, образуют замок для колпачка.
В тех случаях, когда разобщение с антагонистами минимально и точно соответствует толщине фарфоровой коронки на нёбной поверхности передних зубов или складка будет мешать созданию прочной коронки в этом участке (как, например, это бывает при
Рис. 4.32. Моделирование фарфоровой коронки:
а — нанесение дентинной массы на грунтовый слой; б — снятие части дентинного слоя; в — нанесение прозрачного эмалевого слоя, восстанавливающего анатомическую форму;
г — уменьшение объема коронки после обжига
глубоком прикусе), рекомендуется замок для колпачка смещать на одну из контактных поверхностей зуба.
Фольгу тщательно прижимают к зубу шпателем или гладилкой, добиваясь отчетливого повторения всех контуров культи и уступа. Образующиеся складки тщательно разглаживают. Колпачок должен перекрывать уступ не менее чем на 2—3 мм. Это необходимо для захвата платиновой фольги инструментом (пинцетом) при уда-
лении колпачка;
2) колпачок аккуратно, без деформации, снимают с модели, об-
жигают докрасна, очищают кипячением в соляной кислоте и снова
надевают на модель, добиваясь плотного прилегания к уступу;
Рис. 4.33. Удаление платиновой фольги из фарфоровой коронки
3) при работе с фарфоровой массой необходимо соблюдать идеальную чистоту помещения. Загрязнение фарфоровых масс проявится в виде пятен, нарушающих цветовую гамму протеза.
Для каждого вида фарфоровой массы на заводах-изготовителях отрабатывается методика формовки и режим обжига, описываемые в прилагаемой к массе инструкции. Общие принципы получения фарфоровых коронок такие же, как и фарфоровых вкладок (см. гл. 4). Этапы создания фарфоровой коронки изображены на рис. 4.32;
4) окончательно обожженную коронку врач проверяет в полости рта. При отсут-
ствии замечаний, ее опускают на 10 мин в холодную воду и приступают к удалению платиновой фольги (рис. 4.33). Острым
инструментом сначала отделяют ее от края коронки, а затем пинцетом сворачивают платину со стенок, загибая край ее внутрь коронки. Захватив пинцетом большую часть фольги, осторожно, покачивая, удаляют ее из коронки.
ПОЛУЧЕНИЕ ИСКУССТВЕННЫХ КОРОНОК С ИСПОЛЬЗОВАНИЕМ СТАНДАРТНЫХ ФАБРИЧНЫХ КОРОНОК ИЛИ ИХ ЗАГОТОВОК
В ЛЕЧЕБНОМ КАБИНЕТЕ
Искусственные коронки по данному способу получают непосредственно у кресла пациента врач и его ассистент, без участия зубного техника.
В клинике достаточно долго используются временные коронки из акриловой пластмассы и искусственного зуба соответствующего цвета и размера из гарнитура, которые могут быть созданы в полости рта врачом. Для этого:
• из искусственного зуба режущим инструментом (фреза, бор и др.) удаляется пластмасса таким образом, чтобы оставшаяся скорлупка сохраняла режущий край (окклюзионную поверхность), вестибулярную и контактные поверхности;
• в дальнейшем такая облицовка (скорлупка) припасовывается к препарированному опорному зубу, а нёбная (язычная) поверхность восстанавливается акриловым полимером;
• вся конструкция выводится из полости рта. Помощник врача в течение 5—8 мин при температуре 50—60 °C и давлении 5—6 атм. проводит полимеризацию акрилового полимера в полимеризаторе (см. рис. 2.25, б, в);
• после этого готовая коронка снова припасовывается на опорный зуб и фиксируется временным материалом.
Эти манипуляции можно осуществить на гипсовой модели челюсти.
Известен и другой вариант получения временных полимерных (акриловых) коронок, основным достоинством которого является то, что он позволяет абсолютно тогно воспроизвести форму и размер естественного опорного зуба до препарирования и практически не изменяет привычных окклюзионных контактов зубов. Этот вариант предусматривает следующие действия:
• получение оттиска зубного ряда челюсти силиконовым отти-скным материалом до препарирования зуба;
• после препарирования зуба и его изоляции вазелиновым маслом в высушенный оттиск вносится необходимое количество полимерного материала, и оттиск снова вводится в полость рта
на 2 мин, т. е. до появления эластичной фазы отверждаемого материала;
• через 2 мин оттиск выводится из полости рта, временная коронка в эластичном состоянии извлекается из оттиска или снимается с препарированного зуба и с помощью режущих инструментов корригируется до оптимума;
• после отделки временная коронка в эластичном состоянии помещается на опорный зуб. Затем в полости рта в течение 10 с проводится светоотверждение, что позволяет исключить возможные изменения формы;
• окончательная полимеризация осуществляется вне полости рта. Для этого проводят световую обработку каждой поверхности коронки в течение 20 с.
Готовая коронка фиксируется на опорном зубе временным материалом.
Стандартные коронки фабричного производства по назначению являются, как правило, временными. Среди таких коронок следует выделить коронки:
1) поликарбонатные:
— на передние зубы, позволяют при необходимости их подгонки использовать ножницы или скальпель, а после фиксации на препарированном зубе обеспечивают надежную защиту его тканей;
— на боковые зубы, имеют выраженную анатомическую форму, прозрачны, эстетичны, гибки, что позволяет их легко подогнать, и достаточно тонки, чтобы не возникало трудностей при их наложении в межзубных промежутках. Эти коронки обладают хорошей совместимостью со всеми типами быстротвердеющих акрилатов и композиционных материалов, а также с цинкоксидными цементами;
2) металлигеские (из эластичного сплава серебра и олова) для защиты моляров и премоляров после препарирования. Такие коронки подбираются по размеру, легко поддаются обработке, легко растягиваются и изменяют свою форму при сохранении прочности.
Кроме стандартных искусственных коронок применяют стандартные защитные колпагки из целлулоида для защиты твердых тканей препарированных зубов. Подобранный по размеру колпачок припасовывается на опорном зубе после его препарирования, наполняется быстротвердеющей пластмассой нужного цвета и фиксируется на предварительно покрытом тонким слоем вазелинового масла опорном зубе и через 1—2 мин выводится из полости рта для завершения полимеризации в течение 5—8 мин при температуре 50—60 °C и давлении 5—6 атм. в полимеризаторе. Манипуляция заканчивается тем, что использованный колпачок разрезают, освобождая искусственную коронку.
ТЕХНОЛОГИЯ МОСТОВИДНЫХ ПРОТЕЗОВ
♦ Мостовидными называют протезы, которые имеют две или более опор на зубах, расположенных, как правило, по обе стороны дефекта зубного ряда.
Получение мостовидных протезов проводится следующими способами*:
1) по восковой модели протеза или его каркаса, создаваемой зубным техником:
а) после препарирования опорных зубов врачом;
б) после фантомного препарирования врачом опорных зубов на гипсовой модели челюсти;
2) без восковой модели протеза или его каркаса:
а) зубным техником на рабочей модели челюсти (гипсовой или огнеупорной);
б) врачом (или его ассистентом):
— на рабочей гипсовой модели челюсти;
— в полости рта больного;
— из фабричной заготовки на фрезерном станке.
ПОЛУЧЕНИЕ МОСТОВИДНОГО ПРОТЕЗА ПО ВОСКОВОЙ РЕПРОДУКЦИИ ПРОТЕЗА (ИЛИ ЕГО КАРКАСА), СОЗДАВАЕМОЙ ЗУБНЫМ ТЕХНИКОМ ПОСЛЕ ПРЕПАРИРОВАНИЯ ОПОРНЫХ ЗУБОВ ВРАЧОМ
Мостовидные протезы по этому методу создаются из одного материала (сплав благородных или неблагородных металлов, акриловые полимеры, компомеры) или в комбинации с другими материалами (сплав металлов + полимер; сплав металлов + керамика; стекловолокно + компомер) как для замещения дефектов зубного ряда челюсти, так и для шинирования зубов.
Технология цельнолитого мостовидного протеза. Последовательность основных манипуляций зубного техника при создании протеза состоит в следующем:
• получение и оценка качества комбинированной разборной рабочей и вспомогательной гипсовых моделей челюстей (см. гл. 3);
• фиксация моделей челюстей в артикуляторе (окклюдаторе) в положении центральной окклюзии (см. гл. 3) и нанесение на
1 В учебной литературе прошлых лет ведущее место в описании технологий мостовидных протезов занимали паяные мостовидные протезы, которые в настоящее время не соответствуют уровню развития нашей специальности, поэтому данная технология авторами не включена в текст учебника. (Прим, ред.)
гипсовые культи опорных зубов двух слоев компенсационного лака;
• получение восковой репродукции опорных элементов и промежуточной части мостовидного протеза. В качестве опорных элементов цельнолитого мостовидного протеза могут быть коронки, полукоронки, вкладки. Особенности их моделирования рассмотрены нами ранее (см. гл. 4).
♦ Часть протеза, которая располагается между опорными элементами, называется промежуточной, или телом.
При конструировании тела мостовидного протеза следует стремиться к максимальному воспроизведению анатомической формы утраченных зубов с характерными для каждого пациента окклюзионными взаимоотношениями. Не менее важным при моделировании промежуточной части является ее положение по отношению к слизистой оболочке альвеолярной части, которое может быть:
— с созданием промывного пространства, например при замещении отсутствующих премоляров и первого моляра верхней челюсти в боковых отделах;
♦ Промывное пространство — щель между телом мостовидного пространства и альвеолярным гребнем, лишенным зубов, создаваемая для профилактики пролежней слизистой оболочки и возможности гигиенического ухода за протезом.
— без создания промывного пространства, но при наличии легкого линейного контакта со слизистой оболочкой альвеолярного гребня (например, при замещении дефектов переднего отдела зубного ряда);
Кроме того, на объем промывного пространства влияют клинические условия (аномалии развития челюстей и альвеолярных частей, высота опорных зубов, степень обнажения коронок зубов и альвеолярных частей при улыбке, длина верхней и нижней губ, форма поперечного сечения беззубого альвеолярного гребня и др.) (рис. 4.34).
Восковые репродукции опорных элементов и тела мостовидного протеза соединяют между собой расплавленным воском, а вся поверхность модели протеза должна иметь гладкую ровную поверхность без каких-либо дефектов и резких граней перехода. Тщательность моделирования протеза определяет, в конечном счете, его точность, объем механической обработки после литья, прочностные (физико-механические) и другие показатели.
Следует напомнить, что для моделирования используют наборы разнообразных моделировочных инструментов (см. рис. 2.26), 138
Рис. 4.34. Форма промежуточной части мостовидного протеза:
а — касательная для передних зубов; б — висячая при высоких клинических коронках опорных зубов; в — висячая при низких клинических коронках опорных зубов; г — седловидная, цельнометаллическая; д, е — висячая, с облицовкой вестибулярной и окклюзионной поверхностей; ж — седловидная, с облицовкой видимых поверхностей (окклюзионной и контактных) искусственных зубов нижней челюсти; з — в виде червонного туза
электрошпателей со сменными головками (см. рис. 2.34), различные воскотопки (см. рис. 2.35) и сорта воска (воск для коронок, фрезерный воск, воск моделировочный и др.) (рис. 4.35).
• создание литниковой системы и замена восковой репродукции на сплав металлов (см. гл. 3; рис. 3.12, 3.13);
• удаление литников и механическая очистка протеза от формовочной массы в пескоструйном аппарате с последующей отдел-
Рис. 4.35. Восковые блоки-заготовки боковых зубов
Рис. 4.37. Припасовка полимерного несъемного мостовидного протеза
Рис. 4.36. Проверка литого каркаса несъемного протеза на гипсовой модели челюсти
кой и подгонкой на рабочей модели (рис. 4.36) с помощью режущих инструментов (см. гл. 3);
• шлифование и полирование протеза проводят после проверки его качества врачом при посещении больного.
Технология акрилового полимерного мостовидного протеза. Последовательность основных манипуляций зубного техника при создании протеза состоит в следующем:
• получение и оценка качества рабочей и вспомогательной гипсовых моделей челюстей (см. гл. 3);
• фиксация моделей челюстей в артикуляторе (окклюдаторе) в положении центральной окклюзии (см. рис. 2.18) и нанесение на гипсовые культи опорных зубов двух слоев компенсационного лака;
• получение восковой репродукции опорных элементов (коронок, вкладок) и промежуточной части мостовидного протеза. Особенности их моделирования рассмотрены нами ранее (см. гл. 4). Напомним, что общий объем созданной восковой репродукции должен быть увеличен на толщину последующей механической обработки опорных элементов и тела протеза;
• гипсование восковой репродукции протеза в кювету и замена воска на акриловый полимер (см. гл. 4);
• очистка, механическая отделка (шлифование, полирование) завершают процесс получения акрилового полимерного протеза (см. гл. 4) (рис. 4.37).
Технология металлокерамического мостовидного протеза. В создании таких протезов условно можно выделить два основных момента (этапа) — это получение металлического цельнолитого каркаса и нанесение керамической облицовки.
Последовательность основных манипуляций при получении металлического цельнолитого каркаса аналогична таковой в технологии цельнолитого металлического протеза, рассмотренного нами выше, но имеет некоторые особенности:
• моделирование каркаса металлокерамического мостовидного протеза осуществляют на разборной гипсовой модели, полученной известным способом (см. гл. 3) по двойному оттиску;
• из воска моделируют полностью детали (колпачки и промежуточную часть) и форму мостовидного протеза. Толщину стенок опорных коронок доводят до 0,3—0,5 мм, сохраняя свободное место для фарфора размером слоя у шейки, равным 0,8—1 мм, и режущего края или жевательной поверхности 1,5—2 мм; толщина керамического слоя на искусственных зубах должна быть равна 1,5—2 мм. В стыках между колпачками и промежуточными частями создают плоские площадки для равномерного покрытия по толщине слоя керамической массы. Если с оральной стороны моделируется гирлянда (воротничок) для улучшения теплоотдачи и сокращения площади керамической облицовки, то она может быть продолжением подобной гирлянды на опорных колпачках. Ее размеры и расположение планируют заранее, при конструировании всего протеза.
Следует обращать внимание на необходимость моделирования экватора и бугорков. Отсутствие последних вместе с малой высотой каркаса искусственных зубов тела мостовидного протеза могут быть причиной откалывания керамического покрытия. Переход гирлянды в остальную часть каркаса, так же как и переход каркаса опорных коронок в промежуточную часть мостовидного протеза, должен быть достаточно плавным и не иметь ниш, острых краев или выступов;
• создание литниковой системы рассмотрено нами в гл. 3. Здесь следует напомнить, что;
— чистота поверхности литого каркаса во многом зависит от точности установления литниковой системы;
— восковые модели литников и питателей делают из специального литьевого воска (восколит-2) диаметром 2—2,5 мм (для литников) и 3—3,5 мм (для питателей):
— литники устанавливают в наиболее утолщенных частях опорных коронок и искусственных зубов промежуточной части и соединяют их с общим питателем, располагающимся вдоль зубной дуги. Питатель с помощью дополнительных ответвлений соединяется с литниковым конусом. Необходимо в тонких местах опорных коронок дополнительно устанавливать литники меньшего диаметра (0,5—1 мм), отводящие воздух.
Готовую восковую репродукцию протеза осторожно снимают
с модели и приступают к получению литейной формы и последующей отливки каркаса (рис. 4.38);
• замену восковой модели на сплав металлов проводят известным способом (см. гл. 3);
• механическая обработка каркаса осуществляется в пескоструйном аппарате после освобождения его от литников, мостовидного протеза с литниковой Затем проводится проверка
системой каркаса на комбинированной
модели челюсти.
После этого абразивными головками обрабатывают наружную поверхность, доводя толщину металлических колпачков до 0,2—0,3 мм, а промежуточную часть разобщают с антагонистами не менее чем на 1,5 мм и не более чем на 2 мм. Нарушение этого правила приводит к откалыванию керамического покрытия. Попытка скрыть дефекты керамикой также приводит к разрушению последней в процессе пользования протезом.
При создании керамигеского покрытия на каркасе мостовидного протеза используется описанная ранее технология, принятая для металлокерамических вкладок и одиночных коронок (см. гл. 4).
При планировании керамической облицовки опорных коронок следует учитывать вид прикуса, глубину перекрытия передних зубов, высоту клинических коронок и их вестибулооральный размер. При облицовке искусственных коронок для боковых зубов, кроме того, необходимо иметь в виду степень обнажения их при улыбке или разговоре. Полоска металла в виде гирлянды над шейками зубов оставляется лишь на невидимых для окружающих поверхностях — нёбных или язычных.
Для облегчения труда зубного техника при моделировании каркаса мостовидного протеза под полимерное или керамическое покрытие и экономии металла используются восковые заготовки цельнолитых коронок и жевательных поверхностей моляров и премоляров (штучные и в блоках).
Технология металлополимерного мостовидного протеза с облицовкой акриловым полимером (пластмассой). Облицовку акриловым полимером (пластмассой) металлического каркаса мостовидного протеза считают одним из традиционных вариантов получения протезов.
Здесь, также как и в технологии металлокерамических проте
зов, идет последовательное получение каркаса протеза, на котором в последующем создают облицовку. Но вместе с тем в технологии каркаса этого протеза выделяют ряд особенностей:
• в отличие от моделирования каркаса мостовидного протеза под керамическое облицовочное покрытие, для соединения полимерной облицовки с каркасом протеза создают ретенционные элементы (пластмассовые шарики и т. д.) (см. гл. 4). При этом учитывают те поверхности мостовидного протеза, которые будут покрываться полимерной облицовкой (все поверхности, только вестибулярная или вестибулярная с жевательной);
• после окончательного моделирования опорных коронок моделируют тело мостовидного протеза с учетом расположения промежуточной части относительно альвеолярного гребня (см. гл. 4). На рис. 4.39 изображен мостовидный протез с полимерной облицовкой;
• огнеупорные модели для литья могут быть получены двумя способами:
1) без дублирования, когда огнеупорная модель отливается непосредственно по оттиску;
2) с дублированием, когда сначала по оттиску получают рабочую гипсовую модель, а затем она дублируется огнеупорной (см. гл. 3). Этот способ имеет следующие преимущества перед первым, так как:
— посредством предварительного восстановления дефектов анатомической формы зубов на гипсовой модели можно получить меньшую толщину стенок искусственных коронок;
— покрытие гипсовых зубов слоем воска способствует компенсации усадки сплава и созданию щели между готовой коронкой и опорным зубом, необходимой для слоя фиксирующего материала;
Рис. 4.39. Металлоакриловый мостовидный протез
— на гипсовой модели перед дублированием для создания промывного пространства беззубый альвеолярный гребень перекрывается слоем воска необходимой толщины;
• после создания огнеупорной модели на ней из воска моделируется каркас мостовидного протеза (опорные коронки и промежуточная часть с креплением для полимерной облицовки);
• после установки литниковой системы проводят отливку каркаса протеза непосредственно на огнеупорной модели. Затем металлический каркас отделяют от литников, отделывают с помощью режущих инструментов известным способом (см. гл. 3) и тщательно припасовывают на гипсовой модели, добиваясь точного прилегания по отношению к шейке зуба и антагонистам. После этого каркас шлифуют (см. рис. 3.19);
• облицовочное акриловое полимерное покрытие наносят обычным способом, проводят его полимеризацию и механическую обработку (см. гл. 4).
Технология металлополимерного мостовидного протеза с облицовкой композиционным полимером (компомером). Основные технологические манипуляции создания такого протеза включают следующее:
1) полугение вспомогательной и рабогей разборной комбинированной гипсовой моделей гелюстей, подготовка гипсовых фрагментов (см. гл. 3);
2) полугение и подготовка металлигеского каркаса протеза:
• при моделировании воскового каркаса несъемного протеза необходимо учитывать следующее:
— если для облицовки будут использованы сплавы, содержащие менее 50% меди и серебра, а также не более 90% золота, платины и палладия, то каркас моделируется без механических ретенционных шариков;
— при применении сплавов с высоким содержанием (более 90%) драгоценных металлов (золота, платины и палладия) обязательно использование механических ретенционных шариков;
• отлитый каркас обрабатывается твердосплавной фрезой, затем подвергается пескоструйной обработке оксидом алюминия и просушивается сухим воздухом;
• на поверхность металлического каркаса одноразовой кисточкой наносится связующая жидкость, которая высушивается на воздухе 1 мин;
3) нанесение облицовогного материала на металлигеский каркас.
• на подготовленный металлический каркас последовательно наносят 2 грунтовых слоя непрозрачной массы керомера и проводят его светоотверждение:
— после нанесения первого слоя непрозрачной (грунтовой) массы вся поверхность каркаса отверждается на рабочей модели при помощи портативного прибора (20 с на одну поверхность опорной коронки и тела мостовидного протеза);
— после нанесения второго слоя непрозрачной (грунтовой) массы рабочая модель устанавливается на основание рабочей камеры в печи и облучается по специальной программе. При этом оптимальное твердение материала достигается на высоте 2 см от основания камеры. После завершения полимеризации зондом оценивается качество твердения массы. При необходимости процедуру нанесения и полимеризации второго слоя повторяют;
• для повышения точности коронки в области десневого края и для повышения прочности облицовки в этой зоне дополнительно накладывают непрозрачную массу (при этой процедуре коронка находится на гипсовой культе) и проводят полимеризацию портативным прибором (20 с на каждую поверхность);
• на грунтованную поверхность каркаса наносится дентинная масса. Пастообразный материал после выдавливания из патрона-контейнера на пластинку не следует перемешивать во избежание включения воздушных пузырьков. Для получения нужной консистенции массу раздавливают шпателем, который предварительно смачивают небольшим количеством моделировочной жидкости. Толщина облицовки (особенно на окклюзионной поверхности) составляет 1,5—2 мм. Для начала полимеризации дентинной массы используют портативный прибор (10 с на каждую поверхность);
• заключительным этапом послойного моделирования является нанесение прозрачной массы и массы режущего края. При этом каждая поверхность облицовки также полимеризуется в портативном приборе в течение 10 с;
• для придания облицовке индивидуальных особенностей, пигментаций, пятен используют дополнительный ассортимент десневых (трех цветов), мамелоновых (трех цветов) и пятнообразующих масс (10 цветов — от черного до белого).
♦ Мамелон — один из трех бугорков, иногда имеющихся на режущем крае резцов.
Для предупреждения образования поверхностного ингибированного слоя облицовка покрывается тонким слоем специального геля, который смывается проточной водой после окончательной полимеризации;
4) отвердевание облицовочных масс в световой печи в течение 25 мин по специальной программе под воздействием тепла и света. Внутренняя поверхность рабочей камеры полностью покрыта зер-
калами, что способствует равномерному процессу полимеризации. В случае несоответствия формы или цвета облицовки после ее отвердевания проводится коррекция;
5) корректировку формы и цвета облицовки:
— предварительная обработка облицовки твердосплавной фрезой или алмазным диском;
— обработка в пескоструйном аппарате оксидом алюминия (75-100 мк) при давлении 2 атм;
— промывка проточной водой и просушка сухим воздухом;
— поверхность облицовки, требующая коррекции, смазывается грунтовой жидкостью и через 60 с просушивается сухим воздухом;
— затем дополнительно наносят соответствующую массу (дентинную, режущего края) и проводят предварительное светоотверж-дение в портативном приборе в течение 10 с. После нанесения тонкого слоя геля керомера проводят заключительное отвердение в печи в течение 25 мин;
6) механигеская обработка облицовки твердосплавными фрезами, финирами и алмазными дисками (см. рис. 3.17);
7) полирование облицовки щеткой из козьего волоса и пемзой, с большим количеством воды, на низких оборотах, без большого давления (см. рис. 3.19). При этом следует помнить, что:
— окклюзионные поверхности полируются твердосплавными фрезами, а затем используются шлифовальные головки;
— окончательное полирование проводят розовыми полирами при 5000—8000 об/мин без давления на инструмент;
— во время шлифовальных работ необходимо использовать вытяжку и защитный респиратор.
Кроме рассмотренных выше опорных элементов (коронки, вкладки), в мостовидном протезе используют накладки, способ фиксации которых определил и название протеза — адгезионный мостовидный протез. Такие протезы не требуют радикального препарирования опорных зубов (в пределах эмали), а показанием к их применению являются малые дефекты зубных рядов у молодых пациентов, как правило, от потери одного зуба.
Главное отличие адгезионных мостовидных протезов составляет опорная часть, которая:
— имеет вид металлических фиксирующих накладок на язычную поверхность зубов;
— максимально охватывает язычную поверхность до межзубных контактных пунктов, доходит до окклюзионной поверхности опорных зубов и располагается на расстоянии примерно 0,5—1 мм от десны. Степень охвата язычной поверхности зубов диктуется 146
прежде всего необходимостью обеспечения надежной фиксации протеза при условии максимального восстановления эстетики;
— способствует более равномерному распределению жевательного давления между опорными зубами и снижает нагрузку на фиксирующий материал за счет дополнительной окклюзионной накладки.
На каркасе промежуточной части (тела) адгезионного мосто-видного протеза известным способом создают полимерную или ке-рамигескую облицовку (см. выше), которая и обеспечивает эстетические свойства протеза.
Особенности технологии адгезионного мостовидного протеза связаны, прежде всего, с его каркасом, который моделируют на комбинированной разборной гипсовой модели челюсти в соответствии с границами, обозначенными врачом или созданными при препарировании на толщину накладки (рис. 4.40). При создании охватывающих зуб накладок следует определить способ соединения металла с полимерным материалом. Для усиления их сцепления используются перфорация накладок, ретенционные шарики, также приклеиваемые к внутренней поверхности накладок, шероховатость внутренней поверхности, создаваемая травлением кислотой или обработкой в пескоструйном аппарате. Затем промежуточная часть облицовывается.
Рис. 4.40. Адгезионный мостовидный протез (а), укрепленный на опорных зубах (б)
ПОЛУЧЕНИЕ МОСТОВИДНОГО ПРОТЕЗА ПО ВОСКОВОЙ РЕПРОДУКЦИИ, СОЗДАВАЕМОЙ ЗУБНЫМ ТЕХНИКОМ ПОСЛЕ ФАНТОМНОГО ПРЕПАРИРОВАНИЯ ВРАЧОМ ОПОРНЫХ ЗУБОВ
Технология мостовидного протеза предусматривает следующее: — врач получает оттиски челюстей до препарирования опорных зубов;
— на гипсовой модели острым инструментом с опорных зубов удаляется слой гипса соответственно толщине будущей коронки;
— известным способом моделируются опорные коронки и промежуточная часть мостовидного протеза из воска с последующей заменой на полимер (см. гл. 4).
Протез используется как временный на время основного протезирования.
ПОЛУЧЕНИЕ МОСТОВИДНОГО ПРОТЕЗА
БЕЗ МОДЕЛИРОВАНИЯ ВОСКОВОЙ РЕПРОДУКЦИИ ЗУБНЫМ ТЕХНИКОМ НА РАБОЧЕЙ МОДЕЛИ ЧЕЛЮСТИ (ГИПСОВОЙ ИЛИ ОГНЕУПОРНОЙ)
Этим способом создают мостовидные протезы из фарфора, си-талла, полимера, компомера.
Технология керамического мостовидного протеза. Метод получения из керамики трехзвеньевого мостовидного протеза показан при отсутствии одного переднего зуба на нижней или верхней челюстях при условии незначительного резцового перекрытия при относительно параллельном расположении опорных зубов.
Для этого:
— получают разборную модель челюсти из высокопрочного гипса (см. гл. 3);
— по каждой культе создают колпачок из платиновой фольги (рис. 4.41, а);
— на опорные зубы (над колпачками) наносят тонкий слой формовочной керамической массы и обжигают ее в печи. Обожженные фарфоровые коронки проверяют на общей модели по прикусу и, если нужно, уточняют их сошлифовыванием керамики алмазными инструментами;
— готовят базу для формирования промежуточной части протеза, для этого между коронками устанавливают хорошо подогнанную стандартную, полученную заводским путем, фарфоровую балку круглой формы и прочно приклеивают ее к опорным коронкам липким воском (рис. 4.41, б). Склеенную конструкцию протеза осторожно снимают с модели;
Рис. 4.41. Последовательность получения (а—е) мостовидного протеза из керамики (пояснения в тексте)
— готовят из огнеупорной массы основание модели для обжига керамической массы. Платиновые колпачки заполняют огнеупорной массой. На стекло наносят две порции огнеупорной массы и между ними устанавливают стандартную фарфоровую балку. Платиновые колпачки, наполненные огнеупорной массой, располагают на этом основании. Подготовленную модель устанавливают в печь для сушки огнеупорной массы и выжигания воска (температура 850 °C);
— фарфоровую балку, установленную между опорными коронками, соединяют по стыкам формовочной керамической массой и помещают в печь для спекания до необходимой температуры (рис. 4.41, в). Соединив коронки с фарфоровой балкой, проверяют параллельность коронок на модели (рис. 4.41, г). Моделируют из
формовочной фарфоровой массы промежуточный зуб. Обжигают всю конструкцию протеза в печи по программному режиму;
— корректируют обожженную конструкцию протеза на общей модели (рис. 4.41, д) с ориентацией на рядом стоящие зубы, образуя контактные пункты, и зубы-антагонисты, достигая свободного смыкания зубных рядов при всех окклюзионных перемещениях нижней челюсти. После уточнения протеза повторно обжигают всю конструкцию в печи. Окончательный (рис. 4.41, е) обжиг (глазурование) проводят после окончательной проверки и подгонки протеза во рту.
Технология мостовидного протеза из стекловолокна и керомера. Получение каркаса мостовидного протеза из стекловолоконного материала предусматривает, как и при работе с керомерным материалом, ряд последовательных мероприятий, которые заключаются в следующем:
1) получение и подготовка разборной рабочей модели челюсти из высокопрочного гипса. Поскольку при отвердении материала используется давление и вакуум, то гипсовые культи опорных зубов не должны иметь острых кромок, которые могут повредить каркас (арматуру) протеза. Основание модели должно быть абсолютно ровным. В противном случае модель может сломаться под давлением в аппарате. Под модель рекомендуется подкладывать резиновую пластинку. Рабочая и вспомогательная модели челюстей гипсуются в положении центральной окклюзии в артикуляторе.
При изоляции культи жидкостью (2 слоя с интервалом 3 мин) необходимо обращать внимание на его острые кромки, так как изолирующая жидкость легко стекает и испаряется (рис. 4.42, а);
2) моделирование и создание промежуточной части (тела) каркаса мостовидного протеза начинается с установки и закрепления между опорными зубами восковой проволоки диаметром 3 мм (рис. 4.42, б). Затем из разборной гипсовой модели удаляются все фрагменты за исключением опорных коронок. После этого поверхность модели закрывается силиконовым материалом без эфирных
Рис. 4.42. Получение стекловолоконного каркаса мостовидного протеза (пояснения в тексте)
Рис. 4.43. Создание промежуточной части каркаса несъемного протеза из стекловолокна
масел («получение силиконового замка»). Окклюзионная поверхность при этом должна быть свободной от силикона (рис. 4.42, в). В дальнейшем инструментом удаляют восковую репродукцию тела и срезают «силиконовый замок» в окклюзионной области для доступа света. С модели необходимо снять «силиконовый замок» и покрыть его внутреннюю поверхность связующей жидкостью, а гипсовые культи снова дважды (с интервалом в 3 мин) покрыть изолирующей жидкостью;
3) формирование промежуточной части каркаса протеза из стекловолоконных заготовок:
— распаковать заготовку и разрезать на 2 части таким образом, чтобы первый отрезок точно соответствовал по размеру имеющемуся в «силиконовом замке» отпечатку тела протеза (включая и промывное пространство). Эту часть материала после установки в «силиконовый замок» закрывают от света. От второй части материала отрезают кусок, соответствующий по длине и ширине окклюзионной поверхности тела каркаса, и накладывают его на первый слой (рис. 4.43);
— подготовленная таким образом модель устанавливается на резиновую пластинку рабочего столика цилиндрической формы в специальном аппарате. При этом модель располагают так, чтобы она находилась как можно ближе к краю цилиндра, но не выходила за него, а конструкция протеза занимала центр столика (рис. 4.44);
Рис. 4.44. Каркас мостовидного протеза из стекловолокна перед нанесением облицовочного композиционного материала
Рис. 4.45. Промежуточная часть стекловолоконного каркаса (а) облицована композиционным материалом (б)
— закрывают мостовидную конструкцию прозрачной пленкой (она предотвращает образование ингибированного слоя и увеличивает глубину отвердения), а свободный объем цилиндра заполняют пластмассовыми шариками, которые перекрывают цоколь модели челюсти до 1 см;
4) отвердение тела (промежуточной части) каркаса мостовидного протеза проводится в течение 9 мин по специальной программе. При этом время обработки светом для всех стекловолоконных материалов (при освещенности помещения в 1500 люкс) составляет 4 мин;
5) механическая обработка отвердевшего тела (промежуточной части): осторожно снимают тело (промежуточную часть) с гипсовых культей в рабочей модели, удаляют излишки материала твердосплавной фрезой, а затем осторожно отделывают в пескоструйном аппарате (под давлением 1 атм) и очищают паром. Силиконовый замок рекомендуется сохранить, так как он потребуется в дальнейшем.
При обработке каркасов твердосплавными фрезами (или другими подобными инструментами) образуется стеклянная пыль, способная вызывать кожный зуд и вредная для дыхания. Во время работы нужно обязательно использовать вытяжку, защитную маску и перчатки.
Минимальные размеры тела (промежуточной части) каркаса мостовидного протеза составляют: толщина на окклюзионной поверхности не менее 0,3 мм при диаметре не менее 2 мм (рис. 4.45);
6) формирование каркаса опорных коронок мостовидного протеза из стекловолоконных заготовок:
— на очищенное тело каркаса мостовидного протеза наносят грунтовую жидкость и через 60 с высушивают его сухим воздухом;
— силиконовый замок снова устанавливают на модель и среза
ют часть его таким образом, чтобы 4/5 высоты опорных коронок были свободны, а шейки опорных зубов закрыты;
— гипсовую модель изолируют двумя слоями изоляционной жидкости и устанавливают на нее тело каркаса мостовидного протеза (его можно фиксировать на модели с помощью жидкости, которую наносят на контактные поверхности опорных зубов);
— ножницами нарезают заготовку. Готовую пластинку слегка надрезают с обеих сторон для лучшей обработки и накладывают на модель;
— модель размещается в специальном аппарате (рис. 4.46). Свободное пространство заполняется пластмассовыми шариками. После наложения сверху прозрачной фольги закрывают прибор и, используя программу, проводят отвердение в течение 9 мин;
7) обработка стекловолоконного каркаса:
— по окончанию программы с модели снимают отвердевший каркас и твердосплавной фрезой удаляют излишки в пришеечной области до 2/3 высоты опорных зубов. Минимальные размеры каркаса — диаметр 2 мм, при окклюзионной толщине 0,3 мм; зона каркаса из Вектрис Фрэйм не подлежит уменьшению при механической обработке. Высота готового каркаса должна составлять 2/3 высоты опорных коронок. Окклюзионная поверхность не подлежит шлифовке из-за возможного снижения прочности каркаса протеза;
— готовый каркас обрабатывают окисью алюминия в пескоструйном аппарате под давлением 1 атм и очищают паром (см. рис. 2.5, рис. 4.20).
8) подготовка каркаса мостовидного протеза к облицовке ке-ромером:
— по расцветке «Хромаскоп» подбирается облицовочный материал;
Рис. 4.46. Набор оборудования для создания облицовок из керомера Таргис (а) на стекловолоконном каркасе Вектрис (б)
♦ Хромаскоп — ориентированная на практическое использование универсальная расцветка из 20 цветов, которые подразделяются на 5 наглядных, съемных цветовых групп («белый», «желтый», «светло-коричневый», «серый», «темно-коричневый»). По окончании определения основного оттенка дальнейшие операции определения цвета осуществляются лишь в рамках соответствующей группы.
— на очищенный каркас наносят связующую жидкость и через 60 с высушивают его сухим воздухом;
— с гипсовой модели паром удаляются загрязнения от силиконового материала. После высушивания модель смазывается изолирующей жидкостью и хорошо просушивается;
9) на подготовленном таким обра-
Рис. 4.47. Мостовидный
протез со стекловолоконным каркасом и компомерной облицовкой
зом каркасе протеза проводится моделирование и наслоение облицовочного материала. Каждый слой полимеризуется специальной портативной лампой;
10) по окончании моделирования конструкция покрывается специальным гелем с целью исключения просвечивания глубоких слоев и оконча-
тельно полимеризуется в печи под воздействием мощного света и температуры 80 °C в течение 25 мин. В заключение протез обрабатывается
твердосплавными фрезами и полируется (рис. 4.47).
Этот способ может применяться для получения адгезионных
протезов и шинирующих конструкций несъемных протезов.
Получение мостовидных протезов из полимера, керамики и
литьевого ситалла не отличается от технологии получения вкладок и коронок (см. гл. 4).
ПОЛУЧЕНИЕ МОСТОВИДНОГО ПРОТЕЗА ВРАЧОМ ИЛИ ЕГО АССИСТЕНТОМ НА ГИПСОВОЙ МОДЕЛИ ЧЕЛЮСТИ БЕЗ МОДЕЛИРОВАНИЯ ВОСКОВОЙ РЕПРОДУКЦИИ
Этот способ предполагает получение мостовидного протеза на гипсовой модели врачом или его помощником.
Для этого:
• врач получает оттиски челюстей до препарирования опорных зубов;
• на гипсовой модели острым инструментом с опорных зубов удаляется слой гипса соответственно толщине коронок мостовидного протеза;
• далее моделируется промежуточная часть и коронки мосто-видного протеза известным способом и проводится ее полимеризация.
Это один из способов получения временных мостовидных протезов. Другой вариант описан выше.
ПОЛУЧЕНИЕ МОСТОВИДНОГО ПРОТЕЗА ВРАЧОМ В ПОЛОСТИ РТА БОЛЬНОГО БЕЗ МОДЕЛИРОВАНИЯ ВОСКОВОЙ РЕПРОДУКЦИИ
Временные полимерные мостовидные протезы могут быть также созданы врачом или его помощником без участия зубного техника.
Этот способ подразумевает получение мостовидного протеза в полости рта пациента. Существуют два метода:
— использование быстротвердеющей акриловой пластмассы и стандартных искусственных зубов соответствующего цвета и размера из гарнитура, например из Эстедент-02',
— с помощью быстротвердеющей акриловой пластмассы или компомера, используя силиконовый оттиск, полученный до препарирования опорных зубов.
Первый метод предусматривает следующие приемы:
• врач препарирует опорные зубы;
• из искусственных зубов создаются облицовки на вестибулярную поверхность опорных зубов и промежуточную часть мосто-видного протеза;
• нёбная поверхность зубов и промежуточной части протеза восстанавливается акриловым полимером в тестообразной консистенции. Опорные зубы предварительно смазывают вазелином;
• просят пациента сомкнуть зубные ряды и после полимеризации удаляют излишки полимера, припасовывают в полости рта, а затем отделывают, полируют и фиксируют временным фиксирующим материалом на опорных зубах.
При втором методе:
• врач получает силиконовый оттиск с зубного ряда, предварительно замещая воском или пломбировочным материалом дефекты, если они имеются в коронках опорных зубов, а также предварительно припасовывает в области отсутствующих зубов заготовки из полистирола. Эти зубы адгезивом или композиционным материалом фиксируют на зубах, ограничивающих дефект;
• искусственные зубы удаляют из оттиска (или из полости рта) и проводят препарирование опорных зубов;
• в оттиск помещают достаточное количество полимерного материала. Ложка с оттиском вводится в полость рта, где в течение
2 мин материал приобретает эластичное состояние, в котором его можно корригировать режущим инструментом;
• акриловый полимер отверждается обычным методом, компо-мер — светоотверждением при экспозиции 30 с для каждого искусственного зуба и каждой коронки в течение 10—15 с. Затем мосто-видный протез выводится из полости рта и его дополнительно отверждают.
ПОЛУЧЕНИЕ МОСТОВИДНЫХ ПРОТЕЗОВ ВРАЧОМ
МЕТОДОМ ФРЕЗЕРОВАНИЯ ИЗ ФАБРИЧНОЙ ЗАГОТОВКИ БЕЗ МОДЕЛИРОВАНИЯ ВОСКОВОЙ РЕПРОДУКЦИИ
Это самый современный способ (технология CAD/CAM) получения каркасов мостовидных протезов. Внедрен в практику стоматологов в Германии, Швеции.
Система Дигидент (Германия), предназначенная для создания каркасов мостовидных протезов и одиночных коронок из титана, золота, керамики и пластмасс методом фрезерования и шлифования, включает три основных функциональных модуля [Вольная С. И., 2000]:
— сканер (трехмерный преобразователь объемного изображения), который в автоматическом режиме в течение 4—10 мин осуществляет сканирование поверхности разборной рабочей и вспомогательной гипсовых моделей челюстей и аналого-цифровое преобразование полученной информации в «электронные дубликаты» — виртуальные, трехмерные цифровые модели зубных рядов;
— модуль компьютерного моделирования (CAD) — представляет собой «электронный» артикулятор, который обеспечивает автоматическое моделирование элементов каркаса мостовидного протеза с учетом свойств материала (металл, керамика, пластмасса) и «ручную» коррекцию предложенной модели каркаса в интерактивном режиме, на экране монитора с помощью «мыши». Моделирование окклюзионной поверхности каркаса осуществляется в соответствии с формой окклюзионной поверхности зубов-антагонистов;
— фрезерно-шлифовальный исполнительный механизм (САМ) осуществляет создание каркаса протеза из специальных заготовок под управлением компьютера в соответствии с «электронной» моделью. При этом материал каркаса сохраняет гомогенную структуру, исключены нарушения структуры и деформации, связанные с литьем.
К несомненным достоинствам получения металлического каркаса по этой технологии следует отнести следующее:
— точность параметров каркаса протеза (толщина стенок ко
ронки и сечения промежуточной части, величина зазора для цемента);
— исключена вероятность деформации восковой репродукции (при снятии с гипсовой модели челюсти, установке литников и переносе их на литейный /опочный/ конус), поскольку в данной технологии воск вообще не используется;
— из процесса создания каркаса исключены манипуляции, связанные с литьем.
ТЕХНОЛОГИЯ НЕСЪЕМНЫХ ШИНИРУЮЩИХ КОНСТРУКЦИЙ
Современными несъемными конструкциями шинирующих аппаратов являются шины из панцирных накладок с парапульпарны-ми штифтами и шины, укрепляемые с помощью корневых штифтов (рис. 4.48).
ПОЛУЧЕНИЕ ШИНЫ ИЗ ПАНЦИРНЫХ НАКЛАДОК
Указанная шина (см. рис. 4.48, в) представляет собой цельнометаллический блок накладок, расположенных на язычной или нёбной поверхности передних зубов, без покрытия зубного бугорка. При этом на внутренних поверхностях накладок имеются штифты диной 2—2,5 мм.
Для получения данных конструкций проводятся следующие действия:
1) врач препарирует нёбные или язычные поверхности опорных зубов от режущего края до зубного бугорка на толщину 0,3—0,4 мм. Затем с помощью внутриротового параллелометра просверливает парапульпарные отверстия по 2—3 в каждом зубе диаметром 0,5 мм и глубиной 2—3 мм. В отверстия вводятся пластмассовые штифты соответствующего диаметра и получаются двойные оттиски. При этом штифты выводятся вместе с оттиском;
2) в зуботехнической лаборатории получают огнеупорную модель, на которой моделируется восковая репродукция шинирующей конструкции из воска, при этом беззольные пластмассовые штифты остаются в парапульпарных каналах. Моделировка проводится с учетом зубов-антагонистов;
3) далее модель с восковой репродукцией направляют для замены известным способом (см. гл. 3) на сплав металлов. Создание шины заканчивается ее шлифованием и полированием.
Существует еще и второй способ:
1) по двойному оттиску получают разборную модель из высокопрочного гипса. В парапульпарные каналы вводятся беззольные
Рис. 4.48. Типы несъемных шин:
а — для передних зубов (1 — кольцевая; 2 — колпачковая); б — шина Мамлока (1 — проекция язычной накладки и штифта; 2 — зуб, подготовленный для шинирования; 3 — общий вид шины с язычной стороны); в — из панцирных накладок на нижние зубы (отражение в зубном зеркале) (Е. В. Каленский); г — для боковых зубов (1 — из экваторных коронок; 2 — вкладочная, спаянная с полными коронками)
пластмассовые штифты, препарированная поверхность зубов смазывается двумя слоями компенсационного лака;
2) моделируется из воска репродукция шины и устанавливаются литники;
3) восковая репродукция шины охлаждается, снимается с модели и направляется в литейную для замены на сплав металлов;
4) после отливки шины из металлического сплава, она припасовывается на разборной модели, отделывается, шлифуется и полируется.
Преимущество этого способа в том, что техник имеет возможность припасовать конструкцию на модели. Недостаток — восковая репродукция может деформироваться во время снятия с модели.
ПОЛУЧЕНИЕ ЦЕЛЬНОЛИТОЙ ШИНЫ С КОРНЕВЫМИ ШТИФТАМИ
К таким шинам относится шина Мамлока, состоящая из литой металлической пластинки, плотно прилегающей к оральной поверхности и режущему краю передних зубов. Пластинка фиксируется штифтами, вводимыми в корневые каналы (см. рис. 4.48, б).
Последовательность и сущность манипуляций принципиально не отличается от описанной выше конструкции шины на парапуль-парных штифтах.
ПОЛУЧЕНИЕ ЦЕЛЬНОЛИТОЙ ШИНЫ ИЗ БЛОКА ПОЛНЫХ, ЭКВАТОРНЫХ КОРОНОК ИЛИ ПОЛУКОРОНОК
Технология цельнолитых шин из полных, экваторных коронок (см. рис. 4.48, г) и полукоронок не отличается от описанных выше способов получения литых коронок и коронок с различными типами облицовочных покрытий.
Такие шины создают хорошую иммобилизацию в трех взаимно перпендикулярных плоскостях, оставляя в то же время десневой карман свободным для хирургической и консервативной терапии.
ПОЛУЧЕНИЕ НЕСЪЕМНЫХ ШИН С ПОЛИМЕРНЫМ И СТЕКЛОВОЛОКОННЫМ КАРКАСОМ
Для шинирования подвижных зубов без участия зубного техника используются материалы для армирования шин, которые делятся на две группы:
— на основе органической матрицы — полиэтилена, выпускаемого в виде лент специального плетения шириной 2, 3, 4 и 9 мм при толщине 0,4 мм;
— на основе неорганической матрицы — стекловолокна.
Непрямой метод получения шины с каркасом из полиэтилена включает следующие последовательные мероприятия:
• подвижные зубы подлежат объединению в группу посредством композиционного материала, который помещают в межзубные промежутки;
• альгинатным оттискным материалом получают оттиск, по которому создают гипсовую модель;
• из фольги, которая входит в комплект материала, готовят шаблон будущей шины. Размер такого шаблона следующий: по длине полоска фольги не должна доходить до контактной поверхности крайних зубов, подлежащих шинированию; по ширине полоска должна максимально покрывать поверхность зубов от уровня шейки до границы окклюзионного контакта с зубами-антагонистами с язычной (нёбной) поверхности;
• из упаковки с большими предосторожностями (не прикасаясь к нему руками или перчатками во избежание попадания влаги, талька и жира) двумя пинцетами извлекают материал и отрезают от него специальными ножницами кусок, соответствующий подготовленному шаблону;
• отрезанный кусок материала смачивают адгезивом, излишки которого можно удалить промоканием с помощью материала, не оставляющего волокон. После такой обработки заготовки можно проводить ее моделирование пальцами;
• рабочую модель смазывают разделительным лаком контрастного красного цвета, а затем из шприца-контейнера на проекцию ложа шины наносят необходимое количество композиционного материала, в который внедряют полоску материала (следует иметь в виду, что отвердение композиционного материала прозрачных и светлых оттенков идет значительно быстрее);
• с помощью моделировочного инструмента излишки материала удаляют, а шина отверждается галогеновым потоком света;
• полученная шина шероховата, поэтому ее снова покрывают слоем композиционного материала и проводят полировку;
• затем внутреннюю поверхность шины обрабатывают в пескоструйном аппарате, протравливают 9% плавиковой кислотой в течение 3—5 мин, тщательно промывают водой и просушивают струей воздуха;
• поверхность зубов в области размещения шины обрабатывают внутриротовым пескоструйным аппаратом или препарируют крупнозернистым алмазным бором, протравливают кислотой, промывают, просушивают и наносят грунтовый слой из адгезивного набора;
• для лучшего связывания шины с твердыми тканями зубов на внутреннюю поверхность шины наносят силан. На силанирован-160
ную внутреннюю поверхность шины наносят грунтовый слой и шину фиксируют на зубах светоотверждаемым композиционным материалом.
При прямом методе нет необходимости в получении оттиска и гипсовой модели. Поэтому подготовка язычной (нёбной) поверхности шинируемых зубов (как и при непрямом методе) заключается:
• в механическом удалении зубного налета и обработке крупнозернистой алмазной головкой;
• в получении из фольги шаблона будущей шины, по размерам которого от ленты отрезается полоска материала необходимых размеров и пропитывается адгезивным (клеевым) составом из набора;
• в протравливании поверхности зубов кислотой, которая после промывки водой высушивается струей воздуха и покрывается грунтовым слоем из адгезивного набора;
• после этого полоску прижимают к язычной (нёбной) поверхности шинируемых зубов. При этом движения моделировочного инструмента имеют направленность от центра шины к ее краям. Особенно тщательно разглаживается материал в межзубных промежутках. На поверхность шины кисточкой наносится компомер, после чего проводится его светоотверждение. Заключительным этапом является механическая отделка шины в полости рта.
Для получения шины с каркасом из стекловолокна прямым (внутриротовым) методом используют сверхтонкий однослойный или шестислойный материал, прошедший специальную обработку. Стекловолоконный материал поставляется в виде лент длиной 50 см.
Независимые исследования, проведенные в США, показывают существенно более высокий уровень оценки этих материалов по сравнению с шинирующими материалами на основе органической матрицы, адгезия которого к компомеру достигается с помощью плазменной обработки, что требует дальнейшего хранения ленты в условиях вакуума.
Стекловолокно не требует специальных условий хранения и работы в перчатках. Благодаря микроволоконной структуре шины с каркасом из стекловолокна легко режутся обычными ножницами и хорошо прилегают к неровностям зубного ряда и межзубным промежуткам (рис. 4.49).
Для работы необходимы следующие материалы: протравочный гель, светоотверждаемый адгезив, любой светоотверждаемый компомер, шинирующие ленты.
Методика применения заключается в следующем:
• с поверхности зубов, подлежащих иммобилизации, удаляют-
ся зубные отложения, проводится обработка зубов абразивной зубной пастой, не содержащей фтора, и операционное поле тщательно просушивается;
• язычные (нёбные) и контактные поверхности передних зубов протравливаются гелем на основе ортофосфорной кислоты в течение 60 с, затем в течение 50 с кислота смывается, а поверхности зубов тщательно просушиваются;
• на поверхности зубов наносится тонкий слой полимерного грунта и разравнивается струей воздуха. Если зубы слишком подвижны, их необходимо фиксировать в нужном положении заполнением межзубных промежутков с последующим фотоотверждением материала;
• полоска материала нужной длины помещается на стеклянную пластинку и пропитывается адгезивом, излишки которого удаляются салфеткой;
• пропитанная полоска наносится на протравленную и покрытую адгезивом поверхность зубов таким образом, чтобы не было воздушных пузырей, и с помощью тонкой гладилки или шпателя вводится в межзубные промежутки;
• после наложения полоски материала проводится его постепенная фотополимеризация световым потоком с длиной волны 420 нм. При этом образуется прочная структура, каркасом которой служит стекловолокно (рис. 4.49).
Рис. 4.49. Шина для передних зубов с каркасом из стекловолокна
В конце работы можно добиться усиления шинирующей конструкции путем дополнительного нанесения небольших кусочков стекловолокна на наиболее слабые участки шины.
С помощью небольших отрезков стекловолокна можно заместить дефект зубного ряда от потери одного или двух зубов. Для упрочнения и окончательной отделки шинирующей конструкции на нее наносится покрытие из компомера низкой вязкости или смесь сметанообразной консистенции из компомера и адгезива, что значительно увеличивает прочность шины и облегчает ее полирование.
Глава 5 ТЕХНОЛОГИЯ СЪЕМНЫХ ПРОТЕЗОВ
♦ Съемными протезами называются такие их разновидности, которые могут быть в любое время введены и выведены из полости рта самостоятельно пациентом без травмы тканей протезного ложа, естественных зубов, их пародонта и без ущерба для самого протеза.
Разновидность съемных протезов, применяемых для замещения дефектов зубных рядов при частичной потере зубов называют гастигными съемными, при полной потере зубов — полными съемными.
Пластиночные съемные протезы состоят из полимерного или комбинированного металлополимерного базиса (в виде изогнутой пластинки), в дуговых съемных протезах часть базиса представлена металлической дугой (дугами).
Здесь будет рассмотрена технология пластиночных частичных и полных (с полимерным и комбинированным металлополимер-ным базисом) и дуговых (бюгельных) протезов. Главу заключают лабораторные приемы создания съемных шинирующих конструкций и реставрации съемных протезов.
ТЕХНОЛОГИЯ ЧАСТИЧНЫХ И ПОЛНЫХ СЪЕМНЫХ ПЛАСТИНОЧНЫХ ПРОТЕЗОВ
ПОЛУЧЕНИЕ ЧАСТИЧНЫХ И ПОЛНЫХ СЪЕМНЫХ ПЛАСТИНОЧНЫХ ПРОТЕЗОВ С ПОЛИМЕРНЫМ БАЗИСОМ
Для создания протезов необходимы следующие манипуляции:
1) полугение предварительных гипсовых моделей гелю-стей по анатомическим оттискам. На моделях маркером или химическим карандашом отмечается середина беззубого альвеолярного гребня и наносятся границы индивидуальной ложки:
— при частичной потере зубов:
• со щегной или губной поверхности максимальные границы в области беззубой альвеолярной части доходят до переходной складки, огибая уздечки;
• с языгной стороны на нижней гелюсти как в области отсутствующих, так и сохранившихся зубов, граница ложки достигает переходной складки. Язычная уздечка при этом не перекрывается;
• на твердом нёбе максимальная граница перекрывает линию «А», располагаясь на 1—2 мм дистальнее нёбных ямок, с перекрытием альвеолярного бугра;
• в области сохранившихся зубов возможны три варианта расположения границы ложки у естественных зубов. Первый вариант— край ложки располагается с язычной (нёбной) стороны, перекрывая шейки зубов. Это делается при наклоне зубов (часто отмечается у премоляров). Второй вариант — край ложки достигает режущих поверхностей зубов или перекрывает их. Подобное расположение границы ложки возможно у больных, зубы которых имеют низкие клинические коронки или наклонены в сторону губы. Наконец, по третьему варианту ложка, перекрывая зубы полностью, переходит на вестибулярную поверхность зубов и альвеолярной части и оканчивается на переходной складке. Трудно дать один совет, пригодный для всех больных. В каждом отдельном случае граница ложки в области сохранившихся зубов определяется врачом, исходя из возможности свободного выведения оттиска без опасности его деформации и свойств имеющихся под рукой оттискных масс;
♦ Линия «А» (синоним — зона «А») — контурирующиеся при произнесении звука А задние края горизонтальных пластинок нёбной кости. Является границей между мягким и твердым нёбом и ориентиром для прохождения дистальной границы базиса съемного протеза.
— на беззубой верхней челюсти границы ложки охватывают альвеолярные бугры, проходя вестибулярно ниже самой высокой точки свода переходной складки, обходя щечные и губную уздечки. В месте перехода твердого нёба в мягкое граница проходит на 2 мм позади нёбных ямок;
— на беззубой нижней челюсти:
• вестибулярная граница ложки проходит на 2—3 мм не доходя переходной складки и обходя щечные и губные уздечки;
• в ретромолярной области она располагается на 2 мм позади слизистого бугорка;
• на языгной поверхности, от бугорка, граница идет отвесно вниз к челюстно-подъязычной линии и проходит вперед несколько выше ее, немного не доходя до самого глубокого места подъязычного пространства, огибая впереди уздечку языка.
2) создание индивидуальной ложки, необходимой для получения функционального оттиска. Объем и последовательность манипуляций при этом зависит от применяемого материала, которым является:
— базисная пластмасса. Для этого на гипсовой модели челюсти по отмеченным границам из пластинки базисного воска готовят 164
(см. ниже) восковой базис, который в последующем заменяют на пластмассу по описанной ниже технологии. Следует отметить, что в этом случае врач не может проверить соответствие границ и размеров индивидуальной ложки на гипсовой модели челюсти, поскольку последняя, как часть гипсовой пресс-формы, при извлечении индивидуальной ложки после полимеризации будет разрушена;
— быстротвердеющая пластмасса. В этом случае гипсовую модель челюсти покрывают изоляционным лаком. Затем проводят замешивание полимера и мономера в сосуде с крышкой. Оптимальным является соотношение мономера и полимера 1:3 по объему или 1: 2 по массе. При этом в мономер насыпают отмеренное количество порошка и сразу же перемешивают. Сосуд с массой накрывают крышкой и оставляют для набухания на 10—15 мин (в зависимости от температуры окружающей среды). В течение этого времени консистенция массы претерпевает следующую стадийность изменений:
• песогная (гранульная) стадия появляется сразу после замешивания и продолжается до 5 мин;
• стадия тянущихся нитей (вязкая) характеризуется липкостью массы, появлением тянущихся нитей, высокой текучестью и пластичностью;
• тестообразная стадия характеризуется утратой липкости массы, хорошей пластичностью и меньшей текучестью. В таком состоянии массу удобно формовать на гипсовых моделях челюстей;
• резиноподобная стадия характеризуется тем, что форма, приданная материалу на предшествующей стадии, почти полностью сохраняется, и материал более не обладает пластичностью.
Порция пластмассового теста раскатывается до равномерной толщины 2—2,5 мм и укладывается на гипсовую модель челюсти по указанным границам. Затем гипсовая модель с полимер-мономерной композицией аккуратно (во избежание деформации) устанавливается на основание емкости гидрополимеризатора, в котором под давлением 2,5—3 атм в течение 15—30 мин проводят полимеризацию при температуре воды 40—60 °C. После этого режущими инструментами проводят коррекцию границ готовой индивидуальной ложки, которую на гипсовой модели челюсти направляют в клинику;
— пластинка полистирола. Подготовка гипсовой модели челюсти к получению индивидуальной ложки заключается в том, что гипсовым ножом или на обрезном станке максимально уменьшают цоколь модели. При этом высота цоколя не должна превышать 1,5—2 см.
В последующем гипсовую модель челюсти с центрированной на ее рабочей поверхности пластинкой полистирола устанавливают в термовакуумный аппарат, принцип работы которого заключается в разогреве полимерной пластины с помощью термоэлемента или
Рис. 5.1. Общий вид аппарата Эркоформ для получения индивидуальных ложек
мощной лампы накаливания и создании вакуума в рабочей камере прибора с помощью встроенного компрессора. При этом следует соблюдать рекомендованные производителем оборудования условия и параметры эксплуатации.
После завершения процедуры из рабочей камеры прибора извлекают гипсовую модель челюсти, с которой снимают индивидуальную ложку и режущими инструментами проводят коррекцию ее границ.
В качестве примера аппарата для термовакуумного получения индивидуальных ложек можно назвать малогабаритный аппарат настольного исполнения Эркоформ (рис. 5.1), который, кроме
того, используют для получения указанным способом полимерных лечебно-профилактических (для отбеливания и фторирования твердых тканей зубов) и защитных (для спортсменов) капп;
— стандартная пластинка светоотверждаемого полимера,
которую извлекают из ламинированной светозащитной упаковки, обтягивают ею рабочую поверхность гипсовой модели челюсти. Светоотверждение проводят в специальных приборах, в строгом соответствии с рекомендациями фирм-производителей оборудования (рис. 5.2);
— стандартная термопластигная полимерная заготовка в виде пластинки. Полимерный материал заготовки, нагретой над пламенем спиртовки или в горячей воде, приобретает пластичность. Это свойство материала и лежит в основе получения индивидуальной ложки (рис. 5.3). Для этого рабочая гипсовая модель челюсти обтягивается разогретой пластинкой, а излишки заготовки удаляют режущим инструментом. Однако вследствие неточности и неудоб
ства применения стандартные пластины проигрывают конкуренцию остальным методам создания индивидуальных ложек;
3) полугение рабогих моделей гелюстей по функциональному оттиску (рис. 5.4). Последовательность этого процесса заключается в следующем:
— перед получением рабочих моделей челюстей проводится окантовка наружного края функционального оттиска валиком ра-
Рис. 5.2. Приготовление индивидуальной ложки из стандартной пластинки светоотверждаемого полимера
Рис. 5.3. Последовательность (1—7) получения индивидуальной ложки (8) из стандартной фабричной заготовки (9)
Рис. 5.4. Функциональные оттиски: а — оттиск с нижней челюсти; б — оттиск с верхней челюсти
зогретого воска толщиной 2—3 мм (рис. 5.5). Такой валик, расположенный на 2—3 мм ниже наружного края оттиска, предотвращает его повреждение при получении модели, а также сохраняет объемность края протеза при последующих манипуляциях.
Модель челюсти получают из высокопрочного гипса известным способом. Вертикальную поверхность цоколя обрезают перпендикулярно основанию, не доходя 2—3 мм до переходной складки,
Рис. 5.5. Восковые профили специальной формы и размера для постановки искусственных зубов (а) и окантовки функционального оттиска (6)
Рис. 5.6. Модели верхней (а) и нижней (6) беззубых челюстей с нанесенными ориентировочными линиями:
1 —граница базиса протеза; S — альвеолярная линия; 3 — срединная линия модели; 4 — альвеолярные бугры верхней и позадимолярные бугорки нижней челюстей
и наносят на модель границы протеза, проводят линию по центру альвеолярных гребней (рис. 5.6).
Максимальные границы базиса протеза:
— на щечной и губной поверхностях беззубой альвеолярной части верхней и нижней челюсти граница протеза проходит по переходной складке, обходя подвижные складки слизистой оболочки (уздечки). Перекрытие последних базисом протеза приводит к образованию пролежней;
— с язычной стороны на нижней челюсти как в области отсутствующих, так и в области сохранившихся зубов, граница протеза оканчивается на переходной складке, обходя в переднем отделе язычную уздечку;
— на твердом нёбе протез немного не доходит до линии «А». Бугор верхней челюсти должен обязательно перекрываться протезом. Это делает его более устойчивым;
— на нижней челюсти в переднем отделе базис перекрывает зубные бугорки резцов и клыков. На верхней челюсти бугорки остаются открытыми и протез лишь прилегает к шейкам зубов. На молярах и премолярах верхней и нижней челюсти базис перекрывает экватор.
Карандашом отмечают также костные выступы — нёбный валик (torus palatinus) и экзостозы, которые изолируют ранее описанным способом.
♦ Экзостозы — (от греч. exostosis — нарост на кости) — костные выросты на поверхности костей, состоящие из губчатой и компактной костной ткани.
4) полугение восковых базисов с окклюзионными валиками (шаблонов), которые требуются для определения центрального соотношения челюстей в клинике.
♦ Центральное соотношение челюстей — пространственные взаимоотношения верхней и нижней челюсти, когда последняя находится в центральной окклюзии.
♦ Центральное положение нижней челюсти — определяется сомкнутыми в центральной окклюзии зубами, а при их отсутствии — нижнечелюстными головками, занимающими в суставных ямках заднее непринужденное положение, когда еще возможны боковые движения нижней челюсти. При этом средняя точка подбородка и резцовая линия находятся в сагиттальной плоскости, а высота нижней части лица имеет нормальные размеры.
Для этого:
— над пламенем горелки с одной стороны равномерно разогревают пластинку базисного воска',
— размягченную пластинку накладывают на гипсовую модель гелюсти ненагретой стороной и пальцами прижимают ее к нёбной поверхности модели и к беззубым участкам альвеолярного гребня, стараясь не продавить и не истончить ее;
— разогретым шпателем обрезают воск по границам будущего протеза, отмеченным карандашом на модели (рис. 5.7, а). Во избежание деформации воскового базиса его укрепляют проволокой, которую выгибают по передним и боковым участкам нёбной поверхности или по язычному скату альвеолярной части, разогревают и вводят в восковой базис, дополнительно укрепляя ее разогретым воском (рис. 5.7, б).
Следует отметить, что при протезировании пациентов съемными протезами для предупреждения деформации воскового базиса можно применять жесткие базисы из пластмассы (см. Полугение индивидуальных ложек из базисной пластмассы'), на которых обычным способом укрепляют окклюзионные валики (см. ниже);
— затем приступают к формированию окклюзионных валиков, используя базисный воск, который разогревают над пламенем с обеих сторон, скручивают в валик и приклеивают к восковому базису. Валики шириной 1 см и высотой 1—1,5 см накладывают на восковой базис по центру альвеолярного гребня в участках отсутствующих зубов и приклеивают их к базису на всем протяжении расплавленным воском. Разогретым шпателем делают поверхность валиков гладкой, со скосом в дистальных отделах (рис. 5.7, в).
Размеры окклюзионных валиков после их формирования:
— при протезировании гастигными съемными протезами высо-
Рис. 5.7. Последовательность получения восковых базисов с окклюзионными валиками (пояснения в тексте)
та и ширина валиков превышает таковую на 2—2,5 мм у зубов, ограничивающих дефекты зубного ряда;
— при протезировании полными съемными протезами (рис. 5.8) высота валика составляет 12—15 мм, ширина в области жевательных зубов 10 мм и в области передних — 8 мм.
Более экономичным по времени и материалу является способ отливки заготовок окклюзионных валиков по стандартной форме из остатков воска. Кроме того, выпускаются заготовки окклюзионных валиков и нёбных шаблонов:
— восковые окклюзионные валики полные (мягкие, средние, твердые) для восковых базисов (шаблонов) при протезировании полными съемными протезами. Они поставляются специально для
Рис. 5.8. Восковые базисы с окклюзионными валиками на моделях верхней (а) и нижней (б) челюстей и в положении центрального соотношения челюстей (в)
беззубой верхней челюсти в форме полуэлипса, для беззубой нижней челюсти — в форме параболы, что сокращает затраты времени при их установке на восковой базис (рис. 5.9).
В этих формах уже учтены сагиттальные и трансверзальные окклюзионные кривые. С губной стороны окклюзионные валики
Рис. 5.9. Стандартные окклюзионные валики (а) для получения восковых шаблонов (б). Слева внизу— гипсовые модели челюстей с восковыми шаблонами, справа — схема разметки (в) окклюзионных валиков
остаются в плоскостном контакте при выдвижении нижней челюсти вперед. Кроме того, использование таких валиков значительно экономит рабочее время врача при регистрации центрального соотношения челюстей;
— восковые валики гастигные (мягкие, средние, твердые) для восковых базисов (шаблонов) при протезировании частичными съемными протезами. Такие валики лимонно-желтого (мягкие), желтого (средние) или розового (твердые) цвета имеют размеры 110 х 10 х 6 мм;
— нёбные шаблоны поставляются трех размеров (большой, средний, малый) при толщине воска 1,5 мм. Они эластичны и легко обтягивают гипсовую модель челюсти. При прижатии к моделям не образуется искажения их поверхности;
5) фиксация в артикуляторе моделей гелюстей с восковыми шаблонами в центральном соотношении (см. рис. 2.18; рис. 3.9).
Этой процедуре предшествует настройка артикулятора в процессе предварительного центрирования моделей челюстей между его рамами. При этом следят за тем, чтобы штифт высоты артикулятора упирался в площадку нижней рамы и между моделями и рамами прибора осталось место для гипса.
Далее замешивают гипс, накладывают небольшое его количество на гладкую поверхность стола и погружают в него нижнюю раму артикулятора. Покрыв раму дополнительной порцией гипса, на него помещают, центрируя в пространстве прибора, скрепленные между собой модели. С помощью шпателя обмазывают цоколь нижней модели гипсом со всех сторон. После этого слой гипса наносят на модель верхней челюсти, опуская в него верхнюю раму, заглаживают гипс так, чтобы он полностью покрывал наружную дугу рамы и цоколь модели (см. рис. 5.7). При этом следят, чтобы штифт высоты касался площадки.
После твердения гипса осторожно, чтобы не сломать гипсовые зубы, открывают артикулятор и снимают с моделей восковые базисы с окклюзионными валиками.
Подробно особенности фиксации моделей челюстей с восковыми шаблонами в артикуляторе изложены в гл. 3;
6) создание Кламмеров при протезировании гастигными съемными протезами осуществляют по плану, составленному врачом на основании клинической картины и выбора опорных зубов.
♦ Кламмер (нем.— скоба, зажим) — механическое приспособление для крепления съемных аппаратов (в том числе — протезов) на опорных зубах.
Рис. 5.10. Последовательность получения одноплечего проволочного гнутого кламмера (описание в тексте)
Для этого готовят тот или иной вид кламмера на опорные зубы. Гнутые кламмеры (рис. 5.10) изгибают с помощью крампон-ных или кламмерных щипцов (рис. 5.11); о получении литых кламмерах говорится ниже.
Все разновидности кламмеров имеют общие детали: плечо, тело, отросток и окклюзионную накладку. В одних кламмерах перечисленные части могут быть представлены полностью, в других частично. Встречаются более сложные кламмеры, в конструкцию которых введены дополнительные детали.
♦ Плечом кламмера называется его часть, охватывающая коронку зуба. ♦ Телом кламмера называется его, как правило, самая массивная неподвижная часть.
♦ Отросток кламмера — продолжение тела, предназначенное для крепления кламмера в базисе протеза или соединения его с каркасом протеза.
Положение плеча определяется анатомической формой зуба. Оно должно охватывать вестибулярную поверхность зуба между экватором и десной.
Рис. 5.11. Щипцы (1) для выгибания (2) кламмеров
Тело располагается на контактной поверхности опорного зуба, касаясь его только от окклюзионной поверхности до экватора. Его не следует располагать между экватором и шейкой зуба, в так называемом «поднутрении», так как в этом случае кламмер будет препятствовать наложению протеза.
Отросток предназначен для крепления кламмера в протезе. Его располагают вдоль беззубого альвеолярного гребня, под искусственными зубами.
Предложено много видов удерживающих кламмеров. Наиболее распространены: проволочный одноплечий, литой, проволочный петлевидный, двуплечий проволочный, продленный зубодесневой (дентоальвеолярный) и десневой кламмеры (рис. 5.12).
Для получения гнутого одноплегего кламмера (см. рис. 5.10) используют стандартные заготовки из проволоки диаметром от 0,5 до 1,2 мм, один конец которых расплющен и имеет насечки для фиксации в пластмассе (рис. 5.10, а). Можно также использовать ортодонтическую проволоку из нержавеющей стали диаметром от 0,6 до 1,2 мм, проволоку из золота 750-й пробы. Кламмер выгибают при помощи круглогубцев, кламмерных или крампонных щипцов по зубу гипсовой модели.
Последовательность основных манипуляций при этом следующая:
— напильником или надфилем закругляют конец проволоки;
— щипцами изгибают плечо кламмера так, чтобы оно охватывало вестибулярную поверхность зуба между экватором и шейкой, не касаясь десны (см. рис. 5.10, б);
— не доходя до жевательной поверхности или режущего края у контактного пункта, делают второй изгиб, образующий начало
Рис. 5.12. Различные типы кламмеров:
1 — проволочный одноплечий; 2 — проволочный петлевидный; 3 — дентоальвеолярный;
4 — десневой; 5 — литой с окклюзионной накладкой; 6 — литой продленный; 7 — кламмер Бонвилля; 8 — разновидность кламмера Бонвилля; 9 — кламмер Рейхельмана
Рис. 5.13. Одноплечий (а) и двуплечий (6) кламмеры на опорном зубе гипсовой модели челюсти
тела кламмера, которое плотно прилегает к экватору зуба с контактной поверхности (см. рис. 5.10, в);
— за счет изгиба формируется отросток кламмера. Его создают почти под прямым углом ко второму изгибу, направляя его вдоль беззубого участка альвеолярного гребня, в толщу базиса протеза, под искусственные зубы (см. рис. 5.10, г).
Готовые кламмеры (рис. 5.13) устанавливают в восковой базис и приступают к постановке искусственных зубов;
7) постановка искусственных зубов проводится в соответствии с указаниями врача о цвете, фасоне и их размерах.
Последовательность подготовительных манипуля-ций на данном этапе следующая:
а) подбор пластмассовых или фарфоровых искусственных зубов;
б) полугение воскового базиса (см. выше), границы которого несколько шире границ протеза, отмеченных на модели челюсти, чтобы в последующем можно было приклеить его к модели без нарушения целостности протезного ложа;
в) армирование воскового базиса проволочной дугой, предварительно нагретой в пламени спиртовки;
г) приклеивание к восковому базису валика постановочного воска толщиной 3—4 мм (см. рис. 5.5). При этом наружный край валика располагают на уровне середины альвеолярного гребня;
Последовательность постановки искусственных зубов при гас-тигной потере зубов зависит в первую очередь от топографии и протяженности дефекта (дефектов) зубного ряда. Кроме того, при создании частичных съемных протезов на верхнюю и нижнюю 176
челюсти постановку вначале проводят на верхней челюсти. Так, например, при комбинированных дефектах зубного ряда верхней челюсти постановку начинают с передних зубов. При этом, если альвеолярный гребень выражен хорошо, а губа — короткая, то зубы пришлифовывают к нему так, чтобы создать впечатление естественных. Такая постановка называется сна притотке» (рис. 5.14, а). Плотно к десне могут быть пришлифованы и премоляры верхней челюсти. Данная постановка проводится по эстетическим показаниям. При значительно выраженной атрофии, дефекте альвеолярного гребня или длинной губе передние зубы ставят на искусственной десне, что проще и не так трудоемко, но менее естественно (рис. 5.14, б).
Искусственному зубу вначале придают необходимую ширину, затем притачивают к антагонистам для плотного контакта без увеличения межальвеолярной высоты. Притачивание искусственного зуба проводится на шлифмоторе карборундовыми камнями, а при значительной приточке — фрезами, алмазными дисками или фасонными головками при помощи бормашины. Нагретым зуботехническим шпателем размягчают восковой валик и прикрепляют к нему центральные, затем боковые резцы, клыки и т. д.
Искусственные боковые зубы ставят на искусственной десне. Бугорки жевательных поверхностей искусственных зубов должны входить в соответствующие фиссуры на жевательной поверхности зубов-антагонистов.
При постановке каждого нового зуба проверяют точность соотношения зубов в положении центральной окклюзии и при боковых движениях артикулятора. При нарушении скользящих боковых движений или окклюзионных контактов отшлифовывают соответствующие блокирующие участки зубов.
Рис. 5.14. Постановка искусственных зубов на приточке (а) и на искусственной десне (б)
Постановку искусственных зубов при протезировании одной беззубой гелюсти проводят с учетом соотношения челюстей (ортогнатического, прогенического, прогнатического), межальвеолярной высоты, формы окклюзионной поверхности и размеров зубов противоположной челюсти. При протезировании верхней челюсти сохраняется указанная выше последовательность постановки, а при протезировании нижней челюсти используют, как правило, последовательность анатомической постановки по стеклу (см, ниже).
Постановку искусственных зубов при протезировании беззубой верхней и нижней гелюстей проводят в основном следующими способами:
— в артикуляторе по стеклу;
— в артикуляторе по сферическим поверхностям;
— в универсальных артикуляторах после внутриротовой или внеротовой записи движений нижней челюсти.
Анатомическая постановка искусственных зубов по стеклу разработана М. Е. Васильевым. Подготовительные манипуляции при этом состоят в том, что:
• к верхнему окклюзионному валику приклеивают стекло;
• срезают часть нижнего валика на толщину 2—3 мм;
• приклеивают к гипсовой модели нижней челюсти тонкие столбики размягченного воска;
• смыкают артикулятор до упора штифта межальвеолярной высоты;
• расплавленным воском к окклюзионному валику нижней челюсти приклеивают стеклянную пластинку, а затем отделяют ее от верхнего валика.
Постановку вначале проводят на верхней, а потом на нижней челюсти. Причем зубы ставят так, чтобы середина гребня делила их вестибуло-оральную толщину пополам. Исключение составляют передние верхние зубы, которые располагают кнаружи от середины альвеолярного гребня на 2/3 их толщины.
Постановку начинают с верхних центральных резцов, которые устанавливают в контакте режущего края с поверхностью стекла.
Боковые резцы ставят с мезиальным наклоном режущего края к центральному резцу и небольшим поворотом мезиального угла вперед. Режущий край их должен отстоять от плоскости стекла на 0,5 мм.
Острые бугорки клыков лучше сошлифовать, создав здесь «фасетку стирания», подобную той, которая наблюдается у естественных зубов лиц среднего и пожилого возраста. Клык должен касаться поверхности стекла, его ставят также с небольшим поворотом 178
дистального края кзади. При этом все передние зубы образуют арку.
Первый премоляр устанавливают так, чтобы он касался поверхности стекла только щечным бугорком, нёбный должен отстоять от него на 1 мм.
Второй премоляр касается поверхности стекла обоими бугорками.
Первый моляр касается стекла только мезиальным нёбным бугорком, мезиальный щечный отстоит от стекла на 0,5 мм, дистальный нёбный — на 1 мм, дистальный щечный — на 1,5 мм.
Второй моляр тоже поворачивают нёбно. Его бугорки должны находиться на разном расстоянии от стекла: мезиальный нёбный на 0,5 мм, мезиальный щечный на 1 мм, дистальный нёбный на 1,5 мм и дистальный щечный на 1,5 мм. При такой ориентации боковых зубов создаются сагиттальные и трансверзальные окклюзионные кривые Шпее, Вилсона и Плиже.
Закончив постановку зубов на верхней челюсти, с нижнего валика удаляют стекло, а постановку нижних зубов проводят по верхним зубам в следующей последовательности: вторые премоляры, первые моляры, вторые моляры, первые премоляры, клыки и центральные резцы или центральные резцы и клыки, боковые резцы.
Боковые зубы нижней челюсти образуют вогнутые окклюзионные сагиттальные и трансверзальные кривые, соответственно выпуклым окклюзионным кривым, образуемым боковыми зубами верхней челюсти.
Постановка искусственных зубов по сферической поверхности может быть проведена в артикуляторе по индивидуально оформленным окклюзионным поверхностям или по стандартным постановочным площадкам. Индивидуальное оформление окклюзионных поверхностей осуществляет врач в полости рта пациента после определения центрального соотношения челюстей.
Стандартные постановочные площадки из металла или пластмассы имеют подковообразную форму со сферической поверхностью, средний радиус которой равен 10,4 см (рис. 5.15) или 9 см (М. А. Нападов, А. Л. Сапожников).
Завершая определение центрального соотношения челюстей, врач укрепляет на нижнем валике стеклянную постановочную площадку со сферической окклюзионной поверхностью.
Рис. 5.15. Металлическая сферическая поверхность для постановки искусственных зубов
Рис. 5.16. Определение центрального соотношения со сферической поверхностью
Рис. 5.17. Постановка верхних искусственных зубов по сферической плоскости (по М. А. Нападову и А. Л. Сапожникову, 1972)
Затем валики с базисами фиксируют в центральном соотношении в артикуляторе (рис. 5.16) и проводят постановку верхних искусственных зубов по сферической поверхности, установленной на окклюзионном валике для нижней челюсти (рис. 5.17), затем по верхним ставят нижние зубы.
Постановке искусственных зубов в универсальном артикуляторе предшествует внеротовая запись индивидуальных движений нижней челюсти при определении врачом центрального соотношения челюстей. Верхнюю раму артикулятора, имеющую три точки опоры (две в суставах и одну на резцовой площадке), и нижнюю раму соединяет имитатор височно-нижнечелюстного сустава (свободно подвиж
ная ось и суставные головки), в котором соблюдается принцип рав-
ностороннего треугольника Бонвилля.
Особенности подготовки гипсовых моделей челюстей
к постановке искусственных зубов:
— цоколь модели оформляют так, чтобы боковые поверхности были перпендикулярны его основанию;
— высота обеих моделей не должна превышать 5—8 см;
— на модели верхней челюсти отмечают резцовый сосочек, большую нёбную складку, вершину гребня альвеолярного отростка,
срединную линию модели, а на модели нижней челюсти — вершину альвеолярного гребня, срединную линию модели, границы нижнечелюстных бугорков;
— для фиксации моделей в артикуляторе используют магнитные основания, представляющие собой пластмассовую пластинку, в центре которой находится магнит, а по периферии имеется съемный бортик, который служит формой для цоколя моделей;
— устанавливают балансир в верхней части артикулятора (при этом двойной конец вилки обращен вниз);
— укрепляют нижнюю модель челюсти, расположив вилку с обеих сторон от уздечки нижней губы, а крылья балансира — симметрично, с ориентацией на ретромолярные бугорки, по верхнему краю последних;
— после снятия балансира гипсовые модели челюстей соединяют с помощью восковых базисов с окклюзионными валиками, регистрирующими центральное соотношение челюстей;
— фиксируют верхнюю раму на гипсовой модели верхней челюсти и устанавливают пружины.
Постановку искусственных зубов начинают с верхней гелюсти. Для этого:
• удаляют восковые базисы с окклюзионными валиками;
• на гипсовой модели верхней челюсти готовят новый восковой базис с валиком из постановочного воска (см. выше), на который переносят ориентиры большой нёбной складки и резцового сосочка, который определяет положение 11-го и 21-го зубов, губная поверхность которых смещена вестибулярно на расстояние 8—10 мм от него;
• 13-й и 23-й искусственные зубы размещают у наружного края большой нёбной складки, на расстоянии 2 мм от ее наружной границы;
• 12-й и 22-й искусственные зубы устанавливают между 13— 11-м и 21—23-м искусственными зубами. Симметричность постановки верхних передних зубов проверяют с помощью постановочной матрицы, которую укрепляют на нижней части артикулятора;
• 33-й и 44-й искусственные зубы устанавливают в контакте с 13—12-м и 22—23-м искусственными зубами;
• снимают с верхней рамы гипсовую модель верхней челюсти и после размещения постановочной матрицы в верхней части прибора приступают к постановке боковых искусственных зубов нижней гелюсти. При этом постановочная матрица своим нижним краем касается дистальных скатов нижних клыков.
Положение нижних боковых зубов по отношению к языку определяют по линиям Паунда, проходящим от рвущего бугорка
клыков к вестибулярному и оральному краю слизистых бугорков нижней челюсти:
— линия, проведенная между дистальной контактной поверхностью клыка и серединой верхнего края слизистого бугорка нижней челюсти, соответствует вершине альвеолярного гребня нижней челюсти:
— челюстно-подъязычная линия, соответствующая внутренней границе позадимолярного треугольника, находится в одной плоскости с язычной поверхностью последних моляров нижней челюсти;
— две линии, проведенные от мезиального края бугорка клыка к внутренней и наружной поверхностям ретромолярного бугорка, образуют треугольник, в пределах которого располагаются боковые зубы;
— треугольник, известный в литературе как треугольник Паунда, используют при постановке боковых зубов для определения щечно-язычного положения в тех случаях, когда альвеолярный гребень значительно атрофирован;
— боковые зубы так прилегают к постановочной матрице, что первые премоляры контактируют щечными бугорками, вторые — обоими бугорками, первые и вторые моляры — тремя бугорками;
• после постановки нижних боковых зубов и удаления постановочной матрицы, устанавливают верхнюю модель и по нижним боковым зубам проводят постановку боковых искусственных зубов верхней гелюсти. Последними устанавливают 32, 31, 41, 42 искусственные зубы.
Постановка искусственных зубов в универсальном артикуляторе с использованием лицевой дуги. Для этого проводят следующие манипуляции;
• после отработки больным правильного смыкания окклюзионных валиков в положении центрального соотношения челюстей, на окклюзионном валике нижней челюсти укрепляют прикусную вилку лицевой дуги (рис. 5.18, а), а внеротовая часть устанавливается параллельно линии, соединяющей наружный слуховой проход и нижний край глазницы (франкфуртская горизонталь);
• путем специальных внутриротовых и внеротовых записей получают данные величины углов сагиттального и трансверзаль-ного суставных и резцовых путей;
• затем через переходное устройство данные величины углов переносятся в артикулятор (рис. 5.18, б);
• на прикусной вилке фиксируют гипсовую модель верхней челюсти с восковым базисом и окклюзионными валиками и укрепляют ее на верхней раме артикулятора (рис. 5.18, в);
Рис. 5.18. Постановка искусственных зубов в универсальном артикуляторе с использованием лицевой дуги (пояснения в тексте)
• на нижней раме артикулятора укрепляют модель нижней челюсти в центральном соотношении с моделью верхней челюсти;
• далее приступают к постановке искусственных зубов на верхней челюсти, соблюдая индивидуальные движения нижней челюсти пациента, перенесенные на шарниры артикулятора;
• постановку нижних искусственные зубов проводят с учетом зарегистрированных индивидуальных показателей биомеханики нижней челюсти (рис. 5.18, г).
Постановку искусственных зубов независимо от способа ее проведения завершают следующие манипуляции:
— проверка контакта искусственных зубов с антагонистами (рис. 5.19);
— прикрепление зубов расплавленным воском к валику поста-
Рис. 5.19. Завершение постановки искусственных зубов
НОЙ
новочного воска так, чтобы со всех сторон шейки искусственных зубов были на 1 мм покрыты воском и хорошо фиксировались;
— удаление воска с поверхности искусственных зубов и моделирование межзубных сосочков;
— выравнивание толщины и поверхности воскового базиса и искусственной десны. При этом восковой базис вместе с искусственными зубами и Кламмерами должен легко сниматься с гипсовой модели челюсти;
8) окончательное моделирование воскового базиса (рис. 5.20).
После проверки конструкции протеза в клинике ее возвращают в лабораторию. Края искусствен-
десны приклеиваются горячим воском к модели.
При неравномерной толщине воскового базиса его надрезают
подогретым шпателем вдоль всех искусственных зубов, удаляют восковую нёбную пластинку вместе с проволокой и заменяют новой разогретой пластинкой стандартного базисного воска, после чего тщательно очищают от воска вестибулярные поверхности зубов и окончательно моделируют базис.
На нижней челюсти базисную пластинку из воска не меняют,
ограничиваясь удалением проволоки и окончательным моделированием протеза. Протез нижней челюсти для большей прочности должен быть толще верхнего примерно на 1 мм и достигать в среднем толщины 2,0—2,5 мм;
Рис. 5.20. Гравировка шейки искусственного зуба (а) при окончательном моделировании воскового базиса съемного протеза (б)
9) гипсование восковой репродукции протеза в кювету и выплавление воска. Эта манипуляция предполагает получение разъемной или неразъемной пресс-формы, в которой проводят полимеризацию базисной пластмассы. Классическим материалом для получения пресс-формы кюветы является гипс, но в настоящее время для этой цели применяют гидроколлоид-ные и силиконовые массы (см. ниже).
Для получения разъемной гипсовой пресс-формы необходимо использовать две порции гипса с необходимым интервалом времени между ними. Таким образом, полученная гипсовая пресс-форма состоит из двух частей, что позволяет после удаления воскового базиса раскрыть кювету (гипсовую пресс-форму), провести визуальную оценку качества удаления воска и в последующем — заполнение (паковку) заранее приготовленной полимер-мономерной композицией.
Существует три способа гипсования моделей челюстей в кювету, различающиеся между собой тем, что в последующем, после удаления воскового базиса и раскрытия кюветы:
— гипсовая модель, искусственные зубы и кламмеры остаются в основании кюветы (рис. 5.21) — прямой способ;
— гипсовая модель остается в основании кюветы, а искусственные зубы и кламмеры переходят в ее верхнюю часть (рис. 5.22) — обратный способ;
Рис. 5.21. Гипсование восковой репродукции протеза в кювету прямым способом
Рис. 5.22. Обратный способ гипсования восковой репродукции протеза в кювету:
а — схематическое изображение распила кюветы; б — подготовка опорного гипсового зуба перед гипсованием модели в кювету (1—линия среза; 2 — кламмерное плечо)
Рис. 5.23. Комбинированный способ гипсования восковой репродукции протеза в кювету
— гипсовая модель, передние искусственные зубы и кламмеры остаются в основании кюветы, а в ее верхнюю часть переходят боковые зубы (рис. 5.23) — комбинированный способ.
Прямой способ гипсования использовался при применении каучука в качестве базисного материала. Сейчас в чистом виде к нему прибегают при получении съемных протезов переднего отдела зубного ряда, ког
да все искусственные зубы поставлены на приточке. При этом осу
ществляются следующие манипуляции:
— модель отделяют от рамы артикулятора, обрезают ее цоколь так, чтобы край основания кюветы, в которое устанавливается модель, был немного выше уровня искусственных зубов;
— на модели челюсти срезают гипсовые зубы с вестибулярной поверхности со скосом до уровня шейки. При этом на опорных зубах плечо кламмера освобождают от контакта с гипсом модели;
— гипсовую модель несколько минут выдерживают в воде комнатной температуры;
— известным способом замешивают гипс и заполняют им
основание кюветы, куда погружают цоколь модели челюсти;
— над искусственными зубами формируют валик из гипса, покрывая вестибулярную поверхность, режущие края передних зубов и жевательные поверхности боковых зубов. Свободными остаются только нёбные и язычные поверхности зубов. Гипсовый валик, покрывающий все гипсовые и искусственные зубы, должен быть достаточно прочным, ровным и гладким, без выступов;
— после твердения гипса очищают от него край основания кюветы, опускают на несколько минут в холодную воду для изоляции от следующей порции гипса;
— накладывают верхнюю часть кюветы без крышки, заполняют ее жидким гипсом на вибрационном столике для предупреждения образования воздушных пузырей и плотно закрывают крышкой. Излишки гипса удаляют;
— после твердения гипса кювету осторожно открывают, для чего между двумя частями вставляют шпатель или гипсовый нож и совершают рычагообразные движения. Снимают верхнюю часть кюветы, в которой имеется только гипсовый отпечаток, в нижней части остается модель с зубами и кламмерами, покрытыми гипсо
вым валиком. Оральная поверхность искусственных зубов свободна от гипса;
— затем проводят выплавление воска из кюветы (см. ниже).
Обратный способ гипсования (рис. 5.22, а—б) показан при постановке всех искусственных зубов на искусственной десне. При этом:
— модель отделяют от рамы артикулятора, обрезают ее цоколь так, чтобы край основания кюветы, в которое устанавливается модель, был немного выше уровня искусственных зубов;
— на модели челюсти срезают гипсовые зубы с вестибулярной поверхности со скосом до уровня шейки (рис. 5.22, б). При этом на опорных зубах плечо кламмера освобождают от контакта с гипсом модели;
— модель челюсти выдерживают в воде комнатной температуры в течение нескольких минут;
— известным способом замешивают гипс и заполняют им основание кюветы, куда погружают цоколь модели челюсти до искусственной десны;
— после твердения гипса его срезают на уровне верхнего края кюветы, а восковой базис с зубами, плечами кламмеров и искусственной десной остаются свободными от гипса, возвышаясь над краями кюветы;
— основание кюветы с укрепленной в ней моделью челюсти помещают на несколько минут в холодную воду, затем накладывают ее верхнюю часть, снимают крышку и небольшими порциями заполняют гипсом, используя вибрационный столик для удаления воздушных пузырей. Заполнив кювету до краев гипсом, плотно накладывают крышку, при этом излишки гипса выдавливаются и удаляются;
— после кристаллизации гипса нагревают кювету в горячей воде, осторожно вскрывают ее (см. выше), снимают верхнюю часть кюветы, в которую перешли искусственные зубы и кламмеры. В нижней же части остается гипсовая модель челюсти. Затем окончательно, с помощью струи воды или пара (см. ниже), освобождают кювету от остатков воска.
При комбинированном способе гипсования (см. рис. 5.23), который применяется при постановке передних искусственных зубов на приточке, а боковых — на искусственной десне:
— модель отделяют от рамы артикулятора, обрезают ее цоколь так, чтобы край основания кюветы был немного выше уровня искусственных зубов;
— подготовленную модель помещают в основание кюветы, предварительно заполненное гипсом;
— передние зубы, поставленные без искусственной десны, по
крывают гипсовым валиком, как при прямом способе, а боковые зубы оставляют свободными, как при обратном способе. При этом предварительно срезают вестибулярную поверхность боковых опорных зубов, чтобы освободить плечо и тело кламмера;
— основание кюветы на несколько минут помещают в холодную воду, накладывают на нее верхнюю часть кюветы без крышки;
— заполняют верхнюю часть кюветы жидким гипсом и закрывают крышкой. После кристаллизации гипса выплавляют воск (см. ниже).
Выплавление воска из гипсовой пресс-формы (кюветы) основано на принципе водяной бани. Для этого:
— кювету размещают на решетке, установленной под углом в 45° к стенкам сосуда с горячей водой для лучшего удаления расплавленного воска, который из-за малого удельного веса всплывает на поверхность воды;
— после извлечения кюветы из воды, последнюю раскрывают и обе ее половины промывают струей кипящей воды для окончательного удаления воска. При этом следят, чтобы не было от-
лома тонкого края гипсового
Рис. 5.24. Полимеризаторы Кераматик (а) и Футурамат (6) для акриловых пластмасс
валика, чтобы искусственные зубы не выходили из гнезд и не повреждался гипс модели под струей воды.
В качестве примера оборудования для удаления воска и проведения полимеризации базисных пластмасс можно назвать аппараты Кераматик и Футурамат (рис. 5.24), которые снабжены автоматической системой водо-подогрева, позволяющей выполнять процесс выпаривания воска из 16 кювет одновременно в течение 2—3 мин. Полимеризация базисной пластмассы проводится в автоматическом режиме для 8 кювет одновременно.
После выплавления воска обе части кюветы промывают горячей проточной водой, а на рабочие поверхности разъемной гипсовой пресс-формы, за исключением шеек искусственных зубов, кисточкой тонким слоем наносят изоляционный материал;
10) заполнение (паковка) гипсовой пресс-формы полимермономерной композицией базисной пластмассы, для получения которой в стеклянном или фарфоровом сосуде проводят смешивание полимера (порошка) и мономера (жидкости) в объемном или весовом соотношении, рекомендованном производителем пластмассы. Следует отметить, что нормативный расход базисной пластмассы при создании съемных протезов составляет 1 г на 1 искусственный зуб.
Для заполнения разъемной гипсовой пресс-формы кюветы тестообразной массой последнюю помещают в одну из половинок кюветы с избытком и покрывают смоченным в воде листком целлофана, закрывают второй частью и под давлением в специальном прессе (см. рис. 2.12) проводят контрольное прессование. Затем снимают крышку, удаляют целлофан и излишки пластмассового теста, вновь соединяют части кюветы, еще раз прессуют и зажимают в специальную дугу со стопорным винтом (бюгель) (см. рис. 2.11). Такой метод называют компрессионным прессованием. К его принципиальным недостаткам следует отнести то, что в процессе формования излишки полимер-мономерной композиции удаляются (выдавливаются) по линии разъема половинок кюветы, т. е. создаются предпосылки к увеличению толщины базиса протеза (рис. 5.25).
Степень этого увеличения равна толщине слоя пластмассы между половинками гипсовой пресс-формы. Кроме того, на эту же величину происходит вертикальное перемещение искусственных зубов относительно протетигеской плоскости.
♦ Окклюзионная плоскость — воображаемая плоскость, проводящаяся двумя способами. При первом она проходит через середину перекрытия центральных резцов и середину перекрытия мезиальных бугорков первых (при их отсутствии — вторых) моляров. При втором варианте она проводится через вершины щечного бугорка второго верхнего премоляра и мезиального щечного бугорка первого верхнего моляра. Формируемая при протезировании на окклюзионных (прикус-ных) валиках плоскость именуется еще протетической.
Указанная последовательность манипуляций (см. выше пп. 8—10) по созданию разъемной гипсовой пресс-формы и применению ее для замены воскового базиса на пластмассовый имеет ряд принципиальных отличий в случае применения неразъемной гипсовой пресс-формы:
— окончательное моделирование воскового базиса дополняется установкой литниковой системы, которую создают из цилиндрических восковых или пустотелых полимерных заготовок различной длины и диаметра. При определении количества и варианта
Рис. 5.25. Сравнение объемных (а) и структурных (б) изменений пластмасс при компрессионном ()) и инжекционно-литьевом (2) прессовании
размещения литников следует руководствоваться рекомендациями фирм-производителей специальных кювет, в которых проводят замену воска на базисную пластмассу;
— получение неразъемной гипсовой пресс-формы в такой кювете проводят одной порцией гипса. В связи с отсутствием визуального контроля полноты удаления воска из гипсовой пресс-формы, после удаления воска и извлечения кюветы из воды через систему литников проводят дополнительную очистку паром;
— изоляционную жидкость в пресс-форму впрыскивают под давлением.
Кроме того, следует отметить, что создание литниковой системы, как правило, предполагает инжекционно-литьевое прессование (рис. 5.26) полимер-мономерной композиции базисной пластмассы. Перемешивание компонентов последней проводят в смесителе, куда вставляется капсула с гелем полимера и мономера. Паковку пресс-формы проводят при более жидкотекучем состоя
нии массы под давлением, создаваемым специальным поршнем (принцип «шприца»). Поршень инжектора во время полимеризации находится под сжимающим действием пружины, поэтому из него в полость гипсовой пресс-формы через литник поступает дополнительное количество полимерного материала, компенсирующее полимеризационную усадку. После паковки и формования базисного материала проводят его полимеризацию;
11) полимеризация базисной пластмассы завершает процесс превращения полуфабриката протеза в готовую конструкцию. Среди основных условий полимеризации выделяют 3 основных взаимозависимых фактора:
— время, которое зависит от гипсовой пресс-формы, давления (см. ниже), химического состава базисного материала;
— давление, точкой приложения которого является латунная кювета разъемной пресс-формы или полимер-мономерная композиция базисной пластмассы неразъемной пресс-формы. Постоянное давление, оказываемое непосредственно на тестообразную пластмассу через систему литников, компенсирует усадку полимера и предупреждает таким образом линейно-объемные изменения протеза. В специальную теплоизолирующую кювету из комплекта SR-Ивокап жидкотекучая пластмасса нагнетается под давлением 6 бар (то есть 6 атм), величина которого выдержива-
Рис. 5.26. Метод инжекционно-литьевого прессования пластмассы (система Ивокап): а — схема; б — смеситель пластмасс
ется в течение 35 мин, необходимых для полимеризации. При этом процесс полимеризации проходит последовательно от нижних слоев пластмассы к верхним, а возникающая усадка компенсируется поступающим под давлением на протяжении всего рабочего этапа материалом.
— внешняя энергия, которая во многом определяет условия и режим полимеризации. На основании этого выделяют:
— полимеризацию в условиях влажной среды;
— • полимеризацию в условиях сухой среды.
• Полимеризация в условиях влажной среды, то есть открытая или закрытая водяная баня, когда крышка емкости с водой позволяет создать в ней дополнительное давление, считается традиционным способом полимеризации. Давление внутри пресс-формы поддерживается специальной прямоугольной рамкой с крепящим винтом (бюгель), в котором с усилием фиксируется одна или несколько кювет (см. рис. 2.11). Источником внешней энергии для отверждаемой базисной пластмассы является:
— газовая горелка или электроплита, на которую помещают емкость с водой и находящейся в ней гипсовой пресс-формой (кюветой) после формования полимер-мономерной композиции;
— специальный электроприбор со встроенной емкостью для воды и панелью контроля температурно-временной зависимости проведения полимеризации (см. рис. 5.24).
Следует особо отметить тот факт, что температурные изменения воды при ее нагревании не соответствуют по времени таковым в отвердеваемой полимер-мономерной композиции.
Классическими считаются следующие температурно-временные условия для воды.
— вода, в которую помещена гипсовая форма, нагревается от комнатной температуры до 65 °C в течение 30 мин. Такая температура обеспечивает полимеризацию пластмассы под воздействием теплоты реакции;
— в течение 60 мин температура воды поддерживается на уровне 60—65 °C, что предотвращает снижение температуры в отверждаемой пластмассе;
— затем в течение 30 мин температуру воды доводят до 100 °C, выдерживают 1 ч и охлаждают кювету на воздухе.
При повышении температуры в твердеющей массе до 60 °C процесс полимеризации протекает плавно. При температуре выше 65 °C остаточная перекись бензоила быстро расщепляется и скорость полимеризации мономера возрастает, а масса уменьшается в объеме.
По достижении температуры 65—68 °C масса начинает увеличиваться в объеме вследствие термического расширения (коэффи-192
циент термического расширения полиметилметакрилата составляет 81 х КГ6 °C-1).
В дальнейшем подъем температуры и время полимеризации выдерживаются в зависимости от структуры и свойств мономера. Следует учесть, что повышение температуры приводит к увеличению молекулярной массы полимера, вызывает изменение физико-механических свойств (прочности и др.). Поэтому для достижения оптимальной молекулярной массы заключительную стадию полимеризации проводят при температуре воды 100 °C.
Во время полимеризации пластмасса вступает в контакт с водой, которая, проникая в межмолекулярные пространства, вызывает специфические напряжения и изменения цвета пластмассы.
• Для полимеризации в условиях сухой среды используют тепловую энергию специальных электрических приборов (сухожаровой шкаф), микроволновую энергию и энергию света.
При проведении полимеризации в условиях сухой среды следует руководствоваться рекомендациями фирмы-производителя базисного материала. Для полимеризации пластмассы, протекающей под воздействием микроволновой энергии одновременно во всем объеме базиса («изнутри кнаружи») в течение 3 мин, необходима специальная кювета из материала, способного пропускать микроволновую энергию [Марков Б. П. и др., 1998].
Нарушение режима полимеризации приводит к дефектам готовых изделий (пузырьки, пористость, разводы, участки с повышенным внутренним напряжением), к растрескиванию, короблению и поломкам протеза (рис. 5.27).
• В настоящее время существуют и другие технологии полимерного базиса, которые устраняют усадку пластмассы во время полимеризации. Так, например, метод компрессионно-вакуумной полимеризации предусматривает следующее:
— в основание специальной кюветы гипсуют цоколь модели, при этом восковой базис и искусственные зубы остаются открытыми (рис. 5.28,1);
Рис. 5.27. Схема расположения газовой пористости (а) в базисе съемного протеза (б) после полимеризации в разъемной пресс-форме (кювете)
Рис. 5.28. Компрессионно-вакуумное прессование пластмасс:
1 — основание кюветы с восковой репродукцией протеза; 2 — крышка кюветы (а) с литникообразующим штифтом (б); 3 — аппарат нагрева гидроколлоидной масы; 4 — заполнение кюветы гидроколлоидной массой; 5 — разъединение частей кюветы после твердения гидроколлоидной массы; 6 — получение каналов в гидроколлоидной массе; 7 — приклеивание искусственных зубов в отпечатки гидроколлоидной массы; В — заполнение кюветы полимером; 9 — кюветы помещены в гидрополимеризатор; 10 — кюветы, соединенные шлангами для создания отрицательного давления в них; 11 — схема проведения полимеризации базиса съемного протеза; 12 — протез после полимеризации базиса; 13 — освобождение протеза от гипса;
14 — удаление литников
— основание закрывают специальной крышкой с литникообразующим пластмассовым штифтом (рис. 5.28,2);
— из аппарата (рис. 5.28,3) в кювету заливают разогретую гидроколлоидную массу (рис. 5.28, 4);
— после охлаждения массы крышку отделяют от основания (рис. 5.28, 5);
— восковой базис и литник удаляют, а через отверстие в крышке для заливки полимера делают литниковые каналы в гидрокол-лоидной массе (рис. 5.28, 6);
— искусственные зубы приклеивают специальным клеем в отпечатки гидроколлоидной массы (рис. 5.28, 7);
— крышку и основание кюветы соединяют и в отверстия на торце крышки заливают по литниковым каналам жидкотекучую акриловую полимерную массу низкотемпературного отверждения (рис. 5.28, 8);
— кювета помещается в гидрополимеризатор (рис. 5.28, 9), где к основанию кюветы присоединяется шланг (рис. 5.28, 10), по которому будет создаваться отрицательное давление в кювете — 0,7 бар, а в гидрополимеризаторе давление равно 5 бар и температура воды достигает 45 °C (рис. 5.28,11);
— после 40 мин полимеризации протез извлекают (рис. 5.28, 12), отделяют от гипсового основания (рис. 5.28,13), обрезают литники (рис. 5.28,14), отделывают, шлифуют и полируют.
В последнее время все чаще используют силиконовую массу, которая подбирается в соответствии с режимом полимеризации базисной пластмассы. При данном методе прессования и полимеризации значительно уменьшаются упругие внутренние напряжения, поэтому фактически исключено коробление базиса. Кроме того, содержание остаточного мономера не превышает 0,2—0,5%, что соответствует токсико-гигиеническим требованиям;
12) отделка, шлифование и полирование протеза (рис. 5.29; рис. 5.30) завершают технологию съемных пластиночных протезов (рис. 5.31). Для этого после полимеризации базисной пластмассы:
— латунную кювету после удаления крышки и основания устанавливают в специальный ручной механический пресс, с помощью которого из нее выдавливают гипсовую пресс-форму (конгломерат гипса и замурованного в него протеза);
— используя различные приспособления и режущие инструменты (специальные щипцы, гипсовый нож, щетки и др.), протез максимально освобождают от гипса (см. рис. 2.19);
— остатки гипса с поверхности базиса протеза удаляют с помощью жестких волосяных щеток или погружением в ультразвуко-
Рис. 5.29. Отделка протеза после извлечения его из кюветы
Рис. 5.30. Обработка базиса полного съемного протеза силиконовым полиром (а) и щеткой (б)
Рис. 5.31. Полные съемные протезы после шлифования
и полирования
вую ванну, в которой, в соответствии с инструкцией фирмы-производителя, проводят очистку базиса;
— режущими инструментами (фрезы и боры разной формы) на электрошлифмоторе удаляют излишки базисной пластмассы по границам протеза, в межзубных промежутках, в области кламмеров и т. д„ добиваясь равномерной толщины базиса.
ПОЛУЧЕНИЕ ЧАСТИЧНЫХ И ПОЛНЫХ СЪЕМНЫХ ПЛАСТИНОЧНЫХ ПРОТЕЗОВ С ДВУСЛОЙНЫМ ПОЛИМЕРНЫМ БАЗИСОМ
При наличии на протезном ложе костных выступов и экзостозов, покрытых тонкой атрофированной слизистой оболочкой, значительной атрофии альвеолярных гребней с наличием продольных складок слизистой оболочки, повышенной чувствительности слизистой оболочки и надкостницы показано применение протезов с подкладкой из эластигных полимеров. Для этого используют полимеры различной химической природы (акриловые, поливинилхлоридные или на основе винилхлорида с бутилакрилатом, силоксановые или силиконовые, фторкаучуки) и разных условий полимеризации (высокотемпературной и низкотемпературной полимеризации).
♦ Протезное ложе — ткани и органы, с которыми протез находится в непосредственном контакте (Е. И. Гаврилов).
Получение протезов с двуслойным полимерным базисом возможно двумя способами, которые различаются между собой тем, что подкладку из эластичного полимера:
• формуют в разъемной гипсовой пресс-форме одновременно с базисной пластмассой. Последовательность основных технологических манипуляций при этом аналогична рассмотренным выше. Принципиальным отличием является то, что:
— после удаления воска рабочая поверхность обеих частей разъемной гипсовой пресс-формы покрывается изоляционным лаком;
— затем из любого наиболее часто используемого материала (силикона, базисного воска, прокладочной бумаги, оловянной фольги) создается прокладка толщиной не менее 1,5 мм, а на уровне вершины гребня — от 2,5 до 3,0 мм. Такая прокладка укладывается на гипсовую модель в кювету и накрывается разделительной полиэтиленовой пленкой;
— затем раздельно, в строгом соответствии с рекомендациями завода-изготовителя, замешивают базисную пластмассу и материал для мягкой подкладки;
— тестообразную базисную пластмассу в количестве, необходимом для получения пластмассового базиса толщиной не менее 1 мм, наносят в ту половину кюветы, где имеются зубы, после чего проводят прессование;
— после компрессионного прессования кювету раскрывают, удаляют полиэтиленовую пленку, с рабочей поверхности модели удаляют прокладочный материал, на его место накладывают материал подкладки и проводят повторное прессование;
— в последующем известным способом проводят полимеризацию, механическую обработку, шлифование и полирование базиса;
• наносят на ранее созданный базис протеза. Для этого врач, используя фрезу и другие режущие инструменты, с внутренней поверхности базиса съемного пластиночного протеза удаляет слой пластмассы, сохраняя минимальную толщину базиса в 1 мм. Последующие манипуляции зависят от химической природы и условий проведения полимеризации материала мягкой подкладки:
— используя протез в качестве индивидуальной ложки врач под контролем жевательного давления получает функциональный оттиск силиконовым или иным эластомерным оттискным материалом, который указанным выше способом техник-лаборант гипсует в кювету, заменяет (в соответствии с рекомендациями фирмы-производителя) на материал мягкой подкладки и проводит полимеризацию, механическую обработку, шлифование и полирование базиса протеза;
— врач смазывает внутреннюю поверхность базиса протеза жидкостью из комплекта материала (в качестве жидкости может быть мономер или специальный адгезив), на обработанной поверхности базиса протеза размещает слой предварительно подготовленного подкладочного материала достаточной толщины и под контролем жевательного давления и функциональных проб оформляет поверхность базиса. В последующем материал подкладки подлежит полимеризации и механической обработке в соответствии с рекомендациями фирмы-производителя.
Учитывая многообразие рекомендуемых материалов различных химических групп для получения съемных протезов с двуслойным полимерным базисом, все изложенное выше подробно прокомментируем на примере использования полифосфазенового флюорэла-стомера Новус.
Подготовка базиса протеза к наслоению мягкой базисной подкладки из Новуса заключается в следующем. С внутренней поверхности базиса съемного пластиночного протеза фрезой удаляется слой пластмассы. При этом сохраняется минимальная толщина базиса в 1 мм, а в области вершины гребня до 1,5—2 мм. Затем, используя протез в качестве оттискной ложки, приступают к получению функционального оттиска с челюсти.
Для оттиска используется силиконовый оттискной материал. При этом следует иметь в виду, что толщина слоя силиконового от-тискного материала после выведения протеза из полости рта должна быть не менее 1,5 мм. После этого известным способом в лаборатории зубной техник выполняет гипсование в кювету, из которой в дальнейшем удаляется силиконовый оттискной материал, и проводит его замену на мягкую базисную подкладку (см. ниже).
При создании пластиночного протеза с эластичной подкладкой
из Новуса все манипуляции по моделированию воскового базиса, его гипсованию в кювету и удалению воска не отличаются от общепринятых. После удаления воска обе части кюветы обрабатываются изоляционным лаком. Затем из любого, наиболее часто используемого материала (силикона, базисного воска, прокладочной бумаги, оловянной пластинки или фольги), создается подкладка толщиной не менее 1,5 мм, а на уровне вершины гребня — от 2,5 до 3,0 мм (эта подкладка создает пространство для Новуса).
Готовая подкладка укладывается на гипсовую модель в кювету, накрывается разделительной полиэтиленовой полоской. Противоположная половина кюветы заполняется обычной базисной пластмассой в количестве, необходимом для получения пластмассового базиса толщиной не менее 1 мм. После прессования кювета помещается в зажимной бюгель.
Базис протеза готовится одним из двух методов:
1) если для создания подкладки была использована силиконовая или оловянная фольга, кювета помещается в горячую воду с температурой 74 °C на 45 мин, а затем охлаждается;
2) если использовали базисный воск кювета после фиксации в зажиме-бюгеле выдерживается при комнатной температуре в течение 4—6 ч.
После полимеризации пластмассы кювета раскрывается, из нее удаляется подкладка и разделительная полиэтиленовая полоска. На гипсовую модель наносится еще один изоляционный слой лака, после высыхания которого можно приступать к получению мягкой подкладки из Новуса.
Использование эластичной подкладки из Новуса требует соблюдения определенной последовательности действий:
1) извлеченная из холодильника масса Новус нагревается на воздухе до комнатной температуры;
2) на внутреннюю поверхность базиса протеза, подготовленного одним из рассмотренных выше способов, наносится необходимое количество мономера используемой базисной пластмассы (лишнее количество мономера удаляется);
3) от пластинки массы Новус, разогретой до комнатной температуры, отрезается полоска шириной 4—6 мм, и одна из длинных сторон этой полоски смазывается мономером;
4) полоска Новус укладывается на внутреннюю поверхность базиса протеза обработанной мономером стороной, накрывается сверху полиэтиленовой полоской, после чего кювета закрывается;
5) подготовленная таким образом кювета помещается под пресс, где она выдерживается не менее 3—5 мин при давлении 6,9—10,4 МПа. При этом масса Новус плавно заполняет свободное пространство, оставленное для нее;
6) после прессования из кюветы ножом удаляются все излишки. При необходимости можно добавить нужное количество массы, отрезав полоску материала в 2 мм и расположив ее вдоль всей внутренней поверхности. Давление в прессе при дополнительном прессовании увеличивается до 20,8 МПа. Затем снова проверяется качество прессования;
7) убедившись в том, что вся внутренняя поверхность протеза будет полностью покрыта массой, кювета закрывается и снова помещается под пресс на 10—15 мин при давлении 20,8 МПа. Неиспользованная масса для сохранения своих рабочих качеств помещается в холодильник;
8) кювета закрывается для завершения процесса формования мягкой подкладки. На этом этапе не рекомендуется оставлять разделительную полиэтиленовую полоску;
9) фиксированная зажимом-бюгелем кювета помещается в горячую воду для окончательной полимеризации слоя Новус, которая может быть проведена двумя способами:
— при температуре воды 74 °C в течение 8 ч;
— при температуре воды 74 °C в течение 2,5 ч, а затем 30 мин в кипящей воде;
10) после проведения полимеризации съемный пластиночный протез освобождается от гипса, отделывается и полируется обычным способом. Специальных инструментов для этого не требуется.
ПОЛУЧЕНИЕ ЧАСТИЧНЫХ И ПОЛНЫХ СЪЕМНЫХ ПРОТЕЗОВ С КОМБИНИРОВАННЫМ МЕТАЛЛОПОЛИМЕРНЫМ БАЗИСОМ
Последовательность основных манипуляций при получении съемных протезов с металлополимерным базисом следующая:
• получение двух гипсовых моделей челюстей (см. гл. 3);
• подготовка рабочей модели к дублированию (см. гл. 3);
• создание огнеупорной модели (см. гл. 3);
• моделирование восковой репродукции каркаса протеза и установка восковых репродукций литников и создание литниковой системы. Для этого используют пластинки бюгельного воска толщиной 0,3 мм, который разогревают в теплой воде и обтягивают по всей модели, включая дефекты зубных рядов. Излишки воска обрезают, восковой базис приклеивают по краям к модели. Кламмеры моделируют из круглой восковой заготовки толщиной 1,0—1,2 мм для тела и 0,8 мм для плеч кламмеров или по стандартным эластичным матрицам.
Для соединения пластмассы с металлическим базисом моделируют скобки из восковой заготовки диаметром 0,3—0,4 мм по альвеолярному гребню высотой от 1,5 до 2 мм на расстоянии 5—6 мм
друг от друга. Из восковой проволоки формируют также уступы высотой 1,0—1,2 мм для границ металла с пластмассой, а также для предотвращения отслаивания пластмассы в области дефектов зубных рядов. Восковую композицию заглаживают, обезжиривают ацетоном и создают литниковую систему. К заднему краю восковой репродукции базиса протеза приклеивают два литника в виде плоских восковых пластинок толщиной от 2 до 2,5 мм, шириной от 15 до 20 мм и длиной 10—15 мм, к которым приклеивают восковой конус. К кламмерам подводят круглые восковые литники толщиной 2 мм. На передней поверхности воскового базиса делают отводы для выхода газов во время литья;
• выбор и подготовка огнеупорной формовочной массы (см. гл. 3);
• формовка восковой репродукции каркаса протеза и литниковой системы огнеупорной массой в опоке (см. гл. 3);
• выплавление воска и термическая обработка литейной формы (см. гл. 3);
• литье металлического каркаса проФеза (см. гл. 3);
• освобождение каркаса протеза от огнеупорной массы и литниковой системы (см. гл. 3);
• полирование литого базиса съемного протеза (см. гл. 3);
• конструирование зубных рядов проводят по общим правилам (см. выше) после припасовки литого базиса врачом в полости рта пациента, формирования окклюзионных валиков и определения центрального соотношения челюстей (см. гл. 5);
• замена восковой части базиса на полимерную (см. гл. 5);
• отделка, шлифование и полирование протеза (см. гл. 5).
ПОЛУЧЕНИЕ СЪЕМНЫХ ПРОТЕЗОВ С БАЛОЧНОЙ (ШТАНГОВОЙ) ФИКСАЦИЕЙ
Использование при протезировании съемными протезами балочной (штанговой) системы, которая представлена несъемной (соединенные между собой металлической балкой искусственные литые коронки или колпачки, укрепленные на опорных зубах) и съемной (металлический замок-защелка внутри базиса пластиночного или дугового /бюгельного/ протеза) частями, предопределяет следующую последовательность манипуляций при получении таких протезов:
• гипсование в артикуляторе в положении центральной окклюзии (см. рис. 2.18, 3.9) полученных по оттискам гипсовых моделей челюстей (рабочей разборной и вспомогательной) (см. гл. 3);
• моделирование опорных коронок (или колпачков) из воска обычным способом (см. гл. 4), уделяя особое внимание параллель
ности опорных зубов с помощью параллелометра или фрезерного устройства (см. рис. 4.26, 4.27);
• моделирование балки из стандартной восковой заготовки. При этом балку прикрепляют расплавленным воском к опорным коронкам (или колпачкам) так, чтобы она не прилегала к слизистой оболочке альвеолярного гребня и было достаточно места для матрицы (замка-защелки) и базиса протеза с искусственными зубами;
• установка литников и замена восковой репродукции каркаса балогной системы на металл (см. гл. 3);
• механигеская обработка, шлифование и полирование балогного каркаса (см. гл. 3);
• создание рабогей модели гелюсти по оттиску из силиконовой массы, полученному врачом после припасовки несъемной части штанговой (балочной) системы. При этом последняя переходит на гипсовую модель челюсти;
• укрепление металлического замка-защелки на балке. Способ получения такого замка-защелки зависит от конструкции протеза:
— в пластиночных протезах используют элементы фабричного или индивидуального изготовления из нержавеющей стали или золота. Такой замок-защелка должен плотно охватывать три поверхности балки и иметь приспособления для его фиксации в пластмассовом базисе протеза;
— в дуговых (бюгельных) протезах (см. ниже) замок-защелка является элементом цельнолитого каркаса из КХС, полученного литьем на огнеупорной модели челюсти (см. гл. 3);
• моделирование воскового базиса и постановка искусственных зубов (см. выше);
• замену воскового базиса съемного протеза на базисную пластмассу, механическую обработку, шлифование и полирование проводят традиционным способом (см. гл. 5);
• фиксацию цементом на опорных зубах несъемной части штанговой (балочной) системы осуществляют после припасовки съемного протеза в полости рта больного (рис. 5.32).
Среди известных балочных (штанговых) систем в клинике чаще используют балочную систему Доль-дера, имеющую в сечении овальную или каплевидную форму.
Рис. 5.32. Балочная система крепления съемного протеза в боковых отделах
ТЕХНОЛОГИЯ ДУГОВЫХ (БЮГЕЛЬНЫХ) ПРОТЕЗОВ
Конструкция дугового (бюгельного) протеза состоит из пластмассового базиса с искусственными зубами и металлигеского каркаса, включающего дугу, опорные и вспомогательные элементы. В частности, для фиксации пластмассовых базисов (седел) в каркасе используются петлевидные и сетчатые ретенционные ре
шетки.
Расположение дуги (или большого соединения) (рис. 5.33; рис. 5.34) зависит от анатомических особенностей челюстей и топографии дефектов зубного ряда. На верхней и нижней челюсти дуга имеет различную конфигурацию (рис. 5.35), толщину (1,0—1,5 мм на верхней и 1,5—2,0 мм на нижней челюстях) и ширину (примерно 5—8 мм на верхней и 3—5 мм на нижней челюстях). При этом, как правило, отмечается следующая взаимосвязь толщины и ширины дуги: чем шире дуга, тем меньше ее толщина и наоборот. Дуга на всем протяжении должна отстоять от слизистой оболочки нёба или альвеолярного гребня на 0,5 мм.
На нижней челюсти дуга располагается с язычной стороны, примерно посередине между дном полости рта и уровнем десневого края (рис. 5.36). Ее верхняя граница должна располагаться не ближе 3—4 мм от десневого края.
В качестве фиксаторов применяют:
— кламмеры (рис. 5.37), которые состоят из одного или нескольких плег (рис. 5.38), расположенных на вестибулярной и оральной поверхностях зуба, тела, расположенного на контактных поверхностях опорных зубов и соединяющего плечи и окклюзионную накладку
Рис. 5.33. Расположение дуги протеза на твердом нёбе: a — заднее; б — переднее; в — каркас протеза с двумя дугами и дополнительными ответвлениями для крепления дополнительного седла
Рис. 5.34. Расположение дуги на нижней челюсти при отсутствии места на скате:
а — полоска Кеннеди на передних зубах; б — вестибулярное положение дуги
Рис. 5.35. Конфигурация дуги на верхней челюсти (по В. Н. Трезубову): а — прямая поперечная; б — аркообразная (для обхождения торуса спереди); в — зигзагообразная (для обхождения торуса сзади); г — О-образная (двойная)
№
Рис. 5.36. Формы поперечного сечения дуги (а) и положение дуги нижнего протеза по отношению к скату альвеолярного гребня (б):
1 — правильное; 2 — неправильное
Рис. 5.37. Схема (а) элементов кламмера:
1 — удерживающие; 2 — стабилизирующие; 3 — опорный. Положение кламмера на опорном зубе (б)
Рис. 5.38. Кламмеры системы Нея (а):
1 — первого типа; 2 — второго типа; 3 — третьего типа; 4 — четвертого типа; 5 — пятого типа. Варианты (б) расположения модифицированных кламмеров второго типа (Роуча) на опорных зубах
на жевательной поверхности боковых или над зубными бугорками передних зубов, отростка или малого (в отличие от дуги) соединения — промежуточного между телом и остальным металлическим каркасом звена;
— замковые крепления (атачмены) (см. рис. 4.24, 4.25, 4.30), которые состоят из двух частей:
• первая укрепляется на опорном зубе на вкладках, полукоронках или полных коронках (см. рис. 4.28). Она неподвижна и называется матрицей',
• вторая часть замкового крепления входит в матрицу и может быть названа вкладогной или патрицей. Она жестко соединена со съемным протезом и совершает движение только вместе с ним. Патрица и матрица могут меняться местами, то есть первая являться частью опорной коронки, а вторая — частью съемного протеза.
Последовательность основных манипуляций при получении дуговых протезов с кламмерной фиксацией следующая:
• получение двух гипсовых диагностигеских моделей челюстей (см. гл. 3), на которых известным способом (см. гл. 5) готовят восковые базисы с окклюзионными валиками для определения центрального соотношения челюстей (см. рис. 5.7).
В последующем врач проводит анализ гипсовых моделей челюстей, поскольку созданию дугового протеза предшествует оценка врачом конкретной клинической картины в параллелометре (см. рис. 4.27), где он на моделях челюстей определяет путь введения протеза, необходимость и пределы фантомного препарирования опорных зубов на модели (рис. 5.39), наносит разделительную линию на опорных зубах, измеряет глубину поднутрения (рис. 5.40) при выборе тех или иных типов кламмеров (см. рис. 5.38). В результате проведенных действий врач определяет конструктивные особенности каркаса дугового протеза и наносит на модель рисунок каркаса. Поскольку путь введения протеза предполагает выбранное положение столика параллелометра, врач на боковой грани цоколя модели термопластическим или силиконовым материалом ук-
Рис. 5.39. Маркировка поверхности опорных зубов после фантомного препарирования
Рис. 5.40. Измерение поднутрения на опорном зубе
репляет специальный ключ-фиксатор (рис. 5.41), который в последующем позволяет технику-лаборанту установить рабочую модель в заданное положение;
• получение гипсовых работих моделей челюстей по альгинатным или двойным силиконовым оттискам, полученным после препарирования опорных зубов в полости рта в объеме и пределах фантомной подготовки диагностических моделей челюстей и определения центральной окклюзии в полости рта;
• подготовка рабочей модели к дублированию (см. гл. 3);
Рис. 5.41. Приспособление для переноса пути введения дугового протеза на рабочую модель челюсти
Рис. 5.42. Нанесение адгезива на огнеупорную модель челюсти перед моделированием воскового каркаса дугового (бюгельного) протеза
• создание огнеупорной модели (см. гл. 3);
• моделирование восковой репродукции каркаса протеза, установка восковых репродукций литников и создание литниковой системы. На поверхности огнеупорной модели имеются контуры дуги, ответвлений, оставленные наклеенным на рабочей гипсовой модели бюгельным воском (см. гл. 3). На опорных зубах имеются ступеньки, созданные по контурам кламмерных плеч на гипсо-
Рис. 5.43. Восковые профили для моделирования каркасов дуговых протезов
Рис. 5.44. Моделирование каркаса дугового протеза из восковых заготовок:
а — ретенционная решетка; б, в — моделирование дуги из пластинки рубчатого воска толщиной 0,5 мм; г — удаление излишков воска на границе дуги и ретенционной решетки
вых опорных зубах (см. гл. 3). Все эти ориентиры позволяют правильно расположить восковые заготовки каркаса протеза на огнеупорной модели. Для надежной фиксации воска используют специальный адгезив (рис. 5.42), а все манипуляции выполняют на теплой (38—40 °C) модели челюсти предварительно размягченными над пламенем спиртовки восковыми профильными заготовками элементов каркаса (рис. 5.43).
После моделирования отдельных элементов (дуга, ретенционные решетки, ответвления, кламмеры) последние посредством воска соединяют друг с другом, создавая таким образом восковой каркас протеза (рис. 5.44).
В месте соединения дуги с ретенционной решеткой имеется ограничительный уступ (рис. 5.45). В него упрется край пластмассового базиса-седла, и это предупредит его растрескивание или отслоение от металла.
Для конструирования кламмеров используют наборы приспособлений (рис. 5.46) и материалов.
Профиль кламмера, начиная с удерживающей части плеча,
Рис. 5.45. Ограничительный уступ (а)
устанавливают на имеющийся на опорном зубе уступ, плотно и равномерно прижимая его специальным резиновым инструментом к модели челюсти. Плечи кламмеров должны равномерно суживаться в направлении от окклюзионной накладки к концу плеча. С учетом этого моделирование кламмера складывается из ряда этапов:
— предварительного измерения длины кламмеров, которое проводят специальным прибором;
— работы с шаблоном-линейкой, которая заключается в нахождении предварительной длины кламмера и оптимальной глубины поднутрения в колонках шаблона;
— получения графического изображения кламмеров. Точка пе-
Рис. 5.46. Матрица для получения восковых заготовок
ресечения линии кламмеров с разделительной линией маркируется вертикальным штрихом;
— затем с помощью прибора измеряют точную длину кламмера соответственно обозначенной разделительной линии;
— выбор длины воскового профиля: после измерения длины кламмера и глубины поднутрения получают необходимую величину укорочения восковой заготовки кламмера, значение которого также выносят на цоколь модели.
После моделирования воскового каркаса дугового протеза создают литниковую систему (см. рис. 3.11), размещая литники в металлоемких зонах каркаса (см. гл. 3);
• выбор и подготовка огнеупорной формовочной массы (см. гл. 3);
• формовка восковой репродукции каркаса протеза и литниковой системы огнеупорной массой в опоке (см. гл. 3);
• выплавление воска и термическая обработка литейной формы (см. гл. 3);
• литье металлического каркаса протеза (см. гл. 3);
• освобождение каркаса протеза от огнеупорной массы и литниковой системы (см. гл. 3);
• отделка, шлифование и полирование литого каркаса дугового протеза (см. гл. 3);
• конструирование зубных рядов проводят по общим правилам (см. гл. 5) после припасовки литого каркаса протеза врачом в полости рта пациента. При концевых дефектах зубных рядов постановку последнего искусственного зуба проводят на границе средней и дистальной трети базиса, оставляя последнюю свободной от зубов, что необходимо для уменьшения удельной нагрузки на мягкие ткани протезного ложа;
• замена восковой части базиса на полимерную (см. гл. 5);
• отделка, шлифование и полирование протеза (см. гл. 5).
Особенности технологии дугового протеза с замковыми креплениями. Для создания дугового протеза с замковыми креплениями (см. рис. 4.25) проводят следующие манипуляции:
— первая часть замкового крепления находится на несъемной конструкции протеза (см. рис. 4.24), которая припасовывается в полости рта на опорных зубах, но не фиксируется цементом;
— врач снимает двойной оттиск с зубного ряда вместе с несъемной частью замкового крепления;
— по оттиску получают модель челюсти из высокопрочного гипса, на которую переходит несъемная часть замкового крепления (см. гл. 3);
— на металлическую матрицу помещают полимерный колпачок;
— гипсовую модель дублируют на огнеупорную (см. гл. 3);
— далее из воска на огнеупорной модели моделируется каркас дугового протеза рассмотренным выше способом;
— после замены воска на металлический сплав, каркас припасовывается на модели, а полимерную втулку (колпачок) вставляют в замковую часть дугового протеза;
— затем каркас проверяют в полости рта, определяют центральную окклюзию;
— после постановки зубов и проверки конструкции в полости рта, проводят замену воска на пластмассу; протез обрабатывают, шлифуют, полируют и направляют в клинику для наложения в полости рта. При этом сначала фиксируют опорную часть замкового крепления, затем сразу же накладывают дуговой протез, который извлекают из полости рта после окончательного твердения цемента.
ТЕХНОЛОГИЯ СЪЕМНЫХ ШИНИРУЮЩИХ КОНСТРУКЦИЙ
♦ Шинирование — объединение нескольких или всех зубов в единый блок с целью иммобилизации (обездвиживания) их или фрагментов челюстей.
♦ Шины — ортопедические аппараты, предназначенные для иммобилизации фрагментов челюстей после их переломов или зубов, обладающих патологической подвижностью.
Съемные шинирующие конструкции, которые применяют в комплексном лечении заболеваний пародонта для иммобилизации зубов с патологической подвижностью и др., делят на временные и постоянные.
В качестве временных съемных шинирующих конструкций применяют капповые шины из полимерных материалов (акриловые пластмассы, полистирол и др.).
Получение капповой шины из акриловой пластмассы состоит из следующих манипуляций:
— по оттискам получают модели челюстей из высокопрочного гипса (см. гл. 3);
— для определения границы шины и упрощения ее припасовки на зубной ряд, предварительно размечают рабочую модель челюсти в параллелометре — определяют разделительную линию, которую обводят маркером (карандашом), очерчивая тем самым границу шины.
При необходимости известным способом (см. гл. 5) создают восковой базис (при наличии дефектов зубного ряда — с окклюзионными валиками), который, перекрывая окклюзионную поверхность зубов, не должен разобщать зубы-антагонисты более чем на 1—1,5 мм, и определяют центральное соотношение челюстей (центральную окклюзию);
— после фиксации гипсовых моделей челюстей в артикуляторе (см. рис. 2.18) в положении центральной окклюзии приступают к моделированию восковой репродукции шины:
• при интактном зубном ряде пластинку размягченного воска необходимых размеров размещают на рабочей модели челюсти по отмеченным ранее границам. Зубы, подлежащие шинированию, плотно обтягивают воском и срезают излишки. Окклюзионную поверхность восковой репродукции каппы моделируют под контролем зубов-антагонистов;
• при наличии в зубном ряду включенного дефекта, последний моделируют как тело мостовидного протеза (см. гл. 4) с добавлением, как правило, гнутых проволочных кламмеров (см. рис. 5.10—5.13) на зубы, ограничивающие дефект;
• при наличии концевого дефекта в области отсутствующих зубов, из воска, в пределах отмеченных границ, моделируют восковой базис и выполняют постановку искусственных пластмассовых зубов (см. гл. 5). При необходимости в конструкцию такой временной капповой шины включают проволочные кламмеры;
— известным способом выполняют замену воска на пластмассу (см. гл. 5), по цвету соответствующую зубам пациента, и проводят механическую обработку акриловой капповой шины;
— шлифование и полирование каппы проводят после припасовки последней в полости рта пациента.
Получение временной капповой шины из полистирола проводят по технологии, рассмотренной нами ранее (см. Полугение индивидуальных ложек).
Включение в конструкцию дугового (бюгельного) протеза (см. гл. 5) дополнительных элементов (перекидных и многозвеньвых кламмеров, окклюзионных накладок) превращает такой протез в постоянный съемный шинирующий протез (рис. 5.47).
Постоянные съемные шины (рис. 5.48) представляют собой совокупность самых различных вариантов и сочетаний кламмеров, объединенных между собой соединительными элементами, а при необходимости и дугами (см. рис. 5.48) в единую цельнолитую металлическую конструкцию. Поэтому технология такой цельнолитой шины практически повторяет получение каркаса дугового (бюгельного) протеза (см. гл. 5).
Рис. 5.47. Съемные шинирующие конструкции:
а — дуговые протезы с когтевидными отростками (Т,2) и шинирующей полоской (3) для шинирования передних зубов; б — шины Шпренга (слева) и Ван-Тиля (справа): 1 — положение шинирующей полоски на зубе; 2 — общий вид; 3 — вид сбоку
A
б
Рис. 5.48. Постоянные съемные шины:
А — для передних зубов: а — съемная шина с когтевидными отростками для передних зубов; 1 — вестибулярная поверхность; 2 — язычная поверхность; б — съемная круговая шина для передних зубов; В — съемная цельнолитая шина: а — общий вид; б — вестибулярная поверхность; в — схема препарирования зубов для когтевидных накладок; С — шина Эльб-рехта: а — общий вид; б — вестибулярная поверхность; в — положение шинирующей полоски на зубе
РЕСТАВРАЦИЯ СЪЕМНЫХ ЗУБНЫХ ПРОТЕЗОВ
♦ Реставрация протезов — восстановление целостности, эстетических и функциональных качеств зубных или челюстных протезов, которыми пациент уже пользовался. Если при этом происходит изменение, усовершенствование и дополнение (искусственными зубами, фиксаторами, обновленной внутренней поверхностью базиса) зубных или челюстных протезов, речь фактически идет об их реконструкции.
Реставрацию съемных пластиночных зубных протезов с полимерным базисом осуществляют при:
— трещинах базиса протеза;
— переломах базиса протеза, когда фрагменты (как правило, не более двух) сопоставимы по линии перелома и не имеют дополнительных дефектов по линии перелома;
— утрате естественных зубов, в том числе и опорных, когда необходимо добавление к съемному протезу искусственных зубов и перенесение или добавление кламмеров;
— несоответствии внутренней поверхности базиса протеза тканям протезного ложа.
Реставрацию съемного протеза при трещинах базиса проводят следующим образом:
— замешивают гипс, укладывают холмиком на поверхность стола и погружают в него протез внутренней поверхностью, получая таким образом фиксирующую модель;
— после затвердевания гипса освобождают от него плечи проволочных кламмеров и подрезают боковые поверхности цоколя фиксирующей модели таким образом, чтобы не было препятствий для снятия протеза;
— фиксирующую модель после снятия протеза смазывают изоляционной жидкостью (например, изоляционным лаком Изокол);
— линии трещины расширяют фрезой или другим режущим инструментом, а также сошлифовывают полированную часть пластмассы на 3—5 мм по обе стороны от трещины, а при необходимости скашивают края трещины V-образно. В зависимости от направления и протяженности трещины зона концентрации разрушающей протез нагрузки может быть армирована металлической проволочной сеткой или полимерным материалом (нейлон). Для размещения такой арматуры в базисе протеза по обе стороны от линии трещины создают соответствующие углубления туннельного типа;
— на фиксирующую модель устанавливают протез. Последующие манипуляции зависят от пластмассы, применяемой для реставрации базиса:
• при использовании базисной пластмассы высокотемпературного отверждения область созданного дефекта базиса протеза заполняют расплавленным воском. После гипсования фиксирующей модели с протезом прямым способом (см. рис. 5.21) выполняют замену воска на пластмассу (после размещения в ней арматуры) (см. гл. 5). Съемный протез отделывают, шлифуют и полируют;
• при использовании быстротвердеющей пластмассы мономером смазывают область созданного дефекта и установленную в нем арматуру, общепринятым способом (см. Полугение индивидуальной ложки) готовят полимер-мономерную композицию быстротвердеющей пластмассы, которую с избытком накладывают в зоне созданного дефекта базиса и проводят ее полимеризацию в гидрополимеризаторе (см. рис. 2.25). После этого протез отделывают, шлифуют и полируют.
Реставрация съемного пластиночного протеза при переломах базиса (рис. 5.49) аналогична рассмотренной выше. Принципиальное отличие заключается в том, что этой процедуре предшествует визуальная оценка врачом предъявленных пациентом фрагментов, составление их по линии перелома. При наличии всех
Рис. 5.49. Реставрация съемного протеза при переломе быстротвердеющей пластмассой
фрагментов и условии их четкого сопоставления по линии перелома наносят дихлорэтановый клей, склеивают фрагменты и через 3—4 мин приступают к получению фиксирующей гипсовой модели. Дальнейшие манипуляции не отличаются от описанных выше, проводимых при трещинах базиса.
Реконструкция полимерного базиса путем добавления искусственного зуба (зубов) или переноса кламмера производится в случае утраты пациентом по тем или иным причинам естественных зубов, в том числе и опорных. Для этого:
— протез вводят в полость рта, накладывают его на протезное ложе и получают оттиск вместе с протезом. Необходимо также снять оттиск с зубов-антагонистов;
— получают гипсовые модели, причем протез переходит на рабочую модель челюсти. В последующем эти модели фиксируют в артикуляторе в положении центральной окклюзии (см. гл. 3);
— известным способом изгибают проволочный кламмер (см. рис. 5.10);
— подбирают необходимый искусственный зуб (или зубы), припасовывают его (их) на гипсовой модели челюсти в области дефекта зубного ряда;
— последующие манипуляции зависят от пластмассы, применяемой для реставрации протеза;
• при использовании базисной пластмассы высокотемпературного отверждения область дефекта зубного ряда заполняют базисным воском, в котором фиксируют кламмер и искусственный зуб (см. гл. 5), и известным способом проводят замену воска на пластмассу (см. гл. 5). Съемный протез после проведения традиционной механической обработки, шлифования и полирования направляют в клинику;
• при использовании быстротвердеющей пластмассы область дефекта зубного ряда на гипсовой модели челюсти смазывают изоляционной жидкостью. После установки протеза на гипсовую модель челюсти дефект зубного ряда заполняют порцией заранее приготовленной полимер-мономерной композии пластмассы, в которую устанавливают припасованный искусственный зуб, и проводят полимеризацию в гидрополимеризаторе. После традиционной механической обработки, шлифования и полирования (см. гл. 5) протез направляют в клинику.
Следует отметить, что в специальной литературе можно встретить описание методики реконструкции, которая предусматривает использование врачом быстротвердеющей пластмассы после припасовки искусственного зуба в полости рта. В основе этого метода лежит сокращение затрат времени на реставрацию протеза, по-
скольку все манипуляции проводит врач в одно посещение больного. При этом непосредственный контакт полимер-мономерной композиции пластмассы с тканями протезного ложа может привести к химическому ожогу слизистой оболочки, вызывает сенсибилизацию организма и провоцирует развитие токсико-аллергической реакции. Поэтому данный метод следует считать нежелательным.
Реконструкцию базисов съемных пластиночных протезов путем наслоения полимера проводят при несоответствии внутренней поверхности его базиса рельефу тканей протезного ложа.
Для этого:
• враг, используя протез в качестве индивидуальной ложки и применяя функциональные пробы, получает оттиск силиконовой массой или другим эластомерным материалом. Этой манипуляции предшествует удаление фрезой или другими режущими инструментами части пластмассы с внутренней поверхности базиса протеза, ее «освежение»;
• зубной техник-лаборант'.
— гипсует протез с оттискной массой в кювету обратным способом (см. рис. 5.22);
— после твердения гипса раскрывает кювету и удаляет оттиск-ную массу;
— в соответствии с указаниями врача заполняет форму, оставленную в гипсе оттискной массой, эластигным полимерным материалом (см. гл. 5) или полимер-мономерной композицией акриловой базисной пластмассы высокотемпературного отверждения (см. гл. 5);
— общепринятым методом проводит полимеризацию (см. гл. 5), извлекает из кюветы протез, который после механической обработки, шлифования и полирования (см. рис. 5.29; 5.30) направляет в клинику.
Глава 6
ТЕХНОЛОГИЯ ОРТОДОНТИЧЕСКИХ АППАРАТОВ
Эта глава содержит описание создания лечебных и профилактических аппаратов механического действия (съемных и несъемных), функционального действия (съемных и несъемных), комбинированного действия. Кроме того, здесь излагается технология съемных и несъемных ретенционных аппаратов.
ТЕХНОЛОГИЯ НЕСЪЕМНЫХ АППАРАТОВ МЕХАНИЧЕСКОГО ДЕЙСТВИЯ
♦ Аппараты механического действия — приспособления, в которых сила действия заложена в самой конструкции и не зависит от сократительной способности жевательных мышц. Источником ее является активная часть аппарата: упругая дуга, пружина, эластичность резиновой тяги и лигатур, винт.
В данном разделе рассматривается технология несъемных аппаратов механического действия, к которым относят дуговые конструкции Энгля, Лури, Эйнсворта, Мертона, Бегга, Джонсона, винтовые и др.
Аппарат Энгля (рис. 6.1) является универсальным, так как его можно применять для лечения различных зубочелюстных аномалий. Объем (количество) основных манипуляций врача и зубного
Рис. 6.1. Аппарат Энгля
техника при создании аппарата Энгля зависит от его назначения. В связи с этим выделяют следующие разновидности данного аппарата:
• со стационарной (стабильной) дугой для межчелюстного вытяжения, перемещения или поворота отдельных зубов или их групп:
• с пружинящей или упругой дугой для расширения зубного ряда;
• со скользящей дугой для
устранения протрузии передних зубов и их веерообразного расхождения.
Основную часть аппарата составляет стандартная по длине заготовка проволочной вестибулярной дуги из нержавеющей стали промышленного производства диаметром от 0,8 до 1,2 мм. На ее концах имеются винтовые нарезки для фиксации гаек. К заготовкам прилагаются две трубки с внутренним диаметром, соответствующим диаметру цилиндрической части гаек, и два стерженька с концами, надеваемыми на дугу, для изготовления крючков.
Последовательность основных манипуляций при создании аппарата следующая:
1) полугение гипсовой модели гелюсти (см. гл. 3);
2) создание опорных элементов, в качестве которых используют: а) ортодонтические коронки, полученные методом штамповки из стандартных металлических гильз толщиной 0,18 мм. Особенность такой штамповки заключается в следующем:
— граница будущей коронки проводится на уровне десневого края и межзубных контактов с соседними зубами;
— предварительной моделировки зуба не проводится;
— гипсовый столбик имеет диаметр равный таковому у экватора зуба;
— края коронки контурируются щипцами с конусовидными или клювовидными губками (рис. 6.2);
Рис. 6.2. Щипцы с клювовидными (а) и конусовидными (б) губками для контурирования края ортодонтической коронки (в)
— на окклюзионной поверхности коронки создаются перфорации для устранения окклюзионных помех;
б) кольца:
• индивидуального изготовления. Для этого на штампованной коронке режущими инструментами (карборундовый камень, ножницы) по предварительно нанесенной границе обрезается край коронки в области шейки зуба (на 1—2 мм выше десневого края), а окклюзионная поверхность срезается так, чтобы края созданного кольца имели надежную опору в виде выступов, заходящих в фиссуры в виде окклюзионных накладок.
Известен и другой способ индивидуального получения колец посредством:
— сварки в области контакта частей бандажной хромоникелевой ленты толщиной 0,18—0,20 мм, шириной от 3,2 до 6 мм, которой с помощью щипцов с двойными губками или щипцов Пика (рис. 6.3) плотно охватывают опорный зуб. Излишки ленты срезают, отступя от поверхности зуба на 2 мм, пригибают их к язычной поверхности кольца и приваривают в нескольких местах. Процесс сварки упрощается при использовании стандартных металлических лентообразных заготовок. Ширина заготовок на клыки и премоляры равняется 3,8 мм, толщина — 0,08—0,12 мм. Они изгибаются
б в
Рис. 6.3. Формирование ортодонтических колец (а) щипцами Пика (б) и щипцами с двойными губками (в)
Рис. 6.4. Набор (а) стандартных ортодонтических колец (б)
в средней части по форме вестибулярной поверхности того или иного зуба;
— паяния по общепринятому способу (см. гл. 3) в зоне контакта частей бандажной хромоникелевой ленты. Готовое кольцо кон-турируют в области шейки и пригибают гладилками в области углублений (фиссур) между жевательными бугорками;
• стандартные, фабричного производства, нескольких размеров, из специального хромового сплава или сплава Реманит для зубов верхней и нижней челюстей. Один край кольца контуриро-ван соответственно шейке зуба, на другом крае для моляров имеются окклюзионные накладки. Наружная поверхность отполирована до блеска, внутренняя — матовая, для лучшей фиксации цемента (рис. 6.4);
3) после проверки опорных элементов враг снимает оттиск, размещая коронки или кольца в нем, по которому получается гипсовая модель челюсти. На нее переходят опорные элементы;
4) подготовка опорных и вспомогательных элементов к паянию. На гипсовой модели челюсти с вестибулярной стороны колец (коронок) липким воском прикрепляют горизонтальные трубки, скос которых направлен в щечную сторону и дистально, а сами трубки параллельны друг другу и пришеечной части впереди стоящих зубов.
При необходимости с оральной стороны к кольцу (коронке) прикрепляют липким воском изогнутые касательные балки из стальной нержавеющей проволоки диаметром 0,8—1 мм, прилегающие к пришеечной части второго моляра и премоляров;
5) паяние опорных и вспомогательных элементов каркаса аппарата выполняют обычным способом (см. гл. 3). Для спайки трубки и касательной балки с кольцами (коронками) их погружают в пластичный гипс таким образом, чтобы трубка, балка и жевательная поверхность коронки остались обнаженными. При этом просвет
трубок закрывают гипсом для предупреждения затекания туда припоя. Дистальный конец трубки должен быть свободен от припоя на 1 мм для возможной фиксации за него резиновой тяги;
6) освобождение от гипса, отбеливание и полирование опорных элементов каркаса (см. гл. 3) завершают участие зубного техника в создании аппарата Энгля со стационарной дугой для вестибу-ло-орального и мезиодистального перемещения или поворота зубов.
После фиксации опорных элементов цементом на зубах, врач припасовывает стационарную дугу, имеющую идеальную форму зубной дуги, и на ее концы навинчивает гайки до упора их в передние концы трубок. Затем к установленной в трубках дуге подвязывают лигатурой зубы, требующие перемещения (за счет тяги лигатур и поворачивания гаек аппарата) в горизонтальном направлении (рис. 6.5).
Рис. 6.5. Схема горизонтального (а) и вертикального (б) перемещения зубов аппаратом Энгля
Для вертикального перемещения передних зубов в апикальном направлении, внедрения их в альвеолярную часть, врач изгибает дугу не на уровне шеек перемещаемых зубов, а ближе к переходной складке, в области проекции корней зубов. Затем передний изогнутый отдел дуги фиксируется в напряженном состоянии к зубам у шеек кольцами с упором, укрепленными на перемещаемые зубы. Выдвижение зубов в обратном направлении осуществляют за счет изгибания дуги на уровне режущего края и фиксации ее лигатурами в области шеек зубов.
При использовании стационарных дуг Энгля для межгелюстно-го вытяжения после фиксации опорных элементов (ортодонтические коронки, кольца) врач проводит проверку дуги на верхней и нижней челюстях, отмечает места расположения крючков (на дуге на верхнюю челюсть — в области клыков и премоляров, на дуге на нижнюю челюсть — в области клыков) и передает их в зуботехническую лабораторию для проведения сварки или паяния;
7) припаивание к дуге крюгков проводят оловом, без нагревания дуги для сохранения пружинящих свойств после паяния. При этом крючки открыты вперед, поскольку на них и на краях трубок от коронок нижних моляров врачом будут натягиваться резиновые кольца, тяга которых смещает нижнюю челюсть вперед.
Кроме паяния для присоединения крючков к дуге может быть использована тогегная сварка.
При создании аппарата Энгля со скользящей дугой, предназначенной для устранения протрузии резцов путем применения одночелюстной, межчелюстной или внеротовой тяги, последовательность манипуляций аналогична рассмотренным выше (см. пп. 1—7).
Отличие заключается в следующем:
— при применении одногелюстной тяги — на заключительном этапе, в соответствии с указаниями врача, зубной техник припаивает к дуге на верхней челюсти мезиально открытые крючки в области клыков и перекидные через режущие края верхних резцов крючки, созданные из полоски листовой стали толщиной 0,5 мм, шириной 4—5 мм, длиной от 8 до10 мм.
Кроме того, для скользящей дуги, которая должна плотно прилегать к вестибулярному экватору верхних передних зубов и беспрепятственно скользить в опорных трубках при применении резиновой тяги, может быть использована ортодонтигеская проволока диаметром 1,2 мм соответствующей длины;
— при применении внеротовой тяги — на заключительном этапе оловом припаивается к переднему отделу дуги Энгля вторая внеротовая дуга.
Такая внеротовая дуга в аппарате Энгля может быть стандартной (рис. 6.6). Она может быть также создана врачом у кресла
8 Зак. 44
Рис. 6.6. Стандартная внеротовая дуга
больного из ортодонтической проволоки диаметром 2,5 мм. При этом ее изгибают так, чтобы средний участок совпадал по форме со скользящей дугой Энгля, а концы лицевой дуги, вы
гнутые вперед и выведенные из полости рта, располагают параллельно скользящей (назубной) дуге.
Внеротовая тяга снабжена резиновыми кольцами, натягиваемыми от конца лицевой дуги к крючкам на головной шапочке или шейной повязке (рис. 6.7).
Технология аппарата Энгля с упругой или пружинящей дугой не отличается от таковой у стационарной (стабильной дуги). Различие заключается в формировании врачом дуги, которая должна плотно прилегать к передним зубам и быть шире зубной дуги
Рис. 6.7. Схема фиксации внеротовой дуги аппарата Энгля с помощью головной шапочки (а) и шейной повязки (б)
в боковых отделах. Дуга, с напряжением введенная в трубочки на опорных элементах, за счет силы упругости будет способствовать расширению боковых отделов зубного ряда.
Аппарат Эйнсворта (рис. 6.8) предназначен для расширения зубного ряда в области жевательных зубов или перемещения боковых зубов, расположенных нёбно.
Основную часть аппарата составляют опорные кольца на первые молочные моляры или премоляры, назубная дуга и касательные штанги, расположенные язычно.
Рис. 6.8. Аппарат Эйнсворта: а — на модели челюсти; б — детали аппарата
Последовательность основных манипуляций при создании аппарата следующая:
1) полугение гипсовой модели гелюсти (см. гл. 3);
2) создание опорных элементов, в качестве которых используют ортодонтические коронки или кольца (см. гл. 6);
3) после проверки опорных элементов врач снимает оттиск, размещая коронки или кольца в нем, по которому получают гипсовую модель. На гипсовую модель челюсти переходят опорные элементы;
4) подготовка опорных и вспомогательных элементов к паянию. По гипсовой модели челюсти техник изгибает касательные балки из ортодонтической проволоки диаметром 0,8—1,2 мм, охватывая с нёбной стороны у пришеечной части зубы, подлежащие перемещению. Балки приклеиваются к опорным элементам липким воском. С губной стороны к кольцам или коронкам липким воском приклеиваются вертикальные трубки с внутренним диаметром на 0,1—0,2 мм большим, чем диаметр проволоки, из которой изгибается дуга;
5) паяние опорных и вспомогательных элементов каркаса аппарата выполняется обычным способом (см. гл. 3). При этом просвет трубок закрывают гипсом для предупреждения затекания туда припоя;
6) освобождение от гипса, отбеливание и полирование опорных элементов каркаса проводят обычным способом (см. гл. 3);
7) создание назубной дуги. На модель накладываются опорные элементы с трубками и балками, и из ортодонтической проволоки диаметром 0,9—1,2 мм изгибается вестибулярная пружинящая дуга так, чтобы она касалась только передних зубов. Проволочная дуга должна быть на 3—4 мм шире, чем зубная дуга в боковых отделах с вестибулярной поверхности. Концы дуги заходят на 2—3 мм за вертикальные трубки. Эти концы должны быть затем выгнуты под прямым углом таким образом, чтобы они легко входили в обе вертикальные трубки.
Аппарат Мершона (рис. 6.9) применяется для расширения зубной дуги и исправления положения отдельных зубов. Аппарат Мершона состоит из опорных колец с замками, устанавливаемыми обычно на первые моляры, и орально расположенной дуги с припаянными к ней пружинящими стержнями.
Последовательность основных манипуляций при создании аппарата следующая:
1) полугение гипсовой модели гелюсти',
2) создание опорных элементов, в качестве которых используют кольца на моляры (см. выше);
3) создание замка на кольцах. К кольцам с язычной (нёбной) поверхности припаиваются (см. выше) вертикально расположенные трубки. Можно использовать стандартные кольца с замками различных фирм (Ормко, Дентаурум, Леон, Орто-Органайзерз, Ри-лайенс, Шеу-Денталь);
4) после проверки опорных элементов врач снимает оттиск вместе с кольцами, по которому получают гипсовую модель челюсти. На нее переходят кольца с замками;
5) создание языгной дуги с пружинящими отростками. Из нержавеющей проволоки диаметром 0,8—1 мм изгибается язычная
Рис. 6.9. Схема мезиального и дистального перемещения (показано стрелками) различных зубов аппаратом Мершона:
а — передних, б — премоляров и клыка, в — резцов, клыка и премоляров, г — боковых
дуга, а на концах дуги создается вкладочная часть замка. После этого изгибаются пружины из ортодонтической проволоки диаметром 0,4—0,6 мм и устанавливаются на модели в положении, необходимом для перемещения зуба в том или ином направлении. Отростки могут иметь змеевидную форму, форму английской булавки и др. Их припаивают к дуге оловом, точечной сваркой или навивают один их конец на дугу, чтобы отростки не потеряли эластичность.
Дуга Лури. Последовательность основных манипуляций при создании аппарата (рис. 6.10) следующая:
1) полугение гипсовой модели гелюсти;
2) создание опорных элементов, в качестве которых используют кольца на первые постоянные моляры;
3) создание замка на кольцах. Для этого к кольцам со щечной поверхности припаиваются горизонтальные трубки;
4) после проверки опорных элементов врач снимает оттиск вместе с кольцами, по которому по- Л ’ £ лучают гипсовую модель челюсти.
На нее переходят кольца с замками; рис. б.ю. Дуга Пури
5) создание дуги. Из ортодонти-
ческой проволоки диаметром 1—1,2 мм изгибают дугу, идущую у шеек боковых зубов, средняя часть дуги штыковидными изгибами у дистального края клыков поднимается к переходной складке десны.
К дуге из ортодонтической проволоки диаметром 0,6 мм крепят пальцевидные пружинящие отростки с упором их концов на вестибулярные поверхности перемещаемых зубов, ближе к их режущему краю;
6) при необходимости применения резиновой тяги к дуге в области премоляров припаивают крючки, открытые вперед.
Перечисленные дуговые приспособления относятся к старой классической ортодонтической аппаратуре1. В последние годы чаще применяются в чистом или модифицированном виде дуговые аппараты, описываемые ниже.
Инструкции по использованию новых дуговых аппаратов засорены транскрипционными терминами, не обогащающими, а засоряющими своей чужеродностью национальную профессиональную лексику.
1 По вине горе-переводчиков и из-за языкового конформизма отечественных врачей и их окружения термины «аппараты», «аппаратура» подменяются транскрипцией англоязычного «ортодонтическая техника» (orthodontic technique), что в литературном и смысловом переводе есть не что иное, как «ортодонтический способ» или «ортодонтический метод». (Прим, ред.)
Так, например, дуговые несъемные аппараты, фиксируемые замками к опорным зубам, именуются «брэкет-системой» (bracket system). Говорят даже о лечении «брэкет-системой».
При этом забывают о том, что «брэкет» — английское название замковых креплений для ортодонтических аппаратов. Замки — это второстепенные фиксирующие приспособления, аналогом которых были лигатуры, бандажные кольца, ортодонтические коронки. Ортодонтическая же сила заложена в упругости проволочной дуги, крепящейся в замках. Именно она является несъемным дуговым лечебным ортодонтическим аппаратом.
Чтобы не перегружать текст учебника, ниже даются приемлемые национальные лексические аналоги, взамен используемым англоязычным транскрипциям:
— эджуайз техника (edgeways technique) — несъемные дуговые аппараты (из прямоугольной проволоки);
— лайт арг бар (light arch bar) — несъемные дуговые аппараты, использующие тонкую проволоку или слабые ортодонтические усилия;
— техника (technique) — применительно к ортодонтии — метод, способ, приемы, аппаратура;
— страйт-уайер (straight wear) — прямая дуга;
— теин арг бар техника (twin arch bar technique) — двойная или сдвоенная проволочная дуга;
— инклинация (inclination) — вообще — это «наклон». В ортодонтии пытаются этой транскрипцией подменить вестибуло-ораль-ный наклон;
— торк (torque) — момент вращения. Имеется в виду — мезио-дистальный наклон.
Время очистит терминологию от указанных чужеродных транскрипций, но способствовать этому должны люди с еще неиспорченным лексическим менталитетом, то есть пользователи данного учебника.
Постоянное усовершенствование указанных выше дуговых аппаратов механического действия существенно изменило их элементы:
— предложены ортодонтические дуги из разных металлов с различным профилем (круглые, квадратные, прямоугольные, плоские) и состоящие из нескольких тонких дуг и т. д.;
— усовершенствованы фиксирующие замковые приспособления;
— модифицирована технология создания опорных элементов;
— изменены способы крепления деталей (элементов) аппарата.
Так, известны различные типы несъемных ортодонтических дуговых аппаратов на замковых креплениях, но принцип их действия одинаков, поскольку основной частью ортодонтической аппарату-230
ры является проволочная дуга (рис, 6.11), сила действия которой зависит от трех факторов:
— длины дуги между двумя точками опоры (замками);
— сечения проволоки;
— состава применяемого сплава металлов.
Рис. 6.11. Ортодонтические дуги для несъемных аппаратов с замковыми креплениями:
А — поперечное сечение круглых, квадратных, прямоугольных (1 — стальных, 2 — никель-титановых, 3 — титан-молибденовых), многопрядевых круглых (4 — трехпрядевых, 5 — шести-прядевых) и прямоугольных (6 — восьмипрядевых, 7 — девятипрядевых) дуг для несъемных ортодонтических аппаратов с замковыми креплениями. Б — контейнеры (8, 9) для хранения ортодонтических дуг различных размеров и формы (10, 11). В — стальная дуга с обратным изгибом (12) и никель-титановая язычная дуга с изгибами между клыком и премоляром (13)
При ортодонтическом лечении используется определенная последовательность применения дуг: от более гибких и тонких к более жестким и полностью заполняющим паз замка. В последующем лечении все дуги сравниваются со специальными шаблонами для расширения зубной дуги или нормализации положения зубов в дуге.
Возможно применение не только стандартных, но и индивидуальных (гладких, или с припаянными, или приваренными элементами в виде петель, крючков, пружин, рычагов и др.) дуг, которые изгибаются по форме зубного ряда из проволоки различного сечения (круглого, квадратного, прямоугольного) и размера (0,45 х 0,63 мм; 0,55 х 0,63 мм; 0,55 х 0,71 мм) соответственно пазу замкового крепления. Кроме того, для расчета формы язычных дуг существуют специальные компьютерные программы.
По расположению различают дуги вестибулярные и языг-ные.
По составу сплава металлов применяются:
• дуги из нержавеющей стали. Это самый распространенный сплав для дуги, имеющей в сечении круглую, квадратную и прямоугольную форму разных размеров. Стальные дуги, применяемые в начальной, промежуточной и конечной стадии лечения, легко поддаются формированию, обладают низкой силой трения и могут вызвать реактивное нежелательное перемещение зубов.
Прямая дуга не требует создания на ней специальных изгибов. Но в некоторых случаях, например при ретракции клыков и мезиальном развороте моляров, можно создать компенсирующий изгиб участка дуги в области моляра вверх и внутрь. При лечении же глубокого прикуса на дуге можно создать обратный изгиб. При необходимости создания изгибов (например, омегаобразных петель) используют специальные щипцы (рис. 6.12).
Одним из отрицательных свойств нержавеющей стали является усталость металла. Дуга, которая находилась под нагрузкой в течение длительного времени, не способна удерживать первоначальный изгиб и оказывать требуемое силовое воздействие. Эффективным способом борьбы с усталостью металла является термообработка в пламени спиртовки (проволока нагревается до золотисто-соломенного цвета) или в специальном аппарате при прохождении электрического тока через проволоку (дугу), фиксированную в клеммах прибора.
Эта процедура приводит к упорядочению кристаллической решетки сплава металлов и восстановлению физико-механических свойств нержавеющей стали.
Используются также трехпрядевая (Триплефлекс) и пятипряде-вая (Респонд) круглые; восъмипрядевая (Д-Рект) и девятипрядевые 232
Рис. 6.12. Получение изгибов (б) и омегаобразных петель (а) специальными щипцами при работе (в) с ортодонтическими дугами
(Форс) прямоугольные дуги с меньшей степенью жесткости, которая по отношению к нержавеющей стали аналогичного диаметра составляет 5%.
При применении таких дуг невозможно развить чрезмерные силы. Даже при наличии очень тесного положения зубов существенно снижается боль, но в то же время они не обеспечивают заметного перемещения зубов. Поэтому применяются в начальных и промежуточных стадиях лечения (дуга Д-Рект, заполняющая паз замка, препятствует нежелательному вестибулярному наклону зубов) и для ретенционных аппаратов;
• эластичные проволочные дуги на основе сплавов титана:
— никель-титановая. Проволока из этого сплава имеет низкую степень зависимости силы от изгиба, хорошие пружинящие свойства при отсутствии усталости металла. Сила, необходимая для вве
дения дуги в паз замка, намного больше той, что будет действовать на зуб после фиксации дуги. Кроме того, чем больше тесное положение зубов и расстояние, на которое изгибается дуга, тем меньше оказываемое ею силовое воздействие. По мере выравнивания зубов сила действия дуги нарастает, дуга не деформируется, а возвращается к первоначальной форме;
— никель-титановая термозависимая («с памятью формы») суперэластичная круглая и плетеная прямоугольная (например, Турбо-Вайр) дуги с добавлением меди. Добавление в сплав никеля и титана меди позволило создать новое поколение дуг — термозависимых, что и используется в клинике. При этом охлажденная дуга легко вводится в пазы замков (например, при значительном тесном положении и тортоаномалиях), а при температуре тела начинает активно работать. Ее применяют на начальном и промежуточном этапах лечения. Язычные дуги, выполненные из никеля и титана или меди, никеля и титана уже имеют изгиб между клыком и премоляром;
— титан-молибденовая дуга. Несмотря на то, что ее жесткость меньше таковой у нержавеющей стали на 20%, она имеет хорошие пружинящие свойства, не обладает усталостью и не требует частого активирования в процессе лечения. Отсутствие в составе сплава никеля (наиболее аллергенного металла) позволяет использовать дугу из этого материала при лечении больных с токсико-аллергическими реакциями. Недостатком такой дуги является большой коэффициент трения, а также более трудное изгибание (формирование) в лаборатории, поэтому лучше пользоваться предварительно изогнутыми в заводских условиях дугами.
Для присоединения дуги к зубам во всех несъемных дуговых ортодонтических аппаратах применяются замки (на передних зубах и премолярах) и замковые крепления (в виде колец с замками для фиксации на молярах), которые предназначены для передачи активной силовой нагрузки проволочной дуги на зуб для его перемещения. Как правило, в клиники поставляются замки промышленного производства, отвечающие следующим требованиям:
— прочности, стабильности формы, эстетичности, соответствия анатомической форме зуба;
— отсутствия травмирующего и токсико-аллергического действия на организм, удобства применения;
— наличия гладкой внутренней поверхности паза, строго ориентированного в трехмерном пространстве и находящегося на определенном расстоянии (компенсаторная высота) от опорной площадки.
Индивидуальные угловые параметры (наклон и поворот) и компенсаторная высота каждого зуба позволяют при распрямлении проволочной ортодонтической дуги придать каждому зубу правильный наклон к плоскости основания соответствующей челюсти, а также выстроить их в дугу, соответствующую форме применяемого проволочного ортодонтического аппарата. Величины угловых параметров замков отдельных систем лечения различны. Поэтому не следует одновременно использовать замки разных систем у одного пациента;
— надежности (долговечности) фиксации к зубам или кольцам;
— отсутствия «следов» на твердых тканях зуба после их снятия.
Для таких замков применяют:
• сплавы металлов. Металлические замки вызывают наименьшую силу трения дуги и хорошо фиксируются на зубах. Высокая прочность замков обеспечила им широкое распространение несмотря на нарушения эстетики;
• прозрагную пластмассу. Они эстетичны, но прочность таких замков существенно меньше металлических. Кроме того, они подвержены изменениям в цвете и деформациям паза. Поэтому такие замки могут быть усилены центральным металлическим пазом;
• керамигеские материалы (поликристаллический прозрачный материал на основе оксида алюминия, монокристаллический прозрачный материал — сапфир), которые, при их механической прочности и эстетичности во время пользования, создают определенные проблемы при снятии с опорных зубов (рис. 6.13).
Форма замков зависит, в первую очередь, от групповой принадлежности зуба, способа его фиксации при строго правильном положении на поверхности коронки зуба и метода лечения. При этом все замки имеют прямоугольный паз следующих размеров: 0,46 х 0,64 мм; 0,56 х 0,71 мм; 0,47 х 0,76 мм. Наиболее популярны замки с пазом 0,46 х 0,64 мм (рис. 6.14).
Для фиксации замков (рис. 6.15, а) на передних зубах и премолярах применяют различные композиционные материалы химического или светового отверждения (например, Орто-Бонд, Орто-Лок, Система-1 Плюс, Релай-Бонд), в состав которых входит фтор. При использовании адгезивов всегда следует руководствоваться рекомендациями производителя.
Существует два метода фиксации замков: осуществляемый непосредственно на поверхность зуба, а также с использованием подготовленного шаблона.
Д е
Рис. 6.13. Схема размещения металлических (а), полимерных (б) и керамических (в) замков на вестибулярной (г), нёбной (д) и язычной (е) поверхностях зубов
Рис. 6.14. Ортодонтические замки, фиксируемые на вестибулярной (а), оральной (б) поверхностях зуба, замок с закрывающейся крышечкой (в)
Рис. 6.15. Инструменты и материалы для прямой фиксации замков: а — композиционный материал Флюоробонд, б — обратный пинцет, в — скелер, г — позиционер, д — прибор Дрошля и Бантлеона
Последовательность манипуляций врача при прямом (непосредственном) методе фиксации замков заключается в следующем:
1) подготовке опорных зубов:
а) ручная и с помощью бормашины механическая очистка опорных зубов (зубные щетки, различные крючки для снятия зубных отложений, резиновые полировальные чашечки и головки). При помощи ассистента врач, используя порошок пемзы, щеточки, резинки и зубные пасты, не содержащие фтор, тщательно очищает поверхность зубов, на которые будут укрепляться замки. Наиболее целесообразным положением пациента в кресле в последующем является горизонтальное;
б) тщательное ополаскивание полости рта водой и ограничение рабочего поля при помощи держателя губ, языка или роторасширителя;
в) на предварительно высушенную поверхность зубов точечно (в месте приклеивания замка) наносят жидкий или гелеобразный протравливатель, который через 30—60 с пребывания на эмали смывается в течение минуты струей воды и высушивается струей сухого чистого сжатого воздуха, не содержащего частиц воды и масла. После просушивания поверхность эмали должна приобрести беловато-меловой цвет;
г) на сухую поверхность эмали тонким слоем кисточкой наносят адгезив;
2) подготовка замков. Специальным обратным пинцетом (рис. 6.15, б) захватывают чистый, предварительно обезжиренный замок и на контактирующую с эмалью поверхность также наносят связующее вещество. Для фиксации замка на его опорной площадке, кроме ретенционных пунктов в виде бороздок или канавок, может быть сетчатое покрытие, выполненное при помощи лазера в трехмерных плоскостях;
3) установка и фиксация замков. При переносе и установке замка в нужном положении на поверхности зуба следует соблюдать два условия. Первое из них заключается в том, что вертикальная ось замка должна совпадать с продольной осью зуба. Кроме того, нужно соблюсти соответствующее расстояние от середины паза замка до окклюзионной поверхности зуба. Это расстояние обычно печатают в таблицах, прилагаемых к той или иной методике. При необходимости замок выравнивают при помощи скелера (рис. 6.15, в) и прижимают к поверхности зуба в течение 15 с. Затем удаляют излишки клея вокруг замка.
Так проделывают с каждым замком в точном соответствии с их установкой, которая определяется заранее врачом на модели и во рту. Следует помнить, что существуют замки для верхней и нижней 238
челюсти, правосторонние и левосторонние. Обычно на них имеется соответствующая фабричная маркировка. Для их установки на зубе применяют специальные определители положения (позиционеры) (рис. 6.15, г) или крестообразный измерительный прибор, предложенный Дрошлем и Бантлеоном, графитовый маркер которого отмечает точное место замка на протравленной и сухой эмали, (рис. 6.15, д).
Такой метод фиксации замков на эмали зуба противопоказан при гипоплазии эмали, при использовании язычной аппаратуры и наличии зубов с большим количеством пломб, а также в случае частого отклеивания замков. В таких ситуациях целесообразнее использовать непрямой метод фиксации замков.
При непрямом методе фиксации замков (рис. 6.16) их перенос на зубы осуществляют при помощи шаблона, созданного из силиконовой массы, или с помощью эластомерной каппы.
Последовательность основных манипуляций при создании шаблона для переноса замков следующая:
1) получение модели челюсти из высокопрочного гипса (см. гл. 3);
2) обозначение положения замков на гипсовой модели челюсти;
3) нанесение водорастворимого клея на основание замков (можно применять сахарный сироп) и размещение их на гипсовой модели челюсти;
4) на модель челюсти, в области зубов с замками, наносят слой силиконового материала низкой или средней вязкости или пленку Копипласт толщиной 0,5—1 мм;
5) из силиконового материала высокой вязкости формируют валик, которым перекрывают ранее нанесенный материал, и прижимают его к вестибулярной поверхности зубов до режущего края;
6) затем гипсовая модель челюсти с созданным силиконовым шаблоном погружается в воду на 10—15 мин для растворения водорастворимого клея, которым фиксированы замки к модели челюсти;
7) после снятия шаблона с гипсовой модели челюсти, замки очищаются от остатков клея;
8) шаблон подрезается, выравнивается, обозначается центр и передается в кабинет врачу.
Врач, после предварительной подготовки эмали зубов, нанесения адгезива и связующего слоя на замки, накладывает шаблон на зубы пациента и в течение 10 мин сильно прижимает его. После удаления шаблона из полости рта инструментами удаляются остатки клея.
Рис. 6.16. Последовательность манипуляций при непрямом методе фиксации замков на нёбной поверхности зубов:
1 — параллелометр (аппарат TARG), при помощи которого определяют точное положение замка на модели; 2 — замки приклеены к модели; 3, 4 — создание силиконовой каппы при помощи корригирующей (а) и основной (б) силиконовых масс; 5 — каппа с замками (внутри) и модель; 6 — каппа с замками в полости рта; 7 — укрепленные на нёбной поверхности зубов замки
Последовательность основных манипуляций при создании эластомерной каппы для переноса замков:
1) получение гипсовой модели челюсти;
2) обозначение точного положения замков на зубах гипсовой модели челюсти;
3) на предварительно нагретой гипсовой модели челюсти, используя жженый сахар, фиксируют замки в обозначенном положении;
4) модель челюсти устанавливают в специальный аппарат для создания на ней каппы из эластомерной заготовки;
5) после штамповки пленку обрезают ножницами на модели так, чтобы она выступала на 2 мм за края десны;
6) для облегчения снятия пленки с модели ее края надрезаются в нескольких местах на 2 мм. Модель выдерживают в воде 10—15 мин. Пленку вместе с находящимися в ней замками снимают с модели;
7) очищают замки от остатков клея. В шаблоне проделываются отверстия для воздуха (на вершинах бугорков). Шаблон передают врачу для фиксации замков описанным выше способом.
Замковые крепления в виде колец с замками, как указывалось выше, используют на молярах (рис. 6.17) Стандартные стальные кольца разных размеров (в зависимости от локализации) имеют полированную наружную и шероховатую внутреннюю поверхности.
В клинике используются не только стандартные кольца с при варенными к ним в заводских условиях замками и трубочками
нёбными крючками, но и крепления, создаваемые в лабораторных условиях путем тогег-ной контактной сварки замка, расположенного в нужном направлении, и кольца. Последовательность основных манипуляций при этом заключается в следующем;
1) кольца припасовываются к соответствующим молярам, выбираются нужные замки, и обозначается место их присоединения — в центре вестибулярной поверхности. После выведения из полости рта ложки с эластичной оттискной массой с моляров специальны-
Рис. 6.17. Кольца с замками на молярах
Рис. 6.18. Использование щипцов Мэтьюза (Т) и Стейнера (2) для крепления дуги к замку (3) металлической лигатурой (4). Схема наложения лигатуры щипцами Стейнера (5)
ми щипцами снимаются кольца, которые после очистки и высушивания устанавливаются в отпечаток, а на их внутреннюю сторону наносят тонкий слой воска или вазелина;
2) получают гипсовую модель челюсти (см. гл. 3). В последующем кольцо, находящееся на модели, нагревается (но не накаливается!) над пламенем горелки, осторожно снимается, обезжиривается, просушивается и закрепляется соответствующей стороной между медными электродами аппарата для сварки. Основание замка точечной сваркой приваривают в одном углу, а после уточнения нужного положения и выравнивания его приваривают во всех четырех углах. При необходимости также приваривают другие элементы на кольцо (щечные трубки, оральные крючки и т. д.);
3) после установки колец на модели и проверки выполненной манипуляции модель направляется в кабинет, где врач укрепляет кольца с замками на опорных зубах цементом.
Для крепления дуги к каждому замку существуют лигатуры:
— металлические (диаметром 0,23; 0,25; 0,28; 0,30 мм), для работы с которыми используют щипцы Мэтьюза, Стейнера и др. (рис. 6.18);
— тефлоновые (для пластмассовых и керамических замков).
В начальных стадиях лечения применяются эластичные лигатуры, которые достаточно эстетичны, легко накладываются, легко переносятся пациентом, но они не обеспечивают надежного заполнения дугой паза замка.
Кроме того, при использовании несъемной ортодонтической аппаратуры на замках применяются дополнительные элементы — ортодонтические пружины (из кобальтохромового сплава, сплава никеля и титана, сплава титана и молибдена) на сжатие (открытая пружина для создания места в зубной дуге) и на растяжение (закрытая пружина предназначена для устранения межзубных промежутков).
Межчелюстная резиновая тяга. Для межчелюстной тяги используют различные по ширине сечения эластичные материалы, которые отличаются друг от друга по силе, прилагаемой к зубам при их воздействии (от 85 до 170 г).
В последние годы используются стандартные изогнутые дуги, прямые дуги, аппараты Эдрюса, Рота, Александера, Риккетса, Бег-га, сдвоенные дуги Джонсона, сегментарные дуги Берстона и др. Технология некоторых из них описана ниже.
Аппарат Бегга (рис. 6.19) состоит из замкового приспособления, в котором тонкая круглая ортодонтическая сталистая дуга укрепляется в непосредственном контакте с зубом. В аппарате со-
Рис. 6.19. Аппарат Бегга:
а — схема расположения на зубах; б — замки Бегга для фиксации одной или двух дуг; в — дополнительные вертикальные изгибы для расширения зубного ряда, создания места в зубной дуге, сокращения зубной дуги, устранения диастем и трем
четаются возможность свободного наклона зубов во всех направлениях и перемещение их корпусно, а также возможность оказывать дифференцированное давление или тягу на перемещаемые зубы.
Последовательность основных манипуляций при создании аппарата следующая:
1) полугение гипсовой модели гелюсти;
2) создание опорных элементов, в качестве которых используют кольца (см. выше). Такие же кольца создаются и на все перемещаемые зубы;
3) после проверки колец на зубах во рту врач снимает оттиск с кольцами, по которому получают гипсовую модель челюсти. На нее переходят кольца;
4) подготовка замковых приспособлений. Специальные замковые приспособления с запирающими шплинтами подбирают к зубу в зависимости от его функциональной принадлежности, величины коронки, расположения в зубном ряду и осевого наклона.
Модели челюстей отливают, как уже говорилось, с кольцами. Отмечают на всех кольцах общую среднюю линию зубов с помощью маркировочного рейсфедера и наносят относительно этой линии разметку для крепления замков. Липким воском к кольцам на перемещаемые зубы прикрепляют замки, к опорным кольцам, на первые или вторые моляры, приклеивают овальные трубки длиной 6,35 мм, внутренним диаметром 0,91 мм;
5) паяние замков и трубок с кольцами (см. выше), а также их отбеливание и полирование проводят обычным способом (см. гл. 3);
6) создание активно действующей круглой назубной дуги диаметром 0,41мм. Берут отрезок проволоки длиной 105—110 мм, один его конец вставляют в левую опорную трубку так, чтобы он выступал за ее пределы на 1,5 мм. На уровне середины вестибулярной поверхности клыка делают отметку и изгибают крючок или петлю для укрепления межчелюстной тяги. Среднюю часть дуги делают прямой, ровной или контурируют ее по форме зубного ряда. После этого изгибают второй крючок около коронки клыка противоположной стороны для межгелюстной тяги.
По показаниям на дуге делают дополнительные вертикальные изгибы для расширения зубного ряда, создания места в зубной дуге для отдельных зубов, мезиодистального наклона некоторых зубов, устранения диастем и трем, сокращения зубной дуги. Для получения такой дуги берут отрезок проволоки большего размера и делают вертикальные петли высотой 8—10 мм, расположенные между рядом стоящими зубами, чтобы они не воздействовали на их вестибулярную поверхность. Причем, если нужно расширить зубной ряд, петли делают замкнутыми, при показаниях к его сокращению — открытыми. На концах дуги следует предусмотреть наличие крючков для межчелюстной тяги и стопоров перед опорными трубками.
На этом заканчивается первая стадия лечения, при которой легкая ортодонтическая дуга Бегга свободно наклоняет коронки зубов. На второй стадии лечения активную круглую дугу диаметром 0,41 мм заменяют на пассивную опорно-удерживающую круглую дугу диаметром 0,64 мм.
Последовательность основных манипуляций при создании пассивной круглой дуги следующая:
1) по оттиску, полученному с зубного ряда при наличии колец в полости рта, отливается работая модель с металлигескими кольцами на зубах',
2) изгибают основную и вспомогательную дугу с вертикальными пружинящими петлями высотой 4—5 мм. Вертикальные петли вспомогательной дуги можно настроить в зависимости от желаемого перемещения. Если вертикальная петля оказывает воздействие в области режущего края зуба, то корень перемещается вестибуляр-но (рычагообразное действие вызывает вращение зуба вокруг основной дуги), если — в области шейки зуба, то он наклоняется в язычном направлении. Угол отклонения вертикальных пружинящих петель от вертикальной плоскости должен быть равен 75—80°. Вспомогательная дуга прикручивается к основной. Она должна упираться в вертикальный опорный выступ, сделанный на середине опорной дуги.
Аппарат Джонсона (рис. 6.20). В своем аппарате Джонсон предложил использовать сдвоенные дуги и новую систему замковых приспособлений для крепления этих дуг и их колец. Применение сдвоенной дуги, состоящей из двух круглых тонких дуг из проволоки диаметром 0,28 мм каждая, вместо четырехгранной толстой, позволило облегчить конструкцию аппарата, упростить его технологию, улучшить качество. Круглая дуга обладает большими пружинящими свойствами, чем плоская или квадратная. Сдвоенная дуга достаточно жестка и эластична. Дуги, расположенные одна над другой, препятствуют вращению перемещаемых зубов.
Технология аппарата такая же, как и аппарата Бегга. Отличие состоит в том, что две дуги соединяют перед их изгибанием с помощью специального приспособления, гофрирующего концы дуг и втягивающего их в специальные трубки. На концах изгибают стопорные петли или выступы.
Рис. 6.20. Аппарат Джонсона:
1 — скоба для фиксации дуг; 2 — пеналовидный замок; 3 — трехпрядевая дуга; 4 — дуга фиксирована при помощи металлической лигатуры в замке; 5 — создание стопоров на дуге;
6 — аппарат для гофрирования концов дуг; 7, 8 — расположение аппарата на зубах
Предложены ортодонтические дуги, состоящие из трех, четырех, семи дуг, расположенных параллельно или скрученных в жгут. Диаметр проволоки при этом составляет 0,18—0,25 мм. Концы дуг упаковывают в трубки диаметром 0,38—0,55 мм.
Аппарат Дерихсвейлера (рис. 6.21) — это несъемный винтовой ортодонтический аппарат механического действия, состоящий из пластинки с укрепленными в ней коронками или кольцами и винта. Применяется для ускоренного раскрытия срединного нёбного шва. Аппарат может быть дополнен при необходимости различными пружинами и рычагами.
Последовательность основных манипуляций при создании аппарата следующая:
1) полугение гипсовой модели гелюсти;
2) создание опорных элементов, в качестве которых используют ортодонтические коронки или кольца, которые располагают на молярах и премолярах;
3) после проверки опорных элементов во рту. врач снимает оттиск. По нему получается гипсовая модель челюсти, на которую переходят опорные элементы. С оральной стороны коронки или кольца соединяют проволочными или литыми дугами, которые продолжаются вдоль коронок других боковых зубов, касаясь их коронок, и распределяют на них давление. Приварка дуг к коронкам или кольцам проводится обычным способом;
4) создание нёбного базиса. На модели в наиболее глубокой части нёбного свода и области валика (торуса) проводится изоляция свинцовой пластинкой или фольгой толщиной 3—3,5 мм. Моделируется из воска базис, причем освобождается от воска передний
Рис. 6.21. Аппарат Дерихсвейлера и его разновидности: а — с винтом и проволочным каркасом; б — с винтом и пластмассовым базисом
участок и межзубные десневые сосочки, укрепляется металлическая арматура в базисе и винт;
5) замена воскового базиса пластмассой, желательно прозрачной (для того, чтобы следить за состоянием подлежащих тканей), проводится по общепринятой методике (см. гл. 5).
Б целях повышения эффективности ортодонтического лечения некоторые клиницисты (Д. Хаас, X. Дерихсвейлер) предложили по обеим сторонам винта располагать пластмассовый базис, усиливая тем самым воздействие на альвеолярный отросток верхней челюсти (рис. 6.21, б).
В настоящее время разрыв срединного нёбного шва выполняют аппаратами Дерихсвейлера или Норда, в конструкцию которых обязательно включен специальный винт типа Вектор-600/620 (Германия) путем его припаивания с помощью штанг или толстой проволоки к нёбной поверхности ортодонтических колец, зафиксированных на первых молярах и первых премолярах верхней челюсти (рис. 6.22).
Рис. 6.22. Схема расположения аппарата Норда (а) на верхней челюсти. Стрелками показано направление действия сил винта (б)
Аппарат Ужумецкене (рис. 6.23) применяется для расширения верхней челюсти. Состоит из спаянных колец (коронок), фиксируемых на премолярах и молярах и припаянных к ним двух пружин Коффина.
Последовательность основных манипуляций при создании аппарата следующая:
1) полугение гипсовой модели гелюсти-,
2) создание опорных элементов, в качестве которых используют ортодонтические коронки или кольца (см. гл. 6);
3) после проверки опорных элементов во рту, врач снимает оттиск, по которому отливается гипсовая модель челюсти. На нее переходят опорные элементы;
4) подготовка опорных и вспомогательных элементов к паянию. На гипсовой модели челюсти с оральной стороны, параллельно друг другу, приклеивают липким воском две пружины Коффина диаметром 1,2 мм;
5) паяние опорных элементов и пружин, а также их отбеливание, полирование проводят обычным способом (см. гл. 3).
Аппарат Коркгауза (рис. 6.24) относится к несъемным аппаратам механического действия. Применяется для устранения диастемы или тремы. Состоит из колец или коронок с вертикальными штангами на перемещаемые зубы.
♦ Трема — промежуток между соседними зубами, за исключением центральных резцов. Расстояние между центральными резцами называется диастемой.
Последовательность основных манипуляций при создании аппарата следующая:
1) полугение гипсовой модели гелюсти;
2) создание опорных элементов, в качестве которых используют ортодонтические коронки или кольца;
3) после проверки опорных элементов врач снимает оттиск, размещая коронки или кольца в нем, по которому получается гипсовая модель челюсти. На нее переходят опорные элементы;
4) подготовка и паяние вертикальных штанг. На вестибулярной поверхности коронок или колец липким воском приклеивают вертикальные штанги. Их готовят следующим образом: ортодонтическую проволо
Рис. 6.23. Аппарат Ужумецкене
б
Рис. 6.24. Аппарат Коркгауза: а — с вертикальными штангами и крючками; б — с пружиной Коффина
ку диаметром 0,8-1 мм слегка расклепывают и отрезают два стержня длиной, равной расстоянию от режущего края центрального резца до средней длины проекции корня.
Концы штанги изгибают в виде крючков, открытых дистально, нижний конец изгибают на уровне режущего края, а верхний выше шеек зубов для их корпусного перемещения. Штанги припаивают у мезиального края колец, а если одновременно нужно развернуть резцы по оси, то ближе к центру коронки зуба;
5) паяние коронок или колец с вертикальными штангами проводят обычным способом.
Существуют разновидности этого аппарата. Так, вместо штанг можно использовать вертикальные трубки длиной 4—5 мм с внутренним диаметром 0,7—0,9 мм. Из ортодонтической проволоки диаметром 0,6—0,8 мм (в зависимости от диаметра трубок) изгибают пружину Коффина, концы которой фиксируют в трубках.
Для предотвращения поворота центральных резцов по оси применяют кольца, к вестибулярной поверхности которых поперечно припаивают трубки с крючками. В трубки вводят горизонтальную балку, которая предохраняет резцы от поворота, а на крючки надевают резиновое кольцо, обеспечивающее их сближение.
При наличии широкой диастемы можно применять вестибулярную дугу Энгля и кольцо с горизонтальными трубками на центральные резцы. Чтобы дуга плотно ложилась в трубки, их распиливают вулканитовым диском, а после наложения дуги сжимают щипцами для уменьшения их просвета и устранения люфта дуги. Сближение производят с помощью резиновых колец.
При лечении несъемными дуговыми ортодонтическими конструкциями с замковыми креплениями используются дополнительные аппараты.
— лицевые дуги с внеротовой тягой (шейная, головная и комбинированная);
— лицевые маски, подбородочные каппы и пращи;
— губные щиты (буферы, амортизаторы);
— нёбные дуги;
— аппараты для стабилизации моляров (аппарат Нэнси, аппарат Гожгариана).
Лицевые дуги (рис. 6.25) состоят из двух спаянных дуг:
— стандартной, пяти размеров, или индивидуальной назубной дуги (диаметр 1, 1,3 или 1,5 мм; длина от 83 до 111 мм), которая повторяет форму зубного ряда верхней челюсти и устанавливается в щечные трубочки на молярах;
— внеротовой, которая припаяна к назубной дуге в переднем отделе. При этом наружные концы внеротовой дуги загнуты в виде
крючков для прикрепления к шейной повязке или головной шапочке и располагаются параллельно плоскости внутри-ротового дугового аппарата.
Последовательность основных манипуляций при создании индивидуальной лицевой дуги-.
1) получение гипсовой модели верхней челюсти;
2) отрезок проволоки длиной 30 см и диаметром 1,5— 2 мм берут за концы и, приблизив их друг к другу, перекрещивают их. При этом в среднем участке дуги образуется овал, форму которого подгоняют по форме переднего участка зубной дуги на мо
Рис. 6.25. Лицевая дуга:
а — внутриротовая дуга; б — щечные трубочки на молярах, в которые устанавливается внутриротовая дуга; в — внеротовая дуга, припаянная к назубной; г — эластичные тяги для крепления к головной шапочке или шейной повязке
дели;
3) маркером отмечают центр и латеральные концы. Латеральные точки маркируют с учетом расположения углов рта, чтобы концы дуги не препятствовали смыканию губ и не травмировали их. Немного мезиальнее латеральных точек (на 1—2 мм) с каждой стороны проволоку изгибают под углом 90°, используя щипцы Адерера. Дуга должна располагаться под прямым углом к длинной оси щипцов. Важно выполнить изгибы так, чтобы все три части дуги располагались в горизонтальной плоскости, а изгибы были симметрично расположены;
4) внутриротовую и внеротовую дуги сопоставляют так, чтобы совпадали их срединные отметки, и соединяют точечной сваркой. Перед спаиванием следует гипсовать боковые участки дуг, чтобы предотвратить их смещение, предохранить от перегрева и размягчения. После паяния дуги отбеливают и полируют.
Можно соединить внеротовую дугу с внутриротовой без пайки, вставив заготовки обеих дуг в овальную трубку и сплющив ее концы;
5) приступают к созданию внеротовых участков лицевой дуги. Для этого при помощи круглогубцев, выпукло-вогнутых или трех-клювных щипцов дистальные концы внешней дуги отгибают округло, повторяя форму поверхности щек. Симметричность лицевой дуги и длину ее концов проверяют так: лицевую дугу кладут на бумагу и карандашом обводят наружный контур с одной стороны
от срединной точки до конца дуги. Затем дугу переворачивают и наружный контур ее противоположной стороны совмещают с рисунком. Излишки проволоки срезают, концы дуги крючкообразно загибают в вертикальном направлении на уровне дистальной поверхности первых моляров;
6) с помощью резиновой или пружинной тяги соединяют лицевую дугу с крючками или другими приспособлениями на головной шапочке или шейной повязке.
Лицевая маска бывает стандартной (рис. 6.26) и индивидуальной в форме подбородочной пращи (рис. 6.27).
Рис. 6.26. Стандартная лицевая маска
Последовательность основных манипуляций при создании подбородотной пращи'.
1) по гипсовому слепку создается модель подбородка;
2) слегка разогретой пластинкой базисного воска обтягивают гипсовую модель подбородка и обрезают излишки. Используя воск, моделируют пращу по толщине и размерам. Границами пращи являются:
Рис. 6.27. Подбородочная праща
— верхняя, в соответствии с указаниями врача, может перекрывать красную кайму нижней губы (для передачи давления на нижние резцы с целью их орального наклона) или доходить до подбородочной борозды (для передачи давления на тело и ветви нижней челюсти);
— нижняя граница проходит под подбородком;
— боковые границы могут находиться на уровне углов рта или на 2—3 см кзади от них. В боковые участки вводят крючки, скобы или делают прорези для укрепления внеротовой тяги;
3) по общепринятой методике проводят замену воска на пластмассу и механическую обработку пращи (см. гл. 5).
Губные щиты (буферы или амортизаторы) (рис. 6.28) представляют собой пелоты с провологной арматурой. Концы проволоки вводят в щечные трубочки опорных колец на молярах нижней челюсти. Губные щиты отстоят от нижних зубов и располагаются между ними и губами. Сила давления круговой мышцы рта передается на пелоты и на моляры, что позволяет провести небольшое дистальное перемещение моляров для создания места в зубной дуге, а расширение
проволоки позволяет расширять зубную дугу. Чтобы проволока не проскальзывала в кольцах, на нее надевают блокираторы, в качестве которых используются изгибы, U-образные петли, пружины. Чаще всего применяют стандартные промышленные губные щиты трех
Рис. 6.28. Губные щиты
размеров.
Последовательность основных манипуляций по созданию индивидуального губного щита'.
1) получение гипсовой модели нижней челюсти;
2) проволоку длиной 25—30 см и диаметром 1,5 мм изгибают, придавая ей форму зубной дуги на модели, и маркируют ее середину;
3) в переднем участке проволоки из быстротвердеющей пластмассы моделируют пелот (примерно от одного премоляра до другого) таким образом, чтобы проволока и пелот не касались поверхности зубов. В случае моделирования пелота из воска последовательно проводят действия по его замене на пластмассу;
4) проволоку с пелотом вводят в кольца на молярах и маркируют расстояние до входа в трубочки 2 мм, для предотвращения контакта пелота с вестибулярной поверхностью зубов;
5) на участке, помеченном маркером, создают штыковидный изгиб или U-образную петлю. Концы проволоки на краях трубочек обрезают и сглаживают.
Нёбная дуга (аппарат Гожгариана) (рис. 6.29) используется для медленного расширения верхней челюсти, а также как стабилизатор положения моляров при лечении несъемными ортодонтическими аппаратами.
Представляет собой стандартную дугу из нержавеющей стали лабораторной проволоки Хромиум диаметром 0,9 или 0,86 мм с полукруглой U-образной петлей в центре и плечевыми отростками. С помощью последних аппарат фиксируют в специальных овальных замках, приваренных на нёбной поверхности ортодонтических колец, укрепленных на первых молярах верхней челюсти. В неактивном состоянии отростки аппарата должны проходить по вершинам нёбных бугорков первых моляров.
Нёбную дугу определенного размера припасовывают на гипсовой модели верхней челюсти. Дуга должна отстоять от слизи-
стой оболочки нёба примерно на сти на гипсовой модели проводят
Рис. 6.29. Аппарат Гожгариана
1—2 мм, поэтому в данной обла-изоляцию.
После фиксации опорных колец ретенционный участок дуги вначале вводят с одной стороны в нёбный замок на кольце моляра. То же повторяют с другой стороны, обращая внимание на то, чтобы дуга располагалась на одинаковой высоте колец.
Активацию дуги проводят путем расширения U-образной петли крампонными щипцами.
Четырехпетельный дуговой нёбный расширитель (рис. 6.30) используют в случаях значительного сужения зубного ряда верхней челюсти при медленном расширении, а также в качестве дополнительного аппарата для несъемного ортодонтического дугового аппарата с замковым креплением для контроля стабилизации моляров.
Рис. 6.30. Четырехпетельный дуговой нёбный расширитель
Такая дуга готовится про-
мышленным способом из стальной проволоки Хромиум диаметром 0,9 мм, разных размеров и имеет в своей конструкции четыре за-
крытые петли, которые снимают жесткость конструкции и повышают упругость дуги при периодической активации. Введенными в конструкцию отростками и касательными штангами аппарат фиксируют в нёбных замках на опорных зубах — молярах. Для фиксации нёбного расширителя используются стандартные нёбные замки (кольца с замками). Проволочная дуга может быть также припаяна непосредственно к кольцам.
Подгонка аппарата проводится только врачом (прямой способ) или с участием техника-лаборанта (непрямой способ).
Последовательность манипуляций врача при прямом способе припасовки аппарата:
— врач подбирает и подгоняет готовые кольца на моляры верхней челюсти, а затем фиксирует их цементом;
— после подбора четырехпетельной дуги соответствующего размера проводят ее припасовывание в полости рта. При этом, в зависимости от лечебной задачи, чтобы она заняла пассивное по
ложение, загнутые проволочные концы дуги, расположенные симметрично, вводят в нёбные трубки опорных колец. В зависимости от лечебной задачи, передние концы проволоки изгибают, либо прижимают к нёбной поверхности зубов, либо не касаясь этой поверхности, отступя от нее на 3—5 мм.
Проверка дуги в полости рта требует значительного времени и не всегда может быть точна. Поэтому чаще используется непрямой способ припасовки дуги.
Последовательность манипуляций врача и техника-лаборанта при непрямом способе припасовки аппарата:
1) после проверки готовых колец на моляры верхней челюсти, врач формирует над пламенем спиртовой горелки диски толщиной 3 мм и диаметром 1 см из термопластической оттискной массы
и обтягивает ими моляры с размещенными на них кольцами. Масса должна полностью покрывать окклюзионные края кольца;
2) врач, подобрав оттискную ложку на верхнюю челюсть и используя альгинатную оттискную массу, получает оттиск, в котором в последующем устанавливает опорные кольца с моляров в термопластичной массе;
3) техник-лаборант изолирует тонким слоем воска внутреннюю поверхность колец и получает гипсовую модель челюсти (см. гл. 3). После освобождения гипсовой модели верхней челюсти и колец от воска и термопластической массы к нёбной поверхности опорных колец приваривает ротационные замки, в которые, в соответствии с указаниями врача, в пассивном состоянии припасовывает четырехпетельную дугу;
4) в последующем гипсовая модель верхней челюсти с установленной на ней четырехпетельной дугой передается врачу, который фиксирует кольца на молярах цементом.
Для расширения зубного ряда верхней челюсти применяют нёбный расширитель (экспандер), который не требует периодической активации и более удобен для пациента. При создании аппарата используют нагретую до 27—35 °C проволоку из никель-титанового сплава, что облегчает наложение расширителя в полости рта при возможном использовании охлаждающей жидкости.
Нижнечелюстная язычная дуга (рис. 6.31) — удерживающий аппарат промышленного (стандартного) или индивидуального изготовления, работающий во всех трех плоскостях. Дуга этого аппарата располагается в области шеек на язычной поверхности зубов нижней челюсти и фиксируется на язычной стороне опорных колец, расположенных на первых молярах справа и слева.
Рис. 6.31. Нижнечелюстная язычная дуга: а — ординарная; б — тройная
Рис. 6.32. Дуга Нэнси: а — общий вид; б — на модели челюсти
Дуга Нэнси (рис. 6.32) — несъемный удерживающий аппарат, работающий во всех трех направлениях на верхнечелюстной дуге. При помощи него можно поддерживать достигнутую ранее с помощью быстрого нёбного расширителя ширину верхнечелюстной дуги. Аппарат состоит из дуги, распространяющейся от моляров верхней челюсти к передней части нёбного свода и закрепленной на опорных кольцах или коронках. В передней части дуги располагается пластмассовый базис, прилегающий к нёбу.
Для создания аппарата необходима гипсовая модель верхней челюсти, ортодонтическая проволока диаметром 0,9 мм и стандартные (или индивидуальные) кольца на первые моляры. Дуга изгибается вдоль нёбной поверхности зубов верхней челюсти, припаивается к язычной поверхности колец моляров. За передними зубами на дуге располагают акриловую базисную пластмассу, плотно прилегающую к нёбу.
При использовании четырехпетельной дуги создание аппарата Нэнси существенно упрощается. Дело в том, что после подгонки такой дуги на гипсовой модели челюсти (см. выше) пригибаются длинные участки проволоки к нёбной поверхности премоляров и клыков. На участке же передних петель создается пластмассовый щит из быстротвердеющей акриловой пластмассы (этот щит-базис должен плотно прилегать к слизистой оболочке нёба).
Аппарат «Леон» (рис. 6.33) предназначен для дистального перемещения моляров при исправлении аномалий без удаления зубов. Он состоит из вестибулярной и нёбной частей и четырех колец (два кольца — на первых верхних молярах, два — на вторых верх-
9 Зак. 44
Рис. 6.33. Аппарат «Леон»: а — стандартный набор; б — аппарат на модели челюсти
них премолярах). На вестибулярной поверхности колец припаивается винт (активная гастъ) таким образом, чтобы не мешать одинарной трубке, в которую дуга будет введена позже. На кольцах для премоляров припаиваются направляющие кольца. Нёбная часть аппарата состоит из пластмассы и по форме напоминает бабочку.
Для создания этого аппарата лучше использовать готовый набор элементов.
Последовательность основных манипуляций при создании аппарата следующая:
1) получение гипсовых моделей челюстей;
2) создание опорных элементов, в качестве которых используются ортодонтические кольца на первые моляры и вторые премоляры верхней челюсти;
3) после проверки правильного положения колец во рту врач снимает оттиск вместе с кольцами (см. выше);
4) отливается модель челюсти из супергипса, опорные и вспомогательные элементы аппарата готовятся к паянию;
5) на нёбной поверхности первого моляра припаивают трубочку, а на вестибулярной поверхности второго премоляра — поддерживающее винт кольцо;
6) по форме нёба изгибается ортодонтическая проволока и припаивается к нёбной поверхности кольца на втором премоляре;
7) все части аппарата после механической отделки полируются;
8) вставляют пружину «Мемориа» длиной 10 мм и вводят винт в направляющее кольцо, припаянное ранее ко второму премоляру;
9) припаивается тело винта на вестибулярной поверхности кольца первого моляра;
10) вводят дугу в нёбную трубку на втором моляре;
11) формируют из пластмассы нёбную часть, пластмассу полимеризуют, полируют.
ПОЛУЧЕНИЕ СЪЕМНЫХ АППАРАТОВ МЕХАНИЧЕСКОГО ДЕЙСТВИЯ
К аппаратам механического действия относятся пластиночные аппараты в сочетании с винтами, пружинами, вестибулярными дугами. С целью создания устойчивости пластиночных аппаратов используют различные кламмеры: одноплечие удерживающие, перекидные Джексона, стреловидные Шварца, кламмеры Адамса и др. Действие этих аппаратов осуществляется посредством активирования винта, разгибанием или сжатием пружины, упругостью вестибулярных дуг.
Так как в большинстве съемных аппаратов механического действия в качестве фиксирующих приспособлений используются кламмеры, в начале этого раздела рассмотрим технологию некоторых из них.
Перекидной кламмер Джексона (рис. 6.34) имеет два тела и два отростка. Изгибается из ортодонтической проволоки, длиной 50—60 мм. Располагается с вестибулярной стороны ниже экватора, затем поднимается к жевательной поверхности, перекидывается через нее между соседними зубами и загибается на оральную поверхность зуба, где концы его разворачиваются: один медиально, другой дистально — и расплющиваются.
Рис. 6.34. Последовательность создания (Г—4) перекидного кламмера Джексона
Стреловидный кламмер Шварца (рис. 6.35) применяется в двух вариантах: однозвеньевом и многозвеньевом. Для создания такого кламмера применяются специальные щипцы Шварца. Из эластичной проволоки диаметром 0,6—0,8 мм и длиной 70—80 мм при помощи двух щипцов Шварца изгибают «стрелу», входящую между вершиной десневого сосочка и контактными пунктами двух рядом стоящих зубов. Затем перегибают ее под тупым углом и вводят в промежутке между соответствующими зубами. Плечи кламмера располагают на 0,5—0,7 мм от слизистой оболочки, заканчи-
Рис. 6.35. Последовательность (1—6) получения стреловидного кламмера (7—8) щипцами Шварца (9)
вают их изгибом двух углов, двух тел, переходящих по межзубным промежуткам, через жевательную поверхность с вестибулярной на оральную поверхность зубного ряда, и двух отростков, входящих в базис. При необходимости делают несколько стреловидных окончаний, а затем концы кламмера между жевательными поверхностями зубов переводят на язычную поверхность и расплющивают или загибают их в виде петель для фиксации в базисе.
Кламмер Адамса (рис. 6.36) имеет точечное прилегание к поверхности зуба в пришеечной части коронки. На гипсовой модели челюсти карандашом наносят элементы кламмера на опорном зубе (углы — у шейки зуба, на месте перехода вестибулярной поверхности в контактную). При помощи круглогубцев или крампонных щипцов с тонкими сошлифованными на конце губками, на отрезке проволоки диаметром 0,6 мм и длиной 50—60 мм, отступя от конца 20—25 мм, делают изгиб под прямым углом. Карандашом отмечают на проволоке место второго изгиба по чертежу кламмера на модели. Создав второй изгиб, образуют фиксирующие выступы плеча кламмера, отгибая их кнаружи под углом 60° и направляя навстре-260
1
2
Рис. 6.36. Последовательность (1—S) получения стреловидного кламмера Адамса
чу друг другу под углом 30°, располагая на переходе вестибулярной поверхности в контактную.
Плечо кламмера должно находиться под углом 45° к вестибулярной поверхности зуба, тело кламмера располагаться над контактными пунктами в углублении между соседними зубами, переходя через зубной ряд на оральную поверхность. Отростки кламмера повторяют форму альвеолярной части, концы их изгибают для лучшей фиксации в базисе. Готовый кламмер фиксируют липким воском на вестибулярной поверхности зуба гипсовой модели.
Вестибулярные и язычные дуги (рис. 6.37) применяются не только для перемещения зубов, но и для фиксации съемных аппаратов.
Наиболее часто используется вестибулярная дуга с И-образ-ными изгибами, технология которой предполагает:
1) получение и оценку качества гипсовой модели челюсти;
2) нанесение на гипсовой модели челюсти карандашом формы и места расположения вестибулярной дуги. Она должна располагаться на уровне середины вестибулярной поверхности коронок зубов (при значительной протрузии передних зубов дугу располагают ближе к их режущим краям, для уменьшения наклона зубов среднюю часть дуги помещают ближе к их шейкам). При этом могут выгибаться дополнительные U-образные петли и крючки, перекидывающиеся через режущие края (рис. 6.37, а, б);
3) создание из отрезка проволоки длиной 110—120 мм и диаметром 0,7—0,8 мм средней части дуги так, чтобы она прилегала к вестибулярной поверхности передних верхних зубов на уровне их середины. В области клыков на 4—5 мм на дуге формируют круглогубцами петли по направлению к десне и в несколько отведенном от десны положении. Они не должны травмировать слизистую оболочку альвеолярной части и не должны отстоять от нее более чем на 0,5—0,7 мм, чтобы не повреждать губу. Изгибы дуги следует помещать в нишах на верхней челюсти, находящихся выше валика, образованного круговой связкой клыка, а на нижней челюсти — ниже валика и контурировать их в соответствии с формой альвеолярного отростка. Петли могут иметь U- и М-образную форму. Ширина изгиба петли должна быть равна или немного шире коронки клыка. Оба колена изгиба необходимо располагать параллельно друг другу. Концы проволочной дуги должны располагаться между клыками и премолярами с переходом их на нёбную сторону и фиксацией в базисе.
Создание вестибулярной дуги с полукруглыми изгибами упрощается и ускоряется при применении стандартных фабричных заготовок восьми размеров со следующими расстояниями между изгибами: 25, 28, 28, 34, 37, 40, 43, 46 мм.
Если необходимо перемещать коронку клыка, то применяют М-образный изгиб проволоки, расположенный за клыком, а дуга плотно прилегает к коронке клыка и оказывает на нее давление в области экватора зуба.
Для создания дуги с целью устранения диастемы, в средней части дуги делают три полукруглых изгиба, средний из которых должен повторять форму уздечки губы; его направляют в сторону, противоположную крайним изгибам.
Вестибулярные дуги с крюгками применяют при наложении
Рис. 6.37. Вестибулярные (а, б) и язычные (в) дуги
межчелюстной тяги. Крючки длиной 3—4 мм изгибают на середине медиального или дистального участка полукруглых изгибов. Они должны отстоять от вестибулярной поверхности коронок клыков на 0,5 мм.
Языгные дуги (рис. 6.37, в) в зависимости от места положения называют еще и нёбными. Их применяют для перемещения передних зубов, укрепления съемного аппарата, а также в качестве несъемного лечебного аппарата с замковыми креплениями или ретенционного аппарата.
Технология таких дуг предполагает:
1) получение и оценку качества гипсовой модели челюсти;
2) на гипсовой модели челюсти карандашом наносят форму и место расположения язычной дуги. Обычно она располагается на уровне экватора на язычной поверхности нижних резцов и, по показаниям,— клыков. При необходимости создания активного давления на резцы, предварительно отгравировывают эти участки гипсовой модели челюсти;
3) из отрезка проволоки длиной 50—60 мм и диаметром 0,6—0,8 мм пальцами изгибают среднюю часть дуги в соответствии с намеченной границей. Затем проволоку проводят между клыками и боковыми резцами и заканчивают отростками с изгибами для фиксации в базисе аппарата;
4) язычные дуги могут иметь один, два, три полукруглых изгиба для дистального перемещения передних зубов и зубоальвеоляр
ного укорочения в области резцов, а также для устранения диасте-мы и трем между верхними резцами.
• При создании дуги с двумя полукруглыми изгибами берут отрезок проволоки 120—130 мм, изгибают среднюю часть, затем на уровне дистального края боковых резцов или клыков делают округлые перегибы трехклювными щипцами или круглогубцами. Эти изгибы располагают на 8—10 мм выше шеек верхних клыков или ниже нижних, отступя на 0,5—0,7 мм от слизистой оболочки. Ширина изгиба должна быть равна ширине коронки клыка или первого премоляра. Мезиальное и дистальное колено изгиба должны быть параллельными.
Концы дистальных колен пересекают зубной ряд, они располагаются в преддверии полости рта, отступя от шеек клыков или первых премоляров на 3—4 мм, а от слизистой оболочки альвеолярного отростка на 0,5—0,7 мм. Их контурируют по форме ската альвеолярного гребня. Концы дуги закрепляют в пластмассе базиса аппарата.
• При создании дуги с тремя полукруглыми изгибами делают дополнительный изгиб в области верхних центральных резцов. При этом начинают со среднего полукруглого изгиба. Его делают широким, чтобы участки перехода в среднюю часть дуги находились на середине язычной поверхности центральных резцов. На верхней челюсти средний полукруглый изгиб должен обходить резцовый сосочек, чтобы предотвратить его травму. На нижней челюсти его располагают выше дуги, направляя к режущему краю резцов. Если средний изгиб направлен в подъязычную область, то его нужно делать W-образной формы для предупреждения травмы уздечки языка.
У дистальной поверхности зубов, перемещаемых вперед, на дуге делают захваты. Для этого гравируют зубы на модели челюсти. В полученный межзубной промежуток вводят конец проволоки и изгибают захват. Концы дуги закрепляют в базисе аппарата.
Пружины применяются для перемещения отдельных зубов или их групп в трех взаимно перпендикулярных направлениях. Действующей частью пружины является один или несколько полукруглых изгибов, витков. Сила действия пружин зависит от свойств металла, из которого они изготовлены, диаметра проволоки, длины изгибов, их количества, ширины.
Чаще других используются следующие пружины:
— рукообразная пружина Калвелиса (рис. 6.38). Состоит из свободного конца, двух полукруглых изгибов и отростка. Для создания такой пружины берут отрезок проволоки диаметром 0,5—0,6 мм и длиной 40—50 мм. На проволоке делают два полу-
круглых изгиба, первый из которых должен быть несколько больше второго. Свободный конец пружины припасовывают к перемещаемому зубу и изгибают отросток. Для предотвращения соскальзывания пружины с перемещаемого зуба на нем укрепляют кольцо с крючком или в базисе аппарата укрепляют направляю-
щую из проволоки диаметром 0,7—0,8 мм; Рис- 6-38- Рукообразная
- пружина Коффина (рис. 6.39, а) пружина Калвелиса состоит из круглого, овального или грушевидного изгиба и двух фиксирующих отростков. Ординарную пружину создают из проволоки диаметром 0,7—1,5 мм и длиной 70—80 мм. Трехклювными щипцами или круглогубцами делают округлый изгиб нужного размера и формы. Его концы располагают по возможности ближе друг к другу, а сама пружина располагается в глубокой части нёба. Затем делают округлые перегибы и направляют концы проволоки вдоль скатов альвеолярного отростка, заканчивая их зигзагообразно.
Двойную пружину Коффина применяют для неравномерного расширения верхнего зубного ряда. Сначала делают внутреннюю пружину из проволоки 0,6—0,7 мм, а затем наружную, повторяющую форму внутренней, из проволоки диаметром 0,8—0,9 мм. Фиксирующие отростки внутренней и наружной пружин помещают параллельно друг другу на расстоянии 1—1,5 мм. Для равномерного расширения верхнего зубного ряда открытые части пружин располагают в противоположных направлениях.
Пружину Коффина можно создавать из стандартных заготовок разной формы и размеров;
— пружина Коллера (рис. 6.39, б) применяется для расширения нижнего зубного ряда. Пружина может состоять из подъязычной дуги, двух полукруглых изгибов и двух фиксирующих отростков. Ее создают из проволоки диаметром 1,1 —1,2 мм и длиной 120—140 мм. Другой вид пружины дополнительно имеет пять полукруглых изгибов в переднем участке дуги (по два с каждой стороны от уздечки языка и центральный, предотвращающей ее травмирование). Изгибы делают высотой 5—8 мм, шириной 3—4 мм и располагают их вдоль ската альвеолярного отростка нижней челюсти в переднем участке;
Рис. 6.39. Пружины Коффина (а) и Коллера (б)
Рис. 6.40. Змеевидная пружина
Рис. 6.41. Пружина с завитком
— змеевидная пружина (рис. 6.40) применяется с целью вестибулярного отклонения зубов. Она состоит из одного, двух или трех полукруглых изгибов и отростка для укрепления пружины в базисе. Для создания пружины берут проволоку диаметром 0,5—0,7мм и длиной от 25 до 70 мм. В зависимости от количества изгибов действие пружины может быть разным: при нечетном количестве изгибов, расположенных во взаимопротивоположных направлениях, возникает поступательный и вращательный вектор силы, при четном — только поступательный.
Полукруглые изгибы располагают перпендикулярно длинной оси перемещаемого зуба, а ширина их не должна превышать его мезиодистальный размер. Форма отростка пружины может быть различной, его располагают на ра
бочей модели челюсти, отступя от ее поверхности на 0,5—0,7 мм; — пружина с завитком (рис. 6.41) состоит из трех частей: • свободного конца, который служит для передачи давления на зуб;
• завитка, который является активно действующей частью пружины;
• отростка для фиксации в базисе протеза.
Пружину создают из отрезка проволоки диаметром 0,5—0,6 мм и длиной 25—35 мм. Сначала делают завиток круглогубцами или используют для этой цели плашку с металлическими штырями разной толщины. Диаметр завитка должен быть не более 3—5 мм.
Завиток направляют в сторону, противоположную перемещению зуба. Один конец завитка спиливают и припаивают к коронке перемещаемого зуба, чтобы он не травмировал мягкие ткани.
Свободный конец пружины должен заканчиваться на месте перехода поверхности коронки зуба в вестибулярную и быть расположен ближе к слизистой оболочке альвеолярной части. Другой конец завитка изгибают зигзагообразно для его фиксации в пластмассе.
Ортодонтические винты (рис. 6.42) являются основной частью многих механически действующих аппаратов. Давление, необходимое для перемещения зубов, возникает при раскручивании
Рис. 6.42. Ортодонтические винты:
а, б, в — для нормализации формы зубных рядов; г, д, е — для перемещения отдельных зубов или группы зубов; ж — для нормализации прикуса (для регулятора функции Фенкеля)
или закручивании винта. Направление раскручивания винта обычно указано стрелкой или обозначено цветной точкой на корпусе винта. Все винты промышленного производства выпускаются различными фирмами. В настоящее время широко применяются винты «Вектор». В зависимости от цели применения и конструктивных особенностей различают винты для перемещения отдельных зубов или их групп, для расширения и удлинения зубного ряда, нормализации окклюзионных взаимоотношений зубов.
Аппараты с винтом (рис. 6.43) были предложены, в частности, Хургиной, Шварцем. Они представляют собой пластмассовую пластинку, состоящую из подвижных частей, соединенных между собой специальным ортодонтическим винтом. Обычно в аппаратах Шварца применяются стреловидные кламмеры, а конструкция винта и наличие дополнительных элементов зависит от врачебной так-
3
1
2
Рис. 6.43. Съемные пластиночные аппараты с винтом для верхней (1—7) и нижней (8—10) челюстей:
1 — аппарат для равномерного расширения верхней челюсти; 2 — аппарат для расширения переднего отдела верхней челюсти; 3 — аппарат для дистального перемещения моляра верхней челюсти; 4 — металлический каркас для расширяющего аппарата; 5 — этот же аппарат с пластмассовым базисом; 6 — базис с расширяющим винтом и стреловидными Кламмерами; 7 — винт с изогнутыми металлическими штангами для аппарата Дерихсвейлера; 8 — аппарат для равномерного расширения нижней челюсти; .9 — аппарат для дистального перемещения моляров на нижней челюсти; 10 — аппарат с двумя расширяющими винтами на нижней челюсти для двустороннего дистального перемещения боковых зубов
тики. Аппарат может состоять из двух или трех частей, соединенных винтами, иметь вестибулярную дугу с U-образными петлями, наклонную плоскость, перекидные крючки и другие элементы.
Последовательность основных манипуляций при создании аппарата (рис. 6.44) следующая:
1) полугение гипсовой модели гелюсти-,
2) создание фиксирующих и дополнительных элементов. Технология фиксирующих элементов, в качестве которых могут быть различные кламмеры — стреловидные Шварца, кламмеры Адамса, перекидные Джексона, одноплечие удерживающие (описана выше). Дополнительными элементами могут быть наклонная плоскость и вестибулярная дуга (см. выше);
3) моделирование воскового базиса, укрепление винта и дополнительных элементов. На полученной модели, согласно месту, указанному врачом (чаще в средней части нёба), припасовывают ортодонтический винт, химическим карандашом отмечают место и формируют восковой базис. Изогнутые проволочные металлические детали устанавливают на модели, приклеивают воском, поверхность модели покрывают лаком, а концы проволоки — мономером. Для предотвращения смещения винта в процессе формовки его
Рис. 6.44. Последовательность создания аппарата с винтом:
1 — восковая репродукция аппарата на модели и схема расположения винта; 2 — расширяющий винт; 3 — винт в пластмассовом базисе; 4 — распил аппарата в соответствии с расположением винта; 5 — готовый аппарат
прикрепляют к модели, в отверстия винта вставляют отрезки проволоки, выступающие из воска для фиксации винта, а отверстие винта, сам винт и направляющие покрывают резиновым клеем до вдавливания его в воск. Затем винт слегка подогревают и придавливают к воску так, чтобы он не был продавлен почти до гипса модели и при этом осталось расстояние между моделью и винтом величиной 0,5—0,7 мм. Опорные площадки винта должны быть при этом полностью сближены;
4) обыгным способом воск заменяют пластмассой. После отделки и полирования аппарата, его базис распиливают на части в соответствии с расположением винта. Линия разреза должна проходить по центру гайки болта. Проверяют работу винта и регулируют его подвижность. Аппарат активируют раскручиванием винта.
Если базис аппарата создается из пластмассы низкотемпературной полимеризации, то металлические детали фиксируют к модели вне границ базисной пластинки и, приготовив пластмассовое тесто, формуют и полимеризуют в специальном аппарате под давлением.
Аппараты с пружинами (рис. 6.45). Перемещение отдельных зубов и групп зубов в различных направлениях можно осуществлять ортодонтическими пружинами — пальцевидными, змеевидными, рукообразными, овальными с завитком. Готовят пружины из проволоки диаметром 0,4—0,8 мм по рисунку, нанесенному врачом на модели.
Сила действия пружины зависит от ее длины, диаметра проволоки, количества изгибов и их ширины, степени активирования и эластичности металла. С увеличением длины действующего плеча или радиуса изгиба возрастает сила пружины. Ее располагают на расстоянии 0,5—0,7 мм от поверхности гипсовой модели. Если она покрыта базисом, то в нем делается специальное ложе.
Аппарат с рукообразными пружинами по Калвелису применяется для устранения диастемы. Представляет собой съемный ортодонтический аппарат с удерживающими Кламмерами и двумя рукообразными пружинами.
Последовательность основных манипуляций при создании аппарата следующая:
1) полугение гипсовой модели гелюсти',
2) моделирование воскового базиса. На модели по рисунку, нанесенному врачом, моделируют из воска базис так, чтобы передний участок твердого нёба до боковых резцов или клыков оставался открытым;
3) создание рукообразных пружин и фиксация их в восковом базисе. Из проволоки диаметром 0,6 мм изгибают две рукообразные пружины с двумя петлевидными изгибами. Один конец пружины
Рис. 6.45. Аппараты с различными пружинами:
1,2 — Коффина; 3, 4 — овальными; 5 — Коллера; 6 — с завитком
расплющивают и фиксируют в воске базиса, вторым охватывают центральный резец с дистальной и губной поверхностей как плечом удерживающего кламмера;
4) замена воскового базиса на пластмассу. Гипсуют восковую модель аппарата в кювету, покрывая гипсом плечи кламмеров и пружину. Заменяют воск на пластмассу обычным способом. Аппарат отделывают, шлифуют и полируют.
Широко известны аппараты с пружиной Коффина (одинарной или двойной) для неравномерного расширения верхнего зубного ряда; аппарат с двумя пружинами Коффина, установленными во взаимно противоположных направлениях — для равномерного расширения верхнего зубного ряда; аппарат с пружиной Коллера — для неравномерного расширения нижнего зубного ряда и др.
Технология съемных ортодонтических аппаратов механического действия с пружинами различной конструкции сходна. Последовательность основных манипуляций при создании аппарата следующая:
1) полугение гипсовой модели гелюсти;
2) установка на модели пружины. На гипсовой модели челюсти из ортодонтической проволоки диаметром 0,6—0,8 мм изгибают пружину по методике, описанной ранее (см. гл. 6), концы ее загибают и расклепывают для лучшей фиксации в базисе. Пружину устанавливают в месте, обозначенном врачом (по средней линии, ближе или дальше от передних зубов, в зависимости от участка, где расширяется челюсть). Пружина может быть одинарной или двойной. Концы ее приклеивают к обработанной изолирующим лаком или жидким стеклом модели липким воском, при этом расстояние петли пружины от поверхности модели 0,8—1 мм;
3) моделирование воскового базиса аппарата. Из воска моделируют базис аппарата. Тело пружины освобождают, вырезая восковую пластинку по форме пружины, причем расстояние между пружиной и краем отверстия, вырезанного в базисе, должно достигать 2—3 мм (оно необходимо для перевода пружины в противоположную часть кюветы при гипсовании);
4) замена воскового базиса на пластмассу. Гипсование лучше проводить прямым способом (см. рис. 5.21) в разъемной гипсовой пресс-форме кюветы. Покрывают гипсом в кювете всю модель с вестибулярной стороны до уровня зубов, частично захватывая жевательные поверхности зубов и всю пружину, включая ее изгибы (если изгибы не покрыть гипсом, то во время паковки они окажутся покрытыми пластмассой и, будучи замурованными в базис, потеряют упругость).
При гипсовании заготовки аппарата в кювету и при последующем выплавлении воска пружина перемещается в противоположную часть, а ее фиксирующие отростки остаются свободными. При паковке пластмассы они оказываются внутри базиса аппарата. Отделанную, полированную пластинку распиливают на части в соответствии с расположением пружины. Линия разреза должна проходить по центру пружины. Активация аппарата проводится путем разгибания пружины.
Съемные пластиночные аппараты с вестибулярными дугами применяются для ограничения смещения верхних передних зубов вперед — вестибулярно (протракция) и способствуют перемещению их назад — орально. Такое перемещение называется ретракцией.
Самый распространенный и простой вариант аппарата состоит
из пластиночного базиса и вестибулярной (ретракционной) дуги, расположенной вестибулярно и имеющей два U-образных изгиба.
Последовательность основных манипуляций при создании аппарата следующая:
1) полугение гипсовой модели гелюсти;
2) моделирование воскового базиса. На модели, полученной по оттиску верхней челюсти, моделируется из воска базис, покрывающий твердое нёбо и плотно прилегающий к нёбным поверхностям боковых и передних зубов;
3) создание вестибулярной дуги (см. выше);
4) замена воскового базиса на пластмассовый проводится обычным способом. Затем аппарат осторожно освобождают от гипса, отделывают и полируют. Дуга активируется за счет сжатия U- или М-образных изгибов и высвобождения пластмассы на базисе в области перемещения зубов (по 0,5—1,0 мм).
Пластиночные аппараты с вестибулярными дугами могут иметь различную конструкцию в зависимости от клинической картины, иметь различные дополнительные элементы ортодонтических аппаратов — пружины, рычаги, крючки, резиновую тягу.
ПОЛУЧЕНИЕ НЕСЪЕМНЫХ АППАРАТОВ ФУНКЦИОНАЛЬНОГО ДЕЙСТВИЯ
К несъемным аппаратам функционального действия, в частности, относятся коронка Катца, коронка Курляндского, каппа Шварца, аппарат Гербста.
♦ Функциональные аппараты представляют собой различно сконструированные наклонные плоскости и накусочные площадки, с помощью которых жевательное давление концентрируется на отдельных зубах, в результате чего они перемещаются в нужном направлении. В них не заложено никаких активно действующих элементов, а источником силы является сократительная способность жевательных и мимических мышц в период соприкосновения определенных зубов с наку-сочной площадкой или наклонной плоскостью. Это пассивные аппараты прерывистого действия.
Коронка Катца (рис. 6.46) представляет собой обыкновенную ортодонтическую коронку с припаянной к ней с язычной стороны проволочной петлей наклонной плоскостью.
Создать этот аппарат можно несколькими способами.
Способ I:
1) по полученному от врача оттиску создают ортодонтигескую коронку на перемещаемый центральный резец;
Рис. 6.46. Элементы создания коронки Катца с наклонной плоскостью: 1, 2 — паяние; 3, 5, 7 — готовая коронка; 4, 6 — коронка на опорном зубе
2) у мезиального угла на режущем крае с язычной поверхности припасовывают расплющенным концом отрезок ортодонтигеской проволоки диаметром 1 мм и длиной 2,5 см в направлении продольной оси коронки;
3) подготовка коронки и вспомогательных элементов к паянию. После проверки коронки в полости рта врачом, который делает отметки на проволоке (или изгибы), зубной техник изгибает из проволоки направляющую петлю, перекрывая ею 2/3 высоты коронок нижних резцов; конец петли направляет к дистальному краю коронки. Для упрочнения наклонной плоскости нарезают металлические полоски или кусочки проволоки (2—3), соответственно расстоянию от петли до нёбной поверхности коронки. Эти полоски приклеивают к петле и коронке липким воском, им же заливают и участок соприкосновения второго конца петли с коронкой;
4) паяние коронки и вспомогательных элементов. Коронку погружают в пластичный гипс таким образом, чтобы петля с металлическими трубочками были обнажены. Можно провести спайку всех частей и методом точечной сварки. После спайки коронку отделывают, полируют.
Способ II:
1) создание ортодонтигеской коронки на перемещаемый зуб;
2) после проверки коронки врач определяет центральное соотношение зубных рядов с помощью небольшого окклюзионного валика с вырезанным спереди окном для контроля за положением режущих краев опорного зуба и антагонистов;
3) по полученным врачом оттискам техник отливает модели челюстей и фиксирует их в артикуляторе (см. гл. 3) и затем моделирует из проволоки наклонную плоскость, которую припаивают обычным способом.
Способ III:
создание удлиненной коронки Катца. Это обычная ортодонтическая коронка, у которой при помощи моделирования удлинен режущий край. На полученной модели у зуба, подлежащего перемещению, удлиняют воском режущий край на 3—5 мм, моделируя плоскость с наклоном в вестибулярную сторону, которая будет способствовать перемещению зуба. Далее обычным способом отливают коронку из металла (см. гл. 4).
Способ IV: полугение коронки Катца с литой наклонной плоскостью:
1) создание ортодонтигеских коронок на верхние центральные или боковые резцы;
2) подготовка коронок и вспомогательных элементов к паянию. С вестибулярной поверхности к коронкам припасовывают стерженьки из проволоки диаметром 0,8—1 мм и длиной 1,5—2 мм, изгибают из них петли, расположенные на губной поверхности коронок боковых резцов, или касательную к соседним зубам для их язычного наклона. Паяние проводят обычным способом;
3) после проверки коронок врач определяет центральное соотношение гелюстей и снимает оттиски. Полученные модели челюстей фиксируются в артикуляторе (см. гл. 3);
4) моделирование наклонной плоскости. Из воска моделируют наклонную плоскость под углом 40—45° для перемещения противостоящих нижних зубов. Ее делают толщиной 2—2,5 мм, с закругленными краями (она не должна прилегать к слизистой нёба и резцовому сосочку);
5) замена восковой репродукции наклонной плоскости на сплав металла (см. гл. 3);
6) паяние коронок и наклонной плоскости. Наклонную плоскость приклеивают воском к опорным коронкам по направлению, созданному врачом, а затем припаивают ее к коронкам по обычной методике;
7) отделка, шлифование и полирование коронок (см. с. 79).
С п о с о б V: создание коронки Катца с удлиненными медиальными и дистальными бугорками:
1) на моделях челюстей моделируют из воска на вторых мо-логных нижних молярах удлиненные мезиальные бугорки высотой 4—5 мм, заходящие в созданный врачом промежуток между первым и вторым молярами верхней челюсти;
2) создание ортодонтигеских коронок. Можно также на предварительно сделанной ортодонтической коронке моделировать из воска удлиненные бугорки и затем, после замены их на металл, припаять к коронкам. Удлиненные бугорки удерживают нижнюю челюсть в переднем положении.
Коронка Курляндского со съемной наклонной плоскостью (рис. 6.47). Показания к применению такие же, как и для коронки Катца. Состоит из ортодонтической коронки и проволочной съемной наклонной плоскости.
Последовательность основных манипуляций по созданию аппарата следующая:
1) создание ортодонтигеской коронки на перемещаемый зуб;
2) создание вспомогательных элементов и паяние их с коронкой. По центру вестибулярной поверхности коронки, вертикально, вдоль продольной оси, припаивают четырехгранную трубку длиной 3—4 мм, сечением 1,2 х 1,2 мм (готовят ее обтягивая стержень .квадратного сечения металлической пластинкой толщиной 0,2 мм). Заполняют трубочку графитовым стержнем, коронку с трубочкой гипсуют в смеси гипса с песком и паяют так, чтобы одновременно пропаялся и шов трубочки. Коронку отбеливают, полируют;
3) создание наклонной плоскости. Концы отрезка стальной проволоки длиной 60—65 мм диаметром 1,2—1,5 мм затачивают четырехгранно по внутреннему размеру трубки, затем изгибают Т-об-разную петлю так, чтобы ее концы сходились к вертикальной трубке. Горизонтальная часть петли должна повторять форму нижней зубной дуги в переднем участке. Ее отгибают вперед, угол изгиба зависит от положения резцов и глубины перекрытия. Вертикальная часть петли опирается на коронку перемещаемого резца с вестибулярной поверхности. Концы петли разжимают и с напряжением вставляют снизу и сверху в трубку.
Рис. 6.47. Коронка Курляндского (7) со съемной петлей (2) на опорных зубах (3)
Аппарат Курляндского со съемной наклонной плоскостью (рис. 6.48) состоит из опорных коронок на боковые нижние резцы, вестибулярной проволочной дуги, припаянной к ним и объединяющей все передние нижние зубы (от правого до левого клыка), и проволочной съемной наклонной плоскости в виде петли, фиксированной к язычной поверхности коронок. Для этого:
1) нижние боковые резцы покрывают ортодонтическими коронками с припаянными вертикально на язычной поверхности четырехгранными трубками. С вестибулярной поверхности к этим коронкам припаивается горизонтальная касательная штанга из ортодонтической проволоки диаметром 0,8—1 мм, прилегающая к передним зубам (см. коронку Курляндского), входящая утонченными концами в промежуток между клыками и первыми премолярами;
2) съемную наклонную плоскость создают из ортодонтической проволоки диаметром 1,5 мм, изгибая ее в виде петли, в контакте с нёбной поверхностью верхних резцов. Концы ее загибают параллельно вертикальным трубкам, придают им квадратную форму так, чтобы они плотно входили в вертикальные трубки. Настраивают петлю так, чтобы она оказывала давление при смыкании зубных рядов на зубы верхней челюсти и отклоняла их вестибулярно.
Рис. 6.48. Аппарат Курляндского со съемной Рис. 6.49. Каппа Шварца наклонной плоскостью
Каппа Шварца (рис. 6.49) готовится из пластмассы, крепится цементом на нижних зубах и имеет наклонную плоскость.
♦ Каппа зубная (нем. Карре — шапка, крышка, чехол) — пластмассовый, реже металлический аппарат, служащий для дезокклюзии, защиты зубов от химических агентов.
♦ Дезокклюзия (дизокклюзия) (фр. des — от, раз, удаление; лат. dis, греч. dys + лат. occlusus — запертый, замкнутый) — разобщение смыкающихся между собой окклюзионных поверхностей зубных рядов путем введения между ними аппарата или его элементов. Применяется с целью подготовки к протезированию больных с компенсированной формой повышенной стираемости зубов, при исправлении деформаций и зубочелюстных аномалий, нормализации межальвеолярной высоты.
Последовательность основных манипуляций при создании аппарата следующая:
1) полугение гипсовых моделей гелюстей (см. гл. 3);
2) фиксация моделей в артикуляторе в центральном соотношении (см. рис. 2.18);
3) моделирование восковой репродукции каппы. Пластинкой мо-делировочного воска толщиной 0,5—0,8 мм обтягивают передние нижние зубы и срезают его излишки до десневого края. От режущего края вверх на 1—1,3 см, под углом 65° к осям верхних зубов моделируют наклонную плоскость из воска;
4) замена восковой композиции каппы на металл или пластмассу проводится обычным способом (см. гл. 5).
Аппарат Гербста (рис. 6.50). Конструкция аппарата включает в себя два телескопических механизма, которые крепятся к ортодонтическим кольцам или коронкам. Каждый телескопический механизм состоит из трубки, вставляемого в нее стержня, двух болтов и гаек. Гайки для трубок обычно припаивают к бандажным кольцам верхних первых постоянных моляров, а гайки для стержней — к кольцам нижних первых премоляров. Степень выдвижения нижней челюсти зависит от длины трубки, ее можно регулировать с помощью дополнительных шайб, надеваемых на стержень.
На левой и правой сторонах верхние и нижние гайки, находящиеся в одной плоскости, должны быть параллельными друг другу. Верхние гайки располагают на кольцах верхних первых постоянных моляров дистально, а нижние — мезиально на кольцах нижних первых премоляров. Большое расстояние между гайками препятствует выскальзыванию стержня из трубки при широком открывании рта.
Отверстия в трубке и стержне для крепления к коронкам расширены. Это обеспечивает увеличение объема боковых движений нижней челюсти. Для стабилизации опорных зубов обычно используют нёбную (язычную) дугу.
Рис. 6.50. Аппарат Гербста на опорных зубах (а) и в разобранном виде (б)
Существуют различные модификации аппарата Гербста. Его можно применять вместе с другими ортодонтическими аппаратами. В конструкцию аппарата также можно добавлять винт для быстрого раскрытия нёбного шва, винт для расширения нижнего зубного ряда.
Детали аппарата производят различные фирмы, но возможно их создание и лабораторным способом.
ТЕХНОЛОГИЯ СЪЕМНЫХ АППАРАТОВ ФУНКЦИОНАЛЬНОГО ДЕЙСТВИЯ
Накусочный аппарат Катца (рис. 6.51) состоит из съемного базиса на верхнюю челюсть, имеющего пластмассовую наклонную плоскость и зацепные петли на передние зубы.
Последовательность основных манипуляций при создании этого аппарата следующая:
1) полугение гипсовых: комбинированной неразборной рабочей модели верхней челюсти и вспомогательной модели нижней челюсти (см. гл. 3);
Рис. 6.51. Накусочный аппарат Катца:
а — установка кламмеров и перекидных крючков; б — положение перекидного крючка на зубе; в, г—аппарат в готовом виде
2) фиксация моделей в артикуляторе в положении, созданном врачом (при выдвижении нижней челюсти вперед);
3) создание фиксирующих элементов. На молочные или постоянные моляры изгибают кламмеры и устанавливают их на модели челюсти. На резцы создают перекидные металлические крючки (зацепные петли) из листовой стали шириной 1,5—2 мм и толщиной 0,5 мм. Каждый крючок должен плотно охватить нижнюю треть вестибулярной поверхности зуба и режущий край. С нёбной стороны петля повторяет рельеф зуба до бугорка, а затем отходит от него. Концы петель расплющивают для лучшего удержания в базисе. Затем петли слегка подогревают, фиксируют на зубе, а хвостовую часть погружают в восковую пластинку. Сомкнув артикулятор, проверяют, на всех ли петлях имеется одновременный контакт с нижними зубами;
4) моделирование воскового базиса аппарата. На модели верхней челюсти в передней трети свода на участке от шеек передних зубов по линии, соединяющей дистальные поверхности клыков, укладывают пластинку свинцовой фольги толщиной 1—1,5 мм (она необходима для того, чтобы базис в переднем участке не прилегал к слизистой оболочке нёба, способствуя этим оральному перемещению верхних передних зубов). Моделируют базис из воска;
5) моделирование наклонной плоскости. Из размягченного воскового валика высотой 1,5—2 см на участке от клыка до клыка формируют наклонную плоскость, наклон которой по отношению к окклюзионной поверхности зубных рядов не должен превышать 45°;
6) замена воскового базиса аппарата на пластмассовый. После окончательного моделирования гипсуют восковой шаблон с моделью в кювете прямым способом. Заменяют воск на пластмассу обычным способом (см. гл. 5).
Модификациями накусочного аппарата Катца можно считать съемные аппараты с накуапнъши площадками и применением вместо зацепных петель на каждый зуб перекидных кламмеров Адамса и других элементов ортодонтических аппаратов.
Я. С. Хургина ввела в аппарат Катца расширяющий винт, с целью одновременного расширения суженой верхней челюсти (см. Аппараты комбинированного действия).
Съемный пластиночный аппарат с окклюзионными накладками (рис. 6.52) состоит из пластинчатого базиса и окклюзионных накладок в области боковых зубов. Применяется в сменном и постоянном прикусе для внедрения боковых зубов при открытом прикусе.
Последовательность основных манипуляций при создании аппарата следующая:
1) полугение гипсовых комбинированной неразборной рабочей модели верхней челюсти и вспомогательной модели нижней челюсти (см. гл. 3);
2) фиксация моделей гелюстей в артикуляторе в положении центральной
Рис. 6.52. Схема действия гладких окклюзионных накладок в расширяющем
окклюзии; аппарате
3) моделирование восковой репро-
дукции аппарата. На модели челюсти из пластинки воска создают базис аппарата и окклюзионные накладки на боковые зубы. Затем воск заменяется на пластмассу. При необходимости аппарат может иметь кламмерную фиксацию.
Каппа Бынина (рис. 6.53) покрывает весь нижний зубной ряд и в переднем отделе имеет наклонную плоскость. Применяется в сменном и постоянном прикусе при нёбном положении зубов верхней челюсти.
Последовательность создания аппарата Бынина;
1) полугение гипсовых: комбинированной неразборной рабочей модели верхней челюсти и вспомогательной модели нижней челюсти (см. гл. 3);
2) фиксация моделей гелюстей в артикуляторе в положении центральной окклюзии;
3) моделирование воскового базиса. Разогретым базисным воском обтягивают нижний зубной ряд, срезая излишки на уровне шеек передних зубов, а в боковых участках — ниже шеек зубов. Смыкая артикулятор, получают отпечатки боковых зубов. Моделируют вестибулярную поверхность зубов и наклонную плоскость в переднем участке зубного ряда. Площадь ее зависит от количества перемещаемых зубов.
Затем заменяют воск пластмассой, подобранной по цвету зубов, обычным способом отделывают, шлифуют и полируют.
Рис. 6.53. Каппа Бынина на разных этапах лечения
Рис. 6.54. Вестибулярный аппарат Кёрбитца индивидуальный (а) и промышленного производства (б)
Вестибулярный аппарат Кёрбитца (рис. 6.54) предотвращает попадание мягких тканей между зубными рядами, исключает давление круговой мышцы рта и щечной мышцы на зубы и альвеолярные части, нормализует дыхание, смыкание губ, стимулирует рост верхней челюсти. Представляет собой пластмассовый съемный аппарат, располагающийся в преддверии полости рта.
Последовательность основных манипуляций при создании аппарата следующая:
1) полугение гипсовых моделей гелюстей (см. гл. 3);
2) фиксация моделей гелюстей в артикуляторе при выдвинутом до нейтрального соотношения моляров положении нижней челюсти, а также с разобщением зубных рядов, величина которого на 2 мм больше межальвеолярной высоты в состоянии функционального покоя;
♦ Функциональный покой жевательных мышц — это состояние их максимального расслабления. При этом нижняя челюсть опущена и между передними зубами наблюдается просвет величиной 1—13 мм (в среднем 2—3 мм), то есть свободное межокклюзионное пространство. Губы лежат свободно, сглаживаются носогубные складки1.
3) моделирование восковой репродукции аппарата. Наслаивают воск на поверхность зубных рядов, альвеолярных частей до переходных складок, несколько утолщая в боковых отделах. Соскабливают воск, покрывающий нижнюю часть коронок вестибулярно наклоненных верхних резцов. Смазывают всю поверхность воска
1 Бытуют неправильные названия-синонимы «покой нижней челюсти», «относительный покой нижней челюсти (мышц)». Во-первых, «активность» и «покой» — это определение состояния мышц, а не костей (!), во-вторых, у живого человека не может быть «абсолютного покоя мышц», а значит нет и «относительного». (Прим, ред.)
маслом и обтягивают двойной пластинкой разогретого воска вестибулярную поверхность заготовки. Излишки срезают, уздечки верхней и нижней губ освобождают. Края базиса заканчивают у вторых молочных или первых постоянных моляров;
4) после проверки восковой репродукции аппарата на моделях и в полости рта врачом проводят ее оконгателъное моделирование. Она должна плотно прикасаться к режущим краям и нижней части вестибулярной поверхности коронок верхних резцов и отстоять от альвеолярных частей боковых зубов на расстояние, требующееся для расширения зубного ряда (но не более 2,5 мм).
На поверхности пластинки, прикасающейся к вестибулярной поверхности коронок верхних резцов, должна быть сделана небольшая ступень для их режущих краев, обеспечивающая устойчивость аппарата и предотвращающая его соскальзывание вверх по переходной складке. На губной поверхности восковой пластинки отмечают линию смыкания губ и центральную линию. По отметке делают из воска выступ или вводят проволочное кольцо для тренировки круговой мышцы рта при помощи миогимнастики;
5) замену воска на пластмассу, отделку, шлифование и полирование проводят обычным способом (см. гл. 5).
При привычном ротовом дыхании ребенок трудно привыкает к пластинке, поэтому в области губ в пластинке делается отверстие (одно-два) для прохождения воздуха, которое со временем закрывается быстротвердеющей пластмассой.
В настоящее время выпускают также стандартные вестибулярные пластинки.
Толкатель (пропульсор) Мюлемана (рис. 6.55) относится к числу вестибуло-оральных двучелюстных аппаратов.
Он представляет собой пластмассовый базис, располагающийся в преддверии и собственно полости рта нижней челюсти. Вестибулярная часть аппарата оттесняет щеки и освобождает от давления
Рис. 6.55. Толкатель (пропульсор) Мюлемана
участки, подлежащие расширению. Вестибулярная поверхность верхних передних зубов перекрывается базисом на 1/3 высоты коронок. Нижняя челюсть перекрывается базисом с язычной поверхности и удерживается в выдвинутом положении с разобщением зубных рядов в боковых отделах.
Последовательность основных манипуляций при создании аппарата следующая:
1) получение неразборных комбинированных гипсовых моделей челюстей (см. гл. 3);
2) фиксация моделей челюстей в артикуляторе в положении, определенном врачом;
3) гипсовая модель верхней челюсти готовится для создания аппарата так, как и для вестибулярного аппарата Кёрбитца, то есть покрывается воском в участках, которые должны быть освобождены от давления;
4) далее из воска моделируют базис для нижней челюсти, который соединяют с вестибулярным щитом верхней челюсти;
5) восковую заготовку снимают с моделей, гипсуют в кювету и после замены на пластмассу проводят отделку, шлифование и полирование обычным способом (см. гл. 5).
Бионатор Бальтерса (рис. 6.56) — двучелюстной функционально действующий съемный аппарат.
Предложено три типа бионаторов:
— первый тип предназначен для устранения сужения зубных рядов и протрузии верхних резцов. Состоит из язычных боковых пластмассовых щитов, препятствующих попаданию языка между зубными рядами, опорных элементов, назубной вестибулярной дуги с петлями и нёбной дуги, отогнутой кзади.
— второй тип предназначен для лечения открытого прикуса. В его переднем участке находится пластмассовый щит, изолирующий язык от зубных рядов и препятствующий вредной привычке давления языком на передние зубы;
— третий тип предназначен для лечения мезиального прикуса. Он состоит из пластмассового базиса, вестибулярной дуги, ко-
Рис. 6.56. Бионатор Бальтерса: а — I типа; б — II типа; в — III типа
торая прилегает к нижним передним зубам, нёбной дуги, отогнутой вперед, и окклюзионных накладок на боковые зубы.
К каждому типу бионатора могут быть присоединены дополнительные части — пластмассовые щиты для отведения щек, губные щиты для исправления мезиального прикуса.
Последовательность основных манипуляций при создании аппарата I типа следующая:
1) полугение гипсовых моделей гелюстей-,
2) создание элементов аппарата из быстротвердеющей пластмассы и ортодонтической проволоки;
3) моделирование щегных щитов. Эти щиты начинаются от дистальной поверхности первых постоянных моляров и покрывают язычную поверхность боковых зубов. В переднем участке нижней челюсти оба щита соединяются пластмассой, что увеличивает опору этого аппарата;
4) создание опорных элементов. В качестве опоры применяются окклюзионные накладки на верхние молочные моляры, а иногда и премоляры;
5) создание вестибулярной дуги. Дугу создают обычным способом из ортодонтической проволоки. Вестибулярная часть дуги располагается в области верхних передних зубов и способствует смыканию губ. Для устранения давления щек на боковые зубы и попадания слизистой оболочки щек в межокклюзионное пространство дугу изгибают в боковых участках в виде прямоугольных отростков, которые не прилегают к зубам, а отстоят от них на 2 мм. Концы дуги вводят в пластмассовые язычные щиты бионатора между клыками и первыми молочными молярами;
6) полугение нёбной дуги. Срединная нёбная дуга, изогнутая назад, служит для стабилизации аппарата и является ориентиром для расположения языка.
Регулятор функции Френкеля. Суть метода лечения заключается в устранении давления губ и щек на альвеолярные части и зубные ряды в участках их недоразвития, в нормализации смыкания губ, положения языка, их функций и взаимоотношений. Автор ввел в конструкцию вестибулярного щита жесткий металлический каркас, в результате чего повысилась прочность аппарата, значительно уменьшились размеры щитов из пластмассы и его вес, появилась возможность сделать аппарат открытом в переднем участке для обеспечения глотания и речи.
Благодаря такой конструкции регулятор функции имеет также значение для тканей полости рта. Давление околоротовых и внут-риротовых мышц передается через регулятор функции на зубные ряды и альвеолярные части челюстей.
Френкель предложил несколько конструкций аппарата (рис. 6.57):
— регулятор функции I типа для лечения дистального прикуса, сочетающегося с сужением зубных рядов и с протрузией верхних передних зубов;
— регулятор функции II типа для лечения дистального прикуса с ретрузией передних зубов, глубокого прикуса;
— регулятор функции III типа для лечения мезиального прикуса.
Последовательность основных манипуляций при создании регулятора функции I типа следующая:
1) полугение гипсовых моделей гелюстей;
2) создание воскового базиса с окклюзионным валиком. На моделях нижней челюсти готовят восковой базис с окклюзионным валиком над режущими краями клыков и жевательными поверхностями боковых зубов;
3) фиксация в артикуляторе моделей гелюстей по восковому базису с окклюзионным валиком в положении, определенном врачом: нижняя челюсть, как правило, смещена вперед на ширину коронки премоляра (5—6,5 мм). После затвердения гипса базис удаляют;
4) нанесение на модели схемы каркаса аппарата. На моделях карандашом очерчивают границы аппарата и его отдельные детали.
Рис. 6.57. Регулятор функции Френкеля: а — I типа; б — II типа; в — III типа
Передняя граница бокового щита на верхней челюсти проходит от переходной складки до окклюзионной поверхности между клыками и первыми премолярами или первыми молочными молярами. Верхняя и нижняя границы проходят по переходным складкам;
5) создание восковых прокладок. При сужении челюстей, чтобы боковые щиты не касались альвеолярного отростка верхней челюсти и альвеолярной части нижней челюсти, на модели по указанным границам делают прокладки из воска с учетом зубных рядов, но не более 2,5 мм. В области зубов наслаивают воска больше. Воск прокладок сглаживают термической обработкой и после охлаждения протирают мокрым тампоном;
6) создание провологного каркаса. Восковые прокладки разрезают скальпелем (бритвой) в межокклюзионном пространстве, разъединяют модели и приступают к изготовлению проволочных деталей из стальной проволоки диаметром 0,9 мм.
Концы проволочных деталей погружают в восковой щит так, чтобы они располагались на 0,75 мм от поверхности модели или восковой прокладки. Свободные от пластмассы части деталей располагают на расстоянии 1,5 мм от слизистой оболочки. Для изгибания скобы, соединяющей губные пелоты, в области нижней челюсти берут отрезок проволоки (30 мм), и в средней части ее изгибают вертикально так, чтобы уздечка нижней губы осталась свободной.
После чего концы проволоки изгибают горизонтально, на 7—8 мм ниже шеек резцов. Концы проволоки закругляют. Скобу фиксируют к модели липким воском у уздечки губы. Для соединения губных пелотов со щечными щитами парные детали изгибают вверх, а вблизи края восковой пластинки — штыкообразно, в дистально-вестибулярном направлении. Дистально изгибают проволоку почти под прямым углом в сторону воска. Излишки срезают и концы проволоки длиной 2—2,5 мм погружают в воск;
7) создание языгной дуги. Ее изгибают из проволоки длиной 150—180 мм. Среднюю часть дуги располагают на режущем крае передних зубов, от дистальных поверхностей клыков дугу изгибают вниз, в области дна полости рта дугу изгибают округло на уровне верхушек корней первых премоляров, а концы проволоки ведут к промежутку между клыками и премолярами, через который пересекают жевательную поверхность, и отгибают назад параллельно воску, не касаясь вестибулярной поверхности первых премоляров. Концы проволоки вводят в воск.
8) создание вестибулярной дуги. Для верхней челюсти вестибулярную дугу изгибают из куска проволоки длиной 120—150 мм. Над проекцией апикальной части корня клыка круглогубцами создают округлые изгибы, не касаясь слизистой оболочки. Концы
дуги изгибают назад и книзу до межбугорковой фиссуры первого моляра, где их подгибают в воск под прямым углом. После проверки конструкции дуги ее концы погружают в воск. Для изгибания каждой петли берут куски проволоки длиной 60—70 мм.
Изгиб петли начинают с середины вестибулярной поверхности клыка без контакта с ней. Затем между клыком и боковым резцом проволоку изгибают в сторону нёба, огибают клык, отступя от края десны на 1 мм. Дистальное плечо петли ведут в промежуток между клыком и первым премоляром в контакте с его мезиальной поверхностью.
Далее петлю изгибают дистально, не касаясь щечной поверхности премоляра, а фиксирующий конец — параллельно поверхности воска. Петля должна входить в боковой щит на уровне жевательной поверхности зубов;
9) создание нёбной дуги. Нёбная дуга соединяет щечные пело-ты. Ее изгибают из проволоки длиной 130—150 мм круглогубцами по форме полукольца диаметром 9—10 мм, которое размещают отступя на 1 мм от нёбного свода. Концы нёбной дуги округло изгибают вперед по скату нёба до второго премоляра. Затем перегибают их в области смежных контактных поверхностей премоляра и первого моляра, далее изгибают вверх в виде U-образных фиксирующих скоб. Свободные концы загибают в сторону жевательной поверхности первых постоянных моляров в межбугорковую борозду так, чтобы они находились на расстоянии от последней.
Френкель предложил также несколько разновидностей регулятора функции I типа, которые отличаются тем, что:
— концы скобы и соединительных проволок, расположенных в нижнегубных пелотах, изгибают зигзагообразно для предотвращения их вращения. Петлю нёбной дуги заменяют плоским П-об-разным изгибом, что усиливает жесткость этой детали и увеличивает стабильность конструкции;
— вместо язычной дуги создают язычный пластмассовый щит, располагающийся в подъязычной области и фиксирующийся с помощью проволочных деталей к боковым щитам. Он не должен касаться нижних резцов;
— кроме дополнительного язычного пластмассового щита (см. выше), в боковых щитах располагают винты, а нижний сегмент, в котором закреплены губные пелоты, язычный направляющий щит и концы двух винтов выпиливают секторально. При раскручивании винтов он перемещается вперед, что позволяет постепенно выдвинуть нижнюю челюсть. Верхний сегмент двигается назад, что способствует дистальному перемещению верхних передних зубов.
Регулятор функции II типа отличается от регулятора I типа тем, что к нему добавляют нёбную дугу для протрузии верхних передних 288
зубов и изменяют форму петель на клыки. Остальные детали и создание аппарата аналогичны описанному выше.
Конструктивное отличие регуляторов функции III типа от других состоит в следующем:
— губные пелоты располагают в области верхней губы;
— вестибулярную дугу готовят для предотвращения отклонения нижних передних зубов;
— нёбную дугу для протрузии верхних передних зубов;
— окклюзионные накладки на боковые зубы вводятся для разобщения зубных рядов и задержки роста нижней челюсти.
Технология аппарата сходна с аналогичными этапами создания регуляторов функции I и II типов.
Регуляторы функции Френкеля могут быть дополнены отдельными активными элементами — винтами, пружинами, которые используются при необходимости ускорить перемещение отдельных зубов, и тогда эти аппараты переходят в сферу комбинированного действия. Такие аппараты чаще создают непосредственно на моделях из быстротвердеющей пластмассы после установления обеих челюстей в положение, определенное врачом.
ПОЛУЧЕНИЕ АППАРАТОВ КОМБИНИРОВАННОГО ДЕЙСТВИЯ
Характеризуются наличием в них сочетания элементов механического и функционального действия.
Аппарат Хуртиной (рис. 6.58) представляет собой сочетание накусочного пластиночного аппарата Катца и расширяющего винта. Применяется для лечения дистального и глубокого прикуса при наличии сужения верхнего зубного ряда.
Рис. 6.58. Аппарат Хургиной (а) на гипсовой модели верхней челюсти (б)
Последовательность основных манипуляций при создании аппарата следующая:
1) полугение гипсовых моделей гелюстей',
2) создание восковой репродукции аппарата со всеми ее элементами (см. выше);
3) введение в восковой базис ортодонтигеского винта. По срединной линии в нёбной пластинке (восковом шаблоне) устанавливают винт с двусторонней резьбой (левой и правой) на уровне первых моляров;
4) замену воскового базиса на пластмассу проводят обычным способом (см. гл. 5). Аппарат отделывают, шлифуют и полируют обычным способом (см. гл. 5).
Аппарат Гуляевой (рис. 6.59) является сочетанием скользящей дуги Энгля и наклонной плоскости.
Последовательность основных манипуляций по созданию аппарата следующая:
1) полугение гипсовой модели гелюсти (см. гл. 3);
2) создание опорных элементов, в качестве которых используются ортодонтические коронки или кольца на первые премоляры или моляры верхней челюсти (см. гл. 6);
3) после проверки опорных элементов снимают оттиск вместе с коронками или кольцами, по которому получают гипсовую модель верхней гелюсти;
4) подготовка опорных и вспомогательных элементов к паянию. На вестибулярной поверхности коронок (колец) липким воском прикрепляют горизонтальные трубки, параллельные друг другу и пришеечной части премоляров или моляров. С оральной поверхности к коронкам прикрепляют касательные из проволоки, которые должны касаться всех жевательных зубов;
5) паяние опорных и вспомогательных элементов проводят обычным способом (см. гл. 6);
6) создание вестибулярной дуги и дополнительных элементов. Из проволоки диаметром 1—1,2 мм изгибают вестибулярную сколь
Рис. 6.59. Аппарат Гуляевой (а) для лечения верхней прогнатии (б)
зящую дугу, проходящую в нижней трети коронок передних зубов. В области клыков к ней припаивают крючки, открытые вперед (для расположения резинового кольца между этими крючками и дистальным концом трубки, припаянной к коронке).
На резцы устанавливают перекидные кламмеры шириной 1,5 мм, идущие от дуги, затем припаивают их к ней и переводят свободные концы через режущие края на нёбную поверхность зубов;
7) создание наклонной плоскости. Степень ее наклона определяется при помощи восковых валиков или силиконового материала для регистрации окклюзионных взаимоотношений. При этом регистрируется переднее положение нижней челюсти с разобщением зубных рядов.
Наклонная направляющая плоскость может быть пластмассовой или металлической, вырезанной из листовой стали толщиной 0,4—0,6 мм, овальной формы. Ее аркообразно изгибают и припаивают к свободным концам перекидных кламмеров. Таким образом перекидные кламмера припаяны с одной стороны к вестибулярной дуге, с другой — к металлической наклонной плоскости.
При сужении боковых участков верхней челюсти дугу на зубной ряд изгибают так, чтобы в переднем отделе она прилегала к зубам, а в боковых — нет. При этом для введения дуги в трубки ее необходимо сжать, и, стремясь принять прежнее состояние, она будет уплощать передний отдел зубной дуги и расширять боковой. Нижняя челюсть под действием наклонной плоскости будет смещаться вперед.
Источником силы этого аппарата являются пружинящие свойства металлической проволоки, эластичность резиновой тяги и сократительная способность жевательной мускулатуры. Активирование — путем настройки скользящей дуги и коррекции положения плоскости.
Аппарат Брюкля (рис. 6.60) состоит из съемного пластиночного аппарата для нижней челюсти с Кламмерами на моляры, наклонной плоскости для вестибулярного отклонения верхних резцов, вестибулярной дуги в области нижних передних резцов для их ретрузии и фиксации аппарата.
Последовательность основных манипуляций при создании аппарата следующая:
1) полугение гипсовых моделей гелюстей;
2) фиксация моделей в артикуляторе по положению, определенному врачом (при максимально отодвинутой назад нижней челюсти);
3) создание фиксирующих элементов. Готовят и укрепляют кламмеры, вестибулярную проволочную дугу с U-образными изги-
Рис. 6.60. Аппарат Брюкля
бами в области клыков. Концы дуги переходят на язычную поверхность зубного ряда за клыками и фиксируются в базисе;
4) моделирование воскового базиса аппарата. На рабочей модели создают изоляцию на язычной поверхности и верхней части язычного ската альвеолярного гребня. Затем моделируют из воска базис аппарата и наклонную плоскость, которая может перекрывать режущие края и вестибулярную поверхность на 1/3 высоты коронок. Коррекцию высоты и формы наклонной плоскости проводит врач на восковой репродукции аппарата в полости рта, получая отпечаток нёбной поверхности зубов, подлежащих перемещению;
5) окончательное моделирание воскового базиса аппарата и замену воска на пластмассу, отделку, шлифование и полирование проводят традиционным способом.
К комбинированным аппаратам относят также различные активаторы-моноблоки. Обычно они состоят из верхнего и нижнего базисов, соединенных между собой базисным материалом или проволокой. К ним могут добавляться вестибулярная дуга, пружина, винт.
В базисах, прилегающих к оральной поверхности альвеолярных частей, имеется ложе для нёбных и язычных поверхностей верхних и нижних зубов, в которое устанавливаются зубы при смыкании челюстей. Соотношение их создается при помощи восковых валиков до создания аппарата (обычно рекомендуется устанавливать нижнюю челюсть в прямом соотношении с верхней). В процессе лечения зубное ложе высвобождают соответственно направлению перемещения зубов. В зависимости от плана лечения зубные ряды обеих челюстей могут быть разобщены или их жевательные поверхности должны касаться накусочной площадки.
Действие таких аппаратов основано на сокращении жевательной мускулатуры и силы действия механических элементов.
Активатор Андрезена—Гойпля (рис. 6.61). Это съемный, как правило, комбинированный аппарат. Состоит из двух базисов для верхней и нижней челюстей, соединенных в один блок между 292
собой пластмассой по окклюзионным поверхностям в положении, определенном врачом.
Принцип действия лечения активатором заключается в фиксации перемещенной нижней челюсти в выдвинутом положении и стимулировании ее роста, особенно в области нижнечелюстных головок; в создании условий для задерживания роста верхней челюсти; в нормализации функции жевательных и мимических мышц; в изменении положения зубов в трех взаимно перпендикулярных направлениях с помощью множества наклонных плоскостей, винта, пружины Коффина и вестибулярной дуги. В каждом конкретном случае врачом уточняется конструкция аппарата и наличие в нем тех или иных элементов.
Последовательность основных манипуляций по созданию аппарата следующая:
1) полугение гипсовых моделей гелюстей;
2) создание восковых шаблонов с прикусными (окклюзионными) валиками. Причем восковой шаблон на верхней челюсти доходит до режущего края передних зубов и перекрывает жевательную поверхность боковых зубов с выходом на вестибулярную поверхность. Восковой шаблон на нижней челюсти должен простираться до подъязычной области, покрывая режущие края передних и жевательные поверхности боковых зубов;
Рис. 6.61. Схема действия (показано стрелками) активатора Андрезена—Гойпля: 1, 2— варианты соединения верхнего и нижнего базисов аппарата; 3 — под действием сил аппарата происходит перемещение нижней челюсти вперед и вниз, разобщение боковых зубов, вестибулярная дуга способствует перемещению верхних передних зубов дистально; 4 — расширяющие винты, введенные в аппарат, позволяют проводить расширение челюстей в боковых отделах
3) определение окклюзионных взаимоотношений в полости рта. При этом, как правило, перемещают нижнюю челюсть вперед до нейтрального соотношения первых постоянных моляров в мезио-дистальном направлении. Разобщение боковых зубов должно превышать их разобщение при функциональном покое (т. е. на высоту перемещаемых зубов);
4) фиксация моделей гелюстей в артикуляторе;
5) создание фиксирующих элементов. Готовят кламмеры и вестибулярную дугу, идущую от верхнего базиса и охватывающую нижние зубы с компенсаторными (активирующими) петлями в области боковых резцов и клыков верхней челюсти. В зависимости от показаний используют дополнительные детали для исправления положения отдельных зубов (пружины, рычаги, дуги);
6) создание восковой репродукции аппарата. При этом пространство между окклюзионными поверхностями верхних и нижних зубов заполняют воском. Вестибулярную поверхность нижних передних зубов перекрывают по показаниям воском на 1/3 высоты их коронок. При язычном наклоне нижних боковых зубов восковая заготовка в подъязычной области утолщается;
7) гипсование моделей в кювету. Для создания активатора пригодны двойные кюветы, однако можно применить и обычную с дополнительным кольцом от другой кюветы (1/5 кюветы). Модели челюстей, отделенные от рам артикулятора, соединяют воском и погружают в гипс передними зубами. Для удобства последующей паковки и прессования пластмассы (см. гл. 5) рекомендуется перед гипсованием активатора вырезать гипс в подъязычной области на модели нижней челюсти до нижнего края восковой заготовки;
8) замена воска на пластмассу проводится известным способом с последующим шлифованием и полированием (см. гл. 5).
Активация аппарата достигается избирательным отшлифовыванием пластмассы в области перемещаемых зубов или окклюзионных накладок, а также изменением положения ретракционной дуги и активированием пружины или винта.
Активатор Вундерера (рис. 6.62). Конструкция каркасного активатора закрытого типа представлена двумя базисами для верхней и нижней челюстей, окклюзионными накладками на боковые зубы, вестибулярной дугой для нижних передних зубов и специальным винтом Вайзе (рис. 6.62, а). Аппарат применяют для лечения мезиального прикуса, сочетающегося с открытым или незначительным обратным резцовым (передним) перекрытием зубов.
От активатора Андрезена—Гойпля этот аппарат отличается тем, что верхняя и нижняя части активатора (базисы) соединены между собой только специальным винтом.
Рис. 6.62. Схема размещения (а) винта Вайзе (б) в активаторе Вундерера (в)
Последовательность основных манипуляций при создании аппарата следующая:
1) получение гипсовых моделей гелюстей',
2) гипсование моделей гелюстей в артикуляторе в положении центрального соотношения;
3) моделирование восковой конструкции аппарата. На гипсовых моделях челюстей из размягченного базисного воска моделируют внутриротовые базисы, прилегающие к зубным рядам верхней и нижней челюстей. На жевательную поверхность нижних боковых зубов укладывают разогретый восковой валик и прижимают его для получения отпечатка рельефа жевательной поверхности. Восковой валик соединяют с восковым базисом на нижней челюсти. Поверхность валика, обращенную к верхним жевательным зубам, делают гладкой, чтобы не препятствовать передвижению зубов;
4) создание вестибулярной дуги. На нижний зубной ряд в переднем участке припасовывают вестибулярную дугу с U-образными изгибами;
5) установка стандартного расширяющего винта или специального винта Вайзе. Для этого в восковой базис на нижней челюсти (с язычной стороны) в области передних зубов фиксируют неподвижную часть винта, а подвижную его часть устанавливают в передней трети воскового базиса верхней челюсти;
6) гипсование моделей гелюстей в кюветы. Возможно использовать два варианта размещения моделей челюстей при гипсовании;
— раздельное гипсование моделей верхней и нижней челюстей (перед этой манипуляцией соединительный винт раскручивается и разбирается):
— гипсование моделей челюстей моноблоком (в этом случае следует вырезать гипс цоколя нижней модели и изолировать при-
летающие друг к другу поверхности верхнего и нижнего воскового базиса целлофаном).
7) замена восковых базисов на пластмассовые проводится по общепринятой технологии с последующей отделкой, шлифованием и полированием (см. гл. 5).
Моноблок Эшлера (рис. 6.63). Этот активатор закрытого типа, предназначенный для лечения мезиального прикуса, имеет два винта и двучелюстную вестибулярную
дугу.
Последовательность основных технологических манипуляций аналогична таковым при создании аппарата Андрезена, но отличается тем, что вестибулярная дуга должна одновременно воздействовать на верхние и нижние зубы. Кроме того, моноблок Эшлера не распиливают, и он дейст-
вует только в сагиттальном направле-
Рис. 6.63. Моноблок Эшлера нии. g подъязычной области располагают двойные проволочные петли (диаметром 0,8—0,9 мм), опирающиеся на зубы и меньше ограничивающие функцию языка и боковые движения нижней челюсти, чем базис активатора, выполненный в этом участке из пластмассы.
Открытый активатор Кламмта (рис. 6.64) представляет собой моноблок облегченной конструкции, располагающийся в области верхней и нижней челюстей от клыка до первого или второго моляра. Передние зубы при этом остаются свободными, вследствие чего остается большое пространство для языка.
Открытым активатором можно пользоваться в течение суток, в связи с чем быстрее происходит перестройка функции жевательных и мимических мышц. Применяется как при лечении дистального, так и мезиального прикуса. Для расширения зубных рядов применяется винт или пружина Коффина, для перемещения отдельных зубов или их групп — вестибулярные и язычные дуги, пружины. Кроме этих элементов, по показаниям используются окклюзионные накладки в области боковых зубов и вспомогательные приспособления — щиты, пелоты, сетки для отведения языка от зубов.
Последовательность основных манипуляций при создании аппарата следующая:
1) полугение гипсовых моделей гелюстей',
2) на моделях верхней и нижней челюстей, фиксированных в артикуляторе в предварительно определенной врачом задней окклюзии, моделируют из разогретой пластинки воска единый базис 296
Рис. 6.64. Открытый активатор Кламмта:
а — для дистального прикуса с протрузией верхних резцов; б — для дистального прикуса с ретрузией верхних резцов; в — для мезиального прикуса
для обеих гелюстей, прилегающий к язычной (нёбной) поверхности боковых зубов;
3) формирование защитной пластинки для языка. Для изоляции давления языка на передние верхние и нижние зубы из проволоки изгибают четыре U-образных горизонтально расположенных проволочных отростка (по два слева и справа) с оральной (язычной и нёбной) стороны;
4) создание вестибулярных и нёбной дуг. Из упругой проволоки диаметром 0,9 мм изгибают вестибулярную дугу с U-образными активирующими пружинами в переднем участке нижнего зубного ряда и такую же дугу — в переднем участке верхнего зубного ряда. Нёбная дуга создается из проволоки 1,2 мм и располагается с язычной поверхности альвеолярного отростка на уровне первых премоляров, ее отгибают вверх и назад, создавая широкий овальный изгиб на уровне дистальной поверхности первых постоянных моляров. Дуга идет параллельно поверхности альвеолярного отростка и нёба, но не должна прилегать к слизистой оболочке на 0,5 мм. Концы дуг укрепляют в базисе;
5) после окончательного моделирования аппарат известным способом гипсуют в кювету (см. рис. 5), проводят замену воска на пластмассу, отделку, шлифование и полирование (см. гл. 5).
Открытый активатор Кламмта имеет несколько модификаций для лечения:
— дистального прикуса, сочетающегося с ретрузией верхних передних зубов (используют пружины, оказывающие давление на нёбные поверхносги передних зубов и отодвигающие боковые зубы латерально);
— мезиального прикуса (нёбную дугу создают открытой назад, язычная дуга должна отстоять от резцов на 1 мм, чтобы отстранить язык от зубов);
— одностороннего перекрестного прикуса (активатор имеет с одной стороны направляющие плоскости, а пластмасса в области зубов, требующих перемещения в язычном направлении, не имеет с ними контакта);
— открытого прикуса (активатор создают с учетом основной разновидности аномалий прикуса с направляющими плоскостями, язык отстраняют от зубов с помощью проволочных петель, которые располагают в области вертикальной щели между зубами).
Прц необходимости расширения челюстей аппарат может быть распилен в сагиттальном направлении после предварительной установки винта или пружины Коффина.
Формирователь прикуса Бимлера (рис. 6.65). Основными особенностями формирователя прикуса Бимлера являются отсутствие фиксирующих приспособлений и каркасная конструкция. Благодаря эластичности проволочных деталей усиливается давление на зубные ряды во время смыкания зубов и жевательных движений нижней челюсти.
Рис. 6.65. Формирователь прикуса Бимлера:
1 — общий вид; 2 — схематичное изображение основных разновидностей (а, в, с) формирователя прикуса Бимлера
Соответственно выделенным разновидностям зубочелюстных аномалий Бимлер предложил три основных группы формирователя прикуса, в каждой из которых имеются дополнительные варианты:
• группа А. Общим для семи вариантов аппарата этой группы являются наличие:
— вестибуло-языгной дуги для нижней челюсти (такая дуга, выгнутая из одного отрезка проволоки, имеет различную длину в области премоляров с язычной стороны, а ее свободные концы соединяют с нёбными пелотами для верхней челюсти);
— вестибулярной дуги для верхней челюсти с петлями в области первых моляров, отогнутыми назад;
— нёбных пелотов из пластмассы в области клыков, премоляров и первых моляров;
— пружины, прилегающей к нёбной поверхности передних зубов;
— пружины Коффина, соединяющей нёбные пелоты из пластмассы.
Между собой эти аппараты отличаются наличием дополнительных дуг, пружины, винтов;
• группа В. С помощью пяти вариантов этого аппарата перемещают зубы (боковые зубы перемещаются дистально, а передние — медиально) и проводят расширение зубных рядов (за счет винта). Поэтому показаниями к их применению являются зубочелюстные аномалии, сочетающиеся с ретрузией передних зубов, глубоким резцовым перекрытием при нейтральном и дистальном соотношении боковых зубов.
Общим для аппаратов этой группы является наличие в конструкции:
— вестибуло-языгной дуги для нижней челюсти;
— съемной языгной дуги для вестибулярного перемещения нижних резцов;
— нёбных пелотов из пластмассы в области клыков, премоляров и первых постоянных моляров;
— нёбной дуги для протрузии верхних передних зубов;
— винтов, соединяющих нёбные пелоты из пластмассы (два винта для расширения и один винт для сужения);
• группа С, которая объединяет шесть разновидностей аппарата для устранения зубочелюстных аномалий с обратным резцовым перекрытием. Общим для них является наличие:
— двух вестибуло-языгных пружин для нижней челюсти с фиксацией язычных петель в язычных пелотах;
— языгных пелотов из пластмассы для фиксации концов волнообразно изогнутой язычной дуги в области клыков и первых премоляров;
— вестибулярной дуги, располагающейся в области нижних резцов, концы которой фиксируются в нёбных пелотах;
— нёбных пелотов из пластмассы в области клыков, премоляров и первых постоянных моляров;
— пружины, прилегающей к нёбной поверхности передних зубов.
Кроме того, в двух аппаратах для соединения нёбных пластмассовых пелотов дополнительно введена пружина Коффина.
По мере выполнения деталей из упругой проволоки диаметром 0,9—1 мм, врач проверяет работу зубного техника. Готовые детали прикрепляют к гипсовым моделям челюстей воском. Пелоты моделируют из самотвердеющей пластмассы с учетом определенной окклюзии. После отвердения пластмассы воск расплавляют в горячей воде, формирователь прикуса снимают с моделей челюстей, шлифуют, полируют.
РЕТЕНЦИОННЫЕ АППАРАТЫ
Указанные конструкции предупреждают развитие рецидивов и деформаций лицевого скелета после активного периода ортодонтического лечения. Принцип действия аппаратов основан на стабилизации положения зубов и челюстей после устранения патологии.
Съемные и несъемные ретенционные аппараты должны удовлетворять ряду требований:
— надежно удерживать зубы или челюсти в новом положении;
— минимально ограничивать физиологическую подвижность зуба и движения нижней челюсти;
— не оказывать силового воздействия на жевательный аппарат, то есть быть пассивными;
— быть удобными, гигиеничными и по возможности малозаметными для окружающих.
Съемные ретенционные аппараты. Пластиногные аппараты с дугами (рис. 6.66). Чаще всего используются пластиночные аппараты с пластмассовым базисом и вестибулярной дугой, повторяющей одноименную поверхность зубного ряда. Такие аппараты могут иметь петли на дугах для возможной активации, в случае развития рецидива.
Технология аппаратов аналогична изложенной выше, но имеет и свои особенности.
Последовательность работы при создании съемного пластиночного ретенционного аппарата:
1) полугение гипсовой модели гелюсти;
2) создание вестибулярной провологной дуги. Лучше использовать проволоку из нержавеющей стали диаметром 1,2—1,5 мм. В области резцов лучше придать ей прямоугольное сечение. Проволока пригибается как можно ближе к передним зубам, в области клыков создаются активационные петли, затем дуга касается щечной поверхности каждого зуба.
Вокруг концевых моляров верхней челюсти моделируется одноплечий кламмер. Конец проволоки направляют в сторону пластмассового базиса аппарата. В некоторых случаях, если второй моляр не был включен в конструкцию ортодонтического аппарата, он может иметь щечное расположение. Тогда в ретейнер устанавливают одноплечий кламмер на первый моляр, к которому припаивается проволочная петля, изогнутая вокруг второго моляра, где она может активироваться, направляя второй моляр в правильное положение;
3) моделирование нёбной поверхности аппарата. Обычно пластмассовый базис формируется таким образом, чтобы зубы от первого премоляра до второго моляра не вступали в соприкосновение с пластмассой.
Если же в начале лечения в боковых отделах было обратное трансверзальное соотношение зубов, то контакт пластмассы с язычной поверхностью зубов должен быть достаточно плотным, чтобы закрепить полученное во время лечения расширение челюсти.
У пациентов с парафункцией мышц языка или открытым прикусом в центре нёба, несколько выше резцов, в базисе создают отверстие диаметром от 4 до 8 мм. Назначение такого отверстия — формирование оптимального типа глотания (кончик языка
Рис. 6.66. Пластиночный аппарат с вестибулярной дугой (съемный ретенционный аппарат — а) на гипсовой модели верхней челюсти (б)
пациента должен размещаться в этом отверстии при начале каждого глотательного движения). Элементы аппарата (пластмасса, проволочный кламмер) не должны мешать окклюзионным контактам.
После лечения глубокого травмирующего прикуса в конструкцию вводят накусочную площадку (до легкого контакта с нижними резцами);
4) полугение пластмассовой гасти ретенционного аппарата осуществляют термовакуумным способом или путем полимеризации акриловой пластмассы (см. гл. 5). При возникновении аллергии на пластмассу требуется индивидуальный подбор материала для съемного аппарата.
Такие аппараты предлагаются в подростковом возрасте и у взрослых, чаще для верхней челюсти. Пациенты пользуются ими в следующем режиме: в течение первых 2—3 месяцев необходимо круглосуточное пользование, в последующие 6 месяцев — пользование только в ночное время, затем через ночь и, наконец, один раз в неделю — на период в два раза больший, чем само лечение, а у взрослых — всю жизнь.
Эластомерные каппы (рис. 6.67) индивидуального или промышленного производства представляет собой мягкую назубную шину из медицинского силикона. Такие каппы применяют в качестве ретенционного аппарата у пациентов с парафункцией жевательных мышц, повышенной стираемостью зубов, дисфункцией височно-нижнечелюстного сустава, а также при индивидуальной непереносимости пластмассы.
• Эластомерная каппа (позиционер) промышленного производства. Термопластический материал становится мягким в кипящей воде, а полутвердый каркас из полиуретана сохраняет необходимую форму при кипячении. Для индивидуализации аппарат разогревается в кипящей воде в течение 1 мин, затем остывает 10 с
Рис. 6.67. Эластомерная каппа
и накладывается на зубы.
Пациент должен максимально сжать зубы, языком упираясь в нёбо и касаясь специального «язычка» на аппарате, создать разрежение в полости рта. Через 20 с аппарат вынимается изо рта и остужается в холодной воде. Он не требует снятия оттисков, специальной коррекции и припасовки (за исключением укорочения дистальных концов каппы с учетом длины зубной дуги).
Легебные аппараты с прекращенной активацией. После ортодонтического лечения детей и подростков в сменном и раннем постоянном прикусе можно использовать в качестве ретенционных аппаратов лечебные аппараты с прекращенной активацией, такие как регуляторы функции Френкеля, активаторы, бионаторы. Моно-блоковые аппараты используются также на заключительном этапе комплексного лечения больных с врожденными деформациями лицевого скелета после хирургического вмешательства. Такие аппараты представляют собой модификацию бионатора Балтера, имеют боковые пластмассовые пелоты и металлический упор для языка.
Несъемные ретенционные аппараты применяются при подвижности зубов после ортодонтического лечения преимущественно у взрослых. Чаще несъемные ретенционные аппараты предназначены для нижней челюсти.
К ним относятся:
— провологные витые;
— стандартные металлигеские разных размеров;
— литые (стандартные и индивидуальные);
— шинирующие.
Последовательность создания провологного витого аппарата (рис. 6.68) состоит из следующих этапов:
1) по оттискам, полученным после снятия ортодонтической аппаратуры, отливают контрольные и рабогие гипсовые модели гелюстей;
2) создания провологного витого ретенционного аппарата. От клыка до клыка на рабочей гипсовой модели нижней челюсти изгибается отрезок многопрядевой проволоки (типа Триплефлекс, Респонд, Ормко, Твистфлекс);
3) фиксации провологного витого аппарата. После тщательного протравливания, промывания и высушивания эмали (см. выше)
Рис. 6.68. Проволочный витой аппарат (несъемный ретенционный аппарат)
проволочный ретейнер, ориентированный на половине высоты коронки зуба (для верхней челюсти) и на расстоянии 1 мм ниже режущего края передних зубов (в самом плоском участке нижних резцов) при помощи нитей, фиксируется к каждому зубу при помощи светоотверждаемого композиционного материала низкой вязкости.
Эти аппараты могут использоваться от 6 месяцев до 1,5 лет, а затем, из-за нарушения свойств проволоки и разрушения композиционного материала, должны быть заменены.
Стандартные металлигеские ретенционные аппараты (рис. 6.69) представляют собой проволочную дугу нескольких типов и размеров. Наиболее часто применяется язычная дуга квадратного сечения 3x3 мм, адаптированная к язычной поверхности шести передних зубов. Она может фиксироваться к кольцам на
Рис. 69. Стандартный несъемный металлический ретенционный аппарат для нижней челюсти
клыках или на концах иметь площадки с шероховатым или сетчатым покрытием, при помощи которых дуга фиксируется композиционным материалом к клыкам.
В случаях с удалением или значительным перемещением зубов дуга может захватывать всю нёбную поверхность зубов до моляров, быть припаянной к кольцам на молярах и таким образом фиксироваться. В этом
случае дуга имеет форму, похожую на язычную дугу, применяемую
при лечении с помощью язычно закрепленных замков, т. е. имеет компенсаторные изгибы за клыками.
При применении таких аппаратов предварительно подбирают его на модели по размеру и, если необходимо, немного пригибают к язычной поверхности зубов, а затем фиксируют на клыках или молярах.
Литые адгезионные ретенционные аппараты (рис. 6.70) промышленного производства применяются для замещения небольших по протяженности дефектов зубных рядов (например, при лечении адентии боковых зубов) и при стабилизации переднего участка зубного ряда в пределах шести зубов.
Индивидуальные литые ретенционные аппараты представляют собой литую пластинку толщиной не более 0,1 мм, располагающуюся на нёбной поверхности зубов. Препарирования зубов при 304
Рис. 6.70. Литые адгезионные ретенционные аппараты
этом не проводится. Технология аналогична таковой у литого каркаса дуговых протезов (см. гл. 5).
Шинирование — как метод ретенции по окончании ортодонтического лечения пациентов с заболеваниями пародонта, становится главной задачей в связи с имеющейся патологической подвижностью зубов, вызванной усилением воспалительных и деструктивных процессов или функциональной перегрузкой пародонта. В этих случаях применение ретенционных аппаратов является необходимым не только для стабилизации результатов ортодонтического лечения, но и для восстановления функции жевания посредством устранения дефектов зубных рядов, перераспределения жевательного давления, иммобилизации подвижных зубов.
Этим требованиям отвечают съемные и несъемные цельнолитые шины (см. гл. 5), шинирующие дуговые (см. гл. 5) и мостовидные протезы (см. гл. 4).
Альтернативой таким конструкциям могут быть полимерные материалы на основе органической и неорганической матрицы, в частности материалы Риббонд, Фибер-Сплинт и их аналоги. Технология создания шин из этих материалов изложена в гл. 4.
11 Зак. 44
Глава 7 ТЕХНОЛОГИЯ ЧЕЛЮСТНО-ЛИЦЕВЫХ АППАРАТОВ
В этой главе изложена технология различных челюстно-лицевых аппаратов: фиксирующих, репонирующих, формирующих, замещающих (челюстных и лицевых протезов) и пр.
ТЕХНОЛОГИЯ ФИКСИРУЮЩИХ И РЕПОНИРУЮЩИХ АППАРАТОВ
♦ К фиксирующим относятся аппараты, удерживающие отломки челюсти в правильном положении и обеспечивающие их неподвижность.
♦ Исправляющими или репонирующими называются аппараты, с помощью которых фрагменты челюстей устанавливаются в правильное положение. Если при этом аппарат будет иметь наклонную плоскость или скользящий шарнир, обеспечивающие костным отломкам определенное положение, то аппарат будет называться направляющим.
Напомним, что применяемые фиксирующие аппараты делят на внеротовые (например, жесткая подбородочная праща), внутриро-товые (различные зубные шины, гладкая проволочная скоба, алюминиевые проволочные шины с распорками и др.) и внутри-внеро-товые (например, шина-ложка Лимберга с внеротовыми рычагами и др.), а материалами для них служат сплавы металлов, полимеры, резина, марля и др.
Получение фиксирующих аппаратов при переломах челюстей осуществляют с использованием стандартных полуфабрикатов шин в полости рта больного и на гипсовой модели челюсти.
ПОЛУЧЕНИЕ ФИКСИРУЮЩИХ АППАРАТОВ
С ИСПОЛЬЗОВАНИЕМ СТАНДАРТНЫХ ПОЛУФАБРИКАТОВ ШИН В ПОЛОСТИ РТА БОЛЬНОГО
Шина Тигерштедта (рис. 7.1) представляет собой одночелюстную алюминиевую гладкую проволочную скобу, изогнутую по зубному ряду с вестибулярной стороны и укрепленную на зубах лигатурной проволокой. Для межчелюстного вытяжения и фиксации применяют проволочные дуги с зацепными петлями на обе челюсти.
Создание гнутой проволочной шины Тигерштедта осуществляется при следующей последовательности действий:
1) полугение гипсовой модели гелюсти (см. гл. 3);
2) изгибание шины на модели гелюсти из алюминиевой проволоки диаметром 1,8 мм и длиной 20—25 см с помощью крампон-ных щипцов:
— один конец проволоки загибают вокруг ограничивающих зубной ряд боковых зубов, слева и справа. Можно изогнуть его под прямым углом в виде небольшого крючка или шипа для его введения в межзубной промежуток в боковом отделе с вестибулярной поверхности;
— проволоку прижимают к вестибулярной поверхности зубов между экватором и десной в направлении к последнему боковому зубу на противоположной стороне челюсти. При отсутствии части зубов в ней изгибается распорка или ретенционная петля, направленная в сторону дефекта зубного ряда.
Для межчелюстного вытяжения на правой и левой стороне зубного ряда из проволоки изгибают 2—3 зацепные петли на расстоянии 1 — 1,5 см друг от друга. Такие петли направлены либо под углом 35—45° по отношению к вестибулярной поверхности зубной дуги, либо их выгибают в губном или щечном направлении, расплющивают и загибают под прямым углом, на верхней челюсти кверху, на нижней — книзу;
— излишки проволоки отрезают и конец ее загибают вокруг последнего бокового зуба на правой (левой) стороне челюсти или вводят в межзубной промежуток между молярами;
Рис. 7.1. Шина Тигерштедта:
a — гладкая шина-скоба; б — гладкая шина с распоркой; в — шина с крючками; г—шина с крючками и наклонной плоскостью; д — шина с крючками и межчелюстной тягой; е — резиновые кольца
a
Рис. 7.2. Стандартная зубная шина Васильева:
а — общий вид шины; б — шина с частью лигатур на моделях челюстей
3) фиксация подготовленной шины на зубном ряду гелюсти в полости рта с помощью лигатурной бронзо-алюминиевой проволоки длиной 6—7 см и толщиной 0,4—0,6 мм, которую изгибают в виде шпильки с концами различной длины. Концы ее пинцетом вводят с язычной стороны в два смежных межзубных промежутка, выводят со стороны предверия полости рта (один — под шиной, другой — над шиной), закручивают, а кончик загибают в межзубной промежуток. Лигатуры через 2—3 дня подкручивают для стабильности шины. В качестве межчелюстной тяги используются резиновые кольца.
В. С. Васильевым была разработана стандартная зубная шина из полоски нержавеющей стали с готовыми зацепными крючками (рис. 7.2).
Конструкции зубных шин постоянно совершенствуются. Реальная возможность иммобилизации с созданием компрессии отломков назубной шиной появилась с внедрением сплавов с эффектом «памяти» формы (рис. 7.3).
Рис. 7.3. Назубная шина из сплава с эффектом «памяти» формы: а — общий вид шины; б — фиксирующие устройства; в — петля, обеспечивающая плотное смыкание отломков
Пластмассовые шины. Большинство пластмассовых шин формируются и фиксируются непосредственно в полости рта врачом. Различные модификации шины из быстротвердеющей пластмассы предлагали Г. А. Васильев, И. Е. Корейко, М. Р. Марей, Я. М. Збарж, П. М. Егоров, А. И. Маркин, Д. И. Петровский и др.
Шина из быстротвердеющей пластмассы формируется по металлическому шаблону дугообразной формы. Предварительно на зубах укрепляется полиамидная нить с пластмассовыми бусинками. С помощью этого метода можно получить гладкую шину и шину с зацепными петлями (рис. 7.4).
Рис. 7.4. Схема формирования пластмассовой шины для лечения переломов нижней челюсти:
а — фиксация бусинок; б — формирование ложки желобообразной формы; в — ложка; г — шина наложена на модель челюсти; д — шина с зацепными петлями; е — шина фиксирована на модели нижней челюсти
Рис. 7.5. Стандартная шина из эластичной пластмассы по Гардашникову:
а — вид сбоку, б — вид спереди; в — грибовидный отросток
М. Гардашников предложил универсальную пластмассовую зубную шину с грибовидными стержнями для межчелюстного вытяжения (рис. 7.5). Шину укрепляют бронзо-алюминиевой лигатурой.
Шину из быстротвердеющей пластмассы можно сделать в виде каппы непосредственно в полости рта больного. Необходимо воском или полиэтиленовой пленкой защитить десневой край от ожога пластмассой. Э. Я. Варес предлагал делать каппы методом штамповки из листового полиметилметакрилата в специальной пресс-форме.
Пластмассовые шины обладают рядом недостатков. Они уступают по своим фиксирующим свойствам паяным шинам, укрепление пластмассовых шин полиамидной нитью недостаточно стабильно в связи с растяжением последней. Пластмассовые шины негигиеничны: между поверхностью зуба и пластмассой остается промежуток, который является ретенционным пунктом для пищевых остатков и микроорганизмов. Шины в виде капп изменяют окклюзию, громоздки, повреждают десневые сосочки. Возможны ожоги пластмассой слизистой оболочки и выделение мономера с последующей токсико-аллергической реакцией организма. Длительное пользование такими шинами противопоказано.
ПОЛУЧЕНИЕ ФИКСИРУЮЩИХ АППАРАТОВ
С ИСПОЛЬЗОВАНИЕМ СТАНДАРТНЫХ ПОЛУФАБРИКАТОВ ШИН НА ГИПСОВОЙ МОДЕЛИ ЧЕЛЮСТИ
Аппарат Збаржа (рис. 7.6) представляет собой зубную индивидуальную шину с внеротовыми отростками, фиксируемыми к головной шапочке.
Последовательность основных манипуляций оператора при создании аппарата Збаржа следующая:
1) полугение гипсовой модели гелюсти (см. гл. 3);
2) создание провологного каркаса на модели. Для этого берется алюминиевая проволока длиной 75—80 см. С каждой стороны ее концы длиной 15 см загибают навстречу друг другу и скручивают в виде спирали. Угол между длинными осями проволоки не должен
a
Рис. 7.6. Аппарат Збаржа:
а, б — варианты создания шины Збаржа; в — закрепление шины; г — стандартный комплект Збаржа для лечения переломов верхней челюсти
превышать 45 градусов. Витки одного отростка идут по часовой, а другого — против часовой стрелки. Образование витых отростков считается законченным тогда, когда средняя часть проволоки между последними витками равна расстоянию между премолярами. Эта часть является в дальнейшем передней частью зубной шины. Боковые части изгибают из свободных концов проволоки;
3) фиксация шины. Внутриротовую часть шины укрепляют лигатурной проволокой к зубам после вправления отломков. Внеро-товые отростки отгибают вверх к голове так, чтобы они не касались кожи лица. После этого накладывают гипсовую шапочку, в которую укрепляют гипсом концы проволочных отростков.
Кроме того, имеется стандартный комплект (рис. 7.6, г) шины Збаржа для тех же целей.
Паяная зубная шина Лимберга (рис. 7.7) применяется при недостаточном количестве зубов или их низких клинических коронках. Основными частями аппарата являются искусственные коронки или кольца, к которым припаяна проволочная дуга. Коронки или кольца фиксируются на более устойчивых зубах.
Последовательность основных манипуляций при создании паяной зубной шины по Лимбергу:
1) полугение гипсовой модели гелюсти (см. гл. 3);
2) создание опорных элементов, в качестве которых используют ортодонтигеские коронки, полученные методом штамповки из стандартных металлических гильз толщиной 0,18 мм, и кольца (см. гл. 6);
3) после проверки опорных элементов снимают оттиск вместе с коронками и кольцами в нем, по которому получают гипсовую модель челюсти. На нее переходят опорные элементы;
4) подготовка опорных и вспомогательных элементов к паянию. Модель с коронками (кольцами) устанавливают в правильное соотношение с моделью зубов антогонистов и гипсуют в артикулятор. К коронкам припасовывают проволочную дугу толщиной 1,2—1,5 мм, изогнутую по вестибулярной поверхности зубной дуги, и прикрепляют ее липким воском на гипсовой модели челюсти с вестибулярной стороны коронок (колец);
5) паяние опорных и вспомогательных элементов аппарата выполняют обычным способом (см. гл. 6). Если шина будет использована для межчелюстного вытяжения, то к проволоке припаивают зацепные крючки, изогнутые по направлению к своду преддверия полости рта. Припаивание к дуге крючков проводят оловом, без нагревания дуги для сохранения пружинящих свойств после паяния. Кроме паяния для присоеди-
РИС. 7.7. Паяная зубная шина нения крючков к дуге может быть Лимберга использована точечная сварка.
Паяную шину на нижней челюсти можно дополнить наклонной плоскостью в виде пластинки из нержавеющей стали на вестибулярной поверхности неповрежденной половины челюсти.
При низких клинических коронках, к ним припаивают две дуги: одну со стороны преддверия, другую — со стороны полости рта. Дуги приклеивают липким воском к коронкам, осторожно снимают их с модели и погружают в гипс для паяния. После затвердения гипса и выплавления воска спаивают части шины;
6) освобождение от гипса, отбеливание и полирование опорных элементов шины (см. гл. 3) завершают ее создание.
Врач устанавливает шину в полости рта, укрепляя ее на опорных зубах цементом.
Пластиночная зубодесневая шина Вебера (рис. 7.8) имеет несколько модификаций в зависимости от локализации переломов:
1) на нижней челюсти, в области угла или восходящей ветви. В этом случае она состоит из индивидуального проволочного каркаса и пластмассового базиса, иногда с наклонной плоскостью;
2) на верхней челюсти. При этом ее конструкция добавляется внеротовыми рычагами и головной шапочкой;
3) сочетанный перелом верхней и нижней челюсти. В конструкцию дополнительно вводятся зацепные петли и межчелюстная резиновая тяга.
Последовательность основных манипуляций зубного техника при создании зубодесневой шины Вебера:
1) полугение гипсовой модели гелюсти (см. гл. 3);
2) создание провологного каркаса. Каркас изгибают из ортодонтической проволоки толщиной 0,8 мм. Он охватывает зубной ряд в виде дуги с вестибулярной и язычной (нёбной) поверхности. Для того чтобы шина опиралась на зубы и не повреждала десневой край, к каркасу припаивают соединительные перекладины — окклюзионные накладки (по 2—3 на каждой стороне), которые должны располагаться на контактных пунктах зубов. Накладки делают длиннее, оставляя свободными концы для того, чтобы они фиксировали каркас при гипсовании и паковке пластмассой. Проволочные детали каркаса спаивают между собой, создавая единую конструкцию.
При создании шины для лечения переломов верхней челюсти к наружной поверхности каркаса в области боковых зубов припаивают четырехгранные или овальные металлические трубки, служащие втулками для внеротовых рычагов. Внеротовые рычаги изгибают из стальной проволоки толщиной 3—4 мм. В области клыков они должны иметь изгиб, обходящий углы рта снаружи, поверх щеки — по направлению к ушной раковине. К наружной и нижней
Рис. 7.8. Пластиночная зубодесневая шина Вебера:
а — каркас шины Вебера; б — шина Вебера с дополнительной наклонной плоскостью в области боковых зубов для лечения переломов нижней челюсти; в — шина Вебера для лечения переломов верхней челюсти
поверхности рычагов припаивают волнообразно изогнутую тонкую проволоку, образующую ряд петель для закрепления резиновой тяги. Эти рычаги должны свободно входить в трубки каркаса в переднезаднем направлении (рис. 7.8, в);
3) моделирование шины воском. Готовый каркас помещают на модель челюсти и из воска моделируют базис шины. Он должен охватывать зубы и слизистую оболочку с нёбной (язычной) стороны и со стороны преддверия полости рта. Окклюзионные поверхности зубов остаются непокрытыми шиной для исключения артикуляционных нарушений.
При создании шины для лечения переломов нижней челюсти ее часто дополняют наклонной плоскостью, которую моделируют из воска в области боковых зубов со стороны преддверия на неповрежденной стороне челюсти. Она должна быть направлена к щечной поверхности зубов верхней челюсти (рис. 7.8, б);
4) замена восковой репродукции шины на пластмассу. Модель с восковой репродукцией гипсуют в кювету по общепринятой методике (см. гл. 5). В трубочки шины для лечения переломов верхней челюсти вводят деревянные палочки со свободно выступающими концами с целью их фиксации во время замены базиса;
5) в дальнейшем технологический процесс (паковка, полимеризация, отделка и полирование) проводят по правилам создания съемных пластиночных зубных протезов (см. гл. 5).
Можно готовить зубодесневую шину по другой технологии, которая предусматривает создание проволочного каркаса с трубками, моделирование шины из быстротвердеющей пластмассы на гипсовой модели челюсти с последующим проведением полимеризации в гидрополимеризаторе. Полученный полупрозрачный базис шины позволяет контролировать площадь его контакта со слизистой оболочкой и корригировать зоны повышенной нагрузки на ткани протезного ложа.
Репонирующий аппарат Шура (рис. 7.9) применяется при двустороннем переломе верхней челюсти и ограниченной подвижности отломков. Аппарат состоит из гипсовой шапочки, к которой гипсом крепятся два вертикальных стержня длиной 150 мм, единой паяной шины на верхнюю челюсть, с опорными коронками на клыки и первые моляры с обеих сторон. К шине со щечной поверхности в области первого моляра припаивают плоские или овальные трубки для двух внеротовых стержней.
Последовательность основных манипуляций при создании репонирующего аппарата Шура:
1) полугение гипсовых моделей’,
2) создание опорных элементов, в качестве которых используют ортодонтические коронки (см. гл. 6);
3) после проверки опорных элементов врач снимает оттиск вместе с ними, по которому техник-лаборант получает гипсовую модель гелюсти. На нее переходят опорные элементы;
4) подготовка опорных элементов к паянию. На гипсовой модели челюсти с вестибулярной стороны коронок липким воском прикрепляют горизонтальные трубки;
5) паяние опорных элементов с трубками (см. гл. 6);
6) освобождение от гипса, отбеливание и полирование элементов каркаса (см. гл. 3);
7) полугение внеротовых стержней. Стержни из нержавеющей стали толщиной 3-4 мм выгибают таким образом, чтобы они легко входили в горизонтальные трубки коронок, затем выходили около углов рта наружу и параллельно окклюзионной плоскости направлялись под прямым углом вверх к височной области;
Рис. 7.9. Репонирующий аппарат Шура: а — общий вид; б — аппарат укреплен на больном
8) монтаж аппарата. После создания гипсовой шапочки в ней фиксируют короткие вертикальные стержни, идущие навстречу внеротовым стержням аппарата. Изменяя направление внеротовых концов стержней, перемещают верхнюю челюсть до необходимого положения. После репозиции челюсти концы рычагов соединяют лигатурой.
♦ Репозиция — вправление сместившейся части кости при переломе, установление ее в правильное положение.
Шина Ванкевич (рис. 7.10) представляет собой репонирующий аппарат, в котором для репозиции отломков используется сила сокращения мышц. Она состоит из пластмассовой зубодесневой шины с двумя плоскостями, отходящими от нёбной поверхности шины к язычной поверхности нижних моляров или беззубого альвеолярного гребня. При смыкании челюстей эти плоскости раз-
Рис. 7.10. Шина Ванкевич
двигают фрагменты нижней челюсти и закрепляют их в правильном положении.
Последовательность основных манипуляций при создании шины Ванкевич;
1) полугение гипсовых моделей верхней и нижней челюсти;
2) создание на гипсовых моделях
Рис. 7.11. Шина Степанова
челюстей восковых базисов
с прикусными (окклюзионными) валиками (см. гл. 5);
3) гипсование моделей гелюстей в артикуляторе после определения центрального соотношения в полости рта (см. гл. 3);
4) создание каркаса и моделирование шины из воска. Высота плоскостей определяется степенью открывания рта. Плоскости готовят из сложенных вдвое полосок воска высотой 2,5—3,0 см, так
как при открывании рта они должны сохранять контакт с зубами или с беззубыми альвеолярными частями;
5) в дальнейшем технологический процесс (гипсование, паковка, полимеризация, отделка и полирование) проводят по правилам
создания съемных пластиночных протезов.
Шина Ванкевич модифицирована А. И. Степановым, который нёбную пластинку в ней заменил металлической дугой (рис. 7.11).
Аппарат Бетельмана (рис. 7.12) применяется при костной пластике нижней челюсти. Состоит из встречных коронок с трубочками, укрепленных на зубах-антагонистах, и П-образной скобы, введенной в эти трубочки.
Последовательность основных манипуляций при создании аппарата Бетельмана следующая:
1) полугение гипсовых моделей гелюстей',
Рис. 7.12. Аппарат Бетельмана
2) создание опорных элементов, в качестве которых используют ортодонтические коронки (см. гл. 6);
3) после проверки опорных элементов снимают оттиск вместе с коронками, по которому полугают гипсовую модель гелюсти. На нее переходят опорные элементы;
4) подготовка опорных элементов к паянию и их паяние. После определения центрального соотношения, модели гипсуют в артикулятор. На вестибулярную поверхность коронок верхней и нижней челюстей липким воском прикрепляют горизонтальные трубки, которые должны быть параллельны друг другу. Спаивают коронки между собой и припаивают к ним трубки по общепринятой методике (см. гл. 6);
5) освобождение от гипса, отбеливание и полирование опорных элементов с трубками (см. гл. 3);
6) полугение двух U-образных скоб, соответственно форме втулок. Скоба должна быть достаточно массивной, состоять из двух параллельных пластинок, толщиной 2—3 мм, овальной формы и одной перпендикулярной к ним перекладины. К передней части перекладины припаивают брусок, при помощи которого облегчается введение и выведение скобы из втулок. Скобу вводят в трубки в переднезаднем направлении при центральном соотношении зубных рядов.
Аппарат Оксмана (рис. 7.13) применяется при костной пластике нижней челюсти с беззубыми отломками и состоит из базиса верхней челюсти с Кламмерами на опорных зубах и пластмассовых окклюзионных валиков со скользящим шарниром. На беззубые альвеолярные части накладывают пелоты с окклюзионными валиками и пружинами.
Рис. 7.13. Аппарат Оксмана
Последовательность основных манипуляций при создании аппарата Оксмана следующая:
1) полугение гипсовых моделей гелюстей-,
2) моделирование и создание пластмассовых базисов с окклюзионными валиками на каждый беззубый фрагмент нижней челюсти и воскового базиса с окклюзионным валиком на верхнюю челюсть;
3) после определения центрального соотношения челюстей модели гипсуют в артикулятор, изгибают кламмеры на верхние опорные зубы и моделируют окклюзионные валики;
4) создание скользящего шарнира. Из пластинки стали толщиной 0,3—0,4 мм готовят скользящий шарнир в виде браслетного замка. Затем его укрепляют на окклюзионных поверхностях валиков верхней и нижней челюстей;
5) замена восковой репродукции на пластмассу традиционным способом (см. гл. 5).
Каппово-шганговый аппарат Грозовского (рис. 7.14) применяется для лечения переломов нижней челюсти со значительным дефектом кости и малым количеством зубов на отломках. Он состоит из металлических капп на зубы фрагментов нижней челюсти, плечевых отростков с отверстиями для винтов, соединенных припаянной пластинкой.
Рис. 7.14. Каппово-штанговый аппарат Грозовского: а — перелом нижней челюсти с дефектом кости; б — элементы аппарата
Последовательность основных манипуляций при создании каппово-штангового аппарата Грозовского следующая:
1) полугение гипсовых моделей гелюстей (см. гл. 3);
2) создание опорных элементов, в качестве которых используют ортодонтические коронки, кольца (см. гл. 6);
3) после проверки опорных элементов снимают оттиск вместе с коронками или кольцами в нем, по которому полугают гипсовую модель гелюсти с перешедшими на нее опорными элементами;
4) паяние коронок или колец (см. гл. 6);
5) после проверки каппы во рту определяется центральное соотношение гелюстей и модели фиксируются в этом положении для гипсования их в артикулятор;
6) на гипсовых моделях челюстей липким воском прикрепляют горизонтальные трубки:
— к каппе малого фрагмента — две трубки, вестибулярно и орально;
— к каппе большого фрагмента — одну, вестибулярно.
Проводят паяние трубок с каппами по общепринятой методике (см. гл. 6);
7) полугение распорного винта, стержней с отверстиями, гаек и винтов:
8) на опорных зубах укрепляют каппы, вводят в язычную трубку малого фрагмента длинный рычаг с площадкой, в щечную трубку большого фрагмента — короткий рычаг с гайкой для распорного винта. Для фиксации достигнутого положения в щечные трубки вводят другие стержни с совпадающими отверстиями для винтов и гайки.
ТЕХНОЛОГИЯ ФОРМИРУЮЩИХ АППАРАТОВ
♦ Формирующие аппараты — приспособления, которые служат опорой пластического материала (при пластике дефектов мягких тканей лица) или с помощью которых создают ложе для съемных протезов на беззубой нижней челюсти после операций, направленных на улучшение фиксации протеза.
Формирующие аппараты (см. гл. 1) предназначены для временного или постоянного поддержания формы лица, создания жесткой опоры, предупреждения рубцовых изменений мягких тканей и их последствий (смещение фрагментов за счет стягивающих сил, деформация протезного ложа). Они применяются до восстановительных хирургических вмешательств и в процессе их.
Указанные конструкции состоят из фиксирующих, замещающих и формирующих элементов в виде утолщенных базисов, располо
женных напротив участков, подлежащих формированию. Они могут быть съемными и комбинированными — с сочетанием несъемных частей и укрепленных на них съемных формирующих элементов. При наличии зубов на челюсти крепление аппарата можно осуществить с помощью коронок, капп, съемных литых шин. К коронкам или шинам припаивают втулки. В них с помощью штифтов укрепляется формирующая часть.
При дефектах зубного ряда формирующим аппаратом может быть съемный пластиночный протез с кламмерной фиксацией. Такие протезы получают до операции по общепринятой методике.
Формирующий аппарат Бетельмана (рис. 7.15), применяемый при пластике нижней губы и отсутствии зубов на нижней челюсти, состоит из коронок с вертикальными стержнями и пластмассовой формирующей части.
Последовательность основных манипуляций при создании формирующего аппарата Бетельмана следующая:
1) полугение гипсовых моделей гелюстей (см. гл. 3);
2) создание опорных элементов, в качестве которых используют ортодонтические коронки (см. гл. 6) на зубы верхней челюсти;
3) после проверки опорных элементов снимают оттиск вместе с коронками, по которому попугают гипсовую модель гелюсти. На нее переходят коронки;
4) к коронкам липким воском присоединяют два вертикально идущих стержня и проводят их паяние-,
5) модели гелюстей гипсуют в артикуляторе (см. гл. 3);
6) в полости рта в соответствии с характером операции из вос-
Рис. 7.15. Формирующий аппарат Бетельмана
ка моделируется формирующая гасть протеза. К верхней части протеза присоединяют две трубки, соответствующие вертикальным стержням, идущим от коронок;
7) воск замещается на пластмассу по правилам создания базисов съемных протезов (см. гл. 5);
8) в верхней части формирующего аппарата вырезают отверстие для приема пищи.
При обширных дефектах челюстной кости и большом объеме формирующего протеза, аппарат готовят из двух или трех частей в виде складной или разборной конструкции.
Формирующий аппарат Ревзина (рис. 7.16). В результате пластической операции и восстановления контуров лица ротовая щель сужается, что затрудняет наложение и выведение ортопедического аппарата из полости рта. Поэтому их делают складными и разборными. Складные протезы применяются также при лечении микростомии.
Рис. 7.16. Шарнирный складной протез Ревзина для нижней челюсти
Обычно протез состоит из трех частей, соединенных между собой с помощью штифтов или шарниров. Протез вводят в полость рта в сложенном виде и расправляют во рту в правильном положении.
Последовательность основных манипуляций при создании формирующего аппарата Ревзина следующая:
1) полугение гипсовых моделей гелюстей;
2) создание на моделях гелюстей восковых направляющих валиков для определения центрального соотношения челюстей;
3) фиксация моделей в артикуляторе;
4) моделирование базиса протеза из воска с восстановлением подбородочной и других частей нижнего отдела лица. Если на челюсти сохранились альвеолярные части с зубами, то моделируют базисы с Кламмерами на каждую сторону челюсти. Базисы готовят из пластмассы по стандартной методике;
5) проверка гастей базиса с Кламмерами врачом в полости рта и получение оттиска того участка, где располагаются концы базисов;
6) полугение модели нижней гелюсти и моделирование на ней общего базиса. Части базиса соединяют воском, с последующей заменой на пластмассу, или врач соединяет их в полости рта быстротвердеющей пластмассой;
7) постановка искусственных, зубов, вырезание передней части восковой репродукции вместе с четырьмя резцами и разрезание базиса протеза пополам;
8) полугение шарнира одним из следующих способов:
а) берут две пластинки из нержавеющей стали шириной, равной высоте протеза, и длиной 2—2,5 см, складывают вместе, изгибают пополам вокруг проволочного стержня диаметром 1,5—2 мм. Получив таким образом две трубки, после удаления стержня их распиливают на 3—5 частей, разъединяют и составляют так, чтобы выступы одной трубки входили в вырезки другой. Соединив обе пластины стержнем, получают шарнир по типу дверной петли;
б) один конец отрезка проволоки толщиной 1,2 мм и длиной, равной высоте протеза, расплющивают. Из пластинки нержавеющей стали вырезают две ленты длиной, равной половине высоты проволоки, и огибают им проволоку. Свободные концы пластин разводят в стороны и на концах обтягивают другие проволочные стержни, длиннее среднего стержня на 4—5 мм. Полученный шарнир (рис. 7.17 а, б) устанавливают на восковом базисе протеза у язычного края, а наружные трубки со штифтами — в середине тела протеза;
в) вместо шарнира можно использовать плоский замок. Он представляет собой плоскую пластину из нержавеющей стали шириной 2,5—3 мм и длиной 1,5—2 см, укрепленную на вестибулярной поверхности одной половины базиса протеза. Свободный ее
Рис. 7.17. Создание шарнира для складного протеза (пояснения в тексте): а — общий вид складного протеза; б — шарнир; в — схема действия шарнира
конец имеет двойной изгиб, который защелкивается в петле, укрепленной во второй половине базиса (рис. 7.17, в);
9) размещение шарнира и замена воска на пластмассу. Между боковыми частями протеза на месте разреза вставляют тонкую пластинку фольги или целлофана с выступающими концами. В шарнир и трубки вводят проволоки, свободные концы которых используют для закрепления шарнира и трубок в кювете после выплавления воска;
10) полимеризация базисной пластмассы проводится обычным способом;
11) отделка, шлифование, полирование протеза.
Разборный протез Курляндского (рис. 7.18) состоит из трех частей, соединенных между собой с помощью уступов (боковые части) и штифтов (передняя часть).
Последовательность основных манипуляций при создании разборного протеза Курляндского следующая:
1) полугение гипсовых моделей гелюстей',
2) моделирование восковой репродукции протеза нижней гелюсти',
3) моделирование уступов и замка. Срезают переднюю часть воскового полуфабриката протеза с четырьмя резцами и часть базиса. Разрезают оставшиеся части воскового базиса таким образом, чтобы образовались выступы на одной стороне, вырезки — на другой;
4) замена воска на пластмассу. Одну половину восковой репродукции протеза заменяют пластмассой, припасовывают к ней вторую восковую репродукцию и также проводят замену воска пластмассой;
5) соединение обеих половин протеза на модели, просверливание трех параллельных сквозных отверстий против замка, уста-
Рис. 7.18. Разборный протез Курляндского
новка в них штифтов и соединение со срезанной передней частью протеза;
6) моделирование передней гасти протеза из воска с последующей ее заменой на пластмассу, окончательная отделка и полирование гастей протеза-,
7) монтаж протеза.
ТЕХНОЛОГИЯ ЗАМЕЩАЮЩИХ ЧЕЛЮСТНЫХ И ЛИЦЕВЫХ АППАРАТОВ
♦ Замещающие аппараты (зубные, челюстные и лицевые протезы) — приспособления для замещения утраченных тканей и органов при дефектах зубов, зубных рядов, челюстей и лица.
♦ Протез (треч. prothesis — присоединение и греч. protithemi — ставить впереди, pro — спереди, вместо + tithemi — ставить, возмещать, восстанавливать) — приспособление, замещающее потерю или врожденное отсутствие тканей, органов.
К замещающим аппаратам относятся протезы, применяемые после неправильного сращения отломков челюстных костей, после резекций челюстей, травм и операций лица, а также обтураторы.
♦ Обтуратор (лат. obturare — закупоривать, закрывать выход) — аппараты-протезы, устраняющие врожденные и приобретенные дефекты нёба и изолирующие (разобщающие) ротовую и носовую полости.
НЕПОСРЕДСТВЕННОЕ ПРОТЕЗИРОВАНИЕ ПОСЛЕ РЕЗЕКЦИИ ЧЕЛЮСТИ
Общие принципы создания непосредственных протезов после резекции различных участков челюстей по методике И. М. Оксмана заключаются в следующем:
1) полугение гипсовых моделей гелюстей;
2) создание опорных элементов, в качестве которых используют коронки (см. гл. 4). Если больного предполагается подвергнуть лучевой терапии, металлические коронки на время курса не используются;
3) после проверки коронок в полости рта снимают оттиск вместе с коронками, по которому получают гипсовую модель челюсти. На нее переходят коронки;
4) создание фиксирующей гасти протеза с Кламмерами на опорные зубы. Основным правилом является шинирование оставшихся зубов, даже при здоровом пародонте. С учетом этого готовят
кламмеры. Моделируют фиксирующую часть из воска и заменяют его пластмассой (см. гл. 5);
5) полугение основного оттиска с челюсти, на которой располагается предварительно проверенная фиксирующая пластинка. С противоположной челюсти получают вспомогательный оттиск;
6) полугение гипсовых моделей гелюстей и гипсование их в артикулятор (см. гл. 3);
7) создание резекционной гости протеза. На гипсовой модели челюсти удаляют зубы, альвеолярные части и другие отделы челюсти по плану, намеченному хирургом (фантомная резекция). Линия фантомной резекции должна проходить на 4—5 мм не доходя до линии остеотомии, намеченной хирургом. Это необходимо для того, чтобы между протезом и костной раной было пространство, обеспечивающее эпителизацию раны, введение тампонов и пространство для грануляционной ткани. Поверхность фиксирующей пластинки делают шероховатой, образующийся дефект заполняют воском, моделируют базис, устанавливают искусственные зубы, гипсуют в кювету и замещают воск пластмассой.
Непосредственное протезирование при резекции различных участков челюстей имеет свои особенности. Так, при односторонней резекции верхней челюсти, искусственную десну моляров и премоляров моделируют с валиком, идущим в переднезаднем направлении. В послеоперационном периоде валик образует ложе в слизистой оболочке щеки, которое будет служить пунктом анатомической ретенции.
При резекции подбородочного отдела нижней челюсти для предупреждения смещения отломков в послеоперационном периоде, если костная пластика отложена на время, проводится непосредственное протезирование и применяют шину Ванкевиг или вне-ротовые аппараты Рудько, Пангохи.
Последовательность основных манипуляций при создании аппарата состоит в следующем:
1) полугение гипсовой модели нижней гелюсти;
2) создание фиксирующей гасти протеза. Она моделируется из воска в виде двух съемных базисов (справа и слева) с Кламмерами (которые готовят на опорные зубы по общепринятой методике). Воск заменяют на пластмассу (см. гл. 5);
3) после проверки их в полости рта враг снимает оттиск с нижней гелюсти, но уже с фиксирующими пластинками в полости рта, а также вспомогательный оттиск с верхней челюсти. Техник получает модели и гипсует их в артикулятор в центральном соотношении;
4) создание резекционной гасти протеза:
Рис. 7.19. Методика непосредственного протезирования при резекции подбородочного отдела нижней челюсти (по Оксману)
а) по намеченному хирургом плану с гипсовой модели срезаются зубы со значительной частью альвеолярного гребня и подбородочной областью тела челюсти. Фантомная резекция уступает по объему фактической. Дефект заполняют воском и устанавливают искусственные зубы. Блок искусственных резцов, иногда включая и клыки, делают съемным для того, чтобы в послеоперационный период была возможность вытягивания языка во избежание асфиксии.
Переднюю часть протеза моделируют с небольшим подбородочным выступом для формирования мягких тканей нижней губы и подбородка. Подбородочный выступ делают разборным, его полимеризуют отдельно и лишь после снятия швов присоединяют к протезу при помощи быстротвердеющей пластмассы (рис. 7.19);
б) при резекции половины нижней гелюсти с сохранением ее ветви возможно смещение здоровой половины нижней челюсти в сторону дефекта. Во избежание этого при моделировании фиксирующей части протеза предусматривают съемную или несъемную наклонную плоскость, прилегающую к щечной поверхности верхних боковых зубов;
в) при резекции половины нижней гелюсти с экзартикуляцией непосредственный челюстной протез делают из двух частей — фиксирующей и резекционной.
♦ Экзартикуляция (лат. ех — из, от и articulus — сустав, сочленение) — вычленение, операция удаления периферической части конечности по линии суставной щели.
Фиксирующую часть создают с многокламмерной фиксацией, при этом добавляя наклонную плоскость, которая может быть съемной и несъемной. Она удерживает фрагмент челюсти от сме
щения и расположена с вестибулярной стороны зубов на здоровой части челюсти. При отсутствии боковых зубов на верхней челюсти, когда нельзя применить наклонную плоскость, искусственную ветвь соединяют с резекционной частью протеза шарнирно и делают ее из полой трубки для оттока экссудата;
г) протезирование больных после удаления всей нижней гелюсти представляет очень большие трудности, так как протез, не имея костной опоры малопригоден для жевания твердой пищи. Поэтому основная задача лечения сводится к восстановлению контуров лица и функции речи, а при дефектах мягких тканей и пластических операциях — к формированию кожного лоскута. Особенностью непосредственного протеза является моделирование базиса. Внутреннюю поверхность протеза формируют округло, но с язычной стороны в области боковых зубов он должен иметь вогнутость с подъязычными выступами (это способствует удержанию протеза в полости рта. В первое время после операции протез фиксируют с помощью зацепных петель к зубам верхней челюсти, а в последу
Рис. 7.20. Пружины Фошара в непосредственных протезах
ющем применяют пружины Фошара. Для предупреждения ущемления слизистой оболочки щеки в протезе для пружины делают ложе, а ее помещают в защитный чехол (рис. 7.20);
д) обтурирующая часть протеза при резекции половины верхней гелюсти готовится следующим образом. После сошлифовывания тонкого слоя пластмассы с нёбной поверхности протеза врач наносит на нее силиконовую оттискную массу и снимает оттиск с операционного поля, в качестве оттискной ложки используя протез. Можно получить двойной оттиск. Затем в лаборатории силиконовая масса заменяется на пластмассу.
При односторонней резекции верхней челюсти большую роль играет опора и фиксация резекционного протеза. Чаще всего протез имеет одностороннюю костную опору. На оставшейся половине верхней челюсти важнейшими элементами для создания опоры являются зубы, альвеолярный отросток, твердое нёбо. Даже если пародонт опорных зубов здоров, их следует предварительно шинировать несъемными конструкциями.
Для улучшения фиксации протеза увеличивают количество кламмеров и окклюзионных накладок. Площадка соприкосновения окклюзионных накладок с зубами должна быть расширена, чтобы свести к минимуму смещение протеза и перегрузку опорных зубов. Удерживающие кламмеры следует располагать так, чтобы свести к минимуму смещение протеза и перегрузку опорных зубов: один из них располагают возможно ближе к дефекту, другой — возможно дальше и, по крайней мере, один (лучше несколько) должен располагаться в промежутке между ними (рис. 7.21).
Для уменьшения опрокидывания целесообразно применять по-луподвижное соединение кламмеров с базисом протеза (рис. 7.22). Э. Я. Варес предлагал с этой целью дентоальвеолярный кламмер.
Его основой является пелот, располагающийся со щечной поверхности сохранившихся зубов. Ширина пелота — от переходной складки до экватора зубов, длина — от клыка до последнего бокового зуба, толщина не превышает 2,5 мм. В дистальном участке пелот полулабильно крепят к базису с помощью двойной ортодонтической проволоки диаметром 0,8 мм.
Для создания опоры протеза большое значение имеет альвеолярный гребень, остатки твердого нёба. С целью предупреждения опрокидывания протеза используют опору внутри дефекта: нижнюю стенку орбиты, переднюю поверхность височной кости возле височной ямки, носовую перегородку и крыловидную пластинку. Для уменьшения смещения резекционного протеза в вертикальном направлении необходимо уменьшить его массу, делая протез пустотелым.
Рис. 7.21. Съемный протез с литым металлическим каркасом и многозвеньевыми кламмерами:
а — дефект нёба; б — цельнолитой каркас; в — общий вид протеза
Рис. 7.22. Полуподвижное (пружинящее) соединение дентоальвеолярного кламмера (а) и каркаса (б) с базисом резекционного протеза
Создание пустотелой резекционной части протеза предполагает использование одной из следующих методик:
• методика Збаржа. По двойному оттиску получают модель. На ней лейкопластырем или свинцовой фольгой покрываются места, подлежащие изоляции, а также сохранившиеся зубы. Если на модели имеется сложный рельеф дефекта, то с помощью паралле-лометра заполняются места поднутрений (см. рис. 3.4).
Индивидуальную ложку готовят по обычной методике (см. гл. 5). На нее приклеивают окклюзионные валики из термомассы. Определяют центральное соотношение челюстей и получают функциональный оттиск под жевательным давлением. На модели верхней челюсти создается фиксирующая часть протеза в виде литого или пластмассового базиса с Кламмерами. Для этого проводится моделирование фиксирующей части из воска, заменяемого на пластмассу или металл.
После проверки базиса в полости рта врач снимает оттиск вместе с базисом, который переходит на модель. Если фиксирующая часть протеза пластмассовая, то ее моделируют одновременно с обтурирующей частью. На модели верхней челюсти готовят базис протеза из одного слоя базисного воска. Дефект верхней челюсти выстилается воском, последний заменяют на пластмассу после гипсования модели в кювету. Соответственно дефекту челюсти на протезе образуется углубление. Это углубление покрывают в виде крышки пластинкой воска, которую заменяют пластмассой. Последнюю соединяют с протезом быстротвердеющей пластмассой;
• методика Оксмана (рис. 7.23). Нёбную поверхность протеза сошлифовывают на толщину 0,5—1,0 мм, затем на поверхность протеза наносят слой силиконовой оттискной массы и получают отпечаток поверхности нёба и краев операционной полости (дефект челюсти предварительно заполняют марлевыми тампонами, оставляя обнаженными только его края). По полученному оттиску отливают гипсовую модель.
Во избежание пролежней на гипсовую модель в области нёбного шва накладывают изоляционную пластинку. Затем вырезают из протеза почти весь базис, оставляя его кламмерную часть и седло с искусственными зубами, которые вновь накладывают на модель, и весь базис протеза снова моделируют из воска. Далее следует гипсование, паковка и полимеризация по правилам реставрации или реконструкции протеза. Таким образом получают довольно легкий челюстной протез с небольшой обтурирующей частью и базисом равномерной толщины (рис. 7.24);
• методика Вареса. На участок непосредственного протеза, прилегающего к дефекту, наносят хорошо разогретую термоплас-
б
Рис. 7.23. Создание непосредственного протеза по Оксману при резекции верхней челюсти: а — фиксирующий пластиночный базис; б — снятие оттиска с фиксирующей частью; в — гипсование моделей в артикулятор; г, д — граница фантомной операции на модели; е — временный протез с резекционной частью; ж — протез с обтурирующей частью
тическую массу, а на нее помещают две салфетки и снимают оттиск краев и дна дефекта. Затем на массу тонким слоем наносят силиконовую оттискную пасту и оттиск повторно накладывают на челюсть.
Полученную модель гипсуют в кювету обратным способом. В кювете область дефекта выстилается пластинкой воска, обе части кюветы соединяют и разъединяют. Излишки воска удаляют, его
Рис. 7.24. Зубочелюстной протез верхней челюсти с пустотелой резекционной частью при дефекте нёба (по М. Пайноу, Д. Фанк, Ю. Эшер с соавт., 2001)
поверхность в области дефекта смазывают вазелином и поверх нее накладывают пластинку бюгельного воска. Части кюветы вновь соединяют вместе для уточнения краев воска.
Раскрыв кювету, извлекают полученный таким образом колпачок из бюгельного воска. Его заменяют на пластмассу, получается тонкий запирательный колпачок из пластмассы, который по размеру меньше дефекта на величину базисного воска. Колпачок помещают в кювету в область дефекта, на края наносят самотвердеющую пластмассу и соединяют обе части кюветы. После соединения колпачка с базисом из кюветы выплавляют воск и проводят паковку базисной пластмассой и полимеризацию. Таким образом получают на непосредственном протезе пустотелую обтурирующую часть.
ОБТУРАТОРЫ
При изолированных дефектах мягкого нёба применяется обтуратор, состоящий из обтурирующей (закрывающей дефект мягкого нёба) (аппарат Кеза, Часовскои) или из обтурирующей и фиксирующей, располагающихся в пределах твердого нёба частей. Эти части могут соединяться между собой жестко (обтуратор Сюерсена, при отсутствии мышц мягкого нёба, их рубцовом изменении) и подвижно — с помощью шарнира, пружины, эластической пластмассы (обтураторы Шилъдского, Померанцевой-Урбанской, Ильиной-Марко-’ сян, при подвижности мышц мягкого нёба) (рис. 7.25).
В обтурирующей части имеются два отверстия, расположенные в переднезаднем направлении. Они покрыты тонкими пластмассовыми пластинками, прикрепленными одним концом. Одно отверстие покрывается пластинкой со стороны полости рта, другое — с носовой поверхности, тем самым создаются два клапана, один из которых работает при вдохе, а другой — при выходе. При наличии зубов можно применять обтуратор, фиксированный на зубах с помощью телескопических коронок или опорно-удерживающих кламмеров. Эти коронки или кламмеры соединены каркасом, от которого отходит отросток в сторону мягкого нёба. На отростке укрепляют обтурирующую часть из жесткой или эластичной пластмассы.
Аппарат Сюерсена. Последовательность основных манипуляций по созданию аппарата Сюерсена (рис. 7.25, ж, з) такова. Сначала готовится индивидуальная ложка из пластмассы с ручкой, чтобы можно было без введения руки в полость рта вносить на ложке оттискную массу. Можно использовать и стандартную металлическую ложку, удлиненную сзади. Для этого к нёбной выпуклости стандартной ложки припаивают небольшую металлическую пластинку.
После получения оттиска и гипсовой модели верхней челюсти на ней создается фиксирующая гасть протеза и проводится подготовка обтурирующей гасти. Готовят нёбную часть протеза с Кламмерами в области оставшихся зубов для фиксации ортопедического аппарата. Дефекты зубного ряда восполняют искусственными зубами. На задней границе нёбной фиксирующей части моделируют отросток, направленный в сторону дефекта нёба, доводя его до задней стенки глотки. Воск заменяют на пластмассу. Протез может быть пластиночным или дуговым (бюгельным).
После проверки фиксирующей части протеза во рту врач снимает оттиск дефекта мягкого нёба и задней стенки глотки при помощи силиконовых масс высокой и низкой вязкости, используя аппарат-протез в качестве оттискной ложки. Аппарат гипсуется в кю-334
Рис. 7.25. Обтураторы, применяемые при дефектах мягкого нёба:
а — фиксирующая часть обтуратора; б — общий вид обтуратора; в, г — по Шильдскому; д — по Ильиной-Маркосян; е — по Померанцевой-Урбанской; ж, з — аппарат Сюерсена
вету, удаляется оттискная масса и после обезжиривания поверхности пластмассы отростка проводится паковка свежеприготовленной пластмассы.
Полимеризацию проводят обычным способом. Затем обтуратор осторожно удаляют из кюветы, отделывают, шлифуют и полируют.
Аппарат Кеза (плавающий обтуратор) (рис. 7.26) представляет собой только обтурирующую часть без фиксирующей нёбной части. Методика создания аппарата Кеза модифицирована 3. И. Ча-совской. Она начинается с подготовки оттискной ложки. Для этого используют алюминиевую пластинку или полоску нержавеющей стали длиной 12—15 см, шириной 15—18 мм и толщиной в 1 мм и придают ей S-образную форму.
Рис. 7.26. Плавающий обтуратор:
а — Кеза; б — получение плавающего обтуратора Часовской
Рис. 7.27. Обтуратор при дефекте нёба и верхней губы:
а — дефект нёба и верхней губы у ребенка; б, в — обтуратор с фиксирующими элементами; г — обтуратор зафиксирован при помощи внеротовых элементов во рту у ребенка
Моделирование обтуратора осуществляется врачом с использованием силиконовых оттискных масс разной вязкости. Они последовательно накладываются на кончик ложки, вводятся в полость рта в область расщелины нёба при проведении легких движений назад и вниз. После полимеризации оттиск выводят из расщелины и полости рта и отмечают на нем карандашом границы обтуратора: в переднем отделе он должен покрывать твердое нёбо, а в заднем — мягкое нёбо должно покрывать его. Обтуратор не должен достигать задней стенки глотки на 0,5 см.
Замена оттискной массы на пластмассу (см. гл. 5). По намеченной границе острым ножом срезаются излишки массы на оттиске. Последний погружается в кювету с жидким гипсом стороной, обращенной в носовую полость. После затвердения гипса удаляется оттискной материал, а образовавшаяся полость заполняется размягченным воском равномерной толщины.
Излишки воска срезаются, затем заполняется гипсом верхняя часть кюветы. После затвердения гипса кювета раскрывается, воск выплавляется струей горячей воды, проводится паковка и полимеризация обтуратора пластмассой и его отделка обычным способом.
Носоглоточная часть обтуратора должна быть чуть выше носовой поверхности краев расщелины мягкого нёба для возможности движения нёбных мышц. Глоточный край располагается непосредственно над валиком Пассавана. Края обтуратора, соприкасающиеся во время функции с подвижными тканями, делают утолщенными, а среднюю часть и нёбные крылья — тонкими. Края обтуратора уточняются непосредственно в полости рта с помощью быстротвер-деющей пластмассы или силиконовыми материалами. Затем проводится замена оттискного материала на пластмассу (см. гл. 5).
Протезирование больных со срединными дефектами твердого нёба осуществляется дуговыми протезами с обтурирующей гастью (рис. 7.28) Когда условия для фиксации дугового протеза отсут-
Рис. 7.28. Дуговой протез с обтурирующей частью [Чен Э. и др., 2001]
ствуют или имеется обширный дефект твердого нёба, применяют пластиногный протез. Для того чтобы протез надежно разобщал полость рта от полости носа, рекомендуется, отступя от края дефекта на 0,5—1,0 мм, моделировать валик, который, погружаясь в слизистую оболочку, создает замыкающий клапан. Для создания плотного прилегания протеза по периферии изъяна можно использовать подкладку из эластичной пластмассы.
Возможен и следующий способ. На гипсовой модели перед заменой воска на пластмассу снимают слой гипса толщиной 0,3— 0,5 мм и шириной 3—4 мм от края дефекта. Созданный по такой модели протез будет отдавливать слизистую оболочку по периферии изъяна, создавая наружную изоляцию.
Протезирование больных с согетанными дефектами твердого и мягкого нёба проводится съемными протезами (рис. 7.27), которые подвижно или неподвижно соединяются с обтуратором мягкого нёба. Базис протеза в месте прилегания к краю дефекта твердого нёба должен иметь замыкающий клапан.
Аппарат Келли (рис. 7.29) применяется при протезировании больных со срединными дефектами твердого нёба на беззубой верхней челюсти.
Последовательность основных манипуляций при создании аппарата следующая:
1) полугение обтурирующей гасти протеза (см. выше). Внутренняя часть обтуратора входит в дефект и располагается в полости носа, несколько выходя за пределы дефекта. Она выполнена из мягкой пластмассы. Наружная часть обтуратора сделана из жесткой пластмассы и закрывает дефект в виде панциря со стороны полости рта. Она имеет вид полусферы, чтобы протез прилегал к обтуратору только в одной точке и не передавал на него давление при боковых смещениях протеза;
2) полугение полного съемного протеза проводят по обычной методике (см. гл. 5).
Рис. 7.29. Аппарат Келли:
а — обтуратор; 6 — базис полного съемного протеза; в — беззубая верхняя челюсть
ПРОТЕЗИРОВАНИЕ ПРИ ДЕФЕКТАХ ЛИЦА (ЭКЗОПРОТЕЗЫ)
Для создания экзопротеза необходимо получить модель-маску лица. Маска лица может быть простой, монолитно отливаемой по гипсовому отпечатку, или разборной, которая необходима при соединении экзопротеза с протезом челюсти. Ее готовят по гипсовому отпечатку, в котором по линии смыкания губ делают перегородку. Для соединения протеза челюсти с лицевым протезом из проволоки изгибают стержень, один конец которого соединяют с протезом, а противоположный погружают в гипс, налитый на лоб больного. После затвердения гипса отпечаток со лба вместе со стержнем и протезом переносят на маску лица, получая при этом пространственное положение эндопротеза челюсти по отношению к экзопротезу.
Последовательность основных манипуляций при создании протеза лица (рис. 7.30):
1) полугение гипсовой модели-маски лица;
2) моделирование гасти лица из воска. Основной манипуляцией является моделирование отсутствующей части лица из воска. При моделировании протеза лица ориентируются по противоположной стороне и по фотографиям, сделанным до повреждения лица. Лучше всего моделирование протеза поручить скульптору. Протез лица создается легким и тонкостенным, края протеза должны плотно прилегать к коже;
3) замена восковой репродукции протеза пластмассой. Восковой протез гипсуют в кювету и заменяют воск на пластмассу обычным способом;
4) установка фиксирующих приспособлений. Крепление протеза лица осуществляется при помощи очковой оправы с металлическими зажимами. В переносье протеза бором высверливают две узкие щели. Две стальные пластинки шириной 2—3 мм охватывая дужку очков с обеих сторон, проходят через эти щели и разгибаются внутри.
Комбинированный аппарат — это приспособление, в котором сочетаются различные функции: репонирующая, фиксирующая и замещающая. Эти части соединяются между собой с помощью пружинящих металлических стержней, шарнирных устройств или магнитов. Одновременно протез лица укрепляют на очковой оправе. Такой вид крепления обеспечивает достаточную фиксацию протеза и некоторую его подвижность при сокращении мимической мускулатуры.
Последовательность основных манипуляций при создании комбинированного аппарата следующая:
1) полугение гипсовой модели гелюсти;
2) полугение базисов из пластмассы;
3) создание окклюзионных валиков. После припасовки базисов в полости рта к ним приклеивают окклюзионные валики из воска;
4) создание восковой репродукции гелюстного протеза. После определения центрального соотношения челюстей модели гипсуются в артикулятор. Затем проводится постановка искусственных зубов в соответствии с анатомическими условиями;
5) замена восковой репродукции на пластмассу. После проверки восковой репродукции протеза в полости рта в переднюю часть протеза между центральными и боковыми резцами, на 2—3 мм выше их шеек, вводят в сагиттальном направлении две параллельные трубки диаметром 3 мм, открытые вперед. Восковую репродукцию протеза гипсуют, затем выплавляют воск, проводят формовку пластмассой, полимеризацию, отделку и полирование по принятым правилам;
6) создание лицевого протеза. Готовые протезы припасовывают в полости рта, после чего врач снимает оттиск лица таким образом, чтобы в оттиске получился четкий отпечаток передней поверхности зуб-
Рис. 7.30. Протез лица: а — получение протеза лица из эластичной пластмассы по Глюске; б — протез лица по Миняевой; в — создание фиксирующего каркаса с магнитами для протеза лица [Бриньони Р., 2001]
a
a
Рис. 7.31. Протез носа [Дамбриджью X., Файлер Э., 1997]:
а — пациент с зубочелюстным протезом без протеза носа; 5 — схема фиксации протеза носа; в — зубочелюстной протез с фиксирующими элементами; г— протез носа соединен с челюстным протезом; д — челюстно-лицевой протез закреплен дополнительной очковой оправой
ных протезов. Удалив протез из полости рта и прикрепив его к оттиску лица в нужном положении, зубной техник отливает модель-маску;
7) на маске моделируют недостающие гасти лица (нос, губы, угол рта и т. д.), вставляют в трубки челюстного протеза стержни из нержавеющей стали в виде слегка разогнутых стержней, спаянных на одном конце. Другие концы стержней вмонтированы в лицевой протез, созданный по вышеописанной методике из эластической или твердой пластмассы.
Соединение экзопротеза с эндопротезом челюсти имеет смысл только в том случае, если протез челюсти хорошо удерживается в полости рта. Б. К. Костур, В. А. Миняева, В. А. Силин при замещении дефектов губ и сохранившемся зубном ряде рекомендуют фиксировать экзопротез на цельнолитой съемной шине.
Протез носа. Последовательность основных манипуляций при создании протеза носа (рис. 7.31):
1) полугение гипсовой маски лица',
2) моделирование протеза носа из воска. По маске получают гипсовую модель, на которой моделируют воском или пластилином нос, ориентируясь на фотографию больного до образования дефекта и согласуя с ним форму и размеры протеза. Затем с восковой репродукции снимают гипсовую разборную форму, состоящую из 2—3 частей, соединяют ее и внутреннюю поверхность покрывают слоем воска толщиной 1 — 1,5 мм, образуя шаблон будущего протеза. Для более плотного прилегания краев протеза к поверхности кожи на гипсовую маску по краям дефекта кистью наносят слой расплавленного воска шириной 5—10 мм и к нему приклеивают восковой шаблон протеза;
3) замена восковой репродукции протеза носа пластмассой. После проверки и коррекции протеза носа врачом, восковую репродукцию заменяют эластичной и твердой пластмассой обычным методом;
4) создание фиксирующих элементов. Протез носа на лице фиксируют очковой оправой или посредством пружины внутри носовых отверстий. В настоящее время часто применяют для фиксации лицевых протезов имплантаты.
Протез орбиты. Последовательность основных манипуляций при создании протеза орбиты (рис. 7.32);
1) полугение гипсовой маски лица, а затем — модели лица;
2) моделирование из воска протеза орбиты. Моделируют протез, ориентируясь по здоровой стороне. К внутренней поверхности протеза позади век монтируют подобранный заранее протез глаза,
Рис. 7.32. Протез орбиты [Томас К., 1996]:
а, б — фиксирующие элементы (имплантаты со штангой Дольдера); в — пациент с протезом орбиты
затем его отделяют. Протез орбиты моделируют с переходом на переносье;
3) замена восковой репродукции протеза на пластмассу. После проверки конструкции протеза на больном, она гипсуется в кювету. Заменяют воск на пластмассу, полируют и быстротвердеющей пластмассой укрепляют протез глаза;
4) создание фиксирующих приспособлений.
Протез орбиты соединяют с очковой оправой и приклеивают к нему искусственные брови и ресницы.
Протез ушной раковины. Последовательность основных манипуляций при создании протеза ушной раковины (рис. 7.33):
1) полугение гипсовой модели наружного слухового прохода с окружающими тканями;
2) моделирование восковой репродукции ушной раковины. На модели создается из воска ушная раковина по форме уха противоположной стороны;
3) замена восковой репродукции на пластмассу. Гипсовую модель с восковой ушной раковиной гипсуют в кювету. Учитывая сложную форму ушной раковины с множеством поднутрений, вторая часть кюветы отливается по частям, с нанесением изолирующего слоя. Это позволяет получить разборную форму, что облегчает выведение готового протеза из кюветы и позволяет по одной форме сделать несколько протезов. Искусственную ушную раковину делают из эластичной пластмассы;
Рис. 7.33. Протез ушной раковины [Эшер Э., 1999]:
а — имплантаты и штанги Дольдера для фиксации протеза; 6 — протез ушной раковины укреплен на месте
4) создание фиксирующих элементов. Фиксация протеза ушной раковины при ее полном отсутствии достигается применением клеев или специальных фиксаторов, вводимых в наружный слуховой проход. При наличии культи уха ее используют для крепления протеза.
В последнее время для крепления протеза уха применяют внутрикостные имплантаты.
ПРОТЕЗИРОВАНИЕ ПРИ НЕПРАВИЛЬНО СРОСШИХСЯ ПЕРЕЛОМАХ ЧЕЛЮСТЕЙ
При небольшой щели между передними зубами можно использовать пластмассовые или металлокерамические коронки.
Боковой открытый прикус устраняется протезированием металлокерамическими, металлопластмассовыми каппами или мосто-видными протезами (рис. 7.34).
Последовательность основных манипуляций при создании каппового аппарата следующая:
1) полугение гипсовых моделей гелюстей (см. гл. 3);
2) составление моделей гелюстей в центральное соотношение с помощью окклюзионных шаблонов, их установка в артикулятор и моделировка воском зубов, находящихся вне окклюзии, таким образом, чтобы они были в контакте с зубами противоположной челюсти;
3) создание отдельных коронок или каппы из полимера по обычной технологии.
Рис. 7.34. Металлопластмассовый мостовидный протез при неправильно сросшемся переломе нижней челюсти
Выраженные деформации окклюзионной поверхности зубных рядов устраняются при протезировании съемными протезами с дублирующим рядом зубов (рис. 7.35). При этом модель обязательно изучается в параллелометре и определяется путь введения протеза. Возможна также предварительная подготовка опорных зубов. Для улучшения внешнего вида больных съемные протезы имеют искусственную десну, которая корригирует асимметрию лица.
Последовательность основных манипуляций при создании аппарата с дублирующим зубным рядом следующая:
1) полугение гипсовых моделей гелюстей;
2) изугение рабогей модели гелюсти в параллелометре и определение пути введения протеза;
3) создание опорных элементов, в качестве которых могут быть использованы ортодонтические коронки или кольца (см. гл. 6), которыми покрываются опорные зубы, а также телескопические коронки, наружная часть которых соединена с каркасом протеза;
4) в артикуляторе на рабочей модели челюсти проводят по-
становку искусственных зубов, которые в области сужения зубного ряда устанавливают кнаружи от щечной поверхности коронок естественных зубов в соответствии с зубами-антагонистами противоположной челюсти и с мягкими тканями приротовой области. При дефиците места для стандарт-
Рис. 7.35. Съемный протез ных искусственных пластмассовых зу-с дублирующим зубным рядом бов последние моделируют из воска;
5) в дальнейшем технологический процесс (гипсование, паковка, полимеризация, отделка и полирование) проводят по традиционным правилам создания съемных пластиночных протезов (см. гл. 5).
ПРОТЕЗИРОВАНИЕ ПРИ ЛОЖНЫХ СУСТАВАХ НИЖНЕЙ ЧЕЛЮСТИ
При размере костного дефекта до 2 см и наличии достаточного количества опорных зубов применяют мостовидный протез, состоящий из двух частей, соединенных между собой шарнирно (рис. 7.36).
Рис. 7.36. Мостовидный протез, состоящий из двух частей, соединенных между собой шарниром
Последовательность основных манипуляций при создании аппарата следующая:
1) полугение каркаса мостовидного протеза известным способом (см. гл. 4);
2) после получения гипсовых моделей челюстей, создают восковой каркас будущего протеза. Воск заменяют на металл. Готовый каркас литого протеза разрезают и соединяют при помощи шарнира.
При небольшом количестве зубов на челюсти, значительной амплитуде смещения отломков, локализации ложного сустава в боковом отделе нижней челюсти применяют съемные пластиночные протезы с шарнирными соединениями (рис. 7.37). Различают шарниры Оксмана (односуставные или двусуставные),Гаврилова, Курляндского, Коппа, Вайнштейна.
Рис. 7.37. Съемные протезы с шарнирными соединениями: а — по Оксману; б — по Гаврилову; в — по Вайнштейну; г— по Курляндскому
Шарообразное сочленение по Оксману обеспечивает наибольшую подвижность частей протеза. Он состоит из стержня с двумя шариками на концах. Длина стержня составляет 3—4 мм, диаметр равняется 1—2 мм, а диаметр шарика — 4—5 мм. Шарнир готовят из нержавеющей стали путем литья или вытачивания.
Шарнир Гаврилова изгибается из проволоки. Он представляет собой две петли, соединенные вместе и располагающиеся одна в вертикальной, другая в горизонтальной плоскостях. Изменяя размеры петель можно регулировать амплитуду перемещения частей протеза в нужном направлении.
Три типа шарниров предложил Копп. Шарнир первого типа представляет собой стальную пластинку с двумя отверстиями, через которые введены оси. Шарнир обеспечивает вертикальные дви
жения частей протеза. Шарнир второго типа состоит из стальной пластинки, оба отверстия которой соединены прорезью. Это обеспечивает вертикальные и горизонтальные движения. Шарнир третьего типа состоит из ромбовидной головки, припаянной к коронке; головка вводится в трубку, укрепленную в протезе.
Шарнир Вайнштейна состоит из стальной спиральной пружины, вставленной в гильзы, которые укреплены в частях протеза.
Последовательность основных манипуляций при создании съемных протезов с шарнирами следующая:
1) полугение гипсовых моделей гелюстей’,
2) создание съемного пластиногного протеза. По модели челюсти готовят съемный пластиночный протез обычным способом (см. гл. 5);
3) установка шарнирного соединения. По протезу отливается гипсовая модель. Протез распиливается на две части, соответственно расположению ложного сустава. С язычной стороны под искусственными зубами создается ложе для шарнира. Введя одну петлю проволочного шарнира Гаврилова в другую и установив их в различных плоскостях (вертикальной и горизонтальной), укрепляют их в ложе базиса частей протеза быстротвердеющей пластмассой.
Для шарнира Оксмана с язычной стороны обеих частей протеза, отступая 1—2 мм от линии распила, высверливают углубление диаметром 7 мм. В углубление вкладываются гильзы, заполненные амальгамой, и вставляется шарнир. Протез устанавливают на челюсть, и больной 15—30 мин пользуется им. По мере затвердевания амальгамы формируется шарнирный сустав.
По Вайнштейну части съемного пластиночного протеза соединяют между собой с помощью спиральной пружины, которую вводят в гильзы, укрепленные в толще базиса в горизонтальном направлении, над ложным суставом. Сначала заготавливают стальную трубку диаметром 2 мм. Моделируют воском базис протеза, изгибают кламмеры и проводят постановку искусственных зубов. В толщу воскового базиса над ложным суставом вводят металлическую трубку и заменяют воск пластмассой. Протез распиливают над ложным суставом и вводят в трубки стальную спираль.
Создание протеза по Курляндскому. Опорный зуб покрывается коронкой, имеющей впадины-лунки на вестибулярной и оральной поверхностях соответственно расположению шаровидных утолщений на концах плеч двуплечего кламмера, но несколько большего диаметра. Это позволяет изменять положение кламмера вслед за движением отломка, не вовлекая опорный зуб, что уменьшает перегрузку его пародонта. Методика создания протеза не отличается от общепринятой.
Приложение
Временные нормы расхода материалов и инструментов на единицу изделия при создании зубных протезов1
“ "' ' Наименование материалов и инструментов Ед. изм. Расход на ед. изделия
А. Съемные пластиночные протезы
На один зуб в съемном протезе
Гипс медицинский г 110,0
Воск г 4,0
Пластмасса базисная (порошок) г 1.0
Кламмеры г 2 на 8 зубов в частичных протезах
Круги шлифовальные (карборундовые) для шлифовальных машин шт. 1 на 100 зубов
Круги шлифовальные (карборундовые) для бормашин шт. 1 на 100 зубов
Головки шлифовальные стоматологические шт. 1 на 100 зубов
Фрезы зуботехнические шт. 1 на 300 зубов
Боры стальные шт. 1 на 20 зубов
Щетки щетинные зуботехнические шт. 1 на 300 зубов
Фильцы шт. 1 на 100 зубов
Щетки нитяные для шлифовальных машин шт. 1 на 1000 зубов
Порошок полировочный г 1,25
Паста полировочная г 1,0 на 2 кламмера
Примечание. На 100 поставленных пластмассовых или фарфоровых зубов допускается расходовать 105 зубов; средняя норма возврата отходов воска при получении съемного протеза из расчета на один зуб 2,4 г.
На одну индивидуальную ложку
Гипс медицинский г 150,0
Пластмасса (порошок) г 25,0
1 Извлечение из Приказа М3 СССР № 670 от 12.06.1984 г. «О мерах по дальнейшему улучшению стоматологической помощи населению». (Прим, ред.)
Наименование материалов и инструментов Ед. изм. Расход на ед. изделия
Воск г 20,0
Примечание. Расход материалов на индивидуальную ложку дан в зависимости от ее характеристики (восковая или жесткая); средняя норма возврата отходов воска от изготовления одной индивидуальной ложки — 17,5 г.
На одну реставрацию съемного протеза
Гипс медицинский г 150,0
Воск г 2,8
Пластмасса самотвердеющая (порошок) г 4,0
Щетки щетинные зуботехнические шт. 1 на 50 протезов
Порошок полировочный г 3,0
Б. Несъемные паяные протезы
На одну коронку стальную
Гипс медицинский г 150,0
Воск г 0,8
Сплав легкоплавкий г 0,8
Гильзы из нержавеющей стали шт. 110 на 100 коронок
Мольдин г 1,0
Круги шлифовальные (карборундовые) для бормашин шт. 1 на 30 коронок
Круги шлифовальные эластичные для шлифовальных машин шт. 1 на 50 коронок
Фильцы шт. 1 на 150 коронок
Щетки щетинные зуботехнические шт. 1 на 150 коронок
Щетки нитяные шт. 1 на 500 коронок
Паста полировочная г 1,0
Примечание. На одну золотую коронку расходуются те же материалы и в том же количестве, за исключением гильды из нержавеющей стали и кругов шлифовальных.
На один зуб литой стальной или под пластмассовую облицовку
Гипс медицинский г 150,0
Воск г 1,3
Наименование материалов и инструментов Ед. изм. Расход на ед. изделия
Сталь нержавеющая г 4,0
Припой серебряный (типа Цитрина) г 0,15 на 1 спайку
Этилсиликат мл 0,4
Спирт этиловый мл 0,2
Кварц пылевидный (маршалит) мл 1,0
Едкий натр мл 150,0 на 100 зубов
Круги-диски прорезные диаметром 150 мм шт. 1 на 50 зубов
Круги прорезные диаметром 40 мм шт. 1 на 25 зубов
Круги шлифовальные (карборундовые) для шлифовальных машин шт. 1 на 100 зубов
Круги шлифовальные (карборундовые) для бормашин шт. 1 на 5 зубов
Диски сепарационные вулканитовые шт. 1 на 2 спайки
Боры стальные шт. 1 на 5 зубов
Круги шлифовальные эластичные для шлифовальных машин шт. 1 на 50 зубов
Фильцы шт. 1 на 100 зубов
Щетки щетинистые зуботехнические шт. 1 на 100 зубов
Щетки нитяные шт. 1 на 500 зубов
Паста полировочная г 1,5
Примечание. На один зуб литой золотой или под пластмассовую облицовку расходуются те же материалы и в том же количестве, за исключением материалов, указанных в пп. 3, 4, 9, 10, 11, 12, 15; при литье зубов из золота с применением формовочных масс типа «Эксподента» расход массы 20 г на один зуб; на один зуб литой под пластмассовую облицовку расход стали нержавеющей — 3,0 г.
На одну облицовку или коронку из пластмассы
Гипс г 30,0
Воск г 1,25
Пластмасса для несъемного протеза (порошок) г 1,0
Круги шлифовальные (карборундовые) для бормашин шт. 1 на 20 облицовок
Наименование материалов и инструментов Ед. изм. Расход на ед. изделия
Диски сепарационные вулканитовые шт. 1 на 5 облицовок
Боры стальные шт. 1 на 10 облицовок 1
Щетки щетинные зуботехнические шт. 1 на 150 облицовок
Порошок полировочный г - 1,5
П р и м е ч а н и е. На один зуб из пластмассы в мостовидном протезе из пластмассы расходуются те же материалы и в том же количестве.
В. Дуговые (бюгельные) протезы
На один каркас при моделировании на гипсовой модели
Гипс медицинский г 300,0
Воск г 10,0
Этилсиликат мл 4,0
Спирт этиловый мл 2,0
Кварц пылевидный (маршалит) г 10,0
Сплав кобальтохромовый г 20,0
Едкий натр г 150 на 15 каркасов
Электрокорунд г 75,0
Круги-диски прорезные диаметром 150 мм шт. ] на 10 каркасов
Круги прорезные диаметром 40 мм шт. 1 на 10 каркасов
Круги шлифовальные (карборундовые) для шлифмашин шт. 1 на 20 каркасов
Круги шлифовальные разного профиля для обработки КХС шт. 2
Головки фасонные шлифовальные для обработки КХС шт. 2
Диски сепарационные вулканитовые шт. 2
Круги шлифовальные эластичные для шлифовальных машин шт. 1 на 10 каркасов
Круги полировальные гибкие для бормашин шт. 1 на 2 каркаса
Фильцы шт. 1 на 20 каркасов
Щетки щетинные зуботехнические шт. 1 на 15 каркасов
Наименование материалов и инструментов Ед. изм. Расход на ед. изделия
Щетки нитяные шт. 1 на 30 каркасов
Паста полировочная г 10,0
Тигли для плавки шт. 1 на 50 каркасов
Примечание. Расход материалов на получение базиса бюгельного протеза определяется по нормам расхода «на один зуб в съемном протезе».
На один каркас при моделировании на огнеупорной модели
Гипс медицинский г 450,0
Гипс высокопрочный г 150,0
Воск г 17,0
Масса для дублирования моделей г 300,0
Масса дубликатная г 1000
Сплав кобальтохромовый г 600
Едкий натрий г 150,0 на 10 каркасов
Электрокорунд г 100
Круги-диски прорезные диаметром 150 мм шт. 1 на 5 каркасов
Круги прорезные диаметром 40 мм шт. 1 на 5 каркасов
Круги шлифовальные (карборундовые) для шлифовальных машин шт. 1 на 10 каркасов
Круги шлифовальные разного профиля для обработки КХС шт. 4
Головки фасонные шлифовальные для обработки КХС шт. 5
Головки алмазные шт. 1
Диски сепарационные вулканитовые шт. 5
Круги шлифовальные эластичные для шлифовальных машин шт. 1 на 5 каркасов
Круги шлифовальные гибкие для бормашин шт. 1
Фильцы шт. 1 на 15 каркасов
Щетки щетинные зуботехнические шт. 1 на 10 каркасов
Наименование материалов и инструментов Ед. изм. Расход на ед. изделия
Щетки нитяные шт. 1 на 20 каркасов
Тигли для плавки шт. 1 на 10 каркасов
Паста полировочная г 150
Примечание. Расход материалов на изготовление базиса дугового (бюгельного) протеза определяется по нормам расхода «на один зуб в съемном протезе»; при изготовлении первого слоя антагонирующей модели из высокопрочного гипса расход высокопрочного типа - 50 г на одну модель; норма расхода массы огнеупорной дана при безопочном способе формовки. На формовку в металлическую кювету (опоку) дополнительный расход массы огнеупорной — 200 г на один каркас; при электролитической полировке расход электролита — 20 мл на один каркас.
Г. Протезы из фарфора и металлокерамики
На одну фарфоровую коронку
Гипс медицинский г 350,0
Гипс высокопрочный г 5,0
Лак изоляционный г 1,5 на 25 коронок
Спирт этиловый г 1,5
Глицерин г 1,0
Краситель г 1,0 на 25 коронок
Масса фарфоровая г 2,0
Кисточки шт. 1 на 50 коронок
Головки алмазные шт. 1 на 20 коронок
На одну металлокерамическую коронку или зуб
Гипс медицинский г 250,0
Гипс высокопрочный г 100,0
Воск г 5,0
Пленка компенсационная (в пластинках) шт. 10 на 4 коронки
Лак компенсационный г 2,0 на 5 коронок
Лак изоляционный г 3,0 на 25 зубов
Лак сепарационный г 1,5 на 10 зубов
Спирт этиловый г 2,0
Сплав кобальтохромовый г 4,0
Наименование материалов и инструментов ЕД. изм. Расход на ед. изделия
Масса огнеупорная формовочная г 50,0
Электрокорунд г 5,0
Пемза-минутник (порошок) г 5,0
Паста полировочная г 1,0
Масса фарфоровая г 2,0
Кисточки шт. 1 на 50 зубов
Круги-диски прорезные диаметром 150 мм шт. 1 на 35 зубов
Круги прорезные диаметром 40 мм шт. 1 на 35 зубов
Круги шлифовальные разного профиля для обработки КХС шт. 1 на 15 зубов
Диски сепарационные вулканитовые шт. 1 на 10 зубов
Головки фасонные шлифовальные для обработки КХС шт. 1 на 3 зуба
Головки алмазные шт. 1 на 10 зубов
Диски алмазные шт. 1 на 10 зубов
Круги шлифовальные эластичные для шлифовальных машин шт. 1 на 50 зубов
Круги полировальные гибкие для бормашин шт. 1 на 10 зубов
Фильцы шт. 1 на 250 зубов
Щетки щетинные зуботехнические шт. 1 на 50 зубов
Щетки нитяные шт. 1 на 250 зубов
Паста полировочная г 1,0
Тигли керамические шт. 1 на 30 зубов
Тигли графитовые шт. 1 на 20 зубов
Боры твердосплавные шт. 1 на 10 зубов
Примечание. Расход гипса высокопрочного рассчитан на первый слой рабочей и антагонирующей моделей независимо от количества зубов.
На один каркас при моделировании на огнеупорной модели
Гипс медицинский г 450,0
Гипс высокопрочный г 150,0
Наименование материалов и инструментов Ед. изм. Расход на ед. изделия
Воск г 17,6
Масса огнеупорная для моделей и форм г 300,0
Масса дублирующая г 100,0
Сплав кобальтохромовый г 60,0
Едкий натр г 150,0 на 10 каркасов
Электрокорунд г 100
Круги-диски прорезные диаметром 150 мм шт. 1 на 5 каркасов
Круги прорезные диаметром 40 мм шт. 1 на 5 каркасов
Круги шлифовальные (карборундовые) для шлифовальных машин шт. 1 на 10 каркасов
Круги шлифовальные разного профиля для обработки КХС шт. 4
Головки фасонные шлифовальные для обработки КХС шт. 5
Головки алмазные шт. 1
Диски сепарационные вулканитовые шт. 5
Круги шлифовальные эластичные для шлифовальных машин шт. 1 на 5 каркасов
Круги шлифовальные гибкие для бормашин шт. 1
Фильцы шт. 1 на 15 каркасов
Щетки щетинные зуботехнические шт. 1 на 10 каркасов
Щетки нитяные шт. 1 на 20 каркасов
Тигли для плавки шт. 1 на 10 каркасов
Паста полировочная г 15,0
Примечание. Расход материалов на получение базиса дугового (бюгельного) протеза определяется по нормам расхода «на один зуб в съемном протезе», при создании первого слоя антагонирующей модели из высокопрочного гипса расход высокопрочного типа — 50 г на одну модель; норма расхода массы огнеупорной дана при безопочном способе формовки. На формовку в металлическую кювету (опоку) дополнительный расход массы огнеупорной — 200 г на один каркас; при электролитической полировке расход электролита — 20 мл на один каркас.
Наименование материалов и инструментов Ед. изм. Расход на ед. изделия
Д. Несъемные цельнолитые протезы
На одну цельнолитую коронку или зуб, облицованный пластмассой
Пластмасса для облицовки г 2,0
Спирт этиловый г 1,0
Лак ретенционный г 1,5 на 10 зубов
Шарики ретенционные шт. 15
Примечание. На получение металлической части одной цельнолитой коронки или зуба расходуются материалы по нормативам подраздела «на одну металлокерамическую коронку или зуб», за исключением материалов, указанных в пп. 7, 8, 12, 14.
Е. Ортодонтические протезы
На один ортодоншигеский пластиногный аппарат
Гипс медицинский г 350,0
Воск г 14,0
Пластмасса базисная г 12,0
Проволока ортодонтическая см 20
Круги шлифовальные (карборундовые) для шлифовальных машин шт. 1 на 10 пластиночных аппаратов
Круги шлифовальные (карборундовые) для бормашин шт. 1 на 10 пластиночных аппаратов
Головки шлифовальные стоматологические шт. 1 на 10 пластиночных аппаратов
Фрезы зуботехнические шт. 1 на 35 пластиночных аппаратов
Боры стальные шт. 1 на пластиночный аппарат
Щетки щетинные зуботехнические шт. 1 на 35 пластиночных аппаратов
Фильцы шт. 1 на 15 пластиночных аппаратов
Щетки нитяные для шлифовальных машин шт. 1 на 100 пластиночных аппаратов
Наименование материалов и инструментов Ед. изм. Расход на ед. изделия
Порошок полировочный г 10,0
Паста полировочная г 2,0
Примечание. Нормой расхода воска учтен возврат отходов воска от создания одного ортодонтического аппарата. При получении съемных пластиночных аппаратов-протезов ортодонтического назначения применяются нормативы расхода материалов раздела «Съемные пластиночные протезы».
На одну ортодонтигескую коронку
Гипс медицинский г 150,0
Воск г 0,5
Сплав легкоплавкий г 0,5
Гильзы из нержавеющей стали шт. 110 на 100 коронок
Мольдин г 1,0
Проволока ортодонтическая см 1,0
Втулки-трубки шт. 2 на 5 коронок
Припой серебряный (типа Цитрина), г 0,18 на спайку
Круги шлифовальные (карборундовые) для бормашин шт. 1 на 30 коронок
Круги шлифовальные эластичные для шлифовальных машин шт. 1 на 50 коронок
Фильцы шт. 1 на 150 коронок
Щетки щетинные зуботехнические шт. 1 на 150 коронок
Щетки нитяные шт. 1 на 150 коронок
Паста полировочная г 1,0
Примечание. При создании в ортодонтических аппаратах-протезах зубов литых стальных или литых зубов с пластмассовыми облицовками, а также пластмассовых коронок и дуговых (бюгельных) протезов применяются нормативы расхода материалов соответствующих подразделов.
Предметный указатель
Адамса кламмер 260
Адгезионная керамическая облицовка 93
Адгезионный мостовидный протез 146
Активатор Андрезена—Гойпля 292
Активатор Вундерера 294
Активатор Кламмта открытый 296
Активаторы-моноблоки 292
Амортизаторы 253
Андрезена—Гойпля активатор 292
Аномалия 8
Аппарат Бегга 243
Аппарат Бетельмана 317
Аппарат Бетельмана формирующий 321
Аппарат Брюкля 291
Аппарат витой проволочный 303
Аппарат внеротовой Рудько 326
Аппарат Гербста 278
Аппарат Гожгариана 254
Аппарат Грозовского каппово-штан-говый 319
Аппарат Гуляевой 290
Аппарат Дерихсвейлера 247
Аппарат Джонсона 246
Аппарат жевательно-речевой 8
Аппарат Збаржа 310
Аппарат Катца накусочный 279
Аппарат Кеза 336
Аппарат Келли 339
Аппарат Кёрбитца вестибулярный 282
Аппарат комбинированный 11, 340
Аппарат Коркгауза 249
Аппарат Курляндского со съемной наклонной плоскостью 277
Аппарат Леон 257
Аппарат Мершона 228
Аппарат Норда 248
Аппарат Оксмана 318
Аппарат Панчохи внеротовой 326
Аппарат пескоструйный 16
Аппарат Ревзина формирующий 322
Аппарат репонирующий 10
Аппарат с винтом Хуртиной 267
Аппарат с винтом Шварца 267
Аппарат с пружиной Коффина 271
Аппарат с рукообразными пружинами по Калвелису 270
Аппарат съемный пластиночный с окклюзионными накладками 280
Аппарат Сюерсена 334
Аппарат Ужумецкене 248
Аппарат фиксирующий 10
Аппарат Хургиной 289
Аппарат Часовской 336
Аппарат Шура репонирующий 315
Аппарат Эйнсворта 226
Аппарат Энгля 220
Аппарат Энгля с упругой пружинящей дугой 226
Аппарат Энгля со скользящей дугой 225
Аппараты комбинированного действия 10
Аппараты замещающие 325
Аппараты исправляющие репони-рующие 306
Аппараты капповые 9
Аппараты комбинированные 340
Аппараты лечебные и профилактические 8
Аппараты механического действия 220
Аппараты механического действия съемные 259
Аппараты пассивные прерывистого действия 273
Аппараты пластиночные съемные с вестибулярными дугами 272
Аппараты пластиночные съемные с винтом 267
Аппараты проволочные 9
Аппараты разобщающие 10
Аппараты ретенционные 300, 303
Аппараты с пружинами 270
Аппараты с пружиной Коффина 271
Аппараты съемные с накусочными площадками 280
Аппараты фиксирующие удерживающие ретенционные 10
Аппараты формирующие 10, 320
Аппараты функционального действия несъемные 273
Аппараты функциональные 273
Артикуляторы 23, 58
Бальтерса бионаторы 284
Бегга аппарат 243
Бетельмана аппарат 317
Бетельмана аппарат формирующий 321
Бимлера формирователь прикуса 298
Бионаторы Бальтерса 284
Брюкля аппарат 291
Буферы 253
Бынина каппа 281
Вайнштейна шарнир 349
Вакуумная печь для обжига 122
Вакуумный смеситель 15
Ванкевич шина 316
Вареса кламмер дентоальвеоляр-ный 329
Вареса пустотелая резекционная часть протеза 331
Васильева стандартная шина 308
Вебера шина 313
Вестибулярная дуга с изгибами 262
Вестибулярные дуги с крючками 262
Вестибулярный аппарат Кёрбитца
282
Вибростолики 20
Винт расширяющий 248
Винты ортодонтические 266
Витой проволочный аппарат 303
Вкладка 88
Вкладка из литьевого ситалла 96
Вкладка из керомера 99
Вкладка металлическая 91
Вкладка металлокерамическая 94
Вкладка металлополимерная 93
Вкладка полимерная 91
Вкладка разборная 91
Вкладка с накладками и парапуль-
парными штифтами 89
Вкладка фарфоровая 91
Вкладка фрезерованием 99
Внеротовой аппарат Панчохи 326
Внеротовой аппарат Рудько 326
Внеротовые аппараты 10
Внутри-внеротовые аппараты 10
Внутриротовые одночелюстные и дву-
челюстные аппараты 9
Воскотопка 35
Временные полимерные мостовидные протезы 140
Вундерера активатор 294
Гаврилова шарнир 348
Гардашникова шина 310
Гербста аппарат 278
Гожгариана аппарат 254
Грозовского аппарат каппово-штан-говый 319
Губные щиты 253
Гуляевой аппарат 290
Дезокклюзия 277
Дентоальвеолярный кламмер Вареса 329
Дерихсвейлера аппарат 247
Деформация зубных рядов 9
Джексона перекидной кламмер 259
Джонсона аппарат 246
Диагностические модели челюстей
43
Дизокклюзия 277
Диски отрезные 22
Дублирование гипсовой модели че-
люсти 52
Дуга вестибулярная с изгибами 262
Дуга Лури 229
Дуга нёбная 254
Дуга Нэнси 257
Дуга проволочная 231
Дуга язычная нижнечелюстная 256
Дуги из нержавеющей стали 232
Дуги лицевые 250
Дуги с крючками вестибулярные 262
Дуги язычные 263
Дуговой нёбный расширитель четырехпетельный 255
Дуговой протез с обтурирующей частью 338
Дуговые протезы 203
Жевательно-речевой аппарат 8
Замещающие аппараты 325
Замки ортодонтические 234
Замковые крепления 234, 241
Збаржа аппарат 310
Збаржа пустотелая резекционная
часть протеза 331
Змеевидная пружина 266
Зубная каппа 9
Зуботехнические наконечники 33
Зуботехнические прессы 20
Ильиной-Маркосян обтуратор 334
Индивидуальная ложка 164
Искусственная коронка 101
Искусственная культя с вкладкой и штифтом 90
Исправляющий аппарат 10
Калвелиса пружина рукообразная 264
Каппа Бынина 281
Каппа зубная 9
Каппа Шварца 277
Каппа эластомерная 302
Каппа эластомерная для переноса замков 241
Каппово-штанговый аппарат Грозовского 319
Капповые аппараты 9
Катца аппарат накусочный 279
Катца коронка 273
Кеза аппарат 336
Келли аппарат 339
Керамическая облицовка адгезионная 93
Керамический мостовидный протез 148
Кёрбитца аппарат вестибулярный 282
Кламмер Адамса 260
Кламмер дентоальвеолярный Варе-са 329
Кламмер Джексона перекидной 259
Кламмер Шварца стреловидный 259
Кламмта активатор открытый 296
Классификация ортопедических аппаратов 8
Ковка 80
Коллера пружина 265
Кольца ортодонтические 222
Комбинированный аппарат 11
Коппа шарнир 348
Коркгауза аппарат 249
Коронка из литьевого ситалла и литьевой керамики 110
Коронка из полимера светового отверждения 132
Коронка Катца 273
Коронка Курляндского со съемной наклонной плоскостью 276
Коронка металлическая 100
Коронка металлоакриловая 110
Коронка металлокерамическая 116
Коронка металлокомпомерная 114
Коронка телескопическая 106
Коронка фарфоровая 132
Коронка экваторная 106
Коронки ортодонтические 221
Коффина пружина 265
Крепления замковые 234, 241
Кронциркуль 105
Курляндского коронка со съемной наклонной плоскостью 276
Курляндского разборный протез 324
Курляндского шарнир 349
Курляндского аппарат со съемной наклонной плоскостью 277
Кюветы 20
Лазерный сверлильный станок 21
Лигатуры 243
Лимберга шина 312
Линия разделительная 128
Литейная установка с центрифугой 29
Литниковая система 62
Литые адгезионные ретенционные аппараты 304
Литые телескопические коронки 106
Литье 61
Литье легкоплавких сплавов 61
Литье твердоплавких (среднеплавких) металлов 62
Лицевая маска 252
Лицевые дуги 250
Лобзик угловой 22
Ложка индивидуальная 164
Лури дуга 229
Магнитная подставка 35
Мамелон 145
Мамлока шина 158
Манипуляции технологические 43
Маска лицевая 252
Межчелюстная резиновая тяга 243
Мершона аппарат 228
Металлическая вкладка 91
Металлическая коронка 101
Металлические сплавы 60
Металлоакриловая коронка 110
Металлоакриловый мостовидный протез 142
Металлокерамика 94
Металлокерамическая вкладка 94
Металлокерамическая коронка 116
Металлокерамическая коронка с замковым креплением 125
Металлокерамический мостовидный протез 140
Металлокомпомерная коронка 114
Механического действия аппараты съемные 259
Микрометр 105
Микромоторы 32
Модели челюсти вспомогательные 43
Модели челюсти диагностические 43
Модели челюсти контрольные 43
Модели челюсти неразборные 44
Модели челюсти огнеупорные 57
Модели челюсти рабочие 43
Модели челюсти разборные 44
Модель 43
Моноблок Эшлера 296
Мостовидные протезы 137
Мостовидные протезы временные полимерные 148
Мостовидный протез адгезионный 146
Мостовидный протез керамический 148
Мостовидный протез металлоакриловый 142
Мостовидный протез металлокерамический 140
Мостовидный протез с шарнирным соединением 347
Мостовидный протез со стекловолоконным каркасом и компомерной облицовкой 150
Мостовидных протезов технология 137
Муфельная печь 28
Мэтьюза щипцы 242
Мюлемана толкатель (пропульсор) 283
Наборы моделировочных инструментов 16
Наконечники зуботехнические 33
Накусочный аппарат Катца 279
Нанесение керамической массы 95
Нёбная дуга 254
Нёбный расширитель четырехпетельный дуговой 255
Непосредственный протез Оксмана 325
Неразборная гипсовая модель челюсти 44
Несъемные аппараты функционального действия 273
Несъемные ретенционные аппараты 303
Несъемный протез 88
Нижнечелюстная язычная дуга 256
Норда аппарат 24
Нэнси дуга 257
Обжиг 67
Облицовка 88
Облицовка керамическая адгезионная 93
Облой 89
Обработка электроискровая 87
Обтуратор 325, 334
Обтуратор Ильиной-Маркосян 334
Обтуратор плавающий 336
Обтуратор Померанцевой-Урбанской 334
Обтуратор при дефекте нёба и верхней губы 337
Обтуратор Шильдского 334
Окклюзионная плоскость 189
Оксмана аппарат 318
Оксмана протез непосредственный 325
Оксмана пустотелая резекционная часть протеза 331
Оксмана шарнир 347
Опока 63
Опочный конус 66
Орбиты протез 343
Ортодонтические винты 266
Ортодонтические замки 234
Ортодонтические кольца 222
Ортодонтические коронки 221
Ортодонтические пружины 243
Отбелы 72
Отжиг 81
Открытый активатор Кламмта 296
Отпуск металлов 81
Отрезные диски 22
Оттиск 45
Панчохи аппарат внеротовой 326
Параллелометр 128
Пароструйный аппарат 111
Пассивные аппараты прерывистого действия 273
Паяние 82
Пелот 253
Перекидной кламмер Джексона 259
Пескоструйная установка 16
Печи для обжига керамики 14
Пика щипцы 222
Плавающий обтуратор 336
Плавка 68
Плазменная сварка 84
Пластиночные аппараты с винтом съемные 267
Пластиночные аппараты с дугами 272
Пластиночные протезы 163
Пластиночный аппарат с окклюзи-
онными накладками съемный 280
Пластмассовые шины 309
Пневмополимеризатор стоматологический 113
Подбородочная праща 253
Поднутрение 128
Подставка магнитная 35
Позиционер 237
Покой жевательных мышц функциональный 282
Полимерная вкладка 91
Полукоронка 106
Получение разборных гипсовых моделей челюстей 47
Померанцевой-Урбанской обтуратор 334
Постановка искусственных зубов 176
Праща подбородочная 253
Прессы зуботехнические 20
Прибор для обрезки цоколя гипсовой модели челюсти 21
Прибор для полимеризации пластмасс 28
Прибор Дрошля и Бантлеона 237
Прибор световой полимеризации 115
Припой 82
Проволочная дуга 231
Проволочные аппараты 303
Проволочный витой аппарат 303
Промежуточная часть протеза 138
Промывное пространство 138
Пропульсор Мюлемана 283
Пространство промывное 138
Протез 8
Протез по Курляндскому разборный 324
Протез лица по Бриньони 341
Протез лица по Глюске 341
Протез лица по Миняевой 341
Протез мостовидный адгезионный 146
Протез мостовидный керамический 148
Протез мостовидный металлоакриловый 142
Протез мостовидный металлокерамический 140
Протез непосредственный Оксмана 325
Протез несъемный 88
Протез носа 343
Протез орбиты 343
Протез съемный с двуслойным полимерным базисом 197
Протез съемный с дублирующим зубным рядом 346
Протез ушной раковины 344
Протезирование 8
Протезное ложе 197
Протезы дуговые 203
Протезы зубные и челюстные 11
Протезы лица 11
Протезы мостовидные 137
Протезы пластиночные 163
Протезы с замковыми креплениями 211
Протезы съемные 163
Пружина змеевидная 266
Пружина Калвелиса рукообразная 264
Пружина Коллера 265
Пружина Коффина 265
Пружина с завитком 266
Пружины ортодонтические 243
Пружины Фошара 328
Пустотелая резекционная часть протеза 331
Рабочее место зубного техника 30
Рабочие модели челюстей 43
Разборная вкладка 91
Разборные модели челюстей 44
Разборный протез Курляндского 324
Разделительная линия 128
Расширяющий винт 248
Ревзина аппарат формирующий 322
Регуляторы функции Френкеля 285
Режим обжига керамических масс 123
Резиновая межчелюстная тяга 243
Репозиция 316
Репонирующий аппарат Шура 315
Реставрация протезов 216
Ретенционные аппараты 300
Ретенционные аппараты литые адгезионные 303
Ретенционные аппараты несъемные 304
Ретенционные аппараты стандартные металлические 304
Ретенционные аппараты съемные 300
Ретракция 272
Рудько аппарат внеротовой 326
Рукообразная пружина Калвелиса 264
Сварка 84
Сверление 79
Система Дигидент 156
Система литниковая 62
Система CEREC 99
Ситаллы 96
Стандартная шина Васильева 308
Стандартные коронки фабричного производства 136
Стандартные металлические ретенционные аппараты 304
Станок сверлильный лазерный 21
Станок фрезерный 127
Стейнера щипцы 242
Степанова шина 317
Стереомикроскоп со штативом 36
Стоматологический пневмополимеризатор 113
Стреловидный кламмер Шварца 259
Съемные аппараты механического действия 259
Съемные аппараты с накусочными площадками 280
Съемные пластиночные аппараты с вестибулярными дугами 272
Съемные пластиночные аппараты с винтом 267
Съемные протезы 163
Съемные ретенционные аппараты 300
Съемный пластиночный аппарат с окклюзионными накладками 280
Съемный пластиночный протез с шарниром Вайнштейна 349
Съемный пластиночный протез с шарниром Гаврилова 348
Съемный пластиночный протез с шарниром Коппа 348
Съемный пластиночный протез с шарниром Курляндского 349
Съемный пластиночный протез с шарниром Оксмана 348
Съемный протез с дублирующим зубным рядом 346
Сюерсена аппарат 334
Телескопическая коронка 106
Тело мостовидного протеза 138
Термическая обработка 81
Технологические манипуляции 43
Технология 42
Технология CAD/CAM 156
Технология вкладок и облицовок 88
Технология дуговых протезов 203
Технология искусственных коронок 101
Технология мостовидных протезов 137
Технология несъемных протезов 88
Технология облицовки керомером 94
Технология ортодонтических аппаратов 220
Технология полимерной вкладки 91
Технология протезов 42
Технология съемных протезов 163
Технология формирующих аппаратов 320
Технология цельнолитых шин 159
Технология несъемных шинирующих конструкций 157
Тигерштедта шина 306
Толкатель Мюлемана 283
Точечная сварка 84
Трема 249
Тяга межчелюстная резиновая 243
Угловой лобзик 22
Ужумецкене аппарат 248
Установка пескоструйная 16
Ушной раковины протез 344
Фарфор 91
Фарфоровая вкладка 91
Фарфоровая коронка 132
Фиксирующий аппарат 306
Формирователь прикуса Бимлера 298
Формирующие аппараты 320
Формирующий аппарат Бетельмана 321
Формирующий аппарат Ревзина 322
Фошара пружины 328
Фрезерный станок 127
Фрезерование 79
Фрезерование вкладок 99
Френкеля регуляторы функции 285
Функциональные аппараты 10
Функциональный покой жевательных мышц 282
Хромаскоп 154
Хургиной аппарат 289
Хургиной аппарат с винтом 267
Цельнолитая шина с корневыми штифтами 159
Центральное положение нижней челюсти 58
Часовской аппарат 336
Четырехпетельный дуговой нёб-
ный расширитель 255
Шарнир Вайнштейна 349
Шарнир Гаврилова 348
Шарнир для складного протеза 323
Шарнир Коппа 348
Шарнир Курляндского 349
Шарнир Оксмана 347
Шварца аппарат с винтом 267
Шварца каппа 277
Шварца кламмер стреловидный 259
Шварца щипцы 260
Шильдского обтуратор 334
Шина Ванкевич 316
Шина Васильева стандартная 308
Шина Вебера 313
Шина Гардашникова 310
Шина из панцирных накладок 157
Шина Лимберга 312
Шина Мамлока 158
Шина с корневыми штифтами цельнолитая 159
Шина Степанова 317
Шина Тигерштедта 306
Шинирование 212, 305
Шины пластмассовые 309
Шины с каркасом из полиэтилена 160
Шины с каркасом из стекловолокна 161
Шлифование 79
Штамповка 80
Штангенциркуль 105
Шура аппарат репонирующий 315
Щипцы Мэтьюза 242
Щипцы Пика 222
Щипцы Стейнера 242
Щипцы Шварца 260
Щиты губные 253
Эйнсворта аппарат 226
Экваторная коронка 106
Экзартикуляция 327
Экспандер 256
Экзопротезы 11, 340
Эластичная проволочная дуга 233
Эластомерная каппа 302
Эластомерная каппа для переноса замков 241
Электродолото 24
Электроискровая обработка 87
Электрокисточка 119
Электролит 74
Электролитическое отбеливание 73
Электрополирование 76
Электрошлифование 76
Электрошпатели 34
Энгля аппарат 220
Эндопротезы 11
Эшлера моноблок 296
Язычные дуги 256