/









































































































































































































































































































































Текст
ВЛ. КУДИНОВ
ТШф?*?*%
В. А. КУДИНОВ
ДИНАМИКА СТАНКОВ
ИЗДАТЕЛЬСТВО «МАШИНОСТРОЕНИЕ»
Москва 1967 I Дальнеаосточкмй
УДК 921.9:531.3
3-13-4
143—66
В книге рассмотрены основные вопросы динамики
металлорежущих станков: эквивалентные и упругие си-
системы, рабочие процессы, устойчивость динамической
системы, стационарные и переходные процессы, вынуж-
вынужденные колебания при резании и перемещении узлов
станка и др.
Приведены данные о замкнутой динамической си-
системе станка, о показателях динамического качества, о
поведении динамической системы при различных видах
внешних воздействий с точки зрения точности обработки
детали, качества ее поверхности, производительности
обработки и нагрузок на упругую систему и привод.
Рассмотрена методика динамического расчета станков
при проектировании и методика их испытания, которые
получили применение в промышленности.
Книга предназначена для инженерно-технических ра-
работников машиностроительных заводов и научно-иссле-
научно-исследовательских институтов.
Рецензент д-р техн. наук В. Э. Пуш
Редактор д-р техн. наук А. С. Проников
ВВЕДЕНИЕ
Повышение требований к точности размеров и формы дета-
деталей, обрабатываемых на металлорежущих станках, появление
новых труднообрабатываемых материалов, а также широкое
внедрение автоматизации технологических процессов и создание
автоматических станков с системами управления и регулирова-
регулирования вызвало резкое увеличение роли динамических процессов
в станках.
При проектировании, изготовлении и эксплуатации станков
все чаще возникает необходимость решения задач, связанных
с динамикой явлений. В первую очередь это относится к обес-
обеспечению условий устойчивого движения инструмента и заготов-
заготовки, т. е. отсутствию так называемых вибраций, «подрывания»,
«заклинивания» или скачкообразного перемещения узлов станка.
Главным же является обеспечение условий, необходимых для
получения детали с минимальными погрешностями размеров и
формы, т. е. отсутствия отклонений от заданных устойчивых по-
положений инструмента и заготовки. Такие отклонения возникают
как результат различных внешних воздействий на деформиру-
деформируемую систему станка (силовых, тепловых, изменения режима
обработки и т.п.).
Существенным является обеспечение достаточной долговеч-
долговечности системы станка при различных внешних воздействиях, т. е.
условий, при которых вызванные ими отклонения (деформации
и т. п.) не приведут к опасным напряжениям, к уменьшению из-
износостойкости, в частности — стойкости инструмента.
О важной роли динамических явлений в станках свидетель-
свидетельствует то внимание, которое уделяется исследованию этих явле-
явлений отечественными и зарубежными учеными. Опубликовано
большое количество работ, посвященных отдельным задачам ди-
динамики станков. Больше всего изучены деформации в станках
при действии постояцнюх внешних сил («жесткость станков») и
их влияние на точность обработки, устойчивость при резании или
при перемещении узлов «вхолостую», переходные процессы в
приводах станков при пуске и торможении и т. п. Разобщенность
имеющихся работ как в постановке, так и в методах решения
3
задач, наличие противоречивых результатов и т. п. создает боль-
большие трудности в практическом их использовании. В частности,
отсутствует уверенность в том, что рекомендация, вытекающая,
например, из требований к точности обработки, окажется прием-
приемлемой из условий устойчивости заданного движения.
Так как динамические явления в различных станках весьма
многообразны и требования, предъявляемые к динамическим
процессам, широки, то в связи с необходимостью сравнения и
оценки станков появилась необходимость создания системы по-
показателей, по которым такое сравнение и оценку можно было бы
производить. Совокупность показателей динамических процессов
в станках, определяющих насколько в этих процессах удовлетво-
удовлетворяются перечисленные требования устойчивости, точности, долго-
долговечности, малых энергетических потерь и т.п., целесообразно
объединить общим понятием динамического качества станка.
Имеющиеся работы посвящены изучению отдельных показа-
показателей динамического качества станков. Однако среди них нет
работ обобщающих, по которым можно судить о целесообразно-
целесообразности того или иного конструктивного или технологического меро-
мероприятия относительно всего комплекса показателей динамическо-
динамического качества станка.
Нет и единой системы показателей, что влечет за собой пута-
путаницу в терминологии и понятиях.
В данной работе предлагается система показателей динами-
динамического качества станков и дается общая методика теоретиче-
теоретического и экспериментального анализа и оценки станков по этим
показателям. В работе делается попытка создания основ дина-
динамики станков как узкоспециальной научной дисциплины. Такая
попытка не только необходима, но и достаточно подготовлена
работами большого числа ученых, инженеров и рабочих, изу-
изучавших динамические явления в станках.
Обобщение этих работ не может быть простым механическим
собранием имеющихся результатов и частных теоретических раз-
разработок; оно может быть сделано только на основе нового более
общего представления о динамической системе станка. Таким
представлением является исходное положение данной работы
о замкнутости динамической системы станка. Эта замкнутость
определяется взаимодействием элементов упругой системы (УС)
станок — приспособление — инструмент — деталь (СПИД) с ра-
рабочими процессами, протекающими в подвижных соединениях
этих элементов, т. е. процессами резания, трения, электромаг-
электромагнитными, гидродинамическими, тепловыми и т. п.
Отсюда вытекает первая характерная особенность динамики
станков — ее комплексность: она расположена на стыке многих
научных дисциплин. Поэтому в работе уделяется значительное
место изложению представлений не только о смещениях или де-
4
формациях упругой системы СПИД, но и об указанных процес-
процессах, протекающих в работающем станке, т. е. обо всех элементах
динамической системы станка.
Важнейшим является вопрос о взаимодействии или о связях
элементов динамической системы между собой.
Комплексный характер динамики станков определяет ее по-
положение в ряду смежных научных дисциплин. Являясь частью
науки о станках, носящей условное название станковедения, ди-
динамика станков целиком строится на общих принципах теорети-
теоретической механики и теории машин и механизмов. Динамика стан-
станков самым непосредственным образом связана с технологией
холодной обработки металлов, так как наиболее важные дина-
динамические показатели, наряду, конечно, с другими известными
показателями, определяют успех технологической операции, вы-
выполняемой на станке.
Не менее важна в развитии динамики станков роль других
отраслей науки, таких как учения о резании металлов и о тре-
трении, электротехники, гидродинамики, теории упругости, теории
колебаний, теории автоматического регулирования и т. п.
Громадное значение имеет и развитие экспериментальных
методов исследования динамических процессов.
Вторая характерная особенность динамики станков вытекает
из чрезвычайно широкого диапазона изменения параметров ди-
динамической системы станка. Например, скорости резания изме-
изменяются в пределах нескольких десятичных порядков величин.
Скорости движения узлов изменяются от долей микрона до ты-
тысяч метров в минуту. В широких пределах изменяются размеры,
вес, конфигурация, требования к точности и т. п. обрабатываемой
детали. Велико многообразие конструктивных компоновок стан-
станков.
Эта особенность также подчеркивает важность разработки
общих методов динамического анализа и синтеза наряду с узко-
узкорецептурными рекомендациями, широко распространенными в
настоящее время, и определяет построение работы, в основу ко-
которой положено освещение общих положений, иллюстрируемых
отдельными примерами из практики.
Сразу охватить все многообразие частных особенностей дина-
динамических явлений в станках невозможно. В данной работе глав-
главное внимание уделено линеаризованным системам, в которых
линеаризация оправдана достаточной для практики точностью
результатов. Линейное приближение позволяет проанализиро-
проанализировать значительную часть практически важных явлений и служит
необходимой отправной базой исследования более сложных ви-
видов систем. Нелинейные свойства учитываются лишь в необходи-
необходимых случаях. Также в форме постановки соответствующих иссле-
исследований и их методики рассматриваются задачи по анализу не-
нестационарных систем (с переменными во времени параметрами)
5
и статистическому анализу динамических процессов при случай-
случайных воздействиях или систем, параметры которых подчиняются
вероятностным законам. Эти направления в смежных отраслях
науки, таких как теория автоматического регулирования, в на-
настоящее время бурно развиваются. Такое же развитие они долж-
должны получить и в динамике станков.
Формообразующим движениям инструмента и заготовки в
процессе обработки всегда сопутствуют всякого рода вспомога-
вспомогательные движения узлов станка. Примерами вспомогательных
движений могут служить разгон и останов шпинделя, реверсиро-
реверсирование ползуна зубодолбежного станка или стола продольно-
строгального станка, установочное движение на заданную коор-
координату стойки или бабки расточного станка и т. п. Эти движения
могут быть совмещены во времени с процессом обработки, но
могут выполняться и на холостом ходу станка.
Оказывая значительное влияние на производительность обра-
обработки, долговечность станка и потери энергии, эти движения и
сопровождающие их динамические процессы в ряде случаев пря-
прямо воздействуют и на точность детали, получаемой на станке.
Анализ динамики тех вспомогательных движений, которые
выполняются при холостом ходе станка, представляет самосто-
самостоятельный интерес. Вместе с тем динамическая система станка на
холостом ходу является составной частью динамической систе-
системы станка при резании. Анализ динамической системы при холо-
холостом ходе станка, как это будет показано ниже, должен обяза-
обязательно предшествовать более общему анализу процессов при
обработке деталей.
Это положение определяет третью характерную особенность
динамики станков — единство задач холостого и рабочего режи-
режимов станка.
Отмеченные особенности диктуют порядок изложения мате-
материала в данной работе.
Общие представления о динамической системе станка, ее
свойствах и методах анализа составляют содержание первого
раздела. Здесь же дается система показателей динамического
качества станка.
Во втором разделе рассматривается устойчивость системы
станка при холостом ходе и в процессе обработки деталей.
Третий раздел посвящен динамическому анализу поведения
системы станка при внешних воздействиях.
Заключение содержит изложение общей методики расчета и
методики экспериментальной оценки динамического качества
станков.
Исходное положение данной работы о замкнутости динами-
динамической системы, образованной упругой системой (УС) и рабочи-
рабочими процессами, протекающими в ее подвижных соединениях,
является общим для всех видов машин. В этой связи некоторые
6
представления и методы, развиваемые в данной работе, могут
оказаться полезными при анализе динамических процессов в
других машинах. Кроме общих представлений о динамической
системе и ее элементах, которые являются достаточно общими,
приводятся имеющие более широкое значение разработки по
собственной устойчивости и динамическим характеристикам тре-
трения и резания, как процессов пластического деформирования;
разработки по устойчивости движений рабочих органов маши-
машины; по фрикционным автоколебаниям, по демпфированию и по
вынужденным колебаниям устойчивых систем и т. п. Весьма
плодотворным оказалось использование формальных представле-
представлений теории автоматического регулирования, позволившее сосре-
сосредоточить основное внимание не на методах математического
анализа, а на физической сущности явлений.
Стремление к краткости изложения вынудило автора отка-
отказаться от многих интересных частных деталей и примеров дина-
динамических явлений, так же как и некоторых приложений получен-
полученных результатов, сосредоточив свое внимание на общих поло-
положениях.
Настоящая работа построена на основе теоретических разра-
разработок автора и экспериментальных исследований, проводимых в
ЭНИМСе, начиная с 1952 г. автором и руководимым им коллек-
коллективом сотрудников и аспирантов.
Материалы работы докладывались на различных конферен-
конференциях, съездах, семинарах, совещаниях по проблемам колебаний
механических систем, динамики машин, трения, резания, авто-
автоматизации процессов в машиностроении, прецизионного станко-
станкостроения и т. п. Содержание работы положено в основу курса
лекций, читаемого автором, начиная с 1956 г. аспирантам, со-
сотрудникам научно-исследовательских и проектных организаций,
конструкторам и технологам станкостроительных заводов и сту-
студентам старших курсов вузов по специальности «Металлорежу-
«Металлорежущие станки».
Данная работа является первой попыткой разработки и си-
систематического изложения общих теоретических основ анализа
динамического качества металлорежущих станков, поэтому она
не может быть свободна от недостатков. Автор будет признате-
признателен за указание этих недостатков с целью устранения их в пос-
последующей работе.
РАЗДЕЛ 1
ДИНАМИЧЕСКАЯ СИСТЕМА СТАНКА
И ЕЕ ОСНОВНЫЕ ЭЛЕМЕНТЫ
ГЛАВА I
ОБЩИЕ ПРЕДСТАВЛЕНИЯ.
ПОНЯТИЕ ОБ ЭКВИВАЛЕНТНЫХ СИСТЕМАХ
ПОКАЗАТЕЛИ ДИНАМИЧЕСКОГО КАЧЕСТВА СТАНКА
Показатели динамического качества составляют часть общих
показателей A, 34] и определяются служебным назначением
станка: обеспечивать обработку деталей заданной точности с
заданным качеством поверхности при высокой производитель-
производительности.
Подготовка станка к работе (установка и закрепление заго-
заготовки, пуск станка, установочные перемещения его узлов и т. п.)
и сам процесс обработки связаны с внешними воздействиями на
систему. Весовая нагрузка от заготовки и перемещающихся уз-
узлов, силы инерции, силы зажима, изменение сечения срезаемого
слоя (в том числе врезание и выход инструмента), тепловые воз-
воздействия от зоны резания и двигателей и т. п. создают в системе
переходные и стационарные процессы, выражающиеся в одновре-
одновременном изменении напряжений, деформаций, скорости относи-
относительного движения узлов, контактных давлений на их сопрягаю-
сопрягающихся поверхностях, температур, силы тока в якоре электродви-
электродвигателя, давления в гидроцилиндре и т. п.
Эти изменения не должны выходить за допустимые пределы,
диктуемые работоспособностью системы в целом или ее элемен-
элементов. Для того чтобы это установить, в общем случае следовало
бы проанализировать изменение каждой из указанных величин
или, иначе, каждого из параметров системы.
Однако практически ограничиваются анализом изменения
лишь некоторых величин, а иногда и одной, если из опыта заве-
заведомо известно, что остальные величины в рассматриваемом про-
процессе не выходят за.пределы допускаемых значений. Отсюда по-
появилось независимое' раздельное рассмотрение динамических
процессов в станках с точки зрения точности обработки, долго-
долговечности и т. п. В действительности изменения всех указанных
выше величин при внешних воздействиях происходят одновре-
9
менно, представляя собой единый динамический процесс в систе-
системе. Этот процесс зависит от внешнего воздействия и свойств си-
системы, и его анализ ведется едиными методами, независимо от
того, изменения какой величины или величин рассматриваются.
Это обстоятельство позволяет ввести единое представление о
динамическом качестве станка.
Динамическое качество станка определяется устойчивостью
системы и характеристикой ее реакции на внешние воздействия.
Динамическое качество станка можно оценить лишь как ди-
динамическое качество единой системы, включающей собственно
станок, приспособление, инструмент и обрабатываемую деталь
(СПИД) в их взаимодействии с рабочими процессами (резани-
(резанием, трением, электро- и гидродинамическими и т.п.).
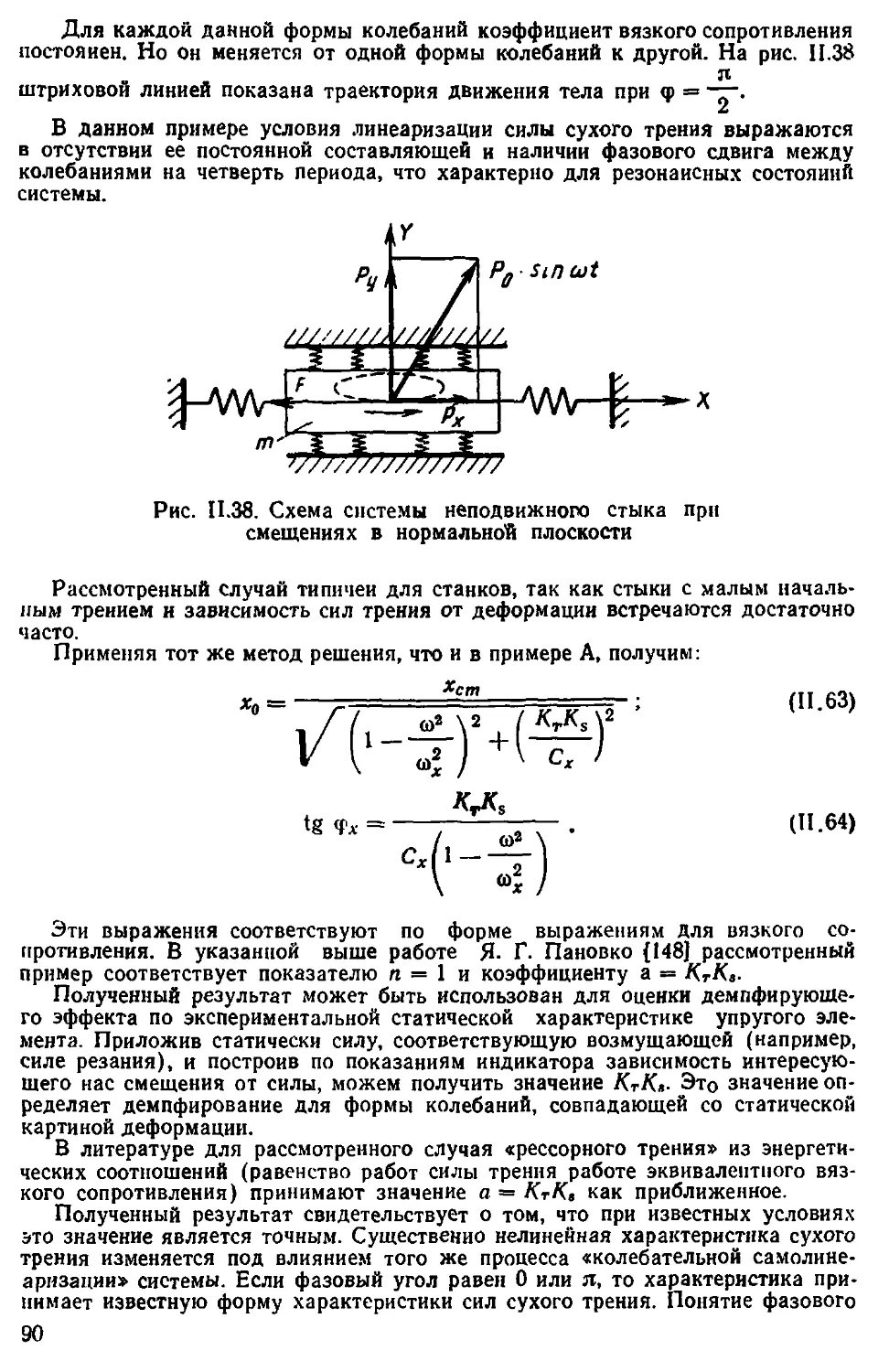
Для правильного понима-
понимания материала книги необхо-
необходимо четко различать понятия
динамического и рабочего про-
процессов. Динамическим процес-
процессом называется изменение па-
параметров системы, в том числе
и параметров, характеризую-
характеризующих рабочие процессы, под
I влиянием того или иного внеш-
внешнего воздействия (разгон, тор-
торможение, колебания и т. п.).
Рабочим процессом, в отличие
от динамического, называется
комплекс физико-химических явлений, протекающих в данном
подвижном соединении (резание, трение и т. п.).
Основные показйтели динамического качества станка: 1) за-
запас и степень устойчивости; 2) отклонения параметров динами-
динамической системы при внешних воздействиях; 3) быстродействие.
Запас устойчивости определяет возможности изменения того
или иного параметра системы без потери ею устойчивости. Поте-
Потеря системой устойчивости выражается в появлении вибраций
или «подрывания» инструмента, в неравномерном скачкообраз-
скачкообразном перемещении узлов или в их заклинивании.
Например, можно говорить о запасе устойчивости по жестко-
жесткости расточной борштанги или по ее вылету, по глубине резания
и т. п.
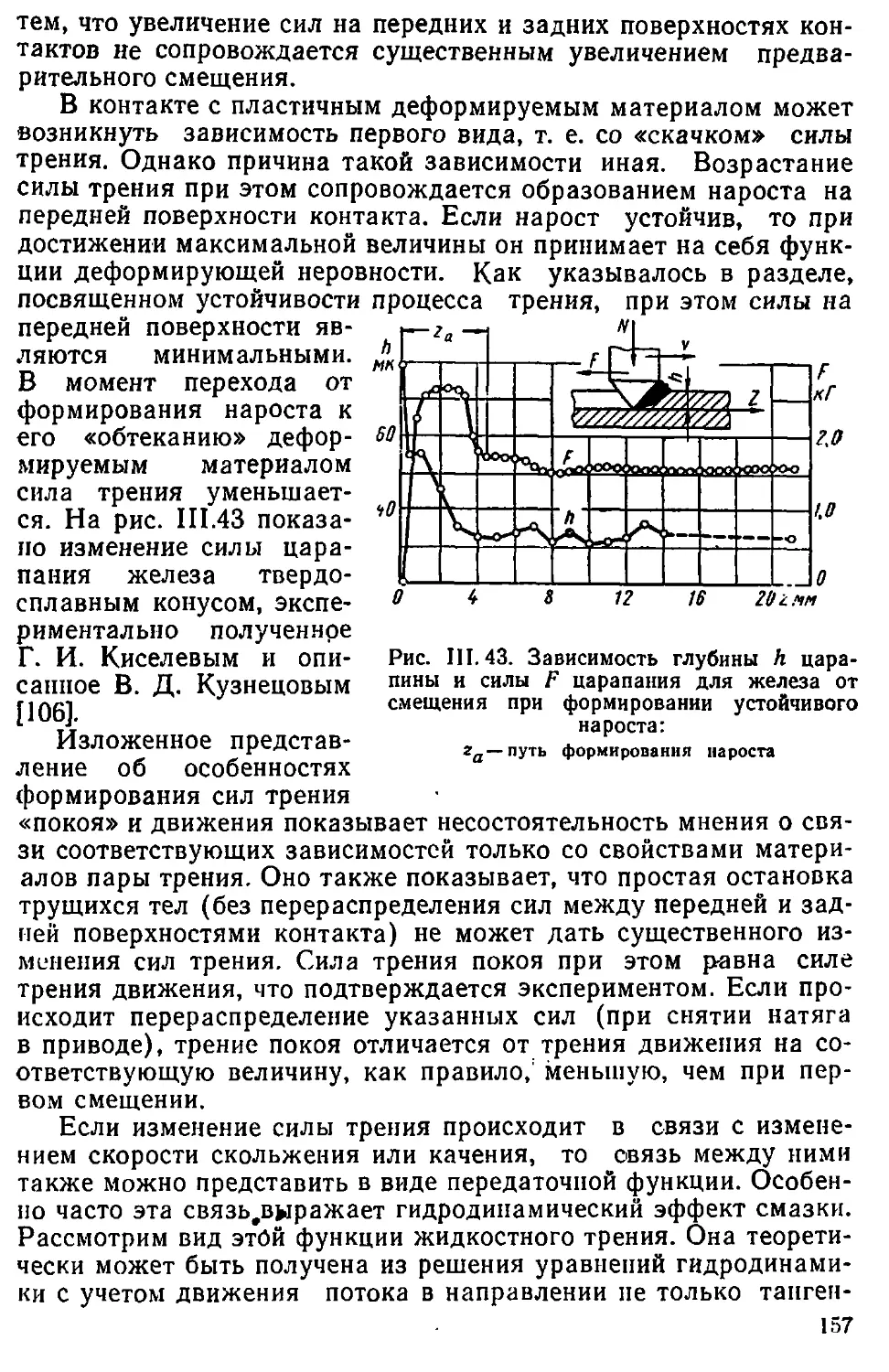
На рис. I. 1 показана область устойчивости при растачивании
в параметрах: глубина резания — вылет борштанги. При обра-
обработке с глубиной резания t при вылете / запас устойчивости
по вылету борштанги равен — ; по глубине резания — ^-.
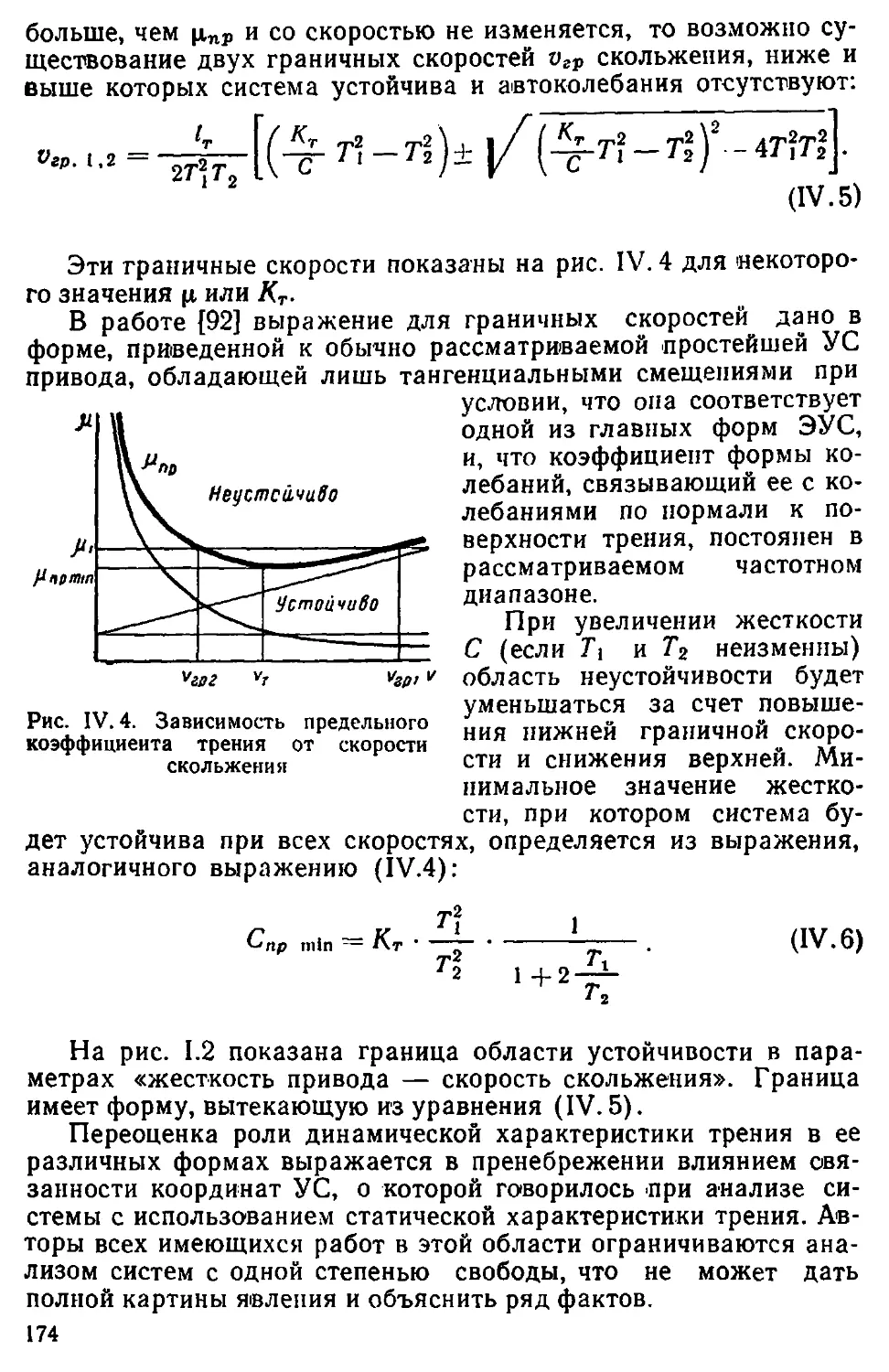
На рис. 1.2 показана область устойчивости перемещения ра-
рабочего органа станка по направляющим скольжения без резания
10
Рис. 1.1. Область устойчивости при
растачивании
в параметрах: скорость движения — жесткость привода. При
движении узла, жесткость привода которого составляет С, со
скоростью v запас устойчивости по скорости перемещения равен
v С
—; по жесткости привода .
опр Спр
В приведенных примерах /Пр, й«р, vnp и Спр — предельные
значения соответствующих параметров на границе устойчивости
(при остальных заданных параметрах). Запас устойчивости вы-
выражается числом, большим единицы. Поэтому, в зависимости от
расположения области устойчивости, для оценки запаса устойчи-
устойчивости берется отношение заданного параметра к предельному
или обратное отношение.
Удобно выражать запас
устойчивости в параметрах ча-
частотной характеристики систе-
системы в форме запаса устойчиво-
устойчивости по амплитуде или по фазе
этой характеристики, о чем
подробнее говорится во втором
разделе.
Степень устойчивости опре-
определяет способность системы
рассеивать энергию, вносимую
внешним воздействием. Чем
больше степень устойчивости
по данной частотной составля-
составляющей, тем быстрее затухает
переходный процесс, тем мень-
меньше отклонения в установив-
Рис. 1.2. Область устойчивости пере-
перемещения рабочего органа станка в
параметрах «скорость движения v —
жесткость привода С»
шихся динамических процес-
процессах, например, амплитуды вы-
вынужденных колебаний. Этот показатель дополняет недостаточно
полную для практических целей оценку границы устойчивости,
показывая насколько велика устойчивость системы при дан-
данных значениях ее параметров, лежащих в области устойчи-
устойчивости.
Можно оценивать степень устойчивости по быстроте затуха-
затухания отклонений в переходных процессах.
На рис. 1.3 показаны колебания по нормали к поверхности
резания в переходном процессе при врезании резца. Степень
устойчивости оценивается логарифмическим декрементом X:
лп+1
где Ап и An+i — амплитуды двух следующих друг за другом
колебаний;
ДЛ — разница этих амплитуд.
Н
В теории колебаний логарифмический декремент применяется
для оценки демпфирующей способности упругих конструкций
[149] (в литературе [33], A49] можно встретить схематическое
описание устойчивых и неустойчивых систем, как систем с поло-
положительным и отрица-
\Y тельным декрементом).
v r ' Однако за формаль-
формальным сходством скрыто
принципиальное разли-
различие систем, в которых
происходит рассеяние
энергии внешних воз-
возмущений.
На рис. 1.4 показа-
показано изменение тангенци-
тангенциальной силы в процес-
процессе «всплывания» го-
повки агрегатного стан-
станка при быстром изме-
изменении скорости движе-
движения от одного устано-
установившегося значения к
другому. Этот процесс апериодический, и степень устойчивости
оценивается показателем экспоненты —.
tee*.
Рис. 1.3. Колебания по нормали к поверхности
резания в переходном процессе при врезании
резца
teen.
Рис. 1.4. Осциллограмма изменения тангенциальной силы Р при
быстром изменении скорости v движения силовой головки агрегат-
агрегатного станка
Степень устойчивости можно также оценить при установив-
установившихся вынужденных колебаниях по коэффициенту устойчивости
на собственной частоте системы, о чем подробнее говорится в
третьем разделе.
12
При динамических расчетах степень устойчивости можно
определить по величине наименьшего из абсолютных значений
действительных частей всех корней характеристического урав-
уравнения [157].
Отклонения параметров динамической системы различаются
по виду внешних воздействий на: а) статические, вызванные по-
постоянным во времени воздействием; б) стационарные динамиче-
динамические, вызванные установившимся во времени воздействием (с по-
постоянной скоростью, ускорением и т. п.). В частности, очень важ-
важны вынужденные колебания, вызванные периодическим воздей-
воздействием (статические отклонения также являются стационарными
динамическими, но ввиду их практической важности они выделе-
выделены в самостоятельный показатель); в) переходные динамические
отклонения, возникающие при переходных процессах; г) случай-
случайные динамические, вызванные случайными внешними воздейст-
воздействиями.
Быстродействие системы определяет быстроту завершения
переходного процесса. Быстродействие выражается продолжи-
продолжительностью процесса или, иначе, временем затухания переходных
отклонений до значений, меньших некоторой установленной ве-
величины. На рис. 1.3 и 1.4 показаны времена переходных процес-
процессов врезания резца и всплывания головки агрегатного станка.
Между степенью устойчивости и быстродействием системы су-
существует прямая связь.
Кроме указанных, в необходимых случаях могут использо-
использоваться некоторые более специальные показатели (колебатель-
(колебательность или монотонность переходного процесса и т.п.).
Параметры, по которым определяются показатели системы
1при внешних воздействиях, выбираются в соответствии с кон-
конкретными заданиями расчета или анализа, т. е. типом задачи и
видом критерия для оценки показателей. Такими критериями яв-
являются: точность обработки; долговечность (стойкость) станка,
приспособления и инструмента; производительность; энергетиче-
энергетические потери.
При выборе двигателя или системы управления анализ про-
проводится по параметрам процессов в двигателях (давление или
расход жидкости в гидросистеме; напряжение или сила тока в
электрических цепях и т. п.).
При выборе конструктивного варианта станка, инструмента
или приспособления в качестве параметров для оценки выбира-
выбираются относительные смещения или скорости движения инстру-
инструмента и заготовки, стола и направляющих и т.п.; напряжения в
нагруженной детали; температура нагрева трущихся поверхно-
поверхностей; контактные напряжения и т.д.
При выборе режимов движения (резания, перемещения уз-
узлов) в качестве параметров берутся скорость, глубина резания,
подача, давление на направляющих и т. п.
13
Из изложенного выше следует, что система показателей ди-
динамического качества станка является общей, поскольку рас-
рассматривается единый динамический процесс независимо от тре-
требований точности, долговечности или производительности, по ко-
которым оценивается тот или иной показатель. Различие заклю-
заключается лишь в параметрах, по которым такая оценка произ-
производится.
Точность обработки определяется относительными смещения-
смещениями инструмента и заготовки по нормали к обработанной поверх-
поверхности, создающими нарушения заданных размеров, формы и от-
относительного положения поверхностей обрабатываемой детали.
Это смещение как результат деформации системы и является
параметром, по которому определяются показатели динамиче-
динамического качества при оценке влияния динамического процесса на
точность обработки при заданных внешних воздействиях (вклю-
(включая отсчетные перемещения с заданной точностью отсчетных
устройств; тепловые воздействия, создающие температурные де-
деформации; отклонения от геометрической формы и размеров не-
несущих деталей станка, обрабатываемой детали, инструмента
и т. п.; кинематические погрешности в связанных цепях и т. д.).
Долговечность .станка [162] и инструмента [190] по прочно-
прочности определяется величиной и характером напряжений. Соответ-
Соответственно и показатели динамического качества системы при оцен-
оценке влияния динамического процесса на долговечность могут быть
представлены в виде относительных деформаций или напряже-
напряжений: статических, стационарных динамических, переходных и
случайных.
Долговечность по износу в первую очередь определяется ско-
скоростями относительного движения деталей системы и контакт-
контактными давлениями: инструмента и заготовки; зубьев зубчатых ко-
колес и т. п. Соответственно, показатели динамического качества
системы при оценке влияния динамического процесса на из-
износ могут быть представлены как значения скоростей относитель-
относительного движения или контактных давлений: статических, стацио-
стационарных динамических, переходных и случайных.
Производительность обработки ограничивается режимом,
допускаемым системой по условиям устойчивости и требований
точности, а также быстродействием системы, определяющим вре-
время переходных процессов. На стайках широкого назначения по-
показатели динамического качества, связанные с ограничением ре-
режимов обработки, можно оценивать по их влиянию на произво-
производительность, используя производственную характеристику станка
по А. И. Каширину [56].
Анализ динамических процессов в станках в данной книге
дается главным образом применительно к параметрам, опреде-
определяющим точность обработки. Это вызвано тем, что точность из-
изготовленной детали является важнейшей характеристикой,
14
а ограниченный объем книги не позволил в достаточной степени
остановиться на анализе изменения и других параметров.
При анализе системы станка по точности обработки отклоне-
отклонения параметров системы при внешних воздействиях принимают
следующие формы показателей точности:
а) статическая погрешность обработки, определяемая при об-
обработке заготовки с постоянным припуском и неизменности всех
внешних воздействий на систему. На рис. 1.5 показана статиче-
статическая погрешность уст при круглом наружном шлифовании, воз-
возникающая из-за смещения инструмента и заготовки при обра-
обработке детали с постоянным припуском Д;
б) стационарная динамическая погрешность обработки, в
частности волнистость или огранка обработанной поверхности
Yk
Рис. 1.5. Статическая по-
погрешность при круглом на-
наружном шлифовании
Рис. 1.6. Волнистость поверхности, образован-
образованная фрезой, имеющей биение
при вынужденных колебаниях. На рис. 1.6 погрешность показана
в виде волн, частота которых равна числу оборотов инструмента,
образовавшихся при фрезеровании многозубой цилиндрической
фрезой, имеющей биение;
в) переходная динамическая погрешность обработки, возни-
возникающая в результате деформаций и иных отклонений в системе
при переходных процессах, например, при врезании и выходе ин-
инструмента (резца, зуба фрезы или протяжки и т. п.). На рис. 1.3
показана погрешность обработки, возникающая при врезании
резца в случае нарезания резьбы (точение «по чистому»);
г) случайная динамическая погрешность обработки, являю-
являющаяся следствием воздействия на систему различных внешних
факторов, носящих случайных характер.
Так называемые геометрическая и кинематическая точность
станка являются фор*мой выражения внешних воздействий на ди-
динамическую систему. Они определяют геометрию и задаваемый
закон изменения взаимного расположения сопрягаемых деталей.
Аналогично тому, как переменный припуск заготовки и кинема-
15
тика ее движения определяют внешнее воздействие на процесс
резания, так геометрия и кинематика сопрягаемых деталей опре-
определяют внешнее воздействие на процесс их относительного дви-
движения — процесс трения и т. п.
ДИНАМИЧЕСКАЯ СИСТЕМА СТАНКА И ЕЕ ОСОБЕННОСТИ
Динамическая система станка образуется совокупностью
упругой системы и рабочих процессов в их взаимодействии.
Упругая система (УС) включает в себя станок, приспособ-
приспособление, инструмент, деталь (СПИД).
Рабочие процессы — резание, трение, процессы в двигателях
(электромагнитные, аэро- или гидродинамические и др.). УС и
рабочие процессы — резание, трение и процессы в двигателях
являются основными элементами динамической системы станка.
Воздействие рабочих процессов на УС является главным об-
образом силовым, но может быть и другим, например, тепловым.
Воздействия на УС вызывают смещения ее конструктивных эле-
элементов, т. е. изменяют взаимное положение деталей, образующих
подвижное соединение (резца и заготовки, суппорта и направ-
направляющих, ротора и статора и т. п.), в котором протекает тот или
иной рабочий процесс.
Воздействие УС иа рабочие процессы выражается таким об-
образом б изменении их основных параметров: сечения среза, нор-
нормального давления иа поверхностях трения, скорости движения
и т. п. Это воздействие вызывает изменение сил, количество вы-
выделяемого тепла и т. п. Иначе говоря, силы и другие виды воз-
воздействия рабочих процессов на УС являются функциями коор-
координат (или их производных) упругой системы, т. е. так называе-
называемыми внутренними силами и воздействиями. Эта зависимость
выражает обратное воздействие УС на рабочие процессы.
Пренебрегая обратным воздействием УС на рабочие процес-
процессы, в практике часто рассматривают только воздействие рабочих
процессов на УС. В этом случае воздействия, в частности, силы
являются внешними по отношению к системе и могут быть по-
постоянными или изменяться во времени.
На рис. 1.7 дана условная схема воздействия рабочих про-
процессов на УС для этого случая. Каждому процессу и УС соот-
соответствует свой прямоугольник. Воздействия показаны в виде
стрелок.
Кроме рабочих процессов иа УС оказывают воздействие силы
инерции неуравновешенных вращающихся деталей или узлов,
совершающих возвратно-поступательное движение; силы веса
узлов и заготовки, усилия закрепления деталей системы; тепло-
тепловые источники и, наконец, толчки и колебания, передаваемые
извне через фундамент или возникающие в самой системе из-за
16
неточности зацепления зубчатых колес и иных погрешностей из-
изготовления деталей или сборки станка.
Эти воздействия практически почти всегда могут рассматри-
рассматриваться как внешние воздействия на УС; на рис. 1.7 они обозна-
обозначены /(/).
Внешние воздействия на рабочие процессы выражаются в за-
заданном изменении припуска обрабатываемой заготовки; в задан-
заданном изменении давления смазки, подаваемой на направляющие;
в заданном изменении электрического напряжения, подводимого
к электродвигателю и т. п.; воздействия обозначены y(t) с ин-
индексом, соответствующим рабочему процессу. Внешние воздей-
\f(t)
_* ¦ *-
\т)
•1
F
м
Упругая
система
Процесс
резания
Процесс
трения
Процессы
8 двигателе
Г?
р\
1
F
М
упругая
система
Процесс
резания
Процесс
трения
Процессы
вдвигатеяе
Г'
V*)
JlJ
у
Рис. 1.7. Схема незамкнутой
динамической системы
станка
Рис. 1.8. Схема замкнутой
динамической системы
стайка
ствия на рабочие процессы удобно называть изменением на-
настройки этих процессов или системы.
Необходимо четко усвоить, что понятие — «внешнее воздейст-
воздействие» означает лишь независимость этого воздействия от пара-
параметров системы. Нельзя путать смысл этого понятия с другим,
например с воздействием источника, расположенного вне стан-
станка. Также не всякий источник, расположенный внутри станка,
создает внутреннее воздействие. ;
Пренебрежение обратным воздействием УС на рабочие про-
процессы допустимо только в редких случаях и лишь после тщатель-
тщательного анализа несущественности этого воздействия. Примером
успешного использования этого допущения при конструировании
станков является статический расчет на прочность зубчатых ко-
колес, валов и т. п., а та*кже мощности двигателя.
Обратное воздействие УС на рабочие процессы принципиаль-
принципиально меняет характер динамических явлений в станках. На рис. 1.8
приведена схема динамической счстем^.чС1анк*(-«»-крторЬЙ это
обратное воздействие показано стрелками. Каждому воздейст-
воздействию соответствует своя стрелка и обозначение у с индексом ра-
рабочего процесса.
В таком виде схема динамической системы станка напоминает
схему системы автоматического регулирования, отличаясь от нее
тем, что связи не создаются искусственно, а являются следст-
следствием особенностей взаимодействия упругой системы и рабочих
процессов. Как указывалось во введении, в таком виде, с учетом
специфики рабочих процессов, можно представить схемы дина-
динамических систем и других машин.
В данной работе широко используется терминология и фор-
формальные методы теории автоматического регулирования, с кото-
которыми читатель может ознакомиться по литературе [147, 157] и др.
Воздействия рабочих процессов на УС и обратные воздей-
воздействия УС на процессы назовем связями, цепь воздействий, вклю-
включающую элементы и связи между ними,— контуром связи. В со-
соответствии с изложенным контур связи может быть замкнутым
и незамкнутым. Физическую величину, описывающую воздей-
воздействие на данный элемент или систему, будем называть входной
координатой хвх элемента или системы; результат воздействия —
выходной координатой хдых.
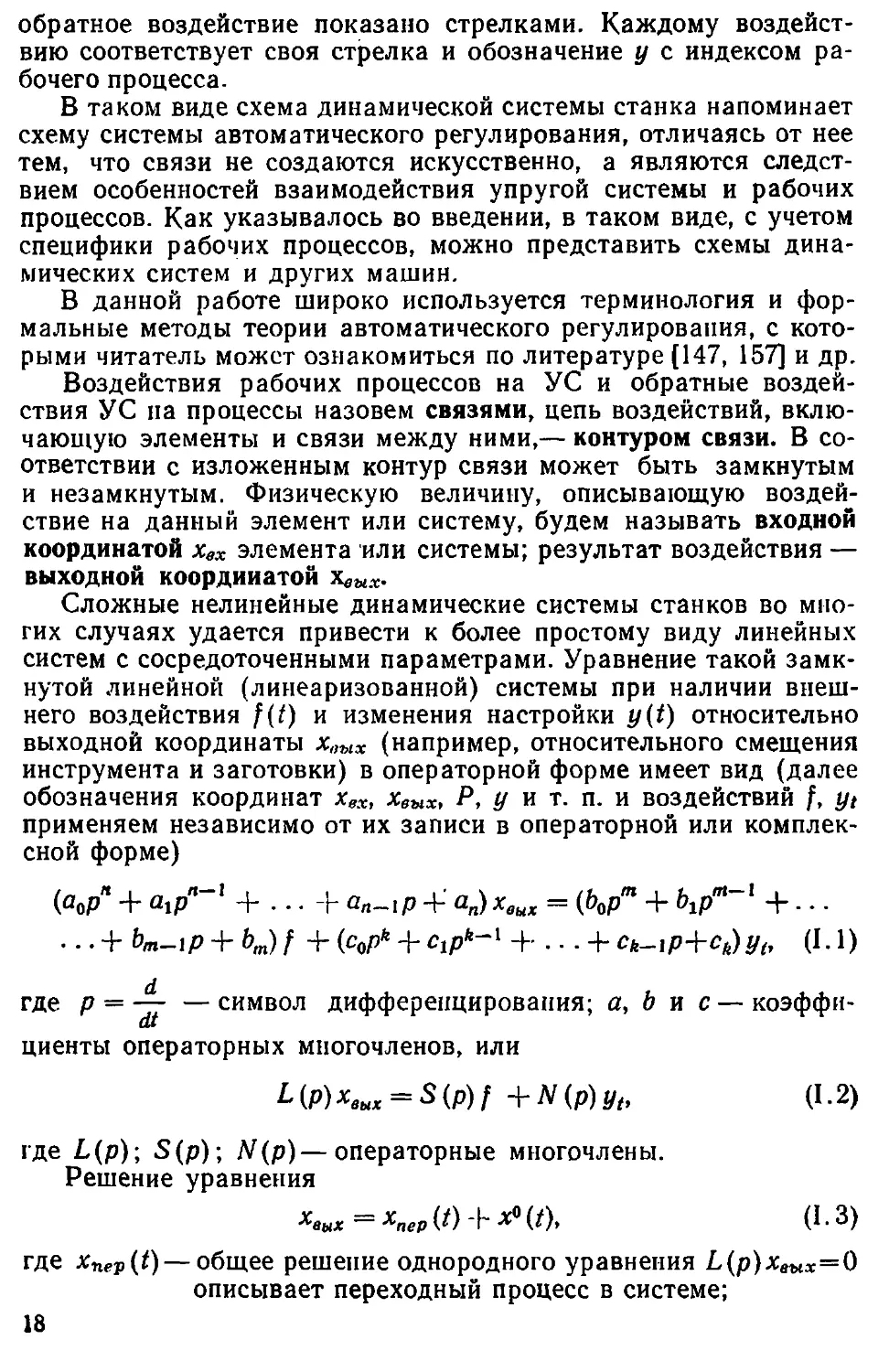
Сложные нелинейные динамические системы станков во мно-
многих случаях удается привести к более простому виду линейных
систем с сосредоточенными параметрами. Уравнение такой замк-
замкнутой линейной (линеаризованной) системы при наличии внеш-
внешнего воздействия f(t) и изменения настройки y(t) относительно
выходной координаты х„ых (например, относительного смещения
инструмента и заготовки) в операторной форме имеет вид (далее
обозначения координат хвх, хвых, Р, у и т. п. и воздействий f, yt
применяем независимо от их записи в операторной или комплек-
комплексной форме)
ап) хвых = (ЬоР
т
...+ bm_iP + bm)f + (сор* -f- tip"'1 + ¦¦¦ + сь-tp+cjy,, (I.I)
где р = — — символ дифференцирования; a, b и с — коэффи-
dt
циенты операторных многочленов, или
+N(p)yt, A.2)
где L(p); S(p); N(p)—операторные многочлены.
Решение уравнения
A.3)
где xnep(t) — общее решение однородного уравнения L(p)xebtx=0
описывает переходный процесс в системе;
18
x°(t) —частное решение, соответствующее члену [S(p)f +
+ N(p)yi[ в правой части уравнения, описывает
установившееся состояние.
Коэффициенты операторных многочленов определяются свой-
свойствами упругой системы и рабочих процессов, а также их свя-
связями.
Анализ связей в динамических системах станков позволяет
выделить следующие основные особенности этих систем:
1. Динамическая система станка является замкнутой, много-
многоконтурной системой, включающей источник энергии (т. е. так на-
называемой активной системой).
2. Воздействия основных элементов системы могут рассмат-
рассматриваться как направленные.
3. Взаимодействия между рабочими процессами происходят
только через упругую систему.
Первая особенность вытекает из факта взаимодействия УС
и рабочих процессов и может быть проиллюстрирована большим
числом примеров. Приведем некоторые из них.
1. УС деформируется силой резания. Деформация дает изме-
изменение относительного положения инструмента и заготовки, что
влечет за собой изменение сечения среза. Соответствующее изме-
изменение силы резания отражается на величине деформации УС
и т. д.
2. Сила трения, не совпадающая с осью винта подачи карет-
каретки, вызывает перекос каретки и деформацию винта. При этом
изменяется составляющая силы трения на боковых поверхностях
направляющих, что влечет за собой изменение деформации пере-
перекоса и т. д.
3. Момент электродвигателя, преодолевая силы сопротивле-
сопротивления и деформируя УС, сообщает узлам станка некоторую ско-
скорость движения. Изменение скорости движения влечет за собой
изменение момента, особенно у электродвигателя с «мягкой» ме-
механической характеристикой. Это, в свою очередь, вызывает из-
изменение скорости движения и т. д.
Введение общего представления о замкнутости системы яв-
является основным в динамике станков. Это представление, зало-
заложенное в ряде фундаментальных наук, в частности в теоретиче-
теоретической механике, применительно к задачам динамики станков поз-
позволяет обобщить имеющиеся результаты и получить принципи-
принципиально новые решения.
Известны следующие основные отличия замкнутой системы от
незамкнутой.
1. Незамкнутая система, состоящая из неустойчивых элемен-
элементов,— неустойчива; состоящая из устойчивых элементов,— устой-
устойчива.
Замкнутая система, состоящая из устойчивых элементов, мо-
19
жет оказаться неустойчивой и, наоборот, при наличии неустой-
неустойчивых элементов — оказаться устойчивой.
2. Замкнутая система совершенно иначе реагирует на внеш-
внешние возмущающие воздействия, чем незамкнутая.
Замкнутость системы учитывается в имеющихся работах глав-
главным образом при решении задач устойчивости движений в стан-
станках. Анализ поведения системы при внешних воздействиях вы-
выполняется в большинстве случаев без учета замкнутости системы
и тем более ее многоконтурности. Отсюда происходят неясности
и неточности в вопросах о демпфировании в упругой системе, или
о так называемом «демпфирующем» эффекте процесса резания
и т. п. Многоконтурность динамической системы затрудняет ее
анализ и уменьшает наглядность результатов.
Упрощение достигается отбрасыванием несущественных свя-
связей. Оставшиеся после упрощения контуры связи называем
главными. Необходимо подчеркнуть трудность упрощения и от-
отсутствие каких-либо общих методов его выполнения в современ-
современной науке. Успех обычно определяется наличием фактов, опытом
и интуицией исследователя, конструктора или технолога. Крите-
Критерием правильности является эксперимент, практика.
Вторая особенность динамической системы станка является
свидетельством большей или меньшей простоты системы и озна-
означает, что воздействие одного элемента на другой не сопровож-
сопровождается обратным воздействием иного вида, чем учитываемое в
данном контуре связи.
Поскольку представление о динамической системе станка
основано на приближенных соотношениях, то в большинстве
практических задач удается привести систему к сравнительно
простому виду при направленных связях между основными эле-
элементами. В тех случаях, когда это нецелесообразно, можно пере-
переходить к представлению о некотором эквивалентном элементе со
сложными внутренними связями.
Распространено стремление рассматривать раздельно конст-
конструктивные элементы станка, например «виброустойчивость»
шпинделей и т. п. Ошибочность этого стремления вытекает из
того, что элементы УС не могут быть практически представлены
как элементы с направленными связями из-за сложности и су-
существенности этих связей между всеми элементами УС.
СТАТИЧЕСКИЕ И ДИНАМИЧЕСКИЕ ХАРАКТЕРИСТИКИ
ЭЛЕМЕНТОВ И СИСТЕМ
Направленность связей позволяет для удобства анализа рас-
расчленять динамическую систему, «размыкая» связи между эле-
элементами. Если размыкание произведено по одной из связей
(рис. 1.9), то система (одноконтурная) называется разомкнутой.
20
Понятие разомкнутой системы, являясь условным, необходимо
при оценке динамических свойств замкнутой системы частотными
методами. Разорвав две связи, можно выделить элемент системы
и рассматривать его отдельно, изучая его свойства в виде зависи-
зависимости между входной и выходной координатами элемента Соот-
Соответственно можно говорить о зависимости между входной и вы-
выходной координатами системы.
Эту зависимость будем называть характеристикой элемента
или системы. Если она получена в условиях, когда входная ко-
координата не изменяется во времени, то характеристика будет
статической.
JVC
Рабочий
процесс
а)
ЗУС
-
1
У
Р
—
м
зис
Рабочий,
процесс
6)
Рабочий,
процесс
ТуТ
(У)
Рис. 1.9. Схема размыкания одноконтурной динами-
динамической системы:
а — замкнутая система; б — разомкнутая система;
в и г — элементы системы
Та же зависимость, полученная при изменяющейся во вре-
времени входной координате, является динамической характеристи-
характеристикой. Размерность характеристики определяется отношением раз-
размерности выходной координаты к входной.
Встречающиеся на практике характеристики элементов и си-
систем, как правило, нелинейны. Например, статическая характе-
характеристика УС, т. е. зависимость деформации УС станка от дейст-
действующей силы, выражается известной, петлеобразной кривой. Па-
Параметры систем в большей или меньшей степени являются
переменными во времени или по координатам. Эти параметры
гакже являются всегда распределенными.
Для упрощения анализа стремятся перейти к системам с по-
постоянными сосредоточенными параметрами, а характеристики
линеаризуют, т. е. представляют в виде обыкновенных линейных
дифференциальных уравнений с постоянными коэффициентами.
21
Такая характеристика элемента или системы в виде отно-
отношения выходной координаты к входной или внешнему воздей-
воздействию, записанная в операторной форме, называется передаточ-
передаточной функцией W(p) элемента или системы.
Для элемента передаточная функция имеет вид
(L4)
где R(p) и Q(p)—операторные многочлены.
Передаточная функция разомкнутой системы Wpaa(p) имеет
тот же вид, но является безразмерной, так как ее входная и вы-
выходная координаты имеют одинаковую размерность. В анализи-
анализируемых станочных динамических системах, как правило, степень
многочлена R(p) меньше степени многочлена Q(p). Для замкну-
замкнутой одноконтурной системы (см. рис. 1.9) будем различать пере-
передаточные функции по внешнему воздействию Wf(p) и по настрой-
Из уравнения (I. 2) при
Wf(p)=j?»- = 1M.; A.5)
при f(t) = О
W7 („\ хвых N (Р) /Г д\
Передаточные функции одноконтурной замкнутой системы вы-
выражаются через передаточную функцию разомкнутой системы
следующим образом A47]:
где Wfx(p) — добавочная передаточная функция ЭУС отдельно
взятого звена системы по f(t) при хвх = const;
Wpa3(p)—передаточная функция разомкнутой системы при
f (t) = cosnt; y{t) = const.
При последовательном соединении элементов передаточная
функция системы равна произведению передаточных функций
элементов. При параллельном — их сумме.
При анализе динамических систем очень удобны так назы-
называемые частотные методы. В этом случае применяются частотные
динамические характеристики, определяемые при изменении
входной координаты во времени по закону гармонических коле-
колебаний. Частота « этих колебаний варьируется теоретически от
нуля до бесконечности, а практически — в пределах интересую-
интересующего нас диапазона частот, который называют рабочим.
22
Зависимость отношения амплитуд колебания выходной и
входной координат от частоты дает амплитудно-частотную ха-
характеристику; зависимость фазы колебаний — фазово-частот-
ную; совмещение этих двух характеристик — амплитудно-фазо-
амплитудно-фазовую частотную характеристику. Амплитудно-фазовая частотная
характеристика строится в комплексной плоскости, как показано
на рис. I. 10.
Переход от передаточной функции W(p) к частотной ампли-
амплитудно-фазовой характеристике W(i&) производится заменой сим-
символа дифференцирования р на /со, где / — мнимая единица, а со —
круговая частота.
S)
W
Рис. 1.10. Частотные характеристики:
а — запись изменения входной и выходной координаты при заданной частоте «i;
б — амплитудно-частотная характеристика; в — фазово-частотвая характеристика;
г — амплитудно-фазовая частотная характеристика
Тогда, соответственно выражениям A.4), A.5), A.6), A.7)
и A.8) амплитудно-фазовые частотные характеристики имеют
вид:
для звена
A.9)
A.10)
A.11)
для замкнутой системы по внешнему воздействию
_ У/х(й»)
7 / Цш)
для замкнутой системы по изменению настройки
Wa(to) = -=***- =
Амплитудно-фазовая частотная характеристика разомкнутой си-
системы Wpaa(iui) имеет вид выражения A.9). Амплитудно-фазо-
Амплитудно-фазовая частотная характеристика W(ia>) является комплексной ве-
23
личиной и после преобразования выражений A.9), A.10) и
A.11) может быть представлена в следующих двух формах:
W (too) = Re (со) + Urn (со), A.12)
где Re (a) —вещественная часть; /m(co) —мнимая часть,
А (со) — амплитуда, равная отношению амплитуды выходной
координаты к амплитуде входной;
<р(со) — фаза между колебаниями входной и выходной ко-
координаты.
Переход от одной формы к другой осуществляется в соответ-
соответствии со следующим выражением:
Л(со) =
A.14)
Зависимости Re и Jm от частоты со дают вещественную и мни-
мнимую частотные характеристики, а зависимости А и ф — ампли-
амплитудную и фазовую. Имеются и другие разновидности частотных
характеристик (логарифмические, обратная и т. п.).
Характеристики параллельно и последовательно соединенных
звеньев складываются и умножаются по правилам сложения и
умножения комплексных чисел. При сложении раздельно скла-
складываются вещественные и мнимые части или векторио склады-
складываются амплитуды при заданных частоте и фазах. При умноже-
умножении перемножаются амплитуды (модули) и складываются фазы
(аргументы).
Для уменьшения громоздкости записи в дальнейшем харак-
характеристики и входящие в них многочлены в операторной и частот-
частотной форме будем обозначать, опуская р и мо, так как форма ха-
характеристики легко различается по правой части выражения.
Частотные методы анализа и частотные характеристики при-
применимы только к линейным системам. Однако в ряде случаев их
используют и в существенно нелинейных задачах в виде экви-
эквивалентных характеристик (метод гармонической линеаризации).
Широко используются так называемые временные динамиче-
динамические характеристики, получаемые при заданном законе измене-
изменения входной координаты во времени. Чаще всего берется скачко-
скачкообразное изменение входной координаты от одного установивше-
установившегося значения к другому.
Статические и динамические характеристики могут быть пред-
представлены в графической и аналитической форме. Характеристики
можно получить теоретически и экспериментально.
При экспериментальном построении с помощью специального
устройства создается выбранное изменение входной координаты
24
и фиксируется соответствующее ему изменение выходной коорди-
координаты. Например, при определении частотной характеристики уп-
упругой системы вибратором того или иного типа создается перио-
периодическое силовое воздействие, соответствующее входной коор-
координате (например, силе резания). Датчиком фиксируется
смещение точек УС, определяющее выходную координату (на-
(например, относительное смещение резца и обрабатываемой де-
детали).
Статические и динамические характеристики могут приме-
применяться для описания свойств отдельных элементов и систем
в целом.
УСТОЙЧИВОСТЬ СИСТЕМ И ЭЛЕМЕНТОВ
Важнейшим условием, необходимым для определения харак-
характеристики, является устойчивость элемента или системы. Иначе
говоря, это условие определяет работоспособность элемента или
системы. Для того чтобы отличить устойчивость элемента от ус-
устойчивости анализируемой системы, часто говорят о собственной
устойчивости элемента. Принципиальной разницы между этими
понятиями нет, поскольку элемент всегда является сложной си-
системой со своими внутренними связями.
Для устойчивости нелинейной системы, имеющей непрерыв-
непрерывные координаты и их производные в окрестности рассматривае-
рассматриваемого состояния, по А. М. Ляпунову необходима и достаточна ус-
устойчивость первого линейного приближения (за исключением
случаев, которые А. М. Ляпунов назвал особыми).
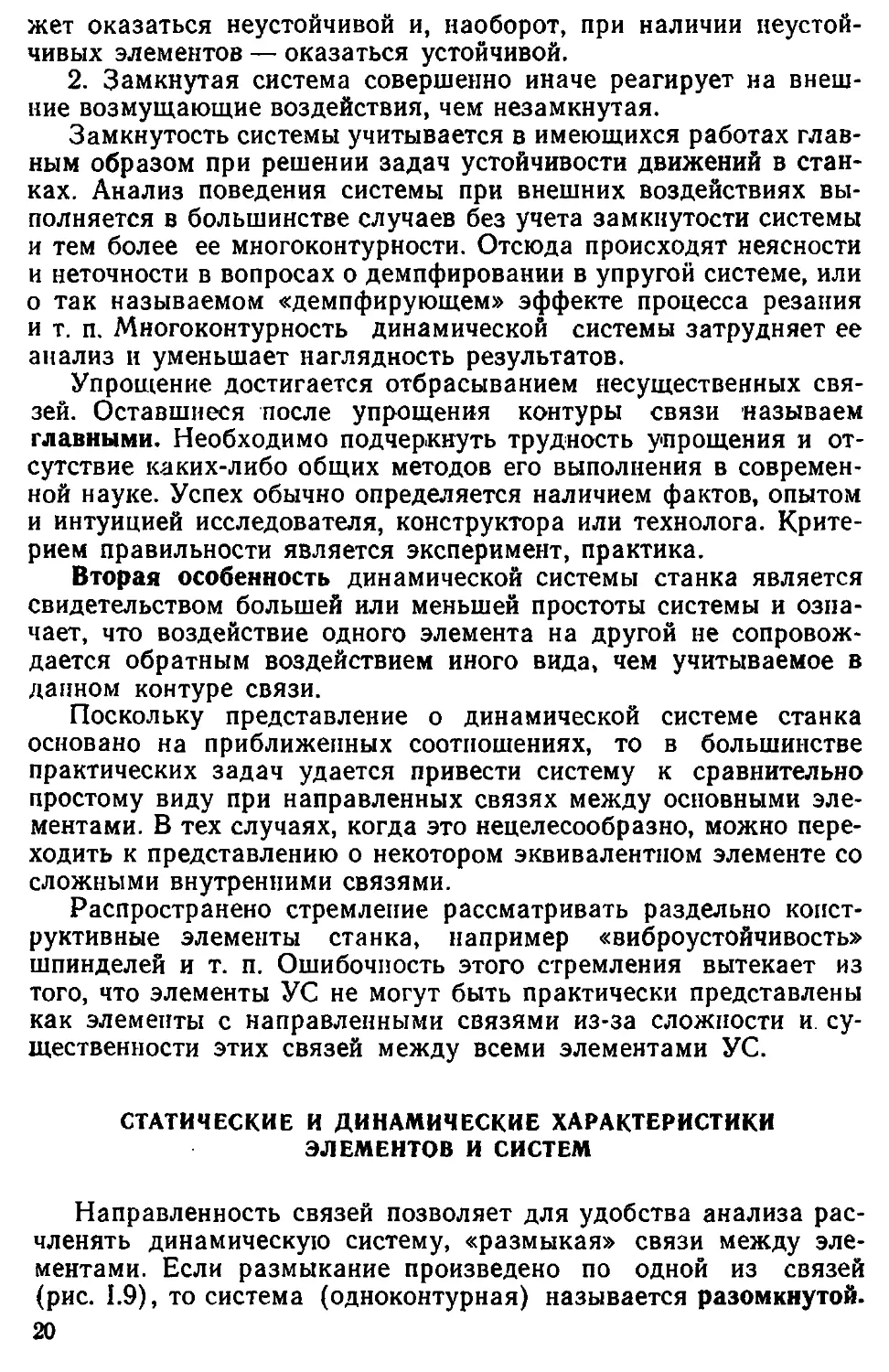
Устойчивость определяется нарастанием или уменьшением во
времени переходной составляющей решения уравнения (I. 1):
х„еР = С1ег*' + С^ + ... + Спе V , A.15)
где Сь С2;...;СП — произвольные постоянные, определяемые
заданными начальными условиями про-
процесса;
2,, г2;...; zn — корни характеристического уравнения
L(z)=0.
В общем случае корни являются комплексными:
Zl.2 = «l± «»1-
Система устойчива, если вещественные части корней отрица-
отрицательны. Соблюдение этого условия устойчивости определяется с
помощью так называемых критериев устойчивости. Известны ал-
алгебраические (Рауса, Гурвица и др.) и частотные (Найквиста,
или амплитудно-фазовый, Михайлова и др.) критерии устойчи-
устойчивости.
Амплитудно-фа8овый критерий, или критерий Найквиста, по-
позволяет по характеристике разомкнутой системы судить об ус-
устойчивости замкнутой системы. Практически критерий удобен
в тех случаях, когда разомкнутая система устойчива или
25
iJm
нейтральна, а в передаточной функции этой системы степень
многочлена, стоящего в знаменателе, выше или равна степени
многочлена, стоящего в числителе.
При этих условиях для устойчивости соответствующей замк-
замкнутой системы необходимо и достаточно, чтобы амплитудно-фа-
амплитудно-фазовая частотная характеристика разомнутой системы Wpa3 (ха-
(характеристика является без-
безразмерной) не охватывала
точку с координатой —/, ле-
лежащую на вещественной
оси. На рис. 1.11 показаны
характеристики разомкну-
разомкнутой системы для устойчи-
устойчивой а и неустойчивой б
замкнутых систем.
В этом простейшем виде
критерий широко исполь-
используется в данной работе, так
как рассматриваемые дина-
Рис. 1.11. Амплитудно-фазовые частот-
частотные характеристики (АФХЧ) разомкну-
разомкнутой системы
мические системы станков
удовлетворяют указанным
условиям. Отрезок, отсекае-
отсекаемый характеристикой ра-
разомкнутой системы на отри-
отрицательной ветви вещественной оси, обозначим Re°3p . Тогда
условие устойчивости получит вид
Re°pa3<U
в котором оно применяется далее к различным системам.
ЭКВИВАЛЕНТНЫЕ ДИНАМИЧЕСКИЕ СИСТЕМЫ СТАНКА
Третья особенность динамической системы станка определя-
определяется разделением зон, где протекают рабочие процессы, элемен-
элементами упругой системы. Зона резания, например, удалена от дви-
двигателя и от поверхностей контакта движущихся узлов станка.
Эта особенность позволяет сравнительно просто перейти к
эквивалентным представлениям о динамической системе станка,
как об одноконтурной системе.
На рис. 1.12 схематически показаны основные три типа таких
систем.
Первая (/) из них удобна при решении задач, связанных с
выбором привода или его расчетом. Кроме элемента «процессы
в двигателе» система включает эквивалентный элемент, который
назовем в согласии с термином, принятым в теории привода,
«механической системой» (МС). Этот элемент объединяет УС.
26
процессы резания и трения с их связями. В простейшем случае,
который широко используется в теории электро- и гидропривода,
механическая система представляется в виде массы, на которую
действуют силы сопротивления. Силы считаются или внешними,
или функционально зависящими от скорости движения массы.
Вид этой зависимости основан на качественных представлениях
и, как правило, неизвестен. Не меняет существа дела и учет мно-
многих масс и пружин в УС передачи от двигателя к рабочему орга-
органу станка. Эквивалентность элемента «механическая система»
исключает возможность получения некоторых универсальных за-
зависимостей для сил сопротивления, поскольку эти зависимости
являются выражением связей между данной упругой системой и
Ё
Процессы
в двигателе
~" Упругая
система
Процесс
Е трения " |
7~:~""ol
Процесс
резания
Проиесс J
Процесс
трения
Проиесс
резания
Упругая
система
| | р»1 система |—
I I . ,
I II Процессы I
Процессы
8 двигатепе
i i—,__^—j
Упругая
система
Процесс
трения
Процессы
в двигатепе
Рис. 1. 12. Типы одноконтурных эквивалентных динамических систем
станка
рабочими процессами при заданных режимах работы. При изме-
изменении параметров УС или рабочих процессов зависимость также
меняется.
Вторая (//) эквивалентная система удобна при решении за-
задач, связанных с анализом или расчетом условий трения в на-
направляющих или подшипниках узлов станка. Обычно эти задачи
решаются применительно к работе станка при холостом ходе.
Тогда эквивалентный элемент системы объединяет УС и процессы
с двигателе; в необходимых случаях он может включать и реза-
резание. Этот элемент назовем эквивалентной упругой системой
(ЭУС), так как обычно рассматривают взаимодействие элемен-
элементов УС (стола или ползуна с приводом) и процесса трения. Ос-
Основным параметром, на котором в наибольшей степени проявля-
проявляется эквивалентности такого представления, является демпфиро-
демпфирование (в линейных системах). Коэффициент демпфирования
е этом случае является функцией параметров УС и рабочих про-
процессов, входящих в ЭУС. Отсюда вытекает необоснованность
27
попыток применения некоторых универсальных значений коэф-
коэффициентов демпфирования.
Сказанное о демпфировании в равной степени относится и к
принимаемым в таких исследованиях характеристикам процесса
трения.
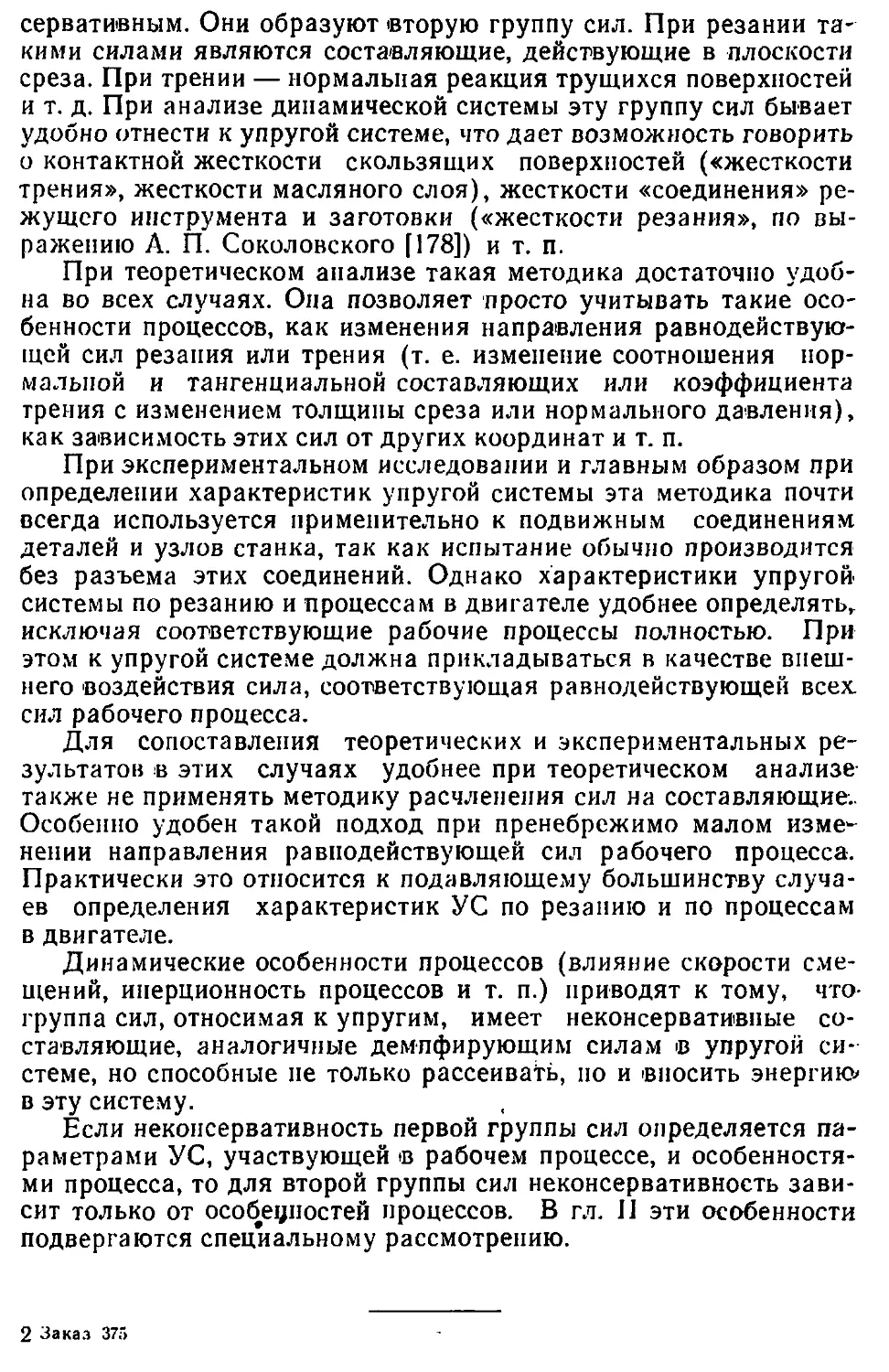
Третья (///) эквивалентная система удобна при анализе или
расчете условий резания, например, при решении технологиче-
технологических задач, связанных с обработкой деталей на данном станке.
Эквивалентный элемент включает, кроме УС, процессы в двига-
двигателе и трение.
Так как в существующих исследованиях рассматривается
взаимодействие УС с процессом резания, то эквивалентный эле-
элемент, как и в предыдущем случае, назовем «эквивалентной уп-
упругой системой» (ЭУС). Уточнять принадлежность ЭУС ко // или
/// виду эквивалентной динамической системы станка нет необ-
необходимости, так как все равно при решении конкретных задач со-
содержание понятия ЭУС уточняется и конкретизируется. Замеча-
Замечания, сделанные применительно к задачам, связанным с предыду-
предыдущей эквивалентной системой, полностью относятся и к данному
случаю, касаясь главным образом демпфирования УС и харак-
характеристик процесса резания.
Ниже будем широко пользоваться предложенными тремя ти-
типами упрощенных эквивалентных динамических систем станков.
Эти же эквивалентные системы показывают условность понятий
об элементе и системе. Каждый основной элемент динамической
системы станка является сложнейшей системой со своими внут-
внутренними связями, которые определяют динамические свойства
этого элемента.
Расчетное определение характеристик эквивалентных систем
не представляет принципиальных трудностей при наличии урав-
уравнений всей замкнутой системы.
Если размыкается одна связь (т. е. исключается зависимость
между двумя обобщенными координатами), соответствующая
рассматриваемой эквивалентной системе, то остальные связи со-
сохраняются, будучи заложенными в коэффициентах уравнения
системы.
Переход от характеристик отдельных элементов и контуров
связи к характеристикам эквивалентных элементов и систем
представляет методический интерес, особенно важный при экспе-
экспериментальном определении этих характеристик. Удобен такой
переход также при построении общей методики анализа и расче-
расчета динамической системы станка.
Рассматривая двухконтурную систему (рис. I. 13), выделим
из нее контур, который назовем «первичным». Он включает УС
и связанный с нею какой-либо рабочий процесс. Чаще всего как
первичный выделяется контур, включающий процесс трения
(первичный контур связи должен быть устойчивым, в противном
28
случае задача о получении характеристики ЭУС теряет практи-
практический смысл). Второй контур исключается, а воздействие вхо-
входящего в него элемента на УС считаем внешним переменным
воздействием.
Отношение выходной координаты УС исключенного контура к
этому воздействию является характеристикой эквивалентного
элемента, заменяющего данный первичный контур.
P2=const
Lt
Рис. 1.13- Схема определения характеристики эквивалентного элемента:
а — двухконтурная система; б — первичный контур; в — схема воздействия
иа упругую систему (УС); г — эквивалентный элемент (ЭУС)
В соответствии со схемами, показанными на рис. I. 13, урав-
уравнения УС относительно каждой из выходных координат ух и </2
имеют вид:
= RnPi + 5j A; A.16)
= RvPi + Si2P2. A.17)
Уравнение рабочего процесса
Здесь Q, R и S с соответствующими индексами
ные многочлены.
Так как для разомкнутого первичного контура
A.18)
оператор-
то после совместного решения уравнений (I. 16) и (I. 18) и пре-
преобразований
где
S = Q
Откуда получим указанную выше передаточную функцию
или характеристику замкнутой системы по возмущающему
воздействию относительно координаты у\\
wfl1 = f--r3r-' AЛ9)
-,Pa3
где
ЦР81 =-й-= _il— характеристика УС при Pi = const,
т. е. при отсутствии связи по первично-
первичному контуру;
— характеристика
разомкнутой системы
(по первичному контуру).
Совместное решение уравнений (I. 17) и (I. 18) дает переда-
передаточную функцию или характеристику замкнутой системы по тому
же возмущающему воздействию, но относительно другой выход-
выходной координаты у%:
Уъ. У\
\v/
или после преобразаваний
где
ГУ2
12 = "Г— =
Qn
Qn
характеристики
УС при Р2 = const.
характеристика УС при
Pi — const.
Характеристики W\\\ Wi2; ^гь й^гг в статике представляют
собой перемещения yi и у% УС под действием единичных сил Р\ и
Рг. В динамике их физический смысл такой же. Иногда удобнее
пользоваться иной записью характеристики:
^Г 1
"г ™ граз \
A-21)
где
30
kx = —У- — — = 1а^п —
«7 </ Q«
характеристика отношения
смещений УС по У\ и t/2
(форма колебаний) от Pi
при Р2 = const;
у _ Qu
я« — ^г~ — ~ — q s — характеристика отношения
смещений УС по у{ и у2
(форма колебаний) от Л>
при Pi = const.
Выражения A.20) и A.21) представляют собой искомую ха-
характеристику (передаточную функцию, частотную амплитудно-
фазовую характеристику) Шэус эквивалентной упругой системы.
Характеристика W9vc ЭУС равна характеристике Wyc УС
(без замкнутого контура), умноженной на коэффициент Кае, за-
зависящий от свойств замкнутого контура связи и упругой си-
системы:
ЧГЭус = ЧРУсКдс, A.22)
где Wavc = W^; Wyc = Wn;
Коэффициент Кве определяет влияние замкнутого контура
связи на характеристику системы. В частотной форме этот мно-
множитель является комплексным и изменяет амплитудную и фазо-
фазовую характеристики системы.
Это изменение находит внешнее выражение не только © умень-
уменьшении «резонансных» амплитуд («увеличение» демпфирования),
но и в их увеличении (уменьшение «демпфирования). Изменяют-
Изменяются также «инерционные» и «упругие» свойства («масса» и «жест-
«жесткость») системы. Сказанное относится к так называемым «при-
«приведенным» массам, жесткостям и демпфированию упрощенных
эквивалентных упругих систем, порядок которых всегда берется
ниже, чем имеют системы, учитывающие наличие контуров связи
через рабочие процессы. В литературе чаще всего системы подоб-
подобного рода рассматриваются с одной степенью свободы.
Используя описанный прием, можно перейти к эквивалентной
характеристике сложных систем, включающих большее число
контуров связи.
ОБЩАЯ ХАРАКТЕРИСТИКА СВЯЗЕЙ В ДИНАМИЧЕСКОЙ
СИСТЕМЕ СТАНКА
Как уже указывалось, в подавляющем большинстве динами-
динамических процессов связь между рабочим процессом и УС выра-
выражается силовым воздействием процесса на УС. Другие виды
воздействий и среди них важнейший — тепловой практически во
многих случаях можно считать внешними по отношению к систе-
системе. Поэтому вьйсодной координатой процессов являются силы и
моменты сил резания, трения, гидродинамических, электромаг-
электромагнитных и т. п.
31
Сила резания определяется пластическим деформированием
срезаемого слоя в стружку, связанным с процессами на поверх-
поверхностях инструмента, соприкасающихся со стружкой и обрабаты-
обрабатываемой деталью.
Сила трения двух твердых тел определяется процессами, про-
протекающими на дискретных контактах трущихся поверхностей и
в прилегающих к ним поверхностных слоях этих тел.
Гидродинамические силы определяются процессами, проте-
протекающими в объемах жидкости (слое смазки, в рабочей жидкости
гидропривода и т. п.). Это положение справедливо и по отноше-
отношению к остальным видам процессов.
Таким образом, параметры процессов являются распределен-
распределенными. Для упрощения выражения характеристик распределен-
распределенные параметры стремятся заменить сосредоточенными.
В зависимости от соотношения размеров пространства, в ко-
котором протекает процесс, и размеров тел, входящих в УС и участ-
участвующих в этом процессе (инструмент, обрабатываемая деталь,
направляющие, подшипники, ротор электродвигателя и т. п.),
удается привести характеристику процесса к зависимости силы
от смещения точек, линий или поверхностей этих тел.
В первом случае необходимо оценивать величину и направле-
направление силы, в последних, кроме того, и точку приложения равно-
равнодействующей или закон распределения сил. Координаты, опи-
описывающие указанные смещения точек, линий и поверхностей,
являются выходными координатами упругой системы и входны-
входными координатами процессов.
Все рабочие процессы протекают при относительном движе-
движении твердых тел и среды. В работе {80] показано, что динамиче-
динамически важной особенностью обобщенных сил, возникающих при от-
относительном движении твердых тел и среды, т. е., в частности,
в рабочих процессах станка, является наличие составляющих,
зависящих от ортогональных координат. Физический смысл этого
положения заключается в том, что эти составляющие силы опре-
определяются координатами, на которых они не совершают работы.
Например, при резании и трении такими составляющими являют-
являются тангенциальные силы, зависящие от перпендикулярных к ним
смещений по нормали к поверхности резания или трения (измене-
(изменения толщины среза и контактного давления).
Эту особенность можно проследить во всех процессах, о чем
подробно говорится в гл. III. При определенных условиях дина-
динамическая особенность процесса приводит к тому, что соответст-
соответствующие силы вносят или рассеивают энергию, сообщаемую дви-
движущимся телам внешним источником. Иначе говоря, эти состав-
составляющие сил являются одним из видов неконсервативных сил.
Эти силы образуют первую группу сил.
Наряду с указанными при движении тел и среды возникают и
другие составляющие силы, подобные упругим, т. е. силам кон-
32
сервати'вным. Они образуют вторую группу сил. При резании та-
такими силами являются составляющие, действующие в плоскости
среза. При трении — нормальная реакция трущихся поверхностей
и т. д. При анализе динамической системы эту группу сил бывает
удобно отнести к упругой системе, что дает возможность говорить
о контактной жесткости скользящих поверхностей («жесткости
трения», жесткости масляного слоя), жесткости «соединения» ре-
режущего инструмента и заготовки («жесткости резания», по вы-
выражению А. П. Соколовского [178]) и т. п.
При теоретическом анализе такая методика достаточно удоб-
удобна во всех случаях. Она позволяет просто учитывать такие осо-
особенности процессов, как изменения направления равнодействую-
равнодействующей сил резания или трения (т. е. изменение соотношения нор-
нормальной и тангенциальной составляющих или коэффициента
трения с изменением толщины среза или нормального давления),
как зависимость этих сил от других координат и т. п.
При экспериментальном исследовании и главным образом при
определении характеристик упругой системы эта методика почти
всегда используется применительно к подвижным соединениям
деталей и узлов станка, так как испытание обычно производится
без разъема этих соединений. Однако характеристики упругой
системы по резанию и процессам в двигателе удобнее определять,,
исключая соответствующие рабочие процессы полностью. При
этом к упругой системе должна прикладываться в качестве внеш-
внешнего воздействия сила, соответствующая равнодействующей всех,
сил рабочего процесса.
Для сопоставления теоретических и экспериментальных ре-
результатов в этих случаях удобнее при теоретическом анализе
также не применять методику расчленения сил на составляющие..
Особенно удобен такой подход при пренебрежимо малом изме-
изменении направления равнодействующей сил рабочего процесса.
Практически это относится к подавляющему большинству случа-
случаев определения характеристик УС по резанию и по процессам
в двигателе.
Динамические особенности процессов (влияние скорости сме-
смещений, инерционность процессов и т. п.) приводят к тому, что-
группа сил, относимая к упругим, имеет неконсервативные со-
составляющие, аналогичные демпфирующим силам о упругой си-
системе, но способные не только рассеивать, но и ©носить энергию*
в эту систему.
Если неконсервативность первой группы сил определяется па-
параметрами УС, участвующей <в рабочем процессе, и особенностя-
особенностями процесса, то для второй группы сил неконсервативность зави-
зависит только от особ#ецностей процессов. В гл. II эти особенности
подвергаются специальному рассмотрению.
2 Заказ 375
ГЛАВА II
УПРУГАЯ СИСТЕМА СТАНКА
ОСНОВНЫЕ ПОЛОЖЕНИЯ
Анализ упругой системы, как элемента динамической системы
станка, (включает определение: 1) собственной устойчивости это-
этого элемента; 2) статических и динамических характеристик по
резанию, трению и процессам в двигателе; 3) форм колебаний
или передаточных функций между смещениями точек системы
при заданном воздействии.
Упругая.система станка имеет особенности, характерные так-
также и для других машин, отличающие ее от упругих систем строи-
строительных конструкций. Особенности упругой системы сводятся к
следующему.
1. Наличие большого числа подвижных соединений, т. е. та-
таких соединений, в которых детали станка имеют заданное отно-
относительное движение (в условиях решаемой задачи). Это делает
необходимым переход к эквивалентной упругой системе, вклю-
включающей большое число замкнутых контуров связи через рабочий
процесс, главным образом трение, в каждом подвижном соеди-
соединении (суппорт — направляющие; винт — гайка; вал — под-
подшипник; пара зубчатых колес; ремень — шкив и т. п.). Упруги-
Упругими элементами этой системы являются или отдельные детали
(вал, ремень и т. п.) или комплект деталей, имеющих неподвиж-
неподвижные соединения (резцедержатель, верхняя каретка, поворотный
фланец, нижняя каретка суппорта токарного стайка или гайка
ходового винта, каретка суппорта и т. п.).
2. Наличие большого числа неподвижных слабо затянутых
соединений. Это резко увеличивает роль контактных деформаций
и местных отгибов лап, приливов, планок и прочих конструктив-
конструктивных элементов, служащих для соединения деталей станка. К чи-
числу таких соединений относятся и те, по которым движение мо-
может быть задано, но не производится в рассматриваемом
случае. Например, при продольном точении соединение попереч-
поперечного суппорта токарного станка с направляющими является не-
неподвижным. В литературе, однако, иногда такое соединение на-
м
зывается подвижным. Принятое нами определение подвижного
и неподвижного соединения отличается от указанного и вызвано
принципиальной разницей в их динамических свойствах.
Следует различать собственную устойчивость упругого эле-
элемента и эквивалентной упругой системы. Потеря устойчивости
упругими элементами в станках встречается сравнительно редко
и носит в основном статический характер. Потеря устойчивости
может возникать в следующих случаях:
1. При работе длинных ходовых винтов, штоков, сверл для
глубокого сверления и т. п. деталей на сжатие (продольный из-
изгиб).
2. При вращении валов, длинных заготовок, сверл и т. п. с чи-
числом оборотов, близким к критическому.
3. При обработке тонкостенных заготовок или при использо-
использовании в станке тонкостенных деталей.
Условия устойчивости упругих систем служат предметом спе-
специальных исследований в теории упругости [35, 188], теории ко-
колебаний [189, 149, 156, 33] и тому подобных областях науки. При
анализе динамической системы станка, включающей собственно
неустойчивый упругий элемент, используются результаты этих
исследований как в форме исходных уравнений, так и непосред-
непосредственно в виде условий устойчивости.
Собственная устойчивость ЭУС будет рассмотрена ниже на
примере устойчивости системы станка при перемещении узлов.
По определению эта система является эквивалентной упругой
системой по связи с резанием.
В практике при создании и отладке станка, приспособления
или инструмента всегда добиваются устранения всех видов неус-
неустойчивости ЭУС как путем выхода из зоны критических оборо-
оборотов или продольного изгиба, так и путем создания условий ус-
устойчивого движения всех узлов и деталей станка при работе
его вхолостую.
Характеристики упругой системы определяются следующими
основными параметрами: массами или моментами инерции уз-
узлов и деталей; жесткостью упругих элементов; силами неупруго-
неупругого сопротивления (демпфирования); связями между перемеще-
перемещениями масс в системе с многими степенями свободы.
Смысл и значение этих параметроэ общеизвестны: они по-
подробно рассматриваются в курсах теоретической механики и те-
теории колебаний. Мы остановимся на них в той мере, в которой
это необходимо для понимания дальнейшего материала.
Массы и моменты инерции узлов и деталей станка, собствен-
собственными деформациями которых можно пренебречь, определяются
как расчетом, так,и»экспериментально. Соответствующие методы
описаны в справочной литературе, например [186, 81] и др. При-
Приведенные массы и моменты инерции зависят не только от раз-
размеров и конфигурации данной детали, но и от особенностей всей
35
упругой системы [149]. Применительно к станкам методы приве-
приведения масс рассмотрены в работе [20].
Определению жесткости различных конструктивных элемен-
элементов и их соединений посвящена обширная литература. Примени-
Применительно к станкам и их типичным конструктивным элементам, а
также их неподвижным соединениям (станинам, стойкам, ползу-
ползунам, коробкам, направляющим скольжения и качения и т. п.)
вопросы жесткости рассмотрены в работе Д. Н. Решетова,
В. В. Каминской, 3. М. Левиной [52]. Основы оценки контактных
деформаций станочных деталей заложены в работах В. К- Во-
тинова [23] и А. П. Соколовского [178]. За рубежом известны ра-
работы Кикебуша [224, 201], Лёвепфельда [225], Билефельда [214]
и др.
Выше говорилось об эквивалентности понятия упругого эле-
элемента, заменяющего собой замкнутую систему, образующуюся
¦в подвижном соединении. Под жесткостью такого соединения по-
понимается отношение силы, вызывающей относительное смещение
движущихся тел, к величине этого смещения.
В направляющих и подшипниках скольжения жесткость за-
зависит от смещения центра вала или перемещаемого узла при
увеличении или уменьшении нагрузки. Жесткость слоя смазки
определяется при этом изменением толщины слоя. Известна
лтринципиальная разница между жесткостью слоя смазки при
наличии движения и при его отсутствии. В первом случае она
определяется законами гидродинамики, во втором — отсутству-
отсутствует (если не учитывать особого свойства весьма тонких пленок
смазки [3]).
Аналогичная особенность может быть прослежена в соедине-
соединениях с электромагнитными полями (в электродвигателях, тяго-
тяговых магнитах, электромагнитных муфтах, специальных подшип-
подшипниках и т. п.).
В подвижных соединениях с резанием одним резцом (напри-
(например, при анализе эквивалентной механической системы или в
сложных случаях раздельного рассмотрения нормальной и тан-
тангенциальной составляющих силы резания) жесткость соединения
(по выражению А. П. Соколовского — «жесткость резания»)
определяется отношением нормальной составляющей силы реза-
резания к изменению толщины среза. Величина этой жесткости из-
изменяется в соответствии с законами резания.
В подвижных соединениях с трением, подчиняющимся зако-
закону Амонтона—Кулона (назовем его условно сухим трением),
жесткость соединения («жесткость трения») аналогична контакт-
контактной жесткости неподвижных соединений в УС, но определяется
она законами трения. Во всех имеющихся работах считается,
что контактная жесткость стыков и «жесткость трения» равны.
Однако это является лишь грубым приближением, верным дале-
далеко не при всех условиях.
36
Законы рабочих процессов, протекающих в подвижных сое-
соединениях, весьма сложны и поддаются лишь приближенному
расчету. Поэтому, как правило, данные по жесткости этих соеди-
соединений получаются экспериментально. Соответствующие сведе-
сведения можно найти в специальной литературе, посвященной иссле-
исследованию процессов (в подшипниках и направляющих скольже-
скольжения, электродвигателях, при резании и т. п.). По «жесткости
трения» данные в настоящее время отсутствуют. Принимается,
что она равна контактной жесткости.
Силы неупругого сопротивления или силы демпфирования в
упругих элементах станка определяются в основном трением
в стыках деталей [164]. Поскольку в неподвижных стыках, в от-
отличие от подвижных, относительное смещение деталей возни-
возникает только в результате деформации упругой системы, постоль-
постольку силы трения в них всегда демпфируют колебания, рассеивают
часть энергии, вносимой в УС при ее нагружении.
Вопросам расчета демпфирующей способности неподвижных
соединений (стыков) посвящены работы Я- Г. Пановко и его со-
сотрудников [51], Д. Н. Решетова и 3. М. Левиной [164] и некото-
некоторых других авторов.
В работах Я. Г. Пановко и его сотрудников рассматриваются
случаи демпфирования колебаний, возбуждаемых силой, ампли-
амплитуда которой не превосходит начальной силы трения по всей
поверхности соединения. Такое соединение удобно называть за-
затянутым. Проскальзывание возникает только за счет упругого
деформирования деталей, образующих стык. При определенной
амплитуде колебаний, зависящей от степени затянутости стыка,
возникают полные относительные смещения тел и соединение
переходит в категорию незатяиутых. К незатянутым стыкам
можно отнести большое число соединений деталей и узлов в
станках с малым первоначальным натягом.
В работах Д. Н. Решетова и 3. М. Левиной дается расчет
демпфирования, основанный на экспериментально полученных
зависимостях относительного рассеяния энергии при колебаниях
от начальных давлений на поверхностях контакта деталей. Ана-
Аналогично тому, как это принято в ряде гипотез по демпфированию
внутренним трением [150], считается, что рассеиваемая энергия
пропорциональна квадрату амплитуды. Это допущение подтвер-
подтверждается экспериментами.
Известно, что такая зависимость' справедлива, в частности,
при линейном вязком трении [152]. Учет демпфирования в форме
линейного вязкого трения наиболее удобен. К этой форме стре-
стремятся привести все другие виды трения [181]. Основанием для
упрощения служат'данные многочисленных экспериментов но
затуханию колебаний в машинах и, в частности, в станках, пока-
показывающие, что затухание во многих случаях следует приближен-
приближенно закону вязкого трения.
37
Наши исследования, изложенные в специальном параграфе,
показывают, что наличие вязкой среды, например смазки, не яв-
является необходимым условием вязкого сопротивления. Такое
сопротивление при достаточно распространенных условиях воз-
возникает и при сухом трении, которое имеет существенно нелиней-
нелинейную характеристику по скорости.
Важнейшей особенностью упругой системы, вытекающей из
того, что она имеет много степеней свободы, является зависи-
зависимость между собой отдельных перемещений УС, или, иначе, на-
наличие связей ее обобщенных координат. Эти связи ниже будем
называть внутренними связями УС. Проявляются эти связи в
том, что при попытке вызвать данной силой какое-либо переме-
перемещение, вызывают также и другие перемещения. Различают связи
статические (по координате), скоростные (по первой производ-
производной координаты по времени) и динамические, инерционные (по
второй производной координаты по времени).
Статическая или упругая (координатная) связь может воз-
возникнуть как между поступательными перемещениями, так и ме-
между угловым (крутильным) и поступательным. Эта связь воз-
возникает тогда, когда перемещения рассматриваемой массы (точ-
(точки) являются суммой деформаций нескольких пружин, несущих
другие массы. Одним из важных случаев возникновения связи
является несовпадение действующей силы с направлением глав-
главных осей жесткости УС Простейшим и наглядным примером для
этого случая является «косой изгиб» балки прямоугольного се-
сечения.
Скоростная связь возникает в тех случаях, когда в системе
действуют силы, являющиеся функциями скорости. В упругой
системе станка такими силами могут быть или силы демпфиро-
демпфирования или гидродинамические силы при перемещении узлов по
направляющим со смазкой. Демпфирующие силы вносят связь
тогда, когда демпфирование по одной обобщенной координате
оказывает влияние на демпфирование по другой координате.
Это бывает, например, при несовпадении осей координат и на-
направления деформаций в плоскости стыка.
Инерционная или динамическая связь возникает в упругой
системе при наличии многих масс и в тех случаях, когда равно-
равнодействующая сил инерции не совпадает с центром жесткости си-
системы. В упругой системе станка эта связь оказывается сущест-
существенной при перемещении колонн, рукавов, шпиндельных бабок
вертикальных агрегатных станков и т. п. В этих случаях при пря-
прямолинейном смещении системы одновременно возникает угловое
(качание стойки, рукава и т. п.), вызванное моментом силы
инерции относительно центра жесткости. При угловом смещении
системы тангенциальная и нормальная силы инерции вызовут
прямолинейное перемещение. При составлении уравнений дви-
движения системы относительно центров тяжести, а не жесткости»
38
инерционная связь приобретает форму статической (координат-
(координатной) [55].
При оценке влияния связи между обобщенными координата-
координатами УС на динамические процессы очень важным фактором явля-
является близость частот взаимодействующих «парциальных» коле-
колебательных систем. Если парциальные частоты близки, то даже
при слабой связи взаимодействие систем оказывается очень
сильным. В литературе можно встретить термин «внутренний
резонанс», определяющий условия совпадения частот двух свя-
связанных колеблющихся систем. Например, может возникнуть
внутренний резонанс между изгибными и крутильными колеба-
колебаниями расточной борштанги [207] при определенном соотношении
ее диаметра и длины.
Для оценки влияния близости частот Л. И. Мандельштамом
[183] было предложено понятие связанности колебательных си-
систем.
Коэффициент связанности представляется как произведение
коэффициента связи на отношение удвоенного произведения пар-
парциальных частот к разности их квадратов. При сближении ча-
частот коэффициент связанности растет. При их удалении — умень-
уменьшается.
Рассмотренная особенность УС со многими степенями свобо-
свободы ебнаруживается при произвольном выборе обобщенных ко-
координат. Однако можно выбрать такие обобщенные координаты
системы, что перемещения по ним будут независимыми. Такие
обобщенные координаты называются нормальными.
Переход к нормальным координатам оказывается удобным
при решении многих задач динамики, хотя эти координаты не
всегда имеют ясный физический смысл. Частоту колебаний, свой-
свойственную каждой нормальной форме колебаний, называют соб-
собственной частотой системы. В сложной системе этих частот не-
несколько. Расчетным путем они определяются при решении урав-
уравнения движения системы без правой части, являясь корнями так
называемого векового уравнения. Собственные частоты УС срав-
сравнительно просто выявляются при экспериментальном исследова-
исследовании, как резонансные частоты.
Статическими и динамическими характеристиками УС назы-
называются зависимости, выражающие отношение выходной коорди-
координаты, т. е. смещения системы или скорости этого смещения, к
входной координате, т. е. силе (или'К иному, например, теплово-
тепловому воздействию).
Входные и выходные координаты УС определяются в каждом
конкретном случае путем анализа динамической системы станка.
По контурам свявл*с резанием и трением выходной координатой
чаще всего является линейное смещение по нормали к поверх-
поверхности резания или к поверхности трения. В некоторых случаях
(при внутреннем протягивании, при угловом защемлении пере-
39
мещаемого узла на направляющих и т. п.) такой координатой
может быть угловое смещение.
По связи с процессами в двигателе выходной координатой
УС, как правило, является угловая или линейная скорость рото-
ротора или поршня. В копировальных и программных станках могут
искусственно вводиться и другие виды связей между смещения-
смещениями УС и двигателем.
Среди характеристик УС по связям с различными рабочими
процессами особое место занимает характеристика по связи с ре-
резанием, поскольку она непосредственно определяет влияние УС
на качество обрабатываемой детали. Характеристика W9yc эк-
эквивалентной упругой системы по связи с резанием выражает
отношение смещения у инструмента и заготовки по нормали к
поверхности резания к внешней силе Р, действующей так же, как
сила резания,— имитирующей силу резания
W3yc = -^ мм/кГ. (ИЛ)
Статическая характеристика выражается коэффициентом
Кэус, характеризующим податливость системы.
В литературе, а также среди инженеров и научных работни-
работников, занимающихся вопросами деформируемости и точности ме-
металлорежущих станков, широко распространена иная характе-
характеристика УС — жесткость станка или системы СПИД. Имеется
в виду статическая и динамическая жесткость станка (последняя
не имеет в указанной литературе четкого определения и тракту-
трактуется очень неопределенно).
Применительно к статической жесткости наибольшее распро-
распространение и признание получило определение, предложенное
А. П. Соколовским [178]. Он назвал жесткостью системы СПИД
отношение составляющей Ру силы резания (применительно к то-
токарной обработке) к перемещению по оси Y (в общепринятой
системе координат), определенному при действии полной силы
резания. Имеются также иные определения жесткости. Напри-
Например, Б. С. Балакшип [8] предложил оценку жесткости системы
СПИД по некоторой эквивалентной силе. Иногда пользуются
величиной, обратной жесткости, так называемой податливостью.
Между определением статической характеристики УС по свя-
связи с резанием и определением податливости системы СПИД име-
имеется много общего. Целесообразнее пользоваться термином
«статическая характеристика», а не «податливость», и соответст-
соответственно — «жесткость», применяя эти термины для характеристики
только упругих свойств конструкции. Однако, учитывая распро-
распространенность термина «жесткость», мы будем им пользоваться
в нужных случаях (в определении А. П. Соколовского), приме-
применяя название «технологическая жесткость» системы или соот-
соответственно «технологическая податливость». Ниже дается коли-
40
чественное соотношение между статической характеристикой
ЭУС по резанию и жесткостью СПИД по А. П. Соколовскому
для токарных станков.
Динамическая характеристика УС, выраженная в частотной
форме, носит в теории колебаний название динамической подат-
податливости, а обратная ей величина — динамической жесткости.
Эта характеристика отражает важную особенность УС, заклю-
заключающуюся в том, что деформация системы зависит не только от
величины действующей силы, но и от частоты ее изменения. При
совпадении частоты изменения силы с одной из собственных ча-
частот системы деформации или смещения системы резко возра-
возрастают — наступает явление резонанса.
Для анализа динамических характеристик сложных упругих
систем удобно во многих случаях пользоваться упомянутым вы-
выше представлением о нормальных координатах.
Независимые УС, каждая из которых описывается нормаль-
нормальной координатой, можно представить как отдельные элементы
системы, уравнения которых имеют второй порядок:
т\ q\ + h\ q\ + c\q\ = k\Q; i
' l ll \.z = k'2Q; |
(II. 2)
т„q*n -!- h'nq'n + cnq*n = k'nQ.
где q* — нормальная координата; m*, h*, с* — приведенные
масса, коэффициент демпфирования и жесткость данной нор-
нормальной УС; Q — внешняя обобщенная сила, действующая на
УС и имитирующая входное воздействие; k* — коэффициент
«приведения» внешней силы к нормальной координате.
Интересующее нас перемещение — выходная координата qeblx
системы — получается алгебраическим суммированием переме-
перемещений по отдельным нормальным координатам:
Яяых ^ <7l + <7*2 + • • • + </"• (Н •3)
На рис. II.1 показана схема УС с: одной степенью свободы,
параметры которой соответствуют «приведенным» параметрам
системы, описываемой одной из нормальных координат. В типо-
типовой форме ее передаточная функция, как характеристика коле-
колебательного звена, имеет вид, получаемый преобразованием одно-
одного нз уравнений (II.2), в котором для удобства опускаем ин-
индексы: . ¦
41
к.
где К"ус = —— приведенная статическая характеристика (по-
С
датливость) данной нормальной системы в мм/кГ; Т^ =1 / ~ —
— инерционная постоянная времени в сек; Г» = —«
яг—Т\ — постоянная времени демпфирования в сек; К — лога-
логарифмический декремент; о)с = 2л-/с — собственная круговая ча-
в)
Рис. II. 1. Схема УС с одной степенью свободы и ее частотные характе-
характеристики:
а — амплитудно-фазовая; б — вещественная, мнимая, амплитудная, фазовая
стота колебаний в l/сек; /с — число собственных колебаний в се-
секунду или, иначе, собственная частота колебаний в гц.
Из выражения (II.4) получаем амплитудно-фазовую частот-
частотную характеристику УС, описываемой одной нормальной коор-
координатой
¦ * *
где
УС
A-7>2J+ 7-2 оJ
(II.6)
(П.7)
Здесь значения Reycn Jm'yc имеют размерность податливости
[мм/кГ].
42
На рис. II. 1, а показана амплитудно-фазовая частотная ха-
характеристика УС с одной степенью свободы. Она построена в
комплексной плоскости по выражению (II.5) в прямоугольных
координатах Re и *Jm. В полярных координатах амплитудно-фа-
амплитудно-фазовая частотная характеристика принимает следующую форму:
(II.8)
где
Кус ; (И-9)
ц>ус = arctg —™ = arctg —-^—. (И. 10)
Reyc 1—Т\а?
Здесь А*УС представляет собой отношение амплитуды смещения
УС по координате q* к амплитуде изменения силы Q, а <рус —
фазовый сдвиг между ними. Аус измеряется © мм/кГ, а <рус — о
рад. Значения Аус и <р*ус показаны на рис. II. 1 для некоторой
частоты © как модуль и аргумент вектора, годографом которого
является амплитудно-фазовая частотная характеристика.
На том же рисунке показаны амплитудная, фазовая, вещест-
вещественная и мнимая частотные характеристики рассматриваемой
системы.
Располагая характеристиками для каждой нормальной коор-
координаты, можно определить динамическую характеристику слож-
сложной упругой системы.
Сложная упругая система, определяемая нормальными коор-
координатами, является системой параллельно соединенных элемен-
элементов, у которых входная координата одна — сила Q, а выходные
координаты — перемещения if* алгебраически суммируются.
Характеристика такой системы равна сумме характеристик
элементов, т. е. характеристик колебательных систем с одной сте-
степенью свободы, определяемых каждая своей нормальной коор-
координатой.
На рис. II.2 показана схема сложной эквивалентной УС в
нормальных координатах. Для определенности взята эквивалент-
эквивалентная УС по связи с резанием. Для нее Q = Р; qebtx = у и соответ-
соответственно выражению (П.З)
На том же рисунке показано суммирование двух характери-
характеристик, имеющих одинаковый знак.
43
Для дальнейшего анализа особый интерес представляет слу-
случай, когда характеристика хотя бы одной нормальной формы
имеет знак минус (при остальных положительных). Если при
суммировании характеристик с одним знаком полная характери-
характеристика ЭУС не может пересечь отрицательную вещественную ось
(характеристики считаем положительными), то в этом случае
полная характеристика может охватывать четыре и больше ква-
i3m
у,
У
Г
2
з'
Р.
Р
мм/кГ
и '/сек
Рис. 11.2. Схема ЭУС в нормальных координатах (а) и пример суммиро-
суммирования характеристик с одинаковыми знаками: амплитудно-фазовых (б);
nein.eciвенных (в) и амплитудных (г)
дрантов и пересекать отрицательную вещественную ось. Приме-
Примеры суммирования характеристик с разными знаками даны ниже.
Стремление к упрощению выкладок оправдывает переход к
простейшей колебательной системе с одной степенью свободы
при решении многих задач. Такой переход возможен только в
том случае, когда характеристика сложной эквивалентной упру-
упругой системы в интересующем нас частотном диапазоне может
быть аппроксимирована характеристикой второго порядка, т. е.
может быть описана характеристикой одной нормальной формы.
Упругая система, характеристика которой пересекает отрица-
44
тельную вещественную ось на частотах, лежащих « пределах ра-
рабочего диапазона, не может быть представлена системой с одной
степенью свободы.
ПРИМЕРЫ УПРУГИХ СИСТЕМ СО СВЯЗАННЫМИ ОБОБЩЕННЫМИ
КООРДИНАТАМИ
А. Системы со статической связью
Статическая «ли координатная связь между обобщенными ко-
координатами УС в станках встречается очень часто. На примере
УС системы токарного станка рассмотрим отдельно перемещения
инструмента при дефор-
деформировании суппортной
группы и обрабатывае-
обрабатываемой детали — при дефор-
деформировании шпиндельной
группы станка. Эти пере-
перемещения суммируются
как независимые, что до-
допустимо при слабом влия-
влиянии деформаций стани-
станины. УС в этом случае со-
состоит из двух параллель-
параллельно соединенных элемен-
элементов.
В плоскости, перпен-
перпендикулярной оси центров
станка, УС суппортной
группы может быть упро-
упрощенно представлена си-
системой (рис. П.З), имеющей так называемый центр жесткости
или кручения. Если нагрузка проходит через центр жесткости,
то смещение любой точки верхней части суппорта (резцедержа-
(резцедержателя) определяется деформациями по двум главным централь-
центральным осям жесткости без поворота резцедержателя. Если сила не
проходит через центр жесткости, то к .указанному перемещению
добавляется смещение от поворота вокруг центра жесткости. Ве-
Величина этого смещения определяется моментом силы и крутиль-
крутильной жесткостью.
На этом основана методика экспериментального определения
центра жесткости, названная нами методом «пеленгации». На
резцедержателе вуяпорта закрепляется уровень. Нагрузка с по-
помощью соответствующего устройства под различными углами
прикладывается к оправке, заменяющей резец, последовательно
в двух точках. Расстояние от этих точек (вылет) до
45
Рис. П.З. Схема УС суппортной группы то-
токарного станка:
О — центр жесткости; Э — эллипс жесткости.
резцедержателя различное. Определяется направление силы, при
котором показания уровня не меняются при нагружеиии, т. е. от-
отсутствует поворот резцедержателя. Точка пересечения линий
действия нагружающих сил является центром жесткости.
Схема «пеленгации» показана на рис. 11.4. Измеряя индика-
индикатором перемещения резцедержателя по осям У и Z, можно по
результатам измерения, сравнительно простым расчетом опре-
определить величины главных жесткостей и направление их осей.
Зная положение центра жесткости, можно определить момент
нагружающей силы и по показаниям уровня — крутильную жест-
жесткость системы. Линеаризуя полученную зависимость упругих пе-
перемещений от силы, получаем характеристику линейной УС.
Рис. II. 4. Схема определения центра жесткости методом
«пеленгации» (стрелками указано направление сил при
пеленгации)
Интересующие нас при анализе системы перемещения (из-за
упругих деформаций) вершины резца могут быть вычислены для
различных вылетов резца и направлений силы резания. Упро-
Упрощенно можно представить эти перемещения как деформацию
приведенной УС с двумя жесткостями: ось максимальной жест-
жесткости проходит через вершину резца и центр жесткости, ось ми-
минимальной жесткости — перпендикулярно первой оси.
Так как вершина резца удалена от центра жесткости, то ми-
минимальная приведенная жесткость будет зависеть главным обра-
образом от Kpyi ильной жесткости системы.
В табл. II.1 даны полученные Т. С. Воробьевой (ЭНИМС)
значения координат центра жесткости и величины крутильной и
приведенных к вершине резца максимальной и минимальной
жесткостей суппортов токарных станков мод. IA62, 1Д62М и
«Густлов» (с высотой центров 200 мм). Приведенные жесткости
даны для вылета резца 35 мм.
46
Таблица 11.1
Характеристика при вылете резца 35 мм
Координаты центра
жесткости в мм
V*
Zo
Жесткость станка:
крутильная Со в кГ-мм
максимальная Стах в кГ/мм
минимальная Ст;„ в кГ/мм
Модель станка
«Густлов»
53
110
76-10»
8,910»
3,3-10»
1А62
111
152
130-10»
7,4-Ю3
2,4.10я
1Д62М
107
148
81-10».
11-103
2,010»
Эти значения справедливы для нагрузок, направление кото-
которых к оси Z изменяется в пределах угла а = 0 -*- 75°, что доста-
достаточно для анализа системы при обработке с обычно принятым
расположением резцов. Для случая работы перевернутым резцом
приведенные в табл. II. 1 значения должны быть подсчитаны по
экспериментальным данным, полученным для другого диапазона
углов наклона нагружающей силы. Это вызывается изменением
характера работы стыков, т. е. необходимостью учета нелиней-
нелинейности системы. При таком пересчете несколько смещается центр
жесткости и уменьшаются величины главных жесткостей (эти
изменения зависят от величины нагружающей силы, т. е. от сте-
степени раскрытия стыков).
Особенно существенно меняется работа сил трения © стыках:
при «прямом» (а = 0 -г- 75°) нагружении сила невелика, при
«обратном» (а = 195 -г- 300°) — значительно возрастает. На
рис. II.5 показано изменение работы сил трения в стыках, т. е.
площади петли гистерезиса, образуемой нагрузочной и разгру-
разгрузочной ветвями экспериментально измеренных смещений верши-
вершины резца при изменении направления и величины приложенной
нагрузки.
УС шпиндельной группы токарного станка включает изгнб-
ную систему заготовки, шпинделя, опор шпинделя, приспособле-
приспособлений для крепления заготовки (патрона, центров и т. п.) и кру-
крутильную систему (точнее изгибно-крутильную) передачи от дви-
двигателя к заготовке [154].
На рис. II.6 показана схема УС при обработке в патроне.
В этом случае статическая связь между изгибной и крутильной
системами возникает вследствие особенностей шпиндельной пе-
передачи: крутящий момент передается силой, которая не пересе-
пересекается с осью вращения. При закручивании системы эта сила
вызывает изгиб, а при изгибе в направлении силы возникает
Л7
закручивание. Такого рода связь возникает при зубчатой и ре-
ременной передачах. На рис. 11.7 показана схема аналогичной свя-
занной изгибно-крутильной УС, возникающей при обработке
детали в центрах с передачей вращения через односторонний хо-
150°
Рис. II. 5. Статическая характеристика (а) и работа (б) сил трения
при различных направлениях силы Р
Рис. II.fi. Схема УС шпиндельной группы токарного
станка
мутик. В отличие от предыдущей эта система в процессе враще-
вращения меняет свое ориентирование относительно резца.
УС шпиндельной группы можно представить схематически
аналогично суппортной группе в виде приведенной системы с
двумя главными осями жесткости. Положение главных осей и
значения жесткостей, а следовательно, степень связанности пере-
перемещений точки контакта заготовки с резцом, будут зависеть от
48
направления воздействующей силы, направления результирую-
результирующей силы на шпиндельной шестерне или шкиве (соответственно
на поводке хомутика), отношения диаметра обрабатываемой по-
поверхности и шпиндельного звена передачи. Степень влияния на-
нагрузки от передачи на деформацию шпиндельного узла зависит
от расположения передачи по отношению к опорам (т. е. между
опорами; на заднем или переднем конце шпинделя), от жестко-
жесткости опор и их защемляющего действия, а также от величины кон-
консоли, на которой расположена рассматриваемая точка контакта
Рис. II. 7. Схема УС со статической связью при обра-
обработке детали в центрах
резца и обрабатываемой заготовки. В табл. 11.2 приведены зна-
значения коэффициентов податливости для УС, соответствующих
применяемым в станках токарной группы схемам привода
Таблица 11.2
Схема
Л"
г-
сг
^ l
Сг
1
системы
г ° ci
° ct
t
г ± ч
\
\Р
\Р
АГи
V + C,)
ЗЕ1
¦iEI
3?/
{1 + Cl
14,
с]
к»
с с (Г- с")
6ЕП
с2 B1с, -[- Зс,с% — с|)
&Е11
6?/
14,
49
Действие сил от передачи сказывается тем сильнее, чем мень-
меньше консоль точки приведения деформации (что соответствует
обработке заготовки ближе к передней опоре шпинделя), чем
дальше от опор находится шпиндельная передача и чем меньше
жесткость опор и их защемляющее действие (при расположении
передачи между опорами).
Описанная схема УС шпиндельной группы может быть более
сложной, если опоры шпинделя имеют отклонения от технических
условий. Например, при овальной форме отверстия под перед-
передний шпиндельный подшипник
жесткость опоры будет различ-
различной в различных направлениях,
что должно быть учтено при ана-
анализе УС.
Приведенная жесткость, упро-
упрощенно выражая свойства слож-
сложной УС с распределенными пара-
параметрами, существенно зависит от
положения точки приведения
(вершины резца и ее контакта с
заготовкой). Однако в большинст-
большинстве случаев параметры УС станка
меняются медленнее, чем пара-
параметры анализируемого процесса,
и их изменением можно прене-
пренебречь, рассматривая процесс при
нескольких фиксированных зна-
значениях характеристик УС, т. с.
считать параметры постоянными.
Например, при изучении виб-
вибраций, частота которых достигает
десятков и сотен колебаний в се-
секунду, можно не учитывать изме-
изменение УС, происходящее за один оборот заготовки, ведомой хо-
хомутиком, так как это изменение при практически используемых
числах оборотов происходит до 10—20 раз в секунду. Однако
при сближении числа оборотов и частоты колебаний учет пере-
переменности параметров становится необходимым, так как возмож-
возможно появление совершенно новых явлений, таких как параметри-
параметрический резонанс и т. п. Точно так же учет переменности пара-
параметров УС необходим при анализе влияния переменности тол-
толщины среза при обтачивании эксцентричной заготовки.
Статическая характеристика УС суппортной группы опреде-
определяется отношением деформации по оси Y к внешней силе, дейст-
действующей по направлению силы резания. Очень удобным в этом
случае оказывается использование эллипса жесткости. Он ана-
аналогичен эллипсу инерции сечения балки, принятому в сопротив-
50
Рис. II. 8 Определение смещений
вершины резца с помощью эллип-
эллипса жесткости УС
лении материалов. При «косом» изгибе балки, т. е. при несовпа-
несовпадении силы с направлением главных осей жесткости (которые
являются главными осями эллипса), направление полной дефор-
деформации перпендикулярно касательной к эллипсу в точке пересече-
пересечения его линией действия силы (рис. II. 8).
При определенных значениях параметров системы возможно
появление нулевой и отрицательной статической характеристики
(бесконечная и отрицательная технологическая жесткость).
В этом случае вершина резца не перемещается по оси У или
перемещается навстречу проекции Ру действующей внешней си-
силы. Условия возникновения такого явления могут быть получены
из рассмотрения эллипса жесткости.
Обозначив через ч|з угол между направлением деформации и
осью максимальной жесткости, получаем условие положительно-
положительности проекции перемещения на ось У:
г|><а + Р. A1.11)
Используем известное свойство сопряженных диаметров эл-
эллипса
Где С| = Cmaxi Я С2 = Cmin-
После подстановки и преобразований условие A1.11) полу-
получит вид
^Le,-ei<0, (П. 13)
где
e1 = cosP-sin(a + P), \ (ЦЛА)
г2 = sinE • cos(a + p). )
При равенстве нулю выражения (II. 13) УС обладает нуле-
нулевой статической характеристикой. Некоторые авторы полагают
эту характеристику идеальной для токарного станка, так как
в этом случае исключается влияние деформации суппорта на
точность обработки. При этом не учитывается влияние замкну-
замкнутости динамической системы, т. е. изменение сил резания с де-
деформацией, а также возможность появления апериодической
неустойчивости системы. Подробнее об этом сказано в разделе
о «подрывании» резцов.
Пользуясь полученной схемой УС суппорта, можно подсчи-
подсчитать ее статическую характеристику для различных значений па-
параметров, например: угла а между силой и осью Z (т. е. соот-
соотношения между P»wPy), вылета резца и т. п.
Проектируя внешнюю силу Р на главные оси жесткости, на-
находим соответствующие деформации. Суммирование их проек-
проекций на ось У дает интересующее нас перемещение. Таким
51
образом, статическая характеристика,
ным коэффициентом, имеет вид
к. .... У — ез
г L>n
выраженная передаточ-
передаточA1.15)
Выражение для технологической жесткости (по определению
А. П. Соколовского) будет иметь несколько иной вид, так как
является отношением составляющей Ру (но не Р) к перемеще-
перемещению у:
Р С \
j -- —^ ~ since • — —— sin a. (II. 16)
У _ci__ &эус
С,
— 8,
На рис. П. 9 дай график зависимости статической характери-
характеристики и технологической жесткости УС суппорта от угла а, по-
построенный по средним данным
табл. II. 1 при вылете резца 35 мм.
Технологическая жесткость имеет
отрицательное значение в преде-
пределах изменения а = 0-f- 10°. При
а = 10° она равна бесконечности.
Для сравнения даны экспери-
экспериментальные кривые изменения
технологической жесткости, по-
полученные для аналогичных стан-
станков В. А. Скраганом [175] и не-
несколько видоизмененные нами
(отношения P,,/Pz пересчитаны в
утлы а). Отметим, что аналогич-
аналогичная картина имеет место для суп-
суппортов и для шпиндельных групп
других станков, так как к приня-
принятой схеме можно привести лю-
любую УС.
Динамическая характеристика
суппортной группы в отличие от
статической может рассматри-
рассматриваться отдельно только при неко-
некоторых условиях, о которых гово-
слабая связь и связанность с
Рис. Н.Э. Зависимость техно-
технологической жесткости / и ста-
статической характеристики Кэус
суппорта токарного станка
от угла «
рилось выше (пренебрежимо
остальной УС станка, в том числе и с другими обобщенными ко-
координатами движения суппорта). Поэтому динамическая харак-
характеристика для изложенного модельного представления суппорта
не может претендовать на полноту описания динамической си-
системы станка. Мы ее даем с целью раскрытия физической кар-
картины процессов, протекающих в УС, имеющих две и более степе-
степеней свободы. АФЧХ таких систем в рабочем диапазоне частот не
52
может быть аппроксимирована характеристикой второго поряд-
порядка, присущей колебательной системе с одной степенью сво-
свободы.
В простейшем виде модель УС суппорта может быть пред-
представлена как система с двумя степенями свободы (в более про-
простой модели с одной степенью свободы теряются принципиально
важные свойства системы). Схема системы показана на
Рис. II. 10. Расчетная схема УС суппорта
рис. II. 10. Линеаризуя систему и полагая, что силы сопротив-
сопротивления пропорциональны скорости, получим следующие уравне-
уравнения движения, приняв обобщенные координаты по главным осям
жесткости:
A1.17)
2v --.- Ps'm (J,
где nti и m2 — приведенные массы системы; h\ и h2 — коэффи-
коэффициенты сил сопротивления; С\ и Сг — главные жесткости си-
системы.
Уравнения движения перепишем в типовой форме:
l)t= ^
Г pi + Т'2р + 1) v- -?-sinp.
Выходной коорд|^атой УС при анализе низко- и среднеча-
стотных процессов "является перемещение в направлении норма-
нормали к поверхности резания. При поперечном точении им является
смещение по оси У. Входной координатой является внешняя си-
53
ла Р, действующая на УС так, как на нее действует сила реза-
резания в процессе обработки.
В рассматриваемом примере выходная координата УС — де-
деформация у связана с обобщенными координатами следующей
зависимостью:
j/ = vcos(a + P) — Csin(a + P). (H.19)
Выражая из уравнений движения в операторной форме ? и v
и подставляя их в данную зависимость, получаем динамическую
характеристику УС в виде следующей передаточной функ-
функции №эус :
^^ . (Н.20)
+ Т 1)
Или в форме амплитудно-фазовой частотной характеристики
e — Reave —
где
&ЭУС = —~ ¦
2 A_
'* ,ч2
- Т\ <о2
С,
. — еа .
¦+
A1.21)
На рис. 11.11 показаны частотные характеристики для задан-
заданных значений параметров УС (масс, жесткостей, демпфирования
и коэффициентов связи).
Выше говорилось о суммировании характеристик нормальных
форм колебаний системы. Рассматриваемый случай является
типичным примером такого сложения при одинаковых и различ-
различных знаках характеристик, которые зависят здесь, в частности,
от значения угла р. При р = 0 характеристика системы равна
характеристике одной нормальной формы. В этом случае сила Р
направлена по главной оси жесткости.
При статическом приложении силы, т. е. при р = 0 (или, что
то же, о) = 0) передаточная функция равна передаточному коэф-
коэффициенту системы или статической характеристике системы. На
амплитудно-фазовой характеристике статическая характеристи-
характеристика выражается отрезком вещественной оси (и = 0). Чем больше
этот отрезок, тем меньше технологическая жесткость системы.
.01
С, > Jm\
Рис. 11.11. Амплитудно-фазовые частотные характеристики
УС суппорта:
а - Р = 15е; б — 0 - 30"; Ci - 4С5;
Т, - 2 • 10-» се/с; Г, - 0,4 • 10-' сек;
Т'- 1,5 • 10-' сек; т'2~ 0.3 • 10-5 сек
IV,
—
Рис. II. 12. Расчетная схема УС шпиндельной группы токар-
токарного станка
V\ — иэгибная система; W2 —крутильная система
Динамическая характеристика шпиндельной группы токарного
станка может быть получена из уравнений движения системы, со-
составленных в соответствии со схемой, приведенной на рис. II. 12.
55
При идеально «жесткой» механической характеристике элек-
электродвигателя уравнения движения имеют вид:
my + hy+y ^
Л'» . Pd «» } (Н.22)
/0+Абв!-Со0= —-cosa,
где т, I — приведенная масса и момент инерции (массовый) си-
системы; Л; Ле —коэффициенты при силах вязкого сопротивления;
Со — крутильная жесткость УС привода; К\й К\2 — деформации,
вызванные в точке 1, как показано в табл. 11.2 (точка резания),
единичными силами, приложенными соответственно в точках /
и 2 (точка приложения силы Рп от передачи).
Так как
ра = __??• 0, (Ц.23)
то, после подстановки и преобразования получим
Д (р) А (р)у = [/С„sin aA (/>) +^/С1г "»"H»t + P> j . Я. (И.24)
Здесь
Г|; Г2; TJ , Т'2 —инерционные постоянные времени и постоянные
времени демпфирования соответственно изгибной и крутильной
системы.
Динамическая характеристика шпиндельной группы в форме
передаточной функции имеет вид
d cos о • sin(a! -i- 3)
Wave = ¦*-=- ^^^- + " " (П.25)
Эта характеристика напоминает передаточную функцию суп-
суппортной группы тем, что она определяется суммой характери-
характеристик двух параллельно соединенных элементов, образуемых нор-
нормальными формами движения системы. Переход к частотной
форме характеристики выполняется, как указано выше. В зави-
зависимости от значения угла р, т. е. от расположения ведущего зуб-
зубчатого колеса шпиндельной передачи, возможно три случая: ха-
характеристика изгибно-крутилыюго контура [второй член выра-
выражения A1.25)] положительна, отрицательна и равна нулю. На
рис. 11.13 показаны соответствующие АФЧХ упругой системы
шпиндельной группы токарного станка.
Статическая характеристика определяется выражением
A1.25) при /7 = 0. Выражение
J c«o-5in(ax + p) (П2б)
D
56
отражает влияние изгибно-крутилыюго контура системы на де-
деформацию шпинделя.
Аналогичным образом может быть получена характеристика
для описанной системы заготовки, ведомой односторонним хо-
хомутиком.
w,w.
10 \KnHt
Рис. II. 13. Амплитудно-фазовые частотные характеристики шпиндельной
группы токарного станка:
W, — изгибной системы: W2 — крутильной системы; 1У.ЭУС — эквивалентной упругой
системы. / — Э - eti; S — Р = —а,; 3 — 3 -—— + а,; Г, - 2-10-' сек:
2 2
Г. =-0,4 • Ю-3 сек; Г,'- 1.5-10-' сек; Г^-О.ЗЮ-3 сек; Кг. - Кп\ й - D
Б. Системы со скоростной связью
Скоростная связь, вносимая гидродинамическими силами
смазочного слоя, играет важную роль в динамике контура «экви-
«эквивалентная упругая система — трение». Смысл этой связи заклю-
заключается в том, что при перемещении, например, стола или каретки
станка по направляющим возникает из-за известного клинового
эффекта гидродинамическая подъемная сила, возрастающая со
скоростью. Эта сила вызывает перемещение стола или каретки
в направлении, перпендикулярном плоскости направляющих,—
«всплывание». Эта же сила при некоторых условиях может вы-
вызвать повороты стола или каретки и изменить углы наклона их
плоскостей по отношению к станине.
Учет гидродинамического действия смазки при весьма малых
скоростях основываем на известных фактах: 1) объемные свой-
свойства смазок, определяющие гидродинамический эффект, прояв-
проявляются при толщине пленки, превышающей 0,1 мк; 2) поверхно-
поверхности трущихся тел не являются идеальными и высота микроне-
микронеровностей, не говоря уже о макронеровностях, определяется
57
долями микрона, микронами, десятками и сотнями микронов,
т. е. значительно превышает величину, указанную в первом
пункте.
Это означает, что гидродинамическое действие смазки про-
проявляется на реальных поверхностях, начиная с нулевой скорости
скольжения, а не с некоторого ее значения, как иногда считают.
Контактирование поверхностей (рис. II. 14) происходит лишь
по отдельным участкам, площадь которых составляет ничтожную
долю от номинальной площади трущихся поверхностей [75].
Места касания соответствуют темным участкам; между ними
образуются микрополости, но не замкнутые, как иногда думают,
а соединяющиеся друг с другом и заполненные воздухом, смаз-
смазкой, продуктами износа и т. п. Эти полости имеют места суже-
сужения и расширения по высоте. При дви-
движении поверхностей, увлекающих за
собой смазку, в местах сужения обра-
образуются элементарные гидродинамиче-
гидродинамические клинья.
Действие таких элементарных мик-
микроклиньев суммируется и вызывает
подъем одной поверхности над дру-
другой — «всплывание» тела. Это положе-
Рис. II. 14. Схема контакт, иие объясняет «всплывание» тел, по-
рования реальных поверх- верхности которых представляются
ностс нам параллельными. Гидродинамиче-
Гидродинамический эффект клиньев, образуемых мак-
ронеровиостями и искусственно созданными наклонными поверх-
поверхностями, в том числе общим наклоном узла, объяснений не
требует.
М. Е. Салама [228] выполнено теоретическое и эксперимен-
экспериментальное исследование гидродинамического действия микронеров-
микронеровностей в условиях жидкостного трения применительно к плоским
подпятникам. При этом неровности имели закономерную волно-
волнообразную форму синусоиды определенного шага и амплитуды.
Исследование М. Е. Салама подтвердило наличие гидродинами-
гидродинамического эффекта микроперовностей реальных поверхностей.
Для анализа роли геометрической характеристики поверхно-
поверхности, т. е. микро- м макрогеометрии, рассмотрим профиль поверх-
поверхности в продольном сечении. Примем, что такой профиль являет-
является формой взаимодействующих поверхностей единичной ширины.
Me следует при этом забывать условность такого представления.
Эта условность сказывается прежде всего в изменении закона
распределения давлений по ширине всей поверхности от участка
к участку, которая таким рассмотрением не учитывается. Кроме
того, при рассмотрении границ отдельных клиньев существенным
является наличие неровностей с крутыми склонами, аналогичных
смазочным канавкам в подшипниках. Если такая неровность не
58
имеет выхода в полости с пониженным давлением, т. е. является
замкнутой, то ее можно не учитывать при определении протяжен-
протяженности клина. Если же неровность (например, глубокие канавки
в поперечном направлении) является областью с пониженным
давлением, то масляный клин ею прерывается.
Перейдем к анализу роли отдельных элементов в образовании
клиньев. Для элемента поверхности шириной, равной единице
(при бесконечной ширине самой поверхности), на основе гидро-
гидродинамической теории смазки можно дать следующее выражение
для подъемной силы Qr элементарного клина:
Q'r
6r\va
Л2
'K-'-^Tl}
A1.27)
где Ti — динамическая вязкость смазки; v — скорость сколь-
скольжения;
м- __ t _j h __ Jh^
r~ ~ ft, ¦
A1.28)
Значения a\h;h0; Л г, h2 ясны из рис. II. 15. «Всплывание» по-
поверхности обозначено через уй.
в г ¦ s sm(yt)
*m(y0]
Рис. П. 15. Схема образования гидродинамических клиньев:
а — микроклина; б — нескольких микроклиньев с различной подъемной силой Q:
в — макроклина
59
Общая подъемная сила для данной поверхности, имеющей
некоторую длину, равна сумме элементарных сил:
- 2 -^х
Предложенное нами [83, 86] представление о подъемной силе
микроклиньев относится к сближенным контактирующим поверх-
поверхностям, когда мало количество смазки и мало «всплывание».
Если смазка подается в достаточном количестве и «всплывание»
достаточно велико, то основная роль в создании подъемной си-
силы принадлежит макрогеометрии поверхности, ее геометрической
форме (цилиндр; наклонная плоскость, искусственно создавае-
создаваемая на направляющих; опорная поверхность самоустанавливаю-
щнхсн подшипников и т. п.). В этом случае микрогеометрия мо-
может влиять на давление в местах сближения поверхностей.
По мере «всплывапия» тела влияние микроклиньев ослабе-
ослабевает. Основная роль в создании подъемной силы переходит
к большим поверхностям {86, 75]. Это следует
из преобразованного выражения подъемной
гидродинамической силы:
6г\Уа~ ^
J ""
0.01
0.0'
(
\
1
ч
у
S
S
Ч
Qr
С'о
A1.30)
где
К,„ - /л2
т =
In-^— -—); A1.31)
m 2m¦; ¦ 1 /
I'o -г Ус
Рис. 11.16. Зави-
Зависимость 'Km от т
( /'о + У*
h
A1.32)
Значения параметров клина являются при-
приведенными. Например, если все клинья оди-
одинаковы, то а1 — naf, где <ц — длина каждого
клина; п — число клиньев. Изменение Km с из-
изменением т показано на рис. II. 16.
Если при всплывании тела К,„ остается постоянным, то выра-
выражение A1.30) для Q является окончательным. Такое положение
имеет место при изменении h вместе с изменением у0, что воз-
возможно при формировании так называемой оптимальной шерохо-
патости поверхностей при износе или при изменении наклона
тела при «всплываиии».
Оптимальная шероховатость рассмотрена в работе [87], где
дано теоретическое определение этого экспериментально уста-
установленного понятия. Изменение наклона поверхности свободно
лежащего тела, т. е. изменение h клина, образованного этой по-
нерхностыо, экспериментально впервые доказано Н. М. Лисицы-
Лисицыным [95], выполнившим в ЭПИМСе исследование смешанного
трения. На рис. 11.17 показано изменение положения стола стан-
станка с увеличением скорости, т. о. с увеличением всилывания.
СО
мк
1
О
мк
1
О
-I
v= Им/мин
= 6 .ч/мин
мк
I
О
мк
I
о
-I
/
к-"
н/мин
V/MUH
/
Рис. II. 17. Изменение положения стола станка с увеличением скоро-
скорости скольжения (сплошной линией до реверсирования, штриховой —
после реверсирования)
v i5
Начальное
положение
положение
v=20
Рис. II. 18. I-Mie'ieiuie положения кареткн с увеличением скоро-
скорости скольжения при различных (/, //) положениях нагрузки
(смазка маслом индустриальное 45; вес каретки 22,2 кг, давление
на направляющих 0,5 кГ/см2)
61
Эти результаты подтвердились исследованиями Г. А. Левит
и Б. Г. Лурье [112]. Соответствующие данные приведены на
рис. 11.18. Для геометрически заданных клиньев, в том числе
для микроклиньев, Кт изменяется по мере всплывания.
Для упрощения выкладок можно приближенно предста-
представить Кт в виде рациональной функции. Для этого разложим
в ряд In m :
т
т.
т 2т+1 3 8m3+12mJ + 6m+1 1" • • • •
Ограничиваясь вторым членом разложения и подставив его
в выражение A1.30):
Qr = ^^ (Н. 33)
или
АтЛ/a-h ,»j «.,
— . (И.О1)
2у? BЛ, + h) + 6^0 Bft, + ftJ + Bft, -1- ЛK
Располагая выражениями A1.30) и A1.34), можно опреде-
определять изменение гидродинамической подъемной силы по мере
всплывания тела. На рис. II. 15, б показано изменение соотноше-
соотношения суммарной подъемной силы микроклиньев и подъемной силы
макроклина по мере всплывания тела.
При неизменном значении Кт, т. е. при движении свободного
тела или при формировании шероховатости в процессе износа,
система, всегда стремится к установлению максимального зна-
значения Кт, соответствующего т*» 0,83.
Оценка суммарной подъемной силы микро- и макроклиньев,,
образованных неровностями поверхности, может быть произве-
произведена на основе данных следующего эксперимента. Фиксируя
всплывание ползуна, определяем область отсутствия наклона его^
плоскости. В этой области гидродинамический эффект соответ-
соответствующего клина практически отсутствует. Некоторые авто-
авторы [146]) предполагают, что в этой области гидродинамика не
действует вообще. Однако значительное изменение силы трения
уже фиксируется.
Подавая смазку под давлением, можем получить такое же
изменение силы трения при меньшей скорости скольжения и так-
также при отсутствии наклона плоскости ползуна. Сопоставление
результатов экспериментов приводит к выводу о том, что в обоих
случаях причиной уменьшения силы трения является давление
в масляном слое. Только в первом случае оно создается гидро-
гидродинамическими силами, во втором—давлением насоса, подаю-
подающего смазку. Такие выводы, в частности, могут быть получены
на основании анализа экспериментальных данных работы [146],.
приведенных на рис. II. 19.
62
too
Ш V «"/HUH
Рис. II. 19. Зависимость коэффициента ц трения от скорости скольжения при
различных давлениях рм подачи смазки (смазка маслом индустриальное 45,
нагрузка Р = 200 кГ; давление на направляющих 1,0 кГ/см3)
Динамическая характеристика простейшей системы со скоро-
скоростной связью может быть построена на примере движения стола
фрезерного или шлифовального станка (рис. 11.20). Уравнения
движения в отклонениях составим в системе координат, связан-
связанной с телом, находящимся в условиях относительного заданного
движения со скоростью v:
тх -+- hxx + Cjjc = F; |
ту + hyy + Сиу = Qr,j
A1.35)
где т — масса ползуна или
стола; Сх — жесткость упруго-
упругого элемента, удерживающего
ползун или стол в направлении
оси X; Cv — жесткость системы
по оси К; hx — коэффициент
сил сопротивления по оси X,
включающий силы вязкого
трения смазки и демпфирую-
демпфирующие силы в соединениях при-
приводного упругого элемента;
hv — коэффициент сил сопро-
сопротивления по оси У. Параметры системы отражают особенности
подвижного соединения, о которых говорилось выше. Масса тела,
учитываемая в уравнениях движения, принимается равной массе
т вследствие пренебрежения инерционными членами в уравне-
уравнениях гидродинамики слоя смазки.
63
Рис. II. 20. Схема эквивалентной уп-
упругой системы (ЭУС) со скоростной
(гидродинамической) связью
Жесткость Су определяется контактной жесткостью подвиж-
подвижного соединения, «жесткостью» слоя сманки, обусловливаемой
гидродинамикой, и жесткостью элементов упругой системы.
Коэффициент сил сопротивления по оси Y определяется со-
сопротивлением внедрению «затылочной» части неровностей, кото-
которое в первом приближении пропорционально скорости внедрения
и обратно пропорционально скорости заданного движения (под-
(подробнее об этом см. в гл. III); вязким сопротивлением смазки,
т. е. ее проникновением или вытеснением из пространства между
ползуном и направляющими; силами сопротивления в неподвиж-
неподвижных соединениях упругих деталей, несущих ползун или направ-
направляющие.
Коэффициент вязкого сопротивления смазки должен опреде-
определяться из полного решения уравнений гидродинамики для
нестационарного потока в условиях внешних воздействий. Из-
Известно, что эти уравнения чрезвычайно сложны и их решение в
общем виде невозможно. Ориентировочное представление о вели-
величине коэффициента вязкого сопротивления можно получить, вос-
воспользовавшись решением задачи о сопротивлении слоя смазки
сближению двух поверхностей, не имеющих относительного тан-
тангенциального смещения [176].
Сложность системы, определяющей указанные параметры
подвижного соединения, делает особенно необходимой постанов-
постановку специальных экспериментальных
исследований этих параметров.
Выше упоминалось о том, что си-
сила кулоновского трения, являющая-
являющаяся составной частью общей силы
смешанного трения, является функ-
функцией сближения контактирующих
поверхностей, т. е. координаты у
(вязкая составляющая вошла в
уравнение как сила сопротивления
по оси X).
Таким образом, динамическая
характеристика, рассматриваемой
простейшей УС должна выражать
отношение смещения по оси У к
внешней силе F, заменяющей силу
трения. В форме передаточной функ-
; J/7J мм/кГ
Rsmm/кГ
Рис. 11.21. Форма ампли-
амплитудно-фазовой частотной
характеристики ЭУС со ско-
скоростной связью
ции характеристика имеет вид
W3yc = 4- =
где
64
(А, +
A1.36)
A1.37)
В практически важных случаях, как показывают расчеты и
эксперименты (см. ниже), инерционная постоянная времени Т[
по координате Y существенно меньше постоянной времени Т'2
демпфирования (далее мы ее будем называть постоянной вре-
времени всплывания — Тв) по той же координате. При анализе низ-
низкочастотных процессов можно пренебречь Т\, и выражение
динамической характеристики упрощается.
На рис. II. 21 показана частотная характеристика ЭУС со
скоростной связью.
н
В. Системы с инерционной связью
Инерционная связь в УС станка встречается достаточно
часто. Динамическая характеристика простейшей системы
с инерционной связью может
быть дана на примере вертикаль-
вертикальной агрегатной головки, стола по-
поперечно-строгального станка или
бабки расточного станка, переме-
перемещаемых по вертикальным направ-
направляющим. Схема системы дана на
рис. 11.22. Уравнения движения в
отклонениях составим в системе
координат, связанной с телом, на-
находящимся в условиях относи-
относительного заданного движения со
скоростью v:
Рис. II. 22. Схема эквивалентной
упругой системы (ЭУС) с инерци-
инерционной связью
mx +
JQ -Ь
+ hxx + C^c — F,
-f fte© + Ce0 = О,
A1.38)
где m и / — масса головки и ее момент инерции относительно
центра жесткости; Сх — жесткость упругого элемента, удержива-
удерживающего головку или бабку в направлении оси X; Се —жесткость,
системы по угловой координате в, включающая поворотную
«жесткость трения» или, иначе, поворотную контактную жест-
жесткость подвижного соединения с трением; h~ и А9 — коэффи-
коэффициенты сил сопротивления; v<> — расстояние от центра жесткости
до центра тяжести головки или бабки.
В рассматриваемом примере входной координатой упругой
системы является сила, имитирующая силу трения, зависящую
от угла наклона головки или бабки («защемляющий» эффект).
Динамическая характеристика УС выражает отношение
3 Заказ 376 65
изменения угла наклона к внешней силе, заменяющей силу тре-
<ния. В форме передаточной функции характеристика имеет вид
-
F
где
1 - (?V + TlP + I)( T[ V + Г2Р-f
A1.39)
A1.40)
i-Зтмм/кГ
Рис. 11.23. Форма ампли-
амплитудно-фазовой частотной
характеристики ЭУС с инер-
инерционной связью
На рис. 11.23 показана форма характеристики простейшей
системы с инерционной связью (относительно нормальной кон-
контактной деформации). Замечания, сде-
сделанные выше по поводу определения
параметров подвижного соединения с
трением, целиком относятся и к рас-
рассматриваемой системе.
Особенностью простейших УС со
скоростной и инерционной связями яв-
является отсутствие статического смеще-
смещения. Иначе говоря, их статическая ха-
характеристика равна нулю. Такие си-
системы принято называть астатически-
астатическими. Большой интерес представляет
рассмотрение стационарных смещений
узлов и деталей станка, возникающих
при движении с постоянной скоростью
(скоростная погрешность) для системы со скоростной связью, и
при движении с постоянным ускорением (погрешность по уско-
ускорению) для системы с инерционной связью.
РАСЧЕТНОЕ ОПРЕДЕЛЕНИЕ ДИНАМИЧЕСКИХ ХАРАКТЕРИСТИК
ЭКВИВАЛЕНТНОЙ УПРУГОЙ СИСТЕМЫ СТАНКА
Для расчета динамической характеристики эквивалентной УС
станка известными методами составляются уравнения движения
по обобщенным координатам выбранной расчетной схемы.
Исключая из этих уравнений постоянные составляющие (вычи-
(вычитанием уравнений статики), получаем уравнения в отклонениях
(приращениях, вариациях и т. п.).
Расчетная схема УС представляется в виде некоторой мо-
модели, состоящей из отдельных сосредоточенных масс, соединен-
соединенных упругими элементами — пружинами. Во многих случаях
такими массами являются детали или узлы станка, движущиеся
в процессе колебаний почти как единое целое. Деформации же
сосредоточены в стыках деталей и узлов станка. В других слу-
случаях используются приведенные массы и жесткости. Демпфиро-
66
ваиие учитывается, как правило, в линейной форме. О методах
определения коэффициентов демпфирования уже говорилось.
Формально выбор расчетной схемы и составление уравнений
движения ничем не отличается от аналогичных операций для
строительных конструкций, судов, самолетов и т. п. упругих си-
систем. Эти операции, включая решение уравнений, составляют
предмет теории колебаний и достаточно освещены не только
в научной, но и в учебной литературе [149, 156, 63] и др.
Особенностью расчета эквивалентной УС, о которой неодно-
неоднократно говорилось выше, является учет подвижных соединений.
При составлении уравнений относительного движения деталей,
образующих такое соединение, необходим особо тщательный
анализ влияния возможных смещений (отклонений, вариаций)
на рабочий процесс, протекающий в соединении. Примером та-
такого анализа является исследование демпфирования в непод-
неподвижном соединении, которому посвящен один из параграфов
этой главы. Далее в работе будет приведено еще несколько
примеров анализа подвижных соединений. Этот анализ опреде-
определяет выбор необходимого числа обобщенных координат по дан-
данному подвижному соединению и сложность расчетной схемы.
Обобщенные силы по соответствующим координатам выра-
выражают воздействие рабочих процессов на УС. Эти силы, кроме
принимаемой за входную координату, используя динамические
характеристики процессов, можно представить в виде уравне-
уравнений, описывающих зависимость обобщенных сил от обобщенных
координат и их производных. Коэффициенты этих уравнений
суммируются с коэффициентами уравнений УС. В результате
получаем систему уравнений, содержащих по форме только
одну обобщенную силу. Этой обобщенной силой является вход-
входная координата эквивалентной УС или интересующие нас внеш-
внешние воздействия на эту систему (тогда входное воздействие
приравнивается нулю).
Система уравнений получает вид:
+ alnqn
blnqn + citfi + с12<7а + • • • + clnqa = kx Q;
... +a2nqn + kify .+
¦•¦ + КпЯп + CA<71 + сп4Яг + • • • + СппЯп = knQ-
Здесь <7i; Яг\ -Яп — обобщенные координаты системы; Q — вход-
входное (или внешнее) воздействие на эквивалентную УС; k\\ k2 —
67
3*
коэффициенты при составляющих воздействия по различным
координатам; ац; Ьц; сц — постоянные уравнения.
Если Q = Qosinw*1, что соответствует определению частотной
динамической характеристики, то ее расчет является известным
расчетом вынужденных колебаний системы под воздействием
заданной внешней силы.
Такое формальное сходство решения не следует путать с
существом дела. Если замкнутые контуры связи УС с рабочими
процессами в подвижных соединениях, включенные в состав
эквивалентной УС, устойчивы, то их включение повлияло только
на коэффициенты жесткости, демпфирования и инерционные в
уравнениях системы. Физический смысл этого влияния был по-
показан выше. Могут встретиться, однако, случаи, когда эти кон-
контуры неустойчивы и тогда не исключено появление корней урав-
уравнения, содержащих положительную вещественную часть.
Эквивалентная УС окажется собственно неустойчивым элемен-
элементом.
В таком случае необходимо выяснить условия стабилизации
соответствующего контура связи, обеспечить ее изменением
параметров УС или рабочего процесса и выполнить расчет вновь.
Практически такой случай наиболее вероятен при расчете дина-
динамической характеристики по связи с резанием. Неустойчивыми
по расчету могут оказаться контуры связи в подвижных соеди-
соединениях с трением, если предварительно не проводился анализ
динамического качества станка при работе на холостом ходу и
условия устойчивости соответствующих контуров связи не были
определены.
При использовании системы регулирования скорости электро-
электродвигателей могут возникнуть также условия собственной
неустойчивости в контурах связи УС с электродвигателем. Воз-
Возможны, конечно, и более общие сложные случаи.
Сказанное свидетельствует о необходимости поэтапного ди-
динамического анализа станка при работе вхолостую и при реза-
резании, о чем уже говорилось выше.
Решение системы уравнений может быть записано в виде
ty,= Q2 VJHyi A1.42)
откуда передаточная функция эквивалентной УС
A1.43)
W ,
где D — главный определитель системы уравнений;
М — соответствующее алгебраическое дополнение опреде-
определителя D.
68
Аналогичным образом получаются передаточные функции
эквивалентной УС не только для входного воздействия, но и для
внешних воздействий. Знание этих функций необходимо при рас-
расчете стационарной погрешности при вынужденных колебаниях
станка, о чем говорится ниже. Внешнее воздействие (возмущаю-
(возмущающие силы от ротора электродвигателя, неуравновешенности
шкива, от фундамента и т. п.) вводится в виде обобщенной силы
в правые части соответствующих уравнений системы. Главный
определитель системы при этом не меняется.
Из полученных решений определяются также формы колеба-
колебаний или передаточные функции между смещениями системы по
отдельным координатам при заданном воздействии, также необ-
необходимые при анализе показателей динамического качества
станка.
Обобщенные координаты при составлении уравнений A1.41)
выбираются достаточно произвольно. В этих уравнениях коэф-
коэффициенты ац; Ьц\ dj при i Ф j являются коэффициентами связей
координат между собой. О физическом смысле связей говорилось
выше. Эти коэффициенты называют соответственно коэффициен-
коэффициентами at} — инерционной, bij — скоростной, сц — статической,
координатной пли упругой связи.
От системы A1.41) связанных уравнений или координат
можно перейти к системе (II. 2) независимых уравнений или
нормальных координат. Операция преобразования уравне-
уравнений движения с переходом к нормальным координатам называ-
называется нормализацией. Для случая, когда при анализе свободных
колебаний системы с затуханием нельзя ввести нормальные
координаты [183], расчет вынужденных колебаний ведут прибли-
приближенно, используя собственные формы колебаний соответствую-
соответствующей консервативной системы [149].
При расчетном исследовании влияния конструктивных пара-
параметров станка, например диаметра и длины шпинделя, разме-
размеров стойки и т. п., на устойчивость и характер переходных про-
процессов в системе переход к нормальным координатам не умень-
уменьшает объема вычислений и потому теряет практический смысл.
Расчет ведется путем решения исходной системы уравнений
A1.41).
Громоздкость системы уравнений при ее высоком порядке де-
делает возможным расчетное определение динамических характе-
характеристик эквивалентных УС станков только с помощью электрон-
электронных вычислительных машин.
В качестве примеров расчетного определения динамической
характеристики эквивалентных УС станков по связям с резанием
рассмотрим расчеуы поперечно-строгального, токарного и вер-
вертикально-протяжного станков.
Эти расчеты выполнены в ЭНИМСе под руководством авто-
автора Б. В. Никитиным, С. С. Кедровым и Е. В. Хлебаловым при
69
участии работников Отдела вычислительной техники ЭНИМСа.
Расчетная схема поперечно-строгального станка показана на
рис. II. 24. На основании экспериментальных данных Ю. 3. Се-
люкова (ЭНИМС) [85], система представлена как система с во-
восемью степенями свободы. Рассмотрен станок, на котором выпол-
выполняются^ прорезные операции, УС при этом может быть принята
плоской. Так как движения подачи совершаются между рабочи-
рабочими ходами, то соединения стола, поперечины и направляющих
станины, так же как и другие соединения деталей механизма по-
подачи, приняты неподвижными. Анализ показал отсутствие в пер-
Рис. 11.24. Расчетная схема ЭУС поперечно-строгального станка
вом приближении существенной связи между продольными и
поперечными смещениями ползуна. Поэтому продольные смеще-
смещения ползуна не учитывались при расчете выходной координаты,
т. е. смещений по оси Y. Это позволило исключить анализ под-
подвижного соединения ползуна с направляющими и подвижных со-
соединений в цепи привода станка как замкнутых систем. Таким
образом, была получена простейшая модель УС станка, не содер-
содержащая дополнительных контуров связи.
Экспериментально установленное отсутствие существенного
влияния деформаций станины позволило рассмотреть УС пол-
ползуна и стола с поперечиной как параллельно соединенные.
Уравнение системы ползуна имеет четвертый порядок, системы
70
стола с поперечиной —двенадцатый порядок. На рис II 25
показаны частотные динамические характеристики этих двух си-
систем и суммарная амплитудно-фазовая характеристика УС
станка.
Подробности расчета параметров системы и вычисления ча-
частотной характеристики изложены в работах [94, 145, 104]. Сопо-
t.t-t03iJm
СМ/кГ
0.0W 0,015 а 0,010 lfi-io*Re см/кГ
-0.020 -0,015 -0,010 -0.005 то ?ш
run
уюм
1st»
Т-0.0115
нос.
9004
ш
tip
>ш
1st»
suit
ice*
¦0.020
-0,025
-0,030
-0,035
m\
jea
Ш6
hssa
\w
a)
fsze
Kit
me
ijeo
CJ
Рис. 11.25. Амплитудно-фазовые частотные характеристики Wayc ЭУС по-
поперечно-строгального станка мод. 7В36, рассчитанные на ЭЦВМ:
о — системы стола: б — системы ползуна; в — суммарная
ставление с результатами экспериментального определе-
определения АФЧХ упругой системы станка показало хорошее совпадение
по статической характеристике, по статическим смещениям
отдельных деталей 'станка, по собственным частотам колебаний
системы и по амплитудным значениям характеристик для пер-
первых трех нормальных форм колебаний, т. е. в пределах рассмот-
рассмотренного рабочего диапазона частот (до 350 гц).
71
Расчетная схема эквивалентной УС токарного станка сущест-
существенно сложнее, так как она является пространственной и вклю-
включает в себя подвижные соединения с трением. На основании экс-
экспериментальных данных и предварительного анализа связи и
связанности парциальных колебательных систем, которые могут
быть выделены в станке, система представлена как совокупность
трех систем [36]:
1) станка на фундаменте как твердого тела. Учитывается
влияние колебаний этого тела на системы заготовки и суппорта,
но обратное воздействие не учитывается;
Рис. 11.26. Расчетная схема ЭУС токарного станка
2) системы заготовки, включающей заднюю бабку, собствен-
собственно заготовку, шпиндельный узел, привод, электродвигатель;
3) системы суппорта, включающей станину, нижнюю каретку,
фартук, поперечный суппорт и резцедержатель.
При расчете динамической характеристики станка рассматри-
рассматривается параллельное соединение систем заготовки и суппорта.
Станок как твердое тело считается источником возмущения этих
систем, возникающих при внешних воздействиях па станину или
фундамент станка (от электродвигателя, от грунта и т. п.).
В уравнениях учтены подвижные соединения суппорта со
станиной (трение) и ротора электродвигателя со статором
(электромагнитные процессы). Применение подшипников каче-
72
ния в опорах шпинделя и заднего центра позволило не учитывать
эти соединения как подвижные. Влияние подвижных соединении
деталей привода главного движения и подач предполагается
несущественным, что требует дополнительного изучения. Общее
число степеней свободы выбранной расчетной схемы (рис. 11.26)
достигает 28. Уравнение системы заготовки имеет 26-й порядок,
системы суппорта — также 26-й порядок (примерное значение
максимального порядка уравнения, решаемого ЭЦВМ «Минск-1»
с использованием оперативной памяти машины).
10*1 Зт
см/кГ
in/нГ
но
160
°)
Рис. 11.27. Амплитудно-фазоиые частотные характеристики ЭУС токарного
станка, рассчитанные на ЭЦВМ:
а - по связи с резанием \\"ЭУС • б - по возмущению от электродвигателя W^: о - по
возмущению от фундамента U>',y
На рис. 11.27 дан пример частотной динамической характери-
характеристики токарного станка мод. 1К62. Кроме динамической харак-
характеристики, рассчитываются амплитудно-фазовые характеристики
ЭУС по внешним возмущениям от электродвигателя и грунта.
Сопоставление с экспериментальными данными показывает
хорошее совпадение по статическим смещениям, по собственным
частотам и по нормальным формам колебаний.
Расчетная схема ЭУС вертикально-протяжного станка для
внутреннего протягивания, показанная на рис. 11.28, учиты-
учитывает УС как плоскую, имеющую десять степеней свободы;
гидропривод и подвижное соединение каретки с направляющими.
Расчет параметров УС осложнен существенным влиянием соб-
собственных деформаций колонны, тумбы и основания, а также
73
Рис. 11.28. Расчетная схема ЭУС вертикально-
протяжного станка
pis
lite
\ -
Пт-10}1/кГсм
J 0 60
-1
J
Г
\*
If»
ш Усек
Рис. 11.29. Амплитудно-фазовая частотная характеристика
W ЭУС вертикально-протяжного станка мод. 7710В, рас-
рассчитанная на ЭЦВМ
74
деформаций их стыков. Динамическая характеристика гидро-
гидропривода, разработанная Б. Л. Коробочкиным (ЭНИМС), имеет
четвертый порядок. Общий порядок уравнения эквивалентной
упругой системы — 24-й. При составлении расчетной схемы и для
проверки результатов расчета использованы экспериментальные
данные СКБ-12 и завода им. Кирова (г. Минск). Проверка по-
показала хорошее совпадение по статическим деформациям, соб-
собственным частотам и формам колебаний системы. На рис. 11.29
показана динамическая характеристика ЭУС, рассчитанная для
станка мод. 7710В.
Пользуясь частотными характеристиками, рассчитанными
для сложной связанной ЭУС станка, можно перейти к нормаль-
нормальным координатам, о которых говорилось выше.
Параметры нормированных колебательных систем опреде-
определяются из условия совпадения частотной характеристики. При-
Приемы приближенного вычисления соответствующих приведенных
масс, жесткости пружин и демпфирования по заданной частот-
частотной характеристике описаны ниже.
МЕТОДИЧЕСКИЕ ПУТИ ЭКСПЕРИМЕНТАЛЬНОГО ОПРЕДЕЛЕНИЯ
ХАРАКТЕРИСТИК ЭКВИВАЛЕНТНЫХ УПРУГИХ СИСТЕМ СТАНКОВ
При экспериментальном определении характеристик эквива-
эквивалентных упругих (и механической) систем зачастую возникают
значительные трудности. По существу понятия ЭУС характери-
характеристики должны определяться на работающем станке (при реза-
резании или при перемещении деталей и узлов станка на холостом
ходу). Как указывалось в гл. I, здесь возможны два пути: с
разъемом и без разъема интересующего нас подвижного соеди-
соединения. В первом случае характеристика получается непосред-
непосредственным измерением. Во втором требуется ее выделение из
характеристики замкнутой системы, определяемой при испыта-
испытании. Для этого необходимо знание характеристики соответствую-
соответствующего рабочего процесса.
Применительно к конкретным эквивалентным системам эти
пути выглядят следующим образом:
1. Характеристика механической системы (МС) определяется
законом изменения скорости вращения .ротора электродвигателя
или движения поршня гидроцилиндра при изменении движу-
движущего момента или силы. Для получения характеристики МС не-
необходимо знать характеристику электродвигателя. Задача
существенно упрощается, если выбран для испытания такой
электродвигатель, у которого можно пренебречь изменением
момента или сильь о» изменением скорости («жесткая» механиче-
механическая характеристика).
2. Характеристики ЭУС по связям с трением определяются
изменением контактной деформации (нормального давления)
75
трущихся тел с изменением силы трения. Практически такая
характеристика может быть получена только при известной ха-
характеристике процесса трения или расчетом.
В отдельных случаях возможно определение характеристики
ЭУС при разъеме подвижного соединения и воздействии силой,
заменяющей полную реакцию поверхностей при трении (т. е. с
учетом нормальной составляющей) на УС. При этом подвиж-
подвижность в других соединениях, кроме рассматриваемого, должна
сохраняться.
3. Характеристика ЭУС по связям с резанием определяется
относительным смещением инструмента и обрабатываемой заго-
заготовки по нормали к поверхности резания при изменении силы
резания. Если характеристика определяется при резании, то для
ее получения необходимо знание характеристики резания. За-
Задача облегчается, если созданы условия, при которых изменение
силы резания из-за деформации УС невелико.
Методика определения характеристики ЭУС выделением ее
из характеристики замкнутой системы достаточно проста для
статической характеристики. Динамическая характеристика
определяется гораздо сложнее и точность этого определения
ниже.
Для получения характеристики ЭУС по связи с резанием
может быть использована методика с разъемом подвижного сое-
соединения.
Вместо силы резания прикладывается внешняя сила — посто-
постоянная (для статической) или изменяющаяся во времени (для ди-
динамической характеристики). При этом, что принципиально важ-
важно, подвижность в других соединениях должна сохраняться.
Иначе говоря, это испытание надо проводить на станке при хо-
холостом ходе.
Трудности осуществления такого метода определения харак-
характеристик ЭУС как для связи по резанию, так и по трению, за-
заключаются в создании внешней силы между движущимися
деталями станка (резцом и заготовкой; деталями, образующими
пару трения) и в измерении относительного смещения этих дета-
деталей по выходной координате. Однако этот метод дает наиболее
достоверные результаты по характеристикам ЭУС и его реко-
рекомендуется применять во всех случаях, когда удается преодолеть
возникающие экспериментальные трудности.
Метод определения статической характеристики ЭУС по свя-
связи с резанием в виде «технологической жесткости системы
СПИД» при резании, как указывалось, получил название «про-
«производственного метода» в отличие от так называемого статиче-
статического метода, о котором речь пойдет ниже.
Сущность «производственного метода» [174] состоит в оценке
погрешности обработки детали, вызванной деформациями ЭУС
в условиях устойчивой работы станка. Режимы обработки и кон-
76
фигурация обрабатываемой детали при этом строго регламенти-
регламентируются. Зная погрешность обработки и определив расчетом или
экспериментально силу резания, можно подсчитать технологиче-
технологическую жесткость системы СПИД или статическую характеристику
эквивалентной системы по связи с резанием. Иначе говоря, зная
статическую ошибку замкнутой динамической системы и стати-
статическую характеристику одного из ее элементов — процесса ре-
резания, можно определить статическую характеристику второго
элемента — ЭУС.
При правильном использовании «производственный метод»
[174] может дать весьма ценные данные по статической характе-
характеристике ЭУС. В литературе иногда можно встретить примени-
применительно к технологической жесткости, полученной «производ-
«производственными методами», название «динамическая» жесткость
станка; это название неудачное и может создать лишь путаницу
понятий.
Широко применяется метод определения статических и дина-
динамических характеристик УС на неработающих станках. Созна-
Сознательно или бессознательно исследователи принимают, что харак-
характеристика УС неработающего станка та же, что и работающего
(в том числе и на холостом ходу). Учитывая существенное упро-
упрощение экспериментального исследования характеристики на
неработающем станке, рассмотрим возможности применения
этой методики.
1. Результаты испытания будут достаточно точны для таких
форм колебаний или для такого частотного диапазона, при ко-
которых роль подвижных соединений мала. Например, характери-
характеристика ЭУС токарного станка при высоких частотах определяется
в основном колебаниями резца, резцедержателя или борштанги.
В соответствующем частотном диапазоне характеристика, полу-
полученная на неработающем станке, практически не отличается от
характеристики работающего станка.
2. Если роль подвижных соединений велика, то необходимо
считаться с возможностью существенного различия характери-
характеристики, полученной на неработающем станке, и характеристики
ЭУС. Это различие в меньшей степени касается частот собствен-
собственных колебаний системы и в основном проявляется в амплитуд-
амплитудных и фазовых значениях характеристики. Такой вывод следует
из рассмотренной выше принципиальной разницы подвижных и
неподвижных соединений деталей станка: а) относительно не-
небольшой разницы в жесткостях контактной и трения; б) суще-
существенной разницы в демпфировании, зависящей от степени
устойчивости системы с подвижными соединениями, различия в
демпфирующем воздействии постоянных составляющих сил тре-
трения и т. д.
При использовании методики в этих случаях необходима
тщательная проверка допустимости определения характеристики
77
на неработающем станке сопоставлением с характеристикой,
определенной другими методами и расчетом.
3. Если роль деформации подвижного соединения мала по
сравнению с собственными деформациями деталей и их непод-
неподвижных соединений, или мала разница между жесткостью под-
подвижного и неподвижного соединений, то на неработающем
станке с успехом можно определить упругие свойства конструк-
конструкции в виде коэффициентов жесткости; коэффициентов влияния
(коэффициентов упругих связей) нормальных форм колебаний
(при слабом демпфировании); форм упругой системы при стати-
статическом нагружении (при слабом влиянии сил трения в подвиж-
подвижных соединениях, по которым движение в условиях испытания
отсутствует). Знание упругих свойств конструкции дает основу
для построения линейной модели ЭУС станка.
у
нп
002
О
¦p,
РкГ
Рис. 11.30. График перемещений
УС токарного станка
9
мм
Ш
№
0.02
Рис. 11.31. График перемещений сто-
стола тяжелого горизонтально-расточ-
горизонтально-расточного станка:
— стол не закреплен; б — стол закреп-
закреплен
1
1/
—
1
и
I'o
/а
S
1
—/
г
10
V-
/^
вРк1
К последнему виду испытаний относится так называемый
статический метод определения технологической жесткости
станка. Испытание проводится на неработающем станке. Под-
Подвижное соединение между инструментом и обрабатываемой
деталью размыкается. Нагрузка, имитирующая силу резания,
создается различными устройствами (винтовыми или гидравли-
гидравлическими домкратами, грузами и т. п.). Деформации измеряются
универсальными измерительными средствами необходимой точ-
точности.
Для статического измерения технологической жесткости раз-
разработано большое количество разновидностей приборов. Зна-
Значения силы и соответствующие перемещения, полученные при
испытании, представляются графически (рис. 11.30). Петлеоб-
разность кривой (характеристика существенно нелинейная)
объясняется действием сил сухого трения в стыках. Увеличение
ширины петли с ростом деформации характеризует пропорцио-
пропорциональность сил трения величине деформации («рессорное» тре-
трение) .
78
Для оценки упругой составляющей статической характери-
характеристики системы необходимо провести линию через точки, делящие
пополам отрезки между нагрузочной и разгрузочной ветвями
графика. Эта линия определяет действительную жесткость си-
системы С =— как характеристику ее упругих свойств. Форма и
do
площадь петли графика характеризуют силы трения в системе.
Отрезок АВ равен удвоенной силе трения при деформации 6i.
В ряде опубликованных работ рекомендуется определять тех-
технологическую жесткость станка по нагрузочной ветви, т. е. отно-
отношением Рв1Ь\. Такая рекомендация во многих случаях может
привести к ошибочному представлению о действительном каче-
качестве станка.
На рис. II. 31 дана кривая смещений тяжелого расточного
станка. Большая начальная сила трения Ро в стыке стола и
направляющих, определяемая весом узлов станка, ведет к тому,
что при значительной нагружающей силе Рв смещения
малы.
Оценка технологической жесткости по нагрузочной ветви
очень высокая:
р
fa = —5- = 21 200 кГ/мм;
6а
/б = —- = 36 000 кГ/мй.
Однако в работающем станке влияние силы трения в под-
подвижном соединении стол — направляющие совершенно иное, чем
в неподвижном при измерениях (постоянная составляющая силы
трения получает направление, противоположное заданной ско-
скорости движения узла и не ограничивает его смещения от прило-
приложенной нагрузки). Действительная технологическая жесткость
станка (статическая характеристика эквивалентной УС) ока-
окажется равной упругой характеристике и будет значительно
меньше вышеуказанной:
ja = 4L =5500 кГ/мм;
k = — = 10000 кГ/мм.
Об
Размер петли статической характеристики, полученной на не-
неработающем станке, ничего не говорит о ее соответствии дей-
действительной характеристике ЭУС. Если смещения на неработаю-
неработающем станке определяются деформациями упругих элементов, не
включающих подвижное соединение, смещение в котором отсут-
отсутствует из-за большой силы трения, то в работающем станке сме-
79
щения могут включать и подвижное соединение. Технологическая
жесткость в действительности будет ниже, чем измеренная на
неработающем станке.
Приведенный анализ технологической жесткости станка,
определяемой на неработающем станке, лишний раз подчерки-
подчеркивает необходимость тщательной проверки ее соответствия дей-
действительной жесткости работающего станка или, иначе, статиче-
статической характеристике ЭУС.
Экспериментально динамические характеристики УС определя-
определяются, как указывалось выше, путем создания переменной во вре-
времени входной координаты, т. е. силы, действующей как сила
резания, реакция трения
(Вибратор и т п t и измерения вы-
выходной координаты, т. е.
перемещения, определяю-
определяющего связь УС с интере-
интересующим нас элементом
динамической системы
станка.
Применяют обычно
следующие три вида пере-
переменного воздействия си-
силы: 1) синусоидальное,
2) ступенчатое, 3) им-
импульсное.
При синусоидальном
воздействии с частотами
в пределах рабочего диа-
диапазона получают АФЧХ
системы.
Переменное силовое
воздействие синусоидаль-
синусоидального вида создается с по-
помощью вибраторов.
Фиксация переменной силы, развиваемой вибратором и дей-
действующей на УС, осуществляется с помощью малоинерционных
динамометров того или иного типа. Обычно применяется дина-
динамометр с упругим элементом, обладающим большой жесткостью
и высокой собственной частотой. В качестве датчиков использу-
используются тензометрические, емкостные, индуктивные и др.
Для фиксации интересующего нас перемещения применяются
различные конструкции датчиков контактного и бесконтактного
типа.
На рис. 11.32 приведена схема измерения и амплитудно-фа-
амплитудно-фазовая характеристика упругой системы токарного станка, полу-
полученная Д. М. Змиевым в ЭНИМСе применительно к контуру свя-
связи «резание — упругая система».
80
Рис. 11.32. Экспериментальная амплитудно-
фазовая частотная характеристика УС то-
токарного станка
Ступенчатое или импульсное воздействие дает кривую пере-
переходного процесса или временную динамическую характеристику.
Следует учитывать, что временная характеристика обычно опре-
определяется нижними частотными формами колебаний и потому
частотные характеристики оказываются более полными и точнее
отражают особенности сложной УС.
Для получения ступенчатого изменения силы, т. е. достаточно
быстрого перехода от одного установившегося ее значения к
другому можно использовать различные устройства. Одно из них
аналогично устройству для определения статической характери-
характеристики (технологической жесткости) УС токарного станка. С его
помощью создается заданное нагружение. Однако сила в устрой-
устройстве передается через так называемую батавскую слезку — рез-
резко охлажденную каплю стекла. Эта слезка передает большие
нагрузки своей утолщенной частью и, если отломить ее за-
заостренный конец, мгновенно рассыпается в пыль. Отламывая ко-
конец у слезки, передающей силу в устройстве, получаем разгруз-
разгрузку УС, достаточно быструю по сравнению с временем переход-
переходного процесса. Идея использования бгтавской слезки была
предложена Н. М. Лисицыным и осуществлена в экспериментах
ЭНИМС.
Другой способ, простой и широко используемый в практике,
заключается в том, что нагрузка создается грузом, подвешенным
на проволоке или прочной нитке. Направление силы изменяется
установкой блоков, через которые нить перебрасывается. Пере-
Пережигая или перерезая нить, получаем быструю ступенчатую раз-
разгрузку УС.
Импульсная нагрузка в настоящее время создается достаточ-
достаточно примитивным методом — ударом молотка или падающего
груза. Возможны и другие более сложные методы.
Обрабатывая экспериментальные кривые переходных процес-
процессов или частотные характеристики, можно определить коэффи-
коэффициенты передаточных функций системы [157]. Соответствующие
операции просты только для систем, описываемых уравнениями
невысокого порядка.
На рис. 11.33 показаны примеры кривых переходных процес-
процессов в форме затухающих свободных колебаний, вызванных в
УС токарного станка ступенчатой разгрузкой и ударом молотка.
Обрабатывая кривую ступенчатой разгрузки, получаем коэффи-
коэффициенты передаточной функции (II. 4)'
-^-, 7-1 = -^; 7-,»-^-. Гь (И.44)
Р 2л ял
пользуясь которыми можно построить частотную характеристику.
В случаях, когда система даже приближенно не опреде-
определяется одной степенью свободы, кривая переходного процесса
81
Домкрат,
БатаВская сле1*а
имеет сложный вид и ее обработка требует применения более,
общих и трудоемких методов [157].
Экспериментальное определение динамических характери-
характеристик УС станков является трудоемкой операцией. Вполне есте-
естественно стремление к уменьшению трудоемкости и к автомати-
автоматизации этой операции;
однако в этом отноше-
отношении у нас и за рубежом
сделаны только первые
шаги.
Выше говорилось о
нормальных координа-
координатах УС и их роли в
анализе ее особенно-
особенностей. Используя экспе-
экспериментальные или рас-
расчетные частотные ха-
характеристики, можно
приближенно опреде-
определить значения постоян-
постоянных, характеризующих
данную нормальную
форму, т. е. собствен-
собственную частоту колебаний,
коэффициент затуха-
затухания и приведенную
жесткость или массу.
Собственная частота юс
определяется положе-
положением резонансного пи-
пика на амплитудно-ча-
амплитудно-чаРис. 11.33. Переходные процессы в УС:
а — при ступенчатой разгрузке; б — при ударе
стотной характеристике системы. Коэффициент затухания вы-
вычисляется по ширине резонансного пика с использованием^фор-
использованием^формулы теории колебаний для колебательной системы с одной сте-
степенью свободы:
(Ос
где X — логарифмический декремент;
<oj — <02 — ширина резонансной кривой на высоте 0,707 от мак-
максимальной.
На рис. II. 2 показано построение, необходимое для получе-
получения нужных данных по каждой из нормальных форм.
Зная коэффициент затухания, можно приближенно ^опре-
^определить величину приведенной жесткости данной нормальной фор-
формы колебаний:
С= пР* , A1.46)
где Ро — амплитуда колебаний силы; Лтах — резонансная ам-
амплитуда.
Уточняется значение жесткости каждой нормальной формы
сопоставлением суммы податливостей всех учитываемых нор-
нормальных форм с податливостью системы при статическом при-
приложении силы.
Зная собственную частоту и приведенную жесткость для дан-
данной нормальной формы, можно расчетом определить приведен-
приведенную массу
m--^-. (II.47
Изложенный метод определения характеристик нормальных
форм тем точнее, чем меньше затухание и чем больше разнят-
разнятся между собой собственные частоты системы.
В литературе [28, 173] можно встретить другой метод расчета
характеристик, в частности, жесткости нормальной формы.
Частотная характеристика УС снимается дважды: в нормаль-
нормальном состоянии станка и при закреплении дополнительной массы
на узле, колебания которого измеряются. Зная изменение соб-
собственной частоты и считая, что во втором случае к приведенной
массе нормальной формы добавляется масса груза, можно со-
составить систему уравнений и определить приведенную массу и
жесткость нормальной формы.
В связи с пространственностыо УС и большим числом степе-
степеней свободы, каждой из которых соответствует своя нормальная
координата, этот метод расчета характеристик нормальных форм
в общем случае неверен. Его можно применять только зная
формы колебаний УС и структуру уравнений, описывающих ее
движение.
Динамическое (механическое) моделирование УС металло-
металлорежущих станков является одним из путей определения динами-
динамических характеристик. Характеристики определяются экспери-
экспериментально при испытании уменьшенной по размерам и упрощен-
упрощенной модели упругой системы станка с последующим переходом
от модели к станку при помощи критериев подобия [61].
Моделирование позволяет получить данные, которые или до-
дополняют и уточняют расчетные данные, или исключают необхо-
необходимость расчета.
Метод моделирования представляется наиболее целесообраз-
целесообразным при проектировании уникальных и тяжелых станков.
При проектировании и испытании модели соблюдаются сле-
следующие определяющие критерии подобия:
1) масштаб геометрического подобия, т. е. масштаб умень-
уменьшения линейных размеров — х, масштаб угловых размеров —
единица;
2) масштаб массы или веса узлов (в виде жестких тел) —к3;
83
3) масштаб момента инерции массы—х5, масштаб момента
инерции сечения — х4;
4) масштаб силового подобия, т. е. масштаб внешних
сил — х2;
5) расположение центров жесткости и центров тяжести масс
модели и станка — гомологично (соответственно);
6) отношение коэффициента контактной жесткости (выра-
(выражающего отношение силы к перемещению) и коэффициента
контактной податливости (выражающего отношение перемеще-
перемещения к удельному давлению) для станка и модели — и;
7) отношение коэффициентов демпфирования для станка и
модели — х2;
8) масштабы приведения массы и момента инерции массы
для упругих тел (при сохранении геометрического подобия и
применении для модели того же материала, что и для натуры)
равны масштабам массы и момента инерции массы для жест-
жесткого тела;
9) частота возмущающей силы для модели берется в х раз
выше, чем для натуры;
10) точки приложения внешней силы в модели и в станке —
гомологичны.
При соблюдении указанных критериев подобия данные, по-
получаемые при испытании модели, соответствуют следующим оп-
определяемым критериям подобия:
1. Собственные частоты колебаний модели в х раз выше,
чем станка.
2. Амплитуды поступательных колебаний модели в х раз
меньше, чем станка. Амплитуды угловых колебаний модели и
станка одинаковы.
3. Отношение перемещений к силе, определяющее статиче-
статическую и динамическую характеристики УС, для модели и станка
равно отношению частот.
4. Сдвиг фаз между перемещением и силой для модели и
станка одинаков.
5. Формы колебаний модели и станка одинаковы.
Возможность создания модели станка, отвечающей опреде-
определяющим критериям, и соответствие получаемых при ее испыта-
испытании характеристик расчетным и экспериментальным характе-
характеристикам станка исследовано в ЭНИМС Ин Юн-чжаном. В каче-
качестве объекта исследования выбран поперечно-строгальный ста-
станок, расчетная схема и динамическая характеристика которого
даны выше. Масштаб геометрического подобия выбран равным
трем. Станина, поперечина и стол, которые рассматриваются как
жесткие тела, для модели изготовлены из стали, а ползун, рас-
рассматриваемый как упругое тело,— из чугуна. Кулисный меха-
механизм привода ползуна заменен эквивалентной пружиной. Опре-
Определялась амплитудно-фазовая частотная характеристика по спя-
84
зи с резанием. Нагружение осуществлялось электромагнитным
вибратором, установленным между столом и ползуном. Фиксиро-
Фиксировалось относительное смещение ползуна и стола по нормали к
рабочей поверхности стола. При использовании на модели и на
станке одинаковых методов обработки контактных поверхностей
деталей, образующих деформируемые стыки, нарушается крите-
критерий подобия по контактной жесткости. Применяя на модели бо-
более грубые методы обработки (грубое шабрение) стыковых по-
поверхностей, чем на станке (шлифование), удается существенно
улучшить подобие и точность определения статической характе-
характеристики системы. Различие этих характеристик не превышает
15—25%.
Испытание показало также большую точность соблюдения
подобия по собственным частотам и по формам колебаний —
отклонение не превышает 10%. Подобие по амплитуде соблю-
соблюдается с меньшей точностью. Отклонения по трем полученным
резонансным значениям составляют 20—50%.
По фазам хорошее совпадение получается для низких частот.
Для высоких частот фазы колебаний, полученные на модели и
на станке, различаются значительно.
Погрешности амплитудных и фазовых характеристик модели
вызываются некоторым отступлением от условий подобия по
контактной жесткости, о чем сказано выше, а также нарушением
подобия по демпфированию в горизонтальных стыках из-за не-
несовпадения масштаба веса узлов с масштабом сил. Уменьшить
это нарушение можно путем предварительного нагружения гори-
горизонтальных стыков их затяжкой.
ОСОБЕННОСТИ ДЕМПФИРОВАНИЯ В НЕЗАТЯНУТЫХ СОЕДИНЕНИЯХ
В работах, упомянутых в соответствующем разделе главы, а также в ряде
других работ по демпфированию в соединениях относительное движение тел,
образующих соединение, рассматривается как движение системы с одной сте-
степенью свободы. Такова, например, классическая работа Ден-Рартога [219] о
демпфировании постоянной силой трения.
В отличие от этих работ учтем, что в реальных условиях система двух тел,
образующих соединение, обладает многими степенями свободы. Учет этого
обстоятельства приводит к качественно новым, результатам при простейшем
допущении о том, что силы трения подчиняются закону Амонтона — Кулона.
Рассмотрим модель плоского стыка двух жестких тел (рис. 11.34), одно
из которых для простоты принимаем неподвижным. Система в общем случае
имеет шесть степеней свободы. За обобщенные координаты примем координаты,
связанные со стыковой поверхностью одного из тел таким образом, чтобы пе-
перемещения по части этих координат определяли изменение только величины
силы трения, а по остальным — ее направление. При отсутствии начального
давления (контактной.деформации) величина силы трения зависит от измене-
изменения контактной деформации при одном из перемещений у, 9*, &z- Направление
силы трения определяется скоростями перемещений х; г; 0„.
Если имеется начальная деформация по оси Y, то перекосы тела при угло-
угловых перемещениях 6х или 0г вызовут изменение силы трения только после того,
85
как максимальная контактная деформация от такого перекоса превысит
начальную.
Таким же образом можно показать, что при одновременном угловом и ли-
линейном перемещении величина силы трения определяется тем перемещением,
амплитуда которого, приведенная к контактной деформации, больше.
Перемещения тела по выбранным координатам в общем случае связаны
между собой упругими, скоростными и инерционными связями. При слабой свя-
связанности системы коэффициенты распределения амплитуд таковы, что при дан-
данной собственной частоте преобладают колебания соответствующей координаты.
Различная связанность координат приводит к тому, что практически всегда
можно выделить координаты, имеющие наибольшие амплитуды по сравнению
с остальными (при данной частоте). Это дает возможность упростить систему,
сводя ее к комбинации систем с двумя степенями свободы (в данном стыке).
Рис. II. 34. Схема модели неподвижного стыка и зависимо-
зависимостей трения в стыке
Для примера на рис. 11.35 показана полученная экспериментально траекто-
траектория движения стойки плоскошлифовального станка относительно станины в
стыке между ними при колебаниях с частотой 47 гц, возникающих при враще-
вращении шлифовального круга с дисбалансом [121].
Проанализируем на трех примерах (А, Б, В) характер движения системы
применительно к двум характерным комбинациям перемещений по осям X и
Y (G*; 9г) и по осям X и Z(8V) под действием типичных для станков возмуща-
возмущающих сил: а) силы постоянной величины и переменного направления (силы
инерции равномерно вращающейся неуравновешенной массы: ротора электро-
электродвигателя, заготовки и т. п.); б) силы переменной величины и постоянного на-
направления (возмущение от резания и т. п.).
А. Плоскость вращения возмущающей силы параллельна плоскости стыка.
Сила трения по величине постоянна. Схема системы показана на рис. 11.36.
Разложив силу Ро по осям координат, можем записать:
тх + Схх = Ро sin mt ± Fx; j
mz + C& = Po cos Ш ± Fz, J
где /п — масса тела; Сх и С, —жесткость упругой системы по координатным
осям X и Z, которые совпадают с нормальными координатами; <о — угловая
скорость вращения неуравновешенной массы; f, и F, - составляющие силы Fo
сухого трения по осям координат. Знак силы определяется тем, что она направ-
направлена против скорости скольжения.
В данном случае
r = F.
° Ух* + z* '
г .
Ух
x'-r-z'
A1.49)
Рис. 11.35. Форма колебаний стойки
плоскошлифовального станка при ча-
частоте 47 гц:
а — траектория тангенциальных смещений
в стыке стойка — станина
Рис. II. 36. Схема системы неподвиж-
неподвижного стыка при тангенциальных сме-
смещениях
Если знаменатель выражений составляющих силы трения постоянен, то они
пропорциональны скорости колебаний. Это условие определяет линеаризацию
силы сухого трения.
В первом приближении частные решения уравнений (установившееся дви-
движение) можно взять в форме:
-„,); j
= 20COS(<uf — <
где ха и г» — амплитуды смещений по осям X и Z; ерх и ср, — фазовые сдвиги.
Условие постоянства знаменателя будет соблюдаться только при х0 = гв и
Ф* = фг, т. е. при движении центра тяжести тела по окружности. В этом случае
хоа>
¦ *; А
A1.51)
Силы неупругого сопротивления пропорциональны скорости колебаний и
обратно пропорциональны амплитуде. Иначе говоря, коэффициент вязкого со-
сопротивления будет уменьшаться с ростом амплитуды при постоянной частоте.
Подставляя в исходное уравнение значения х и Fx, получим
— тжо(й2 sin (orf — <р,) + Fo cos (at — <fx) + Cxxosin (at — <fx) = Po sin at. A1.52)
87
Можно найти амплитуду и фазу колебаний, приравнивая нулю члены при
sin ш/ и cos <>>t в преобразованном выражении
*0oJ sin ф.( -|- cos (fx — *ош* sin ц>х — 0;
— *0сог
хои>* cos ipx-\- — sin (
in
Откуда
1—¦
. +
/
:собф,-^^- = 0.
A1.53)
A1.54)
tg ф* =
wjco|
— (о2)
A1.55)
2 С*
где иЛ = — — квадрат собственной частоты колебаний системы по оси А';
Хст — статическое смещение от силы Ро-
Аналогичные выражения можно получить и для колебаний по оси 2.
Траектория движения тела показана на рис. 11.36.
Данный пример, наряду с последующи-
последующими, раскрывает интереснейшую особенность
демпфирования в стыках всех видов силами
кулоновского трения. Эту особенность мож-
можно назвать колебательной самолинеаризаци-
ей сил сухого трения. Данный пример инте-
интересен также как физическая интерпретация
одного из случаев общего решения задачи
о колебаниях при наличии гистерезисных по-
потерь, теоретически полученного Я- Г. Панов-
ко [148]. В этом решении рассмотренному
примеру соответствует случай я=0, где п —
показатель степени при амплитуде А в вы-
выражении наибольшей силы Rq неупругого со-
сопротивления:
Рис. 11.37. Схема системы не-
неподвижного стыка при танген-
тангенциальных смещениях
Ra = aAn. A1.56)
Коэффициент а в нашем случае равен Fo-
При упрощенном решении задач с учетом
демпфирования силой сухого трения этот
4
коэффициент составляет— Fo и определяется из равенства работ силы сухо-
сухого трения и эквивалентного вязкого сопротивления за цикл колебаний.
При несоблюдении условий линеаризации (равенство амплитуд и фаз коле-
колебаний) выражения для сил сопротивления становятся нелинейными. При посте-
постепенном изменении этих условий совершается переход от линейного выражения
к существенно нелинейному (последнее имеет место при отсутствии колебания
по другому направлению).
Важнейшей особенностью рассмотренного тина колебаний является равенст-
равенство нулю составляющей силы трения в момент изменения знака скорости, так
как вектор силы трения при этом направлен под прямым углом.
Аналогичные результаты получаются и в случае, когда возмущающая сила
имеет постоянное направление н лежит в плоскости стыка. Схема системы по-
88
казана на рис. 11.37. При несовпадении силы с осями жесткости возникает ко-
координатная связь между смещениями по силе и перпендикулярными к ней.
Разложив возмущающую силу по осям координат, которые принимаем сов-
совпадающими с главными осями жесткости, можем записать, сохраняя обозначе-
обозначения:
тх + Схх = Ро cos a sin at ± Fx; I
тг + С2г = Ро sin о . sin at ± Fz. )
Выражения для составляющих Fx и Ft силы трения остаются теми же, что и
в предыдущем примере. При равенстве амплитуд колебаний и фазовом сдвиге
я
между ними, равном —, решение системы совпадает с решением в предыду-
предыдущем примере. Легко заметить и общность остальных свойств систем.
Итак, в результате сложения двух колебаний в плоскости стыка существен-
существенная нелинейность скоростной зависимости силы сухого трения заменяется не-
нелинейной, но имеющей непрерывную производную. При определенных условиях
эта зависимость становится линейной, но величина коэффициента («крутизны»;
характеристики зависит от амплитуды колебаний.
Б. Плоскость действия возмущающей силы перпендикулярна плоскости
стыка. Связи с перемещениями в других направлениях отсутствуют. Величина
силы F трения принимается G5] пропорциональной нормальной контактной де-
деформации. С учетом начального значения Fo силы трения имеем
(И. 58)
где у — переменная часть нормальной контактной деформации.
В соответствии со схемой системы, показанной на рис. 11.38, можем запи-
записать, сохраняя обозначения:
тх + Схх = Р9 cos а • sin at ± F; ,
A1.09J
ту + Суу — Ро sin а • sin i
Для малых сил трения допускаем, что колебания имеют синусоидальный ха-
характер
— о * ]. A1.60)
у = уй sin (<о< — <?у). \
Подставляя значение у в выражение силы трения, получим
KTKS
F—Fo-\- sinq-x+KTKS-cosy-x, (II.61)
где ф = фх — Фу — фазовый сдвиг между колебаниями по осям X и К;
/fs = — — форма колебаний системы. :
При отсутствии начальной силы трения или ее пренебрежимо малой величи-
величине, сила трения имеет две составляющие, одна из которых пропорциональна
смещению, а другая скорости.
Если ф = —, то допущение о синусоидальности колебаний теряет свою
приближенность, и с^л*а трения приобретает форму силы вязкого сопротивле-
сопротивления. Тогда
.. KTKS .
тх -\ д- ¦+- Схх = Ра cos a sin at. A1.62)
ш
89
Для каждой данной формы колебаний коэффициент вязкого сопротивления
постоянен. Но он меняется от одной формы колебаний к другой. На рис. 11.38
штриховой линией показана траектория движения тела при <р = —.
В данном примере условия линеаризации силы сухого трения выражаются
в отсутствии ее постоянной составляющей и наличии фазового сдвига между
колебаниями на четверть периода, что характерно для резонансных состояний
системы.
Ро smut
т
'/7//J////////7/
777
Рис. 11.38. Схема системы неподвижного стыка при
смещениях в нормальной плоскости
Рассмотренный случай типичен для станков, так как стыки с малым началь-
начальным трением и зависимость сил трения от деформации встречаются достаточно
часто.
Применяя тот же метод решения, что и в примере А, получим:
; A1.63)
tg <fx = •
CJ1--
A1.64)
Эти выражения соответствуют по форме выражениям для вязкого со-
сопротивления. В указанной выше работе Я- Г. Пановко {148] рассмотренный
пример соответствует показателю п = 1 и коэффициенту а = К.ТКа.
Полученный результат может быть использован для оценки демпфирующе-
демпфирующего эффекта по экспериментальной статической характеристике упругого эле-
элемента. Приложив статически силу, соответствующую возмущающей (например,
силе резания), и построив по показаниям индикатора зависимость интересую-
интересующего нас смещения от силы, можем получить значение КтК*. Это значение оп-
определяет демпфирование для формы колебаний, совпадающей со статической
картиной деформации.
В литературе для рассмотренного случая «рессорного трения» из энергети-
энергетических соотношений (равенство работ силы трения работе эквивалентного вяз-
вязкого сопротивления) принимают значение а = КтК, как приближенное.
Полученный результат свидетельствует о том, что при известных условиях
это значение является точным. Существенно нелинейная характеристика сухого
трения изменяется под влиянием того же процесса «колебательной самолине-
самолинеаризации» системы. Если фазовый угол равен 0 или я, то характеристика при-
принимает известную форму характеристики сил сухого трения. Понятие фазового
90
сдвига при уф "т~ является условным, так как колебания теряют синусоидаль-
ную форму. Постановка задачи получает известную форму метода «гармони-
«гармонической линеаризации» [78] существенных нелинейностей. Сама задача является
своеобразной физической интерпретацией этого метода.
В. При сочетании нормального и тангенциальных смещений в стыке состав-
составляющие силы трения описываются следующими выражениями :
Ухг + г2 '
A1.65)
A1.66)
Первый член выражения Fx или Ft после раскрытия скобок рассмотрен
в примере А. Второй член, кроме ранее указанной нелинейности, включает но-
новую, в виде произведения переменных величин.
Покажем, что при определенных условиях второй член становится линей-
линейным. Для случая произвольных фазовых углов «р* и <рх в предположении сину-
синусоидальности колебаний знаменатель выражения можно привести к виду
' + z2 = .
Т l+'H'
1 —
А • sin2 (w/ —ф0)
A1.67)
где
\2
- I • cos 2фг
/ 2„ \2
sin 2ф« + -—) • sin 2ф
Если
фх — Фг = ~г , то Л = 1
4
Vx* + i* =.i,.ul/l+ (-J-J •
cos (<о/ - ф0).
При некоторых значениях
г0
—
0
фх и —, а также <рх и фу, может оказаться,
что sin(u>l — фу) = cos(<o< — фо) и вторые члены выражений составляющих
получат вид сил вязкого сопротивления:
A1.68)
91
KTKS
Однако первые члены выражений при этом, т. е. при ср* — ipr = -—-, как
указывалось выше, нелинейны (при непрерывной производной).
Если фазовый сдвиг колебаний <(х — <р2 = —, то при линейности первого
члена выражения, второй может оказаться пропорциональным квадрату ско-
рости колебаний ( при ср х — фГ; = — ) ¦
Итак, d наиболее общем случае движения деталей, образующих неподвиж-
неподвижный стык, демпфирование силами сухого трения определяется суммой нелиней-
нелинейных и линейных выражений. Представляет интерес общее решение полученных
нелинейных уравнений с целью оценки существенности влияния данных нели-
нейностей на общий характер затухания колебаний (изменение огибающей
амплитуд), поскольку характер изменения и пределах одного цикла для рас-
рассматриваемой задачи не представляет практического интереса.
Можно предполагать, что в областях резонансных состояний УС, где демп-
демпфирование играет важную роль, условия «колебательной самолинеаризации»
системы с сухим трением со-
соблюдаются в достаточной сте-
степени. В связи с этим для уточ-
уточнения расчетных значений ам-
амплитуд смещения и области
резонансоп может быть исполь-
использован следующий метод. Опре-
Определяются формы колебаний си-
системы при произвольном сла-
слабом линейном демпфировании
лли без него. На основании из-
изложенного вычисляются коэф-
коэффициенты сил сопротивления
для каждого стыка и каждой
собственной формы колебаний
системы в предположении пол-
полной «колебательной самолинеа-
самолинеаризации». Затем производится
уточненный расчет амплитудных значений для резонансных состояний по каж-
каждой форме колебаний.
Предлагаемый метод расчетной оценки демпфирования в неподвижных
стыках, в отличие от существующих методов, позволяет учитывать влияние
условии трения (коэффициент трения, начальная сила трения) и системы в це-
целом (через форму колебания) на силы сопротивления в каждом из имеющихся
стыков, а также определять роль каждого стыка в колебаниях системы с любой
из ее собственных частот.
Близко к рассмотренным условиям демпфирования силами сухого трения
в неподвижных соединениях примыкает практически важный случай демпфиро-
демпфирования постоянной составляющей силы трения в подвижных соедине-
соединениях [89].
На рис. 11.39 показана схема системы. Деталь (стол, суппорт и т. п.) имеет
заданное движение со скоростью v. Колебания в плоскости стыка, имеющие
направление, перпендикулярное заданной скорости, встречают сопротивление
в виде силы Fz:
+ z-
Рис. 11.39. Схема подвижного стыка при
поперечных тангенциальных колебаниях
= F
A1.69)
92
При малости отношений x/v и г/у, что типично для станков, выражение упро-
упрощается :
f,*-y--i, (H.70)
т. е. рассмотренные колебания демпфируются в подвижном соединении вязкой
силой, возникающей в результате линеаризации сил сухого трения. Этот слу-
случай линеаризации в отличие от рассмотренного выше назовем «кинематической
линеаризацией» сил сухого трения.
При больших начальных силах трения и малых заданных скоростях движе-
движения коэффициент при скорости колебаний может оказаться очень большим.
Этот случай типичен для деталей и узлов станка, которым сообщается движе-
движение подачи.
Описанный эффект «кинематической линеаризации» сил сухого трения поз-
позволяет создать весьма мощный демпфер колебаний [105], схема которого пока-
показана на рис. 11.40.
Демпфер состоит из круглой скалки, закрепленной в одной детали, и зажи-
зажима для скалки, закрепленного на другой. Скалке (или зажиму) от какого-либо
двигателя с малым числом оборотов (наиболее удобны гидроднигатели враще-
/Д
Рис. 11.40. Примеры использования «кинематической» линеариза-
линеаризации сил сухого трения:
а — демпфер колебаний с «вязким» трением; б — направляющие сколь-
скольжения с «вязким» трением (без зоны застои)
ння) сообщается вращение. Изменяя затяжку зажима для скалки (т. е. регу-
регулируя силу трения скалки о зажим), или изменяя скорость вращения скалки,
можно получить необходимую величину вязкого сопротивления для демпфиро-
демпфирования относительных колебаний двух деталей в направлении оси скалки.
Эффект «кинематической линеаризации» может быть с успехом использован
для устранения неравномерного перемещения узлов, по направляющим как при-
применением описанного демпфера, так и применением круглых направляющих,
показанных на рис. 11.40. Вращение сообщается или направляющим скалкам
или втулкам, встроенным в перемещаемый узел'станка.
Влияние постоянной составляющей силы трения на колебания деталей, об-
образующих подвижное соединение в иных направлениях, чем описанное, будет
рассмотрено в разделе о вынужденных колебаниях станка при холостом ходе.
В общем случае демпфирующий эффект подвижного соединения или, иначе,
переменных составляющих* сил, возникающих в этом соединении, определяется
степенью устойчивости данной формы движения системы. Это в равной степе-
степени относится к подвижным соединениям с трением двух тел, к двигателям, под-
подшипникам и направляющим скольжения и качения и т. п. Демпфирующий эф-
93
фект подвижных соединений «автоматически» учитывается при анализе внеш-
внешних воздействий на устойчивую замкнутую систему. В гл. 1 показана методика
построения характеристики соответствующего эквивалентного элемента.
При оценке демпфирующей способности подвижных и неподвижных соедине-
соединений, особенно в случае действия сил сухого трения, кроме величин, определяю-
определяющих быстроту затухания (резонансную амплитуду), очень важно определение
пределов действия данного механизма рассеяния энергии. В примере А сила
трения в стыке будет совершать работу только при амплитудах возмущающей
силы, превышающих силу трения (Po>Fa), так как иначе невозможно полное
смещение деталей, образующих стык (соединение при Ро < Fo становится затя-
затянутым). В примере Б (при «полной» линеаризации) сила трения рассеивает
энергию от нулевых значений амплитуды колебаний.
При наличии зазоров или натяга область действия соответствующего меха-
механизма рассеяния энергии силой трения в стыке ограничивается некоторыми ми-
минимальными амплитудами. Колебания с амплитудами, меньшими этих пре-
предельных, как правило, имеют затухание значительно меньшее. Оно является
следствием других причин (рас-
а сеяние энергии при частичном
проскальзывании деталей в пре-
пределах как полного, так и «пред-
«предварительного» смещения фрик-
фрикционных контактов и т. п.). На
рис. 11.41 показаны зависимости
коэффициента рассеяния энер-
энергии и минимальной предельной
амплитуды динамического виб-
виброгасителя (в виде «молоточ-
«молоточка») от зазора и натяга в стыке
«молоточка» с колеблющейся
деталью [102], полученная Е. Г.
Ерофеевым (ЭНИМС). Зависи-
Зависимости получены эксперимен-
экспериментально на специальной уста-
установке. Обращает на себя вни-
внимание возрастание коэффици-
коэффициента затухания с ростом
натяга, сопровождающееся одновременным ростом минимальной предельной
амплитуды, ниже которой затухание имеет малую величину. В связи с этим
возникает задача об оптимальном натяге. Если демпфирующий эффект должен
сохраняться до полного затухания колебаний (до нулевых значений резонанс-
резонансных амплитуд), что важно в станках высокой точности, то наилучшими усло-
условиями являются условия «полной» линеаризации (отсутствие натяга и зазора).
Этот вывод имеет важное значение при выборе конструктивных параметров
динамических демпферов с трением (типа виброгасителей с «молоточком»
[196]; ударного виброгасителя Д. И. Рыжкова A701 и им подобных). Полезен
он также и при оценке эффективности действия сил трения в том или ином
стыке деталей станка и, в частности, при решении задачи об оптимальном чис-
числе и расположении стыков в станке. Такая задача вытекает из противоречи-
противоречивого влияния стыков: с одной стороны, они снижают жесткость, а с другой —
увеличивают (при некоторых условиях) рассеивание энергии колебаний.
ПК Iff
— Натяги
Рис. 11.41. Влияние величины зазора и на-
натяга на декремент колебаний X и остаточ-
остаточную амплитуду а
ПУТИ УЛУЧШЕНИЯ ХАРАКТЕРИСТИК УПРУГОЙ СИСТЕМЫ
Теоретический или экспериментальный анализ деформаций УС станка при
статическом и динамическом нагружении позволяет выявить, с одной сторо-
стороны»— «слабые» элементы, деформации которых определяют в основном дефор-
деформацию всей системы, а, с другой стороны,— элементы, почти не участвующие
в деформировании.
94
Воздействием на упругую систему в связи с этим можно преследовать две
цели:
1. Улучшение статических и динамических характеристик вследствие усиле-
усиления тем или иным путем «слабых» элементов.
Направление улучшения характеристик определяется требованием обеспече-
обеспечения необходимого динамического качества станка.
2. Уменьшение размера деталей и веса станка при сохранении характери-
характеристик неизменными вследствие воздействия на элементы, не участвующие в пе-
перемещениях системы. Возможно, конечно, и сочетание этих двух целей.
Первая цель может быть достигнута следующими путями:
1) увеличением жесткости деталей станка или их стыков в зависимости от
того, что имеет более существенное значение; 2) изменением связей в системе;
3) увеличением демпфирования необходимых форм колебания.
Вторая цель достигается в основном рациональным конструированием
наиболее массивных деталей станка {39], в частности выбора оптимальных
-форм сечений станин, стоек, траверс и т. п. [52].
Методы, применяемые для уменьшения веса станка при сохранении харак-
характеристик УС неизменными, одновременно являются методами увеличения жест-
жесткости.
Второй путь улучшения статической и динамической характеристик УС —
¦изменением связей в системе — может осуществляться следующими способами:
I) изменением конструкции станка, приспособления и инструмента; 2) измене-
изменением расположения зон резания, трения, их числа и формы, т. е. изменением
точек приложения и направления сил, действующих на УС, а также выходной
¦координаты системы.
Изменяя конструкцию, можно влиять на связь и на связанность в системе.
Второй способ улучшения статических и динамических характеристик сво-
сводится к рациональному построению схемы обработки, выбору режущего инст-
инструмента, схемы расположения направляющих и распределения нагрузки на
них. Выбор соответствующего мероприятия определяется теми же соображе-
соображениями, что и при изменении УС. Разница заключается в том, что в последнем
¦случае — при неизменном типе инструмента, схеме обработки и схеме распре-
распределения направляющих — связи между выходной и входной координатами
изменяются в нужном направлении реконструкцией УС. Здесь же неизменной
остается УС.
Все указанные способы практически сравнительно просто реализуются при
необходимости улучшения статической характеристики УС. Правильное реше-
решение задачи улучшения динамической характеристики требует более сложного
анализа и исследования динамической системы станка в целом, составляюще-
составляющего содержание всей данной работы.
Кроме описанных выше методов, в практике находит широкое применение
метод изменения динамических характеристик УС путем увеличения демпфи-
демпфирования соответствующих форм колебания специально встраиваемыми устрой-
устройствами — демпферами. Выше было сказано о роли стыков между деталями
станка в демпфировании колебаний. Принципиально возможны пути создания
УС с рационально расположенными и нагруженными стыками при оптималь-
оптимальной связанности УС деталей, образующих стык. Однако эти пути пока требу-
:ют разработки. . .
: глава ш
РАБОЧИЕ ПРОЦЕССЫ СТАНКА
ОСНОВНЫЕ ПОЛОЖЕНИЯ
Силы движущие и силы сопротивления, действующие на УС
станка, являются следствием рабочих процессов. Рабочими про-
процессами называем процессы, протекающие в подвижном соеди-
соединении двух деталей станка: резание протекает в подвижном сое-
соединении инструмента и заготовки; трение — ползуна и направ-
направляющих; электромагнитные процессы в электродвигателе — ро-
ротора и статора и т. п. Поэтому характеристики процессов связа-
связаны с относительными смещениями деталей, накладывающимися
на их заданное относительное движение.
Анализ рабочих процессов как элементов динамической
системы станка включает определение: а) собственной устойчи-
устойчивости этих элементов; б) статических и динамических характе-
характеристик этих элементов по связям с упругой системой.
Сами по себе рабочие процессы представляются сложным
комплексом явлений, изучение которых составляет предмет спе-
специальных научных дисциплин (учений о резании и трении,
электротехники, гидродинамики и т. п.). Динамика рабочих
процессов, связанная с изменением условий их протекания, раз-
разработана недостаточно. В связи с этим очень часто при решении
задач динамики станков пользуются статическими характери-
характеристиками, не дающими полного представления о влиянии рабочих
процессов. Почти не освещены вопросы собственной устойчиво-
устойчивости рабочих процессов.
Если в области изучения динамики рабочих процессов дви-
двигателей имеются специальные разработки, то по резанию и тре-
нию они практически отсутствуют. Поэтому основное внимание
уделим характеристике этих рабочих процессов. По процессам
в двигателях мы ограничимся лишь примерами, заимствованны-
заимствованными из соответствующих отраслей науки.
Всем рабочим процессам присущи некоторые общие черты,
которые позволяют формально рассматривать их с единой
точки зрения.
96
Первая общая черта показана в работе {80] и сводится к
тому, что возникающие при относительном движении тел и сре-
среды, т. е. в рабочих процессах, силы включают составляющие,
которые являются функциями ортогональных координат. Физи-
Физический смысл понятия ортогональности заключается в том,
что работа сил на ортогональных координатах равна нулю. Для
силы ортогональными являются: координата, перпендикулярна»
к силе, и угловые координаты. Для момента силы — линейные
координаты и угловые в плоскости, перпендикулярной плоскости
действия момента.
В указанной работе проанализировано взаимодействие —
твердых тел (резание, трение, некоторые виды обработки давле-
давлением), или, иначе, твердого тела и твердой среды, а также твер-
твердого тела и жидкой среды, твердого тела и газообразной среды.
Рис. III. 1. Схема соотношения сил:
а — при резании: б — при шлифовании; в — при трении.
В первом случае рабочие процессы связаны с деформирова-
деформированием тел, во втором и третьем — с гидро- и аэродинамикой
среды. При резании и трении, а также при некоторых видах об-
обработки давлением силы зависят, в частности, от степени вне-
внедрения одного тела в другое: внедрения резца в заготовку; кон-
контактной деформации трущихся тел; степени обжатия при прокат-
прокатке и т. п. Тангенциальные (главные) составляющие сил, таким
образом, зависят от перпендикулярного к этим составляющим,
смещения тел.
На рис. III. 1 показаны силы, возникающие при резании рез-
резцом, при шлифовании и сухом трении. Нормальная к плоскости
контакта сила в гл. II определена как составляющая, создающая
«жесткость» подвижного соединения (с резанием, трением и
т. п.). Тангенциальное составляющие являются функциями ор-
ортогональных координат — смещений движущихся тел в перпен-
перпендикулярном к этим силам направлении. С этой формальной
точки зрения различие сил резания и трения заключается лишь
4 Заказ 375 97
В соотношении нормальных и тангенциальных составляющих.
Тонкое точение и шлифование занимают в этом случае промежу-
промежуточное положение.
Гидро- и аэродинамические рабочие процессы встречаются
6 подшипниках и направляющих скольжения с жидкой и воз-
воздушной смазкой. В гл. II говорилось о том, что гидродинамиче-
гидродинамическая сила является функцией угловой координаты наклона
ползуна. Аналогичная зависимость существует и для аэродина-
аэродинамической силы. В подшипниках скольжения эта зависимость
остается, но приобретает своеобразную форму зависимости силы
от смещения центра цапфы по отношению к центру вкладыша.
Отмеченная формальная общность сил, возникающих в рабо-
рабочих процессах станка и других машин, имеет принципиальное
значение при динамическом анализе системы. Она является не-
необходимой предпосылкой, определяющей эффект взаимодействия
смещений УС с несколькими степенями свободы. Подробнее об
этом будет сказано в главах, посвященных устойчивости и дина-
динамическим показателям системы.
Второй общей особенностью сил, порождаемых рабочими
процессами, является отставание во времени их изменения от
изменения относительного положения или движения тел, обра-
образующих подвижное соединение. Это отставание является следст-
следствием инерционности рабочих процессов, вытекающим из их фи-
физической сущности, и находит свое отражение в динамических
характеристиках рабочих процессов, как элементов динамиче-
динамической системы станка.
Так как основное внимание необходимо уделить процессам
резания и трения, то на их примере рассмотрим устойчивость и
отмеченные общие особенности рабочих процессов. Для осталь-
остальных рабочих процессов ограничимся лишь общими указаниями и
ссылками на соответствующие работы, если они имеются.
ПРОЦЕСС ДЕФОРМИРОВАНИЯ КАК ЗАМКНУТАЯ СИСТЕМА
Процессы резания к трения (имеется в виду непосредственный контакт
трущихся тел, т. с. «контактное» трение) определяются процессами деформи-
деформирования большего или меньшего объема взаимодействующих тел. При резании
одно из тел (инструмент) всегда является практически недеформируемым, при
трении возможно одновременное деформирование обоих тел.
При большой степени деформиропания, характерной для резания и трепня,
сказывается изменение напряженного состояния и свойств материалов тел в
процессе деформации. Процесс упруго-пластического деформирования проте-
протекает как процесс в замкнутой системе J13J), 88]. Эту систему ниже будем на-
называть деформационной системой.
Методически удобно показать особенности деформирования и раскрыть
содержание деформационной системы на простейшем примере растяжения об-
образца на разрывной машине при механических испытаниях. Схема системы
показана на рис. 111.2; образец на рис. III.3.
Эта схема отражает взаимодействие напряженного состояния, деформиро-
деформирования и изменения свойств материала, которое заключается о следующем. На-
Напряженное состояние при заданной внешней силе и неизменной форме сечения
98
(круглого) определяется площадью этого сечения. С уменьшением площади на-
напряжение растет. Деформирование выражается в удлинении образца. Удлине-
Удлинение увеличивается с ростом напряжения. В упругой области эта зависимость,
выражается законом Гуна. В пластической — зависимость становится нелиней-
нелинейной. Вместо модуля упругости фигурирует коэффициент упрочнения мате-
материала.
з
F
5
Ч ,
г
В
6
—-«
7
1
I
Рис. III. 2. Схема деформационной системы:
/ — напряженное состояние; 2 — деформирование (продольное); 3 —
поперечное деформирование; 4 — упрочнение; 5 — тепловыделение:
6 — теплопередача; 7 — изменение свойств материала с температурой
о.г с
Рис. Ш. 3. Схема деформации образца, изменение
температуры 6° и силы Р при растяжении образца
Изменение площади сечения образца связано с удлинением. В упругой
области эта связь выражается коэффициентом Пуассона, в пластической —
определяется законом цода-оянства объема пластически деформируемого тела.
При возрастании удлинения площадь сечения образца уменьшается, что
приводит к увеличению напряжений.
Величина коэффициента упрочнения существенно зависит от температуры
в зоне деформирования. При пластическом деформировании выделяется тепло;
99
4*
интенсивность тепловыделения возрастает с увеличением скорости деформиро-
деформирования и ростом напряжений. Теплопередача происходит в основном вследствие
теплопроводности образца и зажимов машины. В теории теплопередачи опи-
описанные условия температурной задачи, возникающей при деформировании,
рассматриваются как условия задачи с внутренним источником тепла.
Изменение температуры влияет на протекание различных физических и
химических процессов, вызывающих увеличение или уменьшение коэффициен-
коэффициента упрочнения материала. У сталей при температуре выше температуры ре-
рекристаллизации упрочнение отсутствует.
При изменении температуры также изменяется способность материала
к деформации без разрушения — его пластичность.
Составим уравнения первого приближения в отклонениях для деформаци-
деформационной системы по ее элементам.
1. Напряженное состояние
P=oF,
где Р — растягивающая сила; о — нормальное напряжение; F — площадь се-
сечения образца.
В отклонениях
(HU)
Здесь ДЯ — изменение растягивающей силы или внешнее воздействие.
Оно, в частности, может быть равно нулю или изменяться по произвольному
закону.
2. Деформирование
о = ?е,
где е — относительное удлинение; Е — модуль упругости или коэффициент
упрочнения материала.
В отклонениях
Д ЕД (III.2)
Изменение AF площади сечения, связанное с удлинением образца, при
пластическом деформировании определяется из условия сохранения объема:
(/„ + Д/) (Fo + AF) = 1OFO = const.
Откуда
Де„ = — -jr-Д/ч. (Ш.З)
Fo
Изменение Д? коэффициента упрочнения с деформацией является следст-
следствием сложных физических и химических процессов в материале. Это измене-
изменение устанавливается экспериментально по диаграмме растяжения, построенной
в напряжениях от, отнесенных к сечению Fo.
Коэффициент упрочнения Ev определяется через тангенс угла р, наклона
касательной к кривой деформирования:
Здесь вместо d (M) взято dl, так как они равны.
В отклонениях
В этом выражении можно перейти к зависимости от времени. Полагая
скорость деформирования t>o постоянной, можем записать
dl = vodt.
100
Тогда
&Еу = —гл—д( ]. (III.6)
4. Тепловыделение
«7» = -^-. (Ш.7)
где qv — интенсивность тепловыделения, т. е. количество тепла, выделяемого
в единицу времени в единице деформируемого объема; щ— скорость дефор-
деформирования (при равномерном деформировании всего образца она равна ско-
скорости движения зажимов машины); / — длина деформируемой части образца;
J — механический эквивалент теплоты.
Здесь предполагается, что скорость деформирования и сопротивление де-
деформации одинаковы по всему деформируемому объему.
В отклонениях
Д/. (III.8)
5. Теплопередача.
В предположении, что теплоотдача происходит только через зажимы ма-
машины и пластически недеформируемые концы образца, задача теплопроводно-
теплопроводности формулируется как задача одноразмерного потока тепла при наличии
внутренних источников теплообразования. С целью упрощения выкладок пред-
предполагаем, что тепловое состояние стационарно и температура плоскостей, огра-
ограничивающих деформируемый объем, одинакова. Примем также, что тепловой
поток делится поровну между обоими зажимами машины. Начало координат
выбираем на половине длины стержня.
Уравнение теплопередачи вдоль оси Z стержня имеет вид
dafc> 1
Условие на поверхности
Условие симметрии
V dZ )z=0
Решение уравнения
(-Y
(III. 10)
Откуда
при г = О
при z = —
9тах = ®с + Яу „.' / 1 + 7"
101
где вс — температура окружающей среды; а — коэффициент теплоотдачи от
деформируемого объема к среде; 6« — температура сечений, ограничивающих
деформируемый объем стержня; q — тепловой поток через единицу поверхно-
поверхности граничных сечений в единицу времени; X — коэффициент теплопроводно-
теплопроводности материала.
Перепад температур (вшах — 6«) в деформируемом стержне
/
(IIU3)
Полученное решение позволяет сделать выводы, принципиальная важ-
важность которых обнаруживается при анализе процессов резания и трения:
1. Температурная кривая имеет максимум п средней плоскости (по длине)
деформируемого стержня. Характер кривой показан на рис. Ш.З.
. 2. Перепад температур между средней плоскостью и граничными плоско-
плоскостями деформируемого стержня пропорционален производительности источни-
источника теплообразовании (работе деформирования единицы объема в единицу вре-
времени) и квадрату длины стержня, и обратно пропорционален коэффициенту
теплопроводности деформируемого материала.
3. Максимальная температура к температура на граничных поверхностях
деформируемого объема или, иначе, уровень температуры деформирования
обратно пропорционален коэффициенту теплоотдачи от граничных поверх-
поверхностей.
На рис. Ш.З показаны кривые изменения температуры по длине растяги-
растягиваемого образца, полученные Г. А. Ермаковым (ЭНИМС). Температуры опре-
определялись с помощью термопар, приваренных к поверхности образца в различ-
различных точках по его длине. Эти кривые достаточно хорошо иллюстрируют полу-
полученное выше решение температурной задачи.
Для изучения динамики явления необходимо выполнить решение этой же
задачи с учетом нестационарности процессов деформирования, теплообразова-
теплообразования и теплопередачи. Кроме этого, следует учесть распределенность парамет-
параметров по длине стержня, так как температура и все связанные с нею изменения
свойств материала изменяются не только во времени, но и по длине стержня.
Такое решение принципиальных трудностей не содержит, но существенно
увеличивает объем выкладок.
Так как нас интересует качественная сторона явления, то выполнение та-
такого решения в данной работе нецелесообразно.
Нестационарность процесса теплопередачи (лающую зависимость темпера-
температуры от времени), носящую экспоненциальный характер, учтем, введя посто-
постоянную времени Т§ теплопередачи. Кроме указанных выше параметров тепло-
теплопередачи в эту постоянную времени войдет теплоемкость материала.
Учитывая зависимость максимальной температуры только от изменения
интенсивности тепловыделения, получим в отклонениях (в операторной
форме)
8Х
6. Разупрочнение.
Изменение температуры не всегда однозначно влияет на свойства мате-
материалов. Повышение температуры может вызывать упрочнение и разупрочне-
разупрочнение. Это зависит от деформируемого материала и рассматриваемого интервала
температур.
Влияние температуры на коэффициент упрочнения и на его изменение
определяется экспериментально. В отклонениях можно принять
Д?е=Л:?вЛв. (III. 15)
102
Влияние времени на протекание физических и химических процессов, опре-
определяющих изменение упрочнения, может быть в первом приближении учтено
некоторой постоянной времени Те.
Однако по кинетике процессов упрочнения и разупрочнения материалов
имеются лишь отдельные отрывочные данные, что не позволяет дать количест-
количественную оценку соответствующих временных процессов.
Применительно к деформационной системе в описанном первом' приближе-
приближении можно говорить о двух основных замкнутых контурах связи: «напряже-
«напряжение — деформация»; «теплообразование — деформация».
При-малых скоростях деформирования роль теплового контура во многих
случаях невелика; при больших скоростях его влияние может стать сущест-
существенным.
Рассмотрим устойчивость деформационной системы при малых скоростях
деформирования. Другой случаи анализируется ниже применительно к резанию
и трению.
Полагаем, что внешнее воздействие ДЯ = 0. В первом рассмотрении при-
принимаем также величину АЕ„ = 0. В замкнутой системе при несущественном
влиянии теплового контура, т. е. при Л?е « 0 имеем Хв\ — До2; AF| = AF2.
Тогда из выражений (III. 1), (III. 2) и (III. 3) имеем условие устойчивости
0О-?О<О. (III.16)
Знак неравенства определяется тем, что при наличии внешней силы в
устойчивой системе уменьшению сечения соответствует увеличение силы. -
Деформирование будет устойчивым, если напряжение меньше коэффици-
коэффициента упрочнения материала.
Условию устойчивости можно дать более наглядную форму:
1 Mde/
/<,=<,
(Ш.17)
представленную геометрически на рис. III. 4.
Предельное значение напряжения определяется из условия, что касатель-
касательная к кривой растяжения при а — во отсечет на оси деформаций отрезок, рав-
равный единице. Если отсекаемый отре-
отрезок меньше единицы (а на рис.
II 1.4) —система устойчива, если боль-
больше (б на рис. 111.4)—неустойчива.
При устойчивом растяжении сечение
образца уменьшается равномерно по
всей длине.
Потеря устойчивости при растя- ""
жении выражается в том, что любое —
местное утонение быстро нарастает,
превращаясь в так называемую «шей- I • - -
ку». '
' В несколько иной формальной Рис ш 4 Графическая форма усло-
трактовкс устойчивость равновесия вия устойчивости деформирования
яри растяжении рассмотрена в рабо- ¦ '
тах [27] и др.
Определим динамическую характеристику деформационной системы при
растяжении, которая выражает зависимость изменения силы растяжении (вы-
(выходная координата) от изменения сечения образца (входная координата).
Подставляя выражение (III.3) в (III.2), а затем в выражение (III.1),
получим
. ЬР =- (с0 - ?0) AF -j- F,,eo&Ey. (III. 18)
Составляющая изменения силы ДЯЬ- = FoeoAEv, связанная с изменением
коэффициента упрочнения, определяется из зависимости АР от ДЕ,,. Эта зави-
зависимость строится по данным обработки диаграммы растяжения в напряжениях,
103
пересчитанных на силы (рис. III.5). Необходимые данные взяты по диаграмме
растяжения стандартного образца из стали Ст. 3. Зависимость имеет вил.
АРЕ =
(Ill. 19)
dP
Знак минус означает, что с ростом —- = tg Pi приращение Д/>в умень-
уменьшается. Коэффициент Ке для данных условий составляет 2,5 мм.
Сопоставляя с выражением (Ш.5)»
р С | | | I | можем записать
хГ
те
750
SOD
250
ч
Ч
4
ч
dP \
Ы' (Ш-20>
откуда Ке=—А'о-
Подстановка выражения (Ш.19) в
A11.18) дает
dP
в SO 160 240 320?=tg/it агтл?^
Рис. Ш.5. Определение Ке = (III.21)
~ ^ ^2 Используя равенство (III.6) »
переходя к операторной форме записи
(значки Д для краткости записи опускаем), получаем
Р -;-
Яо 1 - ¦
где Тд — постоянная црсменн деформирования (растяжения),
(III.22)
(III.23)
Эта постоянная времени характеризует отставание изменения силы от из-
изменения сечения образца, определяемое ограниченностью скорости нагружс-
ния. Если, например, к зажимам машины растяжения присоединить во врем»
ее работы второй образец, то сила растяжения возрастет не сразу, а постепен-
постепенно — с отставанием, характеризуемым Тд.
Таким образом, динамическая характеристика процесса деформирования
при растяжении в операторной форме
Р_
F
(III.24)
(знак минус и характеристике опускается, так как он в соответствии с приня-
принятой методикой учитывается как знак связи). Полученная характеристика яв-
является характеристикой апериодического элемента и в форме амплитудно-фа-
амплитудно-фазовой частотной характеристики имеет вид, представленный на рис. II 1.6.
К аналогичному виду, как будет показано ниже в первом приближении,
приводятся динамические характеристики резания и трения. На простейшем
104
Рис. III. 6. Амплитудно-фазо-
Амплитудно-фазовая частотная характеристика
деформационной системы при
растяжении
примере деформационной системы при растяжении обнаруживаются все осо-
особенности рабочих процессов, связанных с пластическим деформированием,
о которых говорилось выше.
Система, а следовательно, и рабочий процесс, могут быть устойчивыми и
.неустойчивыми. Неустойчивость может наступить вследствие увеличения на-
напряжения, вызванного изменением геометрии деформируемого объема (умень-
(уменьшение сечения) в процессе деформаций. Она может наступить как при неиз-
неизменных свойствах материала (модуль упрочнения), так и при их изменении.
Изменение свойств материала в процессе
деформирования само по себе может выз- Зт
вать потерю устойчивости. При этом важ-
важную роль может играть специфика тепловы-
тепловыделения и теплопередачи, выражающаяся в
наличии значительного перепада температур
по деформируемому объему с максимумом
температуры внутри объема.
Показанные два основные контура свя-
связи деформационной системы сохраняют свое
принципиальное значение и для более слож-
сложных случаев деформирования при резании
и трении.
Растягивающая сила в процессе дефор-
деформирования является функцией ортогональ-
ортогональной координаты — изменения диаметра об-
образца в сечении, перпендикулярном силе.
В динамических процессах изменение растя-
растягивающей силы отстает от изменения сече-
сечения образца.
Помимо зависимости от инерционности тепловых и других процессов, со-
сопровождающих деформирование, отставание зависит также от ограниченности
•скорости нагруження.
Ниже все указанные особенности рассмотрим применительно к резанию
и трению.
СОБСТВЕННАЯ УСТОЙЧИВОСТЬ ПРОЦЕССА РЕЗАНИЯ
(УСТОЙЧИВОСТЬ СТРУЖКООБРАЗОВАНИЯ)
В зависимости от обрабатываемого материала, геометрии ин-
инструмента, режимов и иных условий резания стружкообразова-
ние может протекать устойчиво с образованием непрерывной
сливной стружки или неустойчиво с образованием стружки над-
надлома, элементной, суставчатой. К последнему случаю относится
также резание при наличии срывающегося, неустойчивого наро-
нароста B05]. Сила резания в первом случае сохраняется относитель-
относительно постоянной, во втором периодически изменяется. На рис. II 1.7
показан вид стружки и колебания силы резания при элементном
стружкообразовании и при формировании периодически срываю-
срывающегося нароста.
Неустойчивость стружкообразования является выражением
неустойчивости напряженного и деформационного состояния объ-
объема материала, подвергаемого пластическому деформированию
лри резании.
Неустойчивость стружкообразования вызывает, как правило,
неустойчивость динамической системы станка во всем диапазоне
105
режимов обработки, где эта неустойчивость существует. Возни-
Возникают колебания системы, качество обработанной поверхности
резко ухудшается, поверхностный слой металла разрушается
и т. д.
Поэтому в комплексе практических мероприятий, направлен-
направленных на повышение точности и качества поверхности обработан-
обработанных деталей при высокой производительности процесса, немалое
место занимают вопросы стабилизации самого процесса резания.
Если элементность стружки оказывается полезной, так как
стружка легко удаляется из зоны обработки, то неустойчивость
наростообразования при формировании сливной стружки во всех
отношениях является вредной. В связи с этим возникает задача
выяснения и устранения условий образования в первую очередь
неустойчивого нароста, а также стружек надлома и элементных.
Рис. III.7. Вид стружки и колебания силы резания:
при элементном стружкообразооаинн: 6 — при резании
с неустойчивым наростом
Решение этой задачи имеет также большое значение для пра-
правильной оценки влияния переменности сил резания на динамику
станка как в экспериментальных, так и в теоретических иссле-
исследованиях.
Деформационная система при резании значительно слож-
сложнее простейшей системы одноосного растяжения образца, про-
проанализированной выше. Рассмотрим эту систему и ее устойчи-
устойчивость применительно к частному случаю формирования стружки
с образованием нароста.
На рис. 111.8 показан нарост, образовавшийся на резце при
обработке стальной заготовки. Там же дана схема деформацион-
деформационной системы резания. Она отражает зависимость толщины
стружки от высоты нароста и обратную зависимость высоты на-
нароста от толщины стружки.
Изменение толщины ан срезаемого слоя, вызванное высту-
выступающей частью нароста и зависящее от его высоты Л, влечет за
собой изменение толщины а\ стружки. С увеличением толщины
106
стружки, с одной стороны, увеличивается нарост, т. е. длина Ci
его контакта с передней поверхностью резца и его высота h.
С другой стороны, изменяется температурное поле, так как меня-
меняются и условия теплообразования и условия теплопередачи. С из-
изменением температуры изменяются свойства материала и харак-
характер взаимодействия стружки с резцом. Соответственно претерпе-
претерпевает изменение и нтарост, т. е. его параметры С/ и h. Сложение
двух указанных путей
влияния дает полное
изменение высоты на-
нароста h с ростом тол-
толщины стружки. Таким
образом, деформацион-
деформационная система включает
два контура связи —
деформационный и теп-
тепловой.
Рассмотрим подроб-
подробнее тепловой контур.
В зоне контакта струж-
стружки с передней поверх-
поверхностью резца образует-
образуется «текущий» слой {43],
схематически показан-
показанный на рис. III. 9.
В этом слое материал
стружки пластически
деформируется, а сле-
следовательно, происходит
и теплообразование
[88]. Иначе говоря, ис-
источник тепла является
объемным. Это озна-
означает, что для текущего
слоя стружки, как и
для описанного выше растягиваемого образца, должна решаться
задача теплопередачи с внутренним источником тепла.
Отсюда следует, что решение температурной задачи для
стружки, широко принятое в настоящее, время (ИЗ] и использую-
использующее представление о поверхностном источнике тепла, является
неполным: это решение справедливо только за пределами «теку-
«текущего» слоя.
Из решения задачи, с учетом объемности источника теплооб-
теплообразования, выполненного нами [88] для стационарных условий
теплопередачи, следует принципиально важный вывод о том, что
максимальная температура возникает не на поверхности контакта
стружки с резцом, а на некотором расстоянии от нее в теле
107
Рис. III. 8. Схема наростообразования:
а — схема нароста; б — схеиа деформационной си-
системы
стружки, примерно равном половине толщины текущего слоя.
Перепад Д0 температур, показанный на рис. II 1.9, может дости-
достигать значительной величины. Например, при резании стали со
скоростью 100 м/мин и толщине слоя 0,2 мм перепад температур
составляет по расчетам 400° С, т. е. на глубине 0,1 мм под поверх-
поверхностью стружки температура на 400° С выше, чем на поверх-
поверхности.
На основе этого вывода нами предложена гипотеза теплового
образования нароста [88] как одного из возможных путей этого
образования. (Ниже говорится и о другом пути). Суть гипотезы
заключается в том, что в определенном диапазоне температур
разница между поверхностной и максимальной температурами
деформируемого или текущего слоя такова, что внутри слоя она
а) 6)
Рис. III.9. Схема теплопередачи и изменения температуры деформируемого
(«текущего») слоя стружки при тепловом потоке:
а — симметричном; 6 — несимметричном
выше температуры рекристаллизации материала, а на поверхно-
поверхностях— ниже. Около поверхности материал наклёпывается, внут-
внутри слоя — не наклёпывается. Сдвиг происходит по слабому ме-
месту — середине текущего слоя, а на поверхности резца остается
сильно упрочненная часть текущего слоя — нарост.
При изменении условий теплопередачи максимум температу-
температуры может оказаться на поверхности стружки. Для этого необ-
необходимо, чтобы резец был сделан из нетеплопроводного материала
или чтобы он был нагрет. При этих условиях тепловой поток бу-
будет направлен только в тело стружки, как показано на
рис. III.9, б. Отсюда вытекает метод устранения нароста в зоне
режимов резания, соответствующих его интенсивному образова-
образованию, путем искусственного нагревания резца, проверенный нами
экспериментально при резании стального образца. Резец при
этом нагревался до температуры 500—600° С, что несколько пре-
превышает температуру рекристаллизации стали. Нагревание про-
производилось электрическим током, пропускаемым через спираль,
108
намотанную с асбестовой изоляцией на тело резца поблизости от
его режущей кромки.
Решение при несимметричном потоке [93] тепла, направлен-
направленном только в тело стружки, дает значение поверхностной тем-
температуры, существенно большее, чем это получается по обычно-
обычному [113] методу расчета. Это превышение составляет примерно
двойное значение перепада Д8 температур, получаемого при сим-
симметричном тепловом потоке.
Имеющая место в действительности нестационарность тепло-
теплового потока приводит к изменению количественных соотношений,
не меняя существа изложенных выводов.
Предельный случай нестационарного потока, когда теплоот-
теплоотдача из текущего слоя отсутствует, рассмотрен Т. Н. Лолад-
зе [116], который также считает этот слой источником теплообра-
теплообразования. Его расчет показал, что при обработке стали 40 со ско-
скоростью резания v = 18 м/мин при толщине срезаемого слоя а =
= 0,4 мм температура текущего слоя достигает 900° С.
Описывая влияние теплового контура связи деформационной
системы, мы не должны забывать о наличии контура «напряже-
«напряжение — деформация».
Применительно к наростообразованию можно представить
роль этих контуров следующим образом. При малых скоростях
резания теплообразование невелико. Нарост формируется в соот-
соответствии с предельным соотношением деформаций сжатия и
сдвига, определяемым исходными свойствами материала и усло-
условиями обработки. С увеличением скорости возрастает количе-
количество выделяемого тепла, изменяются свойства материала и ука-
указанное предельное соотношение. Сдвиг происходит при меньшей
толщине текущего слоя стружки и высота нароста уменьшается
по сравнению с максимальной. В соответствии с изложенной ги-
гипотезой нарост при обработке стальных деталей должен иметь
максимальную высоту при температуре поверхности резца и
стружки примерно 300° С, что обеспечивает (при перепаде тем-
температур 200—300° С) максимальную температуру 500—600° С и
протекание процесса рекристаллизации в средней части текуще-
текущего слоя. Нарост должен исчезнуть при температуре поверхности,
превышающей температуру рекристаллизации, т. е. примерно при
600° С. Температурный диапазон образования наибольшего на-
нароста и его исчезновения достаточно надежно установлен много-
многочисленными экспериментами [43, 41] и'др.
Дальнейшее рассмотрение будем вести исходя из известного
факта уменьшения высоты нароста с повышением температуры.
На схеме деформационной системы (рис. III. 8, б) показано, что
изменение температуры 8, вызванное изменением толщины теку-
текущего слоя стружки, который принят пропорциональным толщи-
толщине at стружки, вызывает изменение соотношения р. напряжений
сдвига и смятия. Это соотношение для нароста принимает форму
109
так называемого среднего коэффициента трения и определяется
как отношение среднего тангенциального напряжения к среднему
нормальному. Расчеты, выполненные [43] с учетом изменения пе-
переднего угла вследствие образования нароста на основании экс-
экспериментальных данных, показывают, что с уменьшением коэф-
коэффициента \i уменьшается высота нароста.
Суммирование двух изменений нароста: hc, связанного с уве-
увеличением толщины стружки при неизменных свойствах материа-
материала, и Лц , связанного с изменением теплового состояния и свойств
материала стружки, дает общее изменение высоты h нароста
или его длины Сн:
А=Лс + Лц. (III.35)
Изложенное хорошо согласуется с экспериментально установ-
установленной Н. Н. Зоревым [43] зависимостью между длиной контак-
контакта С(, толщиной стружки а\ и средним коэффициентом трения ц
для большого числа сталей и режимов обработки:
Ct = 4alVi. (III. 36)
Поскольку Сн = 0,6С(, получаем в отклонениях
Ся = 2>4(а10ц + ц0а1) (III. 37)
или, вводя понятные обозначения:
Сн = Сс-\-С». (Щ. 38)
Изменение h или С„ влечет за собой изменение размера ан
выступающей части нароста, т. е. толщины срезаемого слоя. Опи-
Описанная схема взаимосвязи явлений, т. е. контуров связи дефор-
деформационной системы, является приближенной, но она позволяет
установить основные закономерности явления.
Вывод зависимости между толщиной а срезаемого слоя и тол-
толщиной а\ стружки в отклонениях при формировании сливной
стружки излагается ниже. Эта зависимость, сохраняющаяся на
этапе формирования нароста, имеет вид
а1 = -**—а (Ш.39)
ТРр + 1
или
(III. 40)
где Wc — передаточная функция стружкообразования; ?о= — —
во
т. m аЛ.
среднее значение усадки стружки; 1 v = — —постоянная
п v
времени стружкообразования; v — скорость резания; а<) — задан-
заданная толщина срезаемого слоя; ai0 — среднее значение толщины
стружки; — — некоторый постоянный коэффициент.
п
110
Эта зависимость отражает оставание во времени изменения
толщины стружки от изменения толщины срезаемого слоя, выз-
вызванное переменностью усадки и определяемое ограниченной ско-
скоростью v нагружения деформируемого объема.
Для получения зависимости между толщиной стружки и вы-
высотой (или длиной) нароста, формируемого при неизменных
свойствах материала, можно представить нарост как «стружку»,
снимаемую со стружки. Тогда
Л, = —^— ах (Ш.41)
ThP+\
или
hc^Whau (III. 42)
где Wh—передаточная функция формирования нароста; |h =
= —— среднее значение «усадки» при наростообразовании
010
или, иначе, среднее значение отношения приращения высоты на-
нароста к приращению толщины стружки при отсутствии тепло-
теплового воздействия; Th = — 2i2§*5« — постоянная времени форми-
рования нароста; — — некоторый постоянный коэффициент.
Зависимость изменения высоты нароста от теплового воздей-
воздействия может быть получена из имеющихся экспериментальных
данных.
Полагая теплообразование и изменение свойств материала
процессами достаточно быстротекущими, получим изменение вы-
высоты нароста во времени зависящим только от инерционности
тепловых процессов. В первом приближении эта инерционность
характеризуется постоянной времени теплопередачи, определяе-
определяемой из решения нестационарной задачи одномерного теплового
потока.
Таким образом:
?* " (ПМЗ)
или
h» = Wv.a1, ,. (III. 44)
где №ц — передаточная функция теплового влияния при наро-
наростообразовании; Гц — постоянная времени теплопередачи.
Суммарная передаточная функция WH наростообразования
Wh = W* + V»- AП-45)
При р = 0, т. е. в статических условиях:
5„ = гй + ?д, (Ш. 46)
ill
5д — среднее значение отношения изменения высоты нароста
к изменению толщины стружки с учетом только тепло-
теплового воздействия. Эта величина равна произведению
коэффициентов пропорциональности между изменением
температуры и толщиной стружки, между температу-
температурой, соотношением \i и изменением высоты нароста.
В первом приближении зависимость между размером а„ вы-
выступающей части нароста и его высотой h можно представить
в виде
ан = Цг, (III. 47)
где |о — постоянный коэффициент.
Для дальнейшего анализа необходимо знание всех парамет-
параметров, входящих в передаточные функции элементов деформаци-
деформационной системы резания. Вели-
Величины, определяющие Wc, нахо-
находятся из имеющихся экспери-
экспериментальных данных [98]. Вели-
Величина |н может быть определе-
определена следующим образом:
5Я = -?*-, (Ш.48)
где Кн — коэффициент про-
пропорциональности ме-
между приращениями
высоты нароста и
толщины срезаемого
слоя.
Значение Кн определяется
по экспериментальным данным.
На рис. III. 10 показано из-
изменение высоты нароста с из-
изменением толщины срезаемого
слоя, построенное по данным
А. Н. Еремина {41] для различ-
различных скоростей резания при об-
0.3 апп
Рис. III. 10. Зависимость высоты на-
нароста от толщины среза для различ-
различных скоростей резания по экспери-
экспериментальным данным А. Н. Еремина
(для стали 45)
работки стали 45. По этому графику
/C« = tgpM. (III. 49)
До некоторого значения толщины срезаемого слоя Кн > О,
после этого значения Кн < 0. При Кн = 0 нарост имеет макси-
максимальную величину. Изменение знака /С„ определяется измене-
изменением знака |A при увеличении температуры поверхности резца
свыше 300°С (для сталей), о чем говорилось выше. Ориентиро-
Ориентировочные значения %^ и %h могут быть найдены следующим путем.
112
Используя экспериментальные данные Н. Н. Зорева [43] по
температуре и среднему коэффициенту трения при обработке
сталей, можно получить зависимость коэффициента трения от
толщины срезаемого слоя при различных скоростях резания, по-
показанную на рис. III. 11. Пола-
Полагая, что Ац изменяется про-
пропорционально ц, определяем
области положительного и от-
отрицательного значения |ц.
Приращение высоты hc нароста
с увеличением толщины сре-
срезаемого слоя при постоянной
температуре и неизменном ц
должно монотонно возрастать.
В первом приближении эта за-
зависимость линейна.
Суммирование ftw и Лс дает
зависимость изменения h от
толщины срезаемого слоя
(рис. III. 12). Значения Ки =
= tg рм должны быть равны
соответствующим экспериментальным значениям зависимости,
показанной на рис. III. 10. Хорошее приближение получается при
?л ~ 2 и ?д « 4. Независимо от численных значений всегда
«»>$А. (III. 50)
0.6
0,Замм
Рис. III. 11. Зависимость среднего ко.
эффициента м-ср трения от толщины
среза для различных скоростей реза-
резания
Л
0
Рис
•С
1
1
Ш. 12. Схема
i
а - Л„-
—т- Л
¦
и
\
\
•г •
а
суммирования приращения hc и li^
>ысоты нароста:
¦tgP^X); 6 - KH-tgfLH<0
Данными о величине Гц мы не располагаем, поэтому ниже
рассмотрим все возможные значения Тр..
Эта постоянная цр*емени 7^ характеризует темп нарастания
температуры на поверхности стружки или резца при возникнове-
возникновении источника теплообразования в виде текущего слоя. Постоян-
Постоянная времени зависит от температуропроводности материала
ИЗ
стружки, уменьшаясь при увеличении теплопроводности и увели-
увеличиваясь при увеличении теплоемкости и плотности материала.
Величина 1Й определяется по фотографии корней стружек
([43] и др.)- Измеряя наросты, хорошо видимые на фотографиях,
можно получить среднее значение ?о «* 0,3 -г- 0,4. Выбор значений
коэффициентов — и -— является ориентировочным, по это
не оказывает существенного влияния на дальнейшие выводы, так
как корректируется оценкой постоянных времени Тр; Th и Гд по
известным экспериментально значениям Тр [98, 220] и по частоте
срыва неустойчивого нароста [205].
Для определения условий устойчивости стружкообразовапня
при наличии нароста используем частотный критерий Найквиста.
Рис. III. 13. Форма амплитудно-фазовой частотной характеристики WH наро-
стообразования:
а- Кн> 0; б - Кн < 0; / — Г^< Гц. 2 — ГЛ - Гц ; 3 -
Разомкнув деформационную систему по связи ан, определим
амплитудно-фазовую частотную характеристику разомкнутой си-
системы. Она получается как произведение частотных характери-
характеристик элементов системы
Wpaa = WcWHSa. (Ш.51)
Результаты анализа существенно зависят от вида характери-
характеристики WH. При установленном выше соотношении 5д » 2|Л фор-
форма WH определяется отношением постоянных времени ГдИ Г,х. На
рис. III.13 показаны видоизменения WH при Th < ?V ; ^ = 7^;
Th > Гц для двух случаев: I) Кн > 0, т. е. |ц > 0 и 2) /С„ < О,
т. е. |ц < 0. В первом случае характеристика не выходит за пре-
пределы одного квадранта. Во втором случае такой результат полу-
получается только при Г;, = Гц . При Т/, < Тц характеристика WH
охватывает три квадранта. Это соотношение представляет осо-
особый интерес, что будет показано ниже.
114
На рис. III.14 построены характеристики разомкнутой систе-
системы для всех указанных случаев. В соответствии с имеющимися
данными принято |0 = 4; g^ = /4/ ; |Л = 2; \а = 0,4.
Значение постоянной времени Тр стружкообразования влияет
на фазовые углы характеристики разомкнутой системы, не ме-
меняя ее общей формы. Поэтому для определенности построения
Рис. III. 14. Амплитудно-фазовые частотные характеристики
разомкнутоб системы:
д; 2 — Th =
а - Кн> 0; б - Кн< 0; / -
3 - Гд >
принимаем Тр = Гц , что близко к действительным соотношениям
в рабочем диапазоне скоростей резания при обработке стальных
деталей.
В соответствии с критерием Найквиста для случая Кн > 0
при любых значениях постоянных времени возможна потеря
устойчивости только при ш = 0. Этот вид неустойчивости назы-
называют статическим или апериодическим. Нарост при этих усло-
условиях увеличивается теоретически до бесконечности, а
115
практически до некоторой максимальной величины. Последняя
определяется нелинейностью свойств системы, в частности изме-
изменением напряженного состояния с увеличением переднего угла,
вызванным наростом (при дальнейшем уточнении этот контур
связи следует ввести в деформационную систему).
Условие устойчивости для этого случая имеет вид
&«Уо<1- (Ш.52>
Практически это условие не соблюдается при резании сталь-
стальных заготовок. Нарост всегда возрастает до максимального зна-
значения.
При Кн < 0 система может стать неустойчивой только при
Тц > 7V Нарастающие отклонения в этом случае имеют колеба-
колебательный характер и неустойчивость называют периодической.
Физический смысл условия Гм > Th заключается в том, что
увеличение высоты нароста происходит быстрее, чем повышение
поверхностной температуры. Нарост успевает достигнуть опреде-
определенной величины, а затем из-за уменьшения ц при разогреве —
срывается.
Наблюдая цвета побежалости на подрезцовой стороне струж-
стружки, можно легко обнаружить существенно больший прогрев осно-
основания сорвавшегося нароста по сравнению с остальным объемом
стружки. Это же дает колебания температуры при срыве наро-
нароста, обнаруженные Я- Г. Усачевым [195] и многократно зафик-
зафиксированные современными средствами измерения. Такая «тем-
«температурная лихорадка» может оказаться для режущего инстру-
инструмента не менее вредной, чем колебания нагрузки, вызывая
растрескивание пластинок твердого сплава и т. п.
Условие устойчивости системы имеет вид Re^ < I. Re^
увеличивается при увеличении отношения Тр. /Th и коэффициен-
коэффициентов g0; %,>%*> Ь. (при заданном соотношении |ц и ?/,)•
Область периодической неустойчивости деформационной си-
системы, определяемая условием Кн < 0, полностью совпадает
с экспериментально установленной И. С. Штейнбергом [205] об-
областью неустойчивого наростообразования.
Таким образом, появлению неустойчивости или периодиче-
периодическому срыву нароста способствует замедление прогрева, увели-
увеличение усадки стружки, увеличение отношения высоты нароста
к толщине срезаемого слоя. Методы воздействия на эти пара-
параметры сводятся к изменению геометрии инструмента (например,
при увеличении у уменьшается %0 и ?&). режимов обработки, при-
применению охлаждающих и смазывающих жидкостей. Возможен
искусственный нагрев инструмента. К устранению нароста приво-
приводит также наложение на инструмент ультразвуковых колебаний
достаточной мощности. Полученные аналитические зависимости
для деформационной системы при неустойчивом наростообразо-
116
вании используются ниже для расчета влияния собственной не-
неустойчивости процесса резания на автоколебания системы
станка.
ДИНАМИЧЕСКАЯ ХАРАКТЕРИСТИКА РЕЗАНИЯ
Динамическая характеристика резания как элемента динами-
динамической системы станка представляет собой зависимость измене-
изменения силы резания от вызвавшего это изменение относительного
смещения заготовки и инструмента.
Ниже дается теоретический вывод динамической характери-
характеристики резания, основанный на анализе полного выражения силы
резания.
Это выражение силы резания
основано на эмпирических зави-
зависимостях и потому имеет опреде-
определенные границы применения; в
частности, оно не отражает осо-
особенностей замкнутой деформа-
деформационной системы и ее сложных
связей, присущих процессу реза-
резания. Однако выражение силы ре-
резания позволяет обнаружить важ-
важные закономерности, составляю-
составляющие основу динамической харак-
характеристики, которую можно рас-
рассматривать как первое приближе-
приближение.
Пользуясь этой характеристи-
характеристикой, можно расчетом определить
влияние режимов резания, геометрии инструмента и обрабаты-
обрабатываемого материала на динамические процессы, происходящие в
станках при обработке металлов и, в частности, на условия по-
появления автоколебаний при резании.
Динамическая характеристика процесса резания может быть
построена только для условий, когда процесс является собствен-
собственно устойчивым, т. е. для условий образования сливной стружки.
На рис. III.15 дана схема зоны резания при формировании
сливной стружки. Взят простейший случай прямоугольного сво-
свободного резания одним резцом.
При малой протяженности режущей кромки и малости отно-
относительных смещений резца и заготовки можно пренебречь угло-
угловыми смещениями и рассматривать только линейные по трем
осям координат, которые показаны на рис. III.15.
Смещение по нормали к поверхности резания (по оси Y) вы-
вызывает изменение: толщины а срезаемого слоя; скорости сколь-
скольжения стружки по передней поверхности резца; переднего угла
117
Рис. III. 15. Схема зоны резания
при формировании сливной
стружки
или соответственно угла между обрабатываемой поверхностью и
действительной скоростью резания; заднего угла или, иначе, кон-
контакта задней поверхности с поверхностью резания.
Смещение по касательной к поверхности резания в направ-
направлении скорости резания (по оси Z) вызывает изменение величи-
величины скорости резания.
Смещение по касательной к поверхности резания (по оси X)
вызывает изменение направления скорости в плоскости резания
и скорости скольжения стружки по передней поверхности резца.
Влияние этого смещения на силы резания >в практике проявляет-
проявляется мало, поэтому обычно его не учитывают, хотя в некоторых
условиях оно и может играть важную роль.
Существующие представления о характере влияния деформа-
деформаций ЭУС на силу резания можно разделить на три группы. При-
Принято считать, что изменение силы резания определяется следую-
следующими изменениями условий резания:
1) изменением величины скорости резания или скорости
скольжения стружки по резцу [57, 178, 212, 232, 141].
2) изменением сечения срезаемого слоя при условии резания
ле по вибрационному следу от предыдущего прохода [191, 82,
209, 220].
3) изменением углов резания в связи с изменением направ-
направления вектора скорости резания [57, 46, 232].
Первая группа представлений получила широкую известность
лри объяснении природы автоколебаний наличием так называе-
называемых «падающих» участков зависимости величины силы резания
от скорости. Такая зависимость легко устанавливается экспери-
экспериментом при стационарных режимах обработки. Попытки расчета
с применением полученных коэффициентов этой зависимости, как
известно, не дают приемлемых результатов. Известно также, что
многие явления, наблюдаемые при автоколебаниях, не могут
быть объяснены указанной зависимостью. Подробнее об этом го-
говорится в гл. V.
Опыт показывает, что при быстром изменении скорости, на-
например при колебаниях, сила резания изменяется очень мало,
значительно меньше, чем при стационарном резании на соответ-
соответствующих скоростях. Это объясняется тем, что скорость влияет
непосредственно не на силу, а главным образом на количество
выделяемого тепла и связанное с ним изменение температуры,
свойств материала стружки, ее контактное взаимодействие с рез-
резцом и т. п., вызывающих изменение силы резания. Известная
инерционность тепловых процессов существенно ослабляет
эффект влияния изменения скорости на силу резания.
Таким образом, несмотря на то, что скорость резания оказы-
оказывает большое влияние на характер стружкообразования, доста-
достаточно быстрое ее изменение при оценке влияния малых смещений
УС на процесс резания оказывается второстепенным фактором.
118
Отметим, однако, что возможно использование скоростной
зависимости как формы, удобной для анализа при условии под-
подбора эквивалентного значения коэффициентов. Кроме того, при
значительных изменениях величины скорости ее влияние может
стать существенным. Отставание изменения силы от изменения
скорости как следствие указанной выше инерционности может
быть учтено в форме апериодической зависимости, характеризуе-
характеризуемой некоторой постоянной времени. Таким образом учтена опи-
описываемая в этой главе инерционность процесса всплывания узла,
определяющая динамическую характеристику смешанного и
жидкостного трения-
Замечания по поводу представлений второй и третьей групп
будут даны ниже.
Опираясь на современное учение о резании металлов, можно
показать, что по своему физическому существу процесс стружко-
образования приводит к смещению во времени изменения силы
резания по отношению к вызвавшему это изменение фактору.
Общее изменение (отклонение, приращение, вариация) dP
силы резания может быть получено в первом, линейном прибли-
приближении как сумма отдельных изменений, вызванных различными
факторами. Это вытекает из разложения в ряд общего функцио-
функционального выражения силы резания.
В соответствии с изложенным выше будем различать состав-
составляющие общего изменения силы резания, определяемые соответ-
соответственно: dPa — изменением толщины а срезаемого слоя, которое
в данном случае дает изменение сечения срезаемого слоя;
dPf — изменением переднего угла y; dPa — изменением заднего
угла а.
Изменение силы, действующей на передней поверхности резца
и зависящей от первых двух составляющих, обозначим dPav
Если
Р = Р(а, у, а,...), (III.53).
то
dP = dPa + dPy + dPa+ ..., (III.54)
где
* да
A11.55)
да
Значения коэффициентов (частных производных функции Р)
при каждом переменном определяются на основании экспери-
экспериментальных данных. К настоящему времени накоплен обширный
материал по статическим зависимостям силы резания от изме-
119
нения различных параметров, например толщины срезаемого
слоя, переднего угла и т. п.
Однако этих зависимостей недостаточно при анализе дина-
динамических, быстро протекающих процессов. Не всегда изменение
силы во времени успевает за изменением того или иного пара-
параметра.
Очень большое значение имеет инерционность, которая опре-
определяется ограниченностью скорости нагружения деформируемо-
деформируемого объема [92]. Эта инерционность является общей для всех про-
процессов деформирования мате-
материалов (резания, трения, про-
прокатки и т. п.).
Дальнейший анализ прове-
проведен применительно к двум слу-
случаям:
1. Сила резания определяет-
определяется силами, действующими на
передней поверхности резца.
2. Сила резания определяет-
определяется силами, действующими на
передней и задней поверхно-
поверхностях резца.
Первый случай имеет место
при изменении условий реза-
резания только за счет изменения
40 1нм(гсек)
Рис. III. 16. Последовательные ста-
стадии стружкообразования и изме-
изменение сил резания
припуска, как например, при
обтачивании эксцентричной за-
заготовки. При этом силы на зад-
задней поверхности резца не изме-
изменяются.
Второй случай является более общим и характеризуется тем,
что изменение условий резания происходит за счет относитель-
относительных смещений резца и заготовки. При этом меняются силы на
передней и на задней поверхностях. Обычно время таких смеще-
смещений, например, при автоколебаниях значительно меньше време-
времени изменения припуска, если таковое имеется. Поэтому во вто-
втором случае во многих задачах припуск можно считать посто-
постоянным.
Анализ первого случая. Проследим за изменением силы ре-
резания, действующей на передней поверхности резца, при скачко-
скачкообразном изменении толщины срезаемого слоя. На рис. III. 16
схематически показаны последовательные стадии движения рез-
резца, заготовки и стружки, а также соответствующее этому пере-
перемещению изменение силы резания при ©резании резца на пол-
полную глубину. Резкое возрастание силы в начальный момент,
связанное с созданием упругого напряженного состояния и пере-
переходом его в пластическое, постепенно уменьшается по мере пе-
120
ремещения стружки по передней поверхности резца. Поскольку
сходящая стружка образовывалась при неустановившемся зна-
значении давлений и площади контакта на передней поверхности
резца, то она имеет переменную толщину по длине контакта. По
мере продвижения более толстых участков стружки по резцу эта
переменность толщины уменьшается. Особенно наглядно карти-
картина стружкообразования может быть прослежена по кинокадрам
или фотоснимкам отдельных этапов процесса. Схема на
рис. III. 16 построена по снимкам, приведенным в работе Исае-
Исаева А. И. [48]. Переменность толщины стружки означает перемен-
переменность ее усадки.
Принято считать, что сила резания пр"и изменении толщины
срезаемого слоя а зависит только от этого изменения. Роль усад-
усадки | не принимается во внимание, хотя ее влияние учитывается
во всех известных в учении о резании металлов выражениях сил
резания. Например, Кривоухов В. А. [76] дает зависимость, ко-
которая для составляющих Рг и Ру силы резания получает следу-
следующий вид:
P2==06a^(cosv + ^sinV); j
Ру = aobaim (— s in у + \i cos v), j
где oo — условное напряжение; b — ширина срезаемого слоя;
in — показатель политропы сжатия материала; ц — коэффициент
трения стружки о переднюю поверхность резца.
Т. Н. Лоладзе [116] дает аналогичное выражение. При малых
углах y
Рг = A,3 ч- 1,4) cjbal, A11.57)
где ae—временное сопротивление обрабатываемого материала.
Если сто = A,3 -J- 1,4) (Те и m » 1, то выражения A11.56) и
(III. 57) одинаковы. К такому же ©иду могут быть приведены
выражения для силы резания, предлагаемые другими авторами
(М. И. Клушин [62], Н. Н. Зорев [43] и др.).
Говоря ниже о силе резания, будем иметь в виду ее главную
составляющую Рг.
Так как
а\ = аг, (III. 58)
то сила резания, как и говорилось выше, определяется не тол-
толщиной срезаемого слоя, а толщиной стружки
Р = о0Ьаг. (III. 59)
Рассматривая изменение dax толщины стружки, т. е. ее от-
отклонение от некоторого заданного значения, характеризуемого
величинами а0 и go, из выражения (III. 58) получим
dax = aodl + \da, (III. 60)
121
где d'| и da — изменения усадки и толщины срезаемого слоя, оп-
определяемые каждое при фиксированном значении другой пере-
переменной величины а0 или go-
Усадка стружки, изменение которой входит в выражение
A11.60), зависит (в упрощенной схеме стружкообразования) от
условного угла ф„ сдвига (рис. III. 15) и переднего угла у. Эта
зависимость широко известна и предложена И. А. Тиме
? = ctgcp,,cosy + sin у. (III. 61)
При малых значениях у
S^ctgcp^ly. (III.62)
отсюда
dl, — d ctg ер,, + dy. (III. 63)
Изменение условного угла <pw
сдвига выражается в переменности
толщины стружки по ее длине. Фи-
Физический смысл этого положения вы-
вытекает из условий равновесия де-
деформируемого объема стружки. На
рис. III.17 дана схема сил, заимство-
заимствованная из работы Н. Н. Зорева [43]. Равновесие определяется ра-
равенством и противоположной направленностью сил, действую-
действующих на передней поверхности резца и на условной плоскости
сдвига. По данным D3]
С, = — ai[tge + tg((p_ у)], (II 1.64)
Рис. III. 17. Схема сил, дейст-
действующих на стружку
где С; — длина контакта стружки с передней поверхностью рез-
резца; 0 — угол трения, tg0 = |л;
Эксперименты показали, что отношение — в широком диапа-
диапазоне изменения С с ц; щ меняются мало. Учитывая, что
tgqpytg-y^ 1 (так как tg<py< 1 и tg-y «С 1), для случая, когда
разность (tgO — tgv) практически близка к нулю, можно полу-
получить более простую зависимость
ctg<p, *-•-?-.
(Ш.65)
Зависимости (III. 64) и (III. 65) получены для установивших-
установившихся условий резания. При неустановившихся условиях, т. е. при
122
изменении толщины стружки и длины контакта, соотношение
(III. 64) выражает соответствующую переменную величину ус-
условного угла сдвига.
На рис. III. 18 показана стружка в стадии неустановившегося
процесса, получившая малое приращение длины контакта dCt и
толщины стружки da.\. Полагая справедливой принятую схему
Рис. III. 18. Схема стружки в стадии неустановившегося
процесса и схема сил, действующих на ее элемент
стружкообразования (с одной условной плоскостью сдвига), рас-
рассмотрим условия равновесия малого элемента 1, 2, 3, 4 и пере-
переместившейся начальной стружки, отклонения от которой иссле-
исследуются. Эти условия определяют равновесие всего деформируе-
деформируемого объема стружки. Элемент стружки показан отдельно. Его
равновесие определяется условием
dC,= — dQl [tg 6 + tg (% - v)],
* ft
(II 1.66)
отличающимся от зависимости, полученной Н. Н. Зоревым, толь-
только заменой ах на da, и С; на dCt. В предположении, что отноше-
123
ние— остается постоянным, отсюда следует, что для условии,
п
когда справедливо выражение A11.64)
т da.
(III. 67)
т. е. угол сдвига равен углу между нормалью к передней поверх-
поверхности резца и касательной к кривой, очерчивающей внешнюю
поверхность стружки на участке приращения.
Для переместившегося начального объема стружки, для про-
простоты представляя его имеющим постоянную толщину аь соот-
соответственно получим
cos2 q> n и У
Равенство A11.68) отличается от выражения (III.64) наличи-
наличием малых членов, показывающих влияние переместившегося
объема стружки на изменение угла сдвига. Этими членами в пер-
первом приближении можно пренебречь и определять угол сдвига из
выражения A11.66).
В общем случае, учитывая малость углов, приближенно по-
получим
j _ 1
——J . (III.69)
dCt
+ п d
(Т-в)
При рассматриваемых смещениях УС изменяются величины
—- и у. Коэффициент трения полагаем не зависящим от этих
dCt
смещений.
Тогда
*(*:
da}
~dC~t
dat
dC,
dC,
dy
dy. (III.70)
Коэффициенты, заключенные в прямые скобки, в общем слу-
чае берутся как частные производные правой части л—; 7 вы-
\dCi I
ражения (III. 69) и зависят от начальных значений ~ и у. Для
dCi
случаев, когда разность (у — 9) невелика, эти коэффициенты
соответственно равны:
da,
li
m
п
124
Откуда
df{ dC, уУ) _ / m dai
ду \ п ' dC[
(III.71)
о,
MM
1,2
08
7
r—
i—
~~я
I 4
_c
кГ
-?00
1.0
г^
3.0 Cc мм
2.8
Коэффициенты при приращениях (дифференциалах) могут
быть определены экспериментально.
Коэффициент при d — может быть получен при резании рез-
резцами с укороченной передней по-
поверхностью, впервые примененны-
примененными для исследовательских целей
М. И. Клушиным [62]. При этом
толщина среза и передний угол
остаются неизменными, а длина
контакта определяется заданной
длиной передней поверхности
резца. Каждое значение С/ соот-
соответствует определенному пути,
пройденному формируемой струж-
стружкой по передней поверхности рез-
резца, т. е. некоторому текущему зна-
значению Ci на рис. III. 18.
На рис. III. 19, а приведена
схема испытания и график зави-
зависимости между толщиной струж-
стружки и длиной контакта по данным
Н. Н. Зорева [43] для стали 20;
v = 60 м/мин; а = 0,48 мм. Там
же дана зависимость силы реза-
резания от длины контакта, иллюст-
иллюстрирующая прямую связь силы ре-
резания и толщины стружки. Ана-
Аналогичные графики могут быть по-
построены по данным М. И. Клушина [62] для стали 08 и меди М2.
По этим графикам определяется — =* tg pi.
Так как в опытах угол у не меняется, то ctg<py = |. Построив
зависимость между | и ~, как показано на рис. III. 20, б, нахо-
находим — = tg p2. Этот коэффициент имеет отрицательное значение,
п • *
т. е. с увеличением ~ усадка уменьшается. Учтем это, введя ч
dct
знак минус перед соответствующим членом выражения
125
2,0
\
1
л
V
\
0 0.1
Q2
6)
03 ??>.
Рис. ш. 19 результаты опытов по
резанию резцами с укороченной
передней поверхностью
приращения угла сдвига. По величине коэффициент —> 1 и со-
л
ставляет по данным обработки указанных графиков 4 (для ста-
стали) и 3,5 (для меди). Эти данные получены в условиях стацио-
стационарного резания при постоянной толщине стружки. Можно
предполагать, что для динамических нестационарных условий,
когда толщина стружки меняется по ее длине, коэффициент —
п
будет несколько меньше от I до 1,5. Это значение уточняется при
динамических испытаниях, о чем говорится ниже.
Величина dCi представляет собой путь, проходимый стружкой
с переменной толщиной в пределах контактной поверхности, от-
отсчитываемый от условной плоскости сдвига. Полагая скорость
Рис. 111.20. Схема изменения переднего и заднего
углов резца:
а — при изменении припуска; б-при смещении резца
стружки постоянной (при малых отклонениях ее толщины), мо-
можем перейти от приращения пути к приращению времени:
dC, = — d(, (III. 72)
где dt — изменение времени.
После подстановки в выражение (III. 71) получим
, , т Ео . da, ( т dax \2 , /Itf -,О\
dctgfp,. .—а—J—(—.—М dv (III.73)
п v dt \ n dCi /о
и вместо выражения (III.63)
(II 1.74)
tit \л * da*
п v dt
где
126
y
dCt /о
При установившемся процессе, когда d —- равно нулю, опре-
dCi
деляется усадка при различных передних углах. Отношение при-
приращения усадки к приращению угла дает искомый коэффициент.
В работе [43] на рис. 234 дано d\ « 0,3 при dy ~ — > Отсюда /Стж
О
я* 1. При других условиях возможны иные значения этого коэф-
коэффициента. Изменение переднего угла определяется изменением
угла между обрабатываемой поверхностью и действительной
скоростью резания в соответствии со схемой, представленной на
рис. III. 20, а. Приращение угла (при малых его значениях) оп-
определяется приращением отношения скорости изменения толщи-
толщины среза к скорости резания (при малом изменении ее величины)
dy = J=d—. (III.75)
r v dt y '
Общее выражение изменения усадки, полученное из выраже-
выражений (III. 74) и (III. 75):
Aii^ .76)
n v dt v dt
Подставляя выражение (III.76) в A11.60) и опустив для
удобства записи знак d (что будем делать и дальше, помня, что
соответствующая величина является отклонением от заданного
значения), получим
ох = —— .-^k.^?L_ ^L.Jl. + tn. (HI.77)
п v dt v dt
Переходя к операторной форме записи, получим
ах = с^д 1 ~ТуР . (III.78)
Назовем
Тр — — .-^22*—постоянная времени стружкообразования; (III.79)
Ту — -^—постоянная времени переднего угла. (III.80)
Переходя в выражении (III. 59) к отклонениям от некоторых
значений Pq и ак и полагая ао и Ь постоянными, получаем зави-
зависимость изменения Ра-\ силы резания на передней поверхности
резца от изменения -толщины срезаемого слоя
127
где Кр—коэффициент резания [82], определяемый из
выражения
КР = КЬ, (II 1.82)
К = 0О;О — удельная сила резания (сила резания, отнесен-
отнесенная к площади срезаемого слоя).
Полученное выражение Р^ включает в себя составляющие Ра
и Ят в соответствии с уравнением (III. 55), иначе говоря, учиты-
учитывает влияние изменения толщины срезаемого слоя и скорости
этого изменения, т. е. изменения переднего угла.
Перейдем к анализу второго случая, где необходим учет сил
на задней поверхности. Как указывалось выше, для многих задач
второго случая изменение толщины срезаемого слоя равно отно-
относительному смещению резца и заготовки по нормали к поверхно-
поверхности резания, т. е. с = у.
Изменение контактного давления на задней поверхности оп-
определяется изменением скорости смещения резца по оси Y. Для
плоской площадки (искусственная фаска или фаска износа) в со-
соответствии со схемой, показанной на рис. 111.20,6, изменение
бСр среднего значения контактной деформации
8 = JL._L.JiL, (III.83)
ср 2 v dt У '
где h — высота фаски.
В этом выражении отношение— к v является изменением
dt
заднего угла.
Линеаризуя в пределах отклонений зависимость удельного
давления от контактной деформации, получаем коэффициент
пропорциональности На, который называется контактной жест-
жесткостью.
Его значение зависит от исходного давления, формы площад-
площадки и твердости обрабатываемого материала. Чем больше твер-
твердость, тем больше На. Для стали среднее значение На «
« 100 кГ/мм3.
Пользуясь этими зависимостями, находим
Переходя к операторной форме записи и суммируя Ра с Ра-[,
получаем
«РA+Гяур + Гау)
128
где
h2H
Та — —постоянная времени заднего угла; (III.86)
2vK
= Та — Ту = — [ —^-^ J i (III. 87)"
(III.88)
Выражение (III. 85) так же, как для первого случая выраже-
выражение A11.81), отражает особенности изменения силы резания во
времени при изменении толщины срезаемого слоя и является
динамической характеристикой резания (сила — толщина среза).
Все постоянные времени, входящие в характеристику, содер-
содержат в знаменателе скорость резания. Поэтому их можно пред-
представить в виде некоторого пути, проходимого резцом со скоро-
скоростью резания за время, равное постоянной времени:
1р = VTP; ly = vTy, h = vTa, lay = L—It = vTay.
Здесь
m g
A11.89)
'2K
Такая форма в ряде случаев оказывается более удобной, чем
форма постоянных времени.
Влияние изменения скорости резания на передний и задний
углы резца оценено в предположении малости изменения вели-
величины заданной скорости. В общем случае изменение углов опре-
определяется нелинейным выражением
. dy
''чин ¦+¦ ,.
a=_v= ?1_, (III.90)
где sMuh — минутная подача инструмента.
Разлагая выражение A11.90) в ряд по двум переменным, по-
получим в отклонениях для первого приближения
a = -T = -L.jL-.5«SL.-*L. (in.91)
.. * r v dt v* dt
Первый член выражения (III.91) вошел в выражени.-
(III. 85). Второй член дает зависимость составляющих Ра и Р;
изменения силы резания от координаты г.
5 Заказ 375 12L»
Анализ системы, например определение условий возникно-
возникновения автоколебаний с использованием зависимости силы реза-
резания от двух или более координат, так же как и с раздельным рас-
рассмотрением составляющих силы Рг и Ру, принципиально возмо-
возможен и теоретически несложен. Однако для экспериментального
исследования и оценки свойств УС это создает большие трудно-
трудности. Поэтому естественно стремление привести характеристику
резания к зависимости от одной координаты. Это можно в неко-
некоторых случаях сделать с помощью следующего приема.
Введем в качестве параметра передаточный коэффициент Кгу
между у и z, т. е. отношение этих смещений. Для каждой УС он
определяется формами колебаний и в общем случае является
комплексной величиной. Иначе говоря, между у и г имеется фа-
фазовый сдвиг, и сложение этих смещений дает эллиптическую
траекторию движения [82].
Рассмотрим простейший случай, когда коэффициент Кгу яв-
является действительным:
к-~1"±- (ш-92)
(It
Вместо выражения (III.91), учтя знак минуса в знаке коэф-
коэффициента Кгу ПОЛУЧИМ
±( ^JL. (Ш.93)
В отличие от выражения (III. 75) и (III. 83) в выражение из-
изменения углов «ходит коэффициент, заключенный в скобки. Со-
Соответственно иной вид получают выражения постоянных време-
времени, которым присваивается добавочный индекс z. Вместо выра-
выражений (III.80), (III.86) и (III.87) напишем
.--«L2-/1 + 2Ш.Кгы ); (Ш.94)
(Ш-95)
(I1L96)
2К
В зависимости от знака Кгу при определенных соотношениях
других параметров могут измениться знаки постоянных времени.
Вид выражения (III.85) характеристики резания с введением
постоянных времени в форме (III.95) и (III.96) не изменится.
Характеристика, таким образом, учитывает слияние на силу ре-
резания изменений толщины срезаемого слоя, скорости врезания
130
(или скорости изменения припуска), величины заданной скорости
резания. Она должна быть построена для различных значений
параметра Smu" К:у или, что то же самое, для различных Тх, Т-,
или соответственно Тат
В статической форме (при р = 0)
Р„ = Кру (III. 97)-
характеристика резания известна давно. Относя ее только к со-
составляющей Ру, А. П. Соколовский [178] назвал коэффициент гг
соответствующий КР, жесткостью резания. Эта характеристика
использована в работах автора [82], Тлусты И. [191] и других для
объяснения и анализа автоколебаний при резании.
Понятие постоянной времени стружкообразования является
принципиально новым и оказывается весьма существенным в ди-
динамической оценке процесса резания. Ее важными особенностя-
особенностями являются: прямая связь с величиной усадки и обратная зави-
зависимость от скорости резания. Эти особенности в значительно
большей степени, чем коэффициент Кр, определяют влияние
свойств обрабатываемого материала, режимов обработки и гео-
геометрии инструмента на условия возникновения автоколебаний
и динамические процессы при резании.
Введение представления о постоянных времени переднего и
заднего углов позволяет объективно оцепить влияние их изме-
изменения на динамику процесса резания.
Это удобно сделать, представив характеристику в частотной
форме. Полную характеристику по выражению A11.85) предста-
представим в виде произведения двух характеристик:
^ = -^ = У>«„ (III. 98)
где
Wa-, = 1 — 7i>" + *TaVco. (Ill. 100)
На рис. III. 21 приведены амплитудно-фазовые частотные ха-
характеристики W'p, wa-f и Wp, построенные в плоскости комплекс-
комплексного переменного, где А равно отношению амплитуды силы к ам-
амплитуде срезаемого слоя, а ф — фазовый сдвиг между силой и
толщиной срезаемого слоя.
Характеристика^ 'р показывает, что сила резания отстает по
фазе от изменения толщины срезаемого слоя. Применительно к
автоколебаниям при резании это означает, что сила резания со-
совершает работу, идущую на возбуждение колебаний.
131
Вид характеристики 1У<»Т зависит от знака Tav . Если Гат >
>0 — фаза характеристики положительна. Если Гат <0 — фаза
отрицательна.
Умножение характеристик W'p и Wa-, для получения Wp
сводится к умножению их амплитуд и алгебраическому сложе-
сложению фаз. При этом обнаруживается, что отставание силы от
изменения срезаемого слоя увеличивается, если Гат < 0 и умень-
war
и) Усек
2 IIK
Рис. 111.21. Амплитудно-фазовые частотные характеристики процесса
резания:
во - 0.1 мм; v - 10' мм/сек; | = 4; На~ 10! кПмм\ Кгу- 0: / — Л - 0,1 мм;
2 — h - 0.5 мм: 3 — Л - 1,0 мм
шается, если 7"ат > 0. В этом проявляется эффект противополож-
противоположного действия изменения переднего и заднего углов резца с из-
изменением величины и направления скорости резания.
При анализе следует учитывать, что частотный диапазон
практически ограничен и его можно разделить на следующие об-
области:
низкочастотная
0О<10 Цсек;
среднечастотная
10 1/сек<(о<3-103 Мсек;
$32
высокочастотная
3- 103 1/сек<(о<105 1/сек.
Среднечастотная область охватывает так называемые «низ-
«низкочастотные» автоколебания при резании (до 500 гц), высоко-
высокочастотная— «высокочастотные» автоколебания (порядка 1000—
15000 гц).
В средне- и низкочастотной областях, как правило, коэффи-
циент SMa"-Kzy в выражении A11.93) близок к нулю. При этом
Тлг ^Т1 и Таг «Г«. Из выражений (III.79) и (III.80)
Tp/T-i = ^о- При встречающихся в практике значениях К.^ и
So(?o > 1) 7\< Тр. При значениях |0 ^ 2,5 Гт будет меньше Тр на
порядок и выше. Известно, что для углеродистой стали |0 = 2,5 ч-
— 4,5; для меди go «=* 4 ч- 8. Расчеты, которые приводятся ниже,
показывают, что при этих же условиях и резании острозаточен-
ным резцом (И. < 0,5 мм) Та имеет тот же порядок, что и 7*т. Это
означает, что в выражениях (III.81) и A11.85) можно пренебречь
высшими членами операторного полинома, стоящего в числителе,
а тогда
Р°~ТТТ7у- (ПМ01)
1 +Трр
В частотной форме характеристика имеет вид A11.99), т. е.
Wv « W'p.
Иначе говоря, для условий, охватывающих, как указано, об-
область так называемых низкочастотных автоколебаний, роль из-
изменения переднего и заднего углов при смещениях несуществен-
несущественная. Этот вывод говорит о переоценке в общем случае роли изме-
изменения переднего угла, использованного авторами работ третьей
группы [46, 232] и других для анализа именно этого вида автоко-
автоколебаний.
Однако при обработке с малыми усадками материалов, име-
имеющих невысокую пластичность, а также в области высоких ча-
частот влияние изменения переднего угла становится существен-
существенным. Влияние изменения заднего угла возрастает также по мере
затупления инструмента. То и другое выражается увеличением
Т^ цТа.
Коэффициенты и постоянные времени так же, как и сама ха-
характеристика, могут быть получены экспериментально. Для этого
искусственно создается изменение припуска или относительное
смещение резца и заготовки по какому-либо закону (синусои-
(синусоидальные колебания, ступенчатое возрастание или уменьшение
и т. п.). Малоинерционной аппаратурой фиксируется изменение
толщины срезаемого слоя и силы резания. Обработка получен-
полученных записей известными методами позволяет построить характе-
133
ристику резания и определить ее параметры. Однако характери-
характеристику можно построить расчетным путем, пользуясь данными,
имеющимися в справочниках по режимам резания и в специаль-
специальной литературе. Приведем примеры расчета характеристики. Для
стали К *» 200 кГ/мм2, следовательно, по выражению (II 1.82)
КР я* 200-6 кГ/мм. Можно также принять На ?& 100 кГ/мм3 (это
на порядок выше, чем жесткость станочных стыков, соответствую-
соответствующая малым контактным давлениям). Для острого резца h^
s» 0,1 мм, для приту-
притупившегося Л ~ 1,0 мм.
Среднее значение
усадки для стали со =
= 3.
5.мын
Отношение
оп-
определяется характе-
характером обработки (черно-
(черновая или чистовая) и
для точения в среднем
составляет 10~3. Коэф-
Коэффициент KZy является
параметром и берется
из анализа смеще-
смещений ЭУС в той или
иной частотной области. На рис. 111.22 показано определение ве-
величины и знака Кгу для случая закручивания борштанги (при
пренебрежимо малой связи ее закручивания с изгибом). При
Kzy Smuh =—1 характеристика имеет вид (II 1.99), так как
ГЛ\ О
Рис. III. 22. Методика определения коэффи-
коэффициента Кгу'.
а-Кгу <0; б-Кг >0
Та = Т1 = 0.
Ниже приведены значения Тр; Та; 7\; Тал; Тар и tp, ta, iT> ia1>
/ap для следующих условий обработки: а0 = 0,13 мм; %0 = 3; v =
= 60 л/лин = 103лш/се/с:— = 1; /(т = 1; Кгу « 0.
п
Постоянные времени в сек
= 4- 10
~4;
= 4 • 10~5; Та = 3 ¦ 10
= — 3,7 • 10
Путь резания в мм
1р = 0,4; lv = 0,04; /. = 0,003; /ч = 0,037; Lp = 0,035.
Эти значения показывают порядок величин и подтверждают
сделанные выше выводы.
Характеристики, изображенные на рис. III. 21, рассчитаны
для разных значений Та.
Изложенный теоретический вывод динамической характерис-
характеристики резания по смещению у основан на предположении о неиз-
134
менности условного напряжения а и о малом влиянии коэффи-
коэффициента трения ц стружки о резец. Не учтена также начальная
стадия упругого деформирования обрабатываемого материала.
В этой связи рассмотрим возможные уточнения.
1. Изменение оо, т. е. упрочнение или разупрочнение материа-
материала может несколько исказить закон изменения силы резания.
Однако, как показывают эксперименты, это искажение (в устой-
устойчивой области деформирования) в большинстве случаев неве-
невелико.
2. Средний коэффициент трения ц в первую очередь влияет на
соотношение составляющих Рх и Ру. При малых углах у из вы-
выражения (III. 56)
(III. 102)
где ар — угол между равнодействующей силой резания и осью
Z, tg аР « »х.
Н. Н. Зорев [43] приводит следующую зависимость, получен-
полученную им для большого числа сталей и режимов обработки:
tga^l-tgqy (III. 103)
Так как tg<py = —, то в отклонениях
tgap = -i-S. (III. 104).
По выражению (III. 102) изменение составляющей Ру
ри = °<Р (al0 tg ар + цо01). (Ill. 105)
После подстановки значения отклонений из выражений
(III.104) и A11.60) получим
Сопоставляя с выкладками для Р, находим
—' (Ш.107)
Постоянная времени для составляющей Ру больше, чем для
Рг. Это означает, что изменение Рау отстает по фазе от изменения
толщины срезаемого слоя е большей степени, чем Paz. Разница в
отставании будет тем больше, чем меньше усадка и средний ко-
коэффициент трения стружки о резец. Полученный вывод о нали-
наличии фазового сдвига между Ру и Ръ требует тщательной экспери-
экспериментальной проверки, так как имеющиеся опытные данные по
изменению направления силы резания в процессе колебаний го-
говорят о том, что во многих случаях этот фазовый сдвиг невелик.
135
Такое расхождение может быть связано с неучтенными при тео-
теоретическом анализе особенностями сил на задней поверхности
резца.
3. Время упругого деформирования (при малых передних
углах у) мало по сравнению с общим временем стружкообразо-
вания. Их соотношение определяется величинами соответствую-
соответствующих деформаций.
Пренебрегая временем упругого деформирования, можем по-
получить изменение силы простым суммированием:
где Рупр — часть силы, определяемая упругим деформирова-
деформированием; Рпл — часть силы, определяемая пластическим деформи-
деформированием. Закономерности изменения этой силы исследованы
выше.
р
\
X
\
л-
р
%51
1—
0.8 1,2
1,6 t сек.
Рис. III. 23. Осциллограммы силы резания при ступенчатом измене-
изменении толщины среза:
а — путем изменения припуска от 0 до 0,7 мм; б — путем смещении резца
от а» 0,7 до о — 0,35 мм
Учет упругой составляющей изменения силы резания не изме-
изменяет вида динамической характеристики. Элементарные выклад-
выкладки показывают, что выражение постоянной времени Тр стружко-
образования не меняется и, следовательно, ее величина опреде-
определяется только пластическим деформированием. Не изменяются
также Га и Г,.
Предварительная экспериментальная проверка полученных
теоретических результатов была выполнена при свободном реза-
резании меди и алюминия резцами из стали РФ9 со следующей гео-
геометрией: у = 20°; а = 10°. Скорость резания 0,2 м/мин, толщина
срезаемого слоя изменялась от 0,1 до 0,7 мм.
На рис. III.23 показаны осциллограммы изменения силы ре-
резания при врезании на полную толщину срезаемого слоя
(рис. III.23, а) и при резком изменении толщины срезаемого слоя
в процессе резания (рис. 111.23, б). Там же показана методика
обработки кривой переходного процесса для получения значений
Тр. Форма кривой хорошо согласуется с теоретической. Послед-
136
няя получается при подстановке в простейшую, но достаточно
точную для практических целей форму динамической характери-
характеристики резания (III. 89) вместо у его выражения при скачкообраз-
скачкообразном изменении:
(III. 109)
где а — величина изменения толщины срезаемого слоя. В такой
форме характеристика носит название временной динамической
характеристики. Среднее измеренное значение усадки ?о = 4,2.
= 0,35 мм и— = I расчетное Тр
п
= 0,42 мм Тр = 0,55
Тогда при
а
Оср
сек.
0,45 сек, а при
Экспериментально полученные
в
р
0
0
Р
1 г
Ссек
teen
Рис. III. 24. Переходный процесс при наличии
«отставания» (а) и «запаздывания» (б)
Тр = 0,5 сек и Тр =
= 0,7 сек соответствен-
соответственно, что близко к рас-
расчетному.
Интересно сопоста-
сопоставить теорию с имеющи-
имеющимися эксперименталь-
экспериментальными данными других
исследователей.
Дои и Като [220]
фиксировали фазовое
отставание составляю-
составляющих силы резания от толщины срезаемого слоя при его синусои-
синусоидальном изменении с частотой 1,5 гц. Обрабатывалась малоугле-
малоуглеродистая сталь со скоростью резания 1 м/мин.
Дои и Като вводят понятие «запаздывания» силы резания к
изменению толщины срезаемого слоя. Смысл этого понятия прин-
принципиально отличается от изложенного нами понятия «отстава-
«отставания». Разницу между ними легче всего понять на примере пере-
переходного процесса при скачкообразном изменении сечения среза-
срезаемого слоя. При «отставании» переходный процесс 'имеет вид,
показанный на рис. III. 24, а. При «запаздывании» переходный
процесс показан на рис. III. 24, б. Сила резания меняется так же
скачком, как и срезаемый слой, но через некоторый промежуток
времени т, называемый постоянной времени запаздывания. Фи-
Физического объяснения запаздывания Дои и Като не дают. Одна-
Однако при синусоидальном изменении срезаемого слоя оба представ-
представления приводят к одинаковому фазовому сдвигу между силой и
срезаемым слоем, т. е. т = Тр. М. Е. Эльясберг [209] также при-
применяет понятие «вайаздывания», но предлагаемое им объяснение
явления и методика эксперимента относятся к области собствен-
собственной неустойчивости резания, о чем подробнее говорится
в гл. V.
137
Оставляя в стороне трактовку явления, мы использовали экс-
экспериментальные данные Дои и Като, полученные при указанных
условиях синусоидального изменения толщины срезаемого слоя.
На рис. III. 25 дано сравнение экспериментальных значений
постоянной времени т запаздывания с расчетными величинами
Tv, полученными по выражениям A11.79) и (III.107) при go = 2,6
для а0 < 0,15 мм и Ц = 4,2 для а0 > 0,15 мм ([43], стр. 164, сталь
20Х, v — 1 м/мин). Совпадение оказывается весьма хорошим при
пг
—= 1,5.
л
На рис. III. 25, б дано сравнение по влиянию переднего угла
на т и Тр. Данные по изменению усадки с изменением переднего
утла ([43], стр. 177, сталь ЗОХ, v = 0,8 м/мин или {168], стр. 73,
чек
0,09
ом
***
~%~
***
¦/
'/
У
п
0,05
0,1
а)
0,15 а мм
Рис. III. 25. Изменение постоянной времени Тр стружкообразования и запаз-
запаздывания т (по экспериментам Дои и Като):
т„—светлые кружки; т„2—черные; по расчету Тр— штриховая линия) в зависимости
от толщины срезаемого слоя (а) и переднего угла F) при а0 = 0.18 мм; =
п
1,5
сталь 40, v = 0,8 м/мин) показывают, что при увеличении угла
резания от 65 до 80° усадка увеличивается от 2,9 до 4,3. Совпаде-
Совпадение расчета и эксперимента также вполне удовлетворительное.
Согласуется с теорией также указание Дои и Като на умень-
уменьшение постоянной времени со скоростью и небольшое уменьше-
уменьшение соответствующего пути (аналогичного /р). Последнее связа-
связано с известным уменьшением усадки при увеличении скорости
резания.
На рис. III. 26 показаны амплитудно-фазовые частотные ха-
характеристики процесса резания по составляющим силы Ру и Рг,
полученные экспериментально в ЭНИМС А. В. Ключниковым.
Штриховкой показаны зоны разброса данных. По характеристи-
характеристикам видно, что при заднем угле, равном нулю, в соответствии с
теорией, фазовое отставание силы от изменения толщины среза-
срезаемого слоя при малых частотах сменяется опережением при вы-
высоких частотах. При достаточно большом значении заднего угла
138
(острозаточенный резец) фазовое отставание растет с увеличе-
увеличением частоты.
Эти эксперименты показали также существенное влияние
наростообразования на характер получаемых зависимостей. Тео-
Теоретически влияние наростообразования рассмотрено выше, а так-
также в гл. V.
Интересна работа Н. И. Ташлицкого [185], в которой экспери-
экспериментально показано, что при синусоидальном изменении сечения
срезаемого слоя отстает по фазе не только сила резания, но в
полном соответствии с ней отстает также изменение усадки и
длины контакта стружки с передней поверхностью резца.
Зт
ESS3 а=8°(/>=0)
Рис. III. 26. Частотная динамическая характеристика
резания при свободном точении заготовки из стали
10; материал резца — сплав Т15К6; у = 10°; v =
= 38 м/мин
Для практических расчетов динамической характеристики
резания может быть использовано выражение в формах (III. 85)
или (III. 98). Коэффициенты и постоянные времени определяют-
определяются по выражениям (III.82), (III.79), (III.94) и (III.95) При ана-
анализе среднечастотнои области характеристики в случае обработ-
обработки с усадкой g ^ 2,5 можно пользоваться упрощенным выраже-
выражением вида (III. 101) и соответствующими ему (III.99) или
(III. 109).
Полученное выражение динамической характеристики может
быть обобщено на резание другими видами инструмента. Оно
справедливо для всех случаев, где справедливо исходное общее
выражение силы резания. В остальных случаях оно может быть
использовано с со'ответствующим приближением или при непо-
непосредственном экспериментальном определении коэффициентов и
постоянных времени. Например, известно, что при больших
отрицательных передних углах усадка уже не является
139
характеристикой деформаций при стружкообразовании. В этом
случае необходимы указанные коррективы.
Как уже говорилось выше, динамическая характеристика не
может быть использована в области собственной неустойчивости
процесса резания, т. е. в областях элементных стружек и неустой-
неустойчивого нароста.
ПРОЦЕСС ТРЕНИЯ И ЕГО СОБСТВЕННАЯ УСТОЙЧИВОСТЬ
В металлорежущих станках встречается трение скольжения
и трение качения. В зависимости от наличия смазки различают
следующие виды трения скольжения: сухое, граничное, смешан-
смешанное (полусухое и полужидкостиое) и жидкостное.
Сухое трение между деталями станков возникает сравнитель-
сравнительно редко.
Если слой смазки между поверхностями деталей не превыша-
превышает 0,1 мк, то трение является граничным {31]. Особенности
этого вида трения определяются специфическими свойствами тон-
тонких масляных пленок [2, 10]. Наличие контакта неровностей через
тонкую пленку смазки создает условия деформирования поверх-
поверхностных слоев трущихся твердых тел. Поэтому, кроме свойств
пленок на характер трения могут влиять и свойства деформируе-
деформируемого тела. Так как неровности поверхностей контакта деталей
имеют величину, как правило, большую чем 0,1 мк, то <в чистом
виде граничное трение в станках не встречается. Оно обычно яв-
является составной частью смешанного трения.
Смешанное трение возникает на смазанных направляющих
суппортов, шпиндельных бабок, столов и т. п. узлов и деталей,
перемещаемых с малыми скоростями подач.
При смешанном трении суммируются сила от взаимодействия
контактирующих поверхностей деталей и сила вязкого сопротив-
сопротивления смазки, не разделяющей полностью эти поверхности. Если
смазка разделяет поверхности полностью, то трение становится
жидкостным.
Жидкостное трение наступает только при определенной ско-
скорости скольжения, когда гидродинамическая сила обеспечит
полное всплывэние ползуна на направляющих, т. е. полное разде-
разделение поверхностей смазкой. При меньших скоростях возникает
смешанное трение.
При этом гидродинамическая сила лишь частично уравнове-
уравновешивает внешнюю нагрузку, другая часть нагрузки восприни-
воспринимается контактирующими поверхностями. Соотношение этих час-
частей изменяется со скоростью скольжения: чем выше скорость, тем
большая часть нагрузки приходится на гидродинамику смазки.
Такое представление о характере смешанного трения было вы-
высказано Л. Гюмбелем [222]. Эта же идея положена в основу гид-
140
родинамической теории смешанного трения, разработанной авто-
автором [86]. Жидкостное трение достигается при малых скоростях
подачей смазки под давлением, осуществляемое в так называе-
называемых гидростатических подшипниках и направляющих.
Выше специально подчеркнуто двойное действие смазки:
кроме вязкого сопротивления движению она создает своеобраз-
своеобразную упругую силу, поддерживающую ползун или цапфу во вкла-
вкладыше подшипника. В связи с этим методически удобно отнести
второе действие смазки к свойствам упругой системы, что и сде-
сделано в гл. II.
Одной из особенностей трения металлических поверхностей
является возможность образования между ними металлических
связей. В литературе {172] она обычно называется схватыванием
металлов и в промышленной практике используется в форме так
называемой «холодной сварки» [4].
Схватывание при трении явление, как правило, нежелатель-
нежелательное, так как обычно ведет к резкому увеличению износа. Иногда
увеличивается также сила трения и тепловыделение в зоне
трения.
Влияние тонких пленок смазки, характерных для граничного
трения, заключается, в частности, в предотвращении схватыва-
схватывания металлических поверхностей.
Процессы сухого, граничного и смешанного трения определя-
определяются весьма сложными и пока еще недостаточно изученными
явлениями на поверхностях контактирующих тел. Эти явления
связаны с механическим и молекулярным [30] взаимодействием
неровностей трущихся поверхностей [73]. Все виды трения, свя-
связанные с взаимодействием контактирующих неровностей, будем
называть контактным трением. Его отличительной чертой являет-
является наличие зависимости силы трения от нормальной нагрузки.
Иногда называют такие виды трения кулоновским трением.
В основе представления, развиваемого И. В. Крагельским [75]
и его сотрудниками применительно к контактному трению, лежит
прямая зависимость между силой трения и величиной контакт-
ьой деформации, характеризуемой сближением трущихся тел.
Контактная деформация и сближение тел определяют изменение
фактической площади контакта.
Процесс контактного трения есть процесс деформирования
поверхностных слоев трущихся тел и среды, находящейся между
поверхностями (смазки; продуктов,износа, пленки другого ме-
металла, специально нанесенного на поверхность трения, и т.п.),
осложненный влияниями внешней среды.
Выше было показано, что деформирование представляет со»
бой сложную систему взаимодействия напряженного и деформа-
деформационного состояний, а также тепловых и физико-химических
процессов. Таким образом, неустойчивость процесса трения есть
неустойчивость деформационной замкнутой системы.
1U
Собственная неустойчивость контактного трения проявляется
в нарушении постоянства степени деформирования и, в частности,
глубины деформированного поверхностного слоя. Свое крайнее
выражение это находит в явлении заедания, сопровождаемого
глубинным разрушением контактирующих поверхностей, резким
повышением температуры в зоне трения, большой нестабильно-
нестабильностью силы трения во времени. На поверхностях трения образу-
образуются борозды и наросты — уплотненные скопления деформиро-
деформированного металла. При появлении заедания работу машины обычно
прекращают. Характерным случаем является наростообразо
вание при резании, протекающее в зоне трения стружки о резец.
Этот случай подробно рассмотрен
выше.
Явление заедания часто отож-
отождествляется со схватыванием, хо-
хотя правильнее говорить о схваты-
схватывании, как об условии, способст-
способствующем возникновению заедания
поверхностей трения. Рассмотрим
качественную картину неустойчи-
неустойчивости деформационной системы и
возникновения заедания при тре-
трении.
При очень малых скоростях
скольжения количество тепла, вы-
выделяемое при трении в единицу
времени, мало и температура в
деформированных объемах незначительно отличается от темпе-
температуры тел. В этом случае неустойчивым может быть только де-
деформационный контур системы. На рис. 111.27 показан фрикци-
фрикционный контакт, который может быть осуществлен телом специ-
специальной формы и поверхностью или отдельными контактирующи-
контактирующими неровностями поверхностей трения. Фрикционный контакт мо-
может рассматриваться так же, как статистически осредненный
контакт двух тел, о чем говорилось выше.
При тангенциальном смещении перед выступом формируется
некоторое напряженное и деформационное состояние.
Слои деформируемого металла, прилегающие к выступу, пре-
претерпевают деформацию в большей степени и, соответственно, по-
получают большее упрочнение. Деформирование перемещается в
менее упрочненные слои, накладывающиеся иа первые и, в свою
очередь, упрочняющиеся. Форма выступа изменяется затормо-
заторможенными упрочненными слоями металла. Каждый последующий
слой получает меньшую степень деформации и меньшее упрочне-
упрочнение. Нарост из упрочненного металла растет до тех пор, пока
степень деформации не станет наименьшей из возможных. На по-
поверхностях трения возникают борозды.
112
Рис. III. 27. Схема фрикционного
контакта и деформирования по-
поверхностного слоя:
?„— предварительное смещение; а —
передняя поверхность фрикционного
контакта; Ь — задняя поверхность
Такая форма нароста и дальнейший процесс деформирова-
деформирования устойчивы, так как при удалении части нароста или при его
увеличении степень деформации возрастет. Соответственно воз-
возрастет упрочнение и дальнейшее деформирование переместится в
менее упрочненный слой, т. е. на границу устойчивой формы.
Однако этот процесс будет протекать описанным образом
только в том случае, если изменяющееся в процессе образования
нароста напряженное состояние не окажется таким, что предел
прочности в каком-либо сечении будет превзойден и произойдет
частичное разрушение. Возможно также разрушение самого де-
деформирующего выступа.
Выделение тепла при деформировании создает условия также
для иной формы потери устойчивости, когда под влиянием тепла
происходит постепенное разупрочне-
разупрочнение основания нароста с последую-
последующим смещением по этому основа-
основанию. Здесь сказывается деформаци-
деформационно-тепловой контур связи. Эта
форма потери устойчивости процес-
процессом трения подробно рассмотрена в
разделе об устойчивости стружко-
образования.
Встречаются и иные случаи: теп-
тепло деформирования интенсифициру-
интенсифицирует диффузионные процессы между
металлами двух трущихся тел. Про-
Происходит приваривание нароста к
выступу, делающее нарост еще бо-
более устойчивым. Однако, как показано выше, схватывание или
сваривание вовсе не являются необходимыми условиями наро-
стообразования, как это часто ошибочно полагают. Это объяс-
объясняет известный факт образования наростов на неметаллических
выступах (костяных, деревянных и т. п.).
Разупрочнение металлов под слиянием тепла деформирования
может само по себе явиться причиной глубинного разрушения и
образования наростов при трении.
В литературе широко распространено мнение о том, что мак-
максимальная температура имеет место на поверхностях трения, по-
поскольку источник теплообразования ; поверхностный. Таковы
известные решения температурной задачи при трении Боудена и
Тейбора [11], Хольма [198], Блока [215], М. П. Левицкого [114],
Иегера [44] и др. Наиболее полно эта задача рассмотрена
В. С. Щедровым [206]. На рис. III. 28 показано изменение темпе-
температуры 6 по нормали к поверхности у трения, полученное в этих
работах расчетом*и экспериментально.
При описании деформационной системы мы показали, что
объемность источника теплообразования дает другую законо-
14а
Рис. III. 28. Изменение относи-
относительной температуры в по нор-
нормали У к поверхности трения
(по Иегеру)
мерность изменения температуры внутри деформированного
объема.
Основным источником теплообразования при трении явля-
является деформирование поверхностного слоя. Глубина деформи-
деформированного поверхностного слоя при трении может достигать
значительной величины: от долей миллиметра до десятков мил-
миллиметров [ПО]. В пределах этого слоя температура изменяется
так, как показано на рис. III. 29. Максимальная температура
возникает не на поверхности трения, а на некоторой глубине под
поверхностью.
Если максимальная температура превышает, например, тем-
температуру рекристаллизации стали, то в средней части поверхно-
поверхностного слоя начинает про-
проходить усиленный процесс
разупрочнения, и дефор-
деформирование локализуется в
этой области слоя. Часть
упрочненного деформиро-
деформированного объема задержи-
задерживается в виде нароста на
деформирующем выступе,
а другая часть остается
на поверхности деформи-
деформированного при трении те-
тела. Разрушение протека-
протекает в глубине этого тела.
Поэтому, как и при ре-
резании, может образовать-
образоваться нарост, отделяющийся
Деформированный,
поверхностный слой
У
Контактная поверхность
Рис. 111.29. Изменение температуры по нор
мали к поверхности трения
от деформируемого тела.
Такая форма образова-
образования максимального наро-
нароста и его исчезновение может существовать при трении, как и при
резании, в определенном диапазоне скоростей или поверхност-
поверхностных температур.
На рис. III. 30 показаны границы наростообразования и глу-
глубинного разрушения в параметрах: скорость v — нагрузка /\
определяемые описанным механизмом [93]. Прямых эксперимен-
экспериментальных доказательств справедливости изложенных особенно-
особенностей деформационно-теплового контура связи и овязанного с ни-
ними механизма наростообразования при трении в настоящее вре-
время нет. Однако, как указывалось выше, хорошо подтверждаются
следствия из приведенного объяснения.
В частности, устранение заедания при использовании в каче-
стзе деформирующего тела асбестовой ленты или текстолита
может быть следствием того, что они являются теплоизолятора-
ми. Поверхностная температура при этом существенно больше,
344
чем предсказывают имеющиеся теоретические решения, о кото-
которых сказано выше.
Выше также указывалось на роль тепловыделения при трении
в появлении неустойчивости нароста. Экспериментальные дан-
данные о закономерностях и формах возникновения устойчивых и
неустойчивых наростов при
трении приведены в книге
В. Д. Кузнецова [106].
Деформационно - тепловой
контур связи оказывает суще-
существенное влияние не только
при контактном трении, но
и при жидкостном. На рис.
111.31 показано [202] изменение
температуры поперек ламинар-
ламинарного потока смазки между дву-
двумя параллельными поверхно-
поверхностями. Повышение температу-
температуры в середине слоя влечет за
собой соответствующее сниже-
снижение вязкости и увеличение те-
Рис. III. 30. Область режимов трения
с глубинным разрушением
Рис. III. 31. Распределение темпера-
температур в слое вязкой жидкости при те-
течении Куэтта
кучести в этой области. Средняя температура слоя смазки ока-
оказывается [177] более высокой, чем это предполагалось по пред-
представлениям, не учитывающим объемности источника теплообра-
теплообразования. Снижение вязкости облегчает возникновение турбулент-
турбулентности в потоке смазки.
Неустойчивость жидкостного трения выражается в переходе
от ламинарного течения смазки к турбулентному. В условиях
работы станочных- подшипников скольжения и направляющих
случаи возникновения турбулентного движения смазки практи-
практически почти не встречаются. Тем не менее в отдельных
145
неудачных конструкциях такая возможность не исключена и
о ней не следует забывать.
Условия устойчивости ламинарного потока вязкой жидкости
в форме критерия Рейнольдса в достаточной степени известны.
Их дальнейшим изучением и применением занимается гидроди-
гидродинамика.
С явлениями собственной неустойчивости процессов сухого,
граничного, смешанного и жидкостного трения в станках ведут
борьбу не только из соображений повышения динамического ка-
качества станка, но также с целью повышения долговечности дета-
деталей станков.
СТАТИЧЕСКИЕ И ДИНАМИЧЕСКИЕ ХАРАКТЕРИСТИКИ ТРЕНИЯ
Воздействие УС на контактное трение, а также на трение ка-
качения может происходить путем: а) изменения величины и на-
направления скорости движения; б) изменения величины, знака
или закона распределения по поверхности направляющих нор-
нормальной контактной деформации (нагрузки).
Таким образом, входными координатами процесса контакт-
контактного трения могут быть скорость и нормальная контактная де-
деформация. Скорость влияет на направление, но может влиять и
на величину силы трения. Изменение контактной деформации
влияет только на величину силы трения.
Сила жидкостного трения изменяется при изменении скорости
скольжения, зазора и угла при вершине клина, образуемого в за-
зазоре между ползуном и направляющими или цапфой и вкла-
вкладышем.
Основным методом определения характеристик трения явля-
является экспериментальный.
Наиболее важной и известной статической характеристикой
трения является коэффициент трения — отношение силы трения к
нормальной нагрузке. Коэффициенты трения скольжения для
различных материалов и условий работы фрикционных пар при-
приведены с книге [74].
Для дальнейших выкладок более удобной является характе-
характеристика, связывающая по И. В. Крагельскому [75] силу контакт-
контактного трения с контактной деформацией. По закону Амонтона —
Кулона
F^iiN, (ШЛЮ)
где F — сила трения; j.i— коэффициент трения; N — нор-
нормальная нагрузка.
Полагая этот закон справедливым в определенных пределах и
учитывая, что по А. П. Соколовскому [178]
(ШЛИ)
146
где б — контактная деформация; т — показатель степени, учи-
учитывающий нелинейность и равный примерно 2; Kn — коэффи-
коэффициент, характеризующий жесткость контакта; из этих двух урав-
уравнений можно получить статическую характеристику сухого тре-
трения скольжения по контактной деформации:
F-!i/tw6m. (III. 112)
Если рассматриваются задачи, в которых изменение дефор-
деформации протекает в небольших пределах, указанную характерис-
характеристику можно линеаризовать.
Тогда в отклонениях
F = Krb, (III. 113)
где Кт — коэффициент пропорциональности между силой трения
и контактной деформацией, т. е. статическая характеристика кон-
контактного трения.
В имеющихся работах по контактному трению не учитывает-
учитывается важная особенность фрикционного контакта, существенно
влияющая как на «жесткость трения», так и на закономерно-
закономерности изменения сил трения: в них не различаются «передняя» и
«задняя» поверхности контакта. Граница передней поверхности
определяется геометрическим местом точек касания прямых, па-
параллельных заданной скорости скольжения, с поверхностью
деформирующей неровности, модель которой схематически изо-
изображена на рис. III. 27. По аналогии с резанием можно говорить
о некоторых осредненных или переменных (по координатам)
«задних» и «передних» углах деформирующей неровности.
При скольжении силы на передней поверхности определяются
глубиной внедрения деформирующей неровности, т. е. нормаль-
нормальной контактной деформацией или нормальным давлением, созда-
создаваемым нагрузкой. Силы на задней поверхности от нагрузки
практически не зависят и определяются лишь давлением за счет
упругого восстановления деформаций контактирующих тел в
пределах «дорожки» трения. Сумма проекций сил на направле-
направление движения дает силу трения, выражение которой имеет форму
так называемого «двучленного закона трения»:
; (ШЛИ)
где Fo— составляющая силы трения, не зависящая от величины
нормальной нагрузки.
Такое представление, не отрицая иных представлений о раз-
разделении сил трения на две составляющие, существенно их допол-
дополняет. Особенности молекулярных [30] и молекулярно-механичес-
ких ]73[ явлений или специфики деформирования [40], выражае-
выражаемые соответствующими разновидностями двучленного закона
трения, находят свое отражение в величинах сил на передней и
задней поверхностях контакта.
147
Соотношение сил на передней и задней поверхностях в соот-
соответствии с изложенной точкой зрения определяется геометрией
контакта, глубиной внедрения (нормальной нагрузкой), свойст-
свойствами материалов трущихся тел. При увеличении нагрузки роль
сил на передней поверхности возрастает, соответственно умень-
уменьшается коэффициент |л трения, изменяется и коэффициент Кт
статической характеристики трения. Такая закономерность изме-
изменения коэффициента трения с нагрузкой хорошо известна из име-
имеющихся экспериментальных данных. Влияние сил на задней по-
поверхности не является единствен-
единственной причиной указанной законо-
закономерности. Большое значение име-
имеет нелинейная зависимость пло-
площади контакта от давления.
О влиянии сил на передней и зад-
задней поверхностях контакта на ди-
динамическую характеристику сухо-
сухого трения и, в частности, на ха-
характеристику сил при трогании
с места (трение «покоя» и трение
движения) говорится ниже
Изменение силы сухого трения
со скоростью, связанное с влия-
влиянием разнообразных физико-хи-
физико-химических процессов, протекаю-
протекающих в поверхностном слое каж-
каждого из трущихся тел, может
быть выражено в виде некоторой
функциональной зависимости.
Эти зависимости лишь аппрокси-
аппроксимируют экспериментально полу-
полученные для конкретных условий
данные. Для примера на рис.
III.32 показана зависимость си-
силы сухого трения от скорости при весьма малых скоростях, уста-
установленная Д. М. Толстым и его сотрудниками [192].
Если рассматривать изменение силы трения в небольшом
интервале изменения скоростей, то зависимость между ними мо-
может быть линеаризована и коэффициент пропорциональности в
этой зависимости дает статическую характеристику по скорости
Ко = —. (III. 115)
V
Этот коэффициент будет положительным, если сила трения
возрастает со скоростью, и отрицательным, если сила трения
уменьшается. В последнем случае часто называют характеристи-
характеристику падающей. При жидкостном трении статическая скоростная
148
1
0.3
0.2
01
о
25
50
75
Рис. 111.32. Скоростные характе-
характеристики трения скольжения стали
Я IT по той же стали при нор-
нормальной нагрузке 105,8 Г
характеристика имеет положительный передаточный коэффи-
коэффициент.
В практике приходится встречаться со случаями, когда на-
нагрузка или скорость меняют знак. При этом соответствующие
статические характеристики контактного трения становятся су-
существенно нелинейными.
Во время изменения знака скорости сила трения становится
функцией тангенциального смещения. Эта функция нелинейная
и имеет гистерезисный характер. Так как данная зависимость
играет важную роль в возникновении релаксационных автоколе-
автоколебаний, то рассмотрим ее подробнее в гл. IV.
Для трения качения форма статических характеристик та же,
что и для трения скольжения, но значения коэффициентов иные.
Если входные координаты процесса трения — скорость или
нормальная контактная деформация меняются во времени, то
между их изменением и изменением силы трения появляется не-
некоторый сдвиг во времени. Отличной от статической оказывается
и соотношение величины изменений. Отношение изменения силы
трения к изменению контактной деформации или скорости в
этом случае дает динамические характеристики трения.
Для определения динамической характеристики трения экс-
экспериментально более простой оказывается форма временной
характеристики. Возможно, конечно, определение частотных ха-
характеристик при синусоидальном изменении скорости скольже-
скольжения или контактной деформации.
Сдвиг во времени между изменением этих величин и силы
трения так же, как и изменение соотношения величин отклоне-
отклонений, является следствием инерционности процессов, составляю-
составляющих содержание деформационной системы, т. е. изменения
свойств деформируемого материала со степенью деформации,
температурой и т. п. При малых скоростях скольжения или каче-
качения, как указывалось выше, основным является деформационный
контур связи. Покажем его влияние на динамическую характе-
характеристику процесса трения.
Необратимому процессу деформирования, который соответ-
соответствует скольжению или качению тел при трении, предшествует
процесс создания соответствующего предельного напряженно-
деформационного состояния поверхностного слоя. В зависимости
от величины контактной деформации ,это может быть состояние,
дающее упругое оттеснение, пластическое оттеснение или резание
[75]. Момент достижения такого предельного состояния может
быть определен по величине напряжений в деформированном
объеме или по величине деформации. Последняя величина срав-
сравнительно легко поддается измерению по смещению детали, хотя
может быть обнаружена и по прекращению нарастания действу-
действующей силы. Описанное явление так же, как и само предельное
смещение, получило название предварительного смещения при
149
трении. На рис. II 1.33 показано изменение силы в процессе пред-
предварительного смещения. Качественно оно соответствует деформи-
деформированию образца при механических испытаниях металлов.
м
0.V
CIS
0.09
у
i
т. м
5
0.5
1.0
а)
1.5 !мк
Рис. III. 33. Кривые предварительного смещения по данным:
а — А. В. Верховского; 0 — Р. И. Коняхниа; о — Л. И. Беловой. 1 — сталь по стали;
2 — железо по железу; 3 — чугун по чугуну; 4 — медь по меди; 5 — латунь по латуни;
6 — закаленная сталь по стали; 7 — сталь по меди; * — сталь по свинцу; 9 — сталь
по стеклу
Экспериментально явление предварительного смещения фиксиро-
фиксировалось и исследовалось многими экспериментаторами. И. В. Кра-
гельский [75], обобщив результаты многих экспериментов, пока-
показал, что величина предельного
предварительного смещения *
возрастает с нагрузкой (рис.
Ш.34). "
см
10'3
И
/
/
/
о
А
\
г—
5—'
1
У-
У
3 ^п
ю-
С.1г и Юг ЮОг ыг
Рис. III. 34. Зависимость предвари- Рис. 111.35. Последовательные поло-
тельного смещения So от нагрузки N жения фрикционного контакта при
для стальных образцов изменении сближения тел (случай а)
Рассмотрим характер изменения силы трения при скачкооб-
скачкообразном увеличении нормальной контактной деформации. Здесь,
как и при анализе динамической характеристики резания, будем
различать два случая: изменение высоты контактирующего вы-
выступа и изменение сближения контактирующих тел.
На рис. III. 35 показано три положения (/, 2, 3) деформирую-
деформирующего выступа, моделирующего одну из трущихся поверхностей,
150
для первого случая в следующие моменты времени: а) в мо-
момент, предшествующий изменению нормальной контактной де-
деформации; б) в момент этого изменения; в) к концу предвари-
предварительного смещения, обеспечивающего создание нового предель-
предельного состояния.
Путь, который должен пройти выступ для создания нового
предельного состояния, равен разности между начальным и но-
новым предварительным смещениями.
На этом пути будет происходить нарастание силы трения до
значения, соответствующего новой величине нормальной кон-
контактной деформации. Графики на рис. 111.33 иллюстрируют
кГ/нп
Рис. III. 36. Определение постоянной
времени Тт предварительного смеще-
смещения по экспериментальным данным и
простейшая форма динамической ха-
характеристики трения
Рис. III. 37. Зависимость смещающих
тангенциальных сил от перемещения
и нормального давления для алюми-
алюминиевых образцов
сказанное, и если путь пропорционален времени, то являются вре-
временной динамической характеристикой трения. Часть этих гра-
графиков заимствована из работ Л. В. Верховского [16], И. Р. Коня-
хина [69], часть получена Л. И. Беловой в ЭНИМС.
В первом приближении эти кривые аппроксимируются экспо-
нентой.
Время, потребное для установления новой величины оилы тре-
трения в упрощенной трактовке ее изменения, можно характеризо-
характеризовать постоянной времени Тт предварительного смещения [92].
Эта постоянная времени определяется по данным обработки
экспоненты, которая показана на рис. III. 36. Постоянная време-
времени может быть представлена как отношение некоторой части 1Т
предварительного смещения к скорости v скольжения, которая
предполагается постоянной:
7V = ^- (III. 116)
151.
По данным рис. III. 34 при скорости скольжения 0,1 мм/сек
постоянная времени предварительного смещения составляет
примерно 0,001 сек.
В условиях образования устойчивых наростов время переход-
переходного процесса возрастает в связи с увеличением смещения, не-
необходимого для образования нароста соответствующей вели-
величины.
По данным С. Б. Айнбиндера и А. С. Пранча [5], приведенным
на рис. III. 37, при формировании фрикционного контакта с глу-
глубинным разрушением материала, величина /т достигает 3—4 мм.
Соответственно постоянная времени Тг при скорости 0,1 мм/сек
равна примерно 30—40 сек.
В работе [92] дан теоретический вывод вида передаточной
функции WT процесса сухого трения, основанный на уравнениях
деформирования упруго-вязкого тела. Пренебрегая инерционны-
инерционными членами при вторых производных координат смещения и си-
силы сопротивления деформированию, эту передаточную функцию
удается представить в виде, соответствующем первому прибли-
приближению аппроксимации экспериментальной зависимости:
L?. (III. 117)
Амплитудно-фазовая частотная характеристика процесса кон-
контактного трения в ее простейшем виде показана на рис. III. 36 и
имеет следующее выражение:
Временная характеристика или переходный процесс при
скачкообразном изменении контактной деформации в соответст-
соответствии с передаточной функцией данного вида выражается следу-
следующим образом:
t_
F = Kr(l-e~T7)y. (III. 119)
Сила трения будет изменяться по экспоненте, как показано на
рис. 111.30.
Аналогичный вид имеет передаточная функция для трения
качения. Следует только иметь в виду, что по А. В. Верховскому
[16] предварительное смещение при трении качения примерно на
два порядка величины превышает предварительное смещение при
скольжении. Передаточный же коэффициент Кт при качении зна-
значительно меньше, чем при скольжении.
Во втором случае, когда изменение контактной деформации
происходит за счет относительного сближения контакирующих
152
тел, следует учесть изменение сил на задней поверхности контак-
контакта. На рис. III. 38 показано изменение контактной деформации
для плоской задней поверхности взаимодействующего выступа.
Нетрудно увидеть аналогию рассматриваемого явления с тем, что
проанализировано в разделе о динамической характеристике ре-
резания. Возрастание площади контакта, нормального усилия и
силы трения будет пропорцио-
пропорционально отношению скорости
сближения тел к заданной ско-
скорости скольжения.
Резюмируя все сказанное о
динамической характеристике
трения, можно считать, что
форма этой характеристики
аналогична таковой для реза-
резания (включая физический
смысл входящих в нее коэффи-
коэффициентов). Различие заключает-
заключается в численных значениях ко-
Рис. III. 38. Изменение контактной
деформации на задней поверхности
при сближении тел (случаи б)
эффициентов.
По выражению A11.85) запишем
(III. 120)
где Taiz — постоянная времени «передних» и «задних» углов
контакта (с учетом формы колебаний УС);
Татг— постоянная времени «задних» углов контакта и
предварительного смещения (с учетом формы коле-
колебаний УС).
Это выражение передаточной функции имеет больше принци-
принципиальное, чем практическое значение. Оно должно быть уточнено
и проверено экспериментально, что может быть сделано по той
же методике, что и для резания.
При решении задач о трогании с места подвижных узлов
станка, а также при анализе релаксационных автоколебаний
большое значение имеет зависимость силы трения от времени не-
неподвижного контакта. Впервые наличие такой зависимости пока-
показал И. В. Крагельский [72]. Пользуясь ею, он совместно с
А. Ю. Ишлинским раскрыл один из механизмов возникновения
релаксационных автоколебаний при скольжении.
На основании экспериментальных данных (рис. III. 39),
предложена следующая зависимость силы трения от времени не-
неподвижного контакта:
(III. 121)
153
м
о, г в
дго
о,оь
(\
Г
.*-
.——¦•
.—
/
Потупь
Фосфористая бронза
х 'Мягкая сталь
^^Дюрапь
Фосфористая бронза
Л Папщнь
FV -1 ¦ 'Д"Ь'1!
• Мягкая стиль
02000 6120 Вб<гО
2Ь0О0 сек
где F(t)—сила трения, соответствующая продолжительности
контакта t; Fv, — сила трения при бесконечно большом времени
контакта; Fo — сила трения при нулевом времени контакта. Мож-
Можно легко установить общее содержание этого выражения и реше-
решения, полученного с использованием передаточной функции, если
рассматривать остановку как внезапное приложение нагрузки к
данному фрикционному контакту. Однако величина постоянной
времени Тк будет отличаться от Тт, так как она учитывает про-
процессы, протекающие при изменении нормальной деформации.
Переходя к обозначениям, принятым выше, т. е. Fv> —Fq =
Nf0; F(t) = F + Fo; 6 = —- , получаем выражение, формально
т* полностью совпадающее
с выражением (III. 119).
Для пары сталь — свинец
fo = 0,21; Гк«80 сек (по
данным [50]).
Таким образом, пере-
передаточная функция пред-
предложенного вида является
более общей и описывает
временные зависимости
не только при неподвиж-
неподвижном контакте, но и в про-
процессе движения при
скольжении и качении.
Можно указать на две
возможные причины пре-
превышения силы трения покоя над силой трения движения. Одна из
них связана с перераспределением сил на передних и задних
поверхностях контактов, а другая — с образованием устойчиво-
устойчивого нароста.
Проанализируем процесс трогания с места при трении с уче-
учетом различия сил на передних и задних поверхностях контакта.
Приложение нагрузки к неподвижному контакту вызывает
внедрение деформирующей неровности в контртеле. Силы на зад-
задней поверхности контакта определяются при этом, как и на перед-
передней поверхности, степенью внедрения неровности. Приложение
тангенциальной силы и смещение контакта приводит к перерас-
перераспределению сил между передней и задней поверхностями. По ме-
мере продвижения контакта, как это схематически показано на
рис. III. 40, задняя поверхность «сползает» с первоначально де-
деформированного ею участка поверхности контртела. На образу-
образующейся поверхности дорожки трения, как указывалось выше,
давление на заднюю поверхность оказывают только силы упру-
упругого восстановления деформаций после прохода передней по-
поверхности контакта. Эти силы существенно меньше начальных
154
Рис. III. 39. Зависимость коэффициента тре-
трепня от продолжительности неподвижного
контакта
и потому результирующие силы на задней поверхности будут
уменьшаться, достигая минимума при полном «сползании» кон-
контакта с начального участка контртела.
Силы на передней поверхности формируются по мере созда-
создания предельного напряженно-деформированного состояния в
процессе предварительного смещения.
В зависимости от соотношения сил на передней и задней по-
поверхностях, которые, как указывалось, определяются разными
параметрами, а также от соотношения продольного размера на-
начальной площадки контакта по задней поверхности и величины
предварительного смещения результирующие силы при трогании
"I
Рис. III. 40. Схема влияния начального ком-
такта на формирование сил трения «покоя»
(при отсутствии наростообразования):
а — на задней поверхности; б — на передней
поверхности; о — суммарной
Рис. III. 41. Типичные слу-
случаи формирования сил тре-
трения «покоя» (при отсутст-
отсутствии наростообразования).
Кривые а, б, в — по
рис. III. 40
с места будут изменяться по-разному. Типичные случаи показаны
на рис. III.41. Их можно объединить в две основные группы:
1. Если силы на задней поверхности начального (после прило-
приложения нагрузки) контакта достаточно велики или длина этого
контакта больше предварительного смещения по передней по-
поверхности, то сила трения переходит через максимум (по мере
смещения контакта), а затем уменьшается до установившегося
значения силы на передней поверхности (с учетом малых сил на
задней поверхности). При этом возможно уменьшение результи-
результирующей силы ниже установившегося уровня с последующим воз-
возрастанием до этого уровня.
2. Если начальные силы на задней поверхности малы, а пред-
предварительное смещение велико (в смысле, указанном выше), то
результирующая сила трения будет нарастать со смещением
155
(монотонно или с небольшим колебанием) вплоть до установив-
установившегося значения.
Сила трения в процессе предварительного смещения по уста-
установившейся терминологии называется силой трения покоя. Не-
Нетрудно заметить, что в первом случае сила трения «покоя» боль-
больше силы трения установившегося движения, т. е. имеется так на-
называемый «скачок» силы трения. Во втором случае такого «скач-
«скачка» силы трения нет.
Для примера на рис. III. 42 показаны экспериментальные за-
зависимости сил трения от тангенциального смещения, полученные
Л. И. Беловой в ЭНИМС.
ir
5
4
3
1
/
/
A
Г'
\30kI
4-
*——•
u
— .—_¦.—.,
/
/
f-
f
г
^4
\30кГ
?
si
it
В 9 \»к О
3 1м*
Рис. III. 42. Экспериментальные кривые предварительно-
предварительного смещения для двух форм фрикционного контакта
(сталь 45 по фторопласту-4)
Анализируя влияние параметров на силы по передней и зад-
задней поверхностям контакта, можно указать условия существова-
существования «скачка» силы трения. Появлению «скачка» силы трения
способствует: а) повышение твердости деформируемого при тре-
трении материала, при этом возрастают силы на задней поверхно-
поверхности контакта и уменьшается путь предварительного смещения
(по передней поверхности). Пластичный материал малой твер-
твердости дает большое предварительное смещение и небольшие
начальные силы на задней поверхности; б) повышение нагруз-
нагрузки, при этом возрастают начальные силы на задней поверхности
контакта. Осложнение в получаемую зависимость может внести
одновременное увеличение предварительного смещения и сил на
• передней поверхности; в) увеличение площади задней поверхно-
поверхности по сравнению с передней при изменении геометрии контакта,
при этом увеличиваются силы на задней поверхности и умень-
уменьшаются на передней; увеличивается путь «сползания» задней
поверхности контакта с начальной площади деформации и умень-
уменьшается предварительное смещение.
Влияние параметров, указанных в пунктах а) и б), может
измениться при переходе от модели пары трения в виде одного
контакта к реальному дискретному контакту тел. Это связано с
156
ми v ¦
L*
It?—
Jm
I
a —
у
Wo
w
л
Lr
777)
"A"
-с-
К-
I
-о
кГ
2,0
1.0
12
.JO
20 г мм
тем, что увеличение сил на передних и задних поверхностях кон-
контактов не сопровождается существенным увеличением предва-
предварительного смещения.
В контакте с пластичным деформируемым материалом может
возникнуть зависимость первого вида, т. е. со «скачком» силы
трения. Однако причина такой зависимости иная. Возрастание
силы трения при этом сопровождается образованием нароста на
передней поверхности контакта. Если нарост устойчив, то при
достижении максимальной величины он принимает на себя функ-
функции деформирующей неровности. Как указывалось в разделе,
посвященном устойчивости процесса трения, при этом силы на
передней поверхности яв-
являются минимальными.
В момент перехода от
формирования нароста к
его «обтеканию» дефор-
деформируемым материалом
сила трения уменьшает-
уменьшается. На рис. 111.43 показа-
показано изменение силы цара-
царапания железа твердо-
твердосплавным конусом, экспе-
экспериментально полученнре
Г. И. Киселевым и опи-
описанное В. Д. Кузнецовым
[106].
Изложенное представ-
представление об особенностях
формирования сил трения
«покоя» и движения показывает несостоятельность мнения о свя-
связи соответствующих зависимостей только со свойствами матери-
материалов пары трения. Оно также показывает, что простая остановка
трущихся тел (без перераспределения сил между передней и зад-
задней поверхностями контакта) не может дать существенного из-
изменения сил трения. Сила трения покоя при этом равна силе
трения движения, что подтверждается экспериментом. Если про-
происходит перераспределение указанных сил (при снятии натяга
в приводе), трение покоя отличается от трения движения на со-
соответствующую величину, как правило,' меньшую, чем при пер-
первом смещении.
Если изменение силы трения происходит в связи с измене-
изменением скорости скольжения или качения, то связь между ними
также можно представить в виде передаточной функции. Особен-
Особенно часто эта связь,выражает гидродинамический эффект смазки.
Рассмотрим вид этбй функции жидкостного трения. Она теорети-
теоретически может быть получена из решения уравнений гидродинами-
гидродинамики с учетом движения потока в направлении не только танген-
157
Рис. III. 43. Зависимость глубины h цара-
царапины и силы F царапания для железа от
смещения при формировании устойчивого
нароста:
za—путь формирования нароста
циальном, но и нормальном к поверхности скольжения. Движе-
Движение в нормальном направлении связано с преодолением инерции
ползуна и возможных упругих сил, возникающих в конструкции,
несущей ползун.
При внезапном изменении скорости скольжения ползун не
сразу займет положение, соответствующее новому установивше-
установившемуся значению скорости. Для этого потребуется некоторое время,
необходимое для преодоления инерции ползуна, вязкого сопро-
сопротивления смазки его ,'всплыванию и проникновению смазки в кли-
клиновой зазор между ползуном и направляющими. Картина процес-
процесса может быть представ-
представлена так: при резком уве-
увеличении скорости сила
трения возрастает в боль-
большей степени, так как за-
зазор в этот момент еще
мал (сила вязкого сопро-
сопротивления тем больше, чем
меньше зазор). Постепен-
Постепенное увеличение зазора и
изменение угла наклона
плоскости ползуна вызо-
вызовет соответствующее
уменьшение силы трения.
Обращаем внимание на
то, что динамическая ха-
характеристика жидкостно-
жидкостного трения зависит от
массы ползуна и жестко-
Рис. 111.44. Зависимость силы F трения
и всплывания у от скорости — статиче-
статическая и динамическая (при колебаниях
скорости)
сти, т. с. от параметров
несущей УС. Иначе гово-
говоря, она является характеристикой эквивалентной системы, вклю-
включающей трение и УС.
В гл. II рассмотрены ЭУС с различными видами связей, в
том числе и со скоростной связью. Применительно к жидкостно-
жидкостному трению, т. е. к только что описанному случаю, соединение
такой ЭУС с характеристикой вязкого трения должно дать тот же
замкнутый контур связи, что и соединение эквивалентной систе-
системы жидкостного трения с УС привода ползуна (без учета связей).
В инженерной практике и в литературе по трению широко из-
известна характеристика трения в форме диаграммы Герси или ей
аналогичных.
На рис. III.44 показана скоростная статическая характери-
характеристика трения при наличии смазки, на которой обозначены облас-
области смешанного и жидкостного трения. Учитывая распространен-
распространенность этой характеристики, дадим представление о ней, как о ха-
характеристике эквивалентной системы. Воспользуемся уравнения-
158
ми системы со скоростной гидродинамической связью, получен-
полученными в гл. II:
f;
(III. 122)
Сила трения F (взятая в отклонениях) включает две (в пер-
первом приближении) составляющие: первая положительна и про-
пропорциональна скорости скольжения (вязкое, жидкостное тре-
трение); вторая отрицательна и пропорциональна сближению пол-
ползуна и направляющих. Первая составляющая включается в по-
постоянную демпфирования Т2 и далее отдельно не рассматри-
рассматривается.
Вторая составляющая для жидкостного трения имеет вид
F = -Kxvoy, (III. 123)
где Кж—некоторый постоянный коэффициент; vQ — заданная
скорость скольжения.
Для смешанного трения
F = -(Kr + Kxv0)y. (III. 124)
Так как КжОо <С Кт, то в первом приближении
F = — Kry. (III. 125)
Для того чтобы выразить силу трения как функцию скорости,
делаем подстановку из второго уравнения системы (III. 122).
Тогда
F=—; Р х, (III. 126)
Т\ р* + Т'2р + 1
где р =—KqKmvo — для жидкостного трения; р ——KqKt — для
Су Су
смешанного трения.
Для направляющих станков сила вязкого сопротивления
всплыванию существенно больше силы инерции всплывающего
узла. Поэтому при анализе низкочастотных процессов можно
пренебречь инерционным членом в выражении силы трения. Пе-
Передаточная функция трения при наличии смазки как характери-
характеристика эквивалентной системы получит вид
(III. 127)
В такой форме передаточная функция используется при экс-
экспериментальном определении ее коэффициентов. Здесь р —
«крутизна» статической скоростной характеристики трения.
По рис. III. 44
159
где рс — угол наклона касательной к кривой силы трения. По-
Постоянная времени всплывания Тв введена для общности пред-
представлений вместо Т'2 .
Экспериментальное определение Тв для заданного вида тре-
трения осуществляется либо по кривой переходного процесса, либо
по частотной зависимости. На рис. III. 45 показан переходный
процесс для смешанного трения, полученный экспериментально
М. Е. Эльясбергом [208] при быстром изменении скорости.
На рис. 1.4 приведен пример осциллограммы, записанной при
экспериментальном определении характеристики смешанного
трения силовой головки агрегатного станка Ю. 3. Селюкопым
в ЭНИМС [136]. Изменение скорости движения в описанной уста-
35
J0
F
о-о-
\
0,5 1,0 teen
5
« 35
3
30
i
U
И
<—i
Рис. III. 45. Изменение силы смешанного трения
при быстром изменении скорости
новке производится резким изменением положения дросселя, ко-
которым регулируется объем масла, подаваемого в гидроцилиндр
за единицу времени. Среднее значение Тв для силовых головок
вертикальных агрегатных станков составляет 0,05 сек.
Важнейшим выводом из полученного выражения динамиче-
динамической характеристики трения при наличии смазки (жидкостного
и смешанного) является вывод о существенном влиянии времени
всплывания. При быстром изменении скорости скольжения сила
трения не будет изменяться в соответствии со статической ха-
характеристикой. Как показано на рис. III.44, средняя «крутизна»
падающей ветви характеристики уменьшается, а возрастающей
ветви — увеличивается. Для сравнения на рис. III.46 приведены
экспериментальные графики изменения силы смешанного трения
при быстром изменении скорости, заимствованные из работ
М. Е. Эльясберга [208] и Штепанека [204].
Возможности воздействия на процесс трения ограничивают-
ограничиваются: сложностью самого процесса; многообразием требований,
предъявляемых к станку, инструменту, обрабатываемой детали;
160
большим разнообразием условий, в которых приходится работать
трущимся поверхностям в станках.
Практически воздействие на процесс трения осуществляется
следующими путями:
1. Подбором материалов трущихся тел.
2. Введением того или иного вида смазки.
3. Изменением конфигурации и размеров поверхностей тре-
трения ползуна и направляющих.
4. Изменением напрузки или величины нормальной контакт-
контактной деформации.
Подбор материалов пары трения давно и с успехом приме-
применяется в машиностроении. Для тормозных устройств подбирают-
подбираются материалы, дающие высокий коэффициент трения при отсут-
г
кГ
го
—(
г
ч
«а-
V
мм/мин
1230
1536
4 6
а)
S х мм/сен
2050
2300
Рис. III. 46. Зависимость силы F и коэффициента ц смешанного тре-
трения от скорости при колебаниях по экспериментам:
а — М. Е. Эльясберга; б — К. Штепапека
ствии задиров поверхностей и их быстрого износа. Такова, на-
например, пара асбестовая лента по чугуну. Коллективом под
руководством И. В. Крагельского создан новый перспективный
тормозной материал «ретинакс» [75].
Для антифрикционных пар с успехом используются бронзы
по стали. Новые возможности открываются при использовании
графитированных материалов [153], а также некоторых видов
пластических масс. Например, фторопласт по чугуну показал
[117] очень низкий коэффициент трения, но, к сожалению, малую
износостойкость. В направлении разработки новых фрикционных
и антифрикционных материалов ведутся большие исследования.
Результатом таких исследований являются некоторые упомяну-
упомянутые выше материалы.
Эффект действия смазки, как указывалось выше, определяет-
определяется ее объемными вязкостными свойствами и «маслянистостью».
Для различных уСл'овий (нагрузки, скорости, температуры
и т. п.) работы трущейся пары можно подобрать смазку с опти-
оптимальными свойствами. Соответствующие рекомендации содер-
6 Заказ 375 . 161
жатся в 'руководствах по смазкам. В отношении динамики пред-
представляют интерес смазки с некоторыми присадками, повышаю-
повышающими их поверхностную активность. ЭНИМС совместно с
ВНИИНП [118] разработана и рекомендована к использованию в
станках смазка ВНИИНП-401, содержащая в качестве присадки
стеарат алюминия.
Кроме подбора сорта смазки существенно важно обеспечение
подачи смазки на всю поверхность трения применением рацио-
рациональной системы смазки. Это достигается применением системы
смазочных канавок; подводом смазки по специальным каналам к
различным точкам поверхности; подачей смазки под давлением.
Рациональным размещением направляющих и выбором их раз-
размеров добиваются равномерного распределения нагрузки и сни-
снижения трения при наличии смазки. Для обеспечения жидкост-
жидкостного трения при меньших скоростях скольжения оказывается
полезным применение клинообразующих скосов на поверхно-
поверхностях скольжения.
Для уменьшения нагрузки и контактной деформации на по-
поверхностях трения скольжения применяют несколько методов
разгрузки: подачу смазки под давлением; установку подпружи-
подпружиненных катков; уравновешивание масс перемещаемых узлов для
устранения кромочных контактов и местного увеличения на-
нагрузок.
Подача смазки под давлением, уменьшая контактную дефор-
деформацию, существенно изменяет скоростную характеристику сме-
смешанного трения. На рис. 11.38 показаны для сравнения скорост-
скоростные характеристики при подаче смазки без давления и под дав-
давлением [112]. Для расчета степени уменьшения нагрузки на на-
направляющие под давлением смазки следует это давление умно-
умножить на коэффициент, равный примерно 0,3—0,4. Чрезмерное
увеличение давления может привести к полному всплыванию
ползуна и потере точности его положения, что в станках, как пра-
правило, недопустимо. Для устранения этой неточности на направ-
направляющих, предназначенных для точных и плавных перемещений
узлов с малыми скоростями, применяют специальную гидроста-
гидростатическую систему смазки. Ее особенностью является подача
смазки к отдельным карманам с независимым регулированием
давления смазки в каждом кармане. Гидростатическая система
смазки предъявляет исключительно высокие требования к точно-
точности и качеству поверхности направляющих, что ограничивает
возможности ее широкого применения.
Конструкция с подпружиненными катками как метод раз-
разгрузки направляющих получил довольно широкое распростра-
распространение.
Уравновешивание масс для устранения местного увеличения
контактных деформаций важно при перемещении массивных
узлов по вертикальным направляющим.
162
РАБОЧИЕ ПРОЦЕССЫ В ДВИГАТЕЛЯХ И СИСТЕМАХ
УПРАВЛЕНИЯ (КРАТКИЕ СВЕДЕНИЯ)
Рабочие процессы в двигателях протекают в подвижных со-
соединениях ротора и статора, гидроцилиндра и поршня и т. п.
Ротор и статор, гидроцилиндр и поршень нами рассматриваются
как элементы упругой системы.
В станках находят применение электрические, гидравличе-
гидравлические, пневматические и некоторые другие виды двигателей. Эти
двигатели могут быть регулируемыми и нерегулируемыми, вра-
вращательного и поступательного движения. Выходными координа-
координатами рабочих процессов двигателей являются силы или моменты,
а входными — изменение относительной скорости движения рото-
ротора и статора, гидроцилиндра и поршня и т. п. Расчетному и экс-
экспериментальному определению устойчивости и динамических ха-
характеристик рабочих процессов в двигателях и системах управ-
управления ими посвящена обширная специальная литература. Мы
ограничимся лишь отдельными примерами этих характеристик.
Характеристика электромагнитных процессов асинхронного
электродвигателя [151, 19]
J_
^ ' (Ш.128)
р
где М — движущий момент электродвига-
электродвигателя;
о = —s скольжение;
йH — скорость идеального холостого хода;
с
v = коэффициент крутизны статической
2 Мк
характеристики;
Мк — критический (максимальный) мо-
момент электродвигателя;
Тэ = электромагнитная потоянная вре-
4)CSK
мени;
<пс — угловая частота сети;
SK — SH(K.n +V^i —l) — критическое скольжение;
SH — номинальное скольжение;
Км — кратность максимального момента.
Характеристика электромагнитных процессов в якорной цепи
электродвигателя постоянного тока независимого возбуждения
(рис. III. 47) имеет вяЬ [19]:
1
»" = Т-^ТГ' <ШЛ29>
163
где Т3=Ь-
электромагнитная постоянная времени;
v =
Ья— полная индуктивность якорной цепи;
Rx — полное сопротивление якорной цепи;
— коэффициент крутизны статической
стики;
— сопротивление якорной цепи;
характерн-
характерней = — поминальное сопротивление якорной цепи;
/як
ин — номинальное напряжение на зажимах двигателя;
1Ян — номинальный ток в якорной цепи;
Мн — номинальный вращающий момент;
Ф = —^ магнитный поток обмотки возбуждения электродви-
гателя в относительных величинах;
Фдн—номинальный магнитный поток обмотки возбужде-
возбуждения электродвигателя.
Для гидродинамиче-
гидродинамических процессов в гидро-
гидроприводе поступатель-
поступательных перемещений дина-
динамическую характери-
характеристику удобно брать в
форме, предложенной
Б. Л. Коробочкиным
[70]. На рис. Ш.48 по-
показана обобщенная
структурная схема гид-
гидропривода, из которой
видно, что основное
влияние на характери-
характеристику гидропривода
оказывают постоянные
а)
Рис. III. 47. Двигатель постоянного тока неза-
независимого возбуждения:
а — принципиальная схема; 6 — механическая ха-
характеристика
времени сжимаемости
жидкости и передаточ-
передаточные функции гидроаппаратуры, включенные в соответствующие
полости гидроцилиндра.
Передаточная функция имеет вид
а
М
R-d
, (III. 130)
I—¦
164
/
ЩР)
K/W
ГгР
/f-d
Рис. 111.48. Обобщенная структурная схема гидропри-
гидропривода
где в = относительное изменение движущей силы;
р. = — относительное изменение скорости;
R = — — отношение давлений в полостях гидроцилиндра
Ev0
при установившемся режиме работы;
d — отношение площадей полостей гидроцилиндра;
постоянная времени сжимаемости жидкости в по-
лости противодавления;
У» = ~vао постоянная времени сжимаемости жидкости в на-
порной полости;
Lii L3 — длины соответствующих полостей;
Е — модуль упругости жидкости;1
оо — установившаяся скорость движения поршня;
Ро — установившаяся движущая сила;
№ь W* — передаточные функции аппаратуры, включенной в
соответствующие полости гидроцилиндра [70].
Учет утечек между полостями гидроцилиндра дает в обоб-
обобщенной структурной «сЯеме дополнительные жесткие отрицатель-
отрицательные обратные связи, замыкающие по отдельности каждый из
контуров полостей привода. Эти обратные связи стабилизируют
систему.
РАЗДЕЛ II
УСТОЙЧИВОСТЬ ДИНАМИЧЕСКОЙ СИСТЕМЫ
СТАНКА
ГЛАВА IV
УСТОЙЧИВОСТЬ ПЕРЕМЕЩЕНИЯ УЗЛОВ СТАНКА
(БЕЗ РЕЗАНИЯ)
ОБЩИЕ ПОЛОЖЕНИЯ
Потеря устойчивости при перемещении узлов станка без ре-
резания проявляется главным образом в скачкообразном движе-
движении суппортов, столов, бабок, колонн и т. п. по направляющим.
Значительно реже встречаются случаи неравномерного колеба-
колебательного вращения шпинделей, валов, барабанов и т. п., связан-
связанные с потерей устойчивости движения в подшипниках скольже-
скольжения, фрикционных муфтах, тормозах и т. п.
Апериодическая форма потери устойчивости движения с тре-
трением, называемая «заклиниванием», практически в грамотно вы-
выполненных конструкциях станков не встречается.
Периодическая форма потери устойчивости при перемеще-
перемещении узлов с трением приводит к появлению автоколебаний, ко-
которые часто называют фрикционными автоколебаниями.
Автоколебания при установочных перемещениях узлов за-
затрудняют получение точного положения. Автоколебания узлов
при перемещениях, необходимых для обработки деталей, напри-
например, при движении столов продольно-строгальных или фрезер-
фрезерных станков, непосредственно отражаются на точности обработ-
обработки, стойкости инструмента и в итоге — на производительности
обработки. Отрицательно сказываются автоколебания при пере-
перемещении узлов на долговечности станка.
В отечественной и зарубежной литературе, посвященной
фрикционным автоколебаниям, основное внимание уделяется ре-
лаксацион-ным автоколебаниям при медленных перемещениях.
Другие условия не рассматриваются почти совсем. Вызвано это
не только важностью вопроса об устойчивости медленных пере-
перемещений, но и особенностями принятых представлений о харак-
характере зависимостей сил трения: разности сил трения покоя и дви-
движения; влияния времени неподвижного контакта на величину
силы трения: «падающей» зависимости силы трения от скоро-
скорости, характерной для медленных перемещений.
166
В действительности, как показано в главе о рабочих процес-
процессах, эти зависимости, выражающие ту или иную форму обрат-
обратной связи от эквивалентной упругой системы (ЭУС) к процес-
процессу трения значительно многообразнее. В различных конкретных
условиях работы станков приходится учитывать:
1) возможность собственной неустойчивости УС;
2) возможность собственной неустойчивости процесса трения;
3) возможность существенного влияния того или иного кон-
контура связи многоконтурной деформационной системы процесса
деформирования контактирующих неровностей трущихся тел;
4) многосвязность ЭУС при наличии большого числа степе-
степеней свободы.
Сложность и многообразие связей в системе при широком
диапазоне изменения ее параметров делает практически нецеле-
нецелесообразным выполнение анализа динамической системы с учетом
всех возможных видов связей. Для каждого конкретного случая
следует выделять главные связи, определяемые на основе общих
положений, развиваемых применительно к отдельным элемен-
элементам и системе о целом. Этот путь избран в данной работе.
При трении, как и при резании, могут возникнуть условия су-
существенного влияния следов трения, оставшихся от предыдущего
прохода, т. е. условие работы «по следу». Эти следы могут иметь
форму равномерного или неравномерного износа поверхности
более протяженного тела. В более тяжелых условиях следы на
поверхностях остаются в виде наростов и сопутствующих им бо-
борозд и глубоких вырывов материала. Следы могут оставаться в
виде наволакивания или переноса одного материала «а другой
как следствия схватывания при трении.
Строго говоря, в станках трение деталей друг о друга всегда
происходит «по следу». В благоприятных условиях, определяе-
определяемых малыми контактными давлениями, смазкой, высокой твер-
твердостью материалов трущихся тел и их малой склонностью к
¦схватыванию, малыми скоростями скольжения и низкими темпера-
температурами, можио не учитывать влияния слабых следов па
динамику. В этом случае считаем трение протекающим при дви-
движении тел с поверхностями контакта, не имеющими следов,—
трением «по чистому».
Выше указывалось на общие черты между трением и шлифо-
шлифованием. Отмеченный эффект влияния следов износа при преды-
предыдущем проходе на динамику 'процесса особенно наглядно про-
проявляется при шлифовании, где процесс затупления и износа кру-
круга протекает весьма интенсивно.
В лабораторных опытах с неблагоприятными условиями тре-
трения стального образ'ца по стальному диску автор неоднократно
наблюдал существенное влияние периодических следов в виде
наростов на характер колебаний системы при последующем про-
проходе по той же поверхности контакта.
167
Ограниченность объема не позволяет дать подробный анализ
системы для всех встречающихся отмеченных выше условий.
Поскольку для станков характерным является трение «по
чистому» (в указанном выше смысле), то мы ограничимся толь-
только его анализом. Влияние следов от предыдущего прохода по-
подробно рассматривается применительно к резанию. Пользуясь
развиваемой в данной работе глубокой аналогией между тре-
трением и резанием, можно проследить все важные эффекты, соз-
создаваемые работой «по следу» при трении, на основании выводов,
сделанных при анализе системы с резанием.
Точно так же может быть проанализирован случай движения
при собственно неустойчивом процессе трения. Аналогичный ему
случай резания при неустойчивом наростообразовании рассмот-
рассмотрен подробно в соответствующей главе работы.
Рис. IV. 1. Схема эквивалентной динамической системы
с трением по нескольким поверхностям A—4).
Поскольку собственная неустойчивость УС в станках встре-
встречается редко, то ее рассмотрение также исключается.
Основное внимание уделим анализу системы в условиях вза-
взаимодействия собственно устойчивых элементов — процесса трения
и ЭУС, анализ для других условий может быть выполнен на ос-
основе данной методической разработки.
Практически важно рассмотрение движения узлов станка с
учетом наличия нескольких направляющих. В этом случае систе-
система приводится к виду, показанному на рис. IV. 1, и содержит не-
несколько параллельно соединенных элементов «процесс трения».
Возможны и более сложные системы.
УСТОЙЧИВОСТЬ СИСТЕМЫ ПРИ СОБСТВЕННО УСТОЙЧИВЫХ
ЭКВИВАЛЕНТНОЙ УПРУГОЙ СИСТЕМЕ И ТРЕНИИ
Общая методика анализа устойчивости системы, состоящей
из собственно устойчивых элементов, но критерию Найквиста
дана в гл. I. Для его применения необходимо построение харак-
характеристики разомкнутой системы «эквивалентная упругая систе-
168
ма (ЭУС) — процесс трения». На рис. IV. 2 показаны характе-
характеристики разомкнутой системы и ее элементов.
Методически удобно предварительно рассмотреть случай, ког-
когда процесс трения описывается статической характеристикой,
т. е. коэффициентом Кт- Это соответствует условиям существен-
существенной малости постоянных времени процесса трения по сравнению
с постоянными времени ЭУС. Среди исследователей, занимаю-
занимающихся вопросами фрикционных колебаний, глубоко укоренилось
ошибочное представление о том, что при отсутствии временных
и скоростных зависимостей силы трения, потеря устойчивости
невозможна.
JVC p-
ijm
Трение \Z0- ^
Рис. IV. 2. Определение устойчивости эквивалентной динамической системы
с трением (// типа):
а — схема разомкнуто!) системы; б — амплитудно-фазовые частотные характеристики
ЭУС типов / и //; в — амплитудно-фазовая частотная характеристика трения wT; с —
амплитудно-фазовые частотные характеристики W „аз разомкнутой системы для двух
типов ЭУС с учетом статической характеристики трения (сплошная линия) и динамиче-
динамической характеристики трения (штриховая)
Такое 'представление справедливо только для ЭУС, характе-
характеристика которой в необходимом частотном диапазоне достаточно
точно соответствует характеристике колебательной системы с
одной степенью свободы типа / на рис. IV.2. Характеристика (
разомкнутой системы в этом случае не пересекает отрицательной
вещественной оси. Это означает, что при зависимости силы тре-
трения только от нормальной контактной деформации или, что то
же, только от нормальной силы, возможность неустойчивого дви-
движения ЭУС, имеющей «строго тангенциальное смещение трущих-
трущихся тел, полностью исключается. Такая система рассматривается
всеми авторами работ по фрикционным автоколебаниям. Одна-
Однако существование такой системы, по-видимому, практически
169
исключено, поскольку невозможно себе представить недеформи-
руемую в других направлениях УС или отсутствие нормальных и
иных смещений трущихся тел при формировании фрикционного
контакта.
Напомним, что речь идет об устойчивости в малом, когда от-
отклонения не достигают таких значений, при которых движение
сопровождается периодическими остановками, а выражаются
лишь в ускорении и замедлении заданного движения.
В общем случае колебания по нормали к поверхности трения
оказываются связанными с другими колебаниями и тогда в не-
необходимом частотном диапазоне характеристика ЭУС может
быть представлена только суммой характеристик нескольких нор-
нормальных форм (не менее двух), о чем подробно говорилось в
гл. II. При этом система будет потенциально неустойчивой толь-
только « том случае, когда одна из этих характеристик имеет знак
минус. Соответствующая характеристика ЭУС типа // показана
на рис. IV. 2.
В последнем случае амплитудно-фазовая частотная характе-
характеристика разомкнутой системы может охватить точку —/ на веще-
вещественной оси при увеличениии передаточного коэффициента Кг
трения или при изменении параметров ЭУС (жесткости, демпфи-
демпфирования), т.е. по критерию Найквиста замкнутая система может
стать неустойчивой.
Можно говорить о предельных значениях коэффициента /Ст,
жесткости системы и тому подобных, допускаемых системой из
условий устойчивости. Они определяются из условия: Яе°аз= 1.
Чем больше отрезок Re%a3, тем меньше предельное значение ко-
коэффициента Кт трения, выше минимально допустимое значение
жесткости, т. е. тем ниже устойчивость системы. Эта закономер-
закономерность хорошо согласуется с другой: чем больше отрезок Кэус • Кт,
отсекаемый характеристикой на вещественной оси при со = 0у
тем меньше точность системы, т. е. больше влияние сил трения в
подвижном соединении и вызванных ими деформаций системы
на точность положения перемещаемой детали или узла.
Физический смысл явления потери устойчивости системой
при описании процесса трения статической характеристикой ил- ,
люстрируется схемой, показанной на рис. IV. 3, и заключается в.
следующем. Наличие многих степеней свободы упругой системы
создает условия суммирования нескольких связанных между со-
собой простейших (поступательных или крутильных) колебаний в
относительном движении двух трущихся тел, одно из которых
представлено на схеме в виде модели фрикционного контакта.
В плоскости, перпендикулярной плоскости скольжения, можно
выделить, например, два поступательных колебания по осям ? и
v, между которыми существует тот или иной сдвиг во времени —
фазовый сдвиг. Поскольку речь идет о колебаниях по различным
170
координатам, то суммирование дает траекторию относительного
движения двух трущихся тел (накладывающуюся на заданное
движение) т виде замкнутой кривой, теоретически имеющей
форму эллипса.
В процессе движе-
движения по такой траекто-
траектории, показанной на
рис. IV.3, последова-
последовательными положения-
положениями фрикционного кон-
контакта, изменяется нор-
нормальная контактная
деформация трущихся
тел. Нормальная кон-
контактная деформация, а
следовательно, сила
трения изменяется та-
таким образом, что при
движении в сторону
действия силы трения
контактная деформа-
деформация больше, чем при
движении тел навстре-
навстречу силе трения.
На рис. IV.3 показа-
показано отдельно каждое по-
последовательное поло-
положение контактирую-
контактирующих тел и изменение
контактной деформа-
деформации в процессе возни-
возникающих колебаний.
В положениях 1, 2 и 3
направление колебаний
совпадает с силой тре-
трения, а в положениях 4,
5 и 6 — не совпадает.
Величина силы трения
F и нормальной нагруз-
нагрузки N берется на схеме пропорциональной степени внедрения
фрикционного контакта в контртело, т.е. величине нормальной
контактной деформации. Площадь диаграммы, очерченной кри-
кривой изменения силы трения по перемещению, представляет рабо-
работу, совершаемую силой трения в процессе колебаний, которая
расходуется на дальнейшее развитие колебаний. Автоколебания
устанавливаются при равенстве вносимой таким путем энергии
и энергии, рассеиваемой сопротивлениями (с учетом нелинейности
171
Рис. IV. 3. Траектория движения и измене-
изменение сил трения в процессе колебаний (без
учета динамической характеристики трения)
системы). Частота их близка к одной из собственных частот ко-
колебаний УС.
Если направление обхода эллипса перемещений будет обрат-
обратным показанному на рис. IV. 3, что определяется фазовым сдви-
сдвигом колебаний, то система устойчива. В этом случае площадь
диаграммы силы по перемещению определяет демпфирующую
способность подвижного соединения с трением, т. е. способность
рассеивать энергию, вносимую внешним воздействием.
Иначе говоря, демпфирующая способность подвижного соеди-
соединения с трением определяется степенью устойчивости системы и
зависит не только от трения, но главным образом от конструк-
конструкции УС и ее параметров.
В литературе и среди специалистов отсутствует четкое пред-
представление о демпфировании силами трения в подвижном соеди-
соединении, поэтому мы обращаем особое внимание на указанное по-
положение.
Описанный эффект влияния сил трения между перемещаемы-
перемещаемыми узлами служит одной из иллюстраций положения об отличии
поведения замкнутой системы от незамкнутой.
Анализ влияния отдельных параметров системы на ее устой-
устойчивость в рассматриваемом случае сводится по существу к ана-
анализу изменения амплитудно-фазовой характеристики ЭУС. Преж-
Прежде всего в устойчивой системе рассматриваемая пара нормаль-
нормальных колебательных координат должна иметь характеристики
одного знака. Если это условие не соблюдено, то устойчивость
системы повышается при уменьшении отрезка Re^a3 на характе-
характеристике разомкнутой системы. Это достигается общим (по обе-
обеим координатам) повышением жесткости, уменьшением коэффи-
коэффициента Кт трения и соответствующим изменением коэффициента
связанности координат системы.
Применительно к простейшим модельным системам анализ
влияния параметров с помощью критерия устойчивости Рауса —
Гурвица опубликован в работах [82, 83]. Ниже эти системы бу-
будут описаны в связи с экспериментальной проверкой изложен-
изложенной теории.
Для полноты анализа необходимо учитывать особенности про-
процесса трения, которые выражаются его динамической характе-
характеристикой, определяющей отставание изменения силы трения от
изменения нормальной контактной деформации.
С учетом этих особенностей процесса трения система может
стать неустойчивой и в тех случаях, когда ЭУС описывается од-
одной степенью свободы. Для ясности необходимо помнить, что
речь идет об одной из главных форм колебаний сложной систе-
системы, связанной с изменением нормальной контактной деформации.
При построении характеристики разомкнутой системы в ре-
результате умножения на динамическую характеристику трения
172
характеристика ЭУС получает, кроме изменения масштаба и ам-
амплитуд, также дополнительный фазовый поворот по часовой
стрелке.
Амплитудно-фазовая характеристика ЭУС с одной степенью
свободы не пересекает отрицательную ветвь вещественной оси.
Дополнительный фазовый сдвиг по часовой стрелке создает та-
такое пересечение. Система становится потенциально неустой-
неустойчивой.
Для характеристики трения © форме (III. 117) отрезок Re %аа
определяется следующим выражением:
ТгЛ_
ReU = ~- , \1ШТТ • (IV.1)
Здесь, как и выше, 7Y, Т%; С—постоянные времени и жест-
жесткость данной нормальной формы ЭУС, а Кт = \хСк. Этот отрезок
имеет наибольшую длину и, следовательно, система наименее
устойчива при равенстве постоянной времени предварительного
смещения и инерционной постоянной времени ЭУС (это условие
получается после приравнивания нулю производной от выраже-
выражения Re°as по Тт). Предельный коэффициент трения цПр опреде-
определяется по критерию устойчивости из условия Re0 = I:
^(Г? + П + ТТ) (IV2)
|*"р = с~
^
В гл. III показано, что Тт = —, где 1Т — отрезок пути танген-
тангенциального смещения, необходимого для формирования силы тре-
трения. Подставляя значение Тт, можно получить выражение для
границы устойчивости по скорости или, иначе, зависимость пре-
предельного коэффициента трения от скорости скольжения:
Эта зависимость показана на рис. IV. 3. Минимального зна-
значения цПр достигает при vr =—.
При этом
Выражениями (IV. 3) и (IV. 4) можно пользоваться для ори-
ориентировочной оценки диапазонов скоростей скольжения, в кото-
которых система теряет устойчивость. Если коэффициент трения
173
больше, чем цпр и со скоростью не изменяется, то возможно су-
существование двух граничных скоростей vep скольжения, ниже и
выше которых система устойчива и автоколебания отсутствуют:
_ ——— ¦ - . — . ¦ - п
1.2 =
AV.5)
Эти граничные скорости показаны на рис. IV. 4 для некоторо-
некоторого значения ц или Кт-
В работе {92] выражение для граничных скоростей дано в
форме, приведенной к обычно рассматриваемой простейшей УС
привода, обладающей лишь тангенциальными смещениями при
условии, что она соответствует
одной из главных форм ЭУС,
и, что коэффициент формы ко-
колебаний, связывающий ее с ко-
колебаниями по нормали к по-
поверхности трения, постоянен в
рассматриваемом частотном
диапазоне.
При увеличении жесткости
С (если 7*1 и Т2 неизменны)
g/), v область неустойчивости будет
Рис. IV. 4. Зависимость предельного
коэффициента трения от скорости
скольжения
уменьшаться за счет повыше-
повышения нижней граничной скоро-
скорости и снижения верхней. Ми-
Минимальное значение жестко-
жесткости, при котором система бу-
будет устойчива при всех скоростях, определяется из выражения,
аналогичного выражению (IV.4):
m!n — i\r
1
(IV. 6)
1+2-
На рис. 1.2 показана граница области устойчивости в пара-
параметрах «жесткость привода — скорость скольжения». Граница
имеет форму, вытекающую из уравнения (IV. 5).
Переоценка роли динамической характеристики трения в ее
различных формах выражается в пренебрежении влиянием свя-
связанности координат УС, о которой говорилось при анализе си-
системы с использованием статической характеристики трения. Ав-
Авторы всех имеющихся работ в этой области ограничиваются ана-
анализом систем с одной степенью свободы, что не может дать
полной картины явления и объяснить ряд фактов.
174
Наиболее общим и правильным является анализ устойчиво-
устойчивости системы с учетом связей в ЭУС и динамической характери-
характеристики трения, что и выполняется в данной работе.
Остановимся несколько на физической стороне влияния дина-
динамических особенностей процесса трения на поведение системы.
Если при трении, опреде-
определяемом статической ха-
характеристикой, неодно-
неоднозначное изменение силы
трения при колебаниях
является следствием осо-
особенностей траектории от-
относительного движения
трущихся тел и зависимо-
зависимости силы трения от орто-
ортогональной координаты,
то динамические особен-
особенности трения создают эту
неоднозначность вслед-
вследствие отставания силы
трения и нормальной си-
силы от изменения коорди-
координаты, т. е. контактной де-
деформации по нормали к
поверхности трения. На
рис. IV. 5 схематически
показано изменение кон-
контактной деформации при
колебаниях и соответст-
соответствующее ей изменение пол-
полной реакции Р трения
(точнее, ее составляющей
N, нормальной к поверх-
поверхности трения). Рассматри-
Рассматриваемая система строго
определяется одной сте-
степенью свободы (по норма-
нормали к поверхности трения).
Положения /, 2 и 3 соот-
Рис. IV. 5. Схема изменения сил при смеще-
смещениях фрикционного контакта (с учетом ди-
динамический характеристики трения)
ветствуют отходу, а 4,
5 и 6 — внедрению фрик-
фрикционного контакта, т. е. движению в сторону действия силы N
или ей навстречу. Цри одинаковой величине внедрения б эта сила
будет больше при отходе и меньше при внедрении из-за отстава-
отставания изменения силы.
Диаграмма изменения нормальной реакции N трения за один
цикл колебания построена на том же рисунке. Площадь, очер-
175
ченная этой диаграммой, равна работе составляющей N реакции
трения, идущей на поддержание и развитие колебаний вплоть
до установления режима автоколебаний.
Изложенное представление, использующее упрощенную ди-
динамическую характеристику трения, справедливо при малых
значениях отношения амплитуд тангенциальных колебаний к ам-
амплитудам нормальных. Однако по теоретическим и эксперимен-
экспериментальным данным соотношение тангенциальных и нормальных
амплитуд фрикционных автоколебаний достигает 102—103, так
как размах колебаний по нормали к поверхности трения имеет
величину порядка десятых долей и единиц микрона, а в танген-
тангенциальном направлении достигает десятых долей и единиц мил-
миллиметра.
Как указывалось в гл. III, при таком соотношении возрастает
роль изменения скорости скольжения в изменении сил на задней
и передней .поверхностях фрикционного контакта (из-за измене-
изменения «переднего» и «заднего» углов). Это выражается или из-
изменением Tav и Татг в характеристике трения (III. 120) вплоть
до изменения знака на обратный или более строго (для случая
комплексного коэффициента Кгу) введением члена, зависящего
от изменения скорости скольжения, в выражение силы трения и
нормальной реакции контактирующих тел.
В соответствии с выражением (III. 91) этот член определяет-
определяется следующим равенством:
— , (IV.7)
где К'а — коэффициент, зависящий от формы фрикционного кон-
контакта и твердости материала деформируемого тела.
При трении, как и при некоторых видах обработки резанием,
Smuh = 0, т. е. отсутствует «врезная» подача. В этом случае ли-
линеаризация выражения A11.90) принятым способом невозможна.
Однако наличие контакта и сил на задней поверхности, опреде-
определяемых частичным упругим восстановлением формы тела на до-
дорожке трения, позволяет произвести линеаризацию для откло-
отклонения в пределах восстанавливаемой деформации. В статике, со-
сопоставляя выражения (III.90) и (III.83), получаем
« = -? = -—- = — -V (IV-8)
Принимая восстанавливаемую упругую деформацию б* за
вер, получаем выражение эквивалентной «врезной» подачи s'MUIl:
sMUH = ~6v, (IV. 9)
h
откуда
Fa = К* ¦ — ¦ -%-. (IV. 10)
v at
176
Здесь в Ка включены дополнительно 'параметры формы кон-
контакта из выражения (IV. 9).
В форме (IV. 7) скоростной член сил трения выражает умень-
уменьшение этих сил на задней поверхности контакта при увеличении
скорости движения, т. е. так называемую «падающую» характе-
характеристику сил трения. Однако происхождение ее чисто кинемати-
кинематическое и принципиально не связано с физическими и химически-
химическими свойствами материалов пары трения. Выражение в форме
(IV. 10) не имеет самостоятельного физического смысла, так как
изменение только тангенциальной скорости не может изменить
упругой восстанавливаемой деформации. Оно может применять-
применяться только в связи с колебаниями по нормали и поверхности тре-
трения, например, в форме (III. 93).
При больших величинах К2у, о чем говорилось выше, суммар-
суммарное изменение приведенных передних и задних углов контакта
будет существенно зависеть от изменения тангенциальной ско-
скорости:
Соответственно, при отрицательном Кгу увеличивается изме-
изменение величины сил трения и их отставание от изменения кон-
контактной деформации. Оценка этого влияния дает следующее:
6*^0,01 мк; А = 1 мк и б*/Л~10~2.
При Кгу ** Ю2 второй член выражения (IV.11) имеет порядок
единиц.
Величины различных коэффициентов могут быть определены
пока только ориентировочно. Не располагаем мы и эксперимен-
экспериментальными частотными характеристиками трения, работа по оп-
определению которых намечается. Поэтому изложенное дает глав-
главным образом качественную картину, дополняющую известные
положения о влиянии молекулярных и механических "особенно-
"особенностей взаимодействия поверхностей на фрикционном контакте,
о которых говорилось выше.
ТЕОРИЯ РЕЛАКСАЦИОННЫХ АВТОКОЛЕБАНИЯ
В зависимости от условий трения, режима движения и харак-
характеристики ЭУС при перемещении узлов станка вхолостую воз-
возможно большое чжмуэ видов автоколебаний, отличающихся как
законом движения'(релаксационные и гармонические), так и их
частотой и направлением превалирующего смещения (по каса-
касательной или по нормали к поверхности скольжения). Это мно-
многообразие видов автоколебаний является следствием того много-
177
образия условий работы узлов станка, о котором говорилось
выше.
Линейная постановка задачи не позволяет рассмотреть усло-
условия так называемого жесткого возбуждения автоколебаний, при
котором начинает играть роль существенная нелинейность ха-
характеристики силы трения при изменении знака скорости или
при ее нулевом значении, т. е. при остановке скользящего тела.
Колебания 'при этом приобретают форму релаксационных.
В этом случае, характерном для больших тангенциальных со-
составляющих колебания тел, анализу должна подвергаться соот-
соответствующая нелинейная система.
Созданию теории релаксационных автоколебаний посвящено
большинство работ >по устойчивости медленных перемещений с
трением. В основу этих работ положено различие сил трения по-
покоя и движения с учетом или без учета времени так называемого
неподвижного контакта, с учетом или без учета изменения вели-
величины силы трения со скоростью. Анализу и обобщению этих ра-
работ посвящена специальная монография В. Э. Пуша [161].
Рассмотрим постановку этой задачи с учетом динамической
характеристики трения, представленной в гл. III. Для простоты
рассуждений возьмем идеальный случай, когда соответствующая
нормальная форма колебаний ЭУС (как правило низкочастот-
низкочастотная) дает смещения ползуна строго в плоскости скольжения.
Схема системы показана на рис. IV.9. В общем случае необходи-
необходимо рассматривать более сложную систему.
Учет предварительного смещения исключает неподвижность
контакта в процессе колебаний, так как контакт во время так
называемых «остановок» движется с малой скоростью. Сила тре-
трения в момент «остановок» становится нелинейной функцией сме-
смещения, т. е. тангенциальной деформации поверхностного слоя
трущихся тел. Важно четко усвоить, что независимо от величины
скорости скольжения (при неизменных свойствах материалов
пары трения), эта деформация имеет одну и ту же величину, из-
изменяя ее только с изменением свойств материалов или иных ус-
условий трения. Предварительное смещение можно представить
как параметр, характеризующий размер волны упруго-пластиче-
ски деформированного материала, движущейся перед фрикцион-
фрикционным контактом. Эта волна имеет форму валика выпученного
материала [75], окружающего переднюю сторону фрикционного
контакта.
В рассматриваемой системе сила трения может уменьшаться
только при уменьшении волны деформации, т. е. при обратном
смещении контакта. Условием такого смещения является превы-
превышение (хотя бы малое) скорости колебания над скоростью за-
заданного движения:
Л> —, (IV. 12)
ш
178
данной
где А — амплитуда колебаний тела;
v — скорость скольжения;
(о — собственная частота ЭУС, соответствующая
нормальной форме колебаний.
При выполнении условия (IV. 12), т. е. условия жесткого воз-
возбуждения, сила трения становится функцией тангенциального
смещения. На рис. IV. 6 показано возрастание силы трения при
нарастании тангенциального смещения ? и волны деформации.
При уменьшении этого смещения и волны деформации (при об-
обратном движении контакта) сила трения уменьшается, как по-
показано на том же рисунке, остаточное смещение при уменьшении
силы трения до нуля определяется необратимой пластической
составляющей деформации.
Таким образом, характеристи-
характеристика трения по тангенциальному
смещению имеет гистерезис.
Для сравнения с наблюдае-
наблюдаемой зависимостью можно
вспомнить диаграмму растя-
растяжения образца при изменении
нагрузки.
Показанная для примера
на рис. IV.6 зависимость си-
силы трения от смещения при
изменении его направления
экспериментально получена
Л. И. Беловой в ЭНИМСе.
Важнейшими параметрами характеристики являются ?о, ?Пл,
Ет и Fo. Остаточное смещение ?п* составляет некоторую часть
от полного предварительного смещения ?0:
k. = Kc?o. (IV.13)
Коэффициент Ет «упругости» (упрочнения) при тангенциаль-
тангенциальном деформировании, который иногда называют тангенциальной
жесткостью стыка двух тел, определяется по экспериментальным
данным.
По рис. IV. 6
Рис. IV. 6. Зависимость силы трения
от предварительного смещения
Величина Ет зависит от условий трения. В первую очередь —
от материала фрикционной пары, от нагрузки и от формы контак-
контакта, т. е. качества поверхности тел. По упомянутым выше экспе-
экспериментальным данным Ет имеет следующие средние значения:
для чугуна по чугуну 20, для стали по стали 10, для стали по
меди 8 кГ/мк (для нагрузки на образец 20 кГ).
По этим же данным Кч имеет значение, близкое к 0,5.
179
Для упрощения дальнейших выкладок целесообразно перей-
перейти от характеристики смещений, связанных с волной деформа-
деформации и заданных в форме деформации ? контакта, к характеристи-
характеристике по деформациям ?г привода.
Из равенства силы на контакте (силы трения) и упругой си-
силы привода следует
ъупр. г = q~ ъупр • A • • 14)
Кроме того,
Ьпл. z = ълл •
Соответственно
Ки=- . (IV. 15)
Для «приведенной» характеристики рт = arctg С, т. е. харак-
характеристика имеет наклон, определяемый жесткостью привода.
Время протекания тангенциальных деформаций и формиро-
формирования силы трения зависит от скорости смещения и выражается
постоянной времени Т. тангенциальных смещений. Для удобст-
удобства дальнейших выкладок введем его как зависимость между
заданным смещением z ведущего звена привода и приведенным
смещением ?г на контакте, используя динамическую характери-
характеристику трения (IV. 117), справедливую на стадии формирования
силы трения. Тогда
^^AУЛ6>
где W. — передаточная функция тангенциальных смещений.
Физический смысл постоянной времени 7\ здесь несколько
иной, чем в выражении (III. 117), где она определяет отставание
от нормальной контактной деформации. В данном случае отста-
отставание зависит главным образом от влияния неучитываемых сте-
степеней свободы, например изворота узла, его перекоса и т. п.
Поскольку задана скорость v движения направляющих от-
относительно заделки пружины, то в период предварительного
смещения (т. е. в период так называемого неподвижного контак-
контакта) скорость смещения контакта будет меньше из-за деформа-
деформации привода. Поэтому с учетом условий (IV. 14)
^«¦тг'-т-- (IV-17)
Задача определения амплитуды и частоты фрикционных ав-
автоколебаний релаксационного типа сводится к расчету системы
с нелинейной зависимостью силы трения от тангенциальной де-
180
формации. Для расчета воспользуемся приближенным методом
так называемой гармонической линеаризации [78] в форме, пред-
предложенной Гольдфарбом [26]. Структурная схема рассматривае-
рассматриваемой динамической систе-
системы с выделенной нели-
нейностью показана на
рис. IV. 7.
Амплитуда и частота
автоколебаний (на гра-
границе устойчивости) опре-
определяются пересечением
АФЧХ №л линейной ча-
ча1
1
L
Ы/
F
2
/
/
/
i
i
i
сти системы и обратной
эквивалентной характе-
характеристики — Мн нелиней-
нелинейной части системы.
Характеристика УРЛ линейной части системы
Здесь
Рис. IV. 7. Структурная схема динамиче-
динамической системы с выделенной нелинейно-
нелинейностью
(IV. 18)
W3yc = 4г =
Т\р2+Т2р+\
где Т\ — инерционная постоянная времени;
Tt— постоянная времени демпфирования.
Характеристика Мн берется из работы [26] для соответствую-
соответствующего вида нелинейности.
Анализ гистерезисной характеристики трения показывает, что
вторым условием существования автоколебаний, кроме условия
(IV. 12), является следующее:
При этом возможны три случая:
2Л
(IV. 20)
Первый случай соответствует неполному изменению величи:
ны силы трения без изменения ее знака. Колебания происходят
в пределах полной величины ?ог предварительного смещения.
Нелинейная характеристика в первом приближении имеет фор-
форму характеристики зазора или сухого трения [158] с ограничени-
ограничением, показанную на рис. IV. 8. Колебания близки к гармоническим,
и их анализ может быть выполнен методом гармонической
181
линеаризации. Эти колебания далее называем релаксационными
колебаниями I типа.
Во втором случае характеристика становится несимметричной
и соответствует частичному формированию силы трения обрат-
обратного знака. Характеристика делится на два участка: на пер-
первом — направления сил совпадают, на втором — противополож-
противоположны. Нижняя часть зависимости, показанной на рис. IV.6, как ха-
характеристика изображена на рис. IV. 8 с изменением знака си-
силы F трения. Колебания имеют пилообразную форму (II тип).
Расчет систем с несимметричной нелинейностью более сложен.
Однако рассматриваемую задачу можно приближенно свести к
симметричному случаю, подбирая такое значение амплитуды,
при котором отсекаемая на втором участке характеристики пло-
Рис. IV. 8. Определение параметров приближенной нелинейной характеристики
трения:
а — симметричной: б — несимметричной; я — значения Fс или Аг
щадь равнялась бы площади первого участка, отсеченного при
задании исходной симметричной характеристики с ограничением,
как показано на рис. IV. 8.
Это преобразование основано на энергетических соображени-
соображениях: на первом участке характеристики сила трения совершает
работу возбуждения, на втором — демпфирования (как в не-
неподвижном стыке) колебаний. При симметричности обоих участ-
участков на этом же основании физически невозможно существование
автоколебаний с амплитудами, определяемыми третьим нера-
неравенством в выражении (IV.20). Третий случай таким образом
исключается.
Первый случай приближенно можно считать имеющим место
при выполнении условия (IV. 12) в форме равенства, т. е. при
А^—, (IV.21)
когда сила трения не меняет знака. Второй случай имеет место
при выполнении неравенства (IV. 12). Пользуясь некоторыми
простейшими соображениями, можно найти устойчивое решение
для второго случая, точнее, это не является решением, а лишь
182
качественной иллюстрацией его физической сущности. Решение,
как указано, должно проводиться с учетом несимметричности
характеристики и изменения условий движения в лериоды «ос-
«остановок».
При изменении амплитуды А' колебаний, как доказано на
рис. IV. 8, изменяется ордината F ограничения участка возбуж-
возбуждения нелинейной характеристики (на рисунке — заштриховано).
Из геометрических соотношений получаем зависимость ампли-
амплитуды колебаний от пределов изменения F величины силы трения
при колебаниях
EF0), (IV. 22)
графически показанную на рис. IV.8 в наклонной прямой. По
этой зависимости с ростом амплитуды колебаний уменьшаются
пределы изменения силы F на участке возбуждения.
С другой стороны, из энергетических соображений при увели-
увеличении пределов изменения F силы трения амплитуда автоколе-
автоколебаний должна возрастать, так как увеличивается работа воз-
возбуждения (заштрихованная площадь). Соответствующая зависи-
зависимость может быть получена решением уравнений системы,
включающих выражения комплексного эквивалентного коэффи-
коэффициента усиления рассматриваемой нелинейности. Пример такого
решения дается ниже.
Полагая в первом приближении, что зависимость линейная с
коэффициентом пропорциональности х, получаем
Л" = — F. (IV. 23)
Устойчивое решение определяется равенством полученных вы-
выражений амплитуды (IV. 22) и (IV. 23), т. е. точкой пересечения
прямых на графике рис. IV. 8:
Л'-Л".
Вывод об устойчивости решения основывается на следующем.
При любом случайном увеличении амплитуды автоколебаний
уменьшится заштрихованная площадь диаграммы «сила тре-
трения — путь» рассматриваемой нелинейной характеристики.
Уменьшается энергия возбуждения, следовательно, должна
уменьшаться и амплитуда автоколебаний. При любом случайном
уменьшении амплитуды картина обратная.
Таким образом* во втором случае амплитуда автоколебаний
определяется только параметрами упругой системы и нелиней-
нелинейной характеристики силы трения по тангенциальному смещению.
При постоянной силе трения эта амплитуда не зависит от
18а
скорости. Подставляя из выражений (IV.22) и (IV.23) значе-
значения А' и А", получаем
Fe=—~— Fo. (IV.24)
2— + 3
¦/.
ИЛИ
Второй случай .практически может иметь место при скоростях
скольжения, меньших некоторого значения vc, определяемого из
предельного условия (IV. 21) на границе с колебаниями, соответ-
соответствующими первому случаю:
2 — + 3
X
(IV.25)
Ниже показано, что одна «верхняя» граничная скорость обла-
области релаксационных колебаний имеется только при малой жест-
жесткости привода.
На рис. IV. 9 показана характеристика линейной части систе-
системы, построенная для следующих значений параметров, типичных
для металлорежущих станков: С — 103 кГ/мм; Т{ = КН2 сек;
Т2 = 0,2-10-2 сек, Fo = 30 кГ\ ?т = 20-103 кГ/мм; ?0 = 2- Ю-3мм;
/С;г= 0,5; U = 5 • 10~4 мм; Тт = 10~2— сек. При v = 1 мм/сек
v
Тт = 10-2сек.
На том же рисунке нанесена обратная эквивалентная харак-
характеристика Мн нелинейного элемента, построенная по приведен-
приведенным данным. Для построения использовано выражение комплекс-
комплексного эквивалентного коэффициента усиления [158] для не-
нелинейного элемента «с зазором и насыщением». На этой
характеристике нанесена амплитуда А автоколебаний, отнесен-
отнесенная к половине ширины петли, т. е. к половине остаточной пла-
пластической деформации Х,пл предварительного смещения. Коорди-
Координаты характеристики отнесены к величине соотношения между
шириной и высотой петли, т. е. между ?пл и F. Производя соот-
соответствующее 'построение при изменении F и неизменном ?пл, по-
получаем для заданной характеристики линейной части системы
зависимость (IV.23) между амплитудой автоколебаний и разма-
размахом изменения силы трения «ли, иначе, величину коэффици-
коэффициента и.
Точка d 'пересечения характеристики №л линейной части си-
системы и обратной эквивалентной характеристики Мн нелинейно-
нелинейного элемента определяет амплитуду и частоту устойчивого режи-
режима автоколебний (первой гармоники).
184
Частота автоколебаний может быть также приближенно оп-
определена на основании следующих простых рассуждений. Первая
часть периода t\ движения после «срыва» контакта близка к по-
полупериоду собственных гармонических колебаний системы. Вто-
Рис. IV. 9. Амплитудно-Лазовые частотные характеристики ли-
линейной части системы wA и ее элементов; нелинейного элемен-
элемента Мн (обратная эквивалентная характеристика)
рая часть периода /2 определяется временем формирования пред-
предварительного смещения, равного двойной амплитуде колебания:
U = 2- —
, * v
В этой связи необходимо рассеять недоразумение, бытующее
в литературе и среди исследователей, что релаксационными (т. е.
разрывными, с остановками) являются только колебания пилооб-
185
разной формы, частота которых увеличивается со скоростью. На
самом деле такое положение имеет место только при амплиту-
амплитудах, значительно больших минимальной, определяемой равенст-
равенством в условии (IV. 12), т. е. при колебаниях второго типа. При
близости этих амплитуд, т. е. при колебаниях первого типа, из
о
выражения для ^ следует, что t2 « —, т. е. колебания по форме
О)
близки к гармоническим, так как время первого полупериода
tx =—. Частота автоколебаний при этом несколько выше собст-
венной частоты УС. Пределом, к которому стремится период ре-
релаксационных колебаний первого типа при изменении скорости
Рис. IV. 10. Расчетная зависимость частоты и амплитуды
релаксационных автоколебаний от скорости (без учета из-
изменения Тт со скоростью)
скольжения и близости амплитуды к условию (IV. 12), является
/, + t-2 = ———. Напомним, что при гармонических колебаниях
(О
2л
он составляет—. На рис. IV.10 показано соответствующее изме-
нение амплитуд, частот и формы записи колебательного движе-
движения для типов I и II релаксационных колебаний при изменении
скорости скольжения, но при постоянной силе трения.
Предложенная теория релаксационных автоколебаний прин-
принципиально отличается от существующих. Она показывает, что
различие сил трения покоя и движения, даже если оно существу-
существует по другим причинам, кроме рассмотренных нами, не является
необходимым условием скачкообразного движения узлов станка.
Определяющим для этого условия является наличие гистерези-
гистерезиса при создании и снятии тангенциальной нагрузки, т.е. силы
трения, на фрикционном контакте. Такой гистерезис всегда суще-
существует, поскольку деформация с контакте носит упруго-пластиче-
упруго-пластический характер. Площадь петли гистерезиса в пределах ее первого
186
участка определяет работу, идущую на поддержание автоколе-
автоколебаний. Эта работа тем больше, чем больше сила трения.
В свете предложенной теории рассмотрим влияние некоторых
параметров на характеристику релаксационных автоколебаний.
1. Увеличение нагрузки (в пределах величин, используемых
в станках) ©едет к некоторому увеличению ?о и существенно уве-
увеличивает Ет. Это связано с известным [29] фактом возрастания
площади контакта шероховатых тел (при увеличении нагрузки)
в основном за счет числа контактов, а не площади каждого из
них. Осредненное предварительное смещение несколько возраста-
возрастает, а суммарная сила трения Fo возрастает более значительно.
Соотношение этих величин определяется уравнениями (IV. 13)
и (IV. 15).
Амплитуда автоколебаний увеличивается как е связи с рос-
ростом Со и Fo, так и е связи с расширением области развития ампли-
амплитуд в условиях рассмотренных выше первого и второго случаев.
Амплитуда автоколебаний движущегося узла возрастает про-
пропорционально увеличению отношения Ет к С.
Соответственно расширяется область неустойчивого движения
по скорости.
2. Увеличение времени «неподвижного» контакта при колеба-
колебаниях, т. е. времени формирования предварительного смещения,
способствует увеличению действительной нагрузки на контакт со
всеми вытекающими отсюда последствиями. Достигается это
в первую очередь выдавливанием смазки, о чем говорилось
в гл. II и III.
Возможно также изменение величин ?0 и ?т в результате про-
протекания различных, требующих времени физических и химиче-
химических процессов на контакте.
Выявление влияния времени «неподвижного» контакта долж-
должно производиться только на основании данных, полученных в ди-
динамических процессах.
3. Применение смазок, материалов и иных средств, снижаю-
снижающих коэффициент контактного трения, ведет, при прочих равных
условиях, к уменьшению Ет; Fo и к соответствующему уменьше-
уменьшению амплитуд автоколебаний. Полезны мероприятия, дающие
уменьшение предварительного смещения.
4. Повышение жесткости С привода дает уменьшение ампли-
амплитуды и может сделать систему устойчивой. Предельное значение
Cnun. выше которого система устойчива, определяется условием
касания — характеристикой WA (при уменьшении ее радиуса
вектора), обратной эквивалентной характеристики Мп нелиней-
нелинейного элемента. ф ,
5. При определенных значениях жесткости привода возможно
существование двух границ устойчивости по скорости (при силе
трения, не зависящей от скорости). При скоростях от нуля до пер-
первого граничного значения система не имеет автоколебаний.
187
Автоколебания существуют в пределах от нижнего до верхнего
граничного значения скорости скольжения.
На рис. IV. 11 показано соответствующее построение. При из-
изменении скорости скольжения меняется -постоянная времени
предварительного смещения и вид WA. При малой скорости
3 Re
Рис. IV. 11. Амплитудно-фазовые частотные характеристики си-
системы и расчетные зависимости амплитуды А и частоты / ре-
релаксационных автоколебаний (с учетом изменения Тт со
скоростью).
/ — Мн при F - Л>; // — Мн при /•' - F с
характеристика WA отличается от W9yc фазовым смещением
в низкочастотной области и уменьшенным радиусом-вектором в
высокочастотной. Последнее обстоятельство определяет нижнее
граничное значение скорости скольжения. Физический смысл
этой границы заключается в том, что при малой скорости сколь-
скольжения и заданной частоте колебаний системы петля гистерезиса
не успевает сформироваться в полном объеме. Уменьшается при-
приток энергии в систему и автоколебания прекращаются.
188
При большой скорости скольжения, если выполняется усло-
условие (IV. 12), характеристика WA получается фазовым искажени-
искажением высокочастотной области Wayc на участке, не дающем пересе-
пересечения с Мн при фазовом повороте. Таким образом, появляется
верхняя граничная скорость. Ее физический смысл заключается
в том, что при большой скорости скольжения формирование пет-
петли гистерезиса ограничивается колеблющейся системой, которая
не успевает следовать за быстроформирующейся волной дефор-
деформации в контакте.
При определенном значении жесткости привода верхняя и
нижняя граничные скорости сливаются в одну. При уменьшении
жесткости от этого значения об-
область автоколебаний расширяет-
расширяется за счет снижения нижней и по-
повышения верхней граничной ско-
скорости. При некотором значении
жесткости нижняя граничная
скорость становится равной ну-
нулю и при меньшей жесткости об-
область автоколебаний ограничи-
ограничивается только верхним значени-
значением скорости. Эта граница для ко-
колебаний первого типа всегда оп-
определяется из уравнений (IV.21)
и (IV. 23) при F = Fo, т. е.
о„.1«-^.а>. (IV.26)
/ — экспериментальная — при раз-
разном весе стола: 610 кГ — кри-
кривая со светлыми точками: 990 кГ —
кривая с крестиками: 2 — теорети-
теоретическая (качественная зависимость)
Рис. IV. 12. Область релакса-
релаксационных автоколебаний в па-
параметрах «скорость v — жест-
жесткость С системы»:
На рис. IV. 12 показано изме-
изменение границ области автоколе-
автоколебаний в параметрах: жесткость
привода — скорость скольжения.
Верхняя граница нанесена в со-
соответствии с рассмотренными условиями. Полученный результат
находится в полном согласии с экспериментальными данными
Ван Цзен-да {14], полученными им в ЭНИМС, а также других
исследователей [118]. Этот результат принципиально отличается
от выводов из существующих теорий релаксационных колебаний
о наличии только верхней граничной скорости, которая именуется
обычно «критической». Общность полученных выводов с изло-
изложенными выше результатами анализа автоколебаний гармони-
гармонического типа, т. е. не имеющих «остановок», неслучайна и опре-
определяется общностью ^физической природы формирования фрик-
фрикционного контакта. *•
Рассмотренная идеализированная система с одной степенью
свободы не отражает особенностей сложных систем. При анализе
конкретных конструкций необходимо учитывать влияние других
189
степеней свободы системы. В частности, наличие дополнительно-
дополнительного изменения нормальной контактной деформации, вызванного
связанными колебательными движениями тел по другим коорди-
координатам, кроме тангенциальных, может привести к увеличению или
к уменьшению размеров петли гистерезиса, т. е. ?т, Fo или ?о.
Это будет способствовать усилению или ослаблению автоколеба-
автоколебаний и может вызвать изменение границ области их существо-
существования.
При скорости скольжения v > ыЛ, когда не выполняется ус-
условие (IV. 12), т. е. отсутствуют «остановки» при колебаниях, по-
потеря устойчивости движения и возникновение автоколебаний
возможно вследствие изменения величины или направления сил
трения, вызываемого в первую очередь связанными колебатель-
колебательными движениями системы с многими степенями свободы. Об
этом подробно говорилось в предыдущем параграфе.
Предложенная теория релаксационных колебаний при трении
полностью распространяется на резание и другие случаи относи-
относительного движения двух твердых тел при наличии упруго-пласти-
упруго-пластического деформирования (прокатка, волочение, качение тел и
т. п.), в том числе на так называемые «высокочастотные» вибра-
вибрации при резании, где, как правило, соблюдается условие (IV. 12).
ВЛИЯНИЕ КОМПОНОВКИ УПРУГОЙ СИСТЕМЫ
НА УСТОЙЧИВОСТЬ ДВИЖЕНИЯ
Компоновка УС определяет виды связей между ее обобщен-
обобщенными координатами. В гл. II даны типичные примеры моделей
УС с координатной, скоростной и инерционными связями. Там же
даны выражения соответствующих динамических характеристик.
Эти модели и характеристики рассмотрим применительно к ана-
анализу устойчивости движения узлов станка при холостом ходе.
Выдвинутая автором в 1953 г. и впервые опубликованная
в 1955 г. {82] теория устойчивости движения систем с трением пер-
первоначально вызвала у некоторых специалистов возражения.
В связи с этим, а также с целью уточнения теории была проведе-
проведена серия экспериментальных исследований на специальных
стендах.
Система с координатной связью моделировалась установкой,
общий вид которой показан на рис. IV. 13. Образец, укрепленный
на специальных плоских пружинах, касался цилиндрической по-
поверхности равномерно вращающегося стального диска. Изменяя
положение плоских пружин поворотом обоймы, в которой они
были закреплены, можно изменять ориентацию осей жесткости
упругой системы по отношению к силе трения. На рис. IV. 14 по-
показана схема системы. Испытания проводились с образцами из
различных материалов (сталь, текстолит, кордоволокнит, фторо-
пласт-4 и др.) при скоростях скольжения от 0 до 9,5 м/сек.
190
Рис. IV. 13. Схема установки, моделирующей систему с координатной связью,
и траектория движения колодки, скользящей по поверхности диска без смаз-
смазки, при различном ориентировании пружин, поддерживающих колодку (ма-
(материал колодки сталь 45, диска — сталь ст. 3; скорость скольжения
0,735 м/сек).
Оси жесткости:
? — наибольшей; v — наименьшей
Трение осуществлялось без нанесения и с нанесением смазкн.
С помощью малоинерционной аппаратуры фиксировались сме-
смещения образца по касательной и по нормали к поверхности тре-
трения. Кроме того, с помощью микроскопа наблюдали за движени-
движением освещенной точки на образце. По изменению тока в цепи
диск — образец (стальной) определялось изменение электриче-
электрического сопротивления контакта при трении без смазки и со
смазкой.
Теоретический анализ исследованной системы с координатной
связью при трении полностью совпадает с теоретическим анали-
анализом системы при резании, изложенным в гл. V. Изменяются толь-
только значения коэффициентов характеристик. Применительно к мо-
Элпипо жесткости
Рис. IV. 14. Расчетная схема системы с координатной
связью в подвижном соединении с трением
дельной системе с двумя степенями свободы условия устойчиво-
устойчивости удобно получаются [82, 83] <в общем виде по критерию Рау-
Рауса — Гурвица (при статической характеристике трения)
- С
- е2J > 0; (IV. 27)
е2)
где обозначения параметров соответствуют уравнениям A1.20),
(III.118) и схеме системы, показанной на рис. IV.14. (Здесь
а = 90° — р).
Условие (IV. 27) определяет области параметров, где возни-
возникает потеря устойчивости в форме колебаний. Условие (IV. 28)
определяет возникновение «подхвата» или заклинивания систе-
системы, т. е. области параметров, где потеря устойчивости имеет
форму апериодически нарастающего отклонения (дивергенции).
При заданных значениях параметров системы можно оценить
изменение предельного значения Кг с изменением угла р распо-
192
ложения оси максимальной жесткости относительно полной си-
силы Р трения.
Из условия (IV.27) ¦
(IV. 29.»
Из условия (IV. 28).
Дг пр ==
(IV. 30)
¦е2 —е,
Условие (IV.28) в экспериментальной установке выполня-
выполнялось и заклинивания не возникало. В неудачных конструкциях
перемещаемых узлов или при соответствующих погрешностях' их
изготовления и сборки это условие может быть нарушено. Тогда
•а
300"
Нвустоп чибо
270"
Неустойчиво
180° 210°
Рис. IV. 15. Зависимость амплитуды колебаний в танген-
тангенциальном направлении от угла В ориентирования осей,
жесткости пружин. Материал образца — сталь 45; дис-
диска — Ст.З; скорость скольжения о = 1 м/сск; смазка —
масло веретенное 2
для анализа и выявления путей устранения заклинивания можно
использовать выражения (IV. 28) и (IV.'3O).
Изменение предельного значения Кгпр с изменением угла р
по выражению (IV.29) построено на рис. IV. 15. При эксперимен-
экспериментальном исследовании осуществить управляемое изменение Кт
не удается. Поэтому»суждение об области устойчивости выноси-
выносилось из анализа характера колебаний и величины их амплитуд.
Описываемое экспериментальное исследование [83, 135], вы-
выполненное Т. С. Воробьевой (ЭНИМС), показало следующее.
7 Заказ 375 193
1. Относительное движение образца, прижатого к равномер-
равномерно вращающемуся диску, происходит по замкнутой кривой, ко-
которую можно представить как сумму двух взаимно перпендику-
перпендикулярных колебаний. На рис. IV. 16 для примера показана траек-
траектория центра образца при колебаниях в зоне неустойчивого по-
положения системы, полученная на экране катодного осцилло-
осциллографа.
Наличие смещения по нормали к поверхности трения при ав-
автоколебаниях подтверждено исследованиями Д. М. Толстого [193].
2. Для всех испытанных материалов образца характер и ин-
интенсивность колебаний зависят от ориентирования осей жестко-
жесткости системы. На рис. IV. 15
показано изменение ампли-
амплитуд тангенциальных колеба-
колебаний стального образца при
изменении угла ориентиро-
ориентирования осей жесткости. Ха-
Характерно совпадение теоре-
теоретически полученных обла-
областей наименьшей устойчи-
устойчивости с областями наиболь-
наибольших амплитуд колебаний.
Кроме того, в зонах ус-
устойчивого положения си-
системы колебания носят
сложный характер с широ-
широким спектром частот и весь-
весьма малыми амплитудами.
При нарушении движения
различного рода внешними
/
г
f
Г.
'У
j
4
?\
s
7
>
W
'/
/
S
g
и*
А
/*
у
w
2
/
4-
€¦
<
/
/
t
г*
4
/
\
i
1/
>
У
'А
'у
/
п
у,
\
)
/
',
/
7
/
—
Рис. IV. 16. Траектория движения
центра тяжести текстолитового образ-
образца. Материал диска — сталь Ст. 3;
скорость скольжения с/ »= 0,17 м/сек;
Р = 310°; без смазки
случайными воздействиями
(неровности поверхности,
толчки и т. п.) система
вновь возвращается к пер-
первоначальному состоянию. Поэтому зафиксированные колебания
являются вынужденными.
В зонах возможной неустойчивости системы возникают авто-
автоколебания со значительными амплитудами и частотой, близкой
к частоте собственных колебаний системы. Траектория движения
образца приобретает форму, показанную на рис. IV. 16. Исследо-
Исследованные колебания близки к гармоническим.
3. При трении стального и текстолитового образцов со смаз-
смазкой по стальному диску отмеченный выше автоколебательный
процесс по достижении определенной скорости вращения диска
прекращается, и движение образца приобретает устойчивый ха-
характер. Колебания приобретают вид, описанный выше для устой-
устойчивой области ориентации системы. Па рис. IV. 17 показана за-
194
висимость амплитуды колебаний от скорости скольжения для об-
образцов из различных материалов.
Применение смазки расширяет область возможной работы
стального и текстолитового образца без схватывания (задира)
поверхностей трения, но не изменяет зависимость интенсивности
колебаний от скорости скольжения.
4. При увеличении скорости скольжения по мере «всплыва-
ния» образца на слое смазки сопротивление электрической цепи
«стальной образец — диск» увеличивается. На рис. IV. 18 пока-
показана зависимость тока в указанной цепи от скорости скольжения.
Измерение тока в цепи при неподвижном диске н искусственна
S ум/сек
Рис. IV. 17. Зависимость амплитуды А колебаний от ско-
скорости скольжения образца:
/ — материал образца сгаль 45; NRC 50; смазка маслом: 2 —
текстолит, смазка маслом; 3 — текстолит; очистка ацетоном
перемещаемом образце по нормали к поверхности трения показа-
показало полный разрыв цепи при смещении образца, равном пример-
примерно 14 мк (начальная нагрузка на образец составляла 4 кГ).
Таким образом, проведенное экспериментальное исследование
подтвердило принципиальные положения предложенной теории
применительно к упругим системам с координатной связью.
Речь идет о траектории движения при автоколебаниях и о влия-
влиянии ориентирования осей жесткости на устойчивость движения.
Кроме того, показано влияние скорости скольжения на устойчи-
устойчивость движения, подтверждающее теоретические выводы с уче-
учетом динамической характеристики трения.
Система со скорбной связью (гидродинамической) модели-
моделировалась установкой, общий вид которой показан на рис. IV. 10.
Стол перемещается по направляющим с помощью винта, связан-
связанного со столом через 'податливое упругое кольцо. Поступательное
195
•7*
А
мя
15.0
10.0
5.0
I
1
г
\
\
1 1
i.
2
1
и-
4
\
• $
^—
,- о.
_о—
J
тЛ
0(ртры8
цепи)
200
300
О г <, 6 8 vM/сек
Рис. IV. 18. Зависимость амплитуды А колебаний образца и
силы тока / в электрической цепи образец — диск от скорости
скольжения:
/ — амплитуда колебаний; 2 — сила тока. Материал образца —
сталь 45, 1ЩСЪ0; смазка маслом
Рис. IV. 19. Общий вид установки для моделирования системы
со скоростной (гидродинамической связью)
196
движение винту сообщается равномерно вращающейся гайкой.
Заменяя соединительное упругое кольцо, можно получить раз-
различную жесткость привода. Масса стола изменялась установкой
на нем дополнительных тяжелых плит.
Смазка на направляющие наносилась вручную, или подава-
подавалась под давлением. Скорость движения стола изменялась в пре-
пределах 0,5—19 м/мин. Через динамометр и ролик, катящийся по
планке, установленной на столе, создавалась дополнительная
нагрузка на стол и направляющие. Материал стола и направ-
направляющих — чугун. С помощью малоинерционной аппаратуры фик-
фиксировались вертикальные и горизонтальные смещения стола (по-
(последние относительно винта), а также скорость поступательного
перемещения винта.
Теоретический анализ устойчивости исследованной системы
со скоростной связью (гидродинамической) с использованием
статической характеристики трения в форме (III. 125) выполнен
нами в работах [83, 87].
Пользуясь упрощением, ©веденным в гл. III для эквивалент-
эквивалентной «падающей» характеристики смешанного трения по скорости
(пренебрежение инерционными силами по сравнению с вязки-
вязкими), можно условия устойчивости, полученные в указанных ра-
работах, представить в более простой и наглядной форме.
Система уравнений (III. 122) в этом случае имеет третий по-
порядок и после исключения переменных дает уравнение замкну-
замкнутой системы без внешних воздействий:
GV + Т2р + 1) • G> + 1) = рор, (IV.31)
где ро = — — приведенный коэффициент крутизны статической
Сх
скоростной характеристики смешанного трения.
Условия устойчивости по Раусу — Гурвицу дают два неравен-
неравенства (в безразмерной форме):
1 + -^>~J (IV.32)
т г
()
И \Jj_l >А_ (IV.33)
A7) +^Г
На рис. IV. 20 пдстроены в безразмерных координатах грани-
границы устойчивости {кривая /) системы со скоростной связью для
различных значений п. При данных массе и жесткости системы
это отношение зависит от демпфирующих свойств системы.
197
Система устойчива, когда относительная крутизна ^- мень-
Т
ше относительной постоянной всплывания ¦— [условие (IV. 32)].
Если постоянная всплыоания равна нулю, то система находится
на границе устойчивости тогда, когда крутизна равна постоянной
демпфирования, т. е. когда относительная крутизна равна еди-
120 240 360 Ш<умм/мин
Рис. IV 20. Графический расчет устойчивости системы
со скоростной связью (при смешанном трении) по за-
заданным значениям |3о; Тв; п
нице. Это условие совпадает с условием устойчивости, получае-
получаемым для систем с «падающей» характеристикой в имеющихся ра-
работах, не учитывающих слияния инерционности всплывания.
Постоянная времени всплывания характеризует дополнитель-
дополнительное сопротивление колебаниям. Увеличение постоянной времени
всплывания повышает устойчивость системы. Построенный гра-
график удобен для определения влияния скоростной зависимости
силы смешанного трения на устойчивость системы.
На том же рис. IV. 20 даны дополнительные построения, не-
198
обходимые для соответствующего инженерного расчета. Слева от
графика (можно совместить с графиком, что и сделано на
рис. IV. 20) в координатах «скорость — относительная крутизна»
строится экспериментальная или расчетная зависимость этих ве-
величин, получаемая из статической характеристики трения по ско-
скорости (кривая 2).
Вниз от основного графика строится экспериментальная или
расчетная зависимость между относительной постоянной всплы-
всплывания и скоростью скольжения (кривая 3). Показанным на
рис. IV. 20 -построением в этом же квадранте наносится предель-
предельное значение постоянной времени всплывания (кривая 4). Если
постоянная времени всплывания для данной системы больше
предельного значения, то скоростной контур связи системы явля-
является устойчивым.
Пересечение кривых предельного и фактического значения
постоянной всплывания (точки А и В) определяет граничные ско-
скорости скольжения, отделяющие режим устойчивого движения уз-
узла от неустойчивого. Если постоянная времени всплывания
уменьшается со скоростью, то при определенных условиях воз-
возможно появление двух граничных скоростей. Закон изменения
постоянной всплывания, как и ее величина, к сожалению, не под-
поддается в настоящее время теоретическому расчету. Поэтому для
их определения должно проводиться специальное эксперимен-
экспериментальное исследование, но пока что имеются лишь отдельные дан-
данные о величине постоянной времени всплывания, приведенные
в гл. III.
Описываемое экспериментальное исследование указанной си-
системы, выполненное в ЭНИМСе Н. М. Лисициным [95, 115], по-
показало следующее.
1. При потере устойчивости в системе возникают автоколеба-
автоколебания, складывающиеся из колебаний в направлении заданного
движения и в направлении, нормальном к плоскости скольжения.
Частоты этих колебаний одинаковы и в случае автоколебаний
гармонического типа близки к собственной частоте системы. На
рис. IV. 21 показаны осциллограммы вертикальных у и горизон-
горизонтальных 2 колебаний стола.
Сложение этих колебаний с учетом фазового сдвига между
ними дает замкнутую эллиптическую траекторию колебательно-
колебательного движения стола. Соотношение амплитуд колебаний составля-
составляет примерно 1 :400.
2. В исследованном диапазоне скоростей скольжения наблю-
наблюдалась следующая зависимость амплитуды от скорости: а) ли-
линейное возрастание амплитуды, начиная с минимальной скоро-
скорости; б) при некоторой скорости, зависящей от других параметров
системы, происходит срыв колебаний; в) в дальнейшем колебания
либо уменьшаются, либо появляется новый максимум амплиту-
амплитуды, величина которого зависит также от параметров системы.
199
Между первой и второй зонами может быть область отсутст-
отсутствия автоколебаний, т. е. область устойчивого заданного дви-
движения.
На рис. IV. 22 показаны различные формы экспериментально
полученных зависимостей. Аналогичные результаты в дальней-
дальнейшем были получены в работе [118].
Реверс
\АЛ/№\ЛЛ/УМЛУИ/МИЛЛ^
AAMAAAAAAAAAAAAAAAAAAAAAAAAAAAAAAA/VAAAAAAAAAAAAAAAAAAAA"AAAAAAA
1 m/MUH
Рис. IV.21. Примеры осциллограмм вертикальных у и горизонтальных г ко-
колебаний стола при различной скорости v скольжения
3. Увеличение жесткости привода уменьшает область скоро-
скоростей скольжения, где движение неустойчиво. На рис. IV. 23 при-
приведен один из экспериментально полученных графиков границы
устойчивости в координатах «жесткость привода — скорость
скольжения». Увеличение жесткости ведет также к снижению
амплитуд автоколебаний.
200
4. Вспльюание стола не одинаково в различных его точках.
В зоне повышенных скоростей образуется общий масляный клин,
угол которого возрастает с увеличением скорости скольжения.
В зоне, малых скоростей наблюдалась тенденция к образованию
общего масляного клина с отрицательным углом. На рис. II. 17
показано изменение положения стола при прямом и обратном пе-
перемещении с различными скоростями.
Аналогичные результаты в дальнейшем были эксперименталь-
экспериментально получены в работе [146].
5. При монотонном увеличении скорости скольжения пилооб-
пилообразные колебания могут плавно переходить в колебания гар-
гармонического типа с непрерывно нарастающей амплитудой. На
V
м/мин
Рис. IV. 22. Различные формы зависи-
зависимости амплитуды А и частоты f ав-
автоколебаний от скорости v скольже-
скольжения по экспериментам Н. М. Лиси-
Лисицына
Авп
А
N
\
*>
/
шол
1
чбат.
Уст
N
ч.
1Я
0ii4uL
<^
Jo
О Ш 800 СкГ/мм
Рис. IV. 23. Область устойчивости в
параметрах: скорость v — жесткость
С привода (вес стола:
/ _ 620 кГ; 2 - 860 кГ; 3 - 1240 кГ)
рис. IV. 24 показан график изменения частоты и амплитуды авто-
автоколебаний со скоростью. Там же приведены примеры соответст-
соответствующих осциллограмм.
6. Увеличение нагрузки на стол (при неизменной массе) рас-
расширяет область скоростей, в которой наблюдаются автоколеба-
автоколебания, и приводит к росту максимальной амплитуды в области ско-
скоростей, следующих за первым срывом автоколебаний. На
рис. IV. 25 показано изменение амплитуды автоколебаний по
скорости при различных нагрузках.
7. Увеличение вязкости смазки приводит к снижению скорости,
•выше которой движение системы устойчиво, т. е. к расширению
области устойчивости. На рис. IV. 26 приведены примеры зависи-
зависимостей, иллюстрирующие сказанное. Там же даны графики изме-
изменения среднего значения силы трения со скоростью. С увеличе-
увеличением вязкости увеличивается крутизна падения силы трения со
скоростью. Анализируя представленные зависимости можно
201
заметить, что амплитуды автоколебаний и области неустойчи-
неустойчивости определяются не крутизной характеристики, а величиной
силы трения.
8. Устойчивость системы тем выше, чем больше различаются
как по размерам и форме, так и по условиям нагружения отдель-
отдельные грани направляющих. При двух симметричных V-образных
oaooaaaai
WVWWW
dodddodd(
эаооооосп
^ЛЛЛЛЛЛЛЛА
Ц/www
заооооор(
рааааааас
ллллллллм
ттт
^ооооооос
А
мм
0J
0,6
ОА
0,2
1DDOODODC
УАЛААЛЛЛЛЛ
ллллллл/w
зоооооаас
0,7
DDDDOaODI
VWWWVW
ааааоааос
2,1 "/пин
/
у'
V
/
2 3 v м/мим
амплитуды А и частоты / автоколеба-
Рис. IV.24. Зависимость у
ний (щ) от скорости v и примеры осциллограмм
и горизонтальных колебаний стола
вертикальных
направляющих и одинаковом нагружении всех их граней наблю-
наблюдаются наиболее интенсивные автоколебания в широком диапа-
диапазоне скоростей.
9. Разгрузка направляющих путем подачи смазки под давле-
давлением уменьшает области неустойчивого движения и снижает ам-
амплитуды автоколебаний в этих областях. На рис. IV. 27 показаны
зависимости амплитуд автоколебаний от скорости скольжения
при различных давлениях смазки. При неправильной системе
202
Рис. IV. 25. Зависимость амплитуды и частоты автоколеба-
автоколебаний от скорости при различных нагрузках:
1 - 1110 кГ; 2 — 860 КГ; 3 — 610 кГ
80
SO
A
MM
0,6
i.i
A
A
-—o-
7A
N
4.
^.
-.—
—-o-
—-o-
1
8
Рис. IV. 26. Зависимость амплитуды А автоколебаний и силы
трения F от скорости v при различных условных вязкостях:
; — 1,05° Е; 2 — 2,88° Е; 3 — 4,48° Е; 4 — 6,77° Е
0 / •
Рис. IV. 27. Зависимость амплитуды А и частоты / автоколе-
автоколебаний от скорости v при различных давлениях смазки:
1—0; 2 — 0,75 кГ/см1; 3 — 1,5 кГ/см\
203
подачи смазки на направляющие возникает неодинаковое всплы-
вание стола в его различных точках.
Кроме описанного экспериментального исследования на этой
же установке, в которой механический привод был заменен гид-
гидравлическим, было проведено Ван Цзен-да {14] другое исследо-
исследование. Диапазон скоростей скольжения был расширен за счет
уменьшения нижней скорости до 10 мм/мин. Результаты, изло-
изложенные выше, с учетом влияния гидропривода и его особенно-
особенностей полностью подтвердились. На рис. IV.28 для примера при-
приведена зависимость амплитуд автоколебаний и их частоты от
скорости скольжения. В отличие от экспериментов Н. М. Лиси-
Лисицына здесь не обнаруживается вторая (по скорости движения)
область существования автоколебаний.
150 ZOO v «м/мин
Рис. IV. 28. Зависимость амплитуды А и частоты f автоколе-
автоколебаний от скорости v при гидроцилиндрах различного диаметра
(/ — 065 X 100; 2 — 090 X 100) и разном весе стола:
а - 610 кГ; 6 — 990 кГ
Так как гидродинамические условия на направляющих сущест-
существенно не изменились, то этот факт свидетельствует о возможно-
возможности влияния компоновки приводных устройств на появление в си-
системе дополнительных связей и соответствующих областей неус-
неустойчивости.
Вторым отличием, связанным со снижением скоростей сколь-
скольжения стола, является обнаружение нижней граничной скорости
области неустойчивости применительно к релаксационным коле-
колебаниям, которые наблюдались е данном случае.
Нижняя граница видна на рис. IV. 28, а на рис. IV. 12 приве-
приведена экспериментальная граница области устойчивости в коорди-
координатах «жесткость привода — скорость скольжения», полученная
в данном исследовании.
Резюмируя теоретические и экспериментальные данные, изло-
изложенные выше, можно сделать следующие выводы о влиянии ско-
скоростной (гидродинамической) связи ЭУС на устойчивость дви-
движения узлов.
204
Гидродинамические процессы е слое смазки, создающие связь
обобщенных координат системы, являются мощным фактором
формирования сил смешанного трения и играют большую роль
в переходных процессах.
Инерционность процесса всплыеания ползуна на слое смазки,
выражаемая в первом приближении постоянной времени всплы-
всплыеания, ослабляет влияние гидродинамической связи на устойчи-
устойчивость движения системы. В связи с этим во многих случаях более
существенным становится влияние других связей (координатной,
инерционной). В частности, <в широкой области скоростей сколь-
скольжения существенно влияние гистерезисной характеристики сил
трения по смещению, рассмотренное выше.
Поэтому с практических расчетах необходимо прежде всего
учитывать влияние гидродинамических процессов на средний
уровень сил трения для заданных условий движения/ Иначе го-
говоря, их действие определяется способностью ограничивать об-
область скоростей, где сила трения велика и потому усиливается
влияние других связей.
При анализе релаксационных автоколебаний I ти-па можно
брать параметры петли гистерезиса примерно соответствующими
значению силы трения на скоростной («падающей») статической
характеристике при заданной скорости движения, пренебрегая
ее изменениями при колебаниях скорости. При релаксационных
автоколебаниях II типа (пилообразных) во время «остановок»
происходит дополнительное опускание стола, зависящее от вре-
времени этой остановки и соответствующее увеличению петли гисте-
гистерезиса. Степень увеличения силы трения и параметров петли ги-
гистерезиса может быть определена экспериментально или расче-
расчетом при известном значении постоянной времени всплывания.
Гидродинамическая связь становится решающей в оценке ус-
условий устойчивости системы только при очень большой крутизне
скоростной характеристики. Существование же гидродинамиче-
гидродинамической связи и ее влияние на характер относительного движения
трущихся тел как с постоянной, так и с переменной скоростью до-
доказано всеми описанными экспериментами.
Система с инерционной связью моделировалась установкой,
общий вид которой показан на рис. IV.29. По вертикальной круг-
круглой стойке скользит втулка со стержнем с закрепленным на нем
грузом. Ось стержня горизонтальна. Смещение груза по стержню
позволяет изменять расстояние от оси стойки до центра тяжести
перемещаемой массы («вылет») и тем самым коэффициент
инерционной связи. Упругий привод моделируется пружиной,
упирающейся концом во втулку и закрепленной на рычаге. При-
Приводя в движение'конец рычага (при экспериментах для этого ис-
использовалось движение суппорта токарного станка), получаем
задающее движение привода системы. Втулка и стойка выполне-
выполнены из закаленной стали. Трение осуществлялось без нанесения и
205
с нанесением смазки. Испытание проводилось при двух скоростях
скольжения 5 и 20 мм/мин. С помощью малоинерциошюй аппара-
аппаратуры фиксировались колебания приводной пружины.
Теоретический анализ исследованной модельной системы с
двумя степенями свободы при использовании критерия Рауса —
Гурвица дает [83] условия устойчивости в общем виде (при ста-
статической характеристике трения). Пользуясь уравнениями
A1.38) системы или ее динамической характеристикой A1.39) и
Рис. IV. 29. Общий вид установки для моделирования
системы с инерционной связью и трением
зависимостью силы трения F от угла поворота 8 перемещаемого
узла (втулки), получаем (без учета сил неупругого сопротивле-
сопротивления) следующее характеристическое уравнение:
GV+ 1)G-,'У + 1)-(-^Р*-\-КЛ-^р> = 0, (IV.34)
ч, = статическая характеристика силы трения по углу
в С х
поворота, отнесенная к жесткости привода.
Статическая характеристика трения определяется экспери-
экспериментально или приближенным расчетом по выражению (для
жесткой втулки)
где L — длина втулки (узла).
Остальные обозначения соответствуют уравнениям A1.38) и
A1.39) и схеме системы, показанной на рис. 11.22.
Условия устойчивости имеют вид:
2/
:)•
(IV. 36)
(IV. 37)
Если оказывается, что
JCX
тСв
1, то условие (IV.37)
совпадает с условием (IV. 36) заклинивания.
При экспериментальном исследовании область устойчивости
оценивалась по предельному вылету vo np, до которого движение
втулки проходило плавно.
F
кГ
s
MM
12
о. г
«о
Щ. м-
J
ч
/
/
ч
Рис. IV. 30. Зависимость деформации 6 приводной пружины
от момента силы G тяжести: *о — без смазки:
дА — смазка солидолом; зачерненные значки — G — 1,1 кГ; -светлые
значки — 0 — 2,2 кГ
Описываемое экспериментальное исследование, выполненное
в ЭНИМСе Г. А. Ермаковым, показало следующее.
1. При совмещении центра тяжести перемещаемого узла
(втулка с грузами) с центром жесткости системы движение про-
происходит плаено. По мере смещения центра тяжести увеличивает-
увеличивается опрокидывающий момент М. Начиная с некоторого ©ылета
возникают автоколебания. На рис. IV. 30 показана зависимость
деформаций прийо*диой пружины от вылета центра тяжести, ха-
характеризующая изменение силы трения и размах колебаний в об-
области неустойчивости.
207
2. По мере увеличения вылета автоколебания, имеющие ма-
малую амплитуду, резко переходят в релаксационные колебания с
остановками.
3. Приработка поверхностей трения и наличие смазки практи-
практически мало изменяют границу устойчивости по вылету. Однако
амплитуды колебаний изменяются: приработка их уменьшает,
смазка — увеличивает (приработка расширяет на 20—30% об-
область устойчивости).
4. Сопоставление расчета предельного вылета по условию
(IV. 37) с результатами эксперимента показало их совпадение
с погрешностью в пределах 30%.
По результатам теоретического и экспериментального иссле-
исследования можно сделать следующие выводы о влиянии инерцион-
инерционной связи в УС на устойчивость движения узлов. Это влияние
определяется в 'первую очередь соотношением между смещением
центра тяжести и длиной направляющих. При больших вылетах
инерционная связь может играть решающую роль в потере си-
системой устойчивости. Величина предельного вылета существенно
зависит от статической характеристики трения. Увеличение коэф-
коэффициента трения уменьшает предельный вылет.
В заключение необходимо остановиться на недопустимости
пренебрежения связями в УС при оценке устойчивости движения.
Типичным примером такого пренебрежения является описанный
в литературе [31] опыт, якобы демонстрирующий наличие разни-
разницы трения покоя и движения, а также продолжительности кон-
контакта. При сближении опор (например, двух пальцев рук), на ко-
которых горизонтально лежит стержень, возникает поочередное
проскользывание стержня по опорам — скачки при перемещении.
Легко убедиться в том, что можно управлять процессом, т. е.
получать смещение по любой из двух опор, создавая достаточно
резкое (с большим ускорением), но любое малое по величине
смещение опоры (пальца) в вертикальном направлении.
Изменение действительной нагрузки на опоры за счет сил
инерции 'приводит к разнице сил трения на опорах и к поочеред-
поочередному проскальзыванию опор. Используемая в описываемом опы-
опыте система является типичной системой с инерционной связью.
Это не значит, конечно, как это и вытекает из всего содержания
данной работы, что исключается влияние особенностей фрикци-
фрикционного контакта и физико-химических процессов на протекание
явления.
СУЩЕСТВУЮЩИЕ ПРЕДСТАВЛЕНИЯ О ФРИКЦИОННЫХ
АВТОКОЛЕБАНИЯХ
- В области изучения фрикционных автоколебаний накоплены важные све-
сведении об их природе, зависимостях от различных факторов, методах устране-
устранения. Труды отечественных и зарубежных ученых, а также большой опыт про-
206
мышленности являются основой решения практических задач, связанных с по-
иышением устойчивости перемещения узлов.
Существующие представления о фрикционных автоколебаниях разобьем
на группы в соответствии с зависимостями, положенными в основу того или
иного представления. Характерной общей чертой всех исследований, выпол-
выполненных другими авторами, является рассмотрение задачи с учетом только
одной степени свободы в относительном движении двух трущихся тел, которая
соответствует смещению тел в направлении их скольжения. В этом случае
замкнутая динамическая система образуется при наличии определенной зави-
зависимости сил трения от параметров указанного движения системы, т. е. той или
иной характеристики трения. Боуденом и Лебеном [217] было предложено
объяснение скачков при трении образованием и разрушением «мостиков свар-
сварки:», т. е. металлической связи или своеобразного прилипания тел при формиро-
формировании фрикционного контакта. Эта теория была подвергнута справедливой кри-
критике С. Э. Хайкиным, А. Е. Саломоиовичем и Л. П. Лисовским [197], а также
Ф. Морганом, М. Муском, Д. Ридом [226]. Было указано, что колебания меха-
механической системы авторы ошибочно приняли за характеристику силы трения.
Н. Л. Кайдановский и С. Э. Хайкин E8] в 1933 г. опубликовали работу,
посвященную исследованию разрывных, релаксационных колебаний. Рассмат-
Рассматривалась УС с пренебрежимо малой массой. Условиями возбуждения колеба-
колебаний считается наличие уменьшения силы трения со скоростью до некоторого
минимума, после которого сила трения возрастает.
С. П. Стрелков [182] в 1933 г. дал решение задачи гармонических авто-
автоколебаний при наличии падающей характеристики силы трения. Блок [216] и
1940 г. обосновал возникновение релаксационных колебаний, исходя из нали-
наличия скачка силы трения при переходе от покоя к движению. А. Ю. Ишлинский
и И. В. Крагельский [50] в 1943 г. предложили теорию, объясняющую возбуж-
возбуждение релаксационных колебаний зависимостью силы трения от времени не-
неподвижного контакта. Эта теория развита в работе [71].
В работе Н. Л. Кайдановского E9], опубликованной в 1949 г., причиной
нозбуждения автоколебаний считается падающая зависимость силы трения от
скорости скольжения. Эта же зависимость принята в работе И. 3. Зайчен-
ко D2]. В. О. Кононенко [67], [68] рассмотрел автоколебания при трении в свя-
связи с дополнительными тангенциальными колебаниями УС.
. В работе М. Е. Эльясберга [208] сила трения рассматривается как функ-
функция скорости, ускорения и перехода от покоя к скольжению (скачок силы
трения). При инженерных расчетах, изложенных в работе [18], используется
только представление о скачке силы трения при трогании после остановки.
Общая теория релаксационных колебаний, объединяющая представления
о зависимости силы трения от времени неподвижного контакта, скорости
скольжения и о скачке силы трения при переходе от покоя к движению, опуб-
опубликована в 1956 г. Б. В. Дерягиным, В. Э. Пушем и Д. М. Толстым C2].
Таким образом, перечисленные работы можно разделить на следующие
группы, в которых учитывается: падающая характеристика силы трения по
скорости; наличие скачка при переходе от покоя к скольжению; зависимость
силы трения от времени неподвижного контакта; сочетание указанных зависи-
зависимостей силы трения от параметров движения.
Независимо от полноты и строгости формально математических выкладок
тон или иной из упомянутых работ в них, как правило, отсутствует физическое
объяснение природы той или иной характеристики трения и условий ее су-
шествования. Кроме того, система двух трущихся тел рассматривается как
система с одной степенью свободы без должного анализа правомерности тако-
такого допущения.
Это не позволяет использовать существующие работы для создания общей
методики расчета и диализа устойчивости перемещения узлов и деталей ма-
машины. Результаты этих работ пригодны для расчета конструкций только при
условии использования эквивалентных выражений коэффициентов характери-
характеристик трения, а не тех, которые получаются по принятым методикам испытаний.
Об этом подробно говорилось выше.
209
В опубликованных ранее работах автора [82, 83] было предложено иное
объяснение происхождения автоколебаний при трении, основанное на зависи-
зависимости силы трения от нормального давления и учета особенностей УС с многи-
многими степенями свободы. Далее [92] было показано, что передеформирование
материала на фрикционном контакте, выражающееся в явлении предваритель-
предварительного смещения, приводит к отставанию во времени изменения сил трения от-
относительно изменения нормального давления.
Переход к анализу передеформирования материала на этапе «покоя» при
релаксационных колебаниях дал возможность предложить новую теорию ре-
релаксационных колебаний, не требующую обязательного наличия разницы сил
трения покоя и движения или падающей нелинейной характеристики сил тре-
трения по скорости, как и зависимости сил трения от времени неподвижного
контакта.
Наконец, принципиально решена (решение, как указано, аналогично описан-
описанному в гл. V) задача учета собственной неустойчивости процесса трения
(«схватывания» материалов) в анализе автоколебаний системы. Последнее
позволяет дать правильную трактовку взглядам Боудена и Лебена 1217] на
фрикционные автоколебания. Образующиеся по их мнению «мостики сварки»
являются ничем иным, как наростами. В зависимости от соотношения коэффи-
коэффициента трения Кт и жесткости С упругой системы возможны два режима ав-
автоколебаний со срывом наростов. Один режим с частотой формирования на-
наростов, которая возрастает со скоростью, а другой — с собственной часто-
частотой УС.
Все кратко описанные выше группы объяснений явления автоколебаний при
трении, предложенные другими исследователями и нашедшие свое место в об-
общих представлениях, развитых в данной работе, являются отражением того
многообразия динамических систем, о котором сказано в начале главы.
Если в з а д а и и ы х конкретных условиях (конструкция машины,
режимы трения, материалы трущихся тел и т. п.) поведение динамической
системы определяется связями в УС, то можно говорить, как об исчерпываю-
исчерпывающем объяснении явления этими связями. Если на первый план выступают свя-
связи в деформационной системе трения, например, при соблюдении условия жест-
жесткого возбуждения, т. е. наличии остановок при автоколебаниях, то необходимо
привлекать возможно полное объяснение особенностями процесса трения с обя-
обязательным учетом гистеоезисной зависимости сил трения от тангенциального
смещения.
Наконец, при существенном влиянии собственной неустойчивости элементов
системы (эквивалентной упругой системы или трения) привлекается иное
объяснение, вытекающее из взаимодействия генератора колебаний с другой
динамической системой.
В практике, к сожалению, указанные «чистые» случаи встречаются редко.
Значительно чаще приходится иметь дело с более сложным сочетанием связей,
роль которых может меняться при изменении параметров системы.
ПУТИ ПОВЫШЕНИЯ ПЛАВНОСТИ ПЕРЕМЕЩЕНИЯ УЗЛОВ СТАНКА
На основании теоретического и экспериментального анализа и обобщения
опыта можно указать следующие основные методы повышения плавности пе-
перемещения узлов в станках.
А. Повышение собственной устойчивости (стабилизация) процесса трения,
т. е. устранение «схватывания» поверхностей трения путем:
1) выхода из области скоростей скольжения и фактических контактных
давлений, при которых возникает схватывание; например, за счет разгрузки
направляющих, введения промежуточных элементов с иной скоростью и т. п.;
2) применения смазки маслами со специальными присадками;
3) применения насыщения поверхностного слоя веществами, дающими из-
изменение механических и физико-химических свойств материала, а также умень-
уменьшающих степень пластического деформирования при трений. Применение ве-
210
ществ, облегчающих деформирование и разрушение поверхностного слоя, не
всегда может быть рекомендовано, так как при этом повышается износ;
4) применения материалов, не склонных к схватыванию при трении в за-
заданных условиях.
Б. Уменьшение гистерезисной петли сил трения по предварительному сме-
смещению путем:
1) уменьшения суммарной силы трения, например, вследствие разгрузки
направляющих; устранения перекосов узлов, вызванных ошибками конструкции
или изготовления и сборки узла и направляющих; уменьшения чрезмерной за-
затяжки клиньев и планок, иногда применяемой с целью повышения жесткости
подвижного соединения, и т. д.;
2) уменьшения коэффициента трения за счет применения соответствующих
материалов, смазок, а также применения пар трения качения (направляющих,
винтовых пар и т. д.);
3) устранения непосредственного контакта трущихся поверхностей при
движении и в неподвижном состоянии путем использования аэро- и гидроста-
гидростатических устройств в направляющих, винтовых парах и т. п.
В. Повышение устойчивости вследствие воздействия на ЭУС путем:
1) повышения жесткости привода без создания условий возникновения ко-
координатной связи и уменьшения демпфирующей способности;
2) увеличения демпфирующей способности системы вследствие максималь-
максимального использования трения в неподвижных стыках УС даже при некотором
снижении жесткости, не оказывающем влияния на точность перемещения узла,
а также вследствие применения специальных демпфирующих устройств;
3) устранения или изменения координатных связей в УС вследствие: изме-
изменения ориентирования осей жесткости несущей УС; общего повышения жестко-
стей и подбора рационального соотношения главных жесткостей; устранения
неравномерного распределения нагрузки между направляющими при симмет-
симметричном расположении приводного элемента или максимально возможного
совмещения векторов равнодействующих сил трения и упругих сил привода при
правильном расположении приводного элемента по отношению к направляю-
направляющим;
4) устранения или изменения инерционных связей в УС вследствие: совме-
совмещения центра тяжести перемещаемого узла с центром жесткости системы;
устранения условий заклинивания изменением соотношения между смещением
центра тяжести узла и длиной его направляющих; изменения соотношения
собственных частот угловых и поступательных колебаний узла путем изменения
соотношении между его массой и моментом инерции, а также между соответ-
соответствующими жесткостями;
5) изменения скоростной (гидродинамической) связи в системе при сме-
смешанном трении вследствие смещения области смешанного трения в зону ско-
скоростей, меньших, чем рабочие скорости. Это достигается улучшением качества
пригонки направляющих; применением клинообразующих скосов на поверхно-
поверхностях скольжения; обеспечением подачи смазки на всю поверхность трения; при-
применением системы смазки под давлением (гидроразгрузки); применением
смазки большей вязкости и т. п.
Г. Повышение устойчивости вследствие воздействия на динамическую ха-
характеристику контактного трения путем;
1) уменьшения коэффициента трения при использовании соответствующих
материалов пары трения и смазок с высокими свойствами граничной пленки,
а также при использовании искусственно создаваемых вибраций достаточно
высокой частоты;
2) изменения постоянной времени предварительного смещения при использо-
использовании иных скоростей скольжения или материалов с иной величиной полного
предварительного смещения.
Практическое решение задачи повышения устойчивости перемещения узлов
неразрывно связано с соответствующим испытанием и оценкой
станков. В настоящее время такое испытание выполняется при холостом хо-
ходе станка чаще всего с визуальной оценкой наличия или отсутствия скачков
211
или колебаний. Иногда применяют тс или иные измерительные средства, в част-
частности малоинерционную аппаратуру.
В соответствии с имевшимися ранее теоретическими работами по релакса-
релаксационным колебаниям, из которых следовало наличие только одной верхней
граничной скорости, определяющей область существования автоколебаний, при
испытаниях рекомендовалась C2] оценка этой, так называемой, «критической»
скорости. Уровень колебаний на этой границе не оговаривается.
М. Е. Эльясбергом [208] предложена оценка системы по величине «скачка»
узла по направляющим, который не должен превосходить одной десятой уста-
установленной подачи на один оборот детали или инструмента.
Кроме испытания с оценкой имеющегося уровня колебаний скорости или
смещения узла, целесообразно проведение испытаний с оценкой степени устой-
устойчивости соответствующей системы.
Если первое испытание отражает влияние внешних возмущений и степень
устойчивости, то второе — должно показывать только достигнутый уровень
степени устойчивости, т. е. демпфирующей способности системы.
Такое испытание включает оценку изменения отклонений системы при за-
заданном внешнем воздействии (колебательном или ступенчатом изменении на-
нагрузки или скорости и т. п.) по величине или во времени (затухание отклоне-
отклонений). Методика таких испытаний разрабатывается.
ГЛАВА V
УСТОЙЧИВОСТЬ ДИНАМИЧЕСКОЙ СИСТЕМЫ СТАНКА
ПРИ РЕЗАНИИ
(«Виброустойчивость» станков)
ОБЩИЕ ПОЛОЖЕНИЯ
С потерей устойчивости системой станка при резании в
практике приходится сталкиваться очень часто. Это выражается
в «подрывании» инструментов (апериодическая неустойчивость)
или в возникновении автоколебаний (периодическая неустойчи-
неустойчивость) .
Подрывание встречается на токарных, карусельных, фрезер-
фрезерных, расточных станках, при обработке длинных валов малого
диаметра или при неправильной установке инструмента. Имеют-
Имеются случаи подрывания при правке шлифовальных кругов из-за
неправильно сконструированного приспособления для правки.
Заканчивается подрывание обычно поломкой инструмента, раз-
разрывом круга и порчей обрабатываемой детали.
Автоколебания при резании ведут к резкому снижению
чистоты и точности обрабатываемой поверхности, стойкости
инструмента, долговечности станка и, в конечном счете, к сни-
снижению производительности труда. Попытки ученых использо-
использовать автоколебания для облегчения процесса резания к положи-
положительным результатам не привели (это не относится к использо-
использованию вынужденных колебаний низких частот для стружко-
дробления или ультразвуковых частот для улучшения процесса
шлифования).
Широкое распространение получил достаточно неопределен-
неопределенный термин «виброустойчивость» станков. В это понятие
включают сопротивляемость станка не только появлению авто-
автоколебаний, но и, возникновению интенсивных колебаний от
неуравновешенности вращающихся деталей самого станка или
от возмущений, передаваемых через фундамент, и т. п. Часто
говорят о расчете станка или его детали на «виброустойчивость»,
понимая под этим оценку собственных частот колебаний.
213
В отличие от этих представлений ниже будем понимать под
виброустойчивостыо станка только устойчивость системы при
резании или, иначе, условия отсутствия автоколебаний при
обработке.
Колебания устойчивой (виброустойчивой) системы станка
под воздействием всякого рода внешних возмущений (инерци-
(инерционные силы, переменность сечения среза и т. п.) будут рас-
рассмотрены ниже.
В литературе по вибрациям станков получил распростране-
распространение термин — «возбудитель» автоколебаний, под которым пони-
понималась та или иная зависимость силы резания или ее составля-
составляющих от параметров резания (скорости, истинных углов резания
и т. п.). По существу этот термин означает ту или иную форму
обратной связи от ЭУС к резанию в замкнутой динамической си-
системе станка. В первом разделе было показано многообразие
форм связи и их сочетаний, с которым приходится сталкиваться
в станках в зависимости от конкретных условий обработки.
Многообразие форм связи выражается в возможности: 1) на-
наличия собственной неустойчивости УС; 2) наличия собственной
неустойчивости процесса резания; 3) существенного влияния
того или иного контура связи многоконтурной деформационной
системы, составляющей содержание процесса резания и 4) мио-
госвязности ЭУС при наличии большого числа степеней свободы.
По этим особенностям динамической системы станка при
очень широком диапазоне изменения ее параметров (например,
скорости резания колеблются в пределах двух, трех десятичных
порядков величины) можно сделать вывод, что происхождение
автоколебаний при резании нельзя объяснить действием только
какого-либо одного «возбудителя». В равной мере не приемлемы
попытки рассчитать степень эффективности известных «возбуди-
«возбудителей» по энергии возбуждения колебаний, вносимой в систему
их действием, что объясняется тем, что расчеты ведутся без
учета конкретных условий работы станка в предположении су-
существования некоторой универсальной системы.
Как и при анализе динамической системы станка при пере-
перемещении узлов, единственно приемлемым является путь вы-
выделения главных связей для каждого конкрет-
конкретного случая на основе общих положений, развиваемых
применительно к отдельным элементам и системе в целом.
Вид главной связи может быть одним и тем же для некото-
некоторой области значения параметров, определяемых конструкцией
станка, инструмента и приспособления, стабильностью качества
их изготовления, родом обрабатываемого материала, видом и
режимами технологической операции.
В частности, важное значение имеет характер обработки: без
повторного прохода инструмента по ранее обработанной им
поверхности (обработка «по чистому») или с проходом по такой
214
поверхности (обработка «по следу»). Типичным примером реза-
резания «по чистому» является нарезание резьбы резцом или прав-
правленным шлифовальным кругом. Обработка «по следу» более
распространена. К ней относятся фрезерование, зенкерование,
большинство токарных, расточных, строгальных, шлифовальных
и других работ, в которых режущие кромки проходят по следу
от предыдущего прохода или от впереди режущей кромки. При
шлифовании больше, чем при работе другими инструментами,
проявляется влияние затупления или износа инструмента на
предыдущем проходе. Такой износ во времени создает своеоб-
своеобразные условия обработки «по следу».
В дальнейшем изложении принят следующий порядок: сна-
сначала рассматривается обработка по чистому, а затем устанав-
устанавливается влияние наличия следов на полученные в первом слу-
случае закономерности.
В соответствии с указанными выше проявлениями много-
многообразия связей системы ниже раздельно рассматриваются такие
конкретные условия обработки, при которых:
а) эквивалентная упругая система (ЭУС) и процесс резания
являются собственно устойчивыми элементами;
б) неустойчивым является только процесс резания.
Последний случай, как будет показано ниже, выпадает из
общей линейной постановки задачи в данной работе, но рас-
рассмотрен с целью сохранения полноты охвата явлений.
Поскольку неустойчивое состояние ЭУС в станках встре-
встречается практически редко, то этот случай, равно как и сочета-
сочетание двух неустойчивых элементов, здесь не рассматриваем.
Однако методическая разработка задачи при неустойчивом реза-
резании целиком пригодна и в этих случаях. По аналогии могут быть
прослежены и все основные закономерности.
Для простоты анализ устойчивости проведем на примере
однорезцовой токарной обработки. Затем будут указаны осо-
особенности остальных видов обработки.
УСТОЙЧИВОСТЬ СИСТЕМЫ ПРИ СОБСТВЕННО УСТОЙЧИВЫХ
ЭКВИВАЛЕНТНОЙ УПРУГОЙ СИСТЕМЕ И РЕЗАНИИ
Общая методика анализа устойчивости системы, состоящей
из собственно устойчивых элементов, изложена в гл. I.
Из методических соображений вначале рассмотрим случай,
когда процесс резания описывается статической характеристи-
характеристикой. Это соответствует условиям существенной малости посто-
постоянных -времени процесса резания по сравнению с постоянными
времени ЭУС. В сочетании с ЭУС, представляемой в виде коле-
колебательной системы "с одной степенью свободы, процесс резания,
описываемый статической характеристикой по толщине срезае-
срезаемого слоя, дает устойчивую систему. Характеристика разомкнутой
215
системы при этом не пересекает отрицательной ветви веществен-
вещественной оси.
В общем случае характеристика ЭУС может быть представ-
представлена суммой характеристик отдельных нормальных форм коле-
колебаний. Влияние этой особенности ЭУС нагляднее всего может
быть выяснено на примере УС с двумя ориентированными в
пространстве осями жесткости, т. е. системы с двумя степенями
свободы с координатной связью. Эта система подробно рас-
рассмотрена в гл. II. Контур связи этой системы и процесса реза-
резания показан на рис. V. 1, где / и 2 обозначены обе нормальные
формы ЭУС. Знак минус перед одной из характеристик нор-
нормальных форм отражает принципиальную особенность системы
с многими степенями свободы. Она положена в основу объяс-
ЗУС
ЭУС
н
;
2
Процесс
резания
X,
*)
Рис. V. 1. Схема эквивалентной динамической системы станка
(с резанием):
а — замкнутой; б — разомкнуто!)
нения условий появления автоколебаний при резании в так
называемой «теории координатной связи» [82, 191].
Применим амплитудно-фазовый критерий для оценки устой-
устойчивости системы. Для этого разомкнем систему, как показано
на рис. V. 1, и построим амплитудно-фазовую характеристику
разомкнутой системы. Характеристика, типовые формы которой
показаны на рис. V. 2, получается умножением характеристик
ЭУС и процесса резания. В данном случае это делается простым
изменением масштаба амплитудно-фазовой характеристики.ЭУС
пропорционально коэффициенту резания. Шкала получается
безразмерной.
Суммирование характеристик нормальных форм ЭУС с раз-
разными знаками дает характеристику типа //, пересекающую от-
отрицательную ветвь вещественной оси, т. е. потенциально неус-
неустойчивую. Суммирование характеристик нормальных Форм од-
одного знака, чему соответствует характеристика / типа, этого
эффекта не дает. В последнем случае система может стать не-
неустойчивой только вследствие отставания силы резания от изме-
216
нения сечения срезаемого слоя, выражаемого динамической ха-
характеристикой резания.
Если характеристика пересекает отрицательную веществен-
вещественную ось между 0 и —/, то система, являясь потенциально неус-
неустойчивой, при данных значениях параметров устойчива.
Так как коэффициент резания пропорционален ширине сре-
срезаемого слоя, то, пользуясь описанным построением, можно
оценить предельную ширину Ьпр срезаемого слоя, допускаемую
системой из условий устойчивости. Последнее означает, что
iJm
'pas
Рис. V. 2. Определение устойчивости эквивалентной динамической системы с
резанием (/// типа). Амплитудно-фазовые частотные характеристики:
а — эквивалентной упругой системы №эУСтипов / н //; б—процесса резания Wp\ я —
разомкнутой системы Wpa3— ^Сзус^рляя двух типов ЭУС с учетом статическоП ха-
характеристики резания (сплошная линия) и динамической характеристики резания
(штриховая)
отрезок Re?as,
стемы на отрицательной
Отсюда
отсекаемый характеристикой разомкнутой си-
вещественной оси, равен единице.
(V.1)
Чем больше отрезок Re%yc, отсекаемый характеристикой
ЭУС на отрицательной ветви вещественной оси, тем меньше
предельная ширина срезаемого слоя и ниже виброустойчивость
системы. Эта закономерность хорошо согласуется с другой: чем
больше отрезок, отсекаемый характеристикой ЭУС на положи-
положительной вещественной оси, тем ниже технологическая жесткость
системы и тем меньше точность обработки или, иначе, — тем
сильнее влияние деформаций системы на точность обработки.
(Случай с «отрицательной» технологической жесткостью рас-
рассматривается ниже).
217
Физический смысл явления потери устойчивости системой
при описании процесса резания статической характеристикой
иллюстрируется схемой (рис. V. 3) и заключается в следующем.
Наличие многих степеней свободы ЭУС приводит к тому, что
колебания инструмента относительно заготовки представляют
результат сложения нескольких связанных между собой про-
простейших (поступательных или крутильных) колебаний. Об этом
подробно говорилось в гл. II. В приведенном примере системы с
двумя степенями свободы складываются два поступательных
а=ао-у
162
Рис. V. 3. Траектория относительного движения инструмента и
заготовки при автоколебаниях и диаграммы работы сил резания
(без учета динамической характеристики резания)
колебания по осям ? и v. Между этими колебаниями существует
тот или иной сдвиг во времени — фазовый сдвиг. Поэтому
образующаяся в результате сложения колебаний траектория от-
относительного движения инструмента и заготовки имеет форму
замкнутой кривой, теоретически — форму эллипса. Этот эллипс
в отличие от эллипса жесткости будем называть эллипсом пере-
перемещений.
Двигаясь по такой траектории, показанной на рис. V. 3 по-
последовательными положениями вершины резца, инструмент из-
изменяет толщину срезаемого слоя, а следовательно, силу реза-
резания таким образом, что при движении в сторону действия силы
218
резания толщина срезаемого слоя больше, чем при движении
инструмента навстречу силе резания.
На рис. V. 3 показано отдельно каждое последовательное
положение вершины резца и изменение толщины срезаемого
слоя в процессе возникших колебаний. Площадь диаграммы,
очерченной кривой изменения силы резания по перемещению,
представляет работу, совершаемую силой резания, в данном
случае силой Pz, в процессе колебаний, которая тратится на
дальнейшее развитие колебаний. Сила Ру в таком представлении
является упругой силой. В положениях 1, 2 и 3 направление
колебаний совпадает с силой Pz, а в положениях 4, 5 и 6 — не
совпадает. Величина силы Рг и силы Ру берется на схеме про-
пропорциональной толщине срезаемого слоя а в каждом положе-
положении. Вибрации нарастают до тех пор, пока возрастающие в еще
большей степени силы сопротивления или нелинейности другого
рода (выход инструмента из контакта с заготовкой; падение
минимальной фактической скорости резания до нуля и т. п.) не
компенсируют полностью действие энергии, вносимой силой
резания. Устанавливаются стабильные колебания — автоколе-
автоколебания с частотой, определяемой свойствами самой колебатель-
колебательной системы и близкой к одной из частот собственных колебаний
ЭУС станка.
Если фазовый сдвиг между колебаниями таков, что направ-
направление движения вершины инструмента будет обратным показан-
показанному на рис. V. 3, то система будет устойчивой. Изменение силы
резания в этих условиях оказывает демпфирующее действие на
колебания, вызываемые внешними воздействиями, не пополняя
рассеиваемую энергию, как в неустойчивой системе, а, наоборот,
увеличивая это рассеивание. Чем больше площадь диаграммы,
тем быстрее рассеивается энергия и тем больше степень устой-
устойчивости системы, т. е. демпфирование.
На указанное обстоятельство обращаем особое внимание
потому, что отсутствует четкое представление о влиянии резания
(в устойчивой системе) на колебания, вызванные внешними
возмущениями. При описании процесса резания статической ха-
характеристикой изменение демпфирующего эффекта резания оп-
определяется не столько резанием, сколько изменениями в кон-
конструкции ЭУС, которые определяют направление движения по
траектории или, что то же самое, устойчивость системы.
В разделе I говорилось о том, что поведение замкнутой
системы при внешних воздействиях отличается от поведения не-
незамкнутой системы. Описанный эффект влияния резания явля-
является одной из иллюстраций этого положения.
Не будем подробно анализировать влияние параметров УС и
условий резания с. учетом только его статической характеристи-
характеристики на устойчивость системы, так как это дано в одной из работ
автора {82] и у И. Тлусты A91} с использованием критерия
219
устойчивости Рауса — Гурвица. У некоторых специалистов
возникают сомнения в важности описанного эффекта, всецело
зависящего от свойств УС. При упрощенном представлении ЭУС
эти условия выражаются невозможностью аппроксимации ее
характеристики (в соответствующем диапазоне) уравнением ко-
колебательной системы второго порядка. На рис. V. 4 показаны
следы вибраций па деталях из стали, алюминия, чугуна, тексто-
текстолита и дерева, динамические свойства процесса резания которых
совершенно различны. Эти колебания получены на установке с
ориентацией осей жесткости резцедержателя, показанного на
рис. V. 5 [82]. В 1953 г. этот эксперимент был поставлен нами
Рис. V. 4. Следы автоколебаний при резании на поверхностях дета-
деталей из различных материалов:
/ — текстолит; 2 — сталь; 3 — чугун; 4 — алюминий: 5 — дерево
с целью доказательства, выдвинутого автором [82] независимо
от И. Тлусты и М. Полачека [191], представления о природе
явления автоколебаний при резании.
Перейдем к анализу устойчивости системы с учетом особен-
особенностей процесса резания, которые выражаются его динамиче-
динамической характеристикой, определяющей фазовый сдвиг между
изменением координаты, в частности, толщины срезаемого слоя
и изменением силы резания.
В отличие от статической динамическая характеристика ре-
резания дает не только изменение масштаба и амплитуд харак-
характеристики разомкнутой системы, но дает ей фазовое смещение,
поворачивая векторы характеристики ЭУС по часовой стрелке
на некоторый угол, как показано на рис. V. 2.
220
Устойчивое
резание
Амплитудно-фазовая характеристика ЭУС с одной степенью
свободы не пересекает отрицательную ветвь вещественной оси.
Дополнительное фазовое смещение создает такое пересечение,
а следовательно, и условия потери устойчивости, которые опре-
определяются тем, что точ-
точка пересечения окажет-
окажется от начала координат
далее точки с координа-
координатой —/. В частности, с
ростом ширины срезае-
срезаемого слоя точка пере-
пересечения удаляется от
начала координат.
Можно определить пре-
предельную ширину сре-
срезаемого слоя, поделив
длину отрезка отрица-
отрицательной ветви вещест-
вещественной оси на некото-
некоторый коэффициент. Ко-
Коэффициент включает,
кроме удельной силы
резания и жесткости,
также постоянные вре-
времени резания и ЭУС,
выражающие фазовый
сдвиг характеристики.
Для характеристики
резания © форме
(III. 101) й характери-
характеристики ЭУС в форме (II. 4) отрезок Re°al
щим выражением:
Эллипс
жесткости
Z
Апериодическая
неустойчивасшё
Рис. V. 5. Экспериментальный резцедержатель
определяется следую-
-1р.
(V.2)
Этот отрезок имеет наибольшую длину и, следовательно,
система наименее устойчива при равенстве постоянной времени
резания и инерционной постоянной времени ЭУС. (Это условие
получается после приравнивания нулю производной от выраже-
выражения Repag по Тр.) Предельная ширина Ьпр срезаемого слоя
определяется из условия Re*^ = 1:
*„„=¦
трт\
(V.3)
221
В гл. Ill дано, что Тр =-^-, где 1Р — отрезок пути резания, не-
необходимый для формирования силы резания. Подставляя это
значение Тр, можно получить выражение для границы устойчи-
устойчивости по скорости или, иначе, зависимость предельной ширины
срезаемого слоя от скорости резания:
Ьяя =
К
(V.4)
Эта зависимость показана на рис. V. 6. Минимального значе-
значения Ьпр достигает при vT =-^f .
При этом
(V.5)
Впервые на существование подобной зависимости границы ус-
устойчивости от скорости резания указал М. Е. Эльясберг [209].
О его взглядах на природу яв-
явления говорится ниже.
Из приведенных теоретиче-
теоретических выражений вытекает еще
один метод экспериментально-
экспериментального определения постоянной вре-
времени резания, кроме указан-
указанных в гл. III. Этот метод за-
заключается в том, что по экспе-
экспериментально полученным кри-
кривым предельной ширины сре-
срезаемого слоя определяются
значения скоростей vT резания,
соответствующие минимуму
грг
Рис. V. 6. Зависимость предельной
ширины срезаемого слоя от скорости
резания
Зная собственную часто-
частоту We неустойчивой формы колебаний ЭУС, которая приблизи-
приблизительно равна частоте возникающих при резании автоколебаний,
находим значение lv из выражения
1р — VTT\ = От
(V.6)
Этот метод не требует применения сложной аппаратуры и
может быть использован в любой лаборатории.
Зависимость постоянной времени резания от скорости указы-
указывает на возможность существования двух граничных скоростей
222
резания, ниже и выше которых система устойчива и вибрации
отсутствуют. Если резание происходит с шириной срезаемого
слоя, превышающей fenpmm, то эти скорости могут быть вычисле-
вычислены по следующей формуле, получаемой из указанного выше
общего уравнения (V. 4) границы устойчивости с заменой ЬпР
на b и переходом к величине Kv'-
Vep 1,2 =
2Г2Г2
Т2
¦ 1 1
T2\2
— V 2j —'
2Т2
(V.7)
Эти граничные скорости показаны на рис. V. 6 для некото-
некоторого значения Ь.
Не следует, однако, переоценивать значения того или иного
упрощенного выражения динамической характеристики резания
в объяснении явления ви-
вибраций и его закономер-
закономерностей. В частности, как *да
это следует из гл. III, ха-
характеристика в форме t2t
(Ш.101), которой мы
здесь пользовались, не
является исчерпывающей.
На .рис. V. 7 приведена
зависимость предельной
глубины резания от ско-
скорости для токарного стан-
станка 1К62, эксперименталь-
экспериментально полученная в ЭНИМС
С. И. Рубинчиком [138]
для разных условий обра-
обработки. Эта зависимость не дает такой четкой зависимости от ско-
скорости, какая следует из приведенного теоретического анализа,
что может быть следствием влияния наростообразования и вы-
вынужденных колебаний на оценку границы устойчивости. Об этом
влиянии говорится ниже. В частности, при изменении подачи дол-
должно сместиться положение минимума кривой предельной шири-
ширины срезаемого слоя по скорости. Однако на кривых рис. V. 7 это
отчетливо не наблюдается.
Наличие двух скоростей — верхней и нижней, ограничиваю-
ограничивающих область вибраций, известно практикам давно. Эксперимен-
Экспериментально они были установлены И. С. Штейнбергом [205],
Л. К. Кучмой [107], Г. А. Манжос [120] и др. Однако эти грани-
границы оценивались ио»уровню автоколебаний. Об этой оценке будет
сказано ниже.
Большой интерес представляет проверка теоретических ре-
результатов, определяемых влиянием динамической характеристк-
223
120 150 ISO v м/мин
Рис. V. 7. Зависимость предельной глубины
резания от скорости и подачи по экспери-
экспериментальным данным
ки устойчивого резания, при устранении нароста, а также с уче-
учетом влияния вынужденных колебаний.
Переоценка роли динамической характеристики резания вы-
выражается часто в пренебрежении влиянием связанности коорди-
координат УС, о которой говорилось при анализе системы со стацио-
стационарным резанием. При этом авторы ограничиваются анализом
систем с одной степенью свободы или систем без указанных
связей, что не может дать полной картины явления.
Проведенный анализ показал, что влияние динамической ха-
характеристики резания в принципе сводится к дополнительному
фазовому смещению в системе. Это обстоятельство очень важно,
особенно для ЭУС со слабой связью, когда ее динамическая ха-
характеристика не пересекает отрицательной вещественной оси
или пересекает ее вблизи от начала координат. Это важно при
такой форме характеристик, когда дополнительный фазовый
поворот увеличивает отрезок, отсекаемый на отрицательной
вещественной оси.
При сильной связи форма характеристики может быть мноii
и ее фазовое смещение мало повлияет на предел устойчивости.
Практически это означает, что в такой системе достигнуть суще-
существенного эффекта устранения или снижения вибраций за счет
изменения скорости резания или подачи нельзя. Необходимо
проводить изменения в ЭУС станка, направленные на устранение
или изменение соответствующих связей.
Более полным и правильным, таким образом, является анализ
устойчивости системы как с учетом связей в ЭУС, так и динами-
динамической характеристики резания, что и выполняется в дайной
работе. Отклонения от этого положения и в ту, и в другую
стороны, допустимые в соответствующих частных условиях, в
общем случае могут привести к ошибочным выводам.
Говоря о связанности координат ЭУС, мы имеем в виду преж-
прежде всего связанность колебаний, определяющих траекторию
относительного движения инструмента и заготовки, а уже по-
потом— другие связи.
Остановимся несколько на физической стороне учета динами-
динамической характеристики резания в поведении системы. Если при
резании, определяемом статической характеристикой, неодно-
неоднозначное изменение силы резания при колебаниях является
следствием особенностей траектории относительного движения
инструмента и заготовки и зависимости силы Pz от ортогональ-
ортогональной координаты, то к последнем случае эта неоднозначность
возникает в результате отставания силы резания от изменения
координаты, т. е. от толщины срезаемого слоя. На рис. V. 8
показано изменение у толщины срезаемого слоя при колебаниях
и соответствующее ему изменение силы Ру резания при наличии
указанного отставания. Рассматриваемая УС строго опреде-
определяется одной степенью свободы (по нормали к поверхности
224
резания). Положения 1, 2 и 3 соответствуют отходу резца, а 4,
5 и 6 его внедрению в заготовку, т. е. движению в сторону дей-
действия силы Ру или ей навстречу. При одинаковой величине
внедрения, т. е. толщине срезаемого слоя а = а0 — У, эта сила
будет больше при отходе и меньше при внедрении из-за отста-
отставания изменения силы. Диаграмма изменения силы Ру резания
Рис. V. 8. Схема изменения толщины стружки и сил резания
при смещениях резца (с учетом динамической характерис-
характеристики резания)
за один цикл колебания построена на том же рисунке. Площадь,
очерченная этой диаграммой, равна работе, идущей на поддер-
поддержание и развитие колебаний вплоть до установления режима
автоколебаний.
Описанная физическая картина влияния динамической ха-
характеристики резани» на устойчивость системы, так же как и
выполненные выше построения амплитудно-фазовых характе-
характеристик разомкнутой системы, лишний раз показывают, что
формы динамической характеристики резания, принимаемые
8 Заказ 375 225
различными исследователями вибраций при резании, отражают
один и тот же факт — отставание изменения силы от коорди-
координаты. Сами характеристики являются различными математи-
математическими формами сугубо приближенного описания сложных за-
закономерностей деформации материалов при резании.
Основываясь на изложенных общих положениях оценки ус-
устойчивости системы при резании, перейдем к рассмотрению от-
отдельных важных сторон этой задачи.
О «ВИДАХ» ИЛИ «РОДЕ» АВТОКОЛЕБАНИИ
В литературе по вибрациям при токарной обработке говорится об автоко-
автоколебаниях двух «видов»: высокочастотных (порядка 1000 гц и выше) и низко-
низкочастотных (порядка десятков и сотен герц). Практикам эти виды автоколеба-
автоколебаний хорошо известны, так как они имеют характерные внешние признаки: пер-
первые сопровождаются звуком высокого тона (свист), вторые—низкого;
обработанная поверхность в первом случае имеет мелкие характерные волны
(«муар»), во втором случае волны более глубокие; при низкочастотных коле-
колебаниях вибрирует весь станок, при высокочастотных — резец и непосредствен-
непосредственно связанные с ним детали (резцедержатель, борштанга и т. п.).
Яо Ли-пнн [84], выполнивший в ЭНИМС исследование автоколебаний при
растачивании, установил наличие нескольких частотных форм автоколебаний:
низкой частоты (десятки — сотни герц); высокой частоты (тысячи герц) и еще
более высокой частоты (десять тысяч герц и выше). Первым соответствовала
преимущественно изгибная форма колебаний борштангн, шпинделя и т. д.;
вторым — крутильная форма; третьим — изгибная форма колебаний резца, за-
закрепленного в борштанге. ,
При исследовании вибраций карусельного станка [91] были установлены
несколько частотных форм автоколебаний при резании: 20—30 гц, 70—100 гц и
более высоких частот.
Приведенные примеры, число которых может быть значительно увеличено,
свидетельствуют о возможности существования автоколебаний на самых раз-
различных частотах, близких к собственным частотам колебаний ЭУС. Теоретиче-
Теоретически такая возможность вытекает из построения характеристики разомкнутой
системы в достаточно широком частотном диапазоне. Характеристика ЭУС, как
правило, имеет уменьшающиеся с повышением частоты амплитудные значения,
соответствующие каждой нормальной форме. («Резонансные» значения
— «пики» амплитудно-частотной характеристики уменьшаются с ростом значе-
значения собственных частот). Характеристика процесса резания изменяется с из-
изменением условий обработки (скорости резания, подачи, геометрии инструмен-
инструмента, его износа и т. п.), что подробно рассмотрено в гл. III.
В зависимости от значений постоянных времени характеристики резания и
ее коэффициентов будет изменяться вид характеристики разомкнутой системы
при неизменной характеристике ЭУС. Точно также можно изменить характе-
характеристику разомкнутой системы при изменении параметров ЭУС. Например, уве-
увеличение скорости резания и уменьшение подачи уменьшает постоянную време-
времени стружкообразования и усиливает влияние других составляющих характе-
характеристики процесса резания. Это приводит к уменьшению фазового поворота,
возникающего под влиянием процесса резания, низкочастотных участков ха-
характеристики ЭУС и к увеличению амплитудных значений участков характе-
характеристики разомкнутой системы с более высокими частотами. При наличии со-
соответствующей формы характеристики ЭУС, т. е. при наличии форм колебаний
с более высокими собственными частотами и с достаточной динамической по-
податливостью, т. е. с достаточными амплитудными значениями, отрицательная
ветвь вещественной оси за пределами точки —/ будет пересечена взамен низ-
низкочастотной более высокочастотной «петлей» характеристики разомкнутой си-
226
стемы. Ниже будет показано, что частота, определяемая точкой пересечения
характеристикой неустойчивой формы вещественной оси за пределами точки
—/, близка к частоте автоколебаний. В связи с этим рассмотренные выше изме-
изменения приведут к изменению частоты автоколебаний.
В характеристику резания введено упрощающее предположение о действи-
действительности коэффициента Кгу связи нормальных и тангенциальных колебаний
инструмента и заготовки. Напомним, что этого упрощения можно избежать,
рассматривая связь между ЭУС и процессом резания не по одной координате
У, а по двум Y и Z. При существенно большой величине коэффициента Кг?
амплитудные значения характеристики резания возрастают в первую очередь
в высокочастотной области. Это обстоятельство создает условия потери устой-
устойчивости высокочастотной формой системы. Так как коэффициент связи возра-
возрастает с увеличением отношения тангенциальных смещений к нормальным, то
соответствующие автоколебания имеют форму преимущественно тангенциаль-
тангенциальных (изгиб резца, закручивание борштанги и т. п.).
Таким образом, появление автоколебаний различных частот или потеря
устойчивости различными частотными формами системы объясняется сочета-
сочетанием изменения характеристик ЭУС и процесса резания. Пользуясь предло-
предложенной методикой анализа и разработанными выше частотными характеристи-
характеристиками ЭУС и резания, можно не только дать оценку устойчивости системы, но
и определить соответствующую неустойчивую форму. В этом смысле ниже, в
разделе о вынужденных колебаниях, говорится о потенциально неустойчивых
формах системы.
Строго говоря, определение частот автоколебаний, включая решение вопро-
вопроса о возможности одновременного существования автоколебаний на двух час-
частотах или с подавлением одними колебаниями других, т. е. решение вопроса
об устойчивости того или иного вида автоколебаний, требует анализа нелиней-
нелинейной системы. Поэтому все сказанное выше справедливо только при определен-
определенном виде нелинейности и подлежит уточнению в каждом конкретном случае.
В частности, для релаксационных автоколебаний при резании, анализ которых
дан в гл. IV применительно к фрикционным автоколебаниям, нелинейность име-
имеет вид гистерезисной петли силы резания по «предварительному» смещению.
Выше было сказано о встречающихся выражениях: «автоколебания I рода»
или «автоколебания II рода». В свете изложенного вряд ли целесообразна та-
такая градация автоколебаний. Более удачным и полезным является наименова-
наименование автоколебаний по их частотам и соответствующим формам колебаний,
например изгибные автоколебания борштанги с частотой 300 гц. Это не значит,
конечно, что поведение системы описывается только изгибом борштанги, но
этот изгиб резко выделяется. В этом случае неточность терминологии, к сожа-
сожалению, часто приводит к неверному пониманию существа явления.
УСТОЙЧИВОСТЬ ПРИ МНОГОРЕЗЦОВОЙ ИЛИ МНОГОЛЕЗВИЙНОЙ
ОБРАБОТКЕ
Многорезцовая или многолезвийная обработка применяется
достаточно широко. (К этому виду обработки относим все слу-
случаи одновременного резания несколькими режущими кромками,
а не просто наличие многих инструментов или режущих кромок).
Динамическая система станка, показанная на рис. V. 9,
получает еще несколько контуров связи, число которых равно
числу одновременно режущих кромок. В простейшем случае
многорезцового продольного точения резцами, закрепленными
на одном суппорте, процесс резания можно представить как па-
параллельное соединение элементов. При этом система сил реза-
резания по своему действию на ЭУС заменяется равнодействующей,
227
равной сумме сил, а изменение толщины срезаемого слоя для
всех резцов одно и то же и равно относительному смещению
резцедержателя и заготовки под действием суммарной силы ре-
резания. В этом виде система, показанная на рис. V. 9, аналогична
системе, в которой ЭУС представлена нормальными формами
колебаний. Такой простейший вид системы справедлив только
для формы колебаний ЭУС, при которой смещение всех резцов
определяется смещением резцедержателя.
Анализ многоконтурных систем, образованных многолезвий-
многолезвийным резанием, методически может выполняться путем перехо-
перехода к эквивалентным системам и элементам, описанным в гл. I.
"Ч
•
ЭУС
Процесс
резания 1
процесс
резания 2
i
h
ЭУС
Процесс
резания 1
Процесс
резаная 2
процесс
резаний 3
6}
Рис. V. 9. Схема динамической системы станка при много-
многорезцовом точении:
а — общий случай; б — параллельное расположение элементов
«процесс резанияэ
Однако практически его целесообразно выполнять в процессе
общего динамического расчета конкретного станка с использо-
использованием электронных вычислительных машин, о чем будет ска-
сказано ниже.
Здесь мы ограничимся изложением интересных эксперимен-
экспериментальных результатов, которые получены Э. С. Сухановым [184].
Исследования многорезцового продольного точения показали
увеличение общей предельной стружки, т.е. суммарной глубины
безвибрационного резания. Зависимость общей предельной
стружки от числа резцов показана на рис. V.10. На этом принци-
принципе нами был предложен ступенчатый «пиброустойчивый» резец
[90, 97}, показанный на рис. V.11, применение которого целесооб-
целесообразно при черновых и получистовых операциях.
228
Обнаруженный эффект увеличения устойчивости системы
оказывается полезным при проведении исследований влияния
параметров резания (подача, скорость, геометрия инструмента и
т. п.) на устойчивость системы, так как соответственно усили-
усиливает проявления каждого влияния.
Для примера на рис. V. 12 показана зависимость предельной
суммарной ширины срезаемого слоя (глубины резания) от по-
подачи, полученная при точении одним, двумя, тремя и четырьмя
Рис. V. 10. Зависимость суммарной пре-
предельной глубины резания tCVM nj> от
числа я резцов и подачи s (а = 0°; <р =
= Ф, = 45°; % = 0°; г = 0,5 мм; у = —5°;
ч = 44 м/мин).
a — s -0,1 мм/об; b — s = 0,3 мм/об
Рис. V. 11. Резец повышенной ус-
устойчивости
резцами. При увеличении числа резцов зависимость проявляется
очень четко.
Для выяснения причин обнаруженного эффекта были по-
поставлены специальные опыты. При свободном поперечном и
продольном точении с разбивкой ширины срезаемого слоя про-
проточкой канавок на заготовке устойчивость не повышалась. Сво-
Свободное и несвободное точения, отличающиеся тем, чю вершина
резца или не касается или касается обработанной поверхности,
одним и тем же резцом показали одинаковое значение предель-
предельной стружки. Последний опыт, на первый взгляд, свидетельство-
свидетельствовал об отсутствии влияния контакта вспомогательной задней
229
поверхности у вершины резца на повышение устойчивости.
Однако это не так.
Экспериментальное определение динамической характери-
характеристики резания, выполненное в ЭНИМС А. В. Ключниковым, под-
подтвердило справедливость общего выражения динамической
характеристики резания в форме (III. 98), в частности сущест-
существенное влияние постоянной времени заднего угла при соответст-
соответствующих значениях параметров.
Пользуясь общим выражением характеристики резания
(Ш.98), можно объяснить полученный эффект. Сила Раь (или
Рис. V. 12. Зависимость суммарной предельной глубины
резания tcyM.np от подачи s при разном числе резцов.
(п = 120 об/мин; v = 40 м/мин; а •= 5,5°; Y = 13,5";
X = Г; ф = 45°)
ее составляющие) на задней вспомогательной поверхности по
аналогии с выражением (III. 84) имеет вид
2v
dt
(V.8)
где KVb — коэффициент, определяющий связь колебаний по
оси У и по нормали к обработанной поверхности детали; he и
Ьв—высота и ширина площадки контакта по задней вспомога-
вспомогательной поверхности резца; Нав — коэффициент жесткости.
Суммируя Рае с Ра а преобразуя, получим выражение сум-
суммарной постоянной времени заднего угла:
^ (V.9)
Особенностью этого выражения является изменение суммар-
суммарной постоянной времени с изменением ширины срезаемого слоя:
влияние вспомогательной поверхности уменьшается с увеличе-
увеличением ширины срезаемого слоя. Иначе говоря, при несвободном
230
—_ Низкочцстотньи
колебания
———Высокочастотные
копеПпния
резании вид динамической характеристики резания меняется с
изменением ширины срезаемого слоя, переходя (при малой
ширине Ьв) от вида 1 к 2 или 3 по рис. III. 21. При точении
многими резцами или при ступенчатой заточке резца увеличи-
увеличивается число вспомогательных поверхностей и общая устойчи-
устойчивость системы, так как Та является демпфирующей составляю-
составляющей характеристики резания.
При несвободном резании одним резцом устойчивость обе-
обеспечивается не только малой шириной срезаемого слоя, но и
малостью фазового отставания или даже опережением силы
резания из-за влияния вспомогательной задней поверхности.
При достижении яре- te(/!Lee_
дельной ширины ере- гг
заемого слоя и суммар-
суммарный фазовый угол ха-
характеристики резания
приближается к его
значению при свобод-
свободном резании. Этим объ-
объясняется результат, по-
полученный при свобод-
свободном и несвободном то-
точении одним резцом.
Небольшое различие
в фазе характеристики
свободного « несвобод-
несвободного резания находит
свое отражение в сдви-
сдвиге минимума описанной
выше зависимости предельной ширины срезаемого слоя от скоро-
скорости с изменением числа резцов. На рис. V. 13 видно повышение
значения скорости vT с увеличением числа резцов.
ВЛИЯНИЕ СЛЕДОВ ОБРАБОТКИ
Влияние вибрационных следов на устойчивость системы при
последующих проходах известно давно. Первым в 1937 г.
показал это влияние Н. А. Дроздов [38]. Затем оно было иссле-
исследовано в работах А. И. Каширина [57], А. П. Соколовского [178]
и др. Однако во всех работах неизвестным оставался фазовый
сдвиг между волной на поверхности детали и колебаниями си-
системы. Правильный подход к задаче вытекает из анализа
замкнутой системы. При точении и работе многолезвийным ин-
инструментом наличие,следов создает дополнительную обратную
связь с запаздыванием. Время запаздывания равно времени
одного оборота детали или времени между проходом двух
последующих режущих кромок (фрезы, зенкера и т. п.). В такой
231
Рис. V. 13. Зависимость суммарной предельной
глубины резания tcyM. nP от скорости резания
при разном числе резцов (диаметр обрабатыва-
обрабатываемой детали 105 мм; s = 0,1 мм)об\ v =—9°;
<х = 8°; Я = —Iе; <р = q>i = 45е; г - 0,5 мм)
постановке задачу о влиянии следов первым рассмотрел Р. Хан
[223]. Анализ этого влияния, проведенный Тобайасом и Фишви-
ком [231, 232] в так называемой теории регенеративных колеба-
колебаний, показал, что учет эффекта запаздывания создает некоторые
особенности лишь в узких областях значений параметров
системы.
В нашем представлении динамической системы станка влия-
влияние дополнительной связи с запаздыванием оценивается нагляд-
наглядно и просто. На рис. V. 14 показана схема динамической системы
с этой связью. Заменяя замкнутый контур связи «ЭУС — про-
процесс резания» эквивалентным элементом и размыкая систему по
связи с запаздыванием, получаем следующую характеристику
Рис. V. 14. Схема эквивалентной динамической системы (с ре-
резанием при обработке «по следу».
а — замкнутой; б — разомкнутой
Wx разомкнутой системы (эквивалентный элемент при этом
собственно устойчив, так как иначе задача теряет смысл):
Wxpa3 = WyWr, (V. 10)
где Wu =
'pas
— характеристика эквивалентного элемен-
элемента, представляющая собой характеристику A.11) замкнутой
системы без запаздывания по изменению настройки; W? =
= е-хР— характеристика элемента запаздывания; т = по-
постоянная времени запаздывания; л— число оборотов обрабаты-
обрабатываемой детали, фрезы, зенкера и т. п. в минуту; г — число режу-
режущих кромок фрезы, зенкера и т. п. при постоянном их шаге
(для обтачиваемой детали г = 1).
Построение характеристики разомкнутой системы с запазды-
запаздыванием сводится к тому, что каждая точка характеристики
Wy эквивалентного элемента смещается по часовой стрелке
вдоль окружности на угол <р, равный т<о. Характеристика Wv
строится по характеристике разомкнутой системы Wpa3, как
указано ниже, или с помощью круговых диаграмм [179]. На
232
рис. V. 15 показано построение характеристики W*^ для
случая, когда ЭУС в данном частотном диапазоне можно пред-
представить как эквивалентную систему с одной степенью свободы.
По критерию устойчивости Найквиста (для систем с запаздыва-
запаздыванием в форме, описанной В. В. Солодовниковым и разработан-
разработанной Я. 3. Цыпкиным [199], система, включающая влияние сле-
следов вибраций, устойчива, если Wpm не охватывает точки (—/; Ю).
Рассмотрим три возможных случая.
1. Система устойчива при любом значении т, т. е. при любом
числе оборотов обрабатываемой детали, фрезы и т. п. Этот
случай имеет место, если характеристика Wv эквивалентного
элемента не выходит за пределы единичной окружности с
Рис. V. 15. Построение характеристи-
характеристики Wpa3 при заданном времени т
запаздывания
Рис. V. 16. Характеристики системы,
устойчивой независимо от времени
запаздывания
центром в начале координат, как показано на рис. V. 16. По
исходной характеристике Wpa3 (не учитывающей влияния сле-
следов вибраций) это условие определяется иначе: характеристика
должна лежать справа от прямой /т5, проведенной параллельно
мнимой оси через точку (—0, 5; Ю). Это вытекает из построения
характеристики Wv no Wpa3, для чего в соответствии с выраже-
выражением A.11) надо поделить комплексные числа: числитель Wpa3
на знаменатель A + Wpaa)- По правилам деления амплиту-
амплитуда Ау равна отношению Араз к А3н, где Азн — модуль вектора,
проведенного из точки (—/; Ю) в данную точку Wpa3, фаза <ру
равна разности фаз (аргументов) <ррОз и <р3„ векторов Араз и
Азн. Эти векторы и #все построение показано на рис. V. 17. Для
любой точки о характеристики Wpa3, лежащей справа от ука-
указанной прямой Ау< 1. Пользуясь последней формой условия,
можно быстро выяснить необходимость учета времени запазды-
запаздывания при оценке устойчивости системы. Из построения следует
233
также, что обработка по следам вибраций снижает предельное
значение ширины срезаемого слоя (предельную стружку) не
менее чем в 2 раза. Верхний предел этого уменьшения не
ограничен.
2. Система устойчива в некоторых диапазонах изменения т
или пг, будучи устойчивой при отсутствии запаздывания (в до-
дополнительной обратной связи). В этом случае характеристика
Рис. V. 17. Построение характеристики Wv по заданной характеристике 1Рр«»
Зт
Рис. V. 18. Характеристики системы, устойчивой в некоторых диапа-
диапазонах изменения т или со
Wy не охватывает точку (—/; Ш), но частично лежит вне преде-
пределов единичной окружности. Соответствующая характеристика
Wpa3 не охватывает точку (—0,5; Ю), но частично лежит слева
от прямой Jm5, как показано на рис. V. 18. Для определения
границ диапазонов необходимо измерить на графике или рас-
рассчитать фазовые углы <pj, на которые надо повернуть в соот-
соответствии с правилом построения W^ векторы характеристи-
характеристики Wv до ее пересечения с вещественной осью в точке —/. Такое
234
пересечение характеристикой W^ вещественной оси означает,
что система находится на границе устойчивости. Построение,
показанное на рис. V. 18, сводится к определению точек шк
пересечения характеристики Wv с единичной окружностью и к
измерению соответствующих углов <pj . Так как
Ф« = V©« - 2izq, (q = О, 1, 2...), (V. 11)
то
где TgK — граничные значения времени запаздывания, отделяю-
отделяющие области устойчивости системы.
Для приведенного на рис. V. 18 примера
©х
fi>2
*и= —
Система при: т < т<ю — устойчива; Тог < т < toi — неустойчи-
неустойчива; Toi < т < Ti2 — устойчива и т. д.
Для большинства современных металлорежущих станков ха-
характерно большое время запаздывания (величина обратная nz).
Для токарных станков обычно т > 0,1 сек; для фрезерных
станков т > 0,02 сек; для круглошлифовальных станков (без
учета износа круга) — по детали тэ > 0,2 сек — по шлифоваль-
шлифовальному кругу ткр > 0,04 сек; для карусельных станков т > 0,5 сек
и т. п. Только при обработке легких сплавов на высоких числах
оборотов и у станков малых размеров времена запаздывания
меньше указанных. Учитывая, что частоты <ок, близкие к соб-
собственным частотам ЭУС для станков, достаточно высоки (обыч-
(обычно не менее 40 гц и выше), а угол ф? < 2я, выражение (V. 12)
для хдк можно упростить:
При q > 10 это выражение дает ошибку менее 10%. Практи-
Практически для станков <q*> 10, в чем можно убедиться, перемножив
указанные выше значения т на известные наименьшие значения
собственных частот <о упругих систем станков. Пользуясь этим
(или исходным точным) выражением, можно определить ширину
23
области Am, в которой система устойчива.
чение
Приближенное зна-
знаИз полученного выражения следует, что по мере снижения
числа оборотов (и числа зубьев), т. е. увеличения q, ширина
области устойчивого состояния уменьшается. Для станков
токарного типа (г = 1), как можно установить по приведенным
данным, ширина этой области составляет менее 10% от задан-
заданного числа оборотов. В этих же пределах лежит ширина допол-
дополнительной области устойчивости и для фрезерных станков при
обработке черных металлов.
3. Система неустойчива при любом значении т или устойчива
в некоторых диапазонах изменения т или nz, будучи неустойчи-
Рис. V.19. Характеристики системы, неустойчивой при любом запаздывании
т> или устойчивой в некоторых диапазонах изменения т или со
вой при отсутствии запаздывания в дополнительной обратной
связи.
В этом случае характеристика Wv охватывает точки —/ и
Ю. Так как при о = 0 и при w = со wv < 1, то всегда будут
пересечения Wy с единичной окружностью. Рассмотрим пример,
когда таких пересечений два (наиболее типичный случай),
показанный на рис. V. 19. Характеристика Wpa3 при этом охва-
охватывает точку (—0, 5; Ш) и пересекает прямую Jms также в двух
точках. По сравнению с предыдущим случаем, где <р* > Фг »
здесь q>l > <р*. Поэтому система будет всегда неустойчива,
если тЧ1 > Tg2 и может стать устойчивой в некотором диапазоне,
если t9i < хЧ2.
Для грубой оценки этого условия можно применить следую-
следующее соотношение. Так как <pj ^ — ; ф| ^ 2л, то при малых д
система может быть устойчивой, если «г ^ 4o>i. При больших
236
значениях q это соотношение принимает вид сог ^ wi. чт0
почти никогда не имеет места. Таким образом, в подавляющем
большинстве видов обработки на станках условие охвата харак-
характеристикой Wv точки (—/; Ю) или характеристикой Wpa3
точки (—0, 5; Ю) означает неустойчивость системы независимо
от времени запаздывания.
В специальных случаях, о которых говорилось выше, соот-
соответствующие области устойчивости могут быть определены по
указанным выше выражениям.
На основании установленных закономерностей, пользуясь
Wpa3 или Wy, можно определить предельную стружку с учетом
ь/ь%_
1,00
0.75
0.5
0.25
\
«¦1
а
А 2
it i
г
3
200 '/сек
А
1
51,5
570
влияния следов вибраций при
обработке по следу от предыду-
предыдущего прохода. Как указывалось
выше, изменение ширины Ь сре-
срезаемого слоя приводит к изме-
изменению масштаба характери-
характеристики.
При уменьшении Ь пря-
прямая 1т5 на графике Wpa3 сдви-
сдвигается влево, а радиус единич-
единичной окружности на графике
W*m увеличивается, пока не
достигается условие независи-
независимости устойчивости от т или п.
На рис. V. 20 показана кри-
кривая изменения предельной
стружки при точении по следу,
полученная расчетом для слу-
случая токарной обработки при
различных числах оборотов, но
при одной скорости резания и
неизменных свойствах ЭУС. Этот случай несколько искусствен-
искусственный и приводится здесь для четкости выявления .роли следов на
поверхности. При .изменении числа оборотов обычно изменяется
скорость резания, что влечет за собой изменение постоянной вре-
времени стружкообразования Тр и изменение динамической харак-
характеристики УС привода, а иногда и характеристики двигателя. По-
Поэтому в общем случае влияние следов на поверхности должно
быть прослежено с учетом всех изменений динамической системы
станка.
На рис. V.20 для сравнения нанесено значение предельной
стружки для обработки «по чистому» (например, обтачивание
винтового пояска н^^поверхности детали), а также значение,
полученное из условия охвата характеристикой Wpa3 точки
(—0, 5, Ю). Сравнение показывает известное из практики суще-
существенное влияние следов на снижение устойчивости системы.
237
Рис. V.20. Зависимость границы ус-
устойчивости Ьпр от числа оборотов п
обтачиваемой детали при обработке:
о — по чистому, б — по следу: ' — не-
неустойчиво при любом п; 2 — устойчиво в
некоторых диапазонах л; S — устойчиво
при любом п
НвдствйчиВо
"с
3*5
570
600пОб/мии
Иногда интересуются частотой и амплитудой автоколебаний,
возникающих в неустойчивой системе при резании. Если суще-
существенная нелинейность в системе имеет безгистерезисную форму
и заложена в связях между ЭУС и резанием, то частота автоко-
автоколебаний определяется значением частоты в точке пересечения
характеристики разомкнутой системы с отрицательной ветвью
вещественной оси. Это пересечение определяет также частоту
собственных колебаний системы на границе устойчивости.
Можно проследить в таком случае изменение частоты авто-
автоколебаний при резании по следам на обрабатываемой поверхно-
поверхности с изменением числа оборотов. С увеличением п в соответ-
соответствующей области частота автоколебаний возрастает от со*, до
W"i+i. как показано на рис. V. 21. Эти результаты совпадают
с теоретическими и эксперимен-
экспериментальными результатами Тобай-
Тобайаса и Фишвика [231].
Амплитуды автоколебаний
также изменяются с изменени-
изменением п, достигая максимума в
средней части диапазона гра-
граничных значений лог-. Числен-
Численные значения этих амплитуд
определяются при наличии бо-
более полных данных о форме не-
нелинейности [158].
Предложенная методика
учета влияния следов на обра-
обрабатываемой поверхности отли-
отличается от методики Хана [223], Тобайаса и Фишвика [231] просто-
простотой, наглядностью и удобством применения. Она может быть ис-
«ользована при анализе динамической системы станка (в линей-
линейном приближении) любой сложности. Здесь не требуется реше-
решения трансцендентных характеристических уравнений, к которым
приводит наличие запаздывания и которые рассматриваются Ха-
Ханом [223], Тобайасом и Фишвиком [231].
Такие решения сложны даже для системы второго порядка,
проанализированной ими, не говоря о системах более высокого
порядка, которыми в действительности описывается динамиче-
динамическая система станка.
Каждый, кто знаком с основами теории регулирования, легко
обнаружит аналогию методики предложенного решения задачи
о влиянии следов обработки и методики анализа систем регули-
регулирования с запаздыванием. В соответствующих монографиях
можно ознакомиться с математической стороной применения
частотного критерия устойчивости к системам с запазды-
запаздыванием.
238
Рис. V. 21. Зависимость частоты авто-
автоколебаний от числа оборотов детали,
обтачиваемой «по следу» при Ь = Ь\
(по рис. V. 20)
устойчивость при обработке шлифованием
Классические представления о вынужденных колебаниях,
вызываемых внешними возмущениями, являются господствую-
господствующими среди специалистов [21, 25] при объяснении ими проис-
происхождения колебаний при обработке шлифованием. Однако такие
простейшие теоретические построения не могли объяснить целого
ряда фактов, наблюдаемых при шлифовании: наличия колеба-
колебаний с собственными частотами УС, зависимости интенсивности
колебаний от режима обработки и т. п. Поэтому с развитием
представлений об автоколебаниях при резании появились вы-
высказывания о существовании этого вида колебаний при шлифо-
шлифовании, например, в работе [163], разделяемые, однако, не всеми
специалистами [191}.
Основанием для отрицания возможности автоколебаний
является малость сечения стружек, снимаемых при шлифо-
шлифовании.
Ошибочность этого мнения обнаруживается простым сравне-
сравнением с условиями возникновения автоколебаний при трении, где
контактные взаимодействия и силы могут быть еще меньшими,
чем при шлифовании.
Первая попытка дать теорию автоколебаний при шлифовании
была предпринята Р. Ханом [223]. В ней учтено влияние вибра-
вибрационных следов на поверхности детали на развитие — раскачку
колебаний при последующих проходах. Это сделано введением
запаздывания в зависимость силы резания от толщины срезае-
срезаемого слоя.
Величина запаздывания равна времени одного оборота дета-
детали. Однако Р. Хан не дал анализа устойчивости при отсутствии
следов от предыдущего прохода и анализа влияния износа и за-
затупления круга. Последнее, как показано ниже, приводит к прин-
принципиально новым результатам.
М. Полачек, один из авторов так называемой «теории связи
по положению» для резания металлов [218], и Л. Плугарж высту-
выступили с работой, названной ими теорией автоколебаний при шли-
шлифовании [227]. Эта работа является распространением принципа
изложенной выше теории на шлифование, что нами было сделано
ранее — одновременно с разработкой основной теории [82, 127].
М. Полачек и Л. Плугарж утверждают, что шлифование при
обычных режимах протекает «глубоко в неустойчивой области»,
и что поэтому влияние связей с запаздыванием, вызванных
обработкой «по следу», не имеет значения. Эти выводы в об-
общем случае вступают в противоречие с практикой существенного
уменьшения уровня «олебаний при шлифовании только за счет
устранения источников возмущения и рациональной правки
круга, а также с весьма интересными экспериментальными дан-
данными самих авторов [155, 227].
239
Динамическая система шлифовального станка при анализе
точности и устойчивости процесса обработки детали представ-
представляется нами системой упрощенного типа (рис. V. 22).
Дополнительная обратная связь с запаздыванием, равным
времени та одного оборота детали, возникает, если обработка
производится «по следу» от предыдущего прохода по детали
(при врезном шлифовании, при круглом шлифовании с про-
продольной подачей, меньшей ширины круга и т. п.).
Для шлифования существенное значение имеет также обрат-
обратная связь с запаздыванием %кр через износ и затупление круга.
Ее влияние выражается в появлении характерного неравномер-
неравномерного износа круга. Причем последний вид связи существует не
только при шлифовании, но и при всех видах обработки, но
обычно не учитывается.
ЭУС
Процесс
резания
У
_ К
V
¦—.
Л 1
Рис. V. 22. Схема динамической системы станка
при шлифовании
Условия обработки детали «по чистому» в практике встре-
встречаются при резьбошлифовании, плоском шлифовании и т. п.
Условия же работы круга «по чистому» на практике почти не
встречаются и могут быть созданы искусственно при шлифова-
шлифовании узкой детали широким кругом с подачей вдоль оси послед-
последнего, равной ширине детали на один оборот круга.
Как указывалось выше, шлифование, как процесс пластиче-
пластического деформирования и разрушения материалов детали и кру-
круга, занимает промежуточное положение между резанием резцом
и сухим трением. Изменение ширины резца вызывает пропор-
пропорциональное изменение сил резания. Изменение ширины (номи-
(номинальной) поверхности трения само по себе не дает изменения
силы трения. Сила трения изменится, если сохранится неизмен-
неизменной глубина деформирования (нормальная контактная дефор-
деформация). В первом приближении соответствие резания и трения
сохраняется, если сравнивается не ширина резца и поверхности
трения, а изменение нормальных составляющих Ру. Примени-
Применительно к шлифованию это означает, что изменение условий
обработки (подачи, ширины круга, зернистости и т. п.) должно
240
влиять на силы резания через изменение фактического, а не
номинального сечения срезаемого слоя.
Как и при других видах обработки, связь ЭУС и резания
выражается смещением в направлении изменения толщины сре-
срезаемого слоя (внедрения зерна в поверхность шлифуемой
детали). Толщина срезаемого слоя при шлифовании торцом но-
номинально равна подаче на один оборот круга. При шлифовании
периферией круга берется среднее значение толщины срезаемого
слоя по дуге охвата. Направление изменения толщины срезае-
срезаемого слоя практически в большинстве случаев может быть при-
принято нормальным к обработанной поверхности. Вопрос о соб-
собственной устойчивости (т. е. условиях засаливания круга) и
динамической характеристике резания при шлифовании в общем
плане наших теоретических представлений принципиально ясен.
Однако требуется его конкретное изучение применительно к
специфике абразивов и их взаимодействия с металлами. Учиты-
Учитывая высокую окружную скорость круга и примерно среднее
между резанием резцом и трением значение пути формирования
силы шлифования, можно полагать инерционность процесса ре-
резания малой и имеющей значение только при весьма высоких
частотах, лежащих за пределами рассматриваемого здесь
диапазона.
Поэтому, пренебрегая всеми постоянными времени в дина-
динамической характеристике резания, получаем при шлифовании
где Кш — Kb — статический коэффициент резания; К — удель-
удельная сила шлифования, определяемая при заданных условиях
обработки.
М. Полачек и Л. Плугарж [227], по данным своих эксперимен-
экспериментов, дают значение Кш (в их обозначении г) для закаленной
стали 5, для незакаленной стали 3 кГ/мк. Эти значения опреде-
определены при ширине шлифования 25 мм. В свете сказанного выше
об изменении фактического сечения срезаемого слоя при шли-
шлифовании параметр b — ширина срезаемого слоя зависит от
действительной толщины срезаемого слоя. Его нельзя принимать
неизменным и равным номинальной ширине круга.
Следовательно, значение Кш должно определяться для каж-
каждой ширины шлифования при строго фиксируемой фактической
толщине срезаемого слоя. Можно предположить, что из-за этой
особенности резания при шлифовании эксперименты М. Пола-
чека и Л. Плугаржа не показали изменения амплитуды и частоты
автоколебаний с изменением ширины шлифования. Аналогич-
Аналогичные и в общем противоречивые данные о влиянии ширины круга
приводятся и другими исследователями [119, 221].
Во всех упомянутых работах фиксируются колебания при
различной ширине круга и заданной подаче и иных условиях
241
резания. Но увеличение ширины круга приводит к увеличению
силы и одновременно к увеличению деформации УС. Можно
установить действительную толщину ag срезаемого слоя из
выражения (VI. 12) статической погрешности обработки:
6 = А КшКэУС . (V.16)
1 + КК
где б—погрешность обработки (деформация УС); А — задан-
заданный припуск (заданная поперечная подача а3 на оборот круга);
Кэус — статическая характеристика (податливость) ЭУС станка.
Отсюда
°**° <V17)
В экспериментах М. Полачека Кэус ** 0,4 -4- 2,0 ' мк/кГ.
Тогда, при В = 25 мм а& «@,1 -~0,3)а3. При увеличении
ширины круга действительное значение толщины срезаемого
слоя уменьшается. Следовательно, уменьшается и фактическая
ширина срезаемого слоя на единицу ширины круга. Таким обра-
образом, параметр b с увеличением ширины круга при постоянной
заданной толщине срезаемого слоя растет слабо.
Для получения правильных выводов о влиянии ширины
срезаемого слоя следовало проводить эксперименты не с по-
постоянной подачей, а с постоянной нормальной силой, приходя-
приходящейся на единицу ширины круга, т. е. при Ру/В = const.
С этой же точки зрения объясняется влияние продольной
или круговой подачи на устойчивость системы. Эта подача опре-
определяет заданную толщину срезаемого слоя. Многие объясняют
увеличение интенсивности колебаний при шлифовании с увели-
увеличением продольной подачи именно этой зависимостью. Ошибоч-
Ошибочность этого широко распространенного мнения становится
очевидной, если вспомнить, что устойчивость определяется не
заданной силой резания, а ее изменением при изменении
толщины срезаемого слоя. Увеличение или уменьшение заданной
толщины срезаемого слоя меняет только заданную силу резания
(применительно к обработке резцом), не влияя на ее изме-
изменение.
Увеличение заданной толщины срезаемого слоя при шлифо-
шлифовании приводит к увеличению действительной толщины аэ и
ширины Ь срезаемого слоя. Последнее влечет за собой снижение
устойчивости. Изменение продольной подачи влияет также че-
через изменение времени запаздывания в системе.
При дальнейшем уточнении теории необходимо проанализи-
проанализировать зависимость от толщины срезаемого слоя не только
величины силы шлифования, но и ее направления. В статических
условиях эта зависимость существует. При колебаниях она
242
может быть учтена введением фазового сдвига между измене-
изменениями Рг и Ру. В первом приближении мы этой зависимостью
пренебрежем.
Устойчивость системы при шлифовании «по чистому» (для
детали и для круга) по критерию Найквиста определяется
отсутствием охвата точки с координатой —/ вещественной оси
АФЧХ разомкнутой системы. Для сложной ЭУС такой охват
может произойти по одной из резонансных петель АФЧХ, соот-
соответствующих различным собственным формам колебаний систе-
системы. Такую резонансную форму и соответствующую ей собствен-
собственную частоту называем потенциально неустойчивой.
В соответствии с общей теорией, изложенной в предыдущем
параграфе, влияние дополнительной обратной связи с запаздыва-
запаздыванием т при работе «по следу» проявляется следующим об-
образом.
1. Если АФЧХ разомкнутой системы охватывает точку (—0, 5;
Ю), то система практически неустойчива независимо от вре-
времени запаздывания. Возможная устойчивость в небольшом
интервале изменения т или частот © ЭУС (при изменении ско-
скорости вращения детали или круга, при изменении жесткости
или массы шлифуемой детали и т. п.) имеет малое практическое
значение, хотя и может иногда проявляться.
2. Если АФЧХ разомкнутой системы лежит справа от пря-
прямой Jm5, проведенной параллельно мнимой оси через точку веще-
вещественной оси с координатой —0,5, то система устойчива при лю-
любом времени запаздывания.
3. Если АФЧХ разомкнутой системы пересекает прямую
Jm5, не охватывая точку (—0, 5; Ш), то существуют чередую-
чередующиеся области т и со, в которых система является устойчивой и
неустойчивой. Если принимать, как это делается в упомянутых
выше работах, значение времени запаздывания без учета износа
круга, то для современных круглошлифовальных и плоскошли-
плоскошлифовальных станков, имеющих — по кругу ткр «* 0,04 сек, а по
детали та « 0,2 сек (круглое шлифование), указанные области
устойчивости и неустойчивости очень узки. Например, при самых
неблагоприятных условиях ширина области «устойчивых» частот
составляет для связи по износу круга примерно 30 \/сек или
5 гц. По детали соответственно 0,5—1,5 гц.
Сказанное справедливо в начальный после правки период
времени при условии, что правка обеспечила идеально правиль-
правильную форму поверхности круга. Через некоторое время (а для
круга практически еще во время его правки) из-за вынужденных
колебаний на поверхности детали и круга появляются волны.
На рис. V. 23 показаны для примера «круглограммы» — профи-
лограммы круга и шлифуемой детали. Наличие волн приводит к
изменению времен запаздывания. Круг для обрабатываемой
детали становится своеобразной «фрезой», число «зубьев» которой
243
равно числу волн. Запаздывание в обратной связи по следам об-
обработки на детали
где пкр — число оборотов круга в минуту; znp — число волн на
периферии круга.
Обрабатываемая волнистая деталь, «обрабатывающая» — из-
изнашивающая круг, становится для круга «протяжкой» по отно-
отношению к которой изделие — круг движется с заданной скоро-
Рис. V. 23. Профилограмма шлифовального круга
с крупной волнистостью на периферии:
а — после правки; б — после шлифования
стью. Запаздывание в обратной связи по следам износа на круге:
а) при круглом шлифовании
хкр = -5*- -^—; (V. 19)
б) при плоском шлифовании
•кр- - . (V.20)
пЕ>крпкр fnDitpnKp
где Dq\ DKp — диаметры детали и круга соответственно; ze —
число волн на периферии детали; tg — шаг волны на шлифуемой
поверхности; vnpod — скорость продольной подачи; / — частота
колебаний (частота волн на поверхности детали).
244
.Так как обычно гкр и ze значительно больше единицы E—10
и более), то времена запаздывания существенно уменьшаются.
Так как при наружном круглом шлифовании DKp > Ds, то ткр
уменьшается еще примерно на десятичный порядок. При внут-
внутреннем шлифовании DKP < Da и ткр несколько увеличивается.
Эти особенности изменения времен запаздывания следует
иметь в виду при анализе системы шлифовального станка в
разные периоды шлифования между правками круга. Уменьше-
Уменьшение времен запаздывания приводит к расширению областей не-
неустойчивости в случае 3 и к уменьшению степени устойчивости в
случае 1.
Граничное iqK время запаздывания для случая 3 опреде-
определяется выражением (V. 12):
где (Ок — частота, определяемая точкой пересечения характери-
характеристики разомкнутой системы с запаздывающей связью с единич-
единичной окружностью А^3 = 1 или точкой пересечения характери-
характеристики разомкнутой системы с прямой Im^, ф* — угол поворота
вектора разомкнутой характеристики с запаздывающей связью,
соответствующего со*, до пересечения характеристики с отрица-
отрицательной ветвью вещественной оси.
Полагая в среднем для резонансной частоты ф* <=> —.можно
определить собственные частоты системы (если они изменяются,
а время запаздывания постоянно), при которых она наименее
устойчива:
©««—?_ + -2й-. (V.21)
Низшая частота
Интервал между частотами при различных q
Ширина области неустойчивости
—• <V-23>
/ Нг^ • (V-24)
В среднем можно принять
Тогда Дсож—^— (V.25)
245
Указанное выше уменьшение времен запаздывания приводит
к резкому расширению области неустойчивости, к расширению
величины интервала и к повышению величины низшей частоты
наименее устойчивой формы системы. Это же в равной степени
относится к временам т, которые могут изменяться (при неизмен-
неизменных или различных со системы) с изменением чисел оборотов,
скоростей подач, числа волн, диаметров и других параметров,
определяющих их величину.
Таким образом, особенность влияния двух параллельных
обратных связей при работе «по следу» для шлифования, как и
для многолезвийного инструмента различных видов, выража-
выражающаяся в расширении областей неустойчивости (или областей с
заданной степенью устойчивости), делает роль постоянных вре-
времени существенной в общем анализе устойчивости и колебаний
системы.
Отмеченная особенность может приводить в определенных
условиях к тому, что при изменении т или ю неустойчивыми (или
формами с малой степенью устойчивости) могут становиться
формы с различной собственной частотой. Например, неустойчи-
неустойчивость контура связи по износу круга может уступать место
неустойчивости контура связи по резанию детали и т. п.
Изложенный выше анализ устойчивости системы выполнен в
предположении независимости контуров связей с запаздыванием
в каждый данный момент времени. Представляет интерес анализ
такой системы с учетом непрерывного взаимодействия этих
контуров.
ПОВЕДЕНИЕ СИСТЕМЫ ПРИ НЕУСТОЙЧИВОМ РЕЗАНИИ
(АВТОКОЛЕБАНИЯ ПРИ РЕЗАНИИ С НЕУСТОЙЧИВЫМ НАРОСТОМ)
Устойчивость наростообразования является частным случаем
устойчивости процесса пластического деформирования при
резании и определяется параметрами этого процесса. Анализ
устойчивости процесса стружкообразования выполнен в гл. III.
Используем результаты этого анализа для теоретического опре-
определения автоколебаний, возникающих при обработке в условиях
собственно неустойчивого процесса резания.
На рис. V. 24 показано изменение высоты нароста и силы ре-
резания при точении образца из стали ЗОХ по данным Н. Н. Зоре-
ва [43]. Область неустойчивого нароста охватывает возрастаю-
возрастающую ветвь зависимости силы резания от скорости, ее максимум
(которому соответствует скорость vM) и «падающий» участок.
При срывающемся наросте, так же как при образовании
элементной стружки, сила резания не остается постоянной, а
имеет колебания. Задача о влиянии этих колебаний на поведение
станка, инструмента и обрабатываемой детали (СПИД) давно
привлекала к себе внимание исследователей и практиков.
246
Ф. Тейлор [187] и его последователи считают, что вибрация
(«дрожание») станка является следствием элементности струж-
кообразования. И. С. Штейнберг [205] объяснил возникновение
вибраций в определенной области режимов резания периодиче-
периодическим срывом нароста.
Работа Н. А. Дроздова [38], показавшая автоколебательную
природу вибраций при резании, положила начало резкой критике
взглядов Ф. Тейлора. Критика опирается на теорию вынужден-
вынужденных колебаний УС. С ростом частоты формирования элементов
0.8
V M/MUH
Рис. V. 24. Экспериментальные зависимости от скорости резания:
По Н. Н. Зореву для стали ЗОХ; л, - 0,149 мм: 1 — Л; Рг; Сн; по А. Н. Еремину
для стали J/B 163; 2 — Л при s — 0,55 мм/об; 3 — ft при » — 0,11 мм/об
стружки и срыва наростов при увеличении скорости резания
должна была бы увеличиваться частота колебаний системы. Од-
Однако, как показывает опыт, при интенсивных вибрациях частота
этих колебаний остается постоянной и близкой к одной
из собственных частот колебаний УС. На этом основании взгля-
взгляды Ф. Тейлора полностью отвергаются. Аналогичная участь
постигла и взгляды И. С. Штейнберга.
Некоторые современные исследователи вообще отрицают
роль срывающегося- йароста, например [45], другие пытаются вве-
ввести оценку его влияния на возбуждение автоколебаний, хотя счи-
считают срыв нароста причиной вынужденных колебаний. В дейст-
действительности же колебания УС, вызванные колебаниями силы
247
резания при сдвиге нароста или элемента стружки, оказывают
обратное воздействие на процесс формирования элемента или
нароста, изменяя его величину, момент завершения формирова-
формирования и т. д., т. е. процесс должен рассматриваться как процесс
в замкнутой системе.
На рис. V. 25 показана простейшая схема динамической си-
системы станка, включающая описанное взаимодействие ЭУС с
процессом резания.
Рассмотрим поведение замкнутой динамической системы
станка при собственно неустойчивом ее элементе — «процессе
резания» [103].
Рис. V. 25. Схема эквивалентной динамической систе-
системы станка при резании:
а — без наростообразования: б — с наростообразованием
В близкой связи с рассматриваемым вопросом находится по-
появившаяся в последние годы работа М. Е. Эльясберга [209], [210],
в которой для объяснения автоколебаний при резании так же,
как и в работе Дои и Като [220], привлечено представление о за-
запаздывании силы резания по отношению к изменению толщины
срезаемого слоя. М. Е. Эльясберг теоретически обосновывает это
представление образованием так называемой опережающей тре-
трещины или полости. Образование указанной полости трактует-
трактуется [210] как «стадийный», периодический процесс появления, раз-
развития и исчезновения полости, связанный с формированием эле-
элементов стружки и периодическим изменением силы резания.
Влияние этой периодичности на колебания системы им не учиты-
248
вается. Размер опережающей полости, определяющий запазды-
запаздывание, берется как среднее значение периодически изменяющейся
величины.
Изложенное свидетельствует о важности вопроса о влиянии
элементности стружкообразования и связанных с ним явлений,
а также об ошибочности и разноречивости суждений о нем.
Теоретический анализ области неустойчивого нароста, а не
областей формирования элементных стружек (надрыва или ска-
скалывания), выполняем потому, что эта область имеет большее
практическое значение. Она охватывается применяемыми в на-
настоящее время режимами обработки на металлорежущих стан-
станках.
На рис. III. 10 показан нарост, характерный для обработки
сталей. Образованный сильно деформированным и упрочненным
обрабатываемым материалом на-
нарост смещает в глубь материала
зону предельного состояния сдви-
сдвига в ллоскости отделения стружки
от обрабатываемого материала,
т. е. в плоскости резания. Говорят,
что «нарост» принимает на себя
«функции резца». Выступающая
за пределы резца часть нароста
увеличивает заданную толщину
срезаемого слоя. Пространство
между «задней поверхностью» на-
нароста, как своеобразного резца, и
обработанной поверхностью не-
некоторые принимали за так назы-
называемую опережающую трещину, которая, по их мнению, играла
решающую роль в стружкообразовании. Дискуссия, возникшая
по этому вопросу в тридцатых годах нашего столетия, заверши-
завершилась тем, что большинство исследователей разделяет точку зре-
зрения об отсутствии опережающей трещины при формировании
сливной стружки. Основанием для этого служат многочисленные
исследования корней стружек ([43, 48, 62, 116] и т. д.), киносъем-
киносъемки процесса стружкообразования и т. п.
Трактуя пространство между наростом и обработанной по-
поверхностью как опережающую трещину и представляя сам на-
нарост как некоторую «опережающую полость», М. Е. Эльяс-
берг [210] обосновывает возможность запаздывания изменения
силы резания по отношению к изменению сечения срезаемого
слоя.
На рис. V. 26 показана схема резания по М. Е. Эльясбер-
гу ([210], рис. 1) с'развитой «опережающей трещиной» ofg при
смещенной в пределах «трещины» режущей кромке резца. Дей-
Действительно при смещениях резца в пределах указанного
249
Рис. V. 26. Схема зоны стружко-
стружкообразования по М. Е. Эльясбергу
пространства или «трещины» (сохраним это название, хотя оно
по существу неверно) толщина срезаемого слоя и сила резания не
будут изменяться, т. е. появится запаздывание. Однако справед-
справедливым это будет только при одном непременном условии: нарост
не должен удерживаться на резце и должен легко смещаться по
его поверхности. Иначе
говоря, нарост должен
срываться с резца, быть
так называемым неустой-
неустойчивым наростом [205]. Та-
Такой срыв нароста и унос
его частей стружкой и де-
деталью хорошо виден на
кинокадрах, приведенных
в работе М. Е. Зльясбер-
га. При устойчивом наро-
наросте, существование кото-
которого хорошо известно
практикам, запаздывание
силы резания по указан-
указанной причине невозможно,
хотя «трещина» при этом
существует.
Срыв неустойчивого
нароста приводит к перио-
периодичности стружкообразо-
вания и изменения силы
резания.
Периодический срыв
нароста является автоко-
автоколебательным явлением,
присущим самому процес-
процессу резания и возникаю-
возникающим в результате потери
устойчивости его дефор-
деформационной системой. В
этом случае колебания
Рис. V. 27. Экспериментальные зависимо-
зависимости от скорости резания:
— частоты срыва наростов «„ при реза-
резании стали 45 с глубиной резания I мм и
с различными подачами s мм/об (по
И. С. Штейнбергу); — амплитуды Ау и
частоты ш автоколебаний системы при
резании стали (по Л. К. Кучме)
станка взаимодействуют с автоколебаниями процесса резания.
В нелинейной механике такого рода задача формулируется как
задача взаимодействия нелинейного генератора колебаний (не-
(неустойчивый процесс резания) и колебательной системы (упругая
система станка).
Обстоятельные экспериментальные исследования И. С. Штейн-
берга [205], посвященные закономерностям формирования не-
неустойчивого нароста, показывают, что частота срыва наростов в
области практически важных скоростей резания близка к соб-
собственным частотам УС станков. Для иллюстрации на рис. V. 27
250
приведен график частоты срыва нароста при обработке образца
из стали 45 с различными скоростями резания и подачами при
глубине резания 1 мм.
В этом случае нельзя пренебрегать периодичностью образо-
образования нароста и сопутствующей ему «опережающей трещины»,
как сделано в работах {209, 210]. Возникают так называемые
режимы синхронизации и необходимо решение сформулирован-
сформулированной выше нелинейной задачи.
Рассмотрим сначала условия устойчивости нароста и автоко-
автоколебания деформационной системы резания в идеальном виде —
при полном отсутствии смещений и колебаний упругой системы.
Схема деформационной системы резания при наростообразо-
вании показана на рис. V. 25, как часть динамической системы
станка. Деформационная система резания рассмотрена выше.
Изменение толщины срезаемого слоя ак, как показано на
рис. III. 8, вызывается выступающей частью нароста и влечет
за собой изменение толщины щ стружки. С ростом толщины
стружки изменяется нарост, т. е. длина С„ его контакта с перед-
передней поверхностью резца и его высота h. Вследствие этого изме-
изменяется размер ан выступающей части нароста, т. е. толщина сре-
срезаемого слоя. Зависимость между высотой нароста или его дли-
длиной и толщиной стружки определяется суммированием двух
изменений высоты нароста: hc — при неизменных свойствах ма-
материала и Ац. — результата изменения свойств в связи с измене-
изменением температуры деформируемого объема. Влияние второго
изменения учтено описываемой ниже нелинейной характеристи-
характеристикой, ограничивающей увеличение или уменьшение нароста при
изменении толщины стружки. Поскольку в рассматриваемой иде-
идеальной системе у = 0, то hc = ha. Ранее установлено, что нарост
является периодически неустойчивым в области режимов, при
которых его высота уменьшается с возрастанием толщины сре-
срезаемого слоя. Существенная нелинейность изменения напряжен-
напряженного состояния с изменением высоты нароста и изменения свойств
материала с температурой приводит к тому, что условия устой-
устойчивости нарушаются при некотором значении высоты нароста.
Проследим эту зависимость. В первый момент формирования
очередного нароста его выступающая часть развита слабо. Про-
Прогретый во время формирования предыдущего нароста резец не
удерживает материал стружки, хотя fta при отсутствии этого про-
прогрева должно расти. По мере охлаждения резца увеличивается
действительная высота h нароста и его выступающая часть. Это
увеличение происходит весьма интенсивно. Ко1да нарост дости-
достигает предельной высоты, определяемой условиями устойчивости,
происходит сдвиг и, разрушение нароста. Однако этот сдвиг не
происходит сразу, так как резец и основание нароста еще не про-
прогреты до критической температуры. Кроме того, в первый момент
сдвига изменение толщины срезаемого слоя мало, так как высту-
251
пающая часть нароста движется в направлении скорости реза-
резания. Затем изменение толщины срезаемого слоя резко нарастает,
заканчиваясь устранением дополнительной толщины.
Этапы /, //, /// и IV этого процесса и описанная зависимость
между aH(h) и ha показаны на рис. V. 28, для которой использо-
использована известная [116, 230] схема разрушения нароста. Там же по-
показана упрощенная нелинейная характеристика процесса, полу-
полученная заменой непрерывной кривой прямолинейными отрезками.
Гистерезисная форма характеристики отражает инерционность
тепловых процессов, которая представлена в линейном прибли-
приближении постоянной времени Гм теплопередачи. При дальнейшем
Рис. V. 28. Зависимость толщины ак срезаемого слоя (или дей-
действительной высоты Л нароста) от задаваемой высоты ha на-
нароста по этапам его формирования и разрушения
построении знак нелинейной характеристики изменен на обрат-
обратный. Соответственно изменяется знак связи между линейными
элементами системы.
Для определения амплитуды и частоты автоколебаний, воз-
возникающих в описанной нелинейной системе наростообразования,
воспользуемся известным методом гармонической линеаризации
в форме, предложенной Л. С. Гольдфарбом [26]. Для этого выде-
выделяем линейную часть системы. Ее передаточная функция W'A
дает зависимость между выходной координатой — высотой на-
нароста и входной — толщиной срезаемого слоя, записанную в опе-
операторной форме. Как функция последовательно соединенных эле-
элементов она равна произведению передаточных функций этих эле-
элементов:
(V.26)
252
где Wc — передаточная функция стружкообразования [см. фор-
формулу (III. 40)]; Wh — передаточная функция формирования на-
нароста или наростообразования [см. формулу {III. 42)].
Подстановка Wc и Wh в выражение для W 'л дает
W'A =
(V. 27)
Амплитудно-фазовая частотная характеристика линейной ча-
части показана на рис. V. 29, а. Там же приведена эквивалентная
обратная частотная характеристика —Мн нелинейной части си-
системы. Точка пересечения этих характеристик дает амплитуду
(по эквивалентной характеристике нелинейной части) и частоту
(по характеристике линейной части) автоколебаний системы по
основной гармонике.
Характеристики построены для следующих условий обработ-
обработки: а0 = 0,15 мм; Ъ = 2 мм; go = 4; — «3; обрабатываемый
п
материал сталь ЗОХ, ац = 50 кГ/мм2. Для этих условий имеются
необходимые экспериментальные данные в работе [43].
Таблица V.1
v в м/мин
20
40
60
80
120
т,
ni!
4
4
2,5
2
0,5
Th в «и
14-Ю-3
7-Ю-3
3-Ю-3
1,8-10-3
0,310—3
Тр в сек
4,5-10-3
2,7-10-3
1,8-Ю-з
1,4-Ю-3
0,910-3
ft, в мм
0,36
0,35
0,29
0,17
0,04
Расчет выполнен для различных скоростей резания.
В табл. V. 1 приведены значения этих скоростей, соответствую-
соответствующих им постоянных времени стружкообразования Тр и наросто-
наростообразования Th, высоты Ло нароста и коэффициента — . Коэф-
фициент — принят примерно пропорциональным высоте наро-
"¦I
ста, что позволяет учесть уменьшение времени, потребного на
формирование нароста с уменьшением его величины.
Выбор величин коэффициентов — и — является ориен-
тировочным, но эте. rte оказывает существенного влияния на даль-
дальнейшие выводы.
Высота нароста при различных скоростях резания берется по
экспериментальным данным. На рис. V. 24 для примера приведены
253
кривые, построенные А. Н. Ереминым [41] для случая точения
углеродистой стали при различных подачах.
Экспериментальные данные в форме изменения так называе-
называемого фактического переднего угла или угла резания с учетом на-
нароста, а также данные по длинам контакта застойной зоны с рез-
резцом имеются в работах Н. Н. Зорева D3], А. М. Розенберга и
А. Н. Еремина [168] и др. В качестве высоты неустойчивого наро-
нароста в первом приближении берем размер зоны разброса показа-
показаний при измерении высоты или угла нароста, который составляет
примерно '/<—Vs максимальной высоты нароста.
Jm\
w,t
1.0
Re'
-м,
Рис. V.29. Расчетные амплитудно-фазовые частотные характеристики линейной
а — ¦» 0 (идеальная система); б ?- 0.2; в - 1,2;
СУ СУ СУ
254
По указанным зависимостям размеров нароста определяются
величина и знак Кн =-j и величина |h. На рис. V.30 показано
изменение высоты нароста с изменением толщины срезаемого
слоя, построенное по данным А. Н. Еремина [41] при различных
скоростях резания для образцов из стали 45.
Отсюда
K (V.28)
Re
*)
W* и нелинейной (обрЛн!я эквивалентная характеристика) Мн:
Кр Ко
—.—=-0,6 (для v -20; 120);—^-0,5 (для V - 40; 60; 80)
Высота нароста уменьшается при увеличении толщины сре-
срезаемого слоя, и, следовательно, Кн является отрицательным в не-
некотором диапазоне скоростей резания и толщин срезаемых слоев.
Этот диапазон схематически показан на рис. V. 31. В нем обрат-
обратная связь в рассматриваемой замкнутой деформационной систе-
системе является отрицательной.
В этом диапазоне Кн = ?ol/i, так как в соответствии с анали-
анализом, выполненным в гл. III, §/, = 2?ц. Для расчета принято сред-
среднее значение Кн ~ 2, откуда при известной усадке ?0 стружки,
легко определяемой экспериментально:
h = ~. (V.29)
В данном случае |л « 0,5. При уточненных расчетах может
быть принято во внимание изменение lh и |0 с изменением задан-
а мм
Рис. V. 30. Зависимость высоты Л на-
нароста от толщины а срезаемого слоя
при резании образца из стали 45 (по
данным А. Н. Еремина)
а мм
Рис. V. 31. Зависимость Кн и vM от
скорости резания и толщины срезае-
срезаемого слоя
ных скорости v и толщины срезаемого слоя по. В представляемом
примере изменение |л и |0 Для простоты не учитывается.
При построении эквивалентной характеристики нелинейной
части принято |о = — «=«0,4 по данным обработки фотографий
h
корней стружек, полученных Н. Н. Зоревым [43]. Копия одной из
этих фотографий дана на рис. III. 8. На ней приведен также от-
отпечаток контактной поверхности стружки с четко выделяющей-
выделяющейся областью полного контакта Q стружки с резцом и ее частью
Сн, принадлежащей контакту застойной зоны.
Полученные расчетом частоты © и амплитуды автоколебаний
в относительных величинах A/h шкалы Мн и в абсолютных А
после умножения на высоту нароста нанесены на рис. V.32 для
256
и
Усек
гт
удобства сравнения с экспериментальными данными
И. С. Штейнберга [205]. Частота срыва наростов возрастает по
расчетам и в эксперименте в степенной зависимости от скорости
с показателем степени, большем единицы. Расчетное изменение
амплитуды колебаний со
скоростью совпадает с дру-
другими экспериментальными
данными того же автора
[205], приведенными в виде
осциллограммы колебаний
силы резания ери различных
скоростях резания.
Диапазон режимов с от-
отрицательным значением ко-
коэффициента Кп совпадает с
экспериментально установ-
ленным тем же автором [205]
диапазоном неустойчивого
наростообразования. Таким
образом, результаты расчета
удовлетворительно совпада-
совпадают с экспериментальными
данными.
Перейдем к анализу
влияния деформаций ЭУС на
описанный автоколебатель-
автоколебательный процесс. Деформация
системы вызывается силой
резания. Она, в свою оче-
очередь, влияет на процесс ре-
резания и изменяет силу реза-
резания. В гл. III показано, что
при малых скоростях резания
основным в этом обратном
влиянии является изменение
толщины срезаемого слоя
при смещениях инструмента
и заготовки по нормали к по-
поверхности резания.
При наличии же нароста
изменение толщины срезае-
срезаемого слоя происходит лишь в
зависимости от изменения
нароста. При наросте^ высота которого не зависит от толщины
срезаемого слоя, т. е. /Ск = 0, изменение толщины срезаемого
слоя равно смещению инструмента и заготовки. При изменяю-
изменяющемся наросте толщина срезаемого слоя изменится лишь на ту
9 Заказ 375 257
1600
1200
600
Рис. V. 32. Расчетные зависимости от
скорости резания частоты со и амплиту-
амплитуды колебаний относительной Л/Л; абсо-
абсолютной А; упругой системы Ау для зиа-
. Кр
чешш —— :
Су
1,2 — кружки; 0,6 и 0,5 — крестики; 0,2 —
штриховая линия
величину, на которую изменится выступающая часть ам нароста
при изменении положения инструмента и заготовки.
Эта особенность отражена на схеме динамической системы
станка с развернутой деформационной системой резания. На
рис. V. 25 показано, что вызванное изменением толщины
стружки (а не толщины срезаемого слоя) изменение силы реза-
резания Р (знак изменения или отклонения Д не пишем для облегче-
облегчения записи) вызывает деформацию у ЭУС по нормали к поверх-
поверхности резания (по оси Y). Изменяется, если можно так сказать,
заданная (но не фактическая) толщина срезаемого слоя. В со-
соответствии со сказанным выше изменяется высота нароста.
Степень изменения определяется в первом приближении коэф-
коэффициентом Км- Суммируя изменения высоты hc и hy нароста, по-
получаем полное изменение высоты ha нароста.
Знаки при hc и hv различны, так как положительное отклоне-
отклонение или увеличение у соответствует отрицательному отклоне-
отклонению а или его уменьшению. Передаточная функция W9yc экви-
эквивалентной упругой системы определяется расчетом или экспери-
экспериментально как отношение смещения инструмента и заготовки по
нормали к поверхности резания под действием заданной внеш-
внешней силы Р, имитирующей силу резания.
Для простоты анализа ограничимся случаем, когда можно
выделить из этой характеристики одну нормальную (главную)
форму колебаний, собственная частота (ос которой близка к ча-
частоте срыва наростов. Для рассматриваемого примера возьмем
упрощенную колебательную систему второго порядка, соответст-
соответствующую этой нормальной форме. Ее передаточная функция дана
в гл. II выражением (П.4.).
Коэффициенты функции определяются из условия совпадения
частотной характеристики упрощенной системы с частотной ха-
характеристикой данной нормальной формы колебаний ЭУС. (Как
показывает дальнейший расчет, такое совпадение необходимо
обеспечить в области, близкой к данной собственной частоте,
или, иначе, в резонансной области характеристики). Амплитуд-
Амплитудно-фазовая характеристика W\ упрощенной ЭУС с учетом коэф-
коэффициентов, определяющих силу Р и высоту hy нароста имеет вид
l (V.30)
где оо — условное напряжение резания; b — ширина срезаемого
слоя.
Для расчета примем следующие типичные для токарных
станков значения параметров: 7^=2-Ю сек; Г2=0,4-10-3 сек;
«с = 500 1/сек или /с « 80 гц; К « 0,6; Кэус = 0,5- 10-3 мм/кГ.
Суммируя характеристики Wi и Wh параллельно соединен-
соединенных элементов по правилам сложения комплексных чисел, полу-
258
чаем характеристику W^. Умножение ее по известным правилам
на We дает характеристику WA линейной части системы:
Эта характеристика для указанных выше различных скоро-
скоростей резания построена на рис. V.29 (б, в, г). Там же нанесена
обратная эквивалентная характеристика —Мн нелинейной части
системы. Так же как в рассмотренном выше идеализированном
случае, точки пересечения характеристик №ли—Мн дают частоты
и амплитуды автоколебаний. (Все полученные решения являют-
являются устойчивыми.)
В зависимости от знака суммы Wt и W/, получается два прин-
принципиально различных результата. Если коэффициент суммарной
характеристики W\h больше нуля, то характеристика —Мн распо-
располагается, как показано на рис. V.29, б. Если меньше нуля, то на-
надо или повернуть характеристику W\h на угол я или, что равно-
равносильно, повернуть на угол я характеристику Мн и расположить
ее, как показано на рис. V. 29, в сплошной и штриховой линиями.
Знак коэффициента суммы определяется соотношением коэф-
коэффициентов характеристик W\ и Wh, т. е.
где /СР = Kb — коэффициент резания: К — Colo— удельная сила
резания; Су = жесткость нормальной формы ЭУС.
По физическому смыслу безразмерный коэффициент —- вы-
с»
ражает отношение приращения силы резания к приращению си-
силы упругости системы при изменении толщины срезаемого слоя
на единицу.
В соответствии с изложенным рассмотрим два случая:
а) ct>L
Этот случай возникает при резании с большой шириной сре-
срезаемого слоя и при малой жесткости ЭУС.
* is
Решение, выполненное для —— = 1,2, представлено на
Су
рис. V.29, в. На рис. V. 32 даны расчетные значения круговых час-
частот © автоколебаний, относительных A/h и абсолютных А ампли-
амплитуд автоколебаний для тех же значений параметров резания, что
и ранее.
На рис. V.27 приведены экспериментальные (по данным Куч-
Кучмы Л. К. [108]) кривые'изменения частот и амплитуд автоколеба-
автоколебаний системы при резании. (В цитируемой работе И. С. Штейн-
берга такие данные не приводятся. Об автоколебаниях этого
259
9*
типа у него имеется только общий материал, изложенный в тек-
тексте.) Очевидно их принципиальное, качественное совпадение. Ко-
Количественные значения частот и амплитуд несколько различны,
так как расчет и эксперимент выполнены для разных условий.
В данном случае это не имеет значения, поскольку они не влияют
на основные выводы из теории. В полном соответствии с экспе-
экспериментом частота автоколебаний при собственно неустойчивом
резании остается практически постоянной и близкой к собствен-
собственной частоте колебаний системы. Амплитуда автоколебаний имеет
максимум при скорости резания, превышающей скорость, при
которой нарост имеет максимальную величину. Этот максимум
не связан также со скоростью vM начала падающего участка за-
зависимости силы резания от скорости и лежит несколько выше
или ниже этой скорости. При больших и меньших скоростях ре-
резания амплитуда автоколебаний уменьшается. Смещение макси-
максимума амплитуд от максимума нароста по скорости резания уве-
увеличивается при более пологой зависимости высоты нароста от
скорости резания, т. е. при уменьшении толщины срезаемого
слоя.
При оценке ветви нарастания амплитуд со скоростью следует
иметь в виду возможность влияния иного вида нелинейности,
связанной с изменением знака скорости резания при скорости
колебаний со 'А, равной или превышающей заданную скорость
резания. Эти значения амплитуд показаны прямой у/« на рис.
V.32.
При изменении жесткости ЭУС соответственно изменяются
амплитуды автоколебаний, возрастающие при уменьшении жест-
жесткости. Этот вывод следует из построения характеристики Wut.
Частота автоколебаний при этом остается близкой к собственной
частоте ЭУС. Аналогичным образом изменяются амплитуды авто-
автоколебаний при увеличении ширины срезаемого слоя. Частота ав-
автоколебаний при этом практически не меняется.
б) ?¦ <1-
Этот случай возникает при резании с малой шириной среза-
срезаемого слоя и при большой жесткости ЭУС. Предельными явля-
являются условия бесконечной жесткости ЭУС, когда — = 0. Эти пре-
дельные условия соответствуют идеальной системе, рассмотрен-
рассмотренной выше. В этом случае характеристика ЭУС вырождается в
точку и W\h = Wh, как показано на рис. V.29, а. Решение, выпол-
выполненное для — = 0,2, представлено на рис. V.29, б. На рис. V.32
даны соответствующие значения частот и амплитуд автоколеба-
автоколебаний.
В отличие от случая а относительные амплитуды автоко-
автоколебаний остаются практически постоянными и близкими к еди-
260
нице. Иначе говоря, амплитуда автоколебаний следует измене-
изменению высоты нароста, как показано на рис. V.32. Частота автоко-
автоколебаний возрастает со скоростью. Имеется два участка этой
зависимости: первый с относительно медленным нарастанием
частоты и второй — с ее резким возрастанием. Второй участок
весьма близок к зависимости, полученной выше для идеальной
системы с бесконечной жесткостью. Первый участок в большей
степени отличается от зависимости для идеализированной систе-
системы «крутизной» нарастания и распеложением кривой.
При анализе полученного результата легко обнаруживает-
обнаруживается, что указанные два участка определяются частотными соотно-
соотношениями (или соотношениями постоянных времени) наростооб-
разования, стружкообразования и ЭУС.
Первый участок получается при пересечении эквивалентной
нелинейной характеристики первым витком характеристики ли-
линейной части системы. Второй — при пересечении последним вит-
витком. Так как постоянные времени стружкообразования и наро-
стообразования зависят от скорости резания, толщины срезае-
срезаемого слоя и усадки, то при изменении этих параметров смещают-
смещаются и участки зависимости частоты от скорости. При повышении
скорости резания, уменьшении толщины срезаемого слоя и усад-
усадки расчет дает частоты, изменяющиеся по второму участку за-
зависимости. Сопоставление полученных результатов с экспери-
экспериментальными данными И. С. Штейнберга, приведенными на
рис. V.27 и иными, содержащимися в его работе [205], показывает
их совпадение не только качественное, но и количественное в той
мере, которую можно считать достаточной при использовании
ориентировочных значений параметров системы.
Зависимость частоты от скорости определяется также ве-
величиной коэффициента — . При уменьшении этого коэффициен-
у
та (уменьшение ширины срезаемого слоя и увеличение жестко-
жесткости) зависимость приближается к зависимости для идеальной
системы.
При увеличении коэффициента (в пределах до 1) изменяется
в основном первый участок зависимости: уменьшается «крутиз-
«крутизна» кривой и меняется ее положение.
к '
Однако влияние коэффициента — невелико и потому изме-
у
нение зависимости относительно мало. Полученный результат
объясняет выводы И. С. Штейнберга [205] о влиянии жесткости
системы и глубины резания (ширины срезаемого слоя) на зави-
зависимость частоты срыва#наростов, т. е. автоколебаний системы, от
скорости резания. Уменьшение жесткости системы привело к
сравнительно небольшому уменьшению частоты, хотя собствен-
собственная частота колебаний УС при этом изменилась значительно.
Основываясь на этом, И. С. Штейнберг сделал ошибочный вывол
9* Заказ 375 2A1
о полном отсутствии влияния жесткости системы на частоту срыва
наростов. Его фактические данные по влиянию глубины резания
совпадают с. тем, что вытекает из теоретического решения.
•Резюмируя результаты анализа случая б), можно сделать
два важных вывода:
1. Опыты И. С. Штейнберга, в которых он обнаружил измене-
изменение частоты срыва нароста со скоростью резания, проведены им
в области режимов, соответствующих—2 < 1. Можно сказать,
что эти опыты принципиально были возможны именно потому,
что соответствующие режимы практически возможно осущест-
осуществить на станке.
2. Колебания в этих условиях не являются вынужденными, а
представляют собой автоколебания той же системы при условии,
когда «ведущим» становится наростообразование, а не смещения
ЭУС. Поскольку для наростообразования скорость резания явля-
является таким же параметром, как жесткость или масса для ЭУС, то
частота автоколебаний изменяется с изменением скорости ре-
резания.
В случае а), когда «ведущей» является ЭУС, т. с. ее смеще-
смещения, а не процесс наростообразования в основном определяют
поведение динамической системы станка, картина обратная.
После ознакомления с данным разделом работы может сло-
сложиться впечатление, что автоколебания станков при резании воз-
возможны только в диапазоне режимов неустойчивого нароста. Но
это не так.
При отсутствии неустойчивого нароста или элементного
стружкообразования, т. е. при формировании сплошной сливной
стружки и отсутствии условно называемой нами «опережающей
трещины или полости», автоколебания, как следствие потери ус-
устойчивости движения, также возможны и существуют.
В справедливости сказанного можно убедиться, проведя экс-
эксперимент с резанием при искусственно устраненном наросте.
Резец нагревается пропусканием электрического тока через про-
проволочную спираль, намотанную на его тело, покрытое асбестовой
изоляцией, по возможности близко к режущей части. Резание
производится при режимах интенсивного иаростообразования
(для обычных условий). Нагрев резца полностью устраняет на-
нарост, что легко обнаруживается по гладкому, блестящему виду
обработанной поверхности.
Если резание происходило с вибрациями, то они при уст-
устранении нароста остаются с несколько измененной интенсивно-
интенсивностью. В этом случае схема замкнутой динамической системы
станка, показанная на рис. V. 27, изменится. Исключаются эле-
элементы, определяющие наростообразование и связанное с ним
изменение толщины срезаемого слоя. Деформация у ЭУС станка
непосредственно изменяет толщину срезаемого слоя. В таком
262
виде система рассмотрена выше и берется при динамических
расчетах и анализе станков [169, 104]. Динамическая характе-
характеристика резания является произведением Wcoob.
При стружкообразовании с формированием устойчивого на-
нароста динамическая характеристика резания должна опреде-
определяться с учетом фактического переднего угла, образуемого этим
наростом, а в необходимых случаях с учетом формирования на-
нароста в соответствии с описанной выше схемой.
Представляет интерес оценка влияния неустойчивого наро-
наростообразования на практическую оценку устойчивости системы
станка при резании (виброустойчивости). Теоретически при соб-
собственно неустойчивом резании динамическая система станка,
представляемая нами как одноконтурная, за исключением осо-
особых случаев, всегда неустойчива. Практически оценивается на-
насколько велики амплитуды колебаний в этой области в зависимо-
зависимости от параметров системы. Полученное решение свидетельству-
свидетельствует о том, что при —- < 1 амплитуды малы и на практике в этих
Су
к
условиях систему станка считают устойчивой. При — > 1 резко
* Су
возрастают амплитуды и говорят, что станок вибрирует и систе-
система потеряла устойчивость. Однако и в этом случае амплитуды
колебаний при малых и больших скоростях (по обе стороны от
скорости, соответствующей максимуму амплитуд) могут быть
невелики. Тогда условные границы «устойчивости» сдвигаются.
Таким образом, при обработке на режимах собственно неус-
неустойчивого процесса резания понятие устойчивости или границ
устойчивости динамической системы станка может быть только
условным. Более точно можно говорить об устойчивости данного
состояния системы, определяемого некоторым уровнем автоколе-
автоколебаний, внешними возмущениями (вынужденными колебаниями)
и т. п. и находящего свое выражение в точности формы детали
(волнистость и т. п.), стойкости инструмента и т. д. В этом слу-
случае действительная граница устойчивости определяется не по
виду поверхности (есть ли видимые следы вибраций), а по резко-
резкому нарастанию амплитуд колебаний при небольшом изменении
варьируемого параметра. Такая методика принята нами при
оценке «предельной стружки» — границы устойчивости по пара-
параметру «ширина срезаемого слоя» (глубина резания).
Можно оценить амплитуды автоколебаний, создаваемых не-
неустойчивым наростом, на границе устойчивости, определяемой
решением системы без учета этого наростообразования. В дан-
данном простейшем случае^граница находится из условия пересече-
пересечения амплитудно-фазобой частотной характеристикой разомкну-
разомкнутой системы вещественной оси в точке с координатой —/.
Характеристика Wva3 разомкнутой системы имеет вид
WpW3yc. (V. 33)
263
На рис. V.33 построены характеристики разомкнутой системы
для скоростей резания и иных параметров, принятых в рассмот-
рассмотренном примере. Беря на этом рисунке длину отрезка, отсекае-
отсекаемого характеристикой на отрицательной вещественной оси, за
единицу, определяем значение — по отрезку, отсекаемому на
-Jm
Рис. V. 33. Расчетные амплитудно-фазовые частотные
характеристики разомкнутой динамической системы
станка при собственно устойчивом процессе резания
вещественной оси при м = 0. Таким образом получены следую-
следующие значения коэффициентов —- : при и = 20 и 120 м/мин
Су
^- » 0,6; при v = 40; 60 и 80 м/мин ISs. « 0,5.
Су Си „
При полученных граничных значениях — @,5 и 0,6) произ-
Су
веден расчет нелинейной системы с неустойчивым наростообра-
зованием. Расчетные кривые приведены на рис. V.29, г. Соответ-
264
ствующие значения амплитуд и частот автоколебаний нанесены
на рис. V.32. Они подтверждают правильность изложенных вы-
выше выводов о влиянии коэффициентов —- на закономерности
У
автоколебаний для случая б).
Полученные при расчете по принятой методике амплитуды
являются амплитудами входной координаты нелинейного эле-
элемента, т. е. высоты ha нароста. В практике неббходимо знание
соответствующих амплитуд колебаний ЭУС, силы резания (тол-
(толщины стружки), толщины срезаемого слоя (волны на поверхно-
поверхности обрабатываемой детали). Для их определения используются
уравнения элементов линейной части системы. Учитывая, что
/la = hc — hv, получим:
У = — & К; (V. 34)
па. (V.ob)
P = cobax. (V.37)
Если перейти к комплексной форме записи, то модуль каждо-
каждого выражения дает соотношение амплитуд колебаний соответст-
соответствующих величин, аргумент — их фазовое смещение. Для примера
на рис. V.32 нанесены амплитуды Ау колебаний ЭУС, рассчитан-
рассчитанные по выражению
-, «- , КгУ + ' (V.38)
к"с" /i^
Аналогичным образом рассчитываются другие соотношения.
Характерно, что области максимальных амплитуд колебаний
каждой величины определяются различными скоростями реза-
резания. Например, обл^оть максимальных амплитуд колебаний ЭУС
не совпадает с областью максимальных амплитуд колебаний вы-
высоты нароста. Это связано с частотными соотношениями харак-
характеристик отдельных элементов системы.
2С5
Из полученных выражений следует, что в абсолютно жесткой
идеальной ЭУС, т. е. при —- = 0, ее колебания отсутствуют,
Ау = 0, но колебания срезаемого слоя, стружки и силы резания
имеются. Их амплитуды:
Г; (V.39)
У A - Tjyf + (Th + Tp)WA'. (V. 40)
На практике такие условия иногда удается наблюдать в на-
начальный период резания стальной детали холодным резцом на
соответствующих режимах. По мере прогревания резца, что вле-
влечет за собой изменение температурного поля стружки, происхо-
происходит переход от устойчивого нароста (светлая стружка) к неус-
неустойчивому (желтая, фиолетовая и синяя стружки). В первый мо-
момент колебания ЭУС не устанавливаются и можно наблюдать
«вибрационную» стружку (т. с. стружку с периодически меняю-
меняющейся толщиной) при малых колебаниях системы в видимом от-
отсутствии воли на обработанной поверхности, типичных для так
называемых вибрационных режимов. Не следует забывать, что
изменение толщины срезаемого слоя выражается при этом в
форме равной поверхности и более или менее периодически сор-
сорвавшихся частей наростов в виде выступов или пятен на обрабо-
обработанной поверхности и поверхности резания.
При обработке деталей больших диаметров на станках с ма-
малой крутильной жесткостью привода или при использовании ин-
инструмента типа протяжек и т. п. может возникнуть необходи-
необходимость учета изменения скорости резания, которым мы прене-
пренебрегли в изложенном выше решении. Такой учет, включающий
при наличии «остановок» учет гистерезисной характеристики си-
силы резания по тангенциальному смещению, может быть произве-
произведен в соответствии с изложенной методикой. Решение задачи
приводит к выводам, аналогичным полученным выше.
При анализе автоколебаний системы при формировании эле-
элементной стружки схема динамической системы не меняется. Ме-
Меняются только значения параметров. Не изменится и вид нели-
нелинейной характеристики, хотя физический смысл ее будет несколь-
несколько иным. Ограничение нарастания элемента будет зависеть от
прочности, т. е. от нелинейности изменения коэффициента Е уп-
упрочнения.
Предлагаемая методика расчета автоколебаний системы
станка при собственно неустойчивом процессе резания является
первым приближением п в дальнейшем будет уточняться как
путем накопления дополнительных экспериментальных данных,
так и путем более полного учета связей в рассматриваемой систе-
266
ме. Однако уже в настоящем ее виде методика может быть реко-
рекомендована для использования в практике приближенных дина-
динамических расчетов станков, поскольку все необходимые данные
определяются по имеющимся экспериментальным материалам и
путем расчетов.
Методика может быть использована при проведении исследо-
исследований в области динамики станков.
СУЩЕСТВУЮЩИЕ ПРЕДСТАВЛЕНИЯ О ВИБРАЦИЯХ
ПРИ РЕЗАНИИ
Мы располагаем знанием особенностей автоколебаний в станках, накоплен-
накопленным трудами отечественных и зарубежных ученых и опытом промышленности
по изготовлению и эксплуатации станков.
Существующие представления о вибрациях при резании в соответствии (
зависимостями, положенными в основу того или иного представления, ра
зобьем на три группы.
1. Возникновение дрожания или вибраций объяснялось первоначально как
явление вынужденных колебаний УС под действием переменной силы резания,
переменность которой являлась следствием скалывания элементов стружки при
обработке на малых скоростях резания.
Такое объяснение выдвинуто Ф. Тейлором [187] и долгое время было гос-
господствующим. К этому объяснению близко примыкает другое, более позднее,
предложенное И. С. Штейнбергом {205], который указал на периодический срыв
нароста, как на причину вибраций в определенной области режимов резания.
Для объяснения постоянства частоты вибраций при изменении частоты воз-
возмущающей силы И. С. Штейнберг привлекает механизм влияния волнистости
поверхности, оставшейся от предыдущего прохода, т. е. так называемых сил
вторичного возбуждения.
Эти взгляды на происхождение вибраций были подвергнуты резкой критике.
Ошибка авторов и критиков рассмотренных объяснений заключается в том,
что они подходят к явлению, как к обычным вынужденным колебаниям УС
под действием периодической внешней силы. В действительности сила является
внутренней для данной системы со всеми вытекающими из этого последст-
последствиями.
2. Н. А. Дроздов [38] в 1937 г. первым указал на автоколебательную приро-
природу вибраций при резании и на большую роль следов вибраций, остающихся от
предыдущего прохода инструмента.
А. И. Каширин в своей фундаментальной работе [57] показал возможность
нескольких путей обратного воздействия УС на процесс резания . (изменение
рабочих углов резца при колебаниях, изменение сил трения по передней и зад-
задней поверхностям инструмента со скоростью резания, влияние следов от пре-
предыдущего прохода), выделив в качестве главного — «падающую» зависимость
силы трения стружки о переднюю поверхность резца.
Однако опыты И. С. Штейнберга и практика обработки невязких металлов
(чугуна и др.) показали, что вибрации возникают не только на участке (т. е.
в области значения параметров системы) падающей характеристики, но и на
участке возрастания ее или при отсутствии такой зависимости. Существенной
ошибкой автора и критиков данного'взгляда на природу обратной связи было
то, что они пользовались статической характеристикой процесса резания.
А. П. Соколовский в своей работе [178] показал важность учета в анализе
изменения условий резанц? не абсолютной величины скорости колебаний, а ее
отношения к скорости резания. Экспериментально была показана неоднознач-
неоднозначность изменения силы резания по перемещению или, иначе, наличие сдвига по
фазе между ними при колебаниях. Этот факт был математически описан с при-
привлечением скоростной зависимости силы резания. Физическое объяснение факта
267
неоднозначности А. П. Соколовский видел в различном сопротивлении пласти-
пластическому деформированию при врезании резца в свежий металл и при оттесне-
оттеснении им наклепанного слоя металла стружки.
Скоростная зависимость силы резания или ее составляющих (сил трения и
т. п.) привлекалась для объяснения явления вибраций еще многими авторами
(Арнольдом [212], Вороновым Л. Л. [77], Мурашкиным Л. С. [141], Тобайасом
и Фишвиком 1231] и др.).
К этой группе объяснений примыкают сравнительно недавно появившиеся
работы Шидзоу-Дои [220], М. Е. Эльясберга [209]. В них экспериментально
установленный факт сдвига по фазе между силой резания и перемещением при
колебаниях трактуется как результат запаздывания пластических деформаций
в зоне резания.
В работе М. Е. Эльясберга сделана попытка дать физическое объяснение
факта запаздывания составляющих силы резания по отношению к перемеще-
перемещениям.
Эта группа исследований, особенно последние из них, существенно продви-
продвинула познания в области вибраций при резании и сделала возможным прове-
проведение некоторых простейших расчетов. Критика этих взглядов и представления
автора о характеристике процесса резания и о природе неоднозначного измене-
изменения силы резания по толщине срезаемого слоя изложены выше.
3. Автором [82], И. Тлусты [191], а затем Салье [229] было предложено
объяснение происхождения автоколебаний при резании, которое основывается
на зависимости силы резания от толщины срезаемого слоя. Неоднозначность
изменения силы резания по перемещению или, иначе, наличие между ними
сдвига по фазе является следствием неоднозначности изменения толщины сре-
срезаемого слоя при сложном относительном движении инструмента и заготовки
как УС со многими степенями свободы.
Экспериментально эллипсообразность траектории вершины резца и центра
обтачиваемой детали при так называемых низкочастотных вибрациях токарных
станков была обнаружена ранее И. И. Илышцким [47], И. С. Амосовым [6].
Ю. Т. Межевым [122].
Особенность траектории движения, объясняемая указанными выше свойст-
свойствами УС станка, приводит к тому, что при движении в направлении действия
силы резания инструмент врезается в обрабатываемый материал, т. е. снимает
толстую стружку, а при движении навстречу силе резания инструмент отходит
и снимает тонкую стружку. Соответствующим образом изменяется сила реза-
резания. Иногда [47] встречается непонимание сущности предложенного объясне-
объяснения. Доказывается, что если составляющая Pv является однозначной функцией
перемещения по оси У, то автоколебания невозможны. Это неверно, так как не-
неоднозначной в данном случае является составляющая Pz (ортогональная к пе-
перемещению по У) по отношению к перемещению z.
В работе [80] автора показано, что предложенное объяснение является об-
общим для всех случаев анализа устойчивости движения твердого тела в сплош-
сплошной среде (твердой, жидкой, газообразной).
Все три кратко описанные выше группы существующих объяснений явления
вибраций при резании, как легко понять, являются отражением отдельных
сторон замкнутой динамической системы станка. Если в заданных конкретных
условиях (конструкция станка, обрабатываемый материал, режимы резания и
т. п.) поведение динамической системы определяется связями в УС, то можно
говорить, как об исчерпывающем, о последнем объяснении. Если на первый
план выступают связи в деформационной системе резания, то необходимо при-
привлекать более или менее полное объяснение особенностями процесса ре-
резания.
Наконец, при существенном влиянии собственной неустойчивости элементов
системы (упругой или резания) привлекается иное объяснение, но не такое как
в первой группе, а с учетом замкнутости динамической системы.
В практике, к сожалению, указанные «чистые» случаи встречаются редко.
Значительно чаще приходится иметь дело с более сложным сочетанием связей,
роль которых может меняться при изменении параметров системы.
268
Среди некоторых специалистов, незнакомых с работами автора по динамике
станков, как замкнутых динамических систем [123, 99, 100] и др., распростране-
распространено мнение о том, что так называемую «теорию координатной связи» (третья
группа) автор считает исчерпывающей. Ошибочность этого мнения становится
ясной как при чтении данной работы, так и при внимательном знакомстве с его
прежними работами.
О сПОДРЫВАНИИ» РЕЗЦОВ
«Подрывание» является выражением апериодической не-
неустойчивости динамической системы станка. При этом возникает
нарастающее за счет деформации в одном направлении отклоне-
отклонение (дивергенция) инструмента. Инструмент все глубже врезает-
врезается в металл, сила резания нарастает, вызывая дальнейшее увели-
увеличение деформации. Вызванное случайным толчком подрывание
заканчивается поломкой инструмента или обрабатываемой дета-
детали. На изношенных и плохо отрегулированных карусельных
станках подрывание является причиной повышенного расхода
инструмента. К таким же последствиям оно приводит при обра-
обработке на токарных, фрезерных и других станках. На шлифоваль-
шлифовальных стайках оно является причиной разрушения кругов при
правке.
Рассмотрим это явление на примере токарного станка. Для
упрощения Еозьмем случай резания прорезным или отрезным
резцом. Это позволяет рассматривать задачу в поперечной плос-
плоскости станка. Кстати, при этих операциях чаще всего происходит
подрывание и поломка резцов.
Если заготовка жесткая и хорошо закреплена, то в первом
приближении можно ограничиться учетом деформаций только
суппорта станка.
В гл. II дана характеристика УС суппорта токарного станка
в форме A1.20) и показано, что при определенном значении угла
между силой резания и направлением главной оси жесткости ре-
резец будет «клевать», т. е. перемещаться при деформировании си-
системы в сторону заготовки.
Если учесть изменение силы резания с происходящим при
этом изменением толщины срезаемого слоя (т. е. учесть замкну-
замкнутость динамической системы станка), то по критерию устойчиво-
устойчивости при р = 0, условие отсутствия нарастания врезания, т. е. ус-
условие апериодической устойчивости системы выразится следую-
следующим образом:
\+КрКэус>0 (V.41)
или
Схема системы дана на рис. II. 10. Вероятность подрывания
увеличивается: с возрастанием коэффициента резания (удельной
269
силы резания, приходящейся на единицу толщины срезаемого
слоя; с уменьшением максимальной жесткости УС (при неизмен-
неизменном отношении жесткостей); с увеличением отношения жестко-
стей; при определенном соотношении углов между касательной к
поверхности резания, силой резания и главной осью жесткости.
На рис. V.34 показано изменение предельного соотношения
жесткостей при различных значениях углов аир для отношения
коэффициента резания к максимальной жесткости, равного еди-
единице. Для токарных станков нормального качества при высоте
iff fi°
Рис. V. 34 Предельные отношения жесткостей суппорт-
суппортной группы токарных станков из условий устойчивости
(отсутствия подрывания) — сплошная линия и положи-
положительности статической погрешности обработки — штри-
штриховая линия
центров 200 мм; С, =4- 103ч-7-10» кГ/мм; С,/С2=Зч-5 при выле-
вылете резца 35 мм; направление главной оси жесткости составляет
с вертикалью угол 30—36е.
В этих станках указанные условия создаются при следующих
условиях: 1. При установке резца ниже линии центров.
На рис. V.35 показано происходящее при этом увеличение
угла р, что для обычного его значения 10—15° приводит к воз-
возможному попаданию в область неустойчивости (рис. V.34). При
диаметре детали 20 мм ошибка в 1 мм дает изменение угла при-
примерно на 6°. Особенно существенно сказывается неточность уста-
установки резца при обработке малых диаметров, так как при умень-
уменьшении диаметра увеличивается изменение угла при той же ошиб-
270
ке в установке. Если деталь нежесткая, то ее деформация,
происходящая в основном вверх, еще более увеличивает ошибки
в установке и изменение угла.
2. При большом вылете инструмента, который чаще всего
имеет место у отрезных резцов. В этом случае происходит увели-
увеличение угла между вертикалью и главной осью жесткости (так
как центр жесткости примерно сохраняет свое положение неиз-
неизменным). Например, на станке 1Д62М увеличение вылета с 35
до 135 мм изменяет угол с 36 до 54°. Это при неизменном угле а
ведет к увеличению угла р\ Одновременно увеличивается отно-
отношение главных жесткостеи примерно вдвое.
3. При использовании резцов с большими передними углами.
В этом случае сила резания наклонена к оси Z под меньшим уг-
Рис. V. 35. Изменение угла {$ при ус-
установке резца ниже линии центров
Рис. V. 36. Зависимость предельного
отношения жесткостеи от ширины b
срезаемого слоя по условию отсутст-
отсутствия подрывания
лом а, что ведет к снижению устойчивости. На рис. V.34 показа-
показано существенное влияние изменения угла а на предельное соот-
соотношение жесткостеи.
4. При протачивании широкими, например, фасонными рез-
резцами. В этом случае уменьшается отношение максимальной же-
жесткости к коэффициенту резания и устойчивость, что показано
соответствующими кривыми на рис. V.36.
Средства борьбы с подрыванием инструментов принципиаль-
принципиально просты и заключаются в правильной установке резца, работе
перевернутым резцом, уменьшении вылета инструмента, повыше-
повышении жесткости УС при одновременном уменьшении разницы в
главных жесткостях.
Несмотря на простоту этих средств, непонимание условий
возникновения подрывания резцов вызывает затруднения при
его устранении, особенно когда явление протекает не в попереч-
поперечной плоскости станка, а в пространстве. Непонимание этих усло-
условий приводит также к ошибкам при конструировании станков,
особенно специальных. В частности, такие ошибки допускаются
271
при конструировании специальных приспособлений для правки
шлифовальных кругов. Этим вызвана некоторая подробность из-
изложения вопроса, кстати, совершенно не освещенного в литера-
литературе.
В заключение следует обратить внимание на следующие^ два
обстоятельства:
увеличение или уменьшение жесткости УС может не дать за-
заметного эффекта, если увеличиваться будет только максималь-
максимальная жесткость при неизменной минимальной жесткости. При не-
невнимательном отношении к проводимой реконструкции УС это
может породить недоразумения — существует тенденция умень-
уменьшать влияние деформаций УС на точность обработки за счет по-
построения системы с «бесконечной технологической жесткостью»,
т. е. с нулевой статической характеристикой УС. Это соответству-
соответствует условию равенства нулю скобки в выражении апериодической
неустойчивости.
Кривая значений соотношения жесткостей для этого условия
показана на рис. V.34. Она близка к кривой предельных значе-
значений по устойчивости, что создает повышенную возможность воз-
возникновения подрывания инструмента. Однако кривые не совпа-
совпадают. Это означает, что само по себе наличие «отрицательной
технологической жесткости», т. е. смещение инструмента на де-
деталь под нагрузкой, обнаруженное при испытании УС, еще не оз-
означает наличия подрывания. Несовпадение кривых является
следствием замкнутости динамической системы станка.
ПУТИ ПОВЫШЕНИЯ ВИБРОУСТОИЧИВОСТИ СИСТЕМЫ
Роль упругой системы УС целиком определяется се динамической характе-
характеристикой, которая, в свою очередь, зависит от жесткостей, масс, демпфирова-
демпфирования и связанности отдельных колебательных контуров, составляющих систему.
В первом разделе подробно рассматривались пути воздействия на динами-
динамическую характеристику УС. Используя амплитудно-фазовый критерий устойчи-
устойчивости, можно определить направление этого воздействия. Для повышения
устойчивости необходимо обеспечить уменьшение радиуса-вектора характери-
характеристик, особенно в областях, примыкающих к отрицательной вещественной осп,
а также такое расположение характеристики, при котором она не пересекает
отрицательной вещественной оси. Некоторые практические пути повышения ус-
устойчивости системы для станков различных типов описаны в работах [163,
124—134].
Одним из основных практических методов повышения виброустойчивости
системы является увеличение жесткости: амплитуда колебаний при неизменном
внешнем воздействии уменьшается пропорционально увеличению жесткости,
соответственно уменьшается радиус-вектор характеристики.
Часто ставится вопрос о связи жесткости и виброустойчивости. Можно
встретить мнения о том, что «жесткий станок не всегда является виброустойчи-
виброустойчивым». Например, при испытании двух опытных образцов однотипных токарных
станков выявилась пониженная виброустойчивость одного из них. Измерения
жесткости (по методике оценки технологической жесткости) показали обрат-
обратное— станок с низкой виброустойчивостью имел более высокую технологичес-
технологическую жесткость.
272
В гл. II подробно говорилось о различной сущности понятия жесткости
какого-либо упругого элемента — пружины и понятия технологической жест-
жесткости станка. Если речь идет о первой, то ее увеличение повышает устойчивость
системы по отношению к данной форме возмущенного движения (например, по
отношению к вибрациям низкой частоты). Увеличение второй жесткости полезно
при условии, что оно достигнуто без изменения связанности обобщенных коор-
координат и демпфирования УС.
В качестве примеров рассмотрим устойчивость упрощенных систем суппорт-
суппортной и шпиндельной групп токарного станка, динамические характеристики ко-
которых приведены в гл. II. Общая оценка устойчивости системы токарного стан-
станка выполняется но изложенной выше методике с использованием АФЧХ полной
ЭУС станка и динамической характеристики резания. Поэтому анализ упрощен-
упрощенных систем справедлив с оговорками, приведенными в гл. II.
На рис. V.I показана структурная схема разомкнутой системы суппортной
группы и резания. На рис. V.37 даны примеры характеристик при различных
значениях Кр и р для устойчивых и неустойчивых состояний системы.
От
Щаз
w.
'раз
Рис. V. 37. Амплитудно-фазовые частотные характерис-
характеристики разомкнутой системы эквивалентной динамической
системы суппортной группы с резанием:
/ — Р - 0°; устойчиво; Яе^ - 0;
е
Р - 15°; неустойчиво;
Поскольку нас интересует влияние УС, то целесообразно такой анализ про-
произвести с использованием статической характеристики резания.
При этом обе упрощенные замкнутые системы описываются характеристи-
характеристиками четвертого порядка и их устойчивость анализируется в .общем виде ио
критерию Рауса — Гурвина.
Пренебрежение диссипативными членами в таких системах приводит к оцен-
оценкам, совпадающим с оптимальным значением этих членов [60], и упрощает
иы кладки.
Для систем типа суппортной группы с указанными упрощениями условие
устойчивости, как это показано в нашей работе [80], имеет вид
f ) + К2р(г1 -е2J > 0, (V.43)
C2)(e
1 ' 2' '
где обозначения параметров соответствуют уравнению A1.20). Другое условие
устойчивости, определяющее отсутствие «подрываний», рассмотрено выше.
Предельная ширину срезаемого слоя по условию (V.43) выражается следу-
следующим образом:
(V.44)
27.5
К sin*a
Изменение Ь„р в зависимости от угла Р между направлением силы реза-
резания и осью максимальной жесткости показано на рис. V.38.
Максимальная устойчивость (с учетом влияния динамической характеристи-
характеристики резания) достигается при совпадении этих направлений. Экспериментальная
У
Подрывание
Рис. V. 38. Зависимость предельной ширины срезаемого слоя
от направления осей жесткости
Рис. V.39. Зависимость предельной глубины резания от угла установки резца
в поперечной плоскости токарного станка:
а — при незатянутом стыке; б — при затянутом стыке
проверка выражения (V.44) проводилась автором [82], И. Тлусты {191],
Л. К. Кучмой [109] и др. Системы, использованные для проверки, в большей
или меньшей степени приближались к теоретической. С некоторым приближе-
приближением ей соответствует и упрощенная система суппорта. Для экспериментов
использовался специальный резцедержатель, установленный на суппорте токар-
токарного станка (рис. V.39). Этот резцедержатель, как и описываемый ниже стенд
274
для исследования шпиндельной группы, разработаны Т. С. Воробьевой в
ЭНИМС.
При установке резца под различными углами к плоскости направляющих
статическая характеристика УС (технологическая жесткость), как показали
измерения, претерпевала значительные изменения. При обтачивании заготовки
резцом наибольшая предельная ширина срезаемого слоя, т. е. наибольшая
виброустойчивость системы, была получена при положении 13 резца, показан-
показанном на рис. V.39. На этом же рисунке для сравнения приведен график предель-
предельной стружки для всех остальных положений резца. Сравнение со значениями
статической характеристики (рис. V.40) показывает, что наибольшая вибро-
виброустойчивость получена в положении наименьшей технологической жесткости.
50х 10 ~5мм/кг//)
/ ' I
/ / 1,Э/1липс жест каста
100xtO~a
мм/кГ
кГ мм
Рис. V.40. Статическая характеристика (а) и работа сил трения (б) кругового
резцедержателя при различных направлейиях силы Р
Это было заметно и при выполнении опыта: врезание резца сопровождалось
очень большими заметными на глаз смещениями суппорта.
Такой результат объяснялся резким увеличением демпфирующей способно-
способности системы из-за работы сил трения в стыке станина — суппорт. На рис. V.40
кроме статической характеристики даны характеристики упругих сил и работы
сил трения, полученные обработкой статических характеристик. Стоило увели-
увеличить постоянную весовую нагрузку на стык или затянуть его планкой и прак-
практически исключить в нем смещения, как предельная стружка становилась не-
небольшой, а технологическая жесткость возрастала. После таких изменений за-
зависимость предельной, стружки от угла между силой резания и осью макси-
максимальной жесткости'приближалась к теоретической. На рис. V.39 приведен со-
соответствующий экспериментальный график изменения предельной стружки.
Пример суппортной группы иллюстрирует сказанное выше об отсутствии
прямой связи между технологической жесткостью и виброустойчивостью.
275
На рис. V.41 показана структурная схема разомкнутой системы шпиндель-
шпиндельной группы и резания, где / и 2 означают изгибную и крутильную системы
ЭУС соответственно. Там же даны примеры характеристик при различных
значениях Кр и р4 для устойчивых и неустойчивых состояний системы.
ЭУС
Рис. V.41. Определение ус-
устойчивости эквивалентной
динамической системы
шпиндельной группы (с ре-
резанием):
о — схема разомкнутой си-
системы: б — амплитудно-фазо-
амплитудно-фазовые частотные характеристики
разомкнутой системы:
' — устойчиво (Р ~ + о>;
л
awTy
/) Re
610
X
670
¦500
Jm
1 „ ..
i
1 Re
// — неустойчиво C ¦" Oil
Располагая аналитической характеристикой шпиндельной группы в форме
A1.25) и статической характеристикой резания, можно получить, как и в пре-
предыдущем примере, условия устойчивости в общем виде (без учета диссипатив-
ных членов):
и
cos at
(V.45)
rictgasin(g1
'D cos a.
4-(/-mC0/CnJ>0,
(V.46)
где обозначения параметров соответствуют уравнениям A1.25). Первое условие
определяет отсутствие «подрывания» системы, т. е. апериодической неустойчи-
неустойчивости. Второе условие — отсутствие нарастающих периодических отклонений —
вибраций системы. Условие (V.45) в станках практически почти всегда соб-
соблюдается. Нарушение условия (V.46) наступает при определенных значениях
параметров.
Система будет устойчивой, если плоскость изгиба шпинделя окажется пер-
перпендикулярной к направлению изменения сечения срезаемого слоя. Это опре-
определяется расположением ведущего зубчатого колеса шпиндельной передачи,
т. е. углом р. Отсюда следует правило для конструкторов: ось ведущего колеса
должна располагаться так, чтобы угол Р был равен углу зацепления.
276
6)
Рис. V.42. Передняя бабка установки, моделирующей шпиндельную группу
токарного станка:
и — общий вид; б — разрез
277
Устойчивость системы будет тем выше, чем меньше диаметр обрабатывае-
обрабатываемой поверхности и чем больше диаметр шпиндельного зубчатого колеса. Пер-
Первое следует из того, что изменение крутящего момента при том же изменении
толщины срезаемого слоя будет тем меньше, чем меньше диаметр обработки.
Второе — из того, что изменение силы шпиндельного колеса при том же изме-
изменении крутящего момента будет тем меньше, чем больше диаметр шпиндельно-
шпиндельного колеса. Отсюда следует другое правило для конструкторов: при заданном
диаметре обрабатываемой поверхности диаметр шпиндельного колеса следует
брать возможно большим.
Устойчивость системы будет тем выше, чем жестче шпиндель и меньше ко-
коэффициент передачи Км (при неблагоприятном расположении ведущего коле-
колеса). Вытекает это условие из того, что сила шпиндельного зубчатого колеса
вызовет тем больший прогиб шпинделя и тем большее изменение сечения среза-
срезаемого слоя, чем менее жестким будет шпиндель и его опоры (особенно перед-
передняя опора). Положительную роль играет защемляющий эффект, создаваемый
'.2
Рис. V. 43. Влияние расположения ведущего зубчатого
колеса и передаточного отношения шпиндельной переда-
передачи па предельную стружку
передней опорой. Отсюда следует правило для конструкторов: выполнять
шпиндель и его опоры особо жесткими.
Изложенный анализ и правила для конструкторов подтверждаются экспе-
экспериментами и практикой станкостроения.
На рис. V.42 показана схема специального стенда, моделирующего шпин-
шпиндельную группу токарного станка. Этот стенд давал возможность изменять
положение ведущего зубчатого колеса шпиндельной передачи, диаметр шпин-
шпиндельного колеса и его расположение вдоль оси шпинделя и т. п. На рис. V.43
показано изменение предельной стружки при изменении положения ведущего
колеса и передаточного отношения шпиндельной передачи (т. е. диаметра
шпиндельного колеса), экспериментально полученное в ЭНИМСе Т. С. Воробь-
Воробьевой и С. И. Рубинчиком.
На рис. V.44 показано влияние диаметра обрабатываемой поверхности (при
постоянном диаметре шпиндельного колеса) и скорости резания на предельную
стружку, экспериментально установленное Э. С. Сухановым [184] в ЭНИМСе.
Эти экспериментальные данные полностью согласуются с теоретическим ана-
анализом устойчивости шпиндельной группы токарного станка.
278
О влиянии связанности колебательных систем на изменение динамической
характеристики УС говорилось уже много. Речь при этом шла главным образом
об изменении характеристики в пределах одной формы колебаний, характери-
характеризуемой той или иной собственной частотой.
Однако при изменении жесткости в более широких пределах возможны
случаи, когда увеличение жесткости, повышая устойчивость по отношению к
низкочастотной форме возмущенного движения, приводит к появлению неустой-
неустойчивости высокочастотной формы.
Например [84], уменьшение вылета расточной борштанги малого диаметра
устраняет низкочастотные вибрации с частотой изгибных колебаний. Однако
при этом облегчается возникновение высокочастотных вибраций с частотой
крутильных колебаний. Дальнейшим уменьшением вылета можно добиться
устранения и этих вибраций, т. е.
повышения устойчивости системы
по отношению к другой форме воз-
возмущенного движения. При этом
нарушается монотонная зависи-
зависимость между жесткостью и пре-
предельной шириной срезаемого слоя.
В области перехода от одной фор-
формы к другой для стабилизации си-
системы жесткость необходимо уве-
увеличить скачком в несколько раз.
Таким образом, увеличение
жесткости всегда повышает устой-
устойчивость системы только по отно-
отношению к данной форме возмущен-
возмущенного движения и при неизменности
остальных параметров упругой си-
системы (связанности, демпфирова-
демпфирования, масс и моментов инерции).
В упомянутом случае с двумя
мм
i
7
6
5
¦
Ф
¦ 85
\
95
НОоб/нин
150
ь \ №
U
1В5\\Ша
ф\\
35\\
tM
95
Ф85
\
\
N
W5US
V
мм [V
95 |/Д5>рЛ
30
40
50
60 ум/мин
Рис. V.44. Зависимость предельной
стружки от диаметра обрабатываемой
поверхности при различных скоростях
резания
токарными станками станок с по-
пониженной виброустойчивостью об-
обладал дополнительными связями в
шпиндельной группе, возникшими
из-за низкого качества изготовле-
изготовления опор шпинделя и корпуса пе-
передней бабки. На статическую характеристику эти связи практически не влия-
влияли, но приводили к резкому ухудшению динамической характеристики и к сни-
снижению виброустойчивости.
Поэтому в сложных случаях, особенно при стабилизации низкочастотных
форм вибрации, только подробный анализ УС в целом или непосредственная
экспериментальная проверка могут показать полезность увеличения жесткости
какого-либо упругого элемента станка, а также степень его влияния на устой-
устойчивость.
Как правило, ошибки, допущенные при изготовлении деталей и сборке всех
элементов, составляющих УС станка, вызывают снижение устойчивости систе-
системы. Ошибки, о которых идет речь, в своей основной массе не являются резуль-
результатом небрежности персонала, а определяются недостаточным вниманием к той
или иной детали, ее сопряжению с другими деталями и т. п., вытекающим из
ограниченности познания истинной роли этих элементов в работе станка и в
том числе в возникновении и развитии вибраций. По мере роста познаний раз-
разрабатываются и уточняются технические условия на изготовление деталей и
сборку станка. » »
Влияние погрешностей изготовления на устойчивость системы может идти
по следующим направлениям: а) введение новых связей между обобщенными
координатами системы с образованием новых существенных степеней свободы;
б) введение нелинейностей типа зазоров; в) образование параметров, периоди-
279
чески изменяющихся во времени; г) изменение условий демпфирования или
жесткости конструкции.
Одной из наиболее распространенных и существенных ошибок при изготов-
изготовлении станков с вращательным рабочим движением (токарных, фрезерных и
т. п.) является овальность отверстия под шпиндельный подшипник. Жесткость
опоры шпинделя в этом случае различна по осям овала. Образуется координат-
координатная связь между обобщенными координатами этой системы и при определен-
определенном расположении оси овала устойчивость резко падает.
Нелинейности типа зазоров особенно часто возникают при неточном изго-
изготовлении и регулировании опор шпинделей и в кинематических цепях. Чрезмер-
Чрезмерные зазоры в шпиндельных подшипниках резко снижают виброустойчивость
системы. Это хорошо известно практикам, устраняющим вибрации в первую
очередь регулированием за-
зазора в подшипниках. На
рис. V. 45 показана зависи-
зависимость предельной стружки
от натяга переднего шпин-
шпиндельного подшипника токар-
токарного станка, эксперимен-
экспериментально полученная Т. С. Во-
Воробьевой и В. С. Симовым
в ЭНИМСе.
О влиянии параметров,
периодически изменяющих-
изменяющихся во времени, говорилось
выше.
При определенных усло-
условиях, называемых пара-
параметрическим резонансом,
УС становится собственно
неустойчивой и вибрации
возникают очень легко.
Рис. V. 45. Зависимость предельной стружки
от регулирования переднего шпиндельного
подшипника токарного станка по смещению
под нагрузкой G11 и 712 —порядковые номе-
номера подшипников)
В качестве примеров
влияния неточности изготов-
изготовления на условия демпфиро-
демпфирования и жесткость конструк-
конструкции можно привести дефек-
дефекты крепления инструментов.
Погрешности конусного хвостовика инструмента (фрезы, борштанги и т. п.) или
кенусного отверстия шпинделя приводят к неплотному прилеганию поверхно-
поверхностей.
В зависимости от характера погрешности (овальность, различный угол ко-
конуса и т. п.) возможно различное изменение системы вплоть до образования
новых связей. Однако в первую очередь происходит изменение условий демпфи-
демпфирования в стыке и жесткости закрепления инструмента. Опыт показывает, что
наилучшие результаты по устойчивости получаются при поверхности прилега-
прилегания (испытание по карандашу или краске), составляющей 60—70% от номи-
номинальной (при охвате всей поверхности конуса в пределах данной длины).
При наличии неплотного прилегания опорной поверхности резца к поверхно-
поверхности резцедержателя резко снижается устойчивость системы по отношению к вы-
высокочастотной форме возмущенного движения.
Особенно резко это проявляется на станках с резцами, работающими на
врезание (прор^ными, фасонными, канавочными и т. п.). В момент «выстоя»
резца снимается очень тонкая стружка, и, как говорилось выше, создаются
благоприятные условия для возникновения высокочастотных вибраций. В связи
с этим опорные поверхности резца и резцедержателя должны быть шлифован-
шлифованными с обеспечением хорошего прилегания.
Не исключена возможность постепенного обминания поверхности резцедер-
резцедержателя под головкой резиа, на которую действует сила резания. Такой случаи
280
встретился при создании одного из специальных токарных полуавтоматов. Для
устранения этого явления и вибраций, возникших по его причине, опорная по-
поверхность резцедержателя была закалена и прошлифована. Одновременно она
была продлена под головку резца, что еще больше увеличило жесткость систе-
системы и полностью исключило появление высокочастотных вибраций.
В практике заводов может встретиться бесчисленное множество погреш-
погрешностей изготовления и сопряжения деталей. Выше описаны лишь некоторые
наиболее типичные примеры, иллюстрирующие общие положения о путях вли-
влияния дефектов изготовления на устойчивость системы.
В гл. Ill показано влияние режимов обработки и геометрии инструмента на
динамическую характеристику резания и его собственную устойчивость. Для
повышения виброустойчивости системы станка необходимо прежде всего стре-
стремиться к созданию условий стабилизации процесса резания, т. е. устранения
элементное™ и наростообразоваиия. Однако это не исегда возможно по другим
соображениям (стойкость инструмента, мощность двигателя и т. п.). Тем не
менее стремиться к созданию таких условий за счет выбора правильного режи-
режима обработки и рациональной геометрии инструмента необходимо. Опыт пере-
передовиков производства свидетельствует о больших возможностях повышения
производительности труда за счет использования указанного пути.
При достаточной жесткости системы вибрации низкой частоты можно устра-
устранить как понижением, так и повышением скорости резания. При повышении
скорости резания следует учитывать возможность появления вибраций, более
высоких частот, о которых говорилось выше.
Во многих случаях практики изменение скорости резания оказывается одним
из простых и эффективных способов устранения вибраций. Влияние подачи за-
зависит от диапазона скоростей, в котором ведется обработка, и может выра-
выражаться в повышении или понижении виброустойчивости при увеличении пода-
подачи. Объясняется это изложенной выше спецификой совокупного влияния скоро-
скорости, свойств обрабатываемого материала и геометрии срезаемого слоя на ха-
характеристику процесса резания. При обдирочной и получисговой обработке па
станках токарного типа с использованием быстрорежущего и твердосплавного
инструмента увеличение подачи обычно способствует устранению низкочастот-
низкочастотных вибраций.
Увеличение глубины резания, которая при «прямых» сечениях срезаемого
слоя определяет его ширину, всегда ведет к появлению вибраций. Интенсив-
Интенсивность вибраций также нарастает пропорционально глубине резания (если не
наступает ограничение амплитуды существенными нелинейностями другого
вида, не зависящими ог глубины, например изменением силы при переходе
скорости резания через ноль. Подробнее об этом говорилось выше).
Уменьшение глубины резания с целью устранения вибрации низкой частоты
является простым средством, но ведет к резкому снижению производительности
труда и потому может быть использовано лишь в отдельных частных случаях.
Иногда бывает целесообразно изменением режимов обработки перейти
к другой форме вибраций, стабилизация которой осуществляется-проще другим
способом, например, за счет воздействия на УС.
Характерным примером может служить переход при токарной обработке па
режимы высокочастотных вибраций, которые устраняются сравнительно про-
простыми демпферами, например конструкции Д. И. Рыжкова [170].
О влиянии геометрии инструмента, его материала, а также обрабатываемого
материала на протекание процесса резания подробно говорилось в гл. III.
Направление (т. е. усиление или ослабление) и степень влияния изменения
этих параметров на устойчивость системы определяются их воздействием на
характер деформирования в зоне резания, т. е. на образование нароста, усадку
стружки, контакта задней поверхности инструмента, элементность стружки.
В пределах положительных передних углов увеличение угла снижает интен-
интенсивность вибраций. Применение этого метода повышения виброустойчивости
ограничивается снижением стойкости резца при увеличении угла. Задний угол
снижает интенсивность вибраций только при значениях меньше примерно 3°.
Известны случаи устранения низкочастотных вибраций, например на долбеж-
281
кых станках, за счет заточки резца с близким к нулевому задним углом. Сле-
Следует только учитывать повышенную склонность системы с такими инструмента-
инструментами к высокочастотным вибрациям.
Эффективным является применение резца с фаской, предложенного
Д. И. Рыжковым [170]. Так же с успехом можно использовать заточку резцов
по задней поверхности с введением закругления, предложенную В. Я. Щенни-
ковым. Эффективность этой заточки выше эффективности фаски, но она слож-
сложнее и требует больше времени, так как окончательное ее завершение произво-
производится после пробной обработки.
Большое влияние на возникновение низкочастотных вибраций оказывает
угол наклона режущей кромки. В гл. III указывалось на снижение усадки
стружки с возрастанием угла наклона, а также на появление «стока> нароста
из-под стружки в сторону в виде «усиков». Увеличение угла наклона режущей
кромки стабилизирует систему по отношению к низкочастотным формам виб-
вибраций. В определенной степени этим эффектом, помимо других, о которых речь
будет идти ниже, объясняется повышение виброустойчивости при работе
инструментами со спиральными зубьями (фрезы концевые, протяжки и т. п.).
Этим же объясняется эффективность применения в условиях образования
неустойчивого нароста резца, предложенного Д. И. Рыжковым [170], передняя
поверхность которого имеет вид двухскатной крыши. Режущая кромка имеет
два угла наклона, что дает уравновешивание сил и более равномерное «стека-
ние» нароста. Имеются аналогичные конструкции отрезных резцов.
По мнению автора, возможности воздействия на динамическую характери-
характеристику процесса резания и его собственную стабилизацию путем создания раци-
рациональной геометрии инструмента еще не исчерпаны и здесь возможно получе-
получение новых результатов.
МЕТОДЫ ИСПЫТАНИЯ И ОЦЕНКИ ВИБРОУСТОЙЧИВОСТИ
СТАНКОВ
Испытанием и оценкой по виброустойчивости можно преследовать различ-
различные цели:
а) сравнение вновь созданной или модернизированной модели станка с ра-
ранее выпускавшимися;
б) определение качества изготовления или ремонта станков;
в) определение режимов обработки, допускаемых станком, для рациональ-
рационального построения технологического процесса;
г) выявление недостатков коннструкции или дефектов изготовления станка,
инструмента или приспособления, снижающих виброустойчивость системы;
д) исследование закономерностей возникновения вибраций на том или ином
станке.
В последних двух случаях испытание должно строиться с учетом всего
содержания данной работы и является серьезной и трудоемкой задачей, тре-
требующей от исполнителя специальной подготовки.
В первых трех случаях испытание может выполняться значительно проще.
Для сравнения моделей станков или оценки качества их изготовления мож-
можно проводить испытания без применения резания. Эти испытания основаны на
использовании амплитудно-фазового частотного критерия устойчивости, о кото-
котором говорилось выше.
Необходимые частотные характеристики получаются экспериментально с
помощью вибратора и электронной аппаратуры. Лучшим будет станок, частот-
частотная характеристика УС которого отсекает на вещественной оси меньшие от-
отрезки. Напомним, что отрезок положительной оси характеризует отжим упругой
системы при резании, т. е. статическую ошибку, а отрезок отрицательной оси
(с учетом возможных фазовых смещений, определяемых влиянием динамиче-
динамической характеристики процесса резания) —предельную ширину срезаемого слоя,
т. е. виброустойчивость системы.
Большое влияние нелинейной системы, связанной с качеством изготовления
станка и не обнаруживаемых при испытании (например, связанных с погрешио-
282
стями привода), в ряде случаев ограничивает возможность применения указан-
указанного метода и требует его дополнения испытанием на отсутствие существенных
нелинейностей. В целом такие испытания сложны и требуют наличия специаль-
специальной электронной аппаратуры.
Практическая потребность в испытании и оценке станков по их виброустой-
виброустойчивости в настоящее время может быть удовлетворена испытанием с примене-
применением резания в типовых условиях. Условия устанавливаются исходя из техно-
технологического назначения станка и наименьшего расхода времени и материалов
на проведение испытаний. Для токарных и фрезерных станков общего назначе-
назначения в ЭНИМС автором и его сотрудниками разработаны методики [138, 139,
96], в которых эти условия регламентированы.
Наиболее удобным параметром для оценки устойчивости является предель-
предельная ширина срезаемого слоя. Границу устойчивости целесообразно строить
в координатах «предельная ширина среза — скорость резания (число оборо-
оборотов)» при различных подачах, так как эти параметры определяют производи-
производительность обработки. Сопоставляя границы устойчивости различных станков,
0,08 0J
0.6 0,es""/oA
Рис. V. 46. Производственная характеристика токарного
станка. Границы области использования:
/ — по стойкости инструмента; 2 — по мощности электродвига-
электродвигателя; 3 — по устойчивости; 4 — по iipovhocih слабого звена
привода подач
можно дать относительную оценку качества того или иного экземпляра станка
или его различных моделей.
При необходимости оценить ограничение технологических возможностей
универсального станка, накладываемое появлением вибраций, можно исполь-
использовать методику построения так называемых производственных характеристик,
предложенную А. И. Кашириным [56]. Характеристика строится в координатах
«подача — скорость резания» и представляет собой совокупность границ воз-
возможного использования станка — по мощности двигателя, по стойкости инстру-
инструмента, по прочности станка и инструмента. Испытания станка на виброустойчи-
виброустойчивость позволяют нанести на характеристику также границу устойчивости и
оценить, в какой мере уменьшается область использования станка из-за появле-
появления вибраций.
На рис. V.46 показана производственная характеристика токарного станка
с наибольшим диаметром детали, обрабатываемой над станиной, равным
400 мм. На характеристике нанесена граница устойчивости при глубине обра-
обработки 3 мм. Сопоставление ее с областью преимущественного использования
станка при черновой ббработке, построенной на основе статических материалов»
показывает, что при резании у задней бабки с указанной глубиной станок мо-
может быть использован почти во всей области. При резании у передней опоры
использование станка ограничивается не виброустойчивостью, а стойкостью
инструмента и мощностью двигателя.
283
При цеховых испытаниях серийно выпускаемых станков может быть реко-
рекомендована несколько иная методика испытания, требующая меньше времени и
расхода металла, чем методика определения предельной ширины срезаемого
слоя.
Испытание проводится резанием в строго определенных условиях, включая
глубину резания, подачу и скорость резания. Например, для токарных станков
рекомендуется обработка консольной заготовки определенного размера. Для
•станков с наибольшим диаметром обрабатываемой поверхности 400 мм реко-
рекомендуется скорость резания 30—35 м/мин, подача 0,12 мм/об, глубина резания
2 мм.
При отсутствии следов вибраций на заготовке станок признается вибро-
виброустойчивым. Если при точении на поверхности появляются следы вибраций, то
станок бракуется по виброустойчивости. Затем производится выявление и ус-
устранение дефектов изготовления станка и он вновь подвергается испытанию.
Этот вид испытания теоретически обоснован ниже как испытание с оценкой
коэффициента устойчивости. Там же указано на возможность использования
для испытания и оценки станков, особенно прецизионных, закономерностей из-
изменения коэффициентов устойчивости по внешнему воздействию или по измене-
изменению настройки за счет изменения ширины срезаемого слоя или иных, легко из-
изменяемых параметров.
РАЗДЕЛ HI
ВЛИЯНИЕ ВНЕШНИХ ВОЗДЕЙСТВИЙ
НА ПОВЕДЕНИЕ ДИНАМИЧЕСКОЙ СИСТЕМЫ
СТАНКА
ГЛАВА VI
СТАЦИОНАРНЫЕ И ПЕРЕХОДНЫЕ ПРОЦЕССЫ
В СТАНКАХ
ВИДЫ ВНЕШНИХ ВОЗДЕЙСТВИИ
Отклонения устойчивой динамической системы станка под
влиянием внешних воздействий различного вида определяют в
конечном счете возможность достижения требуемого уровня точ-
точности обрабатываемой детали, производительности обработки и
долговечности (стойкости) станка и инструмента.
Внешние воздействия на динамическую систему станка де-
делятся на две основные группы. Напомним, что к внешним отно-
относятся воздействия, не зависящие от координат или их производ-
производных данной системы, а не такие, которые, как иногда говорят,
«территориально» находятся вне станка. Различаем:
1) внешние силовые и кинематические воздействия /(/) на
ЭУС;
2) изменение настройки y(t) системы, т. е. воздействия па
рабочие процессы в подвижных соединениях станка.
К первой группе относятся:
а) периодические силы, возникающие из-за погрешностей
зубчатых зацеплений, неоднородности ремней и наличия сшивок,
неточных шлицевых и шпоночных соединений, нссоосности муфт,
неоднородности тел качения или волнистости беговых дорожек в
шариковых и роликовых подшипниках, в направляющих качения
и скольжения и т. п. Эти воздействия определяются геометричес-
геометрической формой сопряженных деталей станка и кинематикой задан-
заданных движений. Характер и интенсивность воздействий выража-
выражаются так называемой геометрической и кинематической точно-
точностью станка, его деталей или их сопряжений, включая
кинематические цепи;
б) периодические силы, возникающие из-за неуравновешенно-
неуравновешенности вращающихся деталей (роторов электродвигателей, шлифо-
шлифовальных кругов, заготовок и т. п.);
в) пульсирующие нагрузки от насосов гидросистем или смаз-
кн и т. п.;
285
г) периодические силы и толчки, передаваемые фундаменту
станка через грунт от различных посторонних источников возму-
возмущения (движение транспорта, работа молотов или компрессо-
компрессоров, других станков и т. п. вблизи от стайка);
д) переменные силы резания из-за неоднородности материала
заготовки и т. п.;
е) переменные инерционные силы при реверсировании столов,
долбяков, ползунов и других узлов в станках с возвратно-посту-
возвратно-поступательными движениями;
ж) переменные инерционные силы при изменениях закона
движения в механизмах с кулачковым приводом, мальтийских,
цевочных и т. п.;
з) периодические силы ультразвуковой частоты, искусственно
создаваемые для улучшения процесса резания и получения более
высокого класса чистоты поверхности.
Эта группа воздействий, за исключением последних, вредно
отражается на качестве обработки и долговечности (стойкости)
станка и инструмента. Поэтому стремятся устранить эти воздей-
воздействия или уменьшить их влияние на качество обрабатываемой
детали.
Вторая группа воздействий применительно к процессу реза-
резания включает в себя:
а) переменность сечения срезаемого слоя при фрезеровании
и протягивании, переменность сечения срезаемого слоя из-за сле-
следов обработки на предыдущей операции;
б) периодическое изменение сечения срезаемого слоя при об-
обтачивании эксцентричных заготовок или обработке эксцентрич-
эксцентричным шлифовальным кругом, фрезой и т. п.;
в) переменность сечения срезаемого слоя при обработке
прерывистых поверхностей или заготовок с переменным при-
припуском.
Особенно часто такие условия возникают на тяжелых станках
при обработке литья или поковок;
г) переменность сечения срезаемого слоя при врезании и вы-
выходе инструмента (резцов, сверл, зенкеров, долбяков, зубьев
протяжки или фрезы и т. п.);
д) переменность скорости резания или направления подачи
на копировальных или программных станках (т. е. изменение
формы или расположения сечения срезаемого слоя);
е) переменность скорости резания или углов резания при
токарной обработке торцов или деталей некруглой формы (квад-
(квадратных слитков и т. п.).
Эти воздействия определяются главным образом особенно-
особенностями технологического процесса и устранить их практически
не всегда возможно (за исключением некоторых случаев пере-
переменности припуска заготовок, а также эксцентричности инстру-
инструмента). Поэтому основным путем повышения качества обработ-
286
ки при этих воздействиях является путь уменьшения их влияния
на динамическую систему станка.
Применительно к процессу контактного трения вторая груп-
группа воздействий включает в себя: а) изменение величины или
направления скорости перемещения узла или детали по направ-
направляющим или в опорах; б) изменение контактной деформации по
нормали к поверхности скольжения, например из-за неточностей
изготовления направляющих с натягом и т. п.
Периодические воздействия, создаваемые иногда искусствен-
искусственно с целью уменьшения среднего значения сил трения, являются
по своему существу воздействиями на УС.
Воздействия второй группы или изменение настройки приме-
применительно к другим рабочим процессам связаны с изменением
напряжения или силы тока, подводимого к электродвигателям,
с изменением электрических сопротивлений в цепях управления,
с изменением давления жидкости, размера проходного сечения
золотника или дросселя в гидросистемах и т. п.
Эти виды воздействий подробно рассматриваются в курсах
теории электро- и гидропривода.
Воздействия на гидродинамические процессы в слое смазки
выражаются в изменении скорости скольжения; в изменении
конфигурации поверхностей, образующих клиновой зазор (на-
(например, из-за макродефектов направляющих и т. п.); в измене-
изменении давления подводимой смазки, ее вязкости и т. п.
Как указывалось в гл. I, воздействия на рабочие процессы,
принадлежащие ко второй группе, но включенные в состав экви-
эквивалентной упругой или механической систем, приобретают фор-
форму воздействий первой группы.
Внешние воздействия как первой, так и второй группы при-
приводят к возникновению сложных вынужденных колебаний и дру-
других стационарных состояний системы, а также к появлению пере-
переходных процессов колебательного и апериодического характера.
Из большого многообразия встречающихся на практике ви-
видов внешних воздействий в станках можно выделить для ана-
анализа наиболее типичные.
1. Система находится в равновесном статическом состоянии,
т. е.
/W-const; Г
y(t) = const,
Это означает, например, при анализе эквивалентной системы
третьего типа, чтог.Деталь обрабатывается с постоянным припу-
припуском; отсутствуют местные упрочнения материала заготовки; не
действуют внешние возмущающие силы от несбалансированных
деталей привода станка и т. д.
287
Этому виду внешнего воздействия соответствует следующее
частное решение х°(/) уравнения A.2) замкнутой динамической
системы:
х° = const. (VI. 2)
Применительно к эквивалентной системе третьего типа это
решение дает статическую погрешность, возникающую при об-
обработке детали с постоянным припуском и при действии постоян-
постоянных, например, от веса неподвижных узлов, нагрузок на станок.
2. Настройка рабочего процесса изменяется с постоянной ско-
скоростью. Можно говорить, что система находится в режиме сле-
слежения с постоянной скоростью:
Если рабочим процессом является резание, то такой вид воз-
воздействия имеет место, например, при врезании с постоянной ско-
скоростью подачи (при постоянной ширине срезаемого слоя).
Частное решение уравнения A.2) имеет вид
*° = 6 + со/. (VI.4)
Здесь и далее /;, со и е — некоторые постоянные величины.
Применительно к рассмотренному примеру это решение дает
нарастающую погрешность обработки по мере врезания инстру-
инструмента в заготовку.
3. Настройка рабочего процесса изменяется с постоянным
ускорением. Можно говорить, что система находится в режиме
слежения с постоянным ускорением
/(/) = const;
,w-«+-f.) <VI-5)
Такой режим работы системы имеет место, например, пригоз-
действии на рабочий гидродинамический процесс в слое смазки
при разгоне или торможении суппорта кулачком, имеющим со-
соответствующий профиль.
Частное решение уравнения A.2), выражающее смещение
суппорта по нормали к поверхности скольжения, имеет вид
хо=Ь-\-(й1А . (VI.6)
4. Вынужденные колебания при синусоидальном изменении
настройки. Можно говорить о слежении за синусоидальным за-
задающим воздействием
/(/) = const;
tj(t) — а • sin со/.
288
,.}
С подобным воздействием на практике сталкиваются, напри-
например, при обработке эксцентричных заготовок или деталей с виб-
вибрационными следами от предыдущей операции.
Частное решение уравнения A.2), выражающее в приведен-
приведенном примере волнистость обработанной поверхности, имеет вид
x° = b + Ay sin (at + %)¦ (VI. 8)
Здесь и далее с соответствующими индексами: а — амплиту-
амплитуда воздействия; А — амплитуда выходной координаты; со — ча-
частота вынужденных колебаний; <р — фаза колебаний.
5. Вынужденные колебания при синусоидальном изменении
внешнего воздействия
у@ = const. |
Такого рода воздействие в станках играет важную роль.
В частности, оно проявляется в вынужденных колебаниях стан-
станка при холостом ходе и при резании, вызванных дефектами из-
изготовления станка, колебаниями фундамента от посторонних
источников и т. п.
Частное решение уравнения A.2), выражающее уровень и
фазу колебаний при заданном воздействии, имеет вид
х° = Ь + Afs\n {at + ф7). (VI. 10)
Далее рассмотрим отдельные примеры установившихся и
переходных процессов в станках, соответствующих указанным
воздействиям или состояниям системы и переходу из одного со-
состояния в другое.
В реальных условиях всегда имеются различные добавочные
воздействия и помехи, которые могут быть учтены в уравне-
уравнениях системы и при экспериментальном анализе.
В данной главе на отдельных примерах рассмотрим подроб-
подробнее равновесное состояние системы и переходные процессы. Вы-
Вынужденные колебания рассматриваются в гл. VII.
СТАТИЧЕСКОЕ СОСТОЯНИЕ СИСТЕМЫ
Рассмотрим это состояние на примере эквивалентной систе-
системы третьего типа. Практически важной задачей является оценка
статической погрешности обработанной детали как следствия
деформаций эквивалентной упругой системы (ЭУС). Конкретно
рассмотрим токарную обработку при врезной подаче с постоян-
постоянной шириной сре*заемого слоя. Схема обработки дана на
рис. VI. 1.
Опуская влияние постоянных нагрузок, которое учитывается
при настройке станка на размер, полагаем в выражении (VI. 1)
289
f(t) = 0. Станок настраивается на постоянное сечение срезае-
срезаемого слоя, т. е. y(t) = а0, где ао~толщина срезаемого слоя.
Из выражения A.8), учитывая, что хвых = у, где у~ дефор-
деформация системы в направлении оси Y, получаем
1 +
(VI. 11).
Здесь КэусКр = Wpa3 при р = 0. Если воспользоваться графи-
графическим изображением АФЧХ разомкнутой системы, например,
представленным на рис. V. 2, то выражению (VI. 11) можно
дать наглядную трактовку.
При положительной статической характеристике ЭУС (поло-
(положительной технологической жесткости), т. е. при Кэус > 0,
увеличение отрезка, отсекаемого АФЧХ разомкнутой системы
Рис. VI.1. Определение амплитуд и фаз колебаний, вызванных переменным
припуском
на вещественной оси при со = 0 означает увеличение деформации
системы и погрешности обработки.
При отрицательной характеристике, т. е. при Кэус < 0, де-
деформация и погрешность меняют знак. Иначе говоря, резец сни-
снимает стружку при действительной толщине срезаемого слоя,
превышающей заданную. Чем больше отрезок, отсекаемый АФЧХ
разомкнутой системы на отрицательной вещественной оси при
ш = 0, тем больше деформации системы и погрешность обработ-
обработки. При КэусКр — —1 деформация становится бесконечной, т.е.
система теряет устойчивость.
Отсутствие пересечения АФЧХ разомкнутой системы вещест-
вещественной оси далее точки — 1 при ю = 0 дано в гл. V как условие
апериодической или статической устойчивости системы.
Практически, как показывает уравнение (VI. 11), приближе-
приближение к границе устойчивости этого вида по мере увеличения ши-
ширины срезаемого слоя, т. е. КР, сопровождается постепенным на-
нарастанием деформации системы и действительной толщины сре-
290
заемого слоя,
рис. VI. 2.
К
Соответствующая зависимость показана на
статической погрешности обработки очень удоб-
™Tnouou"^ представление о котором дано
[178]. Л°ГИЮ механическои об"
называется отношение одноименных погрешно-
и обработанной детали. При " "
нусность детали и т. п.
С точки зрения технолога
«уточнение» позволяет уста-
установить связь между точно-
точностью обработки и режимом
резания. При этом можно -
определить режим, обеспечи- *|
вающий получение заданной **.
точности, или определить
точность обработки, полу-
получаемую три заданном режи-
режиме резания. Этим же уточне-
уточнением определяется влияние
технологической жесткости
обработки.
\
¦
\
\
к
У
Ив
г
1
-1
Кп-Кз
Рис. VI. 2. Зависимость статической по-
погрешности от коэффициента КР • Кэус
разомкнутой системы
(VI П)!УиГетТид
-^—• статического состояния си-
получаемое преобразованием выражения
(VI. 12)
ше пАртейаАЯ"и*ПГОЧ;?ОСГЬ* 3агот?ВКИ; в Рассмотренном вы-
выше примере Д - а0, б — неточность обтачиваемой детали б = и
Воспользовавшись приведенными в гл. II выражениями
ческой жесткости ?„'ТГ? хаРактеРИ"ики ЭУС и технологи-
nnnvuL^! П> Сокол°вскому, можно показать что
полученное выраженне «уточнения, совпадает с ранее прёдло-
V Сателрм I R ?г V Н6Г° BHerfHa попРавка, указанная
^. сателем и В. Н. Подуоаевым [171]. Эта поправка учиты-
с деформацией системы, т. е.
«уточнение» в указанных работах
"¦ число проходов:
2.5/ V
" г .0.76 > (VI. 13)
^rtn-Гл "" "°АаЧа -В ММ/°6' Ср ~ коэФФициент, характеризующий
оорабатываемыи материал в формуле силы резания; /-техно-
291
в-
мм
0,16
0,12
логическая жесткость но А. П. Соколовскому; i — число прохо-
проходов резца.
При очень малой технологической жесткости системы по-
гпешиость заготовки полностью копируется на детали. Увеличе-
Увеличение жесткости увеличивает точность обработки.
Влиянием других факторов, кроме деформируемости систе-
системы, объясняется наблюдаемое па практике отсутствие прямой
функциональной связи между технологической жесткостью УС
и точностью обработки.
Исследованиями, выполненными В. А. Веденским A5]
в ЭНИМСе, установлено, что эта связь носит корреляционный
характер. На рис. VI. 3 показаны данные измерения стандартной
статической характери-
характеристики жесткости каж-
каждого из 20 токарных
станков и погрешности
обработки при обтачи-
обтачивании заготовки со сту-
ступенчатым припуском.
Там же нанесена пря-
прямая регрессии. Погреш-
Погрешности обработки пре-
превышают перемещения
при статическом нагру-
жепии внешнем силой,
но между ними имеется
соответствие (отноше-
(отношение коэффициента кор-
корреляции к его среднем
ошибке больше трех).
Пользуясь уравне-
уравнениями A.7) и A.8) или A.10) и A.1 I), можно исследовать"равно-
исследовать"равновесные состояния динамической системы станка аналогично
изложенному в применении к различным практическим за-
задачам.
В частности, большой интерес представляет исследование
статических ошибок обработки детален па продольно-фрезерных,
шлифовальных, строгальных и других станках, вызываемых
«веплывапие.м» столов и бабок на слое смазки. В зависимости
от конструкции, качества изготовления и т. п. «всплывапне» сто
ла на обеих направляющих различно (система с несколькими
зависимыми контурами связи по трению). Наклон стола п про-
продольной и поперечной плоскостях станка может приводить при
0,08
-
/
о
О
о
>
¦У
о°
/
/
У
/
о
0.0*
0,08
0J2
0,16 К„, Рпм
Рис. VI. 3. Погрешность обработки резцом в
зависимости от статической характеристики
ЭУС токарных станков
определенных условиях к оольшмм
богки.
В -jtom случае анализу
которой дана на рис. 1Y. 1.
192
погрешностям оора-
должна подвергаться система, схема
ПЕРЕХОДНЫЕ ПРОЦЕССЫ
При приложении того или иного внешнего воздействия воз-
возникает процесс перехода из одного установившегося состояния
в другое. В станках встречаются переходные процессы различ-
различных видов.
Эти процессы описываются общим решением однородного
уравнения L(p)xeblx = О, т. е. уравнения A.2) без правой части.
Это решение имеет форму A.15), указанную в гл. I.
В отличие от частного решения x°(t), описывающего устано-
установившееся состояние или процесс в системе, для которого спра-
справедлив принцип суперпозиции, вид общего решения существен-
существенно зависит от начальных условий. Иначе говоря, форма переход-
переходного процесса может существенно зависеть от вида внешнего
воздействия. Эта зависимость проявляется в значениях произ-
произвольных постоянных уравнения A.15), которые определяются из
полного выражения решения A.3).
В стайках наиболее типичными и представляющими практи-
практический интерес являются процессы разгона и торможения узлов
стайка, врезания и выхода инструмента, реверсирование. Пос-
Последний вид процесса в прикладных задачах не может рассмат-
рассматриваться как процесс в линейной системе, так как на его про-
теканйе существенно влияют зазоры и силы сухого трепня.
Поэтому мы исключаем его из рассмотрения в данной работе, рав-
равно как и переходные процессы со сложными видами воздейст-
воздействий, возникающие при работе мальтийских [22, 200], кулисных
и т. п. [143] механизмов, а также при сложных законах измене-
изменения припуска. Однако при заданных характеристиках системы и
соответствующих нелинейных элементов переходные процессы
и в этих случаях могут быть построены известными метода-
методами {158, 157] или получены на электронных моделях.
Основной целью этого раздела работы является показ связ.1
характера переходного процесса с характеристикой устойчивости
системы. Во всех известных работах [64, 1G5, 79], посвященных
переходным процессам, специфичным для станков, эта связь
не раскрывалась. Исключений очень мало, например, в работе
Е. И. Ривипа [165], посвященной процессу разгона главного при-
привода токарных и фрезерных станков, содержится интересное ка-
качественное объяснение явления нарастающей колебательности
процесса, наблюдаемого при разгоне включением асинхронного
электродвигателя. Им показано, что нарастание колебаний про-
происходит при проходе диапазона чисел оборотов, соответствую-
соответствующих неустойчивой ^асти механической характеристики асинхрон-
асинхронного электродвигателя.
Недостаточное внимание в имеющихся работах уделялось
также связям в системе. Если в соответствии с классическим я
представлениями теории электропривода связь между движе-
293
нием УС и электромагнитными процессами обычно учитывается,
то связь этих движений с процессами резания и трения, как пра-
правило, остается вне поля зрения исследователей.
В соответствии с поставленной задачей рассмотрим два пере-
переходных процесса: врезание (выход) инструмента и разгон стола
или иного поступательно движущегося узла до заданной скоро-
скорости. В обоих случаях воздействие будем принимать в форме сту-
ступенчатого возрастания или убывания от одного значения до
другого. Такое допущение справедливо в том случае, когда вре-
время переходного процесса существенно больше времени измене-
изменения воздействия.
Принято считать, что рассматриваемые переходные процессы
не имеют существенного значения в универсальных станках и не
оказывают влияния на точность и производительность обработ-
обработки. Считается, что переходные динамические отклонения и быстро-
быстродействие важны лишь в станках, имеющих следящие или иные
системы автоматического регулирования. Ошибочность этого
мнения раскрывается ниже на простых примерах работы уни-
универсальных станков.
ВРЕЗАНИЕ (ВЫХОД) ИНСТРУМЕНТА
Процесс врезания рассмотрим применительно к обработке
«по чистому» и «по следу». В первом случае наибольший практи-
практический интерес представляет переходный процесс, определяемый
частотной составляющей собственной потенциально неустойчи-
неустойчивой формы системы. Примерами такого процесса могут служить:
врезание и выход зуба долбяка при нарезании зубчатого коле-
колеса; врезание и выход шлифовального круга при затыловании
зубьев червячных фрез; врезание и выход резца при нарезании
резьбы на валике, имеющем продольный паз и т. п.
В каждом приведенном примере может быть указана своя
основная частотная составляющая переходного процесса. На-
Например, для токарного станка такая основная частотная состав-
составляющая связана в. основном с колебаниями обрабатываемой де-
детали и шпиндельного узла.
Для простоты рассмотрим случай, когда амплитудно-фазовая
характеристика ЭУС в интересующем нас частотном диапазоне
может быть аппроксимирована полиномом второго порядка, т. е.
одной нормальной формой колебаний. При обработке «по чисто-
чистому» отсутствует дополнительная обратная связь (или связи)
с запаздыванием. Из передаточной функции A.8) по изменению
настройки получаем
pa3
294
По условию
y(t)
О / < 0;
Построение переходного процесса выполним методом трапе-
трапеций, разработанным В. В. Солодовниковым [180]. Необходимая
для этой цели вещественная характеристика замкнутой системы
по настройке Rey построена с помощью круговой диаграммы.
Круговая диаграмма, нанесенная на характеристики Wpa3
разомкнутой системы, показана на рис. VI. 4.
Рис. VI. 4. Определение параметров вещественной характеристики
методом круговых диаграмм
Точки пересечения линий диаграммы и характеристик Wpa3
дают значения Reu и соответствующих им частот. Построенные
по ним вещественные характеристики с разбивкой их на трапе-
трапеции /—VI показаны на рис. VI. 5. В табл. VI. 1 даны характер-
характерные значения трапеций. Составляющие процесса /—VI по каж-
каждой трапеции и построенный по ним переходный процесс вреза-
врезания резца для всех рассчитываемых вариантов показаны на
рис. VI. 6. .. ¦
Для данного примера использована частотная характеристи-
характеристика ЭУС токарного станка 1К62 при обработке заготовки, уста-
установленной в центрах. Характеристика рассчитана С.С.Кедровым
295
в ЭНИМСе |[36]. Характеристика резания взята в форме (III. 99)
для случая обработки стальной заготовки со скоростью v =
= 30 м/мин, при толщине срезаемого слоя а0 = 0,2 мм. Принима-
Принимаем К =» 200 кГ/мм2 и среднее значение усадки 10 = 2,5. При этом
КР = 200 • b кГ/мм\ Тр ~ 10~3 сек. Переходный процесс построен
для трех значений ширины срезаемого слоя: 0,1; 0,3 и 0,6 Ьпр-
(Предельная ширина Ьпр срезаемого слоя определяется из усло-
условия Re°pa3 = 1.)
то i/ееки
Рис. VI. 5. Характеристики Rey и разбивка их на трапеции:
а - Ь - 0.1 ¦ Ьпр ; б - Ь = 0,3 • Ьпр; я - b - 0,6 ¦ b np
Таблица VIA
Номера
трапе-
трапеций
Номерн
трапе-
трапеций
Номера
трапе-
трапеций
IV
V
VI
= 0,1 А
0,024
0,07
0,11
0,07
0,04
0,02
пр
540
930
1070
1190
1305
1460
6 = 0,3-й,
пр
= O,Q-b
930 0,58
1070 0,87
11000,98
1305 0,91
1460 0,90
19000,77
//
IV
0,18
0,51
0,41
0,10
955
1090
1185
1090 0,88
11150,99
1330 0,89
1330 2000 0,67
I
II
III
IV
V
VI
0,17
0,96
1,3
1,3
0,34
0,16
765
1105
1150
1210
1270
'пр
10100,76
11500,96
11600,99
12700,95
14700,87
1470 2330 0,63
Как показывают кривые переходного процесса, увеличение
ширины срезаемого слоя, ведущее к уменьшению степени
устойчивости (или коэффициента устойчивости по данной частот-
296
ной форме), вызывает увеличение динамической ошибки, колеба-
колебаний системы и увеличение продолжительности переходного про-
процесса. В табл. VI. 2 приведены значения максимальной переход-
Рис. VI. 6. Переходный процесс врезания резца для трех значений 6:
а-0.1 ¦<,„,,; б - 0.3 Ьпр; в - 0,6 ¦ Ьпр
ной динамической ошибки обработки, статической ошибки и
декремента к колебаний системы для всех трех значений шири-
ширины срезаемого слоя. Эти дан-
данные иллюстрируют общий вы-
вывод, сделанный выше. Наи-
Наибольший интерес представляет
уменьшение декремента к, кото-
которое не является столь очевид-
очевидным как, например, увеличение
максимального переходного
отклонения.
Впервые решение рассматриваемой задачи о переходном про-
процессе при врезании инструмента было дано В. Э. Пушем [160].
Им в простейшем виде учтена замкнутость системы, т. е. измене-
изменение толщины срезаемого слоя из-за деформаций системы. Харак-
Ю Заказ 375 297
b
0
0
0,
1
3
6
л
пер
ъмм
0
0
0
03
08
21
л
в
0,
0,
0,
Таблица
cm
мм
073
175
31
0
0
0
VI.2
\
,56
,21
,08
теристика резания принята в статической форме. Полученные ре-
результаты представляли значительный интерес. Однако отсутст-
отсутствие анализа устойчивости системы не дало возможности
раскрыть связь этих результатов со степенью устойчивости си-
системы, выражаемой декрементом X.
Перейдем к случаю обработки «по следу». Поскольку посто-
постоянная времени запаздывания дополнительной обратной связи
для многих типов станков велика, то представляет практический
интерес низкочастотная составляющая процесса. Рассмотрим
случай, когда эта составляющая может быть с достаточной сте-
степенью точности описана статической формой характеристики си-
системы. Примерами такого рода переходного процесса могут слу-
служить врезание проходного или прорезного резца на токарном
станке; в определенных условиях врезание и выхаживание на
шлифовальном станке и т. п. Здесь постоянная времени запаз-
запаздывания дополнительных обратных связей (время одного оборо-
оборота обрабатываемых деталей или круга) значительно больше
инерционных постоянных времени ЭУС станков. В несколько
иной постановке задача о характере переходного процесса при
шлифовании рассмотрена Г. Б. Лурье [119].
При врезании и выходе образуется погрешность обработки,
определяемая разностью отжимов УС при нулевой и полной но-
номинальной толщине срезаемого слоя. Одновременно происходит
изменение деформации системы от одного к другому установив-
установившемуся состоянию. Продолжительность переходного процесса
превышает время одного оборота детали (шлифовального круга)
или одного прохода.
Пренебрегая высокочастотными переходными составляющи-
составляющими, о которых речь шла выше, т. е. полагая, что деформации си-
системы происходят одновременно с изменением сечения срезаемо-
срезаемого слоя, из выражения (VI. 11) получаем для последовательных
оборотов (проходов):
Ух = a0Wy;
(VI. 15)
Здесь i — порядковый номер оборота (прохода) с момента
врезания или прекращения подачи.
От счета оборотов (проходов) можно перейти ко времени t сле-
следующим преобразованием:
t = iT. (VI. 16)
где t — время оборота или прохода (время запаздывания следа
обработки).
298
При выхаживании или «выстое» инструмента представляет
интерес оценка величины у,-. При врезании, соответственно:
а — уь Выражение (VI. 15) можно преобразовать к виду
у^а^^-а** \ (VI.17>
Так как в устойчивой системе статическое значение Wy всег-
всегда меньше единицы, то показатель степени при е отрицателем
и деформация #,• со временем уменьшается по экспоненциально-
экспоненциальному закону.
y(t)
У
г
/fff
—
г сек
P
ДАЛ/
0 12 3
о)
5 6 7поб(Шк)
A/WW
I / оборот
Рис. VI. 7. Переходный процесс изменения толщины срезаемого слоя и по-
погрешности обработки при врезании резцом:
а — расчетный; б — экспериментальный
Разлагая в ряд и ограничиваясь первым приближением, по-
получаем
\nW7 —
±
\+2КэусКр
(VI. 18)
Таким образом, при обработке по следу деформация систе-
системы изменяется в процессе врезания и выхаживания по закону
у = о0е~Ч (VI. 19)
где Тп = — A + 2КэусКр) —постоянная времени уточнения.
Действительная толщина а срезаемого слоя и сила резания при
выхаживании изменяются по этому же закону.
При врезании
-е г«). (VI. 20)
На рис. VI. 7 показано изменение номинальной толщины
срезаемого слоя и погрешности обработки при врезании. Там же
приведена одна из осциллограмм процесса, исследование кото-
299
рого проведено в ЭНИМСе Л. Г. Мартиросяном. Действительная
толщина срезаемого слоя приближается к номинальной асимпто-
асимптотически. Разность заданной и фактической толщины срезаемого
слоя, равная 5%, достигается при t = ЗГ„, а равная 1% — при
Практически остаточная допустимая разность при выстое
или выхаживании определяется минимальной толщиной срезае-
срезаемого слоя, снимаемого инструментом, или допуском на точность
размера обрабатываемой детали.
Особенно важно правильно выбирать время выстоя при врез-
врезных операциях (фасонная обработка, прорезные операции
и т. п.). Увеличение времени выстоя приводит к повышенному
износу резцов, так как резец не режет, а трется об обработан-
обработанную поверхность задней поверхностью. Кроме того, как правило,
N
к 6т
teen
Рис. VI. 8. Диаграмма активной мощности двигателя при
поперечном точении на станке 1AG2. Периоды изменения
мощности:
а — нарастание; б — максимальное значение; в — спад; г — хо-
холостой ход
в этих случаях возникают высокочастотные вибрации инстру-
инструмента.
Как следует из выражения постоянной времени, время выс-
выстоя тем больше, чем меньше скорость вращения заготовки, чем
больше ширина срезаемого слоя и чем меньше технологическая
жесткость системы.
Например, при обработке углеродистой стали ав = 70 ч-
-т- 80 кГ/мм2 К я* 200 кГ/мм2; при статической характеристи-
характеристике ЭУС Кэус = 2 • 10~3 мм/кГ; ширине срезаемого слоя 6 = 7 мм
и числе оборотов заготовки п = 100 об^мин. постоянная времени
«уточнения» Тп = 2,1 сек. При обтачивании достаточно получе-
получение относительной разности 5—10%, поэтому время выстоя
составит 6 сек. Иначе говоря, заготовка должна сделать 10 обо-
оборотов для устранения погрешности, вызванной деформацией
системы. Н. В. Надеждиной разработан [142] оригинальный ме-
метод определения технологической точности при обработке.
Исходным материалом в этой методике является диаграмма
300
мощности электродвигателя, записанная при обработке и по-
показанная на рис. VI. 8.
Для определения величины относительного перемещения
системы диаграмма мощности подвергается графо-аналитиче-
ской обработке. Измеряются и подсчитываются отношения Кг
текущих значений мощности, взятых через постоянный промежу-
промежуток времени к максимальному. Нарастание мощности характе-
характеризует «арастание силы резания, а следовательно, фактического
сечения срезаемого слоя. Зная нарастание толщины срезаемого
слоя, можно определить величину относительного перемещения у
системы, как сумму отдельных приращений
.• .1.
где с 1—У.К х }—множитель, который определяется при графо-
графоаналитической обработке диаграммы мощности; а0 — номиналь-
иая толщина срезаемого слоя.
Величина относительного перемещения у дает погрешность
обработки, возникающую из-за деформаций системы, с учетом
эффекта «сползания» узлов и упругих свойств системы. Очевидна
принципиальная общность выражений (VI.20) и (VI.21), осо-
особенно с учетом перехода к форме (VI. 15). Соответствуют друг
другу и формы переходных процессов.
РАЗГОН ИЛИ ТОРМОЖЕНИЕ ПЕРЕМЕЩАЕМЫХ УЗЛОВ
Рассмотрим переходный процесс, связанный с увеличением
или уменьшением скорости движения столов, суппортов, бабок
и т. п. узлов станка, перемещаемых по направляющим. Практи-
Практическая необходимость в такого рода переходных процессах воз-
возникает при обработке прерывистых поверхностей, когда для
повышения производительности промежутки между обрабаты-
обрабатываемыми участками проходятся с повышенной скоростью. Умень-
Уменьшение скорости движения узлов используется также для увели-
увеличения точности остановки узла в заданном месте.
Полный анализ такого переходного процесса требует рас-
рассмотрения динамической системы станка в упрощениях первого
или второго типа, так как воздействие оказывается или на дрос-
дроссель гидропривода, или на напряжение двигателя, муфт и т. п.
При общем расчете системы построение такого переходного про-
процесса описанными #выше или иными известными методами не
представляет принципиальных трудностей (с оговорками, сделан-
сделанными ранее).
С целью простоты и наглядности изложения в данной работе
ограничимся анализом случая, когда привод (включая передачу
301
от двигателя к перемещаемому узлу) обеспечивает достаточно
быстрое изменение скорости скольжения от одного ее значения
до другого. В этом случае практический интерес представляет
изменение положения стола по нормали к поверхности направ-
направляющих.
Для анализа переходного процесса воспользуемся вторым
уравнением системы (III. 122) с учетом замечания, сделанного
в гл. III о существенно большей роли сил вязкого сопротивле-
сопротивления всплыванию узлов по сравнению с силами инерции.
Тогда
Kq_
где значения переменных и коэффициентов соответствуют
значениям, указанным в гл. II и III. Изменение скорости х отне-
отнесем к заданной величине ее разности Av для двух установив-
установившихся значений v.
По условию
х , О
ДУ
или, в операторной форме
Kq_
&Av. (VI. 23)
(TsP+l)P
Для полученного операторного изображения оригинал y(t)
имеет вид
y = 5SL(\-e~r^Av. (VI. 24)
На рис. VI. 9 построен график всплывания у узла при трех
заданных значениях постоянной времени Т„ всплывания. Необ-
Необходимые для расчета коэффициенты могут быть получены из
экспериментальных данных, приведенных в гл. II, III и IV.
По экспериментальным данным упоминавшейся работы
Н. М. Лисицына [115], представленным графически на рис. VI.10,
можно оценить величину — . В исследованном случае
Су
Кп
— « 1,2- 10~5 сек. При скачке скорости Av = 5 м?мин всплы-
Су
вание составит у = 1 мк. Эта величина определяет статическую
302
погрешность положения узла. Если изменение скорости движе-
движения произведено в процессе обработки, то эта погрешность
отразится на точности детали. Постоянные времени всплывания
по графикам на рис. 1.4 и
III. 45 имеют величину от
0,05 до 1,0 сек.
В соответствии с (VI. 24)
узел займет новое положе-
В teen
Рис. VI. 9. График всплывания
узла у при трех значениях по-
постоянной времени Т, всплы-
всплывания
8 ум/мин
Рис. VI. 10. Зависимость величины
всплывания у от скорости в точке /
(а — до реверсирования; б — после
реверсирования) и в центре тяжести
стола — в
ние после изменения скорости (с отклонением в 1 %) через время
t = 4,6 -Тв, т. е. через 0,23 или 4,6 сек.
Представляет интерес специальное исследование постоянных
времени всплывания и влияния описанного переходного про-
процесса на точность обработки.
ГЛАВА VII
ВЫНУЖДЕННЫЕ КОЛЕБАНИЯ ПРИ ОБРАБОТКЕ
РЕЗАНИЕМ И ПРИ ПЕРЕМЕЩЕНИИ УЗЛОВ СТАНКА
ОБЩИЕ ПОЛОЖЕНИЯ
В отечественной и зарубежной литературе по вибрациям при
резании и при перемещении узлов проводится резкая граница
между так называемыми вынужденными колебаниями и авто-
автоколебаниями. Первые вызываются внешними возмущениями,
вторые возникают в результате потери устойчивости заданного
движения. Отсутствие анализа связи между этими двумя ви-
видами колебаний породило ряд неверных выводов, взглядов, а
также недоразумений. Особенно разительно сказывается отсут-
отсутствие правильных представлений при оценке колебаний отделоч-
отделочных станков (шлифовальных, алмазно-токарных и расточ-
расточных и т. п.).
В данной главе рассматривается связь условий, порождаю-
порождающих возникновение автоколебаний и характеризуемых степенью
устойчивости системы, с уровнем колебаний, вызванных различ-
различными периодическими возмущениями.
При теоретическом анализе во многих практических случаях
можно ограничиться линейным приближением системы, чему
способствует слабая нелинейность ЭУС при нагружении ее силой
резания и малость практически допускаемых отклонений и
колебаний.
Внешние воздействия на динамическую систему станка, как
указано выше, делим на две основные группы:
1. Внешние силовые и кинематические воздействия на ЭУС.
2. Изменения настройки системы, т. е. воздействия на про-
процесс резания или трения.
В соответствии с поставленной задачей в этой главе гово-
говорится только о стационарных периодических воздействиях и
вынужденных колебаниях.
Одной из важных задач является оценка влияния вынужден-
вынужденных колебаний на точность обработки. В зависимости от частот-
304
(VII. 1)
ного состава колебаний и скорости относительного движения
инструмента и обрабатываемой детали меняется характер нару-
нарушения формы поверхности. Шаг волны, образуемой на поверх-
поверхности, определяется следующим выражением:
. о
.- — .
где v — скорость движения (скорость резания при точении и
строгании; скорость круговой или продольной подачи при шли-
шлифовании и фрезеровании); / — частота колебаний.
При малой скорости v и высокой частоте f шаг волны /<, мал
и колебания создают нарушения чистоты поверхности. При
больших отношениях и соответственно величинах 1в колебания
приводят к образованию волнистости и макронарушений формы
Рис. VII. 1. Поверхность обработанного вала со следами колебаний:
а — форма вала; б — профнлограмма в поперечном сечении; в — профилограмма
в продольном сечении и развертка поверхности
поверхности. На рис. VII. 1 показана профилограмма поверх-
поверхности вала в поперечном сечении, полученная на приборе для
измерения круглости. На профилограмме видны различные
нарушения формы и качества поверхности. При больших скоро-
скоростях вращения или продольных подач обрабатываемой детали
колебания низкой частоты могут создавать нарушения формы,
которые не обнаруживаются как периодические отклонения.
Если при обтачивании цилиндрической детали возникает колеба-
колебание с частотой, меньшей числа оборотов детали, то образую-
образующаяся волна охватывает несколько поперечных сечений детали,
смещенных друг относительно друга на величину продольной
подачи резца. Такое нарушение формы не обнаруживается со-
современными методами измерения.
Если число колебаний равно числу оборотов детали, то нару-
нарушения формы вообще не будет. Обрабатываемая деталь оста-
останется круглой, но, ее поверхность будет эксцентричной по отно-
отношению к оси центровых отверстий. В этой связи следует обра-
обратить внимание на ошибочность широко распространенного
мнения о характере влияния дисбаланса заготовки на форму
305
обработанной поверхности. Возмущения, создаваемые центро-
центробежной силой инерции с частотой вращения детали, не могут
вызвать нарушения формы детали, если упругая система ста-
станок— приспособление — инструмент — деталь (СПИД) имеет
постоянную жесткость. В действительности возмущение этого
вида вредно тем, что оно создает или усиливает колебания дру-
других частот, не равных числу оборотов детали.
Наличие подачи на оборот или на ход обрабатываемой де-
детали приводит к тому, что периодические нарушения формы
в главном направлении определенным образом отражаются на
нарушениях формы в перпендикулярном к нему направлении.
На рис. VII. 1 показаны в утрированном виде волнистая поверх-
поверхность вала и сечения ее в поперечной и продольной плоскостях.
Интересная работа по связи продольной и поперечной волни-
волнистости при точении выполнена В. Баманом [213], предложившим
методику оценки уровня колебаний станка по измерению про-
продольной волнистости детали. Таким образом, влияние колебаний
системы на форму поверхности обрабатываемой детали может
внешне выражаться самым различным образом.
При оценке высоты и формы волн, образованных на поверх-
поверхности при колебаниях, следует иметь в виду форму инструмента.
Например, шлифовальный круг сглаживает волны достаточно
высоких частот.
Кроме искажения поверхности детали, колебания существен-
существенно снижают долговечность (стойкость) прежде всего режущего
инструмента. Многочисленные работы в этой области, напри-
например [13, 66] и другие, показали, что снижение стойкости опреде-
определяется изменением скорости резания при колебаниях.
При амплитуде скорости колебаний, равной заданной ско-
скорости резания, действительная скорость резания изменяется от
нуля до двойного ее значения. Поскольку амплитуда скорости
колебаний равна произведению круговой частоты колебаний на
амплитуду смещений, постольку наибольшее влияние на стой-
стойкость инструмента оказывают колебания высоких частот, хотя
амплитуды смещений при этом, как правило, очень малы.
Низкочастотные колебания существенно отражаются на стой-
стойкости инструмента лишь при большой интенсивности.
Известен ряд случаев, когда износ инструмента, вызванный
колебаниями, в малой степени непосредственно влиявшими на
погрешность формы детали, приводил к появлению систематиче-
систематической погрешности (конусности отверстия или вала, непараллель-
непараллельности плоскостей и т. п.). Повышенной интенсивностью колеба-
колебаний объясняется известный факт меньшей стойкости многолез-
многолезвийного инструмента по сравнению с однолезвийным.
Изложенное объясняет большой интерес производственни-
производственников и исследователей к колебаниям станков, к выяснению
306
возникновения и путям устранения или ис-
условий их
пользования.
Частотный метод анализа линейных систем позволяет отно-
относительно просто решать задачу вынужденных колебаний замкну-
замкнутых систем. Так как нарушения формы обработанной детали
определяются отосительными смещениями инструмента и детали
по нормали к обработанной поверхности, то вынужденные
колебания рассматриваем по этой координате. Во многих слу-
случаях она совпадает с выходной координатой ЭУС (шлифование;
поперечное обтачивание, строгание широким резцом и т. п.).
Если этого совпадения нет, то производится пересчет колебаний
по соотношению, определенному комплексным коэффициентом,
подробно рассмотренным в гл. I. Этот коэффициент зависит от
структуры ЭУС и может быть вычислен или измерен экспери-
экспериментально известными способами. При расчете динамической
характеристики ЭУС на
электронных цифровых
вычислительных машинах
(ЭЦВМ) такой коэффи-
коэффициент получается без тру-
труда, так как ЭЦВМ выдаёт
результат расчета по всем
координатам системы.
Таким же образом
производится переход к
колебаниям, определяю-
определяю1,0
0,5
100
200 300
500
Рис. VII. 2. Спектр колебаний круглошлнфо-
вального станка при холостом хо*е
Щим изменение скорости
резания и стойкости ин-
инструмента. Аналогичным
образом решается задача
и применительно к перемещению узлов без резания. Поэтому
ниже рассматриваются вынужденные колебания только по вы-
выходной координате системы. Для их определения необходимо
знать АФЧХ замкнутой системы или передаточную функцию
от заданного воздействия к выходной координате, г
Эти функции определяются в соответствии с выражениями
A.7) и A.8).
При анализе вынужденных колебаний в процессе обработки
экспериментальные данные по колебаниям ЭУС от внешних воз-
воздействий, теоретически определяемым Wf9yc , являются данными
об относительных колебаниях (по координате У) инструмента и
обрабатываемой детали при холостом ходе станка. Эти данные
теоретически представляют собой произведение Wfaycf(t) и со-
содержат сложный спектр колебаний различных частот, вызывае-
вызываемых различными возмущениями, возникающими как внутри
станка, так и передаваемых ему извне через фундамент.
307
На рис. VII.2 представлен спектр колебаний холостого хода
круглошлифовалыюго станка. Важнейшей особенностью этого
спектра является наличие в нем колебаний с собственными ча-
частотами ЭУС. Это обстоятельство имеет принципиальное значе-
значение, что станет ясно из дальнейшего. Широко распространено
ошибочное мнение о том, что вынужденные колебания происхо-
происходят только с основными частотами возмущений (числа оборотов,
пересопряжеиий зубьев колес и т.п.). Это неверно: сложный
характер возмущений и их весьма «плотный» спектр в силу
резонансных свойств («избирательности») ЭУС приводит к выде-
выделению, кроме колебаний на основной частоте возмущения, также
колебаний на собственных частотах системы. Этому иногда спо-
способствует нелинейность ЭУС и возможное наличие автоколеба-
автоколебаний, вызванных процессами в подвижных соединениях, вклю-
включенных в состав ЭУС.
При анализе вынужденных колебаний в процессе перемеще-
перемещения узлов станка данные по колебаниям ЭУС от внешних воз-
воздействий могут быть получены в подавляющем числе случаев
только теоретическим расчетом W>3yc . Для экспериментального
определения этих данных необходимо разъединить ползун и
направляющие рассматриваемого подвижного соединения с тре-
трением, сохранив движение всех остальных частей станка, что
далеко не всегда возможно.
Колебания станка при холостом ходе, измеряемые между
инструментом и заготовкой, по своему существу являются коле-
колебаниями узлов заготовки и инструмента, перемещаемых без ре-
резания, т. е. колебаниями замкнутой системы // типа от возмуще-
возмущений ДО- Иначе говоря:
W'ayc Pe, = W"!Tp, (VII. 2)
где Wt3yCpe3 —передаточная функция или ЛФЧХ ЭУС от воз-
возмущения /(/) при анализе системы в процессе обработки детали;
^]тр — передаточная функция или АФЧХ замкнутой систе-
системы // типа (без резания) по выходной координате ЭУС, опреде-
определяемой ее связью с резанием.
Это является одним из выражений единства анализа станка
при резании и при холостом ходе, о котором шла речь в гл. I.
Для практических целей необходимо знание амплитуд и фаз
колебаний при той или иной частоте.
При вычислении амплитуд и фаз колебаний от внешних воз-
воздействий по выражениям A.7) и A.8) в соответствии с правилом
деления комплексных чисел необходимо разделить амплитуду
числителя на амплитуду знаменателя, а фазу знаменателя вы-
вычесть из фазы числителя при любой заданной частоте юк.
308
ВЫНУЖДЕННЫЕ КОЛЕБАНИЯ ПРИ РЕЗАНИИ ОТ ВНЕШНЕГО
СИЛОВОГО ИЛИ КИНЕМАТИЧЕСКОГО ВОЗДЕЙСТВИЯ НА ЭУС
Амплитуды и фазы колебаний, вызванных воздействием f(t)
в соответствии со сказанным выше, определяются уравнениями,
полученными из выражения A.7):
4
А,-А, 4*2-; (VII. 3)
Ф/f = у'эус — фз«; (VII. 4)
или а, = Ахх- — ; (VII. 5)
Ф/« = -фм. (VII. 6)
так как, в соответствии со сказанным выше
Axx---AFAl3yc; (VII. 7)
ф/ХА- = фfF + фЭУС • (VII. 8)
Здесь Aj— амплитуда вынужденных относительных ко-
колебаний заготовки и инструмента в процессе
резания по направлению изменения толщи-
толщины срезаемого слоя, вызванных внешними
возмущениями f(t), или, иначе, амплитуда
волны на поверхности детали;
Ахх — амплитуда вынужденных относительных ко-
колебаний заготовки и инструмента при холо-
холостом ходе станка по направлению, соответ-
соответствующему изменению толщины срезаемого
слоя;
АР — амплитуда колебаний возмущающего воз-
воздействия f(t) при частоте со;
А)«>' %н— амплитуда и фаза знаменателя выражений
A.7) и A.8);
А*эус'' *?эус — амплитуда и фаза указанных выше колеба-
колебаний ЭУС лри единичной амплитуде AF воз-
воздействия f(t) (амплитуда и фаза частотной
характеристики W[3yc при частоте со);
fl хх — фазовый сдвиг между колебаниями ЭУС под
действием возмущения f(t) при холостом хо-
ходе и при резании;
<P/f — фазовый сдвиг между вынужденными коле-
колебаниями ЭУС при резании и возмущающим
воздействием f(t).
Методика расчетного и экспериментального определения всех
указанных величин описана выше, в частности определение Азн
и фэн по характеристике разомкнутой системы WV(l3 показано на
рис. V. 17.
309
Полученные выражения (VII. 3) — (VII. 6) полностью опре-
определяют связь вынужденных колебаний при резании, т. е. стацио-
стационарной периодической погрешности формы (волнистость и т. п.)
обрабатываемой детали с колебаниями ЭУС станка при холостом
ходе.
Из этих выражений следует важнейший принципиальный вы-
вывод о прямой связи уровня вынужденных колебаний при резании
с запасом или степенью устойчивости динамической системы
станка.
В соответствии с выражением (VII. 5), амплитуда этих коле-
колебаний или амплитуда волны на поверхности детали равна ампли-
амплитуде колебаний станка при холостом ходе, деленной на безраз-
безразмерный коэффициент, который ниже будем называть коэффи-
коэффициентом устойчивости по внешнему воздействию f(t) для
заданной частоты а>.
Все изменения параметров ЭУС, режимов резания и т. п.,
влияющие на устойчивость системы при резании, непосредственно
определяют уровень вынужденных колебаний устойчивой си-
системы.
Если Азн < 1, колебания при резании интенсивнее, чем при
холостом ходе; если Аан > 1, то меньше.
Во втором случае резание «демпфирует» колебания, в пер-
первом— усиливает, возбуждает. Граница между этими значениями
определяется единичной окружностью, построенной, как показа-
показано на рис. V. 17. Для всех частот © вынужденных колебаний, ко-
которые соответствуют точкам Wva.a, лежащим внутри единичной
окружности, Аан < 1, и резание усиливает колебания. Для всех
других Азн > 1, и резание ослабляет колебания.
Сначала рассмотрим колебания на частотах со, лежащих
в пределах единичной окружности Лак =1. По мере понижения
запаса устойчивости системы, т. е. приближения характеристики
Wpa3 к точке (—/; Ш), коэффициент устойчивости Азн для коле-
колебаний с этими частотами со уменьшается. Соответственно возрас-
возрастают колебания при резании, хотя уровень колебаний холостого
хода не меняется. При Азн = 0 система оказывается на границе
устойчивости, а амплитуда вынужденных колебаний для линей-
линейной системы становится бесконечной. Практически из-за нели-
нелинейности системы амплитуда ограничивается некоторым конеч-
конечным значением.
Наиболее просто коэффициент устойчивости можно изменить,
увеличивая или уменьшая ширину срезаемого слоя (глубину
резания), так как при этом пропорционально изменяется радиус-
вектор характеристики разомкнутой системы.
На рис. VII. 3 показано изменение амплитуды колебаний при
резании с увеличением ширины срезаемого слоя. Там же для
сравнения приведены экспериментальные графики, полученные
при тонком точении латуни алмазными, керамическими и твердо-
310
сплавными резцами [211]. Та и другая зависимости построены для
колебаний на собственной частоте <ос системы, принадлежащей ее
потенциально неустойчивой форме. С этой частотой происходят
автоколебания системы при потере ею устойчивости. При про-
простейшем виде нелинейности, определяющей уровень автоколеба-
автоколебаний, как указывалось <в гл. V, частота <ос лежит в точке пересече-
пересечения Wpa3 с отрицательной ветвью вещественной оси. Колебания
с этой частотой четко выделяются при холостом ходе и при реза-
резании, наряду с колебаниями других частот.
Обработанная поверхность при некоторой глубине резания
получает хорошо заметную волнистость. Это обстоятельство по-
порождает одно из заблуждений при оценке характера наблюдае-
1
8
4
т —
—
/
/
Г
ОЛ
0.8 L
ь„„
Рис. VII. 3. Изменение амплитуды колебаний с увеличением ширины срезае-
срезаемого слоя:
а — при точении алмазным (сплошные линии) и минералокерамическим (штриховые
линии) резцами; б — расчетная кривая
мых колебаний. В частности, наиболее широко это заблуждение
распространено в оценке колебаний алмазно-расточных и других
отделочных станков. Поскольку одна из частот колебаний, на-
наблюдаемых при резании, равна собственной частоте ЭУС, то счи-
считается, что имеют место автоколебания. Наличие видимых следов
как будто бы говорит о переходе системы за предел устойчиво-
устойчивости. В действительности же, как здесь показано, имеют место
вынужденные колебания, интенсивность которых растет с умень-
уменьшением коэффициента устойчивости. В справедливости сказанно-
сказанного убеждает уменьшение вибраций при устранении источников
возбуждения вынужденных колебаний.
Граница устойчивости лри наличии вынужденных колебаний
определяется в соответствии с изложенным не абсолютным уров-
уровнем вибраций, а характером нарастания амплитуд. Около грани-
границы амплитуды возрастают очень быстро. Это положение исполь-
использовано нами в методике измерения предельной стружки [138].
311
В прецизионных станках, как правило, достигнуть предельной
стружки не удается. Для сравнения таких станков по устойчиво-
устойчивости может быть использован коэффициент устойчивости при ча-
частоте сос, определяемый из выражения (VII. 5) как Азн = ——,
Af
или быстрота его изменения, определяемая по углу наклона кри-
кривой нарастания амплитуд: чем больше этот угол при одном и том
же режиме обработки, тем меньше Азн и тем менее устойчива
система станка. Частным случаем этой методики является ме-
методика оценки устойчивости серийных токарных и фрезерных
станков wo уровню колебаний на заданном режиме резания [96].
Для второй группы колебаний, т. е. колебаний с частотами ш,
лежащими на Wva3 вне пределов единичной окружности Азн = 1.
увеличение ширины срезаемого слоя (радиуса-вектора Wpa3) или
иное снижение запаса устойчивости системы приводит к увели-
увеличению коэффициента устойчивости для данной формы и умень-
уменьшению интенсивности колебаний. При типичной форме характе-
характеристик ЭУС станков такое положение имеет место для колеба-
колебаний низких частот, в частности для колебаний, вызываемых
неуравновешенностью роторов нормальных электродвигателей
и т. п.
Для частот (о, лежащих на пересечении WPa3 с единичной ок-
окружностью Азн = 1, амплитуда колебаний при резании практиче-
практически не меняется при изменении ширины срезаемого слоя и равна
амплитуде колебаний холостого хода.
При со = 0 выражение (VII. 5) определяет величину статиче-
статической погрешности обработки, т. е. смещение инструмента и дета-
детали при резании, вызванное силой или деформацией, приложенной
или возникшей в любой точке станка. В этом случае Wf9yc оказы-
оказывается коэффициентом влияния силы или коэффициентом отно-
отношения соответствующих деформаций ЭУС, а Ахх представляет
собой смещение инструмента и заготовки, рассчитанное или из-
измеренное при холостом ходе станка. При со = 0 характеристика
Wpan = КрКдУС-
Если статическая характеристика Кэус (или обратная ей «тех-
«технологическая жесткость» системы) положительна, то при резании
смещение уменьшается. Если отрицательна, т. е. система имеет
так называемую «отрицательную технологическую жесткость», то
смещение увеличивается.
В связи с анализом вынужденных колебаний при резании, выз-
вызванных воздействиями f(t) на ЭУС станка, необходимо упомя-
упомянуть о некоторых работах других авторов, касающихся отдель-
отдельных сторон этой задачи.
В. В. Каминская [53], исследуя влияние колебаний основания
станков, предлагает для оценки чувствительности станков к этим
колебаниям использовать коэффициент передачи колебаний в зо-
зону резания. Этот коэффициент равен отношению амплитуды от-
312
носительных колебаний инструмента и заготовки к амплитуде
колебаний пола. Нетрудно обнаружить, что этот коэффициент
является частным случаем амплитудно-частотной характеристи-
характеристики для комплексной функции Wf3yc, взятымдля воздействия f(t),
приложенного к основанию станка.
К. С. Колев F5] предложил для оценки «технологической
жесткости» станков при резании ввести динамический коэффи-
коэффициент, равный отношению деформации с учетом колебаний к ста-
статической деформации системы. Экспериментальные данные, при-
приведенные в работе, интересны тем, что показывают большой
разброс коэффициента при различных условиях обработки. Этого
и следовало ожидать, так как амплитуда Af, прибавляемая к ста-
статическому смещению, зависит от коэффициента устойчивости
системы по воздействию, который изменяется в широких преде-
пределах. Это обстоятельство в работе не учтено.
ВЫНУЖДЕННЫЕ КОЛЕБАНИЯ ПРИ ВНЕШНЕМ ВОЗДЕЙСТВИИ
НА ПРОЦЕСС РЕЗАНИЯ
Амплитуда и фаза колебаний, вызванных изменением на-
настройки y{t), выражаются в соответствии с уравнением A.8) и
указанными выше правилами вычисления следующим образом:
А, = А±-^-; (VII. 9)
= фраз — фэ«, (VII. 10)
где Ау — амплитуда относительных колебаний заготовки
и инструмента в направлении изменения толщи-
толщины срезаемого слоя, вызванных заданным из-
изменением снимаемого лрипуска y(t);
Лд — амплитуда колебаний припуска с частотой <о,
т. е. амплитуда изменения настройкиг1/@;
AVaa\ Фраз — амплитуда и фаза частотной характеристики ра-
разомкнутой СИСТеМЫ Wpaa,
<Рз>д — фазовый сдвиг между колебаниями припуска и
вынужденными колебаниями при резании, т. е.
волной на поверхности детали.
На рис. VI. 1 показаны амплитуды и фаза колебаний при-
припуска и вынужденных колебаний системы при обтачивании экс-
эксцентричной заготовки и при точении по вибрационному следу, ко-
который может остаться на заготовке от предыдущей, например,
черновой операции.*-
В соответствии с выражением (VII. 9) амплитуда вынужден-
вынужденных колебаний при резании с переменным припуском равна ам-
амплитуде колебаний припуска, деленной на безразмерный коэффи-
313
я
циент ан , который будем называть коэффициентом устойчи-
Араз
вости по настройке y(t) для заданной частоты ©.
Как и при вынужденных колебаниях первой группы, все изме-
изменения условий обработки, влияющие на устойчивость системы,
оказывают непосредственное воздействие на уровень вынужден-
вынужденных колебаний устойчивой системы. Отличие в этом воздействии,
характеризуемом различными коэффициентами устойчивости, оп-
определяет «io-существу предложенное деление вынужденных коле-
колебаний на две группы. Как и для первой группы, при —22— < I
Араз
амплитуда колебаний при резании больше амплитуды припуска,
при ———> 1—меньше. Однако граница между этими значе-
Араз
ниями определяется не единичной окружностью, а прямой /ms,
проведенной, как показано на рис. V. 17, параллельно мнимой оси
через точку —0,5 на вещественной оси. Для всех частот © вынуж-
вынужденных колебаний, которые соответствуют точкам Wpa3, лежа-
лежащим слева от'прямой, —2*_< \t и колебания при резании имеют
Араз
большую амплитуду, чем переменный припуск. Для всех точек,
лежащих справа от прямой, 3" > 1 и амплитуда колебаний
"раз
меньше амплитуды припуска. Для частот ш, определяемых в точ-
как пересечения Wpaa и прямой Jm5,—2s— = 1 и амплитуда ко-
АраЗ
лебаний равна амплитуде припуска.
Как и при колебаниях первой группы уменьшение запаса ус-
устойчивости системы, т. е. приближение характеристики Wpa3 к
точке (—/; Ю), для частот со, лежащих слева от прямой, вызы-
вызывает уменьшение коэффициента устойчивости по настройке, а для
частот ш, лежащих справа,— его увеличение. При—22-= 0 систе-
Араз
ма оказывается на границе устойчивости и колебания с собствен-
собственной частотой сое потенциально неустойчивой формы теоретически
имеют бесконечную амплитуду, которая практически ограничи-
ограничивается имеющимися нелинейностями.
Этот случай представляет особый интерес, так как позволяет
в первом приближении оценить эффект так называемой «рас-
«раскачки» колебаний системы при работе по вибрационному следу
от предыдущего прохода. (В форме учета влияния запаздываю-
запаздывающей обратной связи этот эффект рассмотрен в гл. V.) Если ам-
амплитуда колебаний при последующем проходе больше амплиту-
амплитуды волны, оставшейся от предыдущего прохода, интенсивность
колебании будет нарастать от прохода к проходу. Система поте-
потеряет устойчивость из-за эффекта «раскачки».
314
Условие отсутствия раскачки сводится, по сказанному выше,
к тому, чтобы характеристика разомкнутой системы Wpa3 лежала
справа от прямой /т5. Это условие совпадает с полученным
в гл. V условием устойчивости системы независимо от постоянной
времени запаздывания, т. е. от времени между колебанием и его
«возвратом» в систему в виде следа на обрабатываемой поверх-
поверхности.
В отличие от вынужденных колебаний, вызванных силовым
воздействием на ЭУС, колебания от переменного припуска на
собственных частотах <ос потенциально неустойчивых форм могут
существенно уменьшаться при резании. Иначе говоря, станок,
обладающий достаточно большим запасом устойчивости, будет
работать при резонансе, например, при частоте врезания зубьев
фрезы, равной собственной частоте колебаний системы, так же
спокойно, как и вне резонанса. Практикам это известно по ра-
работе на «хороших» и «плохих» станках.
В отличие от первой группы колебаний, где амплитуда коле-
колебаний определяет амплитуду волны на обработанной поверхности,
при анализе погрешности от колебаний припуска следует разли-
различать два вида причин переменности сечения срезаемого слоя:
переменность припуска заготовки и переменность припуска, соз-
создаваемую инструментом (биение фрезы, шлифовального круга,
вход и выход зуба фрезы или протяжки и т. п.).
В первом случае отклонение формы поверхности равно сме-
смещению у при колебаниях. Во втором оно равно разности задавае-
задаваемого инструментом изменения срезаемого слоя (припуска) и сме-
смещения у при колебаниях. В первом случае можно показать по-
погрешность обработанной детали при вынужденных колебаниях,
пользуясь понятием «уточнение».
«Уточнение» при вынужденных колебаниях можно предста-
представить из выражения (VII. 9) в виде отношения амплитуд припу-
припуска Ал и волны на поверхности детали Аъ (в этом случае А& =
= АУ):
L ^s (VII. 11)
Таким образом, уточнение при периодическом изменении при-
припуска равно коэффициенту устойчивости по настройке для задан-
заданной частоты (о.
Из выражения (VII. 11) как частный случай, получается вы-
выражение (VI. 12) уточнения для статической погрешности при
одном проходе.
При ш = 0 Ал = А; Аъ = б и
д , , 1
о
Во ©тором случае периодического изменения срезаемого слоя
погрешность передается на деталь от инструмента. Чем больше
315
смещается («отжимается») система, т. е. чем больше амплитуда
вынужденных колебаний, тем меньший размах имеют волны на
поверхности детали. В этом случае Л5 = Лд — Av или
Аь=Аа-~, (VII. 12)
где Лд — амплитуда колебаний срезаемого слоя, определяемая
конструкцией или качеством изготовления инструмента
(биение поверхности шлифовального круга; перемен-
переменность срезаемого слоя при протягивании и т. п.).
Практически это означает, что повышением технологической
жесткости системы нельзя устранить перенос погрешности инст-
инструмента на деталь, хотя колебания системы при этом, как указа-
указано выше, устраняются. В идеально жесткой системе волна на по-
поверхности детали определяется геометрически построенным для
данного инструмента изменением сечения срезаемого слоя.
Радикальным средством уменьшения волны на поверхности
детали является устранение погрешности инструментов (биение
кругов, фрез и т. п.) и уменьшение амплитуды А а создаваемого
инструментом изменения сечения срезаемого слоя.
ВЫНУЖДЕННЫЕ КОЛЕБАНИЯ ПРИ РЕЗАНИИ сПО СЛЕДУ»
Обратимся теперь к случаю обработки «по следу» и выясним
влияние на вынужденные колебания возникающей при этом до-
дополнительной обратной связи с запаздыванием. Как показано
в гл. V, характеристика разомкнутой системы с запаздывающей
связью (размыкание произведено по этой связи) Wx
Wxpa3 = WyWx = Wye-xp. (VII. 13)
Напомним, что W*ag не выходит за пределы единичной ок-
окружности с центром в начале координат, если Wpa3 лежит спра-
справа от прямой /т5. В этом случае система при работе по следу
является устойчивой независимо от времени запаздывания. Как
показано в гл. V, из-за больших величин времени запаздывания
т для большинства станков (кроме шлифовальных) случаи устой-
устойчивости © ограниченном диапазоне изменения т не имеют практи-
практического значения. Поэтому эти случаи специально не разбирают-
разбираются, но при необходимости могут быть рассмотрены с использова-
использованием излагаемой ниже методики.
По аналогии с выражениями A.7) и A.8) можем записать:
(VIU4)
^-= , раз х . , (VII. 15)
316
где Wx — передаточная функция или АФЧХ замкнутой системы
с запаздывающей связью по внешнему воздействию f(t) на ЭУС;
Wx — передаточная функция или АФЧХ замкнутой системы с за-
запаздывающей связью по изменению настройки y(t) процесса ре-
резания; Wfy — передаточная функция эквивалентного элемента,
заменяющего замкнутый контур связи «ЭУС — процесс резания».
Очевидно, что Wy = Wf.
После подстановки соответствующих величин в выражения
(VII. 14) и (VII. 15) получим для случая обработки «по следу»:
Vfff
Таким образом, запаздывающая связь изменяет вид динами-
динамических характеристик замкнутой системы станка по воздействию
и настройке. Изменение заключается в том, что эти характери-
характеристики делятся на величину WXH= 1 + Wye-xp. Построение Wxu
ведется описанным выше методом по характеристике Wxa3.
Переходя к амплитудам и фазам вынужденных колебаний
при работе «по следу», получим:
А] = -^-\ (VII. 18)
Д' = -^-; (VII. 19)
Ах
пзн
фТ = ф/ —ф5* (Vii. 20)
q? = q>, —<pL; (VII. 21)
где Af; Ау\ ф;-; ф„— амплитуда и фазы замкнутой системы станка
по воздействию и настройке при обработке
«по чистому»;
Ахзн; <?хн — амплитуда и фаза вектора, проведенного из
точки (—/; Ю) до пересечения с характери-
характеристикой Wxa3 в точке со, как показано на
рис. VII. 4.
Для всех частот колебаний ю, лежащих внутри единичной ок-
окружности Ахн = l,j)a60Ta «по следу» приводит к увеличению ам-
амплитуды колебаний', вызванных внешними возмущениями /(/)•
Это увеличение тем больше, чем меньше запас устойчивости си-
системы. И, наоборот, колебания с частотами ю, лежащими на ха-
317
рактеристике W*a3 вне единичной окружности Л*к = 1 при рабо-
работе «по следу» имеют меньшую амплитуду, чем при обработке «по
чистому».
Увеличение или уменьшение колебаний, вызванных изменени-
изменением настройки y(t), определяется положением WJm относительно
прямой Jml, проведенной через точку (—0,5; Ю), как показано
на рис. VII. 4.
Jm
Рис. VII. 4. Амплитудно-фазовая частотная характеристика
системы при обработке «по следу»
Влияние следа можно представить как изменение коэффи-
коэффициентов устойчивости, полученных для случая обработки «по чи-
чистому».
При обработке «по следу» они будут иметь вид:
а) коэффициент устойчивости по воздействию f(t) при дан-
данной частоте <о
Азн ¦ А1Н;
(VII.22)
б) коэффициент устойчивости по настройке y(t) при данной
частоте <о
-^-Ахян. (VII. 23)
Араз
Для рассматриваемого практически важного случая, когда
Араз < 1> величина А хан изменяется в пределах 0—2. Изменение
фазы колебаний, вносимое влиянием следа, не превышает ±—,
318
так как
г эк
. Это следует из построения этих величин по
характеристике, показанной на рис. VII. 4.
ВЫНУЖДЕННЫЕ КОЛЕБАНИЯ ПРИ ШЛИФОВАНИИ
Высокие требования к точности формы поверхностей, полу-
получаемых шлифованием, и большие скорости вращения шлифоваль-
шлифовальных кругов, что порождает значительные периодические силы,
делает проблему колебаний особенно важной для шлифовальных
станков.
Интерес к этой проблеме заметно возрос е последние годы.
Как уже говорилось в гл. V, появилось много работ, содержа-
содержащих противоречивые результаты и выводы.
Остается неясным вопрос о характере колебаний при шлифо-
шлифовании, имеющий прямое отношение к практике устранения этих
колебаний. В связи с этим важное значение имеет анализ вы-
вынужденных колебаний при шлифовании и их связи со степенью
устойчивости динамической системы станка.
Зная АФЧХ разомкнутых систем без запаздывающих связей
или с ними, о которых сказано в гл. V, в соответствии с изложен-
изложенной выше общей теорией вынужденных колебаний при резании,
можно определить амплитуды и фазы волн на поверхности дета-
детали и круга (т. е. амплитуды и фазы колебаний при шлифовании)
при заданных амплитудах спектральных составляющих колеба-
колебаний холостого хода, а также при заданных амплитудах и часто-
частотах изменения припуска детали или погрешностей формы круга.
Амплитуды волн на детали равны амплитудам заданных колеба-
колебаний, деленным на коэффициент устойчивости по воздействию
или по настройке для данной частоты.
Специфической особенностью шлифовальных станков являет-
является применение инструмента, «обрабатываемого» при правке на
том же станке, на котором он, в свою очередь, производит обра-
обработку. Операция правки круга алмазом аналогична обтачиванию
заготовки из хрупкого материала на токарном станке. Все поло-
положения и выводы об устойчивости, в том числе и о «подрывании»
алмаза-«резца», а также о вынужденных колебаниях при токар-
токарной обработке полностью относятся к операции правки круга.
Это означает, что круг после правки имеет волнистую поверх-
поверхность в соответствии с закономерностями, описываемыми выше.
Справедливо, в частности, замечание о том, что дисбаланс круга
(при равной во всех направлениях жесткости УС, несущей круг)
после полной правки'сам по себе не может вызывать образования
волнистости детали. Волны на поверхности детали с частотой обо-
оборотов круга являются в этом случае следствием искажения фор-
формы круга колебаниями других частот.
319
Немалое влияние на волнистость круга после правки может
оказывать степень устойчивости соответствующей системы, осо-
особенно в связи с распространенным взглядом на приспособление
для правки как на малонагруженный, вспомогательный узел
станка.
Для оценки влияния степени устойчивости на уровень вынуж-
вынужденных колебаний необходимо знание коэффициентов устойчи-
устойчивости. Они определяются по расчетным или экспериментальным
АФЧХ соответствующих разомкнутых систем.
В нашем распоряжении пока не имеется АФЧХ разомкнутых
систем шлифовальных станков. Поэтому суждение о коэффи-
коэффициентах устойчивости системы при шлифовании выносим из экс-
экспериментальных данных. Для примера на рис. VII. 5 представле-
А
O.SO
0 74
0.70
0,65
! 1
Л
s
у
г
в 9 Sn0 м/мин
Рис. VII. 5. Зависимость амплитуды колебаний шпинде-
шпинделя плоскошлифовалыюго станка (относительно стола)
от продольной подачи:
/ — при шлифовании; 2 — при холостом ходе
ны результаты измерения колебаний при холостом ходе и при
шлифовании с различными продольными подачами на плоско-
плоскошлифовальном станке, полученные Г. С. Вильнером в ЭНИМСе
{140J.
На рис. VII. б показаны аналогичные данные для круглошли-
фовального станка, полученные С. Е. Бондарем в ЭНИМСе.
В соответствии с общей теорией уровень колебаний на часто-
частоте потенциально неустойчивой формы при шлифовании возраста-
возрастает по мере снижения степени устойчивости системы, определя-
определяемого увеличением глубины или продольной подачи и влиянием
следов обработки.
Приведенные примеры, как и большое число других аналогич-
аналогичных результатов исследования шлифовальных станков, говорят
о следующем.
Сравнительно небольшое увеличение амплитуд колебаний с
собственными частотами при шлифовании по сравнению с теми
же колебаниями при холостом ходе свидетельствует о достаточно
320
высоком коэффициенте устойчивости системы при используемых
на практике режимах шлифования и правки кругов.
Этот вывод свидетельствует о неточности заключения
М. Полачека и Л. Плугаржа [227] о том, что при обычных режи-
режимах шлифования система находится глубоко в области неустой-
неустойчивости. Отсюда следует также ошибочность отрицания ими ро-
роли обратных связей с запаздыванием в изменении устойчивости
системы.
Общая теория вынужденных колебаний при резании, изло-
изложенная выше, дает ответ на вопрос о характере колебаний при
шлифовании. Колебания, в том числе и на собственных частотах
системы, являются вынужденными, но уровень их зависит от
степени устойчивости системы. Последняя изменяется с измене-
изменением режимов обработки, материалов круга и шлифуемой дета-
А
/. 5
1.0
t,o
0.5
A
/=300-370гц
/
/
75
I/
/
150
/
30
OntM
Рис. VII. 6. Зависимость между амплитудой колебаний
шлифуемой детали (относительно стола круглошлифо-
вальиого станка) и круговой подачей:
/ — при шлифовании через 10 мин; 1' — через 30 мин; 2 — при
холостом ходе
ли и т. п. Особенно существенным может быть при определенных
условиях влияние следов обработки и износа в связи с показан-
показанным в гл. V изменением постоянных времени запаздывания при
появлении волн на поверхности круга и обрабатываемой детали.
Степень устойчивости может понижаться до нуля, т. е. вплоть
до полной потери устойчивости. Колебания при этом становятся
вынужденными колебаниями нелинейной автоколебательной си-
системы. При известных условиях, о которых говорилось в гл. V,
колебания этого оида возможны и при шлифовании.
Из всего сказанного следует вывод о путях снижения колеба-
колебаний шлифовальных станков как устранением возмущающих воз-
воздействий, так и повышением степени устойчивости системы.
Как и для других типов отделочных станков коэффициент
устойчивости по воздействию или его зависимость от какого-либо
параметра системы (подачи, глубины резания, жесткости и т. п.)
может служить удобной экспериментальной оценкой качества
шлифовального станка. При испытании станка коэффициент
32'
устойчивости определяется как отношение амплитуды колебаний
на собственной частоте потенциально неустойчивой формы при
холостом ходе к амплитуде колебаний на той же частоте при
шлифовании.
Изменения этого коэффициента определяются всеми указан-
указанными в гл. V изменениями параметров системы, влияющими на
устойчивость системы.
Это теоретическое положение служит основой разработанной
нами в ЭНИМСе методики [140] испытания шлифовальных стан-
станков на устойчивость системы при шлифовании.
ВЫНУЖДЕННЫЕ КОЛЕБАНИЯ ПРИ ПЕРЕМЕЩЕНИИ УЗЛОВ
БЕЗ РЕЗАНИЯ
В начале главы показаны общность теоретического анализа
вынужденных колебаний системы при резании «по чистому» и
при перемещении узлов без резания. Поэтому все исходные по-
положения, уравнения и выводы, приведенные выше, полностью
применимы к задачам о вынужденных колебаниях при переме-
перемещении узлов. Важнейшим выводом является вывод о том, что
уровень вынужденных колебаний перемещаемых узлов зависит
от степени устойчивости системы. Чем выше степень устойчиво-
устойчивости, которую, так же как и при резании, можно характеризовать
коэффициентами устойчивости, тем ниже уровень колебаний на
собственных частотах потенциально неустойчивых форм.
Обычно вопрос о вынужденных колебаниях при перемещении
узлов формулируется как вопрос о демпфировании системы. Рас-
Рассматриваются вынужденные колебания УС без учета подвижно-
подвижности или неподвижности входящих в нее соединений. Демпфиро-
Демпфирование учитывается ориентировочно по имеющимся эксперимен-
экспериментальным данным. Последние получены в подавляющем
большинстве случаев исследованием неподвижных соединений и
потому не могут учитывать особенностей, присущих подвижным
соединениям и выражаемых в данном случае степенью устойчи-
устойчивости системы. Такой упрощенный расчет колебаний УС по ее
выходной координате по существу дает в первом приближении
характеристику W^yc для рассматриваемого (наиболее сущест-
существенного) подвижного соединения.
Амплитуда и фаза колебаний (по выходной координате) при
перемещении узла в соответствии с выражениями (VII. 3) и
(VII. 4) имеет вид:
A, = AF-^-; (VII.24)
4>f F = Ч*ЭУС — фэк • (VII. 25)
На рис. VII. 7 показана амплитудно-фазовая характеристика
разомкнутой системы, которая может принадлежать любой из
322
систем, рассмотренных в гл. IV. Соответствующая замкнутая си-
система устойчива, т. е. узел перемещается плавно (при отсутствии
возмущений), так как характеристика разомкнутой системы не
охватывает точку вещественной оси с координатой —/. Там же
приведена добавочная характеристика №jyc упругой системы
по внешнему воздействию /(*), определяемая без учета трения в
подвижном соединении.
Как и резание, трение в подвижном соединении усиливает ко-
колебания с частотами, охватываемыми на характеристике разомк-
разомкнутой системы единичной окружностью Ази = 1, показанный на
рис. VII. 7. Как уже указывалось, к этим колебаниям относятся
7/77
ы
Рис. VII. 7. Определение исходных данных для расчета вы-
вынужденных колебаний в подвижном соединении с трением
вынужденные колебания с собственными частотами <ос потенци-
потенциально-неустойчивых форм системы.
Колебания с другими частотами в большей или меньшей сте-
степени ослабляются.
По мере уменьшения коэффициента Азн устойчивости систе-
системы по внешнему воздействию для указанной собственной часто-
частоты <ос амплитуда вынужденных колебаний движущегося узла
будет возрастать. Такое положение может возникнуть, например,
при уменьшении жесткости привода, при прекращении подачи
смазки и т. п.
На рис. VII. 8 показано изменение амплитуд вынужденных
колебаний по мере увеличения коэффициента трения при умень-
уменьшении количества смазки.
Если граница устойчивости будет достигнута, то возникнет
режим взаимодействия вынужденных колебаний и автоколеба-
автоколебаний системы.
Таким образом, трение в подвижных соединениях деталей и
узлов системы станка не только демпфирует, но и усиливает
323
вынужденные колебания. В системах, описываемых типичными
для станков характеристиками, вынужденные колебания с часто-
частотами собственных потенциально-неустойчивых форм всегда уси-
усиливаются.
Этот вывод имеет принципиальное значение, которое заклю-
заключается в следующем.
1. Уменьшение уровня колебаний станка при холостом ходе
может быть достигнуто не только уменьшением уровня возму-
возмущений или устранением их источника.
Не менее существенным, а в определенных условиях — реша-
решающим, является повышение степени устойчивости системы стан-
станка при холостом ходе.
Иначе говоря, повышать устойчивость
5—fj— перемещения узлов станка надо не только
для устранения автоколебаний, но и, глав-
главным образом, для уменьшения вынужден-
вынужденных колебаний.
2. При расчете демпфирования в под-
подвижных соединениях с трением нельзя поль-
пользоваться какими-либо заранее установлен-
установленными коэффициентами. Необходимо опреде-
определение степени устойчивости данной конкрет-
конкретной системы по соответствующим частотам.
Практически это выполняется введением в
расчетную схему соответствующего замкну-
замкнутого контура связи.
3. Отмеченная особенность демпфирова-
демпфирования колебаний силами трения в подвижных
соединениях является одной из многих ил-
иллюстраций принципиального .различия меж-
между замкнутыми и незамкнутыми динамиче-
динамическими системами, о котором шла речь в гл. 1.
Выражения (VII.24) и (VII.25) дают значения амплитуд и
фаз колебаний перемещаемого узла по нормали к поверхности
трения.
В тех случаях, когда необходимо знание колебаний по дру-
другим координатам, переход к ним осуществляется с помощью ком-
комплексного коэффициента, подробно рассмотренного в гл. I.
На практике чаще всего интересуются колебаниями узла в
направлении заданного перемещения. В связи с этим рассмот-
рассмотрим подробнее практически важный вопрос {89], связанный с вы-
выбором типа направляющих в станках.
В настоящее время основным видом трения в подвижных со-
соединениях станков с поступательным относительным движением
является трение скольжения. Переход на направляющие каче-
качения, осуществляемый с целью резкого уменьшения потерь и по-
повышения точности перемещения узлов, вызывает, кроме ряда тех-
324
1
у
1
О 0.2 0.4 0.6 0.8
"пр
Рис. VII. 8. Зависи-
Зависимость относительной
амплитуды вынужден-
вынужденных колебаний от ко-
коэффициента трения
пических трудностей, также некоторые сомнения принципиаль-
принципиального характера.
В частности, среди конструкторов и в технической литерату-
литературе можно встретить мнение о том, что трение в направляющих
узлов, перемещаемых при работе станка, является полезным с
точки зрения гашения (демпфирования) вынужденных колеба-
колебаний. Это мнение основано на представлении о том, что трение,
рассеивая энергию, всегда демпфирует колебания, возбуждае-
возбуждаемые внешними воздействиями. Будучи справедливым для непод-
неподвижных затянутых или незатянутых стыков, это представление
далеко не соответствует действительности в применении к под-
подвижным соединениям. Дальнейший анализ выполнен примени-
применительно к соединениям с поступательным движением, но легко
может быть перенесен и на сое-
соединения с вращательным дви-
движением.
Оценка влияния контактно-
контактного трения на поведение систе-
системы представляет наибольший
интерес и является основной
задачей этого анализа.
Вектор силы трения всегда
направлен в сторону, противо-
противоположную скорости. В непод-
Рис. VII. 9. Схема системы с задан-
заданным относительным движением (тре-
(трение скольжения)
вижных стыках сила трения
всегда противоположна скоро-
скорости относительных колебаний
сопряженных деталей и ее роль поэтому сводится к их га-
гашению.
В подвижном соединении сила трения ориентирована скоро-
скоростью заданного движения. Скорость малых колебаний, склады-
складываясь с заданной скоростью, может лишь в небольшой степени
изменить ориентацию силы трения.
Для простоты рассмотрим устойчивую систему с трением. По-
Положим, что между обобщенными координатами УС, имеющей
несколько степеней свободы, отсутствуют связи. Иначе говоря,
полагая станину жесткой и массивной, а перемещаемый по ней
узел (стол, бабку и т. п.) жестким телом,; имеющим три степени
свободы, имеем независимые перемещения по трем осям коорди-
координат, показанным на рис. VII. 9. Эти перемещения происходят за
счет упругих деформаций привода, боковых планок и граней на-
направляющих, контактных деформаций поверхностей трения.
Предполагаем, что сила трения не имеет динамических особен-
особенностей [83, 92], завиеи? только от нормального давления и при-
приложена к точке совпадающих центров тяжести и жесткости си-
системы. Внешнюю возмущающую силу полагаем приложенной в
той же точке.
325
Указанные условия в первом приближении соблюдаются лишь
при идеально правильном конструировании узлов. В случае су-
существенных отклонений от этих условий необходимо рассмотреть
или систему с большим числом степеней свободы или связанную
систему с анализом ее устойчивости.
В табл. VII. 1 показаны примеры воздействия возмущающих
сил, связанных с процессом резания и неуравновешенностью ин-
инструмента, на подвижные узлы станков. Возмущающие силы
принимаем синусоидальными. Если они выражаются более слож-
сложной функцией, то, разлагая ее в ряд Фурье, можно получить воз-
воздействие в виде суммы гармонических сил с различными перио-
периодами. Поскольку рассматривается линейная система, результаты
воздействия получаются суммированием колебаний от каждой
составляющей. В работе [89] дается подробный анализ всех слу-
случаев, показанных в табл. VII. 1.
Здесь для примера рассмотрим три случая движения систе-
системы под влиянием силы, совпадающей поочередно с каждой из
осей координат.
1. Возмущающая сила направлена по оси X, т. е. по направ-
направлению заданного движения.
Постоянная сила Fo трения уравновешивается постоянной
упругой силой Схх0 и на характер движения влияния не оказы-
оказывает. Поэтому уравнение такой системы без затухания является
уравнением колебаний консервативной системы. Свободные ко-
колебания в такой системе не затухают, а вынужденные имеют
резонанс с бесконечно возрастающей амплитудой. На отмечен-
отмеченной особенности рассмотренной системы основана идея компен-
компенсации сил трения, впервые развитая Н. Е. Жуковским. Смысл
этой идеи заключается в том, что соединению деталей с трением,
например опоре маятника, сообщается вращение (движение) с
заданной скоростью.
2. Возмущающая сила направлена по оси Z.
Величина силы трения в данной системе не меняется, так каь
не меняется нормальная нагрузка. Однако при возникновении
колебаний по оси Z вектор скорости изменит направление, как
показано на рис. 11.39. Соответственно изменится направление
силы трения. Этот случай © первом приближении рассмотрен в
гл. II. Там получен вывод о том, что составляющая силы трения
по оси Z пропорциональна скорости колебаний.
Уравнение системы является уравнением колебаний системы
с вязким (т. е. пропорциональным скорости) сопротивлением.
Свободные колебания в такой системе затухают по экспоненци-
экспоненциальному закону, а вынужденные — имеют при резонансе ограни-
ограниченную амплитуду.
3. Возмущающая сила направлена по оси У.
Колебания по оси У дадут изменение величины силы трения.
По оси X возникнут колебания консервативной системы под
326
влиянием переменной по величине силы трения. При резонансе
амплитуда этих колебаний резко возрастает.
Таблица V77-1
Примеры конструктивных схем
Примечания: 1. Обозначения сил даны в соответствии с системой координат
подвижного соединения. 2. Сплошной линией показаны результирующие ре-
зонансные кривые; пунктирной — без учета трения. Заштриховано — увеличе-
увеличение амплитуд от воздействия трения.
Анализ трех элементарных систем позволяет сделать следу-
следующий вывод о характере поведения подвижного соединения под
•воздействием гармонической силы.
327
Во всех рассмотренных случаях подвижность соединения при-
приводит к созданию условий консервативности системы в направ-
направлении заданного движения, т. е. к возможности резкого увеличе-
увеличения амплитуд в области, близкой к резонансу, по сравнению с
неподвижным соединением или системой без трения. При этом
во всех случаях, кроме первого, где величина силы или коэффи-
коэффициента трения не имеет значения, большей силе или коэффици-
коэффициенту трения соответствует не уменьшение, а увеличение ампли-
амплитуды возмущающей силы, а следовательно, и амплитуды колеба-
колебаний в заданном направлении.
Наличие вязкого сопротивления смазки, сухого трения в не-
неподвижных стыках деталей механизма подачи и перемещаемого
узла, внутреннего трения в материале деталей приводит к тому,
что система, образующая подвижное соединение, не является
консервативной, как было принято в проведенном выше анализе,
т. е. свободные колебания в такой системе затухают, а амплиту-
амплитуда вынужденных колебаний при резонансе не возрастает беспре-
беспредельно. Однако это обстоятельство не меняет существа выводов
о роли составляющей силы трения в подвижном соединении, про-
пропорциональной нормальному давлению. В зависимости от на-
направления внешних возмущающих сил, их собственных фазовых
сдвигов, а также сдвигов по фазе между ними и соответствую-
соответствующими перемещениями, определяющими величину сил трения, воз-
возможны отдельные случаи, когда силы трения уменьшают ампли-
амплитуду возмущающей силы. Однако, как показано в [89], эти слу-
случаи практически очень редки. В большинстве случаев силы
трения увеличивают амплитуду возмущающей силы. Во всех слу-
случаях эти силы трения сами по себе не создают условий ограниче-
ограничения амплитуд при резонансе вынужденных колебаний.
Результаты выполненного теоретического анализа хорошо со-
согласуются с имеющимися экспериментальными данными и опы-
опытом эксплуатации станков. На рис. VII. 10 показаны диаграммы
изменения сил трения и резания в направляющих ползуна за
цикл колебания, полученные экспериментально в ЭНИМСе
Ю. 3. Селюковым при вибрациях поперечно-строгального станка
[85]. Сила резания изменяется при вибрациях периодически с ча-
частотой 30 гц. Ее составляющая Ру вызывает изменение нормаль-
нормальной нагрузки на направляющие ползуна. Изменяющаяся при
этом сила трения складывается с переменной составляющей Рх
силы резания (в общепринятом обозначении—Pz) и существен-
существенно усиливает продольные колебания ползуна. Об этом свидетель-
свидетельствует одинаковый знак работы обеих сил, определяемый на-
направлением обхода диаграмм. Работа силы трения, идущая па
возбуждение колебаний ползуна в условиях эксперимента, не-
несколько превышала работу силы резания.
Отсюда следует, что переход на направляющие с уменьшен-
уменьшенным трением не только не ведет к снижению демпфирующей спо-
328
собности, но и существенно улучшает поведение системы при
воздействии внешних возмущающих сил.
На рис. VII. 11 приведены результаты специальных экспери-
экспериментов 3. М. Левиной [111] по демпфированию © направляющих
скольжения, подтвердившие изложенные теоретические положе-
положения. Амплитуды вынужденных колебаний движущегося узла во
много раз больше, чем неподвижного. При малых скоростях дви-
движения частичные остановки узла создают условия некоторого
демпфирования.
В станкостроении находят применение два типа направляю-
направляющих с малым трением: направляющие качения и направляющие
гарантированного жидкостного трения (при малых скоростях —
гидростатического, при больших — гидродинамического типа).
200
100
в
1
t
т
г
\
\
\
\
%
Ж
V
Jr
v
к
Г*
ъ..№ 0 ПОг^хс* Ю "О
Рис. VII. 10. Изменение сил трения F Рис. VII. 11. Экспериментальные ам-
и резания Рх при колебаниях попе- плитудно-частотные характеристики
речно-строгального станка системы при неподвижном и при пе-
перемещаемом узле
Вязкое сопротивление смазки в направляющих жидкостного тре-
трения обеспечивает их лучшую сопротивляемость внешним возму-
возмущениям. При хорошем качестве изготовления направляющих ка-
качения демпфирование в неподвижных стыках деталей привода и
перемещаемого узла должно обеспечивать при вынужденных
колебаниях достаточно малые отклонения. Направляющие долж-
должны изготовляться с предварительным натягом. При недостаточ-
недостаточной демпфирующей способности следует в отдельных случаях ис-
использовать демпферы с вязким сопротивлением.
Принципиально возможен третий тип направляющих, в ко-
которых используется известный метод снижения трения в задан-
заданном направлении путем введения движения в перпендикулярном
направлении и о которых говорилось в гл. II. Схема таких на-
направляющих показана на рис. 11.40.
В станках имеется большое количество таких соединений,
которые не всегда являются подвижными. Например, соедине-
11 Заказ 375 329
ние каретки поперечного суппорта с направляющими является
подвижным при подаче на врезание, о процессе продольной обра-
обработки это соединение становится неподвижным. Так как трение
в неподвижном соединении является основным видом демпфиро-
демпфирования в стайках, то уменьшение трения в нем не всегда является
целесообразным.
При необходимости уменьшения трения, вытекающей из дру-
других требований, целесообразно при прекращении перемещения
осуществлять зажим узла на направляющих, как это практику-
практикуется, в целом ряде случаев (зажим порталов, стоек и т. п. в тяже-
тяжелых станках).
Выше речь шла только о влиянии силы трения в подвижном
соединении на характер гармонических колебаний. Следует от-
отметить также некоторые особенности 'протекания в этом соеди-
соединении переходных процессов, возникающих при внезапном при-
приложении или снятии внешней нагрузки. Внезапное приложение
или снятие нагрузки приводит к соответствующему изменению
нормальных давлений на гранях, а значит и к изменению силы
трения. Эта сила трения, добавляясь к переменной составляющей,
увеличивает степень изменения деформации УС. В этих случаях,
например, ползуны карусельных станков работают с резкими
толчками, причем резец оставляет характерный ступенчатый
след на поверхности обработки.
Таким образом, трение в подвижных соединениях, пропорци-
пропорциональное нормальному давлению, в отличие от трения в непод-
неподвижных стыках, в большинстве случаев не только не демпфирует
колебания в направлении заданного движения, но усиливает
эффект действия внешних возмущающих сил. Этот вывод иллю-
иллюстрируется резонансными кривыми, приведенными в табл. VII. 1.
Следовательно, в общем случае, переход на направляющие с
уменьшенным трением, например, качения, улучшает поведение
системы при действии возмущающих сил.
Рекомендации о необходимости уменьшения трения, пропор-
пропорционального нормальному давлению, вытекающие из вывода о
влиянии его на поведение системы при внешних воздействиях,
совпадают с рекомендациями из приведенного в гл. IV анализа
устойчивости системы и точности работы механизмов подачи.
Рекомендация безоговорочна только для соединений, являющих-
являющихся подвижными во всех случаях работы станка.
ПУТИ УМЕНЬШЕНИЯ ВЫНУЖДЕННЫХ КОЛЕБАНИИ СТАНКОВ
И МЕТОДЫ ИСПЫТАНИЯ
Изложенный теоретический анализ вынужденных колебаний
в станках указывает пути сознательной борьбы с вредными по-
последствиями их возникновения. Принципиально имеются два
пути:
330
А
«4
0,3
о. г
0.1
1
А
У
0--*
/
У\
V
-*
/
1) устранение или ослабление источника внешнего воздей-
воздействия;
2) уменьшение интенсивности относительных колебаний ин-
инструмента и заготовки, вызванных данным источником внешнего
воздействия, за счет повышения коэффициентов устойчивости
системы.
Первый путь достаточно из«вестен практикам и широко осве-
освещен в имеющейся литературе по вибрациям станков. Устранение
или ослабление источников возмущения достигается балансиров-
балансировкой электродвигателей (не только отдельно ротора, но и всего
двигателя в сборе); устранением волнистости дорожек подшип-
подшипников качения; повышением точности их тел качения; повыше-
повышением точности зубчатых колес и их монтажа; применением
средств виброизоляции (специаль-
(специальных фундаментов или виброизо-
виброизолирующих прокладок под станки)
и т. п.
Особенно большое внимание в
последнее время уделяется вопро-
вопросам виброизоляции. За рубежом
целый ряд фирм выпускает спе-
специальные виброизолирующие уст-
устройства в виде башмаков, подста-
подставок, прокладок и т. п. В Совет-
Советском Союзе используются вибро-
виброизоляторы, разработанные в
ЭНИМСе в результате специаль-
специального исследования, выполненного
Е. И. Ривиным и В. В. Камин-
Каминской [54, 166]. Ими предложен
принцип выбора виброизоляции, в основе которого лежит умень-
уменьшение коэффициента связанности за счет сдвига частот колеба-
колебаний станка на опорах и собственных колебаний станка, в наи-
наибольшей степени влияющих на относительные смещения инстру-
инструмента и обрабатываемой детали [54].
Второму пути уменьшения вынужденных колебаний и его воз-
возможностям придается малое значение. Более того, применитель-
применительно к прецизионным станкам всех типов, господствует мнение о
единственности первого пути. Кажущимся основанием для этого
мнения служит относительная малость сил резания на таких
станках и вытекает оно из заблуждения в оценке роли силы ре-
резания. Все изложенное выше, как и прямой опыт, говорят о том,
что важна не абсолютная сила резания, а ее изменение при сме-
смещениях ЭУС. MoajHe привести аналогию с установочными дви-
движениями узлов станка: силы трения, как правило, меньше сил
резания, но вызывают автоколебания системы.
В качестве иллюстрации к сказанному на рис. VII. 12 пока-
331
0.1
о.г
tMM
Рис. VII. 12. Зависимость
амплитуды колебаний от
глубины резания для трех
моделей токарных станков
заны зависимости [211] амплитуд колебаний (высоты волн на по-
поверхности деталей) от глубины резания при тонком отделочном
точении для трех различных моделей токарных станков.
Уровень колебаний при холостом ходе на собственной часто-
частоте Юс, которая является основной в спектре относительных коле-
колебаний резца и заготовки, у всех трех станков примерно один и
тот же. Однако при резании обнаруживается большая разница:
на станке с наименьшим коэффициентом устойчивости амплиту-
амплитуда и высота волны примерно в 2 раза больше, чем на лучшем
станке.
Итак, повышение устойчивости является средством не только
борьбы с автоколебаниями, но, что еще более важно, средством
повышения точности обрабатываемых деталей, в том числе и на
прецизионных станках.
Методы повышения устойчивости системы при обработке и
при перемещении узлов подробно рассмотрены выше.
Разработанная теория вынужденных колебаний при резании
и при перемещении узлов может служить основой для расчетной
и экспериментальной оценки стационарной динамической по-
погрешности (периодической) обрабатываемых деталей, установки
узлов и т. п.
Эта теория указывает новые методы испытания и оценки ди-
динамического качества как опытных образцов, так и серийно вы-
выпускаемых станков (по коэффициентам устойчивости; по экспе-
экспериментальной характеристике разомкнутой системы и т. п.).
Располагая данными о вынужденных колебаниях при резании
в виде волны на обработанной поверхности, можно перейти к ис-
исходным показателям динамического качества системы, наподо-
наподобие того, как по погрешности обработки «производственным» ме-
методом оценивается технологическая жесткость упругой системы
СПИД (статическая характеристика ЭУС).
Наличие фазового сдвига между изменениями припуска обра-
обрабатываемой детали (к которым можно отнести в указанном слу-
случае вибрационные следы от предыдущего прохода) и вновь обра-
образующейся волной на поверхности детали приводит к образова-
образованию характерного вида этой поверхности.
На рис. VII. 1 показана поверхность детали с винтовыми сле-
следами. Зная угол а подъема винтовой линии, подачу s0 и шаг вол-
волны U или смещение волн хв, можно, пользуясь полученными выше
выражениями, определить фазовый сдвиг <р*, который равен в
данном случае фазовому сдвигу <р« волны на поверхности детали:
<рI = ф8 = _*•- 360° = tga's° 360°, (VII.26)
и проследить по экспериментальным данным установленные вы-
выше теоретические закономерности колебаний.
332
Интересные возможности для экспериментального определе-
определения важнейшей характеристики динамической системы станка —
характеристики разомкнутой системы Wpa3 — открывает выра-
выражение A.8). Обрабатывая деталь «по чистому» с заранее обра-
образованным на ней периодически изменяющимся припуском (экс-
(эксцентричная заготовка, волнообразная поверхность с различным
шагом волны), прямыми измерениями можно получить
Лд; Ау = Аь и
(Здесь Аь я ф8 — амплитуда и фаза волн па поверхности де-
детали после обработки). Характеристика Wpa3 находится из пре-
преобразованного выражения A.8):
Wpa3 = Wy . (VII. 27)
раа l~Wy K '
Для расчета можно воспользоваться графически построенной
по экспериментальным данным для нужного диапазона частот
характеристикой Wv или следующими формулами:
А
(VII. 28)
(VII. 29)
Аъ
в которых известными являются фв и — . Такое построение или
д
расчет должны быть выполнены для неизменных условий обра-
обработки (режимы резания, материал заготовки, заточка инстру-
инструмента и т. п.), так как их изменение повлечет за собой измене-
изменение степени устойчивости системы и вида характеристики ра-
разомкнутой системы.
ЗАКЛЮЧЕНИЕ
ОБЩИЕ ВЫВОДЫ
В соответствии с целями данной работы, сформулированными во введении,
автор стремился разработать и систематически изложить основные теоретиче-
теоретические положения динамики станков. Для этого потребовалось развить ряд но-
новых для динамики станков научных положений и переработать некоторые
известные, увязав их с остальными в единый комплекс общих представлений
о динамической системе станка и процессах, в ней протекающих. Эти разработ-
разработки и полученные в них выводы могут быть кратко резюмированы следующим
образом.
1. В работе развито комплексное представление о динамической системе
станка, как о замкнутой многокоитурной системе, включающей взаимодействие
упругой системы СПИД со всеми рабочими процессами, протекающими в ее
подвижных соединениях. Для анализа системы использован математический
аппарат современной теории автоматического регулирования, что позволило
основное внимание уделить не разработке методов математического описания,
а раскрытию физического содержания динамических явлений в станках.
Единая система показателей динамического качества является общей для
всех видов критериев оценки этих показателей. Важное значение имеет си-
система показателей по точности обработки.
Переход к эквивалентным системам дает одноконтурные упрощенные си-
системы, удобные для решения практических задач анализа привода, процесса
перемещения узлов без резания и поведения системы при обработке детали.
Необходимо подчеркнуть, что исследованная в широких масштабах так на-
называемая система СПИД является лишь основным элементом динамической
системы станка.
2. Представление о подвижных соединениях деталей станка и рабочих про-
процессах, протекающих в этих соединениях, позволяет обобщить характеристику
и методы анализа неконсервативных обобщенных сил, порождаемых рабочими
процессами. Свойством этих сил является наличие их функциональной зависи-
зависимости от ортогональных координат системы, что видно на примерах процес-
процессов, имеющих место не только в станках.
3. Удобно представление о статических и динамических характеристиках,
ii также о собственной устойчивости основных элементов динамической систе-
системы станка. Характеристики рабочих процессов связывают изменения условий
их протекания при изменении относительного положения деталей упругой си-
системы, образующих подвижное соединение. Характеристики УС выражают из-
изменение относительного положения деталей, образующих подвижное соедине-
соединение, при изменении воздействия на нее со стороны рабочих процессов или из-
извне. Особенно удобными оказались характеристики в частотной форме.
Собственная устойчивость и характеристики элементов динамической систе-
системы станка являются показателями сложных замкнутых систем, описыва-
описывающих внутренние закономерности каждого элемента.
334
4. Упругая система СПИД рассматривается на основе классических поло-
положений теорий упругости и колебаний как система со многими степенями сво-
свободы с внутренними связями ее координат по координатам и их производным,
т. е. как система с координатными, скоростными и инерционными связями. Для
приближенного описания свойств некоторых простейших систем с упругими
связями удобно представление об эллипсе и эллипсоиде жесткости. На его
основе дан анализ упругих свойств суппортных групп и некоторых других кон-
конструктивных элементов станков. Это представление, как и представление об
изгибно-крутильном контуре связи шпиндельных групп станков полезны при
решении практических задач.
Скоростная гидродинамическая связь в ЭУС возникает в подвижных сое-
соединениях деталей при наличии смазки. Роль микроклиньев, образуемых
неровностями сопрягаемых поверхностей, в формировании этой связи в обла-
области смешанного трения проявляется при малых величинах всплывания.
Представление о демпфировании силами контактного (кулоновского) тре-
трения в неподвижных незатянутых стыках, основанное на учете сложного отно-
относительного движения деталей, образующих стык раскрывает условия колеба-
колебательной самолинеаризации системы стыка с сухим трением, при которых
изменение сил трения происходит по закону вязкого трения. Имеется связь
полученных результатов с общим теоретическим решением задачи колебаний
системы с гистерезисными потерями, выполненным Я. Г. Пановко.
Существуют условия кинематической самолинеаризации постоянных соста-
составляющих сил трения в подвижных соединениях. Описан оригинальный демп-
демпфер, в котором используется обнаруженный эффект.
5. Удобно представление о замкнутой деформационной системе, опи-
описывающей основные закономерности деформирования материалов. Собственная
устойчивость и характеристики процесса упругого и пластического деформиро-
деформирования материалов определяются взаимодействием полей или состояний: на-
напряжений, деформаций, теплового и механических (физико-химических)
свойств материала. Закономерности поведения деформационной системы про-
проиллюстрированы на примере деформации растяжения и использованы при ана-
анализе процессов резания и трения.
6. Решение температурной задачи при пластическом деформировании
в условиях стационарного теплового потока с учетом объемности источника
теплообразования приводит к выводу о наличии максимума температуры
в средней части (по длине) деформируемого стержня.
Решение применено при исследовании температурного поля стружки и де-
деформируемого поверхностного слоя трущихся тел. В отличие от широко распро-
распространенного мнения о наличии максимума температур на подрезцовой стороне
стружки и на поверхности трения обнаруживается, что максимум температур
смещен от поверхности в глубину деформируемого слоя и стружки.
Предложена гипотеза одного из возможных путей образования наростов
в определенном температурном диапазоне за счет местного понижения сопро-
сопротивления деформированию в средней части поверхностного слоя трущегося тела
или стружки. На основании теоретических выводов разработан метод устране-
устранения наростов нагреванием резца или деформирующего тела, проверенный
экспериментально при резании.
7. Собственная устойчивость процесса резания (стружкообразования) яв-
является устойчивостью замкнутой деформационной системы. Применитель-
Применительно к условиям формирования нароста устойчивость процесса определяется
взаимосвязанным изменением напряжений, деформаций и свойств материалов
заготовки и инструмента. Дано приближенное описание модели системы и вы-
выражение условий устойчивости.
Для устойчивого процесса стружкообразования теоретически получено
выражение динамической характеристики резания, связывающее изменение
силы резания с изменением толщины срезаемого слоя. Отставание во времени
изменения силы резания по отношению к изменению толщины срезаемого слоя
335
(и некоторых других параметров) определяется зависимостью силы резания
от усадки стружки. Последняя в известных условиях отражает степень де-
деформирования материала при резании. В характеристике учтено влияние сил
на задней поверхности (изменения заднего угла), а также влияние изменения
переднего угла. Понятие постоянных времени стружкообразования и других
отражает влияние времени на формирование сил резания. Характеристика ре-
резания поддается расчету по имеющимся экспериментальным данным о коэф-
коэффициентах резания и усадках стружки.
Сопоставление расчетной характеристики с результатами экспериментов
показало не только качественное, но и удовлетворительное количественное сов-
совпадение.
Зависимость силы резания от скорости, существенно влияющей на
характер стружкообразования, не играет решающей роли в быстротекущих
динамических процессах. Этот вывод основан на том, что скоростная зависи-
зависимость (например, «падающая» характеристика силы резания по скорости) зна-
значительно ослабляется при быстротекущих процессах инерционностью дефор-
деформационной системы.
8. Представление о передней и задней поверхностях фрикционного кон-
контакта раскрывает различие сил, возникающих на этих поверхностях в движе-
движении, а также при остановках. Имеется связь представления о двух поверхно-
поверхностях контакта с двучленным законом трения, дополняющая имеющиеся трак-
трактовки физического содержания этого закона.
В зависимости от формы контакта, твердости материалов пары трения,
начального давления и некоторых других условий, изменяется соотношение
между силами на задней и передней поверхностях контакта. В этой связи
дано новое дополнение представлений о силах трения покоя и движения. Опре-
Определены некоторые условия, при которых трение покоя больше трения дви-
движения.
Гистерезиспая форма зависимости силы трения при остановках имеет
важное значение в теории релаксационных автоколебаний.
Динамическая характеристика трения учитывает силы на передней и зад-
задней поверхностях контакта. Известное явление предварительного смещения при
формировании силы трения определяет отставание во времени изменения этих
сил от изменения нормального давления или контактной деформации. Посто-
Постоянные времени предварительного смещения и другие характеризуют влияние
времени на формирование сил трения.
На основании общего представления о деформационной системе рассмотре-
рассмотрены условия собственной устойчивости процесса контактного взаимодействия
при трении.
9. Представление о смешанном трении, как о трении в ЭУС со скорост-
скоростной связью показывает влияние гидродинамических сил на изменение нормаль-
нормальной контактной деформации и сил контактного трения, начиная от скорости
скольжения, равной нулю.
Динамическая характеристика смешанного трения показывает отставание
изменения сил трения от изменения скорости скольжения. Это отставание оп-
определяется инерционностью трущихся тел и процесса перетекания смазки в
зазоре между поверхностями. Постоянная времени всплывапия учитывает
инерционность последнего процесса.
Скоростная зависимость сил смешанного трения ослабляется указанной
инерционностью в условиях быстропротекающих процессов. В этой связи уста-
установлено, как и при резании, что роль зависимости трения от скорости в бы-
быстротекущих динамических процессах, в частности, при оценке устойчивости,
не является решающей.
10. Дано краткое представление на основе имеющихся разработок о. собст-
собственной устойчивости и динамических характеристиках других рабочих процес-
процессов креме резания и трения (электромагнитных, гидродинамических).
11. Анализ устойчивости линеаризованной динамической системы станка
при перемещении узлов без резания на основе разработанных представлений
336
об элементах системы и их связях позволил дать совокупную оценку влияния
параметров УС, двигателя, процессов трения, гидродинамических и иных на
запас и степень устойчивости. Этот анализ позволил определить место и значе-
значение работ других авторов в этой области.
Существенно влияние связей в УС и отставания в формировании силы
трения, определяемого предварительным смещением, на устойчивость движе-
движения фрикционного контакта. Зависимость постоянной времени предварительно-
предварительного смещения от скорости создает возможность существования двух границ
области устойчивости системы по скорости скольжения.
Скоростная зависимость сил трения («падающая» характеристика) из-за
инерционности определяющих ее процессов не играет решающей роли в сни-
снижении устойчивости системы. Рассмотрены некоторые методы повышения
устойчивости перемещения узлов станка без резания, вытекающие из анализа
системы.
12. Теория релаксационных автоколебаний при трении и при резании ос-
основывается на наличии гистерезисной характеристики сил трения или резания
по предварительному смещению. Наличие разницы сил трения покоя и движе-
движения; «падающей» скоростной зависимости сил трения и резания; зависимости
сил трения от времени контакта и т. п. не являются необходимыми условиями
существования релаксационных автоколебаний.
Возможно существование двух основных типов релаксационных автоко-
автоколебаний: с неизменными параметрами гистерезисной петли и с изменением этих
параметров в зависимости от скорости заданного движения (при независимо-
независимости силы трения от скорости). В первом случае амплитуда автоколебаний из-
изменяется мало (только в связи с влиянием скорости на постоянную времени
предварительного смещения), а частота растет со скоростью. Во втором слу-
случае амплитуда автоколебаний возрастает пропорционально скорости, а частота
остается постоянной при изменении скорости. Эта частота несколько превыша-
превышает собственную частоту колеблющейся УС.
Возможно наличие двух граничных скоростей области существования
релаксационных автоколебаний. Верхние граничные скорости каждой области
определяются параметрами гистерезисной петли (величинами силы трения и
предварительно смещения) и ЭУС.
При трении со смазкой релаксационные автоколебания возникают в обла-
области сравнительно малых скоростей, где силы трения достаточно велики. При
резании релаксационные автоколебания возможны при любых скоростях.
К ним, в частности, относятся так называемые высокочастотные тангенци-
тангенциальные колебания резцов, борштанг и т. п.
Разработанная теория позволила объяснить ряд фактов, до сего време-
времени не находивших объяснения. Четкость определения исходных данных и про-
простота их экспериментального измерения позволяет с успехом применять эту
теорию для соответствующих расчетов систем.
13. Анализ устойчивости линеаризованной динамической системы станка
при резании на основе разработанных представлений об элементах 'системы
и их связях позволил дать совокупную оценку влияния параметров УС; про-
процессов резания, трения; процессов в двигателях и т. п. на запас и степень
устойчивости. Этот анализ позволил определить место и значение работ дру-
других авторов в этой области.
Установлено существенное влияние связей в УС на устойчивость системы
при резании. Методика учета этих влияний в работах И. Тлусты, М. Полачека
и Л. Шпачека с помощью специальных функций' является частным случаем
предложенной методики, а эти функции представляют собой вещественные
частотные характеристики нормальных форм УС, умноженные на статический
коэффициент резания. Недостаточность таких характеристик, как и других ме-
методик, обнаруживается при переходе к анализу вынужденных колебаний и
автоколебаний в системе. *.
Существенно влияет отставание во времени формирования силы резания
относительно изменения толщины срезаемого слоя, определяемого изменением
усадки стружки, на устойчивость системы. Учет влияния динамической харак-
337
теристики резания в иных формах не является исчерпывающим и достаточно
физически обоснованным.
В частности «падающая» характеристика сил резания по скорости, до на-
настоящего времени привлекаемая для обоснования условий появления автоко-
автоколебаний, из-за инерционности определяющих ее процессов не играет решающей
роли в снижении устойчивости.
Зависимость постоянных времени процесса резания от скорости создает
возможность существования двух границ области устойчивости системы по
скорости резания, реализуемой при некоторых значениях характеристики ЭУС.
Показана недостаточность оценки устойчивости системы по расчету энергии
«возбудителей» автоколебаний, предлагаемая отдельными авторами.
Рассмотрены некоторые методы повышения устойчивости при резании, вы-
вытекающие из анализа системы. В частности, предложен «ступенчатый» резец,
дающий значительное повышение устойчивости вследствие влияния вспомога-
вспомогательной задней поверхности. Дано также теоретическое обоснование практи-
практически используемым методам устранения автоколебаний при резании.
14. Теоретическое решение задачи о влиянии собственной неустойчивости
процесса резания на автоколебания системы показывает возможность суще-
существования двух режимов автоколебаний: одного — с возрастающей при увели-
увеличении скорости резания частотой и постоянной относительной амплитудой;
другого — с постоянной частотой, близкой к собственной частоте ЭУС и воз-
возрастающей относительной амплитудой. Амплитуда колебаний УС do втором
случае возрастает с увеличением скорости до некоторого значения, а затем
уменьшается.
Полученные результаты находятся в качественном и количественном согла-
согласии с экспериментальными данными И. С. Штейнберга, опубликованными
в 1947 г. и до сего времени не находившими удовлетворительного объяснения,
а также с данными Л. К- Кучмы, Г. А. Манжос и других исследователей.
Показана неправомочность использования представления о запаздывании
сил резания, предложенного Дои и Като и связанного, по мнению М. Е. Элья-
сберга, с образованием «опережающей» трещины при резании для анализа
устойчивости системы.
15. Анализ апериодической (статической) неустойчивости системы примени-
применительно к резанию раскрывает условия «подрывания» инструмента при реза-
резании, правке шлифовальных кругов и т. п.
Разработан расчет системы и указаны вытекающие из анализа системы
методы устранения этого вида неустойчивости.
Рассмотрены также условия апериодической неустойчивости («заклинива-
(«заклинивания») при перемещении узлов.
16. Введение в динамическую систему запаздывающих связей, описываю-
описывающих специфическое для резания и трения явление работы по следу от преды-
предыдущего прохода, позволило раскрыть влияние этого явления на устойчивость
и иные показатели динамического качества станка. В отличие от Р. Хана, пер-
первым предложившего метод оценки влияния следов на устойчивость при реза-
резании с помощью запаздывающей связи, учтена основная замкнутая система
станка.
Принятый в работе амплитудно-фазовый частотный критерий устойчивости
в форме, предложенной для систем с запаздыванием В. В. Солодовниковым
и Я. 3. Цыпкиным, позволил показать влияние параметров всех элементов си-
системы на ее устойчивость и обобщить имеющиеся работы других авторов
в этой области.
Наличие следов от предыдущего прохода существенно снижает устойчи-
устойчивость системы вне зависимости от времени запаздывания. Влияние времени
запаздывания в форме расширения области устойчивости при некоторых чис-
числах оборотов и частотах системы существенно только для многолезвийных
инструментов и быстроходных станков.
Важная особенность шлифования заключается в изменении постоянных
времени запаздывания с появлением волнистости на круге и на детали. При
338
определенных условиях эта особенность выражается или в интенсивном износе
круга или в образовании значительной волны на шлифуемой поверхности.
17. Теория вынужденных колебаний при перемещении узлов без резания
и при обработке детали в отличие от широко известной теории вынужденных
колебаний УС, раскрывает связь между уровнем вынужденных колебаний и
степенью устойчивости системы, т. е. дает ответ на вопрос о так называемом
демпфирующем эффекте резания или трения (в подвижном соединении). Уста-
Установлено, что вынужденные колебания в станках происходят не только с основ-
основными частотами возбудителей, но и с собственными частотами системы.
Существует принципиальное различие между вынужденными колебаниями,
вызванными периодическим воздействием на ЭУС, и колебаниями при воздей-
воздействиях на рабочие процессы. Колебания с собственными частотами потен-
потенциально неустойчивых форм системы в первом случае полностью не устра-
устраняются, а во втором могут быть практически устранены повышением сте-
степени устойчивости системы.
Понятие коэффициента устойчивости системы по внешнему воздействию
заданного вида использовано в предложенной методике испытания станков
на устойчивость.
Для прецизионных и отделочных станков важно положение о том, что
наблюдаемые на этих станках колебания с собственными частотами системы
являются не автоколебаниями, как часто считают, а вынужденными колебани-
колебаниями, уровень которых изменяется с изменением степени устойчивости системы.
В этой связи показана ошибочность мнения о том, что при обычных режи-
режимах шлифовальные станки работают в области неустойчивости.
Влияние следов от предыдущего прохода, т. е. дополнительных запазды-
запаздывающих связей на вынужденные колебания системы является существенным.
Оценка этого влияния производится на основе общей методики с использова-
использованием полученных по амплитудно-фазовому критерию данных о степени устой-
устойчивости системы.
18. Рассмотрены простейшие стационарные (помимо указанных периодиче-
периодических) и переходные процессы и состояния системы.
Возникающие при этом отклонения системы связаны с ее параметрами и
видом воздействия. Применительно к точности обработки получено выражение
«уточнения» для различных законов изменения припуска. Выражение статиче-
статического «уточнения» совпадает с исправленным выражением по В. К- Вотинову и
А. П. Соколовскому. Для периодического изменения припуска «уточнение»
выражается коэффициентом устойчивости системы по настройке для заданной
частоты воздействия.
Максимальное отклонение и продолжительность переходного процесса
при врезании инструмента существенно зависит от того, насколько система
устойчива.
Применительно к разгону и торможению узлов, перемещаемых без резания,
существенно влияние постоянной времени всплывания на продолжительность
процесса.
19. На основе общих теоретических положений, развитых в работе, впер-
впервые в мировой практике станкостроения создана методика динамического ра-
расчета системы станка в стадии проектирования по комплексу показателей ди-
динамического качества, кратко изложенная ниже. Методика использована для
расчета ряда станков и находит все большее применение в практике конструи-
конструирования станков, приспособлений, инструмента и выбора режимов обра-
обработки.
20. Теоретические положения работы дополняют базу экспериментальных
исследований и испытаний станков по показателям динамического качества
системы. Методика динамических испытаний кратко излагается ниже. Пра-
Правильное понимание сложных1 динамических явлений, чему служит данная
работа, способствует рациональному решению задач, повседневно возникаю-
возникающих в практике конструирования, изготовления, отладки, испытаний и эксплуа-
эксплуатации металлорежущих станков.
339
МЕТОДИКА ДИНАМИЧЕСКИХ РАСЧЕТОВ
ПРИ КОНСТРУИРОВАНИИ СТАНКОВ
1. Целью динамических расчетов при конструировании станков является
сравнительная оценка существующей и проектируемой модели или ее вариан-
вариантов по показателям динамического качества. Динамические расчеты выполня-
выполняются на основе общих теоретических положений, изложенных в книге.
Расчет охватывает сравнительную оценку и выбор конструкции инструмен-
инструмента, приспособлений (зажимных и т. п.), режимов обработки и привода.
Выбор параметров, по которым рассчитывают показатели системы при
внешних воздействиях, определяется конкретными заданиями расчета, т. е.
типом задачи и видом критерия для оценки показателей.
При динамическом расчете системы станка решается три основных типа
задач:
1. Расчет привода.
2. Расчет процесса перемещения узлов (расчет станка при холостом ходе).
3. Расчет процесса обработки детали (расчет станка при резании).
Критериями для оценки показателей динамического качества системы стан-
станка являются: точность; долговечность (стойкость); производительность, энер-
энергетические потери.
Динамическая система станка представляется совокупностью упругой си-
системы (УС) станок — приспособление — инструмент — деталь (СПИД) и ра-
рабочих процессов, протекающих в подвижных соединениях деталей УС (реза-
(резания, трения, электро- и гидродинамических и т. п.).
Динамическая система станка является сложной многоконтурной замкну-
замкнутой системой. Применительно к трем типам задач она заменяется одноконтур-
одноконтурной системой, состоящей из выделяемого рабочего процесса (например, реза-
резания в задаче третьего типа) и эквивалентной упругой (ЭУС) или механической
системы (МС). ЭУС и МС включает, кроме собственно УС, остальные рабочие
процессы в их взаимодействии с УС.
Динамическая система станка берется в линейном приближении. Для ее
анализа применяются частотные методы, весьма удобные как своей относи-
относительной простотой, так и широкими возможностями использования экспери-
экспериментальных данных.
Динамический расчет системы станка сводится к построению АФЧХ экви-
эквивалентных элементов (ЭУС и МС) и дополняющих их элементов (рабочих
процессов) с последующим анализом одноконтурной системы одного из ука-
указанных трех типов.
В ряде случаев оказывается удобным расчет АФЧХ не элементов по от-
отдельности, а характеристики соответствующей разомкнутой одноконтурной
системы, характеристик замкнутой системы при заданных внешних воздейст-
воздействиях и т. п.
Сложность динамической системы станка делает расчет практически воз-
возможным только с использованием современных электронных вычислительных
машин (ЭВМ).
Динамические характеристики основных элементов системы станка состав-
составляются на основании данных соответствующих отраслей науки.
Характеристики УС рассчитываются методами современной теории колеба-
колебаний с учетом связанности парциальных колебательных систем, демпфирования
в подвижных и неподвижных соединениях деталей станка и т. п. Выбор числа
учитываемых степеней свободы определяется сложностью системы и рабочим
диапазоном частот.
Характеристики резания и трения, связанного с непосредственным контак-
контактом тел, рассчитываются в первом приближении (для среднего диапазона ча-
частот) как характеристики апериодических элементов. Постоянные времени,
определяющие отставание изменения сил от изменения толщины срезаемого
слоя или нормальной контактной деформации, определяются законом измене-
изменения усадки стружки при резании и так называемым предварительным смеще-
смещением при трении. При наличии смазки характеристики УС или трения долж-
340
ны учитывать гидродинамический эффект в виде связи по скорости и постоян-
постоянной времени всплывания. В необходимых случаях характеристики берутся
в более сложном виде. Характеристики простейших электроприводов берутся
как характеристики апериодических элементов, где электромагнитная постоян-
постоянная учитывает инерционность соответствующего рабочего процесса. В более
сложных приводах характеристики электрических и гидравлических систем
разрабатываются специалистами, участвующими в создании типовой расчет-
расчетной схемы.
Определению характеристик УС и рабочих процессов обязательно Пред-
Предшествует оценка собственной устойчивости каждого из них.
При расчете системы в случае собственной неустойчивости одного из эле-
элементов динамической системы станка возникает необходимость решения нели-
нелинейной задачи определения амплитуд и частот автоколебаний с последующей
оценкой их допустимого уровня.
Примером такого расчета является определение автоколебаний при собст-
собственно-неустойчивом резании, т. е. при формировании элементной стружки или
стружки со «срывающимся» наростом.
При расчете устойчивости «в большом» применительно к условиям возник-
возникновения релаксационных автоколебаний при резании или перемещении узлов
без резания также рассматривается нелинейная задача. Нелинейность имеет
форму гистерезионной петли, образуемой силами резания и трения в процессе
предварительного смещения.
Опыт выполнения динамического расчета ряда станков, накопленный
в ЭНИМС начиная с 1958 г., позволяет выделить два этапа такого расчета:
подготовительный и рабочий.
Подготовительный этап заключается в составлении уравнений динамики
с использованием возможных упрощений.
Составление уравнений и разработка расчетной схемы станка требуют от
расчетчика специальной подготовки и опыта.
Сложность и трудоемкость подготовительного этапа делает целесообраз-
целесообразной разработку типовых расчетных схем, систем уравнений и программ для
вычислительных машин.
Типовая расчетная схема составляется для группы станков, имеющих оди-
одинаковую компоновку и описываемых одной системой уравнений. К настояще-
настоящему времени ЭНИМСом совместно с заводами, проектными и исследователь-
исследовательскими организациями разработаны типовые программы расчета на ЭЦВМ для
токарных, вертикально-протяжных и поперечно-строгальных станков. Ведется
разработка типовых расчетных схем для зубофрезерных, расточных с подвиж-
подвижной колонной, консольно-фрезерных, алмазно-расточных, шлифовальных и
других станков.
Рабочий этап расчета выполняется для конкретного конструктивного ва-
варианта, оформленного в виде хотя бы эскизного проекта. На этом этапе под-
считываются исходные данные (массы, коэффициенты связей, постоянные вре-
времени и т. п.) с использованием формуляров, разработанных на подготовитель-
подготовительном этапе работы (этот подсчет по простейшим исходным данным — размерам
деталей, координатам их размещения и т. п. может быть также выполнен на
ЭЦВМ). По этим данным и типовой программе на ЭЦВМ вычисляются ча-
частотные характеристики, анализ которых дает значения показателей динами-
динамического качества станка.
Для примера на рис. VI. 4 даны АФЧХ разомкнутой системы токарного
станка. Она соответствует АФЧХ для ЭУС, представленной на рис. II. 27, где
дана также добавочная АФЧХ этого же станка для внешнего воздействия,
передаваемого фундаментом. Параметры характеристик, необходимые для
оценки динамического качества системы станка, показаны на рис. VI. 4 и в со-
соответствующих разделах,книги. Для рассматриваемой в примере системы
третьего типа показатеХи динамического качества определяются следующим
образом.
1. Запас устойчивости по величине отрезка (при обработке по чистому)
A-/?<?,,)• 100%.
341
При обработке «по следу» система устойчива, если характеристика разомк-
разомкнутой системы лежит справа от прямой 1т$ (для быстроходных станков; при
работе многолезвийным инструментом и при шлифовании возможно расшире-
расширение области устойчивости при некоторых режимах обработки).
2. Влияние внешних воздействий:
а) статическая погрешность обработки
6" == Д
«Уточнение»
— ~\
б
б) волнистость обработанной поверхности от вынужденных колебаний, вы-
вызванных воздействиями на ЭУС (в данном примере,— передаваемых фунда-
фундаментом) с частотой <о:
волнистость от переменности припуска (эксцентричная заготовка, вибрацион-
вибрационные следы на заготовке и т. п.) с частотой <о:
(При обработке по следу значения А^ и А1Н берутся по характеристике
разомкнутой системы, видоизмененной с учетом возникающих при этом допол-
дополнительных связей с запаздыванием);
в) переходная динамическая погрешность оценивается по максимальному
отклонению, получаемому построением переходного процесса. Построение вы-
выполняется по известной характеристике разомкнутой системы, заданному воз-
воздействию и начальным условиям. На рис. VI. 6 показаны переходные процессы
при врезании резца для трех значений ширины срезаемого слоя, построенные
«методом трапеций».
3. Быстродействие характеризуется продолжительностью переходного про-
процесса. На рис. VI.6 показано оремя tn переходного процесса для рассчитан-
рассчитанных случаев обработки.
Рабочий этап расчета с применением современных универсальных ЭЦВМ
требует от нескольких часов до нескольких дней, что позволяет использовать
динамический расчет в процессе конструирования станка.
По разработанной методике выполнены динамические расчеты при конст-
конструировании токарных станков 1Н62Л и 1Н62П; 1Н611 и его модификаций;
1П63 и 1Н65 и их модификаций; поперечно-строгального станка 7А37; верти-
вертикально-протяжного станка 766 (возможных конструктивных вариантов) и т. д.
По методике динамических расчетов выпушен руководящий материал
ЭНИМСа [169], разработанный автором при участии С. С. Кедрова, Е. В. Хле-
балова и Б. В. Никитина, выполнявших расчеты отдельных типов станков.
МЕТОДИКА ЭКСПЕРИМЕНТАЛЬНОЙ ОЦЕНКИ ДИНАМИЧЕСКОГО
КАЧЕСТВА СТАНКОВ
Цели экспериментальной оценки динамического качества станков: сравне-
сравнение опытных моделей станков с существующими по показателям динамиче-
динамического качества; контроль соответствия серийно выпускаемых станков установ-
установленным показателям динамического качества; выявление роли отдельных эле-
элементов динамической системы или видов внешних воздействий, снижающих
установленные показатели динамического качества станка.
342
Выбор параметров, по которым производится экспериментальная оценка
показателей системы при внешних воздействиях, определяется конкретными
требованиями, предъявляемыми к испытанию, и видом критериев для оценки
показателей.
Критериями для оценки показателей динамического качества системы стан-
станка являются: точность обработки; долговечность (стойкость); производитель-
производительность, энергетические потери, шум.
Испытания производятся: на неработающем станке в собранном или ра-
разобранном состоянии; когда производится измерение геометрических парамет-
параметров внешних возмущений, например, волнистости или иных отклонений фор-
формы сопрягаемых деталей станка, перемещающихся при его работе (подшип-
(подшипников, направляющих и т. п.); при холостом ходе станка; при обработке
детали.
Для испытаний используется современная малоинерционная аппаратура,
позволяющая фиксировать перемещения; скорости; ускорения; силы; моменты
сил; отклонения поверхностей деталей от заданной формы; отклонения поверх-
поверхностей деталей от заданных размеров и взаимного расположения и т. п. Кро-
Кроме того, используются современные устройства для создания переменных и
постоянных во времени воздействий на систему, в частности, силовых воздей-
воздействий на УС станка.
При экспериментальной оценке показателей динамического качества стан-
станков решаются три основные типа задач
1. Экспериментальная оценка привода.
2. Экспериментальная оценка перемещелия узлов и деталей станка (оцен-
(оценка станка при холостом ходе).
3. Экспериментальная оценка процесса обработки детали (оценка станка
при резании).
Экспериментальная оценка привода производится обычно специалистами
электриками и гидравликами при общем испытании всей системы станка.
Устойчивость системы станка оценивается при перемещении узлов станка
(без резания) и при обработке детали.
Оценка может производиться: по размерам областей устойчивости в тех
или иных параметрах системы: по размерам областей равных коэффициентов
устойчивости по внешним возмущениям на частоте собственных потенциально
неустойчивых форм колебаний системы; по быстроте изменения указанного
коэффициента устойчивости от того или иного параметра системы.
В качестве параметров, по которым строятся указанные области, прини-
принимаются параметры: упругой системы (жесткости, коэффициенты демпфирова-
демпфирования, коэффициенты связи или связанности); рабочих процессов (скорость реза-
резания или перемещения узлов; глубина резания или подача; давление на поверх-
поверхности трения; давление в гидросистеме; электрическое напряжение или ток
якоря электродвигателя; коэффициент усиления промежуточного усилителя
и т. п.).
Оценка по границе устойчивости применяется в тех случаях; когда эта
граница достигается при изменении заданного параметра в рабочем диапа-
диапазоне. При этом граница устойчивости определяется достаточно быстрым на-
нарастанием отклонений при малом изменении параметра.
Во всех остальных случаях применяются две другие оценки. Последняя из
них — оценка по быстроте изменения коэффициента устойчивости — является
наиболее универсальной. Коэффициент устойчивости определяется отношением
амплитуды колебаний при наличии рабочего процесса (например, при резании)
к амплитуде колебаний при его отсутствии (например, на холостом ходу стан-
станка). Быстрота изменения коэффициента устойчивости может оцениваться по
зависимости амплитуды колебаний (при наличии рабочего процесса) от соот-
соответствующего параметра.
Устойчивость заданнь/х движении узлов и деталей системы (без резания)
удобно оценивать: по границе устойчивости в параметрах: скорость скольже-
скольжения, нормальное давление на направляющих, давление смазки, жесткость
343
привода; по быстроте изменения коэффициента устойчивости при изменении
тех же параметров.
Устойчивость заданных движений узлов и деталей системы при обработке
удобно оценивать по границе устойчивости в параметрах — ширина срезаемого
слоя (глубина резания), скорость резания, подача, жесткость или иной пара-
параметр упругой системы (например, вылет борштанги); по коэффициенту устой-
устойчивости, определяемому как отношение амплитуды колебаний при холостом
ходе к амплитуде колебаний при резании; по быстроте изменения коэффи-
коэффициента устойчивости при изменении указанных выше параметров.
Оценка границы устойчивости целесообразна на станках, предназначенных
для получистовых и обдирочных операций. Оценка коэффициентов устойчиво-
устойчивости целесообразна на чистовых и отделочных станках при одновременном из-
измерении амплитуды колебаний при холостом ходе.
Оценка быстроты изменения коэффициента устойчивости целесообразна на
чистовых и отделочных станках при отсутствии данных о колебаниях холо-
холостого хода или при затруднениях в их получении. Быстрота изменения коэф-
коэффициента устойчивости может быть получена путем измерения амплитуды ко-
колебаний при резании или путем измерения амплитуды волны на поверхности
детали. Частота фиксируемых колебаний определяется при измерении.
Экспериментальная оценка системы по показателям, связанным с внешни-
внешними воздействиями, распадается на две группы: оценка вида и уровня внеш-
внешних воздействий; оценка отклонений системы, вызванных внешними воздей-
воздействиями.
Внешние воздействия на упругую систему и рабочие процессы, так же как
и вызванные ими отклонения, разделяются на: статические; стационарные ди-
динамические, важнейшими из которых являются периодические; воздействия,
вызывающие переходные процессы; случайные.
Каждый из этих видов воздействий имеет свою характеристику: уровень,
закон изменения, период и т. п.
Внешние воздействия на упругую систему задаются как силовые или
кинематические. Последние определяются по данным измерения точности фор-
формы, размеров и взаимного расположения поверхностей сопрягаемых в подвиж-
подвижном соединении деталей системы (дорожки и тела качения подшипников;
зубья зубчатых колес; направляющие и суппорты, столы, бабки и т. п.), а так-
также заданным законом относительного движения этих деталей. Иначе говоря,
воздействия этого нида определяются данными о так называемых геометри-
геометрической и кинематической точности станка, приспособлений, инструмента и за-
заготовки.
Кинематически задаются воздействия от посторонних источников, переда-
передаваемые через фундамент. Оцениваются смещения фундамента, их характер и
уровень.
Как силовые определяются воздействия от веса деталей, перемещаемых
узлов и, в ряде случаев, от сил инерции (главным образом, вызванных враще-
вращением неуравновешенных масс).
Внешние воздействия (изменение настройки) на рабочие процессы опре-
определяются заданными изменениями их параметров (толщины или ширины сре-
срезаемого слоя; скорости движения; геометрии зазора со смазкой; давления ра-
рабочей жидкости в гидросистеме; напряжения или тока в электрических цепях
и т. п.).
Внешние воздействия оцениваются по их уровню и характеру изменения во
времени. Для резания и трения оценка производится по геометрии заготовки
и инструмента или сопрягаемых трущихся поверхностей, а также по заданно-
заданному закону их относительного движения.
Оценка отклонений системы, вызванных внешними воздействиями, произво-
производится прямыми измерениями интересующих нас параметров.
Статические отклонения представляются в виде статических характеристик
системы по соответствующей обобщенной координате и данному внешнему воз-
воздействию.
344
При сложном периодическом воздействии определяется спектральный со-
состав вынужденных колебаний по несоходимой обобщенной координате. Пере-
Переходные процессы по необходимой координате фиксируются во времени с по-
последующей оценкой соответствующих показателей динамического качества
системы.
Большое практическое значение имеет экспериментальная оценка вынуж-
вынужденных колебаний, вызванных внешними периодическими воздействиями при
холостом ходе станка. Определяется их спектральный состав и оценивается
каждая периодическая составляющая с точки зрения установленных крите-
критериев.
Для контроля соответствия серийно выпускаемых сганков установленным
показателям динамического качества выбирается ограниченное число парамет-
параметров и условии испытания. Выбор производится в процессе лабораторных испы-
испытаний опытного образца в соответствии с типом станка, условиями его работы
у потребителя, масштабом выпуска и т. п.
В первую очередь должны оцениваться степень устойчивости; статические
отклонения при типичных внешних воздействиях; вынужденные колебания при
холостом ходе станка; вынужденные колебания при резании. В необходимых
случаях оцениваются отклонения и быстродействие системы.
При экспериментальной оценке роли отдельных элементов системы в фор-
формировании того или иного показателя динамического качества определяется
собственная устойчивость, статическая и динамическая характеристика соот-
соответствующего элемента с последующим анализом системы в целом. Методики
экспериментального определения устойчивости динамической системы описаны
в соответствующих разделах работы. Возможно также экспериментальное по-
построение частотных характеристик разомкнутых систем путем обработки ре-
результатов испытания замкнутой системы станка при заданном внешнем воз-
воздействии на рабочий процесс, по связи с которым производится размыкание
системы. Применительно к связи через резание методика построения характе-
характеристики разомкнутой системы описана в гл. VII.
На основании разработанных общих положений и обобщения имеющихся
экспериментальных данных выпущены руководящие материалы ЭНИМСа по
методике испытаний некоторых типов станков по отдельным показателям ди-
динамического качества (устойчивость, вынужденные колебания и т. д. [123, 49,
138, 139, 101, 140]). Материалы разработаны автором, сотрудниками и аспиран-
аспирантами руководимой им лаборатории Т. С. Воробьевой, С. И. Рубинчиком,
Г. С. Вильнером, С. Л. Шмутером и др.
ДАЛЬНЕЙШИЕ ЗАДАЧИ
Круг проблем, охватываемых понятием динамического качества металлоре-
металлорежущих станков, чрезвычайно широк и в одной работе невозможно исчерпать
все проблемы. Поэтому необходимо ее продолжение и дальнейшее развитие.
Можно наметить следующие основные направления работ по динамике
станков.
1. Разработка статистических методов анализа динамической системы
станка. :
Известно, что параметры упругой системы (УС), процессов резания, трения
и других не могут считаться одинаковыми даже для близких по компоновке
систем. Из-за случайных причин их значения колеблются в тех или иных пре-
пределах.
Внешние воздействия на систему также имеют составляющие, определяе-
определяемые случайными причинами. Сочетание значений параметров в одной системе
и характеристики случайных воздействий на нее также подчиняются статисти-
статистическим закономерностям.
Возникает необходимость не только в более достоверном анализе системы,
но и в разработке допустимых пределов изменения того или иного параметра
или внешних воздействий с учетом закона их изменения. Базой для проведе-
345
ния разработок в этом направлении может служить бурно развивающаяся
в последние годы статистическая динамика.
2. Разработка анализа динамической системы станка с учетом нелинейно-
нелинейности характеристик ее параметров. Эти нелинейности содержатся не только
в характеристиках УС, но в характеристиках рабочих процессов и в связях
системы. В данной работе рассмотрены две задачи, решение которых может
быть получено только при анализе нелинейной системы. Число таких задач
в станках достаточно велико. Особенное значение приобретает учет нелиней-
нелинейности в станках с программным управлением; в станках, снабженных систе-
системами автоматического регулирования и т. п. Развитию методов нелинейной
механики в последние годы уделяется значительное внимание. Анализ некото-
некоторых нелинейных систем в станках выполнен А. И. Кашириным [57], Л. П. Соко-
Соколовским [:178], В. Л. Вейцем A7], [18] и др.
3. Разработка анализа динамической системы станка с учетом переменно-
переменности ее параметров во времени. Имеется ряд задач, где переменность парамет-
параметров системы (изменение жесткости, массы, сечения срезаемого слоя и т. п.)
определяет потерю системой устойчивости, появление интенсивных колеба-
колебаний и т. п.
4. Развитие динамического анализа автоматизированных систем, вклю-
включающих сложные электрические, гидравлические и тому подобные системы
управления и регулирования технологических процессов, выполняемых стан-
станком или группой станков. Примером применения разработанных теоретических
положений к анализу таких систем может служить исследование, выполненное
в ЭНИМС С. Л. Шмутером [203] по анализу динамических погрешностей стан-
станков с программным управлением.
Исследования систем автоматического регулирования технологического
процесса в связи с созданием таких систем ведутся в Стаикине под руковод-
руководством Б. С. Балакшина 17—9], а также в некоторых других организациях. По
мере развития автоматических систем направление динамического анализа ав-
автоматизированных станков приобретает все большее значение.
В этой связи следует обратить внимание на ошибочность подхода к зада-
задачам этого рода (они сводятся по существу к первому типу задач) как к зада-
задачам динамики привода, в которых не уделяется должного внимания остальной
системе станка. Это замечание касается и ряда других работ, появляющихся
до последнего времени, в том числе таких, в которых учитывается динамиче-
динамическая характеристика двигателя. О недостаточности такого подхода говорилось
выше. Она обнаруживается при анализе в незнании прежде всего законов из-
изменения так называемых сил сопротивления в системе. Их обычно заменяют
некоторыми эквивалентными заданными силами, что в большинстве случаев
недопустимо.
Решение задач расчета двигателя и привода по его влиянию на динамику
системы требует анализа всей динамической системы станка. Примерами та-
такого анализа могут служить исследования, выполненные в ЭНИМС
А. А. Гаврюшиным {24, 137], Ю. 3. Селюковым [136], Ван Цзен-да [14] совмест-
совместно со специалистами по электро- и гидроприводу. Вопросы собственной устой-
устойчивости и динамических характеристик электрической системы регулирования
в этих исследованиях разрабатывались В. А. Найдисом [144], а гидравлических
систем Б. Л. Коробочкиным [70].
Последующий совместный анализ механической системы и привода позво-
• лил получить общую оценку необходимых показателей динамического качест-
качества системы в целом (результаты этих исследований не рассмотрены в данной
работе). Такой путь решения практических задач представляется автору наи-
наиболее целесообразным.
5. Дальнейшее совершенствование методов расчета и экспериментального
исследования динамических показателей станков.
Необходимо уточнение характеристик отдельных элементов системы, разви-
развитие методов моделирования как математического, так и физического. В част-
частности, большой интерес представляет физическое моделирование УС тяжелых
уникальных станков. Результаты исследования, выполненного в ЭНИМСе
346
Ин Юн-чжаном, по моделированию УС станков с целью экспериментального
определения ЛФЧХ этой системы показали возможность и целесообразность
этого пути анализа.
Необходима разработка и совершенствование аппаратуры и методики
экспериментального определения динамических и в том числе частотных ха-
характеристик УС и рабочих процессов, входящих в динамическую систему
станка.
6. Переход от анализа к синтезу динамических систем станков, т. е. к раз-
разработке систем с заданными оптимальными свойствами. Эта задача в конкрет-
конкретных случаях уже может решаться и решается применительно к оптимизации
по одному или двум показателям динамического качества (технологическая
жесткость, запас устойчивости) и иным оценкам станка (вес, габариты).
В полном объеме задача синтеза динамической системы станка должна ре-
решаться с учетом не только технических, но и экономических показателей.
ЛИТЕРАТУРА
1. Ачеркан Н. С. и др. Металлорежущие станки, т. т. I и II, М., изд-во
«Машиностроение», 1965.
2. А х м а т о в А. С. Некоторые итоги исследования внешнего трения твер-
твердых тел. М., Труды Станкина, 1939.
3. Ах матов А. С. Граничный слой как квазитвердое тело. Труды III
Всесоюзной конференции по трению и износу в машинах, т. 3. М., Изд-во
АН СССР, 1959.
4. А й н б и и д е р С. Б. Холодная сварка металлов. Рига, Изд-во АН
Латв.ССР, 1957.
5. А й н б и н д е р С. Б. и П р а н ч А. С. Влияние относительных механи-
механических свойств металлов на возникновение и разрушение сцеплений при малых
скоростях скольжения. В сб. «Сухое трение». Рига, Изд-во АН Латв.ССР,
1961.
6. Амосов И. С. Осциллографическое исследование вибраций при реза-
резании металлов. В сб. «Точность механической обработки и пути ее повышения».
М.—Л., Машгиз, 1951.
7. Б а л а к ш и н Б. С. Новые принципы наладки и подналадки технологи-
технологических процессов. «Вестник машиностроения», 1957, № 1.
8. Б а л а к ш и н Б. С. Основы технологии машиностроения, М., Машгиз,
1959.
9. Б а л а к ш и и Б. С. О создании автоматических поднастраивающихся
технологических систем СПИД — В сб. «Комплексная автоматизация в серий-
серийном машиностроении», М.— Л., Машгиз, 1962.
10. Боуден Ф. П. и Тейбор Д. Трение и смазка. Пер. с англ. М.,
Машгиз, 1960.
11. Боудеи Ф. П. и Тейбор Д. Температура поверхности трущихся
тел. В сб. «Трение и граничная смазка». М., ИЛ, 1953.
12. Васильев В. С. иКутко П. С. Станки и приборы для динамической
балансировки. М., Машгиз, 1959.
13. Васильев Д. Т. Влияние вибраций на стойкость инструмента при
резании металлов. В сб. «Исследование колебаний металлорежущих станков
при резании металлов». М., Машгиз, 1958.
14. Ван Ц з е н - д а. Исследование динамической устойчивости движения
системы с гидроприводом. В сб. «Исследования в области металлорежущих
станков», вып. 4. М., Машгиз, 1961.
15. Веденский В. А. Стандартизация норм жесткости металлорежущих
станков. «Стандартизация», 1960, № 12.
16. Верховский А. В. Явление предварительного смещения при трога-
нии несмазанных поверхностей с места. «Журнал прикладной физики», т. III,
вып. 3—4, 1926.
17. Вейц В. Л. Динамика станочных приводов с самотормозящимися
червячными передачами. «Станки и инструмент», 1957, № 3.
18. В е й ц В. Л. Расчет механизмов подачи тяжелых станков на плавность
и чувствительность перемещения. «Станки и инструмент», 1958, № 3.
348
19. Вейц В. Л. и Доброславский В. Л. Динамический расчет ста-
станочных приводов при периодической нагрузке с учетом характеристики двига-
двигателя. «Новые методы расчета и конструирования машин>, вып. 7, ЦИТЭИН,
Машгиз, 1960.
20. Вейц В. Л., Дондошанский В. К. и Чиряев В. И. Вынужден-
Вынужденные колебания в металлорежущих станках. М.—Л., Машгиз, 1959.
21. Вибрации шлифовальных станков и их устранение. «Станкостроение
за границей», 1952, № 2.
22. Воробьева Т. С. Динамика поворота вертикальных револьверных
головок. В сб. «Труды III Всесоюзного совещания по основным проблемам
теории машин и механизмов», т. II, Динамика машин. М., Машгиз, 1960.
23. Вотииов К. В. Жесткость станков, ЛОНИТОМАШ, 1940.
24. Г а в р ю ш и н А. А. Исследование механической части динамической
системы типа стойки тяжелого расточного станка с моделированием на элек-
тромоделирующей установке. В сб. «Исследования в области металлорежущих
станков», вып. 5, М., Машиностроение, 1964.
25. Гельфельд О. М. Вынужденные колебания в круглошлифовальном
станке, вызванные дебалансом шлифовального круга. «Станки и инструмент»,
1961, № 7.
26. Г о л ь д ф а р б Л. С. О некоторых нелинейностях в системах регулиро-
регулирования. «Автоматика и телемеханика», 1947, № 5.
27. ГофманО. иЗаксГ. Введение в теорию пластичности для инжене-
инженеров. Пер. с англ. М., Машгиз, 1957.
28. Гусев И. Т. Резонансные зоны при обработке деталей на горизонталь-
горизонтально-фрезерном станке. В сб. «Некоторые вопросы технологии машиностроения».
Сборник научных трудов МИФИ, вып. 6. М., Машгиз, 1954.
29. Д е м к и н Н. Б. Исследование площади касания шероховатых поверх-
поверхностей. Труды ИМАШ АН СССР, т. I, M., изд-во АН СССР, 1959.
30. Д е р я г и н Б. В. Молекулярная теория трения и скольжения. «Журнал
физической химии», вып. 9, 1934, № 5.
31. Д е р я г и н Б. В. Что такое трение. М., Изд-во АН СССР, 1952.
32. Дерягин Б. В., Пуш В. Э. и Толстой Д. М. Теория-скольжения
твердых тел с периодическими остановками (фрикционные колебания 1-го ро-
рода). ЖТФ, т. XXVI, вып. 6, 1956.
33. Дж. П. Ден-Гартог. Механические колебания. М., Физматгиз, 1960.
34. Д и к у ш и н В. И. Основные данные для проектирования металлорежу-
металлорежущих станков, ЭСМ, т. 9. М., Машгиз, 1949.
35. Д и н н и к А. Н. Устойчивость упругих систем, М., ОНТИ, 1935.
36. Динамический расчет токарного станка на электронной цифровой вы-
вычислительной машине. Руководящие материалы. Сост. Кудинов В. А., Кед-
Кедров С. С, Глухов В. Н. М., ОНТИ ЭНИМС, 1963.
37. Д о н д о ш а н с к и й В. К. Расчет колебаний упругих гсистем на элек-
электронных вычислительных машинах. М.— Л., изд-во «Машиностроение», 1965.
38. Дроздов Н. А. К вопросу о вибрации станка при токарной обработ-
обработке. «Станки и инструмент», 1937, № 22.
39. Е н и к е е в X. М. Жесткость металлорежущих станков, М., ЦБТИ
МСС, 1950.
40. Епифанов Г. И. О двучленном законе трения. В сб. «Исследования
по физике твердого тела». М., Изд-во АН СССР, 1957.
41. Еремин А. Н. Физическая сущность явлений при резании стали. М.—
Свердловск, Машгиз, 1954.
42. 3 а й ч е н к о И. 3. Автоколебания в гидропередачах металлорежущих
станков, М., Машгиз, 1958.
43. Зорев Н. Н.«Вопросы механики процесса резания металлов. М., Маш-
Машгиз, 1956.
44. И е г е р Д. К. Движущиеся источники тепла и температуры. Приклад-
Прикладная механика и машиностроение. Сборник сокращенных переводов, вып. 6, ИЛ,
1952,
349
45. Ильницкий И. И. О колебаниях, возникающих при резании метал-
металлов. В сб. «Производство и эксплуатация инструмента. Опыт уральских заво-
заводов», вып. 5, Свердловск, Машгиз, 1953.
46. Ильницкий И. И. Причины автоколебания резцов. В сб. «Вопросы
технологии машиностроения», нып. 63, М., Машгиз, 1956.
47. Ильницкий И. И. Колебания в металлорежущих станках и пути их
устранения, М.— Свердловск, Машгиз, 1958.
48. Исаев А. И. Процесс образования поверхностного слоя при обработ-
обработке металлов резанием, М., Машгиз, 1950.
49. Испытание и исследование металлорежущих станков. Методическое
пособие. М., ЭНИМС, ЦБТИ, 1958.
50. Ишлинский А. Ю. и Крагельский И. В. О скачках при трении.
ЖТФ, т. 14, вып. 4—5, 1944.
51. Калинин Н. Г., Лебедев Ю. А. и др. Конструкционное демпфиро-
демпфирование в неподвижных соединениях. Рига, изд-во АН Латв.ССР, 1960.
52. Каминская В. В., Левина 3. М. иРешетов Д. Н. Станины и
корпусные детали металлорежущих станков (расчет и конструирование). М.,
Машгиз, 1960.
53. К а м и н с к а я В. В. Расчет чувствительности станков к колебаниям
оснований. «Станки и инструмент», 1964, № 3.
54. Каминская В. В. и Р и в и н Е. И. Виброизоляция прецизионных
станков. «Станки и инструмент», 1964, № 11.
55. Карман Т. и Б и о М. Математические методы в инженерном деле,
М.—Л., ОГИЗ Гостехиздат, 1946.
56. К а ш и р и н А. И. Метод составления и анализа производственной ха-
характеристики токарного станка. «Станки и инструмент», 1936, № 10 и 11.
57. К а ш и р и н А. И. Исследование вибраций при резании металлов. М.—
Л., М., изд-во АН СССР, 1944.
58. Кайдановский Н. Л. и Хайкин С. Э. Механические релаксаци-
релаксационные колебания. ЖТФ, т. III, вып. I, 1933.
59. Кайдановский Н. Л. Природа механических автоколебаний, воз-
возникающих при сухом трении. ЖТФ, т. XIX, вып. 9, 1949.
60. Кедров С. С. К теории демпфирования автоколебаний в металлоре-
металлорежущих станках. «Известия ВУЗов СССР. Машиностроение», 1962, № 12.
61. Кирпичсв М. В. Теория подобия. М., Изд-во АН СССР, 1958.
62. Клушин М. И. Резание металлов. М., Машгиз, 1958.
63. К о б р и н с к и й А. Е. Механизмы с упругими связями. Динамика и
устойчивость. М., изд-во «Наука», 1964.
64. Кожевников С. Н. Динамические явления при разгоне станков,
имеющих упругое звено в приводе. «Вестник металлопромышленности», 1935,
№ 12.
65. К о л с в К. С. Вопросы точности при резании металлов. М.— Киев,
Машгиз, 1961.
66. Кондратов А. С. Исследование влияния вибрации на стойкость
резцов. В сб. «Исследование процессов обработки металлов резанием», вып. 45,
М., Оборонгиз, 1960.
67. К о н о н е н к о В. О. Взаимодействие релаксационных автоколебаний
с гармоническими колебаниями в механических системах. В сб. «Вопросы
прочности конструкций и динамики машин». Киев, изд-во АН УССР, 1954.
68. К о н о н е н к о В. О. Автоколебания при трении, близкие к гармониче-
гармоническим. В сб. «Вопросы прочности конструкции и динамики машин». Киев,
изд-во АН УССР, 1954.
69. К о н я х и н И. Р. Микросмещение. Метод исследования механических
свойств соприкасающихся поверхностей. Диссертация на степень канд. физ.-
математич. наук, Томск, 1951.
70. К о р о б о ч к и н Б. Л. Некоторые вопросы динамики гидравлических
приводов станков. В сб. «Пневмо- и гидроавтоматика». АН СССР, М., Изд-во
«Наука», 1964.
350
71. Костерин Ю. И. и Крагельский И. В. Релаксационные колеба-
колебания в упругих системах трения. «Трение и износ в машинах». Сб. XI. М., Изд-
во АН СССР, 1958.
72. К р а г е л ь с к и й И. В. Влияние продолжительности неподвижного
контакта на силу трения. ЖТФ, т. 14, вып. 4—5, 1944.
73. Крагельский И. В. Молекулярио-механическая теория трения.
Труды II Всесоюзной конференции по трению и износу, т. III, 1949.
74. Крагельский И. В. и Виноградова И. Э. Коэффициенты тре-
трения. М., Машгиз, 1955.
75. Крагельский И. В. Трение и износ. М., Машгиз, 1962.
76. К р и в о у х о в В. А. Деформирование поверхностных слоев металла
в процессе резания. М., Машгиз, 1945.
77. Кривоухов В. А. и Воронов А. Л. Высокочастотные вибрации
резца при точении. М., Оборонгиз, 1956.
78. Крылов Н. М. и Боголюбов Н. Н. Введение в нелинейную меха-
механику. Киев, Изд-во АН УССР, 1937.
79. К У Д и н о в В. А. Явление удара в валопроводах станков при включе-
включении кулачковых муфт. Диссертация на степень канд. технич. наук, М., 1951.
80. Кудинов В. А. Общность задач устойчивости движения в станках и
других механических системах. В сб. «Исследование колебаний металлорежу-
металлорежущих станков при резании металлов». М., Машгиз, 1958.
81. Кудинов В. А. Определение моментов инерции цилиндрических мно-
многоступенчатых деталей по чертежу. В сб. «Исследования в области металлоре-
металлорежущих станков». М., Машгиз, 1952.
82. Кудинов В. А. Теория вибраций при резании (трении). В сб. «Пере-
«Передовая технология машиностроения». М., изд-во АН СССР, 1955.
83. Кудинов В. А. Природа автоколебаний при трении. В сб. «Исследо-
«Исследование колебаний металлорежущих станков при резании металлов». М., Маш-
Машгиз, 1958.
84. Кудинов В. А. и Яо Ли-Пин. Устранение вибраций при растачи-
растачивании консольными борштангами. «Станки и инструмент», 1958, № 9.
85. Кудинов В. А. и С е л ю к о в Ю. 3. Методы устранения вибраций
поперечно-строгального станка. «Станки и инструмент», 1960, № 5.
86. Кудинов В. А. Гидродинамическая теория полужидкостного трения.
В сб. «Сухое и граничное трение. Фрикционные материалы». Труды III Все-
Всесоюзной конференции по трению и износу в машинах, т. II, М., изд-во АН
СССР, 1960.
87. Куликов В. А. О некоторых закономерностях полужидкостного тре-
трения (приработка, заедание, устойчивость движения). В сб. «Сухое и гранич-
граничное трение. Фрикционные материалы». Труды III Всесоюзной конференции
по трению и износу в машинах, т. П. М., изд-во АН СССР, 1960.
88. Кудинов В. А. Температурная задача трения и явление наростооб-
разования при резании и трении. В сб. «Сухое и граничное трение. Фрикцион-
Фрикционные материалы». Труды III Всесоюзной конференции по трению и износу в ма-
машинах, т. II, М., изд-во АН СССР, 1960.
89. Кудинов В. А. Влияние трения в подвижных соединениях на демп-
демпфирование вынужденных колебаний. «Станки и инструмент», 1961, № 1.
90. К у Д и н о в В. А. и С у х а н о в Э. С. Влияние формы режущей кромки
резца на виброустойчивость станка. «Станки н инструмент», 1961, № 5.
91. Кудинов В. А., Кедров С. С. и Ермаков Г. А. Вибрации двух-
стоечных карусельных станков при резании. «Станки и инструмент», 1961, № 6.
92. Кудинов В. А. Динамическая характеристика процесса сухого тре-
трения. В сб. «Сухое трение». Рига, изд-во АН Латв.ССР, 1961.
93. Кудинов В. ?. Температура при трении и глубинное разрушение.
В сб. «Сухое трение».- Рига, изд-во АН Латв.ССР, 1961.
94. Кудинов В. А. и Никитин Б. В. Расчет частотной характеристики
упругой механической системы. «Инженерно-физический журнал», т. IV, 1961,
№ 12.
351
95. К у Д и н о в В. А. и Лисицын Н. М. Основные факторы, влияющие
на равномерность перемещений столов и суппортов станков при смешанном
трении. «Станки и инструмент», 1962, № 2.
96. Кудинов В. А. и Воробьева Т. С. Испытание станков общего
назначения на виброустойчивость при резании. «Станки и инструмент», 1962,
№ 8.
97. К у д и н о в В. А. и С у х а н о в Э. С. Резцы с фигурной режущей кром-
кромкой. Труды Новочеркасского Политехнического института, т. 135. Ред.-изд.
отд. НПИ, Новочеркасск, 1962.
98. Кудинов В. А. Динамическая характеристика резания. «Станки и
инструмент», 1963, № 10.
99. Кудинов В. А. Влияние деформируемости системы станок — де-
деталь — инструмент на производительность, точность и чистоту поверхности де-
деталей, НТО Машпром, Общественный университет, 1963.
100. Кудинов В. А. Устойчивость движений, вынужденные колебания и
переходные процессы в металлорежущих станках. В сб. «Пути повышения
точности изготовления станков». Материалы I конференции, Вильнюс,
РИНТИП, 1963.
101. Кудинов В. А. и Шмутер С. Л. Динамическая система и погреш-
погрешности станков с программным управлением. «Станки и инструмент», 1964,
№ П.
102. Кудинов В. А. и Ерофеев Е. Г. Экспериментальное исследование
динамического демпфера с зазорами и натягами. В сб. «Исследования в об-
области металлорежущих станков», вып. 5, М., изд-во «Машиностроение», 1964.
103. Кудинов В. А. Автоколебания при резании с неустойчивым нарос-
наростом. «Станки и инструмент», 1965, № 7.
104. Кудинов В. А. Методика динамического расчета при конструирова-
конструировании станков. В сб. «Материалы Всесоюзного семинара конструкторов и техно-
технологов станкостроения». М., НИИМАШ, 1965.
105. Кудинов В. А. Демпфер сухого трения. Авторское свидетельство
№ 137731, 1960.
106. Кузнецов В. Д. Наросты при резании и трении. М., ГИТТЛ, 1956.
107. Кучма Л. К- Экспериментальное исследование вибраций на токарном
станке. Труды ЦНИИТМАШ, кн. 15. М.; Машгиз, 1948.
108. Кучма Л. К. Экспериментальное исследование вибраций при реза-
резании на токарном станке. В сб. «Новые исследования в области резания ме-
металлов», М.— Л., Машгиз, 1948.
109. Куч м а Л. К. Виброустойчивые расточные оправки. «Вестник машино-
машиностроения», 1956, № 9.
110. Ларин Т. В. и Девяткин В. П. О механизме износа железнодо-
железнодорожных колес. В сб. «Трение и износ и машинах», вып. XI, М., изд-во АН
СССР, 1956.
111. Левина 3. М. Основные характеристики работоспособности направ-
направляющих качения. «Станки и инструмент», 1966, № 6.
112. Л е в и т Г. А. и Л у р ь е Б. Г. Совершенствование методов смазки на-
направляющих механизма подач. «Станки и инструмент», 1961, № 11.
ИЗ. Левицкий М. П. Температура при резании металлов. ЖТФ, т. XVI,
вып. 4, 1946.
114. Левицкий. М. П. О температуре поверхности трения тел (теорети-
(теоретическая ошибка в работе Боудсна). ЖТФ, т. 19, вып. 9, 1949.
115. Лисицын Н. М. Влияние параметров механической системы на ус-
устойчивость движения при смешанном трении. В сб. «Исследования в области
металлорежущих станков», вып. 4. М., Машгиз, 1961.
116. Лоладзе Т. Н. Стружкообразование при резании металлов. М.,
Машгиз, 1952.
117. Лурье Б. Г. Коэффициенты трения материалов для направляющих
станков. «Станки и инструмент», 1959, № 3.
118. Лурье Б. Г. и Ошер Р. Н. Масла, обеспечивающие равномерность
подач столов станков. «Станки и инструмент», 1960, № 7.
352
119. Л у р ь е Г. Б. Автоколебания при шлифовании. В сб. «Абразивы»,
вып. 27. М„ ЦБТИ, 1961.
120. М а н ж о с Г. А. Исследование вибраций в условиях скоростного точе-
точения и изыскание методов борьбы с ними. В сб. «Точность механической обра-
обработки и пути ее повышения». М.— Л., Машгиз, 1951.
121. Маркин Е. А„ Буланков Г. С. и др. Испытание плоскошлифо-
плоскошлифовального станка мод. ЗБ71М на виброустойчивость.' Научно-технический от-
отчет. СКБ-12 и СКБ-13, Минск, 1961.
122. Межевой Ю. Т. Экспериментальное исследование вибраций при то-
точении в зависимости от условий обработки. Диссертация на степень канд.
техн. наук. М., 1954.
123. Методика исследования виброустойчивости металлорежущих станков.
Руководящий материал. Сост. Кудинов В. А. М., ОНТИ ЭНИМС, 1957.
124. Модернизация токарно-револьверных станков. М., Машгиз, 1957.
125. Модернизация консольно-фрезерных станков. М., Машгиз, 1957.
126. Модернизация токарно-револьверных одношпиндельиых автоматов. М.,
Машгиз, 1957.
127. Модернизация круглошлифовальных станков. М., Машгиз, 1957.
128. Модернизация строгальных, долбежных и протяжных станков. М.,
Машгиз, 1957.
129. Модернизация одношпиндельных токарных многорезцовых станков.
М., Машгиз, 1957.
130. Модернизация токарных станков. М., Машгиз, 1958.
131. Модернизация токарно-карусельных станков. М., Машгиз, 1958.
132. Модернизация универсальных сверлильных станков. М., Машгиз, 1958.
133. Модернизация универсальных горизонтально-расточных станков. М.,
Машгиз, 1958.
134. Модернизация многошпиндельных токарных автоматов и полуавтома-
полуавтоматов. М., Машгиз, 1958.
135. Методы и средства повышения плавности медленных перемещений
в станках. Руководящие материалы. Сост. Кудинов В. А. М., ОНТИ ЭНИМС,
1958.
136. Методика расчета динамического качества гидромеханических систем
подачи на примере силовых головок агрегатных станков. Руководящий мате-
материал. Сост. Кудинов В. А., Коробочкин Б. Л., Селюков Ю. 3., Чернова Ю. Р.
М., ОНТИ ЭНИМС, 1961.
137. Методика расчета динамического качества электромеханической си-
системы привода подач тяжелых расточных станков. Руководящие материалы.
Сост. Кудинов В. А., Найдис В. А., Гаврюшии А. А., Чернова Ю. Р., Орло-
Орлова Р. Т. М., ОНТИ ЭНИМС, 1961.
138. Методика испытания токарных станков средних размеров общего наз-
назначения на виброустойчивость при резании. Сост. Кудинов В., А., Воробье-
Воробьева Т. С, Рубинчик С. И. М., ОНТИ ЭНИМС, 1961.
139. Методика испытания фрезерных станков консольного типа средних
размеров общего назначения на виброустойчивость при резании. Сост. Куди-
Кудинов В. А., Воробьева Т. С. М., ОНТИ ЭНИМС, 1961.
140. Методика испытания шюскошлифовальпых станков общего назначения
на виброустойчивость при резании и уровень колебаний холостого хода. Ру-
Руководящие материалы. Сост. Кудинов В. А.,Вильнер Г. С. М., ОНТИ ЭНИМС,
1964.
141. Мурашкин Л. С. К вопросу о возбуждении автоколебаний на ме-
металлорежущих станках. В сб. «Труды ЛПИ № 191. Машиностроение». М.— Л.,
Машгиз, 1957.
142. Надеждина»Н. В. Графо-аналитический метод определения техно-
технологической точности токарных станков. «Организация процессов обработки
металлов резанием». Вып. 26, ЦИТЭИН, М., 1961.
143. Нахапетян Е. Г. Некоторые вопросы создания высокоточных по-
воротно-фиксирующих устройств. В. сб. «Автоматизация процессов машино-
машиностроения», т. I. M., изд-во АН СССР, 1962.
353
144. Н а й д и с В. А. Электропривод подач тяжелых станков. «Электриче-
«Электричество», 1959, № 10.
145. Никитин Б. В. Расчет динамических характеристик металлорежу-
металлорежущих станков. М., Машгиз, 1962.
146. Определение потерь в элементах приводов подач станков и расчет на-
направляющих скольжения по характеристикам трения. Руководящие материа-
материалы. Сост. Левит Г. А., Лурье Б. Г. М., ОНТИ ЭНИМС, 1961.
147. Оснсшы автоматического регулирования. Теория. Под ред. В. В. Соло-
довпикова. М., Машгиз, 1954.
148. П а и о в к о Я- Г. Об учете гистерезисных потерь в задачах приклад-
прикладной теории упругих колебаний. ЖТФ, 1953, № 3.
149. Пановко Я- Г. Основы прикладной теории упругих колебаний. М.,
Машгиз, 1957.
150. Пановко Я. Г. Внутреннее трение при колебаниях упругих систем.
М., Физматгиз, 1960.
151. Пинчук И. С. Переходные процессы в асинхронных двигателях при
периодической нагрузке. «Электричество», 1957, № 9.
152. Писаренко Г. С. Рассеяние энергии при механических колебаниях.
Киев, изд-во АН УССР, 1962.
153. Плута л он а Л. А. Антифрикционные материалы, работающие без
смазки. М., Трудрезервиздат, 1957.
154. Повышение виброустойчивости гаммы токарных станков средних раз-
размеров. Руководящие материалы. Сост. Кудинов В. А. М., ОНТИ ЭНИМС, 1959.
155. По лачек М. и Плугарж Л. Современные методы исследования
самовозбуждающихся колебаний при шлифовании. «Чехословацкая тяжелая
промышленность», 1964, № 5.
156. Пономарев С. Д., Б и д е р м а н В. Л. и др. Основы современных
методов расчета на прочность в машиностроении, т. II, М., Машгиз, 1952.
157. Попов Е. П. Динамика систем автоматического регулирования. М.,
ГИТТЛ, 1954.
158. Попов Е. П. и Пальтов И. П. Приближенные методы исследова-
исследования нелинейных автоматических систем. М., Физматгиз, 1960.
159. Проников А. С. Саморегулирование в станках-автоматах. М.,
изд-во «Московский рабочий», 1965.
160. П у ш В. Э. О скачке усилия при выходе инструмента. «Станки и ин-
инструмент», 1948, № 6.
161. Пуш В. Э. Малые перемещения в станках. М., Машгиз, 1961.
162. Решетов Д. Н. Расчет деталей станков. М., Машгиз, 1945.
163. Решетов Д. Н. Методы снижения интенсивности колебания в ме-
металлорежущих станках. М., ЦБТИ МСС, 1950.
164. Решетов Д. Н. иЛевинаЗ. М. Демпфирование колебаний в дета-
деталях станков. В сб. «Исследование колебаний металлорежущих станков при
резании металлов». М., Машгиз, 1958.
165. Р и в и и Е. И. Расчет перегрузок в приводе станков при пуске и тор-
торможении. «Станки и инструмент», 1960, № 9.
166. Р и в и н Е. И. Применение виброизолирующих опор для бесфундамент-
бесфундаментной установки оборудования. М., ГОСИНТИ, 1962.
167. Ривин Е. И. Исследование динамики привода фрезерных станков.
«Станки и инструмент», 1963, № 5.
168. РозенбергА. М. и Еремин А. Н. Элементы теории процесса ре*
зания металлов. М.— Свердловск, Машгиз, 1956.
169. Руководящие материалы по динамическому расчету станков (устойчи-
(устойчивость, стационарные и переходные процессы при перемещении узлов и при
резании). Сост. Кудинов В. А., Хлебалов Е. В., Кедров С. С. М., ОНТИ
ЭНИМС, 1966.
170. Рыжков Д. И. Вибрации при резании металлов и методы их устра-
устранения. М., Машгиз, 1961.
171. Сатель Э. А. и Подураев В. Н. К вопросу о физической сущно-
354
ста пониятия технологической жесткости системы станок — деталь — инстру-
инструмент. «Станки и инструмент», 1955, № 5.
172. Семенов А. П. Исследование охватывания металлов при совмест-
совместном пластическом точении. М., изд-во АН СССР, 1953.
173. Силантьев А. В. Резонансные характеристики токарного станка.
«Станки и инструмент», 1953, № 11.
174. Скраган В. А. Производственный метод определения жесткости
металлорежущего оборудования. М.— Л., Машгиз, 1950.
175. Скраган В. А. Жесткость суппорта токарного станка. В сб. «Жест-
«Жесткость металлорежущих станков». ЛОНИТОМАШ, кн. 26. Л., Машгиз, 1952.
176. Слезкин Н. А. Динамика вязкой несжимаемой жидкости, М.,
ГИТТЛ, 1955.
177. Соколов Ю. Н. Тепловой расчет подшипников скольжения. «Станки
и инструмент», 1958, № 10.
178. Соколовский А. П. Жесткость в технологии машиностроения.
М.—Л., Машгиз, 1946.
179. Солодовников В. В. Анализ качества следящих систем по их
амплитудно-фазовым характеристикам. «Известия АН СССР. ОТН», 1949, №4.
180. Солодовников В. В. О применении трапецеидальных частотных
характеристик к анализу качества систем автоматического регулирования.
«Автоматика и телемеханика». 1949, № 5.
181. Сорокин Е. С. К теории внутреннего трения при колебаниях упру-
упругих систем. М., Стройиздат, 1960.
182. Стрелков С. П. Маятник Фроуда. ЖТФ, т. III, вып. 3, 1933.
183. Стрелков С. П. Введение в теорию колебаний. М., ГИТТЛ, 1951.
184. Суханов Э. С. Исследование влияния многорезцового точения на
виброустойчивость станка. «Станки и инструмент», 1963, № 6.
185. Ташлицкий Н. И. Первичный источник энергии возбуждения авто-
автоколебаний при резании металлов. «Вестник машиностроения», 1960, № 2.
186. Тетельбаум И. М. Механические колебания. ЭСМ, т. I, кн. 2, М.,
Машгиз, 1947.
187. Тейлор Ф. Искусство резать металлы. Берлин, изд-во «Бюро ино-
иностранной науки и техники», 1922.
188. Тимошенко С. П. Устойчивость упругих систем, М., ГИТТЛ, 1946.
189. Тимошенко С. П. Колебания в инженерном деле. М., Физматгиз,
1959.
190. Титов Г. Н. Прочность металлорежущих инструментов. М.— Сверд-
Свердловск, Машгиз, 1947.
191. Тлусты И. Автоколебания в металлорежущих станках. М., Машгиз,
1956.
192. Толстой Д. М. иПаньБинь-Яао. О скачке силы трения при
остановке. Доклады АН СССР, т. 114, вып. 6, 1957.
193. Толстой Д. М. Собственные колебания ползуна, зависящие от кон-
контактной жесткости, и их влияние на трение. Доклады АН СССР, т. 153, 1963,
№ 4.
194. Трошенекий С. П. Точность обработки на шлифовальных станках.
М., Машгиз, 1953.
195. Усачев Я- Г. Явления, происходящие при резании металлов. «Извес-
«Известия Петроградского политехнического института», т. XXIII, вып. I, 1915.
196. Хает Г. Л. Резцы для скоростной отрезки. В сб. «Высокопроизводи-
«Высокопроизводительные методы обработки металлов резанием», М., Машгиз, 1955.
197. Ханк и и С. Э., Лисовский Л. П. и С а лом оно ни ч Л. II.
О «скачкообразном характере» силы трения. Труды Всесоюзной конференции
по трению и износу в машинах, т. I. M., изд-во АН СССР, 1933.
198. Хольм Р* Расчет температуры, развивающейся на нагревающейся
площадке контакта, 'и распределение температуры на скользящем контакте.
В сб. «Трение и граничная смазка». М., ИЛ, 1953.
199. Ц ы п к и н Я. 3. Устойчивость системы с запаздывающей обратной
связью. «Автоматика и телемеханика», т. 7, 1946, № 2 и 3.
355
200. Ш е х в и ц Э. И. Экспериментальное исследование условий поворота
шпиндельного блока токарного автомата. В сб. «Исследования в области ме-
металлорежущих станков». М., Машгиз, 1952.
201. Шлезингер Г. Металлорежущие станки. М., Машгиз, 1938.
202. Шлихтинг Г. Теория пограничного слоя. М., ИЛ, 1956.
203. Ш м у т е р С. Л. Анализ динамических погрешностей фрезерных стан-
коп с программным управлением. «Станки и инструмент», 1965, № 4.
204. Штепапек К. Устойчивость движения в направляющих скольже-
скольжения. В сб. «Исследования металлорежущих станков». Сборник работ чехосло-
чехословацких институтов. М., Машгиз, 1962.
205. Штсйнберг И. С. Устранение вибраций, возникающих при реза-
резании металлов на токарном станке. М., Машгиз, 1947.
206. Щедрое В. С. Температура на скользящем контакте. «Трение и из-
износ в машинах». Сб. X. М., изд-во АН СССР, 1955.
207. Эрлих Л. Б. Внутренний резонанс — одна из причин, способствую-
способствующих появлению вибраций при обработке на станках. «Станки и инструмент»,
1949, № 1.
208. ЭльясбергМ. Е. Расчет механизмов подачи металлорежущих стан-
станков на плавность и чувствительность перемещения (о разрывных колебаниях
при трении). «Станки и инструмент», 1951, № 11 и 12.
209. ЭльясбергМ. Е. Об устойчивости процесса резания. «Известия
АН СССР. ОТН», 1958. № 9.
210. ЭльясбергМ. Е. Основы теории автоколебаний при резании ме-
металлов. «Станки и инструмент», 1962, № 10 и 11.
211. ЮхвидМ. Е. и Кудинов В. А. Тонкое точение на токарных стан-
станках. Технология машиностроения, вып. 12, ЦИНТИАМ, 1963.
212. Arnold R. Mechanism of Tool Vibration in Cutting of Steel.— «The
Engneer» № 4686; 4687, 1945.
213. Bahman W. Der Einfluss einer harmonischen Relativbewegung zwi-
schen Werkstiick und Werkzeug auf Kreisformfehler, Exzentrizitat und Durchmes-
serabweichung des Werkstiickes. beim Langsdrehen—«Maschinenbautechnik»
H. 5, 1961.
214. Bielefeld I. Modellversuche an Werkzeugmaschinenelementen, a) In-
Industrie—Anzeiger № 78, 1956; № 63, № 80, 1957. b) Schweissen und Schmieden,
H. 10, Oktober 1959.
215. Blok H. Second World Petroleum Congress, Paris, 1937.
216. Blok H. Fundamental Mechanical Aspects of Boundary Lubrication—
«SAE Journal», vol. 46, № 2, 1940.
217. Bowden F., Leben L. The Nature of Sliding and the Analysis of Fric-
Friction.—«Proceeding of Royal Society», 169, 1939.
218. Da nek 5., Pol a cek M., SpacekL., TlutsyJ. Selbsterregte
Schwingunden an Werkzeugmaschinen, VEB Verlag Technik, Berlin, 1962.
219. Den Hartog Q. P. Forced Vibrations with combined Coulomb and
Viskous Friction—«Transactions of the ASME», Paper ARM—53—9, 1931.
220. Doi S., Kato S. Shatter vibration of Lathe Tools.—«Transactions of
the ASME», v. 78, № 5, 1956.
221. Farnwoth G. H. The influence of vibrations on quality in grinding.—
«Product Engineering», v. 42, № 9, 1963.
222. G ii m b e 1 L. Reibung und Schmierung im Maschinenbau, Berlin, 1925.
223. H a h n R. S. Vibrations of flexible precision grinding spindles.—«Tran-
spindles.—«Transactions of the ASME», v. 81, № 3, 1954.
224. Kiekebusch H. Die Werkzeugmaschine unter Last.— VDI—Fors-
chungsheft № 360, 1935.
225. Loewenfeld K- Gestaltsteuntersuchungen an Konsolen und Standern;
Die Gestaltsteife von Kasten; Verripte Blechplatten und Doppelwandplatten.—
Dritten Forschungs—und Konstruktionskolloquium Werkzeugmaschinen und
Betriebs—wissenschaft, Munchen. Oktober, 1957.
226. Morgan F., Muskat M. and Reed D. W. Friction phenomena and
the stick—slip process.—«Journal of Applied Physics», vol. 12, 1941.
356
227. Р о 1 а с е к М., Р 1 u h а г L. Selbsterregte Schwingungen beim Schlei-
Jen.—«Maschinenmarkb, vol. 70, Ws 11, 1964.
228. S a 1 a m a M. E. Effects of Macro—roughness on Performance of Paral-
Parallel Thrust Bearings, The institution of mechanical Engineers Applied Mechanics,
vol. 163, 1950.
229. Salje E. Self—Excited Vibrations of systems with two degrees of
freedom.— «Transactions of the ASME>, vol. 78, № 4, 1956.
230. Schwerd F. Forschung und Forschungsergebnisse zur Schnitt Theo-
rie.—«VDI», № 52, 1932.
231. Tobias S. A. and F i s h w i с к W. Eine Theorie des Regenerativen
Ratterns.—«Der Maschinenmarkb, vol. 62, № 17, 1956.
232. Tobias S. A. and Fish wick W. The chatter of Lathe tools under
orthogonal Cutting conditions.—«Transactions of the ASME», vol. 80, № 5, 1958.
ОГЛАВЛЕНИЕ
Введение « 3
РАЗДЕЛ I
ДИНАМИЧЕСКАЯ СИСТЕМА СТАНКА И ЕЕ ОСНОВНЫЕ
ЭЛЕМЕНТЫ
Глава I. Общие представления. Понятие об эквивалентных системах 9
Показатели динамического качества станка 9
Динамическая система станка и ее особенности -... 16
Статические и динамические характеристики элементов и систем 20
Устойчивость систем и элементов „ 25
Эквивалентные динамические системы станка _ 26
Общая характеристика связей в динамической системе станка 31
Глава П. Упругая система станка .... 34
Основные положения ...» -... -.„ 34
Примеры упругих систем со связанными обобщенными координа-
координата ми •¦.•¦».•••••....»...¦«•••.••..••••.••*«•••.•••.•••••..••.•.••¦¦•••••••••••••••••••• 45
Расчетное определение динамических характеристик эквивалентной
упругой системы станка - 66
Методические пути экспериментального определения характеристик
эквивалентных упругих систем станков _ -.. 75
Особенности демпфирования в незатянутых соединениях 85
Пути улучшения характеристик упругой системы ~ 94
Глава III. Рабочие процессы станка .- 96
Основные положения -... 96
Процесс деформирования как замкнутая система ..- ~ 98
Собственная устойчивость процесса резания (устойчивость стружко-
образования) - - 105
Динамическая характеристика резания - - 117
Процесс трения и его собственная устойчивость 140
Статические и динамические характеристики трения «..- 146
Рабочие процессы в двигателях и системах управления (краткие
сведения) - 163
РАЗДЕЛ II
УСТОЙЧИВОСТЬ ДИНАМИЧЕСКОЙ СИСТЕМЫ СТАНКА
Глава IV. Устойчивость перемещения узлов станка (без резания) ...... 166
Общие положения - - « 166
Устойчивость системы при собственно устойчивых эквивалентной
упругой системе и трении ••• 168
358
Теория релаксационных автоколебаний » ~ 177
Влияние компоновки упругой системы на устойчивость движения 190
Существующие представления о фрикционных автоколебаниях 208
Пути повышения плавности перемещения узлов станка 210
Глава V. Устойчивость динамической системы станка при резании
(«виброустойчивость» станков) ~ 213
Общие положения ~ «. 213
Устойчивость системы при собственно устойчивых эквивалентной
упругой системе и резании 215
О «видах» или «роде» автоколебаний - 226
Устойчивость при многорезцовой или многолезвийной обработке ... 227
Влияние следов обработки 231
Устойчивость при обработке шлифованием -.- 239
Поведение системы при неустойчивом резании (Автоколебания при
резании с неустойчивым наростом) „ ~ 246
Существующие представления о вибрациях при резании .... 267
О «подрывании» резцов _ „ „ 269
Пути повышения виброустойчивости системы ..- .. 272
Методы испытания и оценки виброустойчивостн станков 282
РАЗДЕЛ III
ВЛИЯНИЕ ВНЕШНИХ ВОЗДЕЙСТВИЙ НА ПОВЕДЕНИЕ
ДИНАМИЧЕСКОЙ СИСТЕМЫ СТАНКА
Глава VI. Стационарные и переходные процессы в станках 285
Виды внешних воздействий 285
Статическое состояние системы 289
Переходные процессы -.- ~ 293
Врезание (выход) инструмента ~ « - 294
Разгон или торможение перемещаемых узлов «.. 301
Глава VII. Вынужденные колебания при обработке резанием и при
перемещении узлов станка _ -.. 304
Общие положения ...» 304
Вынужденные колебания при резании от внешнего силового или
кинематического воздействия на ЭУС ..- 309
Вынужденные колебания при внешнем воздействии на процесс
резания ¦••¦•••••••.¦••• • ¦*••..»»••• •••••» ••.*¦*• ¦•¦»•••«••••••••..•.• •«••»•••*.•• ••»•••• 313
Вынужденные колебания при резании «по следу» 316
Вынужденные колебания при шлифовании 319
Вынужденные колебания при перемещении узлов без резания .— 322
Пути уменьшения вынужденных колебаний станков и методы
испытания 330
Заключение. Общие выводы - —¦ 334
Методика динамических расчетов при конструировании станков ... 340
Методика экспериментальной оценки динамического качества стан-
станков ~ - 342
Дальнейшие задали*. -... 345
Литература - ~ - 348