







































































































































































































































































































































Автор: Кумабэ Д.
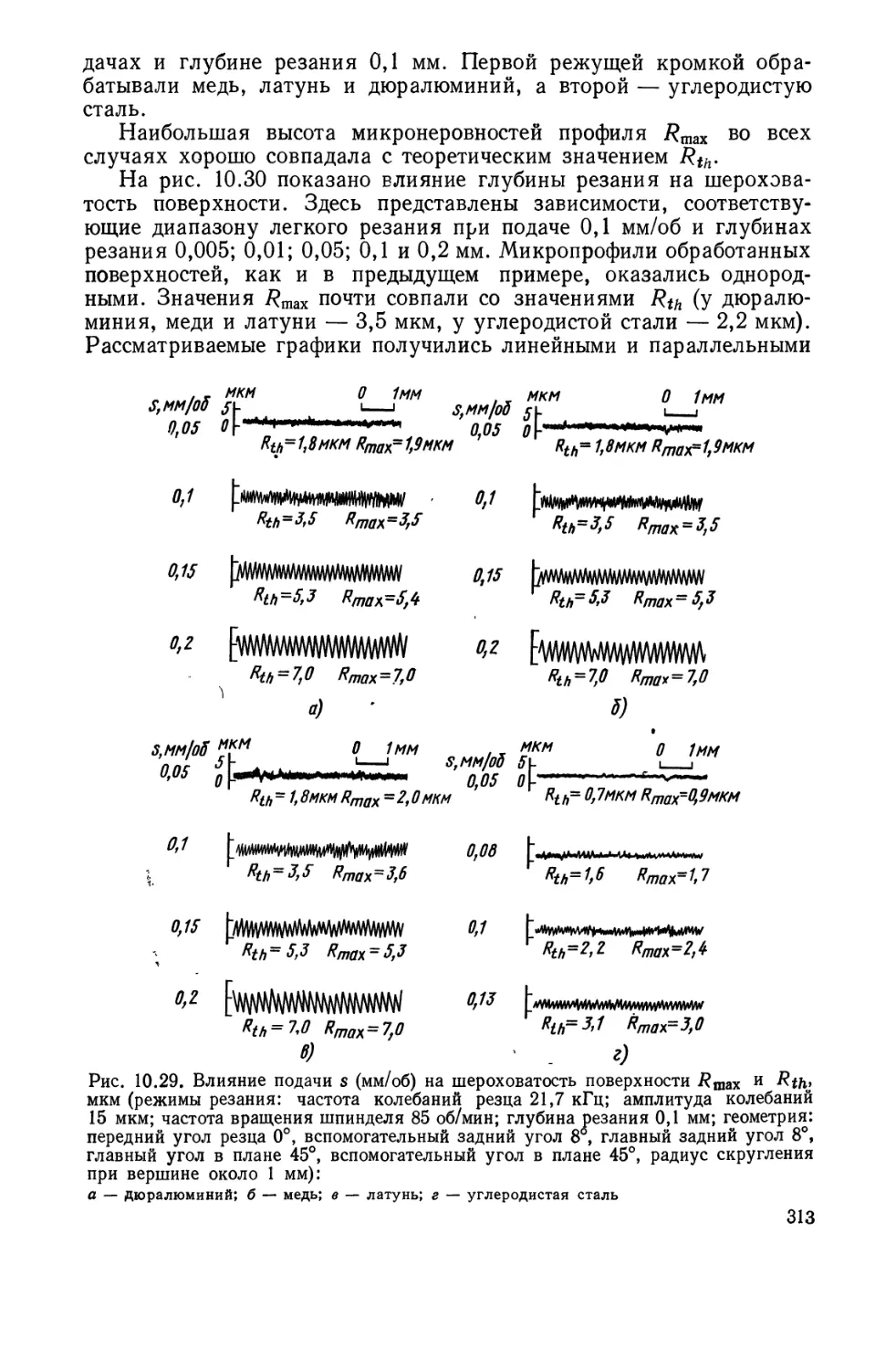
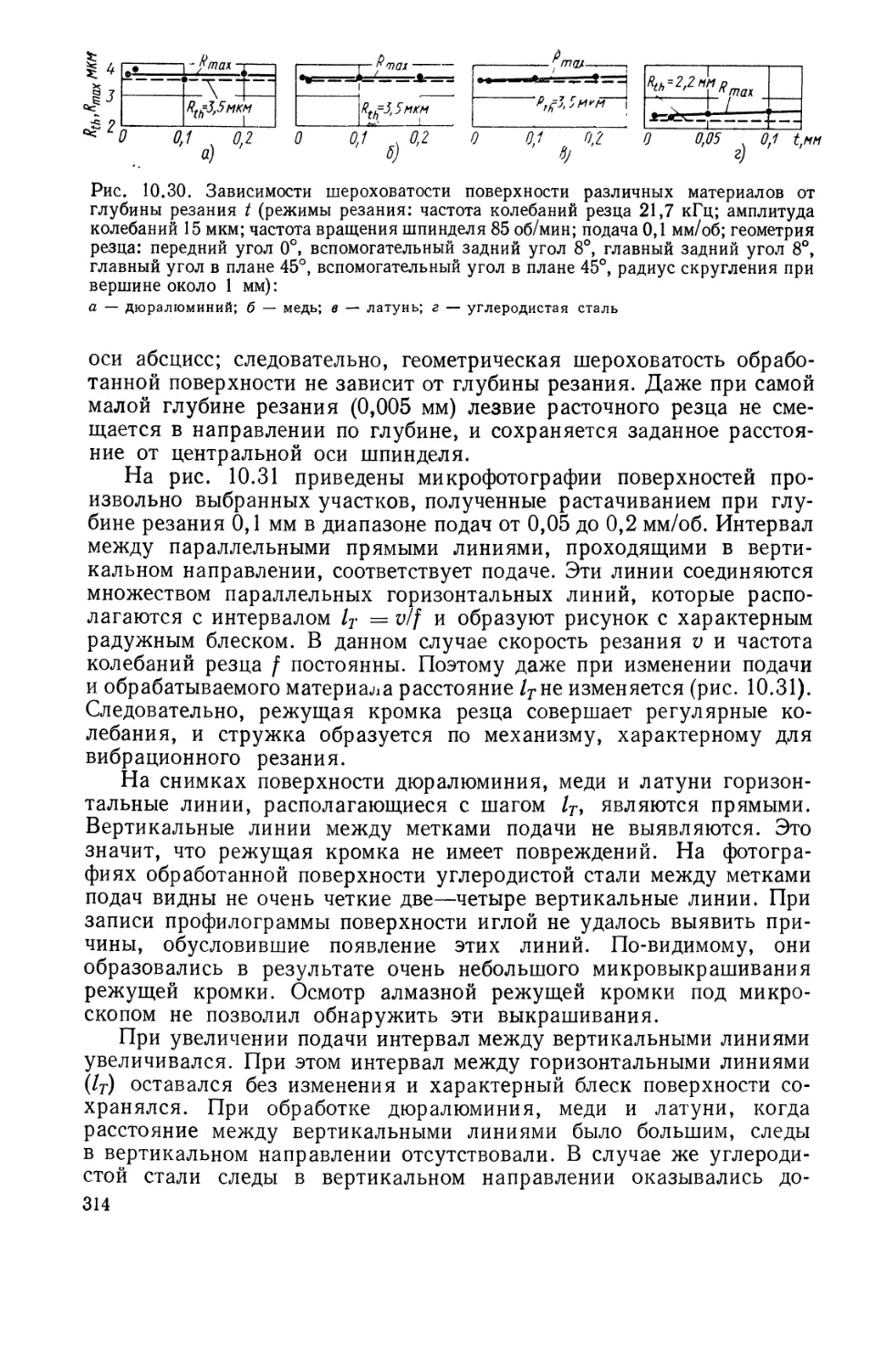
Теги: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы общая технология машиностроения обработка металлов издательство машиностроение резка металлов вибрационное резание
Год: 1985



Д. Кумабз
РЕЗАНИЕ
Перевод с японского
С.Л. Масленникова
Под редакцией
канд. техн. наук И.И. Портнова,
канд. техн. наук В.В. Белова
МОСКВА
^<МЩ1ИНОСТРОЕНИЕ«
1985
ББК 34.58
К88
УДК 621.9.048.6
Редактор Е. К. Бухман
Кумабэ Д.
К88 Вибрационное резание: Пер. с яп. С. Л. Масленникова/Под
ред. И. И. Портнова, В. В. Белова.—М.: Машиностроение,
1985. — 424 с, ил.
В пер.: 2 р. 40 к.
Отражены теоретические исследования и промышленная разработка метода
вибрационного резания в Японии. Большое число практических рекомендаций, справочной
информации и инженерных решений делают книгу хорошим дополнением к известным
отечественным работам А. И. Маркова (Ультразвуковое резание
труднообрабатываемых материалов. М., 1968) и В. Н. Подураева (Обработка резанием с вибрациями
М., 1970), посвященным обработке материалов с использованием вибраций. Книга
отличается лаконичным и конкретным описанием промышленного метода
вибрационного резания при различных видах обработки.
Для конструкторов, занимающихся разработкой оборудования для
вибрационной обработки, и технологов, применяющих методы вибрационного резания.
„ 2704040000-099 лл ое! ББК 34.68
К 038@1)-85 ""85 6П4.6
ДЗЮНЪИТИРО КУМАБЭ
ВИБРАЦИОННОЕ РЕЗАНИЕ
Редактор Л. В. Шипов
Художественный редактор С. Н. Голубев
Переплет художника О. В. К а м а е в а
Технические редакторы: А. С. Давыдова, Т. И. А н д р е е в>
Корректоры А. П. Сизова и О. Е. Мишина
ИБ № 4252
Сдано в набор 06.05.85. Подписано в печать 02.10.85.
Формат 60X901/i6. Бумага типографская № 1. Гарнитура литературная.
Печать высокая. Усл. печ. л. 26,5. Усл. кр.-отт. 26,5. Уч.-изд. л. 30,54.
Тираж 7610 экз. Заказ 135. Цена 2 р. 40 к.
Ордена Трудового Красного Знамени издательство «Машиностроение»,
107076, Москва, Стромынский пер., д. 4
Ленинградская типография № 6 ордена Трудового Красного Знамени
Ленинградского объединения «Техническая книга» им. Евгении Соколовой
Союзполиграфпрома при Государственном комитете СССР
по делам издательств, полиграфии и книжной торговли.
193144, г. Ленинград, ул. Моисеенко, 10.
© J. Kumabe, 1979
© Перевод на русский язык, «Машиностроение», 1985 г.
ПРЕДИСЛОВИЕ
В процессе резания обрабатываемая деталь и режущая
кромка инструмента совершают упругие колебания. Поэтому для
достижения особо высокой точности обработки необходимо не только
проводить статический анализ взаимного расположения
обрабатываемой детали и инструмента (что непосредственно влияет на
точность обработки), но и в определенной степени анализировать
колебательную систему
станок—приспособление—инструмент—обрабатываемая деталь динамически, т. е. в ходе колебаний.
Если в колебательной системе СПИД создать силы резания
с высокой частотой регулярных синусоидальных колебаний, то
в принципе можно добиться такого состояния, при котором
положение инструмента относительно обрабатываемой детали будет всегда
неизменным. Это позволит повысить точность обработки и улучшить
качество обработанной поверхности, без чего невозможна
прецизионная обработка. Высказанное соображение относится к
традиционным способам резания, т. е. к обычному резанию, при котором
обрабатываемая деталь вращается с высокой частотой, а кромка
резца с определенным усилием прижата к детали. Если в дополнение
к силе резания, изменяющейся с высокой частотой по
синусоидальному закону, появляется еще одна составляющая, близкая по своей
частоте к частоте собственных колебаний инструмента или
обрабатываемой детали, то могут возникнуть биения, снижающие точность
обработки. При этом может создаться такое положение, что обработка
вообще окажется невозможной. При обычном резании принято
считать, что практически все колебательные явления нежелательны.
Во всех учебных пособиях указано, что необходимо использовать
такие режимы резания, при которых не возникают колебания. При
этом обращено внимание на то, что обработка детали не должна
проводиться в низкочастотной области колебаний, где амплитуда
довольно велика и может наблюдаться заметное дрожание
обрабатываемой детали и инструмента. Однако уже давно давались
рекомендации проводить обработку с наложением высокочастотных
колебаний, которые не были достаточно изучены, в частности
ультразвуковых. Интересно отметить, что в процессе резания с УЗ колебаниями
резец наощупь кажется скользким. Сущность этого явления долго
оставалась неясной.
В последние годы в области точной обработки наблюдается
тенденция повышения точности и жесткости станков и инструмента,
Это обосновывается следующими соображениями, С повышением
5
жесткости, вероятно, все равно не удастся достичь такого состояния,
при котором силу резания можно будет считать статической,
положив, что р (амплитуда переменной составляющей) обращается в нуль.
С повышением коэффициентов жесткости колебательных систем
обрабатываемая деталь — инструмент и уменьшением амплитуды
колебаний этих систем увеличивается частота со гармонической
составляющей силы резания Рср + р sin со/. При действии этой силы
на колебательную систему возможны такие условия, при которых
колебательная система СПИД, оставаясь по существу динамически
легко подвижной, становится как бы статической. Точную обработку
можно обеспечить при использовании такого механизма резания,
который позволяет сделать колебательную систему фиктивно
статической (как бы неподвижной).
Следует обратить внимание на то, что для образования стружки
необходима переменная составляющая силы резания р sin со/.
Большая часть постоянной составляющей Рср связана с бесполезной
затратой энергии — в конечном счете на выделение тепла.
Значительное тепловыделение может оказывать разнообразные нежелательные
влияния на процесс резания. Однако в отсутствие постоянной
составляющей Рср переменная составляющая р sin со/ не может
возникнуть. Именно так получалось при применявшихся ранее способах
резания, в том числе и при шлифовании.
Между тем представляет интерес практическое использование
переменной составляющей р sin со/ в отсутствие постоянной
составляющей Рср. В даннойгкниге[показано, что такая переменная
составляющая представляет собой не что иное, как переменную
импульсную силу резания, которую можно получить при так называемом
вибрационном резании —возбуждении вибраций режущего
инструмента. Резание с вибрациями, не сопровождающееся выделением
тепла, представляет собой принципиально важный технологический
процесс, при котором сущность резания проявляется наиболее четко.
Пусть /с —время резания, соответствующее одному периоду
колебаний режущего инструмента. Если принять, что это время очень мало,
например равно 5 мкс, то можно считать, что оно не превысит
продолжительности переходного процесса колебательной системы
обрабатываемая деталь — инструмент. Обычное резание выполняли
с расчетом стабилизировать стационарную область указанной
колебательной системы. Напротив, при вибрационном резании стремятся
многократно воспроизводить переходный процесс.
В Европе и США ? имеется**'установившаяся традиция обработки
резанием на обычных станках, прошедших длительный путь развития.
Существующие способы резания считаются само собой
разумеющимися. По-видимому, в Японии и других странах потребуется еще
некоторое время на то, чтобы выработать новый взгляд на
существующие процессы резания, пересмотреть сложившиеся представления
и предложить новые способы. Было время, когда в Японии не могли
внедрять новые решения, не опираясь на опыт промышленно развитых
стран. При этом часто подражали иностранному опыту и относились
к нему в известной мере догматически. При таком отношении к делу,
6
когда отсутствовала уверенность в правильности намеченного пути,
для создания оригинальной технологии часто не удавалось наладить
необходимое сотрудничество и получить регулярное финансирование.
Между тем жизнь рождает новые фундаментальные теории;
появляются проекты принципиально новых технологий. Если даже какой-
либо фирмой или организацией создаются условия, делающие
возможной практическую реализацию замысла, то и тогда часто
приходится довольствоваться довольно скромным финансированием,
которое всегда носит периодический характер, причем от исполнителя
требуют получения эффекта от использования выделяемых средств
в короткий срок. Таким образом, каждая работа пополняет знания
и опыт, но позволяет надеяться на практический успех лишь в
неопределенном будущем. Автору данной книги примерно в течение 20
лет приходилось заниматься в таких условиях проблемами
вибрационного резания, тратя немало сил только на то, чтобы сделать эти
исследования вообще возможными. К настоящему времени получены
неплохие результаты. Можно считать, что в принципе уже созданы
новые способы точной обработки деталей резанием и новые станки,
на которых можно проводить такую обработку. Есть все основания
ожидать, что проведенные работы вызовут интерес не только в
Японии, но и в других странах. Полученные результаты позволяют
надеяться на дальнейшее устойчивое развитие. Истинная значимость
всего достигнутого уже в полной мере проявляется в различных
областях.
Многие явления вибрационной обработки еще не изучены. Между
тем когда автор приступал к исследованиям резания с вибрациями,
никаких сведений об этом процессе вообще не было. Ни в Японии, ни
за ее пределами не имелось никаких руководящих материалов по
обработке резанием с вибрациями. В настоящее же.время в этой
области имеются практически систематизированные
основополагающие идеи и известны основные технологические особенности
обработки и результаты, которые можно получить с ее применением.
Достигнуты значительные успехи в практическом использовании
вибрационного резания при изготовлении ответственных
крупногабаритных узлов типа роторов, деталей автомобилей, часов, фотокамер,
электронных приборов, канцелярских принадлежностей и т. п.
и даже украшений. Настал момент выпустить монографию, которая
была бы полезна всем тем, кто интересуется вибрационным резанием,
как обобщение имеющихся достижений и опыта. Автор попытался
написать такую книгу. При этом он стремился к тому, чтобы сделать
ее интересной не только тем, кто изучает обработку резанием с
вибрациями, но и тем, кому приходится иметь дело с такой обработкой
на практике.
Станкостроители выпускают и продают станки общего
назначения, которые не всегда соответствуют потребностям заказчиков.
Поэтому в последнее время все чаще развивают активную
деятельность также и сами потребители. Производственно-технические отделы
предприятий заказчиков разрабатывают технические условия на
новые станки и технологические процессы. Это позволяет экономить
7
средства и более эффективно, рационально и выгодно внедрять
обработку вибрационным резанием на местах. При значительной
заинтересованности предприятия и при успешной работе проектная
группа, состоящая из нескольких способных специалистов, может
примерно за 3—5 лет широко внедрить на предприятии обработку
вибрационным резанием и добиться значительного экономического
эффекта. Опыт показал, что и в таких случаях тоже нужна
специальная книга, содержащая большое число примеров практического
применения этой обработки. Такая книга позволила бы
подготовиться к внедрению вибрационного резания, провести
обучение персонала и в доступной форме ознакомить
управленческий аппарат с возможностями и перспективами этой
обработки.
На этапе внедрения оборудования могут возникать самые
различные ситуации, поэтому заводским специалистам нужна книга, в
которой были бы изложены основные сведения в общем плане о том,
что можно получить при такой обработке, и об оптимальных режимах
резания. В такой книге должны быть изложены необходимые
соображения и о путях преодоления трудностей, возникающих при
использовании вибрационного резания.
Иногда хотят провести лишь эксперименты с устройством,
предназначенным для обработки вибрационным резанием. В таких
случаях также желательно иметь книгу, в которой обобщался бы
необходимый справочный материал. Это позволило бы теоретически
объяснять получаемые результаты и быстро рекомендовать оптимальные
мероприятия, повышающие эффективность обработки, а также
указывать пределы их применимости. Помимо этого, руководствуясь
теорией вибрационного резания, при возникающих затруднениях
в каждом конкретном случае можно было бы соответствующим
образом совершенствовать процесс обработки.
Ознакомление с научными сообщениями и публикациями по
вопросам станкостроения и точной обработки, появившимися в
последние годы, наводит на мысль о том, что существует небольшое число
тем научно-исследовательских работ широкого профиля,
вызывающих интерес к научной работе у студентов и аспирантов
университетов, где не всегда имеется необходимое оборудование и достаточное
финансирование научных исследований. Эти исследователи думают
о принципах сверхточной обработки, которая будет осуществляться
через 10—50 лет, и стремятся воплотить свои идеи в реальном
оборудовании. Предлагаемая книга может оказаться полезной
студентам, которые намереваются в дальнейшем работать над вопросами
вибрационного резания. Автор стремился отразить новые идеи и
наметить направления будущих научных исследований, написать
книгу, способную дать студентам стимул для активной работы.
Основным содержанием книги является курс лекций по точной
обработке, читаемый автором для студентов и инженеров, занимающихся
научно-исследовательной работой. В лекциях подчеркивается
значение творческого подхода к научным исследованиям и указывается
на необходимость занятий смежными научными дисциплинами, свя-
8
занными с точной обработкой, в соответствии с современной
методологией развития науки.
Существующие идеи обработки вибрационным резанием,
основанные на использовании импульсных сил резания, и их реализация
на практике позволили систематизировать различные способы
тепловой импульсной обработки (электроискровой, лазерной и
электроннолучевой). Резание с вибрациями инструмента, в чем и заключается
основная идея импульсного резания, открывает широкие
возможности реализации сверхточной обработки.
Книга состоит из 14 глав, при проработке которых для получения
соответствующих справок автор рекомендует пользоваться
опубликованным им ранее двухтомником «Отделочная обработка»
(издательство «Дзикке сюппан»).
В начале гл. 1 излагаются основные различия между обычным
(традиционным) резанием и резанием с вибрациями инструмента.
Подробно рассматриваются обстоятельства, позволившие выдвинуть
идею вибрационного резания. В конце книги дается список статей
и изобретений по обработке вибрационным резанием, а в конце гл. 1
в соответствии с опубликованными материалами описаны современное
состояние и история развития вибрационного резания.
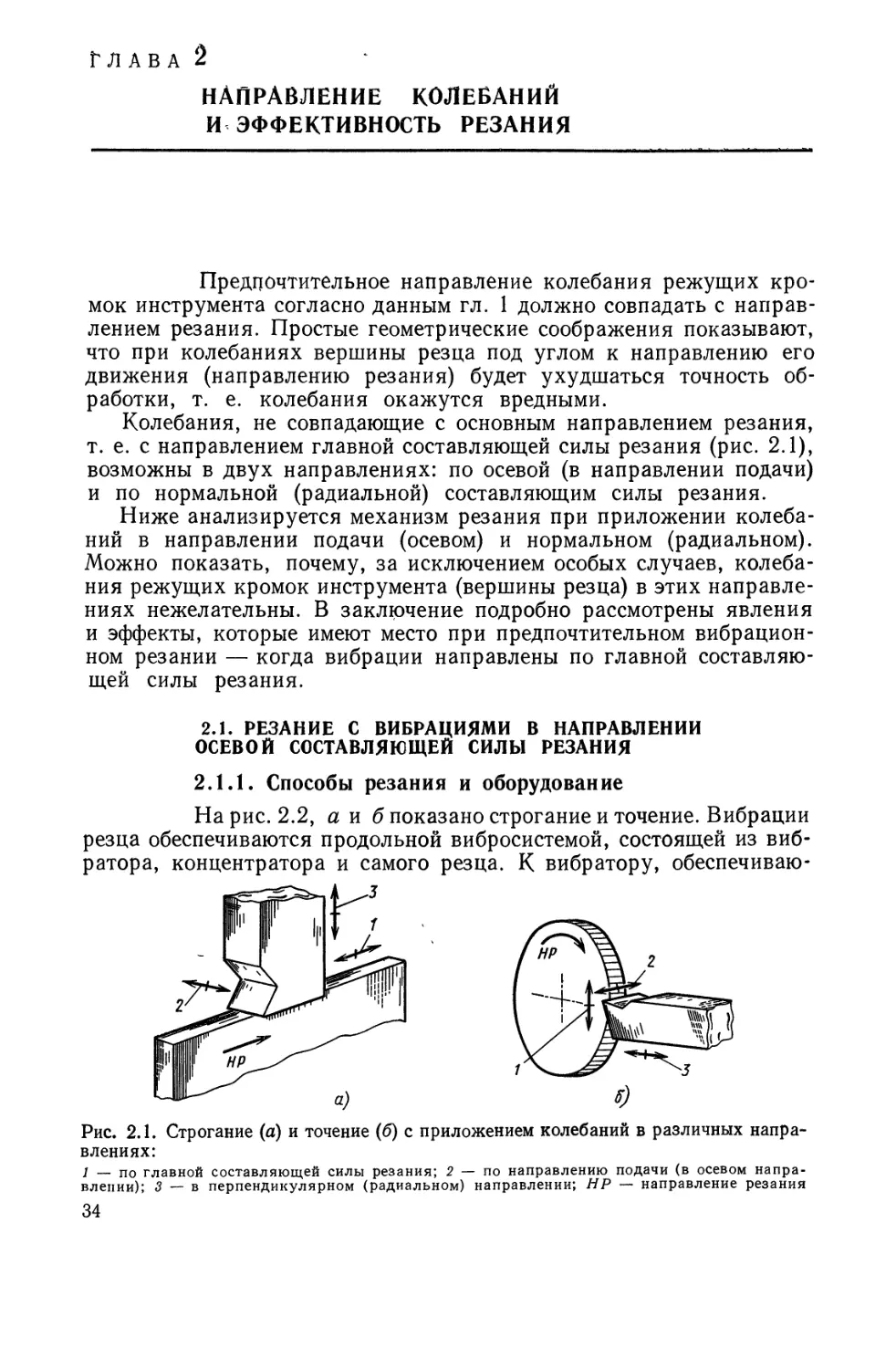
Гл. 2 посвящена выбору направления возбуждаемой вибрации.
Проанализированы три направления вибрации по отношению к
направлению резания: по главной, радиальной и осевой составляющим
силы резания. Вначале как частный случай проанализированы
эффективность и механизм резания при приложении колебаний в
осевом направлении (в направлении подачи), а также в радиальном.
Затем подробно рассмотрен вариант возбуждения колебаний в
направлении главной составляющей силы резания, который можно
считать основным. В дальнейшем именно этот вариант резания можно
будет сокращенно называть вибрационным. Для него описаны
способы резания, устройства, с помощью которых оно проводится,
явления, возникающие в процессе резания, и достигаемая эффективность.
Гл. 3 посвящена объяснению механизма вибрационного резания.
Здесь объяснен также механизм нечувствительности к вибрациям
при резании и описаны режимы вибрационного резания, при
которых обеспечивается возникновение импульсных сил резания. При
этом обращается внимание на то, что нечувствительность к вибрациям
является важным фактором эффективности вибрационного резания.
Внимательное изучение материалов этой главы дает представление
о том, каким образом при использовании на практике следует
задавать режимы резания с вибрациями инструмента и какими путями
можно повысить эффективность такой обработки.
В гл. 4 в общем плане представлены особенности изменения сил
резания при обычном и вибрационном резании и шлифовании.
Пояснены отличия обычного резания от вибрационного. Подробно
описаны явления, возникающие в процессе резания с вибрациями
инструмента. При рассмотрении особенностей вибрационного резания,
основанного на использовании импульсных сил резания, обращается
внимание на то, что и при обычной обработке, когда сила резания
9
изменяется по закону Рср + р sin со/, еще есть возможности,
позволяющие существенно повысить ее эффективность. В связи с этим
рассматривается один из новых способов, предложенный и
проработанный автором.
В гл. 5 при помощи графических представлений объяснены
различия между обработкой давлением и резанием. При этом отмечены
другие особенности обработки вибрационным резанием. Это удалось
сделать путем рассмотрения взаимосвязей с вибрационной
обработкой давлением. На графических изображениях объяснены для
каждого режущего инструмента соответствующие конкретные способы
вибрационного резания. При этом показано, в каком направлении
и с использованием какого вибратора следует в конкретных
условиях прикладывать колебания к установленным на соответствующих
станках лезвийным или абразивным инструментам.
Гл. 6 посвящена подробному рассмотрению вибраторов двух
видов. Один из них развивает колебания с частотой около 100 Гц,
а другой —с частотой 20 кГц и выше. Из материалов, приведенных
в этой главе, можно установить, каким вибратором целесообразно
воспользоваться при практической реализации вибрационного резания.
В гл. 7 показано, каким образом следует возбуждать колебания
режущей кромки инструмента и при помощи какого вибратора.
Детально описано, как следует устанавливать вибратор для режущего
инструмента на суппорте станка. Изложенные здесь материалы
позволяют довольно просто проектировать инструмент с различными
вибраторами, которые могут создавать продольные, крутильные и
изгибные колебания. Даются также рекомендации по особенностям
соединения и сборки деталей вибраторов и по выбору материалов
для инструмента.
В гл. 1—7 изложены основы обработки вибрационным резанием.
Эти материалы позволяют понять механизм обработки резанием
с вибрациями инструмента, спроектировать и изготовить вибратор
для инструмента, соответствующий его геометрии, установить этот
вибратор на суппорт станка, на котором выполняется вибрационное
резание, и отрегулировать его работу. После подготовки
необходимого вибратора и завершения точного согласования колебательной
системы инструмента с вибратором можно эффективно использовать
энергию колебаний на режущей кромке инструмента.
Какие колебательные явления будут возникать в
действительности при реализации вибрационного резания? Ответ на этот вопрос
имеется в разделе «Приложения вибрационного резания», который
охватывает главы 8—14. Материал в этом разделе излагается с
учетом конфигурации обрабатываемых деталей.
Этот раздел написан в форме, легкой для понимания. Автор
стремился4 поместить здесь по возможности большее количество
фотографий/ подробно описать режимы резания и на конкретных
примерах показать преимущества вибрационной обработки.
Внимательная проработка этого раздела, а также~основной части книги
позволит выбрать режимы резания, подготовить необходимое
оборудование, более продуманно запланировать внедрение вибрационного
ю
резания в промышленное производство и полнее реализовать
преимущества этого процесса.
Гл. 14 посвящена обработке давлением с наложением вибраций.
При написании книги автор старался в понятной форме
рассмотреть основные аспекты вибрационного резания и дать возможно
большее число рисунков. В результате объем книги в конечном счете
получился довольно большим. Теоретические аспекты
вибрационного резания изложены кратко; существенное внимание уделено
раскрытию физического смысла рассматриваемой обработки,
достаточно широко описаны области ее применения. За последние 20 лет
автору приходилось многократно докладывать о работах по
вибрационному резанию в научных обществах, на семинарах, в
промышленных организациях и т. п. На основании имеющегося опыта можно
считать, что при одноразовом формальном изложении, которое
обычно ограничено по времени, невозможно добиться такого понимания
сути вопроса, которое позволило бы сразу перейти к решению
практических проблем. При написании книги автор учел это
обстоятельство и построил изложение материала с таким расчетом, чтобы
ключевые моменты повторялись.
В Японии имеются научно-исследовательские институты и
центры технического обслуживания, которые занимаются вибрационным
резанием. При написании книги автор использовал некоторые
материалы этих организаций, в частности материалы
Научно-исследовательской лаборатории по обработке резанием с вибрациями
(г. Кофу). В этой лаборатории на имеющемся в ней оборудовании
автор провел ряд дополнительных научных исследований. При
подготовке рукописи книги автору помогали сотрудник
научно-исследовательской лаборатории точной обработки университета г. Уцу-
номия Т. Аидзава, а также аспиранты кафедры точной обработки
того же университета. Автор выражает им большую благодарность
за сотрудничество. Опытно-конструкторской и
научно-исследовательской работой по станкам для вибрационного резания
совместно с автором занимались заслуженный профессор
Токийского технического университета Т. Мурабу, сотрудники автора
по университету г. Уцуномия, а также сотрудники
Научно-исследовательского института. Всем им автор выражает глубокую
благодарность за оказанное содействие и надеется, что такое
взаимовыгодное сотрудничество будет непрерывно развиваться. Автор
также благодарит сотрудников издательства «Дзикке сюппан» за
их труд по подготовке и изданию книги.
В заключение автор хотел бы высказать особые слова
благодарности своей супруге, которая более 20 лет активно помогала ему
в научно-исследовательской и преподавательской деятельности.
Эту книгу он посвящает ей.
15 октября 1978 г. Дзюнъитиро Кумабэ
ОГЛАВЛЕНИЕ
Глава i. О вибрационном резании 17
1.1. История развития вибрационного резания 17
1.2. Предпосылки, обусловившие разработку вибрационного резания . . 22
1.2.1. Анализ механизма образования стружки при обычном резании 22
1.2.2. Резание при низкой температуре 25
1.3. Идея вибрационного резания 31
Глава 2. Направление колебаний и эффективность резания 34
2.1. Резание с вибрациями в направлении осевой составляющей силы
резания 34
2.1.1. Способы резания и оборудование 34
2.1.2. Механизм резания 35
2.1.3. Явления, возникающие при резании 39
2.1.4. Использование вибрационной обработки в специальных случаях 43
2.2. Резание с вибрациями в радиальном (нормальном) направлении ... 43
2.2.1. Способы резания и оборудование 43
2.2.2. Механизм резания 43
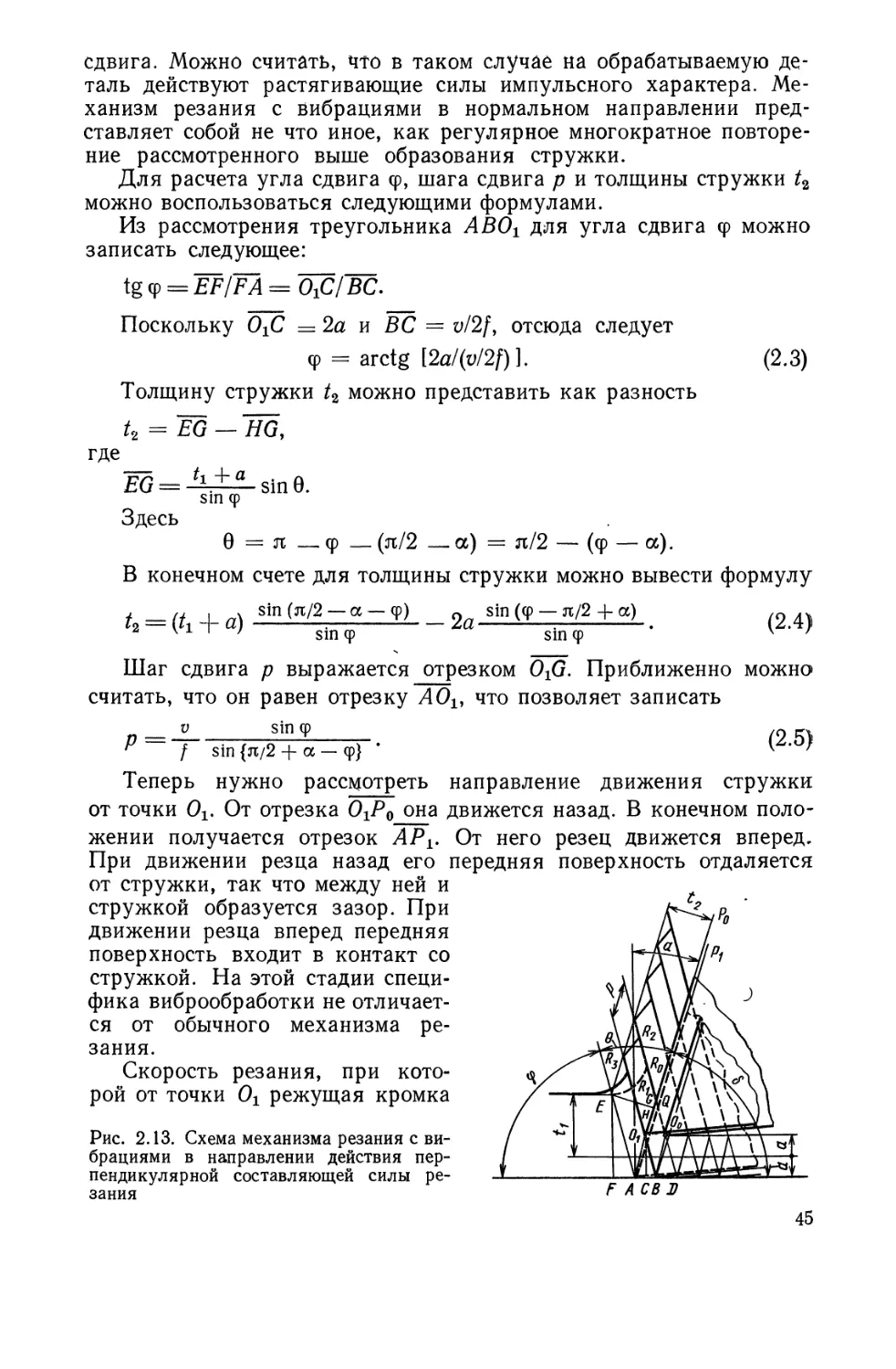
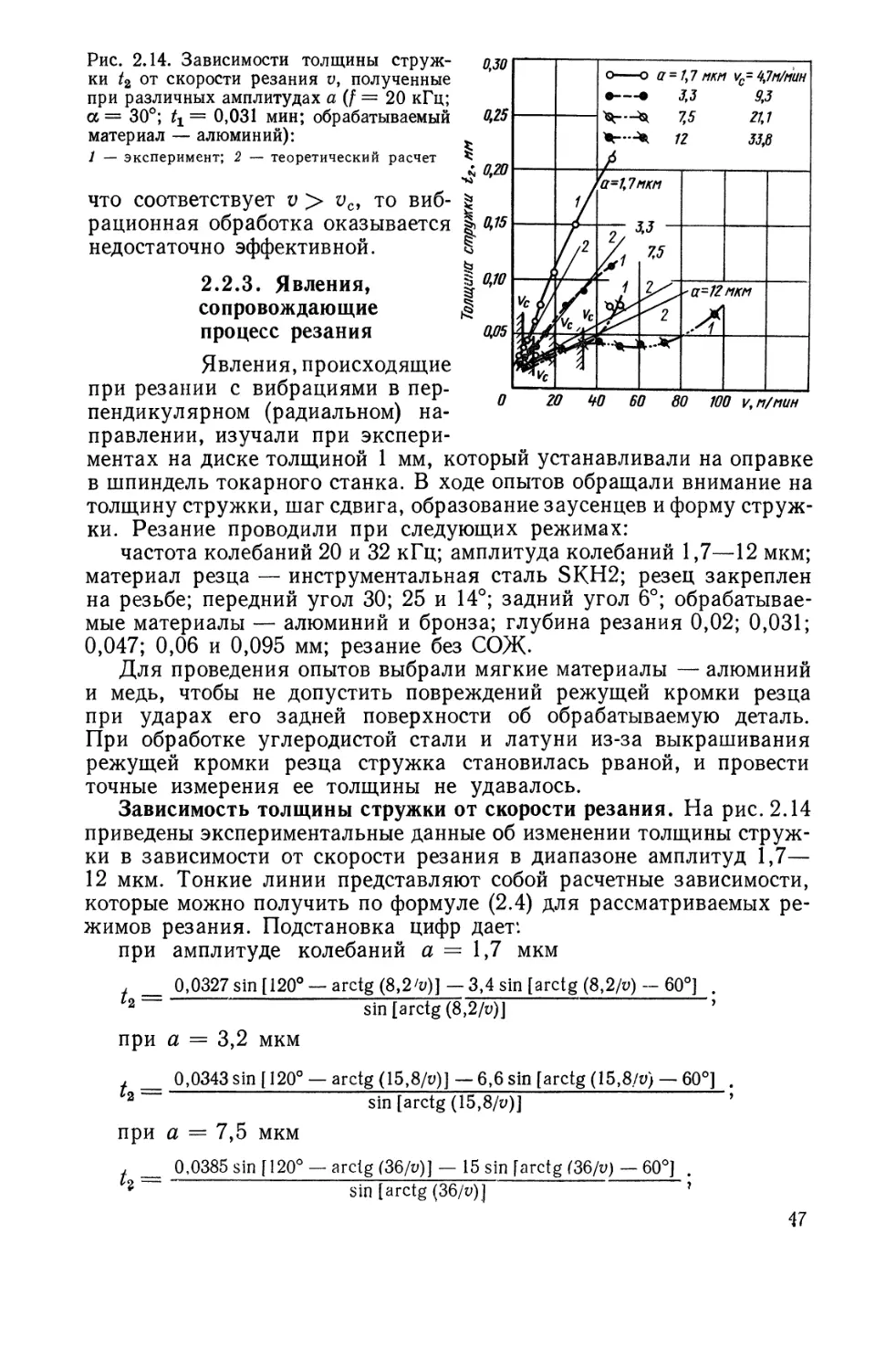
2.2.3. Явления, сопровождающие процесс резания 47
2.2.4. Специальные случаи применения 51
2.3. Резание с вибрациями в направлении главной составляющей силы
резания 51
2.3.1. Способы резания и оборудование 51
2.3.2. Явления, сопровождающие процесс резания 55
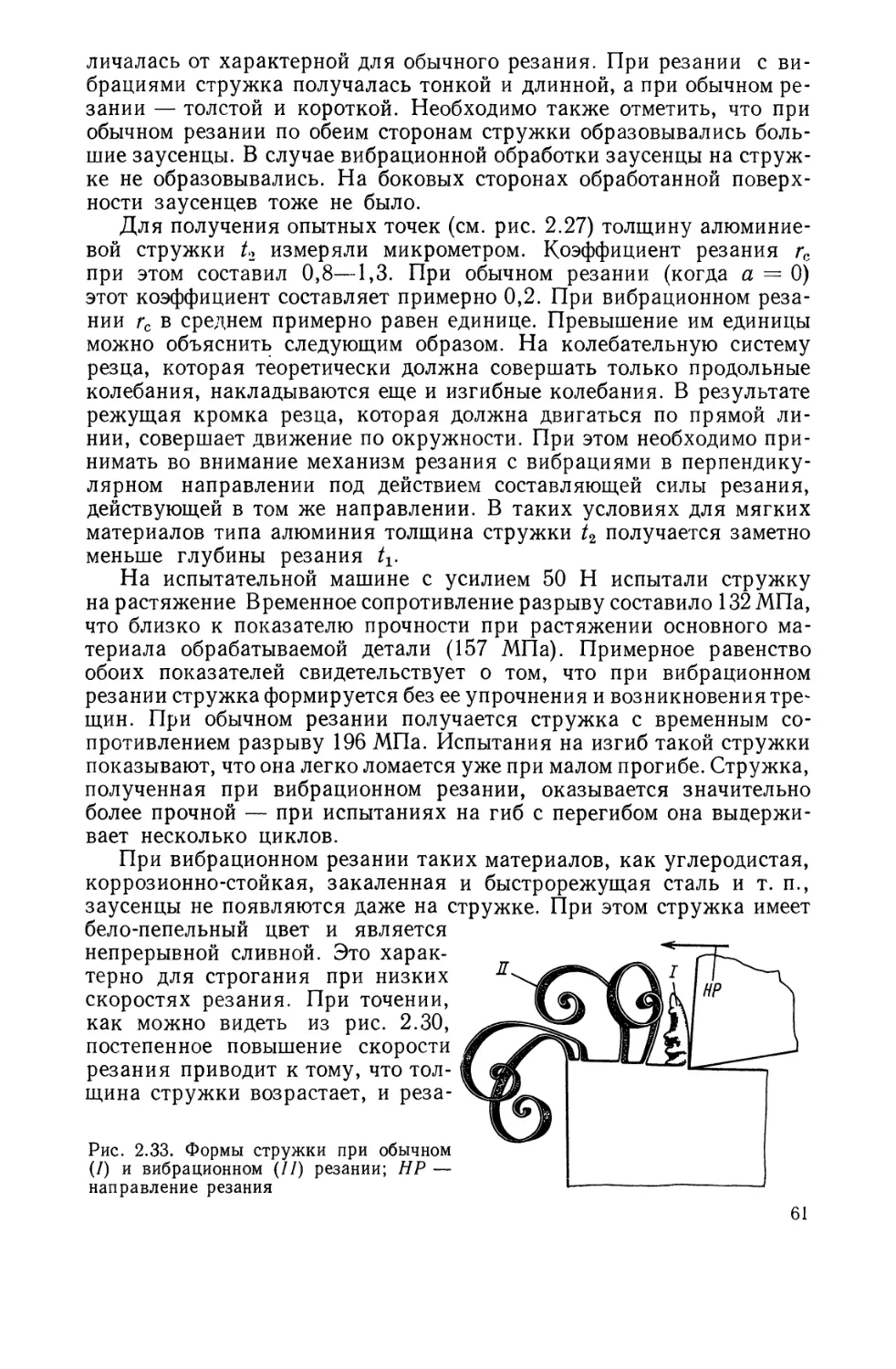
2.3.3. Характерные особенности вибрационного резания 65
Глава 3. Механизм вибрационного резания 69
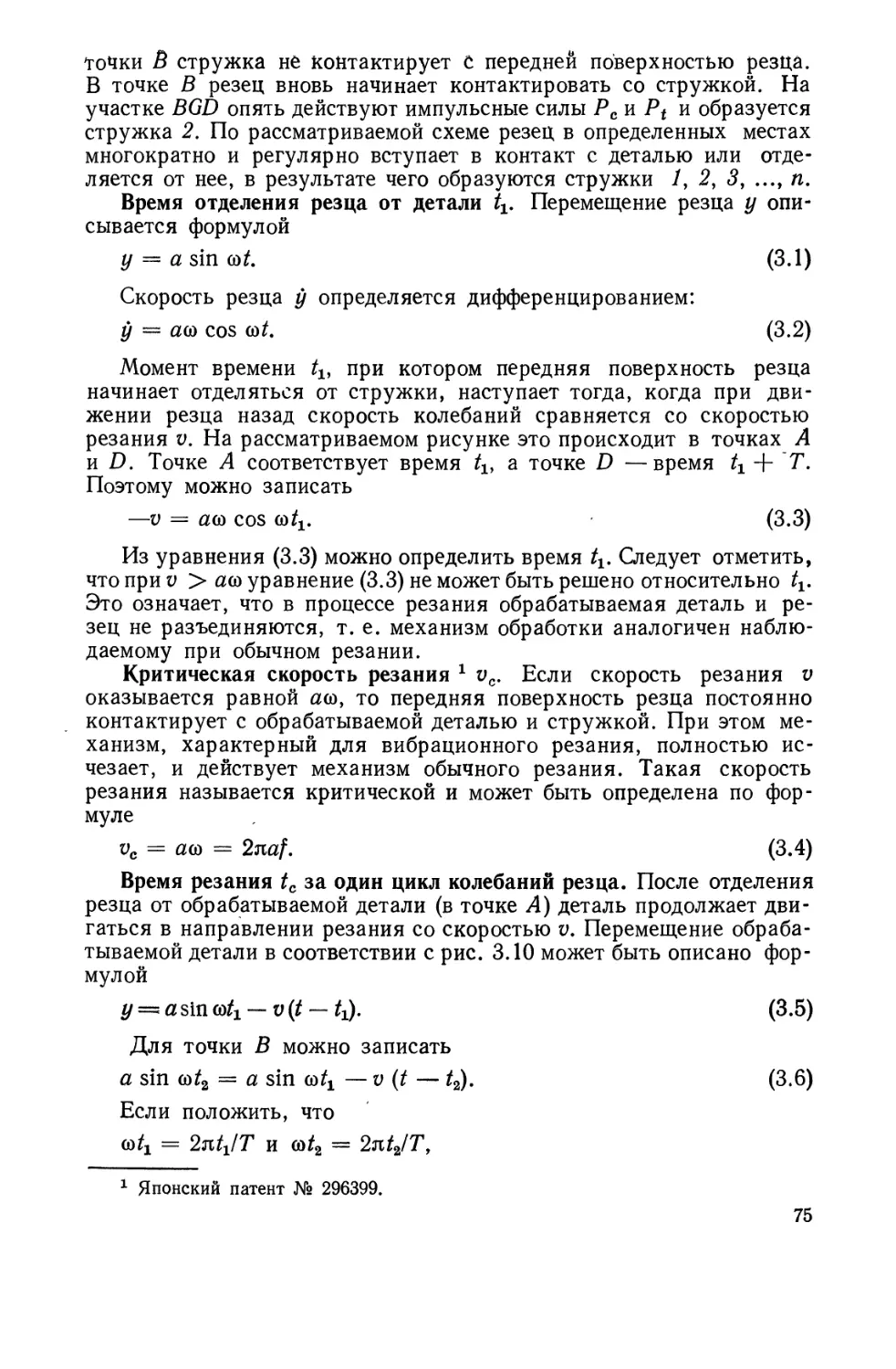
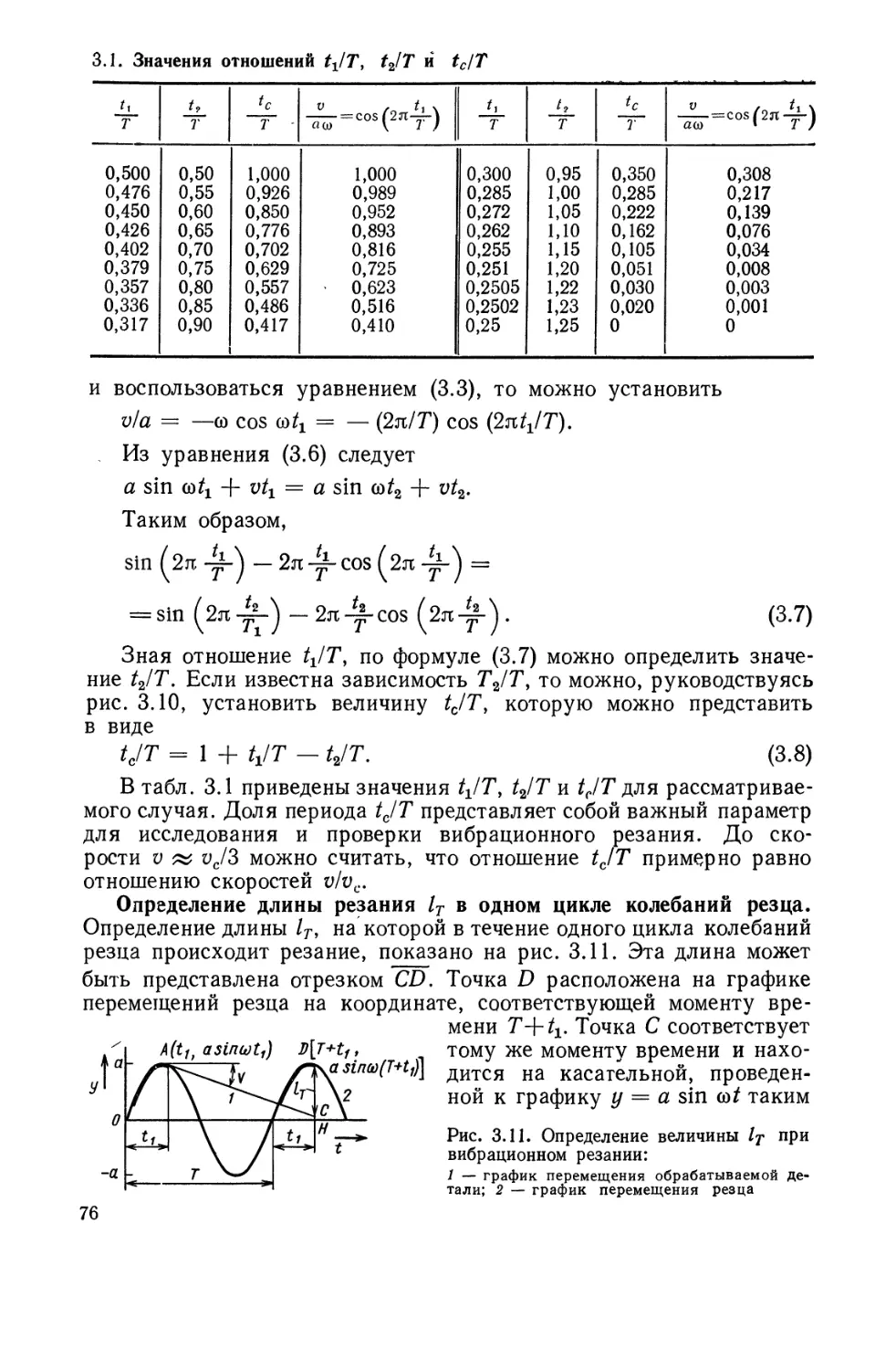
3.1. Особенности механизма резания 71
3.1.1. Мгновенное фотографирование резания 71
3.1.2. Исследование продольного сечения стружки 71
3.1.3. Запись силы резания 72
3.2. Механизм вибрационного резания 74
3.2.1. Движение режущей кромки 74
3.2.2. Критическая скорость резания vc и характеристики резания,
зависящие от скорости 77
3.3. Динамическое поведение обрабатываемой детали 81
3.3.1. Кратковременное резание с вибрациями у нейтральной точки 88
3.3.2. Механизм резания с нечувствительностью к вибрациям ... 91
3.4. Исследование явлений при вибрационном резании в случае механизма
резания, нечувствительного к вибрациям 95
3.4.1. Причины существенного уменьшения среднего сопротивления
резанию 95
3.4.2. Причины существенного уменьшения средней силы прошивки
отверстий и средней силы волочения 95
3.4.3. Повышение точности обработки (увеличение жесткости) ... 97
3.4.4. Снижение шероховатости поверхности 98
3.5. Механизм вибрационного резания, нечувствительный к вибрациям,
и его связь с тепловыми импульсами 98
12
Глава 4. Характерные особенности вибрационного резания и его отли*
чия от обычного резания 99
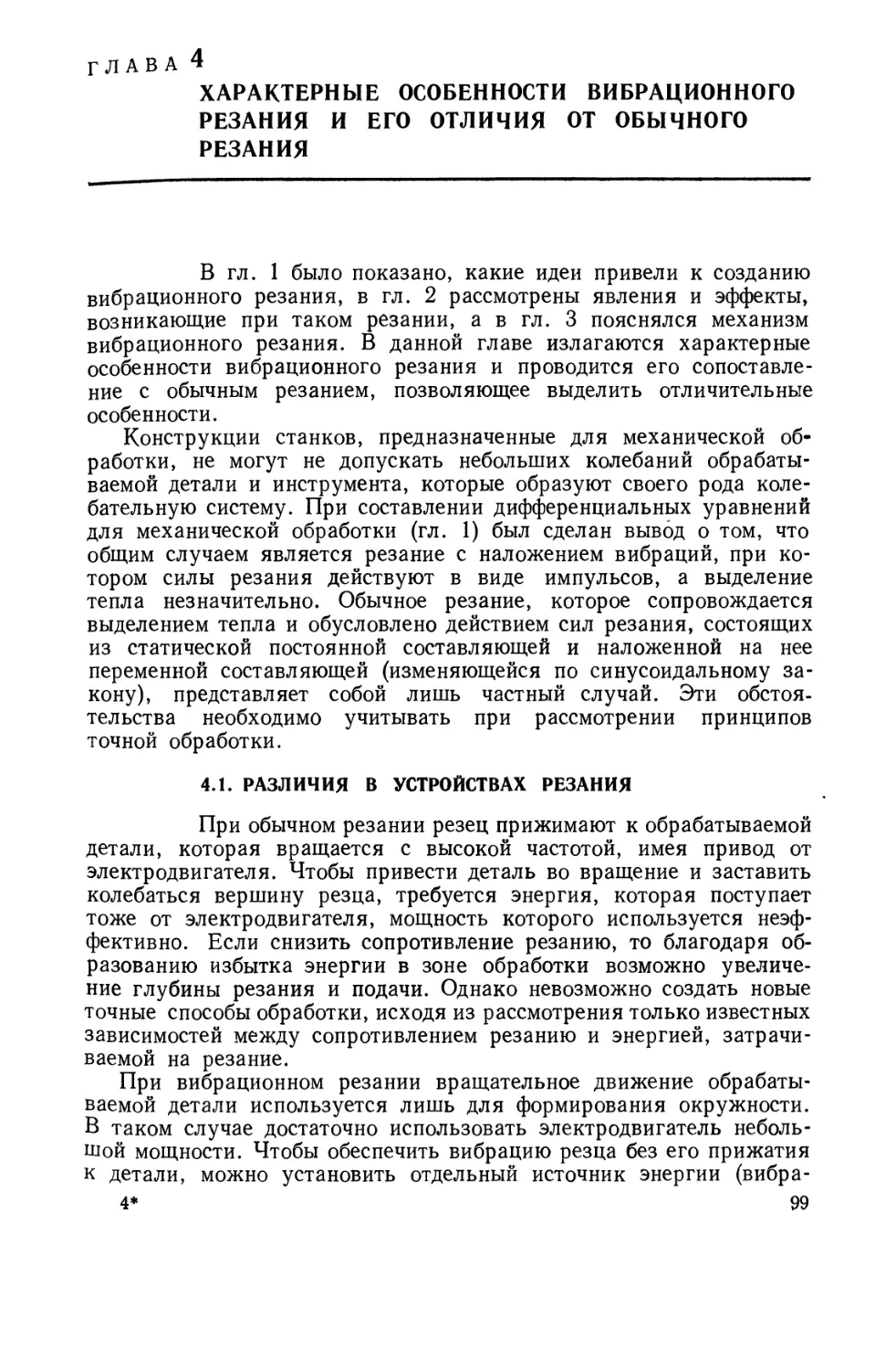
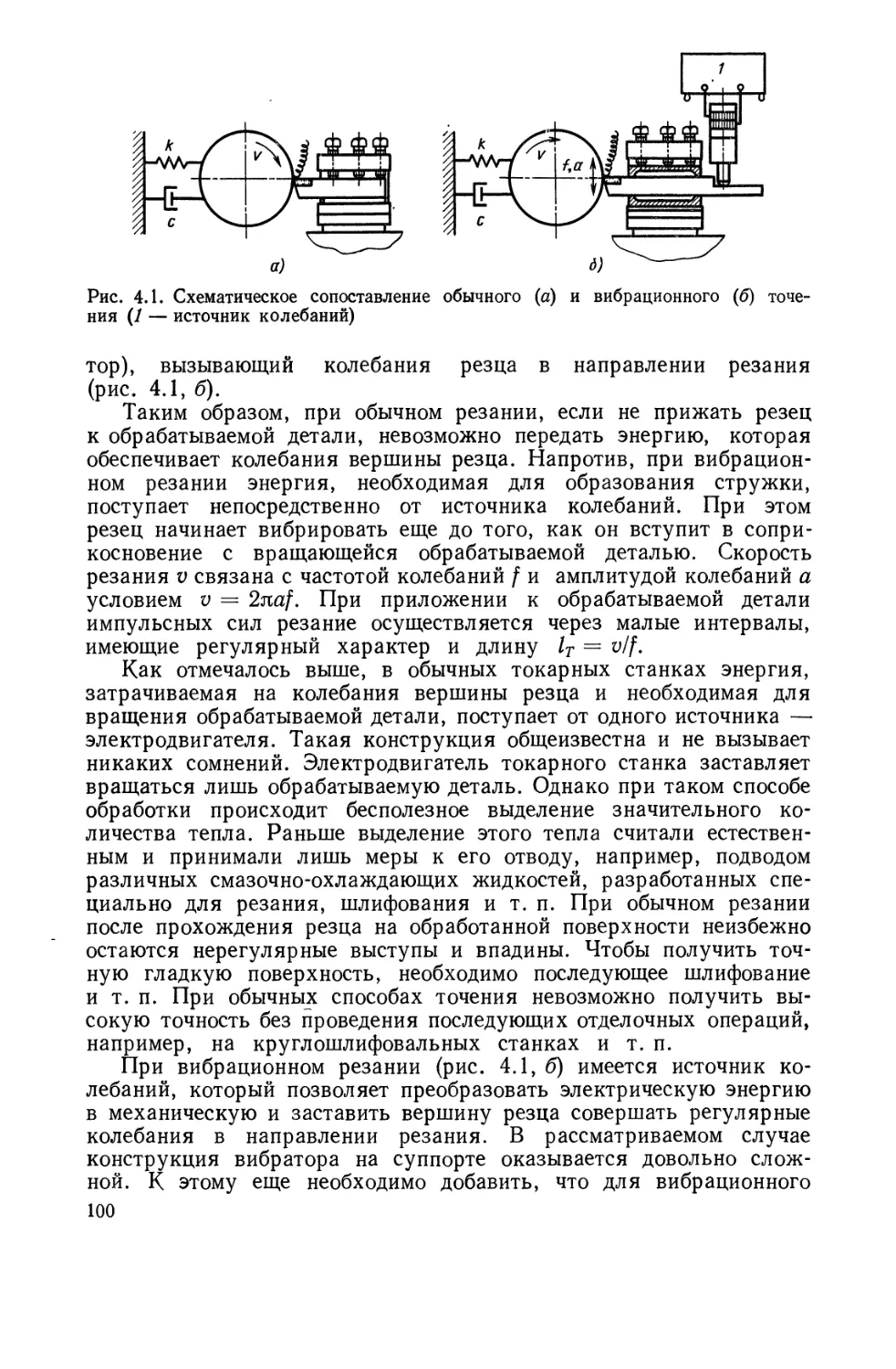
4.1. Различия в устройствах резания . * . » ¦ 9Й
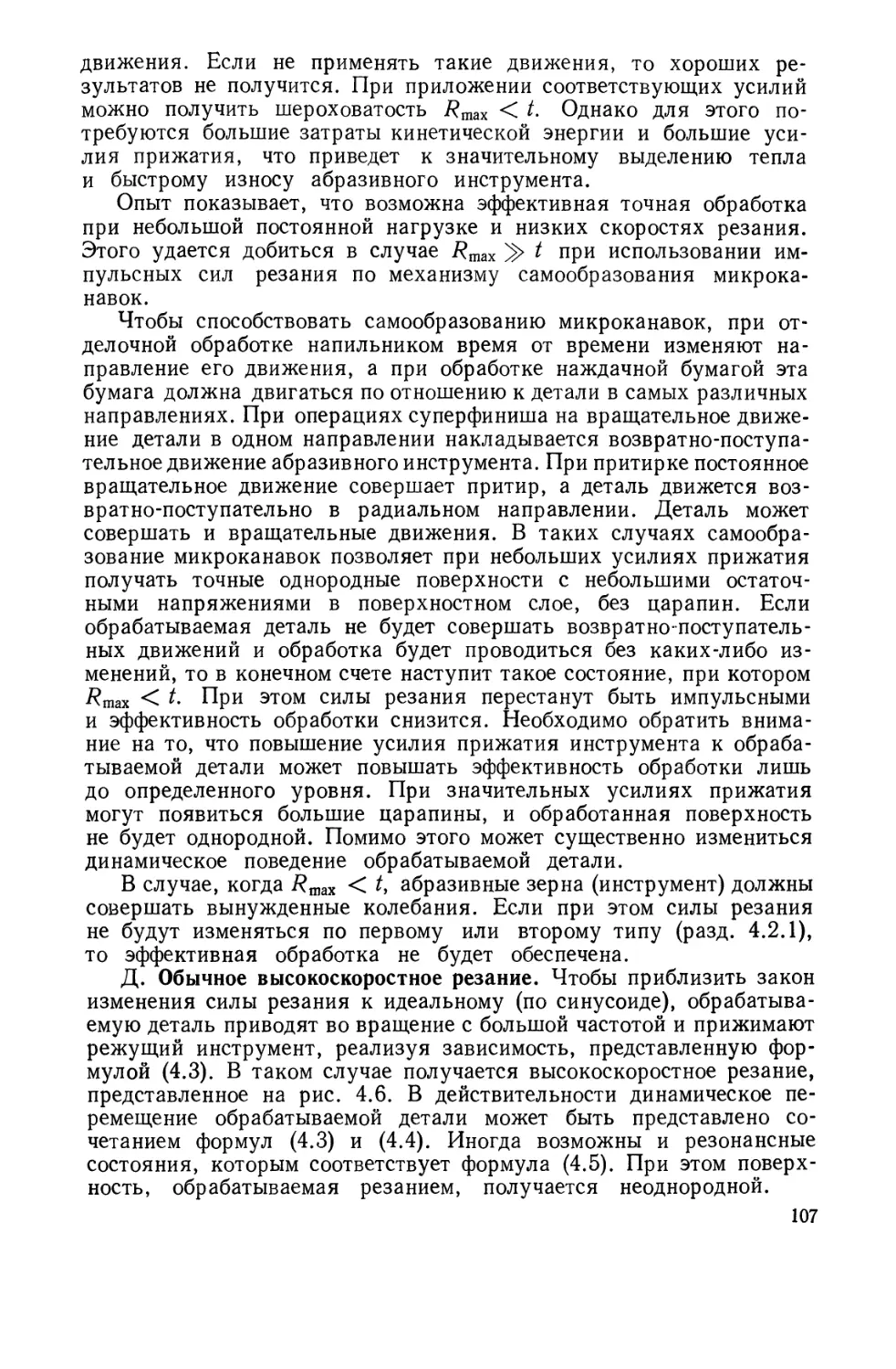
4.2. Различия в законе изменения сил резания и в поведении
обрабатываемой детали К)!
4.2.1. Классификация законов изменения сил резания 101
4.2.2. Поведение обрабатываемой детали при действии переменных
сил резания различных типов * * 102
4.3. Специфические явления и эффекты, возникающие при вибрационном
резании Ни
4.3.1. Точное микрорезание 113
4.3.2. Точное резание инструментальной стали 114
4.3.3. Получение радужной поверхности закаленной стали при
обработке резанием 115
4.3.4. ЧистоЕое строгание 116
4.3.5. Точное нарезание резьб 116
4.3.6. Точное растачивание небольших отверстий 117
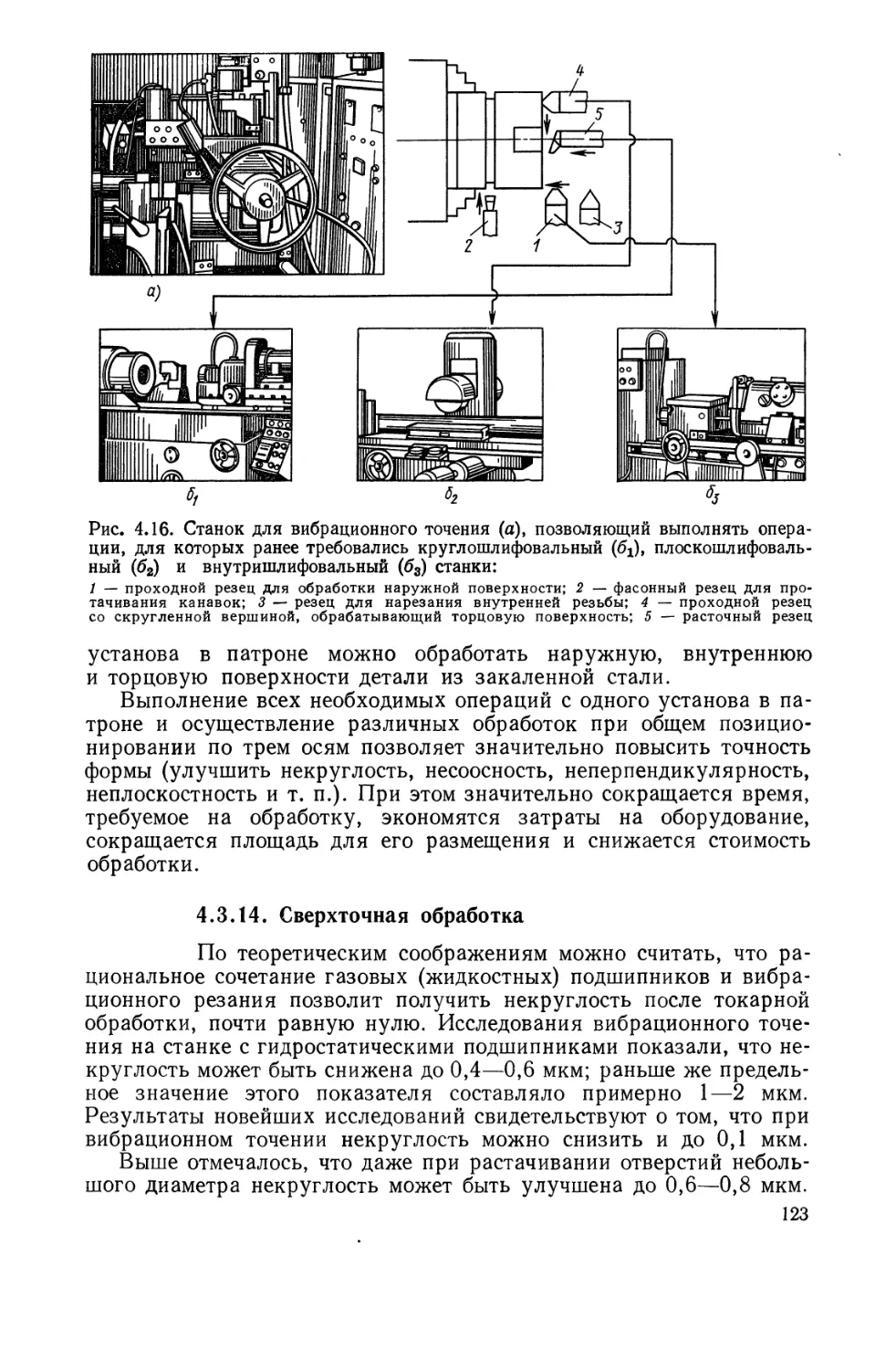
4.3.7. Снижение шероховатости поверхности канавок, получаемых
точением 118
4.3.8. Точная обработка протягиванием 119
4.3.9. Обработка резанием поверхностей для выявления структуры
металла 119
4.3.10. Неокисленная стружка без изменения цвета и не имеющая
заусенцев 120
4.3.11. Точная обработка быстрорежущей стали 121
4.3.12. Точное точение быстрорежущей инструментальной стали . . 122
4.3.13. Вибрационное точение, заменяющее наружное круглое,
внутреннее и плоское шлифование 122
4.3.14. Сверхточная обработка 123
4.3.15. Стойкость инструмента 124
4.4. Новый способ обычного резания 124
4.5. Новые способы вибрационного резания 126
Глава 5. Способы вибрационного резания 128
5.1. Вибрационное резание и вибрационная обработка давлением . >. . 128
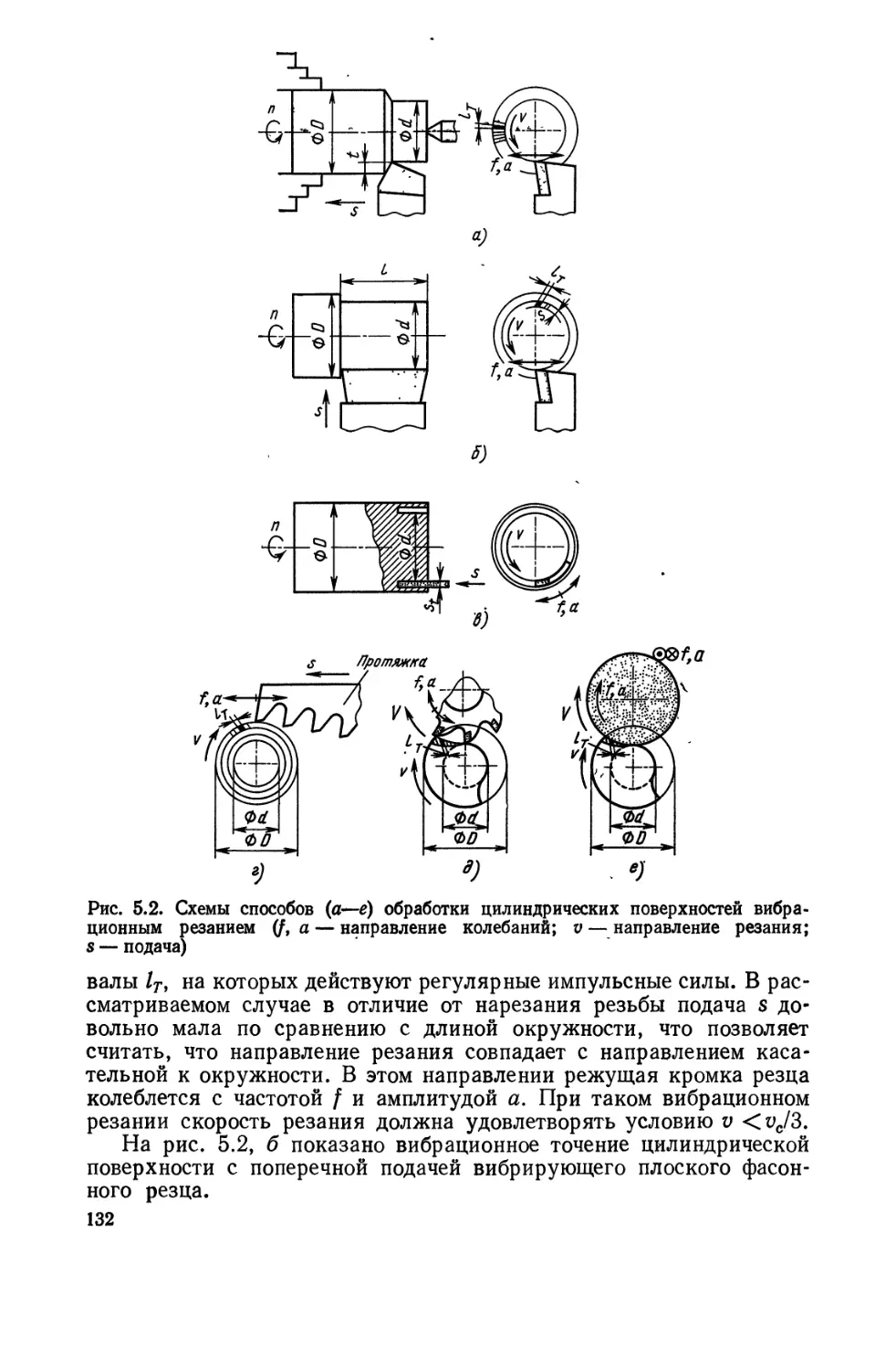
5.2. Обработка цилиндрических поверхностей вибрационным резанием . 131
5.3. Вибрационное резание плоских поверхностей 134
5.4. Обработка отверстий вибрационным резанием 138
5.5. Способы вибрационного нарезания резьб 142
5.6. Способы вибрационного нарезания зубчатых колес 144
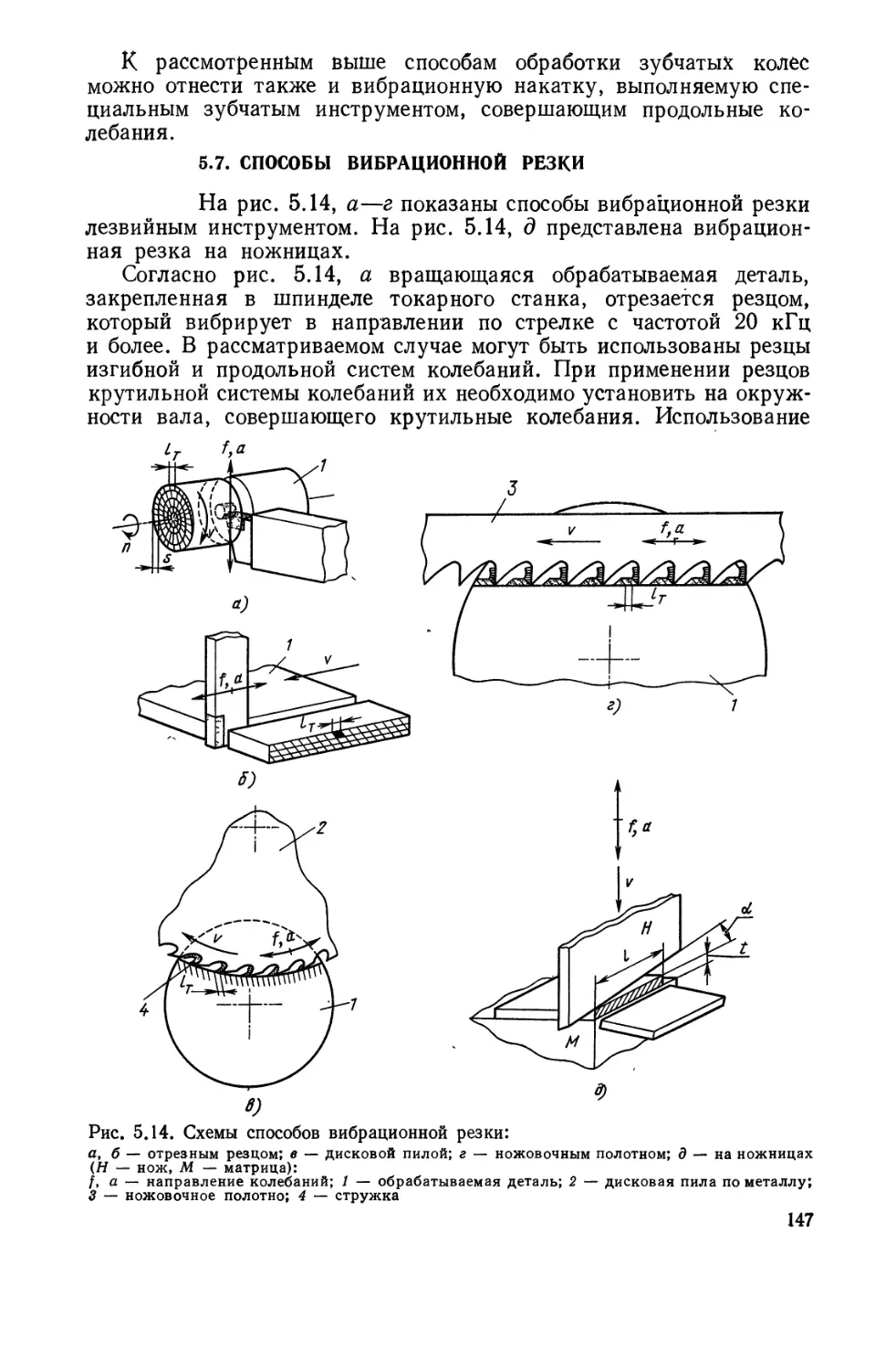
5.7. Способы вибрационной резки 147
5.8. Способы вибрационной микрообработки поверхностей 148
Глава 6. Вибрационный привод 150
6.1. Типы вибрационных приводов 150
6.1.1. Электромагнитный вибрационный привод 150
6.1.2. Электрогидравлический вибрационный привод 151
6.1.3. Гидромеханический привод 154
6.1.4. Механический привод 155
6.1.5. Магнитострикционный и электрострикционный вибрационный
привод 157
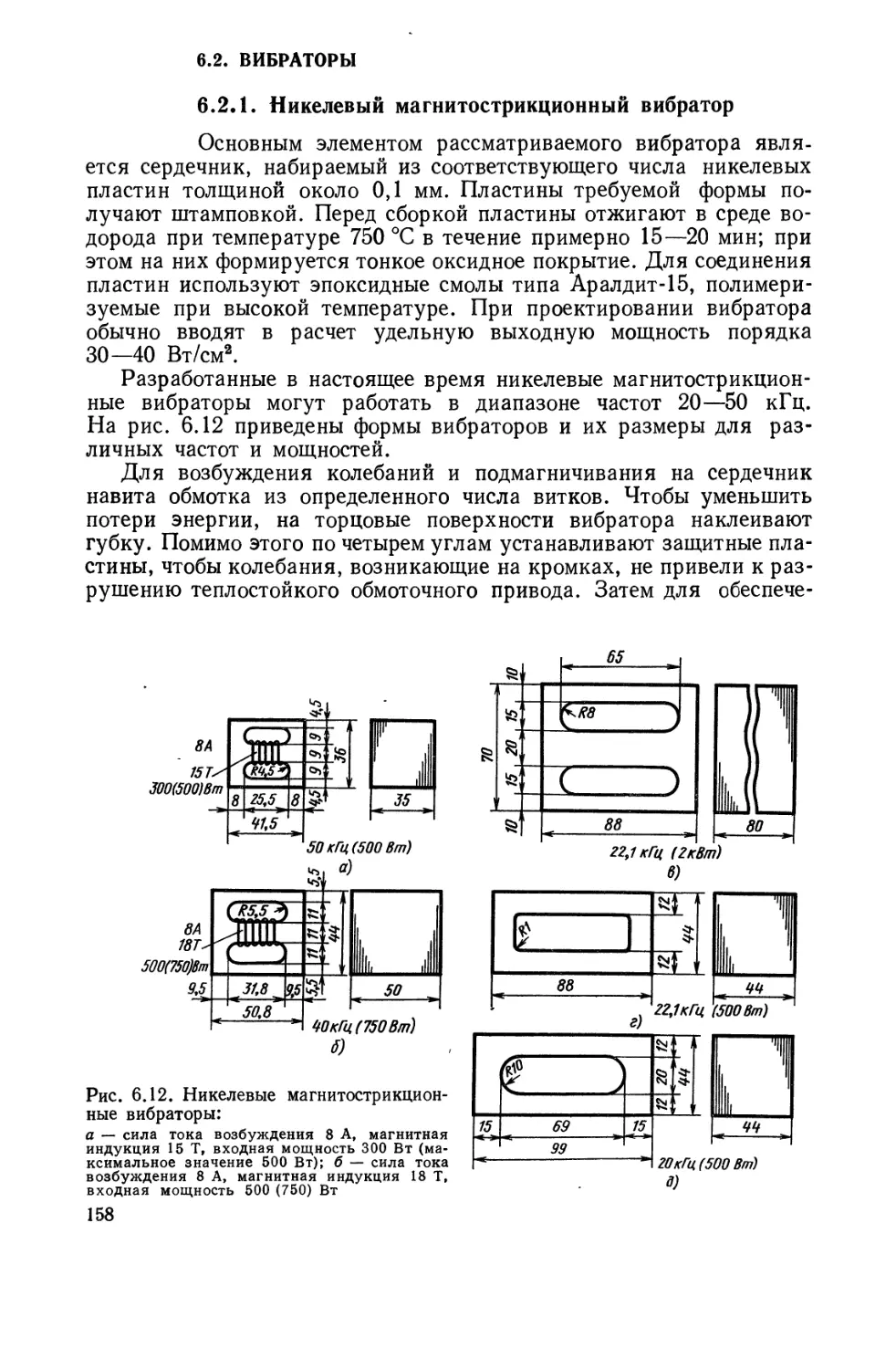
6.2. Вибраторы 158
6.2.1. Никелевый магнитострикционный вибратор 158
6.2.2. Ферритовый магнитострикционный вибратор 159
6.2.3. Электрострикционные вибраторы 159
6.3. Генераторы колебаний 160
6.4. Сопоставление никелевых магнитострикционных вибраторов с электро-
стрикционными 164
6.5. Дистанционное управление 167
13
Г л а & а 7. Методика Проектирований и Изготовления колебательных систем,
содержащих режущий инструмент 173
7.1. Магнитострикционные вибраторы 174
7.2. Концентраторы продольных колебаний 176
7.2.1. Экспоненциальный концентратор 176
7.2.2. Ступенчатый концентратор 179
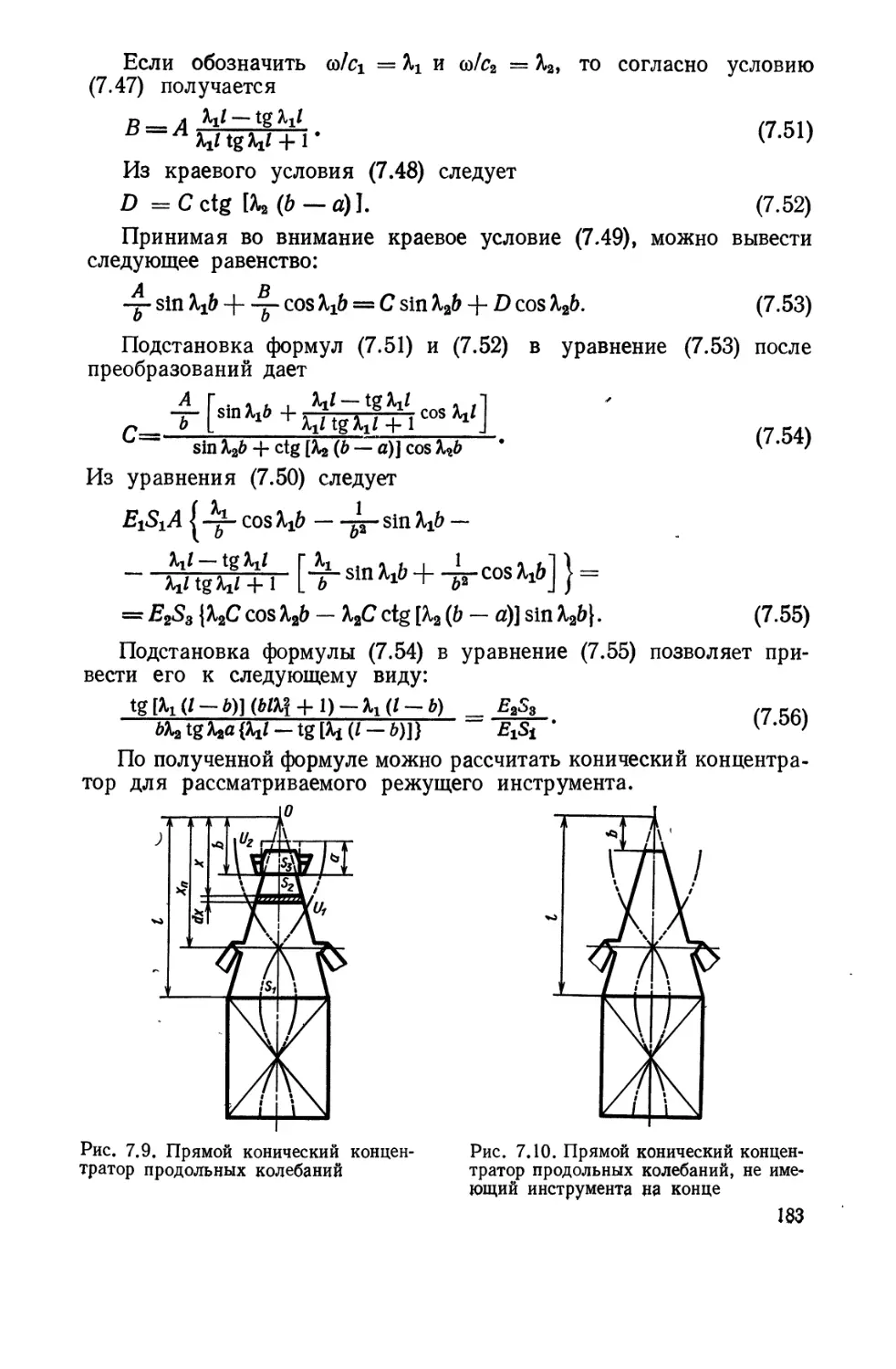
7.2.3. Конический концентратор 181
7.2.4. Концентратор Фурье 184
7.3. Концентраторы крутильных колебаний 185
7.3.1. Экспоненциальные концентраторы 185
7.3.2. Конический (прямолинейный) концентратор 187
7.3.3. Ступенчатый концентратор 188
7.4. Стержень, совершающий изгибные колебания 189
7.5. Детали колебательных систем и способы их соединения 192
7.5.1. Материалы, применяемые при изготовлении концентраторов . . 192
7.5.2. Материалы для изготовления режущего инструмента 194
7.5.3. Форма инструмента 194
7.5.4. Соединение концентратора с вибратором 196
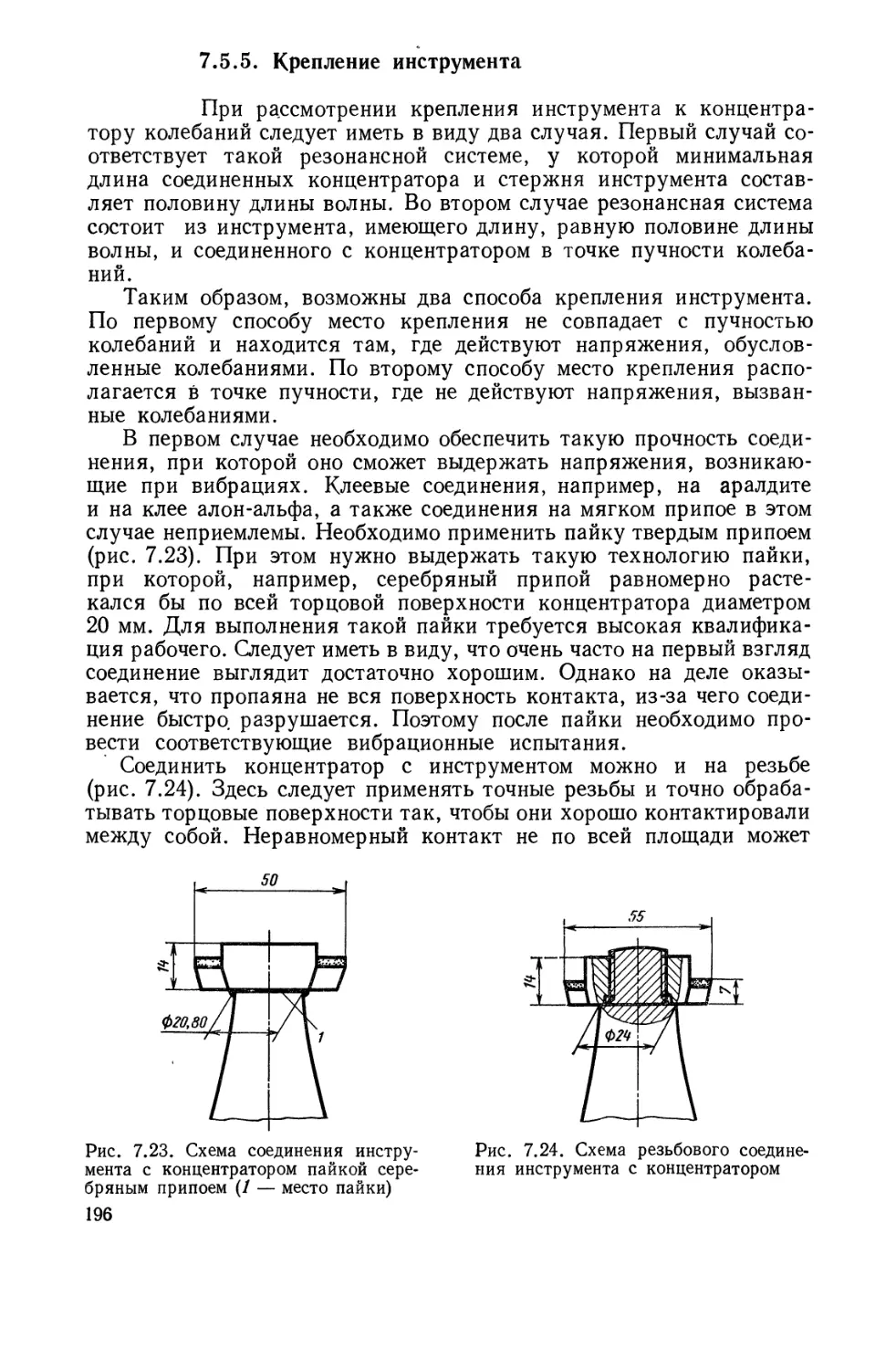
7.5.5. Крепление инструмента 199
7.5.6. Способы соединения вибратора с концентратором при изменении
направления колебаний 199
7.6. Инструмент продольной колебательной системы и его установка . . 201
7.7. Режущий инструмент изгибных колебательных систем и его закрепление 203
7.8. Инструмент крутильной колебательной системы и его установка . . 209
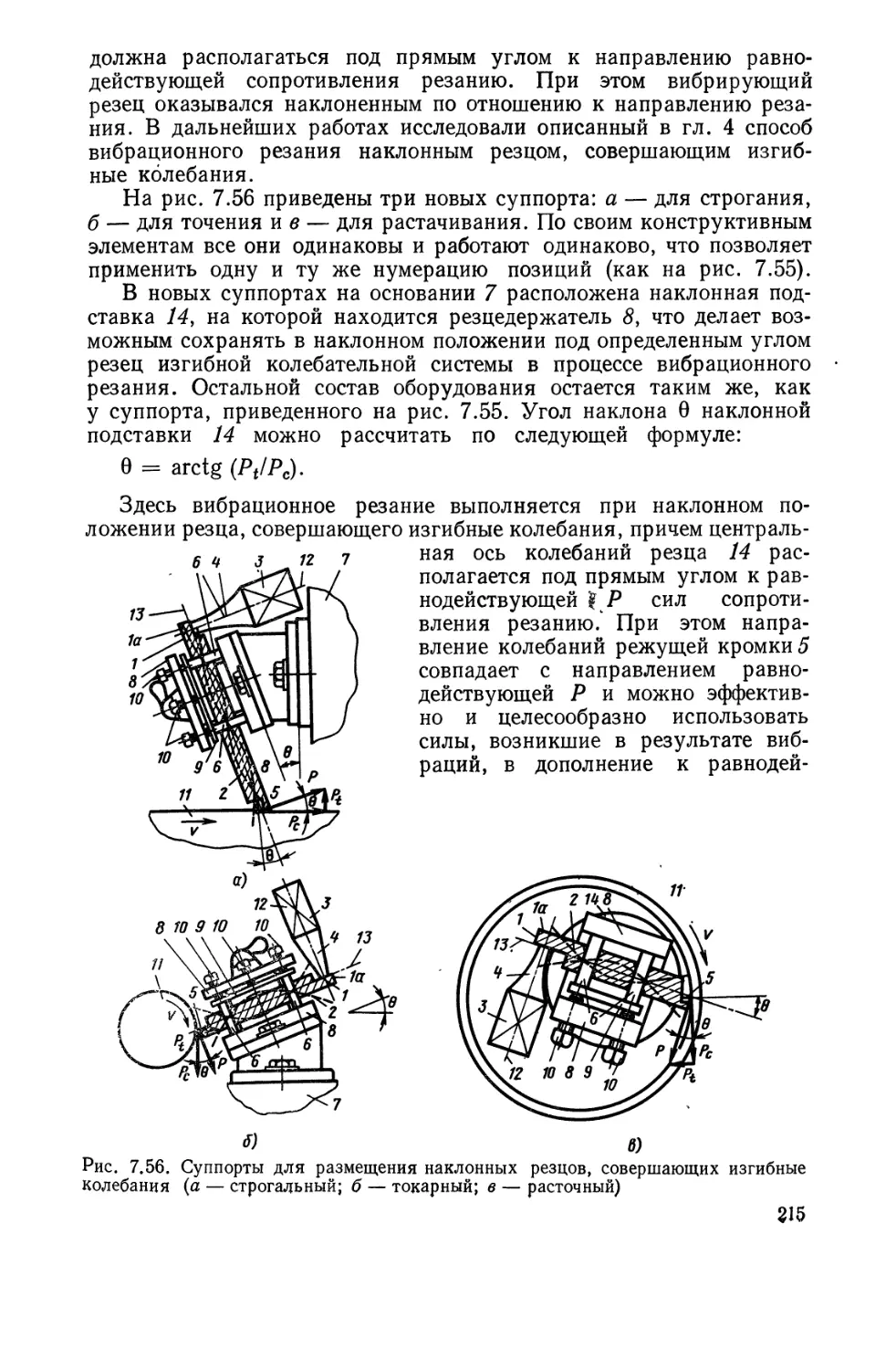
7.9. Новые суппорты для вибрационного резания 213
Глава 8. Обработка цилиндрических поверхностей 218
8.1. Точное вибрационное точение на одношпиндельном токарном автомате 223
8.2. Получение эллиптических поверхностей на специальных токарных
станках вибрационным резанием 225
8.3. Точная обработка на универсальных токарных станках при
вибрационном резании 226
8.3.1. Необходимая регулировка и настройка при переводе обычных
станков на вибрационное резание 226
8.3.2. Вибрационное резание на обычных малогабаритных токарных
станках резцами крутильной колебательной системы .... 227
8.3.3. Универсальные токарные станки для вибрационного резания
резцами продольной колебательной системы .- . 228
8.3.4. Универсальный токарный станок для вибрационного точения
резцами изгибной колебательной системы 230
8.4. Мероприятия, позволяющие улучшить вибрационное резание .... 236
8.5. Эмпирические зависимости для определения главной составляющей
силы резания при вибрационном резании 237
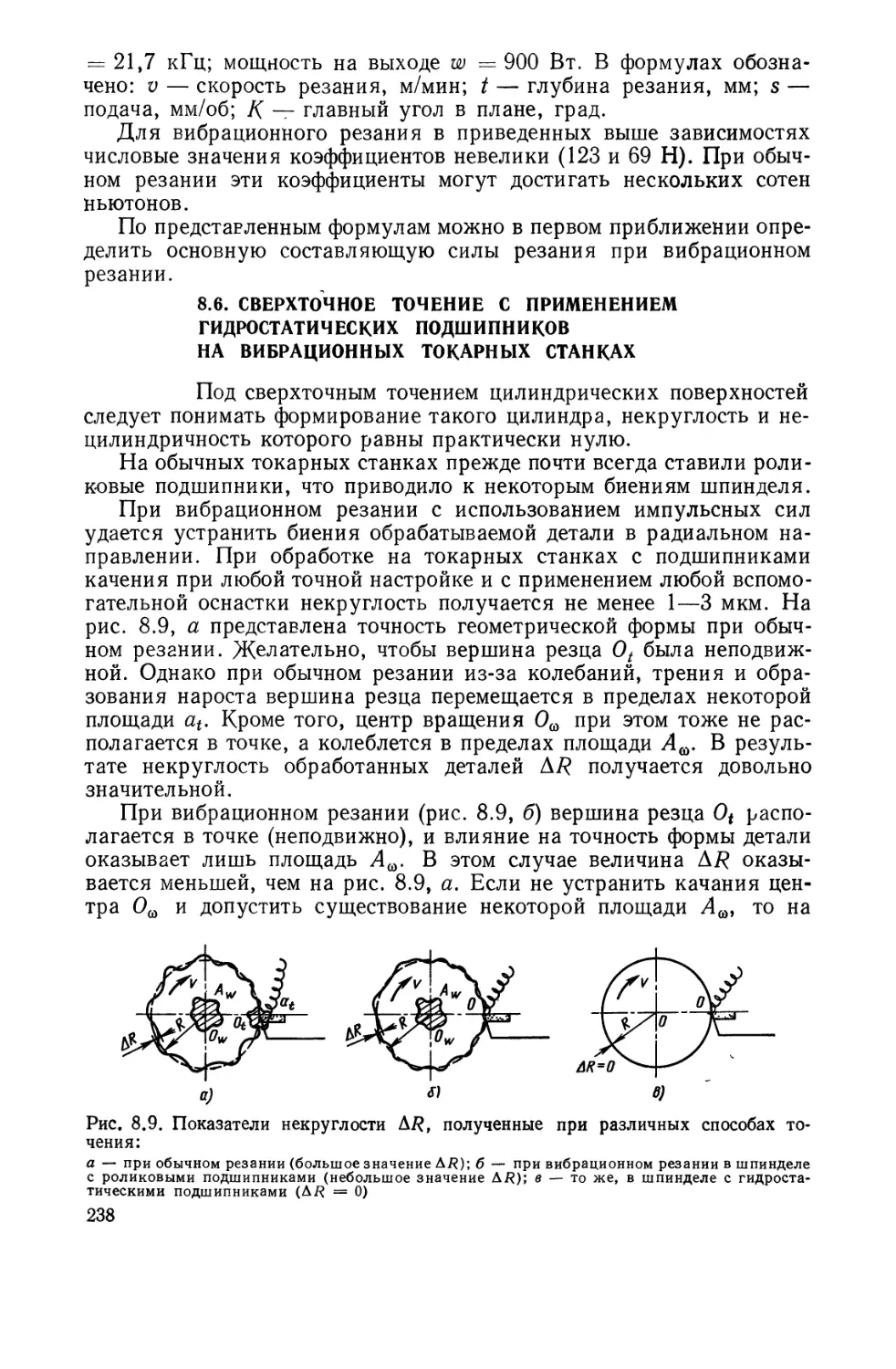
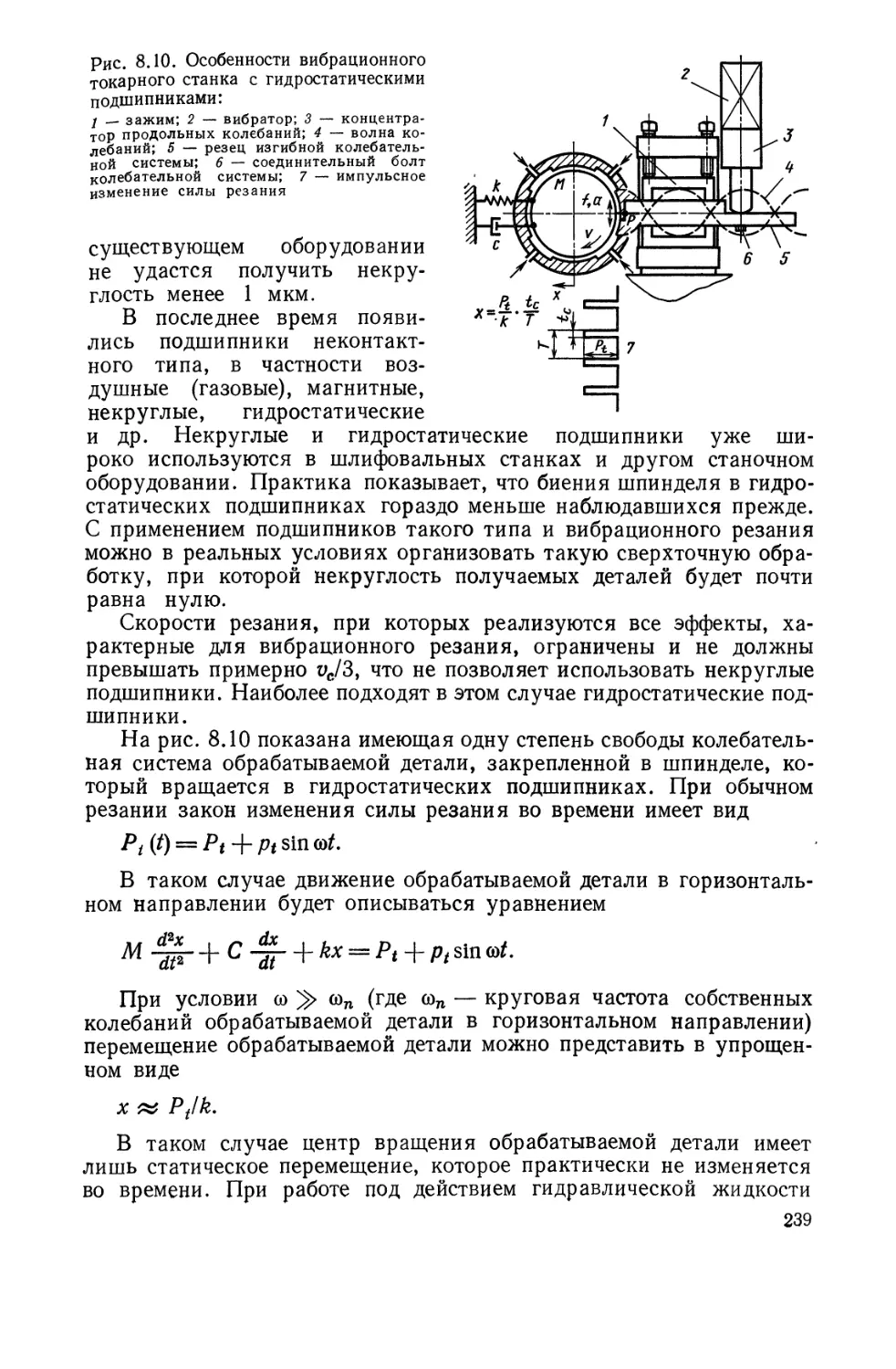
8.6. Сверхточное точение с применением гидростатических подшипников
на вибрационных токарных станках 238
Глава 9. Обработка плоских поверхностей 243
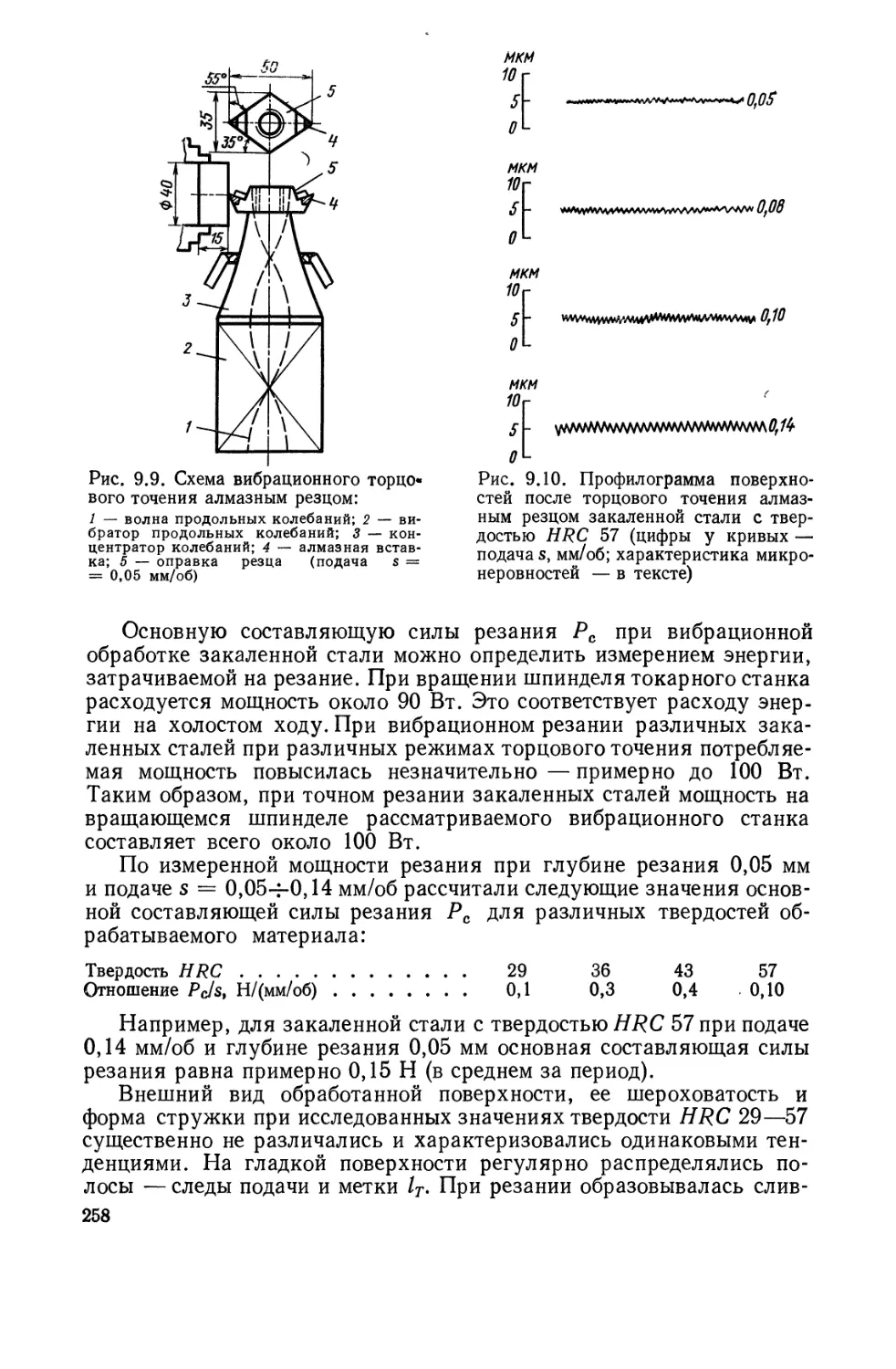
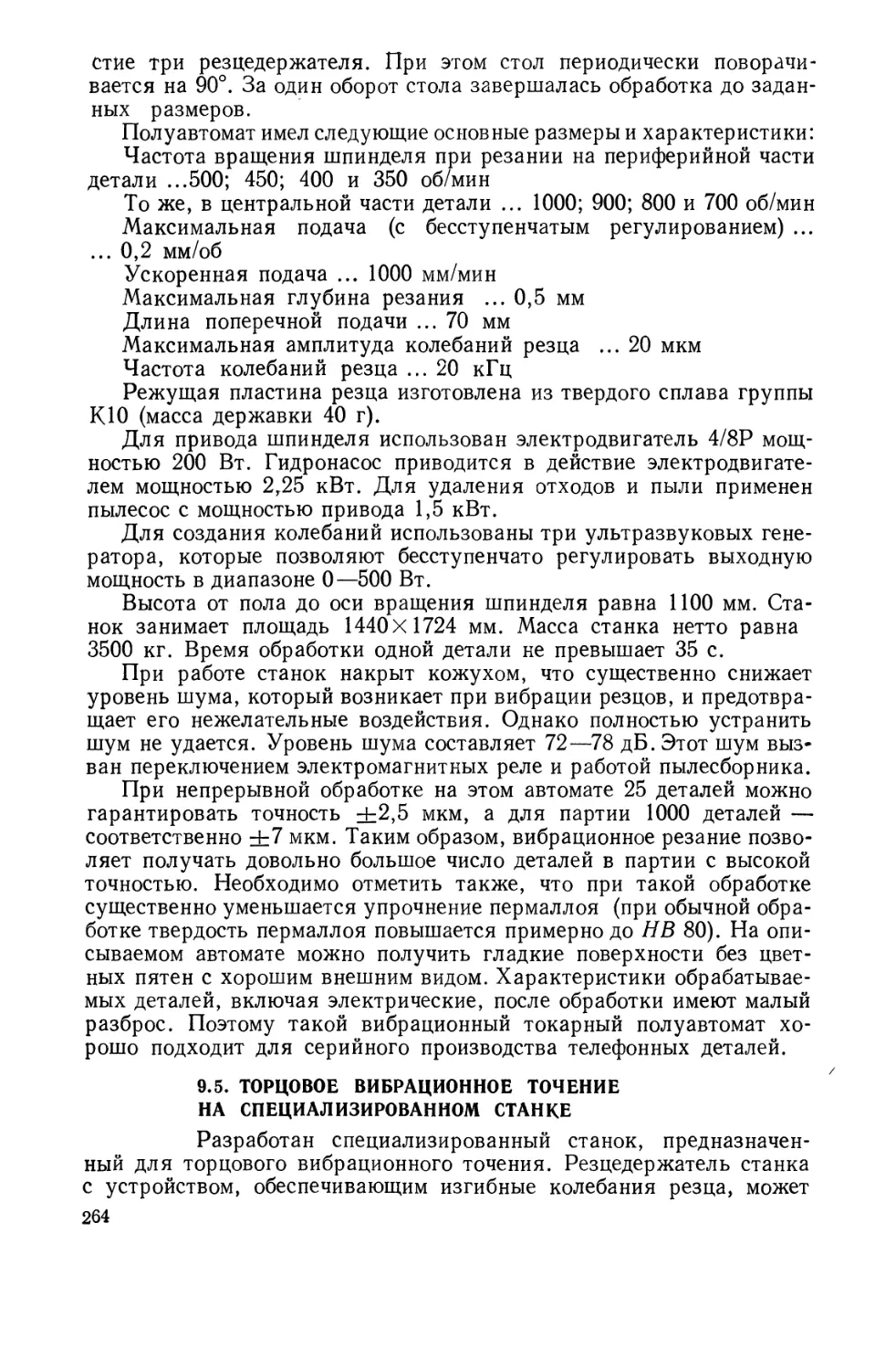
9.1. Торцовое вибрационное точение на универсальных токарных станках 250
9.1.1. Торцовое вибрационное точение быстрорежущей
инструментальной стали 251
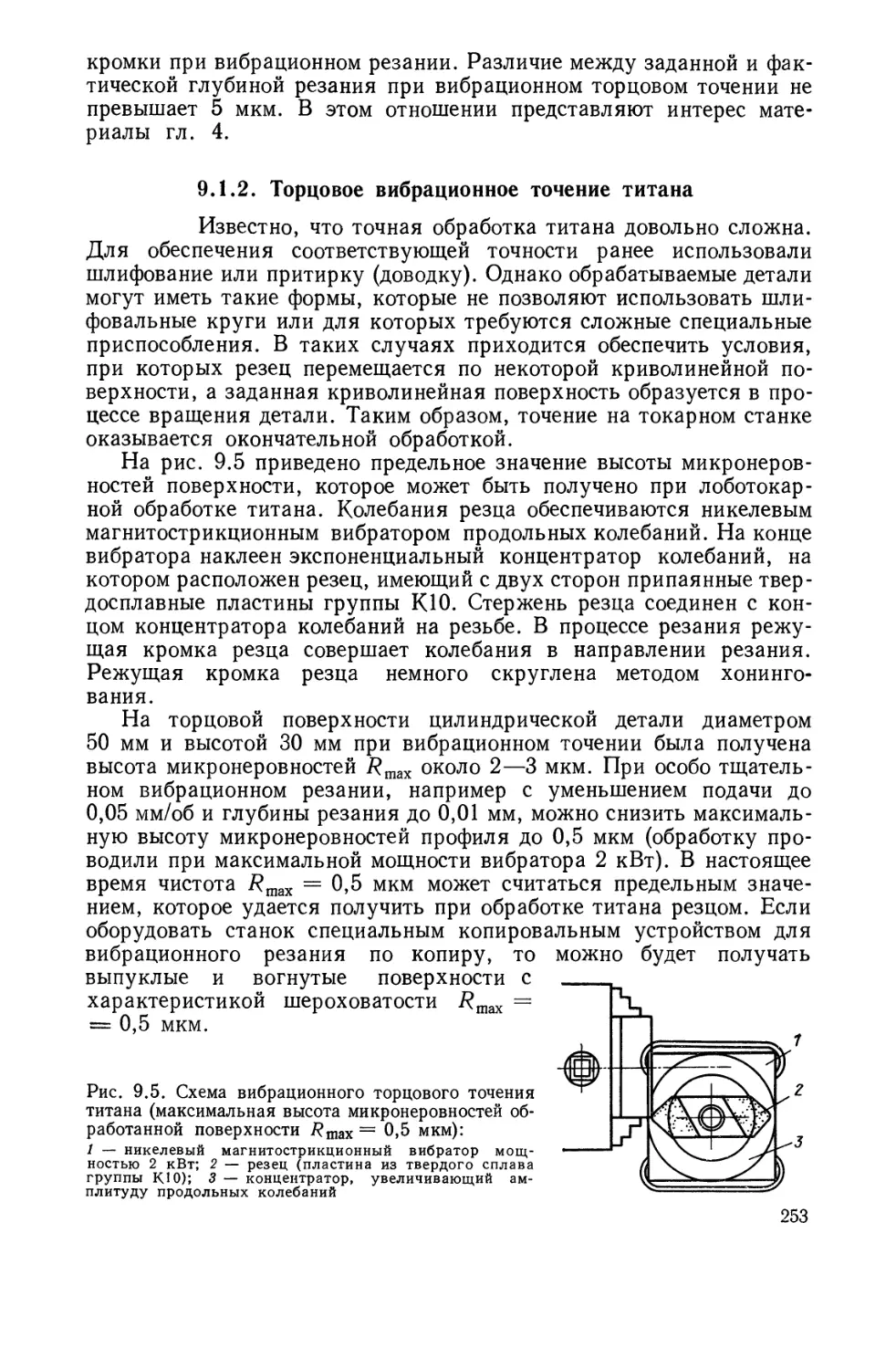
9.1.2. Торцовое вибрационное точение титана 253
9.1.3. Торцовое вибрационное точение деталей больших диаметров 254
- 9.2. Обработка торцовых поверхностей на вибрационном лоботокарном
станке модели 120VLS 254
9.3. Обработка торцовых поверхностей на вибрационном лоботокарном
станке модели UGC 262
9.4. Обработка торцовых поверхностей на вибрационном лоботокарном
полуавтомате модели 120VLR 263
9.5. Торцовое вибрационное точение на специализированном станке . . 264
9.6. Поперечное строгание на вибрационном строгальном станке . . . 265
14
9.7. Обработка на вибрационном продольно-строгальном станке . . . 269
9.8. Фрезерный станок для вибрационного резания 279
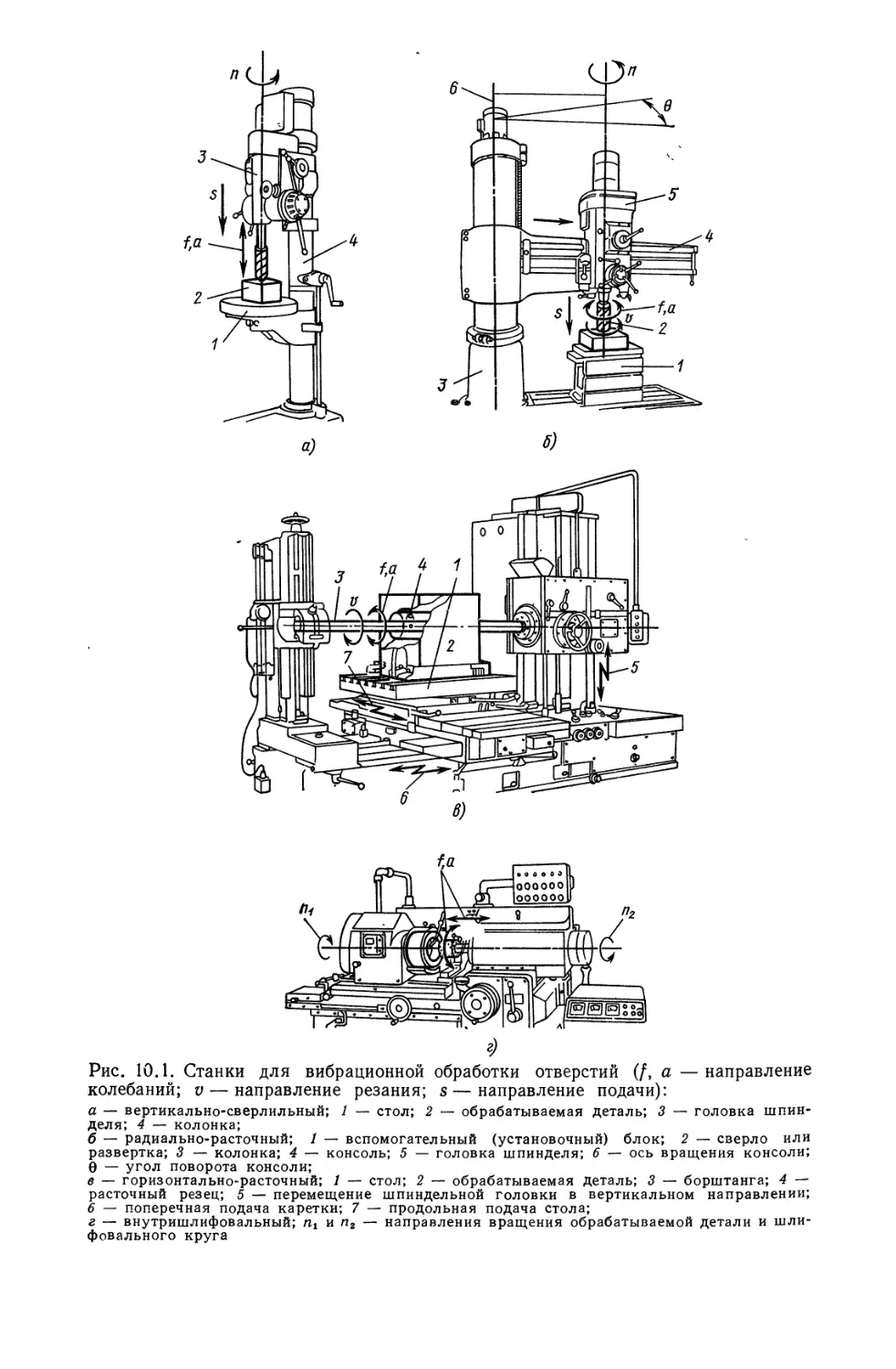
Глава 10. Обработка отверстий 281
10.1. Обработка отверстий на вибрационном сверлильном станке . . . 287
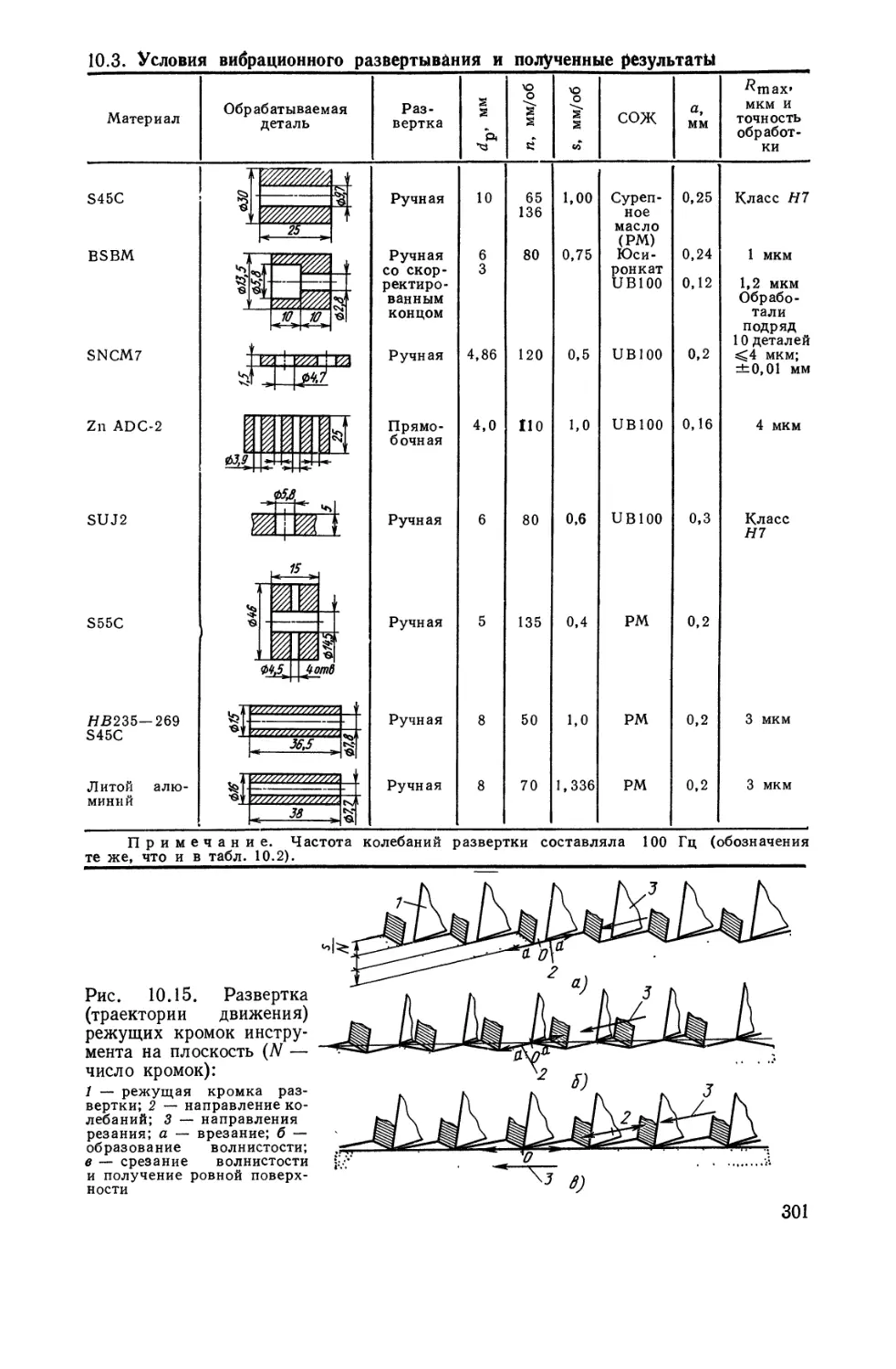
10.2. Обработка отверстий на вибрационном станке для развертывания . . 297
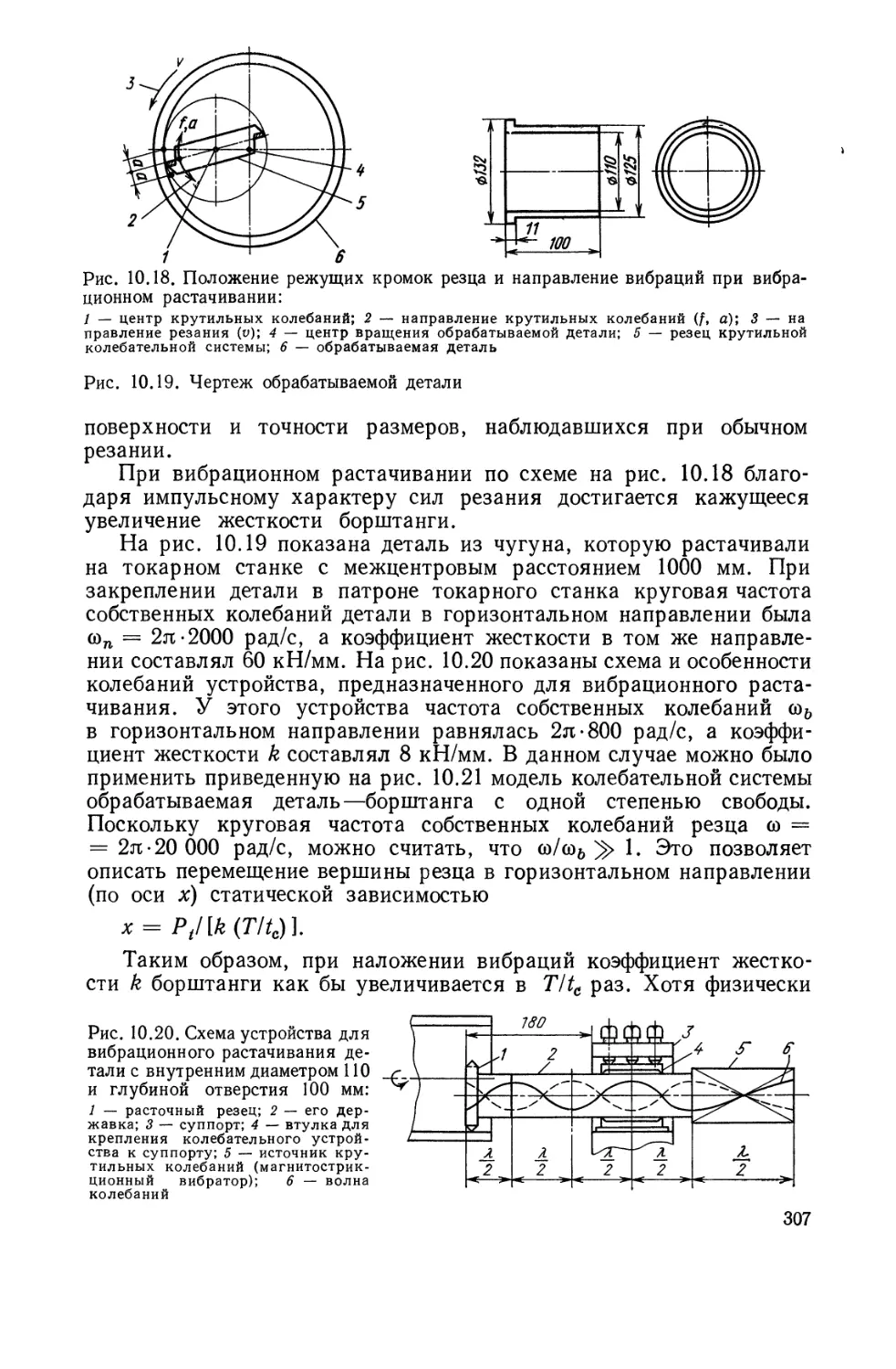
10.3. Обработка на вибрационном расточном станке 305
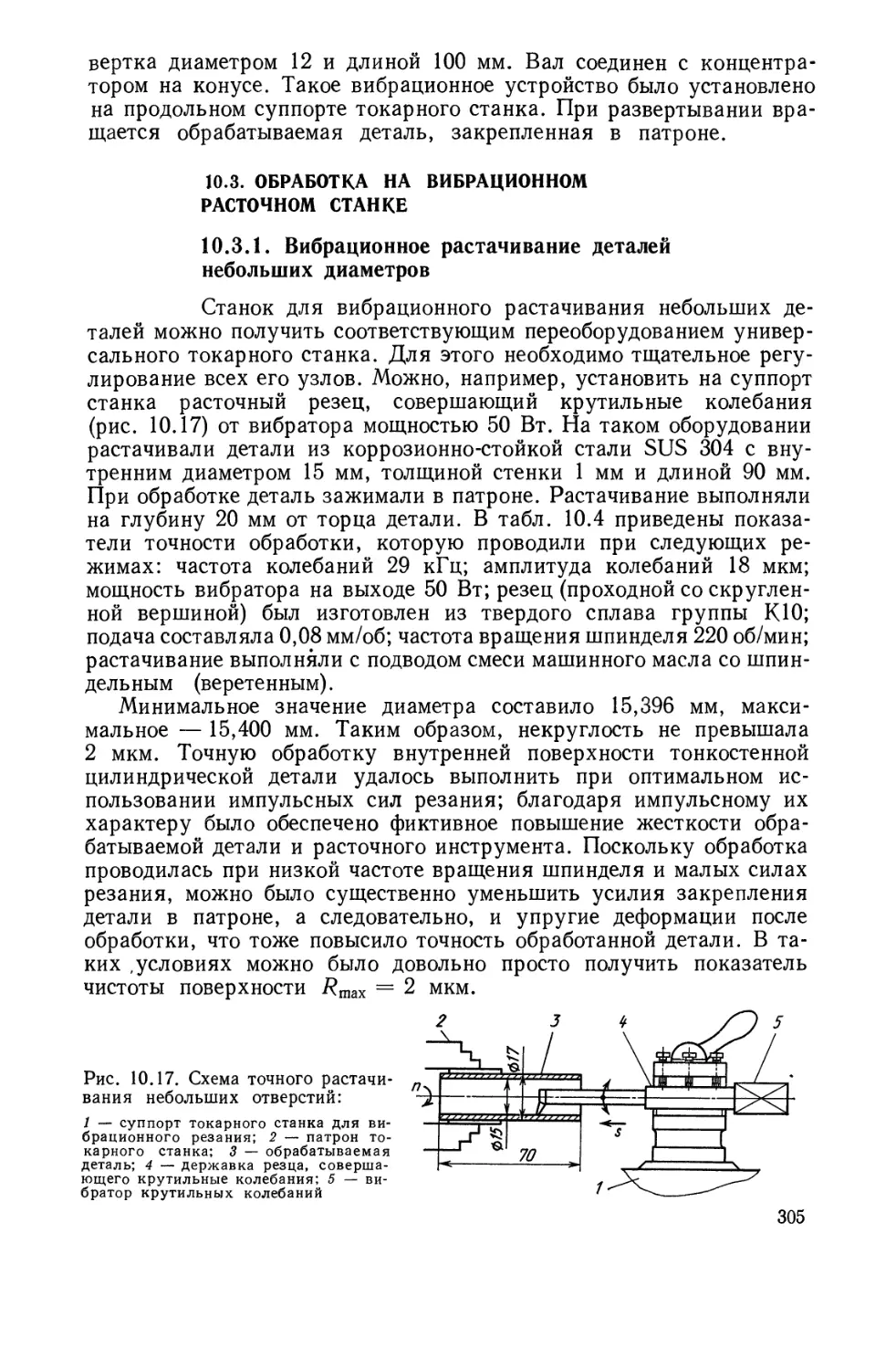
10.3.1. Вибрационное растачивание деталей небольших диаметров 305
10.3.2. Повышение жесткости борштанги при вибрационном
растачивании 306
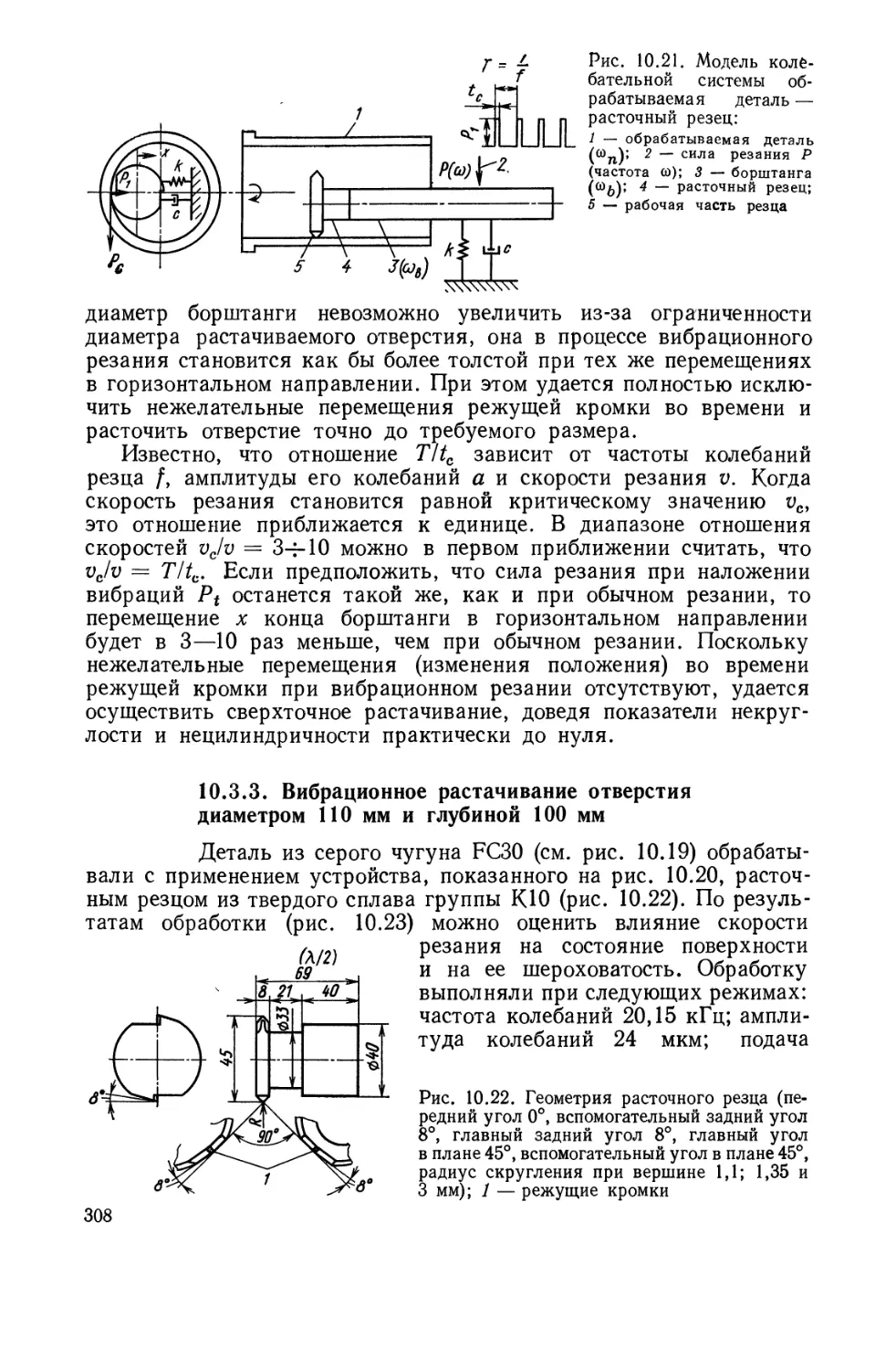
10.3.3 Вибрационное растачивание отверстия диаметром ПО мм
и глубиной 100 мм 308
10.3.4. Вибрационное растачивание отверстия диаметром ПО мм
и глубиной 300 мм 310
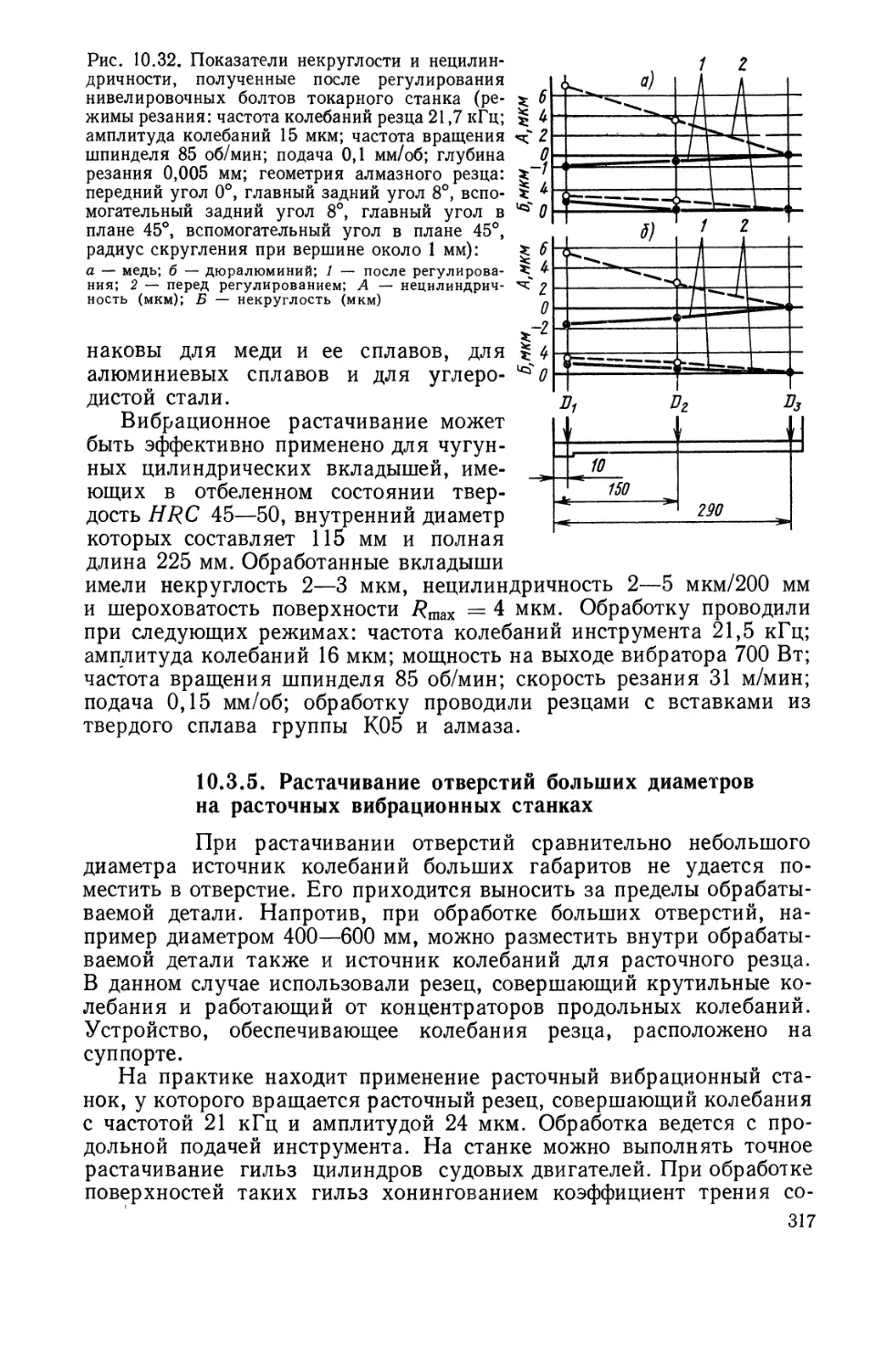
10.3.5. Растачивание отверстий больших диаметров на расточных
вибрационных станках 317
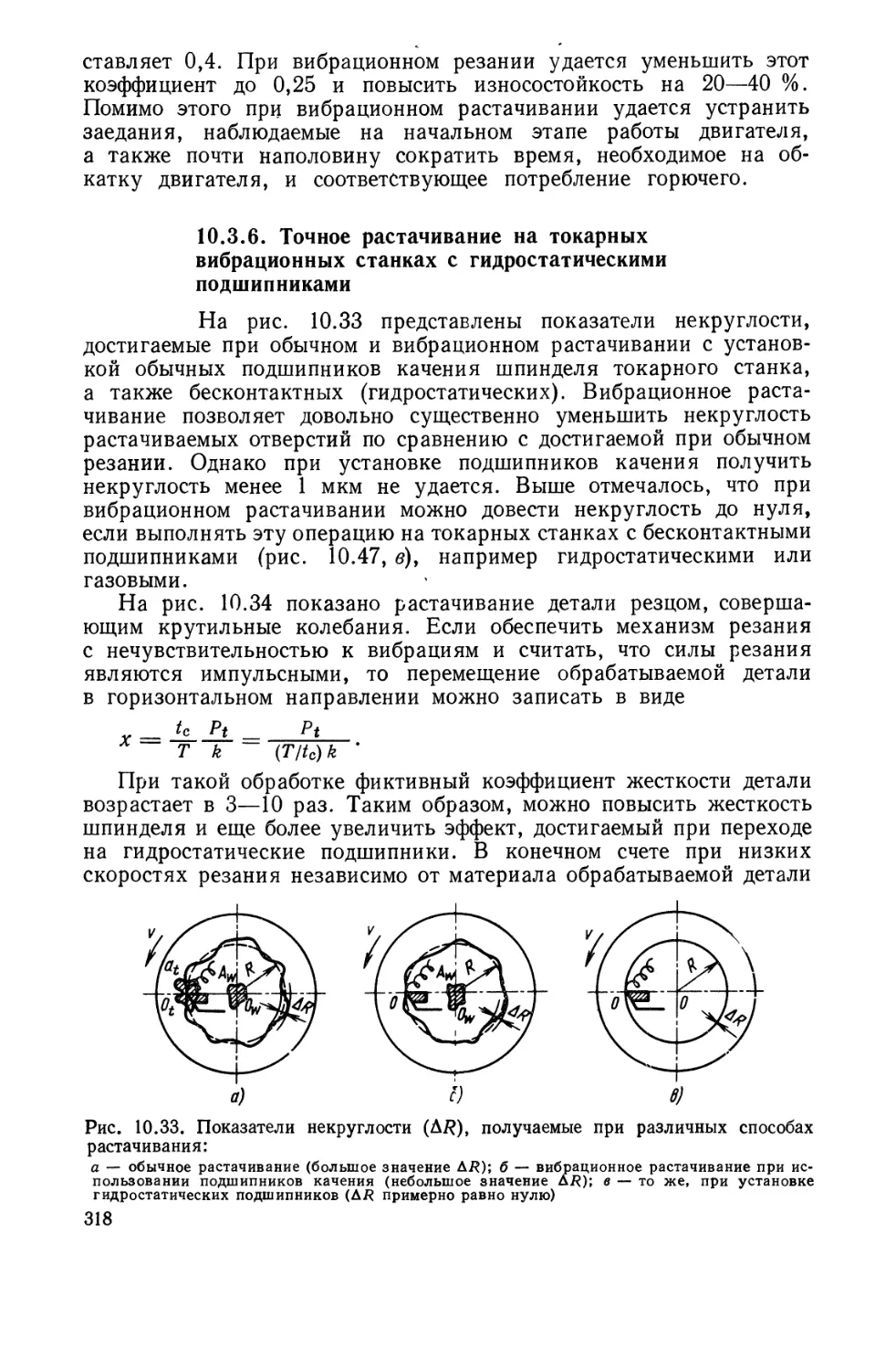
10.3.6. Точное растачивание на токарных вибрационных станках
с гидростатическими подшипниками 318
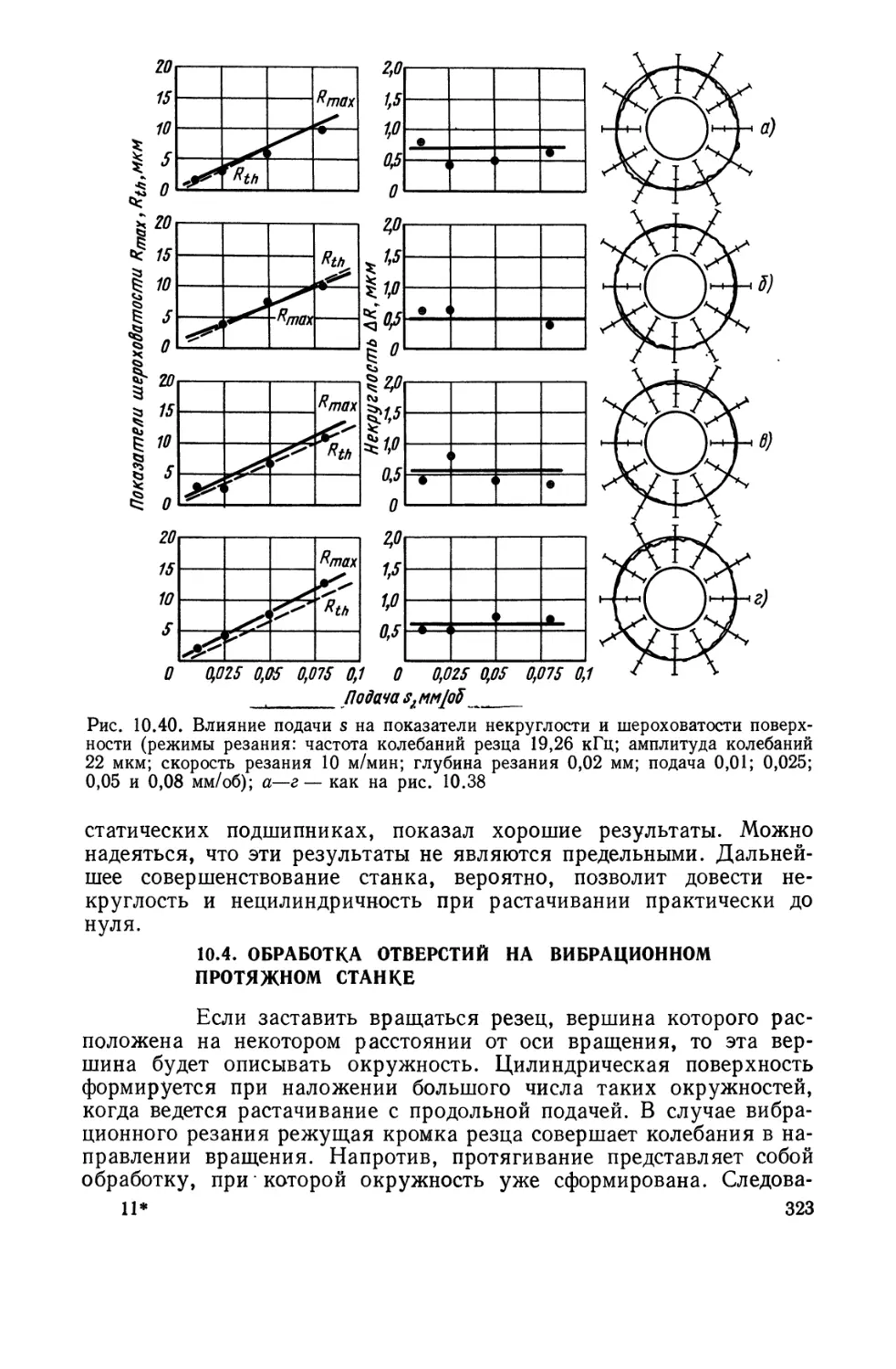
10.4. Обработка отверстий на вибрационном протяжном станке .... 323
Глава 11. Нарезание резьбы и зубчатых колес 326
11.1. Нарезание резьбы на резьбонарезных станках 331
11.1.1. Вибрационный резьбонарезной станок модели 10RT . . . 331
11.1.2. Вибрационный резьбонарезной станок модели 10RT на базе
сверлильного станка 333
11.1.3. Многошпиндельный резьбонарезной станок модели 10RT . . . 334
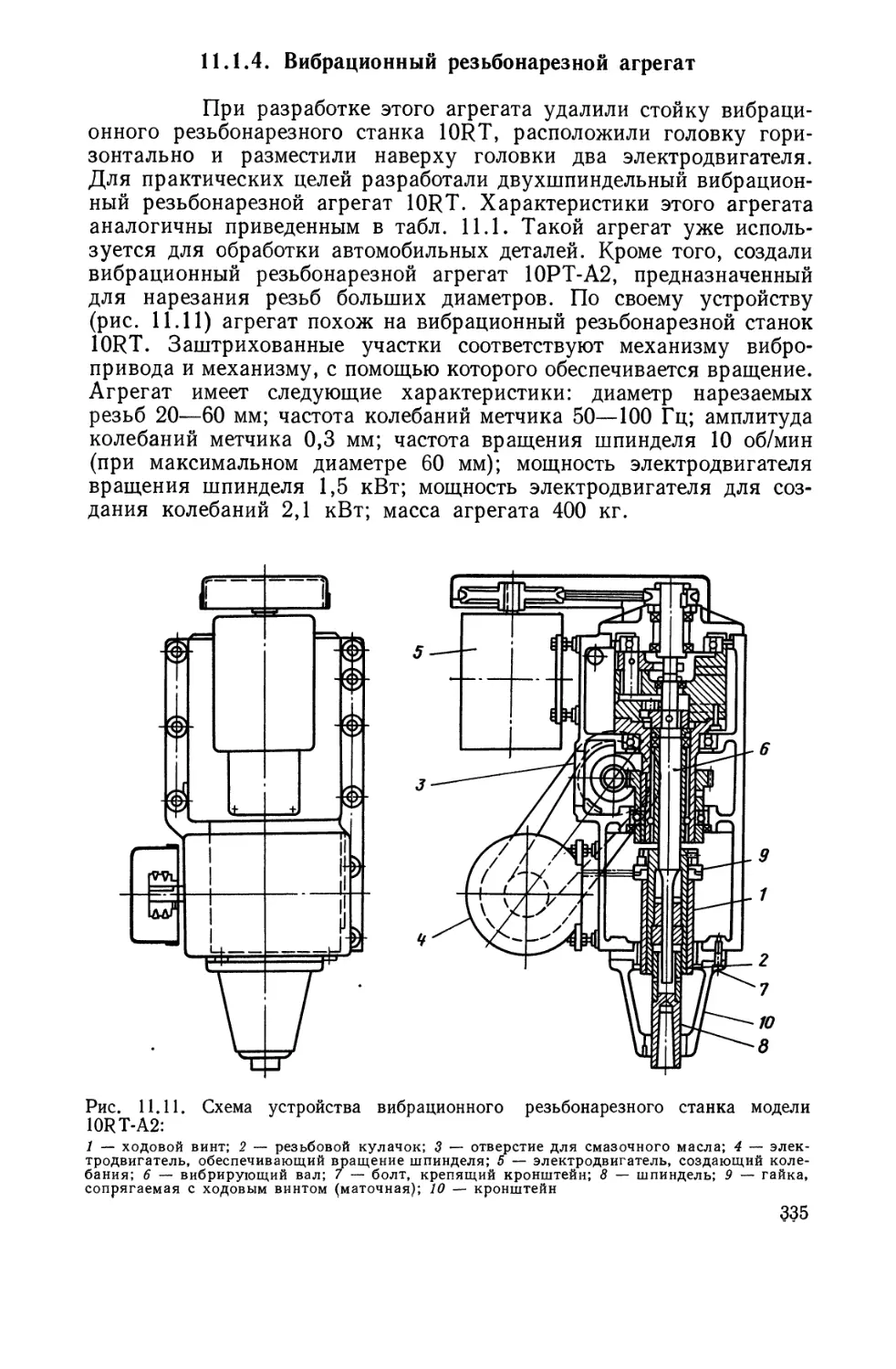
11.1.4. Вибрационный резьбонарезной агрегат 335
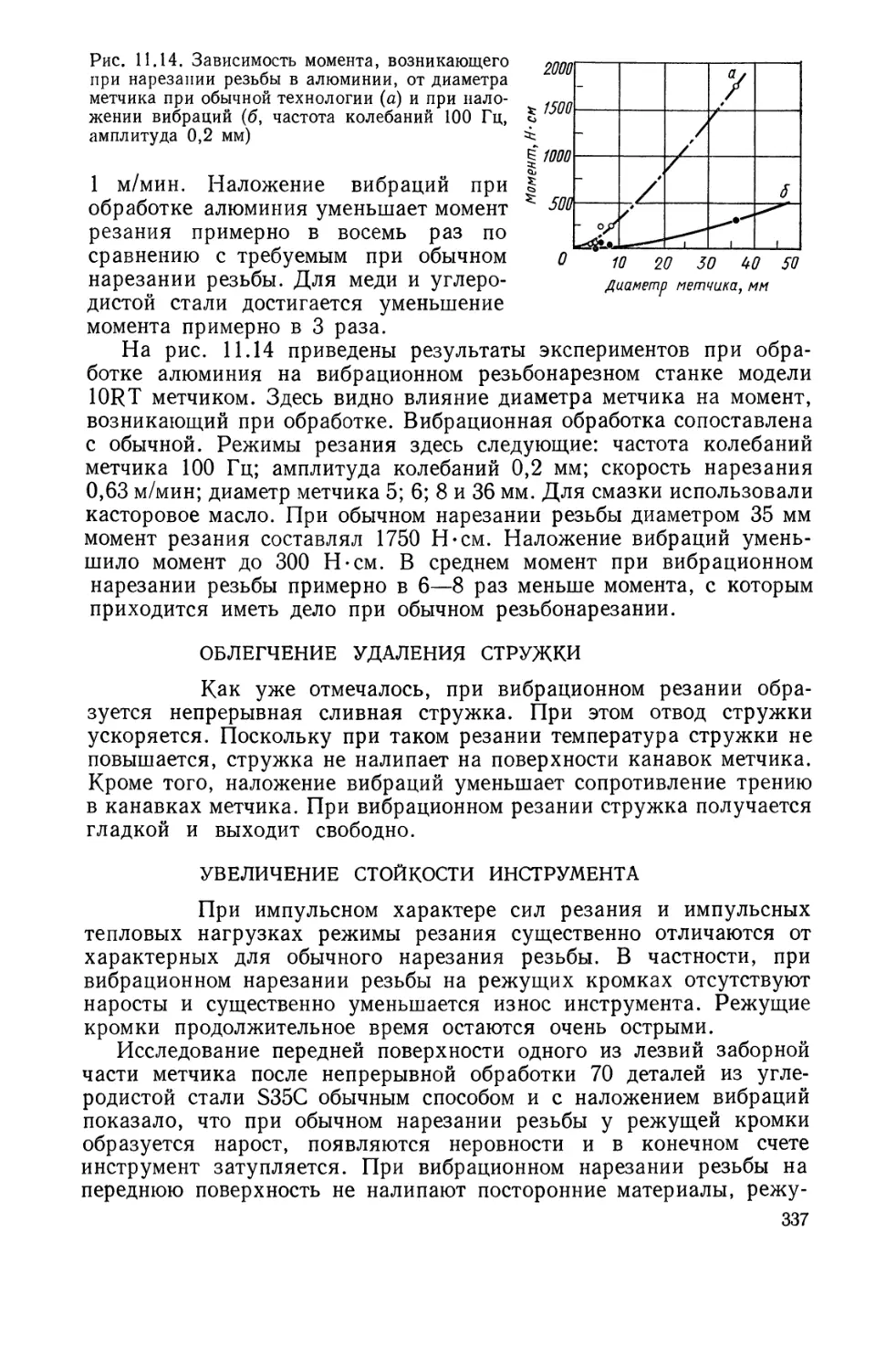
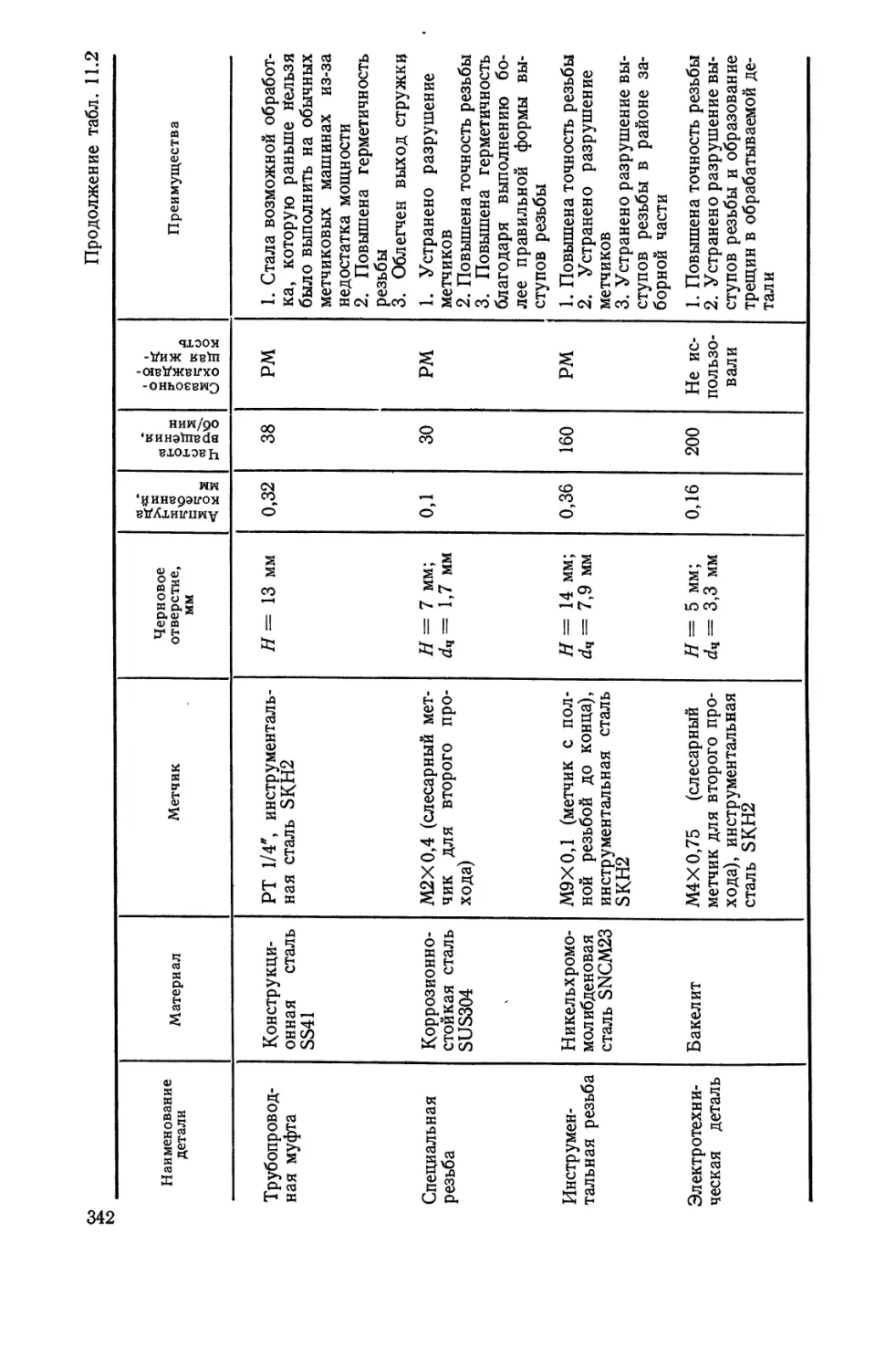
11.1.5. Эффективность наложения вибраций при нарезании резьбы 336
11.1.6. Условия вибрационного нарезания резьбы и достигаемые
эффекты 340
11.2. Получение резьбы на специализированном виброоборудовании,
работающем при частоте 20 кГц 344
11.3. Нарезание резьбы на вибрационном резьбонарезном станке .... 345
11.4. Вибрационная обработка червячными фрезами 346
11.5. Вибрационный фрезерный станок 347
11.6. Вибрационный зубодолбежный станок 347
11.7. Шевинговальный станок для вибрационного нарезания зубчатых
колес 348
Глава 12. Резка и выполнение канавок 349
12.1. Точная обработка канавок и резка на вибрационных токарных
станках 351
12.2. Обработка канавок на вибрационном протяжном станке 354
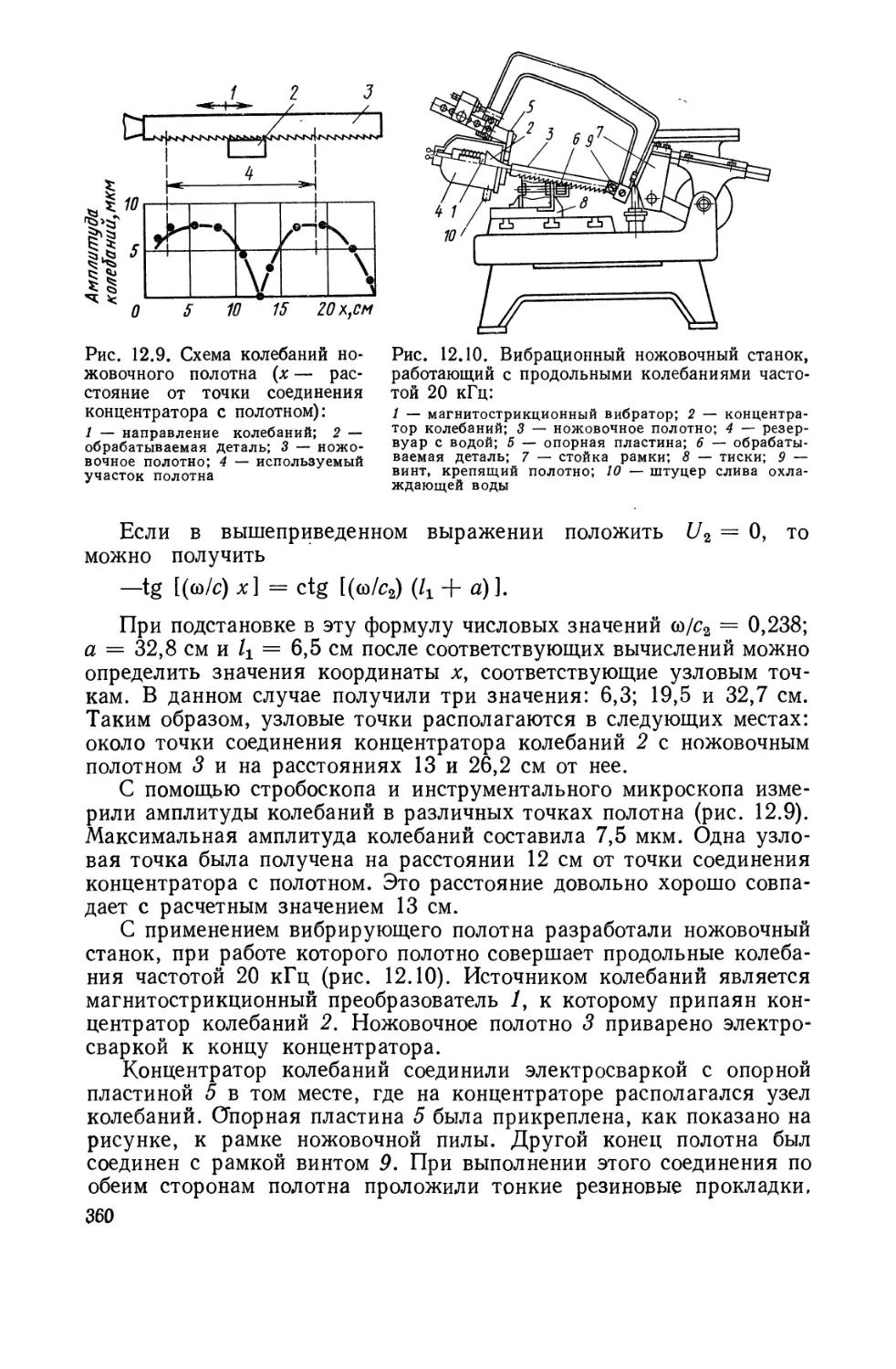
12.3. Резка на вибрационном ножовочном станке 357
12.3.1. Вибрационный ножовочный станок с частотой вибраций
20 кГц и его характеристики 359
12.3.2. Вибрационный ножовочный станок с частотой вибраций 20 кГц,
на котором применены полотна с пропущенными зубьями 362
12.3.3. Вибрационный ножовочный станок с изгибными колебаниями
полотна с частотой 20 кГц 362
12.3.4. Вибрационный станок с ленточной пилой (частота 100 Гц) 363
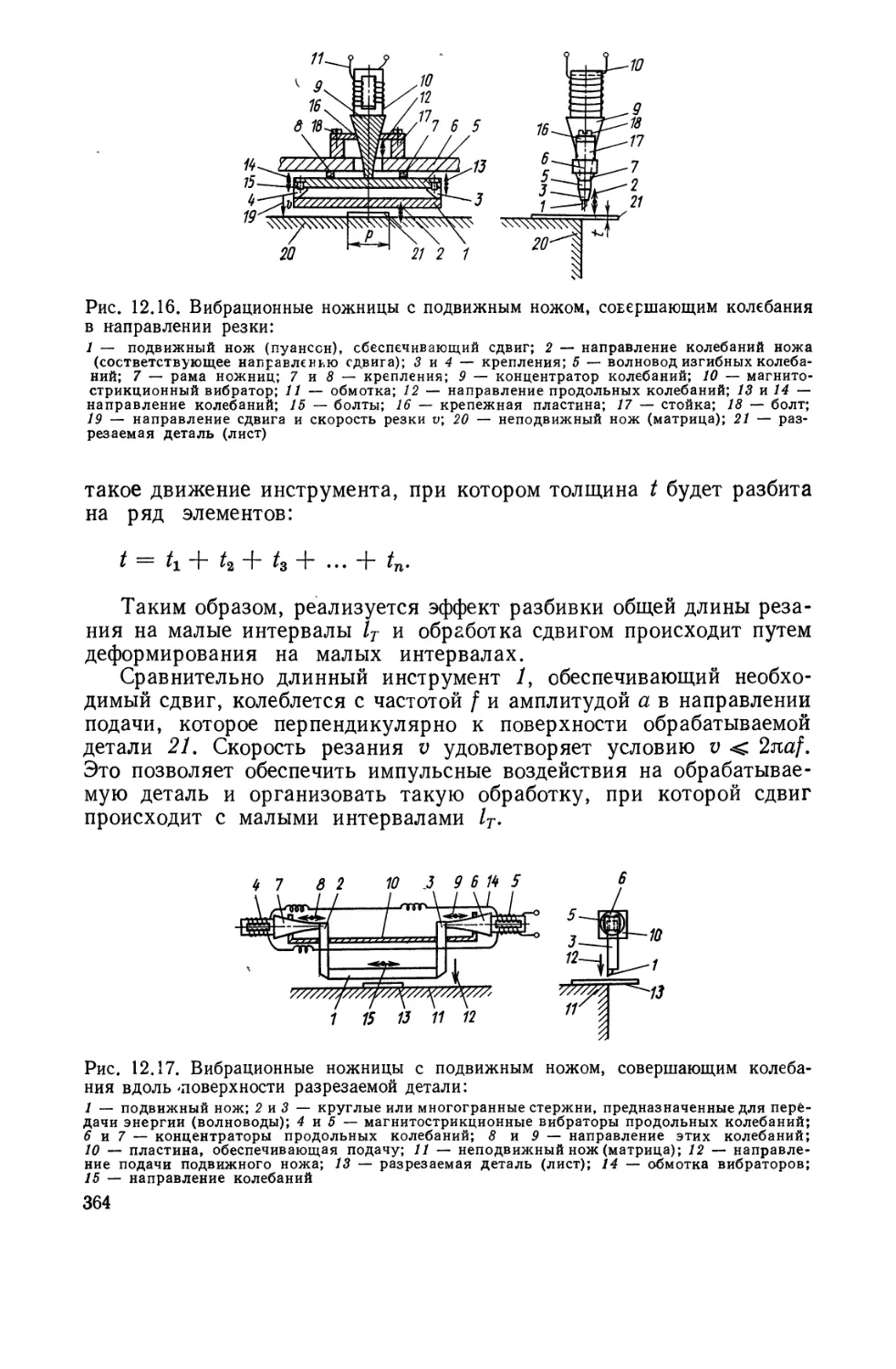
12.4. Резка на вибрационных ножницах 363
12.4.1. Ножницы с ножом, вибрирующим в направлении сдвига . . . 363
12.4.2. Вибрационные ножницы с ножом, вибрирующим в
направлении поверхности обрабатываемой детали 365
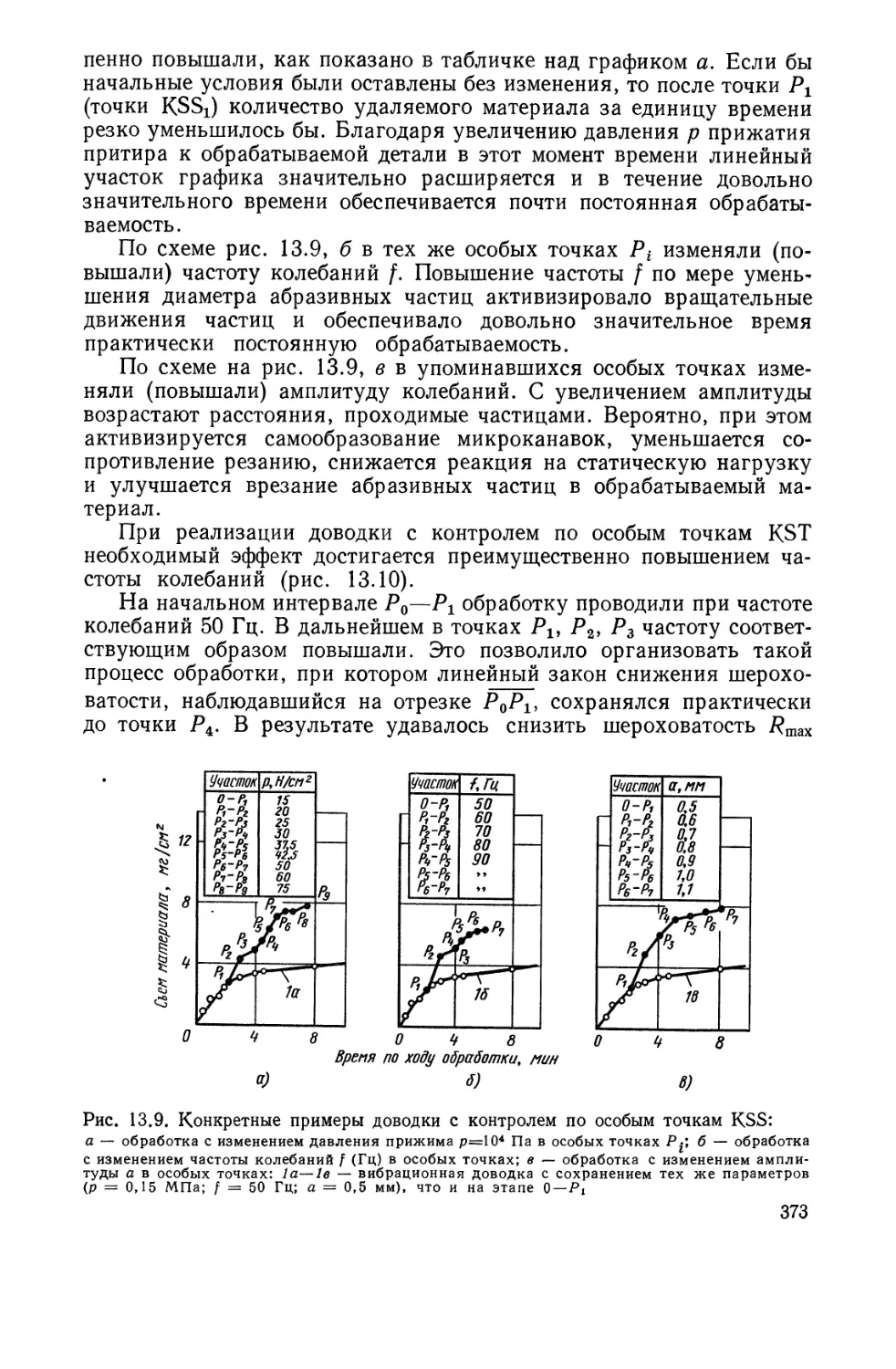
Глава 13. Обработка абразивными частицами 366
13.1. Ультразвуковая обработка 367
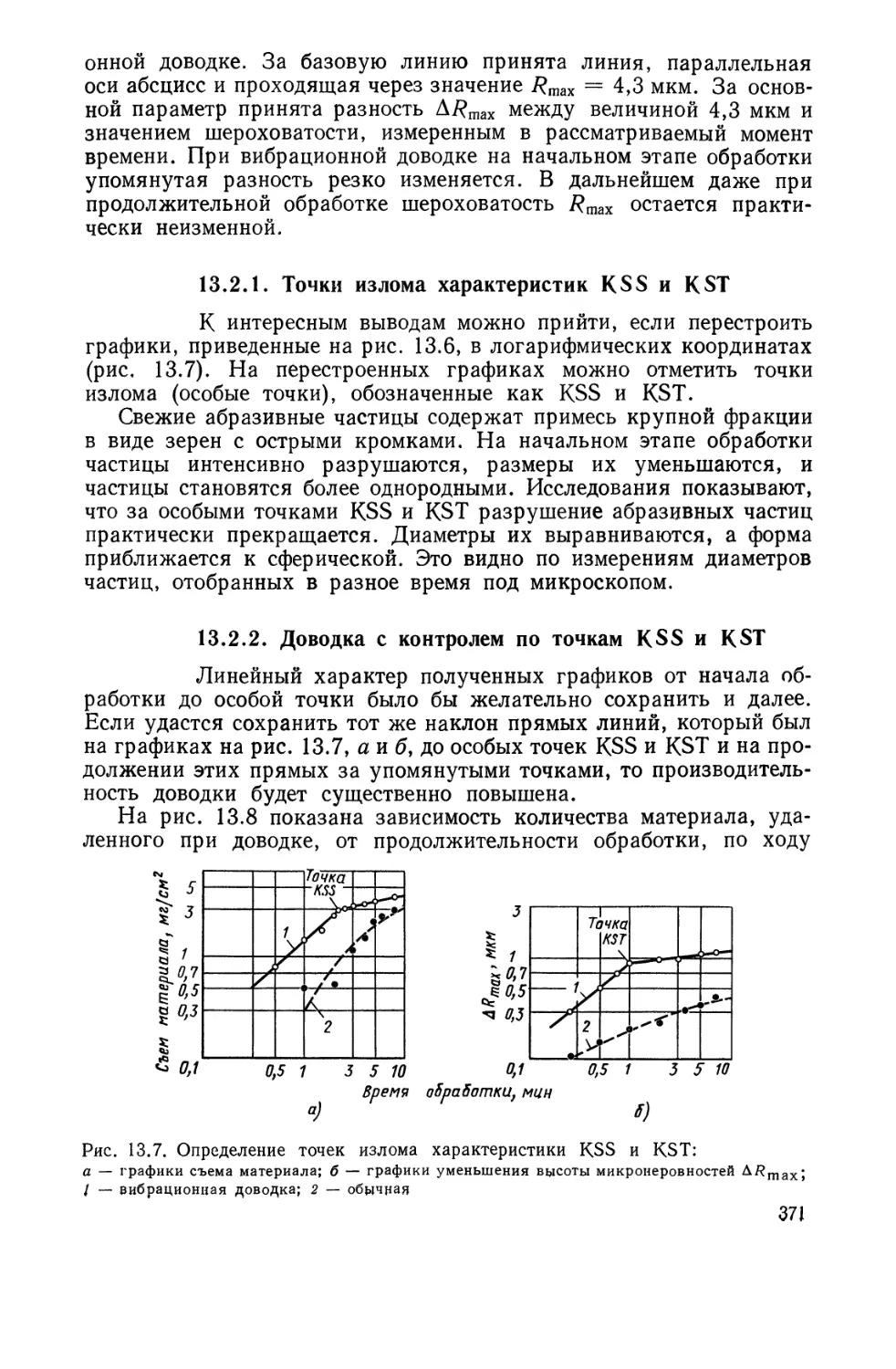
13.2. Вибрационная доводка 368
13.2.1. Точки излома характеристик KSS и KST 371
13.2.2. Доводка с контролем по точкам KSS и KST 371
15
13.3. Эквивалентная твердость -шлифовальных кругов 374
13.4. Вибрационный шлифовальный станок 384
13.4.1. Шпиндельная головка с шлифовальным кругом продольной
колебательной системы 384
13.4.2. Шйиндельная головка с шлифовальным кругом изгибной
колебательной системы 386
13.4.3. Шпиндельная головка с шлифовальным кругом крутильной
колебательной системы 386
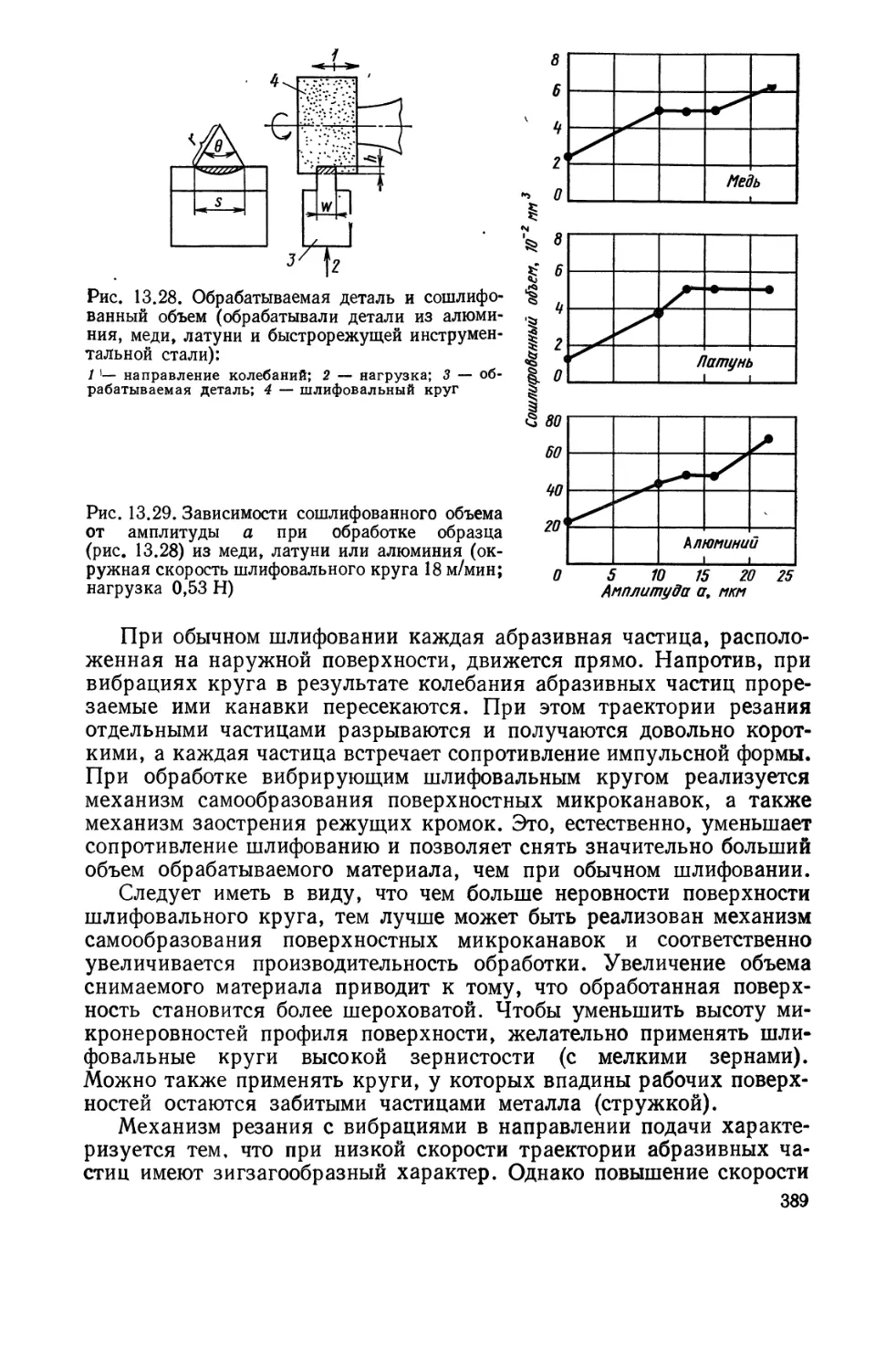
13.4.4. Механизмы вибрационного шлифования и его эффективность 387
13.4.5. Шлифовальное устройство, содержащее шлифовальный круг
с вибрационным валом (стоматологический вибронаконечник) 391
13.5. Вибрационный хонинговальный станок 392
13.6. Ультразвуковрй ручной шлифовальный брусок 394
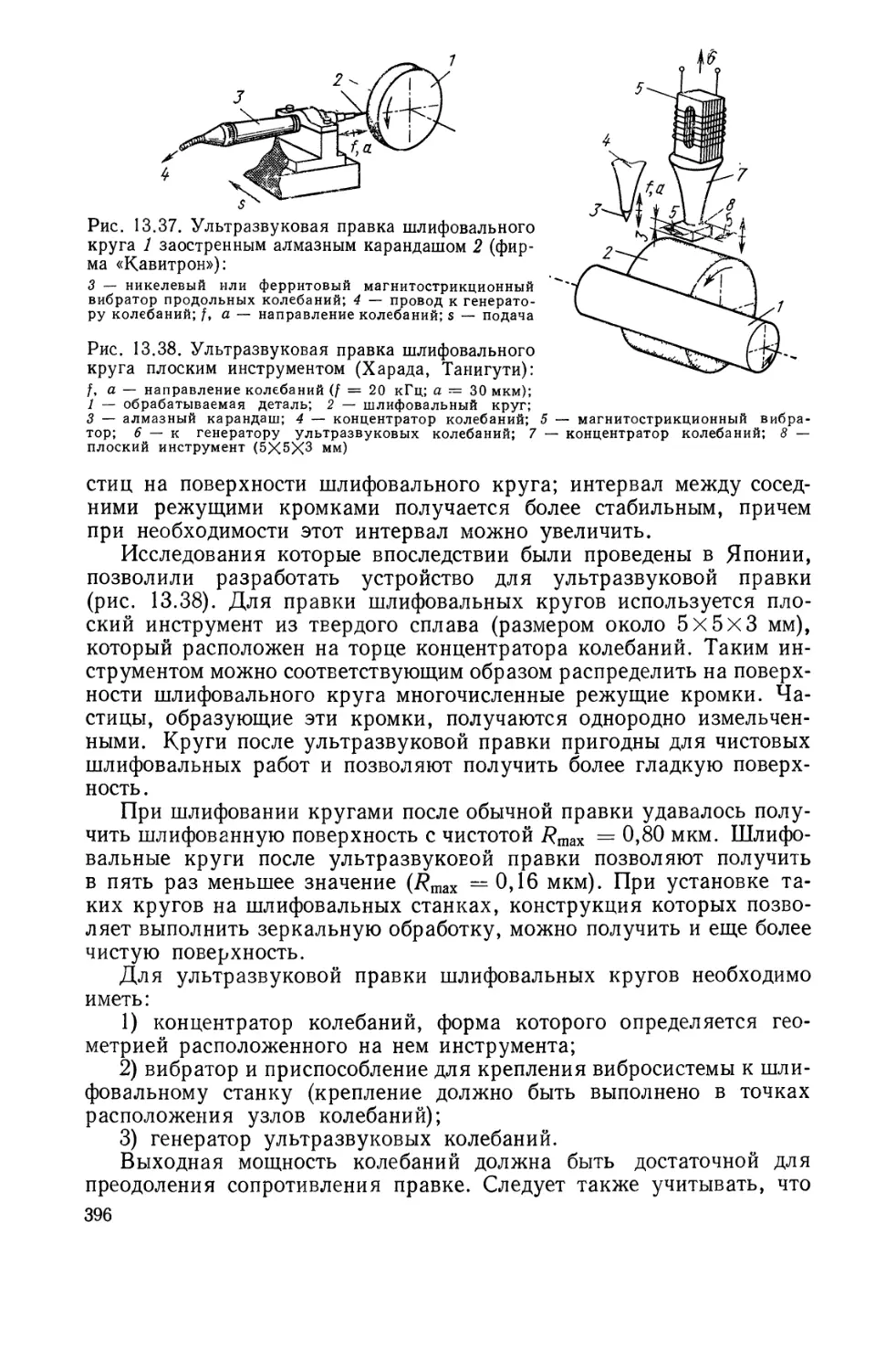
13.7. Ультразвуковая правка шлифовальных кругов 395
13.8. Правка с наложением продольных колебаний 397
Глава 14. Вибрационная обработка давлением 400
14.1. Вибрационная вырубка 400
14.1.1. Способы вибрационной вырубки 400
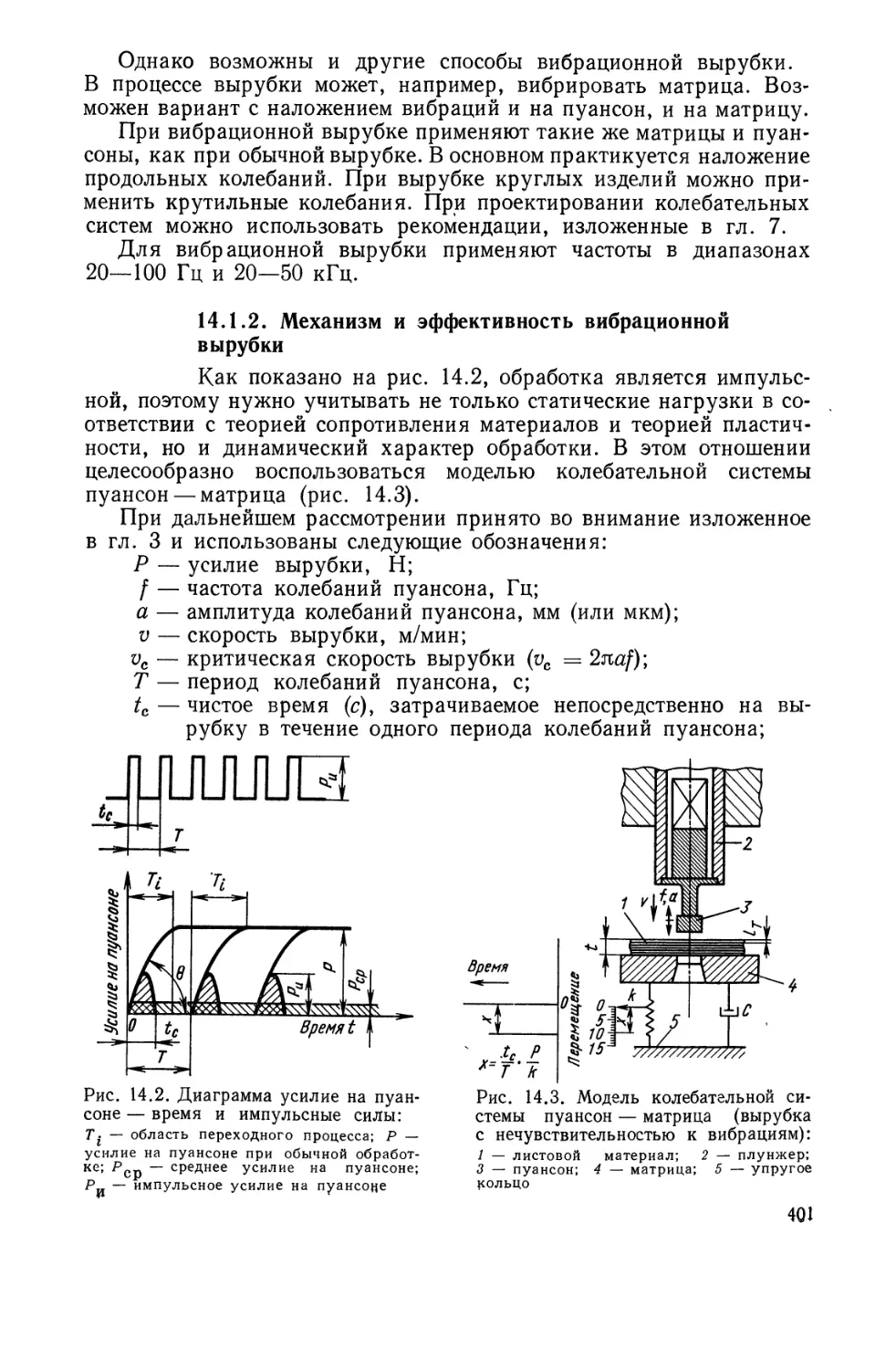
14.1.2. Механизм и эффективность вибрационной вырубки .... 401
14.1.3. Вибрационный вырубной пресс 404
14.1.4. Характерные особенности вибрационной вырубки и ее
эффективность 406
14.2. Вибрационное осаживание 407
14.3. Вибрационная чеканка 408
14.4. Вибрационная гибка 409
14.4.1. Пуансоны для вибрационной гибки 409
14.4.2. Прессы для вибрационной гибки 409
14.4.3. Особенности вибрационной гибки 409
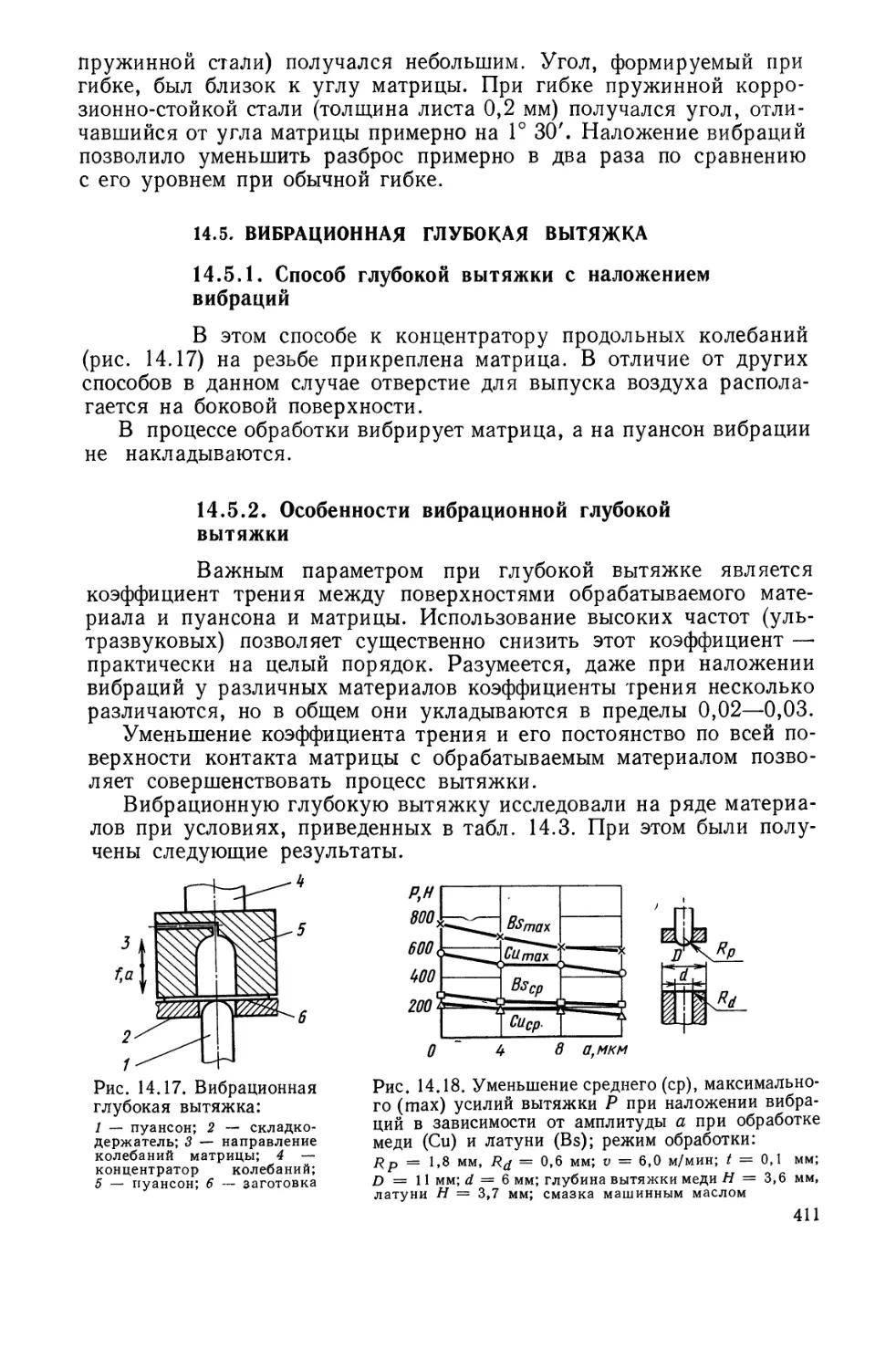
14.5. Вибрационная глубокая вытяжка 411
14.5.1. Способ глубокой вытяжки с наложением вибраций .... 411
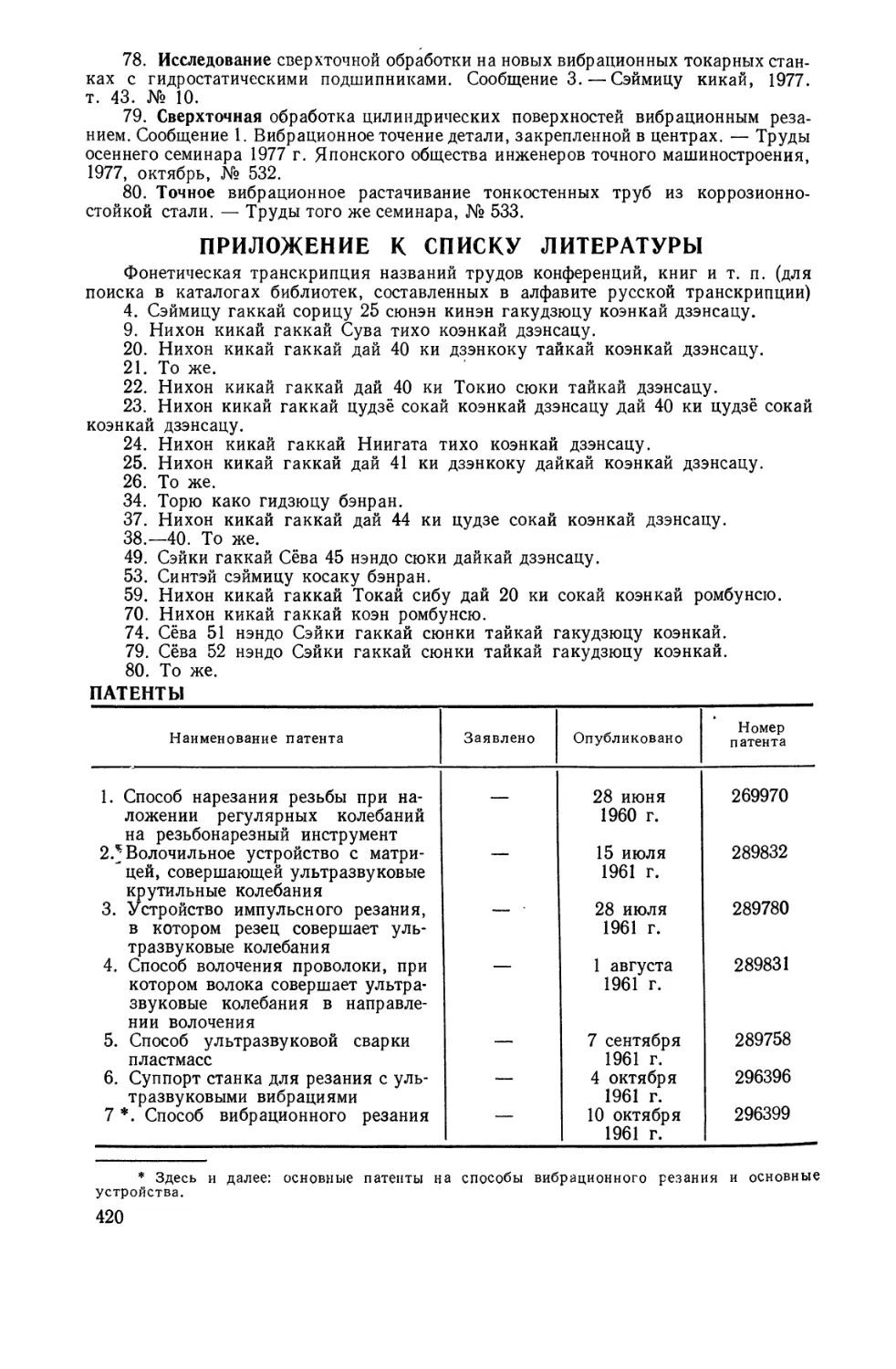
14.5.2. Особенности вибрационной глубокой вытяжки 411
14.6. Вибрационное волочение проволоки 414
14.7. Вибрационная прокатка 416
14.7.1. Вибрационная прокатка листов 416
14.7.2. Вибрационная прокатка труб 416
Список литературы 417
Приложение к списку литературы 420
Патенты 420
Промышленные образцы
424
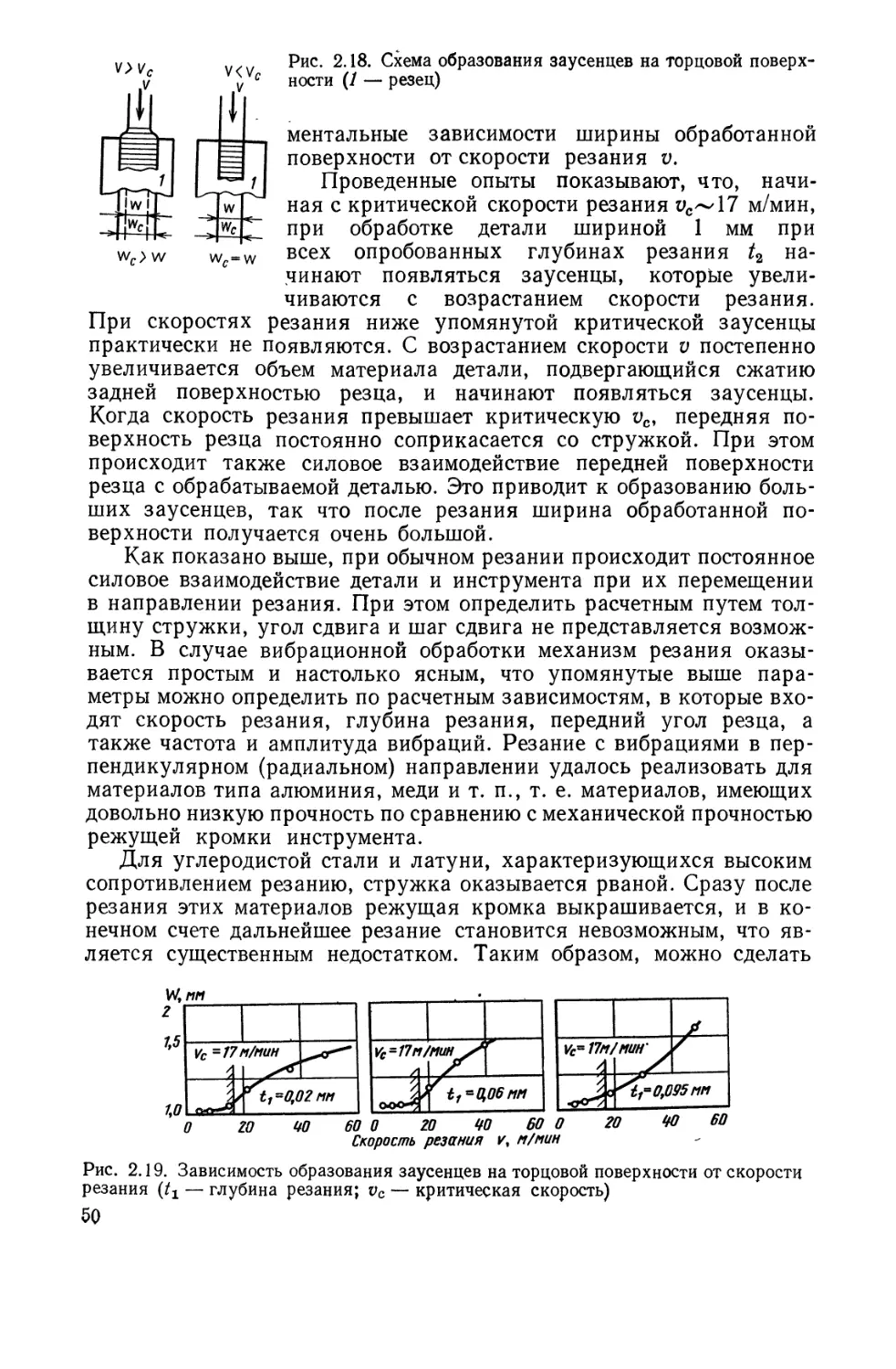
ГЛАВА 1
О ВИБРАЦИОННОМ РЕЗАНИИ
1.1. ИСТОРИЯ РАЗВИТИЯ ВИБРАЦИОННОГО РЕЗАНИЯ
В опубликованной ранее работе автора х так называемая
машинная технология обработки была подразделена на четыре
основных вида: обработку, связанную с первичным
формообразованием, обработку, заключающуюся в формоизменении
(деформировании), поверхностную обработку (резание, отделка) и выполнение
соединений или сборку. Поверхностную обработку, в свою очередь,
предлагалось подразделить на механическую, тепловую и
химическую. Резание и шлифование являются разновидностями
механической обработки; на эти виды приходится значительная доля
поверхностной обработки с приданием материалу требуемой формы и
размеров.
Тепловая обработка в ряде случаев основана на импульсном
подводе тепловой энергии. Сюда можно отнести электроискровую,
лазерную и электронно-лучевую обработку. Электроискровая
обработка была предложена довольно давно A768 г.) и в настоящее
время находит широкое применение на практике. Однако в течение
продолжительного времени специалисты не предпринимали попыток
организовать ее таким образом^ чтобы усилия обработки имели
регулярный импульсный характер.
Первые работы автора, связанные с исследованиями по
импульсному приложению сил, относятся к периоду 1954—1965 гг. В то
время автор использовал термин «резание с ультразвуковыми
колебаниями».
Чтобы обеспечить регулярное импульсное воздействие на деталь,
обрабатываемую с постоянной скоростью резания и, использовали
режущий инструмент, который совершал синусоидальные
колебания в направлении резания с постоянной амплитудой а и частотой /
таким образом, что скорость v не превышала 2яа/. При этом для
придания колебаний режущему инструменту использовали отдельный
источник энергии. Единственным средством, позволяющим
обеспечить импульсное действие сил, является приведение" режущего
инструмента в колебательное движение. Сначала было разработано
показанное на рис. 1.1, а устройство, которое позволяло реализовать
резание с вибрациями в направлении резания. Вибрации получали
при помощи отдельного вибратора, который вызывал колебания
Кумабэ Д. Поверхностная обработка. Т. 1 и 2. Изд-во «Дзикке сюппан».
17
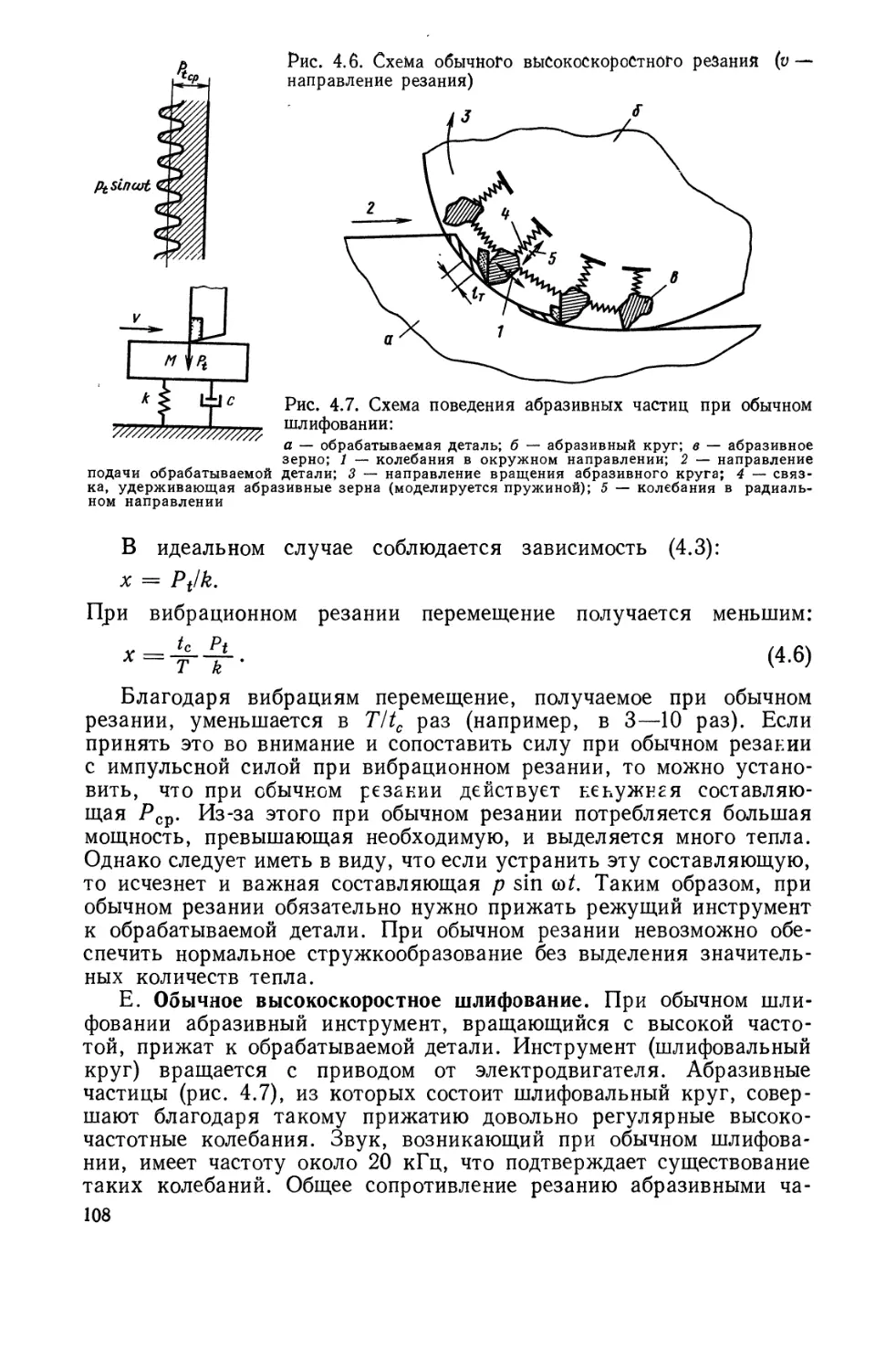
Рис. 1.1. Вибрационное и обычное резание:
а — вибрационное резание (импульсная сила резания); б — обычное резание (переменная
сила резания); la и 16 — электродвигатель малой и большой мощности; 2 —
обрабатываемая деталь; 3 — вибратор; 4 — источник питания вибратора; 5 — резец; 6 — суппорт; 7 —
ходовой винт
режущего инструмента с малой амплитудой (а = 10ч-25 мкм) в ульт
развуковом диапазоне частот (/ = 20—50 кГц). Такую обработку наз
вали резанием с ультразвуковыми колебаниями. При его исследо
вании обращали внимание на разработку соответствующего обору
дования и на закон движения рабочей кромки режущего инструмента
Такое резание существенно отличается от традиционного. Поскольку
в этом случае используются переходные процессы и, как показано на
рис. 1.1, механизм обработки стружки непосредственно обусловлен
импульсными силами резания, можно воспользоваться терминами
«импульсное резание с вибрациями», или просто «импульсное
резание». Однако в дальнейшем от этих терминов было решено
отказаться и ввести общее понятие «вибрационное резание».
При таком резании режущий инструмент совершает
колебательные движения, а в качестве источника энергии для образования
стружки используется отдельный вибратор. Это позволяет
использовать для привода главного движения источник энергии
(электродвигатель) меньшей мощности.
На рис. 1.1, б показана схема обычного резания, когда к
обрабатываемой детали, которая вращается с достаточно высокой скоростью,
прижимается режущий инструмент (резец). Для такого резания
требуются двигатели большей мощности. При традиционной схеме сила
18
резаний может быть разложена на Две СостйЁляк)Щие: ЦоСтоянйуЮ
рср и накладывающуюся на нее переменную, которая изменяется по
сложному закону и на рис. 1.1, ^.представлена тонкой линией.
Амплитуда и частота этой переменной составляющей могут изменяться
в широком диапазоне. Если воспользоваться разложением*'в фяд
Фурье и аппроксимировать переменную составляющую, то в первом
приближении ее можно представить в виде синусоиды р sin Ы
(жирная линия). Упругие колебания обрабатываемой детали и
режущего инструмента, имеющие нерегулярный характер и частоту,
изменяющуюся в широком диапазоне, равно как и значительное
выделение тепла резания при быстром вращении, оказывают при этом
виде обработки нежелательное влияние.
При обычном резании важным фактором является получение
устойчивых, т. е. регулярных колебаний по закону р sin со/ в
стационарной области. Методом вибрационного резания можно точно
обрабатывать алмазными резцами закаленные стали, резцами из
твердых сплавов —быстрорежущие стали и другие материалы.
Таким методом удается добиться прецизионной обработки с
практически идеальными показателями овальности, нецилиндричности,
непараллельности и отклонениями от плоскостности и
прямолинейности формы.
Автор в 1950 г. окончил машиностроительный факультет
Токийского промышленного технического университета и под
руководством проф. Эбихара начал заниматься научно-исследовательской
работой по технологии машиностроения. Примерно в 1953—1954 гг.
автор заинтересовался вибрационным резанием. Первый доклад
на эту тему он сделал в ноябре 1956 г. на внеочередном семинаре
по машиностроению в Окаяме. Тогда был поставлен вопрос, почему
бы не использовать при резании специально прикладываемые
колебания, хотя обычно стремятся к тому, чтобы при механической
обработке режущий инструмент не совершал колебаний. В те годы
господствовала теория резания, разработанная в трудах Мерчанта,
Шоу и др. Явления процесса резания, нуждающиеся в динамическом
рассмотрении, усредняли и анализировали со статическим подходом.
Для расчета мощности резания измеряли среднее сопротивление
резанию Рср, полагая, что эта величина соответствует
действительности. При этом предпринимали попытки провести статический
анализ по модели (рис. 1.2). Эту модель получили в результате
идеализации действительной картины, представленной на рис. 1.3. В то
Рис. 1.2.
Идеализированная модель
резания:
1 — обрабатываемая
Деталь; 2 —
постоянный шаг
формирования стружки; 3 —
резец
19
Время t
Рис. 1.3. Форма
стружки,
шероховатость
обработанной поверхности и
изменение силы
резания (уточненная
модель резания):
1 — обрабатываемая
деталь; 2 —
неустойчивый шаг
формирования стружки;
3 — резец
время усиленно пытались исследовать все явления по одному кадру,
взятому при непрерывной съемке изменяющегося механизма
образования стружки и сопротивления резанию. Те, кто непосредственно
не занимался тогда вибрационным резанием, не смогли сразу
осознать и проанализировать сопутствующие ему явления.
Известно, что многие исследователи в Японии и за ее пределами
усиленно занимались теорией резания и публиковали
соответствующие работы. Однако, по мнению автора, не было создано теории,
излагавшей сущность резания в форме, понятной даже начинающему
и способной объяснить, почему происходит резание, уменьшается ли
трение с возрастанием угла сдвига стружки на передней поверхности
или, наоборот, с уменьшением трения на передней поверхности
возрастает угол сдвига стружки. Необходимо отметить, что и до
настоящего времени многие вопросы еще остаются нерешенными.
Благодаря большому опыту, накапливаемому в промышленных
условиях, и проведению экспериментальных исследований
технология обработки непрерывно совершенствовалась.Был установлен факт,
что при высоких скоростях обычного резания можно получать
довольно неплохие результаты. В итоге начали считать, что только
повышением скоростей резания можно улучшить обрабатываемость,
и скоростное резание признавалось единственным перспективным
способом обработки, позволяющим сократить время и затраты на
обработку.
Конечно, у него были и недостатки, в основном выражающиеся
в неизбежном значительном выделении тепла, под действием которого
могла, например, деформироваться обрабатываемая деталь или
существенно снижаться стойкость инструмента. Эти трудности
преодолевали использованием смазочно-охлаждающих жидкостей или
путем создания соответствующего режущего инструмента с более
значительной прочностью при высоких температурах. Однако после
разработки таких материалов как боразон (кубический нитрид
бора) и создания керамического инструмента не появилось никакого
другого нового инструмента, который смог бы найти широкое
применение на практике.
Можно считать, что в настоящее время и высокоскоростное
резание практически уже достигло предела своих возможностей. Теперь
основным направлением развития стало внедрение станков с
числовым программным управлением. Не касаясь особенностей обработки,
связанных с использованием таких станков, следует все же отме-
20
I pstnut
Время t
тйтЬ, ^то и ЗДесЬ начинают проявляться некоторые тенденций застой
(хотя многие специалисты еще высказывают и противоположное
мнение). Даже если ограничиться станками, на которых
обрабатываемые детали вращаются с очень высокими скоростями и которые
позволяют проводить скоростное резание, и организовать
технологический процесс на основе передовой технологии, используя
соответствующее функциональное управление, то и в том случае вряд ли можно
считать, что найденное решение будет идеальным. В настоящее время
еще в полной мере не решены многие фундаментальные проблемы
механизма традиционного резания и проблемы выбора
соответствующего станочного оборудования. Наступил момент, когда
необходимо еще раз пересмотреть технологию обычного резания, развитие
которой затрудняется существенным повышением температуры
резания, и, переосмыслив имеющиеся факты, кардинально
переработать всю технологию резания.
Анализируя дифференциальные уравнения, описывающие
обработку резанием, автор пришел к выводу о том, что общее решение
этих уравнений описывает закон вибрационного резания, т. е.
обработки с импульсным приложением силы резания. Математическое
описание традиционного резания представляет собой частное решение
этих дифференциальных уравнений, когда сила резания
складывается из постоянной составляющей и наложенной на нее переменной
составляющей:
Обработка = Общее + Частное решение
резанием решение (различные виды обычного резания: высокоско-
(вибрационное ростное, высокотемпературное, низкотемператур-
резание) ное, чистовая обработка с возврати
о-поступательным движением и т. п.)
В конце книги приведен список работ, выполненных автором по
вибрационному резанию, а также по обработке давлением с
наложением вибраций. Этот список содержит статьи, опубликованные в
научно-технических и промышленных журналах, патенты, помещенные
в Патентном бюллетене, а также устные выступления. По мере
проведения научно-исследовательских работ по вибрационному
резанию автор старался сразу же публиковать патентные заявки.
Если проанализировать эти публикации по содержанию и датам,
можно составить довольно полное представление об истории
развития вибрационного резания в Японии.
Необходимо отметить, что аналогичные работы проводились и
за пределами Японии. При этом, как полагает автор, наложение
вибраций имело целью в какой-то степени усовершенствовать
традиционное резание. Из тех работ, с которыми ознакомился автор,
можно сделать вывод о том, что и в лабораторных, и в промышленных
исследованиях вибрационного резания не обращали должного
внимания на механизм возникновения стружки и на выявление сущности
процесса. Не было установлено зависимостей, связывающих режимы
резания с амплитудой и частотой колебаний, а также с направлением
колебаний по отношению к направлению резания. Основное внимание
исследователей уделялось изучению эффекта, достигавшегося при
21
наложении колебаний в rtjxoitecce резания. Помимо резаний с вибра^
циями в направлении главной составляющей силы резания были
проанализированы и другие частные случаи с наложением вибраций
в направлении осевой либо радиальной (нормальной) составляющих
силы резания. Такова общая оценка положения дел в области виб*
рационного резания.
1.2. ПРЕДПОСЫЛКИ, ОБУСЛОВИВШИЕ РАЗРАБОТКУ
ВИБРАЦИОННОГО РЕЗАНИЯ
1.2.1. Анализ механизма образования стружки
при обычном резании
Ранее при изучении резания измеряли среднее
сопротивление резанию и с точки зрения статики анализировали механизм
образования стружки в статических условиях. В 1950—1953 гг.
автор пытался получить новые материалы для такого анализа. К тому
времени им были выполнены довольно интересные наблюдения и
исследования, которые в основном имели поисковый характер.
В частности, автор изучил процесс изменения структуры металла
в зоне резания при двумерном резании, исследовал остаточные
напряжения и характер распределения напряжений в зависимости от
характера деформаций в этой области и т. д. На основании
полученных результатов сложилось мнение о том, что статический
подход к рассмотрению механизма резания, основанный на
использовании идеализированной модели (см. рис. 1.2), по которой никаких
изменений по времени не происходит, недостаточен. Механизм
резания необходимо рассматривать с динамических позиций.
Наблюдения за формой стружки. Форму стружки изучали с
помощью металлографического микроскопа, 'а ее толщину измеряли
микрометром. Это позволило построить уточненную модель (см.
рис. 1.3) и считать, что толщина стружки и интервал ее сдвига не
являются постоянными.
Если обозначить толщину срезаемого слоя через t2 и угол сдвига
через ф и принять интервал сдвига р переменным, то можно построить
рис. 1.4, из которого видно, что длины перемещений резца /п, /г2
и 1ТВ различны. Поскольку скорость резания постоянна, это
означает, что положения режущей кромки резца или обрабатываемой
детали изменяются во времени. Если учесть также и изменения
толщины стружки (рис. 1.5), то будет видно, что при тонкой стружке
(t2 — А?2) резание происходит с небольшой глубиной (tx — A^) и,
напротив, при толстой стружке (t2 + Д/а) глубина резания
оказывается большой (t± + Д^). Указанные обстоятельства означают,
что режущая кромка или обрабатываемая деталь перемещаются во
времени в направлении резания и в радиальном (нормальном)
направлении.
Наблюдения за шероховатостью обработанной поверхности. По
упрощенной модели резания (см. рис. 1.2) можно считать, что при
двумерном резании шероховатость обработанной поверхности в на-
22
Рис. 1.4. Переменные?Гзначения
перемещений резца 1Г и шага
формирования стружки р
Рис. 1.5. Переменные параметры lT, tl9
t2 и р (форма стружки и состояние
обработанной поверхности в реальных
условиях)
правлении резания Rmax = 0. Полученная поверхность в таком
случае может быть представлена прямой линией. Однако в
действительности (см. рис. 1.3) получается шероховатость #гаах, не равная нулю,
которая может быть измерена.
Если учесть изменение глубины резания во времени (рис. 1.5),
то для двумерного резания можно будет установить связь с шерохо-.
ватостью /?шах. В качестве примера рассматривается обработка
поверхности длиной 50 мм с передним углом резца ос, равным 20, 25
и 30°. Далее анализируется двумерное резание углеродистой стали
только на ширине 2 мм. На рис. 1.6 для рассматриваемого случая
представлена зависимость шероховатости от длины контакта / [мм]
обрабатываемой детали с задней поверхностью резца. Закон ее
изменения можно представить в виде Rmax =/sin|3. Эта формула
хорошо согласуется с результатами измерений. Проведенные
исследования свидетельствуют о том, что помимо упругих и пластических
деформаций обрабатываемой детали режущая часть резца или
обрабатываемая деталь совершает колебания в направлении резания или
в нормальном направлении. Резец контактирует с обрабатываемой
деталью в процессе колебаний, т. е. условия контакта меняются во
времени.
Характер обработанной поверхности. При обычной обработке
на поперечно- и продольно-строгальных станках образуется
поверхность, которая имеет блестящий
участок некоторой длины (рис. 1.7, a), RmaxtmM
начинающийся в точке касания рез-
ца с обрабатываемой деталью. За
этим участком располагается
обработанная поверхность, где чере-
Рис. 1.6. Зависимость шероховатости
поверхности i?max от длины зоны контакта детали /
с задней поверхностью резца (цифры у
условных обозначений точек—передний угол а):
/ — обрабатываемая деталь; 2 — стружка; 3 —
резец
Рис. 1.7. Поверхности,
полученные при обычном
продольном строгании (а)
и резании с вибрациями
(б):
1 — резец; / — участок
неустойчивого резания; // —
участок устойчивого реза-
дуются блестящие и темноватые участки. В области
неустойчивости, которая соответствует блестящему начальному участку,
имеет место незначительный увод резца в направлении
нормальной составляющей силы резания, например на 5—10 мкм. В резце
возникают упругие деформации, и из такого положения отклонения
начинаются небольшие колебания режущей кромки и наступает
область устойчивого резания. Если организовать резание с наложением
вибраций, то можно с самого начала попасть в область устойчивого
резания, а область неустойчивости будет полностью устранена
(рис. 1.7, б). Установлено, что даже при работе на таких жестких
станках, как продольно-строгальные, наблюдаются состояния, при
которых под действием сил резания режущая кромка резца или
обрабатываемая деталь начинают довольно заметно колебаться, т. е.
их положение меняется во времени. Когда следы от резца на
поверхности имеют регулярный характер, резание является устойчивым.
Измерение сопротивления резанию. Традиционные способы
измерения сопротивления резанию обычно применялись при низких
критических частотах колебаний. Например, сопротивление резанию
определяли расчетным путем по энергии, потребляемой
электродвигателем. При этом переменная составляющая усреднялась (см.
рис. 1.3), и получалась только статическая постоянная
составляющая, представленная на рис. 1.2. В рассматриваемом случае
представляют интерес измерения сопротивления резанию, проведенные на
испытательных машинах с использованием пьезометрических или
тензометрических датчиков. На таких машинах можно выявить и
переменную составляющую сопротивления резанию, приведенную
на рис. 1.3. Установлено, что на режущей кромке, где образуется
стружка, сопротивление резанию непрерывно изменяется.
Исследование механизма образования стружки с помощью
скоростной киносъемки. Можно разработать устройство, которое
позволяет мгновенно высвобождать обрабатываемую деталь из зажима.
Применив его, можно по микрофотографиям, полученным на
металлографическом микроскопе, провести соответствующие измерения,
которые будут характеризовать изменение структуры металла в
окрестностях режущей кромки в процессе резания. Однако следует иметь
в виду, что таким способом оцениваются лишь некоторые мгновенные
явления процесса резания. По ним нельзя судить об общей картине и,
в частности, нельзя оценить сопротивление резанию.
В рассматриваемом случае представляют интерес эксперименты
с совместным использованием аппаратуры для измерения сил ре-
24
зания и скоростной киносъемки режущей кромки инструмента
(например, со скоростью 1000 кадров в секунду). В таких
исследованиях удается установить зависимость между сопротивлением резанию
и механизмом образования стружки.
Исследования,^ проведенные на токарном станке при большой
скорости съемки и значительном увеличении, свидетельствуют о том,
что даже при прочном закреплении резца в суппорте его режущая
кромка, которую обычно считали неподвижной, совершает
неустойчивые колебания, т. е. вибрирует. Интересно отметить, что при
низких скоростях резания частоты и амплитуды этих колебаний
являются нерегулярными, а по мере повышения скорости эти параметры
постепенно принимают регулярный характер.
Из наблюдений и результатов таких экспериментальных
исследований можно прийти к выводу, что при обычном резании режущая
кромка резца, установленного в суппорте, отнюдь не неподвижна,
а совершает небольшие колебания сложного характера с
нестабильной частотой и амплитудой. В связи с этим возникает мысль о том,
что, вероятно, будет целесообразно заставить регулярно вибрировать
режущую кромку резца. Если создать такие условия, при которых
режущая кромка не будет прижиматься к быстровращающейся
обрабатываемой детали в такой степени, чтобы вызвать указанные
колебание, а инструмент будет совершать колебания под действием
отдельно установленного вибратора или колебательного привода, то
тогда поставленная цель может быть достигнута.
1.2.2. Резание при низкой температуре
Стали с объемно-центрированной кубической
кристаллической решеткой имеют при температурах около —20 °С гораздо
более низкую ударную вязкость на образцах с надрезом по Шарпи,
чем при комнатной температуре A0—30 °С). Это называется
низкотемпературной хрупкостью. У материалов типа алюминия,
дюралюминия, меди, латуни и др. с гранецентрированной кубической
решеткой эффекта низкотемпературного охрупчивания не возникает.
Представляет интерес для таких двух разновидностей материалов
провести испытание на низкотемпературное резание г при малой
скорости резания, чтобы свести к минимуму нежелательное влияние
обычного повышения температуры в процессе резания. Такое
испытание позволило бы подтвердить, что в процессе резания на режущую
кромку инструмента действуют динамические силы. В прежней
теории резания использовали допущение о том, что сила резания не
изменяется во времени и может оцениваться по законам классической
статики. Если предположить, что действует именно такая сила, то
при резании материалов с ОЦК и ГЦК решетками сопротивление
резанию и шероховатость обработанной поверхности должны быть
постоянными. Если же эти параметры у материала с ОЦК решеткой
меняются, а у материала с ГЦК решеткой остаются неизменными,
Кумабэ Д. Поверхностная обработка. Т. 1, с. 232.
25
Рис. 1.8. Схема строгания (а) и точения (б) при низких температурах (а — при
охлаждении смесью спирта с жидким азотом; б — смесью спирта с жидким азотом
или сжиженным диоксидом углерода)
то можно считать, что сила резания, действующая на режущую
кромку резца, или сопротивление резанию не являются статическими,
но изменяются по некоторому динамическому закону.
Способы резания при низких температурах, В настоящее время
существуютх различные способы резания при низких температурах,
когда обрабатываемая деталь охлаждается до температуры ниже 0°.
Строгание и точение выполняются как показано на рис. 1.8. Можно
довольно просто получить охлаждающую жидкость, температура
которой может доходить примерно до —90 °С, если к спирту добавить
большое количество жидкого азота. На рис. 1.8, а показано
строгание, при котором обрабатываемая деталь помещается в жидкость
вместе с приспособлением таким образом, что непогруженным
остается лишь участок резания. На рис. 1.8, б дана схема
низкотемпературного точения, когда охлаждающая жидкость подается струей на
вращающуюся обрабатываемую поверхность в зону резания.
Сопротивление резанию и шероховатость обработанной
поверхности. На рис. 1.9, а и б приведены результаты экспериментальных
исследований, полученные при строгании по способу, показанному
на рис. 1.8, а. Обработку проводили на длине 60 мм и ширине 2 мм.
Из,рис. 1.9 видно, что при температуре +10 °С главная
составляющая рс силы резания углеродистой стали (металла с ОЦК решеткой)
равна 510 Н. При температуре —20 °С она уменьшается до 380 Н
и при дальнейшем снижении температуры остается практически
постоянной. Таким образом, низкая температура может оказывать
довольно существенное влияние на обрабатываемость углеродистой
стали. Однако при обработке латуни, которая имеет ГЦК решетку,
рассматриваемая составляющая силы резания, которая при
температуре + 10 °С была равна 200 Н, сохраняет это значение даже при
охлаждении до —40 °С. У дюралюминия, также имеющего ГЦК
решетку, при температуре +13 °С главная составляющая силы
резания была 160 Н. Она почти не изменилась даже при охлаждении
до —40 °С. Таким образом, у материалов с ГЦК решеткой не
происходит таких значительных изменений, как у материалов с ОЦК
решеткой.
1 Кумабэ Д. Поверхностная обработка. Т. 1, с. 233.
26
Рассмотренные тенденции для рс сохраняются и для нормальной
(радиальной) составляющей pt. Далее рассматривается зависимость
шероховатости обработанной поверх-ности от температуры
охлаждения (рис. 1.9, б). Шероховатость поверхности (измеренная в
направлении обработки) у латуни с ГЦК решеткой при температурах
+ 10 и —40 °С почти одинакова (около 3,5 мкм). У дюралюминия
шероховатость поверхности тоже почти не меняется при охлаждении
и составляет в среднем примерно 2,5 мкм.
Совсем другая картина наблюдается для углеродистой стали
с ОЦК решеткой. При температуре +10 °С сталь имеет Rmax =
= 15 мкм. При обработке с охлаждением до —20 °С шероховатость
стабилизируется и резко уменьшается ^-примерно до 1 мкм.
Сопротивление резанию характеризуется такими же тенденциями
изменения.
Описанные явления необходимо было проверить на другой
колебательной системе обрабатываемая деталь — режущий инструмент.
Результаты такой экспериментальной проверки, полученные для
точения, представлены на рис. 1.10.
Углеродистая сталь (ОЦК решетка). При точении, как и в
случае строгания, с охлаждением примерно до —20 °С шероховатость
обработанной поверхности уменьшалась. При еще более низких
температурах она в основном оставалась постоянной. При этом
получались значения, почти равные геометрически обусловленной
шероховатости Rmax = s2/8R*. Исследования сопротивления резанию
проводили с охлаждением до —90 °С. Оказалось, что при очень
низких температурах сопротивление резанию не убывает по мере
снижения температуры охлаждения, но остается практически
постоянным на том уровне, который достигнут при —20 °С.
Латунь (ГЦК решетка). В качестве примера рассматривается
шероховатость поверхности, которая получилась при подаче
0,083 мм/об. При температуре 7 °С наибольшая высота неровностей
профиля Rmax составляет 2,2 мкм. Охлаждение обрабатываемой
детали даже до —90 °С почти не привело к изменению шероховатости.
При других подачах сохранилась в основном та же тенденция:
* R — радиус скругления вершины резца (мм); s — шаг волны
микронеровностей (мм), соответствующий продольной^подаче. Прим. ред.
Рис. 1.9. Зависимость
силы резания (а) и шеро-
х оватости обработанной
поверхности (б)
различных обрабатываемых
материалов от температуры
охлаждения
обрабатываемой детали (скорость
резания 2,4 м/мин,
передний угол 18°; ширина
среза 2 мм, толщина среза
600
иоо
200
**=2?
-х-г
3
¦^—Р"
+20 О -20 -W -6Q
Тетеритура* X
й —углеродистая сталь; 2
Rmax *MKM
30
20
10
Я^А^Е-
+20 V -20 -W -60
Температура* °С
- -латунь; 3 — дюралю к и««#
2?
Rmax, мкм
Рис. 1.10. Зависимость сопротивления резанию Рс и шероховатости обработанной
поверхности /?тах от температуры охлаждения детали [скорость резания 20 м/мин,
толщина среза 0,2 мм, резец изготовлен из твердого сплава группы применяемости
Р02 (геометрия 0; 20; 5; 10,6; 13,5; 23; 22°, 1 мм)]:
а — углеродистая сталь; б — латунь; цифры у условных обозначений кривых — подача,
мм/об
таких изменений, как в случае обработки углеродистой стали, не
произошло. Сопротивление резанию при —20 °С, хотя немного, но
все же возрастало. При —90 °С этот параметр получался почти
таким же, как и при 7 °С. На основании полученных результатов можно
считать, что при охлаждении латуни ниже 0 °С шероховатость
обработанной поверхности (Rmax) и сопротивление резанию (Рс)
практически не изменяются.
Структуру металла около режущей кромки резца исследовали
при низкотемпературном строгании углеродистой стали и обработке
при температуре +20 °С для следующих условий: длина резания
60 мм; ширина резания 2 мм; скорость резания 2,4 м/мин;
глубина резания (толщина среза) 0,1 мм. При температуре
+20 °С на вершине резца образовывался большой нарост. В
кристаллах, расположенных около вершины резца, происходили большие
деформации скольжения. При температуре —18 °С у вершины резца
оставался лишь небольшой нарост, который полностью исчез при
температуре —30 °С. При температуре —40 °С стружка
формировалась в результате хрупкого разрушения, при котором образуется
трещина размером около 0,01 мм (такая трещина вряд ли могла
возникнуть только под влиянием срабатывания устройства,
позволяющего мгновенно высвободить деталь.) Металл обрабатываемой
детали имел различные дефекты (ликвацию, газовые пузыри,
неметаллические включения, флокены и др.), которые являются
концентраторами напряжений и на которых зарождается трещина. При
низкой температуре под действием ударной силы резания материал
быстро растрескивается, и сопротивление движению резца
соответственно уменьшается.
28
Измерение остаточных напряжений. На рис. 1.11 приведены
остаточные напряжения, которые образуются при подаче
охлаждающей жидкости с температурой —30 °С при строгании.
Передний угол составлял 13°, а глубина резания (толщина среза)
изменялась в пределах 0,06—0,145 мм. Для определения остаточных
напряжений деталь тщательно покрывали парафином, оставляя
открытым лишь участок резания, и помещали в 20 % -ный спиртовой
раствор азотной кислоты, в котором постепенно развивалась
коррозия открытой поверхности. Использовали следующие выдержки:
3; 5; 7; 10; 15; 20 и 30 мин. После этого измеряли кривизну
протравленной поверхности и количество материала, которое
подверглось коррозии. По этим параметрам по формуле Кавады х
рассчитывали остаточные напряжения.
Для определения величины остаточного напряжения на
поверхности резания в полулогарифмических координатах строили график
остаточных напряжений а по глубине поверхностного слоя (в
зависимости от расстояния от поверхности а) и делали линейную
экстраполяцию на точку а = 0. В рассматриваемом случае при
низкотемпературном резании (б) остаточное напряжение на поверхности
составляло 300 МПа, а при обычном резании (а) — 600 МПа. Таким
образом, при низкотемпературном резании остаточные напряжения
получились вдвое меньшими. При низкотемпературном резании
глубина слоя с остаточными напряжениями растяжения была в два с
лишним раза меньше, чем при обычном резании.. Таким образом,
по различным уровням остаточных напряжений и характеру их
распределения можно было сделать вывод о том, что при
низкотемпературном резании происходит хрупкое разрушение материала,
почти не сопровождающееся деформацией. При обычном резании
стружка обычно имеет большие деформации скольжения и довольно
широкую упругопластическую область.
Связь низкотемпературных механических свойств с
низкотемпературными характеристиками шероховатости поверхности и
сопротивления резанию. Представляет интерес проанализировать
механические свойства углеродистой стали при низких температурах,
поскольку у нее в области около —20 °С возможны своеобразные
изменения. Обычно считают, что сопротивление резанию связано с
временным сопротивлением разрыву ав и с твердостью материала.
Следовательно, при низких температурах целесообразно изучить
значения ав. Исследования
показывают, что с понижением
температуры уровень сгв возра-
Рис. 1.11. Распределение остаточных
напряжений <х после обычного (а) и
низкотемпературного резания (б)
1 Измерение механических
напряжений. Научно-технический совет по
измерению напряжений. Изд-во «Аса-
кура сётэн», с, 373,
О at U О (Ц ЮЛ
Расстояние ш поверхности *чпм
4 4)
29
ан,Н-м/сп
пи
80
U0
0
'"*""
•
-U1"
^а
з л
if ">^
б
/
и
>"""•
^^гИ I^WuwJ
12кН(+12°С)
В,6кН(-20°С)
^N^\^H
12кН(-5°С)
+ 40 +Я? 0 -/0 -40 -60
Температура, °С
Рис. 1.12. Ударная вязкость при . ^^
низких температурах (хладнолом- L/ ^Ллу*
кость) углеродистой стали (а) и
латуни (б)
.Г^л
Ч^АЛлЛ^Ч
8,6кН(-30°С)
12кН(~12°С)
J w^vy^^iv^.»
WAM
8,8кН(-Ю°С)
J
*;
Рис. 1.13. Осциллограммы
сопротивления ударному изгибу
углеродистой стали (а) и латуни (б) при
проведении низкотемпературных
испытаний на ударную вязкость (на
образцах Шарпи):
а — углеродистая сталь; б — латунь;
/ — базовая линия
"Хщщ I ' у^г|
6,0кН(+12°С)
6,0кН(-30°С)
б)
стает. При температуре —20° С уменьшения ав не наблюдается.
Твердость по Бринеллю, если ее измерять на стенде,
предназначенном для определения силы резания, с охлаждением повышается,
хотя и незначительно. При температуре около —20 °С уменьшения
твердости не наблюдается.
Важным показателем является ударная вязкость на образцах
Шарпи (рис. 1.12). При температуре около —20 °С она резко
уменьшается. Температуру —20 °С можно считать переходной по ударной
вязкости. Для латуни подобных тенденций не существует. Даже
значительное понижение температуры почти не сказывается на
ударной вязкости.
Таким образом, изменение характеристик сопротивления
резанию и шероховатости поверхности при охлаждении хорошо
согласуется с температурными зависимостями ударной вязкости, т. е.
связано с низкотемпературным охрупчиванием. Наблюдается также
хорошее соответствие между силами резания и изменениями
сопротивления удару или разрушающего усилия (рис. 1.13). Этот
показатель измеряли датчиком ускорения, установленным на копре. На
приведенных осциллограммах разрушающее усилие соответствует
расстоянию от нулевой линии до максимального значения (пика).
При температуре+12 °С это усилие было равно 12 кН. При
низких температурах (минус 20—40 °С) оно уменьшилось до
8,6 кН. У латуни упомянутый показатель при температурах
испытания +12 и —30 °С был одинаковым и составлял
6,0 кН.
30
1.3. ИДЕЯ ВИБРАЦИОННОГО РЕЗАНИЯ
Низкие температуры оказывают положительное влияние
только при обработке материалов, имеющих ОЦК решетку, а в
случае материалов с ГЦК'решеткой они неэффективны. Это хорошо
объясняется низкотемпературным охрупчиванием и позволяет
предположить, что стружка может образовываться в результате серии
динамических воздействий, причем соответствующие явления
напоминают механизм разрушения при одиночном ударе на копре. Важная
роль динамического воздействия режущих кромок в механизме
резания подтверждается изучением формы стружки, шероховатости
обработанной поверхности, ее свойствами, особенностями изменения
сопротивления резанию, скоростной киносъемкой и т. п. Таким
образом, можно считать, что образование стружки не определяется
статическим действием режущей кромки на обрабатываемую деталь,
а связано с ударными динамическими воздействиями. В таком
случае за модель резания следует принимать колебательную систему
станок — приспособление — режущий инструмент — обрабатываемая
деталь, которая позволяла бы динамически (т. е. в функции времени)
проанализировать механизм образования стружки. Такой моделью
может быть модель, показанная на рис. 1.14; ею и необходимо
пользоваться при рассмотрении и анализе механизма резания.
Очевидно, что в такой колебательной системе можно путем
наложения соответствующих частот широкого спектра создать условия,
при которых слабо колеблющаяся режущая кромка будет оставаться
как бы неподвижной. В таком случае удастся реализовать идеальцую
модель резания (см. рис. 1.2). Следовательно, появится способ
прецизионной обработки, позволяющий получить идеальную
поверхность с практически нулевой шероховатостью и без отклонений от
плоскостности. При таком способе возможно будет получать сливную
стружку, которая имеет узкий и постоянный интервал сдвига.
Такая идея может быть обоснована рассмотрением динамических
характеристик колебательной системы СПИД. Вполне естественно, что
коэффициент жесткости k системы в таком случае должен быть
высоким. Помимо этого, необходимо проанализировать с новых
позиций не только абсолютные значения Pcv и /?, характеризующие
сопротивление резанию, но и
такой важный параметр как
круговая частота колебаний со, на
который раньше не обращали
достаточного внимания.
Для динамических
характеристик колебательной системы
можно в общем плане выделить
стационарную и .неустойчивую
Рис. 1.14. Модель резания с
колебательной системой резец (/) —
обрабатываемая деталь B)
у//////////,
31
область, т. е. область переходного процесса. Если различными
способами проанализировать эти области в отношении их динамических
характеристик, можно прийти к выводу, что стационарной области
соответствует уже используемое высокоскоростное резание. При таком
резании обрабатываемая деталь вращается с большой частотой, а
резец прижат к детали, что позволяет стабилизировать движение
режущей кромки, обеспечить закон изменения силы резания Рср +
+ р sin at и, таким образом, создать удовлетворительные
динамические условия для резания. Однако следует подчеркнуть, что при
таком способе на практике трудно создать силу резания, которая точно
соответствовала бы закону изменения р sin со/. Необходимо также
отметить, что скоростное резание является лишь одним из
многочисленных способов резания. На многих станках и инструментах оно
не может быть реализовано.
Выше отмечалось, что при помощи отдельно установленного
колебательного привода (вибратора) можно непосредственно заставить
колебаться рабочие кромки режущего инструмента. За счет энергии
привода можно обеспечить слабые колебания по закону р sin со Л
В таком случае удастся разработать рациональный способ резания,
при котором выделение тепла будет незначительным, а частота может
быть довольно большой. По-видимому, это позволит осуществлять
прецизионное резание.
Исследования низкотемпературного резания показали, что между
ударной вязкостью, измеренной на образцах Шарпи,
сопротивлением резанию и шероховатостью обработанной поверхности
существует тесная взаимосвязь. Режущие кромки инструмента обычно
совершают нерегулярные колебания довольно сложной формы,
которым соответствуют ударные нагрузки, действующие в направлении
резания. Вероятно, была бы идеальной организация такого резания,
при котором ударные нагрузки, создаваемые резцом, имели бы регу
лярный характер. В таком случае вместо непрерывной синусоиды
следовало бы использовать силу резания регулярного импульсного
характера.
На основании соответствующего анализа установлено, что можно
получить регулярные импульсные силы резания, развиваемые
непрерывно. Для этой цели можно использовать установленный
отдельно колебательный привод, обеспечивающий синусоидальные
вынужденные колебания инструмента в направлении резания с частотой
/ и амплитудой а, для которых при скорости резания v должно
выполняться условие
v < 2яа/.
Импульсные силы резания в колебательной системе СПИД могут
действовать и в области переходных процессов. Чем больше ширина
импульсов, тем эффективнее будут использованы эти процессы.
Способ резания, при котором учтены динамические характеристики
в области переходного процесса колебательной системы СПИД и
эти характеристики специально использованы для организации
32
импульсных сил резания, назван резанием с вибрациями, или
вибрационным резанием.
Появление таких терминов связано с использованием устройств,
обеспечивающих колебания инструмента, и тем обстоятельством,
что инструмент совершает колебательные движения. Более
подходящим термином было бы импульсное резание (резание импульсами)
или вибрационное импульсное резание, поскольку резание
осуществляется силой, имеющей импульсный характер. При этом весь период
колебаний резца не используется, и создаются такие условия, при
которых действие силы очень кратковременно и с каждым циклом
колебаний положение точки взаимодействия режущей кромки
инструмента с обрабатываемой деталью не изменяются.
В рассматриваемом случае удалось построить модель резания
путем упрощения старого сложного механизма резания. Такая
модель стимулировала возникновение идеи вибрационного резания.
Она составляет основу такого резания, которое может быть
реализовано на практике при простом механизме резания.
2 Кумабэ Д.
ГЛАВА 2
НАПРАВЛЕНИЕ КОЛЕБАНИЙ
И ЭФФЕКТИВНОСТЬ РЕЗАНИЯ
Предпочтительное направление колебания режущих
кромок инструмента согласно данным гл. 1 должно совпадать с
направлением резания, Простые геометрические соображения показывают,
что при колебаниях вершины резца под углом к направлению его
движения (направлению резания) будет ухудшаться точность
обработки, т. е. колебания окажутся вредными.
Колебания, не совпадающие с основным направлением резания,
т. е. с направлением главной составляющей силы резания (рис. 2.1),
возможны в двух направлениях: по осевой (в направлении подачи)
и по нормальной (радиальной) составляющим силы резания.
Ниже анализируется механизм резания при приложении
колебаний в направлении подачи (осевом) и нормальном (радиальном).
Можно показать, почему, за исключением особых случаев,
колебания режущих кромок инструмента (вершины резца) в этих
направлениях нежелательны. В заключение подробно рассмотрены явления
и эффекты, которые имеют место при предпочтительном
вибрационном резании — когда вибрации направлены по главной
составляющей силы резания.
2.1. РЕЗАНИЕ С ВИБРАЦИЯМИ В НАПРАВЛЕНИИ
ОСЕВОЙ СОСТАВЛЯЮЩЕЙ СИЛЫ РЕЗАНИЯ
2.1.1. Способы резания и оборудование
На рис. 2.2, а и б показано строгание и точение. Вибрации
резца обеспечиваются продольной вибросистемой, состоящей из
вибратора, концентратора и самого резца. К вибратору, обеспечиваю-
Рис. 2.1. Строгание (а) и точение (б) с приложением колебаний в различных
направлениях:
1 — по главной составляющей силы резания; 2 — по направлению подачи (в осевом
направлении); 3 — в перпендикулярном (радиальном) направлении; HP — направление резания
34
1
Рис. 2.2. Строгание (а) и точение (б) с вибрациями в направлении подачи (осевом
направлении):
1 — обрабатываемая деталь; 2 — направление колебаний; 3 — концентратор; 4 — магнито-
стриктор
щему продольные колебания, прикреплен концентратор продольных
колебаний, на конце которого установлен резец. Резец может быть
закреплен сваркой, на резьбе или на конусе. При вибрационном
резании такая система устанавливается на суппорте строгального
или токарного станка. На рис. 2.2 показаны направления вибраций
режущей кромки инструмента при резании.
Система, обеспечивающая вибрации резца (продольные
колебания) с частотой 20 кГц, показана на рис. 2.3.
2.1.2. Механизм резания
Преимущество 1. Заострение режущей кромки резца.
На рис. 2.4, а показаны движения \ которые совершает режущая
кромка при двумерном резании. Длина резания для половины цикла
Ж = vl2f.
Направление движения режущей кромки резца описывается
углом
tg 9 = о/4а/. B.1)
Угол i можно определить по формуле
i = jc/2 — arctg (у/4а/).
В общем случае можно считать г)с ж i. Следовательно,
sin ae = sin2 i + cos2 i sin a*. B.2)
В рассматриваемом случае измеренный по нормали к режущей
кромке передний угол равен а. Под влиянием угла *, который
образовался из-за вибрации инструмента, этот передний угол увеличился
до ае — так называемого эффективного переднего угла. Из формул
B.1) и B.2) можно установить, что с уменьшением скорости резания v
и возрастанием произведения амплитуды а на частоту /
эффективный передний угол ае увеличивается. Таким образом, резец с малым
1 Кумабэ Д. Поверхностная обработка. Т. 1, с. 252.
* Shaw М. С, Cook N. Н. The mechanics of three dimensional cutting
operations. Trans. ASME, 1952, 8..
2*
35
со
Рис. 2.3. Колебательная система, обеспечивающая продольные колебания резца с частотой 20 .кГц:
/ — резец; 2 — концентратор, увеличивающий амплитуду колебаний; 3 — вибратор; 4 — корпус, заполненный водой;
5 — охлаждающая вода (подвод и отвод)
Щ" i
а а
а)
. °° ^1
vs
х\л
^
Чй
В
ч
с
\/
V
3
1
1, Рс» .1
-хП
чА i iji/
UejfJ
Н^ 3
0
у*
*-|
7
ль;
ж
Силы резания, Н
г)
Рис. 2.4. Механизм движения режущей
кромки (а, б), периодическое изменение
_. переднего угла (в) и изменение силы реза-
6' ния (г):
1 — обрабатываемая деталь; 2 — резец; 3 — режущая кромка резца; / — действительная
сила резания, возникающая при синусоидальных колебаниях; // и /// — сопротивление
резанию при углах а и ае; IV — сила резания при пилообразных колебаниях (см. рис. 2.4, а)
передним углом («тупой») как бы превращается под влиянием
вибраций в резец с большим передним углом (более «острый»). В этом
и заключается эффект заострения режущей кромки резца.
Из рис. 2.4, в можно установить следующую особенность
рассматриваемого механизма резания. Используя один резец с передним
углом а, можно обеспечить резание с непрерывным изменением
переднего угла от а до ае. Изменение переднего угла может быть
довольно значительным. Проведенные исследования показывают,
что при а = 20°; / = 20,3 кГц; а = 16,5 мкм и t± = 0,03 мм в
диапазоне скоростей v = 6—200 м/мин угол ае изменяется от 85 до
21°. Результаты соответствующих расчетов показаны на рис. 2.5, б.
Следует обратить внимание на то, что при скорости резания около
200 м/мин эффективный передний угол равен геометрическому
(ае = а). На рис. 2.5, а приведены результаты измерения толщины
стружки /2 при традиционном резании в случае передних углов а =
= 30; 40; 52 и 63° для варианта двумерного резания. По двум
рассмотренным кривым можно построить теоретическую зависимость
для резания с вибрациями в осевом направлении, которая связывает
скорость резания с толщиной стружки. Такая зависимость t2 =
= Ф (v) для условий / = 20,3 кГц; а = 16,5 мкм; а = 20°; v =
= 10-f-85 м/мин приведена на рис. 2.5, в. Полученные результаты
свидетельствуют о том, что теоретическая кривая довольно хорошо
согласуется с экспериментальными данными — расхождение в
толщине стружки t2 не превышает 5—8 мкм.
37
~Xs
Jf\
.80 tt 60 40 20 я
а) Угол of и &е, град
tz,MM
от
fl02\
/II
2\ 1
v~oe
20 tfO 60
,t . V% 11/MUH
Vttl/MUH g\
40
80
120
760
200
80
6)
Рис. 2.5. Взаимосвязь между скоростью
резания v, эффективным передним углом ае
и толщиной стружки /а (обрабатываемый
материал — алюминий, передний угол а =
= 20°, частота колебаний /= 20,3 кГц,
амплитуда а = 16,5 мкм):
/ — эксперимент; 2 — теоретический расчет
На основании проведенных исследований можно установить,
что при постоянных значениях параметров / и а с увеличением
скорости резания зигзагообразное движение режущей кромки
инструмента постепенно переходит в прямолинейное движение, и
эффект заострения режущей кромки исчезает. В конечном счете
условия резания становятся такими же, как при обычном резании
с первовоначальным (геометрическим) передним углом а.
Преимущество 2. Изменение силы резания по синусоидальному
закону. Вернемся к рассмотрению рис. 2.4, а. В рассматриваемом
случае приняли, что резец совершает пилообразные колебания.
За основу можно принять силу резания Ра , которая развивается при
переднем угле ае. В точках Л, В, F сила резания Ра, соответствую-
ющая переднему углу а, превращается в импульсы мгновенного
действия. Поскольку в действительности режущий инструмент совершает
синусоидальные колебания, его передний угол также изменяется по
синусоидальному закону. Вполне естественно, что в таком случае
сила резания будет тоже изменяться по синусоиде согласно формуле
Р = Рср -|- р sin со/, где со = 2я/.
При резании с вибрациями в направлении осевой составляющей
силы резания создаются условия, при которых сила резания может
изменяться по синусоидальному закону согласно вышеприведенной
формуле. Особенность влияния вибраций состоит в том, что даже при
низких скоростях резания можно получить изменение силы резания
по такому же закону, как при идеальном высокоскоростном резании.
Необходимо воспользоваться рис. 1.14, дополнить колебательную
систему инструмент — обрабатываемая деталь и рассмотреть модель
резания. Можно считать, что рассмотренный здесь способ резания
является идеальным с той точки зрения, что он позволяет при
использовании колебательной системы обрабатываемой детали,
имеющей низкую собственную круговую частоту соп, получить высокую
за
круговую частоту со изменения силы резания по регулярному
синусоидальному закону.
Преимущество 3. Уменьшение среднего сопротивления резанию.
На рис. 2.4, г силы Ра и Ра представляют собой сопротивление
резанию, соответствующее исходному переднему углу а и
кажущемуся (эффективному) переднему углу аеу который больше угла а;
при этом Ра меньше Ра.
Среднее сопротивление резанию можно определить как полусумму:
Рср=\/2(Рае + Ра).
В общем случае можно считать, что соп значительно ниже со.
Поэтому среднее сопротивление резанию действует через
резцедержатель на суппорт и передается на весь станок. При обычном резании
сопротивление резанию Ра получается почти постоянным. Под
влиянием параметров и, а и / сопротивление резанию Ра оказывается
значительно меньшим, чем Ра. Таким образом, можно быть снижено
и Рср. Благодаря эффекту заострения режущей кромки резца и
синусоидальному воздействию на колебательную систему можно
уменьшить среднее сопротивление резанию.
Недостаток: малый период стойкости режущего инструмента.
В рассматриваемом случае одна и та же часть (вершина) резца
обычно соприкасается с обрабатываемой деталью. При этом в результате
интенсивного трения при частотах порядка 20 кГц очень быстро
повышается температура. При повышении температуры
механическая прочность режущей кромки падает. Следует также учесть, что
при вибрационном резании направление равнодействующей
сопротивления резанию периодически изменяется. В таких условиях при
обработке материалов с высоким сопротивлением резанию (например,
углеродистых сталей) в самом начале резания возникает выкроши-
вание материала режущей части резца, что в конечном счете делает
резание невозможным. Это является существенным недостатком
такого способа обработки.
2.1.3. Явления, возникающие при резании
Целесообразно сопоставить явления, возникающие при
резании с вибрациями в осевом направлении (в направлении подачи)
и при обычном резании.
Изменение формы стружки. При резании использовали резец,
который имел отрицательный передний угол 30°. При резании
алюминия с вибрациями, когда сказывался эффект заострения режущей
кромки резца, удавалось получать сливную стружку. Сразу же после
прекращения вибраций стружка становилась хрупкой.
Уменьшение средней силы резания. При использовании
устройств для вибрационного строгания и точения круговая частота
собственных колебаний соп становится мала, т. е. со > соп. Поэтому
измеренная сила резания соответствует среднему значению РСр*-
* Кумабэ Д. Поверхностная обработка. Т. 1, с. 27, 30 и 36.
39
100 v%M/nuH
Рис. 2.6. Зависимость главной
составляющей силы резания Рс от скорости
резания v, полученная при различных
передних углах резца а при обычном (/) и
вибрационном резании (//); частота
колебаний / = 20,3 кГц; амплитуда колебаний
а = 16,5 мкм; толщина среза / = 0,03 мм;
обрабатываемый материал — алюминий
На рис. 2.6 показана
зависимость главной составляющей силы
резания Рс от скорости резания
при различных передних углах а.
Частота / и амплитуда а были
постоянными, а скорость резания v
принимали переменной. Видно, что
при низких скоростях
вибрационного резания значение Рс было примерно в 5—10 раз меньше,
чем в условиях обычного резания. С возрастанием скорости резания,
поскольку угол ае стремился к а, сопротивление резанию
приближалось к наблюдавшемуся при обычном резании. Следует отметить,
что при малых передних углах, в частности отрицательных, эффект
заострения режущей кромки проявляется весьма заметно, и
сопротивление резанию резко уменьшается.
На рис. 2.7, А и Б можно установить, какое влияние при
постоянных скоростях резания и частотах оказывает амплитуда
колебаний на сопротивление резанию. Здесь приведены результаты,
полученные для алюминия и латуни. Зависимости основной
составляющей силы резания Рс от скорости резания v получены при
следующих условиях: частота колебаний 20,3 кГц; глубина резания
0,06 мм; гмплитуда а = 7; 13,5 и 16,5 мкм. Эффект заострения
режущей кромки связан с отношением скорости резания v
^произведению частоты / на амплитуду а, т. е. к скорости колебаний. На
вопрос о том, увеличение какого параметра (частоты / или амплитуды а)
более эффективно, можно ответить, что желательно увеличение
частоты /. С повышением частоты / полуциклическая длина резания
v/2f уменьшается. Это приводит к следующему. Резание при
передних углах от а до осе будет происходить на укороченной длине, умень-
\л
Щ
\
I
I
*~rJ
'\У(Я'=7/'ЙГЛ
13,5
а=16,5пкм
1
Г
Б
К м/мин 0 20 40 60 V, м/мин
Рис. 2.7. Зависимость
главной составляющей
силы резания Рс от
скорости резания v при
различных амплитудах
колебаний а при обработке
алюминия (Л) и латуни
(Б):
I — обычное резание, // —
вибрационное резание
40
шится и будет изменяться более регулярно переменная составляющая
силы резания, что уменьшит среднее перемещение х колебательной
системы обрабатываемой детали, а в конечном счете и среднее
сопротивление резанию, которое определяется как произведение
* ср =z ^к.
Износ режущей кромки. На рис. 2.4 представлена схема, когда
режущая кромка АЕ осуществляет наклонное двумерное резание
в направлении, которое составляет с главным направлением
резания угол Э. Вибрация уменьшает главную составляющую силы
резания Рс и одновременно уменьшает нормальную (радиальную)
составляющую Pf При этом возникает новая составляющая силы
резания Pf, действующая в направлении подачи. При обычном
двумерном резании, когда Э = 90°, эта составляющая отсутствует. С
уменьшением угла 8 составляющая Pf возрастает. В
рассматриваемом случае специально установлен противодействующий этим силам
вибрационный привод, который обеспечивает регулярные колебания
режущей кромки резца. При прецизионной механической обработке
резанием снижение главной и радиальной составляющих силы
резания непосредственно сопровождается не только уменьшением
мощности, но и повышением точности обработки и улучшением качества.
Поэтому использование оборудования, которое трудоемко в наладке,
и проведение соответствующих исследований технических проблем
должны окупиться. Необходимо быстро решать возникающие
проблемы и последовательно внедрять полученные результаты.
Проведенные исследования показали, что с уменьшением
скорости строгания v параметры Рс и Ри полученные при постоянных
частоте и амплитуде, значительно отличаются от получаемых при
обычном резании. На рис. 2.8 приведены результаты экспериментов,
выполненных на строгальном устройстве, на котором обрабатывали
алюминиевую пластину толщиной 1 мм и длиной 60 мм. Здесь
представлены зависимости составляющих сил резания Рс и Pt от
глубины резания (толщины среза) tx. Сопоставление полученных данных
с результатами обычного резания показывает, что вибрация в
направлении подачи всегда снижает составляющие силы резания Рс
и Pt. Из сравнения результатов для двух амплитуд 13,3 и 7 мкм
можно сделать вывод о том, что с увеличением амплитуды
составляющие PQ и Pt уменьшаются. Следует обратить внимание на то, что
соотношения между PQ и Рь при t < 0,10 и при t > 0,10 мм
противоположны: в первом случае PQ > Pt, во втором Рс. < Pf При
глубине резания t± около 0,10 мм при вершине резца образуется
большой нарост. В общем случае при малых скоростях резания
(порядка 0,2 м/мин) при обычном резании значительного нароста
при вершине резца не возникает. При резании с вибрациями такой
нарост образуется в результате того, что, как и при
высокоскоростном резании, происходит значительное повышение температуры
вершины резца в зоне резания, обусловленное трением.
На рис. 2.9 представлены зависимости, полученные при тех же
режимах резания для латуни. При глубине резания около 0,10 мм
41
12
10
v
i*
1 2
0
(
/
А
•/
,/Рс^
1
^7
1 /:
}'\
У
/
4
/
/ 1
Jj[ а=7мкм
/
"/-^*«гР
&@%-^
5J
<^"^1
ч*
Ц>рс
а=1Ъ,5 мкм
0,05 0,10 0,15 0,20 0,25
Глубина резания tf,MM
гсЛ
. 140
по
100
80
60
40
20
в
,н
•
/
/-
/
^7
.. .I... °
ш
1 Jfib
<^а=13,5мкм
S
0,05 0,10 tf,MM
Рис. 2.8. Зависимости главной Рс и
перпендикулярной (радиальной) Pj
составляющих силы резания от
глубины резания tt при вибрационной
обработке алюминия (частота колебаний
/ = 20,3 кГц; амплитуда колебания
а= 7 и 13,5 мкм); скорость резания
v = 0,2 м/мин; передний угол а = 20°:
I — обычное резание; // — вибрационное
Рис. 2.9. Зависимости главной Рс и
перпендикулярной Pt составляющих
силы резания от глубины резания tx
при вибрационной обработке латуни;
(/= 20,3 кГц; а= 13,5 мкм):
/ — обычное резание; // — вибрационное
ПР — повреждение резца
возникает значительное выкрашивание режущей кромки. Таким
образом, уже с таких небольших глубин резания имеет место
тенденция Pt > Рс.
Зависимости для углеродистой стали приведены на рис. 2.10,
При обработке с вибрациями стружка имела такие же цвета
побежалости, как и при обычном высокоскоростном резании. Для
углеродистой стали при малой глубине резания допустимая длительность
обработки с вибрациями оказалась незначительной. При увеличении
глубины резания и продолжительности обработки, когда возрастало
время трения, происходило значительное выкрашивание режущей
кромки резца. В этих случаях вибрации не только не давали
положительного эффекта, но и оказывались вредными, а резание —
невозможным.
В процессе вибрационного резания при частоте порядка 20 кГц
режущие кромки резца нагреваются трением о деталь, в результате
чего падает механическая прочность. При
резании мягких материалов типа алюминия падение
механической прочности режущих кромок
резца не вызывало существенных проблем.
Однако при обработке латуни и углеродистой
стали, характеризующихся высоким сопро-
Pc.Pt.»
чо
20
42
У\
^
2*
у
А*
ПР
0fi5 0t10 thMfi
Рис. 2.10. Зависимости главной Рс и перпендикулярной
Pt составляющих силы резания от глубины резания ^ при
вибрационной обработке углеродистой стали (/ = 20,3 кГц;
а = 13,5 мкм); ПР -— повреждение резца
тивлением резанию, с самого начала резания происходит
микроскопическое выкрашивание режущих кромок, а также образование и
удаление наростов на вершине резца. Это приводит к быстрому
износу режущей кромки и образованию больших зазубрин на ней,
что в конечном итоге делает резание невозможным. Таким образом,
существенным недостатком резания с -вибрациями в направлении
подачи является быстрый износ и повреждение режущей кромки
в результате нагрева, обусловленного трением. Другим недостатком,
например при обработке канавок, является ограничение амплитуды
вибраций и снижение точности. Поэтому такой способ обработки
может быть использован только в специальных случаях, когда
некоторые его преимущества играют более важную роль.
2.1.4. Использование вибрационной обработки
в специальных случаях
Указанные недостатки могут быть иногда компенсированы
путем использования керамического инструмента, обладающего
высокой теплостойкостью. Можно также организовать
интенсивное охлаждение режущей кромки инструмента. Возможно и
использование вибрационной обработки при малых глубинах резания.
Например, можно заставить колебаться фрезу, которая имеет большое
число режущих кромок, так что на одну режущую кромку приходится
небольшая глубина резания.
Одним из конкретных способов реализации указанных
соображений является вибрационное шлифование, при котором абразивный
круг в процессе обработки совершает осевые колебания.
2.2. РЕЗАНИЕ С ВИБРАЦИЯМИ В РАДИАЛЬНОМ (НОРМАЛЬНОМ)
НАПРАВЛЕНИИ
2.2.1. Способы резания и оборудование
Точение и строгание показаны на рис. 2.11, а, б. Резец
продольной системы колебаний может быть приварен, закреплен
на резьбе или на конусе на переднем конце концентратора,
приклеенного к вибратору продольных колебаний. Резец такой системы
устанавливают на суппорт токарного или строгального станка таким
образом, чтобы режущая кромка резца совершала колебания в
радиальном (перпендикулярном) направлении.
2.2.2. Механизм резания
При рассмотрении механизма резания необходимо
исследовать форму стружки и проанализировать мгновенные фотографии,
получаемые в процессе резания.
Форма стружки. В рассматриваемом случае точили
алюминиевый диск толщиной 1 мм и с помощью микроскопа изучали
конфигурацию стружки в продольном сечении. При таком резании формиру-
43
Рис. 2.Л1. Устройства и способы резания с вибрациями
в направлении действия перпендикулярной составляющей
силы резания:
а — схема строгания; б — схема точения; 1 — обрабатываемая
деталь; 2 — направление колебаний
Рис. 2.12. Схема формирования угла сдвига:
/ — резец; 2 — обрабатываемая деталь
ются поверхности сдвига, располагающиеся с регулярным шагом.
При этом оказывается, что шаг поверхностей сдвига
пропорционален скорости резания. На обеих поверхностях стружки
наблюдается образование цветов побежалости.
На рис. 2.12 видно, что угол сдвига получается намного
большим, чем при обычном резании. Далее поясняется механизм
резания с учетом полученных выше результатов.
Для простоты принимается, что движение режущей кромки
резца представляет собой пилообразную волну, которая имеет
амплитуду а и частоту / (рис. 2.13). Если за центр принять глубину tl9
то можно считать, что вершина резца движется между точками
t1 -f- а и tx — а. За один цикл колебания резца в направлении
резания его вершина переместится на расстояние, которое можно
представить отрезками BD или АВУ причем А В = v/f.
От точки О0 вершина резца перемещается вниз, что увеличивает
глубину резания. За полупериод колебаний вершина резца
достигает точки В. При этом часть поверхности обрабатываемой
детали AO0BD деформируется задней поверхностью резца, что
сопровождается ударными деформациями сжатия. Оставшийся полупериод
процесс протекает от точки В к точке Ог. За это время образуется
поверхность сдвига Ох7?3» и часть обрабатываемой детали BO0R0Ri
превращается в стружку OxQRzRs- За один период колебаний резца
вершина резца перемещается в направлении резания лишь на
величину v/f. Когда при движении резца глубина резания возрастает,
его задняя поверхность ударяет о поверхность детали. При этом
можно считать, что на деталь действует импульсная сила сжатия.
Когда же движение резца сопровождается уменьшением глубины
резания, под действием передней поверхности возникает деформация
44
сдвига. Можно считать, что в таком случае на обрабатываемую
деталь действуют растягивающие силы импульсного характера.
Механизм резания с вибрациями в нормальном направлении
представляет собой не что иное, как регулярное многократное
повторение рассмотренного выше образования стружки.
Для расчета угла сдвига <р, шага сдвига р и толщины стружки t2
можно воспользоваться следующими формулами.
Из рассмотрения треугольника АВОг для угла сдвига ф можно
записать следующее:
:lF/M=0?/~BC.
Поскольку OiC = 2а и ВС = v/2fy отсюда следует
Ф = arctg I2a/(v/2f)].
Толщину стружки t2 можно представить как разность
t2 = EG — HGj
B.3)
где
sin9.
т=±±±.
smcp
Здесь
0 = я — ф — (я/2 — а) = я/2 — (ф — а).
В конечном счете для толщины стружки можно вывести формулу
sin (я/2 —а —ф) 0yv sin (ф — я/2 + а)
*» = (*! +а)
-2а-
B.4)
sin ф " sin ф
Шаг сдвига р выражается отрезком Ofi. Приближенно можно
считать, что он равен отрезку АОъ что позволяет записать
v sin ф ,<у ^*
Р ~ 7" sin {я/2 + а - ф} ' ^,0'
Теперь нужно рассмотреть направление движения стружки
от точки Ог. От отрезка О±Р0 она движется назад. В конечном
положении получается отрезок АРХ. От него резец движется вперед.
При движении резца назад его передняя поверхность отдаляется
от стружки, так что между ней и
стружкой образуется зазор. При
движении резца вперед передняя
поверхность входит в контакт со
стружкой. На этой стадии
специфика виброобработки не
отличается от обычного механизма
резания.
Скорость резания, при кото- ^у
рой от точки Ог режущая кромка
Рис. 2.13. Схема механизма резания с
вибрациями в направлении действия
перпендикулярной составляющей силы
резания
45
F ACBJD
резца перемещается вперед по продолжению отрезка ОгР0,
соответствует критической скорости резания с вибрациями,
прикладываемыми в перпендикулярном направлении 1. Эту скорость обозначают
через vc и определяют по формуле
ve = 0,00024a/ tg а,
где а — амплитуда колебаний, мкм; / — частота колебаний, Гц;
vc — критическая скорость, м/мин; а — передний угол, град.
Необходимо обратить внимание на то, что приведенные выше
формулы B.3)—B.5) справедливы при скорости резания не выше
критической. Основные особенности рассмотренного механизма резания
можно кратко сформулировать таким образом.
Преимущество 1. Когда v < vc, можно получить стружку,
соответствующую гс ^ 1. При низких скоростях резания (v < vc)
можно получать непрерывную тонкую стружку, которая может быть
почти равна глубине резания tv На такой стружке наблюдаются
цвета побежалости.
Преимущество 2. Обеспечение изменения силы резания по
синусоидальному закону. При t± > а и v > vc глубина резания t± может
изменяться регулярно по синусоидальному закону с амплитудой а.
Величина Рср не будет существенно отличаться от получаемой при
обычном резании. Однако для переменной составляющей
обеспечивается синусоидальный закон изменения:
Р = Рср + р sin ю*.
Преимущество 3. Уменьшение среднего сопротивления резанию.
При tx > а и v > vc среднее сопротивление резанию Рср
уменьшается, поскольку на обрабатываемую деталь в процессе одного
цикла попеременно действуют силы растяжения и сжатия.
Переменную силу резания можно получить, если наложить на указанную
силу большие синусоидальные колебания. Необходимо отметить,
что в рассматриваемом случае уменьшение среднего сопротивления
резанию в результате снижения коэффициента трения на передней
поверхности не является существенным фактором. Уменьшение
среднего сопротивления резанию определяется сравнительно просто.
Когда t± < а и v <C vc, сила резания получается импульсной. При
этом среднее сопротивление резанию уменьшается.
Преимущество 4. Можно расчетным путем определить толщину
стружки, угол сдвига и шаг плоскостей сдвига. В рассматриваемом
случае стружка образуется по механизму резания, который
представлен для v < vc расчетными зависимостями, установленными из
геометрических соображений. Обычное резание существенно
отличается от такого резания с вибрациями.
Недостаток. Низкая стойкость режущей кромки. При условии
v <С ^с изнашиваются и передняя, и задняя поверхности резца.
Наибольшим недостатком является выкрашивание режущих
кромок, которое возможно в результате силового взаимодействия
задней поверхности резца с обрабатываемой деталью. Если как и
при обычном резании используется только передняя поверхность,
1 Кумабэ Д. Поверхностная обработка. Т. 1, с. 260.
46
Рис. 2.14. Зависимости толщины струж- о,зо
ки t2 от скорости резания v, полученные
при различных амплитудах а (/ = 20 кГц;
а = 30°; ^ = 0,031 мин; обрабатываемый 0,25
материал — алюминий): ^
/ — эксперимент; 2 — теоретический расчет ^
0,10
г//
\л V J>
\^Ус
•/
ъ
•-—•
1,7 мкп
13
vc= 4,7м/мин
9,3
в^-"—^ /fJ ?.1,1
*т-* 12 33,6
(а=1,7мкп
3,3
/и7-5
^2.
f^-f^
<а=12тм
20 40 60 80 100 у,п/мин
что соответствует v > vcy то
вибрационная обработка оказывается | o,w\
недостаточно эффективной.
2.2.3. Явления,
сопровождающие
процесс резания
Явления, происходящие
при резании с вибрациями в
перпендикулярном (радиальном)
направлении, изучали при
экспериментах на диске толщиной 1 мм, который устанавливали на оправке
в шпиндель токарного станка. В ходе опытов обращали внимание на
толщину стружки, шаг сдвига, образование заусенцев и форму
стружки. Резание проводили при следующих режимах:
частота колебаний 20 и 32 кГц; амплитуда колебаний 1,7—12 мкм;
материал резца — инструментальная сталь SKH2; резец закреплен
на резьбе; передний угол 30; 25 и 14°; задний угол 6°;
обрабатываемые материалы — алюминий и бронза; глубина резания 0,02; 0,031;
0,047; 0,06 и 0,095 мм; резание без СОЖ.
Для проведения опытов выбрали мягкие материалы — алюминий
и медь, чтобы не допустить повреждений режущей кромки резца
при ударах его задней поверхности об обрабатываемую деталь.
При обработке углеродистой стали и латуни из-за выкрашивания
режущей кромки резца стружка становилась рваной, и провести
точные измерения ее толщины не удавалось.
Зависимость толщины стружки от скорости резания. На рис. 2.14
приведены экспериментальные данные об изменении толщины
стружки в зависимости от скорости резания в диапазоне амплитуд 1,7—
12 мкм. Тонкие линии представляют собой расчетные зависимости,
которые можно получить по формуле B.4) для рассматриваемых
режимов резания. Подстановка цифр дает:
при амплитуде колебаний а = 1,7 мкм
0,0327 sin [120° — arctg (8,2'iQ] - 3,4 sin [arctg (8,2/tQ - 60°] .
sin [arctg (8,2/t/)]
*, = ¦
при а = 3,2 мкм
, _ 0,0343 sin [ 120° — arctg A5,8/»)] — 6,6 sin [arctg A5,8/») — 60°]
l*~ sin [arctg A5,8/»)]
при а = 7,5 мкм
. __ 0,0385 sin [120° — arctg C6/»)] — 15 sin [arctg C6/») — 60°] .
lz~~ sin [arctg (З6/0)] ?
M
t MM Рис. 2.15. Зависимости толщины стружки t9
- ?- от скорости резания о, полученные для
различных материалов при различных глубинах
резания tx с наложением вибраций (/ =
= 32 кГц; а = 7,5 мкм); передний угол а =
= 25°:
1 — эксперимент; 2 — теоретический расчет; / —
алюминий, i\ = 0,031 мм; // — медь, tx =
= 0,031 мм; /// — алюминий, tt = 0,047 мм;
IV — медь, tx = 0,047 мм
0 20 ЬО 60 S0 W0 vt м/мин
при а = 12 мкм
, _ 0,043 sin [120° — arctg E7,6/р)] — 24 sin [arctg E7,6/o) — 60°]
2~~ sin [arctg E7,6/t/)]
Судя по полученным данным, до скорости резания, близкой
к критической, теоретические расчетные значения довольно хорошо
совпадают с результатами экспериментов. При скоростях резания
выше критической vc фактические толщины стружки t2 могли бы
оказаться и больше, и меньше теоретических значений,
представленных прямыми линиями, построенными по вышеприведенным
формулам. Следовательно, в принципе наблюдается, обычный механизм
резания, при котором стружка все время контактирует с передней
поверхностью резца.
Влияние частоты колебаний, материала обрабатываемой детали,
переднего угла и глубины резания на характер зависимости толщины
стружки от скорости резания. Для условий, приведенных на
рис. 2.15, по формуле B.4) можно получить следующие расчетные
выражения:
при tx = 0,031 мм
, _ 0,0385 sin [115° — arctg E7t6/o)] — 15 sin [arctg E7,6/p) -65°] .
2 sin [arctg E7,6/0I
При t± = 0,0047 MM
, __ 0,0545 sin [115° — arctg E7,6/o)] — 15 sin [arctg E7,6/p) — 65°]
2 sin [arctg E7,6/o)]
Результаты рассматриваемых опытов представлены на рис. 2.15
точками. Необходимо отметить, что примерно до критической
скорости vc = 27 м/мин при всех изменениях частоты колебаний,
переднего угла резца и для всех обрабатываемых материалов
теоретические расчетные значения хорошо совпадали с
экспериментальными. Следовательно, в этом диапазоне формула B.4) справедлива.
Зависимость шага сдвига от скорости резания. Опыты по
определению шага сдвига р проводили при вибрационной обработке
алюминия со следующими параметрами: / = 32 кГц; а = 7,5 мкм; tx =
= 0,031 и 0,047 мм; v = 5-f-60 м/мин. Образующуюся стружку
собирали и покрывали защитным слоем. Затем ее подвергали плоскому
шлифованию в продольном направлении и обрабатывали наждачной
4а
бумагой. Со стружки, подготовленной таким способом, делали
микрофотографии и измеряли шаг р между плоскостями сдвига.
Полученные результаты сопоставляли (рис. 2.16) с расчетными значениями
по формуле B.5):
5
P= — v-
sin [arctg E7,6/p)]
sin [115° — arctg E7,6/i/)]
Результаты теоретических расчетов хорошо совпадали с
экспериментальными данными. Следовательно, образование стружки
соответствует такому механизму резания, для которого справедлива
формула B.5).
Зависимость угла сдвига от скорости резания. Для выявления
этой зависимости проводили эксперименты при следующих режимах:
частота колебаний резца 20 кГц; амплитуда колебаний 3,3; 7,5; 12
и 14 мкм; передний угол 20°; глубина резания tx = 0,03 мм.
Полученные результаты измерений сопоставили с расчетными данными по
формуле B.3). Тангенс угла сдвига ф рассчитывали по следующим
формулам:
а, мкм
tgq> •
3,3
15,8/я
7,5
36/у
12
53/у
14
68/у
Имеющиеся данные показывают, что до критической скорости vc
результаты теоретического расчета совпадают с результатами
опытов (рис. 2.17). Таким образом, в рассматриваемом случае
образование стружки соответствует механизму резания, для которого
справедлива формула B.3).
Торцовые заусенцы. Проведенные опыты показали, что при
скоростях резания vy превышающих критическую ис, на торцах
обрабатываемой детали (рис. 2.18) образуются заусенцы. Измеренная
ширина обработанной поверхности wc превышает ширину
обрабатываемой детали w. Опыты проводили при следующих режимах резания:
частота колебаний 20 кГц, амплитуда колебаний 12 мкм, передний
угол резца 14°, глубина
резания 0,02; 0,06 и 0,095 мм. На
рис. 2.19 представлены экспери-
80
60
\
I 40
§20
vc=9,3 м/мин
Чс=38м/мин
уг'=33,8 м/мин
vc=21,1 м/мин\
20 40 60 v, м/мин
Рис. 2.16. Зависимость шага сдвига р
от скорости вибрационного резания v
(f = 32 кГц; а = 7,5 мкм) при двух
значениях tx (передний угол а = 25°;
обрабатываемый материал —
алюминий; расчетные данные)
О
10
20 30 v, м/мин
Рис. 2.17, Зависимости угла сдвига ф
от скорости резания v с наложением
вибраций (точки — эксперимент;
кривые — теоретический расчет; цифры у
отштрихованных линий — критическая
CKOpQCTb резания vc, м/мин)
49
wc> w
we«w
Рис. 2.18. Схема образования заусенцев на торцовой
поверхности (/ — резец)
ментальные зависимости ширины обработанной
поверхности от скорости резания v.
Проведенные опыты показывают, что,
начиная с критической скорости резания ус~17 м/мин,
при обработке детали шириной 1 мм при
всех опробованных глубинах резания t2
начинают появляться заусенцы, которые
увеличиваются с возрастанием скорости резания.
При скоростях резания ниже упомянутой критической заусенцы
практически не появляются. С возрастанием скорости v постепенно
увеличивается объем материала детали, подвергающийся сжатию
задней поверхностью резца, и начинают появляться заусенцы.
Когда скорость резания превышает критическую vc, передняя
поверхность резца постоянно соприкасается со стружкой. При этом
происходит также силовое взаимодействие передней поверхности
резца с обрабатываемой деталью. Это приводит к образованию
больших заусенцев, так что после резания ширина обработанной
поверхности получается очень большой.
Как показано выше, при обычном резании происходит постоянное
силовое взаимодействие детали и инструмента при их перемещении
в направлении резания. При этом определить расчетным путем
толщину стружки, угол сдвига и шаг сдвига не представляется
возможным. В случае вибрационной обработки механизм резания
оказывается простым и настолько ясным, что упомянутые выше
параметры можно определить по расчетным зависимостям, в которые
входят скорость резания, глубина резания, передний угол резца, а
также частота и амплитуда вибраций. Резание с вибрациями в
перпендикулярном (радиальном) направлении удалось реализовать для
материалов типа алюминия, меди и т. п., т. е. материалов, имеющих
довольно низкую прочность по сравнению с механической прочностью
режущей кромки инструмента.
Для углеродистой стали и латуни, характеризующихся высоким
сопротивлением резанию, стружка оказывается рваной. Сразу после
резания этих материалов режущая кромка выкрашивается, и в
конечном счете дальнейшее резание становится невозможным, что
является существенным недостатком. Таким образом, можно сделать
\мс=17п/мин^
Г " /1 \f 1
60 о го чо 60 о
Скорость резания v, м/мин
Рис. 2.19. Зависимость образования заусенцев на торцовой поверхности от скорости
резания (/х — глубина резания; vc — критическая скорость)
50
вывод о том, что резание с вибрациями в перпендикулярном
направлении или в направлении подачи не может считаться универсальным. -
Такие способы резания могут быть использованы лишь в
специальных случаях.
2.2.4. Специальные случаи применения
При сверлении материалов типа дерева, алюминия, меди
и т. п. можно заставить вибрировать сверло в осевом направлении.
Это соответствует резанию с вибрациями в направлении действия
радиальной (перпендикулярной) составляющей силы резания.
В других случаях такой вариант вибрационного резания не
используется.
2.3. РЕЗАНИЕ С ВИБРАЦИЯМИ В НАПРАВЛЕНИИ
ГЛАВНОЙ СОСТАВЛЯЮЩЕЙ СИЛЫ РЕЗАНИЯ
2.3Л. Способы резания и оборудование
На рис. 2.20, а и б показаны в самом общем виде схемы
точения и строгания. Резание проводили инструментом продольной
колебательной системы, обеспечивающим вибрации в направлении
главной составляющей силы резания. Такое оборудование
устанавливали на суппорт токарного станка или на ползун строгального
станка, обращая внимание на положение узлов колебаний в
концентраторе. Для проведения фундаментальных исследований
резания с вибрациями вполне достаточно применить инструмент
продольной колебательной системы.
Оборудование для вибрационного строгания. В устройстве для
ультразвукового строгания, разработанном в середине 1950-х
годов, автор приварил к концу излучателя резец и установил рядом
гравировальный станок, обеспечив возможность автоматического
перемещения его стола в вертикальном направлении. На столе было
закреплено устройство для измерения составляющих сил резания,
а вместо резца установлена заготовка. В итоге получился стенд для
экспериментальных исследований. На рис. 2.21 показана схема
устройства, с помощью которого измеряли силы резания.
Из рис. 2.22 видно, как определяли главную Рс и
нормальную Pt составляющие силы резания. Амперметр показывал силу тока
возбуждения колебаний вибратора. Выходная мощность и
амплитуда были пропорциональны
этой силе тока. Приведенные
кривые впервые показали, ^
что при наложении вибра- ^^
ций сила резания резко <р<
уменьшается. I \
Рис. 2.20. Способы строгания (а) и
точения (б) с вибрациями (/ — на- ' I
правление колебаний)
51
?ис. 2.21. Устройство
для измерения
составляющих силы резания:
1 — обрабатываемая
деталь; 2 — резец; 3 —
электрические контакты для
определения положения; 4 —
к шлейфовому
осциллографу; 5 — вибратор; 6 —
упругое кольцо; 7 — сигнал
от тензометрических
датчиков; 8 — концентратор
колебаний
Экспериментальное устройство для исследования вибрационного
строгания. С помощью рассматриваемого устройства (рис. 2.23)
в процессе резания можно точно измерять частоту и амплитуду
колебаний, записывать колебания, определять нормальную и главные
составляющие силы резания, а также устанавливать степень
повреждения режущей кромки, шероховатость обработанной поверхности,
износ задней поверхности резца, стойкость к коррозии, форму
стружки и др.
А /1
\л '
Ли
' &\
Рис. 2.22. Способ измерения двух составляющих силы резания и экспериментально
измеренные их изменения (частота колебаний 18,4 кГц; амплитуда 5 мкм; передний
угол 18°; скорость резания 0,3 м/мин; обрабатываемый материал — алюминий;
ширина 1,5 мм; резание без СОЖ):
/ — обычное резание; // — резание с вибрациями DА, 5А, 7А); / — нулевая точка; 2 —
линия определения положения
52
Рис. 2.23. Схема устройства для экспериментального исследования строгания с
вибрациями:
1 — резец; 2 — концентратор; 3 — вибратор; 4 — генератор ультразвуковых колебаний;
5 — i^C-генератор (колебательный контур); 6 — электронно-лучевая трубка; 7 —
электроннолучевая трубка с однократной разверткой, используемая для измерения силы резания; 8 —
усилитель сигнала с пьезодатчика; 9 — пьезодатчик, 10 — шлейфовый осциллограф; 11 —
электрические контакты, предназначенные для определения положения; 12 — сигнал от
тензометрического датчика; 13 — обрабатываемый материал; 14 — микрометр, 15 — ос-
лло грг.ф для контроля за положением резца
При отсутствии цифрового счетчика частоту колебаний можно
определить по фигурам Лиссажу при одновременном
использовании генератора колебаний — контура RC. Амплитуду колебаний
резца можно регулировать, варьируя силу тока возбуждения
колебаний, подводимого к УЗ генератору. Происходящие в процессе
резания колебания резца измеряют с помощью датчика
микроперемещений по изменениям электрической емкости. В рассматриваемом
случае даже при некотором искажении сигнала тока возбуждения
колебания резца могут оставаться синусоидальными.
Разработанное устройство позволяет фиксировать изменения
колебаний резца, происходящие в процессе резания. Силы резания
измеряли тензометрическим методом. С этой целью использовали
упругое кольцо, на которое были наклеены тензометрические датчики.
В ходе опытов можно было записывать и импульсные силы резания.
Для этого использовали пьезодатчики. Сигнал изменения
напряжения на них подавали на однокоординатный (имеющий однократную
развертку) электронно-лучевой осциллограф, с экрана которого
можно было делать фотоснимки. Устройство для измерения силы
резания имело низкую частоту собственных колебаний. Средняя сила
резания, записанная на шлейфовом осциллографе с низкими
частотными характеристиками, как показали исследования, получилась
такой же, как и при использовании электронно-лучевого
осциллографа. Если для измерения силы резания используется
устройство с низкой частотой собственных колебаний, то нет необходимости
применять самопишущую аппаратуру с высокими частотными
характеристиками и дорогостоящую измерительную аппаратуру.
53
V7777777777ft7777777ff7777777777777777ff77>
Pcv
300
250
200
1ЧП
100
\5D
^
A 0
у Pec
-
-
v
\A
L—jfJu
H
/*
/
t
;-4*
V
I
•
^Pcc I
Pcv I
0,05 f0,W 0,15t1tMM
Рис. 2.24.?хема устройства для
вибрационного резания,, предназначенного
для экспериментальных исследований
(частота колебаний 20 кГц):
1 — 6 — в тексте; 7 и 8 — подвод и отвод
охлаждающей воды; 9 — отверстие для
подвода электрического кабеля
Рис. 2.25. Зависимости главной
составляющей силы резания от глубины
резания tx при обычном (I) и
вибрационном (II) точении (частота колебаний
18,4 кГц; амплитуда 5 мкм; передний
угол 22°; скорость резания 0,2 м/мин;
обрабатываемый материал —
алюминий, двумерное резание без
использования СОЖ; ширина резания 1,5 мм)
Устройства для вибрационного строгания, предназначенные для
практического использования, описаны в гл. 9.
Экспериментальные устройства для исследования вибрационного
точения. Для точения в общем случае s <C ^D, и направление,
соответствующее главной составляющей силы резания, можно
ориентировать по касательной в сечении, сделанном под прямым углом к оси
обрабатываемой детали. Поэтому для резца 1 продольной
колебательной системы (рис, 2.3) применяют схему, показанную на рис. 2.24.
Корпус 2 с размещенным внутри него магнитострикционным
преобразователем располагают перпендикулярно к плоскости основания
суппорта. При этом его закрепляют с помощью стойки б, которая
размещается на суппорте токарного станка, монтажной пластины <?,
расположенной на стойке 6, и фиксирующего приспособления 5.
С помощью регулировочного устройства 4 добиваются такого
положения, при котором вершина резца располагается ниже оси
вращения детали О лишь на величину амплитуды а. Внутри корпуса 2
устанавливают никелевый магнитострикционный вибратор, при
работе которого выделяется тепло. Для охлаждения вибратора в
корпусе циркулирует вода G и 8). Такое устройство использовали для
резца, вибратор продольных колебаний которого работал при
частоте 20 кГц. При частоте 10 кГц размеры устройства получаются
более значительными, а при частоте 30 кГц оно может иметь
меньшие габариты. В 1958—1960 гг. такой вибратор считался самым
эффективным. Устройства для вибрационного точения,
предназначенные для практического использования, описаны в гл. 8.
54
2.3.2. Явления, сопровождающие процесс
резания
Выше были рассмотрены механизмы резания с вибрациями
в направлении подачи и в перпендикулярном направлении. Исходя
из этих механизмов, проанализировали явления, возникающие
при резании. Ниже рассматриваются основные из них.
Для рассматриваемого случая механизм резания подробно
изложен в гл. 3.
Зависимости силы резания от глубины резания. На рис. 2.25
приведены зависимости основной составляющей силы резания от
глубины /1э полученные при двумерном строгании с очень низкими
скоростями. Здесь сопоставляется обычное резание с вибрационным.
При о > соп все главные составляющие силы резания представляли
собой среднюю силу резания Рср.
При вибрационном резании для главной составляющей силы
резания Pcv можно записать
Рсо = tg ел.
При обычном резании составляющая силы резания Рсс может быть
представлена формулой
Исследования показали, что при вибрационном резании
составляющая Pcv изменяется по линейному закону — ее график проходит
через начало координат и имеет небольшой угол наклона Qv к оси
абсцисс. Иными словами, при возрастании глубины резания tx сила
резания Pcv увеличивается лишь незначительно. Как указывалось
выше, при обычном резании график для составляющей Рсс начинается
с некоторого постоянного значения Рс0. Этот график тоже имел вид
прямой линии, но с большим углом наклона 0С. Необходимо
отметить, что в случае вибрационного резания при нулевой глубине все же
имеется некоторая сила резания, соответствующая Рс0. Однако ее
значение невелико и им можно пренебречь.
В качестве примера здесь приведен случай резания мягкого
материала (алюминия). Однако на основании имеющихся данных
можно считать, что линейная зависимость tg 0^ характерна и для
других металлов. Характерно и соотношение 0^ <^ 0С. Таким
образом, можно считать, что Pcv <C РСс> т- е- главная составляющая силы
резания с вибрациями значительно меньше соответствующей силы
при обычном резании.
Зависимость силы резания от переднего угла. На рис. 2.26
приведены зависимости главной и перпендикулярной (радиальной)
составляющих сил резания от глубины резания для двумерного
строгания с очень малой скоростью. В качестве обрабатываемого
материала использовали алюминий. Выбор такого мягкого материала
обусловлен тем, что при слишком больших сопротивлениях
резанию, воздействующих на колебательную систему, частота и
амплитуда колебаний, а также и величины импульсной силы не изменя-
55
Ъ,Ъ.Н
що
20
• ^:
U-
ж
1,0
?0,8
I
^0,4
Л
I
»Jla-
. --я
ю го щ
Передний угол <у, град
10
20
30
Передний угол с/, град
Рис. 2.26. Влияние переднего угла резца а на главную Рс и перпендикулярную
{(радиальную Pt) составляющие силы резания, а также на коэффициент резания гс
шри обычном (/) и вибрационном (//) резании (частота колебаний 20 кГц; амплитуда
15 мкм; скорость резания 0,2 м/мин; глубина резания 0,05 мм; обрабатываемый
материал — алюминий; двумерное резание без использования СОЖ; ширина реза-
лия 1,5 мм)
.лись. Испытания вибрационного резания сначала целесообразно
'проводить на алюминии, а затем, проанализировав работу
колебательной системы и изучив износ режущей кромки, можно переходить
к обработке более твердых материалов с высоким сопротивлением
резанию.
В диапазоне передних углов резца 15—25° сохранялось
соотношение Рс > Pt. При резании с вибрациями обе эти составляющие
принимали постоянные значения, практически близкие к нулю.
Вибрации резко уменьшали как главную, так и перпендикулярную
(составляющие силы резания —jb 10 раз по сравнению с их уровнем
'при обычном резании. В правой части на рис. 2.26 приведены
зависимости коэффициента резания гс* от переднего угла. При обычном
резании этот коэффициент составлял примерно 0,1—0,2, а при
вибрационном увеличивался до 0,90—0,98. Имеющиеся данные
подтверждают, что составляющие силы резания Рс и Pt практически не зависят
ют переднего угла.
Зависимости силы резания от амплитуды колебаний.
Рассматриваемые зависимости, полученные для различных металлов при
двумерном строгании с очень низкой скоростью, представлены на
рис. 2.27 и 2.28. Для обычного и вибрационного резания
сопоставили зависимости главной составляющей силы резания Рс от
амплитуды а. На рис. 2.27 представлены результаты, полученные при
резании алюминиевой пластины шириной 1,5 мм. При обычном
резании (когда а — 0) главная составляющая силы резания Рс — 67 Н.
При амплитуде колебаний а = 1,7 мкм она уменьшилась до 8 Н.
Перпендикулярная составляющая силы резания при а = 0 имела
величину 20 Н; при амплитуде 1,7 мкм она уменьшилась до 5 Ц.
С возрастанием амплитуды а обе составляющие силы резания па-
степенно уменьшались. При амплитуде а = 9,9 мкм составляющая Pt
снижалась до 3 Н.
Имеется в аиду величина^ обратная продольной усадке стружки. Прим., редь
56
Помимо рассмотренных зависимостей проанализировали и
шероховатость поверхности. При обычном резании (а ---= 0) получалась,
поверхность с Rmax = 4,5 мкм. При вибрационном резании с
амплитудой колебаний 6,6 и 8,3 мкм обработанная поверхность
получалась гораздо более гладкой — наибольшая высота неровностей
профиля Rmax не превышала 0,9 мкм. При амплитудах колебаний
9,9 и 10,2 мкм высота микронеровностей еще более уменьшалась.
Необходимо отметить, что при рассмотренных режимах обработки
нарост на резце не образовывался.
На рис. 2.28 показаны изменения составляющих сил резания Рс
и Pt в зависимости от амплитуды колебаний по данным
экспериментов на пластине из углеродистой стали S20C шириной 1,5 мм. При
обычном резании главная и перпендикулярная составляющие силы
резания были равны 200 и 50 Н. При резании с вибрациями обе1
они снизились до 10 Н, или в среднем примерно в 5—10 раз.
Представляет интерес проанализировать изменение характера?
зависимостей сила резания — амплитуда при повышении частоты
колебаний. На рис. 2.29 приведены результаты для диапазона
частот 20—40 кГц. При нулевой амплитуде были получены значения!
Рс = 43 Н и Pt = 13 Н. В дальнейшем с возрастанием амплитуды
соотношение Рс > Pt сохранялось, но обе составляющие постепенно
уменьшались, а при а > 5 мкм принимали почти постоянные
значения. При низкой скорости резания @,2 м/мин) с повышением
частоты колебаний от 18,4 до 40 кГц средняя сила резания (которую
замеряли устройством, имеющим низкую частоту собственных
колебаний) почти не изменялась.
Зависимости сил резания от скорости резания. На рис. 2.30
приведены результаты экспериментов при вибрационном точении алю-
Pc,Pt>H
8 а, мкм
Рис. 2.27. Зависимости главной Рс и
перпендикулярной Pf составляющих
силы резания и шероховатости
обработанной поверхности Rmax от
амплитуды колебаний (частота колебаний
18,4 кГц; передний угол 22°; глубина
резания 0,05 мм; скорость резания
0,2 м/мин; ширина резания 1,5 мм) при
вибрационной обработке алюминия
Pc.Pt'H
200
L,., i
:_-г.г
- — -о-
1
160
120
80
U0
О 4 8 12 аумкн
Рис. 2.28. Зависимости главной Рс
и перпендикулярной Pt составляющих
силы резания от амплитуды колебаний
а (частота колебаний 20 кГц; передний
угол 12°; глубина резания 0,05 мм;
скорость резания 0,2 м/мин; ширина
резания 1,5 мм) при вибрационной
обработке углеродистой стали
57
so
kO
30
20
10
i
i
л
^
\Pt
S/
<3
A
•^
_ Л
•_ш
f=20Krq
_A.
ь
\
i\
к.
^
/'
f=30i<ru,
о E—-^ 6--Q-
»
k <
f=UO«ru,
л
—о-
10 12 H 16 0 2 4-
Амплитуда а,мкм
8 10 0 2 4
Рис. 2.29. Зависимости главной Рс и перпендикулярной Pt составляющих силы
резания от амплитуды а при различных частотах колебаний / B0; 30 и 40 кГц);
передний угол 12°; глубина резания 0,05 мм; обрабатываемый материал — алюминий
миниевого диска, имеющего ширину 1 мм. Опыты проводили на
устройстве, показанном на рис. 2.24. Зависимость средней величины
главной составляющей силы резания Рс от скорости резания
представлена штриховой линией. С возрастанием скоросги резания этот
график приближается к наблюдаемому при обычном резании, т. е.
параллельному оси абсцисс (Рс « 30 Н). Сплошной линией показан
график зависимости толщины стружки t2 от скорости резания v.
Здесь подтверждается указанная выше тенденция: этот график
с возрастанием скорости резания постепенно переходит в
прямую, параллельную оси абсцисс (как для обычного резания,
когда t2 = 0,10 мм при всех скоростях резания). При
скоростях v, превышающих 40 м/мин, кривая почти совпадает с этой
прямой.
При вибрационном резании со скоростью 10—20 м/мин
образование стружки существенно облегчается, и стружка отделяется без
особых затруднений. При обычном резании на режущей кромке резца
легко образовывался нарост. Напротив, наложение вибраций
позволило полностью исключить образование нароста и резко
уменьшить длину контакта стружки с передней гранью резца.
С повышением скорости резания сила резания и толщина стружки
постепенно приближались к значениям, характерным для обычного
резания. При этом явления, характерные для вибрационного
резания, постепенно исчезали, и в конечном счете резание с
вибрациями вырождалось в обычное.
*2>мм\ | | | | \PCtH Зависимость силы резания от ча-
0,12
0,08
0,04\~<
ч
l^VF-
W7
uv.
¦ ¦
Ыг
far»—-"S
'Рс
I
>-
>-
1 ¦
рЛ
60
40
20
0 20 40 SO v, м/мин
стоты колебаний. Влияние частоты
Рис. 2.30. Зависимости главной составляющей
силы резания Рс и толщины стружки t2 от
скорости резания v [частота колебаний 20 кГц;
амплитуда колебаний 45 мкм; передний угол 30°;
подача (глубина резания) 0,03 мм/об]:
/ — обычное резание; // — вибрационное
58
Рс.Н
40
20
Рс.Н
1 ' '
\10кГц,10мкм
ли
иЛ
Ь ВБ
11 i 1
\Т~
40
20
20 40 60
Рс,Н
80
40
ЪЛ
20кГц, 70тм 1
I
&р*п
Л
—о
[ 1 ¦¦ 1 1 1
30 кГц, 6 мкм
#>
JU
г**
/
SB&
40
20
Л
[У
1 1 1
40 кГц, J мкм
А
I
80 100 120 0 20 40 60
Скорость резания к м/мин
80 100 120
Рис. 2.31. Зависимости главной составляющей силы резания Рс от скорости
резания v при различных частотах и амплитудах (передний угол 20°; глубина резания
0,03 мм; обрабатываемый материал — алюминий; ширина резания 1 мм):
/ — обычное резание; // — вибрационное; ВБ — предполагаемый график (область дрожания)
колебаний на характер зависимостей главной составляющей силы
резания от скорости резания показано на рис. 2.31. В общем
случае можно считать, что с повышением частоты колебаний резца
амплитуда колебаний уменьшается. Из приведенных данных можно
установить взаимосвязи между амплитудой и частотой. На всех
четырех графиках Рс—v амплитуды и частоты были различными.
Для исследованных амплитуд и частот были выявлены следующие
скорости резания, при которых сила резания получалась такой же,
как при традиционном резании (сплошные вертикальные линии):
Частота, кГц 20 30 40
Скорость резания, м/мин 78 68 45
Значения этих критических скоростей резания оказались
различными. В диапазоне низких скоростей резания с возрастанием
скорости сила резания постепенно возрастала и приближалась к уровню,
характерному для обычного резания. Это является общей
закономерностью для характеристики скорости резания.
При частоте колебаний резца 10 кГц получалось очень большое
расстояние от вершины (режущей кромки) резца до положения
узлов колебаний концентратора, используемого для увеличения
амплитуды колебаний. При этом резец получался недостаточно жестким.
Поскольку с возрастанием скорости резания увеличивалось
сопротивление резанию, примерно при скорости 45 м/мин начиналось
дрожание, и резание становилось невозможным. По данным для трех
последовательных частот B0; 30 и 40 кГц) можно сделать вывод о
том, что до скорости 38 м/мин рассматриваемые зависимости похожи.
Продолжение воображаемой линиц (ВБ) при скорости резания около
75 м/мин, видимо, даст такое же значение составляющей Рс, как
при обычном резании. Следует отметить, что сила резания
изменяется пропорционально произведению частоты на амплитуду, т. е.
пропорционально скорости колебаний и скорости резания.
59
50-щ
40%
30%
201
j 501
40%
30%
20%
10%
Л —-w \A
Рис. 2.32. Сопоставление длин стружки алюминия (а) и углеродистой стали (б)
при обычном (/) и вибрационном (//) резании; HP — направление резания; НП —
начало процесса обработки
Наблюдения за стружкой. Опыты проводили в условиях,
представленных на рис. 2.27 и 2.28. Рассматривали строгание детали
длиной 60 мм. Примерно на расстоянии 50 мм от начала реза
прекращали подачу стола и вместе со стружкой снимали деталь со станка.
После этого сопоставляли длины стружки. На рис. 2.32 видно, что
стружки значительно различались по длине. У различных материалов
при резании с вибрациями получалась очень длинная стружка, и
коэффициент резания гс был около единицы. При обычном резании
на таких же режимах стружка была короткой, а коэффициент гс
составил 0,2—0,3.
На рис. 2.33 показана стружка, полученная при обычном и
вибрационном резании алюминиевой пластины шириной 1 мм на длине
50 мм. Частота колебаний (во втором случае) была 21,7 кГц,
амплитуда — 20 мкм; передний угол составлял 0°, скорость резания —
1 м/мин. В обоих случаях использовали подачу 0,2 мм. По всей длине
стружку не срезали; резец останавливали, не доведя до конца
детали, а стружку не отделяли от обрабатываемой пластины. Форма
стружки, полученной при резании с вибрациями, существенно от-
60
Ф
личалась от характерной для обычного резания. При резании с
вибрациями стружка получалась тонкой и длинной, а при обычном
резании — толстой и короткой. Необходимо также отметить, что при
обычном резании по обеим сторонам стружки образовывались
большие заусенцы. В случае вибрационной обработки заусенцы на
стружке не образовывались. На боковых сторонах обработанной
поверхности заусенцев тоже не было.
Для получения опытных точек (см. рис. 2.27) толщину
алюминиевой стружки t2 измеряли микрометром. Коэффициент резания гс
при этом составил 0,8—1,3. При обычном резании (когда а = 0)
этот коэффициент составляет примерно 0,2. При вибрационном
резании гс в среднем примерно равен единице. Превышение им единицы
можно объяснить следующим образом. На колебательную систему
резца, которая теоретически должна совершать только продольные
колебания, накладываются еще и изгибные колебания. В результате
режущая кромка резца, которая должна двигаться по прямой
линии, совершает движение по окружности. При этом необходимо
принимать во внимание механизм резания с вибрациями в
перпендикулярном направлении под действием составляющей силы резания,
действующей в том же направлении. В таких условиях для мягких
материалов типа алюминия толщина стружки t2 получается заметно
меньше глубины резания tv
На испытательной машине с усилием 50 Н испытали стружку
на растяжение Временное сопротивление разрыву составило 132 МПа,
что близко к показателю прочности при растяжении основного
материала обрабатываемой детали A57 МПа). Примерное равенство
обоих показателей свидетельствует о том, что при вибрационном
резании стружка формируется без ее упрочнения и возникновения
трещин. При обычном резании получается стружка с временным
сопротивлением разрыву 196 МПа. Испытания на изгиб такой стружки
показывают, что она легко ломается уже при малом прогибе. Стружка,
полученная при вибрационном резании, оказывается значительно
более прочной — при испытаниях на гиб с перегибом она
выдерживает несколько циклов.
При вибрационном резании таких материалов, как углеродистая,
коррозионно-стойкая, закаленная и быстрорежущая сталь и т. п.,
заусенцы не появляются даже на стружке. При этом стружка имеет
бело-пепельный цвет и является
непрерывной сливной. Это
характерно для строгания при низких
скоростях резания. При точении,
как можно видеть из рис. 2.30,
постепенное повышение скорости
резания приводит к тому, что
толщина стружки возрастает, и реза-
Рис. 2.33. Формы стружки при обычном
(/) и вибрационном (//) резании; HP —
направление резания
61
U*H»W»VWVW»VHrt
^^N^KNN^NW4H
^iW^^A^J^^H^twJ
L^^j^^
kft^^fr
'^ЛЦ^^УШ
U^H^v^^^^
M/MUH MKM
W',3Z
13; 32
зо;32
45't32
7о;зо
100164
Рис. 2.34. Влияние скорости резания
v на шероховатость обработанной
поверхности Rmax
б, МП а
100 Г
0,05 0,10 0,15 0,20
Расстояние от поверхности, мм
-wot-
Рис. 2.35. Остаточные напряжения а
в поверхностном слое при обычном
резании
ние с вибрациями начинает приближаться к обычному. При
скоростях, превышающих некоторое (критическое) значение, стружка
в конечном счете получается такой же, как при обычном
резании.
Влияние скорости резания на шероховатость поверхности. Для
изучения этого влияния провели опыты при следующих условиях:
частота колебаний 20 кГц; амплитуда колебаний 12 мкм; подача
0,063 мм/об; глубина резания 1 мм. Резание осуществляли
проходным резцом, главный угол в плане Кг которого составлял 57°, а
вспомогательный угол в плане К2 — 38°. Обрабатывали алюминий с
временным сопротивлением разрыву ав = 83 МПа.
При проведении опытов скорость резания постепенно
увеличивали от 10 до 100 м/мин. Шероховатость обработанной поверхности
измеряли на аппарате Шмарца. Ее взаимосвязь со скоростью
резания показана на рис. 2.34.
Геометрическая шероховатость поверхности Rth при
рассматриваемом режиме обработки составляет 32,8 мкм. При скоростях
резания 10; 19 и 30 м/мин наибольшая высота неровностей
профиля Rmax составляла 32 мкм, т. е. была почти равна Ru;
следовательно, шероховатость поверхности определяется геометрическими
условиями. При скорости резания 45 м/мин довольно заметной
становится шероховатость в окружном направлении. При этом
наибольшая высота неровностей составляет 32 мкм и почти равна Rth. Когда
скорость резания достигает 70 м/мин, форма микронеровностей
обработанной поверхности начинает становиться непостоянной. При
скорости 100 м/мин регулярность шероховатости, наблюдавшаяся
при меньших скоростях, полностью исчезает. Можно считать, что
в конечном счете получается такое состояние обработанной
поверхности, которое характерно для обычного резания.
Таким образом, шероховатость поверхности при вибрационном
резании с возрастанием скорости резания увеличивается. Если
скорость резания превышает некоторое значение, при дальнейшем ее
повышении шероховатость поверхности становится такой же, как
при обычном резании, т. е. положительный эффект, оказываемый
вибрациями, исчезает.
62
В диапазоне скоростей резания v примерно 10—30 м/мин, если
не изменять амплитуду и частоту колебаний резца, можно
изменением режимов резания даже при силовом резании получать
шероховатость, близкую к Rmax ж Rth. Это справедливо не только для
алюминия, меди и латуни, но и для углеродистой стали,
коррозионно-стойкой стали, а также для закаленной и быстрорежущей
сталей г.
Обработанную поверхность исследовали под микроскопом,
позволяющим получать объемные изображения. Метки 1Т при резании
с вибрациями распределялись регулярно. Если расположить их
по оси абсцисс, а ось ординат поместить в направлении подачи,
составляющей в данном случае 0,042 мм/об, и направить на
поверхность косые солнечные лучи, то можно увидеть красивый радужный
рисунок. Такая поверхность совершенно не похожа на получаемую
при обычном резании. Вибрационное резание дает поверхность,
гладкую на ощупь. Закаленная сталь после вибрационного
строгания или точения имеет поверхность даже в ряде случаев лучше
шлифованной.
Остаточные напряжения в поверхностном слое детали,
износостойкость и коррозионная стойкость. Для определения остаточных
напряжений, возникающих в результате обработки в поверхностном
слое, можно воспользоваться тем же способом, что и при
определении остаточных напряжений после низкотемпературного резания.
Для вибрационного резания использовали пластину длиной 60 и
шириной 1 мм из углеродистой стали. Эту пластину подвергали
строганию при следующих режимах: частота колебаний резца 18,4 кГц;
амплитуда колебаний 5 мкм; передний угол 22°; глубина резания
0,05 мкм; скорость резания 0,2 м/мин. Результаты представлены на
рис. 2.35.
В поверхностном слое детали после обычного резания
обнаруживаются остаточные напряжения растяжения, которые почти равны
напряжениям, возникающим под действием растягивающего
усилия. При этом упрочненный слой оказывается довольно глубоким.
После вибрационного резания остаются очень незначительные
напряжения сжатия, а упрочненный слой имеет малую толщину. При
обычном резании под действием режущей кромки резца при обработке
в поверхностном слое развиваются довольно значительные
деформации, охватывающие большой объем. Напротив, после
вибрационного резания деформации, связанные с обработкой,
сосредоточиваются на небольшом участке в непосредственной близости от
режущей кромки резца и очень невелики. Поэтому металлографическая
структура поверхностного слоя изменяется мало и остается
практически такой же, как в основном материале обрабатываемой детали.
Следовательно, при вибрационном резании можно получить
поверхности, которые будут иметь более высокую износостойкость и более
высокую коррозионную стойкость, чем после обычного резания.
В качестве примера ниже показана коррозионная стойкость экспери-
1 Кумабэ Д. Поверхностная обработка. Т. 1, с. 401.
63
vK4 мкм/5мин
0,6
ч
»s^#
Н
>А
4&
О 10 20 30 U0
Время коррозии, мин
Рис. 2.36.
Экспериментальное сопоставление
коррозионной стойкости
(скорости коррозии vK)
поверхностей после
различной обработки (А—С —
в тексте):
1—5 — в тексте; 6 —
измерительный контур; 7 —
управляющий контур
ментальных образцов, полученных при следующих условиях
(двумерным резанием):
(A) обычное строгание: а = 20°; v = 6 м/мин; t± = 0,1 мм
(Яшах « 22 мкм);
(B) резание с вибрациями: / = 20,8 кГц; а = 10 мкм; а = 20°;
tx = 0,1 мм; v = 0,2 м/мин (/?max ^ 5 мкм).
(C) шлифование: плоское шлифование на станке фирмы «Рикэн»
(#max ~ 5 МКМ).
Экспериментальные образцы сначала подвергли термической
обработке, резанию с возвратно-поступательной подачей \
обработали наждачной бумагой, а затем провели их обработку согласно
вышеуказанным условиям. Для сопоставления по коррозионной
стойкости использовали зависимости, связывающие скорость (в
единицу времени) и продолжительность коррозии2. На рис. 2.36
показана установка, на которой проводили опыты, и приведены
результаты испытаний. У экспериментального образца 1 открытым
оставляли лишь участок, подвергавшийся резанию, а остальную
поверхность покрывали парафином. Образец помещали в 1 %-ный раствор
азотной кислоты в спирте 2, который был налит в химический стакан.
Стакан ставили в теплую воду 5, подогреваемую
электронагревателем 5. В ходе испытаний с помощью релейной системы управления
температуру агрессивной жидкости поддерживали на уровне 30 ±
чь 0,5 °С. Для измерения температуры использовали ртутный
термометр 4, который имел углеродное покрытие 3. Образцы имели
следующие размеры: длина 5,4 мм; ширина 1,55 мм; высота 1,5 мм.
В тех местах, где под влиянием обработки развивались большие
деформации, скорость коррозии оказывалась более высокой.
Поверхности, обработанные обычным способом на
поперечно-строгальном станке, корродировали довольно быстро. Коррозионная стойкость
поверхностей, полученных при вибрационном резании и при
шлифовании, получилась почти одинаковой. Выдержка образцов в
течение года в комнатных условиях показала, что поверхность после
вибрационного резания ржавеет значительно меньше. Выдержка
в течение длительного периода B—5 лет) различных поверхностей
(внутренних и внешних цилиндрических поверхностей, плоскостей,
1 Кумабэ Д. Поверхностная обработка. Т. 1, с. 212.
2 Асаэда, Оно. — Сэймицу кикай, 1954, т. 20, № 8.
3 Кумабэ. — Оё буцури, 1956, т. 25, № 8. Патент Японии № 215825.
64
Рис. 2.37.
Экспериментальное сопоставление
износостойкости поверхностей
А—В:
1 — вращающийся диск; 2 —
испытуемый образец; 3 —
кольцо Для измерения усилия
прижатия; 4 — микрометр,
определяющий усилие прижатия; 5 —
прижимающий рычаг; 6 —
пружина, создающая усилие
прижатия
резьб) показала, что поверхности, полученные при^вибрационном
резании, подвергаются коррозии очень медленно.
На рис. 2.37 иллюстрируется износостойкость поверхностей.
В ходе испытаний образец 2 под действием постоянной нагрузки
прижимали к вращающемуся диску 1 из закаленной
высокоуглеродистой стали. Сила прижатия Р обеспечивалась пружиной 6,
рычагом 5 и упругим кольцом 3. Измерения и регулирование
создаваемого усилия осуществлялись микрометром 4. Здесь приведены
результаты испытаний, полученные для усилия прижатия Р = 150 Н,
скорости 150 м/мин и площади износа длиной 10 и шириной 2 мм.
Величину износа оценивали на микровесах. Шлифованные
поверхности и поверхности, полученные вибрационным резанием, показали
близкую износостойкость.
2.3.3fl Характерные особенности вибрационного
резания
Далее обобщенно рассмотрены особенности,
проявляющиеся при резании с вибрациями. Более подробно они анализируются
в гл. 3. Целесообразно также ознакомиться с некоторыми вопросами,
изложенными автором в книге «Поверхностная обработка», т. 1,
с. 274.
Уменьшение сопротивления резанию. Рассмотрим двумерное
резание, которое осуществляется с помощью колебательной
системы резец — обрабатываемая деталь (рис. 2.38). Глубина
резания задается равной /.В таком случае в направлении глубины
резания пружина обрабатываемой детали сжимается на величину At.
Равновесие наступает в точке t — At. Здесь резание стабилизируется.
При обычном резании стремятся главным образом к тому, чтобы
обеспечить устойчивость, попав в ту область, где рассматриваемая
колебательная система находится в состоянии механического
равновесия. В опубликованной ранее книге автора «Поверхностная
обработка» (т.1, с. 275) имеется рис. 5.67, на котором показана область
неустойчивости для обычного резания, т. е. область, в которой
происходят переходные процессы. Пройдя эту область,
рассматриваемая система становится устойчивой. В данном случае для
измерения силы резания используют тензометрические датчики
сопротивления, которые наклеиваются на упругий элемент (пружину).
Необходимо отметить, что форма записываемого сигнала силы
резания в известной мере зависит и от динамических характеристик
3 Кумабэ Д. 65
и
?0,5
к
"а
Б
\s\r
40 80 ПО
Время трения, мин
Рис. 2.38. Особенности механизма обычного
(/) и вибрационного (//) резания:
1 — обрабатываемая деталь; 2 — тензометриче-
ские датчики; 3 — блок переработки их сигналов;
4 — записывающее устройство
тензодатчика, и от собственной
частоты колебаний колебательной
системы. Очевидно, что и при
наилучших динамических
характеристиках нельзя добиться того, чтобы
сила резания мгновенно
изменялась от нулевого значения до Рср
и в дальнейшем оставалась строго
постоянной. При изменении от
нулевого значения до Рср график силы
резания будет иметь некоторый
наклон. При обычном резании
стружка все время контактирует с передней поверхностью резца. Поэтому
необходимо проводить анализ лишь после того, как механизм такого
контакта станет устойчивым. Применительно к записи усилия анализ
следует начинать от точки (момента времени), в которой будет
соблюдаться закон Рср + р sin со?. При таком подходе переходный процесс
упускается из вида.
При резании с вибрациями в течение одного цикла колебания
резца фактическое время резания получается очень малым. Это
время tc может составлять, например, 1/20 000 долю цикла A/3—1/10 с).
Такая продолжительность резания близка к времени, которое
занимает переходный процесс у колебательной системы резец —
обрабатываемая деталь. При обычном резании требуется некоторое время t
для того, чтобы под действием силы резания, соответствующей
глубине резания tl9 произошла деформация упругого элемента на
величину А*. Напротив, при вибрационном резании, из-за того что
время tc очень мало, резец успевает отделиться от обрабатываемой
детали прежде, чем произойдет деформация упругой системы. Можно
приближенно считать, что Д? » 0 и что возможно резание с заданной
глубиной t±. По истечении времени t от нулевой точки до
стационарного состояния толщина стружки становится постоянной. Время
вибрационного резания te значительно меньше времени t. Поэтому
создаются такие условия, при которых стружка, которая должна
утолщаться, на самом деле становится более тонкой.
В общем, объектом рассмотрения является колебательная
система, имеющая низкую частоту собственных колебаний, на которую
действуют импульсные силы резания. Необходимо отметить, что
период этих сил и продолжительность их действия очень малы.
При проведении исследований измеряют импульсную силу резания,
которая усредняется и дает среднюю силу резания (P/k) (tJT).
Для измерений используют экспериментальную установку, где силу
резания определяют по деформации упругого элемента, на который
наклеены тензометрические датчики. Если учесть указанные выше
66
BS=3
/77777777777777777777777777'
соображения, то можно считать, что при вибрационном резании
абсолютное значение мгновенной силы резания или импульсной силы
резания должно уменьшаться. При этом средняя сила резания будет
в 3—10 раз меньше развиваемой при обычном резании.
При вибрационном резании, когда силы являются импульсными,
в случае умелого использования переходной области динамических
характеристик колебательной системы станка удается создать
такие условия, при которых упругие колебания как бы
приостанавливаются и перемещения становятся статическими, а средняя сила
резания уменьшается.
Повышение точности обработки. При вибрационном резании
происходят колебания режущей кромки резца. При этом в течение
времени tc режущая кромка находится в контакте с обрабатываемой
деталью и образуется стружка. Можно считать, что за это время
положение режущей кромки (вершины резца) в процессе резания
остается неизменным. Колебания обрабатываемой детали тоже как бы
прекращаются. Это позволяет повысить точность обработки. Даже
при использовании резания с вибрациями в серийном производстве
разброс размеров получаемых деталей существенно снижается.
Выборочный контроль показал, что даже при малых глубинах резания
(несколько микрометров) точность обработки сохраняется на
требуемом уровне продолжительное время.
Комнатная температура резания. При импульсном воздействии
силы в импульсной форме выделяется и теплота в процессе резания.
В этом отношении вибрационное резание существенно отличается
от обычного. При вибрационном резании средняя сила резания резко
уменьшается. В свою очередь, средняя температура резания тоже
существенно снижается (примерно до уровня комнатной). При этом
на стружке не появляются цвета побежалости, что наблюдается при
обычном резании из-за окисления. Стружку, образовавшуюся после
вибрационного резания, можно, не боясь обжечься, брать голыми
руками, что при обычном резании в общем случае немыслимо.
Обычное резание можно сопоставить с пайкой, при которой
нагретый паяльник крепко прижат к детали. Напротив, при
вибрационном резании нагрев происходит только в результате постоянных
быстрых перемещений паяльника вверх-вниз; при этом пайку никогда
не удалось бы закончить. При обычном резании существенной
проблемой становится развивающаяся температура. Под действием этой
температуры могут происходить тепловые деформации
обрабатываемой детали, что ухудшает точность обработки. Между тем в
случае вибрационного резания устанавливающаяся температура в
большинстве случаев не снижает точности.
В опубликованной книге автора «Поверхностная обработка»
(т. 1, с. 1 и др.) введено понятие «тепловая обработка», к которой
отнесены электроискровая и электронно-лучевая. Отличительная
особенность этих способов состоит в том, что тепловая энергия
подводится в виде импульсов. При таком подводе тепла удается
организовать точную обработку. При этом важно, что указанные способы
позволяют сосредоточить действие небольших количеств тепловой
3* 67
энергии в малых объемах (в точке) и сделать это воздействие
прерывистым, что обеспечивает требуемую обработку с высокой
эффективностью. Тепловой импульсной обработке в известной мере
аналогична силовая импульсная обработка, т. е. рассматриваемое
вибрационное резание.
Исключение образования нароста. При вибрационном резании
не происходит повышения температуры; стружка образуется в
области неустойчивости колебательной системы резец —
обрабатываемая деталь во время переходного процесса. Поэтому даже если
и предположить, что существуют некоторые факторы,
стимулирующие возникновение нароста на режущей кромке резца, то ввиду
кратковременности взаимодействия схватывания нароста с режущей
кромкой не происходит.
Помимо рассмотренных выше основных особенностей
вибрационного резания можно отметить еще и следующие:
при такой обработке не образуются пластические деформации и не
возникают заусенцы;
шероховатость получаемой поверхности определяется только
геометрическими факторами;
стружка сходит плавно;
улучшается смазывающее и охлаждающее действие СОЖ;
у получаемой поверхности расстояния между микронеровностями
оказываются более удовлетворительными;
поверхность может быть радужной;
повышается износостойкость;
возрастает коррозионная стойкость;
повышается стойкость инструмента.
Все перечисленные преимущества в той или иной мере могут
быть реализованы при вибрационном резании. Таким способом
можно осуществлять прецизионное резание быстрорежущих сталей
и камней, которые раньше обычно обрабатывали шлифованием;
вибрирующим алмазным инструментом можно резать закаленные стали.
Можно надеяться, что в перспективе вместо шлифовальных станков
для обработки (заточки) инструмента будут использоваться станки
с вибрирующим режущим инструментом. На основе вибрационного
принципа резания можно будет создать весьма разнообразное новое
станочное оборудование.
ГЛАВА 3
МЕХАНИЗМ ВИБРАЦИОННОГО РЕЗАНИЯ
В гл. 1 рассмотрена история разработки вибрационного
резания, при котором на вершине резца создается импульсная сила.
В гл. 2 представлены явления, которые возникают при таком
резании.
Целесообразно дать анализ механизма резания с вибрациями.
На рис. 3.1 поясняется связь между движением обрабатываемой
детали и колебаниями режущей кромки резца. Процесс по сути дела
сводится к непрерывным испытаниям на удар множества
образцов.
При испытании на удар одного образца на маятниковом копре
первоначально маятник находится в точке покоя — на высоте /гх.
Начиная двигаться из этой точки, маятник ломает образец и после
этого поднимается на высоту h2. Энергия удара определяется
разностью высот hx—/i2. В рассматриваемом случае после испытания
маятник может беспрепятственно совершать гармонические колебания.
Если организовать такие испытания на ударную вязкость, ьри
которых необходимо в кратчайшее время разрушить большое число
образцов, то потребуется после удара маятника каждый раз быстро
возвращать его в точку с первоначальной высотой /ix. В
представленной модели за один период колебания маятника должно
заканчиваться испытание одного образца. Если согласовать движение
маятника с подачей испытуемых образцов и осуществить регулярные
многократные испытания, то можно будет быстро определить
ударную вязкость большого числа образцов. При этом потребуется
специальный источник энергии, обеспечивающий регулярные
колебания маятника с частотой / и амплитудой а. Образцы должны
подаваться с определенной скоростью и, которая должна быть меньше
2яа/. Для измерения сил, возникающих при ударах, можно
воспользоваться датчиками ускорений, устанавливаемыми или на маятнике,
или на приспособлении, на котором закреплена обрабатываемая
деталь.
При использовании устройства, обеспечивающего непрерывную
подачу образцов, и устройства, создающего колебания, такую
машину можно назвать вибрационным маятниковым копром для
испытаний на ударную вязкость. Поскольку здесь приходится иметь
дело с непрерывно возникающими регулярными импульсами, можно
воспользоваться термином «испытания на ударную вязкость при
непрерывных импульсных воздействиях». Второй термин применительно
к обрабатывающим станкам менее удачен; возможен также вариант
69
к
И-[
Скорость v r[f)\
У777,
Рис. 3.1. Модель непрерывных
(многократных) испытаний на
удар:
1 — экспериментальные образцы для
испытаний на удар; 2 —
маятник
Рис. 3.2. Механизм резания с вибрациями,
при котором регулярно за один цикл
колебаний срезается длина If = v/f, определяемая
частотой колебаний / и скоростью резания v:
1 — стружка; 2 — резец; 3 — обрабатываемая
деталь
названия «испытательная ударная машина непрерывного действия
маятникового типа».
Чтобы обеспечить непрерывные ударные воздействия на
обрабатываемую деталь в направлении резания, необходимо на рис. 3.1
заменить маятник резцом и обеспечить скорость резания и, не
превышающую 2naf. При испытаниях на ударную вязкость используют
образцы длиной s, расположенные с постоянным интервалом 1Т.
При вибрационном резании обрабатываемую деталь можно разбить
на равные элементы — интервалы lTi характеризуемые
соотношением между скоростями колебаний резца и движения
обрабатываемой детали. На этих интервалах будет происходить регулярная
деформация стружки. При проведении испытаний на ударную
вязкость нужен и соответствующий интервал, в котором образец мог бы
разрушиться. Поэтому при сдвиге и деформировании, связанном
с образованием стружки, приходится допускать, что отделяемая
стружка скользит по передней поверхности резца (рис. 3.2). Тогда
можно считать, что чем короче интервал /г, тем легче деформируется
стружка. Этот интервал определяется как отношение 1Г = v/f.
Чтобы уменьшить его, необходимо или уменьшать скорость v, или
увеличивать частоту колебаний /. Существенное влияние на
эффективность вибрационного резания оказывает интервал 1Т.
Колебания, прикладываемые к резцу, в данном случае можно
рассматривать как необходимое средство создания импульсных сил. Исходя
из используемого здесь устройства и поведения резца, можно
назвать такое резание вибрационным. Если же иметь в виду характер
изменения сил резания, то можно считать этот вариант резания
импульсным. Единственным способом создания импульсных сил
является приложение вибраций к резцу. Только благодаря этому
обстоятельству далее решено использовать термин «вибрационное
резание», или «резание с вибрациями». Может сложиться
впечатление, что рассматриваемый процесс основан на использовании
простых колебаний, создаваемых с целью улучшить процесс обработки.
Однако на самом деле это совершенно не так. Резание с вибрациями —
это рациональный способ обработки, при котором сущность резания
проявляется наиболее полно.
70
S.i. ОСОБЕННОСТИ МЕХАНИЗМА РЕЗАНИЙ
3.1.1. Мгновенное фотографирование резания
На рис. 3.3 показана схема электровспышки, предназна*
ченной для мгновенного фотографирования процесса резания на
35-миллиметровую пленку, используемую для рентгеновских
снимков. При фотографировании получается один кадр* Электрическая
искра является источником света и определяет время выдержки.
В установке имеется лампа 5AR4 и предварительно заряжаемый
конденсатор 3 емкостью 40 мкФ. Конденсатор разряжается на
латунные электроды 1 я 2. При этом возникает вспышка света, которая
через конденсорную линзу 4 попадает на вершину резца. Фотогра*
фирование процесса резания проводится на металлографическом
микроскопе 4 модели «Олимп». Фотографирование выполняли при
низкоскоростном двумерном резании алюминия —строгании
пластины 6 при следующих условиях: скорость резания 0,1 м/мин;
глубина резания 0,05 мм; передний угол 22°; частота колебаний
20,2 кГц; амплитуда 15 мкм. В процессе резания между передней
поверхностью резца 7 и стружкой выявлялся некоторый промежуток.
Это обстоятельство приняли во внимание при построении модели
вибрационного резания (рис. 3.4). Согласно этой модели передняя
поверхность резца полностью отделяется от стружки.
3.1.2. Исследование продольного сечения стружки
Для исследования конфигурации продольного сечения
стружки проведено двумерное резание алюминия при частоте
колебаний 20 кГц, амплитуде 23 мкм и переднем угле 22° с постепенным
увеличением скорости v. С возрастанием скорости резания
расстояние между плоскостями сдвига постепенно увеличивалось.
5AR4-
Рис. 3.3. Устройство для
мгновенного фотографирования зоны
обработки;
HP — направление резания; НК —
направление колебаний
Зазор
Рис. 3.4. Особенность механизма
вибрационного резания, установленная из
мгновенного снимка — резец
регулярно отступает от стружки, образуя
зазор:
/ — обрабатываемая деталь; 2 —
стружка; HP и НК— то же, что и на рис. 3.3
71
3.1.3. Запись Силы резаний
На рис., 3.5 показано устройство, с помощью которого
определяли особенности изменения силы резания в процессе
вибрационного резания —двумерного строгания при частоте колебаний
20 кГц. На столе станка закреплено зажимное устройство 1, в
котором находятся обрабатываемая деталь 4 и датчик ускорений 2
(титанат бария); частота собственных колебаний датчика
составляет 50 кГц. Крепление осуществляется с помощью клиньев <?.
Сигнал силы резания усиливается в усилителе а и затем поступает
на осциллограф б. На рис. 3.6 показана полученная осциллограмма
такого сигнала. Расстояние от одного большого пика до другого
соответствует периоду колебаний резца, происходящих с частотой
20 кГц. Запись в промежутке между этими пиками характеризует
собственные колебания датчика ускорений с частотой 50 кГц.
На рис. 3.7 представлена схема определения сил резания при
двумерном строгании с частотой 50 Гц. Резец установлен в^усовершен-
ствованном электромагнитном вибраторе VR-20, который закреплен
на станине горизонтально-фрезерного станка фирмы «Хитати сэйки».
Амплитуду колебаний можно регулировать изменением входного
напряжения. Сила резания определяется с помощью кварцевого
пьезоэлемента и тензометрических датчиков, наклеенных на^
упругое кольцо г. Сигналы датчиков можно записывать на шлейфовом
или электромагнитном осциллографе. Примеры записи приведены
на рис. 3.8.
На рис. 3.8, а показана запись силы резания, полученная на
шлейфовом осциллографе при использовании упругого кольца и
тензометрических датчиков сопротивления. Один из сигналов
соответствует главной составляющей силы резания Рс> которая
проходит через центр О рассматриваемого экспериментального
устройства. Другой сигнал соответствует мгновенной силе резания Рс—Ри
проходящей через точку, которая расположена • на расстоянии
1 Кумабэ Д. Поверхностная обработка. Т. 1, с. 36 и 67.
нк
л
1 л Л л /\ л Л п~
ШШп
U V W || || ? WJ!
И Л '
\ л Л л /1 л Л я
Щш
ч * V V *
Рис. 3.5. Устройство для определения
закона изменения силы резания:
HP и НК — то же, что и на рис. 3.3; а —
усилитель; б — осциллограф
72
Рис. 3.6. Изменение силы резания при
вибрационном резании алюминия
(частота колебаний 50 кГц; амплитуда
15 мкм; передний угол 20°; глубина
резания 0,05 мкм)
Рис. 3.7. Устройство для определения
главной Рс и перпендикулярной Pt
составляющих сил резания при двумерном
строгании с частотой 50 Гц (HP и НК—
направления резания и колебаний):
/ — резцедержатель; 2 — пьезодатчик; 3 —
резец; 4 — обрабатываемая деталь; 5 —
упругое кольцо с наклеенными тензометрическими
датчиками; 6 — индикатор положения; 7 —
контакт; 8 — усилитель пьезодатчика; 9 —
ждущий осциллограф; 10 — шлейфовый
осциллограф; 11 — тензостанция
lv = 40 мм. В данном примере
обрабатывали алюминий при
следующих режимах: амплитуда
колебаний 0,1 мм; глубина резания
0,05 мм; скорость резания
74 м/мин.
На рис. 3.8, б представлена
запись главной составляющей силы
резания, сделанная с помощью pciH = Mf Pc=lH-Ptlv = Mz
кварцевого тензометрического
датчика и электронного осциллографа. На этих двух осциллограммах
расстояние от одного большого пика до другого соответствует
периоду колебаний резца, происходящих с частотой 50 Гц.
Рассматриваемые колебания представлены на рис. 3.9.
Расстояние от базовой (нулевой) линии до вершины наиболее
высокого пика представляет собой мгновенную силу резания Рс.
Под величиной Рс % следует понимать силу резания, осредненную
за целый период. На полученных осциллограммах видно, что в
каждый период колебаний резца записанный сигнал регулярно
возвращается к базовой линии, т. е. к нулевой точке. Следовательно, после
того как резец контактировал с обрабатываемой деталью и
действовала импульсная сила резания, создавались условия, при которых
«г
4|
ф^ф^*
а)
Рис. 3.8. Осциллограмма измерения составляющих ?
силы резания при резании с вибрациями с
частотой 50 Гц (О — нулевая линия для составляющих Рс
и Pt; а и б — в тексте)
Рис. 3.9. Главные составляющие силы резания Рс и
сср
при резании с вибрациями
резец многократно и регулярно находился в таких положениях, при
которых он уже не влиял на колебательную систему
обрабатываемой детали.
3.2. МЕХАНИЗМ ВИБРАЦИОННОГО РЕЗАНИЯ
3.2.1. Движение режущей кромки
На основании полученных данных целесообразно
проанализировать связи между сопротивлением резанию и движениями,
которые совершает режущая кромка. Результаты такого анализа
для двумерного строгания с вибрациями при скорости резания v
представлены на рис. 3.10. В процессе резания резец совершает
колебания с частотой / и амплитудой а в направлении главной
составляющей силы резания Рс, показанном стрелкой.
Здесь приняты следующие обозначения:
а — амплитуда колебаний резца;
/ — частота колебаний резца;
Т = 1// —период колебаний резца;
со —круговая частота колебаний;
у —.перемещение резца;
vb —скорость колебаний резца;
v —скорость резания;
tx — время, за которое резец проходит от начальной точки О
до отделения его от стружки, т. е. момента, когда
скорость колебаний сравняется со скоростью резания
(колебание резца начинается от точки О и
направление резания совпадает с направлением колебаний);
t% — время, отсчитываемое с того момента, когда резец
находился в начальной точке О, до момента, когда
он вступает в контакт с обрабатываемой деталью
(направление колебаний совпадает с направлением
резания);
tc — время (продолжительность) резания в одном цикле
колебаний резца;
1Т — длина резания в направлении
резания в одном цикле колебаний
резца;
vc —критическая скорость.
Пусть колебания резца
начинаются от некоторой начальной точки О.
На участке EFA = BGD действуют
импульсные силы Рс и Pt и образуется
стружка /. На расстоянии отточки А до
Рис. 3.10. Механизм резания с вибрациями:
HP и НК — направления резания и колебаний резца;
Рс и Р^ — главная и перпендикулярная
составляющие силы резания; t — время; у — перемещение; 1 и
2 — стружка
74
точки В стружка не контактирует с передней поверхностью резца.
В точке В резец вновь начинает контактировать со стружкой. На
участке BGD опять действуют импульсные силы Рс и Pt и образуется
стружка 2. По рассматриваемой схеме резец в определенных местах
многократно и регулярно вступает в контакт с деталью или
отделяется от нее, в результате чего образуются стружки 1, 2, 3, ..., п.
Время отделения резца от детали tx. Перемещение резца у
описывается формулой
у = a sin cot. C.1)
Скорость резца у определяется дифференцированием:
у = асо cos cot. C.2)
Момент времени tlt при котором передняя поверхность резца
начинает отделяться от стружки, наступает тогда, когда при
движении резца назад скорость колебаний сравняется со скоростью
резания v. На рассматриваемом рисунке это происходит в точках А
и D. Точке А соответствует время tl9 а точке D —время tx + ~T.
Поэтому можно записать
—v = асо cos <utx. C.3)
Из уравнения C.3) можно определить время tx. Следует отметить,
что при v > а® уравнение C.3) не может быть решено относительно tt.
Это означает, что в процессе резания обрабатываемая деталь и
резец не разъединяются, т. е. механизм обработки аналогичен
наблюдаемому при обычном резании.
Критическая скорость резания г vc. Если скорость резания v
оказывается равной асо, то передняя поверхность резца постоянно
контактирует с обрабатываемой деталью и стружкой. При этом
механизм, характерный для вибрационного резания, полностью
исчезает, и действует механизм обычного резания. Такая скорость
резания называется критической и может быть определена по
формуле
vc = асо = 2яа/. C.4)
Время резания tc за один цикл колебаний резца. После отделения
резца от обрабатываемой детали (в точке А) деталь продолжает
двигаться в направлении резания со скоростью v. Перемещение
обрабатываемой детали в соответствии с рис. 3.10 может быть описано
формулой
у = a sin co/x — v (t — у. C.5)
Для точки В можно записать
a sin со/а = a sin со^ — v (t — t2). C.6)
Если положить, что
со^ = 2ntJT и со/2 = 2nt2/T,
1 Японский патент № 296399.
75
3.1. Значения отношений tjT, tjT и tc/T
T
0,500
0,476
0,450
0,426
0,402
0,379
0,357
0,336
0,317
и
т
0,50
0,55
0,60
0,65
0,70
0,75
0,80
0,85
0,90
г -
1,000
0,926
0,850
0,776
0,702
0,629
0,557
0,486
0,417
v fn t\ \ \
_=C0SB3T_)
1,000
0,989
0,952
0,893
0,816
0,725 1
- 0,623
0,516
0,410
т
0,300
0,285
0,272
0,262
1 0,255
0,251
0,2505
0,2502
0,25
т
0,95
1,00
1,05
1,10
1,15
1,20
1,22
1,23
1,25
г
0,350
0,285
0,222
0,162
0,105
0,051
0,030
0,020
0
v /п
= cosl2jt
0,308
0,217
0,139
0,076
0,034
0,008
0,003
0,001
0
-и
и воспользоваться уравнением C.3), то можно установить
via = —со cos <*>*! = — Bл/Т) cos Bnt±/T).
. Из уравнения C.6) следует
a sin со^ + vt± = a sin (ot2 + vt2.
Таким образом,
sin Bjt -^) - 2я ф- cos Bя ф-) -
= sin Bя-^-) -2ji-^-cos Bяф-). C.7)
Зная отношение tjT, по формуле C.7) можно определить
значение t2IT. Если известна зависимость Т2/Т, то можно, руководствуясь
рис. 3.10, установить величину tc/T, которую можно представить
в виде
tjT = 1 + tjT — t2/T. C.8)
В табл. 3.1 приведены значения tjT, t2/T и tjT для
рассматриваемого случая. Доля периода tjT представляет собой важный параметр
для исследования и проверки вибрационного резания. До
скорости v ж vc/3 можно считать, что отношение tjT примерно равно
отношению скоростей v/vc.
Определение длины резания 1Т в одном цикле колебаний резца.
Определение длины 1Т, на которой в течение одного цикла колебаний
резца происходит резание, показано на рис. 3.11. Эта длина может
быть представлена отрезком CD. Точка D расположена на графике
перемещений резца на координате, соответствующей моменту
времени T+tv Точка С соответствует
тому же моменту времени и
находится на касательной,
проведенной к графику у = a sin co? таким
A(tff asincotf)
D[T+t1t
a siriGo(T+tf)\
2
Рис. 3.11. Определение величины I? при
вибрационном резании:
1 — график перемещения обрабатываемой
детали; 2 — график перемещения резца
76
образом, что тангенс угла ее наклона определяется скоростью
резания v обрабатываемой детали.
Перемещение обрабатываемой детали у может быть описано
уравнением C.5):
у = a sin @^ — v (t — tx).
Из рис. 3.11 следует
СН = a sin Ых — vT.
Таким образом,
W = tT = DH-'CH = vT = v/f.
Следовательно, lT = v/f. Величина 1Т согласно приведенной
выше зависимости при постоянной частоте колебаний резца
уменьшается по мере снижения скорости резания. Если поддерживать
скорость резания постоянной, то увеличение частоты колебаний
приводит к уменьшению 1Т. Для повышения скорости обработки и
производительности, а также достижения наибольшего эффекта
при вибрационном резании необходимо ьовышать частоту колебаний
до максимально возможного уровня. Поэтому целесообразно
создавать колебательные системы инструмента, имеющие высокие частоты
колебаний и обладающие высокой выходной мощностью.
3.2.2. Критическая скорость резания vc
и характеристики резания, зависящие от скорости
Явления, возникающие при резании, были рассмотрены
в гл. 2; здесь проведен анализ движения режущей кромки.
Установлено, что при вибрационном резании между скоростью резания
и скоростью колебаний, которую можно представить как
произведение их частоты на амплитуду, существуют определенные связи.
Если режущий инструмент колеблется с постоянной амплитудой а
и постоянной частотой /, то с увеличением скорости резания, в
конечном счете, наступает такое положение, при котором передняя
поверхность резца постоянно контактирует со стружкой. Когда
скорость резания превышает критическую, сила резания из
импульсной превращается в постоянную, характерную для обычного
резания. В этом случае параметры процесса, зависящие от скорости
резания, в итоге оказываются такими же, как при обычном резании.
Согласно формуле C.4) критическая скорость vc зависит лишь
от частоты колебаний / и амплитуды а и не связана с глубиной
резания t±. Это обстоятельство проверили экспериментально, проведя
опыты по обработке алюминия при следующих условиях: частота
колебаний 20 кГц; амплитуды колебаний 3; 5,5; 6 и Юмкм; передний
угол 30°; глубины резания 0,02; 0,03; 0,06 и 0,1 мм. Полученные
результаты представлены на рис. 3.12.
Испытания дали следующие значения критической скорости:
Амплитуда я, мкм 3 4,5 6 10
Скорость vCt м/мин 22 34 46 79
77
а)
so
40
20
О
SO
40
20
с, О
ti=0,02MM
t1=0,02MM
Б)
l/^-v
\ж
ь**
И*
i
—X
\и*ГР\
rlh
a=0
tf=0,OJMM
I^J
L&i
I
g
m^
==d
р»-«=П
Л"
ff=5
} o,w %<-W»»
I—II 11. I, ,1 Щ
|**Rlkl N1 1
t,=0,06MM
§4*
a*
-^
^c^sU}.
ff=7
-^У^Х<«и«а>«5КЗ=Ц^^|
!wfe
>—<
-ft*
pFtfl
>_
t ^0,10 мм
0 20 40 60 80 100 120
Скорость резания v, м/мин
20 UO 60 BO 100 ПО
Скорость резания v, м/мин
Рис. 3.12. Критическая скорость vc
при различных глубинах резания ^:
А — зависимости Рс = f (и); Б — зависимости t^ = f (v); a = О — обычное резание; а —
амплитуда колебаний, мкм; vc и т. д. — критическая скорость резания при
соответствующих значениях а (мкм)
На рис. 3.12, Л для различных глубин резания приведены
зависимости главной составляющей силы резания от скорости резания,
согласно которым видно, что с возрастанием скорости резания
параметры 1Т и tc увеличиваются и импульсная волна постепенно
приближается к волне, характерной для обычного резания. В области
критической скорости получается такое же сопротивление резанию,
как при обычном резании. На рис. 3.12, Б представлены зависимости
толщины стружки от скорости резания. Из приведенных кривых
видно, что при критической скорости vc толщина стружки
оказывается такой же, как и при обычном резании. Из приведенных
данных можно установить, что до скорости обработки, равной одной
трети критической скорости vC9 силы резания составляют лишь
несколько десятых долей силы, характерной для обычного резания,
а толщина стружки почти равна глубине резания. Необходимо
отметить, что связь критической скорости с глубиной резания не
выявляется.
78
Были проведены также эксперименты по определению
зависимости критической скорости резания от переднего угла резца и
материала обрабатываемой детали. Олыты проводили на алюминии
при четырех передних углах режущего инструмента (—5; 10; 20
и 30°). При этом глубина резания ^ составляла 0,03 мм; частота
колебаний 20 кГц и амплитуда 10 мкм. В ходе исследований
рассматривали зависимость сопротивления резанию от скорости (рис. 3.13, А).
Согласно формуле C.4) критическая скорость не зависит от
переднего угла и при всех исследованных его значениях и а = 10 мкм
составляет 79 м/мин. Из приведенных на рис. 3.13 результатов
экспериментальных исследований можно установить, что во всех
случаях при рассматриваемых передних углах с возрастанием скорости
резания отмечается тенденция приближения сил резания к
наблюдаемым при обычном резании. При этом силы резания по обоим
режимам совпадают при скорости резания, близкой к критической,
va = 79 м/мин.
На следующем этапе исследований обрабатывали латунь. Была
сделана попытка оценить влияние переднего угла а на
сопротивление резанию. Углу а придавали значения —5; 10; 20 и 30°.
Амплитуду колебаний изменяли в диапазоне от 6 до 13,5 мкм. Для каждой
120
80
40
п
4*0
§ 40
1 о
Щ80
^ 40
0
60
40
а = -5°
*<
»<
S
А)
S
--J
^\
VcW]
U^:
а=0
а = 10°
•*•
.—'
*+\
L •/
а=0\
а =20°
••о
-'
JL
l^*"^
-Л-
L^
5* 1Г"~
а=0\
—о—J
а = 30°
f
.©—
Р=5
4U
р^"|
г-^
а=о\
5)
110
80
40
^ 0
с? 80
1 °
1 80
^ 40
0
80
40
20 40 60 60 100 120 о 20 40
Скорость резания v, м/мин
а=-5°
•¦—
^**
I е! =.10°
у/
г*
,Ж"
*"-
jL-«.^
Jj
я
а=0
а=0
й-А
*•'
го°Л
*У*
^d=30°~\
1 , ^•l
-^3Sh
..^
а=0
Й
•
к
6=0
•—+а=6мкм
о—о Щ
j^^i
т—~
\?
80 100 120
Рис. 3.13. Влияние переднего угла резца а на критическую скорость резания vc
при вибрационной обработке алюминия (Л) и латуни (?); а — амплитуда
колебаний, мкм; а = 0 — обычное резание; vxc° и т. д. — критическая скорость резания
при а = 10 мкм и т. д.
79
амплитуды по формуле C.4) определили критическую скорость vc,
получив следующие значения:
а, мкм .
а, град
vc, м/мин
6
30
46
8
20
62
9
10
70
10
—5
79
13,5
30
105
Как можно видеть из рис. 3.13, Б, характер зависимости
сопротивления резанию от скорости получился таким же, как и в
случае обработки алюминия, причем численные значения
сопротивлений резанию совпадали с характерными для обычного резания
при скоростях около критической vc, которую определяли
расчетным путем по вышеприведенной формуле.
На этом основании можно сделать вывод о том, что критическая
скорость резания vc не зависит от обрабатываемого материала
и переднего угла режущего инструмента. Она определяется по
формуле C.4) и изменяется только с изменением амплитуды
колебаний инструмента.
На рис. 2.31 видно, что в диапазоне частот 10—40 кГц
зависимости сопротивления резанию от скорости v имеют
криволинейный характер. Следует обратить внимание на сплошную
вертикальную линию, которая характеризует критическую скорость vc.
Расчетные значения критической скорости vc по формуле C.4)
хорошо совпадают с результатами экспериментальных исследований.
Проведенные исследования показали, что зависимость,
представленная формулой C.4), справедлива в области высоких частот.
Представляет интерес проверить, справедлива ли она и в области
низких частот, например 50—100 Гц. С этой целью провели
соответствующие испытания на устройстве (см. рис. 3.7), которое
обеспечивало частоту колебаний 50 Гц. Полученные зависимости
главной составляющей силы резания Рс и толщины стружки t2 от
скорости резания v при обработке алюминия представлены на рис. 3.14.
Условия резания были следующие: частота колебаний резца
50 Гц; амплитуда колебаний 0,1 мм; глубина резания 0,04 мм;
передний угол резца 20°.
В рассматриваемом случае критическая скорость резания vc
составляла 1,8 м/мин. При малой скорости резания (около 0,1 м/мин,
т. е. при v < vc) были получены значения коэффициента резания
гс = 0,6 и главной составляющей силы резания Рс = 10 Н. При
скорости резания vc = 1,8 м/мин оба эти параметра имели такие
же значения, как при обычном резании: гс = 0,1; Рс = 40 Н.
Таким образом, при низких частотах колебаний значения скоростей
резания, до которых проявлялся эффект вибраций, достигали при-
РсМ
40h
I I I I I I I I
1,0
, Рис. 3.14. Характеристики, показывающие
/ J влияние скорости резания на параметры Рс
а=0 ~\q, и гс при вибрационном резании с частотой / =
\ J ' = 50 Гц (t;i°° — критическая скорость реза-
о1 ол 0,8 1г iitttnim ™Jnp"а = 10°мкм:а=0~обычноереза-
80
мерно Vs критической скорости. Между тем при высоких частотах
колебаний эффект вибраций проявлялся до 7з критической
скорости. Следовательно, при низких частотах колебаний диапазон
скоростей резания, при которых проявляется положительное
влияние вибраций, оказывается сравнительно небольшим. Однако
необходимо отметить, что и при резании с вибрациями при частоте
около 50 Гц формула C.4) может быть справедливой.
Из изложенного выше ясно, что формула C.4) для определения
критической скорости резания не зависит ни от частоты, ни от
амплитуды колебаний.
3.3. ДИНАМИЧЕСКОЕ ПОВЕДЕНИЕ ОБРАБАТЫВАЕМОЙ ДЕТАЛИ
При механической обработке деталь устанавливается на
станок, который собран из упругих элементов. Поэтому
обрабатываемая деталь и инструмент совершают упругие колебания в
соответствии с изменением силы резания. Следовательно,
фактические взаимные положения резца и детали могут быть установлены
на основании анализа колебаний. При статическом подходе обычно
останавливаются на анализе мгновенного состояния системы, хотя
в действительности ее поведение более сложно. При исследовании
мощности, затрачиваемой на резание, удобно с самого начала
усреднить переменную силу резания. Однако при анализе динамического
поведения обрабатываемой детали, который необходим в случае
точной обработки, такое усреднение неприемлемо. Если с самого
начала усреднить переменную силы резания и провести
соответствующий анализ согласно формулам сопротивления материалов (как
при статической нагрузке), то выявить динамические изменения в
положении обрабатываемой детали во времени не удастся. В
теперешних условиях, когда требуется высокоточная обработка, простым
усовершенствованием приемов и технологий, которые существуют
уже много лет, вряд ли можно будет получить идеальные (почти
нулевые) отклонения по некруглости, неплоскостности, нецилин-
дричности, несоосности и минимальную шероховатость поверхности.
Раньше не обращали должного внимания на то, что сила
резания является переменной. Однако необходимо иметь в виду, что
ее изменения тесно связаны с точностью обработки детали, т. е.
с точностью обеспечения соответствующей геометрической формы.
При создании теории точной обработки и новых способов обработки
очень важно учитывать переменный характер силы резания. Если
принять во внимание то обстоятельство, что сила резания является
переменной, то можно открыть новый путь к разработке новых
теорий и технологических процессов, которые повысят точность
обработки при прежней жесткости станков.
В связи с этим следует рассмотреть, как ведет себя
обрабатываемая деталь при действии импульсных сил резания.
Далее приняты следующие обозначения:
Pt — перпендикулярная (радиальная) составляющая силы
резания, Н;
81
Рис. 3.15. Модель колебательной системы
резец— обрабатываемая деталь) стрелка а,/ —
направление колебаний)
/ — частота колебаний резца, кГц;
а — амплитуда колебаний резца, мкм;
vc — критическая скорость резания, м/мин (vc = 2яа/);
v — скорость резания, м/мин;
Т — период колебаний резца, с;
tc — истинное время резания за один цикл колебаний резца, с;
t — время, с;
х — перемещение обрабатываемой детали в горизонтальном
направлении, мкм;
М — приведенная масса обрабатываемой детали,
установленной на шпинделе токарного станка, Н-с2/мм;
со — круговая частота колебаний резца, рад/с;
соп — круговая частота собственных колебаний обрабатываемой
детали в горизонтальном направлении, рад/с;
k — коэффициент жесткости детали в горизонтальном
направлении, установленной в шпинделе токарного станка, Н/мм;
с — коэффициент вязкого демпфирования колебаний детали,
установленной в шпинделе, Н-с/мм;
сс — критический коэффициент вязкого демпфирования
колебаний детали, установленной в шпинделе, Н-с/мм;
v = с/сс;
фп —фазовый угол для перпендикулярной составляющей силы
резания и перемещения х> происходящего в
горизонтальном направлении, рад;
s — глубина резания, мкм;
w — ширина резания, мм;
а — передний угол резца, град.
Точность обработки непосредственно связана с динамическими
перемещениями обрабатываемой детали в направлении действия
перпендикулярной (радиальной) составляющей силы резания Pt.
Колебательная модель резец — обрабатываемая деталь
представлена на рис. 3.15. Уравнение движения детали в направлении
действия Pt может быть записано в виде
м1т-+счг + кх=р*®- C-9>
Импульсную перпендикулярную составляющую силы резания,
которая характерна для вибрационного резания, можно разложить
в ряд Фурье:
оо
pt (t)=ф- pt+4 pt 2 4-sin (n -гn)co§ n(ot i3-10>
§2
В таком случае уравнение Движения примет вид
оо
-^-^+4"p*2-i"sm(n"rn)C0S,Ifirf- (ЗЛ1)
л=1
Решение уравнения C.11) состоит из двух выражений,
описывающих свободные затухающие и вынужденные колебания.
Выражение для свободных затухающих (демпфированных)
колебаний имеет вид
*—-«ш,г{*°*[У4г^№] +
+*<*[Утг-Ш'4}-
Выражение для вынужденных колебаний может быть найдено
методом приложения воображаемой внешней возбуждающей силы,
которая представляет собой сумму членов ряда (tc/T). Искомую
часть решения, связанную с членами -у- Р, можно. представить
в виде
х ~ Т k л
Можно предположить, что часть решения, относящегося к ряду,
имеет общий вид:
оо
х = J} (An sin rud -j- Bn cos ncot).
Следовательно,
xn = An sin ncot -f Bn cos гшЛ;
dx
~-jj- = п<йАп cos mot — n(oBn sin mot;
±^ = —n2coMn sin <rf - n2(o2Bn cos mt.
Из этих уравнений можно получить
спю sm ( п -=г я )
Л — ¦ пп \ т ) р .
Лп (k — м2со2МJ + Лэал* "
_^-п^^)-|гзт(^я)
^П _ (^ — ЛоШJ + с2оJд2
Для хп можно записать
Pt 2 .
—- -sm
пп \ Т } D
(k — Л20)Ш J + C2GJ/l2
83
где con = j/k/M; с = 2Мып = 2&/con; v = c/cc. Поэтому искомое
решение может быть записано в виде
* = е-«'»<{с;соз[1/?-(^)'.(] +
оо
S
Pt 2 . ( U
—- sin ~ —
+{-?¦-?-+ >; « ™;;!nL^sin(^+<pn)
^ & X J 1 f I 0J \ 2 о)
^/(¦-
Ю? / ©'
В полученном уравнении свободным затухающим колебаниям
соответствует первый член в фигурных скобках. Со временем эти
колебания уменьшаются и в конечном счете исчезают. При
установившемся режиме первый член может быть исключен из
рассмотрения. Если принять это во внимание, то для перемещения
обрабатываемой детали можно получить следующее уравнение:
х Т k ^
Pt 2 . / tc \
+ У)—*™ „о , sln(/icrf + q>n), C.12)
и М К) К
где
1 — п2 @J/йJ )
cpn=arctg- v n;
2nv @)/0)n) *
На основании этого уравнения можно установить, как именно
обрабатываемая деталь колеблется во времени в направлении
глубины, когда на нее действуют импульсные силы резания.
Необходимо еще доказать, что уравнением C.12) можно точно
описать то динамическое состояние, в котором находится
обрабатываемая деталь в действительности. Для этого нужно на одной
и той же осциллограме одновременно записать изменение
сопротивления импульсному резанию и динамические перемещения
обрабатываемой детали. Для определения величины динамических
перемещений обрабатываемой детали можно воспользоваться
изменениями электрической емкости. В данном случае можно довольно
просто и точно преобразовать перемещение в изменение
электрического напряжения и получить соответствующую запись с
электронного осциллографа. При этом можно достоверно измерить
динамические перемещения, происходящие с высокими частотами.
Однако в рассматриваемом случае важно измерить импульсную
силу резания.
}• Если достоверно преобразовать изменение силы резания в
перемещения упругого тела, то можно в дальнейшем осуществить
соответствующую электрическую запись. Обычные
экспериментальные установки, предназначенные для исследования сил резания,
84
Рис. 3.16. Устройство для
измерения параметров Рс, Pf и х
(НК — направление колебаний):
/ — емкостный датчик
перемещений; 2 — усилитель; 3 —
электронный осциллограф
имеют собственные
частоты, не превышающие
примерно 3000 Гц. Если
при рассмотрении силы резания приходится иметь дело с
частотами, превышающими 1000 Гц, то не представляется возможным
надежно преобразовать силу резания в перемещение упругого
тела. Даже с учетом больших достижений в современной технике
измерений довольно трудно при приемлемых затратах точно
измерить импульсные силы резания, имеющие весьма малый период
A/20 000 с), при еще более коротком времени действия A/200 000 с).
Ранее были предприняты попытки * воспользоваться пьезоэле-
ментами и создать экспериментальную установку с частотой
собственных колебаний порядка 80—100 кГц. Однако проведенные
работы показали, что в таком случае довольно сложно исключить
взаимодействия, возникающие между составляющими силы
резания Рс, Pt и Pf. Помимо этого очень сложно с высокой точностью
определять абсолютные значения составляющих, без чего
невозможен вывод соответствующих теоретических зависимостей. В
рассматриваемом случае представляет интерес устройство,
предназначенное для резания с вибрациями, частота которых составляет
100 Гц. Для него удовлетворяется условие v < 2naf. При работе
такого устройства время действия составляет 1/1000 с, а период
равен 1/100 с. Это устройство позволяет с довольно высокой
точностью определять импульсные силы резания. Если
экспериментально доказать, что формула C.12) справедлива, то по ней можно
будет расчетным путем анализировать явления, возникающие
при резании с вибрациями с ультразвуковыми частотами 20—50 кГц.
В упомянутом устройстве использован трехфазный асинхронный
двигатель, который обеспечивает вращение эксцентрикового кулачка
с частотой 6000 об/мин. Через кривошипно-шатунный механизм
колебания передаются на резцедержатель, который колеблется
в направлении резания с частотой 100 Гц. На резце имеются
наклеенные полупроводниковые датчики. Из четырех датчиков
составлена мостовая схема, с которой снимается разность напряжений,
подаваемая на один из каналов двухканального осциллографа.
Динамические перемещения обрабатываемой детали с помощью
емкостного датчика перемещений тоже преобразуются в разность
потенциалов. Эта разность попадает на другой канал осциллографа.
Таким образом, проводится одновременная запись сигналов.
На рис. 3.16 показана используемая измерительная схема.
На рис. 3.17 представлена деталь, которую устанавливали в шпин-
* Кумабэ Д. Поверхностная обработка. Т. 1, с. 69.
85
Ось бремени
Рис. 3.17. Двумерное строгание с вибрациями, происходящее при вращении детали
(диаметр 50 мм; толщина 1 и 2 мм):
а — срезаемая часть; НК — направление колебаний резца
Рис. 3.18. Осциллограммы, полученные при вибрационном резании бронзы BSBM2
(/ = 100 Гц; а = 0,20 мм; v = 0,314 м/мин; s = 10 мкм; а = 10°; w = 1,0 мм;
двумерное резание без подачи СОЖ)
дель токарного станка, а на рис. 3.18 даны осциллограммы,
полученные при двумерном строгании с вращением. Проведенные
исследования показали, что с изменением скорости резания v изменяются
и перемещение х, и сопротивление резанию Pt. На рис. 3.19
сопоставляются результаты измерений (типа показанных на рис. 3.18) с
расчетными кривыми, которые построены по формуле C.12) при
подстановке в нее измеренных значений Pt. На рассматриваемом
рисунке приведены данные, полученные при различных скоростях
резания. Отношения tJT составляли 1/7; 1/4; 1/2 и 1/1,4. Можно
сделать вывод о том, что расчетные кривые довольно хорошо
согласуются с результатами измерений.
Следует обратить внимание на первый член (Р%1Ъ) (te/T)9
который входит в правую часть уравнения C.12) и представляет собой
статическую составляющую силы резания, оказывающую
воздействие на обрабатываемую деталь. Этот член уравнения уменьшается
при уменьшении силы Pt и отношения tJT. Перемещение
обрабатываемой детали можно рассматривать как сложное,
складывающееся из статического перемещения, которому соответствует
постоянная составляющая силы резания, и наложенной на него
переменной составляющей, представленной членами ряда, начиная
со второго. При возрастании скорости резания v и увеличении
отношения tJT перпендикулярная составляющая силы резания Pt
тоже возрастает. При этом увеличиваются воздействия на
перемещение детали, вызванное постоянной составляющей. В конечном
счете перемещение х возрастает.
Следует более подробно рассмотреть ту часть решения
(выражения для х), которая представляет собой ряд. Отношение tJT
входит в член sin (я у-л;Y Поскольку этот член периодически
изменяется в диапазоне ±1, даже при изменении отношения tJT
существенных различий не возникает. На рис. 3.19 анализируются
различные варианты изменения перемещений. На рис. 3.19, а и б
показаны кривые для небольших отношений tc/T.}B этом ^'случае
перемещения в направлении приближения резца к обрабатываемой
86
детали (положительные) оказываются более значительными.
Мгновенная частота при перемещении х = О становится большой.
Кривые на рис. 3.19, виг соответствуют большим значениям
отношения tjT. При этом положительное перемещение х увеличивается,
а при х = 0 мгновенная частота оказывается небольшой.
Следовательно, обрабатываемая деталь более далеко уходит от вершины
резца. При таком большом отношении tJT, как на рис. 3.19, виг,
в положительном направлении получаются значительные
перемещения, а время резания — довольно продолжительным. Поэтому
резание происходит в широком диапазоне перемещений детали.
При этом механизм резания оказывается иным, чем в случае,
приведенном на рис. 3.19, а и б.
На рис. 3.19, г видно, что этап резания включает
максимальное перемещение на 8 мкм, которое происходит в положительном
направлении. Если даже установить глубину резания 10 мкм, то
при уходе обрабатываемой детали на 8 мкм резец практически не
будет врезаться в материал. При таких обстоятельствах возникает
неустойчивое резание,при котором происходит трение обработанной
поверхности о резец, и как следствие ее качество ухудшается. В
конечном счете положительный эффект резания с вибрациями практи-
Pt.H
Х.МКМ
Юх
ч
k=L(v=o,tfM/Mutd
-5
\tc=0,0043ie
^L
Т=0,01с
t, 1
pV^PV
f=±(v=2,0M/MUH)
±?=j(v=0,63m/muh)
0,005 ^,010 0,015t,c
*)
Рис. 3.19. Влияние отношения tjT на перемещение х (/= 100 Гц; а= 0,20 мм;
s=10 мкм; а = 10°; соп = 2я>350 рад/с; w = 1,0 мм; двумерное резание без
подвода СОЖ; со = 2я/ = 2я-100 рад/с; соп=2я-350 рад/с; ?=45,5-102 Н/мм;
v = 0,050):
х — перемещение; Р^ — перпендикулярная составляющая силы резания; / — результат
измерения; 2 — замеренный сигнал; ? — расчет
87
чески исчезает. На основании результатов экспериментов,
проведенных при других условиях резания, а также полученных
расчетом по формуле C.12), можно сделать вывод о том, что предельное
отношение /с/7\ при котором обеспечивается устойчивое резание
в заданном режиме, не превышает примерно 1/3.
Это предельное отношение можно перевести в соотношение
скоростей v/vC9 которое тоже не должно превышать 1/3.
- В дополнение к показанному на рис. 3.19 представляет интерес
выявить влияние на перемещение х таких параметров, как Ри <оп,
k и v (например, изменение подачи). В связи с этим провели
соответствующие расчетные и экспериментальные исследования.
Сопоставление их результатов показало, что горизонтальное
перемещение х обрабатываемой детали (т. е. положение при колебаниях)
может быть установлено теоретически расчетом по формуле C.12).
Из рассмотрения этого уравнения следует, что для обеспечения
устойчивого резания с вибрациями необходимо обращать должное
внимание на такой важный фактор, как отношение круговых частот
со/(оп, т. е. flfn (где fn — частота собственных колебаний детали).
3.3.1. Кратковременное резание с вибрациями
у нейтральной точки
В случае, когда / < /п, особенности кратковременного
резания с вибрациями у нейтральной точки можно установить
из анализа данных, приведенных на рис. 3.20. Резец колебался
PtJ
во*
Время t, с
Рис. 3.20. Кратковременное резание с вибрациями у нейтральной точки (Р$ =
= 15 Н; /= 100 Гц; tjT = 1/7; 6=45,5-102 Н/мм; со = 2я-100 рад/с; со„ =
= 2я-275 рад/с; v = 0,05); стрелка а, / — направление вибраций; х — перемещение
(мкм), рассчитываемое по формуле
х = 0,3296699 +
+ 0,7467175 sin B00Я* +
+ 2 5824413 sin F00я* —
+ 0,1814777 sin A000jtf —
+ 0,0442203 sin A400Я/ —
+ 0,0074164 sin A800Я/ —
—0,0039293 sin B200Я* —
—0,0061169 sin B600Я/ —
— 0,0048654 sin C000Я* —
—0,0026834 sin C400Я* —
—0,0037303 sin C800Я* —
+ 0,0005388 sin D200Я* —
+ 0,0010706 sin D600Я* —
+ 0,0010282 sin E000Я* —
+ 0,0006592 sin EЮ0Я* —
+ 0,0002029 sin E800Я* —
19,6547852) +1,2940283 sin D00Я* + 6,0533037) +
1,7218714) +0,4435034 sin (800Я* — 5,7752151) +
6,3887300) +0,0883198 sin A200Я/ — 6,0081911) +
5,4618101) +0,0206468 sin A600Я* — 4,9417210) +
4,4861021) —0,0000001 sin B000Я* — 4,0952044) —
3,7605705) —0,0056964 sin B400Я* — 3,4728460) —
3,2238159) —0,0057207 sin B800Я/ — 3,0067024) —
2,8160563) —0,0037969 sin C200Я* — 2,6475019) —
2,4975357) —0,0016377 sin C600Я* — 2,3633223) —
2,2425556) +0,0000000 sin D000Я* — 2,1333504) +
2,0341482) +0,0008900 sin D400Я* — 1,9436550) +
1,8607855) +0,0011064 sin D800Я* — 1,7844260) +
1,7144032) +0,0008685 sin E200Я* — 1,6494522) +
1,5892076) +0,0004291 sin E600Я* — 1,5331802) +
1,4809437) +0,000000 sin F000Я* — 1,4321289) [мкм]
с частотой / = 100 Гц и амплитудой а = 0,2 мм. Чтобы обеспечить
выполнение условия / < /п, частоту собственных колебаний детали /п,
происходящих в горизонтальном направлении, выбрали равной
275 Гц. В этом направлении обрабатываемая деталь имела
коэффициент жесткости k = 45,5-102 Н/мм и v = 0,05. Были приняты
параметры резания tjT = 1/7 и Pt = 15 Н. Приведенные данные
получены по формуле C.12) и представлены на рис. 3.21 как
графики изменения перемещения по времени, показывающие
поведение обрабатываемой детали. Следует отметить, что в течение
времени tc деталь находится в области нейтральной (нулевой) точки.
При этом можно подчеркнуть два обстоятельства. Одно из них
характеризуется тем, что деталь приближается к резцу на расстояние
3 мкм, а другое — тем, что происходит разъединение детали и резца
на расстояние 5 мкм. Здесь наблюдается динамическое перемещение,
при котором резец отходит от детали.
На рис. 3.21 показано поведение обрабатываемой детали при
действии на нее регулярных импульсных сил при следующих
условиях: / < fn (fn = 150 Пн-20 кГц); tJT = 1/10; tc = A/10) -f- A/100) с;
Pt = 15 Н. Полученные результаты показывают, что примерно
до 500 Гц при частотах, полученных путем умножения 100 Гц на
четный множитель, даже при действии импульсных сил возникают
резонансные явления, характеризующиеся раскачиванием
обрабатываемой детали. При частотах /п, полученных путем умножения
на нечетный множитель, даже при приближении к 100 Гц в течение
времени tc обрабатываемая деталь располагается поблизости от
нейтральной точки. В таком случае при самой большой амплитуде
перемещения обрабатываемой детали амплитуда вибраций
оказывается малой. На универсальном токарном станке и других
станках, которые использовали для проведения экспериментальных
исследований, установленная в шпинделе обрабатываемая деталь
имела частоту собственных колебаний в горизонтальном
направлении /п, обычно не превышающую 1000 Гц. При частоте 550 Гц
амплитуда обращалась в нуль. С практической точки зрения это значение
довольно мало. При частотах собственных колебаний, полученных
умножением на четный множитель и составляющих 1000—20 000 Гц,
т. е. довольно высоких, в рассматриваемом случае не возникает
никаких резонансных явлений, которые сопровождаются
значительными изменениями, наблюдавшимися в области сравнительно низких
частот, полученных путем умножения /п на четный множитель.
Помимо тех результатов исследований, которые приведены на
рис. 3.21, для случая f <fn (при fn = 150-^20 000 Гц) получили
и другие результаты для несколько иных условий. В частности,
увеличивали скорость резания и несколько повышали ширину
импульса [tJT = 1/5; tc = A/5) -т- A/100) с; Pt = 15 Н]. Наряду
с этим проанализировали также условия tJT = 1/1,2; tc = A/1,2) х
X A/100) с; Pt = 15 Н. Полученные данные свидетельствуют о том,
что по мере приближения относительного времени tJT к единице
при частотах колебаний, получаемых путем умножения частоты
колебаний резца на целое число) при / = 200; 300 и 400 Гц), ампли-
89
20\ "
'А
J L
100l
Юг
4
М50Гц
10
5
0
ь
V
I -5
275
H\/\/>Lf\ '
J70
^клАЛА
10x100° W
-5
10\
550
-фШ
1500
кЛСЧ^т*
tV^^Mt^' fN^
#г
5
гш
\^\^fc
-у
//7г
Я7Ш
гО'Ы\у
10x100
J L
100L
250
>[/Vr^U/
J#?
^I/\\aA^
500
Ж
Ш7
^rV/vr^Hv
№
-J
5000
VrT1f\
jnt\
Рис. 3.21. Кратковременное резание с вибрациями у нейтральной точки при tjT =
= 1/10 (Pt = 15 Н; & = 45,5-102 Н/мм; v = 0,05; tjT = 1/10; /= 100 Гц):
Р* — перпендикулярная составляющая силы резания; х — перемещение; цифры у кривых —
туда перемещения обрабатываемой детали возрастала. При этом
одновременно с большими перемещениями обычно наблюдалась
тенденция ухода обрабатываемой детали от вершины резца.
Когда собственная частота колебаний детали fn была очень
высокой и превышала частоту колебаний резца / в 10 раз, кривая
перемещений обрабатываемой детали сглаживалась. Тенденция ухода
обрабатываемой детали от вершины резца проявлялась постоянно,
и механизм резания приближался к характерному для обычного
резания. В рассматриваемом случае при больших значениях
времени резания tc могли возникать такие условия, при которых в
каждом цикле колебаний резца резание на некоторое время
приостанавливалось. В результате этого большая часть графика переме-
90
щения обрабатываемой детали, который имел сложный характер,
проявлялась в непосредственной форме, т. е. независимо от
воздействий резца. При этом не достигался тот специфический механизм
резания с вибрациями, при котором резание происходило только
тогда, когда обрабатываемая деталь находилась поблизости от
нулевой точки. Если частота собственных колебаний
обрабатываемой детали окажется равной частоте колебаний резца /,
умноженной на нечетное число (т. е. 3/ и более), то можно добиться такого
условия, что импульсная сила будет действовать в течение доли
периода tJT < 1/3. При этом можно обеспечить такой механизм
резания, при котором в области нейтральной точки с детали,
совершающей колебания, будет сниматься стружка, а в остальное время
цикла резание фактически происходить не будет, как бы ни
колебалась обрабатываемая деталь, так как режущая кромка резца
будет отдалена от нее. Этот случай обработки можно назвать
механизмом кратковременного резания с вибрациями у
нейтральной точки.
3.3.2. Механизм резания с нечувствительностью
к вибрациям
В этом случае имеет место соотношение / > fn.
Остановимся на рассмотрении вибрационного резания с частотой 20 кГц,
которое проводится при следующих условиях: частота собственных
колебаний в горизонтальном направлении fn = 400 Гц;
коэффициент жесткости k = 45,5 -102 Н/мм; v = 0,10; частота колебаний
резца / = 20 кГц; амплитуда колебаний а = 16 мкм. На
обрабатываемую деталь действует импульсная сила резания, у которой
перпендикулярная (радиальная) составляющая Pt = 20 Н; tJT = 1/7;
tc = A/7) A/20 000) с. По формуле C.12) можно рассчитать
перемещения обрабатываемой детали и представить полученные
результаты графически (рис. 3.22). Видно, что при указанных
условиях график перемещения детали превращается в простую прямую
линию, параллельную оси абсцисс. Иными словами, в данном
случае обрабатываемая деталь не изменяет своего положения по
времени, т. е. остается неподвижной. Ее перемещение является
статическим. При анализе действия импульсных сил возможен
статический подход.
На рис. 3.23 приведены результаты расчета по формуле C.12),
полученные для вибрационного резания с частотой / = 100 Гц.
При резании действовали импульсные силы, характеризуемые
параметрами Pt = 15 Н; tJT = 1/5 и tc = A/5) A/100) с. При
определении перемещения обрабатываемой детали принимали, что
коэффициент жесткости k = 45,5 • 102 Н/мм; v = 0,05, а частоты
собственных колебаний детали fn имеют значения 90; 80; 70; 50; 30;
20; 10; 5; 1; 0,5 и 0,1 Гц.
При частоте собственных колебаний fn = 90 Гц, т. е. при rf/fn =
= 1,1 (когда обе частоты почти равны), даже при действии
коротких импульсов шириной tc = A,5) A/100) с изменения перемещения
91
Рис. 3.22. Вибрационное резание в условиях нечувствительности к вибрациям при
частоте 20 кГц (v < 2naf\ Pt = 20 Н; /= 20 кГц; tc/T = 1/7; k = 45,5- 102Н/мм;
со = 2я-20 000 рад/с; v=0,10); стрелка а, / — направление колебаний; Pt—
перпендикулярная составляющая силы резания; х — перемещение (мкм);
рассчитываемое по формуле
х = 0,6153842 +
+ 0,0004768 sin D0 000я* — 0,01570396) +0,0001978 sin (80 000Я* — 0,0785349) +
+ 0,0000402 sin A20 000Я* — 0,0523584) +0,0000172 sin A60 000я* — 0,0392693) +
+ 0,0000072 sin B00 ОООя* — 0,0314158) +0,0000025 sin B40 000Ш — 0,0261798) +
+ 0,0000002 sin B80 OOOnt — 0,0224398) —0,00000008 sin C20 ОООя* — 0,0196349) —
— 0,0000011 sin C60 ОООЯ^ — 0,0174532) —0,00000011 sin D00 000Я* — 0,0157079) —
— 0,0000008 sin D40 000Я* — 0,0142799) —0,0000005 sin D80 OOOjtf — 0,0130900) —
— 0,0000003 sin E20 OOOJtf — 0,0120830) —0,0000001 sin E60 000Я* — 0,0112200) +
+ 0,0000001 sin F00 OOOjtf — 0,0104720) +0,0000001 sin F40 000Я* — 0,0098175) +
+ 0,0000001 sin F80 000Я* - 0,0092400) +0,0000001 sin F40 000Я* — 0,0098175) +
+ 0,0000001 sin F80 ОООя* — 0,0092400) +0,0000002 sin G20 000Я* — 0,0087266) +
+ 0,0000001 sin G60 OOOnt — 0,0082673) +0,0000001 sin (800 000Я* — 0,0078540) +
+ 0,0000000 sin (840 ОООя* — 0,0074800) —0,000000 sin (880 OOOnt — 0,0071400) —
— 0,0000001 sin (920 000Я* — 0,008295) —0,0000001 sin (960 000Я* — 0,0065450) —
— 0,0000001 sin A 000 000Я* — 0,0062832) —0,0000001 sin A 040 000Я* — 0,0060415) —
— 0,000000 sin A 080 000Я* — 0,0058178) —0,000000 sin A 120 000Я* — 0,0056100) +
+ 0,000000 sin A 160 ОООя* — 0,0054165) +0,000000 sin A 200 000Я* — 0,0052360) [мкм]
оказывались значительными. При этом возникали явления,
похожие на биения при обычном резании. При рассматриваемой
продолжительности резания tc = A/5) A/100) с перемещение изменяется
от —2 до —4 мкм.
При уменьшении частоты собственных колебаний на 10 Гц (при
fn = 80 Гц и со/соЛ = 1,25) можно отметить тенденцию уменьшения
перемещения вдвое. Можно видеть, что в направлении ухода
обрабатываемой детали от резца перемещение изменялось от 1,5 до
3 мкм. При частоте собственных колебаний fn = 50 Гц и со/соп = 2,0
перемещение еще более уменьшилось. За время резания в
направлении ухода от резца перемещение изменялось в диапазоне от +0,5
до +1,0 мкм.
При со/(оп > 3, т. е. когда при частоте колебаний инструмента
/ = 100 Гц частота собственных колебаний обрабатываемой детали
не превышала 30 Гц, перемещения обрабатываемой детали
отличались от рассмотренных выше. Эти перемещения можно
представить прямой линией, параллельной оси абсцисс (оси времени) и
проходящей через координату х = 0,66 мкм.
Случай резания с вибрациями при частоте / = 20 кГц
представлен на рис. 3.24. Здесь приведены результаты, полученные для
Pt = 20 Н; k = 45,5-102 Н/мм; v = 0,10. Частота собственных
колебаний fn обрабатываемой детали может изменяться в
диапазоне 200—18 000 Гц. На деталь действуют очень кратковременные
импульсные силы с параметрами tjT = 1/7 и tc = A/7) A/20 000) с.
92
Pt,H
so,
го
10
5
л
и
1 '
и
к о
«5 -5
5
0
г «fx/^
t
' г
i i i tii
x 100° J
" 90/~4
^/' ' \
SO ^
1 1 1
г Ю
f'N.
—I—i—I—rn
Г °'S
г
I I
"T
c, __
I
fc
1У
III
I I
Рис. 3.23. Вибрационное резание в условиях нечувствительности к вибрациям при
частоте /= 100 Гц:
pt ~~ перпендикулярная составляющая силы резания; х — перемещение, мкм; цифры у кри-
ЪЯъа
1
7 х го ооо
Рис. 3.24. Вибрационное резание в условиях нечувствительности к вибрациям при
частоте 20 кГц (обозначения — как и на рис. 3.23)
93
Здесь показано изменение динамического перемещения по времени
в направлении глубины резания, т. е. в направлении
перпендикулярной составляющей силы резания при ее воздействии на
обрабатываемую деталь.
Для рассматриваемого случая (/ = 20 кГц) построены изменения
перемещения по времени, происходящие при /п = 18; 16 и 13 кГц.
Полученные кривые показывают, что обрабатываемая деталь
совершает некоторые колебания. С понижением частоты собственных
колебаний fn до 7,2 или 5,7 кГц график перемещений становится
практически параллельным оси абсцисс (оси времени).
Таким образом, при flfn > 3 перемещение обрабатываемой
детали х можно считать неизменяющимся во времени и равным 0,66 мкм.
Это означает, что та часть формулы C.12), которая представляет
собой ряд, не оказывает никакого влияния. Таким образом, при
со/со^ > 3 эту часть можно исключить из рассмотрения: постоянный
член ряда
irW 1/1/A - nWlKf + 4nVco2K
более чем на порядок меньше члена (Pc/k) (tc/T).
В рассматриваемом случае для выражения под корнем можно
считать, что первое слагаемое намного больше второго. Если
проанализировать график выражения /г2со2/со?, то окажется, что в
области со/со? > 1 влияние v можно исключить из рассмотрения.
При со ж соЛ даже в случае действия импульсной
перпендикулярной составляющей силы резания, характерной для
вибрационного резания, поведение обрабатываемой детали в отношении
биений оказывается похожим на наблюдаемое при обычном резании.
При отношении со/соп > 3 поведение обрабатываемой детали
стабилизируется. В таком случае для определения перемещения можно
воспользоваться известной формулой из теории сопромата для
статической нагрузки, имеющей вид
х = (tJT) (Pt/k). C.13)
Однако следует иметь в виду, что при теоретическом
рассмотрении обычного резания, когда действует постоянная во времени
перпендикулярная составляющая силы резания Pti перемещение
равно Ptlk> а в рассматриваемом случае это перемещение
необходимо умножить на коэффициент tJT.
Изложенный здесь механизм резания можно назвать
нечувствительным к вибрациям. Сущность его заключается в фиктивном
увеличении жесткости колебательной системы в процессе резания.
При этом как бы возрастает прочность крепления детали, возникает
демпфирующее действие, препятствующее раскачиванию детали,
и повышается жесткость системы шпинделя станка. Очень часто
обрабатываемые детали имеют частоту собственных колебаний не
выше 5000 Гц. Если такие детали обрабатывать инструментом с
частотой колебания в ультразвуковой области (выше 20 кГц), то можно
считать, что в таком случае проявляется механизм вибрационного
резания, практически нечувствительный к вибрациям.
94
3.4. ИССЛЕДОВАНИЯ ЯВЛЕНИЙ ПРИ ВИБРАЦИОННОМ
РЕЗАНИИ В СЛУЧАЕ МЕХАНИЗМА РЕЗАНИЯ,
НЕЧУВСТВИТЕЛЬНОГО К ВИБРАЦИЯМ
3.4.1. Причины существенного уменьшения
среднего сопротивления резанию
На рис. 3.25 показан поперечно-строгательный станок,
преобразованный в экспериментальное устройство для определения
сопротивления резанию при вибрационном строгании с
номинальной частотой 20 кГц. На установке имеются упругие кольца, на
которые наклеены тензометрические датчики сопротивления,
соединенные с тензостанцией и осциллографом, обеспечивающим
запись силы резания. Частота собственных колебаний этого
устройства составляла 350 Гц.
На ползуне станка устанавливали колебательную систему,
обеспечивающую колебания резца при резании с частотой 20,8 кГц и
амплитудой 8 мкм в направлениях, показанных стрелками.
Скорость резания составляла 0,14 м/мин; глубина резания от 0 до 2 мм;
подача 0—0,125 мм/ход. При вибрационном резании углеродистой
стали и меди сопротивление резанию было примерно в 5 раз меньше,
чем при обычном резании.
В данном случае имело место соотношение частот flfn > 1. В ходе
испытаний наблюдались статические упругие деформации упругих
колец, пропорциональные величине х по формуле C.13).
Статические деформации измеряли с помощью тензометрических
датчиков. При этом определяли среднюю силу резания, действующую
на колебательную систему, в которую была включена
обрабатываемая деталь. При обычном резании измеряемая сила резания
пропорциональна величине Pt/k. В случае же резания с вибрациями
эта сила получалась пропорциональной (t/T)(Pt/k). Хотя и при
обычном, и при вибрационном резании действует одинаковая
составляющая Pty средняя сила резания во втором случае получается
в tJT раз (например, в 3—10 раз) меньше. Таким образом, среднее
сопротивление резанию уменьшается.
3.4.2. Причины существенного уменьшения средней
силы прошивки отверстий и средней силы волочения
На рис. 3.26 показано устройство, которое использовали
для измерения усилий прошивки отверстий в образцах из
фенопластов. При прошивке отверстий пуансон совершает колебания
с частотой 20 кГц и амплитудой 15 мкм в направлении своего
движения. Для измерения силы прошивки использовали
тензометрические датчики, наклеенные на упругие кольца. Собственная
частота колебаний экспериментального устройства в направлении
прошивки составляет 350 кГц. Для определения перемещения х
в направлении прошивки можно воспользоваться формулой C.13)
и рассматривать его как статическое (/ = 20 кГц; fn = 300 Гц).
95
Рис. 3.25. Вибрационное строгание при^частоте / = 20|Г|кГц:
/ — ползун строгального станка; 2 — магнитострикционный вибратор; 3 — подача
охлаждающей воды; 4 — к тензостанции
Рис. 3.26. Вибрационная прошивка отверстий при частоте / = 20 кГц:
1 — матрица; 2 — экспериментальный^образец; 3 — пуансон; 4 — к]гензостанции и-'шлей -
фовому осциллографу; fn =^350 Гц "
Рис. 3.27. Вибрационное волочение:
1 — отверстие в концентраторе; 2 — волока; 3 — направление колебаний; 4 — пруток; 5 —
направление волочения
Результаты измерений показывают, что сила при вибрационной
прошивке отверстий примерно в 8 раз меньше требуемой при
обычной прошивке без вибраций пуансона. Средняя сила, действующая
на измерительную колебательную систему, частота собственных
колебаний которой составляет 350 Гц, в рассматриваемом случае
в 8 раз меньше силы, требуемой при обычной прошивке.
На рис. 3.27 представлено устройство, предназначенное для
вибрационного волочения, когда волока колеблется в направлении
волочения. При этом соблюдается условие волочения v < 2naf,
а сила волочения имеет импульсный характер. Проведенные
исследования показали, что при таком волочении вся поверхность
проволоки получается гладкой, без повреждений, а сила волочения
оказывается значительно меньшей, чем при обычном волочении
(примерно в 3—5 раз). В данном случае резец был заменен волокой
и было осуществлено регулярное пластическое деформирование по
малым интервалам lT = v/f, которое в целом оставалось
непрерывным. При этом создавали импульсные силы волочения. Устройства,
предназначенные для измерения сопротивления волочению, обычно
обладают низкими частотами собственных колебаний. Поэтому в
рассматриваемом случае не представлялось возможным
непосредственно измерить истинное сопротивление, также имевшее
импульсный характер. Пришлось ограничиться определением средних
значений.
96
3.4.3. Повышение точности обработки
(увеличение жесткости)
Приведенную выше формулу C.13) можно привести к виду
x = pt/[{T/tc)k] = Pt/K,
где К характеризует фиктивную жесткость системы;
K = (Tltc)k. C.14)
При 77/с = З-т-10 фиктивная жесткость К получается в 3—10 раз
больше фактической. Благодаря этому при действии одних и тех
же внешних сил можно не только уменьшить прогиб обрабатываемой
детали, но и полностью исключить его изменения во времени. Хотя
инструмент совершает колебания, положение вершины резца
относительно обрабатываемой детали в процессе резания можно
считать постоянным. При этом создаются как бы статические условия,
когда деталь и инструмент остаются неподвижными относительно
друг друга. Это делает возможным выполнение особо точной
обработки.
Повышение жесткости обрабатываемой детали. Воздействием
импульсных сил можно без специальных приспособлений
обрабатывать тонкие длинные круглые стержни, тонкостенные цилиндры,
тонкие изогнутые пластины. При этом происходит кажущееся
повышение их коэффициентов жесткости в T/tc раз, и тонкие детали
удается обрабатывать по тем же режимам, как толстые круглые
стержни, толстостенные цилиндры, толстые пластины. Таким
образом, благодаря вибрациям как бы увеличивается жесткость
обрабатываемых деталей.
По той же причине может быть повышена жесткость разверток
и сверл, а также борштанг, используемых при расточке. На рис. 3.28
показано вибрационное точение тонкого длинного стержня, при
котором можно получить малые отклонения по некруглости и не-
цилиндричности.
Рис. 3.28. Вибрационное резание тонкого длинного стержня:
1 — суппорт токарного станка; 2 — стойка; 3 — магнитострикционный вибратор
4 Кумабэ Д. 97
3.4.4. Снижение шероховатости поверхности
Следует проанализировать величину Rth)
характеризующую теоретическую (геометрическую) шероховатость
поверхности, и рассмотреть разность ARthl которую можно рассчитать
по формуле
где s—подача; As—изменение подачи; At—изменение глубины
резания; R — радиус скругления вершины резца.
При вибрационном резании рассматривали механизм резания,
нечувствительный к вибрациям, когда At ж О и As ж 0. Согласно
приведенной зависимости ARth при этом стремится к нулю, и
шероховатость обработанной поверхности приближается к теоретической.
В дополнение к многочисленным достоинствам вибрационного
резания, которые были отмечены выше, необходимо еще подчеркнуть
и то, что шероховатость поверхности Rmax после резания с
вибрациями уменьшается до теоретически возможной Rth.
3.5. МЕХАНИЗМ ВИБРАЦИОННОГО РЕЗАНИЯ,
НЕЧУВСТВИТЕЛЬНЫЙ К ВИБРАЦИЯМ,
И ЕГО СВЯЗЬ С ТЕПЛОВЫМИ ИМПУЛЬСАМИ
При действии на колебательную систему импульсов сил
с малой продолжительностью обрабатываемая деталь в целом не
совершает колебательных движений, точно соответствующих
силовым воздействиям. При этом обычно возникает механическое
перемещение детали, аналогичное ее перемещению при статическом
воздействии небольшой силы, получающейся в результате
некоторого усреднения по времени.
В рассматриваемом случае механические явления связаны с
аналогичными тепловыми. На рис. 3.29 показаны быстрые
температурные импульсные воздействия (импульс температуры равен 0, К),
которые происходят в зоне резания. Однако у обрабатываемой
детали в целом, если провести соответствующее усреднение за все
время, температура изменяется лишь на небольшую величину Н.
Таким образом, удается организовать резание, при котором, как
указывалось в разд. 2.3, температура практически остается
комнатной. Следовательно, можно
считать, что в данном случае
механизм резания проявляет
нечувствительность и к
тепловым импульсам.
Рис. 3.29. Механизм вибрационного
резания, объясняющий
нечувствительность к тепловым импульсам
1
'
i Г
v/\
Ч
\/л
т
с >
А/Л
W/X
х/Л
\>/А
\/А
\//\
5SI
1 V
W, 1
\
ГЛАВА 4
ХАРАКТЕРНЫЕ ОСОБЕННОСТИ ВИБРАЦИОННОГО
РЕЗАНИЯ И ЕГО ОТЛИЧИЯ ОТ ОБЫЧНОГО
РЕЗАНИЯ
В гл. 1 было показано, какие идеи привели к созданию
вибрационного резания, в гл. 2 рассмотрены явления и эффекты,
возникающие при таком резании, а в гл. 3 пояснялся механизм
вибрационного резания. В данной главе излагаются характерные
особенности вибрационного резания и проводится его
сопоставление с обычным резанием, позволяющее выделить отличительные
особенности.
Конструкции станков, предназначенные для механической
обработки, не могут не допускать небольших колебаний
обрабатываемой детали и инструмента, которые образуют своего рода
колебательную систему. При составлении дифференциальных уравнений
для механической обработки (гл. 1) был сделан вывод о том, что
общим случаем является резание с наложением вибраций, при
котором силы резания действуют в виде импульсов, а выделение
тепла незначительно. Обычное резание, которое сопровождается
выделением тепла и обусловлено действием сил резания, состоящих
из статической постоянной составляющей и наложенной на нее
переменной составляющей (изменяющейся по синусоидальному
закону), представляет собой лишь частный случай. Эти
обстоятельства необходимо учитывать при рассмотрении принципов
точной обработки.
4.1. РАЗЛИЧИЯ В УСТРОЙСТВАХ РЕЗАНИЯ
При обычном резании резец прижимают к обрабатываемой
детали, которая вращается с высокой частотой, имея привод от
электродвигателя. Чтобы привести деталь во вращение и заставить
колебаться вершину резца, требуется энергия, которая поступает
тоже от электродвигателя, мощность которого используется
неэффективно. Если снизить сопротивление резанию, то благодаря
образованию избытка энергии в зоне обработки возможно
увеличение глубины резания и подачи. Однако невозможно создать новые
точные способы обработки, исходя из рассмотрения только известных
зависимостей между сопротивлением резанию и энергией,
затрачиваемой на резание.
При вибрационном резании вращательное движение
обрабатываемой детали используется лишь для формирования окружности.
В таком случае достаточно использовать электродвигатель
небольшой мощности. Чтобы обеспечить вибрацию резца без его прижатия
к детали, можно установить отдельный источник энергии (вибра-
4* 99
Рис. 4.1. Схематическое сопоставление обычного (а) и вибрационного (б)
точения A — источник колебаний)
тор), вызывающий колебания резца в направлении резания
(рис. 4.1, б).
Таким образом, при обычном резании, если не прижать резец
к обрабатываемой детали, невозможно передать энергию, которая
обеспечивает колебания вершины резца. Напротив, при
вибрационном резании энергия, необходимая для образования стружки,
поступает непосредственно от источника колебаний. При этом
резец начинает вибрировать еще до того, как он вступит в
соприкосновение с вращающейся обрабатываемой деталью. Скорость
резания v связана с частотой колебаний / и амплитудой колебаний а
условием v = 2naf. При приложении к обрабатываемой детали
импульсных сил резание осуществляется через малые интервалы,
имеющие регулярный характер и длину lT = vlf.
Как отмечалось выше, в обычных токарных станках энергия,
затрачиваемая на колебания вершины резца и необходимая для
вращения обрабатываемой детали, поступает от одного источника —
электродвигателя. Такая конструкция общеизвестна и не вызывает
никаких сомнений. Электродвигатель токарного станка заставляет
вращаться лишь обрабатываемую деталь. Однако при таком способе
обработки происходит бесполезное выделение значительного
количества тепла. Раньше выделение этого тепла считали
естественным и принимали лишь меры к его отводу, например, подводом
различных смазочно-охлаждающих жидкостей, разработанных
специально для резания, шлифования и т. п. При обычном резании
после прохождения резца на обработанной поверхности неизбежно
остаются нерегулярные выступы и впадины. Чтобы получить
точную гладкую поверхность, необходимо последующее шлифование
и т. п. При обычных способах точения невозможно получить
высокую точность без проведения последующих отделочных операций,
например, на круглошлифовальных станках и т. п.
При вибрационном резании (рис. 4.1, б) имеется источник
колебаний, который позволяет преобразовать электрическую энергию
в механическую и заставить вершину резца совершать регулярные
колебания в направлении резания. В рассматриваемом случае
конструкция вибратора на суппорте оказывается довольно
сложной. К этому еще необходимо добавить, что для вибрационного
100
резания требуются дополнительные электрические устройства.
Оснащение станка дополнительным электрооборудованием и управление
этим оборудованием усложняют работу операторов, не имеющих
высокой квалификации. В ряде случаев это сдерживает
практическое внедрение вибрационного резания, хотя соответствующие
работы были начаты еще в 1960—1965 гг.
В последнее время появилось большое число станков с ЧПУ,
насыщенных электрооборудованием и электроникой, что заставило
операторов и прочий обслуживающий персонал повысить свою
квалификацию. Поэтому теперь эта причина трудностей с
внедрением в практику нового процесса отпала.
Вибрационное резание связано с использованием специального
оборудования, которое нуждается в умелом обращении, что создает
определенные сложности. Однако после соответствующей настройки
такого оборудования в дальнейшем уже не требуется особо высокой
квалификации обслуживающего персонала. В таком случае даже
при наличии лишь низкоквалифицированных рабочих можно
наладить непрерывное производство деталей, обладающих малым
разбросом размеров и практически постоянной точностью.
Вибрационное резание позволяет осуществлять точную обработку,
используя только точение. При этом можно точно обработать даже
материалы, которые раньше для получения требуемой точности
всегда подвергали шлифованию. Работы, которые прежде
выполнялись, например, на дорогих шлифовальных станках (кругло-
шлифовальных, плоскошлифовальных, внутришлифовальных и т. п.),
при вибрационном резании оказываются ненужными. Таким
образом, вибрационное резание обладает целым рядом достоинств,
которые позволяют снизить трудоемкость работ и материальные затраты.
Станки, предназначенные для обычного резания, имеют сложные
динамические характеристики, которые очень трудно рассчитать
теоретически. Для подбора таких режимов резания, при которых
вершина резца совершала бы непрерывные регулярные колебания,
требовались месяцы, а иногда и годы напряженного труда
творческой бригады высококвалифицированных специалистов. Между
тем проблемы, связанные с резанием, для решения которых
требовались мастерство и интуиция, могут быть легко решены
теоретически при переходе к вибрационному резанию. Поэтому в
настоящее время на него необходимо обратить особое внимание как на
новый способ обработки, отвечающий современным требованиям
и позволяющий экономить материалы и энергию.
4.2. РАЗЛИЧИЯ В ЗАКОНЕ ИЗМЕНЕНИЯ СИЛ РЕЗАНИЯ
И В ПОВЕДЕНИИ ОБРАБАТЫВАЕМОЙ ДЕТАЛИ
4.2.1. Классификация законов изменения сил резания
Законы изменения сил резания во времени можно ук-
рупненно разделить на три типа:
1) сила резания складывается из статической составляющей Рср и
наложенной на нее переменной синусоидальной составляющей р sin со/;
101
2) сила резания действует в виде импульсов, направленных
только в положительную сторону;
3) импульсные силы являются комбинированными (т. е.
импульсы, действующие в положительную сторону, сочетаются с
направленными в отрицательную сторону).
4.2.2. Поведение обрабатываемой детали
при действии переменных сил резания
различных типов
Случай действия силы резания, изменяющейся по закону
Р (t) = Рср + р sin со*.
По схеме на рис. 4.2 движение обрабатываемой детали в
направлении глубины грезания описано дифференциальным
уравнением
М ~Ж + c-?- + kx = pt + Pt sin arf.
Решение этого уравнения имеет вид
Pt 1
k
у (I — ю2/©*K + 4v2 (ю2/©?)
sin (со* — ф),
D.1)
D.2)
где
(o = 2nf и tg(p =
2vco/con
1
COVCD2,
Перемещение обрабатываемой детали может быть представлено
суммой двух членов, из которых первый характеризует статиче-
ческое смещение под действием силы, а второй описывает изменения
по времени. Здесь можно выделить три возможных случая колебаний
в зависимости от соотношения частот:
0)/соп > 1; со/соЛ = 1; со/соп < 1.
pt sin соt (из ряде Фурье)
Рис. 4.2. Схема резания с вибрациями в направлении действия перпендикулярной
составляющей силы резания Pf.
а — резание при низкой скорости (ниже критической vcy, б — резание при высокой скорости,
превышающей критическую (при этом в результате изменения глубины резания возникает
периодическая составляющая р^ sin Ш);1 (плюс) — задняя поверхность резца давит на
обрабатываемую деталь; 2 (минус) — возникают деформации сдвига, обусловленные
растягивающим действием передней поверхности резца на обрабатываемую деталь
102
(а) В случае со/(оЛ > 1 можно считать, что подкоренное
выражение в формуле D.2) обращается в бесконечность и тогда
х « Ptlk. D.3)
Следовательно, изменения во времени практически отсутствуют,
и процесс является устойчивым (стационарным).
При (о/(оп > 1, когда круговая частота колебаний резца со
незначительно отличается от круговой частоты собственных
колебаний соп, влияние второго члена не исчезает, т. е. и обрабатываемая
деталь перемещается во времени.
(б) Если о)/соп <^ 1, то подкоренное выражение в формуле D.2)
стремится к единице, и формула принимает вид
х = Pt/k + {Ptlk) sin (со/ - q>). D.4)
Перемещение обрабатываемой детали в таком случае тоже
изменяется во времени.
(в) Если со/соп = 1, подкоренное выражение в формуле D.2)
равно 2v, и формула записывается в виде
x=-r + ^rT-sin^-<p)- <4-5>
В общем случае величина v меньше единицы. Например, она
может составлять 0,05. Поэтому коэффициент во втором члене вы*
ражения D.5) получается довольно большим. При определенных
соотношениях второй член может даже оказаться больше первого.
Такое состояние, при котором происходят значительные
изменения во времени и переменная составляющая силы резания может
даже превышать статическое значение силы Pt/ky является
неустойчивым.
Случай действия импульсных знакопостоянных сил. При
действии импульсных сил резания, описываемых законом C.10), для
определения перемещения обрабатываемой детали х можно
воспользоваться формулой C.12). При этом возможны два механизма
резания в зависимости от соотношения между частотой колебания
режущего инструмента / и частотой собственных колебаний
обрабатываемой детали /п. При f/fn > 1 имеет место механизм
вибрационного резания с нечувствительностью к вибрациям1, а при flfn <
< 1 —механизм кратковременного резания с вибрациями у
нейтральной точки2.
Случай действия комбинированных импульсных сил. При третьем
варианте циклического импульсного воздействия имеются как
положительные, так и отрицательные импульсы, т. е. импульсы,
действующие и в положительном, и в отрицательном направлениях.
Поэтому перемещение получается меньшим, чем в предыдущем
случае.
Ниже анализируются изменение сил резания и особенности
поведения обрабатываемых деталей.
1 Японский патент № 920423.
2 Японский патент № 886578.
103
А. Резание с вибрациями в направлении действия
перпендикулярной (радиальной) составляющей силы резания г. На рис. 4.2
показана схема вибрационного резания, при котором колебания
происходят в направлении действия перпендикулярной
составляющей силы резания и при изменении глубины резания возникает
переменное усилие pt sin cot. Если / и а постоянны, амплитуда
силы pt изменяется с изменением скорости резания v. При малых
скоростях резания v амплитуда pt имеет большие значения.
Нулевую точку можно взять на границе. При действии силы в
положительном направлении будет происходить нажатие на
обрабатываемую деталь. В случае же действия силы в отрицательном
направлении будет наблюдаться оттягивание детали. Таким образом,
амплитуда силы увеличится.
Обстоятельства могут сложиться так, что будет наблюдаться
второй тип изменения силы, при котором амплитуда оказывается
большой. При этом в конечном счете Pt уменьшится. В случае
t > а с возрастанием скорости резания v изменение силы резания
будет соответствовать первому типу, характерному для обычного
резания. Для составляющей в направлении нажатия на
обрабатываемую деталь можно записать
Pt(t) = Ptcp + pt stoat.
При обычном резании изменение силы резания легко вызывает
возмущения. В рассматриваемом же случае можно получить
синусоидальную силу резания, которая может быть представлена
регулярными колебаниями резца.
В случае низких скоростей резания v получается синусоида,
которая свидетельствует о больших изменениях составляющей Pt .
При этом можно добиться того, что составляющая Pt еще более
уменьшится, и перемещение х станет небольшим. Если окажется, что
t<a, то изменение силы может стать импульсным и возникнут
явления вибрационного резания. Однако задняя поверхность
инструмента ударяет по детали, что может вызвать неожиданные
разрушения (выкрошивание) режущей кромки резца.
Б. Резание с вибрациями, происходящими в направлении подачи2.
В схеме на рис. 4.3 колебания происходят параллельно режущей
кромке (перпендикулярно к плоскости рисунка). Вследствие
изменения переднего угла а возникает составляющая pt sin cat. При
постоянных значениях / и а амплитуда силы pt изменяется в
зависимости от скорости резания v. При низких скоростях резания
изменения угла а становятся значительными, и поэтому амплитуда pt
получается большой. Однако изменения этого угла оказываются
не столь значительными как в случае, представленном на рис. 4.2,
Здесь наблюдается закон изменения силы резания, характеризуемый
наложением на сравнительно большое значение Pt переменной
1 Японский патент № 425266.
2 Японский патент № 318415.
104
C^Zj
PfSlnwt
i!
DJ
n H
k> Ш с
Рис. 4.З. Схема резания с вибрациями
в направлении подачи (/, а —
направление колебаний перпендикулярно
плоскости рисунка)
Рис. 4.4. Схема вибрационного
строгания:
f, a — направление колебаний; v —
направление резания
составляющей pt sin со/. Однако в рассматриваемом случае сила
резания изменяется не по такому сложному закону, как при
обычном резании. В этом случае удается реализовать синусоидальную
силу резания, которая может быть представлена регулярными
колебаниями резца. Следовательно, получается такой же эффект,
как в случае на рис. 4.2. При этом необходимо отметить, что в
данном случае может выполняться зависимость D.3). Следует обратить
внимание на то, что трение у режущей кромки вызывает ее нагрев
и преждевременное разрушение, что является существенным
недостатком рассматриваемого способа резания.
В. Резание с вибрациями. По всей длине обработки в
направлении резания происходит регулярная автоматическая разбивка
обрабатываемой поверхности на интервалы lT = vlf (рис. 4.4).
При этом устанавливаются определенные соотношения между
скоростью колебаний и скоростью резания. В течение полного периода
колебаний режущего инструмента собственно процесс резания
осуществляется только за очень короткий промежуток времени. В
рассматриваемом случае действуют импульсные силы резания, которые
могут быть описаны формулой C.10). Такой характер изменения
силы резания может быть реализован при вибрационном резании,
когда режущий инструмент совершает колебания в направлении
резания с частотой / и амплитудой ау причем скорость резания v
не превышает 2naf. Помимо этого возможен еще один вариант
вибрационной обработки, в основе которой лежит механизм,
названный автором самообразованием микроканавок.
На импульсные силы резания, получающиеся при вибрационной
обработке, и соответствующие им эффекты накладываются эффекты,
связанные с импульсным тепловым воздействием. Это в конечном
счете позволяет реализовать многие идеальные явления резания.
105
Рис. 4.5. Схема точной обработки с использованием
механизма самообразования микроканавок на
поверхности:
v — направление резания; АЧ — абразивная частица;
ИСР — импульсные силы резания
Г. Точная обработка с использованием
механизма самообразования микроканавок
на обрабатываемой поверхности.
Поверхность обрабатываемой детали имеет вид,
представленный на рис. 4.5. Пусть срезание
материала является прерывистым — по
вершинам микронеровностей поверхности. При
этом соблюдается условие Rmax > t. Важно
отметить то обстоятельство, что даже если не прикладывать
колебания к абразивным частицам (инструменту), в рассматриваемом
случае удается создавать импульсные силы резания.
Неровности поверхности могут непрерывно формироваться сами
собой в результате попеременного изменения направления
движения абразивного инструмента или абразивных частиц. Направление
движения может изменяться под прямым или косым углом. При
этом траектории движения абразивного инструмента становятся
непредсказуемыми (случайными). В рассматриваемом случае на
обрабатываемую деталь оказывают воздействие импульсные силы
резания. Обе составляющие силы резания при этом получаются
гораздо меньшими, чем при стационарном резании ровных участков
на одну и ту же глубину. Для колебательной системы, приведенной
на рис. 4.5, можно обеспечить механизм вибрационного резания
с нечувствительностью к вибрациям. Можно резко уменьшить силу
прижатия абразивного инструмента (частиц) к обрабатываемой
детали и повысить производительность обработки. При механизме
самообразования микроканавок таким путем будет обеспечена
точная обработка.
В настоящее время известны следующие способы точной
обработки, в основе которых лежит этот механизм:
1) чистовая обработка наждачной бумагой (шкуркой) при
периодическом изменении направления движения бумаги;
2) обработка при возвратно-поступательном движении детали
в перпендикулярном направлении по отношению к направлению
движения абразивной ленты;
3) обработка на ленточно-шлифовальном станке с вращением
обрабатываемой детали;
4) чистовая обработка напильником с периодическим
изменением направления его движения;
5) суперфиниш;
6) хонингование;
7) доводка (притирка);
8) обработка полировальным кругом.
Интересно отметить, что при существующих способах
механического хонингования в основном используются перекрестные
106
ИСР
АЧ
v на|
м ??'
*5 ф
4 Т Т
777Л7777777777777,
движения. Если не применять такие движения, то хороших
результатов не получится. При приложении соответствующих усилий
можно получить шероховатость Rmax < t. Однако для этого
потребуются большие затраты кинетической энергии и большие
усилия прижатия, что приведет к значительному выделению тепла
и быстрому износу абразивного инструмента.
Опыт показывает, что возможна эффективная точная обработка
при небольшой постоянной нагрузке и низких скоростях резания.
Этого удается добиться в случае Rmax > t при использовании
импульсных сил резания по механизму самообразования
микроканавок.
Чтобы способствовать самообразованию микроканавок, при
отделочной обработке напильником время от времени изменяют
направление его движения, а при обработке наждачной бумагой эта
бумага должна двигаться по отношению к детали в самых различных
направлениях. При операциях суперфиниша на вращательное
движение детали в одном направлении накладывается
возвратно-поступательное движение абразивного инструмента. При притирке постоянное
вращательное движение совершает притир, а деталь движется
возвратно-поступательно в радиальном направлении. Деталь может
совершать и вращательные движения. В таких случаях
самообразование микроканавок позволяет при небольших усилиях прижатия
получать точные однородные поверхности с небольшими
остаточными напряжениями в поверхностном слое, без царапин. Если
обрабатываемая деталь не будет совершать
возвратно-поступательных движений и обработка будет проводиться без каких-либо
изменений, то в конечном счете наступит такое состояние, при котором
jRmax < t. При этом силы резания перестанут быть импульсными
и эффективность обработки снизится. Необходимо обратить
внимание на то, что повышение усилия прижатия инструмента к
обрабатываемой детали может повышать эффективность обработки лишь
до определенного уровня. При значительных усилиях прижатия
могут появиться большие царапины, и обработанная поверхность
не будет однородной. Помимо этого может существенно измениться
динамическое поведение обрабатываемой детали.
В случае, когда Rmax < t, абразивные зерна (инструмент) должны
совершать вынужденные колебания. Если при этом силы резания
не будут изменяться по первому или второму типу (разд. 4.2.1),
то эффективная обработка не будет обеспечена.
Д. Обычное высокоскоростное резание. Чтобы приблизить закон
изменения силы резания к идеальному (по синусоиде),
обрабатываемую деталь приводят во вращение с большой частотой и прижимают
режущий инструмент, реализуя зависимость, представленную
формулой D.3). В таком случае получается высокоскоростное резание,
представленное на рис. 4.6. В действительности динамическое
перемещение обрабатываемой детали может быть представлено
сочетанием формул D.3) и D.4). Иногда возможны и резонансные
состояния, которым соответствует формула D.5). При этом
поверхность, обрабатываемая резанием, получается неоднородной.
107
Рис. 4.7. Схема поведения абразивных частиц при обычном
а — обрабатываемая деталь; о — абразивный круг; в — абразивное
зерно; 1 — колебания в окружном направлении; 2 — направление
подачи обрабатываемой детали; 3 — направление вращения абразивного круга; 4 —
связка, удерживающая абразивные зерна (моделируется пружиной); 5 — колебания в
радиальном направлении
В идеальном случае соблюдается зависимость D.3):
х = Pt/k.
При вибрационном резании перемещение получается меньшим:
*=-И?" D-6)
Благодаря вибрациям перемещение, получаемое при обычном
резании, уменьшается в Tltc раз (например, в 3—10 раз). Если
принять это во внимание и сопоставить силу при обычном резании
с импульсной силой при вибрационном резании, то можно
установить, что при обычном резакии действует ненужная
составляющая Рср. Из-за этого при обычном резании потребляется большая
мощность, превышающая необходимую, и выделяется много тепла.
Однако следует иметь в виду, что если устранить эту составляющую,
то исчезнет и важная составляющая р sin at. Таким образом, при
обычном резании обязательно нужно прижать режущий инструмент
к обрабатываемой детали. При обычном резании невозможно
обеспечить нормальное стружкообразование без выделения
значительных количеств тепла.
Е. Обычное высокоскоростное шлифование. При обычном
шлифовании абразивный инструмент, вращающийся с высокой
частотой, прижат к обрабатываемой детали. Инструмент (шлифовальный
круг) вращается с приводом от электродвигателя. Абразивные
частицы (рис. 4.7), из которых состоит шлифовальный круг,
совершают благодаря такому прижатию довольно регулярные
высокочастотные колебания. Звук, возникающий при обычном
шлифовании, имеет частоту около 20 кГц, что подтверждает существование
таких колебаний. Общее сопротивление резанию абразивными ча-
108
стицами имеет переменную составляющую р sin со/ (рис. 4.8). В
рассматриваемом случае соблюдается зависимость D.3), и изменения
в0 времени пропадают, что позволяет получить высокую точность
обработки.
При высокоскоростном резании однолезвийным инструментом
в любом случае возможны мгновенные возмущения силы резания.
Условия могут быть в значительной степени улучшены при
использовании многолезвийного инструмента (например, фрез). При работе
абразивного инструмента с очень большим числом режущих
элементов удается получить однородную силу шлифования р srn со/,
изменяющуюся с высокой частотой со. Однако следует иметь в виду,
что быстрое вращение абразивного инструмента, прижатого к
обрабатываемой детали, приводит к значительному выделению тепла
при шлифовании, что нежелательно.
Ж- Вибрационное шлифование. В рассматриваемом случае
используют отдельно установленный источник колебаний, который
заблаговременно заставляет колебаться абразивный инструмент
с очень высокой частотой (в ультразвуковом диапазоне). Под
действием колебаний абразивных частиц активизируется механизм
самообразования микроканавок. При этом отпадает необходимость
в сильном прижатии быстровращающегося инструмента к
обрабатываемой детали. При низких частотах вращения и легком
прикосновении инструмента удается выполнить шлифование с небольшим
выделением тепла. Величина Pt получается небольшой, и
оказывается возможным организовать регулярное воздействие на
обрабатываемую деталь переменной силы, изменяющейся по закону
pt sin со/ (рис. 4.9).
Pt'Sinitit
Рис. 4.8. Схема обычного плоского
шлифования:
2 И гРаФик изменения силы шлифования;
тт, /*бРазивный круг; v — направление
шлифования
р1 sinwt
Рис. 4.9. Схема вибрационного
шлифования:
/ — график изменения силы шлифования;
2 — абразивный круг; v — направление
шлифования; /, а—направление колебаний
109
При доводке (притирке), суперфинише и хонинговании, когда
площадь контакта абразивного инструмента с обрабатываемой
деталью довольно велика, глубину резания можно задавать
постоянной нагрузкой. Поскольку при этом абразивный инструмент плотно
прилегает к обрабатываемой детали, можно проводить такую
обработку, при которой даже при малых глубинах резания, не
превышающих RmSiX, не будет ухода абразивного инструмента. Если
инструмент, охватывающий широкую площадь, заставить совершать
зигзагообразные движения, то будет действовать механизм
самообразования микроканавок. При этом длина резания окажется
разбитой на малые интервалы и будут непрерывно осуществляться
переходные процессы. В таком случае можно будет быстрее провести
обработку и легче обеспечить необходимую точность.
Механизм самообразования поверхностных микроканавок давно
использовали на практике, не давая ему этого названия и не
проводя соответствующего анализа. Притирку (доводку),
суперфиниширование и хонингование раньше рассматривали как отдельные
способы обработки. Однако необходимо обратить внимание на то,
что эти способы имеют существенный общий признак — механизм
самообразования поверхностных микроканавок. При таком
механизме можно создавать различные новые способы обработки,
предполагая, что перед режущими кромками режущего или зернами
абразивного инструмента на поверхности обрабатываемой детали
каким-либо образом будет получено семейство микронеровностей.
Вероятно, в будущем появятся новые способы точной обработки,
в которых будут использованы эти соображения.
Цилиндрический абразивный круг имеет узкую площадь
контакта с обрабатываемой деталью. При глубинах резания,
превышающих /?тах> приходится применять принудительную подачу на
глубину. При использовании таких абразивных кругов, а также
режущего инструмента, контактирующего с деталью практически
по линии или в точке, самим инструментом нельзя обеспечить
самообразование поверхностных микронеровностей. Перед разработкой
способа резания, основанного на использовании импульсных сил,
не обращали внимания на характер изменения силы резания и
фактически начинали реализацию высокоскоростного резания.
Колебания режущего инструмента при этом не предотвращались, а
напротив, создавались такие условия, при которых вершина резца
совершала регулярные колебания с высокой частотой, и сила
резания изменялась по закону Р = Рср + р sin (ot. Такая сила
действовала в колебательной системе инструмент — обрабатываемая
деталь. При этом система оставалась стабилизированной. При
обычном резании перемещение х обрабатываемой детали или инструмента
может быть представлено некоторым предельным значением х = Ptlk.
Если с помощью отдельного источника энергии (вибратора)
вызываются накладываемые колебания инструмента или
обрабатываемой детали, то выделения тепла практически не происходит,
а указанное перемещение получается в Tltc раз меньше (поскольку
tJT < 1): х= (tJT) (Pt/k).
ПО
co=2nf
psincot
(t)n>b>
ot)n<(t)
Рис. 4.10. Схема передачи усилия
удара, поясняющая условия обычного
резания
Р~0
Рис. 4.11. Схема передачи усилия
удара, поясняющая условия
вибрационного резания:
/ — область концентрации напряжений;
2 — многократные удары молотком
В общем случае при обычном резании перемещение является
функцией времени. На статическое перемещение накладывается
динамическое. При этом возможны явления, нуждающиеся в
динамическом анализе. При использовании механизма вибрационного
резания с нечувствительностью к вибрациям можно считать, что
перемещение происходит как при статической нагрузке, как принято
в теории сопротивления материалов. При этом удается
идеализировать явления, с которыми приходится иметь дело при резании,
и упростить анализ механизма резания, а также добиться хорошего
совпадения теоретических результатов с фактическими.
Исследования по вибрационному резанию позволили в
диапазоне Rmax < t предложить обработку, основанную на использовании
импульсных сил резания. Помимо этого в диапазоне Rmax > t
удалось установить, что такие способы обработки как
суперфиниширование, хонингование и доводка (притирка) также основаны на
использовании импульсных сил резания. Таким образом, можно
построить систему механической обработки, представив ее в
обобщенном виде. Вместе с электрической и тепловой импульсной
обработкой, к которой можно отнести электроискровую, лазерную
и электронно-лучевую, указанная механическая обработка
составляет основу технологии точной обработки будущего.
Из рассмотрения рис. 4.10 и 4.11 можно установить различия
между действиями сил при обычном и вибрационном резании. На
рис. 4.10 молоток прижат к столу статической силой Р. Каждая
из четырех ножек стола передает на пол усилие Р/4. На
статическую силу Р накладывается переменная нагрузка р sin со/. Если
круговая частота этой нагрузки со превышает частоту собственных
Ш
колебаний стола соп, то влияние переменной нагрузки можно не
принимать во внимание. В этом случае обстоятельства оказываются
такими же, как при действии одной статической нагрузки Р.
На рис. 4.11 молоток периодически и довольно часто ударяет
по столу. При этом время контакта молотка со столом невелико.
При таких условиях силовые воздействия сосредоточиваются в
области контакта молотка со столом и реакции на воздействия
возникают лишь в местах удара. До ножек стола воздействия не
доходят. Следовательно, можно обеспечить такое состояние, при
котором на пол будет действовать нагрузка, практически равная
нулю.
Каменщик откалывает небольшие куски камня, постукивая
молотком по зубилу. Если обработку проводить в условиях,
приближающихся, как показано на рис. 4.10, к действию статической
нагрузки, потребуются очень большие силы. Напротив, при часто
повторяющихся слабых ударах, т. е. при воздействии импульсных
сил, удается придать камню соответствующую форму при
использовании ограниченной силы одного человека. Рассматриваемая
обработка по своему механизму может быть сопоставлена с
электроискровой, при которой электроэнергия, запасенная в конденсаторе
небольшой емкости, мгновенно высвобождается и затрачивается на
обработку, а конденсатор вновь заряжается и т. д. (этот цикл
повторяется многократно). Импульсная обработка позволяет
эффективно использовать ограниченное количество энергии.
Выше рассматривали обработку, основанную на использовании
импульсных сил. При этом основное внимание уделяли резанию и
шлифованию. Необходимо отметить, что импульсные силовые
воздействия могут быть эффективно использованы и при различных
видах обработки давлением (при штамповке, волочении, прокатке,
в трубном производстве и т. п.). Обработка импульсными силами
может найти применение не только для черных и цветных металлов
и сплавов, но и для самых различных материалов (пластмассы,
камня, дерева) и даже в медицине при обработке мышечных
тканей и костей. Таким образом, импульсные силовые воздействия
могут быть эффективно использованы в самых различных случаях
механической обработки.
4.3. СПЕЦИФИЧЕСКИЕ ЯВЛЕНИЯ И ЭФФЕКТЫ,
ВОЗНИКАЮЩИЕ ПРИ ВИБРАЦИОННОМ РЕЗАНИИ
При обычном резании стремятся обеспечить устойчивость
колебательной системы обрабатываемая деталь —режущий
инструмент в стационарной области. При этом идеальный закон
изменения силы резания может быть представлен формулой
Р = Рср + р sin cot.
К недостаткам такого резания можно отнести, например,
значительное выделение тепла.
112
При рассмотрении вибрационного резания должное внимание
для колебательной системы обрабатываемая деталь — инструмент
должно быть уделено области переходных процессов.
Отличительной особенностью такого резания является импульсный характер
изменения силы резания по закону
00
р=-тр+4-р 24-sin(n^)cosra(a/-
Этот вариант резания обладает многими достоинствами, среди
которых в первую очередь следует отметить отсутствие выделения
тепла.
Далее сопоставляются явления и эффекты при обычном и
вибрационном резании с показанным выше специфическим характером
изменения силы резания.
4.3.1. Точное микрорезание
При вибрационном резании перемещение обрабатываемой
детали равно (tjT) (Pt/k), что составляет tJT долю идеального
перемещения, получающегося при обычном резании. Это означает,
что при вибрационном резании обрабатываемую деталь меньше
«уводит» в направлении глубины резания и уменьшается
действующая в этом направлении сила, с которой вершина резца
прижимается к обрабатываемой детали.
На рис. 4.12 приведены результаты экспериментальных
исследований, показывающие характер изменения главной и
перпендикулярной составляющих силы резания в зависимости от глубины
резания при обычной и вибрационной обработке. Исследования
проводили на устройстве, на котором можно было осуществить
вибрационное резание с частотой 100 Гц. К шпинделю токарного
станка крепили латунный диск толщиной 1 мм и диаметром 50 мм.
Pc>Pt*M Рис. 4.12. Сопротивление резанию с малой глубиной
(/= 100 Гц; а= 0,20 мм; v = 0,47 м/мин; а= 10°;
w— 1,0 мм; двумерное микрорезание бронзы BsBM2
без подачи СОЖ):
а — обычное резание; б — вибрационное резание
0 0,1ММ
Рис. 4.13. Профиль обработанной поверхности:
_ / — направление измерений; 2 — профилометр SD для за-
0 Z0 40 60s, МКМ писи микронеровностей обработанной поверхности по
способу Косаки; 3 — обработанная поверхность
из
Этот диск подвергали двумерному строганию в процессе вращения.
Можно сделать вывод о том, что при вибрационном резании
составляющие силы резания Рс и Pt меньше наблюдаемых при обычном
резании. Примерно до глубины резания 20 мкм при обычном резании
главная составляющая Рс была меньше перпендикулярной
составляющей Pt. При вибрационном резании даже в области
микрорезания (при глубине не более 5 мкм) главная составляющая силы
резания Рс превышала нормальную Pt. Следовательно, и при самой
малой глубине резания в случае наложения вибраций
перпендикулярная составляющая силы резания не становилась больше
главной. Это обусловлено тем, что колебания резца происходят
еще до соприкосновения с обрабатываемой деталью, а также тем,
что резание может осуществляться без прогиба обрабатываемой
детали, который возникает под действием силы Pt . При глубине
резания не более 5 мкм обработка резцом вообще оказывается
возможной лишь при наложении вибраций.
Шероховатость поверхности в направлении резания показана
на рис. 4.13. Поскольку за один оборот отклонения обрабатываемой
детали невелики, удается получить гладкую обработанную
поверхность, наибольшая высота микронеровностей профиля Rmax у которой
составляет 0,4 мкм. Допустимо считать, что в рассматриваемом
случае теоретически можно получить идеальную поверхность,
шероховатость которой приближается к нулю. На рис. 4.13 приведен
случай, когда глубина резания составляла 8 мкм.
4,3.2. Точное резание инструментальной стали
При механизме вибрационного резания с
нечувствительностью к вибрациям можно обеспечить такие условия, при которых
не будет выделяться тепло, обусловленное тепловыми импульсами.
Если при этом воспользоваться режущим инструментом, который
при комнатной температуре будет иметь слегка улучшенные
механические характеристики (твердость и т. п.), чем обрабатываемая
деталь, то при наложении вибраций можно обеспечить точную
обработку инструментальной стали *. Раньше для обработки
инструментальной стали обычно использовали шлифование, которое теперь
можно заменить точным вибрационным резанием.
Рассмотрим обработку на лоботокарном станке 120VLS,
предназначенном для вибрационного резания резцом из твердого сплава
группы применяемости КОЗ торцовой поверхности детали диаметром
40 и толщиной 10 мм, изготовленной из закаленной быстрорежущей
инструментальной стали SKH2 с твердостью HRC 64,5. При
обработке периодически изменяли глубину резания в диапазоне 0,008—
0,06 мм, начиная от периферии. Резец отводили от обрабатываемой
детали, когда до центра оставалось примерно 10 мм. После
обработки деталь устанавливали на измерительную плиту и измеряли
1 Кумабэ Д. Вибрационное резание быстрорежущей стали, — Сэймицу кикай,
1976, т. 42, № 4, с. 29,
114
ступенчатость ее поверхности. Это позволило сопоставить
фактически получившиеся значения глубины резания с
задававшимися.
Можно сделать вывод о возможности точной обработки
быстрорежущей инструментальной стали с заданной глубиной резания
резцом из твердого сплава КОЗ. При этом необходимо отметить, что
режущая кромка резца не повреждается и что отжатие
обрабатываемой детали и вершины резца отсутствует. Между тем при обычном
резании обработать такой материал на заданную глубину вообще
невозможно.
4.3.3. Получение радужной поверхности закаленной
стали при обработке резанием
В рассматриваемом случае представляет интерес обычное
высокоскоростное резание на токарном станке прутков из цветных
металлов (латуни и алюминия) алмазным инструментом. Если
соответствующим образом прижать этот инструмент к обрабатываемой
детали и обеспечить изменение силы резания по закону Р = РСр +
-{- р sin со?, то можно, несмотря на выделение тепла, сохранить
остроту режущей кромки и получить поверхность с шероховатостью,
близкой к геометрической. В результате интерференции света,
возникающей из-за регулярно расположенных следов подачи, на
поверхности появляется сверкающая радужная картина. При
низких скоростях резания такую картину получить не удается. При
высокоскоростном резании углеродистых коррозионно-стойких,
закаленных сталей и др. происходит выкрашивание режущей кромки
алмазного резца и ее износ, обусловленный тепловым воздействием,
что делает такую обработку невозможной.
При вибрационном резании с низкими скоростями могут быть
в существенной степени реализованы эффекты, обеспечиваемые
механизмом резания с нечувствительностью к тепловым импульсам
и к вибрации. При таком резании удается добиться отсутствия
перемещений вершины резца относительно обрабатываемой детали, т. е.
постоянства глубины резания и неизменности направления
равнодействующей силы сопротивления резанию. Если из-за
погрешностей, связанных с изготовлением резца или с его установкой на
станке, режущая кромка не выкрошится сразу же, то в
рассматриваемом случае резец будет очень долго сохранять свою режущую
способность (геометрию режущей кромки). При этом будет
сохраняться кажущаяся высокая твердость, как у алмазов, и независимо
от обрабатываемого материала, способа резания и используемого
станочного оборудования можно будет получать поверхности с
шероховатостью, совпадающей с геометрической. Тогда при обработке
больших цилиндрических и плоских поверхностей удастся получить
радужные рисунки на поверхностях.
Радужный рисунок отчетливо виден при освещении обработанной
поверхности параллельным пучком монохроматического света, если
115
смотреть под углом, близким к основному углу отражения 1.
Поверхности, на которых можно получить такой рисунок, легко
формируются при строгании быстрорежущей стали. Необходимо отметить,
что шлифование не дает такой поверхности. Если яркий радужный
рисунок при вибрационном резании не образуется, то это означает,
что механизм резания с вибрациями, представляющими собой
регулярные импульсы силы, фактически не осуществляется. По рисунку
и радужному узору можно судить о качестве вибрационного резания.
4.3.4. Чистовое строгание
Вибрационное резание позволяет даже при низких
скоростях удерживать вершину резца на заданной глубине резания и
получать блестящую сливную стружку. Поэтому при определенных
условиях при вибрационном строгании можно получить зеркальную
поверхность, практически не имеющую микронеровностей и
отклонений от плоскостности. По геометрическим соображениям
целесообразно применить плоский алмазный резец, который можно
выполнить с более острой кромкой, чем любой другой режущий
инструмент 2.
Вибрационным строганием можно обрабатывать поверхности
большой площади до зеркального блеска, позволяющего получать
четкое отражение шрифта. По существующей технологии обычного
строгания и плоского шлифования получить такую зеркальную
чистоту не удается.
4.3.5, Точное нарезание резьб
При нарезании резьбы метчиком частота его вращения
ограничивается. Поскольку в таком случае резание идет при низких
скоростях, не удается получить идеальную силу резания, которая
изменялась бы по закону Рср + р sin со/. Поэтому при нарезании
резьбы возникают нерегулярные колебания режущих кромок
метчика и обрабатываемой детали в радиальном направлении. Кроме
того, у режущих кромок образуются наросты, что изменяет
геометрию инструмента. В результате движение инструмента получается
нерегулярным, и формируется резьба со значительным разбросом
размеров, профиль которой оказывается значительно крупнее
профиля метчика.
Процесс нарезания резьбы можно существенно улучшить, если
заставить метчик вибрировать в направлении угла подъема
винтовой линии. Наложение вибраций позволяет нарезать метчиками и
малого, и большого диаметра резьбу практически без разброса раз-
1 Кумабэ Д. Исследования по обработке резанием закаленной стали.
Сообщение 2. Точное резание алмазным инструментом при воздействии ультразвуковых
колебаний. — Сэймицу кикай, 1975, т. 41, № 6, с. 584.
2 Там же, с. 81.
116
меров, точно соответствующую размерам инструмента. При этом
можно проводить обработку при малых крутящих моментах.
Вибрационная обработка может быть успешно использована не
только для нарезания резьб, но и для развертывания, протяжки
и т. п., когда необходимо добиться того, чтобы размеры
обрабатываемого отверстия или канавки точно соответствовали размерам
инструмента. В таких случаях вибрационное резание с действием
импульсных сил на инструменте позволяет точно воспроизвести
конфигурацию инструмента и сводит к минимуму разброс
геометрических параметров.
4.3.6. Точное растачивание небольших отверстий
При обработке отверстий малого диаметра даже при
высоких частотах вращения не удается обеспечить достаточно высокую
скорость резания. Это не позволяет получить регулярную силу
резания, которая изменялась бы по закону Рср + р sin со/. Поэтому
приходится иметь дело с нерегулярным динамическим поведением
режущей части инструмента, что снижает точность размеров и часто
не позволяет получить требуемую геометрическую форму. При такой
обработке режущий инструмент обычно закрепляют на конце бор-
штанги, которая имеет довольно малый диаметр и легко поддается
упругим деформациям. Для обеспечения нормальных условий
резания необходимо создавать довольно значительные усилия, которые
должным образом прижимали бы режущий инструмент к
растачиваемой поверхности. В результате выделяется большое количество
тепла, и стойкость режущего инструмента резко сокращается.
По этим причинам сверхточное растачивание небольших отверстий
по обычной технологии оказывается одним из самых трудоемких
видов обработки.
С применением устройства для вибрационного растачивания
в углеродистой стали расточилиг отверстие диаметром 12 мм
и глубиной 90 мм. Для вибрационного растачивания использовали
твердосплавный резец, который совершал колебания. При этом
удалось повысить жесткость борштанги и получить непрерывную
сливную стружку без выделения тепла. Обработанная поверхность
имела по всей длине красивый радужный узор. Наложение вибраций
позволило провести точное растачивание, при котором некругл ость
отверстия составляла 0,6—0,8 мкм. Удалось значительно снизить
и среднюю силу резания, действующую на обрабатываемую деталь,
что позволило уменьшить усилие затяжки детали в патроне. В
результате уменьшились упругие деформации детали, обусловленные
усилием затяжки и происходящие после обработки при извлечении
детали из патрона. В итоге заметно улучшилась точность геометри-
1 Кумабэ Д. и др. Сверхточная обработка вибрационным резанием на токарном
станке с новыми гидростатическими подшипниками. Сообщение 3. — Сэймицу
кикай, 1977, т. 43, № 10.
117
ческой формы (уменьшились отклонения по нецилиндричйости и
некруглости). У отверстия глубиной 90 мм нецилиндричность не
превысила 2 мкм.
Известно, что даже при обычном внутреннем шлифовании таких
небольших глубоких отверстий некруглость получается не менее
0,6—0,8 мкм. Достигнутые показатели точности поверхности,
размеров и геометрической формы не могут быть получены обычным
развертыванием. Таким образом, все существующие достижения
обычного резания не могут обеспечить того, что дает
вибрационное резание.
4.3.7. Снижение шероховатости поверхности
канавок, получаемых точением
При обычном высокоскоростном резании, даже когда
обеспечивается изменение силы резания по закону Рср -{- р sin со/,
главная составляющая силы резания PCq , которая непосредственно
связана с расходом энергии на резание, затрачивается в основном на
бесполезное выделение тепла. Перпендикулярная составляющая
силы резания Pt прижимает резец к обрабатываемой детали и тем
самым снижает точность обработки. В результате давящего действия
на деталь могут возникать ее упругие колебания и образовываться
заусенцы. Так, при протачивании в цилиндрической детали канавки
шириной 2,5 и глубиной 3 мм по мере увеличения глубины канавки
постепенно возрастает сила Рср, и у переменной составляющей
р sin (x)t могут появляться возмущения. С увеличением глубины
канавки повышается шероховатость ее боковых поверхностей.
Обычно при этом наибольшая высота неровностей профиля
составляет примерно 6—8 мкм. По мере продвижения вершины резца от
поверхности вглубь желательно создать такие условия, при которых
вершина резца колебалась бы так же, как и при обработке канавки
на поверхности. Однако в рассматриваемом случае механизм
деформаций сдвига в зоне резания получается довольно сложным,
поскольку определенное влияние оказывают и боковые стенки
канавки. При этом сила Рср постепенно повышается, а колебания
вершины резца ограничиваются.
Использование токарного станка, предназначенного для
вибрационного резания, при обработке канавок позволяет получать
импульсные силы резания без интенсивного прижатия вершины резца
к обрабатываемой детали. Поскольку при этом продолжительность
действия импульсной силы мала, напряжения сосредоточиваются
непосредственно перед режущей кромкой, и происходит
концентрация пластических деформаций. Получаемая при этом шероховатость
боковой поверхности не зависит от глубины канавки и
характеризуется теми следами, которые оставляет вершина резца при своем
движении,^определяемом геометрией. В рассматриваемом случае
можно, например, получить шероховатость поверхности Rmax всего
1,5 мкм.
118
4.3.8. Точная обработка протягиванием
Протяжку обычного типа рассчитывают на малую
глубину резания на один зуб. Из-за этого она может получиться очень
длинной, и тогда ее приходится разбивать на две-три части и
использовать как комплект протяжек для последовательной обработки.
На рис. 4.12 видно, что сопротивление вибрационному резанию
меньше развиваемого при обычном резании в тех же условиях. Это
относится к обеим импульсным составляющим силы резания Рс
и Pt. Среднее сопротивление резанию при наложении вибраций
может уменьшаться в 5—10 раз. При вибрационном протягивании
можно примерно в три раза увеличить глубину резания,
приходящуюся на один зуб при обычном протягивании. Соответственно
примерно втрое уменьшается и длина протяжки. Как и в
рассмотренном выше случае получения боковых поверхностей при точении
канавок, при вибрационном протягивании большой силы Pcv не
требуется. При этом усилия на режущих кромках получаются
небольшими. В случае алюминиевого литья на обработанных
поверхностях при вибрационном протягивании можно обеспечить
выявление пор, имеющихся в отливке. При обычном протягивании на
режущих кромках действуют большие силы Рср, и в результате
пластических деформаций, которые вызывают режущие кромки
инструмента, поры разрушаются и закрываются. Таким образом, при
вибрационном протягивании тот же инструмент получается как бы более
острым.
Так, например, при протягивании с вибрациями с частотой
100 Гц детали из углеродистой стали, в отверстии которой
выполнена шпоночная канавка длиной 60 и шириной 24 мм, машинное
время составило 30 с. Ширина канавки превысила ширину
инструмента всего на 5 мкм, а шероховатость боковых поверхностей и дна
канавки составила 3—6 мкм. Вибрационное протягивание позволило
снизить сопротивление резанию до 15 кН, тогда как без наложения
вибраций оно составляло 60 кН, или в четыре раза больше. К тому же
при обычном протягивании ширина канавки была больше ширины
инструмента на 16 мкм, а шероховатость обработанных поверхностей
ORmax) достигала 8—15 мкм. Таким образом, вибрационное
протягивание позволяет получать профиль канавки практически той же
формы и размеров, как и у режущих кромок инструмента. При этом
обработанные поверхности получаются очень гладкими.
4.3.9. Обработка резанием поверхностей
для выявления структуры металла
При обычном резании к быстровращающейся
обрабатываемой детали прижимается вершина резца. Температура
поверхности детали при этом повышается, и под влиянием резца происходит
пластическое течение материала. В результате структура металла
на обработанной поверхности отличается от структуры внутренних
объемов металла. Между тем было бы желательно получить на об-
119
работанной резанием поверхности такую же структуру, как внутри
металла. В этом случае можно было бы ожидать, что при резании
чугуна на обработанной поверхности будет выступать графит, а при
обработке базовых плит останутся неразрушенными пузырьки и
будет уменьшена адсорбция.
4.3.10. Неокисленная стружка без изменения
цвета и не имеющая заусенцев
При разложении в ряд Фурье сила, действующая при
обычном резании, принимает регулярный характер и изменяется по
закону Рср + р sin tot. Однако следует иметь в виду, что в
действительности сила резания изменяется по сложному закону, причем
ее амплитуда и частота непостоянны. Это оказывает
соответствующее влияние на разброс характеристик обработанной
поверхности.
Как можно установить из рис. 1.2, стружка при обычном резании
имеет неоднородную форму. Ее толщина периодически уменьшается
и увеличивается. При этом оказывается различной также и ширина
стружки, а на ее краях образуются различные заусенцы. Дело в том,
что в колебательной системе резец — обрабатываемая деталь оба
элемента совершают нерегулярные колебания. К тому же при
высоких скоростях резания значительно повышается температура, что
существенно изменяет цвет стружки под влиянием окисления.
Такая стружка нежелательна для станка и вредна для
человека.
При вибрационном резании силы резания имеют импульсный
характер, а резание по всей обрабатываемой длине протекает
регулярно и осуществляется по малым интервалам lT = v/f. При этом
колебательная система резец—обрабатываемая деталь находится
как бы в неподвижном состоянии, и динамическое поведение резца
и детали не имеет значения. Ширина и толщина стружки остаются
постоянными, и при любом обрабатываемом материале тепло не
выделяется. Стружка получается такого же цвета, что и основной
материал, и имеет гладкую поверхность.
Стружка коррозионно-стойкой стали имеет вид спирали и
радужную поверхность. При резании твердых материалов типа
закаленной стали и быстрорежущей инструментальной стали стружка
получается сливной, как и у углеродистой стали, и имеет такой же
цвет, как и основной металл. При резании чугуна, меди и
дюралюминия тоже образуется сливная стружка. Для каждого из этих
материалов стружка имеет свой характерный цвет. Здесь необходимо
отметить, что стружка закаленной и быстрорежущей
инструментальной стали, т. е. материалов, которые обычно обрабатываются
шлифованием, выглядит таким же образом, как стружка обычной
углеродистой стали, не отличается по цвету от исходного металла
и является сливной. При обычном резании и шлифовании этого не
наблюдается; такие особенности характерны лишь для
вибрационного резания.
120
4.3.11. Точная обработка быстрорежущей стали
Точная обработка возможна при использовании
абразивных кругов, состоящих из абразивных частиц и пористого
связующего, свойства которого допускают легкое возникновение
упругих колебаний. При быстром вращении абразивного круга
при точной обработке абразивные частицы совершают упругие
колебания.
Абразивные круги обычно имеют форму тел вращения с
прямолинейной или криволинейной образующей. Абразивные круги
отличаются от резцов, у которых можно не принимать во внимание
длину образующей линии. Абразивными кругами нельзя получить
любую форму обрабатываемой детали.
При шлифовании закаленной стали наиболее трудоемкими
оказываются галтельные участки (рис. 4.14), поскольку для их
обработки требуются круги специальной формы. Поэтому обычно на
обрабатываемой детали протачивают специальные канавки и
выполняют шлифование напроход или с подачей на врезание.
Вместо того, чтобы обеспечивать колебания резца при врезании
в обрабатываемую деталь под влиянием его прижатия к детали с
неровностями, можно применить вибрационное резание, когда
колебания резца вызываются энергией, подводимой от отдельного
источника (вибратора). Для получения стружки в этом случае нет
необходимости с силой прижимать резец к детали; достаточно лишь
легкое прикосновение резца к обрабатываемой поверхности. При
использовании резца со скругленным режущим лезвием (рис. 4.14, а)
можно выполнить точное точение закаленной стали как обычной
углеродистой. При этом в определенной позиции следует остановить
продольную подачу и сделать некоторую выдержку. При обработке
колебательная система обрабатываемая деталь—резец остается как бы
неподвижной, дрожание не возникает, и обработанная поверхность
получается гладкой. Использование вибрационного резания
позволяет исключить технологическую операцию выполнения угловой
канавки, что соответственно повышает предел выносливости детали,
делает ее более прочной и снижает затраты на ее изготовление.
&
иш
а)
ю-
6) hx±d
te-
Рис. 4.14. Обработка ступенчатого валика с галтелью:
а — вибрационное резание (резцом /); б — обычное резание (со шлифованием абразивным
кругом 2)
121
4.3.12. Точное точение быстрорежущей
инструментальной стали
На рис. 4.15 показана схема точной обработки детали
вибрационным резанием на обычном модернизированном токарном
станке резцом из твердого сплава группы применяемости КЮ.
Деталь, изготовляемая из быстрорежущей инструментальной стали,
имеет наружный диаметр 40, внутренний 10 и толщину 15 мм.
Контур, по которому выполняется торцовое точение, приведен на
рис. 4.15 (поз. 5).
Перед точением оба торца детали подвергают плоскому
шлифованию, а затем выполняется вибрационное резание на глубину 0,2 мм
со скоростью поперечной подачи 0,05 мм/об. Резание начинается
от центра к периферии, затем на некотором интервале один раз
прерывается, а после снова продолжается на некотором интервале
при той же глубине резания 0,2 мм.
Такую торцовую обработку детали из быстрорежущей
инструментальной стали практически невозможно выполнить по существующей
технологии шлифования. Методом вибрационного резания эту деталь
можно обрабатывать как если бы она была изготовлена из обычной
углеродистой стали. Такая обработка очень эффективна при
изготовлении штампов.
4.3.13. Вибрационное точение, заменяющее
наружное круглое, внутреннее и плоское шлифование
Ранее для точной обработки закаленной стали обычно
использовали шлифование на специальных шлифовальных станках.
Внедрение вибрационного точения позволяет выполнять
разнообразную точную обработку на одном и том же токарном станке с
соответствующим вибратором.
На рис. 4.16 приведена деталь, для точной обработки которой
использовано вибрационное точение. Чтобы изготовить эту деталь
обычными способами, потребовались бы три шлифовальных станка:
круглошлифовальный, плоскошлифовальный и внутришлифоваль-
ный. В рассматриваемом случае вибрационный токарный станок
используется как универсальный, на котором можно выполнить
самые различные операции. При обычном способе резания
определенные ограничения накладывает и
маги териал обрабатываемой детали, что не
( L| позволяет использовать все возможности
)$88Р~* токарного станка для выполнения
различных работ. На рис. 4.16 видно, что
на вибрационном токарном станке с одного
ГЭч. Рис« 4.15. Схема вибрационного резания быстро-
^¦^^j" режущей инструментальной стали:
1 — шлифованная поверхность; 2 — резец; 3 —
обрабатываемая деталь; 4 — обработанная поверхность; 5 —
последовательность резания
122
Рис. 4.16. Станок для вибрационного точения (а), позволяющий выполнять
операции, для которых ранее требовались круглошлифовальный (бх),
плоскошлифовальный (б2) и внутришлифовальный (б3) станки:
/ — проходной резец для обработки наружной поверхности; 2 — фасонный резец для
протачивания канавок; 3 — резец для нарезания внутренней резьбы; 4 — проходной резец
со скругленной вершиной, обрабатывающий торцовую поверхность; 5 — расточный резец
установа в патроне можно обработать наружную, внутреннюю
и торцовую поверхности детали из закаленной стали.
Выполнение всех необходимых операций с одного установа в
патроне и осуществление различных обработок при общем
позиционировании по трем осям позволяет значительно повысить точность
формы (улучшить некруглость, несоосность, неперпендикулярность,
неплоскостность и т. п.). При этом значительно сокращается время,
требуемое на обработку, экономятся затраты на оборудование,
сокращается площадь для его размещения и снижается стоимость
обработки.
4.3.14. Сверхточная обработка
По теоретическим соображениям можно считать, что
рациональное сочетание газовых (жидкостных) подшипников и
вибрационного резания позволит получить некруглость после токарной
обработки, почти равную нулю. Исследования вибрационного
точения на станке с гидростатическими подшипниками показали, что
некруглость может быть снижена до 0,4—0,6 мкм; раньше же
предельное значение этого показателя составляло примерно 1—2 мкм.
Результаты новейших исследований свидетельствуют о том, что при
вибрационном точении некруглость можно снизить и до 0,1 мкм.
Выше отмечалось, что даже при растачивании отверстий
небольшого диаметра некруглость может быть улучшена до 0,6—0,8 мкм.
123
Можно считать, что при вибрационном точении на специальных
станках с газовыми или жидкостными подшипниками показатели
некруглости и недилиндричности удастся довести практически до
нуля.
4.3.15. Стойкость инструмента
При обычном резании коррозионно-стойкой стали одним
резцом можно обработать примерно лишь 300 деталей. В случае
наложения вибраций количество деталей, которые можно получить
одним инструментом, возрастает до 13 тысяч. При обычном резании
приходилось сменять резец каждый день. Переход на вибрационное
резание позволил выполнять смену резца раз в неделю. Иными
словами, при вибрационном резании стойкость инструмента
значительно увеличивается.
4.4. НОВЫЙ СПОСОБ ОБЫЧНОГО РЕЗАНИЯ
Если воспользоваться соображениями вибрационного
резания и проанализировать особенности обычного резания, то можно
будет установить, что способы обычного резания, считаемые в
настоящее время оптимальными, в ряде случаев могут быть
усовершенствованы, как это показано ниже на примере.
На рис. 4.17 показан угол между осью стержня резца и
направлением равнодействующей сил сопротивления резанию при обычном
точении. Существенно, что равнодействующая Р не совпадает с осью
стержня резца. При этом стержень должен совершать сложные
колебания, которые складываются из изгибных колебаний,
обусловленных составляющей Рс, продольных колебаний, вызываемых силой
Pf, и изгибных колебаний, связанных с составляющей Pf. В
результате сложения этих колебаний режущая часть резца совершает
биения на довольно большой площади Тл (рис. 4.18). Необходимо
также учесть, что ось вращения обрабатываемой детали тоже
совершает биения в площади Wa- В итоге величина А/?,
характеризующая некруглость обработанной детали, получается довольно
большой.
Целесообразно ориентировать стержень резца так, чтобы его
ось совпала с направлением равнодействующей силы сопротивления
Рис. 4.17. Схема положения резца при
обычном точении и направление
равнодействующей силы сопротивления
резанию Р
124
CZ
У
Mi
Рис. 4.18. Схема колебаний режущей
кромки резца при обычном точении и
получаемая некруглость (значения AR
и Та весьма велики)
Рис. 4.19. Система, в которой резец Рис. 4.20. Схема малых отклонений
совершает однородные продольные ко- режущей кромки резца при однород-
лебания ных продольных колебаниях
(значения AR и Та невелики)
резанию Р, т. е. определенным образом наклонить его (рис. 4.19).
Можно создать также такую продольную колебательную систему,
которая будет иметь два свободных конца, а крепление будет
выполнено в двух точках в узлах колебаний. По формулам D.1) и
D.3) можно выбрать некоторую высокую частоту собственных
колебаний резца / в ультразвуковой области. При скоростном резании
при таком расположении резца его режущая кромка будет
совершать лишь продольные колебания с небольшими перемещениями.
Это позволит создать условия, при которых на обрабатываемую
деталь будет действовать сила резания, изменяющаяся по закону
pt _j__ pt sin at, и исключить из рассмотрения площадь ТА, которая
охватывает движения режущей кромки резца. Согласно формуле
D.3) в рассматриваемом случае исчезнут изменения во времени,
отмечавшиеся у обрабатываемой детали, и в итоге (рис. 4.20) не-
круглость детали AR удастся уменьшить до значений, близких
к биению WA оси вращающейся детали, определяемому точностью
используемого токарного станка. Подшипники качения,
используемые в шпиндельной системе, обладают определенной точностью.
Некруглость получаемой детали связана с этой точностью и,
естественно, ограничена. Можно надеяться, что внедрение шпиндельных
систем с газовыми или жидкостными подшипниками и режущего
инструмента, совершающего однородные продольные колебания,
позволит существенно улучшить показатели, достигаемые при
обычном точении. Способ точения новым режущим инструментом,
совершающим однородные продольные колебания, характеризуется
изменением силы резания по закону Р + р sin at и позволяет
обеспечить точную обработку.
Такой закон изменения силы резания можно реализовать
внесением соответствующих изменений в суппорт обычного токарного
станка. С этой целью сначала измеряли три составляющие силы
сопротивления резанию, а затем определяли направление их
равнодействующей Р. В этом направлении, как показано на рис. 4.19,
и располагали ось стержня резца. Точение проводили при
следующих условиях: скорость резания 100 м/мин; подача 0,1 мм/об;
глубина резания 0,4 мм; передний угол 0°; главный угол в плане
125
Рис. 4.21. Результаты обработки алюминиевых сплавов 52S и 75S обычным
резанием (а) и резцом, совершающим однородные продольные колебания (б)
75°; вспомогательный угол в плане 8°; резание без подачи смазочно-
охлаждающей жидкости.
На рис. 4.21 приведены результаты такого точения
алюминиевых сплавов 52S и 75S. Полученные значения некругл ости
сопоставлены с значениями некругл ости, достигаемыми при обычном
высокоскоростном резании. При обычном резании разброс шероховатости
обработанной поверхности получается довольно значительным. При
использовании резцов, образующих однородную продольную
колебательную систему, шероховатость обработанной поверхности в
направлении подачи и в окружном направлении получается более
однородной (близкой), чем при обычном способе резания. При
точении алюминиевого сплава 75S удалось улучшить некруг-
лость с 3,3 до 1,0 мкм, а в случае сплава 52S — с 8,5 до
4,5 мкм.
Таким образом, использование эффектов, которые возникают
при вибрационном резании, позволяет с новых позиций рассмотреть
возможности обычного резания и предложить новый
усовершенствованный его вариант с применением резца, совершающего
однородные продольные колебания. Рассмотренные здесь соображения
могут быть использованы и для другого инструмента. Можно
надеяться, что в будущем при проектировании, изготовлении и
использовании режущего инструмента будут приниматься во внимание
соображения, послужившие основанием. для разработки резца,
образующего колебательную систему, совершающую однородные
продольные колебания.
4.5. НОВЫЕ СПОСОБЫ ВИБРАЦИОННОГО РЕЗАНИЯ
К резцу, совершающему однородные продольные
колебания, можно присоединить магнитострикционный или электро-
стрикционный вибратор и осуществить вибрационное резание.
В этом случае будет более рационально использована энергия
колебаний, резание будет выполняться легче, а также улучшится
обрабатываемость. Многие достоинства резания с вибрациями в таком
случае проявятся более четко< В этом отношении представляет
интерес способ вибрационного резания (см. рис. 7.58) наклонным
126
резцом, входящим в колебательную систему, совершающую
продольные колебания.
Необходимо отметить также способ вибрационного резания
наклонным резцом изгибной колебательной системы (см. рис. 7.56),
при котором ось стержня резца пересекается с направлением
равнодействующей сил сопротивления резанию под прямым
углом.
Существует и способ вибрационного резания (см. рис. 7.57)
резцом крутильной колебательной системы, расположенным
наклонно, при котором стержень резца совершает крутильные
колебания.
ГЛАВА 5
СПОСОБЫ ВИБРАЦИОННОГО РЕЗАНИЯ
При вибрационном резании может быть использован и
существующий инструмент, и инструмент, который разработают в
будущем. Какие колебания конкретно должен совершать резец,
шлифовальный круг, пуансон или матрица? Если соблюдается условие
обработки v < 2яя/, то как дсбиться наиболее эффективного
действия импульсных сил на обрабатываемую деталь?
Разновидностью вибрационной обработки может быть также
обработка давлением — пластическое деформирование деталей с
помощью матрицы и пуансона. Если провести классификацию по
форме обрабатываемых поверхностей, то можно выделить обработку
цилиндрических и плоских поверхностей, обработку отверстий,
резьбовых канавок, зубчатых колес, резку и т. п. В соответствии
с такой классификацией ниже рассматриваются основные
соображения по вибрационной импульсной обработке, которая может быть
осуществлена режущим инструментом, шлифовальным
инструментом, а также матрицей и пуансоном. Конкретные примеры таких
видов обработки подробно описаны в гл. 8.
5.1. ВИБРАЦИОННОЕ РЕЗАНИЕ И ВИБРАЦИОННАЯ
ОБРАБОТКА ДАВЛЕНИЕМ
При резании с обрабатываемой заготовки необходимо
удалить (в виде стружки) припуск. Однако в ряде случаев (в зависимости
от конфигурации изделия и обрабатываемого материала) для
придания детали требуемой формы более целесообразно применить
обработку давлением (например, листовую штамповку).
При резании и шлифовании обрабатываемая деталь
устанавливается на столе (в шпинделе) станка, а расположенный над деталью
инструмент выполняет требуемую пространственную форму
поверхностей детали. При обработке давлением используются два
инструмента (пуансон и матрица), между которыми происходит изменение
формы детали без изменения ее объема.
Рассмотрим в качестве примера строгание, характеризующееся
сдвигом материала, и проанализируем отличительные особенности
указанных выше способов обработки (рис. 5.1). С обрабатываемой
детали шириной b и длиной L на глубину t удаляется часть материала.
При этом формируется обработанная поверхность EFGH.
При обработке со сдвигом материала, выполняемой пуансоном
и матрицей, необходимо по всей поверхности EFGH создать напря-
128
ш
'_ _
i
Рис. 5.1. Схема вибрационного резания и вибрационной обработки давлением:
х — перемещение обрабатываемой детали; v — направление резания; ff a
колебаний, имеющих частоту / и амплитуду а; Рс и Р^
ставляющие силы резания
направление
главная и перпендикулярная со-
жения сдвига т при нулевом угле сдвига ф. В таком случае сила
сдвига Р (Н) будет составлять
Р = Ш.
Обычно площадь L X b бывает довольно значительной, для чего
требуется большая сила сдвига Р. Конечно, можно приложить
большую мощность и выполнить обработку, преодолевая значительное
сопротивление сдвигу в продольном направлении. Однако такая
обработка приведет к образованию значительных неровностей на
площади EFGH, поскольку сдвиг в таком случае будет иметь
сложный характер. Элементами площади EFGH будут поверхности
сдвига, поверхности излома, поверхности, образованные в
результате растрескивания, и т. п. Поэтому, чтобы поверхность готового
изделия получилась достаточно чистой, необходимо выполнить
вторичную обработку. При проведении обработки в направлении
короткой длины сдвига пуансон должен действовать в направлении
ширины. Однако необходимо отметить, что и в таком случае не
удастся получить точную поверхность, у которой Rmax « 0.
Обработке сдвигом, при которой напряжения сдвига действуют
в направлении ср = 0, можно противопоставить следующий вариант.
Пусть обрабатываемая деталь закреплена на основании, имеющем
довольно большую массу, например на столе. В деталь упирается
резец, под действием которого под углом сдвига ср в направлении
от глубины резания t к наружной поверхности происходит смещение
материала по поверхности ABCD (поверхности сдвига). Эта
поверхность имеет прямоугольную форму и сравнительно малую площадь,
В процессе обработки через малые интервалы образуется большое
5 Кумабэ Д. 129
число подобных поверхностей, сторонами которых являются
отрезки DB, IJ, PS и т. д. Элементарная площадь каждой такой
поверхности составляет Ъ (t/sin ф). На поверхности действует
касательное напряжение т. По сравнению с указанной выше обработкой
давлением в рассматриваемом случае удается организовать такой
процесс резания, при котором инструмент продвигается при очень
небольших усилиях.
Необходимо обратить внимание на то, что" площадь Ь (//sin ф)
значительно меньше площади EFGH. Поэтому 'даже при
касательных напряжениях т, возникающих в обрабатываемой детали,
которые в два раза превышают напряжения сдвига т, используемые при
проектировании машин, сила сдвига xb (t/sin ф) значительно меньше
силы сдвига Р. Значительное увеличение угла сдвига <р позволяет
проводить обработку при очень малых усилиях резания. Для
обработки резанием требуются гораздо меньшие усилия, чем при
обработке давлением. Согласно существующей теории резания при
больших углах сдвига ф коэффициент трения \i на передней
поверхности резца достаточно мал. Однако следует иметь в виду, что при
Ф = 0° образование стружки становится невозможным. При
обработке резанием возможен выбор таких режимов, при которых угол
сдвига получается весьма большим и трение стружки о переднюю
поверхность резца существенно уменьшается. При обработке
давлением, как видно из приведенной выше зависимости, выбор режимов
обработки ограничен.
Поверхность при резании формируется из малых поверхностей
сдвига, которые здесь могут быть представлены отрезками BJ, JS,
SR, RM и т. д. Обработанную поверхность можно сделать гладкой,
если обеспечить равенство между этими малыми отрезками
длиной 1Т) сделав эту величину достаточно малой.
Даже при обычном резании, при котором режущая кромка резца
совершает нерегулярные колебания, обработанная поверхность от
начала соприкосновения режущей кромки резца с обрабатываемой
деталью до завершения резания получается более однородной и
гладкой, чем образующаяся при обработке давлением (сдвигом).
При вибрационном резании вся длина резания L может быть
разбита на малые отрезки 1Т. Помимо этого можно увеличить угол
сдвига ф и получить гладкую поверхность. При обычном резании
этого не удавалось добиться ни увеличением скорости резания, ни
выбором смазочно-охлаждающей жидкости, ни изменением
переднего угла и выбором соответствующей геометрии резца. Увеличение
скорости резания приводило к интенсивному износу режущей кромки
инструмента. При этом шероховатость обработанной поверхности
существенно отличалась от геометрической (теоретической) и
обеспечить требуемую чистоту поверхности не удавалось. Вибрационное
резание позволило решить эти проблемы и получить гладкие
обработанные поверхности.
При эффективном использовании импульсных сил резания в
колебательной системе обрабатываемая деталь — инструмент удается
130
в T/tc раз увеличить кажущийся коэффициент жесткости k и
привести обрабатываемую деталь почти в статическое состояние. Это
обеспечивает прямолинейное движение режущей кромки инструмента,
улучшает чистоту обработанной поверхности и повышает точность
обработки. Таким способом можно обеспечить сверхточную
обработку.
Обработку давлением не следует понимать лишь как
выполняемую за один ход пуансона. И здесь, так же как и при механизме
вибрационного резания, можно воспользоваться многократными
импульсными силами и разбить всю длину обработки L на
регулярные малые отрезки 1Т. Можно полагать, что в таком случае
уменьшатся усилия, требуемые для обработки, вся поверхность будет
состоять из плоскостей сдвига и обработанная поверхность
получится менее шероховатой. Такой способ обработки можно назвать
вибрационной обработкой давлением.
5.2. ОБРАБОТКА ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
ВИБРАЦИОННЫМ РЕЗАНИЕМ
Возможны два способа вибрационного резания (точения)
цилиндрических поверхностей.
1. Обрабатываемая деталь установлена в патроне и вращается
с постоянной частотой. На суппорте находится устройство,
обеспечивающее вибрационное резание, при котором режущая кромка
инструмента совершает колебания в направлении резания с частотой /
и амплитудой а.
2. В суппорте станка устанавливают обычный резец, а для
создания вибраций используют устройство для возбуждения крутильных
колебаний обрабатываемой детали, закрепленной во вращающемся
шпинделе. Таким образом, одновременно с вращением
обрабатываемая деталь совершает колебания в окружном направлении,
совпадающем с направлением резания.
По условиям проектирования колебательных систем второй
способ вибрационного точения приходится ограничивать
следующими условиями:
1) простая конфигурация обрабатываемой детали (например,
гладкий вал);
2) малые припуски на обработку;
3) малая длина резания.
Для вибрационного точения в основном используют первый
способ.
На рис. 5.2 показаны способы вибрационного точения, когда
необходимо обработать заготовку диаметром D и получить
цилиндрическую поверхность диаметром d.
На рис. 5.2, а иллюстрируется цилиндрическая обработка
вибрационным резанием, при которой обрабатываемая деталь закреплена
в патроне токарного или фрезерного станка и вращается,
обеспечивая скорость резания v. Проходной резец работает с продольной
подачей s (мм/об). Вся длина резания разбивается на малые интер-
5* 131
-GK
Рис. 5.2. Схемы способов (а—е) обработки цилиндрических поверхностей
вибрационным резанием (f, а — направление колебании; v — направление резания;
s — подача)
валы /г, на которых действуют регулярные импульсные силы. В
рассматриваемом случае в отличие от нарезания резьбы подача s
довольно мала по сравнению с длиной окружности, что позволяет
считать, что направление резания совпадает с направлением
касательной к окружности. В этом направлении режущая кромка резца
колеблется с частотой / и амплитудой а. При таком вибрационном
резании скорость резания должна удовлетворять условию v <vc/3.
На рис. 5.2, б показано вибрационное точение цилиндрической
поверхности с поперечной подачей вибрирующего плоского
фасонного резца.
132
При использовании универсальных токарных станков
направление колебаний режущей кромки резца перпендикулярно к станине
станка. Такие колебания режущих кромок могут быть получены
у резцов продольной, изгибной и крутильной систем колебаний.
Такие резцы закрепляют на суппорте, а их колебания
обеспечиваются ультразвуковыми генераторами (вибраторами).
Обычно скорость резания на токарных станках превышает
30 м/мин. Поэтому необходимо учитывать, что критическая скорость
резания v€ = 2naf оказывается больше 100 м/мин. Здесь могут быть
использованы магнитострикционные или электрострикционные
генераторы колебаний, обладающие высокими частотами собственных
колебаний. При этом необходимо повышать частоту колебаний и по
возможности увеличивать амплитуду колебаний режущей кромки
инструмента в таком диапазоне, чтобы не происходило усталостного
разрушения резцедержателя. При одной и той же скорости резания
повышение частоты колебаний / уменьшает интервал lT = v/f,
что более четко выявляет эффекты, характерные для вибрационного
резания.
Существующие в настоящее время вибраторы характеризуются
примерно следующими параметрами: / = 20—50 кГц; а = 15ч-
-т-25 мкм. Таким образом, можно считать, что скорость резания не
должна превышать примерно 50 м/мин. Можно ожидать, что в
рассматриваемом случае смазочно-охлаждающие жидкости могут
существенно способствовать охлаждению и смазке режущей кромки
резца, куда следует подавать большое количество СОЖ.
Для точных настольных токарных станков, имеющих малые
усилия резания, используются ультразвуковые генераторы
колебаний мощностью примерно 50—200 Вт. Для крупных токарных
станков, работающих с большими усилиями резания, используются
современные ультразвуковые генераторы колебаний максимальных
мощностей, а в качестве вибраторов —магнитострикционные и
электрострикционные устройства.
Резцы продольной, крутильной и изгибной колебательных
систем имеют свои специфические особенности. Выбирать их
необходимо с учетом конструкции имеющегося токарного станка.
Например, для крупных токарных станков целесообразно использовать
резец крутильной системы колебаний, который обладает хорошими
рабочими характеристиками и может вибрировать с выделением
большой мощности при частотах колебаний около 20 кГц.
На рис. 5.2, в показано вибрационное точение торцового
кольцевого паза. Резцедержатель совершает крутильные колебания, что
заставляет вибрировать режущую кромку резца, имеющую
ширину st. При таком вибрационном точении вся длина резания
разбивается на малые интервалы 1Т.
Обработка цилиндрической поверхности методом вибрационного
протягивания показана на рис. 5.2, г. Протяжка, совершающая
колебания в продольном направлении, подается на вращающуюся
деталь по касательной. Зубья протяжки имеют соответствующую
форму, что позволяет получить определенную геометрию обрабаты-
133
¦L
[L
fJL
Рис. 5.З. Схема вибрационного волочения
(/, а— направление колебаний; v —
направление волочения)
'Волока
ваемои детали при очень низких
частотах вращения. На обычных
токарных станках нельзя добиться
такой эффективности точения, как
при вибрационной обработке.
Для этого способа лучше использовать мощный вибрационный
приврд, который обеспечивает частоту колебаний 80—200 Гц и
амплитуду около 0,2—0,3 мм. Протяжка должна иметь
определенную длину. При работе в области высоких ультразвуковых частот
на протяжке могут иметься места, в которых амплитуда равна нулю
(узлы колебаний). Здесь будет действовать механизм обычного
резания. Поэтому целесообразно в районе узлов не предусматривать
режущих кромок.
На рис. 5.2, д показано вибрационное фрезерование
цилиндрической поверхности. Фреза совершает крутильные колебания в
окружном направлении. При этом скорость резания составляет v < vc.
К отличительным особенностям такой обработки можно отнести то,
что при общей глубине резания (D — 6I2 фиктивная глубина
резания для каждой режущей кромки получается небольшой и в
результате вибраций у каждой режущей кромки длина резания разбивается
на малые отрезки 1Г.
На рис. 5.2, е показана обработка абразивным кругом, которая
в известной мере аналогична фрезерованию. При этом глубина
резания разбивается на еще более малые отрезки. Возможны два варианта
такой обработки. При одном из вариантов вибрационного
шлифования абразивный круг колеблется в окружном направлении, а при
другом — в осевом. При этом реализуется механизм
самообразования микроканавок на поверхности.
Рассмотренные выше способы вибрационного точения
цилиндрических поверхностей в основном относятся к деталям, у которых
отношение длины к диаметру невелико. При больших отношениях
длины детали к диаметру вибрационное резание может оказаться
невозможным. В таком случае можно, например, воспользоваться
вибрационным волочением (рис. 5.3). В результате приложения
колебаний к волоке в направлении волочения и действия
импульсных сил тонкая длинная проволока как бы разбивается на
мельчайшие интервалы 1Т. При этом под действием криволинейных
поверхностей волоки через малые интервалы происходит пластическое
деформирование обрабатываемого материала. Для уменьшения
коэффициента трения к волоке можно прикладывать крутильные или
изгибные колебания, или же заставлять ее колебаться в
направлении, перпендикулярном к направлению волочения.
5.3. ВИБРАЦИОННОЕ РЕЗАНИЕ ПЛОСКИХ ПОВЕРХНОСТЕЙ
На рис. 5.4 показаны основные способы вибрационного
резания, при использовании которых можно удалить материал
134
Рис. 5.4. Схемы способов обработки плоских поверхностей вибрационным
резанием:
v — направление резания; /, а — направление колебаний; s — направление подачи; / —
резец или зуб протяжки; // — фреза с числом зубьев г; III — механизм самообразования
поверхностных микроканавок; IV — торцовая фреза или шлифовальный круг; V —
концевая фреза
135
с плоской заготовки на глубину / и получить точнук) плоскую
поверхность.
Выше отмечалось, что для обеспечения точного резания
необходимо, чтобы статическая и динамическая составляющие силы
резания были небольшими, а частота изменения динамической
составляющей была высокой. В соответствии с пояснениями к рис. 5.1
очевидно, что при действии напряжений сдвига на большой
обрабатываемой поверхности требуется развить очень большое усилие.
При этом трудно обеспечить точность обработки. Поэтому
целесообразно увеличить угол сдвига <р и формировать такие поверхности
сдвига, которые имели бы малую площадь и направлялись от
режущей кромки вверх. Необходимо также обеспечить условия, при
которых по всей длине резания срезание материала происходило бы
через малые интервалы 1Т. Один из таких способов обработки —
вибрационное строгание — показан на рис. 5.4, а.
При малых глубинах резания требуется небольшая мощность
и могут быть использованы резцы крутильной системы колебаний.
Обычно же находят применение резцы изгибной системы колебаний,
которые крепятся к суппорту таким образом, чтобы направление
колебаний режущей кромки совпадало с направлением резания.
В настоящее время имеются высокоскоростные строгальные
станки, у которых скорость строгания приближается к 100 м/мин.
В обычных условиях довольно высокой считается скорость строгания
порядка 20—39 м/мин. Поэтому в рассматриваемом случае можно
воспользоваться такими частотами и амплитудами колебаний,
которые соответствуют критической скорости vc = 100 м/мин. При
частоте колебаний 20—21 кГц амплитуда составляет примерно 15 мкм.
Здесь более целесообразно не повышать частоту колебаний, а
воспользоваться резцом изгибной колебательной системы, который
может работать при больших мощностях и выдерживать
значительные нагрузки.
Чтобы более полно использовать эффекты, обеспечиваемые
вибрационным резанием, можно снизить скорость резания v и
уменьшить интервалы 1Т. Вполне естественно, что для обеспечения
большей стабильности импульсных сил резания следует уменьшить
параметры t и S и тем самым снизить сопротивление резанию.
На рис. 5.4, а имел место точечный контакт вершины резца
с деталью. При линейном контакте резца с деталью (рис. 5.4, б)
режущая кромка располагается перед обрабатываемой поверхностью.
При таком способе вибрационного резания прямая режущая кромка
фасонного резца или протяжки обрабатывает плоскую поверхность
за один проход. Обычно протяжка имеет большую длину, а скорость
резания невелика. Поэтому целесообразно воспользоваться
электрогидравлическим приводом, обеспечивающим частоту колебаний
примерно 100—200 Гц и амплитуду около 0,2—0,3 мм. Такой
источник колебаний имеет небольшие габариты и может развивать усилия
резания в несколько десятков килоньютонов.
На рис. 5.4, в показана вибрационная прошивка плоского паза.
При такой обработке на металл действует сила резания инструмента,
136
Рис. 5.5. Схема вибрационной гибки
(листовой штамповки):
f, а — направление колебаний; / —
пуансон; 2 — матрица; 3 — обрабатываемая
деталь
]-*-У
Рис. 5.6. Схема вибрационной прокатки:
f, а — направление колебаний; п —
направление вращения валков; v — скорость
прокатываемого материала на выходе из
валков
колеблющегося в продольном направлении с частотой более 20 кГц.
Обработка происходит при постоянной нагрузке и соблюдении
условия v < ve/3.
В реальных условиях возможны случаи, когда одним
фиксированным резцом нельзя выполнить обработку на полную глубину
за один проход, например, из-за недостаточной мощности. В таких
ситуациях используют многолезвийные инструменты, режущие
кромки которых расположены на одинаковых радиусах от центра
вращения (например, типа цилиндрической фрезы). При этом
срезаемая часть материала распределяется по режущим кромкам и
разбивается на малые интервалы /г. Такая обработка плоской
поверхности возможна при вибрационном фрезеровании, когда фреза
совершает крутильные колебания (рис. 5.4, г).
На рис. 5.4, д показан способ вибрационного шлифования,
основанный на использовании механизма самообразования
поверхностных микроканавок. При таком способе абразивный круг
совершает продольные колебания в осевом направлении.
На рис. 5.4, е обрабатываемая пластина закреплена на
планшайбе обычного токарного станка или на вертикальном токарно-
карусельном станке и вращается. При этом резец совершает
колебания в направлении резания v, подача s осуществляется в поперечном
направлении от периферии к центру, а вся длина резания
разбивается на малые отрезки 1Т.
Еще один способ вибрационного резания плоских поверхностей
представлен на рис. 5.4, з. При этом способе в качестве режущего
^инструмента используются концевые и торцовые фрезы, которые
совершают крутильные колебания. Благодаря большому числу
лезвий и высокой частоте вращения глубина резания,
приходящаяся на одно лезвие, оказывается небольшой. В результате
крутильных колебаний для каждого лезвия вся длина резания
разбивается на малые отрезки 1Т.
Использование для обработки плоской поверхности
шлифовального круга или торцовой фрезы представлено на рис. 5.4, ж.
Здесь на вращательное движение инструмента IV (v) накладываются
крутильные колебания (/, а) с таким расчетом, чтобы соблюдалось
условие резания v < 2яаД
137
Вместо того, чтобы вырезать тонкую пластину V-образного
сечения из целого куска материала, целесообразнее применить пуансон
и матрицу и осуществить листовую штамповку (рис. 5.5). В этом
случае может быть успешно использована вибрационная гибка, при
выполнении которой пуансон колеблется с частотой, превышающей
20 кГц.
На рис. 5.6 показана вибрационная прокатка, при которой
верхний и нижний валки совершают крутильные колебания. Таким
образом, удается использовать импульсный характер действия сил,
соблюдая условие ограничения скорости v < 2naf.
5.4. ОБРАБОТКА ОТВЕРСТИЙ ВИБРАЦИОННЫМ РЕЗАНИЕМ
Если при рассмотрении механизма резания отверстий
выполнить развертку обрабатываемой поверхности, то задача
сведется к изучению механизма резания плоских или цилиндрических
поверхностей.
На рис. 5.7, а, б показано получение отверстий сверлением.
Схема на рис. 5.7, а относится к вибрационному сверлению отверстий
Рис. 5.7. Схема вибрационных спосо
а — направляющее отверстие отсутствует; б — направляющее отверстие имеется; в — вибра
празление вращения; v — скорость резания; s — подача); г — вибрационное растачивание,
суппорте, совершает крутильные или изгибные колебания; д — вибрационное растачивание,
деталь / закреплена на каретке; е — вибрационное растачивание (борштанга // вращается
вание (/// — протяжка, IV — ползун, V — стол); з — вибрационное долбление; и — вну
в таких материалах, как алюминий, медь, дерево й т. п. Согласно
рассмотренному ранее механизму резания у режущих кромок сверла г
можно считать, что направление резания в центральной режущей
части (около перемычки) совпадает с осью сверла, а на
периферийной части режуиЦих кромок оно практически радиально.
1 Кумабэ Д. Поверхностная обработка. Т. 2, с. 605#
бов обработки отверстий резанием:
ционное развертывание A—6 — режущие кромки; /, а — направление вибраций; п —
напри котором обрабатываемая деталь / вращается, а расточный резец //, закрепленный на
при котором борштанга вращается и совершает крутильные колебания, а обрабатываемая
и совершает крутильные колебания, деталь / тоже вращается); ж — вибрационное протяги-
треннее вибрационное шлифование (VI — поверхность направляющего отверстия)
139
Таким образом, когда режущие кромки расположены не на
боковой поверхности цилиндра, а на его торце, и когда приходится
использовать их на всю длину, направления резания в различных
точках режущих кромок получаются различными. Следовательно,
колебания не должны осуществляться только в одном направлении.
При черновом сверлении отверстий для улучшения условий резания
в районе перемычки целесообразно прикладывать к сверлу
продольные колебания частотой более 20 кГц. Однако такой способ может
быть использован лишь для пластичных материалов типа алюминия,
меди и т. п. Если же механическая прочность режущей части сверла
близка к прочности обрабатываемого материала, то режущие кромки
будут выкрашиваться. Если при сверлении отверстий точность не
является существенным фактором и требуется только получить
черновое отверстие, то целесообразнее применить обычное сверление
без вибраций.
По схеме на рис. 5.7, б черновое отверстие просверлено заранее.
В этом случае работают лишь периферийные участки режущих
кромок сверла. При небольшой подаче в таких условиях можно
считать, что резание происходит в окружном направлении. В таком
случае при сверлении целесообразно применять лишь крутильные
колебания.
На рис. 5.7, в развернуты на плоскости режущие кромки заборной
части развертки. В рассматриваемом случае можно организовать
вибрационное развертывание, приложить в направлении резания
колебания с частотой / и амплитудой а. При этом, однако,
необходимо соблюдать условие резания v < vc/3. При больших подачах
A,0—2,0 мм/об) можно воспользоваться разверткой, которая
вибрирует с частотой 100 Гц. Для этого необходимо предусмотреть
специальные меры, которые обеспечивали бы точное совпадение
направления резания с направлением колебаний. При больших
диаметрах и малых подачах, как и в случае на рис. 5.7, б, можно
применить лишь колебания в окружном направлении. При этом частота
крутильных колебаний развертки может превышать 20 кГц.
На рис. 5.7, г показано вибрационное растачивание, при котором
вращается растачиваемая деталь, а резец перемещается в
продольном направлении. При этом могут быть использованы резцы и
крутильной, и изгибной колебательных систем. Следует отметить, что
режущая часть изгибной колебательной системы совершает
прямолинейные движения. Поэтому направление колебаний
необходимо несколько изменить, чтобы задняя поверхность резца не
задевала растачиваемую поверхность.
На рис. 5.7, д показан способ вибрационного растачивания,
при котором борштанга вращается и совершает крутильные
колебания (создаваемые при помощи крутильного вибратора). В
рассматриваемом случае можно сравнительно просто выполнить
динамическую балансировку, поскольку колебательная система борштанги
симметрична относительно центральной оси. При соответствующей
конструкции вибрирующей борштанги можно проводить
вибрационное растачивание глубоких отверстий.
140
На рис. 5.7, е иллюстрируется вибрационное растачивание
сравнительно неглубоких отверстий, при котором обрабатываемая
деталь неподвижна, а вращается расточный резец, совершающий
также и колебания. Резцы изгибной системы колебаний по своей
конструкции асимметричны, что не позволяет использовать их при
высоких частотах вращения. Поэтому в рассматриваемом случае
в основном применяются резцы крутильной системы колебаний.
На рис. 5.7, ж показано протягивание отверстий с вибрациями
в продольном направлении, являющемся одновременно и
направлением резания. При этом обрабатываемая деталь неподвижно
закреплена на столе. Возможна и такая обработка, при которой
колебания в направлении резания совершает обрабатываемая деталь
с помощью стола. Протяжка движется с постоянной скоростью.
В рассматриваемом случае могут быть использованы и
протягивание, и прошивка. Каждый способ обработки обладает своими
особенностями. Выбор соответствующего способа зависит от
поставленной цели. При частоте колебаний около 100 Гц можно
воспользоваться протяжным станком, который имеет электрогидравлический
привод, что позволяет без помех создавать необходимые колебания
при полном сопротивлении резанию, составляющем несколько
десятков килоньютонов.
На рис. 5.7, з показано вибрационное долбление канавки. При
такой обработке инструмент совершает возвратно-поступательное
движение, и материал, который необходимо удалить, снимается
постепенно, поэтому в отличие от протягивания полное
сопротивление резанию невелико.
В рассматриваемом случае стол вибрирует с частотой,
превышающей 20 кГц, чтобы направление вибраций совпадало с
направлением движения инструмента.
Внутреннее вибрационное шлифование показано на рис. 5.7, и.
Здесь возможны два способа обработки. По первому способу, как
и при плоском вибрационном шлифовании, можно использовать
импульсные силы резания, заставляя колебаться шлифовальный
круг в окружном направлении. По второму способу колебания
можно прикладывать в осевом направлении круга и использовать
механизм самообразования поверхностных микроканавок.
Для получения отверстий в тонких листах можно применить
вибрационную вырубку с колебаниями пуансона в направлении
вырубки (рис. 5.8). Возможна вырубка с колебаниями матрицы.
Пуансон может совершать крутильные колебания.
Вибрации можно использовать и при глубокой вытяжке. Они
могут уменьшить силы трения между матрицей и обрабатываемой
деталью, а также сделать эти силы более однородными. На рис. 5.9
показана глубокая вытяжка с колебаниями матрицы с частотой
более 20 кГц (по стрелке Д а). Характерно, что при вибрации
пуансона существенного эффекта не достигается.
Использование вибраций при прошивке трубной заготовки
показано на рис. 5.10. В данном случае для получения тонкой длинной
трубы заставляют вибрировать в продольном направлении оправку,
141
Рис. 5.8. Схема
вибрационной прошивки:
f, a — направление
колебаний; v — направление
пробивки; 1 — пуансон;
2 — матрица
Рис. 5.9. Схема глубокой
вибрационной вытяжки:
}, а — направление
колебаний; 1 — пуансон; 2 —
матрица; 3 — складкодер-
жатель
Рис. 5.10. Схема
вибрационной прошивки
трубной заготовки:
f, a — направление
колебаний; v — направление
прошивки; 1 — оправка
которая расширяет трещину в центральной части обрабатываемого
материала, подаваемого двумя скрещивающимися валками. При
действии импульсных сил с внешней стороны оправки на
внутреннюю поверхность материала обработка давлением разбивается на
малые отрезки /г. При таком способе можно получить трубы с
точными размерами и гладкой поверхностью.
5.5. СПОСОБЫ ВИБРАЦИОННОГО НАРЕЗАНИЯ РЕЗЬБ
Вибрационное нарезание винтовых канавок на
цилиндрических поверхностях аналогично нарезанию длинных канавок
на плоских поверхностях (рис. 5.11). К такому выводу можно
прийти, если сделать развертку на плоскость и провести
преобразования координат лишь угла подъема винтовой линии резьбовой
канавки. Профиль канавки определяется той функцией, которую
должна выполнять резьба. Однако не во всех случаях удается
получить желаемый профиль резьбовой канавки. При существующих
ограничениях вибрационное нарезание резьб позволяет решить ряд
проблем, затрудняющих обычное резьбонарезание.
На рис. 5.11, а и б показано получение канавок вибрационным
строганием. Инструмент колеблется в направлении по стрелке.
Резание должно проводиться при скорости v < vc/3. Полная глубина
резания может быть разбита на несколько частей, а полная длина /п,
на которой выполняется резание, делится на малые интервалы lTf
число которых 1п/1т оказывается очень большим благодаря
импульсному характеру сил резания, частота которых превышает 20 кГц.
На рис. 5.11, в показано нарезание резьбы метчиками и
плашками, которое может быть названо протягиванием с
принудительным проворачиванием. Если выполнить развертку, то вопрос
сведется к анализу обычного протягивания. В рассматриваемом
случае обработка должна быть построена таким образом, чтобы колеба-
142
Рис. 5.11. Схемы способов
вибрационного нарезания
резьбы:
а и б — резцом; в — метчиком,
плашкой, винторезной
гребенкой; г — качающимся
инструментом; д — резьбонарезной
дисковой фрезой; е —
шлифовальным кругом; ж —
многолезвийным инструментом; з-—
червячной многозаходной
резьбонарезной фрезой; и — червячным
резьбошлифовальным кругом
(/); f, a — направление
колебаний
f>a
v»»M^- ^»»»м^ ^WL^L-n
ния режущих кромок
происходили вдоль
направления резьбовой
канавки, т. е. под углом
подъема винтовой
линии 9 к окружному
направлению
цилиндрической обрабатываемой
детали.
Таким образом, если
d —эффективный
диаметр резьбы, Р —шаг
резьбы, 9 — угол
подъема винтовой линии, то
необходимо, чтобы
направление вибраций
вершины резца
характеризовалось углом
0 = arctg (P/nd).
Для способов
обработки, представленных
на рис. 5.11, а и б,
необходимо сначала
создать такие условия,при
которых направление
колебаний вершины
резца совпадало бы с
направлением угла
подъема винтовой линии. Затем, принимая во внимание точность
токарного станка, следует задать лишь такую подачу резцу,
имеющему простую геометрию, которая равна шагу резьбы. По
варианту на рис. 5.11, в многое зависит от инструмента —метчиков и
плашек, имеющих много режущих кромок. Для этого случая при
вибрационном резании следует использовать такие станки, которые
обеспечивают колебания режущих кромок строго вдоль винтовых
канавок, т. е. в направлении угла подъема винтовой линии. В таком
случае можно получить резьбу, профиль которой хорошо соответ-
143
ствует профилю инструмента. К таким станкам можно отнести,
например, вертикальный токарно-винторезный станок.
На рис. 5.11, г показана обработка при помощи инструмента,
совершающего качания. Этот способ обработки отличается от
показанных на рис. 5.11, а и б тем, что режущая часть инструмента
начинает двигаться от точки, соответствующей полной глубине
резания t, по направлению к обрабатываемой поверхности,
описывая дугу. Длина резания, которую проходит одна режущая кромка,
очень мала по сравнению с полной длиной резания 1п. Благодаря
действию импульсных сил резания эта небольшая длина разбивается
на малые интервалы 1Т. Из приведенных схем понятны причины,
повышающие точность резьбовых канавок при использовании
вибрационного резьбонарезания.
При нарезании резьбовой канавки фрезой, имеющей много
лезвий (рис. 5.11, д), глубина резания на каждое лезвие получается
незначительной, и сопротивление резанию снижается. При
использовании импульсных сил резания длина резания разбивается на
очень малые интервалы 1Т. В рассматриваемом случае используется
однозаходная фреза, которая при нарезании резьбы совершает
крутильные колебания.
Для рассматриваемых целей могут быть использованы также
абразивные круги, которые можно рассматривать как инструменты
с чрезвычайно большим числом режущих кромок. Абразивными
кругами, совершающими колебания, как показано на рис. 5.11, е,
можно точно обрабатывать резьбовые канавки.
В тех случаях, когда необходимо изготовить винтовую канавку
одного и того же профиля по всей длине, использование однолез-
вийного инструмента, совершающего возвратно-поступательные
движения, неэффективно. Более целесообразно использовать
многолезвийный инструмент с лезвиями, расположенными через
определенные промежутки, который совершает колебания в направлении
резьбовой канавки. В таком случае всего за один оборот можно
завершить всю необходимую обработку. Такими инструментами
могут быть многолезвийные виброрезцы, многозаходные
резьбонарезные виброфрезы и многозаходные шлифовальные виброкруги.
Резьбовые канавки можно получать не только рассмотренным
выше вибрационным резанием. Возможна также и вибрационная
обработка давлением, в частности накаткой с использованием
круглых или плоских матриц. Вибрационной обработкой давлением
могут быть получены внутренние резьбы на вертикальных
винторезных станках при использовании бесканавочных метчиков,
вибрирующих с частотой 100 Гц.
5.6. СПОСОБЫ ВИБРАЦИОННОГО НАРЕЗАНИЯ ЗУБЧАТЫХ
КОЛЕС
К зубчатым колесам можно отнести такие детали, у
которых на цилиндрической поверхности в осевом направлении с
определенным интервалом расположены канавки соответствующего про-
144
Рис. 5.12. Схемы способов вибрационного
нарезания зубчатых колес фасонным
инструментом:
а — фасонным резцом; б — фасонной
(модульной) фрезой; в — фасонным шлифовальным
кругом; г — протяжкой; f, a — направление
колебаний; 1 — впадина между зубьями; 2 —
обрабатываемая деталь; 3 — резец; 4 —
фреза; 5 — шлифовальный круг; 6 — протяжка;
/ — полная глубина резания; 1^ — глубина
резания, соответствующая одному проходу;
s^ — подача на один зуб; s — поворот на один
зуб
филя. Механизм образования
таких канавок совершенно
аналогичен механизму обработки
канавок на плоской поверхности.
На рис. 5.12 показано
вибрационное нарезание зубьев с
использованием фасонного
инструмента.
На рис. 5.12, а представлено
нарезание одним фасонным резцом,
который вибрирует в
направлении, показанном стрелкой. При
удовлетворении условия
эффективности вибрационного резания
длина резания разбивается на малые
интервалы 1Т. Обработка на
полную глубину осуществляется за
несколько проходов. В данном
случае можно использовать
инструмент изгибной системы
колебаний.
Схема вибрационного нарезания зубьев с помощью фасонной
(модульной) фрезы приведена на рис. 5.12, б. При обработке фреза
совершает крутильные колебания с частотой более 20 кГц.
Вибрационное шлифование профилированным шлифовальным кругом,
вибрирующим в окружном направлении, приведено на рис. 5.12, в. При
выборе частоты вибраций необходимо принимать во внимание
скорость резания. В данном случае частота вибраций соответствует
ультразвуковому диапазону и превышает 20 кГц.
Для рассматриваемых целей может быть использовано и
вибрационное протягивание (рис. 5.12, г). В данном случае для
обеспечения частоты колебаний 100—200 Гц применяют
электрогидравлический или гидромеханический привод.
На рис. 5.13 показаны способы вибрационного нарезания
зубчатых колес методом обкатки.
Нарезание зубчатых колес с помощью вибрирующей рейки
иллюстрируется на рис. 5.13, а. Рейка вибрирует с частотой 20 кГц
и выше в направлении по стрелке. На рис. 5.13, б для нарезания
зубчатого колеса используется зуборезный долбяк. В направлении,
145
а) г)
Рис. 5.13. Схема способов вибрационного нарезания зубчатых колес методом
обкатки:
а — зуборезной рейкой; б — зуборезным долбяком; в — червячной фрезой; г — двумя
инструментами реечного типа; д — шлифовальными кругами реечного типа; е — абразивным
инструментом червячного типа; f, а — направление колебаний; ВП —
возвратно-поступательное движение рейки (а), долбяка (б), режущего инструмента (г), шлифовальных кругов (д);
1 — канавка между зубьями; 2 — обрабатываемая заготовка; 3 — ширина зубчатого колеса;
s — направление вращения заготовки; v — направление перемещения рейки (а), червячной
фрезы (в), режущего инструмента (г), абразивного инструмента (е)
указанном стрелкой, с помощью электрострикционного или магнито-
стрикционного вибратора, собственная частота продольных
колебаний которых превышает 20 кГц, к долбяку прикладываются
колебания. На рис. 5.13, в показано нарезание зубчатого колеса
червячной фрезой, вращающейся и одновременно совершающей крутильные
колебания. В качестве источника колебаний использовали
крутильный вибратор, частота колебаний которого превышала 20 кГц.
Нарезание зубчатого колеса двумя вибрирующими
инструментами реечного типа показано на рис. 5.13, г. Вибратор продольных
колебаний развивал частоту более 20 кГц. На рис. 5.13, д показано
шлифование зубьев зубчатого колеса абразивными кругами реечного
профиля. На вращение кругов накладывались крутильные
колебания ультразвуковой частоты. Схема на рис. 5.13, е относится к
вибрационному шлифованию зубчатых колес абразивным инструментом
червячного типа, на вращательное движение которого накладываются
крутильные колебания с частотой 20 кГц и выше,
создаваемые электрострикционными или магнитострикционными
вибраторами.
146
К рассмотренным выше способам обработки зубчатых колес
можно отнести также и вибрационную накатку, выполняемую
специальным зубчатым инструментом, совершающим продольные
колебания.
5.7. СПОСОБЫ ВИБРАЦИОННОЙ РЕЗКИ
На рис. 5.14, а—г показаны способы вибрационной резки
лезвийным инструментом. На рис. 5.14, д представлена
вибрационная резка на ножницах.
Согласно рис. 5.14, а вращающаяся обрабатываемая деталь,
закрепленная в шпинделе токарного станка, отрезается резцом,
который вибрирует в направлении по стрелке с частотой 20 кГц
и более. В рассматриваемом случае могут быть использованы резцы
изгибной и продольной систем колебаний. При применении резцов
крутильной системы колебаний их необходимо установить на
окружности вала, совершающего крутильные колебания. Использование
Рис. 5.14. Схемы способов вибрационной резки:
а, б — отрезным резцом; в — дисковой пилой; г — ножовочным полотном; д — на ножницах
(Я — нож, М — матрица):
/, а — направление колебаний; / — обрабатываемая деталь; 2 — дисковая пила по металлу;
3 — ножовочное полотно; 4 — стружка
147
вибраций позволяет разбить всю длину резания на малые интервалы
1Т и добиться гладкости обрабатываемой поверхности даже около
оси вращения.
По схеме на рис. 5.14, б обрабатываемая деталь закрепляется на
строгальном станке, резец которого вибрирует в направлении по
стрелке с частотой более 20 кГц. Для резки могут быть использованы
отрезные резцы изгибной и крутильной систем колебаний.
Отрезные резцы крутильной системы колебаний устанавливаются по
окружности вала, совершающего крутильные колебания. Резцы
продольной системы колебаний в рассматриваемом случае не находят
применения. Отличительная особенность данного способа резки
заключается в том, что боковые поверхности после обработки получаются
гладкими.
На рис. 5.14, в показана резка дисковой пилой по Металлу,
вибрирующей в окружном направлении.
Направление колебаний при резке ножовочным полотном
показано на рис. 5.14, г. При продольных колебаниях ножовочного
полотна зубья пилы колеблются в направлении резания. Обычно
частота колебаний должна превышать 20 кГц. При использовании
длинных ножовочных полотен возникают узлы колебаний.
Желательно, чтобы в районе этих узлов зубья были удалены.
На рис. 5.14, д представлена вибрационная резка, при которой
обрабатываемая деталь не зажата, а лежит между пуансоном и
матрицей. Пуансон продольной системы колебаний вибрирует в
направлении, показанном стрелкой. В этом направлении и будут
проявляться эффекты, характерные для вибрационного резания.
В частности, возникнет эффект разбивки на малые интервалы 1Т.
При колебаниях пуансона вдоль обрабатываемой детали будет
достигнут эффект повышения остроты режущей части пуансона.
Однако следует иметь в виду, что в этом случае из-за выделения тепла
трения пуансон будет быстро изнашиваться.
5.8. СПОСОБЫ ВИБРАЦИОННОЙ МИКРООБРАБОТКИ
ПОВЕРХНОСТЕЙ
В рассматриваемом случае представляет интерес
активизирование самообразования поверхностных микроканавок. При
суперфинише это можно сделать повышением частоты колебаний абра-
Рис. 5.15. Схемы
способов вибрационной
отделочной обработки
поверхностей:
а —
суперфинишированием, хонингованием,
ручным инструментом
(частота колебаний более
20 кГц); б — доводкой
(притиркой):
1 — связанные частицы;
2 — обрабатываемая
деталь; 3 — свободные
частицы; 4— притир; f, a —
направление вибраций
148
зивного инструмента до ультразвукового диапазона; в случае хо-
нингования на движение инструмента можно наложить колебания
с частотой более 20 кГц. Аналогичным образом можно поступить
и при обработке другим доводочным инструментом. На рис. 5.15, а
представлен один из способов вибрационной микрообработки
поверхности, при котором связанные частицы совершают колебания
в направлении движения или перпендикулярно к нему. По схеме
на рис. 5.15, б использованы свободные частицы. При таком способе
обработки в направлении по стрелке колеблются деталь или притир.
Использованием эффекта перекатывания частиц и резкого
изменения направления их движения можно ускорить процесс
самообразования поверхностных микроканавок. Этого можно добиться при
вибрационной доводке, когда частота колебаний в зависимости от
условий может изменяться в широком диапазоне (от 20 Гц до 50 кГц).
В рассматриваемом случае представляет интерес также
воздействие ультразвуковых колебаний на смазочно-охлаждающие
жидкости, применяемые при резании и шлифовании. Для правки
шлифовальных кругов также эффективны устройства, работающие с
наложением ультразвуковых колебаний.
ГЛАВА 6
ВИБРАЦИОННЫЙ ПРИВОД
Каким образом придать режущему инструменту
необходимые движения вибрации? Для внедрения вибрационного
резания в практику необходимо исследовать геометрию инструмента,
режимы резания и ожидаемые эффекты, а затем определить частоту
и амплитуду колебаний, установить скорость резания,
спроектировать, изготовить или закупить и соответствующим образом
установить подходящий для вибрационного инструмента вибрационный
привод, т. е. устройство, обеспечивающее колебания инструмента
(или детали). Данная глава посвящена рассмотрению конструкций
такого привода.
6.1. ТИПЫ ВИБРАЦИОННЫХ ПРИВОДОВ
По укрупненной классификации можно выделить
следующие типы вибрационных приводов:
1) электромагнитный вибрационный привод (находит применение
в диапазоне частот 20—200 Гц);
2) электрогидравлический привод (находит применение в том же
диапазоне частот);
3) гидромеханический^привод (используется в том же диапазоне
частот);
4) механический привод (используется в диапазоне частот 20—
100 Гц);
5) электрострикционный или магнитострикционный привод
(находит применение в диапазоне частот 20—50 кГц).
6.1.1. Электромагнитный вибрационный привод
На рис. 6.1 показан разрез вибрационного привода
электромагнитного типа, позволяющего при подводе электроэнергии
непосредственно получить возвратно-поступательные движения. На
столе этого привода можно установить обрабатываемую деталь или
инструмент и обеспечить их вибрацию в диапазоне частот 5—4000 Гц.
Рассматриваемый вибратор представляет собой устройство
размерами 800X760x1022 мм, которое может создавать перегрузки 67g
и обеспечивать колебания с амплитудой 12,5 мм и силой,
возбуждающей колебания, до 6 кН. При этом на столе можно располагать
массу 200 кг. Для однофазного тока и напряжения 100 В имеется
устройство мощностью 2,5 кВ -А. Для трехфазного тока напряжением
150
Рис. 6.1. Электромагнитный генератор
колебаний:
; — подвод воздуха; 2 — пневмотрубка; 3 и 5 —
направляющие ролики; 4 и 6 — роликовые подшипники;
7 — пневмопружина; 8 — датчик ускорения; 9 —
инструмент; 10 — стол; // — крышка; 12 — верхний
сердечник; 13 и 15 — верхняя и нижняя обмотки
возбуждения; 14 — приводная обмотка; 16 —
нижний сердечник; 17 — нагнетатель; 18 — основание
200 В существует устройство
мощностью 17 кВ-А. Шкаф, объединяющий г-
систему управления и блок питания, f
имеет габариты 1260x1260x1700 мм.
Поскольку габариты рассматриваемого
вибр'атора весьма велики, его нельзя использовать для инструмента
в тех случаях, когда на продольные колебания необходимо наложить
вращательное движение. Такой вибратор пригоден только для
создания продольных колебаний. Для получения крутильных
колебаний он не подходит. С помощью такого вибратора можно получать
колебания синусоидальной формы. Недостатком его является дрейф
нулевой точки, возникающий довольно легко.
6.1.2. Электрогидравлический вибрационный привод
Рассматриваемый тип привода позволяет с помощью
электрических сигналов попеременно менять направление течения
рабочей жидкости, подаваемой в гидроцилиндр, и обеспечивать
возвратно-поступательное движение поршня в гидроцилиндре с малой
амплитудой. Таким образом, можно создать необходимые колебания
инструмента, который находится на штоке поршня. Приводами
такого типа можно обеспечить и прямолинейное (табл. 6.1), и
вращательное движение режущего инструмента (рис. 6.2, а и б). Был
изготовлен фрезерный станок с электрогидравлическим приводом
для получения вибраций. Обрабатываемая деталь располагается на
столе фрезерного станка, к которому прикладываются вибрации
с амплитудой 0,08 мм и частотой 150 Гц. Скорость резания составляет
500 м/мин, а скорость подачи стола 1000 мм/мин. В качестве
инструмента используется фреза для нарезания канавок, вращающаяся
с частотой 5000 об/мин. Максимальная частота, которую может
обеспечивать привод, составляет 300 Гц. Однако с повышением частоты
уменьшается амплитуда. В рассматриваемом случае наиболее
приемлемыми в практическом отношении при вибрационном резании
оказываются частоты до 150 Гц (при амплитуде 0,08 мм). При
рассматриваемых частотах нет необходимости проектировать
резонирующий инструмент, как при высоких частотах (ультразвукового
диапазона). Еще одно преимущество заключается в том, что при таких
низких частотах на выходе можно получать большую мощность.
В случае привода вращательного типа (рис. 6.2, б) на
гидравлический блок питания импульсного двигателя многократно подаются
импульсные сигналы. При этом двойной импульс соответствует вра-
151
6.1. Примерные характеристики электрогидравлического привода прямолинейного
движения
Максимальная нагрузка до 100 Н
Масса подвижных частей до 15 кг
Входной сигнал — синусоидальный
Силовой диапазон (зависимость между
амплитудой и частотой) см. на эскизе
17Гц
700Гц
Управляющий клапан
Сервоусилитель
Гидроцилиндр
Гидравлический блок
Ширина полосы частот от 200 Гц и более
Номинальный расход 6 л/мин (PV = 140)
Номинальное давление 2100 МПа
Дрейф, гистерезис и т. п. по 3 %
Обмотка 500 Ом, 20 мА
Ширина полосы частот от 1 кГц и выше
Номинальный коэффициент усиления 20 мА/50 мВ
Нелинейность не более 0,5 %
Источник тока 100 В (переменный ток)
Внутренний диаметр 91 мм, диаметр штока 80 см
Эффективный ход ±2 мм
Рабочее давление 14 МПа
Номинальное давление на выходе 14 МПа
Номинальный расход на выходе 12 л/мин
Электродвигатель: частота 50—60 Гц, напряжение,
200 В (трехфазного тока), мощность 5,5 кВт
f.a
щению в требуемом направлении, а единичный—вращению в
противоположном направлении. В результате вал импульсного
двигателя вращается, совершая
колебания. В рассматриваемом случае
могут быть использованы и
гидравлические, и электрические
импульсные двигатели. На^рис. 6.3
показаны электрические "шаговые
двигатели фирмы IHI;
[характеристики некоторых моделей
представлены в табл. 6.2. Для пуска
двигателя используются
специальное управляющее устройство и
Рис. 6.2. Электрогидравлические
приводы, обеспечивающие прямолинейное (а) и
вращательное (б.) движение:
1 — инструмент; 2 — силовой цилиндр; 3 —
датчик положения; 4 — управляющий клапан;
5 — гидроблок; 6 — сервоусилитель; 7 —
генератор колебаний; 8 — блок привода
импульсного двигателя; 9 — генератор командных
импульсов; 10 — емкость с гидравлической
жидкостью
Управляющее устройство
Задающее
звено
Звено
управления
колебаниями
Генератор
колебаний
Блок привода
Фазовый
распределитель
возбуждения
Усилитель
мощности
—>
Шаговый
электродвигатель
Рис. 6.3. Основные звенья системы управления электрическими шаговыми
(импульсными) двигателями. Основные характеристики см. в табл. 6.2.
6.2. Габаритные размеры и основные характеристики электрических шаговых
двигателей, выпускаемых фирмой «Исикавадзима харима дзюкогё» (рис. 6.3)
Шаговые двигатели
Мощность, л. с.
Угол поворота на один шаг,
градус
Максимальная скорость
слежения, шаг/с
Крутящий момент на выходе,
Н-см*
Наивысшая пусковая скорость,
шагов/с
Нагрузочная инерционность,
Н-см-с2
То же, максимально
допустимая
Точность угла поворота (в
шагах)
Масса, кг
ESM-2
0,1
1,5
16 000
40/20
2000
30-10
60- 1(Г4
±0,2
3,0
ESM-25
1,0
1,2
16 000
300/25
1500
10-10"?
20-10"?
±0,2
13
ESM-50
2,0
1,2
16 000
700/500
1000
15.10"?
30-10"?
±0,2
30 |
ESM-65
2,5
1,0
16 000
1000/650
1000
25-10"?
50-10"?
±0,2
45
ESM-80
3
1,0
16 000
1500/800
800
45-10"?
90-10"?
±0,2
60
кунду.
* Слева и справа от косой черты — при скорости слежения 100 и 16 000 шагов в се-
блок питания. На рис. 6.4 показан электрогидравлический
шаговый двигатель, который используется в тех случаях, когда
необходимо получить более высокие мощности, чем развиваемые
электрическим шаговым двигателем. Там же
приведена схема подключения этого
двигателя.
3?
Т:
6 11
?Кл
¦8
9
\10
Рис. 6.4. Электрогидравлический импульсный двигатель (/) фирмы «Фудзицу»
и гидросхема, обеспечивающая его работу:
2 — манометр; 3 — фильтр; 4 — предохранительный клапан; 5 и 6 — выход и вход рабочей
жидкости; 7 — гидронасос; 8 — электродвигатель; 9 — фильтр; 10 — резервуар с рабочей
жидкостью; 11 — охладитель
153
6.1.3. Гидромеханический привод
При использовании вибрационного резания на практике
обычно не бывает необходимости в дорогостоящих устройствах,
которые могут обеспечивать управление золотниковым клапаном
в широком диапазоне частот: достаточно ограничиться частотой
порядка 100—200 Гц. В таких случаях можно применить, например,
гидромеханическую систему (рис. 6.5). Вал трехфазного
асинхронного двигателя механически передает на золотник колебания с
частотой около" 100 Гц.
Здесь поставлен электродвигатель с частотой вращения
3000 об/мин. Со шкива на его валу момент передается через ремень
на другой шкив, который имеет частоту вращения 6000 об/мин. Затем
с помощью кривошипно-шатунного или кулачкового механизма
вращательное движение преобразуется в возвратно-поступательное
движение золотникового клапана с частотой около 100 Гц. При этом
гидравлический исполнительный механизм заставляет колебаться
режущий инструмент с такой же частотой и амплитудой 0,2—
0,3 мм.
На рис. 6.5, б показан гидромеханический привод
вращательного типа, в котором золотник совершает вращательные движения.
При такой конструкции привода возможна более высокая частота
колебаний.
Схема используемого на практике гидромеханического
привода приведена на рис. 6.6. Этот привод установлен на станке
для вибрационного протягивания.
ШШЖй Ц щ 4-
7 6 f }
а)
Рис. 6.5. Гидромеханические
вибрационные приводы золотникового типа,
обеспечивающие прямолинейное (а) и
вращательное (б) движение:
/ — инструмент; 2 — золотник; 3 —
гидроблок; 4 — кривошипный механизм; 5 —
кулачковые механизмы; 6 — гидроцилиндр; М —
электродвигатель
] Рис. 6.6. Гидромеханический
вибропривод:
1 — инструмент или обрабатываемая деталь;
приведение в действие кривошипно-шатун-
ным механизмом; 3 ¦
жидкость
• золотник; 4 — рабочая
154
6.1.4. Механический привод
На рис. 6.7, а показан привод кривошипно-шатунного
типа, а на рис. 6.7,6 привод с многозвенным рычажным механизмом.
В первом случае реализуются колебания в прямолинейном
направлении, а во втором — в окружном. Длины звеньев шарнирного
четырехзвенника (рис. 6.7 б) могут быть, например, следующими!
Основание ADj= d= 75 мм Качающийся кривошип АВ = с= 56 мм
Ведущий кривошип CD = а = 3 мм Шатун ВС = Ь = 47 мм
Углы поворота качающегося кривошипа (балансира) имеют
следующие предельные значения:
cosai ы
CQSa*= ш L-
Угол качания ф, характеризующий размах колебаний,
определяется как разность:
Ф = аг — а2.
При подстановке соответствующих значений длин звеньев а—d
можно рассчитать углы аг и а2 и угол качания ф. В рассматриваемом
случае ф = 0,11 рад. Умножив угол ф на радиус метчика для
нарезания резьбы, можно определить размах его колебаний.
Например, когда метчик имеет диаметр D = 6 мм, размах колебаний 2а
составит 0,33 мм.
На рис. 6.8 приведен чертеж зажимного вибрационного
устройства с многозвенным рычажным механизмом по рис. 6.7 б.
Благодаря ременной передаче частота вращения трехфазного
асинхронного двигателя C000 об/мин) повышается на валу Ох до 6000 об/мин.
На этом валу расположен кривошип, который шатуном соединен
с балансиром, установленным на валу 02 и совершающим
колебательные движения (качания) на угол ф. С помощью резьбового кулачка,
шаг которого равен шагу метчика, это колебательное движение
преобразуется в вибрации с частотой 100 Гц в направлении угла
подъема винтовой линии. Такое зажимное устройство предназначено для
вибрационного нарезания резьбы.
3000-6000об/мин /„ /Ч?
4
3000-6000 об/мин
Рис. 6.7. Механические вибрационные приводы с кривошипно-шатунным (а), и
многозвенным рычажным (б) механизмом (/ — инструмент; обозначения — в тексте)
155
Рис. 6.8. Вибротиски:
1 — вал, совершающий
крутильные колебания @2); 2 —
вал, вращающийся с высокой
скоростью (Oi); 3 — трехфазный
асинхронный двигатель; 4 —
метчик; 5 — цанговый патрон;
6 — винтовой кулачок
Рис. 6.9. Кривошипно-шатун-
ный механизм вибротисков
A00 Гц):
1 — направление вращения; 2—
приводной шкив; 3 —
универсальный патрон, зажимающий
деталь
Рис. 6.10. Устройство для вибрационного точения при частоте 100 Гц.
156
Для вибрационного нарезания резьбы используется зажимное
устройство, установленное на столе настольного сверлильного станка.
Операция выполняется обычным метчиком, установленным в
шпинделе станка.
Вибрационное зажимное устройство (рис. 6.9) работает по схеме
кривошипно-шатуиного механизма. Угол качания 0, на который
поворачивается центральный вал М, совершающий колебания в
окружном направлении, может быть рассчитан по формуле
• а т sin со/ ,,
tg 9 = —л т—. где т = r/t.
to 1 — т cos Ы * * '
Резьбовым кулачком эти колебания преобразуются в вибрации
в направлении угла подъема винтовой линии метчика. На
центральном валу М закреплены обрабатываемая деталь или инструмент.
Такое зажимное устройство может быть также использовано и при
вибрационном развертывании.
На рис. 6.10 приведен сборочный чертеж устройства на основе
кривошипно-шатунного механизма для вибрационного точения при
частоте 100 Гц. Это устройство установлено на суппорте токарного
станка Икэгаи ЕС 16. Оно имеет следующую техническую
характеристику:
Пять частот колебаний инструмента /, Гц:
25 50 100 150 200
Шесть амплитуд колебаний режущей части а, мм:
0,05 0,10 0,15 0,20 0,30 0,50
Механически закрепляемая пластина из твердого сплава группы применяемости
КЮ, задний угол 8°, четыре значения переднего угла, град:
0 10 20 30
6.1.5. Магнитострикционный и электрострикционный
вибрационный привод
Вибрационный привод рассматриваемого типа для работы
в ультразвуковом диапазоне (при частотах выше 20 кГц) показан
на рис. 6.11. В приводе использованы магнитострикционные или элек-
трострикционные вибраторы, в которых синусоидальные
электрические колебания, поступающие от ультразвукового генератора,
преобразуются в механические колебания с амплитудой в несколько
микрометров. При помощи концентратора амплитуда этих колебаний
может быть увеличена до 15 мкм
и более. На конце концентратора
закрепляется вибрирующий
режущий инструмент.
Рис. 6.11. Вибропривод с магнитострик-
ционными или электр остр и кционными
вибраторами:
/ — инструмент; 2 — концентратор; 3 —
электрострикционный или магнитострикционный
вибратор; 4 — генератор ультразвуковых
колебаний
157
6.2. ВИБРАТОРЫ
6.2.1. Никелевый магнитострикционный вибратор
Основным элементом рассматриваемого вибратора
является сердечник, набираемый из соответствующего числа никелевых
пластин толщиной около 0,1 мм. Пластины требуемой формы
получают штамповкой. Перед сборкой пластины отжигают в среде
водорода при температуре 750 °С в течение примерно 15—20 мин; при
этом на них формируется тонкое оксидное покрытие. Для соединения
пластин используют эпоксидные смолы типа Аралдит-15, полимери-
зуемые при высокой температуре. При проектировании вибратора
обычно вводят в расчет удельную выходную мощность порядка
30—40 Вт/см2.
Разработанные в настоящее время никелевые магнитострикцион-
ные вибраторы могут работать в диапазоне частот 20—50 кГц.
На рис. 6.12 приведены формы вибраторов и их размеры для
различных частот и мощностей.
Для возбуждения колебаний и подмагничивания на сердечник
навита обмотка из определенного числа витков. Чтобы уменьшить
потери энергии, на торцовые поверхности вибратора наклеивают
губку. Помимо этого по четырем углам устанавливают защитные
пластины, чтобы колебания, возникающие на кромках, не привели к
разрушению теплостойкого обмоточного привода. Затем для обеспече-
Г
35
50кГцE00Вт)
***.
^ч
8А
тт.
500G50)Вт\
9,5
Ж
ш
а)
50
40 кГц G50 Вт)
6)
Рис. 6.12. Никелевые магнитострикцион-
ные вибраторы:
а — сила тока возбуждения 8 А, магнитная
индукция 15 Т, входная мощность 300 Вт
(максимальное значение 500 Вт); б — сила тока
возбуждения 8 А, магнитная индукция 18 Т,
входная мощность 500 G50) Вт
$5
i
&
1
i
1
*!
1
>
1
i
i
65
(
. **-
,;
)
*i
88
@
69
99
22,1 кГц BкВт)
6)
Щ
ЧЧ
22,1кГц E00 Вт)
1
чч
ZO кГц E00 Вт)
д)
158
ния соотЁетствующей защиты обмотку обертывают тканевой лентой.
Никелевый магнитострикционный вибратор используется на практике
для создания продольных колебаний с частотой 22,1 кГц; он имеет
мощность 500 Вт. Поскольку при работе такого вибратора
выделяется значительное количество тепла,необходимо водяное охлаждение.
Для присоединения к вибратору различных концентраторов
используется пайка.
6.2.2. Ферритовый магнитострикционный вибратор
Разработан вибратор крутильных колебаний с частотой
29 кГц, имеющий мощность 50 Вт, и вибратор продольных
колебаний с частотой 28 кГц при мощности 20 кВт. Поскольку у этих
вибраторов имеется встроенный постоянный магнит, можно
ограничиться лишь обмоткой возбуждения. Для вибраторов
рассматриваемого типа вполне достаточно принудительного воздушного
охлаждения, например, с помощью вентиляторов, что весьма удобно, так как
в отличие от никелевых магнитострикционных вибраторов здесь не
нужны резервуар водяного охлаждения и трубопроводы подвода и
отвода воды. Соединить концентратор с вибратором можно с помощью
эпоксидной смолы. Необходимо, однако, иметь в виду, что
магнитные материалььдовольно легко разрушаются. Поэтому ферритовыми
магнитострикционными вибраторами необходимо пользоваться с
соответствующей осторожностью.
6.2.3. Электрострикционные вибраторы
Для изготовления электрострикционных вибраторов
используют керамические материалы на основе титаната-цирконата
свинца (PZT). Для целей резания созданы вибраторы с диапазоном
частот 10—75 кГц. При частоте 10 кГц в случае непрерывной
работы мощность вибратора может составлять 200 Вт; максимальная
мощность при этой частоте равна 600 Вт. На частоте 75 кГц
соответствующие показатели составляют 17 и 50 Вт. На рис. 6.13 показан
электрострикционный вибратор, работающий при частоте 20 кГц
с амплитудой а « 4 мкм. В нем предусмотрено принудительное
воздушное охлаждение от вентилятора. Концентратор крепится к
вибратору на резьбе. В настоящее время мощности вибраторов такого
типа доведены до 2 кВт. Для обеспечения более высоких мощностей
могут быть применены группы из нескольких вибраторов. В таких
случаях вибраторы удобно располагать по граням многогранника,
по центральной оси которого будет направлена равнодействующая
сила.
Вначале использовали никелевые магнитострикционные
вибраторы, питаемые постоянным током и имевшие довольно большие
тепловые потери. Затем перешли на ферритовые
магнитострикционные вибраторы, в которых вместо подмагничивания постоянным
током использовали постоянные магниты. Дальнейшим этапом
развития было внедрение электрострикционных вибраторов, работа-
159
Рис. 6.13. Электрострикционный
вибратор (выходная мощность при
непрерывном режиме работы
220|Вт, максимальная 660 Вт,
частота колебаний 20 кГц):
/ — резьба, обеспечивающая
соединение с передающей системой; 2 — пьезо-
элементы; 3 — отрицательная клемма;
4 — положительная клемма
ющих на основе пьезозффекта и имеющих малые тепловые потери.
При выборе вибратора необходимо принимать во внимание его
особенности и учитывать условия работы и режимы резания.
6.3. ГЕНЕРАТОРЫ КОЛЕБАНИЙ
В рассматриваемом случае генератор колебаний играет
роль электродвигателя. В 1955 г., когда предпринимались первые
попытки использовать вибрационное резание на практике, генераторы
колебаний имели большие габариты и довольно низкую выходную
мощность/К тому же их сигнал поступал с большими искажениями
(отклонениями от синусоидальной формы). Генератор колебаний
более совершенной конструкции разработали к 1958 г. ч(см. рис. 2.24).
Его частоту можно было бесступенчато изменять в диапазоне 10—
50 кГц, и он давал менее искаженный выходной сигнал. Мощность
генератора составляла 2 кВт. Его основные характеристики
приведены в табл. 6.3. Генератор колебаний переместили к панели
управления станком, с которой можно было осуществлять дистанционное
6.3. Параметры генератора колебаний мощностью 2 кВт
Колебательная
система
Габаритные размеры
(длина X ширина X высота, мм)
Параметры сети
Частота колебаний
Мощность на выходе
Лампы
Система усиления мощности генерируемых колебаний
Блок питания
Усилитель
1000X605X803
1600X650X800
Переменный ток, напряжение 220 В, максимальная
мощность 6 кВ-А, частота 50—60 Гц
10—50 кГц с бесступенчатым регулированием
Максимальное значение 2 кВт
Блок питания
Усилитель
5UAG-B A шт.), 2Н66 B шт.),
4Н72 F шт.)
6СА7 C шт.), 6Р80 D шт.)
160
6.4. Основные характеристики генератора колебаний
Параметры блока питания
Ступени напряжения E ступеней),
Мощность на входе
В
Анодное напряжение на последней
ступени
Система выпрямления у последней
ступени
Частота колебаний, кГц (три ступени,
бесступенчатое регулирование для
ждой ступени)
Мощность на выходе
Выходной сигнал
Выходной импеданс
Лампы
Габаритные размеры
Диапазон рабочих температур
Масса
ка-
200 В, 50—GO Гц
220, 210, 200, 190, 180
Максимальное значение 6 кВ-А
5 кВ (постоянный ток)
Трехфазное двухполупериодное
выпрямление
20±1
22+1
28+1
2 кВт (возможно бесступенчатое
изменение в диапазоне 0—2 кВт)
Искажения не более 10 %
Пульсация не болез 5 %
30—150 Ом, 10 значений
Генерация колебаний 6BQ5
Возбуждение 8Q7 B шт.)
Последняя ступень ТТ40 B шт.)
Выпрямление — силиконовый
выпрямитель
Длина 600, ширина 650, высота 260 мм
0—35 9С
Около 250 кг
управление. Мощность 2 кВт является номинальной; это означает,
что в генераторе поставлены лампы, которые позволяют получить
выходной сигнал мощностью 2 кВт. Разумеется, на режущих
кромках вибрирующего инструмента такая мощность не выделяется.
В дальнейшем провели различные экспериментальные и
теоретические исследования, в ходе которых проанализировали форму
выходных сигналов, частоту колебаний, которую можно использовать
в практических условиях, диапазоны регулирования, возможности
согласования при помощи компенсирующих конденсаторов и т. п.
Это позволило дополнительно усовершенствовать генератор. В
настоящее время используется генератор колебаний, основные
характеристики которого даны в табл. 6.4. Эти данные относятся к
генераторам колебаний мощностью 2 кВт, предназначенным для никелевых
магнитострикционных вибраторов.
Для пуска генератора колебаний в работу снимают его крышку
и подсоединяют к выходным клеммам навитые на генератор обмотки,
используемые для подмагничивания и возбуждения колебаний.
Затем подключают блок питания с напряжением 200 В. Через 2—
3 мин заканчивается разогрев и загорается сигнальная лампа.
После этого включают рубильник высокого напряжения и при
помощи потенциометров выходной мощности и частоты настраивают
максимальное показание амперметра в анодной цепи. На следующем
этапе с помощью потенциометра выходной мощности устанавливают
необходимую амплитуду. В рассматриваемом случае при настройке
добиваются эффекта «фонтанирования». С этой целью на рабочую
6 Кумабэ Д. 161
в Ttf
X.
* М т ihH
Рис. 6.14. Генератор колебаний с магнитострикционным вибратором мощностью
150 Вт (см. табл. 6.5):
/ — частота; 2 — ток на пластинах; 3 — диапазон частот; 4 — регулирование мощности;
5 — мощность; 6 — основной режим; 7 — включено; 8 — выключено; 9 — ток смещения;
10 — регулирование силы тока; // — выход; 12 — измеритель выходной мощности; 13 —
магнитострикционный вибратор; 14 — концентратор; 15 — сверло; 16 — выходной
трансформатор
часть инструмента наносят несколько капель жидкости и стремятся
к тому, чтобы эти капли разбрасывались фонтаном в направлении
колебаний. По интенсивности фонтанирования можно судить о том,
колеблется ли рабочая часть резца с резонансной частотой. После
завершения настройки колебательной системы режущего
инструмента на резонансную частоту, настройки амплитуды, настройки
импеданса и подбора корректирующих конденсаторов можно
приступать к выполнению вибрационного резания. Для этого достаточно
включить рубильник высокого напряжения.
На практике находит применение генератор колебаний мощностью
4 кВт, предназначенный для привода в действие двух никелевых
вибраторов мощностью по 2 кВт, совершающих продольные
колебания. В рассматриваемом случае используется лишь колебательный
контур одного генератора колебаний, а на каждый вибратор работает
свой усилительный контур. Такая установка находит применение
при тяжелых режимах резания, для выполнения вибрационной
расточки и т. п.
На рис. 6.14 представлен генератор колебаний мощностью 150 Вт,
работающий на никелевые или ферритовые магнитострикционные
вибраторы. Здесь приведены общий вид генератора и цепь от выход-
162
6.5. Характеристика генератора колебаний мощностью 150 Вт (рис. 6.14)
Колебательная система
Система усиления мощности генерируемых колебаний
Габаритные размеры
(длина X ширина X высота), мм
Параметры сети
Масса
Выходная мощность
Частота колебаний
Лампы
425X350X550
Переменный ток, напряжение 100 В, мощность
700 Вт, частота 50—60 Гц
30 кг
Максимальное значение 150 Вт, бесступенчато
регулируется
20—50 кГц, бесступенчато регулируется
6С4 A шт.), 6GB8 (8 шт.)
ных клемм до вибратора, передающего продольные колебания на
сверло. В этой цепи поставлен ваттметр. Основные параметры
генератора представлены в табл. 6.5.
Никелевый магнитострикционный вибратор подмагничивается
специальной катушкой, через которую пропускается постоянный ток
силой 2—5 А. Для подмагничивания ферритового вибратора
используется постоянный магнит, находящийся внутри вибратора. Это
позволяет использовать лишь контур подмагничивания верхней
ступени. Электронный осциллограф позволяет контролировать форму
выходного сигнала.
На рис. 6.15 приведен генератор колебаний мощностью 150 Вт
(табл. 6.6), работающий на ферритовый вибратор, создающий
крутильные колебания. Контур подмагничивания работает на
постоянном токе. Расточный резец работает с крутильными колебаниями при
мощности 50 Вт.
Разработан генератор колебаний мощностью 300 Вт, собранный
на транзисторах, который обеспечивает работу электрострикционных
вибраторов. Он имеет следующую техническую характеристику:
колебательная система — инверторная; частота колебаний — 20 кГц
Рис. 6.15. Генератор
колебаний мощностью
150 Вт, используемый ^
для ферритовых
вибраторов крутильных
колебаний (табл. 6.6):
1 — настройка; 2 — ток
коллектора; 3 — мощность; 4 —
возврат; 5 — источник; 6 —
включено; 7 — выключено;
8 — сигнал; 9 —
ферритовый вибратор крутильных
колебаний (длина 60 мм,
наружный диаметр 30 мм,
внутренний 18 мм, частота
колебаний 29 кГц); 10 —
расточный резец
6*
6.6. Характеристика генератора колебаний мощностью 150 Вт (рис. 6.15)
Колебательная система
Габаритные размеры
(длина X ширина X высота), мм
Параметры сети
Масса
Частота колебаний
Выходная мощность
Транзисторы и тиристоры
Система усиления мощности генерируемых колебаний
220X350X400
Переменный ток, напряжение 200 В, мощность
280 Вт, частота 50—60 Гц
15 кг
27—30 кГц, бесступенчато регулируется
Максимальное значение 150 Вт, бесступенчато
регулируется
2SC371 Генератор и усилитель D шт.)
2SC501 Усилитель A шт.)
2SC522 Усилитель B шт.)
2SC519A Усилитель (8 шт.)
2SP656 Защита A шт.)
(с системой автоматического слежения); выходная мощность может
бесступенчато регулироваться (снижаться от максимального
значения 300 Вт); параметры сети—200 В (±10 %), 50—60 Гц,
0,6 кВ-А; общая масса около 30 кг.
На генераторе колебаний имеются два набора концентраторов.
Один из них составлен из ступенчатых концентраторов, совершающих
продольные колебания, которые передаются на резец, совершающий
изгибные колебания. Другой набор составлен из конических
концентраторов и предназначен для той же цели. Транзисторные
генераторы колебаний могут иметь довольно высокую мощность. Можно,
например, параллельно использовать два генератора колебаний,
каждый из которых предназначен для электрострикционного
вибратора мощностью 1 кВт. При этом сигналы, поступающие от одного
колебательного контура, могут быть усилены двумя отдельно
расположенными усилителями. Таким образом, можно получить
генератор колебаний, который будет приводить в действие один элект-
рострикционный вибратор мощностью 2 кВт.
6.4. СОПОСТАВЛЕНИЕ НИКЕЛЕВЫХ
МАГНИТОСТРИКЦИОННЫХ ВИБРАТОРОВ
С ЭЛЕКТРОСТРИКЦИОННЫМИ
Вибраторы обоих типов при использовании для
вибрационного резания имеют свои преимущества и недостатки.
Влияние на конструкцию суппорта. Магнитострикционные
вибраторы работают с интенсивным выделением тепла, поэтому для них
необходимо водяное охлаждение — оборотного типа с замкнутым
циклом или проточное от водопровода. При использовании
водопроводной воды часто бывает необходимо ставить нагнетательный
насос для подачи воды в систему охлаждения и откачивающий насос
на выходе из системы. Поэтому нужен резервуар с водой,
конструкцией которого не допускались бы утечки. При мощных вибраторах
164
резервуар с водой должен иметь большую емкость, что затрудняет
наладку станка и его обслуживание. Необходимо предусматривать
соответствующие мероприятия и на случай прекращения подачи воды.
Напротив, при электрострикционных вибраторах можно
ограничиться принудительным воздушным охлаждением от вентиляторов
небольшой мощности. В таких случаях нужен охлаждающий пневмо-
цилиндр, в верхней части которого располагается малогабаритный
вентилятор. Привод, обеспечивающий колебания режущего
инструмента, при этом имеет меньшие габариты, чем в случае работы магни-
тострикционного вибратора.
Характеристика вибраторов. При одинаковой выходной
мощности электрострикционные вибраторы имеют меньшие габариты
и массу. При кратковременных режимах работы удельная мощность
у них может составлять 35—40 Вт/см2. При необходимости
длительной работы мощность следует уменьшить до 20 % этого значения
(примерно до 7—8 Вт/см2). При продолжительной непрерывной
работе вибратора на предельной выходной мощности из-за выделений
тепла рабочие характеристики ухудшаются. Как и при лазерной
обработке, для правильной эксплуатации необходимо чередовать
периоды нагрева и охлаждения. Непрерывная работа
малогабаритных преобразователей, генераторов и накопителей энергии из-за
выделений значительного тепла и возникновения неисправностей
может оказаться невозможной.
Нежелательного повышения температуры можно избежать, если
рационально чередовать нагрев вибратора с его охлаждением и вести
работу так, чтобы максимальная выходная мощность подводилась
только в периоды резания, когда приложена нагрузка. При
холостом же режиме работы выходная мощность должна быть равна
примерно трети максимальной. При вибрационном резании импульсный
характер действующих сил позволяет уменьшить среднее
динамическое перемещение обрабатываемой детали. Аналогичным образом
и при использовании импульсного теплового воздействия можно
обеспечить лучшие условия работы электрострикционных вибраторов,
которые имеют невысокую теплостойкость.
При продолжительных периодах резания в тяжелых условиях
необходимо использовать электрострикционные вибраторы большой
мощности. Для привода в действие малогабаритных
электрострикционных вибраторов обычно используют электрострикционные
генераторы колебаний небольших размеров. Однако, чтобы получить
такой же или более высокий суммарный эффект, как при
использовании магнитострикционного вибратора, необходимо использовать
электрострикционный вибратор с очень высоким коэффициентом
добротности резонансного контура Q. Это, в свою очередь, означает,
что необходимо тщательно проектировать, изготовлять и
настраивать колебательную систему и что диапазон режимов резания у
такой системы может быть лишь довольно узким. У магнитострикцион-
ньтх вибраторов обмотки изолированы, что позволяет использовать
водянсе охлаждение. Для электрострикционных вибраторов водяное
охлаждение неприемлемо, так как выводы у них оголены. Магнито-
165
стрикционные вибраторы имеют низкие значения Q, поэтому КПД
преобразования электрической энергии определенной частоты в
механическую у них довольно низок, а выделения тепла весьма
значительны. Однако следует иметь в виду, что при использовании таких
вибраторов изменения колебаний режущей кромки резца, вызванные
изменениями сопротивления резанию в широком диапазоне режимов
или какими-либо изменениями в колебательной системе, получаются
незначительными. Это позволяет отказаться от использования
следящей системы. На универсальных станках, предназначенных для
вибрационного резания, при использовании мощных никелевых
магнитострикционных вибраторов и предельном потреблении
электроэнергии целесообразно использовать водяное охлаждение. При этом
необходимо предусмотреть непрерывную работу охлаждающего
устройства.
Использование электрострикционных вибраторов связано со
многими проблемами, когда не удается обеспечить оптимальные
режимы работы и эффективное преобразование энергии. Электрострик-
ционные вибраторы наиболее подходят для специализированных
станков, режимы резания у которых неизменны, а нагрузка
практически постоянна.
Колебательная система инструмента. Колебательная система
инструмента, основанная на использовании электрострикционного
вибратора, имеющего высокое значение коэффициента добротности Q,
должна быть хорошо согласована с частотой собственных колебаний
вибратора. В противном случае передать энергию вибратора на
режущую кромку инструмента не удастся. При магнитострикционной
колебательной системе можно, принимая во внимание колебательную
систему инструмента, провести соответствующее согласование с
генератором колебаний. Напротив, при использовании
электрострикционных вибраторов необходима тщательная настройка и
колебательной системы инструмента, и генератора колебаний. Поскольку
настроечный диапазон частот генератора колебаний довольно узок,
колебательная система инструмента должна быть тщательно
спроектирована, изготовлена и подготовлена к эксплуатации. На
эффективность работы весьма существенно влияет точность сопрягаемых
поверхностей (например, соединение вибратора с концентратором) и
точность обработки резьбы. Поэтому необходимо более тщательное
обеспечение требуемой точности, чем в схемах с магнитострикционными
вибраторами. В целом можно считать, что для заводских условий
наиболее подходят колебательные системы инструмента с
магнитострикционными вибраторами.
Выходная мощность и КПД. Упоминавшийся выше генератор
колебаний при непрерывном режиме работы имеет выходную
мощность 300 Вт, а в прерывистом примерно 500 Вт. КПД
преобразования у электрострикционного вибратора значительно выше, чем
у никелевого магнитострикционного. Однако следует иметь в виду,
что при низких температурах характеристики никелевого вибратора
остаются практически такими же, а у электрострикционного
изменяются. Поскольку существуют тепловые потери, даже при высоком
166
КПД преобразования энергии при непрерывной работе
накапливается тепло и постепенно повышается температура, что, естественно,
может привести к изменению характеристик. Охлаждающая вода не
оказывает существенного влияния на никелевый магнитострикцион-
ный вибратор. При его работе с водяным охлаждением и в
продолжительном режиме можно добиться определенного постоянства
характеристик.
Безопасность. На выходе трансформатора электрострикцион-
ного генератора колебаний напряжение составляет примерно 500 В,
а на вибраторе оно равно 500Q вольт. В отличие от магнитострикци-
онных вибраторов, для которых существенным параметром
является сила тока, электрострикционные вибраторы работают при
высоких напряжениях, в связи с чем необходимы соответствующие
мероприятия по технике безопасности.
Колебания режущей части инструмента. При вибрационной
обработке необходимо обеспечить направление колебаний режущей
части инструмента строго в направлении резания. При
ультразвуковой обработке и сварке пластмасс наличие колебаний в других
направлениях не является препятствием; там важен колебательный
процесс сам по себе. Напротив, при вибрационном резании наличие
колебаний в других направлениях сокращает период стойкости
инструмента и снижает эффективность резания. Колебательные системы
могут быть различных типов. При работе электрострикционных
вибраторов помимо продольных колебаний (вдоль оси) могут
происходить также колебания в радиальном направлении. У магнито-
стрикционных вибраторов это явление практически отсутствует.
Экономичность. Электрострикционные вибраторы довольно
дороги. Генераторы колебаний, работающие на такие вибраторы,
имеют дополнительный контур постоянного тока, что увеличивает
их стоимость. В сумме с соответствующим оборудованием вибраторы
обходятся все же дешевле магнитострикционных. Однако ввиду
меньших расходов на обслуживание чаще используют магнитострик-
ционные вибраторы.
Надежность* Устройства электрострикционного типа обычно
построены на транзисторах. Поскольку параметры транзисторов
имеют значительный разброс, характеристики таких устройств, как
и характеристики других аналогичных электрических приборов,
могут заметно различаться. Ламповые генераторы колебаний,
предназначенные для магнитострикционных вибраторов, обладают
высокой надежностью и долговечностью.
6.5. ДИСТАНЦИОННОЕ УПРАВЛЕНИЕ
Очень часто на практике приходится выполнять резание
путем управления несколькими генераторами колебаний,
расположенными вокруг обрабатывающего станка. Настраивать каждый
генератор колебаний в том месте, где он расположен, довольно
неудобно. Поэтому организуют дистанционное управление с одного
пульта. Интересной разработкой явился токарный автомат 120 VLR,
167
Рис. 6.16. Схема расположения оборудования:
П1 — ПЗ — три позиции; Г1 —ГЗ — три генератора колебаний; ПУ — пульт управления
на котором проводится вибрационное резание деталей телефонных
аппаратов. Автомат оснащен тремя генераторами колебаний,
управляемыми с пульта. Схема расположения оборудования приведена
на рис. 6.16. На станке имеются четыре шпиндельные головки, в
которых крепятся обрабатываемые детали. Эти головки расположены
через равные интервалы (90°) на вращающемся столе с таким расчетом,
чтобы их шпиндели были ориентированы по радиусам круглого
стола. Для первого, второго и третьего положений имеются
продольные колебательные системы инструментов, колебания в которых
создаются с помощью трех генераторов, расположенных как
показано на рис. 6.16. Пульт управления этими генераторами колебаний
иллюстрируется на рис. 6.17. С этого пульта можно управлять
каждым генератором колебаний после того как включены рубильники
блока питания напряжением 200 В. Наблюдая за сигналами на
экране осциллографа по каждой позиции, можно проводить настройку
частоты колебаний и выходной мощности и тем самым устанавливать
соответствующие значения частоты и амплитуды колебаний резца.
В рассматриваемом случае блок питания и усилители могут находиться
на некотором удалении, а рядом с оператором может располагаться
лишь пульт управления, где предусмотрены колебательные контуры
и цепи контроля. Это позволяет при вибрационном резании управлять
сразу несколькими генераторами колебаний,
Создан генератор колебаний одношпиндельного лоботокарного
станка для вибрационного точения, оснащенный специальной схемой
168
управления. В схеме предусмотрена блокировка, которая не
позволяет включать вращение шпинделя и подачу стола, если не
происходят колебания инструмента. Для индивидуальной настройки
суппортов предусмотрен переключатель проверки работы. В
рассматриваемом случае одному суппорту соответствует один генератор
колебаний. Однако могут быть и такие конструкции, в которых один
генератор колебаний обслуживает несколько суппортов. В этом
отношении представляет интерес одношпиндельный токарный
автомат, на котором возможна одновременная обработка детали с
нескольких суппортов. В схеме вынесены отдельно блок питания и
усилитель, предназначенные для группового использования. Кнопочное
управление станком осуществляется с панели. Использование
генератора для нескольких суппортов должно быть подготовлено с
особой тщательностью. Необходимо учитывать,что при различных и
одинаковых конфигурациях резцов из-за небольших несоответствий
в их соединении с вибратором и в креплении к суппортам частоты
колебаний /0 в колебательных системах резцов могут несколько
различаться между собой. Между тем даже небольшое различие в частотах
может сделать совместную работу резцов невозможной. При нажатии
кнопки сблокированного управления кулачок, установленный на
кулачковом валу, в соответствии с движением суппортов переключает
цепи к усилителю, и резцы колеблются в определенной последова-
Рис. 6.17. Пульт управления:
1 — осциллограф; 2а и 26 — положение по вертикали и по горизонтали; 3 — анодный ток;
ПН —переключатель наблюдений; 4 — индикатор (сигнальная лампа) высокого напряжения;
5 — высокое напряжение генератора; 6 — фокусировка; 7 — яркость; 8 — развертка; 9 —
регулировка частоты трех генераторов Г1—ГЗ; 10 — шунт; 11 — генератор колебаний;
12 — вода; 13 — синхронизация; 14 — ослабление по вертикали; 15 — точная настройка
частоты; 16 — основное управление; 17 — источник питания; 18 — настройка осциллографа;
19 — индикатор источника питания; 20 — настройка выходной мощности; 21 — индикатор
отключения воды; 22 — индикатор повреждения высокого напряжения
169
Рис. 6.18. Измерение выходного
сигнала:
1 — цепь подмагничивания; 2 —
измеритель выходного сигнала; 3 — электронный
осциллограф; 4 — конденсатор; 5 —
корректирующий конденсатор; 6 —
постоянный ток; 7 — контур возбуждения; 8 —
счетчик
тельности. На двух суппортах
установлены резцы,
совершающие крутильные колебания.
При обработке деталей одной
и той же формы, когда
геометрия инструмента не меняется,
необходимо лишь время от
времени проверять резонансное
состояние инструментов.
Однако следует иметь в виду, что
очень часто по соображениям удобства размещения генератор
колебаний ставят на значительном удалении от станка. Поэтому
приходится организовывать дистанционное управление с пульта
на рабочем месте оператора, где имеются два генератора колебаний
по 2 кВт, индикатор предварительного прогрева, выходной
амперметр, регулятор выходной мощности и варикон настройки.
Работа на оборудовании ведется следующим образом.
Подключают генератор колебаний к блоку питания. После прогрева ламп
загорается сигнальная лампа, показывающая, что на пульте
управления можно нажать кнопку включения высокого напряжения.
После нажатия на эту кнопку вращают потенциометр настройки
уровня выходной мощности, следя за показанием выходного
амперметра. В итоге устанавливают такие условия колебаний режущей
части резца, при которых наступает резонанс. Резонансную точку
находят с помощью варикона, используемого для частотной
настройки. Измеритель выхода (амперметр) удобно проградуировать в
соответствующей шкале. Для настройки к выходу генератора колебаний
подсоединены измеритель выхода, электронный осциллограф и
счетчик (рис. 6.18). Измерителем выхода измеряют выходной сигнал.
Осциллограф позволяет проверить, является ли выходной сигнал
синусоидальным, а с помощью счетчика измеряют частоту колебаний.
При настройке устанавливают некоторый постоянный уровень
выходного сигнала и регулированием импеданса добиваются максимума
мощности на выходе. Настройка компенсирующего конденсатора
необходима для того, чтобы предотвратить чрезмерный нагрев и
выход ламп из строя.
Формы выходных сигналов, снимаемых с генератора колебаний,
приведены на рис. 6.19. В правой части здесь записан сигнал,
полученный с помощью электронного осциллографа. Эта запись
свидетельствует о том, что на выходе генератора колебаний происходят
довольно сложные изменения. Тем не менее колебания резца, как видно
на рисунке слева, получаются синусоидальными,
170
laj
a)
Рис. 6.19. Изменения сигналов на выходе генератора колебаний и колебания
режущего инструмента:
1а — колебания режущего инструмента (частота / = 19,8 кГц, амплитуда а = 10 мкм);
16 — то же (/ = 20,3 кГц, а = 9 мкм); 2а и 26 — сигнал, снимаемый на выходе генератора
колебаний (а — ненормальный, б — нормальный)
Важно отметить, что синусоидальные колебания резца могут
быть сравнительно легко получены при самых разнообразных
выходных сигналах генератора колебаний. В рассматриваемом случае
представляет интерес сопоставить амплитуду колебания резца
с амплитудой, получаемой в том случае, когда сигнал на выходе
генератора колебаний имеет правильную синусоидальную форму
(рис. 6.19). При этом амплитуда колебаний резца получается
меньшей, а выделение тепла на концентраторе и резце становится довольно
значительным. При ультразвуковой промывке, ультразвуковой
сварке и т. п. искажения выходного сигнала не имеют значения.
Напротив, при вибрационном резании искажение формы сигнала может
вызывать небольшие изменения амплитуды. Следует также
учитывать, что тепловое расширение передней режущей части
колебательной системы вызывает нежелательные перемещения. Изменения
амплитуды и перемещения непосредственно влияют на точность
обработки, что необходимо принимать во внимание при составлении
технического задания, В технических условиях обязательно должна
быть указана форма выходного сигнала (см. табл. 6.4). Несмотря
на некоторое удорожание системы, необходимо предусматривать
возможность соответствующей настройки формы сигнала. На
и)
Рис. 6.20. Точное^регулирование выходного сигнала:
а *— искаженный сигнал; б — синусоида
171
рис. 6.20, а показана форма выходного сигнала при максимальной
выходной мощности 500 Вт. Нижняя часть этого сигнала
оказывается несколько искаженной. С применением некоторых довольно
тонких приемов можно, как показано на рис. 6.20, б, получить
сигнал синусоидальной формы. Случаям а я б здесь соответствует
максимальная амплитуда 13 и 15 мкм. Таким образом, настройкой
можно добиться более эффективного вибрационного резания.
Выходной сигнал, снимаемый с генератора колебаний, когда на магнито-
стрикционный вибратор мощностью 2 кВт подавалась максимальная
мощность 2 кВт, был несколько искажен. С увеличением габаритов
вибраторов поддержание синусоидальной формы максимального
выходного сигнала затрудняется. Для устройств, применяемых в
настоящее время, искажения сигнала, возникающие при максимальной
выходной мощности 2 кВт, пока считаются нормальными.
ГЛАВА 7
МЕТОДИКА ПРОЕКТИРОВАНИЯ И
ИЗГОТОВЛЕНИЯ КОЛЕБАТЕЛЬНЫХ СИСТЕМ,
СОДЕРЖАЩИХ РЕЖУЩИЙ ИНСТРУМЕНТ
При использовании вибропривода, обеспечивающего
колебания с частотой около 100 Гц, вибрация инструмента достигается
всегда независимо от его геометрии и формы концентратора.
Напротив, в области ультразвуковых частот, создаваемых магнитострик-
ционными и электрострикционными вибраторами, осуществить
вибрационную обработку без создания концентратора соответствующей
конструкции и выбора подходящей геометрии инструмента
практически не удается.
Для колебательных систем режущего инструмента с магнито-
стрикционными и электрострикционными вибраторами необходимо
выполнение следующих условий.
1. Когда инструмент закреплен на концентраторе, используемом
для увеличения амплитуды колебаний, необходимо, чтобы достигался
резонанс частот вибратора и инструмента.
2. Режущий инструмент должен легко крепиться к вибратору
или концентратору и легко сниматься с них.
3. Для колебательной системы инструмента следует определить
координаты узлов колебаний и крепить инструмент к суппорту
именно в этих местах.
4. Если колебательная система инструмента соединяется с
суппортом в узлах колебаний на болтах, то необходимо подобрать
такие конструкции, при которых частота собственных колебаний
системы не изменялась бы.
На рис. 7.1 показан резец продольной колебательной системы,
вибрирующий с частотой 20 кГц. На торце вибратора амплитуда
колебаний составляет около 5 мкм. Если
присоединить резец непосредственно
к торцу вибратора, то амплитуда
колебаний его режущей кромки
окажется недостаточной для реализации
вибрационного точения. Следует также
отметить, что в рассматриваемом
случае длина вибратора равна половине
длины волны, а узел колебаний
расположен в середине. Если выполнить
крепление к суппорту в месте этого
Рис. 7.1. Резец продольной колебательной
системы :
1 — генератор колебаний; 2 — вибратор; 3—
концентратор; 4 — волна колебаний длиной X; 5 — резец JSr
Рис. 7.2. Формы концентраторов, используемых для увеличения амплитуды
колебаний инструмента:
/ — ступенчатый; 2 — конический; 3 — экспоненциальный; 4 — концентратор Фурье; 5 —
катеноидальный (с образующей в виде цепной линии); М — коэффициент усиления колебаний
узла, то оно вероятнее всего окажется неустойчивым. Поэтому нужно
применить концентратор, увеличивающий амплитуду колебаний, и
на его конце разместить резец. На рис. 7.2 показаны различные
формы концентраторов, применяемых на практике.
7.1. МАГНИТОСТРИКЦИОННЫЕ ВИБРАТОРЫ
Продольные колебания в общем виде описываются
уравнением
Принимается, что вибратор имеет некоторую собственную
частоту и совершает гармонические колебания (некоторые нормальные
колебания), что позволяет искать решение в виде
U (х, t) = U (х) (P sin Ы+ Q cos со/). •
Тогда (для упрощения записи далее введено обозначение со/с =
= со*)
U± = (A sin со*х + В cos со*х) sin (со/ + ф);
U2 = (С sin со*а; + D cos со*лг) sin (со/ + ф).
Для магнитострикционного вибратора, представленного на
рис. 7.3, началом координат (х = 0) является центр вибратора.
Далее обозначено:
а — расстояние от начала координат до конца окна;
Ь — то же, до торца;
Sx — площадь поперечного сечения, соответствующего окну;
S2 — площадь поперечного сечения торцового участка.
Здесь можно записать следующие зависимости (краевые условия):
при х = а иг = U2 G.1)
ESX
dU,
i
ES2
dU2
дх
дх
и dU%
при* = 6 -?- =
при х = 0 Ui = 0.
0;
G.2)
G.3)
G.4)
174
Рис. 7.3. Схема магнитострикционного
вибратора
Из равенства G.4) можно
установить, что
В - 0. G.5) |
Следовательно, v
. Ц1 ^
¦—^>i
\
г\
, L,^**
~fi
/<С
-А
/
.у
у
Л
[%_
7^
2 х.
, Н
\ *~\
Л
Л
Ux = Л sin co*x sin (со/ + ф). G.6) х/г
Если принять во внимание условие G.3), то можно получить
С cos со*6 — D sin со*6 = 0,
откуда следует
С =D tgco*ft. G.7)
Подстановка дает
?72 ==D (sin со** tg со*6 + cos со**) sin (со/ + ф). G.8)
Из условия G.1) можно установить, что
A sin со*а sin (со* + ф) = D (sin со*а tg со* 6 +
+ cos со*a) sin (со/ + ф),
откуда следует
A = D (tg со*й + ctg co*a). G.9)
Из условия G.2) следует
SxЛ со* cos со* а =
G.10)
= S2Z)со* (cos со*а tg co*fe — sin со*а).
Подстановка выражения G.9) в формулу G.10) после
соответствующих преобразований дает
S± (tg со*& + ctg G)*a) cos to*a = S2 (cos (o*a tg co*6 — sin <o*a) x
V COS (D*g tg G>*b — Sit! СР*Д _ 5i
cos <o*a (tg ю*6 + ctg (o*a) ~ S2
Отсюда следует
tg ®*b — tg (o*a _ 5x
tg ®*b + ctg <o*a ~~ S2 '
что можно преобразовать к виду
tg ®*b — tg G>*a _$i.
tg(d*b +•
1
5,
tgo)*a
tg©*6~tg©*a
tg G)*6 tg ©*a + 1
tg©*a
tgco*atg[a>*(b-
Следовательно,
tgco*atg[co*(fc-
a)}-
a)]-
Si .
-'s;>
— 5i
"" So *
2ltH
2/t
G.11)
175
По формуле G.11) можно рассчитать параметры вибратора.
При определении площади Я X L необходимо принимать во внимание
требуемую выходную энергию и считать, что удельная мощность
составляет 30—40 Вт/см2.
7.2. КОНЦЕНТРАТОРЫ ПРОДОЛЬНЫХ КОЛЕБАНИЙ
7.2.1. Экспоненциальный концентратор
Этот концентратор показан на рис. 7.4. В расчетных
формулах приняты следующие условные обозначения:
5Х — площадь поверхности концентратора, по которой он прикреплен к
вибратору;
Sx — площадь поперечного сечения концентратора на координате х;
52 — площадь верхнего торца концентратора;
53 — площадь поперечного сечения кругового цилиндра, эквивалентного по
массе резцу;
а — высота упомянутого эквивалентного цилиндра;
Ег — модуль упругости первого рода (на растяжение) материала
концентратора;
Е2 — то же, материала резца;
Рх — плотность материала концентратора;
р2 — плотность материала резца;
съ с2 — скорость звука в материале концентратора и резца;
сг = VEilpi \ с2 = К?2/р2-
Уравнение продольных колебаний в общем случае записывается
в виде
d*Ut
• = с\
дУг
т w~ar \Sx~dx~
у
Если описать форму концентратора уравнением Sx = Sie-2™*,
то уравнение продольных колебаний может быть преобразовано
к виду
-^ -+2П*?*7'
,2 d*Ux
dt*
¦ О.
G.12)
Рис. 7.4. Экспоненциальный
концентратор продольных колебаний A —
волна колебаний)
J76
Рис. 7.5. Экспоненциальный
концентратор продольных колебаний,
имеющий цилиндрический участок со
стороны вибратора
Вибратор имеет некоторую собственную частоту и совершает
гармонические колебания (некоторые нормальные колебания),
которые описываются уравнением
Ux (ху t) = U (х) (A sin at + В cos со/).
Подстановка этого выражения в уравнение G.12) дает
c!^~-2mc!^L+U^ = 0. G.13)
Решение обычного дифференциального уравнения G.13) имеет вид
(/1 = e«*{i4sln[}/ ^r-tri
+
т'-х
sin((ot + (p). G.14)
В данном случае можно считать, что режущий инструмент имеет
форму цилиндра. Его перемещение U2 определяется по
нижеприведенной формуле, получаемой из выражения G.14) при подстановке
т =0:
?/2 = (Csin — x+Dcos —Jt)sln(«rf + q>). G.15)
Краевые условия можно записать в следующем виде:
при х=0 -^- = 0;
при х = I EXS2 -^- = E2S3 -Щ^-
дх
при х = 1 + а -^- = 0.
G.16)
G.17)
G.18)
G.19)
ловия
G.20)
G.21)
Если положить, что 1/ —з т2 = Хъ то из краевого
г сх
G.16) можно установить
В = —(А/т) ЯА.
При со/с2 = ^»2 из условия G.19) получается
D =Cctg [X2(l + а)}.
Из условия G.17) следует
E±S2 {emtm [A sin XJ - (А/т) Хх cos V] + em/ И^ cos М +
+ (A/m)kUinXll]} =
— E2S3 {[Х2С cosX2l - X2C ctg [X2 (I + a)] sin X2l]). G.22)
Из равенства G.18) при дальнейшем разложении получается
го ( *» \\ cos М + Ях/m sin Хг1 \ _
bib2 ут + Ах sinM-VmcosM; -
__по Г) f cos Ц — [ctgХ2 (I Л-о)] sinЯ2/ ) 1 /79о\
-^3 L 2 I sin Я,/ + ctg [Xz (I + a)] coTW" J J " l ]
177
Уравнение G.23) можно представить в следующем упрощенном
виде
Известно, что
Поэтому
После проведения соответствующих преобразований можно
получить
G.25)
tg (|/"©2/<?i — т2. /) со2/^ _ E2S3
(ю/с2) tg (©/с2а) {т tg (У ю2/с| __ m2. /) __ j/V/c? __ ma } ?xS2
Если режущий инструмент на конце вибратора отсутствует и
= 0, то
2
и, следовательно,
СО
с2
]/-|^~т2/ = ля. G.26)
Если в формуле G.14) положить Ux = 0, то можно будет
определить координату узловой точки хп:
s,„ (у ^р^ч.)=4- /З^Ч i^F*-4
откуда
arctg 1A/т) У®Ус\ — т2]_ ^ 27)
У<*Ус1 — m2
Коэффициент амплитуды М, характеризующий усиление,
создаваемое концентратором, можно представить как отношение
М = \ихЫ\/\их=о\;
он зависит от отношения площадей поперечного сечения ¦\fS1/S2>
а следовательно, и от отношения диаметров djd^
У экспоненциального концентратора коэффициент усиления
амплитуды пропорционален отношению диаметров его торцов.
В ряде случаев измерять диаметры концентратора сложной формы,
приведенной на рис. 7.4, неудобно. Если, как показано на рис. 7.5,
воспользоваться стандартной цилиндрической частью, которая
расположена на вибраторе, и считать, что материалы инструмента и
концентратора одинаковы, то можно будет вывести следующую
зависимость (здесь обозначено со/с = со*):
у^* _ т2 Г Stm - S0 tg (ю*6) со* - .<?! j/"(co*J - т* tg l/"(co*J - тЫЦ _
[{Situ — S0 tg (со*6) о*} tg [l/"(@*J — m2 /] -f Sx l/"(o>*J — m2J
--m = CD*tgcD*a, G.28)
176
7.1. Скорость распространения звука с ft различных материалах
р — плотность;
Е — модуль упругости на растяжение;
ав — временное сопротивление разрыву
Материал
Алюминий
Дюралюминий
Обычный серый чугун
Миханит *2
Углеродистая сталь
Твердый сплав на основе
карбида вольфрама
Инструментальная сталь SK
Закаленная сталь
Коррозионно-стойкая сталь
Монель К
Латунь
Сплав НЕ
Медь
Титан *3
р, г/см3
2,8
2,8
7,2
7,16—7,3
7,9
14—15
7,9
7,9
7,9
8,9
1 8,6
I 7,6
8,9
4,5
Е,
10* МПа
7,2
7,2
8—14 *!
8,4—15
21
70—78
25,0
20,5
20,5
14,9—18,3
10
10,5
1 12,0
10,9
<JB, МПа
100
400—570
100—400
210—380
400-500
—
700
600—1100
700
360—700
320—500
650
210—280
500; 800
с,
104 см/с
51,0
51,0
37,5
39,0
52
70
52
52
52
1 41
35
36,5
36,7
49,2
*х В среднем 108 МПа
*2 ЧуГуН с шаровидным графитом.
*3 Значения о~в указаны в отожженном состоянии и после холодной обработки
давлением; наиболее типичные сплавы имеют а„ = 900ч-1080 МПа.
Координата хп узла колебаний может быть найдена по формуле
arctg
?дт + SQ tg (—<d*b) <»*
~n- r . G.29)
В табл. 7.1 приведены значения скорости звука с [см/с] в
различных материалах. Выбором соответствующего материала
концентратора можно уменьшить или увеличить размеры колебательной
системы, не изменяя частоту колебаний вибратора. Если, например,
вместо углеродистой стали применить латунь, скорость
распространения звука в которой гораздо меньше, то требуемую длину
концентратора можно уменьшить.
На рис. 7.6 показана форма резца и концентратора,
предназначенных для установки на вибраторе мощностью 2 кВт, который
обеспечивает частоту колебаний 21,7 кГц. На рис. 7.7 даны размеры
различных сечений концентратора.
7.2.2. Ступенчатый концентратор
На схеме ступенчатого концентратора (рис. 7.8) приняты
следующие обозначения:
Ь — расстояние от начала координат 0 до конца эквивалентного инструмента;
а — то же, до узловой точки ступенчатого концентратора О;
179
М18*1 ,
Рис. 7.6. Экспоненциальный
концентратор и установленный на нем резец
(чертеж с размерами)
Рис. 7.7. Чертеж обработки
концентратора с указанием размеров поперечных
сечений через каждые 5 мм
/ — длина, равная четверти длины волны X;
St — площадь поперечного сечения на длине /;
52 — то же, на длине а\
53 — площадь поперечного сечения эквивалентного инструмента;
Ег — модуль упругости на растяжение в сечении с координатой /;
Е2 — то же, в сечении с координатой а;
Е3 — модуль упругости на растяжение для материала инструмента;
сг — скорость звука в сечении с координатой /;
с2 — то же, с координатой а\
с3 — скорость звука в материале инструмента;
иг — перемещение инструмента;
U2 — перемещение концентратора в сечении с координатой а.
В общем виде уравнение продольных колебаний может быть
представлено так:
Общее решение этого уравнения имеет вид (для упрощения записи
здесь обозначено со/с = со*)
Ux (х, t) = (A cos со** + В sin со**) X
X sin (со/ + ф); G.30)
U2 (x, t) = (С cos cd*x + D sin co*x) X
X sin (со/ + ф). G.31)
Граничные условия здесь
записываются следующим образом:
при х = a Ux =0; G.32)
при х = 0 иг = U2 G.33)
Рис. 7.8. Ступенчатый концентратор продольных
колебаний
180
?2S2-^- = ?sS3-§H G.34)
при x = —b -|г = 0- Gi35)
Согласно условию G.33)
A =C. G.36)
Из условия G.32) следует
A cos co*a + В sin co*a = 0; G.37)
A = — В tg co*a.
Условие G.35) может быть приведено к виду
—С sin U* (—6) ] + Z)cos [ю* (—6) ] = 0;
С sin ©*й + ?) cos о)*6 = 0,
откуда следует
D = —С tg со* 6. G.38)
Из уравнения G.34) при условии ?х = ?2 можно получить
?S2 = DS3 G.39)
и далее
А S2 = -Ctg(<o*b)S8;
tgco*a
С
S2 = Ctg(o)*fc)S3,
tgo*a
откуда
tg co*a tg co*6 = S2/S3. G.40)
Для длины / прямолинейного участка можно записать
(со/'с) I = 1/2шх.
Для точки с координатой 1/4Я, когда п = 1, эта длина составит
/ = (п12I(а>1сд. G.41)
Формулой G.40) можно пользоваться при проектировании, когда
необходимо определить длину концентратора а, площадь его
сечения S2, и провести соответствующее согласование его формы с
формой инструмента, закрепленного на конце концентратора. Длину
прямолинейного участка / можно определить по формуле G.41).
Узел колебаний находится на расстоянии / от торца вибратора.
7.2.3. Конический концентратор
Наг схеме конического концентратора (рис. 7.9) и в
расчетных формулах приняты следующие условные обозначения:
Ь — расстояние от вершины О до конца концентратора;
/ — то же, до торца вибратора;
Sx — площадь поверхности (основания) со стороны вибратора;
181
52 — площадь поверхности верхнего торца концентратора (со стороны резца);
53 — площадь поперечного сечения эквивалентного режущего инструмента;
а — длина экивалентного режущего инструмента;
Е± — модуль упругости на растяжение материала концентратора;
Е2 — то же, материала резца;
рх — плотность материала концентратора;
р2 — плотность материала резца;
съ с2 — скорость распространения звука в материалах концентратора и резца;
Ux — перемещение концентратора;
U2 — перемещение резца.
Геометрия конического коцентратора характеризуется
соотношениями
SJS = {II xf и djd = Их. G.42)
Основное уравнение продольных колебаний можно представить
в следующем общем виде:
*-*—'-?-(**)• о*>
После подстановки соотношений G.42) и проведения
соответствующих преобразований уравнение G.43) принимает вид
*& ±.?Ш_ -J-^ = 0 G 44)
dt* x Cl дх C{ дх* U' V'*V
Можно принять, что концентратор имеет некоторую частоту
собственных колебаний и совершает гармонические (нормальные)
колебания. В таком случае решение можно искать в следующей общей
форме:
иг (ху t) = U (x) (A sin at + В cos со/).
Здесь можно воспользоваться функциями Бесселя и представить
уравнение G.44) в следующем виде:
дЮ , 2 dU , г, ©а
"i~ и & —и»
дх* ' х дх т с\
?/1=(A-sin-|-^+4cos-|-^)sin(^ + 9)- G.45)
Перемещение режущего инструмента, имеющего цилиндрическую
форму, описывается формулой
U2 = (С sin -?- х + D cos -?- х) sin (<rf + ф). G.46)
Для уравнений G.45) и G.46) справедливы следующие краевые
условия:
—, / _»i._n. G.47)
:0; G.48)
G*49)
G.50)
и
182
при
при
при
X = l
х = Ь-
х = Ь
dUx
дх
дх
- а
¦-E2S3
= и;
dU9
дх
= и2
dU2
дх
Если обозначить (о/сг = %г и (й/с2 = К, то согласно условию
G.47) получается
в=АёшТ1' G-51>
Из краевого условия G.48) следует
D =Cctg [%2(b — a)]. G.52)
Принимая во внимание краевое условие G.49), можно вывести
следующее равенство:
С sin %ф + D cos Я26. G.53)
Подстановка формул G.51) и G.52) в уравнение G.53) после
преобразований дает
а г..... . M-tgMcosM]
G.54)
-?- sin Я,1& + -|- cos Хф ¦¦
С=
4[
sinA,^ +
Mtg^/ + 1
sin Я2& + ctg [Яг (& — a)] cos Я^
Из уравнения G.50) следует
fiSHJ-^cos^ft --^sin^-
~ UW + I [^^* + >"Ч1Ь
= Я25з {V? cos Я2& — Я2С ctg [Я2 ф — a)] sin А,2&}. G.55)
Подстановка формулы G.54) в уравнение G.55) позволяет
привести его к следующему виду:
tg IK (I - Ь)] (ЫЦ + 1) - Хг (I - b) _ E2S3 G cfi4
bKtghaihl-tglhV-b)]} ~ E1Si * V-00'
По полученной формуле можно рассчитать конический
концентратор для рассматриваемого режущего инструмента.
Рис. 7.9. Прямой конический
концентратор продольных колебаний
Рис. 7.10. Прямой конический
концентратор продольных колебаний, не
имеющий инструмента на конце
183
Если на конце концентратора, как показано на рис. 7.10, нет
массы (режущего инструмента и т. п.), то в формуле G.56) можно
принять а = 0 и она примет вид
tgMtgM + l
откуда
Я2 (/ - b)
" м?/ +1
Хг A — b)
bX\l + 1 •
G.57)
Для определения координаты хп узловой точки можно взять
развернутое выражение для перемещения
ъ=-f (sin Xi*+dwricos 4sin <«*+ф)
и приравнять [/i нулю, что дает
Гсь( M-tgXx/ \
G.58)
откуда
или
i/tgM + l
Xtl — arctgAi/
7.2.4. Концентратор Фурье
G.59)
Вопросы, связанные с проектированием концентраторов
Фурье, рассмотрены в работе Вардайснера х. Для формы,
приведенной на рис. 7.11, при коэффициенте усиления М == 5, когда на
концентраторе закреплен режущий
инструмент, могут быть получены следующие
размеры, мм:
67,96 62,7 21,6 77
Такой концентратор Фурье
обеспечивает частоту колебаний 20 кГц при
работе с вибратором мощностью 500 Вт.
1 Wardeisner E. D. — Journal of the
Acoustical Society of America, 1963, N 9, p. 1367—1381.
Рис. 7.11. Концентратор Фурье, предназначенный
для усиления продольных колебаний;
1 — масса инструмента C0 г)
184
Рис. 7.12. Экспоненциальный
концентратор крутильных колебаний:
1 и 2 — волны крутильных и продольных
колебаний; 3 и 4 — вибраторы и концентраторы
продольных колебаний
7.3. КОНЦЕНТРАТОРЫ
КРУТИЛЬНЫХ
КОЛЕБАНИЙ
7.3.1. Экспоненциальные
концентраторы
Чтобы заставить
концентратор совершать крутильные
колебания, обычно применяют
электрострикционные или магни-
тострикционные вибраторы,
которые сами совершают такие же
колебания. Возможны и другие
конструктивные решения. В одном
из решений, предложенном
автором (рис. 7.12), использованы
Еибраторы продольных колебаний
и концентраторы, совершающие продольные колебания. Здесь
приняты следующие условные обозначения:
di-
lv\
d —
1 р2 ¦
1 pS '
Pi"
P2-
Gi-
slt s2 -
максимальный диаметр концентратора, передающего крутильные
колебания;
соответствующий полярный момент инерции (ndf/32);
диаметр концентратора на расстоянии х от нижней торцовой
поверхности;
полярный момент инерции в этом сечении (ttd4/32);
верхний диаметр концентратора;
полярный момент инерции на этом диаметре (яс?|/32);
полярный момент инерции эквивалентного цилиндра, моделирующего
режущий инструмент;
плотность материала концентратора;
то же, режущего инструмента;
модуль упругости на кручение материала концентратора;
то же, материала режущего инструмента;
скорость распространения звука в материалах концентратора и
режущего инструмента:
Si = KGi/pi; s2 = i/G2/p2;
a — длина режущего инструмента;
/ — длина концентратора;
L — длина вала, передающего крутильные колебания;
^1» ^2 — угловое перемещение концентратора и режущего инструмента.
Крутильные колебания описываются в общем виде следующим
основным уравнением:
dt* р1р дх
K-i-)-
G.60)
185
Если принять, что полярный момент поперечных сечений
концентратора изменяется по его длине х по закону /р = 1р\?г2тх, то
уравнение G.60) можно будет привести к виду
*?.+ans?.%~ s?-gh~o. G.6i)
Приняв, что концентратор имеет некоторую частоту собственных
колебаний и совершает некоторые гармонические (нормальные)
колебания, можно искать решение дифференциального уравнения
в виде
0i (*, t) =Q (x) (A sin со* + В cos со/). G.62)
Подстановка этой зависимости в уравнение G.61) после
соответствующих преобразований дает
S?-g--2mS?-!- + ea>2 = 0. G.63)
Решение такого дифференциального уравнения имеет вид
+ В cos ( ]/-§?¦ - т2-*)] sin (at + <p). G.64)
Для прямолинейного участка режущего инструмента при т = 0
угловое перемещение составит
92 = (С sin -J-х + Dcos -|- *) sin И + Ф). G-65)
Уравнения G.64) и G.65) можно преобразовать, подставив в них
следующие краевые условия:
при * = 0 -^- = 0;
при x = l G1/p2-^ = G2/p3-§L и е1=е2;
при x = l + a -§f- = 0.
В рассматриваемом случае можно положить -\f(x>2IS\ — m2 =
= Jlx и co/S2 = Я2 и провести такие же преобразования, как и для
концентратора, совершающего продольные колебания. Это позволит
установить следующие значения констант:
В = —{Aim) %x\
D =Cctg [X2 A + аI
откуда
^i [m + Ax sinM^VmcosM J -
ж r (* cos Aq/ — ctg [kz (/ + a)] sin X2l \
— Jp*U2 { A2 sin %il + ctg [%2 (/ + a)] sln ^ j •
186
После некоторых дополнительных преобразований можно
записать
0l/P2 \ mtgM-Ях J ~ 02^3"HJ^F — °W2 tgM-
Дальнейшие преобразования приводят к следующему:
tg(l/V/S|-fflTw)(mVS}) = G2/p3
(cd/S2) tg [(ю/S,) a] [m tg (KcJ/S| - тЫ) - V&IS\ - m2] Gi/pi *
G.66)
По этой формуле можно рассчитать приемлемую длину
концентратора, на который устанавливается режущий инструмент. Если
угловое перемещение по формуле G.64) приравнять нулю, то можно
будет определить координату хП9 соответствующую узлу крутильных
колебаний концентратора:
_ arctg [(Mm) V&ISj - m2] (? g-
Если для передачи крутильных колебаний используется вал,
имеющий постоянное поперечное сечение и везде одинаковые
полярные моменты инерции /р, то уравнение G.60) упрощается и принимает
вид
"W^fd^' G,68)
С учетом краевого условия, согласно которому два конца
свободны, после соответствующих преобразований получим
со = п (S/L) я. G.69)
Обычно используют половину длины волны, на которой имеется
одна узловая точка. В таком случае при п = 1 длина вала
определяется по формуле
L = (l/2/)/G^, G.70)
если известны частота f- и принятый материал. Судя по структуре
формулы G.70), длина L не зависит от формы сечения вала.
У рассматриваемого вала, передающего крутильные колебания,
узловая точка колебаний располагается на середине полной длины L.
Ее координата будет
хп = 1/2. G.71)
7.3.2. Конический (прямолинейный) концентратор
Сопоставление экспоненциальных концентраторов
крутильных и продольных колебаний свидетельствует о соответствии
параметров
со/с -> со/5, 5 -> /р, Е -> G.
Остальные параметры полностью совпадают. Если принять это
во внимание, то для конического концентратора, приведенного на
187
!>
Рис. 7.13. Прямой конический
концентратор крутильных колебаний A —
волна крутильных колебаний)
Рис. 7.14. Ступенчатый концентратор
крутильных колебаний A — волна
крутильных колебаний)
рис. 7.13, будет справедлива следующая расчетная зависимость:
tg Ifo/Sp (/ - b)] [bl (coys-j) + 1] - (cd/St ) (/ - b) = e,/p, G 72ч
b (co/52) tg [(co/S2) a] {(CD/Si) / - tg [(©/SJ (/ - b)\] GxIvl ' yi' >
Для одного концентратора (когда на его конце нет режущего
инструмента) можно записать
(©/SxHZ-fr)
'8 Vb ('"»)] =
G.73)
b (<o2/S|) / + 1 "
Координату узла колебаний можно рассчитать по формуле
_ (g/Sj) I - arctg [(m/SQ I]
G.74)
Концентратор, параметры которого рассчитаны по формулам
G.72) и G.73), может быть закреплен в суппорте в точке узла
колебаний, координата которой рассчитана по формуле G.74).
7.3.3. Ступенчатый концентратор
Теоретическое уравнение, описывающее крутильные
колебания, имеет вид
d29 G д2Э
dt* ~ p дх* '
Общее решение этого уравнения может быть представлено
функцией
Э (f, л:) = ( A cos -J- x + В sin -^- дЛ sin (со/ -f ф)-
Зависимости для угловых перемещений в характерных точках
должны иметь вид
G.75)
G.76)
02 (/, х) = (Р cos -^- х -f Q sin -Ц- х j sin (со/ + ф)*>
9з (^> *) = (R cos -^ л: + iSsin -~- x j sin (со/ + ф)«
188
Для рассматриваемого случая (рис. 7.14) могут быть использованы
следующие краевые условия:
при х = а 02 = 0; G.77)
при х = 0 62 = ез G.78)
и
G2/P2-^=G8/p3-g-; G.79)
при х = — Ь -§- = 0. G.80)
Из условия G.78) следует
Р =R. K G.81)
Согласно условию G.77)
P = -tg(-jra)Q. G.82)
Руководствуясь условием G.80), можно получить
S =-Я tg (-?-&). G.83)
Из условия G.9) следует
QG2Ip2 = 5G3/p3, G.84)
откуда
tgb?ra)
¦И"-*(¦?¦») *(тгв)- <7-85>
По формуле G.85) можно рассчитать длину концентратора,
которая необходима для используемого режущего инструмента.
Длина /, соответствующая четверти длины волны, может быть
рассчитана по .формуле
I = (я/2) (Sx/co). G.86)
По этой формуле можно определить длину участка
концентратора, расположенного со стороны вибратора.
7.4. СТЕРЖЕНЬ, СОВЕРШАЮЩИЙ ИЗГИБНЫЕ КОЛЕБАНИЯ ^
Для четырехгранного стержня длиной / и площадью
поперечного сечения А собственная частота / (Гц) изгибных колебаний
может быть найдена по формуле
где Я — порядок частоты;
Е — модуль упругости на растяжение, Н/см2;
/ — осевой момент инерции сечения, см4;
189
1
ш
^НИ8 /
I
fc«
ft
г
;зШ
Рис. 7.15. Стержень (волновод),
совершающий изгибные колебания:
1 — волновод изгибных колебаний
(сечением bXh)> 2 — вибратор продольных
колебаний; 3J— концентратор продольных
колебаний; 4 — коробчатое крепежное
приспособление; 5 — волна изгибных
колебаний
Рис. 7.16. Стержень, совершающий
изгибные колебания:
/ — стержень, совершающий изгибные
колебания; // — концентратор и вибратор
изгибных колебаний
g — ускорение силы тяжести (980 см/с2);
А — площадь сечения стержня, см2;
у — удельный вес материала стержня, Н/см3.
Поскольку скорость звука c = ']/rEI(ylg)> выражение для частоты
можно привести к виду
f=-
Я,2
2я/2
Ki-
Для прямоугольного сечения bxh (I = bhzl\2 и Л = bh) формула
для частоты / (Гц) принимает вид
f^-grc-^r. G.88)
2я/2
1/2
Необходимо отметить, что частота не зависит от ширины Ь.
На рис. 7.15 показан стержень, совершающий изгибные
колебания. Направление колебаний точки /?, находящейся на центральной
оси 00' на центральном выпучивании стержня, совершающего
изгибные колебания первого порядка, совпадает с направлением
продольных колебаний концентратора вдоль оси 0\0[. Стержень
совершает изгибные колебания первого порядка и имеет полную длину /.
Размеры / и h определены расчетом согласно формуле G.88).
Таким образом, как показано на рис. 7.15, центральная ось стержня
соединена с концом концентратора, совершающего продольные
колебания. В результате таких колебаний концентратора возникают
изгибные колебания стержня с частотой собственных колебаний
продольного вибратора.
В данном случае необходимые силовые воздействия создаются
в центральной части стержня в том месте, где при колебаниях обра-
190
п
Л
т1
/Г?2
Г
ГПц
т5
т$
1
4,150
0,2242
0,7758
2
7,853
0,1321
0,5000
0,8679
J
10,996
0,0944
0,3558
0,6442
0,9056
¦
14,137
0,0735
0,2768
0,5000
0,7232
0,9265
-
5
17,279
0t0601
0,2265
0,4091
0,5909
0,7735
0;9399
Рис. 7.17. Порядок колебаний п и координаты узлов (представлены волны первых
трех порядков)
зуется пучность. Такие воздействия могут прикладываться и в
других пучностях. Например, на рис. 7.16 показана колебательная
система, в которой концентратор продольных колебаний соединен
со стержнем у его конца в точке пучности.
Таким образом, концентратор, соединенный с вибратором
продольных колебаний и предназначенный для привода другой
колебательной системы, можно назвать концентратором продольной
системы колебаний. Стержень будет совершать под действием этого
концентратора изгибные колебания.
Порядок колебаний (мода), как можно видеть из рис. 7.17, влияет
на положение узлов изгибных колебаний стержня. При креплении
стержня к суппорту необходимо знать координаты узлов колебаний.
Стержень может быть закреплен в обойме в двух точках,
соответствующих узлам. Можно также применить
штифтовое крепление вибрирующего
стержня. Штифты необходимо
располагать только в непосредственной близости
от центральной оси Щу. Нужно
добиться, чтобы верхняя и нижняя поверхности
стержня не контактировали со штифтами.
Необходимо также помнить о том, что
концентратор продольной системы
колебаний можно крепить на суппорте только
в тех точках, на которые приходятся
узлы колебаний.
На рис. 7.18 показан диск толщиной h
и диаметром d, совершающий изгибные
Рис. 7.18. Дисковый волновод, совершающий
изгибные колебания:
1 — концентратор продольных колебаний; 2 — диск
¦fd/z-K)
НГ/2Л)
191
колебания; форма этого диска обеспечивает возникновение резо*
нанса при частоте собственных колебаний вибратора /. Диск
в центральной части в точке пучности соединен с концентратором
системы продольных колебаний.
Здесь можно применить соединение на резьбе или на конусе.
По периферии диска можно расположить режущие элементы,
равноудаленные от центра О. Эти элементы будут вибрировать с
одинаковыми амплитудами в направлении, совпадающем с направлением
колебаний вибратора.
7.5. ДЕТАЛИ КОЛЕБАТЕЛЬНЫХ СИСТЕМ
И СПОСОБЫ ИХ СОЕДИНЕНИЯ
7.5.1. Материалы, применяемые при изготовлении
концентраторов
Для концентраторов следует использовать материалы
с минимальными потерями энергии на внутреннее трение и с высоким
пределом циклической прочности, например титан и коррозионно-
стойкие стали. Однако следует иметь в виду, что их обработка
связана с определенными трудностями. Поэтому обычно для
изготовления концентраторов используют нормализованные углеродистые
стали, хромоникелевые стали SNC21 и SNC22, а также
инструментальную сталь SK7 или же материалы с низкой скоростью
распространения звука (латунь, дюралюминий).
7.5.2. Материалы для изготовления режущего
инструмента
Для оценки стойкости инструмента в данном случае
представляет интересх начальная ширина пояска износа Vb0, с
помощью которой можно установить связь между продолжительностью
резания t и шириной пояска износа задней поверхности
инструмента VB:
VB = VBo+mt9
где Vbq — величина начального износа; т — фактор,
характеризующий рлияние времени.
При вибрационном резании практически не происходит
повышения температуры. Поэтому для изготовления инструмента наиболее
подходят материалы с небольшой величиной начального износа Vb0-
Важно, чтобы материал хорошо затачивался. Теоретически было бы
желательно разработать новый инструмент из новой быстрорежущей
инструментальной стали, специально предназначенный для
вибрационного резания. Поскольку в этом направлении конкретных
исследований не проводили, в настоящее время ограничились подбором
1 Кумабэ Д. Поверхностная обработка. Т. 1. Изд-во «Дзиккё сюппан», с. 148.
192
I I I I I I I I I I I I I I
ШОс\ I Отметка
"' l^ времени
$)
наиболее приемлемого материала из числа выпускаемых
промышленностью в достаточном количестве.
Если из большого числа существующих марок инструментальных
материалов выбирать необходимый материал на основании
использования результатов вибрационного резания, осуществляемого,
например, резцами продольной колебательной системы (рис. 7.1),
то потребуются большие затраты времени и средств, а также
специальное экспериментальное оборудование, на котором можно было бы
выполнить необходимые испытания стойкости инструмента. Поэтому
для выбора материала решили ограничиться использованием
упрощенной методики испытаний на специальном устройстве.
На рис. 7.19, а показано поперечное сечение опытной
обрабатываемой детали диаметром 90 мм из углеродистой стали S35C. На
поверхности этой детали выполнено большое число осевых канавок.
Деталь устанавливали в шпинделе токарного станка и приводили
во вращение в расчете на получение скорости резания 60 м/мин.
Резец имел геометрию, установленную Японским промышленным
стандартом. При этом добивались того, чтобы частота собственных
колебаний резца в направлении главной составляющей силы резания
была около 3 кГц. Получить импульсное (пульсирующее)
сопротивление резанию на режущей кромке резца не удалось; сопротивление
резанию изменялось по пилообразной кривой, как показано на
рис. 7.20, б. Условия испытаний по выбору материала режущего
инструмента были следующими:
Подача 0,06 мм/об
Скорость резания ... 60 м/мин
Глубина резания . . . 0,75 мм
Геометрия резца .... 0°, 6°, 6Р, 15°, 15° и 0,5 мм
Материал резца — твердые сплавы групп применяемости Р10, Р20, РЗО, Р40, М10,
М20, М40, К01, КЮ, К20, КЗО и быстрорежущая сталь
При обработке детали из углеродистой стали S35C упомянутыми
твердыми сплавами и быстрорежущей сталью по ^указанным -выше
режимам определяли значения VB для их сопоставления.
Твердый сплав группы КЮ обладает очень хорошей
износостойкостью и вполне подходит для рассматриваемой цели. Полученные
результаты свидетельствуют о том, что основным материалом, который
следует использовать при изучении вибрационного резания и в
производственных реальных установках, является твердый сплав группы
КЮ. Это подтверждается и многочисленными практическими при-
7 Кумабэ Д. 193
Рис. 7.19.
Обрабатываемая деталь с
продольными канавками на
поверхности (а) и изменение
сопротивления резанию (б)
при испытаниях
эффективности различных
материалов для режущего
инструмента:
О — нулевая линия силы
резания
мерами. Однако при некоторых режимах резания вполне
приемлемым материалом оказывается и твердый сплав группы К05.
Предварительные эксперименты проводили и на других материалах для
режущего инструмента; было установлено, что хорошие результаты
могут быть получены и для ряда других материалов, например для
особо мелкозернистого твердого сплава UF10.
Для дальнейших исследований в качестве основного материала
выбрали сплав КЮ и было решено более детально проанализировать
возможности использования твердых сплавов групп К05 и UF10.
Необходимо отметить, что для чистового резания, при котором
высота микронеровностей не должна превышать 1 мкм, при обработке
твердых материалов хорошие результаты дает лишь алмазный
инструмент. Для вибрационного резания может быть использован
также разработанный в последнее время новый инструментальный
материал боразон (КНБ). Создание новых инструментальных
материалов представляет собой одну из важных
научно-исследовательских тем. Крепление твердосплавных пластин к резцам в основном
осуществляется пайкой.
7.5.3. Форма инструмента
Геометрия резца продольной колебательной системы в
основном является такой, как показано на рис. 7.1 и 7.6. Резец имеет
две режущие кромки, расположенные симметрично относительно
центральной оси продольных колебаний 00'. Режущие кромки
расположены в центральной части толщины пластины. Возможно также
использование инструментов, у которых режущие кромки
расположены с одной стороны. При этом они должны находиться довольно
близко от центральной оси — не дальше, чем примерно 19 мм, чтобы
обеспечить соответствующее прямолинейное движение режущей части.
На рис. 7.6 режущие кромки удалены от центральной оси на 25 мм.
Если в таком случае не обеспечить симметричность резца
относительно центральной оси, то будет нарушена механическая
балансировка, что приведет к появлению круговых движений вершины
резца. Такие движения нежелательны, поскольку они уменьшают
период стойкости инструмента.
7.5.4. Соединение концентратора с вибратором
На рис. 7.20 показано соединение никелевого магнито-
стрикционного вибратора продольных колебаний с концентратором
путем пайки.
Рассматриваемый вибратор собран из пластин определенной
толщины, которые прочно стянуты болтами. При припаивании
такого вибратора необходимо обращать внимание на то, чтобы
нагрев не нарушил его форму. После пайки и охлаждения на вибратор
накладывают защитные пластины из полимерного материала.
Помимо этого на верхний торец вибратора и на торец концентратора
наклеивают губку. Затем на вибратор навивают необходимое число
194
Рис. 7.20. Схема соединения никелевого магнитострикцион-
ного вибратора (а) с концентратором колебаний (б) и
выполнения обмотки:
1 — поверхности, по которым выполнена пайка; 2 — теплостойкий
изолированный провод; 3 — защитные пластины из синтетической
смолы; 4 — губка; 5 — многожильный C0 жил) теплостойкий
изолированный провод диаметром 2,7 мм
Рис. 7.21. Схема соединения и сборки ферритового вибратора крутильных
колебаний (а) с концентратором (б) из углеродистой стали:
;—магнит; 2 — теплостойкий изолированный провод диаметром 0,5 мм с тефлоновым
покрытием; 3 — поверхности, склеенные аралдитом; 4 — коррозионно-стойкая сталь
Рис. 7.22. Схема резьбового соединения электрострикционного вибратора (а)
с концентратором колебаний (б)
витков теплостойкого изолированного провода. Таким способом
изготовляют концентратор продольных колебаний в сборе с
никелевым магнитострикционным вибратором.
Ферритовые магнитострикционные вибраторы соединяют с
концентраторами при помощи аралдита — клея на основе эпоксидной
смолы (рис. 7.21). Необходимо отметить, что сначала на вибратор
наматывают обмотку из провода диаметром 0,5 мм с тефлоновой
изоляцией. Затем паяют серебряным припоем коррозионно-стойкую
сталь, из которой изготовлен вибратор, с концентратором из
углеродистой стали (эти материалы имеют почти одинаковые
коэффициенты теплового расширения). После тщательной промывки
соединяемых торцовых поверхностей концентратора и вибратора
соединяемые детали выдерживают при температуре 140—150 °С примерно
в течение 30 мин и наносят на них клей аралдит АТ-1. Когда арал-
дит станет прозрачным, детали соединяют и выдерживают в
течение 3—4 ч при температуре 140—150 °С под нагрузкой около 1,5—
2 Н. Затем изделие охлаждают с печью до комнатной температуры,
Соединение электрострикционных вибраторов с
концентраторами может быть выполнено и на резьбе (рис. 7.22). В таком случае
необходимо обращать должное внимание на точность резьбы, так
чтобы центральная ось резьбы располагалась строго под"* прямым
углом к контактирующим поверхностям, обеспечивая плотность их
контакта. Резьбовое соединение целесообразно смазать
силиконовым маслом.
7*
195
7.5.5. Крепление инструмента
При рассмотрении крепления инструмента к
концентратору колебаний следует иметь в виду два случая. Первый случай
соответствует такой резонансной системе, у которой минимальная
длина соединенных концентратора и стержня инструмента
составляет половину длины волны. Во втором случае резонансная система
состоит из инструмента, имеющего длину, равную половине длины
волны, и соединенного с концентратором в точке пучности
колебаний.
Таким образом, возможны два способа крепления инструмента.
По первому способу место крепления не совпадает с пучностью
колебаний и находится там, где действуют напряжения,
обусловленные колебаниями. По второму способу место крепления
располагается в точке пучности, где не действуют напряжения,
вызванные колебаниями.
В первом случае необходимо обеспечить такую прочность
соединения, при которой оно сможет выдержать напряжения,
возникающие при вибрациях. Клеевые соединения, например, на аралдите
и на клее алон-альфа, а также соединения на мягком припое в этом
случае неприемлемы. Необходимо применить пайку твердым припоем
(рис. 7.23). При этом нужно выдержать такую технологию пайки,
при которой, например, серебряный припой равномерно
растекался бы по всей торцовой поверхности концентратора диаметром
20 мм. Для выполнения такой пайки требуется высокая
квалификация рабочего. Следует иметь в виду, что очень часто на первый взгляд
соединение выглядит достаточно хорошим. Однако на деле
оказывается, что пропаяна не вся поверхность контакта, из-за чего
соединение быстро разрушается. Поэтому после пайки необходимо
провести соответствующие вибрационные испытания.
Соединить концентратор с инструментом можно и на резьбе
(рис. 7.24). Здесь следует применять точные резьбы и точно
обрабатывать торцовые поверхности так, чтобы они хорошо контактировали
между собой. Неравномерный контакт не по всей площади может
Рис. 7.23. Схема соединения
инструмента с концентратором пайкой
серебряным припоем (/ — место пайки)
Рис. 7.24. Схема резьбового
соединения инструмента с концентратором
196
Рис. 7.25. Схема
контакта концентратора Q
колебаний с резцом
0Л
послужить причиной местного выделения тепла и преждевременных
усталостных разрушений.
На рис. 7.25 сплошной и штрихпунктирной линией показаны
крайние положения при колебаниях резца толщиной h, соединенного
с концентратором, совершающим продольные колебания. Точка Р,
находящаяся на верхней поверхности резца, и точка Q на его нижней
поверхности движутся за один период в направлении колебаний по
траекториям соответственно Л ч-Р->Си B->Q-vD. В
направлении центральной линии резца 00\ т. е. вдоль резца, при колебаниях
накладываются деформации растяжения et на деформацию сжатия ес.
При таких условиях в резьбовом соединении, а также на
контактирующих поверхностях концентратора и резца возможно выделение
значительного тепла из-за трения, что может привести к нагреву
резца и конца концентратора. Повышение температуры в
соединении влияет на точность обработки, на прочность концентратора
и на характер колебаний.
Более рациональное соединение концентратора с инструментом
показано на рис. 7.26. Контакт торцовой поверхности концентратора
с нижней поверхностью резца происходит по относительно
небольшой площади, расположенной около оси АА'. Остальная часть
возможного контакта срезана, так что инструмент не соприкасается
с концентратором на периферийном участке торца. Помимо этого
уделено соответствующее внимание контакту в резьбе, который
в основном осуществляется в области около центральной оси 00' •
Это достигается выполнением соответствующих выемок на нижней и
верхней поверхностях резца. Такое конструктивное оформление
резьбового соединения позволяет предотвратить чрезмерное
повышение температуры, обусловленное трением. Обычно температура
не превышает комнатную более чем примерно на 5 К.
Рис. 7.26. Схема резь
бового соединения рез
ца (а) с концентрато
ром продольных ко
лебаний (б); / — тор
цовая поверхность кон
центратора
tftP
Рис. 7.27. Схема
конусного соединения резца с
концентратором:
1 — коническая
поверхность (конус Морзе № 3)
Рис. 7.28. Схема
соединения резца с
концентратором колебаний:
1 — инструмент; 2 —
концентратор крутильных
колебаний (второй); 3 —
соединение; 4 — волновод
крутильных колебаний (первый
концентратор); 5 —
вибратор крутильных колебаний
Рис. 7.29. Схема
конусного соединения резца с
концентратором в точке
пучности колебаний с
частотой 21,7 кГц:
1 — расточная борштанга
(первый волновод); 2 —
расточный резец (второй
волновод); 3 — конус Морзе № 3
Соединение концентратора с инструментом возможно также
на конусе (рис. 7.27). При резьбовом соединении трудно с
достаточной точностью установить положение, которое займет вершина резца
после его навинчивания на концентратор. Это создает определенные
неудобства при установке инструмента. Следует также иметь в виду,
что при слишком сильной затяжке возможно разрушение (срез)
резьбы. Все это вынуждает использовать для рассматриваемых
целей другие соединения, в частности конусные. Изготовление
необходимых конусных соединений довольно трудоемко. Однако на
конусе можно точно установить вершину резца в нужном
положении и закрепить резец. Здесь более всего подходит конус Морзе
№ 3.
На рис. 7.28 показана схема с двумя концентраторами
колебаний. К первому концентратору, у которого пучность колебаний
приходится на торцовую часть, крепится второй концентратор
колебаний, на конце которого расположен режущий инструмент.
Конструкцию выбирают с расчетом обеспечить резонанс при частоте,
равной частоте / собственных колебаний вибратора. При этом
целесообразно использовать пайку твердым серебряным припоем, однако
можно применить пайку мягкими припоями. Необходимо добиваться
точной соосности центральных осей колебаний. Для этого
рекомендуются специальные приспособления, позволяющие достаточно
точно выполнить центрирование.
На практике иногда требуется неоднократно соединять и
разъединять первый и второй концентраторы. Применять пайку в
таких случаях очень неудобно. Более целесообразно выполнить
конусное соединение (рис. 7.29).
198
Эти конструкции предназначены для вибрационного
растачивания. Расточной режущий инструмент имеет коническое гнездо, в
которое входит конический выступ борштанги. По центральной оси
инструмента расположено отверстие. В это отверстие установлен
винт, который фиксирует инструмент на борштанге. Такое
соединение позволяет легко закреплять инструмент на борштанге и
снимать его. В нем применен конус Морзе № 3.
На рис. 7.29 в качестве примера приведены основные размеры
инструмента, используемого на практике. Работа представленной
конструкции обеспечивается генератором колебаний с частотой
21,7 кГц (мощностью 2 кВт).
7.5.6. Способы соединения вибратора
с концентратором при изменении направления
колебаний
Превращение продольных колебаний в крутильные. На
рис. 7.30 показано соединение, при котором продольные колебания
концентраторов преобразуются в крутильные колебания. На
представленной схеме концентраторы продольных колебаний
расположены по касательным к окружности концентратора крутильных
колебаний в точках пучностей этих колебаний. Поскольку здесь
нет необходимости часто разбирать конструкцию, для соединения
концентраторов использована пайка серебряным припоем. Если
собственные частоты концентратора крутильных колебаний и
концентраторов продольных колебаний недостаточно близки, то на
участках пайки могут возникнуть трещины.
Превращение продольных колебаний в изгибные. Резьбовые
соединения. На рис. 7.31 показан способ соединения, позволяющий
преобразовать продольные колебания концентратора в изгибные
колебания инструмента — консольной балки с режущими
кромками на свободном конце. Система настроена так, что изгибные
колебания второго порядка находятся в резонансе с собственными
Рис. 7.30. Схема волноводыо-излучаю-
щей системы с элементами продольных
и крутильных колебаний:
1— поверхности, соединенные серебряным
припоем; 2 — концентратор продольных
колебаний; 3 — концентратор крутильных
колебаний
Рис. 7.31. Схема волноводно-излучаю-
щей системы с элементами продольных
(/) и изгибных B) колебаний:
а — вибратор продольных колебаний;
б— резец, совершающий изгибные колеба-
199
Рис. 7.32. Схема волноводно-излу-
чающей системы с элементами
продольных и изгибных колебаний:
1 — концентратор продольных
колебаний; 2 — соединительный болт М8;
3 — Диск, совершающий изгибные
колебания
Рис. 7.33. Схема соединения, при котором
продольные колебания концентратора A)
преобразуются в изгибные колебания
стержня резца B) с частотой / = 21,7 кГц:
3 — конусное соединение (конус Морзе № 1)
колебаниями™концентратора. Видно, что концентратор системы
продольных колебаний расположен в точке пучности изгибных
колебаний. На конце концентратора колебаний нарезана резьба,
которая соединяется с резьбой отверстия, расположенного около
центральной оси 00' инструмента, совершающего изгибные
колебания и имеющего толщину h. При таком способе можно под действием
продольных колебаний концентратора, направление которых
показано стрелкой 1, заставить колебаться режущую часть
инструмента по стрелке 2.
Крепление с помощью винта. На рис. 7.32 показано
преобразование продольных колебаний стержня в изгибные колебания диска
из углеродистой стали, толщина которого составляет 15 мм, а
диаметр равен 147 мм. В центре диска имеется отверстие, через
которое проходит винт с резьбой М8, крепящий диск к концу
концентратора, имеющего диаметр 15 мм. Конструкция спроектирована таким
образом, чтобы при частоте продольных колебаний
концентратора 20,96 кГц наступал резонанс, а пучности колебаний
располагались в центральной части и на периферии диска. При этом
обращали внимание на то, чтобы по наружной окружности амплитуда
колебаний была однородной. Таким образом, если с помощью
винтового крепления обеспечить соответствующий контакт торца
системы, совершающей продольные колебания и имеющей точки
пучности, с совершающими изгибные колебания диском, пластиной
или четырехгранным стержнем, которые в месте контакта также
имеют пучности, то можно передать энергию колебаний.
Конусное соединение. На рис. 7.33 показано преобразование
продольных колебаний в изгибные колебания с использованием
конусного соединения. Здесь применена конструкция, в которой
изгибные колебания совершает четырехгранный стержень из
углеродистой стали, а продольные колебания — концентратор,
вибрирующий с частотой 21,7 кГц, которая соответствует изгибным
колебаниям седьмого порядка. Оба конца стержня свободны. Система
200
работает в условиях резонанса. Концентратор входит своим
коническим выступом в конусное гнездо на стержне, которое по
отношению к режущей кромке инструмента и противоположному ей
хвостовику располагается в месте пучности колебаний на
расстоянии 3,5 мм от нижней поверхности стержня. Здесь поставлен
конус Морзе № 1. Следует обратить внимание на то, что все соединение
выполнено на стержне, толщина которого составляет 8,5 мм.
На конце концентратора, совершающего продольные
колебания, имеется резьбовое отверстие М5х0,5, в которое ввинчивается
винт, обеспечивающий более надежное соединение двух конических
поверхностей. После соединения концентратора со стержнем винт
удаляется. В данном случае количество тепла, выделяемого в
конусном соединении, невелико, и даже при продолжительной работе
вибрации получаются устойчивыми. Недостатком соединения
является довольно высокая трудоемкость точного изготовления
конических поверхностей.
7.6. ИНСТРУМЕНТ ПРОДОЛЬНОЙ КОЛЕБАТЕЛЬНОЙ
СИСТЕМЫ И ЕГО УСТАНОВКА
Разработанные резцы различной геометрии используются
в системах, представленных на рис. 7.24, 7.26 и 7.27. В настоящее
время для вибрационного резания имеется довольно большой набор
резцов (проходные резцы, отрезные резцы, резцы для нарезания
резьбы и т. п.), что позволяет весьма просто выполнять различные
токарные работы с наложением вибраций.
Резец продольной колебательной системы с частотой 21,7 кГц
при мощности вибратора 2 кВт установлен на конце концентратора,
совершающего продольные колебания. На концентраторе в месте
узла колебания имеется небольшой выступ по наружной
окружности в виде фланца. Этот фланец нужен для того, чтобы закрепить
рассматриваемую колебательную систему на суппорте токарного
станка. Детальные размеры концентратора и особенности
конструктивного решения в области узла колебаний приведены на рис. 7.6
и 7.7.
Соединение с суппортом станка, выполняемое в месте узла
колебаний (резьбовое, сварное или болтовое фланцевое), должно
быть достаточно прочным и жестким. Следует обращать внимание
на то, чтобы затяжка резьбы не ослабевала. При проектировании,
изготовлении и сборке важно обеспечить прочность крепления
колебательной системы у узла колебаний. Можно утверждать,
что эффективность вибрационного резания в существенной
степени зависит от способа выполнения мест креплений.
Из рис. 7.34 можно видеть, что при использовании резца
продольной колебательной системы трудно обрабатывать детали,
диаметр которых выше некоторого значения D, поскольку точка А
корпуса рассматриваемой системы может контактировать с
обрабатываемой поверхностью. При использовании двух суппортов,
расположенных один против другого, возможно соприкосновение кор-
201
Рис. 7.34. Ограничения, накладывав- Рис. 7.35. Схема ступенчатого концен-
мые на диаметр обрабатываемой дета- тратора, выполненного со смещением:
ЛИ D При использовании резцов, совер- / — шпиндель; 2 — резцедержатель вибри-
шающих продольные колебания: рующего резца
1 — резервуар с водой; 2 —суппорт
пусов, что не позволяет обтачивать детали диаметром меньше 2/.
В ряде случаев прямые конические и экспоненциальные
концентраторы, в которых необходимо обеспечивать соосность расположенного
вверх от узла колебаний участка длиной 1/4А, с нижним участком
той же длины, оказываются неприемлемыми. При использовании
ступенчатых концентраторов можно, как показано на рис. 7.35,
сместить верхний участок длиной 1/4Х на некоторую величину s,
что позволяет проводить вибрационное точение деталей меньшего
диаметра, но практически не меньшего, чем диаметр шпинделя
токарного станка. В таких случаях целесообразно применить
конусное соединение резца с концентратором.
Крепление смещенного ступенчатого концентратора к суппорту
токарного станка может быть выполнено с помощью державки,
которая крепится к торцовой поверхности в точке узла колебаний.
Представляют также интерес конструкции, приведенные на
рис. 7.36^и 7.37. В первой из них использован ступенчатый
концентратор, имеющий боковое смещение, а во второй —ступенчатый
концентратор диагонального типа.
Рис. 7.36. Схема ступенчатого концен- Рис. 7.37. Схема конического
концентратора бокового типа (/ — резцедер- тратора диагонального типа (/ — рез-
жатель) цедержатель)
202
Рис. 7.38. Схема вибрационного
протягивания:
/ — протяжка; 2 — концентратор
колебаний; 3 — резервуар с водой
Рис. 7.39. Вибрационный зуборезный
долбяк A) и обрабатываемое зубчатое
колесо B)
Если отвлечься от рассмотрения некоторых специальных
вариантов ступенчатых концентраторов, то в принципе мржно считать,
что крепить их к суппорту токарного станка следует около точки
узла колебаний по периферии концентратора, длина которого равна
половине длины волны. Невозможно добиться
удовлетворительных эффектов вибрационного резания, если крепление
колебательной системы не достаточно жестко и допускает небольшой люфт,
поскольку в таких случаях накладываются низкочастотные
вынужденные колебания, и механизм, характерный'для вибрационного
резания, не устанавливается.
Как и в случае резцов, при использовании протяжек и пил,
представляющих собой длинные колебательные системы, крепление
их к суппорту можно выполнить (рис. 7.38) с помощью фланцевого
соединения, которое крепится к концентратору в точке узла колебаний.
На рис. 7.39 показан зуборезный долбяк, входящий в систему
продольных колебаний, который имеет расположенные по
окружности режущие элементы и должен совершать вращательные
движения. В этом случае крепление тоже должно быть выполнено
в точке узла колебаний, что позволит обеспечить соответствующее
вращательное движение долбяка. Способы крепления инструмента
в узле колебаний могут быть самыми различными. Можно, например,
проделать отверстие в фланце, выходящем из узла колебаний, и,
как показано на рис. 7.38, закрепить этот фланец на болтах или
же в местах крепления выполнить фланец вкладным (рис. 7.39).
7.7. РЕЖУЩИЙ ИНСТРУМЕНТ ИЗГИБНЫХ
КОЛЕБАТЕЛЬНЫХ СИСТЕМ И ЕГО ЗАКРЕПЛЕНИЕ
Многолезвийный резец изгибной колебательной системы,
режущие кромки которого расположены на совершающих изгибные
колебания стержнях в точках пучности, следует крепить к суппорту,
203
Рис. 7.40. Многорезцовая головка (а), совершающая изгибные колебания A—3 —
резцы), с концентратором продольных колебаний (б); УК — узел колебаний
принимая во внимание расположение узла колебаний на
концентраторе, совершающем продольные колебания. На рис. 7.40
показана система, совершающая изгибные колебания, которая имеет
три лезвия, расположенные в пучностях волны, соответствующей
колебаниям концентратора первого порядка. Здесь видно, каким
образом лучше всего крепить колебательную систему на суппорте
станка. Крепление следует выполнить в точке узла продольных
колебаний концентратора.
Рассматриваемый режущий инструмент обладает следующей
особенностью. Когда режут лезвия 1 и 5, работающие в одной фазе,
лезвие 2 не принимает участия в резании. И наоборот, когда режет
лезвие 2, лезвия 1 и 3 свободны. Такой режущий инструмент
эффективен и экономичен, поскольку благодаря наличию нескольких
лезвий он позволяет эффективно использовать постоянную энергию
колебаний.
Представляют интерес также резцы изгибной колебательной
системы, у которых лезвие располагается на конце стержня,
совершающего изгибные колебания, —в точке пучности колебаний.
При установке такого инструмента на суппорте необходимо
обращать внимание на то, чтобы крепление было выполнено в точках
узлов колебаний. На рис. 7.41 показан резец, совершающий
изгибные колебания, закрепленный на суппорте в двух точках
узлов, причем колебания от концентратора прикладываются к
хвостовой части — в точке пучности колебаний. Здесь принято решение,
представленное на рис. 7.29. Конец концентратора посажен в гнездо
хвостовика резца в области центральной оси 00' и затянут винтом.
Концентратор, совершающий продольные колебания, закреплен
к суппорту станка в точке узла колебаний, где ось колебаний не
перемещается.
На рис. 7.42 в увеличенном виде показан штифт, используемый
для крепления; один из его концов свободен, а другой закреплен;
характерные размеры штифта —длина / и диаметр d. Частота
собственных колебаний штифта совпадает с частотой продольных
колебаний вибратора. При установке на штифтах можно обеспечить
такие условия, при которых не будут вноситься возмущения в коле-
204
баниях резца изгибной колебательной системы, При этом не будет
происходить повышения температуры нагрева от стержня,
совершающего изгибные колебания, обусловленного трением в суппорте
и штифтах, и в течение продолжительного времени будут
обеспечены колебания с постоянной амплитудой и частотой.
Следует иметь в виду, что участок соединения резца с
концентратором может оказывать определенное влияние на рабочие
характеристики. На рис. 7.43 показано конусное соединение стержня
резца, совершающего изгибные колебания, с концентратором
продольной системы колебаний. Соединение выполнено в точке
пучности колебаний. Гнездо расположено на расстоянии 1г от вершины
резца. Здесь имеется заштрихованный участок /2, который
необходим по конструктивным соображениям для крепления. Поскольку
резонанс, соответствующий частоте / продольных колебаний
вибратора, обеспечивается длиной 1Ъ введение массы, обусловленной дли-
пой /2, необходимой для удобства обработки и крепления, может
вызвать изменение частоты собственных колебаний резца,
входящего в систему изгибных колебаний, и режущая кромка его
перестанет вибрировать.
На рис. 7.44 показан резец изгибной колебательной системы
с двумя свободными концами толщиной ft/2, у которого удлинен
хвостовик на длину /2, которая соответствует изгибным колебаниям
первого порядка. При работе резпа используется резонансное
состояние, частота которого равна частоте собственных продольных
колебаний вибратора. Направление колебаний режущей части
показано стрелками. Крепление резца выполнено в двух местах,
соответствующих узлам колебаний, причем достаточно жестко и
без люфта.
Для практических целей применяется штифтовый резец
изгибной системы колебаний с приводом от никелевого магнитострикцион-
ного вибратора мощностью 500 Вт, работающего на частоте 2,17 кГц.
Показанные резцы изгибной колебательной системы могут быть
успешно использованы для обработки цилиндрических поверх-
Рис. 7.41. Резец изгибной колебательной си- Рис. 7.42. Штифт (У), при-
стемы: меняемый для установки
1 vl 2 — вибратор и концентратор продольных колебаний; резца § B), совершающего
3 — резец изгибной колебательной системы; 4 — крепеж- изгибные колебания C—
ный штифт; 5 — суппорт суппорт)
205
q
в#
]fl-#-
© ф
I,
Рис. 7.43. Влияние соеди- Рис. 7.44. Резец изгибной колебательной системы,
именительного участка /2 ()— ющий удлиненную хвостовую часть (принимается, что на
вибратор продольных ко- участке /2 происходят изгибные колебания первого по-
лебаиий) рядка):
/ — концентратор продольных колебаний; 2 — волна изги-
бных колебаний
ностей любого диаметра, поскольку на радиусе, соединяющем центр
вращения шпинделя с режущей кромкой резца, нет устройства,
обеспечивающего вибрационное резание, так что оно не препятствует
обработке.
Такая система удобна при обработке плоских поверхностей,
когда радиус кривизны равен бесконечности и необходимо
выполнить строгание.
Сопротивление резанию при строгании обычно превышает
наблюдаемое при точении. При этом установка резца на штифтах
может оказаться недостаточно жесткой. На рис. 7.45 приведен
резец изгибной колебательной системы, предназначенной для
строгания, при разработке которого обратили особое внимание на форму
в зоне узлов колебаний. Эти элементы характеризуются размерами h
и /, при определении которых считали, что происходят изгибные
колебания первого порядка и один из концов закреплен, а другой
свободен. Показанные конструктивные элементы составляют одно
целое с резцом, совершающим изгибные колебания, и получены из
одной заготовки. Резец изгибной колебательной системы имеет
режущую кромку на одном из концов. В хвостовой части расположено
коническое гнездо, предназначенное для соединения резца с
концентратором продольных колебаний. Может быть также
предусмотрено углубление, используемое при затяжке винтом. При
креплении резца на суппорте строгального станка следует продуманно
использовать узлы колебаний. В существующем устройстве
использовано конусное соединение резца с концентратором, совершающим
продольные колебания, у которого в узле колебаний расположен
фланец, закрепляемый на суппорте строгального станка.
Хотя такая конструкция и обладает достаточной жесткостью,
она довольно трудоемка и на ее изготовление требуется
значительное количество материала. Поэтому она неэкономична. В улуч-
206
шенной конструкции (рис. 7.46) имеется резец изгибной
колебательной системы, основой которого является прутковая заготовка
с постоянным прямоугольным поперечным сечением. Один из
концов заготовки обработан на фрезерном станке и имеет коническое
отверстие и выточку. На другом конце находится режущая кромка,
которая получена после фрезерования обработки и припаивания
твердосплавной пластины. На колеблющемся резце имеются два
узла колебаний; в этих местах резец крепится к суппорту станка
при помощи коробчатого приспособления.
Отличительная особенность данного инструмента состоит в том,
что крепление к суппорту по плоской поверхности резца
обеспечивает резонансное состояние, которое соответствует частоте
продольных колебаний концентратора. При такой конструкции
экономятся материалы и снижаются затраты на обработку, а
изготовление может быть получено рабочим, не имеющим высокой
квалификации. При этом заменять резец можно довольно просто —
как и при обычном резании. Сокращается также время, требуемое
на установку инструмента.
Резцы продольной колебательной системы являются
универсальным инструментом для самых разнообразных станков
(строгальных, токарных и т. п.).
Рассматриваемые резцы изгибной колебательной системы
находят применение и при расточке, если глубина растачиваемого
отверстия невелика. Если же глубина отверстия существенно больше
диаметра, то необходимо использовать специальные колебательные
системы расточного инструмента.
На рис. 7.47 показан резец продольной колебательной системы,
предназначенный для растачивания довольно глубоких отверстий,
которые имеют сравнительно большой диаметр.. При таком диаметре
все же не удается поместить устройство вибрационного резания,
обеспечивающее работу резца в требуемом режиме, внутрь обра-
5 4-
Рис. 7.45. Резец изгибной
колебательной системы, используемый при
строгании:
1 — строгаемая деталь; 3 — резец
изгибной колебательной системы; 3 — суппорт
строгального станка; 4 и 5 — вибратор и
концентратор продольных колебаний
Рис. 7.46. Резец изгибной
колебательной системы (/), закрепленный на
суппорте строгального станка B) при
помощи коробчатого
приспособления C)
207
Рис. 7.47. Резец изгибной колебательной системы, предназначенный для расточных
работ:
/ — обрабатываемая деталь; 2 — крепежное приспособление; 3 — резец изгибной
колебательной системы; 4 — опорная втулка; 5 — конусное соединение; 6 — концентратор
крутильных колебаний; 7 — крепежная втулка; 8 -~ генератор крутильных колебаний; 9— суппорт
токарного станка
батываемой детали. Поэтому приходится выносить источник
колебаний за пределы обрабатываемой детали. Это обусловливает
необходимость обеспечения эффективной передачи энергии колебаний
на значительные расстояния к месту расположения режущей кромки
инструмента. Целесообразно воспользоваться источником
крутильных колебаний, расположив его с правой стороны от суппорта
токарного станка. Концентратор крутильных колебаний находится
во втулке, закрепленной на суппорте станка. Опоры концентратора
расположены в точках узлов колебаний. Конец концентратора
связан конусным соединением с резцом крутильной колебательной
системы. В случае применения резца изгибной колебательной
системы, который работает от концентратора продольных колебаний,
при креплении его в точке пучности возникают изгибные колебания
в направлении продольных колебаний. Когда же привод
осуществляется концентратором крутильных колебаний, следует
предусматривать крепление в узле колебаний, который находится в центре
державки, совершающей изгибные колебания. На рис. 7.47
показано соединение, составленное из конического гнезда,
расположенного в узле колебаний, который находится в центре резца
штифтовой изгибной колебательной системы, с коническим хвостовиком
концентратора изгибной колебательной системы.
Концентратор крутильных колебаний опирается на
поддерживающую втулку в точках узла колебаний. Резец, совершающий
крутильные колебания, прикреплен к опорной втулке с помощью
специального фиксирующего приспособления.
Резцы изгибной колебательной системы, приводимые с
использованием крутильных колебаний, могут быть успешно применены
при обычном точении. На рис. 7.48 показан резец изгибной
колебательной системы, колебания которого получаются из
крутильных колебаний путем соответствующего соединения стержня резца
с концентратором. Для создания крутильных колебаний
использован ферритовый вибратор, на конце которого наклеен
концентратор, предназначенный для увеличения амплитуды колебаний.
Концентратор соединен с резцом изгибной колебательной системы
208
Рис. 7.48. Резец изгибной колебательной
системы, приводимый в действие крутильными
колебаниями:
/ — обрабатываемая деталь; 2 — резец изгибной
колебательной системы; 3 — крутильный вибратор; 4 —
концентратор крутильных колебаний; 5 — резьбовое
соединение; 6 — суппорт токарного станка
на резьбе в том месте, где на резце
расположен узел колебаний.
Крепление резца на суппорте выполнено в двух
узлах. На рисунке показана обработка
цилиндрической поверхности —вид
сверху на суппорт, используемый при
вибрационном резании. Следует
обратить внимание на направление и положение твердосплавной
пластины, установленной на верхней поверхности резца,
совершающего изгибные колебания, и концентратора крутильных колебаний,
соединенного с боковой поверхностью стержня резца. На станках-
автоматах часто бывает трудно найти место для установки источника
колебаний. В таких случаях можно применить описанный здесь
резец. Вся колебательная система может быть компактно
размещена в горизонтальной плоскости.
7.8. ИНСТРУМЕНТ КРУТИЛЬНОЙ КОЛЕБАТЕЛЬНОЙ
СИСТЕМЫ И ЕГО УСТАНОВКА
На рис. 7.30 показано, как при помощи концентратора
продольных колебаний можно получить крутильные колебания.
В ряде случаев удобно использовать такой вариант, при котором
два концентратора продольных колебаний расположены один
против другого. При этом стойка выполнена в форме перевернутой
буквы П. На стойке расположены концентраторы колебаний с
соответствующими источниками колебаний. Крепление к стойке
выполнено в местах узлов продольных колебаний. Сама стойка
крепится на суппорте станка. Все крепления выполнены достаточно
прочными, чтобы не изменялось направление крутильных колебаний.
Если необходимо поворачивать систему крутильных колебаний,
то целесобразно применять специальные крутильные вибраторы,
поскольку данный вариант в практическом отношении, по всей
видимости, неприемлем. При проведении фрезерных работ на
горизонтально-фрезерном станке лучше применить приведенную на
рис. 7.49 специальную фрезерную оправку крутильной
колебательной системы. Эта оправка оснащена опорной втулкой (участок Lx),
фрезой (участок а + /) и диском, с помощью которого передается
вращательное движение (участок L2). При проектировании оправки
необходимо соблюдать условие, согласно которому при частоте /
крутильных колебаний вибратора должен возникать резонанс.
Один конец фрезерной оправки вставляли в шпиндель
фрезерного станка, на конце которого имеется диск, передающий
вращательное движение. С наружной стороны поддерживающая втулка,
209
Рис. 7.49. Фрезерная оправка, совершающая
крутильные колебания:
/ — диск, используемый для передачи вращения; 2 —
фреза; 3 — опорная втулка; 4 — крутильный вибратор
обработанная под поверхность вращения,
фиксируется внутренними подшипниками
консоли, которая закреплена на рукаве
хобота.
На вертикально-фрезерном станке
можно не применять диска, передающего
вращение (участок L2), и закрепить поддерживающую втулку в
подшипниках шпинделя, а на конец этой втулки надеть шкив,
обеспечивающий передачу вращательного движения.
На рис. 7.50 показаны резцы крутильной колебательной системы,
предназначенные для строгальных и долбежных станков.
Крутильные колебания резцов создаются при помощи концентраторов
продольных колебаний. На рис. 7.50 приведен резец, совершающий
крутильные колебания первого порядка и имеющий два свободных
конца. На одном из концов создавались колебания, имеющие
частоту / и амплитуду а±. На другом конце появлялись крутильные
колебания, показанные стрелкой.
Величина а зависит от материала режущего инструмента и формы
инструмента. Для ее определения можно воспользоваться
следующими зависимостями:
/рЯ = ш*4/32;
/р3 = (ft/12) [(g3 -d3) + ft2 (g -d)] + ndV32,
откуда
G2 nd*/32
*(*»)*(*«)-
G3 (ft/12) Kg»-<*») +ft» (*-<<)] '
Координаты узлов колебаний можно найти по формулам
*„, = (я/2) (S/co);
(Зя/2) (S/co).
<*}}Ъ
Рис. 7.50. Резцы крутильной колебательной системы, предназначенные для
строгальных и долбежных работ:
v — направление резания; f, a — направление колебаний резца
210
Рис. 7.51. Токарный резец крутильной колебатель- <> <>
ной системы: L^L
I — 3 — узлы колебаний; 4 — концентратор продольных ^_0 ЙЕш
колебаний; 5 — экспоненциальный концентратор кру- /Т " V"!?—7 \ Ида
тильных колебаний (\\ " \ Хр* *>& \ (ДЕЗ/^
Эти формулы пригодны для расчета n^MJ^A/
расстояний хПх и хП2 на концентраторе i j J^^-L/
крутильных колебаний 1, который
располагается на ползуне строгального
станка, совершающем возвратно-поступательные движения. По
разности хПш — хП1 можно установить длину втулки 2, в
которой фиксируется упомянутый концентратор. Для крепления
здесь можно применить пайку серебряным припоем, которую
следует выполнять в точках узлов крутильных колебаний
концентратора. Кроме концентратора крутильных колебаний здесь
имеется также концентратор продольных колебаний; его конец
припаян серебром к концентратору крутильных колебаний с таким
расчетом, чтобы направление продольных колебаний совпало с
направлением касательной, проведенной к концентратору
крутильных колебаний. У концентратора продольных колебаний 4 имеется
резервуар системы водяного охлаждения 5, укрепленный на опоре 6.
Опора, в свою очередь, крепится к монтажному основанию 7,
положение которого можно регулировать центрирующим
устройством S. При этом можно также применять прокладки Р.
Конструкцию, показанную на рис. 7.50, можно применять при
токарной обработке, прикрепив ее к суппорту токарного станка.
Однако следует иметь в виду, что она мало подходит для обработки
с высокими скоростями резания, поскольку амплитуда колебаний
резца 3 обычно невелика. Чтобы сделать ее приемлемой для
токарной обработки, следует увеличить амплитуду колебаний. С этой
целью можно поставить, например, экспоненциальные
концентраторы крутильных колебаний (рис. 7.51). При такой схеме можно
получить устройство с токарным резцом, совершающим крутильные
колебания достаточно большой амплитуды, прикрепив этот резец
к концу выходного концентратора. Для крепления концентраторов
к суппорту токарного станка можно воспользоваться тремя
узлами 1—3.
В последнее время разработаны магнитострикционные и элек-
трострикционные вибраторы, представляющие значительный
интерес. Эти вибраторы удобно соединять с концентраторами
крутильных колебаний так, чтобы оси колебаний совпадали. Это позволяет
получать компактные мачтообразные конструкции. Однако следует
иметь в виду, что в настоящее время максимальная мощность ма-
гнитострикционных крутильных вибраторов составляет примерно
500 Вт. Если нужны устройства большей мощности, то приходится
применять компоновочное решение с концентратором продольных
колебаний, приводимым в действие от электрострикционного
вибратора мощностью 2 кВт, создающего продольные
колебания.
211
Jeeeh-
Рис. 7.52. Токарный резец крутильной колебательной системы:
1 — резец, совершающий крутильные колебания (второй волновод крутильных колебаний);
2 — крутильный вибратор; 3 — концентратор (первый волновод) крутильных колебаний;
4 — резьба для соединения и разъединения конуса с конусным гнездом
Резцы и другой инструмент необходимо время от времени
перезатачивать. Поэтому нужны конструкции, позволяющие легко и
быстро отсоединять и подсоединять Еибратор, что необходимо учи-
тывать при проектировании. В этом отношении представляют
интерес резцы, совершающие крутильные колебания (рис. 7.52 и 7.53):
токарный и расточный. Здесь использованы ферритовые
крутильные вибраторы, которые соединены с первым концентратором
крутильных колебаний на эпоксидном клее аралдит. Соединение
первого концентратора со вторым выполнено в виде конуса в точке
пучности колебаний. Для соединения и разъединения концентраторов
здесь применена резьба. Второй концентратор (волновод), т. е.
резец, совершающий крутильные колебания, закреплен болтами
в двух точках узлов колебаний. Первый концентратор (волновод)
с помощью специального приспособления установлен на суппорте
станка. Ферритовый вибратор охлаждается смазочно-охлаждающеи
жидкостью. Режущая кромка расположена на расстоянии г от
центральной оси 00' на торцовой поверхности концентратора
(волновода) крутильных колебаний. Амплитуду колебаний а можно
определить как 0г — произведение углового перемещения 0 на
расстояние г.
На рис. 7.53 показан расточный резец, соединенный с феррито-
вым крутильным вибратором, работающим на частоте 29 кГц и
имеющим мощность 50 Вт. Здесь приведены и основные размеры этого
устройства. Первый волновод крутильных колебаний соединен со
вторым на конусе (муфтой). На рис. 7.53 показаны размеры
штифтов, расположенных в двух узлах колебаний второго волновода.
Штифты запрессованы в конические гнезда, которые по изложен-
225,55
Рис. 7.53. Расточный
резец крутильной
колебательной системы
(крепление на шпильках):
1 — концентратор
крутильных колебаний (первый
волновод); 2 — второй
волновод крутильных колебаний
(резец, совершающий
крутильные колебания)
Рис. 7.54. Расточный резец крутильной колебательной системы, выполняющий
функции ступенчатого концентратора:
1 — режущая кромка; 2 — расточный резец, выполненный за одно целое со ступенчатым
концентратором; 3 — обрабатываемая деталь; 4 — волновод крутильных колебаний; 5 —
крутильный вибратор; 6 — опорная втулка
ным выше причинам расположены в выточках, сделанных сверху
и снизу. Этот волновод устанавливается на суппорте, причем
головки штифтов поджимаются к суппорту крепежными винтами.
Режущая кромка располагается на конце второго волновода с
наружной стороны. В настоящее время такой расточный инструмент
находит применение в тех случаях, когда необходимо подвергнуть
вибрационной обработке отверстия небольшого диаметра. Форму
инструмента, по-видимому, еще можно усовершенствовать. Однако
основные соображения по конструкции такого расточного
инструмента останутся в силе. Следует отметить, что в рассматриваемом
случае при выборе порядка колебаний необходимо принимать во
внимание глубину отверстия. На практике находят применение
штифтовые и фланцевые расточные резцы крутильной
колебательной системы. Фланцевый расточный резец может иметь небольшую
толщину и на основании тщательного анализа всей колебательной
системы может быть закреплен в суппорте таким образом, что не
будут возникать нежелательные возмущения.
Для обработки отверстий, имеющих сравнительно большой
диаметр и довольно значительную глубину, может быть
рекомендован расточный резец крутильной колебательной системы со
ступенчатым концентратором (рис. 7.54). Волновод системы
крутильных колебаний закрепляется в суппорте с помощью специальной
втулки. На конце его имеется конусное соединение. Режущие кромки
расположены по обе стороны от центральной оси на одинаковых
расстояниях в точках пучностей колебаний. На другом конце, тоже
в точке пучности, находится коническое гнездо концентратора, в
которое входит конус волновода. В ступенчатом концентраторе
имеется отверстие, в которое ввинчивается винт, позволяющий
подсоединять концентратор к волноводу или отсоединять его. В
данном случае может быть применен твердосплавный и алмазный
инструмент.
7.9. НОВЫЕ СУППОРТЫ ДЛЯ ВИБРАЦИОННОГО РЕЗАНИЯ
Конструктивное исполнение рассмотренных выше
суппортов более подробно поясняется на рис. 7.55. Здесь применен
резец / изгибной колебательной системы. Штриховой линией 2 пока-
213
Рис. 7.55. Суппорт универсального токарного
j станка с резцом, совершающим изгибные
колебания (/—14 — в тексте)
Ч
г1 заны положения стержня этого резца
fa при изгибных колебаниях порядка п.
11 К концу стержня (в точке пучности
колебаний) подсоединен концентратор
продольных колебаний 4, который
увеличивает амплитуду колебаний
вибратора продольных колебаний 3.
Режущие кромки 5 расположены на другом конце стержня тоже
в точке пучности колебаний. На стержне в точках узлов колебаний
находятся штифты 6, которые с помощью крепежных болтов 10 и
прижимной пластины 9 зажаты в резцедержателе 8 суппорта 7.
При такой конструкции можно осуществлять вибрационное
резание резцом, совершающим, крутильные колебания относительно
оси 13.
Если обрабатываемая деталь 11 подвергается двумерному
резанию, то будут возникать главная и перпендикулярная
составляющие силы резания Рс и Pt. Их равнодействующая Р действует на
режущую кромку 5 в направлении, показанном стрелкой.
Главная составляющая Рс по своему направлению
соответствует энергии колебаний, которая поступает от вибратора
продольных колебаний. Для перпендикулярной составляющей Pt такого
соответствия нет.
Под действием перпендикулярной составляющей происходит
упругая деформация опорных штифтов б, а также нарушается
прочность крепления резца У, совершающего изгибные колебания, и
возникают колебания режущей его кромки в радиальном
направлении. Появляется также изгибающий момент, под действием
которого изменяется положение центральной оси 12 системы
продольных колебаний, а на резец изгибной колебательной системы
накладываются колебания в продольном направлении. При этом
режущая кромка резца начинает совершать круговые движения.
В результате появляются ударные нагрузки, действующие на
заднюю поверхность резца, ускоряется износ режущей кромки и
снижается эффективность вибрационного резания; импульсные силы,
обусловленные вибрациями, в конечном счете могут оказаться даже
вредными. Все эти тенденции проявляются довольно четко, особенно
при силовом резании, когда сопротивление резанию велико.
Поэтому потребовалось по-новому подойти к проектированию
суппортов и разработать такие устройства, которые позволили бы
в известной степени решить существующие проблемы, увеличить
период стойкости инструмента, получить поверхность с меньшей
шероховатостью и приблизиться к теоретическим возможностям
вибрационного резания.
При разработке новых суппортов руководствовались тем, что
центральная ось колебаний резца изгибной колебательной системы
214
должна располагаться под прямым углом к направлению
равнодействующей сопротивления резанию. При этом вибрирующий
резец оказывался наклоненным по отношению к направлению
резания. В дальнейших работах исследовали описанный в гл. 4 способ
вибрационного резания наклонным резцом, совершающим изгиб-
ные колебания.
На рис. 7.56 приведены три новых суппорта: а — для строгания,
б — для точения ив — для растачивания. По своим конструктивным
элементам все они одинаковы и работают одинаково, что позволяет
применить одну и ту же нумерацию позиций (как на рис. 7.55).
В новых суппортах на основании 7 расположена наклонная
подставка 14, на которой находится резцедержатель 5, что делает
возможным сохранять в наклонном положении под определенным углом
резец изгибной колебательной системы в процессе вибрационного
резания. Остальной состав оборудования остается таким же, как
у суппорта, приведенного на рис. 7.55. Угол наклона Э наклонной
подставки 14 можно рассчитать по следующей формуле:
6 = arctg (Pt/Pc).
Здесь вибрационное резание выполняется при наклонном
положении резца, совершающего изгибные колебания, причем
центральная ось колебаний резца 14
располагается под прямым углом к
равнодействующей | Р сил
сопротивления резанию. При этом
направление колебаний режущей кромки 5
совпадает с направлением
равнодействующей Р и можно
эффективно и целесообразно использовать
силы, возникшие в результате
вибраций, в дополнение к равнодей-
Л в)
Рис. 7.56. Суппорты для размещения наклонных резцов, совершающих изгибные
колебания (а — строгальный; б — токарный; в — расточный)
815
Рис. 7.57. Суппорт для размещения наклонного резца, совершающего
крутильные колебания (обозначения — в тексте)
ствующей Р. Кроме того, направление колебаний режущей части
сохраняется постоянным и не искажено. Это увеличивает период
стойкости инструмента, надежнее стабилизирует процесс
вибрационного резания и обеспечивает лучшее действие эффекта разбивки ъ&
малые элементы 1Т, что способствует получению поверхностей
лучшего качества.
На рис. 7.57 показан предназначенный для вибрационного
резания наклонный суппорт с установленным в нем резцом изгибной
колебательной системы. Угол наклона 6 подставки 10, которая
располагалась на обычном суппорте токарного станка 9, определяли
с учетом величин главной Рс и нормальной Pt составляющих силы
резания. На этой подставке крепили резцедержатель 6, в котором
с помощью прижимной пластины 7 болтами 8 зажимали опорные
штифты 5, установленные на резце 1, совершающем крутильные
колебания 13 относительно оси 12, под действием вибратора 3,
характеризующиеся предельными положениями 2. В данном случае
особенность резания детали 11 состоит в том, что
равнодействующая Р действует по касательной 14 к направлению колебаний
ревущей вставки 4. Такая конструкция позволяет эффективно
использовать энергию крутильного вибратора при вибрационном
резании.
На рис. 7.58 показан суппорт
наклонного типа, на котором
установлен резец, совершающий
продольные колебания и
расположенный под определенным углом 0
к обрабатываемой поверхности
детали 8. К вибратору
продольных колебаний /, расположенному
в резервуаре 4, присоединен
концентратор продольных колебаний 2,
Рис. 7.58. Суппорт для закрепления
наклонного резца, совершающего
продольные колебания (обозначения — в тексте)
210
на конце которого установлен резец 7, предназначенный для
двумерного резания. При принятом его расположении с
закрепленным фланцем 3 направление равнодействующей Р
(геометрической суммы составляющих Ре и Pt) совпадает с направлением Р,
в котором происходят продольные колебания. Чтобы обеспечить
соответствующий наклон резца, совершающего продольные
колебания, на требуемый угол 0, применили наклонные тиски 6, которые
закрепили на суппорте 5 обычного токарного станка.
В новом суппорте было обеспечено точное совпадение
равнодействующей Р сил сопротивления резанию с направлением
продольных колебаний 9 и эффективное использование сил, которые
возникают в результате вибраций, непосредственно на образование
стружки.
ГЛАВА 8
ОБРАБОТКА ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
Точную обработку цилиндрических поверхностей,
которая отвечает требованиям по шероховатости и по допускам на
размер, можно выполнить, если исключить изменения геометрии
режущей части инструмента, входящего в колебательную систему,
изменения движения подачи, статические и динамические смещения
режущей кромки инструмента в радиальном направлении, а также
изменения в характере вращательного движения и упругие
колебания обрабатываемой детали. В таком случае можно получать
сверхточные почти идеальные цилиндрические поверхности, нецилиндри-
чность, непрямолинейность и некруглость которых практически
равны нулю. Для получения таких результатов нужно вести
обработку таким образом, чтобы сила резания изменялась по закону
^ср + Р sin co?. В известной степени это достигается и при
обычных способах резания, но больший эффект дают импульсные силы,
возникающие при вибрационном резании.
Вначале следует рассмотреть обычные способы обработки
цилиндрических поверхностей.
а. Точение
Разработанные в последнее время токарные станки обеспечивают
высокие частоты вращения шпинделя, что позволяет выполнить
сверхточную обработку с изменением сил резания по закону Р +
+ р sin со?. Однако при этом преобладающая часть энергии
резания (статическая составляющая Р, умноженная на скорость
резания v) бесполезно превращается в тепло, что значительно повышает
температуру режущей кромки резца. Это снижает механические
характеристики материала резца и затрудняет точную обработку
материалов, обладающих высокой твердостью, например
закаленных сталей. Токарные станки, на которых применяется алмазный
инструмент, могут быть использованы лишь для чистового
точения таких материалов, как алюминиевые и медные сплавы. Для
получения зеркальных поверхностей на коррозионно-стойких,
углеродистых и закаленных сталях такие станки непригодны, так как
при обработке происходит значительное повышение температуры,
поскольку резание ведется при недопустимых скоростях.
При обработке деталей малых диаметров даже при высоких
частотах вращения не удается существенно повысить скорость
резания, что искажает закон изменения силы резания. В результате
этого ухудшается обрабатываемость и затрудняется получение точ-
218
ной и чистой поверхности при токарной обработке. В настоящее
время нельзя ожидать, что по обычной технологии когда-либо
удастся с достаточной точностью обрабатывать детали малых
диаметров из труднообрабатываемых материалов, в частности из
закаленных сталей.
б. Круглое шлифование
Круглое шлифование представляет собой обработку
цилиндрических поверхностей, при которой сила резания изменяется по
закону, близкому к идеальному (Р + р sin со/), характерному для
обычного резания. В процессе обработки предусматривается
сравнительно медленное вращение детали с частотой, необходимой
для образования цилиндрической формы, а инструмент
(шлифовальный круг) вращается с высокой окружной скоростью.
Сопоставление шлифования с высокоскоростной обработкой резцом
показывает, что при шлифовании выделяется больше тепла. Под
действием этого тепла на обрабатываемой поверхности могут
образоваться трещины (прижоги). Тепловое воздействие вызывает
деформацию обрабатываемой детали и снижает точность обработки.
Круглое шлифование может быть использовано для обработки твердых
материалов типа закаленных и быстрорежущих инструментальных
сталей, точная обработка которых на токарных станках невозможна.
Однако для обработки мягких цветных металлов (алюминиевых
сплавов, медных сплавов и т. п.) точное круглое шлифование не
подходит.
Для производственных целей представляет интерес такое
станочное оборудование, на котором можно было бы точно и
экономично обрабатывать детали с одного установа в патроне. Таким
универсальным и рациональным оборудованием является токарный
станок, если он обладает достаточными возможностями и точностью,
необходимыми для прецизионной обработки цилиндрических
поверхностей. Однако по существующей технологии резания не удается
ограничиться одной токарной обработкой. После нее для
обеспечения требуемой точности часто оказывается необходимой обработка
на круглошлифовальных, плоскошлифовальных, внутришлифоваль-
ных, резьбошлифовальных станках и т. д. Понятно, что при этом
тратятся большие средства на покупку необходимого оборудования,
нужны значительные производственные площади для его
размещения и квалифицированные рабочие для его обслуживания.
Считается вполне нормальным, что после токарной обработки для
достижения необходимой точности должна выполняться специальная
чистовая обработка типа шлифования.
Новые перспективы при обработке цилиндрических
поверхностей открывает вибрационное резание на специально
оборудованных токарных станках, на которых удачно используются
импульсные законы изменения сил резания и импульсный характер тепловых
воздействий. Внедрение таких станков в практику позволяет
существенно сократить технологический процесс изготовления деталей
и в ряде случаев отказаться от шлифования, доводки (притирки),
219
удаления заусенцев и контроля. Благодаря упрощению
технологического процесса в целом применение вибрационного точения может
значительно сократить издержки на изготовление. Для
вибрационного точения следует использовать специальное оборудование.
При его проектировании и изготовлении необходимо
руководствоваться соображениями о направлении колебаний (гл. 5) и выбирать
соответствующие конструкции суппортов или шпинделей, которые
отвечают заданным режимам резания, рассчитаны на работу с
вибрациями и позволяют получать заданные режимы резания,
учитывая рекомендации, изложенные в гл. 7. Основой такого
оборудования может быть обычный токарный или круглошлифовальный
станок. Создаваемая конструкция должна отвечать техническим
требованиям и иметь генератор колебаний, подобрать который можно
по методике, представленной в гл. 6. Конструкции суппортов или
шпинделей станков, довольно широко применяемые для обработки
цилиндрических поверхностей, необходимо соответствующим
образом изменить.
В этом отношении представляют интерес конструкции станков,
показанных на рис. 8.1, а—е> на которых благодаря переделке
суппортов и шпинделей было обеспечено совпадение направления
колебаний режущего инструмента (/, а) с направлением резания
(v). Кроме того, при переоборудовании предусмотрели более
точную настройку подачи стола и механизма вращения шпинделя.
Во всем остальном конструкция узлов осталась прежней. Таким
образом, удалось создать станки, специально предназначенные для
обработки цилиндрических поверхностей вибрационным резанием,
и на практике реализовать механизм такого резания.
Универсальный токарный станок (рис. 8.1, а) предназначен
для вибрационного точения. Обрабатываемая деталь вращается
в его шпинделе. Режущая кромка резца имеет продольную (по
оси х) и поперечную (по оси у) подачу в горизонтальной плоскости,
проходящей через ось шпинделя. В процессе резания вершина
резца совершает ультразвуковые колебания с амплитудой 15 мкм
в направлении оси z, перпендикулярной к плоскости ху.
При обработке на универсальных токарных станках скорость
резания v (произведение диаметра обрабатываемой детали на частоту
ее вращения) обычно превышает 30 м/мин. Следовательно,
критическая скорость vc = 2яа/, составляющая примерно 3v, должна быть
не менее 100 м/мин. Поэтому в реальных условиях необходимо
работать при очень высоких скоростях резания и по возможности
повышать амплитуду колебаний вершины резца. Одновременно
необходимо не допустить усталостного разрушения стержня резца.
Следует иметь в виду, что с повышением частоты колебаний
уменьшается длина элементарных участков lT — v/f и эффекты
вибрационного резания проявляются более четко. При частотах
колебаний 20 кГц и выше желательно, чтобы амплитуда колебаний
была не менее 15 мкм. У существующего в настоящее время
оборудования скорость резания не превышает примерно
50 м/мин.
220
Рис. 8.1. Схема станков для
обработки цилиндрических
поверхностей вибрационным
резанием:
а — универсальный токарный
станок; б— точный настольный
токарный станок; в — одношпиндельный
токарный полуавтомат;
г—швейцарский одношпиндельный токарный
вибрационный круглошлифовальный станок;
автомат; д — протяжной станок; е — виорационный круглошлифовальш
/ — ось вращения (в шпинделе и центрах); 2 — направление колебаний (f, a); 3 — вращение
шпинделя; 4 — обрабатываемая деталь; 5а -л 56 — направление колебаний первого и второго
резцов; 6 — гидроцилиндр, обеспечивающий продольную подачу F'); 7 — гидроцилиидр,
обеспечивающий поперечную подачу G'); 8а и 86 — направление колебаний резцов № 1
и 4; 9 — вертикальный суппорт; 10 — колеблющийся суппорт; 11 — центр качания (ось
вращения); 12 — кулачковый вал; 13а и 136 — кулачки, управляющие резцами № 1 и 2;
14 — устройство подачи прутка; 15 — ось шпинделя; 16 — направление колебаний
(совпадает с направлением подачи 17 протяжки); 18 — протяжка; 19 — шлифовальный круг
221
Для вибрационного резания на больших токарных станках
необходимо использовать приводы, рассчитанные на силовое
резание. Элементами таких приводов в настоящее время являются
мощные генераторы колебаний и магнитострикционные и электрострик-
ционные вибраторы. При обработке крупных заготовок
колебательной системе резца приходится работать в тяжелых режимах
резания. В таких случаях приемлемы лишь изгибные колебательные
системы.
На рис. 8.1, б показан настольный токарный станок для
вибрационного точения мелких деталей. При малых диаметрах
деталей можно успешно применять резцы продольной колебательной
системы. Пригодны также легкие и малогабаритные резцы
крутильной колебательной системы и резцы изгибной колебательной системы,
вибрирующие с частотой 30 кГц. Поскольку сопротивление
резанию в данном случае невелико, можно применить генератор
колебаний номинальной мощностью около 200 Вт. Если обеспечить
такую же точность и такие же функциональные возможности, как
у резьбошлифовальных и других малогабаритных шлифовальных
станков, то можно будет выполнять самые различные токарные
работы с высокой точностью.
На рис. 8.1, в изображен одношпиндельный токарный
полуавтомат для вибрационного резания, предназначенный для обработки
цилиндрических деталей крупными сериями. На нем можно
применить резцы крутильной и изгибной колебательных систем. Резцы,
совершающие продольные колебания, здесь непригодны, поскольку
устройство для создания таких колебаний может контактировать
с торцовой или боковой поверхностями обрабатываемой детали.
Однако в ряде специальных случаев могут найти применение и резцы
продольной колебательной системы.
Одношпиндельный токарный автомат для вибрационной обраг
ботки небольших деталей малого диаметра иллюстрируется на
рис. 8.1, г. Этот автомат имеет пять головок, резцы которых
колеблются в направлениях, показанных стрелками. Следует иметь
в виду, что рабочее пространство, которое можно использовать
при проектировании, весьма мало, и в нем очень трудно разместить
резцы с соответствующими колебательными системами, которые
должны быть легкими и малогабаритными. Конечно, чем выше
частота колебаний, тем меньше выходная мощность. Однако на этом
автомате режимы резания таковы, что сопротивление резанию
невелико и никаких трудностей не возникает. С увеличением
частоты колебаний амплитуда уменьшается. Поэтому необходимо
проявить изобретательность и специальными приемами обеспечить
увеличение амплитуды. Такой одношпиндельный автомат очень
удобен в тех случаях, когда необходимо точно обрабатывать мелкие
детали из коррозионно-стойкой стали.
На рис. 8.1, д показан токарный станок, предназначенный для
обработки цилиндрических поверхностей вибрационным резанием
с помощью протяжки. Зубья протяжки имеют такую геометрию,
которая обеспечивает получение требуемого профиля канавок на
222
обрабатываемой детали. Деталь вращается с небольшой частотой,
при которой может быть получена требуемая геометрическая форма.
При этом направление колебаний протяжки совпадает с
касательной к поверхности обрабатываемой детали. Процесс обработки
может идти при частоте / = ЮО-т-200 Гц и амплитуде а = 0,2—0,3 мм.
При высоких частотах (ультразвукового диапазона) у протяжек
конечной длины возникают узлы колебаний, в которых амплитуда а
равна нулю. В этих местах наблюдается механизм обычного
резания, что снижает эффективность резания. В таких случаях
целесообразно применять такие протяжки, у которых в районе узлов
колебаний зубья отсутствуют. Обычно хорошие результаты
получаются при низких частотах (порядка 100—200 Гц). У протяжки,
имеющей длину, приемлемую для установки ее на токарный станок,
при таких частотах зубья в основном колеблются с одинаковыми
амплитудами и вибрационное резание осуществляется везде в
одинаковом режиме.
Вибрационное шлифование на круглошлифовальном станке
представлено на рис. 8.1, е. При этом круг колеблется с
ультразвуковой частотой в направлении, показанном стрелкой. К
отличительным особенностям такой обработки можно отнести низкую скорость
шлифования, выделение небольшого количества тепла,
незначительные усилия шлифования и отсутствие засаливания
шлифовального круга. Обеспечение крутильных или изгибных колебаний
шлифовальных кругов большого диаметра возможно лишь при
использовании специального оборудования, которое пока
находится на стадии экспериментальных исследований.
Можно надеяться, что в недалеком будущем завершат
создание станков, предназначенных для вибрационной обработки
круглых деталей. На них будет поставлен колеблющийся с
ультразвуковой частотой круглошлифовальный инструмент, имеющий
необходимую форму профиля. Разрабатываются также шпиндели
шлифовальных кругов, колеблющихся с ультразвуковой частотой,
которые могут вращаться с достаточно высокой скоростью и
точностью. На новых станках даже при шлифовании углеродистых
сталей не образуются искры.
Особенности точного вибрационного точения на одношпиндель-
ном токарном автомате и универсальном токарном станке при
использовании резцов различных колебательных систем поясняются
ниже. Анализируются также результаты вибрационного точения,
полученные на таких токарных станках, и освещается
эффективность использования новых гидростатических подшипников на
прецизионных токарных станках, работающих с наложением вибраций.
8.1. ТОЧНОЕ ВИБРАЦИОННОЕ ТОЧЕНИЕ
НА ОДНОШПИНДЕЛЬНОМ ТОКАРНОМ АВТОМАТЕ
Одношпиндельные токарные автоматы широко используют
для серийного изготовления мелких деталей часов, фотокамер,
автомобилей и т. п. Раньше на них в основном обрабатывали детали
223
dE,nn\
0,506
0,50*r\
0,50Z
\
00 00
о
со Л
9
о
шЗ ¦ ¦
1
г
г | Г0!
6о ооЖоо
00
ж- ¦ ¦ -
О 30 60 90 120 150 180
Время резания t, мин
№3
!';
Щ
д
' I
/Л
№1
2
№2\*
Г№
II
и"
N4
—Р
j—'
5*
f?H
J
с(Е,мм
0,504
0,502
0%500
0М98
роооооо^оооооо-Ь
te-
4X>-pO-^g-K0-0O^
00 CD О b
30 60 90 120 t,MUH
6)
6)
Рис. 8.2. Сопоставление точности обработки
участка Е диаметром ue при обычном (а) и
вибрационном (б) резании, (в) — схема
последовательности обточки элементов детали
(№ I—5):
/ — черновая обработка, // — чистовая
из латуни, хорошо поддающейся резанию. В последнее время для
точных механических и электромеханических приборов в большем
объеме применяют коррозионно-стойкую сталь. В связи с этим bo3j
никла необходимость прецизионной обработки деталей из такой
стали.
При обычном резании можно существенно улучшить
обрабатываемость лишь повышением скорости резания. Однако при обработке
мелких деталей (малого диаметра) даже при очень высокой частоте
вращения шпинделя B0 тыс-об/мин) скорость резания не
превышает примерно 50—60 м/мин, т. е. остается довольно низкой. Можно
ожидать, что точная обработка таких деталей станет возможной
при импульсном изменении силы резания, как при вибрационном
резании. У рассматриваемого одношпиндельного токарного
автомата непосредственно перед торцовой поверхностью фиксирующей
втулки в пяти различных позициях расположены пять суппортов
с резцами, обрабатывающими деталь. Чтобы не было увода детали
в радиальном направлении, установлена фиксирующая втулка,
которая повышает точность обработки. Такую конструкцию
применили и для вибрационного резания; в результате был создан
видоизмененный автомат, показанный на рис. 8.1, г. На этом
автомате на позициях, где выполняется чистовая обработка,
установлены резцы, рассчитанные на вибрационное резание
(упомянутые позиции соответствуют двум суппортам с
номерами 1 и 2).
На рис. 8.2 показана деталь, выточенная на этом автомате из
прутка коррозионно-стойкой стали диаметром 1 мм. Здесь же на
224
графиках сопоставлена точность, достигаемая при обычном и
вибрационном резании. Сопоставление проведено для участка Е,
имеющего диаметр 0,5 мм, полученного при последовательности обработки,
показанной на рисунке. По оси абсцисс отложено время обработки,
а по оси ординат отложен диаметр, измеряемый микрометром с
точностью до 0,001 мм. Можно сделать вывод, что при обычном резании
(а) быстро возрастал разброс и получался больший диаметр.
Напротив, при вибрационном резании (б) разброс и увеличение диаметра
были незначительными. Таким образом, наложение вибраций
позволяет повысить точность обработки и увеличить период стойкости
инструмента.
Примером токарного автомата, на котором практически
реализовано вибрационное резание, является малогабаритный
токарный станок с ЧПУ повышенной точности системы CINCOMD-16.
На суппортах № 1 и 4 этого станка закреплены резцы,
совершающие изгибные колебания под действием крутильных вибраторов.
Этот агрегат оказался первым станком с ЧПУ, на котором было
внедрено вибрационное резание. Выпуск оригинальных станков
подобного типа был начат в Японии; они привлекли к себе
внимание и в других странах.
8.2. ПОЛУЧЕНИЕ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ
НА СПЕЦИАЛЬНЫХ ТОКАРНЫХ СТАНКАХ
ВИБРАЦИОННЫМ РЕЗАНИЕМ
В разд. 8.1 отмечалось, что при малых диаметрах
обрабатываемой детали даже значительное увеличение частоты
вращения не дает возможности осуществить высокоскоростное резание.
Однако некоторые детали ввиду их конструктивных особенностей
приходится обтачивать при низких частотах вращения. На станине
токарного станка устанавливают специальное приспособление,
позволяющее проводить эллиптическое резание. Обрабатываемая
деталь вращается в шпинделе и одновременно с этим перемещается
взад-вперед в радиальном направлении. Это дает возможность
проводить эллиптическое резание, но лишь при низких частотах
вращения шпинделя.
На таком станке можно организовать токарную обработку
эллиптических поверхностей вибрационным резанием. С этой
целью на задней бабке токарного станка устанавливают
специальное устройство, обеспечивающее вибрационное резание резцом
продольной колебательной системы. При таком точном
точении получаются гладкие поверхности без заусенцев и
волнистости.
Таким образом, разработана новая технология,
позволяющая решать задачи, невыполнимые при обычном резании,
в частности исключить операции шлифования и доводки и
соответствующий контроль, существенно снизив стоимость
изготовления.
8 Кумабэ Д.
225
8.3. ТОЧНАЯ ОБРАБОТКА НА УНИВЕРСАЛЬНЫХ
ТОКАРНЫХ СТАНКАХ ПРИ ВИБРАЦИОННОМ
РЕЗАНИИ
8.3.1. Необходимая регулировка и настройка
при переводе обычных станков
на вибрационное резание
Выше отмечалось, что механизм резания с
нечувствительностью к вибрациям позволяет увеличить фиктивный коэффициент
жесткости в Tltc раз и добиться уменьшения колебаний резца и
детали до минимума. Однако это относится только к упругим
колебаниям. Компенсировать люфты таким образом не удается.
Поэтому предварительно необходимо осуществить тщательное
регулирование и настройку токарного станка, обращая внимание и на
статическую, и на динамическую точность.
Ниже перечислены основные требования, которые необходимо
принимать во внимание при регулировании и выполнении
соответствующих проверок.
1. Необходимо свести к минимуму отклонения (смещения
шпинделя станка) в осевом и радиальном направлениях.
2. Следует использовать электродвигатели с небольшими
биениями вала и соответствующим образом отрегулировать
натяжение ременной передачи, а также создать необходимые условия,
при которых вращающиеся элементы и передачи не будут служить
источниками вынужденных колебаний низкой частоты.
3. При установке на место станок должен быть надежно
изолирован от вынужденных колебаний, которые могут передаваться
через пол от посторонних источников.
4. Зубчатые передачи, используемые для изменения частоты
вращения шпинделя, целесообразно вынести за пределы токарного
станка, а для привода шпинделя использовать ременную передачу.
Это необходимо принять во внимание при тщательном
регулировании передней бабки.
5. Необходимо стремиться предотвращать даже незначительные
пульсации частоты вращения шпинделя.
6. Зубчатые передачи, обеспечивающие необходимую подачу,
должны быть отрегулированы так, чтобы погрешности были
минимальными.
7. Движение по направляющим станины в продольном
направлении следует отрегулировать с таким расчетом, чтобы мертвый
ход был сведен к минимуму.
8. Следует отрегулировать плавность движения по
направляющим, чтобы полностью исключить скачкообразное (рывковое)
скольжение с периодическими остановками.
9. Для ходового винта поперечной подачи лучше использовать
прецизионные гайки, резьба на которых нарезана вибрационным
способом.
10. Отрегулировать положение клина и добиться полного
исключения мертвого хода (люфта) в направлении глубины резания.
226
11. Станина должна быть выверена и установлена с расчетом
обеспечения по возможности нулевых значений неплоскостности
и непрямолинейности.
При обычном резаний, когда на кромку резца действуют
значительные усилия, применяют установочные болты для некоторого
предварительного деформирования станины, чтобы в условиях
работы показатели неплоскостности и непрямолинейности были
возможно ближе к нулевым. На токарных станках, предназначенных
для вибрационного резания, необходимость в этом отпадает.
8.3.2. Вибрационное резание на обычных
малогабаритных токарных станках резцами
крутильной колебательной системы
Резец крутильной колебательной системы вибрирует под
действием вибратора крутильных колебаний. В данном случае
режущая кромка резца, стержень и вибратор крутильных
колебаний располагаются в одной горизонтальной плоскости. Такие
устройства оказываются очень удобными для суппортов
малогабаритных токарных станков.
В отличие от суппортов обычных токарных станков суппорты
малогабаритных станков должны:
1) быть легкими и занимать мало места;
2) позволять легко устанавливать инструмент;
3) обеспечивать легкость контроля за процессом резания.
Эти требования могут быть выполнены при установке
вибраторов с высокой частотой собственных колебаний и путем
соответствующего размещения концентраторов колебаний.
При установке магнитострикционных и электрострикционных
вибраторов, работающих с частотой колебаний примерно 40—
50 кГц, можно добиться малых габаритов резца продольной
колебательной системы. Концентратор продольных колебаний здесь
можно расположить сверху от оси вращения шпинделя токарного
станка перпендикулярно к станине, т. е. прямо над резцом.
Такая конструкция однако затрудняет наблюдение за вершиной
резца.
При использовании резцов, совершающих изгибные колебания,
можно расположить концентратор продольных колебаний
вертикально со смещением от зоны режущей кромки резца в сторону
оператора, что позволяет устранить упомянутый выше недостаток
резцов продольной колебательной системы. Так, при установке
резца изгибной колебательной системы можно сделать суппорт
компактным и улучшить его эксплуатационные характеристики.
При подготовке к работе малогабаритного токарного станка
Икэгаи ЕС 18 особое внимание уделили возможности наблюдения
за колебаниями вершины резца. С этой целью концентратор
колебаний расположили по оси резцедержателя и применили резец
крутильной колебательной системы с вибратором мощностью
150 Вт при частоте 29 кГц.
8* 227
На рис. 7.53 были более детально представлены колебательные
системы и резцы, пригодные для применения. В принятой
конструкции удалили два штифта, с помощью которых резец, совершающий
крутильные колебания, фиксировался в определенном
положении. Для крепления резца в суппорте применили втулку,
которая контактировала с круглым стержнем в тех местах, где
располагались штифты. Крепление резца с помощью втулки облегчает
изготовление стержня резца и позволяет сократить время,
затрачиваемое на его установку. На приводимой фотографии защитный
кожух снят для повышения наглядности. В реальных условиях
ферритовый вибратор крутильных колебаний расположен в
масляном резервуаре. Для охлаждения целесообразно использовать
смазочно-охлаждающую жидкость, что позволяет предотвращать
нежелательные влияния температурных деформаций
колебательной системы при длительной работе на характеристики колебаний
и точность получаемых размеров, а также поддерживать
устойчивые колебания и обеспечивать высокую точность обработки.
8.3.3. Универсальные токарные станки для
вибрационного резания резцами продольной
колебательной системы
По приведенной на рис. 7.1 схеме, в которой устройство,
обеспечивающее продольные колебания резца, располагается снизу
от оси вращения шпинделя, можно создать конструкцию с легкой
установкой инструмента и удобствам выполнения операций резания.
Однако такая конструкция нежелательна, поскольку она вызывает
большие изменения в амплитуде колебаний и при ней неудобно
устанавливать другой инструмент. Необходимо также иметь в виду,
что на обычных универсальных токарных станках такая
конструкция малопригодна.
С применением резцов продольной колебательной системы можно
создать универсальный вибрационный токарный станок, на
суппорте которого система, обеспечивающая продольные колебания
резца, расположена сверху от оси вращения шпинделя (рис. 8.3).
На базе токарного универсального станка А25 фирмы «Икэгаи»
в 1971 г. создан станок для вибрационной обработки. В качестве
инструмента использовали алмазный резец, с радиусом при
вершине около 1 мм, геометрия которого приведена на рис. 7.6.
Резание проводили при следующих режимах: частота
колебаний 21,4 кГц; амплитуда колебаний 15 мкм; скорость резания
30 м/мин; подача 0,06 мм/об; глубина резания 0,02 мм;
обрабатываемая деталь имела длину 800 и диаметр 48 мм.
На таком токарном станке вибрационным резанием удалось
получить зеркальную цилиндрическую поверхность даже на
длинной и сравнительно тонкой детали. В процессе обработки
формируется сливная стружка, температура которой близка к комнатной.
Чистота поверхности не зависит от обрабатываемого материала.
Зеркальная поверхность была получена вибрационным резанием
228
Рис. 8.3. Схема суппорта универсального
токарного станка вибрационного резания с
инструментом продольной колебательной системы:
/ — положение узла колебаний концентратора; 2 —
крепежное приспособление; 3 — обрабатываемая
деталь; 4 — волна колебаний (длиной К); 5 — к
генератору ультразвуковых колебаний; 6 — никелевый
или ферритовый вибратор; 7 — концентратор,
увеличивающий амплитуду колебаний; 8 — резец для
вибрационного резания (его соединение с
концентратором колебаний возможно на конусе или на резьбе)
на деталях из различных
материалов, имевших диаметр 40 и ширину
(высоту) 15 мм. Резание выполняли
алмазным инструментом при
следующих режимах: частота вращения шпинделя 220 об/мин; скорость
резания 30 м/мин; частота колебаний 21,5 кГц; амплитуда
18 мкм (максимальное значение); мощность вибратора на выходе
900 Вт; глубина резания 0,05—0,1 мм; подачи 0,05; 0,07; 0,10 и
0,14 мм/об. При резании использовали жидкость, представляющую
собой смесь машинного и шпиндельного масел; обрабатываемые
детали были изготовлены из коррозионно-стойкой (<тв = 550 МПа)
И 1^ЛеРЛ5ИчСТ0Й стали (°* = 400 МПа)> Дюралюминия (<тв =
= 180 МПа) и алюминия (сгв = 80 МПа).
При вибрационном резании не замечено выделения тепла; цвет
стружки под влиянием окисления ни в одном случае не изменился.
У коррозионно-стойкой и углеродистой стали, дюралюминия и
алюминия температура стружки была комнатной, цвет стружки
не изменялся, стружка была сливной и не имела заусенцев.
Вибрационное резание позволяет предотвратить нарушения точности
обработки, обусловленные температурными деформациями токарного
станка от большого количества горячей стружки.
Одним из преимуществ вибрационного резания является
получение сливной стружки даже при обработке ковкого чугуна. При
* обычном резании получить такую стружку не удается. Таким
образом, резание получается устойчивым и обеспечивается хорошая
режущая способность инструмента.
Шероховатость обработанной поверхности Rmax у различных
материалов получается одинаковой. На рис. 8.4 приведены
зависимости высоты микронеровностей поверхности от подачи
инструмента. В данном случае удается довольно просто получить
поверхность с наибольшей высотой неровностей профиля Rmax около 1 мкм.
Измеренные значения Rmax почти совпадают с рассчитанными
теоретически по геометрическим
соображениям (Rth). При такой обработке нет j|
необходимости проводить многократные *
измерения шероховатости поверхности.
Рис. 8.4. Зависимость шероховатости поверхности
от подачи s:
*lh — теоретические (геометрические) значения высоты п .__. П4П п:с -п0п-
микронеровностей профиля; Rmax - экспериментальные U °'0S °>10 °'15 °,1°
значения Подача s,mm/o5
lx, мкм
229
о) 5) 6)
Рис. 8.5. Запись некругл ости (цифры на рисунках — ARt мкм) деталей,
изготовленных из различных материалов (цена одного деления 1 мкм):
а — латунь; б и в — коррозионно-стойкая и углеродистая стали
На рис. 8.5 приведены значения некруглости, полученные для
различных материалов. На любом обрабатываемом материале
удается довольно просто добиться некруглости порядка 1—
1,5 мкм. При обычном резании поведение колебательной
системы обрабатываемая деталь — инструмент, а также
образование и исчезновение нароста у режущей кромки существенно
зависят от режимов резания. При этом обычно в зависимости
от материала обрабатываемой детали и ее формы получается
различная некругл ость. Важной особенностью станков,
предназначенных для вибрационного точения, является то, что на них можно
получать постоянную малую некругл ость, не зависящую от
материала обрабатываемой детали.
Выше отмечалось, что для силового вибрационного резания
необходимы вибраторы высокой мощности и крупногабаритные
генераторы.
Разработана колебательная система для силового резания
мощностью 4 кВт, работающая с частотой 21,7 кГц. Здесь применены
соединенные в продольном направлении пайкой никелевые магни-
тострикционные вибраторы мощностью по 2 кВт, образующие
установку мощностью 4 кВт, к которой прикреплен на клею
концентратор продольных колебаний. Такая система работает от двух
генераторов колебаний мощностью по 2 кВт, которые каждый по
отдельности подсоединены к своему вибратору. В конечном счете
мощность обоих генераторов колебаний передается на один резец.
8.3.4. Универсальный токарный станок для
вибрационного точения резцами изгибной
колебательной системы
На токарных станках с резцами продольной
колебательной системы режущая кромка резца может располагаться очень
близко к вибратору большой мощности. Однако в таких системах
неудачно расположен резервуар водяного охлаждения, который
в ряде случаев мешает выполнению необходимых операций резания.
230
Чтобы можно было отличить такие токарные станки от
универсальных с резцами продольной колебательной системы,
рассмотренных в предыдущем разделе, предложено называть их
универсальными вибрационными токарными станками с вибраторами магни-
тострикционного типа.
Подготовительные операции на этих станках, снятие и
установка режущего инструмента во многом аналогичны операциям,
выполняемым при обычном резании. На таких станках можно
подвергать обработке резанием черные и цветные металлы, пластмассы,
закаленные углеродистые стали, быстрорежущие
инструментальные стали.
Автором создан станок, на котором можно обрабатывать
наружную цилиндрическую поверхность детали диаметром 50 мм и
длиной 260 мм из углеродистой стали, закаленной до твердости HRC50,
при следующих режимах: частота колебаний 21,2 кГц; амплитуда
колебаний 15 мкм; мощность вибратора 800 Вт; частота вращения
115 об/мин; подача 0,06 мм/об; глубина резания 0,03 мм. Здесь
применен алмазный резец (с радиусом скругления при вершине
около 1 мм); резание ведется с подводом смеси из машинного и
шпиндельного масел.
При таких режимах резания образуется непрерывная сливная
стружка бледно-пепельного цвета без окраски, характерной для
окисления. В результате обработки получается гладкая темно-
глянцевая цилиндрическая поверхность. Можно легко обеспечить
некруглость около 2 мкм и нецилиндричность порядка 10 мкм на
длине 260 мм. Известно, что при круглом шлифовании достигается
нецилиндричность около 10 мкм/270 мм. Таким образом,
вибрационное точение обеспечивает обработку детали с такой же точностью,
что при шлифовании.
На этом же станке проводилось точение детали диаметром 100
и длиной 200 мм, изготовленной из углеродистой стали S55C, с
твердостью после термической обработки HRC50. При термообработке
деталь несколько деформировалась, поэтому при приведенных
ниже режимах резания сначала выполнили черновую обточку,
а затем прорезали канавку для выхода резца, чтобы сделать
возможным нарезание резьбы с шагом 2 мм. На этом станке можно
было точно обрабатывать цилиндрические поверхности материалов,
трудно поддающихся обработке шлифованием, причем резание
выполнялось столь же легко, как и обычной углеродистой стали.
Обработку проводили при следующих режимах: частота колебаний
21,28 кГц; амплитуда колебаний 15 мкм; мощность 900 Вт;
использовали алмазный инструмент (радиус скругления при вершине
около 1 мм); частота вращения шпинделя 63 об/мин; подача 0,06 мм/об;
глубина резания 0,03 мм; резание осуществлялось с подводом смеси
машинного и шпиндельного масел.
При оснащении токарного станка дополнительным
виброоборудованием можно существенно расширить возможности станка и
повысить производительность. При этом с одного установа можно
выполнять несколько операций, что позволит значительно улучшить
231
Рис. 8.6. Схемы вибрационного точения детали из закаленной стали (ОП1—
обрабатываемые поверхности);
а — торцовое точение; б — обработка цилиндрической поверхности; в — протачивание
канавки; г — нарезание резьбы; д — обработка конической поверхности; е — резание по
копиру
показатели непараллельности, неперпендикулярности,
непрямолинейности и несоосности обрабатываемых поверхностей. На этом
станке поставлены два резца, колебания которых обеспечиваются
различными вибраторами. Примеры токарной обработки на нем
приведены на рис. 8.6.
Образцы, полученные на рассматриваемом оборудовании при
обработке закаленных сталей с твердостью HRC 35—57,
представляют собой длинные тонкие круглые детали, устанавливаемые в
центрах. Для их получения использовали вибрационное резание на
цилиндрических участках. На части длины цилиндрических
участков нарезали резьбу. При изготовлении коротких деталей с одного
установа в патроне обрабатывали вибрационным резанием
наружную и внутреннюю цилиндрические поверхности, а также
торцовую поверхность. На одном универсальном токарном станке для
вибрационного резания удалось получить такие поверхности,
которые прежде можно было обработать лишь на нескольких
шлифовальных станках — круглошлифовальных, внутришлифовальных и
плоскошлифовальных. Обработка таких деталей на нескольких
станках ранее считалась вполне нормальной. Шлифование
глубоких торцовых отверстий раньше было вообще невозможным. Между
тем вибрационным резанием во многих случаях можно выполнять
такие операции.
Показательные образцы были получены резанием алмазными
резцами и режущими пластинами из твердого сплава группы
применяемости К10. Алмазный инструмент позволял получать чистые
блестящие поверхности без царапин, на которых точно
отображались режущие кромки.
Необходимо отметить, что раньше алмазный инструмент не мог
быть использован для обработки углеродистых и закаленных сталей
обычным резанием с изменением силы резания по закону Р +
+ р sin со/. Применить такой инструмент при вибрационном
резании с импульсным характером сил резания оказалось вполне
возможным. Алмазным резцом удавалось точно обрабатывать даже
твердые сплавы.
232
Для этих целей использовали суппорты с вибраторами,
работающими с частотой 20 кГц. Эти малогабаритные суппорты
предназначены для малых универсальных токарных станков. На них
установлены резцы изгибной колебательной системы, работающие
с частотой 30, 44 и 48 кГц.
Суппорт для вибрационного резания с частотой 30 кГц
устанавливают на универсальном токарном станке Икэгаи ЕС16 с
межцентровым расстоянием 450 мм. На этом станке без использования
люнетов успешно обрабатывали пруток из коррозионно-стойкой
стали SUS304 диаметром 3 и длиной 30 мм. Вибрационное точение
выполняли при следующих режимах: частота колебаний 31,22 кГц;
амплитуда колебаний 15 мкм; скорость резания 9 м/мин (частота
вращения 950 об/мин); глубина резания 0,03 мм; подача 0,06 мм/об;
главный угол инструмента в плане 35°; вспомогательный угол
в плане 35°.
При обычном резании такой пруток ведет себя очень
неустойчиво (прогибается), вследствие чего на отдельных участках резания
вообще не происходит. При вибрационном резании детали с
исходной некруглостью 17 мкм и наибольшей высотой микронеровностей
Rmax = 25 мкм удалось уменьшить некруглость до 1,8 мкм и
шероховатость поверхности до 6 мкм.
Таким образом, малые универсальные токарные станки при их
переводе на вибрационное резание достигают показателей,
близких к характеристикам швейцарских одношпиндельных
токарных автоматов.
В рассмотренных примерах использовали резцы изгибных
колебательных систем, колебания которых обеспечивались
концентраторами продольных колебаний от магнитострикционных
вибраторов с водяным охлаждением. Автором разработан вибросуппорт
с электрострикционным вибратором, имеющим принудительное
воздушное охлаждение. Вибрационный токарный станок с таким
суппортом можно назвать универсальным токарным станком с
электрострикционным вибратором.
Мощность такого вибратора при непрерывной работе
составляет 300 Вт, а при кратковременной с перерывами — 500 Вт.
Частота колебаний равна 21,7 кГц. С этой частотой совершает изгиб-
ные колебания режущей инструмент. Суппорт устанавливают на
каретку универсального токарного станка Икэгаи ЕС16 с
межцентровым расстоянием 450 мм.
Особенности установки такого суппорта сводятся к следующему.
На каретке или резцедержателе универсального токарного станка
располагают крепежное приспособление, в которое после
соответствующего регулирования закрепляют державку резца. После
этого стержень резца, совершающего изгибные колебания, с
помощью верхней и нижней симметричных зажимных деталей,
обработанных так, что их непараллельность почти равна нулю,
зажимают с обеспечением соответствующей центровки. Затем
размещают концентратор продольных колебаний с закрепленным в
узлах колебаний цилиндром воздушного охлаждения, имеющим на-
233
верху вентилятор. Концентратор колебаний необходимо установить
с таким расчетом, чтобы обеспечивался соответствующий контакт
с поверхностью глухого отверстия, расположенного на хвостовике
стержня резца, совершающего изгибные колебания. При этом
необходимо, чтобы концентратор располагался под прямым углом
к хвостовику и был закреплен в хвостовике винтом. Фланец,
поддерживающий концентратор продольных колебаний, закрепляется
болтами на державке резца.
Ниже на нескольких примерах показана эффективность
вибрационного резания с использованием такого устройства.
ТОЧНОЕ ТОЧЕНИЕ ПЕРМАЛЛОЯ
На рис. 8.7 показана деталь, собираемая из двух
материалов — углеродистой стали и пермаллоя. Элементы из
углеродистой стали представляют собой пруток диаметром 4 мм, который
даже при небольшом сопротивлении резанию может довольно легко
прогибаться. На этот пруток на прессовой посадке надета втулка
из пермаллоя с наружным диаметром 7 мм и длиной 10 мм.
Наружную поверхность элемента из пермаллоя обточили у 30 деталей
вибрационным резанием при следующих режимах: частота вращения
600 об/мин; подача 0,15 мм/об; глубина резания 0,1 мм; частота
колебаний 21,47 кГц; ширина резания 22 мкм. На резце была
установлена режущая пластина из твердого сплава группы
применяемости КЮ; радиус скругления при вершине резца был 1 мм;
передний угол составлял 10°.
В данном примере удалось довольно^просто получить
поверхность с наибольшей высотой микронеровностей профиля Rmax =
= 2,5 мкм. Раньше такую чистоту можно было получить только
шлифованием. Все обработанные детали имели",'профили
микронеровностей типа^показанных на рисунке. Помимо обработки
цилиндрической поверхности, не снимая детали и используя
полежу*
Рис. 8.7. Схема
вибрационного точения
пермаллоя:
а — особенности обработки;
б — запись микропрофиля
поверхности; / — патрон;
2 — элементы из
углеродистой стали; 3 — элементы из
пермаллоя; 4 —
продольная подача при резании
наружной поверхности
234
Рис. 8.8. Показатели нецилин-
дричности и некругл ости
тонкого алюминиевого стержня
после вибрационного резания
(табл. 8.1):
1 — обрабатываемая деталь; 2 —
резец, обеспечивающий
вибрационное резание; 3 — суппорт
токарного станка; 4 — вибратор
продольных колебаний
речную подачу,
обработали торцовую
поверхность до чистоты Rmaii =
2,5 мкм. Эту обработку
по
20
,10
проводили при глубинах Jp [y .;+JTH7 De^Kfr
резания 0,1; 0,5; 1,0 и ±р T
1,5 мм и подаче 0,15 мм/об.
Таким образом, здесь удалось повысить точность формы, так как
с одного установа обработали сразу и цилиндрическую и
торцовую поверхности. На длине 10 мм разность диаметров составила
8,5 мкм.
ТОЧНОЕ ТОЧЕНИЕ АЛЮМИНИЯ
На рис. 8.8 и в табл. 8.1 показано вибрационное резание
отожженного алюминиевого круглого прутка, имеющего диаметр
7,2 мм и длину 220 мм. Резание проводили при следующих режимах:
частота колебаний 21,5 кГц; амплитуда колебаний 15 мкм;
мощность вибратора 900 Вт; на резце была установлена режущая
пластина из твердого сплава группы К10; радиус скругления при
вершине резца был 1 мм; подача 0,05 мм/об; глубина резания 0,1 мм;
частота вращения шпинделя 85 об/мин. При резании применяли
смесь машинного и шпиндельного (веретенного) масел.
Довольно легко удалось получить шероховатость поверхности
#тах « 1 мкм и некруглость 2 мкм при длине 170 мм. Таким
образом, на новом станке была достигнута высокая точность обработки
за одну операцию резания.
8.1. Точность обработки (рис. 8.8) *
п
1
2
3
4
d , мм
7,053
7,054
7,053
7,054
d , мм
7,052
7,053
7,053
7,053
п
5
6
7
8
d„, мм
7,054
7,054
7,053
7,052
dy, мм
7,053
7,053
7,052
7,050
* п — номера точек измерения 1 — 8 (через каждые 20 мм); d и d — диаметры,
измеряемые в направлениях х и у.
235
Другим примером может служить точение медных коллекторов
диаметром 5 мм для электродвигателей. При вибрационном резании
с частотой вращения шпинделя 600 об/мин и подачей 0,05 мм/об
получаются зеркальные поверхности с высотой микронеровностей
#тах = 0,2 МКМ.
Для силового резания, как указано в разд. 6.3, необходимо
применять вибраторы и генераторы большой мощности. С
использованием таких вибраторов разработан универсальный токарный
станок для силового вибрационного резания с резцами изгибной
колебательной системы, работающими от мощного генератора
колебаний B кВт) и электрострикционного вибратора. В настоящее
время по своим режущим способностям этот станок для силового
вибрационного резания может считаться уникальным.
8.4. МЕРОПРИЯТИЯ, ПОЗВОЛЯЮЩИЕ УЛУЧШИТЬ
ВИБРАЦИОННОЕ РЕЗАНИЕ
Если вибрационное резание не дает достаточного эффекта,
то необходимо выполнить следующее:
1. Убедиться в том, что мощность вибратора достаточна и что
правильно достигнут резонанс.
2. Проанализировать направление колебаний режущих кромок
и убедиться в том, что кроме колебаний в направлении по
касательной к обрабатываемой детали не происходит никаких колебаний
в направлении глубины резания. С этой целью следует провести
необходимые измерения под микроскопом с ценой деления около
2 мкм.
3. Исследовать тепловыделения, возможные в колебательной
системе. Тепло может выделяться, например, в резьбовых
соединениях, в частности в месте подсоединения концентратора, в месте
соединения концентратора, совершающего продольные колебания,
с волноводом, в котором создаются изгибные колебания, а также
в месте крепления волновода изгибных колебаний. При
крутильных колебательных системах необходимо обратить внимание на
соединение первого волновода крутильных колебаний со вторым
(концентратором). Датчиком для измерения температуры на
поверхности следует проверить, не выделяется ли тепло в местах
крепления второго волновода крутильных колебаний.
Выделение тепла во всех этих местах нежелательно и
свидетельствует о том, что координаты узлов колебаний определены
неверно. При ошибочном расчете положения узлов колебаний
концентраторов может получиться так, что необходимые вибрации
режущего инструмента при номинальной частоте вибратора не
будут обеспечены. В любом случае при таком выделении тепла
необходимая мощность не дойдет до режущих кромок. Если при
нормальных вибрациях нарушится затяжка крепежных болтов, то
трудно будет обеспечить удовлетворительное вибрационное
резание, поскольку тогда на необходимые колебания будут
накладываться еще колебания низкой частоты. В узловых точках резьбо-
236
вые соединения должны быть прочно затянуты, так чтобы
достигалось нормальное действие регулярных импульсных сил.
4. Убедиться в отсутствии люфтов у суппорта. Механизм,
обеспечивающий вибрационное резание, не должен представлять
собой колебательную систему, которая имела бы две и более
степеней свободы.
5. Обратить внимание на шпиндельную систему токарного станка
и закрепленную в шпинделе деталь. Здесь тоже нельзя допускать
люфтов.
6. Убедиться в том, что при работе токарного станка без
нагрузки не возникают ненормальные вынужденные колебания.
Импульсные силы резания не должны подвергаться возмущениям.
7. Обеспечить свободный выход стружки в процессе резания.
8. Проверить, не слишком ли высока скорость резания v и не
принимает ли скорость резания значений, составляющих примерно
v < vc/3. He слишком ли продолжительно время резания tc и не
слишком ли длинен интервал /г. Для улучшения обрабатываемости
наиболее эффективно снижение скорости резания. Необходимо
провести это мероприятие и проанализировать получаемые результаты.
9. Проанализировать, не слишком ли велики глубина резания
и подача при принятой мощности вибратора.
10. Проанализировать и проверить геометрию режущей кромки
резца. В рассматриваемом случае для резания можно использовать
режущие пластины из твердых сплавов групп применяемости КЮ,
К05 и UF10. Если необходимо получить поверхность с меньшей
шероховатостью, то следует применить алмазный инструмент.
11. С помощью специальных измерительных средств
необходимо выяснить, расположена ли вершина инструмента ниже центра
более чем на амплитуду колебаний. Это превышение должно быть
меньше амплитуды колебаний.
12. Проверить, правильно ли выбран задний угол инструмента.
8.5. ЭМПИРИЧЕСКИЕ ЗАВИСИМОСТИ ДЛЯ ОПРЕДЕЛЕНИЯ
ГЛАВНОЙ СОСТАВЛЯЮЩЕЙ СИЛЫ J
РЕЗАНИЯ ПРИ ВИБРАЦИОННОМ РЕЗАНИИ
Для определения мощности электродвигателя,
проектирования оснастки, установления крепежных усилий и т. п.
необходимо знать среднюю силу резания Рс. Для определения этой силы
(в ньютонах) можно воспользоваться следующими эмпирическими
зависимостями для коррозионно-стойкой (SUS 304) и углеродистой
сталей:
'.-•«(тНттГ^Н-и-Г"'
'• -69 (тГ ЬтГ Ш"' (жГ" №Г •
Эти данные относятся к следующим параметрам: передний угол
а = 10°; амплитуда колебаний а = 23 мкм; частота колебаний / =
237
= 21,7 кГц; мощность на выходе w = 900 Вт. В формулах
обозначено: v — скорость резания, м/мин; t — глубина резания, мм; s —
подача, мм/об; К — главный угол в плане, град.
Для вибрационного резания в приведенных выше зависимостях
числовые значения коэффициентов невелики A23 и 69 Н). При
обычном резании эти коэффициенты могут достигать нескольких сотен
ньютонов.
По представленным формулам можно в первом приближении
определить основную составляющую силы резания при вибрационном
резании.
8.6. СВЕРХТОЧНОЕ ТОЧЕНИЕ С ПРИМЕНЕНИЕМ
ГИДРОСТАТИЧЕСКИХ ПОДШИПНИКОВ
НА ВИБРАЦИОННЫХ ТОКАРНЫХ СТАНКАХ
Под сверхточным точением цилиндрических поверхностей
следует понимать формирование такого цилиндра, некруглость и не-
цилиндричность которого равны практически нулю.
На обычных токарных станках прежде почти всегда ставили
роликовые подшипники, что приводило к некоторым биениям шпинделя.
При вибрационном резании с использованием импульсных сил
удается устранить биения обрабатываемой детали в радиальном
направлении. При обработке на токарных станках с подшипниками
качения при любой точной настройке и с применением любой
вспомогательной оснастки некруглость получается не менее 1—3 мкм. На
рис. 8.9, а представлена точность геометрической формы при
обычном резании. Желательно, чтобы вершина резца Ot была
неподвижной. Однако при обычном резании из-за колебаний, трения и
образования нароста вершина резца перемещается в пределах некоторой
площади аг. Кроме того, центр вращения 0^ при этом тоже не
располагается в точке, а колеблется в пределах площади Лю. В
результате некруглость обработанных деталей AR получается довольно
значительной.
При вибрационном резании (рис. 8.9, б) вершина резца Ot
располагается в точке (неподвижно), и влияние на точность формы детали
оказывает лишь площадь А^. В этом случае величина AR
оказывается меньшей, чем на рис. 8.9, а. Если не устранить качания
центра Оы и допустить существование некоторой площади Аш то на
а) <л в)
Рис. 8.9. Показатели некругл ости AR, полученные при различных способах
точения:
а — при обычном резании (большое значение AR); б — при вибрационном резании в шпинделе
с роликовыми подшипниками (небольшое значение AR); в — то же, в шпинделе с
гидростатическими подшипниками (AR = 0)
238
Рис. 8.10. Особенности вибрационного
токарного станка с гидростатическими
подшипниками:
/ — зажим; 2 — вибратор; 3 —
концентратор продольных колебаний; 4 — волна
колебаний; 5 — резец изгибной
колебательной системы; 6 — соединительный болт
колебательной системы; 7 — импульсное
изменение силы резания
существующем оборудовании
не удастся получить некру-
глость менее 1 мкм.
В последнее время
появились подшипники
неконтактного типа, в частности
воздушные (газовые), магнитные,
некруглые, гидростатические
и др. Некруглые и гидростатические подшипники уже
широко используются в шлифовальных станках и другом станочном
оборудовании. Практика показывает, что биения шпинделя в
гидростатических подшипниках гораздо меньше наблюдавшихся прежде.
С применением подшипников такого типа и вибрационного резания
можно в реальных условиях организовать такую сверхточную
обработку, при которой некруглость получаемых деталей будет почти
равна нулю.
Скорости резания, при которых реализуются все эффекты,
характерные для вибрационного резания, ограничены и не должны
превышать примерно ас/3, что не позволяет использовать некруглые
подшипники. Наиболее подходят в этом случае гидростатические
подшипники.
На рис. 8.10 показана имеющая одну степень свободы
колебательная система обрабатываемой детали, закрепленной в шпинделе,
который вращается в гидростатических подшипниках. При обычном
резании закон изменения силы резания во времени имеет вид
Pt(i) = Pt + pts]nwt.
В таком случае движение обрабатываемой детали в
горизонтальном направлении будет описываться уравнением
М
йЧ
dt*
dx
dt
-}- kx = Pt -f- Pt sin arf.
При условии (о > con (где con — круговая частота собственных
колебаний обрабатываемой детали в горизонтальном направлении)
перемещение обрабатываемой детали можно представить в
упрощенном виде
х « Pt/k.
В таком случае центр вращения обрабатываемой детали имеет
лишь статическое перемещение, которое практически не изменяется
во времени. При работе под действием гидравлической жидкости
239
Рис. 8.П.- Схема суппорта и шпинделя вибрационного токарного станка с
гидростатическими подшипниками:
/ — вибратор продольных колебаний; 2 — генераторы колебаний; 3 — вибратор
крутильных колебаний; 4 — стол; 5а и 56 — резцы крутильной и изгибной колебательных систем;
6 — обрабатываемая деталь; 7 — оправка для ее закрепления; 8 — подача рабочей жидкости;
9 — передняя бабка с гидростатическими подшипниками; 10 — клиноременная передача;
11 — редуктор (вариатор); 12 — электродвигатель
происходит центрирование обрабатываемой детали и подавляются ее
колебания относительно центра вращения.
Однако следует иметь в виду, что такую работу можно обеспечить
лишь в ограниченных случаях, например при шлифовании, когда
инструмент вращается с высокой частотой, высокоскоростном
резании медных и алюминиевых сплавов алмазными резцами и т. п. Для
точения обычных стальных деталей такие условия в широких
масштабах не могут быть использованы. Необходимо также учитывать, что
при высоких частотах вращения при шлифовании и резании
происходят значительные выделения тепла.
При импульсном изменении силы резания, что возможно при
вибрационном резании, выражение для перемещения при том же
условии со > о)п запишется в виде
х = (PJk) (tjT).
Согласно этой формуле можно считать, что перемещение
обрабатываемой детали в горизонтальном направлении не изменяется во
времени и является лишь статическим и что в условиях
вибрационного резания происходит фиктивное увеличение жесткости
шпинделя, благодаря чему перемещение, наблюдавшееся при идеальном
обычном резании, уменьшается в tJT раз. Таким образом,
импульсное действие сил резания как бы увеличивает коэффициент жесткости
шпиндельной системы. Поскольку рассматриваемое уравнение не
содержит демпфирующих членов, отпадает необходимость в учете
влияния демпфирующих действий, присущих шпиндельной системе.
240
Рис. 8.12. Форма обрабатываемой детали и геометрия резца:
/ — гайка, прижимающая обрабатываемую деталь; 2 — оправка, на которой закреплена
деталь; 3 — обрабатываемая поверхность
Работа гидростатических подшипников может быть обеспечена
и без быстрого вращения шпинделя при подводе энергии от
установленного отдельно гидроагрегата. При вибрационном резании для
создания высокочастотных регулярных колебаний резца быстрого
вращения обрабатываемой детали не требуется. Для создания
колебаний резца используется установленный отдельно источник
энергии. В настоящее время удалось отказаться от прежнего подхода
с использованием эффекта лишь быстрого вращения обрабатываемой
детали, объединить указанные выше факторы и разработать новый
подход, который позволяет получить при обработке точением детали
с некруглостью, близкой к нулю.
На рис. 8.11 схематически показана конструкция шпинделя и
суппорта токарного станка с гидростатическими подшипниками,
предназначенного для вибрационного резания. На этом станке могут
быть поставлены никелевые магнитострикционные вибраторы
мощностью 2 кВт, создающие продольные колебания, а также электро-
стрикционные вибраторы продольных колебаний мощностью 300 Вт,
"а) 6) 6)
Рис. 8.13. Показатели некруглости различных деталей из латуни (а),
углеродистой (б) и коррозионно-стойкой стали (в) после вибрационного резания. Режимы
резания: частота колебаний 21,52 кГц; амплитуда колебаний 26 мкм; скорость
резания 12 м/мин; подача 0,05 мм/об; глубина резания латуни и углеродистой стали
0,05 мм, коррозионностойкой стали 0,03 мм; радиус скругления при вершине резца
равен примерно 1 мм; передний угол 0°; резание с подводом смеси шпиндельного
и машинного масел; цифры на рисунках—достигнутое значение Д#, мкм; цена одного
деления 1 мкм
241
способные работать в непрерывном режиме. Такие вибраторы
обеспечивают изгибные колебания резца с частотой 21,7 кГц. Можно
также применить ферритовый вибратор крутильных колебаний
мощностью 50 Вт, работающий с частотой 29 кГц и заставляющий резец
совершать крутильные колебания.
Геометрия инструмента и закрепленная на оправке
обрабатываемая деталь представлены на рис. 8.12. На рис. 8.13 сопоставлена
некруглость, получаемая при вибрационном резании латуни,
углеродистой и коррозионно-стойкой стали.
На резце устанавливали режущие пластины из твердого сплава
группы КЮ. Резание осуществляли по режимам, представленным
на рис. 8.13. Максимальная высота микронеровностей обработанной
поверхности i?max составила 2—3 мкм. Для всех рассмотренных
материалов некруглость не превышала 0,4 мкм.
При обработке мягких материалов типа алюминия можно
получить некруглость, равную практически нулю. Однако следует иметь
в виду, что при проведении измерений для материалов такого типа
в результате прижатия измерительного инструмента можно легко
допустить погрешность. Поэтому можно считать, что некруглость
составляет 0,2—0,4 мкм.
В случае обычного резания алюминиевых и медных сплавов
алмазными резцами при высоких частотах вращения, когда сила
резания изменялась по закону Р + р sin со/, в результате трения
поверхности обрабатываемой детали о заднюю поверхность резца возникало
пластическое течение обрабатываемого материала, что позволяло
выглаживать поверхность и получать примерно такую же некруглость
как указано выше. Опробовали аналогичную обработку
углеродистой и коррозионно-стойкой стали. Хотя для этого и использовали
токарные станки с высокоточными дорогостоящими
гидростатическими подшипниками и точение выполняли алмазным инструментом
при высоких скоростях резания, не удавалось получить некруглость
даже 0,4 мкм. Сразу после начала резания происходило
выкрашивание режущих кромок, и нормальное образование стружки
оказывалось невозможным.
На токарных станках с гидростатическими подшипниками,
предназначенных для вибрационного резания, при любом материале
обрабатываемой детали можно выполнять точное точение и получать
некруглость порядка 0,4 мкм. При обработке закаленных сталей
твердостью около HRC 57 такую точность удавалось обеспечить
только на шлифовальных станках. В настоящее время она считается
довольно высокой. При использовании данных теории
вибрационного резания и результатов экспериментальных исследований можно
считать, что предельное значение точности (некруглости) будет
постоянно улучшаться. Можно надеяться, что для токарных станков
вибрационного резания, работающих с бесконтактными
подшипниками (например, гидростатическими), будет разработана новая
технология, позволяющая получать при точении на этом оборудовании
практически нулевые показатели некруглости и нецилиндричности.
ГЛАВА 9
ОБРАБОТКА ПЛОСКИХ ПОВЕРХНОСТЕЙ
При обработке плоских поверхностей необходимо не
допускать изменения геометрии режущего инструмента и нежелательных
статических и динамических перемещений вершины инструмента
(резца) в направлении глубины резания. Важно также, чтобы в
колебательной системе обрабатываемой детали не было динамических
перемещений детали, связанных с упругими колебаниями, и чтобы
не возникали нежелательные пульсационные составляющие
прямолинейного или вращательного движений. Это позволит в реальных
условиях обеспечить точную обработку и получить поверхность с
заданными значениями шероховатости и размерами по чертежу. При
соответствующих условиях можно добиться показателей
неплоскостности, непараллельности и непрямолинейности, почти равных нулю.
При обычной обработке плоских поверхностей сила резания
изменяется по закону Р + р sin co^, а при вибрационной обработке силы
резания имеют импульсный характер.
Вначале следует пояснить особенности обычной обработки
плоских поверхностей (без наложения вибраций).
а. Торцовое точение
Возможны два варианта торцового точения. По первому варианту
обрабатываемую деталь закрепляют в шпинделе токарного станка
так, чтобы ось вращения шпинделя (ось х) проходила через деталь.
Резец подается в поперечном, т. е. радиальном направлении (по оси
у) от периферии к центру шпинделя. При втором варианте лобового
точения деталь располагают на планшайбе со смещением, так что ось
вращения шпинделя токарного станка не проходит через нее. При
обработке подача резца происходит в поперечном направлении (по
оси у) на расстояние максимального размера детали, который может
быть, например, равен ее диаметру.
По первому варианту даже при высокой частоте вращения
шпинделя скорость резания в центральной части детали получается почти
равной нулю. Поэтому требуемый закон изменения силы резания
Р + р sin a>t не соблюдается; динамические перемещения
обрабатываемой детали и резца становятся довольно интенсивными,
обрабатываемость ухудшается, и вся торцовая обработанная поверхность
получается неоднородной.
По второму варианту при закреплении детали балансировка
нарушается. Поскольку обеспечить динамическую балансировку
шпинделя затруднительно, проводить резание при высоких скоро-
243
стях невозможно. По той же причине не удается и получить закон
изменения силы резания Р + р sin со/. Поэтому точное торцовое
точение не обеспечивается.
Часто бывает нужно обработать плоскую поверхность детали,
имеющей сложную форму, причем обеспечить быстрое вращение
детали довольно сложно. В таких случаях приходится
ограничиваться медленным вращением или медленным
возвратно-поступательным прямолинейным движением детали и приводить во вращение с
с высокой частотой режущие кромки инструмента, т. е. применять
шлифование или фрезерование.
б. Поперечное и продольное строгание
На существующих станках, на которых инструмент или
обрабатываемая деталь движутся прямолинейно, скорости резания в общем
случае оказываются низкими. Если считать, что
поперечно-строгальный станок аналогичен универсальному токарному, то
продольно-строгальному станку можно поставить в соответствие
универсальный токарный станок с люнетами или прецизионный
швейцарский одношпиндельный токарный автомат, имеющий фиксирующую
втулку (кондуктор). На продольно-строгальных станках
обеспечивается более высокая точность обработки, чем на
поперечно-строгальных. Скорость резания на строгальных станках довольно низка
(обычно 10—30 м/мин). При такой скорости не удается получить
идеальный закон изменения силы резания Р + р sin со/. Поэтому
при обработке динамические перемещения вершины резца и
обрабатываемой детали оказываются нерегулярными, и обработать плоскую
поверхность с получением высокой точности размеров и
геометрической формы довольно сложно. Между тем существует много видов
деталей, которые можно обрабатывать только на строгальных
станках.
в. Фрезерование
В ряде случаев при прямолинейном движении обрабатываемой
детали или резца, консольно закрепленного на суппорте, не удается
получить оптимальный закон изменения силы резания, действующей
на режущую кромку резца. Поэтому приходится заменять резец
фрезой, у которой режущие элементы расположены по
цилиндрической поверхности. При быстром вращении фрезы можно обеспечить
требуемый закон изменения силы резания Р + р sin со/ и
обрабатывать плоские поверхности с достаточно высокой точностью. Однако
при фрезеровании из-за быстрого вращения фрезы в результате
трения происходит нежелательное выделение тепла, что становится
причиной температурных деформаций обрабатываемой детали и
теплового износа режущего инструмента. Фрезерование подходит для
получения плоских поверхностей на мягких металлах. Для твердых
металлов типа закаленной стали получить плоские поверхности
фрезерованием нельзя.
244
г. Плоское шлифование
Шлифовальный круг имеет еще большее число режущих кромок,
чем фреза. При обычном резании, когда круг вращается с большой
частотой, можно создать такие условия при обработке плоских
поверхностей, при которых закон изменения силы резания
приближается к идеальному (Р + р sin со/). Однако при плоском
шлифовании тоже выделяется много тепла, что может быть причиной
образования шлифовальных трещин, температурных деформаций детали и
даже микроструктурных превращений на обрабатываемой
поверхности. Плоское шлифование подходит для обработки таких твердых
металлов, как закаленная сталь. Напротив, для точной обработки
плоских поверхностей деталей из мягких металлов оно оказывается
непригодным. Выбор соответствующего режима плоского
шлифования из большого числа возможных режимов в ряде случаев довольно
труден.
д. Обработка протягиванием
Для точной обработки поверхности и получения необходимой ее
формы может быть использовано протягивание протяжкой —
инструментом с большим числом режущих кромок. Необходимая
обработка выполняется за один ход протяжки. При этом полная глубина
резания распределяется между многочисленными режущими
кромками протяжки. Здесь отпадает необходимость в многократном
возвратно-поступательном движении одной режущей кромки. Однако
поскольку при протягивании нельзя обеспечить высокой скорости
резания, не удается реализовать и требуемый закон изменения силы
резания Р + р sin со/. Приходится уменьшать значения сил Pup,
т. е. уменьшать глубину резания, приходящуюся на каждую
режущую кромку. Из-за этого необходимо увеличивать полную длину
протяжки. Протяжки очень большой длины приходится делить на две-
три части. При протягивании сила резания составляет несколько
десятков килоньютонов. Для успешного внедрения протягивания
в производство необходимо уменьшать силу резания, снижать
затраты на изготовление протяжек и сокращать их рабочую длину.
Преимущество процесса заключается в том, что протягиванием
можно получать точные плоские поверхности за короткое время.
е. Другие способы обработки
Помимо перечисленных способов обработки существуют и другие,
к которым можно отнести, например, тепловую импульсную
обработку (электроискровую и т. п.),, электрохимическую обработку
(электролитическое резание и шлифование) и др. Однако
применимость всех этих способов ограничена свойствами материала и формы
обрабатываемых деталей. На заключительном этапе обработки очень
часто применяют доводку или притирку. Стоимость этой операции
и затрачиваемое на нее время в значительной степени зависят от
уровня точности предшествующей обработки.
Для точной обработки плоских поверхностей ранее считалась
нормальной технология из нескольких операций: строгание, плоское
245
шлифование и доводка. Одну и ту же плоскую поверхность
приходилось обрабатывать на нескольких различных специальных станках
с многократным выполнением однотипных прямолинейных и
плоскостных движений, что нерационально. Поэтому пытаются завершать
точную обработку плоских поверхностей лишь плоским
шлифованием. Однако оно не всегда дает желаемые результаты, поскольку
эта операция связана со значительным выделением тепла и
Обеспечивает ограниченную точность.
Для обеспечения импульсного характера изменения силы
резания можно применить вибрационное резание, при котором не проис-
Рис. 9.1. Схемы станков для вибрационной обработки плоских поверхностей|
а — лоботокарный станок; б — двухшпиндельный лоботокарный станок; 1 — обрабатывав
в — поперечно-строгальный станок; / — стол; 2 — направление подачи стола; 3 — ползун;
г — продольно-строгальный станок;
д — горизонтально-фрезерный станок; / — шпиндель; 2 — обрабатываемая деталь; 3 — стол?
е — плоскошлифовальный станок; 1 — шлифовальный круг; 2 — обрабатываемая деталь?
ж — вибрационное протягивание; / — протяжка (v — направление ее подачи; f, а — направление
246
ходит выделения тепла. При обработке плоскостей по вариантам
а—д в большинстве случаев при этом удается устранить трудности,
встречаемые при обычном резании. Например, на вибрационных
токарных станках можно выполнять точное торцовое точение и твердых,
и мягких металлов, т. е. независимо от вида материала. При этом
отпадает необходимость в доводочных операциях на обычных
плоскошлифовальных и притирочных станках. Это не только упрощает
общую технологию обработки плоских поверхностей, но и значительно
сокращает суммарные затраты на изготовление и в ряде случаев
улучшает качество изделий.
Чтобы обеспечить нормальную обработку плоских поверхностей
вибрационным резанием, необходимо создать соответствующее
станочное оборудование. Должны быть соответствующим образом
спроектированы и изготовлены шпиндели и суппорты, специально
предназначенные для вибрационного резания, с учетом
рекомендаций гл. 5 по направлению колебаний и рекомендаций гл. 7 по
конструктивным решениям. Шпиндели и суппорты должны обеспечивать
необходимые режимы резания. Их следует оптимально разместить
на станках, предназначенных для обработки плоских поверхностей, и
по рекомендациям гл. 6 определить тип и выходную мощность
генераторов колебаний, которые будут вызывать вибрации на этих
станках. На рис. 9.1, а—ж показано модернизированное станочное обо-
(/>а — направление вибраций; п — вращение шпинделя; s — подача):
мые детали; sx — продольные подачи; sx — поперечные подачи;
4 — станина; v — направление возвратно-поступательного движения резца;
3 — направление вибраций; 4 — стол;
Вибраций); 2 — обрабатываемая деталь (блок цилиндров); 3 — обрабатываемая поверхность
247
рудование, рассчитанное на вибрационное резание. В переделке
нуждаются суппорты и шпиндели. Следует обратить внимание на
требуемые направления колебаний режущего инструмента. При
конструировании станочного оборудования, предназначенного для
обработки плоских поверхностей вибрационным резанием, необходимо
обеспечить точную настройку подачи столов и тщательно отладить
механизм вращения шпинделя. В остальном конструкция
оборудования остается такой же, как при обычном резании.
На рис. 9.1, а показан лоботокарный станок, предназначенный
для вибрационного торцового точения. Здесь, как и при обработке
цилиндрических поверхностей, обрабатываемая деталь закреплена
на планшайбе. При этом резец располагается под прямым углом к
направляющим станины и совершает колебания с частотой / и
амплитудой а. Поскольку поверхность обрабатываемой детали довольно
велика, целесообразно использовать резцы, совершающие изгибные
колебания. Такие резцы могут выступать за пределы вибропривода.
На рассматриваемом токарном станке можно, например, выполнять
торцовое точение быстрорежущей инструментальной стали,
затрачивая на резание незначительную мощность (примерно 0,5—2 Вт).
Такая обработка имеет и другие достоинства, считавшиеся прежде
недостижимыми.
На рис. 9.1, б показано торцовое точение на двухшпиндельном
токарном автомате, предназначенном для точной вибрационной
обработки плоских поверхностей. На станке обрабатываются две
небольшие детали, которые вращаются в отдельных шпинделях.
Двумерные движения режущих частей резцов обеспечиваются двумя
плоскими кулачками. После некоторого усовершенствования
суппортов были обеспечены колебания резцов в направлениях,
показанных стрелками. Для резцов могут быть использованы вибраторы
крутильных или изгибных колебаний, которые имеют малые габариты
и малую массу и обеспечивают частоту колебаний более 30 кГц.
Возможно поочередное использование одного генератора колебаний для
нескольких вибраторов.
На рис. 9.1, в показано строгание на вибрационном строгальном
станке. На суппорте может быть установлен вибратор,
обеспечивающий изгибные или крутильные колебания резца в направлении по
стрелке. При обработке задают соответствующие значения глубины
строгания и подачи. Максимальная скорость резания должна
удовлетворять условию вибрационного резания: v < vc/3. В остальном
конструкция строгального станка может быть оставлена прежней.
Чтобы при продольном вибрационном строгании получить очень
ровную поверхность, необходима точная настройка механизма подачи
и механизма движения ползуна. По следам подач стола, которые
остаются на обработанной поверхности, можно судить об
эффективности работы станка и проверить его точность.
На рис. 9.1, г показано резание на вибрационном
продольно-строгальном станке. На суппорте станка могут быть установлены резцы
изгибной или крутильной колебательной системы, у которых
режущая часть колеблется в направлении, показанном стрелкой (с часто-
248
той / и амплитудой а). Желательно применять генераторы колебаний
и вибраторы возможно большей мощности, позволяющей выполнять
силовое резание. На имевшемся продольно-строгальном станке не
было охлаждающего устройства. При его переоборудовании на
вибрационное резание такое устройство установили, обеспечив подвод
большого количества СОЖ на режущую кромку резца для смазки и
охлаждения.
Часто для продольно-строгальных станков важнейшим
показателем считают не точность обработки, а производительность по съему
стружки. Это неправильно. Резание и шлифование со съемом
большого количества стружки нельзя считать перспективными
технологическими процессами, поскольку они не обеспечивают экономного
расходования энергии и сырья. Получение стружки теперь не может
считаться основным эффектом резания.
Существует много видов деталей, для которых желательно
обрабатывать плоские поверхности при соответствующей траектории
движения резца с прямолинейной режущей кромкой. Это бывает
необходимо для ряда материалов и форм деталей. Однако при
строгании, которое выполняется при сравнительно низких скоростях
резания и неизбежно связано с прямолинейным движением, не удается
добиться желаемых результатов только приложением достаточно
больших усилий к режущей кромке. Известно, что в таком случае
при обычном строгании обрабатываемость очень часто ухудшается.
Можно полагать, что вибрационное строгание, при котором
непроисходит значительного выделения тепла, откроет возможности
сверхточной обработки. Например, алмазным инструментом можно будет
даже выполнять сверхточное строгание закаленных сталей.
На рис. 9.1, д показано вибрационное фрезерование на
горизонтально-фрезерном станке. Первоначально пробовали создать такие
условия, при которых каждая режущая кромка фрезы совершала бы
самостоятельно продольные колебания в направлении резания.
Однако впоследствии решили применить крутильные колебания,
создаваемые на оправке и вызывающие колебания режущих кромок
в направлении резания. Такой способ вибрационного фрезерования
может считаться наиболее общим. Поскольку вибратор составляет
одно целое с Еращающейся оправкой, на шпинделе должны быть
установлены щетки и контактные кольца.
Исследования вибрационных фрезерных станков в настоящее
время полностью не завершены. Еще нельзя предложить
конструкции, пригодные для работы в заводских условиях. Здесь кратко
описывается лишь конструкция, находящаяся на стадии
лабораторных испытаний. Для фрезерования, при котором сопротивление
резанию доеольно велико, требуются крутильные вибраторы большой
мощности. Однако такие вибраторы еще не созданы, из-за чего
задерживается и внедрение, и исследование вибрационных фрезерных
станков.
На рис. 9.1, е показано вибрационное шлифование на поперечном
плоскошлифовальном станке. В процессе обработки круг вибрирует
с частотой более 20 кГц. Возможны вибрации в осевом или окружном
249
направлениях. На шпинделе (валу) расположены контактные кольца
и щетки. Плоские поверхности, получаемые при обычном
шлифовании, на первый взгляд обработаны более точно и имеют более низкую
шероховатость, чем после строгания. Однако исследование под
микроскопом показывает, что шлифованные поверхности
характеризуются большой волнистостью и имеют довольно высокую
неплоскостность.
При шлифовании очень часто из-за температурных деформаций
ухудшается точность формы. Под действием выделяемого тепла могут
возникать значительные остаточные напряжения и происходить
структурные превращения в металле. Чтобы не допустить
значительного выделения тепла при шлифовании, необходимо уменьшать
частоту вращения шлифовального круга. Однако это часто ухудшает
шлифуемость и делает невозможной обработку с соответствующей
точностью. Когда шлифовальный круг колеблется с частотой,
превышающей 20 кГц, активизируется самообразование поверхностных
микроканавок. Это может компенсировать ухудшение шлифуемости
под влиянием снижения скорости шлифования. При наложении
вибраций можно существенно повысить производительность
шлифования.
На рис. 9.1, ж показано вибрационное протягивание на
протяжном станке, предназначенном для обработки плоских поверхностей.
В продольном направлении к протяжке приложены колебания с
частотой 100—200 Гц и амплитудой 0,2—0,3 мм. При таких параметрах
были получены довольно хорошие результаты. Таким образом, в
рассматриваемом случае вполне подходит протяжной вибрационный
станок, работающий с использованием высокой выходной мощности
вибратора с частотой 100 Гц.
Ниже освещаются конкретные результаты, которые удалось
получить при вибрационной обработке плоских поверхностей на лобо-
токарном, поперечно-строгальном, продольно-строгальном и
фрезерном станках. Поясняются также некоторые конструктивные
особенности этих станков и даются их характеристики. Необходимо
также иметь в виду и эффекты торцового точения, получаемые на
универсальных токарных вибрационных станках, что было показано
в предыдущем разделе.
9.1. ТОРЦОВОЕ ВИБРАЦИОННОЕ ТОЧЕНИЕ
НА УНИВЕРСАЛЬНЫХ ТОКАРНЫХ СТАНКАХ
Универсальный токарный станок для вибрационного
резания был получен в результате модернизации обычного
универсального токарного станка, в ходе которой улучшили точность станка
и переоборудовали суппорт в расчете на осуществление резания
с вибрациями. Торцовое точение на таком станке можно выполнять
с поперечной подачей. На этом станке возможна точная обработка
быстрорежущих инструментальных сталей и других
труднообрабатываемых материалов, которые раньше для получения необходимой
точности подвергали плоскому шлифованию.
250
9.1.1. Торцовое вибрационное точение
быстрорежущей инструментальной стали
Обработку проводили при следующих режимах: частота
колебаний 21,7 кГц; амплитуда колебаний 22 мкм; частота
вращения шпинделя 220 об/мин; подача 0,05—0,12 мм/об; глубина
резания 0,01—0,06 мм. Для смазки использовали минеральное масло,
резцы были выполнены из твердого сплава групп применяемости
КОЗ и КЮ с твердостью соответственно HRA 92 и 91,5. Радиусы
скругления при вершине резца составляли 0,5; 1,0; 1,5 и 2,0 мм;
колебания создавали с помощью никелевого магнитострикционного
вибратора продольных колебаний, который работал от лампового
генератора колебаний, имеющего максимальную выходную мощность
2 кВт. Обрабатываемая деталь имела наружный диаметр 40 мм,
диаметр внутреннего отверстия 10 мм и толщину 10 мм; обработке
подвергали быстрорежущие вольфрамовые стали SKH2 (HRC 64),
SKH3 (HRC 69,5), SKH4A (HRC 65).
Резание проводили от наружного диаметра D0 мм) по
направлению к центру резцом, геометрия которого представлена на рис. 9.2.
На рис. 9.3 показано, какое влияние оказывает радиус скругления
при вершине резца на чистоту получаемой поверхности. При
обработке быстрорежущей стали SKH3 резцом из твердого сплава группы
КЮ удалось получить гладкую поверхность с высотой
микронеровностей 0,5—1,0 мкм. Результаты были довольно хорошими:
полученное значение Rmax совпадало с теоретическим значением Rth
(сплошная линия). Следовательно, при вибрационном торцовом точении
быстрорежущей стали шероховатость поверхности можно
определить заранее расчетным путем.
При обработке
быстрорежущей инструментальной
стали SKH2 с глубиной резания
I
j^0
1 .... * - -.- ^ -...
1 """"'. "\"
ДЛХ
' ^*-*-—i
\\
'—¦ .а
**~v^J
\
0,5 1,0 1,5 2,0
Радиус R, мм
Рис. 9.2. Геометрия резца, используемого для вибрационного торцового точения
быстрорежущих инструментальных сталей
Рис. 9.3. Зависимость шероховатости обработанной поверхности от радиуса
скругления при вершине резца R (режим резания: частота колебаний 21,6 кГц; амплитуда
колебаний 22 мкм; частота вращения шпинделя 220 об/мин; глубина резания 0,02 мм;
подача 0,07 мм/об; обрабатываемый материал — быстрорежущая инструментальная
сталь SKH3; материал резца — пластина из твердого сплава группы К10; резание
ведется с подводом смеси машинного и шпиндельного масел)
251
ШШШЯШМШШ
ч*'Ж:
шШШо
ШЯШШШФ^ЩШвШщ
Рис. 9.4. Микрофотография
обработанной поверхности
быстрорежущей инструментальной
стали и форма получаемой стружки
при радиусе скругления R =
= 1,5 мм
0,02 мм и подачами 0,05—
0,12 мм/об резцом из твер-
1 дого сплава группы КОЗ,
имеющим радиус
скругления при вершине 0,5 мм, во всех случаях наибольшая высота
неровностей профиля Rmax также почти совпадала с теоретическим
значением Rth. Получалась гладкая поверхность с высотой
микронеровностей 1—3,5 мкм.
На быстрорежущей инструментальной стали SKH4A,
обработанной резцом из твердого сплава группы КОЗ, имеющим радиус
скругления 0,5 мм, измерили шероховатость поверхностей, полученных
при подаче 0,07 мм/об и глубине резания 0,01—0,06 мм. Значение
Rmax не зависело от глубины резания и изменялось по такому же
закону, как и расчетная величина. Измеренная высота
микронеровностей соответствовала расчетной A,2 мкм). Таким образом, при
резании быстрорежущих инструментальных сталей геометрия резца,
особенности его колебаний, подача и глубина резания существенного
значения не имели.
На рис. 9.4 слева приведена микрофотография поверхности,
обработанной при режимах резания, показанных на рис. 9.3, когда
радиус скругления при вершине резца R был 1,5 мм. Здесь показано
поле зрения, видимое в установленном перпендикулярно к
поверхности окуляре микроскопа сразу после резания. В вертикальном
направлении видны расположенные через равные интервалы линии,
которые соответствуют подаче, равной 0,07 мм/об. Эти линии связаны
между собой очень большим числом поперечных линий,
расположенных с интервалом lT = v/f. Рисунок, образованный этими линиями,
напоминает сатиновое переплетение (атласную ткань). При освещении
обработанной поверхности солнечным светом в результате
интерференции лучей поверхность окрашивается в радужные цвета.
Стружка, которая образуется при такой обработке, показана
на рис. 9.4 справа. Даже на быстрорежущей инструментальной стали
вибрационное резание позволяет получить сливную стружку, цвет
которой не меняется под действием окисления. При этом на торцовых
поверхностях стружки заусенцы не образуются. Стружка стали,
закаленной до твердости HRC 57, по своему цвету и форме получается
такой же, как стружка обычной углеродистой стали. Отсутствие
изменений цвета стружки при вибрационном резании свидетельствует
о том, что температура при резании не повышается. Образование
такой стружки при обработке быстрорежущей инструментальной
стали известными прежними способами резания и изменении силы
резания по закону Р + р sin co? совершенно невозможно. Форма
стружки свидетельствует о высокой кажущейся остроте режущей
252
кромки при вибрационном резании. Различие между заданной и
фактической глубиной резания при вибрационном торцовом точении не
превышает 5 мкм. В этом отношении представляют интерес
материалы гл. 4.
9.1.2. Торцовое вибрационное точение титана
Известно, что точная обработка титана довольно сложна.
Для обеспечения соответствующей точности ранее использовали
шлифование или притирку (доводку). Однако обрабатываемые детали
могут иметь такие формы, которые не позволяют использовать
шлифовальные круги или для которых требуются сложные специальные
приспособления. В таких случаях приходится обеспечить условия,
при которых резец перемещается по некоторой криволинейной
поверхности, а заданная криволинейная поверхность образуется в
процессе вращения детали. Таким образом, точение на токарном станке
оказывается окончательной обработкой.
На рис. 9.5 приведено предельное значение высоты
микронеровностей поверхности, которое может быть получено при лоботокар-
ной обработке титана. Колебания резца обеспечиваются никелевым
магнитострикционным вибратором продольных колебаний. На конце
вибратора наклеен экспоненциальный концентратор колебаний, на
котором расположен резец, имеющий с двух сторон припаянные
твердосплавные пластины группы КЮ. Стержень резца соединен с
концом концентратора колебаний на резьбе. В процессе резания
режущая кромка резца совершает колебания в направлении резания.
Режущая кромка резца немного скруглена методом хонинго-
вания.
На торцовой поверхности цилиндрической детали диаметром
50 мм и высотой 30 мм при вибрационном точении была получена
высота микронеровностей Rmax около 2—3 мкм. При особо
тщательном вибрационном резании, например с уменьшением подачи до
0,05 мм/об и глубины резания до 0,01 мм, можно снизить
максимальную высоту микронеровностей профиля до 0,5 мкм (обработку
проводили при максимальной мощности вибратора 2 кВт). В настоящее
время чистота Rmax = 0,5 мкм может считаться предельным
значением, которое удается получить при обработке титана резцом. Если
оборудовать станок специальным копировальным устройством для
вибрационного резания по копиру, то можно будет получать
выпуклые и вогнутые поверхности с
характеристикой шероховатости Rmax =
= 0,5 мкм.
Рис. 9.5. Схема вибрационного торцового точения
титана (максимальная высота микронеровностей
обработанной поверхности Rmax = 0,5 мкм):
1 — никелевый магнитострикционный вибратор
мощностью 2 кВт; 2 — резец (пластина из твердого сплава
группы КЮ); 3 — концентратор, увеличивающий
амплитуду продольных колебаний
253
9.1.3. Торцовое вибрационное точение деталей
больших диаметров
Выше рассматривалось торцовое точение небольших
деталей резцами, совершающими продольные колебания. Форма и
размеры деталей, в частности диаметр, в приводившихся примерах
ограничивались. Для обработки деталей больших диаметров следует
применять резцы изгибной или крутильной колебательных систем.
По такой схеме, например, осуществляется торцовое точение детали
из феррохрома E0 % железа и 50 % хрома), твердость которой
составляет HRB 100, резцом, совершающим изгибные колебания с
частотой 21,7 кГц. При обычных способах резания этот материал
является труднообрабатываемым. Для его обработки с высокой
точностью требуются большой опыт и квалификация. Напротив, при
торцовом вибрационном точении получить высокую точность деталей
из феррохрома удается даже рабочим, не имеющим достаточного
опыта. При вибрационном резании образуется сливная стружка и
получается особо точная плоская поверхность. В такой схеме
используют резец крутильной колебательной системы, который может быть
эффективно использован для торцового вибрационного точения
деталей самого большого диаметра, допустимого по техническим
характеристикам универсального токарного станка.
9.2. ОБРАБОТКА ТОРЦОВЫХ ПОВЕРХНОСТЕЙ
НА ВИБРАЦИОННОМ ЛОБОТОКАРНОМ СТАНКЕ
МОДЕЛИ 120VLS
При торцовом точении на универсальных токарных
станках с поперечной подачей можно получать только плоские
поверхности ограниченных размеров. Между тем на практике бывают нужны
детали с произвольной формой торцов. Для их получения
разработали специальное устройство. На станине токарного станка
закрепили плоский кулачок, к поверхности которого пружиной
прижимался штифт, закрепленный на нижней поверхности каретки
суппорта. Для перемещения штифта использовали гидропривод. На
каретке располагался резцедержатель с резцом, совершавшим
продольные колебания. При таком торцовом точении можно было
получать форму торца детали, соответствующую конфигурации плоского
кулачка. Такое устройство было реализовано в специально
спроектированном и изготовленном вибрационном лоботокарном станке
модели 120VLS, предназначенном для сравнительно небольших
деталей. Конструкция его довольно^проста; используемые резцы
продольной колебательной системы характеризуются небольшими
потерями энергии при передаче колебаний. Схема устройства,
обеспечивавшего продольные колебания резца, была представлена на рис. 7.1.
При разработке конструкции обращали особое внимание на
обеспечение соответствующих условий для смены резца и возможности его
точного позиционирования. Поэтому направление крепления
вибропривода по отношению к станине было принято противоположным
принимавшемуся на универсальном токарном станке.
254
Вибрационный лоботокарный станок 120VLS имел следующие
характеристики.
Наибольшие размеры обрабатываемых деталей: диаметр 44,
толщина 13 мм.
Три высокие частоты вращения шпинделя: 512; 612 и 720 об/мин.
Три низкие частоты вращения шпинделя: 220, 300 и 350 об/мин.
Скорость подачи суппорта (каретки): изменяется бесступенчато,
максимальное значение 0,2 мм/об.
Скорость быстрого перемещения суппорта 1000 мм/мин.
Длина поперечной подачи 70 мм.
Амплитуда колебаний резца 20 мкм.
Частота колебаний резца 20—22 кГц.
Вращение шпинделя: от электродвигателя 4/8Р мощностью
200 Вт.
Гидропривод от насоса 6Р мощностью 750 Вт.
Выходная мощность генератора ультразвуковых колебаний:
бесступенчато изменяется в пределах 0—500 Вт.
Расстояние от пола до оси вращения шпинделя 1000 мм.
Площадь, занимаемая станком: 920x825 мм.
Материал режущего инструмента: алмаз и твердые сплавы групп
К10 и UF10.
При замене вибратора и генератора колебаний с выходной
мощностью 500 Вт аналогичными устройствами мощностью 2 кВт без
каких-либо других изменений конструкции станка на нем можно
выполнять торцовое вибрационное точение коррозионно-стойкой
стали SUS304 при глубине резания около 2 мм, подаче 0,2 мм/об и
скорости резания 20 м/мин. Характерно, что мощность
электродвигателя для привода шпинделя очень невелика —всего 200 Вт. При
вибрационном резании удается значительно снизить среднее
сопротивление резанию, а следовательно, и расход энергии на резание,
а также уменьшить усилие закрепления обрабатываемой детали
в патроне, что, в свою очередь, положительно сказывается на
повышении точности.
Далее приводятся несколько примеров торцового
вибрационного точения.
ТОЧНОЕ РЕЗАНИЕ ЧУГУНА
С помощью специального приспособления (рис. 9.6)
закрепили заготовку поршневого кольца автомобильного двигателя
(наружный диаметр кольца 53 мм, внутренний диаметр 48 мм,
высота 2 мм). Торцовую поверхность кольца подвергали
вибрационному точению при следующих режимах: частота колебаний 20,4 кГц;
амплитуда колебаний 16 мкм; подача 0,06; 0,10; 0,15 и 0,20 мм/об;
глубина резания 0,06 мм; частота вращения шпинделя 220 об/мин.
Резец из твердого сплава группы КЮ имел радиус скругления при
вершине 0,6; 1,2 и 1,5 мм. При резании применяли минеральное
масло. Материалом заготовки был обычный серый чугун FC30 с
пласта нчатым гр афитом.
255
На рис. 9.7 показаны результаты измерений шероховатости
поверхности при различных подачах. Наибольшая высота
микронеровностей профиля Rmax практически совпадала с геометрическим
(теоретическим) значением Rth. Между тем обычными способами
резания обеспечить точную обработку чугуна с показателем
чистоты Rmax менее 2 мкм было затруднительно. Вибрационное
резание позволило довольно просто получить гораздо лучшую
чистоту.
Обрабатывали подряд 25 экспериментальных образцов и измерили
шероховатость их поверхности.
Режимы резания были следующими: частота колебаний резца
20,4 кГц; амплитуда колебаний 16 мкм; частота вращения шпинделя
220 об/мин; подача 0,10 мм/об; глубина резания 0,05 мм; радиус
скругления при вершине резца 0,85 мм. Резание выполняли с
подводом минерального масла, детали были изготовлены из обычного
чугуна FC30 с пластинчатым графитом.
Среднее значение Rmax составило 1,62 мкм (рис. 9.8). Между тем
значение Rth составляло 1,5 мкм. Разброс показателя
шероховатости поверхности тоже был довольно незначительным: стандартное
(среднее квадратическое) отклонение а по данным для 25 образцов,
обрабатывавшихся подряд, составило 0,084 мкм.
При обычном точении чугуна, когда сила резания изменяется по
закону Р + р sin со/, довольно сложно получить значения Rmax
менее 2 мкм. К тому же показатель шероховатости имеет весьма большой
разброс, что обусловливает необходимость статистической оценки. При
вибрационном резании рассеяние получается небольшим, и
специального статистического исследования не требуется; соответствующие
оценки могут быть сделаны на
основании простых арифмети- | 4
ческих операций. ^
«I о
I о
R=0,6mm
Rmax
Rth
J
X?
ff
_
R=1,2mm
Rmax J,
Rth
,
s
У
Рис. 9.6. Схема вибрационного
торцового точения чугунного кольца:
1 — концентратор колебаний; 2 —
инструмент; 3 — обрабатываемая деталь (серый
чугун FC30); 4 — направляющая
пластина; 5 — электромагнитный патрон; 6 —
шпиндель токарного станка модели UC-
120VLS
0,10 0,15 0,20s,mm/o5
Рис. 9.7. Зависимости шероховатости
обработанной поверхности от подачи s
по экспериментальным данным (#тах)
и по расчету (Rth)\ R — радиус
скругления при вершине резца
256
Рис. 9.8. Микронеровности профиля поверхностей, полученных при резании 25
деталей подряд (цифры перед профилограммами — порядковый номер детали; цифры
у кривых — Я тах> мкм)
При вибрационном торцовом точении с импульсным характером
сил резания можно теоретически рассчитать режимы резания для
получения заданной шероховатости поверхности по рабочему
чертежу. При этом даже в условиях серийного производства разброс
получается небольшим, так что контроль шероховатости поверхности
в производственных условиях может быть осуществлен довольно
просто.
ТОЧНОЕ РЕЗАНИЕ АЛМАЗНЫМ {РЕЗЦОМ
На рис. 9.9 показано вибрационное торцовое точение
алмазным инструментом. Резец совершает колебания с частотой / =
= 21,3 кГц и амплитудой а = 18 мкм при выходной мощности
вибратора 1 кВт. Применяли алмазные резцы продольной колебательной
системы с радиусом скругления при вершине 1,3 мм и геометрией 5°,
0°, 8°, 55°, 35°. Обрабатываемые детали имели диаметр 40 и толщину
15 мм и были изготовлены из следующих материалов: дюралюминия
(ав = 180 МПа), углеродистой стали (твердость HRB 83),
коррозионно-стойкой стали (HRB 79), чугуна (HRB 90) и стали S 55С,
закаленной с температуры 850 °С в воде (HRC 29, отпуск при 550 °С; HRC 36,
отпуск при 400 °С; HRC 43, отпуск при 450 °С; HRC 57, без отпуска).
Вибрационное торцовое точение проводили от периферии к центру
при следующих режимах: глубина резания 0,05—0,10 мм; подача
0,05—0,14 мм/об; подвод СОЖ в виде смеси машинного и
шпиндельного масел, частота вращения шпинделя 220 об/мин.
9 Кумабэ Д.
257
Рис. 9.9. Схема вибрационного
торцового точения алмазным резцом:
/ — волна продольных колебаний; 2 —
вибратор продольных колебаний; 3 —
концентратор колебаний; 4 — алмазная
вставка; 5 — оправка резца (подача s =
= 0,05 мм/об)
МКМ
\
мкм
Юг
МКМ
Юг
/«S^^VWWAA^A.^V^M^WVV»»^»^»^ 0.0О
0,00
VVVVVvvVVVVW/AVWV^VVW^ 0,10
МКМ
Юг
5 у уыштыммшшштн\0,1Ь
Рис. 9.10. Профилограмма
поверхностей после торцового точения
алмазным резцом закаленной стали с
твердостью HRC 57 (цифры у кривых —
подача s, мм/об; характеристика
микронеровностей — в тексте)
Основную составляющую силы резания Рс при вибрационной
обработке закаленной стали можно определить измерением энергии,
затрачиваемой на резание. При вращении шпинделя токарного станка
расходуется мощность около 90 Вт. Это соответствует расходу
энергии на холостом ходу. При вибрационном резании различных
закаленных сталей при различных режимах торцового точения
потребляемая мощность повысилась незначительно — примерно до 100 Вт.
Таким образом, при точном резании закаленных сталей мощность на
вращающемся шпинделе рассматриваемого вибрационного станка
составляет всего около 100 Вт.
По измеренной мощности резания при глубине резания 0,05 мм
и подаче s = 0,05-f-0,14 мм/об рассчитали следующие значения
основной составляющей силы резания Рс для различных твердостей
обрабатываемого материала:
Твердость HRC
Отношение Pjst Н/(мм/об)
29
0,1
36
0,3
43
0,4
57
0,10
Например, для закаленной стали с твердостью HRC 57 при подаче
0,14 мм/об и глубине резания 0,05 мм основная составляющая силы
резания равна примерно 0,15 Н (в среднем за период).
Внешний вид обработанной поверхности, ее шероховатость и
форма стружки при исследованных значениях твердости HRC 29—57
существенно не различались и характеризовались одинаковыми
тенденциями. На гладкой поверхности регулярно распределялись
полосы — следы подачи и метки 1Т. При резании образовывалась слив-
258
ная стружка без выделения тепла и изменения цвета. По измерениям
шероховатости (рис. 9.10) можно сделать вывод о том, что профили
получаются почти одинаковыми и что наибольшая высота
микронеровностей Rmax почти совпадает с расчетным значением Rth:
Подача s, мм/об 0,05 0,08 0,10 0,14
Rmax/Rth (мкм) 0,3/0,3 0,5/0,5 1,0/0,9 1,5/1,5
Таким образом, при вибрационном резании быстрорежущей
инструментальной стали можно получить гладкие поверхности с Rmax =
= 0,3 мкм.
Алмазные резцы, у которых может быть выполнена более острая
режущая кромка, чем на других резцах, позволяют при торцовом
вибрационном точении получать более четкий радужный рисунок
поверхности, чем при аналогичной обработке твердосплавными
резцами.
Характерно, что при резании на рассматриваемом станке не
происходит повышения температуры. Это позволяет в полной мере
использовать преимущества алмазного режущего инструмента.
Открывается возможность сверхточной обработки быстрорежущих
инструментальных сталей и т. п.
ТОЧНОЕ РЕЗАНИЕ ЗАКАЛЕННЫХ СТАЛЕЙ
ТВЕРДОСПЛАВНЫМ ИНСТРУМЕНТОМ
Шпиндель описываемого токарного станка, опирающийся
на два упорных подшипника, приводится во вращение
электродвигателем мощностью 200 Вт, частота вращения которого может
изменяться в диапазоне 220—350 об/мин. При вибрационном резании
можно применить патрон меньшей жесткости, чем на обычном
токарном станке. В такой менее жесткий патрон устанавливали детали
из быстрорежущих инструментальных сталей SKH2, SKH3, SKH4A,
закаленных до твердости HRC 64. На резцах работали пластины из
твердого сплава групп применяемости КОЗ и КЮ.
Точная обработка обеспечивалась при очень незначительном
расходе энергии на вращение шпинделя. Резание выполняли при
следующих режимах: частота колебаний 21,7 кГц; амплитуда
колебаний 22 мкм; выходная мощность 900 Вт; частота вращения
шпинделя 220 об/мин; глубина резания 0,05 мм; подача 0,02—0,08 мм/об.
Резец из твердого сплава группы КОЗ имел радиус скругления при
вершине 0,5 мм и передний угол 0°. При обработке подводили смесь
машинного и шпиндельного масел. Обрабатываемые стали SKH2,
SKH3 и SKH4A имели твердость соответственно HRC64; 64,5 и 65;
обрабатываемая деталь имела наружный диаметр 40 мм, внутренний
диаметр 10 мм и толщину 10 мм.
Торцовое вибрационное точение выполняли от периферии детали
к центру. При этом на вращение шпинделя затрачивалась мощность
90,5—92 Вт. Несмотря на такой малый расход энергии, при
обработке закаленных быстрорежущих инструментальных сталей типа
SKH удавалось получать сливную стружку. Поскольку на холостом
ходу потреблялась мощность 90 Вт, можно заключить, что на вибра-
9* 259
4
I/
1 о SKhZ
1 о SKH3
Г XSKH4A
1
Lid
i
1 .^5
г 1
p
2
® SKH2
0 5*7/J
x SKHUA
ЬЙ
П
Jf\
адг
o,ou
a)
0,06 0 0,02
Подача s, /in/off
OM
6)
0,06
Рис. 9.11. Зависимость мощности, затрачиваемой на резание (а), и сопротивления
резанию Р (б) от подачи s при обработке быстрорежущих инструментальных сталей
(режимы резания: частота колебаний 21,7 кГц; амплитуда колебаний 22 мкм; частота
вращения шпинделя 220 об/мин; диаметр обрабатываемой детали 40 мм; глубина
резания 0,05 мм; резец изготовлен из твердого сплава группы К07; радиус скругления
при вершине резца 0,5 мм; резание выполняется с подводом СОЖ в виде смеси
машинного и шпиндельного масел)
ционное резание расходовалось всего около 0,5—2 Вт. На специально
разработанном станке для вибрационного резания можно было
выполнять обработку при очень небольших силах резания и довольно
точно определять их значения. На универсальных токарных станках
вибрационного резания, переоборудованных из обычных, измерить
силы резания невозможно, поскольку они укладываются в диапазон
разброса потребляемой мощности на холостом ходу. Поэтому
сопротивление резанию и расход энергии на резание здесь
проанализировали отдельно.
Установлено, что для вибрационного резания быстрорежущей
инструментальной стали при глубине резания 0,05 мм и подаче
0,08 мм/об на шпинделе потребляется очень небольшая мощность —
всего около 100 Вт.
На рис. 9.11 показано влияние подачи на расход энергии и на
среднее сопротивление резанию при заданных режимах. При
обработке быстрорежущих инструментальных сталей SKH2, SKH3 и
SKH4A материал практически не повлиял на потребляемую
мощность. По величине мощности рассчитали основную составляющую
силы резания (рис. 9.11, б). Здесь ограничились средним
сопротивлением резанию: импульсную силу, соответствующую времени резания
te, представили как среднюю величину, приходящуюся на весь
период колебаний Т.
Как и в случае обычной углеродистой стали, при вибрационном
резании образовывалась сливная стружка. При этом шероховатость
поверхности почти соответствовала геометрическому (теоретическому)
значению. Все явления в основном совпадали с наблюдавшимися при
торцовом точении на вибрационных универсальных токарных
станках.
ТОЧНОЕ РЕЗАНИЕ ОЧЕНЬ МЯГКИХ МЕТАЛЛОВ
Для торцового вибрационного точения использовали
свинцовую заготовку диаметром 40 мм и толщиной 10 мм. Резец из
твердого сплава группы применяемости КОЗ имел радиус скругления
при вершине 0,5 мм и колебался с частотой 21,5 кГц и амплитудой
260
20 мкм при выходной мощности вибратора 800 Вт. Заготовку
зажимали в патроне шпинделя, который вращался с частотой 220 об/мин,
и обеспечивали глубину резания 0,2 мм и подачу 0,1 мм/об. При
таком точении образовывалась сливная стружка постоянной
толщины. Обработанная поверхность получалась гладкой и имела
регулярные метки, соответствующие подаче и расстоянию 1Т. Таким
образом, на данном токарном станке можно выполнять точную чистовую
обработку также и очень мягких металлов, имеющих низкую
температуру плавления, например свинца.
УЛУЧШЕНИЕ ПЛОСКОСТНОСТИ ДИСКОВ
На рис. 9.12 показано торцовое вибрационное точение
латунного диска, имеющего диаметр 130 мм и толщину 10 мм. Обработку
проводили при следующих режимах: частота колебаний резца
21,7 кГц; амплитуда колебаний 15 мкм; частота вращения шпинделя
ПО об/мин; подача 0,04 мм/об; глубина резания 0,05 мм. Режущая
часть резца была изготовлена из твердого сплава группы КЮ,
продолжительность резания составляла 7 мин.
Удалось получить шероховатость поверхности 0,4 мкм и
обеспечить неплоскостность порядка 3—4 мкм.
Для сравнения такую же деталь обрабатывали алмазным
инструментом на обычном токарном станке без вибраций при следующем
режиме: частота вращения шпинделя 1400 об/мин; поДача 0,02 мм/об;
глубина резания 0,02 мм; продолжительность резания 1 мин. При
этом наибольшая высота микронеровностей профиля составила 0,4—
0,6 мкм, но неплоскостность оказалась почти на порядок ниже: 20—
30 мкм, т. е. в результате обработки получился искривленный диск.
Шпиндель токарного станка для алмазной обработки вращался с
довольно значительной частотой, для чего требовалось обеспечить
достаточно прочное закрепление детали в патроне. При обычном
торцовом точении закрепленная деталь имела довольно хорошую
плоскостность. Однако после вынимания детали из патрона она
деформировалась, и неплоскостность резко увеличивалась.
При вибрационном торцовом точении на специальном станке,
поскольку шпиндель имеет низкую частоту вращения, а силы
резания невелики, можно
ограничиться болтовым закреплением детали
с легкой затяжкой. При этом
упругие деформации обработанной
детали после снятия ее со шпинделя
получаются незначительными, и
неплоскостность не превышает 3—
4 мкм. При вибрационном резании
проявляется также нечувствитель-
Рис. 9.12. Обработка
торцовым точением:
/ — экспериментальный
тываемые поверхности
диска вибрационным
образец, 2 — обраба-
261
ность к тепловым импульсам. Отсутствие температурных
деформаций обрабатываемых деталей тоже способствует повышению
точности обработки.
9.3. ОБРАБОТКА ТОРЦОВЫХ ПОВЕРХНОСТЕЙ
НА ВИБРАЦИОННОМ ЛОБОТОКАРНОМ
СТАНКЕ МОДЕЛИ UGC
При фиксированном кулачке для обеспечения
прямолинейного движения суппорта требовался довольно сложный механизм.
При схеме с двумя вращающимися плоскими кулачками можно
существенно упростить конструкцию лоботокарного станка и снизить
его стоимость.
Разработана конструкция лоботокарного станка, у которого
суппорт с резцом продольной колебательной системы движется в
направлении глубины резания и в направлении подачи с помощью двух
вращающихся кулачков. Такой механизм позволяет перемещать
режущую кромку резца по сложной траектории и обрабатывать
поверхность заданной произвольной формы. Первый подобный
вибрационный станок был спроектирован и изготовлен в феврале
1961 г. (рис. 9.13). Основной механизм кулачкового привода
использован как прототип в двухшпиндельном токарном автомате (см.
рис. 9.1, б). В 1961 г. еще не было устройств, обеспечивающих
крутильные или изгибные колебания резца. Поэтому пришлось
воспользоваться резцом продольной колебательной системы. В настоящее
время можно считать, что такие резцы являются оптимальными для
вибрационных лоботокарных станков, предназначенных для
обработки небольших деталей типа показанной на рис. 9.14.
Обрабатываемая деталь телефона имеет элементы из алюминия /,
чистого железа 2 и пермаллоя 5. Работа станка начинается от точки
Ох. Сначала резец подводится к обрабатываемой детали ускоренной
подачей. Затем включается рабочая подача и выполняется
вибрационное резание расположенного
1 э на периферии алюминиевого
' ^ участка в показанном
направлении. После обработки
\6 этого участка резец быстро
перемещается главным
образом в осевом направлении,
Рис. 9.13. Устройство станка UGC:
/ — шпиндель; 2 — дисковая муфта;
3 — патрон для закрепления детали;
4 — резец; 5 — концентратор,
увеличивающий амплитуду колебаний; 6 —
никелевый магнитострикционный
вибратор E00 Вт); 7 — кронштейн; 8 —
пружина; 9, 17, 19 — рычаги; 10, 11 —
кулачковые рычаги; 12, 27 —
кулачки; 13, 23 — шкивы; 14 — муфта;
16 — червяк; 18 — фасонная деталь;
20 — бобышка; 21 — двигатель; 22 —
педаль; 24 — кулачковый вал; 25 —
червячный вал; 26 — стопорный
рычаг
24 11
262
f
•*-
JJ0f^\
yf 3:'
-*
»4
€ш
a
=
-
"Ш"
ФЮ,5
1
=3
x Фщз '
\ \ \
J ^ 7
_J ф_?*_ '_
1
Цикл
ft^-i ±S/
Последовательность обработки
Рис. 9.14. Обрабатываемая деталь и последовательность обработки:
/ — алюминий; 2 — чистое железо; 3 — пермаллой;
а — обработанные поверхности; 61 —ускоренная подача; 62 — подача резания; в— быстрый
возврат
включается механизм рабочей подачи, и вибрационным резанием
обрабатываются участок чистого железа и центральный участок (элемент
из пермаллоя). После завершения высокоточной обработки с
получением размера Н = 5,712 мм с допуском ±7 мкм резец перемещается
в точку 02 и оттуда ускоренно возвращается в первоначальное
положение, т. е. в точку 0г. Такой цикл обработки применяется при
серийном производстве.
Деталь рассматриваемого типа составлена из материалов,
которые при обычных способах резания в соответствии с предъявляемыми
к ним требованиями считаются труднообрабатываемыми.
Необходимо обращать внимание на крепление детали и не допускать
действия нежелательных сил. В таких условиях при обычном резании для
поддержания точности на уровне ±7 мкм требуются довольно
высокая квалификация и опыт. Напротив, при торцовом точении на
вибрационном станке с устройством, обеспечивающим продольные ко*
лебания резца с частотой 20 кГц и максимальной амплитудой 20 мкм
(работающим от лампового генератора колебаний с максимальной
мощностью на выходе 2 кВт), от оператора не требуется ни
специальных знаний, ни высокой квалификации. Вибрационная обработка
может быть использована при серийном производстве деталей. Она
позволяет не только получить высокую точность обработки и низкую
шероховатость, но и обеспечить соблюдение заданных допусков на
крупных партиях деталей.
9.4. ОБРАБОТКА ТОРЦОВЫХ ПОВЕРХНОСТЕЙ
НА ВИБРАЦИОННОМ ЛОБОТОКАРНОМ ПОЛУАВТОМАТЕ
МОДЕЛИ 120VLR
В 1964 г. был создан вибрационный лоботокарный
полуавтомат 120VLR, ориентированный в основном на серийное
производство. В нем были успешно объединены достижения теории и
практики вибрационного резания и передовой технологии станкостроения
того времени (см. рис. 6.16). Станок имел четыре шпинделя,
расположенных равномерно (через каждые 90°) на поворотном столе. На
станине были закреплены четыре резцедержателя с резцами,
совершающими продольные колебания. В торцовой обработке принимали уча-
263
стие три резцедержателя. При этом стол периодически
поворачивается на 90°. За один оборот стола завершалась обработка до
заданных размеров.
Полуавтомат имел следующие основные размеры и характеристики:
Частота вращения шпинделя при резании на периферийной части
детали ...500; 450; 400 и 350 об/мин
То же, в центральной части детали ... 1000; 900; 800 и 700 об/мин
Максимальная подача (с бесступенчатым регулированием) ...
... 0,2 мм/об
Ускоренная подача ... 1000 мм/мин
Максимальная глубина резания ... 0,5 мм
Длина поперечной подачи ... 70 мм
Максимальная амплитуда колебаний резца ... 20 мкм
Частота колебаний резца ... 20 кГц
Режущая пластина резца изготовлена из твердого сплава группы
КЮ (масса державки 40 г).
Для привода шпинделя использован электродвигатель 4/8Р
мощностью 200 Вт. Гидронасос приводится в действие
электродвигателем мощностью 2,25 кВт. Для удаления отходов и пыли применен
пылесос с мощностью привода 1,5 кВт.
Для создания колебаний использованы три ультразвуковых
генератора, которые позволяют бесступенчато регулировать выходную
мощность в диапазоне 0—500 Вт.
Высота от пола до оси вращения шпинделя равна 1100 мм.
Станок занимает площадь 1440x1724 мм. Масса станка нетто равна
3500 кг. Время обработки одной детали не превышает 35 с.
При работе станок накрыт кожухом, что существенно снижает
уровень шума, который возникает при вибрации резцов, и
предотвращает его нежелательные воздействия. Однако полностью устранить
шум не удается. Уровень шума составляет 72—78 дБ. Этот шум
вызван переключением электромагнитных реле и работой пылесборника.
При непрерывной обработке на этом автомате 25 деталей можно
гарантировать точность ±2,5 мкм, а для партии 1000 деталей —
соответственно ±7 мкм. Таким образом, вибрационное резание
позволяет получать довольно большое число деталей в партии с высокой
точностью. Необходимо отметить также, что при такой обработке
существенно уменьшается упрочнение пермаллоя (при обычной
обработке твердость пермаллоя повышается примерно до НВ 80). На
описываемом автомате можно получить гладкие поверхности без
цветных пятен с хорошим внешним видом. Характеристики
обрабатываемых деталей, включая электрические, после обработки имеют малый
разброс. Поэтому такой вибрационный токарный полуавтомат
хорошо подходит для серийного производства телефонных деталей.
9.5. ТОРЦОВОЕ ВИБРАЦИОННОЕ ТОЧЕНИЕ
НА СПЕЦИАЛИЗИРОВАННОМ СТАНКЕ
Разработан специализированный станок,
предназначенный для торцового вибрационного точения. Резцедержатель станка
с устройством, обеспечивающим изгибные колебания резца, может
264
перемещаться и в продольном, и в поперечном направлениях. Если
на таком специализированном станке использовать автоматическое
загрузочное устройство (типа показанного на рис. 6.18), то
получится вибрационный лоботокарный автомат. Такой автомат успешно
работает в серийном производстве, где необходимо с высокой
точностью обрабатывать небольшие детали, укладывающиеся на ладони
(например, мелкие детали фотоаппаратов, часов, электроприборов
и т. п.).
9.6. ПОПЕРЕЧНОЕ СТРОГАНИЕ НА ВИБРАЦИОННОМ
СТРОГАЛЬНОМ СТАНКЕ
При строгании резцедержатель (суппорт) при каждом
возвратно-поступательном движении ползуна должен
поворачиваться относительно центральной цапфы, чтобы отвести режущую
кромку резца от обрабатываемой поверхности. Это предъявляет
определенные требования к конструкции суппорта —суппорт
должен иметь очень малые габариты и должен быть достаточно легким.
Для небольших строгальных станков, ход ползуна которых не
превышает 250 мм, в наибольшей степени подходит устройство,
обеспечивающее крутильные колебания резца, которое может быть
сделано очень легким. На рис. 9.15 показаны суппорт и резец для
строгального станка, совершающий крутильные колебания. На стержне
(//) в тех местах, где расположены узлы колебаний, находится
фиксирующая втулка для закрепления вибрирующего «резца в суппорте.
Режущие кромки расположены на периферии стержня и совершают
колебания в окружном направлении. Резец установлен так, что
направление колебаний режущих кромок почти совпадает с
направлением строгания. С применением такого суппорта создан
вибрационный строгальный станок с резцом крутильной колебательной системы.
На нем используют следующие режимы резания: частота колебаний
резца 21,7 кГц; амплитуда резца 8 мкм; число ходов 200 в минуту.
Резец из твердого сплава группы КЮ имеет геометрию,
представленную на рис. 9.15; обрабатываемая деталь из быстрорежущей
инструментальной стали SKH4A (твердость HRC 65) имеет размеры 13X
X13X100 мм.
У резца имеется тонкая твердосплавная режущая часть, которая
напоминает острие иглы. При резании на поверхности
обрабатываемого материала формируется канавка глубиной 0,1 мм, ширина
которой в соответствии с формой инструмента составляет 0,2 мм.
При резании образуется сливная стружка, свертывающаяся
в кольца большого диаметра. На поверхности V-образной канавки
четко выделяются полоски с промежутками длиной /г, что
свидетельствует о типичном механизме вибрационного резания. При строгании
на обычных станках, когда сила резания изменяется по закону
Р + р sin co^, такого полосчатого рисунка не наблюдается. Здесь
достигается новый эффект резания, невозможный при обычной
технологии без наложения вибраций. Такой вибрационный строгальный
станок может быть использован для изготовления инструментальной
оснастки, инструмента из быстрорежущей инструментальной стали,
штампов и матриц и т. п,
265
На крупных строгальных станках силы сопротивления резанию
довольно велики. При вибрационном резании на них можно
применить резцы крутильной колебательной системы, приводимые в
действие концентраторами, совершающими продольные колебания (см.
рис. 7.50). Могут быть также использованы суппорты, обычно
применяемые на продольно-строгальных станках.
Чтобы оценить уменьшение сил сопротивления резанию при
вибрационном строгании, провели специальные эксперименты при
следующих режимах: скорость резания 0,2 м/мин; глубина резания
0,5—2 мм; подача 0,025—0,125 мм/ход. При этом обрабатывали медь
(ав = 260 МПа), алюминий (ав = 83 ЛШа) и углеродистую сталь
(Ов = 500 МПа); частота колебаний резца была 20,8 кГц, амплитуда
колебаний 8 мкм; резец из быстрорежущей инструментальной стали
имел передний угол 20° и задний угол 8°.
На рис. 9.16 приведены экспериментальные графики
зависимости главной составляющей силы резания Рс и коэффициента резания
(относительной длины стружки) гс от подачи s при глубине резания
меди 1 мм. При вибрационном
резании во всех рассмотренных
случаях среднее сопротивление
резанию не превышало ЮН, т.е. было
в 50 раз меньше, чем при обычной
обработке без вибраций при
подаче s = 0,1 мм. В экспериментах
пробовали вращать рукоятку по-
250
200
150
100
50
ио
0,5
Ыч
i 1
fMM,o
4
1
('20*
^
i 1
,Cu
'a
jL
-
{—
4-
ts\ t I tWBH
f =20кГц ,а=8мкп
ш*\ » I .\a\
* I Q I *l т
4.
I
0,02 0,04 0,06 0,08 0,10 0t12
Подача s, мм
Рис. 9.15. Схема установки резца крутильной колебательной системы для
строгания и геометрия инструмента (/, а — направление колебаний; v — направление
резания):
1 — обрабатываемая деталь; 2 — резец; 3 — крепежная втулка; 4 — волна колебаний; 5 —
источник колебаний; 6а и 66 — первый и второй стержни резца (/ и //); 7 — суппорт попе*
речно-строгального станка; 8 — резец
Рис. 9.16. Влияние подачи s на главную составляющую силы резания Рс и на
коэффициент резания гс при обработке меди обычным резанием (а) и с наложением
вибраций с частотой колебаний 20 кГц и амплитудой 8 мкм (б)
266
\ss0,075mm,o(=20o, Си.
1 ¦ #¦¦¦¦ i
a
5
300
200
100
О 0,5 1,0 1,5 2,0 2,5
Глубина t,MM
Рис. 9.17. Зависимость главной
составляющей силы резания Рс от глубины
резания t при обработке меди обычным
способом (а) и с наложением вибраций
при частоте колебаний 20,8 кГц и
амплитуде 8 мкм (б)
400\
зоА
s-0,075мм)
а=20°; Al
f М if -
y\
—Ui
0,5 1,0 1,5 2;0 2,5
Глубина резания t, мм
Рис. 9.19. Зависимость главной
составляющей силы резания Рс от глубины
резания t при обработке алюминия
обычным способом (а) и с наложением
вибраций при частоте колебаний
20,8 кГц и амплитуде 8 мкм (б)
Рс,Н
500
Ш
300
200
100
О
Гс
Ю
0,5
0 0,02 ОМ 0.06 0,08 0,10 0,12
Подача s, мм
Рис. 9.18. Влияние подачи s на главную
составляющую силы резания Рс и
коэффициент резания гс при обработке
алюминия обычным способом (а) и с
наложением вибраций при частоте
колебаний 20,8 кГц и амплитуде 8 мкм (б)
| t=2MM,cc=26°, Al
Jr
[
Y
II^
'!
Л
S\
Л
a
Л
I
*
4—
1 w
рт*"
\a 4*
¦1 0
, d
¦¦ |
1
"~
t=lMM,<x=20°, сталь
-Л
Oi
6
Pc.H
500
400
300
200
100
0
rc
1,0
0,5
0 0,02 0,04 0,06 0,08 0,10 0,12
Подача s, мм
Рис. 9.20. Влияние подачи s на
главную составляющую силы резания Рс
и коэффициент резания гс при
обработке углеродистой стали обычным
способом (а) и с наложением вибраций
при частоте колебаний 20,8 кГц и
амплитуде 8 мкм (б)
itrt. и
ИГ"
0
„ft <
_,
—0.
0,28
- у
0,6 i
«
f
6
»
а
«4IU
mwm
V
дачи стола вручную. При этом стол перемещался совсем без
нагрузки — сопротивление резанию совершенно не ощущалось. Таким
образом, при вибрационном резании значительно уменьшается сила,
необходимая для подачи обрабатываемой детали, и сила резания,
которая действует на различные узлы станка.
Определение коэффициента резания показало, что при обычном
строгании получается короткая стружка со средним значением гс =
= 0,16. Наложение вибраций приводит к значительному
увеличению этого показателя примерно до 0,76. На рис. 9.17 видно влияние,
оказываемое при различных способах обработки с глубиной резания
t на главную составляющую силы резания Рс при величине подачи
267
Рис. 9.21. Зависимость главной составляющей силы реза-
ния*Рс от глубины резания t при обработке углеродистой ста-
ли*обычным способом (а) и с наложением вибраций при частоте
колебаний 20,8 кГц и амплитуде 8 мкм (б)
0,075 мм/ход. При глубине резания до 2 мм
сопротивление резанию при наложении
вибраций оказывалось очень малым. Следует
отметить, что даже при силовом резании (при глубине
о о,5 1,0 ь,мм резания 2 мм) режущая кромка не
выкрашивалась и нарост около нее не возникал, так что
строгание проходило довольно легко.
Экспериментальную обработку провели также для алюминия при
различных значениях подачи s (рис. 9.18 и 9.19). На первом рисунке
представлены зависимости главной составляющей силы
резания Рс и коэффициента резания гс от подачи s для обычного
и вибрационного резания. На втором рисунке показано
влияние глубины резания t на главную составляющую силы
резания Рс.
На рис. 9.18 видно, что как и в случае обработки меди, при
вибрационном строгании алюминия среднее сопротивление резанию
существенно уменьшается. При подаче s = 0,1 мм сопротивление
резанию при наложении вибраций было примерно в 20 раз меньше
наблюдаемого при обычном резании, а величина гс составила
соответственно 0,76 и 0,12. Как показано на рис. 9.19, иллюстрирующем
зависимость главной составляющей силы резания Рс от глубины
резания при строгании с глубиной резания 2 мм, наложение вибраций
уменьшает сопротивление резанию примерно в 4 раза. Для
углеродистой стали были проведены экспериментальные исследования и
построены соответствующие графики. На рис. 9.20 для различных
способов резания представлены зависимости главной составляющей
силы резания Рс и коэффициента резания гс от подачи s. Зависимости
главной составляющей силы резания Рс от глубины резания t
приведены на рис. 9.21.
На рис. 9.20 подача s изменялась до 0,125 мм. При этом
среднее сопротивление вибрационному резанию было
примерно в 5 раз меньше развивающегося при обычном резании.
Определение коэффициента резания (относительной длины
стружки) показало, что при вибрационном резании получается длинная
тонкая стружка, для которой гс = 0,8. При обычном резании
значение гс составляет 0,16.
При подаче s = 0,075 мм/ход и изменении глубины резания t
до 1,2 мм построили зависимости главной составляющей силы резания
Рс от величины t для обычного и вибрационного резания (рис. 9.21).
С увеличением глубины резания главная составляющая силы
резания Рс растет по линейному закону. При этом сила сопротивления
резанию при наложении вибрации снижается не в 14—20 раз,
как в случае обработки меди и алюминия, а менее резко —
примерно в 5 раз по сравнению с ее уровнем при обычном
резании.
268
40
зо\
20\
ю\
5=0,075мм ;а=20°,
сталь J
\а>
и
/
9.7. ОБРАБОТКА НА ВИБРАЦИОННОМ
ПРОДОЛЬНО-СТРОГАЛЬНОМ СТАНКЕ
Вибрационный продольно-строгальный станок создан на
базе существующего строгального станка. Его суппорт был заменен
новым с резцом изгибной колебательной системы. Следует обратить
внимание на качество поверхности после вибрационного строгания
с применением показанных суппорта и резца. Смена резца в
зависимости от последовательности выполняемых операций была не более
сложной, чем при обычном резании. Сменить резец можно было
быстро и легко.
Ниже на нескольких примерах рассмотрены результаты,
полученные при продольном строгании с наложенной вибрацией.
ВИБРАЦИОННОЕ СТРОГАНИЕ АЛМАЗНЫМ ИНСТРУМЕНТОМ
Частота колебаний резца составляла 21,5 кГц, амплитуда —
15 мкм. Для получения колебаний применили ламповый генератор
номинальной мощностью 2 кВт, На выходе этого генератора мощность
составляла 1 кВт. Резание выполняли алмазным инструментом двух
видов:
1) прямым резцом (рис. 9.22) с радиусом скругления при вершине
1 мм и геометрией 5°, 0°, 88°, 50°, 40°;
2) прорезным резцом шириной 3 мм с передним углом 0°.
Скорость резания составляла 8 м/мин, глубина резания 0,1 мм.
Подачу можно было изменить в диапазоне 0,02—0,23 мм/ход.
Обрабатывали следующие материалы:
1) медь (ав = 230 МПа);
2) алюминий (сгв = 280 МПа);
3) коррозионно-стойкую сталь (твердость НВ 102, лист длиной
600, шириной 300 и толщиной 10 мм, (алюминиевые и медные детали
имели такие же размеры);
4) дюралюминий (шестигранный пруток длиной 600 и размером
под ключ 60 мм);
5) закаленную углеродистую сталь S55C (брусок толщиной 60,
шириной 60 и длиной 300 мм); ее твердость
после различной термической обработки
составляла HRC 36; 41 и 57.
На вибрационном продольно-строгальном
станке удалось использовать алмазный
инструмент, чего нельзя было делать на
обычных станках этого типа. Это позволило
обрабатывать большие плоские поверхности
Рис. 9.22. Алмазный строгальный инструмент для
вибрационного резания (/, а — направление
колебаний; v — направление резания):
1 — алмазная вставка; 2 — конический штифт;' 3 —
концентратор продольных колебаний; 4 — волна изгибных
колебаний; 5 — резец изгибной колебательной системы; 6 —
суппорт
269
различных материалов. На них имелись следы подачи и метки
вибрационного резания 1Т. Следовательно, строгание выполнялось
острой режущей кромкой. Полученная стружка была сливной.
При указанных режимах резания коэффициент резания гс составил
0,5—0,8. Полученная высота микронеровностей совпадала с
геометрической (теоретической): наибольшая высота микронеровностей
профиля i?max = 2,8 мкм. Можно сделать вывод о том, что при
вибрационном строгании геометрия резца и характер колебаний
режущей кромки не изменяются. В таком случае при замене прямого
резца прорезным можно получить зеркальную поверхность, если
принять подачу на один ход меньше ширины резца. Принятый
прорезной (плоский) алмазный резец имел ширину 3 мм и передний
угол 0°. Вибрационное строгание при частоте 21,4 кГц и амплитуде
15 мкм провели при скорости резания 8м/мин, глубине резания 0,01 мм
и подаче 2 мм/ход. После смыва смазки (СОЖ) с
обработанной поверхности, как и ожидалось, поверхность оказалась
зеркальной.
При небольшой скорости строгания (8 м/мин) алмазным
инструментом можно свободно обрабатывать такие материалы, как медь,
алюминий, дюралюминий, углеродистая и коррозионно-стойкая
сталь. При этом можно получать особо точную поверхность, не
нуждающуюся в дополнительной обработке типа шлифования и притирки
или доводки.
ВИБРАЦИОННОЕ СТРОГАНИЕ ЗАКАЛЕННЫХ СТАЛЕЙ
АЛМАЗНЫМ ИНСТРУМЕНТОМ
При обычном строгании очень трудно обрабатывать закаленные
стали с твердостью HRC 36—57. При наложении вибраций даже
в случае продольного строгания никаких трудностей не возникает.
Изменение твердости в указанном диапазоне незначительно
влияет на характер получаемой поверхности, ее шероховатость и
форму стружки. Вибрационное строгание закаленной стали в
основном аналогично строганию обычной углеродистой стали.
Вибрационное строгание закаленной стали с твердостью HRC 57
выполняли скругленным резцом при глубине резания 0,10 мм и
подачах s, равных 0,05; 0,09; 0,12 и 0,17 мм/ход. Полученные
поверхности исследовали под инструментальным микроскопом, где были
четко видны регулярные метки, связанные с подачей и характерным
расстоянием 1Т. При резании образовывалась сливная стружка,
которая имела постоянную форму и такой же цвет, как у
обрабатываемого материала. Следовательно, повышение температуры стружки
было незначительным. Если при резании температура не повышается,
то алмазный инструмент способен сохранять свою уникальную
твердость. Таким инструментом можно осуществлять точное резание даже
тогда, когда не выдерживает никакой другой металлорежущий
материал.
Шероховатость в направлении подачи представлена на рис. 9.23.
Значение RnidX почти совпадало с геометрическим значением Rtlv
рассчитываемым по формуле Rth ж s2/8R.
270
.*
4
VJ
2
/
maxt^th
_i !
,MHM
?^J
% J
..._ 1
R/nax
MKM
10
V
s = 0, OSмм
тал =°А мкм
0,05
0,/0 0,/5 S, мм/ход
Рис. 9.23. Высота микронеровностей
поверхности, полученной при
вибрационном строгании алмазным
инструментом закаленной стали с твердостью
HRC 57 при различных подачах
(цифры у кривых — s, мм/ход)
о
мкм
1
ол
мкм
ч
0J
1,2 мкм
1,5 мкм
3,5 мкм
S =0,10 мм
5 = 0,12 ММ
5= 0,17 мм
При комнатной температуре поверхность после строгания была
глянцеватой и имела черный блеск. При освещении солнечными
лучами на ней появлялся радужный рисунок вследствие
интерференции света, обусловленный характером микроструктуры. На
поверхности были отчетливо видны узоры, образовавшиеся в результате
закалки. При обычном шлифовании эти узоры не выявляются.
УМЕНЬШЕНИЕ НЕПРЯМОЛИНЕЙНОСТИ,
НЕПЛОСКОСТНОСТИ И НЕПАРАЛЛЕЛЬНОСТИ
ПРИ ВИБРАЦИОННОМ СТРОГАНИИ
Рассмотренное выше относилось к небольшим участкам
поверхности, полученной вибрационным строганием. На этих
участках обращали внимание на состояние поверхности и на ее
шероховатость. Важно, однако, также знать и соотношения размеров и
положения между этими небольшими участками. Обратив на это
внимание, можно показать, как вибрационное строгание позволяет
улучшить непрямолинейность, неплоскостность и непараллельность.
Окончательная цель обработки плоских поверхностей
заключается в том, чтобы уменьшить эти показатели практически до нуля.
Для этого необходимо провести соответствующее регулирование
продольно-строгального станка и повысить его статическую точность.
Помимо этого следует улучшить также динамическую точность и
добиться того, чтобы по отношению к прямолинейному движению
обрабатываемой детали с постоянной скоростью не возникали
колебательные движения вершины резца в направлении,
перпендикулярном к действию основной составляющей силы резания.
Конкретными мероприятиями в этом направлении может быть
выбор соответствующей геометрии режущего инструмента, а также
значительное увеличение размеров суппорта и повышение его
жесткости. Однако возможности таких изменений суппортов продольно-
строгальных станков ограничены. После значительного увеличения
Рис. 9.24. Схема суппорта вибрационного строгального станка:
1 — стол строгального станка; 2 — обрабатываемая деталь; 3 — магнитострикционный
вибратор продольных колебаний мощностью 2 кВт; 4 — ступенчатый концентратор
колебаний; 5 — волна продольных колебаний; 6 — резервуар водяного охлаждения; 7 — к
генератору ультразвуковых колебаний мощностью 2 кВт; 8 и 9 — подвод и отвод воды; 10 —
суппорт строгального станка; 11 и 13 — крепежный болт; 12 — крепежное приспособление,
размещенное в узлах колебаний; 14 — волна изгибных колебаний; 15 — резец изгибной
колебательной системы; /, а — направление колебаний; v — направление резания
Рис. 9.25. Геометрия резцов, используемых при вибрационной обработке:
а — алмазный резец, предназначенный для испытаний на непараллельность; б — резец
из твердого сплава (керамики), предназначенный для испытаний на непрямолинейность и
непараллельность
размеров суппортов обратили внимание на сопротивление резанию,
получаемое при наложении вибраций. При соответствующем законе
изменения сопротивления резанию можно повысить фиктивную
жесткость и считать перемещение вершины резца только статическим.
При строгании нельзя обеспечить такую высокую скорость
резания, как при точении. Поэтому для усовершенствования процесса
строгания можно только применить импульсный характер
изменения силы резания. Раньше для точной обработки это не удавалось
реализовать. Для обеспечения соответствующей точности после
строгания и торцового точения считалось обязательным применять
плоское шлифование.
Наложение вибраций позволило заметно повысить точность формы
поверхности после обработки на продольно-строгальном станке.
С привлечением теории колебаний провели дополнительные
исследования устройства, обеспечивающего изгибные колебания резца, и
улучшили его конструкцию. Модернизированная конструкция
суппорта показана на рис. 9.24. На этом суппорте устанавливают
прорезные (плоские) алмазные резцы (рис. 9.25). На рис. 9.26
представлены обрабатываемые детали. Ниже показаны условия обработки
и проанализированы шероховатость поверхности в направлении
резания и показатели непрямолинейности, неплоскостности и
непараллельности, достигаемые при вибрационном строгании.
272
U70
2а
450
Рис. 9.26. Материалы и эскизы
обрабатываемых деталей:
1 — обрабатываемая поверхность; 2а и 26 —
детали, используемые при проведении
испытаний на непараллельность и на непрямоли-
пейность; 3 — дюралюминий (латунь,
углеродистая сталь); 4 и 5 — чугунная и каменная
базовые плиты; 6 — алюминий
(дюралюминий, латунь, углеродистая сталь, хромони-
келевая сталь)
Испытания для оценки этих
параметров проводили при
частоте колебаний резца 21,4—
21,5 кГц, амплитуде колебаний
26 мкм и скорости резания 8 м/мин.
Резец имел ширину режущей
кромки 23 мм, передний угол 0°
и задний 8°. Мощность генератора
звуковых колебаний на выходе
составляла 900 Вт.
При испытаниях на непрямолинейность и неплоскостность (А)
применяли резец из твердого сплава группы КЮ, при испытаниях
на непараллельность (Б) — алмазный резец.
Глубина резания в опытах А и Б была соответственно 0,005—0,02
и 0,005—0,05 мм, подача 1—10 и 1 мм/ход.
Обрабатывали следующие материалы:
А) дюралюминий (ав = 180 МПа), латунь (ав = 400 МПа),
углеродистую сталь (сгв = 650 МПа), чугун (чугунные плиты) и камень
(каменные плиты);
Б) алюминий (ав = 80 МПа), дюралюминий, латунь, углеродистую
сталь, а также хромоникелевую сталь (ств = 800 МПа).
1. УЛУЧШЕНИЕ ШЕРОХОВАТОСТИ ОБРАБОТАННОЙ
ПОВЕРХНОСТИ
Дюралюминий, углеродистую сталь и латунь подвергали
вибрационному строганию резцом из твердого сплава, имеющим
ширину режущей кромки 23 мм, при глубине резания 0,2 мм и подаче
10 мм/ход. Независимо от направления резания, подачи и
обрабатываемого материала достигалась высота микронеровностей профиля
#тах = °>2 МКМ-
По геометрическим соображениям, если вибрационное строгание
выполняется прямолинейной режущей кромкой, совершающей
прямолинейные движения в направлении резания, а подача несколько
меньше ее ширины, то должна получиться плоская поверхность с
показателем шероховатости в направлении резания и в направлении
подачи RmSLX « 0. В действительности это теоретическое значение
пока не достигнуто. Можно надеяться на то, что в будущем удастся
довести значения Rmax до нуля. Для этого необходимо тщательно
отрегулировать микронаклон режущей кромки и провести более
точную настройку узлов строгального станка. Полученное значение
273
/?max свидетельствует о высокой точности строгания, но не оказывает
непосредственного влияния на показатели непрямолинейности,
неплоскостности и непараллельности. При обычном строгании
шероховатость Rmax = 0,2 мкм, разумеется, не может быть достигнута.
При вибрационном строгании чугунных и каменных плит
глубина резания составляла 0,2 мм, а подача — 3 мм/ход. При этом на
чугунных плитах было получено значение Rmax ~ 2 мкм, что
обусловливалось структурой этого материала. При строгании
образовывались микроуглубления в чугуне, так как обрабатывающий
инструмент как бы «выковыривал» графит.
Влияние материала на получаемую чистоту поверхности
сказывалось и при обработке камня. Раньше каменные плиты подвергали
притирке. При этом характерная для камня пористая поверхность
разрушалась, и формировалась гладкая поверхность. При
вибрационном строгании не наблюдалось трения задней поверхности резца
об обрабатываемый материал, как в случае обычного строгания. Под
действием энергии колебаний, которая подводилась к режущей
кромке инструмента от генератора колебаний, обрабатываемая
поверхность камня разрушалась, что вело к образованию пористой
структуры с микровпадинами. В направлении резания высота
микронеровностей поверхности Rmax составляла 10 мкм, а в направлении
подачи — 5 мкм.
2. УЛУЧШЕНИЕ ПРЯМОЛИНЕЙНОСТИ
Для измерения непрямолинейности станины строгального
станка использовали автоколлиматор 6D, выпускаемый фирмой
«Нихон когаку». При измерениях на стол станка помещали плоское
зеркало и обеспечивали микроподачу стола. Непрямолинейность
составляла 1,8 мкм/1000 мм. При строгании на таком станке нельзя
обеспечить меньшую непрямолинейность обрабатываемой детали,
чем у базовой поверхности, т. е. у направляющих.
На столе строгального станка располагается шестигранная
призма, зажатая в приспособлении и обрабатываемая в продольном
направлении. На суппорте поставлен индикатор с круговой шкалой,
имеющий цену деления 1 мкм. При измерениях обеспечивали
контакт измерительного устройства с обрабатываемой деталью и
микроперемещения в продольном направлении. Непрямолинейность всей
поверхности резания получилась практически равной нулю.
Обработанную деталь сняли со станка и на специальном измерительном
столе измерили автоколлиматором (табл. 9.1 и рис. 9.27). На длине
Рис. 9.27. Измерение
непрямолинейности
обработанных деталей:
/ — обработанная деталь;
2 — плоское зеркало; 3 —
аэтоколлиматор; 4 — стол
9.1. Схема измерения непрямолинейности (рис. 9.27)
Материал
обрабатываемой
детали
Экспериментальное значение непрямолинейности,
полученное с помощью автоколлиматора
Непрямолинейность,
мкм/мм
Дюралюминий
Латунь
Углеродистая
сталь
400
400
2/400
2/400
2,3/400
1000 мм отклонение составило около 5 мкм. Это отклонение
обусловлено упругими деформациями детали, которые произошли после того,
как ее вынули из зажимного приспособления, а также тем, что при
проведении измерений, связанных с перемещением плоского зеркала,
не удалось обеспечить однородность контакта нижней поверхности
плоского зеркала A00x100 мм) с обработанной деталью.
Показатели неплоскостности при обычной (а) и вибрационной (б)
обработке чугунной и каменной плит получились следующими:
Плита:
чугунная
каменная
а, мкм б, мкм
20
5,7
5,3
3
Полученную непрямолинейность можно уменьшить разработкой
более совершенного способа крепления обрабатываемой детали и
повышением точности подачи суппорта. Необходимо выполнить более
тщательную наладку различных механизмов строгального станка.
Можно считать, что тогда непрямолинейность обработанных деталей
будет такой же, как у станины (направляющих) строгального станка.
3. УЛУЧШЕНИЕ ПЛОСКОСТНОСТИ
Вибрационному строганию подвергали плиты (рис. 9.28)
из чугуна и камня (черного сланца). Неплоскостность обработанной
чугунной плиты составила 5,3 мкм, что примерно в 4 раза меньше
значения, которое получали при обычном резании. Результат для
каменной плиты C мкм) был примерно в два раза лучше, чем при
обычном строгании.
Таким образом, на строгальном станке с наложением вибраций
можно обеспечить довольно высокую точность обработки даже
каменных плит. При обработке чугунных плит такой точности C мкм)
обеспечить не удавалось. Это можно объяснить тем, что плиты были
закреплены с определенным усилием и после их снятия со станка
происходило упругое восстановление прежних размеров детали.
Если при вибрационном строгании чугунных плит обратить должное
внимание на упругое восстановление, то после обработки можно
275
Рис. 9.28. Измерение неплоскостности поверхности,
полученной после вибрационного резания чугунной
(У) и каменной B) плиты (черной)
Рис. 9.29. Способы (последовательность) обработки
деталей, используемых при испытании на
непараллельность:
/ — формирование базовой поверхности, параллельной
станине; 2 — поворот детали на 180° (при закреплении
детали затягиваются ключом четыре болта), грубое
строгание; 3 — поворот детали на 180° (два раза) с легким
затягиванием крепежных болтов вручную ключом; крепежные
болты затягивали очень незначительно, чтобы свести к
минимуму перекос под влиянием усилия затяжки; 4 —
поворот детали на 180° (два раза); обработка выполняется без
затягивания детали винтами
в принципе обеспечить такую же точность, как и при строгании
каменных плит, у которых этот эффект не проявляется. Для чугунных
плит размером 300X300 мм можно сравнительно просто получить
неплоскостность около 3 мкм.
4. УЛУЧШЕНИЕ ПАРАЛЛЕЛЬНОСТИ
Вибрационное строгание позволяет обеспечить довольно
малую неплоскостность. На рис. 9.29 показаны детали, для которых
можно не принимать во внимание упругое восстановление формы
после строгания, а также влияние, которое оказывает точность
используемых механизмов и, в частности, точность установки на
строгальном станке. Эти детали являются довольно узкими. У них
обрабатывают верхнюю и нижнюю поверхности, и измеряют их
непараллельность. В рассматриваемом случае целесообразно по всей
поверхности стола строгального станка подготовить базовую поверхность
путем ее строгания инструментом, закрепленным в суппорте. Здесь
решили поступить таким образом. Для крепления обрабатываемой
детали на столе установили приспособление, имеющее достаточную
площадь. Поверхность этого приспособления обрабатывали
вибрационным строганием Таким образом получили базовую поверхность,
параллельную станине строгального станка.
На эту поверхность установили обрабатываемую деталь,
предназначенную для исследования непараллельности ее поверхностей.
Деталь закрепили установленными с двух сторон четырьмя пласти-
276
нами и болтами, которые довольно сильно затянули ключом. 6 таких
условиях провели грубую обработку верхней и нижней
поверхностей. После этого высвободили две пластины, а две упругие,
удерживавшие деталь, оставили. При этом деталь закрепили на базовой
поверхности очень незначительной затяжкой болтов (от руки, только
слегка завернув крепежные болты). Деталь обработали сверху и снизу,
повернув ее так, что правая и левая стороны поменялись местами.
На заключительном этапе удалили крепежные пластины, которые
прижимали деталь с помощью двух болтов, и провели обработку
вибрационным строганием верхней и нижней поверхностей детали,
когда обрабатываемая деталь удерживалась на базовой поверхности
лишь силами сцепления. Использовали следующие режимы резания:
частота колебаний резца 21,5 кГц; амплитуда колебаний 15 мкм;
выходная мощность 1 кВт; глубина резания при грубой и чистовой
обработке 0,05 и 0,005 мм; подача 1 мм/ход. В качестве СОЖ
использовали смесь шпиндельного и машинного масел; обработку вели
алмазным инструментом с шириной лезвия 3 мм.
После обработки провели соответствующие измерения с помощью
индикатора часового типа с ценой деления 0,001 мм. Индикатор
был установлен на суппорте и имел точечный контакт с обработанной
поверхностью. В процессе измерений очень медленно перемещали
стол станка. При измерениях был получен характерный результат
0—0 мкм. Это свидетельствует о том, что обработанная поверхность
имела такую же непрямолинейность, как и станина строгального
станка. Полученные поверхности не были криволинейными и не
имели сложных изгибов. Обычно при определении непараллельности
одну из обработанных поверхностей принимают за базовую и
располагают ее на плите, неплоскостность которой равна практически
нулю. В ходе измерений определяют уклон другой поверхности.
В данном случае измеряли толщину микрометром с точностью
0,001 мм и по полученному значению судили о непараллельности.
Можно видеть (рис. 9.30, табл. 9.2), что при обработке хромони-
келевых и углеродистых сталей, алюминия и латуни
непараллельность на длине 450 мм составляет 3 мкм, а в случае дюралюминия —
2 мкм. В среднем на длине 450 мм непараллельность равна 3 мкм.
Для сравнения провели также обработку на тщательно
отрегулированном новом фрезерном станке Хандикатта CSE-103, выпускаемом
фирмой «Сибаура», обычным торцовым фрезерованием при частоте
вращения шпинделя 160 об/мин, подаче 80 мм/мин и глубине резания
0,2 мм. Непараллельность на длине 450 мм для хромоникелевой стали
составила 63 мкм, для углеродистой 28 мкм, для алюминия 56 мкм,
для дюралюминия 65 мкм,
для латуни 22 мкм.
Обработанная на хорошо
настроенном строгальном станке
Рис. 9.30. Схема измерения
непараллельности обработанных образ- __^ ,
цов, полученных при вибрацион- \^ ^j 1234567S9 10
ном строгании (табл. 9.2)
450
40
277
9.2. Результаты измерения / (мм) при испытании на непараллельность
(рис. 9.30) *
Точка
1
2
3
4
5
6
7
8
9
10
I
41,935
41,935
41,935
41,938
41,936
41,936
41,936
41,938
41,938
41,938
и
41,780
41,781
41,780
41,780
41,783
41,783
41,783
41,783
41,783
41,783
ш
41,472
41,472
41,472
41,472
41,775
41,475
41,475
41,475
41,475
41,775
IV
41,718
41,720
41,718
41,718
41,718
41,720
41,720
41,720
41,720
41,720
V
41,775
41,775
41,775
41,775
41,775
41,777
41,777
41,776
41,777
41,777
* I — хромоникелевая сталь; II — углеродистая сталь; III — алюминий ; IV —
дюралюминий; V — латунь. На материалах I—III и V непараллельность не превышала
3,5 мкм/450 мм, на материале IV — 2 мкм/450 мм.
хромоникелевая сталь имела непараллельность 15 мкм (на той же
длине 450 мм).
Можно сделать вывод о том, что вибрационное резание на
строгальном станке позволяет получать на порядок меньшую
непараллельность, чем при обычном резании или шлифовании.
Такую малую непараллельность удается обеспечить благодаря
известным преимуществам вибрационного резания:
1) устойчивому положению режущей кромки резца;
2) небольшой силе резания, действующей на обрабатывающую
деталь, что позволяет применять малые усилия при закреплении
детали или даже вообще обойтись без закрепления (при этом
механические деформации обрабатываемой детали предотвращаются
практически полностью).
Приведенные выше конкретные числовые значения
свидетельствуют о том, какими возможностями в настоящее время обладают
вибрационные строгальные станки. Довести непрямолинейность и
непараллельность до нуля пока еще не удается. Однако в недалеком
будущем это станет возможным.
Предложена конструкция малогабаритного строгального станка
вибрационного типа. На нем можно обрабатывать мелкие
галантерейные изделия (застежки, брошки, серьги, заколки для галстуков
и т. п.) из коррозионно-стойких и закаленных сталей.
На таком станке можно выполнять такую точную обработку
плоских поверхностей материалов типа коррозионно-стойкой стали,
которая прежде не обеспечивалась даже быстровращающимся
алмазным инструментом. Даже при точной обработке вышеуказанных
изделий очень часто назначают большие припуски. Поэтому
желательно полнее использовать возможности, открываемые вибрацион-
278
Рис. 9.31 Схема
фрезерного станка
вибрационного резания с частотой
20 кГц:
/ — щетки; 2 — контактные
кольца (втулка)
ным резанием. Необходимо тщательно отрегулировать все
механизмы строгального станка, устранив люфты, использовать такие же
резцедержатели, как на больших продольно-строгальных станках, и
обеспечить возможно более высокую мощность на выходе генератора
колебаний. В таком случае даже при большом сопротивлении
резанию частота и амплитуда колебания резца не будут изменяться и
строгание удастся выполнять при очень малых отношениях tjT.
При проектировании рассматриваемого станка все это приняли
во внимание.
9.8. ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ВИБРАЦИОННОГО
РЕЗАНИЯ
На рис, 9.31 приведена схема фрезерного станка, у
которого инструмент вибрирует с частотой 20 кГц. При этом мощность
вибропривода составляет 500 Вт. Здесь применена крутильная
колебательная система (см. рис. 7.49), в которой крутильные колебания
совершает оправка, несущая на себе режущие элементы. Для подвода
тока возбуждения к вращающемуся вибратору использованы
латунные контактные кольца, которые расположены на втулке во
вращающемся шпинделе. Эти кольца контактируют с неподвижными
угольными щетками, закрепленными на подшипнике оправки. Станок имеет
специальное устройство охлаждения нагревающегося вибратора.
Испытания станка показали, что при фрезеровании, как и при
других видах обработки резанием, наложение вибраций
позволяет:
1) существенно уменьшить сопротивление резанию;
Рис. 9.32. Схема
шпинделя с вибратором
крутильных колебаний:
1 — шпиндель; 2 — оправка;
3 — втулка; 4 — щетки; 5 —
вибратор крутильных
колебаний; 6 — контактные
кольца; 7 — фреза
279
2) уменьшить усадку стружки (повысить коэффициент
резания гс);
3) исключить образование нароста и налипание обрабатываемого
материала на режущую кромку;
4) получить более чистую (гладкую) обработанную
поверхность и т. п.
При использовании концентратора продольной колебательной
системы, обеспечивающей крутильные колебания оправки,
выполнение ряда фрезерных работ затрудняется. Установка вибратора
крутильных колебаний для фрезерной оправки позволяет
получить компактную колебательную систему (рис. 9.32), которая не
затрудняет проведение динамической балансировки и выполнения
фрезерных операций при высоких скоростях резания.
ГЛАВА 10
ОБРАБОТКА ОТВЕРСТИЙ
Для обработки отверстий обычно используют инструмент,
длина которого гораздо больше его диаметра, из-за чего под
действием сопротивления резанию он легко изгибается или
деформируется, как при продольном изгибе. Чтобы таким инструментом
получить необходимое отверстие, следует по возможности уменьшить
изменения положения его центра вращения и его геометрии, а также
статические и динамические перемещения режущей кромки в
радиальном направлении. Необходимо также создавать такие условия,
при которых стабилизируется характер вращательного движения и
движения подачи и уменьшаются динамические перемещения,
обусловленные упругими колебаниями обрабатываемой детали. При этом
можно получить конфигурацию отверстия, точно соответствующую
геометрии инструмента или траектории его движения. Если бы
удалось полностью устранить вышеперечисленные перемещения и
изменения, то можно было бы получать точные отверстия с
практически нулевыми показателями некругл ости, нецилиндричности,
непрямолинейности и неперпендикулярности.
При обычной обработке отверстий (без вибраций) сила резания
изменяется по закону Р +psm со/. При наложении вибраций точная
обработка отверстий обеспечивается в результате действия
импульсных сил резания.
Далее кратко поясняются способы обычной обработки
отверстий.
а. Сверление
При обычном сверлении желательно обеспечить изменение силы
резания по закону Р -f p sin со/. Для этого сверло должно
вращаться с большой частотой. Однако при этом в результате трения
режущих кромок сверла о внутреннюю поверхность отверстия
выделяется значительное количество тепла. Из-за этого сверло быстро
затупляется и в конечном счете разрушается, т. е. обработка
становится невозможной. Поэтому повышать частоту вращения сверла
можно лишь до некоторого предела. В реальных условиях при
сверлении часто не удается добиться закона изменения силы
резания Р + Р sin со/. При этом нередко ухудшаются режущие качества
сверла и усиливаются упругие колебания обрабатываемого материала
и самого сверла. Все эти обстоятельства наиболее существенно
проявляются при сверлении в материале черновых отверстий у
перемычки, соединяющей режущие кромки сверла в центральной части,
281
где скорость резания близка к нулю, а передний угол ябляется
тупым. Нельзя ожидать, что таким инструментом может быть
выполнена точная обработка отверстия.
в. Развертывание
При обычном развертывании для создания идеального закона
изменения силы резания Р + р sin cot приходится также
обеспечивать высокую частоту вращения развертки. При этом тоже
выделяется значительное количество тепла, из-за чего обычно приходится
снижать скорость резания. Хотя развертка представляет собой
почти идеальный инструмент для точной обработки отверстий, все
же развертыванием не удается получить отверстие, диаметр
которого был бы точно равен диаметру развертки. Кроме того, при
обработке очень часто образуются большие заусенцы. Развертывание
позволяет существенно повысить точность черного отверстия,
полученного сверлением. Поэтому такую обработку часто применяют для
получения базового отверстия и обеспечения соответствующей
посадки при сопряжении с валом.
в. Растачивание
Размеры и форма борштанги определяются диаметром и длиной
растачиваемого отверстия. Поэтому в ряде случаев не удается
добиться достаточной жесткости инструмента, необходимой для
обеспечения высокой точности обработки, так как произвольно изменять
его форму и размеры нельзя. Если проводить растачивание при
высокой скорости, при которой обеспечивается оптимальный закон
изменения силы резания Р + р sin Ы, то довольно часто возникают
значительные динамические перемещения тонкой борштанги. При
этом развиваются нежелательные вибрации инструмента и
ухудшаются показатели нецилиндричности и некруглости растачиваемой
поверхности. Очень трудно растачивать отверстия малых диаметров
в так называемых труднообрабатываемых материалах. Растачивание
поверхностей в закаленных сталях практически невозможно.
Следует также иметь в виду, что в случае быстрого вращения
обрабатываемая деталь должна быть достаточно надежно зажата. Между тем
при больших усилиях зажатия детали после обработки происходит
упругое восстановление, значительно снижающее точность
получаемых размеров. Нередко это вызывает довольно существенные
трудности.
г. Внутреннее шлифование
При этом виде обработки, как и при шлифовании наружных
цилиндрических поверхностей, частота вращения детали невелика,
а частота вращения шлифовального круга весьма значительна, что
позволяет обеспечить изменение силы резания по закону Р -f P X
X sin at. Получить высокую частоту вращения шпинделя со
шлифовальным кругом нетрудно, однако диаметр шпинделя определяется
диаметром обрабатываемого отверстия, из-за чего шпиндель
приходится выполнять тонким и недостаточно жестким. В шпинделях
282
малого диаметра легко возникают упругие колебания. В таких
случаях получение оптимального синусоидального закона изменения
силы резания существенно затрудняется, и усовершенствовать
внутреннее шлифование не удается. Трудно шлифовать глубокие
отверстия малых диаметров, а также отверстия в деталях, собранных из
разнородных материалов.
д. Протягивание
Скорость резания при протягивании довольно мала. Поэтому
закон изменения силы резания может существенно отличаться от
идеального Р-\- р sin со/. При низких скоростях резания обработанные
поверхности получаются довольно грубыми. Для устранения этого
недостатка у протяжки предусматривают отделочные
(калибровочные) зубья, которые выглаживают обрабатываемую поверхность.
Скорость резания при протягивании неизбежно остается низкой,
и для широкого внедрения высокопроизводительного протягивания
необходимо коренное усовершенствование этого процесса.
Известно, что существенное улучшение характеристик режущего
инструмента, предназначенного для обработки отверстий при
низких скоростях резания, может быть достигнуто при вибрационном
резании, когда силы резания имеют импульсный характер. Для
обработки вибрационным резанием отверстий и наружных
цилиндрических и плоских поверхностей необходимы специально
спроектированные и изготовленные станки, аналогичные рассмотренным
в гл. 5—7'. Однако можно применять и существующие станки,
предназначенные для обработки отверстий, соответственно
усовершенствовав их конструкцию. В переделке нуждаются суппорты и
шпиндели. На рис. 10.1, а — г показано, в каких направлениях
целесообразно обеспечивать колебания инструмента, обрабатывающего
внутренние поверхности. Для достижения соответствующей точности
необходимо тщательно отрегулировать механизмы, обеспечивающие
подачу стола и вращение шпинделя. В остальном существующие
конструкции могут быть оставлены прежними.
На рис. 10.1, а и б показаны вибрационные сверлильные
станки. При сверлении на таких станках сверло совершает
колебания.
В гл. 5 отмечалось, что направление резания у сверла меняется
по мере перемещения от периферии к центру. Режущие кромки
сверла располагаются на торцовой поверхности и ориентированы
от центра к периферии. В центре сверла находится перемычка
(поперечная кромка), на которой направление резания совпадает с
осевым направлением сверла. Поскольку в различных точках режущих
кромок сверла направления резания неодинаковы, суммарные
колебания должны складываться из продольных и крутильных. Такие
колебания невозможно получить практически, поскольку для
различных сверл они должны быть согласованы с частотой, диаметром
и подачей. Поэтому обычно при вибрационном сверлении
ограничиваются одним из видов колебаний: продольными или
крутильными.
283
Рис. 10.1. Станки для вибрационной обработки отверстий (/, а —направление
колебаний; v—направление резания; s—направление подачи):
а — вертикально-сверлильный; 1 — стол; 2 — обрабатываемая деталь; 3 — головка
шпинделя; 4 — колонка;
б — радиально-расточный; / — вспомогательный (установочный) блок; 2 — сверло или
развертка; 3 — колонка; 4 — консоль; 5 — головка шпинделя; 6 — ось вращения консоли;
0 — угол поворота консоли;
в — горизонтально-расточный; 1 — стол; 2 — обрабатываемая деталь; 3 — борштанга; 4 —
расточный резец; 5 — перемещение шпиндельной головки в вертикальном направлении;
6 — поперечная подача каретки; 7 — продольная подача стола;
г — внутришлифовальный; /гх и п2 — направления вращения обрабатываемой детали и
шлифовального круга
Продольные колебания применяют в тех случаях, когда основное
внимание необходимо уделить обработке детали в области
поперечной кромки инструмента. Крутильные колебания целесообразны,
когда наиболее существенное значение имеют явления в
периферийной части режущих кромок. В ряде случаев сверло рассматривается
только как инструмент для получения отверстия в обрабатываемом
материале, а точность этого отверстия имеет лишь второстепенное
значение. В таком случае целесообразно применить продольные
колебания. Однако обработка сверлом продольной колебательной
системы подходит только для мягких материалов (алюминия,
дерева и т. п.) и неприемлема для твердых (углеродистой или
коррозионно-стойкой стали и т. п.). В гл. 5 отмечалось, что целесообразно
сначала получить отверстие, например обычными методами, а затем
выполнить его точную обработку с получением необходимой формы
с наложением вибраций.
После выполнения чернового отверстия для дальнейшей его
обработки можно воспользоваться чистовым сверлом, которое
совершает крутильные колебания. Однако в большинстве случаев только
рассверливанием чернового отверстия обеспечить соответствующую
точность обработки невозможно.
Для получения требуемой точности часто приходится применять
развертки. Развертывание после сверления представляет собой
довольно трудоемкую и дорогостоящую операцию.
В 1958 г. разработали развертку диаметром 8 мм, которая в
процессе обработки совершает крутильные колебания с частотой 20 кГц.
Эту развертку установили на токарный станок с межцентровым
расстоянием 550 мм. При обработке материалов типа алюминия,
латуни и углеродистой стали такая развертка дает тонкую
ленточную стружку (сливную), а поверхность отверстия получается
гладкой. Если при больших подачах колебания происходят не точно
в указанном направлении, то точное развертывание не будет
обеспечено. Эти обстоятельства приняли во внимание при разработке
станка, предназначенного для развертывания с наложением вибраций
с частотой 100 Гц.
Такой станок был создан в 1963—1964 гг. В станке предусмотрены
винтовой кулачок и ходовой винт, который имел шаг, равный
подаче. Этот станок можно было применить и для вибрационного
нарезания резьбы. Он был выставлен на Третьей международной
ярмарке металлорежущих станков. Были также изготовлены
различные вибрационные приставки для различных станков. На
рис. 10.1, б показан крупногабаритный радиально-сверлильный
станок с приставкой для вибрационного развертывания.
На рис. 10.1, в показан расточный станок с вибрирующим
резцом. Этот станок разрабатывали с 1964 по 1970 гг. На станке был
поставлен ферритовый крутильный вибратор. При установке
расточных оправок крутильной колебательной системы, предназначенных
для небольшого диаметра, на таком станке можно точно растачивать
закаленные стали. Для этого на конце оправок устанавливали
алмазный инструмент. Обрабатываемую деталь зажимали в шпинделе,
285
который вращался в гидростатических подшипниках. В таких
условиях можно было с высокой точностью растачивать алюминий,
латунь, углеродистую и коррозионно-стойкую сталь. При этом некруг-
лость растачиваемых отверстий составляла 0,4 мкм. На таком станке
можно было довольно просто проводить точное растачивание
различных деталей для электроники, изготовляемых из
труднообрабатываемых материалов типа пермаллоя, чистого железа и т. п.
Усовершенствование конструкции колебательного устройства
расточного резца позволило проводить вибрационную расточку
алмазным инструментом сравнительно больших отверстий (диаметром
ПО мм и длиной 400 мм). При обработке дюралюминия, латуни,
меди и углеродистой стали получали ровную поверхность без
царапин по всей длине. В таких внутренних поверхностях как в зеркале
отчетливо отражался шахматный рисунок стержня, на поверхности
которого были нанесены черно-белые квадраты. Пытались также
применять резцы изгибной колебательной системы. Системой такого
типа оснастили точный станок для расточки чугунных вкладышей
(гильз) цилиндров еще большего диаметра D00 мм).
На рис. 10.1, г показан станок для вибрационного шлифования
внутренних поверхностей. Обработку проводили также
вибрирующими протяжками (см. рис. 5.7, ж). К исследованиям в этом
направлении приступили примерно после восьми лет изучения
вибрационного резания (приблизительно в 1962 г.). Наиболее важной задачей
было создание специализированного вспомогательного оборудования.
В настоящее время работают лишь опытные станки для
вибрационного протягивания с частотой 20 кГц и опытные станки с
гидромеханическим виброприводом.
Сопротивление протягиванию обычно составляет несколько
десятков килоньютонов. Поэтому был необходим источник колебаний,
который мог бы выдержать такое большое усилие. На начальном
этапе исследований (в 1962 г.) источники колебаний имели
мощность около 2 кВт. Такая мощность была явно недостаточной и не
позволяла получать идеальные импульсные силы. Поэтому
положительного эффекта от вибрационного резания не достигалось.
В дальнейшем получили положительные результаты на опытном
вибрационном протяжном станке, в котором для создания
колебаний с частотой 100 Гц использовали гидромеханический привод с
большой мощностью на выходе. Следующим важным этапом явилась
разработка электрогидравлического вибропривода, отличавшегося
устойчивой работой и обеспечивавшего частоту колебаний 100 Гц.
В дальнейшем основным вибрационным протяжным станком будет
станок с электрогидравлической системой, рассчитанной на частоту
100 Гц.
Примерно в 1957 г. приступили к экспериментальным
исследованиям вибрационной обработки отверстий. На начальном этапе
обрабатываемую деталь припаивали твердым припоем к торцу
концентратора продольных колебаний и закрепляли на столе
сверлильного станка. В процессе обработки деталь совершала
продольные колебания в осевом направлении сверла. Проведенные исследо-
286
вания позволили составить общее представление о том, что может
дать наложение вибраций при обработке отверстий. В дальнейшем
предполагается провести прикладные исследования по сверлению
пушечными сверлами, прорезанию круглых пазов, шлифованию
внутренних поверхностей^ протягиванию. При этом особое
внимание будет уделено созданию специального оборудования.
Далее рассматриваются устройства, предназначенные для
получения отверстий вибрационным резанием, станки для такой
обработки и получаемые показатели точности и чистоты поверхности.
ЮЛ. ОБРАБОТКА ОТВЕРСТИЙ НА ВИБРАЦИОННОМ
СВЕРЛИЛЬНОМ СТАНКЕ
Пусть 6 — угол, образованный направлением резания
и направлением, перпендикулярным к оси сверла; d — диаметр
сверла; s — подача. Если подача s невелика по сравнению с
диаметром сверла d, то угол 0 = arctg (slnd) почти равен нулю.
Следовательно, в таком случае целесообразно применить крутильные
колебания сверла.
В устройстве, показанном на рис. 10.2, колебания создаются
двумя продольными магнитострикционными вибраторами, которые
расположены по касательной на торце вала постоянного поперечного
сечения, передающего крутильные колебания. На вибраторы
подают ток подмагничивания и ток возбуждения, имеющий частоту /.
Рассматриваемое устройство позволяет при помощи продольных
колебаний создавать ультразвуковые крутильные колебания вала,
передающего крутильные колебания, т. е. торсиона. Амплитуда
этих колебаний увеличивается концентратором, который соединен
с упомянутым валом. На конце концентратора находится сверло 1,
соединенное с ним пайкой, резьбой или на конусе.
В настоящее время при установке вибраторов продольных
колебаний можно довольно просто и легко проектировать и изготовлять
различные устройства, обеспечивающие крутильные или изгибные
колебания режущего инструмента. На рис. 10.2 показано одно
из первых успешных конструктивных решений по изменению на-
Рис. 10.2. Схема устройства для обработки отверстий, в котором сверло совершает
крутильные колебания:
п — направление вращения детали; s — направление подачи сверла; f, a — направление
колебаний
287
21 кГц,
dj
V
Рис. 10.3. Параметры
крутильных колебаний
сверла (диаметр 4,3 мм):
а — амплитуда
5 10
Ток возбуждения, А
В
6 мкм
w\
Ufl_
6 мкм
правления колебаний, разработанное в 1958 г. В дальнейшем оно
нашло применение не только при резании, послужив прототипом для
создания различного рода преобразователей направления колебаний
в различных аппаратах, работающих с использованием ультразвука.
Сверло У, совершающее крутильные колебания, представляющее
собой одно целое с концентратором колебаний и цилиндрическим
волноводом, опиралось на два крепежных диска 2, припаянных
твердым припоем в тех местах, где располагались узлы колебаний,
к резервуару 7. Центральное положение сверла регулировали с
помощью клина 4, на котором располагались опоры 5 к 6. Все эти
узлы размещались на продольной каретке 3. В патроне 8 была
закреплена деталь 9, в которой сверлили отверстие. Здесь показаны
основные элементы устройства, обеспечивающего в процессе
сверления крутильные колебания сверла. Такое устройство установлено
на токарном станке с межцентровым расстоянием 550 мм. В
экспериментах с помощью стробоскопа и инструментального микроскопа,
предназначенного для измерения амплитуды (с ценой деления шкалы
2 мкм), измеряли амплитуду колебаний режущей кромки в
окружном направлении.
Результаты этих измерений для сверла диаметром 4,3 мм
представлены на рис. 10.3. Амплитуды колебаний точек А и 5,
расположенных на наружных концах режущих кромок, прямо
пропорциональны силе тока возбуждения. В ходе исследований
максимальное значение амплитуды составляло 6 ыкм. При попадании
капель из пипетки на конец сверла жидкость разбрызгивалась
в тангенциальном направлении. По характеру разбрызгивания
оценивали возникновение резонанса в колебательной системе сверла.
По особенностям разбрызгивания можно было также оценить
интенсивность и направление колебаний режущей части.
На рис. 10.3 показано изменение амплитуды от периферии сверла
к его центру О (где амплитуда колебаний равна нулю). При нулевой
амплитуде в центре импульсные силы здесь не действуют и нельзя
получить эффекта, характерного для вибрационного резания.
Если расположенная в центральной части сверла поперечная
кромка не принимает участия в резании, т. е. имеется заранее
выполненное черновое отверстие, то при вибрационном сверлении
можно получать отверстия с гладкой поверхностью. При этом фор-
288
мируется гладкая сливная стружка. При таком вибрационном
сверлении диаметр отверстия получается равным диаметру
сверла х.
Чтобы обеспечить подачу сверла точно по прямой линии,
необходимо не только соответствующим образом расположить две режущие
кромки. Можно также приложить продольные колебания к сверлу
(в осевом направлении). В таком случае поперечная кромка сверла
будет работать как пуансон, совершающий регулярные возвратно-
поступательные движения и оказывающий импульсные силовые
воздействия на обрабатываемый материал. При этом на
периферийных участках режущих кромок будет наблюдаться механизм
вибрационного резания с колебаниями в направлении перпендикулярной
(нормальной) составляющей силы резания. Поскольку при
вибрационном резании это направление не является основным, как ясно
из анализа механизма резания, такая обработка возможна на
деталях из мягких материалов (алюминия, дерева и т. п.). В отличие
от углеродистой стали для таких материалов, как алюминий и
дерево вторичная обработка используется довольно редко. С помощью
сверл, совершающих продольные колебания, можно получить точные
отверстия при сверлении мягких материалов. Такой способ
обработки этих материалов в настоящее время можно считать основным
д,ля получения точных отверстий.
На рис. 10.4 показано устройство для получения отверстий, в
котором сверло совершает продольные колебания.
Рассматриваемое устройство располагается на продольной
каретке 3 токарного станка. На этой каретке находится клин 4> с
помощью которого регулируется центральное положение сверла. На
клине крепежными элементами 5 и 6 закреплен резервуар с водой,
имеющий круглое поперечное сечение. Устройство для создания
продольных колебаний сверла зафиксировано в резервуаре с водой
с помощью опор 2 и 7, которые располагаются в местах узлов
колебаний. Опора 2 находится на коническом концентраторе
колебаний, а опора 7 — на магнитострикционном вибраторе. Сверло 1
совершает продольные колебания в направлении, показанном
стрелкой /, а. При вибрационном сверлении оно подается в
обрабатываемую деталь 9, которая вращается в шпинделе 8.
1 Кумабэ Д. Поверхностная обработка. Т. 2, с. 665—667.
Рис. 10.4. Схема
устройства для обработки
отверстий сверлом,
совершающим продольные
колебания:
п — направление вращения
детали; /, а
колебаний; s
подачи
направление
направление
10 Кумабэ Д.
289
Рис. 10.5. Схема конструкций шпинделя
вибрационного сверлильного станка
Если сверло изготовлено из
быстрорежущей стали, имеет диаметр 5 мм
и длину а = 30 мм, то по формуле для
конического концентратора G.56) при
d0 = 30 мм и частоте / = 20 кГц можно
рассчитать размеры концентратора: Ь =
= 32 мм; / = 192 мм; хп = 80 мм.
При обычном сверлении алюминия или
дерева стружка заполняет канавки сверла
и в форме гусеницы трудно удаляется из
зоны резания. В результате на
поверхности отверстия образуются довольно
значительные дефекты, а в месте выхода
сверла возникает заусенец. Напротив, при
сверлении с помощью рассматриваемого
вибрационного устройства стружка
быстро отделяется (как будто сдувается);
при этом она не повреждает
обработанную поверхность, и заусенец не
образуется. Внутренняя поверхность выглядит
как после доводки (притирки), а
диаметр отверстия почти равен наружному
диаметру режущей части сверла.
На основании проведенных
экспериментов разработали вибрационный
сверлильный станок. При его создании
принимали во внимание следующие
обстоятельства:
1) возможность съема и закрепления
сверла;
2) простота центровки;
3) использование такой амплитуды, при которой не возникают
усталостные разрушения;
4) применение различных скоростей вращения сверла для
обеспечения универсальности оборудования;
5) ] использование вибраторов, работающих при
воздушном охлаждении, т. е. ферритового и электрострикцион-
ного.
На рис. 10.5 [показана конструкция шпинделя этого станка.
Ток возбуждения и подмагничивания подводили к вращающемуся
вибратору 5 от генератора колебаний / через щетки 2 и контактные
кольца 3. К контактному кольцу припаян ввод 4. Конец вибратора
соединен с концентратором колебаний 7. Здесь выполнено
коническое отверстие (с конусностью 0,03) для закрепления сверла.
Хвостовик сверла 9 вставляется в это отверстие и поджимается
установочной гайкой 8,
290
При соединении и центровке концентратора колебаний со
шпинделем 6 использовали те участки, где на концентраторе
располагались узлы колебаний. Центровку выполняли внутри шпинделя.
В том месте, где со стороны сверла располагался узел колебаний,
установили фланец и соединили концентратор колебаний со
шпинделем на болтах. Использовали ферритовый магнитострикционныи
вибратор мощностью 200 Вт с принудительным охлаждением
масляным туманом.
Основные размеры шпинделя приведены на рис. 10.6. В
шпинделе вращается спиральное сверло, вибрирующее с частотой
колебаний 20 кГц. При изменении формы сверла необходимо
соответствующим образом изменять и размеры шпинделя. Амплитуду колебаний
сверла в рассматриваемом случае целесообразно увеличивать,
применив ступенчатый концентратор колебаний. Особое внимание
обратили на точность вращения сверла. Биение сверла в окружном
направлении и торца шпинделя в осевом направлении не превышало
2 мкм. Сверление можно проводить при частотах вращения 500—
3000 об/мин. При этом можно обеспечивать колебания с частотой
20 кГц. Амплитуда колебаний может достигать 30 мкм. По
сравнению с обычным резанием наложение вибраций позволяет существенно
сократить припуск на обработку (отверстие более точно
соответствует диаметру сверла). Наложение вибраций дает возможность
повысить качество отверстий по таким показателям, как точность,
чистота поверхности, непрямолинейность, неперпендикулярность,
некруглость и нецилиндричность.
Повышение точности при наложении вибраций, в частности
уменьшение неперпендикулярности, благодаря чему отверстие по-
133
A44WSW4
^е
чччччу
^~
52,5 , 52,5 54,5
7>i\
^ган
15
М6*1
37,3
3:100
Рис. 10.6. Размеры шпинделя и геометрия сверла (характеристики сверлильного
станка: частота колебаний инструмента 20 кГц; амплитуда колебаний 0—40 мкм;
колебания происходят в продольном направлении; частота вращения сверла 550—
2500 об/мин; мощность электродвигателя 0,5 л. с); сверло из инструментальной
стали SKH9; диаметр сверла 3,303 мм; угол подъема винтовой линии 32°; шаг
спиральной канавки 16,7 мм; конусность хвостовика 0,3 мм на 100 мм; частота
колебаний 20 кГц; амплитуда колебаний 0—30 мкм; угол при вершине 90°:
/ — контактное кольцо; 2 — сверло; 3 — направление продольных колебаний; 4 —
концентратор продольных колебаний; 5 — вибратор для получения продольных колебаний
10*
291
Рис. 10.7. Схема прогиба инструмента при сверлении
Рис. 10.8. Схема измерения составляющих усилия резания Я и Г:
1 — экспериментальный образец; 2 — направление колебаний; 3 — вибратор; 4 —
контактные кольца; 5 — генератор • колебаний; 6 — приспособление, в котором закреплен
экспериментальный образец; 7 — тензометрические датчики; 8 — тензостанция; 9 — осциллограф
Рис. 10.9. Основные направления сверления экспериментального образца из дерева:
1, 2, 3 — направления сверления, перпендикулярные поперечному, тангенциальному и
радиальному разрезу; 4 — годовые слои; 5 — направления сосудов
лучается более прямым, обусловливается следующими факторами.
На рис. 10.7 показаны силы 7\ действующие на свободный
конец сверла (в осевом направлении), и Я (в радиальном направлении);
сила Н может быть обусловлена несимметричностью расположения
двух режущих кромок сверла, биениями центральной оси вращения
и другими факторами. Под действием этих сил конец сверла
отклоняется от центральной оси на расстояние s. Для рассматриваемого
случая можно записать следующее уравнение:
Е1Ч*г = -Т{У + в) + Н{1-х), A0.1)
где Е — модуль упругости на растяжение материала сверла; / —
момент инерции эквивалентного сечения.
В уравнении A0.1) можно обозначить TIEI = k2 и получить
общее решение в виде
у = A cos kx + В sin kx — s + (HIT) (I — x).
Постоянные А я В могут быть определены по начальным
условиям. После соответствующих преобразований получаем
#=(s—Y~l)cosks— (s — -jr l^j ctgklsinkx — s~y-A — x).
A0.2)
Угол наклона ф может быть рассчитан по формуле
Ф =-|jL = — k [s--^rl) sinfc (s - -у- /) ctg«cosfoe - -jr. A0.3)
292
Если учесть условие, что при х = 0 производная dy/dx
обращается в нуль, то для рассматриваемого случая можно записать
" = iSH^ 00-4)
И
s=-f(l-±tgkl). A0.5)
После подстановки выражения A0.4) в уравнение A0.3) и
соответствующих преобразований для угла наклона ф на свободном
конце сверла можно вывести формулу
9 = -^- = fe( Ь11~ГЫ ь, ). A0.6)
Y dx \ kl cos kl — smkl/ v 7
Подставив сюда выражение A0.5), с учетом решения Галловея г
можно получить
Силы Я и Т можно найти при помощи измерительного устройства
(рис. 10.8), предназначенного для определения сопротивления
резанию.
Существенно, каким образом здесь крепится экспериментальный
образец. Для этой цели использовано специальное приспособление,
в котором образец поджат болтом снизу к базовой пластине. За
базовую принимали ту поверхность обрабатываемого материала
(дерева), которая располагалась под прямым углом к сверлу.
Для проведения экспериментов выбирали дерево без смолы,
сучков и инородных включений (песка, металла и т. п.). Образцы
вырезали из бука в тех местах, где годовые кольца были однородными.
Обычно образец представлял собой куб с длиной ребра 30 мм.
Влажность образца была 10 %. На рис. 10.9 показаны три основных
направления сверления.
Сверло из быстрорежущей стали SKH 9 диаметром 3,3 мм имело
угол заострения 90°, угол подъема винтовой линии 32°, длину
рабочей части 26 мм, ход винтовой линии 16,7 мм, конусность
конического хвостовика 0,3 мм на 100 мм. Частота вращения сверла была
2500 об/мин; подача 0,1; 0,3; 0,5; 0,7 мм/об; частота колебаний
20 кГц, амплитуда 15 мкм.
На рис. 10.10 видно влияние подачи на осевую силу Т и
радиальную силу Я. Зная эти силы, можно по формуле A0.7) рассчитать
угол ф.
Пусть сверление выполняется на тангенциальной грани куба
с подачей 0,3 мм/об. Для расчета принимаются значения / = 4 см;
d = 0,21 см — средний диаметр эквивалентного цилиндра, соответ-
1 Galloway. Some experiments on the influence of various parameters on drill
performance. — Trans, of the ASME, 1957, № 2.
293
1
\i^
^г
т
г
JH
u
и
д
A
\ >
A
г
/у 1
LLe^^sL
1 Г^!
4***"*J'
J^0
>rJr
И
H
t4&*==fi
I
5
т | ^-^
1 4"fie*"T <L*-*""*
1 V^fllA^^
-i
r
J/7
25
10
15
10
5
0 0,1 0,3 0,5 0,7 0 0,1 0,3 0,5 0,7 0 0,1 0,3 0,5^f
Подача s, mmIo6
a) 5) в)
Рис. 10.10. Влияние подачи s на сопротивления резанию (осевую Т и радиальную Н
составляющие) при обычном (А) и вибрационном (Б) резании; а, б, в —
направления сверления, перпендикулярные к тангенциальному, радиальному и поперечному
разрезам
ствующего сверлу, сечение которого приближается к
прямоугольному;
Е = 2Ы06Н/см2;
/ = ж*4/64 = 9,5-Ю-5 см4;
& = 1/Т/?/.
Дри рбы2Д0&О).езании значения осевой_и щда^льной сил nojry- s
чили^^^ Н^^^^Ж^При наложений вйЗра-..
'ций_рб^сост^шщ1рщи§ уменьшаются до JT = ДД.Н.и^-^.Д HL^.„
При подстановке этих значений угол ф будет равен
соответственно 8,1 -Ю'8 и 4,5-10 рад.
д,ср, мрад
60
рй
(
-У,
)^^1
,/
/А
Г
f
0 0,1 0,3 0,5 0,7 0 0,1 0,3 0,5 0,7 0 0,1 0,3 0,5s,mm/c
а) б) в)
Рис. 10.11. Зависимости угла наклона сверла ср и неперпендикулярности
отверстия 6 от подачи s по результатам расчета (/) и экспериментальным данным G7)
при обычном (А) и вибрационном (Б) резании; направления сверления а—в — как
на рис. 10.10
294
рис. 10.12. Влияние сил
сопротивления резанию в
осевом (Т) и радиальном
(Я) направлениях на
величину угла наклона 40
сверла ф; цифры у
кривых — соответственно Н 30
и Т (в ньютонах)
20
10
ср, мрад
50
4
1
Т=40 30
20
Ж
vr
Т=10
(р,ирад
50
k0
30
20
10
'
""// =
д
б
О
// = 2
I .
4 6
а)
8Н,Н
10 20 ЗЛ Т,\\
9
Измерения непрямоугольности, характеризуемой г углом 0, дали
значения этого угла при обычном и вибрационном резании 11,2-10"8
и 9,210 рад.
Представляет интерес графически показать зависимости
расчетных и экспериментальных значений обеих сил Я и Т при сверлении
экспериментального деревянного образца в трех основных
направлениях от величины подачи s (рис. 10.11). Отверстия при
вибрационном сверлении лолучаются с прямой осью.
При подачах 0,1; 0,3; 0,5 и 0,7 мм/об для сверления
перпендикулярно тангенциальному разрезу экспериментально определили
силы Т и Я. Подстановкой этих значений в формулу A0.14) можно
рассчитать зависимости угла ф от осевой Т и радиальной Я сил
(рис. 10.12). На неперпендикулярность довольно существенно влияет
сила Я (радиальная). При обработке дерева влияние осевой силы Т
можно не принимать во внимание.
Далее анализируются законы изменения сил резания,
действующих на режущую часть сверла, совершающего продольные
колебания. Исследования выявили два закона изменения сил резания
(рис. 10.13, а и б). Первый из них соответствует случаю а > s/2.
На обрабатываемую деталь действуют импульсные силы сжатия и
Кумабэ Д. Поверхностная обработка. Т. 2, с/ 660.
Рис. 10.13. Характер волн
сопротивления резанию
в зависимости от
соотношения между амплитудой
колебаний а и подачей s
.s-K
,'<^"Ч>
a>f
а)
Hx+hxsincot Hu+hySincot
a<j
s)
295
Рис. 10.14. Эффект увеличения жесткости и
устойчивости сверла при импульсном
характере сил в условиях вибрационного резания
растяжения. Во втором случае
а < s/2. Постоянная статическая
нагрузка сжимает деталь. На эту
нагрузку наложена сила резания,
изменяющаяся по
синусоидальному закону. В момент врезания
в обоих случаях изменения
являются импульсными. Здесь удобно
применить колебательную систему
с одной степенью свободы, состоящую из пружины и демпфера.
Динамические смещения сверла анализируются для обоих законов
изменения силы резания (рис. 10.14).
I. Изменение по закону Н (t) = H +h sin со/.
Рассматриваемую силу резания можно разложить на
составляющие по направлениям х и у, определяемые по формулам
Hx(t) = Hx + hxsm(ot;
Hy{t) = Ну + hy sin со/.
Для сил, действующих в направлении х, можно записать
следующее уравнение:
М ^г + С -J- + kxx = Hx + Л* sin со/.
dt*
dt
A0.8)
Перемещение х определяется из выражения
Нх
Нх
1
tg<P =
Ь* л kx |/"A — (dVcu^ у2 + 4v2 (coVo)^)
2v (<o/con)
sin (со/-ф); A0.9)
1
-(co2/a>2n)•
Здесь со —круговая частота колебаний сверла в радиальном
направлении, в котором действует сопротивление резанию; М —
приведенная масса; С — коэффициент вязкого демпфирования; kx —
коэффициент жесткости; соп — круговая частота собственных
колебаний в радиальном направлении; Сс — критический коэффициент
вязкого демпфирования; v = С/Сс; <р —фазовый угол между
силой Нх (/) и направлением перемещения х.
Если со/соп > 1, то второе слагаемое в формуле A0.9) обратится
в нуль и останется только первое слагаемое
X Л <W /v<v;
A0.10)
Аналогичное выражение можно получить и для направления у:
У = Hylky.
Таким образом, перемещение сверла будет чисто статическим,
а его изменения во времени прекратятся. Это можно назвать
эффектом успокоения колеблющегося сверла.
296
Пусть действующая на сверло радиальная сила изменяется по
импульсному закону
оо
Hx{t)=-у-я,+4-н* 2 4"sin (т-я)cos ^ <10-х !>
Если сила резания изменяется по такому закону и
удовлетворяется условие со/соп > 1, то перемещение по оси х можно
представить в виде (здесь Т — период)
x = (tc/T)(Hx/kx). . A0.12)
Аналогичным образом для перемещения по оси у можно записать
y = (tJT)(Hy/ky). A0.13)
Таким образом,
x = Hx/[(T/tc)kx};
y = Hj[(T/tc)ky). <ШЛ4'
Отсюда можно сделать вывод, что фиктивный коэффициент
жесткости в Tlte раз (в среднем в 3—-10 раз)_больше обычного^ Следо~-~
"Тзательно, при импульсном характере'сил рёзанияГ диаметр тонкого
сверла как бы увеличивается: физически он остается прежним, но
сверло изгибается значительно труднее. Это можно назвать
эффектом увеличения жесткости вибрирующего сверла *.
В итоге достигается меньшая неперпендикулярность, т. е.
формируются более прямые отверстия. В диапазоне, в котором еще не
происходит усталостного разрушения сверла, с увеличением
амплитуды колебаний режущей части сверла улучшается точность
обработки отверстий.
10.2. ОБРАБОТКА ОТВЕРСТИЙ НА ВИБРАЦИОННОМ
СТАНКЕ ДЛЯ РАЗВЕРТЫВАНИЯ
Устройство станка для вибрационного развертывания
освещалось в книге автора 2. Этот станок обеспечивал колебания
развертки в направлении резания с частотой 100 Гц и амплитудой
около 0,2—0,3 мм. Была применена обычная развертка.
Исследования проводили при следующем режиме: частота колебаний
развертки 100 Гц; амплитуда колебаний 0,02—0,5 мм (переменная
величина); частота вращения шпинделя 135—200 об/мин (базовое
значение); ход перемещения шпинделя 50 мм; расстояние от торца
шпинделя до стола 350 мм; рабочая площадь 250x250 мм; рабочий
размах 310 мм. Колебания обеспечивались двухполюсным
электродвигателем мощностью 400 Вт, работающим при напряжении 200 В;
для подачи использовали четырехполюсный электродвигатель
мощностью 200 Вт, работающий при напряжении 200 В; высота станка
1 Кумабэ Д. и др. Сэймицу кикай, 1977, т. 43, № 6.
2 Кумабэ Д. Поверхностная обработка. Т. 2, с. 679.
297
1055 мм, масса 120 кг; для станка требовалась площадь пола 485 X
X 755 мм.
Конструкция станка характеризуется следующими
особенностями.
1. Вибрации обеспечиваются эксцентриком, вращающимся с
частотой 6000 об/мин.
2. Основным узлом вибропривода является кривошипно-шатун-
ный механизм.
3. Из вибропривода выведен вал, который совершает колебания
в окружном направлении.
4. На конце вибрирующего вала находится винтовой кулачок.
5. Под действием этого кулачка развиваются колебания в
направлении резания.
6. Вращательная подача всего вибрационного устройства
обеспечивается ходовым винтом.
7. Развертка крепится к шпинделю в сверлильном патроне или
с помощью специального приспособления.
Вибрационный станок для развертывания модели 10RTL имеет
довольно большой ход шпинделя и может быть использован для
обработки глубоких отверстий. Вибрирующий вал и ходовой винт
довольно длинны; они обеспечивают перемещение шпинделя на
расстояние 100 мм.
Для станка разработали вибратор блочного типа, который можно
установить на специализированный станок.
Устройство блочного типа для вибрационного развертывания и
нарезания резьбы имеет следующие основные характеристики:
частота колебаний развертки 100 Гц; амплитуда колебаний
развертки 0,3 мм (постоянная); частота вращения шпинделя 80 об/мин;
для вибропривода использован двухполюсный электродвигатель
мощностью 400 Вт B00 В); подачу обеспечивает четырехполюсный
электродвигатель мощностью 200 Вт; масса всего устройства —
100 кг.
При сопоставлении вибрационного развертывания с обычным
применяли развертку диаметром 6 мм, изготовленную из стали
S45C. При припуске на обработку 0,2 мм на диаметр и подаче
0,75 мм /об в случае обычного резания к развертке необходимо было
прикладывать крутящий момент 80 Н-см. При наложении вибраций
момент был в 4 раза меньше B0 Н-см). При этом уменьшилось и
усилие, прикладываемое к развертке в продольном направлении:
со 100 до 20 Н, или приблизительно в 5 раз. Вибрации инструмента
при развертывании позволили получить более гладкую
обработанную поверхность без царапин и уменьшить ее нецилиндричность.
Вибрационное развертывание позволяет получать отверстия с
малым разбросом параметров — по классу точности Н7.
Режимы вибрационного развертывания и полученные результаты
представлены в табл. 10.1. Для показанных здесь деталей при
заданных условиях резания провели вибрационное развертывание и
установили, что у всех исследованных материалов максимальная
высота микронеровностей Rmax составляла примерно 2,5—3 мкм.
298
10.1. Условия вибрационного развертывания и полученные результаты
Обрабатываемая деталь
1
S3
!
1
к 1
*1
1 __
[
3
«^
А-в
9
15
3
**>-
Шероховатость 3 мкм
ffM Ктах=3мкм
о1
I I I
О 1мм
\
Обрабатываемые материалы:
коррозионно-стойкая сталь SUS304
углеродистая сталь S35C и алюминий
Развертка:
обычная ручная
с прямыми канавками диаметром 7 мм,
изготовленная из инструментальной
стали SKH9
Режим резания:
частота вращения развертки 80 об/мин;
частота колебаний развертки 100 Гц;
амплитуда колебаний на режущей
кромке 0,2 мм; подача 0,6 мм/об; черновое
отверстие получено сверлом диаметром
6,8 мм с подводом сурепного
(рапсового) масла
Коррозио]
нно-стойкая сталь
Точность обработки
(отклонения диаметров 0аи 0)
в сечениях А и В)
Сечение
А
В
0а, ММ
+0,006
+0,009
06, мм
+0,008
+0,010
'
Шероховатость 2,5 мкм
мкм
Rmax ~ *» *мкм
10 г "max"L>°м"п
I I I
0 1MM
MKM
10
*L, » i
Rmx = 2,5MKM
4 йцншииь Ц*ц h*fr ft*Mk
1мм
Углеродистая сталь
Точность обработки
Сечение
А
В
0а, мм
+0,012
+0,012
05» мм
h0,013
-0,013 !
Алюминий
Точность обработки
Сечение
В
0а. мм
+0,003
. +0,005
05» мм
Ь0,003
-0,005
299
10.2. Условия вибрационного развертывания и полученные результаты
Материал
Литой алюминий
Литая бронза ВС2
Бакелит
Литая
высокопрочная бронза
HBSC2
Изделие
Автомобильный
поршень
Деталь
электротехнического
изделия
То же
»
мм
13
8
8
8
d4.
мм
12,8
7,8
7,8
7,8
об/мин
' 70
80
80
80
S,
мм/об
1,25
0,5
0,5
0,5
а,
мм
0,33
0,2
0,2
0,2
^тах»
мкм
1
2,5
1,5
1,5
Примечание. Обработку выполняли ручной разверткой с подводом сурепного
масла; частота колебаний инструмента 100 Гц; d — диаметр развертки; й- — чернового
отверстия; п — частота вращения; s — подача; а — амплитуда колебаний.
При этом диаметр отверстия был больше диаметра развертки всего
на 0,01 мм.
В табл. 10.2 приведены условия развертывания и полученные
результаты. При обработке ручной разверткой точность и чистота
отверстия во всех случаях соответствовала классу Н7.
В табл. 10.3 приведены результаты для заданных условий
развертывания, полученные для других материалов и для деталей
другой формы. Здесь выбирали такую скорость резания, при которой
интервал lT = vlf составлял примерно 0,33 мм.
Следует также отметить, что при вибрационном развертывании
удается устранить заусенец, который образовался при сверлении
чернового отверстия.
При обработке глухих и конических отверстий следует учитывать
явления, поясняемые на рис. 10.15. Иначе будет трудно получить
высокую точность отверстия. При обработке сквозных отверстий
эти явления существенного значения не имеют.
Пусть конической развертке задается определенный ход в
прямом направлении, после чего она сразу же совершает ход в обратном
направлении. Таким движениям соответствует картина резания,
приведенная на рис. 10.20, б. При этом происходит кратковременная
остановка развертки, которая вращается лишь в одном
направлении. Однако и в таком случае возникают неровности поверхности,
связанные с амплитудой колебаний в направлении резания. Чтобы
устранить их, необходимо создать такие условия, при которых
направление колебаний развертки при ее временной остановке и
последующем вводе в действие совпадало бы с окружным направлением.
Следовательно, за заданный ход необходимо обеспечить колебание
в направлении резания и вращательное движение подачи. Необходимо
в заданной точке переключить колебание в окружном направлении
на вращательное движение.
300
10.3. Условия вибрационного развертывания и полученные результаты
Обрабатываемая
деталь
Развертка
СОЖ
мм
^тах»
мкм и
ТОЧНОСТЬ
обработ-
А
Г
V///////////A
\ш//ш.
У» .
{
«Ы
Щ
j
\
^
55"
«1
щ
у///Л777у
У///л
10
-*—»¦
У////
W
10
"«—»¦
Л
4
I щ I ^ I ул
щ
шШЫ
1Ж1
щ
щ
щ.
4ш0
У»»»/»М»/\
У»У/»»»»»А
38
Ручная
Ручная
со
ректированным
концом
Ручная
Прямо-
бочная
Ручная
Ручная
Ручная
Ручная
4,86
4,0
65
136
80
120
ПО
80
135
50
70
1,00
0,75
0,5
1,0
0,6
0,4
1,0
1,336
Сурепное
масло
(РМ)
Юси-
ронкат
UB100
UB100
UB100
UB100
РМ
РМ
РМ
0,25
0,24
0,12
0,2
0,16
0,3
0,2
0,2
0,2
1
Класс Я7
1 мкм
1,2 мкм
Обработали
подряд
10 деталей
<4 мкм;
±0,01 мм
4 мкм
Класс
Н7
3 мкм
3 мкм
Примечание. Частота колебаний развертки составляла 100 Гц (обозначения
те же, что и в табл. 10.2).
Рис. 10.15. Развертка
(траектории движения)
режущих кромок
инструмента на плоскость (N —
число кромок):
/ — режущая кромка
развертки; 2 — направление
колебаний; 3 — направления
резания; а — врезание; б —
образование волнистости;
в — срезание волнистости
и получение ровной
поверхности
24 23 22 2120 79 18 17 16 15 14 13 12 11 8 54 1 J
Рис. Ю. 16. Схема устройства вибрационного станка для развертывания конических
отверстий с частотой 100 Гц
Эти соображения приняли во внимание при разработке
специализированного станка \ предназначенного для вибрационного
развертывания конической разверткой при частоте колебаний 100 Гц.
Станок имел следующие характеристики: частота колебаний
развертки 100 Гц; амплитуда колебаний на режущей кромке развертки
0,2 мм; частота вращения шпинделя 20 об/мин. Для создания
колебаний был использован двухполюсный электродвигатель мощностью
750 Вт, работающий при напряжении 200 В; подача A мм/об)
обеспечивалась шестиполюсным электродвигателем мощностью 400 Вт
(напряжение 200 В). Схематическое устройство станка показано на
рис. 10.16.
На корпусе 1 имеется шкив 2, который приводится во вращение
клиновым ремнем от электродвигателя. При этом вращается
эксцентриковый вал 5, на котором находится эксцентричный палец 4.
Этот палец, вращаясь, перемещает расположенный сверху ползун 5,
который скользит по направляющей поверхности, расположенной
сверху балансира 6. При этом балансир отклоняется на угол,
соответствующий удвоенной величине эксцентриситета пальца 4. Имеется
еще и нижний балансир 9, к которому присоединены качающиеся
валик 7 и палец 8. Нижний балансир поддерживается
виброкоробкой 10 и поворачивается в том же направлении и на такой же угол,
что и верхний балансир 6.
1 Кумабэ Д. Поверхностная обработка. Т. 2. с. 683.
302
При перемещении качающегося пальца 8 перемещается и нижний
ползун 11, который скользит по направляющей поверхности нижнего
балансира 12. Таким образом, происходят качания в окружном
направлении призматического вибрационного вала 13у связанного
с нижним балансиром 12. Шпиндель 24, в котором закреплена
коническая развертка 25, связан с вибрационным валом 13 через
направляющие поверхности многоугольного отверстия. На шпинделе 24
имеется ходовой винт, шаг резьбы которого соответствует подаче,
обеспечивающей глубину резания. Винт находится в зацеплении
с маточным винтовым кулачком 18, который закреплен на тормозном
валу 19. Вал и втулка 20 тормозного устройства, находящаяся
в направляющих, через скользящий палец 21 связана с тормозным
устройством 23.
На корпусе 1 находится электромагнитный тормоз 23, который
закреплен с помощью передней крышки.
При подаче электрического сигнала на тормоз втягивается
тормозная пластина 22. При этом движение ограничивается
направлением хода винтовой линии маточного кулачка 18, который
зафиксирован в корпусе 1, и колебаниями конической развертки 25 в
направлении подачи по глубине резания, т. е. по стрелке 27. При
обесточивании электромагнита тормозное устройство 22
отсоединяется от корпуса. Вследствие того, что маточный винтовой кулачок
становится свободным, т. е. вращение и колебания в окружном
направлении не встречают сопротивления, шпиндель 24 будет
колебаться в окружном направлении по стрелке 29. При вращении
винтового зубчатого колеса 15 в обратном направлении коническая
развертка будет перемещаться назад, вращаясь в противоположном
направлении.
Когда в рассмотренном выше механизме одновременно вращаются
шкивы 2 и 14, установленная на конце шпинделя коническая
развертка 25 вибрирует в направлении подачи, т. е. в направлении
резания. Таким образом, развертка вращается и перемещается в
направлении глубины резания по стрелке 26. Когда глубина резания
достигает заданного значения, направление колебания и вращения
может быть изменено на указанное по стрелке 28. Такое устройство
позволяет осуществить идеальное вибрационное развертывание; при
этом в процессе развертывания деталь остается неподвижно
закрепленной.
На таком вибрационном станке обрабатывали детали из хромо-
молибденовой стали SCM3 (твердостью HRC 35). Конические
отверстия максимальным диаметром 20 мм и глубиной около 80 мм имели
значения Rmax порядка 2—4 мкм после развертывания.
На станке можно было менять амплитуду колебаний а примерно
в диапазоне 0,06—0,30 мм. При а = 0,24 мм критическая скорость
резания vc = 0,376 af = 0,376-0,24-100 = 9 м/мин.
На этом станке можно было успешно выполнять вибрационное
развертывание до скорости резания v ж vc/3 = 3 м/мин. При
этом проявлялись все эффекты, характерные для вибрационного
резания,
303
Вибрационному развертыванию подвергали углеродистую сталь
S45C. При этом применяли прямую развертку диаметром 6,009 мм,
которая имела фаску на заборной части 1 ммХ45°, задний угол 5°
и передний угол в осевом направлении —5°. Припуск на обработку
составлял 0,2 мм, а подача 0,75 мм/об. Осевое усилие и момент
зависели от скорости резания. При скорости около vc/3 эти параметры
были примерно в 3—8 раз меньше их значений при обычном
развертывании без наложения вибраций. Осевое усилие было равно 10—
20 Н, а момент 10—20 Н-см.
С увеличением скорости резания протяженность импульсов
возрастала. Когда скорость резания превышала критическую,
устанавливался закон изменения силы резания Р + р sin co^. При этом
силовые параметры приближались к значениям, характерным для
обычного развертывания.
При возрастании подачи вдвое примерно во столько же раз
увеличивались осевое усилие и момент. При обработке твердого
материала типа коррозионно-стойкой стали увеличение амплитуды
колебаний в два раза сопровождалось уменьшением осевого усилия
и момента примерно до 2/3—V2 их исходных значений. При этом
изменение переднего угла не влияло на величину осевого усилия
и момента.
При скорости резания 2,5 м/мин наибольшая высота неровностей
микропрофиля поверхности Rmax составляла примерно 2,5 мкм. По
всей поверхности отверстия глубиной 10 мм шероховатость была
одинаковой. При обычной обработке в отдельных местах
проявлялись глубокие царапины. Для их устранения требовалась
дополнительная обработка, например доводка (притирка), что увеличивало
затраты времени. С увеличением скорости резания до 4—5 м/мин
шероховатость поверхности постепенно ухудшалась. При скорости
резания 13 м/мин значение 7?тах возрастало до 10 мкм, т. е. до его
уровня при обычном развертывании.
При скорости резания 1,5 м/мин (меньшей vc/3) изменение
амплитуды колебаний и переднего угла практически не влияет на
величину Rmax- Этот показатель в значительной степени зависел от
скорости резания, т. е. от величины /г, и, в конечном счете, от
протяженности импульсов силы резания.
У рассматриваемого станка для вибрационного развертывания
при частоте колебаний инструмента 100 Гц критическая скорость vc
составляла примерно 10 м/мин при амплитуде колебаний 0,2—
0,3 мм. Если при таких условиях принять скорость резания на
уровне 2 м/мин, то можно будет ^применить большие подачи @,5—
1,0 мм/об) и получить довольно высокую производительность.
На одном из устройств, предназначенных для вибрационного
развертывания с частотой 20 кГц, скорость резания составляет около
20—30 м/мин. Колебания инструмента создаются с помощью
концентратора продольных колебаний, который работает от никелевого
магнитострикционного вибратора продольных колебаний, имеющего
мощность 2 кВт и частоту 20 кГц. Концентратор колебаний создает
крутильные колебания вала, на конце которого закреплена раз-
304
вертка диаметром 12 и длиной 100 мм. Вал соединен с
концентратором на конусе. Такое вибрационное устройство было установлено
на продольном суппорте токарного станка. При развертывании
вращается обрабатываемая деталь, закрепленная в патроне.
10.3. ОБРАБОТКА НА ВИБРАЦИОННОМ
РАСТОЧНОМ СТАНКЕ
10.3.1. Вибрационное растачивание деталей
небольших диаметров
Станок для вибрационного растачивания небольших
деталей можно получить соответствующим переоборудованием
универсального токарного станка. Для этого необходимо тщательное
регулирование всех его узлов. Можно, например, установить на суппорт
станка расточный резец, совершающий крутильные колебания
(рис. 10.17) от вибратора мощностью 50 Вт. На таком оборудовании
растачивали детали из коррозионно-стойкой стали SUS 304 с
внутренним диаметром 15 мм, толщиной стенки 1 мм и длиной 90 мм.
При обработке деталь зажимали в патроне. Растачивание выполняли
на глубину 20 мм от торца детали. В табл. 10.4 приведены
показатели точности обработки, которую проводили при следующих
режимах: частота колебаний 29 кГц; амплитуда колебаний 18 мкм;
мощность вибратора на выходе 50 Вт; резец (проходной со
скругленной вершиной) был изготовлен из твердого сплава группы КЮ;
подача составляла 0,08 мм/об; частота вращения шпинделя 220 об/мин;
растачивание выполняли с подводом смеси машинного масла со
шпиндельным (веретенным).
Минимальное значение диаметра составило 15,396 мм,
максимальное — 15,400 мм. Таким образом, некруглость не превышала
2 мкм. Точную обработку внутренней поверхности тонкостенной
цилиндрической детали удалось выполнить при оптимальном
использовании импульсных сил резания; благодаря импульсному их
характеру было обеспечено фиктивное повышение жесткости
обрабатываемой детали и расточного инструмента. Поскольку обработка
проводилась при низкой частоте вращения шпинделя и малых силах
резания, можно было существенно уменьшить усилия закрепления
детали в патроне, а следовательно, и упругие деформации после
обработки, что тоже повысило точность обработанной детали. В
таких ,условиях можно было довольно просто получить показатель
чистоты поверхности Rmax = 2 мкм.
Рис. 10.17. Схема точного
растачивания небольших отверстий:
/ — суппорт токарного станка для
вибрационного резания; 2 — патрон
токарного станка; 3 — обрабатываемая
деталь; 4 — державка резца,
совершающего крутильные колебания; 5 —
вибратор крутильных колебаний
10.4. Точность обработки при вибрационном растачивании
Точки
1
2
3
4
5
dx, мм
15,399
15,400
15,397
15,396
15,396
d , мм
15,398
15,398
15,397
15,366
15,397
20 ^
< »-
5 A J J
4
-*—*-
/
0
1
La
<$?fl X
ЛА
Примечание. 1 — 5 — точки измерений (с шагом 4 мм); растачивание начинали
с торца 0; d и d — диаметры отверстия в направлениях осей х и у.
С применением специальных патронов удается обеспечить
довольно высокую точность растачивания тонкостенных труб, получив
нецилиндричность на длине 95 мм не более 1,5 мкм.
Вибрационное растачивание закаленной стали S55C (с твердостью
HRC 40—50) проводили алмазным инструментом при следующих
условиях: частота колебаний 29 кГц; амплитуда колебаний 18 мкм;
подача 0,07 мм/об; частота вращения шпинделя 63 об/мин; глубина
резания 0,01—0,04 мм.
При обработке отверстия диаметром 12 и глубиной 20 мм
удалось получить некруглость порядка 2—3 мкм и нецилиндричность
2 мкм/20 мм.
На одном из устройств для вибрационного растачивания при
скорости резания около 20—30 м/мин растачивали отверстия
диаметром 12 и глубиной 90 мм. Колебания резца создавали двумя
никелевыми магнитострикционными вибраторами, работающими с
частотой 20 кГц и имеющими мощность 2 кВт. Пока это устройство
остается одним из самых мощных.
10.3.2. Повышение жесткости борштанги при
вибрационном растачивании
Диаметр и глубина обрабатываемого отверстия определяют
форму и размеры борштанги. Желательно иметь возможно больший
диаметр борштанги и минимальный прогиб на ее конце, зависящий
от сопротивления резанию. Однако диаметр растачиваемого
отверстия ограничивает возможности увеличения диаметра борштанги
и ее жесткости. Естественно, что при этом борштанги имеют низкую
частоту собственных колебаний. При обычном резании возможны
изменения положения вершины резца во времени,
сопровождающиеся неприятным звуком. Для улучшения показателей
растачивания увеличивали точность подачи режущей кромки инструмента
и точность вращения обрабатываемой детали, повышали скорость
резания, изменяли материал борштанги. Однако все это не
позволяло полностью исключить динамические перемещения режущей
кромки инструмента и устранить разброс показателей шероховатости
306
,
7">
\
M
All
Г" too „
1 1
J. 1
Рис. 10.18. Положение режущих кромок резца и направление вибраций при
вибрационном растачивании:
/ — центр крутильных колебаний; 2 — направление крутильных колебаний (f, a); 3 — на
правление резания (v); 4 — центр вращения обрабатываемой детали; 5 — резец крутильной
колебательной системы; 6 — обрабатываемая деталь
Рис. 10.19. Чертеж обрабатываемой детали
поверхности и точности размеров, наблюдавшихся при обычном
резании.
При вибрационном растачивании по схеме на рис. 10.18
благодаря импульсному характеру сил резания достигается кажущееся
увеличение жесткости борштанги.
На рис. 10.19 показана деталь из чугуна, которую растачивали
на токарном станке с межцентровым расстоянием 1000 мм. При
закреплении детали в патроне токарного станка круговая частота
собственных колебаний детали в горизонтальном направлении была
соп = 2я-2000 рад/с, а коэффициент жесткости в том же
направлении составлял 60 кН/мм. На рис. 10.20 показаны схема и особенности
колебаний устройства, предназначенного для вибрационного
растачивания. У этого устройства частота собственных колебаний о6
в горизонтальном направлении равнялась 2я-800 рад/с, а
коэффициент жесткости k составлял 8 кН/мм. В данном случае можно было
применить приведенную на рис. 10.21 модель колебательной системы
обрабатываемая деталь—борштанга с одной степенью свободы.
Поскольку круговая частота собственных колебаний резца со =
= 2я-20 000 рад/с, можно считать, что со/соь > 1. Это позволяет
описать перемещение вершины резца в горизонтальном направлении
(по оси х) статической зависимостью
х = P(/[k(T/tc)l
Таким образом, при наложении вибраций коэффициент
жесткости k борштанги как бы увеличивается в Tlt6 раз. Хотя физически
Рис. 10.20. Схема устройства для
вибрационного растачивания
детали с внутренним диаметром 110
и глубиной отверстия 100 мм:
/ — расточный резец; 2 — его
державка; 3 — суппорт; 4 — втулка для
крепления колебательного
устройства к суппорту; 5 — источник
крутильных колебаний (магнитострик-
ционный вибратор); 6 — волна
колебаний
307
r-t
Рис. 10.21. Модель
колебательной системы
обрабатываемая деталь —
т|1 h п п расточный резец:
k ill || II || / — обрабатываемая деталь
(соп); 2 — сила резания Р
(частота со); 3 — борштанга
(со6); 4 — расточный резец;
5 — рабочая часть резца
Р(ь>)\"<
5 4 *("* Т Т
диаметр борштанги невозможно увеличить из-за ограниченности
диаметра растачиваемого отверстия, она в процессе вибрационного
резания становится как бы более толстой при тех же перемещениях
в горизонтальном направлении. При этом удается полностью
исключить нежелательные перемещения режущей кромки во времени и
расточить отверстие точно до требуемого размера.
Известно, что отношение T/tc зависит от частоты колебаний
резца /, амплитуды его колебаний а и скорости резания v. Когда
скорость резания становится равной критическому значению vCi
это отношение приближается к единице. В диапазоне отношения
скоростей vjv = 3-ИО можно в первом приближении считать, что
vjv = T/tc. Если предположить, что сила резания при наложении
вибраций Pt останется такой же, как и при обычном резании, то
перемещение х конца борштанги в горизонтальном направлении
будет в 3—10 раз меньше, чем при обычном резании. Поскольку
нежелательные перемещения (изменения положения) во времени
режущей кромки при вибрационном резании отсутствуют, удается
осуществить сверхточное растачивание, доведя показатели некруг-
лости и нецилиндричности практически до нуля.
10.3.3. Вибрационное растачивание отверстия
диаметром 110 мм и глубиной 100 мм
Деталь из серого чугуна FC30 (см. рис. 10.19)
обрабатывали с применением устройства, показанного на рис. 10.20,
расточным резцом из твердого сплава группы КЮ (рис. 10.22). По
результатам обработки (рис. 10.23) можно оценить влияние скорости
резания на состояние поверхности
и на ее шероховатость. Обработку
выполняли при следующих режимах:
частота колебаний 20,15 кГц;
амплитуда колебаний 24 мкм; подача
Рис. 10.22. Геометрия расточного резца
(передний угол 0°, вспомогательный задний угол
8°, главный задний угол 8°, главный угол
в плане 45°, вспомогательный угол в плане 45°,
радиус скругления при вершине 1,1; 1,35 и
3 мм); 1 — режущие кромки
мкм
s\
v=11 м/мин О
Ктлх — '.ОМ ХМ
5мм
11
МКМ\
5\
-5\
1,1
_i_
19,5
МКМ,
5
0\
4 5мм
1,3
Ь5
61
о г
МКМх
5\-
5мм
-5,
1,5
-|_
-1_
т
156
195
мкм
5\
О
МКМ,
ю\
4 5 мм
1,5
4 5мм
6Л
p^MhJ^J^^
о
мкм,
6 мм
Рис. 10.23. Влияние скорости
резания на шероховатость поверхности
(режим резания: частота колебаний
резца 20,15 кГц; амплитуда
колебаний 24 мкм; подача 0,1 мм/об;
глубина резания 0,02 мм; радиус скруг-
ления при вершине 1,1 мм):
v — скорость резания, м/мин; #тах ~~
наибольшая высота микронеровностей
профиля, мкм
0,1 мм/об; глубина резания
0,02 мм; радиус скругления
при вершине резца 1,1 мм;
скорости резания 11; 22; 29,5; 45;
62; 112; 156, 195 и 280 м/мин
(критическая скорость vc =
= 181 м/мин).
Геометрическая высота
микронеровностей профиля Rth
составляла 1,1 мкм. В
экспериментах постепенно увеличивали
скорость резания, начиная
с 11 м/мин. Примерно до
значения v = 62 м/мин во всех
рассмотренных случаях
значения Rmax практически
совпадали с Rth. При скорости
резания более 100 м/мин было
получено значение i?max=8,4 мкм,
что уже существенно
отличалось от теоретической
величины Rth\ поверхность
становилась более грубой. Анализ
микрофотографий показывает
довольно интенсивное дрожание
инструмента. Когда скорость
резания превышала 170 м/мин,
наибольшая высота
неровностей профиля jRmax достигала
12 мкм, что примерно в 12 раз
больше теоретического уровня; обрабатываемая поверхность
получалась грубой. С возрастанием скорости резания v
увеличивается время резания tc и длина lT = v/f. В результате этого
с изменением параметров k и Pt эффект увеличения жесткости бор-
штанги постепенно исчезает. При v 5> vc шероховатость поверхности
становится такой же, как при обычном резании.
На рис. 10.24 приведена зависимость шероховатости
поверхности от скорости резания. Примерно до скорости резания 60 м/мин
(v = vc/3) фактическое значение Rmax почти совпадает с
геометрическим Rth.
309
9,1
*MiM4№\A^
~slc
МКМх
10
5
6 мм
11
-5
-10
Ь
МКМ\
10
«Wj^WW^
6 мм
Rmax=11"K"
Ю»*"Ы^
6мм
R/nax > ^th ¦> мкм
15
10
i 1 ¦
eTt_.—
•s^
'~~"i~'~
•
LZL
^
__
¦Ус=181м/мид
Rmax
-VW-
—^»
8
6
4
2
V
l
-
•uj
7,55лгл/ \^
Я/пахуу
* i
X*
У
r V^
1
1
?
0 0,/ 0,2 0,3 s,mm/o6
Рис. 10.25. Влияние подачи s на
шероховатость поверхности Rmax и #tfc (Pe"
жим резания: частота колебаний резца
20,22 кГц; амплитуда колебаний
24 мкм; скорость резания 22 м/мин;
глубина резания 0,44 мм; радиус
скругления при вершине 1,35 и 3,0 мм)
и 50 100 150 200 250 v, м/мин
Рис. 10.24. Зависимость шероховатости
поверхности Rmax от скорости резания
v (vc — критическая скорость резания
181 м/мин; режим резания: частота
колебаний резца 20,15 кГц; амплитуда
колебаний 24 мкм; подача 0,1 мм/об;
глубина резания 0,02 мм; радиус
скругления при вершине 1,1 мм)
Исследования показали, что максимальная высота
микронеровностей не зависит от глубины резания и совпадает с геометрическим
(теоретическим) значением Rth = 0,9 мкм. Режимы резания при
этом были следующими: частота колебаний инструмента 20,22 кГц;
амплитуда колебаний 24 мкм; подача 0,1 мм/об; радиус скругления
при вершине резца 1,35 мм; глубина резания 0,02—0,10 мм.
Зависимости шероховатости поверхности от подачи представлены
на рис. 10.25. При подаче 0,05 мм/об фактическая высота
микронеровностей Rmax составила 0,3 мкм, что на 0,1 мкм больше
геометрической Rth = 0,2 мкм. При радиусе скругления при вершине
резца 3 мм в диапазоне подач s = 0,1-т-0,4 мм/об фактическая
шероховатость поверхности совпадает с геометрической. При
вибрационном резании чугуна в довольно широком диапазоне шероховатостей
@,3—6,8 мкм) фактическая шероховатость поверхности Rmax
совпадает с геометрической. При этом расточенная поверхность имеет
радужный рисунок. Снимки обработанной поверхности под
микроскопом под прямым углом показали, что результаты расчетов
согласуются с действительностью и что поверхность имеет регулярную
структуру, характеризующуюся значением lT = vjf = 18 мкм. Это
свидетельствует о том, что в процессе резания регулярно действуют
импульсные силы.
При обработке чугунной детали с наружным диаметром 125,
внутренним ПО мм и длиной 100 мм получили некруглость 5 мкм.
Тщательная настройка токарного станка, при которой особое
внимание обращали на горизонтальность и отсутствие перекосов
станины, позволила добиться нецилиндричности 0,5 мкм на длине
90 мм.
10.3.4. Вибрационное растачивание отверстия
диаметром 110 мм и глубиной 300 мм
Деталь (рис. 10.26) растачивали резцом, совершающим
крутильные колебания, которые создавались виброприводом,
воздействующим на державку по касательной. Полную длину державки
310
300
Рис. 10.26. Форма
обрабатываемой детали и
схема вибрирующей бор-
штанги:
/ — планшайба,
расположенная на шпинделе
токарного станка; 2 —
приспособление для крепления
обрабатываемой детали C); 4 —
втулка, удерживающая бор-
штангу; 5 — суппорт; 6 —
источник крутильных
колебаний; 7 — волна
колебаний; 8 — борштанга; 9 —
расточный резец
набирали из восьми элементов. Длина каждого из них была равна
половине длины волны (к/2). На конце державки на конусе был
закреплен расточный резец (рис. 10.27). У хвостовой части державки
по касательным к ее поверхности располагались концентраторы
поперечных колебаний, которые работали от никелевых магнито-
стрикционных вибраторов мощностью 2 кВт. Концентраторы
колебаний были соединены пайкой с расточной державкой. Вибраторы
работали от двух ламповых генераторов ультразвуковых колебаний.
Расточная державка, совершающая крутильные колебания,
прикреплена к суппорту токарного станка при помощи крепежной
втулки, опирающейся в тех местах задней части державки, где
расположены узлы колебаний. Крепление выполнено на болтах.
Опора, на которой располагается цилиндрическая расточная
державка, лежит на поверхности суппорта. Форма волны колебаний
державки характеризуется наличием шести узлов колебаний, в
которых и может быть выполнено крепление. Здесь удобно применить
трубчатое приспособление, обеспечивающее опирание именно в
указанных узлах. В результате на выступающем участке прогиб
державки диаметром 40 мм на расстоянии от суппорта 400 мм
оказывается очень небольшим, поскольку из приспособления выступает
лишь режущая часть. Для растачивания обрабатываемую деталь
прикрепляют торцовой частью к специальной планшайбе. При этом
важно, чтобы в радиальных направлениях не было усилий сжатия
и чтобы после растачивания
и снятия усилий,
необходимых для закрепления,
упругое восстановление не
нарушало достигнутой точности.
Рис. 10.27. Геометрия алмазного
расточного резца для
вибрационного резания (передний угол 0°,
вспомогательный задний угол 8°,
главный задний угол 8°, главный
угол в плане 45°, вспомогательный
угол в плане 45°, радиус скругле-
ния при вершине около 1 мм):
J и 2 — две режущие кромки
зп
кгГЗО'
Рис. 10.28. Профиль
шероховатой поверхности и геометрия
алмазного резца (размеры в
миллиметрах):
а и б — режущие кромки 1 и 2
(рис. 10.27); / — обрабатываемая
деталь; // — обработанная
поверхность
а)
Rth ~
ctgkt+ctgkz
krZ°30k
R*.h —
ctg к,-ctg ft
th ctg k2+ctgki " ctgk2+ctg Ar/
a = l3 tgk.
На рис. 10.27 показана
геометрия алмазного
инструмента, который
использовали при
вибрационном растачивании.
Инструмент имел две
режущие части с
припаянными алмазными
вставками. Места расположения
вставок соответствуют
концам ступенчатых
концентраторов колебаний,
имеющих длину 51,9 мм и
усиливающих продольные колебания, происходящие с частотой
21,7 кГц.
Режущая кромка (рис. 10.28) представляет собой ломаную
линию, составленную из 14 малых прямых отрезков, и примерно
соответствует резцу с радиусом скругления 1 мм. Геометрическую
шероховатость поверхности рассчитывали по формулам,
приведенным на рисунке, с учетом того, что режущая кромка имеет форму
ломаной линии.
В последнее время внедряется технология, позволяющая
получать режущие кромки алмазного инструмента в форме идеальной
окружности.
Станок для вибрационной расточки был создан на базе токарного
станка Икэгаи А25, который тщательно отрегулировали и оснастили
вибрационным устройством. Режимы резания на этом станке были
следующими: частота колебаний резца 21,7 кГц; амплитуда
колебаний 15 мкм; частота вращения 85 об/мин; скорость резания
29,5 м/мин (постоянная); критическая скорость vc = 123 м/мин;
подача 0,005; 0,08; 0,10; 0,13; 0,15 и 0,20 мм/об; глубина резания
0,005, 0,02; 0,05; 0,1 и 0,2 мм; выходная мощность вибратора 700 Вт
(постоянная). С подводом водорастворимой СОЖ обрабатывали
дюралюминий (твердость НВ 117), медь (НВ 47), латунь (НВ 22) и
углеродистую сталь (НВ 200).
Скорости резания v, при которых проявились все эффекты,
присущие вибрационному резанию, не превышали vc/3. Далее
рассмотрено влияние подачи и глубины резания на шероховатость
обработанной поверхности при скорости резания v — 29,5 м/мин, которая
не превышает одной трети критической.
На рис. 10.29 показаны записанные профили и значения
шероховатости поверхности Rmax и Rthi полученные при различных по-
312
дачах и глубине резания 0,1 мм. Первой режущей кромкой
обрабатывали медь, латунь и дюралюминий, а второй — углеродистую
сталь.
Наибольшая высота микронеровностей профиля RmSLX во всех
случаях хорошо совпадала с теоретическим значением Rih.
На рис. 10.30 показано Елияние глубины резания на
шероховатость поверхности. Здесь представлены зависимости,
соответствующие диапазону легкого резания при подаче 0,1 мм/об и глубинах
резания 0,005; 0,01; 0,05; 0,1 и 0,2 мм. Микропрофили обработанных
поверхностей, как и в предыдущем примере, оказались
однородными. Значения Rmax почти совпали со значениями Rth (у
дюралюминия, меди и латуни — 3,5 мкм, у углеродистой стали — 2,2 мкм).
Рассматриваемые графики получились линейными и параллельными
,. мкм
s, мм/off jh
1мм
0,05
0,1
0,15
0,2
*****
Ru=1,8mkm RmaxrWMKM
SjMM/од $
0,05
мкм
п I ни/ ' ¦*>'
0 1мм
Rth= 1,8мкм Rmarr1,9MKM
>
Rth=3,5 Rmax-3t5
Rt/i=5,3 Rmax=5,4
*U = 7,0 Rmax=7,0
a) ¦
°>1 |JMl№*Vii^^
^t ft-3,5 Rmax-3,5
oti5 \^mmmmmmmm
Rttr 5,3 R/nax= 5;3
S)
s,mm/o5 m*m 0 1mm
0,05 q Um*f+ *Штi» tmm *sw*
0,1
Rth=Ьвмкм Rmax =2,0 мкм
Rth ~3,5 Rmax=3,6
s, мм/од 5\
0,05 0
мкм
о 1мм
Rttr °>7MKM Rma>cOf9MKM
",06 l_ т&т/МЛУь**»* К» ***** «Amuiw
Rth=1>6 Rmax=J,7
0,15 \ттшшФтт
Rth= 5,3 Rmax~5,3
o,z [\н0тшттш
*th=W Rmax = 7;0
6)
0,1
0,13
^t/j-2,2 Rmax-2,4
Rtfi=3>f ^max-3,0
г)
Рис. 10.29. Влияние подачи s (мм/об) на шероховатость поверхности Rmax и &Щ
мкм (режимы резания: частота колебаний резца 21,7 кГц; амплитуда колебаний
15 мкм; частота вращения шпинделя 85 об/мин; глубина резания 0,1 мм; геометрия:
передний угол резца 0°, вспомогательный задний угол 8°, главный задний угол 8°,
главный угол в плане 45°, вспомогательный угол в плане 45°, радиус скругления
при вершине около 1 мм):
а — дюралюминий; б — медь; в — латунь; г — углеродистая сталь
313
g 6 I « —\-jfmax-\ 1 i r-^max , ™v
:x
th J_
0 _
; чшл ¦
' f
Rt^5,5hKM
*u="— ^_ _$^Г"
3
Rth=2,2nM d
JZ—J__l_/< max
-^r
±а^л •
*¦= 0 0,/ Л2 0 0,/ x «2 ^ 0/ 0,2 0 0,05 . 0,1 t,MM
a) ' 5) 8j г)
Рис. 10.30. Зависимости шероховатости поверхности различных материалов от
глубины резания t (режимы резания: частота колебаний резца 21,7 кГц; амплитуда
колебаний 15 мкм; частота вращения шпинделя 85 об/мин; подача 0,1 мм/об; геометрия
резца: передний угол 0°, вспомогательный задний угол 8°, главный задний угол 8°,
главный угол в плане 45°, вспомогательный угол в плане 45°, радиус скругления при
вершине около 1 мм):
а — дюралюминий; б — медь; в — латунь; г — углеродистая сталь
оси абсцисс; следовательно, геометрическая шероховатость
обработанной поверхности не зависит от глубины резания. Даже при самой
малой глубине резания @,005 мм) лезвие расточного резца не
смещается в направлении по глубине, и сохраняется заданное
расстояние от центральной оси шпинделя.
На рис. 10.31 приведены микрофотографии поверхностей
произвольно выбранных участков, полученные растачиванием при
глубине резания 0,1 мм в диапазоне подач от 0,05 до 0,2 мм/об. Интервал
между параллельными прямыми линиями, проходящими в
вертикальном направлении, соответствует подаче. Эти линии соединяются
множеством параллельных горизонтальных линий, которые
располагаются с интервалом lT = vlf и образуют рисунок с характерным
радужным блеском. В данном случае скорость резания v и частота
колебаний резца / постоянны. Поэтому даже при изменении подачи
и обрабатываемого материала расстояние /гне изменяется (рис. 10.31).
Следовательно, режущая кромка резца совершает регулярные
колебания, и стружка образуется по механизму, характерному для
вибрационного резания.
На снимках поверхности дюралюминия, меди и латуни
горизонтальные линии, располагающиеся с шагом lTi являются прямыми.
Вертикальные линии между метками подачи не выявляются. Это
значит, что режущая кромка не имеет повреждений. На
фотографиях обработанной поверхности углеродистой стали между метками
подач видны не очень четкие две—четыре вертикальные линии. При
записи профилограммы поверхности иглой не удалось выявить
причины, обусловившие появление этих линий. По-видимому, они
образовались в результате очень небольшого микровыкрашивания
режущей кромки. Осмотр алмазной режущей кромки под
микроскопом не позволил обнаружить эти выкрашивания.
При увеличении подачи интервал между вертикальными линиями
увеличивался. При этом интервал между горизонтальными линиями
AТ) оставался без изменения и характерный блеск поверхности
сохранялся. При обработке дюралюминия, меди и латуни, когда
расстояние между вертикальными линиями было большим, следы
в вертикальном направлении отсутствовали. В случае же
углеродистой стали следы в вертикальном направлении оказывались до-
314
вольно отчетливыми. Вероятно, это обусловлено
микровыкрашиванием режущей кромки. Эти следы соответствуют подаче инструмента.
Например, при подаче 0,1 мм/об число вертикальных линий было
4—8, т. е. примерно в два раза больше, чем в случае подачи
0,05 мм/об.
Внутренняя поверхность в районе торца детали, расточенной
при скорости резания 29,4 м/мин, подаче 0,1 мм/об и глубине реза-
Рис. 10.31. Поверхности, полученные при обработке различных металлов
вибрационным резанием (режимы резания: частота колебаний резца 21,7 кГц; амплитуда
колебаний 15 мкм; частота вращения шпинделя 85 об/мин; глубина резания 0,1 мм;
передний угол алмазного резца 0°, вспомогательный задний угол 8°, главный задний
угол 8°, главный угол в плане 45°, вспомогательный угол в плане 45°, радиус скругле-
ния при вершине резца около 1 мм):
а — дюралюминий; б — медь; в — бронза; г — углеродистая сталь
315
ния 0,005 мм, имела зеркальный характер. У всех обработанных
деталей такого типа внутренние поверхности на всем своем
протяжении имели хорошую однородную отражающую способность.
Помимо этого следует учитывать также характерное
распределение меток, связанных с параметром 1Г и подачей. Поверхность,
полученную при вибрационном резании, можно рассматривать как
совокупность очень большого числа маленьких зеркал,
наклеенных в определенном порядке. Горизонтальная проекция каждого
такого микрозеркала имеет площадь lTs. Незначительные
вертикальные следы, образующиеся между линиями подач при обработе
углеродистой стали, по мере развития выкрошивания режущей
кромки увеличиваются. Поэтому у глубоких отверстий в районе дна
состояние обработанных поверхностей может в известной степени
отличаться от получаемого в районе торца.
В этом отношении представляют интерес исследования по
обработке резцом, имеющим некоторый начальный износ. При этом
формировалась гладкая поверхность, на которой от начала до конца
растачивания были довольно однородно как бы наклеены
мельчайшие осколки — зеркала с характерной площадью lT (sin), где п —
число следов. Использованный здесь способ противоречит
общепринятым требованиям «здравого смысла», но позволяет проводить
обработку при низкой скорости резания — не более 29,5 м/мин.
Растачивание алмазным инструментом глубоких отверстий в
углеродистой стали оказывается в данном случае возможным не только
благодаря увеличению жесткости расточной оправки, которое
обусловлено эффектом вибрационного резания, но и отсутствием
повышения температуры — температура стружки и детали оказывается
близкой к комнатной.
При падении солнечных лучей на обработанную поверхность под
косым углом на всей поверхности можно наблюдать появление
радужного рисунка. Однородность этого рисунка свидетельствует
о том, что по всей поверхности глубокого отверстия метки 1Т и метки
подачи распределены регулярно и что состояние мельчайших
осколков площадью lTs не изменяется. Понятно, что такая оценка имеет
лишь качественный характер.
Можно считать, что в процессе резания режущая кромка не
изменяет своей формы и благодаря увеличению жесткости расточной
державки перемещается без пульсаций параллельно оси вращения
детали. Это подтверждается высокой точностью, достигаемой при
обработке.
На рис. 10.32 приведены результаты определения нецилиндрич-
ности и некруглости (измерение диаметров). При тщательной
настройке токарного станка после вибрационного растачивания можно
получить очень высокую точность.
Представляет интерес также растачивание глубокого отверстия
в тонкостенной детали с внутренним диаметром ПО, длиной 300 мм
и толщиной стенки 10 мм. Вибрационное резание позволяет
обеспечить высокую точность обработки — некруглость 2 мкм и нецилин-
дричность 1,5 мкм на длине 280 мм. Важно, что эти показатели оди-
316
Рис. 10.32. Показатели некругл ости и нецилин-
дричности, полученные после регулирования
нивелировочных болтов токарного станка
(режимы резания: частота колебаний резца 21,7 кГц; ^ k
амплитуда колебаний 15 мкм; частота вращения <*f Z
шпинделя 85 об/мин; подача 0,1 мм/об; глубина
резания 0,005 мм; геометрия алмазного резца:
передний угол 0°, главный задний угол 8°,
вспомогательный задний угол 8°, главный угол в
плане 45°, вспомогательный угол в плане 45°,
радиус скругления при вершине около 1 мм):
а — медь; б — дюралюминий; 1 — после
регулирования; 2 — перед регулированием; А — нецилиндрич-
ность (мкм); Б — некруглость (мкм)
наковы для меди и ее сплавов, для g 4 А. J^_j
алюминиевых сплавов и для углеро- "^ " '
диетой стали.
Вибрационное растачивание может
быть эффективно применено для
чугунных цилиндрических вкладышей,
имеющих в отбеленном состоянии
твердость HRC 45—50, внутренний диаметр
которых составляет 115 мм и полная
длина 225 мм. Обработанные вкладыши
имели некруглость 2—3 мкм, нецилиндричность 2—5 мкм/200 мм
и шероховатость поверхности Rmax = 4 мкм. Обработку проводили
при следующих режимах: частота колебаний инструмента 21,5 кГц;
амплитуда колебаний 16 мкм; мощность на выходе вибратора 700 Вт;
частота вращения шпинделя 85 об/мин; скорость резания 31 м/мин;
подача 0,15 мм/об; обработку проводили резцами с вставками из
твердого сплава группы К05 и алмаза.
10.3.5. Растачивание отверстий больших диаметров
на расточных вибрационных станках
При растачивании отверстий сравнительно небольшого
диаметра источник колебаний больших габаритов не удается
поместить в отверстие. Его приходится выносить за пределы
обрабатываемой детали. Напротив, при обработке больших отверстий,
например диаметром 400—600 мм, можно разместить внутри
обрабатываемой детали также и источник колебаний для расточного резца.
В данном случае использовали резец, совершающий крутильные
колебания и работающий от концентраторов продольных колебаний.
Устройство, обеспечивающее колебания резца, расположено на
суппорте.
На практике находит применение расточный вибрационный
станок, у которого вращается расточный резец, совершающий колебания
с частотой 21 кГц и амплитудой 24 мкм. Обработка ведется с
продольной подачей инструмента. На станке можно выполнять точное
растачивание гильз цилиндров судовых двигателей. При обработке
поверхностей таких гильз хонингованием коэффициент трения со-
317
ставляет 0,4. При вибрационном резании удается уменьшить этот
коэффициент до 0,25 и повысить износостойкость на 20—40 %.
Помимо этого при вибрационном растачивании удается устранить
заедания, наблюдаемые на начальном этапе работы двигателя,
а также почти наполовину сократить время, необходимое на
обкатку двигателя, и соответствующее потребление горючего.
10.3.6. Точное растачивание на токарных
вибрационных станках с гидростатическими
подшипниками
На рис. 10.33 представлены показатели некруглости,
достигаемые при обычном и вибрационном растачивании с
установкой обычных подшипников качения шпинделя токарного станка,
а также бесконтактных (гидростатических). Вибрационное
растачивание позволяет довольно существенно уменьшить некруглость
растачиваемых отверстий по сравнению с достигаемой при обычном
резании. Однако при установке подшипников качения получить
некруглость менее 1 мкм не удается. Выше отмечалось, что при
вибрационном растачивании можно довести некруглость до нуля,
если выполнять эту операцию на токарных станках с бесконтактными
подшипниками (рис. 10.47, в), например гидростатическими или
газовыми.
На рис. 10.34 показано растачивание детали резцом,
совершающим крутильные колебания. Если обеспечить механизм резания
с нечувствительностью к вибрациям и считать, что силы резания
являются импульсными, то перемещение обрабатываемой детали
в горизонтальном направлении можно записать в виде
v = *c Pt = Pt
Т k (T/tc)k "
При такой обработке фиктивный коэффициент жесткости детали
возрастает в 3—10 раз. Таким образом, можно повысить жесткость
шпинделя и еще более увеличить эффект, достигаемый при переходе
на гидростатические подшипники. В конечном счете при низких
скоростях резания независимо от материала обрабатываемой детали
а) с) д)
Рис. 10.33. Показатели некруглости (А/?), получаемые при различных способах
растачивания:
а — обычное растачивание (большое значение AR); б — вибрационное растачивание при
использовании подшипников качения (небольшое значение AR); в — то же, при установке
гидростатических подшипников (AR примерно равно нулю)
318
Рис. 10.34. Колебательная система резец — обрабатываемая деталь:
/ — подача СОЖ; 2 — резец крутильной колебательной системы; 3 — обрабатываемая деталь;
4 — крепежный болт; 5 — крепежная втулка; 6 — ступенчатый концентратор колебаний;
7 — вибратор крутильных колебаний; 8 — волна колебаний; 9 — державка резца,
совершающая крутильные колебания; 10 — схема импульсных сил резания
обеспечивается повышение точности резания. Например, алмазным
резцом можно выполнять точное растачивание на материалах типа
закаленной стали и т. п.
На рис. 10.35 показано растачивание на токарном станке с
гидростатическими подшипниками. В этих подшипниках вращается
шпиндель, на одном из концов которого посажен шкив ременной
передачи, а на другом — фланец или универсальный патрон.
Обрабатываемая деталь закрепляется в патроне. В данном случае обращали
внимание на то, чтобы натяжение в ременной передаче не было
чрезмерным, поскольку при сильном натяжении легко создаются
условия, при которых профиль (сечение) обработанной детали может
получиться треугольным.
Деталь (рис. 10.36) растачивается резцом крутильной
колебательной системы (рис. 10.37). На державке имеются два отверстия,
э
Рис. 10.35. Схема вибрационного растачивания на токарном станке с
гидростатическими подшипниками:
1 — обрабатываемая деталь; 2 — вибратор крутильных колебаний; 3 — направление
резания v; 4 — резец крутильной колебательной системы; 5 — направление крутильных
колебаний (f, а); 6 — подача смазки; 7 — шпиндельная бабка с гидростатическими подшипниками;
8 — стол; 9 — суппорт; 10 — генератор колебаний
319
'hivr*
Рис. 10.36. Обрабатываемая деталь
A — обрабатываемая поверхность)
Рис. 10.37. Геометрия резца
крутильной колебательной системы (s —
направление подачи)
расположенных в точках узлов колебаний. Резец крепится к
суппорту через эти отверстия при помощи втулки.
При расточке применяли следующие режимы резания: частота
колебаний резца 29,26 кГц; амплитуда колебаний 22 мкм; скорости
резания 10; 15; 30 и 60 м/мин; глубины резания 0,02; 0,04; 0,06 и
0,08 мм; подачи 0,02; 0,04; 0,06 и 0,08 мм/об. Режущая вставка была
изготовлена из твердого сплава группы КЮ, хвостовик резца —
из углеродистой стали S45C. В качестве СОЖ подводили смесь
шпиндельного и машинного масел. Обрабатывали алюминий (твердость
НВ 26), латунь (НВ 124), углеродистую сталь (НВ 154) и
коррозионно-стойкую сталь (НВ 179).
Влияние скорости резания на некруглость и шероховатость
поверхности. В рассматриваемом случае критическая скорость
составляла 242 м/мин, теоретическая шероховатость Rth = 3,4 мкм.
С возрастанием скорости резания протяженность импульса
(время резания tc) увеличивается (рис. 10.38). При этом
сопротивление резанию тоже возрастает. Показатели некруглости и
шероховатости поверхности приближаются к характерным для обычного
резания.
При скорости резания v = 15 м/мин измерили некруглость
алюминиевых и бронзовых деталей, а также деталей, изготовленных
из углеродистой и коррозионно-стойкой сталей (рис. 10.38, спраЕа).
Каждому профилю соответствует некруглость около 0,5 мкм. Даже
при скорости резания порядка 60 м/мин можно получить
некруглость в пределах 0,5—1 мкм.
Влияние глубины резания на некруглость и шероховатость.
На рис. 10.39 приведены результаты соответствующих
экспериментов/ показывающих влияние глубины резания на показатели
некруглости и шероховатости. При скорости резания 10 м/мин и
подаче 0,025 мм/об опробовали четыре значения глубины резания:
0,02; 0,04; 0,06 и 0,08 мм. Остальные параметры резания были
аналогичны указанным выше.
Некруглость оставалась постоянной в диапазоне 0,5—8 мкм.
Глубина резания почти не влияла на нее. Шероховатость
поверхности Rmax тоже совпадала с теоретическим значением Rth =
= 3,4 мкм и почти не зависела от глубины резания (изменявшейся
в диапазоне 0,02—0,08 мм). Построенные здесь профили, характе-
320
ризующие некруглость, соответствуют глубине резания 0,04 мм.
Все профили являются круглыми.
Влияние подачи на некруглость и шероховатость поверхности.
На рис. 10.40 приведены зависимости, показывающие влияние
подачи s при ее изменении от 0,01 до 0,08 мм/об на некруглость и
шероховатость поверхности при скорости резания 10 м/мин, глубине
резания 0,02 мм и прежних значениях всех остальных параметров
резания.
Некруглость можно было считать постоянной и равной
примерно 0,5 мкм. Она не зависела от величины подачи. В качестве
примера здесь представлены профили, полученные при подаче s =
= 0,05 мм/об. Все профили являются достаточно круглыми.
Шероховатость поверхности почти совпадает с геометрическим
(теоретическим) значением. Согласно формуле для ее расчета она
пропорциональна подаче.
о го ио во во о го 40 до во
Скорость резания v, м/мин
Рис, 10.38. Влияние скорости резания v на показатели некруглости и шероховатости
поверхности (режимы резания: частота колебаний резца 29,66 кГц; амплитуда
колебаний 22 мкм; скорость резания 10, 15; 30 и 60 м/мин; подача 0,025 мм/об; глубина
резания 0,02 мм); одно деление шкалы равно 1 мкм:
а — алюминий; б — бронза; в — углеродистая сталь; г — коррозионно-стойкая сталь
И Кумабэ Д.
321
!
J
J
i
1
1
•
H
n
^/7
•
Rmax\
-
л
"~1
Rth
••—
1 ""*"
—r-
¦-»—
-% i
Я/лах
—•¦
_ф_
!—••—
Rmax\
ЛС
Rth
2,0
Щ
1,0
0,5\
0
Щ
1,5
\W
*0,5\
0,5
0
Щ
1,5
1,0
0,5
——4 r~
* » » >:
| | • |
¦ I • I I»
0 0,025 0,05 0,075 0,10 0 0,025 0,05 0,075 0,10
Глубина резания t, мм
Рис. 10.39. Влияние глубины резания t на показатели некругл ости и шероховатости
поверхности (режимы резания: частота колебаний резца 29,26 кГц; амплитуда
колебаний 22 мкм; скорость резания 10 м/мин; подача 0 05 мм/об; глубина резания 0,02;
0,04; 0,06 и 0,08 мм); а—г — как на рис. 10.38
Таким образом, в диапазоне скоростей резания 10—30 м/мин
при указанной глубине резания и изменении подачи в указанном
диапазоне при обработке таких материалов, как алюминий, латунь,
углеродистая и коррозионно-стойкая сталь, некруглость не
превышает 1 мкм (обычно она составляет 0,5 мкм). Обрабатываемый
материал не влияет на достигаемую некруглость. Даже при
обработке закаленной стали, имеющей твердость HRC 57, при
растачивании удается обеспечить некруглость * 1 мкм. При растачивании
глубокого отверстия (диаметром 13 и глубиной 90 мм) в латуни,
дюралюминии и стали удается получить некруглость 0,6—0,8 мкм.
Новый расточный вибрационный токарный станок с креплением
обрабатываемой детали в шпинделе, который вращается в гидро-
* Кумабэ Д., АйдзаваТ. Исследование по сверхточной обработке на новом станке
вибрационного резания с гидростатическими подшипниками. Сообщение 4. —
Доклад на весенней конференции Японского общества точного машиностроения,
1977.
322
J
1
20
15
10
5
0
20
15
10
5
0
20
15
10
5
0
20\
15
10
5
Rth
Rmax\
| ^*
-Rmax
Rth
OA
\J^
wS?&
<''
Rmax
L^
^
¦?>
?''
Rmax
Rth
2Д
Щ
1ft
Q5\
0
I
CM
0,5\
0
2,0
1,5
1ft
0,5
' 1 '
—T \ш
T
4 i T *
0 0,025 0,05 0,075 0,1 0 0,025 0,05 0,075 0,1
_, Подача s,mmJo5
Рис. 10.40. Влияние подачи s на показатели некругл ости и шероховатости
поверхности (режимы резания: частота колебаний резца 19,26 кГц; амплитуда колебаний
22 мкм; скорость резания 10 м/мин; глубина резания 0,02 мм; подача 0,01; 0,025;
0,05 и 0,08 мм/об); а—г — как на рис. 10.38
статических подшипниках, показал хорошие результаты. Можно
надеяться, что эти результаты не являются предельными.
Дальнейшее совершенствование станка, вероятно, позволит довести не-
круглость и нецилиндр и чность при растачивании практически до
нуля.
10.4. ОБРАБОТКА ОТВЕРСТИЙ НА ВИБРАЦИОННОМ
ПРОТЯЖНОМ СТАНКЕ
Если заставить вращаться резец, вершина которого
расположена на некотором расстоянии от оси вращения, то эта
вершина будет описывать окружность. Цилиндрическая поверхность
формируется при наложении большого числа таких окружностей,
когда ведется растачивание с продольной подачей. В случае
вибрационного резания режущая кромка резца совершает колебания в
направлении вращения. Напротив, протягивание представляет собой
обработку, при которой окружность уже сформирована. Следова-
11* 323
Рис. 10.41. Короткая (а)
и длинная (б) протяжки,
работающие с
наложением вибраций:
1 и 2 — вибратор и
концентратор продольных
колебаний; 3 — тело протяжки;
4 — режущие кромки; 5 —
резьбовое соединение; 6 —
направление вибраций; 7 —
волны продольных
колебаний
тельно, колебания нужно прикладывать в направлении продольной
подачи. В качестве источника колебаний в рассматриваемом случае
используют магнитострикционные или электрострикционные
продольные вибраторы или же электрогидравлические вибраторы.
На рис. 10.41 приведены колеблющиеся с частотой 20 кГц
протяжки, работающие от вибраторов продольных колебаний. На
различных участках протяжек продольные колебания имеют
различные амплитуды. Здесь можно изменять фазу колебаний на
противоположную. Изменение фазы удобно в том случае, когда
необходимо повлиять на число работающих зубьев. При вибрационном
протягивании имеются узловые участки, на которых амплитуда
колебаний равна нулю. Наличие таких участков, разумеется,
нежелательно.
На рис. 10.41, а показана протяжка, которая имеет режущие
кромки только на участке, ^где расположены пучности колебаний.
При этом существенных трудностей не возникает. На длинной
протяжке (рис. 10.41, б), в районе узлов колебаний зубья
удалены.
Соединение протяжки с концентратором колебаний возможно
на резьбе; чтобы обеспечить соответствующую соосность
центральных осей протяжки и колебательного устройства, резьба и торцовые
поверхности должны быть достаточно точными.
Пример короткой протяжки приведен на рис. 10.42. При
вибрационном протягивании в головке блока цилиндров из алюминиевого
сплава получили точные расстояния между четырьмя бобышками.
^л
тм-
M20*V
ш
4.
3-
2-
V
324
30
щ-
18
V /1
щи
18,50@,4)
19,30@,4)
19,90@,3)
Рис. 10.42. Схематический
чертеж протяжки:
1 — 4 —'четыре режущие кром
ки; размеры
скобках
Г^—20 20@,15) бина резания, приходяща
l t / / одну режущую кромку
глу-
яся на
Часто при обычном резании обработанная поверхность получается
довольно грубой, а на торцовой поверхности образуются заусенцы
и сколы. Напротив, при вибрационном протягивании обработанная
поверхность получается гладкой с высотой микронеровностей Rmax =
= 6 мкм, без заусенцев и сколов. Точность обработки
характеризуется различием в расстояниях между торцовыми поверхностями
отверстия не более 0,02 мм.
На практике применяется станок, предназначенный для
вибрационного протягивания при частоте 20 кГц. Станок оснащен
генератором ультразвуковых колебаний мощностью 2 кВт, к которому
присоединены четыре никелевых магнитострикционных вибратора
по 500 Вт, приклеенных к торцу концентратора колебаний. Обмотки
вибраторов соединены последовательно. Эти вибраторы можно
рассматривать как один вибратор мощностью 2 кВт.
ГЛАВА 11
НАРЕЗАНИЕ РЕЗЬБЫ И ЗУБЧАТЫХ КОЛЕС
Нарезание резьбы в принципе представляет собой
создание на цилиндрической поверхности совокупности радиально
направленных канавок. Нарезание зубчатых колес можно
рассматривать как получение на цилиндрической поверхности совокупности
канавок, направленных по оси. Если развернуть эти канавки на
плоскость и проанализировать способы их обработки, то в обоих
случаях получение канавок на плоскости будет аналогично
строганию. Однако при этом добавляются усложняющие геометрические
условия, связанные с формой канавок. Ввиду необходимости
выполнения этих условий произвольный выбор геометрии инструмента
и режимов резания невозможен.
Поскольку не удается обеспечить силу резания, изменяющуюся
по идеальному закону Р + р sin со/, приходится нарезать канавки
при очень невыгодных условиях. При использовании однолезвий-
ного инструмента для улучшения обрабатываемости подбирают
соответствующий передний угол, а также тип СОЖ и ее расход.
Существенно улучшить нарезание канавок таким путем Есе же не удается.
Поэтому приходится применять шлифование; круг как
многолезвийный инструмент позволяет обеспечить высокую скорость резания.
В настоящее время шлифование представляет собой единственный
способ, обеспечивающий точную обработку резьб и зубчатых колес.
При нарезании резьбы на наружных цилиндрических
поверхностях можно использовать шлифовальные круги большого диаметра.
Для обработки внутренней резьбы применить шлифовальные круги
обычно не удается из-за их большого диаметра, поэтому при
нарезании точных резьб в большинстве случаев приходится
ограничиваться использованием метчиков.
Значительным усовершенствованием технологии нарезания
точных резьб является вибрационная обработка с использованием
импульсных сил резания. Для получения резьбы вибрационным
резанием созданы станки нескольких типов.
1. ВИБРАЦИОННЫЙ РЕЗЬБОНАРЕЗНОЙ СТАНОК
Способы нарезания резьбы и суппорты станка показаны
на рис. 11.1. Суппорт на рис. 11.1, а настроен так, что центральная
ось продольных колебаний резца продольной колебательной системы
совпадает с направлением угла подъема резьбы 6.
У суппорта, приведенного на рис. 11.1, б, ось колебаний резца
крутильной колебательной системы настраивается так, чтобы цен-
326
Рис. 11.1. Вибрационное нарезание резьбы на
токарно-винторезном станке; суппорты с
резцами различных колебательных систем:
а — продольной; б — крутильной; в — изгибной
Рис. 11.2. Вибрационное нарезание резьбы на
резьбофрезерном станке:
/, а — направление колебаний; п — направление
вращения; v — направление резания; 1 —
обрабатываемая деталь; 2 — ось симметрии детали; 3 — ось
вращения фрезы
тральная ось кручения располагалась в направлении,
соответствующем углу подъема резьбы 9.
По варианту, представленному на рис. 11.1, б, применен резец
изгибной колебательной системы. Центральная ось концентратора
продольных колебаний должна по возможности совпадать с
направлением угла подъема 9.
Если такие суппорты поставить на универсальный токарный
станок, то можно будет получить вибрационный резьбонарезной
станок. Следует иметь в виду, что если направление колебаний резца
не точно совпадает с направлением угла подъема резьбы, то не только
ухудшается точность нарезаемой резьбовой канавки, но и
сокращается период стойкости инструмента.
2. ВИБРАЦИОННЫЙ РЕЗЬБОФРЕЗЕРНЫЙ СТАНОК
На рис. 11.1, б показан расположенный наклонно резец
крутильной колебательной системы. Если привести этот резец во
вращение, то получится вибрационный резьбофрезерный станок.
Удобно применить систему (рис. 11.2), которая при нарезании резьбы
совершает крутильные колебания с частотой, превышающей 20 кГц.
3. ВИБРАЦИОННЫЙ РЕЗЬБОНАРЕЗНОЙ СТАНОК
В этом станке резьба нарезается метчиками. На
рис. 11.3, а—г показаны различные способы вибрационного
нарезания резьбы метчиками. На вибрационном резьбонарезном станке
327
Рис. 11.3. Нарезание резьбы метчиками:
направление колебаний; 2 — направление вращения; М — метчик; Д — обрабатывае-
деталь „
мая деталь
применен способ, показанный на рис. 11.3, а, а способ, показанный
на рис. 11.3, в, соответствует вибротискам.
На рис. 11.4 представлены основные элементы шпинделя
вибрационного резьбонарезного станка, в котором для создания колебаний
инструмента использован механизм кривошип — ползун. Для
создания колебаний использовали электродвигатель, подключенный
к обычной электросети. На конце вала высокоскоростного
электродвигателя эксцентрично расположен палец, входящий в ползун.
Кривошипный механизм заставляет колебаться рабочий вал с не-
Рис. 11.4. Вибрационный резьбонарезной станок с колебательной системой
ползун — кривошип:
/ — направление колебаний; 2 — направление вращения;] Д — обрабатываемая деталь;
Ф — фланец с внутренней резьбой
Рис. 11.5. Вибрационный резьбонарезной станок с импульсным двигателем A)
328
большой амплитудой. Рассматриваемое устройство имеет маточную
гайку и ходовой винт с шагом, равным шагу метчика. При
вибрационном нарезании резьбы шпиндель вращается и колеблется в
направлении по стрелке, совпадающем с направлением угла подъема
резьбы метчика.
На рис. 11.5 показан шпиндель вибрационного резьбонарезного
станка с импульсным двигателем, который может быть
электрическим или электрогидравлическим. При работе станка можно
использовать различные сочетания импульсов. Например, под действием
двух импульсов двигатель будет вращаться в прямом
направлении, а при последующем действии одного импульса — в обратном
направлении. Такой цикл повторяется многократно. За один цикл
в конечном счете шпиндель повернется на угол, соответствующий
одному импульсу. Шпиндель соединен с ходовым винтом на
шпонке.
Шаг ходового винта равен шагу резьбы метчика,
закрепленного на конце винта. При нарезании резьбы метчик
вращается и одновременно колеблется в направлении угла подъема
резьбы.
Представляет интерес также вибрационное резание с применением
вибротисков. Выше были показаны вибротиски, колебания в
которых создавались с помощью механизма ползун—кривошип (см.
рис. 6.9). В других вибротисках необходимые колебания создаются
многозвенным механизмом. Вибротиски обеспечивают колебания
обрабатываемой детали в направлении угла подъема винтовой линии
метчика, вращающегося в процессе нарезания резьбы. Вместо
метчика можно применить плашку и обеспечить точную обработку
резьбы винтов.
На рис. 11.6 иллюстрируются станки, предназначенные для
обработки зубчатых колес вибрационным резанием. На рис. 11.6, а
показан зубофрезерный станок. При его работе червячная фреза
совершает крутильные колебания с частотой более 20 кГц. Для
создания колебаний фрезы может быть также использован
импульсный электрический двигатель, работающий при частоте
100 Гц.
Зубодолбежный станок с вибрирующей зубонарезной гребенкой
показан на рис. 11.6, б. В процессе обработки гребенка может
совершать изгибные или продольные колебания. Зубодолбежный
станок с вибрирующим долбяком представлен на рис. 11.6, в. В случае
малых диаметров резьбы целесообразно применить систему, в
которой долбяк совершает продольные колебания. Для больших
диаметров желательно использовать долбяки изгибной колебательной
системы.
Станок для вибрационного шевингования зубчатых колес
представлен на рис. 11.6, г. На этом станке используется шевер,
совершающий продольные или изгибные колебания.
Ниже более подробно рассматриваются характеристики
вибрационных зубообрабатывающих и резьбонарезных станков и
результаты, достигаемые при их применении.
329
Рис. 11.6. Вибрационные станки для обработки зубчатых колес:
а — зубофрезерный с червячной фрезой; 1 — направление вибраций (f, a); 2 —
обрабатываемые заготовки; 3 — направление вращения заготовок;
б — зубодолбежный с гребенкой; / — направление колебаний; 2 — направление возвратно-
поступательного движения инструмента; 3 — обрабатываемое косозубое колесо;
в — зубодолбежный с долбяком; / — возвратно-поступательное движение долбяка (при
обратном ходе долбяк откидывается); 2 — направление вращения долбяка; 3 — перемещение
инструмента, необходимое для задания глубины резания; 4 — ось вращения долбяка; 5 —
направление колебаний (/, а); 6 — долбяк; 7 — обрабатываемое зубчатое колесо; 8 — ось
вращения обрабатываемой детали; 9 — направление вращения детали;
г — шевинговальный; 1 — обрабатываемая деталь; 2 — ось вращения детали (привод,
обеспечивающий вращение, условно не показан); 3 — вал, приводящий во вращение щевер;
4 — шевер; 5 — направление колебаний (/, а)
330
11.1. НАРЕЗАНИЕ РЕЗЬБЫ НА РЕЗЬБОНАРЕЗНЫХ
СТАНКАХ
11.1.1. Вибрационный резьбонарезной станок
модели 10RT
Опытная модель станка 10 RT была разработана в 1960—
1962 гг. Промышленный станок такого типа, созданный в 1964 г.,
и был первым промышленным станком вибрационного резания.
При работе станка вращается метчик, вибрирующий с частотой
100 Гц, причем амплитуда колебаний вершин лезвий составляет
0,3 мм. Деталь, в которой нарезается резьба, устанавливается на
столе станка 1. В станке имеется два механизма. Один из механизмов
с трехфазным асинхронным двигателем обеспечивает колебания
шпинделя. Другой механизм обеспечивает вращательное движение
шпинделя. Эти механизмы аналогичны примененным в станке для
вибрационного развертывания отверстий коническими развертками
(см. рис. 10.16).
На рис. 11.7 показан шпиндель рассматриваемого станка. В
верхней части устройства расположен вал /, колеблющийся с частотой
100 Гц и амплитудой около 0,3 мм (на наружном диаметре) в
направлении по стрелке 18. Конец вала представляет собой квадрат,
который входит в квадратную выемку шпинделя и может
перемещаться в ней в вертикальном направлении с малым трением. Такое
соединение обеспечивает надежную передачу колебаний. Вал 1
совершает колебания, как показано на рисунке. Вал 2 вращается
вместе с вибрирующим валом / по стрелке 17, Шлицы на верхнем
конце ходового винта 5 входят в зацепление со шлицами детали 16.
Ходовой винт 5 ввинчивается в гайку 6, которая закреплена
в корпусе 8. Эта гайка крепится шпонкой 7, шариком 11, пружиной 12
и винтом 13 таким образом, что в
окружном направлении люфт отсутствует.
Однако если сила, действующая в осевом
направлении, превышает некоторое
значение, то ходовой винт 5 может
перемещаться в этом направлении. На нижнем 1?\
конце винта 5 имеется гайка 4У
соединенная со шпинделем 3. Здесь
использован винтовой кулачок, с помощью
которого могут быть обеспечены колебания
в направлении угла подъема винтовой
линии метчика. Шаг ходового винта и шаг
винтового кулачка соответствуют шагу
используемого метчика.
1 Кумабэ Д. Поверхностная обработка. Т. 2,
с. 679, 767, 768.
Рис. 11.7. Разрез конца шпинделя
331
11.1. Характеристики вибрационного резьбонарезного станка модели 10 RT
Максимальный диаметр выполняемой
резьбы
Частота колебаний метчика *
Амплитуда колебаний метчика
Частота вращения шпинделя *
Максимальное перемещение шпинделя
Максимальное расстояние от
шпинделя до поверхности стола
Площадь стола
Размах над столом
торца
Электродвигатель, создающий колебания
Электродвигатель для подачи
Высота станка
Необходимая площадь пола
Масса станка
Для алюминия — 30 мм
Для углеродистой стали — 20 мм
Для коррозионно-стойкой стали —
15 мм
100/120 Гц
0,02—0,1 мм (для радиуса 1 мм)
135/162 и 200/240 об/мин
50 мм
350 мм
250X250 мм
310 мм
Напряжение 200 В, мощность 400 Вт,
два полюса (частота вращения
3000 об/мин)
200 В, 200 Вт, четыре полюса (п =
= 245 об/мин)
1055 мм
480X755 мм
Около 160 кг
* При частоте сети 50/60 Гц.
Шпиндель 3 опирается в подшипнике 9, расположенном на конце
корпуса S. Вращаясь, шпиндель может совершать колебания с
заданной амплитудой. При работе электродвигателя, обеспечивающего
вибрации, и электродвигателя, приводящего шпиндель во вращение,
конический конец 10 шпинделя 3 совершает колебания по стрелке 14
и вращается в направлении стрелки 15.
Амплитуду колебаний метчика можно регулировать с помощью
муфты, расположенной наверху. При радиусе метчика 1 мм между
номером муфты и амплитудой колебаний в рассматриваемом случае
существует следующее соответствие:
Номер муфты 1 2 3 4 5 Т|
Амплитуда, мм 0,1 0,098 0,08 0,05 0,018
Основные характеристики резьбонарезного станка 10RT
приведены в табл. 11.1.
Электрическая схема станка показана на рис. 11.8. При нажатии
кнопки «резание», соответствующей вращению шпинделя в прямом
направлении, шпиндель начинает вращаться и опускается в
вертикальном направлении. При срабатывании концевого выключателя,
ограничивающего вертикальное перемещение, направление вращения
шпинделя меняется на противоположное, и он поднимается. При
срабатывании концевого выключателя, ограничивающего подъем,
вращение и колебания шпинделя прекращаются. При такой
конструкции можно осуществлять подъем шпинделя и с наложением
вибраций, и без вибраций.
Для подвода смазочно-охлаждающей жидкости при обработке
предусмотрен специальный насос. СОЖ можно подавать и при
движении шпинделя вниз, и при движении вверх.
332
jV \V \y JsfJsF JsF JSR \Sf?]SR
PB-1
A-o-s=36—
" [LS-2
—pi o-
-2 с SF ^S?
Вращение шпинделя
прямое
To же,
дополнительное
Вращение шпинделя
обратное
Колебания шпинделя
ору Л Выкл. ^Вкл. 4С п.™ _ /? и \ Насос
bfX/4 щ JL._ /5 3 ZLJtpsJ5 /j J системы
HI ю_о ^Д*) охлаждения
SS-2
Рис. 11.8. Электросхема станка модели 10RT:
#, 5, Г — трехфазная сеть; ?F — предохранитель на 3 A; IM1 — асинхронный
электродвигатель, приводящий шпиндель (S) во вращение (четырехполюсный, мощностью 200 Вт);
SF — вращение шпинделя в прямом направлении, SR — в обратном; SFX —
дополнительное вращение шпинделя в прямом направлении; IM2 — асинхронный электродвигатель,
обеспечивающий колебания (V) шпинделя (двухполюсный, 400 Вт); IM3 — асинхронный
электродвигатель (четырехполюсный, 75 Вт) для привода насоса (СР) системы охлаждения;
РВ-1 — кнопка вращения шпинделя в прямом направлении (резание); РВ-2 — то же, в
обратном; РВ-Ъ — кнопка «стоп» (остановка вращения шпинделя); OL-S и OL-V — верхние
концевые выключатели приводов вращения и колебаний шпинделя; LS-1 и LS-2 — концевые
выключатели верхнего и нижнего предельных положений шпинделя; SS-1 — переключатель
системы колебаний шпинделя (Вкл. —включено, Выкл. — выключено); SS-2 —
переключатель насоса подачи охлаждающей жидкости; OL-CP — концевой выключатель системы
контроля уровня жидкости
На станке имеется кнопка экстренной остановки, пользуясь
которой, можно одновременно прервать и колебания, и вращение
шпинделя.
При выборе скорости резания v стремились получить длину
lT = vlf ж 0,2~-0,3 мм. На выбранной скорости обрабатывали
несколько пробных деталей. Если эффект вибрационного резания
получался недостаточным, то снижали скорость резания v и тем
самым уменьшали интервал 1Т. В таком случае протяженность
импульсов сил резания уменьшалась и обрабатываемость улучшалась.
11.1.2. Вибрационный резьбонарезной станок
модели 10RT на базе сверлильного станка
Если подводить метчик к обрабатываемой детали при
тех же числах оборотов в минуту, при которых происходит резание,
то затраты времени будут довольно значительными и эффективность
333
Ш
Л_ 1 i
1
\\J L//
А г ns—is—г.
bJsr
№
М 1г «
1 М
J
П о
иН
ifc
ilC
о]
">
Рис. 11.9. Вибрационный
резьбонарезной станок модели 10RT, созданный на
базе сверлильного станка
Рис. 11.10. Вибрационный трехшпин-
дельный резьбонарезной станок 10RT
(вид спереди)
обработки окажется низкой. Можно повысить производительность,
допустив некоторое снижение точности обработки, если применить
станок, показанный на рис. 11.9.
В отличие от описанного выше, у этого станка отсутствует узел
ходового винта и только шпиндель совершает колебательные
движения с помощью винтового кулачка в направлении угла подъема
винтовой линии метчика. Здесь, как и на настольном сверлильном
станке, можно быстро подвести метчик к обрабатываемой детали
с помощью рукоятки подачи. Когда заборная часть метчика
врежется в деталь, метчик будет сам продвигаться вперед и нарезать
резьбу.
11.1.3. Многошпиндельный резьбонарезной станок
модели 10RT
Станок, показанный на рис. 11.10, имеет одну головку
с тремя шпинделями. В станке имеется приводной вал, вибрирующий
в окружном направлении. Вращение и вибрации вала обеспечиваются
отдельными электродвигателями. От вала с помощью передаточного
механизма приводятся три шпинделя, в которых расположены
метчики. С помощью винтовых кулачков при вращении метчиков
создаются вибрации по направлению угла подъема винтовых
линий.
В настоящее время разработан резьбонарезной станок
аналогичной конструкции, имеющий головку с шестью шпинделями.
334
11.1.4. Вибрационный резьбонарезной агрегат
При разработке этого агрегата удалили стойку
вибрационного резьбонарезного станка 10RT, расположили головку
горизонтально и разместили наверху головки два электродвигателя.
Для практических целей разработали двухшпиндельный
вибрационный резьбонарезной агрегат 10RT. Характеристики этого агрегата
аналогичны приведенным в табл. 11.1. Такой агрегат уже
используется для обработки автомобильных деталей. Кроме того, создали
вибрационный резьбонарезной агрегат 10РТ-А2, предназначенный
для нарезания резьб больших диаметров. По своему устройству
(рис. 11.11) агрегат похож на вибрационный резьбонарезной станок
10RT. Заштрихованные участки соответствуют механизму
вибропривода и механизму, с помощью которого обеспечивается вращение.
Агрегат имеет следующие характеристики: диаметр нарезаемых
резьб 20—60 мм; частота колебаний метчика 50—100 Гц; амплитуда
колебаний метчика 0,3 мм; частота вращения шпинделя 10 об/мин
(при максимальном диаметре 60 мм); мощность электродвигателя
вращения шпинделя 1,5 кВт; мощность электродвигателя для
создания колебаний 2,1 кВт; масса агрегата 400 кг.
С
ш
Ы
(TVll
Бдп
¦*
т
т
т
т
d
Рис. 11.11. Схема устройства вибрационного резьбонарезного станка модели
10RT-A2:
1 — ходовой винт; 2 — резьбовой кулачок; 3 — отверстие для смазочного масла; 4 —
электродвигатель, обеспечивающий вращение шпинделя; 5 — электродвигатель, создающий
колебания; 6 — вибрирующий вал; 7 — болт, крепящий кронштейн; 8 — шпиндель; 9 — гайка,
сопрягаемая с ходовым винтом (маточная); 10 — кронштейн
335
На таком агрегате можно за один проход нарезать метчиком
большого диаметра М48Х5 точную резьбу в углеродистой стали.
Точную резьбу удалось получить и в чистой меди при
использовании однодюймового трубного метчика РТ. Обычное нарезание резьбы
на мощных радиально-сверлильных станках представляет собой
малопроизводительную операцию с низкой точностью обработки.
Каждый раз после внедрения и извлечения метчика из
обрабатываемого материала приходится удалять стружку. Кроме того, при этом
довольно легко разрушаются выступы резьбы метчика. При
вибрационном резании все эти недостатки в основном устраняются.
11.1.5. Эффективность наложения вибраций при
нарезании резьбы
УМЕНЬШЕНИЕ МОМЕНТА РЕЗАНИЯ
На рис. 11.12 показано влияние, оказываемое скоростью
резания на момент резания при нарезании резьбы метчиком Мб при
следующих режимах: диаметр чернового отверстия 4,8 мм; наружный
диаметр обрабатываемой детали 19 мм, толщина ее стенки 5 мм;
частота колебаний метчика 30 Гц, амплитуда колебаний 0,32 мм.
Деталь изготовлена из углеродистой стали; обработка ведется с
подводом шпиндельного масла.
Как и при обработке другим режущим инструментом, при
нарезании резьбы метчиком по мере повышения скорости резания все
показатели постепенно приближаются к характерным для обычного
резания. До скорости резания, составляющей одну треть
критической (vc/3), момент резания остается примерно втрое меньше
получаемого при обычном нарезании резьбы без вибраций. Значительное
уменьшение момента резания при вибрационном нарезании резьбы
становится очевидным, поскольку зажим, крепящий деталь, можно
удерживать просто руками.
На рис. 11.13 для различных обрабатываемых материалов
сопоставлены моменты резания, полученные при скорости резания
400
:Щ
Щ200\
Г Г
*Ю0
>f
fi
S
300
200
Z5
liza_
1Z0
40
120
u 113 v,m/muh
Рис. 11.12. Зависимость крутящего
момента при нарезании резьбы от
скорости резания v при обычной
технологии (а) и при наложении вибраций (б)\
vc—критическая скорость
? а
Ш 6
Рис. 11.13. Сопоставление моментов
(Н-см), возникающих при обычном (а)
и вибрационном (б) нарезании резьбы
в алюминии (/), латуни B) и
углеродистой стали C)
336
10 20 30 UO SO
Диаметр метчика, мм
Рис. 11.14. Зависимость момента, возникающего
при нарезании резьбы в алюминии, от диаметра
метчика при обычной технологии (а) и при
наложении вибраций (б, частота колебаний 100 Гц,
амплитуда 0,2 мм)
1 м/мин. Наложение вибраций при
обработке алюминия уменьшает момент
резания примерно в восемь раз по
сравнению с требуемым при обычном
нарезании резьбы. Для меди и
углеродистой стали достигается уменьшение
момента примерно в 3 раза.
На рис. 11.14 приведены результаты экспериментов при
обработке алюминия на вибрационном резьбонарезном станке модели
10RT метчиком. Здесь видно влияние диаметра метчика на момент,
возникающий при обработке. Вибрационная обработка сопоставлена
с обычной. Режимы резания здесь следующие: частота колебаний
метчика 100 Гц; амплитуда колебаний 0,2 мм; скорость нарезания
0,63 м/мин; диаметр метчика 5; 6; 8 и 36 мм. Для смазки использовали
касторовое масло. При обычном нарезании резьбы диаметром 35 мм
момент резания составлял 1750 Н-см. Наложение вибраций
уменьшило момент до 300 Н-см. В среднем момент при вибрационном
нарезании резьбы примерно в 6—8 раз меньше момента, с которым
приходится иметь дело при обычном резьбонарезании.
ОБЛЕГЧЕНИЕ УДАЛЕНИЯ СТРУЖКИ
Как уже отмечалось, при вибрационном резании
образуется непрерывная сливная стружка. При этом отвод стружки
ускоряется. Поскольку при таком резании температура стружки не
повышается, стружка не налипает на поверхности канавок метчика.
Кроме того, наложение вибраций уменьшает сопротивление трению
в канавках метчика. При вибрационном резании стружка получается
гладкой и выходит свободно.
УВЕЛИЧЕНИЕ СТОЙКОСТИ ИНСТРУМЕНТА
При импульсном характере сил резания и импульсных
тепловых нагрузках режимы резания существенно отличаются от
характерных для обычного нарезания резьбы. В частности, при
вибрационном нарезании резьбы на режущих кромках отсутствуют
наросты и существенно уменьшается износ инструмента. Режущие
кромки продолжительное время остаются очень острыми.
Исследование передней поверхности одного из лезвий заборной
части метчика после непрерывной обработки 70 деталей из
углеродистой стали S35C обычным способом и с наложением вибраций
показало, что при обычном нарезании резьбы у режущей кромки
образуется нарост, появляются неровности и в конечном счете
инструмент затупляется. При вибрационном нарезании резьбы на
переднюю поверхность не налипают посторонние материалы, режу-
337
о)
Ф
в)
Рис. 11.15. Профили резьб, нарезанных различными способами метчиком М5Х0,9
в хромистой стали при использовании пастообразной смазки:
а — ручное нарезание резьбы; б — обычное нарезание резьбы без вибраций; в —
вибрационное нарезание резьбы
щая кромка практически не изменяет своей остроты и стойкость
инструмента получается гораздо более высокой.
ОБЕСПЕЧЕНИЕ ТОЧНОСТИ ПРОФИЛЯ РЕЗЬБЫ
На рис. 11.15 приведены схемы профилей резьбы,
нарезанной вручную, полученной обычным способом на токарном станке
и после вибрационного резания. Резьбу нарезали метчиком М5х0,9
в хромистой штамповой стали.
При обычном способе нарезания получается резьба со
скругленными разрушенными вершинами профиля. В случае наложения
вибраций профиль приобретает четкую форму, соответствующую
геометрии метчика.
УМЕНЬШЕНИЕ ПОЛЯ ДОПУСКА ЭФФЕКТИВНОГО
ДИАМЕТРА РЕЗЬБЫ
При вибрационном нарезании резьбы в серийном производстве
удается свести к минимуму разброс геометрических размеров
(рис. 11.16).
На ста деталях подряд из углеродистой стали нарезали резьбу
М6Х1 и измеряли эффективные диаметры. Измерения показали, что
при вибрационном резании
в серийном производстве
можно получать внутренние
резьбы с малым разбросом
геометрических параметров,
которые почти точно
соответствуют геометрическим
параметрам метчика.
а) Стандартное (среднее ква-
50, , 1 , г-, дратическое) отклонение при
|фгШ
ULVV..1
»
Г>
, -тЛтЛЦц'
olLjei
г
XV
20 ЬО 60 80
Число обработанных деталей
100
Рис. 11.16. Сопоставление полей
допусков на диаметр резьбы при
обычном (а) и вибрационном (б)
нарезании резьбы в углеродистой
стали (ар= 130 МПа)
338
Рис. 11.17. Контроль резьбы:
; — обработанная деталь; 2 —
резьбовой калибр
обычном нарезании резьбы
составляет 0,012 мм, а при
вибрационном — 0,004 мм.
В настоящее время может
быть обеспечено
допустимое отклонение шпинделя
(связанное с биением) не более 0,02 мм. При более точной настройке
вибрационного резьбонарезного станка можно уменьшить среднее
отклонение и получать резьбу, которая по форме профиля будет
близка к форме метчика.
ПОВЫШЕНИЕ ТОЧНОСТИ РЕЗЬБОВОГО СОЕДИНЕНИЯ
Выше были показаны результаты отдельных измерений
эффективного диаметра резьбы. Однако представляет интерес
определить также торцовое и радиальное биения резьбового соединения.
Этот показатель общей точности обработки важен для различных
практических целей. Схема оценки точности резьбы представлена
на рис. 11.17.
Резьбу нарезали метчиком М22х1,5 из хромистой стали SCR2
(твердость НВ 285), который вибрировал с частотой 100 Гц и
амплитудой 0,2 мм. Обработку выполняли с пастой при частоте вращения
метчика 30 об/мин. В полученное резьбовое отверстие ввертывали
калибр и устанавливали собранную таким образом конструкцию
в центрах. Измерения торцового биения на расстоянии 15 мм от
центральной оси показали, что при вибрационном резании оно не
превышает 3—4 мкм. По чертежу биение не должно было превышать
5 мкм. Таким образом, на новом резьбонарезном станке можно
уложиться в этот допуск, нарезать резьбу с меньшим рассеянием
эффективного диаметра и отказаться от сложных специальных приемов
обеспечения необходимой точности резьбы.
ОБЕСПЕЧЕНИЕ ОДНОРОДНОСТИ СТРУКТУРЫ МЕТАЛЛА
НА ПОВЕРХНОСТИ РЕЗЬБЫ
Исследовать структуру металла поверхности резьбы в
сечении, взятом в направлении резания, технически довольно сложно.
Поэтому под металлографическим микроскопом исследовали
шлифы, вырезанные в направлении, перпендикулярном к
направлению резания, т. е. проходящие через ось резьбы. Такие фотографии
получили при обычном и вибрационном нарезании резьбы на
углеродистой стали.
Сопоставление микрофотографий показало следующее. На
поверхностях, полученных при обычном нарезании резьбы, на всем
протяжении кристаллы деформированы и имеется дефектный слой
с остаточными напряжениями растяжения, что снижает
механические характеристики резьбы, ускоряет ее износ и ухудшает
коррозионную стойкость. При вибрационном нарезании резьбы дефектный
339
слой отсутствует. При вибрационной обработке структура
поверхностного слоя практически не отличается от структуры основного
металла детали. Это позволяет существенно улучшить
характеристики резьбы по сравнению с достигаемыми при обычном
нарезании.
При обработке резьбы с наложением вибраций происходит упроч
нение впадин. При обычных способах получения резьбы даже с малым
съемом стружки (при накатке) происходят тонкие отслоения
материала с поверхности резьбы и образуется мелкая стружка. С таким
явлением приходится сталкиваться при обработке малопластичных
материалов, например высокоуглеродистой стали. Значительно
упрочнившиеся поверхностные участки могут довольно легко отслаиваться.
Поэтому максимальная твердость в области впадин резьбы не должна
превышать НВ 332—355. Вибрационное нарезание резьбы
повышает допустимое упрочнение материала и позволяет получать
твердость в области впадин порядка НВ 437. При этом течение материала
в металлографическом отношении получается более однородным.
При вибрационной обработке резьбы момент резания существенно
уменьшается, а степень упрочнения возрастает. При этом
упрочнение получается однородным.
11.1.6. Условия вибрационного нарезания резьбы
и достигаемые эффекты
В табл. 11.2 для ряда деталей приведены условия резьбо-
нарезания и некоторые его результаты. На вибрационных
резьбонарезных станках можно осуществить режимы резания, указанные
в этой таблице.
В настоящее время можно точно нарезать, шлифовать и
накатывать наружную резьбу. Существует множество устройств для
измерения параметров такой резьбы. Иначе обстоит дело с внутренней
резьбой — способы точного изготовления и измерения ее
параметров весьма немногочисленны. При нарезании внутренней резьбы
метчик прогоняют через черновое отверстие. Обычно непосредственно
оценить точность полученной таким путем внутренней резьбы не
представляется возможным. В нее ввертывают болт и собирают
конструктивное соединение. По эффективности крепления обычно
судят о точности нарезанной резьбы. Подходящих измерительных
устройств для объективной оценки точности внутренней резьбы
пока не существует. Даже при крупносерийном производстве часто
не удается установить, как контактируют поверхности внутренней
и наружной резьбы в резьбовом соединении и насколько эффективно
обеспечивается крепление. Поэтому применять крепежные резьбы
следует с особой осторожностью. При получении резьбы главной
задачей является формирование резьбовой канавки правильного
профиля. Эта задача может быть решена при вибрационном
нарезании резьбы. Необходимо внедрять в серийное производство способы,
позволяющие получать точную резьбу, и в частности вибрационное
нарезание резьбы.
340
11.2. Условия вибрационного нарезания резьбы (с частотой колебаний 100 Гц) и достигаемые при этом преимущества
Наименование
детали
Цоколь
манометра
Коленчатый
вал
Резьбовой
калибр
Специальная
гайка
Материал
Коррозионно-
стойкая сталь
SUS316
Углеродистая
сталь S45C
Инструментальная сталь
SKH2
Углеродистая
сталь S45C
Метчик
М4Х0,75 (слесарный
метчик для второго
прохода), инструментальная
сталь SKH2
М8Х1,25 (метчик с
полной резьбой до конца),
инструментальная сталь
SKH2
М8Х1,25 (слесарный
метчик для второго
прохода), инструментальная
сталь SKH2
М13Х0,75,
инструментальная сталь SKH2 ~
Черновое
отверстие,
мм
Глубина
Н = 8 мм;
получено
сверлом
диаметром
d4 = 3,3 мм
Н = 8 мм;
d4 = 6,8 мм
Я = 8 мм;
d4 = 6,5 мм
Я = 15 мм;
d4 = 12 мм
?а 1
?%
Ампли'
колеба
1 мм
0,16
0,32
0,32
0,5
«
л 5
Частот
враще*
об/мин
35
160
65
! 50
о 2 <
2 со К
См аз оч
охлаж;
щая »
кость
Сурепное
(рапсо-
То же
Метчи-
ковая
паста
Машинное
масло
№ 120
Преимущества
1. Устранены трудности,
связанные с частой
поломкой метчиков
2. Повышена точность
резьбы
1. Устранены трудности с
отводом стружки из глухого
отверстия
2. Устранены трудности,
связанные с поломкой
метчиков
3. Повышена точность резьбы
4. Увеличена стойкость
инструмента
1. Устранены трудности,
связанные с разрушением
выступов резьбы
2. Получена возможность
уменьшения припуска на
обработку, повышения
точности размеров и формы,
улучшения чистоты поверхности
1. Повышена точность резьбы
2. Устранены разрушения
выступов резьбы, что
особенно важно, когда шаг
резьбы мал по сравнению с
наружным диаметром
Продолжение табл. 11.2
to
Наименование
детали
Трубопроводная муфта
Специальная
резьба
Инструментальная резьба
Электротехническая деталь
Материал
Конструкционная сталь
SS41
Коррозионно-
стойкая сталь
SUS304
Никельхромо-
молибденовая
сталь SNCM23
Бакелит
Метчик
РТ 1/4",
инструментальная сталь SKH2
М2Х0,4 (слесарный
метчик для второго
прохода)
М9Х0,1 (метчик с
полной резьбой до конца),
инструментальная сталь
SKH2
M4X0J5 (слесарный
метчик для второго
прохода), инструментальная
сталь SKH2
Черновое
отверстие,
мм
Я = 13 мм
Я = 7 мм;
! d4 = 1,7 мм
Я = 14 мм;
d4 = 7,9 мм
Я = 5 мм;
d4 = 3,3 мм
Амплитуда
колебаний,
мм
0,32
0,1
0,36
0,16
Частота
вращения,
об/мин
38
30
160
200
Смазочно-
ох лаж
дающая
жидкость
РМ
РМ
РМ
Не
пользовали
Преимущества
1. Стала возможной
обработка, которую раньше нельзя
было выполнить на обычных
метчиковых машинах из-за
недостатка мощности
[ 2. Повышена герметичность
резьбы
3. Облегчен выход стружки
1. Устранено разрушение
метчиков
2. Повышена точность резьбы
3. Повышена герметичность
благодаря выполнению
более правильной формы
выступов резьбы
1. Повышена точность резьбы
2. Устранено разрушение
метчиков
3. Устранено разрушение
выступов резьбы в районе
заборной части
1. Повышена точность резьбы
2. Устранено разрушение
выступов резьбы и образование
трещин в обрабатываемой
детали
Наименование
детали
Автомобильный
зубчатый венец
Клапан
Втулка
Корпус
клапана
Автомобильная
деталь
343
Материал
Никельхромо-
молибденовая
сталь SNCM23
Коррозионно-
стойкая сталь
SCS13
Сталь SNCM23
"Ковкий чугун
Алюминиевое
литье под
давлением
Метчик
М10Х 1 (метчик с полной
резьбой до конца),
инструментальная сталь SKHS
М14Х2 (первый метчик),
инструментальная сталь
SKH2
М5Х0,9 (слесарный
метчик для второго прохода)
М8Х1,25, то же
М12Х1,5, то же
М8Х1,25 (метчик с
полной резьбой до конца),
SKH2
М16Х1,5, тоже, SKH2
МЗХ0,6 (метчик с
полной резьбой до конца),
инструментальная сталь
SKH2
Продолжение табл. U.2
Черновое
отверстие,
мм
[ Я = 14 мм;
d4= 7,9 мм
)|
Я = 14 мм;
d4= 12 мм
Я = 14 мм;
d4 = 4,2 мм
Я = 26 мм;
d4 = 6,8 мм;
Я = 26 мм;
d4= 10,3 мм
Я = 8 мм,
d4= 6,5 мм
Я = 13 мм;
1 d4= 2,3 мм
туда 1
НИИ, 1
eg
< * 2
0,3
0,35
0,2
0,32
0,48
0,3
0,4
0,17
SSg
SI*
"до
160
14
65
65
32
70
30
200
Ss5
S**„
Смаз!
охла:
щая
KOCTI
PM
Метчи-
ковая
паста
РМ
РМ
Машинное
масло
№ 120
Преимущества
1. Повышена точность резьбы
(метчиком 2-го класса
получена резьба 1-го класса)
2. Увеличена стойкость
метчика
3. Упрощен контроль
черновых отверстий
4. Устранены поломки метчика
5. Снижены затраты времени
на обработку детали
1. Устранены поломки
метчика
2. Повышена точность резьбы
3. Улучшена герметичность
благодаря более точному
выполнению геометрического
профиля резьбы
Устранены поломки метчика
и облегчен выход стружки
1. Повышена точность резьбы
2. Улучшена герметичность
резьбы
1. Устранены возможные
разрушения выступов резьбы
2. Устранены поломки
метчиков
3. Устранен износ метчика
11.2. ПОЛУЧЕНИЕ РЕЗЬБЫ НА
СПЕЦИАЛИЗИРОВАННОМ
ВИБРООБОРУДОВАНИИ, РАБОТАЮЩЕМ
ПРИ ЧАСТОТЕ 20 кГц
На суппорте токарного станка установили устройство
для нарезания резьбы метчиком, вибрирующим с частотой 20 кГц.
Метчик М8х1,25 припаяли серебряным припоем к торцу
концентратора колебаний; при этом он совершал колебания в направлении
угла подъема винтовой линии. Для получения требуемого
направления колебаний нужно измерить амплитуды колебаний в окружном
и продольном направлениях. По полученным значениям амплитуд
устанавливают направление суммарных колебаний. Обрабатываемая
деталь, в которой нарезается отверстие, вращается в шпинделе
станка, а метчик подается ходовым винтом.
Режимы обработки были следующими: частота колебаний
инструмента 20,3 кГц; амплитуда колебаний 13 мкм; частота вращения
шпинделя 100 об/мин. Обрабатываемая деталь с наружным
диаметром 12, внутренним диаметром 6,85 и толщиной 10 мм была
изготовлена из углеродистой стали, латуни и алюминия; в ней нарезали
резьбу метчиком М8х1,25.
При частоте колебаний 20 кГц, происходящих в направлении
подъема винтовой линии метчика, при легком прикосновении метчика
к обрабатываемой детали резьба нарезалась таким образом, как
будто деталь «засасывала» инструмент. Подобного явления не
наблюдалось при нарезании резьбы с частотой вибраций 100 Гц. Такое
поведение инструмента можно объяснить следующим образом. При
колебаниях инструмента с ультразвуковой частотой расстояние 1Т
было намного меньше получавшегося при нарезании резьбы
с частотой 100 Гц. При этом протяженность импульсов тоже
резко уменьшалась. В результате этого существенно снижалось
сопротивление резанию, что и обусловливало упомянутый выше
эффект.
Стружка получалась тонкой и сливной. Форма стружки заметно
отличалась от получавшейся при обычном резании. Важно отметить,
что поверхность, полученная вибрационным резанием, была очень
гладкой.
Интересно сопоставить результаты измерений микронеровностей
поверхности резьбы после вибрационной обработки и при обычном
резании. Нарезание резьбы с наложением вибраций позволяет
получать более гладкую поверхность профиля. При обычном нарезании
наблюдаются значительные неровности поверхности. Когда
внутренняя резьба, имеющая грубую поверхность профиля, входит в
зацепление с наружной, контакт в резьбовом соединении получается
нерегулярным, что нежелательно.
При нарезании с наложением вибраций внутренняя резьба хорошо
сцепляется с наружной. По обычной технологии такое сцепление
не обеспечивается.
344
11.3. НАРЕЗАНИЕ РЕЗЬБЫ НА ВИБРАЦИОННОМ
РЕЗЬБОНАРЕЗНОМ СТАНКЕ
Резьбу на алюминиевой детали нарезали на токарном
станке с резцом продольной колебательной системы, наклоненным
в направлении подъема винтовой линии. Благодаря этому
направление колебаний вершины резца точно совпадает с направлением
винтовой канавки. Здесь реализован способ обработки, приведенный на
рис. 11.1, а.
На алюминиевом прутке длиной 1120 мм нарезали резьбу М47Х2
со следующими режимами: частота колебаний резца 21,5 кГц;
амплитуда колебаний 15 мкм; выходная мощность вибратора 700 Вт;
частота вращения шпинделя 32 об/мин; скорость резания 5,6 м/мин.
Длина участка с резьбой составляла 820 мм. Резьбу нарезали на
полную глубину за три прохода. После обработки с помощью
индикатора часового типа, закрепленного на суппорте, измеряли биение
поверхности резьбы. Полученные значения сопоставили с шагами
ходового винта токарного станка. На длине 820 мм располагалось
примерно 400 витков резьбы. Накопленная ошибка в шаге для такого
большого числа витков не превышала 130 мкм, что свидетельствует
о высокой точности нарезания резьбы.
Представляет интерес вибрационное нарезание резьбы с
крутильными колебаниями на токарном станке. Резьбу с шагом 0,5 мм
нарезали на небольшой корпусной детали из коррозионно-стойкой
стали. При обычной технологии резьбу получали за три прохода
резцом с твердосплавной пластиной. Обычно таким резцом можно
было нарезать примерно 200—300 деталей. При вибрационном
резании можно было сразу выполнять профиль на полную глубину и за
один проход получать готовую резьбу. При этом значительно (в 20—
30 раз) увеличивалась стойкость инструмента — одним резцом можно
было нарезать 7000—8000 деталей. При более тщательной настройке
и более продуманной эксплуатации удалось нарезать одним
инструментом 12—20 деталей. Если принять, что станок работает примерно
7 ч в день и на обработку одной детали затрачивается около 13 с,
то в данном случае при вибрационном нарезании резьбы смену
инструмента можно выполнять раз в неделю. При такой обработке
достаточно лишь изредка проводить выборочный контроль деталей,
поскольку высокая точность обеспечивается продолжительное время.
На практике иногда наружная резьба изнашивается довольно
быстро. Поэтому желательно, чтобы материал резьбы был более
твердым. Выше была рассмотрена точная токарная обработка
закаленной стали с твердостью HRC 50—60. На рис. 11.18 заштрихована
деталь, которую необходимо выточить из прутковой закаленной
стали. Следует удалить участок, дважды заштрихованный на
чертеже, нарезать резьбу, а затем фасонным резцом выполнить галтель.
Цилиндрические и торцовые поверхности и поверхность, на которой
будет нарезаться резьба, должны иметь минимальную несоосность
и неперпендикулярность. Для достижения этого выполнили всю
обработку с одного установа на токарном станке с вибрационным
345
Рис. 11.18. Нарезание резьбы на
детали из закаленной стали:
1 — проходной упорный правый
резец; 2 — галтельный резец; 3 —
резьбовой резец для нарезания
наружной резьбы; 4 — скругленный
проходной резец
резанием. В качестве примера можно привести вибрационное
нарезание резьбы на детали, подвергавшейся высокочастотной закалке
до твердости HRC 50. Нужно было нарезать трапецеидальную резьбу
станочного ходового винта длиной 600 мм, диаметром 25 мм.
Вибрационное резание позволило получить резьбу с довольно высокой
точностью — на длине 600 мм расхождение с ходовым винтом
токарного станка составило 0,03 мм. Полученная поверхность резьбы
имела радужный рисунок. Износостойкость ходового винта при
такой обработке получилась более высокой.
В ближайшей перспективе будут разработаны самые различные
типы винторезных станков для точного вибрационного нарезания
резьбы. Наложение вибраций позволяет проводить точную обработку
резьб больших и малых диаметров без дополнительных отделочных
операций типа шлифования. Важно отметить, что для точной
вибрационной обработки резьбы не требуется особо высокой квалификации
станочника.
11.4. ВИБРАЦИОННАЯ ОБРАБОТКА ЧЕРВЯЧНЫМИ ФРЕЗАМИ
Для обработки разнотипных деталей приходится
подготовлять соответствующие суппорты, которые обеспечивают вращение
и вибрации. Однако при этом не достигается достаточной
универсальности. Поэтому получил распространение зубофрезерный станок
с червячной фрезой, которая в процессе резания (обкатки)
совершает крутильные колебания.
Для получения колебаний могут быть использованы магнито-
стрикционные или электрострикционные вибраторы. Могут быть
применены также импульсные электродвигатели или импульсный
электрогидравлический привод (см. рис. 6.5 и 6.6).
При нарезании зубчатых колес скорость резания обычно бывает
невысокой. При этом обрабатываемость может быть улучшена
наложением вибраций, когда силы резания становятся импульсными.
Это позволяет обеспечить точное нарезание зубчатых колес 1. При
вибрационном резании на поверхности зубьев образуется
специфический рисунок, который характеризуется интервалом 1Т. В
результате в конечном счете повышается эффективность подводимой
смазки и повышается износостойкость зубчатой передачи.
1 Кумабэ Д. Поверхностная обработка. Т. 2, с. 819—824.
346
11.5. ВИБРАЦИОННЫЙ ФРЕЗЕРНЫЙ СТАНОК
С применением способа, представленного, например, на
рис. 7.56, можно создать вибрационный фрезерный станок, у
которого фасонная (модульная) фреза, нарезающая зубья зубчатых
колес, в процессе обработки совершает крутильные колебания.
Обычно фреза вращается со скоростью v < 2яа/, и на
обрабатываемой детали, закрепленной на точном делительном столе, поочередно
выполняются зубья.
На станке рассматриваемого типа можно точно нарезать
зубчатые колеса для часовых механизмов и измерительных приборов.
В данном случае вибрационное резание позволяет увеличить
стойкость инструмента, выполнить рабочую поверхность зубьев
более гладкой, уменьшить усилия крепления обрабатываемой детали
в приспособлении, использовать одни и те же режимы даже при
обработке композиционных материалов, обрабатывать твердые
сплавы, свести к минимуму образование заусенцев.
11.6. ВИБРАЦИОННЫЙ ЗУБ0Д0ЛБЕЖНЫЙ СТАНОК
У вибрационного зубодолбежного станка на конце
шпинделя был размещен бак с водой, через который пропустили вибратор
продольной колебательной системы, обеспечивающий
соответствующие колебания зуборезного долбяка. Опытный образец станка был
изготовлен в 1970—1972 гг.
В последнее время разработаны электрострикционные вибраторы
мощностью 2 кВт, которые можно использовать без водяного
охлаждения. Для описываемого станка такие вибраторы очень удобны.
При их установке можно создать более компактные вибрационные
фрезерные станки, у которых к шпинделю прикреплен лишь долбяк.
Для зуборезных долбяков небольших диаметров можно
воспользоваться системой, обеспечивающей продольные колебания
инструмента (см. рис. 7.39). Для долбяков больших диаметров (рис. 11.19)
подходит изгибная колебательная система, приводимая в действие
при помощи устройств, создающих продольные колебания.
Для режущего инструмента (например, шлифовального),
расположенного по периферии диска большого диаметра, удобно
применять изгибную
колебательную систему
(рис. 11.19). Следует
иметь в виду, что такой
инструмент отличается
Рис. 11.19. Зуборезный
долбяк изгибной колебательной
системы:
1 — долбяк; 2 — концентратор
продольных колебаний; 3 —
вибратор продольных
колебаний (частота колебаний 21,7 кГц)
347
\10 65 1 11 12 П 17 IS
llf,a>
17U131 ^ 11 6 6 7
20 21 2
Рис. 11.20. Шевинговальный станок
для вибрационного нарезания зубчатых
колес (с инструментом, совершающим
продольные колебания):
1 — шевер; 2 — концентратор продольных
колебании; 3 — магнитострикционный
вибратор; 4 — ось; 5 — вал, обеспечивающий
вращение; 6 — приводная пластина; 7 —
шпиндель; 8 — планшайба; 9 —
направление вращения; 10 — крепление; // —
втулка; 12 — опора; 13 — подшипник; 14 —
приспособление для крепления контактных
колец A5, 16); 17 и 18 — угольные щетки;
19 — крышка; 20 — вал; 21 — нарезаемое
зубчатое колесо
18 19 2 3 9 10 5 12
Рис. 11.21. Шевинговальный станок
для вибрационного нарезания зубчатых
колес (с инструментом, совершающим
изгибные колебания):
1 — шевер; 2 — концентратор колебаний;
3 — магнитострикционный вибратор; 4 —
полый цилиндрический вал; 5 — опора; 6
и 7 — конические подшипники; 8 —
приспособления для крепления контактных
колец (9 и 10); 11 — крепежная пластина;
12 — крышка; 13 и 14 — вал и планшайба,
обеспечивающие вращательное движение;
15 — направление вращения; 16 —
шпиндель; 17 — крепление; 18 — вал; 19 —
нарезаемое зубчатое колесо
от инструмента (метчиков, разверток, сверл, протяжек и т. п.),
у которого режущие кромки располагаются практически на про»
должении центральной оси устройства, создающего продольные
колебания.
11.7. ШЕВИНГОВАЛЬНЫЙ СТАНОК ДЛЯ ВИБРАЦИОННОГО
НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС
Примерная схема шевинговального станка приведена на
рис. 11.20. На станке поставлен режущий инструмент сравнительно
небольшого диаметра.
При большом диаметре режущего инструмента удобнее применить
устройство, приведенное на рис. 11.21.
Вибрирующим шевером можно нарезать зубчатые колеса быстрее,
чем без наложения вибраций, и получать при этом более ровную
рабочую поверхность зубьев, характеризующуюся повышенной
износостойкостью.
ГЛАВА 12
РЕЗКА И ВЫПОЛНЕНИЕ КАНАВОК
Для вибрационной обработки канавок могут быть
применены следующие инструменты: виброрезцы, вибропротяжки,
виброфрезы, вибрирующие свободные абразивные частицы, вибрирующие
связанные абразивные частицы, например шлифовальные круги.
С импульсными силами резания могут также работать инструменты
для выполнения резки — вибропилы и вибрирующие пуансоны и
матрицы.
РЕЗКА И ОБРАБОТКА КАНАВОК РЕЗЦАМИ
Для получения канавок на цилиндрических поверхностях
в окружном направлении можно применить вибрационное точение
на токарных станках. Здесь могут использоваться резцы
продольной, изгибной и крутильной колебательных систем. Обработку
плоских поверхностей вибрационным резанием с получением на них
необходимых канавок можно организовать на продольно- и
поперечно-строгальных, а также на долбежных станках. На этих станках
можно применять резцы крутильной или изгибной колебательных
систем. В частности, для долбежных станков целесообразно
использовать резцы продольной колебательной системы, вибрирующие
с частотой 20 кГц. Разделительную резку можно рассматривать как
предельный вариант обработки канавок.
ОБРАБОТКА КАНАВОК ПРОТЯЖКОЙ
Для получения канавок на наружных поверхностях и
в отверстиях обрабатываемых деталей может быть использовано
вибрационное протягивание инструментом продольной
колебательной системы, вибрирующим с частотами 100 Гц или 20 кГц и более.
В ряде случаев после токарной обработки или расточки на наружных
цилиндрических поверхностях или в отверстии необходимо
выполнить шпоночные канавки небольшой длины. Для этой цели удобно
применить специализированное устройство, состоящее из вибратора
продольных колебаний, концентратора колебаний и резца. Это
устройство крепят на суппорте токарного станка. Продольную
подачу вибрирующего резца осуществляют вручную; сопротивление
резанию обычно получается небольшим.
РЕЗКА И ОБРАБОТКА КАНАВОК ФРЕЗАМИ
Вращающейся фрезой можно сравнительно просто
прорезать канавку или разрезать обрабатываемую деталь произвольной
формы на две части. Эту операцию удобно выполнять на фрезерном
349
станке, у которого фреза крутильной колебательной системы
вибрирует с частотой, превышающей 20 кГц. Можно применить
вибрационный станок с дисковой пилой.
Обычно в процессе резания колеблется режущий инструмент.
Однако возможен и вариант с колебаниями обрабатываемой детали.
Для прорезания канавок в пластмассовых деталях разработан
фрезерный станок, у которого обрабатываемая деталь вибрирует с
частотой 100 Гц и амплитудой 0,2 мм в направлении подачи. Фреза
диаметром 40 мм вращается с частотой 3000—5000 об/мин. На таком
вибрационном фрезерном станке можно получать тонкие гладкие
канавки без заусенцев. Вибрационная обработка существенно
повышает качество изделий. Для удаления стружки используют
сжатый воздух, что исключает трудоемкие ручные операции.
РЕЗКА И ОБРАБОТКА КАНАВОК АБРАЗИВНЫМИ
ЧАСТИЦАМИ
При обработке материалов, у которых стружка образуется
в результате деформаций сдвига, задают определенную глубину
резания и инструментом воздействуют на материал так, чтобы по
поверхностям сдвига через малые интервалы возникали деформации
сдвига. Иначе приходится поступать при обработке хрупких
материалов, которые легко разрушаются при возникновении даже
небольших растягивающих напряжений. При обработке канавок в
таких материалах стремятся к тому, чтобы по всей поверхности,
которую занимает канавка, в перпендикулярном направлении на
материал оказывали ударное воздействие абразивные частицы,
постепенно разрушая его. Для такой ультразвуковой обработки
целесообразно использовать частоты 20 кГц и выше.
При выполнении отделочных операций для уже сформированной
канавки целесообразно организовать обкатывание абразивных
частиц по поверхности канавки. В этих случаях могут быть
использованы частоты 100 Гц и более 20 кГц. Такая обработка именуется
вибрационной доводкой, или притиркой, что подробно
рассмотрено в гл. 13.
РЕЗКА И ОБРАБОТКА КАНАВОК АБРАЗИВНЫМИ
КРУГАМИ
В настоящее время находят применение вибрационные
отрезные устройства с абразивными кругами крутильной или из-
гибной колебательных систем, вибрирующими с частотой 20 кГц
и более. При этом могут быть реализованы различные механизмы
вибрационного резания. Возможны вибрации в направлении
главной или перпендикулярной (нормальной) составляющих силы
резания или же в направлении подачи.
РЕЗКА НА ПИЛАХ
Для резки используют также специальные вибрационные
станки, в которых инструмент типа пилы или обрабатываемая деталь
совершают колебания с частотой 100 Гц или 20 кГц. При этом могут
350
быть осуществлены те или иные механизмы вибрационного резаний
с колебаниями в направлении действия основных составляющих
силы резания.
РЕЗКА ПУАНСОНОМ И МАТРИЦЕЙ
В вибрационных ножницах пуансон (нож) совершает
колебания с частотой 100 Гц или более 20 кГц в направлении резки
(сдвига) или в направлении продольной режущей кромки пуансона.
При получении канавок и резке наложение вибраций при
резании, шлифовании и обработке давлением позволяет:
1) увеличить стойкость инструмента;
2) получить более гладкие боковые поверхности канавок и
поверхности реза;
3) улучшить качество донной поверхности канавок;
4) исключить последующую отделочную обработку;
5) обрабатывать хрупкие материалы, не опасаясь возникновения
трещин;
6) свести к минимуму размер участка, которой остается
неразрезанным и подвергается излому (например, при резке на
вибрационном токарном станке практически не остается центрального
выступающего обламываемого участка);
7) значительно уменьшить размер заусенцев;
8) предотвратить существенные структурные изменения на
поверхностях среза (сдвига);
9) получить стружку, не нагревающуюся выше комнатной
температуры;
10) получить однородную стружку без заусенцев и существенно
облегчить ее удаление;
11) сохранить прежние показатели механических, электрических
и химических свойств изделий.
12.1. ТОЧНАЯ ОБРАБОТКА КАНАВОК И РЕЗКА
НА ВИБРАЦИОННЫХ ТОКАРНЫХ СТАНКАХ
Раньше для выполнения на токарном станке кольцевой
(радиальной) канавки с высотой микронеровностей боковых
поверхностей Rmax не более 3 мкм требовалась высокая квалификация
оператора.
На рис. 12.1 показано вибрационное резание канавки с
показателем чистоты поверхности в пределах i?max = 0,6-f-l,4 мкм.
Сначала на поверхности круглого стержня прорезают черновую
канавку шириной 2,5 и глубиной 3 мм. Затем по приведенным ниже
режимам с применением резца изгибной колебательной системы
протачивают канавку до ширины 3 мм. Даже в серийном производстве
можно довольно просто получать канавки с показателем чистоты
поверхностей Rmax = 3 мкм. При этом на обработку затрачивается
всего 5 с. Если протачивать канавку за один проход без
предварительной черновой выточки, то величина /?тах окажется несколько
более высокой. Вибрационное резание позволяет получить серую
351
Рис. 12.1. Обработка канавки под круглое уплот-
нительное кольцо в углеродистой стали:
/ — источник колебаний; 2— вибратор; 3 — резец изгиб-
ной колебательной системы; 4 — обработанные
поверхности
сливную стружку без заусенцев. При
этом важно то, что стружка формируется
практически без выделения тепла. Такой
стружкой трудно пораниться или
обжечься.
Применялись следующие режимы
резания: частота колебаний резца 21,7 кГц;
амплитуда колебаний 15 мкм; мощность на выходе вибратора
900 Вт; подача 0,05—0,1 мм/об; скорость резания 40 м/мин.
Обрабатываемая деталь была изготовлена из углеродистой стали
S45C и имела диаметр 120 мм. Резец из твердого сплава групп К05
и КЮ имел ширину режущей кромки 3 мм, передний угол 0° и
задний 8°.
Раньше даже при высокоскоростном резании резцами из керметов
проточенные поверхности канавок получались довольно грубыми —
с показателями шероховатости Rmax = 4^-7,5 мкм. При
последующем шлифовании показатель Rmax удавалось уменьшить до 0,7—
1,5 мкм, но это было связано с довольно значительными затратами.
С переходом на вибрационное резание требуемую чистоту удалось
получать за одну операцию —с одного установа обрабатываемой
детали на токарном станке. Это повышает точность обработки всех
поверхностей детали. Улучшаются показатели непараллельности
и неперпендикулярности канавки по отношению к цилиндрической
поверхности и торцу.
В частности, проводилось торцовое точение алюминиевого диска
диаметром 80 и толщиной 10 мм, а затем концентрично с наружной
цилиндрической поверхностью в торце протачивалась канавка
шириной 1,5 и глубиной 3 мм. При вибрационном резании удалось
получить шероховатость боковых и донной поверхностей канавки
#тах соответственно 1,6 и 0,5 мкм.
Представляет интерес вибрационная обработка головки для
получения охлаждающих ребер. Головка из алюминиевого сплава
имеет диаметр 180 мм и длину (высоту) 80 мм. На наружной
поверхности нужно проточить большое число канавок шириной 2 мм и
глубиной 24 мм. При этом были применены следующие режимы резания:
частота колебаний резца 22,1 кГц; амплитуда колебаний 15 мкм;
частота вращения шпинделя 50 об/мин; подача 0,05 мм/об; ширина
режущей кромки 2 мм. При обработке подводили смазочно-охлажда-
ющую жидкость Юсиронкат UB100.
При наложении вибраций такая обработка не вызывает
затруднений. Стружка и резец не привариваются к стенкам канавки, и
рабочая часть резца не заедает.
В последнее время появились специализированные гребенчатые
резцы с большой шириной режущих кромок. У одного из гребенча-
352
тых резцов крутильной колебательной системы ширина режущих
кромок составляет примерно 30 мм. Такими резцами можно
обрабатывать сразу несколько канавок и тем самым существенно
сокращать время, затрачиваемое на обработку.
Необходимо было нарезать прямозубое колесо с наружным
диаметром 68 мм, числом зубьев 32 и модулем 2. На наружной
поверхности этого колеса прорезают кольцевую канавку шириной 9 мм.
Если выполнить канавку более глубокой, то можно разрезать колесо
совсем или изготовить из стержня большое число зубчатых колес
в виде тонких дисков. Для этой цели использовали устройство,
предназначенное для прорезания канавок. В шпинделе закреплена
деталь типа зубчатого колеса с внутренними зубьями. Канавку
можно получать при следующих режимах резания: частота
колебаний резца 22,1 кГц; амплитуда колебаний 15 мкм; частота вращения
шпинделя 65 об/мин; ширина канавки 9 мм; смазочно-охлаждающая
жидкость —UB100. Обрабатываемая деталь была изготовлена из
углеродистой стали S45C.
При обычном резании на зубьях образовывались заусенцы.
Наложение вибраций позволило устранить этот недостаток и
упростить технологию производства зубчатых колес, поскольку раньше
приходилось вручную удалять заусенцы напильником.
Для разрезки деталей из коррозионно-стойкой стали применили
два специализированных суппорта, в которых установлены резцы
изгибной колебательной системы с магнитострикционными
вибраторами продольных колебаний. Возможен непрерывный режим
работы с выходной мощностью вибратора 300 Вт и прерывистый режим
с более высокой мощностью — 500 Вт. После отрезки резцом,
имеющим ширину 1,5 мм, снимают фаску размером 0,2 мм. Эти операции
выполняются на специализированном станке, предназначенном для
обработки тонкостенных труб. Режим резания может быть,
например, следующим: частота колебаний резца 20,6 кГц; амплитуда
колебаний 17 мкм; частота вращения шпинделя 750 об/мин; подача
0,05 мм/об. Обрабатываемая деталь из коррозионно-стойкой стали
(твердостью около НВ 200) имеет наружный диаметр 10,4 мм,
внутренний диаметр 9,8 мм и длину 70 мм; резец шириной 1 мм
изготовлен из твердого сплава UF10. При обычной резке коррозионно-
стойкой стали возникает неприятный специфический шум. При
наложении вибраций этот шум полностью исчезает. При этом
выделение тепла сводится к минимуму и образуется сливная стружка,
толщина которой примерно равна глубине резания. При
вибрационном резании значительно повышается стойкость инструмента. В
данном случае инструмент приходится менять примерно один раз в
неделю.
Коррозионно-стойкая сталь, обработка которой обычным
резанием затруднительна, при наложении вибраций становится хорошо
обрабатываемым материалом, который поддается обработке резанием
не хуже латуни.
На имеющемся оборудовании можно резать алюминий (круглый
пруток), при этом ширина реза может быть равна 0,5 мм. При резке
Va12 кумабэ д 353
прутка диаметром 10 мм применяют следующие режимы: частота
колебаний резца 19,8 кГц; амплитуда колебаний 5 мкм; подача
0,06 мм/об; частота вращения шпинделя 100 об/мин. Резец имеет
передний угол 20° и задний угол 8°.
При обычном резании, когда сила резания изменяется по закону
Яср + р sin co?, даже в случае обработки пруткового алюминия
требуется большой навык и высокая квалификация.
При приведенных выше режимах резания силы получаются
импульсными; тепло практически не выделяется и уменьшается
сопротивление, обусловленное трением. В результате этого до
центральной оси прутка диаметром 10 мм можно выполнять резку с
автоматической подачей. При этом в центральной части прутка
практически не остается выступающего (обламываемого) участка.
Торцовая поверхность получается довольно гладкой|(/<!тах = 10 мкм).
12.2. ОБРАБОТКА КАНАВОК НА ВИБРАЦИОННОМ
ПРОТЯЖНОМ СТАНКЕ
На вибрационном протяжном станке очень
простой'конструкции применен трехфазный асинхронный двигатель с частотой
вращения 3000 об/мин. Момент электродвигателя передается на
высокооборотный вал с маховиком, вращающийся с частотой 6000 об/мин.
С помощью кривошипного механизма вращение вала преобразуется
в возвратно-поступательное прямолинейное движение ползуна,
к концу которого прикрепляются протяжки. Станок был изготовлен
на базе фрезерного, на его станине установили обрабатываемую
деталь, а к столу прикрепили протяжку, которая колебалась с
частотой 100 Гц и амплитудой около 0,1 мм.
Наложение вибраций при протягивании канавок позволило
в 3—4 раза увеличить глубину резания, приходящуюся на один
зуб, —с 0,05 мм (при обычном резании) примерно до 0,15—0,25 мм.
В результате удалось существенно сократить суммарную длину
протяжки по сравнению с требуемой при обычном резании.
Применение коротких протяжек дает существенные преимущества. В
частности, такие протяжки могут быть установлены на фрезерном станке.
Можно обеспечить такие условия, при которых все режущие кромки
протяжки будут колебаться в одной и той же фазе. По истечении
времени tx от точки О, в которой возникают колебания, инструмент
вступает в контакт с обрабатываемой деталью (рис. 12.2). В течение
времени tc происходит резание, т. е. образование стружки на
режущих кромках протяжки. Равнодействующая сил резания
изменяется по закону, приведенному на рис. 12.3, и представляет собой
сумму графиков сил резания, действующих на соответствующие
режущие кромки. Поскольку механизм резания на всех режущих
кромках одинаков, образуется стружка одинаковой формы. При
этом воздействие жидкости, подводимой для смазки и охлаждения,
получается более однородным и интенсивным, и все зубья режут
металл в более сходных условиях. Однако при обработке длинных
канавок довольно сложно обеспечить равномерную подачу СОЖ
354
Рис. 12.2. Особенности колебаний ре- Рис. 12.3. Изменение силы резания по
жущих кромок вибрационных протя- времени при вибрационном протяги-
Жек: вании (частота колебаний протяжки
; - стружка; 2 - протяжка; з - волны ЮО Гц; период Т = 0,01 с); 0 — нуле
колебаний режущих кромок вое значение составляющих Рс и Р%
индекс Ы — наибольшее значение тех
же составляющих
ко всем режущим кромкам. Поэтому внутри протяжки приходится
выполнять смазочные каналы, через которые в процессе резания
можно принудительно подавать жидкость ко всем режущим кромкам.
При прорезании канавок на поверхностях отверстий деталей
из найлона и сополимера акрилнитрила и стирола вибрационное
резание эффективнее обычного. Обработку проводили при следующих
режимах: частота колебаний протяжки 100 Гц; амплитуда
колебаний 0,1 мм; протяжка имеет 20 зубьев (передний угол 20°, задний
6 ); подача на зуб 0,19 мм; скорость резания 0,5 м/мин.
Обрабатываемая деталь имеет наружный диаметр 60 мм, внутренний 38 мм
и толщину 15 мм; ширина канавки 4,5 мм.
При обычном резании появляются дефекты, характерные для
малых скоростей резания. На конце канавки могут образовываться
сколы или заусенцы, для снятия которых требуются
соответствующие ручные операции. При вибрационном резании, когда силы
резания являются импульсными, эти недостатки устраняются, и
удается выполнить необходимую обработку с достаточной
точностью.
При прорезании канавки в углеродистой стали S45C, которая
характеризуется сравнительно плохой обрабатываемостью, режимы
резания были следующими: частота колебаний протяжки 100 Гщ
амплитуда колебаний 0,1 мм; протяжка имела 20 зубьев (передний
угол 10°, задний 6°); подача на зуб 0,3 мм; скорость резания 0,5 м/мин.
Обрабатываемая деталь имела наружный диаметр 60 мм,
внутренний 38 мм и толщину 20 мм; ширина канавки была 5,7 мм. *-
Вибрационное резание позволяет получить гладкую поверхность
канавки и четкую форму ее торцовых поверхностей.
i/212* 355
12.1. Показатели протягивания канавки в алюминиевом сплаве с наложением
вибраций (А) и по обычной технологии (Б)
> Показатель
Среднее сопротивление
резанию, кН
Состояние стружки у
режущей кромки инструмента
Точность обработки
(разброс значений ширины
шпоночной канавки), мкм
Качество обработанной
поверхности канавки
А
4—6
Приваривания стружки
не происходит
3—4
Состояние обработанной
поверхности хорошее.
Заусенцы на боковых
сторонах являются
минимальными
1 Б
14—18
Возможно приваривание
стружки
10
На поверхностях имеются
царапины. По боковым
стенкам канавки
возникают значительные
заусенцы
С учетом вышеизложенных результатов разработали специальный
вибрационный npofnacHoft станок г с частотой 100 Гц. Колебания
здесь обеспечивались гидромеханическим приводом (см. рис. 6.6).
С помощью кривошипно-ползунного механизма создаются
колебания золотника с частотой 100 Гц и малой амплитудой. Золотник
воздействует на рабочую жидкость, которая находится под давлением
20 МПа. Через золотник жидкость поступает в исполнительный
цилиндр, к которому прикреплена обрабатываемая деталь, что
позволяет привести деталь в колебания большой мощности. На
описываемом вибрационном протяжном станке протяжка вибрирует
и перемещается возвратно-поступательно с некоторой постоянной
скоростью резания. При частоте колебаний 100 Гц, амплитуде
а = 0,3 мм и давлении рабочей жидкости 20 МПа вибрирующая
сила составляет 50 кН.
Сопоставили вибрационное и обычное протягивание для
выполнения канавок в литых деталях из алюминиевого сплава AC2A-F
с твердостью НВ 49. Детали имели наружный диаметр 140 мм,
внутренний 85 мм и толщину 70 мм. При вибрационном
протягивании давление рабочей жидкости было 5 МПа, частота колебаний
80 Гц, амплитуда колебаний 0,2 мм и скорость резания 1,2 м/мин.
Основные показатели протягивания канавки представлены
в табл. 12.1. Для обработки канавки шириной 24 мм, глубиной
20 мм и длиной 70 мм требовалась примерно 1 мин. Полученная
поверхность была блестящей. На ней выявлялись мелкие раковинки»
образовавшиеся при литье. После обычного резания такие
раковины не обнаруживались, поскольку в процессе резания они
раздавливались. Следы раковин можно было обнаружить лишь после
тщательной обработки поверхности наждачной бумагой и
полировальным кругом.
1 Кумабэ Д. Поверхностная обработка. Т. 2, с. 695—696.
356
Рис. 12.4. Протяжка,
совершающая продольные
колебания и не имеющая
зубьев в районе узлов
колебаний:
/ — протяжка; 2 —
концентратор колебаний; 3 — ма-
гнитострикционный
вибратор продольных колебаний;
4 — крепежная пластина;
5 — резервуар с водой; 6 —
ползун протяжного станка;
7 — захват; 8 —
приспособление для крепления детали
(9) на столе; 10 —
направление продольных колебаний;
11 — направление резания;
пх—Пц — узлы колебаний;
Л, В, С, D — участки протяжки
узлами колебаний
с зубьями, расположенные в промежутках между
Другим примером может служить прорезание канавки в детали
из серого чугуна FC-20 с твердостью НВ 190. При вибрационном
протягивании давление на входе гидравлической жидкости
составляло 20 МПа, амплитуда была 0,2 мм, частота колебаний 80 Гц.
При обычном протягивании такой детали сопротивление резанию
составило 27 кН. Наложение вибраций позволило снизить этот
показатель втрое —до 8 кН и получить настолько гладкие
поверхности, что на них можно было видеть раковинки, образовавшиеся
при литье.
Ранее подача на зуб составляла примерно 0,05—0,08 мм.
Наложение вибраций позволило увеличить ее в 3—5 раз. Прежде для
получения канавки приходилось применять две-три протяжки, а на
вибрационном станке эту обработку уже можно было выполнить
одной протяжкой, длина которой была равна трети суммарной
длины старых протяжек.
Чтобы проявился эффект интервала lT = v/f, желательно иметь
низкую скорость резания v и высокую частоту колебаний /. Высокая
частота, которая может быть реализована для протяжек, составляет
приблизительно 20 кГц. При вибрационном резании можно
применить довольно большую подачу на зуб. Однако при проектировании
приходится принимать во внимание особенности выхода стружки,
а также тот факт, что зубья протяжки в канавке занимают
определенный объем. Может оказаться, что полная длина протяжки
превышает половину длины волны. Очень часто протяжка может иметь
такую длину, на которую попадает хотя бы один узел колебаний.
В таких случаях приходится выполнять протяжки без зубьев в районе
узлов колебаний (рис. 12.4).
Обычно для создания ультразвуковых колебаний протяжек
используют вибраторы и генераторы колебаний с довольно высокой
мощностью.
12.3. РЕЗКА НА ВИБРАЦИОННОМ НОЖОВОЧНОМ СТАНКЕ
На рис. 12.5 показана установка, на которой проводили
испытания вибрационной резки пилой при следующих режимах:
частота продольных колебаний пилы 19,8 кГц; амплитуда колебаний
12 Кумабэ Д. 357
Рис. 12.5. Экспериментальное
устройство для оценки характеристик
вибрационной резки на пилах:
/ — никелевый магнитострикционный
вибратор; 2 — концентратор колебаний; 3 —
направление резания; 4 — направление
колебаний; 5 — ножовочное полотно; 6 —
обрабатываемая деталь; W — сила
прижатия полотна к детали
Ж V2A
Рис. 12.6. Обрабатываемая деталь
Рис. 12.7. Сопоставление результатов
вибрационной (а) и обычной (б) резки
опытных образцов на пилах:
материалы образцов (см. рис. 12.6):
/ — алюминий; 2 — дюралюминий; 3 —
латунь; 4 — бакелит; б — углеродистая
сталь
5 мкм; скорость резания 0,17 м/мин; расстояние перемещения зубьев
25 мм. Глубина резания обеспечивалась действием постоянной
нагрузки Wt составлявшей соответственно 8, 20, 30, 40 и 50 Н.
Испытания проводили на алюминии (99,2 % А1; 0,5 % fiu; 0,02 % Si;
магний и марганец отсутствовали), углеродистой стали @,2 % С,
твердрсть HRB 70), латуни F1 % Си; 0,9 % Sn; 1,8 % Pb; остальное
цинк), дюралюминии D,0 % Си; 0,6 % Мп; 1,5 % Mg; остальное
алюминий) и бакелите, армированном тканью.
Разрезаемые образцы показаны на рис. 12.6. Эффективность
наложения вибраций видна на рис. 12.7. По оси абсцисс здесь
отложена нагрузка, а по оси ординат — площадь реза, которую
определяли как произведение t X h. При этом рассматривали
углубление, образовавшееся при движении ножовки на 25 мм. Результаты,
полученные при вибрационном резании, сопоставили с
характерными для обычного резания. При наложении вибраций удается
увеличить площадь реза для алюминия примерно в три раза, для
дюралюминия примерно в 1,7 раза, для бакелита примерно в 1,5—
4 раза, для латуни примерно втрое, для углеродистой стали
примерно в 9 раз. При вибрационном резании перпендикулярная
составляющая силы резания невелика. Пила, прижатая к
обрабатываемой детали с постоянной нагрузкой, при обработке легко входит
в нее, что позволяет существенно сократить время резки. Очевидно,
вибрации можно применить и при обработке напильниками,
абразивными инструментами и т. п.
358
С дальнейшим возрастанием нагрузки возможно уменьшение
площади реза. Вероятно, это связано с объемом, который занимают
канавки пилы. Пока упомянутый объем достаточен для размещения
стружки, для площади реза сохраняется линейная зависимость:
с возрастанием нагрузки она должна увеличиваться.
При обычном резании в канавках между зубьями пилы
задерживается стружка. Это дает такой же эффект, что и затупление режущих
кромок, и уменьшает объем канавок. При наложении вибраций
существенно улучшается выход стружки (стружка не задерживается
в канавках), и в процессе резания геометрия пилы остается такой же,
как перед началом обработки, т. е. острота режущих кромок
сохраняется.
12.3.1. Вибрационный ножовочный станок с
частотой вибраций 20 кГц и его характеристики
Ножовочное полотно совершает продольные колебания
под действием концентратора колебаний длиной 1г (рис. 12.8). Для
расчета длины ножовочного полотна а можно воспользоваться
формулой
\г с2 — L .__ .__?*. A2.и
(О
С
* (-г<¦) МK-S--""•'¦)-V if-—]
"«Г
Если подставить в это выражение следующие числовые значения:
Ех = Е2 = 2,2 -107 Н/см2; сг = с2 = 5,2 -105 см/с; т = 0,094 см;
/ = 19,7 кГц; со = 12,37-104 рад/с; sx = 2,54 см2; s2 = Ы = 0,5 см2
и принять 1г = 6,5 см, то решение относительно а даст значение длины
полотна 32,8 см.
Таким образом, основные размеры колебательной системы
ножовочного полотна получаются следующими: 1г = 6,5 см; а = 32,8 см;
Ь = 0,2 см; t = 2,5 см; d = 3,4 см; dt = 18 см.
Перемещение U2 ножовочного полотна можно описать уравнением
(в диапазоне значений х от 1Х до 1\ + а включительно)
U2 = [ (С cos (JLх) + ;d Cos (-?- *)] sin (ю* + ф).
При х = /х + а частная производная dlJldx обращается в нуль.
Поэтому можно записать
(/2 = c{sin(^^)+ctg[-J(/1 + a)]cos(^x)}sin(^ + 9).
Рис. 12.8. Ножовочное полотно,
совершающее продольные колебания:
/ — вибратор; 2 — концентратор
колебаний; 3 — ножовочное полотно
12*
/
/
11 1
1
-^—
2
¦ / Я
С
s/Sf)
¦<-
/ ^
/
^A^^^/^^ч^^^N^AAл^^^^A^/s^A/
2 ^
Li
1 у
359
А JL.
I^H-^KNNKKMv*^bjbuw^^^
10
*?Yf
\L
'e1*K
\
5 10 15 ZOx,cm
Рис. 12.9. Схема колебаний
ножовочного полотна (х —
расстояние от точки соединения
концентратора с полотном):
1 — направление колебаний; 2 —
обрабатываемая деталь; 3 —
ножовочное полотно; 4 — используемый
участок полотна
Рис. 12.10. Вибрационный ножовочный станок,
работающий с продольными колебаниями
частотой 20 кГц:
1 — магнитострикционный вибратор; 2 —
концентратор колебаний; 3 — ножовочное полотно; 4 —
резервуар с водой; 5 — опорная пластина; 6 —
обрабатываемая деталь; 7 — стойка рамки; 8 — тиски; 9 —
винт, крепящий полотно; 10 — штуцер слива
охлаждающей воды
Если в вышеприведенном выражении положить ?/2 = 0, то
можно получить
—tg [(©/с) х] = ctg [(со/с2) Aг + а)}.
JlpH подстановке в эту формулу числовых значений со/с2 = 0,238;
а — 32,8 см и 1г = 6,5 см после соответствующих вычислений можно
определить значения координаты х, соответствующие узловым
точкам. В данном случае получили три значения: 6,3; 19,5 и 32,7 см.
Таким образом, узловые точки располагаются в следующих местах:
около точки соединения концентратора колебаний 2 с ножовочным
полотном 3 и на расстояниях 13 и 26,2 см от нее.
С помощью стробоскопа и инструментального микроскопа
измерили амплитуды колебаний в различных точках полотна (рис. 12.9)
Максимальная амплитуда колебаний составила 7,5 мкм. Одна
узловая точка была получена на расстоянии 12 см от точки соединения
концентратора с полотном. Это расстояние довольно хорошо
совпадает с расчетным значением 13 см.
С применением вибрирующего полотна разработали ножовочный
станок, при работе которого полотно совершает продольные
колебания частотой 20 кГц (рис. 12.10). Источником колебаний является
магнитострикционный преобразователь 1, к которому припаян
концентратор колебаний 2. Ножовочное полотно 3 приварено
электросваркой к концу концентратора.
Концентратор колебаний соединили электросваркой с опорной
пластиной 5 в том месте, где на концентраторе располагался узел
колебаний. Спорная пластина 5 была прикреплена, как показано на
рисунке, к рамке ножовочной пилы. Другой конец полотна был
соединен с рамкой винтом 9. При выполнении этого соединения по
обеим сторонам полотна проложили тонкие резиновые прокладки.
360
Кроме того, в рассматриваемом устройстве был предусмотрен
резервуар 4, предназначенный для водяного охлаждения вибратора.
Для упрощения конструкции и для того, чтобы можно было
наблюдать за процессом охлаждения, резервуар изготовили из прозрачного
полиэтилена. Эпоксидным клеем «аралдит» резервуар приклеили
к опорной пластине 5, чтобы не допустить утечки воды. Опорную
стойку 7 рамки пилы закрепили таким образом, чтобы полотно пилы
располагалось под соответствующим углом к обрабатываемой
детали 6У которая закреплена в тисках 8 ножовочного станка.
Форма обрабатываемой детали и геометрия ножовочного полотна
приведены на рис. 12.11. Резание проводили при следующих
режимах: частота колебаний ножовочного полотна 19,7 кГц;
максимальная амплитуда 7,5 мкм; средняя скорость резания 13,2 м/мин; ход
резания 16,1 см; нагрузка 10; 30 и 50 Н; обрабатываемые детали
были изготовлены из алюминия, латуни и углеродистой стали.
Результаты экспериментов приведены на рис. 12.12, где
сопоставлено время вибрационного резания с характерным для обычной
обработки. Для вибрационной резки алюминия требуется в 2,2—
4 раза меньше времени, чем для резки без наложения вибраций.
Для латуни достигнуто уменьшение времени примерно в 2—2,4 раза,
а для углеродистой стали —в 2—2,7 раза. Таким образом,
наложение вибраций позволяет существенно уменьшить продолжительность
обработки на пилах.
Сократить трудоемкость удается благодаря использованию
характерного для вибрационного резания эффекта разбивки всей
длины резания на малые интервалы 1Т и значительному снижению
сопротивления резанию.
При обычной резке довольно легко образуются трещины и сколы,
что значительно усложняет резку хрупких материалов, например
теллура. Переходом на
вибрационное резание удается решить эти
проблемы. При вибрационной резке
теллура получается блестящая
поверхность.
1 w,lt
у ЭИ_
t L j '
1 WSA
V//A
\ Ч L_
Т a) J
А?Л/^
60
\
У?
S)
Рис. 12.11. Форма обрабатываемой детали (а)
и геометрия ножовочного полотна (б); шаг
р = 1,8 мм; радиус г = 0,4 мм; угол при
вершине зуба р = 55°; высота зуба Н = 0,8 мм;
ширина развода 2 мм; твердость HRC 53;
/ —.участок резания
20 30 40
Нагрузка, Н
Рис. 12.12. Сопоставление
результатов вибрационной (а) и обычной(б)
резки различных материалов на
пилах:
/ — алюминий; 2 — Дюралюминий;
3 — латунь
361
12.3.2. Вибрационный ножовочный станок с частотой
вибраций 20 кГц, на котором применены полотна
с пропущенными зубьями
При колебании длинных ножовочных полотен с частотой
20 кГц образуются (см. рис. 12.10) узлы и пучности. Следует иметь
в виду, что в районе узлов получается такой же механизм резания,
как, при обычной обработке без наложения вибраций. Поэтому
целесообразно применять полотна, у которых в районе узлов
колебаний нет зубьев. В таком случае на всех режущих кромках,
участвующих в процессе резания, будут действовать только импульсные
силы.
На рис. 12.13 показан ножовочный станок, на котором
установлено такое полотно.
12.3.3. Вибрационный ножовочный станок с изгибными
колебаниями полотна с частотой 20 кГц
При резке некоторых материалов удобно применять
колебания в направлении перпендикулярной (нормальной) составляющей
силы резания. На рис. 12.14 показан вибрационный ножовочный
станок, в котором с помощью концентратора продольных колебаний
обеспечиваются изгибные колебания полотна. В узлах колебаний
этого полотна режущие зубья отсутствуют.
-if it
Рис. 12.13. Ножовочный станок с
полотном (/), имеющим пропущенные
зубья и совершающим продольные
колебания с частотой 20 кГц: х
1 — полотно; 2 — концентратор
колебаний; 3 — магнитострикционный вибратор
продольных колебаний; 4 — рамка; 5 —
опорная пластина; 6 — опорная стойка;
7 и 8 — болты; 9 — направление
возвратно-поступательного движения; 10 —
обрабатываемая деталь; 11 — направление
колебаний полотна 1; 12 — волна колебаний
полотна 1; Nt и Ns — отверстия в
ножовочном полотне, расположенные в узлах
колебаний (Л/^з — узлы)
Рис. 12.14. Вибрационный ножовочный
станок с изгибными колебаниями
полотна с частотой 20 кГц:
/ — ножовочное полотно; 2 —
концентратор продольных колебаний; 3 —
магнитострикционный вибратор; 4 — рамка; 5 —
крепежная пластина; 6 и 7 — болты; 8 —
направление возвратно-поступательного
движения полотна; 9 — обрабатываемая
деталь; 10 и 11 — направления
продольных и изгибных колебаний; 12 — волна
изгибных колебаний ножовочного
полотна (Nt — Na — узлы; а — амплитуда)
362
Рис. 12.15. Станок" с
ленточной пилой, на котором
обрабатываемая деталь
вибрирует с частотой
100 Гц:
1 — основание станка; 2 и
4 — шарики; 3 — крепежное
приспособление для детали
(тиски); 5 — крышка; 6 —
болты; 7 — подшипники; 8—
эксцентриковый кулачок;
9 — высокоскоростной
электродвигатель; 10 — ремень;
// — направление
вращения; 12 — направление
колебаний; 13 — обрабатывав- -
мая деталь; 14 — губки тисков;
• ленточная пила; /^—направление
12.3.4. Вибрационный станок с ленточной пилой
(частота 100 Гц)
Описанные выше решения применимы для станковых пил
по металлу (с ножовочными полотнами). К бесконечной ленточной
пиле подсоединить вибратор невозможно. Поэтому целесообразно
применять колебания обрабатываемой детали с низкой частотой
(около 100 Гц).
В таком станке (рис. 12.15) использована схема преобразования
вращения (при помощи эксцентрично расположенного кулачка)
в колебания станочных тисков, т. е. в возвратно-поступательные
движения в направлении полотна ленточной пилы. Для
использования преимуществ вибрационного резания необходимо, чтобы для
частоты колебаний /, амплитуды а и скорости пильной ленты v
выполнялось условие v < 2naf. Это принимали во внимание при
создании вибрационного пильного станка, работающего с частотой
100 Гц.
12.4. РЕЗКА НА ВИБРАЦИОННЫХ НОЖНИЦАХ
12.4.1. Ножницы с ножом, вибрирующим
в направлении сдвига
В пояснении к рис. 5.1 отмечалось, что при обработке
резцом, фрезой, пилой и шлифовальным кругом через небольшие
интервалы образуются поверхности сдвига малой площади. Однако
возможна и такая обработка, при которой инструмент движется
иначе, т. е. в направлении толщины обрабатываемой детали t, и
имеет длину, превышающую ширину детали ft. В таком случае под
действием инструмента возникают напряжения сдвига на площади Ы.
Такая резка аналогична обработке сдвигом при помощи пуансона
и матрицы.
С учетом этого ниже поясняются особенности резки
вибрационными ножницами. На рис. 12.16 показаны ножницы, у которых
подвижный нож (пуансон) совершает продольные колебания с
частотой, превышающей 20 кГц. В процессе обработки детали, имеющей
ширину Ь и толщину t, в результате колебаний будет происходить
363
Рис. 12.16. Вибрационные ножницы с подвижным ножом, совершающим колебания
в направлении резки:
1 — подвижный нож (пуансон), обеспечивающий сдвиг; 2 — направление колебаний ножа
(соответствующее направлению сдвига); 3 и 4 — крепления; 5 — волновод изгибных
колебаний; 7 — рама ножниц; 7 и 8 — крепления; 9 — концентратор колебаний; 10 — магнито-
стрикционный вибратор; 11 — обмотка; 12 — направление продольных колебаний; 13 и 14 —
направление колебаний; 15 — болты; 16 — крепежная пластина; 17 — стойка; 18 — болт;
19 — направление сдвига и скорость резки v\ 20 — неподвижный нож (матрица); 21 —
разрезаемая деталь (лист)
такое движение инструмента, при котором толщина t будет разбита
на ряд элементов:
*= *1+ *,+ *8+ ... + tn.
Таким образом, реализуется эффект разбивки общей длины
резания на малые интервалы 1Г и обработка сдвигом происходит путем
деформирования на малых интервалах.
Сравнительно длинный инструмент 1, обеспечивающий
необходимый сдвиг, колеблется с частотой / и амплитудой а в направлении
подачи, которое перпендикулярно к поверхности обрабатываемой
детали 21. Скорость резания v удовлетворяет условию v <: 2naf.
Это позволяет обеспечить импульсные воздействия на
обрабатываемую деталь и организовать такую обработку, при которой сдвиг
происходит с малыми интервалами 1Т.
Рис. 12.17. Вибрационные ножницы с подвижным ножом, совершающим
колебания вдоль 'поверхности разрезаемой детали:
1 — подвижный нож; 2 иЗ — круглые или многогранные стержни, предназначенные для
передачи энергии (волноводы); 4 и б — магнитострикционные вибраторы продольных колебаний;
6 и 7 — концентраторы продольных колебаний; 8 и 9 — направление этих колебаний;
10 — пластина, обеспечивающая подачу; 11 — неподвижный нож (матрица); 12 —
направление подачи подвижного ножа; 13 — разрезаемая деталь (лист); 14 — обмотка вибраторов;
15 — направление колебаний
364
12.4.2. Вибрационные ножницы с ножом,
вибрирующим в направлении поверхности
обрабатываемой детали
При разработке этой конструкции стремились
использовать теплоту, вызванную трением режущей части, и эффект
увеличения эффективного переднего угла подвижного ножа (пуансона).
Была поставлена цель уменьшить сопротивление сдвигу. Схема
ножниц приведена на рис. 12.17.
Раньше было трудно обрабатывать без нагрева некоторые
материалы, например бакелит, так как они растрескивались и сдвиг
затруднялся. Описываемые вибрационные ножницы в известной мере
устраняют эти недостатки.
ГЛАВА 13
ОБРАБОТКА АБРАЗИВНЫМИ ЧАСТИЦАМИ
Для вибрационной обработки могут быть использованы
и свободные, и связанные абразивные частицы. При обработке
свободными частицами возможны два основных варианта.
1. Ультразвуковая обработка абразивными частицами. Обычно
свободные частицы воздействуют на обрабатываемую поверхность
детали достаточно большой площади. Частицы ударяются о
поверхность, образуя на ней небольшие лунки. В процессе обработки
поверхность подвергается многократному воздействию абразивных
частиц. Такой способ обработки применяется для прорезания
канавок, при гравировании, а также для разделительной резки.
Инструмент совершает колебательные движения, -перпендикулярные к
поверхности обрабатываемой детали. При этом используется
ультразвуковая частота колебаний инструмента, превышающая 20 кГц.
2. Вибрационная доводка. Эта обработка проводится для
повышения чистоты поверхности (уменьшения шероховатости) и
повышения точности ее размеров. На относительно шероховатую
поверхность обрабатываемой детали подают свободные абразивные частицы
и проводят обработку вибрирующим инструментом (притиром),
который совершает колебания в направлении, параллельном
направлению обрабатываемой поверхности. Обработка возможна при
относительно низких частотах B0; 50 или 100 Гц) и при высоких
ультразвуковых (превышающих 20 кГц).
С применением связанных (фиксированных) абразивных частиц
возможны следующие основные варианты обработки.
1. Вибрационное шлифование абразивным кругом. Обработка
выполняется вибрирующим вращающимся шлифовальным кругом.
При таком способе не удается получить высокое качество
поверхности, если частота вибраций меньше 20 кГц. Колебания могут быть
продольными, крутильными или изгибными. Шлифование с
наложением вибраций может быть использовано при обработке наружных
цилиндрических и внутренних поверхностей резьбы, зубчатых колес,
а также для выполнения резки.
2. Вибрационное хонингование и суперфиниширование
абразивными брусками. В процессе такой обработки абразивные бруски
совершают колебания с частотой более 20 кГц. Обычно колебания
происходят в продольном направлении, а абразивный брусок
движется возвратно-поступательно или возвратно-вращательно.
3. Отделочная обработка вибрирующим ручным притиром. На
ручной притир могут быть наклеены абразивные бруски различной
3S6
формы. При такой обработке притир совершает продольные или
крутильные колебания с частотой не менее 20 кГц. Наложение
вибраций позволяет расширить область применимости такой
обделочной операции и повысить ее производительность.
4. Вибрационная правка шлифовальных кругов. Правку кругов
проводят карандашом, на конце которого расположена алмазная
или твердосплавная вставка. В процессе правки карандаш совершает
колебания с частотой 20 кГц и более.
13.1. УЛЬТРАЗВУКОВАЯ ОБРАБОТКА
Такие хрупкие материалы, как стекло, полупроводники
и т. п. успешно поддаются ультразвуковой обработке абразивными
частицами х. При этом используется их способность образовывать
при ударах частиц мелкие трещины и сколы. При такой обработке
(рис. 13.1) инструмент 1 совершает вибрации в направлении по
стрелке. Между концом инструмента и обрабатываемой деталью 2
находятся абразивные частицы 5, которые под действием инструмента
тоже совершают колебательные движения. Эти частицы непрерывно
вызывают на поверхности обрабатываемой детали небольшие
микротрещины и сколы. Изношенные абразивные частицы в процессе
обработки удаляют и непрерывно подводят новые. Донная
поверхность углубления, образующегося при такой обработке, имеет
из-за микросколов искрящийся вид. На боковых стенках углубления
реализуется механизм вибрационной доводки, что приводит
к формированию ровной блестящей поверхности. Направление
вибраций совпадает с направлением самой обрабатываемой
поверхности.
Для ультразвуковой обработки, при которой реализуются
механизмы доводки и скалывания, необходим специализированный
станок, в состав которого входят генератор ультразвуковых
колебаний, вибратор продольных колебаний, концентратор колебаний,
устройство, обеспечивающее его прижим к обрабатываемой детали,
и устройство, обеспечивающее его подачу, насос, подающий рабочую
жидкость, и т. п. Ультразвуковая обработка является важным
способом обработки полупроводников, кварцевых генераторов,
драгоценных камней для ювелирных
изделий и т. п.
1 Кумабэ Д. Поверхностная обработка. Т. 1,
с. 76—91.
Рис. 13.1. Механизм ультразвуковой обработки
абразивными частицами:
1 — инструмент (притир); 2 — обрабатываемая деталь (из
стекла, полупроводникового материала и т. п.); 3 — абразивные
частицы; 4 — сила прижатия Р; 5 — направление колебаний; 6 —
блестящая боковая поверхность; 7 — трещины
13.2. ВИБРАЦИОННАЯ ДОВОДКА
На рис. 13.2, а и б показана вибрационная доводка,
которая проводится с частотой 100 Гц и более 20 кГц1. Сущность
процесса ясна из схемы. В результате вибраций в направлении,
показанном стрелкой, активизируется движение абразивных частиц.
В процессе обработки частицы вращаются и совершают
колебательные движения, т. е. подпрыгивают (рис. 13.3). Эту модель движения
частиц проверил Отанииси. Крупные абразивные частицы совершают
активные вращательные движения (прокатываются), а мелкие
колеблются (совершают «прыжки»).
На рис. 13.4, а показана обычная доводка без вибраций, которая
соответствует строганию на глубину /4 На рис. 13.4, б
иллюстрируется вибрационная доводка, которая в принципе аналогична
фрезерованию. Здесь справедливы зависимости, существующие при
фрезеровании и строгании между перпендикулярной и главной
составляющими силы резания Рг и /?с, с одной стороны, и частотой
вращения—с другой (рис. 13.5). Параметры обработки,
напоминающие фрезерование и строгание, различны. Для фрезерования
характерны меньшие значения и главной, и перпендикулярной
составляющих сил резания. Существенно, что с увеличением частоты
вращения перпендикулярная составляющая силы резания уменьшается.
Благодаря этому сокращается время доводочной обработки,
выполняемой при постоянной нагрузке.
Обычно считают, что абразивные частицы должны иметь один и
тот же размер. Однако в действительности частицы не могут быть
однородными. Среди них довольно часто встречаются особо крупные.
1 Кумабэ Д. и др. Изучение точной вибрационной доводки. — Сэймицу кикай,
1977, т. 43, № 3, с. 293. У
*)
Рис. 13.2. Вибрационная доводка с
частотой 100 Гц (а) и 20 кГц (б):
/ — обрабатываемая деталь (притир); 2 —
нагрузка Р; 3 — направление колебаний; 4 —
источник колебаний; 5 — притир
(обрабатываемая деталь); 6 — вибратор; 7 —
ультразвуковой генератор колебаний; 8 — вибратор; 9 —
узел колебаний
1 см* СЪ)
Рис. 13.3. Движения частиц при
вибрационной доводке:
/ — обрабатываемая деталь; 2 — притир; 3 и
4 — абразивные частицы малого и большого
диаметра
368
1—I
-Uk*.
¦?-tFtf
7—f
Рис. 13.4. Различия между вибрационной и обычной доводками:
Эти частицы в процессе обработки глубоко врезаются в
обрабатываемую деталь, оставляя на ней необычные царапины. На крупные
частицы, расположенные в зазоре между притиром и
обрабатываемой деталью, приходится более высокая удельная нагрузка, чем на
остальные частицы. При вибрационной доводке активизируется
процесс перекатывания абразивных частиц, что ускоряет их
разрушение и делает размеры частиц более однородными. В конечном
счете это позволяет повысить точность обработки, сделать
обработанную поверхность более гладкой и однородной и довольно быстро
прекратить образование глубоких царапин на обрабатываемой
поверхности.
В результате интенсивного вращения и перекатывания более
однородных абразивных частиц образуется больше однородных
микроканавок, чем при обычной притирке. Интенсивное образование
таких микроканавок снижает сопротивление резанию, значительно
повышает эффективность обработки
и- позволяет получить более
гладкую поверхность.
Рис. 13.5. Зависимости главной Рс и
перпендикулярной Pt составляющих силы
резания при строгании (Л) и фрезеровании (Б)
от частоты вращения п (обрабатываемый
материал — углеродистая сталь S45C,
обрабатываемая деталь имеет ширину 1,0 и длину
50 мм; передний угол инструмента 10°,
задний 5°; длина режущей кромки 10 мм;
глубина резания 0,1 мм; подача 20 мм/мин;
резание без подвода СОЖ)
Pc,pt,"
SO WO 150 Z00 250 п, об/мин
369
i
«=s
2\-
П
обработки, мин
I)
Рис 13.6. Зависимость количества удаленного материала (а) и шероховатости
поверхности (б) от времени обработки при обычной (/) и вибрационной (//) доводке
Щ Создание таких условий, при которых происходят колебания
(«прыжки») мелких частиц, приводит к явлениям, которые
аналогичны наблюдаемым при дробеструйной обработке. При этом
активизируются процессы, связанные с самообразованием микроканавок на
поверхности, с улучшением чистоты поверхности и образованием
остаточных напряжений сжатия.
Сочетанием этих процессов можно создать различные новые
варианты вибрационной доводки. Для вибрационной доводки с
частотой 100 Гц разработана экспериментальная установка. На ней
обрабатывали торцовые поверхности полых цилиндрических деталей
с наружным диаметром 8 мм, внутренним 4 мм и длиной 25 мм.
Наибольшая высота микронеровностей профиля Rnmx у этих поверхностей
была 4,3 мкм. Доводку проводили с одноразовой определенной
дозой абразивных частиц и масла при следующем режиме:
обрабатываемый материал — углеродистая сталь S45C; материал
притира — серый чугун FC20; абразивные частицы А, крупность № 400;
рабочая жидкость — масло; концентрация частиц — 50 % по массе;
скорость притира 1,6 м/мин; давление притира 0,15 МПа; частота
колебаний обрабатываемой детали 50 Гц; амплитуда колебаний
0,5 мм.
На основании полученных результатов построили графики,
показывающие влияние продолжительности обработки при обычной
и вибрационной доводке на количество удаленного материала и на
шероховатость поверхности #тах.
Кривая, характеризующая количество материала, удаленного
при вибрационной доводке (рис. 13.6, а), сразу после начала
обработки имеет довольно значительный наклон к оси абсцисс. На
некотором начальном участке эта зависимость остается линейной. Однако
с течением времени обрабатываемость (количество материала,
удаленного за единицу времени) постепенно уменьшается. Обычно
доводка характеризуется довольно медленным ростом кривой. При
наложении вибраций все эти изменения наступают значительно
быстрее.
На рис. 13.6, б показано влияние продолжительности обработки
на шероховатость поверхности, полученной при обычной и вибраци-
370
онной доводке. За базовую линию принята линия, параллельная
оси абсцисс и проходящая через значение Rmax = 4,3 мкм. За
основной параметр принята разность Л#тах между величиной 4,3 мкм и
значением шероховатости, измеренным в рассматриваемый момент
времени. При вибрационной доводке на начальном этапе обработки
упомянутая разность резко изменяется. В дальнейшем даже при
продолжительной обработке шероховатость Rmax остается
практически неизменной.
13.2.1. Точки излома характеристик K$S и KST
К интересным выводам можно прийти, если перестроить
графики, приведенные на рис. 13.6, в логарифмических координатах
(рис. 13.7). На перестроенных графиках можно отметить точки
излома (особые точки), обозначенные как KSS и KST.
Свежие абразивные частицы содержат примесь крупной фракции
в виде зерен с острыми кромками. На начальном этапе обработки
частицы интенсивно разрушаются, размеры их уменьшаются, и
частицы становятся более однородными. Исследования показывают,
что за особыми точками KSS и KST разрушение абразивных частиц
практически прекращается. Диаметры их выравниваются, а форма
приближается к сферической. Это видно по измерениям диаметров
частиц, отобранных в разное время под микроскопом.
13.2.2. Доводка с контролем по точкам KSS и KST
Линейный характер полученных графиков от начала
обработки до особой точки было бы желательно сохранить и далее.
Если удастся сохранить тот же наклон прямых линий, который был
на графиках на рис. 13.7, а и б, до особых точек KSS и KST и на
продолжении этих прямых за упомянутыми точками, то
производительность доводки будет существенно повышена.
На рис. 13.8 показана зависимость количества материала,
удаленного при доводке, от продолжительности обработки, по ходу
/
0,1
J\
/
У\
У
ючка
'KSS
к!
/
i / •
Л
\
2
;
г*
0,5 1
3 5 10
•ч 0,5
0,1
J
rf\
ft
п
А
2
У
in к а
KST
\
У\
/
^
г0""!
,.-<¦
)—J
Uo—
,,?--
*)
0,5 1
3 5 10
Время обработки, мин
S)
Рис. 13.7. Определение точек излома характеристики KSS и KST:
а — графики съема материала; б — графики уменьшения высоты микронеровностей Д#тах;
/ — вибрационная доводка; 2 — обычная
371
Время по ходу обработки
а) 5)
Рис. 13.8. Доводка с контролем по особым точкам KSS (а) и KST (б):
1 — обычная доводка; 2 — вибрационная доводка от исходной (О, Р) или соответствующей
особой точки (KSSj 2; KST13)
которой не только увеличивали скорость доводки (движения притира)
и усилия прижатия притира к обрабатываемой детали, но и повышали
частоту и амплитуду колебаний. При определенных условиях можно
обеспечить практически линейную зависимость на всем отрезке
Q-KSS3, представляющем собой сумму отрезков O-KSSx, KSSx • KSS2
и KSS2-KSS3. Необходимые изменения режима обработки
целесообразно вводить в соответствующих точках KSSb KSS2 и KSS3.
На этом же рисунке приведена преобразованная зависимость
шероховатости поверхности от продолжительности обработки.
Практически линейная зависимость достигнута на всем отрезке P-KST4,
который представляет собой сумму четырех отрезков. При переходе
от одного отрезка к другому в особых точках KST следует
соответствующим образом изменять режим обработки, чтобы
активизировать измельчение абразивных частиц и последовательно уменьшать
их диаметр. Необходимое измельчение частиц можно обеспечить
не только увеличением усилия прижатия и скорости движения
притира, но и повышением частоты и амплитуды колебаний.
Изменение режимов в особых точках KST может обеспечить в течение
довольно длительного времени обработки практически линейный
характер зависимости шероховатости поверхности от
продолжительности обработки и сравнительно быстро получать гладкие
поверхности с минимальным значением Rmax.
Способ доводки по схемам на рис. 13.8, а и б можно назвать
доводкой с контролем по особым точкам — соответственно KSS и
KST. Реализация таких способов доводки с неоднократным
изменением режимов может позволить до самого конца обработки
ограничиться тем количеством притирочного материала, которое было
введено вначале. При этом экономятся и материалы, и энергия,
Далее это поясняется на конкретном примере. На рис. 13.9
приведены результаты доводки с контролем по точкам KSS. В примере
на рис. 13.9, а были применены те же режимы обработки, что и на
рис. 13.6. От начала 0 до точки Р± (первой особой точки KSS)
давление прижатия притира р составляло 15 Н/см2. В точке Рг и в
последующих особых точках Р2, Р3, ..., Я8 давление прижатия посте-
372
пенно повышали, как показано в табличке над графиком а. Если бы
начальные условия были оставлены без изменения, то после точки Рх
(точки KSSx) количество удаляемого материала за единицу времени
резко уменьшилось бы. Благодаря увеличению давления р прижатия
притира к обрабатываемой детали в этот момент времени линейный
участок графика значительно расширяется и в течение довольно
значительного времени обеспечивается почти постоянная
обрабатываемость.
По схеме рис. 13.9, б в тех же особых точках Pt изменяли
(повышали) частоту колебаний /. Повышение частоты / по мере
уменьшения диаметра абразивных частиц активизировало вращательные
движения частиц и обеспечивало довольно значительное время
практически постоянную обрабатываемость.
По схеме на рис. 13.9, в в упоминавшихся особых точках
изменяли (повышали) амплитуду колебаний. С увеличением амплитуды
возрастают расстояния, проходимые частицами. Вероятно, при этом
активизируется самообразование микроканавок, уменьшается
сопротивление резанию, снижается реакция на статическую нагрузку
и улучшается врезание абразивных частиц в обрабатываемый
материал.
При реализации доводки с контролем по особым точкам KST
необходимый эффект достигается преимущественно повышением
частоты колебаний (рис. 13.10).
На начальном интервале Р0—Рг обработку проводили при частоте
колебаний 50 Гц. В дальнейшем в точках Ръ Р2, Р3 частоту
соответствующим образом повышали. Это позволило организовать такой
процесс обработки, при котором линейный закон снижения
шероховатости, наблюдавшийся на отрезке P0Plt сохранялся практически
до точки Р4. В результате удавалось снизить шероховатость Rmax
S tf
1 Участок
0-Р,
\\pB-h
p*h
p,L*
\p,H/cti2
IS
20
25
30
37л5
w
60
\ 75
P7J&*
°5fP6P*
fP4
1a
Ря
участок
Ы
P4-P5
И Рб-Р?
—i
ej^i
?Гц
50
60
70
80
90
15
о)
8 0 4 8
Время по ходу обработки, мин
б)
\Участок
J 0-Р,
П ?-?
п р*-р*
Рч-Р5
I Рб-Р?
— f
VI
pJA
Ya,fm
0,5
0,6
0,7
0,8
I 0,9
1,0
V
щ
w
%~
6)
Рис. 13.9. Конкретные примеры доводки с контролем по особым точкам KSS:
а — обработка с изменением давления прижима р=104 Па в особых точках Р-; б — обработка
с изменением частоты колебаний f (Гц) в особых точках; в — обработка с изменением
амплитуды а в особых точках: 1а—1в — вибрационная доводка с сохранением тех же параметров
(р = 0,15 МПа; / = 50 Гц; а — 0,5 мм), что и на этапе 0 —Pi
373
Рис. 13.10. Примеры доводки с
контролем по особым точкам KST
(шероховатость поверхности /?тах) и записи
микропрофиля в исходном состоянии
Р0 и в особых точках Рг~Рз'
1 — обычная доводка; 2 — вибрационная
с частотой 50 Гц в течение всего времени
обработки; 3 — вибрационная с
повышением частоты / в особых точках Р2—Р*
согласно принятому режиму-
ДО 1,8 мкм менее чем за 3 мин
и получить гладкую
однородную поверхность без царапин.
Следует обратить внимание на
график, проведенный по не-
зачерненным кружкам
(обработка без изменения режима).
За точкой Р± располагается практически линейный участок
графика, который, однако, почти параллелен оси абсцисс. При
таких режимах обработки для получения Rmax = 1,8 мкм
потребовалось бы почти бесконечно большое время.
Для абразивных частиц малых размеров целесообразно
использовать высокие частоты вибраций B0—50 кГц). При крупных
частицах вполне приемлемы и низкие частоты (порядка 20—200 Гц).
Следует организовать обработку таким образом, чтобы при
приложении колебаний к свободным частицам активизировались
их динамические перемещения, ускорялось самообразование
поверхностных микроканавок, улучшалось резание и повышалась
производительность обработки, в частности благодаря разрушению частиц.
13.3. ЭКВИВАЛЕНТНАЯ ТВЕРДОСТЬ ШЛИФОВАЛЬНЫХ
КРУГОВ х
Перемещение U точки х, расположенной на расстоянии х от
торца шлифовального круга, совершающего осевые колебания
(рис. 13.11, а), может быть описано выражением
U = acos(K^fx)s'm2jtft.
Для деформации 8 можно записать
8 = а —5L sin / —— X) sin 2л//,
где а — амплитуда колебаний торца шлифовального круга, мм;
/ — частота колебаний, Гц; ? —скорость звука (с = -р/?/р), мм/с;
Ё — модуль упругости первого рода (на растяжение) материала
шлифовального круга, МПа; р — плотность.
1 Кумабэ, Сакагути. Характеристики эквивалентной твердости шлифовальных
кругов.—Сэймицу кикай, 1971, т. 37, Ng 9, с. 1,
8\ Г
О 2 U 6 8 10
Время по ходу обработки, мин
374
1a la _j^ J IS n 25 3 tt 26 3
а) ^ 6) В) у
Рис. 13.11. Системы устройства, обеспечивающие колебания шлифовального круга
в осевом [продольном (а, б)] и в окружном (в) направлениях:
1а, 16 — вибратор продольных колебаний; 1в — вибратор крутильных 'колебаний; 2а —
экспоненциальный концентратор колебаний; 26, 2в — ступенчатый концентратор колебаний;
3 — шлифовальный круг
!7~1 Если принять, что плотность р составляет примерно 2,05X
Х10"9 Н-с2/мм4, то расчет скорости звука дает
с tt 5-Ю6 мм/с.
При частоте колебаний / = 20 кГц и х = 10 мм справедливо
приближенное равенство
si„(if*)*Jf,.
Поэтому
г^а -^-BnfJxs'm2nft.
Следовательно, напряжение, возникающее при вибрациях
g tt ар Bя/J х sin 2nft.
Для максимального напряжения aVi которое возникает в центре
в точке х = 5 мм (поскольку ширина [толщина ] шлифовального
круга была 10 мм), можно записать
gv tt 5ap Bя/J.
При подстановке р = 2,2 10~9 Н-с2/мм4; / = 20 кГц, а = 20 мкм
расчет дает av tt 3 Н/мм2. Можно считать, что эта величина
соответствует твердости М.
Временное сопротивление разрыву у рассматриваемого
материала при статическом растяжении ав tt 10 МПа. Следовательно,
указанное напряжение составляет около 30 % ав, и его нельзя не
принимать во внимание.
В том же вибрирующем шлифовальном круге при частоте
колебаний / = 20 кГц и амплитуде колебаний на торце а = 2 мкм на
расстоянии 5 мм от торца будет действовать напряжение о0 всего 300 Па.
По сравнению с временным сопротивлением разрыву это
напряжение невелико, и им можно пренебречь. Специальным карандашом,
предназначенным для правки шлифовальных кругов, можно на
поверхности круга, вибрирующего с частотой 20 кГц, довольно просто
при легком нажатии образовать углубление, глубина которого
пропорциональна амплитуде. Испытания, проведенные при частотах
колебаний круга 20—100 Гц, показывают, что в этом случае нет
существенного отличия от процессов при отсутствии колебаний.
375
7
4fl? ф
— \р
i irc
а)
мггг
-1
Рис. 13.12. Схемы измерения твердости шлифовального круга при помощи
алмазного карандаша (АК):
а, б, в — колебания круга (происходят только в направлении действия соответственно
перпендикулярной составляющей усилия правки Р*, усилия подачи и главной составляющей
усилия правки РЛ:
1 — колебания в осевом направлении; 2 — то же, в окружном; t — глубина правки; s —
подача при правке
При очень высоких частотах колебаний в ультразвуковом
диапазоне в шлифовальном круге возникают напряжения, влияющие на
его прочность, которая значительно ниже прочности металлов. Сила
сопротивления, которая остается после вычитания внутреннего
напряжения, является прочностью шлифовального круга, т. е. его
твердостью. Следовательно, твердость шлифовального круга
зависит от напряжений, возникающих при наложении вибраций.
Характеристики изменения твердости, представленные в зависимости
от амплитуды и частоты колебаний, называются эквивалентными
(или приведенными).
На рис. 13.12 показаны способы измерения твердости
шлифовальных кругов с помощью алмазного карандаша. Такими способами
можно измерить величины сопротивления и провести необходимые
сопоставления.
Ниже показаны эквивалентные характеристики твердости
наиболее широко используемых абразивных кругов при частотах
колебаний, превышающих 20 кГц. Эти характеристики построены по
результатам измерений при следующих условиях проведения
экспериментов: шлифовальные круги1 А-(80; 180) (S, О, М, K)-m-v;
1 Между показателями твердости шлифовальных кругов, применяемыми в СССР
и Японии, имеется следующее приблизительное соотношение:
СССР
Ml, M2, МЗ
СМ1, СМ2
CI, C2, СЗ
Япония
А, В, С, D
Е, F, G
L, M, N, О
СССР
Tl, T2
BTl, BT2
ЧТ1, ЧТ2
Япония
R, Q, R, S
т, и, v, w
X, Y, Z
(Прим. пер.)
376
размер 23X10X13 мм; вибрации абразивного круга могут
происходить в окружном и осевом направлениях (с частотой соответственно
29 и 20 кГц); амплитуда колебаний 0—30 мкм; окружная скорость
круга 40 м/мин; для правки используется алмазный карандаш,
острие которого представляет собой четырехгранную пирамиду
с углом при вершине 70° и радиусом скругления при вершине 1 мм;
глубина резания 0,04 мм (торцовой поверхностью шлифовального
круга, вибрирующего в осевом направлении), 0,04 и 0,025 мм
(цилиндрической поверхностью круга, вибрирующего в осевом
направлении) и 0,05 мм (цилиндрической поверхностью круга,
вибрирующего в окружном направлении); подача 0,1 мм/об; смазочно-охла-
ждающая жидкость — «норитакэ-кул-30», расход СОЖ — 1,3 л/мин.
СОПРОТИВЛЕНИЕ ПРИ ПРАВКЕ ТОРЦОВОЙ ПОВЕРХНОСТИ
ШЛИФОВАЛЬНОГО КРУГА, ВИБРИРУЮЩЕГО
В ОСЕВОМ НАПРАВЛЕНИИ
Исследования проводили на шлифовальных кругах групп
твердости S, О и М при частоте колебаний / = 20 кГц, амплитуде
колебаний а = 0-М2 мкм, глубине правки / = 0,04 мм и подаче
s = 0,1 мм/об.
Правку торцовой поверхности шлифовального круга, который
вибрировал в осевом направлении (см. рис. 13.11, а), проводили,
как показано на рис. 13.12, а. По результатам правки построили
зависимости главной и перпендикулярной составляющих силы
резания Рс и Pt от амплитуды колебаний а (рис. 13.13).
Для шлифовальных кругов групп твердости S, О и М определили
соответствующие главные и перпендикулярные составляющие
0 3 6 9 10 72 ° 3 6 9 10 12
Амплитуда колебаний а,мкм
Рис. 13.13. Сопротивление (главная Рс и перпендикулярная Pf составляющие) при
правке торцовой поверхности шлифовального круга, совершающего колебания
в осевом направлении (категории твердости М, О, S)
377
(в ньютонах) и вывели для них эмпирические формулы следующего
вида (справедливые в диапазоне амплитуд 0 < а <. 12 мкм):
S) PcS==2,16e-°>n*; Pis = 4,30e^lle;
О) Pc0 = l,31e-°'1Ifl; Рю = 2,65е-с>,11а;
М) РсМ==0,68е~о,па; />ш==1,35е-ол1а.
По кривой PcS видно, что главная составляющая силы
сопротивления шлифовального круга с твердостью S при амлитуде колебаний
5 мкм имеет такое же значение, как у шлифовального круга твердости
О без наложения вибраций (при а = 0). При увеличении амплитуды
колебаний до а = 10 мкм упомянутая главная составляющая Рс
получается такой же, как у круга твердости М при а = 0.
Аналогичные тенденции характерны и для перпендикулярных
составляющих силы сопротивления Pt. Эта составляющая для круга
с твердостью S при амплитуде колебаний а = 5 мкм может достичь
значения Pt для круга твердости О без вибраций, а при еще большей
амплитуде колебаний а = 10 мкм достигает величины для круга
с твердостью М.
СИЛА СОПРОТИВЛЕНИЯ ПРИ ПРАВКЕ ЦИЛИНДРИЧЕСКОЙ
ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО КРУГА,
ВИБРИРУЮЩЕГО В ОСЕВОМ НАПРАВЛЕНИИ
Эксперименты проводили на шлифовальных кругах групп
твердости S, О, М, К при следующих условиях: амплитуда
колебаний а = О-т-9 мкм; частота колебаний / = 20 кГц; глубина правки
t = 0,04 мм; подача s = 0,1 мм/об.
Исследования проводили по схеме на рис. 13.11, а, по которой
круг вибрирует в осевом направлении. Правку цилиндрической
поверхности (периферии) круга выполняли, как показано на рис. 13Л2,
б. Результаты представлены на рис. 13.14. В отличие от правки
торцовой поверхности сила сопротивления правке уменьшалась с воз-
щ
Ц5\
3 6 9 12
PtK=b40e~°Sotta
PtM=2,50e-°>0/\a
т;
12
Амплитуда а, мкм
Рис. 13.14. Сопротивление, возникающее при правке цилиндрической поверхности
(периферии) шлифовального круга, совершающего осевые колебания (малые
амплитуды; категории твердости К, М, О, S)
378
Ре9Н
1,5
1,0
0,5
О
Рс0=Л83е;0>°««
10 20 30
Амплитуда а, мкм
Рис. 13.15. Сопротивление, возникающее при правке цилиндрической поверхности
(периферии) шлифовального круга, совершающего осевые колебания (большие
амплитуды; категории твердости S, О, К)
растанием амплитуды колебаний не столь интенсивно. У испытуемых
шлифовальных кругов различной твердости с возрастанием
амплитуды колебаний сила сопротивления уменьшалась почти одинаково.
Иногда даже получалось так, что силы сопротивления более твердого
круга снижались до уровня соответствующих сил более мягкого
круга. При обработке результатов экспериментов получили
следующие эмпирические зависимости сил сопротивления правке (Н) от
амплитуды колебаний а (мкм) в виде экспоненциальных функций
(справедливых в диапазоне значений а от 0 до 9 мкм):
S) PcS = 2,40e-°'Q4*; Pts = 4,90е^04*;
О) PcO=l,70e-0'04*; Рю = 3,70е~0'04*;
М) PcM=l,20e-0'04*; Рш = 2,50е-°>04*;
К) />сК = 0,93е-°*04д; PtK= 1,90е-°»°Ч
Были предприняты попытки провести эксперименты при еще
большей амплитуде колебаний. По схеме на рис. 13.11, б, обеспечивающей
колебания шлифовального круга в осевом направлении, амплитуду
изменяли до 30 мкм. Испытывали шлифовальные круги групп jBep-
дости S, О и К при следующих режимах: частота колебаний / =
= 20 кГц; амплитуда колебаний а = 0-т-30 мкм; глубина правки
t = 0,025 мм; подача s = 0,1 мм/об. В итоге были получены
зависимости составляющих силы сопротивления правке от амплитуды
колебаний (рис. 13.15). В диапазоне амплитуд 0—30 мкм главная Рс и
перпендикулярная Pt (радиальная) составляющие силы
сопротивления (в ньютонах) для кругов групп твердости S и О могут быть
представлены следующими экспоненциальными функциями:
S) Pcs=l,24e-°'04fl; P,s = 3,80е-°'04*;
О) РсО = 0,83е-0'04*; Pt0 = 2,95е-0'04*.
Отсюда следует, что силы сопротивления правке,
соответствующие большим амплитудам, могут быть определены экстраполяцией
эмпирических зависимостей, полученных для диапазона малых
амплитуд.
379
СИЛА СОПРОТИВЛЕНИЯ ПРИ ПРАВКЕ ЦИЛИНДРИЧЕСКОЙ
ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО КРУГА,
ВИБРИРУЮЩЕГО В ОКРУЖНОМ НАПРАВЛЕНИИ
Правку шлифовальных кругов групп твердости S и К
выполнили при следующих условиях: частота колебаний / = 29 кГц;
амплитуда колебаний а = 0-f-4 мкм; глубина правки t = 0,05 мм;
подача s=0,l мм/об.
Правке подвергали цилиндрическую поверхность шлифовального
круга, вибрирующего в осевом направлении по схеме, показанной
на рис. 13.11, в. Правку выполняли по варианту на рис. 13.12, в.
Зависимости составляющих силы сопротивления от амплитуды
колебаний а (мкм) в случае вибраций шлифовального круга в
окружном направлении тоже могут быть описаны (рис. 13.16)
экспоненциальными функциями следующего вида (справедливыми при 0 <
<: а < 4 мкм):
S) />cS=l,95e-°'14*; P*s = 5,40e-°'14*;
К) РсК = 0,82е-0'14*; Рт = 2,03е-*>]*а.
В экспериментах амплитуда не превышала 4 мкм. Изменение силы
сопротивления правке при большем значении амплитуды можно
было получить экстраполяцией.
Таким образом, при колебаниях в любом из рассмотренных
направлений сила сопротивления при правке Р изменяется с
изменением амплитуды по экспоненциальному закону Р = Р0е-аа.
Как полагают, уменьшение силы сопротивления правке в
основном связано с изменением механических свойств шлифовального
круга под влиянием напряжений, возникающих при действии
вибраций. Для выяснения этого вопроса представляло интерес провести
специальные испытания материалов на удар при действии вибраций
(рис. 13.17). Результаты измерений при испытаниях по такой схеме
приведены на рис. 13.18.
Сопротивление удару,
время, в течение
которого материал
сопротивляется удару, и
энергия удара при
наложении вибраций
уменьшаются . Получаемые
значения этих
параметров соответствуют их
величинам для
шлифовального круга более
Рис. 13.16. Сопротивление,
возникающее при правке
цилиндрической поверхности
(периферии) шлифовального
0 Z 4 6 8 0 1 4 6 8 кРУга (твердость К и S), со-
Амплитида,мкм ( вершающего крутильные
колебания
380
Рс,Н
г,5
2,0,
1,5
1,0,
0,5
>
N
ч
X
\
• -S
о-К
»
Рс5 = 1,95е°>ш\
рТк=0,62е°'ш\
l I
5
4
J
<
1
1
к
ЕЕ
К
• -S
о-К
Pts=SA0e0-ua\
PtK=2,03e<
l_ L
I
ж
I
汫
A,H
400\
200
I
RH85, CL=0
RH85, й=6шм\
RHU0,a=0
0,1 0,2
Время, мс
0,3
Рис. 13.17. Схемы испытания
материала круга на ударную вязкость по Изо-
ДУ:
1 — направление колебаний; 2 — маятник;
3 — опора; 4 — концентратор колебаний;
5 — вибратор
Рис. 13.18. Влияние вибраций на
сопротивление удару абразивных
материалов RH40 и RH85:
А — сопротивление удару (в ньютонах);
а — амплитуда колебаний
низкой твердости *. Конечно, необходимо учитывать, что здесь
отчасти сказываются также и особенности действия сопротивления
правке, температурные напряжения, вызванные внутренним трением
в шлифовальном круге, а также снижение сопротивления трению
у вершины алмазного карандаша, обусловленное вибрациями.
ЭКВИВАЛЕНТНАЯ ТВЕРДОСТЬ ШЛИФОВАЛЬНЫХ КРУГОВ
Экспериментально твердость шлифовального круга можно
определить алмазным карандашом как сопротивление правке.
Представляет интерес сопоставить базовое сопротивление, которым
обладают шлифовальные круги различной твердости при нулевой
амплитуде (без наложения вибраций), с сопротивлениями, возникающими
при различных амплитудах и частотах колебаний. Установлено, что
с возрастанием амплитуды колебаний твердость шлифовального
круга падает и принимает значения, характерные для кругов другой
(более низкой) твердости.
Выше отмечалось, что в общем виде зависимость силы
сопротивления правке от амплитуды колебаний может быть представлена
формулой Р = Р0е~аа. Силу сопротивления правке здесь можно заменить
твердостью шлифовального круга и ввести эквивалентную твердость
(С)экв- Общее выражение зависимости этого параметра от амплитуды
колебаний а будет иметь вид
(GW = (G)oe-a*. A3.1)
Возможно и другое выражение:
(G)dKB = (GH ~ cxaF:
Здесь (GH — твердость шлифовального круга при нулевой амплитуде;
а, сг и с2 — некоторые постоянные величины.
Анализ формулы, согласно которой напряжения при воздействии
вибраций пропорциональны квадрату частоты, показывает, что с
возрастанием амплитуды эквивалентная твердость шлифовального
круга существенно изменяется.
1 Сакагути, Кумабэ. Испытания на удар абразивных кругов при действии
ультразвуковых колебаний. — Сэймицу кикай, 1975, т. 41, № 6.
381
ПРОВЕРКА ХАРАКТЕРИСТИК ЭКВИВАЛЕНТНОЙ
ТВЕРДОСТИ ЭКСПЕРИМЕНТАЛЬНЫМ ШЛИФОВАНИЕМ
Представляет интерес воспользоваться зависимостью
между амплитудой колебаний и силой сопротивления правке и
определить эквивалентную твердость шлифовального круга (G)aKB. При
этом можно проверить, насколько согласуются явления,
характерные для обычного шлифования кругом какой-либо твердости, и
явления вибрационного шлифования вибрирующим кругом, имеющим
твердость (G)aKB.
Из сопоставления сил сопротивления правке (см. рис. 13.15)
можно установить, что при наложении вибраций с амплитудой
а = 6 мкм твердость шлифовального круга М снижается до уровня,
соответствующего группе К. Поэтому провели экспериментальное
шлифование двумя кругами с твердостью К и М. Круг с твердостью
М заставляли вибрировать с амплитудой а = 6 мкм; другим
же кругом — группы твердости К — шлифовали без наложения
вибраций (при а = 0). При этом изучали износ материала обоих
кругов.
В опытной установке (рис. 13.19) обрабатываемую деталь
прижимали к цилиндрической поверхности шлифовального круга с
постоянной силой. После определенного времени шлифования
измеряли диаметр шлифовального круга микрометром с точностью
0,001 мм и определяли среднее уменьшение диаметра. Шлифование
проводили кругами А-80-(М, K)-m-V; вибрации с частотой / =
= 20 кГц создавали в осевом направлении; амплитуда а была равна
6 мкм при обработке кругом М и нулю при обработке кругом К;
окружная скорость составляла 90 м/мин; обрабатываемую деталь,
изготовленную из углеродистой стали S50C, прижимали к
шлифовальному кругу с постоянной силой 29 Н; шлифование выполняли
с подводом жидкости «Нори-
такэ-кул». АН, мкм
Износ шлифовального круга ZQv
с твердостью М, работавшего
S
¦/
V
о
?.'
о ^000.
1
М,а=6 мкм
~Х~а
=0
Рис. 13.19. Экспериментальная
установка для сопоставления износа
абразивных материалов:
/ — колебания в осевом направлении; 2 —
вибрирующий шлифовальный круг; 3 —
концентратор колебаний; 4 —
обрабатываемая деталь; 5 — груз, обеспечивающий
прижатие детали к кругу; 6 — державка;
7 — опора; 8 — щетка
4 8 12 16 20 24 28
Время шлифования, мин
Рис. 13.20. Сопоставление величин
износа шлифовального круга с
твердостью К и круга с твердостью М,
который при амплитуде колебаний а =
= б мкм имеет такую же
эквивалентную твердость, как круг К (&D —
уменьшение диаметра шлифовального
круга)
382
Рис. 13.21. Сопротивления, воз- РС,Р±,
никающие при обычной правке ,, r-v-
круга после воздействия на круг
заданного числа циклов вибра- jL-4,.
ций N (шлифовальный круг мар- *"
ки A-80-O-m-V; условия
правки: правке подвергается
торцовая поверхность круга; глубина
правки t = 0,04 мм; подача s =
= 0,1 мм/об; условия вибраций:
вибрации создаются в осевом
направлении круга; частота вибраций
ю5
Число
/=20
циклоб
кГц;
10°
колебаний круга
амплитуда а -
W7
8 мкм)
с амплитудой колебаний 6 мкм, получился таким же, как у
шлифовального круга с твердостью К, работавшего без вибраций при
а = 0 (рис. 13.20).
Желательно было бы знать, являются ли рассматриваемые
изменения эквивалентной твердости обратимыми. Чтобы выяснить это,
провели такие исследования. Новый шлифовальный круг заставляли
колебаться заданное число циклов с амплитудой 8 мкм. После этого
снимали вибрации и проводили обычную правку круга. Затем вновь
накладывали вибрации и опять проводили обычную правку. Эту
последовательность операций повторили в ходе экспериментов
многократно (рис. 13.21). Результаты показали, что твердость круга
изменяется только при наложении колебаний. После прекращения
колебаний возвращается первоначальная твердость. Следовательно,
в шлифовальном круге возникают только упругие колебания, а
явления усталостного повреждения отсутствуют.
Постоянная времени реакции твердости на изменение
амплитуды, как показывают эксперименты, практически равна
нулю. Удалось также установить, что и при изменении
амплитуды рассматриваемая характеристика не имеет петли
гистерезиса.
Характеристику эквивалентной твердости можно эффективно
использовать на практике. Примером может служить обработка
композиционных материалов, состоящих из разнородных компонентов.
Используя один шлифовальный круг и управляя частотой его
вибраций, можно обеспечить такие условия, при которых процесс
шлифования обоих компонентов будет оптимальным. Можно также одним
и тем же шлифовальным кругом проводить и черновое, и чистовое
шлифование, обеспечивая соответствующую твердость круга
наложением вибраций. Важно, что переход от одной твердости к другой
может быть выполнен быстро.
На рис. 13.22 показано плоское шлифование, при котором
необходимо обеспечить почти нулевую неплоскостность поверхности
композиционного материала, состоящего из разнородных компонентов
У, 2, 3 и 4. Следует отметить, что эти компоненты обладают различной
шлифуемостью. Для оценки эквивалентной твердости здесь удобно
воспользоваться формулой
@)а
(GH - ъа?*.
383
*,.aV*J>*4
Рис. 13.22. Вибрационное шлифование
композиционного материала:
1—4 — компоненты; 5 — шлифовальный круг; 6 —
контролируемый участок; 7 — концевой
выключатель; 8 — 11 — упоры; 12 — вибратор
Величине (GH соответствует круг
группы твердости О. Этот круг
установили на шпинделе
плоскошлифовального станка и с помощью
генератора ультразвуковых
колебаний заставили вибрировать в
направлении, показанном на
рисунке. Переключателем амплитуд
можно было выбирать амплитуды
вибраций аъ а2, а3 и а4, которые
принимали с таким расчетом, чтобы
обеспечить оптимальные значения
твердости шлифовального круга для обработки материалов /—4.
При установке соответствующих упоров и концевых выключателей
можно обеспечивать своевременное срабатывание переключателя для
перехода на другую амплитуду колебаний. Это позволило
выполнять такие работы, для которых ранее приходилось менять
шлифовальные круги, каждый раз выбирая необходимую твердость.
Благодаря варьированию твердости при наложении вибраций
шлифовальными кругами всего двух-трех типов, имеющими
сравнительно высокую твердость, можно проводить такие шлифовальные
работы, для которых ранее требовался довольно большой набор
шлифовальных кругов различной твердости.
Вибрационное шлифование дает экономию материальных,
энергетических и трудовых ресурсов. Этот процесс следует считать весьма
перспективным.
13.4. ВИБРАЦИОННЫЙ ШЛИФОВАЛЬНЫЙ СТАНОК
Если шпиндельную головку обычного шлифовального
станка заменить новой с вибрирующим шлифовальным кругом одной
из трех рассмотренных ниже колебательных систем, то получится
вибрационный шлифовальный станок.
13.4.1. Шпиндельная головка с шлифовальным
кругом продольной колебательной системы
Шпиндельная головка с кругом продольной
колебательной системы (рис. 13.23) предназначена для внутреннего шлифования;
в ней поставлен круг небольшого диаметра.
Основные размеры шпинделя, обеспечивающего продольные
колебания шлифовального круга с частотой 20 кГц, приведены на
рис. 13.24. Здесь применен никелевый магнитострикционный
вибратор продольных колебаний, для которого требуется водяное охла-
384
Рис. 13.23. Шпиндель вибрационного
внутришлифовального станка со
шлифовальным кругом продольной
колебательной системы:
1 — шлифовальный круг (например,
алмазный); 2 — экспоненциальный
концентратор, усиливающий колебания; 3 —
круглый стержень (волновод для передачи
колебаний); 4 — втулка (вращающийся
шпиндель); 5 — магнитострикционный
вибратор с частотой 20 кГц; 6 — шпиндельная
головка; 7 и 8 — конические
роликоподшипники; 9 — основание контактных
колец A0); 11 — угольные щетки; 12 —
система охлаждения вибратора; 13 — направление продольных колебаний шпиндельного
круга; 14 — направление вращения
ждение. Впоследствии предполагается установить ферритовый элек-
трострикционный вибратор, который может работать с воздушным
охлаждением от небольшого вентилятора.
Шлифовальный круг приклеен эпоксидным клеем «аралдит»
к металлической державке и вибрирующему валу. Если клеевое
соединение выполнено недоброкачественно, то наружная
цилиндрическая поверхность шлифовального круга не будет колебаться или же
вибрации этой поверхности будут сопровождаться ненормальным
выделением тепла и значительным шумом. В конечном счете клеевое
соединение довольно быстро разрушится.
Для вибрационного шлифования желательно использовать
устройство, обеспечивающее наибольшую амплитуду колебаний
шлифовального круга. Предпочтение следует отдать конструкции
шпинделя со ступенчатым концентратором колебаний, обладающим
высоким коэффициентом усиления амплитуды (рис. 13.25).
Рис. 13.24. Основные размеры
шпинделя со шлифовальным
кругом, совершающим
продольные колебания частотой 20 кГц:
/ — экспоненциальный
концентратор колебаний; 2 — вибратор
Рис. 13.25. Шпиндель,
обеспечивающий продольные
колебания шлифовального круга с
частотой 20 кГц (ступенчатый
концентратор колебаний)
13.4.2. Шпиндельная головка с шлифовальным
кругом изгибной колебательной системы
В рассматриваемой шпиндельной головке (рис. 13.26)
установлен шлифовальный круг сравнительно большого диаметра,
предназначенный для шлифования плоских и цилиндрических
поверхностей. В системе имеется волновод продольных колебаний 10,
который заканчивается экспоненциальным концентратором
колебаний. Конец волновода приклеен к вибратору продольных колебаний
//. Продольные колебания системы происходят по стрелке 7.
Шлифовальный круг вращается на валу 2, который представляет собой
втулку, приклеенную к волноводу в двух местах, соответствующих
узлам колебаний. Вал 2 вращается в конических роликовых
подшипниках 3 и 4 с малым трением и малым биением. Такая конструкция
обеспечивает вращение в сочетании с продольными колебаниями вала
2, на котором закреплен шлифовальный круг.
У примененного шлифовального круга изгибные колебания
первого, второго или иных порядков совпадают по частоте с колебаниями
вибратора. С волноводом продольных колебаний шлифовальный
круг соединен на резьбе или на конусе. При наложении вибраций
круг совершает изгибные колебания. Центральный вал вибратора
(вращающийся) передает колебания на многочисленные режущие
кромки, расположенные на значительном удалении на
цилиндрической поверхности шлифовального круга. Изгибные колебания
обеспечивают возможность вибрационного шлифования.
Рассматриваемое устройство может быть использовано и для плоского, и для
круглого шлифования.
J3.4.3. Шпиндельная головка с шлифовальным
кругом крутильной колебательной системы
При вибрационном шлифовании резьб и зубчатых колес
важное значение имеет направление колебаний. Если колебания
происходят не точно в окружном направлении, то точность обработки
снижается. В этом отношении вибрационное шлифование аналогично
вибрационному резанию.
На рис. 13.27 представлена шпиндельная головка со
шлифовальным кругом крутильной колебательной системы для обработки резьб
и зубчатых колес. В этой системе использован вибратор крутильных
Рис. 13.26. Шпиндельная
головка вибрационного
шлифовального станка 1- (шлифовальный
круг, совершающий изгибные
колебания, может быть
использован для шлифования плоских
и круглых поверхностей)
Рис. 13.27. Шпиндель B) вибрационного шлифовального станка [шлифовальный
круг C), совершающий крутильные колебания, может быть использован при
обработке зубчатых колес и резьбы]:
/ — вибратор крутильных колебаний; а — амплитуда
колебаний. Волноводная система (вибрационный вал 1) имеет
довольно большую длину. На волноводе расположены четыре узла
колебаний. Для крепления волновода применена втулка 2 (на
рис. 13.27 она заштрихована). Эта втулка выполняет функцию
вращающегося вала. Таким путем обеспечивается вращение
шлифовального круга с наложением крутильных вибраций. Могут быть
использованы круги 3 малых и больших диаметров (что показано
сплошными и штрихпунктирными линиями). Приведенные на рисунке
размеры относятся к частоте вибраций шлифовального круга 30 кГц.
В такой шпиндельной головке можно обеспечить значения амплитуды
колебаний шлифовального круга в окружном направлении, частоты
колебаний и скорости шлифования, при которых выполняется
условие эффективности вибрационного шлифования v < 2naf.
13.4.4. Механизмы вибрационного шлифования
и его эффективность
При вибрационном шлифовании кругами, совершающими
крутильные или изгибные колебания, обработку ведут
периферийной или торцовой поверхностью круга. В зависимости от
направления резания можно выделить следующие три разновидности
механизма резания, аналогичные рассматриваемым при вибрационном
резании:
1) резание в направлении главной (тангенциальной)
составляющей силы резания Рс\
2) резание в направлении перпендикулярной (радиальной)
составляющей силы резания Pt\
3) резание в направлении силы подачи (осевой составляющей
силы резания).
387
У сбычного лезвийного режущего инструмента пересечение
передней и задней поверхностей образует режущую кромку, чаще
всего прямолинейную. Напротив, абразивный инструмент имеет
фиксированные абразивные частицы и контактирует с обрабатываемой
деталью на некоторой площади. Поэтому при использовании
абразивного инструмента необходимо учитывать характеристику
изменения прочности в зависимости от напряжений, создаваемых
вибрациями, указанные выше механизмы вибрационного резания A)—C),
а также эффект самообразования поверхностных микроканавок *.
На рис. 13.24 было показано устройство, на котором проводили
экспериментальные исследования эффекта самообразования
поверхностных микроканавок. Ниже рассматриваются некоторые
полученные результаты.
В данном случае необходимо было исключить эффект изменения
твердости круга под действием вибраций. С этой целью использовали
алмазный шлифовальный круг на металлической связке. В ходе
исследований определяли форму стружки и объем материала, снятого
при шлифовании, которое проводили при постоянной нагрузке при
следующих условиях: частота колебаний шлифовального круга
20 кГц; амплитуда колебаний 0; 10; 13; 16 и 22 мкм; диаметр круга
16 мм; толщина (ширина) круга 10 мм; окружная скорость 18 м/мин;
нагрузка 0,57 и 1,44 Н. Обрабатываемые детали были изготовлены
из алюминия, латуни и быстрорежущей инструментальной стали.
На рис. 13.28 показаны формы обрабатываемой детали и сошли-
фовываемый объем. Обрабатываемую деталь прижимали на 10 мин
к вибрирующему шлифовальному кругу, который прошлифовывал
в ней канавку (снятый объем металла заштрихован). Снимаемый объем
канавки можно рассчитать по формуле
V = wr2 F — sin 6)/2.
На рис. 13.29 построены зависимости сошлифованного объема
при обработке различных материалов от частоты колебаний круга.
При наложении вибраций можно сошлифовывать в 2,5—4 раза
больший объем материала, чем при обычном шлифовании без вибраций.
Стружка при вибрационном шлифовании отличается от обычной.
При обычном шлифовании в результате трения образуется
блестящая поверхность. Однако стружка при этом приваривается к
абразивным частицам и забивает (засаливает) поры круга. Стружка
получается комковатой и плохо счищается щеткой с шлифовального
круга. Напротив, при вибрационном шлифовании образуется мелкая
стружка, преобладающая часть которой легко разлетается. Хотя
часть стружки и остается на поверхности шлифовального круга, ее
можно легко смести щеткой. Стружка не приваривается к частицам
шлифовального круга, и поры круга не забиваются. Это еще раз
доказывает, что при таком вибрационном шлифовании
температура не повышается и на шлифованной поверхности металла не
происходит никаких структурных изменений.
1 Кумабэ Д. Поверхностная обработка. Т. 1, с. 862.
388
-е
s
¦*—
В
и
%
Рис. 13.28. Обрабатываемая деталь и сошлифо-
ванный объем (обрабатывали детали из
алюминия, меди, латуни и быстрорежущей
инструментальной стали):
1 ]— направление колебаний; 2 — нагрузка; 3 —
обрабатываемая деталь; 4 — шлифовальный круг
Рис. 13.29. Зависимости сошлифованного объема
от амплитуды а при обработке образца
(рис. 13.28) из меди, латуни или алюминия
(окружная скорость шлифовального круга 18 м/мин;
нагрузка 0,53 Н)
w***
Медь 1
1— _1
a so
60
40
20
Латунь
1 j 1
Алюминий
5 10 15 20 25
Амплитуда а, мкм
При обычном шлифовании каждая абразивная частица,
расположенная на наружной поверхности, движется прямо. Напротив, при
вибрациях круга в результате колебания абразивных частиц
прорезаемые ими канавки пересекаются. При этом траектории резания
отдельными частицами разрываются и получаются довольно
короткими, а каждая частица встречает сопротивление импульсной формы.
При обработке вибрирующим шлифовальным кругом реализуется
механизм самообразования поверхностных микроканавок, а также
механизм заострения режущих кромок. Это, естественно, уменьшает
сопротивление шлифованию и позволяет снять значительно больший
объем обрабатываемого материала, чем при обычном шлифовании.
Следует иметь в виду, что чем больше неровности поверхности
шлифовального круга, тем лучше может быть реализован механизм
самообразования поверхностных микроканавок и соответственно
увеличивается производительность обработки. Увеличение объема
снимаемого материала приводит к тому, что обработанная
поверхность становится более шероховатой. Чтобы уменьшить высоту
микронеровностей профиля поверхности, желательно применять
шлифовальные круги высокой зернистости (с мелкими зернами).
Можно также применять круги, у которых впадины рабочих
поверхностей остаются забитыми частицами металла (стружкой).
Механизм резания с вибрациями в направлении подачи
характеризуется тем, что при низкой скорости траектории абразивных
частиц имеют зигзагообразный характер. Однако повышение скорости
389
приводит к тому, что постепенно траектории становятся
прямолинейными, влияние частоты колебаний и амплитуды исчезает, и
шлифование с вибрациями по своему механизму приближается к обычному.
В этом отношении представляют интерес зависимости между
окружной скоростью шлифовального круга и сошлифовываемым
объемом (рис. 13.30). С возрастанием окружной скорости сошлифо-
вываемый объем постепенно увеличивается. Это происходит
благодаря тому, что уменьшается глубина резания, приходящаяся на одну
абразивную частицу, и снижается сопротивление шлифованию.
Определенное влияние на эти процессы оказывает амплитуда
колебаний. Различия, которые возникают при этом, обусловлены степенью
развития механизма самообразования поверхностных микроканавок.
При окружной скорости шлифовального круга 100—120 м/мин
показатели вибрационного шлифования совпадают с полученными
при обычном шлифовании. Это, по-видимому, связано с тем, что при
таких скоростях ослабевает эффект заострения режущей кромки,
обусловленный увеличением эффективного переднего угла, и эффект
самообразования поверхностных микроканавок.
При низких окружных скоростях, когда реализуется механизм
самообразования поверхностных микроканавок, объем сошлифовывае-
мого материала значительно возрастает. Такой эффект наблюдается
и при обработке быстрорежущей инструментальной стали (рис. 13.31).
При высоких окружных скоростях рассматриваемое воздействие на
обрабатываемую деталь снижается. При этом сказывается лишь
эффект изменения твердости, который связан с изменением
механических свойств материала шлифовального круга. Это обстоятельство
можно использовать на практике, и, как показано выше, можно
соответствующим образом
управлять твердостью круга,
изменяя амплитуду его колебаний.
v,mm*
о,в
0,6
го 40
60 100 v, м/мин
JC*
х
|
X
^
:
\W^
X
^¦фЧ—
г
V
\
/
"а=16мкм\
~~а=0 |
Рис. 13.30. Зависимости сошлифован-
ного объема V от окружной скорости
шлифовального круга v при различных
амплитудах колебаний (цифры у
кривых — а, мкм) при обработке
алюминия с усилием прижатия круга 0,84 Н
@ — обычное шлифование)
0 Z0 U0 во 80 100 v, м/мин
Рис. 13.31. Зависимости
ошлифованного объема V от окружной скорости
шлифовального круга v при
обработке быстрорежущей инструментальной
стали с усилием прижатия 5,66 Н:
1 — обычное шлифование; 2 —
вибрационное (а = 16 мкм)
390
13.4.5. Шлифовальное устройство, содержащее
шлифовальный круг с вибрационным валом
(стоматологический вибронаконечник)
Подвижные наконечники с абразивным инструментом
находят широкое применение не только при обработке металлов и
неметаллов, но и при лечении зубов. Один такой наконечник показан
на рис. 13.32. При его работе на вращательное движение
накладываются продольные или крутильные колебания, что позволяет:
1) предотвратить забивание и повысить стойкость абразивного
инструмента, сохранив остроту режущих кромок, что уменьшает
«боль при обработке зубов;
2) обеспечить действие на залечиваемый зуб импульсных сил,
реализовать эффект нечувствительности нерва и ослабить болевые
ощущения;
3) в соответствии с обрабатываемым участком изменять
эквивалентную твердость шлифовального круга, изменяя частоту
колебаний, что позволяет поддерживать постоянной остроту инструмента
и дополнительно ослаблять болевое ощущение.
Здесь можно воспользоваться моделью колебательной системы
зуб — шлифовальный круг (рис. 13.33). При обработке возникает
сила, которая действует на зуб, поддерживаемый
пружинами-связками и демпферами. Эта сила вызывает динамические перемещения
зуба, которые передаются на нерв, показанный здесь жирной линией.
Если предотвратить вибрацию нерва, то болевые ощущения
существенно снизятся.
Как указывалось выше, при обработке могут быть реализованы
ада основных закона изменения силы — синусоидальный и им-
вульсный:
1) Р = Рср + р sin со*;
2) />=Ap+4-^24"sin(,z"r3x)cosnco^
n=l
Первый закон соответствует так называемому скоростному
резанию. С похмощью воздушной турбинки, частота вращения которой
может превышать 300 тыс. об/мин, раскручивают опирающийся
в пневматических подшипниках шпиндель, к которому присоединен
инструмент. Поскольку в таком случае со > оо$, наблюдаются только
статические перемещения зуба; нежелательного возбуждения нерва
не происходит, что ослабляет болевое ощущение. Однако такой
способ обработки имеет недостаток — из-за высокой частоты вращения
выделяется значительное тепло трения, что обусловливает
необходимость в принудительном водяном охлаждении. Охлаждающая вода
может попасть в рот пациента и вызвать неприятные ощущения.
Второй закон изменения силы резания может быть реализован
при использовании вибронаконечника, показанного на рис. 13.32.
Применением такого наконечника можно при сравнительно низких
391
Рис. 13.32. Виброшлифовальный наконечник дл*
лечения зубов (японский патент № 296443):
/ — инструмент; 2 — гибкий волновод;^ 3 — конценттат<Н*
колебаний; 4 — вибрационный вал; 5 —гвибратор; 6 — вал;
7 и 8 — подшипники качения;? 9 —^корпус; 10 — коробка
для крепления контактных колец A1 и 12); 13 и 14 — щетки;
15 — подшипник; 16 — кожух; 17 — передняя втулка; 18 —
подшипниковая втулка; 19 и {22 — направление продольных
и крутильных колебаний; 20 — направление вращения; 21 —
клиновой ремень
Рис. 13.33. Модель колебательной системы зуб —
шлифовальный круг:
1 — зуб; 2 — шлифовальный круг; 3 — нерв; Р — сила
сопротивления (а — изменение по синусоидальному закону,
б — импульсное изменение)
частотах вращения инструмента создату импульсные силы, улучшить
кажущуюся (эффективную) остроту инструмента, не допустить
выделения тепла трения и соответственно предотвратить повышение
температуры резания.
У высокоскоростных наконечников вращение обычно происходит
только с постоянной скоростью. При наложении вибраций можно
путем регулирования амплитуды подбирать в процессе лечения зуба
оптимальный режим его обработки, что является существенным
преимуществом.
Устройство, показанное на рис. 13.32, может быть также
использовано, например, при чистовой обработке малых отверстий и углов
полостей штампов. В таких случаях одно из преимуществ
вибрационного шлифования заключается в том, что оно позволяет, не повышая
окружную скорость инструмента, существенно улучшить шлифуе-
мость инструментом малого диаметра.
13.5. ВИБРАЦИОННЫЙ ХОН И Н ГО БАЛЬНЫЙ СТАНОК
В разработанном хонинговальном станке для обработки
отверстий использовано несколько абразивных брусков, которые
в процессе обработки контактируют с обрабатываемой поверхностью,
392
совершая продольные или йзгйбные колебания. Движение
инструмента при таком хонинговании является сложным: на основное
вращательное движение накладывается вспомогательное возвратно-
поступательное.
Устройство вибрационной хонинговальной головки показано на
рис. 13.14 и 13.35.
На рис. 13.34 цифрами /—3 обозначены абразивные бруски,
наклеенные на вибрирующий металлический каркас с таким расчетом,
чтобы они не попали в район узлов колебаний, создаваемых
вибратором 7. Гибкие стяжки 4 присоединены к точке пучности диска 5,
совершающего йзгйбные колебания. Колебания этого диска
обеспечиваются концентратором колебаний 6. Противоположные концы
стяжек 4 присоединены в соответствующих местах к металлическому
каркасу, на котором располагаются абразивные бруски 1—3. Через
стяжки 4 энергия колебаний вибратора продольных колебаний
распределяется по тем участкам каркаса, где расположены бруски;
в итоге бруски совершают продольные колебания по стрелке 12.
Стрелка 13 указывает направление прямолинейного
возвратно-поступательного движения, а стрелка 14 — направление
накладываемого на него вращательного движения.
На рис. 13.35 обозначено: 1 — электрострикционный вибратор
крутильных колебаний, 2 — концентратор колебаний,
присоединенный к вибратору, 3 — диск, совершающий крутильные колебания.
На периферии диска к нему через равные интервалы прикреплены
гибкие стяжки 4, которые на другом конце присоединены к
соответствующим элементам металлического каркаса 5, на которых
расположены абразивные бруски 6—8, Стержень 9 представляет собой
вибрационный вал, совершающий крутильные колебания в
направлении по стрелке 16. На этом стержне в точках узлов колебаний Nt и
N2 закреплена втулка 13. С помощью конуса 12 и пружин 14 обеспе-
Рис. 13.34. Головка для
вибрационного хонингования (абразивные
бруски совершают продольные колебания,
японский патент № 312818)
Рис. 13.35. Головка для
вибрационного хонингования (абразивные бруски
совершают йзгйбные колебания)
^#L-f
13 Кумабэ Д.
Чйвается поджатие инструмента к обрабатываемой поверхности 15.
Стрелками 17 и 18 показаны направления хонингования. Движение
в этих направлениях задается цилиндру 19, закрепленному в точках
узлов колебаний.
Наложение вращательного движения на
возвратно-поступательное прямолинейное позволяет повысить скорость обработки
благодаря более эффективному использованию механизма
самообразования поверхностных микроканавок. Если необходимо получить
гладкие отделанные поверхности, то следует прекратить колебания и
окончательно выровнять поверхность, эффективно используя
забитость пор (засаленность) абразивного материала.
13.6. УЛЬТРАЗВУКОВОЙ РУЧНОЙ ШЛИФОВАЛЬНЫЙ
БРУСОК
Наложением продольных, крутильных или изгибных
вибраций на шлифовальный брусок можно значительно активизировать
механизм самообразования поверхностных микроканавок. При этом
изменяется твердость абразивного материала, прекращается
забивание пор, повышается производительность обработки и исключается
нежелательное выделение тепла. Эти обстоятельства принимали во
внимание при разработке ультразвукового ручного шлифовального
бруска (рис. 13.36).
Здесь применена схема продольных колебаний. При работе такой
инструмент держат в руках за специальную рукоятку. В зависимости
от вида обработки можно подобрать наиболее подходящий рабочий
орган и заменить им прежний орган — металлическое основание,
на которое наклеен абразивный брусок. Подсоединять рабочий
орган можно и на резьбе. Продольные колебания сменного рабочего
органа обеспечиваются при помощи ферритового вибратора
продольных колебаний или электрострикционного вибратора и
концентратора колебаний.
Инструмент при работе находится в руках рабочего. Он должен
быть достаточно легким и иметь небольшие габариты. Поэтому
приходится использовать высокие частоты, например 47 кГц.
Ультразвуковой ручной алмазный шлифовальный инструмент (брусок)
позволяет примерно в 20 раз
1/2я или я. , ^ 1/2а ^, _ 1/2л _, с увеличить скорость
обработки твердосплавных резцов по
о^ сравнению с достигавшейся
"° при работе обычного ручного
Рис. 13.36. Ультразвуковой ручной
абразивный инструмент:
1 — обрабатываемая деталь; 2 —
шлифовальный брусок; 3 — направление
вибраций; 4 — металлическая оправа
для шлифовального бруска; 5 — фер-
ритовый вибратор; 6 — входное
напряжение; 7 — отверстие; 8 —
перегородка, 9 ¦— сменный инструмент; 10 —
напильник
394
инструмента. Скорость обработки быстрорежущей
инструментальной стали увеличивается примерно в 15 раз.
При ручной обработке трудно обеспечить высокую точность.
Однако ручной ультразвуковой инструмент все же может быть
успешно использован для правки режущего инструмента после работы,
для профилирования фасонного режущего инструмента и т. п.
Ультразвуковым инструментом можно выполнить требуемую обработку
достаточно быстро и без приложения больших усилий.
Иногда при работе происходит ненормальное нагревание рабочего
органа. В таком случае для охлаждения можно воспользоваться
шпинделем или другим минеральным маслом или же смазочно-ох-
лаждающими жидкостями, применяемыми для резания и
шлифования. Чтобы увеличить объем снимаемого материала, можно
применить крупнозернистый абразивный материал или же грубый
напильник. В каждом конкретном случае для выполнения требуемой
обработки необходимо выбирать наиболее подходящий рабочий орган.
Очевидно, что существенно увеличить сошлифовываемый объем при
использовании мелкозернистых абразивных материалов, которые
предназначены для получения ровных поверхностей, не удастся.
Здесь, как и при обработке штампов, необходимо выбирать нужное
оборудование в соответствии с условиями обработки. Таким
оборудованием могут быть:
1) электролитические шлифовальные станки, обеспечивающие
большую скорость обработки;
2) электроэрозионные станки, которые обеспечивают высокую
точность обработки;
3) ультразвуковые станки для абразивной обработки, которые
позволяют получить ровную поверхность с малой шероховатостью.
Необходимо иметь в распоряжении различные устройства со
своими специфическими характеристиками. Нужно рационально
разделить функции, которыми должны обладать эти устройства, и
использовать их совместно. Не следует стремиться к тому, чтобы совместить
выполнение целого ряда функций в одном устройстве, усложняя его
конструкцию. В настоящее время выпускается самый
разнообразный ультразвуковой ручной шлифовальный инструмент, который
находит широкое применение на практике. Одним из первых
инструментов такого типа является показанный на рис. 13.36.
13.7. УЛЬТРАЗВУКОВАЯ ПРАВКА ШЛИФОВАЛЬНЫХ
КРУГОВ
В США фирма «Кавитрон» разработала способ
ультразвуковой правки шлифовальных кругов (рис. 13.37). Правку проводят
вибрирующим алмазным карандашом, ориентированным по радиусу
шлифовального круга. Частота колебаний карандаша — 16 кГц,
амплитуда — около 15 мкм.
Ультразвуковая правка позволяет получить поверхность
лучшего качества, чем при обычной правке. В частности, при правке
с наложением вибраций происходит более однородное выбивание ча-
13* 395
Рис. 13.37. Ультразвуковая правка шлифовального
круга 1 заостренным алмазным карандашом 2
(фирма «Кавитрон»):
3 — никелевый или ферритовый магнитострикционный
вибратор продольных колебаний; 4 — провод к
генератору колебаний; f, a — направление колебаний;s — подача
Рис. 13.38. Ультразвуковая правка шлифовального
круга плоским инструментом (Харада, Танигути):
f, а — направление колебаний (f = 20 кГц; а — 30 мкм);
/ — обрабатываемая деталь; 2 — шлифовальный круг;
3 — алмазный карандаш; 4 — концентратор колебаний; 5 — магнитострикционный
вибратор; 6 — к генератору ультразвуковых колебаний; 7 — концентратор колебаний; 8 —
плоский инструмент EX5X3 мм)
стиц на поверхности шлифовального круга; интервал между
соседними режущими кромками получается более стабильным, причем
при необходимости этот интервал можно увеличить.
Исследования которые впоследствии были проведены в Японии,
позволили разработать устройство для ультразвуковой правки
(рис. 13.38). Для правки шлифовальных кругов используется
плоский инструмент из твердого сплава (размером около 5x5x3 мм),
который расположен на торце концентратора колебаний. Таким
инструментом можно соответствующим образом распределить на
поверхности шлифовального круга многочисленные режущие кромки.
Частицы, образующие эти кромки, получаются однородно
измельченными. Круги после ультразвуковой правки пригодны для чистовых
шлифовальных работ и позволяют получить более гладкую
поверхность .
При шлифовании кругами после обычной правки удавалось
получить шлифованную поверхность с чистотой Rmax = 0,80 мкм.
Шлифовальные круги после ультразвуковой правки позволяют получить
в пять раз меньшее значение (Rmax =0,16 мкм). При установке
таких кругов на шлифовальных станках, конструкция которых
позволяет выполнить зеркальную обработку, можно получить и еще более
чистую поверхность.
Для ультразвуковой правки шлифовальных кругов необходимо
иметь:
1) концентратор колебаний, форма которого определяется
геометрией расположенного на нем инструмента;
2) вибратор и приспособление для крепления вибросистемы к
шлифовальному станку (крепление должно быть выполнено в точках
расположения узлов колебаний);
3) генератор ультразвуковых колебаний.
Выходная мощность колебаний должна быть достаточной для
преодоления сопротивления правке. Следует также учитывать, что
396
нельзя обеспечить хорошую правку, если на колебания инструмента
накладываются нежелательные возмущения.
По схеме на рис. 13.37 в случае большой глубины правки
возникали условия, при которых необходимое сопротивление в
направлении действия составляющей Рс оказывалось недостаточным, хотя
сопротивление в направлении составляющей силы резания Pt было
вполне подходящим. Это не позволяло полностью использовать
эффект вибраций; торец карандаша колебался нерегулярно, что
снижало эффективность вибрационной правки. Этот недостаток можно
устранить, если расположить алмазный карандаш наклонно под
соответствующим углом к обрабатываемой поверхности (рис. 13.39).
При такой «наклонной» ультразвуковой правке главная
составляющая силы сопротивления правке РСУ радиальная
(перпендикулярная) составляющая Pt и сила подачи Pf образуют равнодействующую
силу Р. В данном случае желательно, чтобы направление
продольных колебаний совпадало с направлением равнодействующей Р. При
таком расположении нерегулярные колебания алмазного карандаша
можно свести к минимуму и полностью использовать энергию
вибраций.
13.8. ПРАВКА С НАЛОЖЕНИЕМ ПРОДОЛЬНЫХ КОЛЕБАНИЙ
Обычно правку проводят на шлифовальном станке и
располагают алмазный карандаш наклонно под углом по отношению
к направлению вращения (рис. 13.40). В этом случае ось карандаша
не совпадает с направлением равнодействующей усилия правки.
Между тем обеспечить совпадение было бы желательно.
Целесообразно придать такие вибрации карандашу, которые происходили бы
только в продольном направлении, свести к минимуму дрожание
торца карандаша и сделать его колебания более регулярными. Это
можно обеспечить с применением устройства, создающего
продольные колебания.
Пример такой правки показан на рис.. 13.40. Карандаш
ориентирован по равнодействующей усилия правки Р и крепится с помощью
втулки к столу шлифовального станка. Втулка удерживает
карандаш в двух местах, где расположены узлы колебаний пг и п2, которые
находятся на расстоянии длины полуволны XI2 один от другого. При
Рис. 13.39. Ультразвуковая правка Рис. 13.40. Новое устройство для прав-
шлифовального круга наклонным ка- ки шлифовальных кругов:
рандашом A — вибратор) у _ обычная правка; 2 — новый способ
правки
397
а) ' S) в)
Рис. 13.41. Сопоставление некругл ости шлифовальных кругов после правки
различными способами (шлифовальный круг марки WA*60-K*ni'V; скорость правки
1620 м/мин; подача 0,20 мм/об; глубина правки 15 мкм; правка проводится за один
проход):
а — некруглость 4,2 мкм (правка при вибрациях в продольном направлении); б — некруг-
лость 8 мкм (обычная правка, 15°); в —некруглость 8—25 мкм (обычная правка, 0°); цена
одного деления на радиальных шкалах 0,2 мкм
частоте собственных колебаний 50 кГц и диаметре 10 мм длина
карандаша составляет 103 мм, а расстояние между узлами пх и п2 равно
51,5 мм.
Прежний и новый способы правки были сопоставлены на
шлифовальном круге марки WA60KmV. Прежний режим правки был
следующим: частота вращения круга 2580 об/мин; подача 0,20 мм/об;
глубина правки tx = 10 мкм (два прохода), 4=5 мкм (два прохода)
и t3 = 0 мкм (два прохода). После завершения второго
проглаживающего прохода U приступили к правке новым способом: скорость
правки 1620 м/мин; подача 0,20 мин/об; глубина правки 15 мкм.
Таким образом, прежним способом тщательно подготовили
поверхность шлифовального круга, а затем перешли к правке новым
экспериментальным способом.1 Полученные результаты сопоставили
с достигаемыми при обычной правке, когда алмазный карандаш
располагался под углами 0 и 15°.
После правки определили некруглость шлифовальных кругов.
В специальном измерительном устройстве на конце щупа
приклеивали пластинку из твердого сплава шириной 3 и длиной 8 мм.
Результаты измерения представлены на рис. 13.41. Вибрационная
правка (рис. 13.41, а) позволяет получить некруглость 4,2 мкм. Это
примерно вдвое меньше достигаемого при обычных способах правки
1 Кумабэ, Синсон. Правка шлифовальных кругов алмазным карандашом,
совершающим продольные колебания. — Препринты весенней конференции A976 г.)
Японского общества инженеров точного машиностроения, 1976, № 348, с, 267,
398
(рис. 13.41, б и в). При йсследованйяк йовёрхностй Kpyfa посЛё
правки под микроскопом установлено, что с наложением вибраций
удается получить мелкие однородные режущие кромки на
абразивных частицах. Внешняя форма круга на рис. 13.41, а получается
более однородной, режущие кромки абразивных частиц измельчены и
практически все идентичны.
Идеальным шлифовальным кругом является круг, некруглость
которого близка к нулю. Его структура и твердость соответствуют
свойствам материала обрабатываемой детали, у которого режущие
кромки абразивных частиц мелко разбиты и являются острыми.
Если такой шлифовальный круг установить на шлифовальный
станок, имеющий высокоточные механизмы движения и шпиндель с
высокой точностью вращения, то можно будет выполнять
прецизионную шлифовальную обработку.
ГЛАВА 14
ВИБРАЦИОННАЯ ОБРАБОТКА ДАВЛЕНИЕМ
На рис. 14Л показаны диаграммы
напряжение—деформация, обычно получаемые при испытаниях углеродистой стали на
кручение и растяжение. На этих диаграммах резанию и шлифованию
соответствует область больших деформаций А. Стружка образуется
в результате деформирования с параметрами, характерными для
области Л.
В предыдущих главах было показано, что при вибрационном
резании в области А можно обеспечить:
1) механизм резания с нечувствительностью к вибрациям;
2) эффект разбивки всей длины резания на малые интервалы 1Т\
3) отсутствие заусенцев;
4) резание без выделения тепла;
5) низкое сопротивление резанию;
6) большой период стойкости инструмента.
Помимо области А представляет интерес и область 5, в которой
обычно выполняется обработка материалов давлением. В настоящее
время на практике применяются следующие процессы обработки
давлением с наложением вибраций: вырубка, осаживание, чеканка,
гибка, глубокая вытяжка, волочение проволоки, прокатка,
волочение труб.
14.1. ВИБРАЦИОННАЯ ВЫРУБКА
14.1.1. Способы вибрационной вырубки
Обычно при вибрационной вырубке пуансоц колеблется
в направлении вырубки, а матрица, на которой располагается
вырубаемый материал, остается неподвижной. При этом для скорости
вырубки должно быть выполнено условие v < 2naf.
А
Относительная деформация е
Рис. 14.1. Область пластической обработки давлением и область обработки резанием
и шлифованием на диаграммах напряжение (т, а) — относительная деформация (е)
при сдвиге (а) и растяжении (б)
400
Однако возможны и другие способы вибрационной вырубки.
В процессе вырубки может, например, вибрировать матрица.
Возможен вариант с наложением вибраций и на пуансон, и на матрицу.
При вибрационной вырубке применяют такие же матрицы и
пуансоны, как при обычной вырубке. В основном практикуется наложение
продольных колебаний. При вырубке круглых изделий можно
применить крутильные колебания. При проектировании колебательных
систем можно использовать рекомендации, изложенные в гл. 7.
Для вибрационной вырубки применяют частоты в диапазонах
20—100 Гц и 20—50 кГц.
14.1.2. Механизм и эффективность вибрационной
вырубки
Как показано на рис. 14.2, обработка является
импульсной, поэтому нужно учитывать не только статические нагрузки в
соответствии с теорией сопротивления материалов и теорией
пластичности, но и динамический характер обработки. В этом отношении
целесообразно воспользоваться моделью колебательной системы
пуансон — матрица (рис. 14.3).
При дальнейшем рассмотрении принято во внимание изложенное
в гл. 3 и использованы следующие обозначения:
Р — усилие вырубки, Н;
/ — частота колебаний пуансона, Гц;
а — амплитуда колебаний пуансона, мм (или мкм);
v — скорость вырубки, м/мин;
vc — критическая скорость вырубки (vc = 2naf)\
Т — период колебаний пуансона, с;
/с — чистое время (с), затрачиваемое непосредственно на
вырубку в течение одного периода колебаний пуансона;
имм
п
А
к Д*Т1
>:¦:>****;¦»: **uVa*4a**c*
Время t А
Время
?
х to
р
к
Рис. 14.2. Диаграмма усилие на
пуансоне — время и импульсные силы:
7- — область переходного процесса; Р —
усилие на пуансоне при обычной
обработке; Р
ср
среднее усилие на пуансоне;
Р — импульсное усилие на пуансоне
Рис. 14.3. Модель колебательной
системы пуансон — матрица (вырубка
с нечувствительностью к вибрациям):
/ — листовой материал; 2 — плунжер;
3 — пуансон; 4 — матрица; б — упругое
кольцо
401
х — перемещение листового материала в перпендикулярном
направлении, мкм;
М — приведенная масса листового материала, закрепленного на
матрице, Н-с2/мм;
со — круговая частота колебаний пуансона, рад/с;
(оп — круговая частота собственных колебаний листового
материала, закрепленного на матрице, рад/с;
k — жесткость листового материала, находящегося на матрице,
Н/мм;
С — коэффициент вязкостного демпфирования листового
материала, находящегося на матрице, Н-с/мм;
Сс — критическое значение коэффициента С;
v = С/Сс;
Ф — фазовый угол усилия вырубки и перемещения х, рад.
Для модели колебательной системы по рис. 14.3 можно записать
следующее уравнение движения:
-\ Р У, — sm(n-^-K)cosn(dt.
Перемещение х листового материала может быть получено из
следующего выражения:
где
1 — /г?С02/0J
^-arctg 2.VC0/C0. '
ЭФФЕКТ НЕЧУВСТВИТЕЛЬНОСТИ К ВИБРАЦИЯМ
Если положить, что (о/сол > 1, и считать, что перемещение
листового материала под действием импульсных сил
характеризуется только статическим членом
х = {tJT) (P/k),
то это означает, что динамических перемещений материала во
времени не происходит и что формы плоскостей сдвига и разрушения
всегда одинаковы.
При измерении силы, действующей на пуансон, можно применить
колебательную систему вибрирующий пуансон—матрица (рис. 14.3).
Подвергаемый вырубке материал находится на матрице, которая
опирается на упругое основание, имеющее жесткость k. Статическое
перемещение упругого основания (пружины) в данном случае может быть
рассчитано по вышеприведенной формуле для статического члена.
402
Измеряя это перемещение индикатором часового типа или тензб-
датчиком сопротивления, можно установить силу Р, действующую
на пуансон.
Перемещение х упругого основания, которое возникает при
действии статической нагрузки Я, может быть представлено в
зависимости от времени, как показано на рис. 14.2. При этом необходимо
учитывать переходное время Tt. По истечении времени Tt возникает
перемещение х, соответствующее статической нагрузке Р, и может
быть записано равенство: Р = xk.
В гл. 3 установлено, что время tc очень непродолжительно. Это
позволяет считать, что Tt > /с. В рассматриваемом случае нагрузка
Р снимается еще до того, как она будет уравновешена
соответствующим перемещением х, поэтому при измерениях получаются значения
нагрузки, меньшие Р. Если угол 8, по которым график на рис. 14.2
наклонен к оси абсцисс, приближается к прямому, то Т% « 0.
При этом и Тс ->• 0. В таком случае при измерениях можно
получить действительное значение нагрузки Р.
В общем случае по выбору устройств для измерения сил можно
дать следующие рекомендации. Пусть справедлива зависимость
Р = xk. Если принять величину х небольшой, а величину k
значительной, то при измерениях силы нужно будет повышать
чувствительность усилителя. Поэтому часто стремятся обеспечить такие
условия для измерений, при которых жесткость k невелика, а
перемещение х — велико. Это означает, что используют такие
испытательные машины, у которых угол 0 (см. рис. 14.2) велик. Тогда в
действительности будет измеряться среднее усилие на пуансоне Рср как
результат осреднения импульсного усилия Р за период. Если
считать, что усилия, действующие на пуансон при вибрационной
вырубке, остаются такими же, как при обычной вырубке, то можно
ограничиться лишь учетом характеристик колебательной системы
устройства, измеряющего усилие. Однако следует иметь в виду, что
в действительности под действием вибраций сопротивление трению
уменьшается. Поэтому усилие на пуансоне при вибрационной
вырубке должно быть меньше, чем в случае без наложения вибраций.
Измерения показывают, что среднее усилие, действующее на
вибрирующий пуансон, существенно меньше усилия, характерного для
обычной вырубки.
ЭФФЕКТ РАЗБИВКИ НА МАЛЫЕ ИНТЕРВАЛЫ 1Т
Длина, на которую перемещается пуансон за один период
колебаний, невелика. Ее можно рассчитать по формуле vlf = 1Т.
Таким образом, можно считать, что вырубаемый материал как бы
набран из тонких пластин с толщиной 1Т. Вырубка материала
толщиной / происходит с разбивкой на малые интервалы 1Т.
СОСРЕДОТОЧЕНИЕ НАПРЯЖЕНИЙ
В УЗКОЙ ПЕРИФЕРИЙНОЙ ЗОНЕ
Из графиков на рис. 14.2 видно, что в схеме
деформирования материала под действием пуансона и матрицы имеются
переходные области. Еще до завершения деформации материала, обуслов-
403
ленной нагрузкой, нагрузка исчезает (снимается). Затем пуансон
вновь соприкасается с материалом и продолжает его деформирование.
Время контакта пуансона с материалом невелико. Поэтому
деформации сосредоточиваются главным образом в периферийной части. При
обычной вырубке деформирование материала развивается в более
широкой области.
Такая особенность, обусловленная действием импульсных сил,
сказывается и на выделении тепла. При импульсном действии усилий
выделение тепла у пуансона, матрицы и материала получается
незначительным.
УВЕЛИЧЕНИЕ ПЕРИОДА СТОЙКОСТИ ИНСТРУМЕНТА
Использование изложенных выше особенностей
вибрационной вырубки позволяет существенно повысить работоспособность
инструмента.
14.1.3. Вибрационный вырубной пресс
1. ВИБРИРУЮЩИЕ ПУАНСОНЫ
Типичные примеры вибрирующих пуансонов приведены
на рис. 14.4—14.11. На рис. 14.4 показаны пуансоны, совершающие
продольные колебания. Такими пуансонами можно одновременно
пробивать несколько отверстий. Если
отверстия расположены на значительном
удалении одно от другого, то пуансоны можно
Рис. 14.4. Пуансоны
продольной колебательной
системы, используемые
для одновременной
вырубки нескольких
отверстий:
1 — матрица; 2 —
обрабатываемый материал; 3 —
пуансоны; 4 —
концентраторы колебаний; 5 —
вибратор продольных колебаний;
6 — направление движения
пуансонов; 7 — плунжер;
8 — направление вибраций
404
Рис. 14.5. Пуансоны,
совершающие продольные
колебания,
предназначенные для
одновременной вырубки нескольких
отверстий,
расположенных на значительных
расстояниях одно от другого:
/ — пуансоны; 2 —
матрица; 3 — пластина,
совершающая изгибные колебания;
4 — вибратор продольных
колебаний; 5 —
направление движения пунсонов;
6 — концентратор колебаний;
7 — направление вибраций
Рис. 14.6. Шевинговаль-
ный пуансон продольной
колебательной системы:
/ — пуансон; 2 — вибратор
продольных колебаний; 3 —
концентратор колебаний; 4 —
направление вибраций
пуансона; 5 —
обрабатываемый материал; 6 — матрица
Рис. 14.8. Пуансон
продольной колебательной
системы для изготовления
зубчатых колес:
1 — обрабатываемая деталь;
2 — направление колебаний
пуансона; 3 — вибратор
продольных колебаний; 4 —
концентратор колебаний;
5 — направление движения
пуансона; 6 — пуансон; 7 —
матрица
Рис. 14.9. Пуансон,
совершающий сложные
вибрации:
1 — пуансон; 2 —
обрабатываемый материал; 3 —
направление крутильных
колебаний; 4 — концентратор
колебаний; 5 — вибратор
крутильных колебаний; 6 —
направление движения
пуансона; 7 — направление
продольных колебаний; 8 —
матрица
Рис. 14.7. Вырубка
пуансоном продольной
колебательной системы,
совершающим
вращательное движение:
1 — матрица; 2 —т
обрабатываемый материал; 3 —
пуансон; 4 — резьба; 5 —
вибратор продольных
колебаний; 6 — концентратор
колебаний; 7 — направление
движения пуансона; 8 —
направление колебаний
пуансона
расположить (рис. 14.5) на диске, который совершает изгибные
колебания. Пуансоны следует крепить в точках пучностей колебаний диска.
На рис. 14.6 показан шевинговальный пуансон, совершающий
продольные колебания, которым помимо вырубки можно выполнять и
строгание. Пуансон по рис. 14.7 предназначен для обработки
материалов, у которых легко образуются заусенцы. Такой пуансон имеет
скошенный конец. В дополнение к колебаниям в продольном
направлении при вырубке пуансон совершает еще и вращательное
движение. На рис. 14.8 изображен пуансон продольной колебательной
системы, предназначенный для вырубки зубчатых колес.
Некоторые пуансоны при вырубке совершают сложные вибрации
(рис. 14.9). Для создания колебаний здесь использован вибратор
крутильных колебаний. Концентратор
колебаний имеет специальную форму, при
которой одновременно происходят
продольные и крутильные колебания. При той
частоте, на которой работает вибратор, в
концентраторе возникает резонанс крутиль-
Рис. 14.10. Пуансон крутильной колебательной
системы :
/ — обрабатываемая деталь; 2 — пуансон; 3 — матрица;
4 — направление движения пуансона; 5 — концентраторы
крутильных колебаний; 6 — вибраторы продольных
колебаний; 7 — концентраторы продольных колебаний; 8 —
направление колебаний
405
ных колебаний и одновременно наступает состояние, близкое к
резонансу продольных колебаний.
На рис. 14.10 показана вырубка пуансоном, совершающим
крутильные колебания.
2. ВИБРАЦИОННЫЕ ВЫРУБНЫЕ ПРЕССЫ
Такие прессы создают на базе кривошипных. Необходимо
расточить ползун и установить в него вибрирующий пуансон.
Матрица может быть закреплена на столе пресса. Кроме того, в
подходящем месте размещают генератор ультразвуковых колебаний.
При таком переоборудовании и получается пресс, предназначенный
для вибрационной вырубки.
14.1.4. Характерные особенности вибрационной
вырубки и ее эффективность
При наложении вибраций не возникают трещины и
нежелательные деформации по вырубаемому контуру. В качестве примера
можно привести вибрационную вырубку деталей из бакелита
(PL-PEM-P, на бумажной основе) и поливинилхлорида. Вырубной
пуансон диаметром 4 мм совершает колебания с частотой 20 кГц и
амплитудой 15 мкм. При обработке таких материалов обычным
пуансоном вблизи кромок на довольно широком участке возникали
деформации, обусловленные обработкой, что выражалось в
потемнении материала по кромкам вырубки. Обработка вибрирующим
пуансоном позволила значительно уменьшить площадь этих
участков и сосредоточить их только у контура. На потемневших участках
имелись трещины и нежелательные деформации. При наложении
вибраций поверхности сдвига получались более гладкими.
В табл. 14.1 приведены значения максимального зазора между
матрицей и пуансоном, при которых еще возможна вырубка
различных материалов. При вибрационной вырубке упомянутый зазор
14.1. Максимально возможные зазоры Л между матрицей и пуансоном,
допускающие вырубку
Материал
Латунь
Алюминий
Углеродистая сталь
Коррозионно-стойкая
сталь
Бакелит на бумажной
основе
То же, на тканевой
основе
d, мм
0,8
1,0
0,8
0,8
0,8
0,8
А *, мм
0,17/0,12
0,11/0,03
0,02/—0,04
—0,03/—0,03
0,35/0,35
0,25
* Слеваоткосой черты — при амплитуде а = 15 мкм (вибрационная вырубка), справа —
при а = 0 (обычная вырубка); d — толщина листа.
406
можно значительно увеличить (примерно до 0,05—0,08 мм).
Исключение составляет лишь коррозионно-стойкая сталь. Увеличение
зазора желательно, так как при этом уменьшается сила,
прикладываемая к пуансону, снижается износ матрицы и пуансона и
соответственно повышается период стойкости инструмента.
При вибрационной вырубке (с частотой колебаний 19,81 кГц и
амплитудой 3,3 мкм) коррозионно-стойкой листовой стали толщиной
0,8 мм в матрице с зазором 1 % удалось примерно в два раза
увеличить длину плоскости сдвига по сравнению с ее величиной при
обычной вырубке. Представляют интерес совместные записи колебаний и
перемещения пуансона. В большинстве случаев около нижней
мертвой точки амплитуда колебаний пуансона уменьшалась, а иногда
колебания здесь и совсем прекращались. Поскольку колебания
необходимы для снижения работы деформирования, в таких случаях
длина сдвига не слишком отличалась от получаемой при обычной
вырубке. В будущем предстоит разработать мощные вибраторы и
генераторы колебаний, а также создать специальные устройства,
обеспечивающие колебания пуансона, которые позволяли бы даже
при действии нагрузки в несколько десятков килоньютонов не
допускать прекращения колебаний.
14.2. ВИБРАЦИОННОЕ ОСАЖИВАНИЕ
На рис. 14.11 приведена схема устройства,
предназначенного для проведения испытаний на сжатие (осаживание) при
наложении ультразвуковых колебаний. На таком устройстве провели
испытания цилиндрических образцов из алюминия, меди, магния и
углеродистой стали. При этом образец устанавливали между концентра-
07
V
1 о—о ?=0,0
г *—х ojs
J о—о 10
h *—* 1,0
5 о—о и
6 х—*М,0
Рис. 14.И. Машина для
испытаний на сжатие при действии
ультразвуковых колебаний:
/ — магнитострикционные
вибраторы; 2 — концентраторы
колебаний; 3 — направление колебаний;
4 — осаживаемый
экспериментальный образец; 5 — направление
приложения усилий
10а,10~'мм
Рис. 14.12. Деформация сжатия 8 и
сжимающая сила Р при испытаниях алюминиевого
диска А1РЗ-1/2Я при 60 ходах в минуту; t —
толщина диска, мм:
/ и 3 — без вибраций; 2 и 4 — с вибрациями
C кВт, 15 мкм); 5 — без вибраций, со смазкой
машинным маслом; 6 — с вибрациями C кВт, 15 мкм)
и той же смазкой; 7 — с вибрациями
407
Рис. 14.13. Обычная чеканка:
1 — пуансон; 2 — обрабатываемая
таль
Де-
Рис. 14.14. Чеканка с вибрациями (/,
а); 1 и 2 — как на рис. 14.13
торами колебаний, вибрирующими с частотой 22,4 кГц. Под
действием колебаний в материале заготовки активизируются дислокации
и происходит выделение тепла, что улучшает условия деформации
образца. Испытания показали, что наложение вибраций позволяет
значительно снизить нагрузку, причем снижение пропорционально
амплитуде колебаний.
На рис. 14.12 приведены результаты, полученные на образцах,
изготовленных из алюминиевой пластины А1РЗ-1/2Н @,51 % Fe;
0,27 % Si; остальное алюминий; временное сопротивление разрыву
106 МПа; относительное удлинение 23 %, твердость HV 23,6).
Образцы имели диаметр 7 мм и толщину 0,8 и 1,0 мм. При сжатии
накладывали вибрации с частотой 20 кГц и амплитудой 15 мкм. При
этом частота ходов составляла 60 в минуту. Для смазки подавали
машинное масло. В ходе испытаний измеряли деформацию сжатия и
сжимающее усилие.
Наложение вибраций значительно уменьшило усилие осаживания
(в 3—5 раз) по сравнению с усилием, требующимся при обычном
сжатии без вибраций. Подвод смазки практически не сказался на
получаемых результатах.
Такая вибрационная обработка позволяет получить более
однородное расположение линии скольжения (еолокон) и добиться более
равномерного распределения твердости.
14.3. ВИБРАЦИОННАЯ ЧЕКАНКА
Чеканка находит применение в тех случаях, когда на
поверхности детали необходимо сделать неглубокий рисунок или
внести какие-либо исправления в ее форму. При такой обработке в месте
контакта материала с пуансоном в центральной части давление
оказывается самым высоким, а на периферии — низким.
С применением вибрирующего пуансона можно сделать нагрузку
при чеканке более однородной, уменьшить разницу в напряжениях
между центральной частью и периферией детали, улучшить
рельефность (четкость) получаемого рисунка. Это обеспечивается тем, что
вибрации облегчают течение обрабатываемого материала.
Вибрационная и обычная чеканки показаны на рис. 14,13 и 14.14.
408
14.4. ВИБРАЦИОННАЯ ГИБКА
14.4.1. Пуансоны дли вибрационной гибки
Колебания при гибке могут создаваться никелевыми и
ферритовыми магнитострикционными вибраторами продольных
колебаний. Могут быть также использованы электрострикционные
вибраторы. В отличие от обработки резанием при штамповке (гибке)
вибрации можно накладывать периодически. Пуансон должен
вибрировать только тогда, когда он находится в контакте с
обрабатываемой деталью. В таком случае можно эффективно применять
электрострикционные вибраторы.
14.4.2. Прессы для вибрационной гибки
Один из промышленных прессов имеет следующие
характеристики: усилие 200 кН (при 60 ходов в минуту); длина хода 30;
60; 90 и 120 мм (четыре ступени); число ходов 30—120 в минуту (с
бесступенчатым регулированием); настройка ползуна 40 мм и более;
расстояние между ползуном и столом 200 мм (при длине хода 120 мм);
в ползуне расточено цилиндрическое отверстие диаметром 130 и
длиной 300 мм, которое используется как водяной резервуар для
охлаждения.
На ползуне пресса расположен пуансон, предназначенный для
вибрационной гибки. Матрица крепится к столу пресса.
14.4.3. Особенности вибрационной гибки
При создаваемых колебаниях пуансона соблюдается
условие v < 2naf. Гибка выполняется по схеме, показанной на
рис. 14.15. При этом суммарная деформация разбивается на
многочисленные малые интервалы lT = vlf. При вибрационной гибке
можно обеспечить однородный коэффициент трения по всей поверхности
контакта обрабатываемого материала с пуансоном и матрицей,
получить везде одинаковый механизм деформирования и уменьшить
разброс показателей точности обработки.
В табл. 14.2 приведены условия обработки и показана
обрабатываемая деталь, которая может быть изготовлена из латуни,
углеродистой стали и коррозионно-стойкой стали. Из рис. 14.16 можно
видеть, как влияет способ гибки на разброс получаемого угла.
При свободной гибке на 90° листового
материала толщиной 0,8 мм с наложением U-/
вибраций разброс углов гибки для всех *
исследованных материалов (латуни, угле- г>а
родистой стали, коррозионно-стойкой
Рис. 14.15. Вибрационная гибка (/, а —
направление вибраций):
1 — направление обработки, 2 — пуансон; 3 —
ограничитель, 4 — матрица; 5 — заготовка
14.2. Форма заготовки и условия обработки
/-
1 = 50
с '
щ
гЛ
Показатель
Угол пуансона
Угол матрицы
Число ходов в минуту
Амплитуда
колебаний, мкм
Частота колебаний,
кГц
Толщина листа, мм
120°,
120°,
60
0; 6;
20
0,26;
Величина
90° (г = 0,3 мм)
90°
8 и И
0,5 и 0,8
87°
Z5 45 0,5*25*45
Угол гидки
а)
и
11
10
8
6
4
Z
||
ВЦ
й п ВВП
II fl
mil
illl п I
87° 88° 8V°
35*45 0,5'Z5 M0,5f
Угол гидки
s)
1ZY
I
6
4h
85° 86°
35*45 5* Z5*
Угол гидки
t
i
10
8
6
4
Z
-
ы
||
III 10
lllidldl
116°
Z5 35 45 55*
Угол гидки
г)
83°
30'40 0 20 40 0
Угол гидки
д)
10'
Рис. 14.16. Разброс углов, полученных после гибки без вибраций (/) и с наложением
вибраций с амплитудой 12 мкм (//); для каждого испытания использовали по 25
образцов;
а — обрабатываемый материал — латунь, толщина листа 0,8 мм, угол гибки 90°; б и в —
углеродистая и коррозионно-стойкая сталь, 0,8 мм, 90°; г — коррозионно-стойкая сталь,
0,8 мм, 120°; д — коррозионно-стойкая сталь, 0,2 мм, 90э
410
пружинной стали) получался небольшим. Угол, формируемый при
гибке, был близок к углу матрицы. При гибке пружинной
коррозионно-стойкой стали (толщина листа 0,2 мм) получался угол,
отличавшийся от угла матрицы примерно на 1° 30'. Наложение вибраций
позволило уменьшить разброс примерно в два раза по сравнению
с его уровнем при обычной гибке.
14.5. ВИБРАЦИОННАЯ ГЛУБОКАЯ ВЫТЯЖКА
14.5.1. Способ глубокой вытяжки с наложением
вибраций
В этом способе к концентратору продольных колебаний
(рис. 14.17) на резьбе прикреплена матрица. В отличие от других
способов в данном случае отверстие для выпуска воздуха
располагается на боковой поверхности.
В процессе обработки вибрирует матрица, а на пуансон вибрации
не накладываются.
14.5.2. Особенности вибрационной глубокой
вытяжки
Важным параметром при глубокой вытяжке является
коэффициент трения между поверхностями обрабатываемого
материала и пуансона и матрицы. Использование высоких частот
(ультразвуковых) позволяет существенно снизить этот коэффициент —
практически на целый порядок. Разумеется, даже при наложении
вибраций у различных материалов коэффициенты трения несколько
различаются, но в общем они укладываются в пределы 0,02—0,03.
Уменьшение коэффициента трения и его постоянство по всей
поверхности контакта матрицы с обрабатываемым материалом
позволяет совершенствовать процесс вытяжки.
Вибрационную глубокую вытяжку исследовали на ряде
материалов при условиях, приведенных в табл. 14.3. При этом были
получены следующие результаты.
.ц .
W\
шА——
Рис. 14.17. Вибрационная
глубокая вытяжка:
/ — пуансон; 2 — складко-
держатель; 3 — направление
колебаний матрицы; 4 —
концентратор колебаний;
5 — пуансон; 6 — заготовка
в а,мкм
Рис. 14.18. Уменьшение среднего (ср),
максимального (max) усилий вытяжки Р при наложении
вибраций в зависимости от амплитуды а при обработке
меди (Си) и латуни (Bs); режим обработки:
Rp — 1,8 мм, Я^ = 0,6 мм; v = 6,0 м/мин; / = 0,1 мм;
D = 11 мм; d = 6 мм; глубина вытяжки меди Н = 3,6 мм,
латуни Н = 3,7 мм; смазка машинным маслом
411
14.3. Материалы и уело бия обработки при вибрационной глубокой вытяжке
а. Механические характеристики и химический состав материалов (толщина
пластины 0,1 мм)
Материал
Медь
H-CuR-O
Латунь
BsR-ZAV2H
Алюминий
ALAF30
Термическая
обработка
Отжиг при 450 °С,
40 мин в среде
азота, охлаждение с
печью
Отжиг при 360 °С,
60 мин, охлаждение
с печью
Химический
состав, %
Си
99,91
65,59
4,17
Zn
* *
Fe
0,07
0,59
Pb
* *
Механические
характеристики
Н'мм2
218
386
172
б,
%
32,3
43,1
18,8
! HV
45,0
103
46,0
EI,
мм
8,77
5,98 —
6,72
* HV — ТЕегдость по Впккерсу; EI — глубина лунки по Эриксену.
* * Остальное.
б. Условия глубокой вытяжки — обычной A) и с наложением вибраций
с частотой 20 кГц B—4); смазка машинным маслом
Пуансон^
е.
F
Матрица 4\
7
if
—и
ft, ^
Показатель
Ргд1ус скругления матрицы R^,
мм
Радиус скругления пуансона R ,
мм
1 Диаметр заготовки D, мм
Г
Скорость плунжера v, м/мин
Амплитуда колебгний а, мкм
1
0,3
0,5
11
4,7
0
2
0,6
1,0
12
6,0
4
3
0,9
1,85
13
7,0
8
4
14
12
Уменьшение усилия вытяжки. На рис. 14.18 приведена запись
усилия вытяжки листовой медной заготовки. При обычной вытяжке
усилие составляло 560 Н. Наложение вибраций позволило снизить
его до 420 Н. С возрастанием амплитуды колебаний усилие вытяжки
уменьшалось. В диапазоне скоростей 4,7—7,0 м/мин усилие вытяжки
почти не изменялось.
Увеличение глубины вытяжки и уменьшение разброса. На
рис. 14.19 приведены данные о влиянии на глубину вытяжки таких
параметров, как радиус скругления кромки матрицы, радиус
скругления пуансона и частота колебаний. Во всех рассмотренных
случаях наложение вибраций увеличило глубину вытяжки.
Разброс глубины вытяжки в случае обработки меди при
наложении вибраций почти не изменился. Напротив, при глубокой вытяжке
алюминия и латуни наложение вибраций сузило разброс этого
показателя в 2—3 раза.
412
Рис. 14.19. Зависимости
глубины вытяжки Н от радиуса скру-
гления матрицы Rd, радиуса
скругления пуансона Rp и
амплитуды колебаний а при
обработке меди (Си) и латуни (Bs)
без наложения вибраций (/) и
с наложением вибраций с
амплитудой а = 12 мкм (//); условия
обработки:
v = 6,0 м/мин; t = 0,1 мм; D =
= 13 мм; d = 6 мм; смазка
машинным маслом:
а — влияние радиуса скругления
матрицы Rd (при -Rp = 1,85 мм); J
б — влияние радиуса скругления
пуансона Rp (при Rj = 0,6 мм); 2
в — влияние амплитуды колебаний
(при R = 1,85 мм и Rd=0,6 мм) /
И, мм
И, мм
II IjTs
Си
Ids Си
I
0,3
0}6
а)
0,9 fid t мм
ы
)
1
<*"
1
Bs II\
Си \Bs
Си
0,5 1,0 1,8S2,0RP,MM
а, мкм
При вибрационной
глубокой вытяжке необходи- lj*MM
мо после окончания
вытяжки в нижней мертвой
точке прекратить ви- 2\
брации. f\
Предупреждение
образования трещин. Из дан- о
ных по интенсивности об- $
разования трещин (габл. 14.4) видно, что при обычной глубокой
вытяжке в 90 % случаев образуются трещины. Между тем при
вибрационной вытяжке с амплитудой вибраций 12 мкм трещины совсем
не образуются.
Снижение анизотропии. Для проведения экспериментов
использовали листовой материал с малой анизотропией, для которого
можно было не принимать во внимание нежелательное влияние
направления прокатки и термической обработки. На 15 образцах про-
14.4. Образование трещин при глубокой вытяжке
Материал
Медь
Дюралюминий
v, м/мин
2,1
2,7
3,2
2,7
2,7
Смазка
Нет
»
»
Есть
Нет
0
Дол
72
100
92
96
100
Амплитуда колебаний
а, мкм
4
8
я образцов с трещина?
64
92
0
56
60
100
0
12
ли, %
0
0
0
0
0
Условия ьытяжки. R — 2,9 мм; Rd = 0,5 мм; толщина лкста t = 0,1 мм, матрица
D = 12 мм, / = 6,0 мм, Н = 4,3 мм, v — скорость вытяжки.
413
Рис. 14.20. Анизотропии при обычной (/) и
вибрационной (//) глубокой вытяжке
вели глубокую вытяжку с подводом смазки
(машинного масла). Параметры образцов
были следующими: толщина пластины t =
=0,1 мм; наружный диаметр матрицы D =
= 13,0 мм; скорость вытяжки v =6,0 м/мин;
внутренний диаметр матрицы d = 6,0 мм;
глубина вытяжки Н = 1,85 мм (медь) и
Н = 2,0 мм (латунь); радиус скругления
пуансона Rp = 0,5 мм; радиус скругления
0,1 од о,з 0%k W матрицы Rd =0,6 мм. На рис. 14.20 со-
D1-Dz(mm) поставлена вибрационная глубокая
вытяжка с обычной по показателям разности
диаметров (Dx—D2). При вибрационной вытяжке число
экспериментальных образцов с Dx — D2 =0,1 мм и небольшой
анизотропией составило 13 из 15,^или около 90 %.
Такое улучшение показателей при вибрационной обработке было
обеспечено постоянством значения коэффициента трения по всей
рабочей поверхности и одинаковостью сопротивления скольжению
внутри материала (внутреннего трения).
14.6. ВИБРАЦИОННОЕ ВОЛОЧЕНИЕ ПРОВОЛОКИ
При вибрационном волочении (рис. 14.21) проволока
движется со скоростью v, а волока вибрирует с частотой / и амплитудой
а в направлении волочения, причем соблюдается условие v < 2naf.
Чтобы обеспечить малый интервал 1Т = v/f, используют высокие
частоты в ультразвуковом диапазоне.
В примере на рис. 14.22 применены три волоки с постепенно
уменьшающимся диаметром: первая (d-^> вторая (d2) и третья (d8),
причем dx > d2 > ds. При помощи соответствующих генераторов
колебаний обеспечиваются вибрации этих волок. По мере
прохождения через волоки проволока утончается до требуемого диаметра.
Колебательные устройства волок имеют центральные отверстия
для прохода волоки. Волоки припаяны серебряным припоем к концам
концентраторов колебаний в местах пучностей колебаний.
Колебательные устройства закреплены в узлах колебаний. Для волочения
проволоки в основном применяют продольные колебания. Однако
иногда находят применение и пластины, совершающие изгибные
колебания. В местах пучностей колебаний на этих пластинах можно
разместить несколько волок, чтобы одновременно волочить несколько
нитей проволоки. Колебательные устройства для волочения
проволоки должны иметь возможно более высокую мощность и
обеспечивать колебания с большими амплитудами.
Поскольку волоки аналогичны режущему инструменту,
наложение вибраций позволяет получить те же эффекты, что и при
вибрационном резании. Эти эффекты обусловлены механизмом
нечувствительности к вибрациям, как и при вибрационном резании.
414
Важной особенностью вибрационного волочения, при котором
волока совершает колебания, является то, что в этом случае
действуют импульсные силы и происходит импульсное выделение тепла,
что обеспечивает получение соответствующих эффектов, характерных
для вибрационной обработки резанием.
При обычном волочении без вибраций нагрузки, приходящиеся
на единицу площади, весьма велики. Путем подачи смазки на
трущуюся поверхность волоки, контактирующую с проволокой по
большой площади, не удается создать масляную пленку равномерной
толщины даже при полном погружении волоки в масло. Напротив,
при наложении вибраций благодаря обеспечению цикличности
контактирования смазка распространяется по всей поверхности волоки
и действует более равномерно. Даже без подвода смазки наложение
вибраций обеспечивает равномерное распределение сопротивления
трению по всей контактной поверхности.
Выравнивание сопротивления трению, достигаемое путем
соответствующего управления частотой и амплитудой колебаний,
проявляется и при волочении. Как и в случае вибрационного резания,
уменьшение среднего сопротивления волочению можно объяснить
действием импульсных сил в колебательной системе волока —
проволока. При вибрационном волочении реализуется механизм
нечувствительности к вибрациям, аналогичный наблюдаемому при
вибрационном резании.
При волочении проволоки диаметром 1 мм при частоте вибраций
волоки 28 кГц достигается снижение силы волочения по сравнению
с ее уровнем при обычном волочении в случае меди на 25 %,
алюминия на 15 % и в случае титана примерно на 20 %. Важно, что при
этом повышается стойкость волок и получается однородная блестя-
Рис. 14.21. Вибрационное волочение проволоки
(японский патент № 289832):
1 — проволока; 2 — волока
Рис. 14.22. Вибрационное волочение проволоки
с несколькими переходами:
di—dz — три волоки di > d2 > dz\ 1 — генератор
колебаний; 2 — проволока; v — скорость волочения
415
щая поверхность проволоки без царапин. Наложение вибраций
в ряде случаев позволяет отказаться от смягчающего отжига,
который обычно входит в технологическую схему волочения
проволоки.
Вибрационное волочение оказывается эффективным для
производства тонкой алюминиевой и золотой проволоки. В настоящее время
этот процесс уже реализован на практике.
14.7. ВИБРАЦИОННАЯ ПРОКАТКА
14.7.1. Вибрационная прокатка листов
Применение продольных колебаний листов (полос) при
прокатке оказывается неэффективным ввиду возникновения узлов
колебаний в листах, обычно имеющих довольно большую длину.
При вибрационной прокатке целесообразно использовать вибрации
валков в окружном направлении. При этом между скоростью
прокатки у, частотой колебаний / и амплитудой а должно соблюдаться
соотношение v < 2naf.
В данном случае цели и механизм прокатки оказываются такими
же, как при вибрационном волочении. Наложение вибраций
позволяет повысить срок службы валков, получить листы с блестящей
поверхностью, уменьшить разброс толщины листов и т. п.
14.7.2. Вибрационная прокатка труб
На рис. 14.23 схематично показан стан для прошивки
труб, на котором оправка совершает вибрации в продольном
направлении, позволяя использовать те преимущества, которые может
дать импульсное действие сил. При наложении вибраций можно
сделать более однородной пластическую деформацию в районе
прошивной оправки, предотвратить появление на внутренней
поверхности прошиваемой трубы царапин, часто наблюдаемых при обычной
прокатке, получить гладкую поверхность и уменьшить разнотолщин-
ность.
Достижение этих преимуществ при вибрационной прокатке
обеспечивается благодаря высоким мощностям ультразвуковых
генераторов колебаний и вибраторов, обеспечивающих продольные
колебания прошивной оправки. В тех случаях, когда энергия,
затрачиваемая на создание колебаний, будет слишком малой по отношению
к энергии, расходуемой на деформацию, уменьшается амплитуда
1 колебаний, нарушается условие
^^ШГ\ v<2naf, и импульсные силы пере-
-уТ^"\та^ стают оказывать свое положитель-
N^^^^^^-^2 ^--^ у- ное действие. При этом энергия,
/\\ Y^jTV 3 Рис. 14.23. Вибрационная прошивка труб-
~т^^уУ^&^йг н°й заготовки:
^•^Stil^S^^. 7 / — косые валки, 2 — волна колебаний
оправки; 3 — вибратор
416
затрачиваемая на колебания, расходуется бесполезно на трение ё прб*
шиваемой трубе, что приводит лишь к нагреву материала и не дает
эффекта. На это обстоятельство необходимо обращать особое внимание
при различных способах вибрационной обработки, где используются
импульсные силы, инструмент совершает колебания с частотой / и
амплитудой а, а обрабатываемая деталь движется со скоростью v.
Во всех случаях необходимо, чтобы удовлетворялось условие v <
< 2naf при регулярном действии импульсных сил. Только тогда
могут быть получены хорошие результаты.
* * *
В заключение автор выражает надежду, что в будущем
вибрационная обработка, основанная на импульсном действии сил, займет
достойное место среди других способов прецизионной обработки
резанием и давлением, потребность в которых постоянно растет.
СПИСОК ЛИТЕРАТУРЫ
1. Обработка резанием с ультразвуковыми вибрациями. — Кикай то
когу, 1957, т. 1, № 10.
2. Исследование резания с ультразвуковыми вибрациями. Сообщение 1. —
Нихон кикай гаккай ромбунсю, 1958, т. 24, № 138.
3. Точение с ультразвуковыми вибрациями. Сообщение 1.— Сэймицу кикай,
1958, т. 22, № 1.
4. Исследование сверления отверстий с ультразвуковыми вибрациями.
Препринты докладов, прочитанных на конференции, посвященной 25-летию Японского
общества инженеров точного машиностроения, 1958, октябрь, № 222 и 223.
5. Изучение резки пилой, совершающей ультразвуковые колебания.— Нихон
кикай гаккай ромбунсю, 1959, т. 25, № 154.
6. Исследование нарезания зубчатых колес с ультразвуковыми вибрациями.—
Нихон кикай гаккай ромбунсю, 1959, т. 25, № 154.
7. Точение с ультразвуковыми вибрациями. Сообщение 2.— Сэймицу кикай,
1960, т. 24, № 1.
8. Изучение работы продольно- и поперечно-строгальных станков при
действии ультразвуковых вибраций. — Нихон кикай гаккай ромбунсю, I960, т. 26,
№ 166.
9. Резание с ультразвуковыми вибрациями в вертикальном направлении.
Препринты докладов, прочитанных на конференции Японского общества инженеров-
механиков в г. Сува, 1960, сентябрь, № 10.
10. Резание с ультразвуковыми вибрациями.—Эндзиниа, 1960, № 1.
11. Процессы износа резцов. — Кикай гидзюцу, 1960, т. 8, № 5.
12. Исследование резания с ультразвуковыми вибрациями. Сообщение 2. —
Нихон кикай гаккай ромбунсю, 1961, т. 27, № 181.
13. Исследование резания с ультразвуковыми вибрациями. Сообщение 3. —
Там же.
14. Изучение внутреннего шлифования кругами, совершающими
ультразвуковые колебания. Сообщение 1. — Там же.
15. Изучение внутреннего шлифования кругами, совершающими
ультразвуковые колебания. Сообщение 2. — Там же.
16. Исследование вырубки пуансонами, вибрирующими с ультразвуковой
частотой. — Там же.
17. Резание с ультразвуковыми вибрациями. — Кагаку, 1961, ноябрь, т. 31,
№ 588.
18. Шероховатость поверхностей, получаемых при вибрационном резании.
Построение теоретической модели. — Оё кикай когаку, 1961, т. 2, № 5.
417
i9 Шлифование с ультразвуковыми колебаниями. — Сэймицу кикай, 1961,
Т. 26, № 6.
20. Исследование обжатия с наложением ультразвуковых колебаний. —
Препринт доклада на 40-й Всеяпонской конференции Японского общества инженеров-
механиков, 1962, сентябрь, 81, 69.
21. Изучение нарезания резьбы при ультразвуковых колебаниях. Сообщение 1.—
Препринт доклада на той же конференции, 80, 83.
22. Исследование протягивания при наложении ультразвуковых колебаний. —
Препринт доклада на 40-й Всеяпонской конференции Японского общества
инженеров-механиков (осенняя конференция в г. Токио), 1962, октябрь, 74, 33.
23. Изучение нарезания резьбы при ультразвуковых колебаниях. Сообщение 2.—
Препринт доклада па пленарном заседании 40-й Всеяпонской конференции
Японского общества инженеров-механиков, 1963, апрель, 92, 119.
24. Исследование ультразвукового фрезерования. — Препринт доклада на
конференции Японского общества инженеров-механиков, в г. Ниигата, 1963, май, 9, 15,
25. Исследования нарезания резьбы с наложением ультразвуковых колебаний.
Сообщение 3. — Препринт доклада на 41-й Всеяпонской конференции Японского
общества инженеров-механиков, 1963, октябрь, 97, 59.
26. Изучение вибрационной гибки. Препринт доклада на той же конференции,
97, 91.
27. Использование ультразвуковых колебаний на металлообрабатывающих
станках. — Дэнси когаку, 1963, т. 12, № 4.
28. Современные способы точной обработки. Сообщения 1—3. — Масинари
1963, т. 26, № 379.
29. Новые станки для вибрационного резания. — Нихон кикай гаккайси, 1964,
т. 67, № 540.
30. Станки для вибрационного резания. — Масинари, 1964, т. 27, № 415.
31. Вибрационное резание и отделочная обработка резанием с
возвратно-поступательным движением. — Кикай гидзюцу, 1964, т. 1, № 12.
32. Станки для вибрационного нарезания резьбы. — Кикай косаку, 1965, т. 12,
№ 81.
33. Мгновенное сопротивление резанию при вибрационном резании. — Нихон
кикай гаккай ромбунсю, 1965, т. 31, № 224.
34. Справочник по технологии обработки абразивными частицами.
Ультразвуковое шлифование. — Никкан когё симбунся, 1965.
35. Обработка вибрационным резанием. — Кикай гидзюцу, 1966, т. 14, № 1.
36. Станки для вибрационного точения и вибрационного развертывания и
нарезания резьбы. — Кикай косаку, 1967, т. 14, № 103.
37. Вибрационное точение коррозионно-стойкой стали. — Препринт доклада
на 44-й конференции Японского общества инженеров-механиков (пленарное
заседание), 1967, апрель, 168, 326.
38. Исследование вибрационного развертывания. Сообщение 1. — Препринт
доклада на той же конференции, 168, 328.
39. Вибрационное развертывание конических отверстий. — Препринт доклада
на той же конференции, 168, 329.
40. Исследование вибрационного развертывания. Сообщение 2. — Препринт
доклада на той же конференции, 422, 199. h
41. Анализ моментов, возникающих при нарезании резьбы. Сообщение 1. —
Сэймицу кикай, 1969, т. 35, № 7.
42. Анализ моментов, возникающих при нарезании резьбы. Сообщение 2. —
Сэймицу кикай, 1969, т. 35, № 9.
43. Изучение вибрационного нарезания резьбы. — Рикэн 'хококу, 1969, т. 45,
№ 5.
44. Динамический анализ обработки вибрационным резанием. Сообщение 1. —
Сэймицу кикай, 1969, т. 35, № 8.
45. Способы вибрационного резания. — Киндзоку, 1969, т. 39, № 24.
46. Пути улучшения чистоты поверхностей, получаемых точением. —
Сэймицу кикай, 1970, т. 36, № 6.
47. Динамический анализ обработки вибрационным резанием. Сообщение 2. —
Сэймицу кикай, 1970, т. 36, № 8.
418
48. Исследования обработки закаленных сталей резанием. — Сэймицу кикай
1970, т. 36, № 9.
49. Исследование путей улучшения рабочих характеристик одиошпиндельного
токарного автомата. — Препринт доклада на осенней конференции 1970 г. Японского
общества инженеров точного машиностроения, 1970, октябрь, № 155.
50. Обработка вибрационным резанием. — Оё кикай когаку, 1970, т. 11, № 92.
51. Резание с ультразвуковыми вибрациями. — Масинисуто, 1970, т. 14, № 10.
52. Ультразвуковая штамповка. Кикай сэккэй, 1970, т. 14, № 8.
53. Новый справочник по точной обработке. — Сэйки гаккай, 1970.
54. Справочник по обработке алюминия. Нарезание резьбы. — Никкан когё
симбунся, 1970.
55. Исследование точной обработки отверстий в дереве. Сообщение 1.
—Сэймицу кикай, 1971, т. 37, № 2.
56. Характеристики эквивалентной твердости вибрирующих шлифовальных
кругов. Сообщение 1. —Сэймицу кикай, 1971, т. 37, № 9.
57. Резание с вибрациями. — Нихон-но кагаку то гидзюцу, 1971, т. 12,№ 8.
58. Исследования точного вибрационного растачивания. — С эймицу кикай,
1971, т. 37, № 12.
59. Вибрационное резание деталей из черных и цветных металлов алмазными
резцами. — Препринт доклада на конференции Токайского отделения Японского
общества инженеров-механиков B0-е общее заседание), 1971, март, № 713-3.
60. Способ вибрационного резания и сущность механизма обработки. — Кинд-
зоку, 1971, т. 25, № 592.
61. Обработка вибрационным протягиванием. —Оё кикай когаку, 1971, т. 10,
№ 136.
62. Точное нарезание резьбы в алюминиевых деталях. — Аруминиа, 1971,
т. 11, № 1.
63. Исследования точной обработки отверстий в дереве. Сообщение 2. —
Сэймицу кикай, 1973, т. 39, № 10.
64. Изучение точного вибрационного растачивания. — Сэймицу кикай, 1973,
т. 39, № 10.
65. Вибрационная обработка и трение. — Сэймицу кикай, 1973, т. 39, № 12.
66. Точное резание с использованием многократных импульсных воздействий. —
Дзайрё како, 1974, т. 4, № 3.
67. Экспериментальное исследование на модели динамического поведения
вибрирующего точильного бруска. —Сэймицу кикай, 1975, т. 41, № 5.
68. Ударные характеристики материала шлифовального круга при
ультразвуковых колебаниях.—Сэймицу кикай, 1975, т. 41, № 6.
69. Исследования обработки закаленных сталей резанием. Сообщение 2. Точное
резание закаленных сталей алмазным инструментом при наложении ультразвуковых
колебаний. — Сэймицу кикай, 1975, т. 41, № 7.
70. Изучение нового точного способа резания резцом, совершающим продольные
колебания. — Доклад, прочитанный на 53-м Всеяпонском семинаре Японского
общества инженеров-механиков, 1975, октябрь, № 750-18.
71. Вибрационное резание быстрорежущих инструментальных сталей, 1976,
т. 42, № 4.
72. Исследования сверхточной обработки на новых вибрационных токарных
станках с гидростатическими подшипниками. Сссбщение 1. — Сэймицу кикай,
1976, т. 42, № 5.
73. Исследования сверхточной обработки на новых вибрационных токарных
станках с гидростатическими подшипниками. Сообщение 2. — Сэймицу кикай,
J 976, т. 42, № 5.
74. Правка шлифовальных кругов алмазным карандашом, совершающим
продольные колебания. — Труды осеннего семинара 1976 г. Японского общества
инженеров точного машиностроения, 1976, октябрь, № 348.
75. Изучение точного вибрационного строгания. — Сэймицу кикай, 1976, т. 42,
№ И.
76. Исследование точной вибрационной доводки. — Сэймицу кикай, 1976, т. 43,
№ 3.
77. Исследование точной обработки отверстий в дереве. Сообщение 3. —
Сэймицу кикай, 1977, т. 43, № 3.
419
78. Исследование сверхточной обработки на новых вибрационных токарных
станках с гидростатическими подшипниками. Сообщение 3.—Сэймицу кикай, 1977.
т. 43. № 10.
79. Сверхточная обработка цилиндрических поверхностей вибрационным
резанием. Сообщение 1. Вибрационное точение детали, закрепленной в центрах. — Труды
осеннего семинара 1977 г. Японского общества инженеров точного машиностроения,
1977, октябрь, № 532.
80. Точное вибрационное растачивание тонкостенных труб из коррозионно-
стойкой стали. — Труды того же семинара, № 533.
ПРИЛОЖЕНИЕ К СПИСКУ ЛИТЕРАТУРЫ
Фонетическая транскрипция названий трудов конференций, книг и т. п. (для
поиска в каталогах библиотек, составленных в алфавите русской транскрипции)
4. Сэймицу гаккай сорицу 25 сюнэн кинэн гакудзюцу коэнкай дзэнсацу.
9. Нихон кикай гаккай Сува тихо коэнкай дзэнсацу.
20. Нихон кикай гаккай дай 40 ки дзэнкоку тайкай коэнкай дзэнсацу.
21. То же.
22. Нихон кикай гаккай дай 40 ки Токио сюки тайкай дзэнсацу.
23. Нихон кикай гаккай цудзё сокай коэнкай дзэнсацу дай 40 ки цудзё сокай
коэнкай дзэнсацу.
24. Нихон кикай гаккай Ниигата тихо коэнкай дзэнсацу.
25. Нихон кикай гаккай дай 41 ки дзэнкоку дайкай коэнкай дзэнсацу.
26. То же.
34. Торю како гидзюцу бэнран.
37. Нихон кикай гаккай дай 44 ки цудзе сокай коэнкай дзэнсацу.
38.—40. То же.
49. Сэйки гаккай Сева 45 нэндо сюки дайкай дзэнсацу.
53. Синтэй сэймицу косаку бэнран.
59. Нихон кикай гаккай Токай сибу дай 20 ки сокай коэнкай ромбу нею.
70. Нихон кикай гаккай коэн ромбунсю.
74. Сева 51 нэндо Сэйки гаккай еюнки тайкай гакудзюцу коэнкай.
79. Сева 52 нэндо Сэйки гаккай еюнки тайкай гакудзюцу коэнкай.
80. То же.
ПАТЕНТЫ
Наименование патента
1. Способ нарезания резьбы при
наложении регулярных колебаний
на резьбонарезный инструмент
2.* Волочильное устройство с матри-
"* цей, совершающей ультразвуковые
крутильные колебания
3. Устройство импульсного резания,
в котором резец совершает
ультразвуковые колебания
4. Способ волочения проволоки, при
котором волока совершает
ультразвуковые колебания в
направлении волочения
5. Способ ультразвуковой сварки
пластмасс
6. Суппорт станка для резания с
ультразвуковыми вибрациями
7 *. Способ вибрационного резания
Заявлено
—
— '
—
—
—-
1
Опубликовано
28 июня
1960 г.
15 июля
1961 г.
28 июля
1961 г.
1 августа
1961 г.
7 сентября
1961 г.
4 октября
1961 г.
10 октября
1 1961 г.
Номер
патента
269970
289832
289780
289831
289758
296396
296399
* Здесь и далее: основные патенты на способы вибрационного резания и основные
устройства.
420
Продолжение таблицы патентов
Наименование патента
8. Устройство для механической
обработки зубов при помощи
стоматологического вибрирующего
наконечника
9. Ультразвуковой вибрационный
фрезерный станок
10. Протяжка, не имеющая зубьев
в районе узлов колебаний
11. Ультразвуковая вибрационная
пила по металлу с рабочим
органом, совершающим
ультразвуковые крутильные колебания
12. Пила по металлу, совершающая
продольные ультразвуковые
колебания и не имеющая зубьев в
области узлов колебаний
13. Пила по металлу, совершающая
ультразвуковые изгибные
колебания и не имеющая зубьев в
области узлов колебаний
14. Способ электроискрового
ультразвукового резания
15. Способ вибрационного
протягивания
16. Способ вырубки пуансоном,
совершающим крутильные
ультразвуковые колебания
17. Способ вырубки пуансоном,
совершающим продольные
ультразвуковые колебания
18. Способ вырубки пуансоном,
совершающим продольные
ультразвуковые колебания
19. Способ вырубки пуансоном,
совершающим крутильные и сложные
ультразвуковые колебания
20. Способ вырубки пуансоном,
совершающим ультразвуковые
колебания, отверстия большого
диаметра или нескольких отверстий,
расположенных на значительном
расстоянии от центра
21. Устройство для вырубки зубчатых
колес пуансоном, совершающим
ультразвуковые колебания
22. Устройство для вырубки
наклонным пуансоном, совершающим
ультразвуковые продольные
колебания, при крутильной
вращательной его подаче
23. Устройство для шевингования
зубчатых колес инструментом,
совершающим ультразвуковые колебания
Заявлено
—-
—
—
—
—
—
—
—
—
—
—
—
—
—
Опубликовано
17 октября
1961 Г.
20 октября
1961 г.
23 октября
1961 г.
25 октября
1961 г.
25 октября
1961 г.
16 февраля
1962 г.
5 апреля
1962 г.
10 мая
1962 г.
23 мая
1962 г.
23 мая
1962 г.
23 мая
1962 г.
23 мая
1962 г.
21 июня
1962 г.
21 июля
1962 г.
с
21 июля
1962 г.
24 июля
1962 г.
Номер
патента
296443
296428
296445
296453
296454
300317
300241
401077
303863
303864
303865
303866
305442
403547
403548
403566
1
421
Продолжение таблицы патентов
Наименование патента
Заявлено
Опубликовано
24. Ступенчатый пуансон,
совершающий ультразвуковые колебания,
который может быть использован
и для шевингования
25. Пила по металлу, работающая
с вибрациями
26. Устройство для шевингования
зубчатых колес шевером,
совершающим изгибные ультразвуковые
колебания
27. Шлифовальное устройство с изгиб-
ными резонансными
ультразвуковыми колебаниями круга
28. Вибрационный долбежный станок
29. Способ хонингования с
ультразвуковыми вибрациями
30. Державка резца, используемая
при резании с крутильными
вибрациями
31. Ультразвуковой вибрационный
токарный станок с автоматическим
регулированием амплитуды
колебаний резца, позволяющий
добиться более однородного эффекта при
вибрационном точении
32. Специализированное
ультразвуковое токарное устройство для
обработки деталей телефонов
33. Ультразвуковые вибрационные
ножницы
34. Вибрационные ножницы
35. Пресс с пуансоном, совершающим
ультразвуковые колебания
36. Суппорт станка для резания с
ультразвуковыми вибрациями
37*. Способ вибрационного резания
38. Ультразвуковой вибрационный
расточный станок
39. Вибрационное поворотное
устройство
40.* Способ обработки резанием с
ультразвуковыми вибрациями
41. Вибрационный токарный станок
42. Вибрационный резьбонарезной
станок
43. Способ соединения
ультразвуковых волноводов
44. Державка резца, совершающая
крутильные колебания
45. Резец конусного типа для
обработки резанием с ультразвуковыми
вибрациями (конусное соединение)
24 июля
1962 г.
14 сентября
1962 г.
14 сентября
1962 г.
25 апреля
1963 г.
17 мая
1963 г.
5 июня
1963 г.
12 августа
1963 г.
9 сентября
1963 г.
9 сентября
1963 г.
20 сентября
1963 г.
20 сентября
1963 г.
29 ноября
1963 г.
26 ноября
1963 г.
16 ноября
1963 г.
20 апреля
1964 г.
23 августа
1965 г.
4 ноября
1965 г.
6 декабря
1965 г.
13 сентября
1967 г.
2 марта
1970 г.
13 сентября
1971 г.
29 ноября
1973 г.
422
Продолжение таблицы патентов
Наименование патента
46. Резец для обработки резанием
ультразвуковыми вибрациями,
соединенный с волноводом на
резьбе
47. Державка резца для резания с
ультразвуковыми вибрациями
48. Державка резца для
вибрационного резания
49. Державка резца, совершающая
продольные колебания и
допускающая перемещение
50. Нулевое мгновенное резание
51 *. Способ резания с
нечувствительностью к вибрациям
52. Способ удержания тел,
совершающих ультразвуковые колебания
53. Способ вибрационного резания
54. Способ обработки вибрационным
резанием
55. Вибрационное расточное
устройство
56. Державка резца, совершающего
изгибные колебания при
вибрационном резании
57. Способ вибрационной обработки
давлением
58. Способ обработки резанием
твердых сплавов для получения
поверхностей подшипников и
направляющих скольжения
59. Способ вибрационного резания
алмазным инструментом и
инструмент
60. Способ вибрационного резания и
специализированные устройства
61 *. Устройство для вибрационного
резания
62. Новый токарный станок для
вибрационного резания
63. Вибрационный резьбонарезной
станок
64. Станок для вибрационного развер-
тывания конических отверстий
Заявлено
—
—
30 декабря
1967 г.
30 апреля
1969 г.
26 декабря
1969 г.
10 марта
1970 г.
8 апреля
1970 г.
8 апреля
1970 г.
21 апреля
1970 г.
21 апреля
1970 г.
6 июля
1970 г.
29 декабря
1970 г.
27 декабря
1971 г.
8 апреля
1971 г.
6 октября
1973 г.
10 октября
1974 г.
—
—
Опубликовано
29 ноября
1973 г.
29 ноября
1973 г.
29 ноября
j 1973 г.
9 июля
1975 г.
—
16 августа
1977 г.
8 июля
1976 г.
14 июля
1975 г.
14 июля
1975 г.
14 июля
1975 г.
14 июля
1975 г.
6 ноября
1976 г.
14 июля
1975 г.
—
22 мая
1974 г.
27 мая
1975 г.
—
—
—
, 17 июля
[ 1975 г.
Номер
патента
733833
733834
733835
803389
886578
920483
849356
803391
803392
803393
803394
845131
803396
549428
(Швейца-
f рия)
2117305
(ФРГ)
3739665
(США)
50-61767
(Япония)
51-46482
(Япония)
459722
(Швейцария)
'1110409
(Великобритания)
1300787
(ФРГ)
244235
(СССР)
814817
423
ПРОМЫШЛЕННЫЕ ОБРАЗЦЫ
Л М - ГТ
Наименование промышленного образца
1. Ультразвуковая пила по металлу
2. Суппорт для вибрационного
строгания зубчатых колес
3. Ультразвуковой вибрационный
протяжной станок
4. Расточное устройство с конусом,
совершающим ультразвуковые
крутильные колебания
5. Суппорт для обработки резанием с
крутильными колебаниями, допускающий
быструю смену резца
6. Ультразвуковой вибронапильник
7. Режущее устройство с резцом,
совершающим ультразвуковые колебания
8. Расточный станок с ультразвуковыми
крутильными колебаниями
9. Устройство для внутреннего круглого
шлифования кругами, совершающими
ультразвуковые колебания
10. Алмазный брусок, совершающий
ультразвуковые колебания
11. Резец для вибрационного
ультразвукового резания
12. Вибротиски, используемые при
нарезании резьбы
Заявлено
—
—
—
—
—
—
—
—
—
—
—
—
Зарегистрировано
22 декабря
1970 г.
22 декабря
1970 г.
28 апреля
1971 г.
14 декабря
1971 г.
15 мая
1972 г.
15 мая
1972 г.
27 июня
1972 г.
13 декабря
1972 г.
13 декабря
1972 г.
16 февраля
1973 г.
18 декабря
1974 г.
15 октября
1979 г.
Регистрационный номер
526333
526334
535469
559807
570151
570154
572937
579856
579857
582096
754541
907448
Конструкторская заявка
Наименование
Резец для вибрационного резания
Регистрационный номер
434754