/
















































































































































































































Текст
Библиотека
Конструктора
ИОГАНЕК Т. и др.
ТЕХНИЧЕСКАЯ ЭСТЕТИКА И КУЛЬТУРА ИЗДЕЛИЙ МАШИНОСТРОЕНИЯ
ПЕРЕВОД С ЧЕШСКОГО
ИЗДАТЕЛЬСТВО «МАШИНОСТРОЕНИЕ: Москва 1969
УДК 62.001.2 : 7.01
И о г а н е к Т. и др. Техническая эстетика и культура изделий машиностроения. М., «Машиностроение», 1969.
В книге приведены основы технической эстетики, указаны особенности физиологии и психологии человека, которыми необходимо руководствоваться при конструировании машин и приборов. Основные принципы художественного конструирования, изложенные в книге, иллюстрированы большим количеством примеров. Указаны пути сотрудничества конструкторов с художниками, физиологами и психологами.
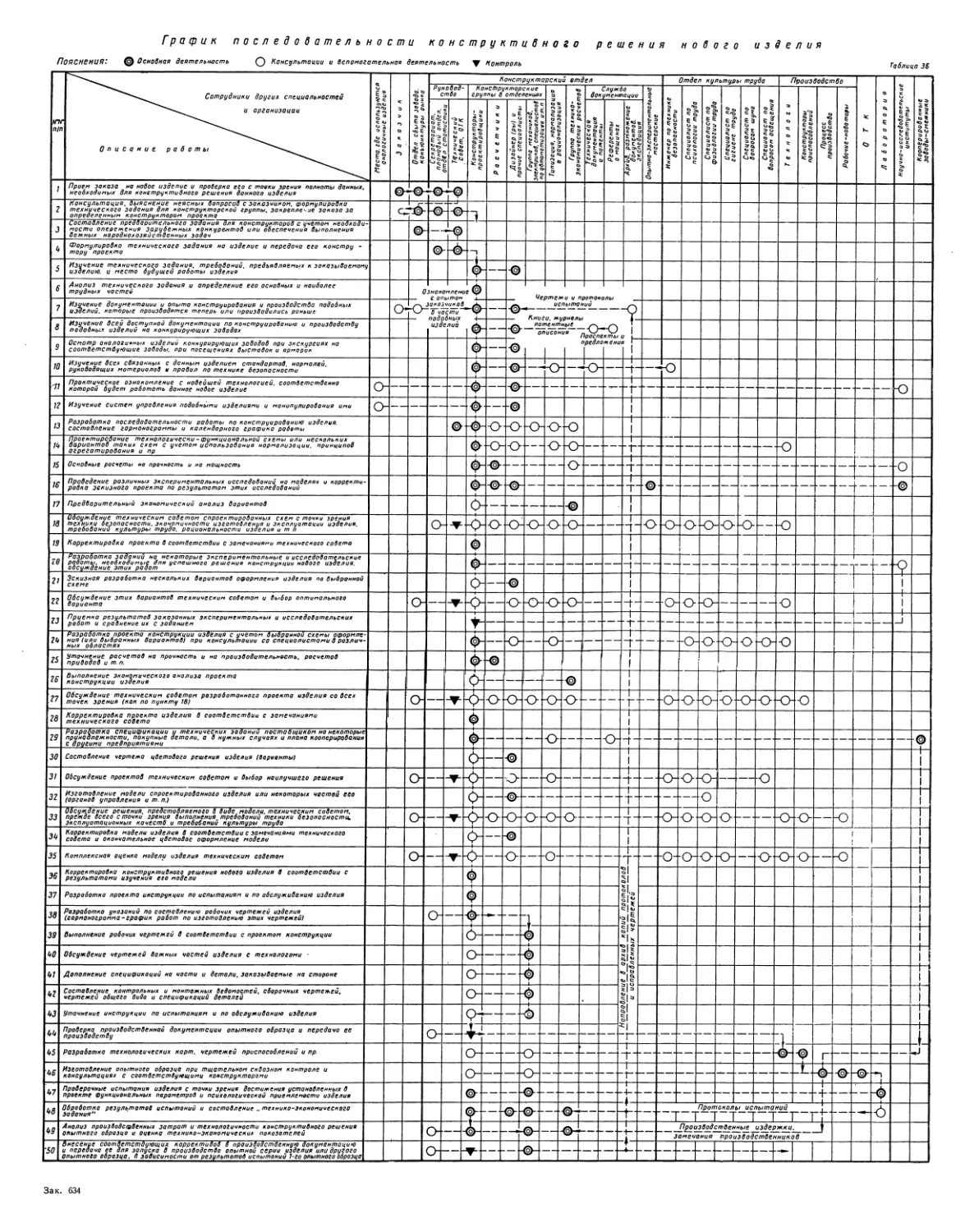
Книга предназначена для инженеров-конструкторов. Она может быть полезна также студентам машиностроительных вузов. Рис. 238, табл. 36, библ. 66 назв.
Рецензент инж.
О. Л. Сидоров
Переводчик Р. Е. Мельцер
Редактор проф. д-р. техн. наук Н. С. АЧЕРКАН
3—13—1
433—69
Содержание
Предисловие к чешскому изданию 7
1. Введение 9
2. Человек и изделия машиностроения 15
2.1. Строение человеческого тела и деятельность его отдельных
органов . 16
2.1.1. Скелетная система 17
2.1.2. Мускульная система 22
2.1.3. Нервная система .... 29
2.1.4. Система органов чувств 31
2.1.5. Жидкости человеческого организма 36
2.1.6. Система кровообращения 37
2.1.7. Дыхательные органы 37
2.1.8. Система пищеварения 38
2.1.9. Мочевая система 38
2.1.10. Система желез внутренней секреции 38
2.1.11. Кожа 38
2.2. Труд и трудовая деятельность человека . 39
2.2.1. Физическая работа 40
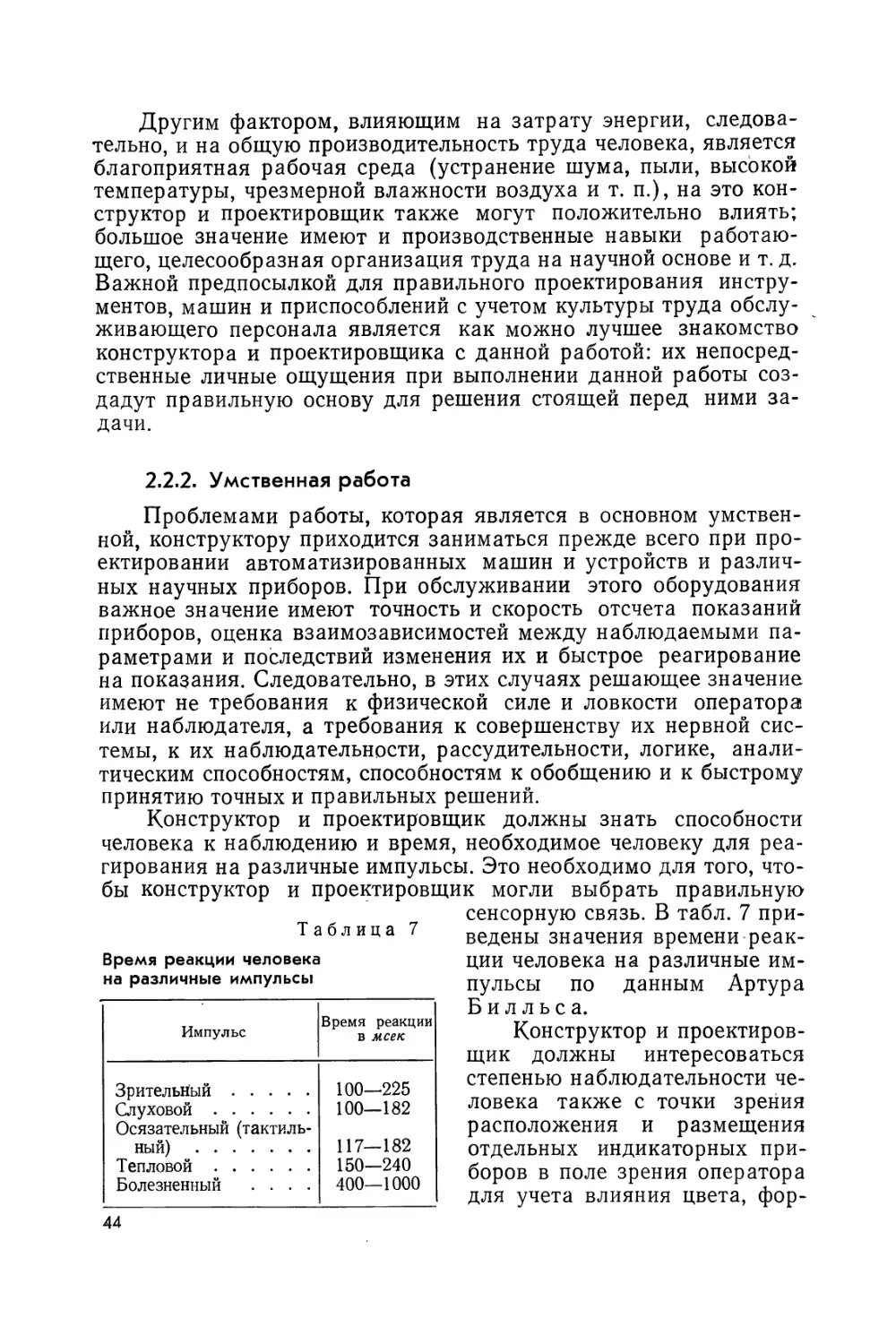
2.2.2. Умственная работа . . 44
2.3. Утомление и переутомление 46
2.4. Выбор соотношений между пропорциями человеческого тела
и размерами машины или другого оборудования .... 48
3. Автоматизация — ее влияние на конструкции машиностроительных
изделий 54
3.1. Влияние автоматизации оборудования на безопасность труда . 56
3.2. Значение автоматизации для охраны здоровья трудящихся 57
3.3. Влияние автоматизации на внешний вид изделий 58
3.4. Влияние комплексной автоматизации производства на внешний
вид изделий 58
4. Цвет, его влияние на безопасность труда и эстетизацию ... 59
4.1. Определение цвета, классификация цветов, их разновидности и
идентификация 59
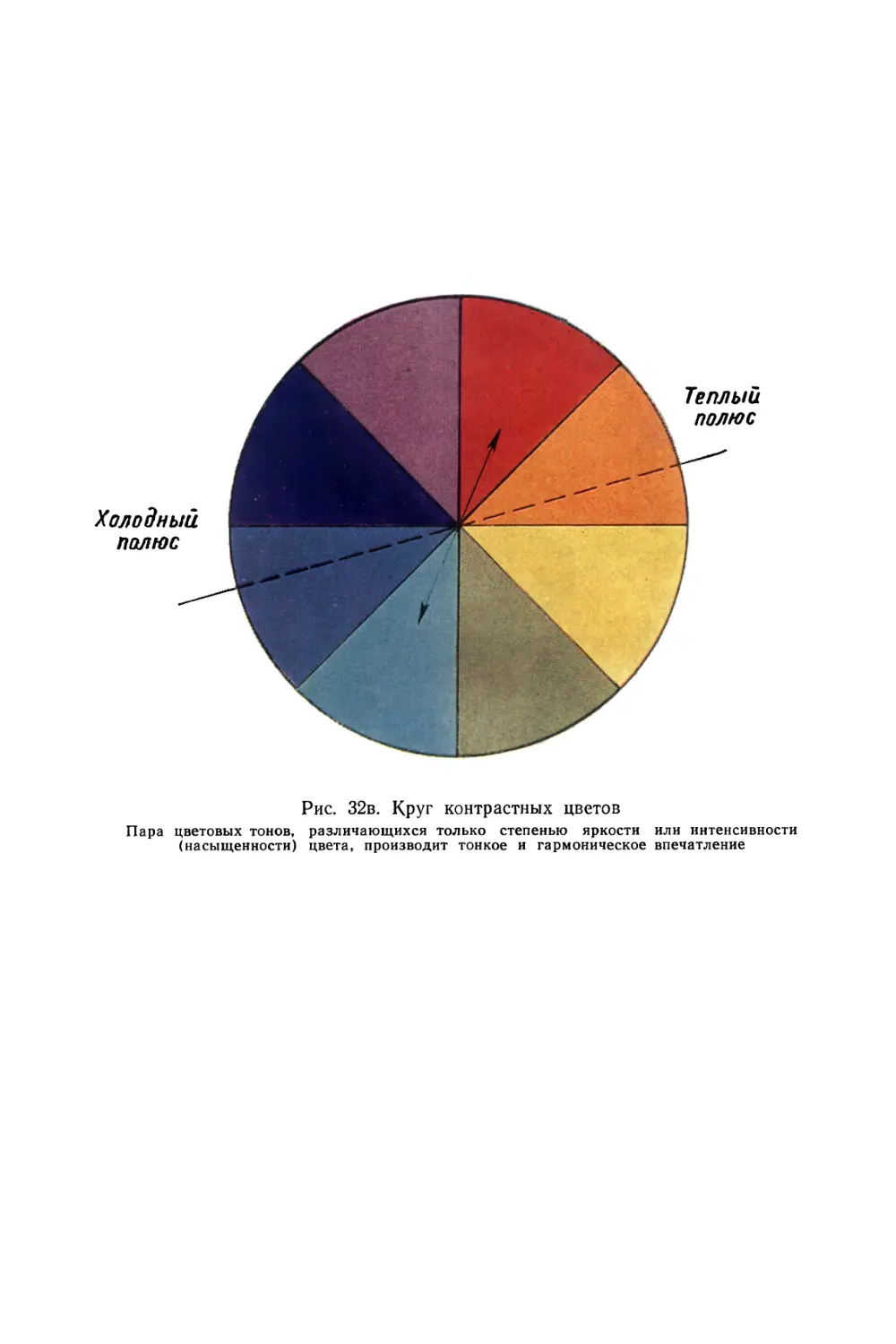
4.2. Психологическая ценность и эффективность цветов ... 63
4.3. Действие цветов на человека с точки зрения физиологии . 65
4.4. Воздействия цвета окраски плоскостей и трехмерных поверхностей 65
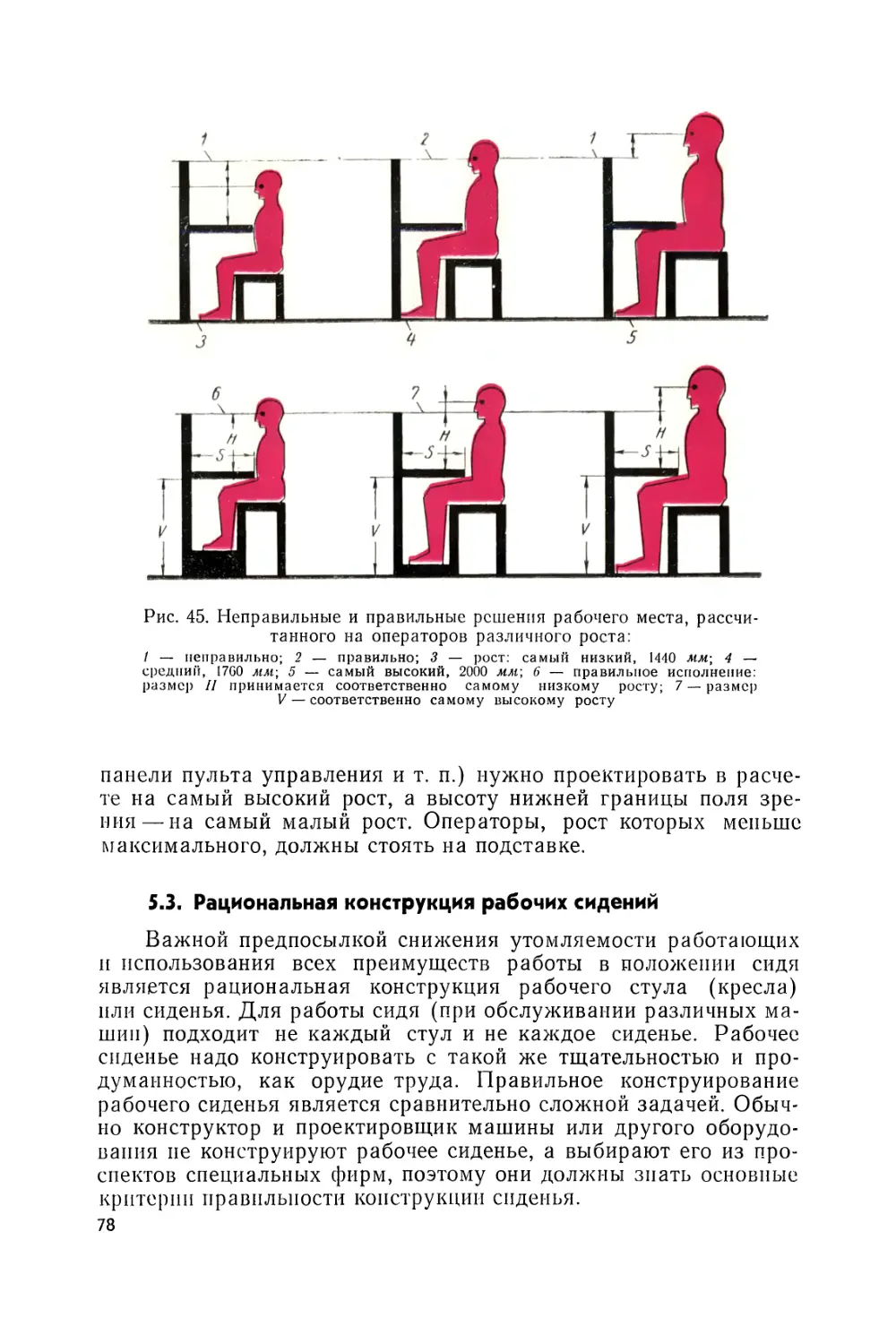
5. Правильное решение рабочего поста, удобная рабочая поза и рациональное рабочее сиденье 68
5.1. Зона (пространство) рабочего поста 68
5.2. Рабочая поза 72
5.3. Рациональная конструкция рабочих сидений 78
3
6. Проектирование машиностроительных изделий с точки зрения безопасности 83
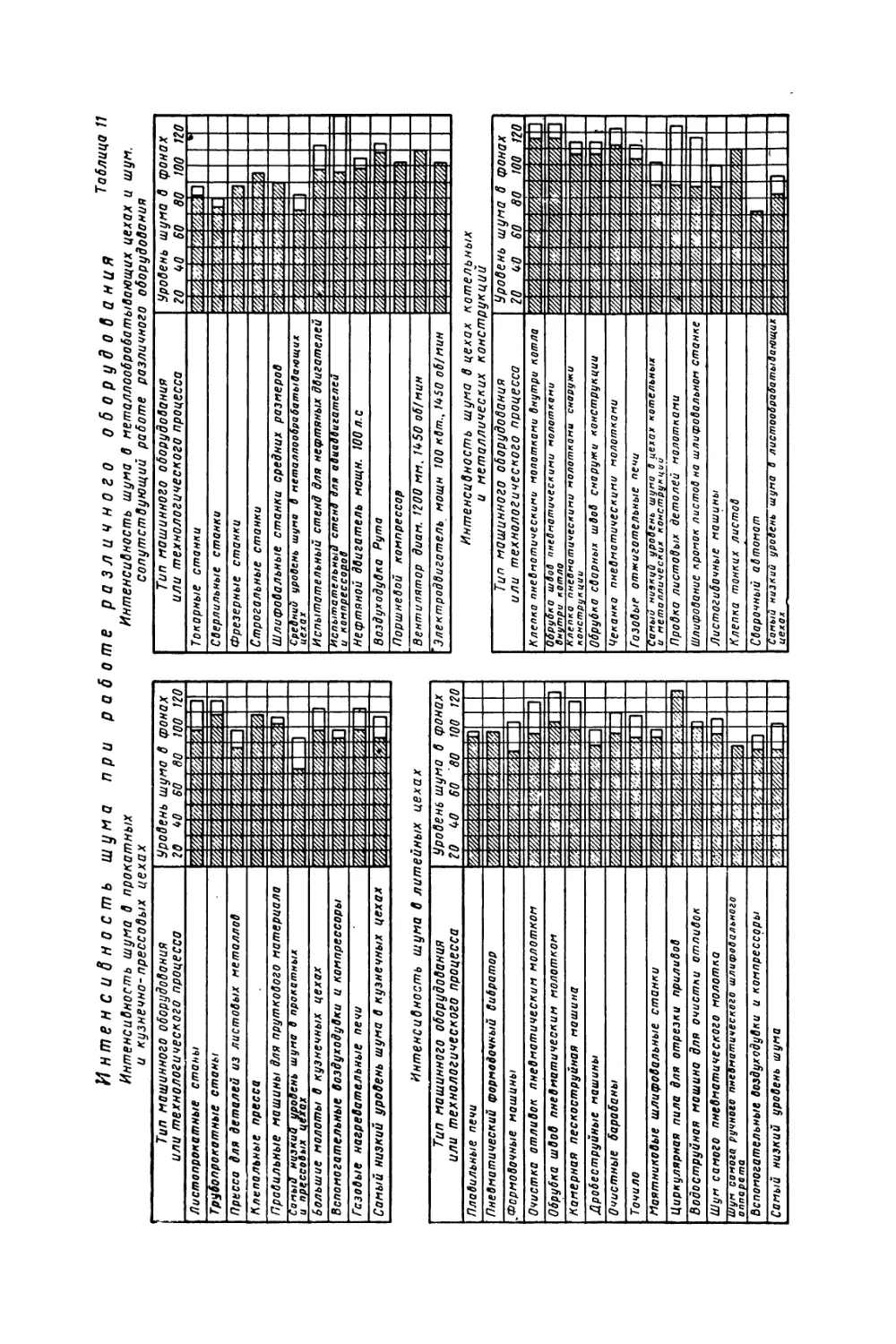
7. Проектирование машин и другого оборудования с пониженными
уровнями шума, вибрации и сотрясений 85
7.1. Шум и его измерение 85
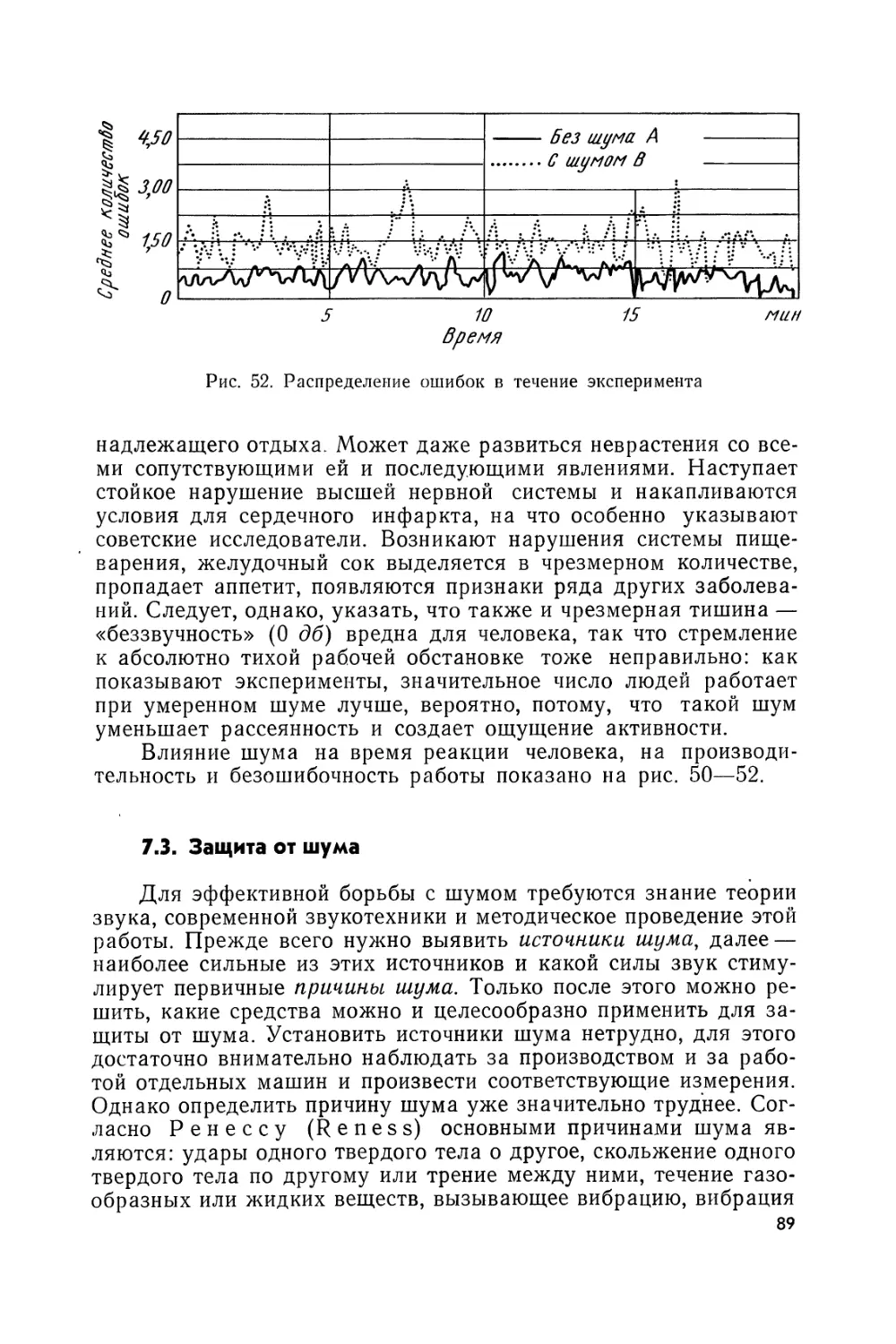
7.2. Воздействие шума на человека 87
7.3. Защита от шума 89
7.4. Правила и нормы, ограничивающие максимально допустимые
уровни шума - . 92
7.5. Сотрясения и вибрации 95
8. Проектирование машин и другого оборудования с учетом защиты
от пылевидных и газообразных продуктов 98
8.1. Пыль и запыленность 98
8.2. Действие пыли на человека . 99
8.3. Материальный ущерб от действия пыли 100
8.4. Газы и пары 100
8.5. Меры борьбы с пылью, газами и парами 101
9. Защита работающих от воздействия ненормально высоких и низких
температур 104
9.1. Основные данные по конструированию оборудования для горячих цехов 107
10. Защита работающих от радиоактивных излучений 111
11* Оформление захватных частей инструментов и ручных приспособлений Г13
12. Конструирование органов (деталей) управления и целесообразный
выбор их 116
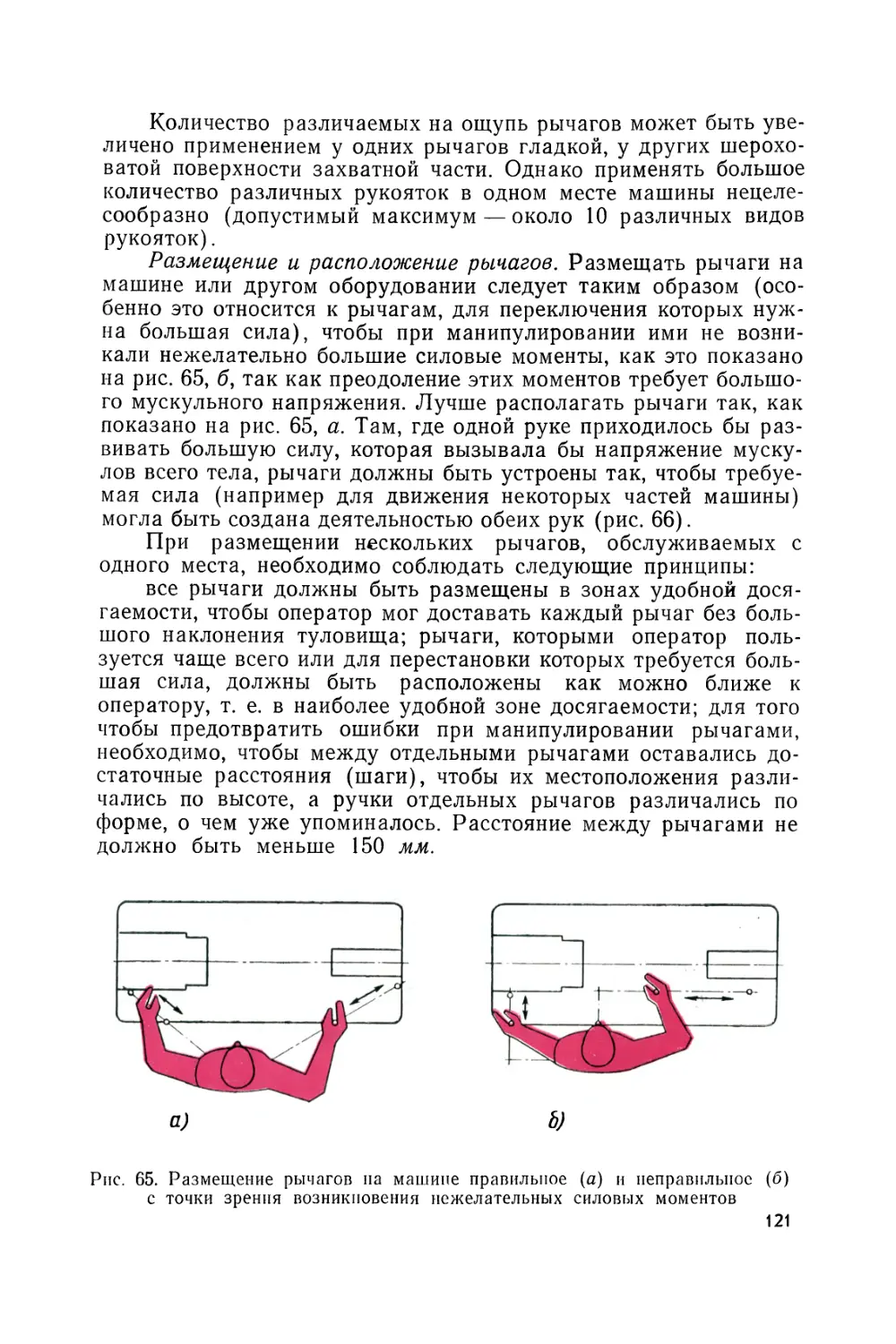
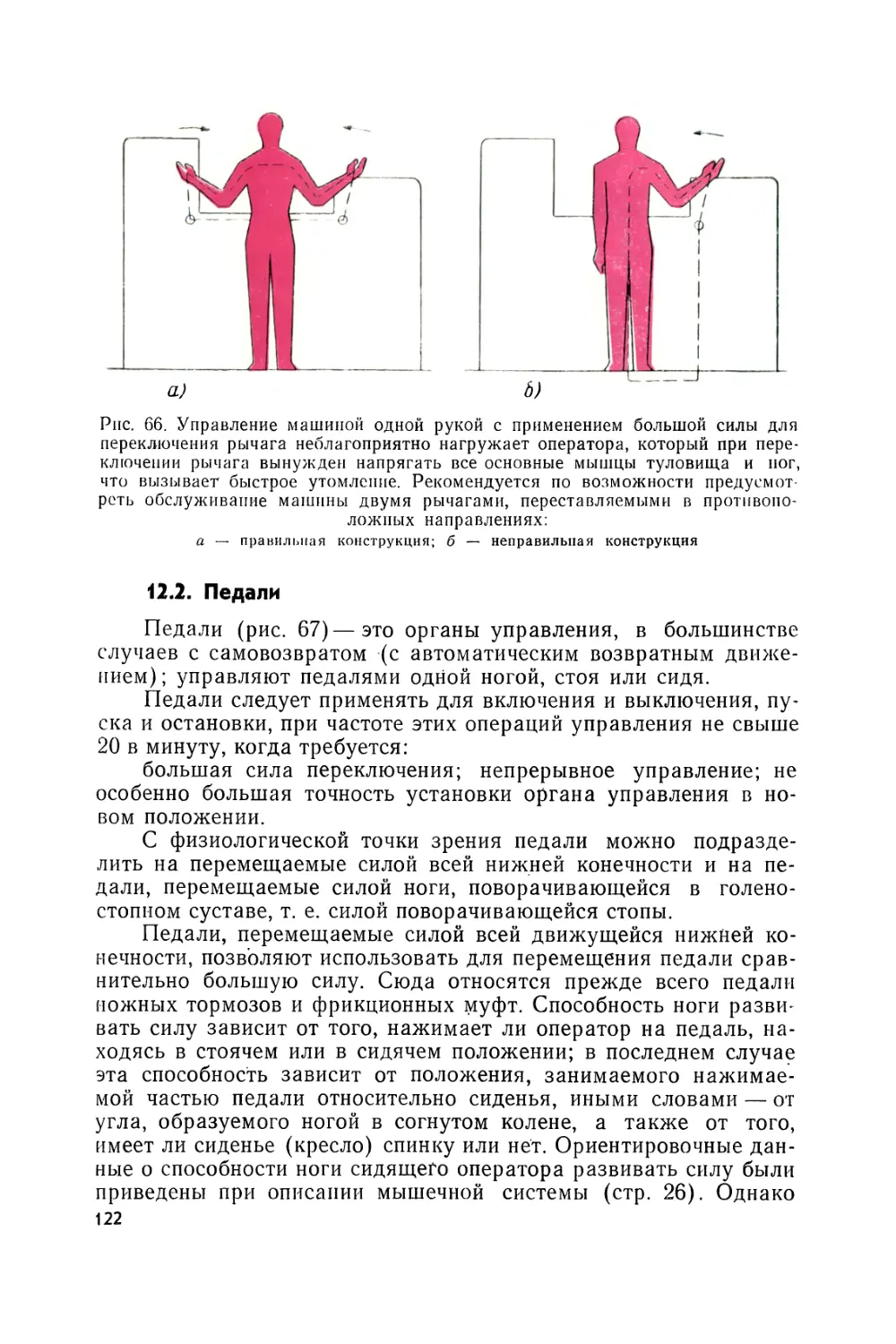
12.1. Рычаги 117
12.2. Педали 122
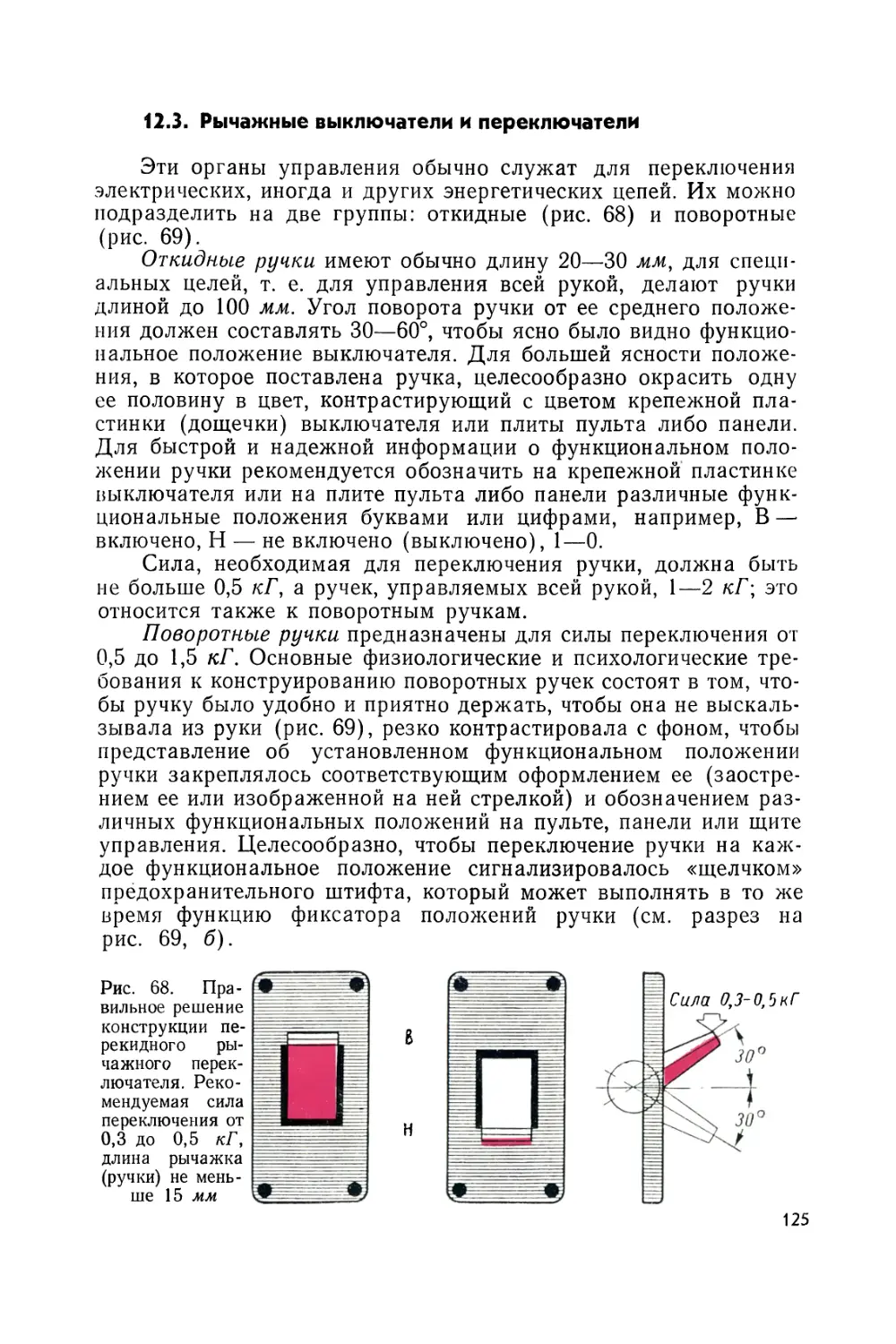
12.3. Рычажные выключатели и переключатели 125
12.4. Кривошипные рукоятки 126
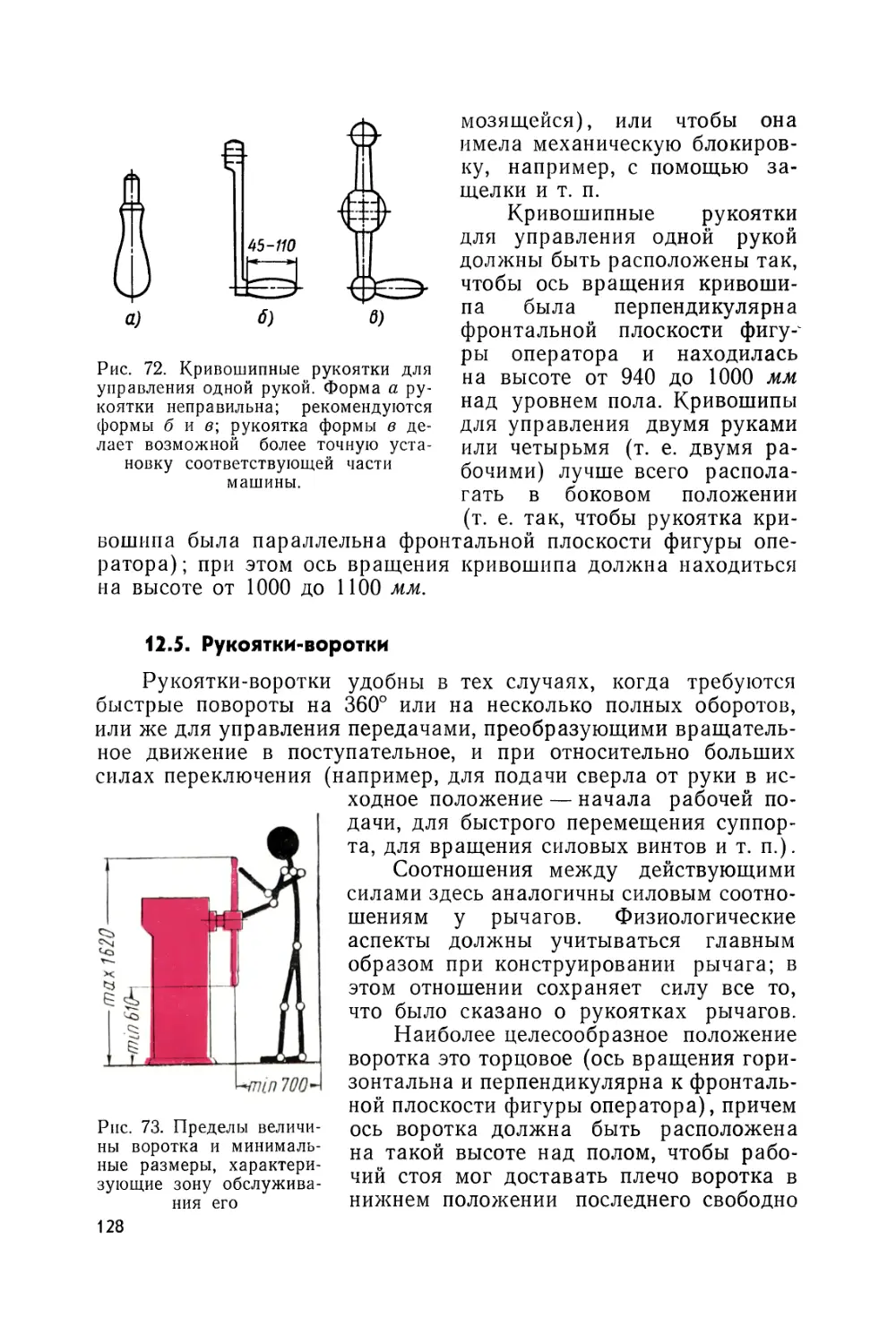
12.5. Рукоятки-воротки 128
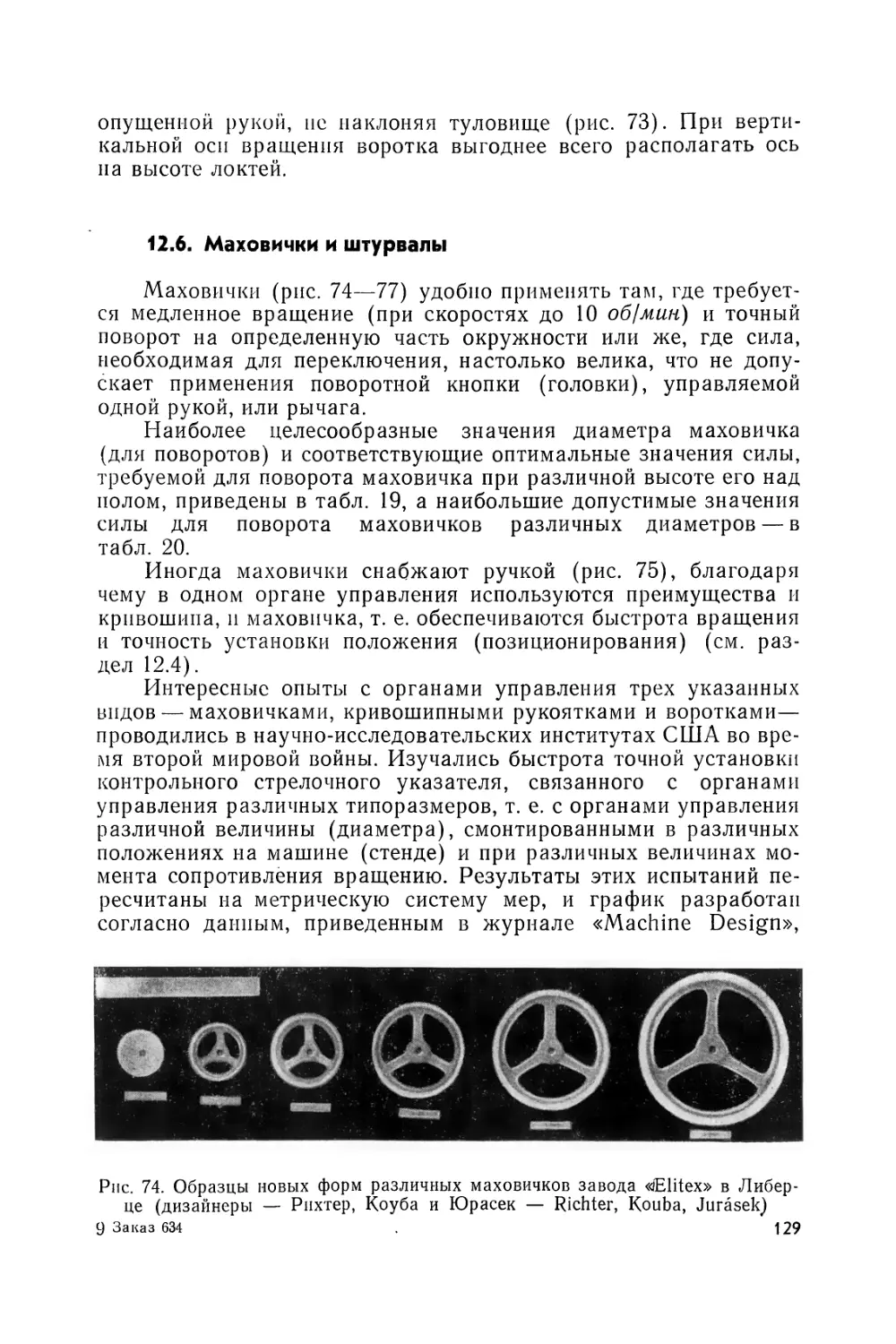
12.6. Маховички и штурвалы 129
12.7. Поворотные кнопки (ручки, головки) 132
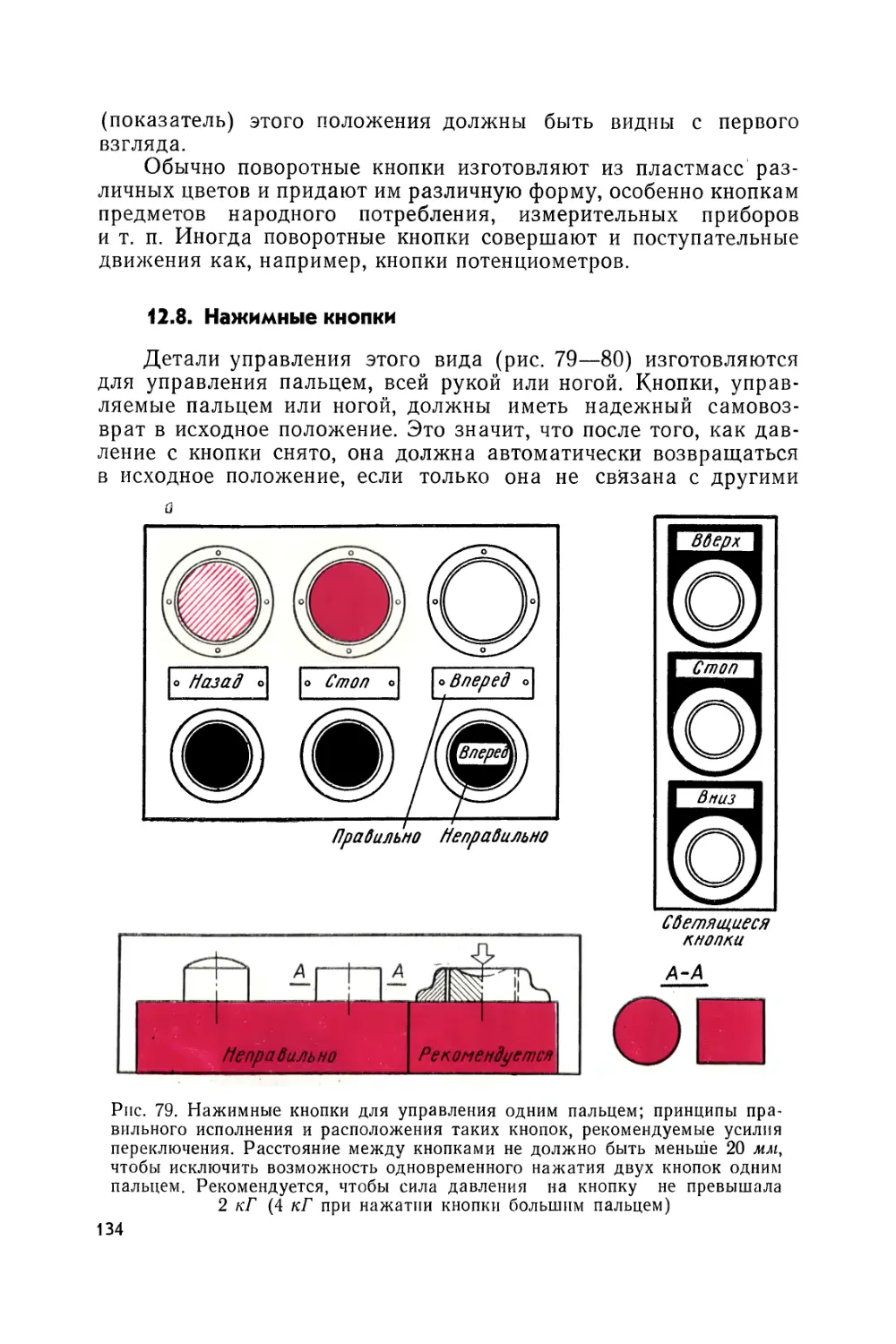
12.8. Нажимные кнопки 134
12.9. Тяги 136
12.10. Комбинированные органы управления . . . . 137
12.11. Кумулированные органы управления 137
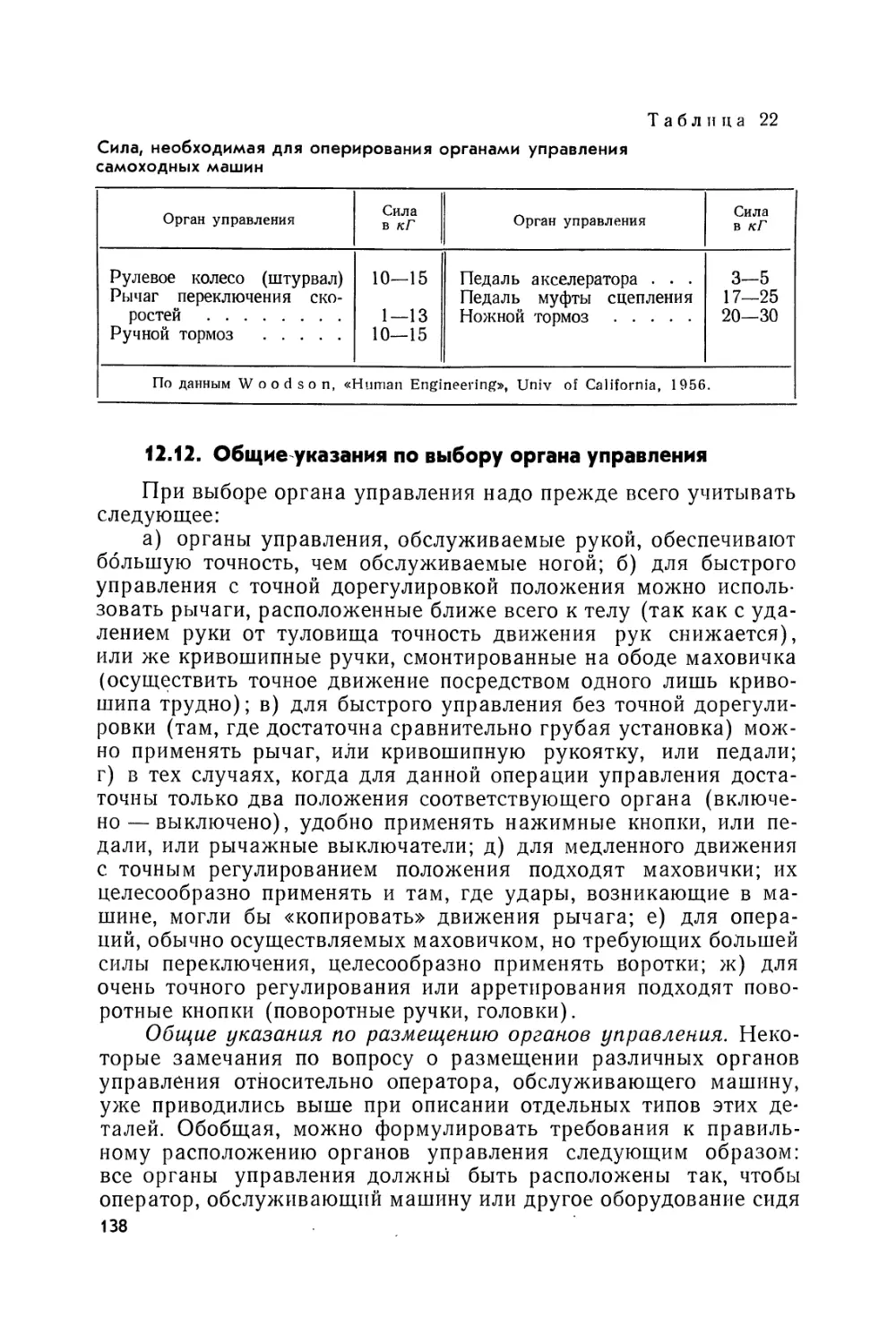
12.12. Общие указания по выбору органа управления .... 138
13. Конструкции индикаторов и целесообразный выбор их ... 143
13.1. Оптические индикаторы 144
13.1.1. Сигнализаторы 145
13.1.2. Электронно-лучевые трубки 147
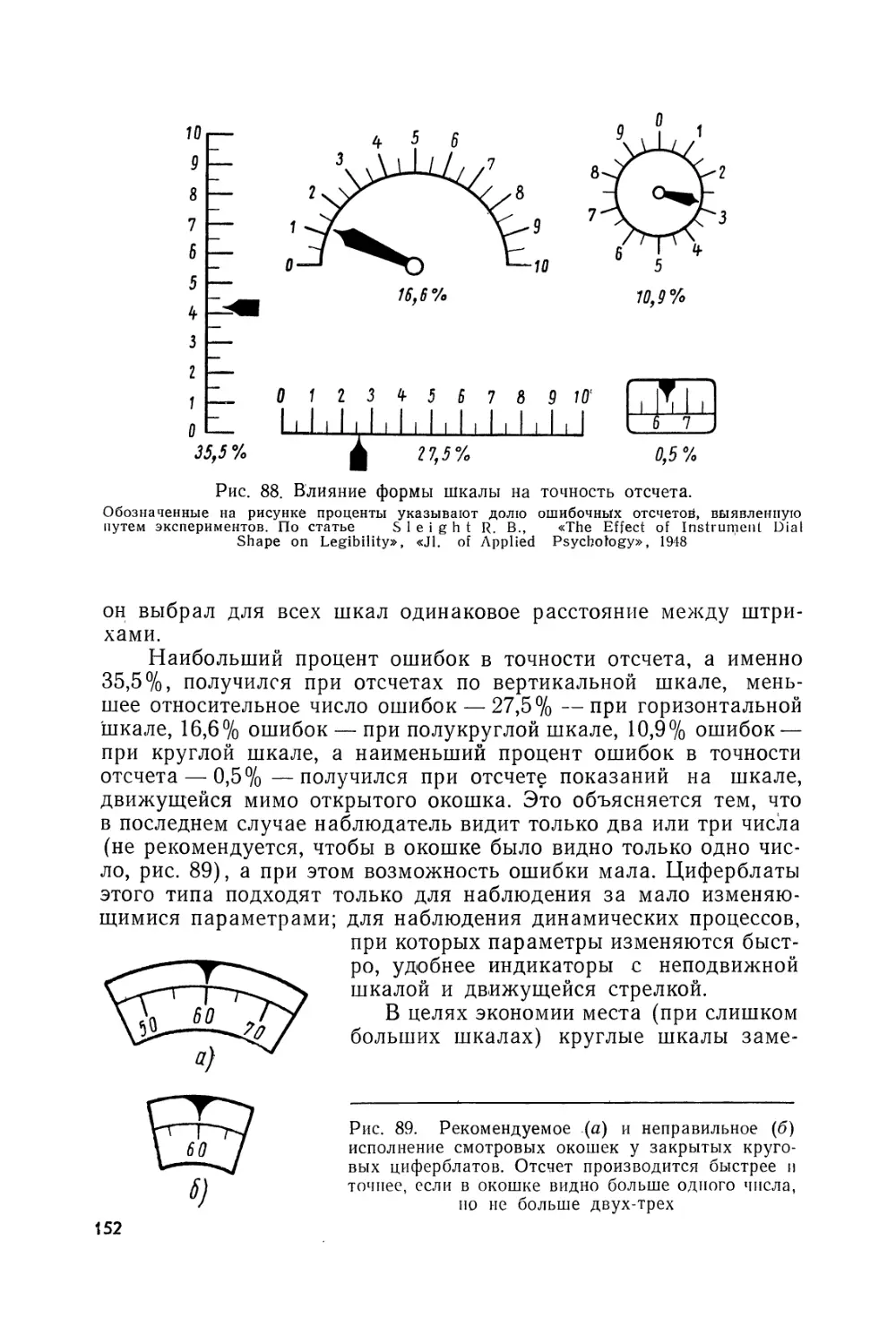
13.1.3. Циферблатные индикаторы . . 148
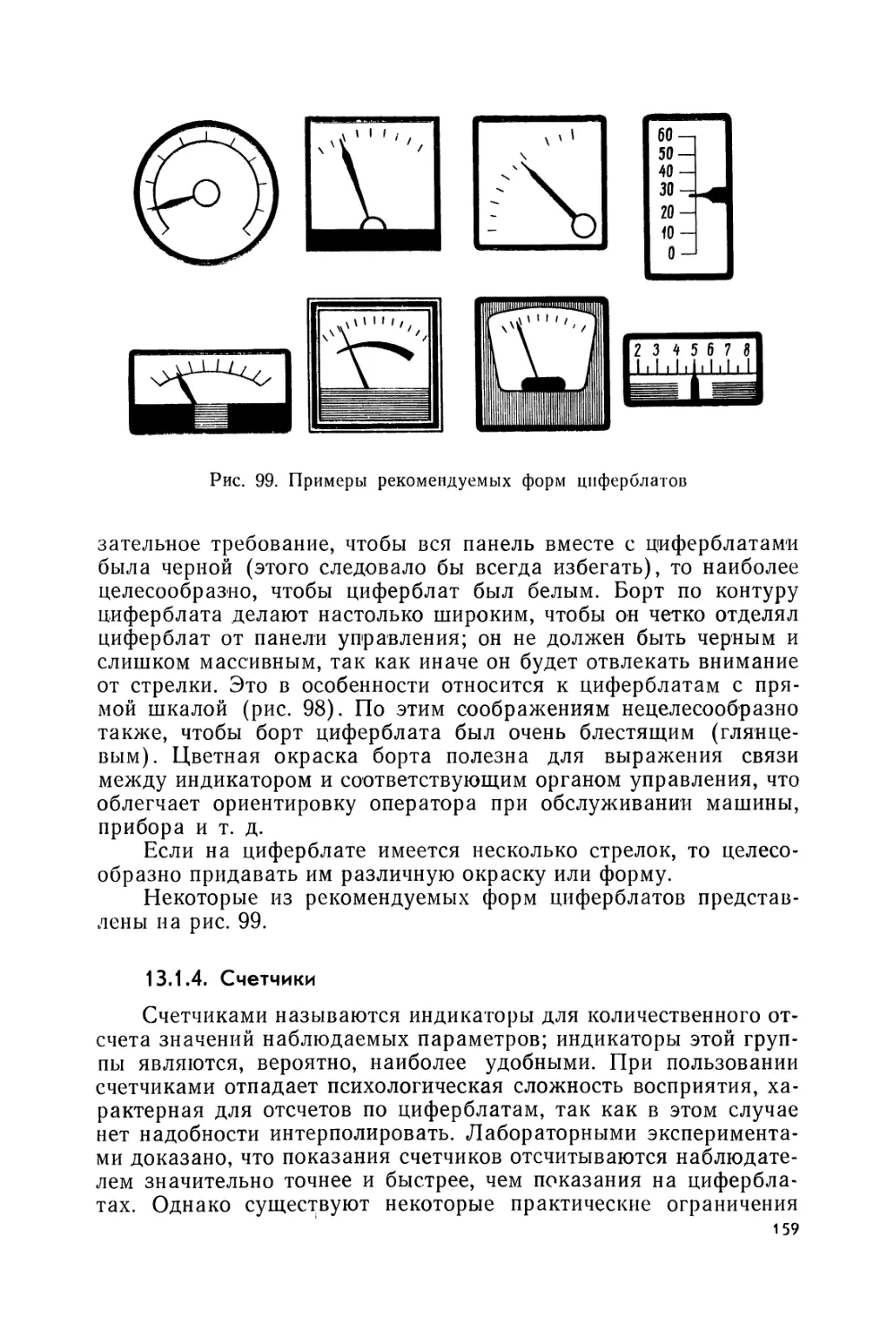
13.1.4. Счетчики 159
13.1.5. Самопишущие приборы 160
13.2. Звуковые сигнализаторы 160
13.3. Тактильные индикаторы (индикаторы «на ощупь») .... 161
4
13.4. Обонятельные индикаторы 161
13.5. Обзор пригодности отдельных видов индикаторов . 161
14. Связь между индикаторами и органами управления .165
15. Конструкции панелей, пультов и кабин управления 171
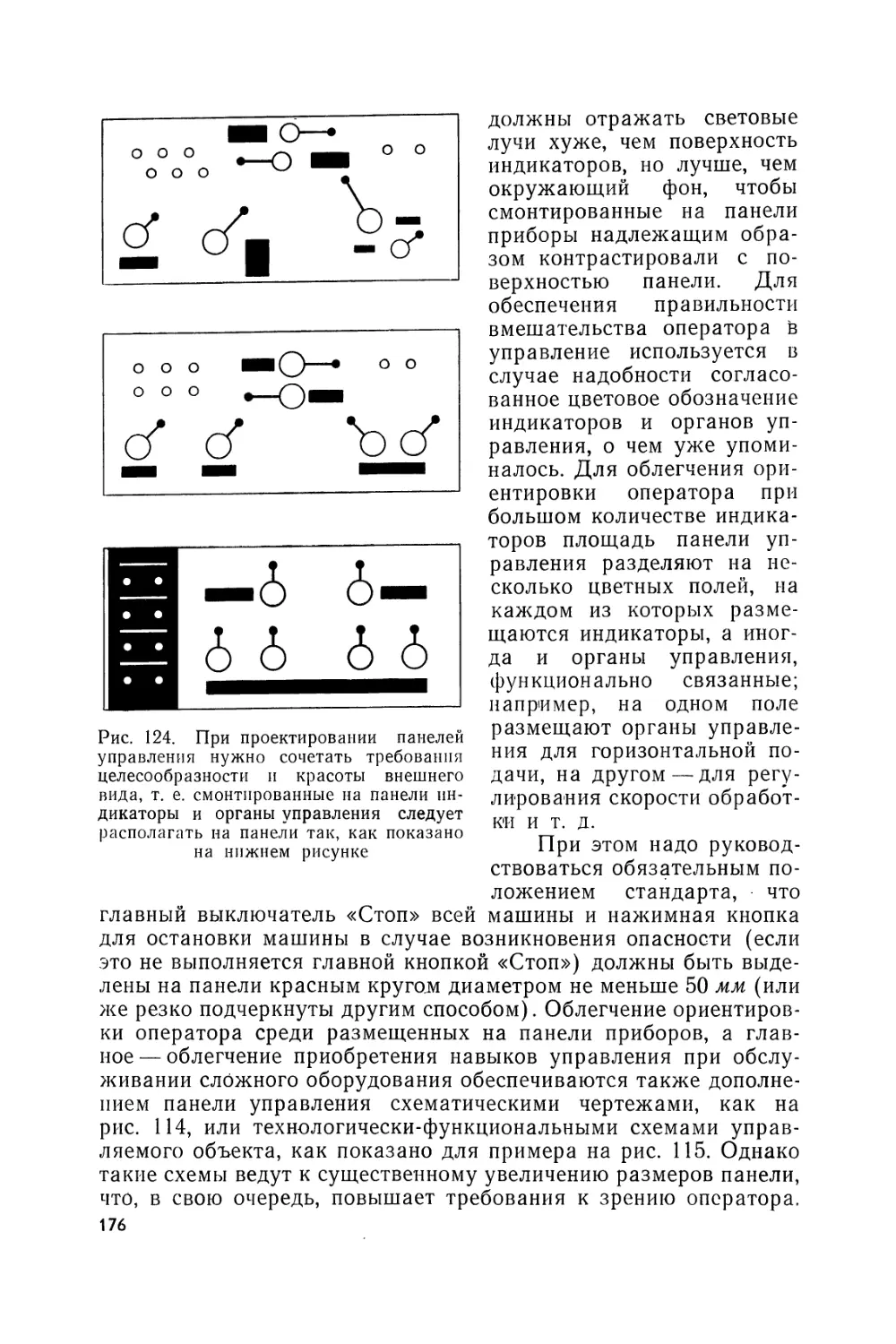
15.1. Панели управления 171
15.2. Пульты управления .177
15.3. Кабины управления 184
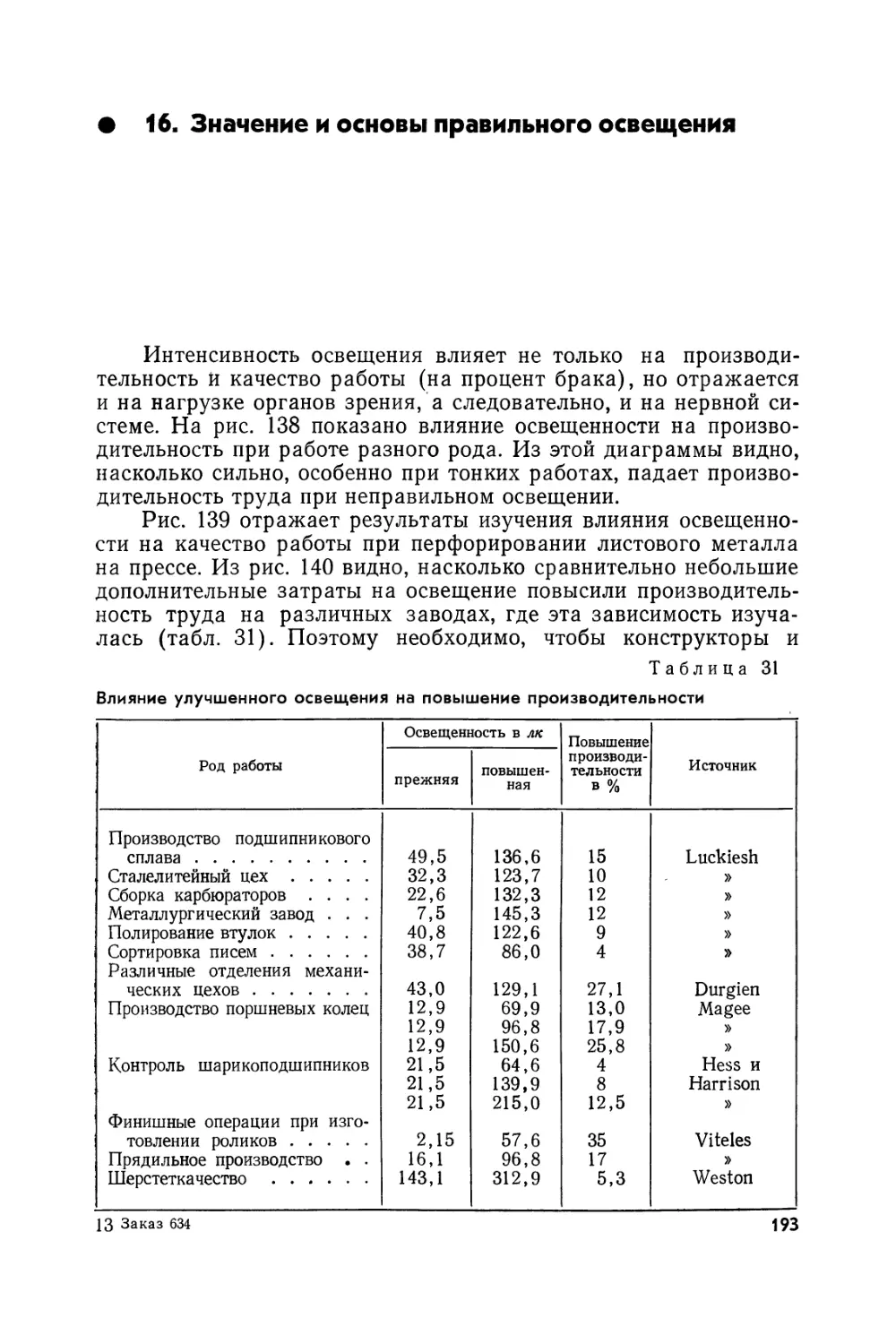
16. Значение и основы правильного освещения 193
17. Транспортные пространства для людей 199
18. Проектирование машиностроительных изделий с точки зрения придания.им красивого внешнего вида 203
18.1. Основные принципы художественного творчества . 204
18.1.1. Симметрия 204
18.1.2. Ритм 205
18.1.3. Контрастность 205
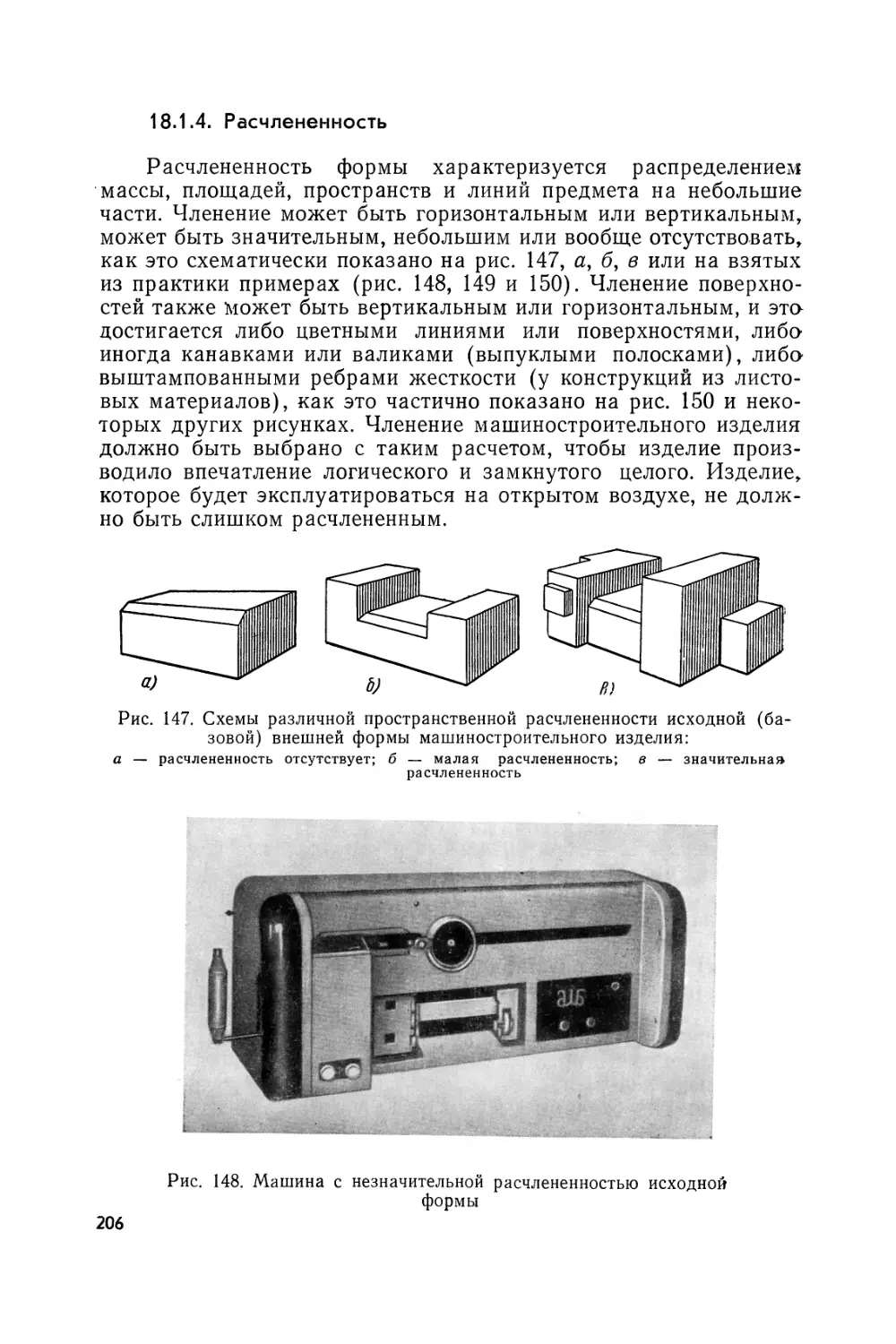
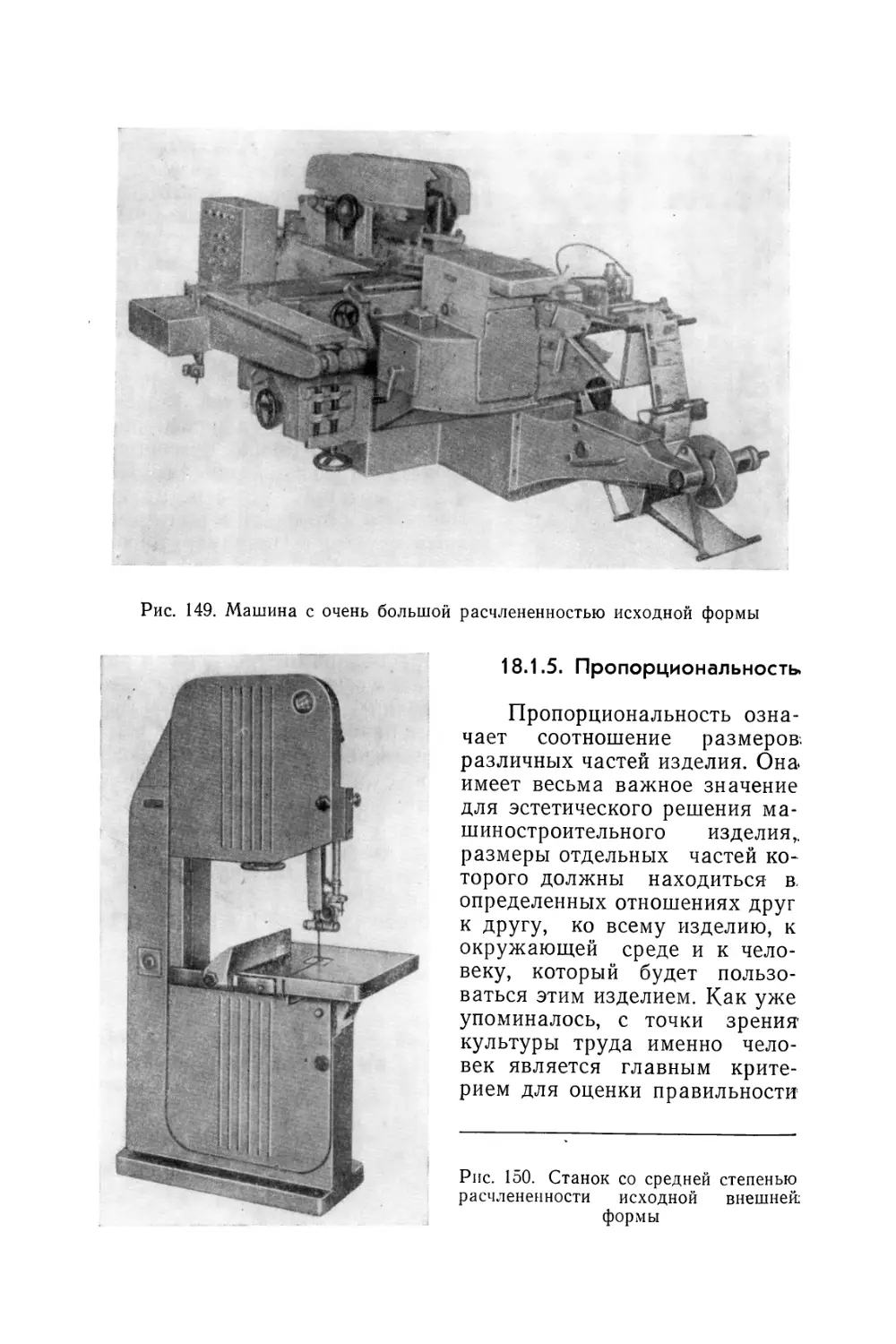
18.1.4. Расчлененность 206
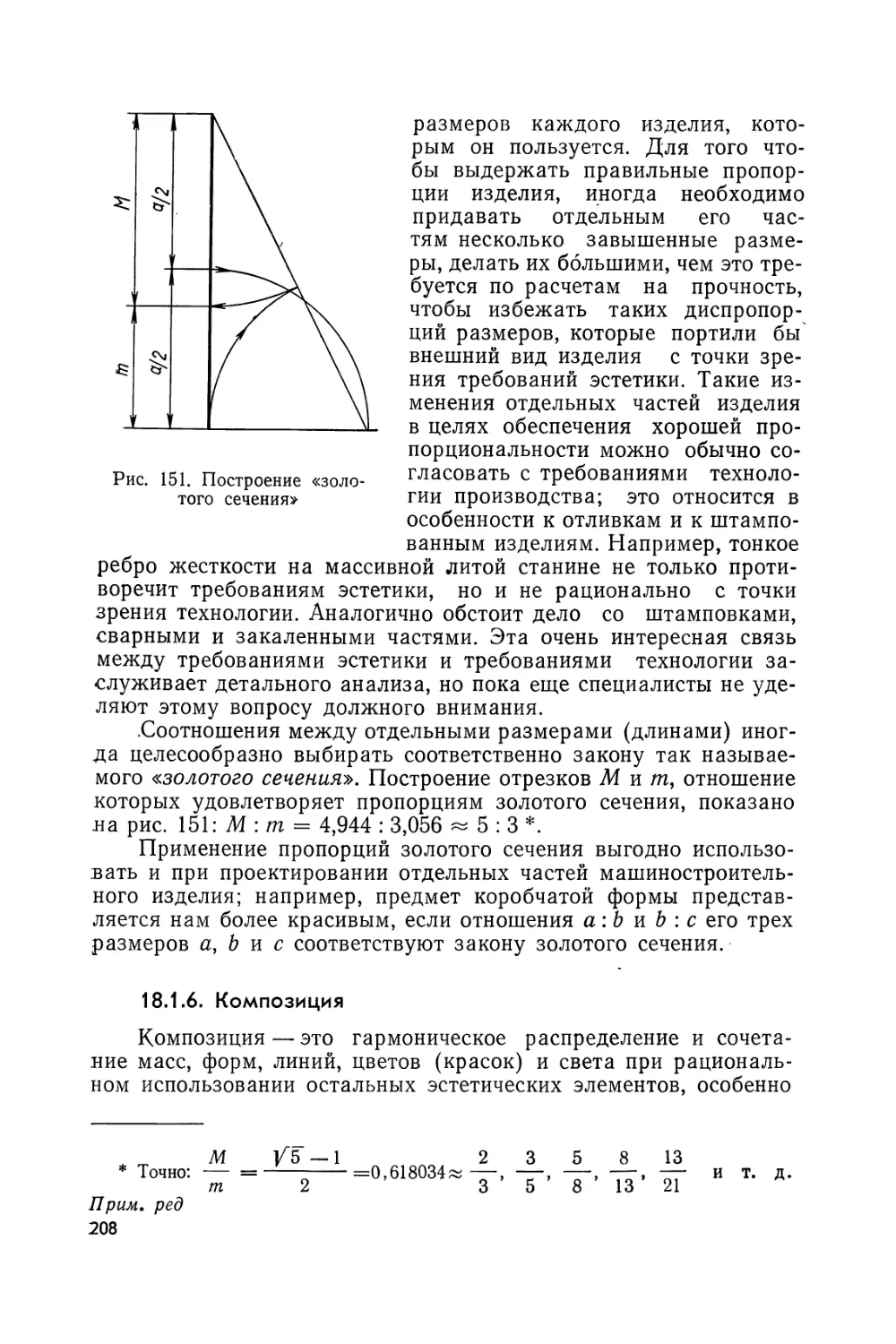
18.1.5. Пропорциональность 207
18.1.6. Композиция 208
18.2. Основные выразительные элементы для оформления машиностроительных изделий 209
18.2.1. Масса-материал 209
18.2.2. Структура поверхности 211
18.2.3. Объем — величина изделия 213
18.2.4. Основная пространственная форма 214
18.2.5. Плоские фигуры-площадь 230
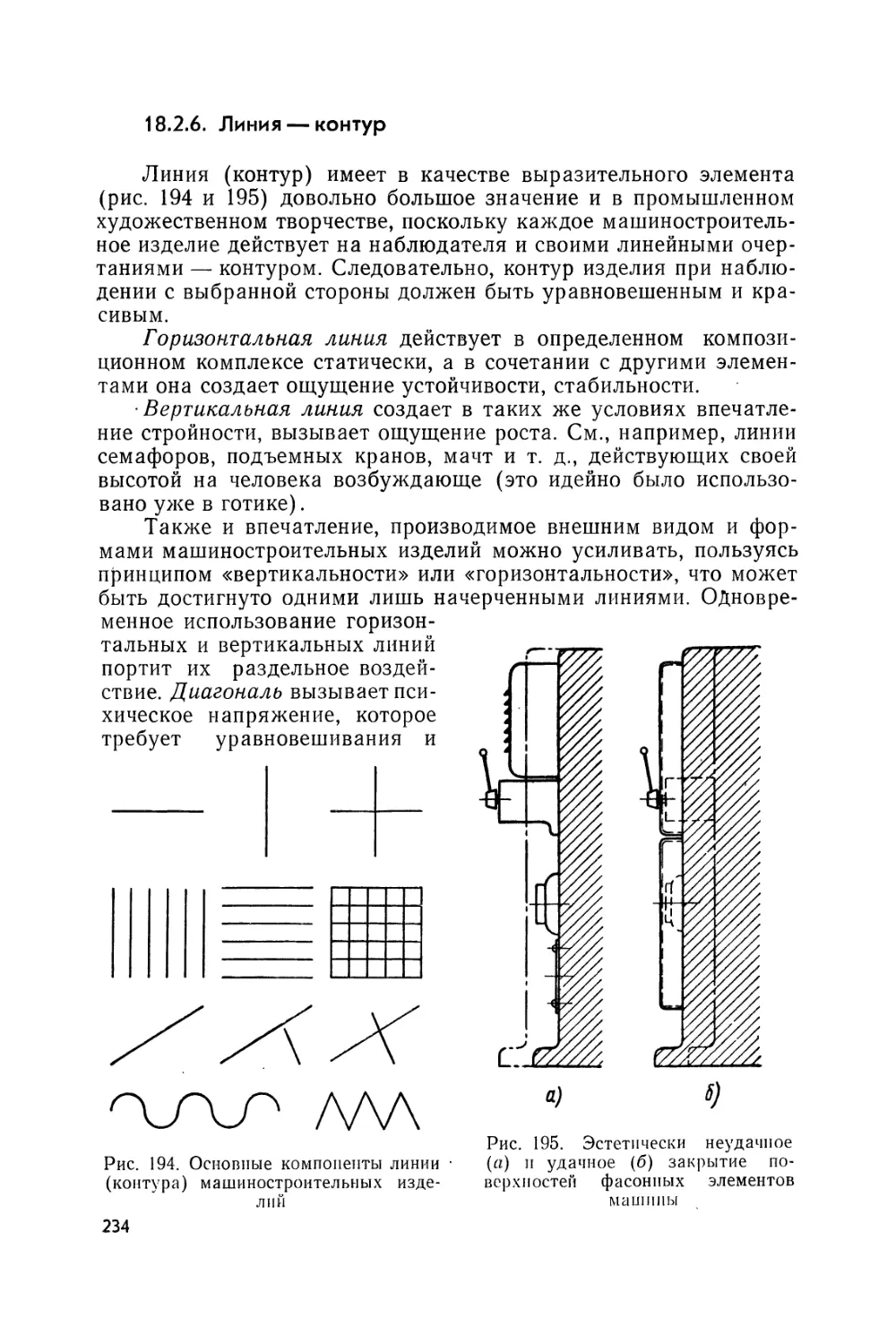
18.2.6. Линия — контур 234
18.2.7. Небольшие фасонные элементы изделия 235
18.2.8. Цветовое оформление машиностроительных изделий 239
18.2.9. Надписи на изделии 249
18.2.10. Свет и тень, освещение изделия 254
18.3. Практическое использование эстетических элементов при проектировании машиностроительных изделий 255
19. Факторы, влияющие на выбор варианта, оптимального с точки зрения эстетичности, машиностроительного изделия 257
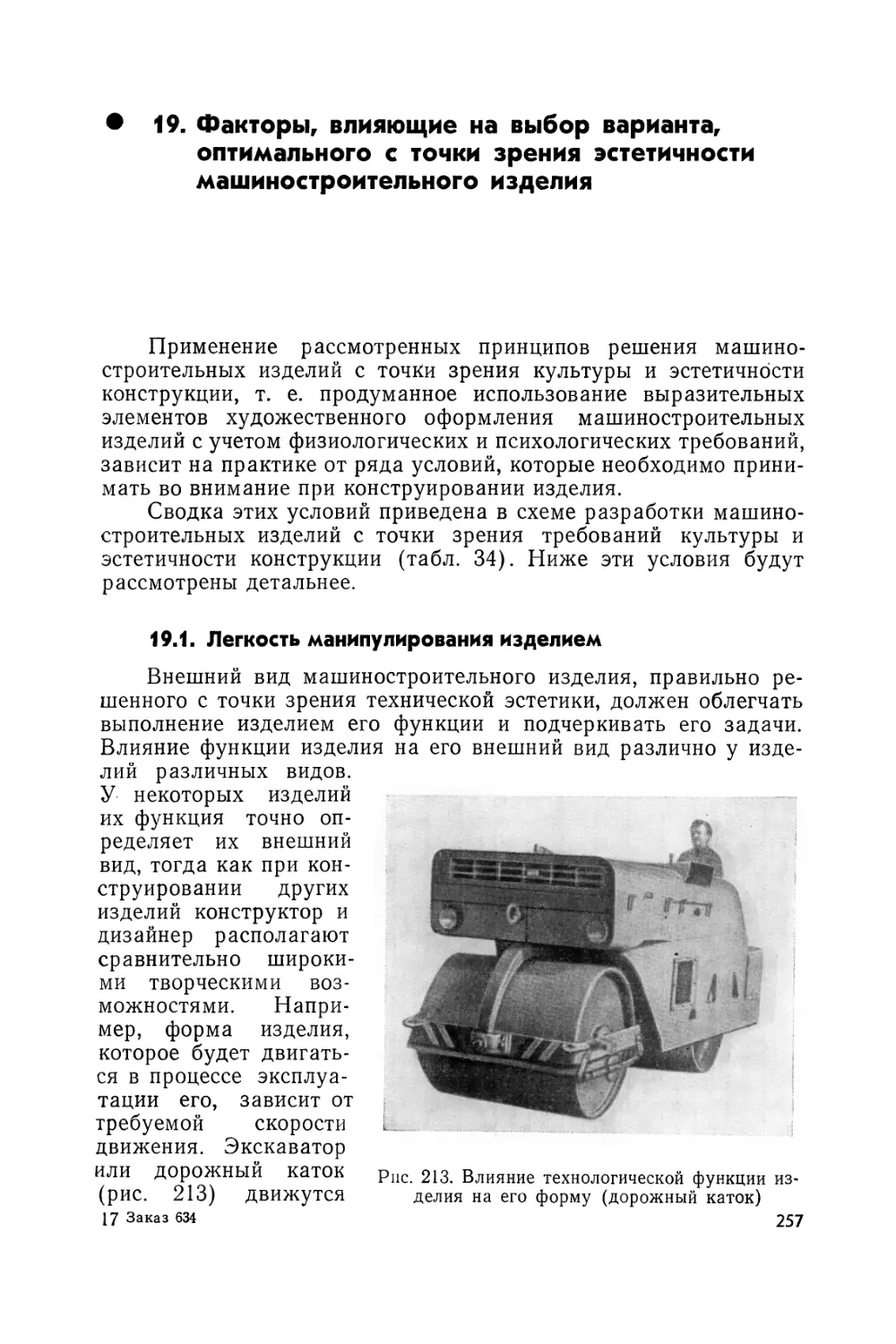
19.1. Легкость манипулирования изделием 257
19.2. Мощность (производительность) 262
19.3. Низкие эксплуатационные расходы и легкость ухода за изделием 264
19.4. Предельный вес изделия 266
19.5. Изготовление изделия из легкодоступных материалов . 266
19.6. Производственные возможности завода-изготовителя . 267
19.7. Технологические требования 267
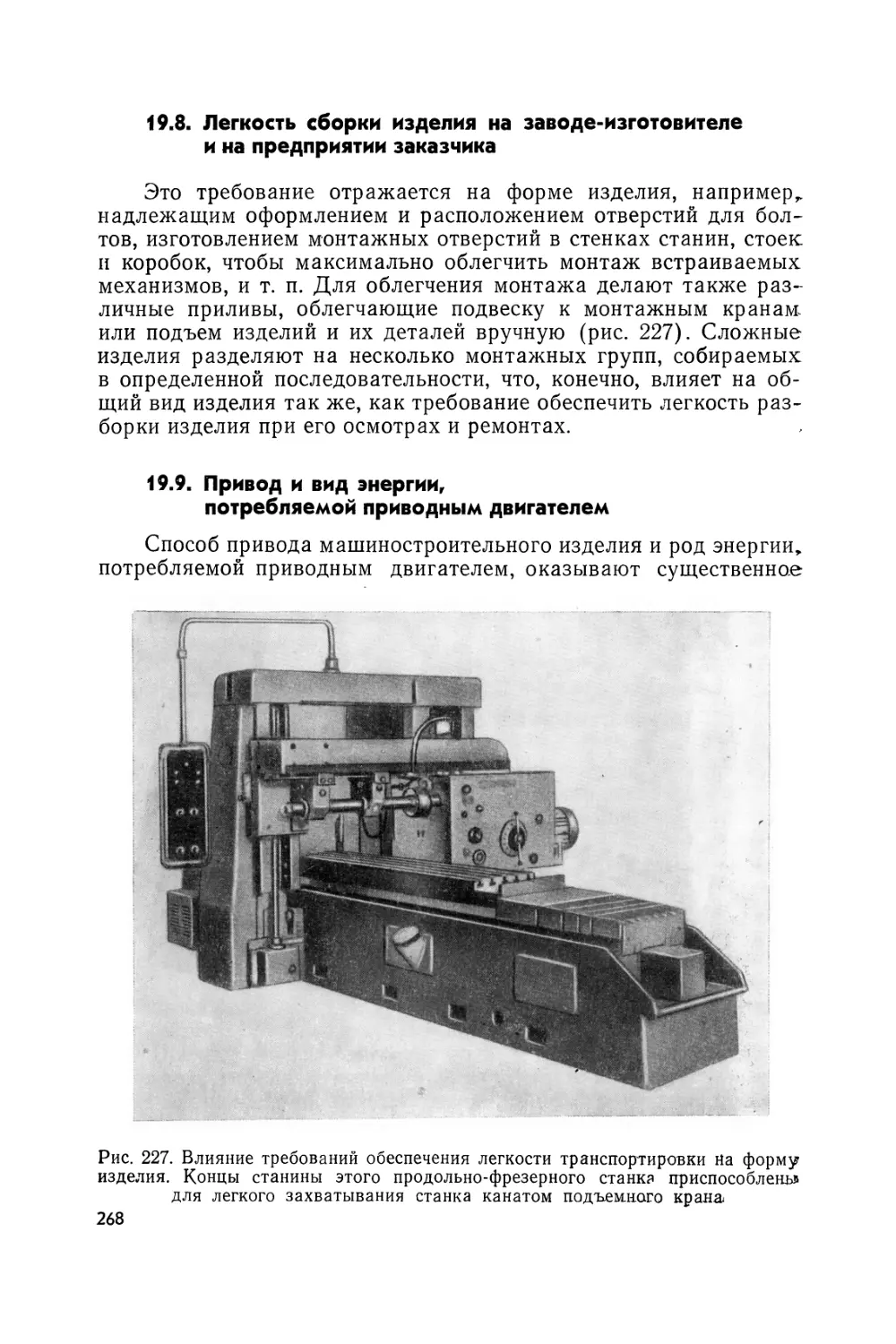
19.8. Легкость сборки изделия на заводе-изготовителе и на предприятии заказчика 268
19.9. Привод и вид энергии, потребляемой приводным двигателем 268
19.10. Возможности транспортирования и хранения изделия . . 269
19.11. Размер партии изготовляемых изделий 269
19.12. Типизация, нормализация и стандартизация 269
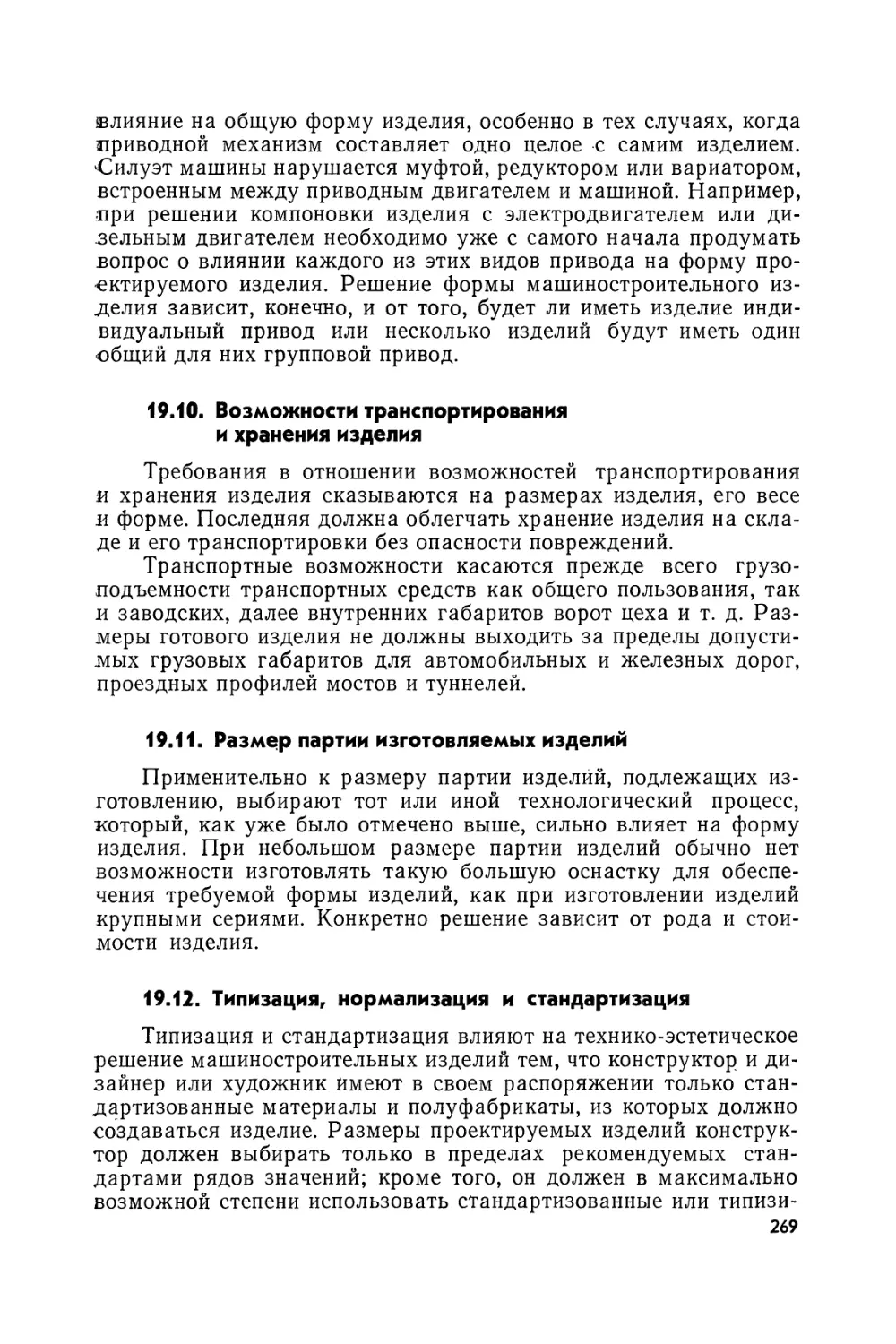
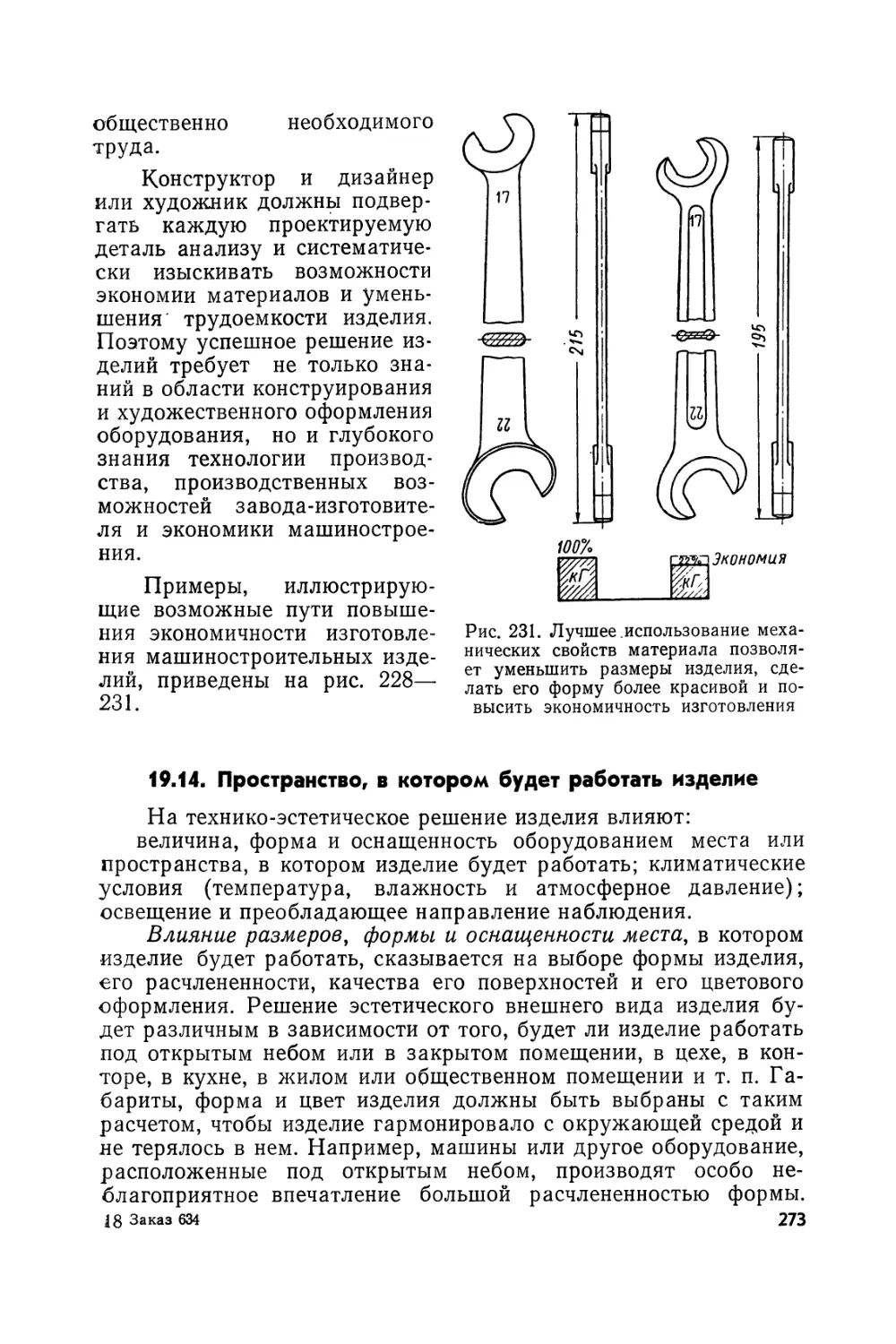
19.13. Экономичность 270
5
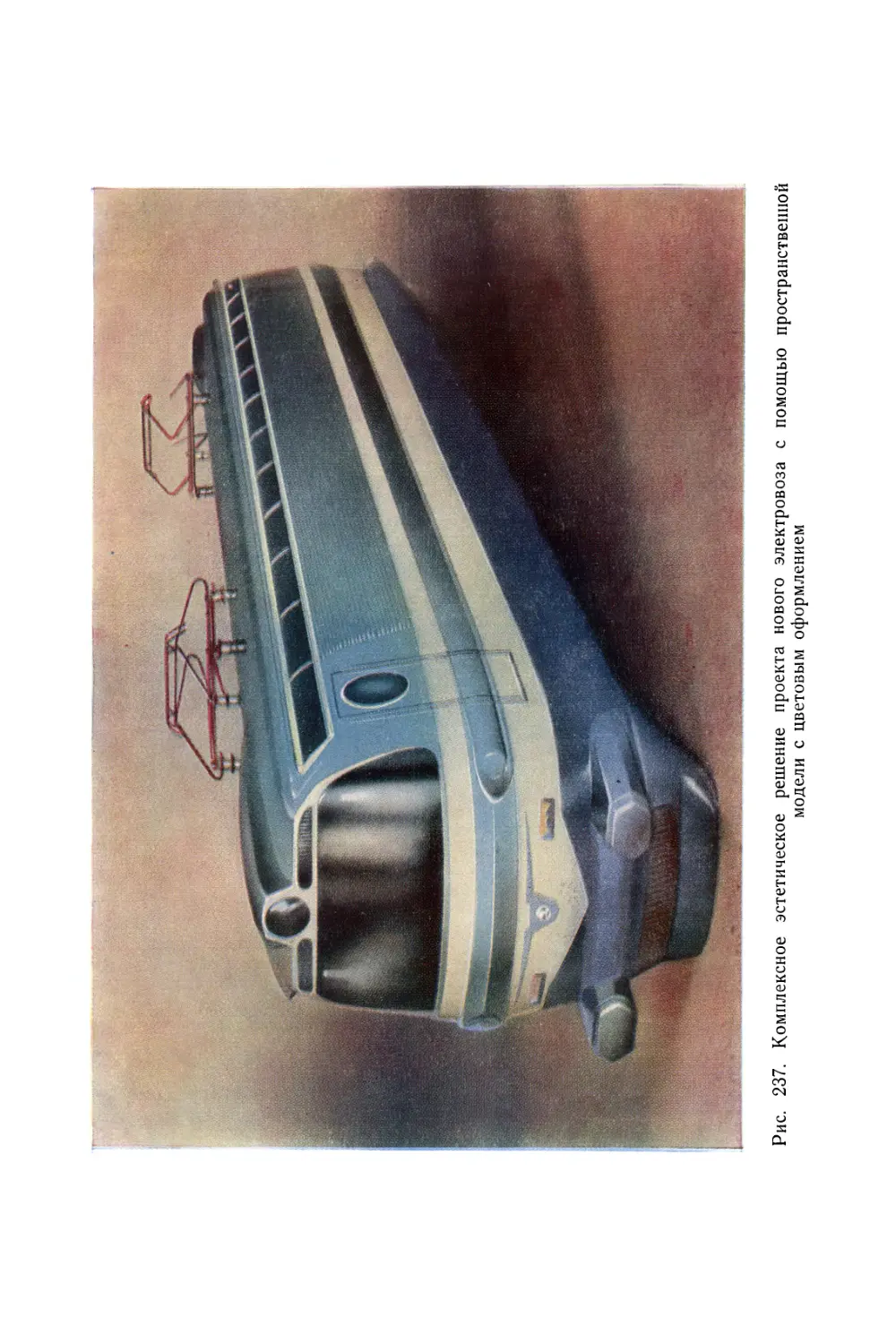
19.14. Пространство, в котором будет работать изделие . . . 273
19.15. Традиции страны, куда изделие должно экспортироваться 275
19.16. Пожелания заказчика 275
19.17. Другие факторы 276
20. Организация работы по технической эстетике 277
20.1. Проект вопросника 283
21. Комплексное улучшение условий работы 288
22. Экономика проектирования с точки зрения культуры и эстетичности
конструкций 290
23. Заключение 292
24. Литература 293
• Предисловие к чешскому изданию
Книга «Техническая эстетика и культура изделий машиностроения» предназначена не для художников-конструкторов (дизайнеров), работающих в области машиностроения, а для конструкторов и проектировщиков машиностроительных изделий. Она должна пополнить знания этих специалистов в области технологичности конструкций и дать им основную информацию о всех главных принципах проектирования машиностроительных изделий с учетом требований техники безопасности, физиологии, психологии и эстетики. Эта книга должна облегчить сотрудничество конструкторов и проектировщиков-машиностроителей с художниками-конструкторами, психологами и физиологами, гигиенистами и прочими специалистами, которые должны в настоящее время участвовать в создании конструкции машины. Книга должна обратить внимание конструкторов-машиностроителей на все обстоятельства и условия, которые необходимо учитывать при конструировании машиностроительных изделий для того, чтобы эти изделия были решены комплексно, чтобы они удовлетворяли всем современным требованиям, особенно требованиям полной безопасности в отношении травмирования, требованиям оптимальной экономичности изготовления и эксплуатации, на что могут сильно влиять также физиологические и психологические факторы.
Создание настоящей книги было вызвано нуждами конструкторских бюро и проектных институтов машиностроительной промышленности. В работе по подготовке ее принимали активное участие художники-конструкторы и физиологи.
Предлагаемая книга является первой монографией этого рода в чехословацкой технической литературе, первым шагом в этой области, и авторский коллектив надеется, что чехословацкие конструкторы и проектировщики учтут это обстоятельство.
Прнятие «эстетика и культура конструкции» — весьма широкое, и авторский коллектив понимает, что в одной книге невозможно полностью исчерпать это понятие. Однако авторы все же считают, что в одной такой книге можно изложить те основные сведения по эстетике и культуре конструкции, в которых
7
нуждаются чехословацкие конструкторы и проектировщики. Следовательно, настоящую книгу нельзя рассматривать как справочник, в котором читатель найдет конкретные ответы на все практические вопросы, относящиеся к данной области.
Задача книги состоит в том, чтобы ознакомить читателей с проблематикой технической эстетики и культуры изделий машиностроения и убедить их в том, что в настоящее время уже невозможно решать эти проблемы, руководствуясь только конструкторским чутьем, что в каждом конкретном случае необходимо искать ответы на возникающие вопросы в специальной литературе и использовать все возможности сотрудничества с соответствующими специалистами для решения этих вопросов.
Авторы сочли целесообразным не включать в книгу описание новинок, перспективы развития которых еще твердо не определились, полагая, что это должно быть делом технических журналов.
Авторский коллектив
• 1. Введение
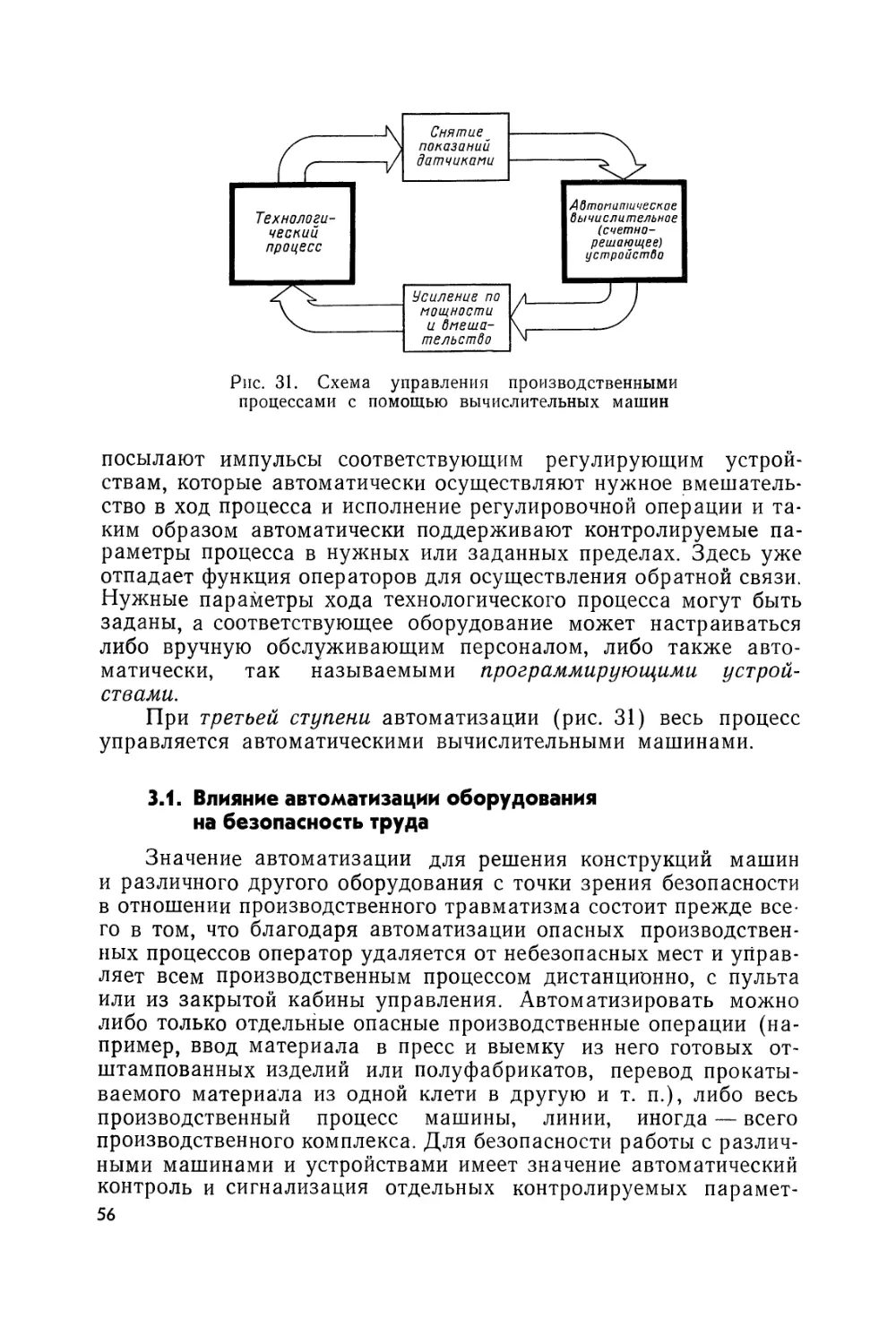
В числе требований, предъявляемых к изделиям машиностроения, все большее значение приобретают в последнее время требования эстетики, психологии, физиологии, техники безопасности.
Требования эстетики, согласно которым каждое изделие машиностроения должно иметь красивый внешний вид, не являются, конечно, чем-то новым. Желание удовлетворить стремление человека к красоте можно проследить на протяжении всей истории человеческого творчества. Однако эти требования стали особенно сильно проявляться с начала прошлого века; хотя в то время еще не очень много говорилось о какой-то технической красоте, об уравновешенности (сбалансированности) масс, о стройности линий и т. п., все же конструкторы стали в большинстве случаев стремиться придавать проектируемым изделиям изящный вид, соответствующий вкусам того времени. Доказательством этого утверждения могут быть предметы, изображенные на рис. 1—4, иллюстрирующие воплощение элементов эстетики в конструкциях старинных металлических изделий. Мотивом такого оформления изделий конструкторами того времени или непосредственными создателями их — ремесленниками — было прежде всего стремление к красоте. С увеличением объема производства и усилением конкуренции между многими производителями одинаковых изделий выяснилось, что одним из качеств, способствующих привлечению заказчиков и покупателей, является красивый внешний вид изделия, даже если речь идет о техническом объекте — инструменте или машине. Производители убедились, что если одинаковые изделия не отличаются друг от друга по качеству и цене, то потребитель купит охотнее более красивое изделие. Нередко конкуренты злоупотребляли этим обстоятельством, придавая модную внешность изделию с целью скрыть некоторые дефекты его качества.
Опыт и наблюдения показывают также, что красивый внешний вид машины или инструмента, не ухудшающий, однако, их эксплуатационных качеств, не только облегчает сбыт данного изделия, но и обеспечивает лучшее обращение с ним. Практика показывает, что если изделие удачно решено с точки зрения технической эстетики и психологии, то оно обладает также рядом
9
экономических достоинств, преимуществ с точки зрения техники безопасности, гигиены и т. д.; авторы попытаются доказать это в дальнейших главах книги.
Например, каждый цеховой работник может подтвердить, что рабочие относятся с большим уважением к полированным инструментам и приспособлениям, чем к таким, которые хотя по качеству не хуже полированных, гно не так чисто отделаны. Большинство работников связывает (хотя иногда совершенно необоснованно) ценность и качество предмета с его внешним видом. Так, например, установлено, что полированные калибры для валов (скобы) токарь тщательно .хранит в деревянном футляре, тогда как такие же по точности ^калибры, но с неотделанной поверхностью валяются у него на ютанке или в выдвижных рабочих ящиках.
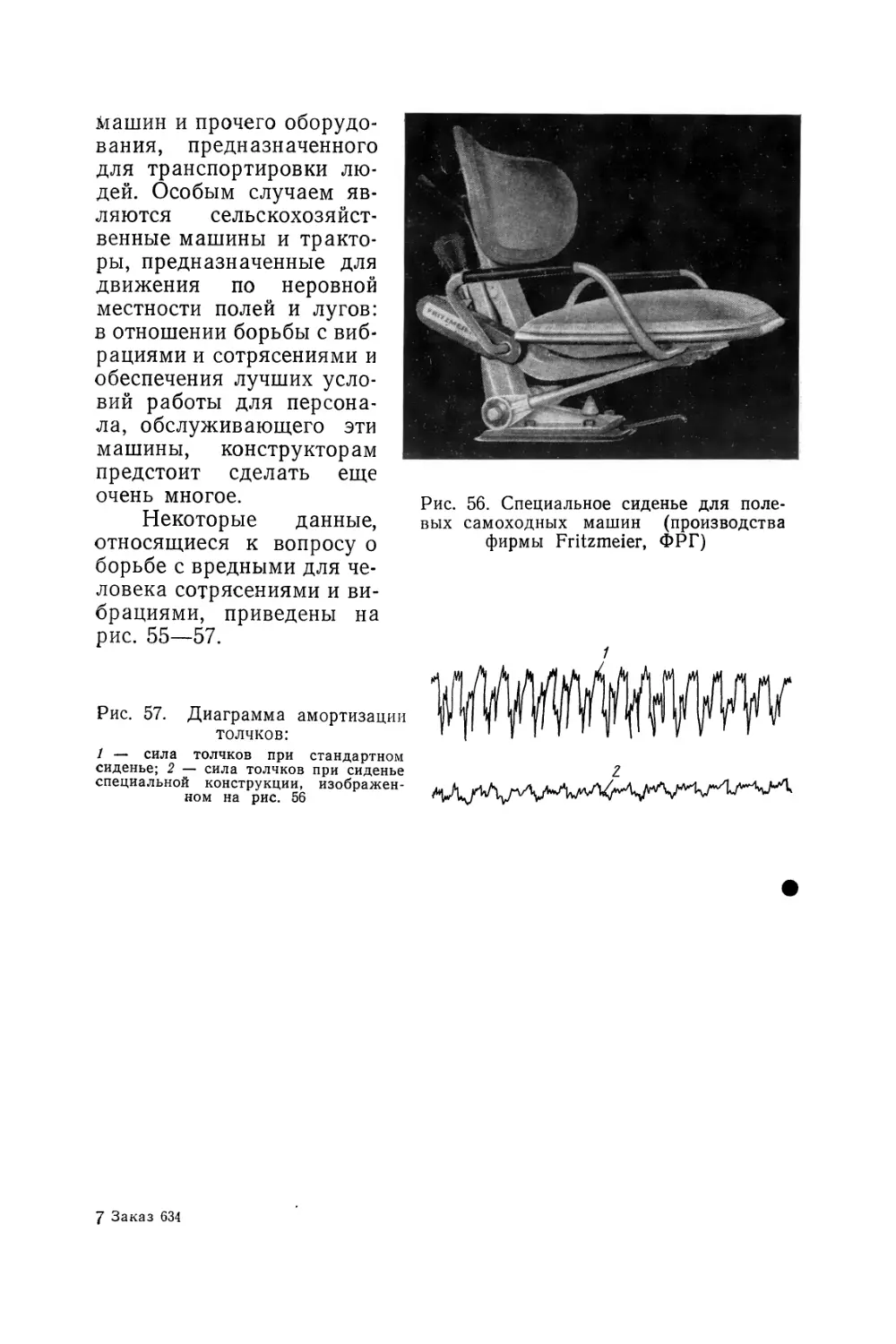
Рис 1. Железная слесарная пила длиной 480 мм с деревянной ручкой, помеченная 1665-м годом и инициалами М. К. Прага. Из собрания Пражского Музея
Рис. 2. Стальные ножницы.
Большие ножницы инкрустированы латунью и черепашьей роговицей и имеют гравированную надпись по-испански, датированную 1677-м' годом. Меньшие ножницы имеют протравленную рукоятку с выгравированной надписью по-испански «Себастьян Мендес, 1727», Из коллекций Художественно-промышленного музея в Праге
10
Рис. 3. Утюг, изготовленный в Праге в первой половине XVIII века. Из коллекций Художественно-промышленного музея в Праге
Влияние внешнего вида производственного оборудования на качество изделий, изготовляемых на этом оборудовании, длительно систематически изучалось на различных машиностроительных заводах ЧССР и других стран. При этом установлено, например, что один и тот же оператор работает на новой и красивой машине более аккуратно, более качественно, с меньшим процентом брака, чем при работе на старой машине такой же точности, но форма, внешний вид и серая неприятного тона окраска которой не вызывают особо уважительного отношения. Можно привести много таких примеров.
Немалое влияние оказывает красивый внешний вид станка, инструмента и приспособлений также на снижение количества производственных травм. Дело в том, что к причинам травматизма на заводах относятся и рассеянность рабочего, находящегося на своем рабочем месте, и плохая ориентировка в ручных и ножных органах управления, в указателях (индикаторах) и контрольных устройствах станка, и общая неуютность рабочего места, отрицательно сказывающиеся на отношении оператора к работе. Эти недостатки могут быть устранены, если при проектировании станков и других машин, инструментов и приспособлений учитывать эстетические и психологические факторы. Правильное распределение массы машины и правильно оформленные переходы формы вызывают успокаивающие, приятные ощущения у обслуживающего ее оператора.
Рациональный цвет окраски изделия усиливает этот благо-
Рис. 4. Настольный телефонный аппарат Эриксона. 1900 г.
11
приятный эффект, способствует более легкой ориентировке работника и создает для него приятную рабочую обстановку. Все это позволяет ему. лучше сосредоточить свое внимание на работе, следовательно, способствует повышению качества работы и снижению производственного травматизма.
В конечном итоге каждое художественно выполненное изделие, в том числе станок и инструмент, воспитывает человека. Оно учит его по-новому воспринимать, формирует его характер, чувства и мышление и становится, таким образом, одним из средств эстетического воспитания человека.
Физиологические требования к изделиям машиностроения начали систематически учитывать и практически удовлетворять по существу лишь в середине 20-х годов нашего века, но главным образом— во время второй мировой войны и после ее окончания, когда стали уделять больше внимания тому, чтобы изготовляемые машиностроительной промышленностью изделия производственного и бытового назначения решались целесообразно, с учетом анатомической структуры и физиологических возможностей и особенностей человека, обслуживающего эти изделия или пользующегося ими.
Для того чтобы различные машины, инструменты и приспособления не являлись источником профессиональных заболеваний и преждевременного утомления, а следовательно и снижения производительности труда, чтобы работа на этих машинах, указанными инструментами доставляла удовольствие, необходима соблюдать следующие требования.
Размер каждого изделия или же приемы и усилие, нужные для манипулирования, должны соответствовать возможностям человека; переключение органов управления необходимо осуществлять без больших физических усилий. Органы управления должны иметь такую конфигурацию, которая не повреждала бы руки обслуживающего их оператора; они должны быть размещены в удобной для управления рабочей зоне; все контрольные приборы, индикаторные и сигнальные .устройства должны быть хорошо видимыми, а показания их легко читаться; проектируемая машина не должна создавать шума во время .работы, не вызывать сотрясений и не выделять нежелательных продуктов в виде пыли или газов; обслуживающий персонал при работе должен быть огражден от воздействия жары, холода или излучений; должна быть исключена опасность производственного травматизма, что является важнейшим условием.
Перечисленные эстетические, психологические, физиологические факторы и требования техники безопасности тесно взаимосвязаны, переплетаются и дополняют одно другое. Только такое- успешное решение конструкции изделия, в котором учтены одновременно все эти факторы и требования, обеспечивает правильность конструкции.
12
Учет физиологических требований при проектировании изделия машиностроения обычно благоприятно сказывается и на внешнем виде изделия, а это вызывает приятные психические эмоции.
В отношении производственного оборудования, при конструировании которого невозможно по тем или иным причинам учесть все указанные требования, необходимо соблюдать следующую очередность учета их:
во-первых, обеспечить выполнение правил техники безопасности;
во-вторых, — рациональность изделия с точки зрения психологических и физиологических требований;
в-третьих, — красивый внешний вид изделия.
Из этих вводных замечаний следует, что количество требований, предъявляемых к качественным характеристикам изделий машиностроения, существенно увеличилось. Успешно выполнить эти требования невозможно без специальных и глубоких знаний, эстетического чутья и сильно развитого художественного вкуса. Требовать, чтобы один человек — конструктор или'проектировщик— обладал всеми этими способностями, невозможно. Поэтому успешное решение современного машиностроительного изделия может быть найдено только путем тесного сотрудничества людей различных специальностей — художников-конструкторов (дизайнеров), физиологов, специалистов в области психологии, гигиены труда, специалистов по освещению, акустике, микрокли- матизации и пр.— при координировании и объединении всей этой деятельности конструктором или проектировщиком этого изделия. Именно он является автором основной конструктивной и технологической концепций станка или устройства и именно он отвечает за окончательное техническое и экономическое решение каждого спроектированного изделия. Поэтому необходимо, чтобы каждый конструктор и проектировщик имел необходимый минимум знаний в указанных областях: это дает ему возможность легче понимать взгляды соответствующих специалистов и рационально и успешно использовать сотрудничество с ними.
Дать основную информацию в области всех этих вопросов и является задачей авторов этой книги. Они стремятся в возможно наглядной форме ознакомить конструкторов и проектировщиков, работающих в машиностроении, с основами правильного проектирования машиностроительных изделий — правильного с точки зрения человека, обслуживающего изделие или пользующегося им при одновременном учете всех технических и производственно-экономических аспектов. Только комплексное решение гарантирует, что все точки зрения будут рационально сбалансированы и что при этом не будет подавляться основное функциональное назначение данного изделия.
13
Конструкторы и проектировщики несут основную ответственность за рациональность и «сбалансированность» решения каждого машиностроительного изделия. Они должны уметь правильно определить степень экономичности каждого решения изделия с указанных точек зрения, и хотя экономическую эффективность не всегда возможно выразить в цифрах, все же учет этого фактора способствует общему улучшению культуры труда, максимальное развитие которой является непременным элементом строительства нового социалистического общества.
Важным условием успеха работы конструкторов и проектировщиков, работающих в машиностроительной промышленности,, является требование, чтобы они не только овладели определенным объемом знаний в перечисленных областях, но и любили свой труд и любили человека!
• 2. Человек и изделия машиностроения
Принцип, состоящий в том, что пропорциональность человека и вещи являются основным критерием для оценки правильности определения размеров каждой вещи, формулировал ещ& греческий философ Протагор за 450 лет до н. э. Однако в машиностроении этот принцип начали систематически применять лишь с недавнего времени, когда при конструировании машин и инструментов стали учитывать так называемый антропометризм, исходящий из пропорциональных соотношений между человеком и машиной или инструментом. В настоящее время, когда заботе* о человеке уделяется больше внимания, положения антропометрии стали одним из главных критериев правильности решения конструкций машиностроительных изделий. При конструировании таких изделий необходимо принимать во внимание не только* размеры человеческого тела и его частей, не только физическую силу человека и физиологические возможности его отдельных органов, но и его нервную систему и характер ее проявлений, т. е. то, что в совокупности называется психикой человека.
Проблематика правильного конструирования машин и другого оборудования с точки зрения человека становится вследствие этого очень обширной, что объясняется как сложностью человеческого организма, так и большим разнообразием производственных условий, которые имеют место при использовании или обслуживании того или иного машиностроительного изделия.
Поэтому необходимо, чтобы конструкторы и проектировщики хорошо знали этот «основной критерий качества их конструкций и изделий», т. е. человека. Прежде всего они должны обладать, необходимыми знаниями:
о строении человеческого тела и деятельности его органов; о характере и требованиях человеческого труда; о природе утомления и о возможностях ограничения его и о методах сопоставления человека с проектируемым изделием.
Совокупность этих знаний в сочетании с другими знаниями необходима для успешного решения конструкций машиностроительных изделий с указанных точек зрения.
Поскольку существует специальная литература по анатомии и физиологии человека, в настоящем разделе книги приводятся
1S
лишь основные принципы, имеющие важнейшее значение при проектировании машиностроительных изделий. Более глубокие знания в этих областях каждый конструктор и проектировщик должны приобретать применительно к конкретной области их работы и конкретным задачам, используя для этого специальную литературу по анатомии и физиологии человека, физиологии труда и т. д., но главной их задачей в этой области является умение использовать сотрудничество со специалистами соответствующих областей.
2.1. Строение человеческого тела
и деятельность его отдельных органов
Отдельные органы человеческого тела можно подразделить с точки зрения интересующих нас проблем на две группы, а именно:
органы, непосредственно участвующие в работе человека, — костная (скелетная) система, мышечная система, нервная система, система органов чувств;
органы, косвенно участвующие в работе человека, — жидкости человеческого тела, система кровообращения, система пищеварения, дыхательные органы, железы внутренней секреции, кожа.
При описании какой-либо машины или какого-либо устройства мы исходим из ее состояния покоя. Аналогично этому, при •описании человеческого тела или отдельных его частей мы исходим из так называемой основной анатомической позиции, занимаемой человеком, когда он стоит в выпрямленном положении, голова его в положении, при котором человек смотрит вперед, верхние конечности опущены вдоль туловища так, что ладони обращены вперед, нижние конечности прижаты друг к другу, как по команде «смирно». Опять-таки аналогично тому, как это делается при описании конструкции машин, и в анатомии пользуются для точного и однозначного описания частей человеческого тела системой воображаемых перпендикулярных одна к другой плоскостей (рис. 5). Вертикальная передне-задняя плоскость, разделяющая тело на две симметричные половины, называется средней (срединной), или медиальной плоскостью. Параллельно этой плоскости можно провести большое количество сагиттальных плоскостей. Перпендикулярно к этим плоскостям проходят горизонтальные поперечные — трансверсальные плоскости, а перпендикулярно трансверсальным и сагиттальным плоскостям — фронтальные плоскости, т. е. плоскости, параллельные передней стороне (лбу) человека. Эти плоскости делят тело человека на переднюю и заднюю части.
Наряду с плоскостями, важное значение для описания человеческого тела имеют и оси. На продольной вертикальной оси 16
различают два направления — краниальное, т. е. направление к голове, и каудальное противоположное направление — к нижнему концу туловища. Ось передне- задней или сагиттальной плоскости имеет вентральное направление — к брюшной стенке и дорсальное — к спине. На поперечной или трансверсальной оси различают направление медиальное — к средней плоскости и противоположное направление, от средней плоскости,— латеральное.
Для описания мест на конечностях пользуются следующими специальными терминами: проксимальное направление или положение ближе к туловищу (ближе к месту прикрепления конечности), дистальное положение или направление к концам пальцев; наружный край, наружное направление или положение на верхней конечности в основной позиции называется радиальным, а внутренний — ульнарным. На нижней
конечности внешний край, направление или положение называется фибулярным, а внутренний — тибиальным. Если требуется выразить положение какого-либо объекта на поверхности или в глубине человеческого тела, то для указания положений как на туловище, так и на конечностях пользуются терминами суперфи- циальный (поверхностной) для положений вблизи поверхности и профундус (глубинной) для положений в глубине.
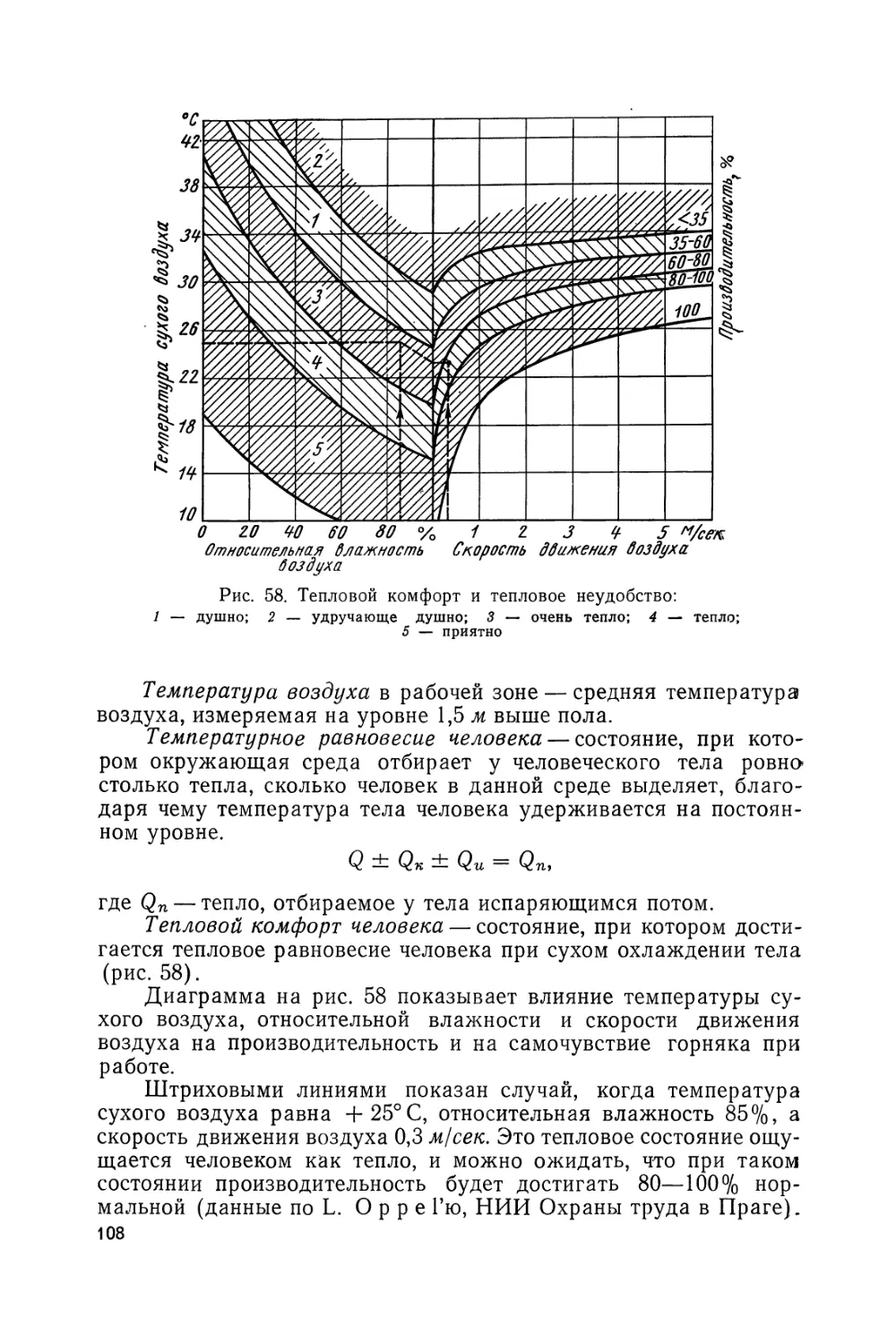
Рис. 5. Основные плоскости и направления:
/ — медиальное; 2 — дорсальное; 3 — вентральное; 4 — сагиттальное; 5 — латеральное; 6 — краниальное; 7 — каудальное; 8 — дистальное; 9 — поперечное; 10 — проксимальное; 11 — фронтальное
2.1.1. Скелетная система
Скелет, образующий твердую опору для мягких тканей тела, состоит примерно из двухсот костей. Он представляет собой по существу ряд рычагов, соединенных позвоночником. Кости выполняют преимущественно функции рычагов и рассчитаны на более или менее сложные напряжения, тогда как позвоночник, являющийся прежде всего несущим, опорным элементом костяка, выдерживает максимальную нагрузку, когда находится в вертикальном положении. Отсюда следует, что если нам надо, * например, поднять с пола тяжелый предмет, то нужно согнуть колени, но сохранять при этом вертикальное положение позвоночника,
2 Заказ 634 \"J
Пытаясь поднимать тяжелые предметы в положении с согнутым позвоночником, можно повредить его. Для прочности костного вещества очень опасны быстро повторяющиеся удары, хотя бы и небольшие, так как они сильно уменьшают прочность костного вещества на сжатие (помимо других воздействий).
Отдельные кости соединены суставами, которые делают возможными движения костей друг относительно друга и имеют очень важное значение с точки зрения физиологии труда. В движениях отдельных частей тела участвует большее или меньшее число суставов различных форм и с различным количеством осей.
Основными движениями, которые могут интересовать нас с точки зрения физиологии труда, являются:
флексия, или сгибание — уменьшение угла между двумя длинными костями (например, между плечом и предплечьем);
разгибание, натяжение — противоположность сгибанию (например, вытягивание рук по швам);
абдукция, или отведение конечности от плоскости симметрии тела или пальца от оси конечности (например, вытягивание руки в сторону — приведение на уровне плеч);
аддукция, или движение, противоположное отведению; поворот (ротация)—движение части тела (конечности и костей) вокруг собственной оси (например, вращение головы, туловища, рук и т. д.);
круговое движение, или круговращение (циркумдукция) — движение, при котором конечность описывает поверхность конуса;
супинация, или поворот кнаруоюи — движение предплечий, при котором ладонь поворачивается кверху;
пронация, или поворот внутрь — движение, противоположное супинации (поворот предплечий внутрь).
Диапазон подвижности отдельных конечностей человеческого тела и головы в градусах указан на рис. 6 и в относящейся к нему табл. 1. На рисунке схематически изображена человеческая фигура с указанием направлений и величины возможных отклонений отдельных частей тела от основного положения.
Движения костей производятся мышцами, отдельные кости или их группы образуют элементы пространственных механизмов.
Правильный учет и использование указанных фукциональ- ных закономерностей имеет большое значение для снижения утомляемости и увеличения производительности труда человека при различных видах деятельности. Так, например, рациональное решение конструкции ножных рычагов (педалей) управления может обеспечить оптимальные силовые соотношения педальной рычажной системы, а тем самым уменьшить нагрузку и утомляемость обслуживающего ее человека.
Расположение костей, суставов и мышц, образующих рычаг второго рода, следует учитывать, например, при про- 18
ектировании рессорной системы автомобилей и других транспортных средств и при конструировании их сидений, чтобы нежелательные колебания машины при неудачном положении головы не вызывали при движении автомобиля качаний головы, вынуждающих пассажира или водителя напрягать шейные мышцы, что вызывает быстрое утомление человека.
Костной системой — скелетом — обусловлены прежде всего размеры человека, пропорции отдельных частей его тела и Степень их подвижности, а в меньшей степени также их несущая способность и сопротивляемость членов данного человека. Эти обстоятельства необходимо принимать во внимание при проектировании:
величины машины с учетом размеров обслуживающего ее человека;
Таблица 1
Подвижность отдельных членов человеческого тела в угловых градусах
№
поз.
Движение органа
+
-
№
поз.
Движение органа
+
-
1
Поворот головы
15
15
13
Флексия предплечья
145
5
2
Наклон головы
30
301
14
Пронация и супинация
90
70
3
Уклон головы
15
15
руки
4
Вращение шеи
45
45
15
Дукция руки
45
15
5
Меди анальный угол шей¬
100
0
16
Флексия руки
90
60
ных позвонков
17
Дукция бедра
30
15
6
Поворот туловища
60
60'
18
Флексия бедра
120
15
7
Подъем плеча (плечевого
50
5
19
Поворот бедра
32,5
12,5
сустава)
20
Флексия колена
135
0
8
Дукция плеча (плечевого
30
30
21
Поворот колена
30
10
сустава)
22
Пронация и супинация
20
10
9
Медианальный угол по¬
50
25
ноги
ясничных позвонков
23
Поворот ноги
45
45
10
Дукция руки
90
30
24
Флексия носка ноги
20
30
11
Флексия руки
70
20 1
12
Поворот руки
440
50,
Знаки «-)-» и «—» означают отклонения
от
нормального положения в одном и
в
другом (противоположном) направлениях.
2* 19
Рис. 6. Схематическое изображение подвижности отдельных членов человеческого тела (см. табл. 1)
Рис. 7. Основные размеры средней фигуры мужчины. По данным статистического обследования, проведенного на заводах «Шкода» в Пльзене, и с использованием работ инж. П. Й е н и к а, опубликованных в журнале «Pracovní lékarsví»
Рис. 8. Основные размеры средней фигуры женщины (источники те же, что
к рис. 7).
20
Средние значения основных размеров человеческого тела у людей некоторых народов
Таблица 2
№ по пор.
Наименование размеров
ЧССР
США*
США**
Швейцария***
х
я
я
*
>>
X
X
<и
*
X
я
ЕГ
Я
>>
X
я
и
X
й>
к
X
я
ЕГ
>»
я
я
X
1)
*
1
Высота стоящей фигуры
1750
1650
1757
1605
1757
1720
1600
2
Уровень глаз у стоящей фигуры
1640
1540
1646
1506
1650
—
—
3
Ширина в плечах
460
400
457
395
453
—
—
4
Ширина в бедрах
320
340
360
321
355
380
370
5
Половина размаха руками
930
825
908
868
908
—
—
6
Высота сидящей фигуры (от пола)
1330
1270
1408
1316
1406
1393
1291
7
Высота головы от сиденья
900
840
925
856
924
905
840
8
Высота сиденья (от пола)
450
430
483
460
482
473
446
9
Высота туловища
600
540
606
602
605
—
—
10
Высота локтя (от сиденья)
240
215
244
246
244
240
240
И
Расстояние от кончика пальцев
860
710
895
825
894
—
—
вытянутой вперед руки до спи-
HUT
12
пы
Толщина туловища
250
250
243
268
—
—
13
Длина предплечья
480
430
477
422
477
—
—
14
Расстояние от колена сидящего
610
560
600
570
599
590
560
человека до ягодиц
15
Длина сиденья
480
460
481
463
480
470
450
16
Высота колена (от пола)
565
490
560
485
559
546
494
*По книге О. А. Сидорова [43
Т
** По данным Мак Корми к а (М с Cormick),
взятым из
литографиро-
ванного курса лекций д-ра Ружичка и д-ра Матоушка
*** По данным Collection «Travail»
2, Ergonomie, Ebouche S. А.
' (Невшатель,
1959), взятым из курса лекций д-ра Ружичка и д-ра Матоушка.
Примечание. По статистическим
данным средним рост человека
все увеличи-
вается. Например, по данным 1958 г. средний рост людей был у некоторых народов
такой: в ЧССР 1710 мм, в Италии 1620 мм, в
Румынии 1650 мм,
бельгийцев
1660 мм, датчан 1700 мм, шведов 1710 мм, норвежцев 1720 мм, англичан 1730 мм,
шотланцев 1750 мм. Точных статистических данных,
относящихся ко времени написа-
ни я этой книги, в распоряжении авторов i
не было. При учете величины фигуры необ-
ходимо принимать во внимание некоторые особенности пропорций. У африканцев, на-
пример, длина нижних конечностей по сравнению с
туловищем
больше, чем у евро-
пеицев, и т. п.
величины и размещения ручных и ножных органов управления;
сидений и их размещения;
величины рабочего пространства для человека (зоны обслуживания машины или устройства);
высоты и положения размещения индикаторных приборов.
Все это пояснено и иллюстрировано взятыми из практики примерами.
Размеры человеческой фигуры сильно варьируют, причем различна, в частности, и средняя высота (средний рост) людей
21
различных национальностей. Так, например, средний рост японцев значительно меньше среднего роста шведов и т. п. Это должны учитывать конструктор и проектировщик, проектирующие оборудование на экспорт.
Средние размеры тела мужчин и женщин ЧССР показаны на рис. 7 и 8. Средние размеры тела большинства европейцев и жителей США примерно одинаковы, как это видно из данных табл. 2.
Незначительные отклонения от средних размеров не имеют большого значения, так как при конструировании оборудования все равно необходимо учитывать допуски на размеры тела людей.
Правильность решения указанных выше пяти частных проблем при проектировании различных машин и устройств с учетом размеров человеческого тела можно обеспечивать и проверять либо методом соматографии, разработанным чехословацким инженером П. Йеником (14], либо лучше пользуясь методом моделирования, о чем будет сказано особо (стр. 48).
2.1.2. Мускульная система
Мускульная система служит для осуществления движений отдельных костей (конечностей) и для перемещения всего тела в пространстве. Мышцы — это сложные органы, образуемые мышечными волокнами, соединенными в пучки и более толстые жгуты, и связанные с системой соединительных тканей — с сухожилиями, которыми мышцы прикрепляются к костям.
Формы мышц весьма рациональны с точки зрения тех требований, которые к ним предъявляются при движениях; с этой точки зрения они подразделяются на три вида: мышцы с длинными параллельными волокнами, 'мышцы одноперистые, мышцы двуперистые.
Мышцы с параллельными волокнами содержат сравнительно мало волокон, следовательно, развиваемая ими сила мала, но зато они имеют длинные волокна и способны осуществлять наибольшие по величине сокращения. Поэтому такие мышцы имеются там, где требуются большие пути движения, например, в конечностях. Было бы неэкономично, чтобы при работах, выполняемых на коротких путях, использовались те же длинные мышцы, так как и при таких движениях должна сокращаться вся мышца. Перистые мышцы имеют сухожилия, заходящие глубоко в мышцы, и волокна соединены с ними под углом (как волоски на стержне птичьего пера). Эти мышцы могут сокращаться меньше, чем мышцы с параллельными волокнами, но зато они способны развивать большую мощность.
Вся энергия, потребная организму для сохранения жизни и для всех движений, исходит из химической энергии, содержащей- 22
ся в питательных веществах пищевых продуктов и высвобождающейся благодаря обмену веществ в человеческом организме— так называемому метаболизму. Для мышечной работы источником энергии являются прежде всего углеводы, в особенности гликоген и глюкоза, которые могут, если это требуется, образоваться в результате молекулярной перестройки из белков пли жиров. Действующая мышца расходует прежде всего собственные энергетические резервы, которые пополняются (если работа не кратковременная) еще в ходе данного действия питательными продуктами, подаваемыми системой кровообращения.
Однако обмен веществ и энергии протекает в человеческом теле и при абсолютном физическом и умственном покое. Величину этого обмена можно измерить по расходу энергии, выраженному в калориях, так как энергетическая реакция в конечной фазе является окислением. Минимальный обмен веществ, необходимый для поддержания основных жизненных функций, называется основным обменом веществ, или основным метаболизмом. Его величина изменяется с возрастом и с весом человека и зависит также от пола; значения основного обмена веществ в зависимости от указанных факторов обычно приводятся в таблицах. У мужчины старше 21 года, ростом 180 см и весом 70 кГ он составляет 1850 калорий в сутки. У женщины такого же возраста ростом 150 см и весом 60 кГ основной обмен веществ составляет 1400 калорий в сутки.
Образование тепла. Мышцы являются источником не только силы, но и тепла. Определенные небольшие количества тепла образуются в мышцах, даже находящихся в покое; теплообразование пропорционально величине энергетического обмена в состоянии покоя. По мере усиления мышечной деятельностью выделение тепла возрастает.
Мышечная сила. Под мышечной силой понимается сила, необходимая для максимального сокращения мышцы по сравнению с ее исходной длиной в состоянии покоя. Иначе говоря, это — предельный вес груза, который мышца в состоянии поднять. Мышечная сила измеряется динамометрами различных конструкций, например, эллиптическим стальным динамометром Блоха для измерения силы сжатия рукой, или продольным динамометром для измерения силы нижних конечностей.
Сопоставление возможностей мышечной системы человеческого тела с проектами машинного оборудования базируется главным образом на учете:
физических возможностей человека (мужчины или женщины), обслуживающего это оборудование;
физических возможностей отдельных членов человеческого тела в тех положениях, в которых они работают, и при той скорости, с какой они движутся;
23
системы соединения мышц отдельных органов с точки зрения длины этих мышц и движений, с таким расчетом чтобы работа была экономичной и чтобы длинным мышцам не приходилось совершать короткие движения;
производственных .условий, к числу которых относятся температура, влажность и пр.;
психологической стороны работы, выполняемой при обслуживании данной машины, при работе^с данным инструментом или приспособлением.
Физические возможности человека зависят: от возраста: мужчина обладает наибольшими возможностями выполнения физической (силовой) работы в возрасте около 25 лет, женщина — в возрасте около 30 лет (рис. 9);
от пола: женщины в среднем на — 30% слабее мужчин; от навыков: обычно люди привыкли работать правой рукой, и она у них на — 10% сильнее, чем левая рука, у левши — наоборот;
от тренировки (рис. 10); от степени утомления.
Дополнительные данные о физических возможностях человека приведены ниже на рисунках.
Рис. 11 иллюстрирует средние физические возможности человека в отношении подъема грузов. Периодически мужчина может поднимать грузы весом до 55 кГ, а женщина — весом до 30 кГ. Если же речь идет о грузе, который надо поднимать часто, то наибольший допустимый вес груза для мужчины 30 кГ, а для женщины 15 кГ.
На рис. 11 показаны также правильный и неправильный — с точки зрения строения позвоночника — приемы поднимания тяжелых грузов. Сила, необходимая для подъема определенного груза, не остается постоянной на всем пути подъема —
Возраст
Рис. 9. Диаграмма приближенной зависимости мышечной сш лы человека от его возраста: / — для мужчин; 2 — для женщин
Дни трениробки
Рис. 10. Увеличение мышечной силы в результате тренировки. Диаграмма построена на основе экспериментальных данных. Взята из чехословацкой «Энциклопедии производительности»
24
Рис. 11. Поднимание груза. Рекомендуемые максимальные и оптимальные значения веса груза. Правильный и непра- приемы поднятия груза
вильныи
она изменяется с положением тела при подъеме или же с положением груза по высоте.
В связи с этим необходимо ограничивать максимальный допустимый вес груза сообразно высоте, на которую он должен быть поднят, как это поясняют рис. 12 и 13. Ориентировочное представление об увеличении мышечной силы в результате тренировки дает график на рис. 10. Это обстоятельство хорошо проверено в спорте, где систематическая и целесообразная тренировка может значительно повысить достижения спортсмена. Аналогичный результат достигается при любом виде работы.
Величина силы, которую человек может развивать, зависит от положения тела и конечностей (выполняющих данную работу), от направления движения и от предмета, которым человек должен манипулировать. Например, сила, которая может быть развита рукой при удерживании или поднимании груза, зависит от угла в локтевом сгибе, т. е. от угла, образуемого предплечьем с плечом (плечевой костыо); эта сила имеет максимальное значение при величине указанного угла от 90 до 120°, как это видно из рис. 14.
Эта способность держания или поднимания груза зависит также и от положения ладони: больший груз можно удержать или поднять тогда, когда человек его держит рукой с ладонью, обращенной кверху.
Кларк, Э л ь к и н с, Мартин и У о ким (Clark, Elkins, Martin,
W a k i m) приводят значения силы, развиваемой рукою, указанные в табл. 3.
Вопрос о средней силе обеих рук при сидячем положении рабочего изучал наряду с другими исследователями Хапсикер (Н u n s i с k е г). Он исследовал пять положений обеих рук — под углом 180; 150; 120; 90 и 60° и определял среднюю силу рук при движениях притягивания, отталкивания, вверх, вниз, к себе и от себя (средние
о
30 60 90 120 СМ,
Высота подъема
Рис. 12. Максимально допустимый вес поднимаемого груза с учетом высоты подъема
25
2250 2000 х то \
1500 I 1250 * 1000 1 750 «§ 500 150 О
Рис. 13. Усилия при поднимании груза (по книге G. Lehman, «Fyziologie práce» — «Физиология труда»)
Сила руки при различных углах в локтевом сгибе
Таблица 3
Угол в локтевом сгибе в град ....
40
60
80
100
120
140
160
180
Сила в % максимальной мускульной силы при изгибе предплечья относительно плеча (плечевой кости) . .
52
75
93
100
100
94
86
77
Рис. 14. Сила руки максимальна при величине угла между плечом и предплечьем от 90 до 120°
значения достигаются 95% людей, остальные 5% —это так называемый 5%-квантиль, т. е. значение, превышаемое в 5% случаев).
Выводы Хансикера приведены на рис. 15 и в табл. 4.
Способность ноги развивать давление зависит от того, стойт ли человек или сидит, имеет ли сиденье спинку для опоры корпуса или не имеет и от того, какой угол образует коленный сгиб.
Стоя на обеих ногах, человек может развивать одной ногой силу давления, равную от 0,2 до 0,4 веса своего тела.
Максимальная сила давления, развиваемая ногой, когда человек сидит на различной высоте и при различном удалении сиденья от
26
педали, указана на рис. 16. Дополнительные данные о способности ноги развивать давление приведены ниже в таблице.
Эти данные взяты из статьи «Dates on Human Performance for Engineering Designers», журнал «Engineering», 1957.
В отношении способности нижних конечностей развивать давление нужно еще подчеркнуть, что приведенные выше данные относятся
Рис. 15. Физические возможности верхней конечности человека в различных направлениях. По Хан- си к е р у (А. Р. Н u n s i с k е г, «Arm Strength at Selected Degrees of Elbow Flexion»)
Рис. 16. Способность нижних конечностей человека развивать давление в зависимости от положения сиденья относительно места приложения давления. Из книги G. Lehma п, «Fyziologie práce» — («Физиология труда»)
ММ
т
200
О
27
Таблица 4
Сила движения руки при различных направлениях движения
Угол плеча (плечевой кости) с горизонталью в град
5%-квантиль |
В среднем |
5%-квантиль |
В среднем
Сила
движения руки в
кГ
левой
правой
левой
правой
левой
правой
левой 1
правой
При притягивании
При отталкивании
180
23
24
48
54
19
23
57
62
150
19
25
46
55
14
19
50
56
120
15
19
43
47
1 2
16
45
47
90
14
17
36
40
10
16
38
39
60
12
14
29
29
10
15
36
42
Вверх
Вниз
180
4.
6
19
19
6
8
16
19
150
7
8
24
25
8
9
19
21
120
8
1 1
24
27
10
12
23
26
90
8
9
24
25
10
12
22
24
60
7
9
20
22
8
9
21
23
К себе
От себя
180
6
9
19
23
4
6
14
15
150
7
9
21
24
4
7
13
15
120
9
10
20
24
5
7
14
15
90
7
8
22
23
5
7
1 5
17
60
8
9
23
24
5
8
14
19
Источники: Hunsicker, «Arm Strength at Selected Degrees of Elbow Flexion». Wright Air Development Center, Technical Report 54-548, August 1955. Взято из лекций по психологии труда д-ра Матоушека (Matoušek) и д-ра Р у - ж и ч к a (R u z i с k а), 1963, издательство SPN, Прага.
к направлению силы давления, параллельному вертикальной плоскости тела. При отводе ноги от этой плоскости на 5° ее способность развивать давление снижается на ~10%, при отводе ноги от этой плоскости на 10° снижение развиваемой силы давления достигает уже 18%, а при отводе на 15° — около 25%.
Способность человека развивать силу, необходимую для транспортирования грузов различными способами, иллюстрируется схемой на рис. 17 (по Кунце и Шульхофу. Данные взяты из изданной в ЧССР «Энциклопедии производительности»).
28
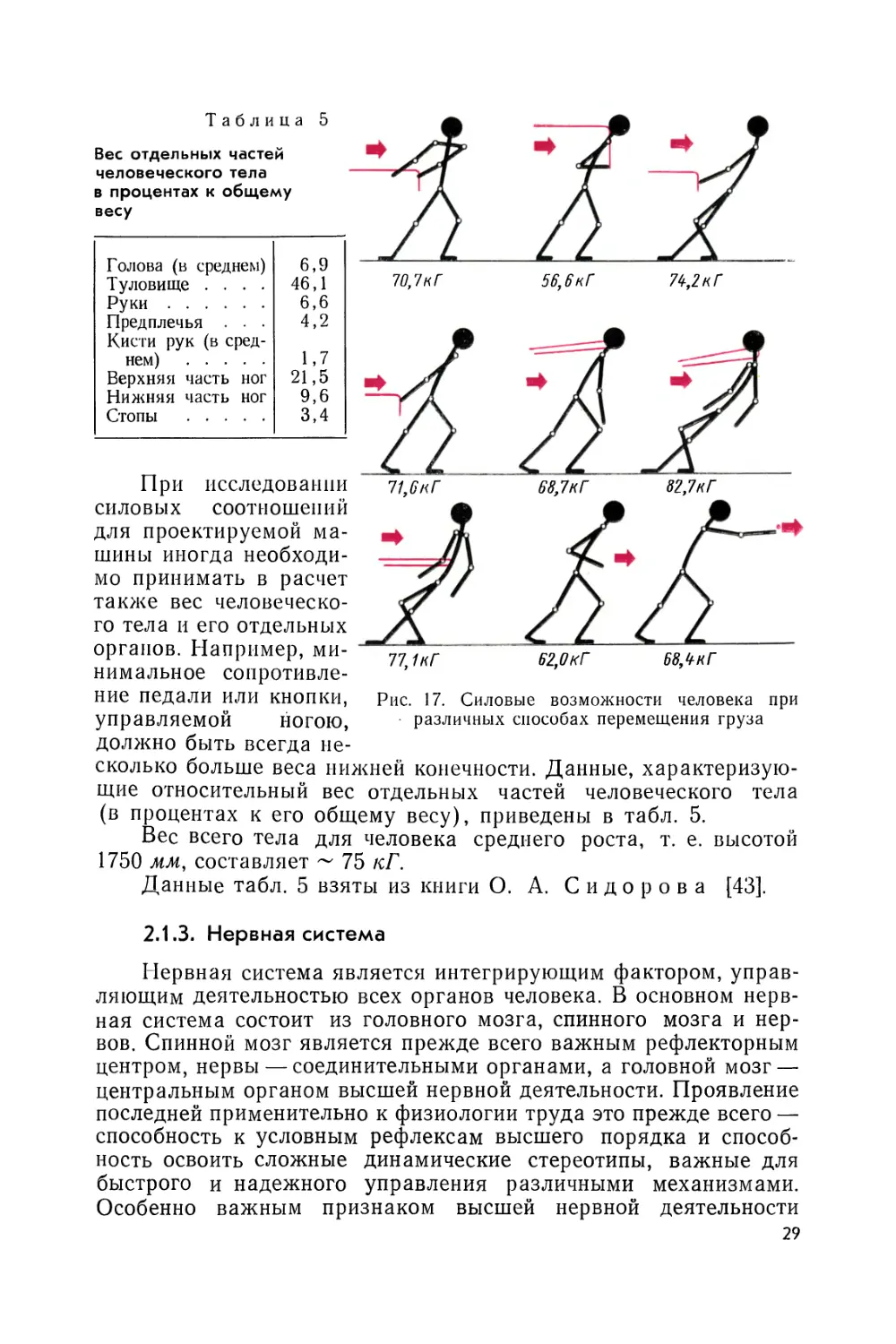
Таблица 5
Вес отдельных частей человеческого тела в процентах к общему весу
Голова (в среднем)
6,9
Туловище ....
46,1
Руки
6,6
Предплечья . . .
4,2
Кисти рук (в сред¬
нем)
1,7
Верхняя часть ног
21,5
Нижняя часть ног
9,6
Стопы
3,4
56,6 кГ 7^,2 к Г
11,6 к Г
68,7 к Г
82,7 к Г
77,1 кГ
62,0 к Г
68,5-кГ
При исследовании силовых соотношений для проектируемой машины иногда необходимо принимать в расчет также вес человеческого тела и его отдельных органов. Например, минимальное сопротивление педали или кнопки, управляемой ногою, должно быть всегда несколько больше веса нижней конечности. Данные, характеризующие относительный вес отдельных частей человеческого тела (в процентах к его общему весу), приведены в табл. 5.
Вес всего тела для человека среднего роста, т. е. высотой 1750 мм, составляет ~ 75 кГ.
Данные табл. 5 взяты из книги О. А. Сидорова [43].
Рис. 17. Силовые возможности человека при различных способах перемещения груза
2.1.3. Нервная система
Нервная система является интегрирующим фактором, управляющим деятельностью всех органов человека. В основном нервная система состоит из головного мозга, спинного мозга и нервов. Спинной мозг является прежде всего важным рефлекторным центром, нервы — соединительными органами, а головной мозг — центральным органом высшей нервной деятельности. Проявление последней применительно к физиологии труда это прежде всего — способность к условным рефлексам высшего порядка и способность освоить сложные динамические стереотипы, важные для быстрого и надежного управления различными механизмами. Особенно важным признаком высшей нервной деятельности
29
человека является его способность к образованию условных рефлексов на основе второй сигнальной системы, т. е. устного и письменного слова.
При проектировании машиностроительных изделий обычно деятельность нервной системы непосредственно не учитывают, не сообразуются с нею. Однако необходимо понять, что ввиду интегрирующей деятельности этой системы некоторые элементы конструкции серьезно влияют на нервную систему через посредство других органов человеческого тела. Например, утомление любого вида — это по существу проявление изменения нормальной деятельности центральной нервной системы независимо от того, вызвано ли это изменение деятельностью преимущественно физической или умственной. Такие дефекты конструкции, как, например, неудачная форма рычага управления или неудачное его расположение, неудобное для отсчета положение индикаторного прибора, нечеткие или неудачно расположенные надписи или обозначения на машине, неправильный, с точки зрения физиологии труда, выбор окраски, трудность наблюдения за работой машины с рабочего места оператора и т. п. — все они вызывают нежелательные нервные реакции, повышенную утомляемость, снижение производительности труда и уменьшают удовлетворение своей работой. Поэтому удовлетворительное решение конструкции машиностроительного изделия может быть достигнуто только при выполнении определенных условий — если при конструировании этого изделия принята во внимание специфика деятельности нервной системы и отдельных органов человеческого тела, функции которых непосредственно связаны с работой по обслуживанию или использованию данного изделия, и если при проектировании органов управления этим изделием ставилась задача облегчить образование положительных динамических стереотипов.
Функции нервной системы нужно принимать во внимание в особенности при проектировании станков или другого машинного оборудования с ручным управлением и ручным регулированием, когда рабочий, обслуживающий машину, должен наблюдать за значениями ряда параметров и удерживать их в определенных границах. Организм человека способен перерабатывать в течение заданного отрезка времени только определенное' количество информации, а именно 5—6 так называемых элементов информации (битов) в секунду при определенных условиях. Время реакции нормального человека равно примерно 0,2 сек. Если водитель или оператор, обслуживающий машину, должен в течение заданного отрезка времени наблюдать за определенным количеством информации, то это количество должно быть равно или меньше «пропускной способности» человека за то же время. Эту зависимость можно выразить математически следующим образом:
30
где N — коэффициент напряженности; Р — количество передаваемой информации в битах в секунду и С — «пропускная способность» в битах в секунду.
В конкретном случае эти условия можно удовлетворить: надлежащим выбором средств передачи информации, надлежащей организацией потока информации, распределением передаваемой информации между несколькими операторами, но главным образом путем введения комплексной автоматизации, существенным образом уменьшающей нагрузку на нервную систему оператора.
2.1.4. Система органов чувств
При проектировании станков и другого оборудования конструктор и проектировщик должны учитывать прежде всего специфику зрения, слуха, обоняния и осязания человека.
Зрение
Зрение передает при работе больше 90% всей информации. Нормальный здоровый человеческий глаз является весьма точным органом наблюдения, но его способности аккомодации и восприятия имеют свои границы, которые изменяются с возрастом и на которые влияет утомление. Органы зрения часто вынуждены работать в условиях, к которым зрение своим естественным развитием не приспособлено. При выполнении многих видов работы человеку необходимо различать очень мелкие детали или же он должен очень быстро реагировать на разные импульсы и т. п.
Поэтому необходимо, чтобы при проектировании каждого станка или оборудования другого вида были обеспечены хорошие условия визуального наблюдения (вйдения) и чтобы оператор, обслуживающий машину или прибор, не был вынужден напрягать зрение. Несоблюдение этого условия оказывает вредное влияние на качество работы с данным машиностроительным изделием, на количество работы (производительность) и на общую степень усталости; в результате этого возрастает опасность травмирования и ухудшается психическое состояние работающего.
С точки зрения указанной способности человека конструктор и проектировщик должны интересоваться следующими факторами: величиной поля зрения, величиной наименьших видимых деталей (остротой зрения, разрешающей способностью глаз), влиянием оптического обмана.
Величина поля зрения — это величина пространства, в котором глаз еще воспринимает предметы при неизменном положении головы и глаза. Точность вйдения падает по направлению к границам поля зрения. Вблизи этих границ глаз человека способен воспринимать только цвет предметов, но не их точную форму. Величина бинокулярного поля зрения показана на рис. 18, а приблизительные границы нормального различения цветов — на
.31
рис. 19. Эффективное зрительное поле, имеющее наиболее важное значение с точки зрения конструктора, показано на рис. 18; по существу оно ограничено конусом с углом при вершине 60°! Для правильного использования поля зрения важное значение имеет и распределение остроты зрения на поверхности сетчатки глаза. Острота зрения максимальна в направлении прямого взгляда (0°). Если наблюдаемый участок предмета не лежит на этой оси, то для того, чтобы он был виден достаточно точно, он должен иметь большие размеры . Эта зависимость изображена на диаграмме рис. 20, относящейся к остроте зрения в горизонтальной плоскости. Отсюда следует, что источники зрительной информации, расположенные дальше от пристально наблюдаемого места, должны быть более резкими, т. е. больших размеров, более яркими и т. п.
Рис. 18. Величина бинокулярного поля зрения и эффективного поля зрения. По К. Н е n п е у, «Reliability Factors for Ground Electronic Equipment» (New York, 1956)
Рис. 19. Приблизительные величины ноля -зрения, при которых глаз нормально различает цвета (источник тот же, что и рис. 18)
32
Наименьшие видимые детали (нижний порог величины видимых деталей).
При определении величины деталей, которые мы еще должны различать при визуальном наблюдении, необходимо определить и то расстояние, с которого будут рассматривать эту деталь Поэтому видимость характеризуется отношением величины детали к дальности наблюдения, т. е. величиной тангенса угла зрения. Нормальный глаз различает детали, величина которых соответствует примерно V угла зрения. Это справедливо, впрочем, только для различения малых площадок квадратной или круглой формы при соответствующей контрастности. В отношении различения линий это положение уже не имеет силы: видимость линий зависит сильнее от контрастности фона. Например, электрический провод диаметром 3 мм виден достаточно хорошо на фоне неба на расстоянии 300 м, т. е. и тогда, когда кажущийся диаметр виден всего лишь под углом 2" Если темнеет, то расстояние, с которого ведется наблюдение, необходимо уменьшить, так как уменьшается контрастность фона. Важное значение контрастности для вйдения деталей можно проверить, рассматривая, например, проволоку диаметром 0,1 или 0,2 мм: если фоном является светлая белая поверхность, то такая проволока будет хорошо видима. Но в таком случае возникает вопрос, почему нижним порогом величины видимых деталей считается угол зрения, равный Iх? Специалисты объясняют это следующим образом: два соседних элемента сетчатки, так называемые фовеальные колбочки, видны из узловой точки картины под углом 30". Предположив, что две световые точки можно различить лишь тогда, когда их изображения образуются на двух соседних колбочках, можно отсюда вывести, что анатомическая разрешающая способность сетчатки равна V.
Однако правильность этого объяснения вызывает все больше сомнений. Оно не поясняет, например, почему при одном и том же пороговом угле близлежащие детали видимы лучше, чем отдаленные? Почему необходимо увеличить величину порогового угла зрения при меньших контрастах яркости? Почему при большей яркости (например, при наблюдении раскаленной нити электролампочки) достаточен значительно меньший пороговой угол зрения? Для конструктора и проектировщика важно знание этих фактов; по всей вероятности, наука даст в близком будущем правильное объяснение их.
3 Заказ 634
Рис. 20. Диаграмма зависимости остроты зрения от места на сетчатке глаза
33
Среднечастотная зонау Высокочастотная Низкочастотная _/х зона-у
дб г 120-
зона
Порог болезненности мк бар
iРекомендуемая
-граница, выше которой *У№^и™продолжает- слуховое поле
10 г 3 5 102
10th гц
Эффект оптического обмана не имеет такого важного значения для успешного решения конструкции машиностроительных изделий, однако в некоторых случаях конструктор и проектировщик обязаны принимать во внимание возможные влияния оптического обмана, особенно при решении вопросов формы изделий.
Слух
Рис. 21. Слуховые поля функции слуховых
органов в качестве анализатора звуковых волн нужно учитывать при проектировании машиностроительных изделий, прежде всего принимая такие меры, чтобы шум, который может возникать при работе данной машины, прибора и т. д., был минимальным. Шум является очень вредным фактором (рис. 21), влияющим неблагоприятно на здоровье и психическое состояние человека, а тем самым и на количество* и качество выполняемой им работы и на безопасность в отношении травмирования при работе.
Острота слуха у людей неодинакова. Она падает с возрастом,, особенно если человек работает в шумной среде, что видно ив рис. 22 и 23 (по данным Научно-исследовательского института
Возраст
ВО 00 50 лет
Возраст
Рис. 22. Снижение слуха мужчины в зависимости от возраста (средние показатели)
Рис. 23. Снижение слуха жен* щины в зависимости от возраста (средние показатели)
34
охраны труда-Чехословацкого ЦСПС). Человеческое ухо воспринимает звуковые колебания, имеющие частоту от 16—21 гц и до примерно 20 000—22 000 гц.
Обоняние
Обонятельный рецептор расположен в самых верхних частях носовых полостей, в слизистой оболочке верхней носовой раковины и носовой перегородке, в так называемой обонятельной области. Импульсом для обонятельных клеток являются (в нашем аспекте) частицы пахучих веществ, улетучивающиеся или испаряющиеся с поверхности последних. Эти частицы проникают в нос при дыхании или нюхании, растворяются в секрете слизистой оболочки и действуют на приемные нервные клетки обонятельных органов, раздражая их. Обонятельное ощущение является наиболее сильным в начале восприятия обонятельного импульса, но затем следует быстрое приспособление организма к воспринимаемому запаху. Хотя острота обоняния у человека меньше, чем у животных, все же она настолько велика, что человек зачастую может обонянием установить присутствие вещества в таких малых концентрациях, при которых присутствие этого вещества невозможно определить физическими или химическими методами. Некоторые запахи при длительном воздействии на человека вызывают неприятные ощущения, которые, конечно, отражаются на его психическом и физическом состоянии, на качестве его работы и на производительности труда. Это имеет место главным образом на предприятиях химической и пищевой промышленности, хотя различные нежелательные запахи возникают и на машиностроительных и металлургических заводах, например, в закалочных, сварочных, плавильных и других цехах и мастерских. Неприятно действует и запах человеческого тела, ощущаемый в помещениях, в котором находится большое количество людей, особенно в средствах транспорта для массовых пассажирских перево-. зок; запах людей ухудшает атмосферу сильнее, чем углекислый газ.
Конструктор и проектировщик должны учитывать функцию механизма обоняния и поэтому оснащать источники нежелательных запахов эффективными вытяжными устройствами, по возможности улучшать технологические процессы или же устранять действие нежелательных запахов путем герметизации соответствующего оборудования или целых цехов.
В специальной литературе сообщалось, например, что производительность рабочих и служащих авиазавода фирмы Глен- Мартин будто бы снижалась под действием испарений со стороны расположенных поблизости огромных кофейных плантаций. Пришлось бороться с этими испарениями распылением духов в цехах завода.
3*
35
Осязание
Пороговое давление, раздражающее осязательные рецепторы, различно в различных местах человеческого тела. При раздражении эстезиометром с незначительной контактной поверхностью размером от 0,01 до 0,05 мм2 оказывается, что пороговое давление имеет у человека наименьшую величину на кончике языка и на носу, где оно равно 2 Г/мм2. На кончиках пальцев оно равно 3 Г/мм2, на тыльной стороне кисти оно в ~ 5 раз больше, а на спине — в ~ 25 раз больше, чем на кончике языка. Величина порогового импульса зависит, помимо прочего, и от скорости приложения давления. Чувствительность отдельных мест человеческого тела обусловлена количеством рецепторов давления (осязательных, или тактильных телец) в данном месте. Расстояния между отдельными тактильными тельцами, плотность их. размещения называют пространственным порогом. Установлено, что пространственный порог в отдельных местах человеческого тела имеет следующие значения:
на кончике языка 1 мм, на подушечке пальца 2 мм, на ладони 11 мм, на тыльной стороне кисти 32 мм, на предплечье и на голени 41 мм, на шее 54 мм, на спине, руке (верхней части), бедре 68 мм.
Если же импульс давления равномерно действует долгое время, то и тут, как и у других анализаторов, происходит приспосабливание (адаптация), и раздражимость уменьшается.
При проектировании машиностроительных изделий необходимо принимать меры, чтобы осязательные рецепторы при обслуживании или использовании машины не слишком раздражались и не повреждались (смятием, ожогом, разъеданием и т. п.). Необходимо предусмотреть целесообразное использование функции осязательных органов.
Например, если машина имеет несколько одинаковых органов управления, расположенных близко один к другому, то можно сделать эти органы различными по форме ручек, рукояток и по качеству поверхности (рифлением, накаткой и т. п.) для того, чтобы оператор мог распознавать органы управления на ощупь, не глядя на них и не отрывая для этого глаза от-работы. Необходимо также, учитывать функции осязательных рецепторов приданием надлежащих форм органам управления и верхним поверхностям сидений, чтобы соприкосновение их с телом было приятно и удобно для человека.
2.1.5. Жидкости человеческого организма
Жидкости человеческого организма — кровь, тканевая жидкость и лимфа — имеют большое значение для трудовой деятельности человека; необходимо поэтому, чтобы конструктор и проек- 36
тировщик знали это и учитывали их связь с рабочими функциями, по крайней мере в общих чертах, причем это~ в первую очередь относится к системе кровообращения.
2.1.6. Система кровообращения
Сосудистая система обеспечивает кровообращение в живом организме и питание всех тканей. Основными органами в системе кровообращения являются сердце, сосуды (артерии, вены, капилляры) и депо крови (печень, селезенка и подкожное субкапиллярное сплетение).
Требование — не нарушать нормальное функционирование системы кровообращения можно удовлетворить, например (в зависимости от вида изделия), выбором надлежащей формы отдельных частей изделия (ручки, рукоятки, сиденья, спинки сиденья и т. п.), так, чтобы сосудистая система в соответствующей части тела не подвергалась вредным воздействиям в форме постоянного давления или систематических толчков (ударов), которые могут вызвать нарушение работы системы кровообращения.
Если, например, сиденье слишком высокое и если, кроме того, передний край сиденья имеет острое ребро, то нижняя часть бедра прижимается к этому ребру, а вследствие этого нарушается кровообращение, ноги начинают быстро уставать, и возникает преждевременная усталость. Аналогично, если ручка инструмента или рукоять рычага управления имеет недостаточную для руки поверхность охвата или неудобную для захвата форму, то происходит нежелательное местное повышение давления, и это также приводит к таким же отрицательным последствиям.
2.1.7. Дыхательные органы
Дыхательная система питает организм кислородом и отводит из него углекислоту, образующуюся в качестве продукта обмена веществ.
Учет функции дыхательной системы человека при конструировании оборудования состоит обычно в обеспечении правильного положения, дающего возможность оператору, обслуживающему машину, правильно дышать с нестесненной грудной клеткой, и в оснащении машины или установки в нужных случаях устройством для эффективного отсоса газообразных или пылевидных продуктов, образующихся при некоторых технологических процессах. При проектировании различного рода кабин управления и подъемно-транспортных устройств необходимо обеспечить совершенное кондиционирование воздуха в соответствующих помещениях.
37
2.1.8. Система пищеварения
При проектировании машин необходимо обеспечить правильное ничем не нарушаемое функционирование системы пищеварения при обслуживании или использовании машины.
Нарушения системы пищеварения могут быть механического происхождения (сотрясения, вибрации, неудачная поза оператора) или вызываться нежелательными нервными нагрузками, возникающими вследствие того, что при конструировании машины не были учтены закономерности функционирования нервной системы, о чем было сказано в предыдущих параграфах (например, вследствие плохого размещения на машине индикаторов, органов управления, плохой видимости с рабочего места, чрезмерного шума и т. д.). Предотвращению нарушений функций пищеварительной системы человека, обслуживающего данное оборудование или использующего его, конструктор должен уделять особенно большое внимание, например, при конструировании различного оборудования для тех предприятий пищевой, химической и металлургической промышленности, в которых возникают ядовитые или другие пахнущие вещества, при конструировании различных транспортных машин и нестационарных агрегатов.
2.1.9. Мочевая система
То, что сказано выше о системе пищеварения и питания, относится в основном также к мочевой системе, которая в еще большей степени зависит от нервной деятельности. При решении конструктивных проблем, связанных с учетом деятельности мочевой системы, конструктор должен пользоваться консультациями соответствующего специалиста.
2.1.10. Система желез внутренней секреции
Функция желез внутренней секреции очень тесно связана с деятельностью нервной системы. Для решения специальных проблем конструирования, связанных с этой областью-организма, необходимо учитывать принципы, сформулированные в предыдущих параграфах.
2.1.11. Кожа
Кожа является прежде всего защитным покрытием живых тканей, предохраняющим их от механических, химических и температурных влияний. Вместе с тем она является также местом нахождения органов чувств (кожных рецепторов) и важным терморегулирующим фактором.
38
С точки зрения физиологии труда важное значение в кожной системе имеют прежде всего потовые железы, задачей которых является выделение пота, что существенно для сохранения нужной температуры тела, т. е. для терморегуляции, так как при потоотделении у кожи отнимается большое количество тепла.
Интенсивность потоотделения зависит от температуры внешней среды и от относительной влажности воздуха. Пороговая температура, при которой начинается потоотделение, когда тело находится в покое, составляет 24° при относительной влажности 50%; 36° при,40% и 39° С при 9%.
При выполнении физической работы пороговая температура потоотделения значительно ниже.
Средне^ количество пота, выделяемого человеком, оценивается в 0,5 л в сутки, а при тяжелой физической работе, при повышенных температуре и влажности среды выделяется до нескольких литров пота в сутки, в тропических зонах — даже 10—15 л. Отклоняющиеся от нормы температура и влажность и частое и резкое чередование их влияют не только на кожу человека и на состояние его здоровья, но и на производительность его труда (цифровые данные, приводимые выше, взяты из книги S е 1 i n g е г
a Vinaricky, «Přehled fyziologie cloveka»).
Температура человеческого тела: нормальная 36,5—37,2, минимальная 19, максимальная 42° С.
Человеческое тело выделяет в состоянии покоя тепла 60— 80 ккал/ч9 при небольшой нагрузке 80—150 ккал/ч, при средней 200—250 ккал/ч, при тяжелой 400—500 ккал/ч.
Из тела тепло переходит в окружающую среду излучением 42%, испарением 30%, конвекцией 26% и дыханием 2% (данные по Ru bn er’у).
Поэтому при проектировании новых машиностроительных изделий необходимо принимать меры для предотвращения опасности возникновения ненормальных температур и влажности, или соответствующим образом локализовать ненормальную температуру и влажность, или же устранить их непосредственное влияние на обслуживающий персонал.
2.2. Труд и трудовая деятельность человека
Труд (работу) можно определять с нескольких точек зрения. С точки зрения политической экономии труд определяется как целенаправленная деятельность человека для удовлетворения жизненных потребностей всего общества. С точки зрения темы настоящей книги труд интересует нас прежде всего с физиологической и психологической его сторон, а в некоторой степени также и с физической и экономической сторон. С психофизиологической точки зрения необходимо сразу же заметить, что нет ни
39
чисто физического, ни чисто умственного труда. В каждой физической работе имеются элементы умственной деятельности, и наоборот. Следовательно, можно говорить только об относительном преобладании одного или другого компонента трудовой деятельности. Борнеман (Bornemann), например, приводит таблицу умственной сложности различных видов деятельности, составленную на основе результатов выполненных им исследований (табл. 6).
Таблица 6
Умственный компонент различных видов работы в процентном выражении
Вид работы
Доля умственной работы в %
Нарезание наружной резьбы вручную
13,4
Обслуживание сверлильного станка
14,9
Резание металла
17,4
Нарезание резьбы на станке
23,0
Опиливание
25,4
Токарная обработка заготовки по заданным размерам
26,4
Вырезание дуги лобзиком
32,0
Управление автомашиной на шоссе вне города
35,1
Управление автомашиной в городе
58,9
Гибка проволоки по шаблону
63,0
Печатание на пишущей машинке
78,2
Чтение •
100
2.2.1. Физическая работа
При выполнении физической работы человек использует свою мышечную силу. Физическая работа подразделяется на динамическую, при которой мышцы движутся — растягиваются и сокращаются (речь идет о работе в физическом смысле этого термина), измеряемую произведенйем силы на путь, и на статическую, при которой мышцы не движутся, например, когда человек держит груз или сохраняет свое тело и голову в определенном положении и т. п. Статическая работа требует затраты энергии в физиологическом смысле и также приводит к утомлению, притом сравнительно быстро. Поэтому конструктор машиностроительных изделий должен обеспечить либо полное исключение статической работы, либо существенное ограничение ее. Для этого прежде всего необходимо, чтобы статическая нагрузка никогда не превышала 15% максимальной мышечной силы соответствующей конечности; такая нагрузка еще приемлема. Каждая физическая работа представляет собой сочетание динамической и статической работ. Так, например, машинистка, работающая на пишущей машинке, выполняет своими руками динамическую работу, в то же время она выполняет статическую работу, удерживая свое 40
I Кинетическая рабоп?а\
|<Статическая работа
Покой
п
и
У
Расход
кроби
Гиперемия
Расход
кроби
Гиперемия
Расход
кроби
Гиперемия
- п
í
7 •
Рис. 24.
туловище и голову в вертикальном положении, а в известной мере затрачивает энергию и на держание рук в поднятом положении (рис. 24).
С точки зрения влияния мышечной работы на организм человека можно подразделить физическую работу на следующие пять категорий:
Очень легкая работа (например, крановщиков, швей на швейной фабрике, чертежников и др.), при которой на возмещение энергии, затраченной на выполнение работы, требуется в течение смены не более 300 ккал дополнительно к количеству ккал, требующемуся для человека, находящегося в состоянии покоя (т. е. для не работающего человека); такая работа не влияет сколько-нибудь существенно на обмен веществ в организме человека и на нагрузку системы кровообращения.
Для возмещения энергии, затрачиваемой на легкую работу, требуется дополнительно 300—600 ккал, по сравнению с энергозатратами человека в покое, при выполнении легкой рабогы освобождается в среднем 3 ккал/мин сверх метаболизма в состоянии покоя. К этой категории относятся, например, работы, выполняемые в положениях «сидя», или «стоя», или в движении, но связанные с преодолением небольших сопротивлений (работа механика, инструментальщика, сварщика, слесаря и т. п.).
Работа умеренной тяжести (трудности). На возмещение энергии, затрачиваемой при такой работе, требуется дополнительно 600—1000 ккал. Минутный метаболизм при этой работе равен
41
от 3 до 5 ккал сверх уровня, соответствующего состоянию покоя; такие работы выполняют преимущественно стоя или попеременно— в стоячем и сидячем положении с движением в пространстве (обслуживание станков, переноска легких предметов и т. п.). Выполнение таких работ уже связано со значительной нагрузкой центральной нервной системы, иногда превышающей нагрузку органов движения.
Физическая работа средней тяжести (трудности) требует на возмещение затрачиваемой при этом энергии дополнительно 1000—1500 ккал в смену, и минутный метаболизм равен здесь от 5 до 8 ккал; это представляет србой среднюю физическую нагрузку для нормально развитого и здорового человека. Такие работы выполняют стоя или в движении, преодолевая при этом сопротивления средней величины (работа прокатчиков, кузнецов у механических молотов, литейщиков, работа при переноске грузов весом 30—60 кГ), как указывает Р о у б а л ь (J. Roubal).
Тяжелая физическая работа требует от 1500 до 2000 ккал в ■смену, а минутйый метаболизм составляет от 8 до 10 ккал. К тяжелой работе относится, например, погрузка лопатой или погрузка кусковых материалов на высоту свыше 1,5 м.
Другая классификация интенсивности труда может быть основана на требованиях к частоте перерывов; например, по данным Научно-исследовательского института труда (НИИ труда в Москве) можно по этому критерию различать три основных типа работы.
При физической работе важно потребление кислорода. При тяжелой физической работе потребление кислорода может быть больше в 20 и даже в 30 раз, а работающими мышцами — даже в 50 раз, чем потребление кислорода в состоянии покоя. Поэтому необходимо как можно быстрее ликвидировать тяжелые физические работы путем внедрения соответствующих средств механизации и следить за тем, чтобы все силовые операции при обслуживании оборудования и при манипулировании ручными инструментами оставались в границах, при которых не имеет места физическое изнурение рабочего и его преждевременное утомление.
Эффективность физической работы — целесообразное расходование мышечной энергии. Как в отношении каждой машины, так и в отношении человеческого организма нужно учитывать эффективность работы (коэффициент полезного действия). Необходимо стремиться к тому, чтобы и машина, и человек выполняли как можно больше работы при наименьшей затрате энергии. Эффективность физической работы можно выразить следующей формулой:
Q _ произведенная механическая работа
Ее — Ек вся израсходованная энергия — энергия, расходуемая
в состоянии покоя
42
Этот вопрос изучали многие физиологи (например, Atz 1 er, Lehmann и др.). Они, например, экспериментально установили, что коэффициент полезного действия при ручном поднимании грузов лежит в пределах от 0,08 до 0,14, при пилении он достигает 0,10, при управлении вертикальным рычагом ~0,14, при вращении вала — от 0,18 до 0,22 и т. д.
Как видно из приведенной выше формулы, коэффициент полезного действия зависит прежде всего от общего количества израсходованной энергии, причем это количество, в свою очередь, зависит от ряда условий, на которые конструктор и проектировщик могут повлиять. К ним относятся прежде всего рациональная организация рабочих движений, зависящих от конструкции и расположения органов управления, далее расположение управляемых машин и вспомогательного оборудования (необходимо, чтобы обслуживающему машину оператору приходилось проходить возможно меньшие пути при обслуживании машины), рациональное оснащение рабочего поста и т. д. Для экономного использования мышц необходимо выполнять следующие основные правила:
мышечная масса, принимающая участие в выполнении данной работы, должна быть пропорциональна величине механической работы; для выполнения тяжелой работы нужно использовать крупные и сильные мышцы, для легкой работы — малые;
короткие движения надо выполнять соответствующими короткими мышцами;
движения следует ограничивать в пространстве до возможного минимума, конечно, с учетом величины потребной силы;
движения должны быть простыми и ритмичными, не сложными — этим экономится и расход умственной энергии;
движения должны совершаться только в пределах пространства, лежащего внутри поля зрения оператора; эти движения целесообразно пространственно сочетать со зрительной (визуальной) информацией;
движения рекомендуется заканчивать в положениях, удобных для начала новых движений;
движения, следующие одно за другим, должны плавно сопрягаться между собой;
движения надо организовать так, чтобы они были симметричны и совершались в противоположных друг другу направлениях;
менее утомительны движения, совершаемые в направлении действия силы земного притяжения; обе руки должны начинать и оканчивать работу по возможности одновременно;
целесообразно ограничивать до минимума статическую работу мышц и давать им возможность периодически перемежать работу несколькими движениями.
43
Другим фактором, влияющим на затрату энергии, следовательно, и на общую производительность труда человека, является благоприятная рабочая среда (устранение шума, пыли, высокой температуры, чрезмерной влажности воздуха и т. п.), на это конструктор и проектировщик также могут положительно влиять; большое значение имеют и производственные навыки работающего, целесообразная организация труда на научной основе и т. д. Важной предпосылкой для правильного проектирования инструментов, машин и приспособлений с учетом культуры труда обслуживающего персонала является как можно лучшее знакомство конструктора и проектировщика с данной работой: их непосредственные личные ощущения при выполнении данной работы создадут правильную основу для решения стоящей перед ними задачи.
2.2.2. Умственная работа
Проблемами работы, которая является в основном умственной, конструктору приходится заниматься прежде всего при проектировании автоматизированных машин и устройств и различных научных приборов. При обслуживании этого оборудования важное значение имеют точность и скорость отсчета показаний приборов, оценка взаимозависимостей между наблюдаемыми параметрами и последствий изменения их и быстрое реагирование на показания. Следовательно, в этих случаях решающее значение имеют не требования к физической силе и ловкости оператора или наблюдателя, а требования к совершенству их нервной системы, к их наблюдательности, рассудительности, логике, аналитическим способностям, способностям к обобщению и к быстрому принятию точных и правильных решений.
Конструктор и проектировщик должны знать способности человека к наблюдению и время, необходимое человеку для реагирования на различные импульсы. Это необходимо для того, чтобы конструктор и проектировщик могли выбрать правильную
сенсорную связь. В табл. 7 приведены значения времени реакции человека на различные импульсы по данным Артура Б и л льса.
Конструктор и проектировщик должны интересоваться степенью наблюдательности человека также с точки зрения расположения и размещения отдельных индикаторных приборов в поле зрения оператора для учета влияния цвета, фор¬
Таблица 7
Время реакции человека на различные импульсы
Импульс
Время реакции в мсек
Зрительный
100—225
Слуховой
Осязательный (тактиль¬
100—182
ный)
117—182
Тепловой
150—240
Болезненный ....
400—1000
44
мы, положения предмета и ряда других факторов (см. ниже) на степень наблюдательности и разрешающую способность человека. Знание этих взаимозависимостей облегчит проектирование машины или прибора с таким расчетом, чтобы управление ими не мешало качественной работе оператора или научного работника при одновременном максимальном сбережении его нервной системы. В связи с прогрессом техники и все более широким внедрением автоматизации и кибернетики, проблемы умственной работы будут занимать все большее место в деятельности конструкторов и проектировщиков машин и аппаратуры. Умственная работа, ее производительность и связанное с нею утомление зависят от многих еще не вполне исследованных факторов; поэтому необходимо следить за всеми новыми данными в этой области, проверять их практическое значение и учитывать все важное при конструировании и проектировании машиностроительных изделий.
Проблемы умственной работы должны, конечно, интересовать конструктора и проектировщика также и с точки зрения их собственной творческой работы. Кибернетика вмешивается теперь и в деятельность конструкторов, и она во все большей степени будет вести к изменению методов конструирования и проектирования и к улучшению качества и эффективности этой работы.
Знание характера обеих категорий работы — физической и умственной — важно для конструктора и проектировщика еще и потому, что оно дает им возможность формулировать требования к квалификации тех операторов, которые должны будут обслуживать проектируемое оборудование. Такие квалификационные нормативы позволят заказчику правильно подобрать необходимых работников, а в нужных случаях организовать подготовку их. Таким образом, разработка требований к квалификации обслуживающего персонала является одним из видов обслуживания потребителей оборудования со стороны его конструкторов и поставщиков. Однако же при поставках комплексного оборудования для отечественных предприятий указывается только количество и состав (структура) персонала, необходимого для обслуживания данного комплекса (указывается, например, количество техников, мастеров, слесарей, электриков и т. п.); этого, конечно, недостаточно для обеспечения экономичного использования данного комплекса оборудования. Весьма актуальной является, например, проблема правильного подбора операторов для полуавтоматических или автоматических линий или производств. На ряде предприятий эту проблему недооценивают и назначают на обслуживание нового объекта людей без внимательного отбора и консультации с психологом. Следствия такого подхода — текучесть персонала на таких рабочих местах и частые отказы оборудования.
45
От операторов требуются прежде всего: уравновешенное пси- хическое состояние, хорошая наблюдательность, хорошие зрение и слух, умение логически мыслить, хорошая память, способность быстро принимать правильное решение и соответствующее профессиональное образование.
2.3. Утомление и переутомление
В настоящее время наука не может дать однозначный ответ на вопрос, что такое утомление, — это очень сложный процесс. Кратко можно сказать, что утомление — это уменьшение или потеря нервной и мышечной работоспособности. Мышечное утомление характеризуется уменьшением или потерей способности сокращения мускулов, нервное утомление проявляется в форме потери проводимости нервов, утомление зрительного органа — в> форме уменьшения остроты зрения, утомление слухового органа— в форме ухудшения слуха и т. п. Границы возникновения утомления довольно индивидуальны, одна граница — у новичка на данной работе, иная — у опытного работника, хотя бы оба они работали в одинаковых условиях и в одинаковой среде. Утомление является следствием сложного химического процесса, при котором, с одной стороны, в органах не хватает необходимых энергетических веществ, с другой стороны, в них накапливаются продукты распада при происходящих одновременно физико-химических изменениях. Мышечное и нервное утомление взаимосвязаны. Так, например, у человека, работающего руками, сначала появляется ощущение усталости в руках и лишь потом это ощущение распространяется по всему телу и отражается на состоянии нервной системы, тогда как у людей, занимающихся умственным трудом, устает прежде всего нервная система, а затем и другие органы тела. Степень утомления при одинаковом трудовом напряжении зависит от условий среды (от шума, температуры,, влажности воздуха, запыленности, степени освещенности и др.).
Умственное утомление следует отличать от скуки, возникающей при неинтересной работе, — скука по существу не является утомлением. Точно так же необходимо отличать от умственного утомления и рассеянность; недостаточная сосредоточенность, это- нечто иное, нежели проявление усталости. Утомление появляется, и при том довольно быстро, и при статической работе, но также и при сосредоточенном внимании, например, при наблюдении за различными контрольными и индикаторными приборами, соответственно показаниям которых оператор должен выполнять определенные быстрые регулирующие движения (операции) для обеспечения правильного хода технологического процесса. Такое сосредоточенное наблюдение, связанное с умственным напряжением, сравнительно сильно нагружает нервную систему. Поэтому необходимо и целесообразно внедрять комплексную автоматиза- 46
дию всех производственных процессов. Точно так же, как механизация избавляет человека от тяжелого физического труда, комплексная автоматизация (конечно, надежная в эксплуатации) должна избавить человека от чрезмерного нервного напряжения во время работы.
Объективные и субъективные проявления утомления обратимы, временны. Если дать утомленному органу, а с ним и всему организму отдых, то постепенно восстанавливается нормальное состояние, усталость проходит. При физической работе, когда отдых означает прежде всего удаление накопленных метаболитов, (продуктов обмена веществ), отдых протекает уже в ходе работы в тех мышцах, которые в данный момент находятся в покое,, хотя другие группы мышц продолжают работать; иногда такой! отдых даже более полезен, чем отдых всего организма. Такой отдых называют «активным»; отсюда следует, например, предпочтительность работы одновременно обеими руками или чередование их в работе, как показали, например, исследования И. М. Сеченова. У людей, работающих долго без достаточного отдыха или без надлежащего питания, возникает хроническое (кумулятивное) утомление, важным признаком которого бывает потеря веса, так как утомление этого вида сопряжено с убылью мышечной массы. Продукты обмена веществ раздражают, кроме нервов, еще и почки, они вызывают выделение белковых веществ, в моче, в надпочечниках накапливается большое количество адреналина и т. д.
При длительном перенапряжении в работе иногда у человека появляется и депрессия, потеря душевной уравновешенности, затрудненность реакций на обычные влияния среды, а иногда и другие явления — в зависимости от рода работы, вызвавшей утомление. Такое состояние — это уже не обычное утомление, а переутомление, и в подобных случаях необходим более длительный отдых.
Проблемы утомления постоянно изучаются, и по результатам исследований строят кривые утомления (кривые усталости) для отдельных видов работы и различных категорий работников. По этим кривым определяют наиболее целесообразную длительность рабочего времени, ритм работы на поточных линиях, количество перерывов в работе, их продолжительность и распределение в течение смены. Изучают также влияние рабочей среды на возникновение и интенсивность утомления, т. е. влияние повышенной температуры, холода, влажности, шума, освещенности, цвета, окраски машин и помещений, музыки и т. д., о чем сказано ниже.
Необходимо кратко упомянуть о широком значении активного отдыха, так как активный отдых — это не только замена деятельности одних мышц деятельностью других, но также и кратковременная замена умственной трудовой деятельности каким- либо видом физического труда. Активный отдых в виде разминки
4?
(зарядки) полезен для работников умственного, а также легкого физического труда. Однако при тяжелой мышечной работе или при работе в горячих цехах такой вид отдыха не подходит: !здесь лучше отдыхать, давая полный покой всем мышцам, как правило,— лежа.
2.4. Выбор соотношений между пропорциями человеческого тела и размерами машины или другого оборудования
Проблему выбора соотношений между пропорциями человеческой фигуры, с одной стороны, и формой и размерами рабочего поста оператора, обслуживающего соответствующую машину или иное оборудование, — с другой, надо решать комплексно, Как уже было упомянуто в параграфе «Скелетная система» (стр. 22), эти задачи можно решать либо так называемым методом соматографии, либо путем моделирования.
Соматография — это рабочий метод, заключающийся в конструировании схематических изображений человеческого тела в различных положениях с использованием всех норм и приемов технического черчения и правил начертательной геометрии применительно ко всем трем проекциям. Соматография исходит прежде всего из анатомии человеческого тела и из антропометрии, и на их базе она использует системы контурных элементов, системы основных размеров скелета, контурных и функциональных размеров, сведенных в так называемый технический канон. При этом необходимо стремиться к некоторому упрощению, к некоторой схематизации, которая, однако, не должна противоречить принципам анатомии. Основной задачей соматографии является сообщение конструкторам и проектировщикам (иногда и другим специалистам) данных, необходимых для конструирования и технического вычерчивания человеческой фигуры при назначении размеров и формы рабочего поста и всего оборудования, с которым человек непосредственно соприкасается. Эти данные содержат также критерии, необходимые для обеспечения безопасности труда, удобства обслуживания машин, для обеспечения максимума возможных удобств водителям машин, пассажирам и др. Соматография является базой для научного анализа требований и функций работающего человека в связи с рабочим постом и производственным оборудованием.
С помощью соматографии можно также решать задачи из «области «телесной механики» — статики и динамики человеческого тела в различных рабочих положениях. Соматография использует основные исходные положения тела, которые хотя с анатомической точки зрения представляются несколько неестественными, но имеют то достоинство, что каждый реальный размер тела человека отражен при этом, по крайней мере, в одной 48
Рис. 25. Схематическое изображение человеческой фигуры методом соматографии. Фигура обута (см. табл. 8). По П. Й е н и к у
Таблица 8
Основные данные для схематического изображения человеческой фигуры методом соматографии по инж. П. Йенику [13], [14])
Обозначение размера
на рис. 25
Наименование размера
Размер в мм
мини¬
мальный
средний
макси¬
мальный
1
Высота стоящей фигуры (в обуви)
1440
1760
2000
2
Высота в шаге
720
880
1000
3
Высота головы от сиденья
720
880
1000
4
Ширина фигуры в плечах
360
440
500
5
Расстояние между плечами ....
300
350
400
6
Высота плеч
1140
1410
1600
7
Длина верхней конечности
610
746
850
8
Длина верхней (плечевой) части руки
250
310
350
9
Длина предплечья
215
250
300
4 Заказ G31
49
Продолжение табл. 8
Обозначе-
Размер в мм
ние размера
на рис. 25
Наименование размера
мини¬
мальный
средний
макси¬
мальный
10
Длина кисти
145
176
200
11
Длина от запястья до середины кисти
75
90
100
12
Диаметр ладони
25
30
34
13
Длина большого пальца руки . . .
54
66
75
14
Толщина кулака
60
88
100
15
Толщина запястья
36
44
50
16
Ширина кисти на ее конце ....
54
66
75
17
Высота кулака
80
100
112
18
Ширина запястья
54
66
75
19
Ширина самого широкого места верхней (плечевой) части руки . . .
90
НО
125
20
Длина нижцих конечностей ....
790
968
1100
21
Длина бедра
360
440
500
22
Высота голени
360
440
500
23
Высота стопы
75
88
100
24
Высота мизинца ноги
16
18
20
25
Ширина таза
150
176
200
26
Расстояние между ступнями ....
75
88
100
27
Ширина стопы
90
110
125
28
Ширина голеностопного сустава . .
72
88
100
29
Ширина в бедрах
250
306
350
30
Ширина в поясе
200
250
284
31
Ширина туловища
240
260
300
32
Расстояние между ключицами . . .
60
66
75
33
Ширина шеи
60
100
120
34
Высота головы
200
250
280
35
Ширина головы
150
176
200
36
Радиус лба
70
88
95
37
Радиус подбородка
52
62,5
72
38
Расстояние между зрачками ....
60
70
80
39
Глубина глаз
100
125
140
40
Высота шейных позвонков
115
140
160
41
Длина туловища
350
442
500
42
Высота таза
55
66
75
43
Высота уровня глаз у стоящего человека
1340
1635
1860
44
Длина головы (до кончика носа) . .
180
220
250
45
Длина уступа (отступа) подбородка
30
35
40
46
Длина носа
50
62,5
70
47
Радиус шейных позвонков
135
165
188
48
Радиус лба и затылка
70
88
95
49
Высота ключицы
15
20
25
50
Радиус шеи
160
220
250
51
Толщина шеи
80
100
120
52
Радиус груди
90
110
125
53
Длина грудной клетки
180
220
250
54
Боковой радиус груди
290
350
400
55
Выступание живота вперед ....
120
150
165
56
Прогиб в поясе
20
25
30
57
Длина ступни
225
264
300
50
Продолжение табл. 8
Обозначе-
Размер в мм
ние размера
на рис. 25
Наименование размера
мини¬
мальным
средний
макси¬
мальный
58
Расстояние линии конца пятки от средней линии
55
66
75
59
Уступ пятки (расстояние конца пятки от задней линии)
25
36
40
60
Длина большого пальца ноги . . .
55
66
75
61
Высота голеностопного сустава . . .
75
88
100
62
63
Размер получается конструктивно Высота носка ноги
30
36
40
64
Высота сустава большого пальца ноги
15
18
20
65
Расстояние переднего конца ступни от задней линии
250
300
340
66
Толщина туловища в плане ....
200
250
280
67
Длина головы в плане
170
210
230
68
Расстояние между задней и центральной линиями
80
100
115
69
Радиус затылка в плане
60
75
95
70
Радиус виска в плане
50
60
75
71
Радиус плеч в плане
60
75
85
72 ■
73
Радиус спины в плане
Радиус груди в плане
80
100
115
74
Радиус поясничного отдела позвоночника
172
208
236
75
Радиус грудной клетки
215
255
290
проекции. Такое схематическое изображение фигуры человека среднего роста 1750 мм (в обуви его высота равна 1760 мм) с указанием соответствующих размеров представлена на рис. 25, а размеры отдельных частей тела при минимальном, среднем и максимальном росте приведены в табл. 8.
Рисунок, дополненный этой таблицей, содержит все делительные размеры основных суставов и главные контурные и функциональные размеры, необходимые для построения изображения человеческой фигуры в различных рабочих положениях; это дает возможность конструктору определить или проверить необходимое рабочее пространство для руки и ноги, проверить правильность расположения органов управления, индикаторов (указателей) и т. п., пригодности спроектированного сиденья и т. д., как это показано ниже на примерах. Конструктор должен иметь в виду, что проектируемые им машины будут обслуживаться людьми не только среднего, но также и людьми очень низкого и очень высокого роста [произведенное в 1960 г. обследование показало, 4* 51
018
Рис. 26. Схематическое изображение фигуры человека по М. Ш м и- д у (заводы «Шкода» в Пльзене). Эта схема предназначена только для определения пределов досягаемости конечностями человека. Обозначения размеров те же, что и на рис. 25
что люди самого малого (1440 мм) и самого высокого (2000 мм) роста составляют 2,5% всего населения]*.
Для дополнения описания этого рабочего метода надо еще указать, что существуют и другие схематические способы изображения человеческих фигур для указанных целей, например, способ, предлагаемый М. Шмидом (М. Smid) (рис. 26), или как указано ранее на некоторых рисунках в настоящей книге.
Техника моделирования. Правильную по габаритам и по форме компоновку рабочего поста обслуживания машины или другого оборудования можно обеспечить также, пользуясь несколькими способами, применяемыми в технике моделирования. Наиболее надежный способ состоит в изготовлении модели в натуральную величину из подходящего для этого материала (картона, дерева и т. п.) для проектируемых пультов или панелей управления. Иногда достаточно наклеить на макет картинки деталей управления и индикаторных приборов или же прикрепить к пультам и панелям макеты этих элементов, после чего работник подходящего роста проверяет целесообразность размещения этих элементов управления и индикаторов и рациональность всей компоновки рабочего поста. При больших размерах проектируемого оборудования можно изготовить модель в уменьшенном масштабе и использовать для проверки правильности конструкции модели фигуру (модель) человека с конечностями, подвижными в шарнирах, как показано на рис. 27.
* Для более детального изучения соматографии имеется специальное пособие инж. П. Йеника, а также ряд статей в журналах «Podniková organizace» и «Pracovní lékařství» («Организация производства» и «Трудовая медицина»). 52
Рис. 28. Плоскостная модель человеческой фигуры в масштабе 1 : 10*. Удобное пособие для конструкторов и проектировщиков, позволяющее быстро проверить правильность про- Рис. 27. Объемная модель странственного решения рабочеловеческой фигуры чего поста-
При двухмерном (плоскостном) решении поста можно заменить объемную фигуру человека «плоской», изготовленной, например, из оргстекла или другой пластмассы (выполненной обычно в масштабе 1:10), как показано на рис. 28.
На этом рисунке — в масштабе 1 : 30.
• 3. Автоматизация — ее влияние на конструкции
машиностроительных изделий
Автоматизация имеет исключительно большое значение для успешного решения конструкций машиностроительных изделий с точки зрения культуры труда; она дает возможность конструктору и проектировщику эффективно и притом экономично решать вопросы конструирования машин и устройств с точки зрения безопасности в отношении рабочего травматизма и охраны здоровья обслуживающего персонала и — не в последнюю очередь — оказывает влияние на внешний вид проектируемого машиностроительного изделия. Влияние автоматизации на внешний вид проектируемого изделия может сказываться как тогда, когда данная машина или другое оборудование конструируется как полностью автоматизированное, так и тогда, когда данное машиностроительное изделие должно изготовляться па автоматической линии или автоматизированным производственным процессом. Таким образом, конструктор и проектировщик должны интересоваться автоматизацией и с указанных точек зрения, и с точки зрения общественных результатов внедрения автоматизации и влияния автоматизации на человека, который будет управлять автоматизированным оборудованием.
Однако прежде чем приступить к рассмотрению автоматизации с указанных точек зрения, необходимо уточнить отдельные понятия автоматизации, чтобы не допустить путаницы при оценке ее воздействия и влияния. В этом аспекте можно подразделить автоматизацию на следующие три ступени:
первая ступень — автоматический контроль технологических процессов, но с ручным управлением, иногда с автоматической транспортировкой обрабатываемого материала или изделия;
вторая ступень — комплексная автоматизация технологического процесса, иногда с программированием;
третья ступень — кибернетическое управление.
Первая ступень автоматизации (рис. 29), когда технологический процесс автоматически контролируется и состояние отдельных параметров контролируется обслуживающим персоналом по оптическим индикаторным приборам (устройствам), причем об' служивающий персонал поддерживает контролируемые параметры в заданных пределах. Это — переходная фаза автоматизации, 54
Сравнение сигнализируемых данных на индикаторах с заданными значениями параметров и принятие решения о вмешательстве для регулировки
Моторная сдязь
Рис. 29. Схема ручного регулирования производственного процесса с автоматическим контролем; разомкнутая система регулирования
о которой в настоящее время больше всего спорят, так как она предъявляет большие требования к нервной системе обслуживающих ее работников — операторов. Основным признаком этой ступени автоматизации является разомкнутая цепь регулирования (открытый контур), при которой оператор регулирует процесс вручную; например, в прокатном цехе оператор на основании показаний измерительных приборов регулирует числа оборотов двигателей, расстояния между осями валков и т. п. При этой первой ступени автоматизации транспортировка материалов или изделий в ходе производственного процесса может быть полностью автоматизирована.
Вторая ступень автоматизации (рис. 30) характеризуется так называемой замкнутой цепью регулирования (закрытым контуром). Контрольные приборы, автоматически измеряющие отдельные контролируемые параметры технологического процесса,
Усиление по
мощности и вмешательство
0
Регулиро¬
вание
о
Программи¬
рование
Вычисления
Рис. 30. Схема автоматического регулирования производственного процесса с программным управлением; замкнутая система регулирования
55
л
v
Снятие ^ показаний датчиками
А Втопатическое
Технологи¬
Вычислительное
ческий
(счетно¬
процесс
решающее)
устройстдо
Усиление по мощности и Вмешательство
А
V
Рис. 31. Схема управления производственными процессами с помощью вычислительных машин
посылают импульсы соответствующим регулирующим устройствам, которые автоматически осуществляют нужное вмешательство в ход процесса и исполнение регулировочной операции и таким образом автоматически поддерживают контролируемые параметры процесса в нужных или заданных пределах. Здесь уже отпадает функция операторов для осуществления обратной связи. Нужные параметры хода технологического процесса могут быть заданы, а соответствующее оборудование может настраиваться либо вручную обслуживающим персоналом, либо также автоматически, так называемыми программирующими устройствами.
При третьей ступени автоматизации (рис. 31) весь процесс управляется автоматическими вычислительными машинами.
3.1. Влияние автоматизации оборудования на безопасность труда
Значение автоматизации для решения конструкций машин и различного другого оборудования с точки зрения безопасности в отношении производственного травматизма состоит прежде всего в том, что благодаря автоматизации опасных производственных процессов оператор удаляется от небезопасных мест и управляет всем производственным процессом дистанционно, с пульта или из закрытой кабины управления. Автоматизировать можно либо только отдельные опасные производственные операции (например, ввод материала в пресс и выемку из него готовых отштампованных изделий или полуфабрикатов, перевод прокатываемого материала из одной клети в другую и т. п.), либо весь производственный процесс машины, линии, иногда — всего производственного комплекса. Для безопасности работы с различными машинами и устройствами имеет значение автоматический контроль и сигнализация отдельных контролируемых парамет- 56
ров (температуры, давления, скорости, концентрации и т. п.), автоматическая защита (блокировка) отдельных устройств от самопроизвольного или случайного пуска в ход или остановки и т. д.
3.2. Значение автоматизации
для охраны здоровья трудящихся
Часто говорят о том, что управление автоматизированными производствами предъявляет большие требования к нервной системе обслуживающих такие производства работников — операторов. Однако это утверждение справедливо только для первой ступени автоматизации, когда оператор должен непрерывно наблюдать за целым рядом индикаторных приборов, перерабатывать много информации одновременно и выполнять зачастую комбинированные операции (вмешательства в порядке обратной связи). Эта работа предъявляет большие требования к памяти оператора, к быстроте наблюдения и быстроте его реакций. Все это в .целом очень нагружает нервную систему, особенно если для передачи информации выбран не совсем подходящий сенсорный канал. Однако это не является автоматизацией в подлинном смысле этого слова. О полной автоматизации можно говорить лишь применительно ко второй ступени, когда оператор лишь пускает машины в ход и останавливает их или же настраивает то или иное производственное оборудование для получения требуемых величин параметров. В качестве примера здесь можно назвать автоматизированный прокатный стан, на котором приборы не только сами контролируют автоматически заданные параметры, но по полученным контрольным показаниям сами автоматически выполняют необходимые регулирующие операции, т. е. повышают или понижают скорости валков в отдельных клетях, изменяют расстояния между осями валков и т. д.
Серьезные неполадки или дефекты в технологическом процессе .прокатки вызывают автоматическую остановку соответствующего участка стана или же всего стана. То же происходит и при обнаружении контрольными приборами дефектов в машинном оборудовании.
Так же, как механизация избавляет человека от тяжелых физических напряжений, так автоматизация должна разгружать нервную систему и тем самым способствовать ее сохранению. Внедрение автоматизации связано с повышением заботы о здоровье трудящихся, помогает создавать красивую и приятную рабочую среду, причем особенно большое значение внедрения автоматизации проявляется главным образом при комплексной автоматизации целых заводов, управляемых автоматическими вычислительными машинами.
57
3.3. Влияние автоматизации на внешний вид изделий
Автоматизация машины, прибора или устройства влияет на способ управления ими, что отражается и на внешнем виде этого изделия, в частности, становятся ненужными различные рычаги управления, маховички и т. п. Вся система управления машиной иногда сводится к немногим кнопкам, расположенным либо непосредственно на машине, либо на пульте или панели управления.
Далее, автоматизация влияет на производственную технологию; она дает возможность работать с большей скоростью, с повышенными давлениями и т. п., а все это также может существенно влиять на форму машины. Уже применение отдельных автоматизирующих элементов, особенно электронных, влияет на конструктивное решение каждого машиностроительного изделия.
При разработке проекта автоматизации любого машиностроительного изделия важно, чтобы конструктор не «навешивал» различные автоматизирующие устройства на уже запроектированное изделие, а чтобы автоматизирующие элементы, дополняющие его конструкцию, были органически связаны с изделием, чтобы экономические и технические преимущества применения автоматизирующих элементов могли быть полностью использованы.
3.4. Влияние комплексной автоматизации производства на внешний вид изделий
Влияние комплексной автоматизации производства на внешний вид машиностроительных изделий (на эстетичность их решения) может быть подразделено по Кантору [15] на две фазы развития:
На первой фазе, уже протекающей в настоящее время, изготовляются на автоматических машинах изделия, форму которых разработал дизайнер. Это экономичное автоматическое производство машиностроительных изделий предъявляет к проекту изделия требования уменьшения числа деталей и типизации их форм с целью облегчения автоматизации производства и внедрения типизации и агрегатного принципа конструирования.
На второй фазе автоматизации машиностроительного производства, которой мы еще далеко не достигли, автоматизация будет включать в себя уже значительную часть работы допроиз- водственной стадии; предполагается, что дизайнер будет тогда поручать кибернетическим машинам и самую разработку образца и проектирование нужного количества вариантов изделия. Задачей художника будет тогда изыскание и разработка новых правил, принципов и закономерностей технико-эстетического творчества.
• 4. Цвет, его влияние на безопасность труда
и эстетизацию
Окраска машиностроительных изделий имеет троякую функцию, а именно:
эстетизирующую, сигнально-предупреждающую и защитную (защита поверхности изделия от коррозии и т. п.).
Цвет играет важную роль в общей эстетизации рабочей среды, т. е. при цветовом решении стен, потолков и т.. п., которое влияет как на внешний вид самих машин, так и на эффективность освещения цеха. Поэтому целесообразно ознакомиться с каждой из этих функций цвета детальнее.
4.1. Определение цвета, классификация цветов, их разновидности и идентификация
Согласно чехословацкому стандарту CSN 01 2725:
а) с психологической точки зрения цвет является качественным компонентом зрительного восприятия;
б) с физической точки зрения — характеризуется в отношении цветных световых излучений структурой излучения различных длин волн, а в отношении цветной поверхности материалов — способностью поверхности отражать излучение определенных длин волн;
в) с точки зрения технологии цвет (вернее, краска данного цвета) является смесью пигментов или же смесью наполнителей и красителей со связующими.
Цвета подразделяются на две основные группы. К первой группе относятся ахроматические (белый, серые и черный), а ко второй — хроматические цвета. Белый и черный цвет являются крайними в ряду серых цветов, возникающих в результате смешения белого и черного цвета в определенных пропорциях.
Хроматические цвета — цветовой круг
Хроматические цвета это цвета спектра, дополненные краснофиолетовым (пурпурным) цветом. Отдельные хроматические цвета физически взаимосвязаны, и поэтому их можно расположить в непрерывный ряд, образующий замкнутую кривую. Для такого
59
расположения выбирается круг. На окружности круга располагают отдельные цвета в порядке их расположения в спектре, а замыкается круг красно-фиолетовым (пурпурным) цветом.'Распределение цветов в круге обусловлено как их последовательностью в спектре, так и взаимным положением дополнительных цветов и их нейтрального перехода — белого цвета. Эти три цвета должны лежать на диаметре цветового круга. Таким образом, можно сказать, что круг является геометрическим местом всех цветных качеств.
Идентификация цвета как зрительное восприятие цветового оттенка
Цвет характеризуется трехмерной величиной, определяемой (согласно упомянутого стандарта ЧССР) тремя параметрами: цветовым тоном (видом цвета), т. е. той характеристикой цвета, которая выражается наименованиями «красный», «оранжевый», «зеленый» и т. п. либо длиной волны;
насыщенностью цвета, т. е., по существу, долей белого или черного цвета в хроматическом; в физической же шкале спектральным цветам соответствует насыщенность 100%, а белому, серым и черному — насыщенность 0%;
светлотой (яркостью) цвета, которая выражает количественную сторону цветового оттенка, т. е. у поверхностных красок — их отражательную способность (коэффициент отражения), у источников света — их яркость, у светофильтров — их пропускную способность (коэффициент пропускания).
Для точной характеристики цвета или цветового оттенка, например при выдаче заказов, уже недостаточно такого словесного обозначения, как, например, «зелень горошковая», «красно- бурый», «красный карминовый» и т. п.: такие наименования цветов очень неточны, индивидуальны, зависят от освещения, при котором оценивается данный цвет, от особенностей зрения человека, наблюдающего цвет, иногда от других обстоятельств. Поэтому цветовые оттенки стандартизованы. Для каждого выбранного цветового оттенка был составлен образец, которому присвоен определенный идентификационный номер, номер стандартного »образца соответствующего цветового оттенка. В ЧССР цветовые оттенки стандартизованы стандартом ČSN 67 3067. В этом стандарте каждый цветовой оттенок покрытий (окрасок) определен наклеенным в стандарте цветовым эталоном (образцом) с присвоенным ему номером. Однако даже эта стандартизация цветовых оттенков недостаточна как вследствие неудобства работы с цветовыми эталонами, так и потому, что с течением времени цвет наклеенных в стандарте эталонов изменяется. Поэтому переходят к численному обозначению цветов и цветовых оттенков. Одним из инициаторов такого способа обозначения 60
был В. Оствальд, определявший цвет следующими тремя компонентами: цветовым тоном (т), содержанием белого (б) и содержанием черного (ч) цвета. Эти характеристики цвета он выражал формулой: т + б + ч = 1.
Оствальд обозначил все цвета и расположил их в ряд. Это впервые дало возможность твердо установить простейшие гармонические отношения.
В настоящее время переходят к численному обозначению цветов по системе CIE (МКО) (Международной комиссии по освещению). Основным вспомогательным средством (пособием) этой системы является так называемый колориметрический треугольник, изображенный на рис. 32 а. На рис. 32 б (см. вклейку)
к
Рис. 32а. Колориметрический треугольник:
I — зеленый; II — желтый; III — оранжевый; IV — красный; V — синий; VI — краснофиолетовый (пурпурный); VII — фиолетовый
61
дано схематическое изображение расположения ступеней яркости и интенсивности цветового тона, на рис. 32 в (см. вклейку) показан круг контрастных цветов. Колориметрический треугольник построен на основе следующего соображения: если мы можем смешением трех основных цветов в надлежащей пропорции создать любой цветовой оттенок, то можно также из трех раз навсегда выбранных основных цветов создать любой цветовой оттенок путем указания трех чисел, характеризующих относительные количества (доли) отдельных основных цветов в данном цветовом оттенке. С точки зрения практических потребностей цветовой оттенок характеризуется в системе CIE двумя колориметрическими координатами х и у и коэффициентом светлоты (яркости), следовательно, также и здесь,— тремя числами, «размерами». Любая точка в колориметрическом треугольнике может быть численно выражена координатами х и у, которые откладывают по горизонтальной и вертикальной осям, координат. Кривая с указанными значениями длины волны в нанометрах (миллимикронах) является геометрическим местом насыщенных спектральных цветов; следовательно, можно себе представить, что сплошной спектр свернут соответственно этой кривой. Линия, соединяющая концы этой кривой, представляет насыщенные неспектральные пурпурные цвета, это — смеси цветов синих и красных, не представленных в спектре. Все реальные цвета можно нанести на площадь, ограниченную этими линиями. Углы треугольника представляют собой основные цвета-стимулы X, У, Z, смешением которых образуются все цвета, лежащие внутри треугольника; поскольку эти цвета X, У, Z лежат вне площади реальных цветов, это цвета — нереальные (мнимые, гипотетические), что, однако, не мешает практическому использованию треугольника. Кривая внутри треугольника является геометрическим местом точек цветов света теплоизлучателей. Точка А соответствует среднему свету электролампы с температурой 2854° К, точка В — среднему прямому солнечному свету с температурой 4900° К, а точка С — свету с температурой 6700° К. Точка Е, лежащая вне этой кривой, соответствует свету с равноэнергетическим цветом — стимулом. Треугольник был намеренно сконструирован так, чтобы эта нейтральная точка совпадала с его геометрическим центром; если через эту точку провести прямую, то последняя пересечет линию насыщенных цветов в паре точек, указывающих дополнительные цвета.
Определение и измерение цветов на основе цветовых координат комиссии CIE, т. е. с использованием колориметрического треугольника, в настоящее время (когда писалась эта книга) еще широко не распространено.
Этот способ используется только в стандарте CSN 01 2720, определяющем цвета для обозначения источников опасности и предохранительных устройств.
62
4.2. Психологическая ценность и эффективность цветов
Психологически различные цвета воздействуют на людей неодинаково. Впечатление, производимое цветом на человека, субъективно и зависит от его возраста и характера, от среды, обычаев данной страны и т. д. Первым цветом, воспринимаемым человеком и больше всего воздействующим на ребенка, является красный цвет. Ребенок в возрасте 9 месяцев всегда выбирает из четырех показанных ему цветных мячей (красного, желтого, синего и зеленого) сначала красный мяч, затем мячи в указанном в скобках порядке, так как нервная система ребенка сильнее всего реагирует на красный цвет.
С возрастом развивается предпочтение к более уравновешенным, спокойным цветам и в дальнейшем предпочтение тех или иных цветов изменяется в зависимости от психического состояния человека. Желтый и оранжевый цвета действуют тепло, возбуждающе. Синий цвет — это цвет отдыха, светлые синие тона создают легкое веселое настроение, темные тона производят холодное впечатление, впечатление пустоты. Зеленый цвет — психологически приятно охлаждающий, успокаивающий, он хорошо действует на глаза.
Специалисты говорят, что зеленый цвет стимулирует внимательность и ослабляет нервное напряжение и что при зеленом свете человек выполняет трудовые движения более точно, чем при красном.
Белый цвет всегда создает ощущение свежести и производит очень отрезвляющее и холодное впечатление; в некоторых странах белый цвет является цветом печали, траура. В ЧССР траурным является черный цвет; в контрасте с белым в ЧССР применяют черный цвет для знаков, предупреждающих об опасности для жизни. Серый цвет является статическим цветом сдержанности и скромности. Фиолетовый цвет — серьезный и печальный, беспокоящий цвет (в Китае эго — цвет траура). Коричневый цвет — цвет мягкости и уюта.
Приведенные здесь характеристики воздействия отдельных цветов на психику человека явились основанием для практического подразделения цветов на две основные группы: теплые цвета и холодные цвета.
Теплые цвета — красный, желтый, оранжевый и их оттенки— вызывают психологическое ощущение тепла, производят оживляющее впечатление, возбуждают и волнуют. Это — цвета активные, динамические, стимулирующие деятельность, приводящие к кратковременному повышению производительности труда.
Холодные цвета — зеленый, синий, сине-зеленый и их оттенки — вызывают психологическое ощущение холода, успокаивают, облегчают напряжение глаза. Это — цвета пассивные, способ¬
63
ствующие душевной сосредоточенности и сохранению неизменной производительности труда.
Анкетный опрос нескольких десятков тысяч людей имел целью выяснить, каким цветам люди отдают предпочтение. Результаты анкеты оказались весьма разноречивыми и лишь приблизительно можно сказать, что предпочитаемые цвета располагаются в следующем порядке: синий, красный, зеленый, фиолетовый, оранжевый, желтый.
Теплые цвета больше всего предпочитают женщины/ тогда как мужчины преимущественно предпочитают холодные цвета.
На эмоциональное состояние и настроение людей влияют не только отдельные цвета, но и комбинирование их. Сочетание цветов, которые подходят один к другому, так называемые гармонические сочетания цветов, вызывают приятные ощущения, а дисгармонические — неприятное чувство.
Определение гармонических сочетаний цветов наталкивается на трудности ввиду того, что вкусы у людей весьма разнообразны. Обычно гармоническими считаются сочетания, в которых использованы следующие цвета:
дополнительные (контрастные), например, сочетание желтого (длина волны 585 нм) и синего (485 нм), или оранжевого (610 нм) и зелено-синего (492 нм), или красного (660 нм) и сине- зеленого (495 нм);
насыщенные и ненасыщенные (а также нейтральные); например, сочетание синего с белым или желтого с красным или зеленого с серым цветом;
одного и того же цветового тона, но различной светлоты или различной насыщенности', например, сочетание светло-синего с темно-синим или насыщенного красного с розовым, помимо ряда других возможных сочетаний.
Гармония цветовой системы обусловлена не только гармонией цветового созвучия, но зависит также и от условий пространства, от качества и структуры поверхности цветных площадей, от качества материала, от соотношения площадей, окрашенных в тот или иной цвет, от насыщенности и светлоты цветов и от соответствия их конкретной задаче, которой гармония цветов должна служить (от гармонии между содержанием и формой). Для машинного оборудования подходит одна гармония, а для цветового оформления помещения, в котором должны проводиться культурно-просветительные мероприятия, — другая.
Психологические воздействия цветов использовались уже в древности, и в течение веков эти воздействия стали основой для символики цветов, причем эта символика у разных народов различна и особенно различна в разных религиозных культах. Учет символики цветов целесообразен еще и в настоящее время в отношении тех изделий, которые предназначены на экспорт в соответствующие страны, где такая символика еще жива. В техниче- 64
Рис. 326. Схематическое изображение расположения ступеней яркости и интенсивности цветового тона:
1 — белый; 2 — ряд одинаковых яркостей; 3 — интенсивный цвет; 4 — черный; 5 — ряд одинаковых интенсивностей
Теплый
полюс
Холодный
полюс
Рис. 32в. Круг контрастных цветов
Пара цветовых тонов, различающихся только степенью яркости или интенсивности (насыщенности) цвета, производит тонкое и гармоническое впечатление
ски развитых странах символика цветов используется еще и в настоящее время для различных предупреждающих и информирующих обозначений. Так, например, в ЧССР такая символика использована стандартом CSN 01 2720 и нормой LZN 01 2722 для создания важных положительных стереотипов:
4.3. Действие цветов на человека с точки зрения физиологии
В результате экспериментов д-ра Fare выяснилось, что если человека окружают красные стены, то его естественное мышечное напряжение (тонус) повышается с 23 до 42 единиц, оранжевые стены дают повышение тонуса только до 35 единиц, желтые — до 28 единиц, а синие—только до 24 единиц. Н. Ehrenwald доказал, что вытянутые руки непроизвольно протягиваются в сторону света, если голова освещена сбоку красным светом, и наоборот, от синего цвета вытянутые руки отклоняются. Из этих и аналогичных экспериментов вытекают важные для практики следствия, что насыщенные цвета с большей длиной волны доминирующего излучения (например, красный, оранжевый, желтый) стимулируют деятельность вегетативной нервной системы организма (повышают кровяное давление, частоту пульса и т. д.), тогда как хроматические цвета с меньшей длиной доминирующей волны (например, фиолетовый, синий, зеленый) подавляют деятельность этой системы. Однако если смотреть на какой-либо цветной предмет долго, то влияние этих цветов на организм изменяется— длинноволновые цвета начинают подавлять деятельность организма, тогда как цвета с более короткой длиной волны несколько стимулируют вегетативную деятельность организма.
4.4. Воздействия цвета окраски плоскостей и трехмерных поверхностей
Внешний вид предмета днем изменяется под влиянием воздушной среды, которая в зависимости от содержания в ней водяных паров и пыли имеет различную степень светло-серого (голубоватого) цвета, изменяющего цвета наблюдаемых предметов. Это явление особенно заметно в туманную погоду. Поэтому поверхности, окрашенные в одинаковый, одинаково преломленный цвет, с одинаковым содержанием в нем белого и красного цветов, производят впечатление плоских поверхностей и в пространстве они представляются нам одинаково удаленными. Некоторые цвета как бы сокращают расстояния, приближают к нам соответствующие предметы, а другие производят противоположное впечатление. Этим свойством обладают цвета с неодинаковым содержанием белого, серого и черного цветов. Холодные цвета создают ощущение большего пространства, так как предметы,
5 Заказ 634 65
окрашенные в эти цвета, кажутся более далекими. Теплые цвета, наоборот, зрительно уменьшают пространство в связи с тем, что удаленные предметы, окрашенные в такие цвета, кажутся нам более близкими.
Цвет окраски влияет и на впечатления об объеме и весе тела. Предметы, окрашенные светлыми красками, кажутся нам более легкими, темная окраска создает противоположное впечатление. В связи с этими воздействиями цветов окрасок нужно указать еще и на различия в видимости и степени различения предметов, надписей и знаков, окрашенных в цвета, различающиеся тоном, насыщенностью и светлотой, т. е. на то, что видимость и различае- мость предметов зависит от так называемого цветового контраста. Различают следующие цветовые контрасты:
дополнительные, это — два дополнительных цвета одинакового качества, например, желтый и синий, красный и зеленый;
по светлоте цвета; здесь речь может идти о светлом и темном оттенке различных цветовых тонов, например, о светло-зеленом или темно-красном цвете;
по насыщенности цвета, можно говорить о ярком насыщенном оттенке и о приглушенном насыщенном оттенке двух тонов, например, о ярком лимонно-желтом цвете и приглушенном серосинем при определенном соотношении площадей;
по хроматичностщ—это ахроматический тон (белого, серого и до черного цвета) и все насыщенные цветовые тона;
по величине цветных поверхностей, — это интенсивная окраска малой площади и приглушенная большей площади (принцип качества и интенсивности окраски).
По степени убывания различимости цвета располагаются в следующем порядке: *
белый на темно-синем; лимонно-желтый на пурпурном (красно-фиолетовом); черный на белом; темно-синий на ярко- оранжевом; оранжево-желтый на черном; лимонно-желтый на темно-синем; хромово-желтый на ярко-красном; белый на красном.
Хуже всех различаются зеленый цвет на красном и красный на зеленом.
При проектировании цветового оформления изделия нужно учитывать и вид преобладающего освещения в том помещении, в котором изделие будет расположено, так как общее цветовое впечатление является результатом совместного воздействия цвета изделия и цвета освещения, а последний зависит от источника света.. В табл. 9 приведены кажущиеся изменения цвета поверхности при освещении различными источниками. Однако данные
* Подобные, а иногда и довольно сильно отличающиеся последовательности приводились в специальной литературе много раз; приведенная здесь последовательность различимости определена с помощью тахистоскопа.
66
Кажущееся изменение цвета поверхности при освещении различными источниками света
Таблица 9
Род цвета
Солнечны! свет в июне
Электрическая
лампа
накаливания
Ртутная лампа
Лампа дневного света
Лампа белого света
люминесцентная
Тусклые и матовые цвета
Серый
Желтова¬
тый
Желтый
Же л то- бурый Розовый
Зеленый
Синий
Более живой Более темный
Более темный
Более темный
Более серый и темный
Без изменения
Более серый и зеленоватый
Зеленоватый
Зеленоватый
Более живой и зеленоватый Желтовато-зеленоватый Коричневатый
Более темный
Серо-синий
Синеватый Без изменений*
Без изменений*
Более светлый*
Без изменений
Без изменений
Более живой
Желтоватый Более темный*
Более темный*
Более темный*
Более серый
Более серый и желтоватый Более серый
«а _ н
Желтый
Более темный
Зеленоватый
Без изменений
Более темный
К 5 и
3*
Оранжевы:
Более живой
Более серый и коричневатый
Без изменений
Более темный
X
в 3
а) и
Красный
Более живой
Коричневый
Более серый
Более темный и более серый
=г ф
3 3
Зеленый
Желтоватый
Более темный
Без изменений
Более серый
О *
Синий
Зеленоватый
Более живой
Без изменений
Более серый
Ž5
Пурпурны!
Карминовый
Более живой
Более синий
Более розовый
* Зеленоватый оттенок можно обычна заглушить добавкой оранжевой или красной краски.
табл. 9 являются только ориентировочными, поскольку они составлены для черного фона, которого на практике обычно не бывает. Окончательное впечатление может отличаться от данных таблицы, например, под влиянием контраста, который зрительно изменяет цвет и яркость наблюдаемого предмета в зависимости от цвета и яркости фона; далее, отклонения от данных таблицы могут вызываться характером поверхности предмета и способом изготовления красок. Некоторые краски могут флюоресцировать (притом в различной степени) и т. д. *
* Нормалью станкостроения Н06—2 (изд. 1967 г.) установлены в качестве основных цветов для окраски станков серый, светло-серый, фисташковый и зелено-голубой цвета. Прим. ред.
5*
• 5. Правильное решение рабочего поста,
удобная рабочая поза и рациональное рабочее сиденье
О необходимости правильного расположения и компоновки рабочего поста, обеспечения удобной рабочей позы и создания рационального рабочего сиденья нужно помнить уже в начале проектирования соответствующей машины или устройства. Ошибочно полагать, что на это еще будет достаточно времени и что всегда найдется какое-нибудь место, куда можно будет поместить оператора, обслуживающего машину: требование правильного расположения рабочего поста оператора и обеспечения удобной его позы при работе стоя или сидя имеет очень важное значение. Выполнение этого требования обеспечивает достаточно хорошее и надежное наблюдение за работой, повышает ее качество, уменьшает утомляемость и предотвращает возникновение разных профессиональных болезней и профессиональных деформаций различных органов тела. Для обслуживания станков, приборов, различных устройств, автоматических линий и автоматизированных производств существует много различных видов рабочих постов, и поэтому здесь можно дать лишь основные указания по решению проблем, связанных с созданием такого поста. Прежде всего целесообразно дать определения некоторых основных понятий, которыми мы будем оперировать в дальнейшем тексте и с которыми конструктор и проектировщик встречаются в своей работе, хотя иногда они не имеют ясного представления о содержании этих понятий.
Рабочая зона (рабочее пространство) —это зона (пространство), в которой осуществляются главные и вспомогательные производственные процессы.
Производственная зона — это та часть рабочей зоны, в которой осуществляются преимущественно главные производственные процессы.
Рабочее место — это часть производственной зоны (производственного пространства), отведенная определенному работнику (определенной рабочей группе), оснащенная производственными и вспомогательными принадлежностями.
5.1. Зона (пространство) рабочего поста
Зоной (пространством) рабочего поста называется та часть рабочего места, в котором производится преобладающая часть трудовых операций человека, где работник находится в течение 68
большей части операционного времени. Отсюда он обслуживает порученное ему оборудование или управляет им. Так, например, при работе на токарном станке зона рабочего поста — это место, расположенное непосредственно перед станком; при обслуживании самоходного транспортного’ средства зоной рабочего поста является кабина; при обслуживании автоматизированного пресса или прокатного стана — место перед пультом управления, и т. п.
Рабочий пост может находиться либо непосредственно у управляемой машины, либо на некотором расстоянии от нее. Для выбора расположения рабочего поста решающее значение имеют четыре основных условия: 1) безопасность работы по обслуживанию машины; 2) возможность занимать удобное рабочее положение (находиться в удобной рабочей позе); 3) облегчение надлежащего выполнения рабочих операций . как производственных, так и операций управления; 4) безопасность подхода к рабочему посту и ухода с него.
Все указанные категории зон (пространств) имеют общий для всех признак, состоящий в том, что они связаны с производственным оборудованием. Однако при конструировании машин и другого' производственного оборудования мы встречаемся еще с зонами, которые связаны с фигурой оператора, обслуживающего машину, и изменяются в зависимости от его рабочей позы.
Под досягаемой зоной понимается та часть зоны (пространства), которая ограничена крайними точками, достигаемыми руками и ногами работника, сохраняющего свое положение неизменным. Досягаемая зона может быть максимальной, т. е. ограниченной конечностями фигуры человека, отклоненной в пределах сохранения устойчивости; эта зона имеет особое значение для безопасности труда в отношении травматизма. Существует также понятие нормальной досягаемой зоны, которая равна указанной выше, но при неотклоненном туловище. Для практических целей имеет, конечно, значение та зона, в которой конечности работника способны выполнять практические функции, т. е. рабочая (функциональная) зона, являющаяся частью нормальной досягаемой зоны. Если досягаемая для руки зона ограничена площадью, точек которой могут касаться концы средних пальцев, то рабочая зона руки ограничена площадью, которой работник может касаться серединой ладони. Аналогично этому, рабочая зона ноги ограничена кривой, описываемой точкой, лежащей примерно в том месте, где ось голени выступает из ступни.
Однако не вся область рабочей зоны в одинаковой степени пригодна для практического использования как с точки зрения физиологии труда или анатомической структуры конечностей, так и с точки зрения рациональности работы. Поэтому появилось понятие — оптимальная рабочая зона (оптимальное функциональное пространство), под которым понимается та часть этой
69
зоны, в которой конечность способна функционировать оптимально со всех точек зрения (анатомической, кинестетической, кине- зиологической, биомеханической, физиологической, трудо-психологической, трудо-экономической, трудо-рациональной и т. д.). Иными словами: оптимальная рабочая зона — это та часть пространства, досягаемая частью конечности, способной выполнять требуемые функции, в которой (части пространства): 1) движения всех частей конечности наиболее удобны с точки зрения анатомической структуры, кинестетической ориентации и подвижности отдельных суставов и 2) конечность может развивать наибольшее усилие при длительной работе с наименьшим напряжением. Это и есть та часть рабочей зоны, в которой конечность может выполнять наиболее естественные для нее движения с оптимальным рабочим эффектом, т. е. выполнять движения наиболее надежно, наиболее точно и наиболее безопасно. В зависимости от того, о каких конечностях в данном случае идет речь, различают рабочие зоны рук (пространства манипуляционные), в которых работа производится руками, и рабочие зоны ног (педипу- ляционные пространства), в которых работа производится ногами.
Оптимальная рабочая зона рук — это часть рабочей зоны, находящаяся в пределах досягаемости для середины ладони, при основном исходном положении тела оператора, т. е. при не наклоненном туловище. Эта часть рабочей зоны ограничена: сверху — горизонтальной плоскостью, проходящей через середины плечевых суставов при основном исходном положении тела; снизу— горизонтальной плоскостью, проходящей через середины локтевых суставов при выпрямленном туловище и при положении рук «по швам»; спереди — вертикальной плоскостью, параллельной фронтальной плоскости, касающейся груди при основном исходном положении туловища; справа и слева—двумя вертикальными плоскостями, проходящими через вертикальные оси верхних конечностей в основном исходном положении тела; эти плоскости отклонены от фронтальной плоскости в направлении плоскости симметрии тела примерно на угол 30°; сзади — сферическими плоскостями, описанными из середин плечевых суставов радиусом, равным расстоянию между серединой плечевого сустава и серединой ладони при данном положении верхней конечности.
Однако человек физически работает не только руками, — он совершает много рабочих движений и даже выполняет ряд рабочих операций также и ногами. Поэтому необходимо таким же образом определить рабочую зону ног, а также ту ее часть, которая лучше всего может быть использована, т. е. оптимальную рабочую зону ног. Ею является та часть рабочей зоны ног, которая находится в пределах досягаемости для середины пяты (там, где воображаемая ось нижней конечности выходит из ступни), отнесенная к телу работника. Оптимальную рабочую зону рук можно 70
односторонне отнести к основному исходному положению человеческого тела; напротив, в отношении рабочей зоны ног необходимо всегда указывать, к какому положению тела она относится. Это обусловлено тем, что при каждом положении тела рабочая зона ног имеет иную форму и иные размеры, т. е. одни — при сиденье нормальной высоты, другие — при высоком сиденье, третьи — при низком. Определить словами форму и положение оптимальной рабочей зоны ног очень трудно, поэтому здесь приведены рис. 33 и 34. На рис. 34 показано также оптимальное поле зрения в горизонтальной плоскости, ограниченное углом 60°, дающим возможность наблюдать без движений глазами зону шириной около 900 мм на расстоянии 700 мм.
Для успешного решения задач указанного характера конструкторы и проектировщики должны обладать хотя бы начальными анатомическими знаниями о виде и пределах подвижности суставов и о методах конструирования технических эпюр человеческого тела в разных рабочих положениях его. В каждой точке рабочей зоны человек может развивать в различных направлениях усилия различной величины, в каждой точке зоны величина мощности, развиваемой человеком, различна, различна также и точность выполняемых движений, неодинаковы и скорости движений, и ускорения их, каждая точка рабочей зоны по-разному воспринимается человеком кинестетически, его осязанием и зрением. Следовательно, конструктор и проектировщик обязаны знать зависимости отдельных функциональных способностей человека от размещения тех или иных элементов в рабочих зонах.
Рис. 33. Схематическое изображение рабочих зон рук и ног при основном исходном положении стоящего человека (в обуви) высотой 1760 мм (по П. Иен и к у):
£>п— нормально досягаемая зона; Мп — нормальная рабочая зона рук; MQ — оптимальная рабочая зона нормальная рабочая зона оптимальная рабочая зона
рук;
ног;
Р „ —
ног
Помимо рабочих зон рук и ног, важно знать также и свойства, хотя бы геометрические, еще одной рабочей зоны (функционального пространства)— поля зрения (зрительного пространствах и его наиболее используемой части — оптимального поля зрения. Это — отнесенная к телу работника зона, в которой большинство работников видит предметы наиболее четко и наиболее уверенно, с наименьшим напряжением зрения. Это пространство ограничено двумя парами шаровых секторов радиуса от 300 до 500 мм и с углом при вершине (у глаза) ~60° (см. раздел о зрительном рецепторе).
Помимо правильного расположения рабочего поста важное значение имеет и рациональное оснащение его; это относится в особенности к рабочим постам различных транспортных и самоходных машин. Рабочий пост должен обеспечивать оператору оптимальные удобства. Например, рабочий пост современного комбайна имеет звукоизолированную кабину, со спальным местом для отдыха свободного напарника и холодильником для хранения пищи и напитков. Аналогично оборудуются теперь кабины локомотивов, крупных землеройных агрегатов и т. п. К этой проблеме мы еще вернемся при описании решений кабин водителей.
Рис. 34. Рабочая зона рук сидящего человека среднего роста
5.2. Рабочая поза
Работая поза оператора определяется после выбора наилучшего места для рабочего поста. Прежде всего .нужно решить, будет ли оператор обслуживать машину либо установку стоя или сидя или же он будет иметь возможность работать как сидя, так и стоя, по желанию илш в соответствии с характером' выполняемой операции. Решение этого вопроса имеет очень важное значение, так как каждая из этих поз имеет свои преимущества и свои недостатки, и по возможности надо комбинировать обе эти позы.
Преимуществами работы в сидячем положении являются: малая статическая утомляемость (уже только энергетический обмен в состоянии покоя, когда человек стоит, на 5—10% больше, 72
чем когда он сидит), более спокойное положение рук, возможность следить за работой с меньшего расстояния и т. д. Работа в сидячем положении обязательна для точной работы, например, при работе на линии сборки точных приборов, как видно из рис. 35 и 36.
Преимуществами работы в стоячем положении являются большие зоны досягаемости, большие поля зрения, более легкая возможность изменения своего места, лучшее использование силы для подъема, возможность лучшей ритмичности размахов и т. д.; недостаток работы в этом положении — преждевременная и сильная усталость. Особенно не подходит работа в положении стоя для женщин; заболевания, вызываемые работой в таком положении, требуют длительного времени на излечение.
Везде, где это возможно, надо отдавать предпочтение работе в сидячем положении, имеющей еще и то достоинство, что рабочее место легче приспособить к росту оператора, так как основ-
Рис. 35. Неправильное устройство рабочего места сборщика
Рис. 36. Правильное устройство рабочего места сборщика
73
Рис. 38. Перекрытие рабочих зон рук и ног и полей зрения работающих сидя людей самого высокого (2000 мм) и самого низкого (1450 мм) роста
ная часть — «ядро» — рабочей зоны для работающих сидя не имеет такого разброса размеров, как для работающих стоя (рис. 37 и 38). Из этих рисунков видно, что у работников различного роста, работающих сидя, влияние роста на указанные зоны не столь велико, степень перекрытия рабочих зон и полей зрения больше. Результаты ряда исследований показали, что переход на работу сидя существенно уменьшает утомление рабочего, улучшает качество работы и ведет к повышению производительности на 10—20%. Эти положительные результаты перехода на работу сидя были достигн;уты, впрочем, благодаря еще и тому, что участвовавших в экспериментах рабочих усаживали на стулья с рационально сконструированными сиденьями, позволявшими сохранять правильное положение тела во время работы.
Правильная рабочая поза характеризуется тем, что оператор при обслуживании машины или при выполнении других производственных операций может занимать естественное и удобное положение, дающее ему возможность легко манипулировать органами управления и т. п., а также легко видеть поле выполняемой работы. Необходимость обеспечения правильной рабочей позы должна учитываться в ходе всей работы по конструированию машины или другого оборудования, так как конструктивное решение машины и требование обеспечения правильной рабочей позы оператора, обслуживающего машину, взаимно влияют друг на друга, как это показывают рис. 39—44.
74
Рис. 37. Перекрытие рабочих зон рук и ног и полей зрения работающих стоя людей самого высокого (2000 мм) и самого низкого (1450 мм) роста
Высота зоны работы руками должна быть выбрана с таким расчетом, чтобы оператор мог удобно сидеть, а иногда и опираться на подлокотники локтями и не был вынужден вытягиваться, например, так, как показано на рис. 39. Низ станины машины должен быть устроен так, чтобы оператор мог удобно сидеть около машины, не был вынужден поджимать ноги или сидеть на краешке сиденья. Правильная и неправильная конструкции нижней части станка показаны на рис. 40.
Рис. 39. Влияние конструктивного решения станка на рабочую позу оператора, обслуживающего станок. Руки рабочего должны манипулировать на приемлемой высоте
Рис. 40. Неправильная и правильная формы нижней передней части стайка с точки зрения удобства рабочей позы оператора, прежде всего в части необходимого места для ног
75
Рис. 41. Неправильное и правильное решения конструкции стайка с точки зрения направления движений и положения рук при сборке
Рис. 42. Влияние размещения органов управления на рабочую позу оператора,
обслуживающего станок.
Размещение органов управления должно быть сообразовано с* преобладающем позой оператора во время обслуживания станка; органы управления должны быть расположены симметрично относительно рабочей позы
Если оператор должен во время работы прижимать обрабатываемую заготовку к инструменту или вкладывать ее в машину, то лучше, чтобы эти операции выполнялись в горизонтальном направлении, а не в вертикальном направлении кверху, так как даже только держать что-либо рукой на уровне плеч утомительно, это — статическая работа, от которой оператор устает (рис. 41). Несимметричное расположение органов управления по отноше- 76
Рис. 43. Влияние компоновки пульта управления (рабочего поста оператора) на рабочую позу оператора
нию к фигуре оператора вынуждает его принимать во время работы неестественную позу (рис. 42).
На рис. 43 показаны правильное и неправильное расположение пульта управления по отношению к управляемой машине, а также неправильная и правильная формы сечения пульта с точки зрения возможности естественной и удобной рабочей позы оператора. Значение правильной рабочей позы слесаря при работе у тисков (возможность такой позы зависит от высоты закрепле¬
ния тисков на верстаке) ясно из рис. 44.
Важнейшие проблемы, связанные с выбором правильной рабочей позы при работе в положении сидя, это проблемы обеспечения достаточного места для ног оператора и хорошего обзора. Место для ног должно подходить для людей как малого, так и высокого роста, поскольку нельзя рассчитывать на то, что проектируемую машину будут обслуживать операторы только среднего роста. Рис. 45 показывает, как надо решать эту задачу. Высоту нижней части рабочей площади (рабочего стола, плиты станка,
%
90
80
70 § $
60
$
50 %
Рис. 44. Влияние высоты рабочего места на производительность рабочего (из книги «Энциклопедия производительности» — «Encyclopedic výkonnosti»)
77
Рис. 45. Неправильные и правильные решения рабочего места, рассчитанного на операторов различного роста:
/ — неправильно; 2 — правильно; 3 — рост: самый низкий, 1440 мм; 4 — средний, 17G0 мм; 5 — самый высокий, 2000 мм; 6 — правильное исполнение: размер Я принимается соответственно самому низкому росту; 7 — размер V — соответственно самому высокому росту
панели пульта управления и т. п.) нужно проектировать в расчете на самый высокий рост, а высоту нижней границы поля зрения— на самый малый рост. Операторы, рост которых меньше максимального, должны стоять на подставке.
5.3. Рациональная конструкция рабочих сидений
Важной предпосылкой снижения утомляемости работающих и использования всех преимуществ работы в положении сидя является рациональная конструкция рабочего стула (кресла) или сиденья. Для работы сидя (при обслуживании различных машин) подходит не каждый стул и не каждое сиденье. Рабочее сиденье надо конструировать с такой же тщательностью и продуманностью, как орудие труда. Правильное конструирование рабочего сиденья является сравнительно сложной задачей. Обычно конструктор и проектировщик машины или другого оборудования не конструируют рабочее сиденье, а выбирают его из проспектов специальных фирм, поэтому они должны знать основные критерии правильности конструкции сиденья.
78
Для достижения упомянутых желательных результатов при работе сидя необходимо, чтобы для каждого вида рабочей деятельности было сконструировано специальное сиденье, или же необходимо имеющееся в наличии сиденье соответствующим образом приспособить к данным рабочим функциям оператора. Рационально сконструированное сиденье должно быть снабжено приспособлением для установки его по высоте с целью обеспечения правильного расстояния сиденья от пола (или от опоры для ног) и от места манипулирования рукой, т. е. от верхней плоскости рабочего стола, от обрабатываемой заготовки и т. п. Опоры для ног должны иметь форму площадки (опорой не может быть только стержень, без опорной площадки), поскольку работающий сидя человек должен время от времени несколько изменять положение ног.
Там, где установить сиденье, регулируемое по высоте, невозможно, лучше с физиологической точки зрения выбрать сиденье более низкое, нежели более высокое, чем нужно: для обеспечения удобства сидения угол между поверхностью сиденья и нижней частью бедер должен быть мал — от 4 до 5°, тогда передняя грань сиденья, которая должна быть достаточно закругленной, не будет давить на переднюю нижнюю часть бедра. В противном случае нарушалось бы кровообращение, что, в свою очередь, очень быстро вызывало бы ощущение преждевременной усталости во всем теле.
Удобство и физиологическая приемлемость сиденья зависят также от длины и ширины опорной поверхности сиденья (от площади опоры), от рельефа и качества поверхности верхней площадки сиденья, от конфигурации спинки кресла, иногда и подлокотников. Основные размеры рабочих сидений приведены на рис. 46 и 47. Длина сиденья должна быть ~ 380—420 мм, ширина — 400 мм. Слишком длинное сиденье не подходит для низкорослых людей, а слишком узкое — для людей с широким тазом. Верхняя поверхность сиденья не должна быть из полированного
Рис. 46. Основные
размеры рабочего сту- -j
ла и рабочего сиденья обычного типа и пра- —
вильные значения вы- г
соты рабочих поверхностей для основных видов работы:
/ — высота рабочей по- верхности для очень ^ ^ ^
тонкой работы; 2 — высота рабочей поверхности для работы на станке; 3 — нормаль- ,
ный рабочий стол; 4 — * ¥ * *
стол для работы на пи-
шущей машинке ^
79
Рис. 47. Схема конструкции и основные размеры мягкого рабочего кресла с подлокотниками
дерева или из другого слишком гладкого материала, так как при попытке опереться на спинку стула человек будет соскальзывать вперед; такое сиденье должно было бы иметь опорную поверхность, наклоненную назад под углом 5—7°. Передняя грань сиденья должна быть достаточно закруглена. Придавать опорной поверхности сиденья форму, точно соответствующую форме ягодиц, не следует, так как в этом случае человек должен был бы сидеть все время в одном и том же положении, что неудобно. Сиденья нужно проектировать на основе тщательных анатомофизиологических исследований и специально для каждого вида работы. Если сиденье должно быть снабжено мягкой подушкой, то это обстоятельство необходимо учитывать уже при проектировании рамы сиденья. Подушка сиденья должна быть ровной
(плоской) или вогнутой, но не выпуклой.
Рис. 48. Форма сиденья («раковины») для сельскохозяйственной машины и правильное расположение сиденья относительно штурвала
Сиденья на устройствах, находящихся на открытом воздухе или в помещениях, которые невозможно отапливать, целесообразно приспосабливать для обогрева электрическим током низкого напряжения. Спинка сиденья должна подпирать либо всю спину, либо только часть спины у крестца.
Так как форма и положение крестца у раз-
80
Рис. 49. Основные данные для решения конструкции сиденья водителя автомашины и правильное расположение сиденья относительно штурвала, педалей и с учетом достаточного обзора дороги (по меньшей мере — на расстояние 3 м вперед от машины). По книге Н. Dreyfus s, «Measure of Man’Design», 1959,
стр. 156.
личных людей весьма различны, то спинки сидений следовало бы делать узкими, регулируемыми по высоте, вращающимися в горизонтальной плоскости (качающимися) и несколько закругленными (по радиусу около 400 мм). Жесткая спинка врезается в спину всем, кто имеет фигуру, отличную от той, на которую было запроектировано кресло. Высота спинки должна быть ~ 130— 150 мм, а длина ~300 мм. Неподвижная спинка, правильно сконструированная и правильно обитая, показана на рис. 47. Такая форма кресел подходит, например, для операторов в кабинах управления и у центральных пультов управления, где
6 Заказ 634 81
особенно важно, чтобы сиденье (кресло) было удобным и не вызывало преждевременного утомления, а тем самым и притупле- ния внимания оператора. Неподвижные спинки подходят также для тёх случаев, когда спинка является нераздельной частью сиденья, при условии, если они решены рационально с анатомической и физиологической точек зрения. Такое сиденье показано на рис. 48. Оно представляет собой сиденье (в форме раковины) для различных сельскохозяйственных машин.
Подлокотники целесообразно делать у сидений, предназначенных для операторов, которые во время работы не должны выполнять частые довольно значительные и сложные.движения рукой, а наоборот, которые нуждаются в том, чтобы рука имела опору. Для операторов, обслуживающих сборочные машины и линии, для водителей и т. п. подлокотники у кресел и сидений не нужны, и их не делают. При проектировании сиденья или кресла для определенного оборудования или для рабочего стола нужно предусмотреть возможность перестановки сиденья или стула на другое место. Поворотное сиденье целесообразно для тех случаев, когда оператору приходится поворачиваться во время работы. Креслами на роликах (катках) или на колесах с шинами можно пользоваться тогда, когда рабочий обслуживает несколько мест, расположенных не очень далеко одно от другого. Для некоторых видов работы нужно, чтобы сиденье было жестко прикреплено к полу и чтобы оно не двигалось под оператором. Например, сиденье водителя в различного рода средствах транспорта должно создавать ощущение твердой опоры и устойчивости (рис. 49). В отношении сидений для водителей транспортных средств и других передвижных машин очень важное значение имеет всегда правильное взаимное расположение сидений и органов управления, в частности, штурвала, о чем напоминают рис. 48 и 49.
Сиденья у передвижных машин, особенно предназначенных для движения по полевой местности, должны быть хорошо подрессорены, чтобы амортизировались удары. См. раздел о вибрации (стр. 95).
• 6. Проектирование машиностроительных изделий с точки зрения безопасности
Требованию обеспечения безопасности машины в отношении производственных травм должны быть подчинены все остальные требования. При проектировании машиностроительных изделий обязательно учитывать правила техники безопасности и требования гигиены труда. Учитывать их нужно не только потому, что эти требования предписано соблюдать, но прежде всего из чувства личной ответственности конструктора или проектировщика за человека, который будет пользоваться спроектированным им изделием или будет обслуживать его.
О задаче предотвращения случаев производственного травматизма при обслуживании проектируемого изделия необходимо помнить уже при выборе технологического процесса, для осуществления которого предназначено данное изделие (машина или другое оборудование). Поэтому еще перед началом работы по проектированию заказанной машины необходимо обстоятельно ознакомиться с технологическим процессом, который будет осуществляться данной машиной, с правилами, нормами и постановлениями, имеющими отношение к опасностям, возможным при обслуживании данной машины.
Только после такой подготовки обеспечения безопасности обслуживания заказанной машины конструктор и проектировщик могут приступить к ее конструированию. Травмирование при обслуживании машины может быть обусловлено многими факторами; поэтому мы считаем целесообразным, чтобы конструктор или проектировщик сам определил те вопросы, которые вероятно будут заданы ему специалистами по технике безопасности. Эти вопросы приведены на стр. 283—284. Безопасность труда является предметом постоянного внимания ряда специалистов и организаций в ЧССР, в первую очередь Научно-исследовательского института охраны труда (Výzkumný Ustav bezpečnosti práce). Работники этого института провели в 1958 г. интересное исследование около 210 машин и прочего оборудования различных отраслей народного хозяйства с точки зрения их недостатков в отношении техники безопасности, санитарно-гигиенических требований, физиологии и психологии труда. В табл. 10 приводятся (расположенные в порядке убывающего количества обнаруженных случаев) недостатки обследованных машин с точки зрения §* 83
Таблица 10
Различные виды недостатков машин и прочего оборудования с точки зрения безопасности труда у обследованных — 210 машин
№
по пор.
Группа опасности
Частота (повторяемость) этих недостатков
1
Опасность травмирования вращающимися деталями . . .
128
2
Трудно ориентироваться в органах управления
126
3
Опасность травмирования электрическим током
76
4
Опасность травмирования движущимися одна oi носительно
другой частями машины
63
5
Опасность травмирования некоторыми частями машины,
находящимися в состоянии покоя
55
6
Чрезмерное физическое напряжение
52
7
Опасность самопроизвольного включения органов управле¬
ния
43
8
Опасность травмирования падающими деталями ....
36
9
Опасность травмирования отлетающими (под действием
центробежной силы) деталями '
36
10
Опасность поскользнуться и упасть с высоты
34
11
Физиологически трудные движения, в частности, вызыва¬
емые неудачной формой органов управления
33
12
Недостатки цветового оформления
31
13
Работа требует длительного нахождения тела или его
частей в неудобном (неестественном) положении . . .
30
14
Опасность травмирования частями машины, движущимися
возвратно-поступательно
27
15
Чрезмерная нагрузка на зрение
22
16
Химическая опасность — вдыхание газов, паров и пыли .
22
17
Опасность, обусловленная чрезмерно -высокими или низки¬
ми температурами
13
18
Опасность, обусловленная вредным шумом и вибрациями
9
19
Опасность травмирования частями, отлетающими под дей¬
ствием сил инерции при прямолинейном движении . . .
8
20
Прочие виды опасностей и недостатков
10
854
безопасности труда. Наибольшее количество недочетов было выявлено у металлообрабатывающих станков, затем у оборудования пищевой промышленности и в машинах для обработки металлов давлением.
7. Проектирование машин и другого оборудования с пониженными уровнями шума, вибрации и сотрясений
Слуховые органы человека не могут сами по себе защищаться от интенсивного шума, отрицательно действующего на всю нервную систему, на умственную и физическую работоспособность людей, на их кровообращение и пищеварение. При интенсивном шуме человек не может сосредоточиться на своей работе, качество его работы ухудшается, в результате этого увеличивается процент брака, возрастают травматизм, частота невыходов на работу и текучесть кадров. Не говоря уже о различных заболеваниях, которые могут быть вызваны шумом, последний влияет на состояние психического равновесия человека, подверженного воздействию шума. В связи с этим необходима систематическая борьба с шумом, так как мы не хотим, чтобы сбылось предсказание Эдисона, что будто бы люди современной технической эпохи станут, глухими. Борьба с шумом должна вестись прежде всего в конструкторских и проектных бюро. Конструкторам уже удалось сделать многое в этом направлении. Достаточно, например, сравнить современный бесшумно движущийся автомобиль с автомобилем 20-х годов. Примерно такова же разница между интенсивностью шума, производимого новым железнодорожным спальным вагоном, и грохотом движущегося вагона периода до первой мировой войны. Еще одним примером успешной борьбы конструкторов с шумом являются современные бесшумно работающие пишущие машинки. Можно было бы привести ряд еще других доказательств, что в борьбе с шумом конструктор может добиться больших успехов.
Данные об интенсивности шума, которым сопровождается работа различного оборудования, приведены в табл. И.
7.1. Шум и его измерение
Согласно определению чехословацкого стандарта CSN 36 8820, шум — это звуковое явление, вызывающее неприятное, мешающее или вредное ощущение. Для измерения шума служит прибор, называемый шумомером или фонометром, указывающий уровень звукового давления (т. е. эффективное значение давления в звуковом поле, вызванного звуковыми волнами) в децибелах (дб). Уровень избыточного звукового давления, выраженный
85
Интенсивность шума д прокатных Интенсивность шума в металлообрабатывающих цехах и
и кузнечно-прессовых цехах сопутствующий работе различного оборудования
ч’|;
1?
Ч С; CJ Со Ч * (О Са 5Г *
??
Э1
£ 5 5 £
$ ^ í: «о
*5 t
Сз *5
t
3 £
i
11
5 «О СЭ Qj í 3r ^ c* *= Í5> O Ci. cvj ^ Ca
'S ^
c> Co «=> >
3* ca ч
j- to £
1
‘
I
BHlil
\ШШ\
■
m
__
pí
s
J.
!
1
i
—
1
1-
1-
.1.
1
|.
1.
i
i
1
1
L.
£
£
§
I
1
1
§
?
^'
1-
.1
1
i
I-
1-
[i:
1-
■1
1
1
1
I-
I
I
1
.1
t
1.
1.
i.
I
I
1
I
I
1.
I
!
.1
I
I
a
a
<u
c
<u
2
a
•o
5
Cl
5l
í
5
o
a.
2
ca
ca
«a
4
«
•*
4
6
o
o
к
*ř
1$
3S
|i
!l
*5
5*
cod
1 Пробно листовых деталей полотками |
7
г
C3
5
0
1
■0
«С
ca
ca
6 a 4
3 ca
t
1
ta
21
c;
4 ca C ca
Q.
<
<U
g
ca
43
ca
0-
a
1 Листогибочные машины |
1 Клепка тонких листов I
Cl
t
ca
e
0
ca
■5
1 > ca ca.
Ca
4>
Co
4
!
Cl
1
§
ta
ca
o
ca
&
e
Ca
2l
<>
ca
t
>
3
-0
*
«a
O
С».
3l
a
4 «1 a *
■а 4
2 a
ŠS
ta a
Iй
3
шшттжнмш
I!
§ * 5
Зъ
«Э *
I*
К 5»
5B-
4l*8
43 «D -O
Cřf ^ t?-
в децибелах, представляет объективный показатель, в котором выражаются результаты измерения шумов, их спектров (состава) и т. д., без каких-либо поправок на свойства человеческого слуха. Слух различает в шуме не только частотный состав, но также и громкость. Громкость — это субъективный показатель, которым обозначают интенсивность слухового ощущения, а не его качество. Она является функцией уровня звукового давления, частотного .состава (частотного спектра) звука и некоторых других факторов. Единицей громкости является фон. Громкость в 1 фон имеет тон частоты 1000 гц при уровне звукового давления 40 дб.
Методы измерения шума непрерывно развиваются и совершенствуются. Существует несколько хороших приборов и методов измерения шума (шумомеры типов Daw, Draěl, Rhode- Schwarz и Др.)- На современных заводах во всех цехах производится регулярный аудиометрический контроль и изыскиваются все новые пути уменьшения шума. На передовых машиностроительных предприятиях тщательно изучают также шумность всех впервые выпускаемых изделий, стремясь к тому, чтобы каждый новый тип изделия был менее шумным, чем предшествующий.
7.2. Воздействие шума на человека
Слуховой анализатор человека более чувствителен, чем любое современное техническое устройство для приема звука. Он способен воспринимать звуки в широком диапазоне интенсивности и соответственно в очень широком диапазоне частот, а также различать звуковые тона по качеству и количеству. Понятно поэтому, что такой чувствительный орган может легко утомляться. При непрерывном раздражении звуковыми импульсами или при раздражении, слишком интенсивном, нервные, чувствительные клетки во внутреннем ухе устают и теряют способность передавать звуковые импульсы в виде нервного возбуждения дальше, так как их эффективность в различной степени ограничивается. Такое состояние слуха называется слуховым утомлением или слуховой усталостью; она проявляется в форме, ухудшения чувствительности уха. Иногда говорят в таком случае и о временной острой глухоте (остром «оглушении»), уши «забиваются», в них ощущается давление, человек плохо слышит, у него возникает ощущение неприятной тишины или же его мучает гудение и шипение в ушах. После нескольких часов отдыха в достаточно тихой обстановке слуховая усталость проходит. Если незащищенный слуховой орган подвергается действию слишком интенсивного шума (с звуковым давлением 160 дб и выше) или если слуховое утомление повторяется много раз, то чувствительные клетки во внутреннем ухе уже не могут отдохнуть и нарушение слуха оказывается необратимым. Устойчивая потеря слуха может насту-
87
пить сразу (слуховая травма), но в большинстве случаев она наступает постепенно, так что заболевший сначала этого не сознает. Болезненное ощущение в ушах возникает уже при уровне звукового давления ~ 130 <36, а устойчивое
ослабление слуха — в результате двух-трехлетнего или ежедневного пребывания в течение 8 ч в среде с уровнем звукового давления свыше 100 <36.
Помимо нарушения слуха, шум вызывает еще и другие нарушения. Самым вредным результатом шума является его воздействие на центральную нервную систему, т. е. по существу на головной мозг, а через него и на многие другие органы человеческого организма. Большое значение имеют также вредное влияние шума на время реакции человека на зрительные импульсы и ухудшение под действием шума зрительного внимания и наблюдательности, что имеет важное значение для работы операторов в условиях полуавтоматизированного производства. При шуме в 70 <36 от внимания операторов ускользало на 30% меньше сигналов, чем при шуме в 100 <36.
Действие шума вредно отражается на психическом состоянии человека: возникают ощущения плохого самочувствия, стесненности, страха, тревоги, неуверенности, настроение становится подавленным. Большая утомляемость связана с нарушениями сосредоточенности, с ослаблением функции памяти, человек страдает от сознания того, что он теряет память. Ухудшается взаимосвязь между умственной и мускульной деятельностью, движения становятся менее быстрыми и менее точными. Первоначальная раздражительность переходит в расслабленность, апатию, человеку хочется больше спать.
Эти изменения не являются еще признаком заболевания, но могут стать ими, если шум действует постоянно и если нет возможности
Рис. 51. Производительность в течение эксперимента
^ сек
Сз
'»о
«О
J
ад • ад
« /5 30 95 60 75 90 105 мин
Время um начала эксперимента
Рис. 50. Время реакции на зрительные импульсы при двух уровнях шума
Шум
-^1
Шум
§ /
88
4,50
I
it
J:
3,00
150
0
Без шума А
:
А ... Ц
: h Г !; . А,
• \
. .. Д ...
: у|\ :\: :•* *•* •*:*•* \J
:/ : : l: : :
уиЛГтЛЛ
L/VVwVvv'
5 10 15 мин
Время
Рис. 52. Распределение ошибок в течение эксперимента
надлежащего отдыха. Может даже развиться неврастения со всеми сопутствующими ей и последующими явлениями. Наступает стойкое нарушение высшей нервной системы и накапливаются условия для сердечного инфаркта, на что особенно указывают советские исследователи. Возникают нарушения системы пищеварения, желудочный сок выделяется в чрезмерном количестве, пропадает аппетит, появляются признаки ряда других заболеваний. Следует, однако, указать, что также и чрезмерная тишина — «беззвучность» (0 дб) вредна для человека, так что стремление к абсолютно тихой рабочей обстановке тоже неправильно: как показывают эксперименты, значительное число людей работает при умеренном шуме лучше, вероятно, потому, что такой шум уменьшает рассеянность и создает ощущение активности.
Влияние шума на время реакции человека, на производительность и безошибочность работы показано на рис. 50—52.
7.3. Защита от шума
Для эффективной борьбы с шумом требуются знание теории звука, современной звукотехники и методическое проведение этой работы. Прежде всего нужно выявить источники шума, далее — наиболее сильные из этих источников и какой силы звук стимулирует первичные причины шума. Только после этого можно решить, какие средства можно и целесообразно применить для защиты от шума. Установить источники шума нетрудно, для этого достаточно внимательно наблюдать за производством и за работой отдельных машин и произвести соответствующие измерения. Однако определить причину шума уже значительно труднее. Согласно Р.енессу (Re ness) основными причинами шума являются: удары одного твердого тела о другое, скольжение одного твердого тела по другому или трение между ними, течение газообразных или жидких веществ, вызывающее вибрацию, вибрация
89
отдельных деталей, особенно плоских, взрывы и высвобождение сжатых газов, паров и т. п. с ударом.
На практике несколько таких причин действует зачастую одновременно. Поэтому для борьбы с шумом надо выяснить причины его возникновения и четко расчленить их.
В борьбе с шумом наиболее эффективными являются следующие мероприятия:
Устранение источников шума:
а) путем выбора другого, более подходящего технологического процесса производства, т. е. путем замены шумных процессов менее шумными (замена ковки прессованием, клепки сваркой и т. п.); б) улучшением точности изготовления изделий до целесообразной степени; в) внутренним уравновешиванием свободно действующих сил, т. е. балансировкой отдельных подвижных частей машин и монтажом их на упругих опорах; г) заменой материалов, т. е. применением менее звучащих (менее звонких) материалов, как, например, пластмасс, кожи, древесины и т. д., которые не создают звуковых колебаний при вибрации или ударах; д) удалением звучащих (звонких) поверхностей.
Заглушение или ослабление звука:
а) путем применения материалов, отражающих или поглощающих (абсорбирующих) звук, например антивибрационных покрытий, набрызгиваемой пульверизацией пробковой крошки, использования облицовочного технического войлока и различных пористых пластмасс (см. табл. 12);
Таблица 12
Антивибрационные свойства некоторых материалов и покрытий
Материал
Модуль
упругости
в дин/см2
Коэффициент
внутреннего
затухания
Сталь
Буковая древесина
Пробка
Резина
Анти-ромбо Е37 (покрытие производства ФРГ) . . VU-V22 (покрытие чехословацкого производства) VU-V23 (покрытие чехословацкого производства)
2,1-1012 МО11 2,6.10б) * 8 0,2-108 3,5-101п 3101(' 3-101
0,0001
0,01
0,1—0,2 0,02—0,1 0,23 0,5 0,21
Из книги N erne с, Ransdorf, Snedrle, ^Ochrana protihluku u techn. praxi >.
б) путем применения косозубых или шевронных зубчатых
колес вместо прямозубых, клиновых бесконечных ремней вместо других, более шумных способов передачи сил, выдавливанием
90
(прессованием) ребер жесткости на плоских стенках из листовых металлов и т. п. (например, на глушителях шума, создаваемого выхлопными газами);
в) ограничением распространения звука путем прокладывания материалов, плохо проводящих звук, между хорошо звукопроводящими, например, путем помещения прокладок из упругих материалов (резины и др.) между фланцами металлических труб, между центром и ободом вагонного колеса и т. п.
Мероприятия, перечисленные в первой группе, должны быть целью борьбы с шумом. Особого упоминания заслуживают антивибрационные покрытия, которые сокращают продолжительность вибраций резонирующих поверхностей, уменьшают громкость звука, издаваемого звучащей поверхностью, производят звукоизолирующий эффект, обладают теплоизолирующими и антикоррозионными свойствами.
Антивибрационные покрытия наносят на резонирующие конструкции, так же, как обычные краски. Их можно успешно применять не только для всех транспортных средств, но и для ряда других машиностроительных изделий. На рис. 53, а показано время затухания звука, издаваемого металлической стенкой, в зависимости от толщины антивибрационного покрытия (для двух материалов чехословацкого производства), на рис. 53,6 — снижение громкости шума в зависимости от толщины покрытия для тех же двух покрытий (результаты измерений). Разработка
О 0,2 0,4 0,6 0,8 мм
Толщина покрытия
а)
Рис. 53. Графическое изображение противошумовых свойств антивибрационных покрытий (а и б):
1 — марки «прагобит» (Pragobit); 2 — марки «антивиброн» (Antvibron)
91
антивибрационных материалов различных видов происходит непрерывно. Например, фирма Lackfa в Гамбурге (ФРГ) разработала покрытие из пробковой крошки, которая наносится на звукоизолируемую поверхность способом пульверизации, очень хорошо держится на любом основании и обладает очень хорошими изолирующими свойствами. Пульверизацией можно нанести слой такого покрытия любой толщины без швов.
Конструктор обязан постоянно следить за всеми новинками в этой области, появляющимися на отечественном и зарубеж: ных рынках.
Иногда оказывается необходимой пространственная изоляция источника шума, если иначе не удается уменьшить шум до приемлемого уровня. Так, например, поступают с трансформаторами, с некоторыми турбокомпрессорами и т. п. Пространственная звукоизоляция достигается либо применением специальных кожухов, либо «обстраиванием» источника шума.
Индивидуальные защитные приспособления имеют в борьбе с шумом лишь вспомогательное значение.
7.4. Правила и нормы, ограничивающие максимально допустимые уровни шума
Серьезные последствия воздействия шума на человеческий организм заставили разработать различные инструкции, правила и нормы, которыми определяются максимально допустимые и безвредные для здоровья человека уровни шума. В многочисленных работах, посвященных этим вопросам, преобладают исследования влияния шума на потерю слуха. Согласно медицинским данным вредное влияние шума обусловлено прежде всего его интенсивностью и частотным спектром; поэтому границы допустимого шума определяются в большинстве случаев величинами именно этих двух параметров.
Многие авторы (Славин, Lübcke, Kryte г, Newman, Beranek и др.) разработали различные диаграммы и данные для определения границ безвредности шума в зависимости от указанных параметров. Особенно интересна работа Беранека (США). На основе результатов его исследований и исследований других авторов составлен проект стандарта ISO ТС43 «Классификация шумов с точки зрения сохранения слуха и возможности объясняться при помощи речи». В этом проекте для классификации шумов было введено понятие так называемого «номера класса» N (временный термин). Для определения этого показателя шума исходят из уровней звукового давления в измеренных или определенных каким-либо другим способом октавных зонах в шумной среде (см. чехословацкий стандарт CSN 36 8820, «Объективные методы измерения шума. Часть IV. Измерение 92
шума окружающей среды»). Для отдельных октавных зон со средней частотой звуковых колебаний 63, 125, 250, 500, 1000, 2000, 4000 и 8000 гц число N вычисляется по формуле
дЫокт
N-.
L — а
где L — измеренный уровень звукового давления в дб в соответствующей зоне; а и b — постоянные, различные для каждой октавной зоны, в дб.
Наибольшее расчетное значение N, полученное в результате таких вычислений, является номером класса шума. В зоне со средней частотой 1000 гц номер класса N численно равен уровню звукового давления L: в этом случае а = 0,
0=1.
Если отложить значения L от 20 до 140 дб для чисел N через каждые 5 единиц, то получится диаграмма, приведенная на рис. 54. Кривые, обозначенные номерами класса N, образуют сетку, с помощью которой можно сопоставлять октавные спектры шума. Число N верхней из кривых (она может быть получена и путем интерполяции из вычерченных кривых) относящихся к данному спектру, указывает класс шума.
Из формы кривых диаграммы рис. 54 видно, что в области низких частот допускаются более высокие уровни звукового давления, чем это соответствует зоне 1000 гц, и, наоборот, для области высоких частот допускаются более низкие значения. Ясно, что весь процесс опирается на октавный спектр шума, а не на его уровень. Поэтому для измерения шума или расчета его характеристик, необходима совершенная техника.
Вторая часть упомянутого документа содержит главным образом рекомендуемые максимально допустимые значения шума в шумной среде с точки зрения защиты слуха от повреждения.
93
Средняя частота для октадных зон
Рис. 54. Диаграмма зависимости уровней звукового давления при постоянных значениях номера класса N, градуированных через каждые 5 дб/окт на шкале средних частот октавных зон
В качестве максимально допустимого предлагается принять шум с номером класса N = 85. Предполагается, что при действии такого шума по 5 ч и больше в течение каждого рабочего дня в продолжении 10 лет его влияние на слуховой аппарат человека будет пренебрежимо малым. Оцениваются только октавные зоны со средними частотами 500, 1000 и 2000 гц: Таким образом, на диаграмме рис. 54 кривая «85» показывает, какие максимальные уровни звукового давления, особенно в указанных зонах, могут быть допущены в шумной среде, и эта кривая ограничивает спектр шума. При продолжительности нахождения под действием: данного шума меньше 5 ч в день могут допускаться более высокие уровни звукового давления, следовательно, и большие значения номера класса шума. Аналогично этому можно допускать большие значения номера класса, если он действует на слух работающего не все время, а с перерывами. Необходимо иметь в виду, что шум с N > 80 вообще делает невозможным непосредственное общение людей с помощью речи, не говоря уже о вредных воздействиях такого сильного шума на человеческий организм, притом — не только на слуховой аппарат.
В остальной части упомянутого документа особо важное значение имеет таблица допустимых классов шума и расстояний между собеседниками, при которых возможны переговоры непосредственные и по телефону. Так, например, при шуме с номером класса N = 70 можно разговаривать на расстоянии не дальше 0,22 м, а говорить по телефону трудно. Табл. 13 содержит данные о возможности непосредственного разговора при различных расстояниях между собеседниками в зависимости от номера класса шума.
В последней части указанного проекта стандарта шумы подразделяются с точки зрения помех на шумы в период отдыха, при умственной работе, в общественных организациях,
цехах и т. д.
Классы шума, предельно допустимого для помещений различного назначения, указаны в табл. 14. От рекомендаций этой таблицы .можно несколько отступать, сообразуясь с характером шума, окружающей средой, продолжительностью шума, временем суток и т. д. В упомянутом документе имеются детальные данные по этому вопросу. В ЧССР в то время, когда готовилась эта книга, не было никаких норм, ограничивающих допустимый уровень
Таблица 13
Расстояние между собеседниками, при котором возможен непосредственный разговор, в зависимости от класса шума
Номер
класса
шума
N
Расстояние слышимости при разговоре обычным голосом. в м
Расстояние слышимости при разговоре повышенным голосом в м
40
7
14
50
4
8
60
0,7
1,4
70
0,22
0,45
80
0,07
0,14
94
Таблица 14
Предельно допустимый класс шума для различных помещений
Номер класса шума N
Пример защищаемого пространства
20—30
Спальни, больничные палаты, телевизионные студии, жилые комнаты, зрительные залы театров, кино, концертные залы, небольшие конторские помещения, читальные залы, конференц-залы, лекционные залы (аудитории)
30—40
Большие конторские помещения, торговые помещения, рестораны, общественные помещения
40—50
Крупные рестораны, крупные конторские помещения, спортзалы
50—60
Машинописные бюро
60—70
Производственные цехи и мастерские
шума, за исключением стандарта ČSN 73 063 «Защита от распространения шума в наземных сооружениях». Существуют в ЧССР только некоторые правила и проекты правил, например, «Директивы о гигиенических условиях, подлежащих учету при строительстве промышленных предприятий», 1958 г., и статья IX Официального вестника (Uredni list) № 60/1959, в которой указаны максимально допустимые уровни внешнего шума, производимого автотранспортными машинами. В остальных новейших стандартах ЧССР и в некоторых правилах по технике безопасности и гигиене труда кое-где встречаются требования, ограничивающие максимально допустимые уровни шума, и положения о мероприятиях по борьбе с шумом.
7.5. Сотрясения и вибрации
С проблемой шума тесно связана проблематика сотрясений и вибраций, которые являются еще одним недостатком ряда машиностроительных изделий и с которыми необходимо вести такую же интенсивную борьбу, как с шумом. Сотрясения и вибрации целых машин и их частей опасны в двух отношениях: они угрожают здоровью трудящихся и являются причиной убытков из-за повреждения оборудования.
С санитарно-гигиенической точки зрения пока бесспорно доказано местное вредное влияние сотрясений и вибраций на сосуды пальцев, суставы и пр. Воздействие этих факторов на весь организм пока еще не изучено в достаточной степени, хотя некоторые специалисты видят в сотрясениях причину возникновения неврозов. Из местных изменений, вызываемых сотрясениями, чаще всего наблюдаются повреждения сосудов пальцев руки, называемые спастическим травматическим заболеванием сосудов руки и др.
95
Страдающие от сотрясений и вибрации субъективно ощущают в пальцах онемение, ломоту, пальцы зябнут и в более поздней стадии заболевания становятся желтовато-белыми. Обычно заболевание начинается после 6 или 7 лет работы в условиях вибрации и сотрясений, но иногда оно начинается уже после первого месяца работы. Более значительные сотрясения вызывают прежде всего заболевание суставов.
Прямой экономический ущерб от сотрясений проявляется прежде всего в форме уменьшения несущей способности (грузоподъемности) деталей машин, обусловленного добавочными напряжениями, которые вызываются сотрясениями. Некоторые детали машин изнашиваются быстрее, производительность оборудования понижается, расход энергии на привод возрастает, качество работы ухудшается и т. д. Аналогично сказанному в отношении
шума, прежде всего нужно установить места их возникновения и тщательно измерить их интенсивность соответствующими приборами. Создание современных сравнительно совершенных конструкций самолетов, моторных транспортных средств, судов и железнодорожных поездов было бы невозможно без досконального изучения сотрясений и вибраций, измерения их, выявления и
устранения их причин. Борьба с сотрясениями и вибрациями ведется по существу теми же средствами, какие используются для борьбы с шумом, т. е. прежде всего применением изолирующих материалов, обладающих хорошими демпфирующими свойствами.
Устранение сотрясений и вибраций необходимо как для стационарных машин (путем правильной установки их на упругих основаниях или прокладках), так и для передвижных машин, но особенно для
Рис. 55. Границы допустимых вибраций, действующих на человека в течение преобладающей части рабочей смены (по данным Научно-исследовательского института охраны труда чехословацкого ЦСПС):
1 — границы допустимых вибраций, действующих на части тела; 2 — границы допустимых вибраций, действующих на тело человека; 3 — границы восприятия вибраций органами чувств
96
машин и прочего оборудования, предназначенного для транспортировки людей. Особым случаем являются сельскохозяйственные машины и тракторы, предназначенные для движения по неровной местности полей и лугов: в отношении борьбы с вибрациями и сотрясениями и обеспечения лучших условий работы для персонала, обслуживающего эти машины, конструкторам предстоит сделать еще очень многое.
Некоторые данные, относящиеся к вопросу о борьбе с вредными для человека сотрясениями и вибрациями, приведены на рис. 55—57.
Рис. 57. Диаграмма амортизации толчков:
1 — сила толчков при стандартном сиденье; 2 — сила толчков при сиденье специальной конструкции, изображенном на рис. 56
Рис. 56. Специальное сиденье для полевых самоходных машин (производства фирмы Fritzmeier, ФРГ)
1
7 Заказ 634
• 8. Проектирование машин и другого оборудования с учетом защиты от пылевидных и газообразных продуктов
Пылевидные или газообразные продукты возникают при многих технологических процессах в самых различных отраслях народного хозяйства, в частности, — при работе машиностроительных изделий многих видов. В зависимости от вида, количества и концентрации пыли и газа в воздухе они оказывают различное воздействие на человека, но почти всегда — отрицательное, причем это касается как его здоровья, так и уровня производительности и степени удовлетворения работой. Поэтому конструкторы и проектировщики должны проектировать машины и другое оборудование так, чтобы пылевидные и газообразные продукты либо вовсе не образовывались, либо чтобы образование их было сведено к минимуму, а их вредное действие было бы в максимальной степени устранено; это требование относится не только к ядовитым (токсическим) веществам. Следует также учитывать вредное влияние пыли и газообразных продуктов на оборудование, на котором производятся те или иные изделия, а иногда и на изготовляемые изделия.
8.1. Пыль и запыленность
Пыль — это небольшие частицы твердых веществ, которые после распыления в спокойной дисперсной системе (в спокойном воздухе) имеют значительно меньшую скорость падения (оседания), чем это соответствует законам свободного падения твердых тел. В технической практике спокойная дисперсная система, как правило, не встречается, очень часто скорость падения пылевых частиц зависит не только от их размеров, но также от соотношения удельных масс диспергированного вещества и дисперсной среды, от вязкости дисперсной среды, от оболочки газов, имеющейся на пылевых частицах, от ионизации, электрических влияний и других факторов.
Поэтому ясно, что максимальная величина частиц твердых веществ, которые еще можно считать частицами пыли, не является величиной определенной. При некоторых условиях поднимаются вверх с потоком воздуха и держатся взвешенными в нем в течение сравнительно долгого времени частицы твердых веществ* размер которых значительно больше 500 мк, а иногда так ведут 98
себя только частицы, во много раз меньшие. Неопределим и нижний предел величины частиц твердых веществ, которые можно считать пылинками.
Частицы, величина которых меньше 1 мк, не только вообще не подчиняются законам свободного падения, но не подчиняются и каким-либо другим законам, имеющим силу хотя бы в некоторой степени в отношении падения крупных пылевидных частиц. Чем меньше 1 микрона частицы пыли, тем больше они подчиняются законам броуновского движения, это значит, что в дисперсной среде они не оседают, а совершают беспорядочное движение под действием столкновений с другими такими же малыми частицами. Такие частицы пыли движутся подобно молекулам газа до тех пор, пока не произойдет их агломерация (коагуляция).
Многие специалисты пытались определять и классифицировать пыль по размерам ее частиц. Так, например, W. Е. Gibbs считает пылью в дисперсной системе воздуха, газа или пара взвешенные частицы твердых веществ размером больше 10-3 см, т. е. больше 10 мк, частицы размером больше 10~3 до 10-5 см он считает пылевыми облаками, а частицы размером от 10-5 до 10-7 см — дымами. Другие авторы считают пылинками частицы размером от 150 до 5 мк, причем частицы, меньшие 1 мк, они считают самой мелкой пылью, частицы размером от 1 до 50 мк — мелкой пылью, а частицы размером больше 50 мк — крупной пылью. Частицы, меньшие 0,5 мк, они считают коллоидной пылью или дымом (если они возникли в результате сжигания топлива).
8.2. Действие пыли на человека
Пыль действует отрицательно, а иногда даже губительно на человеческий организм, на его слизистые оболочки, органы дыхания, кожу и, конечно, также на психическое состояние человека. Особенно серьезен вред от вдыхаемой пыли. Существуют виды пыли, которые при вдыхании или при другом способе проникновения в человеческий организм (через органы пищеварения, через слизистые оболочки или через кожу) вызывают состояния, сравнимые с результатами действия яда. Другие виды пыли, особенно пыль кремневой кислоты (пыль кварца) и асбеста, хотя и не ядовитые, вызывают заболевания дыхательных путей и легких. Важнейшим и наиболее известным видом этих заболеваний является пневмокониоз (запыление легких). Некоторые виды пневмокониоза имеют легкий характер и поддаются излечению без каких-либо остаточных последствий, но другие могут заканчиваться смертью заболевшего. Кроме пневмокониоза, имеется много других заболеваний, вызываемых пылью. Она может вызвать на коже сыпь, нарывы, экземы, воспаления. Однако наклонность к этим видам заболеваний у разных людей различна. 7* 99
Слизистые оболочки глаз и носа также страдают от пыли. Тяжелыми заболеваниями являются изъявление носовых слизистых оболочек и прободение носовой перегородки (носового хряща), вызываемые пылью и дымами хрома. Некоторые виды пыли оказывают сильное аллергическое воздействие. Изучение действия пыли радиоактивных материалов показало, что в биологическом отношении она чрезвычайно вредна даже в ничтожных концентрациях и что опасность, создаваемая присутствием радиоактивной пыли в атмосфере, нисколько не меньше той, которая вызывается радиоактивным излучением.
8.3. Материальный ущерб от действия пыли
Пыль наносит также ущерб процессу производства, а иногда и изготовляемым изделиям, причем вредный эффект пыли в этом отношении бесспорен и может быть конкретно установлен. Явный вред наносит пыль машинам и другому оборудованию в форме повреждения подшипников и других трущихся деталей машин. Пыль ухудшает также изоляцию в различного вида электрическом оборудовании, ухудшает защитную способность лакокрасочных покрытий и др.
8.4. Газы и пары
Газы и пары веществ, перерабатываемых в промышленности, оказывают такие же вредные воздействия, как и пыль. Степень причиняемого вреда зависит от рода газа или пара, от токсичности вещества, от концентрации газа или пара в атмосфере и т. д.
Газы и пары могут наносить ущерб не только здоровью людей, но и производственному оборудованию и природе вблизи данного промышленного предприятия, притом не только флоре, но и фауне.-Например, для пчел сильным ядом является сернистый ангидрид, даже при сравнительно слабой концентрации его в воздухе. Максимально допускаемые концентрации вредных газов, паров и пыли в атмосфере при условии восьмичасовой работы, согласно чехословацким санитарным правилам, в мГ/м3:
Двуокись углерода 9000
Этиловый спирт 1000
Ацетон 800
Амиловый спирт 100
Толуол 200
Трихлорэтилен 250
Метанол 100
Бензол 50
Сероуглерод 30
Ксилол 200
Метиловый спирт 100
Стирол 200
100
Аммиак 40
Окись углерода 30
Нитрозные газы 10
Фенол 20
Двуокись серы 10
Сероводород 10
Анилин 5
Хлороводород 3
Формальдегид 5
Нитробензол 5
Хлор 3
Камфора ; 3
Фтористый водород 1
Серная кислота 1
Йод 1
Акролеин 0,5
Фосген 0,2
Цианистый водород 0,3
Кадмий 0,1
Озон 0,1
Свинец 0,05
Ртуть 0,05
Максимальная концентрация пыли, содержащей более 50% свободной окиси кремния (Si02) —2 мГ/мъ воздуха, остальной пыли, менее опасной—10 мГ/м3 воздуха.
Действие пыли, содержащей частицы Si02 размерами меньше 10 мк в атмосфере, окружающей человека (в мГ/м? воздуха):
До 5 Безвредное
5—10 Может подорвать здоровье
10—20 Может привести к силикозу
за несколько лет
20—100 Прямая опасность силикоза
100 и более Острый силикоз за корот¬
кое время
Примечание. В носу человека задерживается в среднем 30—40% пыли.
Требуемое свободное пространство рабочего помещения в мъ на одного работника при содержании вредных веществ в пыли:
минимальном 13
повышенном 20
высоком 30
8.5. Меры борьбы с пылью, газами и парами
Из того, что было кратко сказано здесь о пыли, газах и парах, видно,-насколько вредными являются их воздействия. Главную роль в борьбе с ними должны вести конструкторы и проектировщики машинного оборудования. Существует несколько путей этой борьбы, а именно:
выбор такого технологического процесса, при котором эти продукты (пыль, газ, пары) либо вообще не образуются, либо образуются лишь в минимальном количестве; закрытие (изолирование) машин, работа которых сопровождается образованием указанных продуктов (под закрытием здесь понимается расположение соответствующего оборудования в закрытых, изолированных помещениях, в кожухах и т. п.); вытяжка (отсос) пыли, газа, пара, сепарация или улавливание пыли, газа, пара, увлажнение пыли жидкостями.
Первой задачей конструктора и проектировщика, разрабатывающих соответствующее технологическое оборудование, в части борьбы с пылью является выбор беспыльного или малопыльного (без- или мало газового) технологического производственного процесса. Правда, надо сказать, что такие возможности представляются в практике довольно редко. Классическим примером
101
здесь может быть, например, добыча угля и других полезных ископаемых с помощью струи воды под высоким напором, очистка литья в гидравлических камерах, замена зольного твердого топлива газообразным или жидким, увлажнение некоторых обрабатываемых материалов и др.
Закрытие (изолирование) машин и целых производств, при работе которых образуется пыль, должно предотвращать проникновение пылевидных и тому подобных продуктов в окружающую среду. Машины и соответствующее производственное помещение оснащаются герметическими кожухами, которые могут быть попользованы для решения проблемы предотвращения травматизма и одновременно для эстетизации данной машины или другого оборудования. Зачастую приходится комбинировать кожух с вытяжкой. При применении кожухов для указанной цели необходимо помнить о том, что должны быть обеспечены возможность наблюдения и контроля производственного процесса, достаточное удобство выполнения ремонта, регулирования и отладки технологического оборудования и т. д.
Наиболее эффективным средством борьбы с запыленностью производственных помещений и окружающей среды является применение вытяжки (отсасывания) пыли, газов и паров. Однако вытяжка должна быть совершенной. Несущей средой при этом является воздух, засасываемый из тех мест, где находятся источники пыли и т. д., эксгаустерами (вентиляторами) соответствующей мощности, обеспечивающими должную высоту транспортирования. Эксгаустеры для вытяжки паров, которые вызывают коррозию, должны быть изготовлены из коррозионно-стойких материалов. Проектирование соответствующих вытяжных устройств относится к компетенции специалистов-воздухотехников. Однако конструктор и проектировщик оборудования должны знать основы правильной вытяжки для того, чтобы они могли правильно разработать техническое задание, т. е. формулировать обоснованные требования к заказываемому проекту вытяжного оборудования, которое должно работать не только функционально эффективно, но и наиболее экономично, т. е. засасывать максимальное количество пыли с минимальным количеством воздуха при возможно меньшем перепаде давлений всасывания и нагнетания. Если вытяжная система работает с большим количеством засасываемого воздуха, чем это необходимо и технически обосновано, то потребляется больше электрической энергии и требуется более крупное и стоящее дороже оборудование для улавливания пыли из вытягиваемого воздуха.
Пыле-, газо- и пароуловители (сепараторы) необходимо применять в качестве дополнительного оборудования почти при каждой вытяжной системе, так как в большинстве случаев вытягиваемые продукты нельзя просто выпускать в атмосферу даже и в тех случаях, когда они, на первый взгляд, кажутся безвредными. 102
Применительно к отдельным видам и свойствам пыли и газов и с учетом величины их частиц создан целый ряд типов уловителей, работа которых основана на различных принципах. К их числу относятся: пылеотстойные (пылеосадочные) камеры и пылесбор- ники; ударные (жалюзийные) уловители (отделители, сепараторы); циклоны; групповые циклоны; мультициклоны; батарейные уловители; ротоциклоны; орошаемые скрубберы; мокрые центробежные пылеотделители; пылеуловители типа Вентури; матерчатые фильтры; электростатические пылеотделители; ультразвуковые пылеотделители; масляные ленточные фильтры и др.
При необходимости применить какое-либо пылеуловитель- ное оборудование всегда следует привлечь к решению этого вопроса опытного специалиста.
Смачивание пыли жидкостями применяют там, где нельзя бороться с запылением каким-либо иным способом, например, при выбивании стержней из отливок пневматическими молотками, при бурении горных пород, при некоторых способах транспортировки пылевидных материалов и т. д. В подобных случаях пыль осаждают из атмосферы с помощью жидкости (чаще всего воды), распыляемой в атмосферу в виде тумана специальными распылителями. Основным условием эффективности этого способа удаления пыли является то, чтобы запыленное пространство омывалось жидкостью как можно более эффективно.
Необходимо еще упомянуть об индивидуальной защите трудящихся от пыли, газов и паров; такая защита нужна там, где современное состояние техники не позволяет пока предотвратить образование и распространение этих продуктов. Различаются три следующих основных вида индивидуальной защиты:
защита кожи (например, рукавицами или специальным костюмом), защита глаз (очками), защита дыхательных путей (респиратором, противогазом).
Следует напомнить также и здесь, что кардинальным решением данной проблемы является автоматизация, делающая возможным дистанционное управление вредными производствами из кабин, оборудованных в соответствии с требованиями гигиены труда.
• 9. Защита работающих
от воздействия ненормально высоких и низких температур
Машиностроительная промышленность выпускает ряд видов оборудования, например, печи, котлы, холодильники, при эксплуатации которых имеют место высокие или низкие температуры, а иногда и повышенная влажность. Это затрудняет работу людей, обслуживающих соответствующее оборудование, угрожает здоровью и снижает производительность обслуживающего персонала, не говоря уже о косвенных последствиях, упомянутых в главе о коже и мышечной системе человека (стр. 22 и 38).
Так, например, изучение влияния температуры на мышечную производительность (Clarke, 1958) показало, что сила сжатия рукой, определявшаяся при температурах от 2,2 до 42,2° С, имеет максимальную величину при t= 17,8° С. При ť>17,8°C сила сжатия рукой несколько уменьшается, но остается относительно более высокой, чем при t < 17,8° С. Время, в течение которого человек может сжимать руку с одинаковой силой, оказывается наибольшим при t= 17,8° С. Точность, с которой человек может определить предмет осязанием, также зависит от температуры окружающей среды, и эксперименты показывают, что при t < < 17,8° С точность различения предмета осязанием ухудшается по мере понижения температуры (Macwort, 1953). Уже при t = = 10° С чувствительность руки при определении на ощупь ухудшается.
Точность движений также изменяется при изменении температуры, что доказано экспериментами. Результаты эксперимента в этой области показывают, что уже при двухчасовом пребывании в сухой среде с температурой t = 35° С или во влажной среде с t = 32,2° С производительность труда человека снижается. Это проявляется в виде замедленности движений и уменьшения их точности, причем влияние температуры среды сказывается на выполнении различных движений по-разному.
При внедрении механизации и частичной автоматизации большое значение имеет учет влияния температуры на способность человека сосредоточиваться. Это влияние изучалось так называемым методом слежения. Подопытные лица управляли с помощью штурвала или рычага движением одной стрелки (I) по горизонтальной шкале. Движение другой стрелки (II) было автоматическим, нерегулярным, заранее запрограммированным. При 104
копировании движения стрелки II стрелкой I (при слежении) измерялись длительность, величина и направление отклонения стрелки I от стрелки II. Результаты этих опытов показали, что при повышении температуры до 27,5—30,3° С точность слежения- ухудшается довольно значительно. По Pepi er’у (1958) неточность слежения при различных температурах характеризуется следующими данными:
при температуре (эквивалентной эффективной температуре) 18,9; 24,4; 28,9; 32,8° С количество ошибок составляет соответственно 179; 180; 231; 232.
Влияние температуры среды на способность сосредоточиваться (на степень внимательности) испытывалось еще и другими способами. Например, подопытное лицо должно было наблюдать за секундомером, не имеющим шкалы на циферблате, стрелка которого передвигалась через нерегулярные интервалы времени не на одно деление, а на два, и сообщать о таких скачках. Оказалось, что количество незамеченных им скачков также изменялось с изменением температуры среды.
Результаты таких опытов, которые производил Macwort в 1958 г., оказались следующими:
при температуре 19,6; 28,0; 33,6° С количество незамеченных скачков составляет соответственно 13,5; 9,4; 13,4.
Практический опыт также показывает, что повышение температуры среды вызывает серьезное понижение внимания. Под влиянием жары хуже замечаются небольшие изменения положения и ухудшается точность реагирования. Сама реакция замедляется, и от внимания наблюдателя ускользают чаще явления, происходящие вблизи контура поля зрения, чем в направлении прямого зрения (В ursi И, 1958 г.).
Экспериментально изучалось также влияние температуры окружающей среды на умственную деятельность человека. Подопытное лицо должно было, например, сравнивать различные знаки, расположенные на листах А, которые находились перед ним; все время, со знаками на листах В, которые через нерегулярные интервалы времени проходили мимо него на движущейся ленте. Скорость движения листов серии В мимо наблюдателя варьировали. Наибольшее количество ошибок при сравнении знаков получилось при температуре í = 32,8°C (эквивалентная эффективная температура), наилучшие результаты получились при í = = 27,2° С. Что касается влияния пониженных температур на умственную деятельность, то пока еще нет никаких данных об экспериментальном исследовании этого вопроса, однако можно предполагать, что некоторое небольшое снижение температуры оказывает скорее всего полезное влияние на умственную; работу.
Изучение зависимости между температурой окружающей среды и травматизмом было начато в 20-х годах нашего столетия..
105
Установлено, что при легкой и среднетяжелой работе меньше всего мелких травм бывает при температуре воздуха в рабочей среде в пределах между 18,5 и 20,6° С. При температуре воздуха /=25° С количество травм оказалось большим на 23%, а при t= 12° С количество травм оказалось больше, чем при указанной выше нормальной температуре, на 34%.
Крайние температуры не только мешают нормальной человеческой деятельности, но помимо этого могут еще оказать вредное влияние на весь человеческий организм, особенно это •относится к теплу, передаваемому излучением. Эксперименты О р р е Г я показали, что максимальное время Гтах, в течение которого человек может выдерживать действие радиационного тепла на тыльную сторону кисти, зависит от интенсивности излучения:
при интенсивности из¬
лучения 2 3—4 4—5 5—6 6—7 кал (см2-мин
Ттах не огра- 98—120 54—98 34—54 24—34 сек
ничено
Если работник находится под действием высокой температуры в течение длительного времени, особенно при одновременном воздействии повышенной влажности, то у него могут начаться судороги. Ненормальная влажность усиливает вредное действие тепла так же, как несоответствующая скорость потока воздуха.
Многие авторы пытались определить оптимальные значения этих факторов — температуры, влажности и скорости движения воздуха, для различных видов работ, однако данные этих авторов зачастую сильно расходятся. Brand (1947 г.) рекомендует в качестве оптимального диапазон температур 17,8—20,6° С для тех случаев, когда среду нужно нагревать или увлажнять, и интервал 20,6 -^22° С, если воздух надо охлаждать или высушивать. Оптимальная относительная влажность воздуха рекомендуется в пределах 30—60%, а скорость движения воздуха, измеряемая на высоте ~ 1 м над полом, не должна превышать ~0,25 м/сек. В ЧССР проектировщики обязаны руководствоваться директивой Министерства здравоохранения о гигиенических условиях, которые должны быть обеспечены при проектировании промышленных предприятий, изданной в 1954 г-., и стандартом ČSN 06 0310.
Как видно из приведенных данных, физиологическое и психологическое влияние температур и влажности, значения которых -отличаются от нормальных, весьма серьезно, и поэтому необходимо, чтобы конструкторы и проектировщики обеспечивали сохранение величин этих факторов в допускаемых пределах путем хорошей изоляции источников тепла и холода. Для этого в отношении источников чрезмерного тепла следует применять воздушное или водяное охлаждение, водяные завесы и души, защитные экраны из полированного металла, имеющего большую отража- 106
тельную способность и малую способность передавать тепло излучением. Очень подходящим материалом для этого является алюминиевая фольга, один слой которой, контактирующий с источником излучения тепла, имеет такую же теплоизоляционную способность, как слой пробки толщиной 356 мм. Хорошо зарекомендовавшим себя тепловым экраном является асбестоцементная плита, надлежащим образом армированная и облицованная мягкой отожженной алюминиевой фольгой толщиной 0,05 мм. Эффективность такого экрана улучшается на 25%, если фольга не непосредственно наклеена на асбест, а между ней и асбестом имеется воздушный зазор.
У печей должны быть полупереносные экраны, идущие от пола до уровня выше головы рабочего, расположенные вдоль печи, с проемами для дверец, которыми пользуются постоянно. Между экранами и печью должно быть оставлено достаточное пространство для отвода тепла, отражающегося от экранов. Двери должны иметь либо смонтированные на них экраны, либо же они должны быть перекрыты фольгой, прикрепленной жаростойким клеем.
Далее, можно предусматривать подходящие воздушные или водяные завесы, в совершенстве регулируемую вентиляцию или же отопление и увлажнение воздуха, а главное — надо обеспечивать возможность удаления обслуживающего персонала от источников крайних температур путем соответствующей механизации и автоматизации.
Толщина водяной завесы должна быть не меньше 10’—15 мм. Воздушный душ применяется при интенсивности излучения 1—5 кал/см2 • мин. Для таких производств конструктор и проектировщик должны требовать устройства комнат отдыха для персонала, обслуживающего технологическое оборудование; кроме того, вблизи производственных помещений должны находиться души с текущей водой с возможностью регулирования температуры воды в пределах 25—35° С, а также пункт выдачи защитных напитков. В технологическом режиме должны быть предусмотрены перерывы на восстановление сил обслуживающего персонала.
9.1. Основные данные по конструированию оборудования для горячих цехов
Тепловая нагрузка (Q) —количество тепла в ккал/ч, выделяющееся в виде вредного фактора при технологическом процессе в окружающую среду:
Q = QK + Qu>
где Qn — тепло, передаваемое конвекцией; Qu — тепло, передаваемое излучением.
107
O ZO 00 60 80 % 1 Z 3 О 5 м/сек
Относительная влажность Скорость движения воздуха воздуха
Рис. 58. Тепловой комфорт и тепловое неудобство:
1 — душно; 2 — удручающе душно; 3 — очень тепло; 4 — тепло;
5 — приятно
Температура воздуха в рабочей зоне — средняя температура воздуха, измеряемая на уровне 1,5 м выше пола.
Температурное равновесие человека — состояние, при котором окружающая среда отбирает у человеческого тела ровно* столько тепла, сколько человек в данной среде выделяет, благодаря чему температура тела человека удерживается на постоянном уровне.
Q ± QK± Qu = Qn,
где Qn — тепло, отбираемое у тела испаряющимся потом.
Тепловой комфорт человека — состояние, при котором достигается тепловое равновесие человека при сухом охлаждении тела (рис. 58).
Диаграмма на рис. 58 показывает влияние температуры сухого воздуха, относительной влажности и скорости движения воздуха на производительность и на самочувствие горняка при работе.
Штриховыми линиями показан случай, когда температура сухого воздуха равна +25° С, относительная влажность 85%, а скорость движения воздуха 0,3 м/сек. Это тепловое состояние ощущается человеком как тепло, и можно ожидать, что при таком состоянии производительность будет достигать 80—100% нормальной (данные по L. О р р е Гю, НИИ Охраны труда в Праге). 108
Холодные производства — производства с удельной тепловой нагрузкой, меньшей, чем 20 ккал/мг • ч.
Теплые производства — производства с удельной тепловой нагрузкой от 20 до 100 ккал/м3-ч. В таких производствах тепловое равновесие человека уже нарушается.
Горячие производства — производства с удельной тепловой нагрузкой, превышающей 100 ккал/м3-ч.
При работе в производствах с интенсивным излучением тепла невозможно, как правило, достичь теплового комфорта чело-; века, однако необходимо снизить количество вредного тепла, руководствуясь приведенным ниже уравнением, и стремиться удержать тепловое равновесие человека при возможно малом количестве выделяемого пота. Количество вредного тепла выражается суммой ±Qk ± Qu- Это тепло проходит через слой одежды и подчиняется зависимости
+ Qk i Qu = №по ^пп) i {f'no ^в) = А {^кж tпо) ккал/ч,
где tno — температура поверхности одежды; tnn — эффективная температура противолежащих поверхностей; te — температура воздуха на рабочем месте; — температура кожи (37° С); Л — коэффициент теплопроводности одежды; аи — коэффициент теплоотдачи излучением на облучаемой стороне; ак — коэффициент теплоотдачи конвекцией.
Для всех постов управления, у которых температура окружающей среды 30° С, рекомендуются кабины управления с кондиционированием воздуха.
Таблица 15
Рекомендуемые температуры при различных видах работы при спокойном воздухе и влажности до 80%
Работа
При выполнении работы
Рекомендуемая
температура
°С
Очень
легкая
Сидя * или стоя, без преодолевания больших сопротивлений (разметчики, крановщики) . .
21±1
Легкая
Сидя, стоя или в движении, связанной с преодолением небольших сопротивлений (инструментальщики, механики, слесари) '
19±1
Средней
тяжести
Стоя или в движении, связанной с преодолева- нием средних по величине сопротивлений (кузнецы, прокатчики, литейщики) ....
16±2
Тяжелая и очень тяжелая
Стоя или в движении, связанной с преодолева- нием больших сопротивлений' (погрузка лопатой, переноска тяжелых грузов)
12±2
109
Таблица 16
Рекомендуемые температуры для различных помещений в ° С
Мастерские, цеха точной механики
18—20
Столярные, модельные мастерские
18—20
Механические цеха
18
Сборочные цеха в производстве точных изделий
16—18
Слесарные мастерские
16
Сборочные цеха для грубых изделий
12—15
Литейные, кузнечно-прессовые цеха
10—12
Кабины управления, пульты управления
20—22
Души
22—25
Конторские помещения
18—21
Гардеробные
15—20
Примечания: 1. Эти температуры относятся к работе в спокойном
воздухе
при скорости движения воздуха до 0,2 м!сек.
2. Температура воздуха на рабочем месте не должна превышать летом температу-
ры наружного воздуха больше чем на 3—5° С.
Рекомендуемые значения температуры в зависимости от степени трудности работы и других условий и значения температуры, рекомендуемые для различных производственных и вспомогательных-помещений приведены в табл. 15 и 16.
• 10. Защита работающих от радиоактивных
излучений
Применение радиоактивных изотопов в самых различных отраслях производства связано с проблемой тщательной и надежной охраны работающих от радиоактивных излучений. Использование термоядерной энергии также связано с этой проблемой,, и это обязывает конструкторов изыскивать эффективные меры борьбы с воздействием радиации. Единицей интенсивности радиоактивного излучения является рентген (сокращенное обозначение русской буквой р, латинской г). Физическим эквивалентом рентгена является 1 гер, т. е. доза любого вида излучения, которая в 1 г ткани вызывает такую же абсорбцию энергии, как доза в 1 р гамма-излучения. Биологический эквивалент рентгена—1 «, это — доза излучения, которая вызывает в организме человека то же действие, как 1 р рентгеновского излучения высокого напряжения *. Другой единицей излучения, о которой здесь следует упомянуть, 1 рад (rad), это — количество энергии излучения, поглощенное в данном месте 1 г массы определенного облучаемого вещества, 1 рад = 100 эрг/г = 0,01 дж/кг.
Действие излучения на человеческий организм зависит от периода полувыведения радиоактивного изотопа из организма, т. е. от времени, за которое накопленное в организме количество изотопов уменьшится вдвое. С точки зрения биологической эффективности необходимо знать, какие из радиоактивных элементов концентрируются в различных частях тела, прежде чем они начнут постепенно выделяться. В табл. 17 приведены данные о вероятном действии резкой дозы облучения на весь организм человека.
Допустимые дозы облучения. Допустимая доза облучения равна 0,1 р в неделю (для работы в помещениях, где имеет место радиоактивное излучение, установлена сокращенная рабочая неделя продолжительностью 36 ч), т. е. 5 p/год. Следовательно допустимая доза облучения за всю жизнь человека после 18 лет принимается равной 200 р. Подробнее об этом см. в чехословацком стандарте ČSN 34 1730.
* Единицы гер и rem не общеприняты и не ГОСТированы. Для rem — русское обозначение: БЭР (биологический рентген-эквивалент). Прим. ред.
m
Таблица 17
Вероятное действие резкого облучения на человеческий организм
Доза единовременного облучения в р
Вероятное действие
0—25
25—50
50—100
100-200
200—400
400
600
Никакого особого вреда не причиняет Возможны изменения крови без особого вреда Изменения в кровяных клетках, некоторый вред Повреждения, некоторое понижение работоспособности Многочисленные повреждения, полная потеря работоспособности или даже смерть В 50% случаев — смерть Смерть
Большую помощь в борьбе против облучения оказывает автоматизация, которая позволяет обрабатывать радиоактивные материалы, находясь на безопасном расстоянии от них, обслуживая соответственное оборудование из безвредных для здоровья оператора кабин управления.
• 11. Оформление захватных частей инструментов
и ручных приспособлений
Несмотря на прогресс автоматизации, все еще существует много видов работ, которые выполняются вручную с помощью различных инструментов. Поэтому проектированию ручных инструментов и ручных машин (механизированных приспособлений) необходимо уделять должное внимание.
Ручные инструменты имеют две функциональные части: рабочую часть, форма и материал которой обусловлены функциональными требованиями к данному инструменту, и часть управления, ручку (ручки) или рукоятку, за которую оператор держит инструмент во время работы.
Обе эти части инструмента образуют нераздельное целое. Силовой направленный импульс руки, управляемой мозгом, должен быть использован наиболее экономично на рабочей стороне инструмента при работе им. С точки зрения требований культуры труда нас прежде всего интересует та часть инструмента, которой работник управляет. При оформлении (придании формы) этой части необходимо учитывать, что инструмент является не только органическим продолжением кисти, т. е. ладони и пальцев, но и запястья, предплечья и всей руки, вплоть до лопатки.
Уже давно доказано, что ручки и рукоятки (и черенки) круглого и эллиптического сечения и даже многогранные с большим или меньшим закруглением ребер, образуемых гранями, в физиологическом (и в психологическом) отношении не подходят для человека. При таких формах ручек и т. п. их нужно крепко сжимать, что при частой работе инструментом вызывает болезненные потертости на руке, мозоли, искривление пальцев и т. п. Необходимость крепко держать инструмент требует от рабочего нервной сосредоточенности, что чрезмерно нагружает нервную систему, ведет к преждевременному утомлению оператора, а к тому же делает невозможным полное сосредоточение внимания на выполнении самой работы. Форма рукоятки, ручки, черенка и т. п. должна соответствовать не только анатомической (т. е. костной и мышечной) структуре руки, но и ее нервной структуре. Только удовлетворяющий этим требованиям инструмент не будет уродовать руки работающего, и больше того — соприкосновение руки с таким инструментом будет вызывать приятное ощущение.
3 Заказ G34
113
Правильная форма ручек, рукояток, черенков и т. д. не может быть образована негативным отпечатком сжатой ладони на пластическом материале: при этом методе можно получить форму ручки или рукоятки, пригодную только для одного способа держания инструмента. Однако держать инструмент все время только одним способом — монотонно и вредно для здоровья, так как рука, держащая инструмент,-должна иметь возможность несколько изменять свое положение, и это следует учитывать при разработке формы ручки, рукоятки и т. д. Поэтому правильную форму ручек и т. д. можно найти лишь в результате обстоятельного исследования анатомической структуры и нервной функциональной структуры руки и—одновременно — анализа рабочей операции, выполняемой с помощью соответствующего инструмента. Вопросами правильного оформления ручек, рукояток и т. д. занимается так называемая хиротехника. В ЧССР научные основы проектирования захватных частей инструментов и деталей управления были созданы проф. Роубалом (Roubal); его работу продолжает д-р Тучны (Т ucny), разработавший метод подразделения и локализации главных функциональных зон человеческой руки с точки зрения анатомической и функциональной структуры.
Оформлением инструментов (и захватных частей деталей управления) занимаются в ЧССР несколько художников.
Примеры правильно решенных конструкций ручек приведены на рис. 59 и 60.
Правильно оформленные ручки, рукоятки и черенки ручных инструментов и механизированных приспособлений должны отвечать следующим требованиям:
а) соответствовать анатомической структуре и нервной функциональной структуре руки, а также законам практической и физиологической целесообразности;
Рис. 59. Модель хиротехнически правильно оформленной ручки шабера (ателье технической эстетики завода Шкода в Пльзене, дизайнер — Лайда (L a n d а)
б) должны быть сообразованы с технологическим процессом, с положением данного инструмента во время работы и свойствами обрабатываемого материала;
в) стимулировать развитие творческой и различающей способностей руки;
г) вызывать эстетически положительную реакцию при держании в руке и должны облегчать выполнение рабочей операции;
114
Рис. 60. Модель корпуса пневматического зубила с ручкой, сконструированной с соблюдением требований хиротехники (дизайнер — Ланда)
д) иметь тщательно выполненную и красивую поверхность и стильно решенную техническую форму;
е) материал должен быть приятным на ощупь, удовлетворять требованиям гигиены и иметь небольшую теплоемкость для того, чтобы он не отнимал слишком много тепла у руки;
ж) сила для зажатия их в руке должна быть минимальной и не должна перегружать мелкие мышцы кисти или предплечья;
з) фасонная захватная часть должна быть решена комплексно с функциональной частью инструмента, причем придание ручке выбранной фасонной формы должно быть технологически легко осуществимо и требовать небольших материальных затрат;
и) они не должны вызывать образования мозолей, искривления пальцев или других повреждений руки, обусловленных работой соответствующим инструментом;
к) нельзя придавать ручке и т. д. такую форму, чтобы ее можно было держать только одним способом (в одном положении) .
При оформлении ручек и т. п. элементов тех механизированных инструментов и приспособлений, которые оснащены электрическим или пневматическим приводом, необходимо располагать пусковую деталь (выключатель или т. п.) так, чтобы рабочему было удобно оперировать ею пальцем, следовательно, чтобы возможно было включать инструмент, не выпуская его из рук и не перекладывая его из одной руки в другую.
* 12. Конструирование органов (деталей) управления
и целесообразный выбор их
У всех машин, приборов и т. и. имеются детали, посредством которых управляют этим оборудованием. Эти детали называют органами или деталями управления. Количество таких деталей и их значение все возрастает по мере внедрения механизации и автоматизации.
С точки зрения формы и функций органов управления их можно подразделить на:
рычаги, педали, рычажные выключатели и переключатели, кривошипные рукоятки, рукоятки-воротки, маховички, штурвалы, кнопки (головки) поворотные, кнопки (нажимные), тяги.
Операторы, обслуживающие машины и другое оборудование с помощью этих органов управления, манипулируют ими очень часто, поэтому нужно проектировать их так, чтобы они облегчали быстрое и точное управление соответствующими агрегатами или же целым производством. С точки зрения этих требований необходимо при конструировании органов управления исходить прежде всего из следующих принципов:
а) размеры органа управления должны быть целесообразными, т. е. такими, чтобы сила, необходимая для управления машиной и т. п. с помощью этого органа, лежала в границах длительного сохранения оператором способности обслуживать данное оборудование; б) форма захватываемых рукой частей органов управления должна быть такой, чтобы при соприкосновении руки с этими частями получалось психологически приятное ощущение и чтобы манипулирование этим органом управления было в физиологическом отношении безвредным; в) форма органа управления должна способствовать предотвращению травматизма; г) должны быть обеспечены хорошие видимость и наглядность положения органа управления, чтобы обслуживающий машину оператор мог быстро и надежно узнать, на какое значение (величину) соответствующего параметра или на какую функцию настроен этот орган управления, чтобы оператор мог быстро произвести нужную операцию управления путем соответствующего перемещения этого органа в положение, отвечающее очередной операции; д) при большом количестве одинаковых органов управления должна быть обеспечена легкость различения их так, чтобы ошибки в этом отношении были исключены.
116
От соответствия сконструированных органов управления указанным принципам (помимо прочих обстоятельств) зависят в значительной степени работоспособность обслуживающего агрегат оператора, его удовлетворение работой, производительность, качество работы, а зачастую и состояние его здоровья. В большинстве случаев проектировщики и конструкторы оборудования сами не проектируют органы управления, а подбирают их для своих конструкций из числа имеющихся в стандартах или в каталогах соответствующих заводов-изготовителей, на которых проектированием деталей управления занимаются конструкторы- специалисты в этой области и дизайнеры, руководствуясь данными хиротехники. Однако для того, чтобы проектировщик и конструктор умели выбрать наиболее подходящие для данной цели типы органов управления, они должны знать основы правильного решения конструкций этих деталей; необходимо также, чтобы конструкторы добивались организации производства органов управления наиболее целесообразных типов, а по возможности и их стандартизации.
12.1. Рычаги
Рычаги — это детали, имеющие форму стержня длиной от 150 до 700 мм. На свободном конце рычаг снабжен захватной частью, называемой иногда рукояткой или ручкой. Другой конец рычага укреплен на оси, поворотно смонтированной в машине. В зависимости от своего функционального назначения рычаг может совершать качательные движения либо только в одной плоскости, либо в двух плоскостях, а иногда и в нескольких плоскостях. В машиностроении встречается очень много различных вариантов конструкций рычагов, различающихся по своей функции, форме, размерам и потребной для переключения силе. Рычаги бывают смонтированы на машине в самых различных положениях.
Рычаги целесообразно применять в тех случаях, когда эффективный путь управления сравнительно короток и когда требуется не столько точность движения, сколько его быстрота.
Размеры рычага обусловлены как сопротивлением функциональных частей (например, сопротивлением переключаемой муфты перемещению, тормозной силой и т. д.), так и допустимой силой переключения рычага, которая должна лежать в допустимых пределах физических возможностей оператора, и величиной пути перемещения рукоятки, чтобы оператор мог перевести рычаг из одного положения в другое только движением руки, не наклоняя корпус. В практике рычаги подразделяют по признаку длины на два вида: короткие рычаги, с рекомендуемым перемещением рукоятки 150—200 мм, и длинные рычаги, для которых рекомендуемый путь перемещения рукоятки составляет 300—350 мм. Оптимальная сила переключения при частых манипуляциях
117
Расположение рычага и напраЗ - мение его дбижения
Сила ипраб - ления б кГ
макс.
опт
Расположение рычага и напраб- ление его Обижен ия
Сила и проб- ления б кГ
макс
опт
60
10-14
50
10-14
15
7-11
15
7-11
60
10-14
30
10-14
15
5-7
10
5-7
40
8 11
40
8-11
30
7-11
30
7-11
Рис. 61. Правильное расположение рычагов различных видов и оптимальные величины силы для переключения рычагов при постоянном (частом) управлении рычагами в различных направлениях
управления колеблется в пределах от 5 до 14 кГ в зависимости от положения рычага. Более подробные данные приведены на рис. 61. В некоторых специальных работах говорится о так называемых рычагах, силовых и рычагах управляющих. К первой категории относят рычаги ручных тормозов, рычаги различных зажимных механизмов и т. п., для управления которыми требуется значительная сила; ко второй категории относят рычаги, предназначенные, например, для переключения контактов, для передвижения зубчатых колес в коробке передач, для переключения муфт и т. п. От силовых рычагов эти рычаги отличаются как 118
меньшей силой, необходимой для переключений, так и тем, что они часто перемещаются больше, чем в одной плоскости (для скоростных рычагов сила управления составляет от 1 до 13 кГ).
Оформление рукоятки (захватной части) рычагов. К оформлению захватной части рычага — его рукоятки — относится в основном все то, что было сказано выше об оформлении рукояток ручных инструментов. Рукоятка рычага должна соответствовать анатомическому строению и функциональной нервной структуре руки, она не должна вести к образованию мозолей и к различным деформациям руки. Она должна удовлетворять следующим требованиям: соответствие положениям рычага при управлении; создание положительной реакции у оператора, который держит ее рукой; стимулирование способности руки различать материал рукоятки, который должен быть приятным на ощупь; соответствие требованиям гигиены и пр.
Примеры правильных и неправильных форм рукояток рычагов приведены на рис. 62—64. Надо решительно отказаться от рукояток из полосового или из круглого проката, подобных показанным на рис. 62, а и б. Приемлемая форма рукоятки, особенно для коротких рычагов при небольшой силе переключения, монтируемых в различных положениях, изображена на рис. 62, в. Рекомендуемые формы рукояток представлены на рис. 62, гид. В отношении рычагов со стопорным (фиксирующим) устройством необходимо обеспечить возможность управления рычагом с помощью большого пальца для того, чтобы рука могла надежно удерживать рычаг, не допуская его выскальзывания, что может легко случиться, когда фиксатором управляют с помощью ладони (рис. 63).
С точки зрения безопасности против травматизма размеры рычага должны быть рассчитаны так, чтобы он не ломался при
а) Ь) 6) г) д)
Рис. 62. Неправильные и правильные формы ручек рычагов.
Исполнения а и б — неправильные; исполнение в — приемлемое; исполнения г и д — рекомендуемые
119
Рис. 63. Правильное (рекомендуемое)
(а) и неправильное
(б) решение конструкции ручки рычага со стопорящим
устройством (с фиксатором)
Рис. 64. Придание ручкам рычагов различных форм с целью легкого различения их (па ощупь)
переключениях, чтобы он сохранял положение, в котором он установлен (например, с помощью механического фиксатора), чтобы он не мог самопроизвольно освободиться или переключиться. Рычаги, управляющие включением электрических цепей, должны быть надежно изолированы,
Решение вопроса об установке рычага в зависимости от его функции частично предопределяется его положением относительно нулевого положения. Однако целесообразно (а для освоения навыков управления у обслуживающего машину оператора — в особенности), чтобы к нижнему концу рычага, вблизи его осп вращения, была прикреплена табличка (при надобности цветная) или сегмент с цифровыми или буквенными обозначениями функционального положения рычага (например, 3 — заторможен, О—отторможен, В — включено, Н — не включено, т. е. выключено) или ступени настроенной передачи в шпиндельной бабке (числа оборотов в минуту шпинделя).
Если на небольшой площади имеется несколько рычагов и если их положения взаимозависимы, как это обычно, например, у металлообрабатывающих станков, то целесообразно закрепить на удобном месте табличку с указанием всех возможных положений этих рычагов. При сосредоточении нескольких рычагов в одном месте необходимо также, чт,обы их рукоятки имели различную форму, для того чтобы оператор различал рукоятки на ощупь и мог переключать рычаги, не отрывая глаза от работы. Пример такого оформления рукояток рычагов приведен на рис. 64.
120
Количество различаемых на ощупь рычагов может быть увеличено применением у одних рычагов гладкой, у других шероховатой поверхности захватной части. Однако применять большое количество различных рукояток в одном месте машины нецелесообразно (допустимый максимум — около 10 различных видов рукояток).
Размещение и расположение рычагов. Размещать рычаги на машине или другом оборудовании следует таким образом (особенно это относится к рычагам, для переключения которых нужна большая сила), чтобы при манипулировании ими не возникали нежелательно большие силовые моменты, как это показано на рис. 65, б, так как преодоление этих моментов требует большого мускульного напряжения. Лучше располагать рычаги так, как показано на рис. 65, а. Там, где одной руке приходилось бы развивать большую силу, которая вызывала бы напряжение мускулов всего тела, рычаги должны быть устроены так, чтобы требуемая сила (например для движения некоторых частей машины) могла быть создана деятельностью обеих рук (рис. 66).
При размещении нескольких рычагов, обслуживаемых с одного места, необходимо соблюдать следующие принципы:
все рычаги должны быть размещены в зонах удобной досягаемости, чтобы оператор мог доставать каждый рычаг без большого наклонения туловища; рычаги, которыми оператор пользуется чаще всего или для перестановки которых требуется большая сила, должны быть расположены как можно ближе к оператору, т. е. в наиболее удобной зоне досягаемости; для того чтобы предотвратить ошибки при манипулировании рычагами, необходимо, чтобы между отдельными рычагами оставались достаточные расстояния (шаги), чтобы их местоположения различались по высоте, а ручки отдельных рычагов различались по форме, о чем уже упоминалось. Расстояние между рычагами не должно быть меньше 150 мм.
й)
Ъ)
Рис. 65. Размещение рычагов на машине правильное (а) и неправильное (б) с точки зрения возникновения нежелательных силовых моментов
121
a.) b)
Рис. бб. Управление машиной одной рукой с применением большой силы для переключения рычага неблагоприятно нагружает оператора, который при переключении рычага вынужден напрягать все основные мышцы туловища и ног, что вызывает быстрое утомление. Рекомендуется по возможности предусмотреть обслуживание машины двумя рычагами, переставляемыми в противоположных направлениях:
а — правильная конструкция; б — неправильная конструкция
12.2. Педали
Педали (рис. 67)—это органы управления, в большинстве случаев с самовозвратом (с автоматическим возвратным движением); управляют педалями одной ногой, стоя или сидя.
Педали следует применять для включения и выключения, пуска и остановки, при частоте этих операций управления не свыше 20 в минуту, когда требуется:
большая сила переключения; непрерывное управление; не особенно большая точность установки органа управления в новом положении.
С физиологической точки зрения педали можно подразделить на перемещаемые силой всей нижней конечности и на педали, перемещаемые силой ноги, поворачивающейся в голеностопном суставе, т. е. силой поворачивающейся стопы.
Педали, перемещаемые силой всей движущейся нижней конечности, позволяют использовать для перемещения педали сравнительно большую силу. Сюда относятся прежде всего педали ножных тормозов и фрикционных муфт. Способность ноги развивать силу зависит от того, нажимает ли оператор на педаль, находясь в стоячем или в сидячем положении; в последнем случае эта способность зависит от положения, занимаемого нажимаемой частью педали относительно сиденья, иными словами — от угла, образуемого ногой в согнутом колене, а также от того, имеет ли сиденье (кресло) спинку или нет. Ориентировочные данные о способности ноги сидящего оператора развивать силу были приведены при описании мышечной системы (стр. 26). Однако 122
6)
Рис. 67. Различные решения конструкции педалей и значения оптимальной силы переключения для обслуживания машины в положениях стоя (а) и сидя (б). Педали, обслуживаемые в сидячем положении, предпочтительны для относительно более точного управления машиной; педали, обслуживаемые в положении стоя, особенно управляемые силой всей нижней конечности, более подходят для тех случаев, когда требуется большая сила переключения, и менее подходят для случаев, когда необходима большая точность управления
при постоянном управлении педалью в положении сидя передаточные отношения должны быть таковы, чтобы сила, требуемая для управления, не превышала 15 кГ. При управлении педалью в положении стоя человек развивает наибольшую силу в том случае, когда масса его тела находится прямо над педалью и когда его нога выпрямлена, т. е. когда педаль в конце своего пути находится на уровне пола. Это, конечно, только предельный случай. При нормальном обслуживании педали в положении стоя можно принимать максимальную силу, с которой человек действует на педаль, равной от 0,2 до 0,4 его веса.
Максимальная высота педали над полом не должна быть больше 200—250 мм.
Педали, перемещаемые поворотом стопы, предназначены для небольших сил переключения, не превышающих при постоянном управлении педалью 2—6 кГ при обслуживании сидя. Эти педали подходят прежде всего для управления в положении сидя, так как в этом положении чувствительность при управлении педалью лучше.
Опорной точкой ноги, поворачивающейся в голеностопном суставе, обычно бывает пятка, хотя ею может быть также и носок ноги. Педаль должна быть сконструирована так, чтобы угол ее качания вверх был не больше 20°, а вниз — не больше 30°. Оптимальный угол поворота ноги в голеностопном суставе составляет около 25°. Слишком большой размах качания ноги утомляет мышцы нижней конечности и вызывает преждевременное утомление.
Особенное внимание нужно обращать на оформление нажимаемых частей педали. Эти части должны (особенно у педалей для больших сил переключения) иметь площадь, не меньшую всей площади ступни, чтобы давление на стопу распределялось равномерно. Нажимаемая поверхность педали должна быть достаточно шероховатой, чтобы нога не скользила по этой поверхности, или же педаль должна иметь несколько приподнятый край (борт). Каждая педаль должна быть снабжена устройством для самовозврата; это значит, что, когда оператор снял ногу с педали, она должна автоматически возвратиться в исходное положение.
Педали необходимо располагать в оптимальной рабочей зоне ноги, чтобы оператору было удобно доставать педаль ногой, причем педали, требующие большей силы переключения, надо располагать в рабочей зоне правой ноги.
С точки зрения требований техники безопасности необходимо, чтобы плечи педали были должным образом рассчитаны на прочность; если рядом расположено несколько педалей, то необходимо обеспечить достаточные расстояния между педалями, чтобы их нельзя было перепутать и чтобы нельзя было нажать одновременно две педали.
124
12.3. Рычажные выключатели и переключатели
Эти органы управления обычно служат для переключения электрических, иногда и других энергетических цепей. Их можно подразделить на две группы: откидные (рис. 68) и поворотные (рис. 69).
Откидные ручки имеют обычно длину 20—30 мм, для специальных целей, т. е. для управления всей рукой, делают ручки длиной до 100 мм. Угол поворота ручки от ее среднего положения должен составлять 30—60°, чтобы ясно было видно функциональное положение выключателя. Для большей ясности положения, в которое поставлена ручка, целесообразно окрасить одну ее половину в цвет, контрастирующий с цветом крепежной пластинки (дощечки) выключателя или плиты пульта либо панели. Для быстрой и надежной информации о функциональном положении ручки рекомендуется обозначить на крепежной пластинке выключателя или на плите пульта либо панели различные функциональные положения буквами или цифрами, например, В — включено, Н — не включено (выключено), 1—0.
Сила, необходимая для переключения ручки, должна быть не больше 0,5 кГ, а ручек, управляемых всей рукой, 1—2 кГ\ это относится также к поворотным ручкам.
Поворотные ручки предназначены для силы переключения от 0,5 до 1,5 кГ. Основные физиологические и психологические требования к конструированию поворотных ручек состоят в том, чтобы ручку было удобно и приятно держать, чтобы она не выскальзывала из руки (рис. 69), резко контрастировала с фоном, чтобы представление об установленном функциональном положении ручки закреплялось соответствующим оформлением ее (заострением ее или изображенной на ней стрелкой) и обозначением различных функциональных положений на пульте, панели или щите управления. Целесообразно, чтобы переключение ручки на каждое функциональное положение сигнализировалось «щелчком» предохранительного штифта, который может выполнять в то же время функцию фиксатора положений ручки (см. разрез на рис. 69, б).
Рис. 68. Правильное решение конструкции перекидного рычажного переключателя. Рекомендуемая сила переключения от 0,3 до 0,5 кГ, длина рычажка (ручки) не меньше 15 мм
Сила 0,3-0,5кГ
125
Манси мольная сила 1-1ф кГ
Ь)
Рис. 69.
а — поворотные ручки выключателей и переключателей; рекомендуемая максимальная сила переключения 1 кГ, минимальная высота захватываемой части 12 мм, длина ее 25 мм\ б — различные исполнения поворотных ручек; оптимальная величина угла поворота а = = 30- 45°
С точки зрения охраны труда важно для ручек обоих типов, чтобы они сохраняли заданное им положение, т. е. чтобы они не могли самопроизвольно переключаться.
Ручки выключателей и переключателей обычно изготовляют из пластмасс разных цветов, ручкам придают различные формы (показанные на рис. 68 и 69) и снабжают их запрессованным металлическим пальцем или втулкой.
12.4. Кривошипные рукоятки
Кривошипные рукоятки, или кривошипы (рис. 70, 71, 72), целесообразно применять там, где для выполнения необходимой операции управления оператор должен вращать соответствующий орган управления со скоростью до 200 об/мин, и там, где переключение требует быстрого вращения органа управления и в то же время сравнительно большой силы.
126
Скорость вращения кривошипа уменьшается по мере увеличения его радиуса. Рукоятки кривошипов изготовляют в зависимости от силы, нужной для переключения, либо для одной, либо для двух рук. Для более точной установки плечо кривошипа для одной руки удлиняют за вал (рис. 72, в) или же комбинируют кривошип с маховичком, т. е. рукоятку кривошипа монтируют в ободе маховичка. Одноручные кривошипы рассчитывают на длительную работу с оптимальной силой на рукоятке кривошипа 3—6 /сГ, в зависимости от размера кривошипа и рода машины, а двуручные кривошипы — на силу в 10—15 кГ. Рукоятки кривошипов для работы двумя руками должны вращаться на цапфе. Для одноручных кривошипов это не рекомендуется. Важное значение для кривошипов этого типа имеют форма, длина и характер поверхности рукоятки; последняя должна быть тщательно обработанной, гладкой.
Зависимость между длиной плеча кривошипа и скоростью вращения его указана в табл. 18.
Таблица 18
Зависимость между длиной плеча кривошипной рукоятки и скоростью вращения кривошипа
Максимальная скорость вращения в об/мин
260
270
275
255
235
185
140
Приблизительная длина плеча кривошипа в мм
30
40
60
100
140
240
580
Для того чтобы иметь представление о количестве оборотов, выполняемых кривошипом, целесообразно бывает применять показатель положения управляемой детали машины или счетчик оборотов (см. рис. 75). С точки зрения охраны труда необходимо, чтобы кривошипная рукоятка сохраняла положение, в котором она установлена оператором (т. е. чтобы она была самотор-
■а-
Ег
h
250-350 -
э
Г*00-500~
а) Ь)
Рис. 70. Кривошипные рукоятки, предназначенные для управления двумя руками одного (а) или двух (б) мужчин
Рис. 71. Рекомендуемая высота кривошипа над уровнем пола
127
мозящейся), или чтобы она имела механическую блокировку, например, с помощью защелки и т. п.
Кривошипные рукоятки для управления одной рукой должны быть расположены так, чтобы ось вращения кривошипа была перпендикулярна фронтальной плоскости фигу-^ ры оператора и находилась на высоте от 940 до 1000 мм над уровнем пола. Кривошипы для управления двумя руками или четырьмя (т. е. двумя рабочими) лучше всего располагать в боковом положении (т. е. так, чтобы рукоятка кривошипа была параллельна фронтальной плоскости фигуры оператора); при этом ось вращения кривошипа должна находиться на высоте от 1000 до 1100 мм.
Рис. 72. Кривошипные рукоятки для управления одной рукой. Форма а рукоятки неправильна; рекомендуются формы б и в; рукоятка формы в делает возможной более точную установку соответствующей части машины.
12.5. Рукоятки-воротки
Рукоятки-воротки удобны в тех случаях, когда требуются быстрые повороты на 360° или на несколько полных оборотов, или же для управления передачами, преобразующими вращательное движение в поступательное, и при относительно больших силах переключения (например, для подачи сверла от руки в исходное положение — начала рабочей подачи, для быстрого перемещения суппорта, для вращения силовых винтов и т. п.).
Соотношения между действующими силами здесь аналогичны силовым соотношениям у рычагов. Физиологические аспекты должны учитываться главным образом при конструировании рычага; в этом отношении сохраняет силу все то, что было сказано о рукоятках рычагов.
Наиболее целесообразное положение воротка это торцовое (ось вращения горизонтальна и перпендикулярна к фронтальной плоскости фигуры оператора), причем Рис. 73. Пределы величи- ось воротка должна быть расположена
ны воротка и минималь- на такой высоте над полом, чтобы рабо- ные размеры, характери- „ г
зующие зону обслужива- чии стоя мог Доставать плечо воротка в ния его нижнем положении последнего свободно
128
опущенной рукой, не наклоняя туловище (рис. 73). При вертикальной оси вращения воротка выгоднее всего располагать ось на высоте локтей.
12.6. Маховички и штурвалы
Маховички (рис. 74—77) удобно применять там, где требуется медленное вращение (при скоростях до 10 об/мин) и точный поворот на определенную часть окружности или же, где сила, необходимая для переключения, настолько велика, что не допускает применения поворотной кнопки (головки), управляемой одной рукой, или рычага.
Наиболее целесообразные значения диаметра маховичка (для поворотов) и соответствующие оптимальные значения силы, требуемой для поворота маховичка при различной высоте его над полом, приведены в табл. 19, а наибольшие допустимые значения силы для поворота маховичков различных диаметров — в табл. 20.
Иногда маховички снабжают ручкой (рис. 75), благодаря чему в одном органе управления используются преимущества и кривошипа, и маховичка, т. е. обеспечиваются быстрота вращения и точность установки положения (позиционирования) (см. раздел 12.4).
Интересные опыты с органами управления трех указанных видов — маховичками, кривошипными рукоятками и воротками— проводились в научно-исследовательских институтах США во время второй мировой войны. Изучались быстрота точной установки контрольного стрелочного указателя, связанного с органами управления различных типоразмеров, т. е. с органами управления различной величины (диаметра), смонтированными в различных положениях на машине (стенде) и при различных величинах момента сопротивления вращению. Результаты этих испытаний пересчитаны на метрическую систему мер, и график разработай согласно данным, приведенным в журнале «Machine Design»,
Рис. 74. Образцы новых форм различных маховичков завода «lElitex» в Либер- це (дизайнеры — Рихтер, Коуба и Юрасек — Richter, Kouba, Jurásek)
9 Заказ 634 . 129
Рис. 75. Маховички с ручкой и с фасонным с внутренней стороны ободом для более надежного захвата маховичка рукой (дизайнер — И. Ондрсйович, J. Ondrejovič, Научно-исследовательский институт механизации и автоматизации VHMA)
сентябрь 1949 г.; они приведены в сконцентрированном виде на рис. 76.
Таблица 19
Таблица 20
Наиболее целесообразные значения
диаметра маховичка в мм
и оптимальные величины силы,
требуемой для поворота маховичка,
при различной высоте его положения над полом
Окружная сила на ободе маховичка в кГ
Диаметр маховичка при высоте над полом от 965 до 1220 мм
Окружная сила на ободе маховичка в кГ
Диаметр маховичка при высоте над полом ниже 965 или выше 1220 мм
3,3
152
2,0
254
4
254
2,5
406
6
254
3,5
406
5,5
406
5,5
406
По данным журнала
«Engineering»,
1957.
Наибольшие допустимые значения силы для поворота маховичков различных диаметров
Наибольшая допустимая сила в кГ
Диаметр маховичка в мм
10—20
150
20—30
250
30—40
350
40—50
400
130
На основе ряда исследований были установлены три наиболее целесообразные положения маховичков, они изображены на рис. 77.
Для получения информации о произведенной операции управления, т. е. о величине поворота, о числе сделанных оборотов или о величине выполненного перемещения, присоединяют к
Рис. 76. Графическое изображение зависимостей между величиной органа управления (маховичка, кривошипной рукоятки, воротка), его положением, высотой над уровнем пола, сопротивлением вращению и затратой времени на поворот; на вертикальной шкале указано время па поворот в сотых
долях секунды
9*
131
Рис. 77. Рекомендуемое расположение маховичков
маховичку либо градуированный лимб (кольцо со шкалой), как показано на рис. 75, либо указатель положения, либо счетчик оборотов.
Чтобы маховичок не изменил положения установленной с его помощью части машины в результате случайного его поворота, иногда по соображениям безопасности маховичок, снабженный торцовыми зубьями на ступице, монтируют на оси свободно. Из сцепления с частью, связанной с этой осью, маховичок выводится отжимающей его назад пружиной. Когда ось нужно повернуть, маховичок подают вперед, сцепляя при этом его торцовые зубья с зубьями сопряженной части. После снятия руки с маховичка его сцепление с осью автоматически прекращается.
Поверхность обода маховичка должна быть тщательно обработана, для того чтобы она не повреждала кожу ладони оператора.
Особую категорию деталей управления этого рода образуют штурвалы автомобилей, самолетов и некоторых других нестационарных машин. К форме этих штурвалов и их размещению предъявляются особо высокие требования как с точки зрения удобства управления ими, так и с точки зрения безопасности против травмирования и устранения вибраций и сотрясений, вызываемых сотрясениями управляемой машины (см. рис. 49). По Вудсону (Woodson, «Human Engineering», Univ. of California, 1956), сила на ободе штурвала, необходимая для управления им, составляет 10—15 кГ.
12.7. Поворотные кнопки (ручки, головки)
Поворотные кнопки (поворотные ручки, головки; рис. 78) требуют для управления ими (вращения), лишь небольшой силы— от 0,5 до 5 кГ: Они служат для точного позиционирования («дорегулировки»), для выполнения некоторых арретирующих функций, а также переключений.
132
Поворотные кнопки выпускаются двух основных размеров: а) для захвата двумя или тремя пальцами и б) для захвата всей рукой.
Они имеют самые разнообразные формы, и к ним предъявляются следующие психофизиологические и другие требования.
Кнопки должны: а) обеспечивать надежный захват их рукой (не должны ни давить на руку, ни скользить в ней); б) легко переключаться и сохранять установленное положение; в) резко контрастировать с поверхностью панели или машины; г) установленное и занимаемое кнопкой положение и характеристика
010 Максимальная сила 1нГ
Рис. 78. Правильное исполнение и рекомендуемые значения силы вращения поворотных кнопок (ручек, головок)
сь
с:
•«о
£'í
* i 2 1 !.0 г°>
-А. V \ \ чЧОчС-О?
020-50
Неправильно j min 1,5
133
(показатель) этого положения должны быть видны с первого взгляда.
Обычно поворотные кнопки изготовляют из пластмасс различных цветов и придают им различную форму, особенно кнопкам предметов народного потребления, измерительных приборов и т. п. Иногда поворотные кнопки совершают и поступательные движения как, например, кнопки потенциометров.
12.8. Нажимные кнопки
Детали управления этого вида (рис. 79—80) изготовляются для управления пальцем, всей рукой или ногой. Кнопки, управляемые пальцем или ногой, должны иметь надежный самовоз- врат в исходное положение. Это значит, что после того, как давление с кнопки снято, она должна автоматически возвращаться в исходное положение, если только она не связана с другими
Ö
Сбетящиеся
кнопки
А-А
Рис. 79. Нажимные кнопки для управления одним пальцем; принципы правильного исполнения и расположения таких кнопок, рекомендуемые усилия переключения. Расстояние между кнопками не должно быть меньше 20 мм, чтобы исключить возможность одновременного нажатия двух кнопок одним пальцем. Рекомендуется, чтобы сила давления на кнопку не превышала 2 кГ (4 кГ при нажатии кнопки большим пальцем)
134
кнопками, например, так, что при нажатии на одну кнопку выскакивает другая, причем положение каждой кнопки одновременно указывает ее функциональное состояние.
Нажимные кнопки, управляемые палвадм (рис. 79), имеют круглое или квадратное сечение. Их поверхность должна быть достаточно большой и иметь такую форму, чтобы прикосновение пальца к ней было приятным. Если несколько таких кнопок необходимо расположить рядом, то между соседними кнопками должно быть оставлено достаточное расстояние (не менее 20 мм). Чтобы облегчить различение кнопок, расположенных в большом количестве близко друг к другу, рекомендуется придавать им различную форму, варьировать их цвет, а иногда и размеры. Глубина вжатия кнопки составляет 3—8 мм.
Функциональное обозначение нажимной кнопки должно быть помещено не на ее верхней поверхности, а на щитке, над кнопкой, чтобы, уже приложив палец к кнопке, оператор мог проверить, собирается ли он нажать именно нужную кнопку. Поскольку по положению кнопки не всегда можно узнать, включена ли она или выключена, необходимо там, где невозможно непосредственно видеть результат операции управления (разгон или торможение машины и т. п.), дополнить кнопку сигнальной лампочкой, зажигающейся при включении кнопки. Промышленность выпускает также светящиеся кнопки, для которых не требуется специальной контрольной лампочки. В зависимости от функционального назначения нажимной кнопки выбирают цвет контрольной лампочки (светового сигнала). На панели или на машине нужно кнопки разместить так, чтобы они своим положением показывали направление движения (вращения). Неправильно, например, поместить нажимную кнопку, посредством которой включается движение вверх, внизу или расположить с правой стороны кнопку, включающую движение влево, и т. п. Сила, нужная для нажатия кнопки одним пальцем, не должна превышать 2 /сГ, а если кнопка будет нажиматься большим пальцем—4 кГ\ конец движения (вжатия) нажимной кнопки должен сигнализироваться щелчком. Одной из возможностей обеспечения быстрой ориентировки в назначении кнопок, расположенных на панели, является схематическое изображение схемы или ее части, или же движений, которыми управляют отдельные кнопки, на верхней части панелей, как это показано на рис. 114 и 205.
Для переключения нажимных кнопок, управляемых всей рукой (ладонные кнопки, рис. 80), требуется значительно большая сила — она может достигать 15 кГ. Обычно эти кнопки перемещаются и в исходное положение силой всей кисти. При оформлении такой кнопки необходимо обеспечивать достаточную опорную и захватную поверхность и достаточное расстояние между краем ручки и стенкой панели или прибора* чтобы ее было удобно ухватить. Величина перемещения (глубина вдавливания) ладонной
135
кнопки составляет от 10 до 50 мм. В тех случаях, когда имеются основания опасаться возможности случайного пуска машины, рекомендуется по контуру панели или стенки машины делать борт высотой до уровня верхней поверхности нажимной кнопки, как это показано на рис. 79. Это относится к кнопкам обоих типов. При применении ладонных кнопок рекомендуется, чтобы машина включалась вытягиванием (движением на себя) кнопки, для чего требуется большая сила; при этом уменьшается возможность случайного пуска машины, а тем самым и опасность травмирования.
Нажимные кнопки, управляемые ногой, в большинстве случаев нажимают ступней, иногда боковой стороной стопы, а иногда и коленом. Сила, необходимая для переключения нажимных кнопок, управляемых боковой стороной стопы или коленом, не должна превышать 1 кГ. Там, где требуется перемещать ступню с опоры на нажимную кнопку, опора и кнопка должны лежать в одной плоскости.
У автоматизированных машин и прочего оборудования органами управления являются чаще всего именно нажимные кнопки. Большая часть видов таких кнопок вырабатывается и поставляется в качестве стандартизованных агрегатных элементов в различном исполнении, разной величины, изготовляемых из различных материалов, различного цвета и т. д. (см., например, каталог Министерства тяжелого машиностроения ЧССР № 12161, 12135 и др.). Особенно широкий ассортимент нажимных кнопок изготовляется для различных конторских машин, измерительных приборов и тому подобных изделий.
Рис. 80. Ладонные нажимные кнопки. Рекомендуемая сила нажатия (вдавливания) и вытягивания ладонной кнопки не должна превышать 10 кГ при диаметре кнопки 40—70 мм и 15 кГ при диаметре кнопки ~ 100 мм
*2.9. Тяги
Это сравнительно редко применяемые органы управления. Обычно тяга представляет собой стержень круглого или прямоугольного сечения, снабженный на конце ручкой или пуговкой для руки оператора. Физиологические требования в отношении конструкции тяги относятся к форме ее ручки, которую следует выбирать с учетом принципов хиротехники, к выбору высоты тяги относительно руки оператора (при горизонтальном расположении 136
тяги наиболее целесообразная высота ее — на уровне локтей оператора) и к максимально допустимой величине силы переключения, которая не должна превышать 10 кГ\ в каждом отдельном случае нужно решать вопросы конструкции тяги применительно к конкретному изделию, для которого она предназначается.
12.10. Комбинированные органы управления
Иногда один орган управления должен выполнять не одну функцию, а больше. Примером может служить кнопка потенциометра радиоприбора: она используется одновременно и как nö- воротная, и как нажимная кнопка. Другой пример — рукоятка управления у самолета, которая вращается как штурвал, но которую можно также отклонять вперед и назад для управления рулями самолета.
12.11. Кумулированные органы управления
В целях обеспечения большего удобства управления машиной сосредоточивают иногда несколько органов управления в одну группу.
Для примера можно указать на .рулевое колесо автомашины, в котором одновременно встроены нажимная кнопка звукового сигнала (клаксона), орган управления акселератором, а иногда и рычаг переключения скоростей.
В табл. 21 и 22 приводятся некоторые данные о величинах силы, необходимых для управления станками и самоходными машинами.
Таблица 21
Рекомендуемые наибольшие значения силы для управления металлообрабатывающими станками
Частота движении управления в ч
Наибольшая длительность движения в сек
Наибольшая сила (в общей форме)
Сила для управления пуском, торможением, переключениями, передвижениями в кГ
Сила для фиксирования, закрепления положения в кГ
\х
20
X
10
20
\0х
10
х/2
5
10
60л:
5
х/5
2
5
600л:
2
лг/20
0,5
2
По данным Научно-исследовательского института металлообрабатывающих станков (VIJOSO) в Праге.
137
Таблица 22
Сила, необходимая для оперирования органами управления самоходных машин
Орган управления
Сила в кГ
Орган управления
Сила в кГ
Рулевое колесо (штурвал)
10—15
Педаль акселератора . . .
3—5
Рычаг переключения ско¬
Педаль муфты сцепления
17—25
ростей
Ручной тормоз
1—13
10—15
Ножной тормоз
20—30
Поданным Woodson, «Human Engineering», Univ of California, 1956.
12.12. Общие указания по выбору органа управления
При выборе органа управления надо прежде всего учитывать следующее:
а) органы управления, обслуживаемые рукой, обеспечивают большую точность, чем обслуживаемые ногой; б) для быстрого управления с точной дорегулировкой положения можно использовать рычаги, расположенные ближе всего к телу (так как с удалением руки от туловища точность движения рук снижается), или же кривошипные ручки, смонтированные на ободе маховичка (осуществить точное движение посредством одного лишь кривошипа трудно); в) для быстрого управления без точной дорегули- ровки (там, где достаточна сравнительно грубая установка) можно применять рычаг, или кривошипную рукоятку, или педали; г) в тех случаях, когда для данной операции управления достаточны только два положения соответствующего органа (включено— выключено), удобно применять нажимные кнопки, или педали, или рычажные выключатели; д) для медленного движения с точным регулированием положения подходят маховички; их целесообразно применять и там, где удары, возникающие в машине, могли бы «копировать» движения рычага; е) для операций, обычно осуществляемых маховичком, но требующих большей силы переключения, целесообразно применять воротки; ж) для очень точного регулирования или арретирования подходят поворотные кнопки (поворотные ручки, головки).
Общие указания по размещению органов управления. Некоторые замечания по вопросу о размещении различных органов управления относительно оператора, обслуживающего машину, уже приводились выше при описании отдельных типов этих деталей. Обобщая, можно формулировать требования к правильному расположению органов управления следующим образом: все органы управления должны быть расположены так, чтобы оператор, обслуживающий машину или другое оборудование сидя 138
или стоя, мог удобно доставать эти органы, не наклоняясь для этого, во всяком случае, не наклоняясь настолько, чтобы это угрожало его устойчивости на занимаемом им месте.
Для определения правильного расстояния органов управления от оператора (т. е. такого расстояния, при котором он может легко доставать эти детали и манипулировать ими) служат различные соматографические таблицы и антропометрические данные (см. выше, стр. 48), а также техника моделирования, которую особенно полезно применять при подготовке серийного производства дорогостоящих машин, в отношении которых затраты на детальные исследования незначительны по сравнению с общими затратами на производство этих машин, и таких машин, для которых рациональное расположение органов управления особенно важно, так как ошибки в этом отношении могли бы угрожать жизни людей. Для этого необходим обстоятельный анализ работы оператора и всего технологического (производственного) процесса. При этом надо иметь в виду операторов не только среднего роста, но и предельно высокого и предельно низкого роста и т. п. Правильное расположение органов управления в отношении пределов досягаемости их для оператора должно также облегчить манипулирование отдельными органами управления «вслепую», не глядя на них. Этому вопросу стали уделять большое внимание во время второй мировой войны при конструировании военных самолетов, особенно в связи с значительным повышением скорости таких самолетов.
Исследования правильного расположения и размещения деталей управления в кабине пилота производили следующим образом.
В психологической лаборатории помещали над головой пилота на уровне плеч и сиденья круглые мишени, которые почти со всех сторон окружали его. Центры этих мишеней соответствовали точкам, на которых в кабине пилота размещены ручки (захватные части) отдельных органов управления. Во время эксперимента пилот мог глядеть только прямо перед собой, в середину воображаемого предохранительного стекла, и при этом он должен был по указаниям психолога касаться центров отдельных мишеней. Статистическая обработка результатов показывала, где пилот допустил больше всего и где меньше всего ошибок при касании центров мишеней вслепую, не глядя на них. Центров мишеней, расположенных посередине перед грудной клеткой пилота, он при касании вслепую не дотрагивался (т. е. ошибался при этом) только два раза из 100. В отношении мишеней, расположенных слева, выше его головы, пилот уже допускал 12% ошибок. Для мишеней, расположенных справа, выше головы пилота, число ошибок составляло 8%, для мишеней, расположенных внизу справа 5%, а внизу слева 7%. Эти эксперименты показали, что самые важные органы управления должны быть расположе-
139
ны на уровне грудной клетки пилота или чуть-чуть сбоку. Эти опыты показали также, что «правши», а их среди людей больше всего, допускают больше ошибок при касании левой рукой центра мишени, расположенной с левой стороны, чем при касании правой рукой мишеней, расположенных справа. Поэтому конструкторы должны учитывать эту обстоятельство, рассчитывая, что большинство пилотов — это «правши».
Расположение осей органов управления и направления движений управления этими органами должны быть такими, чтобы направление движения каждого из этих органов совпадало с направлением движения той части машины, прибора и т. п., которую данный орган управления пускает в ход.
Со многими движениями, часто выполняемыми человеком, связаны привычные представления об их последствиях; если мы, например, беремся за ручку двери, чтобы ее открыть, мы автоматически поворачиваем ручку вправо, в направлении часовой стрелки. Точно так же мы поворачиваем кнопку радиоприемника вправо, если хотим увеличить громкость передачи, и наоборот. Возникновение таких рефлексов у людей связано с физиологическими и психологическими причинами: так, например, вращать кисть правой руки в направлении часовой стрелки (вправо) из нормального положения покоя кисти — тыльной частью вверх — человеку легче, чем вращать ее против направления движения часовых стрелок. При вращении руки вправо человек развивает несколько большую силу.
Вращать рулевое колесо автомашины вправо для поворота ее влево было бы психологически ошибочным, так же, как наклонять вертикальный рычаг вперед при движении машины или какой-то ее части назад. Для обеспечения безопасности в отношении травмирования необходимо, чтобы движение, с помощью которого человек должен, например, пустить машину в ход или включить электрическую цепь, могло осуществляться только как сознательное действие, связанное с большими усилиями, чем требуемые для выполнения операций остановки машины или для выключения тока, которые, к тому же должны производиться быстрее. По этим соображениям, например, электрические ры-
Рис. 81. Правильное расположение исходного (нулевого) положения рычага при различных расположениях его на машине
140
чажные выключатели устроены так, что для включения надо подать рычаг вверх, а нажимные выключающие кнопки производят включение тока при вытягивании кнопки.
Следовательно, при выборе размещения и расположения органов управления и прежде всего рычагов, выключателей, маховичков, кривошипов и поворотных кнопок необходимо
помнить об указанных обстоя- Рис- 82- Различные расположения ры-
тельствах, так как в зависимо- чагов и тумблеров в пространстве и
эффект переключения их:
сти от положения оси органа (+) _включен£ (_} _ выключе„о управления может изменяться
взаимосвязь между положением или движением этого органа и перемещением управляемой этим органом части машины или же обычно ожидаемым результатом операции управления. Простые примеры' применения этого принципа приведены на нескольких иллюстрациях. Рис. 81 показывает, что нулевое (пусковое) положение рычага должно всегда находиться слева или внизу. На рис. 82 схематически изображено пространственное положение тумблерных выключателей (или рычагов) в кабине управления. Направление нажатия на тумблер должно совпадать с направлением вызываемого этим движения соответствующего узла управляемой машины, устройства и т. п. При нажатии на тумблер, установленный на торцовой стенке, в направлении вверх должно происходить движение узла либо вверх, либо вперед, при
нажатии на тумблер в направлении вниз — наоборот. На рис. 83 схематически изображена аналогичная кабина, но с поворотными кнопками или маховичками или же с воротками и кривошипными рукоятками. Вращение верхнего органа управления влево должно быть связано с движением соответствующего узла вперед точно так же, как вращение передне- „ „ го и нижнего органов управле-
Рис. 83. Различные положения махо- ния вправо. Это же правило ВИЧКОВ И поворотных КНОПОК (пово- ť праошш
ротных ручек) в пространстве и эф- относится и к ускорению или фект переключения их: замедлению движения управ-
(+)—усиление (или ускорение), включе- ЛЯеМОЙ МаШИНЫ ИЛИ ДРУГОГО но; (-,-ослабление^или замедление). оборудования.
141
В отношении металлообрабатывающих станков взаимосвязь между движениями органов управления и управляемых ими узлов станка регламентирована в ЧССР стандартами CSN20 0010 и до 20 0028. К этим проблемам мы еще возвратимся в разделе о взаимосвязях между органами управления и индикаторными приборами *.
При решении вопроса о расположении органов управления важно также помнить, что положение органов управления относительно тела оператора должно быть сообразовано с размещением управляемых машин, приборов и т. п. Это значит, что машины, приборы и их части, расположенные справа от оператора, должны управляться органами управления, расположенными у его правой руки; аналогично, органы управления, расположенные дальше всего от оператора, должны служить для управления машинами или устройствами, наиболее удаленными от рабочего поста оператора и т. д. Это относится и к расположению органов управления на самой машине. Нарушение этого принципа при проектировании машины ведет к тому, что обслуживающему ее оператору приходится занимать неудобные рабочие позы, вредные для его здоровья, а это является причиной частых ошибок в управлении машиной и тем самым причиной увеличения процента брака, ухудшения качества работы, увеличенйя простоев, а иногда и повышения травматизма.
* В СССР имеется аналогичный стандарт ГОСТ 9146—59, «Направление движений в станках. Направление вращения маховичков и поворотных рукояток для перемещения элементов станка». Прим. ред.
• 13. Конструкции индикаторов
и целесообразный выбор их
С развитием механизации и автоматизации технологических процессов в самых различных отраслях, включая транспорт, уменьшается роль физических операций по управлению машинами и другим оборудованием, обслуживание их во все большей степени выполняется управляющими и контрольными устройствами и приборами. Функции оператора при этом в значительной степени сводятся к наблюдению за работой ряда различных указывающих и сигнализирующих приборов, называемых. индикаторными приборами и устройствами, или, короче, индикаторами.
Наибольшее количество индикаторов используется там, где автоматический контроль за ходом технологического процесса связан с дистанционным сообщением на пульт или панель (щит) управления информации о показаниях тех или иных приборов, но где управление и регулирование процесса производятся вручную. При комплексной автоматизации количество индикаторов уменьшается, так как автоматическое оборудование производственного агрегата или всего производства автоматически не только контролирует ход технологического процесса, но и регулирует его, так что оператор уже не нуждается в информации о всех технологических параметрах. Однако и при комплексноавтоматизированном производстве управляющим работникам требуется некоторая информация о работе и производительности производственного оборудования, а главное — они должны быстро получать информацию о возникших неполадках и о месте, где они произошли. Таким образом, даже комплексная автоматизация ни в коем случае не оттесняет значение индикаторов на задний план.
Конструктор должен быть знаком с проблемами оснащения проектируемых машин индикаторными приборами и устройствами с двух точек зрения. С одной стороны, он обязан правильно сконструировать индикаторы для обеспечения быстрого и точного отсчета показаний (помимо других требований); эта задача обычно решается конструкторами — специалистами соответствующих специализированных заводов. С другой стороны, конструктор должен уделять достаточное внимание правильности выбора типов и числа индикаторов для наблюдения за определенным
143
технологическим процессом и правильному размещению этих индикаторов на пульте или панели управления. Выбор надлежащих индикаторов, определение их числа и места их расположения является делом проектировщика или конструктора технологического оборудования.
Решение конструкции отдельных индикаторов, выбор нужных типов и правильного размещения их должны опираться на данные исследований в области физиологии и психологии труда.
По признаку органов человеческого организма, воспринимаю-, щих информацию от индикаторов (с точки зрения сенсорной связи человека с индикатором) можно подразделить индикаторы на следующие основные группы: а) оптические; б) акустические (звуковые); в) тактильные; г) обонятельные.
13.1. Оптические индикаторы
Физиологические требования к индикаторам этой группы вытекают из специфики зрительных органов и нервной системы. Это значит, что индикаторы этой группы должны обеспечивать легкий, быстрый и надежный отсчет показаний индикаторного прибора с минимально возможными погрешностями. При этом надо различать три вида наблюдений за показаниями индикаторов. При контрольном отсчете наблюдают только за соблюдением заданных или предписанных значений соответствующих параметров независимо от абсолютного уровня этих данных или от хода процесса. Так, например, когда наблюдают только за отклонениями от заданных значений, то неважно, находится ли данная машина или устройство под током или нет, открыт ли клапан или закрыт, работает ли это оборудование или находится в состоянии покоя, достигнуто ли предельное значение температуры, давления и т. п. Контрольный отсчет может иметь предупредительную цель, т. е. может предупреждать об опасности.
Также и при качественном отсчете или при отсчете (контроле) направления не требуется точное определение абсолютного значения наблюдаемого параметра — важно только определить направление отклонения его от заданной величины или же констатировать качественное изменение его. Такой отсчет имеет место, например, когда нужно установить, движется ли данный механизм в том или в другом направлении, находится ли мгновенное значение наблюдаемого параметра (температуры, давления, вакуума, расхода жидкости и т. п.) выше заданного предела или ниже его, возрастает ли этот параметр или уменьшается и т. п.
При количественном отсчете важное значение имеет прежде всего точное констатирование величины наблюдаемого параметра (температуры, давления, количества жидкости в баке, напряжения тока). Этот вид наблюдения за показаниями индикаторов 144
имеет наиболее важное значение и потому чаще всего является предметом исследований.
В связи с этими различными видами наблюдения за величинами контролируемых параметров получили развитие пять основных типов оптических индикаторных приборов.
13.1.1. Сигнализаторы
Индикаторы этого вида обычно бывают либо механическими, либо световыми.
Механические сигнализаторы — это клапаны, стрелки, рычажки соответствующей формы и т. п. устройства, подающие сигналы изменением своего положения — отклонением в сторону или перемещением вперед, поворотом и т. п. Для того чтобы положение таких сигнализаторов было особенно хорошо видно, механические сигнализаторы окрашивают в соответствующий цвет применительно к действующим правилам о применении различных цветов окраски для тех или иных целей. Иногда целесообразно применять для этого флуоресцирующую краску или же краситель, обладающий очень хорошей отражающей способностью. К числу механических сигнализаторов можно отнести и такие индикаторные приборы, как показатель уровня US1 № '12 921 по каталогу Министерства тяжелого машиностроения ЧССР. Эти индикаторы или указатели положения служат для сигнализации положения выключателей или для указания положения вентилей в трубопроводе. Такие указатели положения поставляются промышленностью в цилиндрическом исполнении диаметром 40 мм и длиной 134 мм. Их можно монтировать на плитах толщиной до 40 мм. Внутри втулки такие указатели имеют белый диск с черной полосой, положение которой изменяется в зависимости от включения или выключения цепи электрического тока.
Световые сигнализаторы — это чаще всего сигнальные лампочки с колпачками различного цвета. При выборе цвета световых сигналов конструктор должен руководствоваться действующими стандартами. Стандарт CSN 34 0170 «Правила по применению цвета световых сигналов в электрическом и энергетическом оборудовании» (1961 г.) предписывает применять следующие цвета:
зеленый — для нормального состояния покоя (электрическое оборудование обесточено, переключатель выключен и т. д.);
красный — для нормального рабочего состояния (оборудование находится в работе, двигатель работает и т. д.);
желтый — для экстраординатного рабочего или критического состояния (превышены максимальная допустимая температура, максимальное допустимое давление и т. д.);
синий — для информационных сигналов (достигнуты требуемые значения параметров и т. п.).
Ю Заказ 634
145
Для сигнализации экстраординарного (критического) состояния посредством желтой сигнальной лампы целесообразно пользоваться мигающим световым сигналом с частотой от 2 до 20 миганий в 1 сек или же комбинировать световой сигнал с акустическим (гудком, звонком).
Световые сигнализаторы на приборных досках автотранспортных машин следует конструировать, руководствуясь стандартом CSN 30 5000 «Измерительные и контрольные приборы на приборной доске автотранспортных средств» (1960 г.). Стандарт предусматривает следующие цвета сигналов в зависимости от назначения последних:
оранжевый — наблюдение за работой указателей направления;
синий — наблюдение за работой внешнего освещения;
красный — наблюдение за зажиганием (состоянием зарядки аккумуляторов);
зеленый — наблюдение за давлением смазочного масла;
желтый — наблюдение за чрезмерным нагревом двигателя.
В этом стандарте установлен также способ размещения цветовых сигналов на приборной доске. Не регламентирована, однако, яркость светового сигнала. Для ориентации конструкторов можно указать, что яркость сигнальных ламп должна быть в пределах от 50 до 200 нитов *, причем нижний предел (50 нт) рекомендуется на основе результатов исследований для сигнальных ламп, сигнализирующих состояние покоя, а верхний предел (примерно 200 нт) рекомендуется для сигналов критического, аварийного и т. п. состояния.
При конструировании металлообрабатывающих станков чехословацкие конструкторы должны учитывать положения подготовляемого к изданию стандарта «Цветовая световая сигнализация для металлообрабатывающих станков», относящегося ко всем металлообрабатывающим станкам, в том числе и к станкам поточных и автоматических линий. Цветные сигнальные лампы, регламентируемые этим стандартом, могут быть расположены как на самих станках, так и на пультах или панелях управления. Зеленая сигнальная лампочка сигнализирует о готовности всех функций механизма (суппорт находится в исходном положении, фиксатор оттянут и т. п.), синяя сигнализирует о достижении заданного значения параметра или о том, что смазочные насосы работают, что операции закончены и т. п., желтая — об экстраординарном, критическом или аварийном состоянии (перегружен двигатель, опустел магазин и т. п.)**.
* Нит (нт) — единица яркости в системе единиц МКСС.; в системе СИ единица яркости стильб (сб)\ 1 «г — 10-4сб = 10~4 св/см2. Прим. ред.
** В СССР для металлорежущих станков приняты следующие правила применения цветов сигнальных ламп: красный цва является запрещающим 146
Другим видом световых сигнализаторов являются прозрачные светильники коробчатой формы с прямоугольной или квадратной передней стенкой из матового стекла различного цвета или же с изображенным на стекле символом, четко видимым после того, как лампочка внутри сигнализатора зажигается, и т. п. Также и этот тип сигнализаторов нормализован, и их можно заказывать — № 12920, по каталогу MTS 01 Министерства тяжелого машиностроения ЧССР. Эти лампочки служат для сигнализации различных положений выключателей и различных состояний электрообрудования, иногда и для других целей.
Сигнальные лампочки применяются также в таких схемах производственного оборудования на настенной панели или на пульте управления, на которых отдельные агрегаты или транспортеры показаны не только рисунком, но и сигнальными лампами, зажигающимися, когда данный агрегат и т. п. начинает работать.
Особым видом световых сигнализаторов являются световые цифровые табло, у которых система лампочек связана с системой цифр или букв, которыми они сигнализируют различные производственные показания, например, в прокатном цехе род слитка, выдаваемого из печи на стан, и т. п. К числу сигнализаторов можно отнести также различные химикаты, изменяющие свой цвет при изменении температуры и т. п. Например, фирма Duval &. Со. в Бремене (ФРГ) поставляет бумажные полоски, которые при достижении определенной температуры изменяют свой цвет в течение доли секунды. Такие бумажные полоски поставляются для диапазона температур от 37,8 до 243° С.
13.1.2. Электронно-лучевые трубки
Сигнализаторы этого вида применяются главным образом в осциллографах и в промышленном телевидении. Конструирование этих сигнализаторов является делом соответствующих специалистов, а конструктор и проектировщик машин и тому подобного оборудования должны только знать, для каких целей следует применять эти сигнализаторы и как правильно разместить их. Расстояние электронно-лучевой трубки от глаз наблюдателя должно быть не меньше 500 мм, а плоскость этой трубки должна быть приблизительно перпендикулярна к оси наблюдаемого изображения. Использование промышленного телевидения имеет большое значение также и для защиты здоровья операторов, поскольку оно дает возможность наблюдать за опасными технологическими процессами с безопасного расстояния.
и предупреждающим об аварии; зеленый цвет — разрешающий и информирующий о выключенном положении механизма и т. п.; синай цвет — для сигналов «ВНИМАНИЕ!» и означает включенное положение механизма, предупреждение о включении вводного выключателя и т. п. Цвета других сигналов не нормализованы. Прим. ред.
10* 147
13.1.3. Циферблатные индикаторы
Эти индикаторы применяются чаще всего. К конструкции этих приборов предъявляются серьезные физиологические и психологические требования. Конструкция циферблатов зависит от формы шкалы, которая должна быть плоской (горизонтальной, вертикальной) или располагаться на кривой поверхности. Стрелка циферблата указывает мгновенное значение наблюдаемого параметра и изменение его величины; поэтому циферблаты индика: торов предназначены для количественного отсчета, но могут служить также для контрольного и для качественного отсчета. Количественный отсчет показаний по циферблату или по шкале — это не простой психологический процесс: наблюдатель должен определить положение стрелки интерполяцией, и точность этой интерполяции как раз и является критической проблемой отсчета и конструирования шкал.
Правильность конструкции циферблатов зависит от следующих факторов:
а) от правильного выбора величины и надлежащего исполнения шкалы (от ее формы, штрихов и делений и от правильности расположения начала шкалы, т. е. нуля); б) от исполнения цифр (типа, формы, величины и толщины линий); в.) от формы и цвета стрелки; г) от общего цветового решения циферблата.
Правильность конструкции циферблата следует, конечно, оценивать с точки зрения той цели, для которой данный циферблат предназначен.
Правильное исполнение шкал циферблатов. Существенное влияние на четкость (удобочитаемость) шкал имеет величина интервалов между штрихами, поскольку именно интервал влияет сильнее всего на способность к зрительной интерполяции. Эта проблема была подвергнута тщательному изучению. Ниже приводятся основные результаты исследований, проводившихся лабораторией Гопкинса в Принстоне (США). Испытания точности зрительной интерполяции проводились при чтении на расстоянии от 508 до 762 мм (от 20 до 30 дюймов); результаты этих испытаний приведены на графике рис. 84. На нем показаны относительные и абсолютные погрешности при зрительной интерполяции в зависимости от величины интервала между штрихами. Относительная погрешность (кривая а) очень значительна при малых интервалах,, но с увеличением интервала она постепенно уменьшается; при величине интервала больше 10—15 мм относительная погрешность остается почти, постоянной и составляет ~4,4%. Напротив, величина абсолютных ошибок (кривая б) сильно возрастает при длине интервала больше 15 мм, постепенно снижается при величинах интервала меньше 15 мм и становится почти неизменной при предельном значении интервала 0,3 мм. Возможно, что величина абсолютных ошибок была бы еще меньше, если бы 148
±10
мм
is
3
Cb
§
3
О)
V
0 1 5 10 50 100 ММ
ИнтерВал деления-расстояние между штрихами
Рис. 84. Влияние расстояния между штрихами шкалы циферблата на точность отсчета
глаза наблюдателя не уставали от долгого наблюдения за шкалами или циферблатами. Для шкалы с интервалом делений 10 мм* средняя ошибка отсчетов равна 0,5 мм, т. е. 5% величины интервала (см. рис. 84).
Точность и быстрота отсчета изменяются и при интерполяции значений, указываемых штрихами промежуточных делений. О целесообразном количестве этих штрихов можно в основном сказать, что чем меньше этих делений, тем быстрее можно сделать отсчет. С увеличением количества штрихов повышается точность интерполяции, но вместе с тем пропорционально уменьшается быстрота отсчета. По данным исследований различных специалистов, например Мюреля (К. F. Н. Mu rel 1), Лаури (W. D. Lauri), Крживоглавого (J. К г i v о h 1 a v у) и других, оптимальное количество промежуточных делений (между двумя соседними оцифрованными делениями) равно 5 (в виде исключения 4) или 10 (рис. 85). Выбор шага между промежуточными штрихами зависит от расстояния наблюдателя от шкалы, т. е. от обеспечения достаточного угла зрения. Указываемый.некоторыми специалистами угол зрения 2' как нижний предел этого угла представляется нам слишком малым: это значило бы, что для отсчета с расстояния от шкалы 0,5 м можно было бы брать шаг штрихов равным 0,3 мм.
Проверенные на практике данные об удовлетворительном соотношении между расстоянием от шкалы при отсчете и шагом ее делений приведены в табл. 23.
Шаг делений и требуемый диапазон шкалы в большинстве случаев определяют и величину шкалы, следовательно, и циферблата.
149
в 10 10 30
0
lnul
10
III llllllll
20
111111
30
llllllll
0
I,
5
I i I I I
10
I I II
15
lJj
0
III
10
I 1 I II I
10
ili
30
ml
0
L
M
I I I I I
SO
I I I I
120
lL
0
Lu
LL 1 1 1 1
1
jJa
jjjJ
0
L
25
I I I I I.
50
iuL
uu
a) S)
Рис. 85. Виды градуировки шкал: а — рекомендуемые; б — неправильные
На качество отсчета по шкале влияет также и цена деления (т. е. мм, м3, кГ, ат и т. п.) на миллиметровой шкале. С ценой деления тесно связана оцифровка делений шкалы; правильное и неправильное с этой точки зрения исполнение шкал показано на рис. 85. Наиболее удобочитаемы шкалы, на которых деления оцифрованы числами 1, 2, 3, 4, 5 или 10, 20, 30, 40 и т. д. Деления на шкале обычно бывают линейными — равномерными, реже — нелинейными (например, квадратическими, логарифмическими или др.).
При необходимости обозначения деления шкалы несколькими цифрами целесообразнее всего писать числа в виде произведений, причем множитель должен быть четко обозначен на циферблате.
Длина оцифрованных штрихов на шкале должна быть в 1,5— 2 раза больше длины коротких, неоцифрованных штрихов, кото-, рая должна быть примерно равна шагу последних (т. е. длине
Таблица 23
Рекомендуемые соотношения между расстоянием наблюдателя до шкалы и интервалом между делениями шкалы
Максимальное расстояние в м
Наименьшая величина интервала между делениями в мм
Максимальное расстояние в м
Наименьшая величина интервала между делениями в мм
0,5
1,5
4,0
12,0
1,0
3,5
5,0
15,0
1,5
5,0
6,0
20,0
2,0
6,5
8,0
25,0
2,5
8,0 . i
10,0
30,0
3,0
10,0 1
1
150
It
t
a a a H—
Рис. 86. Рекомендуемые размеры штрихов на шкалах
интервала между этими штрихами; рис. 86). Слишком длинные штрихи, так же как и длинные линии, соединяющие верхние кон- ты штрихов, ухудшают удобочитаемость шкалы (сравн. рис. 87, а и б).
Толщина длинных штрихов должна быть равна толщине цифр, а толщину коротких штрихов следует брать равной 7г или 2/3 толщины длинных штрихов. Другие авторы рекомендуют принимать толщину оцифрованных штрихов равной от 5 до 10% интервала делений, а толщину неоцифрованных штрихов равной 2А толщины оцифрованных.
Форма и положение шкал также имеют важное значение для удобочитаемости циферблата. Шкалы могут быть прямыми или кривыми (круглыми в виде замкнутого круга или незамкнутого с большим центральным углом, полукруглыми, квадратными); прямые шкалы могут быть горизонтальными или вертикальными. С психологической точки зрения иногда более целесообразными являются вертикальные шкалы, так как движение стрелки вверх связано с представлением о повышении значения соответствующего параметра, тогда как на круглой шкале в правой половине ее стрелка опускается, когда величина наблюдаемого параметра возрастает. Впрочем, опыты показали, что это обстоятельство не имеет важного значения.
С точки зрения конструкции шкала может быть неподвижной, а стрелка подвижной или же, наоборот, подвижной может быть шкала, а неподвижной стрелка. Исполнение, форма, положение и движение шкалы влияют на точность отсчета. В частности, эту зависимость исследовал Слейт (R. В. Sleight); результаты его опытов приведены на рис. 88. Чтобы точность отсчета при проведении этих экспериментов зависела только от формы циферблата,
Рис. 87. Исполнения шкал:
а — правильное; в — неправильное (соединять верхние концы штрихов не рекомендуется, так как ято понижает скорость и точность отсчета)
и io го зо о ю го
*)
151
Рис. 88. Влияние формы шкалы на точность отсчета.
Обозначенные на рисунке проценты указывают долю ошибочных отсчетой, выявленную путем экспериментов. По статье Sleight R. В., «The Effect of Instrument Dial Shape on Legibility», «J1. of Applied Psychology», 1948
он выбрал для всех шкал одинаковое расстояние между штрихами.
Наибольший процент ошибок в точности отсчета, а именно 35,5%, получился при отсчетах по вертикальной шкале, меньшее относительное число ошибок — 27,5% —при горизонтальной 'шкале, 16,6% ошибок — при полукруглой шкале, 10,9% ошибок — при круглой шкале, а наименьший процент ошибок в точности отсчета — 0,5%—получился при отсчете показаний на шкале, движущейся мимо открытого окошка. Это объясняется тем, что в последнем случае наблюдатель видит только два или три числа (не рекомендуется, чтобы в окошке было видно только одно число, рис. 89), а при этом возможность ошибки мала. Циферблаты этого типа подходят только для наблюдения за мало изменяющимися параметрами; для наблюдения динамических процессов,
при которых параметры изменяются быстро, удобнее индикаторы с неподвижной шкалой и движущейся стрелкой.
В целях экономии места (при слишком больших шкалах) круглые шкалы заме-
£0
Рис. 89. Рекомендуемое (а) и неправильное (б) исполнение смотровых окошек у закрытых круговых циферблатов. Отсчет производится быстрее и точнее, если в окошке видно больше одного числа, по не больше двух-трех
152
Рис. 90. Двойной многооборотный циферблат нецелесообразен, так как при отсчете на таком циферблате наблюдатель часто допускает ошибки
Рис. 91. Сочетание цифер блата со счетчиком; рекомендуется вместо многообо ротного циферблата
няют многооборотными циферблатами с двумя шкалами, как показано на рис. 90. Однако такие циферблаты бывают источником частых ошибок, поэтому в таких случаях чаще всего комбинируют круглые циферблаты со счетчиками, благодаря чему достигается большая точность и надежность отсчета. Пример такого сочетания показан на рис. 91.
Положение нуля не оказывает особого влияния на точность и быстроту отсчета* по шкале. Все же рекомендуется располагать начало шкалы (у круглых циферблатов) либо в месте, соответствующем цифре 12 на циферблате часов, либо же в нижней части окружности циферблата, как показано на рис. 92, б.
Важно, чтобы в случае размещения нескольких циферблатов на одном пульте положение нуля на шкалах Bčex циферблатов было одинаковым. Если же необходимо следить за соблюдением определенных заданных значений параметров, то целесообразнее расположить циферблаты так, как показано на рис. 93, б. Это облегчает обнаружение отклонений параметров от заданных значений.
а)
6)
Рцс. 92. Неправильное (а) и рекомендуемое (б) расположения начала (нуля) шкалы
153
а)
ó)
Рис. 93. Неправильные (а) и рекомендуемое (б) расположения меток для быстрого контроля за соблюдением заданных значений параметров в тех случаях, когда па одном пульте размещено несколько циферблатных индикаторов
Выполнение циферблатов оказывает влияние на удобочитаемость и легкость отсчета показаний. Удобочитаемость (четкость) отдельных цифр уменьшается в следующем порядке: 1, 7, 0, 4, 3, 2, 9, 6, 5 и 8. Факторы, влияющие на четкость отдельных цифр, детально изучал Бергер (Berger), который считает, что угол у цифр 2, 7, 9 и 6 следует выбирать 45° (рис. 94), цифру 4 вверху замыкать, длину горизонтальной линии вверху цифры 5 принимать равной ширине цифры, а длину горизонтальной линии посредине цифры 3 — половине ширины цифры.
Требуемая высота цифр зависит от расстояния, с которого их будут читать (рис. 94). Не следует применять сочетания толстых и тонких линий. Для черных цифр на белом фоне отношение высоты цифры к толщине ее линий должно быть ~6 : 1, для белых цифр на черном поле и для флуоресцирующих цифр — не больше 10:1. Подсвечиваемые цифры следует изображать еще более тонкими линиями (указанное отношение размеров от 30: 1 до 40:1). Увеличение высоты цифр без увеличения их ширины (получаются высокие узкие цифры) ничего не дает для улучшения удобочитаемости. В качестве наиболее целесообразного отношения высоты цифр к ширине рекомендуются, с точки зрения удобочитаемости, отношения от 3:2 до 1 : 1, в особенности более 154
123456789Q
Ъ/к a.b = 2.3
а а/2
12345
Дальность отсчета
Рис. 94. Правильные формы цифр на циферблатах, толщина их линий и другие размеры при различных значениях дальности отсчета (расстояниях наблюдающего от шкалы)
Рис. 95. Расположение цифр на шкалах: а — неправильное; б — рекомендуемое
близкие к 1:1. Необходимо, чтобы интервалы между от- дельными цифрами были равны примерно половине ширины цифр. Правильные формы цифр, удовлетворяющие их приведенным выше принципам, показаны на рис. 94. Научно- исследовательский институт безопасности труда Центрального совета профсоюзов ЧССР рекомендует на основе результатов своих исследований применять для циферблатов наиболее удобочитаемые цифры — типа GILL (полужирный шрифт).
Если нет возможности хорошо освещать циферблат, то рекомендуется покрасить цифры флуоресцирующим красителем.
Важное значение имеет правильное расположение цифр на шкале. Варианты хорошего и плохого расположений цифр на шкалах показаны на рис. 95. Для вертикальных шкал рекомендуется располагать цифры на левой стороне шкалы, для горизонтальных— под шкалой. Особое внимание надо уделять расположению цифр относительно стрелки с тем, чтобы стрелка не закрывала цифры. Нельзя забывать и о необходимости того, чтобы между числами над отдельными штрихами оставалось достаточное расстояние; в зависимости от положения шкалы это расстояние должно соответствовать либо ширине, либо высоте цифры.
Иногда надо дополнять шкалу циферблата различными буквенными и другими знаками (метками) или же краткими пояснительными пометками (рис. 96). Наиболее удобочитаемы строчные буквы. Для малых букв отношение высоты буквы к толщине ее линий должно быть больше; хорошую четкость имеют буквы с отношением этих размеров от 4: 1 до 6: 1.
В отношении проектирования различных знаков (меток) на циферблатах следует напомнить, что символ (знак) получается более четким, если поместить его на достаточно большой свободной площади или снабдить его рамкой. Доктор Крживоглавый (J. Krivo hlavy) резюмировал результаты проведенных им экспериментов, относящихся к величине букв и удобочитаемости их, в табл. 24—26, которыми могут ориентировочно руководствоваться конструкторы.
Если нужно, чтобы знак и фон были неодинакового цвета, то на основе результатов многих экспериментов можно рекомендовать в качестве наилучших с точки зрения различимости знаков следующие сочетания цветовых тонов: оранжево-желтый с черным; зеленый с белым, синий с белым или же красный с белым.
А
0 10 20 40
50 100
1 Т 1 1 1 1 1 1
1 Т 1
1234 5* Д
If*
Рис. 96. Пример шкалы циферблата, дополненной различными знаками (метками)
156
Таблица 24
Влияние величины свободной площади на точность прочтения знаков
Отношение величины знака к величине площади
Процент точных отсчетов
1:1
30,2
1:2
42,5
1:5
53,7
1:10
66,0
1:100
74,0
Таблица 25
Влияние величины свободной площади на точность прочтения знака при условии, что сумма площади, занимаемой знаком, и свободной площади постоянна
Отношение величины площади знака к свободной площади
Процент точных отсчетов
1:2
33,63
1:5
20,00
1:10
17,50
Таблица 26
Влияние рамки на четкость (удобочитаемость) знака
Площадь за знаком (в цветном тоне)
Количество
обследованных
лиц
Количество правильных прочтений (в среднем)
знака с рамкой
знака без рамки
Белая
21
33,06
33,77
Серая
18
33,73
36,61
Черная
21
35,85
37,90
Никаких цифр, букв или знаков не должно быть на функциональной поверхности стрелки!
Форма и цвет стрелок (рис. 97). Стрелки для круглого циферблата делают удлиненными с концом, толщина которого равна ширине самого короткого деления шкалы (рис. 97, б). Конец стрелки не должен ни касаться штрихов делений, ни закрывать их: опыт показывает, что это уменьшает точность отсчета. Между концом стрелки и началом штриха надо оставлять расстояние от 0,5 до 1 ;5 мм. Вся стрелка должна быть видима от ее оси до конца, причем желательно, чтобы другой конец стрелки не заходил за ось. Если же нужно, чтобы стрелка была уравновешена, то уравновешивающую массу окрашивают в цвет фона циферблата или закрывают, как показано на рис. 97, б. Стрелки для прямой шкалы делают достаточно толстыми и конец каждой стрелки очерчивают вогнутыми кривыми линиями такой же толщины как самые короткие штрихи шкалы, т. е. такой же толщины, какая рекомендована для концов стрелок круглых циферблатов.
157
Л)'1
Всегда необходимо позаботиться о том, чтобы стрелки не закрывали цифр шкалы.
Цветовое решение циферблатов. Лучшая удобочитаемость достигается тогда, когда между цифрами и фоном циферблата имеется как можно более резкий цветовой контраст. Как правило, рекомендуются черные цифры на белом фоне, если только конкретные условия не требуют, чтобы фон циферблата был обязательно темным.
Главным основанием для указанной рекомендации является то, что показатель отражательной способности панели управления со смонтированными на ней циферблатами должен лежать посередине между показателями отражательной способности циферблата и окружающей среды. Фон циферблата не должен быть темнее фона самой панели. Отсюда следует, что если не поставлено обя-
а)
т — -Ci р.
Ö)
Рис. 97. Неправильное (а) и рекомендуемое (б) исполнения стрелок
Рис. 98. Неправильные и рекомендуемые рамки циферблатов. Исполнения: а и и — неправильные; в — приемлемое; г — рекомендуемое
158
Рис. 99. Примеры рекомендуемых форм циферблатов
зательное требование, чтобы вся панель вместе с циферблатами была черной (этого следовало бы всегда избегать), то наиболее целесообразно, чтобы циферблат был белым. Борт по контуру циферблата делают настолько широким, чтобы он четко отделял циферблат от панели управления; он не должен быть черным и слишком массивным, так как иначе он будет отвлекать внимание от стрелки. Это в особенности относится к циферблатам с прямой шкалой (рис. 98). По этим соображениям нецелесообразно также, чтобы борт циферблата был очень блестящим (глянцевым). Цветная окраска борта полезна для выражения связи между индикатором и соответствующим органом управления, что облегчает ориентировку оператора при обслуживании машины, прибора и т. д.
Если на циферблате имеется несколько стрелок, то целесообразно придавать им различную окраску или форму.
Некоторые из рекомендуемых форм циферблатов представлены на рис. 99.
13.1.4. Счетчики
Счетчиками называются индикаторы для количественного отсчета значений наблюдаемых параметров; индикаторы этой группы являются, вероятно, наиболее удобными. При пользовании счетчиками отпадает психологическая сложность восприятия, характерная для отсчетов по циферблатам, так как в этом случае нет надобности интерполировать. Лабораторными экспериментами доказано, что показания счетчиков отсчитываются наблюдателем значительно точнее и быстрее, чем показания на циферблатах. Однако существуют некоторые практические ограничения
159
в отношении использования счетчиков; например, если наблюдаемый параметр изменяется очень быстро, то применять счетчик становится неудобным. Счетчики не подходят также для того, чтобы следить за сохранением определенного заданного значения наблюдаемым параметром.
Для удобочитаемости показаний счетчиков имеют также важное значение величина цифр, их форма и цвет, а также цвет фона, на котором написаны цифры; здесь сохраняет силу сказанное выше в отношении циферблатов. Эффективность счетчиков как индикаторов возрастает при сочетании их с акустическими или с оптическими сигнализаторами. Достоинства счетчиков можно использовать с успехом также в сочетании их с циферблатами.
13.1.5. Самопишущие приборы
Самопишущие приборы применяют только в качестве дополнительного средства контроля в добавление к циферблатным индикаторам (реже — к счетчикам), с которым самопишущие устройства часто комбинируются в одно конструктивное целое. Самопишущие приборы находят теперь довольно широкое применение при комплексной автоматизации производственных процессов.
Для легкого, точного и быстрого чтения записей самопишущих приборов важное значение имеет достаточная контрастность цвета бумажной ленты и цвета линии, наносимой самописцем на эту ленту, а при многострочных самописцах — также резкое цветовое различие между отдельными линиями; для приборов обоих типов важное значение имеют тщательное выполнение сетки на ленте, хорошая четкость линий и цифр и рациональный выбор масштаба.
13.2. Звуковые сигнализаторы
Их применяют почти исключительно для подачи предупредительных сигналов. Их звук должен быть не меньше чем на 10 дб сильнее основного уровня шума среды. Там, где используют не один вид звукового предупреждения, а несколько, звуковые сигналы должны резко различаться по высоте тона. Прерывистый тон эффективнее непрерывного. .Хаутон и Уолтер (Mouton и Walter) рекомендуют применять чистый тон частотой примерно 2500 гц. Звонки применяют охотнее, чем гудки: это объясняется тем, что они дают прерывистый звук. Для звуковой сигнализации можно использовать также короткий металлический звук (щелчок), получающийся, например, при повороте органа управления до заранее заданного положения; конечно, такой щелчок должен быть четко слышен. Звуковые сигнальные 160
устройства часто являются дополнением к оптическим. Они должны занимать такое положение, чтобы ничто не заглушало звук сигнализатора.
13.3. Тактильные индикаторы (индикаторы «на ощупь»)
Это по существу — рукоятки различного исполнения, что позволяет оператору различать их осязанием, на ощупь, без необходимости отрывать глаза от работы. Важно, чтобы различимость каждого такого индикатора была действительно ясно выражена (см., например, рис. 64). Функцию тактильного индикатора могут выполнять также различные мелкие элементы машин, которые своим положением, определяемым на ощупь, указывают на функции, выполняемые в данный момент некоторыми узлами машины, и т. д. Различительная способность руки характеризуется ~20% величины ощупываемого предмета, нога замечает изменение угла поворота (наклона) ступни на 3—4 угловых градуса.
13.4. Обонятельные индикаторы
Необходимо упомянуть также об обонятельных индикаторах. Принцип действия последних основан на химической реакции реагирующих веществ, которые при нежелательном изменении наблюдаемых параметров (например, при появлении в воздухе некоторых газов и т. п.) начинают издавать резкий запах, обращающий внимание обслуживающего персонала на неполадки или возникающую опасность. Эти индикаторы также можно отнести к числу сигнализаторов.
13.5. Обзор пригодности отдельных видов индикаторов
Для выбора индикаторов необходимо сначала продумать, какая информация обязательно необходима оператору, чтобы он мог правильно управлять соответствующим технологическим процессом, не будучи при этом перегружен информацией. В частности, для этого надо решить:
а) какие параметры имеют особенно важное значение для управления процессом и какие параметры менее важны; б) какие параметры достаточно наблюдать лишь для контроля, какие необходимо знать точно и в отношении каких параметров важно также знать, в какую сторону они изменяются; в) как быстро изменяется тот или иной параметр и будет ли способен оператор непосредственно и эффективно следить за изменениями этого параметра; г) в какой среде будет работать оператор и т. д.
11 Заказ 634
161
Таблица 27
Виды индикаторов и основное назначение их
Вид
индикатора
Основное назначение
Сигнал
Сигнализация опасности превышения предельной величины наблюдаемого параметра; сигнализация необходимости выполнения операции (смазки подшипника, выпуска жидкости и т. п.); сигнализация достижения определенного положения и т. д.
Электронно-лучевая
трубка
Для осциллографов и промышленного телевидения
Циферблаты
Для контрольного качественного и количественного отсчета динамических параметров, т. е. параметров, значения которых быстро изменяются: для наблюдения за скоростью, напряжением, давлением, растяжением, концентрацией, вязкостью, размерами, количеством и т. п. Для наблюдения за параметрами, изменяющимися сравнительно медленно, подходят циферблатные индикаторы с неподвижной стрелкой и подвижным цифреблатом. Для быстрого отсчета подходят лучше циферблаты с горизонтальной или с круглой шкалой большого диаметра. Для наблюдения за параметрами с возрастающими и уменьшающимися значениями лучше подходят циферблаты с вертикальными шкалами
Счетчики
Для быстрого и точного количественного отсчета значений статических параметров, т. е. параметров, значения которых изменяются медленно: например, для отсчета количества штук, килограммов, метров, расхода энергии, сырья и т. п., пройденного пути и т. д.
Сочетания циферблатного индикатора со счетчиком
Для одновременного количественного и качественного отсчета; например, мгновенную величину расхода энергии быстро и точно показывает счетчик, но динамику расхода энергии лучше наблюдать по циферблату; мгновенную скорость движения лучше наблюдать по циферблату, а количество пройденных километров можно быстро определять по счетчику и т. д.
162
Продолжение табл. 27
Вид
индикатора
Основное назначение
Самопишущие приборы
Для дополнительного контроля и анализа динамики изменений наблюдаемых параметров в ходе технологического процесса в зависимости от времени или от других факторов. Например, для наблюдения за температурой в печи, за расходом электроэнергии, газа, за влажностью формовочного песка, за давлением при прокатке металла и т. п.
Тактильные индикаторы (индикаторы «на ощупь»)
Для различения органов управления на ощупь, что избавляет оператора от необходимости отрывать глаза от выполняемой работы
Обонятельные индикаторы
Для сигнализации присутствия нежелательных сред
Только после тщательного и точного анализа всех перечисленных, а иногда и других обстоятельств и факторов можно выбрать индикаторы наиболее подходящего вида.
В табл. 27 приведены типы индикаторов и основные назначения индикаторов каждого вида.
Рекомендации по размещению индикаторов: а) важные или чаще других используемые индикаторы надо располагать на лучше всего видимом месте (в направлении взгляда оператора на рабочую зону); б) циферблаты и шкалы должны быть четко видны и удобочитаемы с расстояния не менее 0,5 м\ в) оптические индикаторы должны быть расположены по возможности вертикально так, чтобы параллакс при наблюдении шкалы был минимальным, так как косая проекция стрелки на шкалу понижает точность отсчета показаний; г) индикаторы должны быть освещены хорошо и так, чтобы не ослеплять наблюдающего; д) индикатор должен быть расположен так, чтобы на него не передавались сотрясения и удары, испытываемые работающим оборудованием; е) индикаторы должны быть защищены от пыли, влаги и чрезмерно высоких или низких температур, что нужно для обеспечения их надежного функционирования.
Индикаторы монтируют либо непосредственно на станине машины, либо на небольшой хорошо видимой панели, удобно расположенной на станине, или на большой панели, установленной вне машины, или на пульте управления.
11*
163
На больших отдельных панелях вне машины монтируют индикаторы в тех случаях, когда работа машины сопровождается сотрясениями, которые ухудшали бы функционирование индикаторов, или же когда индикаторов много. На пульте управления индикаторы монтируют также в тех случаях, когда индикаторов и органов управления много, либо, когда необходимо, чтобы оператор не находился вблизи от управляемой им машины, но в то же время имел возможность непрерывно следить за показаниями индикаторов, посредством которых контролируется работа этой машины.
Во всех случаях необходимо размещать индикаторы так, чтобы оператору было удобно наблюдать за ними, чтобы он мог хорошо видеть и читать их показания.
Вопросы целесообразного расположения индикаторов рассмотрены также на стр. 165—184.
• 14. Связь между индикаторами
и органами управления
О Ш 20 3
IIHlllill.il 11,1 lllllllllllllll
Связь между органами управления и движениями управляемого ими оборудования или действиями, вызываемыми той или иной операцией управления, относится в еще большей степени к связи между органами управления и индикаторами. По компоновке и исполнению индикаторов и органов управления должна быть видна взаимная функциональная связь между ними; это нужно для облегчения быстрой ориентировки оператора в элементах управления и быстрого овладения им работой соответствующей машины, устройства и т. п.
На рис. 100 показан пример правильной сяязи движений между рычагом, поворотной кнопкой и стрелкой на прямой горизонтальной шкале: стрелка отклоняется здесь в ту же сторону, в которую оператор поворачивает рычаг или вращает поворотную кнопку. Расположение органов управления под шкалой правильно, так как в этом случае рука при манипулирований этими органами не загораживает шкалу. Правильная связь между движениями обеспечена также при расположении поворотной кнопки по рис. 101, но поворотную кнопку следовало в этом случае расположить с правой стороны шкалы, как показано на рис. 102, а не с левой. Расположение поворотной кнопки относительно шкалы такое, как на рис. 103, неправильно, потому
X-
Рис. 100. Правильное расположение поворотной кнопки и рычага относительно шкалы
ю ?о ullluIji.ihihiLul
Рис. 101. Расположение ново* ротной кнопки с точки зрения связей между движениями пра-. вильное, но оператор вынужден в этом случае смотреть на шкалу в неудобном для него положении — через руку
ю 20 11111111111 и 111111111
Рис. 102. Правильное расположение органа управления — справа от шкалы
165
Ю ?0 30
111111 in 1111 ij.i 11 iJ mill
ini
Рис. 103. Неправильное расположение поворотной кнопки — над шкалой
Рис. 104. Правильное расположение органов управления
что целесообразная взаимосвязь между движениями органа управления и управляемого узла машины здесь не соблюдена; кроме того, рука, положенная на этот орган управления, не позволяет видеть шкалу. На рис. 104 шкала вертикальная, и расположение обоих показанных на рисунке органов управления относительно шкалы целесообразное й правильное.
Также и ра рис. 105 шкала вертикальная, но расположение поворотной кнопки под шкалой неудачно, поскольку здесь стрелка движется вверх при вращении ручки влево. Совершенно неправильные варианты показаны на рис. 106, и это относится к расположению поворотной кнопки как слева от шкалы, так и над ней. На рис. 107—109 показаны связи между положением поворотной кнопки индикатора и круглой шкалы. Если круглая шкала неподвижна, а движется стрелка, как на рис. 107, то необходимо, чтобы при установке более высоких значений параметров стрелка и поворотная кнопка двигались согласно в направлении движения часовой стрелки. Если круглая шкала вра-
Рис. 105. Расположение поворотной кнопки под шкалой неудобно с точки зрения связей между движениями
Рис. 106. Расположение поворотной кнопки слева от шкалы и над шкалой неудачно
t66
Рис." 107. Циферблат неподвижен, стрелка вращается в том же направлении, что и поворотная кнопка
Рис. 108. Диск с циферблатом вращается позади окошка и в одном направлении с поворотной кнопкой
Рис. 109. Диск с циферблатом вращается относительно неподвижной метки в одном направлении с поворотной кнопкой
щающаяся, pi ее цифры появляются в смотровом окошке неподвижной крышки, как это показано на рис. 108, то необходимо, чтобы более высокие значения параметра устанавливались путем поворачивания шкалы.и поворотной кнопки влево. Это же относится и к индикатору по рис. 109.
На цифровом индикаторе (счетчике), показанном на рис. 110, более высокие значения параметра устанавливаются поворотом органов управления вправо.
Если шкала индикатора расположена на цилиндрической по-, верхности или на ленте, а цифры появляются в окошке (рис. 111), то более высокие значения параметра должны устанавливаться против неподвижной стрелки вращением поворотной кнопки вправо, причем открытая часть шкалы на диске или на сегменте должна двигаться влево, т. е. против направления вращения поворотной кнопки. Правильная связь между кнопкой этого типа и цифровым индикатором показана на рис. 112, где кнопка, имеющая здесь форму рифленого диска, расположена в вертикальной плоскости, а ее ось вращения горизонтальна. При таком решении более высокие значения параметра устанавливаются вращением поворотной кнопки вверх.
( ('(3 н
Рис. ПО. Большие значения должны устанавливаться вращением поворотной кнопки вправо
167
Рис. 111. Большие значения на шкале, движущейся позади окошка относительно неподвижной метки, должны устанавливаться вращением внешней части поворотной кнопки вправо
Рис. 112. Большие значения в окошке циферблата должны устанавливаться вращением внешней части поворотной кнопки вверх
На рис. 113 схематически изображены два варианта расположения кривошипных рукояток (маховичков), управляющих двумя стрелками с общей осью вращения (подобно стрелкам часов). На практике вместо стрелок могут быть также два концентрических (соосных) диска со шкалами. При вращении этих органов управления вправо стрелки также движутся здесь вправо. Одна-, ко в данном случае психологически более целесообразно такое расположение органов управления, как на правом варианте. Последние два случая часто встречаются у металлообрабатывающих станков, для которых обязательны предписания чехословацких стандартов ČSN от 20 0010 до 20 0028.
Подчеркивание функциональной связи органов управления с индикаторами достигается: согласованным цветовым обозначением, согласованными положениями, согласованными цифровыми (или буквенными) и световыми обозначениями, а также комбинированием этих средств, включая применение схем.
Согласованное цветовое обозначение может достигаться либо окраской органов управления и контура (бордюра) индикатора краской одного и того же цвета, либо окраской в один и тот же цвет участка панели или пульта управления, непосредственно
Рис'113. Расположение двух маховичков, предназначенных для выполнения двух функционально зависящих друг от друга движений, на одной стороне машины или близко друг к другу, нецелесообразно в психологическом отношении (левый рисунок). Целесообразнее расположить эти органы управления, как показано на правом рисунке
168
Рис. 114, Подвесная панель управления со схемой управляемой машины— для облегчения освоения машины и
ориентировки оператора в органах Рис. 115. Деталь большой настенной управления панели управления с технологической
схемой всего цикла производства и пульта управления (централизованное управление крупной автоматизированной мельницей в Пльзене)
окружающего данные органы управления, и индикатора или
же только нанесением одинаковой цветной метки на каждый из взаимосвязанных элементов.
Согласование положений органов управления и соответствующего индикатора состоит в том, что если данный индикатор находится сравнительно далеко от сиденья оператора, то также и соответствующий орган управления располагается дальше от оператора; если индикатор расположен на правой стороне панели управления, то на той же стороне располагают и соответствующий орган управления, либо вообще располагают на одном и том же участке панели индикатор и связанный с ним орган управления.
Сказанное выше о согласованных цифровых и буквенных обозначениях индикатора и соответствующих органов управления не требует пояснений. Знаки (метки) наносят либо на поверхности панели или пульта, либо же на отдельные щитки, прикрепляемые к панели или к пульту. Согласованные обозначения цветными лампочками обычно используют и для сигнализации. Чаще всего внешнюю связь (по виду) между данным органом управ-
169
Рис. 116. Примеры рационального и эстетичного решения подвесных пультов управления
ления и индикатором осуществляют комбинацией описанных выше способов.
Все шире распространяется применение так называемых графических и световых технологических функциональных схем, иногда с использованием цветной окраски их элементов, что дает наглядное представление о взаимосвязи отдельных управляемых механизмов машин и агрегатов, как это поясняется на рис. 114 и 115. Облегчение понимания взаимосвязей между органами управления и соответствующими индикаторами сильно способствует хорошему психологическому настроению обслуживающих работников, повышению их производительности и понижению процента ошибок и травм.
Примеры рационального и эстетичного решения подвесных пультов управления приведены на рис. 116.
• 15. Конструкции панелей, пультое
и кабин управления
Как уже указывалось в предыдущих разделах, органы управления и индикаторы в некоторых случаях сосредоточиваются на так называемых панелях, или щитах (небольшие панели иногда называют досками или щитками управления), либо на пультах управления, конструкция которых зависит от рода и величины управляемой машины, устройства или комплекса агрегатов, от их мест в производственном процессе (т. е. зависит от того, работают ли они независимо от других агрегатов или они включены в поточную линию), а также от вида и числа требуемых огранов управления и индикаторов.
15.1. Панели управления
Панелями управления или щитами называются плиты или коробки различных размеров, закрепленные либо на управляемой машине (рис. 117, см. вклейку, и 118), либо на стойке около машины (рис. 119), либо же их подвешивают так, как показано на рис. 114 и 120. Крупные панели прикрепляют к стальному каркасу, вблизи управляемого агрегата, или же их монтируют в кабинах управления, или помещают в отдельных залах управления. Такая панель показана на рис. 115. Особыми случаями являются измерительные панели для различной измерительной аппаратуры (рис. 121,а), из которых развились конструкции элементов агрегатных панелей (рис. 121,6). Из таких элементов собирают коробчатые панели требуемых размеров, а также панели управления в транспортных средствах и различных самоходных машинах — таких, как, например, подъемные краны, землечерпалки, экскаваторы, крупные сельскохозяйственные и землеройные машины и т. п. На панели могут быть размещены либо все органы управления и индикаторы, либо же некоторые органы управления располагают непосредственно на управляемом оборудовании, а другие — на пульте управления. Решение зависит от вида управляемого оборудования.
Правильная конструкция панели управления должна с точки зрения психологии удовлетворять следующим требованиям.
Форма панели (щита), ее длина, высота и распределение площади должны быть такими, чтобы оператор мог видеть со
171
Рис. 118. Коробчатая панель управления, смонтированная на кронштейне, жестко связанном со станком (токарный станок мод. SIU-100 производства заводов Шкода, отмеченный золотой медалью на Международной выставке в Брно в 1964 г.)
Рис. 119. Панель управления, расположенная на стойке вне управляемого станка (производство фирмы JUNO, Югенталь, ФРГ)
Рис. 120. Подвесная панель управления вертикально-фрезерного станка, позволяющая удобно наблюдать за рабочим процессом и управлять им
Рис. 121. Переносные приборные пульты управления (а и б), которые можно применять подобно агрегатным элементам для составления довольно крупных пультов, как это показано на рис. 131. Эти пульты снабжены ручками для облегчения манипулирования ими
своего рабочего поста всю панель и чтобы ему было удобно производить необходимые операции управления. При проектировании панелей управления надо прежде всего учитывать изложенные выше физиологические требования зрения, согласно которым угловая ширина панели управления для неподвиэюного поста обслуживания должна быть не больше 60°, а угловая высота — не
173
больше 55° (в том числе ~10° от плоскости уровня глаз вверх и не более 45° от этой плоскости вниз). Удаленная часть панели управления должна быть наклонена в сторону оператора для того, чтобы' луч зрения был по возможности перпендикулярен к приборной доске наблюдаемого индикатора во избежание ошибок отсчета показаний индикатора из-за параллакса при наблюдении положения стрелки относительно циферблата. Благодаря приближению удаленных частей панели управления к посту оператора увеличивается и область эффективной зрительной досягаемости и сокращается количество нужных операторов (рис. 122).
Расположение приборов на площади панели управления. Расположение индикаторов и органов управления на панели должно Рис. 122. Различные формы панелей управ- способствовать быстро- леиия, увеличивающие пределы рабочей му И точному отсчету зоны оператора показаний индикаторов
и быстрому и правильному выполнению необходимых операций управления. Возможность быстро заметить сигнал обеспечивается прежде всего расположением сигнализаторов в центральной области панели, отмеченной на рис. 123 штриховой окружностью. Чтобы лучше видеть сигналы тех приборов, которые расположены вне этой центральной области панели, монтируют над ними сигнальные (может быть цветные) лампочки, которые светят слабо, когда все в порядке, и начинают гореть ярко (постоянно или Мигая) при непо- 174
ладке. Точность отсчета показаний важных индикаторов и сигнализаторов облегчается расположением их на левой верхней части панели, где, по экспериментальным данным, удобочитаемость наилучшая (в правой нижней части панели она хуже всего). Для более быстрого и правильного выполнения оператором необходимых операций управления нужно располагать органы управления на панели под соответствующими индикаторами (но не над ними) или же помещать индикатор и соответствующий ему орган управления в примерно одинаковом положении на па~ нели или пульте; орган управления всегда должен находиться в пределах удобной для оператора рабочей зоны.
При размещении индикаторов, сигнализаторов и органов управления на панели необходимо учитывать и эстетическую сторону дела, о чем напоминает рис. 124.
Цветовое решение панелей управления и их размещение. Цветные поверхности панели и пультов управления ни в коем случае не должны быть блестящими (отражать световые лучи и ослеплять). Эти поверхности не должны быть, однако, шероховатыми, так как они легко задерживали бы пыль и грязь. Лучше всего — гладкая матовая окраска, примерно такого вида, какой имеет крашеная яичная скорлупа. Цветные поверхности панелей управления должны иметь спокойный и приятный тон. Они
Рис. 123. Важнейшие индикаторы и индикаторы, за показаниями которых надо чаще всего наблюдать, должны быть расположены посередине панели управления или в ее левой верхней части
175
должны отражать световые лучи хуже, чем поверхность индикаторов, но лучше, чем окружающий фон, чтобы смонтированные на панели приборы надлежащим образом контрастировали с поверхностью панели. Для обеспечения правильности вмешательства оператора в управление используется в случае надобности согласованное цветовое обозначение индикаторов и органов управления, о чем уже упоминалось. Для облегчения ориентировки оператора при большом количестве индикаторов площадь панели управления разделяют на несколько цветных полей, на каждом из которых размещаются индикаторы, а иногда и органы управления, функционально связанные; например, на одном поле размещают органы управления для горизонтальной подачи, на другом—для регулирования скорости обработки и т. д.
При этом надо руководствоваться обязательным положением стандарта, что главный выключатель «Стоп» всей машины и нажимная кнопка для остановки машины в случае возникновения опасности (если это не выполняется главной кнопкой «Стоп») должны быть выделены на панели красным крутм диаметром не меньше 50 мм (или же резко подчеркнуты другим способом). Облегчение ориентировки оператора среди размещенных на панели приборов, а главное— облегчение приобретения навыков управления при обслуживании сложного оборудования обеспечиваются также дополнением панели управления схематическими чертежами, как на рис. 114, или технологически-функциональными схемами управляемого объекта, как показано для примера на рис. 115. Однако такие схемы ведут к существенному увеличению размеров панели, что, в свою очередь, повышает требования к зрению оператора. 176
Рис. 124. При проектировании панелей управления нужно сочетать требования целесообразности и красоты внешнего вида, т. е. смонтированные на панели индикаторы и органы управления следует располагать на панели так, как показано на нижнем рисунке
Рис. 117. Расположение панели управления непосредственно на управляемой машине. Все органы управления находятся в зоне, удобной для оператора
Рис. 131. Цветовое решение пульта и панели управления
Цветовое решение схем должно быть спокойным и не ярким, так как после того как оператор хорошо ознакомится с панелью управления, схема ему уже не будет нужна. Освещение панели управления также должно быть спокойным, свет не должен бросать резкие тени, не должен отражаться от стекол приборов.
Панель управления располагают так, чтобы при обслуживании управляемого оборудования оператор мог хорошо и удобно видеть не только панель, но и само оборудование или работу, выполняемую им. Если с того места, где расположена панель, управляемое оборудование не видно, то необходимо дополнить ее некоторыми контрольными приборамй или же использовать промышленное телевидение.
15.2. Пульты управления
Пульты управления (рис. 125 и 126) служат для сосредоточения большого числа органов управления в одном месте с таким расчетом, чтобы оператору было удобно манипулировать ими. Иногда на пульте монтируют только органы управления, а индикаторы располагают либо на управляемой машине, либо на отдельной панели у пульта управления. Однако в большинстве случаев на пультах управления помещают и те индикаторы, за которыми надо чаще всего наблюдать (указатели скорости, числа оборотов, температуры и т. п.). Органы управления и индикаторы размещают на пульте управления таким образом, что ближе к оператору находятся органы управления, а дальше (на расстоянии ~400—500 мм)—индикаторы. Из органов управления ближе всего к оператору располагают обычно те, которыми он пользуется чаще всего. Расположение органов управления на пульте должно также соответствовать расположению самих управляемых машин в цехе или же технологическому процессу производства и функциям отдельных органов управления. Было бы, например, психологически неправильно вынуждать оператора манипулировать органом управления, расположенным на правой стороне пульта, для управления машиной, расположенной в цехе слева от пульта, или управлять наиболее отдаленной машиной, установленной в конце цеха, с помощью органа управления, расположенного ближе всего к оператору и т. п.
Обычно оператор работает у пульта управления сидя, в исключительных случаях — стоя, однако и в этом случае он должен иметь возможность время от времени садиться.
Органы управления должны быть расположены на пульте так, чтобы оператор мог легко и удобно достать каждый из них, не будучи вынужденным при этом слишком наклоняться;
Вопросами правильного горизонтального расположения органов управления и индикаторов на пульте очень детально
12 Заказ 634 1 77
Рис. 125. Рационально сконструированный пульт управления. Управляемое оборудование оператор обслуживает здесь преимущественно
стоя
Рис. 126. Специальный пульт управления атомным реактором (производство фирмы Philips)
занимался О. А. Сидоров [43], разработавший хорошие исходные данные для решения конструкции пультов управления, приво димые нами на .рис. 127 и в табл. 28 и 29.
На рис. 127 указано оптимальное рабочее пространство в горизонтальной и фронтальной плоскостях.
Решение конструкций пультов управления в вертикальной плоскости показано также на рис. 128 и 129. Рис. 128 схематически изображает профиль пульта управления, обслуживаемого стоя; проверка формы пульта и размещения органов управления и индикаторов в вертикальной плоскости (включая панель) выполнена методом соматографии.
Если на индикатор смотреть не перпендикулярно к плоскости шкалы, то появляются ошибки отсчета. На рис. 129 приведено сечение пульта управления для обслуживания сидя и показано
Таблица 28
Исходные данные для решения конструкции пультов управления (см. рис. 127)
PQ сЗ а си
«о >> §
. 9
ЭК О
я S я о
й с
я °
§ S
^ о>
X ж Я
3 3 £
* >,« у Cu о о о о
А \0 О)
£ о ч
« 3 *
А1
Область легкой досягаемости при одновременной возможности зрительного наблюдения во фронтальной плоскости
А2
Область предельной досягаемости (локти оператора не находятся в движении) при одновременной возможности зрительного наблюдения во фронтальной плоскости
Bl
Предметы, расположенные в этой области, досягаемы только при движении всей рукой и движении плечевого сустава; большая часть этой области видима без поворота головы
В2
Область сравнительно легкой досягаемости; большая часть этой области видима без поворота головы
ВЗ
Область предельной досягаемости; видима без поворота головы
Cl
Достижение этой области требует движения всей руки в плечевом суставе; зрительный контроль требует поворота головы
С2
Область легкой досягаемости; зрительный контроль требует поворота головы
D2
D3
В этих областях досягаемости зршельный контроль невозможен; здесь можно расположить только такие устройства, которые при обычной работе на посту управления не применяются
Z1
Z2
Z3
Эти области расположены вне границ досягаемости, и они оставляются для оборудования, за которым оператор только следит глазами (области Z/ и Z2 он видит без поворота головы, а область Z3 — при ее повороте)
12*
179
Таблица* 29
Исходные данные для решения конструкции пультов управления (см. рис. 127)
Рекомендуемые рабочие
Условия применения и характер манипуляции
области
Частые
AI, BI, В2, CI, С2
S
Я
Редкие
А2, ВЗ, СЗ, D2, D3, ZI, Z2, Z3
о>
е;
При перегрузке (при аварийных
AI (часть области, расположенная _
со
са
положениях)
ближе к оператору), BU С1
Он
о
При работе только непосредственно
AU В2, ВЗ (ниже уровня плеч)
>>
у прибора (без прямого наблюде¬
2
ния зрением)
AU А2, В2, ВЗ, ZU Z2
1
Когда необходима большая острота
а,
зрения
Когда большая острота зрения не
Cl, С2, СЗ, D2, D3, Z3
требуется
Нажатие на кнопки
А2, ВЗ, СЗ, D3, ZU Z2, Z3
Движение рычагом
Области, расположенные дальше
к
S
300 мм от контрольной точки
X
си
Работа пальцами
Области, расположенные дальше
ч
CQ
50—80 мм от контрольной
X
О,
точки
С
>*
Работа запястьем и кистью руки
AI, В2, С2, D2
Он
Тонкое манипулирование
AI, А2, ВU В2
<D
Ь
Движения разного рода
ВЗ, Cl, С2, СЗ, D2, D3
X
С применением силы рук большей
X
X
чем 12 кГ
AI, В2, С2, D2
расположение пульта в кабине управления. Оба рисунка напоминают о том, что при проектировании пульта управления необходимо обеспечить:
а) достаточное пространство для ног оператора; б) соразмерную высоту пульта; в) должный уклон верхней плоскости пульта в сторону оператора, что относится особенно к тем частям пульта, на которых смонтированы индикаторы; г) минимальную высоту переднего края пульта, если оператор должен видеть управляемую машину прямо, не поворачивая головы.
Если требуется сосредоточить в одном месте настолько большое количество органов управления, что они не помещаются в пространстве, нормально досягаемом для одного человека, то неправильно просто удлинять пульт управления в одной плоскости, как изображено на рис. 130, в и как это нередко делают, например, в прокатных цехах и в других цехах металлургических заводов, где длина пульта в 10 м и больше не является редким исключением: такой пульт трудно обслуживать. Более правильно конструировать пульт управления по рис. 130, а и б так, чтобы увеличенная манипуляционная площадь поверхности нульта 180
Píic. 128. Решение методом соматографии конструкции пульта управления (и панели) в верти-
Рис. 127. Расположение органов управления и инди- кальной плоскости для обслуживания стоя:
каторов на пульте управления в горизонтальной / — индикатор; 2 — правильная форма пульта управле-
плоскости по О. А. Сидорову (см. табл. 28 и 29) ния без индикаторов
Рис. 129. Решение конструкции пульта управления в вертикальной плоскости методом соматографии для обслуживания сидя
целиком находилась в пределах удобной досягаемости оператора. Хорошее решение конструкции пульта управления может быть получено за счет целесообразной миниатюризаций органов управления и индикаторов.
В отношении цветного оформления пульта управления сохраняет силу все то, что было сказано выше о панелях управления. Показ правильного цветового решения пульта приведен на рис. 131 (см. вклейку). Важное значение имеет и место расположения пульта управления. Он должен быть расположен в таком месте цеха и на такой высоте, чтобы оператор мог хорошо видеть управляемую им машину и наблюдать за ее работой. Иногда пульт располагают в кабине управления, откуда управляемое оборудование непосредственно не видно. При прямой видимости 182
Рис. 130. Формы пультов управления в плане при большом количестве индикаторов. Длинный пульт трудно обозрим, и им нельзя управлять с одного места
оборудования пульт управления монтируют как можно ближе к передней стеклянной стенке кабины, чтобы уменьшить так называемое мертвое пространство перед кабиной. Если дело обстоит иначе, то оператору приходится руководствоваться показаниями индикаторов или промышленного телевизора.
Иногда на пульте управления монтируют еще и диспетчерское оборудование для связи операторов с главным диспетчером предприятия и т. п. По мере внедрения автоматизации повышается значение пультов управления, поэтому вопросам их местоположения и конструкций необходимо уделять исключительное внимание, в том числе и их внешнему виду.
Обычно сам конструктор машины или проектировщик комплекса машин не конструирует пульт управления; однако он обязан дать точное и четко формулированное задание на конструирование требуемого пульта, включая проект, размещения
183
органов управления и индикаторов, последовательность отдельных операций управления во времени, ожидаемую частоту (повторяемость) их и продолжительность каждой операции.
При конструировании и изготовлении пультов управления можно с успехом внедрять типизацию и стандартизацию путем разработки основных элементов конструкции, из которых можно будет составлять пульты нужных размеров. Примеры применения такой типизации (в моделях) приведены на рис. 132, .133 и 134.
15.3. Кабины управления
Кабины управления, т. е. закрытые рабочие посты операторов и водителей устраиваются там, где необходимо изолировать место обслуживания от окружающей среды по соображениям охраны здоровья оператора, защиты его от травм, атмосферных и психологических влияний. Кабины управления можно подразделить на две основные группы:
стационарные кабины управления, предназначенные для управления машинами и другим оборудованием в самых различных производствах (рис. 135);
нестационарные кабины управления, т. е. подвижные кабины управления транспортных средств и других передвижных механизмов — таких, как краны, землечерпалки, экскаваторы, землеройные и сельскохозяйственные машины и т. д.
Кабины управления могут быть рассчитаны только на одного человека или на несколько человек; это могут быть также залы для управления полностью автоматизированными производствами.
С точки зрения требований культуры труда при конструировании кабины управления необходимо:
а) обеспечить достаточное пространство для обслуживания и удобные вход в кабину и выход из нее; б) обеспечить видимость результатов рабочих операций либо непосредственно, либо на экране промышленного телевизора, либо по показаниям совершенной системы индикаторов (при использовании телеметрической системы); в) рационально разместить пульты и панели управления или отдельные индикаторы и органы управления; г) кабину изолировать от чрезмерного шума, защитить от вибраций и сотрясений, иметь очень хорошую систему вентиляции и отопления или — в нужных случаях — охлаждения; д) эстетически оформить кабину внутри; е) выбрать правильное освещение; ж) обеспечить удобство обслуживания; з) внешний вид кабины должен быть эстетичным.
Достаточное пространство для обслуживания, рационально сконструированное сиденье для оператора, легкие подход к сиденью и выход из кабины — это основные условия рациональной конструкции кабины управления с точки зрения культуры труда. 184
Рис. 132. Модели типизированных агрегатных элементов пультов и панелей
управления
Рис. 133. Модель большого пульта управления, собранного из типизированных элементов.
Слева — модель типизированной коробки распределительного щита или вычислительной
машины
При проектировании размеров кабины необходимо учитывать, что в ней возможно будут работать операторы и большого, и малого роста. Для правильного назначения размеров рабочего пространства кабины, выбора целесообразного положения и формы сиденья лучше всего изготовить модель кабины в подходящем масштабе. При вычерчивании кабины без моделирования ее
185
Рис. 134. Модель пульта управления с панелью; пульт собран из типизированных элементов, показанных на рис. 132. Справа на пульте установлен промышленный телевизор. На панели — технологическая схема управляемого оборудования
можно воспользоваться для контроля рабочего пространства методами соматографии, как это показано на рис. 129 и 49.
Возможность хорошего наблюдения за результатами операций и управления имеет очень важное значение. Недостаточная видимость рабочей зоны из кабины и затрудненность наблюдения вызывают нежелательную нервную нагрузку. У стационарной кабины хорошая видимость обеспечивается прежде всего рациональной конструкцией ее передней стенки (возможно большая сплошная — непрерывная — застекленная поверхность),целесообразным расположением кабины в цехе, в нужных случаях — расположением ее на требуемом возвышении и расположением пульта управления у передней стенки кабины так, чтобы угол зрения оператора был как можно большим (см. рис. 129). В кабинах кранов, экскаваторов и тому.. подобных машин максимально уменьшают площадь пола кабины й нижнюю часть ее передней стенки делают наклонной и застекленной, чтобы оператор видел также и то, что делается под кабийой. Нельзя также забывать о том, что оператору нужно видеть пространство с обеих сторон кабины управления и позади нее (см., например, кабины крановщиков, показанные на рис. 136 и 137).
При наблюдении за управляемой машиной или другим оборудованием, или за технологическим процессом по промышленному телевизору необходимо помнить о правильном расположении светового фонаря (или нескольких фонарей) относительно оператора, т. е. о расположении фонаря на правильном расстоя- 186
\
нии, о надлежащем экранировании и о наиболее подходящем угле относительно плоскости глаз. Если за технологическим процессом следят только по теле¬
визору, то наиболее целесообразно располо: жить световые фонари на уровне глаз. Если же пользуются комбинированным наблюдением, т. е. если за близко расположенным оборудованием наблюдают непосредственно глазами, а за отдаленным оборудованием — с помощью телевидения, то необходимо помнить о гармоническом сочетании обоих способов (см. § 13.1.2, стр. 147, и рис. 129).
Рациональное раз-. мещение пульта и панели управления, иногда и другого оборудования в кабине управления должно удовлетворять прежде всего требованиям хорошей видимости зон наблюдения из кабины и удобства наблюдения за управляемым технологическим процессом. Поэтому пульт управления следует располагать возможно ближе к передней стенке кабины, о чем уже упоминалось выше. Если в кабине надо поместить отдельную панель управления, то ее обычно располагают позади оператора, сбоку от пульта управления или перед ним в зависимости от способа наблюдения за управляемым процессом и от его характера. При непосредственном наблюдении за процессом со стороны пульта управления устанавливают вспомогательную панель позади оператора, причем те индикаторы, за показаниями которых следует наблюдать чаще всего, должны быть расположены на пульте управления. Если в кабине имеются еще и отдельные (не на пульте) органы управления, индикаторы и различные диспетчерские устройства, то они также должны быть расположены в пределах удобной досягаемости и хорошей видимости. В тех случаях, когда в кабине имеется не- J88
Рис. 136. Кабина управления крановщика
сколько пультов управления, как это бывает, например, в центральной кабине управления прокатного цеха и в цехах других подобных производств, то размещение этих пультов должно соответствовать расположению отдельных производственных комплексов и агрегатов. Это значит (аналогично правилам размещения органов управления), что группа нагревательных колодцев, находящаяся, например, с левой стороны стана, не должна управляться из пульта, расположенного на правой стороне кабины, и т. д.
Уменьшение шума в кабине до минимально возможной степени необходимо для защиты нервной системы оператора и для облегчения возможности устного общения работников друг с другом. Интенсивность звука в кабине зависит (при условии, что ни других вторичных источников шума, ни отверстий в стенках кабины нет) от трех факторов, а именно:
от уровня шума в пространстве вне кабины; от способности стенок кабины изолировать звук; от коэффициента звукопоглощения внутреннего пространства кабины.
Способность стенок поглощать звук возрастает с их весом и с частотой передаваемого шума. Однако она зависит также от звукопоглощающей способности внутреннего пространства кабины. Если внутри кабины звук не поглощается, то разница между уровнем шума внутри кабины и вне ее очень мала. Это объясняется тем, что там, где звук не поглощается, не расходуется энергия колебательного движения, и поэтому интенсивность звука в кабине может достигнуть значения, равного интенсивности звука снаружи.
Высокая звукопоглощающая способность может быть достигнута либо за счет поглощения звука пористыми материалами, либо на основе потребления энергии резонанса (резонансное зву- копррдощение).
Рис. 137. Кабина управления крановщика в горячих цехах (из журнала «Stahl und Eisen», 1965):
1 — вентиляционный агрегат; 2 — изоляция; 3 — холодный воздух
189
Большинство однородных материалов заглушает звуковые волны лишь в незначительной степени. Большей звукопоглощающей способностью обладают пористые материалы — технический войлок, вата и пенопласты.
Источником шума в нестационарных (подвижных) кабинах часто бывают вибрации, вызываемые двигателем, или же и удары при движении по неровной местности. Если кабина изготовлена из листового металла, то резонирование их можно демпфировать, пользуясь так называемыми антивибрационными окрасками. В таких кабинах важно также устранить сотрясения и вибрации сиденья водителя. Результаты исследований показывают, что несущая конструкция сиденья должна быть прикреплена к раме упруго (например, с помощью «сайлентблоков» — резино-металлических амортизаторов) для ограничения передачи вибрации, чтобы сиденья имели, помимо упругих элементов, также эффективный глушитель колебаний и чтобы пружинение можно было регулировать соответственно весу водителя. Частота колебаний сиденья, предназначенного, например, для тракториста весом 65 кГ, не должна превышать 100 циклов в минуту. Частота колебаний части массы трактора над его задней осью не должна превышать 130 циклов в минуту. Для кабин транспортных средств установлены следующие зоны удобства и границы допустимого шума и вибрации (табл. 30).
Таблица 30
Границы допустимых величин шума и вибрации в кабинах управления транспортных средств
Шум
Приятная среда — до 55 дб
Сниженное настроение — при шуме от 55 до 65 дб
Максимальный предел 80 дб
Вибрация
При 8 гц и амплитуде волны 0,2 мм—0,0 гал*
При 8 гц и амплитуде волны 1,3 мм—0,1 гал
1,0 гал
* 1 гал -
= 1 см! сек2.
Совершенные системы вентиляции и отопления или охлаждения имеют важное значение как для стационарных кабин, так и для подвижных. Стационарная кабина обычно имеет для этого такое же оборудование, как и другие производственные помещения.
Кабины управления в горячих производствах, подверженные действию теплового излучения, обычно оснащены, помимо устройства, обеспечивающего подвод свежего и чистого холодного воздуха на стороне действия излучаемого тепла, еще и двойными стеклянными стенками, между которыми протекает охлажденный воздух или охлаждающая вода. В отношении кабин управления нестационарных машин надо различать кабины машин, 190
перемещающихся в закрытых пространствах (кабины подъемных кранов в цехах и т. п.), и кабины управления машин, работающих на открытом воздухе. Кабины в закрытых пространствах имеют электрическое отопление. От действия теплового излучения они защищены хорошей изоляцией пола и двойными стеклянными стенками; воздушный слой между последними служит теплоизо- лятором. Вентиляционное устройство располагается у потолка кабины и оснащается специальным воздухоочистителем, иногда и устройством для кондиционирования воздуха (см. рис. 135). Кабины полевых передвижных машин и большинства транспортных средств обычно отапливаются либо теплом от двигателя, либо бензиновым или нефтяным нагревателем, либо электричеством. Вентиляция этих кабин обеспечивается естественным или принудительным обменом воздуха с окружающей средой.
Эстетическое оформление внутреннего пространства (интерьера) кабины управления существенно влияет на отношение оператора к своей работе, на ее качество и производительность. Наиболее подходящим цветом для внутренних стен кабин является пастельная горошковая матовая зелень. Этот цвет не вызывает рефлексов и оказывает успокаивающее психологическое влияние. Цветовое оформление внутреннего пространства кабин обычно осуществляется облицовкой цветными пластмассовыми плитами. Стенки кабин управления делают гладкими, чтобы легко было поддерживать их чистоту; на них не должно оставаться незакрытых швов (щелей) и острых углов, где могла бы задерживаться грязь, пол кабины покрывают резиновым ковриком или каким-либо подходящим материалом.
Освещение кабины должно быть спокойным и приятным, о чем уже говорилось при рассмотрении вопроса об освещении панелей управления (см. гл. 16).
Большое психологическое значение имеют и удобства для оператора или водителя. Особенно важно обеспечение нужных удобств в кабинах управления различных полевых машин, тракторов и транспортных устройств; если, например, в кабине нет крючка, на который водитель мог бы повесить свой пиджак, то это может вызывать у него неблагоприятную реакцию; напротив наличие в кабине специального места для хранения пищи и для мелких личных вещей водителя делает кабину уютной и работу в ней более приятной. Современные большие комбайны, работающие в две или три смены, имеют, например, рядом с кабиной управления, вторую, небольшую звукоизолированную кабину с кушеткой для отдыха сменщика, с холодильником для хранения напитков, плиткой для подогрева пищи и т. п. Аналогично оборудованы, например, локомотивы дальнего следования, самолеты дальнего действия и т. п.
В больших кабинах управления и в залах управления производственными предприятиями, коммутаторных залах электро¬
191
станций и т. п. хорошему настроению работающих в них людей способствует наличие естественной зелени.
Эстетический внешний вид кабины, правда, не имеет такого непосредственного психологического влияния на оператора или водителя, как внутреннее оформление кабины, но все же и внешнее оформление кабины не следует недооценивать. При проектировании кабин управления для промышленных предприятий необходимо соблюдать принципы правильного оформления их, о чем сказано ниже (см. например, рис. 136). Окраску кабины нужно выбирать с таким расчетом, чтобы в солнечные летние дни кабина не слишком нагревалась. Светлая наружная стенка кабины отражает до 67% всего количества солнечных лучей. Для крыши кабины подходит глянцевая краска цвета слоновой кости.
Решению конструкции и оформления кабин управления следует уделять исключительное внимание, так как в этих случаях речь идет о создании рабочей обстановки для работников, управляющих в большинстве случаев сложными производственными процессами, что является в психологическом отношении задачей большой трудности. Внутреннее пространство кабины или зала управления сильно влияет на подготовленность к выполнению работы и на внимательность обслуживающего персонала, следовательно, и на качество и надежность хода производства. Особо строгие требования предъявляются к решениям конструкции и оформления кабин управления быстроходных транспортных средств, в частности самолетов. По нормам ФРГ условия работы в залах управления (и в залах надзора) таковы: уровень громкости шума 60—65 фон, освещенность 400 лк, кондиционирование воздуха с поддержанием температуры 18° С.
Рис. 175. Пишущая машинка фирмы Olivetti (Италия), решенная с частичным использованием «жестких» линий
Рис. 209. Эстетические конструкция и оформление пишущей машинки, решенной с использованием «мягких» линий
Рис. 210. Эстетические конструкция и оформление счетной машинки фирмы Olivetti (Италия)
Рис. 211. Целесообразное цветовое решение агрегата для сельскохозяйственных работ
• 16. Значение и основы правильного освещения
Интенсивность освещения влияет не только на производительность й качество работы (на процент брака), но отражается и на нагрузке органов зрения, а следовательно, и на нервной системе. На рис. 138 показано влияние освещенности на производительность при работе разного рода. Из этой диаграммы видно, насколько сильно, особенно при тонких работах, падает производительность труда при неправильном освещении.
Рис. 139 отражает результаты изучения влияния освещенности на качество работы при перфорировании листового металла на прессе. Из рис. 140 видно, насколько сравнительно небольшие дополнительные затраты на освещение повысили производительность труда на различных заводах, где эта зависимость изучалась (табл. 31). Поэтому необходимо, чтобы конструкторы и
Таблица 31
Влияние улучшенного освещения на повышение производительности
Освещенность в лк
Повышение
Род работы
прежняя
повышен¬
ная
производительности в %
Источник
Производство подшипникового сплава
49,5
136,6
15
Luckiesh
Сталелитейный цех
32,3
123,7
10
»
Сборка карбюраторов ....
22,6
132,3
12
»
Металлургический завод . . .
7,5
145,3
12
»
Полирование втулок
40,8
122,6
9
»
Сортировка писем
38,7
86,0
4
»
Различные отделения механических цехов
43,0
129,1
27,1
Durgien
Производство поршневых колец
12,9
69,9
13,0
Magee
12,9
96,8
17,9
»
12,9
150,6
25,8
»
Контроль шарикоподшипников
21,5
64,6
4
Hess и
21,5
139,9
8
Harrison
21,5
215,0
12,5
»
Финишные операции при изготовлении роликов
2,15
57,6
35
Viteles
Прядильное производство . .
16,1
96,8
17
»
Шерстеткачество
143,1
312,9
5,3
Weston
13 Заказ 634
193
проектировщики, работающие в машиностроении, интересовались этой проблематикой.
На эффективность и ка-
Рис. 138. Влияние интенсивности освещения на производительность труда при различных видах работы:
1 — грубая работа; 2 — тонкая работа; 3 — очень тонкая работа; 4 — самая тонкая работа (из книги «Энциклопедия производительности» — «Encyklopedie výkonnosti»).
чество вйдения влияют главным образом три фактора: 1) освещенность, которая должна соответствовать данной рабочей операции; 2) контраст между обрабатываемыми объектами и окружающей средой и 3) блескость.
Освещенность, соответствующая
выполняемой операции
Освещенность, необходимая для выполнения заданной операции, зависит от следующих четырех взаимосвязанных факторов:
а) от величины предмета; б) от времени, имеющегося в распоряжении оператора для вйдения (наблюдения): чем меньше предмет, тем больше времени необходимо, чтобы его рассмотреть, особенно, если он движется; в) от контрастности между наблюдаемым предметом и его непосредственным фоном; г) от яркости.
Контр астность
Острота вйдения возрастает с контрастностью, которая зависит от количества света, падающего на две рассматриваемые поверхности, и количества отражаемого ими света.
Контрастность определяется соотношением
с - R‘~Rt . 100,
Ri
где С — контрастность в %; Rj, Rt — отражательная способность соответственно более яркой и более темной поверхности.
Распознать форму рассматриваемого предмета
£ 30
QJ
Íí-
VO
£
* 20
Í3
§•
I 10
Ci
10 лк
Ц-Опк
60 лк
(\А
^ п
А"4
V
А
Д
дД
7^
'V
,мЬ
/а /\s'
«. А V
vr
\ч"
0 10 20 30 0-0 50 М
Длина перфорированной ленты
Рис. 139. Влияние интенсивности освещения на качество работы у пресса (из книги «Энциклопедия производительности»)
можно тем легче и тем быстрее, чем больше контрастирует этот предмет со своим фоном. Средние показатели отражательной способности различных материалов и красок приведены в табл. 32.
Таблица 32
Средняя отражательная способность некоторых материалов в %
Прозрачное стекло 4
Матовое стекло 6—20
Белая эмаль 60—75
Алюминий полированный и
элоксированный 75—85
Блестяще хромированные детали 62—68
Блестяще никелированные
детали 55—65
Блестящая медь 60—70
Блестящая сталь 20—30
Матовая латунь 30—40
Белая бумага 80—90
Черная бумага 1—4
Гладкая белая древесина . 40—50
Стены помещений, окрашенные в цвет:
белый 76—89
желтый светлый .... 65—78
желтый темный .... 44—65
зеленый светлый .... 38—72
зеленый темный .... И—38
синий светлый 28—62
синий темный 6—32
серый светлый 35—67
серый темный 15—35
Важно не смешивать понятия излучательная способность (светимость, или светность) и яркость. Излучательная способность постоянна для каждого данного материала, тогда как яркость изменяется в зависимости от интенсивности освещения и излучательной способности данной поверхности.
Б лескость
Глаз человека может приспосабливаться к широкому диапазону величин яркости. Однако если контрастирующая яркость превышает границу приспособляемости глаза, то возникает неприятное зрительное ощущение и напряжение, иногда уменьшается способность видеть, особенно мелкие детали, происходит некоторое ослепление как следствие блескости.
Небольшая степень его в большинстве случаев остается незаметной. Однако следует иметь в виду, что блескость даже не
Рис. 140. Связь между затратами на освещение и увеличением производительности, установленная при рационализации различных производств (по книге «Энциклопедия производительности»):
1 — повышение производительности в %; 2 — затраты на освещение в % заработной платы
13*
О 50 100 150 лк
195
зрительной Действие 'пособности на зрение;
в °/о
Снижение
Ü0 — 50 Мешающее, ослепление
50 — 70 Утомляющее влияние
70—80 болезненные
ощущения
Рис. 141. Влияние блескости на снижение зрительной способности
резкая, но действующая систематически, вредно влияет на зрение и является причиной повышенного утомления.
Если свет действует на глаз чрезмерно, то он может быть причиной ослепляющей блескости, которая ослабляет способность видеть. Ослепляющая блескость понижает порог чувствительности в отношении размеров и контрастности, а поэтому необходимо предотвращать такую блескость, особенно при выполнении точных работ. Для устранения блескости достаточно удалить источник света из поля зрения. Ослепляющая блескость может быть также следствием слишком большой контрастности между обрабатываемым предметом и фоном, непосредственно окружающим предмет. Например, для наблюдения очень тонких штрихов на небольшой темной пластинке может требоваться освещенность в 400 лк. Если эта пластинка находится на рабочем столе с белой верхней доской, то последняя может оказаться в ~8 раз ярче наблюдаемого предмета, и это может вызвать блескость. Если к тому же этот белый рабочий стол (или другая поверхность, на которой лежит данная пластинка) блестящий (глянцевитый), то это может привести к серьезному повреждению зрения. Косвенная (непрямая) блескость, получающаяся при отражении света от блестящих поверхностей машин и другого оборудования, еще более вредна, чем прямая. С косвенной блескостью борются применением матовых поверхностей вместо блестящих и соответствующим расположением и направлением светильников. Иногда блескость создает неправильное представление об интенсивности освещения рабочего места; поэтому необходимо каждую жалобу на недостаточную освещенность проверять измерением ее с помощью люксметра.
Влияние блескости на зрительную способность иллюстрирует рис. 141.
Общие, требования к освещению
Требуемая разреща- ß ницая способность ОсВещенность,
ПК.
то-п-зооо-тг-тоо
Самая
тонкая
Освещение производственного оборудования на заводе бывает либо общим, либо индивидуальным, когда каждая машина освещается в зависимости от ее величины и степени расчлененности еще одним или несколькими дополнительными осветительными приборами. Проект общего освещения цеха разрабатывается проектировщиком строительной части завода, тогда как индивидуальное освещение отдельных машин должен проектировать конструктор в сотрудничестве со специалистом-светотехником. Разнообразие параметров, которые могут влиять на эффективность вйдения при выполнении работы, настолько велико, что теоретически следовало бы каждую рабочую операцию изучать отдельно и устанавливать для каждой из них свои особые оптимальные условия освещения.
Для рационального освещения нужно провести хотя бы следующую работу:
а) определить контрастность между обрабатываемым предметом или материалом — с одной стороны и фоном — с другой и в случае надобности соответственно изменить контрастность;
б) обеспечить как можно более светлый фон для мелких темных предметов, использовать как можно более темный фон для светлых предметов, а блестящие предметы осветить рассеянным светом;
в) применять косое освещение, при котором лучше всего видны дефекты на ровной поверхности;
г) подчеркивать тонкие штрихи (риски) расположением рассеянного света так, чтобы свет отражали эти штрихи, а не плита или пластина, на которой они находятся;
д) использовать цветной свет для лучшего различения деталей;
е) прозрачные предметы освещать сзади;
ж) избегать прямого или косвенного зеркального отражения, ухудшающего отражательную способность фона;
700-
500
Очень
тонкая
Тонкая
Средне-
тонкая
Средне-
грубая
Грубая
300-
200- 150- 100 70 - 50 -
30 -
20-
15-
-2000- -1500-
1000-
- 700- -500-
-300-
100
■150-
-100- - 70- 50-
//7 —И— 30-U-10Q
-7000
5000'
-3000
-2000
-1500
-1000
-700
-500
-300
200 -150
Контрастность между § ^
наблюдаемым предме- | ^
том и его непосред- | ^
стбенным фоном *** ^
§
^ §
5:
Рис. 142. График для ориентировочного выбора освещенности в зависимости от контрастности и величины предметов (по Н. С. W е s t о п)
!97
Рис. 143. Степень приятности освещения в зависимости от освещенности и теплоты цвета света:
I — лампа накаливания; II — розовая люминесцентная лампа; III — белая люминесцентная лампа; IV — лампа дневного света
з) использовать тень при рассматривании таких предметов, как тонкая проволока, или для наблюдения тонких установочных движений (острия по поверхности); при «бестеневом» освещении трудно точно оценить расстояние;
и) стараться избегать резкой контрастности между объектом рабочей операции и окружающей средой (это достигается применением соответствующего освещения и соответствующей окраски);
к) не допускать источников блескости в поле зрения;
л) остерегаться отражений от блестящих предметов, особенно очень близко расположенных к обрабатываемому изделию (например, от блестящих поверхностей деталей измерительных приборов и инструментов и т. д.);
м)' избегать чередования светлых поверхностей в поле зрения, т. е. не допускать ритмического чередования в нем темных и блестящих поверхностей.
Отражательная способность поверхностей машин и приборов не должна быть больше 30—50%. На рис. 142 приведен график, составленный по данным Уэстона (Н. С Weston). На этом графике приведены значения освещенности с точки зрения нагрузки глаз при выполнении различных рабочих операций в условиях различной контрастности между предметом наблюдения и средой, окружающей его. Диаграмма на рис. 143 характеризует степень приятности освещения в зависимости от освещенности Е (в лк) и теплоты цвета света (в °К).
При проектировании освещения на промышленных предприятиях чехословацкие конструкторы обязаны руководствоваться'положениями стандарта ČSN 36 0046 «Искусственное освещение на промышленных предприятиях».
• 17. Транспортные пространства для людей
В обязанности конструктора и проектировщика входит также решение задач, связанных с определением размеров транспортных пространств как при транспортировании отдельных людей, так и при массовом транспорте. Средства массового транспорта должны перевозить на единицу расстояния или за единицу времени максимальное количество людей с максимальными удобствами для них и с минимальными затратами. Прежде всего должны быть обеспечены удобства передвижения, т. е. решение транспортных пространств с учетом требований физиологии, психологии и гигиены, так как знания, касающиеся этой области вопросов, могут зачастую использоваться и в других областях машиностроения.
Результаты исследований показывают, что для обеспечения удобства передвижения людей в транспортных средствах необходимо прежде всего обеспечивать в них:
а) достаточное пространство для каждого пассажира, включая коммуникационные пространства и пространства для различных санитарно-гигиенических устройств; б) удобство для сидения, а в соответствующих случаях и спальные места для пассажиров; в) хорошую вентиляцию, отопление или охлаждение; г) совершенную изоляцию в отношении сотрясений, шума и вибраций; д) достаточное и приятное освещение; е) эстетический внешний вид и уютность интерьеров; ж) рациональное внутреннее благоустройство (в зависимости от вида транспортного средства и дальности следования); з) легкость поддержания чистотьг Успешное решение транспортного пространства является, таким образом, весьма сложной проблемой. Оно требует сотрудничества конструкторов и проектировщиков с рядом специалистов, имеющих глубокие знания в своей области. Кроме того, необходимо, конечно, чтобы конструктор знал, что такое сотрудничество нужно для правильного решения стоящей перед ним задачи, и чтобы он умел наладить сотрудничество с привлеченными для этого специалистами.
Ниже приведены основные принципы правильного проектирования различных коммуникационных элементов, которые иногда приходится проектировать конструктору. Это — различные стремянки, лестницы, площадки, переходные мостики и т. п. Основные
199
99 е— Вертикальные стремянка
80°— рекомендуемое максимальное значение угла уклона
70е — рекомендуемое минимальное значение угла уклона ^ 25/10 см
21/15 см
50°- критический уклон
45 минимальный допустимый уклон 20/20см
35 — максимальный рекомендуемый уклон- 300—оптимальный уклон 17/29 см
25°—рекомендуемое минимальное ' значение угла уклона
20° — критический угол
15°~ максимальный рекомендуемый, уклон 1-5
Рис. 144. Рекомендуемые размеры и уклоны пандусов, лестниц
и стремянок
данные для конструирования этих элементов приведены на рис. 144. Для ступеней лестниц обычных и стремяночных (рис. 144) и для пандусов необходимо применять рифленую листовую сталь. Важно, чтобы элементы лестниц, стремянок и площадок не прогибались, так как это вызывает, особенно на больших высотах, неприятные психические ощущения.
Пандусы и площадки: высота потолка над полом не менее 2150 мм; высота перил над полом 850—900 мм; ширина для одностороннего движения не менее 750 мм, двухстороннего не менее 1100 мм.
Лестницы: высота потолка (измеряемая перпендикулярно к наклонной плоскости лестницы) не менее 1800 мм, оптимально 2400 мм; высота перил 850—900 мм; ширина лестницы такая же, как у пандусов.
Стремяночные лестницы: высота потолка 1200 мм при наклоне лестниц 70° и 1600 мм при наклоне 50° (высота измеряется всегда перпендикулярно к наклонной плоскости лестницы); ширина лестницы 500—600 мм; высота перил такая же, как и у обычных лестниц, диаметр поручней перил 35—40 мм.
Стремянки: расстояние задн.ей стенки от стремянки (за спиной человека, поднимающегося по стремянке) не менее 750 мм; 200
40
-4^60 h- Оптим. 75
^100
^ 110 — Оптим. 130
Рис. 145. Размеры коммуникационных и функциональных пространств
расстояние передней стенки от стремянки не менее 150 мм\ ширина стремянки 400—450 мм\ диаметр круглой ступеньки 30 мм\ высота защитной клетки от пола 3000 мм.
Диаметр люков (колодцев) должен быть не меньше 450 мм.
Отверстия для руки в мм:
для всей руки (кисти)
» 4 пальцев
» 3 пальцев
» 2 пальцев
» большого пальца
» каждого из остальных пальцев (дополнительно к большому пальцу)
50x125
40x100
25x75
25x50
30
25
2Q1
-200-
о
Стол
о
2мг
Шкаф К
опт. 130
5*
|л\
||
5: Ь?
CQ -О
пип 80
На одного работника 5 мг. б том числе не менее Z м2 свободной площади
«э
if
К CD СЗ СЧ1 з: «vi «та i
Ji
-300-
1 Лоска
П
а
Стол
50
Минимальное пространство на одного работника 6.5 м2
Машина<
S
Внутренняя высота ъЗ м
На одного работника опт. 13-15 м3. min 10 м3 кубатуры цеха; опт 4 мг, min 2 мг площади пола
Конторское помещение (полка)
Конструкторское бюро
Пост обслуживания машин
1% «а. S’ о 2
CD<b E
— Ширина 130 - для прохода людей и транспортирования небольших грузов; 150-для перемещения ручных тележек: 180-220 - для перемещения а ккумуляторных тележек
Проход между двумя станками опт. 100 _
ш
Транспортные пути
CD
э
<5
1\\\\\\\\р
е
Дч\\\\\\\\\\\\\ч
€)-рабочий
Ж
=51
80 Щ1
150-80
80min
Рабочие посты у малых и средних станкоб
Рис. 146. Размеры коммуникационных и рабочих пространств
На рис. 145 и 146 показаны рекомендуемые размеры коммуникационных, функциональных и рабочих пространств.
• 18. Проектирование машиностроительных изделий
с точки зрения придания им красивого внешнего вида
С самого же начала следует указать на то, что для успешного решения задачи придания красивого внешнего вида любому машиностроительному изделию невозможно установить единые исчерпывающие правила или директивы, соблюдение которых обеспечивало бы надежное достижение данной цели подобно тому, как, например, соблюдение правил прочностных расчетов обеспечивает надежность конструкции. Красивое изделие не может явиться также (если исключить отдельные счастливые случаи) только результатом технически совершенного осуществления рациональной функциональной схемы, подобно тому, как не может получиться художественное произведение в результате создания технически точной модели красивого человека, хотя бы из дорогого мрамора или с помощью самых высококачественных красок. Художник должен в своей работе руководствоваться определенными принципами художественного творчества, объем и пригодность применения которых в том или ином случае невозможно ни точно определить, ни предписать. Правильность, уместность и диапазон применения тех или иных принципов или, как говорят художники, тех или иных эстетических элементов художественного творчества диктуют художнику его эстетическое чутье и его художественный вкус. Аналогично обстоит дело и с решением художественной (внешней) стороны машиностроительных изделий. Также и здесь необходимо, чтобы при решении всего внешнего вида изделия и при выборе материала, размещения различных деталей, цветового оформления изделия и т. п. художник умело использовал принципы художественного творчества. Только это сделает возможным создание красивого, качественного в художественном отношении машиностроительного изделия, которое будет возбуждать приятное ощущение удовольствия и радости, как любое прекрасное произведение искусства. Красивый вид машиностроительного изделия не может, конечно, быть самоцелью — люди покупают такие изделия не для удовольствия видеть такой красивый предмет. Подавляющее большинство машиностроительных изделий имеет практически полезное производственное назначение.
Поэтому внешний вид машиностроительного изделия, его форма, поверхность и все вообще исполнение должны быть
203
сообразованы прежде всего с его функциональным назначением и быть технически и экономически обоснованными. Поскольку технологическую и функциональную концепцию каждой машины, прибора, инструмента или устройства разрабатывает конструктор или проектировщик, то очевидно, что художник и конструктор должны тесно сотрудничать в работе над успешным решением внешнего вида изделия уже с самого начала конструирования его, что каждый из них должен знать принципы работы другого, чтобы они могли облегчать друг другу работу. Эта глава разработана главным образом с учетом нужд конструктора и проектировщика; она дает им краткую и наглядную информацию об основах решения внешнего вида машиностроительных изделий и о тех условиях и обстоятельствах, которые влияют на решение внешнего вида.
18.1. Основные принципы художественного творчества
Как уже указано выше, для того чтобы придать машиностроительному изделию красивый внешний вид, для того чтобы оно имело художественную ценность, решающее влияние имеет правильное использование принципов художественного творчества и в первую очередь симметрии, ритма, контрастности, членения, пропорциональности и композиции.
Хотя эти «эстетические элементы» может правильно применять только человек, обладающий эстетическим чутьем, художественным вкусом и специальными знаниями, т. е. прежде всего художник, все же целесообразно, чтобы общие принципы применения этих эстетических элементов знали и конструкторы и проектировщики, так как это позволит им организовать действенное сотрудничество с промышленными художниками — дизайнерами. Это тем более целесообразно, что дизайнеров у нас еще очень мало, и поэтому конструктор при решении внешнего вида изделия вынужден нередко выходить из положения самостоятельно.
18.1.1. Симметрия
Симметрия, как эстетический элемент, используется при оформлении пространственных и плоских систем (образов). Различают симметрию абсолютную, т. е. повторение одних и тех же деталей, или форм с левой и с правой стороны, симметрию относительную, при которой с обеих сторон от оси изделия уравновешиваются элементы примерно одинакового качества, и, наконец, симметрию контрастную, при которой исходной форме на одной стороне отвечает контрастная форма на другой стороне от оси симметрии изделия.
204
18.1.2. Ритм
Ритм — это правильное чередование определенных форм или величин во времени или в пространстве. Можно повторять все время совершенно одинаковые формы, но это ведет к созданию скучных, монотонных, утомляющих систем. Более сильные эстетические впечатления достигаются:
а) применением различий между расстояниями; б) применением различий между положениями; в) усилением и ослаблением (утолщением и утонением) определенных частей; г) применением контрастирующих элементов; д) чередованием светлых частей с темными, красок различных тонов, различных поверхностей, форм, структур; чередованием различных тел, чередованием выпуклых и вогнутых форм.
18.1.3. Контрастность
Контрастность относится к числу самых впечатляющих эстетических элементов всего художественного творчества, так как юна усиливает впечатления, производимые отдельными деталями. Законы контрастности должны учитываться при создании любого художественного произведения, иначе оно получится монотонным, невыразительным, непривлекательным.
Различают контрасты, например: массы — тяжелая часть вблизи легкой; формы — острое ребро вблизи закругленного; размера — широкая поверхность и узкая, короткая полоса и длинная;
света — светлая поверхность и темная; цвета — белая и черная полосы;
направления — горизонтальные и вертикальные полосы, наклон слева направо и справа налево.
Особое значение имеет цветовая контрастность, обычно обусловленная степенью различия двух соседствующих, воздействующих одновременно цветов (одновременный, или симультанный контраст) или двух разных цветов, следующих друг за другом во времени (последовательный, или сукцессивный контраст). Цветовые контрасты важны для видимости и различения. Контраст можно наблюдать на самом предмете, либо по его отношению к окружающим его предметам и к среде. Интенсивность контраста (степень контрастности) может колебаться от очень тонкой до большой; необходимо уметь использовать законы контрастности, т. е. надо уметь выбирать такие контрасты, которые поддаются объединению, гармонизации, уравновешиванию. Очень важно уметь использовать контраст при моделировании.и в выражении пространственных соотношений.
205
18.1.4. Расчлененность
Расчлененность формы характеризуется распределением массы, площадей, пространств и линий предмета на небольшие части. Членение может быть горизонтальным или вертикальным, может быть значительным, небольшим или вообще отсутствовать, как это схематически показано на рис. 147, а, б, в или на взятых из практики примерах (рис. 148, 149 и 150). Членение поверхностей также может быть вертикальным или горизонтальным, и эта достигается либо цветными линиями или поверхностями, либо иногда канавками или валиками (выпуклыми полосками), либо выштампованными ребрами жесткости (у конструкций из листовых материалов), как это частично показано на рис. 150 и некоторых других рисунках. Членение машиностроительного изделия должно быть выбрано с таким расчетом, чтобы изделие производило впечатление логического и замкнутого целого. Изделие, которое будет эксплуатироваться на открытом воздухе, не должно быть слишком расчлененным.
Рис. 147. Схемы различной пространственной расчлененности исходной (базовой) внешней формы машиностроительного изделия:
а — расчлененность отсутствует; б — малая расчлененность; в — значительна»
расчлененность
206
Рис. 148. Машина с незначительной расчлененностью исходной
формы
Рис. 149. Машина с очень большой расчлененностью исходной формы
18.1.5. Пропорциональность
Пропорциональность означает соотношение размеров, различных частей изделия. Она имеет весьма важное значение для эстетического решения машиностроительного изделия,, размеры отдельных частей которого должны находиться в. определенных отношениях друг к другу, ко всему изделию, к окружающей среде и к человеку, который будет пользоваться этим изделием. Как уже упоминалось, с точки зрения культуры труда именно человек является главным критерием для оценки правильности
Рис. 150. Станок со средней степенью расчлененности исходной внешней; формы
Рис. 151. Построение «золотого сечения»
размеров каждого изделия, которым он пользуется. Для того чтобы выдержать правильные пропорции изделия, иногда необходимо придавать отдельным его частям несколько завышенные размеры, делать их большими, чем это требуется по расчетам на прочность, чтобы избежать таких диспропорций размеров, которые портили бы' внешний вид изделия с точки зрения требований эстетики. Такие изменения отдельных частей изделия в целях обеспечения хорошей пропорциональности можно обычно согласовать с требованиями технологии производства; это относится в особенности к отливкам и к штампованным изделиям. Например, тонкое ребро жесткости на массивной литой станине не только противоречит требованиям эстетики, но и не рационально с точки зрения технологии. Аналогично обстоит дело со штамповками, сварными и закаленными частями. Эта очень интересная связь между требованиями эстетики и требованиями технологии заслуживает детального анализа, но пока еще специалисты не уделяют этому вопросу должного внимания.
.Соотношения между отдельными размерами (длинами) иногда целесообразно выбирать соответственно закону так называемого «золотого сечения». Построение отрезков М и /п, отношение которых удовлетворяет пропорциям золотого сечения, показано на рис. 151: М : m = 4,944 : 3,056 ^5:3*.
Применение пропорций золотого сечения выгодно использовать и при проектировании отдельных частей машиностроительного изделия; например, предмет коробчатой формы представляется нам более красивым, если отношения а:Ь и Ъ : с его трех размеров а, b я с соответствуют закону золотого сечения.
18.1.6. Композиция
Композиция — это гармоническое распределение и сочетание масс, форм, линий, цветов (красок) и света при рациональном использовании остальных эстетических элементов, особенно
* Точно:
М_
тп
УЪ —1
2
=0,618034
2_ _3_ _5_ _8_ КЗ 3 * 5 ’ 8 * 13 * 21
И т. д.
Прим, ред 208
контрастности, симметрии и пропорциональности. Говорят об элементарной композиции масс, о композиции форм, о линейной, плоскостной, цветовой, световой и т. д. композиции, но в большинстве случаев о композиции комбинированной. Композиционное распределение может быть горизонтальным и вертикальным. Для машиностроительных изделий важно, чтобы их композиционное решение учитывало также функциональные связи между их отдельными частями. Главная функциональная часть изделия должна по возможности доминировать своей формой или расположением. Важным компонентом композиционного решения машиностроительного изделия является также правильное размещение органов управления приборов контроля, а в соответствующих случаях также панелей и пультов управления.
Линейная композиция использует контрасты линейных форм (прямых и кривых). Плоскостная и цветовая композиции тесно связаны между собой, поскольку эстетическое воздействие отдельных поверхностей зависит от их цвета и, наоборот, гармоничность цветовой системы обусловлена не только их цветовым созвучием, но и соотношениями между площадями поверхностей различных цветов.
18.2. Основные выразительные элементы для оформления машиностроительных изделий
Внешняя поверхность каждого машиностроительного изделия обладает рядом признаков, к числу которых относятся следующие:
а) материал; б) структура материала и качество поверхностей; в) абсолютная величина изделия; г) основная пространственная форма изделия; д) величина и форма поверхностей отдельных частей изделия; е) очертания изделия при наблюдении его в определенном направлении (контуры, силуэт); ж) количество различных фасонных элементов на основной форме изделия;
з) цветовая окраска, включая рисунки и цвет самого материала;
и) различные надписи и цифровые данные; к) более темные и более светлые поверхности (воздействие света и тени).
В терминологии художников эти элементы обычно называют «основными выразительными элементами дизайна». Правильность применения этих выразительных элементов зависит как от художника, так и от конструктора или проектировщика.
18.2.1. Масса-материал
Материал изделия уже сам по себе имеет большое значение с точки зрения эстетического эффекта, производимого изделием. Каждый материал имеет свою естественную красоту, свою поэзию. Слиток чистого олова,— говорит Карел Чапек в своих
14 Заказ 634 209
Таблица 33
Схема связей между функциями деталей машин, их материалов, формой, размерами и прочими факторами
«Письмах из Англии» — «нечто более совершенное, чем чеканное или гравированное оловянное блюдо». Мягкое матовое железо, досиня закаленная сталь, золотистая блестящая латунь, блестящий белый никель, голубоватый хром, матовый алюминий и другие металлы и сплавы, а особенно многие пластмассы имеют свою естественную красоту и представляют много возможностей для использования ее. Поэтому важно правильно выбрать материал для определенного назначения и определенной детали, важно уметь использовать природную красоту данного материала при проектировании формы и выборе способа производства изделия. Выбор материала для большинства машиностроительных изделий или их деталей зависит от ряда других факторов или даже определяется этими факторами, как показывает табл. 33. Иногда выбор материала для изготовления изделия или его детали жестко ограничен функциональными факторами.
Там, где конструктор или дизайнер не может осуществить свои эстетические замыслы выбором одного материала для всей детали, он может использовать сочетание разных материалов; например, основной дешевый материал детали или изделия он может облицовать на внешних или функциональных поверхностях другим материалом. Чаще всего такое комбинирование материалов вынуждается соображениями экономии, особенно, когда речь идет о дорогих или труднодоступных материалах, когда выбор материала обусловлен необходимостью обеспечения требуемой прочности, износостойкости, коррозионной стойкости и т. д.
Эстетический эффект используемого материала дизайнер может повысить применением подходящих эстетических элементов, особенно используя контрастность материала разных цветовых тонов, симметричное илй ритмичное расположение отдельных материалов (если позволяют форма и род изделия или другие обстоятельства).
18.2.2. Структура поверхности
Структура поверхности материала, качество внешних поверхностей изделия также имеют весьма важное значение и являются широко используемыми выразительными элементами, как это иллюстрируется рис. 152 и 153. Структура поверхности изделия или его части в значительной степени зависит от способа обработки, т. е. от того, как обработана поверхность:
а) только очисткой; б) на пескоструйной или дробеструйной установке; в) обработкой на металлорежущих станках (грубой, средней или тонкой), с видимыми на поверхности следами обработки, которые могут быть прямолинейными (от строгания), круговыми (от токарнбй обработки) или более сложными по форме (нерегулярными — от фрезерования); г) шабровкой; д) тонким шлифованием; е) притиркой или полированием.
14*
211
Рис. 153. Удачное применение различной отделки внешних поверхно-
Рис. 152. Эстетическое воздействие внешних поверхностей различного качества стеи, улучшающее эстетический
внешний вид изделия (киносъемочная камера «Meopta A8G»)
К числу способов обработки, имеющих целью получение определенной структуры поверхности машиностроительных изделий или их деталей, следует отнести также намеренное образование шероховатостей на поверхности путем продольного рифления, нанесения узора насечкой или накатками, обкатки поверхности роликами или шариками; в некотором смысле сюда относятся и нанесение гальванических покрытий, защита граней некоторых изделий блестящими планками из хромированной или никелированной листовой стали. Хромирование и другие виды гальванической обработки поверхности имеют очень важное значение как практические выразительные элементы. Однако следует помнить, что и этими способами образования той или иной структуры поверхностей не следует злоупотреблять. Чрезмерное обилие блестящих поверхностей создает впечатление дешевой красоты. Кроме того, они легко могут стать источником бле- скости.
Улучшение качества поверхности машиностроительных изделий способствует повышению их прочности и коррозионной стойкости, однако нельзя забывать при этом о связанном с такой обработкой увеличении затрат на изготовление изделия.
18.2.3. Объем — величина изделия
Выбором правильной величины машиностроительного изделия конструктор создает важную предпосылку для обеспечения эстетического внешнего вида изделия; это обусловлено связью между величиной изделия и окружающей его средой, связью этого изделия с пространством и с человеком. На величину изделия влияют следующие факторы:
а) функциональные требования к изделию, например, требуемое пространство кабины управления мостовым краном и его грузоподъемность, вес или размеры обрабатываемой заготовки, требуемая ширина изготовляемой бумаги или жести, которые будут изготовляться на данном оборудовании и т. п.; б) требования к прочности изделия и к его эксплуатационной надежности; в) род имеющегося материала, его механические свойства и в первую очередь его прочностные характеристики; г) экономические требования, т. е. производительность машины или емкость, грузоподъемность и т. д. транспортного средства, себестоимость, требуемый объем складских помещений, транспортные возможности, эксплуатационные затраты и пр.; д) жестко ограниченные габариты пространства, в котором проектируемая машина или устройство должны будут работать (центростремительные конструкции); е) физиологические и физические способности человека, который будет обслуживать проектируемое изделие или который будет пользоваться им; ж) ограничения веса или величины изделия, обусловленные соображениями, связанными
213
с условиями манипулирования, эксплуатации или транспортирования его; з) иногда и другие обстоятельства.
Однако и в тех случаях, когда величина изделия ограничивается прочностными соображениями или экономическими расчетами, конструктор все же имеет возможность влиять на эту величину. При учете прочностных требований конструктор может способствовать уменьшению габарита изделия следующими способами:
а) точным определением напряжений в материале изделия с помощью моделирования и поляризационно-оптического метода (метода фотоупругости); б) целесообразным распределением сил в проектируемой конструкции или действующих на конструкцию и уменьшением сечений, воспринимающих эти силы; в) целесообразным выбором величин допускаемых напряжений с выбором коэффициентов запаса прочности в границах существующих требований; г) совершенным использованием прочностных свойств применяемых материалов во всем сечении деталей, например, путем выбора надлежащих размеров сечений как прокатных профилей, так и деталей, обработанных методами резания; д) совершенным использованием технологических свойств применяемых материалов, т. е. их пригодности к закалке или отверждению; е) применением материалов с лучшими механическими свойствами, если такие материалы доступны и если это экономически приемлемо; ж) подходящим выбором типа привода применительно к виду используемой энергии и конструктивной компоновке; з) применением средств автоматизации и электроники (например, использованием фотоэлемента вместо прежних громоздких механических ограничителей хода в прокатных цехах, применением микроэлементов в системах управления, использованием полупроводников, печатных схем и т. п.).
18.2.4. Основная пространственная форма
Основная пространственная форма машиностроительного изделия имеет исключительно большое значение для придания ему эстетического внешнего вида. Это является центром тяжести работы дизайнера. Основная пространственная форма машиностроительных изделий — это, по существу, совокупность большего или меньшего числа различных геометрических пространственных форм, подразделяемых, по терминологии художников, на формы «жесткие» («твердые») и «мягкие». К «жестким» формам относятся. куб, призма, пирамида и прочие многогранники; эти формы производят успокаивающее впечатление. К числу «мягких» форм относятся цилиндр, конус, шар и прочие тела вращения; эти геометрические формы создают представление движения (рис. 154). Формы машиностроительных изделий могут быть созданы либо только из форм «жестких» (рис. 155 и 156), либо толь- 214
ко из форм «мягких» (рис. 157,
158), но они могут быть также созданы комбинацией геометрических форм обоих видов, как это показано на рис. 159,
160 и дальнейших. Композиционное расположение «жестких» и «мягких» форм может быть вертикальным или горизонтальным или же комбинированным.
Комбинация основных «жестких» и «мягких» пространственных форм может дать очень благоприятный выразительный эффект, который может быть еще более усилен закруглением ребер, углов или же и целых стенок «жестких» форм. Дизайнеры называют это «смягчением» форм. «Смягчение» форм коробчатых изделий достигается закруглением их ребер и углов и подчеркивается закруглением (приданием выпуклости) отдельных стенок.
Примеры «смягчения» форм изделий приведены на рис. 161 — 167.
Описанное «смягчение» путем закругления ребер, углов и поверхностей машиностроительных изделий не является самоцелью и диктуется не только эстетическими, но и технологическими требованиями. Устранение некоторых острых углов способствует также повышению усталостной прочности деталей. Закругление углов и ребер облегчает поддержание чистоты изделий, и. на них лучше держится краска. Нельзя, однако, забывать и о том, что слишком большое закругление ребер делает изделие массивным, «глыбчатым». Сделать выпуклые стенки труднее, чем плоские; на это требуется больше труда и это удорожает изделие. Однако изделия с выпуклыми стенками лучше сопротивляются давлению и ударам как снаружи, так и изнутри. Если стенки транспортных пространств сделать выпуклыми, то внутри их создается впечатление большего простора, большей уютности, это пространство кажется более удобным.
«Смягчение» основных пространственных форм строительных конструкций поясняется рис. 165. Показанная на этом рисунке конструкция, сваренная из полосового и листового металла, выглядит более уходящей ввысь, более впечатляющей, чем такая же конструкция, но сваренная из катаных профилей. При этом у
215
řřOi
Рис. Д54. Геометрические пространственные формы «жесткие» («твердые», «статические») и «мягкие» («динамические»)
Рис. 155. Изделие, основной формой которого является комбинация только «жестких» пространственных форм (миксер, автор проекта — Lachman)
Рис. 156. Композиции только из «жест- Рис. 157. Композиции только из «мягких» форм ких» форм
о
Рис. 158. Изделие, основной формой которого является комбинация пре имущественно «мягких» пространственных форм (центробежный насос французского производства)
Рис. 159. Композиции из «жестких» и «мягких» форм
Рис. 160. Машиностроительное изделие, основной формой которого является комбинация «жестких» и «мягких» пространственных форм
Рис. 161. «Смягчение» геометрических форм
Рис. 162. «Смягчение» основных форм машиностроительных изделий
конструкции, сваренной из полос и листов, можно значительно эффективнее использовать прочностные свойства материала, что помогает компенсировать повышенные производственные затраты па «смягчение» этой конструкции. Улучшение внешнего вида .сварных конструкций достигается также рациональным исполь-
Рис. 163. «Смягчение» основных форм машиностроительных изделий
зованием тянутых или гнутых тонкостенных профилей вместо толстенных катаных.
В отношении «смягчения» формы машиностроительных изделий требуется еще указать, что для деталей, одинаковых в функциональном отношении или по форме, следует применять одинаковую величину закругления ребер. У нижних несущих частей конструкции ребра могут быть закруглены более значительно, так
как их функция такова, что впечатление некоторой массивности здесь не мешает. Ребра несомых частей обычно закругляют меньше, особенно если речь идет о легких подвижных конструкциях. Например, на рис. 166 приведено схематическое изображение машины, у которой закругления выбраны без всяких эстетических и технологических соображений. На рис. 167 показан правильный выбор закруглений у того же изделия. Если величины закруглений выбраны различными, то конструкция не только производит плохое впечатление, но и получается более дорогой, так как .для изготовления ее требуется больше различных рабочих и контрольных приспособлений, чем при меньшем числе различных радиусов закругления.
Добиться красивой основной формы машиностроительного изделия нельзя, конечно, одним лишь «смягчением» форм. Если изделие в композиционном отношении решено хорошо, то оно может быть красивым и эстетичным, даже если оно составлено из многогранников. Более того, в настоящее время для большинства машиностроительных изделий все шире применяют много-
Рис. 164. «Смягчение» формы машиностроительного изделия коробчатой формы (водоумягчительная установка производства Краловопольских машиностроительных заводов, Брно)
219
Рис. 166. Закругление ребер и углов машины, выполненное без учета эстетических и технологических требований
Рис. 167. Технологически целесообразное и эстетическое закругление ребер и углов машины
Рис. 165. «Смягчение» формы сварных конструкций
грешные формы. В некоторых случаях это диктуется соображениями технологии, а кроме того, такая форма считается теперь модной. В связи с этим необходимо подчеркнуть, что срок службы большинства машиностроительных изделий велик и, как правило, он в несколько раз больше «срока жизни» разных нюансов моды; конструктор должен учитывать это, уметь
отличать основную тенденцию развития от капризов моды, что, впрочем, не всегда бывает легко. На рис. 168—178 (рис. 175 см. вклейку) приведено несколько примеров конструкции машиностроительных изделий, решенных в духе различных современных художественных направлений.
Для придания машиностроительному изделию совершенной формы важно также, чтобы оно было в целом правильно «пространственно сбалансировано». Если какая-то часть изделия выдвинута в пространство, не имея видимой опоры в нем, то машина производит неблагоприятное впечатление статической неуравновешенности. Примеры таких решений приведены на рис. 179: на чугунных стойках смонтированы легкие кожухи из листового
220
Рис. 168. Красота — в простоте форм. К тому же простые формы дешевле в изготовлении
металла или слоистого пластика, под которыми проходят трубы системы распределения охлаждающей воды, трансмиссионные валы и т. п. Это — большие легкие тела, которые по существу не ухудшают устойчивость конструкции, однако создают впечатление неуравновешенности. Такую компоновку необходимо изменить, даже если для этого требуется несколько увеличить общие размеры конструкции или ее вес (за счет увеличения основного несущего элемента конструкции, применения опор или подставок и т. п.).
По признаку связи формы изделия с его функцией можно подразделить машиностроительные изделия на три основные группы.
К первой группе относятся изделия, форма которых в целом обусловлена их функцией и на которые художник не может влиять. Такими изделиями являются, например, некоторые виды инструментов и деталей машин. Типичными примерами таких изделий являются игла, зубило, напильник, воздушный или гребной
Рис. 169. Пример всесторонне рационального упрощения формы центробежного насоса
221
винт, болт, зубчатое ко- лесо и т. д. Форма их: точно обусловлена требуемой функцией, и любое вмешательство с целью изменения их: формы угрожало бы функциональным качествам такого изделия^ Вторую группу образуют изделия, функция которых не находится в непосредственной зависимости от их формы. Такое изделие можно снабдить кожухом, который может либо охранять изделие от ударов или загрязнений, либо способствовать улучшению эстетического вида изделия. Конечно, правильно спроектированный кожух должен сочетать в себе все указанные функции. Поучительным примером изделия этой группы может служить передвижной компрессор (рис. 180), закрытый кожухом из листовой стали, которому дизайнер может придать простую, впечатляющую форму. Аналогичным примером является и гидравлический пресс, изображенный на рис. 181 и 182; также и для этой машины дизайнер может-спроектировать целесообразный и эстетичный кожух, для чего имеются сравнительно широкие пределы творческих возможностей. Другими изделиями этой группы являются, например, радиоприемники,, электроприборы и тому подобные изделия, кожухам (футлярам) которых художник может придать желаемую эстетическую форму, не будучи слишком связан формой собственно функциональной части изделия. Этот способ решения форм может быть использован в машиностроении и для крупного оборудования, например, для агрегата, состоящего из паровой турбины и генератора (рис. 183 — турбогенератор фирмы Браун-Бовери). 222
Рис. 170. Машиностроительное изделие, для основной формы которого использованы «мягкие» линии (намоточная машина завода Kovostav в Усти, ЧССР; опытный образец 1962 г.; дизайнер — А 1. Richter)
Рис. 171. Машиностроительное изделие с умеренно закругленными ребрами и углами (строгальный станок по дереву; на рисунке показано также конструктивное решение устройства для отсоса пыли и стружек)
Рис. 172. Гидравлический пресс с рациональным закруглением ребер и углов (производства итальянской фирмы Terenzio, Милан; на рисунке видна выемка в станине пресса для ног оператора)
С помощью удачно выбранных кожухов можно улучшить внешний вид многих машиностроительных изделий или их частей, как это показано для примера на рис. 184.
Третья группа машиностроительных изделий —наиболее распространенная из всех; она обладает признаками и первой, и второй групп изделий. Это значит, что основная форма изделия этой группы в некоторой части непосредственно обусловлена его функцией, тогда как функции остальных частей изделия не зависят непосредственно от их формы, так что их можно снабдить кожухом или же придать им нужную эстетическую форму. Кожухи здесь используются иногда и в качестве станин или стоек либо держателей (ручек). Примерами
Рис. 173. Водопроводный кран, решенный в «мягких» линиях (дизайнер — В. Míra)
Рис. 174. Токарный станок мод. «Gallic 14», решенный в «жестких» линиях, с острыми ребрами и углами (производства французской фирмы Muller et Ре-
sant, Мобёж)
224
Рис. 176. Киносъемочная-камера, решенная в «жестких» линиях (дизайнер — М. М i š к а)
изделий этой группы могут служить ручная дрель, электрические ручные ножницы для тонколистовых материалов и жести, электрическая ручная пила для дерева и т. п. Из более крупных изделий к этой группе относятся прежде всего станки многих типов и другие рабочие машины различных отраслей промышленности. Проектируя такие машины, можно пригласить художника для участия в решении всей композиции машины, в проектировании форм
станин, стоек и тому подобных деталей, в выборе цветового оформления, при использовании законов контрастности и пропорциональности.
Рис. 177. Магнитофон по проекту дизайнера В. Míra, использовавшего здесь преимущественно «жесткие» геометрические формы 15 Заказ 634
2 25
Рис. 178. Телефонный аппарат с призматической основной формой, с незакругленными ребрами (дизай- ней — В. М í г а)
11
Рис. 179. Массы узлов машин и другого оборудования должны быть оптически сбалансированы (уравновешены) — это необходимо для обеспечения эстетического внешнего вида машины
Рис. 180. Улучшение внешнего вида машиностроительного изделия путем закрытия его функциональной части эстетически уравновешенным кожухом (компрессор мод. DK-260)
226
Следует, однако, обратить внимание на то, что надевание дополнительных кожухов на некоторые части агрегата (например, на электродвигатель, редуктор или вариатор, пневматические и гидравлические механизмы) не всегда способствует улучшению внешнего вида машины. Иногда лучше потребовать соответствующего изменения самой формы электродвигателя или редуктора, смонтированного на машине, чтобы гармонически дополнить основную форму машины, как это показано, например, на рис. 185. При проектировании основной формы машиностроительного изделия
нужно, Правда, исходить из Рис. 181.- Гидравлический пресс откры- функциональной и техноло- того исполнения
гической концепции, но при
этом нельзя забывать, что конструктор почти всегда имеет возможность предложить несколько конструктивных вариантов, равноценных в функциональном и технологическом отношениях, но создающих различные предпосылки для придания окончательного внешнего вида изделию. О том, как будет выглядеть готовое изделие, нужно думать уже при первом наброске проекта, а технологические соображения, вид привода, кинетические условия также должны учитывать требования эстетического оформления проектируемого изделия. Простые и наглядные примеры такой правильной практики приведены на рис. 186 и 187. На рис. 186 представлены два решения формы ручной дрели. Сначала дрель имела только одну пару конических колес; ввиду того, что для дрели требовалась минимальная скорость сверления, передаточное число было сравнительно большим. Кожух такой передачи никогда не может получиться особенно красивым при данных общих размерах дрели (закон пропорциональности). В дрели новой конструкции передача осуществляется двумя парами цилиндрических зубчатых колес и одной парой конических. Это дало возможность существенно уменьшить размеры передаточного механизма, благодаря чему стало возможным спроектировать эстетический кожух. Рис. 187 представляет варианты экспериментального прибора для градуировки штанг 15* 227
Рис. 182. Пресс с рационально выпол- Рис. 183. Кожух турбогенератора фирмы Браун-Бовери мощностью ненными и примененными кожухами 175 Мет для электростанции Amer (Нидерланды)
Рис. 184. Рационально и эстетически оформленный кожух установки высокого давления для кондиционирования воздуха
(изделия одной из лейпцигских фирм); замена ручного привода в этом приборе электрическим дала возможность сделать его закрытым и придать прибору рациональную и эстетическую форму.
Характерными чертами современных машиностроительных изделий являются: простота форм, рациональная расчлененность и уравновешенность (сбалансированность) масс и площадей.
Эти три характерные черты должны учитываться сторонниками как «мягких», так и «жестких» линий, так как эти черты одновременно дают возможность производить изделия более экономично и имеют ряд преимуществ, сказывающихся при эксплуатации и ремонте машиностроительных изделий, как будет показано в последующих главах книги.
£
а)
•
—
•
ÍT"—
! ! 1 i!
м Mi ii IU М 1 v
?
Рис. 185. Решение задачи эстетического оформления внешнего вида машины со смонтированным на ней электродвигателем: а — первоначальное исполнение; б — неудачный кожух; в — правильное решение эстетической конструкции электродвигателя
в)
Рис. 186. Старая и новая конструкции ручной дрели. .Конструктор, надлежащим образом изменив передачу, облегчил художнику задачу красиво закрыть кожухом зубчатые передачи дрели
Рис. 187. Старая и новая конструкции прибора для градуировки штанг
18.2.5. Плоские, фигуры — площадь
Площадь тоже может быть «жесткой» или «мягкой». «Жесткими» площадями называют квадрат, прямоугольник, треугольник и различные многоугольники, правильные и неправильные. Эти геометрические фигуры вызывают ощущение покоя. К числу «мягких» площадей относится круг, эллипс и составленные из них фигуры. Такие площади создают представление движения. Квад- 230
Рис. 188. Плоскостные «твердые» формы
рат в качестве художественного элемента производит наименее впечатляющее действие, так как у него все стороны одинаковы, что не удовлетворяет требованиям контрастности и ритма. Таким образом, это элемент монотонный («скучный»), и его можно использовать только в качестве контраста к кругу и треугольнику. Прямоугольник является весьма впечатляющим плоскостным элементом. Наиболее благоприятное отношение сторон прямоугольника равно отношению диагонали квадрата к его стороне или отношению отрезков, отвечающих закону золотого сечения. Треугольник, особенно равнобедренный, создает ощущение устойчивости. Круг и эллипс являются оживляющими элементами. Так же как «смягчают» пространственные формы, можно «смягчать» и «жесткие» плоские фигуры путем закругления их углов и сторон.
Плоскостные формы «жесткие», «мягкие» и «смягченные» показаны на рис. 188—190.
Большие сплошные (непрерывные) площади не подходят ни с эстетической, ни с производственной точек зрения, а зачастую не подходят они и с точки зрения эксплуатационной. Это зависит, впрочем, от величины изделия. В большинстве случаев большие площади расчленяют на подходящее число меньших площадей различной формы. Площадь, разделенная прерывистыми и нелогически скомпонованными линиями (как это сделано, например, на рис. 191, а и б), представляет собой, как правило, плохое решение. Расчленение площади должно быть рационально симметричным, чтобы создавалось впечатление продуманной компоновки; примеры такого членения приведены на рис. 191, виг. Это следует иметь в виду прежде всего тогда, когда конечная площадь получается в результате сочетания нескольких площадей, изготовляемых и решаемых раздельно (например,
о
Рис. 189. Плоскостные «мягкие» формы
Рис. 190. «Смягченные» плоскостные формы
231
Рис. 191. Неудачные в эстетическом отношении (а и б) и правильные (в и г) членения площадей изделия коробчатой формы (распределительного
шкафа и т. п.)
распределительные шкафы, пульты и т. п.). В подобных случаях необходимо искать единое, общее плоскостное решение, исходить из единой концепции и не позволять отдельным конструкторам или дизайнерам решать каждую часть общей площади индивидуально.
Принцип правильного членения площадей необходимо учитывать также при размещении вентиляционных отверстий, дверец, контрольных отверстий, щитков с инструкциями и т. д.; это пояснено примерами на рис. 192. Решение по рис. 192, а неудачно; решение по рис. 192, б несколько лучше, по рис. 192, в — приемлемое; хорошее решение представлено на рис. 192, г. Площадь, на которой должны быть расположены дверцы или крышки различных форм (круглые рядом с многоугольными, из тонкого листового материала рядом с тяжелыми чугунными), весьма трудно решить в художественном отношении, и поэтому рекомен-
а) б) 6) г)
Рис. 192. Различные с эстетической точки зрения членения площадей со смонтированными на них дверцами, жалюзи, щитками и т. п.: а — членение неудачное; б — немного лучшее; в — приемлемое; г — хорошее
232
Рис. 193. Неудачно (а) и хорошо (б) уравновешенные площади
дуется прежде всего по возможности нормализовать (унифицировать) отдельные такие элементы.
В отношении больших площадей, какие встречаются, например, на машинах коробчатой формы, на которых размещается ряд малых по размерам плоскостных элементов, имеющих различную форму, необходимо стремиться к тому, чтобы при данных функциональных возможностях правильно разместить все эти элементы на общей площади и чтобы при этом не получились участки с несбалансированными (неуравновешенными) площадями.
Это положение иллюстрируется примерами рис. 193, а, где элементы сосредоточены в одном месте либо слишком близко к одному краю, либо в середине, или же расположены несимметрично, узкие полосы расположены рядом с широкими и т. д. Примеры приемлемых решений приведены на рис. 193, б.
При проектировании величины и формы площадей необходимо учитывать также плоскостное воздействие цветной окраски, которая своим оптическим и психологическим эффектом создает различное представление о действительной величине поверхности или ее формы (о цвете, о выразительном художественном элементе, см. стр. 239).
233
18.2.6. Линия — контур
Линия (контур) имеет в качестве выразительного элемента (рис. 194 и 195) довольно большое значение и в промышленном художественном творчестве, поскольку каждое машиностроительное изделие действует на наблюдателя и своими линейными очертаниями — контуром. Следовательно, контур изделия при наблюдении с выбранной стороны должен быть уравновешенным и красивым.
Горизонтальная линия действует в определенном композиционном комплексе статически, а в сочетании с другими элементами она создает ощущение устойчивости, стабильности.
Вертикальная линия создает в таких же условиях впечатление стройности, вызывает ощущение роста. См., например, линии семафоров, подъемных кранов, мачт и т. д., действующих своей высотой на человека возбуждающе (это идейно было использовано уже в готике).
Также и впечатление, производимое внешним видом и формами машиностроительных изделий можно усиливать, пользуясь принципом «вертикальности» или «горизонтальности», что может быть достигнуто одними лишь начерченными линиями. Одновременное использование горизонтальных и вертикальных линий портит их раздельное воздействие. Диагональ вызывает психическое напряжение, которое требует уравновешивания и
ОАЛ ЛАД
а)
V
.1
к
К
'0
Z
Рис. 195. Эстетически неудачное Рис. 194. Основные компоненты линии • (а) п удачное (б) закрытие по-
(контура) машиностроительных изде- верхностеи фасонных элементов л и и машины
234
успокоения другой «противолежащей» диагональю. Волнистые и ломаные линии создают впечатление ритма и чередования. Силуэт каждого машиностроительного изделия является результатом членения его, композиционного решения и разработки внешних форм его отдельных частей.
Поэтому необходимо проектировать каждый отдельный элемент с учетом обеспечения желаемого впечатления, производимого контуром всего изделия при рассматривании его с того места, с которого это изделие будет наблюдаться чаще всего.
18.2.7. Небольшие фасонные элементы изделия
Основная внешняя форма большинства машиностроительных изделий иногда нарушается различными деталями и небольшими фасонными элементами, которые сильно влияют на общий внешний вид изделия. Такие фасонные элементы могут иметь конструкционный, функциональный или же декоративный характер.
Фасонные элементы конструкционного характера — это, например: борта (фланцы) для усиления кромок швов в стыках; борта жесткости вокруг различных отверстий; планки для закрытия стыков; армирующие или охлаждающие ребра; желобки для стока масла и т. п.; ручки, рукоятки и т. п. для манипулирования изделием или отдельными его частями; приливы для болтов, винтов и т. п.
Фасонные элементы функционального (эксплуатационного) характера — это, например: различные дверцы и крышки люков, контрольных и смазочных отверстий; дверные петли, затворы и замки; рычаги управления, маховички, кнопки, педали и прочие органы управления; малые электродвигатели, контакторы и выключатели, термостаты и т. п.; небольшие панели управления с индикаторными устройствами и небольшими деталями управления; различная арматура и тому подобные детали.
К фасонным элементам декоративного характера относятся, например:
фирменные дощечки;
декоративные эмблемы (например, на передке капота автомобиля); декоративные планки, расчленяющие поверхности изделия на отдельные площади, и т. д.
Эстетическое воздействие этих элементов иногда весьма велико; оно зависит от следующих факторов:
типа фасонных элементов; их количества и размеров; формы и внешнего вида этих фасонных элементов.
Тип фасонных элементов зависит от рода и характера изделия. На большинстве машиностроительных изделий обычно встречаются фасонные элементы конструкционного, функционального и декоративного характера. Из конструкционных элементов эстетически воздействуют правильно оформленные борты и фланцы,
235
планки, которые закрывают стыки, правильно размещенные ребра. Остальные элементы этой группы, особенно, когда их много, портят эстетический внешний вид изделия. Из функциональных элементов портят внешний вид изделия различные электромоторчики, коробки выключателей, малые редукторы и т. п. И наоборот, улучшают внешний вид изделия удачно оформленные элементы и панели управления. Декоративные элементы подходят скорее для предметов широкого потребления, нежели для изделий производственного назначения.
Количество фасонных элементов, расположенных на поверхности изделия, имеет весьма важное значение для внешнего вида изделия. В то время как раньше машиностроительные изделия имели сравнительно большое количество различных фасонных элементов, которые своей сложностью вызывали удивление людей, у современных машиностроительных изделий эти элементы скрыты в станинах, стойках или корпусах изделий, или же закрыты кожухами (примером этого служат встроенные электродвигатели, редукторы, выключатели и т. д.). Поэтому современные машиностроительные изделия имеют простую и элегантную форму. Это является достоинством также и в эксплуатационном отношении: изделия такой , формы легче чистить, встроенные элементы лучше защищены от повреждений, при обслуживании таких изделий меньше опасность травмирования, обслуживающему персоналу легче ориентироваться в элементах управления таким изделием и т. д. Этими преимуществами обычно полностью компенсируется необходимость увеличить в. подобных случаях ширину станины или шкаф управления. Такой пример иллюстрируется рис. 195. Закрытие эксплуатационных фасонных элементов функционального характера при сохранении величины станины неизменной потребовало бы здесь применения сравнительно высоких кожухов некрасивой формы, тогда как увеличение ширины станины позволило использовать два одинаковых низких кожуха эстетической формы.
Величина фасонных элементов ограничивается тем, что они должны органически увязываться с основной формой изделия, не нарушая его хороший внешний вид. Это особенно важно, например, для органов управления, которые должны быть расположены в пределах удобной досягаемости для оператора, но не должны слишком выступать вперед и портить этим впечатление органического целого. Величина фасонных эксплуатационных элементов, которая должна быть сообразована с величиной основной формы изделия, зависит от следующих факторов:
требований к прочности эксплуатационных фасонных элементов или всего изделия; производственной функции фасонных элементов; технологии производства; физиологических факторов; требований техники безопасности; экономических соображений; эстетических требований.
236
Обычно имеется возможность согласовать все эти факторы с требованием соблюдения закона пропорциональности. Величину эксплуатационных фасонных элементов функционального характера можно существенно ограничить применением автоматизации и в том числе автоматических систем электрического, пневматического или гидравлического управления.
Форма и внешний вид эксплуатационных элементов оказывают весьма значительное влияние на общее эстетическое впечатление от всего изделия. Эти элементы могут подчеркивать точность, надежность и качество изделия. Правильно оформленные с физиологической точки зрения рычаги, так же как и правильно
Рис. 196. Машиностроительное изделие с различным числом фасонных элементов на поверхностях изделия:
[старое (а) и новое (б) исполнения машины для испытания текстильных и им подобных материалов на разрыв; производство завода VEB Werkstoffprüfmaschinen,
Лейпциг]
237
сконструированные и правильно расположенные с психологической точки зрения органы управления и индикаторные устройства, оказывают значительно большее влияние на общий вид изделия, чем это может показаться, если судить по сумме производственных затрат на такое улучшение формы изделия: эти затраты обычно бывают незначительны по сравнению с общей стоимостью изделия.
Нельзя также недооценивать влияние правильного расположения фасонных элементов. При композиции изделия с использованием таких элементов нужно прежде всего исходить из тех мест, с которых изделие будут обслуживать, будут управлять, будут чаще всего наблюдать. Подход к некоторым машиностроительным изделиям бывает нужен лишь с одной стороны, другие изделия могут наблюдаться с нескольких сторон, и это обстоятельство должно учитываться при разработке внешнего вида изделия.
Доминирующая основная форма машиностроительного изделия не должна теряться под эксплуатационными фасонными элементами; наоборот, она скорее должна подчеркиваться ими. Взятые из практики примеры, иллюстрирующие влияние количества эксплуатационных фасонных элементов на общий вид машиностроительного изделия, приведены на рис. 196 и 197. Рис. 196 представляет старую и новую конструкции машины для испытания текстильных материалов на разрыв (новая конструкция — изделие лейпцигских заводов). На рис. 197 приведен пример аппарата для химической промышленности. Слева показан
Рис. 197. Старая (а) и новая (б) конструкции аппарата для химической промышленности с различным числом фасонных элементов на поверхностях изделия
238
аппарат старой конструкции; обрабатываемое вещество нагревается отопительным змеевиком и перемешивается крыльчаткой, вращающейся в канале аппарата и приводимой в движение электродвигателем через передачу коническими зубчатыми колесами. В аппарате новой конструкции, показанной справа, имеется нагревательное кольцо из антикоррозионного сплава, обогреваемое паром; жидкость быстро нагревается и поднимается вверх, тогда как холодная жидкость у стенок сосуда опускается на дно. Этим достигается как интенсивный нагрев жидкости, так и достаточное перемешивание ее. Одновременно отпала надобность в дорогом и некрасивом приводном механизме, смонтированном у аппарата прежней конструкции на крышке сосуда, и существенно уменьшилось количество фасонных элементов, благодаря чему значительно улучшился весь внешний вид изделия.
В заключение следует еще раз подчеркнуть, что рациональное упрощение конструкции является первым и самым главным способом эстетического и экономичного конструирования.
18.2.8. Цветовое оформление машиностроительных изделий
Цветовое оформление машиностроительного изделия является наиболее широко используемым выразительным элементом. Для использования его имеются в распоряжении конструктора: а) широкая шкала красок самых различных тонов, сообщающих различную структуру окрашенным поверхностям; б) натуральный цвет используемых машиностроительных материалов; в) возможность сочетания нескольких цветов для разделения поверхности изделия на части различной величины и формы, обеспечивающие лучшее эстетическое впечатление от изделия; г) возможность комбинировать цвета различной насыщенности, благодаря чему повышается пластичность изделия; д) возможность применения цветного рисунка.
Эти средства при одновременном использовании свойств красок, указанных в разделе о цвете (стр. 59—67), могут весьма существенно способствовать улучшению внешнего вида машиностроительных изделий. Кроме того, эти средства можно использовать в целях повышения безопасности работы с этими изделиями, а также в производственно-экономических целях.
Целесообразно еще раз напомнить здесь о том, что стремиться к обеспечению легкой, надежной и экономичной технологии окраски будущего изделия конструктор обязан уже с самого начала разработки формы проектируемого изделия. Имея в виду это обстоятельство, он должен избегать острых ребер, так как краска плохо держится на них, он должен выбирать простые формы, а для изделий, которые будут работать на открытом воздухе конструктор должен предусмотреть возможность стекания воды с них, чтобы вода не портила окраску.
239
Виды цветового оформления изделий
Конструктор и дизайнер имеют в своем распоряжении краску подходящего цвета для любой цели. Виды красок — см. специальные работы, фирменные проспекты и стандарты (например, стандарты CSN 67 3000, 67 3067 и др.). Здесь укажем только главные виды красок:
олифовые (масляные) краски; эмали (эмалевые краски) нитроцеллюлозные; эмали синтетические; эмали спиртовые; прозрач-^ ные лаки (лаковые краски); кристалл-лаки;
муаровые краски; «трескающиеся» окраски;
красители с большой отражательной способностью;
флуоресцирующие красители;
антивегетативные (противообрастающие) краски.
К числу материалов для цветового оформления машиностроительных изделий необходимо отнести также некоторые виды эмалей и пластмасс для защитных покрытий различных частей машиностроительных изделий. Видами цветового оформления этих изделий являются также цветная металлизация и химическое облагораживание поверхностей различными солями, например, оксидирование, хроматирование с цветным оттенком, элок- сирование и т. д.
С цветовым оформлением связана и структура окрашенной поверхности; также и ее художник может рационально использовать для достижения желательного эстетического эффекта.
Помимо эстетических критериев надо при выборе краски учитывать и род окрашиваемого материала, требования в отношении антикоррозионной защиты, долговечность окраски и технологию окрашивания.
Количество цветов — колоритность окраски
Одновременное применение нескольких красок при цветовом решении изделия, если это делается с учетом эстетических принципов и свойств данных красок, усиливает эстетическое воздействие изделия и может способствовать облегчению ориентировки оператора при обслуживании им данного изделия. Выбор количества цветов зависит от рода изделия, от экономичности производства и не в последнюю очередь от вкуса заказчика (особенно это относится к экспортным изделиям), если только цветовое оформление изделия не регламентировано обязательным стандартом, инструкциями, выраженным желанием заказчика или другими обстоятельствами.
Величина цветной поверхности и ее форма
Величина цветной поверхности и ее форма взаимно влияют одна на другую. Величина цветной поверхности должна быть обратно пропорциональна яркости и насыщенности (сочности) цве- 240
та. Поверхности, окрашенные насыщенной краской, должны быть в своем разноцветном целом меньше поверхностей темных или окрашенных краской ненасыщенного цвета. Например, у изделия, окрашенного в желтый и синий цвет, большая часть поверхности должна быть окрашена в синий цвет, а меньшая — в желтый, более яркий. В части применения насыщенного желтого, красного и синего цветов рекомендуется следующее соотношение, учитывающее яркость отдельных цветов: 3:5:8. Если изделие решено окрасить в оранжевый, зеленый и фиолетовый цвета, то площади поверхностей, окрашенных в эти цвета, должны находиться в отношении 8:11:13. Должное соотношение между величинами площадей поверхностей, окрашиваемых другими смесями двух или трех упомянутых основных цветов, можно рассчитать в соответствии с долей каждой из смешиваемых красок. Краской насыщенного цвета окрашивают меньшие площади поверхностей изделия, красками ненасыщенных цветов — большие поверхности (это важно при разработке членения поверхностей).
Усиление впечатления пластичности изделия путем окрашивания в цвета различной насыщенности
Воздействие цветовых оттенков сильно влияет на пространственное восприятие. Эту закономерность можно успешно использовать при цветовом оформлении изделия, так как рационально подобрав цветовые оттенки различной насыщенности, можно усилить впечатление пластичности изделия.
Выбор преобладающего цвета окраски машиностроительных изделий
Выбор преобладающего цвета окраски машиностроительного изделия имеет важнейшее значение для правильного цветового решения задачи окраски изделия. Помимо технологических соображений, необходимо при этом учитывать три следующие основные функции окраски: эстетическую; сигнализационную (для обеспечения безопасности); технико-эксплуатационную.
С точки зрения эстетической и сигнализационной функций выбор надлежащей окраски является прежде всего вопросом правильного выбора цветового тона и его насыщенности, обеспечивающих необходимый эстетический, физиологический и сигнализационный эффект.
С точки зрения технико-эксплуатационной функции к преобладающему цвету окраски предъявляются следующие требования: 1) окрашенное изделие должно, хорошо поддаваться очистке; 2) цветовые оттенки должны быть стойкими, особенно, если изделие подвержено прямому действию солнечных лучей;
16 Заказ 634 241
3) окраска должна быть стойка в отношении влияния среды,, в ко>- торой изделие будет работать (т. е. в отношении воздействия сырости, особенно в тропиках, кислот, щелочей, масел, жиров, соленой морской воды, крайних температур); 4) окраска должна быть долговечна при механических напряжениях изделия, т. е. пленка краски должна быть гибка, не отслаиваться и быть способна защищать окрашенную поверхность от коррозии.
С технологической точки зрения необходимо при выборе преобладающей окраски учитывать степень трудности нанесения краски на поверхность, ее адгезионную способность, кроющую способность-, а в некоторых случаях и способ сушки (сопротивление выгоранию во время сушки). Технология нанесения краски влияет на внешний вид изделия и на себестоимость окраски. Выбор способа нанесения краски зависит от рода применяемой краски, от формы и величины изделия и от наличия соответствующего оборудования. Поэтому целесообразно обдумать технологию окраски изделия уже в ходе проектирования его.
Преобладающий цвет окраски производственного оборудования. При выборе преобладающего цвета окраски машин и другого оборудования решающими являются требования, чтобы зрение меньше утомлялось и чтобы обрабатываемый предмет или материал были хорошо различимы. И то, и другое зависит прежде всего от цвета фона и непосредственно окружающей среды. Если обрабатываемый материал цветной, то для преобладающей краски выбирают цвет дополнительный к цвету обрабатываемого* материала.
Если сосредоточенно смотреть в течение примерно 25 сек на какой-либо яркий цвет, например, желтый, то окружающая среда (фон) начинает казаться нам синеватой. Если в этот момент взглянуть на белую стену, то она покажется синей — сказывается так называемый эффект Пуркине. Помочь глазу можно в данном случае окраской окружающей среды в синий цвет. По этой причине для окраски, например, текстильных машин,, обрабатывающих преимущественно желтый материал, выбирают в качестве преобладающего синий цвет. Поэтому же преобладающим цветом машин для обработки теста является обычно светло-синий. Если цвет обрабатываемого материала тусклый (например, серый стальной цвет), то выбрать для окраски станка дополнительный цвет невозможно, и в подобных случаях приходится руководствоваться другим принципом. Если пристально смотреть на место, окруженное предметами, окрашенными в различные яркие цвета,, то наиболее выгодные условия для длительного наблюдения создаются тогда, когда окружающая поверхность будет светло-зеленого оттенка; оттенок выбирают в зависимости от светлоты пристально наблюдаемого места. Еслш это место светлое, то можно выбрать достаточно светлый оттенок зеленого цвета, если оно более темное, то и оттенок зеленого цвета, в который окрашена 242
окружающая поверхность, должен быть более темным. Отношение яркостей должно быть ~3 : 1. Поэтому для металлорежущих станков и машин для обработки металлов давлением в качестве преобладающего цвета выбирают цвет зеленого горошка (по прежнему чехословацкому обозначению это цвет № 5080). Он же являлся преобладающим цветом для машин, обрабатывающих стальной прокат (для гибочных машин, ножниц и т. п.). В настоящее время этот цвет заменяют другими, особенно применительно к металлообрабатывающим станкам.
Переход от цветной окраски к нецветной должен быть постепенным; поэтому для менее насыщенных оттенков обрабатываемого материала можно выбирать такой же тон преобладающего цвета соответствующей машины. Например, для- строительных машин для приготовления бетона выбирают в качестве преобладающего светло-синий цвет. Этим же принципом пользуются и при выборе преобладающего цвета для окраски мукомольных машин, оборудования молокоперер.абйтывающих заводов и т. д., где при белом цвете перерабатываемого материала применяют в качестве преобладающего светло-кремовый цвет № 6100 или среднекремовый № 6050.
Из сказанного можно было бы заключить, что серый цвет не подходит для окраски машин. Однако серый цвет рекомендуется применять всюду там, где надо облегчить различение цветов, например, при контроле цветных тканей, цветных химикатов и т. п. Иногда для выбора преобладающего цвета окраски производственного оборудования решающим фактором является место, где будет работать это оборудование — будет ли это горячий или холодный цех. При этом используют так называемый тепловой тон цветов и стараются выбрать для окраски машины такой преобладающий цвет, который будет вызывать у обслуживающих работников ощущение противоположного теплового воздействия, благодаря чему температура окружающей среды будет им казаться более низкой или более высокой по сравнению с действительной температурой. Поэтому для оборудования, устанавливаемого в горячих цехах, выбирают в качестве преобладающего цвета краски холодных тонов; например, для горячих прокатных цехов применяют окраску оборудования главным образом в синий цвет, а для холодных производств, как, например, для холодильных камер, можно применять окраску оборудования в теплые цвета, что психологически улучшает влияние рабочей среды.
Преобладающие цвета для окраски сельскохозяйственных машин и машин для земляных работ. При выборе преобладающего цвета окраски этих машин руководствуются как принципами, указанными выше применительно к окраске машин, перерабатывающих цветные материалы, так и правилами техники безопасности, т. е., например,, требованиями, чтобы машина, находясь на траве или в зерновых культурах, была хорошо видна; 16* 243
это необходимо для уменьшения опасности травмирования. Поэтому, например, выбирают синий цвет для окраски льноуборочного комбайна, зеленый — для посевных машин и т. п.
Преобладающий цвет окраски средств
внутризаводского транспорта
Здесь главным критерием для выбора преобладающего цвета окраски является повышение безопасности против травмирования. Транспортные средства, движущиеся в производственных помещениях, должны быть хорошо видимы. По этим соображениям выбирают для них в качестве преобладающего цвета желтый, иногда в сочетании с черным (в форме чередования желтых и черных полос). Это касается всех видов оборудования, движущегося на уровне пола производственных помещений, т. е. авто- и электрокаров, низкоподъемных и высокоподъемных передвижных стеллажей, тележек, обслуживаемых вручную, и т. п., но не относится к мостовым кранам, движущимся над пространством, в котором работают люди. Для мостовых кранов преобладающим цветом окраски является синий (№ 4205 и 4265), однако низ кабины крановщика и блочной обоймы с крюком окрашивают в желтый цвет (обойму — в желтый с черными полосами), чтобы они выделялись четко. Подкрановые пути окрашивают в зеленый цвет.
Преобладающий цвет окраски средств массового пассажирского и грузового транспорта. При выборе преобладающего цвета окраски этого оборудования также и здесь решающим фактором является требование обеспечения безопасности против травмирования, т. е. требование, чтобы эти машины были хорошо видимы во время движения. Вагоны поездов, для передвижения которых раньше применялись исключительно паровозы, окрашивали в известную вагонную зеленую краску № 5700, так как о том, что поезд движется, сигнализировал уже сам дым паровоза. Введение моторной тяги сделало необходимой окраску вагонов в яркие цвета (красный и др.), чтобы поезд, движущийся главным образом на фоне естественной зелени был хорошо виден. Грузовые автомобили и автобусы окрашивают в более яркие цвета. Иногда выбор преобладающего цвета для окраски транспортных средств зависит еще и от того, что именно в нем перевозится (цистерны окрашивают в один цвет, вагоны-холодильники — в другой, автомашины — в третий и т. д.).
Стальные конструкции окрашивают зеленой краской оливкового тона № 5014 или же в серо-синий цвет.
Вентиляционные и отопительные приборы и установки для кондиционирования воздуха окрашивают либо так, чтобы их цвет сливался с цветом окружающей среды, либо в цвет, соответствующий функциональному назначению данного оборудования, т. е. 244
вентиляционное оборудование — в синий цвет, нагревательные приборы — в розоватый, вытяжку вредных продуктов — в желтоватый.
При выборе преобладающего цвета окраски предметов широкого потребления руководствуются теми же принципами, что и при выборе цвета окраски для оборудования предыдущей категории. Это значит, что цвет окраски не должен находиться в противоречии с физиологическими, психологическими факторами и требованиями техники безопасности. Однако здесь в значительно большей степени руководствуются и коммерческими соображениями.
Например, для торговых автоматов подбирают цветовой тон главным образом так, чтобы он соответствовал характеру продаваемого товара. Автомат для продажи мороженого или прохладительных напитков не окрашивают в «теплые» цвета и, наоборот, автомат для продажи горячего кофе, чая и т. п. не окрашивают в «холодные» цвета, которые скорее отталкивали бы покупателя, чем привлекали. Другим соображением при выборе преобладающего цвета окраски предметов широкого потребления является обеспечение привлекательного внешнего вида их. Поэтому такие предметы окрашивают в два или несколько цветов, хотя иногда вторым или третьим цветом окрашивают лишь небольшие поверхности. При этом всегда надо принимать во внимание и место установки автомата. Так, например, автомат, который будет установлен в закрытом помещении, не так обязательно окрашивать в привлекательные цвета, как автоматы, предназначенные для установки на открытом воздухе, на улице и т. п.
Конторские машины, в том числе пишущие машинки, счетные и другие машины обычно окрашивают в преобладающий цвет «теплого» пастельного тона, который действует успокаивающе. Некоторые зарубежные заводы учитывают при выборе цвета окраски изготовляемых ими изделий также и пол оператора — будут ли эти изделия обслуживаться главным образом мужчинами или женщинами. Однако во всех случаях важно, чтобы цвет таких изделий был приятным для зрения, чтобы окраска была матовой, чтобы свет, отражаемый окрашенными поверхностями, не ослеплял и чтобы изделие можно было легко чистить. Раньше окрашивали конторские машины так, чтобы их поверхность получалась шероховатой; это лучше всего с точки зрения отражения света такими поверхностями, но они быстро загрязняются и трудно поддаются чистке.
.Для медицинского и больничного оборудования в качестве преобладающего цвета принят белый или светло-кремовый. Решающими являются здесь гигиенические соображения.
Выбор надлежащего преобладающего цвета окраски изделий отдельных видов постоянно является предметом тщательного
245
изучения, причем особенно много внимания этому вопросу уделяется в отношении производственного оборудования. Уже выполнено много экспериментальных и статистических исследований влияния различных цветов на психическое состояние работающих, на качество их работы, снижение травматизма и т. д. и на основе результатов этих исследований были разработаны обязательные стандарты.
Цветовая окраска функциональных частей .
машин и другого оборудования
Цветовая отличительная окраска функциональных частей машин и другого оборудования, т. е. элементов управления, индикаторных устройств и сигнализаторов (к числу последних относятся и цветные лампочки), панелей управления, точек смазки опасных мест оборудования, различных информирующих и ориентирующих знаков и меток, трубопроводов и проводов трехфазного тока, в основном регламентирована стандартами и нормами. Правильное цветовое обозначение функциональных мест должно выделяться и притом находиться в цветовой гармонии с преобладающим цветом изделия. Иногда различение обеспечивается цветом окраски, иногда применением материалов (пластмасс) различного цвета для рукояток рычагов, поворотных кнопок (ручек), выключателей и т. п.
О цветовом решении панелей управления было сказано на стр. 175.
Для цветового обозначения трубопроводов применяют щитки или же окрашивают в нужный цвет весь трубопровод либо те его части, которые имеют важное значение с точки зрения ориентации, например, вход и выход разветвления, отводы, вентили, манометры и др. Для трубопроводов, транспортирующих различные вещества, стандартизованы в ЧССР (CSN 13 0072) следующие цвета: зеленый — для воды, красный — для пара, синий — для воздуха, желтый — для газов, коричневый — для минеральных масел, оранжевый — для кислот, фиолетовый — для щелочей, черный — для других веществ *.
Цветовое обозначение проводов трехфазног-о тока регламентировано правилами ESC (Чехословацкого электротехнического общества) от 1960 г. следующим образом: провода трехфазного тока обозначаются последовательно черным, красным и голубым цветом; защитный провод — зеленым цветом; средний (нулевой) провод — серым цветом и т. д.
Для цветового обозначения мест смазки рекомендуется красно-коричневая краска № 8440. Этой краской обозначают кол-
* Для судовых трубопроводов отличительные знаки и окраски регламен тированы ГОСТом 5648—51. Прим,, ред.
246
стачки смазочных пробок масленок или же окрашивают узкое кольцо вокруг пресс-масленок. Если смазочная точка находится за кожухом, то рекомендуется обозначать ее место цветным кольцом у ручки кожуха. На некоторых предприятиях обозначают различные марки (сорта) смазки цветовыми знаками различной формы.
Опасные места машины обозначают, согласно чехословацкому стандарту CSN 01 2720 оранжевой краской № 7550. Такими местами являются, например, поверхности движущихся частей машин, их острые части, края отверстий, в которых движутся раз-, личные детали, абразивные круги и т. д. Цветовое обозначение и закрытие опасного места должны дополнять друг друга. Так, например, окрашенные опасные места нормально закрыты; если часть такой окрашенной поверхности видна, то это сигнализирует о тощ, что кожух закреплен неправильно. Краской того .же цвета окрашивают внутренние поверхности защитных дверец, так что при открытии этих дверец краска сигнализирует об опасности травмирования.
Цветные рисунки на изделии
Составной частью цветового решения машиностроительного изделия являются также различные рисунки на подходящих для этого поверхностях. Задача таких рисунков состоит в том, чтобы либо подчеркнуть определенные качества изделия, либо сделать его внешний вид более привлекательным. Например, линии обтекания или стрелки на автомобилях и самолетах вызывают представление о высокой скорости и подчеркивают этим скорость данного транспортного средства; изображение айсберга, полярного медведя или снежной бабы на вагоне-рефрижераторе или холодильном рбррудовании подчеркивает его функцию, создает представление о холоде и привлекает интерес заказчика или покупателя. Торговые автоматы украшают рисунками, иллюстрирующими род товара, продаваемого автоматом, или рисунками, возбуждающими аппетит, Вместе с тем такие рисунки оживляют среду и сближают покупателя с изделием. В проектировании таких рисунков должен был бы участвовать, наряду с дизайнером, еще и специалист по рекламе.
247
Примеры цветных рисунков на различных машиностроительных изделиях приведены на рис. 198—200. На рис. 200 показаны рисунки на изделии, предназначенном для
Рис. 199. Цветовое решение торгового автомата (а) яркостью рисунка должно привлекать внимание покупателей, на холодильнике (б) должно быть строгим, гармонирующим с кухонной мебелью
стран со слаборазвитым техническим вкусом; украшение изделий узорами этого рода в ЧССР уже вышло из моды, и оно приемлемо лишь как уступка вкусу покупателей, для которых предназначаются эти изделия.
Следующим важным видом графического дополнения внешней отделки изделия является марка изделия или завода-изгото- вителя. Марка должна быть проста в графическом отношении,
248
Рис. 200. Цветной рисунок на- экспортной швейной машине (уступка вкусу заказчика)
Рис. 201. Удачно (а) и неудачно (б) решенные фирменные марки
чтобы для изготовления ее можно было применять различные варианты технологии (рисование, гравирование, отливку, печатание и т. п.). Она должна привлекать внимание удачно выбранным шрифтом, контрастными красками и находчивым, остроумным графическим исполнением, но не причудливыми формами или преувеличенно большими размерами. Марки нескольких чехословацких и иностранных заводов приведены на рис. 201. Фирменные марки (знаки) имеют большое значение для рекламирования продукции, изготовляемой или продаваемой данной фирмой, поэтому нельзя менять традиционные фирменные марки на другие, хотя бы и более высокого качества в художественном отношении. Фирменные марки бывают либо рисованными, либо отлитыми с последующей окраской; иногда фирменную марку прикрепляют к готовому изделию.
Фирменные марки помещают на видном месте изделия, для того чтобы они способствовали улучшению общего внешнего вида изделия и рекламировали завод-изготовитель.
18.2.9. Надписи на изделии
Шрифт и текст надписи имеют немалое значение для эстетического решения машиностроительных изделий. Применение надписи диктуется коммерческими и эксплуатационными соображениями. Самым обычным текстом на изделии бывает наименование фирмы или обозначение марки (модели) изделия, различные
249
инструктивные знаки и указания, иногда также короткие рекламные надписи. Эстетический эффект надписей достигается:
а) исполнением надписей (формой, типом и размером — кеглем — шрифта), цветом и структурой поверхности, на которой расположена надпись; б) расположением и стилизацией текста; б) удачным выбором расположения текста на изделии; г) хорошим технологическим исполнением текста.
Род шрифта (печатный, рукописный, строчные или прописные буквы и т. д.) .обычно выбирается дизайнером, но может зависеть и от рода изделия, и от стремления подчеркнуть его качество. Иногда выбор шрифта бывает обусловлен желанием заказчика и вкусами той страны, в которую будет отправлено данное изделие. В некоторых случаях шрифт может быть предписан государственным стандартом или же заводскими нормалями.
Форма шрифта (прямой, курсивный, объемный или пространственный, с оттенениями, декоративный и т. д.) дает художнику или дизайнеру широкие возможности для создания впечатляющей надписи. Однако во всех случаях надпись должна быть удобочитаемой, не вычурной, ясной и все буквы и знаки должны иметь одинаковый наклон. Пробелы между буквами не должны быть одинаковыми — они должны различаться в зависимости от формы, размеров, внешних и внутренних просветов в буквах. Пробелы между буквами с вертикальными боковыми линиями должны быть больше, чем между округлыми или открытыми. Необходимо принимать во внимание и оптический обман (буквы округлой формы, расположенные по соседству с прямыми, кажутся более низкими).
Для обычных целей мы настоятельно рекомендуем применять лишь шрифты нормализованных, проверенных форм.
Как учит долголетний опыт работы с разными шрифтами, создание нового шрифта является проблемой графики, а отнюдь не геометрической задачей.
Невозможно просто перечислить все применяемые типы шрифта, а создание шрифта нового типа — очень сложно. Бывает, что заново созданный шрифт портит хорошо спроектированную и графически разработанную торговую марку. Решением этой проблемы занимаются многие, но мало людей, которым удается правильно решить ее. Вместо того, чтобы создавать различные типы некрасивых дилетантских шрифтов без учета при этом основных законов образования шрифта и рекламного эффекта последнего, лучше использовать какой-нибудь из обычных типографских шрифтов.
На рис. 202 приведен ряд выразительных типов шрифтов, которые производят очень хорошее впечатление при использова- нии их для надписей на технических изделиях *.
* Типографские шрифты на русской и латинской графических основах, их классификация и ассортимент стандартизованы ГОСТом 3489—57. Прим, ред. 250
ABCDEFGHIJKLMNOP12345
ABCDEFGIJKLMN 12345678
ABCDEFGHIJKLM 12345 ABCDEFGHIJKL 12345
ABCDEFGHIJKLM 123456789
A ' \ ' ,ll,UUUU UU ,UU IUUIUUU
ABCDEFQHUK ^ШЗ^ВШУВВО
3 ABCDEFGHIJKLM 1234567890
ABCDEFGHDKLMNOPR1234567890
ÄffiomiiEiFtBiEmfliKiLm пазм®
£ ABCDEFGHIJKLMNOP 1234567890
ímcoEFgujjKrm iziwcísoc EKHIIKIMNCPRSIIIV 1П4М13К1
•MfíCĎfJQHlUUJiHOfJtmiVyi 2234569890 3 AĚC©[ĚFěHMKlNHOÍ>'Q&SPJIfW3i¥Jill234&S7
Рис. 202. Различные виды и формы шрифта, рекомендуемые для надписей на изделиях
Для записи различных данных на щитках машиностроительных изделий используют в большинстве случаев стандартизованные типы типографских шрифтов. Если требуется подчеркнуть некоторые данные в тексте надписи на изделии, то можно рекомендовать для этого в качестве простого средства полужирный шрифт или курсив. Хорошими в художественном отношении и удобочитаемыми должны быть и надписи, написанные кисточкой или пером. Излишнее стремление к оригинальности нередко приводит к созданию деформированного во всех смыслах шрифта, художественная ценность которого спорна. К тому же в большинстве случаев такой шрифт и неудобочитаем.
Величина (кегель) шрифта зависит от величины изделия и того расстояния, с которого наблюдатель или обслуживающий работник будет читать соответствующую надпись (см. рис. 94).
Цвет шрифта зависит в известной степени от текста и функции изделия. Например, для надписи на холодильном оборудовании не подходит красный цвет или цвет другого «теплого» тона. При выборе цвета шрифта для надписи на изделии надо также учитывать и цвет основной поверхности. Однако прежде всего цвет шрифта зависит от правил по технике безопасности, действующих нормалей, желания заказчика и традиций и обычаев страны, для которой предназначено данное изделие.
Структура поверхности шрифта (шероховатая, матовая, блестящая, комбинированная), если она выбрана удачно, также способствует улучшению внешнего вида изделия. Например, гладкая поверхность шрифта с точными краями создает впечатление точности, но одновременно производит холодное и жесткое впечатление. Следовательно, и этой характеристике шрифта нужно уделять должное внимание.
В известной степени эстетический и психологический эффект надписи на изделии зависит от компоновки и стилизации текста. При проектировании надписи надо отличать текст функциональный от рекламного. Функциональный текст должен содержать лишь самые необходимые указания по обслуживанию изделия; иногда он должен ограничиваться лишь краткими надписями у постов или органов управления. Более подробная информация должна находиться в письменной инструкции по обслуживанию и уходу за изделием. Это относится и к различным цифровым таблицам. Рекламный текст, который привлекает внимание возможного заказчика или покупателя, должен быть кратким. Важное значение имеет правильный выбор длины строки — она влияет на удобочитаемость текста. Текст, написанный по окружности, надо разделить на логические части, чтобы можно было читать этот текст в одном направлении.
Расположение текста на изделии (композиция текста поверхности). Рекламный текст целесообразно помещать на самых видных местах изделия; функциональные надписи должны находить- 252
Рис. 203. Рациональное расположение инструктивных данных и щитков на токарном станке
ся в тех местах, где это целесообразно и необходимо с эксплуатационной точки зрения. Текст можно располагать симметрично или же асимметрично (в целях сбалансирования свободных поверхностей).
Технологический процесс исполнения надписи различен в зависимости от того, будет ли надпись на изделии сделана краской или напечатана, отлита, выгравирована, выполнена способом травления или же она будет помещена на отдельном металлическом щитке, прикрепляемом к изделию. Различные способы исполнения надписи по-разному влияют на эстетический внешний вид всего изделия. Тот или иной технологический процесс выбирают в зависимости от рода текста, вида изде-
Рис. 204. Эстетически неудачно (а) и удачно (б) решенные информационные щитки с данными, выраженными посредством цифр и букв
253
лия, серийности этих изделий, цены изделия, требуемого воздействия текста и ряда других факторов. При художественном решении щитков нужна уделить внимание вопросу выбора формата щитка и его размеров (рис. 204). ^ При выборе технологического процесса нанесения надписи нельзя забывать о необходимости обеспечения удобной чистки изделия: иногда надпись бывает выполнена так, что она свидетельствует о не продуманном до конца выборе технологии нанесения надписи. Удачно выполненная надпись . может значительна усилить привлекательность изделия и способствовать облегчению об-
Рис. 205. Правильно решенные информаци- служивания его при не- онные щитки с данными, изображенными по- большом увеличении зат- средством рисунков, и правильное располо- рат на.изготовление над- жение их на пульте писи. Иногда к машине
прикрепляют инструкционный щиток с графической схемой, как показано, например, на рис. 205; внешнему виду таких щитков также необходимо уделять достаточное внимание.
18.2.10. Свет и тень, освещение изделия
Имея в виду обеспечить правильное с физиологической и психологической точек зрения воздействие изделия, конструктор и художник или дизайнер должны продумать вопрос также и освещения изделия во время его эксплуатации, правильного использования пластического воздействия света и тени. Они должны учесть при этом, будет ли изделие освещаться исключительно либо лишь преимущественно естественным или искусственным светом, с какой стороны на изделие будет падать свет, какова будет интенсивность освещения и т. д.
254
Для некоторых изделий очень полезно предусмотреть индивидуальное освещение, которое к тому же облегчает манипулирование изделием или работу на нем, способствует уменьшению опасности травмирования и понижению процента брака. Во всех случаях необходимо учитывать тип освещения, расположение люминесцентных ламп, ламп накаливания, осветительных поверхностей из матового стекла и т. д. К индивидуальному освещению изделия в обычном понимании этого термина можно отнести и поверхности, окрашенные флуоресцирующими красками или покрытые люминесцентными смолами.
18.3. Практическое использование эстетических элементов при проектировании машиностроительных изделий
Выше были приведены принципы решения внешнего вида машиностроительных изделий и описаны отдельные выразительные элементы, которые конструктор, дизайнер или художник могут использовать при решении проектируемого изделия. Некоторые из этих выразительных элементов применяются только в сочетании с другими, так что для практического решения машиностроительных изделий с точки зрения эстетики можно указать на шесть основных факторов:
1) основное пространственное оформление изделия;
2) оформление различных конструктивных, функциональных или же декоративных фасонных элементов;
3) выбор структуры поверхностей изделия или его частей;
4) цветовое оформление изделия;
Рис. 206. Использование нескольких видов выразительных элементов в конструкции швейной машины
255
Рис. 207. Удачное использование нескольких видов выразительных элементов в конструкции радиоприемника (художественное оформление изделия выполнено дизайнером В. Mir а)
5) оформление текста на изделии (надписи и обозначения);
6) решение задачи освещения изделия.
Перечисленные факторы можно использовать либо раздельно, либо в их сочетаниях в зависимости от рода и функции
изделия. Существуют изделия, эксплуатационные функции которых непосредственно зависят от формы, так что на долю дизайнера или художника практически остается только решение вопросов цветового оформления поверхности или же оформления некоторых фасонных элементов. В отношении других изделий, на-
Рис. 208. Эстетическое и простое реше- ПР0ТИВ. Цветовое оформление ние пылесоса (дизайнер — М. Lach- регламентировано стандар- m а п) том; наилучший результат
может быть достигнут только в результате использования всех шести основных факторов, влияющих на внешний вид изделия.
На рис. 206 212 приведено несколько примеров комплексного использования описанных выше выразительных элементов (рис. 209—212 даны на цветных вклейках).
Рис. 212. Эстетическая конструкция легкового автомобиля «Фиат 1300»
Рис. 220. Влияние эксплуатационных функций на решение сидений для вагонов дальнего следования. Важное значение здесь имеет выбор обивочного материала, который должен не только хорошо и легко поддаваться чистке, но и быть воздухопроницаемым
• 19. Факторы, влияющие на выбор варианта,
оптимального с точки зрения эстетичности машиностроительного изделия
Применение рассмотренных принципов решения машиностроительных изделий с точки зрения культуры и эстетичности конструкции, т. е. продуманное использование выразительных элементов художественного оформления машиностроительных изделий с учетом физиологических и психологических требований, зависит на практике от ряда условий, которые необходимо принимать во внимание при конструировании изделия.
Сводка этих условий приведена в схеме разработки машиностроительных изделий с точки зрения требований культуры и эстетичности конструкции (табл. 34). Ниже эти условия будут рассмотрены детальнее.
19.1. Легкость манипулирования изделием
Внешний вид машиностроительного изделия, правильно решенного с точки зрения технической эстетики, должен облегчать выполнение изделием его функции и подчеркивать его задачи. Влияние функции изделия на его внешний вид различно у изделий различных видов.
У некоторых изделий их функция точно определяет их внешний вид, тогда как при конструировании других изделий конструктор и дизайнер располагают сравнительно широкими творческими возможностями. Например, форма изделия, которое будет двигаться в процессе эксплуатации его, зависит от требуемой скорости движения. Экскаватор
ИЛИ ДОрОЖНЫЙ каток рис 213. Влияние технологической функции из- (рИС. 213) движутся делия на его форму (дорожный каток)
17 Заказ 634
257
Таблица 36
258
Рис. 214. Влияние технологической функции изделия на его форму. Одноосный трактор Т-180, отмеченный золотой медалью на Международной выставке в Брно в 1964 г. (спроектирован проф. Коваржем)
только медленно, и поэтому скорость этой машины не влияет на ее внешний вид; это обстоятельство существенно сказывается на эстетическом воздействии конструкции. В этом можно убедиться, сравнив дорожный каток с машиной другого типа для земляных работ, например, с одноосным трактором (рис. 214), при конструировании которого уже необходимо было считаться с влиянием скорости. Нетрудно догадаться, что и конструктор дорожного катка имеет возможность спроектировать конструкцию с обтекаемыми линиями. Хотя стремление к хорошему художественному оформлению изделия могло бы в данном случае увенчаться успехом — форма катка могла бы получиться весьма эстетичной, однако она выглядела бы смешной в машине, движущейся с очень малой — «ползучей» — скоростью. Этот пример убедительно доказывает, что форма машиностроительного изделия всегда предопределяется его функцией. Поэтому при решении внешнего вида машиностроительных изделий конструктор и дизайнер должны тесно сотрудничать, взаимно используя свои специальные знания.
Для транспортных средств скорость является компонентом функции изделия, так как они должны перевозить людей и товары не только на определенное расстояние, но по возможности и за кратчайшее время. Скорость автобусов городского транспорта не очень велика, поэтому могут быть использованы и автобусы двухэтажной конструкции, хотя она и не выгодна в аэродинамическом отношении. Автобусы междугородного транспорта 17* 259
Рис. 215. Влияние скорости движения на форму легкового автомобиля
движутся быстрее городских, и это отражается на их форме. Профиль междугородного автобуса обычно бывает более низким, более закругленным, боковые стенки таких автобусов иногда украшают рисунками,
Рис. 216. Понтонный кузов — пример рационального компромисса между требованиями аэродинамики, модности линий и технологичности конструкции
вызывающими представление о большой скорости и расчленяющими сравнительно большую однообразную поверхность автобуса на подходящие части
Еще сильнее сказывается влияние скорости движения на форме легковых автомобилей (рис. 215 и 216), а особенно самолетов (рис. 217). Влияние скорости движения на конструкцию средств общественного транспорта показано на рис. 218. Особенно сильно влияет скорость на форму самолетов.
Влияние функции изделия на форму проявляется и на отдельных частях оборудования и на небольших изделиях. Так, например, на рис. 219, 220 (см. цветную вкл.) и 221 приведены три различных вида сидений, формы которых явно зависят от их функций. На рис. 219 представлено легкое сиденье из слоистого пластика,
Рис. 217. Влияние скорости самолета на его форму
260
Рис. 218. Влияние скорости на конструкцию транспортного средства (художественное оформление — по проекту Kardous’a)
подходящее для кратковременного проезда в средствах городского транспорта, имеющее и то достоинство, что его легко содержать в чистоте. На рис. 220 (см. цветную вклейку) показано сиденье вагона дальнего следования, в котором пассажиры дол- жны иметь все удобства, чтобы длительное путешествие не слишком сильно утомило их; для этого они должны иметь возможность не только удобно сидеть, но и отдыхать лежа и спать. Форма и конструкция данного сиденья должны обеспечивать выполнение этой его сложной функции. Еще одним примером может служить зубоврачебное кресло, конструкция и форма которого показаны на рис. 221; такое кресло должно
Рис. 219. Влияние эксплуатационных функций и требований легкости под держания чистоты на конструкцию сиденья для трамвайного вагона
26%
быть удобным для пациента и облегчать работу врача. В этом случае приобретает специфическое значение верный тезис, что сиденье следует рассматривать как рабочий инструмент.
Возможность учета^ требований обеспечения удобств пассажиров при соблюдении в то же время эстетических требований иллюстрирует
рис. 222, отчасти и рис. 223.
Форма проектируемого изделия вытекает не только из его функции, но и из стремления обеспечить легкость манипулирования изделием. В связи с этим на рис. 224 показана новая форма стальной рулетки, коробка которой с одной стороны сделана плоской, что облегчает запись результатов измерения. Другой пример изделия, решенного с учетом максимального облегчения работы с ним, приведен на рис. 225.
Рис. 221. Влияние эксплуатационных функций на форму и общее решение конструкции зубоврачебного кресла
19.2. Мощность (производительность)
Требуемая мощность изделия или производительность отражается прежде всего на его величине, что при решении эстетического внешнего вида изделия обычно осложняет соблюдение закона пропорциональности. Если требование к мощности изделия настолько велико, что для выполнения его надо было бы сделать
изделие чрезмерно большим, то необходимо исследовать все возможности таких кон-
Рис. 222. Влияние требований обеспечения комфорта пассажиров, находящихся на верхней палубе (лайнера «Куин Мэри»), на форму перил; здесь перила направляют поток воздуха над головой пассажира
262
Рис. 223. Влияние требований обеспечения легкости погрузки и выгрузки
на форму самолета
Рис. 224. Влияние требований обеспечения легкости манипулирования на форму изделия
структивных изменений, которые привели бы к уменьшению габаритов изделия — эстетические соображения в данном случае неразрывно связаны с экономическими. В зависимости от рода изделия для этого можно использовать материалы с лучшими механическими и технологическими свойствами, можно прибегнуть к использованию большей скорости, более высоких давлений, температур и т. п., допустить более значительные напряжения в материале изделия, применить в целесообразном объеме автоматизацию изделия. Изделие, спроектированное с учетом
263
Рис. 225. Влияние требований обеспечения легкости и безопасности манипулирования на решение конструкции, а тем самым и на внешний вид изделия!. Рентгеновский аппарат, оборудованный телевизионным кинескопом, позволяет одновременно просвечивать больного и производить рентгеновские снимки
этих возможностей, необходимо проверить в части выполнения требований техники безопасности и провести соответствующие экономические расчеты.
19.3. Низкие эксплуатационные расходы и легкость ухода за изделием
Низкие эксплуатационные расходы и легкость ухода имеют важное значение для каждого машиностроительного изделия. Уровень эксплуатационных затрат зависит прежде всего от перечисленных ниже факторов, большая часть которых влияет на внешний вид изделия.
Количество работников, необходимых для обслуживания изделия. Это количество можно уменьшить прежде всего внедре- 264
Рис. 226. Металлорежущий станок, оснащенный механическим устройством для манипулирования обрабатываемыми деталями, позволяющим отказаться от подсобного рабочего
нием автоматизации, которая существенно влияет на внешний вид и на все технико-эстетическое решение изделия (см., например, рис. 226).
Количество энергии, расходуемое на единицу продукции или на единицу выполненной работы. Это количество может быть уменьшено применением правильной конструкции функциональных частей изделия, уменьшением величин маховых моментов вращающихся частей, уменьшением масс отдельных деталей* уменьшением трения между движущимися деталями, целесообразным выбором передач и т. п. при обеспечении требуемой мощности (производительности).
Количество вспомогательных материалов (масел, консистентных смазок, охлаждающей жидкости и т. п.), расходуемых на единицу продукции или единицу выполненной работы. Пути уменьшения расхода вспомогательных материалов— те же, что и указанные в предыдущем пункте, а влияния этих факторов на решение внешнего вида изделия одинаковы и очевидны.
Долговечность функциональных частей и безопасность эксплуатации. И то, и другое может быть улучшено: правильным выбором обоснованных в отношении прочности сечений; обеспечением высокого качества поверхностей деталей; устранением виб-
265
раций и сотрясений; уменьшением трения; применением защитных и предохранительных устройств; выбором надлежащего запаса прочности; применением материалов, наиболее подходящих для изготовления этих деталей; рациональным внедрением автоматизации и т. д.
Требуемое качество эксплуатации изделия (т. е. обеспечение снижения брака до минимума, максимальное использование сырья и т. д.). Этот фактор зависит прежде всего (при условии, что конструкция изделия — оптимальная) от соблюдения технологической дисциплины при производстве изделия и от точности управления работой этого изделия (что лучше всего обеспечивается применением автоматизации).
Дешевизна и легкость ухода за изделием. Это обеспечивается тогда, когда быстро изнашивающиеся детали, требующие частого осмотра, частого ремонта и т. п., легко доступны, когда их легко демонтировать. Это достигается также приданием поверхности изделия простой формы, что облегчает чистку (благодаря отсутствию недоступных острых внутренних и внешних углов и применению для изготовления изделия материалов и красок, легко поддающихся чистке), рациональной конструкцией кожухов (иногда кожухи конструируют так, что манипулирование угрожает ремонтным рабочим нервным расстройством). Плохо сконструированный кожух (например, если неудачно сконструировано его крепление) долго не держится на машине и быстро куда-то исчезает. Удаление кожуха влияет на внешний вид изделия и на безопасность обслуживающего персонала.
19.4. Предельный вес изделия
Для некоторых машиностроительных изделий задают величину допускаемого верхнего предела его веса; это бывает обусловлено соображениями, связанными с транспортированием, манипулированием или эксплуатацией изделия. Такое ограничение веса отражается на технико-эстетическом решении проектируемого изделия тем, что для выполнения этого требования обычно приходится применять необычные конструкции, особые технологические процессы, а также специальные материалы.
19.5. Изготовление изделия из легкодоступных материалов
Влияние этого фактора на технико-эстетическое решение машиностроительных изделий не требует подробного разъяснения, так как значение материала, из которого изготовляется данное изделие, для внешнего вида изделия уже достаточно освещено в предыдущих главах. Следует только отметить, что необходимость использования каких-либо необычных материалов, заменителей, зачастую неблагоприятно сказывается как на функции из- 266
делия, так и на его внешнем виде. К сожалению, при дискуссиях но вопросу о возможности замены тех или иных материалов конструктор обычно аргументирует лишь ссылками на функциональную сторону, оставляя без внимания вопрос о технико-эстетической стороне изделия.
19.6. Производственные возможности завода-изготовителя
При разработке технико-эстетического решения изделия нужно считаться с тем, каким производственным оборудованием располагает завод-изготовитель. Это значит, что конструктор и дизайнер должны предварительно проконсультировать проект конструкции со специалистом-технологом данного предприятия. Особенно важно это в тех случаях, когда дизайнер или художник не является штатным работником данного завода-изготовителя. Приспособить разработанный проект изделия к производственным возможностям завода-изготовителя трудно, зачастую это понижает эффективность всей работы, затраченной на конструирование изделия, и становится источником излишних трений между соответствующими работниками. Эти трудности иногда удается компенсировать соглашением о кооперировании — в нужной степени — с другими заводами.
19.7. Технологические требования
Формы машиностроительных изделий и их частей должны быть в согласии с принципом максимальной экономичности производства. Это значит, что изделия должны прежде всего иметь такую форму, чтобы их можно было легко отлить, отковать, сварить, закалить и т. д., чтобы при этом на них не появлялись трещины, чтобы они не коробились, поддавались обработке и измерению в ходе обработки. Каждый способ производства, если он рационален и экономичен, предъявляет свои специфические требования к форме изделия. Например, если одно и то же изделие изготовлено один раз в виде отливки, а в другой раз его предстоит изготовить методом сварки, то для этого нужно соответственно изменить форму изделия, приспособив ее к данному технологическому процессу. Только при учете технологических особенностей процесса сварки можно придать изделию такую форму, при которой будут полностью использованы преимущества сварки, так что изделие будет стоить дешевле литого, для изготовления его потребуется меньше материала и уменьшится количество отходов. Эти вопросы рассматриваются в специальных работах, посвященных проблемам технологичности конструкций.
267
19.8. Легкость сборки изделия на заводе-изготовителе и на предприятии заказчика
Это требование отражается на форме изделия, например,* надлежащим оформлением и расположением отверстий для болтов, изготовлением монтажных отверстий в стенках станин, стоек и коробок, чтобы максимально облегчить монтаж встраиваемых механизмов, и т. п. Для облегчения монтажа делают также различные приливы, облегчающие подвеску к монтажным кранам или подъем изделий и их деталей вручную (рис. 227). Сложные изделия разделяют на несколько монтажных групп, собираемых в определенной последовательности, что, конечно, влияет на общий вид изделия так же, как требование обеспечить легкость разборки изделия при его осмотрах и ремонтах.
19.9. Привод и вид энергии, потребляемой приводным двигателем
Способ привода машиностроительного изделия и род энергии, потребляемой приводным двигателем, оказывают существенное
Рис. 227. Влияние требований обеспечения легкости транспортировки на форму изделия. Концы станины этого продольно-фрезерного станка приспособленца для легкого захватывания станка канатом подъемного крана
268
влияние на общую форму изделия, особенно в тех случаях, когда приводной механизм составляет одно целое с самим изделием. Силуэт машины нарушается муфтой, редуктором или вариатором, встроенным между приводным двигателем и машиной. Например, при решении компоновки изделия с электродвигателем или дизельным двигателем необходимо уже с самого начала продумать вопрос о влиянии каждого из этих видов привода на форму проектируемого изделия. Решение формы машиностроительного изделия зависит, конечно, и от того, будет ли иметь изделие индивидуальный привод или несколько изделий будут иметь один общий для них групповой привод.
19.10. Возможности транспортирования и хранения изделия
Требования в отношении возможностей транспортирования и хранения изделия сказываются на размерах изделия, его весе и форме. Последняя должна облегчать хранение изделия на складе и его транспортировки без опасности повреждений.
Транспортные возможности касаются прежде всего грузоподъемности транспортных средств как общего пользования, так и заводских, далее внутренних габаритов ворот цеха и т. д. Размеры готового изделия не должны выходить за пределы допустимых грузовых габаритов для автомобильных и железных дорог, проездных профилей мостов и туннелей.
19.11. Размер партии изготовляемых изделий
Применительно к размеру партии изделий, подлежащих изготовлению, выбирают тот или иной технологический процесс, который, как уже было отмечено выше, сильно влияет на форму изделия. При небольшом размере партии изделий обычно нет возможности изготовлять такую большую оснастку для обеспечения требуемой формы изделий, как при изготовлении изделий крупными сериями. Конкретно решение зависит от рода и стоимости изделия.
19.12. Типизация, нормализация и стандартизация
Типизация и стандартизация влияют на технико-эстетическое решение машиностроительных изделий тем, что конструктор и дизайнер или художник имеют в своем распоряжении только стандартизованные материалы и полуфабрикаты, из которых должно создаваться изделие. Размеры проектируемых изделий конструктор должен выбирать только в пределах рекомендуемых стандартами рядов значений; кроме того, он должен в максимально возможной степени использовать стандартизованные или типизи-
269
рованные детали машин и функциональные агрегаты. Поэтому при типизации и стандартизации машиностроительных деталей ж узлов необходимо учитывать требования эстетики, психологии ж физиологии труда.
Стандартизация и типизация могут значительно способствовать гармоническому сочетанию требований технической эстетики и стремления к максимальному внедрению техники агрегатирования при конструировании машин, поточных линий и производственных комплексов.
19.13. Экономичность
Конструктор несет главную ответственность за экономическую эффективность нового машиностроительного изделия. Поэтому он должен учитывать требование экономичности и при решении вопросов, обеспечивающих культуру и эстетичность конструкции, т. е. он должен вместе с дизайнером или художником гармонически сочетать требования экономичности и технической эстетики.
Необходимо непрерывно снижать себестоимость каждого изделия, улучшая при этом его качество и потребительскую ценность, к которым относятся также культура и эстетичность конструкции.
В снижении производственных затрат (табл. 35) основную роль играет экономия материалов и уменьшение расходования
Рис. 228. Замкнутая коробчатая отливка имеет лучший внешний вид, но при открытой отливке отпадает надобность в стержне, а это удешевляет ее изготовление на 35%:
1 — производственные затраты; 2 — экономия
270
Обзор Возможностей, конструктора В части обеспечения экономии материалов таблица35
и снижение производственных затрат на изготовление изделия
100%
Г
4«
сш
76%
н
[/2
Рис. 229. Трубчатый кронштейн (а) выглядит изящнее, но такой же кронштейн из катаного таврового профиля (б) обходится на 78% дешевле:
1 — производственные затраты; 2 — экономия
Рис. 230. При проектировании формы детали следует учитывать специфический характер технологии изготовления ее, чтобы могли быть использованы экономические преимущества данной технологии:
а — чистый вес 5,5 кГ; б — чистый вес 4 кГ; в — чистый вес 3,9 кГ; 1 — отходы; 2 — производственные затраты; 3 — экономия
Рис. 233. Проект цветового решения нового токарного станка. Работа Sv. К г á Гя,
VÜÖSO
а>
CQ
о
о-
с
о
2
о
с
о
m
о
а.
а,
с
2
о
*
г-
00
СМ
S
а
модели с цветовым оформлением
общественно необходимого труда.
Конструктор и дизайнер или художник должны подвергать каждую проектируемую деталь анализу и систематически изыскивать возможности экономии материалов и уменьшения трудоемкости изделия. Поэтому успешное решение изделий требует не только знаний в области конструирования и художественного оформления оборудования, но и глубокого знания технологии производства, производственных возможностей завода-изготовите- ля и экономики машиностроения.
Примеры, иллюстрирующие возможные пути повышения экономичности изготовления машиностроительных изделий, приведены на рис. 228— 231.
Рис. 231. Лучшее .использование механических свойств материала позволяет уменьшить размеры изделия, сделать его форму более красивой и повысить экономичность изготовления
19.14. Пространство, в котором будет работать изделие
На технико-эстетическое решение изделия влияют: величина, форма и оснащенность оборудованием места или пространства, в котором изделие будет работать; климатические условия (температура, влажность и атмосферное давление); освещение и преобладающее направление наблюдения.
Влияние размеров, формы и оснащенности места, в котором изделие будет работать, сказывается на выборе формы изделия, его расчлененности, качества его поверхностей и его цветового оформления. Решение эстетического внешнего вида изделия будет различным в зависимости от того, будет ли изделие работать под открытым небом или в закрытом помещении, в цехе, в конторе, в кухне, в жилом или общественном помещении и т. п. Габариты, форма и цвет изделия должны быть выбраны с таким расчетом, чтобы изделие гармонировало с окружающей средой и не терялось в нем. Например, машины или другое оборудование, расположенные под открытым небом, производят особо неблагоприятное впечатление большой расчлененностью формы.
18 Заказ 634 273
Наглядным примером влияния окружающей среды на размеры оборудования являются локомотивы и вагоны, высота и ширина которых ограничиваются габаритами туннелей, мостов и шириной железнодорожной колеи. Очень часто наталкиваются на аналогичные ограничения при проектировании различного производственного оборудования для старых заводских цехов, к размерам которых проектировщик вынужден обычно приспосабливаться. На форму машиностроительного изделия влияет также оснащенность места, на котором изделие должно будет работать. Например, швейные машины поставляются и в такие местности, где нет электроэнергии, так что конструкция машины, в том числе и с точки зрения культуры и эстетичности, должна быть приспособлена и к этим условиям эксплуатации.
Влияние климатических условий (температуры, влажности, запыленности воздуха и т. п.) особенно резко сказывается на изделиях, предназначенных для работы в различных климатических зонах, например, для использования в тропиках или за полярным кругом. Здесь имеются в виду как форма, так и цвет окраски изделия. Если изделие предназначено для тропической зоны, то его конструкция должна обеспечивать возможность интенсивной вентиляции; если изделие предназначено для работы или использования в зоне пустынь, то необходимо также предусмотреть защиту механизмов изделия от проникновения тонкой пыли. Изделия, предназначенные для работы в приполярных районах, должны конструироваться с учетом защиты от крайне низких температур и т. п. Различно решаются также изделия, предназначенные для внутреннего рынка, но для различных отраслей, для работы в различных условиях как, например, для шахт (одни условия в отношении запыленности и влажности воздуха), для химических производств (другие условия) и т. д. Повышенная температура в цехах металлургических заводов требует, чтобы машиностроительные изделия, предназначенные для этих производств, окрашивались в психологически холодные тона, о чем уже говорилось выше (стр. 63 и 243).
Влияние освещения обусловлено действием света и тени на эффект от внешнего вида изделия; дизайнер или художник имеет возможность регулировать этот эффект лишь при наличии индивидуального освещения у изделия. Однако с освещением, как с объективно действующим фактором, надо считаться и тогда, когда изделие будет находиться в пространстве как с ярким солнечным освещением, так и с искусственным освещением. Как уже было указано выше, род, интенсивность освещения (освещенность) и его направление весьма сильно влияют на внешний вид изделия. Поэтому дизайнер или художник обязан точно установить условия освещения в том месте, где изделие должно будет находиться (или же моделировать эти условия), и учитывать эти условия при проектировании изделия.
274
Влияние преобладающего направления наблюдения (направления, с которого будут смотреть на изделие). Силуэт изделия и его форма изменяются в зависимости от того, £ какого места на него смотрят. Поэтому в отношении некоторых изделий выявление или предопределение преобладающего направления наблюдения относится к числу важных условий правильного технико-эстетического решения изделия. Один подход должен быть к решению изделия, которое будет наблюдаться со всех сторон, другой — к решению изделий, которые будут видны только с определенного места, например, только сбоку в горизонтальной плоскости, спереди, сверху и т. д. Важное значение имеет и расстояние, с которого будут смотреть на изделие.
19.15. Традиции страны,
куда изделие должно экспортироваться
Художественный вкус человека является результатом процесса развития общества, а поэтому вкусы у разных народов различаются в соответствии с различиями в ходе отдельных фаз развития этих народов. Еще в настоящее время существуют, например, страны, в которых символические значения цветов совершенно различны. Поэтому изделия, предназначенные на экспорт в ту или иную страну, следует окрашивать в такие цвета, которые нравятся жителям данной страны. Иногда бывает необходимо «разукрасить» экспортные изделия, особенно изделия широкого потребления, нанесением на них различных знаков, рисунков и т. п. В некоторых случаях приходится отделывать поверхность изделия так, как это вовсе не требуется техническими соображениями (например, придавать изделиям чрезмерно «роскошный» и привлекательный вид). Эти, на первый взгляд не имеющие значения мелочи, зачастую имеют большое значение для экспортных изделий.
19.16. Пожелания заказчика
Иногда конструктор и дизайнер или художник связаны в своей творческой деятельности особыми пожеланиями заказчика, о чем уже вскользь упоминалось в предыдущем разделе (стр. 240). Вопрос о том, какое компромиссное решение будет принято в подобном случае,— это дело такта, творческой эрудиции и торговой дипломатии поставщику. Нельзя слепо руководствоваться известным положением «наш заказчик — наш господин». Следует иметь в виду общее значение эстетических и культурных функций изделий, в том числе, например, и воспитательные аспекты. Во многих случаях заказчик охотно примет не только само изделие, но и рекомендацию опытных специалистов.
18* 275
19.17. Другие факторы
Культура и эстетичность конструкции могут иногда зависеть, например, и от того, что срок для конструирования, изготовления и поставки изделия строго ограничен, и это не позволяет проработать конструкцию в достаточной степени с точек зрения культуры и эстетики.
Может иногда случиться и то, что творческий процесс проектирования нарушается административными вмешательствами неспециалистов или вышестоящих органов.
• 20. Организация работы по технической эстетике
В предыдущих разделах книги авторы стремились в сжатой форме и наглядно познакомить читателей с основными принципами решения машиностроительных изделий с точки зрения требований культуры и эстетичности конструкций. При этом несколько раз подчеркивалось, что успешное проектирование машиностроительного изделия с точки зрения этих широких и обязательных требований не может быть выполнено только кон- структорами-проектировщиками без сотрудничества с рядом специалистов и прежде всего с дизайнерами. Сотрудничество техников и дизайнеров или художников может быть косвенным или н eno ср е д ств ен н ы м.
Косвенное сотрудничество специалистов с конструкторами выражается в том, что эти специалисты разрабатывают различные инструкции, правила, нормы и другие руководящие документы для технико-эстетического решения машиностроительных изделий или их отдельных частей. Такое сотрудничество весьма желательно. Например, конструктор не станет сам конструировать различные ручки, рукоятки и другие органы управления, если он имеет возможность отыскать в стандарте или в нормали (государственной, отраслевой или заводской) правильно решенный в хиротехническом отношении орган управления для данной машины. Конструктор не будет также тратить время на подбор цвета для окраски проектируемого изделия, если будет иметь в своем распоряжении стандарт или нормаль, разработанные на основе тщательных исследований. Таких возможностей косвенного сотрудничества конструкторов и специалистов других областей имеется много.
Непосредственное сотрудничество дизайнеров и других специалистов с конструкторами и проектировщиками состоит в активном участии первых при решении определенного машиностроительного изделия. Такое непосредственное сотрудничество уместно при разработке конструкции прототипов изделий в тех случаях, когда отсутствуют нормали и другие исходные документы, и в принципе — при решении компоновки изделий и их основных узлов. Размах и форма непосредственного сотрудничества специалистов различных отраслей с конструкторами должен бы зависеть только от рода проектируемого изделия, а не, например,
277
от того, к какой категории оплаты труда относится завод, на
котором выполняется эта работа.
Основы правильного порядка работы
Практически порядок работы при решении машиностроительного изделия в соответствии с требованиями культуры и эстетичности конструкции зависит от рода изделия, от количества (размера партии) подлежащих изготовлению изделий, а также от масштаба завода-изготовителя и обеспеченности кадрами должной квалификации. На небольшом заводе конструктор решает конструкцию всесторонне, если только завод не использует сотрудничество внештатного дизайнера или художника, а иногда еще и другого специалиста. На заводе среднего масштаба всегда должен быть штатный дизайнер, а кроме того, такой завод должен привлекать к сотрудничеству внештатных физиолога, психолога, хиротехника и т. п. Крупным заводам следует иметь помимо дизайнера для каждой отрасли конструирования еще и отдел культуры труда, в котором должны работать специалист по эргономике, физиолог, психолог, хиротехник, специалист по гигиене труда, светотехник, специалист по вопросам шума, по климати- зации, отоплению и т. п. Нужно учитывать, что реальный стимул для сотрудничества со внештатными специалистами может практически исходить только от завода-изготовителя. Реальная оценка всех возможностей успешного сотрудничества зависит, прежде всего, от специальных знаний специалистов, и на заводе с широким ассортиментом изготовляемых изделий обеспечить такое сотрудничество силами только внештатных работников невозможно.
Исходным документом для конструирования нового машиностроительного изделия является так называемое техническое задание, в котором указывается, какое изделие (машина, инструмент, установка) подлежит конструированию, какие оно должно иметь технические параметры, в каких условиях оно должно будет работать и т. д. Содержание и формулировка технического задания имеют весьма важное значение для дальнейшего творческого процесса. Конструктору необходимо проверить, содержит ли техническое задание все основные данные, необходимые для правильного решения нового изделия с точки зрения предъявляемых к нему требований. Конструктору нужно сразу же выяснить недостающие данные и уточнить неточные. Он никогда не должен начинать конструирование, располагая лишь неясно формулированным заданием.
Основной предпосылкой для правильного решения каждого машиностроительного изделия, в том числе и в отношении культуры и эстетичности конструкции, помимо знания и учета всех факторов, указанных в табл. 35, является полное и точное знание всех требований к изделию, знание среды и условий, в которых это изделие должно будет работать.
278
Первой задачей конструктора является тщательное изучение полученного им технического задания и анализ этого задания с целью детальной проработки всех требований, предъявляемых к изделию, оценки требуемых данных и выяснения основных проблем, и определение общего порядка работы по выполнению задания. Сотрудничество конструктора и дизайнера или художника должно начинаться уже на этапе изучения технического задания. В отношении крупных и ответственных технических заданий целесообразно, чтобы уже в самом начале с ними знакомились также и некоторые другие специалисты.
Следующим важным этапом перед началом работы по конструированию изделия является обстоятельное ознакомление с прежними аналогичными изделиями данного завода, с их документацией, с опытом производства этих изделий, но главное — с результатами эксплуатации этих изделий заказчиками (потребителями) . Необходимо также тщательно изучить документацию по подобным изделиям, изготовляемым конкурентными предприятиями, а лучше всего ознакомиться с этими изделиями лично (на ярмарках и выставках, в экскурсионном порядке и т. п.). Во всех случаях необходимо полностью использовать накопленный опыт эксплуатации подобных изделий. Это обходится дешевле всего, способствует ускорению работы и позволяет избежать ошибок и излишних потерь времени и денежных средств.
Важным условием удачного решения новой машины является также практическое ознакомление с новейшими технологическими процессами.
Далее необходимо перед началом самой работы по конструированию нового изделия изучить все нормали и стандарты, директивы, инструкции и требования по технике безопасности, относящиеся к подобным изделиям.
На первый взгляд может показаться, что все, что сказано выше, само собой разумеется. Однако долголетний опыт показывает, что перечисленные элементарные основные правила подготовки к конструированию нового изделия чаще всего нарушаются конструкторами.
На следующем этапе конструктор разрабатывает технологи- чески-функциональную схему требуемого изделия, инструмента, машины или другого оборудования и постепенно конкретизирует задание в форме конструкционных чертежей, как это указано в графике последовательности решения конструкции нового машиностроительного изделия с учетом требований культуры и эстетичности конструкции, приведенной в табл. 36 — см. вклейку (последовательность этапов работы можно при необходимости изменять) .
Непосредственное сотрудничество дизайнера или художнйка может осуществляться так, что он будет решать задачу художественного оформления нового изделия только графически, в
279
Рис. 232. Чертеж спроектированного токарного станка. Работа Sv. К г á Г я (Научно-исследовательский институт металлообработки и металлообрабатывающих станков, VTJOSO, Прага)
Рис. 234. Исполнение токарного станка по рис. 233
19 Заказ 634
Рис. 235. Решение проекта нового плоскошлифовального
станка с помощью белой одноцветной модели. Из работ Рис. 236. Плоскошлифовальный станок, исполненный по
J. О n d г е j о v i с’а (Чехословацкий научно-исследова- модели, изображенной на рис. 235
' тельский институт механизации и автоматизации)
различных вариантах, включая сюда и цветовое оформление. Выбранный вариант явится в дальнейшем руководством для конструктора при разработке им проекта нового изделия. Иногда дизайнер изготовляет пространственную модель нового изделия, например, из пластилина или из гипса в масштабе лучше всего 1:1, а для крупных изделий — в соответственно меньшем масштабе. Первый способ работы дизайнера или художника иллюстрируется рис. 232 и 233 (см. цветную вклейку); на этих рисунках показаны работы Sv. Кд^Гя из Научно-исследовательского института металлообрабатывающих станков (VÚOSO) в Праге. Этот способ работы — самый дешевый и самый оперативный и дает возможность изготовления нескольких вариантов. Рис. 234 показывает готовый станок. Второй способ работы дизайнера или художника показан на рис. 235, на котором изображена модель станка, а на рис. 236 представлен готовый станок, сконструированный по этой модели. Автором этого проекта является художник J. О п d г е j о v i с из чехословацкого Научно-исследовательского института механизации и автоматизации. Такая практика подходит для машин, которые будут изготовляться крупными сериями, когда имеется время и средства на тщательную подготовку производства, а также для инструментов и тому подобных изделий, которыми человек часто и не.посредственно пользуется и которые необходимо предварительно проверить на моделях. Модели машиностроительных изделий могут быть выполнены и в цветовом оформлении, чтобы представление о будущем изделии было еще более совершенным. Пример такого решения приведен на рис. 237 (см. цветную вклейку).
В целях рационального направления работы по решению конструкции изделия в отношении культуры и эстетичности целесообразно составлять сводку всех отдельных моментов (точек зрения) в виде контрольного вопросника. Пользуясь таким вопросником, конструктор может легко контролировать ход выполняемой работы. Проект такого контрольного вопросника приводится ниже, на стр. 283—287.
20.1. Проект вопросника
/. Аспекты техники безопасности (защиты от травм)
1. Обладает ли спроектированная машина достаточной устойчивостью против опрокидывания, хорошо ли она сбалансирована статически и динамически?
2. Правильно ли рассчитаны на прочность функциональные части машины?
3. Нет ли на внешних поверхностях машины выступающих острых ребер и углов, о которые мог бы пораниться оператор, обслуживающий машину?
4. Учитывалась ли при решении формы машины или ее крупных частей возможность надежного захвата при транспортировке краном или вручную?
5. Достаточно ли надежно закрыты все опасные движущиеся части машины (зубчатые колеса, цепи, ремни и т. п.)?
6. Достаточно ли прочно закреплены все кожухи, окрашены ли их внутренние поверхности сигнальным цветом (оранжевым) в соответствии с требованиями стандарта CSN 20 0009 и 01 2720?*.
7. Использованы ли прозрачные кожухи или щитки (например, из оргстекла) длр ограждения функциональных узлов машины, чтобы оператор мог следить за технологическим процессом, не опасаясь травмирования?
8. Исключена ли возможность каких-либо исправлений в функциональных частях машины без остановки для.этого всей машины?
9. Решены ли пусковые органы машины таким образом, чтобы она не могла включиться самопроизвольно (например, во время чистки машины и т. и.)?
10. Исключена ли возможность одновременного включения двух или нескольких несовместных функций машины?
11. Имеются ли на главном выключателе требуемые правилами обозначения и обеспечен ли. легкий доступ к главном^ выключателю с поста управления машиной?
12. Имеются ли блокировочные устройства у машины, обслуживаемой несколькими людьми?
13. Предусмотрена ли сигнализация о том, что машина находится в работе? Имеется ли у машин с программным управлением сигнализация фаз рабочего цикла?
14. Обеспечена ли своевременная и четкая сигнализация о достижении опасной границы величинами важных производственных параметров (например, величиной давления, температуры, напряжения, числа оборотов, скорости, концентрации и др.)?
15. Обеспечена ли безопасность подхода к рабочему посту машины пли другого оборудования и ухода с этого поста?
16. Обеспечена ли безопасность загрузки материала или полуфабрикатов в машину и выгрузки из нее готовых изделий?
17. Обеспечена ли безопасная уборка отходов (стружки и т. п.)?
18. Правильно ли обозначены условным цветом все опасные места машины в соответствии с требованиями стандарта CSN 01 2720 и соответствует ли основная окраска изделия требованиям техники безопасности?
* В СССР — в красный цвет. Прим. ред.
19*
283
19. Использованы ли конечные выключатели так, как это требуется техникой безопасности?
20. Удовлетворяет ли все электрооборудование машины действующим электротехническим правилам и нормам (правилам Чехословацкого общества электротехников от 1950 г. и стандарту CSN 34 1630)?
21. Обеспечена ли упругая установка и амортизация всех частей машины, которые могли бы явиться источником шума, вибраций или сотрясений? Устранены ли все возможные источники шума, ударов и вибраций?
22. Какое количество пыли, дыма или газов будет выделяться при работе данного оборудования и в какой концентрации? Не превышает ли это количество норм, допускаемых действующими правилами? Обеспечена ли надежная вытяжка пыли, дыма, газов?
23. Обеспечен ли настолько надежный отвод этих продуктов, чтобы они не отравляли окружающую атмосферу?
24. Защищен ли обслуживающий персонал от нежелательных воздействий тепла или холода путем соответствующих конструктивных мероприятий? Нет ли надобности установить соответствующие диафрагмы (завесы)?
25. Защищен ли обслуживающий персонал от действия испускаемого машиной вредного излучения?
II. Психологические аспекты
26. Правильно ли в отношении пространства и формы решен рабочий пост персонала, обслуживающего машину?
27. Может ли оператор, обслуживающий машину, удобно сидеть во время работы и может ли он изменять свою рабочую позу?
28. Предусмотрено ли достаточное пространство для ног оператора, не вынужден ли он сидеть в неестественной рабочей позе?
29. Правильно ли сконструировано сиденье для оператора с точки зрения психофизиологических требований?
30. Облегчает ли сиденье выполнение работы, не ограничивает ли оно движения оператора?
31. Находятся ли функциональные зоны машины в пределах удобной досягаемости для обслуживающих машину людей, удобно ли им следить за работой машины?
32. Не приходится ли оператору держать руки при обслуживании машины в положении, при котором они быстро устают? Имеется ли у них возможность опереть руки на что-либо?
33. Не слишком ли тяжелы рабочие инструменты? Уравновешена ли подвеска инструментов?
34. Хорошо ли освещено функциональное место, окрашено ли оно в надлежащий цвет, обеспечивающий ясное (точное) контрастное вйденпе?
35. Расположены ли все органы управления в оптимальной зоне и в пределах удобной досягаемости для конечностей оператора?
36. Контрастируют ли в достаточной степени все органы управления с окружающей средой?
37. Рационально ли распределены операции управления машиной между обеими руками и ногами оператора?
38. Размещены ли все органы управления так, чтобы при манипулировании ими не создавались нежелательные моменты?
39. Учтено ли в конструкции то требование, чтобы движения органов управления происходили в направлении, наиболее выгодном в физиологическом отношении (например, чтобы движения происходили по дугообразной траектории с центром кривизны дуги — в шарнире)?
284
40. Имеют ли все органы управления и особенно их захватные части такие формы, которые наиболее правильны с точки зрения требований хиротех- ники? Изготовлены ли они из материалов, теплоемкость которых мала?
41. Четко ли различаются рабочие положения каждого органа управления?
42. Обеспечено ли сохранение органами управления рабочих положений, в которые они поставлены? Являются ли эти органы самотормозящимися?
43. Требуется ли для переключения положений органов управления сила, приемлемая для операций периодического и постоянного управления?
44. Учтены ли при проектировании положений органов управления функциональные связи между органами управления и движениями или функциями частей машины, управляемых соответствующими органами?
45. Размещены ли органы управления на пульте в порядке, соответствующем положениям управляемых машин в данном цехе относительно поста оператора?
46. Расположены ли органы управления на таких достаточных расстояниях друг от друга, чтобы оператор не мог перепутать их?
47. Различаются ли органы управления одинакового или сходного назначения формой захватных частей, цветом, щитком?
48. Достаточно ли хорошо различимы отдельные индикаторные устройства и сигнализаторы?
49. Обеспечены ли четкая видимость, легкость и точность чтения показаний индикаторов (шкал, стрелок, удачно ли цветовое решение циферблатов и т. п.) ?
50. Расположены ли индикаторы на таком расстоянии от поста управления, что они хорошо видны оператору, и их показания легко читаются оператором с его поста? Составляют ли их передние поверхности примерно прямой угол с направлением прямого зрения (с осью зрения) оператора? Исключается ли ошибочный отсчет показаний индикатора вследствие того, что стрелка косо проектируется на шкалу?
51. В надлежащей ли степени контрастируют индикаторы с фоном пульта или панели?
52. Учтены ли и правильно ли обозначены функциональные связи между индикаторами и органами управления, так что оператору легко ориентироваться в приборах и он может быстро и надежно осуществлять требуемые операции вмешательства в работу машины (операции регулирования машины)?
53. Находится ли количество наблюдаемых параметров и предполагаемая частота требуемых вмешательств оператора в пределах способностей оператора наблюдать и быстро реагировать?
54. Действительно ли на пульте или на панели управления сконцентрированы только важнейшие индикаторы?
5э. Расположены ли важнейшие индикаторы в середине поля зрения оператора?
56. Обеспечено ли надлежащее освещение индикаторов и не может ли иметь место ослепление оператора блескостью?
57. Если машина управляется с пульта или из кабины управления, то обеспечена ли для оператора хорошая и удобная видимость протекающего и управляемого им процесса?
58. Если процесс наблюдается по промышленному телевидению, то правильно ли расположен световой фонарь относительно поста оператора?
59. Не навязывает ли машина (или поточная линия) обслуживающему персоналу физиологически неприемлемый темп работы?
285
60. Если машина работает на открытом воздухе или в неблагоприятной среде, то обеспечены ли для обслуживающего персонала приемлемые i санитарно-гигиенические условия? Достаточно ли просторна кабина управления (стационарная или передвижная), обеспечен ли удобный и надежный доступ к ней? Достаточно ли вентилируется, отапливается или охлаждается кабина, имеется ли в ней необходимое санитарно-техническое оборудование? Если обслуживающему персоналу приходится долго находиться в кабине, то созданы ли для него необходимые удобства (холодильник для хранения пищи, возможность отправления естественных надобностей, возможность отдыха и т. п.)?
///. Аспекты эстетического внешнего вида
61. Правильно ли в композиционном отношении распределена и уравно-. вешена вся масса машины? Правильны ли переходы между отдельными объемами, не слишком ли расчлененной получилась общая форма машины?
62. Имеет ли машина, если смотреть на нее с предполагаемого места наиболее частого наблюдения, спокойной и уравновешенный контур (контурные линии)?
63. Соответствуют ли радиусы закругления углов и ребер величине соответствующих тел и их положению на изделии? Обеспечено ли единообразие закруглений (унифицированы ли их размеры) ?
64. Не слишком ли много различных элементов находится на поверхности машины? Не слишком ли далеко выступают некоторые элементы (например, органы управления) над ее поверхностями?
65. Рационально ли размещены на поверхности машины фасонные элементы (органы управления, различные выступы и приливы, индикаторы и т. п.) и сбалансированы ли они?
66. Нет ли на машине слишком больших непрерывных ровных поверхностей?
67. Подчеркивают ли неокрашенные поверхности машины своим внешним видом точность машины и высокое качество изготовления ее? Правильно ли использованы натуральные цвета материалов, из которых изготовлена машина?
68. Удовлетворяют ли разделительные валики (полувалики) и канавки на поверхностях машины принципам правильного членения поверхностей?
69. Не слишком ли много на машине блестящих (хромированных) детален?
70. Нет ли у машины узких острых швов (канавок) и углов, где легко будут задерживаться загрязнения, так что машину будет трудно содержать в чистоте?
71. Соответствует ли форма отдельных частей машины материалам, из которых они изготовлены, и примененной технологии обработки этих материалов?
72. Использован ли в качестве преобладающего цвета окраски машины цвет эстетически подходящего оттенка?
73. Не противоречит ли цветовое членение поверхностей машины членению ее формы? Не противоречит ли многоцветность впечатлению цельности машины?
74. Гармонична ли и действует ли успокаивающе общее цветовое оформление машины?
75. Производит ли машина в условиях освещения того места, на котором она будет находиться, впечатление пластической модели с уравновешенным соотношением света и тени?
286
Таблица 36
Гр а ф и к последовательности конструктивноео решения нового изделия
Пояснения: © Оснобная деятельность £) Консультации и вспомогательная деятельность Tf Контроль
ADV
П/Г
Сотрудники других специальностей и организации
Описание работы
О
§5
5 с
з>а
2*5
С а
^ i
а 5 »5» а «V» CJ
ti
г
к
з
>
п
Ö
ж
о
«3
Отдел сбыта завода, конъюнктуры рынка
Конструкторский отдел
Отдел культуры труда
Производство
Лаборатория
a
a
*:
a
a
1 I
^ g1
•a S
a a a a
a
3>
a
Í:
Кооперированные
заводы-смежники
Руковод¬
ство
Конструкторские группы в отделениях
«X
э
С>
I-
gI
I
a
*
Служба
документации
i
a
>e
a
* a JE
t ü C «9
s§
4 a
Специалист по психологии труда
Специалист по физидлогии труда
е a
S«
5*
»a
•si
н
13
a * 5 a 2 50 5 ö
»a c a Cj<a
Специалист по вопросам освещения
a
С»
о
t
К
а>
Й
I!
E a a с
Cl
об о о
5ГО
0*0
^1
t
1
e
a
a
%
1
a
t?
5C
К
<5
If
Ca.-,
«о 5*
"if
2*
» с
к ^
ia
с är Ea> * 2 =*» Э- о. a
e е > * |S
a
<
a
>
E
*»
a
(a
o
C*.
4
■г- a
■о a Ol o a a a a a
* c
• a a o
a £
a'
a a * a § §
щ
I?1
Типизация, нормалиэас а рационализация
*5.
'»с Ь Е
ší¬
lil
к® Е
; Ев 1 * \ аз
: 23 ? Ö? <о
э О. a
íj
г
*5* в
.til
Sej
4
I.
a a
its : Is
li*
1
1
Прием заказа на новое изделие и проверка его с тонки зрения полноты данных, необходимых для конструктивного решения данного изделия
т0
2
Консультация, выяснение неясных вопросов с заказником, формулировка технического задания для конструкторской группы, закрепление заказа за определенным конструктором проекта
с.
cé-
- “ф
"1
3
Составление предварительного задания для конструкторов с учетом необходи мости опережения зарубежных конкурентов или обеспечения выполнения важных народнохозяйственных задач
©-
k
Формулировка технического задания на изделие и передача его констру - тору проекта
&
-(Ь-
i
i
5
Изучение технического задания, требований, предъявляемых к заказываемому изделию, и место будущей роботы изделия
4-
0
6
Анализ технического задания и определение его основных и наиболее трудных частей
Ü
знака
мление ф
Qe
'отен
(U и n
лоток
7
Изучение документации и опыта конструирования и производства подобных изделий, которые производятся теперь или производились раньше
О
v-' 0 части V
^ испытаний
Книги, журналы патентные
описания \-) Проспекты
8
Изучение всей доступной документации по конструированию и производству подобных изделий на конкурирующих заводах
из dt
лид
0-
0
t
1
U l
9
Осмотр аналогичных изделий конкурирующих заводов при экскурсиях на соответствующие заводы, при посещениях выставок и ярмарок
é
0
предлi 1
ожени
•r
10
Изучение всех связанных с данным изделием стандартов, нормалей, руководящих материалов и правил по технике безопасности
é
0
•О
■О
—I— --t-
О
'11
Практическое ознакомление с новейшей технологией, соответственно которой будет работать данное новое изделие
о-
—1~
Ю
12
Изучение систем управления подобными изделиями и манипулирования ими
а
—
—
—
é
—
0
—\— 1
13
Разработка последовательности работы по конструированию изделия, составление гармонограммы и календарного графика работы
€>
é
O
O
О
■о
-o
“f“
1
/4
Проектирование технологически-функциональной схемы или нескольких вариантов таких схем с учетом использования нормализации, принципов агрегатирования и пр
-o
O
—
■О
■о
1
-r-
-о
15
Основные расчеты на прочность и на мощность
é
■о
“1“
T-
-o
16
Проведение различных экспериментальных исследований на моделях и корректировка эскизного проекта по результатам этих исследований
Ф-
0
~T~
T“
<§>
—
17
Предварительный экономический анализ вариантов
6-
-©
~r~
1
18
Обсуждение техническим советом спроектированных схем с точки зрения техники безопасности, экономичности изготовления и эксплуатации изделия, требований культуры труда, рациональности изделия и т.п
О
-0-
O
4>
-О-
О
-о-
~T~
T“
o
О
О-
-О-
О
O
-о
19
Корректировка проекта в соответствии с замечаниями технического совета
0
1
1
28
Разработка заданий на некоторые экспериментальные и исследовательские работы, необходимь>е для успешного решения конструкции нового изделия, обсуждение этих работ
0“
1
21
Эскизная разработка нескольких вариантов оформления изделия по выбранной схеме
c>
■€>
1
1
—1—
1
1
22
Обсуждение этих вариантов техническим советом и выбор оптимального варианта
О-
—
-V-
-ó-
-o-
-о-
о
о-
—
1
-t-
—
-о
■О;
-а-
о
—1—
1
1
23
Приемка результатов заказанных экспериментальных и исследовательских работ и сравнение их с заданием
t-
1
1
—1— _J
2k
Разработка проекта конструкции изделия с учетом выбранной схемы оформления (или выбранных вариантов1 при консультации со специалистами в различных областях
0“
-o-
-о
—
—
1
t-
---
—-
-о
о-
О
О
-О
о
1
25
Уточнение расчетов на прочность и на производительность, расчетов приводов и т. п.
Ф"
-©
j
f
.
26
Выполнение экономического анализа проекта конструкции изделия
0
1
1
27
Обсуждение техническим советом разработанного проекта изделия со всех точек зрения (как по пункту 18)
О-
-<>
o
-o-
о
о
о
~T~
~v
-о-
о
"О-
о■
-o
О
-о
-О
28
Корректировка проекта изделия в соответствии с замечаниями технического совета
0
~T~
1
29
Разработка спецификации и технических заданий поставщиком на некоторые принадлежности, покупные детали, а в нужных случаях и плана кооперирования с другими предприятиями
é
.—
-—
-а
—
О
-t
©
30
Составление чертежа цветового решения изделия (варианты)
é-
0
1
—t— 1
31
Обсуждение проектов техническим советом и выбор наилучшего решения
о-
-V-'
■é
—
o-
-о
—
—
t-
-о-
о-
-О-
—
•о
“Г
1
32
Изготовление модели спроектированного изделия или некоторых частей его (органов управления и т. п.)
6-
0
1
■f
о
“1“
I
33
Обсуждение решения, представляемого в виде модели, техническим советом, прежде всего сточки зрения выполнения требований техники безопасности* эксплуатационных качеств и требований культуры труда
о
—
■O’"
o
o
о-
-о
о-
—
■
T"
T"
■о
о
о
о
-о
О
-О
T
I
3k
Корректировка модели изделия в соответствии с замечаниями технического совета и окончательное цветовое оформление модели
ó-
-©
1
1
f
“Г
1
35
Комплексная оценка модели изделия техническим советом
о
—
-т-
■0-
—
o
-о-
—-
~r~
T"
■—
-о-
-о
о-
о
—
о-
-о-
о
-О
~r
1
36
Корректировка конструктивного решения нового изделия в соответствии с результатами изучения его модели
0
^1
§1
"1~
1
37
Разработка проекта инструкции по испытаниям и по обслуживанию изделия
0
tjf
T
1
38
Разработка указаний по составлению рабочих чертежей изделия (гармонограмма - график работ по изготовлению этих чертежей)
о-
—
-Ф"
■}
H
-f-
1
39
Выполнение рабочих чертежей в соответствии с проектом конструкции
—
0
■
*1*
H—
1
kO
Обсуждение чертежей важных частей изделия с технологами •
O
—
4
alž
ч i J
§5.
1
kl
Дополнение спецификаций на части и детали, заказываемые на стороне
O
—
4
CL
«ul c
1
k2
Составление контрольных и монтажных ведомостей, сборочных чертежей, чертежей общего вида и спецификаций деталей
O
—
0
li5»
t"
Í
k3
Уточнение инструкции по испытаниям и по обслуживанию изделия
0
§1
4
gI
“t“
1
kk
Проверка производственной документации опытного образца и передача ее производству
о
4-
4 " _r-
1
-f—
1
k5
Разработка технологических карт, чертежей приспособлений и пр.
o-
О
1— ~T"
0
Г
k6
Изготовление опытного образца при тщательном сквозном контроле и консультациях с соответствующими конструкторами
o-
О
1
-r-
-L.
i
-®-'
-1
i
k7
Проверочные испытания изделия с точки зрения достижения установленных в проекте функциональных параметров и психологической приемлемости изделия
0--
0
1
-4---
i
~Т^'
■0
k8
Обработка результатов испытаний и составление .. технико-экономического Задания"
f-
0- -
0-
0T
—
Ť
i—
—
Протоколы испытаний !
'_Т_Т_Т_Т_Т-Т-Г-Г]--
—
—
-i
k9
Анализ производственных затрат и технологичности конструктивного решения опытного образца и оценка технико-экономических показателей
о-
0--
—
(о)— -
0~
—
1
•i
á
—
Производственные издержки. j
замечания производственников
:50
Внесение соответствующих коррективов в производственную документацию и передача ее для запуска в производство опытной серии изделия или другого опытного образца, в зависимости от результатов испытаний 1-го опытного образца
о-
—
©-
—
—
— ■
—
♦
—
—
—
—
— -
—
—
Зак. 634
76. Удачно ли решена и производит ли хорошее впечатление марка заво- да-изготовителя и удачно ли она расположена на машине?
77. Производят ли эстетическое впечатление помещенные на машине инструктивные тексты и цифровые данные, соответствуют ли они функциональным требованиям?
78. Подчеркивает ли решение внешнего вида машины ее назначение и ее достоинства?
79. Будет ли общий внешний вид машины гармонировать с ее окружением в том цехе, в котором она будет установлена?
80. Учитывает ли вся эстетическая сторона решения данной машины перспективы развития?
• 21. Комплексное улучшение условий работы
Выше упоминалось о том, что машины, инструменты и всякого рода устройства, решенные наилучшим образом в отношении эстетичности и культуры, не оправдали бы ожиданий, если бы они были помещены в неудовлетворительной среде — грязной, тесной, пыльной, плохо освещенной, плохо вентилируемой и недостаточно отапливаемой. Поэтому необходимо, чтобы конструкторы и проектировщики учитывали при решении машиностроительных изделий также и влияние среды, в которой эти изделия будут работать, и чтобы в нужных случаях они добивались улучшения этой среды.
Комплексная гармония рабочей среды зависит, помимо рационально и эстетически решенного машинного оборудования, еще и от ряда факторов, к числу которых относятся:
1) достаточное рабочее пространство;
2) надлежащее освещение рабочего пространства;
3) надлежащее отопление или охлаждение рабочего пространства;
4) отличная вентиляция или же кондиционирование воздуха в рабочем пространстве;
5) цветовое решение всего интерьера рабочего пространства;
6) снижение общего уровня шума и сотрясений в рабочем пространстве до такой степени, дри которой вредное действие их не имеет места;
7) оборудование рабочего пространства всеми необходимыми санитарно-техническими устройствами, всем, что требуется для обеспечения безопасности и для поддержания в нем чистоты и порядка;
8) оборудование рабочего пространства различными эстетическими дополнениями (и главным образом естественной зеленью в полностью автоматизированных цехах, особенно в залах управления и т. п.);
9) рациональная, со вкусом сконструированная спецодежда рабочих, соответствующая условиям их работы;
10) обеспечение социалистических общественных отношений между руководителями и подчиненными и между отдельными работниками.
288
Рис. 238. Обзор удовлетворительных и неудовлетворительных условий рабочей среды
Комплексное улучшение рабочей среды требуется не только для так называемых чистых и легких производств, но в первую очередь для тяжелых производств, т. е. для таких, как чугуно- и сталелитейные, прокатные, кузнечно-прессовые и тому подобные цеха. Из приведенного выше перечисления факторов комплексной гармонии рабочей среды видно, что успешное улучшение ее нынешнего состояния может быть достигнуто лишь при тесном сотрудничестве специалистов в различных областях (рис. 238).
• 22. Экономика проектирования с точки зрения культуры и эстетичности конструкций
Некоторые инженерно-технические и хозяйственные работники все еще считают всякого рода эстетические улучшения изделий излишеством, не повышающим потребительскую ценность соответствующих изделий, а лишь удорожающим и усложняющим их изготовление. Встречаются также и такие работники, которые охотно готовы затрачивать средства на улучшение эстетического вида изготовляемых изделий, но лишь при условии, что это непосредственно даст поддающийся вычислению рост производительности труда при работе на данном изделии — станке и т. п. или же что это непосредственно повысит сбыт данных изделий.
Следует подчеркнуть, что такие взгляды безусловно вредны для дальнейшего развития отечественного машиностроения, которому приходится в настоящее время вести острую конкурентную борьбу на внешних рынках с капиталистической промышленностью. Вместе с тем нужно указать, что вредны и тенденции внедрять принципы культуры и эстетичности конструкций без всякой увязки с экономикой производства.
Экономический эффект рационального с точки зрения культуры и эстетичности конструкции решения машиностроительного изделия проявляется по следующим четырем главным направлениям:
1) охрана здоровья трудящихся, являющихся самым ценным достоянием нашего общества;
2) улучшение качества и производительности труда по изготовлению данного изделия;
3) повышение конкурентоспособности отечественных изделий на мировых рынках;
4) эстетическое воздействие на людей, обслуживающих данные изделия или пользующихся им; работа с таким изделием или пользование им повышает степень удовлетворенности человека, своим трудом.
Ни для одного из этих направлений развития невозможно заранее точно вычислить экономический эффект, но передовые предприятия установили на основе статистических сравнительных данных, что такой эффект действительно существует и что они его систематически наблюдают.
290
Благоприятное влияние пользования удачно решенными в отношении культуры и эстетичности изделиями или работы людей на таких изделиях на здоровье людей, на невропсихические и биомеханические процессы, происходящие в человеческом организме, доказывается исследованиями, проводимыми в ряде медицинских научных институтов и отдельными учеными — медиками, на основе конкретных данных, публикуемых в литературе, в том числе, например, в журнале «Pracovní lékařství» («Трудовая медицина») и др.
Аналогично можно доказать экономическую эффективность улучшения качества изделий и повышения производительности труда при работе на оборудовании, решенном с учетом принципов культуры и эстетичности конструкции. На наших заводах это обстоятельство в достаточной степени пока еще не учитывается.
О значении технико-эстетического улучшения чехословацких машиностроительных изделий для повышения их конкурентоспособности на зарубежных рынках у нас говорят, к сожалению, мало, хотя наши машиностроительные изделия изготовляются преимущественно на экспорт.
Весьма важное значение имеет и влияние эстетически решенных машиностроительных изделий на степень удовлетворения людей своим трудом, но доказать это трудно, так как настроение работающего зависит от комплексного воздействия всей рабочей среды, а влияние машин является здесь только одним из многих компонентов. На таком рабочем месте; где господствует нервозность и спешка, не удастся создать у рабочего радостное настроение, даже если бы позолотить машины и установить их на коврах.
• 23. Заключение
В предыдущих главах были изложены основные принципы проектирования машиностроительных изделий с учетом требований техники безопасности, физиологии и психологии труда и эстетики и принципы комплексного решения рабочей среды. Все изложенное рассчитано на конструкторов и проектировщиков-ма- шиностроителей. Однако эти работники не найдут в предлагаемой книге готовую инструкцию для решения каждой конкретной проблемы — для этого необходимо, чтобы они систематически следили за специальной литературой, проспектами и знакомились с новинками, посещая ярмарки и различные выставки. Но и это не может освободить кого-либо от обязанности использовать свои собственные творческие способности. Предлагаемая книга может только пропагандировать высокую культуру труда на заводах. Конструкторы и проектировщики-машиностроители должны добиваться наиболее широкого внедрения типизации и стандартизации в машиностроении, так как только это является главным путем к широкому и экономичному внедрению всех рассмотренных в книге принципов проектирования машиностроительных изделий.
Большая доля ответственности за повышение культуры и эстетичности машиностроительных изделий лежит и на руководителях машиностроительных заводов и ведущих конструкторских и проектных институтов. Они не должны забывать, что заинтересованность конструкторов и проектировщиков в решении создаваемых ими проектов оборудования с учетом рассмотренных выше принципов культуры и эстетичности изделий должна стимулироваться всем руководством их работой, обеспечением должных условий для этого. Трудно, например, ожидать что в полутемном, загрязненном, тесном и неблагоустроенном помещении конструкторского бюро будут создаваться проекты красивых изделий.
* 24. Литература
1. В о г о v a n V. Ekonomický prinos technické esletizace. Tech. práce, 10, I960.
2. Brosch H.— Waburek S., Erzeugungslenkung in Walzwerken mit Nachrichten und Signalanlagen. Stahl, und Eisen, 1, 1959.
3. F 1 e s c h e K. La pratique du styliste dans l’industrie. Acier — Steel — Stahl, 2, 1957.
4. F u c h s W. Bedeutung der Personalauslese und der Anlagengestaltung für das Zusammenwirken von Mensch und Maschine. Stahl und Eisen, 11,
1959.
5. G e r b a u F. Über die ästhetische Durchbildung von Feingeräten. Feinwerktechnik, 4, 1955.
6. Grossmann A. Bessere Ausnützung von Betriebsmitteln durch Arbeitsphysiologische Studien, VDI Zeitschrift, 6, 1956.
7. Hänsel F. E. Arbeitsgerechte Lage und Gestaltung von Führerkörben und Steuergeräten in Krananlagen. Stahl und Eisen, 19, 1958.
8. H e r i g F. Hand und Maschine. Halle, 1934.
9. H ö g n e r R. Formgebung und Feingerätebau. Feingerätetechnik, 5, 1960.
10. Högner R. Otázky tvarů v průmyslové výrobě, Tvar, 1957.
11. H o n z i к K. Tvorba životního slogu. Praha 1947.
12. Chalupecky J. Sochařství strojů a nástrojů, Tvar, 6, 1953.
13. J e n i к Pr. Přoužitie somatografie pre konstrukční praxi. Tech. práce, 10, 1960.
14. J en i к Pr. Proporční vztahy lidské postavy se zřetelem na tvarové a prosto¬
rové uspořádání pracovišt. Pracovní lékařství, 12, 1960.
15. Кантор К. Автоматизация и перспективы художественного творчества в промышленности. «Декоративное искусство», 1959, № 10.
16. К а р t u г s V. D. Jr. and М. С. May 1. General Mot. Corp. Man is Yardstick in GM’s Interior Comfort. Dimensioning Systeh. ASE Journal, 6, 1961.
17. Klivar M. Automatizace a průmyslové výtvarnictví. Výtvarná práce.
18. Klivar M. Snahy o technickou estetizaci ve světě. Technická práce, 10,
1960.
19. Klivar M. Technická estetika, nové odvětvi péče o člověka. Tvorba, 1957.
20. К o t i k J. Tradice a kultura čs. výroby. Orbis, 1954.
21. Král S. Tvarové řešení obráběcích strojů, Strojírenství, 10, 1959.
22. Krivohlavý J. Ako nám pomáhá ergonomika, Tech. práce, 6, 1958.
23. Krivohlavý J. Rozmístění sdělovačů, Technická práce, 10, 1960.
24. К r i v o h 1 a v ý J. Volba sdělovačů složitějších strojů. Cs. hygiena, 5, 1960.
25. Krivohlavý J. Rozlišitelnost ovládačů, Čs. hygiena, 5, 1960, 364—373.
26. Kusák, R a b a n, Klivar, S m i d e k. O užitém umění. Čs. spisovatel, sv. 26.
27. Lehmann G. Praktische Arbeitsphysiologie. G. Thieme, Stuttgart, 1953.
28. Matoušek О.— Růžička J. Využití poznatků z psychologie práce v automatizované vyrobé. Čs. psychologie, 6, 223—241.
29. Matoušek O.— S t i k a r J. Automatizace a bezpečnost práce. Automatizace, 3, 1960, 52—53.
30. M a t o u š e k O. Ükoly psychologie pri konstrukci strojů a strojních zařízení. Čs. psychologie, 5, 1961, 319—325.
293
31. Mu re 11 К. F. Н. Date on Human Performance for Engineering Designers,
Engineering, 8, 9, 10, 1957.
32. Müller — Munk P. Industrial Design and Engineering Design. Modern Design, 9, 1954..
33. Němec J. Hluk ve strojírenských závodech. Strojírenství, 1, 1955.
34. lNěmec J. Přípustný hluk ve strojírenských závodech. Pracovní lékařství, 14, 1962, 299—303.
35. N e t u š i 1 J. Světlo v teorii a praxi. Prače, 1960.
36. P o 1 e t a j e v I. A. Kybernetika. SNTL, Praha, 1961.
37. R a b a n J. К výstave Stroj a nářadí jako dílo výtvarné. Tvar, 6, 1953.
38. Richards С. C. Mobile Machinery Controls—Application of Ergonomie
Principles in Design. Iron and Steel, 12, 1956.
39. Rögnitz H. Konstruieren im Maschinen- und Gerätebau, Leipzig, 1950.
40. R ü t s c h i К. Formgebung im Pumpenbau als Weg zur Verkaufsförderung,
yj)j 2 99 19 1957
41. R ö t s c h i K. Zur Form technischer Objekte. STZ, 20, 1955.
42. Schnorr Ch. G. L’adaptation de la machine á Fliomme. L’étude du travail, 1, 1960, 41—50.
43. Сидоров О. А. Физиологические факторы человека, определяющие ком- помовку поста управлением машиной. М., 1962.
44. Schulte В. Anwendung arbeitphysiologischer Erkenntnisse bei der Konstruktion einer Revolverdrehbank. Werkstattstechnik und Maschinenbau, 44, 1954.
45. Schulte B. Arbeitserleichterung durch Anpassung der Maschine an den Menschen.
46. Schulte B. und Stier F. Die Verbesserung der Steuerteile einer Rcvol- verdrehbank und ihre Bedeutung für Leistung und Arbeitsanstrengung. Werkstattstechnik und Maschinenbau, 8, 1956.
47. Stier F. Sind unsere Werkzeugmaschinen dem Menschen angepasst? Konstruktion, 8, 1958.
48. S rámek V. Hmota a tvar.
49. Tučný P. N'ový přístup k estetizaci technického prostředí. Technická práce, 10, 1960.
50. Ungelenk E Die Anwendung der Farbdynamik an Werkzeugmaschinen und in Werkräumen. Maschinenbautechnik, 1, 1955.
51. Vydra J. Nové povolání — průmyslové výtvarnictví. Orbis, 1948.
Без указания автора
52. A Human Guide to Machine Design. The Iron Age, 6, 1957.
53. Appearance Start with Color. Machine Design, 9, 1948.
54. Architecture de la machine. Acier — Stahl — Steel, 2, 1957.
55. Designing for Human Strength. Machine Design, 5, 1959, 96—99.
.56. Designing for Improved Appearance. Machine Design, 9, 1947.
57. Die schöne technische Form. VDI Nachrichten, 3, 1954.
58. Encyklopedie výkonnosti, díl 1, Člověk, Sfinx, Praha, 1934.
59. Importance of Color and Industr. Mfg. Mgmt., 2, 1954.
60. Machine, Dials and Seals, Machine Design, 1949.
61. Mezinár. sjezd průmyslového výtvarnictví v Darmstadtu. Tvar, 1958.
62. Prače a vune. Перевод из La Tribune économique, Paris.
63. Světlo, barva, práce. Brožura ESC, 1948.
64. Sewing Machines —a Creative Approach to Design, Design, 103, 1957.
65. The Design of ManuaLControls. The Engineers’ Digest, 7, 1950.
66. Using Color to Boost Output in Your Plant. Fact. Mgmt. and Maintenance, 67, 1956.
294
Основные журналы, занимающиеся вопросами промышленной эстетики
Tvar,.časopis pro užité uměni a průmyslové výtvarnictví
Декоративное искусство
Esthétique industrielle
Art and Industry
Industrial Design
Design
Design for Industry Form
Stile Industria Dansk Kunsthaandvaerk Industrial Art News
Чехословакия
СССР
Франция
США
США
Великобритания
Великобритания
Швеция
Италия
Дания
Япония
И О Г А Н Е к т. И др. ТЕХНИЧЕСКАЯ ЭСТЕТИКА И КУЛЬТУРА ИЗДЕЛИЙ МАШИНОСТРОЕНИЯ
•
Редактор издательства М. И. Г ильденберг Технический редактор Т. Ф. Соколова Корректор В. А. Воробьева
Сдано в производство 17/1 1969 г. Подписано к печати 17/VI 1969 г. Тираж 10 000. Печ. л. 19,5 (в т. ч. 0,63 цвети, вкл. +0,37 вкл. штрих). Бум. л. 9,75 Уч.-изд. л. 19,5. Формат 60 X 90'/ig Цена 1 р. 73 к. За к. № 634
Издательство «МАШИНОСТРОЕНИЕ: Москва, Б-66, 1-й Басманный пер., 3.
Экспериментальная типография ВНИИПП
Комитета по печати
при Совете Министров СССР
Москва, К-51, Цветной бульвар, 30