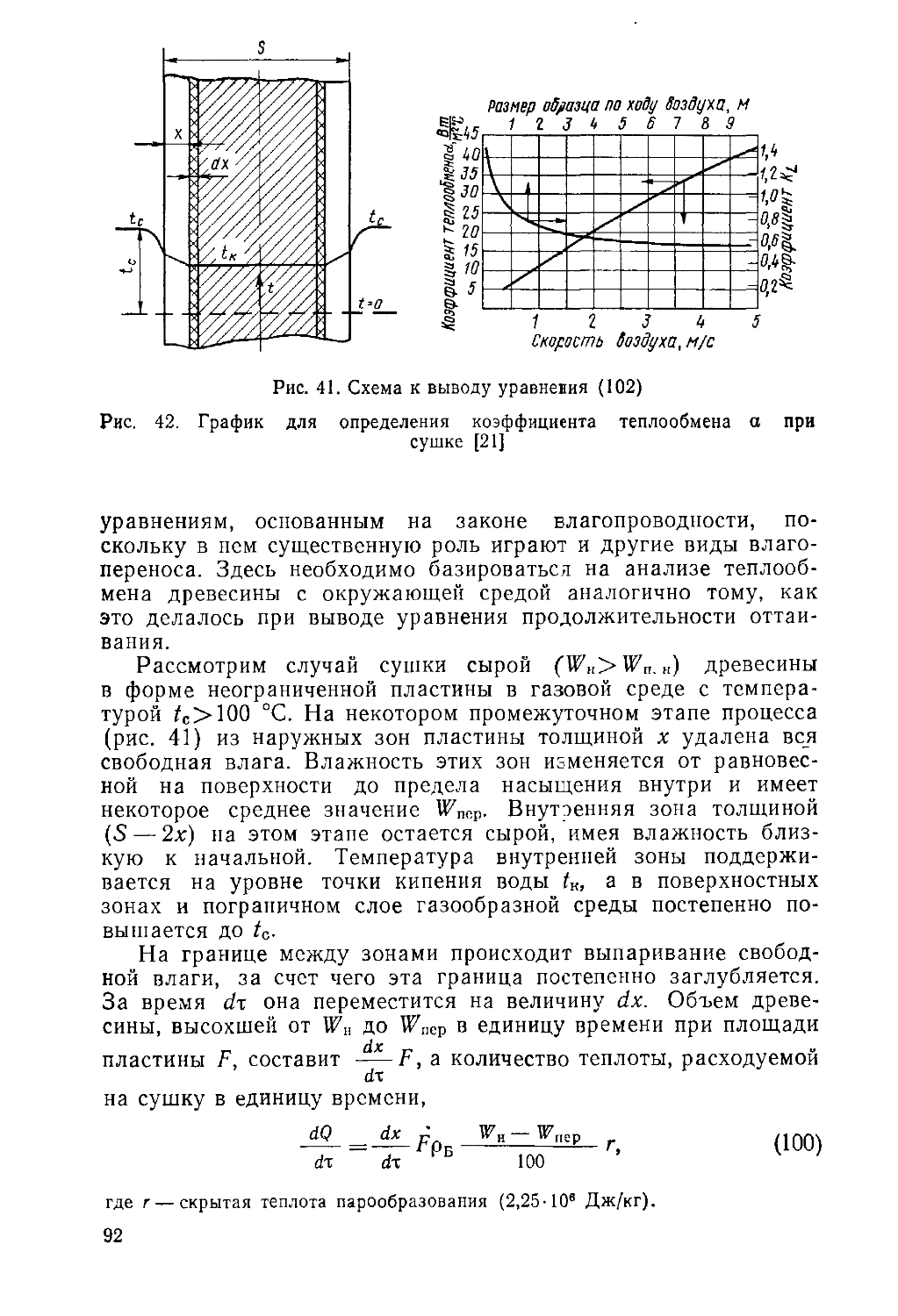
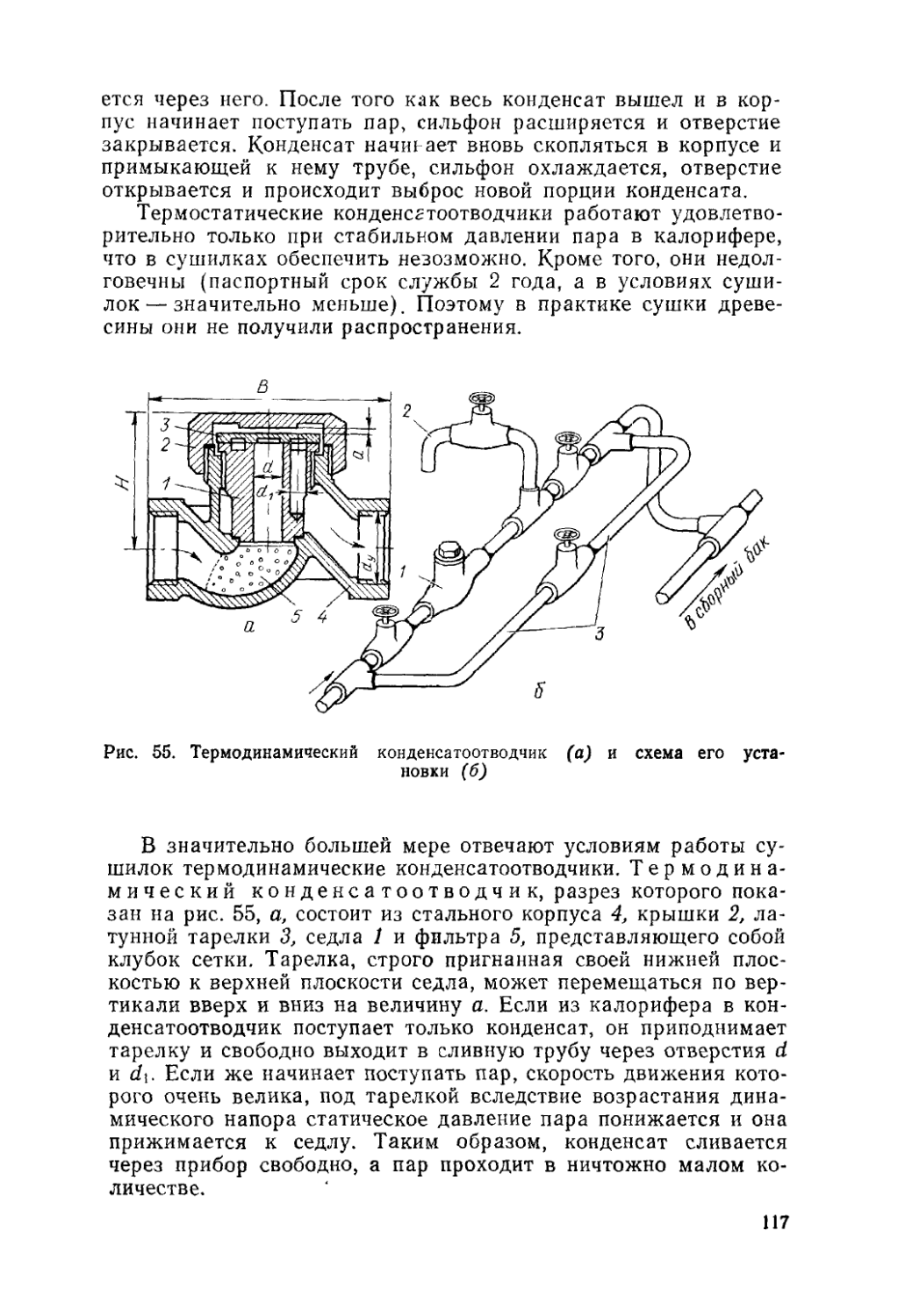
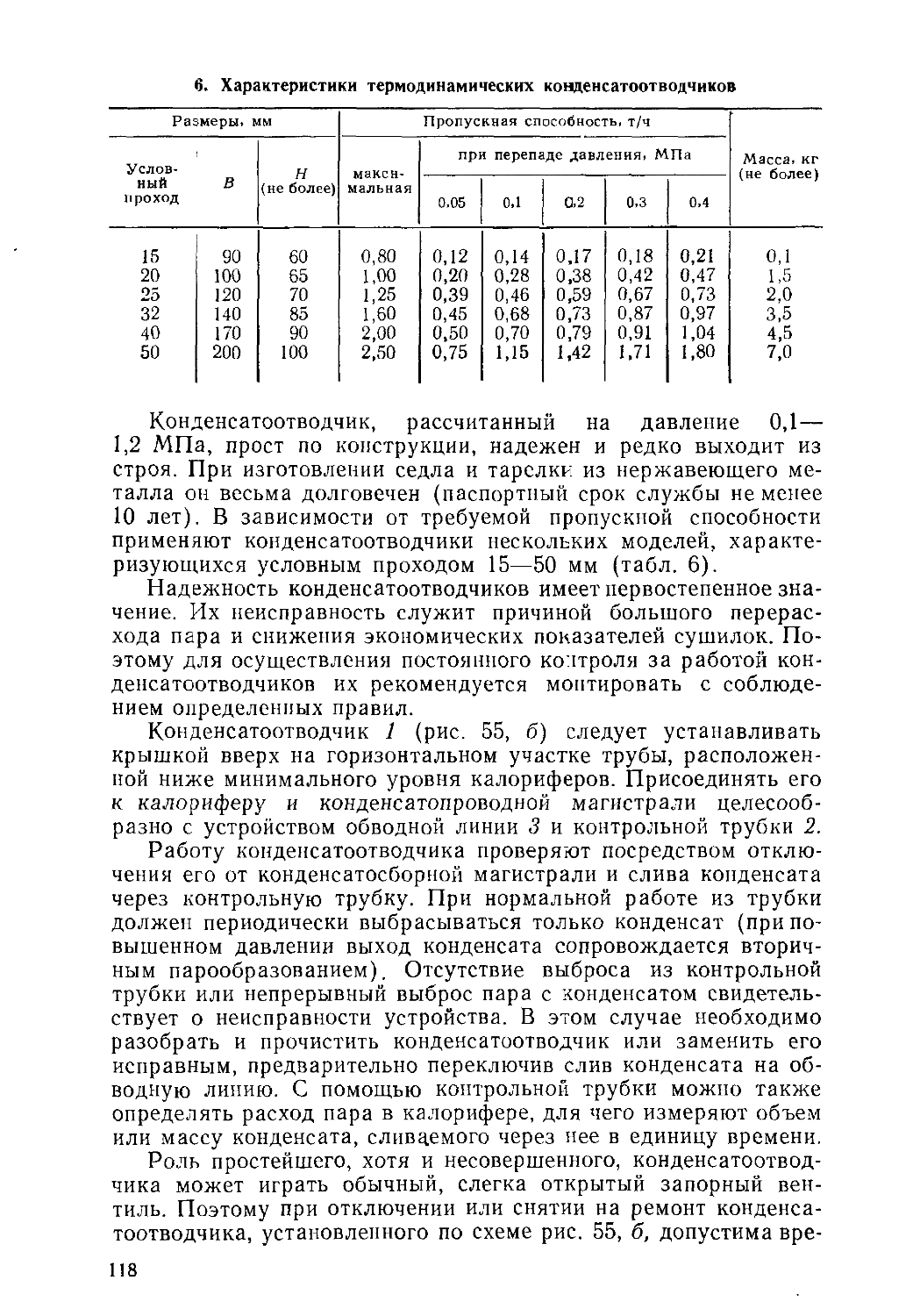
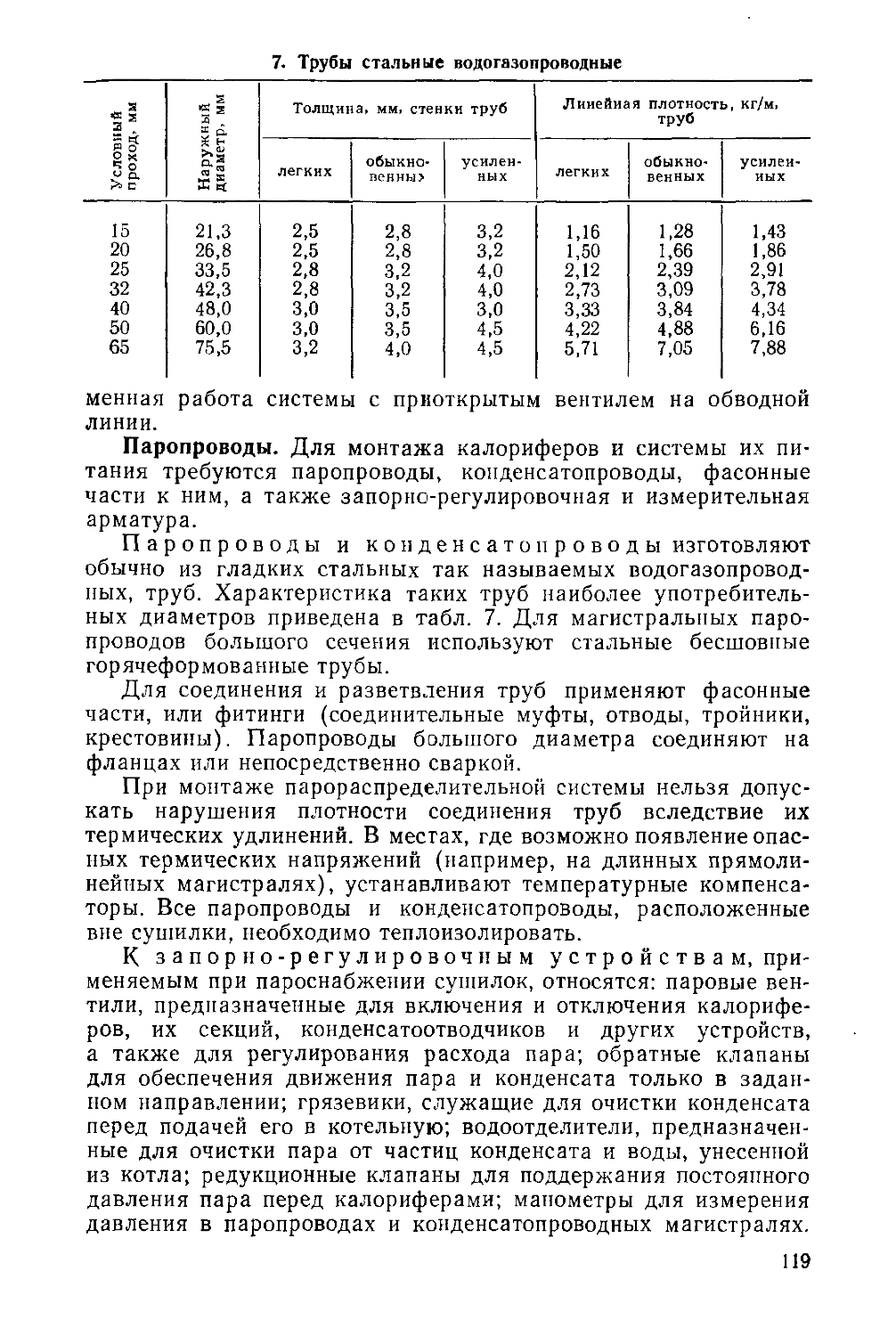
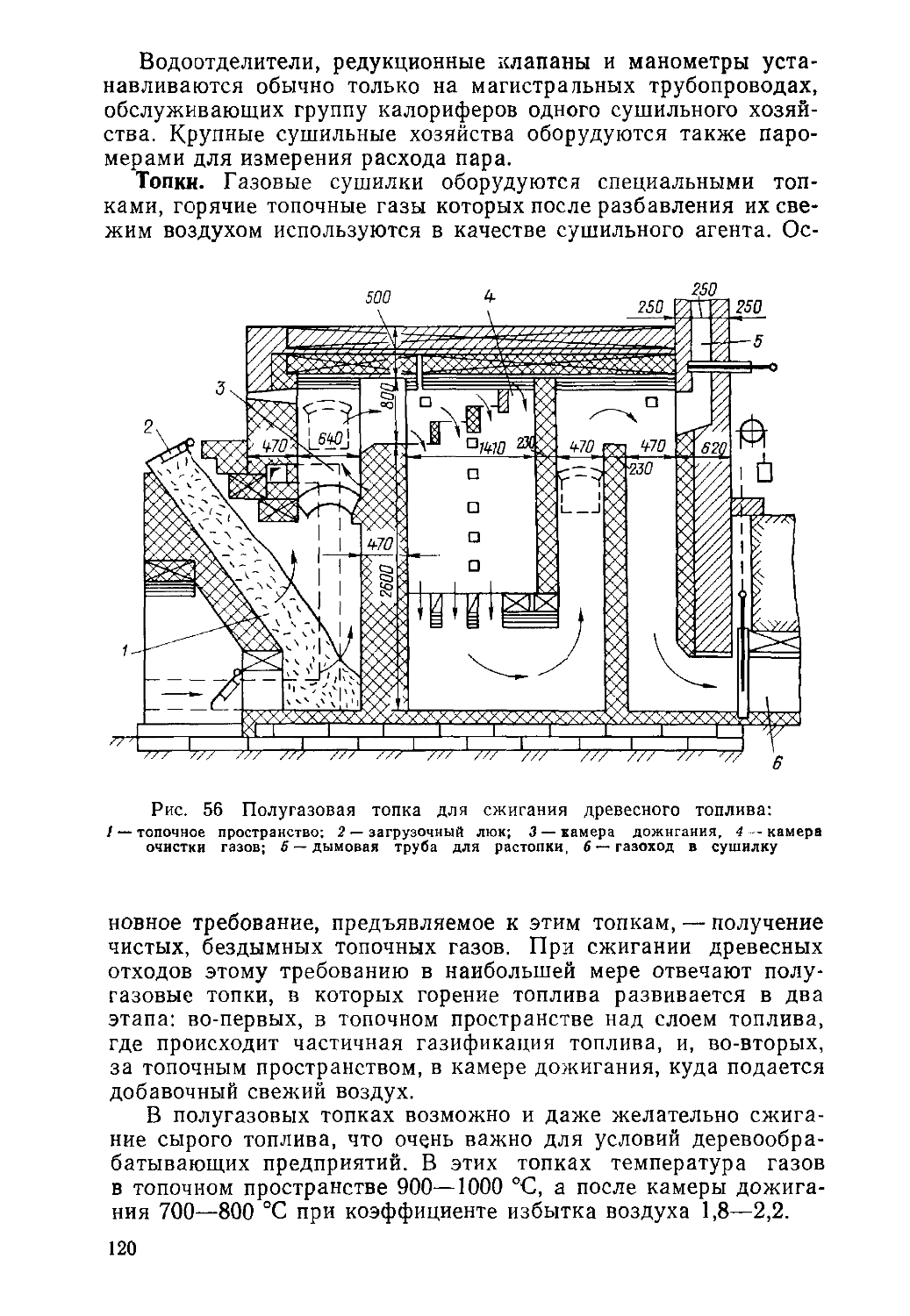
/



























































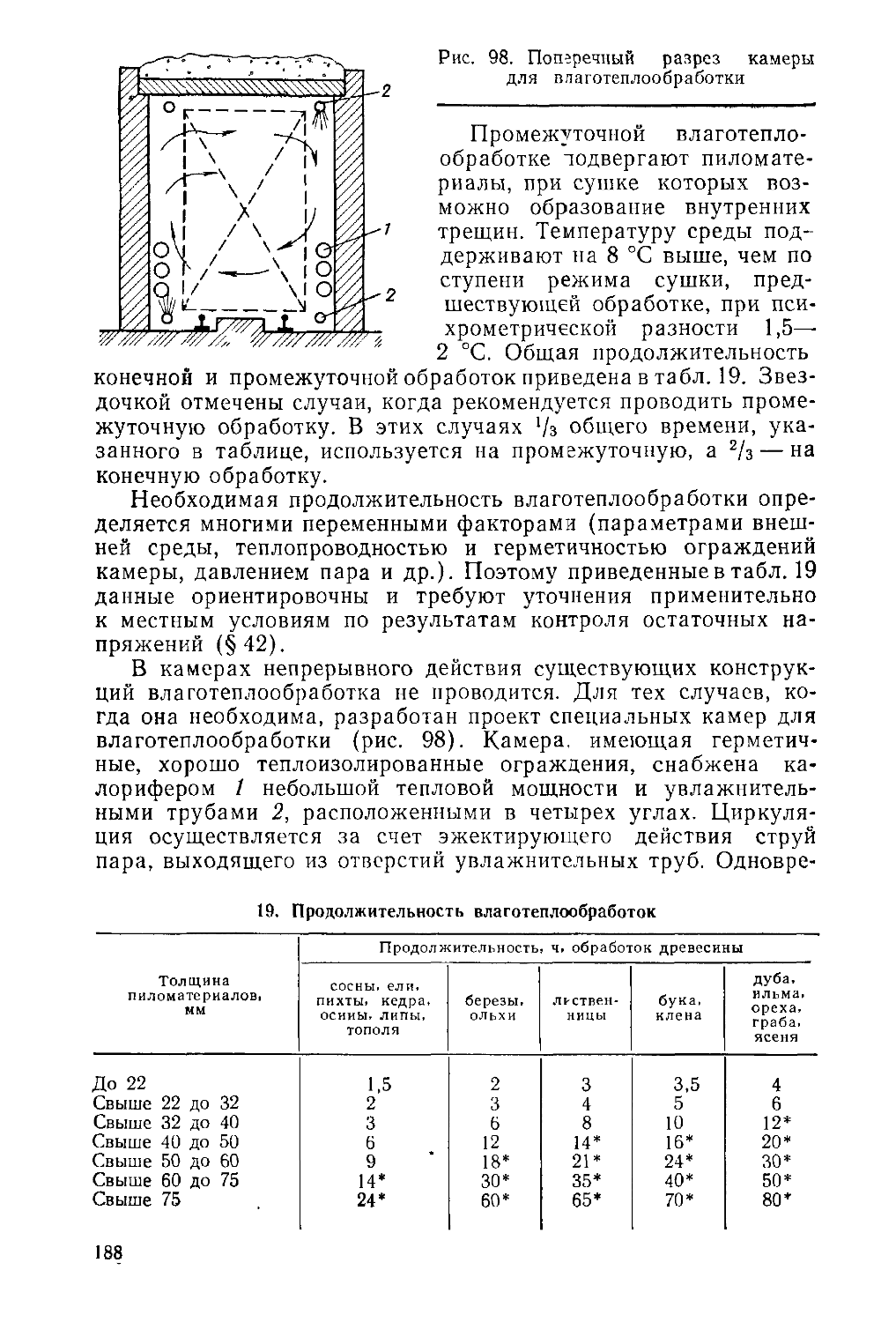





















































Автор: Расев А.И. Серговский П.С.
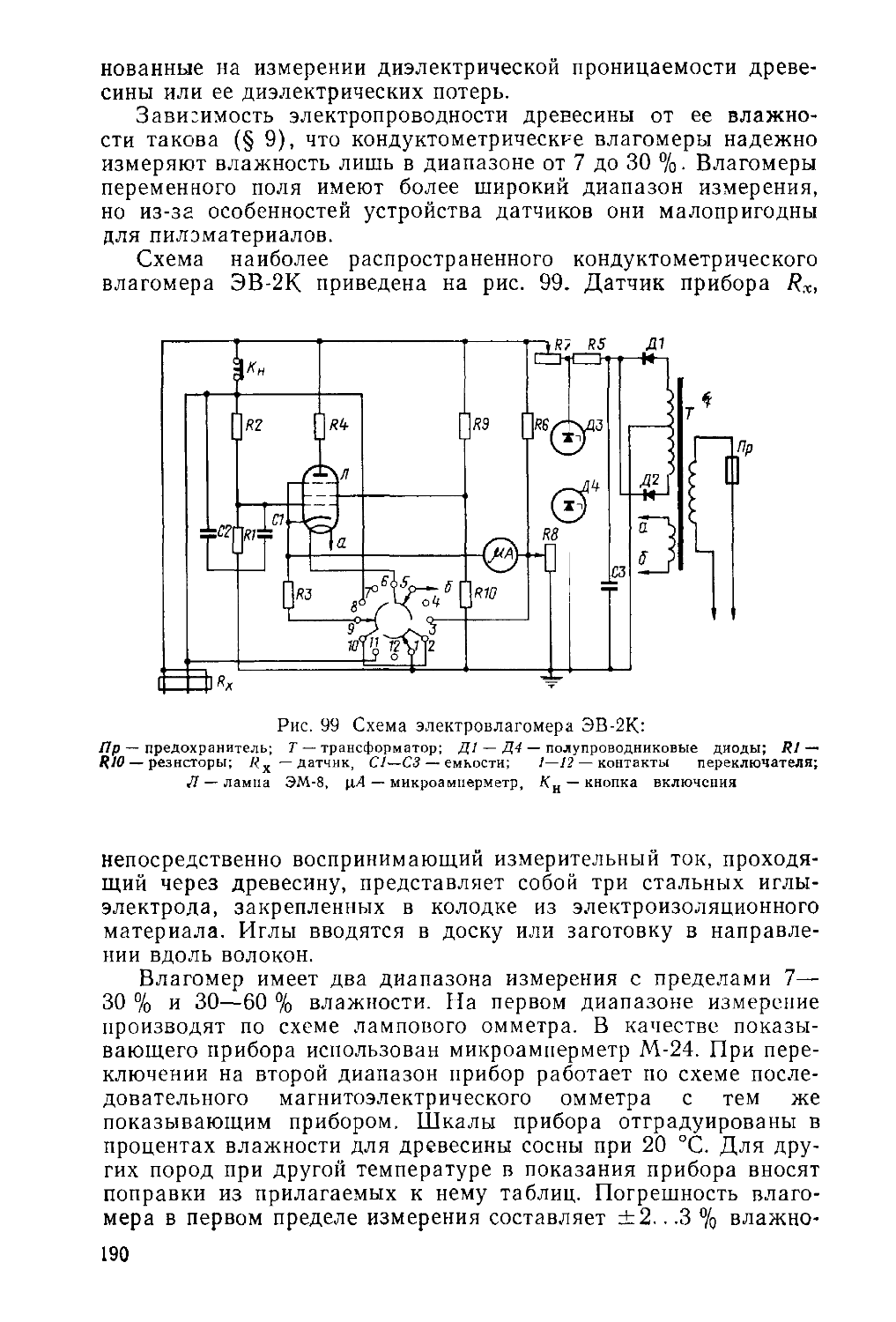
Теги: деревообрабатывающая промышленность сушка древесины
Год: 1987




Текст
П.С. Серговский, А.И.Расев
ГИДРОТЕРМИЧЕСКАЯ
ОБРАБОТКА
И КОНСЕРВИРОВАНИЕ
ДРЕВЕСИНЫ
ИЗДАНИЕ ЧЕТВЕРТОЕ, ПЕРЕРАБОТАННОЕ И ДОПОЛНЕННОЕ
Допущено Министерством высшего и среднего специального образования СССР в качестве учебника для студентов вузов, обучающихся по специальности "Технология деревообработки"
/1_
Шп
МОСКВА "ЛЕСНАЯ ПРОМЫШЛЕННОСТЬ" 1987
УДК [674 049 + 674 048] (075.8)
Серговский П. С., Расев А. И. Гидротермическая обработка и консервирование древесины: Учебник для вузов — 4-е изд , перераб и доп.— М • Лесн пром сть, 1987 — 360 с
Приведены сведения по термодинамике атмосферного воздуха и топочных газов, тепловым и влажностным свойствам древесины Описаны технологические приемы, режимы и оборудование процессов- тепловой обработки древесного сырья, сушки пиломатериалов, шпона и измельченной древесины, пропитки лесоматериалов с целью их консервирования и огнезащиты Рассмотрены особенности контроля и регулирования перечисленных процессов и применяемая для этого аппаратура Кратко изложены технико-экономические показатели устройств для гидротермической обработки древесины и принципы их проектирования
Для студентов лесотехнических вузов
Табл 42, ил 172, библиогр — 22 назв
Рецензент кафедра лесопильного производства и гидротермической обработки древесины ЛТА им. С. М. Кирова.
Павел Семенович Серговский, Александр Иванович Расев
ГИДРОТЕРМИЧЕСКАЯ ОБРАБОТКА И КОНСЕРВИРОВАНИЕ ДРЕВЕСИНЫ
Редактор издательства Э Г Ю р г а
Оформление художника О А Кознова Художественный редактор Н Г Глебовский Технические редакторы Г П Васильева, Е Б Капралова
Корректор И Б Ш ем а н с к а я Вычитка Е Н Соколовой
ИБ № 2069
Сдано в набор 02 07 86 Подписано в печать 28 10 86 Т 18655 Формат 60x90/16 Бумага книжно-журнальная Гарнитура литературная Печать высокая Усл печ л 22 5 Усл кр отт 22 5 Уч -изд л 24,07 Тираж 8700 экз Заказ 1842 Цена 1 р 20 к
Ордена «Знак Почета» издательство «Лесная промышленность» 101000, Москва, ул Кирова 40а
Ленинградская типография № 4 ордена Трудового Красного Знамени Ленинградского объединения «Техническая книга» им Евгении Соколовой Согозполиграфпрома при Го сударствснном комитете СССР по делам издательств полиграфии и книжной торговли 191126 Ленинград Социалистическая ул 14
с 3002000000—008 40_87 037(01)—87
© Издательство «Лесная промышленность», 1975 г
© Издательство «Лесная промышленность», 1987 г
ПРЕДИСЛОВИЕ
Последнее, третье, издание учебника «Гидротермическая обработка и консервирование древесины» вышло в 1975 г. За прошедшие 10 лет в деревообрабатывающей промышленности в целом и в технике гидротермической обработки древесины произошли большие изменения. Проведены крупные теоретические и технологические исследования, выполнены важные конструкторские разработки, созданы образцы нового оборудования. В частности, переработаны Руководящие технические материалы (РТМ) по технологии камерной сушки древесины и ГОСТы на режимы сушки пиломатериалов, разработаны и введены в действие новые ГОСТы по пропитке.
Изменилось и содержание основных учебно-методических документов высших учебных заведений Введены в действие новые учебные планы всех лесотехнических специальностей, пересмотрены программы читаемых по ним курсов, в том числе курса гидротермической обработки и консервирования древесины
Большие задачи по ускорению научно-технического прогресса поставил XXVII съезд КПСС В принятых им решениях подчеркивается важность интенсификации развития народного хозяйства, повышения качества продукции, создания энергосберегающих технологий. Претворение в жизнь этих решений в-де-ревообрабатывающей промышленности в определенной мере зависит и от уровня подготовки специалистов в области гидротермической обработки древесины.
Все это потребовало существенной переработки учебника В четвертом издании заменены новыми устаревшие данные о тепловых и влажностных свойствах древесины, уточнены методы расчетов ее нагревания, сушки и пропитки. Рассмотрено современное высокопроизводительное оборудование для этих процессов. На базе новых ГОСТов полностью переработаны главы 9, 10 и 11. Заново написаны главы по пропитке древесины.
В новом издании учебника главы 12, 15, 16 и 17 написаны канд. техн, наук А. И. Расевым, остальные главы написаны и редактирование книги в целом выполнено автором предыдущих изданий д-ром техн, наук П С. Серговским.
За ценные советы при подготовке рукописи авторы приносят благодарность д-рам техн, наук Д. М. Стерлину, Б. Н. Уголеву, А. Н. Кириллову, канд. техн, наук Е. Е. Багдатьеву, Г. С Шубину, Е. С. Богданову, Л. А. Тетерину, инженерам Ю. М. Филиппову, В. А. Козлову.
Замечания и пожелания просим направлять на кафедру гидротермической обработки древесины Московского лесотехнического института, 141001, г, Мытищи, 1-й Институтский проезд.
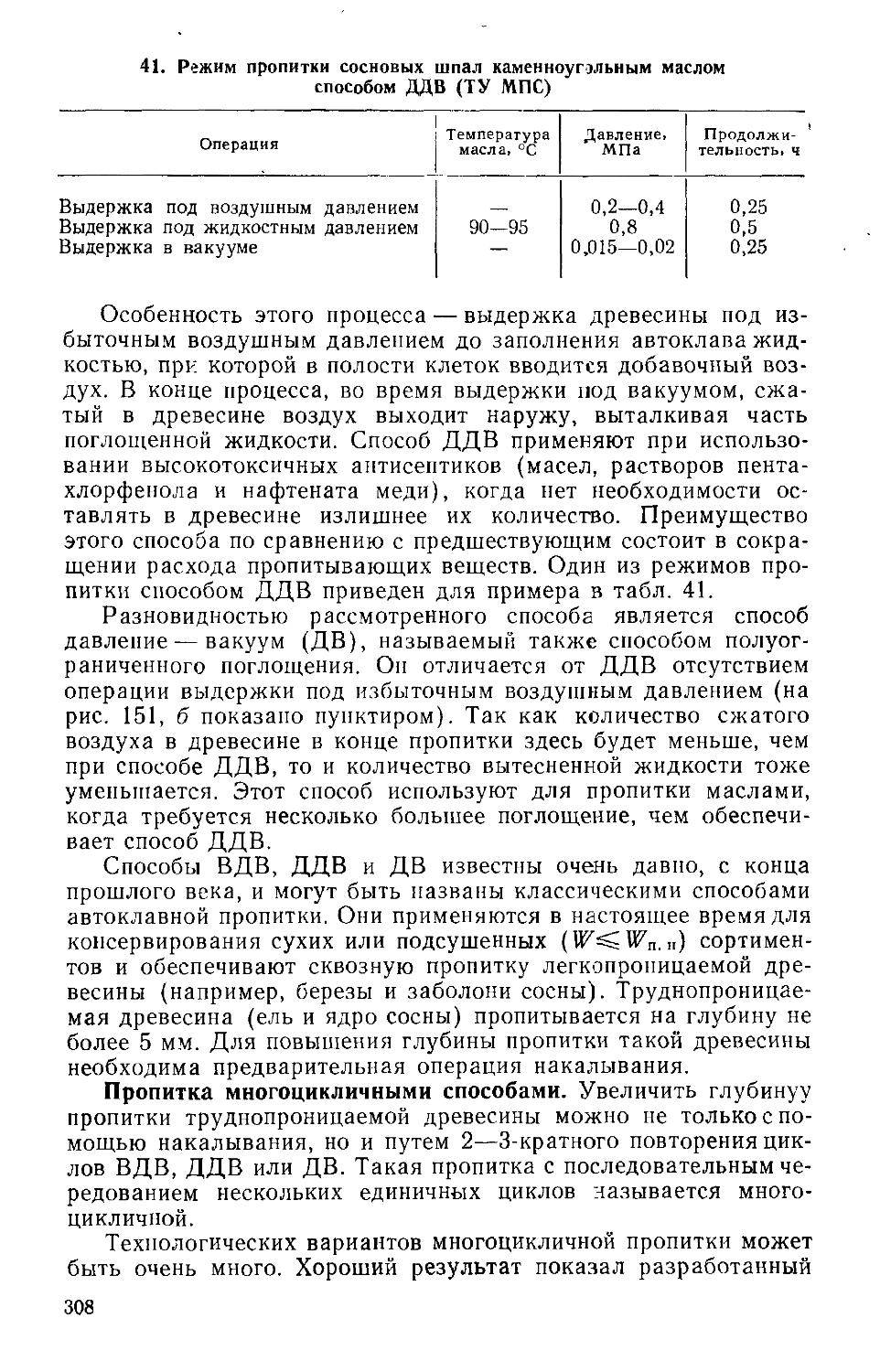
ВВЕДЕНИЕ
Под гидротермической обработкой древесины понимаются процессы воздействия на нее тепла, влажного газа или жидкости, предназначенные для изменения температуры и влажности древесины или введения в нее веществ, улучшающих ее технологические и эксплуатационные характеристики.
При гидротермической обработке древесины изменяются лишь физические свойства обрабатываемого материала, и ее не следует путать с процессами гидротерми 1еской переработки древесины, изучаемыми в курсах химической технологии и связанными с изменениями структуры или химических свойств материала
Процессы гидротермической обработки базируются на физических явлениях переноса и, в частности, на явлениях тепло- и массообмена материала с окружающей средой По своим особенностям и назначению они разделяются на три группы: 1) процессы тепловой обработки, связанные с нагреванием древесины и поддержанием ее температуры в течение определенного времени на заданном уровне; 2) процессы сушки, связанные со снижением влажности древесины; 3) процессы пропитки, связанные с введением в древесину веществ, изменяющих ее свойства.
Предметом настоящего курса является изучение технологии процессов гидротермической обработки древесины, оборудования, применяемого для проведения этих процессов, а также основ теории тепловой обработки, сушки и пропитки, без знания которых невозможны совершенствование технологии и рациональная эксплуатация оборудования.
Рассмотрим кратко основные технологические цели изучаемых процессов.
Тепловая обработка. Повышение температуры древесины вызывает изменение некоторых ее физико-механических свойств. Этим в основном и обусловлены технологические цели тепловой обработки древесины, к которым относятся:
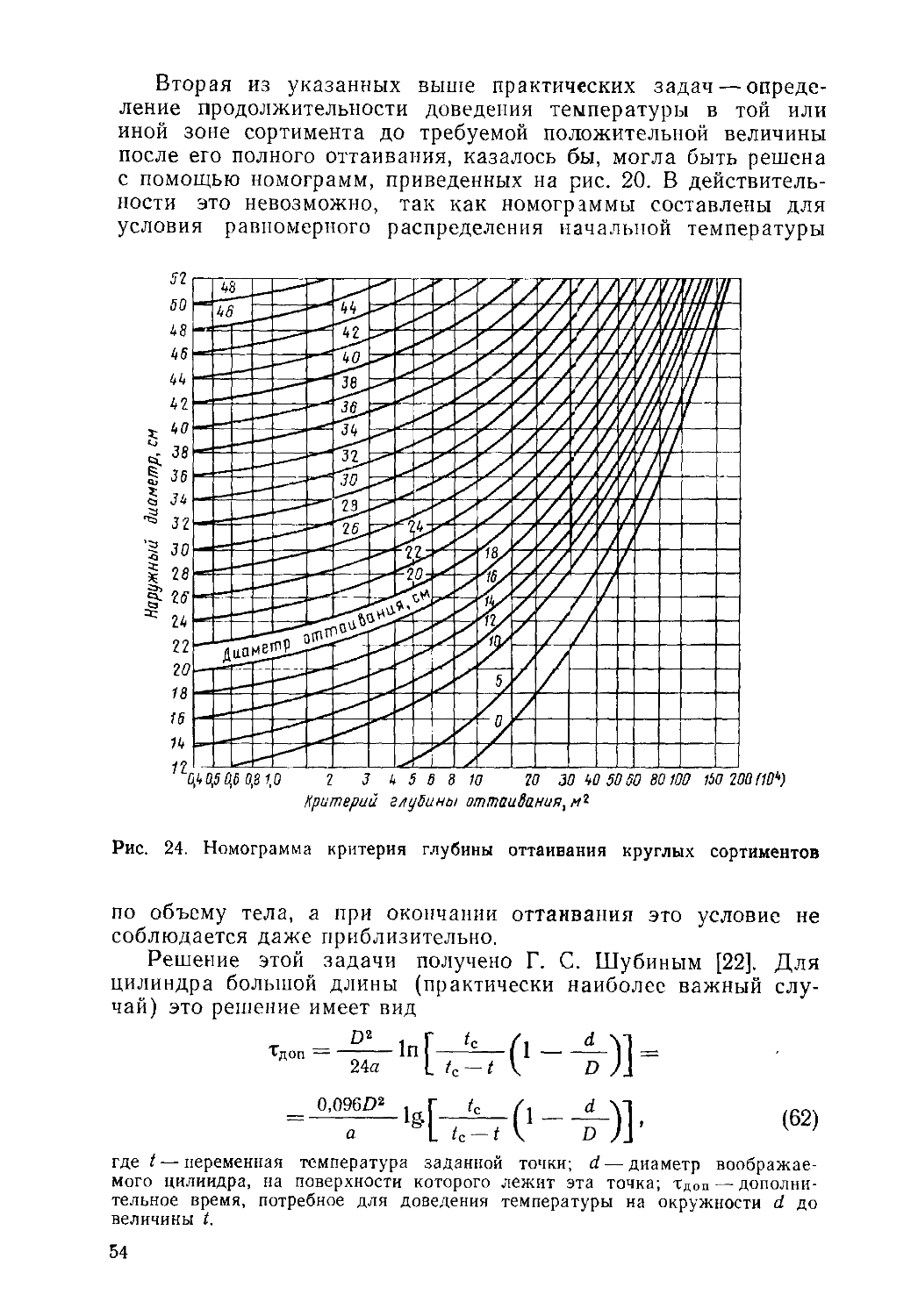
а) снижение усилий и улучшение качества резания древесины вследствие уменьшения ее твердости при повышении температуры; для этого применяются процессы оттаивания или нагревания круглых сортиментов (бревен, кряжей, чураков) перед их распиловкой или перед лущением и строганием шпона;
б) создание возможности изменения формы деталей или заготовок под действием механических усилий вследствие увеличения податливости (эластичности) древесины с повышением ее температуры; эту цель преследуют процессы нагревания древесины перед операциями гнутья или прессования;
4
в) ускорение процессов склеивания вследствие интенсификации отверждения и высыхания клеевых веществ, нанесенных на древесину, при повышении ее температуры; это достигается процессами нагревания древесины в разнообразных операциях сборки изделий и их узлов.
Сушка древесины. Сушкой называется процесс удаления из материала влаги путем ее испарения или выпаривания. В технике иногда используются механические методы обезвоживания материала, но применительно к древесине они не имеют пока промышленного значения. Текнологические цели сушки определяются изменениями физических и эксплуатационных свойств древесины при изменении ее влажности
Влажность древесины, идущей на изделия и сооружения, для которых требуется стабильность размеров и формы деталей, должна быть заранее снижена до величины, соответствующей условиям эксплуатации изделий, а сами они должны предохраняться от повторных увлажнений.
Древесина с большим содержанием влаги подвержена загниванию, в то время как сухая обладает большой стойкостью. При снижении влажности древесины уменьшается ее масса и одновременно повышается прэчность. Наконец, сухая древесина значительно лучше склеивается и отделывается, чем сырая
Таким образом, к основным технологическим целям сушки древесины относятся: а) предупреждение формоизменяемости и размероизменяемости деталей; б) предохранение от загнивания; в) уменьшение массы при одновременном повышении прочности; г) улучшение качества склеивания и отделки.
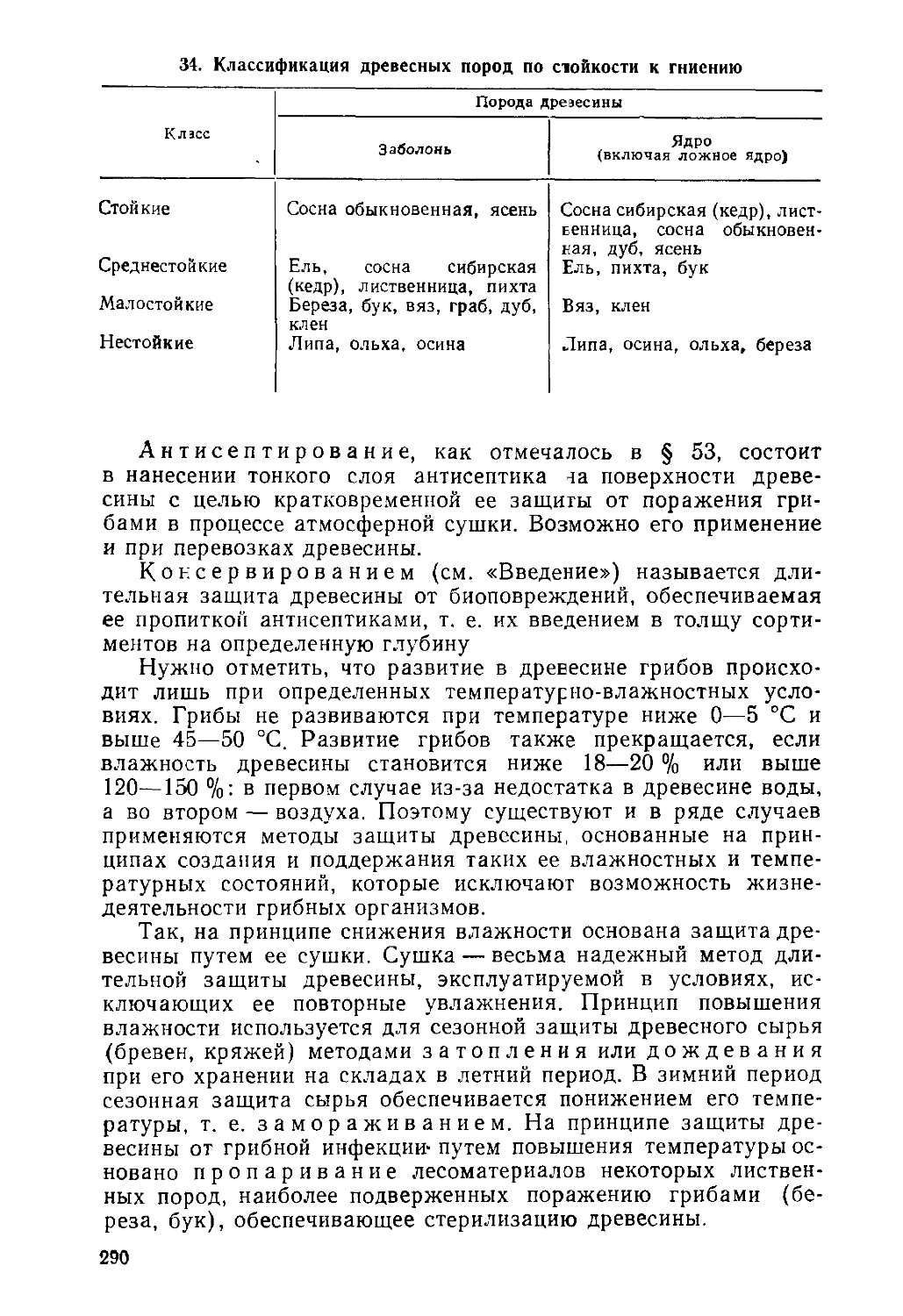
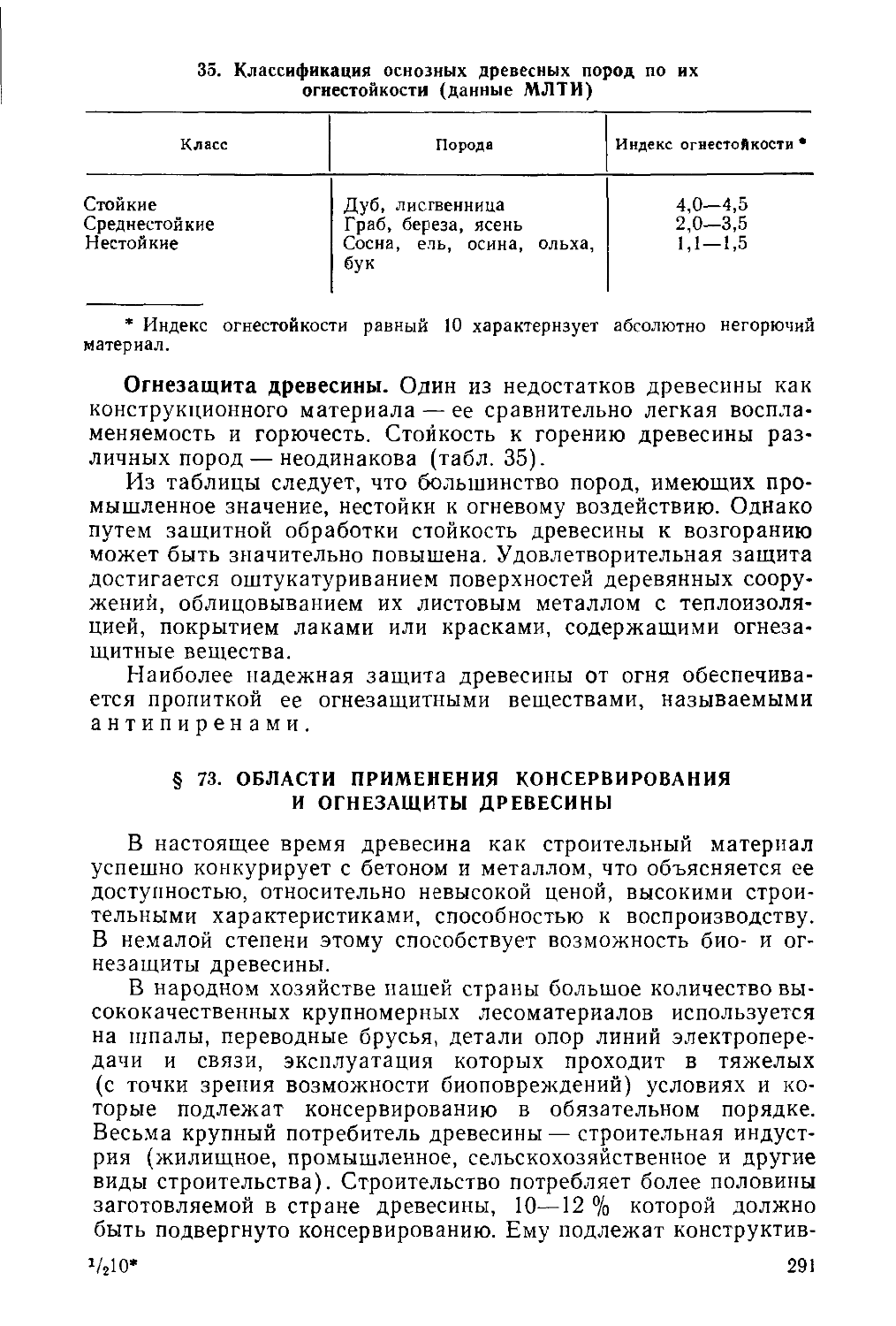
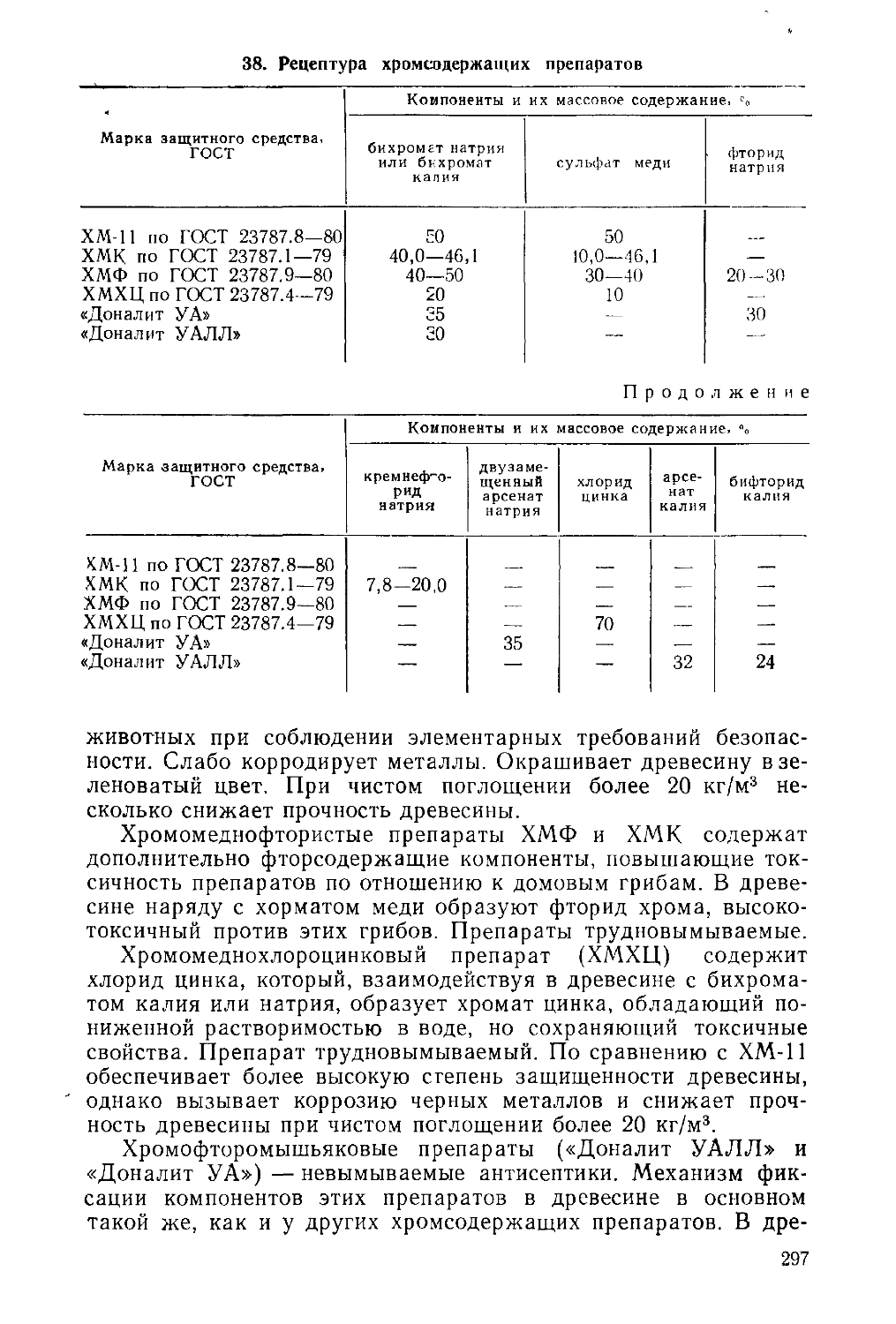
Пропитка древесины. Из различных технологических целей пропитки наибольшее значение имеют консервирование и огнезащита древесины.
Консервированием называется обработка древесины, на длительное время повышающая ее стойкость к поражению дереворазрушающими грибами и насекомыми. Для этого в древесину вводят защитные вещества.
Отметим, что сушка предохраняет древесину от загнивания лишь при условии, если она во время эксплуатации не подвергается повторным увлажнениям Когда же древесина используется в изделиях и сооружениях, находящихся на открытом воздухе или в грунте, ее надлежащая стойкость против загнивания может быть обеспечена только консервированием
Задача огнезащиты — предохранить сооружения, в которых используется древесина, от разрушения огнем Для этого ее пропитывают специальными огнезащитными составами
Консервирование и огнезащиту древесины применяют главным образом в строительстве, железнодорожном хозяйстве и горно-рудной промышленности
В отдельных случаях пропитку применяют для изменения некоторых физических свойств древесины в направлениях, желательных для тех или иных конкретных условий ее практиче
&
ского использования. Например, древесину пропитывают для глубокого окрашивания, повышения ее электрического сопротивления или электрической прочности, придания ей гидрофобных свойств (модификация древесины).
Процессы гидротермической обработки древесины, особенно сушка и пропитка, имеют колоссальное значение для деревообрабатывающей промышленности и для народного хозяйства в целом.
Несвоевременная или неполноценная сушка древесины приводит х большим потерям материала гри транспортировке, резкому сэкращению сроков службы деревянных сооружений и громадному перерасходу древесины. Правильная организация процессов сушки дает стране ежегоднс многие миллионы кубических метров сэкономленной древесины, являющейся дорогими дефицитным сырьем. Значителен экономический эффект и консервирования древесины. Непропитанные сортименты, используемые, например, в железнодорожном строительстве, а также линиях связи и электропередачи, служат, по последним данным, от 7 (шпалы) до 10 (столбы) лет. При надлежащей пропитке срок службы увеличивается для шпал до 25, а для столбов до 40—50 лет, т. е. в 3—5 раз. Во столько же раз сокращается ежегодная потребность в древесине для замены этих сортиментов, измеряемая миллионами кубических метров. Отсюда следует, что гидротермическая обработка древесины имеет и существенное экологическое значение, способствуя рациональному использованию лесных ресурсов и сохранению лесов.
Процессы гидротермической обработки древесины очень ответственны и требуют сложного и дорогого оборудования, рациональная эксплуатация которого невозможна без специальных знаний и высокой квалификации обслуживающего персонала. Это ставит участки и цехи гидротермической обработки древесины в число наиболее ответственных на деревообрабатывающих предприятиях, а курс гидротермической обработки древесины — в число наиболее важных и трудных специальных курсов в учебных планах лесотехнических вузов.
Глава 1
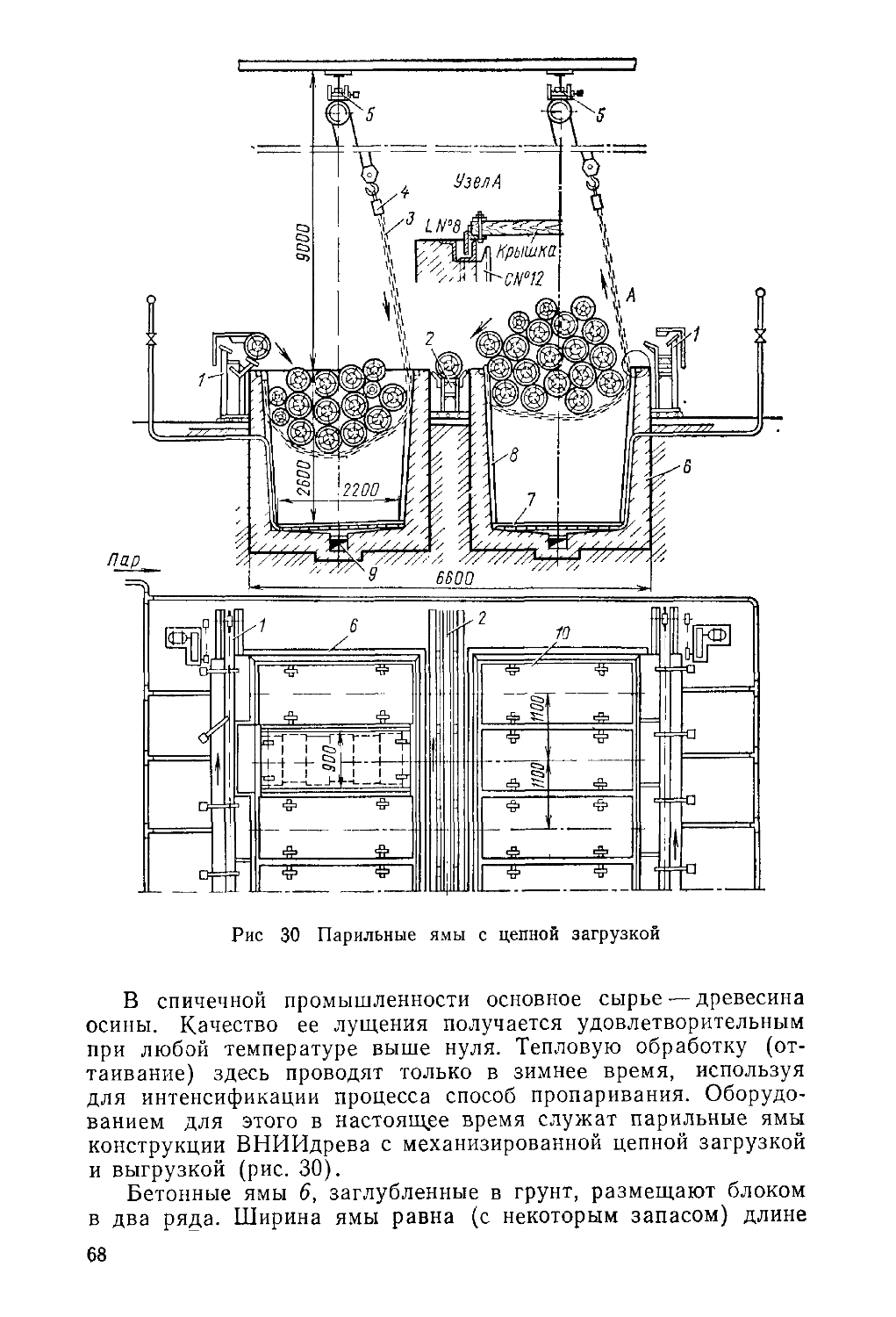
СВОЙСТВА ОБРАБАТЫВАЮЩЕЙ СРЕДЫ
§ 1. ОСНОВНЫЕ СВЕДЕНИЯ ОБ АГЕНТАХ ОБРАБОТКИ. ВОДЯНОЙ ПАР
Жидкая и газообразная среда, воздействующая на материал при его обработке, называется обрабатывающим агентом (или агентом обработки). Агентами гидротермической обработки древесины служат воздух или смесь его с топочными газами, водяной пар, вода и в некоторых случаях водные растворы или органические жидкости.
Изучение процессов гидротермической обработки древесины невозможно без знания свойств обрабатывающих агентов, особенно важнейших из них — водяного пара, воздуха и топочных газов. Общие сведения о свойствах жидкостей, газов и пара известны из курсов физики и технической термодинамики. Однако с точки зрения задач нашего предмета эти сведения в части свойств воздуха и топочных газов требуют пополнения.
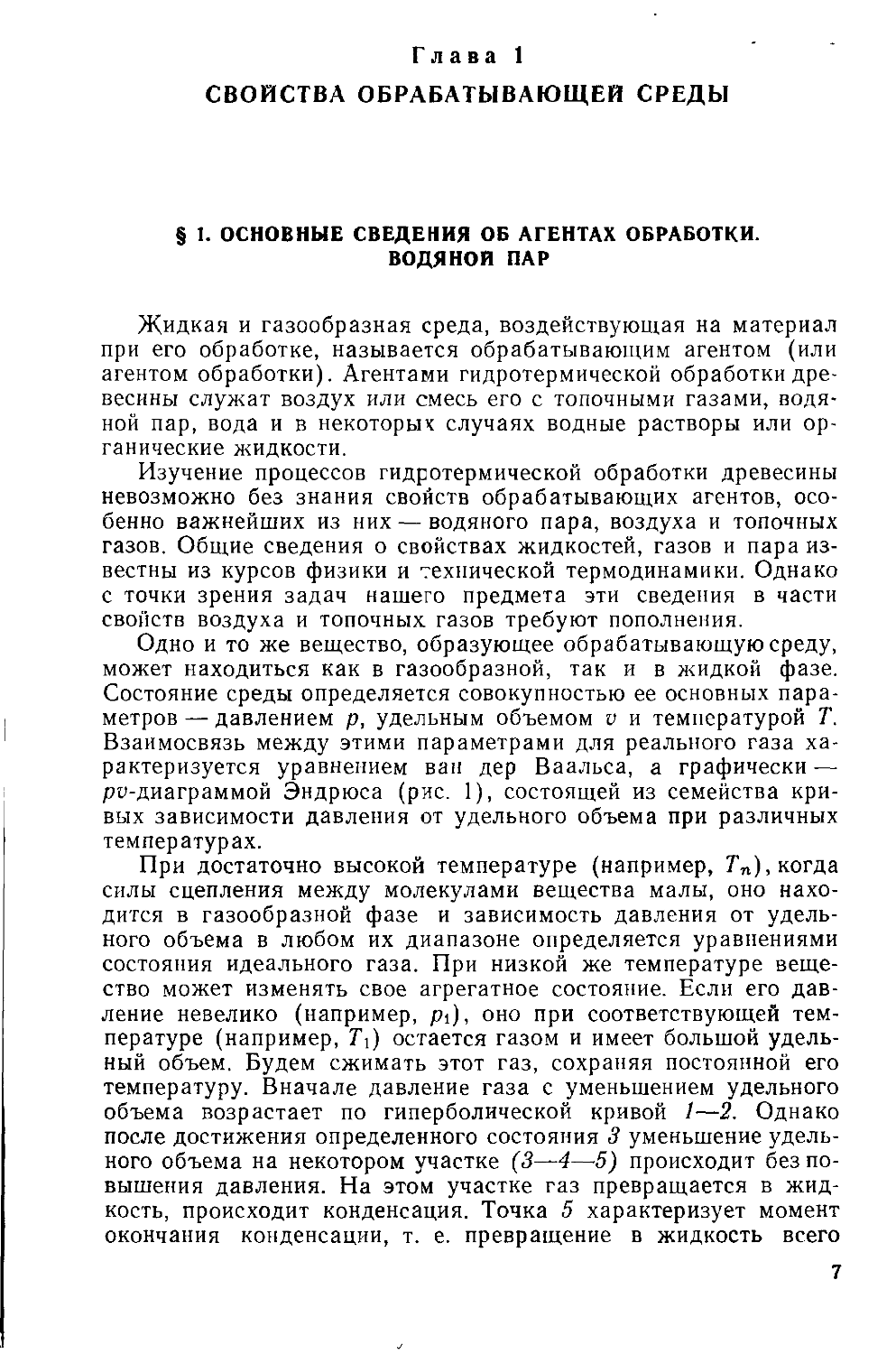
Одно и то же вещество, образующее обрабатывающую среду, может находиться как в газообразной, так и в жидкой фазе. Состояние среды определяется совокупностью ее основных параметров — давлением р, удельным объемом v и температурой Т. Взаимосвязь между этими параметрами для реального газа характеризуется уравнением ван дер Ваальса, а графически — ри-диаграммой Эндрюса (рис. 1), состоящей из семейства кривых зависимости давления от удельного объема при различных температурах.
При достаточно высокой температуре (например, Тп), когда силы сцепления между молекулами вещества малы, оно находится в газообразной фазе и зависимость давления от удельного объема в любом их диапазоне определяется уравнениями состояния идеального газа. При низкой же температуре вещество может изменять свое агрегатное состояние. Если его давление невелико (например, pi), оно при соответствующей температуре (например, Л) остается газом и имеет большой удельный объем. Будем сжимать этот газ, сохраняя постоянной его температуру. Вначале давление газа с уменьшением удельного объема возрастает по гиперболической кривой 1—2. Однако после достижения определенного состояния 3 уменьшение удельного объема на некотором участке (3—4—5) происходит без повышения давления. На этом участке газ превращается в жидкость, происходит конденсация. Точка 5 характеризует момент окончания конденсации, т. е. превращение в жидкость всего
7
Рис. 1. pv-Диаграмма
Рис. 2. Графики зависимости давления насыщения водяного пара от температуры
газа, после чего (кривая 5—6) даже незначительное снижение удельного объема вызывает резкое возрастание давления.
Кривая 5—6, следовательно, соответствует агрегатному состоянию жидкости, прямая 5—4—3 — смеси жидкости и пара, находящегося с ней в фазовом равновесии, точка 3 — состоянию сухого насыщенного пара, а кривая 3—2—1 — газообразному состоянию вещества, называемому перегретым паром.
На ру-диаграмме, таким образом, выделяются четыре области состояния вещества: 1) газа; 2) перегретого пара; 3) смеси насыщенного пара с жидкостью (мокрый пар); 4) жидкости. Наивысшая температура, при которой вещество еще может существовать в жидкой фазе (на рис. 1 —изотерма Тк), называется к р и т и ч е с к о й температурой.
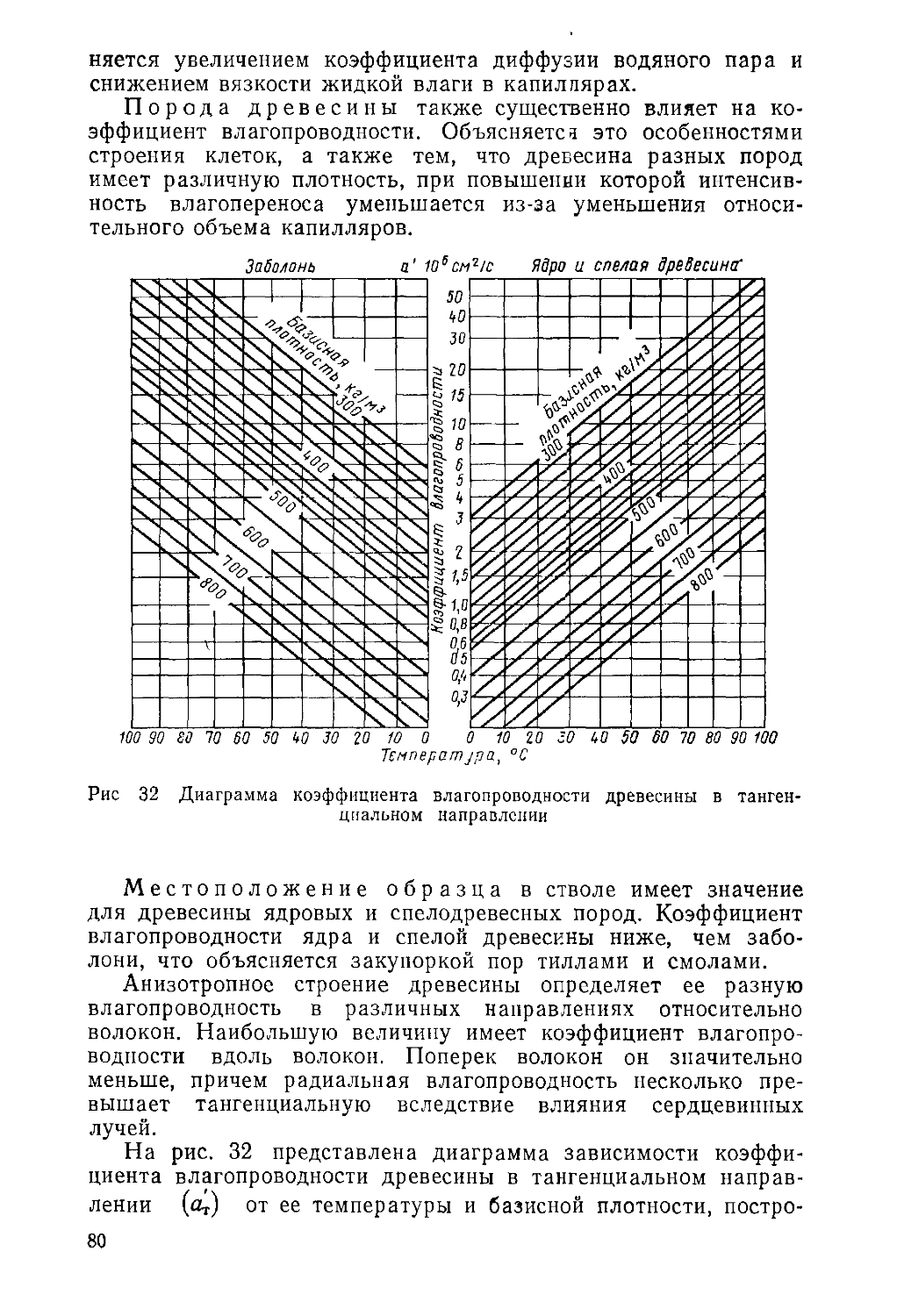
В состоянии насыщенного пара вещество может находиться лишь при вполне определенном соотношении между давлением и температурой. Другими словами, для данного вещества каждому давлению соответствует строго определенная температура насыщения п а р а и, наоборот, каждой температуре—
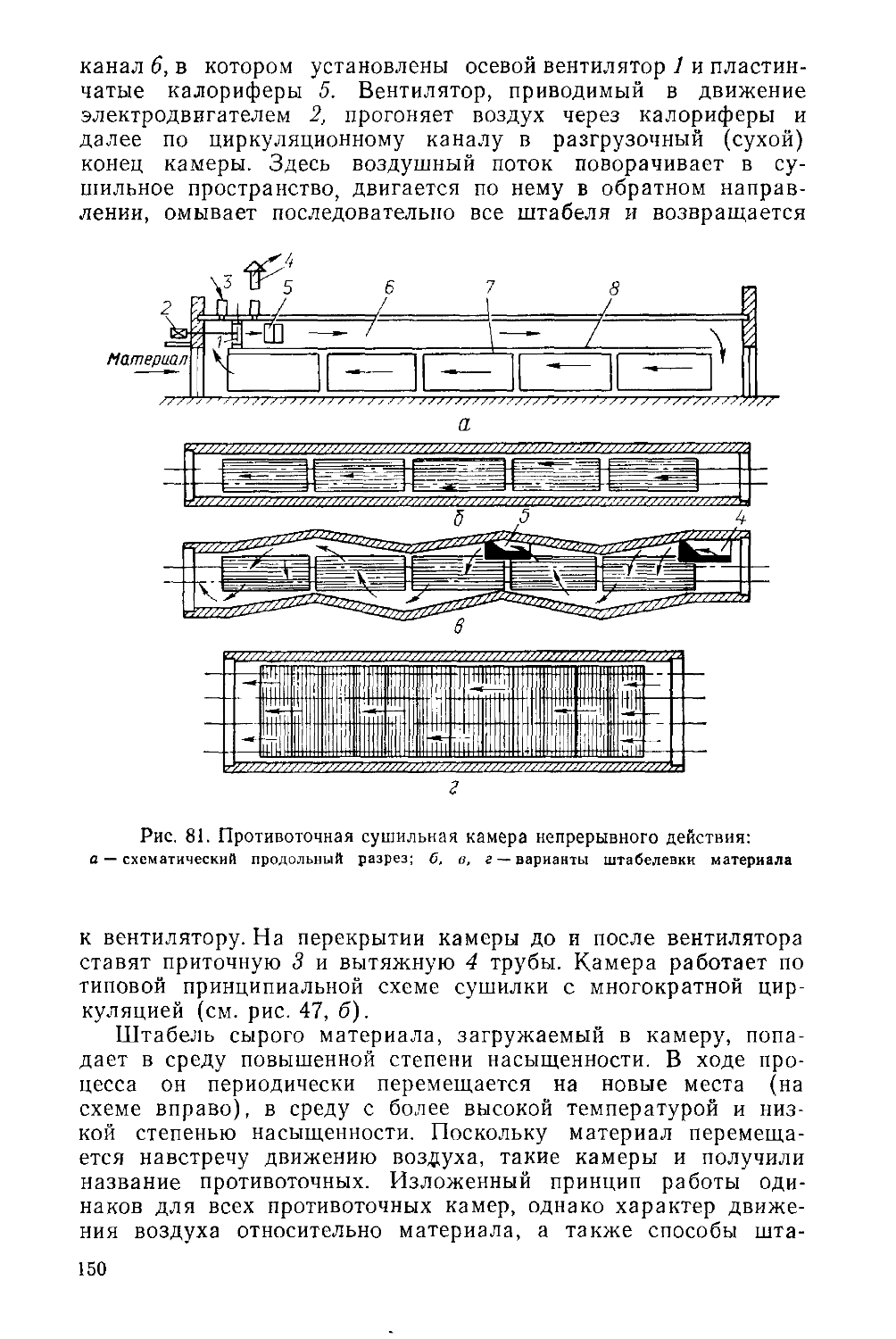
8
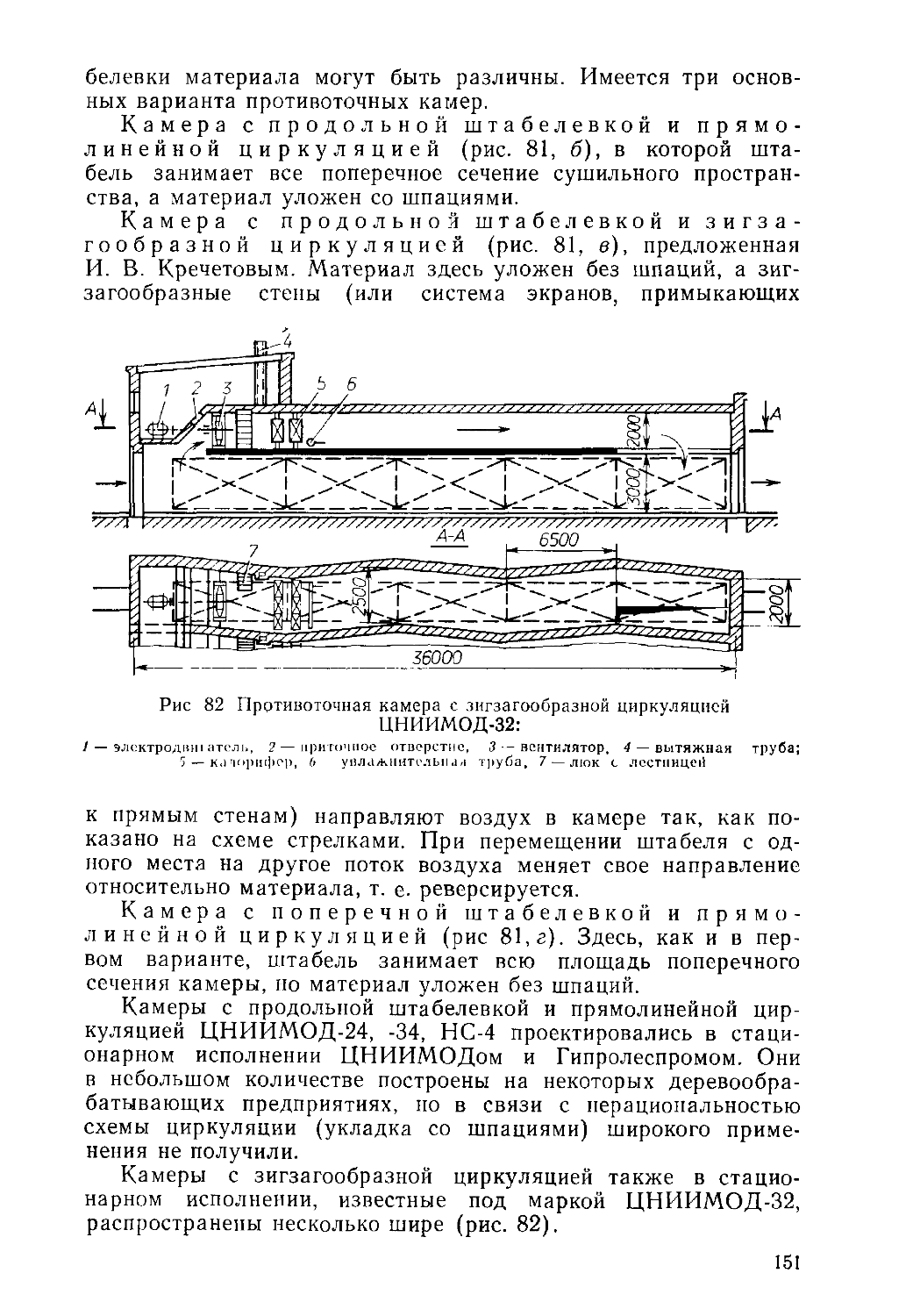
определенное давление насыщения. С повышением температуры давление насыщения значительно возрастает.
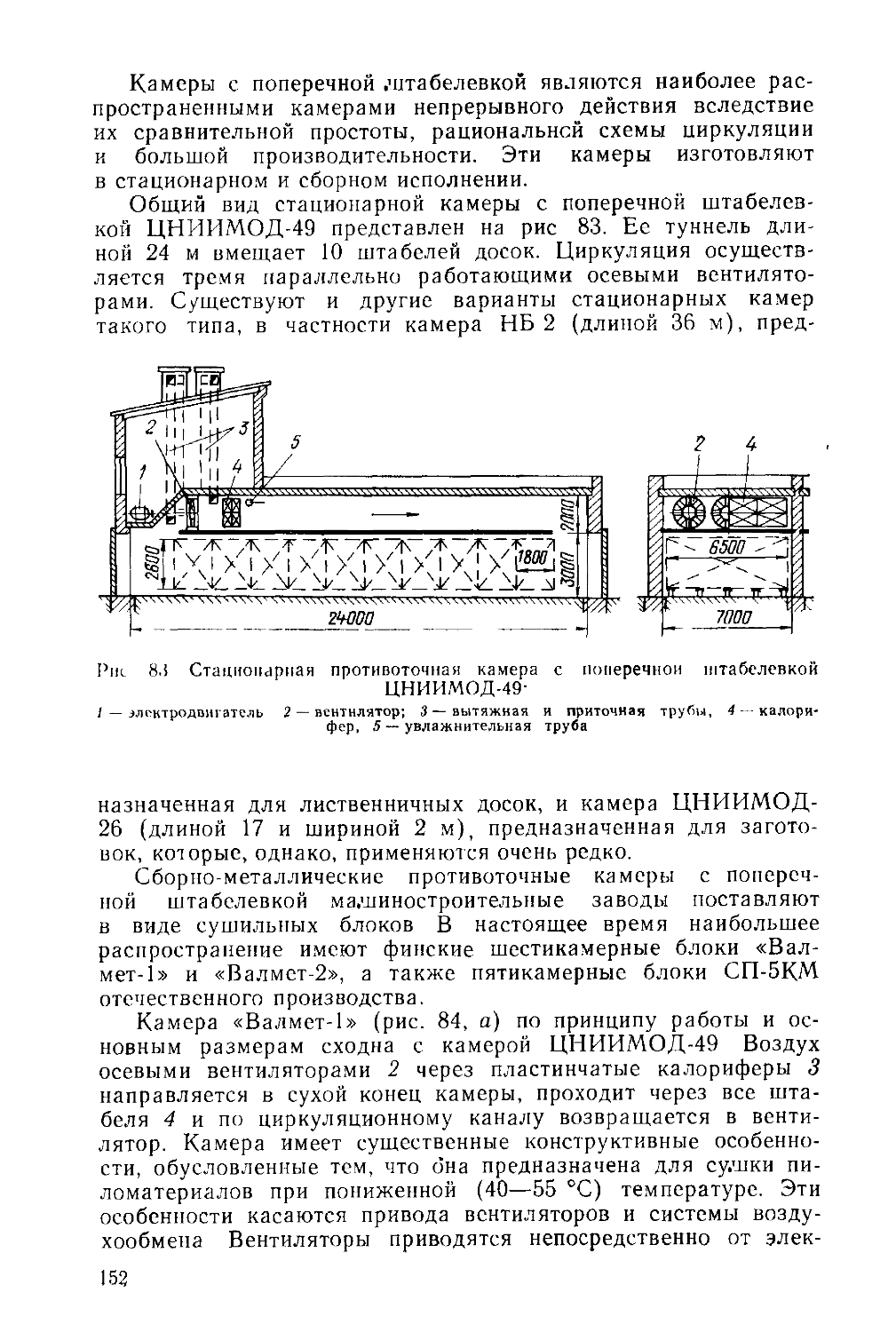
Рассмотрим кратко некоторые свойства водяного пара. Целесообразно начать с особенностей парообразования. При наличии над водой свободного пространства молекулы жидкости, имеющие наибольшую кинетическую энергию, преодолевают поверхностное натяжение и вылетают в это пространство — над жидкостью образуется пар. Такой процесс парообразования называется испарением.
Вода имеет очень высокую критическую температуру (около 374 °C). Поэтому при обычных температурах, применяемых в технике, она может находиться как в жидкой, так и в газообразной фазе.
Возьмем цилиндр с подвижным поршнем, заполненный водой. Допустим, что состояние воды характеризуется на рп-диаг-рамме (см. рис. 1) точкой А. Будем нагревать воду, сохраняя постоянным давление в цилиндре. Изменение ее состояния при этом характеризуется прямой, идущей вправо от точки А. При дальнейшем нагревании температура воды достигнет в некоторый момент температуры насыщения пара, соответствующей поддерживаемому давлению (точка Б), и начнется парообразование по всему объему жидкости, называемое кипением (температура кипения жидкости равна температуре насыщения пара). Кипение будет продолжаться до тех пор, пока вода получает тепло извне и пока в цилиндре есть еще жидкость. Температура при этом остается постоянной, общий объем воды и пара в цилиндре увеличивается (прямая БВ). В момент, когда выкипит последняя капля жидкости, цилиндр окажется заполненным сухим насыщенным паром (состояние В). При последующем нагревании пара с постоянным давлением изменение состояния будет характеризоваться прямой ВГ. Пар в цилиндре окажется перегретым.
Следует иметь в виду, что не может существовать пар с давлением выше давления насыщения. Нагревание насыщенного пара при постоянном объеме повышает его фактическое давление, но одновременно вследствие повышения температуры в еще большей мере возрастает давление насыщения (линия BE), в результате чего пар становится перегретым. Механическое же сжатие насыщенного пара при постоянной температуре вызовет его конденсацию (без повышения давления).
Равным образом пар не может быть охлажден до температуры более низкой, чем температура насыщения. Попытка охладить насыщенный пар при постоянном давлении вызовет его конденсацию без изменения температуры, а охлаждение при постоянном объеме (линия ВД) хотя и снижает температуру, но одновременно уменьшает давление, в результате чего соответственно понижается температура насыщения.
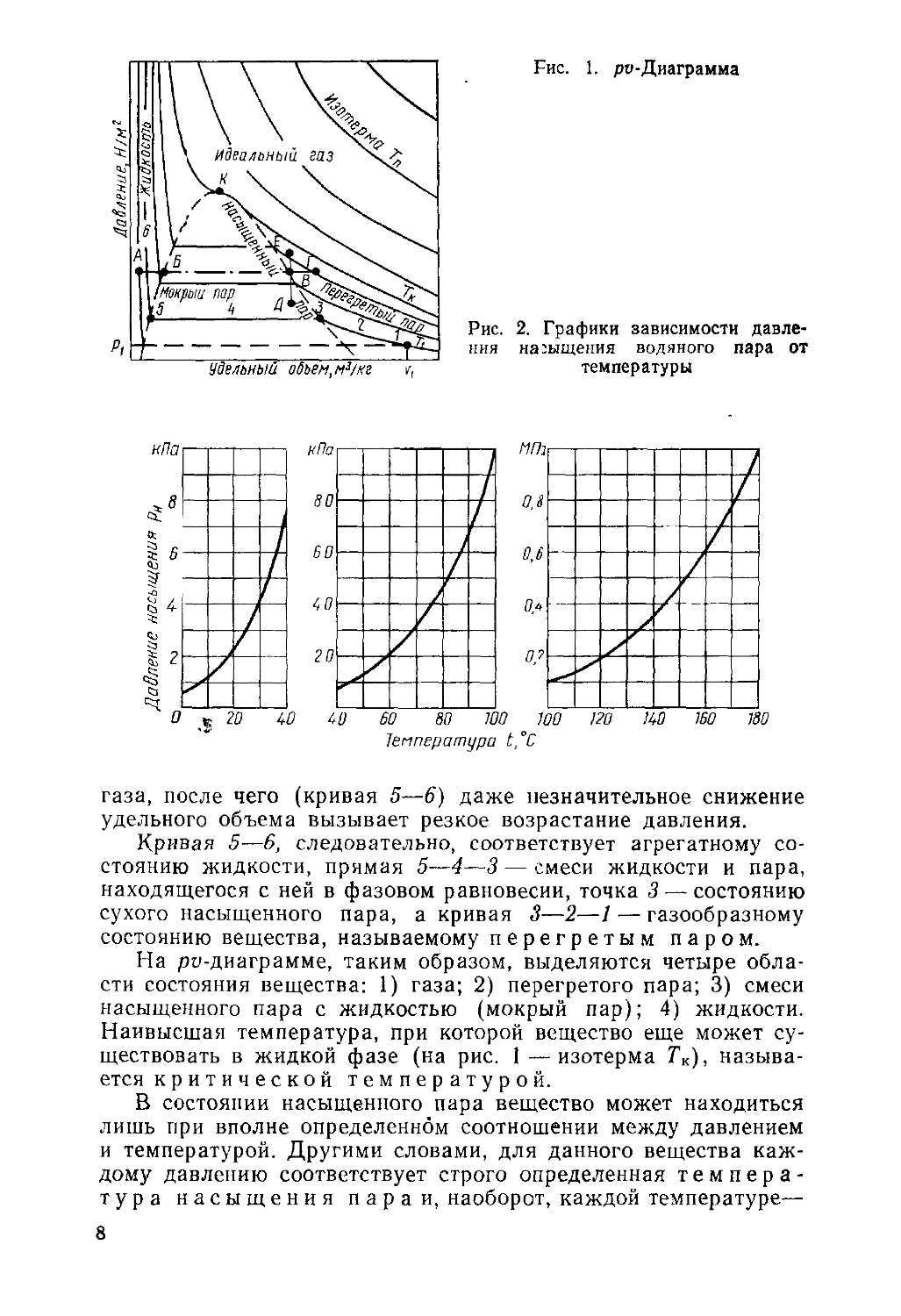
Для различных технических расчетов очень важно знать зависимость между температурой и давлением насыщения водя-
9
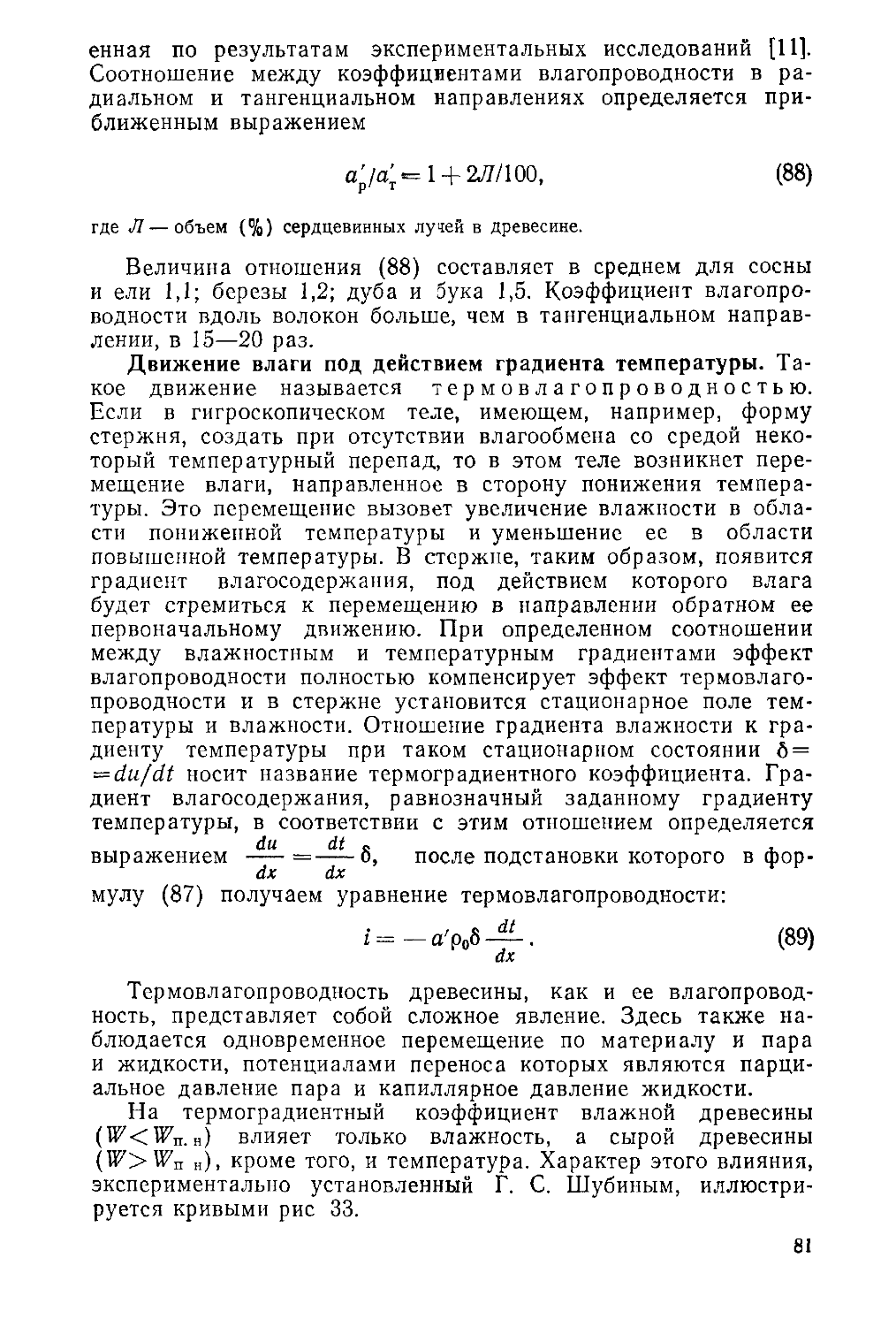
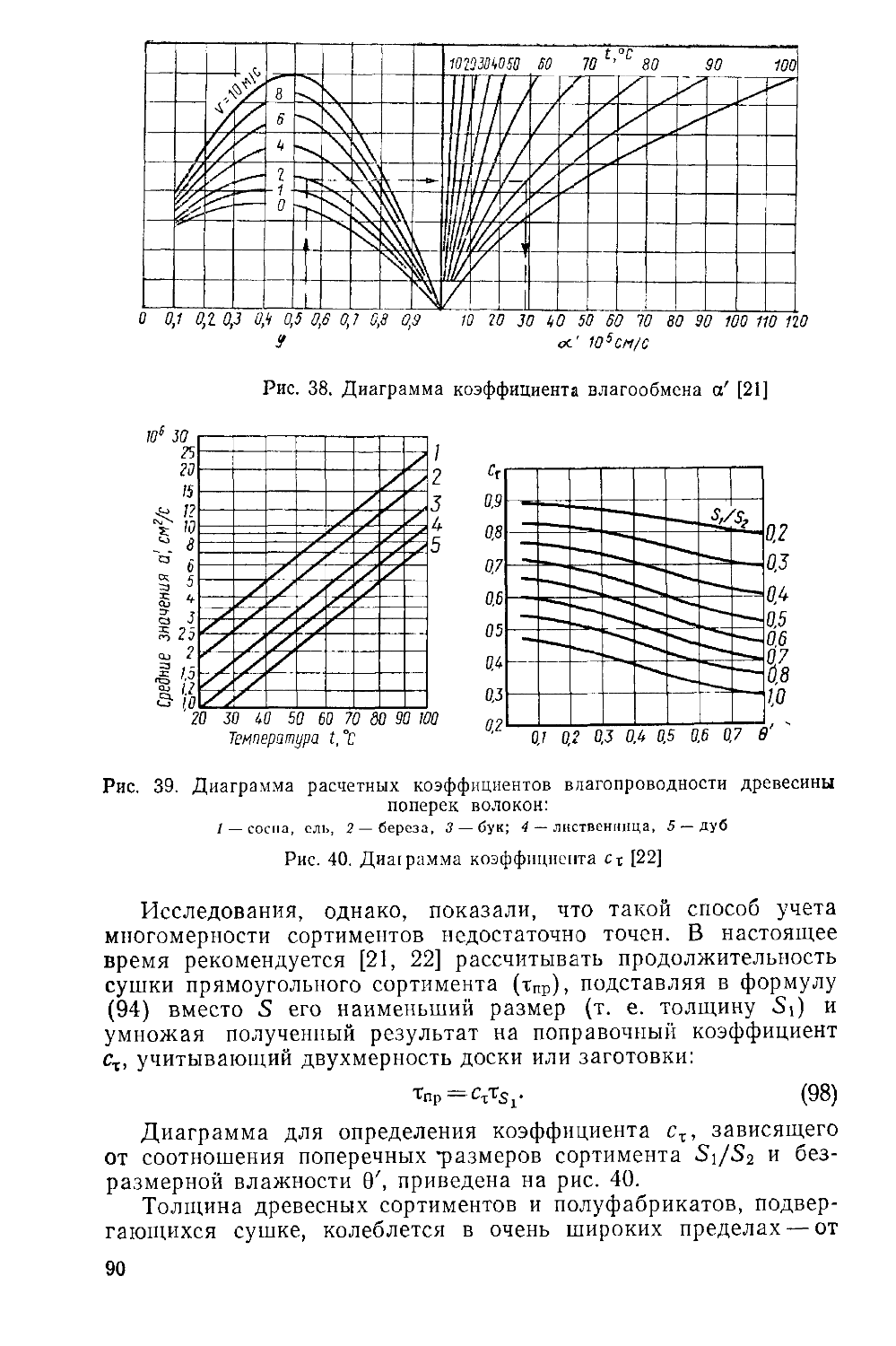
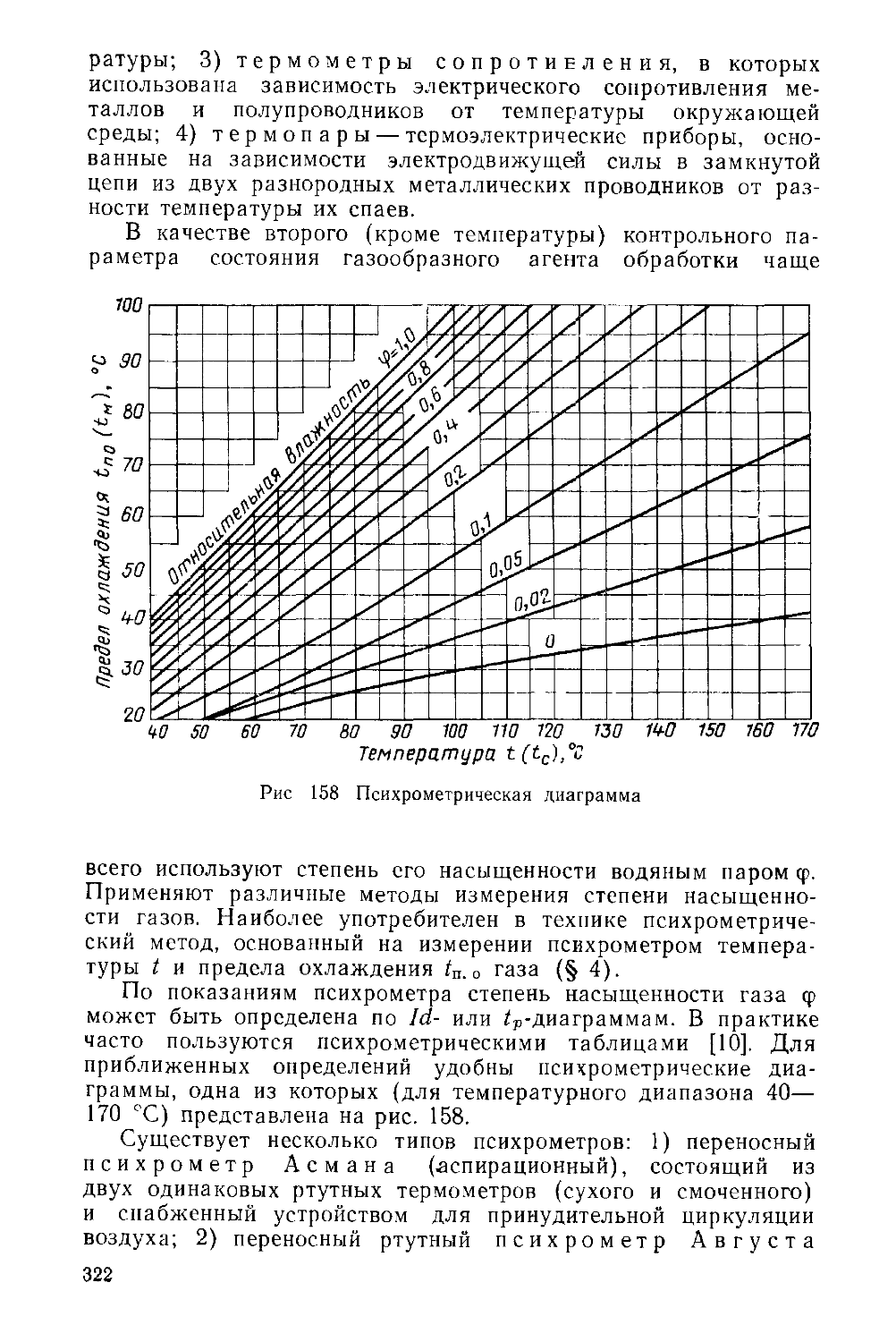
кого пара. Графически эта зависимость представлена на рис. 2 в виде трех кривых для различных диапазонов температуры в пределах 0—180 °C. Для первых двух кривых шкала давлений построена в килопаскалях (кПа), а для третьей — в мегапаскалях (МПа) *.
Состояние водяного пара характеризуется следующими параметрами: температурой Т (К) или t (’С), давлением радельным объемом v (или обратной ему величиной — плотностью р), энтальпией (теплосодержанием) I, энтропией s.
Состояние мокрого пара дополнительно характеризуется степенью сухости х, а состояние перегретого пара — степенью насыщенности ф. Последняя величина (называемая также относительной упругостью пара) определяется отношением фактиче ского давления пара к давлению насыщения при данной температуре:
<р = р/рн. (1)
Для проведения процессов гидротермической обработки древесины наиболее важно знание свойств и параметров насыщенного и перегретого пара пониженных давлений — от барометрического и ниже. Именно такой пар является составной частью воздуха или топочных газов и применяется в чистом виде как обрабатывающий агент в процессах сушки и тепловой обработки. Основные его параметры с точностью, достаточной для приближенных расчетов, определяются из графика на рис. 2 Рн = /(0 и уравнения Менделеева — Клапейрона
pv=RnT, (2)
где Rn — газовая постоянная водяного пара равная 461,58 Дж/(кг-К)
Пример. Водяной пар при давлении р = 6500 Па (6,5 кПа) имеет темпе ратуру £=55 °C. Установить характеристику пара, его плотность и степень насыщенности
При заданном давлении температура насыщения (см рис. 2) £ц = 37 °C Пар, имеющий температуру 55 °C, является, следовательно, перегретым. Этой температуре соответствует давление насыщения Рп= 17 000 Па. Отсюда сте пень насыщенности пара ср = 6500/17 000 = 0,38. Плотность пара р определяется из уравнения (2) как величина обратная удельному объему:
р = 1/v = pl(R„T) = 6500/(461,6 (55 + 273)] = 0,043 кг/м3.
§ 2. АТМОСФЕРНЫЙ воздух и его параметры
Сухой атмосферный воздух отличается постоянством своего состава и может рассматриваться как идеальный газ, подчиняющийся уравнению Менделеева — Клапейрона [газовая постоян-
* В широко применявшейся ранее технической системе единиц давление измерялось в миллиметрах водяного столба (кгс/м2) и технических атмосферах (кгс/см2). Соотношения между новыми и старыми единицами давлений для технических расчетов могут применяться следующие: 1 кгс/м2=10 Па, 1 кгс/см2=0,1 МПа.
10
ная воздуха — 287,14 Дж/(кг• град)]. Однако воздух, применяемый в технике, никогда не бывает сухим. Его состояние поэтому кроме обычных параметров однородного газа должно характеризоваться величинами, определяющими количество и состояние содержащегося в нем водяного пара.
Мы будем рассматривать атмосферный воздух как смесь сухого воздуха и водяного пара, имеющую постоянное давление равное 100 кПа. Наблюдающиеся незначительные отклонения барометрического давления от принятой величины практически несущественны.
Для технических расчетов имеют значение следующие основные параметры воздуха: температура, парциальное давление водяного пара, абсолютная влажность, относительная влажность, влагосодержание, теплосодержание, плотность и удельный объем.
Парциальным давлением того или иного компонента в смеси газов принято называть давление, которое имел бы данный компонент при удалении из объема, занимаемого смесью, всех остальных газов. В соответствии с законом Дальтона атмосферное давление воздуха ра может рассматриваться как сумма парциальных давлений сухого воздуха и содержащегося в нем водяного пара:
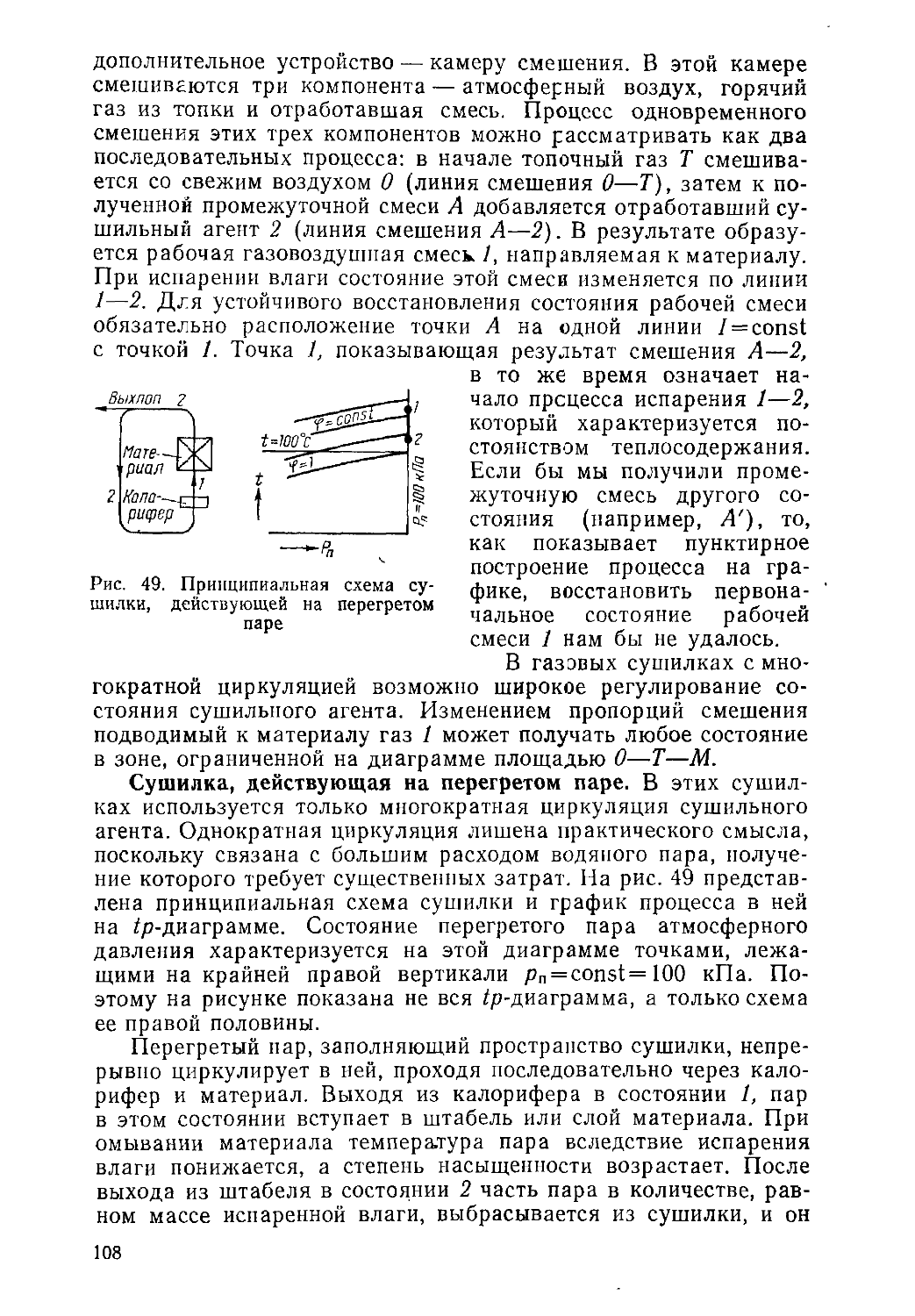
Ра=Рв + Рп. (3)
Водяной пар в смеси с воздухом ведет себя точно так же, как если бы он один занимал весь объем смеси. Максимальная величина его парциального давления при данной температуре ограничивается давлением насыщения (см. рис. 2). При парциальном давлении ниже давления насыщения пар в воздухе будет перегретым. Когда парциальное давление доходит до давления насыщения, пар становится насыщенным. Если же воздух, содержащий насыщенный пар, охлаждается, этот пар превращается в мокрый.
Состояние мокрого пара в воздухе неустойчиво, поэтому воздух в смеси с мокрым паром в дальнейшем не рассматривается. Предельным по влажности считается воздух, содержащий сухой насыщенный пар. При этих условиях взаимосвязь между параметрами воздуха характеризуется системой уравнений состояния:
pnvn — RnT (4); pBvB = RBT, (5)
уравнением Дальтона (3) и графиком на рис. 2 pB = f(t).
Рассмотрим кратко физическую сущность и методы вычисления основных параметров воздуха.
Абсолютной влажностью воздуха рп называется масса водяного пара в единице объема влажного воздуха. Другими словами, абсолютная влажность — это плотность водяного
11
пара в воздухе. Эта величина, обратная удельному объему пара, определяется из уравнения (4) выражением
рп = Рп/(^?п71)- (6)
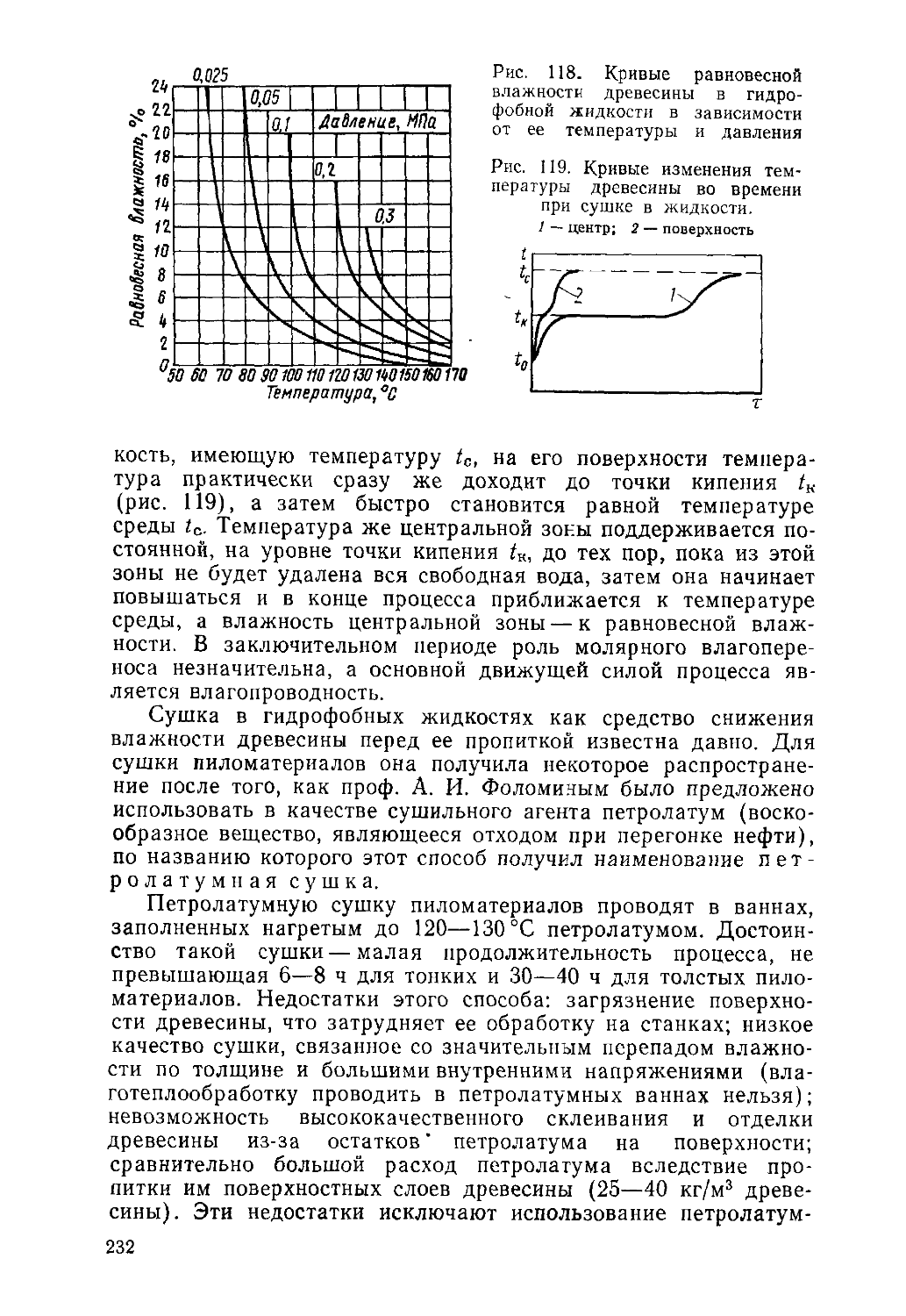
Если воздух содержит насыщенный водяной пар, его принято характеризовать термином насыщенный паром воздух. Абсолютная влажность такого воздуха, показывающая максимально возможное при данной температуре содержание в нем пара, называется влагоемкостью рн:
Рн = Рн/(2?пЛ, (7)
где рн — давление насыщения
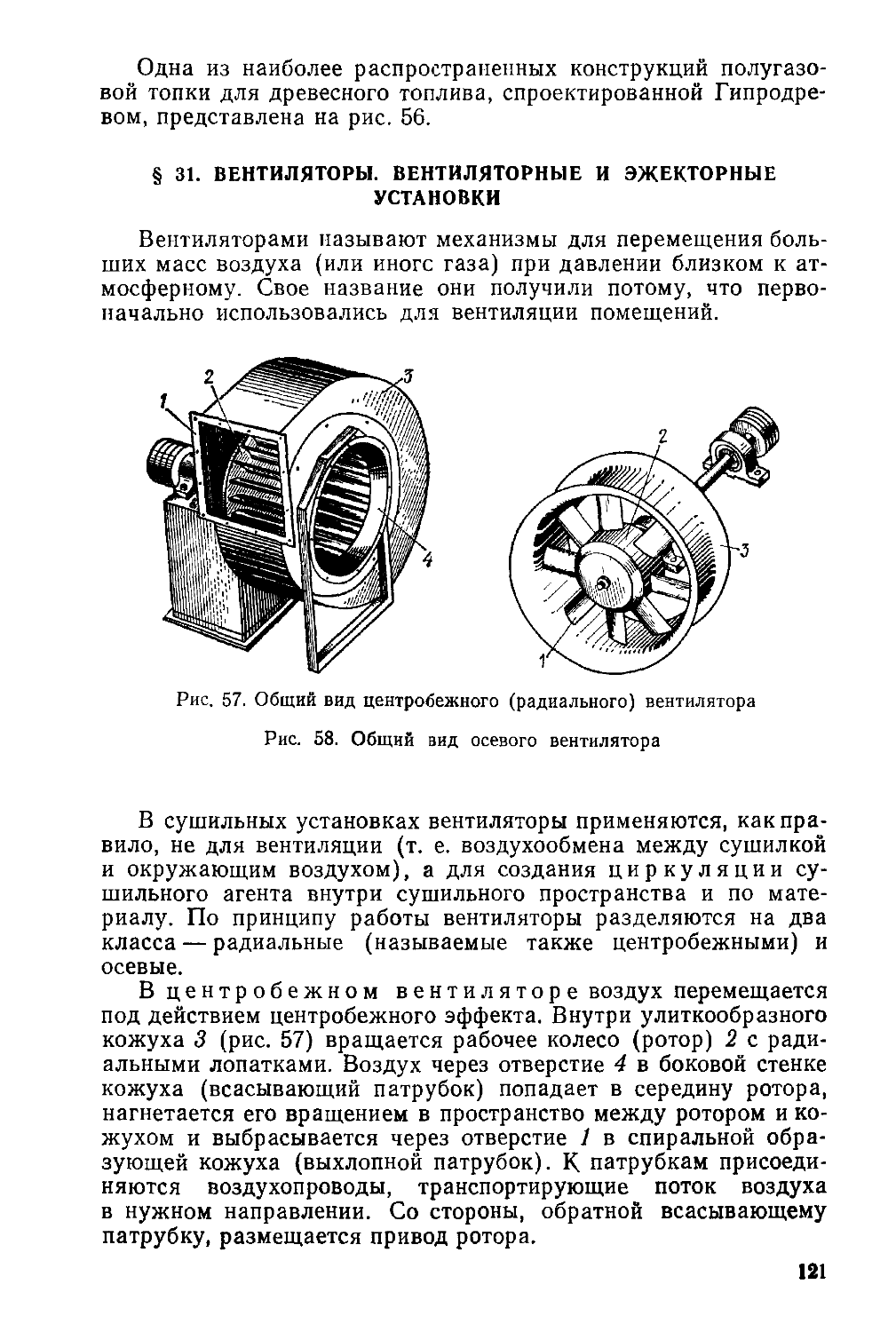
Давление насыщения при повышении температуры резко возрастает, в связи с чем возрастает и влагоемкость воздуха.
Относительной влажностью воздуха <р называют отношение его абсолютной влажности к влагоемкости. Из этого определения и выражений (6) и (7) следует, что
ф = рп/рн = Рп/рн, (8)
т. е. относительная влажность равна также отношению парциального давления пара в воздухе к давлению насыщения пара при данной температуре. Другими словами, относительная влажность воздуха характеризует степень насыщенности его водяным паром. Последним термином мы и будем в дальнейшем преимущественно пользоваться как более универсальным, поскольку понятие «степень насыщенности» применимо как к чистому пару, так и к смеси пара с воздухом, а понятие «относительная влажность» для чистого пара не имеет физического смысла.
В технике гидротермической обработки древесины многие расчеты требуют определения количества участвующего в обработке воздуха. Исчисление количества воздуха по его объему или общей массе неудобно, так как эти величины при изменении состояния воздуха являются переменными. Поэтому принято исчислять количество воздуха по массе его сухой части (т. е. без водяного пара). Такой способ исчисления потребовал введения дополнительного параметра, характеризующего количество пара в воздухе, — влагосодержания.
Влагосодержанием называют массу водяного пара, приходящегося на 1 кг сухой части воздуха. Оно определяется отношением плотности пара к плотности собственно воздуха. Для практических расчетов удобно выражать влагосодержание d в граммах влаги на 1 кг сухого воздуха. На основании уравнений (4), (5), используя численные значения газовых постоянных Rn и будем иметь
d = 1000 -^- = 622-. (9)
Рв Ра Рп
12
Из этого уравнения, показывающего, что при постоянном атмосферном давлении ра влагосодержание является однозначной функцией парциального давления водяного пара, вытекает обратная, очень важная зависимость
pn = M/(622 + d). (10)
Теплосодержание (энтальпия) воздуха характеризуется суммарным теплосодержанием собственно воздуха iB и находящегося в нем водяного пара in. Это суммарное теплосодержание исчисляют по отношению к единице массы (1 кг) сухой части воздуха. Так как на 1 кг сухой части воздуха приходится 0,001 d кг влаги, теплосодержание воздуха / выразится суммой
/ = i'b + 0,001 din = cBt + 0,00lei (ent + Го). (11)
После подстановки значений удельной теплоемкости воздуха и пара (св и сп) и скрытой теплоты парообразования г0 получим расчетную формулу теплосодержания воздуха (кДж/кг):
1 = 1,0/ + 0,00М (1,93^ + 2490). (12)
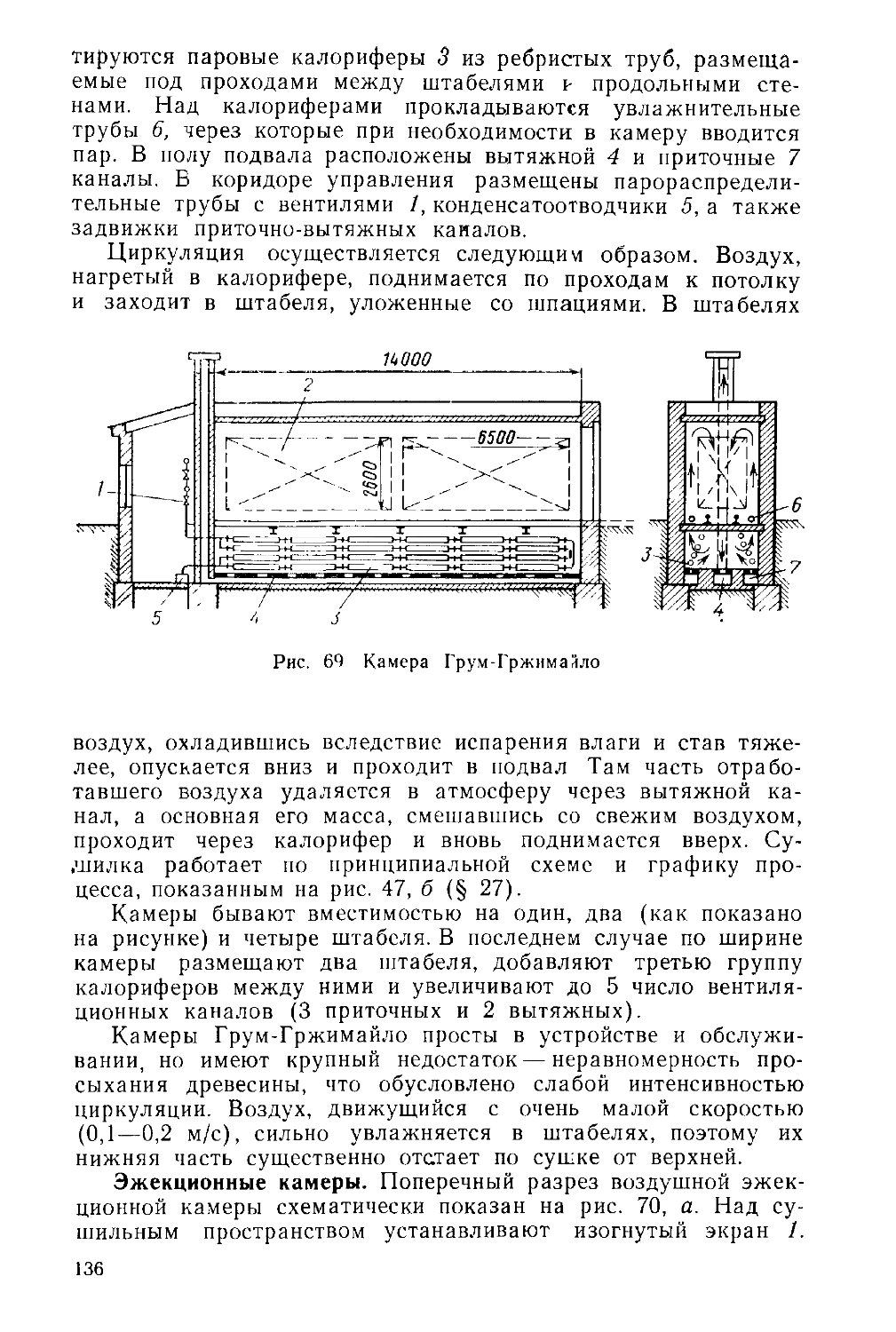
Как видно из приведенных формул, за нулевое теплосодержание условно принимается теплосодержание абсолютно сухого воздуха при 0 СС. При низких температурах оно, следовательно, может быть отрицательным.
Плотность и удельный объем влажного воздуха могут быть вычислены на основании уравнений (4) и (5) как величины, производные от параметров собственно воздуха и пара. Удобнее, однако, определять эти величины графически, о чем будет сказано далее.
Используя приведенные выше уравнения, можно решать разнообразные задачи по определению состояния воздуха.
Пример. Известны температура воздуха 1 = 74 °C и степень его насыщенности паром <р = 0,47. Определить парциальное давление пара в воздухе, а также его влагосодержание и теплосодержание.
Заданной температуре соответствует давление насыщения водяного пара (см. рис. 2) рн = 39 000 Па. Из уравнения (8) парциальное давление рп = = рнф = 39 000-0,47= 18300 Па.
По уравнению (9) находим влагосодержание d, = 622-18 300/(100 000— —18300) = 139 г/кг. Теплосодержание по уравнению (12) 7=1-74 + 0.139Х X (1,93-74+2490) =440 кДж/кг.
§ 3 . ДИАГРАММЫ СОСТОЯНИЯ ВОЗДУХА
Расчеты, подобные приведенному в примере предыдущего параграфа, несмотря на их элементарность, часто оказываются громоздкими и не позволяют наглядно анализировать процессы изменения состояния воздуха в технических устройствах. Поэтому давно делались попытки построить удобную диаграмму, связывающую между собой основные параметры воздуха. Эта задача была решена в 1918 г. проф. Л. К- Рамзиным. Предло
13
женная им диаграмма построена в координатах теплосодержание— влагосодержание и названа потому /d-диаграммой.
Основные координатные оси диаграммы 1 = 0 и d=0 для более полного использования ее площадв образуют между собой тупой угол. Величина этого угла не имеет принципиального значения. Л. К- Рамзин принимал его равным 135°. Мы будем пользоваться вариантом /d-диаграммы (рис. 3, см. с. 16, 17) с углом между координатными осями l/POfT, предложенным И. В. Кречетовым [7].
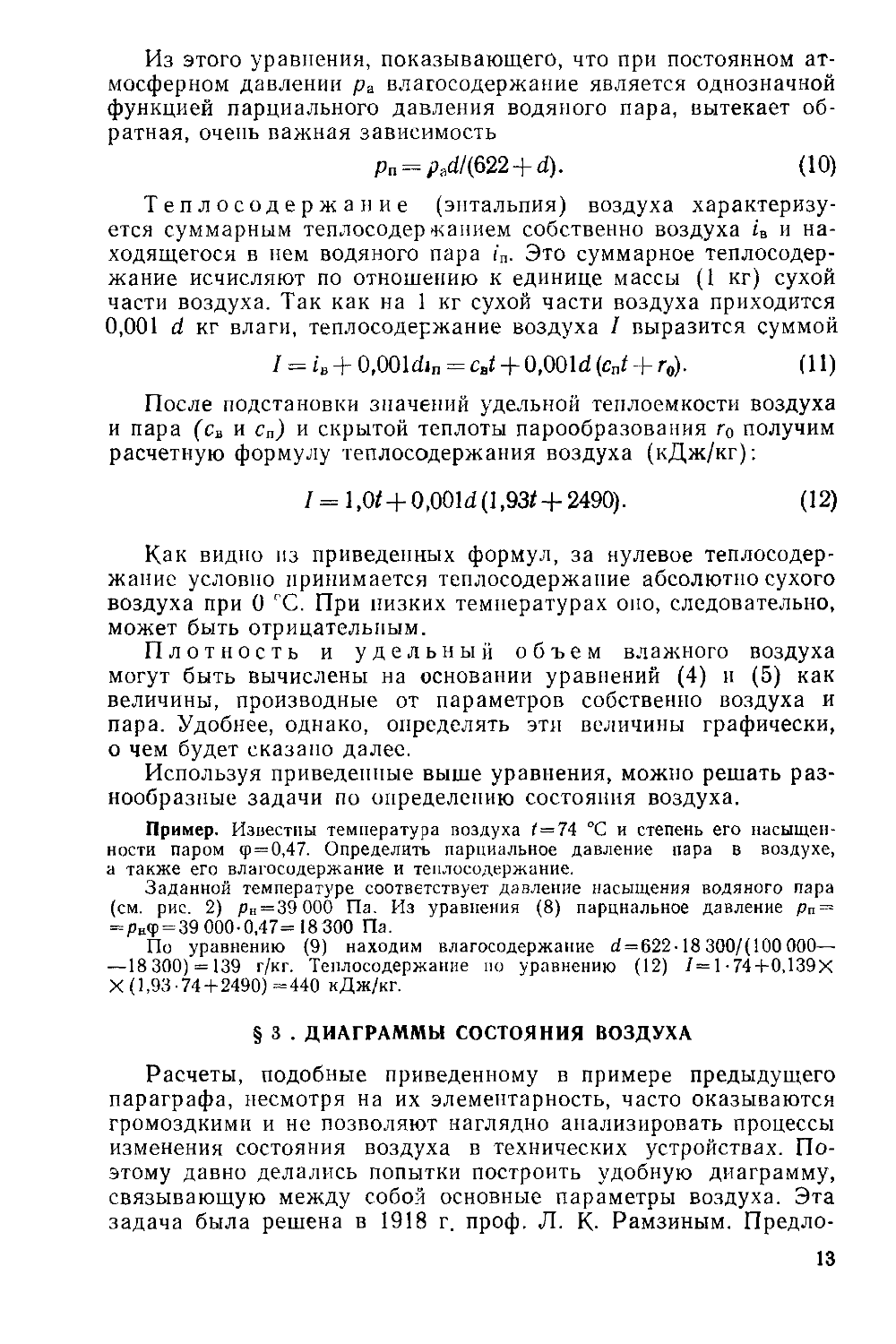
Рис 4. К построению /d-диаграммы.
а — линии постоянного влагосодержания, теплосодержания и температуры; б — линии постоянной степени насыщенности
Построение /d-диаграммы начинается с нанесения в принятом масштабе основной координатной сетки, т. е. линий d = const и 1 = const (рис. 4, а). Влагосодержание откладывается по горизонтали от вертикальной оси d = 0, а теплосодержание — по вертикали от наклонной оси 1 = 0. Точки, соответствующие реальному состоянию воздуха, размещаются в верхней части диаграммы (выше вспомогательной горизонтальной линии). Поэтому на диаграмму наносится не вся ось 1 = 0, а лишь ее начальный участок. Линии постоянной температуры t и степени насыщенности <р строятся на /d-диаграмме следующим образом.
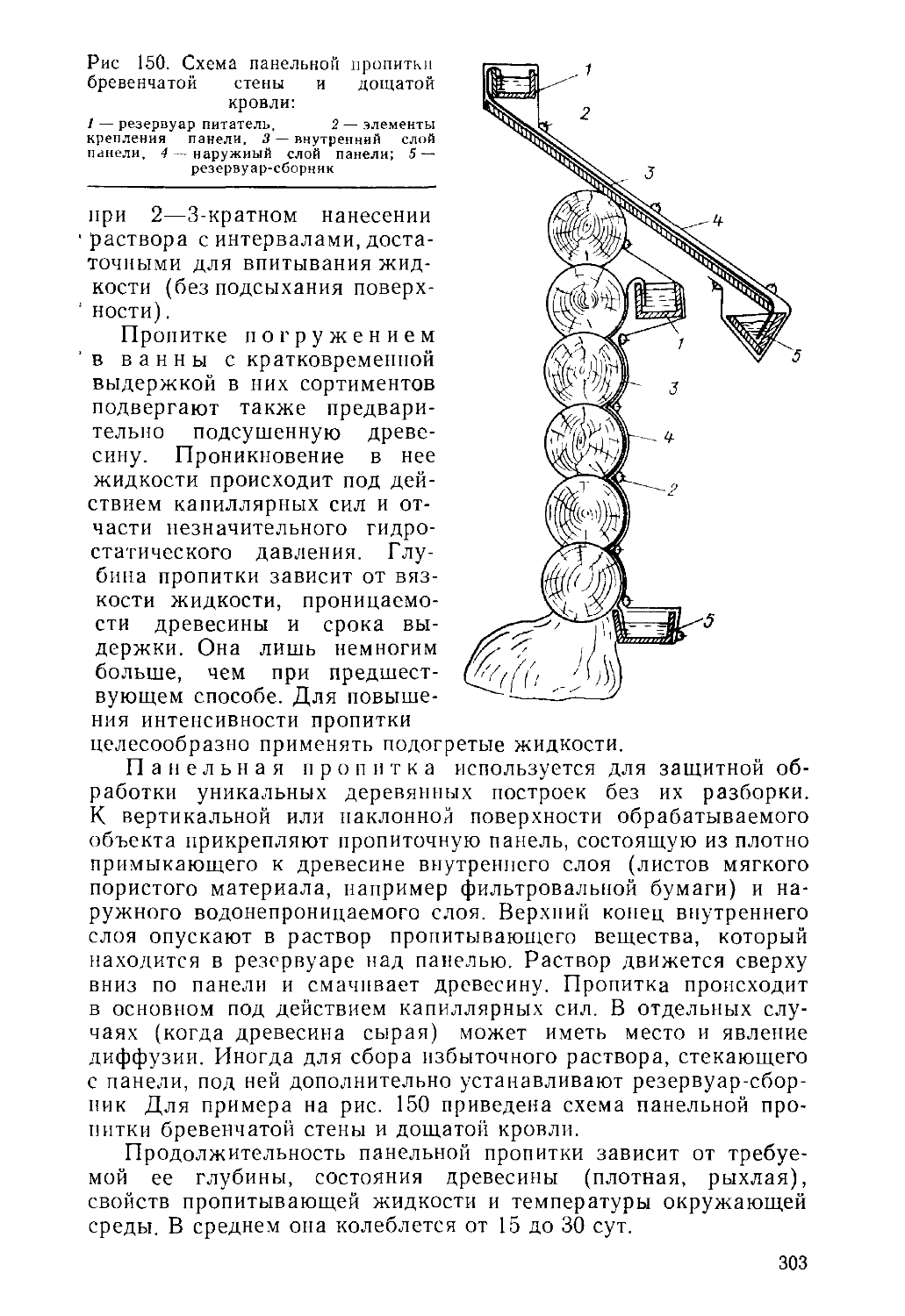
Линии t= const. Связь между координатными параметрами (I, d) и температурой характеризуется уравнением теплосодержания (11). Из этого уравнения следует, что при постоянной температуре зависимость между теплосодержанием и влагосо-держанием выражается уравнением прямой вида I = A+Bd, где А и В — постоянные величины.
Графики этой зависимости на /d-диаграмме и представляют собой линии / = const (см. рис. 4, а).
14
Линии ф=1 и <р = const. Как ясно из предшествующего изложения, влагосодержание нг может быть произвольно большим. Оно ограничивается при заданной температуре влагоем-костыо воздуха. В связи с этим построение линии насыщения Ф= 1 делается так. Задаемся какой-либо (вначале невысокой) температурой t\. Этой температуре соответствует определенное давление насыщения рн. i, которое в данном случае равно парциальному давлению пара в воздухе. Максимально возможное влагосодержание воздуха dH. i при заданной температуре определяется уравнением (9).
Точка пересечения линий /]=const и d„ j=const (рис. 4, б) характеризует насыщенный гаром воздух и, следовательно, лежит на линии насыщения. Задаваясь другими значениями температуры /2, 1з, , tn, находим аналогичным образом точки 2, 3, . .., п, характеризующие насыщенный воздух. Соединяя эти точки кривой, получаем линию ф=1.
Линия заданной степени насыщенности ф1—const строится аналогичным образом. Для какой-либо температуры, например, /1 определяем давление насыщения рн. ь Парциальное давление лара в воздухе рп \ = рп. i Ф- По величине рп. i и уравнению (9) находим влагосодержание d], Точка Г пересечения прямых Ц = = const и di=const, очевидно, лежит на лилии ф = фь Задаваясь другими температурами (/2, (з, , In), находим влагосодержа-ния d?, d$,, dn и получаем точки 2', 3',.. . , п', лежащие па этой же линии.
Для непосредственного определения парциального давления водяного пара на верхней границе диаграммы нанесена шкала значений рп, построенная по уравнению (10).
На /d-диаграмме (см, риг. 3) кроме рассмотренных линий и шкал нанесены семейства прямых p-const и yc=const, а также угловая шкала значений q. Прямые p = const характеризуют плотность воздуха (кг/м3). Удельный объем воздуха v— величина, обратная плотности. Для его определения специальные линии не нужны. Линии ус = const, построенные на диаграмме, показывают значения приведенного удельного объема воздуха, характеризующего объем влажного воздуха, приходящийся на 1 кг его сухой части. Назначение угловой шкалы q рассматривается ниже.
/d-диаграмма наглядна, достаточно точна и служит важным пособием для расчета сушильных и иных устройств. Она, однако, не может характеризовать всех возможных состояний воздуха, и область ее применения ограничена.
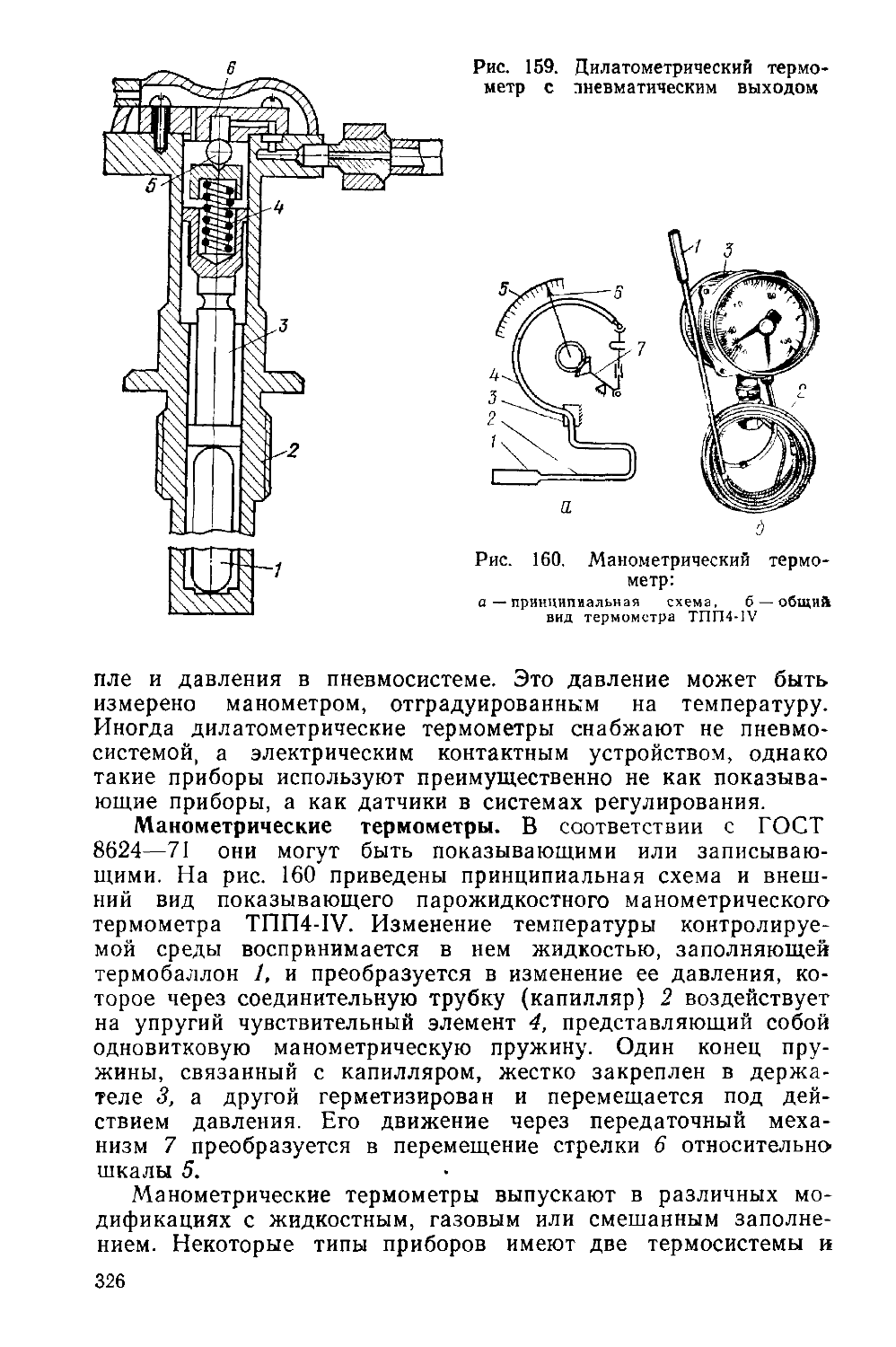
Воздух при температуре, близкой к 100 °C, и высокой степени насыщенности ф содержит значительно больше пара, чем собственно воздуха. Влагосодержание d, равное отношению массы пара к массе сухого воздуха, в этом случае очень велико. При /->100 °C и ф->1 в паровоздушной смеси остается ничтожно малое количество собственно воздуха и его влагосодержание стремится к бесконечности. Очевидно, что такое состояние не
15
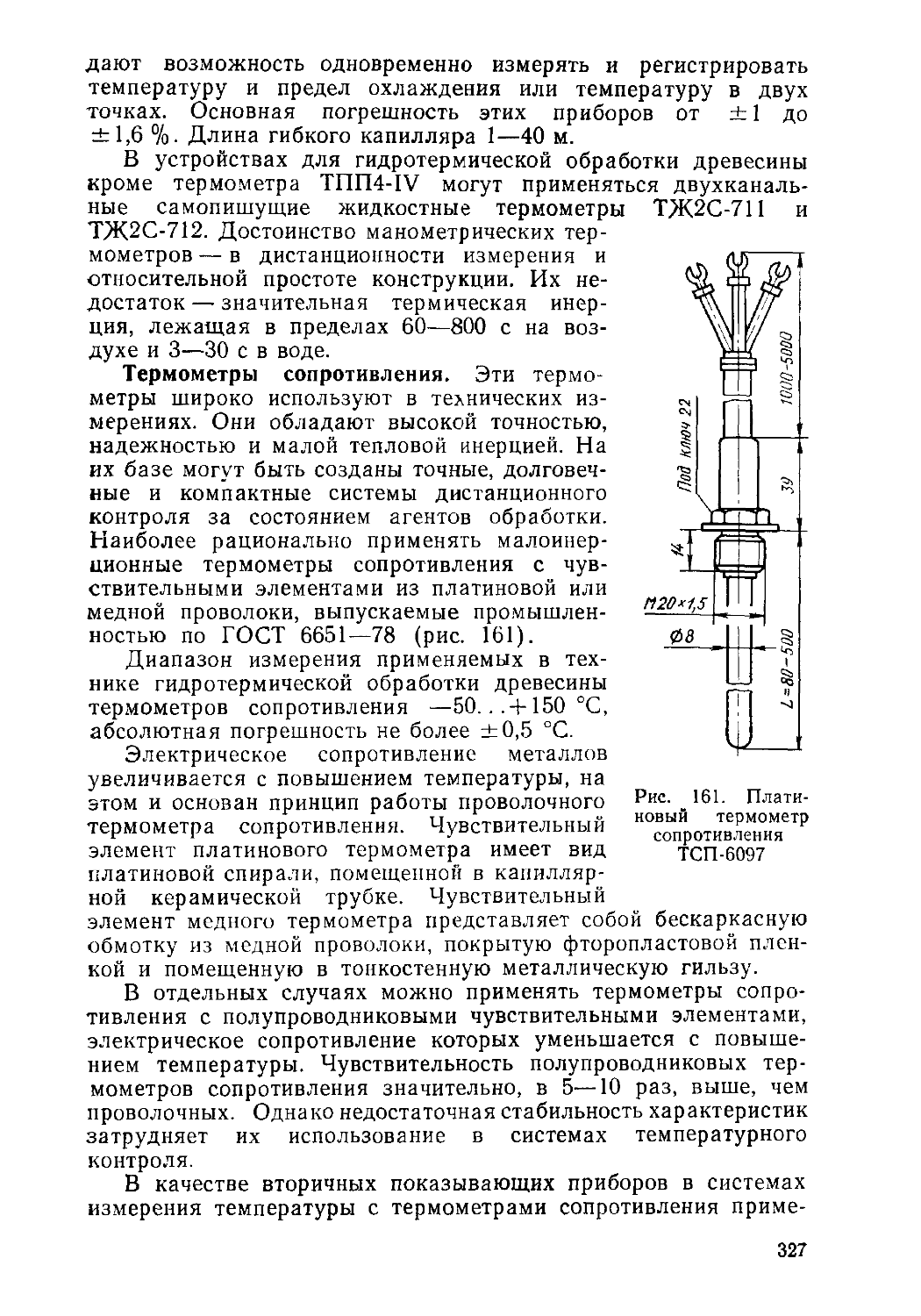
Угловая шкала для q, кДж/кг
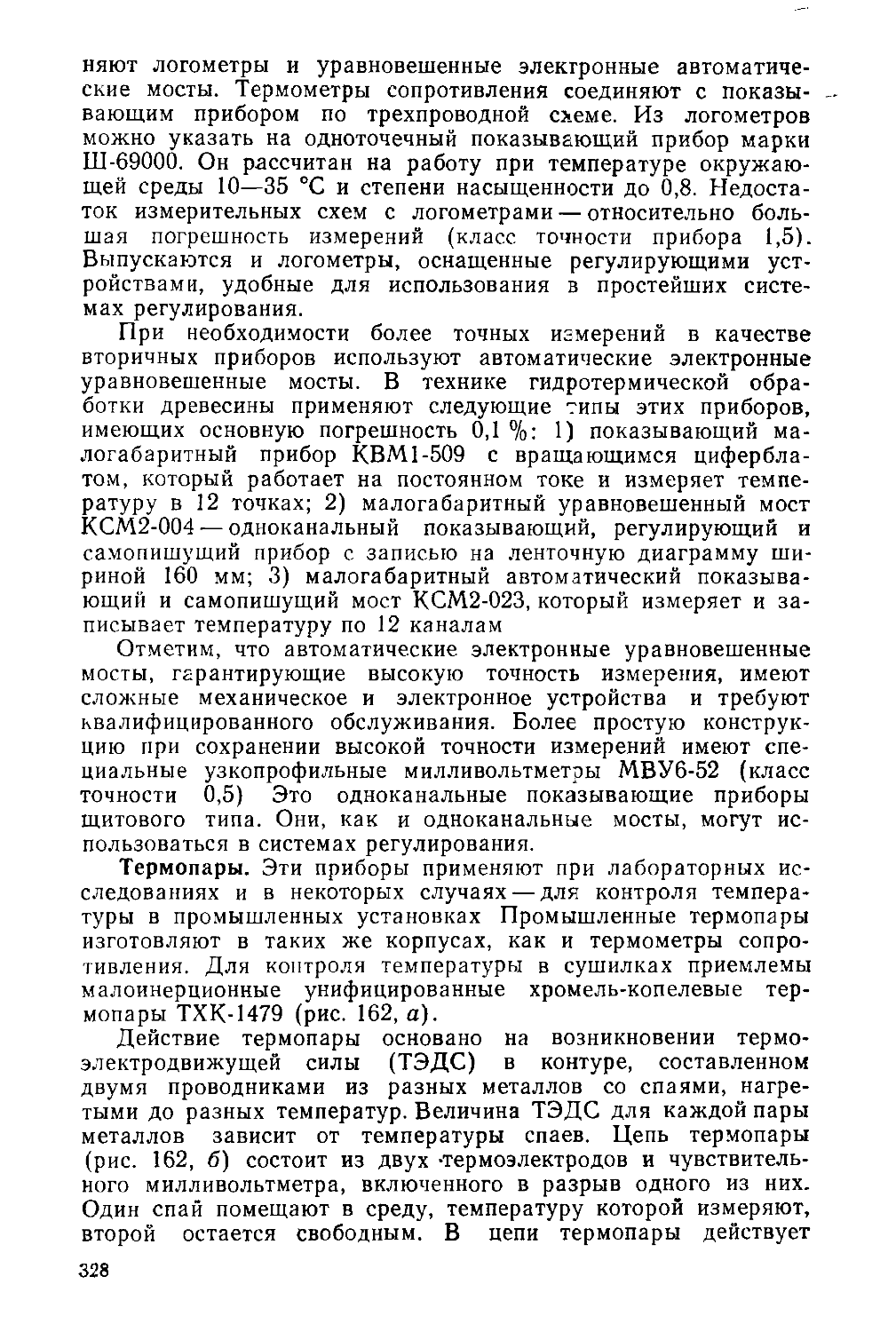
Риг. прайма
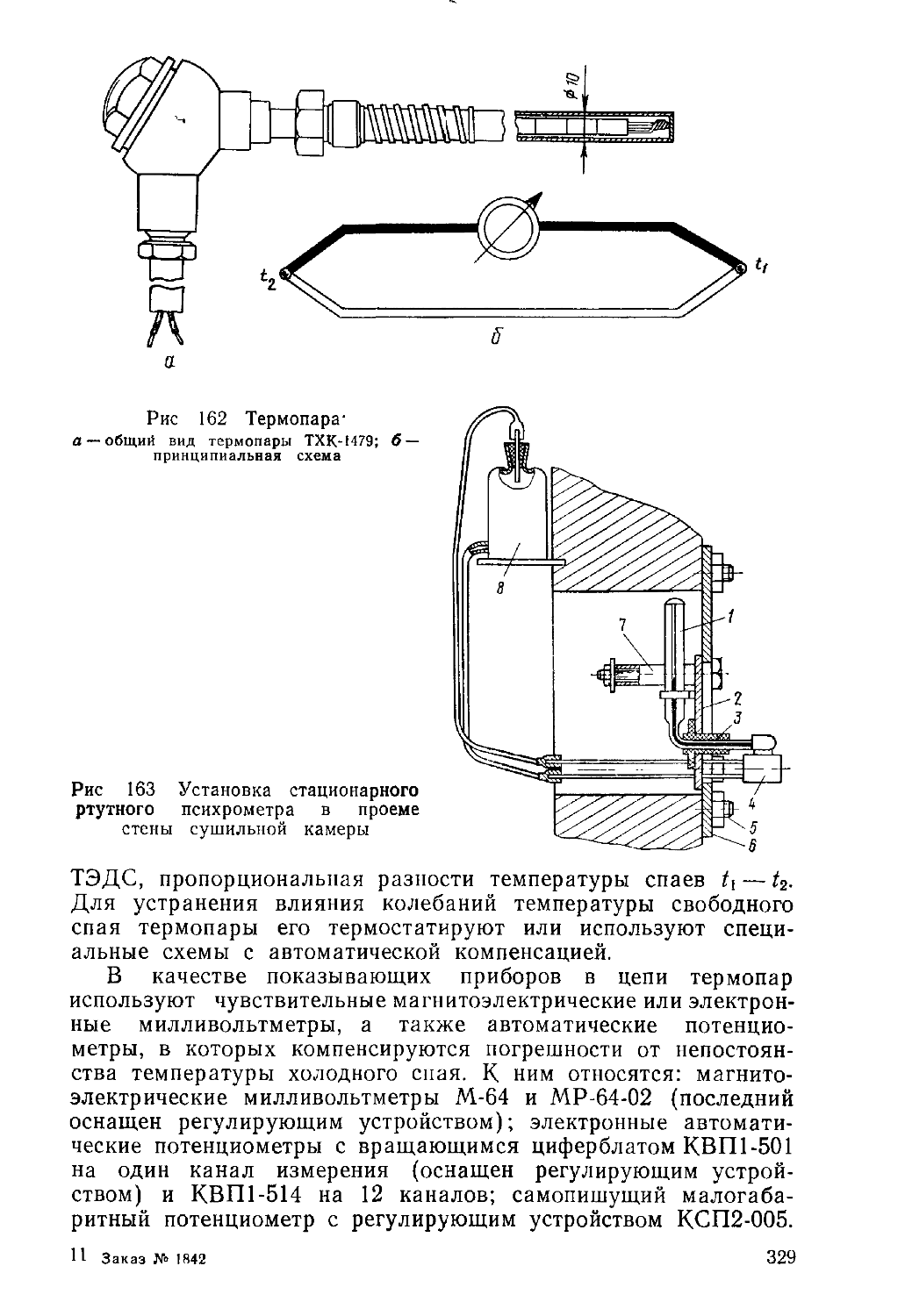
Температура^ °C
может быть изображено на /d-диаграмме. В то же время в производственной практике находят широкое применение в качестве агентов обработки горячий воздух высоких степеней насыщенности или чистый (насыщенный и перегретый) пар атмосферного давления.
Для графической характеристики взаимосвязей между параметрами паровоздушной смеси любых без ограничения состояний необходимо применять диаграммы, построенные в отличных от /d-диаграммы координатах.
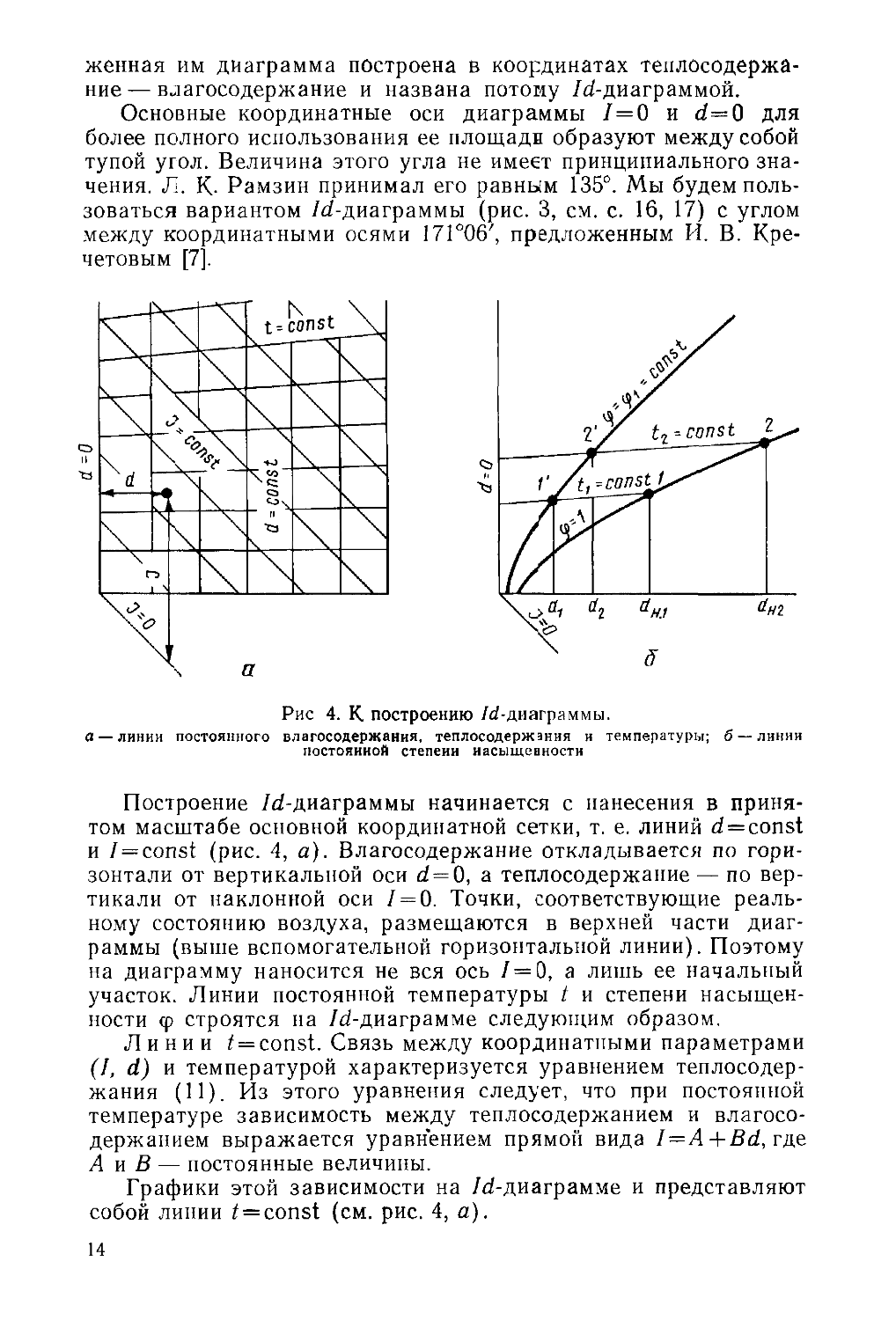
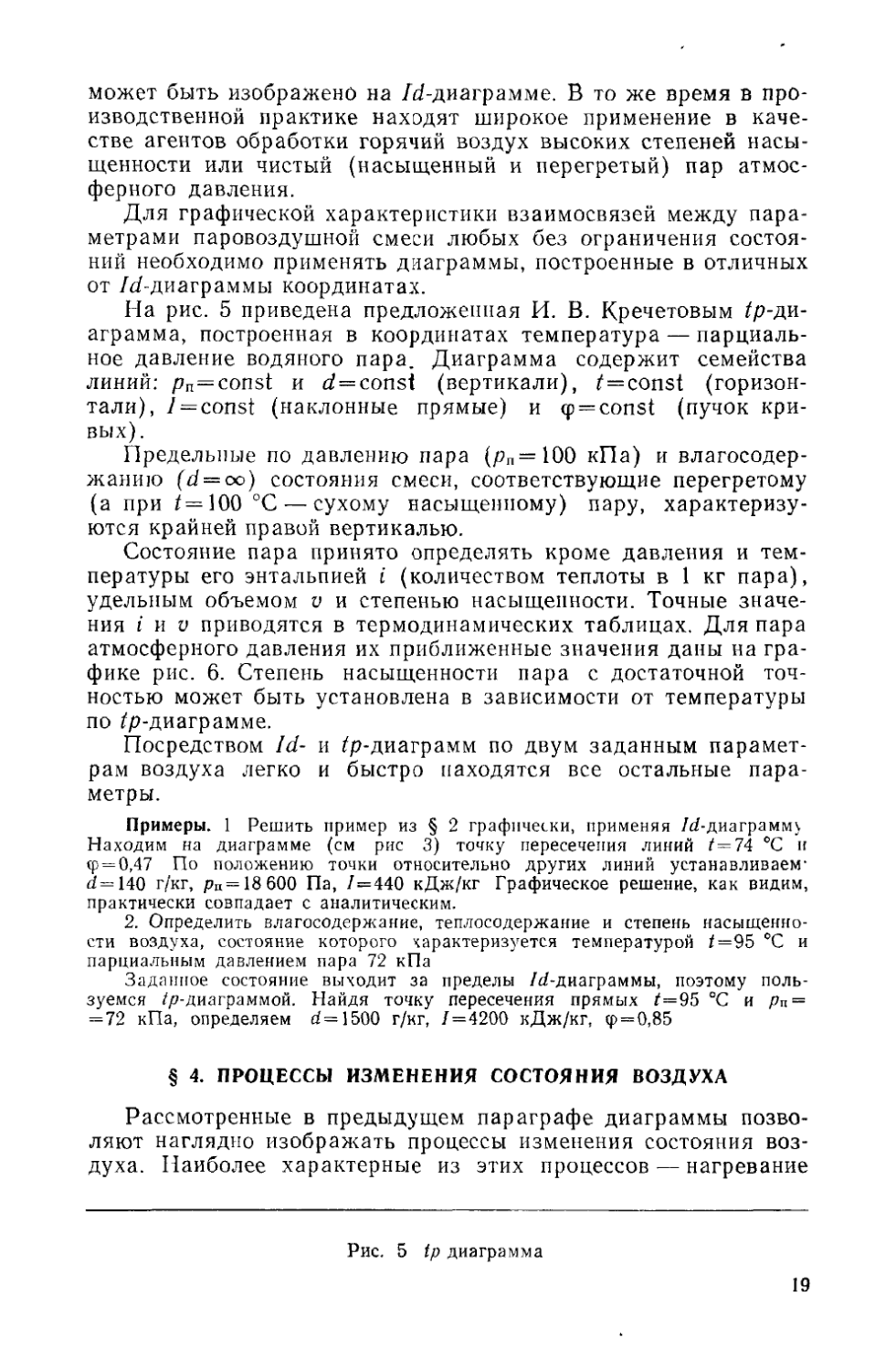
На рис. 5 приведена предложенная И. В. Кречетовым /р-ди-аграмма, построенная в координатах температура — парциальное давление водяного пара. Диаграмма содержит семейства линий: pn~const и d = const (вертикали), t=const (горизонтали), 1 — const (наклонные прямые) и <p = const (пучок кривых).
Предельные по давлению пара (рп= 100 кПа) и влагосодер-жанию (d = oo) состояния смеси, соответствующие перегретому (а при /=100 °C — сухому насыщенному) пару, характеризуются крайней правой вертикалью.
Состояние пара принято определять кроме давления и температуры его энтальпией i (количеством теплоты в 1 кг пара), удельным объемом v и степенью насыщенности. Точные значения i и v приводятся в термодинамических таблицах. Для пара атмосферного давления их приближенные значения даны на графике рис. 6. Степень насыщенности пара с достаточной точностью может быть установлена в зависимости от температуры по /р-диаграмме.
Посредством Id- и /р-диаграмм по двум заданным параметрам воздуха легко и быстро находятся все остальные параметры.
Примеры. 1 Решить пример из § 2 графически, применяя ///-диаграмму Находим на диаграмме (см рис 3) точку пересечения линий /=74 °C и <р = 0,47 По положению точки относительно других линий устанавливаем-// = 140 г/кг, рп = 18600 Па, 7 = 440 кДж/кг Графическое решение, как видим, практически совпадает с аналитическим.
2. Определить влагосодержание, теплосодержание и степень насыщенности воздуха, состояние которого характеризуется температурой /=95 °C и парциальным давлением пара 72 кПа
Заданное состояние выходит за пределы ///-диаграммы, поэтому пользуемся /^-диаграммой. Найдя точку пересечения прямых 7=95 °C и рп = = 72 кПа, определяем d = 1500 г/кг, /=4200 кДж/кг, ф = 0,85
§ 4. ПРОЦЕССЫ ИЗМЕНЕНИЯ СОСТОЯНИЯ ВОЗДУХА
Рассмотренные в предыдущем параграфе диаграммы позволяют наглядно изображать процессы изменения состояния воздуха. Наиболее характерные из этих процессов — нагревание
Рис. 5 tp диаграмма
19
Рис 6. График зависимости энтальпии и удельного объела водяного пара от температуры при атмосферном давлении
Рис. 7 Изображение на W-длаграмме процессов: а — тагревання, охлаждения и испазения воды; б — смешения воздуха различных состояний
или охлаждение воздуха в теплообменниках, испарение в воздухе влаги, смешение воздуха различных состояний или смешение воздуха с паром.
Нагревание или охлажден и о гоздуха в теплообменном устройстве, осуществляемое соприкосновением воздуха с горячей или холодной сухой поверхностью, характеризуется постоянством влагосодержания. Изменение состояния воздуха с первоначальными параметрами а (рис. 7, а) при его нагревании изображается на /г/-диаграмме вертикальной прямой аб, параллельной линии d = const. При этом температура и теплосодержание воздуха возрастают, а степень насыщенности уменьшается.
Процесс охлаждения воздуха (прямая ав), наоборот, связан с понижением его температуры и повышением степени насыщенности. При достаточно большом охлаждении воздух может достигнуть состояния насыщения (точка г). Дальнейшее охлаждение его в этом состоянии (отрезок гд) будет сопровождаться конденсацией пара и уменьшением влагосодержания. Температуру, при которой воздух, охлаждаясь от соприкосновения с су
20
хой поверхностью, достигает состояния насыщения, называют температурой точки р «с ы. Точно так же изображаются процессы нагревания и охлаждения воздуха и на /р-диаграмме.
Испарение влаги в воздух происходит тогда, когда он не насыщен паром и соприкасается с поверхностью воды или влажного тела. Предположим, что воздух в том же состоянии а соприкасается с поверхностью юды, имеющей температуру О °C. Теплосодержание воды, следсвателыю, равно нулю. При испарении теплосодержание воздуха будет постоянным, так как тепло, затрачиваемое на испарение, останется в воздухе в виде скрытой теплоты парообразования. Изменение состояния воздуха при этом изобразится iu /d-диаграмме прямой ае, параллельной линии / = const. То хе самое будет иметь место и на /р-диаграмме.
Температура воздуха в процессе испарения влаги понижается, а влагосодержание и степень насыщенности увеличиваются. При достаточной длительности процесса воздух может быть насыщен паром (точка е); тогда испарение прекратится. Температуру, при которой воздух, испаряя влагу, достигает состояния насыщения, называют температурой предела охлаждения при испарении или, короче, тем пора гуроп предела охлаждения /„ <>.
Постоянство теплосодержания воздуха в процессе испарения сохраняется, строго говоря, лишь при условии, если температура испаряемой воды равна О °C. В действительности этого пе бывает. При отсутствии стецпальных устройств для охлаждения или нагревания воды ев температура при испарении стремится к величине равновесной с состоянием воздуха, и эта равновесная температура есть не что иное, как температура предела охлаждения.
13 болыппшчве случаев температура предела охлаждения больше О °C, поэтому процесс испарения обычно связан с некоторым приращением теплосодержания воздуха за счет теплоты жидкости. Однако, поскольку это приращение невелико, для практических расчетов им без большой погрешности можно пренебречь.
Температура предела охлаждения при атмосферном давлении, а следовательно, и температура мокрого тела, окруженного со всех сторон воздухом, независимо от его температуры всегда ниже 100 °C (при условии, конечно, если тело остается мокрым). Температуру же предела охлаждения, равную 100 °C, имеет при атмосферном давлении чистый перегретый пар.
Температура предела охлаждения может быть непосредственно измерена смоченным термометром, т. е. термометром, шарик которого обернут смачиваемой водой тканью. Если рядом с таким термометром поставить обычный сухой термометр, получится прибор, называемый психрометром (конструкции психрометров рассмотрены в гл. 18). По показаниям сухого (tc — = t) и смоченного (tM = tn. о) термометров психрометра легко по
21
Id- или /р-диаграмме определить все параметры воздуха. Для этого на диаграмме нужно выполнить следующее элементарное построение. Отыскиваем точку пересечения прямой tM^ con st с кривой (рис. 7, а, точка е). От этой точки проводим линию /= const до пересечения ее с изотермой / = /с. Полученная точка а и будет характеризовать состояв ie воздуха.
Процессы смешения воздуха различных состояний очень важны для сушильной техники. Предположим, что смешивается М\ кг воздуха в состоянии Л, di и М2 кг воздуха в состоянии /2, d2 (как здесь, так и в дальнейшем количество воздуха исчисляется по массе его сухой части). Состояние смеси зависит от состояния ее компонентов и от отношения
n = (13)
которое принято называть коэффициентом пропорции смеси. Для вычисления параметров смеси сос"авляют уравнения баланса тепла и влаги. Очевидно, на 1 кг воздуха в состоянии 2 приходится п кг воздуха в состоянии 1. Поэтому
А л/1 = (1 + п) 1см (14); d2-j-/ida =(1+п)<1см- (15)
Из этих выражений непосредственно определяют параметры смеси:
(16): ‘‘С"'*' О7)
1 Ч- п 1 + п
Выясним, как изображается процесс смешения на /^-диаграмме. Из формул (14) и (15) имеем:
^см==^(^ем ^1) (18)> d% dcM — ft(dcM dj). (19)
Разделив (18) на (19), получим уравнение
/а /см /см. /) (20)
^2 ^СМ dcM d-l
т. е. уравнение прямой линии с заданными координатами двух ее точек /ь dt и /2, d2. Отсюда следует, что точка с, определяющая состояние смеси, независимо от величины п лежит на прямой, которая соединяет на /d-диаграмме точки, показывающие состояния компонентов смеси (рис. 7, б'.
Из уравнения (19) имеем
n = (d2 —dCt$(dcM~ di). (21)
Следовательно, точка с делит прямую /—2 на части, отношение которых равно коэффициенту пропорции смеси. При этом она лежит ближе к точке, характеризующей состояние преобладающего в смеси компонента (в нашем случае, когда п>1, ближе к точке 1). Рассматриваемая прямая может пересечь кривую ф=1, и точка состояния смеси окажется лежащей ниже этой кривой (точка с'). Это служит признаком конденсации ча-22
сти водяного пара в процессе смешения. Действительное состояние смеси (после осаждения конденсата) определится точкой с", расположенной на пересечении кривой ф= 1 и прямой / = = const, проходящей через то-гку с'.
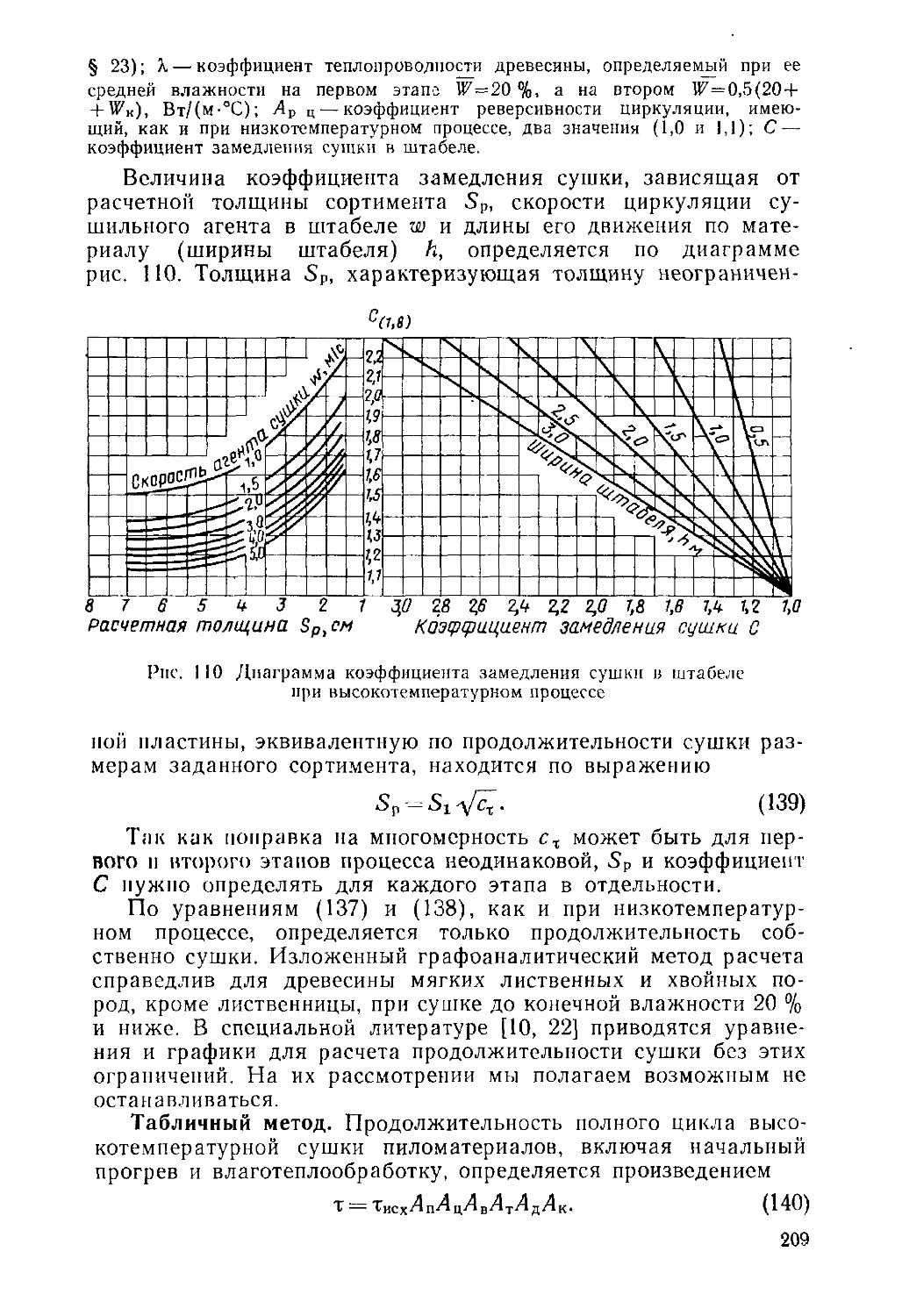
Показанный способ графического построения процессов смешения воздуха различных состояний применим только для Id-диаграммы. На /р-диаграмме, имеющей неравномерные шкалы/ и d, такое построение делать нельзя.
В практике иногда применяют смешение воздуха и пара. Параметры смеси определяются здесь таким образом. Предположим, что 1 кг (т. е. 1000 г) пара с энтальпией i добавляется к п кг воздуха (пс массе сухой части), имеющего параметры I, d. Очевидно, мазса сухой части смеси останется прежней (п кг). Параметры смеси поэтому будут равны:
/см =/ -у- Цп (22); = 1000/п. (23)
Примеры. 1. Воздух с температурой / = 65 °C и влагосодержапием d — = 150 г/кг нагревается в теплообменнике до 80 °C. Найти остальные параметры (<р, /) нагретого воздуха.
Процесс нагревания изображается прямой d = const. Отыскиваем па /г/- или /р-дпаграммс точку / = 65 °C, d=150 г/кг. Ведем от нес прямую вверх до пересечения с изотермой / = 80 °C. По положению точки пересечения находим <() = 0,4; / = 480 кДж/к-.
2. Состояние воздуха характеризуется показаниями психрометра /<• = = 75 °C; /м=64 °C. Найти графически степень насыщенности воздуха.
Выполняя на Id- или /р-диаграмме построение, показанное на рис. 7, н, определяем ср = 0,60. По положению этой точки могут быть определены и все другие параметры воздуха.
3. Смешиваются 60 кг воздуха в состоянии / = 74 °C, Щ = 190 г/кг и 10 кг воздуха в состоянии /г = 52 °C, с/г = 70 г/кг. Определить влагосодер-жапие н теплосодержание смеси.
Коэффициент пропорции смеси л=6. Выполняя на /d-диаграмме построение, показанное на рис. 7,6, определяем: с/См = 172 г/кг, /См = = 530 кДж/кг
§ 5. ПАРАМЕТРЫ ТОПОЧНЫХ ГАЗОВ. Ida- ДИАГРАММА
Топочные газы, используемые в технике гидротермической обработки древесины, как правило, получаются в специальных топках.
Состояние топочных газов, зависящее от состава топлива, его влажности и условий горения, характеризуется теми же параметрами, что и состояние воздуха. Физические константы топочных газов мало отличаются от констант атмосферного воздуха, поэтому для них применима /d-диаграмма при соответствующем расширении ее температурной шкалы. Однако использование /d-диаграммы для топочных газов стало бы значительно удобнее, если бы можно было связать их параметры с составом и влажностью топлива, а также величинами, характеризующими условия его сжигания в топке, основная из которых—коэффициент избытка воздуха. Это может быть сделано следующим
23
образом. Теплосодержание и влагосодержание топочных газов определяются выражениями (кДж/кг, г/кг):
/ = (ФвП 4- а£0Л>У£с. г; (24)
d = (lOO0gn + aLodo)/gc. г, (25)
где QB — тепл ста сгорания топлива, кДж/кг, зависяцая от его элементарного состава и влажности; д — коэффициент полезного действия топки; а — коэффициент игбытка воздуха; Lo — количество воздуха (по массе его сухой части), теоретически необходимое для сжигания тодлива, кг/кг; /0, do— теплосодержанге и влагосодержание наружного (под1ваемого в топку) воздуха; gc.r — количество топочных газов (по массе ix сухой части), образующихся при сжигании 1 кг топлива, кг/кг; gn — Nacca пара, образующегося при сжигадии топлива, кг/кг.
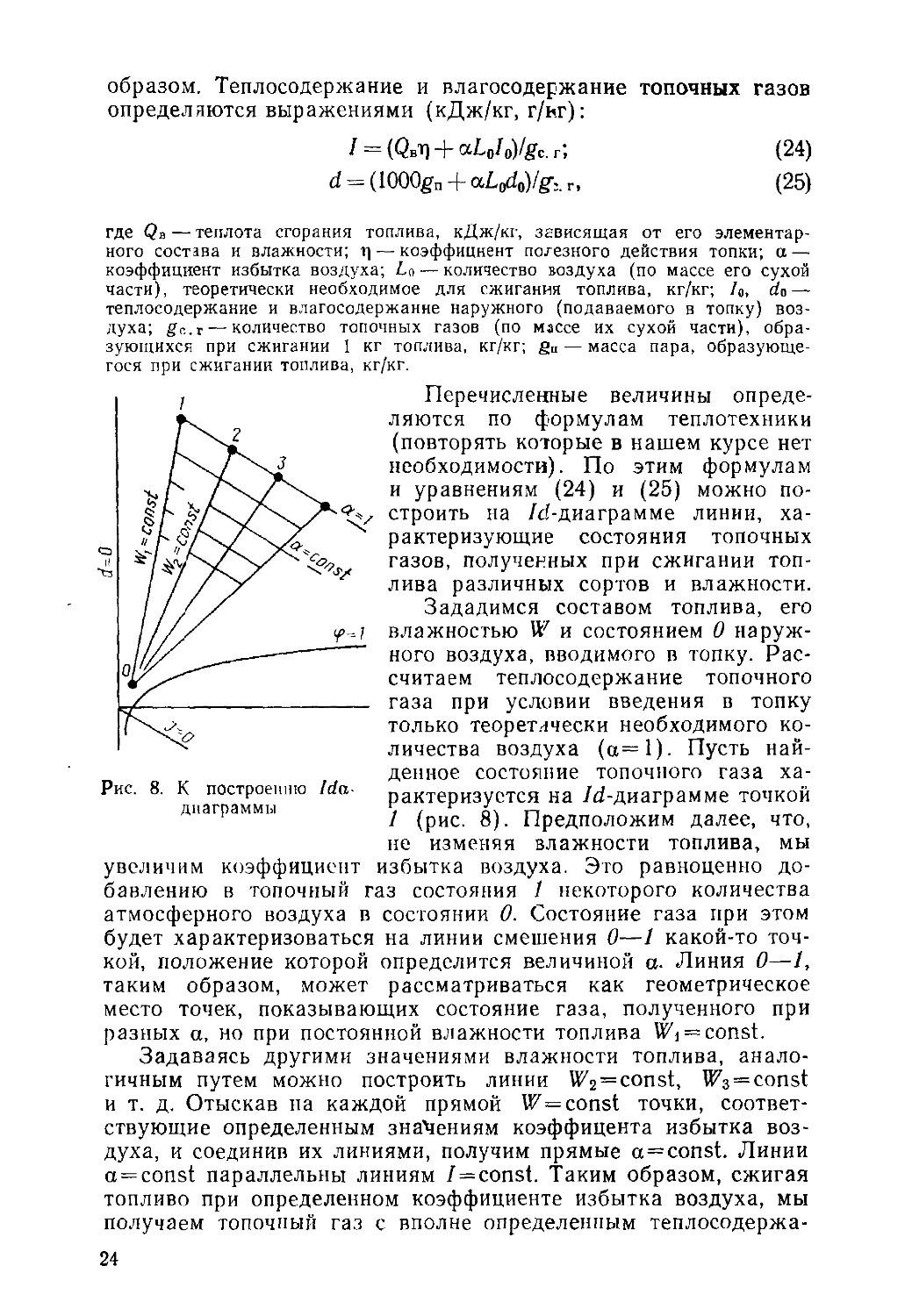
I Перечисленные величины опреде-
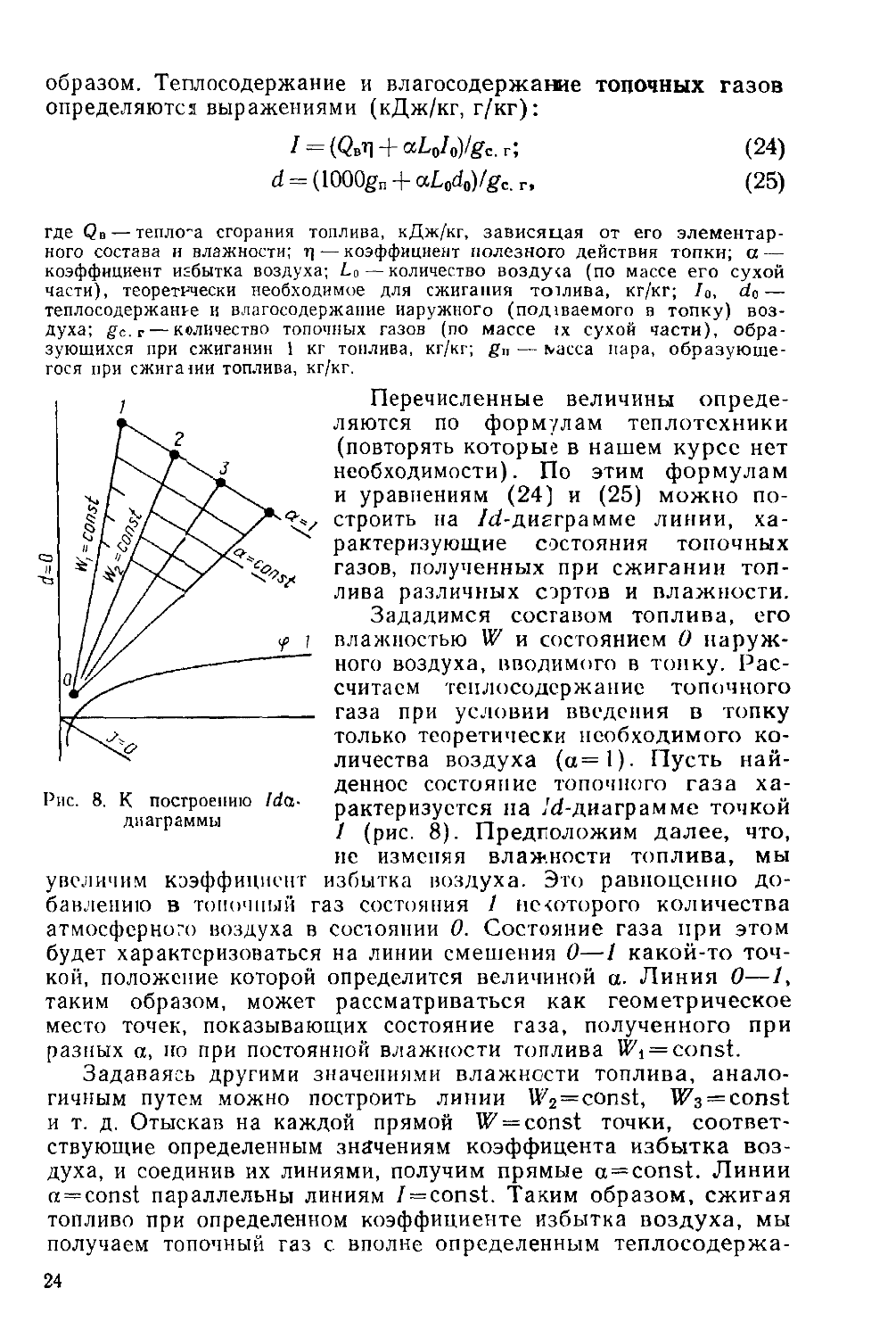
Вляются по формулам теплотехники (повторять которые в нашем курсе нет необходимости). По этим формулам и уравнениям (24) и (25) можно по-строить на /^-диаграмме линии, характеризующие состояния топочных г газов, полученных при сжигании топлива различных сортов и влажности. Зададимся составом топлива, его Р 1 влажностью W и состоянием О наруж-’ ного воздуха, вводимого в топку. Рассчитаем теплосодержание топочного _______________-______________ газа при условии введения в топку только теоретически необходимого ко-личества воздуха (а=1). Пусть найденное состояние топочного газа ха-Рис. 8. К построению /da- рактеризустся на /d-диаграмме точкой диаграммы______________/ (рИс. 8). Предположим далее, что,
не изменяя влажности топлива, мы увеличим коэффициент избытка воздуха. Это равноценно добавлению в топочный газ состояния 1 несоторого количества атмосферного воздуха в состоянии 0. Состояние газа при этом будет характеризоваться на линии смешения 0—1 какой-то точкой, положение которой определится величиной а- Линия 0—/, таким образом, может рассматриваться как геометрическое место точек, показывающих состояние газа, полученного при разных а, но при постоянной влажности топлива W\ = const.
Задаваясь другими значениями влажности топлива, аналогичным путем можно построить линии W72 = const, = const
и т. д. Отыскав на каждой прямой W — const точки, соответствующие определенным значениям коэффицента избытка воздуха, и соединив их линиями, получим прямые a = const. Линии a —const параллельны линиям / = const. Таким образом, сжигая топливо при определенном коэффициенте избытка воздуха, мы получаем топочный газ с вполне определенным теплосодержа
24
нием независимо от влажности топлива. Этот вывод, который, на первый взгляд, может показаться несколько неожиданным, станет очевидным, если вспомтить, что в теплосодержание газа входит скрытая теплота испарения находящегося в нем водяного пара.
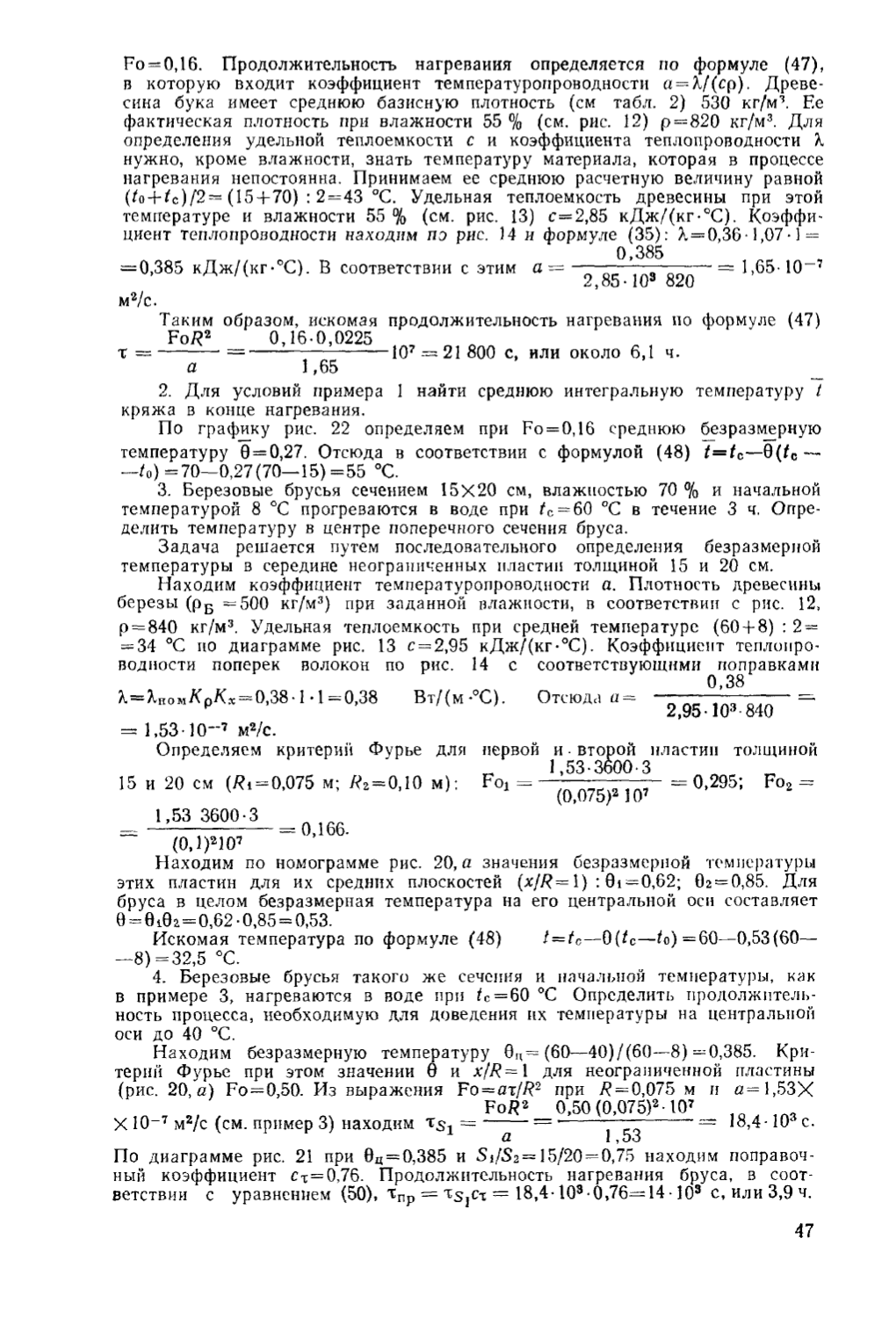
/d-диаграмма с дополнительными линиями 47 = const и а = = const получила название /di-диаграммы топочных газов. На рис. 9 (с. 48, 49) дана /da-диаграмма для древесного топлива, построенная И. В. Кречетовым [7]. Для удобства расчетов линии постоянной влажности топлив г на ней имеют двойные обозначения, соответствующие влажности, исчисленной по отношению к массе древесины в абсолютно сухом состоянии (абсолютная влажность, или просто влажнвсть 47) и по отношению к общей массе влажной древесины (относительная влажность 47О).
На линиях a = const кроме коэффициента избытка воздуха обозначено содержание (%) в топочном газе углекислоты СОа, которое однозначно зависит ст а. Это помогает анализировать состояние топочных газов в tjx случаях, когда содержание углекислоты установлено с помощью газоанализатора.
На прилагаемой /da-диаграмме нанесены также линии постоянной плотности газа р и приведенного удельного объема иПр, т. е. объема на 1 кг сухой части газа (на рис. 3 этот параметр обозначен через Кс).
Пример. В топке сжигаются древесные отходы влажностью W~ 120 % при коэффициенте избытка воздуха а=2,5. Найти основные (t, d, I) параметры топочного газа.
Устанавливаем на /da-диаграмие точку пересечения соответствующих линий 117 = 00051 и a=const и по положению этой точки определяем / = 600 °C, </=125 г/кг, /=1070 кДж/кг.
Глава 2
СВОЙСТВА ДРЕВЕСИНЫ, ИМЕЮЩИЕ ЗНАЧЕНИЕ ПРИ ЕЕ ГИДРОТЕРМИЧЕСКОЙ ОБРАБОТКЕ
§ 6. КЛАССИФИКАЦИЯ ВЛАЖНЫХ ТЕЛ. СОСТОЯНИЕ ВОДЫ В ДРЕВЕСИНЕ
По характеру взаимосвязи с водой влажные материалы (тела) делятся на три основных вида: коллоидные, капиллярнопористые и капиллярно-пористые коллоидные.
Коллоидные тела (эластичные гели) при изменении содержания воды заметно меняют свои размеры, но сохраняют свойство эластичности. Типичным их представителем является желатин. По характеру набухания в жидкой среде они делятся на неограниченно набухающие, способные переходить в коллоидный раствор, и ограничение набухающие.
Капиллярно-пористые тела (хрупкие гели) при изменении содержания воды мало изменяют свои размеры, но ста-
25
образом. Теплосодержание и влагосодержание топочных газов определяются выражениями (кДж/кг, г/вг):
I = (Qbt) 4- aL0I0)/gc. г; (24)
d = (lOOOgn + aLodo)/^:. г, (25)
где Qb — теплота сгорания топлива, кДж/кг, зависящая от его элементарного состава и влажности; Г] — коэффициент полезного действия топки; a — коэффициент избытка воздуха; До — количество воздуха (по массе его сухой части), теоретически необходимое для сжигания топлива, кг/кг; /0, do— теплосодержание и влагосодержание наружного (подаваемого в топку) воздуха; gc. г — количество топочных газов (по массе их сухой части), образующихся при сжигании 1 кг топлива, кг/кг; gn — масса пара, образующегося при сжигании топлива, кг/кг.
} Перечисленные величины опреде-
ляются по формулам теплотехники / (повторять которые в нашем курсе нет
необходимости). По этим формулам и УРавнениям (24) и (25) можно по-строить на /d-диаграмме линии, ха-^гД/Х/Х>^ рактеризующие состояния топочных
'и / газов, полученных при сжигании топ-
/ 7 /Jz лива различных сортов и влажности.
\ // Зададимся составом топлива, его
/ // у-/ влажностью U7 и состоянием 0 наруж-
[/// ного воздуха, вводимого в топку. Рас-
считаем теплосодержание топочного ____________________ газа при условии введения в топку ГХ^Х________________только теоретически необходимого ко-
личества воздуха (а=1). Пусть найденное состояние топочного газа ха-Рис. 8. К построению Ida- рактеризуется на /d-диаграмме точкой / (рис. 8). Предположим далее, что, не изменяя влажности топлива, мы увеличим коэффициент избытка воздуха. Это равноценно добавлению в топочный газ состояния / некоторого количества атмосферного воздуха в состоянии 0. Состояние газа при этом будет характеризоваться на линии смешения 0—1 какой-то точкой, положение которой определится величиной а. Линия 0—1, таким образом, может рассматриваться как геометрическое место точек, показывающих состояние газа, полученного при разных а, но при постоянной влажности топлива Wt — const.
Задаваясь другими значениями влажности топлива, аналогичным путем можно построить линии W2 = const, W3 = const и т. д. Отыскав на каждой прямой const точки, соответствующие определенным значениям коэффицента избытка воздуха, и соединив их линиями, получим прямые a = const. Линии a = const параллельны линиям / = const. Таким образом, сжигая топливо при определенном коэффициенте избытка воздуха, мы получаем топочный газ с вполне определенным теплосодержа-24
нием независимо от влажности топлива. Этот вывод, который, на первый взгляд, может показаться несколько неожиданным, станет очевидным, если вспомнить, что в теплосодержание газа входит скрытая теплота испарения находящегося в нем водяного пара.
/d-диаграмма с дополнительными линиями W = const и а = = const получила название /da-диаграммы топочных газов. На рис. 9 (с. 48, 49) дана /da-диаграмма для древесного топлива, построенная И. В. Кречетовым [7]. Для удобства расчетов линии постоянной влажности топлива на ней имеют двойные обозначения, соответствующие влажности, исчисленной по отношению к массе древесины в абсолютно сухом состоянии (абсолютная влажность, или просто влажность W7) и по отношению к общей массе влажной древесины (относительная влажность Wo).
На линиях a=const кроме коэффициента избытка воздуха обозначено содержание (%) в топочном газе углекислоты СОг, которое однозначно зависит от а. Это помогает анализировать состояние топочных газов в тех случаях, когда содержание углекислоты установлено с помощью газоанализатора.
На прилагаемой /da-диаграмме нанесены также линии постоянной плотности газа р и приведенного удельного объема пПр, т. е. объема на 1 кг сухой части газа (на рис. 3 этот параметр обозначен через Vc).
Пример. В топке сжигаются древесные отходы влажностью №=120% при коэффициенте избытка воздуха а=2,5. Найти основные (t, d, I) параметры топочного газа.
Устанавливаем на /da-диаграмме точку пересечения соответствующих линий №=const и а=const и по положению этой точки определяем t = 600 °C, d=125 г/кг, /=1070 кДж/кг.
Глава 2
СВОЙСТВА ДРЕВЕСИНЫ, ИМЕЮЩИЕ ЗНАЧЕНИЕ ПРИ ЕЕ ГИДРОТЕРМИЧЕСКОЙ ОБРАБОТКЕ
§ 6. КЛАССИФИКАЦИЯ ВЛАЖНЫХ ТЕЛ. СОСТОЯНИЕ ВОДЫ В ДРЕВЕСИНЕ
По характеру взаимосвязи с водой влажные материалы (тела) делятся на три основных вида: коллоидные, капиллярнопористые и капиллярно-пористые коллоидные.
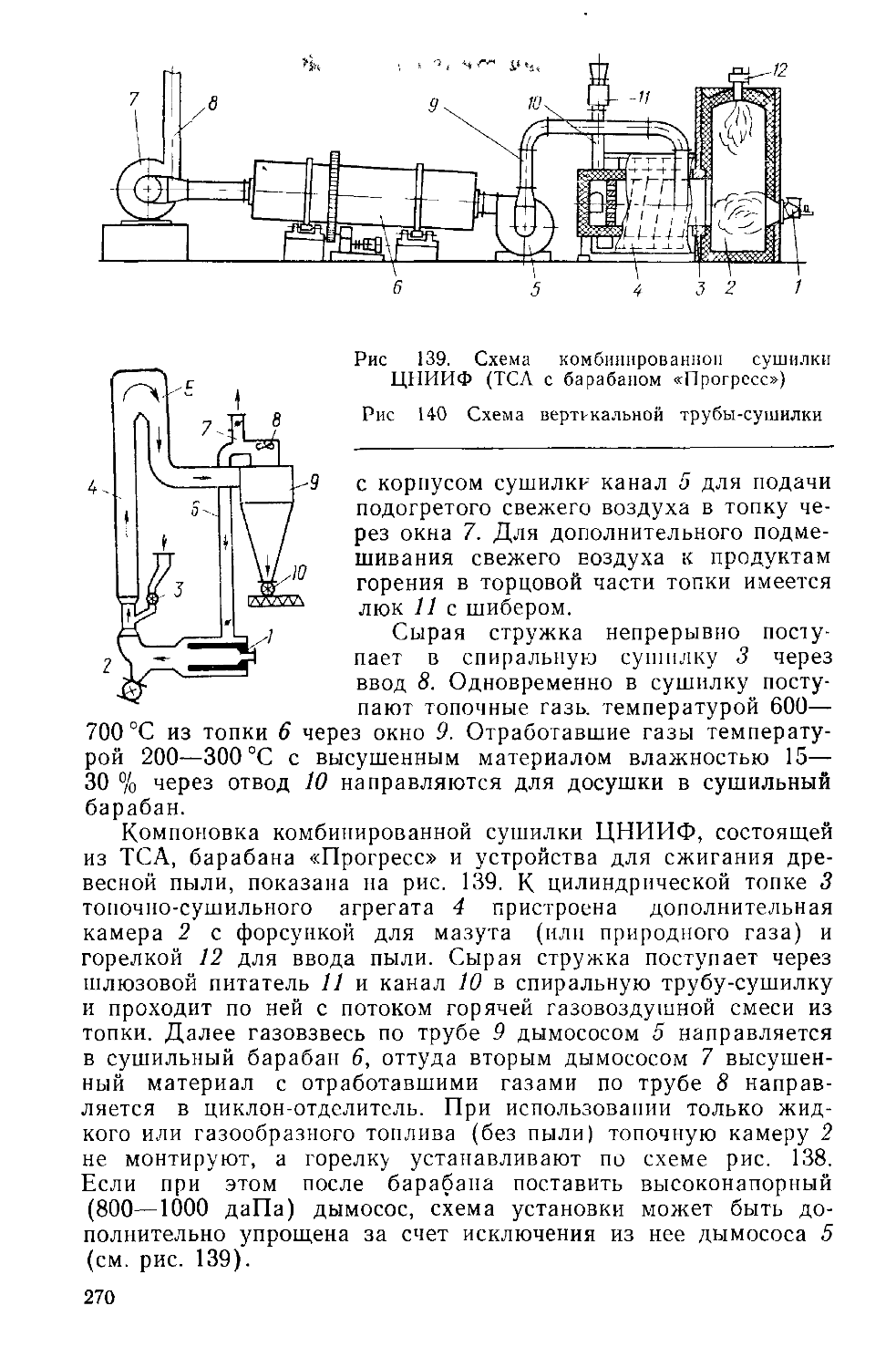
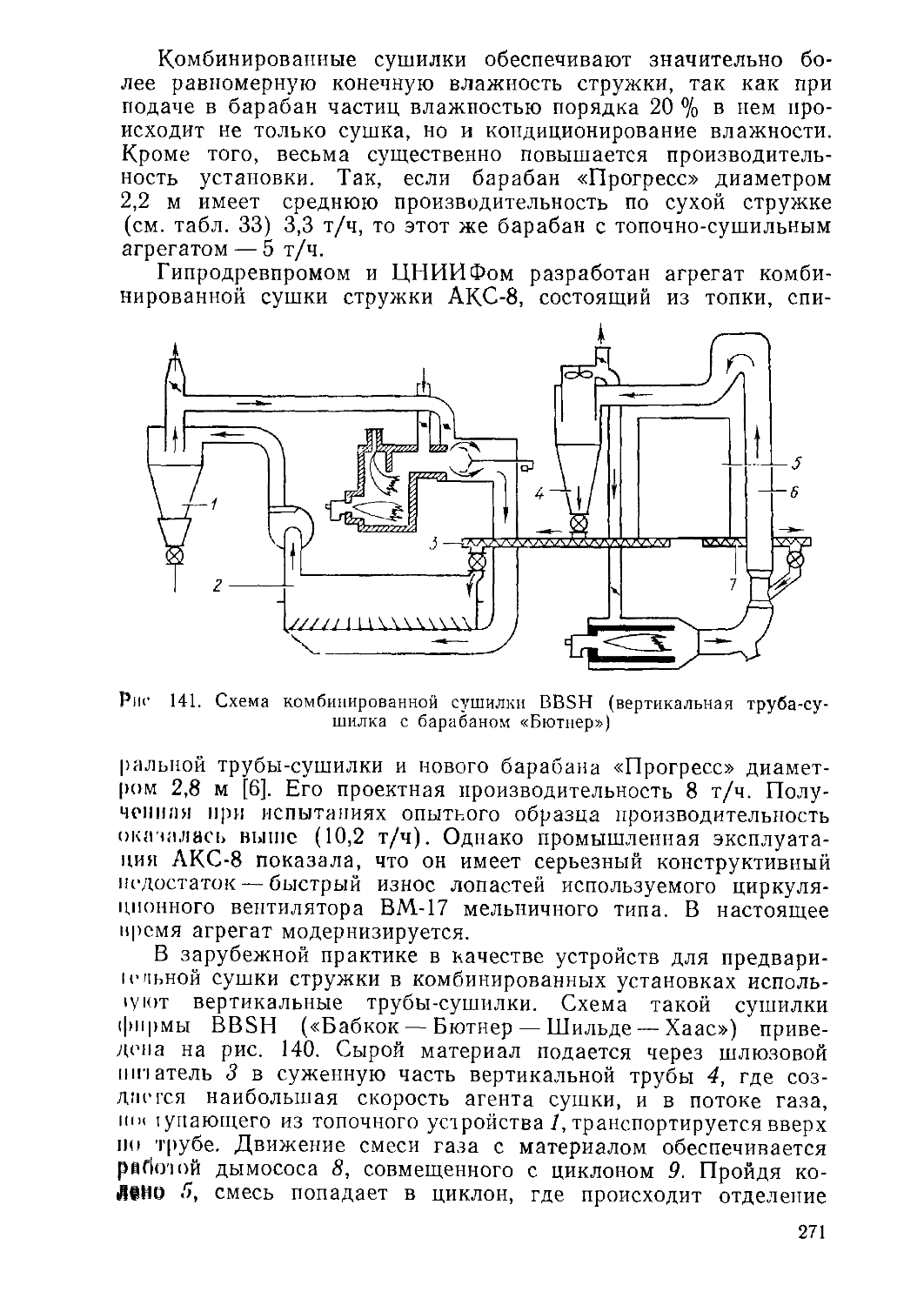
Коллоидные тела (эластичные гели) при изменении содержания воды заметно меняют свои размеры, но сохраняют свойство эластичности. Типичным их представителем является желатин. По характеру набухания в жидкой среде они делятся на неограниченно набухающие, способные переходить в коллоидный раствор, и ограниченно набухающие.
Капиллярно-пористые тела (хрупкие гели) при изменении содержания воды мало изменяют свои размеры, но ста
25
новятся при высыхании хрупкими. К ним относятся керамические материалы, древесный уголь и др.
Капиллярно-пористые коллоидные тела имеют капиллярно-пористое строение, а стенки их капилляров обладают свойствами эластичных ограниченно набухающих гелей. К материалам этого вида относятся гожа, ткани, торф, древесина.
Содержание в древесине воды характеризуется отношением ее массы к массе самой древесины. Это отношение, выраженное в процентах, называют влажностью.
Уже указывалось (§ 5), что влажность может исчисляться либо по отношению к массе абсолютно сухой древесины, либо по отношению к общей массе влажной древесины В древесиноведении и технологии деревообработки принято исчислять влажность по первому способу:
W = 100 = т~—}- 100, (26)
т0 т0
где т — общая масса образца или пробы влажной древесины; то — масса образца или пробы в абсолютно сухом coctohi ни (при нулевой влажности); пга — масса воды в образце
Иногда для расчетов удобнее исчислять содержание воды не в процентах, а безразмерным отношением
u = = W71 СО, (27)
которое называют вл агосодерж а ни ем древесины.
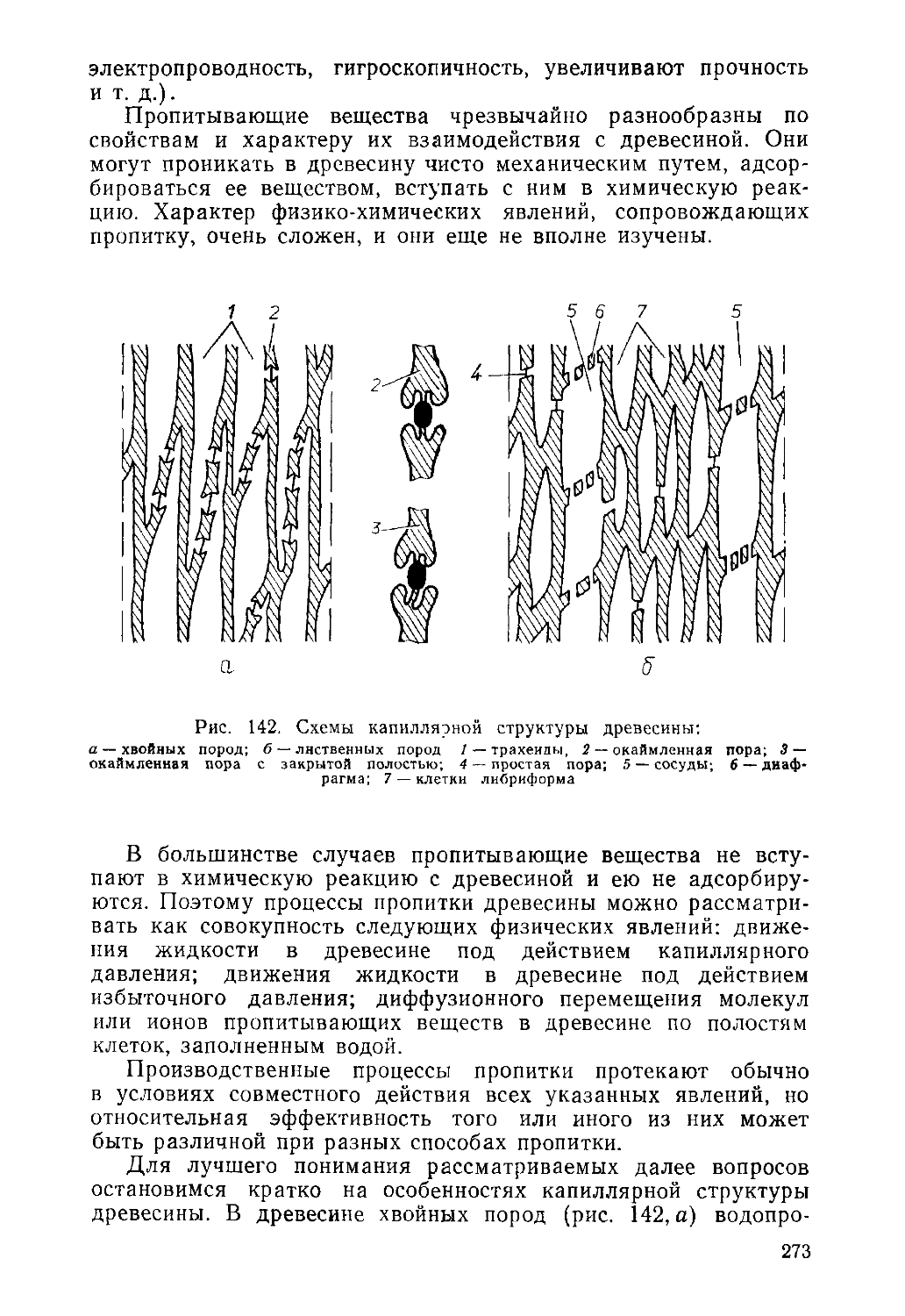
Древесина, как известно, состоит из разнообразных растительных клеток преимущественно удлиненной формы (волокон). Основными типами клеток являются трахеиды (хвойные породы), волокна либриформа и сосуды (лиственные породы). Кроме того, в древесине содержатся клетки сердцевинных лучей и в небольшом количестве клетки древесной паренхимы.
Полости клеток, имеющие сравнительно крупные поперечные размеры (10—100 мкм, т. е. 10 ... 100* 10~6 м), соединены между собой порами и образуют в древесине капиллярную систему, обладающую сравнительно хорошей проницаемостью для жидкостей и газов в направлении вдоль волокон и значительно меньшей — поперек волокон.
Клеточные стенки имеют слоистую структуру. Их субмикроскопическое строение весьма сложно и, по данным последних исследований, представляется вкратце следующим. Группы цепных молекул целлюлозы (по 30—40 молекул) составляют мельчайшие нитевидные образования — элементарные фибриллы с поперечным размером порядка 3 нм (3«10~9 м). Элементарные фибриллы объединяются в более крупные лентоподобные образования — микрофибриллы толщиной до 10 и шириной до 30 нм, ориентированные преимущественно вдоль оси клетки или под небольшим углом к ней. Они формируют целлюлозный каркас, внутри которого размещаются гемицеллю
26
лозы, лигнин и вода, находящаяся между элементарными фибриллами и микрофибриллам 4 в виде непрерывных прослоек переменной (зависящей от влажности) толщины.
Переплетения микрофибрилл с разными углами наклона образуют слои клеточной стенки. В этих слоях выделяются более крупные структурные образования — макрофибриллы, имеющие поперечные размеры 300—500 нм. Между макрофибриллами и внутри их имеются в неболэшом количестве пространства, заполненные водой (а в сухой древесине частично воздухом). Они вместе с межмикрофибриллярными прослойками воды формируют в клеточных стенках свою капиллярную систему, более тонкую, чем система клеточных полостей.
Известно, что в капилляэах, содержащих смачивающую их жидкость, давление насыщения пара ниже давления насыщения его в окружающем воздухе. Это снижение, не существенное в сравнительно крупных капиллярах, становится заметным в капиллярах, радиус которых меньше 100 нм. В таких капиллярах наблюдается конденсация воды из воздуха и развивается отрицательное капиллярное давление.
В связи с этим капилляры принято делить по их размерам на макрокапилляры г условным радиусом г>100 нм (10 5 см) и микрокапилляры с радиусом г<100 нм Из двух капиллярных систем в древесине система полостей клеток является макрокапиллярной, а система сообщающихся пространств в стенках клеток — микрокапиллярной.
Вода в древесине делится на свободную и связанную. Свободная, или макрокапиллярная, вода находится в полостях клеток и удерживается в них механически. Силы капиллярного взаимодействия между этой водой и древесинным веществом очень малы. Связанная, или гигроскопическая, вода содержится в стенках клеток. Опа в свою очередь разделяется на адсорбционную и микрокапиллярпую.
Адсорбционной называют воду, сорбированную поверхностью элементарных фибрилл и микрофибрилл, образующую межмикрофибриллярные прослойки и связанную с веществом древесины физико-химическими силами поверхностного взаимодействия. Микрокапиллярная вода, связанная с древесиной силами капиллярного взаимодействия, находится частично в свободных от древесинного вещества пространствах стенок клеток, а в основном заполняет микронеровности и углубления на поверхности их полостей.
Условимся в дальнейшем называть древесину, содержащую только связанную воду, влажной, а’древесину, содержащую кроме связанной и свободную воду, — сырой.
Древесинное вещество является ограниченно набухающим. Поэтому содержание в древесине связанной воды, т. е. влажность собственно клеточных стенок, не может превышать некоторого максимума. Этот максимум, достигаемый при длительном контакте древесины с жидкой (свободной) водой, называ-
ет
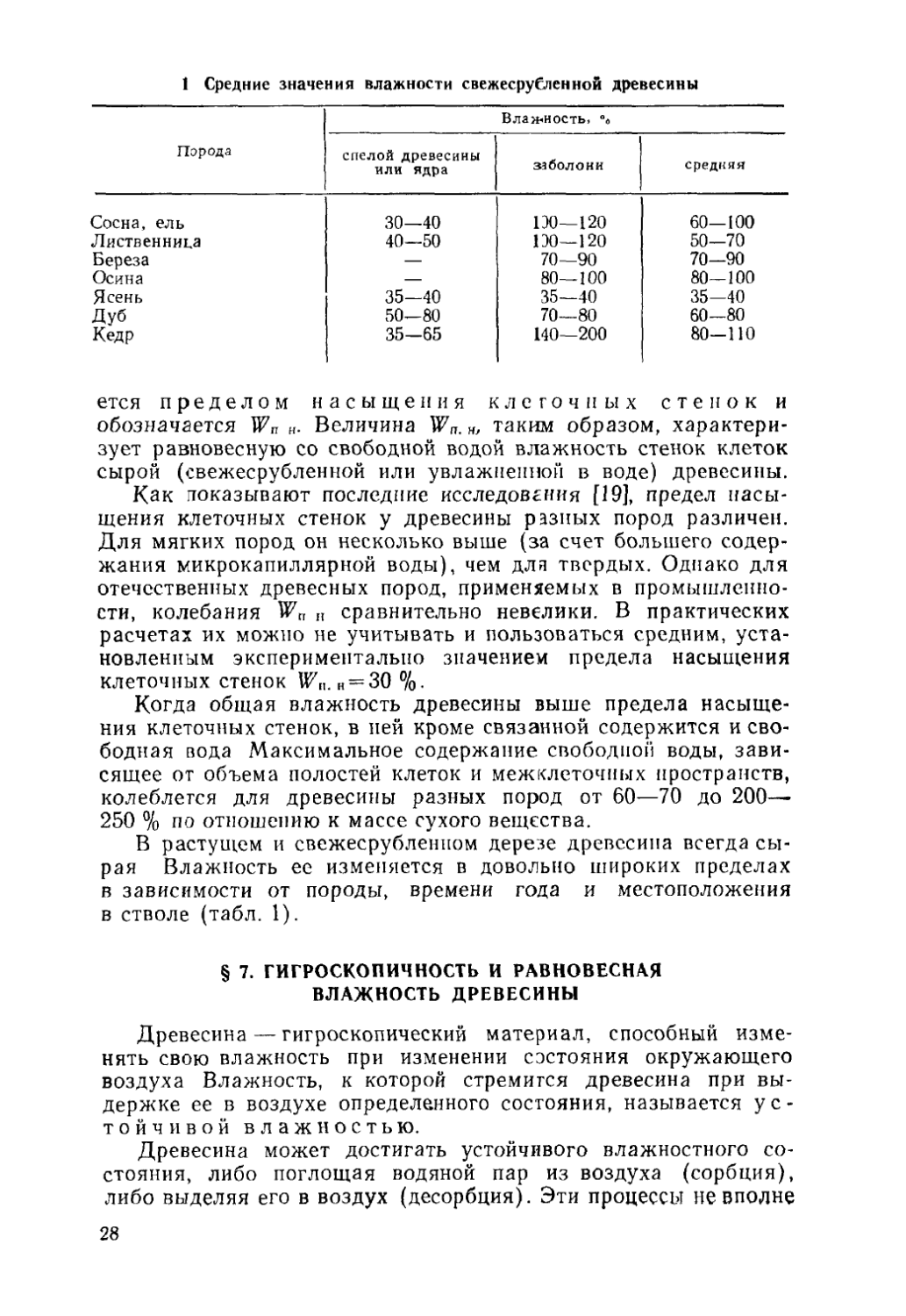
1 Средние значения влажности свежесрубпенной древесины
Порода Влажность, %
спелой древесины или ядра ззболони средняя
Сосна, ель 30—40 100—120 60—100
Лиственница 40—50 100—120 50—70
Береза — 70—90 70—90
Осина — 80—100 80—100
Ясень 35—40 35—40 35—40
Дуб 50—80 70—80 60—80
Кедр 35—65 140—200 80—110
ется пределом насыщения клеточных стенок и обозначается Wn „ Величина Wn. и, таким образом, характеризует равновесную со свободной водой влажность стенок клеток сырой (свежесрубленной или увлажненной в воде) древесины.
Как показывают последние исследования [19], предел насыщения клеточных стенок у древесины разных пород различен. Для мягких пород он несколько выше (за счет большего содержания микрокапиллярной воды), чем для твердых. Однако для отечественных древесных пород, применяемых в промышленности, колебания Wn п сравнительно невелики. В практических расчетах их можно не учитывать и пользоваться средним, установленным экспериментально значением предела насыщения клеточных стенок „ = 30 %.
Когда общая влажность древесины выше предела насыщения клеточных стенок, в пей кроме связанной содержится и свободная вода Максимальное содержание свободной воды, зависящее от объема полостей клеток и межклеточных пространств, колеблется для древесины разных пород от 60—70 до 200— 250 % по отношению к массе сухого вещества.
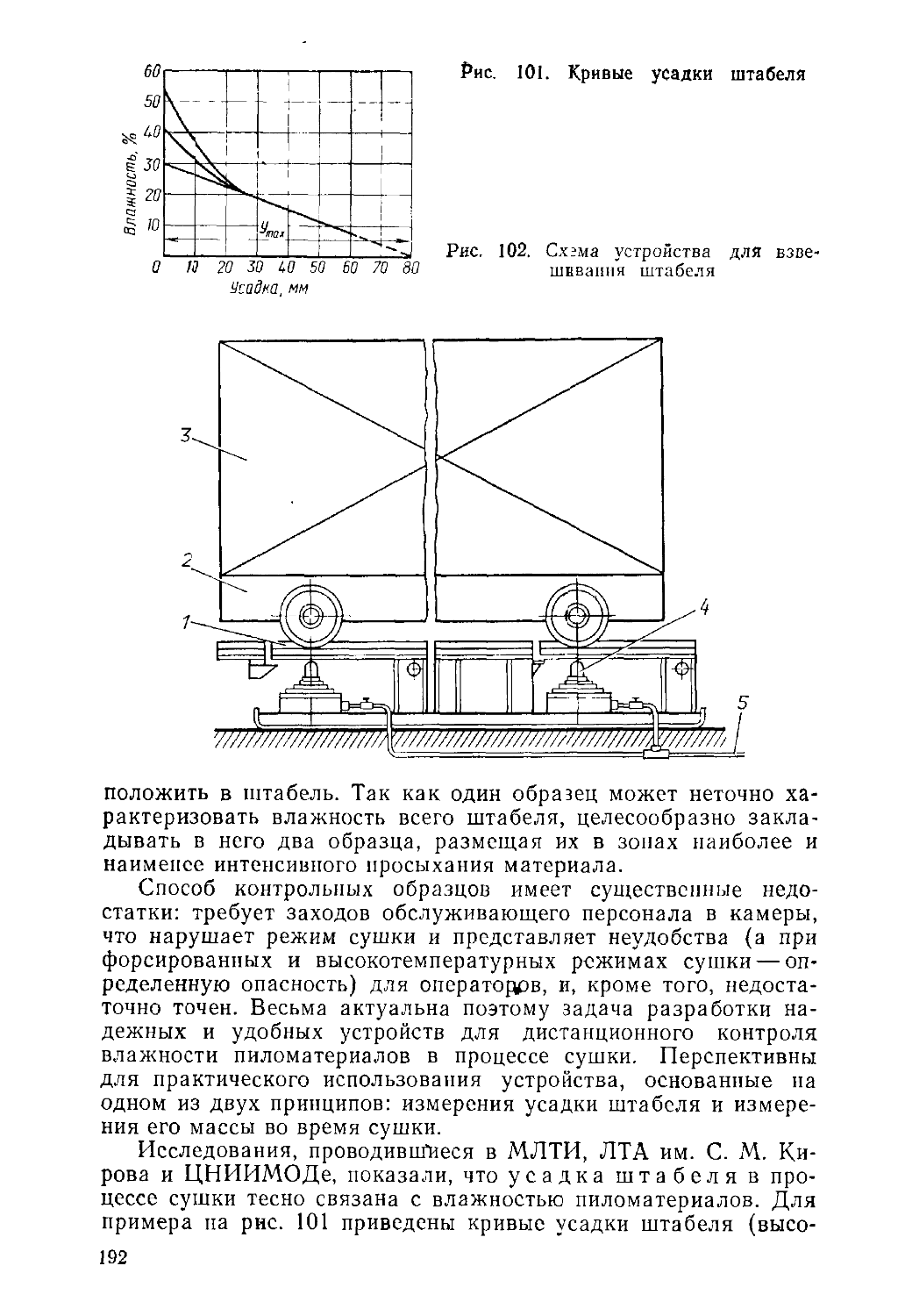
В растущем и свежесрубленном дерезе древесина всегда сырая Влажность ее изменяется в довольно широких пределах в зависимости от породы, времени года и местоположения в стволе (табл. 1).
§ 7. ГИГРОСКОПИЧНОСТЬ И РАВНОВЕСНАЯ ВЛАЖНОСТЬ ДРЕВЕСИНЫ
Древесина — гигроскопический материал, способный изменять свою влажность при изменении состояния окружающего воздуха Влажность, к которой стремится древесина при выдержке ее в воздухе определенного состояния, называется устойчивой влажностью.
Древесина может достигать устойчивого влажностного состояния, либо поглощая водяной пар из воздуха (сорбция), либо выделяя его в воздух (десорбция). Эти процессы не вполне
28
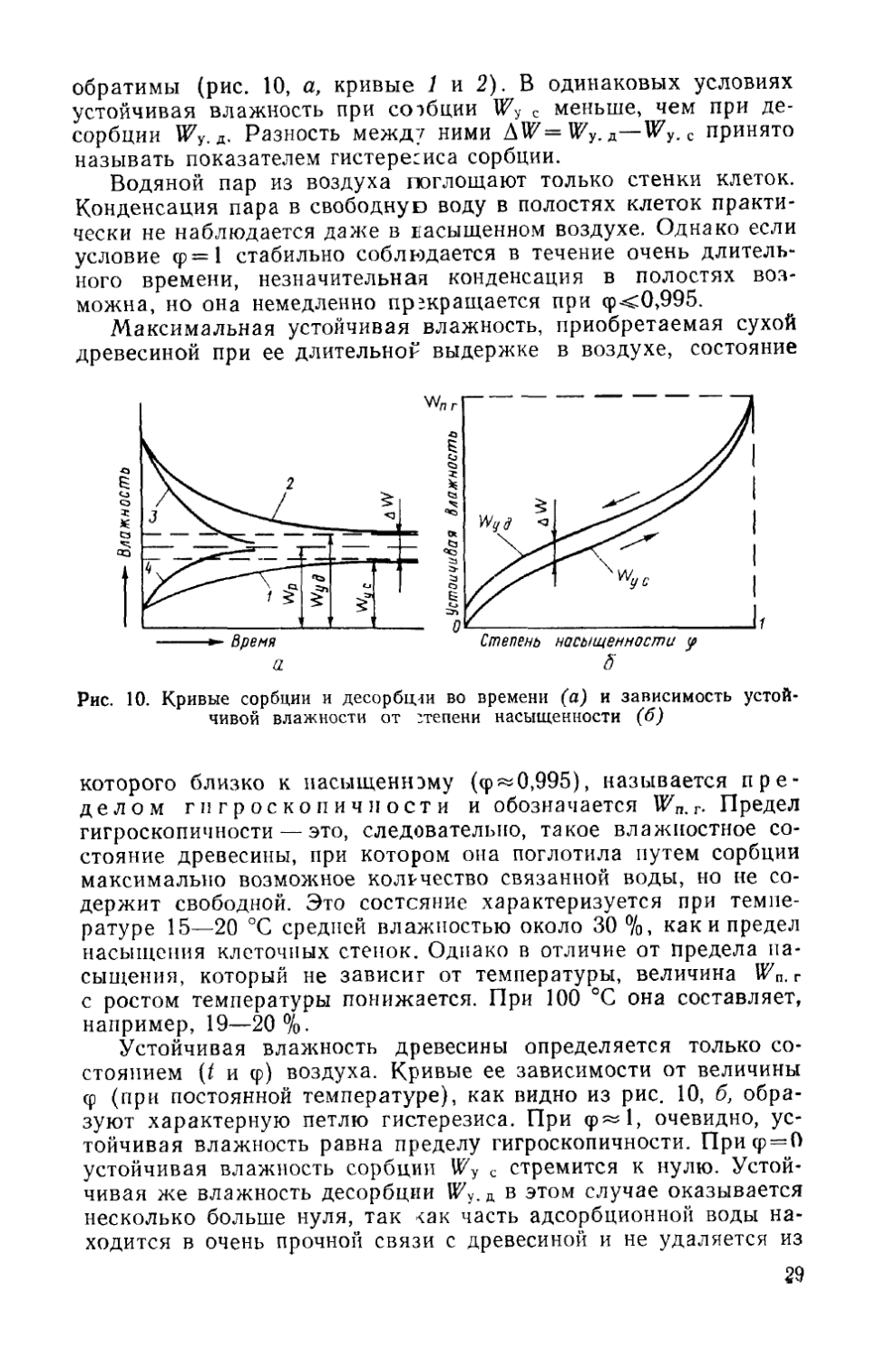
обратимы (рис. 10, а, кривые 1 и 2). В одинаковых условиях устойчивая влажность при соэбции Wy с меньше, чем при десорбции №у.д. Разность между ними Д№=№у. д—Wy. с принято называть показателем гистерезиса сорбции.
Водяной пар из воздуха поглощают только стенки клеток. Конденсация пара в свободную воду в полостях клеток практически не наблюдается даже в тасыщенном воздухе. Однако если условие <р = 1 стабильно соблюдается в течение очень длительного времени, незначительная конденсация в полостях возможна, но она немедленно прекращается при ср<0,995.
Максимальная устойчивая влажность, приобретаемая сухой древесиной при ее длительной выдержке в воздухе, состояние
Рис. 10. Кривые сорбции и десорбции во времени (а) и зависимость устойчивой влажности от степени насыщенности (б)
которого близко к насыщенному (<р«0,995), называется пределом гигроскопичности и обозначается Wn. г. Предел гигроскопичности — это, следовательно, такое влажностное состояние древесины, при котором она поглотила путем сорбции максимально возможное количество связанной воды, но не содержит свободной. Это состояние характеризуется при температуре 15—20 °C средней влажностью около 30 %, как и предел насыщения клеточных стенок. Однако в отличие от предела насыщения, который не зависит от температуры, величина 1ГП. г с ростом температуры понижается. При 100 °C она составляет, например, 19—20%.
Устойчивая влажность древесины определяется только состоянием (t и ср) воздуха. Кривые ее зависимости от величины ср (при постоянной температуре), как видно из рис. 10, б, образуют характерную петлю гистерезиса. При <р=«1, очевидно, устойчивая влажность равна пределу гигроскопичности. При ср = О устойчивая влажность сорбции Wy с стремится к нулю. Устойчивая же влажность десорбции 1Гу.д в этом случае оказывается несколько больше нуля, так как часть адсорбционной воды находится в очень прочной связи с древесиной и не удаляется из
29
нее испарением даже в абсолютно сухом воздухе. Лишь при температуре выше 100 °C устойчивая влажность десорбции в абсолютно сухом воздухе может считаться без большой погрешности практически равной нулю.
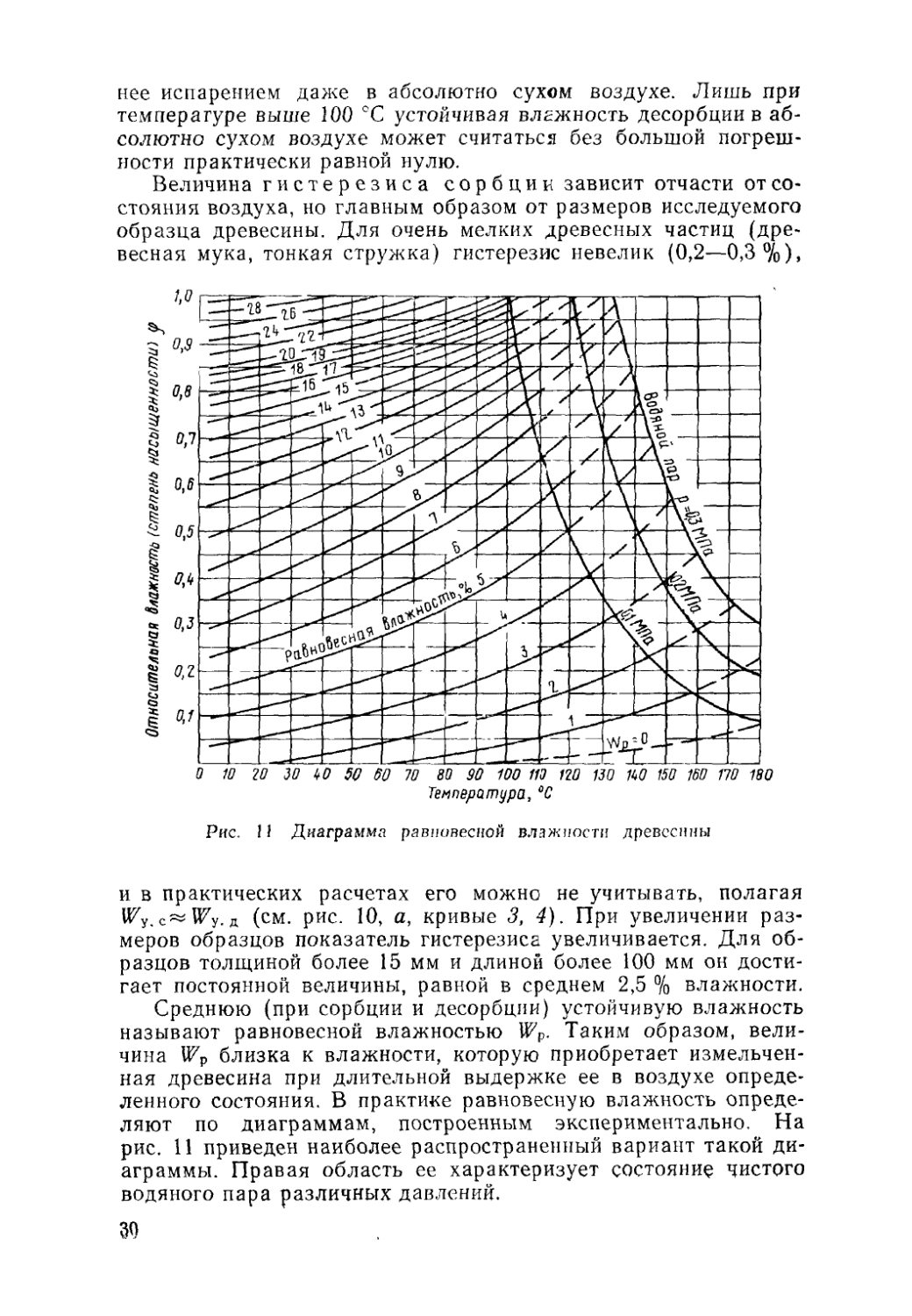
Величина гистерезиса сорбции зависит отчасти от состояния воздуха, но главным образом от размеров исследуемого образца древесины. Для очень мелких древесных частиц (древесная мука, тонкая стружка) гистерезис невелик (0,2—0,3%),
Рис. 11 Диаграмма равновесной влажности древесины
и в практических расчетах его можно не учитывать, полагая д (см. рис. 10, а, кривые 3, 4). При увеличении размеров образцов показатель гистерезиса увеличивается. Для образцов толщиной более 15 мм и длиной более 100 мм он достигает постоянной величины, равной в среднем 2,5 % влажности.
Среднюю (при сорбции и десорбции) устойчивую влажность называют равновесной влажностью 1^р. Таким образом, величина 1СР близка к влажности, которую приобретает измельченная древесина при длительной выдержке ее в воздухе определенного состояния. В практике равновесную влажность определяют по диаграммам, построенным экспериментально. На рис. 11 приведен наиболее распространенный вариант такой диаграммы. Правая область ее характеризует состояние чистого водяного пара различных давлений.
39
Устойчивая влажность при сорбции или десорбции для конкретных образцов и сортиментов устанавливается по диаграмме равновесной влажности с учетом показателя гистерезиса:
Гу.д = Гр + -уДГ, Гу.с = Гр—(28)
Необходимо, однако, иметь в виду, что выражения (28) справедливы лишь для древесины атмосферной сушки, не подвергавшейся длительному воздействию повышенной (более 50— 60 °C) температуры. Для древесины камерной сушки, имеющей несколько пониженную гигроскопичность, нужно пользоваться приближенными выражениями:
№У.Д = ТР; Гу.с-Гр — &W, (29)
или для сортиментов промышленного размера:
Wy. д - Wр; Wy. с = Гр — 2,5. (30)
Примеры. 1. Определить минимальную влажность, до которой могут быть высушены доски в атмосферных условиях при /=20 °C и ср = 0,70.
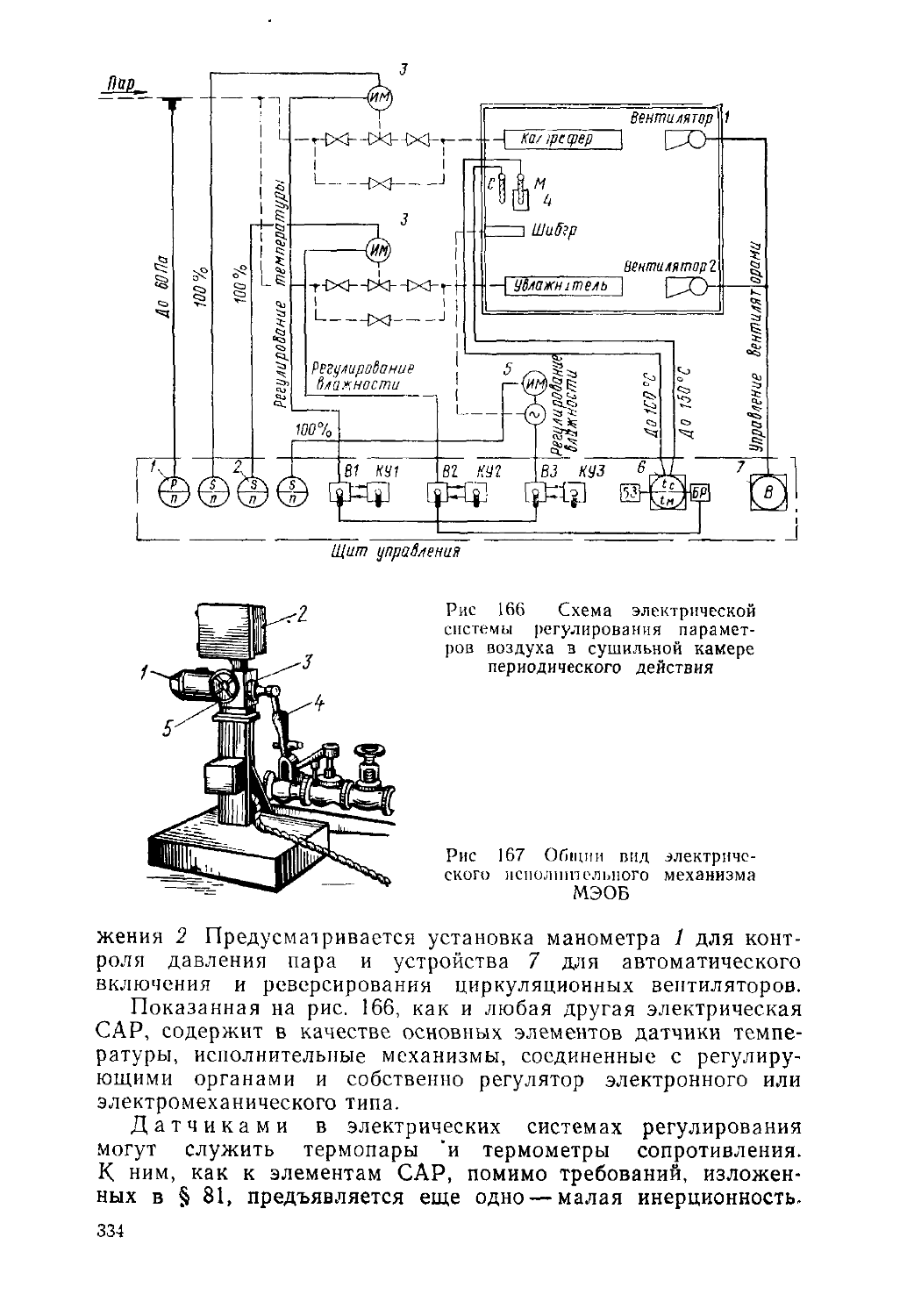
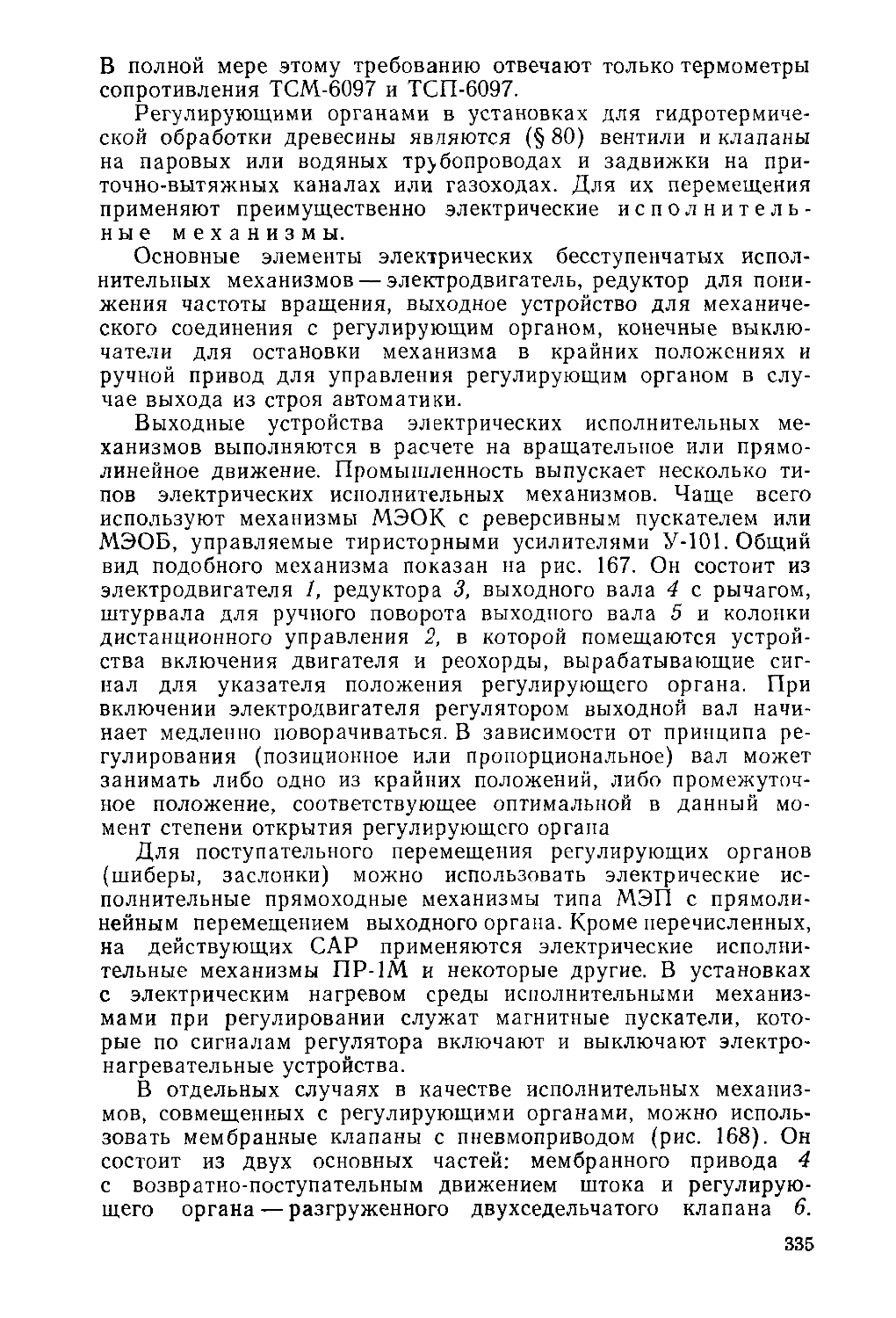
По диаграмме рис. 11 для заданного состояния воздуха находим равновесную влажность Ц7Р = 13,5%. По условиям задачи необходимо найти устойчивую влажность десорбции. Она составит я= 13,5+1,2 = 14,7 %•
2. Установить, до какой минимальной влажности могут высохнуть заготовки в перегретом паре при атмосферном давлении и температуре 110 °C.
При камерной сушке устойчивая влажность десорбции одинакова с равновесной влажностью. По диаграмме рис. 11 определяем 117 у Я = И7Р = 7%.
§ 8. УСУШКА И РАЗБУХАНИЕ ДРЕВЕСИНЫ.
ПЛОТНОСТЬ ДРЕВЕСИНЫ
Древесина принадлежит к материалам, размеры которых нестабильны и изменяются при изменении температуры и влажности.
Температурные деформации древесины сравнительно невелики. Коэффициенты ее термического расширения имеют величину такого же порядка, как у металлов. Влажностные деформации древесины значительно больше температурных.
Уменьшение линейных размеров или объема древесины, наблюдаемое при снижении ее влажности, принято называть усушкой, а увеличение размеров или объема при повышении влажности — разбуханием. Усушка и разбухание древесины объясняются особенностями ее строения и взаимодействия с водой. Поглощение молекул водяного пара поверхностью элементарных фибрилл вызывает утолщение адсорбционных прослоек воды и, следовательно, увеличение размеров (разбухание) клеточных стенок. Обратный процесс удаления адсорбционной воды вызывает усушку.
Разбухание сухой древесины в воздухе или паре прекращается при достижении ею влажности предела гигроскопичности Гп.г, а в воде — предела насыщения клеточных стенок Гп. к.
31
7енпвратура, °C
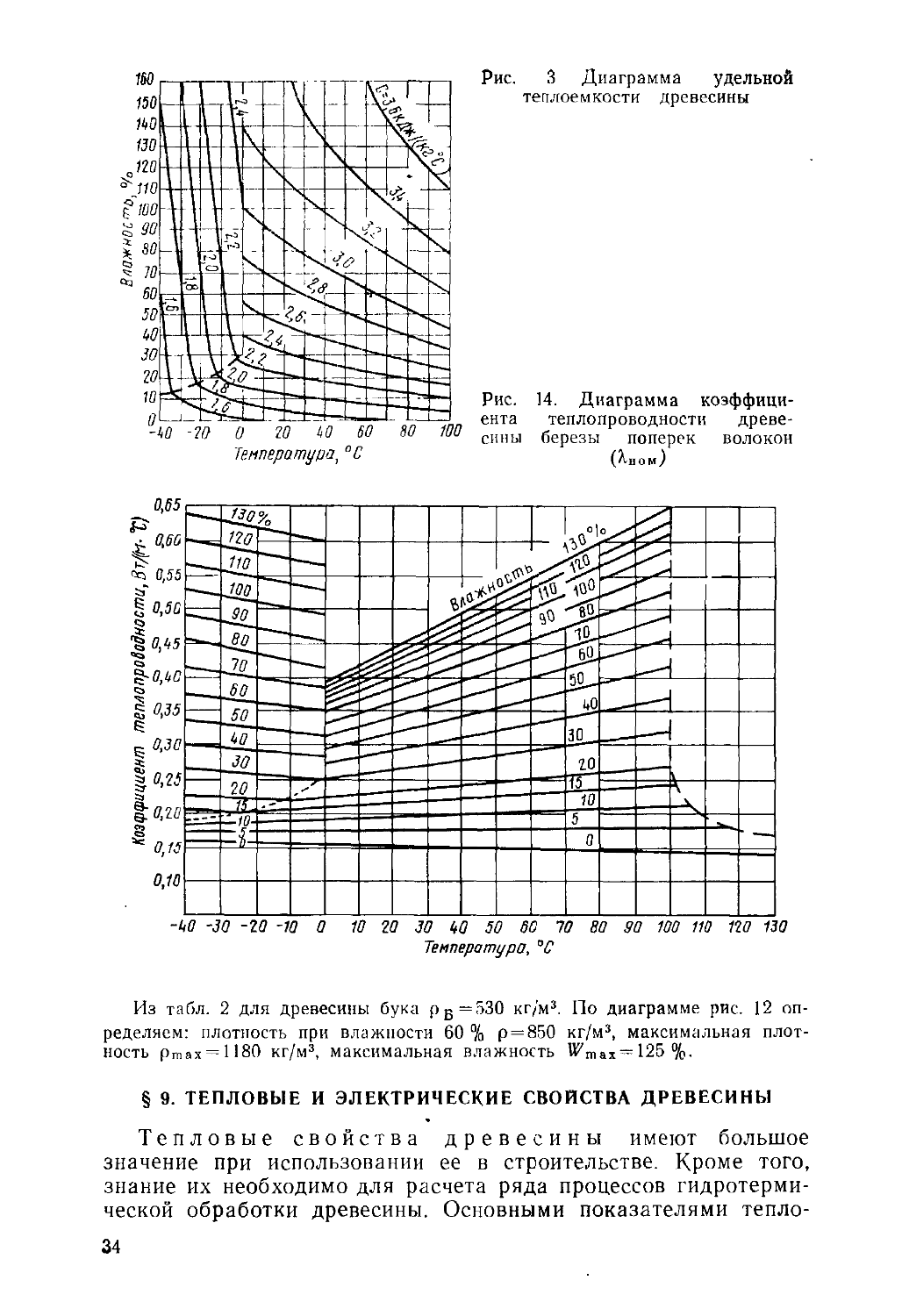
Рис. 3 Диаграмма удельной теплоемкости древесины
Рис. 14. Диаграмма коэффициента теплопроводности древесины березы поперек волокон (^вом)
Из табл. 2 для древесины бука рБ=530 кг/м3. По диаграмме рис. 12 определяем: плотность при влажности 60 % р = 850 кг/м3, максимальная плотность ртах = 1180 кг/м3, максимальная влажность №тах = 125%.
§ 9. ТЕПЛОВЫЕ И ЭЛЕКТРИЧЕСКИЕ СВОЙСТВА ДРЕВЕСИНЫ
Тепловые свойства древесины имеют большое значение при использовании ее в строительстве. Кроме того, знание их необходимо для расчета ряда процессов гидротермической обработки древесины. Основными показателями тепло
34
вых свойств древесины, как и других материалов, являются удельная теплоемкость и коэффициент теплопроводности.
Удельной теплоемкостью называется количество теплоты, необходимой для нагревания единицы массы материала на 1 К (или на 1 °C). Удельная теплоемкость древесины с зависит от ее температуры и влажности. На рис. 13 представлена диаграмма удельной теплоемкости [кДж/(кг-°C)], составленная по опытным данным К. Р. Кантера. Из диаграммы видно, что удельная теплоемкость древесины резко различна в диапазонах положительной и отрицательной температур, что объясняется различием в теплоемкости воды и льда. Порода древесины на ее удельную теплоемкость влияния не оказывает.
Коэффициент теплопроводности характеризует интенсивность перемещения тепла в материале. Численно он равен количеству теплоты, проходящей в 1 с через плоскую стенку площадью 1 м2 и толщиной 1 м при разности температуры на противоположных сторонах стенки в 1 °C. Размерность коэффициента теплопроводности Вт/(м-°С). Коэффициент теплопроводности древесины а зависит от ее температуры, влажности, породы, а также направления потока тепла относительно волокон.
На рис. 14 приведена диаграмма коэффициента теплопроводности древесины березы (рв =500 кг/м3) поперек волокон (в радиальном и тангенциальном направлениях), построенная по экспериментальным данным Г. С. Шубина, Э. Б. Щедриной и К- Р- Кантера. Как видно из диаграммы, коэффициент теплопроводности существенно возрастает с повышением влажности древесины. Влияние на его величину температуры неоднозначно. Теплопроводность сырой замороженной древесины при /<0°С и абсолютно сухой древесины с повышением температуры несколько понижается, что характерно для твердых тел кристаллического строения. У влажной и сырой древесины при />0°С, наоборот, повышение температуры вызывает возрастание теплопроводности.
Для определения коэффициента теплопроводности древесины других пород в различных направлениях можно с небольшой погрешностью пользоваться этой же (рис. 14) диаграммой и формулой
Х=ХномКрКх, (35)
где X—.искомый коэффициент теплопроводности; Хном — номинальное значение коэффициента теплопроводности по диаграмме рис. 14; Кх — коэффициенты, учитывающие влияние базисной плотности древесины и направления теплового потока.
Коэффициент Кр в зависимости от базисной плотности имеет следующие значения:
РБ, кг/м3 .... 350 400 450 500 550 600 650
Кр .................. 0,81 0,87 0,93 1,0 1,11 1,26 1,45
Коэффициент Кх определяют по табл. 3
2:
35
3. Значения коэффициента Кх
Группа' пород Коэффициент Кх при направлении теплового потока
радиальном тангенциальном ВДОЛЬ волокон
Хвойные 1 1,00 2,2
Лиственные с неразвитыми сердцевинными лучами (береза, осина и др.) 1 1,00 2,0
Лиственные с развитыми сердцевинными лучами (дуб, бук, клен и др.) 1 0,87 1,6
Электрические свойства древесины имеют большое значение при использовании ее в электрических устройствах, а также при проведении некоторых процессов гидротермической обработки древесины и операций их контроля. К основым показателям электрических свойств древесины относятся электропроводность и диэлектрическая проницаемость.
Электропроводность, или электрическая проводимость,— величина обратная электрическому сопротивлению. Проводимость древесины зависит от ее влажности, температуры, породы и направления тока относительно волокон, а при постоянном токе — и от напряжения. Из всех этих факторов решающим является влажность. Характер изменения проводимости в зависимости от влажности различен в областях выше и ниже предела насыщения клеточных сченок (рис. 15, а). В области выше предела насыщения проводимость с уменьшением влажности снижается незначительно. В области ниже этого предела уменьшение влажности вызывает очень большое снижение проводимости и соответствующее повышение сопротивления. При изменении влажности от 30 % до пуля сопротивление повышается в согни тысяч раз, и древесина с влажностью ниже 7—8 % становится изолятором.
В направлении поперек волокон сопротивление древесины в 3—4 раза больше, чем вдоль волокон. Повышение температуры вызывает некоторое снижение сопротивления.
Диэлектрическая проницаемость материала характеризует сравнительную емкость конденсатора при использовании этого материала в качестве диэлектрика. Диэлектрическая проницаемость древесины зависит от ее влажности, частоты электрического поля и его направления относительно волокон. Влияние породы па диэлектрическую проницаемость сравнительно невелико.
График рис. 15,6 иллюстрирует (по данным А. А. Горяева) изменение относительной диэлектрической проницаемости древесины ели в направлении поперек волокон в зависимости от влажности при различной частоте поля f. С повышением частоты диэлектрическая проницаемость уменьшается, В ради-
36
Рис. 15. Зависимость от влажности древесины ее удельной объемной проводимости вдоль волокон (а) и диэлектрической проницаемости поперек волокон (б)
Рис. 16. Диаграмма предела прочности древесины сосны при растяжении поперек волокон (тангенциальное направление)
альном и тангенциальном направлениях она приблизительно одинакова, в направлении же вдоль волокон на 30—50 % больше, чем поперек волокон.
§ 10. влияние гидротермической обработки древесины НА ЕЕ ПРОЧНОСТЬ И ДЕФОРМАТИВНОСТЬ
Прочность древесины зависит главным образом от ее породы, температуры и влажности. Поскольку при гидротермической обработке состояние древесины изменяется, прочность ее также не остается стабильной.
Влажность древесины влияет на ее прочность только в диапазоне ниже предела насыщения клеточных стенок. При понижении влажности в этом диапазоне прочность заметно возрастает, а при повышении — падает. Эти изменения прочности при обычной температуре обратимы. Прочность, снизившаяся при увлажнении сухой древесины, восстанавливается, если ее повторно высушить до первоначальной влажности.
Повышение температуры приводит к снижению прочности древесины. При этом кратковременное воздействие не слишком высокой температуры вызывает преимущественно обратимые
37
изменения прочности. Однако с повышением температуры и увеличением длительнос"и ее воздействия начинают появляться и остаточные изменения, которые сохраняются после обработки и влияют на прочность древесины при se последующей эксплуатации. Это обусловлено воздействием высокой температуры на химическую структуру древесинного вещества.
Таким образом, говоря о влиянии гидротермической обработки на прочность, необходимо различать прочность древесины в процессе обработки при том или ином состоянии материала и эксплуатационную прочность, которую приобретает прошедшая обработку древесина после доведения ее влажности и температуры до обычных эксплуатационных норм.
Прочность древесины в процессе обработки, как ясно из изложенного выше, снижается с повышением ее температуры и влажности (в диапазоне от lFn н до 0).
Для иллюстрации на рис. 16 приведена экспериментальная диаграмма предела прочности сосны при растяжении поперек волокон (тангенциальное направление), имеющего большое значение при сушке. Для других пород, при других видах испытаний и в других структурных направлениях характер изменения прочности от состояния материала остается аналогичным, хотя абсолютные величины предела прочности и их соотношения могут колебаться в широком диапазоне.
Эксплуатационная прочность древесины также зависит от ее породы и влажности. Однако существенное влияние на нее оказывает и характер предшествующей гидротермической обработки. Эталонным значением эксплуатационной прочности принято считать прочность древесины, прошедшей атмосферную сушку и не подвергавшейся воздействию повышенной температуры.
Численные показатели снижения эксплуатационной прочности древесины в зависимости от режимов ее гидротермической обработки нельзя еще считать окончательно установленными. Сравнительный анализ имеющихся экспериментальных данных позволяет, однако, прийти к следующим общим выводам.
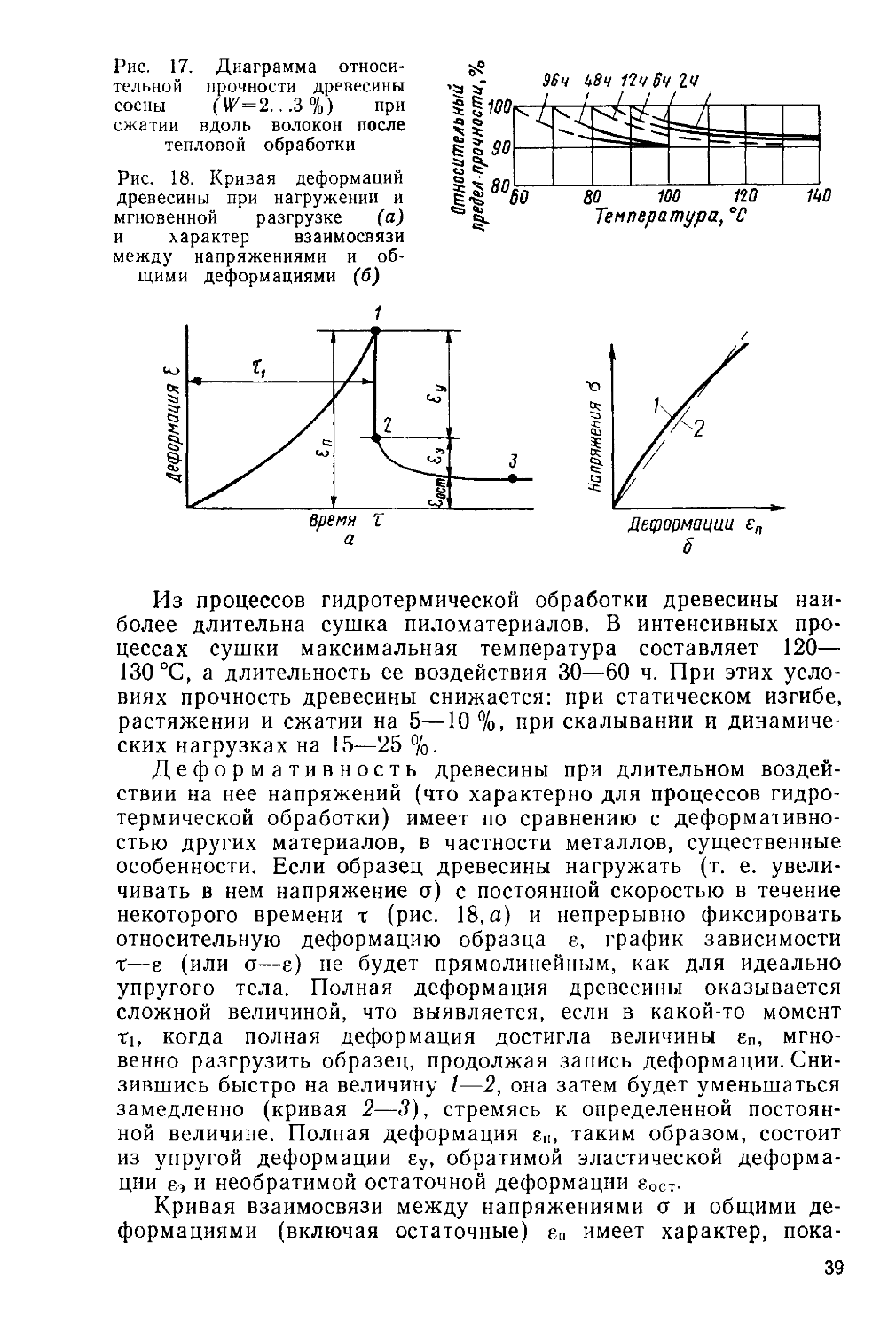
Воздействие на древесину температуры ниже 60 °C независимо от длительности обработки практически не снижает ее эксплуатационной прочности. Воздействие более высоких температур начинает сказываться, если продолжительность обработки превышает при / = 80°С 40—50 ч, при /=100 °C 4—5 ч, при /=120 °C 2—3 ч. При прочих равных условиях снижение эксплуатационной прочности влажной древесины больше, чем сухой. Для примера на рис. 17 приведена экспериментальная диаграмма, показывающая влияние температуры и длительности ее воздействия на эксплуатационную прочность сухой древесины сосны [5]. Под относительным пределом прочности здесь понимается отношение пределов прочности обработанной и необработанной древесины.
38
Рис. 17. Диаграмма относительной прочности древесины сосны (W'=2.. .3 %) при сжатии вдоль волокон после тепловой обработки
Рис. 18. Кривая деформаций древесины при нагружении и мгновенной разгрузке (а) и характер взаимосвязи между напряжениями и общими деформациями (б)
Из процессов гидротермической обработки древесины наиболее длительна сушка пиломатериалов. В интенсивных процессах сушки максимальная температура составляет 120— 130 °C, а длительность ее воздействия 30—60 ч. При этих условиях прочность древесины снижается: при статическом изгибе, растяжении и сжатии на 5—10 %, при скалывании и динамических нагрузках на 15—25 %.
Деформатив н ость древесины при длительном воздействии на нее напряжений (что характерно для процессов гидротермической обработки) имеет по сравнению с деформативно-стью других материалов, в частности металлов, существенные особенности. Если образец древесины нагружать (т. е. увеличивать в нем напряжение о) с постоянной скоростью в течение некоторого времени т (рис. 18, а) и непрерывно фиксировать относительную деформацию образца 8, график зависимости г—б (или о—б) не будет прямолинейным, как для идеально упругого тела. Полная деформация древесины оказывается сложной величиной, что выявляется, если в какой-то момент Г1, когда полная деформация достигла величины еп, мгновенно разгрузить образец, продолжая запись деформации. Снизившись быстро на величину 1—2, она затем будет уменьшаться замедленно (кривая 2—3), стремясь к определенной постоянной величине. Полная деформация 8П, таким образом, состоит из упругой деформации бу, обратимой эластической деформации 8э и необратимой остаточной деформации 80ст-
Кривая взаимосвязи между напряжениями о и общими деформациями (включая остаточные) 8П имеет характер, пока-
39
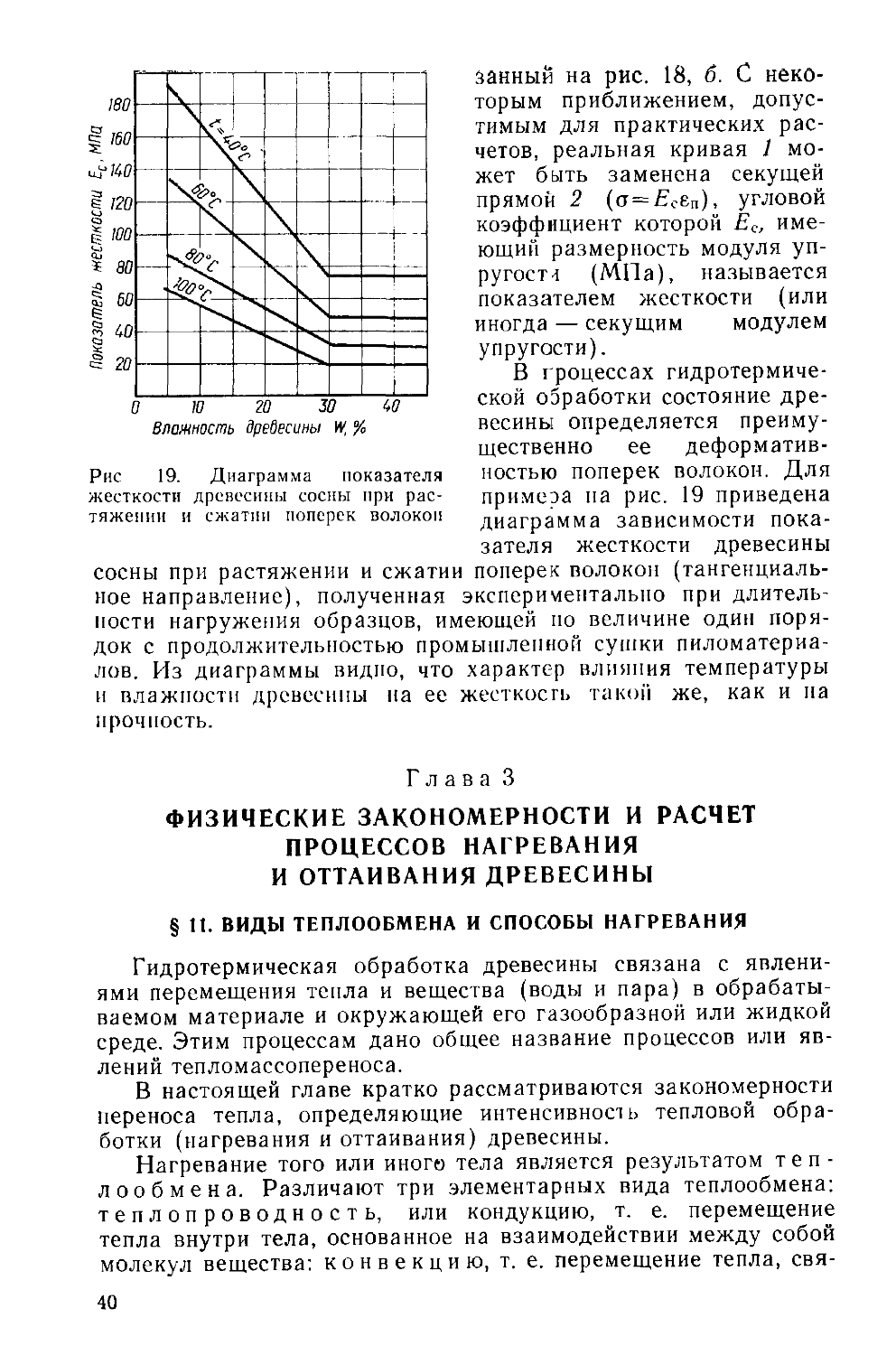
Рис 19. Диаграмма показателя жесткости древесины сосны при растяжении и сжатии поперек волокон
занный на рис. 18, б. С некоторым приближением, допустимым для практических расчетов, реальная кривая 1 может быть заменена секущей прямой 2 (сг=Есеп), угловой коэффициент которой Ес, имеющий размерность модуля упругости (МПа), называется показателем жесткости (или иногда — секущим модулем упругости).
В процессах гидротермической обработки состояние древесины определяется преимущественно ее деформатив-ностью поперек волокон. Для примера па рис. 19 приведена диаграмма зависимости пока-
зателя жесткости древесины сосны при растяжении и сжатии поперек волокон (тангенциальное направление), полученная экспериментально при длительности нагружения образцов, имеющей по величине один порядок с продолжительностью промышленной сушки пиломатериалов. Из диаграммы видно, что характер влияния температуры и влажности древесины на ее жесткость такой же, как и на
прочность.
Глава 3
ФИЗИЧЕСКИЕ ЗАКОНОМЕРНОСТИ И РАСЧЕТ ПРОЦЕССОВ НАГРЕВАНИЯ
И ОТТАИВАНИЯ ДРЕВЕСИНЫ
§ 11. ВИДЫ ТЕПЛООБМЕНА И СПОСОБЫ НАГРЕВАНИЯ
Гидротермическая обработка древесины связана с явлениями перемещения тепла и вещества (воды и пара) в обрабатываемом материале и окружающей его газообразной или жидкой среде. Этим процессам дано общее название процессов или явлений тепломассопереноса.
В настоящей главе кратко рассматриваются закономерности переноса тепла, определяющие интенсивное! ь тепловой обработки (нагревания и оттаивания) древесины.
Нагревание того или иного тела является результатом теплообмена. Различают три элементарных вида теплообмена: теплопроводность, или кондукцию, т. е. перемещение тепла внутри тела, основанное на взаимодействии между собой молекул вещества: конвекцию, т. е. перемещение тепла, свя-40
занное со свободным или вынужденным течением газа или жидкости; излучение (радиацию), т. е. передачу тепловой энергии в виде электромагнитные волн.
Элементарные явления теплообмена в чистом виде встречаются очень редко. Практические способы нагревания, как правило, основаны на сложных процессах теплообмена. Применяются следующие способы нагревания древесины.
Кондуктивное (контактное) нагревание непосредственным соприкосновением нагреваемых сортиментов с горячими поверхностями. Основную роль здесь играет теплопроводность, сопровождаемая тепловым излучением.
Конвективное нагревание в жидкой или газообразной среде (вода, пар, воздух), основанное на конвекции жидкости или газа у поверхности сортимента и перемещении теплоты по его объему посредством теплопроводности. Сопровождается также тепловым излучением.
Радиационное нагревание облучением древесины источниками инфракрасной радиации. Основано главным образом на тепловом излучении, но сопровождается также теплопроводностью и конвекцией
Диэлектрическое нагревание в конденсаторе электрического колебательного контура высокой частоты. Основано на взаимодействии с древесиной высокочастотного электромагнитного поля. В процессе этого взаимодействия в материале генерируется тепло за счет диэлектрических потерь.
Наиболее важное промышленное значение имеют процессы конвективного нагревания.
§ 12. КОНВЕКТИВНОЕ НАГРЕВАНИЕ ДРЕВЕСИНЫ БЕЗ ИЗМЕНЕНИЯ АГРЕГАТНОГО СОСТОЯНИЯ ВОДЫ
Если конвективное нагревание древесины происходит без изменения агрегатного состояния содержащейся в ней воды (испарения и оттаивания), для анализа процесса используются уравнения и методы теории теплопроводности. При этом предполагается, что процесс определяется двумя явлениями — теплопроводностью материала и теплообменом его со средой.
Интенсивность перемещения тепла в материале посредством теплопроводности характеризуется уравнением
— Ц(Шх\ (36)
где q — плотность теплового потока (количество тепла, проходящего в единицу времени через единицу площади в заданном сечении тела), Вт/м2; X — коэффициент теплопроводности (см. §9); ( — температура; х — координата.
Величина dtjdx носит название температурного градиента. Знак минус в уравнении (36) показывает, что направление температурного градиента (в сторону повышения температуры) обратно направлению теплового потока.
41
Интенсивность конвективного теплообмена на границе между твердым телом и жидкостью или газом определяется уравнением Ньютона:
Q = СХ (tc /пов)t (37)
где /с — температура жидкой или газообразной среды; 1пов — температура поверхности тела; а — коэффициент теплообмена, Вт/(м2-°С).
Различают две разновидности сложного теплообмена — стационарный и нестационарный. Стационарный теплообмен характеризуется постоянством во времени температурного поля. Примером его может служить передача тепла от одной среды с постоянной температурой t\ к другой среде с постоянной температурой /2 через плоскую стенку толщиной S. Плотность теплового потока в этом случае определяется уравнением
? = —-----5----- (38)
—+4+—
eq X а2
где си, аг — коэффициенты теплообмена на первой и второй поверхностях стенки; X — коэффициент теплопроводности материала стенки.
Сложный множитель, стоящий в этом уравнении перед скобками и обозначаемый буквой К, Вт/(м2«°С), называется коэффициентом теплопередачи.
Уравнения стационарного теплообмена используются в технике для определения теплопотерь зданий и сооружений в окружающую среду, а также для расчета теплообменных устройств.
Нестационарный теплообмен характеризуется температурным полем, переменным во времени и пространстве. Процессы нагревания или охлаждения твердых тел (в том числе и древесных сортиментов), окруженных средой с температурой, отличной от начальной температуры тела, относятся к процессам нестационарного теплообмена. Изменение температуры произвольной точки тела при нестационарном теплообмене определяется дифференциальным уравнением Фурье:
dt ( дЧ дЧ дЧ \
“Z7 — л Гт , „ т' ,, ’
ди ср х. дх2 ду1 <)z2 J
где т— время; с—удельная теплоемкость тела; р— плотность тела; х, у, z — координаты заданной точки тела.
В одномерных телах, т. е. телах, форма и размер которых определяются лишь одним линейным измерителем (к ним относятся неограниченная пластина, неограниченный цилиндр, шар), направление теплового потока совпадает с направлением одной из осей координат, например х. Для таких тел
dt X дЧ дЧ
— —---------— а----.
дх ср дх2 дх2
(40)
42
Величина X/(ср), обозначаемая через а, называется коэффициентом температуропроводности. Коэффициент температуропроводности, м2/с, является важнейшим физическим параметром материала, характеризующим его тепло-инерционность, т. е. скорость изменения температуры.
При математическом анализе и экспериментальных исследованиях процессов теплообмена в расчетные уравнения принято вводить в качестве обобщетных переменных так называемые критерии подобия, представляющие собой безразмерные комплексы физических величин. Для конвективного теплообмена определяющими критериями подобия являются критерии Фурье (Fo) и Био (Bi):
Fo-пт/Я2 (41); Bi = £(a/X), (42)
1де R— определяющий размер тела, за который для одномерных тел принимают радиус (цилиндр, шар) или половину толщины (пластина)
Основная задача расчета процессов нагревания древесных сортиментов — установить продолжительность доведения их до заданной температуры или, наоборот, установить температуру материала после обработки в течение заданного времени.
Выражение, определяющее температуру той или иной точки одномерного тела в зависимости от ее координаты и времени, получается интегрированием дифференциального уравнения (40) при граничном условии
-ХГ-^-1 =а(*с-*пов), (43)
L dx Jx=o
устанавливающем, что количество тепла, переносимого в единицу времени посредством теплопроводности с поверхности внутрь тела, равно количеству тепла, воспринимаемого за это же время поверхностью из окружающей среды. Искомое выражение представляет собой в общем виде функцию
6 = f(x/£; Fo; Bi), (44)
где 0—безразмерная температура произвольной точки тела; х — координата этой точки (расстояние от поверхности).
Безразмерная температура выражается через переменную температуру заданной точки /, температуру среды tc и начальную температуру /0 отношением
0-^c-Wc-Q- (45)
Отношению x/R присвоен термин безразмерная координата.
Численные значения критериев Фурье и Био могут изменяться в пределах от 0 до оо. Безразмерные же температура и координата изменяются в пределах от 0 до 1.
Аналитическое выражение функции (44), получаемое в виде бесконечного ряда, очень сложно. Для его практического использования составлены специальные таблицы и номограммы.
43
Средой для нагревания древесных сортиментов могут служить воздух или его смесь с топочными газами, насыщенный водяной пар, вода. Насыщенный пар и вода имеют при тепловой обработке, древесины преимущественное применение. Их использование характеризуется весьма интенсивным поверхностным теплообменом. Перепад температуры между поверхностью тела и средой здесь очень мал, и граничное условие (43) может быть заменено условием tnuB~tc.
Решение дифференциального уравнения (40) при таком граничном условии выражается в общем виде функцией
6 = f(x/£; Fo). (46)
Рис. 20. Номограмма взаимосвязи критерия Фурье, безразмерной координаты и безра мерной температуры неограниченной пластины (а) и неограниченного цилиндра (б) при нагревании в жидкости или насыщенном паре
Графические решения этой функции для неограниченной пластины и неограниченного цилиндра [9] представлены в виде номограмм на рис. 20. С применением этих номограмм задачи по расчету процессов нагревания древесины решаются следующим образом. Допустим, требуется определить продолжительность выдержки в горячей воде или паре кряжа, который может быть принят за неограниченный цилиндр. Должны быть известны требуемая в конце выдержки температура на заданном расстоянии от поверхности х, определяющий размер (радиус) сортимента R, температура среды /<•, начальная температура древесины /0, ее влажность и порода.
Прежде всего определяют безразмерную температуру 6 и безразмерную координату x/R'. Затем по номограмме устанавливают критерий Фурье. По данным § 8 и 9 отыскивают плотность, удельную теплоемкость и коэффициент теплопроводности древесины и вычисляют коэффициент температуропровод
44
ности а. Необходимую продолжительность нагревания находят в соответствии с выражением (41) по формуле
t=Fo№. (47)
Для решения обратной задачи, т. е. для определения температуры той или иной точки тела при заданной продолжительности нагревания, следует вычислить критерий Фурье, а затем найти по номограмме безразмерную температуру. Искомая температура определяется из формулы (45) по выражению
t = tc-e(tc-t0). (48)
Промышленные древесные сортименты обычно имеют в сечении круглую или прямоугольную форму. У круглых сортиментов (бревен, кряжей, чураков) длина значительно превышав! диаметр, и их при pacneie нагревания можно без большой погрешности рассматривать как неограниченные цилиндры. Прямоугольные сортименты (доски, брусья) можно принимать за неограниченные пластиты, если отношение их толщины Sj к ширине S2 меньше 0,3. При Si/S2^0,3 доску или брус следует рассматривать как параллелепипед неограниченной длины, образованный пересечением двух пластин толщиной S] и S2. Безразмерная температура в определенной точке этого прямоугольного параллелепипеда 0Пр равна произведению безразмерных температур 0] и 02, которые получились бы в этой точке при раздельном нагревании пластин S] и S2:
0Пр “-ОД. (49)
Если по условиям задачи требуется определить не температуру при заданном времени нагрева, а продолжительность нагревания прямоугольного соршмепта до заданной температуры на его центральной оси, ее необходимо вначале рассчитать для пластины толщиной равной меньшему размеру сортимента (tSjJ, а затем умножить полученную величину на коэффициент сх, вносящий в расчет поправку на реальную форму тела:
тпр -TS1CV (50)
Диаграмма коэффициента ст при равномерном по объему сортимента распределении начальной температуры приведена на рис. 21.
При проектировании устройств для тепловой обработки древесины определяют расход тепла на ее нагревание. Для этого необходимо рассчитывать среднюю интегральную температуру обрабатываемых сортиментов в конце процесса. Анализ дифференциального уравнения (40) показывает, что при обработке водой или насыщенным паром средняя безразмерная темпера-
45
Рис 21. Диаграмма коэффициента Ст в зависимости от отношения поперечных размеров сортимента Si/S2 и безразмерной температуры 6ц на его центральной оси [22]
Рис. 22 График средней безразмерной температуры неограниченной пластины (а) и неограниченного цилиндра (б) при нагревании в жидкости или насыщенном паре
I---*~Fo
тура одномерного тела характеризуется в общем виде функцией
0 = Н1?о), (51)
графики которой для неограниченных пластины и цилиндра представлены на рис. 22. _
Средняя температура сортимента t вычисляется в зависимости от величин 6, /с и /о по выражению аналогичному формуле (48).
Примеры. 1. Буковые кряжи диаметром 30 см, влажностью 55 % и начальной температурой 15 °C нагревается в воде при /с = 70 °C. Определить время выдержки, необходимое для получения внутри кряжа на окружности воображаемого цилиндра диаметром 10 см температуры 40 °C.
Безразмерная координата точек на этой окружности х/Д = 0,67. Безразмерная температура на ней в конце процесса должна составлять 0= (70— —40)/(70—15) =0,545. Находим по номограмме рис. 20,6 критерий Фурье
46
Fo = 0,16. Продолжительность нагревания определяется по формуле (47), в которую входит коэффициент температуропроводности п = Х/(ср). Древесина бука имеет среднюю базисную плотность (см табл. 2) 530 кг/м’. Ее фактическая плотность при влажности 55 % (см. рис. 12) р=820 кг/м3. Для определения удельной теплоемкости с и коэффициента теплопроводности А.
нужно, кроме влажности, знать температуру материала, которая в процессе нагревания непостоянна. Принимаем ее среднюю расчетную величину равной (/о+М/2 = (15+70) : 2=43 °C. Удельная теплоемкость древесины при этой температуре и влажности 55 % (см. рис. 13) с=2,85 кДж/(кг-°С). Коэффициент теплопроводности находим лэ рис. 14 и формуле (35): А. = 0,36-1,07-1 =
0,385
= 0,385 кДж/(кг-°С). В соответствии с этим а = — — |Q3'g2o— = 7
м2/с.
Таким образом, искомая продолжительность нагревания по формуле (47)
FoR2 0,16-0,0225
т =--------—----------------107 ~ 21 800 с, или около 6,1 ч.
а 1,65
2. Для условий примера 1 найти среднюю интегральную температуру t кряжа в конце нагревания.
По графику рис. 22 определяем при Fo = 0,16 среднюю безразмерную температуру 0 = 0,27. Отсюда в соответствии с формулой (48) t=tc—0(fc— —/о) =70—0,27(70—15) =55 °C.
3. Березовые брусья сечением 15X20 см, влажностью 70 % и начальной температурой 8 °C прогреваются в воде при Zc = 60 °C в течение 3 ч. Определить температуру в центре поперечного сечения бруса.
Задача решается путем последовательного определения безразмерной температуры в середине неограниченных пластин толщиной 15 и 20 см.
Находим коэффициент температуропроводности а. Плотность древесины березы (рБ =500 кг/м3) при заданной влажности, в соответствии с рис. 12,
р = 840 кг/м3. Удельная теплоемкость при средней температуре (60 + 8) : 2 = = 34 °C по диаграмме рис. 13 с = 2,95 кДж/(кг-°C). Коэффициент теплопроводности поперек волокон по рис. 14 с соответствующими поправками 0,38
А.=ХномКрКх = 0,38-1 • 1 = 0,38 Вт/(м-°С). Отсюда а= - - л--=
2,95-103840 = 1,53-10"7 м2/с.
Определяем критерий Фурье для
15 и 20 см (Ri = 0,075 м; R2 = 0,10 м):
1,53 3600-3
___ -------------= 0,166-
(0,1)2107
Находим по номограмме рис. 20, а
первой и второй пластин толщиной
„ 1,53-3600-3
Fo = ——-------------- = 0,295; Fo2 =
(0,075)2 107
значения безразмерной температуры
этих пластин для их средних плоскостей (x/R= 1) : 01 = 0,62; 02 = 0,85. Для
бруса в целом безразмерная температура на его центральной осн составляет 0 = 010г=О,62-0,85 = 0,53.
Искомая температура по формуле (48) t=tc—0(/с—^о)=6О—0,53(60—
—8) =32,5 °C.
4. Березовые брусья такого же сечения и начальной температуры, как в примере 3, нагреваются в воде при fc = 60 °C Определить продолжительность процесса, необходимую для доведения их температуры на центральной оси до 40 °C.
Находим безразмерную температуру 0ц=(60—40)/(60—8) =0,385. Критерии Фурье при этом значении 0 и x/R=l для неограниченной пластины (рис. 20, a) Fo=0,50. Из выражения Fo = ax/R2 при R = 0,075 м и а=1,53Х FoR2 0,50 (0,075)2 • 107
X 10~7 м2/с (см. пример 3) находим -----~т ~ — 18,4- 103 с.
По диаграмме рис. 21 при 0Ц = О,385 и 51/52 = 15/20 = 0,75 находим поправочный коэффициент Ст=0,76. Продолжительность нагревания бруса, в соответствии с уравнением (50), тПр = TSjCt = 18,4-103-0,76=14• 108 с, или 3,9ч.
47
Давление водяного пара . Па
Рис. 9 /da-диаграмма
§ 13. КОНВЕКТИВНОЕ НАГРЕВАНИЕ ДРЕВЕСИНЫ С ОДНОВРЕМЕННЫМ ВЛАГООЬМЕНОМ. ОТТАИВАНИЕ ДРЕВЕСИНЫ
Процессы нагревания древесины часто сопровождаются перемещением в материале воды и изменением ее агрегатного состояния. Точные математические решения дифференциальных уравнений теплообмена с одновременным влагообменом очень сложны. Поэтому инженерные расчеты удобнее базировать на уравнениях классической теории теплопроводности. При этом, однако, всегда необходимо оценивать характер влагообмена и не применять этих уравнений в тех случаях, когда пренебрежение влагообменом может привести к существенным погрешностям.
Если пока не касаться процессов, связанных с оттаиванием (на них мы остановимся особо), в производственной практике возможны следующие случаи нагревания древесины: 1) древесина с начальной температурой выше О °C нагревается в воде или насыщеном паре; не исключено ее незначительное увлажнение; 2) сухая древесина нагревается в воздухе, в зависимости от его состояния и влажности древесины возможно ее незначительное высыхание или увлажнение; 3) сырая древесина нагревается в воздухе; процесс сопровождается сушкой.
Первый случай определяется отсутствием изменения агрегатного состояния воды в древесине. Здесь уравнения и расчетные номограммы, рассмотрение в предыдущем параграфе, характеризуют процесс достаточно надежно
Во втором случае также допустимо применение для приближенных расчетов уравнений теории теплопроводности Здесь необходимо пользоваться выражением [(44); § 12] и его табличными или графическими решениями, приводимыми в специальной литературе [9]
В производственной практике с этим случаем приходится встречаться, однако, очень редко.
Третий случай отличается от первых двух тем, что теплота, поглощаемая древесиной, затрачивается не только на повышение ее температуры, но и в значительной мере на испарение воды. Рассмотренные выше уравнения и номограммы здесь неприменимы Кроме того, данный случай вообще нехарактерен для процессов тепловой обработки. Воздействие сухого воздуха на сырую древесину при тепловой обработке не используется, так как может привести к усадке и растрескиванию сортиментов. Такое воздействие имеет место в процессах сушки, которые будут рассмотрены в дальнейшем
Особым случаем нагревания с изменением агрегатного состояния влаги, имеющим большое практическое значение, является оттаивание сырой древесины. Если древесина хранится в атмосферных условиях при отрицательной температуре, вода в ней (свободная — полностью, а связанная — час-50
тично) находится в состоянии льда. Нагревание замороженной древесины принципиально отличается от нагревания в диапазоне положительных температур.
В процессе оттаивания температура древесины изменяется по кривым, показанным на рис. 23, а. В начале процесса температура той или иной точки тела повышается от отрицательной величины до нуля Затем она остается постоянной (близкой к нулю) В течение этого времени вода в наружной (по отношению к рассматриваемой точке) зоне превращается из твердого состояния в жидкое. В конце процесса температура снова начинает повышаться, стремясь к температуре окружающей
Рис. 23. Характер изменения температуры древесины при оттаивании (а) и схема перемещения границы оттаивания в пластине (б)
среды (при нагревании в воде и насыщенном паре) или к температуре предела охлаждения (при нагревании только в воздухе).
Для практических целей важно уметь решать две основные задачи: 1) определять время, необходимое для оттаивания сортимента на заданную глубину; 2) определять время, необходимое для доведения той или иной точки сортимента до заданной положительной температуры после его полного оттаивания по всему сечению
Приближенное решение первой задачи для одномерною тела может быть получено достаточно просто. Предположим, что замороженная древесина в форме пластины (наиболее простой для рассмотрения случай) окружена нагретой жидко стью или насыщенным паром постоянной температуры /, Благодаря большой интенсивности теплообмена поверхностный слой пластины очень быстро оттает и приобретет температуру tc. На каком-то промежуточном этапе процесса (рис. 23,6) на ружная зона пластины толщиной х уже оттаяла, а внутренняя зона осталась еще в замороженном состоянии. Очевидно, тем пература всей замороженной зоны равна нулю, а температура эттаявшей зоны изменяется по ее толщине от нуля на границе
5!
оттаивания до tc на поверхности. Примем характер этого изменения прямолинейным.
В течение бесконечно малого отрезка времени dx граница оттаивания переместится к центральной плоскости пластины на величину dx. При этом объем древесины, оттаявшей в еди-dx
ницу времени, при площади пластины F составит F~^~ , а количество затраченного на оттаивание в единицу времени тепла
(52) dx dx
где q0T — удельный расход тепла на оттаивание (размораживание) единицы объема материала.
С другой стороны, скорость перемещения зоны оттаивания лимитируется плотностью теплового патока, обусловленного теплопроводностью наружной зоны сортимента. Поэтому в соответствии с уравнением (36)
—~(/ц~ /с) F. (53)
dx dx х
Приравнивая выражения (52) и (53) и учитывая, что температура центральной зоны tn равна нулю, будем иметь дифференциальное уравнение
(54) dx х
после интегрирования которого в пределах толщины оттаявшей зоны от нуля до х получим
т = сxdx =х2. (55)
Х/с 0J 2Х/С
Это уравнение и решает задачу определения продолжительности оттаивания пластины на заданную глубину х. Для определения продолжительности полного оттаивания выражение (55) записывается в виде
тп о- ——(56) 2 Ktc 4 ktc
где S = 2R — толщина пластины.
Удельный расход теплоты на оттаивание q0T складывается из ее затрат на нагревание замороженной древесины от отрицательной начальной температуры (0 до О °C и на плавление содержащегося в древесине льда:
?о, = рсм(-А) + рБ (57)
где р — плотность древесины; с(_) — удельная теплоемкость замороженной древесины; у — скрытая теплота плавления льда (335-103 Дж/кг); W— влажность древесины; W с ж относительное (в % влажности) содержание связанной воды, оставшейся в замороженной древесине в жидком состоянии
52
Величина №с. ж зависит от температуры замороженной древесины и, по данным Б. С. Чудинова [20], характеризуется следующими цифрами:
t0( °C ...............—50 —40 —30 —25 —20 —15 —10 —5
Wc. ж, % ............. 12 14 15 17 18 20 23 27
Продолжительность полного оттаивания прямоугольного сортимента сечением SiXSs^i—меньший размер) рассчитывается по выражению
Тп. о. пр = — • — ст. (58)
4 Мс
Коэффициент ст здесь определяется по оассмотренной ранее (рис. 21) диаграмме. Входящая в диаграмму безразмерная температура на центральной оси 0а находится по формуле (45) при / = 0 °C.
Уравнение продолжительности оттаивания цилиндрических сортиментов (бревен, чураков), выведенное аналогичным путем, имеет вид
/ Z)2 —d2
т1--------
16
_ In ——^от
• 8 d ) ktc
(59)
где D — диаметр сортимента; d — диаметр его неоттаявшей зоны, условно названной диаметром оттаивания.
Если величину в скобках этого уравнения (назовем ее критерием глубины оттаивания) обозначить через Ф, уравнение (59) записывается в простом виде:
т = фЛ21_. (60)
Atc
Здесь величина <?От определяется, как и для пластины, по уравнению (57), а критерий Ф, м2, — по номограмме (рис. 24).
Продолжительность полного оттаивания цилиндрического сортимента характеризуется выражением (59) при <7 = 0:
_ _ Р2 <7от
ЬП. О — -------- * -----
16 Atc
(61)
Отметим, что при использовании в уравнениях (55) — (61) основных единиц СИ (м, кг, Дж, Вт) продолжительность оттаивания определяется в секундах.
Рассмотренные уравнения оттаивания достаточно просты и удобны для применения. Их вывод, однако, основан на определенных упрощениях, приводящих к некоторому снижению точности расчетов, допустимому, впрочем, для производственных целей. Более точные уравнения, выведенные Г. С. Шубиным, приведены в учебном пособии [22].
53
Вторая из указанных выше практических задач — определение продолжительности доведения температуры в той или иной зоне сортимента до требуемой положительной величины после его полного оттаивания, казалось бы, могла быть решена с помощью номограмм, приведенных на рис. 20. В действительности это невозможно, так как номограммы составлены для условия равномерного распределения начальной температуры
Рис. 24. Номограмма критерия глубины оттаивания круглых сортиментов
по объему тела, а при окончании оттаивания это условие не соблюдается даже приблизительно.
Решение этой задачи получено Г. С. Шубиным [22]. Для цилиндра большой длины (практически наиболее важный случай) это решение имеет вид
(62)
где t — переменная температура заданной точки; d — диаметр воображаемого цилиндра, на поверхности которого лежит эта точка; тдоп — дополнительное время, потребное для доведения температуры на окружности d до величины t.
54
По уравнению (62) в отдельных случаях могут получаться отрицательные величины тДОп- Это значит, что при заданных D и tc температура t в точке с координатой d достигается в процессе оттаивания и в назначении дополнительного времени нет необходимости.
Примеры. 1. Дубовые замороженные брусья сечением 18x25 см, имеющие начальную температуру —25 °C и влажность 75 %, обрабатываются в среде насыщенного пара атмосферного давления (/с = Ю0 °C). Рассчитать продолжительность их полного оттаивания
Используем для расчета формулу (58). Определяем вначале удельный расход тепла по формуле (57): <7от=рС(-)( — to) + рБ 0,01 (№—ж)у. Находим входящие в нее величины: плотность древесины при ее средней базисной плотности 560 кг/м3 р = 980 кг/м3 (по табл. 2 и рис. 12). Удельная теплоемкость С(_) = 2,15-103 Дж/(кг-°С) (по рис. 13, при средней температуре оттаивающей древесины —12,5 °C). Содержание незамерзшей воды (с. 53) Wc ж = 17%. Скрытая теплота плавления льда у=335 103 Дж/кг. Таким образом, <7ОТ =980-2,15-103-25 + 560 • 0,58 • 335 • 103= 161,5 • 10е Дж/м3.
Находим другие величины, входящие в уравнение (58): коэффициент теплопроводности ?. = ?.НомЛ Х.НОМ=0,43 (по рис. 14, при средней температуре оттаявшей зоны 50 °C); /Ср=1,14; Кж = 0,93 (по табл. 3, в среднем между радиальным и тангенциальным направлением); Х = 0,43-1,14-0,93 = = 0,46 Вт/(м-°С). Коэффициент с =0,9 (по рис. 21, при Sl/S2= 18/25 = 0,72 и „ (0,18)2 161.5 10е
0ц=1ОО/[1ОО—(—25)]=0,8. Имеем окончательно тГ1.о7-----------•---------X
4 0,46-100
X 0,9 = 25,6-103 с, или ~ 7,1 ч.
2. Замороженные сосновые (рБ =400 кг/м3) бревна диаметром 20 см, имеющие начальную температуру О=—10 °C, погружены для оттаивания в бассейн с водой (/с = 10°С). Определить продолжительность оттаивания заболони бревен при ее влажности 90 % и средней глубине 4 см от поверхности.
Используем уравнение (60) т = Ф<7от/(АД). Удельный расход тепла определяем по формуле (57) для заболонной древесины, имеющей следующие показатели: плотность р = 760 кг/м3 (по рис. 12); удельная теплоемкость С(-) = 2,3• 103 Дж/(кг-°С) (но рис. 13 при средней температуре —5 °C); содержание пезамерзшей воды Wc. w=23%. Учитывая заданные условия, имеем <7от = 760-2,3-103 • 10+400 • 0,67 • 335 • 103= 107,5 10е Дж/м3. Находим далее коэффициент теплопроводности (по рис. 14, при средней температуре оттаявшей зоны +5 °C и поправках Кр=0,87, /Сж—1,0) Х = 0,37-0,87-1,0 = = 0,32 Вт/(м-°С) и критерий глубины оттаивания Ф=6,7 • 10~* м (по рис. 24, г/ = 20—4-2 = 12 см). Подставляя найденные величины в (60), имеем т = = 6,7-10-4-107,5-106/(0,32- 10) =22,6- 106 е, или —6,3 ч.
3 Березовые чураки диаметром 30 см, имеющие начальную температуру —16 °C и влажность 85 %, провариваются в воде при /с = 40 °C. Найти продолжительность обработки, необходимую для доведения температуры t внутри чурака на окружности диаметром 8 см до 30 °C.
Вначале находим продолжительность полного оттаивания по формуле (60): Тп. о=-02<7от/(16А./с). Для определения qnT по формуле (57) (см. пример 1) отыскиваем при базисной плотности древесины березы 500 кг/м3 (см. табл. 2) ее плотность при влажности 85 % (рис. 12) р = 925 кг/м3. Теплоемкость при средней температуре —8 °C (рис. 13) с(_) = 2,25• 103 Дж/(кг-°С). Содержание незамерзшей воды Wc ж = 20 %. Скрытая теплота плавления льда у = 335-103 Дж/кг. Вычисляем ^[)Т = 925-2,25 • 103 • 16 + 500 • 0,65-335Х X 103= (33,4+ 108,6) • 106= 142-106 Дж/м3. Коэффициент теплопроводности оттаявшей зоны при ее средней температуре 20 °C (рис. 14) А.=0,39 Подставляя эти показатели в формулу (60), имеем тп. о = (0,3)2 142 • 108/(16 • 0,39Х Х40) =51,2 • 103 с, или 14,2 ч
Определяем далее дополнительное время нагревания в диапазоне положительной температуры тДОп по формуле (62). Находим для этого коэффи
55
циент температуропроводности оттаявшей древесины а = Х/(ср) (1 и р уже установлены ранее). Удельная теплоемкость (по рис. 13, при средней температуре 20 °C) с=3,0-103 Дж/(кг-°С). Таким образом, а = 0,39/(925-3 • 103) =
0,096D2 Г fc /
= 1,4- 10“7 м2/с Дополнительное время Тдоп =----I -------- I 1 —
a, L *с * V
= . 0.096 (0.3?_ Г40Л 28,810. с,„„„ ~8ч.
D 1,4 SL 40-30 \ 30 J1
Общее время обработки т = тп о +тдоп = 14,2 + 8,0 =22,2 ч.
§ 14. ЗАКОНОМЕРНОСТИ КОНДУКТИВНОГО, РАДИАЦИОННОГО И ДИЭЛЕКТРИЧЕСКОГО НАГРЕВАНИЯ
Кондуктивное нагревание применяется для двустороннего обогрева плоских широких сортиментов (щиты, фанера и т. п.). С точки зрения граничных условий процесса и методики расчета этот способ аналогичен конвективному нагреванию неограниченной пластины при интенсивном поверхностном теплообмене.
Радиационное нагревание основано па поглощении материалом лучистой тепловой энергии от расположенного на некотором расстоянии от него источника инфракрасного излучения. Инфракрасными, как известно, называются лучи, занимающие в спектре излучения интервал волн длиной 0,8— 400 мкм.
Мощность лучистого теплообмена, Вт, между двумя телами с различной абсолютной температурой Т\ и Т2 определяется формулой (З-КоГрОп'фЦЛ/ЮО)4—(Т2/100)4], (63)
|де Пи—приведенная степень черноты системы; Fp—расчетная поверхность теплообмена; ф— угловой коэффициент, или коэффициент облученности; Ко — коэффициент лучеиспускания абсолютно черного тела, равный 5,76 Вт/(см2-°С).
В случае теплообмена между параллельными плоскостями ф — 1, a Fp — K, где F — фактическая поверхность.
Диэлектрическое нагревание основано на том, что древесина, помещенная в конденсаторе высокочастотного колебательного контура, интенсивно нагревается за счет диэлектрических потерь. Конденсатор с древесиной в качестве диэлектрика можно условно рассматривать как параллельное соединение емкости с активным сопротивлением (рис. 25, а). Мощность, Вт, расходуемая на нагревание древесины,
N = UI„ (64)
где U — напряжение; /г — активная составляющая силы тока.
Из векторной диаграммы (рис. 25,6) /r = /ctg6, где 6 —
угол потерь.
Так как сила реактивного тока выражается уравнением /с = [7о)С, то
W = [72tg62nfC, (65)
где со — угловая частота; f— частота тока, Гц; С — емкость.
56
В свою очередь емкость выражается через площадь конденсатора F, диэлектрическую проницаемость е и расстояние между пластинами d отношением C — Fzld. С учетом этого после элементарных преобразозаний получаем
N :=(Uldyttgte2nfFd. (66)
Из выражения (66) уделыая мощность, Вт/м3, на нагревание единицы объема древесины
А^уд = ~Fa~ = (~гУtg (67)
Fd \ d /
где величина U/d представляет собой напряженность поля.
Таким образом, интенсивность нагревания древесины в конденсаторе высокочастотного колебательного контура прямо про-
Рис 25. Условная схема диэлектрика (а) и векторная диаграмма (б)
порциональна квадрату напряженности поля и частоте колебаний, а также зависит от диэлектрических свойств материала.
Если заданы полная мощность, потребляемая высокочастотным генератором, Nv и объем одновременно нагреваемой древесины V, то, пренебрегая теплопотерями древесины в окружающую среду и полагая, что вся энергия, поглощаемая древесиной, расходуется на повышение ее температуры (испарение влаги отсутствует), продолжительность нагревания ее от температуры t0 до температуры F может быть определена по выражению
т = Урс (^—/0)/(^г1№), (68)
где р — плотность древесины; с — удельная теплоемкость древесины; т]г — коэффициент полезного действия генератора; т]к — коэффициент полезного действия контура.
Коэффициент полезного действия высокочастотных генераторов, как известно, невелик и колеблется в пределах 0,55— 0,6. Коэффициент полезного действия контура показывает, какая часть подведенной к нему энергии поглощается древесиной, не рассеиваясь в окружающее пространство. При оптимальной настройке генератора т]к может составлять 0,9—0,95. Однако, если генератор настроен плохо и количество энергии, которое может поглотить древесина [уравнение (67)], не соответствует мощности, подведенной к конденсатору, коэффици
57
ент полезного действия контура резко понижается, и тогда значительная часть энергии, потребляемой генератором, расходуется непроизводительно.
Глава 4
ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ ТЕПЛОВОЙ ОБРАБОТКИ ДРЕВЕСИНЫ
§ 15. СПОСОБЫ ТЕПЛОВОЙ ОБРАБОТКИ ДРЕВЕСИНЫ
Способы тепловой обработки древесины различаются по используемым для этой цели видам теплообмена и по применяемым агентам обработки.
На конвективном теплообмене основаны: 1) Тепловая обработка в открытых бассейнах в воде умеренной (до 20 °C) температуры. 2) Тепловая обработка водой в специальных варочных бассейнах при 40—90 °C, называемая провариванием. 3) Тепловая обработка насыщенным водяным паром, называемая пропариванием. 4) Тепловая обработка горячим воздухом или топочным газом.
К способам тепловой обработки, основанным на других видах теплообмена, относятся: 5) Кондуктивная тепловая обработка. 6) Радиационная тепловая обработка. 7) Диэлектриче^-ская тепловая обработка.
Тепловая обработка древесины, как указывалось в § 13, может сопровождаться ее влагообмепом с окружающей средой. В зависимости от влажности материала и способа тепловой обработки характер этого влагообмена может быть различным.
Кондуктивная, радиационная и диэлектрическая тепловые обработки всегда сопровождаются снижением влажности, т. е. сушкой древесины. Интенсивность сушки тем больше, чем выше начальная (перед обработкой) влажность материала
При конвективной тепловой обработке в газовой среде влажность материала может повышаться, понижаться или оставаться стабильной в зависимости от начальной ее величины и состояния среды. В частном случае нагревания насыщенным паром древесина влажностью ниже предела насыщения клеточных стенок увлажняется, а сырая древесина практически сохраняет стабильное влажностное состояние
При нагревании в воде влажность древесины повышается, причем сухой материал за счет сорбции влаги увлажняется довольно существенно, а сырой — незначительно.
Выбор для производственных процессов тех или иных способов тепловой обработки древесины определяется технологической целью процесса и допустимым с технологической точки зрения характером влагообмена.
Напомним, что к основным технологическим целям тепловой обработки относятся: снижение твердости древесины (для
68
улучшения качества ее механической обработки); повышение податливости древесины (для облегчения ее гнутья или прессования) и ускорение процессов склеивания древесины.
Твердость сырой древесины, повышающаяся с понижением температуры, резко возрастает при температуре ниже нуля, когда свободная вода в полостях клеток превращается в лед. Поэтому процессы механической обработки древесины, характеризующиеся малыми скоростями резания (рамное пиление, лущение и строгание шпона), сопряжены с получением продукции низкого качества, если сырьем является замороженная древесина. Такое сырье требует предварительного оттаивания. Для этой цели наиболее приемлемы обработка в открытых бассейнах, проваривание или пропаривание.
Собственно оттаивание — не единственная задача тепловой обработки сырья перед его лущением или строганием. При изготовлении лущеного или строганого шпона твердость древесины нужно снижать в большей степени, чем это может быть обеспечено только оттаиванием Сырье здесь должно быть подогрето до более высокой температуры. В этих случаях применяются проваривание и пропаривание.
Для процессов тепловой обработки, преследующих цель подготовки древесины к гнутью и прессованию, целесообразно применять пропаривание. Податливость древесины, как известно, повышается с повышением ее температуры и влажности. Наибольшую податливость имеет нагретая древесина с влажностью, равной пределу насыщения клеточных стенок или выше. Максимально возможная температура сырой древесины равна температуре кипения воды, т. е., при атмосферном давлении, 100 °C. Средой, в которой такое состояние древесины = W—W^ „) устойчиво, является только насыщенный пар.
Тепловой обработке, направленной на интенсификацию процессов склеивания, подвергаются сухие заготовки или детали. Увлажнение их недопустимо. Этим определяется и выбор рациональных способов нагревания древесины в сборочно-клеевых процессах. К ним относятся кондуктивное, диэлектрическое и радиационное нагревание, а также конвективное нагревание в сухой газовоздушной среде.
Процессы тепловой обработки древесины перед распиловкой, лущением, гнутьем или прессованием обособлены от основных операций механической обрабтки и требуют для своего проведения самостоятельного оборудования. В отличие от этого тепловая обработка, проводимая для интенсификации процессов склеивания, является составной частью процессов сборки. Oi делить здесь тепловую обработку от сборки, рассматриваемой в специальных технологических дисциплинах, невозможно.
Поэтому ограничимся в дальнейшем рассмотрением собственно тепловой обработки (нагревания и оттаивания) древе сины как самостоятельных процессов подготовки ее к распн ловке, лущению, гнутью и прессованию. Основные способы
5!)
проведения этих процессов, как следует из изложенного выше,— обработка в открытых бассейнах проваривание и пропаривание.
§ 16. ОБРАБОТКА В ОТКРЫТЫХ БАССЕЙНАХ
Такая обработка имеет преимущественное применение на лесопильных заводах, где сортировка и хранение промежуточного запаса сырья (бревен) перед распилэвкой осуществляются на воде.
Устройство на лесопильных заводах бревенных бассейнов, являющихся по своему основному назначению технологическими и транспортными сооружениями, описывается в курсе технологии пиломатериалов. Для проведения в зимнее время оттаивания сырья в таких бассейнах необходимо обеспечить надлежащую длительность его хранения в воде (на плаву) и предотвратить замерзание бассейна, что осуществляется подачей в него в нужном количестве горячей воды или отработанного пара (такие бассейны принято называть отепленными).
Потребная площадь отепленного бассейна зависит от пропускной способности лесопильных рам и необходимого срока хранения древесины на воде, т. е. от продолжительности оттаивания. Последняя определяется, как было установлено выше, диаметром бревен, глубиной их оттаивания, влажностью древесины и температурой воды в бассейне.
Применительно к пиловочному сырью хвойпых пород оптимальная глубина оттаивания равна толщине заболони. Температуру воды в зимнее время поддерживают на уровне 10 °C. Расчеты по уравнениям § 13 показывают, что при этих условиях и влажности заболони 90—100 % потребная продолжительность оттаивания в зависимости от диаметра бревен составляет 4—10 ч. В практике чаще всего оттаивание бревен производят в течение одной смены (7—8 ч).
При заданном числе п бревен, проходящих через бассейн в смену, среднем их диаметре D и длине L площадь бассейна определяется выражением
F = DLn/$, (69)
где р — коэффициент заполнения площади бассейна, принимаемый 0,45—0,55.
§ 17. ПРОВАРИВАНИЕ
Проваривание применяется в фанерной промышленности для обработки кряжей или чураков перед лущением.
Получение надлежащего качества поверхности шпона требует поддержания температуры древесины в определенном оптимальном диапазоне. Этот диапазон, по имеющимся данным, составляет: для древесины ольхи и березы 30—50 °C, мягких хвойных пород 35—55 °C, лиственницы 40—60 °C,
60
Различают проваривание древесины по мягким и жестким режимам.
Мягкие режимы характеризуются температурой обрабатывающей среды (воды) 35-—45 °C и большой длительностью обработки, необходимой для полного оттаивания и последующего прогрева древесины по всему ее объему до температуры близкой к температуре среды. Важное преимущество этих режимов— равномерная температура древесины при лущении и обусловленное этим высокое качество шпона. Их недостаток — потребность в больших производственных площадях.
Жесткие режимы предусматривают высокую (70— 80 °C) температуру среды и малые сроки обработки, при которых происходит полное оттаивание чураков с доведением температуры на окружности карандаша до 15—20 °C. Поскольку поверхностная зона чураков приобретает при обработке температуру среды, которая значительно выше оптимальной для лущения, чураки после выгрузки из бассейна выдерживают в помещении. В процессе выдержки температура на поверхности понижается, а в центре повышается, но все же остается не вполне равномерной. С точки зрения качества лу-щенйя жесткие режимы менее предпочтительны, но при их применении существенно уменьшаются производственные площади, необходимые для размещения оборудования.
Проваривание производят в варочных бассейнах различных конструкций. Для крупных фанерных заводов Гипродревпромом спроектирован механизированный бассейн для проваривания фанерного сырья в кряжах по мягким режимам (рис. 26), размещаемый на открытой площадке.
Собственно бассейн 7 состоит из нескольких железобетонных секций, ширина которых соответствует (с необходимым запасом) максимальной длине обрабатываемых кряжей. Каждая секция разделена парными тумбами 6 на ряд отсеков, в которые кряжи загружаются грейферным захватом 5 консольно-козлового крана 8, передвигающегося по подкрановым рельсам 11.
К дополнительным транспортно-распределительным устройствам бассейна относятся: загрузочный цепной конвейер 2 со сбрасывателями /; накопители кряжей <?; передвижной пере-грузчик 9, перемещающийся по рельсам /2; разгрузочный конвейер 10, транспортирующий обработанные кряжи в разделочно-лущильный цех. В процессе обработки загруженные отсеки бассейна закрыты съемными крышками 4, играющими роль противовсплывных устройств и уменьшающими тепло-потери.
При работе бассейна одна из секций всегда находится под загрузкой и разгрузкой (в остальных секциях происходит прогрев древесины). Кран и перегрузчик устанавливают против этой секции, а кряжи с загрузочного конвейера сбрасываются в соответствующий накопитель. Грейфер последовательно пере-
61
мещается от накопителя к бассейну, загружая один из отсеков, и от бассейна к перегрузчику, разгружая другой отсек. В тех случаях, когда сырье доставляется на предприятие в перевязанных тросами пучках, необходимость в применении накопителей и грейфера отпадает.
Теплоснабжение бассейна может происходить различными способами. Наиболее простой из них — нагревание воды непо-
Рис. 26 Механизированный бассейн для тепловой обработки фанерных кряжей (Гипродревпром)
средственно в бассейне посредством впуска в нее пара через трубы с отверстиями. Пар, попадая в воду, конденсируется, и его теплосодержание используется почти полностью. Температура воды регулируется количеством впускаемого пара.
Целесообразна утилизация для обогрева бассейна вторичных тепловых ресурсов предприятий, не используемых для основных технологических нужд. В частности, на фанерных предприятиях имеются технологические устройства (прессы, сушилки и др.), потребляющие пар высокого давления. Образующийся после его использования конденсат температурой зна-62
чительно выше 100 6С направляют в расширители, где его давление снижается Выделяющаяся при этом теплота перегрева воды вызывает парообразование. Этот пар вторичного вскипания и направляют в бассейн. При необходимости к нему добавляют пар из котельной.
Для обработки наиболее распространенного фанерного сырья (березы, ольхи) ЦНИИФ рекомендует температуру воды в бассейне 40 °C. При описанной выше схеме эксплуатации бассейна сортировка кряжей по диаметрам затруднительна. Поэтому продолжительность обработки нужно устанавливать применительно к сырью практически наибольшего диаметра, исходя из необходимости получения на окружности карандаша (с/ = 8 см) температуры порядка 35 °C. Для березовых кряжей диаметром, например, 30 см при их начальной температуре — 25 °C она составляет около 30 ч.
Размеры бассейна лимитируются по длине типом выбранного крана, а по ширине секции — длиной кряжей. Эти величины в основном и определяют емкость секции. Число их устанавливается как частное от деления потребной производительности бассейна в целом на производительность одной секции. Производительность секции П, м3 древесины, за заданное время Т, ч, выражается уравнением
П = Е —------= BhLfi -—, (70)
Tj + Т2 Т1 + т2
где Е — вместимость секции, определяемая произведением ширины секции В, ее высоты h, длины L и коэффициента заполнения ее объема р, м3, ti — продолжительность обработки, ч; та продолжительность загрузки и раз грузки секции, ч
Продолжительность загрузки и разгрузки лимитируется условием равномерной подачи в разделочно-лущильный цех необходимого для переработки сырья. Величина т2 определяется, следовательно, частным от деления вместимости секции на количество потребляемого сырья за 1 ч.
При размерах бассейна, указанных на рис. 26, вместимость секции составляет около 200 м3, а производительность ее (при Т] = 30 ч и т2 = 8 ч) около 125 м3 в сутки. Для завода, перерабатывающего, например, 150 000 м3 сырья в год, требуется, по расчету, четыре секции. При проектировании, однако, следует добавлять к теоретически необходимому числу секций одну-две резервные, имея в виду остановки их на ремонт или очистку, а также отклонения фактического режима работы бассейна от расчетного.
Для проваривания фанерного сырья в чураках по мягким режимам предназначена механизированная линия ЦНИИФа, общий вид которой вместе с комплектующим оборудованием показан на рис. 27. После разделки кряжей на чураки последние подаются в цех тепловой обработки цепным конвейером 1 и загружаются укладчиками 3 в металлические контейнеры.
63
Перед укладчиками расположен роликовый конвейер 4 с перекладчиками чураков. В бассейн 2 чураки в контейнерах 5 погружаются мостовым краном с автоматическими захватами 6. Перед загрузкой контейнеры покрываются съемными крышками 8, образующими в полностью загруженном бассейне сплошной щит, который препятствует парообразованию и уменьшает теплопотери. После обработки контейнеры подаются краном из бассейна на раскатчик 7, с которого чураки направляются на сортировочный конвейер 9. Отсюда они с помощью автоматических сбрасывателей поступают в накопители 10, питающие лущильные станки.
Операции по загрузке и разгрузке бассейна производятся в такой последовательности. Контейнер с прошедшими обработку чураками забирается краном из бассейна и подается к раскатчику. Здесь контейнер освобождается от чураков, после чего помещается в свободный (например, первый) укладчик. Во втором укладчике к этому времени закончено заполнение контейнера свежими чураками. Крановщик перекладывает съемную крышку с пустого контейнера на заполненный и переносит последний в бассейн на освободившееся там место. Одновременно начинается заполнение контейнера в первом укладчике, а второй пока остается свободным. Когда заполнение окончено, из бассейна забирается следующий контейнер с обработанными чураками, и перечисленные операции повторяются. После того как последний (из ранее загруженных в бассейн) контейнер с обработанными чураками выгружен из бассейна и произведена полная замена в нем контейнеров, обработка чураков в первом контейнере завершается и начинается новый цикл загрузки и выгрузки бассейна.
При потребной длительности обработки т вместимость бассейна Е должна определяться с учетом суммарной производительности П лущильных станков выражением
Е = Пт/Т, (71)
где Т — отрезок времени, по отношению к которому определяется производительность, выраженный в тех же единицах (например, в часах), что и т.
Жесткие контейнеры, предусмотренные для использования в описанной установке, сложны по устройству и не вполне удобны в эксплуатации. Взамен их ЦНИИФ рекомендует более простые тросовые (рис. 28, а) и комбинированные (рис. 28, б) контейнеры. Бассейны в этих случаях делают секционными, с колоннами, фиксирующими положение контейнеров, и опорными балками для крышек. Комбинированные контейнеры имеют по сравнению с тросовыми то преимущество, что при их применении исключаются боковые деформации пачек чураков в бассейне, приводящие к ослаблению тросов и в отдельных случаях к рассыпанию груза.
Мягкие режимы тепловой обработки фанерного сырья и бассейны с краново-контейнерной загрузкой начали получать
3 Заказ № 1842 65
о
4
о
Рис. 28. Контейнер для чураков: а — тросовый; б — комбинированный; / — чураки, 2 — крышка. 3 — строп; 4 — зажим стропа; 5 — поворотный крюк; t — петля подвески; 7 — неподвижный крюк; 8 — металлический каркас
а
Рис 29. Схематический разрез бассейна с мотовилом:
1 — паропровод; 2 — водопровод; 3 — паправлзгощие; 4 — мотовило; 5 — ось. 6 — бассейн; 7 — сливная труба
распространение в промышленности сравнительно недавно. До этого времени применяли жесткие режимы обработки и использовали бассейны с мотовилами. Такой бассейн (рис. 29) представляет собой бетонный резервуар, на продольных стенках которого установлен в подшипниках вал с крестовинами, называемый мотовилом. Внутри бассейна уложены направляющие рельсы или швеллеры, изогнутые по радиусу, несколько превышающему радиус мотовила. В рабочем состоянии нижние секторы Б и В мотовила заполнены древесиной. При поступлении чураков в сектор А масса древесины, находящейся в передней половине бассейна, становится больше, чем в задней. Мотовило поворачивается, выгружая чураки из сектора В и перемещая на их место древесину из сектора Б\ сектор А в это время заполняется свежими чураками. Загрузка и выгрузка производятся периодически через отрезки времени т/2, где т— заданная продолжительность обработки.
Цех тепловой обработки оборудуют несколькими бассейнами, размещаемыми параллельно друг другу. Свежие чураки подаются на конвейер, расположенный вдоль загрузочного фронта бассейнов. Здесь чураки сортируют по диаметрам на четыре-пять размерных групп. Перед каждым бассейном накап-
66
ливается запас чураков определенной размерной группы, достаточный для заполнения одного сектора мотовила. В зимний период, когда сырье заморожено (70<О °C), потребная продолжительность обработки определяется временем полного оттаивания (см. § 13), которое в зависимости от диаметра чураков и начальной температуры составляет от 1,5—2 до 12—15 ч. При этом температура на окружности карандаша доходит приблизительно до 20 °C. Для уменьшения температурного перепада по объему чураков их перед лущением выдерживают некоторое время в помещении. По экспериментальным данным ЦНИИФа, продолжительность выдержки должна составлять:
Диаметр чураков, см ............ До 20 21—25 26—30 Свыше 30
Продолжительность выдержки, ч . . . 1,0 1,5 2,0 2,5
При начальной температуре древесины /о>О °C необходимая продолжительность обработки будет меньше, чем в зимний период. Так как производительность бассейнов и их количество определяются для наиболее тяжелых зимних условий, в другое время года часть их оказывается лишней. Однако для более равномерного прогрева древесины целесообразно при повышении начальной температуры сохранять расчетную продолжительность обработки, установленную для зимних условий, снижая режимную температуру /с в бассейне до величины, обеспечивающей при данной t0 требуемую температуру на окружности карандаша. Необходимые расчеты могут быть сделаны по уравнениям и номограммам § 12 и 13.
Бассейны с мотовилами имеют существенные конструктивные и эксплуатационные недостатки. В них нередки случаи перекоса и заклинивания чураков, приводящие к простою оборудования. Интенсивное парообразование с открытой поверхности бассейнов создает неблагоприятные условия для работы обслуживающего персонала. В связи с этим следует рекомендовать замену бассейнов с мотовилами секционными бассейнами с краново-контейнерной загрузкой. В зависимости от того, какими производственными площадями располагает предприятие, в этих бассейнах можно применять как мягкие, так и жесткие режимы проваривания. В последнем случае чураки, как и в бассейнах с мотовилами, сортируют на несколько размерных групп. Не исключены и другие варианты замены бассейнов с мотовилами более рациональными установками.
§ 18. ПРОПАРИВАНИЕ
Тепловую обработку пропариванием применяют в спичечной промышленности (оттаивание чураков перед лущением), в производстве строганого шпона (нагревание ванчесов перед строганием) и в производстве изделий из древесины (обработка заготовок перед гнутьем или прессованием).
3»
67
Рис 30 Парильные ямы с цепной загрузкой
В спичечной промышленности основное сырье— древесина осины. Качество ее лущения получается удовлетворительным при любой температуре выше нуля. Тепловую обработку (оттаивание) здесь проводят только в зимнее время, используя для интенсификации процесса способ пропаривания. Оборудованием для этого в настоящее время служат парильные ямы конструкции ВНИИдрева с механизированной цепной загрузкой и выгрузкой (рис. 30).
Бетонные ямы 6, заглубленные в грунт, размещают блоком в два ряда. Ширина ямы равна (с некоторым запасом) длине
68
обрабатываемых чураков. Между рядами парильных ям размещают разгрузочный конвейер 2, по которому обработанные чур аки подаются в лущильный цех. Вдоль наружного фронта каждого ряда ям установлены два загрузочных конвейера 1, имеющие сбрасыватели против каждой из ям. Ввверху над ямами проложены два монорельса с электроталями 5. Роль загрузочно-разгрузочного приспособления играют цепи 3, скрепленные подвеской 4. Длина цепей равна суммарной длине боковых стенок и дна ямы.
В процессе работы одна из ям всегда находится под загрузкой, а другая (расположенная в смежном ряду) под разгрузкой. При этом один из загрузочных конвейеров непрерывно подает чураки со склада или от торцовочного станка, а разгрузочный конвейер непрерывно перемещает обработанные чураки в лущильный цех. Если потребная производительность устройства невелика, возможно размещение парильных ям в один ряд. Тогда электроталь работает последовательно на загрузке и разгрузке.
На рисунке левая яма показана в момент ее загрузки, а правая — в момент разгрузки. При загрузке чураки, сбрасываемые с конвейера, попадают в кошель, образованный цепями. Оператор, управляющий талью, опускает подвижный конец цепей до тех пор, пока кошель не заполнит всей ямы. Затем яму закрывают съемной крышкой 10, и в нее через трубу 7 впускают пар. При разгрузке оператор постепенно поднимает цепи и чураки скатываются на разгрузочный конвейер.
По верхнему периметру каждой ямы устраивают желоба, образованные металлическими угольниками, которые вместе с ребрами крышки формируют гидравлический затвор (узел Л), предупреждающий утечки пара. Чтобы бетонные ограждения ям не разбивались чураками и не истирались цепями, в них заделывают швеллерные направляющие 8. Еще лучше внутренние поверхности ям облицовывать листовой сталью толщиной 2—3 мм.
Обработку чураков ведут по такому режиму. После загрузки ямы и открытия парового вентиля температуру в ней доводят до 95—100 °C и поддерживают на этом уровне в течение срока, необходимого для оттаивания до диаметра J=12 см (получающийся при пропарке конденсат стекает в сборный канал 9 и оттуда в канализацию). Затем подачу пара прекращают, и сырье некоторое время выдерживают (отстаивают) в яме при постепенно понижающейся температуре. При отстое за счет тепла, аккумулированного поверхностной зоной чураков, оттаивание продолжается до см, после чего чураки можно направлять на лущение.
Полная продолжительность цикла (оборота ямы) складывается из трех составляющих: продолжительности собственно оттаивания, продолжительности отстоя и продолжительности загрузки и выгрузки. Первые две составляющие можно рас
69
считать по уравнениям § 13, а третью определяют как удвоенное частное от деления вместимости ямы на часовую производительность лущильного цеха.
Система обслуживания рассмотренного парильного устройства не предусматривает сортировки сырья по диаметрам, поэтому продолжительность обработки необходимо назначать по наибольшему диаметру сырья При диаметре, например, 35 см для осины влажностью 110% теоретическая продолжительность собственно оттаивания составит 4 ч, а продолжительность отстоя, по приближенным расчетам, 6 ч.
Производительность П одной парильной ямы в кубических метрах древесины за время Т определяют в зависимости от продолжительности цикла т, рабочей длины L и высоты h ямы, длины чурака I и коэффициента заполнения ямы р по выражению
П = (77т) Lhl$. (72)
В производстве строганого шпона ванчесы (брусья) до сравнительно недавнего времени пропаривали в парильных ямах (аналогичных по конструкции ограждений и крышек описанным выше) с поштучной загрузкой и выгрузкой их элек-троталями или кран-балками со специальными бревенными захватами. В связи с большой трудоемкостью этих операций, а также длительными сроками обработки (20—30 ч) в настоящее время для пропаривания ванчесов начали применять парильные автоклавы.
Автоклав (рис. 31) представляет собой стальной цилиндр, герметически закрываемый съемной крышкой, прижимаемой к цилиндру через уплотнительную прокладку запорным устройством. В нижней части автоклава расположена труба с отверстиями для ввода пара. Размеры автоклава определяются его заданной вместимостью (5—10 м3 древесины).
Ванчесы, погруженные на вагонетку, закатывают в автоклав при отодвинутой в сторону крышке по рельсовому пути. После загрузки и запирания крышки в автоклав подают пар. Обработка происходит при давлении порядка 0,3 МПа (/с = = 130 °C). По ее окончании из автоклава удаляют пар и сливают конденсат. Недопустимо открывать крышку автоклава до тех пор, пока давление в нем не сравняется с атмосферным. Для того чтобы гарантировать это, следует во избежание несчастных случаев блокировать запорное устройство с выхлопной трубой.
Оптимальная температура ванчесов при строгании, обусловленная качеством шпона, составляет для древесины твердых лиственных пород 45—65 °C, а для древесины лиственницы 70—80 °C. Для достижения нужной температуры необходимо назначать различную продолжительность пропаривания. В зависимости от размеров ванчесов, породы, начальной температуры она может колебаться в очень широких пределах, от 3—
70
4 до 50—60 ч. После выгрузки из автоклава ванчесы перед строганием рекомендуется для выравнивания их температуры выдерживать 2—3 ч в помещении цеха.
Производительность парольного автоклава определяется аналогично производительносги других устройств для тепловой обработки [см. уравнения (70) и (72)]. Размеры автоклавов можно брать различными в зависимости от потребной производительности. Наиболее употребительные размеры: диаметр 2 м, длина 7 м.
Рис 31 Схема парильного автоклава:
1 — стационарные рельсы, 2 — откидные рельсы, 3 — запорный механизм, 4 — съемная крышка, 5 —каретка, 6 —кронштейн, 7 —манометр, 8 — предохранительный клапан;
9 — выхлопная труба, 10 — корпус автоклава, // — парораспределительная труба
Автоклавное пропаривание ванчесов имеет недостаток, который в некоторых случаях может быть весьма существенным. Поверхностные зоны ванчесов подвергаются воздействию повышенной (до 130 °C) температуры, в результате чего наблюдается снижение прочности и потемнение древесины, особенно заметное на сырье из импортных тропических декоративных пород, носящих у нас общее потребительское название «красное дерево». Некоторые из этих пород весьма чувствительны к высокотемпературным воздействиям; пропаривание их при повышенном давлении вызывает заметное снижение качества шпона.
В этих случаях следует либо производить обработку в автоклавах при давлении близком к атмосферному (что связано с большим снижением их производительности), либо применять парильные ямы. Вместо парильных ям можно использовать
71
парильные камеры, представляющие собой кирпичные или бетонные помещения, в углах которых прокладывают трубы с отверстиями для впуска пара Обрабатываемые ванчесы закатывают в камеры по рельсовым путям на вагонетках. Основное требование, которому должны удовлетворять парильные камеры, — герметичность (паронепрсницаемость) их стен, перекрытий и дверей. Для этого следует принимать специальные меры, о чем будет сказано далее при рассмотрении сушильных устройств. Камеры, построенные без учета указанного требования, как показал производственный опыт, непригодны к эксплуатации из-за больших утечек пара.
В технологии производства изделий из древесины для пропаривания заготовок перед гнутьем или прессованием, которое ведут преимущественно небольшими гартиями, применяют парильные автоклавы небольших размеров, называемые обычно парильными барабанами. Парильные барабаны, изготовляемые в соответствии с размерами заготовок, не имеют, как правило, абсолютно герметичных затворов, и давление пара в них не превышает 0,11—0,12 МПа, чему соответствует температура насыщенного пара 102—105 °C.
§ 19. РАСЧЕТ УСТРОЙСТВ ДЛЯ ТЕПЛОВОЙ ОБРАБОТКИ ДРЕВЕСИНЫ
Расчет установок для тепловой обработки преследует две основные цели: 1) определение их производительности и потребного числа (технологический расчет); 2) определение тепловой мощности и расхода энергии на обработку (тепловой расчет).
Приводившиеся ранее (§§ 17 и 18) формулы производительности различных установок (бассейнов, парильных ям и др.) основаны на конкретизации общего выражения, в которое входят время Т, за которое определяется производительность П, длительность цикла обработки т (включающая в себя время, затрачиваемое на нагревание или оттаивание и на по-грузочно разгрузочные операции) и вместимость установки Е, исчисляемая (как и производительность) в кубических метрах древесины:
П = ТЕН = пЕ, (73)
где п — число циклов (оборотов установки) за время Т.
Потребное число установок определяется частным от деления суммарного объема обрабатываемого сырья на производительность одной установки. При этом во избежание грубых ошибок необходимо учитывать, что продолжительность обработки, а следовательно,' и производительность установки переменны и существенно зависят от характеристики (породы и размеров) сырья. Один из способов учета этой особенности состоит в разбивке спецификации сырья на несколько размерно-породных групп с расчетом производительности устано
72
вок и потребного их числа для каждой группы в отдельности. Наибольшую сложность и стветственность в таких расчетах имеет определение продолжительности собственно обработки. Непосредственное использоваше для этого теоретических уравнений оказывается очень громоздким и трудоемким. Кроме того, теоретические уравнения характеризуют нагревание и оттаивание единичных сортиментов з среде постоянных параметров и не учитывают всех факторов, влияющих на реальную длительность промышленной тепловой обработки. Поэтому для производственных расчетов, связанных с проектированием и эксплуатацией установок, рекомендуется применять укрупненный метод расчета, разработанный Г. С. Шубиным [22]. Метод основан на отыскании произведения г=тИсх^М2-• Мг, в котором тИсх — так называемая исходная продолжительность обработки сырья определенной характеристики определенным режимом; Ai, Л2,. ., At— коэффициенты, учитывающие влияние на процесс различных факторов.
Значения тИСх и коэффициентов Д, находятся по таблицам и графикам, составленным на основании детальных расчетов и экспериментальной проверки.
Расход тепловой энергии в устройствах для проваривания и пропаривания складывается из ее полезных затрат на оттаивание и нагревание сырья и тепловых потерь.
Полезный расход теплоты на оттаивание и прогрев единицы объема древесины, кДж/м3, в зимних условиях (когда материал заморожен) характеризуется уравнением
<7nP=<7oT + prf, (74)
где 7от — удельный расход теплоты на оттаивание [формула (57), § 13], р — плотность древесины; t — средняя температура сортимента в конце обработки; с — удельная теплоемкость древесины при этой температуре.
Выражение (74) справедливо для случаев полного оттаивания сортиментов с последующим их нагреванием. Если размораживается и нагревается до положительной температуры только заболонь круглых сортиментов (например, оттаивание пиловочника, нужно пользоваться уравнением
Vnp — (<7°т + РзС(+)^з) -+ ряС(_) (—t0) , (75)
где р3, ря — плотность древесины заболони и ядра; С(+), С(_) — удельная теплоемкость при положительной и отрицательной температурах; D, d— наружный диаметр бревна и диаметр его ядра; t3 — средняя температура заболони после обработки
В приближенных расчетах плотность древесины заболони и ядра (или спелой древесины) может определяться в зависимости от ее базисной плотности (табл. 2) и влажности в свеже-срубленном состоянии (табл. 1) по диаграмме рис. 12. Отноше
73
ние d/D диаметра ядра (спелой древесины) к наружному диаметру может быть для разных пород различным и его устанавливают по средней характеристике пиловочника.
При нагревании незамороженной древесины от положительной начальной температуры t0 до средней температуры t
?пР=рс(7—/0). (76)
Тепловые потери складываются из конвективной теплоотдачи с открытой поверхности воды, затрат теплоты на испарение воды, теплопотерь через ограждения установки, теплового излучения в окружающую среду, затрат теплоты на начальный прогрев ограждений и транспортных средств.
Точный расчет тепловых потерь по всем этим элементам невозможен, поскольку факторы, определяющие их, нестабильны. Кроме того, некоторые элементы (тепловое излучение, прогрев ограждений и транспортных средств) в общем тепловом балансе играют незначительную роль и ими можно пренебречь.
Тепловые потери в единицах СИ имеют размерность тепловой мощности и выражаются обычно в киловаттах. Общеизвестные элементарные уравнения стационарного теплообмена позволяют приближенно рассчитывать теплопотери для отдельного бассейна или всего устройства в целом.
Теплопотери от конвективной теплоотдачи с открытой водной поверхности определяются по уравне! ию Ньютона:
QKOHB = Fa(/c-Z0) 10-3, (77)
где F— площадь теплоотдающей поверхности, м2; а — коэффициент теплообмена; в ориентировочных расчетах он может приниматься равным 25— 30 Вт/(м2-°С); tc — температура обрабатывающей среды (воды), °C; to — температура окружающего воздуха, °C.
Затраты тепла на испарение воды с поверхности бассейна
Q„Cn = Fr0i=24MFi. (78)
Здесь г0 обозначает скрытую теплоту испарения воды, кДж/кг, a i — количество воды, испаряющейся с 1 м2 поверхности в секунду. Эта величина определяется уравнением Дальтона. Приближенно ее можно принимать равной, кг/(м2-с):
при температуре воды . . 5—10 °C i = 0,6-10—4;
» » » . . 25—30 °C г = 2,5-10—4,
» » » . . 40—50 °C i = 5,0 -10—4,
» » » . . 70—80 °C 1= 20- IO—4.
Тепловые потери через ограждения выражаются формулой Qorp = 27'K(/c-/0)10-3, (79)
в которой каждый член суммы характеризует теплопотери через ограждения определенного вида (стены, перекрытия, двери и т. п.), различающиеся коэффициентом теплопередачи
К, Вт/(м2-3С), или перепадем температуры. Для устройств, не имеющих открытых водных поверхностей, потери через ограждения являются основным видом теплопотерь.
Удельный расход теплоты на потери, отнесенный к 1 м3 обрабатываемой древесины, кДж/м3, находится по величине теплопотерь, кВт, и производительности установки, П. м3 за время Т, с:
qnor = + <2исп + Corp т (80)
Суммарный удельный расход теплоты на обработку характеризуется величиной, кДж/м3:
(7 = (‘7пр + 7пот) 1,15. (81)
Коэффициент 1,15 в этом выражении учитывает дополнительные элементы потерь, не определенные специальным расчетом.
Полный расход теплоты в единицу времени, т. е. суммарная тепловая мощность установки, кВт, выражается величиной
<Ъолп = дП1Т. (82)
При расчете как удельного расхода теплоты (81), так и тепловой мощности установки (82) следует определять их максимальные (для зимних условий при наибольшей интенсивности процесса) и среднегодовые значения. Первые нужны для установления мощности котельного и насосного оборудования, а вторые — для определения суммарных годовых затрат теплоты и средней себестоимости обработки.
Глава 5
ФИЗИЧЕСКИЕ ЗАКОНОМЕРНОСТИ ПРОЦЕССОВ СУШКИ ДРЕВЕСИНЫ
§ 20. СПОСОБЫ СУШКИ ДРЕВЕСИНЫ
Сушка древесины представляет собой очень сложный процесс, закономерности которого определяются одновременным протеканием ряда физических явлений, принадлежащих к классу явлений переноса. Главнейшие из них: поглощение тепла поверхностью материала (теплообмен); перемещение тепла по материалу (теплопроводность); испарение влаги с поверхности материала (влагообмен); перемещение влаги по материалу (влагоперенос).
Классификация видов и способов сушки древесины базируется прежде всего на особенностях передачи тепла высушиваемому материалу. По этому признаку различают четыре вида сушки: конвективную, кондуктивную, радиационную, электрическую. В конвективной сушке выделяются два подвида: конвективно-атмосферная сушка воздухом без его подогрева и конвективно-тепловая сушка в нагретых газах и жидкостях.
75
4. Виды и способы сушки древесины
Вид сушки Сушильные агенты Способ сушки Основные особенности процессов
Конвективноатмосферная Воздух На корню Сушка с использованием сосущей силы кроны живого дерева
Атмосферная Сушка на открытых складах или под навесами
Конвективнотепловая Воздух, полный водяной то-газ, пар Газопаровая Сушка в нагретой газовой среде при атмосферном давлении
и их смеси Ротационная Газопаровая сушка с дополнительным использованием центробежного эффекта
» Вакуумная Газопаровая сушка при давлении среды ниже атмосферного
Жидкости В жидкостях Сушка с использованием нагретых жидких сушильных агентов
Кондуктивная Воздух Кондуктивная Сушка с передачей тепла материалу посредством теплопроводности при контакте с нагретыми поверхностями
Радиационная То же Радиационная Сушка с передачей тепла материалу излучением
Электрическая » Диэлектрическая Сушка в электромагнитном поле ТВЧ с передачей тепла материалу за счет диэлектрических потерь
» Индукционная Сушка в электромагнитном поле промышленной частоты с передачей тепла материалу от размещаемых внутри штабеля ферромагнитных прокладок, нагреваемых индуктивными токами
Каждый вид сушки, кроме того, может разделяться на разновидности или способы в зависимости от рода сушильного агента и особенностей используемого оборудования (табл. 4). Больше всего способов включает в себя наиболее распространенная в промышленности конвективная сушка. Существуют также комбинированные способы сушки, в которых одновременно используются различные виды передачи тепла или совмещаются другие признаки различных способов сушки.
В деревообрабатывающей промышлености древесина подвергается сушке главным образом в виде пиломатериалов (доски, заготовки), а в некоторых отраслях деревообработки
76
(производство фанеры и плит) в виде лущеного или строганого шпона и мелких частиц (стружка, щепа и т. п.).
Для всех древесных материалов преимущественное использование имеет газопаровая сушка. Применительно к пиломатериалам, высушиваемым в сушильных камерах, этот способ получил в промышленности наименование камерной сушки. Ему и уделяется в книге основное внимание. Второй по значению является атмосферная сушка, известная еще в древности и не потерявшая значения до настоящего времени вследствие некоторых ее положительных особенностей.
Сушка на корню, осуществляемая кольцевым подрубом деревьев или выдержкой сваленных хлыстов с живой кроной на лесосеке, позволяет снизить их влажность на 15—20%. Она применяется иногда как операция подготовки к сплаву древесины некоторых пород, имеющих большую плотность. К технологии деревообработки этот способ сушки не имеет отношения и в дальнейшем не рассматривается.
Радиационная сушка для обезвоживания древесины не применяется. Она иногда используется в технологии отделки для обработки лакокрасочных покрытий.
Остальные указанные в таблице способы сушки рассматриваются в объеме, соответствующем их промышленному значению. Необходимо отметить, что приведенный перечень способов сушки отражает лишь современный уровень технологии деревообработки. В дальнейшем, конечно, здесь будут происходить изменения.
§ 21. ОСНОВНЫЕ ЗАКОНОМЕРНОСТИ ПЕРЕМЕЩЕНИЯ ВЛАГИ В ДРЕВЕСИНЕ
В теплоэнергетике влагой называется любая способная испаряться жидкость, содержащаяся в твердом теле. Используя в настоящей главе этот укоренившийся в теории термин, мы будем понимать под влагой воду, находящуюся в древесине в свободном, связанном и парообразном состоянии.
Особенности процесса сушки и его механизм определяются главным образом характером влагопереноса, т. е. перемещения влаги внутри материала, которое может происходить под действием: градиента влажности, или влагосодержания (влага перемещается в направлении понижающейся влажности); градиента температуры (влага перемещается в направлении понижающейся температуры); градиента избыточного давления (влага перемещается в направлении понижающегося давления).
Рассмотрим основные закономерности движения влаги под действием указанных причин.
Движение влаги под действием градиента влажности. Закономерности такого движения влаги, называемого влаго-проводностью, формулируются аналогично закономерностям теплопроводности. Уравнение теплопроводности (36), если
77
выразить Л через коэффициент температуропроводности а (40), имеет вид
q=—аср-^-. (83)
dx
Аналогично этому уравнение влагопроводности будет иметь вид
i = —а'с'р0 , (84)
dx
где i — плотность потока влаги (ее масса, проходящая в единицу времени через единицу площади); а' — коэффициент влагопроводности (аналог коэффициента температуропроводности а); с' — удельная влагоемкость вещества (аналсг удельной теплоемкости с); р0 — плотность вещества в абсолютно сухом состоянии; 0 — влагопотенциал тела, т. е параметр, играющий роль потенциала переноса влаги (аналог температуры, играющей роль потенциала переноса тепла).
Удельная влагоемкость характеризует количество влаги, которое поглощает 1 кг сухого вещества при повышении его влагопотенциала на единицу, т. е.
с'= (85)
роД0 40
где и— влагосодержание высушиваемого вещества (27).
Представление о влагопотенциале как универсальном физическом параметре влажных тел, имеющее большое значени^ для развития учения о переносе вещества, не может, однако, служить базой для практических расчетов, так как пока еще отсутствуют общепринятая единица и шкала влагопотенциала. Поэтому величину влагопотенциала целесообразно заменять другими величинами, от которых он зависит и непосредственное измерение которых не вызывает затруднений. Такими величинами являются температура и влагосодержание материала.
Если распределение температуры и давления внутри тела равномерно, то изменение влагопотенциала связано только с изменением влагосодержания. Градиент влагопотенциала мо-
40 du Т1
жет быть выражен произведением —---------- Но из выраже-
du dx
/осч 40 1
ния (85) -----=-----, следовательно
аи с'
dB 1 du
—Г~ = ~-----(86)
dx с dx
Подставив (86) в (84), получаем уравнение
i - . , (87)
dx
которое и считается формулировкой закона влагопроводности, устанавливающего, что плотность потока влаги пропорциональна градиенту влагосодержания и коэффициенту влагопроводности.
78
Вследствие разнообразия форм связи влаги с гигроскопическими материалами уравнение (87) не вполне универсально. В частности, для древесины [11] оно справедливо лишь при влажности ниже предела насыщения клеточных стенок Wn. н. Дело в том, что влага в древесине движется как в виде пара по свободным пространствам, так и в виде жидкости по капиллярной системе. Потенциалы их движения различны. Водяной пар диффундирует под действием градиента его парциального давления. Жидкая влага движется под действием градиента капиллярного давления.
При влажности ниже Wn. н как парциальное давление пара в древесине, так и капиллярное давление жидкости в ней являются функцией влажности. Поэтому градиент влажности и может рассматриваться здесь как движущая сила одновременного движения пара и жидкости.
При влажности W>Wn,H картина резко изменяется. Повышение влажности, связанное лишь с увеличением количества свободной влаги в полостях клеток, не вызывает повышения капиллярного давления, ибо радиус наибольших капилляров, содержащих мениски жидкости (т. е. полостей клеток), остается неизменным. Изменение содержания свободной влаги в древесине не оказывает влияния также и на парциальное давление в ней водяного пара, которое при любой влажности выше Wn. н равно давлению насыщения.
Таким образом, при U7> н парциальное давление пара рп и капиллярное давление рк одинаковы по всему объему, а их градиенты равны нулю. При этих условиях градиент влажности не может быть движущей силой влагопереноса. Однако, несмотря на указанное ограничение, уравнение влаго-проводности служит основой для анализа продолжительности сушки древесины при ее начальной влажности как ниже, так и выше предела насыщения. В первом случае оно справедливо для всего объема высушиваемого сортимента, а во втором определяет интенсивность перемещения влаги в поверхностной зоне, влажность которой опускается с самого начала процесса до величины Wn н и ниже. В обоих случаях расчеты скорости или продолжительности сушки требуют знания численных величин коэффициента влагопроводности древесины.
Коэффициент влагопроводности, являющийся очень важным показателем физических свойств древесины, определяется опытным путем. Его размерность аналогична размерности коэффициента температуропроводности (м2/с или см2/с), а величина зависит от температуры, породы древесины, местоположения образца в стволе, направления тока влаги относительно волокон. Некоторое влияние на него оказывает влажность, но это влияние невелико.
Температура относится к факторам, влияние которых на коэффициент влагопроводности наиболее существенно. При повышении температуры он заметно возрастает. Это объяс
79
няется увеличением коэффициента диффузии водяного пара и снижением вязкости жидкой влаги в капиллярах.
Порода древесины также существенно влияет на коэффициент влагопроводности. Объясняется это особенностями строения клеток, а также тем, что древесина разных пород имеет различную плотность, при повышении которой интенсивность влагопереноса уменьшается из-за уменьшения относительного объема капилляров.
Рис 32 Диаграмма коэффициента влагопроводности древесины в тангенциальном направлении
Местоположение образца в стволе имеет значение для древесины ядровых и спелодревесных пород. Коэффициент влагопроводности ядра и спелой древесины ниже, чем заболони, что объясняется закупоркой пор тиллами и смолами.
Анизотропное строение древесины определяет ее разную влагопроводность в различных направлениях относительно волокон. Наибольшую величину имеет коэффициент влагопроводности вдоль волокон. Поперек волокон он значительно меньше, причем радиальная влагопроводность несколько превышает тангенциальную вследствие влияния сердцевинных лучей.
На рис. 32 представлена диаграмма зависимости коэффициента влагопроводности древесины в тангенциальном направлении (о,.) от ее температуры и базисной плотности, постро
80
енная по результатам экспериментальных исследований [11]. Соотношение между коэффициентами влагопроводности в радиальном и тангенциальном направлениях определяется приближенным выражением
ар/а;«= 1 + 2^7/100, (88)
где Л — объем (%) сердцевинных лу?ей в древесине.
Величина отношения (88) составляет в среднем для сосны и ели 1,1; березы 1,2; дуба и бука 1,5. Коэффициент влагопроводности вдоль волокон больше, чем в тангенциальном направлении, в 15—20 раз.
Движение влаги под действием градиента температуры. Такое движение называется термовлагопроводностью. Если в гигроскопическом теле, имеющем, например, форму стержня, создать при отсутствии влагообмена со средой некоторый температурный перепад, то в этом теле возникнет перемещение влаги, направленное в сторону понижения температуры. Это перемещение вызовет увеличение влажности в области пониженной температуры и уменьшение ее в области повышенной температуры. В стержне, таким образом, появится градиент влагосодержания, под действием которого влага будет стремиться к перемещению в направлении обратном ее первоначальному движению. При определенном соотношении между влажностным и температурным градиентами эффект влагопроводности полностью компенсирует эффект термовлаго-проводности и в стержне установится стационарное поле температуры и влажности. Отношение градиента влажности к градиенту температуры при таком стационарном состоянии 6 = — du/dt носит название термоградиентного коэффициента. Градиент влагосодержания, равнозначный заданному градиенту температуры, в соответствии с этим отношением определяется du dt с ,
выражением ----=-----о, после подстановки которого в фор-
dx dx
мулу (87) получаем уравнение термовлагопроводности: i= — а'р08 — . (89)
dx
Термовлагопроводность древесины, как и ее влагопроводность, представляет собой сложное явление. Здесь также наблюдается одновременное перемещение по материалу и пара и жидкости, потенциалами переноса которых являются парциальное давление пара и капиллярное давление жидкости.
На термоградиентный коэффициент влажной древесины (И^СЙ^п. н) влияет только влажность, а сырой древесины (W>Wn н), кроме того, и температура. Характер этого влияния, экспериментально установленный Г. С. Шубиным, иллюстрируется кривыми рис 33.
81
4
3
2
I
№/1
5
20 40 60 60 W,%
Рис 33. Диаграмма термоградиентного коэффициента древесины поперек волокон
Движение влаги под действием градиента давления. При определенных условиях в процессе сушки внутри древесины может создаваться и длительное время поддерживаться избыточное (по сравнению с атмосферным) давление паровоздушной смеси. В результате этого возникает устойчивое течение водяного пара (а в отдельных случаях и жидкости) по капиллярной системе древесины, носящее молярный характер, т. е. характер непрерывного направленного потока, и называющееся молярным влагоперенссом. Интенсивность его выражается уравнением
i = — k (dp!dx). (90)
Коэффициент b в этом уравнении (назовем его коэффициентом молярного переноса) требует экспериментального определения. Данных о его численных значениях пока еще нет.
Каждое из уравнений (87), (89) и (90) определяет плотность потока влаги в древесине под действием только одной из движущих сил. В общем случае, когда действуют все три движущие силы влагопере-носа, их эффект суммируется и обобщенное уравнение влагопереноса пишется в виде
1=6<91) \ dx dx ) dx
о
§ 22. МЕХАНИЗМ ПРОЦЕССА СУШКИ ДРЕВЕСИНЫ
Механизм процесса сушки древесины не может быть единым во всех случаях. Он зависит от сравнительной эффективности каждой из движущих сил влагопереноса.
Преимущественное применение в деревообрабатывающей промышленности имеет конвективная (атмосферная и газопаровая) сушка. Основными ее признаками, характеризующими особенности процесса, являются уровни начальной влажности материала и температуры среды. По каждому из них процессы сушки могут быть разделены на две группы:
1) по уровню начальной влажности древесины —на процессы сушки с начальной влажностью ниже и выше предела насыщения клеточных стенок; это обусловлено рассмотренными в предыдущем параграфе особенностями влагопроводности древесины;
2) по уровню температуры среды — на низкотемпературные (/<100 °C) и высокотемпературные (/>100 °C) процессы; это обусловлено особенностями парообразования (испарение в первом случае и кипение во втором).
В сушильной технике принято анализировать процессы сушки по кривым изменения во времени средней влажности
82
материала (кривые сушки) и его температуры внутри и на поверхности сортимента (температурные кривые), а также по кривым распределения влажности по толщине материала на различных этапах процесса. Рассмотрим характер этих кривых для названных выше разновидностей процессов сушки древесины.
Низкотемпературный процесс. Начальная влажность WH<Wn н. Этот случай является типичным случаем десорбции влаги в воздух из древесины, стремящейся приобрести устойчивую влажность (см. § 7).
Десорбция (испарение влаги) начинается с поверхностных слоев высушиваемого сортимента. Под действием возникшего
Рис. 34. Основные кривые низкотемпературного процесса сушки древесины При ^н<№П.н
при этом градиента влажности происходит перемещение влаги изнутри на поверхность, что вызывает в дальнейшем снижение влажности всего сортимента. Кривые распределения влажности по толщине S в различные моменты времени (0, 1, 2 и т. д.) имеют вид, показанный на рис. 34, а.
Температура поверхности материала /п (рис. 34,6) вначале быстро (период начального прогрева ОА), а затем замедленно (период сушки Л5) повышается, постепенно приближаясь к температуре среды. Температура центральной зоны сортимента /ц в периоде начального прогрева ниже температуры поверхности, а в периоде сушки постепенно сравнивается с ней.
Средняя влажность сортимента W в периоде начального прогрева почти не изменяется. Это объясняется тем, что действие градиента влажности здесь уравновешивается действием температурного градиента противоположного знака. В периоде же сушки движение влаги определяется в основном влаго-проводностью. Здесь интенсивность убывания влаги вначале достигает наибольшей величины (соответственно величине
83
перепада влажности AU7), затем постепенно падает, а влажность древесины стремится к устойчивой (при камерной сушке — к равновесной W'p) влажности. Практически процесс заканчивается раньше, при достижении заданной влажности №к.
Низкотемпературный процесс. Начальная влажность WH<W3. н. Здесь процесс собственно сушки начинается с испарения свободной влаги, находящейся в поверхностном слое древесины. После того как свободная влага из этого слоя удалена (что наступает очень быстро), между внутренними слоями и поверхностью появляется разность капиллярных давлений, обеспечивающая подсос к поверхности свободной влаги по мере ее испарения (рис. 35, а, кривая 1). Первоначально подсос происходит из ближних слоев древесины. При этом влажность поверхности поддерживается на постоянном уровне, близком к ^п.н- Скорость сушки в этом периоде процесса постоянна и определяется интенсивностью испарения с поверхности. В дальнейшем, по мере удлинения пути свободной влаги, скорость подсоса уменьшается и наступает момент, когда она становится меньше возможной скорости испарения. После этого по толщине сортимента образуются две зоны: наружная, с влажностью ниже №л. н, и внутренняя, с влажностью выше этого предела. В наружной зоне действует градиент влажности, а во внутренней — силы капиллярного давления. Характер распределения влажности по толщине сортимента при этом иллюстрируется кривыми 2 и 3. Средние участки этих кривых условно показаны в виде пунктирных прямых. В действительности распределение влажности во внутренней зоне не может быть строго равномерным, поскольку проницаемость макрокапил-лярной системы древесины, обусловленная размещением и степенью закупорки пор, неоднородна по объему материала. После того как влажность в центре сортимента дойдет до предела насыщения клеточных стенок, характер распределения влажности становится параболическим (кривые 4, 5).
Кривая сушки для рассматриваемого случая (рис. 35,6) состоит из трех участков, соответствующих трем периодам процесса: периоду начального прогрева ОА, периоду постоянной скорости сушки АБ и периоду падающей скорости сушки БВ. Влажность W в конце второго и начале третьего периода называют критической влажностью №кр. Величина ее зависит от толщины материала и состояния сушильного агента.
При камерной сушке толстых сортиментов (пиломатериалов) продолжительность периода постоянной скорости очень мала. При сушке же тонких сортиментов (например, шпона) она по сравнению с общей длительностью процесса может быть весьма существенной.
Температура поверхности материала в периоде прогрева быстро повышается, в периоде постоянной скорости сушки 84
Рис. 35. Основные кривые низкотемпе-
ратурного процесса сушки древесины при Гв>Гп.н
Рис. 36. Варианты температурных кривых при высокотемпературных процессах
сохраняется постоянной, равной пределу охлаждения (т. е. температуре смоченного термометра /м), а в периоде падающей скорости сушки возрастает, стремясь, при приближении влажности материала к Wp, к температуре среды. Температура центра материала в периоде прогрева ниже температуры поверхности tn, в периоде постоянной скорости сушки равна ей, а в периоде падающей скорости сушки отличается от нее незначительно. В этой группе процессов доминирующую роль в перемещении влаги играет также влагопроводность.
Разновидности высокотемпературных процессов. При температуре выше 100 °C жидкая влага в древесине не испаряется, а выкипает. Внутри материала при этом развивается избыточное давление и возникает молярный влагоперенос. Он, однако, наблюдается не во всех процессах, протекающих при температуре среды выше 100 °C.
В работе [21], в которой детально исследованы особенности высокотемпературной сушки, показано, что можно выделить три основные схемы протекания процесса, характеризующиеся кривыми изменения температуры в центре сортимента (рис. 36). Наиболее типичен процесс, определяемый кривой А. Температура /ц быстро поднимается, а затем длительное время держится стабильно на уровне несколько выше 100 °C. В конце процесса она повышается, стремясь к температуре среды /с.
85
Стабилизация температуры на уровне г1-100 °C указывает на то, что внутри древесины возникает устойчивое избыточное давление. Процесс, отмечающийся указанными особенностями, может быть назван типично высокотемпературным.
Вторая схема (кривая Б) имеет ту особенность, что температура на среднем этапе процесса стабилизируется на уровне температуры смоченного термометра tM.
Третья схема (кривая В) отличается отсутствием участка стабилизированной температуры; здесь наблюдается ее непрерывный, постепенно замедляющийся подьем от tQ до tc.
Рис 37. Основные кривые типично высокотемпературного процесса сушки: 1—5 — кривые распределения влажности по толщине
В процессах, характеризующихся температурными кривыми Б и В, нет кипения влаги. Эти процессы, высокотемпературные по внешнему признаку (^с>Ю0 °C), но отличающиеся по механизму от типично высокотемпературной сушки, могут быть названы квазивысокотемпер ату р н ы м и.
Типично высокотемпературный процесс. Наиболее характерный пример такого процесса — сушка древесины с начальной влажностью WB>Wn, „ в среде перегретого пара при атмосферном давлении. Процесс протекает следующим образом.
Древесина, помещенная в камеру, интенсивно нагревается. Температура ее сравнительно быстро достигает предела охлаждения, который в перегретом паре составляет 100 °C. Одновременно с поверхности сортимента начинается испарение влаги. Влажность поверхностного слоя (рис. 37, а) опускается ниже Wn. н, а его температура поднимается выше 100 °C. Между поверхностью и центральной зоной сортимента образуется температурный перепад и возникает тепловой поток, энергия которого затрачивается на кипение свободной влаги внутри материала. В результате образуется избыточное давление, и пар
86
выходит через капилляры подсушенной зоны в окружающую среду, захватывая с собой и содержащийся в полостях клеток воздух. Пока во внутренних зснах сортимента содержится свободная влага, температура в них не может подняться выше точки кипения. До этого времени и сохраняется устойчивый тепловой поток от поверхности к центру, а также устойчивое молярное движение влаги в обратном направлении.
На рис. 37,6 показаны кривые изменения во времени температуры древесины, избыточного давления внутри нее и средней влажности. Процесс делится на три периода: период начального прогрева ОА, отличающийся интенсивным подъемом температуры и давления; первый период сушки АБ, характеризующийся их стабилизацией, и второй период сушки БВ, когда наблюдается повышение температуры и снижение давления. Как правило, давление в первом периоде сушки стабилизируется на уровне несколько ниже максимума, достигнутого в периоде прогрева. Это объясняется тем, что вначале парообразование происходит в полостях клеток, заполненных воздухом, а затем воздух уносится молярным потоком пара.
Уровень стабилизации температуры соответствует точке кипения воды при давлении, возникающем внутри древесины. Перепад между этим давлением и давлением окружающей среды равен сопротивлению, которое оказывает древесина движению пара. При сушке сортиментов хвойных (кроме лиственницы) и рассеянно-сосудистых лиственных пород, обладающих легкопроницаемой капиллярной структурой, давление внутри материала превышает атмосферное очень незначительно. Температура в этом случае стабилизируется на уровне 101 —102 °C. При сушке древесины твердых пород с труднопроницаемой капиллярной структурой этот уровень вследствие повышения избыточного давления может доходить до ПО—115 °C.
Кривая сушки показывает, что интенсивное испарение влаги начинается уже в периоде прогрева. В первом периоде сушки интенсивность процесса падает медленно, а во втором — быстро. Средняя влажность, которую приобретает материал в момент перехода первого периода сушки во второй, называется переходной. В этот момент заканчивается выпаривание последних порций свободной влаги внутри сортимента и влажность в центре достигает предела насыщения клеточных стенок.
При типично высокотемпературной сушке действуют все три движущие силы влагопереноса. В первом периоде решающее значение имеет молярный влагоперенос. Влагопроводность и термовлагопроводность здесь действуют в противоположных направлениях, и их суммарный эффект незначителен. Во втором периоде эффект молярного влагопереноса невелик и основную роль играет влагопроводность.
Рассмотренный механизм процесса наблюдается при сушке сырой древесины не только в перегретом паре, но и в воздухе
87
или газе при большой (более 15—20 мм) толщине сортиментов и повышенной (больше 120 °C) температуре среды.
Квазивысокотемпературные процессы. Процесс, протекающий при непрерывно повышающейся температуре материала (см. рис. 36, кривую В), характерен для случаев, когда начальная влажность материала ниже предела насыщения клеточных стенок. Так как связанная влага не кипит, устойчивого молярного потока влаги здесь не наблюдается и процесс лимитируется главным образом влагопроводностью.
Процесс, отличающийся наличием периода стабилизации температуры на уровне /м (кривая Б), характерен для сушки воздухом и топочными газами очень тонких сырых древесных полуфабрикатов, например лущеного и строганого шпона. В таком материале капиллярный подсос свободной влаги изнутри к поверхности устойчиво поддерживает влажность наружных слоев на уровне, близком к №п. н, в результате чего температура сортиментов и оказывается равной fM. Она начинает повышаться только после удаления почти всей свободной влаги, чем практически исключается возможность ее кипения. Определяющей разновидностью влагопереноса здесь также является влагопроводность.
§ 23. УРАВНЕНИЯ ПРОДОЛЖИТЕЛЬНОСТИ СУШКИ ДРЕВЕСИНЫ
Весьма важной для практики является задача отыскания продолжительности сушки древесины до нужной конечной влажности при известном состоянии сушильного агента. Универсальное решение этой задачи невозможно вследствие ее большой сложности. Для получения практически пригодных решений приходится прибегать к допущениям, характер которых зависит от особенностей и механизма процесса.
Низкотемпературный процесс. Начальная влажность WH<Wn. и- Продолжительность сушки (без периода начального прогрева) может быть найдена здесь на базе закона влагопроводности. Задача формулируется аналогично задаче нагревания (охлаждения) твердого тела в воздухе.
Изменение влагосодержания в произвольной мерного тела по времени т описывается уравнением
точке одно-
ди , д2и
— = а------
дг ' дх2
02)
при граничном условии
а'
— СХ (Ипов — Uy), Гх=0
(93)
где а' — коэффициент влагопроводности; а' — коэффициент «по», uy — влагосодержание поверхности тела и устойчивое ние, соответствующее состоянию среды.
влагообмена; влагосодержа-
88
Приближенное решение уравнения (92) относительно продолжительности сушки неограниченной пластины толщиной S(2R) до средней конечной влажности МД- при равномерной начальной влажности WH приводит к формуле
(94)
т = f 1 + -^-)lnfj3
л2а' \ 2a'S J \ Гк — Гу )
которая через безразмерные критерии записывается в виде
т=с-— fl + -5Ц1п(в -^1 (95)
лга \ 4Bi ) \ 0 )
где Bi= ——R —влагообменный критерий Био; 6'—безразмерная влажность а
(аналог безразмерной температуры в процессах теплообмена), выражаемая через значения начальной, конечной и устойчивой влажности дробью
В — параметр, величина которого зависит от критерия Био:
Bi ................... 1 2 4 8 12 20 30 50 оо
В .................... 0,99 0,96 С,93 0,89 0,87 0,85 0,84 0,83 0,81
Для расчетов по уравнениям (94), (95) коэффициент влагопроводности а' определяется в зависимости от базисной плотности древесины и температуры по рис. 32, а коэффициент влагообмена а' в зависимости от степени насыщенности <р, скорости сушильного агента v и температуры — по рис. 38. При исчислении S в см, а' в см2/с, а' в см/с продолжительность сушки по этим уравнениям получается в секундах.
Пользоваться приведенной на рис. 32 диаграммой влагопроводности не всегда удобно, так как реальная базисная плотность и особенности древесины в сортиментах (ядро, заболонь) часто бывают неизвестны. Для таких случаев рекомендуется диаграмма расчетных (усредненных между радиальным и тангенциальным направлениями и различными зонами ствола) коэффициентов влагопроводности древесины главных промышленных пород (рис. 39).
Уравнения (94), (95), выведенные для неограниченной пластины, могут непосредственно использоваться только для древесных сортиментов или полуфабрикатов, длина и ширина которых существенно превышают толщину. В имеющих наибольшее практическое значение расчетах продолжительности сушки досок и заготовок можно принимать неограниченной только длину, а ширина должна учитываться. Ранее это делалось [12] путем замены толщины пластины S расчетным размером прямоугольного сортимента Sp, определяемым по его поперечным размерам Sj и S2 формулой
Sp — S1S2/(S1 -|- S2).
(97)
89
Рис. 38. Диаграмма коэффициента влагообмена а' [21]
Рис. 39. Диаграмма расчетных коэффициентов влагопроводности древесины поперек волокон:
1 — сосна, ель, 2 — береза, 3 — бук; 4 — лиственница, 5 — дуб
Рис. 40. Диаграмма коэффициента с г [22]
Исследования, однако, показали, что такой способ учета многомерности сортиментов недостаточно точен. В настоящее время рекомендуется [21, 22] рассчитывать продолжительность сушки прямоугольного сортимента (тПр), подставляя в формулу (94) вместо S его наименьший размер (т. е. толщину Si) и умножая полученный результат на поправочный коэффициент сх, учитывающий двухмерность доски или заготовки:
Tnp=cTTSi. (98)
Диаграмма для определения коэффициента сх, зависящего от соотношения поперечных размеров сортимента S1/S2 и безразмерной влажности 0Z, приведена на рис. 40.
Толщина древесных сортиментов и полуфабрикатов, подвергающихся сушке, колеблется в очень широких пределах — от 90
десятых долей миллиметра (шпон) до 100—200 мм (доски и брусья). Критерий Bi может поэтому принимать как очень малые, так и очень большие численные значения. Это позволяет для некоторых случаев упросттть уравнение (95) без большого ущерба для его точности. В частности, при допущении, что Bi->оо, оно запишется в виде
Info,81 — Y (99)
nV I 0' /
Уравнение (99) применимо для сортиментов толщиной более 20—25 мм, т. е. для пиломатериалов и заготовок.
Пример. Определить продолжительность сушки березовых дощечек сечением 10X50 мм от начальной влажности 28 % до конечной влажности 9 % в воздухе, движущемся со скоростью 2 м/с при £ = 80 °C и <р = 0,55.
Пользуемся для расчета уравнениями (95) и (98). Находим по рис 39 коэффициент влагопроводности а'= 1,5-10~6 см2/с. Коэффициент влагооб-мена по рис. 38 а'=29-10-5 см/с. Критерий Bi = Ra7n'=: (0,5-29- 10~5)/(11,5Х Х10-в) = 12,6. Параметр В при этом значении Bi равен примерно 0,87. Устойчивая (равновесная) влажность древесины в воздухе заданного состояния (см. рис. 11) Wy = 7,5 %. Безразмерная влажность 0'= (9,0—7,5)/(28— —7,5) =0,073.
Продолжительность сушки пластины толщиной 1 см по уравнению (95) 110е / 9,86 \ / 1 \
т = ----------I 1 + —-----I In ( 0,87---| = 26 000 с.
9,8611,5 \ 412,6 / \ 0,073/
При отношении Si/S2= 10/50 = 0,2 находим по рис 40 Ст=0,89 и по формуле (98) окончательно определяем т=26 000-0,89 = 23200 с, или 6,4 ч.
Низкотемпературный процесс. Начальная влажность WH<Wn. н. В этом случае строгое определение продолжительности сушки на базе только дифференциального уравнения (92) невозможно по причинам, изложенным в § 21. Попытки решить эту задачу [12] с одновременным учетом закономерностей капиллярного подсоса свободной влаги к поверхности сортимента пока не дали вполне положительных практических результатов. Опыт, однако, показывает, что если и при начальной влажности выше Wn. н пользоваться уравнениями (94) и (99), их погрешность оказывается не слишком большой (до 15—20%), допустимой для приближенных практических расчетов.
Пример. Определить продолжительность сушки сосновых досок сечением 3X10 см от начальной влажности 75 % до конечной влажности 15 % в воздухе с температурой 70 °C и степенью насыщенности 0,6.
Применяем для расчета уравнения (98) и (99). Находим по рис. 39 коэффициент влагопроводности а'= 12,0-10-е см2/с. Устойчивая (равновесная) влажность по рис. 11 Ц7У = 8,7 %. Безразмерная влажность 0/=(15,О— —8,7)/(75,0—8,7) =0,095. Продолжительность сушки пластины толщиной 9-10е , / 1
3 см по формуле (99) т=— —In 10,81--------
т 9,86-12 \ 0,095
при S1/S2 = 3/10 = 0,3 коэффициент ст=0,77. По формуле (98) окончательно определяем т=0,77-16,2-104= 12,5-104 с, т. е. около 35 ч.
Типично высокотемпературный процесс. Продолжительность этого процесса нельзя даже ориентировочно определять по
= 16,2 104 с. По рис. 40
91
Скорость 6оздуха,м/с
Рис. 41. Схема к выводу уравнения (102)
Рис, 42. График для определения коэффициента теплообмена а при сушке [21]
уравнениям, основанным на законе влагопроводности, поскольку в нем существенную роль играют и другие виды влагопереноса. Здесь необходимо базироваться на анализе теплообмена древесины с окружающей средой аналогично тому, как это делалось при выводе уравнения продолжительности оттаивания.
Рассмотрим случай сушки сырой (WK> U7n. и) древесины в форме неограниченной пластины в газовой среде с температурой tc> 100 °C. На некотором промежуточном этапе процесса (рис. 41) из наружных зон пластины толщиной х удалена вся свободная влага. Влажность этих зон изменяется от равновесной на поверхности до предела насыщения внутри и имеет некоторое среднее значение №ПСр- Внутренняя зона толщиной (S — 2х) на этом этапе остается сырой, имея влажность близкую к начальной. Температура внутренней зоны поддерживается на уровне точки кипения воды tK, а в поверхностных зонах и пограничном слое газообразной среды постепенно повышается до tc.
На границе между зонами происходит выпаривание свободной влаги, за счет чего эта граница постепенно заглубляется. За время dx она переместится на величину dx. Объем древесины, высохшей от WH до Wnep в единицу времени при площади б/х пластины F, составит ----F, а количество теплоты, расходуемой
dx
на сушку в единицу времени, _dQ_ =_d^p .~ ^пер (100)
dx dx 100
где г — скрытая теплота парообразования (2,25-10® Дж/кг).
92
Очевидно, с другой стороны, что расход теплоты на выпаривание лимитируется тепловым потоком в поверхностных зонах, обусловленным температурным перепадом (1С — tK). Величина этого потока в соответствии с уравнением теплопередачи (39) выражается для рассматриваемого случая уравнением
— =------------(te— F.
dr Ila + x/k V
(101)
Приравнивая выражения
(100) и (101), получаем диффе
ренциальное уравнение
dx W7 н W пер
dr РБ 100
. . . (^С М,
1 /а + х/л
после интегрирования которого в пределах от х=0 до х= — S/2 имеем
SPBr(IFH- Гпер) / 1 , S \
200 0с —к а 4/. )'
Это уравнение определяет полную продолжительность первого периода процесса до момента выпаривания последней порции свободной влаги из центральной зоны, когда средняя влажность пластины достигает величины №пер, называемой переходной влажностью и равной приблизительно 20 %.
Если процесс заканчивается раньше этого времени, при конечной влажности №к>№пор продолжительность сушки определяется [22] уравнением
Бг (Wпер) Г 1 । \~| ,ЮЗ)
~ 200(/с —/к) La 4Х к Гн-№пер Л’ * 1 '
При сушке до конечной влажности №к<№пер продолжительность второго периода процесса (от переходной до конечной влажности) рекомендуется определять по уточненной формуле, полученной Г. С. Шубиным из анализа дифференциальных уравнений тепло- и влагообмена (на деталях его мы не останавливаемся) :
т __ SpB/'(W'nep Wp) /1 S X W'nep Wp (104)
2 200 ac — tK) k a 2X J WK — Wp ’ k J
где IV'p — равновесная влажность.
При расчетах по приведенным формулам температура tK может приниматься равной 100 °C (что справедливо для древесины мягких лиственных и хвойных пород, кроме лиственницы) коэффициент теплопроводности X определяется в соответствии с рекомендациями § 9 для древесины поверхностных зон (№«20 %), а коэффициент теплообмена — по выражению а = а\Кь с помощью графика (рис. 42). Величина ai, найденная в зависимости от скорости воздуха (или другого сушильного
93
агента), умножается на коэффициент Кг, зависящий от длины
его пути по материалу.
Используя формулы (102) — (104), очень важно не допускать ошибок в размерностях. При исчислении X в Вт/(м-град), а в Вт/(м2-град), г в Дж/кг, рБ в кг/м3 толщина S должна исчисляться в метрах. В этом случае продолжительность сушки будет определяться в секундах.
Для определения по этим формулам продолжительности сушки прямоугольных сортиментов необходимо подставлять в них вместо S наименьший поперечный размер Si сортимента. Найденную таким образом продолжительность следует, как и при низкотемпературном процессе [формула (98)], умножить на коэффициент сх, определяемый по диаграмме рис. 40 в зависимости от отношения S1/S2 и безразмерной влажности [формула (96)].
Пример. Определить продолжительность сушки березовых заготовок сечением 40X100 мм от начальной влажности 70% до конечной 8% в перегретом паре температурой ^с = 115 °C, движущемся со скоростью 2 м/с вдоль заготовок, имеющих длину 4 м.
Рассчитываем вначале продолжительность первого и второго периодов сушки пластины толщиной 0,04 м по уравнениям (102) и (104). Устанавли-
ваем входящие в них величины, не заданные непосредственно условиями примера. Базисная плотность рБ=500 кг/м3 (см. табл. 2). Скрытая теплота ис-
парения г=2,25-10е Дж/кг. Переходная влажность 1Упер = 20 %. Равновесная влажность 11%,=5,5 % (см. рис. II). Температуру кипения принимаем ^к=100°С. Коэффициент теплообмена (рис. 42) а=а1Кь = 20-0,6 =
= 12 Вт/(мг-°С). Коэффициент теплопроводности (по правой граничной линии рис. 14 при влажности 20 %) Х = 0,27 Вт/(м-°С).
_ 0,04-500-2,25 10а (70 — 20) / _1___0,04 >
~ 200(115 — 100) ’ I 12 + 4-0,27 ,
_ 0,04-500-2,2510а (20 — 5,5) / 1 0,04
= 200(115 — 100) I 12 + 2-0,27
= 60-103 с.
Вычисляем: ti
с; т2 =
20 — 5,5 _
8 — 5,5 ~
Общая продолжительность т=Т1+тг= 150-103 с. Находим поправку на многомерность по рис. 40. При отношении Sf/S2 = 0,4 и безразмерной влажности (для момента окончания процесса в целом) 0'=(8—5,5)/(70—5,5) =0,04 коэффициент = 0,78. Таким образом, продолжительность сушки заготовок заданных размеров т= (xi +т2)ст= 150- 10э-0,78 = 117-103 с, илн около 32 ч.
Квазивысокотемпературные процессы. Как указывалось, есть две основные разновидности таких процессов: процесс со стабилизацией температуры внутри древесины на уровне температуры смоченного термометра tM и процесс с непрерывно повышающейся (от до %) температурой.
Первая разновидность (см. рис. 36, кривую Б) характерна для сушки в газовоздушной среде очень тонких древесных материалов (например, шпона) с начальной влажностью выше предела насыщения клеточных стенок. Для этого случая могут применяться уравнения (102) — (104) со следующими уточнениями: температура кипения tK заменяется в уравнениях температурой смоченного термометра /м; переходная влажность принимается в среднем 40 % (в реальных процессах она колеблется от 30 до 50%).
94
Вторая разновидность квазнвысокотемпературных процессов (см. рис. 36, кривую В) характерна для сушки древесных материалов и сортиментов с начальной влажностью ниже предела насыщения клеточных стенок. Расчет таких процессов на базе уравнений теплообмена может привести к недопустимым погрешностям из-за нестабильности температурного перепада в древесине. Поскольку в этой группе процессов основную роль в перемещении влаги играет влагопроводность, более надежным будет их расчет по уравнениям низкотемпературного процесса (94), (98), (99). Значения коэффициентов влагопроводности в температурном диапазоне 100—130 °C могут ориентировочно определяться по диаграмме рис. 39 путем экстраполяции ее прямых. Следует, однако, отметить, что на практике процессы этой группы встречаются крайне редко.
§ 24. НАПРЯЖЕНИЯ И ДЕФОРМАЦИИ В ДРЕВЕСИНЕ ПРИ СУШКЕ
Процесс конвективной сушки древесины сопровождается неравномерным по ее объему распределением влажности. Это вызывает ее неравномерную усушку, что в свою очередь служит причиной образования внутренних напряжений.
Рассмотрим, как возникают и развиваются в древесине внутренние напряжения, не учитывая пока ее анизотропного строения, т. е. полагая усушку в тангенциальном и радиальном направлениях одинаковой. Будем также для упрощения считать, что перемещение влаги в материале происходит только по его толщине. Это позволит нам изображать кривые распределения влажности на чертеже поперечного сечения высушиваемого сортимента.
На рис. 43, а показаны кривые распределения влажности по толщине для наиболее характерных моментов процесса: 0 — момент начала сушки; 1 — момент, когда влажность поверхностных слоев опустилась ниже предела насыщения клеточных сте-'нок №п. в, а внутри сортимента еще содержится свободная вода; 2 — момент, когда влажность по всему сечению стала ниже №п.н, но еще наблюдается существенный перепад влажности по толщине; 3 — момент окончания процесса, когда влажность стала по всему сечению приблизительно одинаковой, близкой к устойчивой влажности.
В начальный момент процесса еще нет усушки и напряжения, очевидно, отсутствуют. Через некоторое время влажность поверхностных слоев опустится ниже н (момент /) и они будут стремиться к усушке. Однако это стремление не может проявиться в полной мере вследствие противодействия внутренних слоев, усушка которых еще не началась. Выявить начавшуюся усушку можно, вырезав из высушиваемого сортимента по всему его сечению торцовую пластинку, так называемую секцию, и разделив ее на ряд слоев по толщине (рис. 43, б).
95
Сделав это, мы убедились бы, что внутренние слои сохранили первоначальный размер по ширине Ьо, а поверхностные приобрели усадку величиной Уп и в свободном состоянии приняли свой номинальный (отвечающий фактической влажности) размер &н. Целый же, неразрезанный образец имеет действительную ширину &д, меньшую, чем 60, но большую, чем &н.
Таким образом, в рассматриваемый момент действительный размер поверхностных слоев больше их номинального размера,
Момент 2 .Момент 3
Рис. 43 Схемы к развитию деформаций и напряжений при сушке
и, следовательно, они испытывают растягивающие напряжения, а внутренние слои, действительный размер которых меньше первоначального размера, — с ж и м а ю щ и е напряжения. Взаимодействие внутренних и наружных слоев в этом случае можно сравнить со взаимодействием стержня и натянутой на него резиновой трубки. Стержень растягивает трубку, трубка сжимает стержень.
На начальном этапе процесса напряжения приблизительно пропорциональны свободной усушке поверхностных слоев, а последняя в свою очередь определяется перепадом гигроскопической влажности (Гп.н—Wn), т. е. разностью между пределом насыщения клеточных стенок и поверхностной влажностью материала.
Внутренние напряжения, возникающие без приложения внешних нагрузок, всегда уравновешиваются в пределах данного
96
тела. Чтобы их обнаружить, необходимо нарушить это равновесие, разделив образец на части. Каждая такая часть будет стремиться к новому равновесному состоянию, что возможно только за счет ее деформации. В секции, разрезанной на тонкие слои (см. рис. 43, б), деформации проявляются преимущественно в виде удлинения и укорочения слоев. В секции, распиленной или расколотой на малое число пластинок, например пополам (рис. 43, в), имеют место преимущественно деформации изгиба.
Если бы древесина была идеально упругим материалом, внутренние напряжения, появившиеся в ней в первой стадии процесса, в дальнейшем постепенно уменьшались бы по мере уменьшения перепада влажности и наконец исчезли бы при окончательном выравнивании влажности. В действительности дело обстоит иначе. Напряжения в древесине исчезают на некотором промежуточном этапе процесса (момент времени 2, форма секции по рис. 43, г), а затем, к концу сушки, возрастают, изменив свой знак. Причина этого — развитие в древесине остаточных деформаций.
Остаточные деформации возникают в древесине, длительно находящейся под напряжением, даже при ее стабильном влажностном состоянии. Но, кроме того, при высыхании напряженной древесины упругие деформации в ней перерождаются в остаточные в связи с тем, что при понижении влажности существенно повышается модуль ее упругости [17].
В начальной стадии процесса, когда влажная нагретая древесина обладает повышенной податливостью, в поверхностных слоях под влиянием действующих в них растягивающих напряжений возникают остаточные деформации удлинения, а во внутренних слоях, наоборот, остаточные деформации укорочения. В результате в конце процесса (момент 5) усадка на поверхности Уп окажется меньше, чем усадка внутри сортимента Уц. Другими словами, номинальный (свободный) размер поверхностных слоев (рис. 43, д) будет больше свободного размера внутренних слоев, и в древесине появятся сжимающие напряжения снаружи и растягивающие внутри. Секция, разрезанная или расколотая на две части, будет в этом случае деформироваться согласно рис. 43, е.
Если внутренние напряжения в той или иной точке по объему сортимента достигнут предела прочности, произойдет разрушение материала. Разрушение проявляется в виде разрыва тканей (растрескивания) в зоне действия растягивающих напряжений, т. е. в первой стадии процесса на поверхности, а в конечной стадии — внутри сортимента.
Совершенно избежать в древесине внутренних напряжений при конвективной сушке невозможно. Однако при соблюдении правильного режима процесса возможно такое его проведение, когда возникающие напряжения не достигают предела прочности. Кроме того, внутренние напряжения в конце процесса могут быть значительно уменьшены и даже ликвидированы влаготеп-
4 Заказ № 1842
97
лообработкой древесины. Влаготеплссбработка состоит в том, что на древесину воздействует воздух повышенной температуры и повышенной влажности. Она может назначаться при окончании сушки или несколько раньше. Увлажнение поверхностных слоев при наличии сжимающих напряжений ведет к развитию в них остаточных деформаций укорочения, компенсирующих ранее возникшие остаточные деформации удлинения.
Проблема внутренних напряжений очень важна. Поэтому целесообразно дополнительно остановиться на некоторых вопросах этой проблемы, в частности на деталях развития напряжений, способах их измерения и методе расчета.
Напряжения, действующие в древесине, так называемые полные внутренние напряжения оПол, можно рассматривать как алгебраическую сумму противоположных по знаку влажностных иВл и остаточных а0Ст напряжений. Влажностные напряжения, характерные для абсолютно упругого тела, обусловлены неравномерной усушкой древесины по объему. Они имеют временный характер и исчезают при выравнивании влажности. Остаточные напряжения обусловлены наличием в древесине неоднородных остаточных деформаций.
На рис. 44 вверху показано изменение влажности поверхностной Гпов и внутренней ТГЦ зон сортимента. Здесь же нанесена кривая перепада гигроскопической влажности Д№г, соответственно которому в поверхностных слоях возникают влажностные напряжения. В нижней части графика показано изменение влажностных, остаточных и полных напряжений в поверхностных зонах. В центральной зоне напряжения имеют обратный по сравнению с поверхностными зонами знак. Условно принято считать растягивающие напряжения положительными ( + ), а сжимающие — отрицательными (—).
В самом начале сушки, когда влажность древесины не перешла предел насыщения клеточных стенок Wn, н, усушки нет, и напряжения на коротком участке времени 0—1 отсутствуют. На участке 1—2 влажность поверхности опускается ниже Wn. н, и возникают растягивающие влажностные напряжения. Эти напряжения вызывают остаточные деформации удлинения, которые приводят к образованию сжимающих остаточных напряжений.
Результирующие полные напряжения имеют знак большей составляющей (на участке 1—2 знак плюс). Под действием растягивающих полных напряжений остаточные удлинения постепенно увеличиваются и соответствено возрастают остаточные напряжения. После момента 2 влажность центральной зоны опускается ниже Wn. н, перепад влажности начинает уменьшаться и соответственно уменьшаются влажностные напряжения. Полные напряжения также снижаются, поэтому рост остаточных удлинений замедляется. В некоторый момент 3 влажностные напряжения становятся равными остаточным, а полные напряжения исчезают. Этим заканчивается первый этап развития напряже-
98
Рис. 44. График изменения влажностных, остаточных и полных напряжений в процессе сушки (поверхностная зона)
Рис. 45. Схемы к расчету напряжений при асимметричном (а) и симметричном (б) распределении влажности
ний, когда на поверхности действуют полные растягивающие, а внутри — сжимающие напряжения.
На втором этапе после момента 3 влажностные напряжения продолжают снижаться, а полные напряжения изменяют свой знак. Под действием полных сжимающих напряжений остаточные деформации удлинения уменьшаются, что приводит к уменьшению и остаточных напряжений. Это уменьшение, однако, очень невелико, поскольку древесина в результате снижения влажности стала значительно менее податливой. В материале с выравненной влажностью (момент 4) влажностные напряжения стремятся к нулю, а полные представлены одной составляющей — остаточными напряжениями. Процесс сушки, однако, обычно заканчивается несколько раньше (момент а), когда в материале еще имеется некоторый перепад влажности.
4* 99
Для правильного ведения процесса сушки, а также для исследовательских целей необходимо уметь контролировать внутренние напряжения в древесине. Качественная их оценка для целей производственного контроля делается по изгибу пластинок расколотых секций (рис. 43, в, е) или по деформациям специально подготовленных так называемых силовых секций. Описание такого контроля дается ниже при рассмотрении технологии сушки пиломатериалов.
Проблема количественного контроля внутренних напряжений значительно сложнее. Б. Н. Уголевым [17] разработан метод количественной оценки остаточных напряжений и построения их эпюр, основанный на измерении упругих деформаций отдельных элементов образца (после его раскроя на тонкие слои) и непосредственном определении модуля упругости древесины этих элементов. Метод стандартизован (ГОСТ 11603—73), и останавливаться здесь на нем подробно нет необходимости. Для измерения полных внутренних напряжений в процессе атмосферной сушки, протекающей при низкой температуре, можно использовать тот же метод с некоторыми дополнениями. Надежных методов количественного контроля полных внутренних напряжений в процессе камерной сушки пока нет.
Для расчета напряжений при сушке целесообразно использовать многостержневую модель доски. Ее сечение представляют в виде системы из п стержней равной толщины а, жестко связанных по концам. Длина каждого стержня (слоя) равна ширине доски В, а сумма толщин всех стержней — ее толщине S (рис. 45).
Б. Н. Уголев [18], решая одноосную статически неопределимую задачу расчета напряжений в такой модели, показал, что напряжения в любом (t-м) стержне характеризуются формулой
a^EitkykWi-^ (Ю5)
где Ег — показатель жесткости данного стержня, ky — коэффициент усушки (1/% влажности); AIV'» — перепад гигроскопической влажности, равный для данного стержня Wi max—(при Wt max^IV'n н); Vi—уравновешивающая деформация, т. е такая деформация, которую должны приобрести (и приобретают) стержни для уравновешивания напряжений по объему доски.
Показатель жесткости древесины Е зависит от ее влажности и температуры (см. § 10). Кроме того, он, как и коэффициент усушки ky, различен в разных структурных направлениях, т. е. зависит от угла наклона годичных слоев. Однако в связи с неопределенностью изменения этого угла по сечению доски, в расчетах можно принимать, что при одинаковой влажности и температуре величины Е и ky одинаковы для всех стержней модели доски.
Произведение ky &W характеризует так называемую стесненную усушку, т. е. разницу между свободными усушками данного i-го и наиболее влажного стержней. При асимметричном по толщине доски распределении влажности, характерном, например, 100
для ядрово-заболонных досок, кривая ky &W также асимметрична (рис. 45, а). В этом случае уравновешивающая деформация определяется по уравнению
yt = m—(i — \)Са, (106)
где т — уравновешивающая деформация первого стержня; С — угловой коэффициент прямой, описывающей уравновешивающую деформацию.
Значения т и С определяются условиями равновесия напряжений:
£ crf (r —1)а = 0. (107)
i=i i=i
В случае симметричного распределения влажности (рис. 45, б) уравновешивающая деформация одинакова для всех стержней (С = 0) и
= = £ (Ю8)
i=l \ 1=1 /
Эпюра напряжений, вычисленных в этом случае по формулам (105) и (108), для начальной стадии процесса имеет вид, показанный на рис. 45, б. В поверхностных зонах, где стесненная усушка больше уравновешивающей деформации, действуют растягивающие (положительные) напряжения, а во внутренней зоне, где ^уД1?7<у— сжимающие (отрицательные) напряжения.
Непосредственно из формулы (105), если ее применять для фиксированных моментов времени, следует, что к концу сушки, по мере выравнивания влажности и снижения ее перепадов, напряжения уменьшаются и при AW7 = 0 исчезают. Это справедливо, однако, только для влажностных напряжений. Для того чтобы рассчитать полные напряжения, изменяющиеся по ходу процесса вследствие изменения влажности и перерождения упругих деформаций в остаточные, формулу (105) необходимо применять для непрерывного ряда следующих один за другим непродолжительных этапов (шагов), суммируя полученные в результате расчета приращения напряжений. Напряжение в i-м стержне на /-м шаге равно напряжению на предшествующем шаге от-1 плюс его приращение :
<Н = о'-1 + 6^. (109)
Если распределение влажности симметрично, приращение напряжений, с учетом выражений (105) и (108), составляет
вд1И-£ ё1)]. (но)
где Ё! = (е{ + е!-1 )/2; адИ = И-1—И-
Пошаговые расчеты требуют знания для каждого шага и каждого стержня изменяющихся в процессе сушки значений
101
= kyEi
влажности W и показателя жесткости Е. Распределение влажности в любой момент времени может быть установлено [13] путем точных или приближенных решений уравнения (92). Для определения показателя жесткости нужно пользоваться уравнениями или диаграммами его зависимости от влажности и температуры древесины Пример такой диаграммы был дан на рис. 19.
Очевидно, что чем больше принятое число стержней в модели и шагов в расчете, тем точнее его результат, но в то же время тем больше потребное число расчетных операций и общая трудоемкость вычислений. При такик расчетах поэтому целесообразно применение электронных вычислительных машин.
§ 25. ПРИНЦИПЫ ПОСТРОЕНИЯ РАЦИОНАЛЬНЫХ РЕЖИМОВ СУШКИ ДРЕВЕСИНЫ
В зависимости от размеров, формы и назначения древесных материалов, а также от того, в какой мере на технологические свойства древесины влияют внутренние напряжения в ней, могут предъявляться различные требования к условиям проведения сушильного процесса, т. е. к режимам сушки.
Режимом сушки принято называть расписание состояния сушильного агента в процессе сушки Рациональный режим сушки должен обеспечивать минимальную длительность процесса при соблюдении качества материала, соответствующего его назначению
При сушке пиломатериалов, когда нарушение их целостности недопустимо, должны быть созданы условия, обеспечивающие величину внутренних напряжений, не достигающую предела прочности. В начальной стадии процесса для этого необходимо иметь малую величину перепада влажности н—^пов), что
может быть достигнуто лишь при высокой степени насыщенности ср сушильного агента По мере высыхания древесины величину ф необходимо понижать, чтобы довести материал до требуемой конечной влажности. Температуру среды, наоборот, целесообразно к концу сушки повышать; это при снижении влажности материала не вызывает уменьшения его прочности и в то же время интенсифицирует процесс.
Таким образом, для сушки пиломатериалов рациональными являются режимы с повышающейся по мере протекания процесса температурой и понижающейся степенью насыщенности сушильного агента.
Для сравнения между собой различных режимов сушки пиломатериалов по количественным и качественным результатам, ожидаемым от их применения, существуют три критерия—жесткости, эффективности и безопасности режима.
Критерий жесткости характеризует интенсивность испарения влаги в воздухе (или в другом сушильном агенте) данного состояния. Более жестким по сравнению с другими счи-102
Рис 46. Кривые изменения во времени напряжений и предела прочности в поверхностных слоях доски
тается режим, обеспечивающий более высокую интенсивность испарения влаги. Жесткость режима определяется параметрами сушильного агента и влажностью материала, поскольку при одинаковом состоянии среды интенсивность испарения уменьшается с понижением влажности древесины.
Из двух режимов с одинаковой степенью насыщенности ф, применяемых для одинакового (по влажности) материала, более жестким будет режим с повышенной температурой. При одинаковой температуре более жестким будет режим с пониженной величиной ф. Если сравниваются режимы с различными t и ф, показателем их жесткости может служить психрометрическая разность t—tM.
Критерий эффективности характеризуется продолжительное 1ью сушки определенного материала при заданном режиме. Эффективность одного режима по сравнению с другим оценивается отношением длительности процессов ti/t2-
Критерий безопасности определяет, насколько данный режим безопасен для древесины, т. е. насколько он предохраняет ее от разрушения под действием внутренних напряжений. Величина этого критерия оценивается отношением предела прочности древесины к максимальным напряжениям в ней:
5 = (Упр/сГтах- (Ш)
Если критерий Б больше 1,0 — режим безопасен, а если £<1,0—древесина будет растрескиваться.
Критерий безопасности того или иного режима сушки пиломатериалов определенной характеристики может быть рассчитан с помощью уравнений, приведенных в предшествующем параграфе. Для этого найденные расчетом напряжения сопоставляют с пределом прочности древесины в тот момент времени и в той зоне доски, где они максимальны. Напомним, что на начальном этапе сушки максимальные по сечению доски растягивающие напряжения наблюдаются на ее поверхности, а на конечной стадии — в центре.
Для примера на рис. 46 показаны кривые изменения во времени растягивающих напряжений и предела прочности в поверхностных слоях сосновых тангенциальных досок толщиной
103
40 мм на первом этапе их сушки в воздухе при 75 °C и степени насыщенности 0,8. Кривая напряжений построена на основании расчетов, а кривая предела прочности — по диаграмме рис. 16 (§ 10) в соответствии с изменением поверхностной влажности досок. Наибольшей величины (2,25 МПа) напряжения достигли через 6 ч после начала сушки. Предел прочности в это время равен 2,5 МПа, Следовательно, критерий безопасности Б = = 2,5: 2,25=1,11.
Если бы расчеты напряжений дали результат, показанный на рисунке пунктирной линией (это мэгло иметь место при более низкой степени насыщенности), то это означало бы, что напряжения при сушке достигают предела прочности и целостность древесины нарушается.
Для сушки шпона и измельченной древесины применяют другие режимы. Технология последующего использования этих материалов (склеивание в плиты) не предъявляет жестких требований в отношении растрескивания высушенных листов или частиц. Режимы сушки здесь должны обеспечить только максимальную интенсификацию процесса при сохранении химических свойств и микроструктуры древесины, поэтому целесообразно применение высокотемпературных режимов, причем таких, в которых в отличие от режимов сушки пиломатериалов температура по ходу процесса понижается. Этс объясняется тем, что в начале сушки, когда влажность материала высока, повышение температуры среды до 250—300 °C и выше существенно интенсифицирует испарение влаги. В то же время температура собственно материала, пока в нем содержится свободная вода, не может подняться выше точки ее кипения и материал не претерпевает химических изменений. На последующих этапах процесса, когда температура древесины начинает стремиться к температуре среды, последняя должна быть снижена во избежание химического разложения или возгорания материала.
Конкретные параметры режимов сушки для различных случаев, зависящие от технологических требований к материалу и его назначения, будут рассмотрены далее.
Глава 6
КЛАССИФИКАЦИЯ СУШИЛЬНЫХ УСТРОЙСТВ И ПРИНЦИПИАЛЬНЫЕ СХЕМЫ КОНВЕКТИВНЫХ СУШИЛОК
§ 26. КЛАССИФИКАЦИЯ СУШИЛЬНЫХ УСТРОЙСТВ
В зависимости от применяемого способа сушки сушильные устройства, или сушилки, делятся на несколько классов: I — газопаровые конвективные, называемые для краткости просто конвективными; II — жидкостные; III — кондуктивные; IV — диэлектрические; V — радиационные.
104
Конвективные сушилки имеют наибольшее распространение и дополнительно разделяются на ряд разновидностей по нескольким признакам. Основные из этих признаков: конструктивное оформление сушилок, характер применяемого сушильного агента, кратность циркуляции сушильного агента (т. е. его движения по материалу), принцип действия сушилки.
По первому признаку, т. е. по конструктивному оформлению, число применяемых в технике типов сушилок очень велико. В деревообрабатывающей промышленности используются: камерные сушилки, имеющие вид специальных помещений (камер), куда высушиваемая древесина (преимущественно пиломатериалы) закатывается штабелями на вагонетках; роликовые сушилки, через сушильное пространство которых материал перемещается роликовыми конвейерами; они применяются для сушки плоских древесных материалов (шпона, плит); пневматические сушилки, работающие по принципу сушки материала во взвешенном состоянии в потоке воздуха или газа; барабанные сушилки, основной частью которых является барабан (снабженный вращающимся ротором или вращающийся сам), внутри которого происходят перемешивание и сушка материала; ленточные сушилки, материал через которые перемещается ленточным сетчатым конвейером.
Пневматические, барабанные и ленточные сушилки применяются для сушки измельченной древесины или мелких сортиментов.
По характеру применяемого сушильного агента конвективные сушилки делятся на воздушные, агентом сушки в которых служит влажный воздух, газовые, где в качестве сушильного агента используются топочные газы в смеси с воздухом, и сушилки, действующие на перегретом паре; сушилки последней группы, агентом сушки в которых служит перегретый пар, могли бы быть названы паровыми, мы, однако, не применяем этот термин, так как на предприятиях «паровыми» сушилками часто называют воздушные сушилки с обогревом воздуха паровыми калориферами.
По кратности циркуляции различают сушилки с однократной и многократной циркуляцией. В сушилке с однократной циркуляцией сушильный агент после омывания высушиваемой древесины полностью выбрасывается в атмосферу. В сушилке с многократной циркуляцией он выбрасывается лишь частично и проходит через штабель или слой материала многократно.
Наконец, по принципу действия сушильных устройств различают сушилки периодического и непрерывного действия. Сушилки периодического действия работают по принципу периодического чередования сушильных циклов, каждый из которых складывается из полной загрузки сушилки материалом, собственно сушки и полной выгрузки сушилки. В сушил
105
ках непрерывного действия процесс сушки протекает непрерывно; материал загружается в сушилку, транспортируется через нее и выгружается непрерывно или толчкообразно.
§ 27. ПРИНЦИПИАЛЬНЫЕ СХЕМЫ КОНВЕКТИВНЫХ СУШИЛОК
Циркулирующий в конвективной суштлке газообразный сушильный агент при движении через штабель или слой материала изменяет свое состояние. Перед новым заходом в штабель или слой первоначальное состояние сушильного агента восстанавливается при помощи нагревательных и воздухообменных устройств.
Особенности термодинамики процесса сушки в той или иной сушилке достаточно полно характеризуются ее принципиальной схемой, изображающей направление газового потока относительно материала и нагревательно-воздухообменных устройств, а также графиком изменения состояния сушильного агента на Id-, Ida. или /р-диаграммах.
Принципиальная схема сушилки и график процесса в ней определяются только родом сушильного агента и кратностью циркуляции, поэтому число вариантов принципиальных схем сравнительно невелико. К основным из них относятся варианты воздушной сушилки с одно- или многократной циркуляцией, газовой сушилки с одно- или многократной циркуляцией и сушилки, действующей на перегретом паре.
Воздушная сушилка с однократной циркуляцией. Принципиальная схема этой сушилки весьма проста (рис. 47, а). Свежий атмосферный воздух в состоянии 0 поступает в калорифер. Процесс нагревания изображается на /^-диаграмме отрезком 0—1 (d=const). В состоянии 1 воздух подводится к штабелю или слою высушиваемого материала и при движении через него (т. е. при испарении влаги) изменяет свое состояние по линии постоянного теплосодержания 1—2. Отработавший воздух в состоянии 2 полностью удаляется в атмосферу.
Недостаток этой сушилки — невозможность широкого регулирования состояния воздуха. Его параметры при входе в слой или штабель материала могут характеризоваться только точками, расположенными на вертикали d = const, проходящей через точку 0.
Воздушная сушилка с многократной циркуляцией. Принципиальная схема такой сушилки и график процесса в ней показаны на рис. 47, б. Воздух вступает в соприкосновение с материалом в состоянии 1. Испарение влаги изображается отрезком 1—2. Отработавший воздух 2 удаляется в атмосферу только частично. Значительная же часть его смешивается со свежим воздухом, подаваемым в сушилку. Процесс смешения характеризуется отрезком 0—2. Полученная смесь 3 нагревается в калорифере. В результате (отрезок <3—/) восстанавливается пер-
106
Рис. 47. Принципиальные схемы воздушных сушилок с однократной (а) и многократной (б) циркуляцией
Рис. 48. Принципиальные схемы газовых сушилок с однократной (а) и многократной (б) циркуляцией
воначальное состояние воздуха 1, с которым он вступает в штабель или слой материала для повторного цикла.
Сушилки с многократной циркуляцией очень гибки в регулировании процесса. Состояние воздуха, вступающего в слой или штабель материала, может изменяться в широких пределах за счет изменения степени нагрева воздуха в калорифере и кратности воздухообмена.
Газовая сушилка с однократной циркуляцией. Газовые сушилки работают без калориферов. Основное тепловое устройство в них — топка, топочный газ из которой вводится в сушилку. Схема сушилки с однократной циркуляцией и график процесса в ней показаны на рис. 48, а. Газ из топки в состоянии Т смешивается с атмосферным воздухом 0 (линия смешения 0—Т на /da-диаграмме совпадает с линией постоянной влажности топлива W — const). Полученная смесь / направляется в штабель или слой материала и испаряет из него влагу (линия 1—2). Отработавшая смесь 2 выбрасывается в атмосферу. Возможность регулирования процесса в этих сушилках ограниченна. Газовоздушная смесь, вступающая в соприкосновение с материалом, может иметь состояние, характеризующееся только точками, лежащими на линии 0—Т.
Газовая сушилка с многократной циркуляцией. Как видно из схемы этой сушилки (рис. 48, б), она включает в себя
107
дополнительное устройство — камеру смешения. В этой камере смешиваются три компонента — атмосферный воздух, горячий газ из топки и отработавшая смесь. Процесс одновременного смешения этих трех компонентов можно рассматривать как два последовательных процесса: в начале топочный газ Т смешивается со свежим воздухом 0 (линия смешения 0—Т), затем к полученной промежуточной смеси А добавляется отработавший сушильный агент 2 (линия смешения А—2). В результате образуется рабочая газовоздушная смесь, 1, направляемая к материалу. При испарении влаги состояние этой смеси изменяется по линии 1—2. Для устойчивого восстановления состояния рабочей смеси обязательно расположение точки А на одной линии / = const с точкой 1. Точка 1, показывающая результат смешения А—2,
в то же время означает начало процесса испарения 1—2, который характеризуется постоянством теплосодержания. Если бы мы получили промежуточную смесь другого состояния (например, А'), то,
Выхлоп ?
1
puipep
Рис. 49. Принципиальная схема сушилки, действующей на перегретом паре
г
как показывает пунктирное построение процесса на графике, восстановить первоначальное состояние рабочей смеси 1 нам бы не удалось.
В газовых сушилках с многократной циркуляцией возможно широкое регулирование состояния сушильного агента. Изменением пропорций смешения подводимый к материалу газ 1 может получать любое состояние в зоне, ограниченной на диаграмме площадью 0—Т—М.
Сушилка, действующая на перегретом паре. В этих сушилках используется только многократная циркуляция сушильного агента. Однократная циркуляция лишена практического смысла, поскольку связана с большим расходом водяного пара, получение которого требует существенных затрат. На рис. 49 представлена принципиальная схема сушилки и график процесса в ней на /р-диаграмме. Состояние перегретого пара атмосферного давления характеризуется на этой диаграмме точками, лежащими на крайней правой вертикали pn = const=100 кПа. Поэтому на рисунке показана не вся /р-диаграмма, а только схема ее правой половины.
Перегретый пар, заполняющий пространство сушилки, непрерывно циркулирует в ней, проходя последовательно через калорифер и материал. Выходя из калорифера в состоянии 1, пар в этом состоянии вступает в штабель или слой материала. При омывании материала температура пара вследствие испарения влаги понижается, а степень насыщенности возрастает. После выхода из штабеля в состоянии 2 часть пара в количестве, равном массе испаренной влаги, выбрасывается из сушилки, и он
108
вновь поступает в калорифер, где за счет нагревания восстанавливается его первоначальное состояние 1.
Большинство применяемых в деревообработке сушилок работает по одной из рассмотренных выше принципиальных схем. Лишь в отдельных случаях бывают некоторые отклонения от этих схем, обусловленные особенностями размещения в них тепловых, циркуляционных и воздухообменных устройств.
§ 28. РАСХОД ТЕПЛОТЫ НА СУШКУ
Одно из основных требований, предъявляемых к сушильным установкам, — экономичность их работы, т. е. по возможности минимальный расход теплоты на проведение процесса сушки. Этот расход складывается из ряда элементов, основные из которых— затраты на испарение влаги, на прогрев материала и на теплопотери через ограждения сушилки.
При определении расхода теплоты на испарение влаги в сушилке учитываются затраты только той теплоты, которая сообщается сушильному агенту извне, от установленных в сушилке нагревательных устройств (процесс сушки атмосферным воздухом без его искусственного подогрева характеризуется нулевым расходом теплоты). Эти затраты могут быть определены по состоянию сушильного агента, вводимого в сушилку и выбрасываемого из нее.
В воздушной сушилке расход теплоты на испарение влаги устанавливается следующим образом. Обозначим теплосодержание и влагосодержание свежего воздуха через /о и d$, а отработавшего воздуха — через /2 и d2. Воздух (1 кг по массе его сухой части), проходя через сушилку, поглощает (d2—do) г влаги. Следовательно, количество воздуха, необходимого для удаления из сушилки 1 кг влаги, составит 1000/(Д2—d0) кг. В свою очередь, приращение теплосодержания, т. е. количество теплоты, затраченной на подогрев 1 кг воздуха в сушилке, равно /2—/о, кДж/кг. Таким образом, удельный расход теплоты на испарение влаги в сушилке составит, кДж/кг влаги:
?Ип = (4-/о) -1-° - = 1000 '’~~К (112)
U2 ’— Uq U2 — «о
Легко показать, нанеся на /d-диаграмму точки, характеризующие состояние свежего и отработавшего воздуха, что величина qKcn возрастает с увеличением угла между прямой, соединяющей эти точки, и осью /=0. На этом основан графический способ ее определения. Из начала координат /d-диаграммы проводится луч, параллельный прямой, соединяющей точки состояний 0 и 2. Расход теплоты читается на угловой шкале, нанесенной на полях диаграммы (см. рис. 3).
В газовой сушилке с многократной циркуляцией (см. рис. 48, б) для процесса собственно сушки используется смесь в состоянии А. Приращение ее теплосодержания по сравнению с атмос
109
ферным воздухом определяется разностью (1а—1о)- Следовательно,
?исп^1ооо (ИЗ)
U£ — ад
Для сушилок с однократной циркуляцией (рис. 48, а) значения 1А и dA заменяются значениями 1\ и d\.
В сушилках, действующих „на перегретом паре, свежий воздух в сушильное пространство не вводится. Испаренная же из
Рис. 50 Совмещенные графики процессов в воздушной и газовой сушилках
материала влага удаляется в виде перегретого пара состояния 2 (см. рис. 49). В этом случае расход теплоты на испарение влаги равен теплосодержанию удаляемого пара:
<7исп — i п- (114)
Уравнения (112)—(114) показывают полный расход теплоты на испарение влаги в сушилках, включающий, помимо скрытой теплоты парообразования, тепловые затраты на подогрев свежего воздуха (если он вводится в сушилку) и на подогрев жидкой влаги перед ее испарением. Очень часто высушиваемый материал (вместе с содержащейся в нем влагой) перед сушкой подогревается до некоторой температуры tM- Расход теплоты на испарение влаги в процессе собственно сушки будет
в этом случае меньше, чем по приведенным выше уравнениям, на величину св^м = 4,19 tK кДж/кг (св—удельная теплоемкость воды).
Экономичность собственно сушильного процесса в различных сушилках неодинакова. Наиболее экономичны сушилки, дей-
ствующие на перегретом паре, так как в них отсутствуют затраты теплоты на подогрев свежего воздуха. Несколько меньше экономичность воздушных сушилок. На последнем месте стоят
газовые сушилки.
Повышенный при прочих равных условиях расход теплоты на испарение влаги в газовых сушилках по сравнению с воздушными определяется особенностями их принципиальных схем. На рис. 50 показаны совмещецные графики процесса в воздушной (сплошными линиями) и газовой (пунктирными линиями) сушилках с многократной циркуляцией при одинаковых состоя
ниях свежего воздуха, а также сушильного агента, входящего
ПО
в штабель или слой материала и выходящего из него. При этих условиях числители в выражениях (112) и (113) оказываются равными, так как 12 = 1а- Знаменатель же в (112), как видно из рис. 50, больше, чем в (ИЗ), из чего и следует, что расход теплоты на испарение влаги в воздушной сушилке при одинаковых режимных параметрах процесса меньше, чем в газовой.
Необходимо, однако, отметить, что денежные затраты на тепловую энергию в газовых сушилках, как правило, меньше, чем в воздушных. Это обусловлено использованием в топках дешевого топлива (отходов) и отсутствием затрат, связанных с сооружением и эксплуатацией паровых котлов.
Расход теплоты на прогрев единицы объема материала определяется так же, как при тепловой обработке (см. § 19). Удельный расход теплоты на прогрев древесины, отнесенный к 1 кг испаряемой влаги, кДж/кг, находится по выражению
7уд. пр = (fnptffl, (115)
где т — количество влаги, испаряемой из единицы объема древесины, кг/м3.
Это количество влаги определяется выражением
Расход теплоты на потери через ограждения в единицу времени Qorp определяют, пользуясь уравнением теплопередачи (см. § 19). Удельные теплопотери на 1 кг испаряемой влаги, кДж/кг, составляют
9уд. огр — Qorp/Л4с, (117)
где Мс — количество влаги, испаряемой в сушилке в 1 с, т. е. мощность сушилки по испаряемой влаге.
Удельный расход теплоты на сушку в целом равен
7суш = О/исп + 7уд. пр “Ь 9уд. огр) В, (118)
где В — коэффициент дополнительных затрат теплоты, не учитываемых теоретическим расчетом; он колеблется в зависимости от условий процесса от 1,1 до 1,3.
Практически удельный расход теплоты на сушку выражается величинами от 3500—4000 до 7000—8000 кДж/кг влаги.
111
Глава 7
ДЕТАЛИ ТЕПЛОВОГО И ЦИРКУЛЯЦИОННОГО ОБОРУДОВАНИЯ СУШИЛОК
§ 29. ОБЩИЕ СВЕДЕНИЯ О ДЕТАЛЯХ СУШИЛЬНЫХ УСТРОЙСТВ. КАЛОРИФЕРЫ
Оборудование сушилок по своему назначению делится на четыре основные груййы: ограждения, т. е. устройства, отделяющие пространство сушилки от окружающей среды; транспортные устройства, предназначенные для формирования слоя или штабеля высушиваемого материала, его загрузки, выгрузки и транспортировки; тепловое оборудование, обеспечивающее теплоснабжение сушилки; циркуляционное оборудование, используемое для создания циркуляции сушильного агента.
Ограждения и транспортные устройства в разных сушилках имеют свои специфические особенности. Их нельзя рассматривать в отрыве от конструктивного оформления сушильных установок. Тепловое же и циркуляционное оборудование монтируется из стандартных устройств. Детали этого оборудования целесообразно рассмотреть предварительно. К основным деталям теплового и циркуляционного оборудования сушилок относятся калориферы, конденсатоотводчики, паропроводы, топки (в газовых сушилках), вентиляторы и вентиляторные установки, эжекторные установки.
Калорифером называют теплообменный аппарат, предназначенный для передачи теплоты от теплоносителя к сушильному агенту. В зависимости от применяемых теплоносителей калориферы делятся на паровые, водяные, огневые и электрические. В промышленных сушильных установках используют п а -р о в ы е и иногда водяные калориферы.
Паровой (или водяной) калорифер представляет собой замкнутую систему сообщающихся металлических трубопроводов, омываемых снаружи циркулирующим сушильным агентом, а изнутри обогреваемых паром или горячей водой.
В сушилках используют калориферы двух конструктивных типов: сборные, монтируемые из стандартных труб внутри сушильного пространства, и компактные калориферы заводского изготовления, устанавливаемые в специальных внутренних или внешних воздуховодах сушилок.
Для монтажа сборных калориферов чаще всего применяют отопительные чугунные ребристые трубы с фланцевыми соединениями (рис. 51). Выпускаемые заводами сантехнического оборудования ребристые трубы имеют длину I 1; 1,5 и 2 м и поверхность нагрева соответственно 2, 3 и 4 м2. В некоторых специальных случаях сборные калориферы монтируют в виде регистров из гладких труб. Конкретные схемы монтажа калори
112
феров определяются конструктивными особенностями сушилок. Обычно трубы группируются в секции, имеющие самостоятельное питание паром, а внутри секции соединяются параллельно (рис. 52, а) или последовательно (рис. 52, б) с уклоном около 0,01 в направлении стока конденсата. Последовательное содине-ние обеспечивает более равномерный нагрев воздуха по длине калорифера, а параллельное — более плотное размещение труб.
Рис. 51. Чугунная ребристая труба
Рис. 52. Схемы соединения труб сборного калорифера
Устройство компактного калорифера (называемого также воздухонагревателем) схематически показано на рис. 53. Он состоит из двух распределительных коробок (коллекторов) 1 и 3, соединенных оребренными трубками 6. Стенки коллекторов с отверстиями, куда ввальцовываются трубки, называются трубными решетками. Пар (или горячая вода) подается через входной патрубок 2 и, проходя по трубкам, нагревает через поверхность их оребрения воздух, продуваемый перпендикулярно трубкам. Отработавший теплоноситель удаляется через выходной патрубок 7. Воздушный поток, проходящий через калорифер,
113
ограничен с двух сторон коллекторами, а с других двух сторон — боковыми щитками 4. К щиткам и коллекторам крепятся фланцы 5, к которым при необходимости присоединяют воздуховоды.
По способу оребрения трубок калориферы могут быть пластинчатые или спирально-навивные. По характеру циркуляции теплоносителя они подразделяются на два типа: од
ноходовые, обогреваемые паром, и многоходовые, обогреваемые водой. В одноходовых калориферах (рис. 54, а) теплоноситель движется по всем трубкам в одном направлении, а в многоходовых (рис. 54, б) несколько раз изменяет свое направление на обратное, для чего коллекторы разделяются перегородками на несколько замкнутых камер. Одноходовые калориферы имеют входной и выходной патрубки на противоположных коллекторах
Рис. 53. Общий вид компактного калорифера заводского изготовления
Рис. 54. Схемы движения теплоносителя в одноходовом (а) и многоходовом (б) калориферах
114
5. Размеры калориферов по ГОСТ 7201—80
Номер калорифера Размеры, мм Номер калорифера Размеры, мм Номер калорифера Размеры, мм
А Л2 А А2 А Л2
01 578 426 05 1203 426 09 953 551
02 703 426 06 578 551 10 1203 551
03 828 426 07 703 551 11 1703 1051
04 953 426 08 828 551 12 1703 1551
и устанавливаются для эксплуатации с вертикальным расположением трубок, а многоходовые имеют оба патрубка на одном коллекторе, и трубки их располагаются горизонтально.
На калориферы (воздухонагреватели) общего назначения, изготовляемые из оцинкованной стали и рассчитанные на давление до 1,2 МПа, имеется Государственный стандарт (ГОСТ 7201—80), по которому их размеры А и А2 в сечении, перпендикулярном движению воздуха (см. рис. 53), должны соответствовать указанным в табл. 5. Размер Б по ходу воздуха стандартом не регламентируется и зависит от числа рядов трубок, которое может быть равным 1, 2, 3 или 4.
Условное обозначение конкретного калорифера включает в себя его сокращенное наименование (паровой — ВНП, водяной — ВНВ), цифру, показывающую число рядов трубок, номер, характеризующий размеры (см. табл. 5), и номер, под которым зарегистрирован данный конструктивный тип калорифера. Например, обозначение ВНП2-04.03 читается: воздухонагреватель паровой, двухрядный, номер 04, регистрационный номер конструкции 03.
Для подбора калориферов применительно к определенной установке необходимо, кроме габаритных размеров, знать и другие показатели их технических характеристик (поверхность нагрева, живые сечения по воздуху и теплоносителю, аэродинамическое и гидравлическое сопротивления, массу). Эти показатели устанавливаются заводами-изготовителями и приводятся в технических условиях, каталогах и справочниках. Характеристики калориферов основных типов, применяющихся в действующих сушильных устройствах и выпускаемых промышленностью в настоящее время, даются в учебном пособии [22] и справочнике [1].
Необходимо отметить, что стандартные стальные калориферы не вполне отвечают условиям их эксплуатации в сушилках (высокая температура и влажность среды с примесью химически активных веществ, выделяемых из древесины). Они быстро ржавеют и требуют частых ремонтов или замены. Поэтому для сушилок целесообразно заказывать специальные биметаллические калориферы. Трубки биметаллического калорифера изготовляют так. На стальную трубку напрессовывают в горячем состоянии алюминиевую. Последующей прокаткой на
115
ее поверхности формируют ребра. Из оребренных биметаллических трубок и стальных толстостенных кэллекторов компонуют готовые калориферы требуемых размеров или секции для монтажа сборных калориферов.
Тепловая мощность калорифера любого типа, т. е. количество передаваемой им в единицу времени тепловой энергии, Q, кВт, зависит от его поверхности нагрева F, м2, температуры пара /п. средней температуры нагреваемого воздуха или иного газа /в и коэффициента теплопередачи К, Вт/(м2-°С):
Скал = ^(/п-М10-3. (119)
Коэффициент теплопередачи калорифера зависит от его конструкции и разности температур /п—4 (при естественной циркуляции) или скорости движения воздуха (при принудительной циркуляции). Для определения значений К пользуются уравнениями, приводимыми в курсах теплопередачи, или данными каталогов (для калориферов заводского изготовления).
§ 30. КОНДЕНСАТООТВОДЧИКИ. ПАРОПРОВОДЫ, топки ГАЗОВЫХ СУШИЛОК
Конденсатоотводчики. Их устанавливают на трубопроводах, отводящих конденсат от паровых (сборных или компактных) калориферов. Назначение их состоит в том, чтобы, не выпуская из калорифера пар, обеспечивать свободный выход конденсата. Дело в том, что теплосодержание греющего пара должно быть использовано в калориферах в максимально возможной степени, а так как основную его часть составляет скрытая теплота парообразования, весь пар, подаваемый в калорифер, должен сконденсироваться. Существует три типа конденсатоотводчиков — гидростатические, термостатические и термодинамические.
Гидростатический конденсатоотводчик, называемый также конденсационным горшком, работает по принципу поплавкового крана. Конденсатоотводчики этого типа, применявшиеся ранее очень широко, оказались недостаточно надежными, так как из-за коррозии движущихся частей они быстро приходили в негодность. Сейчас они практически вышли из употребления.
Промышленность в настоящее время выпускает термостатические и термодинамические конденсатоотводчики. Термостатический конденсатоотводчик представляет собой корпус из ковкого чугуна с верхней крышкой и боковыми патрубками: входным для присоединения паропровода от калорифера и выходным для присоединения конденсатопровода. Внутри корпуса размещен сильфон, способный расширяться при повышении и сокращаться при снижении температуры. К сильфону присоединен запорный золотник. Когда корпус заполнен конденсатом, температура которого ниже, чем пара в калорифере, выходное отверстие открыто и конденсат свободно удаля
116
ется через него. После того как весь конденсат вышел и в корпус начинает поступать пар, сильфон расширяется и отверстие закрывается. Конденсат начитает вновь скопляться в корпусе и примыкающей к нему трубе, сильфон охлаждается, отверстие открывается и происходит выброс новой порции конденсата.
Термостатические конденсатоотводчики работают удовлетворительно только при стабильном давлении пара в калорифере, что в сушилках обеспечить незозможно. Кроме того, они недолговечны (паспортный срок службы 2 года, а в условиях сушилок— значительно меньше). Поэтому в практике сушки древесины они не получили распространения.
Рис. 55. Термодинамический конденсатоотводчик (а) и схема его установки (б)
В значительно большей мере отвечают условиям работы сушилок термодинамические конденсатоотводчики. Термодинамический конденсатоотводчик, разрез которого показан на рис. 55, а, состоит из стального корпуса 4, крышки 2, латунной тарелки 3, седла 1 и фильтра 5, представляющего собой клубок сетки. Тарелка, строго пригнанная своей нижней плоскостью к верхней плоскости седла, может перемещаться по вертикали вверх и вниз на величину а. Если из калорифера в конденсатоотводчик поступает только конденсат, он приподнимает тарелку и свободно выходит в сливную трубу через отверстия d и di. Если же начинает поступать пар, скорость движения которого очень велика, под тарелкой вследствие возрастания динамического напора статическое давление пара понижается и она прижимается к седлу. Таким образом, конденсат сливается через прибор свободно, а пар проходит в ничтожно малом количестве.
117
6. Характеристики термодинамических коцденсатоотводчиков
Размеры, мм Пропускная способность, т/ч Масса, кг (не более)
Условный проход в н (не более) максимальная при перепаде давления, МПа
0,05 0,1 0,2 0,3 0,4
15 90 60 0,80 0,12 0,14 0,17 0,18 0,21 0,1
20 100 65 1,00 0,20 0,28 0,38 0,42 0,47 1,5
25 120 70 1,25 0,39 0,46 0,59 0,67 0,73 2,0
32 140 85 1,60 0,45 0,68 0,73 0,87 0,97 3,5
40 170 90 2,00 0,50 0,70 0,79 0,91 1,04 4,5
50 200 100 2,50 0,75 1,15 1,42 1.71 1,80 7,0
Конденсатоотводчик, рассчитанный на давление 0,1 — 1,2 МПа, прост по конструкции, надежен и редко выходит из строя. При изготовлении седла и тарелки из нержавеющего металла он весьма долговечен (паспортный срок службы не менее 10 лет). В зависимости от требуемой пропускной способности применяют конденсатоотводчики нескольких моделей, характеризующихся условным проходом 15—50 мм (табл. 6).
Надежность конденсатоотводчиков имеет первостепенное значение. Их неисправность служит причиной большого перерасхода пара и снижения экономических показателей сушилок. Поэтому для осуществления постоянного контроля за работой конденсатоотводчиков их рекомендуется монтировать с соблюдением определенных правил.
Конденсатоотводчик 1 (рис. 55, б) следует устанавливать крышкой вверх на горизонтальном участке трубы, расположенной ниже минимального уровня калориферов. Присоединять его к калориферу и конденсатопроводной магистрали целесообразно с устройством обводной линии 3 и контрольной трубки 2.
Работу кондеисатоотводчика проверяют посредством отключения его от конденсатосборной магистрали и слива конденсата через контрольную трубку. При нормальной работе из трубки должен периодически выбрасываться только конденсат (при повышенном давлении выход конденсата сопровождается вторичным парообразованием). Отсутствие выброса из контрольной трубки или непрерывный выброс пара с конденсатом свидетельствует о неисправности устройства. В этом случае необходимо разобрать и прочистить конденсатоотводчик или заменить его исправным, предварительно переключив слив конденсата на обводную линию. С помощью контрольной трубки можно также определять расход пара в калорифере, для чего измеряют объем или массу конденсата, сливаемого через нее в единицу времени.
Роль простейшего, хотя и несовершенного, конденсатоотвод-чика может играть обычный, слегка открытый запорный вентиль. Поэтому при отключении или снятии на ремонт конденса-тоотводчика, установленного по схеме рис. 55, б, допустима вре-
118
7. Трубы стальные водогазопроводные
Условный проход, мм Наружный диаметр, мм Толщина, мм, стенки труб Линейная плотность, кг/м, труб
легких обыкновенны? усиленных легких обыкновенных усиленных
15 21,3 2,5 2,8 3,2 1,16 1,28 1,43
20 26,8 2,5 2,8 3,2 1,50 1,66 1,86
25 33,5 2,8 3,2 4,0 2,12 2,39 2,91
32 42,3 2,8 3,2 4,0 2,73 3,09 3,78
40 48,0 3,0 3,5 3,0 3,33 3,84 4,34
50 60,0 3,0 3,5 4,5 4,22 4,88 6,16
65 75,5 3,2 4,0 4,5 5,71 7,05 7,88
менная линии. работа системь с прио ткрыты\ вентил ем на о бводной
Паропроводы. Для монтажа калориферов и системы их питания требуются паропроводы, конденсатопроводы, фасонные части к ним, а также запорно-регулировочная и измерительная арматура.
Паропроводы и конденсатопроводы изготовляют обычно из гладких стальных так называемых водогазопроводных, труб. Характеристика таких труб наиболее употребительных диаметров приведена в табл. 7. Для магистральных паропроводов большого сечения используют стальные бесшовные горячеформованные трубы.
Для соединения и разветвления труб применяют фасонные части, или фитинги (соединительные муфты, отводы, тройники, крестовины). Паропроводы большого диаметра соединяют на фланцах или непосредственно сваркой.
При монтаже парораспределительной системы нельзя допускать нарушения плотности соединения труб вследствие их термических удлинений. В местах, где возможно появление опасных термических напряжений (например, на длинных прямолинейных магистралях), устанавливают температурные компенсаторы. Все паропроводы и конденсатопроводы, расположенные вне сушилки, необходимо теплоизолировать.
К запорно-регулировочным у с т р о й с т в а м, применяемым при пароснабжении сушилок, относятся: паровые вентили, предназначенные для включения и отключения калориферов, их секций, конденсатоотводчиков и других устройств, а также для регулирования расхода пара; обратные клапаны для обеспечения движения пара и конденсата только в заданном направлении; грязевики, служащие для очистки конденсата перед подачей его в котельную; водоотделители, предназначенные для очистки пара от частиц конденсата и воды, унесенной из котла; редукционные клапаны для поддержания постоянного давления пара перед калориферами; манометры для измерения давления в паропроводах и конденсатопроводных магистралях.
119
Водоотделители, редукционные клапаны и манометры устанавливаются обычно только на магистральных трубопроводах, обслуживающих группу калориферов одного сушильного хозяйства. Крупные сушильные хозяйства оборудуются также паромерами для измерения расхода пара.
Топки. Газовые сушилки оборудуются специальными топками, горячие топочные газы которых после разбавления их свежим воздухом используются в качестве сушильного агента. Ос-
Рис. 56 Полугазовая топка для сжигания древесного топлива:
1 — топочное пространство; 2 — загрузочный люк; 3 — камера дожигания, 4 -- камера очистки газов; 5 — дымовая труба для растопки, 6 — газоход в сушилку
новное требование, предъявляемое к этим топкам, — получение чистых, бездымных топочных газов. При сжигании древесных отходов этому требованию в наибольшей мере отвечают полу-газовые топки, в которых горение топлива развивается в два этапа: во-первых, в топочном пространстве над слоем топлива, где происходит частичная газификация топлива, и, во-вторых, за топочным пространством, в камере дожигания, куда подается добавочный свежий воздух.
В полугазовых топках возможно и даже желательно сжигание сырого топлива, что очень важно для условий деревообрабатывающих предприятий. В этих топках температура газов в топочном пространстве 900—1000 °C, а после камеры дожигания 700—800 °C при коэффициенте избытка воздуха 1,8—2,2.
120
Одна из наиболее распространенных конструкций полугазо-вой топки для древесного топлива, спроектированной Гипродре-вом, представлена на рис. 56.
§ 31. ВЕНТИЛЯТОРЫ. ВЕНТИЛЯТОРНЫЕ И ЭЖЕКТОРНЫЕ УСТАНОВКИ
Вентиляторами называют механизмы для перемещения больших масс воздуха (или иногс газа) при давлении близком к атмосферному. Свое название они получили потому, что первоначально использовались для вентиляции помещений.
Рис. 57. Общий вид центробежного (радиального) вентилятора
Рис. 58. Общий вид осевого вентилятора
В сушильных установках вентиляторы применяются, как правило, не для вентиляции (т. е. воздухообмена между сушилкой и окружающим воздухом), а для создания циркуляции сушильного агента внутри сушильного пространства и по материалу. По принципу работы вентиляторы разделяются на два класса — радиальные (называемые также центробежными) и осевые.
В центробежном вентиляторе воздух перемещается под действием центробежного эффекта. Внутри улиткообразного кожуха 3 (рис. 57) вращается рабочее колесо (ротор) 2 с радиальными лопатками. Воздух через отверстие 4 в боковой стенке кожуха (всасывающий патрубок) попадает в середину ротора, нагнетается его вращением в пространство между ротором и кожухом и выбрасывается через отверстие 1 в спиральной образующей кожуха (выхлопной патрубок). К патрубкам присоединяются воздухопроводы, транспортирующие поток воздуха в нужном направлении. Со стороны, обратной всасывающему патрубку, размещается привод ротора.
121
Осевой вентилятор (рис. 58) работает по принципу воздушного винта. Его рабочее колесо (ротор) составлено из лопастей 1, насаженных на ступицу 2 под некоторым углом к плоскости ее вращения. Воздух перемещается в направлении оси вращения ротора. Кожух 3 имеет форму патрубка, внутри которого смонтирован ротор с приводом от ременной передачи или непосредственно от электродвигателя.
Вентиляторы (центробежные и осевые) могут быть правого и левого вращения. Ротор вентилятора правого вращения при наблюдении со стороны всасывания движется по часовой стрелке, а левого вращения — против часовой стрелки.
Центробежный, или осевой, вентилятор с приводом и системой подключенных к нему воздуховодов принято называть в е н-
Рис. 59. Характер изменения напора по длине незамкнутой (а) и замкнутой (б) систем воздуховодов
тиляторной установкой. Эта установка может иметь незамкнутую (работающую на выхлоп) или замкнутую систему воздуховодов. Незамкнутая система (рис. 59, а) включает в себя всасывающий и нагнетательный воздуховоды, присоединенные к соответствующим патрубкам вентилятора. Размеры и форма воздуховодов не имеют существенного значения. На схеме они показаны в виде труб постоянного диаметра, а в реальных установках могут состоять из участков различных форм и сечений.
Работающий вентилятор сообщает воздушному потоку определенный запас энергии. Разность между запасом энергии в воздушном потоке и в неподвижном воздухе, отнесенная к единице его объема и имеющая размерность давления, называется полным напором воздушного потока. Полный напор ha определяется суммой статического напора hs и динамического напора hd, определяемого плотностью воздуха и скоростью его движения.
Воздух движется по воздуховодам под действием разности напоров, создаваемой вентилятором. Полный напор воздушного потока во входном отверстии всасывающего воздуховода незамкнутой системы равен нулю. По мере движения воздуха к вентилятору напор вследствие сопротивления воздуховода
122
уменьшается, т. е. становится отрицательным, достигая минимальной величины непосредственно перед вентилятором. После вентилятора полный напор увеличивается и становится положительным. В нагнетательном воздуховоде напор снова падает. В выхлопном отверстии статический напор приближается к нулю, а полный напор станозится равным динамическому.
Разность между полными напорами потока в нагнетательном и всасывающем патрубках вентилятора характеризует полное давление pv, развиваемое вентилятором. Из рисунка видно, что в незамкнутой системе оно равно сумме потерь напора в воздуховодах (т. е. их сопротивлению) плюс динамический напор в выхлопном отверстии:
pv=3Ah+hd. (120)
В тех случаях, когда вентилятор обслуживает замкнутую систему воздуховодов (рис. 59, б), полное давление вентилятора определяется только сопротивлением системы:
(121)
Сопротивление системы воздуховодов равно сумме сопротивлений прямолинейных отрезков труб и местных сопротивлений, т. е. потерь напора на поворотах и в сочленениях труб, а также в нагревательных и иных устройствах, установленных в воздуховодах. Величину этих сопротивлений рассчитывают по формулам и таблицам, приводимым в руководствах по гидравлике, вентиляционной технике и проектированию [15, 22].
Вентилятор, устанавливаемый на ту или иную систему воздуховодов, должен по своим размерам и аэродинамическим параметрам строго соответствовать сопротивлению системы и количеству циркулирующего в ней воздуха.
К основным параметрам вентилятора относятся: полное давление вентилятора pv', производительность Q, под которой понимается объем воздуха, перемещаемого вентилятором в единицу времени; частота вращения рабочего колеса п; окружная скорость колеса и, измеряемая на его внешнем диаметре D\ мощность, потребляемая вентилятором, N; коэффициент полезного действия (КПД) вентилятора т], определяемый отношением полезной мощности, равной произведению pvQ, к потребляемой мощности: T] = pvQ/N-, при исчислении pv в паскалях (Па) и Q в кубических метрах на секунду (м3/с) полезная и потребляемая мощность выражается в ваттах (Вт.)
По особенностям устройства рабочих колес вентиляторы делятся на типы. Каждому типу присвоено определенное условное обозначение. Вентиляторы одного типа изготовляются различных (но геометрически подобных между собой) размеров. Размеры вентилятора определяются его номером, указывающим диаметр рабочего колеса в дециметрах.
123
Допускается изготовление вентиляторов 68 номеров, в том числе дробных, от № 1 до № 50. В промышленности применяются вентиляторы главным образом средних размеров с диаметрами колес 0,4—2 м, для которых в качестве наиболее предпочтительных установлены номера 4; 5; 6,3; 8; 10; 12,5; 16, 20. Реже используются вентиляторы некоторых других номеров (6; 8,5; 12; 14; 18).
Вентилятор определенного типа и номера при заданной частоте вращения развивает разные давление и производительность в зависимости от аэродинамического сопротивления подключенной к нему системы воздуховодов График, на котором нанесены полученные при испытании вентилятора кривые зависимости его давления от производительности при разных частотах вращения и построены линии постоянного КПД, называется характеристикой вентилятора.
Различают индивидуальные, групповые и безразмерные характеристики. Индивидуальная характеристика показывает взаимосвязь между конкретными (размерными) параметрами вентилятора определенного типа и номера. Групповую характеристику составляют также в размерных параметрах для вентиляторов определенного типа, но нескольких номеров. Безразмерную характеристику строят в безразмерных параметрах, к которым относятся коэффициенты давления и производительности, а также критерий быстроходности (или просто быстроходность). Выражения, определяющие названные безразмерные параметры, приведены в учебном пособии [22], и мы на них не останавливаемся.
Характеристики вентиляторов получают по результатам их испытаний на так называемом «нормальном» воздухе, имеющем плотность р = 1,2 кг/м3. Для того чтобы пользоваться характеристикой при другой фактической плотности воздуха рф, нужно давление вентилятора /л,ф пересчитать на давление при «нормальных» условиях рт:
р{,н = 1.2р1,ф/рф (122)
и по этому давлению определять с помощью характеристики остальные параметры, кроме мощности, которую рассчитывают по фактическим давлению и производительности:
W = Qpv<i/n- (123)
Рассмотрим кратко конструкции вентиляторов и примеры их характеристик.
Центробежные вентиляторы. По величине развиваемого полного давления они разделяются на вентиляторы низкого (до 100 даПа), среднего (100—300 даПа) и высокого (300— 1200 даПа) давления. В сушильной технике преимущественное применение имеют вентиляторы среднего давления.
124
Корпус вентилятора можно устанавливать в различных положениях. Применяемые положения корпуса и их обозначения показаны на рис. 60, а. По особенностям привода предусматривается семь конструктивных схем исполнения вентиляторов (рис. 60, б). Исполнения 1, 2, 3, 5 — с приводом непосредственно от электродвигателя и 4, 6, 7—с приводом от шкива через ременную передачу. Исполнения 5 и 7 относятся к специальным сдвоенным вентиляторам.
В технике сушки пиломатериалов используют преимущественно вентиляторы общего назначения типов Ц4-70, Ц4-76, Ц14-46. В действующих сушилках применяют номера 6, 8 и 10, а в последних их конструкциях—номера 12 и 12,5. На рис. 61 приведена для примера характеристика вентилятора Ц4-70 № 12.
В сушилках для шпона и измельченной древесины для перемещения воздуха и газовоздушной смеси повышенной (более 200 °C) температуры используют специальные центробежные вентиляторы (дымососы) типов Д и ДН.
Осевые вентиляторы. Эти вентиляторы создают давлением до 100 даПа и изготовляются с рабочими колесами диаметром 0,3—2 м. Для повышения их КПД рядом с вращающимся рабочим колесом целесообразно устанавливать входной направляющий и выходной спрямляющий аппараты, представляющие собой неподвижные колеса с наклонными лопастями и ступицей такого же диаметра, как у рабочего колеса В зависимости от наличия этих аппаратов рекомендуются четыре схемы исполнения осевых вентиляторов, эскизы и обозначения которых показаны на рис. 62.
В существующих сушильных установках широко применяют вентиляторы типов У-12 (универсальные 12-лопастные) и В (высоконапорные 16-лопастные), схемы рабочих колес и профили лопастей которых показаны на рис. 63, а и б. Стационарные или поворотные лопасти этих вентиляторов делают прямыми (некручеными). Угол их установки может в разных вентиляторах изменяться от 15 до 35°.
Для новых сушильных устройств рекомендуется применять более совершенные осевые вентиляторы с кручеными (имеющими переменный по длине угол 0) лопатками. Схемы таких вентиляторов (типов УК-2М и В-2, 3-130) показаны на рис. 63, виг.
Отметим, что входной направляющий аппарат осевого вентилятора или его рабочее колесо (при схемах исполнения К и К + СА) целесообразно снабжать обтекателем, который представляет собой полусферический колпак (см. рис. 62 и 63, в), укрепляемый на ступице со стороны входа воздуха.
Для примера на рис. 64 приведены характеристики вентиляторов В-2,3-130 № 10 и 12,5.
При пуске вентиляторов после монтажа следует проверять правильность их вращения. Правильным является такое вра-
125
щение, при котором лопасти захватывают воздух своей вогнутой (в вентиляторах типа У — плоской) стороной. При обратном вращении заметно снижаются производительность и КПД.
В сушильной технике бывает необходимо реверсировать воздушный поток, т. е. периодически изменять его направле-
Рис. 62. Схемы исполнения осевых вентиляторов:
К — рабочее колесо; СА—спрямляющий аппарат; ВНА— входной направляющий аппарат
Рис. 63. Рабочие колеса и профили лопастей осевых вентиляторов типов У-12 (а), В (б), УК-2М (в), В-2,3-130 (г)
ние на обратное. Обычный (нереверсивный) вентилятор может быть переделан на реверсивный, работающий одинаково при любом направлении вращения, поворотом половины лопаток рабочего колеса (через одну) на 180°, при этом, однако, его производительность и КПД несколько снижаются.
127
Эжекторные установки. Иногда для осуществления циркуляции сушильного агента используют эжекторные установки, работа которых основана на эффекте подсоса, создаваемого струей движущегося с большой скоростью газа.
Представим себе, что в открытую трубу (рис. 65, а) вставлен воздуховод меньшего сечения с конической насадкой, из которой выбрасывается струя воздуха. При резком увеличении скорости воздуха в насадке статический напор потока в ней уменьшается (вследствие увеличения динамического напора) и может стать отрицательным. Во входном отверстии основной трубы в этом случае образуется разрежение, и воз
Рис. 65. Схемы воздушных эжекторов с круглым (а) и прямоугольным (б) каналами
Рис. 64. Характеристики осевых вентиляторов типа В-2,3-130 (исполнение
К+СЛ)
дух из окружающего пространства будет засасываться в трубу. Количество воздуха, движущегося по трубе, будет, таким образом, значительно больше количества эжектирую-щего (подаваемого насадкой) воздуха.
Эжектор требует непрерывной подачи воздуха в насадки, что достигается применением вентилятора. Работа эжекторной установки характеризуется кратностью эжекции т— отношением объема воздуха, циркулирующего через основную трубу, Кц к количеству эжектирующего воздуха Уэж.
В сушилках воздуховоды для циркулирующего воздуха часто делают удлиненной прямоугольной формы и вместо одной устанавливают несколько насадок (рис. 65, б). Кратность эжекции в промышленных установках должна быть в пределах 4—6, для чего требуется скорость выхлопа воздуха из насадок не менее 25—30 м/с.
Преимущество эжекционной циркуляции воздуха по сравнению с циркуляцией, осуществляемой непосредственно вентилятором, состоит в возможности использования вентиляторной установки меньшей производительности. При этом, однако,
128
вентилятор должен развивать высокое давление для создания надлежащей кинетической энергии эжектирующего потока. Значительная часть этой энергии теряется в эжекторе на внутреннее трение, в результате чего общий коэффициент полезного действия эжекторной установки вместе с вентилятором оказывается существенно ниже, а необходимая мощность значительно (в 2—3 раза) выше, чем у простой вентиляторной установки, работающей на ту же циркуляционную систему при одинаковом количестве циркулирующего воздуха.
Глава 8
СУШИЛЬНЫЕ КАМЕРЫ ДЛЯ ПИЛОМАТЕРИАЛОВ
§ 32. КЛАССИФИКАЦИЯ СУШИЛЬНЫХ КАМЕР.
ОГРАЖДЕНИЯ. УКЛАДКА ПИЛОМАТЕРИАЛОВ
Конвективные сушилки для пиломатериалов, называемые лесосушильными камерами (а иногда просто камерами), представляют собой помещения различных размеров, в которые через двери загружаются штабеля досок или заготовок. Внутри (а частично и снаружи) камер монтируют детали теплового и циркуляционного оборудования. Камеры делают только с многократной циркуляцией сушильного агента. Их классифицируют по принципу действия, характеру применяемого сушильного агента, принципу устройства ограждений.
По первому признаку лесосушильные камеры, как и все сушилки, делят на камеры периодического и непрерывного действия.
По характеру сушильного агента различают камеры воздушные, газовые и действующие на перегретом паре. Последние часто называют высокотемпературными камерами. Имеются также камеры, в которых сушильным агентом может быть как воздух, так и перегретый пар. Такие камеры называют паровоздушными.
По принципу устройства ограждений камеры делят на стационарные и сборные. Стационарные камеры—это специально построенные здания, частями которых являются ограждения (стены, пол, перекрытие, двери) камер. Тепловое и циркуляционное оборудование этих камер монтируют по месту в процессе строительства. Сборные камеры изготовляют полностью на машиностроительных заводах и поставляют заказчику в виде комплекта легко собираемых, подогнанных друг к другу металлических теплоизолированных ограждений и нагревательно-циркуляционных узлов и агрегатов.
Цех (или отделение) сушки пиломатериалов деревообрабатывающего предприятия представляет собой, как правило, блок из нескольких (до 20 и более) камер. В сушильном блоке из камер периодического действия вдоль их переднего
5 Заказ № 1842
129
фронта (со стороны дверей) размещают загрузочно-разгрузочные устройства и помещения для формирования и хранения штабелей. К заднему фронту камер примыкает помещение, называемое коридором управления, в котором монтируют приводы вентиляторов и контрольно-регулирующие устройства. В сушильном блоке из камер непрерывного действия, имеющих двери с обоих концов (загрузочного, или «сырого», и разгрузочного, или «сухого»), коридор управления размещают обычно над камерами вдоль их загрузочного или разгрузочного фронта.
В сушильном блоке из стационарных камер их ограждения являются элементами единой конструкции здания сушильного цеха, построенного из обычных строительных материалов. Для фундаментов используют бетон или бутобетон. Полы делают цементные по бетонной подготовке. Для крепления рельсового пути в бетон заделывают консервированные шпалы или металлические швеллерные балки. Стены укладывают из хорошо обожженного кирпича на цементном растворе. Толщина наружных стен — два или два с половиной кирпича, а внутренних — полтора кирпича. Перекрытия делают железобетонными с минеральной теплоизоляцией. Лучшие результаты показывают монолитные перекрытия из водостойкого бетона. Обычные строительные панели для сушильных камер не годятся.
Пространство камер сообщается с атмосферой вентиляционными (приточными и вытяжными) каналами. Эти каналы должны быть снабжены герметичными задвижками, а места их ввода в камеру надежно уплотнены. Для повышения герметичности стен и перекрытий их необходимо промазывать изнутри тугоплавким нефтяным битумом или кузбасслаком.
Ограждения (стены и перекрытия) сборных камер изготовляют в виде панелей или секций с каркасом из профильной стали, с двусторонней облицовкой его листовым металлом (с внутренней стороны — нержавеющим) и заполнением минеральной теплоизоляцией (шлаковойлок, асбест и т. п.). Полы в этих камерах делают так же, как и в стационарных, цементными.
Сборные камеры можно монтировать или внутри заранее построенного производственного корпуса, или на открытой площадке. В последнем случае в комплект поставляемого машиностроительным заводом сушильного блока входят не только ограждения собственно камер, но и детали, формирующие вспомогательные помещения.
Следует отметить, что стационарные камеры целесообразно использовать только как воздушные, т. е. для низкотемпературного процесса сушки. Предпринимавшиеся попытки использования их для работы на перегретом паре не дали положительных результатов вследствие невозможности обеспечить полную герметичность кирпичных и бетонных ограждений, ко-130
торые, к тому же, в условиях высокотемпературного прощчч л недолговечны и быстро разрушаются. Высокотемпературный процесс надежно реализуется только в сборно-металлических камерах периодического действия. В настоящее время эти камеры делают паровоздушными, работающими как на воздухе, так и на перегретом паре.
Особое значение для правильной эксплуатации сушильных камер имеют конструкция и качество изготовления загрузочно-разгрузочных дверей. Двери камер (иногда их называют воротами) должны обладать малой теплопроводностью, герметичностью по полотну и в притворах, легкостью и надежностью запирания, а также стабильностью формы и долговечностью. В наибольшей мере этим требованиям удовлетворяют металлические двери с каркасом из профильной стали, покрытым листами нержавеющего металла с заполнением внутреннего пространства минеральной теплоизоляцией. При изготовлении и монтаже дверей особое внимание нужно уделять уплотнению притворов и надежности работы прижимных устройств. Имеются две разновидности дверей—петлевые и подъемные.
Одна из современных конструкций петлевой двери показана на рис. 66. К металлической дверной коробке 1 на специальных петлях 3 навешивают дверное полотно 2. Полотно прижимают к коробке снизу шарнирно-винтовыми струбцинами 4, а сверху—рычагом 7. При закрывании двери поворачивают в шарнире 8 рычаг 7 и заводят его сначала в верхнюю 9, а затем в нижнюю 6 упорные скобы. Нижняя скоба снабжена винтовым штурвальным прижимом. При открывании двери отворачивают штурвалом прижимный винт, отводят рычаг в обратную сторону (па рисунке вправо) и за ручку 5 оттягивают полотно на себя. С внутренней стороны дверное полотно окантовано по периметру профильными планками 10, которые прижимаются к уплотнительной резиновой прокладке 11, запрессованной в трапециевидные желобки, укрепленные по периметру коробки.
Дверь указанных на рисунке размеров предназначена для закатки штабелей высотой 3 и шириной 1,8 м. Для штабелей других габаритов размеры двери соответственно изменяются. Двухштабельные (по ширине) камеры оборудуют двумя (правой и левой) дверями такой же конструкции.
Подъемные двери (рис. 67) работают следующим образом. Дверь в виде цельного щита 4 подъемно-передвижной кареткой 2 устанавливается в проеме против дверной коробки, собранной из стальных угольников 3, на которых укреплена уплотнительная прокладка 5. При опускании дверь прижимается к коробке силой собственной тяжести. Иногда, кроме того, для более надежного прижима используют рычажные или винтовые запоры 1. При открывании двери воздействуют на передачу 6, которая через тяги 7 и 8 поворачивает вал 9
5* Г1|
Рис 66 Петлевая дверь сушильной камеры (Гипродревпром)
с насаженными на него кулачками 13, упирающимися в прикрепленные к дверному полотну подвески 12. Дверь при этом поднимается и отходит от коробки, а затем откатывается в сторону вместе с кареткой, движущейся на роликах 10 по монорельсу 11.
132
3200
Рис. 67. Подъемая дверь с 1 аретко '
« — общий вид, б — механизм подъема и перемени ни и
Рис 68 Схема укладки досок в штабеля:
а — без шпаций; б — со шпациями
При большой ширине дверного проема, доходящей в камерах некоторых конструкций до 7 м, каретку делают более широкой, увеличивают число роликов г оборудуют их, а также подъемный механизм приводом от электродвигателей.
В уплотнении нижнего притвора дверей затруднения вызывает необходимость ввода в камеру рельсовых путей для закатки штабелей. Эту задачу чаще всего решают размещением нижнего бруса коробки (а следовательно, и нижней кромки двери) выше уровня головки рельсов, для чего этот брус делают разрезным, как показано на рис 67. Отверстия, образующиеся около рельсов, закрывают специальными щитками Иногда прибегают к устройству съемного участка рельсового пути на пороге камеры, устанавливаемого при открытых дверях только на время закатки и выкатки штабелей.
Большое значение при сушке имеет укладка пиломатериалов. Необходимо, чтобы циркулирующий агент рав номерно омывал их поверхности. Штабеля формируют из горизонтальных рядов досок на прокладках. Для прокладок применяют деревянные рейки (предпочтительно строганые) толщиной 25 и шириной 40—50 мм. При сушке тонких заготовок небольшой ширины вместо прокладок можно использовать сами заготовки.
Размеры штабелей определяются размерами лесосушильных камер. В современных камерах наиболее употребительны штабеля шириной 1,8—2 м, высотой 2,6—3 и длиной 6—7 м Штабеля таких размеров принято называть нормальными Для заготовок формируют иногда более короткие (2,5—3 м) штабеля.
Существуют два метода укладки пиломатериалов: сплошными рядами (рис. 68, а) и с оставлением между кромками досок промежутков — шпаций (рис. 68, б). Первый метод кратко называют укладкой без шпаций, а второй — укладкой со шпациями. Укладка без шпаций более рациональна, так как при этом повышается вместимость штабеля, уменьшается его аэродинамическое сопротивление, упрощается и облегчается механизация укладочных работ. Однако воздух здесь мо-
134
жот двигаться только Горизонтально поперек штабеля, что должно быть обеспечено соответствующим размещением в камере вентиляторов и циркуляционных воздуховодов. Если циркуляционная система устроена так, что воздух должен проходить через штабеля в вертикальном или продольно-горизонтальном направлении (как это иногда имеет место в камерах старых конструкций), приходится прибегать к укладке со шпациями.
Вместимость штабеля измеряется в кубических метрах пиломатериалов; ее определяют в зависимости от габаритных размеров штабеля (длины I, ширины b и высоты h) по формуле
Е = /ЫфдлМв, (124)
где рДл, Рш, Рв — коэффициенты заполнения штабеля древесиной по длине, ширине и высоте.
Коэффициент заполнения штабеля по высоте является функцией толщины досок S и толщины прокладок. При толщине прокладок 25 мм
pB = S/(S4-25). (125)
Коэффициент заполнения по длине определяется отклонениями длины отдельных досок от габаритной длины штабеля. Если укладывают доски или заготовки строго определенной длины, то Рдл=Е Чаще, однако, высушивают доски разной длины. В этом случае принимают Рдл = 0,85.
Коэффициент заполнения по ширине при укладке без шпаций теоретически равен единице. Для практических расчетов, учитывая погрешности формы досок и шероховатость их кромок, принимают рш = 0,9. При укладке со шпациями величина рш колеблется в зависимости от условий, от 0,4 до 0,7.
§ 33. ВОЗДУШНЫЕ И ПАРОВОЗДУШНЫЕ КАМЕРЫ ПЕРИОДИЧЕСКОГО ДЕЙСТВИЯ
Эта группа камер наиболее многочисленна. По особенностям циркуляции воздуха (или пара) различают камеры с естественной циркуляцией, с принудительной эжекционной циркуляцией и с принудительной циркуляцией, осуществляемой непосредственно вентиляторами. Камеры последнего типа дополнительно делятся на камеры с поперечно-вертикальной и с поперечно-горизонтальной циркуляцией. К этому типу относятся также камеры с аэродинамическим нагревом.
Камеры с естественной циркуляцией. Из камер этого типа в настоящее время в промышленности используются стационарные воздушные камеры системы проф. Грум-Гржимайло. Конструктивная схема ее приведена на рис. 69 Камера разделена решетчатым полом на сушильное пространство, куда закатываются штабеля 2, и подвальное помещение, где мон
135
тируются паровые калориферы 3 из ребристых труб, размещаемые под проходами между штабелями р продольными стенами. Над калориферами прокладываются увлажнительные трубы 6, через которые при необходимости в камеру вводится пар. В полу подвала расположены вытяжной 4 и приточные 7 каналы. В коридоре управления размещены парораспределительные трубы с вентилями 1, конденсатоотводчики 5, а также задвижки приточно-вытяжных каналов.
Циркуляция осуществляется следующим образом. Воздух, нагретый в калорифере, поднимается по проходам к потолку и заходит в штабеля, уложенные со шпациями. В штабелях
Рис. 69 Камера Грум-Гржималло
воздух, охладившись вследствие испарения влаги и став тяжелее, опускается вниз и проходит в подвал Там часть отработавшего воздуха удаляется в атмосферу через вытяжной канал, а основная его масса, смешавшись со свежим воздухом, проходит через калорифер и вновь поднимается вверх. Су-,’пилка работает по принципиальной схеме и графику процесса, показанным на рис. 47, б (§ 27).
Камеры бывают вместимостью на один, два (как показано на рисунке) и четыре штабеля. В последнем случае по ширине камеры размещают два штабеля, добавляют третью группу калориферов между ними и увеличивают до 5 число вентиляционных каналов (3 приточных и 2 вытяжных).
Камеры Грум-Гржимайло просты в устройстве и обслуживании, но имеют крупный недостаток — неравномерность просыхания древесины, что обусловлено слабой интенсивностью циркуляции. Воздух, движущийся с очень малой скоростью (0,1—0,2 м/с), сильно увлажняется в штабелях, поэтому их нижняя часть существенно отстает по сушке от верхней.
Эжекционные камеры. Поперечный разрез воздушной эжек-ционной камеры схематически показан на рис. 70, а. Над сушильным пространством устанавливают изогнутый экран 1. 136
Между экраном и потолком образуется эжекционный воздуховод 4, в который из канала 2 через насадки 3 выбрасывается эжектирующий воздух и подсасывается циркулирующий воздух, вышедший из штабеля. Полученная в воздуховоде 4 смесь через калорифер 6 попадает в штабель 7, уложенный без шпаций. Из показанных на схеме двух каналов одновременно работает только один. Пуская воздух поочередно в левый и правый каналы, можно изменять направление его движения, т. е реверсировать циркуляцию, что заметно улучшает равномерность сушки. Для ввода пара непосредственно в камеру используют увлажнительные трубы 5.
Рис 70. Эжекционная сушильная камера: а — схематический поперечный разрез, б — принципиальная схема и график процесса
Принципиальная схема сушилки и график процесса в ней, несколько отличающиеся от типовых, показаны на рис. 70, б. Для простоты они построены применительно к условию, что из двух калориферов включен только один, расположенный по ходу воздуха перед штабелем (на практике это условие не соблюдается). Вентилятор засасывает отработавший воздух 2 из сушильного пространства и свежий воздух 0 из атмосферы. Полученная смесь 3 выбрасывается через насадки в эжектор, где происходит вторичное смешивание воздуха 3 с отработавшим воздухом 2. Эта вторичная смесь 4 нагревается в калорифере (отрезок 4—I) и, проходя через штабель, увлажняется за счет испарения влаги (отрезок 1—2). Применяют два конструктивных варианта стационарных эжекционных камер — с осевыми и центробежными вентиляторами.
Конструктивная схема камеры с осевыми вентиляторами приведена на рис. 71, а (паропроводы на схеме не показаны). Как видно из рисунка, распределительные воздуховоды заканчиваются внутри камеры круглыми всасывающими патрубками, в которых установлены осевые вентиляторы. Последние приводятся в движение валами, соединенными непосред-
137
ООН
ственно с электродвигателями, которые находятся в коридоре управления. Камеры такого конструктивного исполнения (ЦНИИМОД-39), оборудованные вентиляторами В № 8 и электродвигателями мощностью 7—10 кВт, были довольно широко распространены в промышленности. Однако опыт показал, что циркуляция в них недостаточно интенсивна. Скорость воздуха в штабелях не превышает 0,5—0,6 м/с, в то время как для хорошей равномерности сушки требуется скорость не ниже 1,5, а еще лучше 2—2,5 м/с.
Второй, более рациональный конструктивный вариант эжекционной камеры предусматривает установку в коридоре управления центробежного вентилятора с разветвленным на две части нагнетательным воздуховодом. В тройнике этого воздуховода монтируют перекидную заслонку, направляющую воздух в правый или левый эжекционный канал На рис. 71,6 показана конструктивная схема такой камеры (проект Гипро-древпрома), оборудованной центробежным вентилятором Ц4-70 № 12 с электродвигателем мощностью 22 кВт и имеющей нагнетательные каналы большого сечения с удлиненными щелевидными насадками. В ней достигается удовлетворительная циркуляция со скоростью воздуха внутри штабеля 1,5— 1,8 м/с.
В камерах как с центробежными, так и с осевыми вентиляторами применяют калориферы из чугунных ребристых труб, монтируемых на стенах. Достоинство эжекционных камер состоит в сравнительной простоте их монтажа и обслуживания, а недостаток — в большом расходе электроэнергии на привод вентилятора. Их делают только в стационарном исполнении. Перегретый пар в качестве сушильного агента в них не используют.
Камеры с поперечно-вертикальной циркуляцией, осуществляемой непосредственно вентиляторами. В этих камерах сушильный агент проходит через штабеля в поперечном (относительно досок) направлении, а траектория его кольцевого движения внутри камеры лежит в вертикальной плоскости. Побудителями циркуляции здесь служат осевые реверсивные вентиляторы Такие камеры принято называть камерами типа ВИАМ.
Наиболее просты по схеме камеры типа ВИАМ. с вентиляторами на поперечных валах. Схематический разрез такой камеры и схема ее внутреннего оборудования (без стен) показаны на рис. 72. Камера разделена горизонтальным экраном 3 на две части: сушильное пространство, куда закатывают укладываемые без шпаций штабеля 7, и вентиляторное помещение,
Рис 71 Эжекционные камеры
а —с осевыми вентиляторами б —с центробежным вентилятором, / — вытяжные трубы, 2— приточные отверстия, 3 — вентиляторы, 4 — калориферы из ребристых труб, 5 — штабеля, 6 — увлажнительные трубы
139
где размещены вентиляторы 2, калориферы 6, увлажнительные трубы 5, а также вентиляционные каналы 4. Вентиляторное помещение в свою очередь разгорожено пополам вертикальным экраном 8, в отверстия которого вставлены патрубки для вентиляторов. Валы вентиляторов проходят через сальники в продольной стене камеры и соединяются с электродвигателями 1. Расстояние по длине камеры между смежными вентиляторами 2—2,5 м.
При вращении вентиляторов воздух совершает круговое движение поперек камеры, проходя последовательно через калориферы и штабель. Если циркуляция направлена по часо
Рис. 72. Схема камеры типа ВИАМ с вентиляторами на поперечных валах
вой стрелке, как показано на рисунке, в левой половине вентиляторного помещения создается разрежение, а в правой напор. В этом случае левый вентиляционный канал служит для притока свежего, а правый — для выхлопа отработавшего воздуха. При реверсировании потока назначение каналов меняется на обратное. Камера работает по обычной принципиальной схеме воздушной сушилки с многократной циркуляцией.
В промышленности в небольшом количестве используют два конструктивных варианта возду.шных камер такой системы в стационарном исполнении: ВИАМ-40 для сушки длинных пиломатериалов в штабелях обычного размера и ЦНИИМОД-ЗО для сушки заготовок в коротких штабелях. Недостаток этих камер — невозможность смежного размещения их в блоке более двух. При большем числе камер между ними необходимы промежуточные коридоры для электродвигателей, которые уменьшают полезную производственную площадь.
Взамен большого числа поперечных валов было предложено устанавливать все вентилядоры одной камеры на длинном продольном валу. Экран в вентиляторном помещении делают в этом случае зигзагообразным (рис. 73). Стационарные
140
Рис. 73. Схема камеры типа ВИАМ
с вентиляторами на продольном валу
Рис. 74. Схемы камер с вентиляторами на поперечных валах и индивидуальными приводами
воздушные камеры такой системы (конструкции ВИАМ-2, ЦНИИМОД-23, Гипроавтопрома) иногда применяют в промышленности, в частности на машиностроительных заводах. Их недостаток — тяжелые условия работы внутренних подшипников при повышенной температуре. Хотя этот недостаток при квалифицированном обслуживании и не является решающим, тем не менее от применения камер такой системы часто отказывались в пользу эжекционных сушилок.
Следует отметить, что камеры типа ВИАМ с точки зрения технологических показателей имеют бесспорные преимущества. В них создается равномерная и интенсивная циркуляция, гарантирующая хорошую равномерность просыхания материала. При одинаковой скорости воздуха такие камеры требуют в 2—2,5 раза меньшего расхода электроэнергии, чем камеры с эжекционной циркуляцией. За последние годы предложены новые варианты камер этого типа. При их разработке преследовалась цель использовать принцип размещения вентиляторов на поперечных валах, обеспечивающий устойчивую работу привода, и в то же время избавиться от необходимости устройства промежуточных коридоров. Промышленное применение получили две конструктивные схемы, показанные на рис. 74, а и б. Первая из них предусматривает устройство трапециевидного перекрытия и установки вентиляторов на поперечных валах с выносными подшипниками, а вторая — применение съемных вентиляторных агрегатов с цепным приводом
141
Рис. 75. Общий вид камеры УЛ-1:
фундамент; 2 — откидные рельсы; 3 — передняя панель с дверью; 4 — верхняя секция; 5 — задняя панель; 6 — вытяжная труба; 7— щит управления; 8 — гядрозатвор; 9 — боковая панель; J0 — калорифер; П — вентиляционный канал; /2 — увлажнительная труба
от электродвигателей, расположенных вне камеры. Скошенные боковые стены в первом и наклонные экраны во втором случае обеспечивают выравнивание потока сушильного агента по высоте штабеля.
По схеме рис. 74, а машиностроительной промышленностью в настоящее время выпускаются сборно-металлические паровоздушные камеры марок УЛ-1 и УЛ-2. Общий вид камеры УЛ-1 вместимостью в один штабель (6,5Х 1,8X3 м) показан на рис. 75. Она предназначена для установки в помещении цеха на заранее подготовленном фундаменте и собирается из пяти основных частей: передней панели с дверью, двух боковых панелей, задней панели и верхней секции, внутри которой смонтированы три осевых реверсивных вентилятора, биметаллические калориферы и увлажнительные трубы. Камера паровоздушная, т. е. может работать как на воздухе, так и на перегретом паре. В первом случае воздухообмен камеры с атмосферой осуществляется через вентиляционные трубы, установленные на верхней секции. Во втором случае вентиляционные трубы наглухо перекрываются герметичными задвижками, а испаряющаяся из древесины вода удаляется в виде пара вытяжной трубой через гидравлический затвор.
Камера УЛ-2 вместимостью в два штабеля (их размеры 6,5x1,8X2,6 м) имеет удвоенную длину и собирается из передней, задней и четырех боковых панелей и из двух верхних секций. В отличие от камеры УЛ-1 она оборудована не биметаллическими, а пластинчатыми калориферами.
На деревообрабатывающих предприятиях в настоящее время эксплуатируется довольно много выпускавшихся ранее сборно-металлических одноштабельных высокотемпературных камер марки СПВ-62. Камера СПВ-62, имеющая такую же, как УЛ-1 и УЛ-2, схему циркуляции, собирается из четырех однотипных, стыкуемых по длине, секций, каждая из которых оборудована вентилятором и калориферами. Основные показатели технической характеристики этой и других наиболее распространенных камер периодического действия приведены ниже (§ 36, табл. 8).
По циркуляционной схеме, показанной на рис. 74, б, работает стационарная камера конструкции ЛТА-Гипродрев. Ее продольный и поперечный разрезы приведены на рис. 76. Камера четырехштабельная, оборудована пластинчатыми калориферами, смонтированными в вентиляторном помещении, и дополнительным калорифером из ребристых труб, вертикально установленных между штабелями. Циркуляцию воздуха создают шесть съемных вентиляторных агрегатов, укрепленных на перекрытии в специальных люках, через которые при необходимости производится замена неисправных агрегатов новыми.
Камеры с поперечно-горизонтальной циркуляцией. В этих камерах сушильный агент проходит через штабеля в попереч-143
Ф i> г 'ф I
Рис 76 Камера ЛТА — Гип-родрев:
] — вентиляторный агрегат: 2 — пластишатый калорифер; 3 — прн-точно вытяжные каналы; 4—увлажнительная труба, 5 — ребристая труба
Рис. 77. Схематические планы камер с поперечно-горизонтальной циркуляцией:
а — ЛатНИИЛХП; б Латгипро пром, /— электродвигатель: 2 — вентилятор, 3 — калориферы из ребристых труб. 4— экран, 5— штабеля
ном направлении, а траектория его кольцезого движения внутри камеры лежит в горизонтальной плоскости. Известны три конструктивных варианта камер этого типа. Первые два варианта (ЛатНИИЛХП и Латгипропром) показаны в виде схематических планов на рис. 77.
В четырехштабельной стационарной камере ЛатНИИЛХП (рис. 77, а) су,шильный агент забирается всасывающим патрубком центробежного вентилятора из расположенного против него штабеля и через выхлопной патрубок нагнетается в проход между стеной и соседним штабелем. Далее он проходит последовательно через все штабеля и возвращается в вентилятор. Калориферы, расположенные вдоль стен и в проходах между штабелями, смонтированы из вертикальных ребристых труб. Поперек камеры между штабелями установлен экран, отодвигающийся при загрузке камеры.
В двух,штабельной стационарной камере Латгипропром (рис. 77, б) осевые вентиляторы засасывают сушильный агент из центральной зоны штабелей и нагнетают в нритор-цовые их зоны. В каждом штабеле, как показано стрелками, создаются два горизонтальных кольца циркуляции. Калорифер из вертикальных ребристых труб монтируют вдоль стен, 144
Высокотемпературные камеры конструкции Латгипропрома вместимостью на 1 штабель изготовляются под маркой СКД в сборно-металлическом исполнении.
Камеры ЛатНИИЛХП и Латгипропром, как показал опыт, работают неудовлетворительно, так как не обеспечивают равномерности просыхания древесины вследствие очень больших колебаний скорости циркуляции. В камерах ЛатНИИЛХП это объясняется утечками сушильного агента в обход штабелей, в результате чего в штабеля второго от вентилятора ряда заходит лишь часть циркулирующего потока, а в камерах Латгипропром, помимо утечек,— соприкосновением в одном штабеле противоположно направленных потоков, в результате чего образуются «мертвые зоны» циркуляции. Эти камеры иногда еще используются в промышленности, но для нового строительства их рекомендовать нельзя.
Значительно более рационален третий вариант камер с поперечно-горизонтальной циркуляцией, предложенный Гипро-древпромом и известный под маркой СПЛК-2. Общий вид (продольный разрез и план) двухштабельной стационарной камеры СПЛК-2 показан на рис. 78.
Циркуляция воздуха в камере осуществляется двумя расположенными один над другим осевыми реверсивными вентиляторами 3 с приводом от трехскоростных электродвигателей 2. Для равномерного распределения потока по длине .штабеля служат поворотные экраны 1. Тепловое оборудование камер состоит из увлажнительных труб и калориферов из вертикально установленных чугунных ребристых труб 4, 6. Для закатки штабелей служат рельсовые пути 7, продолжением которых являются откидные рельсы 8, убирающиеся при открывании и закрывании дверей. Воздухообмен камеры с атмосферой обеспечивают приточно-вытяжные трубы 5 с автоматическими задвижками.
В настоящее время разработан проект усовершенствованной камеры такого типа — СПЛК-2М. Эта камера отличается от СПЛК-2 некоторыми конструктивными деталями и увеличенной (3 м вместо 2,6 м) высотой штабеля.
Машиностроительной промышленностью выпускаются сборно-металлические камеры СПЛК, скомплектованные в виде двухкамерных (четырех.штабельных) блоков марки СПМ-2К под одной кровлей со вспомогательными помещениями. В отличие от СПЛК-2 камеры СПМ-2К рассчитаны на работу не только на воздухе, но и на перегретом паре, и оборудованы секционными биметаллическими калориферами.
Аэродинамика камер СПЛК-2 и СПМ-2К обеспечивает весьма интенсивную и равномерную сушку. Наряду с камерами ЛТА — Гипродрев и УЛ-1 (2) они относятся к числу наиболее рациональных современных конструкций.
Камеры с аэродинамическим нагревом. Они отличаются от обычных паровоздушных камер тем, что не имеют калорифе-
145
Рис. 78. Камера СПЛК-2
ров. Сушильный агент (воздух или пар) подогревается за счет его внутреннего трения между лопастями вентилятора специальной конструкции с низким аэродинамическим КПД, т. е. за счет аэродинамических потерь.
На некоторых деревообрабатывающих предприятиях (преимущественно мелких) построены камеры этого типа марки ПАП-32 по проекту НИИинформтяжмаша (рис. 79, а). В камере с металлическими ограждениями, снаружи теплоизолированными или обложенными кирпичом, дополнительно смонтирован металлический короб, формирующий вдоль стен и перекрытия камеры П-образный циркуляционный канал. Шта-
146
3000
Рис. 79. Камеры с аэродинамическим нагревом:
а — ПАП-32; б —«Урал-72»; / — роторный вентилятор; 2 — выхлопная труба; 3 — короб; 4 — приточный канал; 5 — поворотный реверсирующий экран; 6 — неподвижный экран; 7 — циркуляционный канал
бель, уложенный со шпациями, закатывают внутрь этого короба. У торцевой стены камеры в отверстии поперечной стенки короба установлен специальный вентилятор роторного типа, перед всасывающим патрубком которого поставлена жалюзийная заслонка. Вентилятор нагнетает воздух в циркуляционный канал. Пройдя канал, воздух поступает в штабель, проходит через него в продольном направлении и возвращается через жалюзийную заслонку в вентилятор, который приводится через муфту электродвигателем, вынесенным за пределы камеры.
147
После загрузки камеры и пуска вентилятора начинается циркуляция воздуха и его нагрев в вентиляторе. Интенсивность нагрева и заданную температуру после его завершения регулируют частотой вращения вентилятора и степенью открытия заслонки, от которых зависит потребляемая мощность.
Камера может быть снабжена или только выхлопной трубой, или приточно-вытяжными каналами. Б первом случае при разогреве камеры до температуры выше 1ЭО °C воздух из нее удаляется вместе с испарившейся влагой через выхлопную трубу и камера выходит на режим работы перегретым паром. Во втором случае камера работает на влажном воздухе. Недо-
Рпс 80. Схема конденсационной камеры
статки камеры ПАП-32: очень большой расход электроэнергии, невозможность (без установки парового котла) влаготеп-лообработки для снятия напряжений, нерациональность схемы циркуляции (укладка со шпациями, большая длина пути воздуха по штабелю, приводящая к неравномерности просыхания древесины). Последний недостаток, впрочем, не связан с основным принципом работы камеры и устраняется при надлежащей компоновке циркуляционной системы.
На рис. 79, б показана сборная камера «Урал-72», спроектированная СвердНИИПдревом, в которой осуществляется реверсивная циркуляция. Как показали испытания, камера гарантирует хорошую равномерность просыхания древесины. Изменение направления циркуляции в ней осуществляется двумя подвижными реверсирующими экранами, поворот которых позволяет направлять поток сушильного агента из вентилятора в правый или левый околоштабельный циркуляционный канал.
Заканчивая рассмотрение" воздушных камер периодического действия, необходимо кратко остановиться еще на одной их разновидности, получившей в последнее время некото
148
рое распространение в Западной Европе. Это так называемые конденсационные камеры (рис. 80). В отличие от обычных камер, в которых испарившаяся из древесины влага удаляется в виде пара посредством воздухообмена с атмосферой, в этой камере испарившаяся влага конденсируется и удаляется в жидком виде, а часть выделившейся при конденсации скрытой теплоты испарения используется для подогрева воздуха. Для этой цели камеру снабжают компрессорной холодильной машиной. Ее основные узлы: компрессор 2, испаритель хладоагента (фреона) 3, регулирующий кран 4, конденсатор хладоагента 5. Отработавший в штабеле воздух омывает трубы испарителя и охлаждается, при этом часть содержащегося в нем водяного пара конденсируется, а конденсат удаляется через поддон и сливную трубу 1. Проходя затем через конденсатор, воздух подогревается и направляется вентилятором 7 обратно в камеру через калорифер вторичного подогрева 6.
Для начального подогрева воздуха, таким образом, используется теплота конденсации испарившейся из древесины влаги, которая поглощается хладоагентом в испарителе и выделяется в конденсаторе. При таком процессе суммарный расход энергии на сушку существенно снижается и составляет, по данным фирм, выпускающих такие камеры, около 60 % расхода энергии в обычных вентиляционных камерах.
К недостаткам конденсационных камер, препятствующим их .широкому внедрению, относятся, во-первых, необходимость оборудования камер сложными специальными холодильными машинами, а во-вторых, очень большая продолжительность процесса. Последнее обстоятельство объясняется низкой (25—40 °C) температурой циркулирующего в камере воздуха, обусловленной свойствами хладоагентов, используемых в современной холодильной технике. В нашей промышленности конденсационные камеры пока не применяются.
§ 34. ВОЗДУШНЫЕ КАМЕРЫ НЕПРЕРЫВНОГО ДЕЙСТВИЯ
Камеры непрерывного действия отличаются от камер периодического действия не только длиной, но и принципом регулирования режима сушки. В камере периодического действия состояние воздуха изменяется во времени, но для каждого заданного момента процесса оно должно быть при входе в .штабель одинаковым по всей длине камеры. В камере непрерывного действия состояние воздуха изменяется по ее длине, оставаясь в каждой точке сушильного пространства постоянным во времени.
Наиболее распространены противоточные камеры непрерывного действия (рис. 81). Камера представляет собой длинный туннель, разделенный горизонтальным экраном 8 на две части — сушильное пространство 7 и циркуляционный.
149
канал 6, в котором установлены осевой вентилятор 1 и пластинчатые калориферы 5. Вентилятор, приводимый в движение электродвигателем 2, прогоняет воздух через калориферы и далее по циркуляционному каналу в разгрузочный (сухой) конец камеры. Здесь воздушный поток поворачивает в сушильное пространство, двигается по нему в обратном направлении, омывает последовательно все штабеля и возвращается
Рис. 81. Противоточная сушильная камера непрерывного действия: а — схематический продольный разрез; б, в, г — варианты штабелевки материала
к вентилятору. На перекрытии камеры до и после вентилятора ставят приточную 3 и вытяжную 4 трубы. Камера работает по типовой принципиальной схеме сушилки с многократной циркуляцией (см. рис. 47, б).
Штабель сырого материала, загружаемый в камеру, попадает в среду повышенной степени насыщенности. В ходе процесса он периодически перемещается на новые места (на схеме вправо), в среду с более высокой температурой и низкой степенью насыщенности. Поскольку материал перемещается навстречу движению воздуха, такие камеры и получили название противоточных. Изложенный принцип работы одинаков для всех противоточных камер, однако характер движения воздуха относительно материала, а также способы шта
150
белевки материала могут быть различны. Имеется три основных варианта противоточных камер.
Камера с продольной штабелевкой и прямолинейной циркуляцией (рис. 81, б), в которой штабель занимает все поперечное сечение сушильного пространства, а материал уложен со шпациями.
Камера с продольной штабелевкой и зигзагообразной циркуляцией (рис. 81, в), предложенная И. В. Кречетовым. Материал здесь уложен без шпаций, а зигзагообразные стены (или система экранов, примыкающих
Рис 82 Противоточная камера с зигзагообразной циркуляцией
ЦНИИМОД-32:
1 — электроднш атсль, 2— приточное отверстие, 3 — вентилятор, 4 — вытяжная труба;
5 — ничорнфер, 6 увлажнительная труба, 7 — люк с лестницей
к прямым стенам) направляют воздух в камере так, как показано на схеме стрелками. При перемещении штабеля с одного места на другое поток воздуха меняет свое направление относительно материала, т. е. реверсируется.
Камера с поперечной штабелевкой и прямолинейной циркуляцией (рис 81, г). Здесь, как и в первом варианте, штабель занимает всю площадь поперечного сечения камеры, но материал уложен без шпаций.
Камеры с продольной штабелевкой и прямолинейной циркуляцией ЦНИИМОД-24, -34, НС-4 проектировались в стационарном исполнении ЦНИИМОДом и Гипролеспромом. Они в небольшом количестве построены на некоторых деревообрабатывающих предприятиях, но в связи с нерациональностью схемы циркуляции (укладка со шпациями) широкого применения не получили.
Камеры с зигзагообразной циркуляцией также в стационарном исполнении, известные под маркой ЦНИИМОД-32, распространены несколько шире (рис. 82).
151
Камеры с поперечной .штабелевкой являются наиболее распространенными камерами непрерывного действия вследствие их сравнительной простоты, рациональней схемы циркуляции и большой производительности. Эти камеры изготовляют в стационарном и сборном исполнении.
Общий вид стационарной камеры с поперечной штабелевкой ЦНИИМОД-49 представлен на рис 83. Ее туннель длиной 24 м вмещает 10 штабелей досок. Циркуляция осуществляется тремя параллельно работающими осевыми вентиляторами. Существуют и другие варианты стационарных камер такого типа, в частности камера НБ 2 (длиной 36 м), пред
Рис 83 Стационарная противоточная камера с поперечной штабелевкой ЦНИИМОД-49-
/—электродвигатель 2 — вентилятор; 3—вытяжная и приточная трубы, 4 — калорифер, 5 — увлажнительная труба
назначенная для лиственничных досок, и камера ЦНИИМОД-26 (длиной 17 и шириной 2 м), предназначенная для заготовок, которые, однако, применяются очень редко.
Сборно-металлические противоточные камеры с поперечной штабелевкой ма,шиностроительные заводы поставляют в виде сушильных блоков В настоящее время наибольшее распространение имеют финские шестикамерные блоки «Вал-мет-1» и «Валмет-2», а также пятикамерные блоки СП-5КМ отечественного производства.
Камера «Валмет-1» (рис. 84, а) по принципу работы и основным размерам сходна с камерой ЦНИИМОД-49 Воздух осевыми вентиляторами 2 через пластинчатые калориферы 3 направляется в сухой конец камеры, проходит через все штабеля 4 и по циркуляционному каналу возвращается в вентилятор. Камера имеет существенные конструктивные особенности, обусловленные тем, что она предназначена для су.шки пиломатериалов при пониженной (40—55 °C) температуре. Эти особенности касаются привода вентиляторов и системы воздухообмена Вентиляторы приводятся непосредственно от элек-
152
Тродвигателей 1, расположенных внутри циркуляционного канала. Воздухообмен камеры с атмосферой происходит через теплообменный аппарат—рекуператор. Свежий воздух засасывается за счет разрежения, создаваемого вентиляторами 2, через отверстие в корпусе рекуператора 7, проходит через смонтированные в нем теплообменные трубки и поступает в камеру через приточную трубу 8. Отработавший воздух вспомогательным вентилятором 10 отсасывается из камеры
Рис 84 Сборно металлические противоточные камеры с поперечной штабелевкой:
а—«Валмет-I», б — СП-5КМ
через заборную трубу 9, омывает теплообменные трубки рекуператора, подогревая при этом свежий воздух, а затем выбрасывается через выхлопную трубу 6 в атмосферу При невысокой температуре сушильного агента, когда требуется интенсивный воздухообмен камеры с атмосферой, подогрев свежего воздуха отработавшим экономит до 15% тепловой энергии Отметим, что при повышенной температуре, на которой работают стационарные камеры (ЦНИИМОД-32, -49), экономия тепла несущественна, поэтому рекуператоры в них не ставят Камера «Валмет-2» аналогична камере «Валмет-1», за исключением лишь некоторых непринципиальных деталей.
Камера СП-5КМ (рис 84, б) сходна по схеме циркуляции с камерой «Валмет», но отличается конструктивным оформлением. Она, в частности, имеет в сыром и сухом концах отсеки
153
(аванкамеры) для начального прогрева сырой и выдержки сухой древесины, отделенные от основного сушильного пространства шторными перегородками. Нужно, однако, отметить, что практика эксплуатации не оправдала надежд, возлагавшихся проектировщиками на отсеки прогрева и выдержки. Вследствие быстрого износа перегородок и усложнения транспортных операций аванкамеры в большинстве случаев не работают и ожидаемое повышение производительности камеры СП-5КМ. по сравнению с камерами «Валмет» (см. табл. 9), как правило, не реализуется.
Рис. 85 Схема пароводяной системы теплоснабжения калориферов
Теплоснабжение калориферов в камерах «Валмет» и СП-5КМ. для более плавного регулирования температуры делают не паровым, а пароводяным. Через калорифер циркулирует вода, нагреваемая паром в теплообменнике 5 (см. рис. 84), обслуживающем несколько камер. Схема теплоснабжения камеры показана на рис. 85. Насос 2 поддерживает в холодной магистрали 3 давление, повышенное по сравнению с давлением в горячей магистрали 4. Вода из магистрали 3 проходит через теплообменник 10, нагревается в нем и поступает в горячую магистраль; из нее вода направляется в калориферы, а затем обратно в холодную магистраль. Регулирование температуры в камере может быть ручным или автоматическим. При ручном регулировании вентили 6, 8, 9 закрыты. Вода из горячей магистрали проходит в калорифер через вентиль 5, степенью открытия которого и регулируется температура. При автоматическом регулировании вентиль 5 закрыт, а вентили 6, 8, 9 открыты. В калорифер подается смесь нагретой и охлажденной воды. Пропорция смеси, а следовательно, и темпера
154
тура регулируется автоматическим клапаном 7. Вентиль 1 используется для стабилизации перепада давления в калорифере.
Рассмотренные камеры и блоки непрерывного действия со штабелями нормальных размеров (длиной 6,5—7, шириной 1,8 и высотой 2,6—3 м) удобны для использования на лесозаводах, производственная мощность которых не превышает 150—200 тыс. м3 пиломатериалов в год. На более крупных предприятиях, строящихся, например, в Сибири, сушильные хозяйства, состоящие из этих блоков, оказываются весьма громоздкими, требующими очень больших производственных площадей. Для таких предприятий рекомендуется применение новых сушильных блоков СМ-4К (проект Гипродрева) и «Валмет-3» с крупногабаритными штабелями шириной около 2 и высотой 5 м.
Схематический общий вид загрузочного фронта четырехкамерного сушильного блока СМ-4К и разрезы камеры показаны на рис. 86. В отличие от блоков СП-5КМ и «Валмет-1, -2», которые монтируются на открытых площадках, блок СМ-4К, предназначенный для работы в суровых климатических условиях, рассчитан на сборку внутри специального здания и поэтому не имеет кровельного перекрытия. Теплоснабжение камер пароводяное по схеме рис. 85 с установкой теплообменника в отдельном помещении рядом с блоком камер.
Важная особенность камер СМ-4К и сходных с ними камер «Валмет-3» состоит в возможности изменения количества циркулирующего воздуха в зависимости от характеристики высушиваемого материала. Для этого вентиляторные агрегаты оборудованы двухскоростными электродвигателями и регулируемыми жалюзийными заслонками. Укладка штабелей в этих камерах предусматривается на прокладках толщиной 32 мм, а не 25 мм, как в других камерах, что несколько снижает их аэродинамическое сопротивление.
Все описанные выше противоточные камеры непрерывного действия обладают общим существенным недостатком. Значительная часть циркулирующего воздуха (25—50 %) перемещается в туннеле, минуя штабеля материала, по зазорам между ними и ограждениями камеры. Это приводит к повышенным затратам электроэнергии на циркуляцию, а в камерах с поперечной штабелевкой, кроме того, к пересушке торцов досок и их растрескиванию. Несколько повысить коэффициент полезного использования воздушного потока можно установкой гибких (не мешающих перемещению штабелей) потолочных и боковых экранов. Однако боковые экраны малоэффективны, так как они не изолируют воздушное пространство штабелей от боковых зазоров и не устраняют интенсивного омывания воздухом торцов досок.
Московским лесотехническим институтом (И. М. Меркушевым) предложена противоточная камера с поперечной штабе-
155
Рис 86 Сушильный блок СМ-4К:
1 — упор для остановки штабелей; 2 — выхлопная труба, 3 — приточная труба; 4 — рекуператор; 5 — вентиляторные агрегаты; 6 — калориферы; 7 — площадка управления; 8 — дверь с кареткой
левкой, лишенная указанного недостатка. Конструктивная схема камеры приведена на рис. 87. Два центробежных вентилятора 1, расположенных по бокам камеры в сыром конце, нагнетают воздух в сухой конец по двум боковым циркуляционным коридорам. Через калориферы 2 он попадает в штабеля и, пройдя через них, возвращается в вентиляторы. Циркуляционные коридоры отделены от су.шильного пространства эластичными экранами 3 из воздухонепроницаемой ткани или
Рис 87 Схема противоточной камеры с эластичными торцезащнтными экранами
пластика. Так как давление потока в коридорах больше, чем в штабелях (за счет напора, создаваемого вентиляторами), экраны плотно прижимаются к торцам штабелей. Это предупреждает торцовое растрескивание и повышает коэффициент полезного использования воздушного потока. Для предупреждения утечек воздуха через зазор между .штабелями и перекрытием на нем укрепляют гибкие экраны 4. Для воздухообмена камеры с атмосферой служат приточные 6 и выхлопные 5 трубы. Испытания опытного образца такой камеры дали положительные результаты.
Кроме противоточных камер непрерывного действия существуют камеры с поперечной циркуляцией, в которых предусматривается позонное регулирование состояния воздуха. На рис. 88 приведена схема (в плане) камеры непрерывного действия ЛатНИИЛХП с поперечно-горизонтальной
157
циркуляцией. Она состоит как бы из двух спаренных по длине камер ЛатНИИЛХП периодического действия с установкой центробежных вентиляторов не у одной, а у обеих продольных стен. Предполагается, что два показанных на схеме стрелками горизонтальных кольцевых потока циркуляции автономны и в каждом из них поддерживается свое состояние воздуха. В действительности, однако, автономность потоков не сохраняется и они смешиваются между собой. В результате этого рациональные режимы сушки не соблюдаются и камера работает неудовлетворительно. Для сушки высококачественных пиломатериалов она непригодна. Построенные уже камеры рекомендуется эксплуатировать по принципу периодического
Рис. 88. Схема камеры непрерывного действия ЛатНИИЛХП: / — вентиляторы, 2 — калориферы, 3 — электродвигатели; 4 — штабеля
действия, поддерживая стабильное состояние воздуха по всей длине камеры и регулируя его во времени.
Все камеры непрерывного действия обладают тремя общими особенностями: 1) отсутствием устройств для снятия остаточных внутренних напряжений; 2) необходимостью наладки каждой камеры на сушку пиломатериалов только одной породы и толщины; 3) использованием в качестве сушильного агента только влажного воздуха. Высокотемпературных камер непрерывного действия нет, так как из-за частого открывания дверей создать в них среду перегретого пара невозможно.
§ 35. ГАЗОВЫЕ КАМЕРЫ
Газовые камеры с топками на древесных отходах имели относительно широкое применение во время и после Великой Отечественной войны. В настоящее время они выходят из употребления вследствие невысокого качества сушки из-за нестабильности работы топок, загрязнения древесины и невозможности ее влаготеплообработки. На некоторых предприятиях еще работают такие камеры двух основных конструкций: периодического действия ЦНИИМОД-53 и непрерывного действия системы И. В. Кречетова.
158
3000
Рис. 89 Газовая камера периодического действия ЦНИИМОД-53
'’ZszszzzzzzzzzzzZ.
Рис 90 Газовая камера непрерывного действия системы И. В Кречетова
(газовые камеры). При выборе источника теплоснабжения необходимо прежде всего оценивать денежные затраты на тепловую энергию с учетом местных цен на пар, электричество и топливо. При современном уровне этих цен наиболее экономичными оказываются газовые камеры, втррэе место чаще всего занимают камеры с паровым теплоснабжением, а последнее — с электрическим. В некоторых случаях, однако, если цена пара высока, а электроэнергия стоит дешево, электрические камеры могут быть экономичнее паровых.
На крупных и средних предприятиях с хорошо организованными котельными себестоимость пара составляет около 3 р/т. Камеры с электрическим теплоснабжением при этом более экономичны, если затраты на электроэнергию не превышают 0,4—0,5 к/(кВт • ч).
Выбирая тип камеры по источнику теплоснабжения, следует учитывать требования, предъявляемые к пиломатериалам. В тех случаях, когда нежелательно загрязнение древесины, газовые камеры на древесном топливе противопоказаны. Если недопустимо снижение прочности древесины, нельзя применять высокотемпературные камеры. При необходимости снятия остаточных напряжений в древесине нужно применять только камеры периодического действия с паровым теплоснабжением.
Рациональность той или иной конструкции сушильной камеры в пределах выбранного типа определяется сравнительной интенсивностью и равномерностью просыхания древесины. При прочих равных условиях они зависят от интенсивности и равномерности циркуляции сушильного агента и равномерности распределения его температуры по штабелю.
На основании результатов сравнительных испытаний (они проводились ЦНИИМОДом, МЛТИ, ВНИИДревом и межведомственными комиссиями) для нового строительства можно рекомендовать камеры срсдующих марок.
Для сушки до эксплуатационной влажности: а) на крупных и средних предприятиях — четырех- и двухштабельные камеры периодического действия с реверсивной циркуляцией: ЛТА — Гипродрев, СП ЛК-2, СПМ-2К; УЛ-2; б) на мелких предприятиях — двух- и одноштабельные камеры: СПЛК-2, СПМ-2К, УЛ-1; в) на мелких предприятиях, не имеющих пароснабжения,— камеры с аэродинамическим подогревом («Урал-72»); при необходимости влаготеплообработки пиломатериалов эти камеры следует снабжать небольшими паровыми котлами низкого давления.
Для сушки до транспортной влажности: а) на лесозаводах небольшой производственной мощности — камеры непрерывного действия с зигзагообразной циркуляцией ЦНИИМОД-32; б) на лесозаводах средней и повышенной производственной мощности— камеры с поперечной штабелевкой: ЦНИИМОД-49, СП5-КМ, «Валмет-1, -2»; в) на наиболее крупных лесозаво-162
8. Технические характеристики сушильных камер периодического действия
Марки камер
Показатель СПВ-62 УЛ-1 УЛ-2 1 СПЛК-2 1 СПЛК-2М СПМ-2К Л ТА — Г ип-родрев Эжекцнон-ная Гипро-древпрома
Габаритные размеры штабеля, м: длина 6,5 6,5 6,5 6,5 6,5 6,5 6,5 6,5
ширина 1,8 1,8 1,8 1,8 1,8 1,8 1,8 1,8
высота 2,6 3,0 2,6 2,6 3,0 3,0 2,6 2,6
Число штабелей в камере 1 1 2 2 2 2 4 2
Вместимость в условном 13,3 15,4 26,6 26,6 30,8 30,8 53,2 26,6
материале, м3 Циркуляционные вентиляторы: тип У-12 У-12 У-12 У-12 У-12 У-12 У-12 Ц4-70
номер 10 12,5 12,5 12,5 12,5 12,5 10 12
число на камеру 4 3 6 2 2 2 6 1 22,0
максимальная уста- 16,0 18,0 33,0 15,0 17,0 21,0 45,0
новленная мощность на камеру, кВт Производительность в условном материале, м3//од, на режимах: высокотемпературных 2900 ззэо 5700
форсированных — 1950 3400 3400 3900 3900 6800 2600
нормальных — 1500 2600 2600 3000 3000 5200 2100
дах — такие же камеры с увеличенными размерами штабелей: СМ-4К, «Валмет-3».
Основные показатели технических характеристик рекомендуемых, а также распространенных в промышленности сушильных камер приведены в табл. 8 и 9. Производительность их зависит от породы и размеров пиломатериалов и от применяемых режимов сушки, которые делятся на четыре категории: высокотемпературные (сушка перегретым паром), форсированные, нормальные и мягкие. В таблицах указана производительность при сушке так называемого условного материала (сосновые обрезные доски толщиной 40 мм с начальной влажностью 60 % и конечной 12%). Подробнее режимы сушки и производительность камер рассмотрены в гл. 9 и 10.
Используемые иногда на предприятиях камеры устаревших и нерациональных конструкций (Грум-Гржимайло, ЦНИИ-МОД-39, ЛатНИИЛХП, Латгипропром) целесообразно модернизировать, заменив существующие циркуляционные системы более совершенными. Конкретные схемы модернизации в зависимости от местных условий могут быть разными. Однако во всех случаях необходимо стремиться реализовать следующие требо-6* 163
9. Технические характеристики сушильных камер и блоков непрерывного действия
Марки камер и блоков -- -
Показатель СО С( о g S с> ч о g S g ем S S CQ S 2
S S ч S Ч
к к к га со CQ
а а о м о
Габаритные размеры штабеля, м: длина 6,5 6,5 7,0 7,0 6,8 6,8
ширина 1,8 1,8 1,8 1,8 2,0 2,0
высота 2,6 2,6 2,9 2,9 5,0 5.0
Число штабелей в камере 7 И 10 10 12 12
Вместимость в условном мате- 93 146 149 149 308 308
риале, м3 Циркуляционные вентиляторы. тип У-12 В УК-2М PSN УК-2М PSN
номер 16 12 10 12,5 14 14
число на камеру 1 3 3 3 3 3
максимальная установленная 22 51 66 60 90 90
мощность на камеру, кВт Производительность камеры в условном материале на режимах: нормальных 10 000 15 700
мягких — — 8 100 8 100 17 100 17 100
Число камер в блоке — — 5 6 4 5
Производительность блока в условном материале на мягких режимах 40 500 48 600 68 400 85 500
вания: непосредственное побуждение циркуляции вентиляторами, ее реверсивность, аэродинамически рациональная форма циркуляционных каналов, минимальная протяженность циркуляционного кольца и отсутствие встречных потоков в штабеле, сведение к минимуму паразитных (внештабельных) потоков.
Современные типовые конструкции сушильных камер (даже лучшие из них) имеют определенные недостатки и не всегда полностью удовлетворяют запросы промышленности, поэтому продолжает оставаться актуальной проблема дальнейшего совершенствования конструкций камер и разработки новых их вариантов.
§ 37. ФОРМИРОВАНИЕ И ТРАНСПОРТИРОВКА ШТАБЕЛЕЙ
Работы по формированию и перемещению штабелей в сушильном цехе очень тяжелы р трудоемки, поэтому большое значение имеют их правильная организация и механизация.
К основным транспортным операциям в лесосушильном цехе относятся: подвоз сырых пиломатериалов на формировочную 164
площадку, формирование сушильных штабелей, закатка штабелей в камеры и выкатка из них, подача штабелей на склад сухих пиломатериалов, размещение пиломатериалов на складе и, наконец, транспортировка их в деревообрабатывающий цех или на отгрузку для дальних перевозок.
Транспортировку пиломатериалов к формировочной площадке осуществляют в плотных (без прокладок) па-
1800
6
Рис. 91. Сушильные треки-
а — общий вид трека и его разрез по колесу; б — сборка трековой платформы для продольного перемещения штабелей; б — то же для поперечного перемещения
кетах автолесовозами и автопогрузчиками или, в некоторых случаях, вагонетками по узкоколейным рельсовым путям.
Для последующих перевозок сформированных сушильных штабелей используют рельсовый транспорт. В качестве подвижного состава для этой цели чаще всего применяют составные платформы, собранные из треков. Трек (рис. 91, а) представляет собой двухколесную тележку, смонтированную из двух швеллеров и устанавливаемую на одном рельсе. Штабель нормальной длины для камер с продольной штабелевкой формируют на платформе из трех пар треков, из них одна пара укороченная (рис. 91, б). Пару треков связывают между собой поперечными подштабельными брусьями, образующими основание штабеля. При поперечной штабелевке 4—6 треков (рис. 91, а) ставят на рельсы широкого многониточного пути и
165
связывают длинными (соответствующими длине материала) брусьями, на которые дополнительно кладут (вдоль пути) короткие балки, составляющие основание штабеля.
Трековые платформы зарекомендовали себя как удобные в эксплуатации и достаточно надежные транспортные средства для перемещения штабелей обычных размеров (высотой до 3 м). Для штабелей повышенной высоты они, однако, не гарантируют надлежащей формоустойчивости штабеля при его
Рис. 92. Роликовые шины для поперечного перемещения штабелей: а — отрезок шины; б —схема размещения шин па ширине камеры
движении. В этих случаях отдают предпочтение цельносварным вагонеткам.
Иногда для поперечного перемещения штабелей вместо рельсовых путей используют роликовые шины. Это делают, например, в камерах СП-5К.М и «Валмет-1, -2». Отрезок такой шины (ее ролики монтируют на шариковых подшипниках) показан на рис. 92, а. Шины в количестве 4—5 шт. по ширине укрепляют на полу вдоль всей камеры (рис. 92,6) и выводят через двери на открытые площадки загрузочного и разгрузочного фронтов сушильного блока. Подштабельным основанием служат отрезки швеллеров длиной равной ширине штабеля, укладываемые на шины корытом Ъниз и скользящие по роликам.
Для формирования штабеля, т. е. укладки пиломатериалов на трековую платформу или вагонетку, необходимы те или иные приспособления или механизмы. Применяемая еще 166
иногда ручная укладка очень тяжела, опасна и малопроизводительна. В промышленности используют два основные способа формирования штабелей — пакетный и беспакетный.
Пакетный способ формирования штабелей основан на предварительном формировании части штабеля (пакета) и последующей сборке всего штабеля путем установки пакетов на подштабельное основание обычными подъемно-транспортными механизмами (электроталью, краном, автопогрузчиком). При такой организации работы даже ручная укладка облегчается и ускоряется, но, конечно, значительно более существенный эффект получается при использовании пакетоформирующих машин.
Рис. 93. Схема пакетоформирующей машины ПФМ-10
На рис. 93 приведена схема пакетоформирующей машины ПФМ-10. Плотный пакет пиломатериалов роликовым конвейером 1 подается на платформу наклонного подъемника 2. При ее наклоне и подъеме пакета доски, соскальзывая с него, поступают последовательно на конвейеры 3, 4 и 5. При движении по горизонтальному конвейеру 5 доски выравниваются по правому торцу роликовым торцевыравнивателем 7, затем поступают на второй горизонтальный конвейер 6 с разновысокой цепью и попадают поочередно в его высокие и низкие ячейки. Доски, находящиеся в низких ячейках, выравниваются по левому торцу вторым торцевыравнивателем. Конвейер 6 направляет доски на щитонаборный механизм, состоящий из наборного конвейера 8 и каретки 9 с подъемными рычагами 10, на которых смонтированы приводные цепи. Скорость конвейера 8 регулируют так, чтобы поступающие на него доски формировали или сплошной щит, или, если это требуется, щит со шпациями заданной ширины. Когда щит достигает нужной ширины, он своей передней доской нажимает на конечный выключатель и вводит в действие механизм перемещения каретки. При этом рычаги 10 поднимаются (цепи на них в это время не движутся) и переносят щит к вертикальному подъемнику 11. Когда щит занимает нужное положение над подъемником, рычаги опускаются,
167
а каретка получает обратный ход. В это время цепи на рычагах приводятся в движение в противоположном по отношению к движению каретки направлении с той же скоростью. Щит, таким образом, остается неподвижным и по мере отхода каретки с рычагами ложится на кронштейны подъемника. Каретка, достигнув исходного положения, нажимает на конечный выключатель, который останавливает ее движение и включает кассетный механизм 12, выдающий на только что уложенный щит прокладки. После этого кронштейны ьертикального подъемника опускаются на высоту одного ряда и описанный цикл повторяется. Полностью сформированный пакет опускается на роликовый конвейер 13 и удаляется с подъемника для отвоза к месту формирования пакетных штабелей. Пропускная способность машины 30 досок в минуту, длина формируемых пакетов 4,3; 5,8 и 6,8 м, ширина 1,2—1,9 м, высота до 1,5 м.
В настоящее время готовится к выпуску усовершенствованная пакетоформирующая машина (линия) ПФЛ-1, рассчитанная на стандартные пакеты шириной 1,8 и высотой 1,5 м. По принципу работы она не отличается существенно от ПФМ-10.
Беспакетное формирование, т. е. формирование целого штабеля, может быть полностью механизировано с помощью пакетоформирующей машины, оборудованной вертикальным подъемником увеличенной высоты. Такая машина, рассчитанная на формирование целых штабелей шириной 2 и высотой 5 м (для сушильных блоков СМ.-4К), готовится к выпуску под маркой ПФЛ-40.
Использование пакете- и штабелеформирующих машин, требующих очень больших производственных площадей и весьма существенных капитальных затрат, экономически целесообразно только на крупных предприятиях. При средних и небольших объемах сушки применяют более простые устройства, называемые погрузочными лифтами.
Погрузочный лифт, принцип устройства которого показан на рис. 94, устанавливают в котловане глубиной приблизительно равной высоте штабеля. Он состоит из платформы 1, подъемных винтов 2 с упорными подшипниками 3, электродвигателя 7 с редуктором 5 и приводной цепи 4, вращающей подъемные винты через звездочки 6.
К лифту подвозят пакет с сырым материалом. Платформа поднимается и занимает верхнее положение. На нее закатывают трековую или цельносварную вагонетку. Рабочие (обычно 2 человека) сдвигают доски с пакета на вагонетку и формируют один за другим ряды штабеля. По мере выкладки штабеля платформа постепенно опускается, и фронт работы поддерживается на наиболее удобном уровне. После завершения укладки платформа поднимается и штабель скатывается с нее на рельсовый путь.
Машиностроительная промышленность изготовляет погрузочный лифт Л-15 грузоподъемностью 15 т, с размером платформы 168
6,9X 2,2 мм, ходом платформы 2,6 м и установленной мощностью 10 кВт. Лифт можно применять не только для формирования, но и для разборки сушильного штабеля. В этом случае процесс работы протекает обратно описанному выше.
Сформированный на треках или вагонетке штабель должен быть подан по рельсовым путям в одну из камер сушильного блока. Для перекатки штабелей с одного рельсового пути на другой, а также для загрузки и выгрузки сушильных камер применяют траверсные тележки.
Рис 94 Погрузочный лифт
Траверсная тележка (рис. 95) движется вдоль фронта сушильных камер по рельсам, уложенным в специальном углублении— траверсной траншее. Сырой штабель закатывают на траверсную тележку по уложенному на ее платформе рельсовому пути. Уровень рельсов этого пути точно соответствует уровню головки рельсов транспортных и камерных путей. Тележка со штабелем перемещается вдоль фронта камер и останавливается против камеры, подлежащей загрузке. После этого штабель перекатывают с тележки в камеру. Из камеры штабеля выгружают в обратном порядке.
Для камер с продольной штабелевкой выпускают электрифицированные траверсные тележки ЭТ2-6,5, снабженные самоходным механизмом и тросовой лебедкой с блоками для перемещения штабелей. Грузоподъемность тележки 15 т, скорость движения 21,7 м/мин, мощность электродвигателей 5 кВт (ходовой механизм) и 3,5 кВт (лебедка).
169
Траверсные тележки для камер с поперечной штабелевкой (передвигающиеся по траверсной траншее не перпендикулярно, а параллельно продольной оси штабеля) серийно не выпускаются и изготовляются по специальным заказам.
Траверсные тележки кроме загрузки и выгрузки камер используются также для транспортировки высушенных штабелей на промежуточный склад сухих пиломатериалов. Для переме-
6^90
Рис. 95 Траверсная тележка ЭТ2-6.5:
/ — контроллеры; 2 — лебедка, 3 — привод лебедки, 4 — привод механизма перемещения; 5 — вал механизма перемещения; 6 — блоки, 7 — платформа; в—рельсы; 9 — кабель питания
щения же пиломатериалов на складе и подачи их со склада на последующую переработку или отгрузку служат: для целых штабелей — траверсная тележка и рельсовые пути; для пакетов— мостов'ой кран или кран-балка.
§ 38. ПЛАНИРОВКА СУШИЛЬНОГО ЦЕХА
Сушилка для пиломатериалов (лесосушильный цех) включает в себя ряд технологических и транспортных механизмов и устройств, расположенных в смежных помещениях различного назначения. К этим помещениям кроме собственно сушильных камер и коридора управления относятся штабелеформировочное отделение, траверсный коридор, склад сухих пило-170
Рис 96 Варианты планировок стационарных сушильных блоков периодического (а) и непрерывного (б) действия
материалов и служебно-бытовые помещения. Варианты планировки лесосушильного цеха могут быть весьма разнообразны. Они зависят от особенностей генерального плана предприятия, а кроме того, от принципа действия камер и способов формирования и перемещения штабелей. На рис 96 и 97 даны примеры четырех наиболее характерных вариантов планировок сушильных цехов.
1. Блок камер периодического действия с беспакетным формированием штабелей (рис. 96, а). Штабель формируют на треках с помощью погрузочного лифта (подъемника), закатывают в камеры и выкатывают из них траверсной тележкой, ею же подают на склад сухих пиломатериалов, хранят на складе без разборки и затем той же тележкой транспортируют в деревообрабатывающий цех, где перед станком первичной обработки установлен второй лифт. При такой планировке все транспортные операции выполняют лебедкой траверсной тележки с использованием некоторых вспомогательных устройств,
171
6
Рис., 97. Варианты планировок сборно-металлических сушильных блоков непрерывного действия:
а — СМ-4К и «Валмет-3»; б — СП-5КМ и «Валмет-1; -2»
например комплекта блоков. Траверсной тележкой также возвращают от второго лифта к первому освободившиеся треки. Аналогичную систему транспорта иногда применяют и для камер непрерывного действия с той, однако, разницей, что в этом случае требуются две траверсные тележки (на загрузочном и разгрузочном концах блока).
2. Блок камер непрерывного действия с продольной штабелевкой и пакетным формированием штабелей (рис. 96, б). Сушильные пакеты формируют с помощью ПФМ. (на схеме не
172
показана) и доставляют лесовозом в сушильный цех на сборочную площадку. Здесь электроталью или кран-балкой из пакетов собирают штабеля, перемещаемые затем траверсной тележкой на приемные пути камер. После сушки штабеля второй траверсной тележкой подают на разгрузочный путь склада сухих пиломатериалов, где их мостовым краном разбирают на пакеты, которые этот же кран укладывает на складе. Освободившиеся треки подают через траверсную тележку па обгонный путь и возвращают к сборочной площадке.
На предприятиях, расположенных в центральных и северных районах страны, обгонный путь и загрузочная траверсная тележка должны находиться в крытом помещении. Его габарит показан на рисунке штриховыми линиями.
3. Блок противоточных крупногабаритных камер непрерывного действия с поперечной штабелевкой СМ-4К или «Вал-мет-3» (рис. 97, а). Беспакетные штабеля на цельносварных вагонетках после их формирования на ПФЛ закатывают на траверсную тележку и распределяют по рельсовым путям предкамерной площадки хранения сырых пиломатериалов, откуда их подают в камеры.
Выгруженные из камеры штабеля второй траверсной тележкой транспортируют на склад сухих пиломатериалов, а затем третьей траверсной тележкой перевозят на разгрузочное устройство сортировочной линии.
Загрузочные вагонетки перемещаются через площадку сырых штабелей, камеры и склад без принудительной тяги под действием силы тяжести по рельсовым путям, уложенным с уклоном примерно 1 : 180. В нужных местах вагонетки останавливаются выдвижными упорами (см. рис. 86, 7). Эти упоры монтируют на каждом пути перед камерой, в сухом конце камеры, а также перед второй и третьей траверсными траншеями. Когда нужно пропустить вагонетку через тот или иной упор, он опускается, а после прохода вагонетки поднимается вновь. Для остановки вагонетки на траверсных тележках их снабжают стопорными приспособлениями.
Для возврата порожних вагонеток к ПФЛ служит обгонный рельсовый путь, также уложенный с уклоном. Этот уклон обратного направления обеспечивается тем, что приемная площадка обгонного пути расположена выше уровня основных путей склада и освободившиеся вагонетки поднимают на нее специальным подъемным устройством.
4. Блок противоточных камер непрерывного действия СП-5КМ или «Валмет-1, -2» (рис. 97, б). Особенность его, как указывалось выше, состоит в том, что его монтируют на открытой площадке. Сборно-металлические здания таких блоков не имеют вспомогательных и служебных помещений, кроме коридора управления, который размещается над камерами (см. рис. 84). Формируют пакеты, хранят их межоперационные запасы и разбирают в других зданиях.
173
Сушильные штабеля из двух пакетов каждый собирают непосредственно перед загрузочным фронтом камер на роликовых шинах с помощью автопогрузчика, который доставляет пакеты от ПФМ. Через камеру штабеля проталкивают по роликовым шинам автопогрузчиком и им же после выкатки из камеры отвозят на склад сухих пиломатериалов. Для облегчения перемещения штабелей шины укладывают с уклоном, величину которого выбирают с таким расчетом, чтобы при существенном снижении тягового усилия было исключено самопроизвольное движение штабелей.
Глава 9
ТЕХНОЛОГИЯ КАМЕРНОЙ СУШКИ ПИЛОМАТЕРИАЛОВ
§ 39. ПРИНЦИПЫ ПРОВЕДЕНИЯ И РЕЖИМЫ КАМЕРНОЙ СУШКИ
Цикл камерной сушки пиломатериалов складывается из ряда операций, выполняемых в определенной последовательности. Перед началом сушки проверяют камеру и готовят древесину. Камеру и ее оборудование (особенно калориферы) необходимо очистить от пыли и мусора, смазать подшипники, проверить исправность всех деталей. Пиломатериалы должны быть заблаговременно уложены в штабеля.
После загрузки штабелей в камеру осуществляется первая технологическая операция сушильного процесса — начальный прогрев древесины. Затем по заданному режиму выполняется собственно процесс сушки, во время которого ведется непрерывный контроль за состоянием сушильного агента и периодический контроль за влажностью древесины и внутренними напряжениями в ней. Перед окончанием сушки (а иногда и в середине процесса) проводится влаготеплообработка для снятия остаточных внутренних напряжений. После этого проверяется качество сушки и при необходимости назначается конечная кондиционирующая обработка древесины для выравнивания ее влажности. Иногда некоторые из перечисленных операций (в частности, влаготеплообработка и кондиционирование) могут исключаться, а в камерах непрерывного действия, где отсутствуют периодические циклы, все технологические операции объединяются в один непрерывный процесс сушки.
Основным производственным руководством по эксплуатации лесосушильных камер и проведению сушки служат Руководящие технические материалы (РТМ) по технологии камерной сушки древесины [10]. Они регламентируют правила укладки пиломатериалов в штабеля, требования к качеству сушки, режимы сушки и влаготеплообработки, *методы контроля за процессом сушки, определение ее продолжительности и производительности сушильных камер, методику их испытаний. В приложениях к РТМ даны рекомендации по дистанционному контролю и ав-
174
тематическому регулированию параметров среды, по организации работы лесосушильных цехов, а также приведены формы учетной документации и исходные уравнения с диаграммами для расчета продолжительности камерной сушки.
Рассмотрим прежде всего режимы сушки. Режимом камерной сушки пиломатериалов называется расписание состояния сушильного агента при входе его в штабель. Это состояние, изменяющееся в зависимости от влажности древесины в камере, принято характеризовать температурой t, психрометрической разностью Д/ и степенью насыщенности ср. Различают режимы низкотемпературного и высокотемпературного процессов. Первые предусматривают использование в качестве сушильного агента влажного воздуха (или его смеси с топочными газами) с температурой ниже 100 °C. Температура выше 100 °C допускается в отдельных случаях на последней стадии сушки, когда древесина не содержит свободной воды. Вторые предусматривают сушку перегретым водяным паром атмосферного давления с температурой на всем протяжении процесса выше 100 °C.
Режимы низкотемпературного процесса могут в свою очередь иметь разный температурный уровень в зависимости от желаемой интенсивности процесса. При этом, однако, необходимо учитывать, что воздействие повышенной температуры может вызывать снижение эксплуатационной прочности и изменение цвета древесины. Установлены три категории режимов низкотемпературного процесса по их влиянию на свойства древесины: мягкие режимы, при которых полностью сохраняются прочность и естественный цвет древесины; нормальные режимы, при которых сохраняется прочность, но возможно незначительное изменение цвета; форсированные режимы, при которых сохраняется прочность на изгиб, растяжение и сжатие, но на 15—20 % снижается прочность на скалывание и сопротивление раскалыванию с возможным Цотемнением древесины.
Режимы высокотемпературного процесса обеспечивают наиболее интенсивную сушку, но их использование связано с существенным (по некоторым показателям — до 30 %) снижением прочности и заметным потемнением древесины.
В разных по принципу действия и сушильному агенту камерах режимы сушки строятся различным образом. Имеется четыре группы режимов: 1) режимы низкотемпературного процесса сушки в воздушных и паровоздушных камерах периодического действия; 2) режимы высокотемпературного процесса сушки в камерах периодического действия; 3) режимы сушки в газовых камерах периодического действия; 4) режимы сушки в противоточных камерах непрерывного действия.
Режимы 1, 2, 4-й групп стандартизированы. Первый вариант стандартных режимов был разработан на основании приближенных расчетов внутренних напряжений на первой стадии процесса и сопоставления их с пределами прочности [12],
175
а также с учетом экспериментальных данных об изменении эксплуатационной прочности древесины при ее камерной сушке [5]. В действующих пересмотренных стандартах [4] режимы сушки пиломатериалов хвойных пород, имеющих преимущественное промышленное применение, существенно усовершенствованы на базе последних разработок Московского лесотехнического и Сибирского технологического институтов с использованием, в частности, нового метода расчета напряжений [14], кратко изложенного в § 24.
Режимы низкотемпературного процесса сушки в воздушных и паровоздушных камерах периодического действия. Эти режимы предусматривают ступенчатое изменение параметров воздуха в зависимости от влажности древесины в камере. Влажность, при которой переходят со ступени на ступень, называют переходной. Процесс заканчивают при достижении древесиной заданной конечной влажности. Построение режимов этой группы различно для древесины хвойных и лиственных пород.
Режимы сушки пиломатериалов хвойных пород приведены в табл. 10 (сосна, ель, пихта, кедр) и табл. 11 (лиственница). Таблицы содержат режимы разных категорий и различной (в пределах каждой категории) жесткости. Каждый конкретный режим сокращенно обозначается его порядковым номером, характеризующим толщину материала, и прописной буквой (М, Н или Ф), определяющей его категорию. Например, нормальный режим сушки пиломатериалов толщиной 40 мм обозначается 4-Н (для лиственницы Л4-П). Для лиственничных пиломатериалов мягкие режимы не предусматриваются из-за очень большой продолжительности сушки.
Регламентируются значения переходной влажности 35 и 25 % (для мягких режимов 35 и 20%) при трехступенчатой структуре режима, соответствующей характеру развития в древесине внутренних напряжений. На первой ступени, когда полные напряжения возрастают и достигают максимума (см. § 24, рис. 44), для безопасности процесса необходимо поддержание высокой степени насыщенности <р. На второй ступени, при уменьшении напряжений до нуля, допустимо некоторое снижение ф. ’На третьей ступени, после смены знака напряжений, степень насыщенности может быть существенно понижена, что интенсифицирует процесс без ущерба для качества древесины. При начальной влажности материала №н^35 % сушка начинается со второй ступени, а при конечной влажности IFK^20 % заканчивается на второй ступени.
Режимные параметры, указанные в таблицах, даны для сушильных камер, обеспечивающих скорость циркуляции воздуха в штабеле 1—2,5 м/ч. При фактической скорости ниже 1 м/с психрометрическую разность на первой и второй ступенях увеличивают, а при фактической скорости выше 2,5 м/с уменьшают на 1 °C. При скорости циркуляции ниже 1,5 м/с использование форсированных режимов не рекомендуется.
176
10. Режимы низкотемпературного процесса сушки пиломатериалов из древесины сосны, ели, пихты кедра (по ГОСТ 19773 — 84)
Номер 1 2 3 4 5 1 6 1 7 8
Толщина пиломатериалов> мм
Средняя влажность Параметры сч сч ю сч сч со О S о ю
древесины» % режима сч сч 0) □ ю Я СЧ 0) Эй V 2 о as о аз 0) а^ 3 |§
О Ш О с с С о О о га о га О га О
КС о Ч о < о КС о КС о КС о КС о К
f, °C Мягкие режимы (М)
57 57 57 55 55 55 52 52
>35 А/, °C 6 5 4 4 4 4 3 2
Ф 0,73 0,77 0,81 0,81 0,81 0,81 0,84 0,90
t, °C 61 61 61 58 58 58 55 55
35—20 А/, °C 10 9 8 7 7 7 6 5
Ф 0,59 0,62 0,66 0,69 0,69 0,69 0,72 0,76
t, °C 77 77 77 75 75 75 70 70
<20 АЛ °C 26 25 24 24 24 24 21 20
Ф 0,27 0,29 0,31 0,30 0,30 0,30 0,33 0,35
Нормальные режимы (Н)
Л °C 83 79 79 75 73 71 64 55
>35 АЛ °C 9 7 6 5 5 4 3 2
Ф 0,68 0,73 0,77 0,80 0,80 0,83 0,86 0,90
t, °C 88 84 84 80 77 75 68 58
35—25 АЛ °C 14 12 11 10 9 8 7 5
Ф 0,55 0,59 0,62 0,64 0,66 0,70 0,71 0,77
t, °C ПО 105 105 100 96 94 85 75
<25 АЛ °C 36 33 32 30 28 27 24 22
Ф 0,24 0,26 0,27 0,29 0,31 0,32 0,33 0,34
Форсирова иные р е ж и м ы (Ф)
Л °C 94 92 92 90 87 83 73 —
>35 М, °C 11 10 8 7 6 5 4 —
ф 0,65 0,67 0,73 0,75 0,78 0,80 0,84 —
Л °с 99 97 97 95 92 88 78
35—25 АЛ °C 16 15 13 12 11 10 9 —
Ф 0,54 0,55 0,60 0,62 0,64 0,66 0,66 —
Л °с 125 123 123 120 115 НО 98
<25 М, °C 42 41 39 37 36 32 29 —
ф 0,21 0,22 0,24 0,25 0,25 0,29 0,30 —
Режимы сушки пиломатериалов лиственных пород приведены в табл. 12 и 13. В первой из них дан набор из 39 режимов различной жесткости, а во второй — рекомендации по выбору этих режимов в зависимости от породы пиломатериалов, их толщины и требуемой температурной категории (М, Н или Ф). Каждый конкретный режим обозначается его номером, характеризующим уровень температуры, и буквенным
177
11. Режимы низкотемпературного процесса сушки пиломатериалов из древесины лиственницы (по ГОСТ 19773—84)
Номер и индекс Л1 | Л2 | лз Л4 Л5 Л6 Л7
ж 3 ф TJ Толщина пиломатериалов, мм
£ 2* к v ® к о s О1 О1 1Л СМ СМ 1Л S
® £ S М ® а ф w ф °* £ S3 а см я _ я 53 3^ В? и „ Is Hg дю 2 _
Си § к S. & о К о Ч v Й О ci о =1 о Ч
Н о р м а л ь н ы е р е ж и м ь (Н)
>35 t, °C At, °C <Р 70 9 0,64 70 8 0,68 70 6 0,76 65 5 0,78 60 4 0,81 60 3 0,86 60 2 0,90
35—25 t, °C At, °C Ф 75 15 0,49 75 15 0,49 75 15 0,49 70 10 0,61 65 9 0,63 65 7 0,71 65 5 0,78
<25 t, вс At, °C Ф 80 26 0,28 80 25 0,29 80 25 0,30 75 20 0,38 70 19 0,37 70 18 0,39 70 15 0,47
Форсированные режима (Ф)
>35 6’'"' о 90 9 0,69 90 7 0,75 82 4 0,84 75 4 0,84 75 3 0,87 72 2 0,92 70 2 0,91
t, °C 98 96 87 80 80 78 76
35—25 At, °C 12 11 8 8 6 5 4
Ф 0,63 0,65 0,72 0,70 0,77 0,80 0,84
t, °C 112 ПО 108 100 100 95 90
<25 At, °C 32 30 29 28 26 20 18
Ф 0,30 0,32 0,32 0,32 0,35 0,44 0,47
индексом, характеризующим уровень степени насыщенности воздуха (например, 3-Б, 8-Д и т. д.).
Предусматривается, как и для хвойных пород, трехступенчатая структура режимов, но с несколько пониженными значениями переходной влажности (30 и 20 %). Если начальная влажность древесины превышает 60 %, допускается при сушке до эксплуатационной влажности увеличивать первую переходную влажность до 35 %, а вторую до 25 %, что повышает интенсивность процесса.
В камерах со слабой циркуляцией при начальной влажности древесины выше 50 % необходимо применять режимы рекомендуемого табл. 13 номера, но последующего индекса, например, вместо режима 4-Б режим 4-В. Слабой считается естественная циркуляция, а также принудительная циркуляция со скоростью в штабеле, м/с:
менее 0,5 при продолжительности сушки более 1000 ч;
менее 0,75 » » » от 1000 до 200 ч;
менее 1 » » » менее 200 ч
178
12. Режимы низкотемпературного процесса Сушки пиломатериалов
лиственных пород (по ГОСТ 19773—84)
О к и ® к ° = ± я о Номер режима и параметры (/> °C, Д6 °C, Ф) сушильного агента
2 3 4
ф я X S £ я ф ж ш Ф СО ф Р. и ® ч t М ф t М ф t М Ф
>30 82 3 0,88 75 3 0,87 69 3 0,87
А 30—20 87 6 0,78 80 6 0,77 73 6 0,76
<20 108 27 0,35 100 26 0,35 91 24 0,36
>30 82 4 0,84 75 4 0,84 69 4 0,83
Б 30—20 87 8 0,72 80 8 0,70 73 7 0,72
<20 108 29 0,32 100 28 0,32 91 25 0,34
>30 82 6 0,77 75 5 0,80 69 5 0,79
В 30—20 87 10 0,66 80 9 0,66 73 8 0,69
<20 108 31 0,30 100 29 0,31 91 26 0,33
>30 82 8 0,71 75 7 0,73 69 6 0,76
Г 30—20 87 12 0,60 80 11 0,61 73 10 0,63
<20 108 33 0,27 100 31 0,28 91 28 0,30
>30 82 10 0,65 75 9 0,66 69 8 0,68
д 30—20 87 14 0,55 80 13 0,55 73 12 0,56
<20 108 35 0,24 .00 33 0,25 91 30 0,26
Продолжение
гяя ность СИНЫ, % Номер режима и параметры (Л °C; Д/. °C, Ф) сушильного агента
5 6 7
ф Kt ® я ф Ч Ш
я О. е; d f м ф f Д< ф t М ф
S Оя Ч
>30 63 2 0,91 57 2 0,90 52 2 0,90
А 30—20 67 5 0,78 61 5 0,78 55 4 0,81
<20 83 22 0,36 77 21 0,36 70 20 0,35
>30 63 3 0,86 57 3 0,85 52 3 0,84
Б 30—20 67 6 0,75 61 6 0,74 55 5 0,76
<20 83 23 0,34 77 22 0,34 70 21 0,33
>30 63 4 0,82 57 4 0,81 52 4 0,80
В 30—20 67 7 0,71 61 7 0,70 55 7 0,68
<20 83 24 0,32 77 23 0,32 70 32 0,31
>30 63 5 0,78 57 5 0,77 52 5 0,75
Г 20—20 67 9 0,64 61 9 0,62 55 8 0,64
<20 83 26 0,29 77 25 0,29 70 23 0,29
>30 63 7 0,70 57 6 0,73 52 6 0,71
д 30—20 67 11 0,58 61 10 0,59 55 9 0,60
<20 83 27 0,28 77 26 0,27 70 24 0,27
179
Продолжение
Й з о? О ® и о я 2 к о Номер режима и параметры (Л °C; At, °C; ф) сушильного агента
8 9 10
S S средт влаж древе t At ф t At Ф t At Ф
А >30 30—20 <20 >30 47 2 0,90 42 2 0,89 38 2 0,88
Б 30—20 50 5 0,75 45 4 0,79 41 4 0,77
<20 62 18 0,36 57 17 0,36 52 16 0,36
>30 47 3 0,84 42 3 0,83 38 3 0,82
В 30—20 50 6 0,70 45 5 0,74 41 5 0,72
<20 62 19 0,33 57 18 0,34 52 17 0,33
>30 47 4 0,79 42 4 0,77 38 4 0,76
Г 30—20 50 7 0,66 45 6 0,69 41 6 0,67
<20 >30 62 21 0,29 57 20 0,29 52 18 0,30
Д 30—20 <20 — — — — — — — — —
13. Выбор режимов низкотемпературного процесса сушки пиломатериалов лиственных пород (по ГОСТ 19773—84)
Порода Категория режима Толщина пиломатериалов, мм
до 22 свыше 22 ДО 32 свыше 32 до 40 свыше 40 до 50 свыше 50 до 60 свыше 60 ДО 7о свыше 70 ДО 75 свыше 75 до 100
Береза, м 6-Д 6-Г 6-В 6-В 7-В 8-В
ольха н з-д 4-Г 4-В 5-В 6-Б 7-Б 8-Б 9-Б
ф 2-Д З-Г 3-В 4-В — — — —
Осина, липа, н з-г 3-Б 4-Б 5-В 6-В 7-В 8-В 9-В
тополь ф 2-Г 2-Б 3-Б 4-В — — — —
Бук, клен н 3-В 4-В 5-В 5-Б 6-Б 7-А 8-Б —
ф 2-Г 3-В 4-В — — — — —
Дуб, ильм н 5-Г 6-В 6-Б 7-Б 8-Б 9-В 10-Б —.
ф З-Г 4-В 5-В — — — — —
Орех н 5-В 5-Б 6-Г 6-Б 7-В 8-В 9-В —
Граб, ясень н 6-В 6-А 7-Б 8-В 8-Б 9-В 10-В —
Во всех случаях сушка форсированными режимами допускается при скорости циркуляции в штабеле не менее 1,5 м/с.
Режимы высокотемпературного процесса (называемые кратко высокотемпературными режимами). Они применяются в паровоздушных камерах периодического действия с герметичными (металлическими) ограждениями и скоростью циркуляции в штабеле не менее 2 м/с.
180
14. Высокотемпературные режимы сушки пиломатериалов (по ГОСТ 19773—84)
Параметры сушильного агента ((, °C; Д(, СС; ф)
Номер режима
Первая ступень (W > 20 й)
Вторая ступень (IF <20%)
I II III IV V VI VII
, сс ДЬ °C Ф
130 30 0 35
120 20 0 50
115 15 0 58
112 12 0 65
ПО 10 0,69
108 8 0,75
106 6 0,81
t, °C
ДЛ сс
ч>
130
130
125
120
118
115
112
30
30
25
20
18
15
12
0,35 0,35 0,42 0,50 0,53 0,58 0,65
15. Выбор высокотемпературных режимов сушки пиломатериалов (по ГОСТ 19773—84)
Порода Толщина пиломатериалов, мм
до 22 свыше 22 до 32 свыше 32 до 40 свыше 40 до 50 свыше 50 до 60
Сосна, пихта, кедр, ель I II III V VI
Береза, осина II III IV VI —
Лиственница IV V VI VII —
В табл. 14 даны параметры сушильного агента при высокотемпературных режимах различной жесткости, обозначаемых римскими цифрами (от I до VII), а в табл. 15 — рекомендации по их выбору в зависимости от породы и толщины пиломатериалов.
Предусматривается двухступенчатая структура режимов с одной переходной влажностью (20%), что связано с относительно малой продолжительностью сушки. В отдельных случаях можно повышать переходную влажность (до 25%), если при этом сохраняется целостность древесины. Режимные параметры (см. табл. 14) устанавливают температуру смоченного термометра t№= 100 °C, характерную для чистого перегретого пара атмосферного давления. Допускается снижение температуры смоченного термометра до 98 °C. При этом соответственно снижается температура сушильного агента с поддержанием заданной режимом психрометрической разности. Не рекомендуется сушка высокотемпературными режимами пиломатериалов для изделий и сооружений, подвергающихся силовым нагрузкам.
Режимы сушки в газовых камерах периодического действия. В камерах этой разновидности, оборудованных индивидуальными топками и снабжаемых увлажнительным паром, возможно применение тех же режимов низкотемпературного процесса, что и в воздушных камерах. В камерах с групповыми (одна
181
16. Режимы сушки пиломатериалов из древесины сосны, ели, пихты, кедра в противоточных камерах (по ГОСТ 18867—84)
Номер и индекс режима Средняя конечная влажность пиломатериалов, % Толщина пиломатериалов, мм Состояние сушильного агента в разгрузочном конце камеры Максимальная психрометрическая разность в загрузочном конце при начальной влажности пиломатериалов
tL, гс ы <Р1 более 50 % до 50 %
Мягкие режимы
1-М 18—22 До 22 55 15 0,40 4 6
2-М 18—22 Свыше 22 ДО 25 55 14 0,44 4 5
3-М 18—22 » 25 32 55 12 0,50 3 5
4-М 18—22 32 40 55 И 0,53 3 4
5-М 18—22 40 » 50 55 10 0,57 3 4
6-М 18—22 50 » 60 55 9 0,60 2 3
7-М 18—22 60 75 55 8 0,64 2 3
8-М 9-М 10-12 10—12 До 22 Свыше 22 ДО 25 58 58 19 17 0,31 0,36 4 4 6 5
10-М 10-12 » 25 » 32 58 15 0,42 3 5
11-М 10-12 32 40 58 13 0,48 3 4
12-М 10-12 40 50 58 12 0,51 3 4
13-М 10-12 50 » 60 58 11 0,54 2 3
14-М 10-12 60 75 58 10 0,58 2 2
1-Н 2-Н 18-22 18-22 — Н До 22 Свыше о Р 22 м ДО а л ь I 25 I ы е р 94 92 ежи 25 23 м ы 0,35 0,38 7 6 9 9
3-Н 18-22 25 » 32 89 20 0,43 5 8
4-Н 18—22 32 40 87 18 0,46 5 8
5-Н 18—22 » 40 50 85 16 0,50 5 8
6-Н 18—22 50 60 83 14 0,54 4 7
7-Н 18—22 60 до 75 80 11 0,61 4 6
8-Н 9-Н 10—12 10-12 До 22 Свыше 22 ДО 25 102 100 33 31 0,25 0,28 7 6 9 9
10-Н 10-12 » 25 » 32 97 28 0,31 5 8
11 Н 10—12 32 40 94 25 0,35 5 8
12-Н 10—12 » 40 » 50 91 22 0,39 5 8
13-Н 10—12 » 50 60 87 18 0,56 4 7
14-Н 10—12 » 60 75 84 15 0,51 4 6
1-Ф 2-Ф 10—12 10-12 Ф о До 22 Свыше э с 22 и р до о в а 25 т н ы е 112 ПО р е ж 35 33 ими 0,26 0,28 7 6 10 10
3-Ф 10—12 » 25 > 32 107 30 0,31 5 9
4-Ф 10—12 > 32 » 40 104 27 0,34 5 8
5-Ф 10-12 > 40 » 50 101 24 0,38 5 8
6-Ф 10—12 » 50 60 98 21 0,43 4 7
7-Ф 10—12 60 » 75 95 18 0,48 4 7
Примечание. При сушке мягкими режимами еловых пиломатериалов применяют режимы, регламентируемые для предшествующей группы толщин. Например, при толщине 32 мм и конечной влажности 18—22 % выбирают режим 2-М.
182
на блок) топками, особенности которых обусловливают поддержание во всем блоке одинаковой температуры смоченного термометра, применение этих режимов невозможно. Для таких камер в РТМ приводятся специальные трехступенчатые (нормальные и форсированные) режимы сушки, предназначенные для пиломатериалов мягких хвойных и мягких лиственных (береза, ольха, осина) пород. Сушка в этих камерах древесины твердых лиственных пород и лиственницы не рекомендуется.
Режимы сушки в противоточных камерах непрерывного действия. По своей структуре эти режимы принципиально отличаются от режимов сушки в камерах периодического действия. В противоточных камерах состояние сушильного агента, воздействующего на древесину в процессе сушки, изменяется не путем ступенчатого повышения температуры и снижения степени насыщенности по всему объему камеры, а путем перемещения штабелей от загрузочного конца камеры, где стабильно поддерживается высокая степень насыщенности, к разгрузочному концу, где степень насыщенности существенно ниже. В соответствии с этим принципом работы противоточных камер режим сушки в них пиломатериалов определенной породы и толщины характеризуется стабильным состоянием сушильного агента (воздуха) в ее разгрузочном и загрузочном концах.
Противоточные камеры непрерывного действия предназначены в основном для массовой сушки пиломатериалов хвойных пород. Рекомендуемые для этой цели режимы приведены в табл. 16 (мягкие хвойные породы) и 17 (лиственница). Наиболее целесообразна сушка в этих камерах товарных пиломатериалов до транспортной (18—22%) влажности. Допускается также сушка древесины мягких хвойных пород до эксплуатационной (10—12%) влажности. Сушка до этой влажности лиственничных пиломатериалов не дает хороших результатов и поэтому не рекомендуется.
Состояние воздуха в разгрузочном конце регламентируется температурой t, психрометрической разностью At и дополнительно степенью насыщенности <р. Поскольку температура смоченного термометра по длине камеры (т. е. в процессе испарения) сохраняется практически постоянной, в загрузочном конце камеры может регламентироваться только один параметр воздуха. Удобнее всего задавать здесь психрометрическую разность, что и сделано в таблицах.
В противоточной камере разрешается одновременная сушка только однородных по характеристике (породе, толщине, группам начальной и конечной влажности) пиломатериалов. При переводе камеры на сушку пиломатериалов другого типоразмера во время нахождения в ней материала двух разных характеристик поддерживают тот из двух режимов, по которому предусмотрена меныпая психрометрическая разность.
В камерах, оборудованных внутренними циркуляционными электродвигателями, должны применяться только мягкие ре-
183
17. Режимы сушки пиломатериалов из древесины лиственницы в противоточных камерах (по ГОСТ 18867—84)
Номер и индекс режима Средняя конечная влажность пиломатериалов, % Толщина пиломатериалов» мм Состояние сушильного агента в разгрузочном конце камеры
t, °C ДЛ, °C <Р1
Мягкие режимы
Л1-М 18—22 До 22 55 15 0,40
Л2-М 18—22 Свыше 22 до 25 55 14 0,44
ЛЗ-М 18—22 » 25 » 32 55 12 0,50
Л4-М 18—22 » 32 » 40 55 11 0,53
Л5-М 18—22 » 40 » 50 55 10 0,57
Л6-М 18—22 » 50 » 60 55 9 0,60
Л7-М 18—22 » 60 » 75 55 8 0,64
Л1-Н Л2-Н 18—22 18—22 Нормальные реж До 22 Свыше 22 до 25 и м ы 85 85 23 20 0,35 0,41
ЛЗ-Н 18—22 » 25 » 32 85 17 0,47
Л4-Н 18—22 » 32 » 40 85 15 0,52
Л5-Н 18—22 » 40 » 50 85 13 0,57
Л6-Н 18—22 » 50 » 60 85 11 0,63
Л7-Н 18—22 » 60 » 75 85 9 0,69
Л1-Ф Л2-Ф Ф 18-22 18—22 орсиро ванные ре До 22 Свыше 22 до 25 жимы 105 105 20 18 0,46 0,50
ЛЗ-Ф 18—22 » 25 » 32 105 16 0,55
Л4-Ф 18—22 » 32 » 40 105 14 0,60
Л5-Ф 18—22 » 40 » 50 105 12 0,64
Л6-Ф 18-22 » 50 » 60 135 11 0,67
Л7-Ф 18—22 » 60 » 75 135 10 0,69
При м е ч а н и е. Максимальная психромет шческая [ >азность в загрузоч
ном конце камеры Л/2 = 1.
жимы, так как при нормальных, а тем более форсированных режимах вентиляторные узлы быстро выходят из строя. В отдельных случаях электродвигатели без надлежащей теплозащиты могут оказаться недостаточно долговечными и при некоторых мягких режимах. В этих случаях допускается снижение температуры смоченного термометра до 40 °C при сохранении регламентируемой табл. 16 и 17 психрометрической разности.
Заданное состояние воздуха в разгрузочном конце камеры обеспечивается работой калорифера (для повышения температуры воздуха увеличивается подача пара или повышается температура греющей воды) и приточно-вытяжных каналов (для повышения степени насыщенности они перекрываются задвижками). Заданная психрометрическая разность в загрузочном конце обеспечивается изменением объема циркулирующего воз-184
духа. Если фактическая величина At больше заданной, объем воздуха (и, следовательно, его скорость) уменьшается, а если At меньше заданной — увеличивается.
Регламентируемые табл. 16 нормальные и форсированные режимы распространяются не только на воздушные, но и на газовые противоточные камеры. Возможность их использования в камерах с групповыми топками обусловлена тем, что температура смоченного термометра для всех режимов в пределах одной категории одинакова (нормальные режимы 69 °C, форсированные— 77 °C). Режимы табл. 17 (сушка лиственничных пиломатериалов) использовать в газовых камерах с групповыми топками не рекомендуется.
Стандартом на режимы сушки в противоточных камерах непрерывного действия не предусматривается использование их для пиломатериалов лиственных пород. На практике в отдельных случаях прибегают к этому, что допустимо для некоторых рассеянно-сосудистых пород (береза, ольха, липа) при назначении режимов табл. 16 по ближайшей большей группе толщин. Древесину твердых лиственных пород сушить в противоточных камерах непрерывного действия нельзя.
Заканчивая рассмотрение стандартных режимов сушки пиломатериалов, отметим важность обоснованного выбора их температурной категории, для чего необходимо учитывать требования, предъявляемые к сухой древесине, и, в частности, величину механических нагрузок, которые она испытывает при эксплуатации. Указания о предпочтительной категории режимов должны содержаться в стандартах и технических условиях на готовую продукцию деревообработки. Для товарных пиломатериалов внешнего рынка применяют только мягкие, а внутрисоюзного рынка преимущественно нормальные режимы. Форсированные режимы можно применять для древесины, не подвергаемой при эксплуатации большим силовым нагрузкам. К назначению высокотемпературных режимов необходимо подходить с осторожностью, используя их только в тех случаях, когда есть уверенность, что снижение прочности древесины, особенно при динамических нагрузках, не повлияет на работоспособность изделий и сооружений.
Специальные режимы сушки. Приведенные выше стандартные режимы сушки предназначены для пиломатериалов толщиной 75—100 мм, обычной распиловки. В случаях, когда необходимо сушить более толстые сортименты или пиломатериалы особого назначения, должны использоваться специальные режимы, разрабатываемые применительно к конкретным условиям того или иного предприятия. В частности, для сортиментов толщиной более 100 мм (брусьев) применяются многоступенчатые (6 ступеней и более) режимы сушки с повышенной степенью насыщенности воздуха и несколькими промежуточными влаготеплообработками, а для резонансных пиломатериалов радиальной распиловки, характеризующихся малой усуш
185
кой по ширине,— трехступенчатые режимы с пониженной степенью насыщенности. К специальным режимам сушки относятся также предлагаемые некоторыми авторами осциллирующие и прерывистые режимы.
Осциллирующие режимы предусматривают периодические (через 6—10 ч) циклы повышения и понижения температуры в камере. Предполагается, что возникающий при охлаждении древесины положительный температурный градиент интенсифицирует перемещение влаги и сокращает продолжительность сушки. Опыт, однако, не подтверждает этого предположения. Интенсификация процесса в циклах охлаждения уравновешивается замедлением его в циклах нагревания. Поэтому продолжительности сушки обычными и осциллирующими режимами (при одинаковых средних параметрах среды) оказываются практически одинаковыми, а более сложное регулирование осциллирующих режимов требует повышенных трудовых или капитальных затрат. Кроме того, многократное нагревание и охлаждение древесины связано с увеличением удельного расхода тепловой энергии на сушку.
Прерывистые режимы [8] предусматривают работу циркуляционной системы камеры с частыми, через каждые 1 — 1,5 ч, остановками длительностью 30—60 мин. При этом для компенсации замедления сушки (при остановках) в активные периоды циркуляции психрометрическую разность повышают по сравнению с обычными режимами в 1,5—2 раза. Предполагаемое преимущество прерывистых режимов — повышение качества сушки и снижение расхода электроэнергии. Надежная промышленная апробация этих режимов пока отсутствует. Однако есть все основания сомневаться в их эффективности, так как ужесточение режимных параметров не приведет к повышению качества сушки, а, наоборот, увеличит опасность поверхностного растрескивания. Регулирование же процесса усложняется здесь в еще большей степени, чем при осциллирующих режимах.
§ 40. НАЧАЛЬНЫЙ ПРОГРЕВ И ВЛАГОТЕПЛООБРАБОТКА ДРЕВЕСИНЫ
Для интенсивного начального прогрева древесины перед сушкой в камере должна быть создана высокая степень насыщенности среды при повышенной (по сравнению с первой ступенью режима сушки) температуре. Для этого в камеру подают пар через увлажнительные трубы при включенных калориферах, работающих вентиляторах и закрытых приточно-вытяжных каналах.
При прогреве пиломатериалов мягких хвойных пород рекомендуется поддерживать температуру, указанную в табл. 18. При прогреве пиломатериалов других пород температура среды должна быть выше, чем по первой ступени режима сушки для лиственницы и твердых лиственных пород, на 5 °C, а для мяг-186
18. Рекомендуемая температура при прогреве пиломатериалов мягких хвойных пород
Температура, СС, при толщине, мм
сч сч а 8
Категория режимов CD CD <х> з§
Зй 33 Bg Я с> я со BS
3 з _ 3 з _
& Зя: S ч о Ч о Ч о Й 5 ч
Мягкие 67 67 64 64 63 60 60
Нормальные 98 94 90 85 80 72 63
Форсированные 100 100 100 100 98 88 —
Высокотемпературные 101 101 101 101 101 101 —•
ких лиственных пород на 8 °C, но в обоих случаях не выше 100 °C.
Для создания высокой степени насыщенности среды при прогреве психрометрическую разность поддерживают на уровне 0,5—1,5 °C. Древесину выдерживают при указанных параметрах среды до тех пор, пока разность между температурой среды tc и температурой в центре доски не достигнет 3 °C. Разность (/с—tjj) измеряют в зоне камеры, где скорость циркуляции, а следовательно, и интенсивность прогрева, минимальна. Время, необходимое для достижения этой разности температур, колеблется от 1 до 8 ч, в зависимости от породы и размеров пиломатериалов, категории режимов сушки, начальной температуры древесины, ширины штабеля, скорости циркуляции.
В тех случаях, когда измерение температуры древесины в камере по каким-либо причинам невозможно, допускается устанавливать продолжительность прогрева расчетом. Приближенный и достаточно элементарный метод такого расчета, предложенный Г. С. Шубиным, приводится в РТМ [10].
В газовых камерах (при отсутствии пара) и в камерах непрерывного действия начальный прогрев как специальная операция не проводится. Древесина прогревается при параметрах сушильного агента по первой ступени режима сушки.
В л аготепл ообра б отк а для снятия остаточных напряжений осуществляется, как и начальный прогрев, подачей в камеру пара через увлажнительные трубы. Различают конечную обработку, проводимую при достижении древесиной заданной конечной влажности, и промежуточную обработку, назначаемую при переходе на последнюю ступень режима сушки. Конечной влаготеплообработке подвергают пиломатериалы, высушиваемые в камерах периодического действия и подлежащие точной механической обработке. При влаготеплообработке в камере поддерживают температуру на 8 °C выше, чем по последней ступени режима (но не более 100 °C), и психрометрическую разность 0,5—1 °C.
187
Рис. 98. Поперечный разрез камеры для влаготеплообработки
Промежуточной влаготепло-обработке подвергают пиломатериалы, при сушке которых возможно образование внутренних трещин. Температуру среды поддерживают на 8 °C выше, чем по ступени режима сушки, предшествующей обработке, при психрометрической разности 1,5— 2 °C. Общая продолжительность
конечной и промежуточной обработок приведена в табл. 19. Звездочкой отмечены случаи, когда рекомендуется проводить промежуточную обработку. В этих случаях */з общего времени, указанного в таблице, используется на промежуточную, а 2/з — на конечную обработку.
Необходимая продолжительность влаготеплообработки определяется многими переменными факторами (параметрами внешней среды, теплопроводностью и герметичностью ограждений камеры, давлением пара и др.). Поэтому приведенные в табл. 19 данные ориентировочны и требуют уточнения применительно к местным условиям по результатам контроля остаточных напряжений (§42).
В камерах непрерывного действия существующих конструкций влаготеплообработка не проводится. Для тех случаев, когда она необходима, разработан проект специальных камер для влаготеплообработки (рис. 98). Камера, имеющая герметичные, хорошо теплоизолированные ограждения, снабжена калорифером I небольшой тепловой мощности и увлажнительными трубами 2, расположенными в четырех углах. Циркуляция осуществляется за счет эжектирующего действия струй пара, выходящего из отверстий увлажнительных труб. Одновре-
19. Продолжительность влаготеплообработок
Толщина пиломатериалов, мм Продолжительность, ч, обработок древесины
сосны, ели. пихты, кедра, осииы. липы, тополя березы, ольхи лиственницы бука, клена ДУба, ильма, ореха, граба, ясеня
До 22 1,5 2 3 3,5 4
Свыше 22 до 32 2 3 4 5 6
Свыше 32 до 40 3 6 8 10 12*
Свыше 40 до 50 6 12 14* 16* 20*
Свыше 50 до 60 9 18* 21* 24* 30*
Свыше 60 до 75 14* 30* 35* 40* 50*
Свыше 75 24* 60* 65* 70* 80*
188
менно работают две трубы в диагонально противоположных углах. При включении второй пары труб и выключении первой циркуляция реверсируется.
Остаточные напряжения в дэевесине могут быть сняты не только традиционным способом влаготеплообработки паром, но также воздействием на нее нагретой воды температурой 40— 60 °C в течение 2—10 мин. Это уменьшает остаточные напряжения в 2—3 раза. Полного снятия напряжений в воде добиться трудно, так как увеличение продолжительности выдержки вызывает сильное увлажнение древесины. При обработке водой весьма существенно сокращаются затраты времени и расход теплоносителя (пара) по сравнению с таковыми при обычной влагообработке. Когда допустимо неполное снятие напряжений, этот способ может найти широкое применение.
§ 41. КОНТРОЛЬ ВЛАЖНОСТИ
Измерение влажности. В технике существует много способов определения влажности материалов. Они делятся на две группы: прямые способы, при которых непосредственно измеряются масса или объем воды, и косвенные способы, при которых измеряются показатели каких-либо свойств материала, зависящих от влажности. В деревообработке применяются весовой (прямой) и электрический способ, основанный на зависимости электрических свойств древесины от ее влажности.
Весовой способ (ГОСТ 16588—79) основан на взвешивании и высушивании проб (образцов), отбираемых из партии сортиментов, влажность которых подлежит определению. В сушильной технике этот способ используется в таком варианте. От доски или заготовки на некотором расстоянии (не менее 300 мм) от торца по всему поперечному сечению отпиливается проба, называемая секцией влажности, размером вдоль волокон около 10 мм. Секцию очищают от заусениц, определяют на технических весах ее массу т, помещают в сушильный шкаф с температурой 100—105 °C и выдерживают в нем до постоянной массы, т. е. до тех пор, пока из секции не перестанет испаряться вода, что контролируют несколькими последовательными взвешиваниями. Эту массу принимают равной массе абсолютно сухой древесины тсух. Влажность, %, исчисляют по формуле (см. § 6):
W = 100 (т — тсух)/тСуХ.
Число контрольных досок и отпиливаемых от них секций зависит от объема партии и требуемой надежности контроля.
Для определения влажности древесины электрическим способом используются электровлагомеры. Различают кондуктометрические влагомеры, основанные на измерении электропроводности древесины, и влагомеры переменного поля, ос-
189
нованные на измерении диэлектрической проницаемости древесины или ее диэлектрических потерь.
Зависимость электропроводности древесины от ее влажности такова (§ 9), что кондуктометрические влагомеры надежно измеряют влажность лишь в диапазоне от 7 до 30 %. Влагомеры переменного поля имеют более широкий диапазон измерения, но из-за особенностей устройства датчиков они малопригодны для пиломатериалов.
Схема наиболее распространенного кондуктометрического влагомера ЭВ-2К приведена на рис. 99. Датчик прибора Rx,
Рис. 99 Схема электровлагомера ЭВ-2К:
Пр — предохранитель; Т — трансформатор; Д1 — Д4 — полупроводниковые диоды; R1 — R10 — резисторы; — датчик, С1—СЗ — емкости; 1—12 — контакты переключателя;
Л —лампа ЭМ-8, цЛ — микроамперметр, Кн — кнопка включения
непосредственно воспринимающий измерительный ток, проходящий через древесину, представляет собой три стальных иглы-электрода, закрепленных в колодке из электроизоляционного материала. Иглы вводятся в доску или заготовку в направлении вдоль волокон.
Влагомер имеет два диапазона измерения с пределами 7— 30 % и 30—60 % влажности. На первом диапазоне измерение производят по схеме лампового омметра. В качестве показывающего прибора использован микроамперметр М-24. При переключении на второй диапазон прибор работает по схеме последовательного магнитоэлектрического омметра с тем же показывающим прибором. Шкалы прибора отградуированы в процентах влажности для древесины сосны при 20 °C. Для других пород при другой температуре в показания прибора вносят поправки из прилагаемых к нему таблиц. Погрешность влагомера в первом пределе измерения составляет ±2.. .3 % влажно-190
Рис. 100. Схема йыпилойки контрольного образца
сти. Во втором пределе (30—60%) погрешность не нормируется. Практически она доходит до 5—10 %.
Рассмотренные способы измерения влажности применяют для разового ее контроля на различных этапах производственного потока деревообрабатывающих предприятий.
Для контроля влажности пиломатериалов в сушильных камерах в процессе сушки эти способы в их чистом виде неприменимы. Многократный отбор из штабеля секций влажности практически невозможен. Влагомеры же на непрерывное дистанционное измерение влажности конструктивно не рассчитаны. В настоящее время такой контроль осуществляется видоизмененным весовым способом, называемым способом контрольных образцов (или отрезков).
Контрольный образец длиной 1 —1,2 м отпиливают (рис. 100) от доски, наиболее характерной для партии древесины, загружаемой в сушилку. Немедленно после выпиловки образец и смежные с ним секции влажности взвешивают: первый на торговых (с точностью до 5 г), а вторые — на технических весах. Затем образец укладывают в штабель материала, подлежащего сушке, а по секциям определяют начальную влажность образца, за которую принимают среднюю величину из влажности обеих секций. Написанная ранее формула для исчисления влажности справедлива для любых образцов независимо от их размера. Поэтому начальная влажность контрольного образца после его выпиловки может считаться равной
Гн=100(/Ин-/ИсУх)//ИсУх, где А4Н и Afcyx — начальная масса образца и его масса в абсолютно сухом состоянии.
Поскольку две из входящих в это выражение величины (начальные масса и влажность) известны, легко вычислить третью величину—массу абсолютно сухого образца:
Mcyx=-100MH/(lFH+ 100). (126)
Таким образом, массу образца в абсолютно сухом состоянии вычисляют заранее, перед началом сушки. В процессе же сушки влажность устанавливают по выражению
W, = 100 (Mt— Л1сух)ШсУх, (127)
где Мг— масса образца в любой момент процесса, устанавливаемая взвешиванием.
Контрольный образец нужно закладывать в штабель так, чтобы его можно было легко вынуть для взвешивания и вновь
191
Рис. 101. Кривые усадки штабеля
Рис. 102. Сх;ма устройства для взвешивания штабеля
положить в штабель. Так как один образец может неточно характеризовать влажность всего штабеля, целесообразно закладывать в него два образца, размещая их в зонах наиболее и наименее интенсивного просыхания материала.
Способ контрольных образцов имеет существенные недостатки: требует заходов обслуживающего персонала в камеры, что нарушает режим сушки и представляет неудобства (а при форсированных и высокотемпературных режимах сушки — определенную опасность) для операторов, и, кроме того, недостаточно точен. Весьма актуальна поэтому задача разработки надежных и удобных устройств для дистанционного контроля влажности пиломатериалов в процессе сушки. Перспективны для практического использования устройства, основанные на одном из двух принципов: измерения усадки штабеля и измерения его массы во время сушки.
Исследования, проводившиеся в МЛТИ, ЛТА им. С. М. Кирова и ЦНИИМОДе, показали, что усадка штабеля в процессе сушки тесно связана с влажностью пиломатериалов. Для примера на рис. 101 приведены кривые усадки штабеля (высо-192
той 1700 м) сосновых досок толщиной 35 мм при различной их начальной влажности. Аналоги шый характер имеют кривые усадки и любых других пиломатериалов, но угол наклона прямой, определяющей максимальную усадку Утах, может быть различным в зависимости от базы измерения, породы и толщины досок. Если путем предварительных экспериментов на материале заданной характеристики установить величину Утах и построить графики по типу рис. 101, то средняя влажность штабеля может быть определена по этому графику с абсолютной погрешностью не более ±1,5 % при U/<20 % и ±3 °/о при U/>30 %, что значительно меньше погрешности способа контрольных образцов.
Усадку нужно измерять либо по средней оси на торце штабеля, либо на обоих его боковых сторонах, усредняя результат. Из базы измерения следует исключать верхнюю треть штабеля, где может быть неплотное соприкосновение досок с прокладками. Дистанционность измерения обеспечивается механическими, трансформаторными или индукционными преобразователями.
На некоторых предприятиях смонтированы и эксплуатируются опытные образцы устройств для контроля влажности по усадке. Однако широкого промышленного применения они пока не получили из-за присущего им серьезного недостатка — необходимости сложной и трудоемкой тарировки приборов применительно к каждому типоразмеру высушиваемого материала.
В настоящее время ведутся работы по совершенствованию системы контроля влажности по усадке штабеля, в частности в направлении оснащения этих систем компактными вычислительными устройствами, анализирующими кинетику усадки и прогнозирующими ее взаимосвязь с влажностью для каждого конкретного штабеля без предварительной тарировки.
Способ контроля влажности пиломатериалов при сушке по массе штабеля основан на использовании монтируемых внутри камеры специальных весоизмерительных устройств, непрерывно или периодически взвешивающих штабель в целом. В Калининском политехническом институте (В. А. Лебедев) разработано такое устройство достаточно надежной и простой конструкции, производственные испытания которого дали положительные результаты (рис. 102). Штабель пиломатериалов 3 укладывается на подштабельную тележку 2. Все ее четыре колеса после закатки в камеру фиксируются в определенном положении на отрезках рельсов /, играющих роль консолей. Под этими консолями установлены гидравлические мембранные датчики 4, в которых создается давление жидкости, пропорциональное массе штабеля. Усредненное давление от датчиков передается по трубопроводу 5 на электрический преобразователь. Его сигнал регистрируется измерительным прибором, шкала которого проградуирована в единицах массы.
7 Заказ № 1842
193
Исчисление текущей влажности штабеля производится, как и при способе контрольных образцов, по формулам (126) и (127). Начальная влажность пиломатериалов, знание которой необходимо для определения ожидаемой массы штабеля в абсолютно сухом-состоянии МСух, определяется обычным весовым способом по нескольким секциям.
Контроль влажности штабеля по его массе наиболее целесообразен для использования в сборно-металлических камерах, которые при их изготовлении на машиностроительных заводах легко могут быть укомплектованы необходимыми устройствами.
§ 42. КОНТРОЛЬ ВНУТРЕННИХ НАПРЯЖЕНИЙ
Контроль внутренних напряжений неэбходим при сушке для того, чтобы в любой момент процесса иметь возможность установить характер и примерную величину внутренних напряжений в древесине, а также наличие в ней остаточных деформаций. Последние сведения особенно важно иметь после влаго-теплообработки и в конце сушки.
Производственный контроль напряжений осуществляют выпиловкой из материала на ленточной пиле специальных проб — силовых секций. Силовая секция раскраивается в виде двузубой гребенки с выкалыванием серединки (рис. 103, а). После раскроя зубцы секции изгибаются в ту или иную сторону (рис. 103, б). По форме секции можно установить характер внутренних напряжений, а по величине деформации — судить и об их сравнительной величине.
Если зубцы секции изгибаются наружу (форма /), значит в материале имеются растягивающие напряжения в наружных и сжимающие во внутренних слоях. Форма 2 характеризует обратный характер напряжений: сжатие поверхности и растяжение центральной зоны. Отсутствие деформаций после раскроя (форма 3) указывает на отсутствие напряжений.
Форма силовой секции после раскроя характеризует только полные внутренние напряжения в древесине в данный момент, но не дает еще представления об остаточных деформациях. Для установления характера остаточных деформаций надо раскроенную секцию выдержать в комнатных условиях в течение 7—8 ч или, при необходимости ускорить анализ, в сушильном шкафу при 100 °C. При этом влажность по ее объему станет равномерной, а форма зубцов может по сравнению с первоначальной измениться.
Если секция после выдержки приобрела форму 2, значит в материале имеются остаточные деформации удлинения на поверхности и укорочения внутри и соответственно сжимающие остаточные напряжения на поверхности и растягивающие внутри. Такой характер остаточных деформаций и напряжений наблюдается в процессе сушки без влаготеплообработки. Если после выдержки секция стала прямой (форма 3), значит остаточных деформаций в древесине нет. Это характерно для со-
194
a
Рис. 103 Схема раскроя силовой секции (а) и возможные ее деформации (б)
Рис. 104. Эпюрз внутренних напряжений (а) и оценка их по силовым секциям различной формы (б, в)
стояния древесины после правильно проведенной влаготеплообработки. Если же после выдержки секция принимает форму 1, в материале имеются остаточные деформации укорочения на поверхности и удлинения внутри. В процессе собственно сушки таких деформаций не возникает, но они могут появиться после излишне интенсивной влаго-тенлообработкн.
Но силовым секциям кроме полных и остаточных напряжений можно установить также характер распределения влажности по толщине сортимента. Для этого необходимо сравнить формы выпиленной секции непосредственно после ее раскроя и после выдержки. Если форма секции в процессе выдержки не изменилась (т. с. деформация зубцов осталась прежней), значит влажность древесины
в момент выпиловки была равномерной по толщине. Если же процессе выдержки произошла дополнительная деформация рубцов, влажность в выпиленной секции (а следовательно, и в контролируемом материале) была распределена неравномерно. Поскольку более влажные слои секции усыхают при выдержке больше, изгиб зубцов по сравнению с первоначальным (до выдержки) их положением происходит всегда в сторону более влажных слоев.
Отмстим, что если требуется проверить только остаточные напряжения в древесине, отпиленную секцию нужно сначала выдержать и после этого раскроить на двузубую гребенку.
В некоторых случаях, при сложной эпюре напряжений, гребенки по типу рис. 103 могут давать искаженное представление о характере внутренних напряжений, как это видно, например,
7*
195
из схемы рис. 104, а, б. В наружных зонах распределение напряжений оказалось симметричным, и зубцы не деформировались, что приводит к ложному выводу об отсутствии напряжений. Поэтому из пиломатериалов повышенной (более 40 мм) толщины рекомендуется дополнительно выпиливать вторую силовую секцию с зубцами во внутренней зоне сортимента. По двум (рис. 104, б, в) секциям характер напряжений может быть установлен более надежно.
Для контроля напряжений при сушке в штабель одновременно с образцами влажности закладывают силовые образцы приблизительно такой же (1 —1,2 м) длины. От них в нужные моменты и отпиливают силовые секции. Торцы образцов замазывают густой масляной краской. Замазка возобновляется на свежем пропиле после каждой выпиловки новой секции на расстоянии не менее 10 см от торца.
§ 43. ДЕФЕКТЫ И КАЧЕСТВО СУШКИ. ОКОНЧАНИЕ ПРОЦЕССА
Дефекты сушки. К видимым дефектам сушки пиломатериалов относятся растрескивание и коробление. Виды и причины растрескивания пиломатериалов могут быть различны. Встречаются следующие виды трещин: наружные, внутренние, торцовые и радиальные.
Наружные трещины образуются в начальной стадии процесса. Причина их — слишком жесткий режим сушки и возникновение вследствие этого чрезмерно больших растягивающих напряжений в поверхностной зоне сортимента. Мера предупреждения— применение рационального режима сушки.
Внутренние трещины (называемые иногда свищами или раковинами) образуются в конце процесса, когда растягивающие напряжения в центре сортимента достигают предела прочности. Для предупреждения их необходимо соблюдение правильного режима сушки. Дополнительная мера борьбы с ними — промежуточная влаготеплообработка.
Торцовые трещины появляются в результате интенсивной сушки торцов сортимента. Кардинальная мера борьбы с этим дефектом — замазывание торцов влагонепроницаемым составом. Однако это мероприятие трудоемко и при массовой сушке пиломатериалов не применяется. Для уменьшения торцового растрескивания необходимо предохранять торцы штабелей от интенсивного омывания их циркулирующим сушильным агентом, что может быть обеспечено надлежащей конструкцией ограждений камеры или использованием специальных торцезащитных экранов. При выполнении этого условия торцовые трещины бывают неглубокими и поврежденные части досок удаляются при их расторцовке без излишних потерь древесины.
Радиальные трещины характерны для так называемых сердцовых сортиментов, содержащих сердцевинную трубку, к которым относятся брусья и круглые лесоматериалы. Причина радиальных трещин — анизотропия древесины. Ее усушка 196
по периметру сердцовых сортиментов (т. е. в тангенциальном направлении) существенно бол&ше, чем по радиусу, в результате чего в их периферийной зоне появляются чрезмерные растягивающие напряжения даже при очень медленной и осторожной сушке. Предотвратить радиальные трещины при обычной конвективной сушке невозможно. Поэтому при раскрое пиломатериалов нужно вырезать сердцевину или следить, чтобы сердцевинная трубка находилась на ее поверхности.
Коробление пиломатериалов также вызывается различной усушкой древесины в разных направлениях. Для предупреждения коробления доски должны сушиться в состоянии фиксации их плоской формы, т. е. под давлением. Способ борьбы с короблением — правильная укладка пиломатериалов В штабель нужно укладывать доски и заготовки только строго определенной толщины па стандартных строганых прокладках, каждый ряд которых должен находиться в одной вертикальной плоскости. При соблюдении этих условий плоская форма досок в штабеле (за исключением двух-трех верхних его рядов) фиксируется массой самой древесины.
Категории и показатели качества сушки. Древесина, выпускаемая из сушилки, должна соответствовать своему назначению. Так как назначение древесины может быть различным, различными должны быть и требования к качеству сушки.
В зависимости от этих требований установлено [10] четыре категории качества сушки: первая (I) категория—сушка пиломатериалов до эксплуатационной влажности, обеспечивающая особо точную механическую обработку и сборку деталей и узлов наиболее квалифицированных изделий (музыкальные инструменты, точные приборы, спортинвентарь и т. п.); вторая (II) категория — сушка до эксплуатационной влажности, обеспечивающая точную механическую обработку деталей и узлов квалифицированных изделий (мебель, столярно-строительные изделия, внутреннее оборудование пассажирских вагонов и судов н т. п.); третья (III) категория — сушка до эксплуатационной влажности пиломатериалов для менее квалифицированных изделий деревообработки (тара, товарные вагоны, строительный погонаж и т. п.); нулевая (0) категория — сушка товарных пиломатериалов до транспортной влажности.
Качество сушки характеризуется несколькими показателями. К ним o'lносятся средняя величина конечной влажности, равномерное и. конечной влажности, определяемая отклонениями влажное hi о! дельных досок от средней влажности партии (штабеля), перепад влажности по толщине пиломатериалов, остаточные внутренние напряжения. Нормы требований к показателям качества сушки для различных категорий приведены в табл. 20.
В отношении конечной влажности пиломатериалов в таблице указаны лишь ее пределы. Конкретные значения этого показателя при сушке до эксплуатационной влажности назначаются в соответствии со стандартами и техническими условиями на
197
20. Нормы требований к показателям качества сушки
Показатель Категории качества
I II ш 0
Средняя конечная влажность, % 7-10 7—15 10—15 16—20
Отклонение конечной влажности отдельных досок (заго~овок) от средней влажности штабеля, %, при их толщине, мм:
до 32 Не более Не более Не более Не более
±2 ±3 ±4 г+6
свыше 32 до 50 То же То же То же ±4
свыше 50 » » » 4 2,5
Перепад влажности по толщине пиломатериалов, %, при их толщине, мм:
до 22 Не более Не более Не более Не контро-
1,5 2,0 2,5 лируется
свыше 22 до 40 2,0 3,0 3,5
свыше 40 до 60 2,5 3,5 4,0
свыше 60 3,0 4,0 5,0
Условный показатель Не более Не более Не контро- То же
остаточных напряжений (относительная деформация зубцов силовой секции), % 1,5 2,0 лируется
изделия. Товарные пиломатериалы рекомендуется сушить до конечной влажности 16 % при их толщине до 32 мм, 18 % при толщине свыше 32 до 50 мм и 20 % при толщине свыше 50 мм.
Контроль показателей качества сушки производится следующим образом. Среднюю конечную влажность и отклонения от нее устанавливают путем отбора из штабеля не менее 9 контрольных досок, от которых отпиливают по 2 секции влажности. Влажность каждой секции W, определяют в соответствии с указаниями, приведенными в § 41. Показатели средней влажности U7(.p и отклонений от нее вычисляют по формулам:
= £ Wiln (128); Д№-±2ст=±2/^Д (№,—№ср)/л >
(129) где п — число проб влажности (секций); о — среднеквадратическое отклонение
Значение AU7, вычисленное по формуле (129) через статистический параметр ст, характеризует равномерность конечной влажности штабеля значительно более надежно, чем максимальное отклонение (Wt—№Cp)max, на величину которого могут оказывать влияние случайные факторы.
198
Для определения перепада влажности по толщине пиломатериалов от нескольких контрольных досок (не менее 5 для первой и не менее 3 — для других категорий качества) рядом с секциями влажности вырезают так называемые секции послойной влажности, которые раскалывают на слои по схеме рис. 105. Влажность каждого слоя определяют рассмотренным ранее весовым способом. Показателем перепада влажности по толщине 6W считают среднюю по всем секциям величину разности —U/пов, где Ч/ц и Ч^пов — влажность цен-
трального и поверхностных слоев.
Остаточные внутренние напряжения определяют по силовым секциям, которые выпиливают из тех же контрольных досок и в том же количестве, как для контроля пере-
Рис. 105. Схема секций послойной влажности при толщине пиломатериалов до 32 мм (а) и свыше 32 мм (б)
пада влажности по толщине. Секции после их выпиловки и выдержки в сушильном шкафу в течение 2—3 ч раскраивают на двузубые гребенки по схемам рис. 103 при толщине досок до 40 мм и рис. 104, в — при толщине более 40 мм. Рекомендуемые размеры секций и их элементов приведены в РТМ [10]. Условным показателем остаточных напряжений считается средняя по всем секциям относительная деформация зубцов fcp, вычисляемая для каждой секции по выражению
f = 100(S — SJ/2Z, (130)
где 5’, Si — размеры секции (рис. 103, а), измеряемые с помощью индикаторной скобы или штангенциркуля с точностью 0,1 мм.
Определение показателей качества сушки рассмотренными способами осуществляют периодически при пуске камеры после ее ремонта и переналадки, а также по требованию контрольных служб предприятия. В повседневной практике для приближенного контроля конечной влажности и ее равномерности целесообразно использовать электровлагомеры, а для оценки остаточных напряжений — выпиловку секций из контрольных силовых образцов, закладываемых в штабеля одновременно с образцами влажности.
Окончание процесса сушки. Для обеспечения требуемых качественных показателей сушку пиломатериалов, особенно I и II категорий, следует заканчивать по определенным правилам.
199
При достижении контрольными образцами заданной конечной влажности назначают влаготеплообработку. По окончании ее в течение 1—4 ч, в зависимости от толщины сортиментов, увлажненную поверхность древесины подсушивают при психрометрической разности последней ступени режима, после чего проверяют показатели качества сушки. Если древесина отвечает предъявляемым к ней требованиям, ее охлаждают в камере до 30—40 °C при выключенных калориферах и открытых приточно-вытяжных каналах, а затем выгружают. Если же пиломатериалы просушены недостаточно качественно, например имеют недопустимые отклонения конечной влажности (что бывает чаще всего), проводят так называемую кондиционирующую обработку с целью выравнивания влажности.
При кондиционирующей обработке в камере поддерживается состояние среды, обеспечивающее снижение влажности недосушенных и увлажнение пересушенных сортиментов. Если сушка ведется режимами низкотемпературного процесса, температура во время обработки сохраняется на уровне последней ступени режима, а степень насыщенности должна быть равновесна (по диаграмме рис. 11, § 7) заданной конечной влажности, увеличенной на 1 %. При сушке высокотемпературными режимами в среде перегретого пара температура во время обработки снижается до уровня, обеспечивающего требуемую равновесную степень насыщенности.
Необходимая продолжительность кондиционирующей обработки определяется многими факторами. Ориентировочно ее можно назначать по данным табл. 19, корректируя их в ту или другую сторону в зависимости от фактической равномерности конечной влажности штабеля перед обработкой.
Весь процесс сушки, от начального прогрева до кондиционирующей обработки, сопровождается записью всех проводимых наблюдений и замеров в специальном журнале и картах сушки. Рекомендуемые формы их приводятся в РТМ [10].
Глава 10
ПРОДОЛЖИТЕЛЬНОСТЬ СУШКИ ПИЛОМАТЕРИАЛОВ. ПЛАНИРОВАНИЕ И УЧЕТ РАБОТЫ
СУШИЛЬНЫХ КАМЕР. ТЕХНИКА БЕЗОПАСНОСТИ
§ 44. ОСОБЕННОСТИ ПРОИЗВОДСТВЕННЫХ РАСЧЕТОВ ПРОДОЛЖИТЕЛЬНОСТИ СУШКИ
При проведении камерной сушки, а также для определения производительности, планирования и учета работы сушильных камер очень важно уметь .рассчитывать продолжительность процесса.
Выше, в гл. 5, были приведены теоретические уравнения продолжительности низко- и высокотемпературных процессов 200
сушки древесины. Однако эти уравнения, справедливые для единичных сортиментов, высушиваемых при стабильных параметрах среды, непригодны без существенных поправок для условий их сушки в штабелях при переменных параметрах сушильного агента. Кроме того, в штабель загружают доски различной влажности и плотности, выпиленные из различных частей ствола с различной орие [тацией граней относительно годичных слоев, что затрудняет определение расчетных коэффициентов.
Имеются методы строгого расчета [21] продолжительности сушки пиломатериалов в штабеле, учитывающие нестабильность параметров сушильного агента в нем и неоднородность высушиваемых сортиментов. Такие расчеты, однако, чрезвычайно громоздки и требуют колоссальной вычислительной работы. Их применение целесообразно лишь в исследовательских целях.
Для производственных нужд такая работа не оправдывается. Погрешность любых технических расчетов зависит от степени точности не только применяемых уравнений, но и исходных данных. Исходные же данные для расчета продолжительности камерной сушки (начальная влажность древесины, ее плотность и др.) пе могут быть точно установлены заранее и всегда определяются лишь ориентировочно. При этих условиях ориентировочными будут и расчеты продолжительности процесса, даже если они проводятся по самым точным уравнениям.
Достаточно надежные производственные расчеты продолжительности сушки пиломатериалов могут делаться на базе приближенных уравнений, приведенных в § 23, с введением в эти уравнения коэффициентов, учитывающих факторы, не поддающиеся элементарному расчету, например замедление сушки в штабеле, скорость циркуляции и др. С целью облегчения расчетов полезно иметь графики для определения входящих в формулы параметров, коэффициентов или их комплексов. Такой метод расчета может быть назван графоаналитическим. Несмотря на относительную простоту приближенных уравнений продолжительности сушки, графоаналитический метод все же весьма трудоемок. Его целесообразно применять для сравнительных расчетов при испытаниях и проектировании камер. Для укрупненных производственных расчетов при эксплуатации сушильных камер может быть рекомендован еще более простой, так напиваемый табличный метод определения продолжительности сушки, основанный на использовании набора заранее составленных таблиц и простом перемножении входящих в них величин.
Ниже рассматриваются графоаналитический и табличный методы расчета продолжительности сушки пиломатериалов, разработанные Московским лесотехническим институтом и вошедшие в РТМ [10]. В связи со спецификой низко- и высокотемпературных процессов и особенностями сушки в камерах периодического и непрерывного действия эти методы даны в трех
201
вариантах: а) для низкотемпературного процесса сушки в камерах периодического действия; б) для высокотемпературного процесса сушки в камерах периодического действия; в) для низкотемпературного процесса сушки в противоточных камерах непрерывного Действия.
§ 45. ПРОДОЛЖИТЕЛЬНОСТЬ НИЗКОТЕМПЕРАТУРНОГО ПРОЦЕССА СУШКИ В КАМЕРАХ ПЕРИОДИЧЕСКОГО ДЕЙСТВИЯ
Графоаналитический метод. В качестве исходного принимается (§ 23) уравнение (99), которое с учетом выражений (98) и (96) для условий камерной сушки (при устойчивой влажно-, сти Wy, не отличающейся от равновесной И?р) записывается в виде
65S? t №н- иг т = сх------- 1g 0,81 —5----------£-
а'10® \ №к— №р
(131)
В этом уравнении продолжительность сушки т исчисляется в часах, толщина пиломатериалов Si в сантиметрах, а коэффициент влагопроводности а' в квадратных сантиметрах, деленных на секунду.
Состояние сушильного агента в камере, определяющее величины а' и И?р, изменяется во времени. Поэтому, а также потому, что уравнение (131) не учитывает замедления сушки в штабеле, его непосредственно использовать нельзя. Если режимом сушки предусматривается на всех ступенях процесса практически стабильная (с отклонениями не более 1—2 °C) температура смоченного термометра, что имеет место в большинстве случаев, для определения продолжительности сушки, ч, рекомендуется видоизмененная расчетная формула
т-с СА А 1ц
Т — сх С Л Р- <р *& ’
«г
(132)
где К — множитель, учитывающий соотношение единиц измерения; Si — толщина пиломатериалов, см; Сх—поправка на многомерность, учитывающая ширину доски; а'м — коэффициент влагопроводности древесины при температуре смоченного термометра tM- С — коэффициент замедления сушки в штабеле; Аг ц — коэффициент реверсивности циркуляции; Лф— коэффициент, зависящий от начальной (на первой ступени режима) степени насыщенности среды <pn; WH, W!t — начальная и конечная влажность древесины.
Множитель К в уравнении (131) при принятых единицах измерения т, а' и Si равен 65. Однако замена величины (0,81 на отношение №П/1ГК и коэффициента влаго-
проводности а' на п'м потребовали изменения этого множителя. Эксперименты показали, что расчеты по формуле (132) дают меньшую погрешность, если принять этот множитель зависящим от толщины Si и считать его равным:
5|, см .......................... 20 30 40 50 60 70 80 90
К ............................... 72 67 63 59 56 54 52 50
202
Рис. 106. График для определения поправки на~ многомерность ст при В7н>50 % и АГК = 8. ..20%
Рис. 107. Номограмма для определения комплекса Б =
Поправку на многомерность сг находят по рис. 40 в зависимости от отношения толщины досок к их ширине Si/S2 и безразмерной влажности О' (§ 23). Для наиболее характерных случаев, когда начальная влажность 1FH>5O %, а конечная влажность лежит в пределах 8—20%, величину cz можно определять только по отношению Si/S2 с помощью графика рис. 106.
Для определения коэффициента а' по заданной режимом температуре tM можно пользоваться диаграммой рис. 39. Но удобнее непосредственно находить комплексную величину Б Л^/^мЮ6) по номограмме рис. 107 в зависимости от температуры /м, породы и толщины пиломатериалов.
Коэффициент замедления сушки в штабеле С есть функция произведения схБ, скорости циркуляции w и размера штабеля по ходу воздуха h. Его определяют по графику рис. 108. Коэффициент реверсивности циркуляции имеет только два значения: при реверсивной циркуляции ДР.ц=1,0, при нереверсивной Ар. ц=1,1. Коэффициент находят с помощью графика рис. 109 по начальной степени насыщенности <ри. Наконец, десятичный логарифм отношения !Vrn/lFK легко определяется по логарифмической линейке или с помощью калькулятора.
В тех случаях, когда процесс сушки ведется по режимам с неодинаковой температурой смоченного термометра на различных ступенях, применение формулы (132) может дать существенную погрешность. Здесь продолжительность сушки необхо-
203
C(i,8)
300 2802602W 220 200180160 Ш1120 100 80 50 ЬО 20 1,02 <, Ob 1,061,1 1,2 1,b 1,6 2 Ш
Рис. 108 График для определения коэффициента замедления сушки в штабеле С
Рис 10е) График для определения коэффициента Лф
димо рассчитывать отдельно по каждой ступени режима, суммируя полученные результаты. Для первой ступени, когда процесс начинается при равномерном распределении влажности по толщине материала, нужно применять формулу
——L- СМр. ulg( о,81—^----Р-*
Я1106 V W'ki-W'p!
(133)
а на второй и третьей ступенях, при параболическом распределении влажности, формулы:
65Sf , W ,.2 — №d2
T2=c,2-T-rCHp.,llg—----------12-; (134)
«210« ll’K2 - Ц,2
65S?
(135)
«<106 - «>'рз
204
Очевидно, в этих формулах влажность = WH2 соответствует первой переходной влажности по режиму сушки, a VTk2=^h3 — второй переходной влажности. Поправку сх на /-й (1,2 или 3-й) ступени ст, определяют с помощью диаграммы рис. 40 (§ 23) по отношению Si/S2 и безразмерной влажности на соответствующей ступени 0i = —— ^4-, а коэффициент
i — I
влагопроводности аг' — с помощью диаграммы рис. 39 (или левой части номограммы рис. 107) по породе древесины и режимной температуре t на данной ступени процесса. Коэффициент реверсивности циркуляции Ар. ц может иметь те же два значения (1,0 и 1,1), как и в формуле(132). Для отыскания коэффициента замедления сушки в штабеле Сг можно пользоваться графиком рис. 108, заменяя множитель схБ величиной 658, -------- 1,31, вычисленной для каждой ступени процесса.
д'10°
Следует иметь в виду, что по формулам (132) — (135) вычисляют только продолжительность собственно сушки. Для оценки полного времени сушильного цикла к ней нужно прибавлять продолжительность начального прогрева и влаготеплообработки.
Табличный метод. Продолжительность цикла сушки (вклю чая начальный прогрев и влаготеплообработку) определяется по табличному методу произведением
т = ТИсхЛрАцАвАдЛк, (136)
в котором через ТцСХ обозначена так называемая исходная продолжительность сушки пиломатериалов заданной породы и размеров (табл. 21) нормальными режимами при начальной и конечной влажности 60 и 12 % в камерах с реверсивной циркуляцией сродней интенсивности (скорость воздуха по материалу I м/с), а через А—коэффициенты, учитывающие фактическую категорию режима сушки (Ар), интенсивность циркуляции (Ац, чабл. 22), начальную и конечную влажность древесины (Ав, табл. 23), длину сортиментов (Ад) и категорию качества сушки (Лк).
Коэффициент Ар может иметь три значения: мягкие режимы 1,7, нормальные— 1,0, форсированные — 0,8.
Если скорость циркуляции w (табл. 22) неизвестна, ее можно для приближенных расчетов принимать равной: для стационарных камер с естественной циркуляцией 0,2 м/с; для стационарных камер с циркуляцией слабой интенсивности (например, ЦНИИМОД-39) 0,5 м/с; то же с циркуляцией средней интенсивности (ЦНИИМОД-23, ВИАМ-2, эжекционные Гипродревпрома) 1 м/с; то же с циркуляцией повышенной интенсивности (ЛТА — Гипродрев, СП Л К-2) 2 м/с; для сборнометаллических камер с нереверсивной циркуляцией (например,
205
21. Исходная продолжительность сушки тисх, ч, в формуле (136)
С о с I- а, ель П 1 х т а. кедр Лис т в е н н и ц а
До 16 23 25 26 27 27 27 До 16 58 63 64 67 68 68
19 29 31 32 33 33 33 19 68 72 74 77 77 77
22 34 37 39 39 39 39 22 75 80 83 86 87 87
25 45 50 53 54 55 55 25 83 88 91 92 93 94
32 59 63 68 72 73 73 32 94 99 104 108 ПО 113
40 71 79 84 86 88 88 40 113 129 144 157 166 175
50 — 93 99, 100 104 105 50 — 182 224 256 279 304
60 — 103 114 122 125 130 60 — 235 304 361 400 443
70 — — 147 161 178 194 70 —. — 431 521 585 635
75 — — 156 177 197 218 75 — — 466 574 650 757
100 — — 340 354 379 432
О с ина , л а п а т о пол ь Б е 3 6 3 а, ольха
До 16 29 31 33 34 34 34 До 16 36 37 37 38 39 39
19 36 38 39 40 40 40 19 44 45 47 47 48 48
22 43 45 47 53 54 54 22 50 51 53 54 55 55
25 59 62 64 66 67 68 25 67 73 78 81 83 84
32 73 80 84 88 89 91 32 81 85 88 91 92 94
40 81 87 93 96 99 102 40 93 96 100 101 105 107
50 —. 98 109 116 119 123 50 —- 115 130 141 149 158
60 — 112 128 140 152 164 60 —_ 155 187 213 231 249
75 — — 253 282 311 344 75 — — 377 420 463 514
Б У к> я к л ген е н, Ь, 1 б е р л ь ест, vt Дуб, о р е х, г э а б
До 16 58 59 61 63 63 63 До 16 84 85 86 87 87 88
19 65 68 71 73 73 74 19 88 91 94 96 96 97
22 73 77 80 81 82 83 22 97 101 104 105 106 107
25 91 94 96 99 101 102 25 117 125 132 136 138 140
32 102 109 115 118 120 122 32 146 173 193 206 214 221
40 114 126 140 152 159 167 40 183 234 269 293 307 321
50 —— 170 199 225 239 255 50 — 365 431 488 520 551
60 250 296 339 367 396 60 562 679 777 841 905
75 — — 591 657 728 805 75 — — 1086 1209 1340 1483
СКД) 2 м/с; то же с реверсивной циркуляцией (СПВ-62, УЛ-1, УЛ-2, СПМ-2К) 2,5 м/с.
Коэффициент Ая для досок равен 1,0, а для заготовок имеет в зависимости от отношения их длины к толщине L/Si следующие значения:
L/Si
Ад
40 35 30 25 20 15 10 7 5
1 0,97 0,95 0,93 0,91 0,88 0,8 0,7 0,6
206
22. Значения коэффициента Ац в формуле (136)
тисх^р’ 4 Скорость циркуляции W, м/с
0,2 0,5 1,0 1,5 2,0 2,5 3,0 3,5
20 3,14 1,80 1,0 0,78 0,63 0,54 0,49 0,46
40 2,40 1,65 1,0 0,81 0,67 0,59 0,54 0,52
60 2,03 1,58 1,о 0,84 0,71 0,64 0,60 0,58
80 1,76 1,42 1,0 0,85 0,76 0,72 0,68 0,67
100 1,56 1,32 1,0 0,88 0,81 0,79 0,78 0,77
140 1,31 1,15 1,0 0,92 0,91 0,90 0,89 0,88
180 1,15 1,10 1,0 0,96 0,95 0,94 0,93 0,92
220 и более 1,08 1,05 1,0 0,99 0,98 0,97 0,96 0,95
Примечание. При нереверсивной циркуляции табличный коэффициент Л и умножается на 1,1.
23. Значения коэффициента Ав в формуле (136)
о
X 22 20 18 1ь 14 12 10 9 8 7 6
120 1,07 1,12 1,18 1,25 1,33 1,43 1,55 1,61 1,68 1,76 1,86
НО 1,00 1,06 1,12 1,20 1,28 1,37 1,49 1,55 1,62 1,71 1,81
100 0,94 1,00 1,06 1,14 1,22 1,31 1,43 1,50 1,57 1,65 1,75
90 0,87 0,93 1,00 1,07 1,16 1,25 1,36 1,43 1,51 1,58 1,68
80 0,80 0,86 0,93 1,00 1,09 1,18 1,29 1,35 1,43 1,51 1,61
70 0,72 0,78 0,84 0,92 1,00 1,10 1,21 1,27 1,35 1,43 1,52
65 0,67 0,74 0,80 0,87 0,96 1,05 1,16 1,23 1,30 1,38 1,48
60 0,62 0,68 0,75 0,82 0,91 1,00 1,11 1,18 1,25 1,33 1,43
55 0,57 0,63 0,69 0,77 0,85 0,94 1,06 1,12 1,20 1,28 1,38
50 0,51 0,57 0,63 0,71 0,79 0,89 1,00 1,06 1,14 1,22 1,32
45 0,44 0,50 0,57 0,64 0,73 0,82 0,93 1,00 1,07 1,15 1,25
40 0,37 0,43 0,49 0,57 0,65 0,75 0,86 0,93 1,00 1,08 1,18
35 0,29 0,35 0,43 0,49 0,57 0,66 0,78 0,84 0,92 1,00 1,10
30 0,19 0,25 0,32 0,39 0,48 0,57 0,68 0,75 0,82 0,90 1,00
28 0,15 0,21 0,27 0,35 0,43 0,53 0,64 0,71 0,78 0,86 0,96
26 0,10 0,16 0,23 0,31 0,38 0,48 0,59 0,66 0,73 0,82 0,91
24 0,06 0,11 0,18 0,27 0,33 0,43 0,54 0,61 0,68 0,77 0,86
22 — 0,06 0,13 0,22 0,28 0,38 0,49 0,56 0,63 0,71 0,81
20 — — 0,07 0,14 0,22 0,32 0,43 0,49 0,57 0,65 0,75
Коэффициент Лк определяется категорией качества сушки-для I категории Лк = 1,2, для II категории Лк~ 1,15, для /// Ли = 1,05 и для 0 категории Лк = 1,0.
Если тот или иной параметр, определяющий ТцСХ и коэффициенты Лц, Лв, Лк, имеет промежуточную между указанными в таблице величину, их нужно находить путем интерполяции.
Пример. Определить графоаналитическим и табличным методами продолжительность сушки нормальным режимом 4 Н сосновых досок сечением 40X150 мм от начальной влажности 70 до конечной 10 %, по II категории
207
качества сушки в эжекциоино-реверсивной камере Гипродревпрома при скорости воздуха по материалу 1,5 м/с.
Для расчета графоаналитическим методом пользуемся уравнением (132), поскольку режим сушки (см. табл. 10) предусматривает одинаковую температуру мокрого термометра (^м = 38 °C) на всех ступенях процесса. Находим по рис. 106 поправку на многомерность. При Si/Sz= = 40/150 = 0,266 с-г —0,82 Определяем по рис. 107 для заданных условий комплекс Б. Он равен 85. Произведение стВ = 0,82-85 = 70. При размере штабеля— по коду воздуха в камере Гипродревпрома й=1,8 м и скорости 10=1,5 м/с коэффициент замедления сушки в штабеле С=1,65 (рис. 108). Коэффициент реверсивности циркуляции Лр «=1,0. Коэффициент, учитывающий начальную степень насыщенности при 1Гк = 70% и ср = 0,8 (по режиму 4-Н) в соответствии с рис. 109, Лф=1,0. Подставляя найденные величины в формулу (132), имеем т=0,82-85-1,65-1 • 1 • 1g (70/0) =97 ч.
Применяя табличный метод расчета, находим по таблицам величины, входящие в формулу (136): тИсх = 88 ч (см. табл. 21); ЛР = 1 (нормальный режим); Дц = 0,86 (см. табл. 22); Дв = 1,21 (см. табл. 23); Дд = 1 (для досок); Дк = 1,15 (II категория качества). Перемножая найденные величины, определяем т = 88-1 -0,86 • 1,21 • 1 • 1,15= 105 ч.
Полученные в приведенном примере результаты расчетов графоаналитическим и табличным методами практически совпадают, поскольку первый результат (97 ч) характеризует продолжительность только собственно сушки, а второй (105 ч) — продолжительность всего цикла, включая начальный прогрев и влаготеплообработку. Отметим, что точного совпадения результатов расчета по обоим методам ожидать, как правило, нельзя, так как табличный метод является укрупненным и по сравнению с графоаналитическим менее точен.
§ 46. ПРОДОЛЖИТЕЛЬНОСТЬ ВЫСОКОТЕМПЕРАТУРНОГО ПРОЦЕССА СУШКИ В КАМЕРАХ ПЕРИОДИЧЕСКОГО ДЕЙСТВИЯ
Графоаналитический метод. Расчетные формулы продолжительности высокотемпературного процесса сушки пиломатериалов в штабеле после преобразования уравнений (102) и (104), приведенных в § 23, записываются в виде:
' 5.Рвг(^-20> _^ХСЛ . (137)
72 (/с — 100) У а 4001 ) 1 v ’
3,рвг(20-Гр) , „2.31g-2"-"^ ,
72(^—100) \а 200Х/ р’ц 6 — «7р
(138)
где Tt — продолжительность первого этапа сушки, ч, от начальной влажности WH до переходной влажности, принимаемой равной 20 %; тг — продолжительность второго этапа сушки, ч, от переходной (20%) влажности до заданной конечной влажности Сх—поправка на многомерность сортиментов, определяемая для первого этапа по рис. 106 в зависимости от отношения толщины сортимента к его ширине S1/S2, а для второго этапа по рис. 40 (§ 23) в зависимости от отношения Si/S2 и безразмерной влажности 9'=(Й7к—Ц7р)/(20—И7р);рБ —базисная плотность древесины, кг/м3; г — скрытая теплота парообразования, МДж/кг, принимаемая для температуры кипения ~100 °C равной 2,25; tc — температура среды по режиму сушки, °C; а — коэффициент теплообмена древесины со средой, Вт/(м2-°С) (рис. 42,
208
§ 23); X — коэффициент теплопроводности древесины, определяемъш при ее средней влажности на первом этапе У/==20 %, а на втором У/=0,5(20+ + №к), Вт/(м-°С); Ар ц — коэффициент реверсивности циркуляции, имеющий, как и при низкотемпературном процессе, два значения (1,0 и 1,1); С — коэффициент замедления сушки в штабеле.
Величина коэффициента замедления сушки, зависящая от расчетной толщины сортимента Sp, скорости циркуляции сушильного агента в штабеле w и длины его движения по материалу (ширины штабеля) h, определяется по диаграмме рис. ПО. Толщина SP, характеризующая толщину неограничен-
нее )
8 7 6 5 У 3 2 1 3,0 28 2,6 ^4 2,2 2,0 1,8 1,6 7,4 7,2 1,0
Расчетная толщина 8р,см Коэффициент замедления сушки С
Рис. НО Диаграмма коэффициента замедления сушки в штабеле
при высокотемпературном процессе
ной пластины, эквивалентную по продолжительности сушки размерам заданного сортимента, находится по выражению
S„-.S,VK- (139)
Так как поправка на многомерность сх может быть для первого п второго этапов процесса неодинаковой, Sp и коэффициент С нужно определять для каждого этапа в отдельности.
По уравнениям (137) и (138), как и при низкотемпературном процессе, определяется только продолжительность собственно сушки. Изложенный графоаналитический метод расчета справедлив для древесины мягких лиственных и хвойных пород, кроме лиственницы, при сушке до конечной влажности 20 % и ниже. В специальной литературе [10, 22] приводятся уравнения и графики для расчета продолжительности сушки без этих ограничений. На их рассмотрении мы полагаем возможным не останавливаться.
Табличный метод. Продолжительность полного цикла высокотемпературной сушки пиломатериалов, включая начальный прогрев и влаготеплообработку, определяется произведением
Т = ТисхЛп-^ц-^в-^т-^д-^к. (140)
209
Величина тИСх, ч, характеризует продолжительность сушки сосновых пиломатериалов от начальной влажности 60 до конечной 12 % стандартным высокотемпературным режимом при скорости сушильного агента по материалу 2 м/г.
По сравнению с низкотемпературным процессом (136) из формулы исключен коэффициент Лр и дополнительно введены коэффициент Лп, учитывающий породу древесины, и коэффициент Лт, учитывающий фактическую температуру сушильного агента, если она отличается от регламентируемой стандартным режимом.
Таблицы для определения тИсх и коэффициентов А приводятся в РТМ [10]. Способ их построения не отличается от такового для низкотемпературного процесса, и останавливаться на них мы считаем излишним.
§ 47. ПРОДОЛЖИТЕЛЬНОСТЬ СУШКИ В ПРОТИВОТОЧНЫХ КАМЕРАХ НЕПРЕРЫВНОГО ДЕЙСТВИЯ
Графоаналитический метод. Напомним, что в противоточных камерах изменение по ходу процесса параметров сушильного агента, воздействующего на древесину, осуществляется не за счет их регулирования во времени, как в камерах периодического действия, а за счет последовательного перемещения штабелей от сырого конца камеры к сухому. В сечении штабеля, перпендикулярном воздушному (или газовому) потоку, эти параметры практически одинаковы, поэтому здесь коэффициенты замедления сушки в штабеле С и реверсивности циркуляции Лрц равны 1.
При условии соблюдения заданных стандартными режимами параметров воздуха в сухом и сыром концах камеры продолжительность сушки определяется по формуле
г=с,БЛф18—2- (141), где (142),
».,1о
в которых величины сх, Б и Лф находятся так же, как при низкотемпературном процессе в камерах периодического действия (см. рис. 106, 107, 109).
Однако расчеты по формуле (141) в ряде случаев могут давать весьма существенные отклонения от реальной продолжительности сушки. Дело в том, что промышленные противоточные камеры оборудованы вентиляторными установками ограниченной мощности. Поэтому иногда, особенно при сушке тонких пиломатериалов, воздух достигает полного насыщения влагой, не доходя до сырого конца, в результате чего часть камеры выключается из активного процесса сушки, и продолжительность его становится значительно больше теоретически возможной. Наоборот, при сушке толстых пиломатериалов воз
210
дух в сыром конце может иметь пониженную степень насыщенности и тогда продолжительность процесса будет меньше.
Для надежного расчета действительной продолжительности сушки необходимо дополнительно определять приращение влагосодержания циркулирующего воздуха, обусловленное его массой, а также массой испаряемой воды, и если это приращение не соответствует режимным параметрам, вносить в расчет соответствующие уточнения. Масса испарившейся из древесины воды, удаляемой в духом в единицу времени, кг/ч,
Рис 111, График изменения состояния воздуха в противоточной камере на /d-диаграмме
виде пара циркулирующим воз-составляет
М - Gu i Ad/1000),
(143)
где бц — масса циркулирующего воздуха (по его сухой части), кг/ч; Ad= =dz—di — приращение влагосодержа гия воздхха, г/кг, при его перемещении через все штабеля в камере (рис 111).
С другой стороны, масса воды, подлежащей испарению в единицу времени (1 ч), определяется через вместимость камеры £к, м3, древесины, базисную плотность древесины рв, кг/м3, и время т, ч, выражением
£кРВ ^н-^к
т 100
(144)
Вместимость камеры в свою очередь зависит от вместимости штабеля Е [см. § 32, уравнение (124)] и числа загруженных штабелей п:
Ev. — nE-= п/6/грдлршрв,
(145)
где I, b, h — габаритные размеры штабеля, м; рдл, рш, рв—коэффициенты заполнения штабеля по длине, ширине и высоте
Приравняв выражения (143) и (144) и решив полученное уравнение относительно Aaf, будем иметь
ДЛ-10ЕкрБ(Гн-№к)/(ад.
(146)
Часовое количество циркулирующего в камере воздуха обычно измеряется не массой, а объемом, равным производительности циркуляционных вентиляторов Уц. Часовая масса
211
воздуха по сухой части <7Ц выражается через объем Уц отношением
GIt = Vu/vnp, (147)
где Опр — приведенный удельный объем воздуха, зависящий от его состояния и определяемый по /d-диаграмме.
При проектировании камер величину принимают по техническим характеристикам вентиляторов. Для расчетов продолжительности сушки в действующих камерах должен определяться фактический объем циркулирующего воздуха. Это делается измерением скорости воздуха в нескольких точках циркуляционного канала и умножением средней скорости в нем wK, м/с, на площадь его поперечного сечения FK, м2: V4 = 3600ayKfK [м3/ч].
Расчет продолжительности сушки при не известном заранее состоянии воздуха в сыром конце камеры проводят в такой последовательности. Находят предварительное значение продолжительности сушки по уравнению (141) и графикам рис. 106, 107 и 109, исходя из допущения, что воздух в сыром конце камеры достиг насыщенного состояния и, следовательно, коэффициент Лф, определяемый по рис. 109 (при tp2 = 1), имеет максимальную при данной начальной влажности древесины величину Лфтах : Тпр — Ст ^Лфшах 1£(^н/1Ук). Определяют по уравнению (146) предварительное значение прироста влагосодержания AJnp, после чего строят график процесса на ///-диаграмме (рис. 111), проводя от точки 1, характеризующей режимные параметры воздуха в сухом конце, прямую /--const вниз до пересечения ее с линией ф— 1, и находят максимально возможное при заданном режиме сушки приращение влагосодержания A/Zmax- Ход дальнейшего расчета зависит от соотношения полученных величин Adnp и Admax. Здесь возможны три варианта.
1. Adnp = Admax — это значит, что воздух на протяжении всего пути по материалу сохраняет испарительную способность и становится насыщенным лишь на выходе из штабелей. В этом случае, вероятность которого сравнительно мала, дальнейших расчетов не требуется, так как действительная продолжительность сушки Тд = Тпр.
2. Adnp>Admax — это значит, что воздух становится насыщенным, не доходя до сырого конца, и на каком-то начальном (по ходу материала) участке камеры древесина не высыхает. В этом случае продолжительность сушки будет больше, чем по предварительному расчету и составит
тд = тПр (Adnp/Admax). (148)
3. AdnpCAdmax — это значит, что степень насыщенности воздуха в сыром конце камеры <р2 <Z 1 и, следовательно, действительная продолжительность сушки меньше, чем по предварительному расчету. Для ее определения с помощью графика процесса (см. рис. 111) находят по Adnp положение точки 2, по-
212
называющей состояние воздуха в сыром конце, и предварительное значение степени насыщенности ф2пр, а затем по рис. 109 устанавливают предварительное значение коэффициента Лф (М<рпр). После этого вычисляют действительную величину коэффициента Лф по выражению
^фД — (^фПэ + Лфтах)/2 (149)
и, подставляя ее в уравнение (142), определяют действитель-
Условное в-лагосодержание, d'
Рис. 112. Диаграмма для определения приращения влагосодержавия Ad
При желании можно нанести на график процесса действительное положение точки 2, отыскав с помощью рис. 109 по ЛфД величину ф2д. Но для расчета продолжительности сушки в этом нет необходимости.
На надежность расчетов существенное влияние оказывает точность графического определения приращения влагосодержа-ния Ad. Обычная /d-диаграмма из-за мелкого масштаба шкалы влагосодержаний необходимой точности не дает. Здесь целесообразнее пользоваться специальной диаграммой, приведенной на рис. 112, которая связывает между собой степень насыщенности ср, температуру смоченного термометра /м и условное влагосодержание d', исчисляемое от произвольного начального значения. Прямые tM = const характеризуют изменение состояния воздуха при его движении от сухого конца камеры к сырому. Способ нахождения приращения влагосодержания показан стрелками. Допустим, состояние воздуха в сухом конце
213
камеры характеризуется параметрами /м=40 °C, <pi = 0,46. Если в сыром конце камеры ф2 = 0,78, приращение влагосодержания составит Да! = 9,4—5,2 = 4,2 г/кг. При степени насыщенности в сыром конце ф2 = 1 максимальное приращение Д^тах^И,5— —5,2 = 6,3 г/кг. •
Примеры. 1. Определить продолжительность зушки в камере типа СП-5КМ сосновых досок, имеющих сечение 25X120 мм и среднюю длину 5,5 м, стандартным мягким режимом от начальной влажности 90 % до конечной 20 %. Часовой объем циркулирующего воздуха 120 000 м3/ч.
Устанавливаем параметры воздуха по режиму сушки (см. табл. 16). В сухом (разгрузочном) конце /1 = 55 °C, А/=14 °C, /м = 41 °C, cpi = 0,44.
Находим предварительную продолжительность зушки по формуле (142) тпр = ст5 4<rmailg(UZB/U7K). При Si/S2 = 25/120 = 0,2J8 <4 = 0,89 (рис. 106); 5 = 82 (рис 107); 4фп1ах=1,4 (рис. 109); 1g (90/201 =0,653. Получаем тпр = = 0,89-82-1,4-0,653 = 66,7 ч.
Определяем по формуле (146) приращение влагосодержания. Вместимость камеры рассчитываем по формуле (145). Номинальные размеры штабеля (табл. 9) 7,0Х 1,8X2,9 м, число штабелей 10; коэффициенты заполнения Рдл = 5,5/7,0 = 0,785; 0ш = О,9; 0в = 25/(25+25) =0,5. Таким образом, Ек = = 10-7-1,8-2,9 • 0,785 • 0,9 0,5=129 м3. Базисная плотность древесины сосны 400 кг/м3. При среднем (для заданных режимных параметров) приведенном удельном объеме воздуха цпр = 1,02 (по /d-диаграмме) его часовая масса бц= Уц/опр = 120 000/1,02=117 500 кг/ч. Таким образом, . , 10-129-400(90 — 20) л с .
&dnD —-------------------— =4,6 г/кг.
Р 117500-66,7
Максимальное приращение влагосодержания Admax определяем по рис. 112. При /м = 41 °C и cpi = 0,44 d' = 5,l г/кг; d'max=ll,7 г/кг; Admax = = 11,7—5,1=6,6 г/кг.
В данном случае Adnp<Admax, следовательно, требуется уточнение расчета. Находим но рис. 112 (при Adnp=4,6 г/кг и dz' = 5,l +4,6=9,7 г/кг) фгпР = 0,81, а затем по рис. 109 4фПР = 0,97. Дейстзителыюе значение этого коэффициента 4<рд = (0,97+1,40)/2 = 1,185. Получаем окончательно по формуле (141) тд = 0,89-82-1,185-0,653 = 56,5 ч.
2. Определить продолжительность сушки по условиям примера 1, но при объеме циркулирующего воздуха не 120 000, а 70 000 м3/ч. Величина тпР остается прежней — 66,7 ч, но изменяется Adnp При бц=70 000/1,02 = = 68 500 кг/ч и прежних значениях других величин в формуле (146) Adnp = 10-129-400 (90 — 20)
=------------——------- = 7,9 г/кг. Максимальна возможное приращение
68500-66,7
влагосодержания остается прежним — 6,6 г/кг. Так как в данном случае AdnP> >Admax, действительная продолжительность сушки по формуле (148) тд = = Тир (Adn Р/Adm ах) = 66,7 • 7,9/6,6 = 80 ч.
Как видим, уменьшение количества циркулирующего воздуха с 120 000 до 70 000 м3/ч вызвало увеличение продолжительности сушки почти в 1,5 раза.
При большом объеме графоаналитических расчетов для определения вместимости камеры, массы испаряемой воды и циркулирующего воздуха, а также приращений влагосодержания и коэффициентов можно пользоваться специальными номограммами. Такие номограммы приводятся в дополнительной литературе [10, 22].
Табличный метод. Формула.продолжительности сушки записывается в виде
т = тИсХЛпЛцДвД
К*
(150)
214
Под исходной (тисх) здесь понимается продолжительность сушки сосновых пиломатериалов от начальной влажности 60 % до конечной 12 % при оптимальных, т. е. обеспечивающих минимальные затраты при сохранении целостности древесины, скоростях циркуляции (для их определения были проведены специальные расчеты). Таблицы значений тИСх и коэффициентов А приводятся в РТМ [10].
§ 48. ПРОИЗВОДИТЕЛЬНОСТЬ И УЧЕТ РАБОТЫ СУШИЛЬНЫХ КАМЕР
Определение производственной мощности сушильных камер и надлежащий учет их работы имеют большое практическое значение. Производительность сушильной камеры при сушке пиломатериалов конкретных размеров при заданной продолжительности процесса определяется в кубических метрах древесины за отрезок времени Т (обычно за год) выражением
/7=Г£к/тоб, (151)
где То с — продолжительность камерооборота; в камерах непрерывного действия она равна продолжительности сушки, а в камерах периодического действия — продолжительность сушки, увеличенной па время закатки и выкатки штабелей; последняя величина обыч! о равна 0,1 сут; Ек — вместимость сушильной камеры, м3 плотной древесины
Непосредственно применение этого выражения для учета работы сушильных камер невозможно, так как входящие в него величины Лк и Тоб нестабильны. Вместимость камеры заданной конструкции зависит от размеров материала, а продолжительность сушки значительно колеблется в зависимости от режима процесса и характеристики древесины.
Сушильное хозяйство предприятия обрабатывает пиломатериалы разнообразной характеристики, которую заранее нельзя точно запланировать. Поэтому планирование и учет работы сушильных камер принято вести не в кубических метрах фактически просушенной древесины, а в кубических метрах условного материала. Под условным понимают пиломатериал, эквивалентный (по производительности камеры) сосновым обрезным доскам толщиной 40 мм, шириной 150 мм, длиной более 1 м, II категории качества, высушиваемый от начальной влажности 60 % до конечной 12 %.
Объем фактически просушенной древесины переводят в объем условного материала умножением на переводной коэффициент К:
ЛУсл-ад. (152)
Из выражения (152) видно, что коэффициент К равен отношению производительности сушильной камеры при сушке условного материала ЛуСч к производительности той же камеры Лф при сушке материала определенной характеристики. Это
215
отношение в соответствии с выражением (151) может быть представлено в виде
К = ----(153)
77 ф Еф Тусл
Таким образом, общий переводной коэффициент К представляет собой произведение двух составляющих — Ке, зависящего от вместимости камеры, и зависящего от продолжительности сушки, которые определяются отношениями:
К. Е ~ Еусд/Еф', К.х = Тф/Ту;л- (154)
Для перевода фактического объема древесины в объем условного материала необходимо установить вместимость камеры по условному и фактическому материалу, а также продолжительность сушки условного и фактического материала; вычислить по этим величинам коэффициенты АД и Кх, а затем в «ь ответствии с уравнением (152) помножить на них объем фактически просушенного материала.
Вместимость камеры определяется произведением вместимости штабеля Е на число штабелей п:
Ек = пЕ. (155)
Вместимость штабеля находится [см. уравнение (145)] произведением его габаритных размеров на коэффициенты заполнения по длине, ширине и высоте. Нужно, однако, различать два показателя вместимости штабеля: по объему сырых пиломатериалов и по поминальному объему товарных пиломатериалов. Второй показатель меньше первого на величину объемной усушки древесины.
Производительность сушильных йамер определяется в кубических метрах товарных пиломатериалов. Поэтому в выражение (155) подставляют величину вместимости штабеля, вычисляемую по формуле
E^lbhfi > (156)
где Р — объемный коэффициент заполнения штабеля, равный произведению линейных коэффициентов заполнения (РдлРшРв); <V\>6— объемная усушка товарных пиломатериалов, принимаемая в среднем равной 7 %.
Продолжительность сушки условного материала и фактического материала находят расчетом по уравнениям и таблицам, рассмотренным выше.
Учет продукции, выпускаемой сушильным цехом, ведут параллельно в объеме фактически просушенной древесины и в объеме условного материала. Для этого в учетном журнале цеха фиксируют фактический объем и характеристику каждого штабеля, выгружаемого из сушилки. Этот объем в соответствии с выражением (152) переводят в объем условного материала и суммируют нарастающим итогом. Количественную оценку работы сушильного цеха за тот или иной период времени (месяц, квартал, год) производят сравнением фактической и плановой 216
производительности камер в условном материале. Плановую производительность камеры в условном материале в год определяют выражением
ТТусл = ^Русл (Зо5/т0б. усл) — Пу_ уд, (157)
где Г — габаритный объем всех загружаемых в камеру штабелей, м3; Русл— объемный коэффициент заполнения штабеля условным материалом, тое усл— продолжительность камерооборота при сушке условного материала, сут.; Пу уд — удельная производительность камеры в год в условном материале на 1 м3 габаритного объема штабелек.
Удельная производительность камеры !!-.. уд зависит от ее типа и температурной категории применяемых режимов сушки (табл. 24).
24. Удельная производительность сушильных камер в условном материале Пу уд ма/(м3год)
Принцип действия камеры Типы камер Величина И., У- УД при работе на режимах
X X £ к л нормальных __ форсированных высокотемпературных
Периодического дей- С естественной циркуля- — 15,0 — —
ствия, стационарные цией С циркуляцией слабой ин- — 25,0 —
тенсивности (ЦНИИМОД-39) С циркуляцией средней ин- 20,0 34,0 42,0
тенсивности (ЦНИИМОД-23, ВИЛМ-2, Г ипродревпрома) С циркуляцией повышен- 22,0 43,0 56,5
Периодического дей- ной интенсивности (ЛТА — Гипродрев, СПЛК-2) С нереверсивной циркуля- 94,5
ствия, сборно-металлические цией (СКД) С реверсивной циркуля- 43,0 56,5 101
цией при скорости в штабеле 2 м/с То же при скорости в шта- 44,5 60,0 113
Непрерывного дей- беле 2,5 м/с Противоточные с попереч- 24,0 47,0 61,0
ствия ной штабелевкой То же с зигзагообразной 24,0 47,0 61,0
циркуляцией То же с продольной штабе- 34,0 —
левкой и прямолинейной циркуляцией С позонной циркуляцией 22,0 43,0 56,5 —
217
Необходимо указать, что приведенная зыше характеристика условного материала установлена только последним изданием РТМ [10]. До этого условным материалом считались сосновые доски сечением 50X150 мм, высушиваемые по II категории качества от начальной влажности 60 % до конечной 12%. Производительность камер в новом условном материале выше, чем в старом, на величину от 10 до 25 %, в зависимости от типа камер и категории режимов сушки.
§ 49. КАЛЕНДАРНОЕ ПЛАНИРОВАНИЕ. ТЕХНИКА БЕЗОПАСНОСТИ
Планирование работы цехов деревообрабатывающих предприятий и техника безопасности в них являются предметом других специальных дисциплин. Поэтому здесь даются лишь крат-
Рис. 113. Схема доски для календарного плана
кие сведения по этим вопросам, отражающим специфику сушильных цехов.
Календарное планирование. Цель календарного планирования работы сушильного цеха — обеспечить своевременный выпуск пиломатериалов, требующихся основным производственным цехам предприятия. Календарный план составляют, как правило, на месячный срок. Основой для его разработки служит заказ цехов, потребляющих сухие пиломатериалы, в котором указывается, какой материал, сколько и когда должен выпустить сушильный цех.
Для составления календарного плана удобно пользоваться графиком, представляющим собой доску, пригодную для любого месяца (рис. 113). Вдоль доски расположены пазы, куда вставляют специальные ленты-карточки. Длина лент-карточек в мас
218
штабе доски соответствует продолжительности сушки сортиментов, характеристика которы> (порода, толщина, начальная влажность) обозначена на карточке. Ленты целесообразно иметь разных цветов для разных пород и толщин материала.
Составление календарного плана слагается из следующих этапов: 1) по полученному заказу соответственно с вместимостью камер подсчитывают число необходимых загрузок материала различных характеристик; при этом должен быть учтен объем незавершенного производства прошлого месяца; 2) отбирают (а при необходимости—готовят вновь) ленты-карточки, в количестве и по типоразмерам материала соответствующие данным, подготовленным по предыдущему пункту; 3) карточки раскладывают по доске с таким расчетом, чтобы были загружены все сушильные камеры и календарные сроки выпуска материала отвечали полученному заказу.
Составленный таким образом календарный план может несколько отличаться по срокам выпуска материала от полученного заказа. Поэтому он подлежит согласованию с заинтересованными цехами.
Охрана труда и техника безопасности. Основную опасность для здоровья операторов сушильного цеха представляют их заходы в камеры, связанные с резкими колебаниями температуры. Количество таких заходов должно быть по возможности сокращено. Кардинальной мерой в этом отношении является применение дистанционных психрометров, приспособлений для закладки и выемки контрольных образцов из коридора управления, а еще лучше — систем дистанционного контроля влажности пиломатериалов в процессе сушки.
При заходе в камеры необходимо надевать специальный костюм из брезента, который должен плотно застегиваться у шеи и кистей рук. На руки надеваются перчатки, на ноги — валенки с галошами, на голову байковый шлем, а поверх него противогазовая маска. Маска соединяется с коробкой воздухооохлади-теля, в которую перед заходом в камеру наливается холодная вода. О предстоящем заходе в камеру должен быть поставлен в известность мастер или бригадир, с тем чтобы при необходимости оператору могла быть оказана помощь.
Во избежание несчастных случаев полы в камерах, особенно имеющих подвалы, должны всегда находиться в исправном состоянии. Для освещения в камерах следует пользоваться аккумуляторным фонарем или переносной лампой низкого напряжения. Нельзя допускать применения переносных ламп, включаемых в осветительную сеть обычного напряжения.
Все движущиеся части оборудования камер должны быть надежно ограждены, а электрооборудование оснащено предохранительными устройствами и заземлением по общим правилам техники безопасности.
Для предупреждения несчастных случаев на транспортных работах (развалы штабелей от толчков или вследствие схода
219
вагонеток с рельсов) необходим постоянный тщательный надзор за состоянием путей и исправностью вагонеток и других транспортных устройств. На работах по укладке штабелей правила техники безопасности зависят от применяемого оборудования. Эти правила должны быть детально разработаны и вывешены для общего сведения на видном месте.
Глава 11
АТМОСФЕРНАЯ СУШКА ПИЛОМАТЕРИАЛОВ
§ 50. ОСОБЕННОСТИ АТМОСФЕРНОЙ СУШКИ
Атмосферная сушка пиломатериалов ведется в штабелях, укладываемых на специальных складах. Состояние атмосферного воздуха нестабильно. На него оказывают влияние климат данной местности, сезон и погода. В течение суток параметры воздуха также подвергаются изменениям. Кроме того, в результате взаимодействия воздуха с высыхающей древесиной в пределах склада создается своеобразный микроклимат. На складе воздух имеет более низкую температуру, меньшую скорость движения и повышенную влажность по сравнению с открытым пространством. Состояние воздуха в штабеле зависит, кроме того, от плотности укладки в нем досок. Чем плотнее уложен штабель, тем ниже температура и выше относительная влажность воздуха. По мере высыхания штабеля температура воздуха повышается, а влажность падает.
В штабеле происходит очень сложное движение воздуха. Преобладает его движение с небольшой скоростью в вертикальном направлении, что обусловлено разностью плотности воздуха в штабеле и вне его. В первой половине дня нагретый воздух, поступая в штабель, охлаждается и движется вниз. Вечером и ночью остывший воздух, попадая в штабель, нагревается и движется вверх. В штабелях, доступных действию ветра, наблюдается также боковое продувание.
Состояние воздуха в штабеле при атмосферной сушке регулируется слабо. Однако соответствующим размещением штабелей и надлежащей укладкой в них пиломатериалов процесс сушки в определенной степени поддается управлению.
Характерная особенность атмосферной сушки состоит в том, что при малой ее интенсивности возможно поражение материала деревоокрашивающими грибами. С этой точки зрения процесс целесообразно по возможности интенсифицировать, применяя разреженную укладку досок для лучшей продуваемости штабеля. С другой стороны, в условиях нерегулируемой влажности воздуха излишняя интенсификация процесса может привести к растрескиванию пиломатериалов. Поэтому плотность укладки материала в штабеля и размещение их на складе должны соответствовать характеристике материала и климатическим особенностям того района, где расположено предприятие.
220
Правила атмосферной сушки и хранения пиломатериалов на складе регламентируются государственными стандартами: для пиломатериалов хвойных пород—ГОСТ 3808.1—80; для пиломатериалов твердых лиственных пород — ГОСТ 7319—80. Этими стандартами территория СССР по условиям атмосферной сушки разделена на четыре климатические зоны: I-—северная (северные области европейской части РСФСР, север Урала и Сибири); II—-северо-западная (Карелия, Ленинградская, Новгородская и Псковская области, Прибалтика); к этой зоне относится также южная часть Приморья; III—центральная (средние области европейской части РСФСР, Белоруссия, Южная Сибирь); IV—южная (южные области РСФСР, Украина, Кавказ, среднеазиатские республики).
Рекомендации стандартов по планировке складов и формированию штабелей дифференцируются там, где это необходимо, в зависимости от климатической зоны.
§ 51. ТРАНСПОРТ, ПЛАНИРОВКА СКЛАДОВ И ФОРМИРОВАНИЕ ШТАБЕЛЕЙ
В качестве погрузочно-разгрузочных и транспортных устройств при атмосферной сушке применяют стандартные подъемно-транспортные машины. Выбор их зависит от принятого метода формирования штабелей. Таких методов два: штучное формирование целого штабеля последовательными рядами (рядовой штабель) и формирование штабеля из заранее подготовленных пакетов (пакетный штабель).
При укладке рядовых штабелей механизируются развозка пиломатериалов по складу и подъем досок. Для первой операции применяются чаше всего автолесовозы, для второй — вертикально-поперечные конвейеры, называемые штабелерами. Раскладка досок по рядам штабеля ручная.
Формирование пакетных штабелей чаще всего осуществляется автопогрузчиками. Недостатки этого способа: необходимость устройства широких проездов на складе (для маневрирования автопогрузчиков) и сравнительно небольшая высота формируемых штабелей. Крупные склады для повышения их вместимости и пропускной способности целесообразно оборудовать башенными или консольно-козловыми кранами. При их использовании и применении для развозки пакетов автолесовозов, обладающих хорошей маневренностью, может быть увеличена высота штабелей и безболезненно уменьшена ширина проездов между ними. Укладка пиломатериалов в пакеты производится такими же способами, как и при камерной сушке (см. § 37).
Под территорию склада атмосферной сушки отводят достаточно проветриваемый участок, очищенный от деревьев и кустарников. Площадь его тщательно выравнивают, обрабатывают химикатами для уничтожения травянистой растительности,
221
покрывают щебенкой и опрыскивают (в первую очередь между штабелями) кузбасслаком.
Штабеля на складе размещают группами или секциями, площадь которых по правилам пожарной охраны не должна превышать 900- м2. Между штабелями оставляют разрывы, а между секциями продольные и поперечные проезды, представляющие собой хорошо оборудованные дороги. Направление продольных проездов должно совпадать с направлением господствующих ветров, а там, где направление ветра выражено слабо,— с севера на юг.
1,3 м 1,7м
□□□□□
□□□□□
□ □□□□□
□□□□□!□□□□□
□□□□□
продольный, проезд
□ п сэ сза
Рис. 114 Примерные варианты планировки складов.
а — при рядовок укладке; 6 — при иакстноп уклад<е козловым краном
На рис. Н4 даны примерные схемы планировки склада атмосферной сушки пиломатериалов хвойных пород при рядовой и пакетной укладке козловыми кранами. При пакетной укладке автопогрузчиками планировка приблизительно та же, что и при рядовой, с некоторым уменьшением мс/кдуштабсльпых разрывов и расширением проездов. Планировка складов атмосферной сушки пиломатериалов лиственных пород отличается некоторыми деталями (более длинные штабеля, более плотное их размещение), направленными на предохранение материала от растрескивания. Каждый штабель атмосферной сушки состоит из основания, собственно штабеля и крыши.
Штаб ель ное основание должно обладать достаточной прочностью и в то же время обеспечивать хороший отвод отработавшего воздуха. Оно состоит из опор, на которые укладываются прогоны. В большинстве случаев опоры делаются переносными в виде железобетонных столбиков. В районах, где наблюдается выпучивание грунта, предпочтительнее свайные опоры. Высота опор 50—75 см, в зависимости от климатической зоны. При малой толщине снежного покрова допускается снижать высоту опор до 300 мм.
222
Рис. 115. Общий вид рядового штабеля пиломатериалов хвойных (а) и лиственных (б) пород штабеля
Рис. 116 Общий вид пакетного штабеля
Собственно штабель формируется из однородных по породе и размерам досок, укладываемых на прокладки. В р я -д о в ы х штабелях (рис. 115) прокладками могут служить как сами высушиваемые доски или заготовки, так и специальные рейки. Толщина их 22—25, а ширина 40—60 мм. Они размещаются строго верти
кальными рядами над опорами.
Для пиломатериалов хвойных пород применяют квадратные (в плане) штабеля (рис. 115,а), длина и ширина которых соответствуют наибольшей длине укладываемых досок (6,5—7 м), а высота 3,5—4 м. Для более равномерного просыхания материала посредине штабеля оставляют вертикальный канал шириной не менее 400 мм, а на расстоянии 1 и 2 м от основания — два горизонтальных разрыва высотой не менее 150 мм.
Пиломатериалы лиственных пород укладывают (рис. 115,6) в более длинные (до 13 м), но узкие (1,5—2,5 м) штабеля высотой 2,5—3 м, на прокладках. Тонкие (до 32 мм) заготовки допускается укладывать клеткой в штабеля небольшой (2,5— 3,5 м) длины.
Поскольку формирование рядового штабеля плохо поддается механизации и требует больших трудозатрат, предпочтительнее, особенно на крупных складах, применение пакетных
223
штабелей как для хвойных, так и для лиственных пиломатериалов
Пакетный штабель (рис. 116) формируют из одинаковых по размерам пакетов, уложенных на фундамент в несколько (4—5 и более) горизонтальных рядов или ярусов. Пакеты каждого яруса отделяют друг от друга межпатетными прокладками (брусьями) сечением 100X100 мм. Их располагают строго вертикальными рядами над опорами фундамента. В каждом ярусе между пакетами оставляют разрывы, образующие в штабеле вертикальные каналы шириной не менее 250 мм. Высота пакетных штабелей при укладке их автопогрузчиками 4—5 м, а кранами— до 12 м. Длина штабеля, т. е. его размер по длине досок, для хвойных пиломатериалов 6,5—7 м (один пакет), а для лиственных — до 22 м (несколько пакетов). Ширина штабеля зависит от параметров подъемно-транспортных механизмов. Обычно она не превышает 6,5 м. Параметрами механизмов (пакетоформирующих машин) определяются также и размеры пакетов, которые формируются на межрядовых прокладках толщиной 22—25 мм. Во всех случаях пиломатериалы укладываются в рядовые штабеля и пакеты со шпациями.
При сушке древесины хвойных пород в рядовых штабелях ширину шпаций устанавливают различной для узких (до 150 мм) и широких (свыше 150 мм) пиломатериалов. В зависимости от климатической зоны она должна составлять, мм:
Узкие пиломатериалы, 1 и II зоны — 100-125; III и IV зоны —75-100 Широкие » I и II зоны — 150-175; III и IV зоны — 125-150
Ширина шпаций в пакетах должна быть не менее 50 мм для сосновых, кедровых и лиственничных пиломатериалов и не менее 35 мм для еловых и пихтовых.
При сушке древесины лиственных пород ширина шпаций (табл. 25) как в рядовых штабелях, так и в пакетах зави-
25. Ширина шпаций, мм, при атмосферной сушке пиломатериалов лиственных пород
Су шильная группа Ширина пиломатериалов Климатические зоны
I п III IV
1 До 100 50-60 40—50 30-40 20—30
Свыше 100 до 150 60—70 50—60 40—50 30—40
Свыше 150 70—80 60—70 50—60 40—50
2 До 100 60—70 50—60 40—50 30—40
Свыше 100 до 150 70—80 60—70 50—60 40—50
Свыше 150 80—90 70—80 60—70 50—60
3 До 100 110—120 80—90 70—80 60—70
Свыше 100 до 150 130—150 90—100 80—90 70—80
Свыше 150 150—170 100—110 90—100 80—90
224
26. Характеристика сушильных групп
Порода Толщина пиломатериалов» мм Сушильная группа
Дуб, ясень, ильм, вяз, граб, клен Свыше 25 1
До 25 2
Бук, береза, орех, платан, груша Свыше 50 1
До 50 2
Осина, ольха, липа, тополь, ива Свыше 50 2
До 50 3
сит от так называемой сушильной группы пиломатериалов (табл. 26), их ширины и климатической зоны.
Плотность укладки пиломатериалов в штабеля, характеризуемая главным образом шириной шпаций,— основной параметр, регулирующий интенсивность и качество атмосферной сушки. Неправильный выбор этого параметра связан с существенными потерями древесины от поражения грибами при недостаточной и от растрескивания при избыточной ширине шпаций. В то же время приведенные выше рекомендации ГОСТов в этом отношении слишком укрупнены. Они не учитывают реального состояния воздуха, подверженного в пределах одной, а тем более двух климатических зон резким колебаниям.
Более обоснованным и надежным является метод определения необходимой ширины шпаций, разработанный на основании длительных исследований С. Н. Горшиным [3]. Метод позволяет по характеристике пиломатериалов и состоянию воздуха (устанавливаемому для конкретных календарных сроков и географических пунктов) находить рациональную плотность укладки рядовых и пакетных штабелей.
Выложенные полностью штабеля атмосферной сушки оборудуют крышами. Над пакетными штабелями крышу монтируют из заранее подготовленных съемных панелей (см. рис. 116) на подголовниках, расположенных над опорами фундамента. Над рядовыми штабелями крыша сооружается из здоровых досок толщиной до 25 мм, без выпадающих сучков и сквозных трещин. Настил делают в два ряда по толщине и по длине с перекрытием стыков досок первого ряда досками второго ряда и с напусками концов досок верхнего ряда на концы досок нижнего ряда. Для крепления крыши на нее укладывают прижимные доски, концы которых притягивают проволокой к штабелю.
Штабеля заготовок твердых лиственных пород рекомендуется перекрывать стационарными навесами. Для заготовок небольшой толщины навесы делают открытые, а для толстых заготовок — со стенами из жалюзийных решеток.
3 Заказ № 1842
226
§ 52. ПРОВЕДЕНИЕ И ОРГАНИЗАЦИЯ АТМОСФЕРНОЙ СУШКИ
Успешное проведение атмосферной сушки в значительной мере определяется правильным выбором места для укладки данного материала на складе. Рекомендуется размещать штабеля тонких досок (до 25 мм) по отношению к господствующим ветрам с наветренной стороны склада, досок средней толщины— с подветренной стороны, а толстых (более 50 мм) — в середине склада. Правильный порядок размещения штабелей следует сочетать с надлежащим санитарным содержанием территории склада. Траву и кустарники необходимо уничтожать, а площадки под штабелями и вокруг них посыпать хлоркой.
Пиломатериалы, направляемые на склад, следует укладывать в штабеля в кратчайший срок: в теплое время года в течение 1 сут, а зимой в течение 3 сут. Иногда из-за недостатка материала штабель остается выложенным на неполную высоту. В таких штабелях необходимо сплачивать верхний ряд досок для предупреждения попадания внутрь штабеля атмосферных осадков.
За древесиной в штабелях ведут непрерывное наблюдение. На штабелях прикрепляют таблички с указанием назначения пиломатериалов, размеров, сортов и времени окончания укладки. Ход просыхания материала контролируют по изменению массы образцов, помещаемых в специальных гнездах в нижней четверти штабеля. При сушке древесины ответственного назначения, кроме того, целесообразно вести контроль за внутренними напряжениями такими же методами, как при камерной сушке.
Продолжительность атмосферной сушки зависит от очень многих факторов и трудно поддается расчету. Ориентировочно ее определяют по рекомендациям, приложенным к стандартам. Такие рекомендации для древесины мягких хвойных пород применительно к пакетным штабелям приведены в табл. 27 (ГОСТ 3808.1—80). Для рядовых штабелей сроки сушки увеличиваются на 10%, а для лиственничных пиломатериалов на 60%. Продолжительность сушки пиломатериалов лиственных пород больше, чем мягких, приблизительно в 1,5 раза.
Из таблицы видно, что активная атмосферная сушка происходит в I—III климатических зонах с апреля по сентябрь, а в IV зоне — с марта по октябрь. В зимнее время сушка практически прекращается.
Годовая производительность, м3/год, склада атмосферной сушки, зависящая от площади склада F, коэффициента ее заполнения штабелями рСк, объемного коэффициента заполнения штабелей ршт, их средней высоты Н и продолжительности сушки (включая хранение в зимнее время) т, определяется по формуле
/7-ГЯрскршт(365/т). (158)
226
27. Сроки сушки пиломатериалов мягких хвойных пород на открытых складах до влажности не более 22 %
Месяц укладки пиломатериалов Климатическая зона Сроки сушки» дни» при толщине пиломатериалов» мм
15—25 35—50 55-75
Март IV 12—28 25—32 35—45
Апрель, май I 34—38 43—51 55—64
II 30—34 38—47 51—60
III 26—30 34—36 43—51
IV 13—15 17—22 22—30
Июнь, июнь I 13—17 22—43 43—55
II 10—13 17—34 34—51
III 9—10 15—22 26—34
IV 8—9 13—15 17—25
Август, сентябрь I 30—34 43—51 55—60
II 26—34 36—43 47—55
III 22—30 30—38 43—47
IV 11—17 20—26 30—34
Октябрь IV 12—28 25—32 34—45
Атмосферная сушка считается законченной, если влажность пиломатериала достигла 20—22 %. Штабеля с высохшими пиломатериалами разбирают, а древесину отправляют потребителю. При необходимости длительного хранения сухих пило-мнчериалон их перекладывают в штабеля из плотных пакетов. Пиломатериалы твердых лиственных пород должны храниться н крьпых складах.
Склады атмосферной сушки относятся к объектам повышенной пожарной опасности. Они должны быть оборудованы всеми необходимыми противопожарными средствами (гидрантами, огнетушителями, пожарной сигнализацией и др.). К специальным мерам борьбы с пожарами на складах относятся: устройство при большой площади склада противопожарных разрывов между его частями; своевременная очистка территории склада о г древесных отходов, мусора и бракованных пиломатериалов; поддержание в надлежащем состоянии проездов и дорог; недопустимо загромождение их неработающими механизмами и не-уложенпыми пиломатериалами; категорическое запрещение курить п пользоваться открытым огнем на всей территории склада.
§ 53. АНТИСЕПТИРОВАНИЕ ПИЛОМАТЕРИАЛОВ.
КОМБИНИРОВАНИЕ И ИНТЕНСИФИКАЦИЯ АТМОСФЕРНОЙ СУШКИ
Антисептированием называется нанесение на поверхность сортиментов тонкого слоя вещества (антисептика), защищающего древесину от поражения грибами и плесенью в на
8*
227
чальный период атмосферной сушки, пока она еще недостаточно высохла, чтобы противостоять инфекции. В качестве защитных веществ применяют водные раствсры специальных комбинированных препаратов (ГОСТ 10950—78).
Антисептирование осуществляют опрыскиванием или окунанием досок в установках непрерывного действия, монтируемых на сортировочном конвейере лесопильного цеха. Существуют также установки, работающие по принципу погружения пакета. Они удобны в случае применения пакетной укладки. Более подробно антисептирование рассматривается в курсе лесопиления.
Атмосферная сушка по сравнению с камерной имеет преимущества и недостатки. К преимуществам относятся более низкая себестоимость процесса (связанная с отсутствием затрат на тепловую энергию) и сохранение натуральных свойств древесины, что в некоторых случаях, например для экспортных пиломатериалов, имеет существенное значение. Недостатки атмосферной сушки: большая продолжительность и сезонность процесса, а также невозможность доведения материала до низкой (ниже 18 %) конечной влажности. В некоторых случаях к недостаткам может быть отнесена и необходимость иметь большие территории под склады.
Отмеченными преимуществами и недостатками определяются хозяйственное значение и области применения атмосферной сушки. Она может быть рекомендована к использованию на лесопильных заводах как законченный процесс сушки товарных, в том числе экспортных, пиломатериалов, особенно при их сезонной отгрузке.
На предприятиях, выпускающих продукцию из древесины с низкой эксплуатационной влажностью (мебель, столярностроительные изделия и т. п.), древесина атмосферной сушки должна досушиваться в камерах Такая комбинированная атмосферно-камерная сушка имеет по сравнению с чисто камерной сушкой свежесрубленной древесины значительные преимущества: снижается себестоимость процесса и повышается качество сушки вследствие подачи в сушильные камеры материала, имеющего небольшой диапазон колебания начальной влажности.
В последнее время как у нас, так и за границей проводятся опыты по ускорению атмосферной сушки путем создания принудительной циркуляции воздуха. Длительные сроки атмосферной сушки объясняются не только пониженной температурой сушильного агента, но и недостаточным количеством воздуха, проходящего через штабель при естественной циркуляции.
Возможны два основных метода интенсификации движения воздуха при атмосферной сушке. Первый метод основан на использовании осевых вентиляторов, устанавливаемых на складе атмосферной сушки между штабелями. Патрубки вентиляторов монтируют в специальных переносных или стационарных экра
228
нах, которые размещают так, чтобы обеспечить равномерное интенсивное продувание материала.
Второй метод заключается в устройстве длинных крытых туннелей с легкими (дощатыми или щитовыми) ограждениями, через которые по рельсам транспортируют штабеля с высушиваемым материалом. Циркуляция воздуха через туннели осуществляется осевыми вентиляторами. В районах с мягким климатом такие туннели могут работать почти круглый год. При более суровых климатических условиях не исключено применение зимой искусственного подогрева воздуха.
Глава 12
СПЕЦИАЛЬНЫЕ СПОСОБЫ СУШКИ. ОБЕЗВОЖИВАНИЕ ПИЛОМАТЕРИАЛОВ
§ 54. ДИЭЛЕКТРИЧЕСКАЯ СУШКА
Древесина, помещенная между пластинами конденсатора высокочастотного колебательного контура, интенсивно нагревается за счет диэлектрических потерь. Выделение тепла здесь связано с колебательным движением молекул материала, находящихся в электромагнитном высокочастотном поле. Тепло генерируется по всему объему материала равномерно, а не подводится п шне, как при других способах сушки.
Электрическая энергия, потребляемая древесиной и превращающаяся в тепловую, расходуется вначале на нагревание материала и тепловые потери с его поверхности в окружающую среду, а затем (после прогрева) —на испарение воды и тепловые потери.
Способ снижения влажности материалов, основанный на этом принципе, называют диэлектрической сушкой. Впервые этот способ был предложен и опробован проф. II. С. Селютиным (ЛТА им. С. М. Кирова). Установка для диэлектрической сушки (рис. 117) состоит из следующих основных узлов: трансформатора 7, выпрямителя 2, высокочастотного генератора 3 и колебательного контура 4 с рабочим конденсатором 5, между обкладками которого размещена высушиваемая древесина.
3;нраты энергии в процессе сушки на испарение воды и тепл.... имеют место главным образом в поверхностной
зоне юршмепта. Поэтому температура его наружных слоев ок{цын<101ся ниже, чем внутренних, а влажность на поверхности ниже, чем в центре. Таким образом, в древесине появляются положительные градиенты температуры и влажности. Одинаковое направление влагопереноса (изнутри на поверхность) под действием этих двух градиентов существенно ускоряет процесс сушки. Если же температуру древесины поддерживать на уровне выше точки кипения воды, то внутри ее возни
229
кает избыточное давление, появляется молярный влагоперенос и интенсивность сушки возрастает в еще большей степени.
При большой мощности генератора и малых объемах древесины продолжительность диэлектрической сушки может быть сокращена по сравнению с камерной в 50—60 раз. В производственных условиях, однако, такой эффект не может быть реализован вследствие возникновения в древесине больших внутренних напряжений, приводящих к браку. Диэлектрическая сушка с размещением рабочего конденсатора на открытом воздухе или в обычном помещении характеризуется очень высоким расходом электроэнергии и не обеспечивает надлежащего качества древесины. В настоящее время она для сушки пиломатериалов не применяется. Более рациональны камернодиэлектрическая и вакуумно-диэлектрическая сушка.
4
Рис 117. Блок-схема установки для диэлектрической сушки
Камерно-диэлектрическая сушка — комбинированный способ, при котором расход тепла на сушку компенсируется не только за счет высокочастотной электрической энергии, но и, как в обычных сушилках, за счет энергии паровоздушной среды, нагретой в калориферах (т. е. за счет более дешевой тепловой энергии). Сушка пиломатериалов проводится штабелями в сушильной камере, снабженной паровыми калориферами, увлажнительными трубами, системой циркуляции и рабочим конденсатором. Последний состоит из двух пластин, подвешенных к потолку или верхнему экрану камеры и при сушке плотно примыкающих к боковым поверхностям штабеля.
Высокочастотный генератор с выпрямителем и катушкой самоиндукции изготовляют в одном блоке и монтируют в специальном шкафу, располагаемом обычно в коридоре управления. Потребляемая мощность генератора зависит от вместимости камеры и допустимой с точки зрения качества сушки интенсивности процесса. Например, для двухштабельной камеры со штабелями обычного размера при интенсификации процесса в 3—5 раз (по сравнению с камерной сушкой нормальными режимами) требуется генератор с колебательной мощностью 45—50 кВт и частотой не менее 5 МГц.
При камерно-диэлектрической сушке можно получать пиломатериалы высокого качества, с малыми внутренними напряжениями и даже совсем без них. Для этого в камере следует создавать высокую степень насыщенности воздуха (с целью поддержания повышенной влажности на поверхности материала) при одновременном высокочастотном нагреве древесины, обеспечивающем испарение влаги внутри материала. При таких условиях сушку можно вести с малым перепадом влажности по
230
толщине и даже с перепадом обратного знака. Для сортиментов, содержащих сердцевинную трубку, этот способ обеспечивает возможность их высушивания без радиальных трещин.
Коэффициент полезного действия генераторов, выпускаемых промышленностью, сравнительно мал (не выше 0,65). Поэтому расход электроэнергии на камерно-диэлектрическую сушку достаточно велик, 1,5—2,5 кВт-ч на 1 кг испаряемой воды. При существующих ценах на электроэнергию камернодиэлектрическая сушка в 2—3 раза дороже камерной сушки с паровым или газовым теплоснабжением. Ее целесообразно применять для толстых сердцовых сортиментов, где сокращение брака от растрескивания окупает повышенные затраты на электроэнергию.
Особенности вакуумно-диэлектрической сушки будут рассмотрены в § 57.
§ 55. СУШКА В ЖИДКОСТЯХ
Жидким сушильным агентом могут быть как гидрофобные жидкости, т. е. жидкости, не смешивающиеся с водой и не растворяющиеся в ней (масла, расплавленные металлы, сера), так и концентрированные водные растворы гигроскопических веществ, являющиеся гидрофильными жидкостями.
Сушка в гидрофобных жидкостях — это высокотемпературный процесс, имеющий, однако, по сравнению с суш-....... перегретом паре, некоторые особенности. Между жидко-< U.K» и погруженной в нее древесиной отсутствует влагообмен. < \nihi может происходить только при температуре жидкости выше ючки кипения воды при данном давлении. Внутри древесины вследствие кипения свободной воды создается избыточное давление, под действием которого пар выходит в атмосферу, преодолевая сопротивление древесины и слоя жидкости над материалом. Таким образом, основным видом влагопере-поса здесь является молярное перемещение пара под действием градиента избыточного давления.
Древесина, выдерживаемая длительное время в жидкости при постоянной температуре (^с>^к), стремится к определенной равновесной влажности, зависящей от давления и температуры жидкости (рис. 118). Когда древесина достигает равновесного состояния, ее температура равна температуре среды, а в полостях ее клеток содержится чистый перегретый пар. Это дает основание считать, что равновесная влажность древесины в гидрофобной жидкости равна ее равновесной влажности в чистом перегретом паре, имеющем такие же, как жидкость, давление и температуру.
Если древесина имеет начальную влажность выше предела насыщения клеточных стенок, механизм ее сушки сходен с механизмом высокотемпературного процесса сушки в паровоздушной среде. После погружения древесного сортимента в жид-
231
Температура, °D
Рис. 118. Кривые равновесной влажности древесины в гидрофобной жидкости в зависимости от ее температуры и давления
Рис. 119. Кривые изменения температуры древесины во времени при сушке в жидкости.
1 ~ центр; 2 — поверхность
кость, имеющую температуру tc, на его поверхности температура практически сразу же доходит до точки кипения /к (рис. 119), а затем быстро становится равной температуре среды Zc- Температура же центральной зоны поддерживается постоянной, на уровне точки кипения Д, до тех пор, пока из этой зоны не будет удалена вся свободная вода, затем она начинает повышаться и в конце процесса приближается к температуре среды, а влажность центральной зоны — к равновесной влажности. В заключительном периоде роль молярного влагопереноса незначительна, а основной движущей силой процесса является влагопроводность.
Сушка в гидрофобных жидкостях как средство снижения влажности древесины перед ее пропиткой известна давно. Для сушки пиломатериалов она получила некоторое распространение после того, как проф. А. И. Фоломиным было предложено использовать в качестве сушильного агента петролатум (воскообразное вещество, являющееся отходом при перегонке нефти), по названию которого этот способ получил наименование пет-ролатумная сушка.
Петролатумную сушку пиломатериалов проводят в ваннах, заполненных нагретым до 120—130 °C петролатумом. Достоинство такой сушки—малая продолжительность процесса, не превышающая 6—8 ч для тонких и 30—40 ч для толстых пиломатериалов. Недостатки этого способа: загрязнение поверхности древесины, что затрудняет ее обработку на станках; низкое качество сушки, связанное со значительным перепадом влажности по толщине и большими внутренними напряжениями (вла-готеплообработку проводить в петролатумных ваннах нельзя); невозможность высококачественного склеивания и отделки древесины из-за остатков' петролатума на поверхности; сравнительно большой расход петролатума вследствие пропитки им поверхностных слоев древесины (25—40 кг/м3 древесины). Эти недостатки исключают использование петролатум-232
ной сушки на деревообрабатывающих предприятиях. Однако она вполне допустима в инженерном и энергетическом строительстве, где отмеченные недостатки не имеют значения.
Областью рационального использования жидких гидрофобных сушильных агентов являетгя предварительная сушка круглых лесоматериалов и крупномерных сортиментов (детали опор линий электропередачи, сваи, шпалы и т. п.) перед их пропиткой. Для этой цели могут быть использованы петролатум или (что более целесообразно) пропиточные масла (их краткая характеристика дана в гл. 16).
При предпропиточной сушке, как правило, необходимо снижение влажности только поверхностной (заболонной) зоны сортимента. В этом случае для определения продолжительности сушки можно пользоваться уравнением
т = ф , (159)
800M*c-k)
где WK п — средняя конечная влажность высушенной зоны; Ф — критерий глубины выпаривания, равный по величине критерию глубины оттаивания (§ 13); он находится в зависимости от наружного диаметра сортимента D и диаметра выпаривания d по номограмме рис. 24.
Сушка в гидрофильных жидкостях пока не получила широкого промышленного распространения и применяется лишь в отдельных случаях. В качестве гидрофильных сушильных агентов используют горячие насыщенные растворы солей, например хлорида натрия (NaCl), нитрата натрия (NaNOg), хлорида магния (MgCl).
Температура растворов может быть выше или на несколько градусов ниже точки кипения воды. В первом случае влаго-псрепос в древесине происходит под действием избыточного давления и разности парциальных давлений водяного пара в полостях клеточных стенок и над поверхностью раствора, а во втором случае только под действием разности парциальных давлений. По данным исследований, проведенных в МЛТИ, признано, что этот способ сушки перспективен для пиломатериалов малопроницаемых жидкостями пород, например лиственницы и дуба, причем для дуба лучшие результаты показал низкотемпературный вариант процесса (температура 90—95 °C при атмосферном давлении).
Сушка в насыщенном растворе хлорида магния, так напеваемом бишофите, оказалась весьма рациональной как средство понижения влажности древесины перед ее пропиткой водными растворами защитных препаратов. Институтом Энерго-жплиндустрпроект и МЛТИ (Г. П. Калачев, А. И. Расев, Н. П. Сафонов) разработана технология высокотемпературной предпропиточной сушки столбов в бишофите, принятая к внедрению на ряде пропиточных заводов.
233
§ 56. ИНДУКЦИОННАЯ СУШКА
При индукционной сушке пиломатериалов штабель с уложенными между рядами досок ферромагнитными элементами в виде сеток из мягкой полосовой стали помещают в электромагнитное поле промышленной частоты (50 Гц), образованное во внешнем по отношению к штабелю соленоиде. Соленоид монтируется внутри сушильной камеры (снабженной системой циркуляции) из проводников больших сечений. Ферромагнитные элементы, нагревающиеся индуктивными токами, передают тепло древесине путем непосредственного контакта (кондуктив-ным способом) и путем конвекции от циркулирующего воздуха. Соленоид состоит из нескольких секций, которые подключают к сети трехфазного тока последовательно, параллельно, на «звезду» или «треугольник». Температура сеток регулируется изменением напряженности электромагнитного поля, что достигается различными вариантами включения соленоида.
При этом способе температура древесины в процессе сушки выше, чем температура окружающей штабель среды, в результате чего в штабеле создается положительный температурный перепад, интенсифицирующий процесс удаления воды из материала. Продолжительность индукционной сушки приблизительно в 1,5—2 раза меньше по сравнению с камерной сушкой пиломатериалов нормальными режимами.
Способ характеризуется примерно таким же расходом электроэнергии, как и диэлектрическая сушка Себестоимость индукционной сушки приблизительно вдвое выше себестоимости камерной сушки. Кроме того, этот способ не обеспечивает удовлетворительного качества высушенного материала. Имеет место большая неравномерность просыхания материала, местные перегревы, большие внутренние напряжения. Поэтому индукционная сушка не может быть рекомендована для широкого промышленного внедрения. Она допустима в отдельных случаях на мелких предприятиях, испытывающих затруднения с паро-снабжением, для сушки пиломатериалов по III категории качества.
§ 57. ВАКУУМНАЯ СУШКА
При вакуумной сушке штабель пиломатериалов помещают в герметичную камеру или автоклав, где вакуум-насосом создают пониженное давление. Известно, что в вакууме температура кипения воды ниже, чем при атмосферном давлении. Например, при глубине вакуума 90 кПа (чему соответствует абсолютное давление 10 кПа, т. е. десятая часть атмосферы) температура кипения равна 45°С. Это позволяет вести высокоинтенсивный процесс при относительной низкой температуре среды и при полном сохранении природных свойств древесины
При вакуумной сушке возникает проблема подвода тепловой энергии к высушиваемому материалу. В отличие от обыч
234
ных сушильных камер в вакуумных автоклавах воздух сильно разрежен и интенсивность конвективного теплообмена между ним и древесиной весьма мала. По методу передачи теплоты высушиваемой древесине можно выделить три основных способа сушки в вакууме: вакуумную сушку с непрерывным кон-дуктивным подводом теплоты к пиломатериалам от нагретых плит, вакуумную сушку с прерывистым нагревом древесины в паровоздушной среде и вакуумно-диэлектрическую сушку.
Вакуумную сушку с кондуктивным нагревом осуществляют следующим образом: штабель 1 (рис. 120) формируют не на прокладках, а на плитах 2 (подобных плитам
Рис 120. Схема вакуумной сушилки с непрерывным кондуктивным нагревом
121. Схема вакуумной
сушилки с прерывистым нагревом материала
I ’нс
пресса), которые после загрузки штабеля в автоклав 3 подключают к магистрали теплоснабжения через коллектор 4 и гибкие । рубки 5. Такие сушилки выпускаются фирмами «Hildebrandt» (ФРГ) и «Cigomak» (Италия). В качестве теплоносителя в них ИСИОЛ1.'уют горячую воду. Вакуум, создаваемый вакуум-насосом, ж одерживают постоянным на всем протяжении процесса. Парооор.нпая влага, удаляющаяся из древесины, конденсируется и.। поверхности теплообменников 6, через которые пропускайся холодная вода. Образовавшийся конденсат периодически удаляют из автоклава через шлюзовой затвор. Сушка рассмп ।рнваемым способом обеспечивает, по данным фирм, сокращение продолжительности процесса приблизительно в 3 раза по сравнению с сушкой в обычных камерах нормальными режимами. Однако большая трудоемкость загрузочно-разгрузочных работ, пс поддающихся механизации, высокая неравномерность конечной влажности по толщине древесины, большие впуфенние напряжения в ней, малая вместимость автоклавов ограничивают распространение сушилок такого типа.
Не исключена возможность использования в будущем этого способа в другом варианте, в комбинации с индукционной сушкой. Автоклав должен быть оборудован соленоидом, а штабель
235
необходимо укладывать на ферромагнитных сетках. По сравнению с чисто индукционной сушкой здесь можно ожидать сокращения продолжительности процесса, поскольку сушка проходит в вакууме.
Лишена некоторых указанных выше недостатков вакуумная сушка с прерывистым нагревом в паровоздушной среде. Сушка пиломатериалов протекает в автоклаве 1 (рис. 121), оснащенном вентиляторами 4. Роль калорифера в рассматриваемой сушилке (выпускаемой некоторыми французскими фирмами) выполняет теплообменник, образованный наружной 2 и внутренней 3 стенками автоклава, между которыми циркулирует горячая вода. После загрузки штабеля 5, сформированного на обычных прокладках без шпаций, включают вентиляторы и проводят прогрев материала нагретым воздухом. Движение циркулирующего воздуха показано на схеме стрелкам л. После окончания прогрева вентиляторы выключают и включают вакуум-насос, создавая в автоклаве вакуум. Поскольку древесину нагревают до температуры, превышающей температуру кипения воды, то за счет теплоты, аккумулированной древесиной, в полостях ее клеток происходит выкипание свободной воды. Образовавшийся пар удаляется из древесины под действием избыточного давления. После прекращения процесса парообразования в автоклаве опять создают атмосферное давление и древесину вновь нагревают. Циклы прогрев — вакуум проводят в количестве, обеспечивающем снижение влажности до требуемого уровня. Исследования, проведенные в МЛТИ, показали возможность существенного снижения продолжительности такого процесса (в 4—5 раз) по сравнению с обычными конвективными сушилками при высоком качестве высушенного материала. Применение сушилок этого типа рационально на предприятиях при небольших (до 3—5 тыс. м3/год) объемах сушки.
Фирма «Mayekawa Trading» (Япония) выпускает вакуумную сушилку, нагрев материала в которой осуществляется насыщенным паром, имеющим температуру 110—130 °C и вводимым непосредственно в сушильное пространство. Система циркуляции отсутствует. Рекомендуется проводить один-два цикла нагрев—вакуум в целях предварительного, перед камерной сушкой, обезвоживания пиломатериалов. Снижение влажности составляет при этом 20—30 % •
Такой способ, называемый сушкой со сбросом давления, давно и достаточно широко используется в отечественной промышленности как предварительная обработка древесины перед ее пропиткой.
Теоретически возможное снижение влажности, %, за один цикл нагрев — вакуум определяется по выражению
Д W = рс ~100, (160)
ФБ '
236
где р, с — фактическая плотность и удельная теплоемкость древесины перед началом цикла, t — средняя температура нагрева древесины; tK — температура кипения воды в древесине при заданной глубине вакуума; г — скрытая теплота парообразования.
В зависимости от разности t—tK, породы и начальной влажности древесины величина A IF может изменяться от 5 до 20 %. Расчеты по приведенному уравнению дают удовлетворительные результаты лишь для первого цикла. При проведении второго и последующего циклов степень снижения влажности меньше расчетной. Объясняется это следующим. За первый цикл из древесины удаляется вода, содержащаяся в поверхностных зонах, где влажность понижается до уровня близкого к пределу насыщения клеточных стенок. При последующих циклах влажность в них практически не меняется, а основное количество удаляемой воды приходится на внутренние зоны. При этом теплота, аккумулированная древесиной, расходуется на выпаривание лишь частично; значительная ее доля, сосредоточенная в подсушенной зоне, практически не используется.
При вакуумно-диэлектрической сушке внутри герметичного автоклава или камеры монтируют электроды рабочего конденсатора высокочастотного колебательного контура, между которыми размещают штабель пиломатериалов. Расход теплоты на нагревание древесины и испарение из нее воды компенсируется, как и при чисто диэлектрической сушке, энергией высокочастотного электромагнитного поля. Образовавшийся при высыхании древесины пар конденсируется внутри автоклава на поверхности охлаждаемого теплообменника и выводится из сушильного пространства в жидкой фазе.
Особенность вакуумно-диэлектрической сушки состоит в том, что древесина находится в среде почти чистого пара малого давления, но высокой степени насыщенности. Благодаря этому процесс, как и при камерно-диэлектрической сушке, протекает при малом перепаде влажности по толщине сортиментов и не шачительных внутренних напряжениях. Но в отличие от камерно-диэлектрической сушки древесина здесь не подверга-е1ся воздействию повышенной температуры, вследствие чего не снижается ее прочность и сохраняется натуральный цвет.
11а рис. 122 дана схема экспериментальной вакуумно-ди-1лек’|ричсской сушилки автоклавного типа, разработанной ЦНИПМОДом (А. А. Горяев). В автоклаве размещаются штабель пиломатериалов вместимостью 3,5 м3 условного материала, загружаемый на специальной вагонетке по рельсам, электроды и система конденсации испарившейся из древесины воды, питаемая холодной водой. Конденсат отводится из автоклава в водосборник через шлюзовой затвор. Высокочастотный генератор ЛД2 60/13, имеющий колебательную мощность 63 кВт и рабочую частоту 13,56 МГц, смонтирован над автоклавом на специальной площадке. Установка оборудована вакуум-насосом ДВНП-6, поддерживающим в сушилке давление 5—10 кПа.
237
Процесс сушки контролируют по температуре поверхности древесины, измеримой термопарами. Ее поддерживают на уровне 45—50°C и регулируют изменением напряженности электромагнитного поля в штабеле.
Испытания сушилки полностью подтвердили предположение о возможности получения в ней весьма большой интенсивности и высокого качества сушки. Продолжительность процесса сокращается по сравнению с конвективной камерной сушкой нор-
Рис. 122. Схема вакуумио-диэлектрической сушильной камеры СПВ Д-201: 1 — автоклав, 2 — система конденсации испарившейся воды; 3 — высокочастотный генератор, 4 — задвижки; 5 — конденсатор перед вакуум-насосом; 6 — вакуум-насос; 7 — электроды рабочего конденсатора; 8 — водяной насос; 9 — водосборник
мальными режимами в 10—12 раз и при этом обеспечивается целостность даже очень толстых сортиментов, которые обычным способом высушить без трещин невозможно.
К недостаткам вакуумно-диэлектрической сушки относятся большой расход электроэнергии (примерно 250 кВт«ч/м3 усл.), повышенная (при существующих ценах на электроэнергию) себестоимость сушки, а также сложность сооружения и эксплуатации установок. Однако при сушке пиломатериалов ответственного назначения и трудносохнущих сортиментов эти недостатки компенсируются повышением качества сушки и полезного выхода древесины. В этих случаях применение вакуумно-диэлектрической сушки может дать заметный экономический эффект.
Гипродревпромом спроектирована более мощная вакуумнодиэлектрическая сушилка (СПВД-1) не автоклавного, а камер-
238
кого типа с железобетонными ограждениями и генератором с колебательной мощностью 160 кВт и потребляемой мощностью 250 кВт. Ее вместимость 8,5 м3 условного материала, а производительность 8500 м3 усл/год.
§ 58. РОТАЦИОННОЕ ОБЕЗВОЖИВАНИЕ ДРЕВЕСИНЫ
Сушка древесины, как и других материалов, независимо от ее способа связана со значительными затратами тепловой энергии, обусловленными необходимостью компенсации скрытой теплоты испарения воды. При существующем сейчас и прогнозируемом на ближайшее будущее напряженном балансе энергоресурсов большой интерес представляют способы удаления воды из древесины, отличающиеся малой энергоемкостью. Перспективно в этом отношении механическое обезвоживание древесины в поле центробежных сил (ротационное обезвоживание).
Механическим способом может быть удалена только вода, содержащаяся в полостях древесных клеток, т. е. свободная вода. Для удаления ее необходимо очень большое внутреннее давление, поскольку субмикроскопические отверстия в мембранах пор оказывают движению жидкости значительное сопротивление. При ротационном обезвоживании внутреннее давление создается за счет центростремительного ускорения. При обезвоживании круглые или пиленые лесоматериалы наиболее рационально размещать в центрифуге таким образом, чтобы центр вращения проходил посредине их длины, а вектор центробежной силы совпадал с осью древесного сортимента. Обезвоживание при этом происходит вдоль волокон.
Теоретическое и экспериментальное изучение ротационного обезвоживания, проведенное в институте ЦНИИЛесосплава на круглых лесоматериалах и в МЛТИ на пиломатериалах, пока-шло, что интенсивность и характер изменения влажности древесины в ходе процесса определяется так называемым параметром обезвоживания h, численно равным произведению квадратов угловой скорости и радиуса вращения (т. е. половины длины сортимента) со2??2, м2/с2.
В ходе ротационного обезвоживания (при h — const) наибольшая скорость удаления влаги наблюдается в начале процесса, затем опа уменьшается, стремясь к нулю, а влажность древесины асимптотически приближается к определенной величине, названной установившейся конечной влажностью к- Эта влажность определяется породой древесины и параметром обезвоживания h.
На рис. 123 приведены полученные в МЛТИ (В. В. Кулими-ным) кривые зависимости установившейся конечной влажности центрифугированных пиломатериалов от параметра h для древесины ели, сосны и березы Для каждой породы характерен определенный оптимальный параметр обезвоживания /гОпт, при котором установившаяся конечная влажность приобретает ми
239
нимально возможную величину Wy. min. Как видно из рисунка, /гОпт составляет для березы около 8-103 а сосны и ели около 20- 103 (м/с)2. Толщина сортиментов и температура древесины, если она выше 0°С, на /гОПт и ТГУ. пнп заметного влияния не оказывают. Замороженная древесина и древесина ядра, имеющая влажность 35—40 %, ротационному обезвоживанию не поддается.
При ротационном обезвоживании бревен или пиломатериалов (табл. 28) влажность древесины снижается до 42—48 % с ничтожными по сравнению с сушкой энергетическими затратами. Применение его в лесопильно-деревообрабатывающей промышленности возможно в качестве первого этапа комбинированного процесса обезвоживание — сушка. Технико-экономи-
пиломатериалов до транспортной влажности. Он обеспечивает 1,5—2-кратное сокращение энергетических затрат на сушку и снижение ее себестоимости на 25—30 %. При сушке пиломатериалов до эксплуатационной влажности ротационное обезвоживание заметного экономического эффекта не дает.
Для промышленного использования ротационного обезвоживания необходимо создание специальной установки для центрифугирования пиломатериалов или бревен в пакетах, снабженной устройством для автоматической балансировки груза, которое исключало бы поштучную укладку и закрепление сортиментов. В настоящее время ведутся работы в этом направлении.
28. Режимы ротационного обезвоживания пиломатериалов
240
Глава 13
. СУШКА ШПОНА
§ 59. ОСОБЕННОСТИ СУШКИ ШПОНА И КРАТКАЯ КЛАССИФИКАЦИЯ СУШИЛОК
Шпоном называют тонкие листы древесины, полученные лущением или строганием. Лущеный шпон служит полуфабрикатом для изготовления фанеры и древеснослоистых материалов. Строганый шпон используют как облицовочный материал.
Влажность сырого шпона перед его сушкой колеблется от 35—40 до 130—150 %, в зависимости от породы и способа доставки сырья. Конечная влажность шпона после сушки определяется техническими условиями на фанерную продукцию и составляет 8—10 %.
По сравнению с сушкой пиломатериалов сушка шпона имеет некоторые специфические особенности, которые сказываются на конструкциях сушильных устройств: 1) листы шпона необходимо высушивать, сохраняя посредством фиксации их плоскую форму и одновременно обеспечивая возможность их свободной усушки. Отсутствие фиксации приводит к короблению шпона, а слишком жесткая фиксация, препятствующая свободной усушке, — к разрыву листов; 2) вследствие малой толщины шпона продолжительность его сушки по сравнению с продолжительностью сушки пиломатериалов резко сокращается и измеряется минутами; 3) сушка шпона может производиться без ущерба для его качества при большом перепаде влажности по толщине с использованием очень жестких режимов.
Применяемые в настоящее время в фанерной промышленности сушилки по способу подвода теплоты к материалу делятся па два класса — конвективно-кондуктивные и конвективные. К копвективно-кондуктивным сушильным устройствам относятся роликовые сушилки, в которых шпон перемещается в потоке нагретого воздуха (или смеси воздуха с топочными газами) парными вращающимися роликами. Так как температура роликов, равная температуре нагретой воздушной среды, выше температуры шпона, теплота передается ему не только конвекцией от воздушного потока, но и в результате соприкосновения роликов с материалом. Сушилки этого типа имеют преимущественное применение. В конвективных сушилках теплота передается шпону только конвекцией от циркулирующего сушильного агента. Высушиваемый материал перемещается через сушильное пространство ленточным конвейером, состоящим из двух бесконечных проволочных сеток, между которыми размещается шпон.
241
§ 60. ТИПЫ РОЛИКОВЫХ СУШИЛОК
Роликовые сушилки представляют собой устройства непрерывного действия с принудительной многократной циркуляцией сушильного агента. Это — лучшие агрегаты для сушки шпона вследствие удачного сочетания достаточно интенсивного процесса с хорошим качеством сушки.
Сушилки делают многоэтажными, т. е. с несколькими (2—8) роликовыми конвейерами (этажами), по которым параллельно движется разрезанный на листы шпон, зажатый вращающимися парными роликами. При таком движении фиксируется плоская форма шпона и предупреждается его коробление. Расстояние между осями роликов по горизонтали 125—300 мм. Сушилки с малым расстоянием между роликами предназначены для тонкого, а с большим расстоянием — для толстого шпона.
По роду сушильного агента различают воздушные и газовые роликовые сушилки. Тип сушилки, кроме того, определяется характером его циркуляции относительно шпона. Имеются роликовые сушилки с продольной и поперечной циркуляцией и с сопловым дутьем (рис. 124).
В сушилке с продольной циркуляцией (рис. 124, а) воздушный или газовый поток направлен параллельно плоскости шпона, перпендикулярно роликам. При этом распределение скорости потока по высоте этажа неравномерно. Ролики препятствуют омыванию шпона сушильным агентом, и его скорость, большая в промежутке между рядами роликов, оказывается очень низкой непосредственно на поверхности шпона.
В сушилке с поперечной циркуляцией (рис. 124, б) поток воздуха направлен параллельно плоскости шпона, вдоль роликов. Здесь скорость циркуляции распределена по высоте этажа равномерно, что создает лучшее омывание поверхности шпона. Интенсивность сушки при поперечной циркуляции на 15—30 % выше, чем при продольной.
В сушилке с сопловым дутьем (рис. 124, s) сушильный агент подается на шпон с двух сторон (перпендикулярно его поверхности) из коробов 2 через узкие сопла 1, расположенные между роликами 3. Здесь создается очень большая скорость омывания шпона. Интенсивность процесса в таких сушилках приблизительно в 2 раза выше, чем в сушилках с поперечной циркуляцией.
Интенсивность сушки шпона в роликовых сушилках определяется не только скоростью циркуляции, но и в значительной мере температурой сушильного агента. В воздушных сушилках с паровым обогревом температура не превышает 130 °C. В то же время без ущерба для качества шпона она может быть повышена в первом периоде процесса до 300 °C, а во втором до 180 °C, что легко реализуется в газовых сушилках. При этом интенсивность сушки повышается в 2—2,5 раза.
242
Змеевиковый калорифер
Вид спереди
Шпон Ролики А
A
a
Распределение скорости воздуха по высоте этажа
Направление потока воздуха
Рис 124. Схемы циркуляции сушильного агента в роликовых сушилках
§ 61. ВОЗДУШНЫЕ РОЛИКОВЫЕ СУШИЛКИ
В промышленности используются такие сушилки, работающие по всем трем схемам циркуляции.
Сушилки с продольной циркуляцией. К наиболее распро-странснным у пас сушилкам этого типа относятся финские сушилки «Вяртсиля» (рис. 125) и «Валмет», конструктивно почти in । а логич п ые.
Каркасно-металлический корпус сушилки «Вяртсиля» разделен на донять секций: секцию подачи шпона /, семь секций сушки 11—VI11 и секцию охлаждения IX. Внутри каркаса размещена пятиэтажная роликовая система и междуэтажные гладкотрубные калориферы, а снаружи — вентиляторная установка с пластинчатым калорифером, приводные механизмы и устройства парораспределения и конденсатоотвода. .Листы
243
Х\\\\\\\\\\\\
Рис 125 Роликовая сушилка «Вяртсиля:
шпона размером 1,8x1,8 м подаются на каждый этаж в два ряда по ширине и движутся в направлении вдоль волокон. При выходе из сушилки они попадают на разгрузочную этажерку и укладываются в стопы.
Каркас сушилки состоит из вертикальных стоек, расположенных по длине сушилки через каждые 2 м. Стойки соединяются с продольными уголками каждого этажа и верхним швеллером, образуя боковые продольные рамы. Боковым ограждением в каждой секции сушилки служат стальные двустворчатые щиты (двери), теплоизолированные минеральной ватой. Потолок сушилки изготовлен из профильного и листового железа и имеет такую же теплоизоляцию. Торцы сушилки ограждены установленными между рядами роликов металлическими теплоизолированными перегородками.
Нижние приводные ролики каждого этажа сушилки установлены на бессепараторных шарикоподшипниках в специальных корпусах. Верхние ролики имеют возможность двигаться вверх и вниз в зависимости от толщины шпона. Нижние ролики приводятся от непрерывно движущейся цепи через звездочки. От нижних роликов верхним вращение передается шестернями. Натяжное и смазочное приспособления приводных цепей 13 установлены у загрузочной секции 14.
Цепь приводится от электродвигателя 8 через вариатор 9 и лебедку 2, передающую движение на отдельные этажи роликовой сушилки. Вариатором можно регулировать скорость подачи в отношении 1 : 5 и устанавливать время пребывания в сушилке шпона (т. е. продолжительность сушки) в соответствии с его характеристикой и режимом сушки. Приводной механизм снабжен тахометром 1.
Циркуляция воздуха осуществляется от двух спаренных центробежных вентиляторов 4, смонтированных над сушилкой со стороны выгрузки шпона и приводимых двигателем 3. Вентиляторы засасывают воздух из сушилки через боковые воздуховоды (шкафы) И, нагнетают его через воздуховод 6, пластинчатый калорифер 12 и боковые воздуховоды (шкафы) 7 в сырой конец сушилки. Дальше воздух проходит вдоль сушилки в направлении движения шпона (по принципу прямотока) и в конце сушилки вновь засасывается вентиляторами. О।работавший воздух выбрасывается через трубу 5 в атмосферу. Дополнительный подогрев воздуха внутри сушилки осуществляемся батареями гладкотрубного калорифера. Циркуляция в секции охлаждения IX создается осевым вентилятором 10. Свежий воздух, засасываемый этим вентилятором, омывает шпон в поперечном направлении и выбрасывается в атмосферу.
Техническая характеристика сушилок «Вяртсиля» и «Вал-мет» приведена в табл. 29. Кроме них на фанерных заводах применяют и некоторые другие сушилки с продольной циркуляцией, например КОЭ, «Зимпелькамп», «Рауте». Технические
245
показатели этих сушилок приводятся в специальной литературе [16].
Сушилки с поперечной циркуляцией. В СССР применяют сушилки этого типа СУР-4 и СУР-5, различающиеся своей длиной (см. табл. 29). Сушилка СУР-4 состоит (рис. 126) из загрузочной этажерки 1 с приводными роликами, восьми секций сушки I—VIII, секции охлаждения IX и разгрузочной этажерки. Вентиляторная установка оборудована десятью осевыми вентиляторами 5, размещенными в два ряда по вертикали в левом боковом коридоре сушилки. Восемь из них обслуживают секции сушки и два — камеру охлаждения. Вентиляторные
Рис. 126. Схема роликовой сушилки СУР-4
29. Техническая характеристика воздушных роликовых сушилок
Показатель Марки сушилок
«Вяртсиля» «Валмет» СУР-4 СУР-5 VMS
Рабочая длина, м 16,2 12,96 6,48 15,36
Число секций, всего 8 9 5 13
В том числе секций охлаждения 1 1 1 2
Число листов по ширине 2 2 2 2
Число этажей 5 5 5 3
Расстояние между осями роликов, мм Объем циркулирующего воздуха (без 200 162 162 300
36 68 40 534
секций охлаждения), тыс. м3/ч Поверхность нагрева калориферов, м2 Мощность электродвигателей, кВт 760 2600 1300 3050
22 49,5 35,5 188
Удельный расход пара, т/м3 1,1 1,1 1,2 1,2
Производительность, м3/ч* 1,4 1,7 0,85 3,8
* На березовом шпоне толщиной 1,5 мм при начальной влажности 80 и конечной 8 %.
246
валы 6 приводятся двумя электродвигателями 2, расположенными с торцов бокового коридора. Воздух засасывается из секций II, III, VI, VII и нагнетается в смежные секции I, IV, V, VIII в направлении поперек движения шпона.
Для уменьшения аэродинамических сопротивлений в коридоре установлены направляющие экраны 3 из листового железа. Внутри сушилки между секциями с противоположным направлением потока установлены перегородки 10, имеющие проемы для прохода шпона. Отработавший воздух выбрасывается через трубы 4, установленные на напорной стороне вентиляторов. Свежий воздух поступает через трубы 7 на всасывающей стороне вентиляторов. В камеру охлаждения воздух входит
Рис. 127. Модернизированная схема привода вентиляторов в сушилке СУР-4
через патрубок 8 и выбрасывается в атмосферу через трубу 9. Для нагревания воздуха в секциях сушки служат батареи междуэтажных калориферов, собранные из оребренных труб. Ограждения, роликовая система и ее привод устроены приблизительно так же, как и в сушилках с продольной циркуляцией.
В сушилках последних выпусков осевые вентиляторы 4 (рис. 127) посажены па индивидуальные валы 3 с двумя подшипниками 1. Электродвигатели групповые. В секциях сушки I—VIII две группы из четырех вентиляторов (два верхних и два нижних) приводятся в движение каждая от одного электродвигателя 2, а в секции охлаждения IX электродвигатель 5 обслуживает два вентилятора (верхний и нижний). Такая схема привода оказалась более надежной в эксплуатации.
В связи с тем, что в настоящее время сушка лущеного шпона производится преимущественно в газовых роликовых сушилках (см. следующий параграф), воздушные сушилки с поперечной циркуляцией применяются в основном для сушки строганого шпона. С точки зрения использования их для этой цели сушилки СУР-4 и СУР-5 имеют недостаток — относительно большое расстояние между осями роликов (162 мм). Это приводит к заломам строганого шпона толщиной 0,8—1 мм
247
и существенно ограничивает возможность сушки более тонкого (0,4—0,6 мм) шпона. Поэтому в ближайшее время машиностроительная промышленность будет вместо сушилки СУР-4 выпускать сушилку СУР-4-1, имеющую расстояние между осями роликов (125 мм). В новой сушилке, кроме того, усовершенствована конструкция ограждений в направлении повышения их герметичности.
Сушилки с сопловым дутьем. Эти сушилки за последнее время получили распространение за рубежом. Воздух нагревается в них пластинчатыми калориферами, а для циркуляции используют центробежные или осевые вентиляторы, расположенные обычно над сушильным пространством. Так как сопловые короба между этажами (см. рис. 124, в) занимают много места, эти сушилки делают малоэтажными (в 2—3 этажа).
На рис. 128 дан общий вид сушилки с сопловым дутьем марки VMS, выпускаемой финскими фирмами (см. табл. 29). На ее загрузочной стороне расположена подъемная платформа 1, с которой листы шпона из стопы 2 подаются на механизм загрузки 3, распределяющий их по этажам сушилки. Собственно сушилка имеет одиннадцать секций I—XI. К ним примыкают две секции охлаждения XII и XIII и механизм выгрузки шпона 9. В нижней части секций сушки размещены роликовая система 4 и сопловые короба 5, а в верхней части — пластинчатые калориферы 10 и осевые вентиляторы 11, приводящиеся электродвигатели 13 через двухопорные валы 12 и клиноременную передачу.
Циркуляция воздуха в сушилке вертикально-поперечная. В каждой секции вентилятор засасывает воздух из межроликового пространства всех этажей и нагнетает его в короба. Из коробов воздух выбрасывается через сопла и, омывая шпон, попадает обратно в роликовое пространство. Свежий воздух поступает в сушилку через неплотности ограждений, а отработавший выбрасывается в атмосферу через трубы 6. В секциях охлаждения воздух вентиляторами 15, расположенными в нижней части труб 7 и 8, засасывается из атмосферы и нагнетается в межроликовое пространство (коробов в нем нет), а вентиляторами 14 забирается оттуда и через вторую (противоположную) пару труб 7 и 8 выбрасывается в атмосферу.
§ 62. ГАЗОВЫЕ РОЛИКОВЫЕ СУШИЛКИ
В настоящее время разработаны газовые роликовые сушилки с продольной циркуляцией и с сопловым дутьем.
Сушилки с продольной циркуляцией. Машиностроительная промышленность серийно выпускает газовые сушилки СРГ-25, СРГ-25М и СРГ-50-2. Кроме'того, на предприятиях работают ранее выпущенные сушилки СРГ-50.
На рис. 129 дан общий вид газовой 8-этажной роликовой сушилки СРГ-25М, состоящей из 15 секций: 10 секций сушки 10 248
Рис. 128. Роликовая сушилка VMS с сопловым дутьем
пои
Рис 129. Газовая роликовая сушилка СРГ-25
и 2 секции охлаждения 11. Ролики 9 приводятся цепями от лебедки 18 через коробку скоростей 19. Для натяжения цепей применена специальная колонка 8 с автоблокировочным устройством, останавливающим привод при обрыве цепи. В камере охлаждения осуществляется поперечная однократная циркуляция воздуха от двух осевых вентиляторов, из которых один нагнетает холодный воздух, а второй выбрасывает его в атмосферу после омывания шпона. Сушилка снабжена паровой (от труб 5) противопожарной системой. Сырой шпон с двух подъемных платформ 7 направляется в подающие ролики загрузочного механизма 6. Дальше листы шпона автоматически распределяются по этажам загрузочной этажерки 5 и оттуда поступают в парные ролики сушилки. Высушенный в сушилке и охлажденный в камере охлаждения шпон 1 поступает на разгрузочное устройство 2. Механизм этого устройства подает листы шпона поочередно из всех этажей в стопы на роликовый стол 12. По мере заполнения стоп роликовый стол опускается. Заполненная стопа перемещается на вагонетку.
Циркуляция в сушилке выполняется так. Рабочая смесь топочных газов с воздухом подается от топки по газоходу 15 в распределительный горизонтальный газоход 4 и далее по боковым вертикальным газоходам 14 в сырой конец сушилки. В газоходах 14 газовоздушная смесь посредством системы экранов распределяется по этажам сушилки и движется вдоль нее по направлению движения шпона. Из сухого конца сушильной части (перед камерой охлаждения) отработавшая смесь по боковым газоходам 13 и подземным газоходам 17 и 16 высасывается центробежным вентилятором топки.
Газовоздушная смесь для сушки подготавливается в топке, снабженной вентиляторно-смесительной установкой. Топочные газы температурой 800—1000 °C, получаемые от сжигания древесного топлива в специальной полугазовой топке 11 (рис. 130), поступают в смесительную камеру 9, где смешиваются с отработавшими в сушилке газами, подаваемыми туда же по газоходу 2, и со свежим воздухом, вводимым через отверстие 1 Полученная смесь температурой 270—300 °C специальным вентилятором (дымососом) 7 засасывается через жалюзийный искрогаситель с циклоном 8 и нагнетается в сырой конец сушилки по газоходу 6, продолжением которого является газоход 14 (см. рис. 129). Отработавшая в сушилке смесь подается в смесительную камеру вентилятором 4 (см. рис. 130), который засасывает ее из газохода 5, соединенного с подземным газоходом 16 (см. рис. 129). Часть отработавших газов выбрасывается вентилятором 4 (см. рис. 130) в выхлопную трубу 3 Температура газовоздушной смеси в сушилке регулируется автоматически. Сушилка снабжена также системой аварийной сигнализации. При авариях (заломах, пожаре) останавливается электродвигатель дымососа 7, открывается дымовая труба 10 и топочные газы направляются в атмосферу.
251
Рис 131 Газовая роликовая сушилка СРС-Г с сопловым дутьем
3500
Допустимы различные варианты расположения топки и газоходов относительно сушилки. Газы могут подаваться к сушилке верхним газоходом, а отсасываться нижним (как на рис. 129), и наоборот. Возможна подача и отсос газов только верхними или только нижними газоходами. Газоходы можно делать кирпичными или металлическими с теплоизоляцией.
При использовании жидкого топлива или природного газа размеры топки уменьшаются по сравнению с приведенными на рис. 130 в 2—3 раза и отпадает потребность в установке жалюзийных искрогасителей. В этом случае топка и вентиляторное оборудование могут размещаться над сушилкой.
Сушилка СРГ-25 по сравнению с сушилкой СРГ-25М имеет несколько меньшую длину и пониженное количество циркулирующей газовоздушной смеси. Сушилка СРГ-50 состоит из 20 (вместо 10) секций. Она обслуживается двумя топками и двумя вентиляторными установками с подачей газовоздушной смеси в среднюю часть сушилки, откуда смесь направляется одновременно к сырому и сухому концам. Сушилка усовершенствованного типа СРГ-50-2 в отличие от сушилки СРГ-50 оборудована механизмами загрузки и выгрузки и рядом других более совершенных узлов.
В газовых сушилках, как указывалось ранее, может поддерживаться высокая температура сушильного агента, и они при прочих одинаковых условиях значительно производительнее воздушных сушилок. Поэтому на некоторых предприятиях старые воздушные сушилки переоборудованы на газовый обогрев. При переоборудовании снимают калориферы и паропроводы, сооружают топку с искрогасителем и монтируют новую вентиляторную установку с газоходами.
Сушилка с сопловым дутьем. Конструкция новой газовой сушилки с сопловым дутьем СРС-Г, разработанной ЦНИИФом, схематически показана на рис. 131. Она состоит из подъемника I, механизма загрузки шпона 2, сушильной части 3, камеры охлаждения 4 и механизма выгрузки шпона 5.
Сушильная часть 3 собрана из восьми секций. В нижней, собственно сушильной, части секций расположены приводные ролики 8 и сопловые короба 6. В верхней их части в одних секциях установлены осевые вентиляторы 9 с приводом от электродвигателей 10, а в других смежных секциях — топки 14. Последние выполнены из металлических труб большого диаметра, зафу геровапных изнутри огнеупорным кирпичом В переднюю стенку топки вмонтирована газовая горелка 13 (или форсунка для сжигания жидкого топлива), а в противоположную торцевую стенку — взрывной клапан. У этой стенки находится патрубок 15 для выхода газов вниз в правый боковой коридор 11 сушилки. Сопловые короба, выполненные из листового железа (узел В), имеют по всей длине узкие щели (сопла).
Осевой вентилятор забирает из правого коридора 11 отработавшую, т. е. прошедшую мимо шпона, газовоздушную смесь
253
30. Техническая характеристика газовых роликовых сушилок
- -и > Показатель Марк® сушилок
СРГ-25 СРГ-25М СРГ-50 СР Г-50-2 СРС-Г
Рабочая длина, м 13,12 16,4 23,92 23,92 14,58
Число секций, всего 12 15 22 22 9
В том числе секций охла- 2 2 2 2 1
ждения Число листов шпона по ши- 2 2 2 2 2
рине Число этажей 8 , 8 8 8 5
Расстояние между осями ро- 180 180 180 180 324
ликов, мм Объем циркулирующего га- 80 100 160 160 400
за (без секций охлаждения), тыс. м3/ч Мощность электродвигате- 140 175 193 283 220
лей, кВт Удельный расход древесно- 0,35 0,35 0,35 0,35 —
го топлива, м3/м3 шпона Удельный расход природ- — — — 60
ного газа или мазута, кг/м3 шпона Производительность, м3/ч* 3,4 4,2 6,3 7,0 4,4
* См. примечание к табл. 29.
температурой 170—180 °C, а также топочные газы температурой 800—900 °C, выходящие из патрубков топок, расположенных в смежных секциях, и нагнетает полученную смесь температурой 200—220 °C через верхнюю камеру вентиляторной секции в левый коридор 7 и из него — в сопловые короба 6. Из щелей сопловых коробов по всей ширине сушилки газовоздушная смесь со скоростью 10—12 м/с выбрасывается перпендикулярно поверхности шпона, а затем попадает в правый коридор 11, откуда часть ее выбрасывается дымососом через нижний боров 12 в атмосферу, а другая (большая) часть подается осевыми вентиляторами на рециркуляцию В верхней части секции охлаждения установлены два осевых вентилятора с приточно-вытяжными трубами, через одну из которых подается атмосферный воздух, а через другую удаляется воздух, отработавший в секции охлаждения (трубы на рисунке не показаны).
Краткая техническая характеристика газовых роликовых сушилок приведена в табл. 30.
§ 63. РЕЖИМЫ И ПРОДОЛЖИТЕЛЬНОСТЬ СУШКИ
В РОЛИКОВЫХ СУШИЛКАХ
Режимы сушки шпона в роликовых сушилках характеризуются состоянием сушильного агента и продолжительностью процесса.
254
В воздушных роликовых сушилках температура определяется давлением пара и поверхностью нагрева калориферов. При давлении пара 0,7—0,8 МПа она составляет в среднем: в сушилках «Вяртсиля» 130 °C; СУР-4 и СУР-5—125 °C. В газовых роликовых сушилках при сушке березового шпона ЦНИИФ рекомендует поддерживать среднюю температуру около 210 °C (в сыром конце 270°C, в сухом—150°C). При сушке шпона из сосны и лиственницы средняя температура не должна превышать 180—190 °C. Влагосодержание воздуха или газовоздушной смеси в роликовых сушилках не регулируется; оно зависит от герметичности ограждений и колеблется обычно в пределах 150—250 г/кг.
Для расчета продолжительности сушки шпона можно использовать теоретические уравнения, рассмотренные в § 23, с внесением в них поправок на условия работы роликовых сушилок. Более надежные результаты дают специальные формулы и номограммы [16], предложенные ЦНИИФом (Д. М. Стерлин).
В повседневной практике эксплуатации сушилок пользуются таблицами средних значений продолжительности сушки, составленными на основании расчетов и проверенными опытным путем. Некоторые из этих средних значений приведены в табл. 31 применительно к сушке березового шпона от начальной влажности 90 до конечной влажности 6—8 %.
Производительность роликовой сушилки П, м3 шпона, за отрезок времени Т, мин, определяется по формуле
П = -^- пЗЩ}длт]вР, (161)
где п — число листов шпона по ширине этажа, умноженное на число этажей; S— толщина шпона, м; b — ширина листа сухого шпона, м; L — рабочая длина сушилки, м; рдл — коэффициент заполнения шпоном длины сушилки (в среднем 0,98); т]»р — коэффициент использования рабочего времени (о,ео-о,!)г>).
31. Продолжительность сушки шпона в роликовых сушилках, мин
Толщина шпона, мм Средняя температура сушильного агента, °C Воздушные сушилки Газовые сушилки
с продольной циркуляцией с поперечной циркуляцией с сопловым дутьем с продольной циркуляцией С сопловым дутьем
0,4 80 5,0 4,5 3,8 5,0 4,0
0,8 110 13,0 8,0 6,0 9,0 5,6
1,5 120 17,5 14,0 8,0 17,0 8,5
1,5 160 10,5 9,0 5,0 11,5 5,5
1,5 200 — — — 8,8 4,0
2,2 140 21,5 18,0 10,0 22,1 11,0
2,2 200 — — — 14,6 6,6
3,5 140 39,0 33,0 18,0 41,0 19,0
3,5 200 — — — 27,0 12,0
255
Определяя производительность сушилок с ручной загрузкой, необходимо иметь в виду, что при сушке шпона она лимитируется не возможным сроком сушки в данных условиях, а производительностью труда рабочих, загружающих шпон. Если рабочие не успевают подавать шпон во все этажи без промежутков между листами, нужно или снижать температуру воздуха в сушилке, или уменьшать число работающих этажей.
§ 64. СУШКА ШПОНА НЕПРЕРЫВНОЙ ЛЕНТОЙ
В рассмотренных выше роликовых сушилках сушка шпона происходит в листах. При этом технологический процесс получения сухого шпона состоит из ряда самостоятельных, не связанных единым потоком, операций: лущения, рубки шпона на листы, укладки его на вагонетки и транспортировки, загрузки в сушилку, сушки, выгрузки из сушилки и укладки в стопы. Такая технология, включающая много переместительных операций, весьма трудоемка. Она, помимо э~ого, неэкономична и с точки зрения использования древесного сырья.
При рубке сырым листам шпона дают припуски на усушку поперек волокон, которая при их ширине 1,6—1,8 м составляет 30—50 мм. Так как усушка разных листов даже одного формата из-за изменчивости свойств древесины неодинакова, припуск необходимо устанавливать с определенным запасом. Этот запас при форматной обрезке готовой фанеры идет в отходы. Кроме того, в процессе рубки, перекладки и загрузки в сушилку сырого шпона, имеющего низкую прочность, неизбежны поломки, что ведет к дополнительным потерям древесины.
Значительно более экономична технология получения сухого шпона на единой поточной линии, когда шпон непосредственно после лущения подается в сушилку и высушивается в ней в виде непрерывной ленты, после чего сухая лента рубится на форматные листы. Расчеты показывают [16], что такая технология позволяет повысить полезный выход готовой продукции на 3—5 % и сократить трудозатраты в 2—2,5 раза. Несмотря на указанные преимущества новая технология не получила еще у нас широкого применения. Основная причина этого — невозможность сушки шпона непрерывной лентой в существующих роликовых сушилках. При сушке в них листов, движущихся в направлении вдоль волокон, усушка древесины происходит свободно, так как роликовая система, жестко фиксируя плоскую форму листов и их длину, не препятствует изменению их ширины, т. е. размера поперек волокон. При сушке же непрерывной ленты жестко фиксирующийся роликами размер шпона по длине сушилки совпадает с его размером в направлении поперек волокон, т. е. в направлении усушки, и это неизбежно приводит к разрывам ленты.
За границей проблему сушки шпона непрерывной лентой решают путем замены роликовых сушилок ленточными, в кото-256
32. Технические характеристики ленточных сушилок фирмы «Рауте»
Показатель Марки сушилок
VMSK-66-V321 VMSK-66-V509
Рабочая длина, м 42,0 18,0
Число секций 21 9
Число лент шпона по ширине 1 1
Число этажей 3 5
Объем циркулирующего воздуха или газа, тыс. м3/ч: в секциях сушки 546 378
в камере охлаждения 48 72
11оверхность нагрева калориферов, м2 4700 —
Установленная мощность электродви- 267 177
гателей Удельный расход: пара, т/м3 шпона 1,15
природного газа, м3/м3 шпона 11роизводительность, м3/ч* — 70
4,5 4,5
* См. примеч. к табл. 29.
рых шпон перемещается между двумя движущимися вдоль сушилки лентами из проволочной сетки. Давление, оказываемое iui шпон лептами, в отличие от давления роликов, сравнительно невелико. Поэтому размеры шпона в направлении его перемещения жес тко не фиксируются и он усыхает свободно.
С лущильного станка лента шпона выходит с неравномерной < коростыо и с перерывами, а в сушилку должна подаваться непрерывно и с постоянной скоростью. Указанное несоответствие щлжпо быть устранено. Для этого используют два способа: во-первых, навивку шпона после лущильного станка в рулоны - последующей их подачей к сушилке и, во-вторых, создание промежуточного запаса шпона на достаточно длинном конвейере, соединяющем лущильный станок с сушилкой. В Советском Союзе на некоторых предприятиях эксплуатируются единичные образцы работающих по второму способу поточных линий лущения и сушки шпона, поставленные финской фирмой «Рауте». Фирма выпускает линии, оборудованные 3 и 4-этажными воздушными ленточными сушилками с паровым обогревом и 5-этажными газовыми ленточными сушилками, работающими на природном газе. В табл. 32 приведены краткие технические характеристики 3-этажной воздушной сушилки VMSK-66-V321 и 5-этажной газовой сушилки VMSK.-66-V509.
На рис. 132 показана схема движения шпона в 3-этажной коздушной сушилке. Шпон после лущильного станка транспор-труется ременным конвейером 2, снабженным специальным устройством для выравнивания кромок ленты и уменьшающим
9 Заказ № 1842 257
расстояния между смежными лентами от разных чураков. С этого конвейера шпон передается в промежуток 3 между сетками первого этажа, перемещается через сушилку в этом промежутке, а затем в промежутках 4 и 5 второго и третьего этажей, меняя, как показано на схеме стрелками, направление своего движения. Последний ход лента шпона делает между ремнями конвейера 6 через нижний отсек корпуса сушилки, играющий роль камеры охлаждения.
Циркуляция воздуха в сушилке вертикально-поперечная, с сопловым дутьем. В каждой секции установлен осевой венти-
Рис. 132. Схема движения шпона в ленточной сушилке
лятор 1, создающий замкнутое кольцо циркуляции аналогично тому, как это делается в сушилке VMS (рис. 128, разрез А—А). В отличие от сушилки VMS в рассматриваемой конструкции сопловые короба сделаны с соплами не щелевидной формы, а в виде отверстий диаметром 10 мм с шагом между их центрами 35—45 мм. Камера охлаждения имеет собственную систему циркуляции, оснащенную специальными вентиляторами.
Нужно отметить, что отсутствие жесткой фиксации шпона между сетками при сушке в ленточных сушилках, позволяющее избегать разрывов ленты, связано и с отрицательным явлением — невысоким качеством шпона. Он получается недостаточно гладким, с волнистостью и гофром. Поэтому остается весьма актуальной проблема создания рациональной конструкции сушилки для непрерывной ленты шпона, обеспечивающей не только ее целостность, но и высокое качество шпона, на уровне не ниже, чем в роликовых сушилках. В настоящее время продолжаются опытно-конструкторские работы в этом направлении.
Е58
Глава 14
СУШКА ИЗМЕЛЬЧЕННОЙ ДРЕВЕСИНЫ
| 65. ОСОБЕННОСТИ СУШКИ ИЗМЕЛЬЧЕННОЙ ДРЕВЕСИНЫ. КЛАССИФИКАЦИЯ СУШИЛОК
В стране в больших масштабах развивается производство Древесностружечных плит (ДСтП). Их изготовляют из древесных частиц, вырабатываемых из дров, кусковых отходов и отходов шпона, а также из стружки — отходов от фрезерных станков. В дальнейшем для всех этих частиц будем применять краткий термин «стружка».
Технология производства плит требует высушивания стружки для их внутреннего слоя до влажности 2—4 %, а более мелкой стружки для наружных слоев — до 4—6%. Начальная влажность стружки колеблется от 80—120 % (дрова и сырые отходы) до 15—25 % (сухие отходы).
В некоторых отраслях деревообработки применяют и другие виды измельченной древесины или мелкие древесные элементы, требующие сушки (тапример, опилки, упаковочную стружку, спичечную соломку и др.). Небольшие размеры и развитая наружная поверхность частиц измельченной древесины облегчают процесс сушки, который может проходить при очень высокой температуре без контроля за внутренними напряже-11НИМП.
Дли сушки измельченной древесины используют преимуще-i ।ненпо газовые и значительно реже воздушные сушилки непре-рЫншпо действия. Они могут быть разделены по характеру перс ।.ши тепла материалу и способу его перемещения через цши tuy па четыре группы: 1) конвективные сушилки с меха-.... ним перемещением материала; 2) конвективные сушилки । пневмомеханическим перемещением материала; 3) конвективные сушилки с пневматическим перемещением материала; Il кондуктииные (контактные) сушилки.
Из конвективных сушилок с механическим перемещением материала иногда применяют воздушные лен-|<''1|1Ые сушилки. Схема одного из вариантов ленточной суши юн показана на рис. 133, а. Высушиваемый материал пере-। через сушилку в насыпном слое ленточным конвейером । । ышческой сетки. Ограждения сушилки делают поповыми. В нижней ее части устанавливают осевые ||"ры, создающие поперечно-вертикальную циркуляцию • Воздух нагнетается в боковой циркуляционный кори-||' м омываеч калориферы, продувает слой материала и и.н 1ся В вентиляторы. Такие сушилки применяют для ной соломки п коробок. Сушка в них стружки нерацио-
। вективпые сушилки с пневмомеханическим nt р- мещепием материала работают, как правило, на то
9* 259
почных газах. Конструктивно их оформляют в виде вращающихся или неподвижных барабанов, через которые перемещается высушиваемый материал. Такие сушилки принято называть барабанными. В деревообрабатывающей промышлен-
Рис. 133. Схемы конвективных сушилок с механическим и пневмомеханическим перемещением материала:
а — ленточная сушилка; б — одноходовой барабан; в — многоходовой барабан; г — барабан с сопловым дутьем; / — подача сырого материала; 2 — удаление сухого материала; 3 — подача горячего гача; 4 — удаление отработавшего газа
ности используют три разновидности сушильных барабанов: вращающийся одноходовой, вращающийся трехходовой и неподвижный с сопловым дутьем.
Вращающийся одноходовой барабан (рис. 133, б) имеет внутри перегородки с приваренными к ним лопастями для перемешивания материала. В загрузочный конец барабана
260
подается сырой материал и горячий топочный газ. При движении вдоль барабана газ омывает пересыпаемые лопастями частицы материала и постепенно перемещает их к разгрузочному концу. Скорость газа в барабане меньше скорости витания частиц, поэтому они могут перемещаться только при вращении барабана. Сухой материал удаляется из барабана по выхлопной трубе с потоком отработавшего газа, скорость которого здесь больше скорости витания. Далее смесь газа и материала направляется в циклон, откуда газ направляется в атмосферу, а сухой материал—на последующую переработку.
Вращающийся трехходовой барабан (рис. 133, в) отличается от одноходового тем, что внутри него газовоздуш-пая смесь и пересыпаемый лопастями материал движутся по трем каналам, образуемым концентрическими трубами: вначале но внутренней трубе, затем в обратном направлении по кольцевому каналу между стенками внутренней и средней труб и, наконец, вновь меняя направление, по кольцевому каналу, между средней трубой и наружным корпусом барабана.
Неподвижный барабан с сопловым дутьем имеет внутри вращающуюся крестовину с лопастями. Горячий газ подается в него по всей длиие через щелевое сопло. Материал шнжется по спиральной траектории, показанной на схеме (рис. 133, г) пунктиром, и удаляется после сушки, как и из вращающихся барабанов, вместе с потоком отработавшего газа.
Барабанные сушилки — основные агрегаты для сушки Стружки в производстве плит. В нашей промышленности наиболее распространены одноходовые вращающиеся барабаны «Прогресс». На ряде предприятий применяют импортные бара-баны с сопловым дутьем «Бютнер» (ФРГ). В последние годы стали получать распространение вращающиеся трехходовые барабаны, выпускаемые объединенной фирмой «Бизон—Бэре — Третей» (ФРГ).
Копиек тинные сушилки с пневматическим перемещением ман'риала работают по принципу сушки измельченного материала во взвешенном состоянии, при котором обеспечивается весьма интенсивный теплообмен материала со средой и бо|ц,1пая скорость испарения влаги. Пневматические сушилки, । и и барабанные, делают преимущественно газовыми. Изве-..... три их типа: труба-сушилка, аэрофонтанная сушилка и । пилка с поддоном.
Г р у б а - с у ш и л к а — наиболее простой пневматический • шильный агрегат (рис. 134, я). Газовоздушная смесь из топки иш жстся вместе с материалом по трубе со скоростью боль-... скорости витания и при этом высыхает. Отработавший газ " п тешенным в нем сухим материалом направляется в цик-
Осповиой недостаток трубы-сушилки — малое время, пребывания в ней высушиваемых частиц. Для увеличения этого вре
261
мени требуется делать трубу очень длинзой, что связано с конструктивными и эксплуатационными затруднениями. ЦНИИФ предложил делать трубу не прямой, а спиральной (рис. 134,6), с вертикальным (как на схеме) или горизонтальным размещением спирали, что делает ее более компактной.
Аэрофо н тайная сушилка представляет собой (рис. 134, в) расширяющуюся кверху воронку. Газовоздушная смесь
Рис. 134 Схемы пневматических сушилок.
а — труба-сушилка, б — спиральная труба-сушилка; в — аэрофонтанная сушилка, г — сушилка с поддоном; 1 — подача сырого материала, 2 — удаление сухого материала;
3 — подача горячего газа; 4 — удаление отработавшего газа
со взвешенным в нем материалом движется снизу вверх, при этом скорость ее постепенно падает. Известно, что скорость витания частиц зависит от их формы, размеров и влажности. Для частиц одного размера эта скорость с повышением влажности (т. е. возрастанием массы) увеличивается. Угол расширения воронки должен быть таким, чтобы скорость газа внизу ее соответствовала скорости витания сырых частиц, а вверху— сухих. При соблюдении этого условия частицы находятся в воронке столько времени, сколько необходимо для их высыхания, и лишь затем подхватываются в циклон. Таким образом, аэрофонтанная сушилка может хорошо работать лишь на однородном по размерам частиц материале.
262
Пневматическая сушилка с поддоном представляет собой (рис. 134,е) вертикальный цилиндрический корпус с сетчатым поддоном. На поддоне образуется «кипящий» слой высушиваемого материала, продуваемый снизу горячим газом. Слой непрерывно перемешивается вращающимся ворошителем. Высушенные частицы, как более легкие, подхватываются газовоздушным потоком и уносятся через горловину в циклон. Сырой материал непрерывно подсыпается сверху через центральную питающую трубу. Крупные частицы, скорость витания которых даже в сухом состоянии превышает фактическую скорость газа, перемещаются ворошителем к стенкам корпуса и через боковой люк удаляются для дополнительного измельчения.
Из рассмотренных пневматических сушилок в производстве ДСтП эксплуатировались в небольшом количестве сушилки с поддоном (марки «Келлер»). В настоящее время вследствие малой производительности они не применяются. Попытки использовать для сушки стружки аэрофонтанные сушилки не дали положительных результатов вследствие фракционной неоднородности этого материала. Что касается труб-сушилок, то они из-за малой продолжительности сушки не обеспечивают необходимой в производстве плит низкой конечной влажности стружки. Их используют как приставки к сушильным барабанам для первого этапа сушки в комбинированных двухступенчатых сушилках.
Кондуктивные (контактные) сушилки выполняют в виде барабана, внутри которого монтируют ротор из обогреваемых паром калориферных груб. Тепло передается высушиваемому материалу, перемешиваемому ротором, путем контакта е горячей поверхностью труб. Такие кондуктивно-барабанные гушплки марок «Шильде», «Пандорф» и др. применяли ранее । । । стружки при малом объеме производства. На современных и I" цпрнятиях их не используют.
§ 66. БАРАБАННЫЕ СУШИЛКИ
Сушилка «Прогресс». Основная рабочая часть этой сушилки 135)—одноходовой сварной барабан 7, на котором за-'|’н-||ы бандажи 5, катящиеся по опорным роликам 18 и
Ролики вращаются в радиальных подшипниках опорных umh 19 п /4 Последняя из них снабжена упорным подшип-•м Опорные станции устанавливаются на фундаментах нчетом придания барабану нужного уклона. Барабан вра- ген от электродвигателя 16 и редуктора 17 через зубчатую v 6 е вепцовон шестерней на барабане. Сменными шестер-н чистота вращения барабана меняется от 4 до 9 мин-1.
Внутри барабана в головной его части на длине 1 м распори а насадка из винтовых лопастей, служащая для питания пприбина сырой стружкой. По остальной длине барабан разде-
263
10000
лен радиальными перегородками 11 на пять отсеков, в которых укреплены продольные лопасти 12. В торцевых стенках барабана имеются центральные люки для входа и выхода высушиваемого материала вместе с газовоздушной смесью. В эти же стенки вмонтированы предохранительные взрывные клапаны. Барабан соединен с газоходами 2 и 9 посредством специальных плавающих уплотнений 8. В газоход 2 через трубу 3 со шлюзовым затвором 4 поступает сырая измельченная древесина, а через боров 20 — топочные газы из топки. Газоход 9 соединен с дымососом 15, направляющим газовую смесь с сухой стружкой в газоход 10.
Под влиянием разрежения, создаваемого дымососом, топочные газы из топки 1 с температурой 800—900 °C поступают в смесительную камеру 22, где они смешиваются со свежим воздухом, поступающим по трубе 21, в результате чего их температура снижается до 350—450 °C. В эту смесь через трубу 3 попадает сырая стружка. Вследствие потери скорости на входе в барабан древесина падает на насадку из винтовых лопастей, а затем пересыпается в отсеки и перемещается вдоль ба
264
рабана под влиянием напора газовоздушного потока. Из выхлопного газохода 10 газовая смесь со стружкой подается в циклон, откуда стружка через шлюзовой затвор поступает в бункер.
Принципиальная схема рассматриваемой сушилки и график процесса в ней на /сйх-диаграмме отвечают типовым схеме и графику газовой сушилки с однократной циркуляцией (см. рис. 48, а).
На процесс сушки в барабане отрицательно влияют неорганизованные подсосы холодного воздуха через неплотности в его стыках с газоходами. Поэтому уплотнения здесь должны быть выполнены очень тщательно.
В первых сушильных установках «Прогресс» барабан устанавливали с положительным (в сторону движения материала) углом наклона 2—3°. Сейчас по рекомендации ЦНИИФа барабаны устанавливают с отрицательным (в обратную сторону) углом наклона 2—3° в результате чего интенсивность сушки существенно повышается за счет повышения коэффициента заполнения барабана высушиваемым материалом и увеличения перепада температуры сушильного агента по длине барабана. Это дает возможность увеличить количество циркулирующего сушильного агента и повысить его температуру на входе в бара-
33. Техническая характеристика сушилок для измельчения древесины
Показатель Типы сушилок
Одноступенчатые
{Барабан «Прогресс» 'диаметром 2,2 м Барабан «Прогресс» диаметром 2.8 м Барабан «Бютнер» с сопловым дутьем диаметром 3.2 м Трехходовой барабан «Бизон» диаметром 3,4 м
Влажность стружки, %• начальная 90 90 90 90
конечная 2 2 2 2
Производительность, т, 3,3 6,0 7,5 9,1
сухой стружки в 1 ч Количество циркулирую- 30,0 48,0 50,0 48,0
щего газа, т/ч Температура газа, °C: ни входе 400 400 400 650
на выходе 120 120 145 125
Расход электроэнергии, 27 27 27 17
кВт-ч на 1 т испаренной В,И<11 и Габаритные размеры^уста-повки: м: диаметр (барабана, 2,2 2,8 3,2 3,4
К'Л, трубы) длина (барабана, ТСА) 10,0 14,0 12,0 10,0
Вмеота (трубы) — — — —
265
Продолжение
Показатель Типы сушилок
Комбини эованные
ЦНИИФ (ТСА с барабаном «Прогресс» диаметром 2,2 м) BBSH (труба с барабаном «Бютнер» диаметром 3,6 м)
I ступень (ТСА) II ступень (барабан) I ступень (труба) II ступень (барабан)
Влажность стружки, %; начальная 90 20 ПО 65
конечная 20 2 65 2
Производительность, т, 5,0 5,0 12,0 12,0
сухой стружки в 1 ч Количество циркулирую- 30,0 30,0 30,4 88,0
щего газа, т/ч Температура газа, °C: на входе 630 220 480 350
на выходе 220 120 350 150
Расход электроэнергии, 34 4 8
кВт-ч на 1 т испаренной влаги Габаритные размеры установки: м: диаметр (барабана, 3,5 2,2 1,0 3,6
ТСА, трубы) длина (барабана, ТСА) 9,0 10,0 — 12,0
высота (трубы) — — 26,0 —
Примечания. 1. Показатели барабана «Прогресс» даны при отрицательном угле наклона (—2°). 2. Показатели импортных сушилок — по данным фирм. 3. Показатели комбинированной сушилки BBSH — при работе на тонкой тружке (с одной трубой).
баи без риска превзойти допустимый с точки зрения пожарной безопасности температурный предел в сухом конце барабана (150—160 °C). Производительность барабана при отрицательном угле наклона увеличивается (по испаренной влаге) с 1,2— 1,3 до 2,5—3 т/ч, а удельный расход теплоты (на 1 кг влаги) уменьшается с 7—7,5 до 4,5—5 МДж/кг.
В связи с тенденцией к повышению производственной мощности линий по производству ДСтП требуется повышать и производительность сушилок. С этой целью машиностроительная промышленность начала выпуск сушильных барабанов «Прогресс» увеличенного габарита (диаметр 2,8 м, длина 14 м), производительность которых повышается пропорционально увеличению площади поперечного сечения. Технические характеристики старых и новых барабацов приведены в табл. 33.
Основной недостаток сушилок «Прогресс» — измельчение стружки при ее интенсивном перемешивании и образование заметного количёства пыли.
266
Сушилка «Бютнер». Эта сушилка с сопловым дутьем работает по схеме рис. 133, а. Более подробная ее схема с топкой и циклоном показана на рис. 136. В неподвижный барабан 5 вдувается через вытянутый по всей его длине газоход-сопло 11 газовоздушная смесь, подхватывающая стружку, вводимую через шлюзовой питатель 4 в сырой конец барабана. Древесина проходит сушилку при интенсивном теплообмене и перемешивании. В газоходе-сопле 11 установлены щитки 10, поворотом которых изменяют угол входа газовоздушной смеси в барабан п регулируют шаг винтообразной траектории материала, чем определяется продолжительность сушки. Внутри барабана на валу, вращающемся в подшипниках 9, установлена крестовина 7 с лопастями 6 для перемешивания материала.
Высушенная древесина с отработавшими газами отсасывается из сухого конца барабана вентилятором 8 в циклон 2, откуда она удаляется через шлюзовой затвор 3. Отработавшая газовоздушная
Рис. 136. Схема барабанной сушилки «Бютнер»
Рис. 137. Схема сушильной установки «Бизон» с трехходовым барабаном
267
смесь частично выбрасывается в атмосферу через трубу 1, а частично поступает на рециркуляцию в наружный кожух цилиндрической топки 13. В смесительной камере 12 топочные газы из топки смешиваются с отработавшей газовоздушной смесью и направляются в газоход-сопло И.
На наших предприятиях применяют барабаны «Бютнер» двух моделей — малой (диаметр 2,2, длина 8 м) и большой (диаметр 3,2, длина 12 м). Малая модель по производительности и другим показателям близка к сушилке «Прогресс» (см. табл. 33). В настоящее время объединенная западногерманская фирма «Бабкок — Бютнер — Шильде — Хаас» (BBSH) выпускает еще более крупную модель сопловой сушилки «Бютнер» диаметром 3,6 м.
Основной недостаток сопловых сушилок «Бютнер» в том, что из-за подачи горячих газов по всей длине барабана отработавшую смесь приходится выбрасывать при сравнительно высокой температуре, что приводит к снижению теплового КПД сушилки. По интенсивности процесса, равномерности сушки и предупреждению пылеобразования барабаны «Бютнер» при оснащении их устройствами для автоматического регулирования работают достаточно удовлетворительно.
Трехходовая сушилка «Бизон». Эту сушилку выпускает объединенная фирма «Бизон — Бэре—Третей» (ФРГ).
Вращающийся барабан 6 (рис. 137), оборудованный приблизительно такими же приводом и уплотнительными устройствами, как сушилка «Прогресс», имеет внутри три канала, образованные концентрическими трубами. Высушиваемый материал из бункера 5 по винтовому конвейеру 4 через шлюзовой питатель 2 попадает в газоход 3 вместе с потоком горячих газов и за счет разрежения, создаваемого дымососом 13, засасывается в центральный цилиндрический канал 7 барабана. В этом канале, снабженном продольными гладкими ребрами, газовоздушная смесь с материалом движется со скоростью около 20 м/с. Пройдя центральный канал, поток с частицами делает поворот на 180° и попадает в средний кольцеобразный канал 8, где скорость снижается до 6—7 м/с, а затем, после еще одного поворота на 180°, в наружный кольцеобразный канал 9, скорость в котором 4—5 м/с. Кольцеобразные каналы снабжены профильными лопастями для перемешивания стружки.
По выходе из барабана стружка в потоке отработавшей газовоздушной смеси направляется дымососом в циклон 11, из которого удаляется через шлюзовой затвор 12, а отработавшие газы частично выбрасываются в атмосферу, а частично возвращаются по трубе 10 к топке 1, где подмешиваются к продуктам горения, снижая их температуру. Сушилка может работать без рециркуляции с выбросом из циклона всех отработавших газов и подсосом к продуктам горения свежего воздуха, что упрощает ее конструкцию. Однако схема с рециркуляцией более эконо-268
мична по расходу тепла, чем схема с однократной циркуляцией.
По сравнению с барабаном «Прогресс» в трехходовом барабане существенно удлиняется путь движения по сушилке частиц и интенсифицируется их теплообмен с газовой средой. Это позволяет повысить температуру газов на входе в барабан, что в свою очередь обеспечивает повышение его производительности (см. табл. 33).
§ 67. ПНЕВМАТИЧЕСКИЕ И КОМБИНИРОВАННЫЕ СУШИЛКИ
Стремление повысить производительность сушилок для стружки привело к разработке и внедрению комбинированных двухступенчатых сушильных установок, состоящих из пневматической трубы-сушилки и сушильного барабана.
В качестве устройства для первой ступени сушки ЦНИИФ предложил топочно-сушильный агрегат (ТСА) на базе спиральной трубы-сушилки, центральная часть которой использована в качестве топки (рис. 138). Центральная цилиндрическая труба 6, представляющая собой топку, футерована огнеупорным кирпичом. В торцевой ее части расположена горелка 12 для сжигания жидкого или газообразного топлива. Между центральной трубой и корпусом 2 расположена винтовая перегородка 1, образующая спиральную сушилку 3, соединенную с топкой окном 9. Спиральная сушилка 3 имеет тангенциальный ввод 8 для сырого материала и такой же отвод 10 для удаления газовзвеси с подсушенной стружкой, который присоединяется к всасывающему патрубку дымососа. Агрегат может иметь наружный теплоизолированный кожух 4, образующий
— движение материала
---*— движение газа и воздуха
Рис. 138. Топочно-сушильный агрегат (ТСА)
269
Рис 139. Схема комбинированно!! сушилки ЦНИИФ (ТСА с барабаном «Прогресс»)
Рис 140 Схема вертикальной трубы-сушилки
с корпусом сушилки канал 5 для подачи подогретого свежего воздуха в топку через окна 7. Для дополнительного подмешивания свежего воздуха к продуктам горения в торцовой части топки имеется люк 11 с шибером.
Сырая стружка непрерывно поступает в спиральную сушилку <3 через ввод 8. Одновременно в сушилку поступают топочные газы температурой 600—
700 °C из топки 6 через окно 9. Отработавшие газы температурой 200—300 °C с высушенным материалом влажностью 15—
30 % через отвод 10 направляются для досушки в сушильный
барабан.
Компоновка комбинированной сушилки ЦНИИФ, состоящей из ТСА, барабана «Прогресс» и устройства для сжигания древесной пыли, показана на рис. 139. К цилиндрической топке 3 топочно-сушильного агрегата 4 пристроена дополнительная камера 2 с форсункой для мазута (или природного газа) и горелкой 12 для ввода пыли. Сырая стружка поступает через шлюзовой питатель 11 и канал 10 в спиральную трубу-сушилку и проходит по ней с потоком горячей газовоздушной смеси из топки. Далее газовзвесь по трубе 9 дымососом 5 направляется в сушильный барабан 6, оттуда вторым дымососом 7 высушенный материал с отработавшими газами по трубе 8 направляется в циклон-отделитель. При использовании только жидкого или газообразного топлива (без пыли) топочную камеру 2 не монтируют, а горелку устанавливают по схеме рис. 138. Если при этом после барабана поставить высоконапорный (800—1000 даПа) дымосос, схема установки может быть дополнительно упрощена за счет исключения из нее дымососа 5 (см. рис. 139).
270
Комбинированные сушилки обеспечивают значительно более равномерную конечную влажность стружки, так как при подаче в барабан частиц влажностью порядка 20 % в нем происходит не только сушка, но и кондиционирование влажности. Кроме того, весьма существенно повышается производительность установки. Так, если барабан «Прогресс» диаметром 2,2 м имеет среднюю производительность по сухой стружке (см. табл. 33) 3,3 т/ч, то этот же барабан с топочно-сушильным агрегатом — 5 т/ч.
Гипродревпромом и ЦНИИ Фом разработан агрегат комбинированной сушки стружки АКС-8, состоящий из топки, спи-
Рие 141. Схема комбинированной сушилки BBSH (вертикальная труба-сушилка с барабаном «Бютнер»)
ральной трубы-сушилки и нового барабана «Прогресс» диаметром 2,8 м [6]. Его проектная производительность 8 т/ч. Полученная при испытаниях опытного образца производительность оказалась выше (10,2 т/ч). Однако промышленная эксплуатация АКС-8 показала, что он имеет серьезный конструктивный недостаток — быстрый износ лопастей используемого циркуляционного вентилятора ВМ-17 мельничного типа. В настоящее время агрегат модернизируется.
В зарубежной практике в качестве устройств для предвари-юпьной сушки стружки в комбинированных установках исполняют вертикальные трубы-сушилки. Схема такой сушилки фирмы BBSH («Бабкок — Бютнер — Шильде — Хаас») приведена на рис. 140. Сырой материал подается через шлюзовой шпатель 3 в суженную часть вертикальной трубы 4, где создав гея наибольшая скорость агента сушки, и в потоке газа, ши 1упающего из топочного устройства 1, транспортируется вверх по трубе. Движение смеси газа с материалом обеспечивается работой дымососа 8, совмещенного с циклоном 9. Пройдя ко-Л1НО 5, смесь попадает в циклон, где происходит отделение
271
подсушенных частиц от газа. Подсушенный материал направляется винтовым конвейером 10 в сушилку второй ступени. Отработавший газ частично выбрасывается в атмосферу через патрубок 7, а большая его часть (порядка 70 %) возвращается в топку по трубе рециркуляции 6 для повторного цикла. В топке отработавший газ подогревается и смешивается со свежими топочными газами, образованными при сжигании жидкого топлива. В нижней части трубы-сушилки имеется люк 2 со шлюзовым затвором для удаления крупных, выпавших из потока, частиц.
Вертикальная труба-сушилка, в которой сырая стружка (с начальной влажностью 110% и выше) высушивается до влажности 50—65 %, комбинируется с сопловым или трехходовым барабаном. Для примера рассмотрим комбинированную сушильную установку фирмы BBSH (рис. 141). Установка состоит из вертикальной трубы-сушилки и соплового барабана типа «Бютнер». Сырая стружка из бункера 5 винтовым конвейером 7 подается в трубу-сушилку 6 для предварительной подсушки; подсушенная стружка из циклона 4 вторым винтовым конвейером 3 направляется в барабан 2, где происходит ее досушка. Высушенная стружка из циклона 1 поступает в поток изготовления ДСтП. Барабанная сушилка в этой установке оборудована топкой для сжигания жидкого топлива и древесной пыли.
Если измельченная древесина имеет начальную влажность ниже 90 %, подсушки не требуется и труба-сушилка отключается. Тогда сырая стружка из бункера по конвейеру 3 подается непосредственно в барабан. Отметим, что по описанной и показанной на рис. 141 схеме установка работает на тонкой стружке (для наружного слоя плит). При сушке крупной стружки (для среднего слоя) один барабан обслуживают две трубы-сушилки.
Комбинированная сушилка имеет высокую производительность (см. табл. 33). Достоинством ее является также автономность первой и второй ступеней. Но она по сравнению с комбинированной сушилкой ЦНИИФ и АКС-8 весьма громоздка и более сложна в обслуживании.
Глава 15
ФИЗИЧЕСКИЕ ОСНОВЫ ПРОПИТКИ ДРЕВЕСИНЫ
§ 68. ФИЗИЧЕСКИЕ ЯВЛЕНИЯ В ПРОЦЕССАХ ПРОПИТКИ ДРЕВЕСИНЫ. КАПИЛЛЯРНАЯ СТРУКТУРА ДРЕВЕСИНЫ
Как указывалось во введении, под пропиткой понимают процессы введения в древесину веществ, которые изменяют ее свойства (повышают биостойкость и огнестойкость, снижают 272
электропроводность, гигроскопичность, увеличивают прочность и т. д.).
Пропитывающие вещества чрезвычайно разнообразны по свойствам и характеру их взаимодействия с древесиной. Они могут проникать в древесину чисто механическим путем, адсорбироваться ее веществом, вступать с ним в химическую реакцию. Характер физико-химических явлений, сопровождающих пропитку, очень сложен, и они еще не вполне изучены.
Рис. 142. Схемы капиллярной структуры древесины:
а — хвойных пород; б — лиственных пород / — трахеиды, 2 — окаймленная пора; 3 — окаймленная пора с закрытой полостью; 4 — простая пора; 5 — сосуды; 6 — диафрагма; 7 — клетки либриформа
В большинстве случаев пропитывающие вещества не вступают в химическую реакцию с древесиной и ею не адсорбируются. Поэтому процессы пропитки древесины можно рассматривать как совокупность следующих физических явлений: движения жидкости в древесине под действием капиллярного давления; движения жидкости в древесине под действием избыточного давления; диффузионного перемещения молекул или ионов пропитывающих веществ в древесине по полостям клеток, заполненным водой.
Производственные процессы пропитки протекают обычно в условиях совместного действия всех указанных явлений, но относительная эффективность того или иного из них может быть различной при разных способах пропитки.
Для лучшего понимания рассматриваемых далее вопросов остановимся кратко на особенностях капиллярной структуры древесины. В древесине хвойных пород (рис. 142, а) водопро
273
водящую функцию выполняют трахеиды, составляющие основную дол о ее объема. Они представляют собой вытянутые, сужающиеся на концах клетки, расположенные вдоль оси ствола дерева. Диаметр полостей трахеид колеблется в ранней зоне годичного слоя от 3-10-5 до 5-10-5 м, а в поздней зоне от 1,ЗХ X Ю 5 до 2,5-10 5 м.
Трахеиды сообщаются окаймленными горами, перегороженными мембранами с отверстиями, диаметр которых оценивается величиной 2-Ю-7 — 6-Ю 7 м. Окаймленные поры расположены главным образом на концевых стенках суживающейся части трахеид, поэтому сообщаются между собой преимущественно их цепочки, смежные в направлении вдоль ствола, вследствие чего проницаемость древесины вдоль волокон значительно выше, чем поперек.
Сравнительная капиллярная проницаемость древесины различных >войных пород определяется числом окаймленных пор, а также диаметром и числом отверстий е их мембранах. При жизнедеятельности дерева в ядре и спелой древесине откладываются смолистые вещества. Они частично закупоривают отверстия в мембранах пор, в результате чего проницаемость этих частей ствола существенно уменьшается по сравнению с проницаемостью заболони. Определенную роль в этом играет и то обстоятельство, что в ядре и спелой древесине мембраны окаймленных пор имеют обычно сдвинутое расположение (рис. 142, а) и полости пор перекрыты торусами.
В древесине лиственных пород (рис. 142,6) основные водопроводящие элементы — сосуды. Они представляют собой длинные (до 3 м) трубки, образовавшиеся из ряда коротких клеток (члеников) растворением между ними перегородок, которые наблюдаются в виде поперечных диафрагм с одним круглым (простая перфорация) или несколькими щелевидными (лестничная перфорация) отверстиями. Диаметр сосудов 3-10 5 — 10~4 м. Между сосудами расположены клетки либриформа и других тканей (сердцевинных лучей, древесной паренхимы). Эти клетки сообщаются между собой и с сосудами преимущественно простыми порами. При образовании в растущем дереве ядра сосуды в нем закупориваются особыми паренхимными выростами — тиллами. Проницаемость древесины лиственных пород, так же как и хвойных, существенно больше вдоль волокон, чем поперек, а проницаемость ядра меньше заболони
По сравнительной проницаемости жидкостями древесина различных пород может быть условно разделена на три группы: легкопропитываемая, умеренно пропитываемая и труднопропи-тываемая. К первой группе относится древесина рассеянно-сосудистых пород (березы, бука), а также заболони сосны; к труднопропитываемой — древесина ели, лиственницы, пихты, ядровая древесина сосны, дуба и ясеня. Древесина других пород занимает промежуточное положение и относится к умеренно пропитываемой.
274
§ 69. ДВИЖЕНИЕ ЖИДКОСТИ В ДРЕВЕСИНЕ ПОД ДЕЙСТВИЕМ КАПИЛЛЯРНЫХ СИЛ
Известно, что равнодействующая молекулярных сил в поверхностном слое жидкости натравлена внутрь этой жидкости и ее действие аналогично образованию на границе раздела жидкость — газ растянутой упругой пленки. Сила натяжения этой пленки, отнесенная к единице длины, называется коэффициентом поверхностного натяжения (оп). На изогнутой поверхности жидкости поверхностное натяжение
Рис. 143 Схемы образования менисков в капиллярах
Рис. 144 Упрощенная схема капилляров в древесине
является причиной появления добавочного (капиллярного) давления, положительного для выпуклой и отрицательного для вогнутой поверхности.
На границе соприкосновения жидкости с твердым телом ее поверхность образует (рис. 143, а) определенный угол 0 (острый у смачивающих и тупой у не смачивающих данное тело жидкостей), называемый краевым углом или углом смачивания. При соприкосновении капилляра достаточно малого диаметра с жидкостью (рис. 143, б) в ней образуется мениск. Положительное капиллярное давление мениска (несмачивающая жидкость) вызывает снижение уровня жидкости в капилляре, а отрицательное давление, называемое также капиллярным натяжением (смачивающая жидкость), — повышение этого уровня. Пропитывающие жидкости по отношению к древесине являются, как правило, смачивающими.
275
Капиллярное давление в цилиндрическом капилляре определяется выражением
pK = 2crncos0/r, (162)
где г — радиус капилляра.
Рассмотрим механизм движения жидкости в древесине под действием капиллярных сил. Предположим, что образец древесины, ось которого ориентирована в направлении вдоль волокон, имеющий влажность, не превышающую предела насыщения клеточных стенок, одним концом опущен в смачивающую жидкость. Выделим из этого образца один ряд проводящих клеток (сосудов или трахеид). Выделе! ный элемент можно представить в виде перемежающихся макро- и микрокапилляров, имеющих радиусы гх и г2 (рис. 144).
Под действием капиллярных сил жидкость будет заполнять полости макрокапилляров. Пусть к какому-то моменту времени т жидкость в капилляре находится в положении, показанном на схеме. Перепад давления, вызывающий движение жидкости вверх, обусловленный капиллярным давлением рк, давлением силы тяжести pg и давлением, вызываемым сопротивлением вытесняемого воздуха рв, равен
= р&—Рв- (163)
Интенсивность движения жидкости по капилляру, выражаемая ее объемной скоростью dV/dx, м3/с, определяется известным уравнением Пуазейля:
dV dx
лл4
8ц/
Др,
(164)
где г, I — радиус капилляра и его длина; ц— вягкость жидкости.
Основное сопротивление движению жидкости в древесине оказывают микрокапилляры. По сравнению с ним сопротивление макрокапилляров и сопротивление воздуха, вытесняемого жидкостью и выходящего с противоположного конца образца, очень невелики и ими можно пренебречь. Учитывая это обстоятельство и имея в (164) получаем
dV dx
где бг —S/a— суммарная
городок в полостях); 6i = 2/i— суммарная длина макрокапилляров (сосудов и трахеид); р — плотность жидкости; g — ускорение свободного падения.
виду, что Pg = Oipg, из уравнении
лг, / 2ап cos 0 „ Д
=Т7- —---------------(165>
8цо2 \ ri /
длина микрокапилляров (мембран в порах и пере-
Линейную скорость движения жидкости получим делением обеих частей уравнения (165) на площадь макрокапилляра 2« ЛГ1 .
Г2 / 2gncos0
dx M/l \ Г1
(166)
276
Расчеты по уравнению (166) показывают, что скорость движения жидкости по капиллярам древесины колеблется: вдоль волокон 30—150 мм, поперек волокон 0,2—3 мм в сутки, что достаточно удовлетворительно согласуется с экспериментальными и практическими данными.
Подъем жидкости в капилляре прекращается, когда капиллярное давление становится равным по абсолютной величине давлению силы тяжести. Максимальная высота подъема
^тпах ~ 2оп cos 0/(Г1Р£). (167)
В древесине, как показывают расчеты, эта высота не превышает 1 м.
При полном погружении сортимента в жидкость ее перемещение по капиллярам происходит одновременно со всех сторон сортимента. Давление силы тяжести в этом случае практически не оказывает влияния на скорость перемещения. Однако капиллярному давлению будет противодействовать давление защемленного внутри древесины воздуха. Перепад давления, вызывающий движение жидкости, характеризуется здесь выражением
Лр = рк4-ро—рв, (168)
где ро — давление окружающей древесину среды
Величина воздушного давления рв зависит от толщины пропитанной зоны и формы образца. Она определяется выражениями:
для неограниченной пластины толщиной S = 2R
(169)
для цилиндра радиусом Р
ОГО)
где 6 — толщина пропитанной зоны.
В соответствии с этим и формулой (166) уравнение линейной скорости движения жидкости запишется, например, для пластины, в виде
<16 г9 Г 2ап cos 6 / р \ ’
— =-------------5-----+ Pofl--------- (171)
8ц82г^ |_ rt V Р—6 / J
При равенстве капиллярного давления и давления защемленного воздуха перемещение жидкости прекратится, а глубина проникновения 6 будет максимальной:
6тах = -------------------- (172)
2[l + pon/(2oncos0)l V '
277
Расчеты показывают, что эта глубина может быть равной 2—5 % толщины сортимента. Дальнейшее проникновение жидкости в древесину возможно только по мере растворения воздуха в воде и диффузии его молекул через капиллярные каналы в окружающую среду. Этот процесс, однако, чрезвычайно медленен и, как показывает практика, может длиться годами.
Рассмотрим теперь случай капиллярного движения жидкости в сырой древесине, полости клеток которой полностью или почти полностью заняты свободной водой В сырых сортиментах длиной более 1 м, погруженных в жидкость одним торцом и установленных вертикально, движение жидкости, очевидно, невозможно. В более коротких сортиментах или сортиментах, имеющих горизонтальное положение, жидкость будет перемещаться только по мере ее испарения с открытого торца. При этом не исключено, что интенсивность испарения будет больше интенсивности капиллярного подсоса, и тогда значительная по длине часть сортиментов, примыкающая к открытому торцу, будет высыхать, несмотря на то, что второй торец остается в контакте с жидкостью.
В сырой древесине, таким образом, капиллярное движение жидкости с торца не может иметь сколько-нибудь существенной интенсивности. В сырой же древесите, полностью погруженной в жидкость, возможность капиллярного движения вообще исключена в связи с отсутствием го объему сортимента разности капиллярных давлений.
Из изложенного можно сделать вывод, что использование чисто капиллярного движения жидкости з древесине без применения внешнего давления практически применимо для пропитки только сухих или подсушенных сортиментов на очень небольшую глубину путем их полного погружения в жидкости. Жидкости целесообразно использовать маловязкие, хорошо смачивающие древесину, и подогретые, поскольку с повышением температуры снижается их вязкость и повышается скорость проникновения в древесину.
Возможно также использование капиллярного движения жидкости в древесине для пропитки ее на корню. В стволе растущего дерева подрубают заболонь и к месту подруба подают водный раствор пропитывающего вещества. За счет испарительной способности кроны и ее капиллярного натяжения (которое значительно больше капиллярного давления в полостях клеток) древесный сок поднимается по стволу и испаряется, а его место в стволе занимает пропитывающий раствор. Такая пропитка, однако, из-за сложности ее организации и неравномерности по объему практического распространения не получила.
278
§ 70. ДВИЖЕНИЕ ЖИДКОСТИ В ДРЕВЕСИНЕ ПОД ДЕЙСТВИЕМ ИЗБЫТОЧНОГО ДАВЛЕНИЯ
Создание при пропитке избыточного давления (по отношению к давлению внутри древесины) возможно разными методами. В практике применяют метод выдержки предварительно нагретой древесины в холодной ванне и автоклавный метод, имеющий основное промышленное значение
Пропитка в ваннах с предварительным нагревом древесины отличается простотой технологических приемов. Древесину первоначально выдерживают некоторое время в горячей жидкости или нагревают другим способом, а затем помещают в ванну с холодной жидкостью, где и происходит собственно пропитка.
При нагревании возрастает давление паровоздушной смеси в полостях клеток отчасти за счет температурного расширения, а главным образом — за счет роста парциального давления пара. Вследствие газопроницаемости древесины паровоздушная смесь из нее частично удаляется и давление устанавливается близким к атмосферному, причем основную долю его составляет парциальное давление водяного пара, соответствующее температуре и степени насыщения его в полостях клеток.
При последующем охлаждении древесины, полностью погруженной в жидкость, давление в полостях клеток снижается как в результате собственно температурного эффекта, так и, в основном, за счет конденсации водяного пара (поскольку давление насыщения водяного пара резко уменьшается с понижением температуры).
Давление жидкости в ванне, равное атмосферному, становится избыточным по отношен w к древесине. Под действием образовавшегося перепада давления и происходит поглощение древесной пропитывающей жидкости. Перепад давления определяется выражением
Ар — Ра — (рнг + (Ра — Рп1) (Тъ!Тх)], (173)
где ра — атмосферное, или барометрическое, давление; рнг — давление насыщения водяного пара в полостях клеток охлажденной древесины, соответствующее температуре холодной ванны; pni—-парциальное давление водяного пара в полостях клеток нагретой древесины; 1\— средняя абсолютная температура нагретой древесины. Тг — то же охлажденной древесины
Если пропитке подвергается древесина влажностью выше предела насыщения клеточных стенок, парциальное давление Pni равно давлению насыщения pHi при соответствующей температуре. Если же влажность древесины ниже предела насыщения, это давление определяется произведением рП|=Рн|ф, где <р — равновесная степень насыщенности пара в полостях клеток по диаграмме рис. 11 (§7), соответствующая фактической влажности древесины.
Перепад давления Ар по существу зависит от разности давлений рп1 и рн|, которая в свою очередь зависит от влажности
279
древесины, разности ее температур в нагретом и охлажденном состоянии и, в значительной степени, от уровня температуры нагретой древесины. При повышении этого уровня Др существенно возрастает, даже если указанная выше разность температур остается такой же. Во всех случаях при пропитке в ваннах с предварительным нагревом перепад Др не может быть выше барометрического давления.
Автоклавный метод создания избыточного давления обеспечивает более значительный перепад давления (до 1,5 МПа) Древесину загружают в герметичный автоклав, автоклав заполняют пропитывающей жидкостью, и ее давление поднимают до требуемого уровня с помощью жидкостного насоса или компрессора. Плотность потока жидкости в древесине под действием избыточного давления пропорциональна градиенту давления dp/db:
i=—K(dp/dS), (174)
где К — коэффициент проводимости древесины.
Коэффициент проводимости, кг/(м-с-Па), характеризует массу жидкости, проходящей в единицу времени через древесный образец площадью 1 м2 при градиенте давления 1 Па/м. Он зависит от породы и местоположения древесины в стволе, ее температурно-влажностного состояния, направления потока жидкости относительно волокон и свойств пропитывающей жидкости. Численные значения этого коэффициента устанавливаются экспериментально. В качестве примера можно привести эмпирическую формулу коэффициента проводимости заболонной древесины сосны поперек волокон для водных растворов солей:
К = (3,5 + 0,015№ + 0,71 со — 3,36р) 10“9, (175)
где W — влажность древесины, %; (о — концентрацья раствора, %; р — давление жидкости, МПа
Формула справедлива в диапазоне влажности 8—50 %, температуре раствора до 60 °C, его концентрация до 15 % при давлении 0,1—0,5 МПа.
Рассмотрим особенности движения жидкости в древесине под действием избыточного давления. Предположим, что образец, имеющий форму пластины (определяющий размер /?), полностью погружен в жидкость давлением рж. Глубина пропитки к рассматриваемому моменту времени равна 6 (рис. 145, а). Перед началом пропитки давление внутри древесины было постоянным, равным давлению окружающей древесину среды:
p(iq, 0) = р0 при R > т] > 0. (176)
Давление на поверхности образца р(0, т) также постоянно:
р(0, т)=рж. (177)
280
Движению фронта жидкости препятствует давление равное сумме воздушного давления в древесине рв и капиллярного противодавления рк. С учетом уравнения (169) имеем
р(6, t) = Pk + p0[R/(R-6)}. (178)
Капиллярное противодавление возникает при принудительном движении жидкости через капиллярную систему древесины и направлено навстречу этому движению. Рассмотрим кратко это явление. Пусть в капилляре (рис. 145, б) давление p2>Pi-Под действием разности давления р2 — Pi жидкость будет стремиться к перемещению в направлении пониженного давления,
Рис. 145. Схемы к математической модели процесса пропитки
Рис. 146 Поля давления в прямоугольном сортименте толщиной 60 мм в различные моменты времени от начала процесса:
1 — 4 с; 2 — 31 с; 3—123 с; 4—183 с; 5 — 242 с, 6 — 600 с
что вызовет изменение формы мениска капилляра с вогнутой на выпуклую. Очевидно, в этом случае капиллярное давление, направленное внутрь жидкости, будет препятствовать ее движению. При этом движение жидкости возможно только при положительном перепаде давления Др, который равен
Др = р2—рх—рк, (179)
где рк — капиллярное давление в капилляре, форма мениска которого изменилась на выпуклую, названное капиллярным противодавлением; оно зависит от породы и местоположения древесины в стволе и от ее тем пературно-влажностного состояния; в среднем для заболонной древесины сосны рц«0,03 МПа.
Поле давления в пропитанной зоне может быть описано дифференциальным уравнением, аналогичным уравнению Фурье. Для пластины оно имеет вид
— (180)
drj \ т' dt| / '
где т]—координата заданной точки в пропитанной зоне (рис. 145), при т' — удельная массоемкость древесины.
281
Удельная массоемкость является параметром, характеризующим древесину как объект пропитки. Численно она равна изменению массы пропитывающей жидкости в единице объема древесины при изменении давления на единицу и измеряется в кг/(м3:Па). Ее величина, зависящая от свойств древесины, свойств пропитывающей жидкости и давления, устанавливается экспериментально. Например, для удельной массоем-кости заболонной древесины сосны при пропитке водными растворами солей, получена эмпирическая формула
т' = (0,219—0,017№+0,0012/ —0,2Э2р) 10~2, (181)
справедливая для тех же условий, что и формула (175).
Уравнение (180) при краевых условиях (176), (177), (178) аналитического решения не имеет. Оно решено численными методами с использованием ЭЦВМ. В результате такого решения (пластина, цилиндр) автором получены данные, характеризующие поля давления в пропитанной зоне древесины при различных условиях протекания процесса. На рис. 146, например, приведены поля давления в прямоугольном сортименте толщиной 60 мм из заболонной древесины сосны влажностью
Рис. 147. Номограмма критерия глубины пропитки Z
20 % и температурой 30 43 при пропитке водным соляным раствором. При анализе полученных расчетом данных установлено, что с достаточной для практики точностью поле давления может быть аппроксимировано степенными функциями. На основе такой аппроксимации и уравнений динамики переменной массы получены приближенные формулы продолжительности пропитки. В частности, для неограниченной пластины формула
имеет вид
t=0,75S2-^-Z, АРж *
(182)
где S — толщина пластины, м; Z — критерий глубины пропитки; р — среднее давление в пропитанной зоне, МПа, которое приближенно может быть определено по выражению:
Р = (Рж + Рв + Рк)/2. (183)
Критерий глубины пропитки Z— безразмерная величина, зависящая от толщины пластины и относительного начального давления гр:
^ = (Ро + Рк)/Рж-
(184)
282
Критерий Z устанавливается по диаграмме, приведенной на рис. 147, в зависимости от безразмерной глубины пропитки 6/S и относительного начального давления тр.
Максимально возможная глубина пропитки 6тах может быть рассчитана, исходя из того, что при бтах перепад давления внутри древесины равен нулю: рж — рк — рв = 0, или с учетом уравнения (169) после его преобразования:
Ро
Рж ---- Рк.
(185)
Пример. Сосновые пиломатериалы из заболонной древесины толщиной 80 мм и шириной, значительно превышающей толщину, влажностью 10% пропитывают водным раствором соли, имеющим концентрацию 5 %, в автоклаве при давлении рж = 0,5 МПа и температуре 20 °C. Начальное давление Ро = О, 1 МПа Определить продолжительность пропитки, необходимую для достижения глубины пропитанной зоны 25 мм.
Находим коэффициент проводимости и удельную массоемкость древесины по формулам (175) и (181): К= (3,5+0,015-10+0,071 -5—3,36 • 0,5) X X 10-9 = 2,33-IO-9 кг/(м -с-Па); т' = (0,219—0,0017• 10 + 0,0012 • 20—0,292X хо,5) 10-2 = 0,8-10-3 кг/(м3-Па).
Безразмерная глубина пропитки 6^5 = 25/80=0,31; относительное начальное давление по (184) ф= (0,1+0,03)/05 = 0,26 (капиллярное противодавление для заболонной древесины сосны рк = 0,03 МПа); по номограмме (рис 147) находим 2 = /(ф; 6/5) =0,68 Воздушное давление определяем по выражению (169), в котором /? = 0,5 5,
5 п , 80
рв = р0-------= 0,1-----------
5 - 26 80-2-25
= 0,27 МПа;
среднее давление в пропитанной зоне по (183) р= (0,5+0,27+0,03)/2 = = 0,4 МПа.
Продолжительность пропитки по уравнению (182):
0,75(0,08)20,8-Ю-3 0,4-0,68 ПЛ 1П,
2,33-10-в0,5
т. е около 15 мин.
Уравнение (182) непосредственно применимо для прямоугольных сортиментов, если отношение их ширины к толщине B/S'^8. При B/S<8 для приближенного расчета можно пользоваться этим же уравнением, подставляя в него вместо фактической толщины S расчетную толщину:
SP=5B/(S + B). (186)
Во всех случаях расчеты получаются достаточно надежными только для легкопропитываемой древесины, имеющей не слишком большую влажность. Дело в том, что хотя создание избыточного давления — весьма эффективное средство введения в древесину жидкостей, однако оно не дает возможности производить сплошную пропитку древесины любых пород во всех случаях. Хорошо пропитывается под действием внешнего давления только древесина безъядровых лиственных пород и заболонь ядровых пород влажностью, не превышающей 50—60 %. Очень сырые сортименты и сортименты труднопропитываемых
283
пород требуют перед пропиткой проведения дополнительных операций по подготовке древесины. Более детально эти и другие вопросы технологии пропитки рассматриваются далее.
§ 71. ДИФФУЗИЯ ПРОПИТЫВАЮЩИХ ВЕЩЕСТВ В ДРЕВЕСИНУ
Если сырая древесина погружена в раствор соли или покрыта пастой, замешанной на растворе, молекулы или ионы соли диффундируют из раствора в воду, заполняющую полости клеток. Происходит так называемая диффузионная пропитка, которая, очевидно, неприменима для древесины, не содержащей (или содержащей мало) свободной воды.
Плотность диффундирующего потока характеризуется уравнением Фика:
i = — D (da/dx), (187)
где D — коэффициент диффузии, м2/с; df^dx — градиент концентрации вещества в воде находящейся в полостях клеток, кг/(м3-м).
Коэффициент диффузии тех или иных веществ в древесину зависит от ее влажности и температуры, направления потока относительно волокон, вязкости растворителя, размера диффундирующих молекул или ионов.
Для свободных растворов коэффициент диффузии £>0 может быть рассчитан теоретически по известному уравнению Эйнштейна
о0 = ДЩ._!_, N 6щ1г0
где Rr — универсальная газовая постоянная [8,31 ИР Дж/(моль-К)], Т—абсолютная температура, К; N — число Авогадро (6,023-1023 1/моль); ц, — вязкость растворителя, кг/(м-с); Го — радиус диффундирующих молекул, м.
Кроме того, значения коэффициента £>0 для многих веществ приводятся в химических справочниках и руководствах.
Вполне очевидно, что диффузия молекул или ионов пропитывающего вещества в капиллярной системе древесины протекает значительно медленнее, чем в свободном растворе, так как лишь часть ее поперечного сечения заполнена жидкостью и движущиеся частицы вынуждены преодолевать дополнительные сопротивления при прохождении через мембраны пор. Расчетами установлено, что коэффициенты диффузии для свеже-срубленной древесины хвойных пород могут определяться из отношений:
в направлении вдоль волокон D ц — O,549Z>o; (189)
в направлении поперек волокон D± — O,045Do- (190)
Уравнение (188) и соотнощения (189) и (190) дают лишь ориентировочные значения коэффициентов диффузии вещества в древесине. Более точно они определяются экспериментально. В МЛТИ (А. И. Расев, Н. П. Сафонов) получены эмпирические 284
формулы коэффициентов диффузии некоторых пропитывающих веществ в древесине основных промышленных пород. В частности, для коэффициентов диффузии, м2/с, фтора и мышьяка (широко используемых при пропитке) в заболонной древесине сосны поперек волокон эти формулы имеют вид:
для фтора
Рф = (1,955 + 0,04^ + Сде + 0,0044И Ю'11, (191)
для мышьяка
£)м = (0,332+ 0,015117 + 0,005f+ 0,002 И2) 10-11. (192)
Из формул видно, что коэффициенты диффузии возрастают с повышением температуры и влажности древесины. Можно отметить, что их величина для фтора в 2,5—3 раза больше, чем для мышьяка.
Изменение во времени концентрации пропитывающего вещества в заданной точке сортимента при диффузионной пропитке описывается дифференциальными уравнениями, аналогичными уравнениям Фурье для нестационарного теплообмена (§ 12). Для одномерных тел эти уравнения имеют вид:
для пластины
да (х, т) _ г. д2а (х, т)
дх ~~ х д^2
для цилиндра
да (г, т) = D / дз<о (г, т) 1 д<о(г, т) \ . , j
дт \ дг2 г дг )
Рассмотрим два случая, имеющие основное практическое значение.
Первый случай. Сортимент погружен в раствор с определенной постоянной концентрацией пропитывающего вещества или обмазан пастой, которая содержит пропитывающее вещество в количестве, обеспечивающем постоянство концентрации на поверхности древесины. При таких условиях разность между концентрацией вещества в среде <ос и на поверхности материала (Оп очень мала. Поэтому граничное условие записывается равенством соп = мс.
Начальная концентрация вещества в свободной воде полостей клеток равна нулю (<о0 = 0)- Решение дифференциальных уравнений (193), (194) при таких краевых условиях аналогично решению уравнений Фурье и может быть представлено в общем виде функцией
где 0' — безразмерная концентрация вещества в произвольной точке 0'= = (<вс—сох)/сос (196); Fo'—диффузионный критерий Фурье.
Fo'-Пт//?2. (197)
(193)
285
Для расчетов по выражению (195) можно пользоваться номограммами, приведенными в § 12 (см. рис. 20).
Второй случай. В цилиндрический древесный сортимент радиусом (рис. 148) с заболонью толщиной б введен путем пропитки под давлением раствор вещества определенной концентрации на глубину ту В пропитанной зоне закон распределения вещества характеризуется некоторым уравнением со (г, o)=f(r), где г — текущая координата В частном случае со (г, о) = const. В зоне глубиной R — ц концентрация вещества равна нулю.
Рис 148 Схема к анализу
Расстояние от поверхности сортимента, мм
процесса диффузионной пропитки
Рис. 149 Кривые концентрации фтора в круглых лесоматериалах (сосна) при различной продолжительности процесса диффузии:
1 — 1 сут, 2 — 9 сут, 3 — 25 сут, 4 — начальное распределение
После пропитки вещество из зоны т] диффундирует только в зону заболони v = 6—т), так как вещество на поверхность сортимента не поступает, а диффузия в ядро (зона глубиной R— б) практически отсутствует, так как коэффициент диффузии в ядровую древесину из-за ее низкой влажности и пониженной проницаемости на 2—3 порядка меньше, чем в заболонную.
Решение уравнения (194) при рассмотренных краевых условиях в аналитической форме чрезвычайно сложно. Здесь более рационально применить численные методы с использованием ЭЦВМ. Программа решения задачи, разработанная в МЛТИ, позволяет определять концентрацию вещества в любой точке зоны б в произвольно взятый момент времени. В качестве примера на рис. 149 приведены полученные расчетом на ЭЦВМ поля концентрации фтора в круглых сосновых лесоматериалах с заболонью толщиной 6 = 30 мм при начальной глубине пропитки г] =14 мм через разные отрезки времени после начала диффузии. Начальное распределение фтора в зоне 13 задано параболой 2-го порядка.
286
Анализ результатов расчета позволил установить, что концентрация вещества на внутренней границе зоны глубиной т) на всем протяжении процесса приблизительно постоянна и равна
®п = о(п/б), (198)
где (о — средняя начальная концентрация в зоне начальной пропитки глубиной Т]
Рассматривая соотношение (198) как граничное условие для зоны диффузии глубиной v, А. И. Расев (МЛТИ) получил приближенное уравнение продолжительности процесса диффузии, необходимой для доведения концентрации вещества на внутренней границе заболони (т. е. зоны 6) до заданной величины (об:
т——— In—---------- (199)
D — ц>б
С помощью этого уравнения можно также определять концентрацию (Об, которая будет достигнута на внутренней границе заболони за заданное время т
Важным показателем процесса пропитки является поглощение 77, кг/м3, характеризующее массу сухого пропитывающего вещества, введенного в единицу объема древесины. Между концентрацией вещества в воде, содержащейся в древесине, со и поглощением существует зависимость
/7рв /7105
РБ (и ып. н) РБ ^п. н)
(200)
где рБ—базисная плотность древесины, кг/м3; W—влажность древесины к моменту обработки, %, и — влагосодержание древесины, кг/кг, рв—плотность воды (1000 кг/м3).
При пропитке древесины водными растворами под давлением в нее вводится некоторое количество раствора. Плотность древесины при этом возрастает на величину Vp 1000, где Vp— объем раствора, введенного в единицу объема древесины. Концентрация же вещества в древесине соответственно уменьшается по сравнению с концентрацией вводимого в нее раствора. Величина этой концентрации определяется по выражению
10БУр(ос
со --
VplO5 + РБ (1Г - Wn. н)
(201)
где <»с—концентрация вещества в растворе, вводимом в древесину.
Поскольку величина поглощения 77=Vpcoc, выражение (201) после преобразований может быть представлено в виде
/7105
(0 — (Ос
. П106 + рБ®с (IF—- Ц7П. н)
(202)
287
Пример 1, Бруски из заболонной древесины со:ны сечением 50x100 мм2, имеющие влажность 100%, необходимо пропитать фтористым натрием (NaF). Для этого сортименты покрывают пастой, содержащей насыщенный раствор NaF, имеющий концентрацию (ос=40 кг/м1. Требуется установить величину поглощения в центре бруска по истечении 30 сут. Температура, при которой выдерживаются бруски, 16 °C.
Коэффициент диффузии фтора в древесину при заданных условиях по уравнению (191) Рф= (1,995+0,04-100 + 0,005-16 + 0,0044 • 162) 1011=7,16Х ХЮ-11 м2/с. Базисная плотность древесины сосны 400 кг/м3.
Для двухмерного тела концентрация в заданной точке определяется (§ 12) пс аналогии с уравнением (49) О^Э'зО'в, где 0's— безразмерная концентрация в пластине толщиной равной толщине бруска; 0'в — безразмерная концентрация в пластине толщиной равной ширине бруска.
Для определения 0's и 0'в находим последовательно диффузионные критерии Фурье по формуле (197):
Fqs= 7,16-10-25.9.10-ь 6,25-10-4
Fob=7’161Q-U-25’91()6 =0,074 В nr in-1
Безразмерная координата для центра бруска xs//?s=Xb//?b = 1,0. По номограмме рис. 20, а находим 0'в = 0,62; 0'в=О,98 и далее 0/=0'вО'в = О,62Х X 0,98=0,61.
Концентрация раствора в заданной точке в соответствии с (196) (ож = = (ос(1—0') =40(1—0,61) = 15,6 кг/м3.
Величина поглощения в заданной точке из (202):
п = <QxPb(1F- В7П, н) = 15,6-400(100- 30) = 4
ю5 ю5
Пример 2. В круглые сосновые лесоматериалы диаметром 24 см, имеющие заболонь толщиной 30 мм, влажностью 80%, введен под давлением раствор фтористого натрия на глубину 10 мм Поглощение составляет 5 кг/м3, а концентрация пропитывающего раствора 35 кг/'м3. После пропитки сортименты выдерживаются при 20 °C в условиях, исключающих испарение влаги с их поверхности. Определить поглощение фтористого натрия на внутренней границе заболони через 30 сут (25,9-105 с).
Будем считать, что раствор, введенный в древесину, равномерно распределен по толщине пропитанной зоны, т. е. со (г, 0) = const. Базисная плотность древесины р Б =400 кг/м3.
Коэффициент диффузии фтора при IF=80% и / = 20 °C по выражению (191) £>ф= (1,955 + 0,04-80+0,005-20+0,0044 • 202)10-11 = 6,93-10 11 м2/с. Глубина зоны диффузии (см. рис. 148) v = 6—т] = 0,03—0,01=0,02 м. Концентрацию раствора в древесине в зоне пропитки под давлением (зона q) определяем по формуле (202):
_________35-5-105________
5 10® + 400 35 (80 — 30)
о =
= 14,6 кг/м3 •
Находим концентрацию на внутренней границе зоны пропитки по (198): в>т) = 14,6(0,01 : 0,03) =4,87 кг/м3. Концентрацию на внутренней границе заболони ид рассчитываем в соответствии с формулой (199):
(_ Dx \ _ 6,93-10~11-2Б,9-108 \
1 —е v’J = 4,87kl— е 410“4 )= 1,78 кг/м3.
Искомая величина поглощения определяется из формулы (200):
/7д = собРБ^-^.н) 1,75-400(80 - 30) = 10® 10®
288
Глава 16
МЕТОДЫ И СРЕДСТВА ЗАЩИТЫ ДРЕВЕСИНЫ
§ 72. ХАРАКТЕРИСТИКА МЕТОДОВ ЗАЩИТЫ ДРЕВЕСИНЫ
Древесина, являясь органическим материалом, может подвергаться разрушениям, если изделия и сооружения из нее эксплуатируются в условиях неблагоприятных для ее стойкости. Разрушение древесины вызывают: грибы, жизнедеятельность которых в древесине приводит к ее гниению и деструкции; определенные виды насекомых (жуков, термитов), которые прогрызают в древесине ходы, снижающие прочность изделий и сооружений; некоторые виды моллюсков (морские древоточцы), воздействующие на древесину подобно насекомым; пожары, наносящие большой ущерб деревянным постройкам, вплоть до их полного уничтожения; атмосферные воздействия, связанные с многократными увлажнениями древесины, которые в условиях периодического солнечного облучения вызывают деструкцию ее поверхностных слоев и могут провоцировать поражение грибами; механические воздействия систематического характера, приводящие к истиранию древесины (полы), ее смятию (шпалы, переводные брусья), расщеплению (причалы, железнодорожные и автомобильные платформы) и т. п.
Для продления сроков службы используемых в народном хозяйстве деревянных изделий и сооружений необходима защита древесины от влияния перечисленных выше воздействий. От механических и атмосферных воздействий древесина может быть в той или иной мере защищена надлежащим конструированием изделий, сооружений и построек, а также покрытием их поверхностей защитным слоем (окраска, штукатурка и др.). Для защиты древесины от биологических повреждений (грибами, насекомыми, моллюсками) и от разрушения огнем, имеющей основное народнохозяйственное значение, применяются различные методы.
Защита древесины от биоповреждений. В климатических условиях нашей страны биологические повреждения и разрушения древесины вызывают главным образом дереворазрушающие, деревоокрашивающие и плесневые грибы. Древесина различных пород противостоит грибным поражениям в неодинаковой степени. В соответствии с ГОСТ 20022.2—80 основные отечественные породы по стойкости к гниению подразделяют на 4 класса: стойкие, среднестойкие, малостойкие и нестойкие (табл. 34).
Наиболее действенны и практически наиболее важны методы защиты древесины от биоповреждений, основанные на использовании антисептиков — веществ ядовитых (токсичных) для поражающих древесину организмов. Имеются два таких метода — антисептирование и консервирование.
Заказ № 1842 289
34. Классификация древесных пород по стойкости к гниению
Класс Порода дрезесины
Заболонь Ядро (включая ложное ядро)
Стойкие Среднестойкие Малостойкие Нестойкие Сосна обыкновенная, ясень Ель, сосна сибирская (кедр), лиственница, пихта Береза, бук, вяз, граб, дуб, клен Липа, ольха, осина Сосна сибирская (кедр), лиственница, сосна обыкновенная, дуб, ясень Ель, пихта, бук Вяз, клен Липа, осина, ольха, береза
Антисептирование, как отмечалось в § 53, состоит в нанесении тонкого слоя антисептика та поверхности древесины с целью кратковременной ее защиты от поражения грибами в процессе атмосферной сушки. Возможно его применение и при перевозках древесины.
Консервированием (см. «Введение») называется длительная защита древесины от биоповреждений, обеспечиваемая ее пропиткой антисептиками, т. е. их введением в толщу сортиментов на определенную глубину
Нужно отметить, что развитие в древесине грибов происходит лишь при определенных температурно-влажностных условиях. Грибы не развиваются при температуре ниже 0—5 °C и выше 45—50 °C. Развитие грибов также прекращается, если влажность древесины становится ниже 18—20 % или выше 120—150 %: в первом случае из-за недостатка в древесине воды, а во втором — воздуха. Поэтому существуют и в ряде случаев применяются методы защиты древесины, основанные на принципах создания и поддержания таких ее влажностных и температурных состояний, которые исключают возможность жизнедеятельности грибных организмов.
Так, на принципе снижения влажности основана защита древесины путем ее сушки. Сушка — весьма надежный метод длительной защиты древесины, эксплуатируемой в условиях, исключающих ее повторные увлажнения. Принцип повышения влажности используется для сезонной защиты древесного сырья (бревен, кряжей) методами затопления или дождевания при его хранении на складах в летний период. В зимний период сезонная защита сырья обеспечивается понижением его температуры, т. е. замораживанием. На принципе защиты древесины от грибной инфекции- путем повышения температуры основано пропаривание лесоматериалов некоторых лиственных пород, наиболее подверженных поражению грибами (береза, бук), обеспечивающее стерилизацию древесины.
290
35. Классификация основных древесных пород по их огнестойкости (данные МЛТИ)
Класс Порода Индекс огнестойкости •
Стойкие Среднестойкие Нестойкие Дуб, лиственница Граб, береза, ясень Сосна, ель, осина, ольха, бук 4,0—4,5 2,0—3,5 1,1 —1,5
* Индекс огнестойкости равный 10 характеризует абсолютно негорючий материал.
Огнезащита древесины. Один из недостатков древесины как конструкционного материала — ее сравнительно легкая воспламеняемость и горючесть. Стойкость к горению древесины различных пород—неодинакова (табл. 35).
Из таблицы следует, что большинство пород, имеющих промышленное значение, нестойки к огневому воздействию. Однако путем защитной обработки стойкость древесины к возгоранию может быть значительно повышена. Удовлетворительная защита достигается оштукатуриванием поверхностей деревянных сооружений, облицовыванием их листовым металлом с теплоизоляцией, покрытием лаками или красками, содержащими огнезащитные вещества.
Наиболее надежная защита древесины от огня обеспечивается пропиткой ее огнезащитными веществами, называемыми антипиренами.
§ 73. ОБЛАСТИ ПРИМЕНЕНИЯ КОНСЕРВИРОВАНИЯ И ОГНЕЗАЩИТЫ ДРЕВЕСИНЫ
В настоящее время древесина как строительный материал успешно конкурирует с бетоном и металлом, что объясняется ее доступностью, относительно невысокой ценой, высокими строительными характеристиками, способностью к воспроизводству. В немалой степени этому способствует возможность био- и огнезащиты древесины.
В народном хозяйстве нашей страны большое количество высококачественных крупномерных лесоматериалов используется на шпалы, переводные брусья, детали опор линий электропередачи и связи, эксплуатация которых проходит в тяжелых (с точки зрения возможности биоповреждений) условиях и которые подлежат консервированию в обязательном порядке. Весьма крупный потребитель древесины—строительная индустрия (жилищное, промышленное, сельскохозяйственное и другие виды строительства). Строительство потребляет более половины заготовляемой в стране древесины, 10—12 % которой должно быть подвергнуто консервированию. Ему подлежат конструктивно*
291
ные элементы, периодически соприкасающиеся с увлажняемыми материалами, или такие, на которых может конденсироваться вода (балки, стропила, обрешетка деревянных кровель, перегородки неотапливаемых помещений). Обязательно также консервирование деревянных частей и деталей открытых сооружений и животноводческих построек, деревянных кровель, деревянных элементов любых сооружений, соприкасающихся с грунтом или подвергающихся воздействию атмосферных осадков. Значительное количество древесины расходуется ьа возведение мостов, все деревянные элементы которых должны консервироваться. Консервированию, кроме того, подлежат элементы деревянных судов, вагонов, памятники истории и культуры, изготовленные из древесины.
Интенсивность разрушения древесины, в том числе консервированной, зависит от условий ее службы, которые характеризуются активностью биоразрушений, особенностями увлажнения древесины, скоростью вымывания из нее защитных веществ (расконсервирования). По ГОСТ 20022.2—80 условия службы консервированной древесины разделены по интенсивности разрушении и расконсервирования на 18 классов (табл. 36). Из таблицы видно, что класс условий службы возрастает с повышением интенсивности вымывания защитных веществ. При одинаковой интенсивности вымывания на класс условий службы влияет годовая продолжительность активного биологического разрушения древесины, определяемая климатом географического района, где она используется.
Область применения огнезащиты древесины — в основном строительство. Строительными нормами регламентируются основные противопожарные мероприятия, обязательные при возведении зданий и сооружений различного назначения, в том числе требования к огнезащитной обработке деревянных деталей и узлов Наиболее высокие требования предъявляются к противопожарной защите древесины в зданиях зрелищных предприятий, больниц, яслей, детских садов, школ.
Огнезащите путем пропитки антипиренами необходимо подвергать деревянные стропила, обрешетку кровель, элементы неоштукатуренных деревянных перегородок, стен, перекрытий, лестниц и лестничных клеток, а для многоэтажных деревянных зданий—дополнительно детали полов верхних этажей, карнизов и балконов. Подлежат пропитке антипиренами, кроме того, все деревянные детали и узлы зданий складов горючего, судов, музеев, картинных галерей, архивов. В большинстве случаев древесина, подвергаемая огнезащите, должна быть одновременно защищена и от биоразрушений.
292
36. Классификация условий службы древесины по скорости расконсервирования
Вымывание Источники и особенности увлажнения Объекты защиты Годовая продолжительность активного биологического разрушения, мес. Класс условий службы
Нет Г игроскопическое увлажнение в замкнутом пространстве или непроветриваемом помещении Деревянная тара под оборудование, материалы и продукты, хранимые в неотапливаемых складах, а также транспортируемые (в условиях, исключающих контакт с водой) железнодорожным или водным транспортом в страны с тропическим климатом Деревянные элементы внутренних конструкций различных сооружений без контакта с грунтом и влажными материалами До 12 До 6 Свыше 6 I II III
Слабое Периодическое промерзание или контакт с периодически увлажняемыми материалами Деревянные элементы внутренних конструкций построек и сооружений До 6 Свыше 6 IV V
Умеренное I степени Периодически образующийся на поверхности и стекающий конденсат Деревянные детали кузовов, фургонов Деревянные элементы внутренних конструкций построек и сооружений Свыше 6 До 6 Свыше 6 VI VII VIII
Умеренное II степени Атмосферные осадки Верхние строения открытых сооружений, кроме загрязненных кровель, мостовые брусья и настилы мостов, тара для крупногабаритного оборудования До 6 Свыше 6 IX X
10 Заказ № 1842
293
Продолжение
Вымывание Источники и особенности увлажнения Объекты защиты Годовая продолжительность активного биологического разрушения. мес. Класс условий службы
Умеренное Почвенная влага Рудничные стойки кратко- Свыше XI
III степени и загрязнения органического временной службы 6
характера Сваи, детали деревянных опор линий связи и электропередачи, заборные и дорожные столбы; шпалы, переводные и мостовые брусья; лаги, утопленные в грунт; настилы мостов и лежни дорог по грунту; деревянные детали контейнеров, длительно опирающиеся на грунт; детали деревоземляных сооружений и другие конструкции, контактирующие с грунтом; детали животноводческих построек, деревянные кровли при условии накопления на них пыли и мусора До 6 Свыше 6 XII XIII
Сильное Теплая вода металлургических и других заводов и электростанций Оросители градирен Свыше 6 XIV
Сильное Речная и болотная вода в условиях умеренного климата Речная и болотная вода в условиях тропического климата Деревянные конструкции береговых сооружений, судов, наплавных средств, ряжи мостов, детали деревянных опор линий связи и электропередачи До 6 Свыше 6 XV XVI
Сильное Морская вода в условиях умеренного климата Морская вода в условиях тропического и субтропического климата Деревянные конструкции береговых сооружений, судов и наплавных средств До 6 12 XVII XVIII
294
§ 74. СРЕДСТВА ХИМИЧЕСКОЙ ЗАЩИТЫ ДРЕВЕСИНЫ ОТ БИОРАЗРУШЕНИЙ И ВОЗГОРАНИЯ
Средства химической защиты древесины от биологических разрушений и возгорания, т. е. антисептики и антипирены, — это вещества или их смеси, повышающие стойкость древесины к дереворазрушающим грибам и насекомым и снижающие ее горючесть, а также способность к тлению.
Химические средства, предназначенные для защиты древесины от поражения биологическими агентами разрушения (грибами, жуками, термитами, моллюсками), должны обладать специфической для них токсичностью, а для защиты древесины от огня — способностью снижать ее возгораемость и уменьшать тление. Наряду с этим они должны; быть безвредными (при соблюдении доступных мер предосторожности) для людей и животных; иметь невысокую (сопоставимую с древесиной) цену и быть недефицитными; легко проникать в древесину и трудно вымываться из нее; обладать химической инертностью и слабой летучестью; не повышать гигроскопичности и не снижать прочность древесины; не ухудшать ее способности склеиваться, окрашиваться и полироваться; не способствовать коррозии металлов. Средства химической защиты, которые удовлетворили бы всем перечисленным требованиям, отсутствуют. В каждом конкретном случае выбор того или иною средства определяется назначением изделий или сооружений из древесины и условиями их службы.
Защищающее действие тех или иных веществ определяется их способностью противодействовать разрушению древесины биоразрушителями или огнем, тх вымываемостью из древесины и количеством (массой) веществ, введенных в единицу объема древесины, которое называется поглощением. Отметим, что различают чистое поглощение, рассчитываемое на объем пропитанной зоны сортиментов, и общее поглощение, рассчитываемое на полный объем сортиментов, подвергнутых пропитке (в гл. 15 рассматривалось чистое поглощение).
Химические защитные вещества можно подразделить на следующие группы по трем основным признакам: по растворимости— на водорастворимые, растворимые в органических растворителях (органикорастворимые) и антисептические масла; по направленности действия — на антисептики, антипирены и биоогнезащитные вещества, обладающие как антисептическими, так и антипиренными свойствами; по вымывае-мости — на легковымываемые, вымываемые, трудновымывае-мые и невымываемые
Водорастворимые защитные средства. Эта группа защитных пропитывающих веществ наиболее многочисленна. К ним относятся однородные вещества и их смеси (препараты), вводимые в древесину в виде водных растворов или наносимые на поверхность лесоматериалов (при диффузионной пропитке) в виде
10*
295
37. Рецептуры антисептических паст (по ГОСТ 20022.2—80)
Марка пасты Компоненты и их массовое содержание, %
фторид натрия кремнефторид аммония каолин каменноугольный лак Б-19 латекс СКС-65ГП вода
ФН-П 44 13 17 26
ПАЛ-Ф 46 — 17 — 15 22
ПАЛ-КФА — 25 25 — 7 43
паст. По направленности действия они могут быть и антисептиками, и антипиренами, и биоогнезащитныии веществами.
Антисептики по своему составу подразделяются на три основные группы: фторсодержащие, хромсодержащие и фенолсодержащие.
Фторсодержащие антисептики высокотоксичны; их растворы хорошо проникают в древесину, не снижают ее прочности, способности к склеиванию и окрашиванию, не изменяют ее цвета, не имеют запаха. Они, однако, легко вымываются из древесины и вызывают коррозию черных металлов. Наиболее часто применяют кремнефторид аммония (сокращенное обозначение КФА) и фторид натрия (ФН).
Кремнефторид аммония (NH4)2SiF6— порошок белого цвета, хорошо растворим в воде (при ( = 20 °C дс 19 %), сильно корродирует черные металлы. Фторид натрия NaF имеет значительно меньшую растворимость в воде (при Z = 20 °C до 3,5%), металлы корродирует слабее.
Рецептуры антисептических паст на основе фторсодержащих антисептиков приведены в табл. 37. Следует отметить, что все пасты вызывают коррозию черных металлов, а паста ФН-П, кроме того, загрязняет поверхность древесины.
Хромсодержащие антисептики относятся к невы-мываемым или трудновымываемым защитным средствам. Они представляют собой смеси различных водорастворимых компонентов. При введении растворов в древесину эти компоненты в результате химических реакций между собой и с древесинным веществом образуют новые вещества, нерастворимые в воде, но сохраняющие токсичность. В эту группу входят следующие основные препараты: хромомедный (сокращенное обозначение ХМ-11), хромомеднофтористые (ХМФ и ХМК), хромомедно-хлороцинковый (ХМХЦ), хромофторомышьяковые («Доналит УА» и «Доналит УАЛЛ»), Их рецептуры приведены в табл. 38.
Хромомедный препарат ХМ-11—невымываемый антисептик. Растворимость в воде около 18%. После введения препарата в древесину хром из шестивалентного состояния переходит в трехвалентное и образует кислый хромат меди, который не вымывается. Препарат весьма эффективен против насекомых (в том числе термитов) и древоточцев, высокотоксичен для большинства грибов (кроме домовых). Безвреден для людей и
296
38. Рецептура хромсодержащих препаратов
Марка защитного средства, гост Компоненты и их массовое содержание, %
бихромгт натрия или бнхромат калия сульфат меди фторид натрия
ХМ-11 по ГОСТ 23787.8—80 ХМК по ГОСТ 23787.1—79 ХМФ по ГОСТ 23787.9—80 ХМХЦ по ГОСТ 23787.4—79 «Доналит УА» «Доналит УАЛЛ» ЕО 40,0—46,1 40—50 20 35 20 50 10,0—46,1 30—40 10 20-30 30
Продолжение
Марка защитного средства, гост Компоненты и их массовое содержание,
кремнеф-о-рид натрия двузамещенный арсенат натрия хлорид цинка арсенат калия бифторид калия
КМ-11 по ГОСТ 23787.8—80 —
ХМК по ГОСТ 23787.1—79 7,8-20,0 — — — —.
ХМФ по ГОСТ 23787.9—80 — .— — — —
ХМХЦ по ГОСТ 23787.4—79 — — 70 — —.
«Доналит УА» — 35 — — —
«Доналит УАЛЛ» — — — 32 24
животных при соблюдении элементарных требований безопасности. Слабо корродирует металлы. Окрашивает древесину в зеленоватый цвет. При чистом поглощении более 20 кг/м3 несколько снижает прочность древесины.
Хромомеднофтористые препараты ХМФ и ХМК содержат дополнительно фторсодержащие компоненты, повышающие токсичность препаратов по отношению к домовым грибам. В древесине наряду с хорматом меди образуют фторид хрома, высокотоксичный против этих грибов. Препараты трудновымываемые.
Хромомеднохлороцинковый препарат (ХМХЦ) содержит хлорид цинка, который, взаимодействуя в древесине с бихроматом калия или натрия, образует хромат цинка, обладающий пониженной растворимостью в воде, но сохраняющий токсичные свойства. Препарат трудновымываемый. По сравнению с ХМ-11 обеспечивает более высокую степень защищенности древесины, однако вызывает коррозию черных металлов и снижает прочность древесины при чистом поглощении более 20 кг/м3.
Хромофторомышьяковые препараты («Доналит УАЛЛ» и «Доналит УА») — невымываемые антисептики. Механизм фиксации компонентов этих препаратов в древесине в основном такой же, как и у других хромсодержащих препаратов. В дре
297
весных клетках оседают фторид и арсенат хрома, высокотоксичные к дереворазрушающим грибам и насекомым. Препараты сравнительно легко диффундируют в древесину, не вызывают коррозии металлов и не имеют запаха. Пропитанная ими древесина слегка окрашивается в зеленоватый цвет. Они, однако, обладают повышенной опасностью для человека во время работы с ними при пропитке. Пропитанная же ими древесина безопасна для людей и животных. Поставляются в защу страну из ГДР.
Все хромсодержащие антисептические препараты не рекомендуется в процессе пропитки нагревать до температуры выше 60 °C во избежание преждевременного выпадения нерастворимых осадков.
К фенолсодержащим антисептикам относится пентахлорфенолят натрия CgCUONaHsO, имеющий сокращенное обозначение ПХФН. Это продукт серо-сиреневого цвета, с проходящим фенольным запахом. Весьма токсичен против всех биоразрушителей. Хорошо растворим в воде (до 22 % при t = = 20 °C). В древесине под влиянием углекислоты воздуха постепенно переходит в водонерастворимое соединение — пентахлорфенол поэтому из древесины практически ье вымывается. Вызывает незначительное потемнение древесины, оказывает корродирующее действие на цветные металлы. Пентахлорфенолят натрия сорбируется древесным веществом и трудно проникает в древесину.
Антипирены представляют собой чаще всего препараты на основе фосфорно-кислых и серпо-кислых солей аммония. Основные компоненты этих препаратов — сульфат аммония и двузамещенный фосфат аммония.
Сульфат аммония (NH4)2SO4— мелкокристаллическая соль белого цвета, хорошо растворимая в воде. Этот антипирен эффективен против возгорания, но слабо понижает тление древесины и способствует коррозии металлов. Двузамещениый фосфат аммония (NH4)2HPO4—мелкокристаллическая соль белого цвета, хорошо растворимая в воде. По сравнению с сульфатом аммония несколько меньше предохраняет древесину от возгорания, но в большей степени препятствует ее тлению. Кроме того, он замедляет коррозию металлов. Учитывая достоинства и недостатки этих веществ, на практике для огнезащиты древесины применяют их смеси Наиболее прост по составу препарат СД, содержащий 50 % сульфата аммония и 50 % двузамещенного фосфата аммония.
Био- и огнезащитные препараты, т. е. препараты комбинированного действия, содержат в качестве компонентов как антисептики, так и антипирены (табл. 39).
Препарат ББ содержит тетраборат натрия и борную кислоту. Он не имеет цвета и запаха, легко проникает в древесину. Растворимость в воде до 24 % (при / = 20 °C). Пропитанная древесина хорошо склеивается и окрашивается Препарат, однако, легко вымывается из нее.
298
39. Рецептуры важнейших биоогнезащитных препаратов
Марка защитного средства, гост Компоненты и их массовое содержание, %
, га СХ Д о 4 & X £ га Ч ь- о д х к си 5 С -в-сх Я г ч га я га 2 к 2 О д О X С^СХСХХ X ь х ч я га я га о X о X тетраборат натрия борная кислота сульфат меди карбонат натрия
ББ ПО ГОСТ 23787.6—79 ПББ по ГОСТ 23787.7—79 ПБС ХМББ 0—1 10—50 8—40 8—25 50—60 25—45 30—46 17—18 40—50 25—45 64-67 8—25 30—46
Препараты ПББ и ПБС содержат в качестве антисептической основы пентахлорфенолят натрия, а препарат ХМББ — антисептик ХМ-11. В качестве компонентов, повышающих стойкость древесины к возгоранию, к этим антисептикам добавляются тетраборат натрия и борная кислота, а в препарат ПБС, кроме того, карбонат натрия. Приведенные в табл. 39 рецептуры позволяют изменять содержание компонентов в зависимости от требуемой направленности действия. Например, для повышения огнезащитного действия следует увеличивать содержание в нем тетрабората натрия и борной кислоты.
Препараты ПББ, ПБС и ХМББ относятся к трудновымывае-мым. Это объясняется тем, что соединения хрома и меди, а также пентахлорфенолят натрия образуют в древесине невы-мываемые хромат меди и пентахлорфенол, а соединения бора, оставаясь водорастворимыми, проникают в древесину на большую глубину, откуда их вымывание затруднено.
Органикорастворимые защитные средства. К этой группе пропитывающих веществ относятся антисептические препараты на основе пентахлорфенола (ПХФ) и нафтената меди (НМ).
Пентахлорфенол С6С1бОН и нафтенат меди Си(С6Н9О2)2 обладают высокой токсичностью ко всем биоразрушителям древесины. Хорошо растворимы в маслах и многих органических растворителях. В воде практически не растворяются. Химически инертны, поэтому устойчивы в древесине. При пропитке используются в виде растворов в нефтепродуктах и других органических жидкостях (уайт-спирите, тракторном керосине, дизельном топливе, нефтяном растворителе) концентрацией 3—9%. В растворы пентахлорфенола иногда добавляют жирорастворимые красители (до 0,5%) или водоотталкивающие вещества (петролатум, парафин).
Растворы нафтената меди одновременно с консервированием гидрофобизируют древесину и окрашивают ее в зеленый цвет. Они проникают в древесину несколько труднее, чем растворы пентахлорфенола. >
299
Растворы ПХФ и НМ подразделяются на легкопроникающие (Л), растворителями в которых являются легколетучие органические вещества, и маслянистые (М) с органическими растворителями маслянистого типа. Последние имеют преимущественное применение.
Антисептические масла. В качестве консервирующих веществ в промышленности используют некоторые органические масла, обладающие сами по себе высокой токсичностью по отношению к биоразрушителям. К ним относятся каменноугольное пропиточное масло (КМ), антраценовое пропиточное масло (AM) и сланцевые пропиточные масла (СМ).
Каменноугольное (ГОСТ 2770—74) и антраценовое пропиточное масло (ЧМТУ 4917—54) —продукты переработки каменноугольной смолы, полученной при обычном (/=800 ... 1000 °C) коксовании каменного угля. Они высокотоксичны против всех биологических разрушителей древесины. Сланцевые пропиточные масла (ГОСТ 10835—78) представляют собой смеси фракций сланцевых смол — продуктов переработки горючих сланцев. По токсичности они несколько уступают каменноугольному и антраценовому маслам.
Пропиточные масла негигроскопичны, не снижают механической прочности древесины, не способствуют коррозии металлов, невымываемы из древесины. В то же время они окрашивают древесину в темно-бурый цвет и затрудняют ее последующую окраску. Они несколько повышают горючесть древесины. Обладают резким запахом. Однако вследствие высоких защищающих свойств они широко используются для консервирования древесины в сооружениях, эксплуатирующихся на открытом воздухе.
Глава 17
ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ ПРОПИТКИ ДРЕВЕСИНЫ
§ 75. КЛАССИФИКАЦИЯ СПОСОБОВ ПРОПИТКИ. ПОДГОТОВКА ДРЕВЕСИНЫ К ПРОПИТКЕ
Большое разнообразие технологических приемов пропитки, ее оборудования, движущих сил процесса и свойств пропитывающих жидкостей затрудняет создание общепринятой классификации способов пропитки. В технической литературе даются различные ее варианты [2].
Нами принята классификация, по которой все способы пропитки разделяются на три группы — способы капиллярной пропитки, способы диффузионной пропитки и способы пропитки под давлением, в зависимости от -того, какое из этих трех физических явлений процесса (§ 68) является определяющим.
К способам капиллярной пропитки относятся: пропитка нанесением раствора на поверхность древесины, пропитка
300
погружением в ванны и панельная пропитка. Основные способы диффузионной пропитки — нанесение паст, бандажная пропитка и пропитка вымачиванием в растворе. Промышленные способы пропитки под давлением можно разделить на две группы: способы пропитки в открытых ваннах с предварительным нагревом древесины и способы пропитки в герметичных резервуарах (автоклавах) с созданием в них переменного давления, которые объединяются общим названием «автоклавная пропитка».
Во всех случаях древесина должна быть надлежащим образом подготовлена к пропитке К подготовительным операциям относятся окорка, сушка, механическая обработка и накалывание. Некоторые из этих операций необходимы во всех случаях, другие проводят лишь при определенных способах пропитки или при использовании древесины определенных пород.
Окорка древесины необходима при всех способах пропитки. Поверхность окоренных сортиментов должна быть гладкой, полностью очищенной от коры и луба. Место окорки в технологическом процессе зависит от способа пропитки. Перед капиллярной пропиткой и пропиткой под давлением древесину следует окаривать заблаговременно и как можно раньше, чтобы использовать время от окорки до пропитки для ее сушки. Древесину, пропитываемую диффузионными способами, следует окаривать непосредственно перед пропиткой, не допуская ее подсушки.
Сушка древесины проводится перед капиллярной пропиткой и пропиткой под давлением. Перед пропиткой маслами или органикорастворимыми антисептиками влажность древесины не должна превышать 25%, а перед пропиткой водными растворами —30 %. Однако во всех случаях следует стремиться пропитывать древесину, имеющую эксплуатационную влажность, так как при более высокой влажности в процессе эксплуатации возможны растрескивание древесины, происходящее в результате ее дальнейшей сушки, обнажение непропитанных участков и, как следствие этого, появление гнили во внутренних зонах сортиментов.
При подготовке древесины к пропитке используют камерную сушку, атмосферную сушку и в отдельных случаях сушку в жидкостях. Для пиломатериалов, подлежащих пропитке, применяют преимущественно камерную сушку. Предпропиточную сушку круглых материалов и шпал осуществляют атмосферным способом. Известны лишь единичные попытки использования для них других способов сушки, носящие пока экспериментальный характер.
Нужно отметить, что организация предпропиточной сушки сортиментов крупных сечений (шпал, столбов, свай и т. п.), надежное консервирование которых имеет большое народнохозяйственное значение, — проблема, которая до настоящего времени окончательно еще не решена. Атмосферная сушка таких сорти-
301
ментов весьма длительна (в большинстве районов нашей страны не менее одного активного сезона) и требует хранения на складах как минимум годового их запаса, что далеко не всегда возможно. Применение же в широком объеме камерной сушки или сушки в жидкостях пока нереально из-за отсутствия необходимого оборудования. Поэтому в настоящее время получают распространение специальные способы пропитки, технология и оборудование которых предусматривают совмещенное проведение как собственно пропитки, так и предпропигочной сушки. Подробнее об этом говорится ниже.
Механическая обработка, предназначенная для придания сортиментам заданных размеров и формы (распиловка, строжка, сверловка отверстий под болты и костыли, выемка гнезд и др.), должна предшествовать пропитке. Это повышает срок службы пропитанной древесины, снижает расходы защитного средства на пропитку, исключает затраты, связанные с соблюдением техники безопасности при механической обработке пропитанной древесины Если по каким-либо причинам некоторые операции механической обработки приходится выполнять после пропитки, обнаженные участки непрочитанной древесины следует обработать путем 2—3-кратного нанесения на них защитного средства.
Накалыванию подлежат лесоматериалы из труднопро-питываемой древесины (ель, пихта, ядровые сортименты других пород) для обеспечения равномерного введения в них пропитывающей жидкости на заданную глубину. Для накалывания используют станки, инструментами которых служат специальные ножи. Ножи вводятся в древесину на определенную глубину, при этом древесные клетки раздвигаются и частично перерезаются В результате этого пропиточная жидкость проникает па глубину наколов и распространяется на поверхности сортимента за счет перемещения вдоль волокон. Глубина наколов 10— 20 мм, в зависимости от требуемой глубины пропитки, а расположение их по поверхности должно обеспечивать равномерную пропитку.
§ 76. ХАРАКТЕРИСТИКА СПОСОБОВ ПРОПИТКИ
Рассмотрим кратко особенности пропитки древесины различными способами, перечисленными в предыдущем параграфе.
Способы капиллярной пропитки. Пропитка нанесением раствора на поверхность сортиментов и деталей применяется в строительстве и при ремонтных работах в трех вариантах: нанесение раствора кистью, окунание в раствор и опрыскивание. Древесина должна быть при этом сухой или подсушенной (IFcIFn н). Проникновение в нее жидкости, нанесенной на поверхность, происходит только за счет капиллярных сил. Глубина пропитки 1—2 мм для здоровой и до 5 мм для старой, разрыхленной древесины Эффективность пропитки возрастает 302
Рис 150. Схема панельной пропитки бревенчатой стены и дощатой кровли:
I — резервуар питатель, 2 — элементы крепления панели, 3 — внутренний слой панели, 4 — наружный слой панели; 5 — резервуар-сборник
при 2—3-кратном нанесении 'раствора с интервалами, достаточными для впитывания жидкости (без подсыхания поверх-‘ ности).
Пропитке погружением 'в ванны с кратковременной выдержкой в них сортиментов подвергают также предварительно подсушенную древесину. Проникновение в нее жидкости происходит под действием капиллярных сил и отчасти незначительного гидростатического давления. Глубина пропитки зависит от вязкости жидкости, проницаемости древесины и срока выдержки. Она лишь немногим больше, чем при предшествующем способе. Для повышения интенсивности пропитки
целесообразно применять подогретые жидкости.
Панельная пропитка используется для защитной обработки уникальных деревянных построек без их разборки. К вертикальной или наклонной поверхности обрабатываемого объекта прикрепляют пропиточную панель, состоящую из плотно примыкающего к древесине внутреннего слоя (листов мягкого пористого материала, например фильтровальной бумаги) и наружного водонепроницаемого слоя. Верхний конец внутреннего слоя опускают в раствор пропитывающего вещества, который находится в резервуаре над панелью. Раствор движется сверху вниз по панели и смачивает древесину. Пропитка происходит в основном под действием капиллярных сил. В отдельных случаях (когда древесина сырая) может иметь место и явление диффузии. Иногда для сбора избыточного раствора, стекающего с панели, под ней дополнительно устанавливают резервуар-сборник Для примера на рис. 150 приведена схема панельной пропитки бревенчатой стены и дощатой кровли.
Продолжительность панельной пропитки зависит от требуемой ее глубины, состояния древесины (плотная, рыхлая), свойств пропитывающей жидкости и температуры окружающей среды. В среднем она колеблется от 15 до 30 сут.
303
Панель имеет обычно ограниченные размеры, поскольку отдельные участки пропитываемого объекта содержат древесину различного состояния. На объекте поэтому устанавливают совокупность панелей, что позволяет пропитывать разные участки на различную глубину и обеспечивать единый безремонтный срок службы объекта в целом.
Весьма эффективен вариант панельной пропитки, предусматривающий непрерывное орошение пропитывающей жидкостью поверхности объекта с помощью системы перфорированных трубок Такой же эффект, как в основном варианте, обеспечивается здесь при меньших трудозатратах и сокращении длительности процесса.
Способы диффузионной пропитки. Пропитка нанесением паст применяется для консервирования небольших партий столбов (деталей опор линий электропередачи и связи). Сырые окоренные сортименты обмазывают со всех сторон пастой, содержащей водорастворимый антисептик; затем их укладывают в плотные пакеты, тщательно укрывают гидроизоляционными чехлами из толя, рубероида или полиэтиленовой пленки и выдерживают (в теплое время года) в течение 2—3 мес. Затем пакеты раскрывают, столбы подсушивают на открытой площадке (5—7 сут) и отправляют потребителю.
Бандажную пропитку применяют для консервирования столбов различного назначения Ее особенность состоит в том, что она происходит во время эксплуатации. При установке столбов в грунт их часть, наиболее подверженную загниванию (в зоне границы земля — воздух), обертывают бандажом, т. е лентой гидроизоляционного материала, на внутреннюю поверхность которой нанесена антисептическая паста. Бандаж крепят к столбу проволокой или гвоздями.
Пропитка вымачиванием в р а с т в о р е отличается от капиллярной пропитки погружением начальной влажностью древесины и длительностью ее выдержки в ванне В ванну с концентрированным раствором антисептика загружают не подсушенные, а сырые сортименты, проникновение в которые защитного средства происходит путем диффузии Длительность выдержки определяется в зависимости от требуемого уровня защищенности в соответствии с классом условий службы и колеблется от 2—3 ч до нескольких недель. При длительной выдержке обеспечивается проникновение молекул пропитывающего вещества на большую глубину. Производительность ванн при этом способе пропитки очень невелика, но зато обеспечивается надежная защита древесины труднопропитываемых пород.
Способы пропитки под давлением. Пропитка в ваннах с предварительным нагревом, принципиальные возможности которой отмечались в § 70, имеет несколько технологических вариантов Наиболее распространен вариант с использованием двух (горячей и холодной) ванн. Пакет пропитываемых сортиментов нагревают в ванне с горячей пропитывающей
204
жидкостью, после чего перегружают в ванну с холодной жидкостью, при выдержке в которой и происходит собственно пропитка.
Реже применяют вариант с использованием одной (горячехолодной) ванны. После прогрева загруженного в ванну пакета горячую жидкость в ней быстро заменяют холодной путем перекачки насосами. Качество пропитки здесь несколько выше, чем в первом варианте, что объясняется отсутствием контакта нагретой древесины с воздухом во время перегрузки, при которой в открытые полости клеток попадают воздушные включения, замедляющие движение жидкости в древесине.
Представляет определенный интерес вариант с совмещением нагревания и камерной сушки. Штабель пиломатериалов или заготовок сразу после сушки з камере до требуемой для пропитки влажности (25—30 %) помещают в ванну с холодным пропитывающим раствором. После выдержки в ванне штабель вновь загружают в камеру и сушат до конечной (эксплуатационной) влажности.
Существуют и другие варианты рассматриваемого способа пропитки: нагревание и медленное охлаждение древесины в одной ванне без перекачки жидкости; пропитка в холодной ванне с предварительным диэлектрическим нагреванием древесины или нагреванием ее насыщенным паром в пропарочной камере. Эти варианты, однако, широкого промышленного распространения не получили.
Пропитку древесины в ваннах с предварительным нагревом проводят преимущественно водорастворимыми веществами Температуру горячей ванны поддерживают на уровне 90—95 QC, а холодной 20—30 °C Продолжительность нагревания зависит от размеров сортиментов и может быть установлена расчетами по уравнениям § 12 и 13. Продолжительность выдержки в холодной ванне для сортиментов различной толщины 1,5—4 ч
Все рассмотренные выше способы по ряду причин имеют ограниченное промышленное применение. Диффузионная пропитка чрезвычайно длительна и требует больших затрат ручного труда Кроме того, она возможна при использовании только неорганических водорастворимых пропитывающих веществ. Капиллярные способы пропитки малоэффективны, так как обеспечивают лишь поверхностную пропитку Способ горячих и холодных ванн эффективнее капиллярных способов и применялся в прошлом довольно широко. Однако этот способ из-за малого избыточного давления не обеспечивает достаточно глубокой, а тем более сквозной пропитки, требуемой в ряде случаев для надежного консервирования и других технологических целей.
Поэтому в настоящее время преимущественное применение имеют автоклавные способы пропитки, обеспечивающие глубокое проникновение в древесину пропитывающих веществ при малой продолжительности процесса и относительно невысоких затратах труда и энергии.
305
§ 77. ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ АВТОКЛАВНОЙ ПРОПИТКИ
Имеется ряд технологических схем (или способов) автоклавной пропитки, различающихся последовательностью операций воздействия на древесину повышенного и пониженного давления пропитывающей жидкости и воздуха. Изменяя эту последовательность, уровень давления и температуры, а также длительность операций, можно управлять результатами пропитки в соответствии с предъявляемыми к ней требованиями.
Врет а
Рис 151 Графики автоклавной пропитки:
в — способ полного поглощения (ВДВ); б — способ ограниченного поглощения (ДДВ): в — мноюцикличный способ МЛТИ, г —вакуумный способ (ВАДВ)
В промышленности в настоящее время применяют способы: вакуум—давление — вакуум (сокращенно ВДВ); давление — давление — вакуум (ДДВ); многоцикличные; вакуум — атмосферное давление— вакуум (ВАДВ); автоклавно-диффузионной пропитки; совмещенной сушки — пропитки.
Пропитка способом ВДВ. График пропитки этим способом, называемым также способом полного поглощения, приведен на рис. 151, а. После загрузки автоклава древесиной последовательно выполняются следующие операции 1 — создание воздушного вакуума; 2 — выдержка древесины в вакууме; 3 — заполнение автоклава жидкостью; 4 — создание жидкостного дав
306
ления; 5 — выдержка древесины в жидкости под давлением; 6— сброс давления до атмосферного; 7 — слив жидкости из автоклава; 8 — создание воздушного вакуума; 9 — выдержка в вакууме; 10— сброс вакуума и разгрузка автоклава.
Собственно пропитка происходит во время выдержки древесины под давлением. Начальный вакуум способствует повышению глубины пропитки и увеличению поглощения древесиной жидкости, так как из полостей клеток удаляется воздух, препятствующий ее движению. Повторный вакуум предназначен для подсушки поверхности сортиментов.
Способ ВДВ применяют преимущественно для пропитки древесины водорастворимыми веществами. Для пропитки маслами этот способ используется в тех случаях, когда требуется высокое поглощение пропитывающих веществ. Он является также основным при пропитке антипиренами, которые необходимо вводить в древесину в большом количестве (общее поглощение 50—80 кг сухого вещества на 1 м3 древесины).
Результаты пропитки (ее глубина и поглощение) определяются свойствами пропитываемой древесины, а также режимом процесса, регламентирующим продолжительность основных операций, давление и температуру жидкости. В зависимости от породы и размеров сортиментов, их назначения и характера пропитывающей жидкости параметры режимов пропитки изменяются в следующих пределах: глубина вакуума 0,08—0,085 МПа; жидкостное давление 0,6—1,5 МПа; продолжительность выдержки под вакуумом 0,25—0,35 ч, под давлением 0,5—8 ч; температура растворов 20—60 °C, масел 85—95 °C.
Конкретные режимы пропитки устанавливаются стандартами и техническими условиями. Для примера в табл. 40 приведен один из режимов пропитки
Пропитка способом ДДВ. Процесс пропитки способом ДДВ, называемым также способом ограниченного поглощения, состоит (рис. 151, б) из следующих операций: 1— загрузки автоклава и создания в нем воздушного давления; 2 — выдержки древесины под давлением; 3 — заполнения автоклава жидкостью; 4 — подъема жидкостного давления; 5 — выдержки в жидкости под давлением; 6 — сброса давления; 7—слива жидкости; 8 — создания вакуума; 9 — выдержки под вакуумом; 10 — сброса вакуума и разгрузки автоклава.
40. Режим пропитки способом ВДВ сосновых деталей градирен толщиной до 30 мм раствором антисептика ХМ-11 (ТУ Волгоградского мачгопропиточного завода)
Операция Температура раствора, °C Давление, МПа Продолжительность» ч
Первая выдержка в вакууме 0,015—0,02 0,25
Выдержка под давлением 20 1,0 1,0
Вторая выдержка в вакууме м — 0,015—0,02 0,25
307
41. Режим пропитки сосновых шпал каменноугольным маслом способом ДДВ (ТУ МПС)
Операция Температура масла, °C Давление, МПа Продолжительность» ч
Выдержка под воздушным давлением — 0,2—0,4 0,25
Выдержка под жидкостным давлением 90—95 0,8 0,5
Выдержка в вакууме — 0,015—0,02 0,25
Особенность этого процесса — выдержка древесины под избыточным воздушным давлением до заполнения автоклава жидкостью, при которой в полости клеток вводится добавочный воздух. В конце процесса, во время выдержки под вакуумом, сжатый в древесине воздух выходит наружу, выталкивая часть поглощенной жидкости. Способ ДДВ применяют при использовании высокотоксичных антисептиков (масел, растворов пентахлорфенола и нафтената меди), когда нет необходимости оставлять в древесине излишнее их количество. Преимущество этого способа по сравнению с предшествующим состоит в сокращении расхода пропитывающих веществ. Один из режимов пропитки способом ДДВ приведен для примера в табл. 41.
Разновидностью рассмотренного способа является способ давление — вакуум (ДВ), называемый также способом полуог-раниченного поглощения. Он отличается от ДДВ отсутствием операции выдержки под избыточным воздушным давлением (на рис. 151, б показано пунктиром). Так как количество сжатого воздуха в древесине в конце пропитки здесь будет меньше, чем при способе ДДВ, то и количество вытесненной жидкости тоже уменьшается. Этот способ используют для пропитки маслами, когда требуется несколько большее поглощение, чем обеспечивает способ ДДВ.
Способы ВДВ, ДДВ и ДВ известны очень давно, с конца прошлого века, и могут быть названы классическими способами автоклавной пропитки. Они применяются в настоящее время для консервирования сухих или подсушенных (IF^U/n.и) сортиментов и обеспечивают сквозную пропитку легкопроницаемой древесины (например, березы и заболони сосны). Труднопроницаемая древесина (ель и ядро сосны) пропитывается на глубину не более 5 мм. Для повышения глубины пропитки такой древесины необходима предварительная операция накалывания.
Пропитка многоцикличными способами. Увеличить глубинуу пропитки труднопроницаемой древесины можно не только с помощью накалывания, но и путем 2—3-кратного повторения циклов ВДВ, ДДВ или ДВ. Такая пропитка с последовательным чередованием нескольких единичных циклов называется многоцикличной.
Технологических вариантов многоцикличной пропитки может быть очень много. Хороший результат показал разработанный 308
в МЛТИ вариант, основанный на применении «мокрого» вакуума, т. е. вакуума, создаваемого в автоклаве, заполненном пропитывающей жидкостью. График этого варианта показан на рис. 151, в. При использовании его для консервирования пиломатериалов водорастворимым препаратом ХМФ рекомендуется глубина «мокрого» вакуума 0,09 МПа, «сухого» вакуума 0,08 МПа, продолжительность выдержки в вакууме 45 мин (3 раза по 15 мин), величина жидкостного избыточного давления 1,1 МПа, продолжительность первой выдержки под давлением 60 мин, второй — 30 мин. Температура раствора (около 40 °C) поддерживается на уровне точки его кипения в вакууме. При этих условиях имеет место полуторакратное увеличение глубины пропитки (в ядровой зоне сортимента) по сравнению с другими многоцикличными способами и двукратное по сравнению со способом ВДВ.
Пропитка способом ВАДВ. Этот способ, называемый иногда просто вакуумным, предусматривает использование автоклавов или герметичных резервуаров упрощенных конструкций, не рассчитанных на высокое давление. Последовательность пропитки этим способом (рис. 151, г) такова; вначале древесину, загруженную в автоклав, выдерживают 15—20 мин под вакуумом глубиной 0,08—0,09 МПа, затем автоклав заполняют пропиточной жидкостью и вакуум сбрасывают. Собственно пропитка происходит в течение 30—60 мин под действием атмосферного давления, избыточного по отношению к давлению в древесине. После этого автоклав освобождают от жидкости и вновь создают в нем кратковременный вакуум для подсушки поверхности сортиментов. Способ ВАДВ применяют в тех случаях, когда в древесину требуется ввести ограниченное количество пропитывающей жидкости на небольшую глубину (по заболони 5— 10 мм, по ядру 1—2 мм).
Автоклавно-диффузионная пропитка. Все рассмотренные ранее атоклавные способы обеспечивают удовлетворительную пропитку лишь подсушенной древесины влажностью не выше предела насыщения клеточных стенок. Автоклавно-диффузионный способ — один из способов пропитки сырой древесины с целью ее консервирования. Сущность его состоит в следующем. Сырую древесину загружают в автоклав, нагревают в среде насыщенного водяного пара, а затем подвергают выдержке в вакууме. В результате такой обработки влажность поверхностных зон древесных сортиментов понижается на 20— 30 % (при влажности древесины менее 70—80 % пропаривание можно не проводить). Затем в подсушенную зону под избыточным давлением вводят на глубину 5—10 мм концентрированный водный раствор антисептика. Наиболее целесообразно применять невымываемые препараты (ХМ-11, ХМФ и др.), которые легко диффундируют в древесину. После пропитки древесину выгружают из автоклава и выдерживают на складе в течение 2—4 нед. В это время за счет диффузии происходит пропитка
309
внутренних слоев материала. Можно, креме того, после введения в древесину антисептика делать ее поверхностную пропитку гидроизоляционным составом Древесина в этом случае отправляется потребителю без выдержки
Автоклавно-диффузионным способом пропитывают в основном круглые лесоматериалы (столбы), идущие на изготовление опор линий электропередачи и связи Энергожилиндустрпроек-том (Волгоград) и МЛТИ разработана новая технология их автоклавно-диффузионной пропитки, предусматривающая замену пропаривания древесины ее сушкой в нагретом насыщенном растворе бишофита (§ 55)
Совмещенная сушка — пропитка. Этот способ применяют при консервировании древесины маслами или растворами антисептиков в органических растворителях, которые являются гидрофобными жидкостями и способны выпольять роль сушильных агентов. Совмещенная сушка—пропитка включает два процесса, последовательно протекающих в одном автоклаве сушку древесины в жидкости и ее последующую пропитку той же жидкостью
Сушьу в автоклаве можно проводить при атмосферном давлении или под вакуумом. В первом случае температура жидкости должна быть выше 100 °C, а во втором может быть и ниже 100 °C, по выше точки кипения воды при поддерживаемом пониженном давлении Более прост и экономичен вариант сушки при атмосферном давлении. Оптимальная температура жидкости здесь 120—130 °C. Недостаток этого варианта — снижение эксплуатационной прочности древесины псд воздействием такой температуры При сушке в вакууме глубиной 0,07—0,085 МПа (чему соответствует точка кипения воды 65—50 °C) указанный недостаток устраняется, так как температура жидкости может быть снижена до 90—95 °C Вакуумная сушка требует более сложного оборудования. Она, однако, вполне оправданна, если по условиям эксплуатации древесины не допускается снижение ее прочности (например, для шпал и переводных брусьев). Технология вакуумного варианта совмещенной сушки — пропитки (разработка ВНИИЖТ и МЛТИ) успешно внедряется на заводах по производству шпал
Продолжительность сушки в пропитывающей жидкости зависит от формы и размеров обрабатываемых сортиментов, породы древесины, ее начальной и конечной влажности, а также от мощности теплового оборудования пропиточных установок Она колеблется от 6 до 20 ч По окончании сушки в автоклаве проводят собственно пропитку, при этом в зависимости от требуемого поглощения применяют один из ранее рассмотренных классических способов (ДДВ, ДВ или ВДВ).
310
§ 78. ОБОРУДОВАНИЕ АВТОКЛАВНЫХ ПРОПИТОЧНЫХ УСТАНОВОК
Автоклавные пропиточные установки представляют собой сравнительно сложные устройства, состоящие из ряда агрегатов и узлов. Их обычно проектируют для того или иного конкретного способа пропитки и определенного вида пропитывающих жидкостей (масел, водных растворов и др ), они могут быть стационарными или передвижными Оборудование автоклавных установок может быть разделено на резервуарное, пневмогидравлическое, тепловое, контрольно-регулирующее и вспомога тельное.
Резервуарное оборудование. К основному оборудованию этой группы относятся пропиточные автоклавы, маневровые автоклавы, мерники, баки-смесители резервуары для хранения жидкостей.
Пропиточный автоклав изготовляют в виде цилиндрического стального резервуара, рассчитанного на рабочее давление до 1,2 МПа. Он имеет два полусферических днища, одно из которых глухое, а другое представляет собой съемную крышку. Крышки автоклавов современных конструкций снабжены клиновыми герметичными запорными устройствами с гидравлическим или пневматическим приводом
Автоклавы устанавливают горизонтально или с небольшим уклоном в сторону сливного трубопровода Размеры их зависят от заданной производительности установки и размеров пропитываемых материалов. На наших шпало- и мачгопропиточных заводах чаще всего используют автоклавы диаметром 2 и длиной 24—27 м, которая приблизительно кратна длине шпал (2,75 м) и столбов (8—12 м). Новые установки большой производительности оборудуют автоклавами диаметром 2,6 и длиной до 29 м Установки для пропитки мелких сортиментов (например, строительных деталей) имеют автоклавы диаметром 1 —1,5, длиной 6—12 м.
Автоклавы оборудуют предохранительными клапанами и штуцерами для присоединения трубопроводов, а также датчиков уровня жидкости, температуры и давления. Снаружи их покрывают теплоизоляцией. В нижней их части прокладывают рельсовую колею для закатки вагонеток. Под рельсами и между ними монтируют гладкотрубные паровые калориферы, предназначенные для поддержания заданной температуры пропитывающей жидкости.
Изготовление пропиточных автоклавов машиностроительные заводы осуществляют по индивидуальным заказам. В некоторых случаях для пропитки можно использовать автоклавы, выпускаемые серийно для других отраслей промышленности, напри мер для производства цемента.
Маневровый автоклав предназначен для межопера ционного хранения пропитывающей жидкости и ее предварительного нагрева до температуры, заданной режимом. Его обычно устанавливают над пропиточным автоклавом и обору-
311
дуют гладкотрубными паровыми калориферами повышенной мощности, люками для осмотра и чистки, штуцерами для присоединения трубопроводов и датчиков.
Маневровые автоклавы могут работать или при повышенном давлении (пропитка маслами по технологическим схемам ДДВ и ДВ), или только при атмосферном давлении (пропитка водными растворами по схемам ВДВ, ДВ и ВАДВ). В первом случае их делают конструктивно аналогичными пропиточным автоклавам (но без съемных крышек). Во втором случае для их изготовления можно использовать цилиндрические резервуары, серийно выпускаемые заводами химического машиностроения и рассчитанные на давление до 0,17 МПа. Иногда вместо маневровых автоклавов применяют открытые баки, устанавливаемые под пропиточными автоклавами.
Вместимость маневрового автоклава или бака должна быть достаточной для заполнения жидкостью загруженного пропиточного автоклава, включая жидкость, поглощаемую древесиной при пропитке.
Мерник служит для контроля за поглощением древесиной жидкости в процессе пропитки. Он представляет собой стальной цилиндрический герметичный резервуар, установленный, как правило, вертикально и снабженный устройством для дистанционного измерения уровня жидкости. Мерники вместимостью 10, 16 и 25 м3 для крупных пропиточных установок изготовляют заводы нефтяного машиностроения по отраслевым нормалям на рабочее давление 0,6; 0,8; 1,6 МПа.
Бак-смеситель предназначен для подготовки пропитывающих растворов. Смесители, имеющие обычно цилиндрическую форму, рассчитывают на рабочее давление не более 0,1 МПа. Их оборудуют паровыми гладкотрубными калориферами и воздушными или механическими мешалками.
Резервуары-хранилища предназначены для хранения запасов пропитывающих масел. Число и вместимость хранилищ зависит от производительности пропиточной установки. Их оборудуют устройствами для нагрева и учета расхода жидкостей.
Пневмогидравлическое оборудование. Основные агрегаты этого оборудования—вакуум-насосы, жидкостные насосы, воздушные компрессоры и аккумуляторы. К оборудованию этой группы можно отнести также системы трубопроводов с монтажной и запорной арматурой.
Вакуум-насос создает пониженное давление (вакуум), которое необходимо: в пропиточном автоклаве в начале и конце процесса пропитки; в маневровом автоклаве и других резервуарах для засасывания в них жидкостей; в пропиточном и маневровом автоклавах для удаления паров воды при сушке древесины в пропитывающей жидкости под вакуумом.
В пропиточных установках большой производительности используют преимущественно ротационные водокольцевые вакуум-312
Рис 152 Характеристика насоса 8Х-12-1 при частоте вращения 1450 мин-1:
Н — напор, V — производительность; Т) — коэффициент полезного действия; N — потребляемая мощность, D — диаметр рабочего колеса
насосы РМК-3, РМК-4 и улучшенной конструкции ВВН-12. Глубина вакуума, создаваемого этими насосами, до 0,09 МПа. На установках малой производительности устанавливают вакуум-насосы ВВН-1,5; ВВН-3; ВВН-6 (цифра, стоящая за буквами ВВН, характеризует производительность насоса, м3/мин).
Жидкостный насос предназначен для перекачки про-
питывающих жидкостей из одного резервуара в другой, а иногда, кроме того, для создания жидкостного давления. Наиболее упо-
требительны центробежные насосы типа X, обеспечивающие производительность 1,5—600 м3/ч и напор 0,12—1,5 МПа (12—150 м вод. ст.). Марку насоса выбирают в зависимости от требуемых производительности и напора, а параметры выбранного насоса устанавливают по его индивидуальной характеристике. В качестве примера на рис. 152 дана характеристика насоса 8Х-12-1.
Компрессор обеспечивает получение сжатого воздуха,
используемого: для создания в пропиточном и маневровом автоклавах воздушного давления при пропитке способом ДДВ; для перемещения жидкости из пропиточного автоклава в маневровый после выдержки древесины под избыточным жидкостным
давлением; для достижения и поддержания жидкостного давления в пропиточном автоклаве и мернике; для перемешивания жидкости в процессах приготовления растворов и их нагре
вания.
На крупных деревопропиточных заводах используют компрессоры ВК-200, ВВК-240, 2Р-10/20. Рабочее давление их 0,8— 1,2 МПа, а производительность 5—20 м3/мин. На установках небольшой производственной мощности применяют компрессоры ВК-25-3, ВУ-3/8, ВУ-6/8 производительностью 2,5—1,35 м3/мин.
Аккумуляторы — цилиндрические вертикальные резервуары, содержащие запас сжатого воздуха давлением 1,2— 1,6 МПа. Использование аккумуляторов позволяет сократить сроки создания воздушного давления в пропиточных автоклавах, надежнее поддерживать заданное давление и обеспечивать равномерную работу компрессора. Компрессор может работать на питание аккумулятора независимо от автоклава, поэтому его мощность снижается, а коэффициент полезного использования повышается.
313
Рис. 153. Схема горизонтального поверхностного конденсатора: / корпус 2 — трубка; 3 — направляюща! перегородка, 4 — патрубки
Рис. 154 Схема установки для пропитки древесины способом ВДВ-
I — пропиточный автоклав; II — мерник; 17 — конденсатор; IV — вакуум-насос; V — жидкостной иасос; VI — маневровый резервуар; 1 — II — вентили
Аккумуляторы и компрессоры обычно монтируют в отдельном помещении — компрессорной. Вместимость аккумуляторов 10—25 м3 для крупных и 2—6 м3 для небольших пропиточных установок.
Тепловое оборудование. К тепловому оборудованию пропиточных установок относятся теплообменные аппараты (конденсаторы, калориферы и др.), конденсатоотводчики, парораспределительные системы.
Конденсатор — теплообменный аппарат, служащий для конденсации отсасываемых из автоклава паров воды или пропитывающей жидкости. Его устанавливают на трубопроводной линии между автоклавом и вакуум-насосом. В пропиточных установках применяют поверхностные конденсаторы (рис. 153), в которых охлаждение и конденсация паров происходят внутри металлических трубок, охлаждаемых с поверхности водой. Конденсатор имеет патрубки для ввода свежей охлаждающей воды, ввода паров и вывода конденсата, стекающего затем в специальный сборник.
Другие детали теплового оборудования по устройству и принципам работы аналогичны деталям сушильных установок и были рассмотрены ранее (гл. 7).
314
Контрольно-регулирующее и вспомогательное оборудование. В пропиточных установках используют приборы и устройства для измерения давления, глубины вакуума, температуры, уровня жидкости в резервуарах. Параметры режима пропитки регулируют посредством вентилей и задвижек на трубопроводах. Современные пропиточные установки снабжены автоматическими регуляторами температуры и давления. Принципы их контроля и автоматического регулирования, практически одинаковые для всех процессов гидротермической обработки древесины, рассмотрены в следующей главе.
К вспомогательному оборудованию пропиточных установок относятся транспортные механизмы (близкие по конструктивному оформлению к транспортным механизмам сушилок), весы, дозаторы, дробилки для измельчения твердых пропитывающих веществ, отстойники или сепараторы для очистки жидкостей и некоторые другие устройства.
Схемы монтажа пропиточных установок. Монтаж оборудования пропиточной установки должен обеспечивать возможность проведения в автоклаве технологических операций в соответствии с принятым способом пропитки. Имеется много схем монтажа. Для примера рассмотрим схемы установок, предназначенных для пропитки древесины способами ВДВ, ВАДВ и совмещенной сушки — пропитки.
Принципиальная схема установки для пропитки способом ВДВ приведена на рис. 154. Установка работает следующим образом В автоклаве, загруженном древесиной, создают вакуум. Для этого включают вакуум-насос при открытых вентилях 2, 6 и 7 (остальные вентили закрыты). После выдержки древесины в вакууме, не сбрасывая его, заполняют автоклав жидкостью, для чего открывают вентили 11, 2, 3 и 5, а остальные закрывают. Жидкость при этом нагнетается из маневрового резервуара в автоклав под действием атмосферного давления. Затем, включая жидкостный насос, создают и поддерживают в автоклаве избыточное давление жидкости при открытых вентилях 4, 9 и 10. Жидкость, расходуемая на пропитку, поступает при этом в автоклав из мерника, что позволяет контролировать ее поглощение древесиной. После окончания выдержки под давлением жидкость самотеком сливается из автоклава в маневровый резервуар, для чего открывают вентили 1 и 11. Повторный (конечный) вакуум создают так же, как и первый (начальный). Мерник заполняют жидкостью во время загрузки автоклава древесиной при включенном вакуум-насосе и открытых вентилях 8, 5 и 7.
Автоклавная установка для пропитки способом ДДВ, схема которой приведена на рис. 155, состоит из рабочего (пропиточного) автоклава 7, над которым расположен маневровый автоклав 8, рассчитанный на работу под избыточным давлением, жидкостного насоса 5, служащего для создания избыточного давления в рабочем автоклаве, мерника 6, компрессора 3 и
315
Рис. 155. Схема установки для пропитки древесины способом ДДВ
Рис. 156 Схема установки для пропитки древесины способом ВАДВ
вакуумной линии, включающей в себя вакуум-насос 1, ресивер 2 и конденсатор 4.
Автоклав загружают древесиной и создают в нем избыточное воздушное давление с помощью компрессора. После выдержки под воздушным давлением пропитывающую жидкость из маневрового автоклава нагнетают сжатым воздухом в рабочий автоклав и мерник; затем, после их заполнения, включают насос 5 и создают в автоклаве требуемое избыточное давление. Поскольку жидкость, идущая на пропитку, поступает из мерника, по изменению уровня жидкости в нем судят о величине поглощения. После выдержки под жидкостным давлением жидкость перекачивают обратно в маневровый автоклав, а в рабочем автоклаве создают вакуум. По окончании процесса пропитки древесину выгружают из автоклава, а пропитывающую жидкость, вытесненную из древесины при выдержке в вакууме, подают на сепарацию и очистку. Следует отметить, что рассматриваемая установка может быть также использована для пропитки способами ДВ и ВДВ.
На рис. 156 приведена схема передвижной установки для пропитки древесины способом ВАДВ. Установка предложена МЛТИ и трестом «Союзантисептик». Ее пропиточный автоклав 1
316
облегченного типа рассчитан на работу только под вакуумом. Маневровый автоклав 9, работающий при атмосферном давлении, установлен на одном уровне с пропиточным автоклавом. Он служит как для межоперационного хранения и нагревания, так и для приготовления пропитывающего раствора. В нем имеется устройство 8 для загрузки сухих компонентов и механическая мешалка 6. Заполнение пропиточного автоклава жидкостью и ее слив осуществляют реверсивным центробежным насосом 3. Для создания разрежения предусмотрен вакуум-насос 4, который включают после загрузки автоклава древесиной при открытом вентиле 5. По окончании выдержки в вакууме открывают вен-
Водяной пар
Рис. 157. Схема установки для совмещенной сушки — пропитки
тиль 2, включают насос 3 и, не снижая глубины вакуума, заполняют пропиточный автоклав жидкостью; затем отключают вакуум-насос, закрывают вентиль 5 и открывают вентиль 7. При этом в автоклаве устанавливается атмосферное давление и начинается пропитка, в процессе которой насос обеспечивает непрерывную циркуляцию жидкости между маневровым и пропиточным автоклавами. Тем же насосом (при его реверсировании) осуществляется освобождение пропиточного автоклава от жидкости после окончания пропитки. Для слива пропитывающей жидкости из маневрового автоклава предусмотрен патрубок с вентилем 10.
На рис. 157 дана схема установки для совмещенной сушки — пропитки. Она состоит из пропиточного автоклава 1, маневрового автоклава 9, циркуляционного насоса 2, конденсатора 11, сборника конденсата 13, мерника 3 и выносного пеногасителя 7, которые соединены между собой трубопроводами. Маневровый автоклав оборудован гладкотрубными калориферами 8. В качестве пеногасителя используют теплообменник, сходный по конструкции с конденсатором, но питаемый не охлаждающей водой, а греющим паром. В комплект установки входит также вакуум-насос и воздушный компрессор, не показанные на схеме.
317
Предпропиточная сушка происходит при атмосферном давлении и осуществляется так. Загруженный древесиной рабочий автоклав 1 заполняют по трубе 14 маслом из маневрового автоклава, где его предварительно подогревают до требуемой (130 °C) температуры. Затем включают насос, который создает в рабочем и маневровом автоклавах замкнутую продольную циркуляцию масла. Охлажденное при омыгании высушиваемого материала масло подается насосом по трубе 6 в маневровый автоклав, где вновь нагревается, а затем самотеком поступает в рабочий автоклав. Пары воды и масла, а также образующаяся при сушке пена из рабочего автоклава по трубе 5 поступают в пеногаситель и из него в маневровый автоклав. Пена в пеногасителе разрушается, а пары по трубопроводу 10 поступают в конденсатор, откуда конденсат воды и масла направляется по трубе 12 в сборник 13. По мере накопления конденсата его из сборника подают в специальные отстойники, где происходит разделение воды и масла. Воду направляют в очистные сооружения, а масло перекачивают в хранилище. После окончания сушки древесину пропитывают по одному и из классических способов, используя для этого компрессор и вакуум-насос. Перед созданием вакуума масло перекачивают насосом 2 из рабочего автоклава в маневровый, а при создании давления масло нагнетается в автоклав из мерника 3 по трубе 4.
§ 79. ПАРАМЕТРЫ ЗАЩИЩЕННОСТИ ДРЕВЕСИНЫ.
ТЕХНИКА БЕЗОПАСНОСТИ И ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
Параметрами, определяющими уровень защищенности древесины, являются величина поглощения, глубина проникновения пропитывающего вещества и равномерность его распределения в пропитываемой зоне.
Регулирование поглощения при пропитке осуществляют либо изменением параметров режима процесса (его продолжительности, уровня давления), либо изменением концентрации пропитывающего раствора.
Контроль за поглощением ведут различным образом в зависимости от способа пропитки. При автоклавной пропитке его определяют по изменению уровня жидкости в мернике, при панельной пропитке — по расходу жидкости в резервуаре-питателе с учетом стока в резервуар-сборник, а в некоторых случаях — взвешиванием вагонеток с лесоматериалами до и после пропитки. При диффузионной пропитке поглощение устанавливают либо расчетным путем, либо методами количественного анализа.
Глубину проникновения пропитывающего вещества и его распределение в сортиментах определяют по цвету древесины путем отбора проб из контрольных образцов пропитываемой партии лесоматериалов. Пробы отбирают из заболони и ядра отдельно при помощи полого бура, имеющего внутренний диа-318
метр 5—10 мм. При пропитке маслами пропитанная зона окрашивается самим антисептиком и глубина его проникновения определяется непосредственным измерением ширины окрашенной зоны. Аналогичная картина наблюдается и при пропитке некоторыми другими окрашивающими древесину антисептиками (например ХМ-11, «Доналит»). В случае пропитки бесцветными веществами на поверхность пробы наносят индикаторы, дающие при взаимодействии с пропитывающим веществом цветные реакции В качестве индикатора на фтористый натрий и другие фторсодержащие антисептики используется цирконализариновый лак. Индикатором на пентахлорфенолят натрия служит 10%-ный водный раствор медного купороса, а на пентахлорфенол — его водно-ацетоновый раствор.
Основные параметры защищенности древесины — глубина пропитки и величина общего поглощения, а при консервировании, кроме того, намечаемый срок службы — регламентируются стандартами и техническими условиями на изделия и сооружения, в которых используется пропитанная древесина. В частности, ГОСТ 20022.0—82 устанавливает для деревянных объектов параметры их защищенности от биоразрушений и вероятные сроки их службы в зависимости от класса условий службы, группы пропитываемости древесины, способа пропитки и вида антисептика (табл. 42).
Некоторые из применяемых для защитной обработки древесины пропитывающих веществ при неосторожном обращении с ними могут быть вредными для здоровья соприкасающихся с ними людей. Поэтому очень важно соблюдение персоналом деревопропиточных цехов и участков определенных правил техники безопасности. Эти правила регламентируются инструкциями и стандартами на способы пропитки. Отметим основные из них.
Допускается использовать в промышленности только разрешенные к применению Минздравом СССР пропитывающие вещества и препараты. Все закрытые помещения пропиточных участков должны иметь приточно-вытяжную вентиляцию и быть приспособленными для влажной уборки. Полы должны иметь уклон не менее 1/100 для надежного удаления пролитых жидкостей и промывочных вод.
Не разрешается работа с пропитывающими веществами без спецодежды: резиновых сапог или кожаных ботинок, комбинезонов, прорезиненных или брезентовых фартуков, резиновых рукавиц или перчаток. На операциях, связанных с распылением сухих антисептиков или разбрызгиванием жидкостей, обязательно использование защитных очков и респираторов.
Большое значение для безопасности работ имеет соблюдение правил личной гигиены. Во время работы нельзя курить, принимать пищу, прикасаться, не сняв перчаток, к открытым s участкам кожи. Перед едой необходимо тщательно вымыть ' лицо и руки теплой водой с мылом. После работы обязателен
319
42. Примеры рекомендуемых параметров защищенности лесоматериалов при консервировании
Класс условий службы по ГОСТ 20022 2—80 Группа пропитываемости по ГОСТ 20022 2—80 Способ пропитки Марка антисептика Общее поглощение, кг/м* Глубина пропитки» ие менее Средний срок службы, годы
го ЛПЗ* по ТПЗ*
Кругл ы е лес ом атер налы
XII 1 ДДВ КМ, AM 90—120 85 % — 40—45
ддв СМ 95-125 85 % — 40—45
ДДВ нм-м 11-15 85 % — 35—40
ВДВ ХМ-11 13-15 85 % — 40—45
XII 2 дв-н** КМ, AM 90—130 "лубины — 40—45
накола
вдв-н СМ 110-150 То же —. 40—45
ддв-н нм-м 11 — 15 » — 30—35
вдв-н ХМ-11 13—15 » — 35—40
Пиломатериалы толщиной 40 мм и более
VIII вдв-н ХМ-11 10—12 Глубины 2 мм 40—45
ВДВ ХМ-11 7—9 накола 8 мм 2 мм 30—35
ВАДВ ХМ-11 5-6 5 мм 2 мм 25—30
ВАДВ нм-л 3-4 4 мм 2 мм 25—30
* ЛПЗ — легкопропитываемая зона сортимента (заболонь), ТПЗ — трудно-пропитываемая зона (ядро)
** Индекс Н означает необходимость предварительного накалывания древесины.
душ. При попадании пропитывающих веществ на кожу необходимо сразу смыть их теплой водой с мылом. При работе с маслами открытые участки кожи полезно покрывать тонким слоем пасты ХИОТ-6 или болтушкой из окиси цинка, талька, глицерина и дистиллированной воды, взятых поровну. Не рекомендуется работать с пропитывающими веществами, если на коже есть открытые царапины и ссадины.
При соблюдении этих правил и выполнении общих для всех промышленных предприятий мер предосторожности работа на пропиточных установках, как показала многолетняя практика, не представляет никакой опасности для обслуживающего их персонала.
В заключение остановимся кратко на экологическом аспекте процессов защитной обработки и консервирования древесины. С одной стороны, они имеют большое природоохранное значение, так как, продлевая сроки службы древесины в подверженных гниению и разрушению огнем сооружениях и в несколько раз уменьшая расход древесины на их возобновление, эти процессы сохраняют от вырубки значительные по
320
площади лесные массивы. С другой стороны, деятельность деревопропитывающих предприятий может наносить вред природе окружающих эти предприятия районов, если имеют место бесконтрольные сбросы технологических и промывочных сточных вод, содержащих токсичные вещества, непосредственно в реки, озера и другие природные водоемы. Это совершенно недопустимо. Все стоки от основного и вспомогательного пропиточного оборудования должны поступать на очистные сооружения предприятия или централизованные городские и районные очистные устройства. При выполнении этого требования неблагоприятные воздействия процессов пропитки на окружающую среду полностью исключаются
Глава 18
ПРИБОРЫ ДЛЯ КОНТРОЛЯ
И РЕГУЛИРОВАНИЯ ПРОЦЕССОВ
ГИДРОТЕРМИЧЕСКОЙ ОБРАБОТКИ ДРЕВЕСИНЫ
§ 80. ПРИНЦИПЫ КОНТРОЛЯ и РЕГУЛИРОВАНИЯ ПАРАМЕТРОВ АГЕНТА ОБРАБОТКИ
В процессах гидротермической обработки древесины нужен непрерывный или периодический контроль за состоянием обрабатываемого материала и обрабатывающего агента. Помимо собственно контроля желательно, а иногда и необходимо регулирование заданного режима обработки.
Контроль за состоянием материала рассматривался ранее при изложении технологии различных процессов гидротермической обработки древесины В настоящей главе рассмотрены вопросы контроля параметров обрабатывающего агента и автоматического регулирования его состояния.
Принципы контроля параметров обрабатывающего агента.
В большинстве процессов гидротермической обработки древесины (за исключением автоклавной пропитки) давление обрабатывающей среды равно атмосферному При этом условии состояние жидкого агента обработки определяется одним параметром— температурой, а газообразного (воздуха, топочных газов) двумя параметрами — температурой и одной из величин, характеризующих состояние и количество водяного пара.
Приборами для контроля температуры служат термометры. В технике гидротермической обработки древесины применяют следующие их типы: 1) термометры расширения, действующие на принципе теплового расширения жидкости (например, ртути) или твердых тел; 2) манометрические термометры, в которых использована зависимость давления жидкости или газа при постоянном объеме от темпе
321
ратуры; 3) термометры сопротивления, в которых использована зависимость электрического сопротивления металлов и полупроводников от температуры окружающей среды; 4) термопары — термоэлектрические приборы, основанные на зависимости электродвижущей силы в замкнутой цепи из двух разнородных металлических проводников от разности тегдпературы их спаев.
В качестве второго (кроме температуры) контрольного параметра состояния газообразного агента обработки чаще
Рис 158 Психрометрическая диаграмма
всего используют степень его насыщенности водяным паром ср. Применяют различные методы измерения степени насыщенности газов. Наиболее употребителен в технике психрометрический метод, основанный на измерении психрометром температуры t и предела охлаждения /п. 0 газа (§ 4).
По показаниям психрометра степень насыщенности газа ср может быть определена по Id- или /р-диаграммам. В практике часто пользуются психрометрическими таблицами [10]. Для приближенных определений удобны психрометрические диаграммы, одна из которых (для температурного диапазона 40— 170 °C) представлена на рис. 158.
Существует несколько типов психрометров: 1) переносный психрометр Асмана (аспирационный), состоящий из двух одинаковых ртутных термометров (сухого и смоченного) и снабженный устройством для принудительной циркуляции воздуха; 2) переносный ртутный психрометр Августа
322
без принудительной циркуляции; 3) стационарные психрометры, которые монтируют внутри сушильной камеры или иного устройства. Эти психрометры часто делают дистанционными и самопишущими. Дистанционные психрометры обычно изготовляют на базе манометрических или электрических термометров (термометров сопротивления и термопар).
Определяя состояние воздуха или газа по показаниям психрометра, следует иметь в виду, что смоченный термометр в результате лучистого теплообмена с окружающими предметами и теплопередачи по его корпусу показывает температуру несколько более высокую, чем истинная температура предела охлаждения. Следовательно, измеренная психрометрическая разность t—меньше истинной разности между температурой среды и температурой предела охлаждения t — t^.o
Погрешность измерения психрометрической разности уменьшается с повышением скорости воздуха и его температуры. При скорости больше 2 м/с и температуре смоченного термометра выше 50 °C погрешность очень невелика и ею можно пренебречь. При измерении же психрометром Августа состояния неподвижного воздуха умеренной температуры найденную по показаниям прибора психрометрическую разность следует делить на поправочный коэффициент, значения которого приведены ниже:
Температура tM, °C 10 15 20 25 30 35 40 45 50
Коэффициент ... 0,7 0,77 0,82 0,86 0,89 0,91 0,93 0,94 0,95
В показания психрометра Асмана поправки не вносятся.
Стандартами на режимы сушки пиломатериалов регламентируется максимальная погрешность поддержания температуры ±2 °C, а психрометрической разности ±1 °C. Для этого абсолютная погрешность термометров не должна превышать ±1 °C (луч,ше ±0,5 °C) и, кроме того, необходим попарный подбор в психрометры термометров с одинаковыми показаниями.
Принципы автоматического регулирования. Любая система автоматического регулирования состоит из объекта регулирования и регулятора. В процессах гидротермической обработки древесины объектом регулирования в конечном итоге должна быть обрабатываемая древесина, параметры состояния которой (температура, влажность, внутренние напряжения и их распределение по объему) необходимо довести при обработке по определенным законам до заданных значений. Однако в связи с отсутствием надежных устройств для непрерывного дистанционного измерения влажности и внутренних напряже ний в настоящее время, как правило, регулируется только состояние обрабатывающего агента. Объектом регулирования в этом случае является сама установка для гидротермической обработки.
323
Регулирование параметров агента обработки осуществляется воздействием на органы управления установкой, которые могут быть различными в зависимости от ее типа и назначения.
В установках для тепловой обработки с паровым обогревом, когда состояние среды определяется только одним параметром— температурой, последняя регулируется вентилями или клапанами, установленными на паропроводах.
В сушильных установках с паровым обогревом, где состояние среды определяется двумя параметрами, температура t регулируется таким же способом, т. е. воздействием на паровые вентили и клапаны. Степень насыщенности <р регулируется изменением кратности воздухообмена сушилки с атмосферным воздухом посредством шиберов и задвижек на приточных и вытяжных каналах. Перекрытие приточно-вытяжных каналов вызывает повышение ср за счет воды, испаряющейся из материала. В недостаточно герметичных установках для повышения степени насыщенности впускают пар непосредственно в сушильное пространство через увлажнительные трубы.
В газовых сушилках состояние среды регулируется воздействием на шиберы и задвижки, перекрывающие каналы для доступа в камеру смешения горячих топочных газов, отработавшей смеси и свежего воздуха. Для повышения температуры увеличивают подачу газа из топки. Для повышения степени насыщенности уменьшают доступ свежего воздуха и увеличивают подачу отработавшей смеси на рециркуляцию.
В установках с электрическим обогревом температура регулируется простым включением и выключением питания электронагревателей рубильниками или магнитными пускателями.
При ручном регулировании оператор непосредственно воздействует на регулирующие органы (вентили, шиберы, рубильники) таким образом, чтобы поддерживать заданное состояние среды. При автоматическом регулировании воздействие на регулирующие органы осуществляется специальными исполнительными механизмами в зависимости от сигналов чувствительного элемента (датчика), воспринимающего изменение параметров обрабатывающего агента.
Для регулирования состояния среды по одному параметру применяют автоматические регуляторы температуры. Особенности взаимосвязей между параметрами воздуха дают возможность и для регулирования состояния среды по двум параметрам применять только температурные регуляторы, один из которых реагирует на изменение температуры, а второй — на изменение предела охлаждения. Второй датчик при этом снабжают увлажнительным чехлом аналогично смоченному термометру психрометра.
В зависимости от наличия источников питания различают регуляторы прямого и непрямого действия. В регуляторах прямого действия (РПД) чувствительный элемент непо-324
средственно перемещает регулирующий орган за счет энергии самого регулируемого объекта. Область применения РПД вследствие их малой точности и некоторых других недостатков весьма ограниченна. Более распространены регуляторы непрямого действия (РНД), у которых чувствительный элемент воздействует на регулирующий орган через один или несколько усилителей мощности, а для перемещения регулирующего органа используется энергия дополнительного источника питания.
Необходимо иметь в виду, что система автоматического регулирования независимо от ее типа будет эффективной только в том случае, если установки, для которой она предназначена, удовлетворяют следующим основным требованиям: ограждения установки должны быть герметичны, а ее тепловое и циркуляционное оборудование находиться в исправном состоянии; снабжение установки тепловой энергии должно быть стабильным и бесперебойным; в частности, при паровом теплоснабжении давление пара на входе в установку не должно спускаться ниже 0,3 МПа и колебаться на величину более ±0,1 МПа; в установках с газообразным обрабатывающим агентом, например в сушилках, скорость его циркуляции по материалу не должна быть ниже 1 м/с.
§ 81. ПРИБОРЫ ДЛЯ КОНТРОЛЯ ТЕМПЕРАТУРЫ И СТЕПЕНИ НАСЫЩЕННОСТИ АГЕНТА ОБРАБОТКИ
Термометры расширения. Из термометров этого типа наиболее .широко используются ртутные стеклянные технические термометры ТТ. Они выпускаются по ГОСТ 2823—73 на различный диапазон измеряемой температуры и могут иметь прямую (термометры типа П) или изогнутую под прямым углом (термометры типа У) нижнюю часть различной длины (от 60 до 2000 мм). В сушилках, в частности, применяются термометры ТТ-2У (пределы измерения 0—100 °C, цена деления 1 °C) и ТТ-ЗУ (пределы измерения 0—150 °C, цена деления 1 °C). Основная допустимая погрешность технических термометров колеблется от ±1 до ±2 °C. Для точных измерений и в качестве контрольных приборов применяют лабораторные ртутные термометры ТЛ-4, имеющие шкалу с ценой деления 0,1 °C и обладающие малой погрешностью.
Кроме ртутных, иногда применяют дилатометрические термометры расширения. Принцип действия их следующий (рис. 159). Внутри корпуса (латунной трубки) 2 находится стержень 1 из сплава с малым коэффициентом температурного расширения, снабженный удлинителем 3. При повышении температуры окружающей среды корпус 2 удлиняется больше, чем стержень 1, в результате чего уменьшается сила поджатия шарика 5 пружиной 4 к калиброванному соплу 6. К соплу подводится сжатый воздух. Таким образом, изменения температуры вызывают изменения расхода воздуха в со-
325
Рис. 159. Дилатометрический термометр с пневматическим выходом
Рис. 160. Манометрический термометр:
а — принципиальная схема, б — общий вид термометра ТПП4-1У
пле и давления в пневмосистеме. Это давление может быть измерено манометром, отградуированным на температуру. Иногда дилатометрические термометры снабжают не пневмосистемой, а электрическим контактным устройством, однако такие приборы используют преимущественно не как показывающие приборы, а как датчики в системах регулирования.
Манометрические термометры. В соответствии с ГОСТ 8624—71 они могут быть показывающими или записывающими. На рис. 160 приведены принципиальная схема и внешний вид показывающего парожидкостного манометрического термометра ТПП4-1У. Изменение температуры контролируемой среды воспринимается в нем жидкостью, заполняющей термобаллон 1, и преобразуется в изменение ее давления, которое через соединительную трубку (капилляр) 2 воздействует на упругий чувствительный элемент 4, представляющий собой одновитковую манометрическую пружину. Один конец пружины, связанный с капилляром, жестко закреплен в держателе 3, а другой герметизирован и перемещается под действием давления. Его движение через передаточный механизм 7 преобразуется в перемещение стрелки 6 относительно шкалы 5.
Манометрические термометры выпускают в различных модификациях с жидкостным, газовым или смешанным заполнением. Некоторые типы приборов имеют две термосистемы и
326
и
Рис. 161. Платиновый термометр сопротивления
ТСП-6097
дают возможность одновременно измерять и регистрировать температуру и предел охлаждения или температуру в двух точках. Основная погрешность этих приборов от ±1 до ±1,6 %. Длина гибкого капилляра 1—40 м.
В устройствах для гидротермической обработки древесины кроме термометра ТПП4-1У могут применяться двухканальные самопишущие жидкостные термометры ТЖ2С-712. Достоинство манометрических термометров — в дистанционности измерения и относительной простоте конструкции. Их недостаток— значительная термическая инерция, лежащая в пределах 60—800 с на воздухе и 3—30 с в воде.
Термометры сопротивления. Эти термометры широко используют в технических измерениях. Они обладают высокой точностью, надежностью и малой тепловой инерцией. На их базе могут быть созданы точные, долговечные и компактные системы дистанционного контроля за состоянием агентов обработки. Наиболее рационально применять малоинерционные термометры сопротивления с чувствительными элементами из платиновой или медной проволоки, выпускаемые промышленностью по ГОСТ 6651—78 (рис. 161).
Диапазон измерения применяемых в технике гидротермической обработки древесины термометров сопротивления —50. .. + 150 °C, абсолютная погрешность не более ±0,5 °C.
Электрическое сопротивление металлов увеличивается с повышением температуры, на этом и основан принцип работы проволочного термометра сопротивления. Чувствительный элемент платинового термометра имеет вид платиновой спирали, помещенной в капиллярной керамической трубке. Чувствительный элемент медного термометра представляет собо обмотку из медной проволоки, покрытую фторопластовой пленкой и помещенную в тонкостенную металлическую гильзу.
В отдельных случаях можно применять термометры сопротивления с полупроводниковыми чувствительными элементами, электрическое сопротивление которых уменьшается с повышением температуры. Чувствительность полупроводниковых термометров сопротивления значительно, в 5—10 раз, выше, чем проволочных. Однако недостаточная стабильность характеристик затрудняет их использование в системах температурного контроля.
В качестве вторичных показывающих приборов в системах измерения температуры с термометрами сопротивления приме-
й бескаркасную
327
няют логометры и уравновешенные электронные автоматические мосты. Термометры сопротивления соединяют с показы-вающим прибором по трехпроводной схеме. Из логометров можно указать на одноточечный показывающий прибор марки Ш-69000. Он рассчитан на работу при температуре окружающей среды 10—35 °C и степени насыщенности до 0,8. Недостаток измерительных схем с логометрами — относительно большая погрешность измерений (класс точности прибора 1,5). Выпускаются и логометры, оснащенные регулирующими устройствами, удобные для использования в простейших системах регулирования.
При необходимости более точных измерений в качестве вторичных приборов используют автоматические электронные уравновешенные мосты. В технике гидротермической обработки древесины применяют следующие типы этих приборов, имеющих основную погрешность 0,1 %: 1) показывающий малогабаритный прибор КВМ1-509 с вращающимся циферблатом, который работает на постоянном токе и измеряет температуру в 12 точках; 2) малогабаритный уравновешенный мост КСМ2-004 — одноканальный показывающий, регулирующий и самопишущий прибор с записью на ленточную диаграмму шириной 160 мм; 3) малогабаритный автоматический показывающий и самопишущий мост КСМ2-023, который измеряет и записывает температуру по 12 каналам
Отметим, что автоматические электронные уравновешенные мосты, гарантирующие высокую точность измерения, имеют сложные механическое и электронное устройства и требуют квалифицированного обслуживания. Более простую конструкцию при сохранении высокой точности измерений имеют специальные узкопрофильные милливольтметры МВУ6-52 (класс точности 0,5) Это одноканальные показывающие приборы щитового типа. Они, как и одноканальные мосты, могут использоваться в системах регулирования.
Термопары. Эти приборы применяют при лабораторных исследованиях и в некоторых случаях — для контроля температуры в промышленных установках Промышленные термопары изготовляют в таких же корпусах, как и термометры сопротивления. Для контроля температуры в сушилках приемлемы малоинерционные унифицированные хромель-копелевые термопары ТХК-1479 (рис. 162, а).
Действие термопары основано на возникновении термоэлектродвижущей силы (ТЭДС) в контуре, составленном двумя проводниками из разных металлов со спаями, нагретыми до разных температур. Величина ТЭДС для каждой пары металлов зависит от температуры спаев. Цепь термопары (рис. 162, б) состоит из двух -термоэлектродов и чувствительного милливольтметра, включенного в разрыв одного из них. Один спай помещают в среду, температуру которой измеряют, второй остается свободным. В цепи термопары действует 328
Рис 162 Термопара’
а — общий вид термопары ТХК-1479; б — принципиальная схема
Рис 163 Установка стационарного ртутного психрометра в проеме стены сушильной камеры
ТЭДС, пропорциональная разности температуры спаев t[ —12. Для устранения влияния колебаний температуры свободного спая термопары его термостатируют или используют специальные схемы с автоматической компенсацией.
В качестве показывающих приборов в цепи термопар используют чувствительные магнитоэлектрические или электронные милливольтметры, а также автоматические потенциометры, в которых компенсируются погрешности от непостоянства температуры холодного спая. К ним относятся: магнитоэлектрические милливольтметры М-64 и МР-64-02 (последний оснащен регулирующим устройством); электронные автоматические потенциометры с вращающимся циферблатом КВП1-501 на один канал измерения (оснащен регулирующим устройством) и КВП1-514 на 12 каналов; самопишущий малогабаритный потенциометр с регулирующим устройством КСП2-005.
11 Заказ Л1Ь 1842 329
Сопоставляя различные схемы и приборы для измерения температуры, следует отдать предпочтение термометрам сопротивления в сочетании с логометрами или милливольтметрами. Такие измерительные схемы обеспечивают дистанционный контроль температуры с достаточной для практики степенью точности, просты и надежны в эксплуатации.
Психрометры. Для измерения состояния воздуха и других газообразных агентов по двум параметрам применяют, как уже говорилось, психрометры различных типов. Так как переносные психрометры общеизвестны и к тому же в промышленных установках почти не используются, остановимся кратко на конструкциях стационарных психрометров.
Недистанционные стационарные психрометры собирают обычно из двух технических ртутных термометров и снабжают приспособлением для увлажнения чувствительного элемента смоченного термометра. Психрометр монтируют внутри сушилки (или иного устройства) с таким расчетом, чтобы его показания регистрировались из обслуживающего помещения. Одна из возможных конструкций стационарного психрометра, монтируемого в проеме стены, показана на рис. 163. Угловой термометр 1 укреплен посредством эбонитовых втулок 3 на съемной плите 2, которая привернута к неподвижной плите 6 четырьмя болтами 7. Неподвижная плита установлена с внутренней стороны стены на анкерных болтах 5. Это устройство дает возможность вынимать термометры вместе с увлажнительным бачком 4 без захода в камеру. Уровень воды в бачке постоянно поддерживается пополнением ее из резервуара 8 при помощи соединительной системы из двух гибких трубок.
Существенные недостатки психрометров с ртутными термометрами— их хрупкость и ненадежность, а главное, невозможность ведения централизованного дистанционного контроля.
Дистанционные психрометры собирают из двух дистанционных термометров. Обязательное условие сборки — идентичность характеристик используемых датчиков температуры. В промышленности применяют преимущественно дистанционные психрометры на базе термометров сопротивления. Датчики психрометра желательно устанавливать при помощи съемного устройства, обеспечивающего их надежное крепление и питание водой смоченного термометра. Приборы в случае необходимости могут непосредственно измерять психрометрическую разность. Для этого сухой и смоченный датчики включают в соседние плечи моста, тогда выходной сигнал мостовой схемы будет пропорционален разности t — tM. Дистанционные электрические психрометры дают возможность централизованно контролировать состояние газообразной среды в большом числе объектов.
Точность измерения температуры t и tM с помощью любых датчиков психрометра в значительной степени зависит от условий их теплообмена с окружающей средой и идентичности 330
их характеристик. Датчики должны быть взаимозаменяемыми и обладать достаточно большим сроком службы, с межремонтным периодом не менее 200 сут. Для уменьшения погрешности от лучистого теплообмена с калориферами и ограждениями датчики следует экранировать и монтировать около хорошо теплоизолированных стен и перекрытий сушилок или других установок. Для уменьшения погрешности от теплопроводности самих датчиков необходимо увеличивать скорость их обдува и уменьшать сечение их защитной арматуры.
Для увлажнения термометров следует применять дистиллированную воду или, в крайнем случае, профильтрованный конденсат. Увлажнительные чехлы нужно изготовлять из чистой марли и периодически обновлять их. Уровень воды в увлажнительном сосуде должен быть расположен не ниже 30— 40 мм от чувствительной части термометра. Монтировать термометры нужно так, чтобы их чувствительные элементы находились в потоке воздуха или газа, состояние которого соответствует средним режимным условиям в установке; в сушильных камерах, например, при входе в штабель. Места ввода термометров в установку должны быть тщательно уплотнены, а сами термометры защищены от механических повреждений.
§ 82. ИЗМЕРЕНИЕ СКОРОСТИ ДВИЖЕНИЯ ГАЗА
Надлежащая циркуляция воздуха (или газа) имеет большое значение для сушильных устройств. Скорость его движения измеряют анемометрами и микроманометрами.
Анемометр — прибор, состоящий из крыльчатки и счетчика ее оборотов Его устанавливают в потоке воздуха и определяют частоту вращения крыльчатки в единицу времени. Скорость воздуха находят по частоте вращения при помощи тари-ровочной кривой или таблицы, прилагаемой к прибору. Есть также анемометры со шкалой, по которой скорость отсчитывается непосредственно.
Различают анемометры крыльчатые и чашечные (рис. 164, а, б). Первые применяют для измерения скорости 0,5—10 м/с, вторые — 2—30 м/с. Существенный недостаток анемометров в том, что для выполнения измерений необходимо заходить в сушилку, вследствие чего замеры в процессе сушки практически невозможны.
Существует прибор, называемый термоанемометром, который дает возможность измерять скорость воздуха дистанционно (рис. 164, s). Тонкая платиновая нить 1 припаяна к двум манганиновым стерженькам 2, укрепленным в держателе 3 из изоляционного материала, через который пропущены выводы 4 для присоединения преобразователя к измерительной цепи. Нить нагревается пропускаемым по ней током и одновременно охлаждается обдувающим ее газовым потоком. При постоянном токе температура нити, а следовательно, и ее 11*
331
Рис 164. Приборы для измерения скорости движения воздуха: а — крыльчатый анемометр; б — чашечный анемометр, в — датчик термоанемометра; г — аэровектограф
Рис. 165. Измерение динамического напора пневмометрической трубкой и микроманометром
электрическое сопротивление зависят от интенсивности обдува. Оно измеряется мостовой схемой, которая может быть проградуирована непосредственнно в единицах скорости воздуха.
Скорость воздуха измеряют также микроманометром по динамическому напору. Для этого чаще всего применяют простейшие микроманометр с наклонной трубкой (тягометр Креля) и пневмометрическую трубку Прандтля. Трубку устанавливают в потоке и присоединяют к микроманометру по схеме рис. 165. Скорость, w, м/с, вычисляют по формуле
w = -y/2hjp, (203)
где hd — динамический напор, Па; р — плотность воздуха (или газа), кг/м3.
Специально для измерения скорости и направления сушильного агента в штабелях сушильных камер в МЛТИ сконструирован прибор, названный аэровектографом (рис. 164, а). Его чувствительный элемент — пара лопастей 2, связанных между собой пружиной 5 или легким противовесом. Лопасти соединены двумя стержнями 3 в шарнирный четырехзвен-ник, вращающийся на оси 6. Под воздействием потока воздуха лопасти сближаются на тот или иной угол и поворачиваются в направлении потока. Регистрация производится иглой 4 на внутренней поверхности крышки /, предварительно покрытой слоем сажи или воска.
Установив несколько аэровектографов внутри штабеля в каналах, образованных смежными рядами досок, можно получить пространственную картину распределения скорости циркуляции по ее величине и направлению. Диапазон измерения прибора 0,2—20 м/с, абсолютная погрешность (при скорости до 5 м/с) не более 0,1 м/с.
§ 83. СИСТЕМЫ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ (САР) ПАРАМЕТРОВ АГЕНТА ОБРАБОТКИ И ИХ ОСНОВНЫЕ ЭЛЕМЕНТЫ
Наиболее удобны, точны и компактны системы автоматического регулирования, основанные на выпускаемых промышленностью электрических регуляторах непрямого действия с электронными усилительно-преобразующими устройствами (рис. 166). В систему входят сухой и смоченный термометры сопротивления 4, сигналы с которых поступают в из-мерительно-регулирующее устройство 6. При отклонении регулируемого параметра от значения на блоке задатчиков БЗ, через выходные реле БР подается сигнал на исполнительные механизмы 3 и 5, управляющие работой паровых вентилей и шиберов приточно-вытяжных каналов. Исполнительные механизмы управляются как автоматически регулятором, так и вручную переключателями В и ключами КУ. Степень открытия регулирующих органов контролируется указателями поло-
333
3
Рис 166 Схема электрической системы регулирования параметров воздуха в сушильной камере периодического действия
Рис 167 Общий вид электрического исполнительного механизма МЭОБ
жения 2 Предусматривается установка манометра 1 для контроля давления пара и устройства 7 для автоматического включения и реверсирования циркуляционных вентиляторов.
Показанная на рис. 166, как и любая другая электрическая САР, содержит в качестве основных элементов датчики температуры, исполнительные механизмы, соединенные с регулирующими органами и собственно регулятор электронного или электромеханического типа.
Датчиками в электрических системах регулирования могут служить термопары ’и термометры сопротивления. К ним, как к элементам САР, помимо требований, изложенных в § 81, предъявляется еще одно — малая инерционность.
334
В полной мере этому требованию отвечают только термометры сопротивления ТСМ-6097 и ТСП-6097.
Регулирующими органами в установках для гидротермической обработки древесины являются (§ 80) вентили и клапаны на паровых или водяных трубопроводах и задвижки на приточно-вытяжных каналах или газоходах. Для их перемещения применяют преимущественно электрические исполнительные механизмы.
Основные элементы электрических бесступенчатых исполнительных механизмов — электродвигатель, редуктор для понижения частоты вращения, выходное устройство для механического соединения с регулирующим органом, конечные выключатели для остановки механизма в крайних положениях и ручной привод для управления регулирующим органом в случае выхода из строя автоматики.
Выходные устройства электрических исполнительных механизмов выполняются в расчете на вращательное или прямолинейное движение. Промышленность выпускает несколько типов электрических исполнительных механизмов. Чаще всего используют механизмы МЭОК. с реверсивным пускателем или МЭОБ, управляемые тиристорными усилителями У-101. Общий вид подобного механизма показан на рис. 167. Он состоит из электродвигателя 1, редуктора 3, выходного вала 4 с рычагом, штурвала для ручного поворота выходного вала 5 и колонки дистанционного управления 2, в которой помещаются устройства включения двигателя и реохорды, вырабатывающие сигнал для указателя положения регулирующего органа. При включении электродвигателя регулятором выходной вал начинает медленно поворачиваться. В зависимости от принципа регулирования (позиционное или пропорциональное) вал может занимать либо одно из крайних положений, либо промежуточное положение, соответствующее оптимальной в данный момент степени открытия регулирующего органа
Для поступательного перемещения регулирующих органов (шиберы, заслонки) можно использовать электрические исполнительные прямоходные механизмы типа МЭП с прямолинейным перемещением выходного органа. Кроме перечисленных, на действующих САР применяются электрические исполнительные механизмы ПР-1М и некоторые другие. В установках с электрическим нагревом среды исполнительными механизмами при регулировании служат магнитные пускатели, которые по сигналам регулятора включают и выключают электронагревательные устройства.
В отдельных случаях в качестве исполнительных механизмов, совмещенных с регулирующими органами, можно использовать мембранные клапаны с пневмоприводом (рис. 168). Он состоит из двух основных частей: мембранного привода 4 с возвратно-поступательным движением штока и регулирующего органа — разгруженного двухседельчатого клапана 6.
335
Рис. 168. Пневметический мембранный клапан обратного действия 25ч32нж
При увеличении давления сжатого воздуха на мембрану 3 шток 2 с плунжером 1 перемещается вниз, увеличивая проходное сечение клапана. При падении давления воздуха шток с плунжером под действием пружины 5 перемещается вверх и клапан закрывается. Сжатый воздух включается и выключается золотнихом, управляемым усилительно-преобразующим устройством регулятора.
Рассмотрим кратко характеристики собственно электрических регуляторов, выпускаемых приборостроительной промышленностью и пригодных для использования в системах, аналогичных показанной на схеме рис. 166. Вполне удовлетворительное качество регулирования обеспечивают двух-
и трехпозиционные регуляторы, которыми можно оснащать все разновидности выпускаемых автоматических мостов, а также милливольтметры и логометры.
Отметим, что при использовании логометров точность регулирования невелика: по температуре ±2. ..4 °C, а по пределу охлаждения 3—5 °C, что объясняется большой погрешностью этих приборов. Милливольтметры обеспечивают более точное регулирование, так как их собственная основная погрешность не превышает 0,5 %.
Из электронных уравновешенных мостов для регулирования параметров среды рационально использовать прибор с вращающимся циферблатом КВМ1-503, который дает возможность автоматически регулировать и контролировать температуру по показаниям проволочного термометра сопротивления. Значение регулируемой температуры может быть установлено в пределах всей шкалы. Основная допустимая погрешность показывающей части прибора при температуре окружающего воздуха 20 °C не превышает ±0,5 % интервала шкалы прибора. Заданная температура поддерживается с точностью ± 1 °C. Мосты этого типа надежны в работе, просты в обслуживании и сравнительно недороги. Они могут работать с электрическими исполнительными механизмами любых типов.
Аналогичное качество регулирования обеспечивают и малогабаритные автоматические мосты КСМ2. Они, кроме того, 336
позволяют регистрировать текущую температуру на ленточной диаграмме. Мосты выпускаются в различных модификациях в одно- и многоканальном вариантах. Они снабжены трехпозиционным регулирующим устройством и блоками задатчиков, допускающими установку раздельных заданий на каждый канал регулирования. Один из вариантов этого моста (КСМ2-050) позволяет регулировать состояние среды по психрометрической разности Д£, что очень важно для точного поддержания степени насыщенности сушильного агента. Мосты КСМ2 изготовляют в одно-, трех-, шести- и двенадцатиканальном вариантах.
При необходимости обеспечить поддержание параметров сушильного агента с малыми отклонениями (менее ±1 °C) от заданного значения необходимо применять многопозиционные или пропорциональные регуляторы и регулировать состояние агента сушки не по t и /м, а по t и Д/, т. е. по температуре и психрометрической разности. По такому принципу работает, в частности, специально предназначенный для лесосушильных камер двухканальный регулятор «Роса», разработанный СвердНИИПдревом.
При тепловой обработке ч сушке древесины встречаются случаи, когда допустимо регулировать температуру с отклонениями порядка ±5 °C от заданного значения. С этой задачей успешно могут справляться простейшие дилатометрические регуляторы и манометрические регуляторы прямого действия.
Дилатометрический регулятор ТУДЭ-3 с двухпозиционным контактным устройством (рис. 169) работает аналогично дилатометрическому термометру, описанному в § 81. Он имеет основную погрешность 4 %, малую инерционность, и может работать с любым электрическим исполнительным механизмом. Это наиболее простой тип электрического регулятора.
Манометрический регулятор прямого действия типа РТ, показанный на рис. 170, состоит из термобаллона 1, устройства настройки 2, бронированного капилляра 3, связывающего термобаллон с исполнительным механизмом (вентилем) 4. При изменении температуры термобаллона меняется давление жидкости в нем и происходит перемещение клапана, закрывающего или открывающего вентиль. Зона нечувствительности (минимальная погрешность) регулятора ±3 °C.
В последние годы в технике гидротермической обработки древесины начали использовать пневматические системы регулирования. Такими системами, в частности, снабжают сборно-металлические противоточные камеры непрерывного действия «Валмет» (§ 34). Система состоит из регулятора прямого действия РТ, регулирующего температуру воды, и пневматических регуляторов с дилатометрическими датчиками, регулирующих состояние сушильного агента в камерах.
337
Рис. 169. Дилатометрический терморегулятор ТУДЭ-3:
а - схема устройства с нормально замкнутым контактом: 1 — винт зоны печувствп телыюсти; 2 — рычаг с контактом; 3 — винт задания температуры; 4, 5 — контакты; 6 — дилатометрический термометр; б — внешний вид устройства в и ялебрызгозащнтном исполнении
Рис. 170. Манометрический регулятор прямого действия РТ
Термобаллон регулятора РТ помещают в магистраль горячей воды 4 (см. рис. 85), а сам регулятор с вентилем устанавливают на паровой магистрали, подающей пар в теплообменник 10. Пневматический- регулятор работает по схеме рис. 171. Сжатый воздух от компрессора по каналу 4 через калиброванное сопло 5 и гибкий капилляр 6 подается к дилатометрическому датчику температуры 9 и одновременно
338
Рис. 171. Схема пневматического регулятора на базе дилатометрического термометра
Рис. 172. Схема регулятора ТРП
воздействует на гибкую мембрану 8. Определенное количество сжатого воздуха выходит в атмосферу через калиброванное сопло датчика. Давление, приложенное к мембране 8, оказывается, таким образом, зависящим от сечения сопла датчика и, следовательно, от температуры последнего. Устойчивое положение мембраны 8 определяется, с одной стороны, давлением сжатого воздуха в полости 7, а с другой — силой сжатия пружины 10, которая затягивается с тем или иным усилием в зависимости от заданного значения температуры. Переме
339
щение мембраны 8 через систему рычагов и толкателей воздействует на клапаны 1 и 11.
Если температура в сушильной камере завна заданной, оба клапана закрыты. При этом пневмомагтстраль 2, идущая к исполнительному механизму, выполненному по типу рис. 168, закрыта, л шток трехходового клапана (позиция 7 на рис. 85) остается неподвижным. Когда температура в камере оказывается ниже заданной, увеличивается расход воздуха через сопло датчика, снижается давление, воздействующее на мембрану 8 (см. рис. 171), она перемещается влево и открывает клапан 1 (как показано на схеме). Воздух из исполнительного механизма через канал 3 вытесняется в атмосферу (за счет усилия его пружины), а шток трехходового клапана перемещается, увеличивая подачу горячей воды в калорифер.
При повышении температуры в камере уменьшается расход воздуха через датчик, возрастает давление на мембрану 8, и она перемещается вправо. При этом клапан 1 закрывается, а клапан 11 открывается, подавая сжатый воздух от компрессора к исполнительному механизму, который перемещает шток трехходового клапана в обратном направлении, уменьшая подачу горячей воды в калорифер. При достижении заданного значения температуры клапаны lull закрываются и перемещение штока клапана прекращается. Система, таким образом, работает по принципу пропорционального регулятора.
Такой же регулятор со смоченным датчиком регулирует степень насыщенности воздуха ф в камере. При температуре /м выше заданной (т. е. при повышенной ф) исполнительный механизм открывает задвижку на вытяжном канале камеры, увеличивая ее воздухообмен с атмосферой. При пониженной степени насыщенности задвижка закрывается и воздухообмен уменьшается.
В СССР разработана и внедрена близкая по устройству и характеристике система пневморегулирования ПУСК-ЗД с дилатометрическими термометрами ПТПД-1-1 Система рассчитана на регулирование процесса сушки в 6 или 10 камерах непрерывного действия, причем величина t регулируется по двухпозиционному, а /м —по трехпозиционному принципу. Точность регулирования ±3 °C.
Существуют и аналогичные по характеристике отечественные пневматические системы регулирования температуры с манометрическими термометрами. Принципиальная схема такого пневморегулятора типа ТРП показана на рис. 172. При изменении температуры контролируемой среды изменяется давление в термосистеме, состоящей из термобаллона 8 и капилляра 7. Это давление через сильфон 6, преодолевая сопротивление пружины 4, воздействует на главный рычаг 5. Последний через систему рычагов воздействует на клапаны 10 и 11 пневмореле 9. При совпадении действительной температуры
340
с заданной система находится в равновесии и клапаны 10, 11 закрыты При изменении давления в термобаллоне открывается клапан 10, к которому подведено давление питания, или клапан 11, выпускающий воздух в атмосферу. Это вызывает изменение давления в камере пневмореле, а следовательно, и в линии 12 пневматического исполнительного механизма Настройка диапазона регулирования осуществляется по шкале 2 с помощью винта 1 и гайки 3.
Если предприятие, в состав которого входят установки для гидротермической обработки дэевесины, оснащено автоматизированной системой управления технологическими процессами (АСУ ТП), то все функции, о которых шла речь в настоящей главе, могут выполняться такой системой.
Для этого сушильный цех оснащают аналоговой подсистемой сбора информации, которая может быть выполнена на той же приборной базе, что и обычные системы регулирования и контроля.
Глава 19
ИСПЫТАНИЯ И ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ УСТАНОВОК ДЛЯ ГИДРОТЕРМИЧЕСКОЙ ОБРАБОТКИ ДРЕВЕСИНЫ
§ 84. ЗАДАЧИ ИСПЫТАНИИ. ИСПЫТАНИЯ ТЕПЛОВЫХ И ЦИРКУЛЯЦИОННЫХ УСТРОЙСТВ
По своему характеру и задачам испытания установок для гидротермической обработки древесины разделяются на пусковые, периодические и специальные.
Пусковые испытания проводятся после окончания строительства и монтажа установки, а периодические—через определенные сроки (1—2 года) в процессе ее эксплуатации. Цель пусковых и периодических испытаний — проверка работы деталей оборудования и установки в целом, а также определение или уточнение ее технико-экономических показателей.
Специальными принято называть испытания исследовательского характера, цель которых — разрешение специальных вопросов теории и техники гидротермической обработки древесины.
При испытаниях независимо от их назначения вначале проверяют исправность теплового и циркуляционного оборудования и соответствие его характеристик проектным и паспортным данным, а затем выявляют технологические и экономические показатели установки.
Испытание тепловых устройств. Основными из них, как было сказано ранее, являются калориферы и конденсатоотвод-чики.
341
Калориферы испытывают на плотноеть соединений и равномерность обогрева.
Неплотности соединений в калорифере и парораспределительных устройствах легко обнаруживаются пробным пуском в них пара. Проверку выполняют на не загруженной материалом установке.
Равномерность обогрева калориферных труб проверяют, следующим образом. Трубы включенного калорифера поливают по всей длине тонкой струей воды, предварительно убедившись в исправной работе конденсатоотводчиков. При нормальном обогреве труб вода на их поверхности должна вскипать. Если обнаруживаются участки труб, где этого не происходит, значит, они не имеют нормального питания паром.
Может оказаться, что нормально питаемый паром калорифер все же не дает равномерной температуры в обогреваемом им пространстве установки из-за неправилэного размещения труб. Поэтому кроме проверки калорифера водой необходимо обследовать характер распределения температуры в рабочем пространстве установки, для чего удобнее всего использовать комплект термопар, спаи которых размещаются в различных точках по объему рабочего пространства. Обследование целесообразно вести как на холостом ходу установки, так и на установке, загруженной материалом.
Исправность конденсатоотводчиков проверяется контрольной трубкой (см. § 30, рис. 55). Вывод конденсата переключают с конденсатосборной магистрали на контрольную трубку. Нормально работающий конденсатоотводчик выпускает конденсат периодически (толчками). Необходимо при этом иметь в виду, что в периоды выбрасывания конденсата наблюдается некоторое парение контрольной трубки, так как конденсат, находящийся в калорифере под повышенным давлением, при выходе в атмосферу становится перегретым. Если через контрольную трубку непрерывно выходит конденсат вместе с паром, это свидетельствует о неисправности устройства и необходимости его ремонта или замены. Непрерывный выход одного конденсата указывает на недостаточную производительность конденсатоотводчика.
Испытание циркуляционных устройств. При испытании циркуляционных устройств (к ним относятся: в сушилках — вентиляторные и эжекторные устройства, в пропиточных установках— вакуум-компрессорные и насосные устройства с системами трубопроводов) проверяют их производительность и соответствие действительных параметров оборудования проектным данным и технологическим требованиям.
Сведения, относящиеся к этому вопросу, излагаются в курсе гидравлики. Мы кратко остановимся лишь на некоторых специфических особенностях испытания вентиляторных и эжекторных устройств сушильных камер. Задача испытания этих устройств состоит в их проверке и наладке для создания
342
надлежащей интенсивности и достаточной равномерности циркуляции сушильного агента.
Вентиляторные устройства в сушилках могут иметь (см. § 31, рис. 59) замкнутук или незамкнутую систему воздуховодов. В сушилках с циркуляцией, осуществляемой непосредственно вентиляторами, система воздуховодов всегда бывает замкнутой. Напор вентилятора в такой системе равен ее суммарному аэродинамическому сопротивлению.
При пуске сушилки прежде всего тщательно измеряют скорость движения воздуха в штабеле (или непосредственно до и после штабеля) в различных точках по его длине и высоте. Для этого (см. § 82) луч,ше всего пользоваться комплектом аэровектографов. При их отсутствии применяют крыльчатые анемометры со специальными насадками [10], позволяющими измерять скорость между рядами досок при выходе воздуха из штабеля. Если скорость мала или неравномерна, необходимо выявить причины этого. Возможны две основные причины неудовлетворительной работы вентиляторов: 1) фактическое сопротивление системы оказалось больше проектного, вследствие чего вентиляторы не обеспечивают нужной производительности; 2) монтаж вентиляторов выполнен неправильно, вследствие чего их параметры отличаются от нормальных, соответствующих характеристике. В осевых вентиляторах дефекты монтажа часто проявляются в излишне большом зазоре между лопастями и кожухом, неправильном угле установки лопастей или неправильном направлении вращения.
Чтобы установить, какая из этих причин обусловливает пониженную производительность вентиляторов, нужно пневмо-метрическими трубками и микроманометром проверить напор, развиваемый вентиляторами, и сравнить его с номинальным напором по характеристике. Если напор не отличается существенно от номинального, значит, монтаж вентилятора выполнен правильно и интенсивность циркуляции может быть повышена либо увеличением частоты вращения вентиляторного вала, либо снижением сопротивления системы, для чего необходимо изменение размеров или конфигурации воздуховодов.
Если же действительный напор вентиляторов меньше номинального, в первую очередь следует найти и устранить дефекты их монтажа.
Эжекторные установки сушильных камер имеют две взаимосвязанные системы воздуховодов: внешнюю незамкнутую и внутреннюю замкнутую. Первая включает в себя (см. § 33, рис. 71) вентилятор с всасывающей трубкой или патрубком и напорный воздуховод, заканчивающийся воздухораспределительной трубой с эжекционными насадками. Вторая, собственно циркуляционная, система, показанная (см. рис. 71) на поперечных разрезах камеры стрелками, состоит из штабеля и воздуховодов, образованных ограждениями сушилки и экранами.
343
Внешняя система предназначена для выхлопа во внутреннюю систему определенного количества воздуха с определенной скоростью. Давление вентилятора здесь (см. § 31) характеризуется выражением (120). Значительная часть его расходуется на создание динамического напора в эжекционных насадках. '
Эжекторные установки работают удовлетворительно только при вполне определенном соотномеши между суммарной площадью сечения насадок и площадью сечения эжекци-онно-смесительного канала, образованного надштабельным экраном и перекрытием (или ложным потолком) камеры. Это соотношение устанавливается расчетом [15] в зависимости от кратности эжекции, аэродинамического сопротивления внутренней циркуляционной системы и скорости выхлопа воздуха из насадок.
При испытании эжекционных устройстз проверяется скорость движения воздуха в различных точках штабеля и равномерность выхлопа воздуха из насадок. Скорость выхлопа не должна быть меньше 30 м/с. Не исключена возможность того, что даже при нормальной скорости выхлопа эжектирующего воздуха циркуляция воздуха в штабеле будет недостаточно интенсивной. Это значит, что эжекционная система в целом запроектирована неудовлетворительно и, вероятно, имеет место неправильное соотношение размеров или нерациональная конфигурация эжекционного пространства. В этом случае следует выполнить проверочный расчет установки и внести в ее конструкцию необходимые изменения.
§ 85. ТЕХНОЛОГИЧЕСКИЕ ИСПЫТАНИЯ
Основной метод технологических испытаний-—проведение в проверяемой установке опытных процессов обработки материала. Перед началом опытной обработки детально выясняется характеристика материала и его начальное состояние. Режим обработки назначается в соответствии с проектными предположениями, нормативами или РТМ При проведении обработки подробно и тщательно фиксируются все операции по обслуживанию и регулированию установки, а также состояние среды и материала. По окончании опытного процесса детально обследуется качество готового материала.
При правильном проведении и подробной фиксации результатов наблюдений несколько опытных процессов обработки материала различных пород и размеров дают возможность получить надежную технологическую характеристику установки и принять в случае необходимости меры для ее наладки и усовершенствования. Если целью испытаний является сравнение показателей установок одного назначения, но различных конструкций, опытные обработки проводятся на материале строго определенной характеристики. Например, опытные
344
сушки при сравнительных испытаниях лесосушильных камер принято проводить на условном материале.
Важная составная часть технологических испытаний — определение непосредственным измерением расхода электроэнергии, пара и топлива. Наиболее просто определяется расход электроэнергии. Для этого используются обычные электросчетчики. Несколько более сложно и громоздко определение расхода топлива. Его выполняют загрузкой топлива в топку с весов или из мерных ящиков, число которых учитывается контролером.
Расход пара измеряется двумя способами — по массе конденсата и дроссельными расходомерами. Первый способ основан на том, что пар в калорифере полностью конденсируется и, следовательно, масса конденсата, выпущенного из него, равна массе израсходованного пара. При исправности и надлежащем монтаже конденсатоотводчиков (наличии контрольной трубки) учет количества конденсата не представляет сложности. Однако этот способ измерения расхода пара не универсален. Он непригоден в тех случаях, когда пар впускается непосредственно в рабочее пространство установки. Здесь приходится прибегать к измерению расхода пара дроссельными расходомерами, из которых наиболее удобны специальные самопишущие паромеры с поплавковыми дифференциальными манометрами, выпускаемые приборостроительной промышленностью.
Методика испытаний наиболее распространенных установок для гидротермической обработки — лесосушильных камер регламентируется Руководящими техническими материалами по сушке древесины [10].
§ 86. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
Технико-экономические показатели установок или цехов гидротермической обработки древесины определяются при проведении пусковых, периодических и сравнительных испытаний. Предварительные их значения выявляются в процессе проектирования. К основным показателям относятся: 1) размеры и вместимость установки: 2) производительность, выражаемая обычно в кубических метрах древесины (при сушке пилопродукции в кубических метрах условного материала); 3) капитальные затраты (отдельно на строительные сооружения и оборудование) —всего на установки и на 1 м3 ее годовой производительности; 4) параметры нагревательных устройств (тип, тепловая мощность, поверхность нагрева); 5) параметры циркуляционных устройств (тип и число вентиляторов, их напор, производительность, мощность); 6) удельный расход топлива или пара (на 1 м3 обработанного материала или на 1 кг испаряемой воды); 7) удельный расход электроэнергии; 8) себестоимость сушки.
345
При испытаниях, кроме того, определяются некоторые дополнительные показатели, специфичные для установки данного назначения. Например, для лесосушильных камер: удельная металлоемкость камеры; показатели интенсивности и равномерности циркуляции сушильного агента (средняя скорость, ее разброс по объему «штабеля, коэффициент использования воздушного потока); показатели качества сушки (см. § 43, табл. 20); сортность пиломатериалов до и после сушки.
При составлении предварительных расчетов, предшествующих проектированию, важно знать ориентировочные значения основных технико-экономических показателей установок выбираемого типа. Эти показатели, однако, не стабильны и зависят от ряда факторов: а) вида обработки и рода применяемых вспомогательных материалов; б) характеристики и назначения обрабатываемого материала; в) типа установки и конструкции оборудования; г) производственной мощности установки и цеха; д) степени механизации и автоматизации производственных процессов.
Привести подробную сводку этих показателей для всех видов гидротермической обработки и всех типов установок в рамках учебника не представляется возможным. Ограничимся краткими сведениями о важнейших показателях камерной сушки пиломатериалов.
Сведения о размерах лесосушильных камер наиболее распространенных конструкций, их вместимости и производительности приведены в гл. 8 (табл. 8 и 9). Более подробные данные об этом могут быть найдены в специальных руководствах и справочниках. Значения некоторых других показателей камерных сушилок, которые могут приниматься для ориентировочных укрупненных расчетов, приводятся ниже.
Стоимость постройки и оборудования стационарных воздушных камер на 1 м3 годовой производительности в условном материале (включая стоимость котельной) 8—10 р/м3.
Расход пара на сушку 1 м3 условного материала колеблется в пределах 450—700 кг/м3, в зависимости от начальной и конечной влажности, типа сушилки и климатических условий. Ориентировочно его можно определить, исходя из удельного расхода пара на 1 кг испаряемой влаги: в воздушных камерах 3 кг/кг, в камерах, действующих на перегретом паре, и камерах непрерывного действия 2,5 кг/кг.
Удельный расход электроэнергии зависит от типа камеры и колеблется в следующих пределах (кВт-ч/м3): в камерах периодического действия с циркуляцией средней интенсивности 15—20, в эжекционных камерах нового типа 55—60, в современных камерах с мощной реверсивной циркуляцией 40—50; в противоточных камерах непрерывного действия при сушке нормальными режимами — 20—25, при сушке мягкими режимами 35—45.
346
Себестоимость сушки материала, соответствующего по характеристике условному, составляет в среднем 6—8 р/м3. В зависимости же от действительной характеристики материала и типа камер она может колебаться в широких пределах, от 3—4 р. для тонких хвойных пиломатериалов до 30—40 р. —для толстых пиломатериалов твердых лиственных пород.
Себестоимость — решающий технико-экономический показатель процесса камерной сушки древесины так же, как и любого другого процесса гидротермической обработки. Правильный учет расходов и правильное разнесение их по различным статьям имеют исключительно важное значение для экономического анализа результатов сушки и для организации хозрасчета сушильного цеха. Поэтому на вопросе калькуляции себестоимости сушки необходимо остановиться более подробно.
Себестоимость сушки условного материала, определяющаяся делением суммы всех расходов сушильного цеха на его производительность, весьма существенный показатель, который характеризует сравнительную экономичность работы сушилок различных систем. Однако этот показатель не может быть положен в основу взаимных расчетов сушильного цеха со смежными цехами или заказчиками, поскольку заказчики должны рассчитываться за поставляемую им реальную продукцию, а не за условные учетные единицы. Средняя себестоимость единицы объема высушенного материала, определяющаяся делением суммы расходов на фактический объем пропущенной сушильным цехом древесины, также не может служить основой для взаимных расчетов, поскольку фактические затраты на сушку той или иной партии материала зависят от конкретной характеристики материала. Поэтому при составлении отчетной калькуляции возникает необходимость разнесения расходов сушильного цеха за определенный период (например, за месяц или квартал) на сушку тех или иных партий материала в соответствии с действительными затратами. Приближенно это может быть сделано путем учета суммарных расходов цеха за отчетный период и соответствующей разбивки этих расходов по партиям однородного (или приблизительно однородного) материала. Для этого рекомендуется следующий прием. Суммарные расходы сушильного цеха разбиваются по их статьям на три группы: I группа — зарплата рабочих, занятых на погрузочно-разгрузочных и транспортных работах; II группа — затраты на пар или топливо; III группа — зарплата операторов и служащих, затраты на электроэнергию, амортизацию оборудования, цеховые и общезаводские расходы.
Приведенная разбивка основана на признаке зависимости расходов от объема высушенной древесины и от времени сушки. Расходы I группы прямо пропорциональны объему дре
347
весины и не зависят от продолжительности процесса Расходы II группы частично зависят, а частично не зависят от объема высушенной древесины. Расходы III группы не зависят от объема древесины, но прямо пропорциональны продолжительности работы сушилки.
Обозначим суммарные расходы сушильного цеха по I, II и III группам соответственно через 2Ci, 2Сц и 2СШ. Полагая, что половина расходов II группы зависит от объема древесины, определяем частичную себестоимость сушки по затратам, пропорциональным количеству высушенной древесины:
Цу = (2Cj + 0,52С„)/2 Лф, (204)
где 2/7 ф — фактическая производственная мощность сушилки, м3 древесины, за отчетный период.
Частичная себестоимость сушки по затратам пропорциональным продолжительности сушки для каждой однородной (по характеристике древесины) партии пиломатериалов определяется выражением
Цх = К (0,52Сп + 2Сш)/2ЛуСл, (205)
где 2Пу с л — количество условного материала, просушенного за отчетный период; Л — коэффициент перевода фактического объема пиломатериалов в условный (см § 48) для данной партии
Полная приближенная себестоимость судши 1 м3 древесины той или иной партии выражается суммой
Ц = ЦУ + ЦХ. (206)
Правильность разбивки расходов по партиям однородных пиломатериалов проверяется равенством
2^+2СП + 2Сщ—Ц1П1 + HJU4- . . . ЦППП, (ЖУТ)
где П1 + /7г +... + Пп — 2Пф
Соотношения между расходами I, II и III групп зависят от типа сушилки, степени механизации погрузочно-разгрузочных работ и других местных условий. В каждом конкретном случае они должны определяться по фактическим отчетным данным. Ориентировочно эти соотношения характеризуются следующими средними цифрами, %:
Расходы по группам:
I II III
Воздушные камеры периодического действия с естественной циркуляцией.............................................. 20 60 20
То же с принудительной циркуляцией ...................... 20 50 30
Воздушные камеры непрерывного действия .................. 25 40 35
Газовые камеры непрерывного действия .................... 25 30 45
348
§ 87. ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ УСТАНОВОК
Стадии проектирования. Содержание проекта. Состав проектов и стадии проектирования промышленных сооружений и оборудования регламентируются общегосударственными нормативными документами. По требованиям, предъявляемым к проектам этими документами, установки для гидротермической обработки древесины могут быть разделены на две группы. Первая — устройства, включающие в себя строительные сооружения; к ним относятся стационарные нагревательные и сушильные установки Вторая — установки, выпускаемые в виде продукции ма.шиностроительных заводов (сборнометаллические лесосушильные камеры, сушилки для шпона, автоклавные установки и т. п.).
Проектирование стационарных установок ведется в соответствии с «Инструкцией о составе, порядке разработки, согласования и утверждения проектно-сметной документации на строительство предприятий, зданий и сооружений» (Госстрой СССР, СН 202—81) и государственными стандартами группы СПДС (система проектной документации для строительства). Разработке проекта предшествует выдача задания на проектирование, которое составляется заказчиком (с привлечением проектной организации) на основании расчетов, выполненных в соответствии с планами развития отрасли и региона. Собственно проектирование может выполняться в одну или две стадии. Одностадийное проектирование (разработка проекта со сводным сметным расчетом стоимости) ведется для технически несложных объектов, а также при наличии типовых и повторно применяемых проектов. В остальных случаях проектирование ведется в две стадии: первая — разработка проекта со сводным сметным расчетом стоимости и вторая — составление рабочей документации.
Проектирование установок заводского изготовления ведется в соответствии с ГОСТ 15001—73 «Разработка и постановка продукции на производство» и государственными стандартами группы ЕСКД (единая система конструкторской документации) Оно выполняется в несколько стадий: техническое задание, техническое предложение, эскизный проект, технический проект, рабочая документация. Объем и содержание каждой из этих стадий зависят от сложности и степени разработанности объекта проектирования.
Готовый проект установки для гидротермической обработки древесины должен включать в себя следующие материалы:
1. Технологический расчет.
2. Тепловой расчет.
3. Аэродинамический (или гидравлический) расчет.
4. Конструктивное оформление проекта, т. е. разработка рабочих чертежей специального оборудования,
349
а также монтажных чертежей основных узлов и установки в целом.
5. Строительное оформление проекта т. е. планировка производственных и вспомогательных помещений цеха и разработка чертежей зданий и сооружений.
6. Сметы на строительные работы, оборудование и его монтаж.
7. Эксплуатационные сметы и калькуляция себестоимости обработки.
8. Расчетно-пояснительная записка, в которую включаются расчеты по пп. 1, 2, 3 и даются пояснения по остальным материалам.
Детальное изучение вопросов проектирования установок, являющееся предметом специальных учебных пособий [15, 22], выходит за рамки учебника. Рассмотрим кратко лишь содержание технологического, теплового и аэродинамического расчетов.
Технологический расчет. В технологическом расчете решаются следующие вопросы: выбор способа обработки и типа установки; определение продолжительности процесса; назначение размеров установки; расчет ее вместимости и производительности; расчет необходимого числа установок.
Выбор способа обработки и типа устройств определяется профилем проектируемого предприятия, назначением обрабатываемого материала, а также соображениями экономики процесса и качества готовой продукции.
Расчет производительности и числа установок связан с определением их вместимости и продолжительности процесса. Эти вопросы решаются совместно, причем подход к их решению для установок с периодической и непрерывной загрузкой материала несколько различен.
Производительность установок с периодической загрузкой определяется выражением
П = TEIi^, (208)
где Т — общее время работы установки, за которое исчисляется производительность; Тоб — время оборота установки, включающее в себя продолжительность собственно обработки и продолжительность погрузочно-разгрузочных операций, Е — вместимость установки в единицах, соответствующих единице измерения производительности (обычно в кубических метрах древесины).
Когда в цехе монтируется несколько однотипных установок, их число определяется делением заданной производительности цеха на производительность одной установки.
В некоторых случаях число установок лимитируется особенностями технологии производства. Тогда производительность одной установки оказывается заданной и по выражению (208) необходимо определить ее вместимость Е.
350
Производительность установок с непрерывной загрузкой материала определяется выражением
П = Twbh$x]Bp, (209)
где w — скорость движения материала в установке; b — ширина слоя материала на конвейере; h — высота слоя материала; 0 — коэффициент заполнения материалом объема слоя; т]Вр — коэффициент использования рабочего времени.
В свою очередь скорость движения материала связана с длиной конвейера и продолжительностью процесса уравнением
L=wx. (210)
Откуда
n = T(Ux)bhfr\BV. (211)
Из последнего уравнения определяются также основные размеры установки (длина конвейера, ширина и высота слоя материала) при заданной ее производительности.
При стабильной характеристике обрабатываемого материала технологический расчет установок для гидротермической обработки древесины на основании приведенных выше уравнений оказывается несложным Расчет усложняется, если обработке подлежит разнородный по размерам и свойствам материал. В этих случаях число установок нужно определять для каждого типоразмера материала в отдельности с суммированием полученных результатов.
Технологический расчет сушильных камер для пиломатериалов может проводиться либо последовательным вычислением их производительности и числа для каждого типоразмера материала по спецификации, либо переводом заданной фактической производительности цеха в объем условного материала. И в том и в другом случае результат получится одинаковым.
Тепловой расчет. Основные задачи теплового расчета установки состоят в определении затрат тепла на проведение процесса, выборе и расчете теплового оборудования, определении расхода пара или топлива. Исходными данными для расчета должны служить технологические показатели процесса: характер и последовательность операций обработки, ее режим и продолжительность.
Затраты тепла складываются из полезных затрат и тепловых потерь. К полезным относятся затраты тепла на нагревание древесины и испарение из нее воды, а к тепловым потерям — потери тепла в окружающую среду, утечки пара через неплотности ограждений и (в установках с непрерывным транспортом) нагревание транспортных средств.
Принципы расчета затрат тепла по перечисленным элементам уже рассматривались в предыдущих разделах. Остановимся лишь на выборе условий расчета. Затраты тепла на
351
обработку материала даже однородной характеристики подвержены колебаниям как на протяжении одного цикла, так и в течение года при изменении внешней температуры. С другой стороны, определение затрат тепла в конечном итоге преследует две различные цели — расчет теплового оборудования и выявление экономического показателя расходования средств на приобретение пара или топлива. В связи с этим расчету подлежат: максимальная тепловая мощность цеха, установки или отдельного теплового агрегата в наиболее холодное время зимнего периода и удельный расход тепла на единицу объема древесины (а в сушилках также на 1 кг испаряемой влаги) в среднегодовых условиях.
Расчет и выбор теплового оборудования начинается с установления его тепловой мощности. Исходные данные для этого получают при расчете затрат тепла. Затем намечают тип устройства и выявляют основные данные его технической характеристики и определяющие размеры.
Расход пара или топлива определяется затратами тепла. Устанавливают максимальный расход пара или топлива в 1 ч на одну установку и на все установки цеха, средний расход пара или топлива на 1 м3 древесины и расход пара или топлива за определенный период действия установки (обычно за год).
Аэродинамический расчет. Задачами аэродинамического (гидравлического) расчета установки являются: определение количества циркулирующего агента обработки в единицу времени или за цикл процесса; расчет аэродинамических (гидравлических) сопротивлений воздуховодов или трубопроводов циркуляционной системы; выбор циркуляционного оборудования и определение потребляемой им электрической мощности.
Количество агента обработки, циркулирующего по системе воздуховодов или трубопроводов установки, определяют с учетом режима и продолжительности процесса, а также вместимости и производительности установки.
Наиболее специфичен расчет количества циркулирующего воздуха, газа, или пара в сушильных камерах. Этот расчет (который должен предшествовать выбору как циркуляционного, так и теплового оборудования) производят следующим образом.
Определяют производительность камеры по массе воды, испаряемой в единицу времени, кг/ч:
M„ = EKtnh, (212)
где Ек — вместимость камеры на расчетном материале, м3; т — продолжительность сушки, ч: т — масса воды, испаряемой из 1 м3 древесины, кг/м3, зависящая от ее начальной и конечной влажности и базисной плотности
(213)
ч — 1Кк ГЛ = р”-----«------IS
Г 100
352
Производительность камеры по испаряемой воде нестабильна и постепенно уменьшается от начала к концу процесса. Расчетную максимальную производительность по воде находят умножением средней производительности (212) на коэффициент неравномерности скорости сурики у, который принимается равным 1,1—2,0 [22].
Затем находят объем и массу циркулирующего в камере сушильного агента в единицу времени. Объем сушильного агента, м3/ч:
Уц=^ж3600, (214)
где w — скорость сушильного агента в штабеле, м/с; }ж — площадь живого сечения штабелей, установленных в камере поперек циркулирующего потока, м2
Массу циркулирующего сушильного агента в воздушных и газовых сушилках определяют по его сухой части, кг/ч:
Сц = Уц/%р> (215)
где Опр — приведенный удельный объем воздуха или газа, м/кг.
Массу циркулирующего сушильного агента в камерах, действующих на перегретом паре, определяют по аналогичному выражению в зависимости от удельного объема пара ип заданного состояния.
Расчет количества циркулирующего сушильного агента должен быть проверен определением температурного перепада (^i — tz) в штабеле. Для этого при проектировании воздушных и газовых камер используют /d-диаграмму, а при проектировании камер, действующих на перегретом паре, — таблицы состояния пара и /р-диаграмму.
Температурный перепад в штабеле нельзя допускать больше 3—4 °C. В противном случае не будет достигнута должная равномерность сушки. Если этот перепад по первичному расчету получился больше допустимого, необходимо пересмотреть предшествующие пункты расчета. Небольшое расхождение между расчетным и допустимым температурным перепадом может быть устранено повышением скорости циркуляции. При существенном расхождении следует применить более мягкий режим сушки и соответственно увеличить ее продолжительность.
Расчет сопротивлений воздуховодов и трубопроводов, выбор циркуляционного оборудования и определение его мощности выполняют в соответствии с положениями курсов гидравлики и вентиляционной техники. Основные из этих положений и справочные данные приводятся в специальных учебных пособиях [15, 22].
Необходимо при этом иметь в виду, что в сушильных устройствах электрическая энергия, потребляемая циркуляци
353
онными вентиляторами, полностью (за исключением ее потерь во внешнем приводе) превращается в тепловую энергию, которая компенсирует некоторую долю общих затрат тепла на сушку, за счет чего соответственно уменьшается расход других энергоносителей (пара, топлива). Доля компенсируемых электроэнергией затрат тепла может быть достаточно большой (в сушилках с аэродинамическим нагревом она, например, доходит до 100 %). Поэтому после окончания аэродинамического расчета следует внести коррективы в результаты теплового расчета в части оценки часового и удельного расхода пара или топлива. Пренебрежение такой корректировкой (о которой в пособиях по проектированию достаточно четко не говорится) для су.шилок с мощной циркуляцией может привести к существенному завышению их расчетного показателя суммарной энергоемкости.
СПИСОК РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ
1. Богданов Е. С., Козлов В. А.. Пейч Н. Н. Справочник по сушке древесины.— М : Лесн. пром-сть, 1981 — 191 с.
2. Торшин С. Н. Консервирование древесины.— М.: Лесн. пром-сть, 1977,—326 с.
3. Торшин С. Н. Атмосферная сушка пиломатериалов.— М.: Лесн.
пром-сть, 1971.— 295 с.
4. ГОСТ 19773—84. Пиломатериалы хвойных и лиственных пород. Режимы сушки в камерах периодического действия; ГОСТ 18867—84. Пиломатериалы хвойных пород. Режимы сушки в противоточных камерах непрерывного действия.
5. Дьяконов К. Ф. Сохранение прочности древесины при камерной сушке/Сб. Сушка древесины.— Архангельск; 1968, с. 56—71.
6. Козлов В. А. и др. Агрегат комбинированной сушки измельченной древесины — Деревообрабатывающая промышленность, 1982, № 10, с. 12—13
7. Кречетов И. В. Сушка и защита древесины.— М.: Лесн. пром-сть, 1975,— 400 с.
8. Кречетов И. В. Сушка древесины.— М.: Лесн. пром-сть, 1980 — 432 с.
9. Лыков А. В. Теория теплопроводности.— М.: Высшая школа, 1967.— 600 с.
10. Руководящие технические материалы по технологии камерной сушки древесины.— Архангельск: ЦНИИМОД, 1985.
11. Серговский П. С. Гидротермиюская обработка древесины.— М.— Л.: Гослесбумиздат, 1958 — 436 с.
12 Серговский П. С. Гидротермическая обработка и консервирование древесины.— М.: Лесн. пром-сть, 1975 — 400 с.
13. Скуратов Н. В. Расчет полей влажности пиломатериалов при многоступенчатых режимах сушки.— Деревообрабатывающая промышленность, 1979, № 8, с. 11—12.
14 Скуратов Н. В. Интенсификационные режимы сушки мягких хвойных пиломатериалов в камерах периодического действия.— Деревообрабатывающая промышленность, 1982, № 7, с. 11 —14.
15 Соколов П. В. Проектирование сушильных и нагревательных установок для древесины — М.; Лесн. пром-сть, 1965.— 331 с.
16. Стерлин Д. М. Сушка в производстве фанеры и древесностружечных плит.— М.: Лесн. пром-сть, 1977 —383 с.
17 Уголев Б. Н. Деформативность древесины и напряжения при сушке.— М.; Лесн. пром-сть, 1971.— 172 с.
18 Уголев Б. Н., Лапшин Ю. Г., Кротов Е. В. Контроль напряжений при сушке древесины — М.: Лесн. пром-сть, 1980.— 206 с.
19. Уголев Б. Н. Древесиноведение с основами лесного товароведения.— М : Лесн. пром-сть, 1986.— 383 с.
20. Чудинов Б. С. Теория тепловой обработки древесины.— М : Наука, 1968.— 255 с.
21. Шубин Г. С. Физические основы и расчет процессов сушки древесины.— М : Лесн. пром-сть, 1973 •— 248 с.
22. Шубин Г. С. Проектирование установок для гидротермической обработки древесины — М.: Лесн. пром-сть, 1983.— 272 с
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Абсолютная влажность воздуха 11
Автоклав маневровый 311
— парильный 70
Автоклавная пропитка 305, 306
Автоматические регуляторы 323, 333
Агент обработки 7
Анемометр 331
Антипирены 291, 2198
Антисептики 289, 269
Антисептирование 227
Атмосфер тая сушка 220
Аэродинамический нагрев 145
Базисная плотность 32
Барабанные сушилки 260, 263
Бассейны 60
Безразмерная температура 43
Вакуум-насосы 312
Вакуумная сушка 234
Вентиляторная установка 122
Вентиляторы 121
Влагоемкость воздуха 12
Влагоперенос 77
Влагопроводность древесины 79
Влагосодержание воздуха 12
— древесины 26
Влаготеплообработка 187
Влажностные напряжения 98
---древесины 26
Вместимость камеры 215
Внутренние напряжения 95
Вода свободная 27
— связанная 27
Высокотемпературные режимы 180
Высокотемпературный процесс 85
Газовая постоянная воздуха 11
---пара 10
Газовые сушилки 158, 248, 259
Газопаровая сушка 77
Газы топочные 23
Гигроскопичность древесины 28
Гидротермическая обработка 4
Гистерезис сорбции 29
Градиент влажности 77
— температуры 77, 81
Давление вентилятора 123
— пара 8
Двери камер 131
Дефекты сушки 196
Диаграмма Id 16, 17
— Id а 24
— tp 18
Дилатометрический термометр 325
Динамический напор 122, 333
356
Диффузионная пропитка 304
Диэлектрическая проницаемость 36
Диэлектрическая сушка 229, 237
Естественная циркуляция 149
Жидкие агенты сушки 231
Жидкостный насос 313
Защита древесины 229
Значение гидротермической обработки 6
Измерение влажности древесины 189
—температуры 321
— скорости воздуха 331
Индукционная сушка 234
Испарение 21
Исполнительные механизмы 335
Калориферы 112
Капиллярная пропитка 275, 302
Качество сушки 197
Конвективная сушка 75
Ковективное нагревание 43, 50
Конденсатоотводчики 116
Конденсатор 314
Контроль влажности 189
Контроль внутренних напряжений 194
— состояния воздуха 321
Коробление пиломатериалов П97
Коэффициент влагообмена 88, 90
— влагопроводности 79
— температуропроводности 43
— теплообмена 42, 92
— теплопередачи 42
— теплопроводности 34
— усушки 32
Критерии Био 43
— Фурье 43
Ленточные сушилки 257, 259
Лесосушильные камеры 129
Лифт 168
Логометр 328
Манометрический регулятор 337
— гермометр 326
Мерник 312
Механизация формирования штабелей 164
Микроманометр 333
Микроскопическое строение древеси-
ны 26
Микрофибриллы 26
Молярный влагоперенос 82
Нагревание воздуха 20
— древесины 41, 58
Напор воздушного потока 122
Низкотемпературный процесс 83
Образцы влажности 191
Огнезащита древесины 298
Ограждения камер 130
Окончание сушки 199
Осевой вентилятор 121, 125
Остаточные деформации 41, 97
— напряжения 98
Относительная влажность воздуха 12
Оттаивание древесины 50
Пакетоформирующая машина 167
Параметры воздуха 10
— топочных газов 23
Паропроводы 119
Парциальное давление 11
Перепад влажности 199
Петролатумная сушка 232
Планировка сушильного цеха 170
Плотность древесины 33
Пневматические сушилки 261, 269
Пневматический регулятор 338
Предел гигроскопичности 29
Предел насыщения клеточных стенок 28
Принципиальные схемы сушилок 106
Проваривание древесины 60
Продолжительность нагревания 43
— оттаивания 51
— сушки 200
Производительность бассейна 63
— камеры 215
Пропаривание древесины 67
Пропитка древесины 272, 300
Пропитывающие вещества 295
Прочность древесины 37
Психрометр 21, 322, 330
Равновесная влажность 28
Разбухание древесины 31
Растрескивание пиломатериалов 196
Расход тепла на испарение 109
------оттаивание 52
------сушку 118
— ----тепловую обработку 73
Режимы проваривания 61
— пропитки 307
— сушки пиломатериалов 102, 175
---шпона 254
Роликовые сушилки 241
Силовые секции 194
Скорость витания 262
Смешивание воздуха различных состояний 22 ---с паром 23
Способы пропитки 300
— сушки 75
— тепловой обработки 58
Сушильные камеры 129
Сушка измельченной древесины 259 — пиломатериалов 129, 174, 200, 220, 229 — шпона 241
Температура предела охлаждения 21
— росы 21
Температуропроводность древесины 43
Теплоемкость древесины 35
Теплообмен нестационарный 42
— стационарный 42
Теплопроводность древесины 34
Теплосодержание воздуха 13
Термовлагопроводность древесины 81
Термометры 321, 325
Термопара 322, 328
Технологические цели пропитки 5 ----сушки 5 --- тепловой обработки 4
Топки 120
Топочно-сушильный агрегат 269
Траверсная тележка 169
Треки 165
Труба-сушилка 261, 269
Трубы 119
Укладка пиломатериалов 134
Усадка древесины 35, 192
Условный материал 215
Устойчивая влажность 28
Усушка древесины 31
Формирование штабелей 164
Характеристика вентиляторов 124, 126, 128
— барабанных сушилок 265, 266
—роликовых сушилок 246, 254
— сушильных камер 163, 164
Центробежный вентилятор 121, 124
Штабель 134, 223
Эжекторная установка 128
Эжекционные камеры 136
Электровлагомер 190
Электропроводность древесины 36
ОГЛАВЛЕНИЕ
Предисловие . ........................................ 3
Введение ........................................................... 4
Глава 1. Свойства обрабатывающей среды...........................7
§ 1. Основные сведения об агентах обработки. Водяной пар ... 7
§ 2. Атмосферный воздух и его параметры........................10
§ 3. Диаграммы состояния воздуха..................... . . 13
§ 4. Процессы изменения состояния воздуха ..................... 19
§ 5. Параметры топочных газов, /da-диаграмма....................23
Глава 2. Свойства Древесины, имеющие значение при ее гидротермической обработке....................................................25
§ 6. Классификация влажных тел. Состояние воды в древесине . . 25
§ 7. Гигроскопичность и равновесная влажность древесины ... 28
§ 8. Усушка и разбухание древесины. Плотность древесины ... 31
§ 9 Тепловые и электрические свойства древесины................34
§ 10. Влияние гидротермической обработки древесины 'па ее прочность и деформативность.........................................37
Глава 3. Физические закономерности и расчет процессов нагревания и оттаивания древесины................................................40
§11. Виды теплообмена и способы нагревания.....................40
§ 12. Конвективное нагревание древесины без изменения агрегатного состояния воды..................................................41
§ 13. Конвективное нагревание древесины с одновременным влагообменом. Оттаивание древесины...................................50
§ 14. Закономерности кондуктивного, радиационного и диэлектрического нагревания........................................ , .56
Глава 4 Технология н оборудование тепловой обработки древесины 58
§ 15. Способы тепловой обработки древесины......................58
§ 16. Обработка в открытых бассейнах............................60
§ 17 Проваривание..............................................60
§ 18 Пропаривание ... 67
§ 19. Расчет устройств для тепловой обработки древесины .... 72
Глава 5 Физические закономерности процессов сушки древесины . . 75
§ 20. Способы сушки древесины...................................75
§ 21. Основные закономерности перемещения влаги в древесине 77
§ 22. Механизм процесса сушки древесины.........................82
§ 23. Уравнения продолжительности сушки древесины...............88
§ 24. Напряжения и деформация в древесине при сушке .... 95
§ 25. Принципы построения рациональных режимов сушки древесины 102
Глава 6. Классификация сушильных устройств и принципиальные схемы конвективных сушилок............................................104
§ 26. Классификация сушильных устройств........................104
§ 27. Принципиальные схемы конвективных сушилок................106
§ 28 Расход теплоты на сушку..................................109
Глава 7. Детали теплового и циркуляционного оборудования сушилок 112
§ 29. Общие сведения о деталях сушильных устройств. Калориферы 112
§ 30. Конденсатоотводчики. Паропроводы. Топки газовых сушилок 116
§ 31. Вентиляторы. Вентиляторные и эжекторные установки ... 121
358
Глава 8. Сушильные камеры для пиломатериалов.........................129
§ 32. Классификация сушильных камер. Ограждения. Укладка пиломатериалов .................................................129
§ 33. Воздушные и паровоздушные камеры периодического действия 135
§ 34. Воздушные камеры непрерывного действия.................149
§ 35. Газовые камеры.........................................158
§ 36. Сравнение и области применения сушильных камер . . . .161
§ 37. Формирование и транспортировка штабелей................164
§ 38. Планировка сушильного цеха.............................170
Глава 9. Технология камерной сушки пиломатериалов....................174
§ 39. Принципы проведения и режимы камерной сушки .... 174
§ 40. Начальный прогрев и влаготеплообработка древесины . . . 186
§ 41. Контроль влажности.....................................189
§ 42. Контроль внутренних напряжений.........................194
§ 43. Дефекты и качество сушки. Окончание процесса..........196
Глава 10. Продолжительность сушки пиломатериалов. Планирование и учет работы сушильных камер. Техника безопасности....................200
§ 44. Особенности производственных расчетов продолжительности сушки . : :...........................................200
§ 45. Продолжительность низкотемпературного процесса сушки в камерах периодического действия...........................202
§ 46. Продолжительность высокотемпературного процесса сушки в камерах периодического действия . . 208
§ 47. Продолжительность сушки в противоточных камерах непрерывного действия . :..................................210
§ 48. Производительность и учет работы сушильных камер . . . 215
§ 49. Календарное планирование. Техника безопасности.............218
Глава 11. Атмосферная сушка пиломатериалов...........................220
§ 50. Особенности атмосферной сушки..............................220
§ 51. Транспорт, планировка складов и формирование штабелей . 221
§ 52. Проведение и организация атмосферной сушки................226
§ 53. Антисептирование пиломатериалов. Комбинирование и интенсификация атмосферной сушки 227
Глава 12. Специальные способы сушки. Обезвоживание пиломатериалов 229
§ 54. Диэлектрическая сушка.......................................229
§ 55. Сушка в жидкостях...........................................231
§ 56. Индукционная сушка..........................................234
§ 57. Вакуумная сушка.............................................234
§ 58. Ротационное обезвоживание древесины.........................239
Глава 13. Сушка шпона............................................... 241
§ 59. Особенности сушки шпона н краткая классификация сушилок 241
§ 60. Типы роликовых сушилок.....................................242
§ 61. Воздушные роликовые сушилки................................243
§ 62. Газовые роликовые сушилки..................................248
§ 63. Режимы и продолжительность сушки в роликовых сушилках 254
§ 64. Сушка шпона непрерывной лентой.............................256
Глава 14. Сушка измельченной древесины...............................259
§ 65. Особенности сушки измельченной древесины. Классификация сушилок : : :.................................................259
§ 66. Барабанные сушилки.........................................263
§ 67. Пневматические и комбинированные сушилки...................269
Глава 15. Физические основы пропитки древесины.......................272
§ 68. Физические явления в процессах пропитки древесины. Капиллярная структура древесины....................................272
359
§ 69. Движение жидкости в древесине под действием капиллярных сил 275
§ 70 Движение жидкости в древесине под действием избыточного давления ... . . . .............................279
§ 71. Диффузия пропитывающих веществ в древесину..............284
Глава 16. Методы и средства защиты древесины......................289
§ 72. Характеристика методов защиты древесины.................289
§ 73. Области применения консервирования и огнезащиты древесины 291
§ 74. Средства химической защиты древесины от биоразрушений и возгорания . : :..............................................295
Глава 17. Технология и оборудование пропитки древесины . 300
§ 75. Классификация способов пропитки. Подготовка древесины к пропитке......................................................300
§ 76 Характеристика способов пропитки ... ... . 302
§ 77. Технологические схемы автоклавной пропитки . . 306
§ 78. Оборудование автоклавных пропиточных установок . . 311
§ 79. Параметры защищенности древесины. Техника безопасности и охрана окружающей среды.......................................318
Глава 18. Приборы для контроля и регулирования процессов гидротермической обработки древесины...................................321
§ 80. Принципы контроля и регулирования параметров агента обработки ....................................................... 321
§ 81. Приборы для контроля температуры и степени насыщенности агента обработки ............................................ 325
§ 82. Измерение скорости движения газа...................... 331
§ 83 Системы автоматического pei улирования (САР) параметров агента обработки и их основные элементы . . .... 333
Глава 19 Испытания и принципы проектирования установок для гидротермической обработки древесины.................................341
§ 84. Задачи испытаний. Испытания тепловых и циркуляционных устройств..................................................: : 341
§ 85. Технологические испытания...............................344
§ 86. Технико-экономические показатели........................345
§ 87. Принципы проектирования установок.......................349
Список рекомендуемой литературы...................................355
Предметный указатель..............................................356