/



























Автор: Ксендзовский В.Р.
Теги: металлургия черных металлов железо, чугун и сталь автоматизация производства окатышей
Год: 1971




Текст
УДК 669.162.1 Р
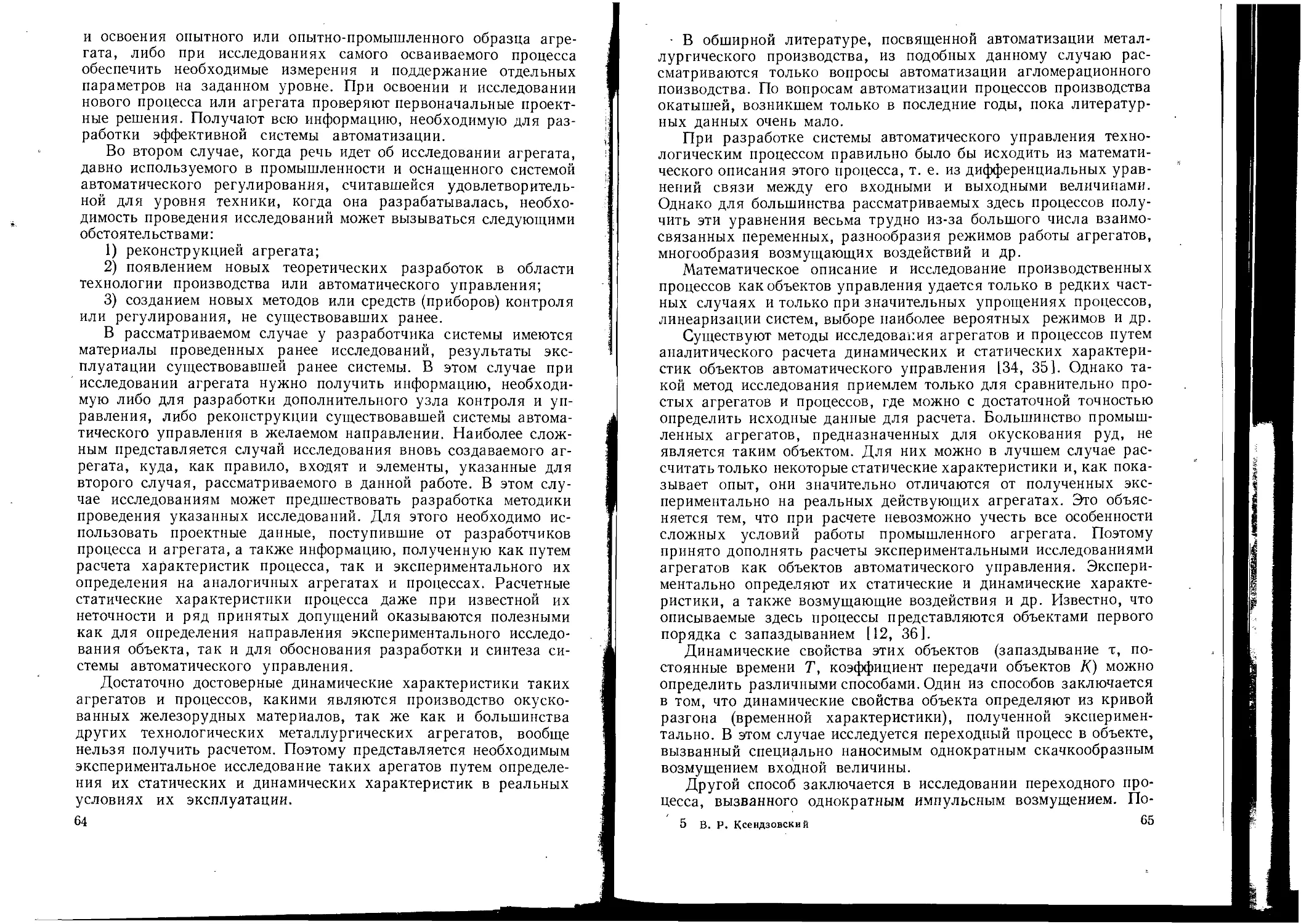
Автоматизация процессов производства окатышей. Ксендзовский В. Р. .
Изд-во «Металлургия», 1971, 216 с.
Изложены методы и результаты экспериментальных и аналитических иссле- [
дований процессов производства окатышей как объектов автоматизации. Пока- |
заны приемы разработки систем автоматизации дозирования сырых материалов, ♦
окомкования и обжига окатышей. Приведены способы и результаты испытания .
систем на моделирующих установках и в промышленных условиях. Описаны
приборы и системы автоматического контроля и управления процессами произ-
водства окатышей, внедренные в эксплуатацию и находящиеся на стадии освоения.
Предназначается для инженерно-технических работников, занимающихся
разработкой, проектированием, внедрением и эксплуатацией систем автомати-
зации процессов окускования руд. Может быть полезна студентам вузов соответ-
ствующих специальностей. Илл. 106. Табл. 12. Библ. 86 назв.
3-10-2
11-71
ОГЛАВЛЕНИЕ
Введение............................................................... 5
Глава I. Краткие технические характеристики технологических про-
цессов и оборудования , ................ 8
Производство окатышей......................................... 8
? Сырье............................................................... 11
Дробление и измельчение компонентов шихты...................... 12
Окомкование.................................................. 12
Обжиг.......................................................... 16
Сортировка .................................................... 22
Производство окатышей за рубежом.......................... . 22
Глава II. Автоматический контроль технологических процессов 31
Контроль влажности ............................................ 31
Контроль химического состава материалов...................... 39
Автоматический анализ продуктов сгорания ...................... 41
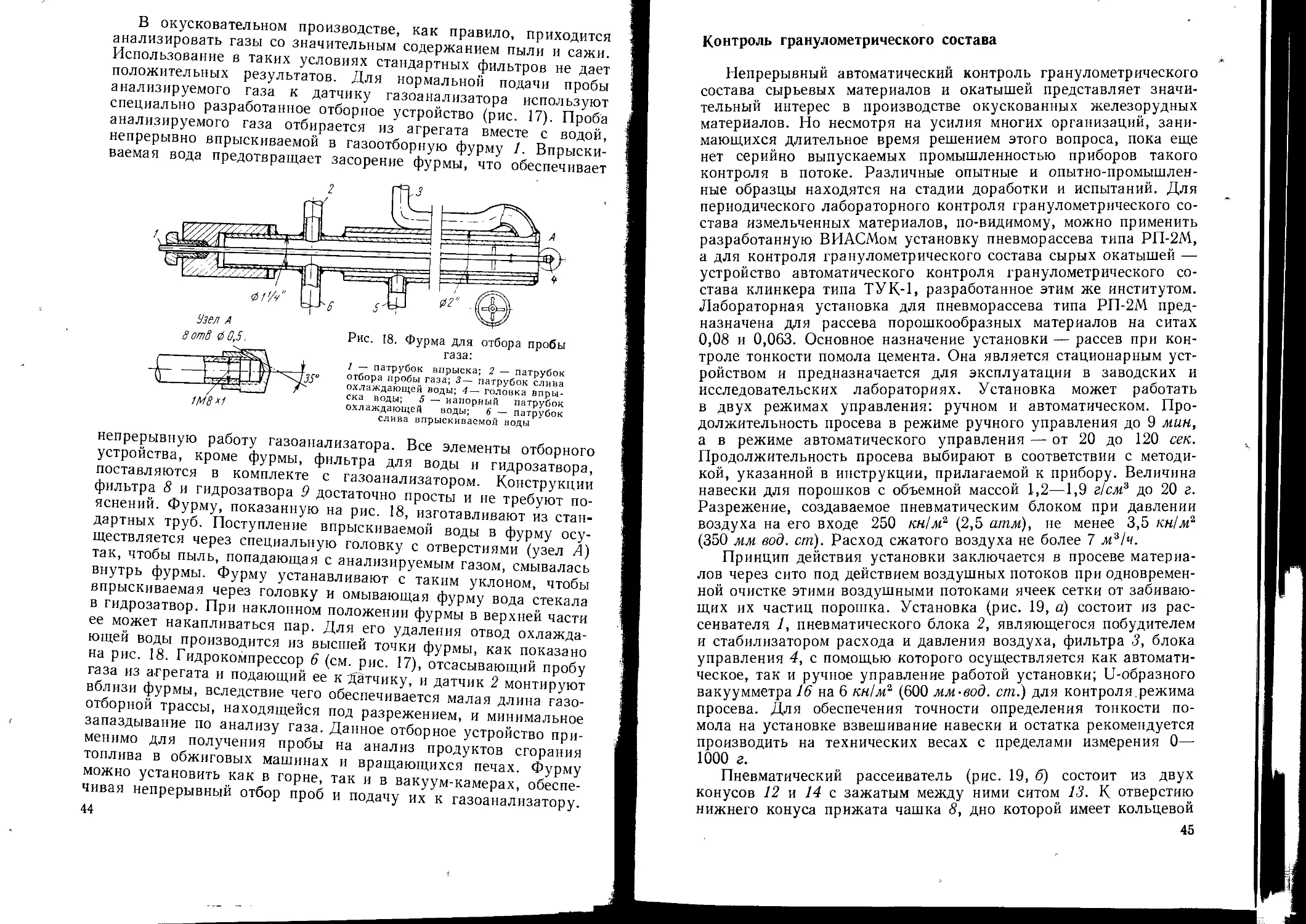
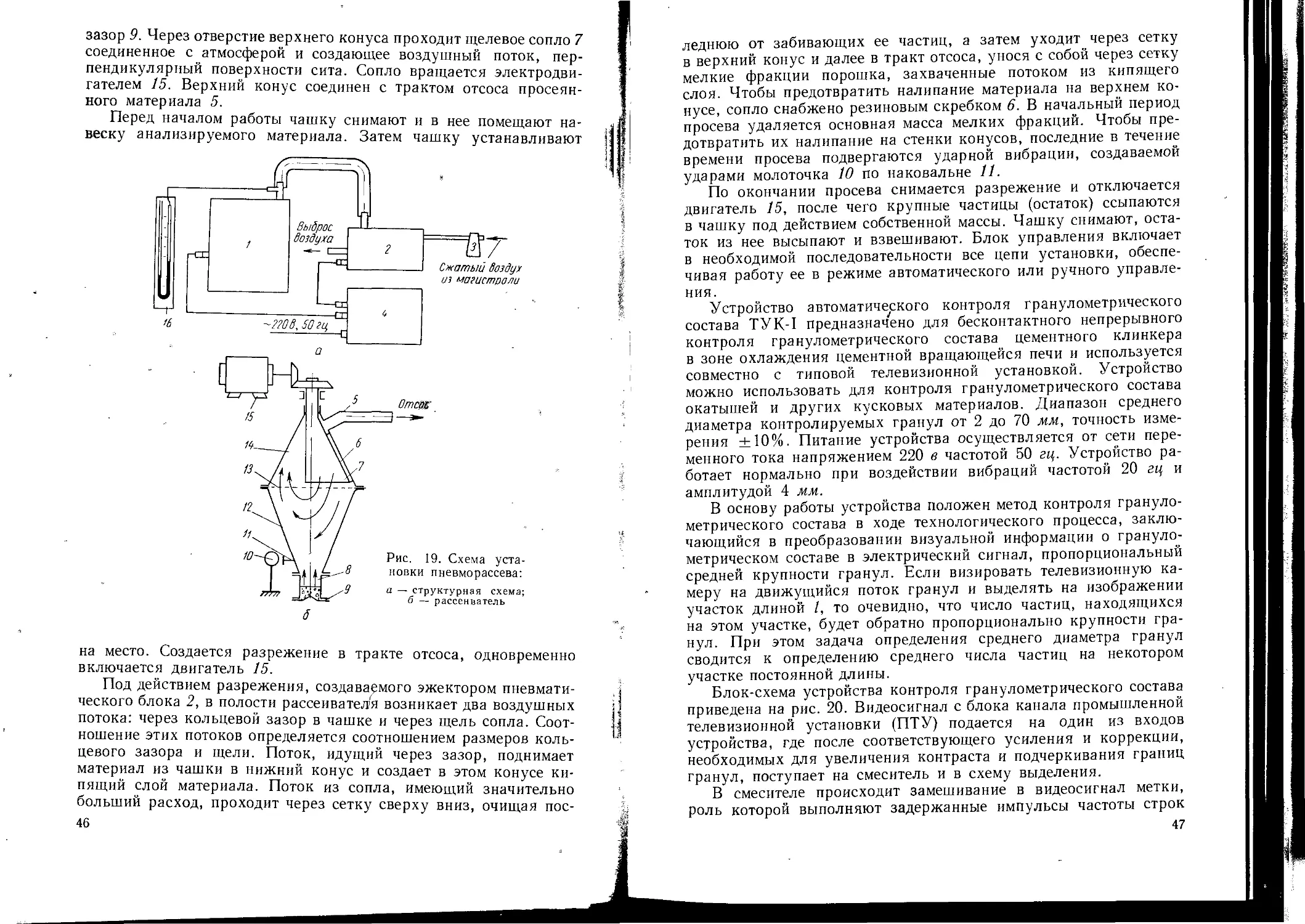
. Контроль гранулометрического состава ........................ 45
Контроль массы сыпучих материалов ............................. 50
Автоматический контроль погасания пламени и розжиг горелок 54
Зарубежная аппаратура автоматического контроля и регулирования 60
Гд а в а III. Исследование производственных процессов как объектов
автоматизации ....................................................... 63
Общие положения .............................................. 63
Дозирование............................................. . 68
Окомкование................................................... 78
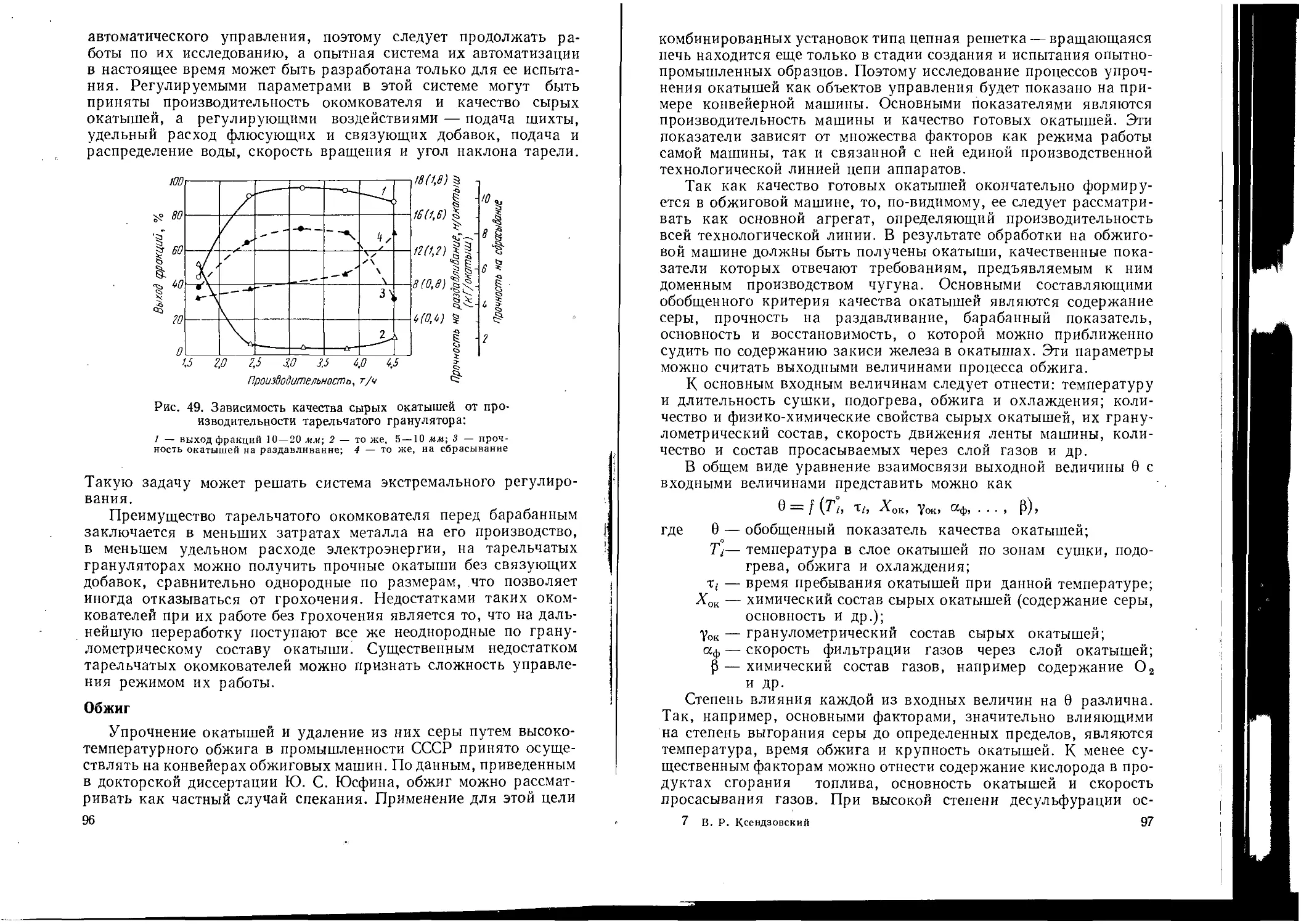
Обжиг.......................................................... 96
Исследовательские работы за рубежом......................... 126
Глава IV. Требования, предъявляемые к автоматизируемым процессам
и агрегатам....................................................... 131
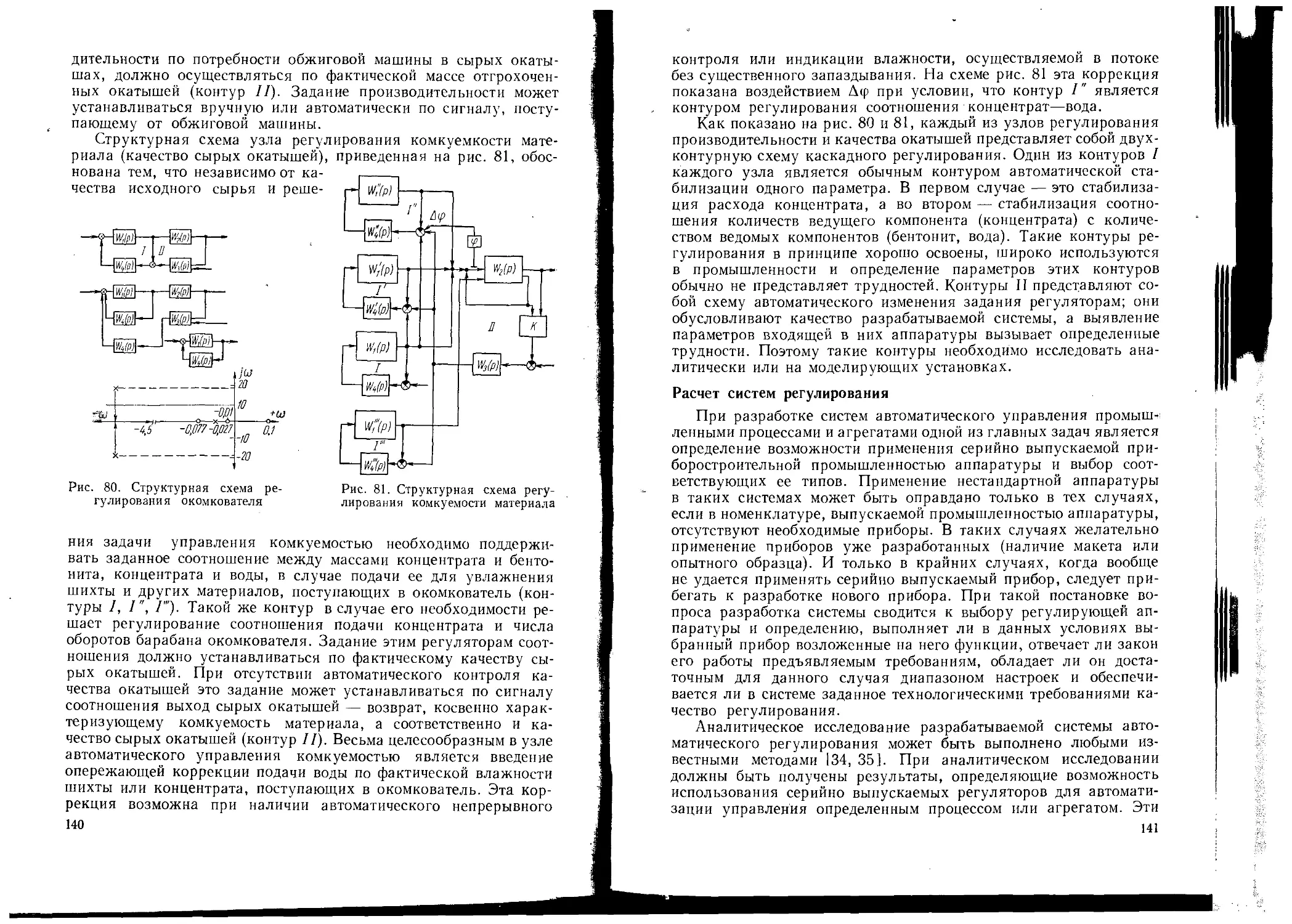
, Глава V. Разработка систем автоматического регулирования .... 136
Регулирование окомкователей.................................. 138
Расчет систем регулирования............................... . 141
J Регулирование обжиговой машины . .................... 149
Исследование систем на моделирующей установке............ . , . 152
3
Глава VI. Системы автоматического регулирования..................... 163
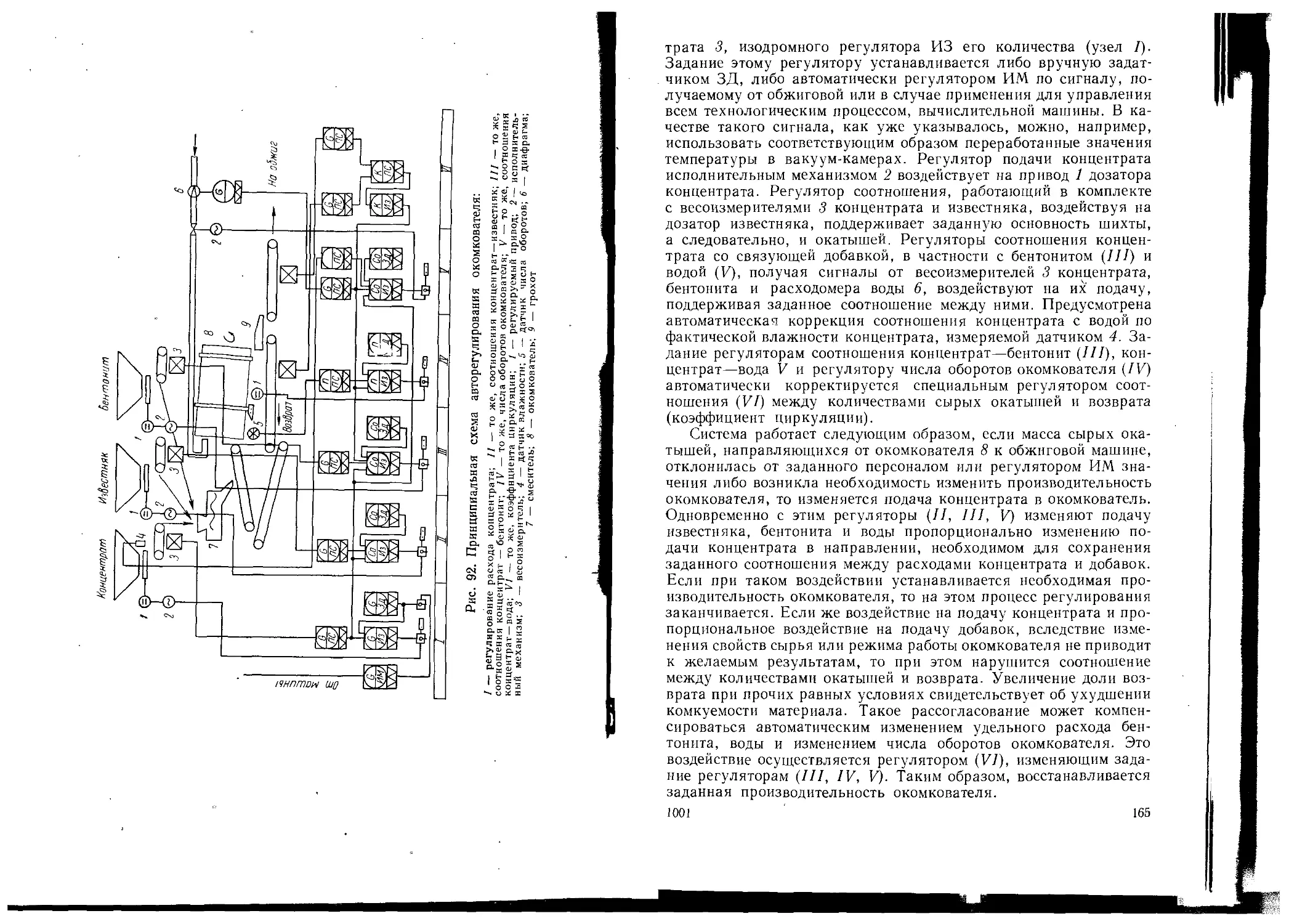
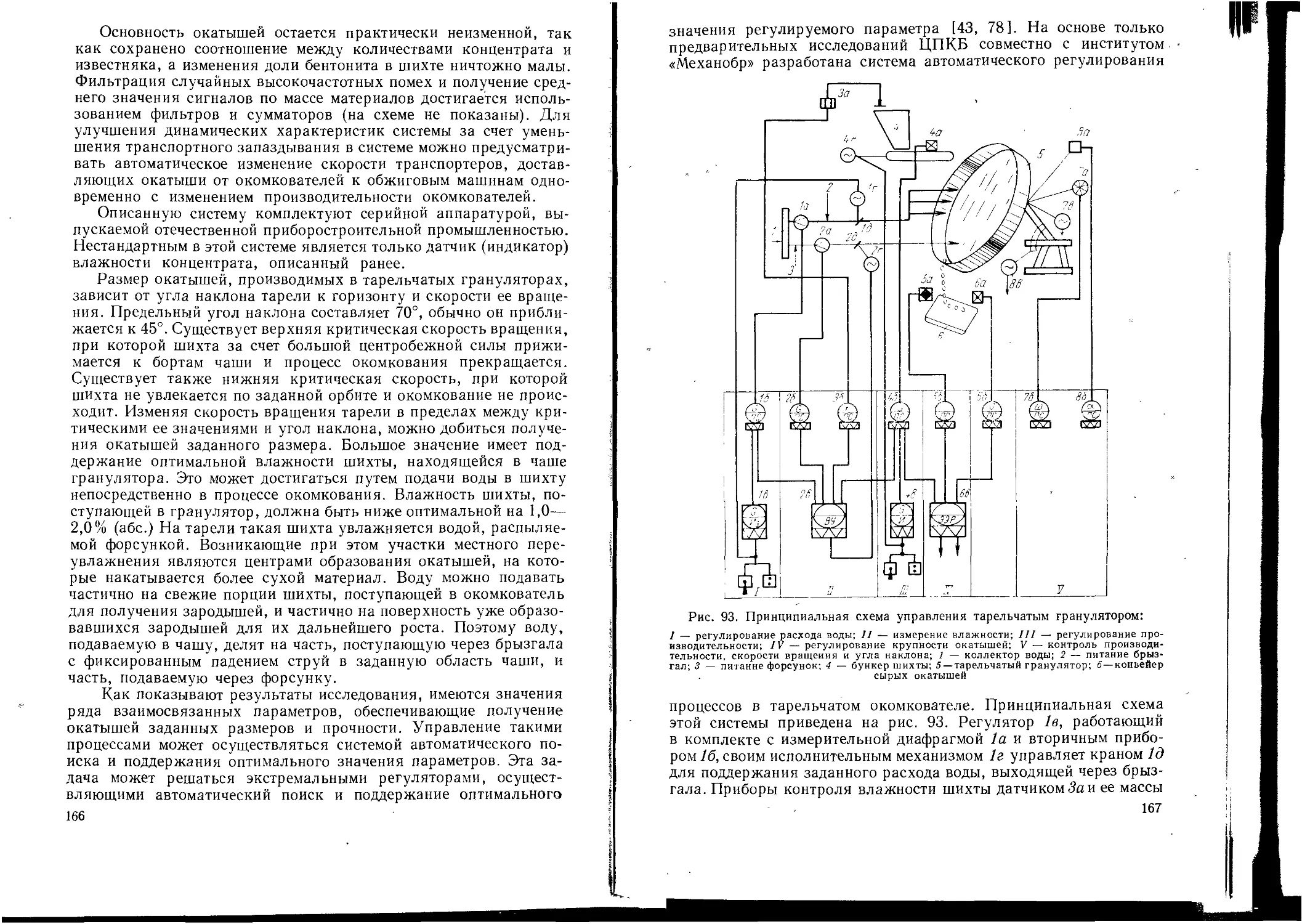
Автоматическое регулирование процессов грануляции............. 163
Управление электроприводом .................................. 168
Автоматическое регулирование обжиговых машин.................. 171
Зарубежные системы автоматизации.............................. 181
Глава VII. Наладка и испытания систем автоматики.................... 191
Глава VIII. Фабрика как объект автоматизированного управления 200
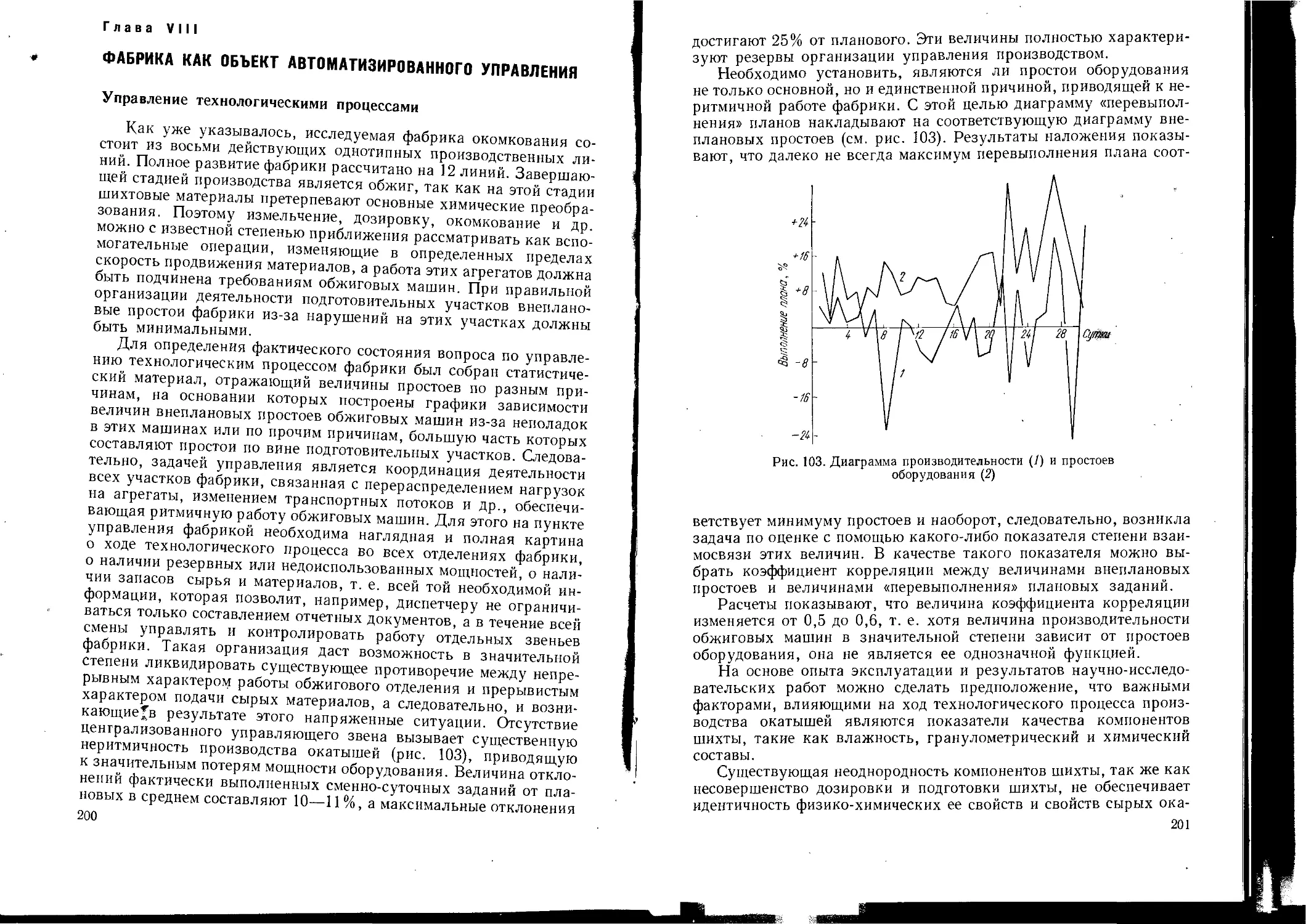
Управление технологическими процессами........................ 201
Планирование, учет и отчетность .............................. 204
Автоматизированная система управления фабрикой окомкования 206
Литература ................................................... 213
ВВЕДЕНИЕ
В директивах XXIV съезда КПСС намечено за 1971 —1975 гг.
увеличить примерно в четыре раза выпуск железорудных окатышей.
Это вызвано тем, что развитие металлургической промышленно-
сти требует вовлечения в сферу производства бедных руд. Про-
изводство окатышей является одним из способов эффективного
окускования тонкоизмельченных концентратов и производства из
бедных руд сырья, обладающего ценными металлургическими
свойствами. Благодаря высокой прочности окатышей, позволяю-
щей без разрушения транспортировку с перегрузками, их порис-
тости и шарообразной форме они являются хорошим сырьем для
доменных печей. В соответствии с этим их производство быстро
развивается, а в некоторых странах уже достигло уровня про-
изводства агломерата. Изготовление окатышей, в некоторых чер-
тах сходное с агломерацией, является более сложным технологи-
ческим процессом, для успешного осуществления которого необ-
ходим большой объем средств автоматического контроля и
управления.
Автоматизация контроля и управления является одним из
способов повышения производительности агрегатов и улучшения
качества продукции. Наиболее эффективны внедряемые в послед-
ние годы системы комплексной автоматизации агрегатов и целых
производственных участков. Для разработки и внедрения этих
систем необходимо тщательное изучение технологических процес-
сов и агрегатов, а также их исследование как объектов автома-
тизации. При проведении таких исследований определяют до-
статочный на данном этапе объем автоматического контроля,
необходимость разработки новых приборов, выбирают регулируе-
мые параметры и регулирующие воздействия, определяют при-
способленность агрегатов для их автоматизации, намечают пути
их совершенствования. Этими работами заняты многие специа-
листы, технологи, теплотехники, специалисты по автоматизации
технологических процессов, управлению производством, прибо-
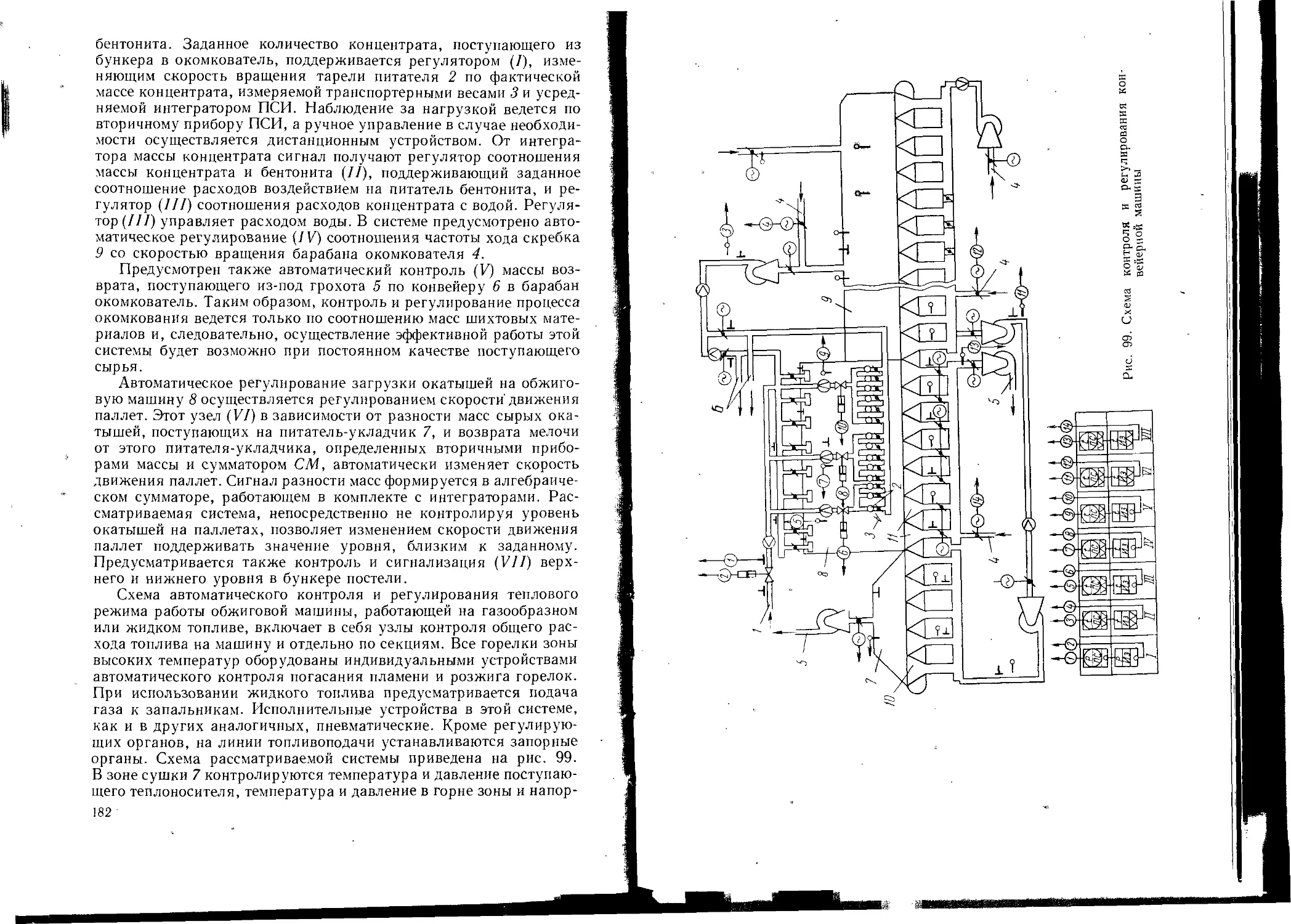
ростроению. Работая в научно-исследовательских и учебных
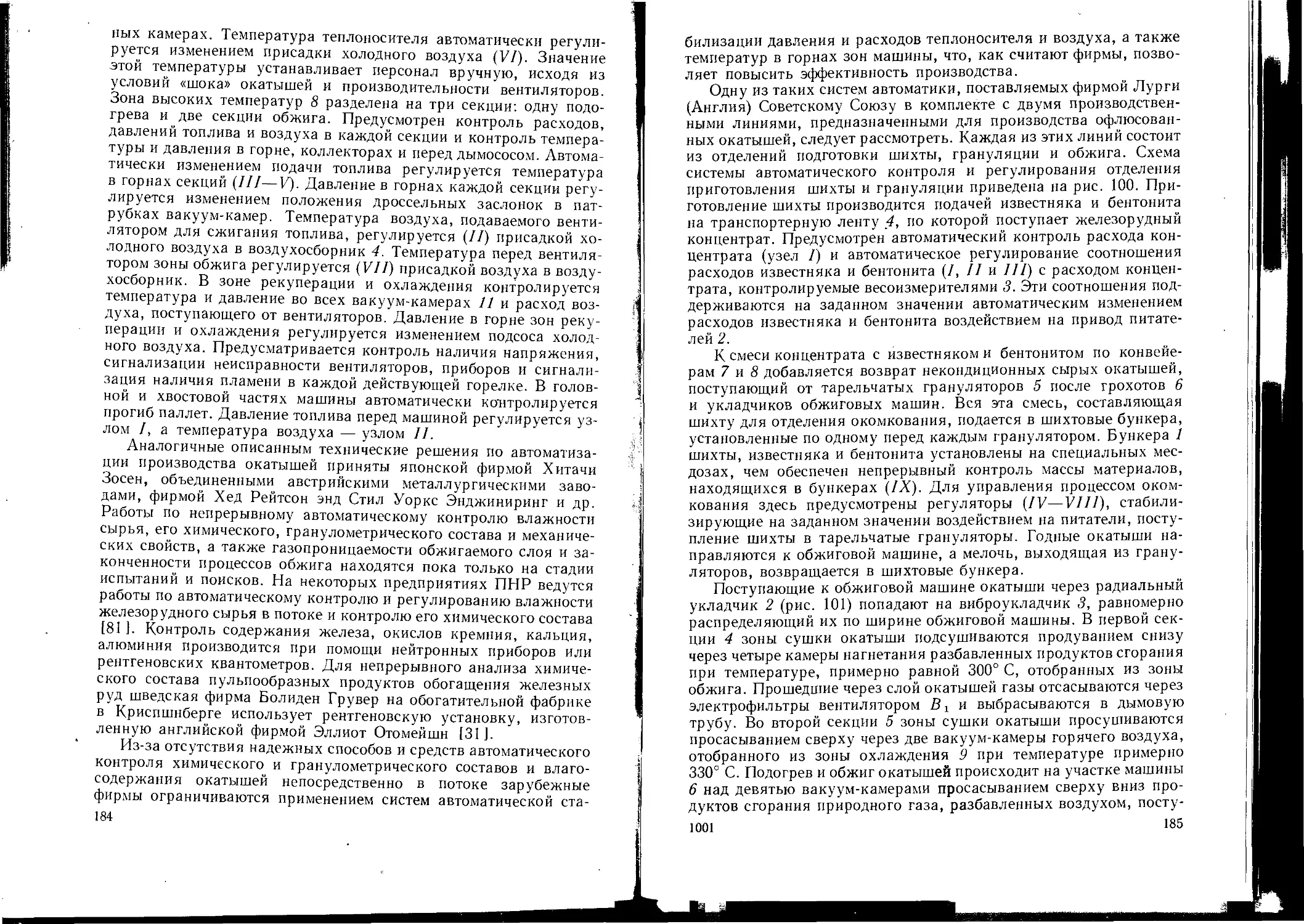
институтах, проектных организациях и на промышленных пред-
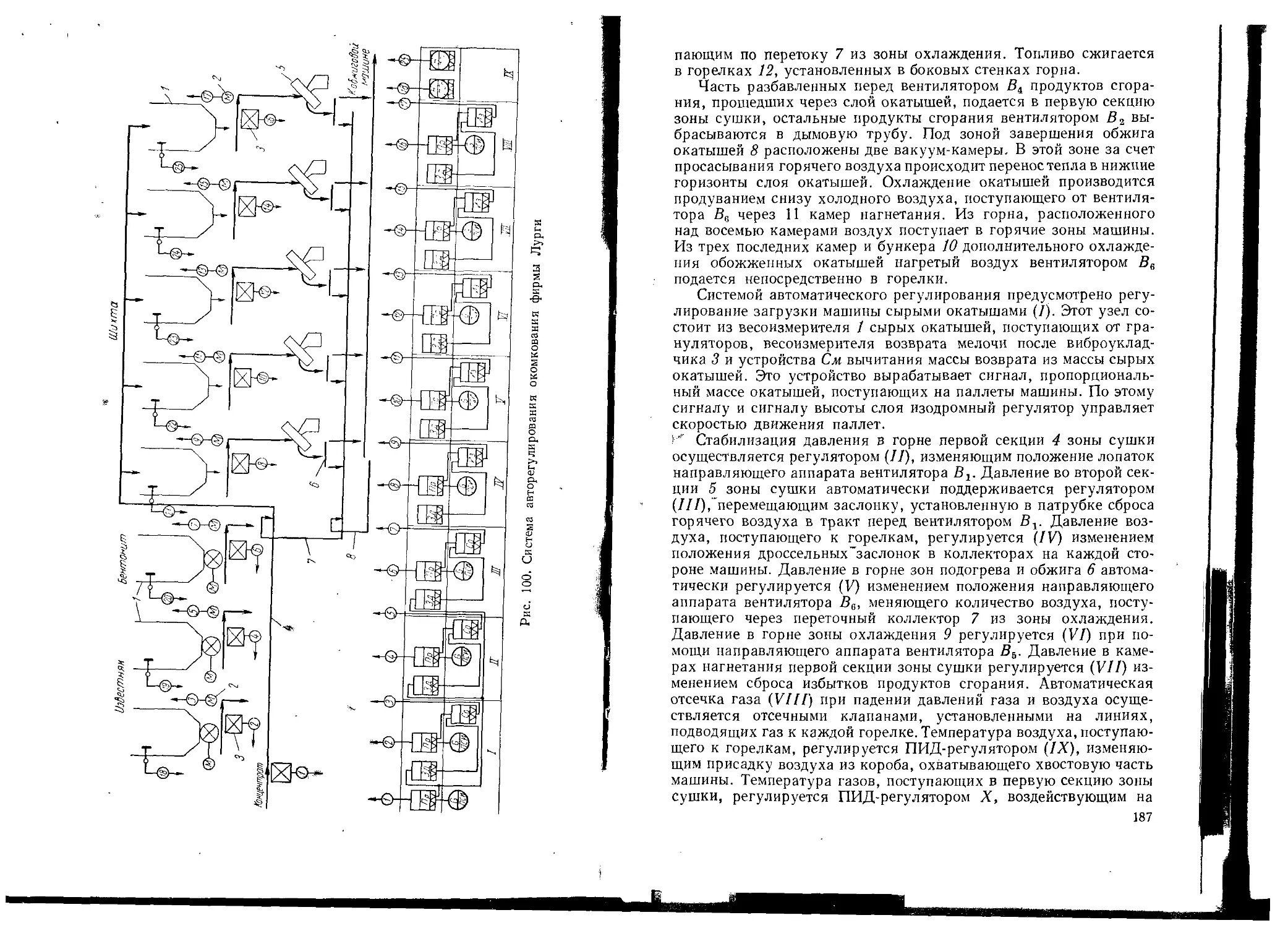
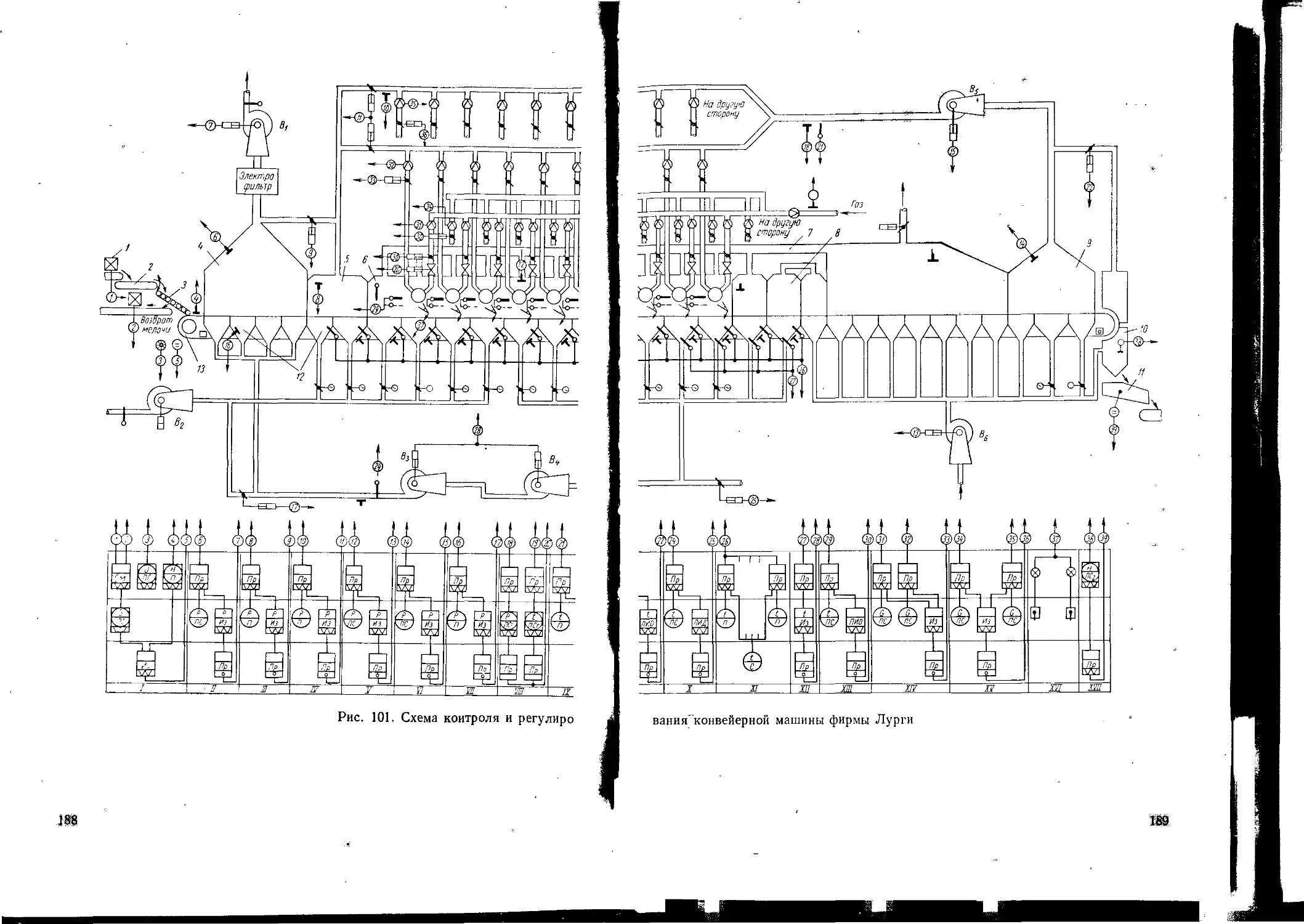
приятиях, они решают различные задачи автоматизации контроля
и управления. Поэтому в данной книге освещены различные
5
аспекты автоматизации, объединяющие вопросы технологии про-
изводства и оборудования с точки зрения их автоматизации,
описаны методы и средства контроля и автоматического управле-
ния.
Короткие сроки окупаемости затрат на автоматизацию произ-
водства позволяют увеличить эти затраты, т. е. проводить иссле-
дования, применять в случае необходимости более широкую
номенклатуру приборов, реконструировать автоматизируемые
агрегаты и процессы, разрабатывать новые приборы автоматиче-
ского контроля и средства управления. В связи с этим в книге
приведены краткие сведения о необходимом объеме автоматиче-
ского контроля, о некоторых выпускаемых и разрабатываемых
в СССР приборах, а также находящихся в стадии испытаний
приборах и системах автоматизации, упомянуты устройства и
приборы, которые еще необходимо разработать для обеспечения
контроля и управления.
В условиях промышленного производства даже эффективная
система автоматики одного агрегата часто оказывается неприем-
лемой для другого аналогичного агрегата, работающего в иных
условиях, заключающихся в обработке сырья другого вида,
использовании топлива другого вида и т. д. В этих условиях
автоматизация каждого из аналогичных агрегатов требует про-
ведения исследований как при разработке системы, так и в про-
цессе ее внедрения. Поэтому исследованию основных агрегатов
как объектов автоматизации в книге уделено большое внимание.
Приведены также методика исследования статических и динами-
ческих свойств агрегатов, определение регулируемых параметров
и регулирующих воздействий, приемы разработки отдельных
узлов систем автоматического управления. Описаны методы и
результаты исследований этих систем на математических модели-
рующих установках и на действующих промышленных агре-
гатах.
В связи с тем, что процессы производства окатышей в настоя-
щее время находятся в стадии разработки и совершенствования,
а также учитывая, что по автоматизации производства окатышей
почти нет литературы, решение вопросов исследования и разра-
ботки систем автоматики в книге освещены достаточно подробно.
Исследования как объектов автоматизации столь сложных
агрегатов и процессов, какими является производство окатышей
требуют привлечения различных методик. Поэтому в книге при-
ведены краткие сведения о разработанных для этих целей методах
исследования. На конкретных примерах показано применение
аналитических методов определения некоторых характеристик.
Показаны приемы экспериментального исследования агрегатов
как объектов автоматизации путем определения их статических
и динамических свойств из кривых разгона, импульсных харак-
теристик и другими способами.
6
Во многих случаях исследование объектов автоматизации
статистическими методами дает хорошие результаты. Поэтому
в книге приведены сведения по использованию этих методов для
изучения конкретных процессов.
Автоматизированы могут быть только подготовленные для
этого агрегаты и процессы, поэтому здесь сформулированы неко-
торые требования, предъявляемые к автоматизируемым процес-
сам и агрегатам.
В системах автоматизации производства окатышей широко
используется управляемый электропривод, что потребовало при-
ведения кратких сведений о применяемых здесь системах бескон-
тактного управления приводами.
В книге приведены сведения об уровне автоматизации про-
цессов производства окатышей на аналогичных отечественным
современных зарубежных производствах. Анализ этих сведений
показывает, что технические решения по автоматизации на оте-
чественных и зарубежных фабриках находятся примерно на одном
уровне.
За последние годы развиваются работы по созданию систем
автоматизированного управления целыми предприятиями с при-
менением средств вычислительной техники. Такую систему раз-
рабатывают для фабрики окомкования Соколовско-Сарбайского
ГОКа (ССГОКа). В книге приведены краткие сведения о фабрике
как объекте автоматизированного управления и системе управле-
ния этой фабрикой.
Книга написана в основном по материалам исследовательских
и проектных работ, выполненных Центральным проектно-кон-
структорским бюро (ЦПКБ) «Союзпромавтоматика» Минприбора
СССР совместно с институтами «Механобр», «Уралмеханобр»,
«Электротяжхимпроект» и ССГОКа. В работах под руководством
автора непосредственно принимали участие Р. Ш. Соломон,
Б. А. Шинчук, Л. М. Шальман, А. В. Морозов, Н. В. Безрукав-
ников, А. И. Шевченко. Автор считает своим долгом выразить
признательность инж. Л. Г. Гозенбук за помощь в проведении
работ, докт. техн, наук Ю.С. Юсфину и канд. техн. наукМ. Д. Кли-
мовицкому, давших ряд ценных советов при рецензировании
плана и рукописи, а также работникам названных и других орга-
низаций, представивших автору материалы.
Автор будет благодарен читателям, которые пожелают при-
слать в адрес Издательства деловые критические замечания.
Глава I
КРАТКИЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ И ОБОРУДОВАНИЯ
Производство окатышей
Исследования, проведенные в промышленных условиях, по-
казывают, что экономичным направлением в увеличении произ-
водства чугуна является повышение содержания железа в до-
менной шихте, улучшение ее гранулометрического состава. Стрем-
ление обеспечить эти условия при необходимости использования
бедных железных руд потребовало их глубокого обогащения
и разработки способов окускования тонкоизмельченных концен-
тратов. Увеличение масштабов железорудной промышленности
привело к удлинению и усложнению транспортных связей между
рудоподготовительными фабриками и металлургическими заво-
дами. В этих условиях выявилась недостаточная механическая
прочность и химическая устойчивость агломерата, особенно
офлюсованного. Поэтому наряду с агломерацией бурно разви-
вается другой способ окускования (пелетирование) [1]. Этот
способ переработки тонкоизмельченных концентратов заклю-
чается в окатывании концентрата в шарики диаметром 8—30 мм
и последующем их упрочнении при высокотемпературном обжиге
[2—4].
Для исследований и проектирования промышленных фабрик
в СССР сооружено несколько опытных, полупромышленных и
укрупненных исследовательских установок, на которых проводят
эксперименты сотрудники институтов «Механобр», «Механобрчер-
мет», «Уралмеханобр», Московского института стали и спла-
вов и др.
Первая опытная установка (фабрика) непрерывного действия
была сооружена на ССГОКе. Ее производительность 5 т!ч. Она
оснащена барабанными окомкователями, обжиг производят на
конвейерной машине. Крупной опытной установкой является
опытно-промышленная фабрика Криворожского центрального
горно-обогатительного комбината (КЦГОКа), предназначенная
для отработки технологии окомкования тонких концентратов
в барабанных и чашевых окомкователях с обжигом их на кон-
вейерной машине или в шахтной печи. На этой фабрике можно
проводить разносторонние исследования, ее производительность
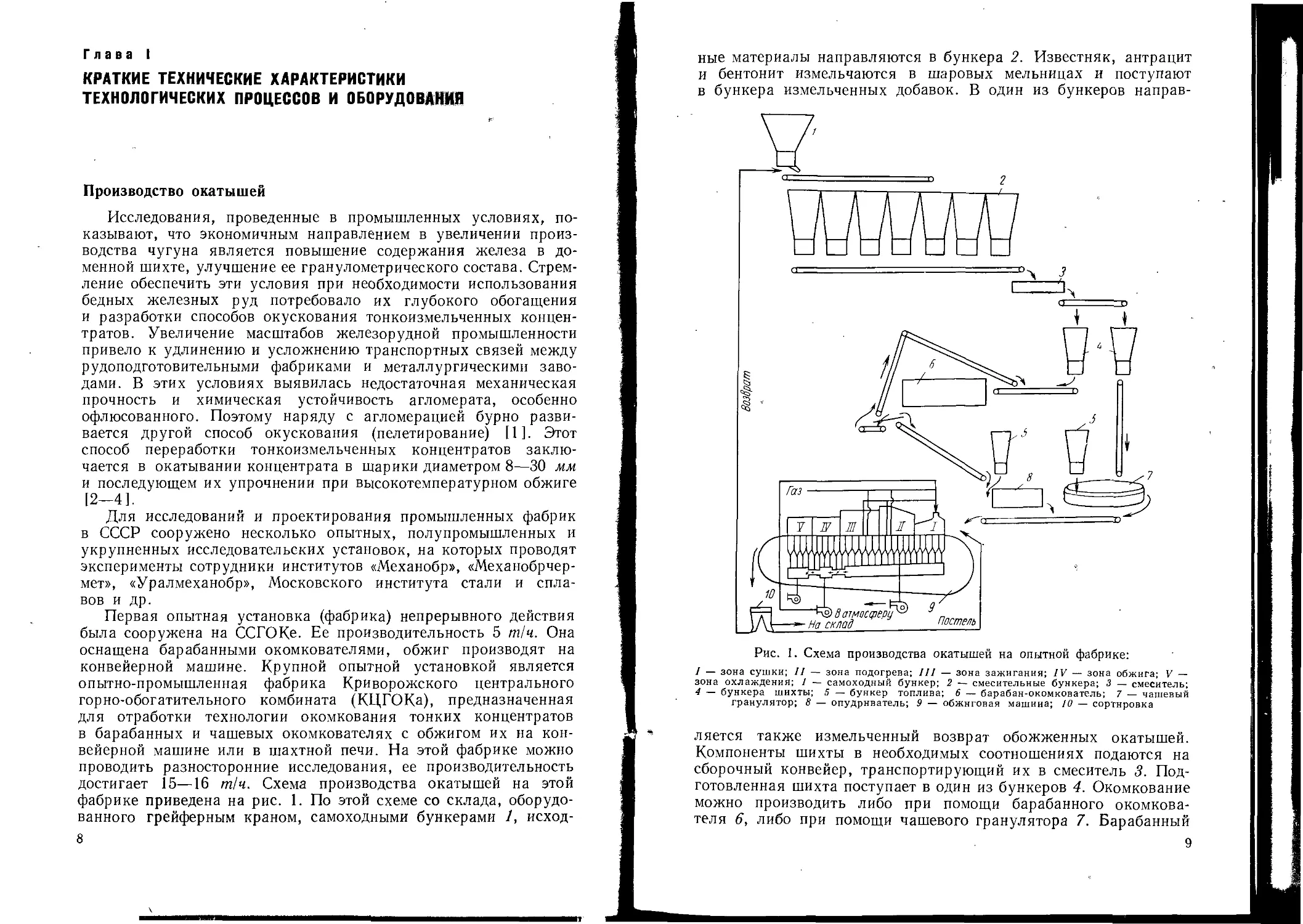
достигает 15—16 т/ч. Схема производства окатышей на этой
фабрике приведена на рис. 1. По этой схеме со склада, оборудо-
ванного грейферным краном, самоходными бункерами 1, исход-
8
ные материалы направляются в бункера 2. Известняк, антрацит
и бентонит измельчаются в шаровых мельницах и поступают
в бункера измельченных добавок. В один из бункеров направ-
Рис. 1. Схема производства окатышей на опытной фабрике:
/ — зона сушки; II — зона подогрева; III — зона зажигания; IV — зона обжига; V —
зона охлаждения; 1 — самоходный бункер; 2 — смесительные бункера; 3 — смеситель;
4 — бункера шихты; 5 — бункер топлива; 6 — барабан-окомкователь; 7 — чашевый
гранулятор; 8 — опудрнватель; 9 — обжиговая машина; 10 — сортировка
ляется также измельченный возврат обожженных окатышей.
Компоненты шихты в необходимых соотношениях подаются на
сборочный конвейер, транспортирующий их в смеситель 3. Под-
готовленная шихта поступает в один из бункеров 4. Окомкование
можно производить либо при помощи барабанного окомкова-
теля 6, либо при помощи чашевого гранулятора 7. Барабанный
9
окомкователь оснащен скребковым устройством для очистки
внутренней поверхности от налипшей шихты. Грохотом является
перфорированный конец барабана длиной 1,5 м, в котором мелочь
отсеивается и возвращается обратно в окомкователь. Окатыши
крупнее 12 мм направляются в барабан 8 для накатывания на
них топлива. Число оборотов барабанов может изменяться от 8
до 12 об/мин. Измельченное твердое топливо в барабан 8 посту-
пает из бункера 5.
Другим агрегатом для получения сырых окатышей является
чашевый гранулятор 7. Диаметр его основной рабочей части ра-
вен 5,5 м. По краю имеется полуметровый желоб для накатыва-
ния в нем топлива. Общий диаметр гранулятора 6,5 м. Угол на-
клона чаши к горизонту может изменяться в пределах 40—60°;
число оборотов составляет от 6 до 9 об/мин. Сушку и обжиг ока-
тышей производят на конвейерной машине 9, а сортировку —
в отделении 10.
Результаты исследования процессов окатывания на этих
установках подтвердили возможность эффективного производства
окатышей, позволили определить пределы значений основных
параметров, обеспечивающих успешное протекание процессов.
Было установлено, что влажность шихты должна составлять
9—10%, необходимая окружная скорость гранулятора 60—
80 м/мин, на больших грануляторах до 120 м/мин-, угол наклона
гранулятора 50—60°; окружная скорость в барабанах окомкова-
телях 80—90 м/мин. Для придания окатышам необходимой проч-
ности и предотвращения растрескивания в процессе сушки необ-
ходимо добавлять 0,5—1 % бентонита либо других аналогичных
веществ.
Окатыши можно обжигать в шахтных печах, конвейерных
обжиговых машинах, в комбинированных агрегатах решетка —
вращающаяся печь. Проводят исследовательские и опытно-кон-
структорские работы по созданию промышленных комбинирован-
ных агрегатов, для этого в Механобрчермете сооружена опытная
установка производительностью 3 т/ч. На ССГОКе один из су-
шильных барабанов реконструирован во вращающуюся печь
и укомплектован оборудованием для производства окатышей.
В результате этих работ будут созданы эффективные промышлен-
ные агрегаты. В настоящее время в СССР для промышленного
производства окатышей приняты конвейерные обжиговые ма-
шины [5].
Технологический процесс и оборудование, используемое для
промышленного производства окатышей, можно кратко описать
на примере первой в СССР промышленной фабрики окомкования,
сооруженной на ССГОКе [6]. Эта фабрика в настоящее время
состоит из восьми однотипных производственных линий, основ-
ным звеном которых являются обжиговые машины. Проектируется
расширение фабрики до двенадцати производственных линий.
10
Сырье
Сырьем для производства окатышей служит концентрат магне-
титовых руд Соколовского иСарбайского месторождений, извест-
няк и бентонит. Тонкоизмельченный концентрат для фабрики оком-
кования поступает с фабрики мокрой магнитной сепарции (ММС),
где его следует усреднять и складировать на складе влажного
концентрата.
Технологические условия на поставку концентрата: ситовая
характеристика класса 0,074 мм не менее 94%; влажность 9,5%
с допустимыми отклонениями ±0,5%. Допустимые колебания
содержания кремнезема в усредненном штабеле составляют
±0,25%. Усреднение состава концентрата достигают при созда-
нии постоянного запаса его на складе, составляющего примерно
25 000 т в одном штабеле. На складе обычно имеется два штабеля:
один из них формируют в то время, как из другого выбирают кон-
центрат. При формировании штабелей на складе следует произ-
водить усреднение концентрата по влажности, химическому и
гранулометрическому составам, послойно укладывая концентрат
конвейерами, работающими в челноковом режиме. Один раз
в час отбирают пробы концентрата для лабораторного химиче-
ского анализа на содержание Fe, CaO, SiO2, S, определения влаж-
ности и содержания фракций класса 0,074 мм. При отборе каж-
дой пробы указывают массу поступившего в штабель концентрата
и по результатам анализов определяют нарастающим итогом сред-
невзвешенный состав концентрата в штабеле, являющемся «пас-
портом штабеля». При помощи системы конвейеров концентрат
со склада ММС поступает в бункера фабрики окомкования, где
ежесменно контролируется его влажность и содержание фракций
класса 0,074 мм. В бункерах фабрики окомкования на каждой
производственной линии поддерживают не снижаемый менее х/4
объема бункера запас концентрата.
Известняк поступает на промежуточный склад по железной
дороге. Из каждых трех вагонов отбирают одну пробу для опре-
деления влажности, ситового состава и содержания СаО и SiO2;
эти данные служат для проверки сертификатов. Вагоны разгру-
жают послойно по всему фронту железнодорожного состава.
От железнодорожного полотна известняк при помощи экскавато-
ров укладывают в штабель, при этом достигается частичное усред-
нение состава известняка. На склад фабрики окомкования извест-
няк подают в «вертушках». Здесь при помощи грейферных кранов
и бульдозеров известняк укладывают на бетонированную пло-
щадку в два штабеля по 5000 т каждый. В то время, когда форми-
руется один штабель, известняк на фабрику поступает из другого
штабеля. Штабель укладывают послойно, а выработку ведет
экскаватор вертикальными заходами по всей ширине штабеля
с продвижением вдоль его оси. В процессе формирования штабеля
И
отбирают одну пробу из каждых 300 т, в которой определяют
содержание СаО и влаги. На сформированный штабель ОТК
выдает паспорт, где указывается количество известняка, содержа-
ние в нем СаО, SiO3 и влаги.
Бентонит по железной дороге поступает непосредственно на
склад компонентов фабрики окомкования, где его укладывают
в штабель массой 3—4 тыс. т. Из каждых 300 т или из каждого
вагона в случае их поступления по одному отбирают пробу для
лабораторного определения содержания СаО, SiO2, влажности,
бентонитового числа и набухаемости. На каждый штабель ОТК
выдает паспорт. Подача бентонита из штабеля осуществляется
путем боковой подрезки бульдозером по его длине, и подачи
экскаватором в самоходные бункера.
Дробление и измельчение компонентов шихты
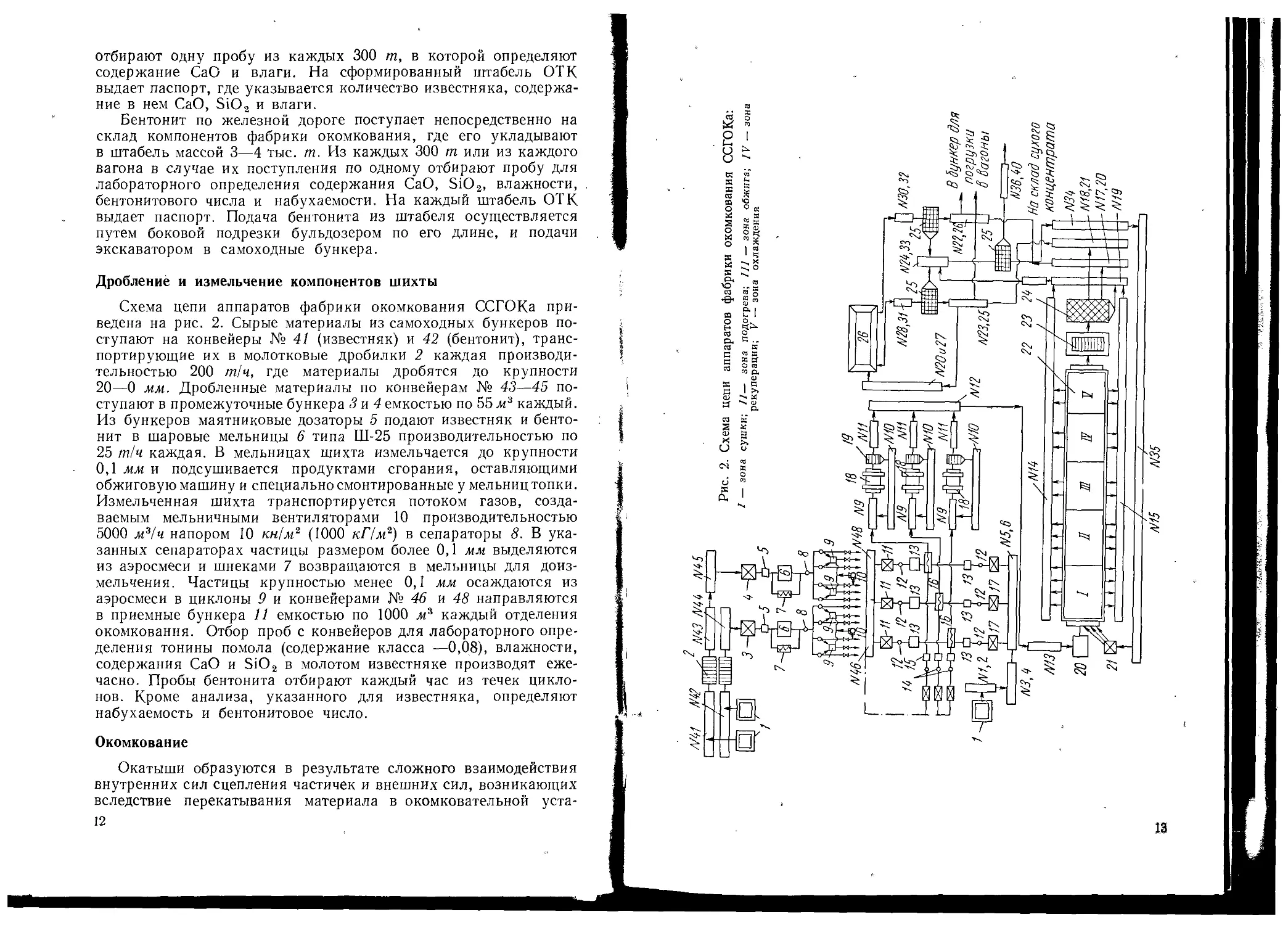
Схема цепи аппаратов фабрики окомкования ССГОКа при-
ведена на рис. 2. Сырые материалы из самоходных бункеров по-
ступают на конвейеры № 41 (известняк) и 42 (бентонит), транс-
портирующие их в молотковые дробилки 2 каждая производи-
тельностью 200 т/ч, где материалы дробятся до крупности
20—0 мм. Дробленные материалы по конвейерам № 43—45 по-
ступают в промежуточные бункера 3 и 4 емкостью по 55 зг каждый.
Из бункеров маятниковые дозаторы 5 подают известняк и бенто-
нит в шаровые мельницы 6 типа Ш-25 производительностью по
25 т/ч каждая. В мельницах шихта измельчается до крупности
0,1 мм и подсушивается продуктами сгорания, оставляющими
обжиговую машину и специально смонтированные у мельництопки.
Измельченная шихта транспортируется потоком газов, созда-
ваемым мельничными вентиляторами 10 производительностью
5000 м3/ч напором 10 кн/м2 (1000 кГ/м2) в сепараторы 8. В ука-
занных сепараторах частицы размером более 0,1 мм выделяются
из аэросмеси и шнеками 7 возвращаются в мельницы для доиз-
мельчения. Частицы крупностью менее 0,1 мм осаждаются из
аэросмеси в циклоны 9 и конвейерами № 46 и 48 направляются
в приемные бункера 11 емкостью по 1000 м3 каждый отделения
окомкования. Отбор проб с конвейеров для лабораторного опре-
деления тонины помола (содержание класса —0,08), влажности,
содержания СаО и SiO2 в молотом известняке производят еже-
часно. Пробы бентонита отбирают каждый час из течек цикло-
нов. Кроме анализа, указанного для известняка, определяют
набухаемость и бентонитовое число.
Окомкование
Окатыши образуются в результате сложного взаимодействия
внутренних сил сцепления частичек и внешних сил, возникающих
вследствие перекатывания материала в окомковательной уста-
12
са
18
новке. Внутренние молекулярные силы зависят от природы
частиц, взаимной ориентировки их поверхностей и формы кон-
такта. Эти силы эффективны только для частиц очень мелких
размеров [2]. Увеличение сил сцепления достигается увлажне-
нием материала. Железорудные концентраты гидрофильны. При
увлажнении концентратов происходит адсорбция молекул воды
поверхностью частиц и проникновение ее в пространство между
частицами за счет капиллярных сил [7, 8]. Последние, по-види-
мому, являются основными. Зависимость прочности окатышей
от влажности имеет экстремальный характер. Абсолютное зна-
чение влажности, соответствующее максимуму прочности ока-
тышей, определяется составом комкуемого материала. Большое
значение для сил сцепления имеют форма, прочность и состояние
поверхности минеральных зерен, их химико-минералогический
состав. Механизм образования окатышей состоит в том, что при
многократных пересыпаниях и ударах зародышевые центры
(комки с высокой влажностью) уплотняются в результате сбли-
жения частищ избыточная влага выходит к поверхности комка,
что создает условия для присоединения к его поверхности других
частиц и увеличения его размеров. Рост окатыша прекращается
при прекращении выделения влаги на его поверхность.
Технологию окомкования разрабатывали и исследовали в раз-
личных институтах СССР. Так, в Московском институте стали
и сплавов (МИСиС) изучено производство окатыванием цилиндри-
ческих брикетов [3]. Здесь же разработан способ производства
двухслойных окатышей [9]. В институте «Механобрчермет»
исследовали различные факторы, влияющие на производство
окатышей в барабанных и чашевых окомкователях. Химико-
каталический метод окомкования исследован в Институте метал-
лургии и горючих ископаемых АН СССР. Большой вклад в изу-
чение технологии окомкования внесли институты «Механобр»,
«Уралмеханобр», Томский политехнический и др. В этих инсти-
тутах и на предприятиях разработана технология и отечественное
оборудование для производства окатышей. Поддерживать на
заданном или оптимальном значении параметры технологиче-
ского режима и работы оборудования должны системы автомати-
зации.
Сырые офлюсованные окатыши для возможности их после-
дующей обработки должны отвечать определенным технологи-
ческим условиям. Их основность, определяемая соотношением
СаО
содержания с.^, в настоящее время задана величиной 1,15 ±
± 0,07. Прочность сырых окатышей сейчас определяют по двум
методам: раздавливанием, где их прочность должна составлять
примерно 1,3 кг!окатыш и числом сбрасывания без разрушения,
составляющем примерно 16, влажность — не выше 8,8%. Грану-
лометрический состав окатышей в настоящее время варьируют
14
для отыскания таких их размеров, которые наилучшим образом
отвечали бы как условиям последующей их обработки в обжиговых
машинах, так и использования в доменной печи. Распространен-
ными для окатышей приняты размеры 12—16 мм. Для получения
сырых окатышей заданного качества шихта дозируется, смеши-
вается и в случае необходимости доувлажняется. Соотношение
компонентов в шихте определяют из условий основности по фор-
муле
СаО _ + Уиа + <?бкба
Si°2 QKaSi + QHaSi + ’
где QK, QH, Qg — расход концентрата, известняка и бентонита
соответственно;
«ка, «иа, аб’а — содержание СаО соответственно в концен-
трате, известняке и бентоните;
«к1, a„‘, «б‘ — содержание SiO2 соответственно в концен-
трате, известняке и бентоните.
По этой формуле обычно рассчитывают необходимое количество
известняка, так как основность окатышей задана по технологи-
ческим требованиям, количество концентрата определяют по
необходимой производительности окомкователя, а количество
бентонита в зависимости от его качества устанавливают обычно
в пределах 0,7—1,5% от массы шихты.
Концентрат и известняк по массе из бункеров 11 и 17 (см.
рис. 2) дозируются весоизмерителями 13 типа ВЛ-1058 и ВЛ-1059,
воздействием через систему регулирования на число оборотов
тарельчатых питателей 12. Дозирование же бентонита — объем-
ное. Его количество регулируют вручную, изменяя открытие
шибера на ленточном питателе 14. Расход бентонита через такой
питатель рассчитывают по формуле
Q6 = Fpv т/ч,
где F — площадь выходного отверстия, м2\
р — насыпная масса бентонита, т/м2-,
v — скорость ленты, м/ч.
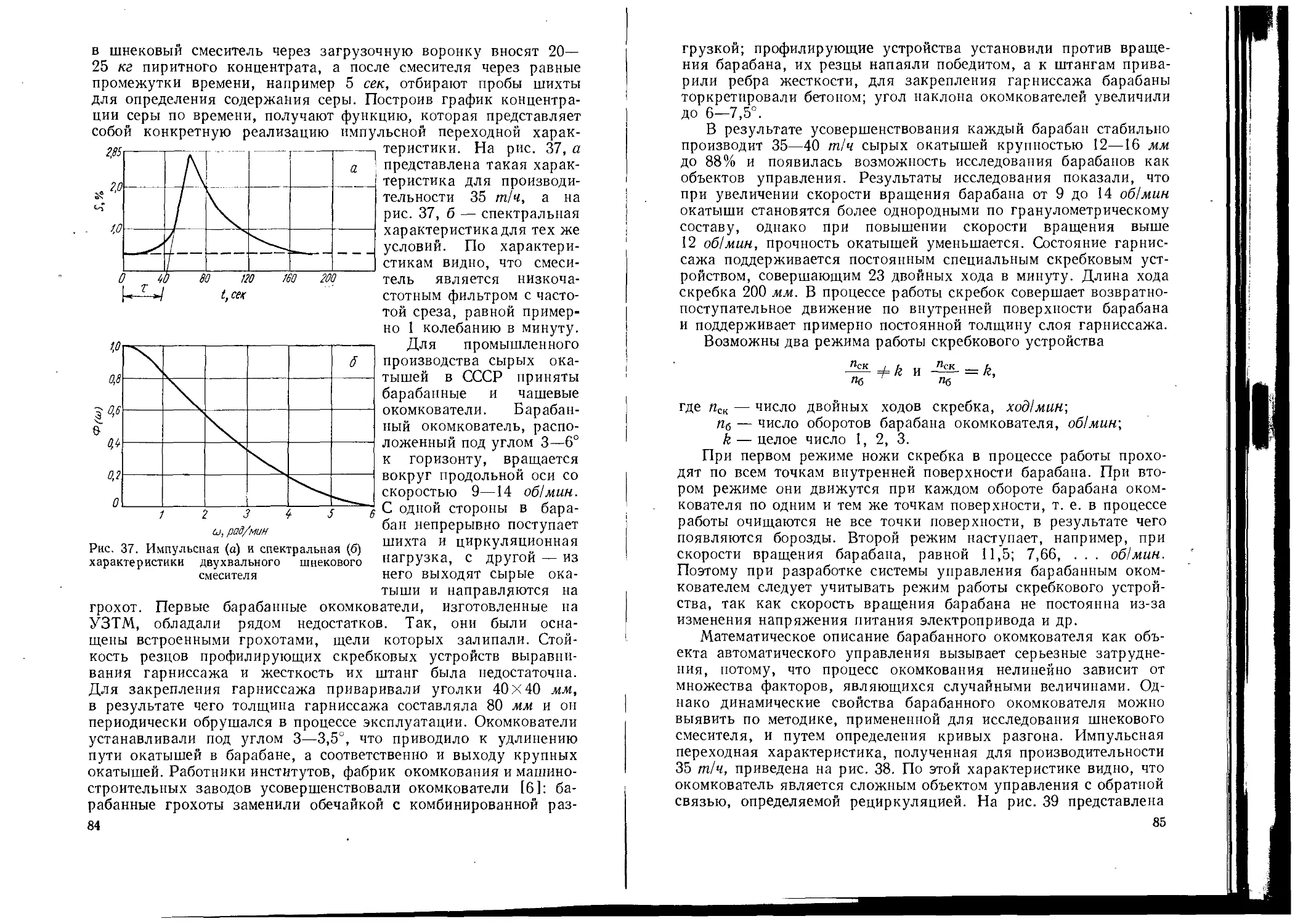
Перемешанные в двухвальном шнековом смесителе 16 шихто-
вые материалы по конвейерам № 9 поступают в барабанные
окомкователи 18 производительностью 40 т/ч готовых окатышей
каждый. Длина барабана окомкователя 11 000 мм, диаметр 2800 мм,
угол наклона 3—6°, число оборотов барабана можно изменять
в пределах 8—10 об/мин. Окомкователь приводится во вращение
электродвигателем типа П-131-6К мощностью 100 кет, число
оборотов его вала может изменяться от 500 до 750 об/мин. Скреб-
ковое устройство выравнивания гарниссажа приводится в движе-
ние электродвигателем мощностью 4,5 кет, числом оборотов
15
735 об!мин. Скребковое устройство осуществляет 23 двойных
хода в минуту. Ход скребкового устройства составляет 200 мм.
Сырые окатыши поступают на грохот 19, рабочая площадь
сита которого составляет 7,44 м2 (1,75x4,25 л). Размер ячейки
такого сита 12Х 12 мм, угол наклона грохота 15°; число оборотов
вала 900 об!мин, амплитуда колебаний 3 мм. Подгрохотный про-
дукт класса 0—12 мм поступает на вторую деку грохота, где
вместо сетки установлен резиновый поддон, направляющий его
на конвейер № 10 и как циркуляционную нагрузку возвращает
в барабан-окомкователь. Надгрохотный продукт класса +12 мм
по системе конвейеров № 11, 12, 13 поступает на роликовый
укладчик сырых окатышей обжиговых машин. Всего в цехе оком-
кования будет 36 технологических линий по три линии на каждую
из 12 обжиговых машин фабрики. Пробы сырых окатышей для
анализа отбирают с конвейера № 13 через каждые 2 ч. Анализи-
руют химический состав, содержание влаги, определяют проч-
ность окатышей на раздавливание и число сбрасываний с высоты
300 мм, которое выдерживают окатыши без разрушения, произ-
водят рассев окатышей на классы —8, +8, + 10; +12; +14;
+ 16; +18; +20 мм. По результатам анализа проб составляют
среднесменный анализ для всех технологических потоков. Сырые
окатыши подаются на роликовый укладчик 20. Роликовый
укладчик 20 состоит из 42 роликов диаметром 102 мм и длиной
2160 мм, между которыми имеются зазоры, что позволяет допол-
нительно отделять от сырых окатышей мелочь — 5 мм. Привод
роликов укладчика осуществляется двумя электродвигателями
постоянного тока мощностью 4,5 кет. через редуктор. Пере-
даточное число редуктора правого двигателя, приводящего во
вращение четные ролики, составляет 42,5, а левого, вращающего
нечетные ролики 31,5. После 33-го ролика, считая по ходу сырых
окатышей, укладчик изогнут. Угол наклона хвостовой части
укладчика может изменяться на 0—6°. Сырые окатыши с уклад-
чика поступают на паллеты обжиговой машины, загруженные
донной и бортовой постелью. Высота донной постели составляет
примерно 50—70 мм, а бортовой равна высоте бортов паллет.
Донная и бортовая постель состоит из обожженных окатышей
класса +6 мм, поступающим по специальным рукавам из бунке-
ров 21.
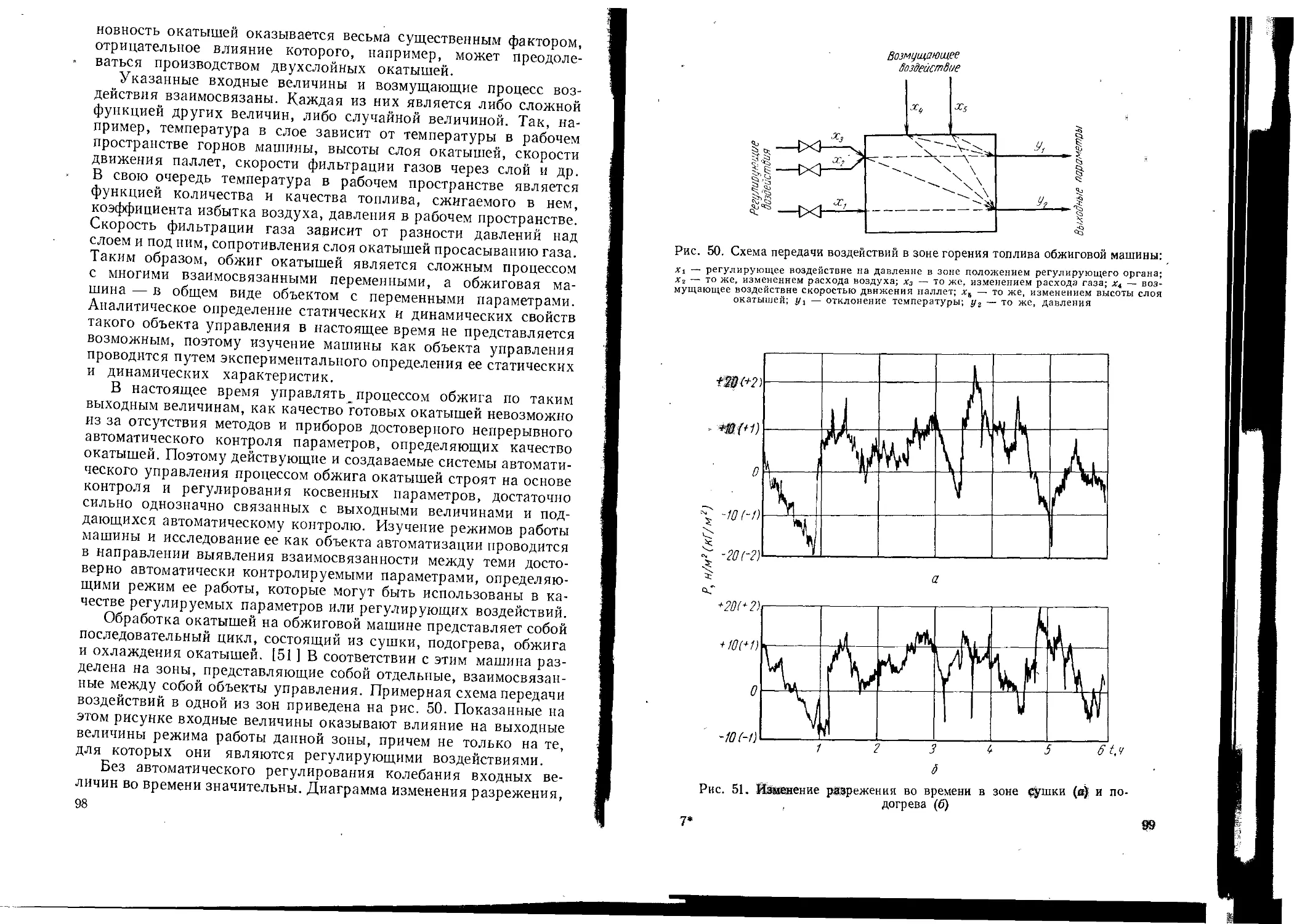
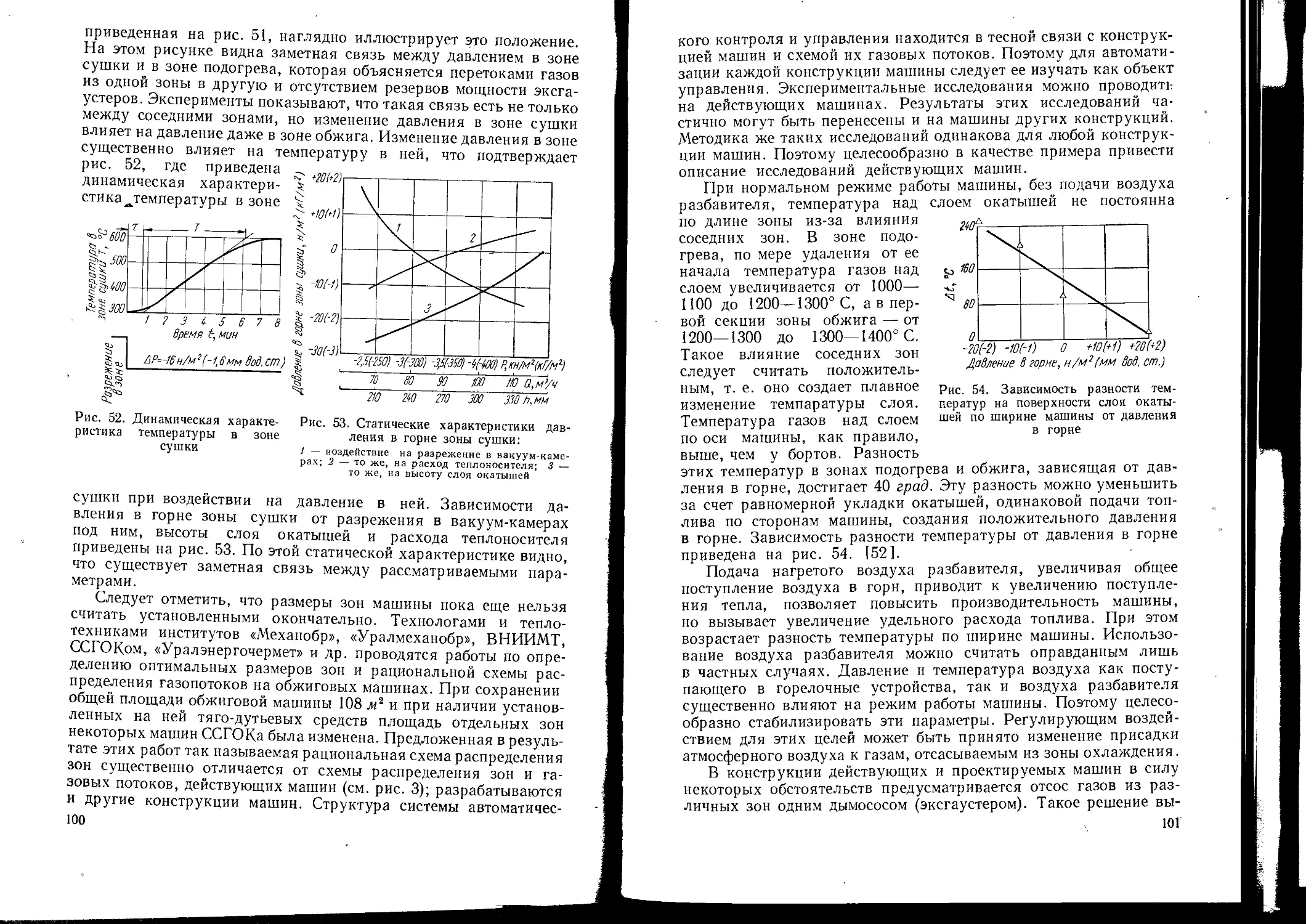
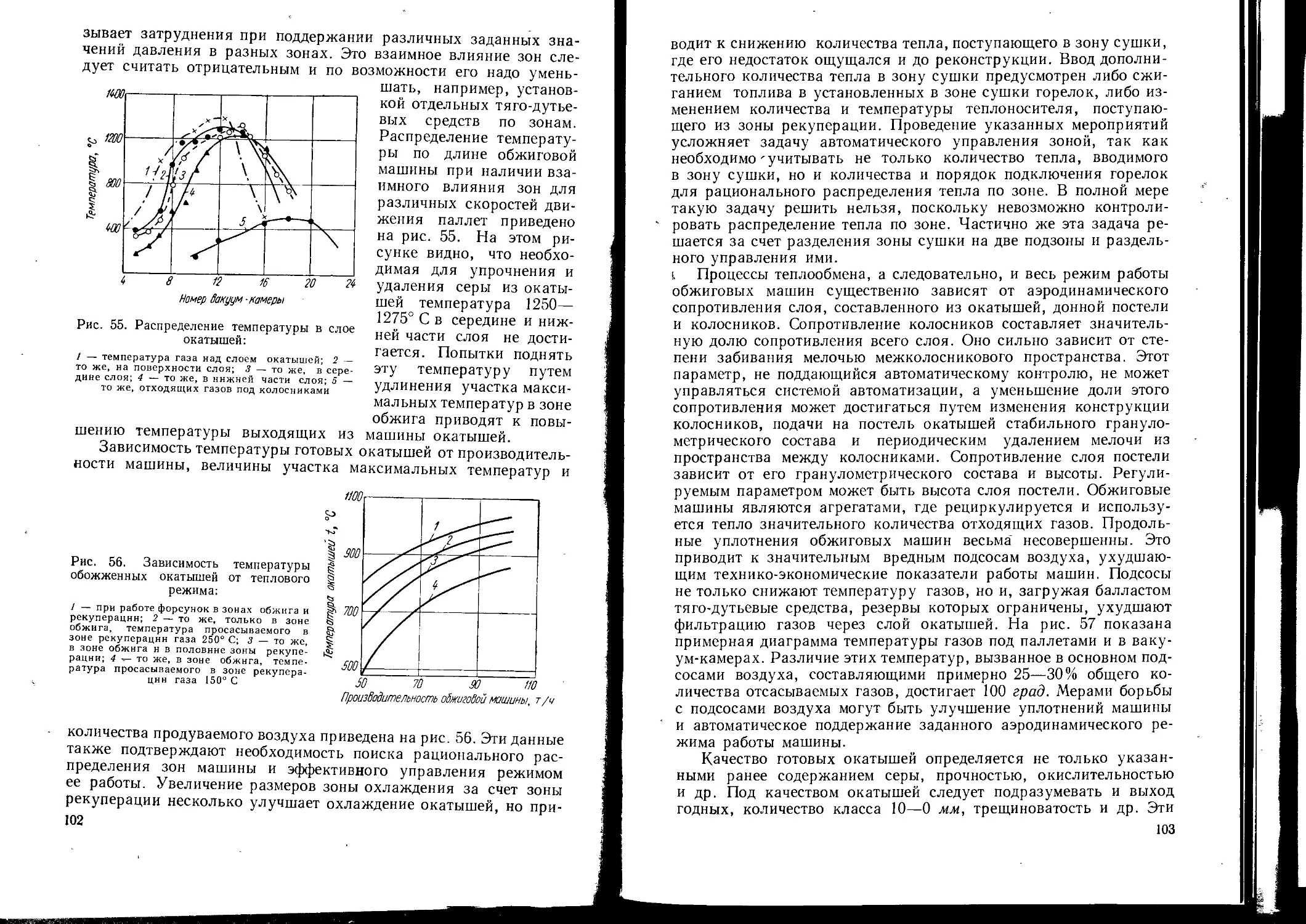
Обжиг
Окатыши обжигают на обжиговых машинах 22 типа ОК-108
длиной 54 м и шириной рабочей поверхности 2,00 м. Активная
площадь этих машин составляет 108 м2, число паллет равно 136;
скорость их движения может изменяться от 1 до 3 м!мин, толщина
слоя окатышей на паллетах составляет примерно 300 мм. Дей-
ствующие и сооружаемые в СССР обжиговые машины типа
OK-2-108 (ОК-4-108) представляют собой конвейерную печь
16
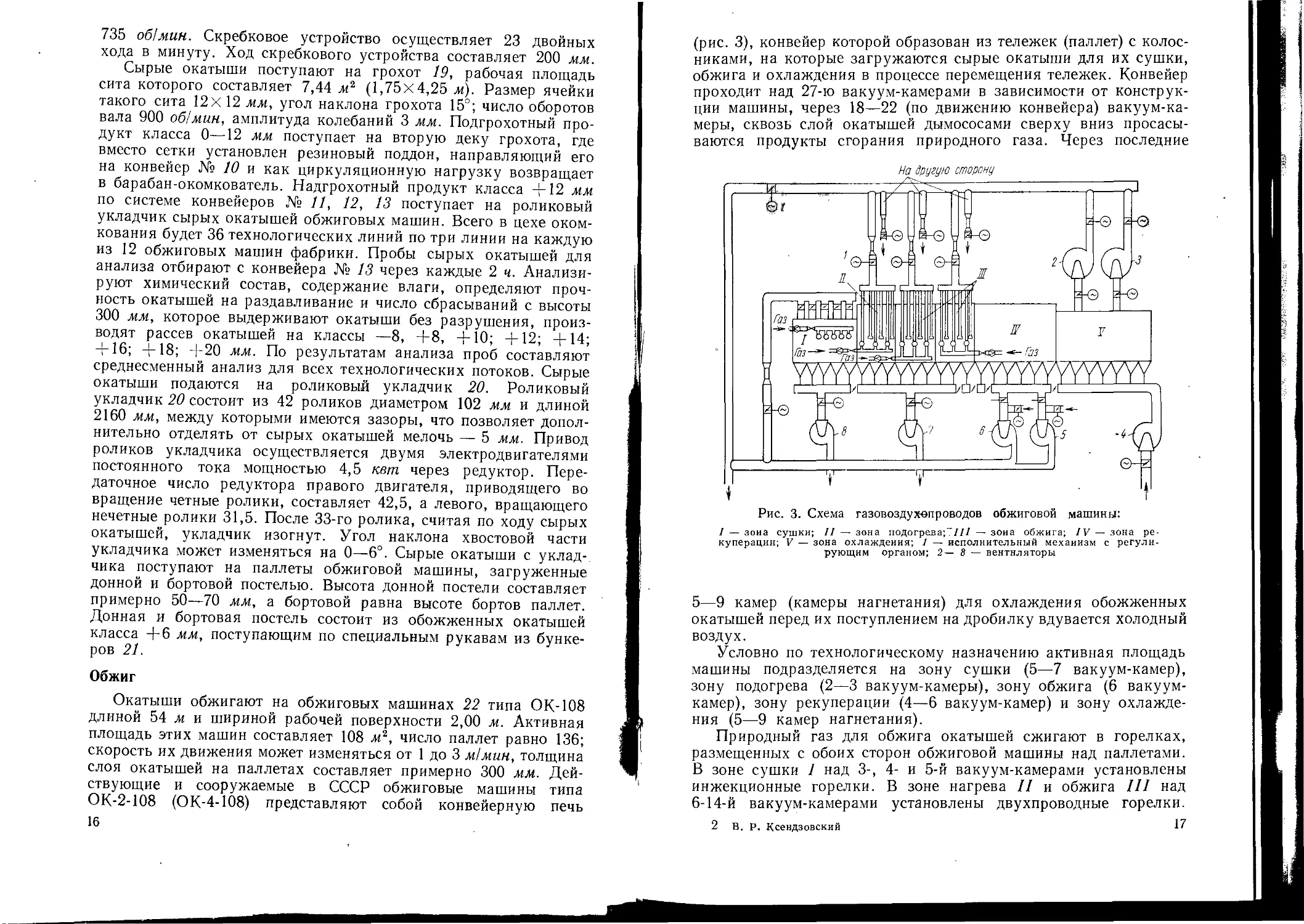
(рис. 3), конвейер которой образован из тележек (паллет) с колос-
никами, на которые загружаются сырые окатыши для их сушки,
обжига и охлаждения в процессе перемещения тележек. Конвейер
проходит над 27-ю вакуум-камерами в зависимости от конструк-
ции машины, через 18—22 (по движению конвейера) вакуум-ка-
меры, сквозь слой окатышей дымососами сверху вниз просасы-
ваются продукты сгорания природного газа. Через последние
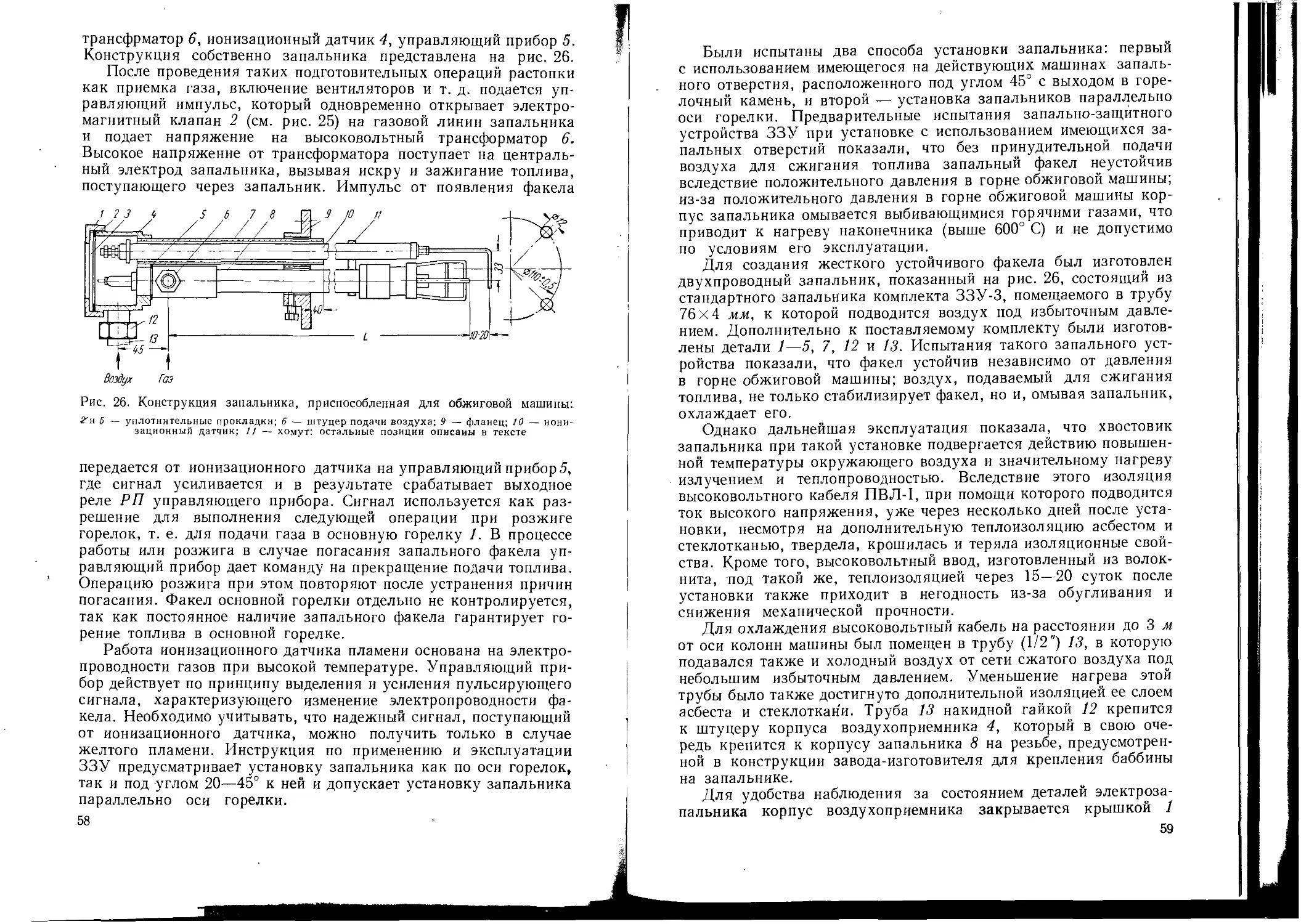
Рис. 3. Схема газовоздухопроводов обжиговой машины:
/ — зона сушки; 11 — зона подогрева;”/// — зона обжига; IV — зона ре-
куперации; V — зона охлаждения; 1 — исполнительный механизм с регули-
рующим органом; 2— 8 — вентиляторы
5—9 камер (камеры нагнетания) для охлаждения обожженных
окатышей перед их поступлением на дробилку вдувается холодный
воздух.
Условно по технологическому назначению активная площадь
машины подразделяется на зону сушки (5—7 вакуум-камер),
зону подогрева (2—3 вакуум-камеры), зону обжига (6 вакуум-
камер), зону рекуперации (4—6 вакуум-камер) и зону охлажде-
ния (5—9 камер нагнетания).
Природный газ для обжига окатышей сжигают в горелках,
размещенных с обоих сторон обжиговой машины над паллетами.
В зоне сушки / над 3-, 4- и 5-й вакуум-камерами установлены
инжекционные горелки. В зоне нагрева // и обжига III над
6-14-й вакуум-камерами установлены двухпроводные горелки.
2 В. р. Ксендзовский 17
Продукты сгорания из надпаллетного пространства зон сушки
подогрева и обжига через слой окатышей и вакуум-камеры эва-
куируются двумя дымососами 7 и 8 в дымовую трубу. Продукты
сгорания, отсасываемые через 6 вакуум-камер из зоны рекупера-
ции двумя параллельно включенными вентиляторами (5 и 6),
подаются в зону сушки.
Воздух, нагнетаемый в зону охлаждения вентилятором 4,
проходя через слой окатышей, нагревается до 200—300° С и
подается включенными параллельно вентиляторами 2 и 3 к го-
релкам зоны подогрева и обжига для сжигания топлива.
Средняя затрата тепла в зоне сушки на испарение 1 кг влаги
составляет около 2,8 Мдж!г (670 ккал/г) с учетом потерь тепла.
Исходя из этого, необходимо предусматривать тепло в таком
количестве, которое нужно подавать в зону сушки, чтобы обес-.
лечить удаление влаги из слоя не менее чем на 95%. Теплоноси-
телем в зоне сушки являются нагретые газы, поступающие из
зоны рекуперации, а также продукты сжигания природного газа
в самой зоне. Для достижения указанной эффективности сушки,
т. е. для удаления 95% влаги при определенной нагрузке и влаж-
ности сырых окатышей на машине, в зону необходимо подавать
тепло в соответствующем количестве. При подсчете этого коли-
чества тепла произведение
У0С = const,
где V — количество теплоносителя на зону сушки, м91ч',
tr — температура газа-теплоносителя, °C.
При постоянной. производительности машины и постоянной
влажности и температуре теплоносителя эффективность сушки
(количество удаленной влаги из слоя на протяжении всей зоны)
пропорциональна количеству газа теплоносителя. При перемен-
ной производительности машины и постоянной температуре теп-
лоносителя эффективность сушки прямо пропорциональна удель-
ному расходу теплоносителя. Работа при эффективности сушки
менее 95% приводит к переувлажнению окатышей в нижних
горизонтах слоя. Появление зоны переувлажнения вызывает
разрушение окатышей с образованием мелочи над первой вакуум-
камерой зоны подогрева. Равномерность сушки по ширине и длине
машины зависит от ровности укладки слоя на паллеты, калибро-
ванное™ и сегрегации окатышей. Тепловой режим зоны сушки
регламентируется технологической картой.
Наличие влаги в слое, поступающем в зону подогрева, кроме
разрушения окатышей с образованием мелочи, замедляет прогрев
слоя и снижает производительность машины. При достаточно
подсушенном слое окатышей, поступающих в зону, увеличение
температуры газов над слоем первой вакуум-камеры зоны подо-
грева до 1200° С не приводит к разрушению окатышей.
18
Эффективность сушки контролируют по темпетатуре отходя-
щих газов в вакуум-камерах зон сушки и подогрева. Увеличение
температуры слоя до определенных пределов пропорционально
времени пребывания его в зоне, температуре газов над слоем и
удельному их количеству.
В зоне подогрева в интервале 700—1000° С происходит окисле-
ние магнетита в гематит. Степень окисления в зависимости от
теплового режима достигает 60—80%. В результате окисления,
сопровождающегося рекристаллизацией магнетитовых зерен в ге-
матитовые, происходит упрочнение окатышей. На выходе из
зоны подогрева прочность окатышей достигает 100—160 кг/ока-
тыш.
При окислении магнетита происходит выделение тепла,
приводящее к увеличению температуры слоя.
Воздух в зону подогрева подают в количестве, необходимом
для обеспечения полного сгорания топлива и создания в продук-
тах сгорания 8—11% избыточного кислорода, что составляет
коэффициент избытка воздуха около 2,0.
При температурах до 700° С частично выгорает сера. В интер-
вале 700—1100°С происходит образование сульфата кальция
CaSO4, что замедляет выгорание серы из окатышей при этих
температурах. При высоких температурах (температурах спеков)
прочность окатышей определяет степень их оплавленности,
при этом увеличивается содержание закиси железа в результате
диссоциации (разложения) гематита. Ведение технологического
режима обжига окатышей с образованием спеков недопустимо.
Поэтому поддержание заданной для данного материала темпе-
ратуры является важной задачей. В зоне подогрева происходит
интенсивное разложение известняка по реакции
СаСО3Д^СаО + СО2.
Для равномерного распределения температур над слоем по
длине и ширине зоны необходимо в горне поддерживать положи-
тельное давление порядка (5ч-15) н!м2 [(0,5-ь 1,5) мм вод. ст.\.
Зона обжига предназначена для нагрева окатышей до требуе-
мой температуры (1300° С), при которой максимально выгорает
сера и происходит дальнейшее окисление, сопровождающееся
рекристаллизацией магнетитовых зерен в гематитовые. Незначи-
тельное превышение температуры газа над слоем в этой зоне
заметно влияет и на среднюю температуру всего слоя. Поэтому
особенно важно выдерживать установленный температурный ре-
жим в зоне обжига. Нарушение его в ту или иную сторону ухуд-
шает качество окатышей.
При увеличении времени пребывания окатышей в зоне обжига
температура в слое возрастает непрерывно до определенного зна-
чения. Скорость подъема температуры в слое, т. е. скорость по-
2* 19
догрева слоя, увеличивается по мере увеличения скорости филь-
трации теплоносителя в зоне до 1,2 м!сек. При более высокой ско-
рости фильтрации подъем температуры в слое практически не
зависит от времени выдержки. Таким образом, чем выше скорость
фильтрации теплоносителя, тем быстрее наступает теплонасы-
щение слоя, после которого не имеет смысла выдерживать
слой при высоких температурах. Длина зоны высоких темпе-
ратур в горне изменяется в зависимости от скорости движения
машины.
Для успешного удаления серы из окатышей необходимо обес-
печить пребывание их в зоне высоких температур не менее 5—
6 мин.
Для равномерного распределения температур, и по ширине,
и по длине зоны давление в горне следует поддерживать в пре-
делах (5-ъ15 hIm2') [Д-(0,5-=-1,5) мм вод. ст.}. Такое давление
в горне поддерживают в основном путем изменения количества
теплоносителя и в редких случаях изменением положения напра-
вляющего аппарата дымососа.
В зоне обжига происходят сложные физико-химические про-
цессы, требующие затрат кислорода. Поэтому для реакций окис-
ления подается избыток кислорода в теплоносителе, что осуще-
ствляется поддержанием коэффициента избытка воздуха, пода-
ваемого для сжигания топлива порядка 2,0. Удельный расход
тепла на обжиг окатышей составляет 1,59—1,67 Мдж!т (380—
400 тыс. ккал/т) окатышей. Исходя из этого при повышении про-
изводительности машины одновременно необходимо увеличить
общий расход тепла, например увеличением количества сжигае-
мого газа, с таким расчетом, чтобы удельный расход тепла оста-
вался в указанных пределах. При повышенном содержании серы
в концентрате (выше 0,4%) удельный расход тепла необходимо
увеличить.
Максимальная температура в нижнем горизонте слоя дости-
гается в зоне рекуперации и она зависит от температуры слоя на
выходе из зоны обжига. Температура в нижнем горизонте слоя
на выходе в зону рекуперации должна быть равной 900—1000° С.
В зоне рекуперации магнетит окончательно окисляется и сера
выгорает в нижних горизонтах слоя. Повышение температуры
сверх 1000° С происходит здесь путем передачи тепла от верхних
слоев и выделения тепла при окислении магнетита. Утилизация
тепла газов, покидающих зону рекуперации, происходит в зоне
сушки. Температура отходящих газов отражает температуру на
границе слой-постель. При толщине слоя донной постели 70 мм,
нормальном состоянии продольного уплотнения машины и при
одной и той же высоте слоя обжигаемых окатышей температура
1000° С на границе слой—постель соответствует температуре
под паллетами 400—550° С, а температура 1250° С — темпера-
туре 450—650° С.
20
После выдержки (температурной площадки) на границе слой-
постель в зоне рекуперации начинается снижение температуры
в слое и на входе в зону охлаждения она составляет 1000° С.
Температура окатышей, выдаваемых с обжиговой машины,
зависит от причин, описанных ниже.
1. Удельного расхода воздуха в зоне охлаждения и его тем-
пературы. Удельный расход воздуха, подаваемого вентилято-
ром 4 (см. рис. 3), необходимый для охлаждения окатышей
до температуры на выходе из зоны охлаждения ниже 400° С,
составляет примерно 2700 мЧт обоженных окатышей.
2. Эффективности теплообмена между воздухом и окатышами
в зоне охлаждения.
3. Температуры окатышей, поступающих в зону охла-
ждения.
Удельный расход воздуха в зоне охлаждения зависит от сте-
пени открытия дросселя на всасе вентилятора 4, от положения
дросселей дутьевых камер, высоты и плотности слоя окатышей,
а также чистоты колосникового поля.
Эффективность теплообмена между воздухом и окатышами
в зоне охлаждения зависит в основном от равномерности высоты
слоя окатышей на паллетах по длине и ширине зоны. Чем ровнее
укладка, тем эффективность теплообмена, а следовательно, и
охлаждение окатышей лучше. Неравномерность высоты слоя
приводит к местным продувам и периодическому появлению крас-
ных окатышей при разгрузке. При критической скорости филь-
трации воздуха в зоне охлаждения, равной 1,4 м/сек, нарушается
целостность слоя и происходит выброс из него окатышей. Таким
образом на аэродинамическое сопротивление слоя при всех про-
чих постоянных условиях влияют высота слоя, гранулометриче-
ский состав и совершенство укладки сырых окатышей и постели,
а также степень чистоты колосникового поля.
Опробование обожженных окатышей для определения содержа-
ния серы и окиси железа, а также их прочности на раздавливание
производит ОТ К комбината, отбирая пробы с грохота 199Гр
через каждые 2 ч на каждой обжиговой машине. Из отобранных
проб составляют среднесменную пробу на каждой обжиговой
машине, анализируют ее на содержание Fe, FeO, S, СаО, SiO2
и определяют расчетную основность.
Обожженные окатыши поступают через одновалковую дро-
билку 23 (см. рис. 2) на самобалансный грохот 24 типа 199Гр
производительностью 200 т/ч с площадью грохочения 2x5 =
= 10 м2 и живым сечением колосников, равным 9%. Размер
щелей составляет 7—12 мм, амплитуда его колебаний 5,7 мм,
частота вращения дебаланса (частота) 698 об/мин. Скорость
движения окатышей по грохоту 12 см/сек. Приводом грохота
является электродвигатель мощностью 28 кет с числом оборотов
675 об/мин. ,
21
Сортировка
Грохот 25 (см. рис. 2) разделяет окатыши на два класса: то-
варные окатыши (+8 мм) и просыпь (—8 мм). Частично в про-
сыпь попадают товарные окатыши по обводным руковам обжи-
говых машин (конвейер № 14). Конвейер № 15 предназначен
для отбора пыли из газового коллектора машины.
Готовые товарные окатыши, температура которых не должна
превышать 40CF С, поступают на металлические пластинчатые
конвейеры № 17, 20 или № 18, 21, по которым они транспорти-
руются в цех сортировки. На этих конвейерах они дополнительно
охлаждаются водой. Подачу воды регулируют вручную так, чтобы
она полностью испарялась на транспортерах и не попадала в раз-
грузочные бункеры после конвейеров № 22, 26. Готовые товарные
окатыши могут по конвейерам № 20, 25, 27 направляться на
склад окатышей 26 емкостью 170 000 т. Окатыши отгружаются
со склада через грохот 25.
Опробование товарных окатышей производит ОТК комби-
ната, отбирая пробы с конвейера при погрузке их в вагоны МПС.
Пробы отбирают от каждого вагона, составляют среднюю пробу
на каждые 300 т отгруженных окатышей, на которую выдают
сертификат, указав в нем содержание Fe, FeO, S, СаО, SiO2,
расчетную основность, прочность на раздавливание, содержание
класса — 5 мм и барабанную пробу. По действующим в настоящее
время для ССГОКа техническим условиям товарные окатыши
должны отвечать следующим требованиям: содержание железа
61 ± 0,07%, основность 1,15 ± 0,07; содержание серы не более
0,1%; содержание фракций 5—0 мм не более 7,0%; крупность
8—16 мм\ прочность на раздавливание не менее 160 кг!окатыш.
Просыпь от машин с конвейера № 15 и подгрохотный продукт
грохота 24 по конвейеру № 19 направляется на грохот 25 для
мокрого грохочения. Верхний плюсовой материал по конвейерам
№ 33—35 направляется в бункеры 21 как постель для обжиговых
машин. Избыточный материал постели может направляться на
отгрузку по конвейерам № 24—26.
Постель опробывают на рудоиспытательной станции (РИС)
фабрик отбором проб с конвейера № 35 через каждые 4 ч и выдают
данные по рассеву постели на классы -фб; —6; —3 мм.
Производство окатышей за рубежом
Мировое производство окатышей за 1966 г. составило
65,0 млн. т [10]. В США и Канаде к этому времени соотношение
общей мощности агломерационных фабрик и мощности фабрик,
производящих окатыши, стали одинаковыми, хотя несколько
лет назад агломерата производили втрое больше, чем окатышей.
За последнее время производство окатышей освоено в Швеции,
где их выпуск в 1968 г. достиг 4,4 млн. т\ Японии, Норвегии,
22
Италии и других странах. Выпуск окатышей в 1970 г. составил
примерно 90 млн. т, а к 1980 г. возрастет до 150—160 млн. т.
За рубежом фабрики окомкования сооружают преимущественно
вблизи рудников и обогатительных фабрик. Иногда фабрики оком-
кования входят в состав металлургических заводов, как, напри-
мер, в Японии и Норвегии. Как правило, окатыши изготовляют
неофлюсованные, используя для их производства тонкоизмель-
ченный концентрат с добавкой 0,5—1% молотого бентонита.
В начальный период развития производства окатышей их изго-
товляли в барабанных окомкователях и обжигали в шахтных пе-
чах [11]. Фабрики с таким оборудованием были сооружены вна-
чале в Швеции, а затем в Канаде и США. В настоящее время
в США и Канаде работает 12 промышленных фабрик по произ-
водству окатышей. Столько же фабрик проектируют и сооружают.
Находящиеся в эксплуатации фабрики оборудованы шахтными
печами, конвейерными обжиговыми машинами с тремя различными
способами просасывания воздуха и комбинированными обжиго-
выми установками, состоящими из конвейерной машины и вра-
щающейся печи [3].
Вертикальные шахтные печи обычно используют в США для
обработки окатышей из магнетитовых концентратов, содержа-
щих небольшое количество флюсующих элементов. Печи работают
по принципу противотока; сверху в шахту загружают сырые ока-
тыши, снизу подается воздух. Эта печь имеет прямоугольное се-
чение размером 1,8X4,3 .и; ее высота 13,7 м, производительность
около 50 т/ч. С каждой стороны печи расположены футерованные
камеры горения, в которых сжигается жидкое или газообразное
топливо. Продукты сгорания поступают в печь через окна, оста-
вляемые в верхней части камеры горения. Печи работают под
давлением порядка 40 кн/м2 (0,4 кПсм2}. Благодаря хорошему
теплообмену шахтные печи работают с низким удельным расхо-
дом тепла. На описываемых печах удельный расход тепла соста-
вляет 0,5—0,63 Мдж/т (120—150 тыс. ккал/т). Основными не-
достатками шахтных печей являются их низкая производитель-
ность, не превышающая 60 т/ч, и пригодность для обжига только
неофлюсованных окатышей, допускающих колебания темпера-
туры в широком диапазоне. Это ограничивает их использование
при современных масштабах металлургического производства и
привело к необходимости искать другие способы производства
окатышей.
В середине пятидесятых годов была создана рекуперативная
конвейерная обжиговая машина, подобная широко распростра-
ненным агломерационным машинам, но” приспособленная для
работы при высокой температуре обжига. Эти машины выполне-
ны в различных вариантах просасывания газов: сверху вниз
и снизу вверх. На этих машинах сейчас производят наибольшее
количество окатышей. На первых машинах такого типа, соору-
23
женных в США фирмой Сильвер Бэй, окатыши обжигали за счет
горения твердого топлива, накатанного на их поверхность. Про-
изводительность таких машин активной площадью 95 состав-
ляла примерно 100 т/ч. Удельный расход тепла на этих машинах
составляет 250—350 тыс. ккал на 1 т окатышей.
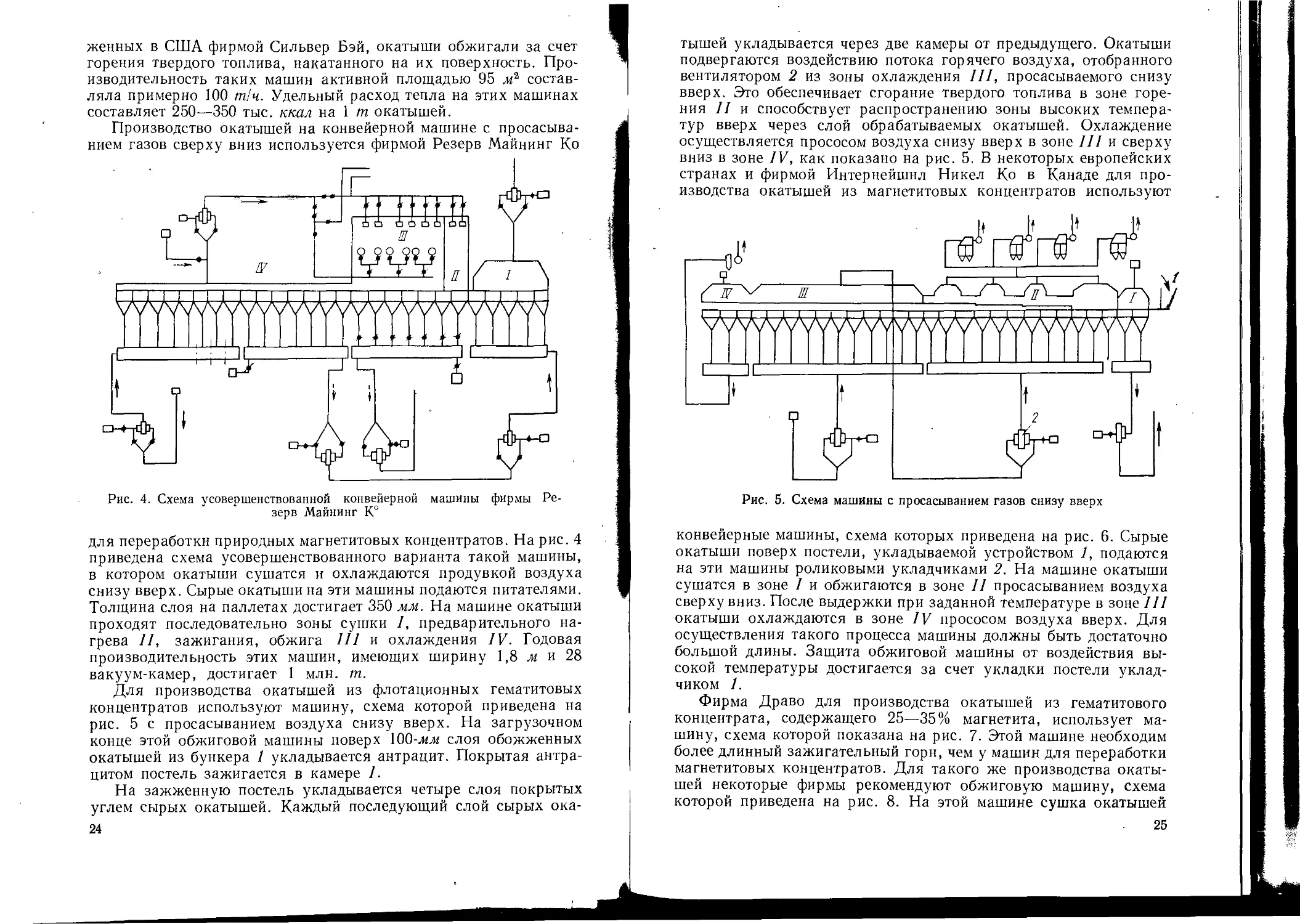
Производство окатышей на конвейерной машине с просасыва-
нием газов сверху вниз используется фирмой Резерв Майнинг Ко
Рис. 4. Схема усовершенствованной конвейерной машины фирмы Ре-
зерв Майнинг К0
для переработки природных магнетитовых концентратов. На рис. 4
приведена схема усовершенствованного варианта такой машины,
в котором окатыши сушатся и охлаждаются продувкой воздуха
снизу вверх. Сырые окатыши на эти машины подаются питателями.
Толщина слоя на паллетах достигает 350 мм. На машине окатыши
проходят последовательно зоны сушки 7, предварительного на-
грева II, зажигания, обжига III и охлаждения IV. Годовая
производительность этих машин, имеющих ширину 1,8 м и 28
вакуум-камер, достигает 1 млн. т.
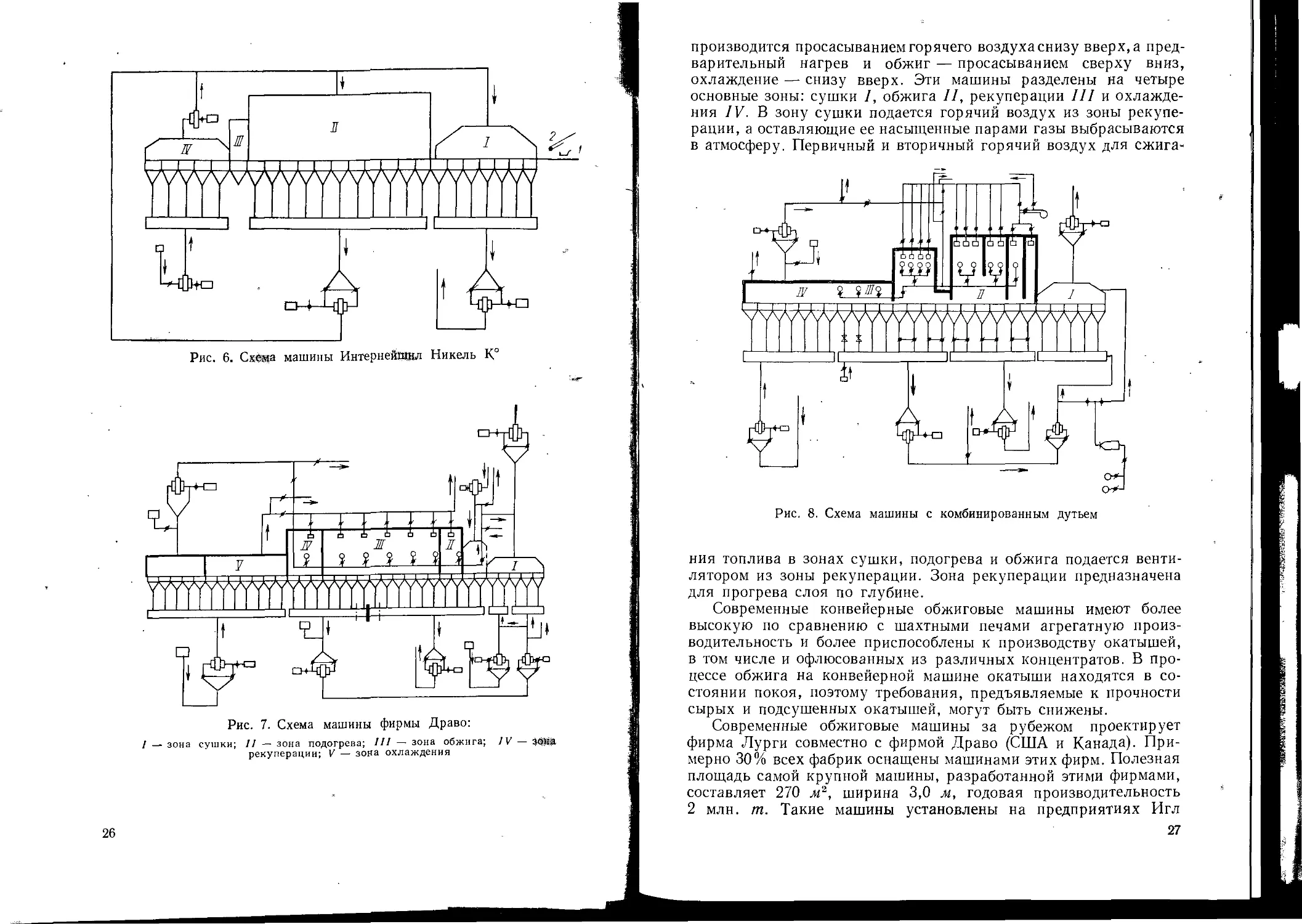
Для производства окатышей из флотационных гематитовых
концентратов используют машину, схема которой приведена на
рис. 5 с просасыванием воздуха снизу вверх. На загрузочном
конце этой обжиговой машины поверх 100-лки слоя обожженных
окатышей из бункера 1 укладывается антрацит. Покрытая антра-
цитом постель зажигается в камере I.
На зажженную постель укладывается четыре слоя покрытых
углем сырых окатышей. Каждый последующий слой сырых ока-
24
тышей укладывается через две камеры от предыдущего. Окатыши
подвергаются воздействию потока горячего воздуха, отобранного
вентилятором 2 из зоны охлаждения III, просасываемого снизу
вверх. Это обеспечивает сгорание твердого топлива в зоне горе-
ния II и способствует распространению зоны высоких темпера-
тур вверх через слой обрабатываемых окатышей. Охлаждение
осуществляется прососом воздуха снизу вверх в зоне III и сверху
вниз в зоне IV, как показано на рис. 5. В некоторых европейских
странах и фирмой Интернейшнл Никел Ко в Канаде для про-
изводства окатышей из магнетитовых концентратов используют
Рис. 5. Схема машины с просасыванием газов снизу вверх
конвейерные машины, схема которых приведена на рис. 6. Сырые
окатыши поверх постели, укладываемой устройством 1, подаются
на эти машины роликовыми укладчиками 2. На машине окатыши
сушатся в зоне I и обжигаются в зоне II просасыванием воздуха
сверху вниз. После выдержки при заданной температуре в зоне III
окатыши охлаждаются в зоне IV прососом воздуха вверх. Для
осуществления такого процесса машины должны быть достаточно
большой длины. Защита обжиговой машины от воздействия вы-
сокой температуры достигается за счет укладки постели уклад-
чиком 1.
Фирма Драво для производства окатышей из гематитового
концентрата, содержащего 25—35% магнетита, использует ма-
шину, схема которой показана на рис. 7. Этой машине необходим
более длинный зажигательный горн, чем у машин для переработки
магнетитовых концентратов. Для такого же производства окаты-
шей некоторые фирмы рекомендуют обжиговую машину, схема
которой приведена на рис. 8. На этой машине сушка окатышей
25
Рис. 7. Схема машины фирмы Драво:
/ — зона сушки; // — зона подогрева; /// — зона обжига; /V — зона
рекуперации; V — зона охлаждения
26
производится просасыванием горячего воздуха снизу вверх, а пред-
варительный нагрев и обжиг — просасыванием сверху вниз,
охлаждение — снизу вверх. Эти машины разделены на четыре
основные зоны: сушки 7, обжига II, рекуперации III и охлажде-
ния 7У. В зону сушки подается горячий воздух из зоны рекупе-
рации, а оставляющие ее насыщенные парами газы выбрасываются
в атмосферу. Первичный и вторичный горячий воздух для сжига-
ния топлива в зонах сушки, подогрева и обжига подается венти-
лятором из зоны рекуперации. Зона рекуперации предназначена
для прогрева слоя по глубине.
Современные конвейерные обжиговые машины имеют более
высокую по сравнению с шахтными печами агрегатную произ-
водительность и более приспособлены к производству окатышей,
в том числе и офлюсованных из различных концентратов. В про-
цессе обжига на конвейерной машине окатыши находятся в со-
стоянии покоя, поэтому требования, предъявляемые к прочности
сырых и подсушенных окатышей, могут быть снижены.
Современные обжиговые машины за рубежом проектирует
фирма Лурги совместно с фирмой Драво (США и Канада). При-
мерно 30% всех фабрик оснащены машинами этих фирм. Полезная
площадь самой крупной машины, разработанной этими фирмами,
составляет 270 м2, ширина 3,0 м, годовая производительность
2 млн. т. Такие машины установлены на предприятиях Игл
27
Маунтин (США) и Маркова (Сан-Николас, Перу). Разрабатывают
также машины полезной площадью 340 и 400 м2.
Окатыши на новых фабриках окомкования обжигаются за счет
тепла сгорания жидкого или газообразного топлива над слоем
окатышей в горнах с выносными топками. Это обеспечивает равно-
мерное поле температур, а обжиг происходит в атмосфере про-
дуктов полного сгорания топлива, разбавленных вторичным
воздухом. Во всех новых машинах окатыши сушатся в начале
зоны продувкой горячего газа снизу вверх примерно на 15%
площади машины, а затем сверху вниз примерно на 7% площади.
Окатыши охлаждаются только продувкой снизу. Площадь зоны
охлаждения составляет 30—35%. Часть зоны охлаждения (около
60—70% ее площади) сверху перекрывают колпаком, в котором
создается небольшое избыточное давление воздуха, нагретого до
800° С. Этот воздух самотеком направляется в зону рекуперации,
подогрева и обжига, где используется в качестве вторичного
воздуха. Из остальной части зоны охлаждения нагретый до 400° С
воздух отсасывается вентиляторами и направляется в качестве
первичного в горелки зон подогрева и обжига. На эти машины
окатыши укладываются, как правило, роликовыми укладчиками.
При этом дополнительно происходит отсев мелочи. Равномерная
загрузка роликового укладчика по ширине производится поворот-
ным конвейером.
Существенным недостатком конвейерных обжиговых машин
является необходимость применения жаропрочных сталей и вы-
сокотемпературных вентиляторов, что повышает расходы на
производство окатышей и усложняет обслуживание машин.
Поэтому продолжаются работы по созданию и промышленному
использованию агрегатов, свободных от указанных недостатков.
В 1960 г на руднике Гумбольдт введена в действие фабрика оком-
кования годовой производительностью 0,8 млн. т, на которой
для обжига окатышей впервые был применен комбинированный
агрегат. В этом агрегате сушка и предварительный подогрев до
1100° С производится на облегченной металлической конвейерной
решетке, а высокотемпературный обжиг до 1350° С осуществляется
в футерованной огнеупорами трубчатой вращающейся печи.
Благодаря тому что газы, оставляющие вращающуюся печь,
просасываются последовательно через слой окатышей на колос-
никовой решетке вначале в зоне подогрева, а затем в зоне сушки,
удельный расход тепла в этом агрегате составляет 0,63—
0,92 Мдж!т окатышей (150—220 тыс. ккал!т). Число высоко-
температурных дымососов для этого агрегата составляет один-
два, в то время как для конвейерных обжиговых машин три-
четыре. Тепло, выделяющееся при охлаждении обожженных
окатышей, используется для подогрева воздуха до 1000° С, по-
ступающего для сжигания топлива во вращающейся печи. В на-
стоящее время проектируются комбинированные агрегаты про-
28
изводительностью до 2,0 млн. т в год. Фабрики, оснащенные
агрегатами конвейрная машина — вращающаяся печь, проекти-
руются с участием фирмы Аллис-Чалмерс (США). Размер ре-
шетки самой крупной установки производительностью 2 млн. т
в год составляет 4,6X39,3 м, а вращающейся печи 6,6X48 м.
Известно, что на предприятии фирмы Мидленд-Росс разработана
и опробована опытная комбинированная установка, состоящая
из трех агрегатов. Сушка производится на конвейерной машине,
нагрев в кольцевой печи с вращающимся керамическим подом
и окончательный обжиг в шахтной печи. Производительность
шахтной печи в такой установке значительно выше, чем при об-
работке окатышей только в шахтной печи. По данным исследова-
ний, расход тепла в такой установке составляет для обжига магне-
титовых окатышей 100—125 тыс. ккал1т, а гематитовых
250 тыс. ккал!т. В Киватине (США) сооружают первую окомко-
вательную фабрику, оснащенную двумя такими установками
общей производительностью 24 млн. т в год.
Производство окатышей в значительной степени зависит от
качества изготовления сырых окатышей — окомкования. Для
обеспечения благоприятных условий окомкования на зару-
бежных фабриках поддерживают постоянными влажность, хими-
ческий и гранулометрический составы концентрата. На действу-
ющих фабриках производят смешивание концентрата для усред-
нения его состава. Концентрат обычно поступает измельченным
до 75—90% крупностью 0,044 мм. Добавка бентонита составляет
0,5—1% от массы шихты. Изучают возможность замены бентонита
известью и другими связующими более дешевыми, чем бентонит,
и не содержащими кремнезема.
Для окомкования используют барабанные, чашевые и конус-
ные окомкователи. Фирма Бетлхем стил Корп. применяет конус-
ные окомкователи на фабриках рудников Лебанон и Грейс в Пен-
сильвании и барабанные на фабрике Мармора в Канаде. Фирма
Ризерв Майнинг Ко применяет барабанные окомкователи на
фабрике в Сильвер-Бей. Фирма Кливленд Клиффе эксплуатирует
чашевые окомкователи на фабрике Иглмиллз и барабанные на
фабрике Гумбольдт. Фирма Лурги, как правило, проектирует
чашевые окомкователи.
Барабанные окомкователи обычно имеют диаметр до 3,7 м
и длину 9 м. Их комплектуют вибрационными грохотами для
отсева мелочи. Концентрат в эти окомкователи подается из бун-
керов тарельчатыми или ленточными дозаторами. Бентонит до-
бавляется к концентрату на транспортере. Общий вид такого
окомкователя приведен на рис. 1. На некоторых фабриках для
смешивания концентрата с бентонитом устанавливают смесители.
Барабанные окомкователи работают в замкнутом цикле с возвра-
том мелочи в окомкователь. Специальное спиральное устройство
в торце барабана обеспечивает равномерное распределение ока-
29
тышей по ширине грохота. На некоторых фабриках окатыши
покрывают слоем угля в специальных барабанах. Все барабанные
окомкователи оснащают рейками с очистным Ножом, поддержи-
вающим равномерный слой гарниссажа. Привод барабанов —
Двигатели постоянного тока с регулируемым числом оборотов.
Чашевые окомкователи, используемые на зарубежных фабри-
ках, имеют диаметр 5,4 м или более. Они работают в открытом
цикле. В некоторых случаях чаши окомкователей имеют наружные
кромки, позволяющие осуществлять добавку угля и повторное
окатывание перед выгрузкой окатышей из чаши. Имеются сведе-
ния, что производительность и качество окатышей, полученных
на этих окомкователях, ниже, чем на барабанных. Однако по
некоторым сведениям производительность проектируемых фирмой
Лурги чашевых окомкователей диаметром 6 м достигает 60 т/ч
при удовлетворительном качестве окатышей.
Конусные окомкователи, работающие в открытом цикле,
загружаются шихтой либо непосредственно транспортерами, либо
через смесители. Схема установки конусных окомкователей при-
ведена на рис. 9. Диаметр разгрузочного конца конуса этих
окомкователей больше, чем диаметр конца подачи. Конус осна-
щается стационарными и подвижными очистными ножами для
обеспечивания необходимого слоя материала в них. Привод ко-
нусов с регулируемым числом оборотов. Имеются устройства
регулирования угла наклона конуса. Производительность ко-
нусных окомкователей ниже, чем барабанных, используемых
фирмой Бетлхен Стил Корп для переработки магнетитовых кон-
центратов.
30
Глава II
АВТОМАТИЧЕСКИЙ КОНТРОЛЬ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Для эффективного ведения процесса производства окатышей
необходим автоматический контроль химического, гранулометри-
ческого состава измельченных сырьевых материалов, уровня
в емкостях сырья и готовых окатышей, массы подаваемых мате-
риалов, их влажности, качества сырых окатышей, температуры
и давления различных сред, расхода топлива, наличия пламени
в горелках и ряда других параметров. Многие из указанных
параметров в настоящее время автоматически не контролируются
из-за отсутствия методов и средств достаточно надежных в усло-
виях производства. Эти параметры периодически определяются
выполняемыми вручную лабораторными анализами, методика
которых здесь не рассмотрена. Одним из основных параметров,
определяющих производство, является состав и свойства готовой
продукции. Большинство разработанных автоматических анали-
заторов состава и свойств вещества представляют собой сложные
установки, рассчитанные на проведение длительных разовых
анализов. Они предназначены для научных исследований в инсти-
тутах, выполнения анализов в больших заводских лабораториях.
Необходимо чтобы приборы, предназначенные для непрерывного
или периодического контроля производственных процессов, в темпе
с производством обеспечивали возможность автоматического от-
бора проб из технологического потока, работали в тяжелых про-
изводственных условиях и осуществляли измерения за сравни-
тельно короткое время. Такие датчики, которые можно было бы
успешно использовать в системах автоматического контроля
и управления на фабриках окомкования для контроля состава
сыпучих материалов, почти не выпускает приборостроительная
промышленность.
Поэтому представляется целесообразным здесь кратко изло-
жить некоторые методы контроля состава и свойств, которые
могли бы найти применение в реальных условиях производства
для автоматизированных систем управления. Серийные средства
теплового контроля не требуют особых пояснений, материалы по
этим средствам приведены, например, в работе [12].
Контроль влажности
Влажность материалов является одним из основных пара-
метров, существенно влияющих на процесс производства. Надеж-
ный автоматический контроль влажности сырьевых материалов
практически не разработан, но значимость этого параметра на-
столько велика, что несмотря на серьезные трудности ведутся
большие работы по созданию методов и средств его контроля.
31
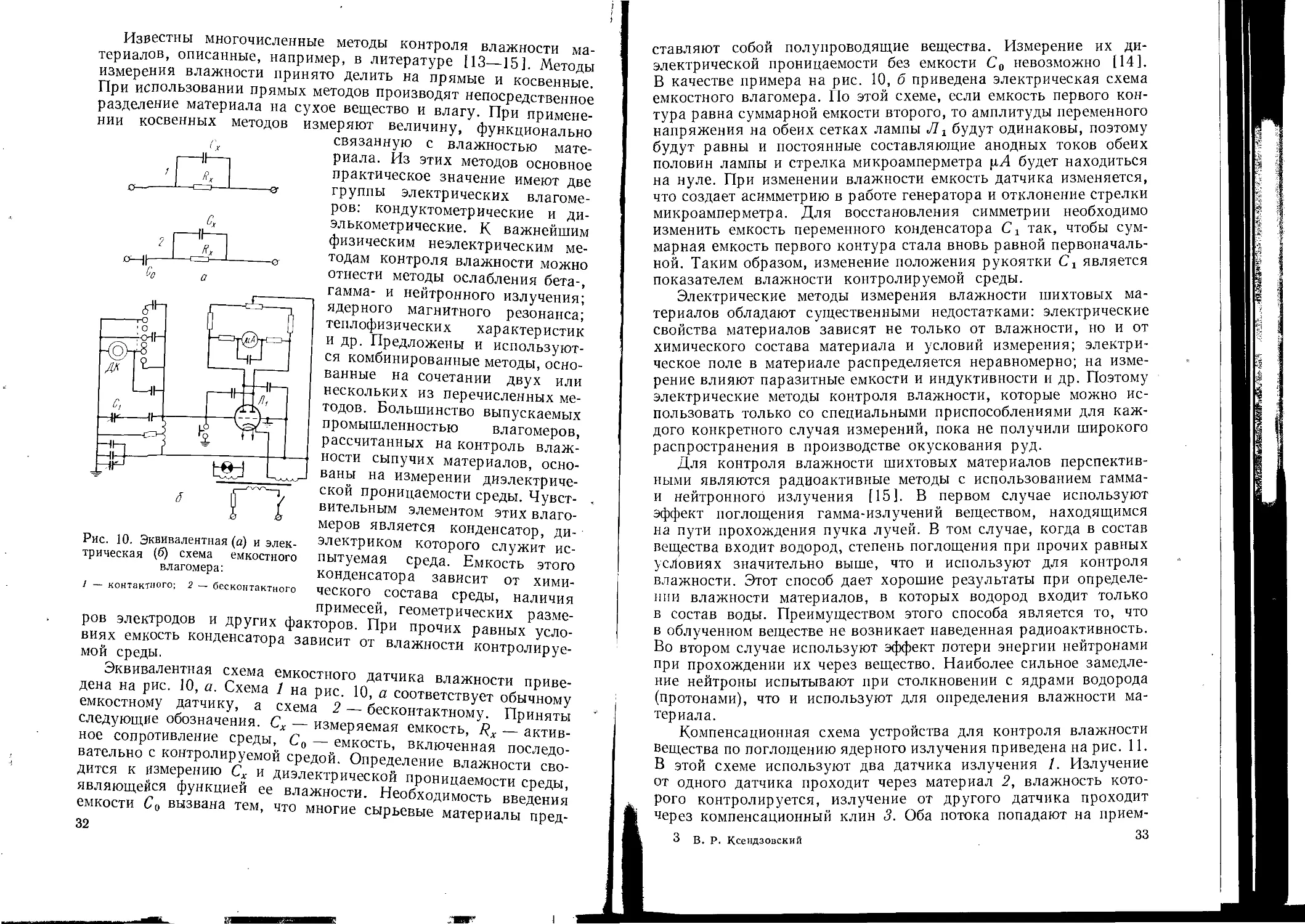
Рис. 10. Эквивалентная (а) и элек-
трическая (б) схема емкостного
влагомера:
/ — контактного; 2 — бесконтактного
Известны многочисленные методы контроля влажности ма-
териалов, описанные, например, в литературе [13—15]. Методы
измерения влажности принято делить на прямые и косвенные.
При использовании прямых методов производят непосредственное
разделение материала на сухое вещество и влагу. При примене-
нии косвенных методов измеряют величину, функционально
связанную с влажностью мате-
риала. Из этих методов основное
практическое значение имеют две
группы электрических влагоме-
ров: кондуктометрические и ди-
элькометрические. К важнейшим
физическим неэлектрическим ме-
тодам контроля влажности можно
отнести методы ослабления бета-,
гамма- и нейтронного излучения;
ядерного магнитного резонанса;
теплофизических характеристик
и др. Предложены и используют-
ся комбинированные методы, осно-
ванные на сочетании двух или
нескольких из перечисленных ме-
тодов. Большинство выпускаемых
промышленностью влагомеров,
рассчитанных на контроль влаж-
ности сыпучих материалов, осно-
ваны на измерении диэлектриче-
ской проницаемости среды. Чувст-
вительным элементом этих влаго-
меров является конденсатор, ди-
электриком которого служит ис-
пытуемая среда. Емкость этого
конденсатора зависит от хими-
ческого состава среды, наличия
примесей, геометрических разме-
ров электродов и других факторов. При прочих равных усло-
виях емкость конденсатора зависит от влажности контролируе-
мой среды.
Эквивалентная схема емкостного датчика влажности приве-
дена на рис. 10, а. Схема 1 на рис. 10, а соответствует обычному
емкостному датчику, а схема 2 — бесконтактному. Приняты
следующие обозначения. Сх — измеряемая емкость, Rx — актив-
ное сопротивление среды, Со — емкость, включенная последо-
вательно с контролируемой средой. Определение влажности сво-
дится к измерению Сх и диэлектрической проницаемости среды,
являющейся функцией ее влажности. Необходимость введения
емкости Со вызвана тем, что многие сырьевые материалы пред-
32
,:W
I
ставляют собой полупроводящие вещества. Измерение их ди-
электрической проницаемости без емкости Со невозможно [14].
В качестве примера на рис. 10, б приведена электрическая схема
емкостного влагомера. По этой схеме, если емкость первого кон-
тура равна суммарной емкости второго, то амплитуды переменного
напряжения на обеих сетках лампы Лг будут одинаковы, поэтому
будут равны и постоянные составляющие анодных токов обеих
половин лампы и стрелка микроамперметра рД будет находиться
на нуле. При изменении влажности емкость датчика изменяется,
что создает асимметрию в работе генератора и отклонение стрелки
микроамперметра. Для восстановления симметрии необходимо
изменить емкость переменного конденсатора Сх так, чтобы сум-
марная емкость первого контура стала вновь равной первоначаль-
ной. Таким образом, изменение положения рукоятки Сг является
показателем влажности контролируемой среды.
Электрические методы измерения влажности шихтовых ма-
териалов обладают существенными недостатками: электрические
свойства материалов зависят не только от влажности, но и от
химического состава материала и условий измерения; электри-
ческое поле в материале распределяется неравномерно; на изме-
рение влияют паразитные емкости и индуктивности и др. Поэтому
электрические методы контроля влажности, которые можно ис-
пользовать только со специальными приспособлениями для каж-
дого конкретного случая измерений, пока не получили широкого
распространения в производстве окускования руд.
Для контроля влажности шихтовых материалов перспектив-
ными являются радиоактивные методы с использованием гамма-
и нейтронного излучения [15]. В первом случае используют
эффект поглощения гамма-излучений веществом, находящимся
на пути прохождения пучка лучей. В том случае, когда в состав
вещества входит водород, степень поглощения при прочих равных
условиях значительно выше, что и используют для контроля
влажности. Этот способ дает хорошие результаты при определе-
нии влажности материалов, в которых водород входит только
в состав воды. Преимуществом этого способа является то, что
в облученном веществе не возникает наведенная радиоактивность.
Во втором случае используют эффект потери энергии нейтронами
при прохождении их через вещество. Наиболее сильное замедле-
ние нейтроны испытывают при столкновении с ядрами водорода
(протонами), что и используют для определения влажности ма-
териала.
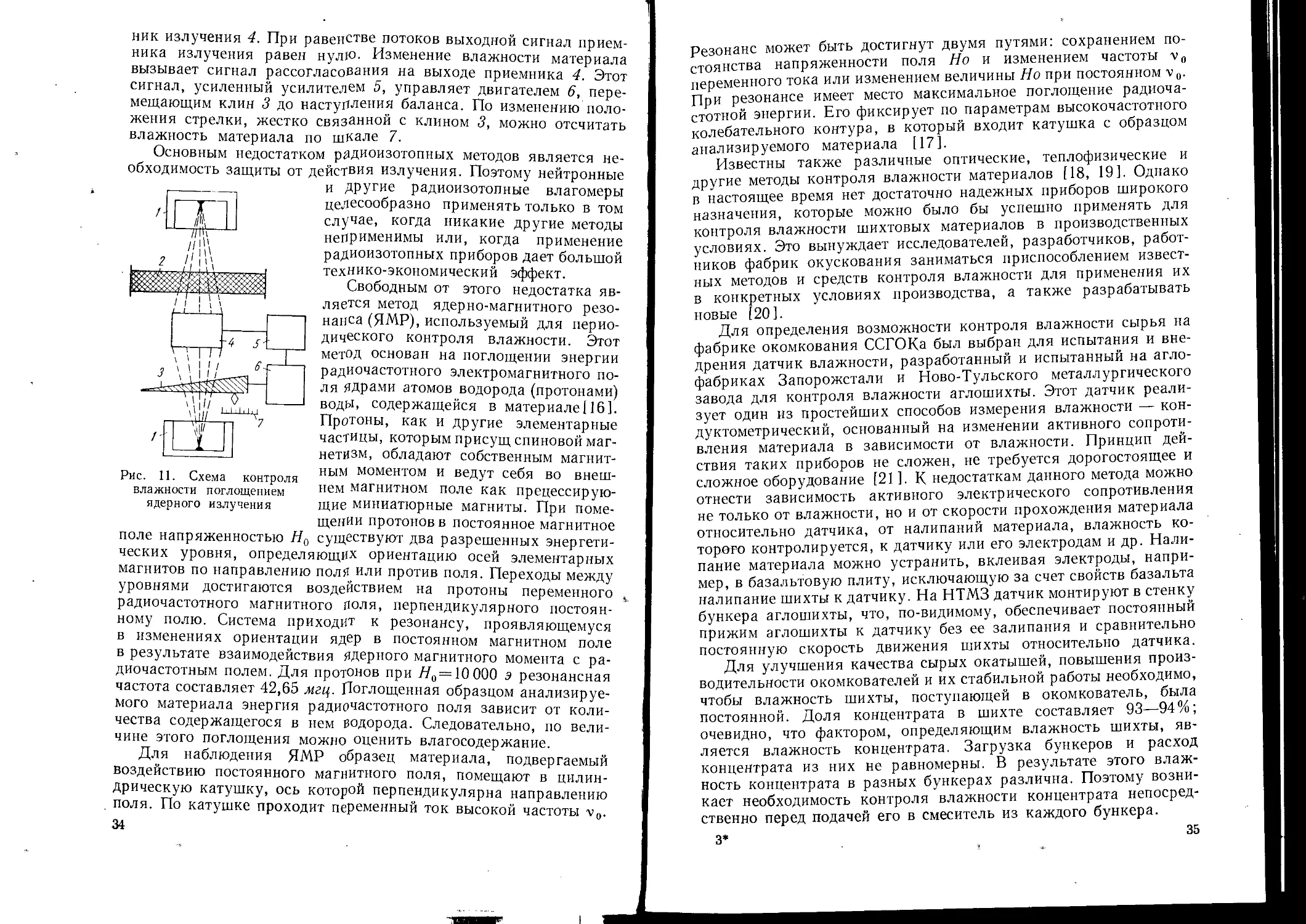
Компенсационная схема устройства для контроля влажности
вещества по поглощению ядерного излучения приведена на рис. 11.
В этой схеме используют два датчика излучения 1. Излучение
от одного датчика проходит через материал 2, влажность кото-
рого контролируется, излучение от другого датчика проходит
через компенсационный клин 3. Оба потока попадают на прием-
3 В. Р. Ксендзовский 33
Рис. 11. Схема контроля
влажности поглощением
ядерного излучения
ник излучения 4. При равенстве потоков выходной сигнал прием-
ника излучения равен нулю. Изменение влажности материала
вызывает сигнал рассогласования на выходе приемника 4. Этот
сигнал, усиленный усилителем 5, управляет двигателем 6, пере-
мещающим клин 3 до наступления баланса. По изменению поло-
жения стрелки, жестко связанной с клином 3, можно отсчитать
влажность материала по шкале 7.
Основным недостатком радиоизотопных методов является не-
обходимость защиты от действия излучения. Поэтому нейтронные
и другие радиоизотопные влагомеры
целесообразно применять только в том
случае, когда никакие другие методы
неприменимы или, когда применение
радиоизотопных приборов дает большой
технико-экономический эффект.
Свободным от этого недостатка яв-
ляется метод ядерно-магнитного резо-
нанса (ЯМР), используемый для перио-
дического контроля влажности. Этот
метод основан на поглощении энергии
радиочастотного электромагнитного по-
ля ядрами атомов водорода (протонами)
воды, содержащейся в материале116].
Протоны, как и другие элементарные
частицы, которым присущ спиновой маг-
нетизм, обладают собственным магнит-
ным моментом и ведут себя во внеш-
нем магнитном поле как прецессирую-
щие миниатюрные магниты. При поме-
щении протонов в постоянное магнитное
поле напряженностью Но существуют два разрешенных энергети-
ческих уровня, определяющих ориентацию осей элементарных
магнитов по направлению поля или против поля. Переходы между
уровнями достигаются воздействием на протоны переменного
радиочастотного магнитного поля, перпендикулярного постоян-
ному полю. Система приходит к резонансу, проявляющемуся
в изменениях ориентации ядер в постоянном магнитном поле
в результате взаимодействия ядерного магнитного момента с ра-
диочастотным полем. Для протонов при На —10000 э резонансная
частота составляет 42,65 мгц. Поглощенная образцом анализируе-
мого материала энергия радиочастотного поля зависит от коли-
чества содержащегося в нем водорода. Следовательно, по вели-
чине этого поглощения можно оценить влагосодержание.
Для наблюдения ЯМР образец материала, подвергаемый
воздействию постоянного магнитного поля, помещают в цилин-
дрическую катушку, ось которой перпендикулярна направлению
поля. По катушке проходит переменный ток высокой частоты v0.
34
Резонанс может быть достигнут двумя путями: сохранением по-
стоянства напряженности поля Но и изменением частоты v0
переменного тока или изменением величины Но при постоянном v0.
При резонансе имеет место максимальное поглощение радиоча-
стотной энергии. Его фиксирует по параметрам высокочастотного
колебательного контура, в который входит катушка с образцом
анализируемого материала [17].
Известны также различные оптические, теплофизические и
другие методы контроля влажности материалов [18, 19]. Однако
в настоящее время нет достаточно надежных приборов широкого
назначения, которые можно было бы успешно применять для
контроля влажности шихтовых материалов в производственных
условиях. Это вынуждает исследователей, разработчиков, работ-
ников фабрик окускования заниматься приспособлением извест-
ных методов и средств контроля влажности для применения их
в конкретных условиях производства, а также разрабатывать
новые [20].
Для определения возможности контроля влажности сырья на
фабрике окомкования ССГОКа был выбран для испытания и вне-
дрения датчик влажности, разработанный и испытанный на агло-
фабриках Запорожстали и Ново-Тульского металлургического
завода для контроля влажности аглошихты. Этот датчик реали-
зует один из простейших способов измерения влажности — кон-
дуктометрический, основанный на изменении активного сопроти-
вления материала в зависимости от влажности. Принцип дей-
ствия таких приборов не сложен, не требуется дорогостоящее и
сложное оборудование [21]. К недостаткам данного метода можно
отнести зависимость активного электрического сопротивления
не только от влажности, но и от скорости прохождения материала
относительно датчика, от налипаний материала, влажность ко-
торого контролируется, к датчику или его электродам и др. Нали-
пание материала можно устранить, вклеивая электроды, напри-
мер, в базальтовую плиту, исключающую за счет свойств базальта
налипание шихты к датчику. На НТМЗ датчик монтируют в стенку
бункера аглошихты, что, по-видимому, обеспечивает постоянный
прижим аглошихты к датчику без ее залипания и сравнительно
постоянную скорость движения шихты относительно датчика.
Для улучшения качества сырых окатышей, повышения произ-
водительности окомкователей и их стабильной работы необходимо,
чтобы влажность шихты, поступающей в окомкователь, была
постоянной. Доля концентрата в шихте составляет 93—94%;
очевидно, что фактором, определяющим влажность шихты, яв-
ляется влажность концентрата. Загрузка бункеров и расход
концентрата из них не равномерны. В результате этого влаж-
ность концентрата в разных бункерах различна. Поэтому возни-
кает необходимость контроля влажности концентрата непосред-
ственно перед подачей его в смеситель из каждого бункера.
3* 35
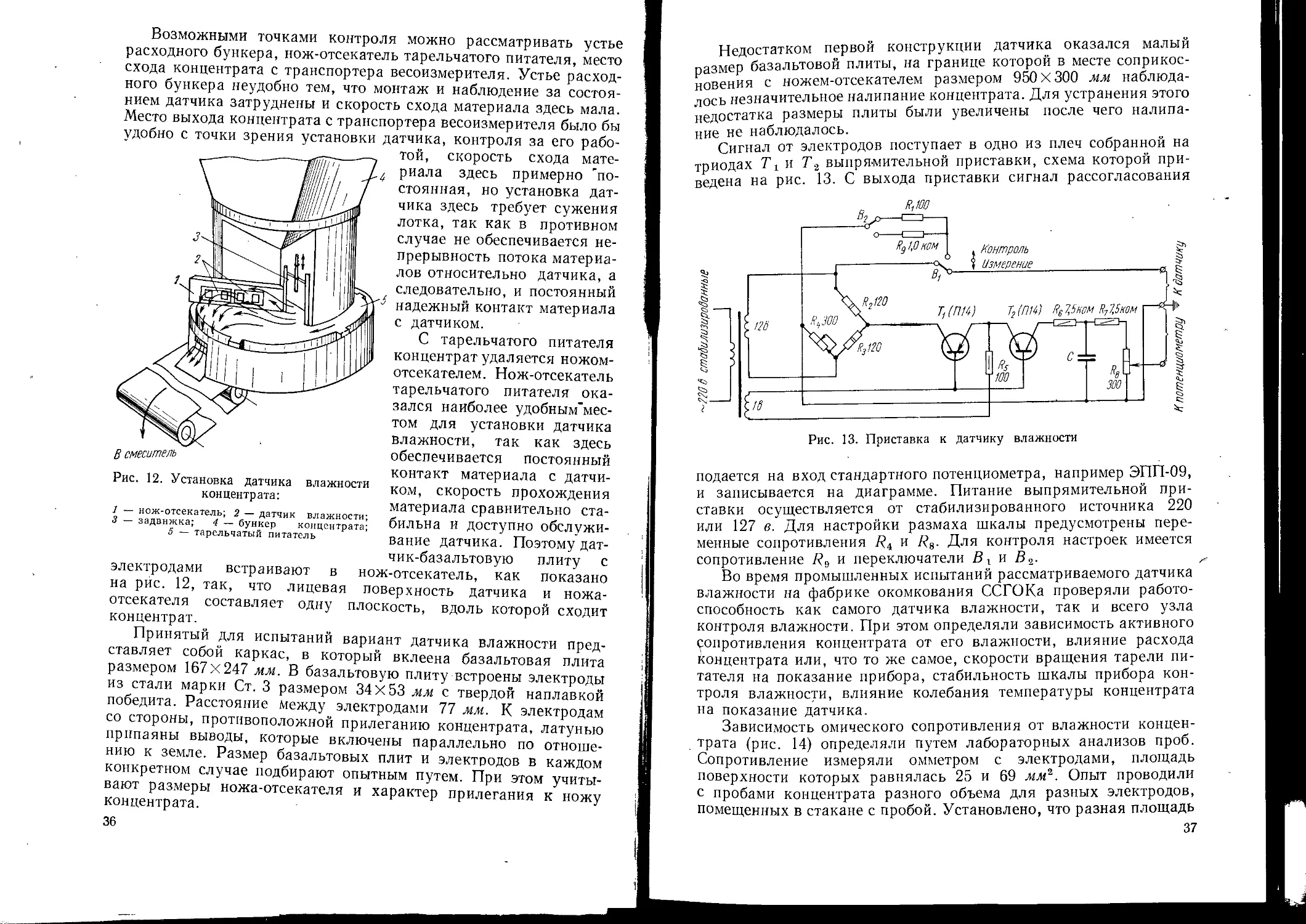
В смеситель
Рис. 12. Установка датчика влажности
концентрата:
1 — нож-отсекатель; 2 — датчик влажности;
3 — задвижка; 4 — бункер концентрата;
5 — тарельчатый питатель
Возможными точками контроля можно рассматривать устье
расходного бункера, нож-отсекатель тарельчатого питателя, место
схода концентрата с транспортера весоизмерителя. Устье расход-
ного бункера неудобно тем, что монтаж и наблюдение за состоя-
нием датчика затруднены и скорость схода материала здесь мала.
Место выхода концентрата с транспортера весоизмерителя было бы
удобно с точки зрения установки датчика, контроля за его рабо-
той, скорость схода мате-
риала здесь примерно 'по-
стоянная, но установка дат-
чика здесь требует сужения
лотка, так как в противном
случае не обеспечивается не-
прерывность потока материа-
лов относительно датчика, а
следовательно, и постоянный
надежный контакт материала
с датчиком.
С тарельчатого питателя
концентрат удаляется ножом-
отсекателем. Нож-отсекатель
тарельчатого питателя ока-
зался наиболее удобным'мес-
том для установки датчика
влажности, так как здесь
обеспечивается постоянный
контакт материала с датчи-
ком, скорость прохождения
материала сравнительно ста-
бильна и доступно обслужи-
вание датчика. Поэтому дат-
чик-базальтовую плиту с
электродами встраивают в нож-отсекатель, как показано
на рис. 12, так, что лицевая поверхность датчика и ножа-
отсекателя составляет одну плоскость, вдоль которой сходит
концентрат.
Принятый для испытаний вариант датчика влажности пред-
ставляет собой каркас, в который вклеена базальтовая плита
размером 167x247 мм. В базальтовую плиту встроены электроды
из стали марки Ст. 3 размером 34X53 мм с твердой наплавкой
победита. Расстояние Между электродами 77 мм. К электродам
со стороны, противоположной прилеганию концентрата, латунью
припаяны выводы, которые включены параллельно по отноше-
нию к земле. Размер базальтовых плит и электродов в каждом
конкретном случае подбирают опытным путем. При этом учиты-
вают размеры ножа-отсекателя и характер прилегания к ножу
концентрата.
36
Недостатком первой конструкции датчика оказался малый
размер базальтовой плиты, на границе которой в месте соприкос-
новения с ножем-отсекателем размером 950 x 300 мм наблюда-
лось незначительное налипание концентрата. Для устранения этого
недостатка размеры плиты были увеличены после чего налипа-
ние не наблюдалось.
Сигнал от электродов поступает в одно из плеч собранной на
триодах 7\ и 7\ выпрямительной приставки, схема которой при-
ведена на рис. 13. С выхода приставки сигнал рассогласования
подается на вход стандартного потенциометра, например ЭПП-09,
и записывается на диаграмме. Питание выпрямительной при-
ставки осуществляется от стабилизированного источника 220
или 127 в. Для настройки размаха шкалы предусмотрены пере-
менные сопротивления /?4 и Д8. Для контроля настроек имеется
сопротивление /?,, и переключатели Вх и В.>.
Во время промышленных испытаний рассматриваемого датчика
влажности на фабрике окомкования ССГОКа проверяли работо-
способность как самого датчика влажности, так и всего узла
контроля влажности. При этом определяли зависимость активного
сопротивления концентрата от его влажности, влияние расхода
концентрата или, что то же самое, скорости вращения тарели пи-
тателя на показание прибора, стабильность шкалы прибора кон-
троля влажности, влияние колебания температуры концентрата
на показание датчика.
Зависимость омического сопротивления от влажности концен-
трата (рис. 14) определяли путем лабораторных анализов проб.
Сопротивление измеряли омметром с электродами, площадь
поверхности которых равнялась 25 и 69 дьи2. Опыт проводили
с пробами концентрата разного объема для разных электродов,
помещенных в стакане с пробой. Установлено, что разная площадь
37
электродов при данной влажности материала на показание при-
бора существенного влияния не оказала. Во время опытов меж-
электродное расстояние и плотность концентрата были постоянны.
При относительной влажности концентрата 9% активное сопро-
тивление концентрата составляло примерно 3000 и 4000 ом. В реаль-
ных условиях при площади электродов ~1500 мм2 и расстоянии
между электродами 77 мм сопротивление концентрата составляет
2000 ом, а активное сопротивление цепи между электродом и
землей 1000 ом. Для того чтобы уменьшить влияние неравно-
Рис. 14. Зависимость актив-
ного сопротивления от влаж-
ности концентрата:
1 — площадь электродов S =
= 69 .«.и2; 2 — S = 25 лм2
мерного прилегания материала к дат-
чику и неравномерность его схода три
электрода из четырех, смонтированных
на плите, включаются параллельно по
отношению к земле, а первый по ходу
материала электрод не используется
из-за периодического налипания кнему
концентрата. Увеличение числа под-
ключенных электродов приводит к по-
давлению вредной высокочастотной
составляющей в показаниях датчика.
При дальнейшем уменьшении высоко-
частотной составляющей сигнала в слу-
чае необходимости, при одновремен-
ном увеличении размаха шкалы вто-
ричного прибора требуется его демп-
фирование путем увеличения коэффи-
циента редукции двигателя РД-09,
приводящего в движение стрелку и
перо вторичного прибора ЭПП-09.
При анализе влияния расхода
концентрата или скорости вращения
тарели питателя на показание прибора установлено, что зна-
чительная ошибка в показаниях прибора появляется только
при очень малых расходах концентрата. Это связано с тем, что
при малых расходах регулятор расхода концентрата начинает
работать в дискретном режиме, то останавливая тарельчатый
питатель, то вновь увеличивая его обороты до номинального зна-
чения. В нормальном режиме работы окомкователя колебания
расхода лежат в пределах 35—40 т/ч, определенные по расходу
концентрата. В этом режиме ошибка не превышает 0,5% абсо-
лютной влажности. После профилактического ремонта и сопут-
ствующей ему наладке регулятора расхода концентрата ошибка
еще меньше. При расходе концентрата 20 т/ч в условиях экспери-
мента ошибка не превышала 0,5% при содержании влаги в кон-
центрате примерно 10%.
Градуировку прибора проводят по лабораторным анализам
влажности. Для уменьшения погрешности ручного анализа одно-
38
временно отбирают 3—5 проб, по усредненным значениям которых
определяют абсолютное значение влажности. При замене датчика
переградуировку прибора проводить нет необходимости, так как
шкалу прибора подгоняют по эталонным сопротивлениям R^ и R9.
Колебания температуры концентрата носят в основном сезон-
ный характер и могут в случае необходимости компенсироваться
резисторами Rt и Rg. Можно предложить способ автоматической
компенсации путем включения терморезистора параллельно ре-
зистору Re. Как показали результаты испытаний, данную кон-
струкцию датчика влажности и узел контроля в целом в условиях
фабрики окомкования ССГОКа хотя и нельзя считать прибором
достоверного точного контроля, но его можно использовать как
индикатор влажности концентрата, показывающий направление
ее изменения с выдачей сигнала в систему автоматизированного
управления.
Контроль химического состава материалов
Описанные выше методы радиоактивного контроля влажности
и метод ядерномагнитного резонанса можно принципиально ис-
пользовать для контроля химического состава сырья, окатышей
и других материалов. Для этих же целей в последние годы начали
использовать масс-спектрометрические и другие методы. Для
условий работы на фабриках окускования руд более перспективны
рентгеновские квантометры [22]. Поэтому здесь целесообразно
кратко рассмотреть разработанный и поставляемый Ленинград-
ским СКВ РА флуоресцентный вакуумный квантометр типа ФР К-2.
Квантометр предназначен для проведения количественного
экспресс-анализа продуктов обогащения и других материалов,
применяемых в производстве окатышей.
При комплектовании соответствующими рентгеноспектраль-
ными каналами при помощи квантометра можно проводить коли-
чественный анализ на содержание любых пяти элементов таблицы
Менделеева от А1 до Zn, а также некоторых других элементов
в диапазоне длин волн от 0,85 до 0,10 нм (от 8,5 до 1,0 А).
Анализируемые образцы следует изготовлять в виде монолит-
ных или прессованных из порошка дисков диаметром 20, 30,
40 мм, толщиной -~3 мм. Максимальное число одновременно
анализируемых элементов 5.
Результаты анализов в виде определенного числа импульсов
фиксируются на ленте цифровой машинки типа СД-107-Д; обеспе-
чена возможность визуального считывания результатов анализов.
Аппаратурная ошибка анализа по данным изготовителя при
использовании метода парного канала не превышает 0,5%,
а в случае использования метода таймера 1,2%. С момента поме-
щения пробы в рабочий объем спектрометра проведение анализа
автоматизировано. Время анализа одной пробы не превышает
39
5 мин. Система регистрации — 5-канальное счетно-регистриру-
ющее устройство ПР-19. Питание квантометра осуществляется
от сети переменного тока напряжением 220/380 в ±10% со спе-
циальной стабилизацией. Охлаждение анода трубки водяное;
расход воды составляет 6 л/мин.
Принцип действия квантометра основан на пропорцион щь-
ности интенсивности характеристического излучения анализи-
руемого элемента в исследуемой пробе процентному содержанию
этого элемента в пробе.
Квантометр ФРК-2 состоит из трех частей (рис. 15); опера-
тивного стола со спектрометром, стабилизированного источника
Рис. 15. Блок-схема рентгеновского квантометра:
1 — рентгеновская трубка; 2 — образец; 3 — спектральный
канал; 4 — счетно-регистрирующее устройство ПР-19; 5 —
оперативный столик; 6 — источник питания
питания типа ВИП-50-100М и счетно-регистрирующего устрой-
ства ПР-19. Под действием первичного излучения рентгеновской
трубки происходит возбуждение вторичного флюоресцирующего
излучения анализируемой пробы, содержащего характеристиче-
ские рентгеновские линии каждого из элементов, входящих в со-
став пробы. Флюоресцентное излучение от образца поступает
в спектральные каналы, число которых равно числу анализируе-
мых элементов. В каждом канале флюоресцентное излучение при
помощи кристаллизатора разлагается в спектр и интенсивная
(аналитическая) линия анализируемого элемента направляется
на входное окно детектора рентгеновского излученйя проточного
пропорционального счетчика. Сигнал, снимаемый со счетчика,
усиливается предусилителем, затем линейным усилителем, про-
ходит через дискриминатор, отсекающий шумы и мешающие
импульсы, и сосчитывается пересчетными схемами. Сумма импуль-
сов, набранная за определенный промежуток времени, харак-
теризует интенсивность данной аналитической линии. Интенсив-
ность же связывается градуировочной кривой с процентным
содержанием анализируемого элемента в пробе.
Счетно-регистрирующее устройство ПР-19 предназначено для
регистрации интенсивности аналитических линий анализируемых
элементов с применением в качестве детектора излучения пропор-
40
циональных счетчиков. Прибор ПР-19 позволяет измерять сред-
нюю интенсивность рентгеновского излучения при помощи стре-
лочного индикатора и обеспечивает визуальное наблюдение ре-
зультатов регистрации интенсивностей и запись этих результатов
на ленте печатающей машинки.
Оперативный стол включает в себя спектрометрическое устрой-
ство с рентгеновской трубкой и ряд блоков и узлов, необходимых
для его обслуживания и производства анализа. Анализируемый
образец помещают на оперативный стол.
Флюоресцентный вакуумный рентгеновский квантометр ФРК-2
установлен и испытан для контроля химического состава железо-
рудных материалов в центральной лаборатории ССГОКа.
Отбор проб, сушку пробы, устреднение и транспортировку
в настоящее время осуществляют ОТК фабрики окомкования.
Время подготовки такой пробы по концентрату или по сырым
окатышам составляет около 1 ч.
Продолжительность изготовления таблетки и проведения ана-
лиза на Fe, СаО и SiO2 в центральной лаборатории составляет
3,5—5 мин.
Испытания подтвердили применимость ФРК-2 для анализа
химического состава сырья и окатышей. Необходимо в возможно
короткий срок провести работу по созданию пробоотборных
устройств, обеспечивающих непрерывный отбор пробы на потоке,
быструю ее подготовку для анализа на квантометре и транспор-
тировку проб от мест отбора к квантометрам. Для этого, по-ви-
димому, квантометры следует устанавливать вблизи производ-
ственных линий.
Автоматический анализ продуктов сгорания
Для поддержания правильного и экономичного режима работы
многих тепловых агрегатов, в том числе и обжиговых машин,
необходим контроль химического состава продуктов сгорания
[23]. Анализ их на содержание СО2 и СО связан с применением
сложной и пока еще недостаточно надежной в условиях окуско-
вательных фабрик аппаратуры [24].
В некоторых случаях об оптимальности режима сжигания
топлива и о составе продуктов сгорания можно судить по содер-
жанию кислорода в продуктах сгорания. Автоматический анализ
этих газов на содержание кислорода может осуществляться авто-
матическими магнитными газоанализаторами кислорода, в на-
стоящее время серийно выпускаемыми отечественной приборо-
строительной промышленностью [12], например газоанализато-
ром МГК-348.
Действие этого прибора основано на явлении термомагнитной
конвекции. На рис. 16, а приведена схема термомагнитного потока
газа в измерительной камере МГК-348. В камере 1 симметрично
41
установлены два одинаковых термоэлемента 2 и 4 из платинового
провода, намотанного на слюдяные пластинки. Измерительная
камера расположена так, что в магнитном поле, создаваемом
постоянным магнитом 5, находится только один термоэлемент.
Термоэлементы RT1 и RT2 (рис. 16, б) включены в смежные плечи
моста, другой парой плеч которого являются одинаковые вторич-
ные обмотки трансформатора. В диагональ моста включен дели-
тель напряжения, часть которого подается на вход вторичного
6
Рис. 16. Принципиальная схема магнитного газоанализатора типа МГК-348:
а — схема термомагнитного потока; б — измерительная схема газоанализатора
прибора. Если в анализируемом газе нет кислорода, то темпера-
тура термоэлементов одинакова, их сопротивления одинаковы и
падение напряжения в диагонали равно нулю, что соответствует
нулю шкалы вторичного прибора. Если же в газе имеется кисло-
род, то термоэлемент, находящийся в магнитном поле, охлаж-
дается конвективным потоком. Равновесие моста нарушается,
падение напряжения в его диагонали, пропорциональное содер-
жанию кислорода, фиксируется вторичным прибором.
Принципиальная схема измерительной части прибора при-
ведена на рис. 16, б. Напряжение небаланса, подаваемое на вход
вторичного прибора, снимается с сопротивления R, которое
является настроечным органом прибора. Измерительная часть
вторичного прибора питается напряжением 0,8 в переменного
тока от силового трансформатора датчика. Это напряжение исполь-
зуется для компенсации напряжения, пропорционального содер-
жанию кислорода в продуктах сгорания. Разность напряжения,
снимаемого с сопротивления R (см. рис. 16, б) и компенсирующего
напряжения после усиления, управляет двигателем, включенным
42
на выходе усилителя. Этот двигатель перемещает движок реохорда
Л?р в направлении уменьшения разности напряжений. Одновре-
менно двигатель перемещает стрелку и перо показывающего и
Рис. 17. Схема узла анализа продуктов сгорания:
/ — газоотбориая фурма; 2 — датчик газоанализатора типа ДГК-358; 3 — контрольный
фильтр; 4 — холодильник; 5 — вторичный прибор газоанализатора типа ВПГ-359;
6 — гидрокомпрессор ГК-5015; 7 — манометр; 8 — фильтр для воды; 9 — гидрозатвор;
/9 — горн обжиговой машины
записывающего вторичного прибора так, что положение стрелки
и пера определяется объемной концентрацией кислорода в анали-
зируемом газе. Для корректировки нуля прибора в датчике пре-
дусмотрен специальный корректор 3 (см. рис. 16, а). Пределы
шкалы прибора корректируются переменным сопротивлением Z?.
43
В окусковательном производстве, как правило, приходится
анализировать газы со значительным содержанием пыли и сажи.
Использование в таких условиях стандартных фильтров не дает
положительных результатов. Для нормальной подачи пробы
анализируемого газа к датчику газоанализатора используют
специально разработанное отборное устройство (рис. 17). Проба
анализируемого газа отбирается из агрегата вместе с водой,
непрерывно впрыскиваемой в газоотборную фурму /. Впрыски-
ваемая вода предотвращает засорение фурмы, что обеспечивает
Рис. 18. Фурма для отбора пробы
газа:
1 ~ патрубок впрыска; 2 — патрубок
отбора пробы газа; <?— патрубок слива
охлаждающей воды; 4— головка впры-
ска воды; 5 — напорный патрубок
охлаждающей воды; 6 — патрубок
слива впрыскиваемой воды
8 отв $0,5.
1М8*1
непрерывную работу газоанализатора. Все элементы отборного
устройства, кроме фурмы, фильтра для воды и гидрозатвора,
поставляются в комплекте с газоанализатором. Конструкции
фильтра 8 и гидрозатвора 9 достаточно просты и не требуют по-
яснений. Фурму, показанную на рис. 18, изготавливают из стан-
дартных труб. Поступление впрыскиваемой воды в фурму осу-
ществляется через специальную головку с отверстиями (узел А)
так, чтобы пыль, попадающая с анализируемым газом, смывалась
внутрь фурмы. Фурму устанавливают с таким уклоном, чтобы
впрыскиваемая через головку и омывающая фурму вода стекала
в гидрозатвор. При наклонном положении фурмы в верхней части
ее может накапливаться пар. Для его удаления отвод охлажда-
ющей воды производится из высшей точки фурмы, как показано
на рис. 18. Гидрокомпрессор 6 (см. рис. 17), отсасывающий пробу
газа из агрегата и подающий ее к Датчику, и датчик 2 монтируют
вблизи фурмы, вследствие чего обеспечивается малая длина газо-
отборной трассы, находящейся под разрежением, и минимальное
запаздывание по анализу газа. Данное отборное устройство при-
менимо для получения пробы на анализ продуктов сгорания
топлива в обжиговых машинах и вращающихся печах. Фурму
можно установить как в горне, так и в вакуум-камерах, обеспе-
чивая непрерывный отбор проб и подачу их к газоанализатору.
44
Контроль гранулометрического состава
Непрерывный автоматический контроль гранулометрического
состава сырьевых материалов и окатышей представляет значи-
тельный интерес в производстве окускованных железорудных
материалов. Но несмотря на усилия многих организаций, зани-
мающихся длительное время решением этого вопроса, пока еще
нет серийно выпускаемых промышленностью приборов такого
контроля в потоке. Различные опытные и опытно-промышлен-
ные образцы находятся на стадии доработки и испытаний. Для
периодического лабораторного контроля гранулометрического со-
става измельченных материалов, по-видимому, можно применить
разработанную ВИАСМом установку пневморассева типа РП-2М,
а для контроля гранулометрического состава сырых окатышей —
устройство автоматического контроля гранулометрического со-
става клинкера типа ТУК-1, разработанное этим же институтом.
Лабораторная установка для пневморассева типа РП-2М пред-
назначена для рассева порошкообразных материалов на ситах
0,08 и 0,063. Основное назначение установки — рассев при кон-
троле тонкости помола цемента. Она является стационарным уст-
ройством и предназначается для эксплуатации в заводских и
исследовательских лабораториях. Установка может работать
в двух режимах управления: ручном и автоматическом. Про-
должительность просева в режиме ручного управления до 9 мин,
а в режиме автоматического управления — от 20 до 120 сек.
Продолжительность просева выбирают в соответствии с методи-
кой, указанной в инструкции, прилагаемой к прибору. Величина
навески для порошков с объемной массой 1,2—1,9 г!см3 до 20 г.
Разрежение, создаваемое пневматическим блоком при давлении
воздуха на его входе 250 кн!м2 (2,5 атм), не менее 3,5 кн!м2
(350 мм вод. ст). Расход сжатого воздуха не более 7 м31ч.
Принцип действия установки заключается в просеве материа-
лов через сито под действием воздушных потоков при одновремен-
ной очистке этими воздушными потоками ячеек сетки от забиваю-
щих их частиц порошка. Установка (рис. 19, а) состоит из рас-
сеивателя /, пневматического блока 2, являющегося побудителем
и стабилизатором расхода и давления воздуха, фильтра 3, блока
управления 4, с помощью которого осуществляется как автомати-
ческое, так и ручное управление работой установки; U-образного
вакуумметра 16 на 6 кн!м2 (600 мм-вод. ст.) для контрол я. режима
просева. Для обеспечения точности определения тонкости по-
мола на установке взвешивание навески и остатка рекомендуется
производить на технических весах с пределами измерения 0—
1000 г.
Пневматический рассеиватель (рис. 19, б) состоит из двух
конусов 12 н 14 с зажатым между ними ситом 13. К отверстию
нижнего конуса прижата чашка 8, дно которой имеет кольцевой
45
зазор 9. Через отверстие верхнего конуса проходит щелевое сопло 7
соединенное с атмосферой и создающее воздушный поток, пер-
пендикулярный поверхности сита. Сопло вращается электродви-
гателем 15. Верхний конус соединен с трактом отсоса просеян-
ного материала 5.
Перед началом работы чашку снимают и в нее помещают на-
веску анализируемого материала. Затем чашку устанавливают
'6 -220в, SO гц
а
Рис. 19. Схема уста-
новки пневморассева:
а —- структурная схема;
б — рассеиватель
на место. Создается разрежение в тракте отсоса, одновременно
включается двигатель 15.
Под действием разрежения, создаваемого эжектором пневмати-
ческого блока 2, в полости рассеивателя возникает два воздушных
потока: через кольцевой зазор в чашке и через щель сопла. Соот-
ношение этих потоков определяется соотношением размеров коль-
цевого зазора и щели. Поток, идущий через зазор, поднимает
материал из чашки в нижний конус и создает в этом конусе ки-
пящий слой материала. Поток из сопла, имеющий значительно
больший расход, проходит через сетку сверху вниз, очищая пос-
46
леднюю от забивающих ее частиц, а затем уходит через сетку
в верхний конус и далее в тракт отсоса, унося с собой через сетку
мелкие фракции порошка, захваченные потоком из кипящего
слоя. Чтобы предотвратить налипание материала на верхнем ко-
нусе, сопло снабжено резиновым скребком 6. В начальный период
просева удаляется основная масса мелких фракций. Чтобы пре-
дотвратить их налипание на стенки конусов, последние в течение
времени просева подвергаются ударной вибрации, создаваемой
ударами молоточка 10 по наковальне 11.
По окончании просева снимается разрежение и отключается
двигатель 15, после чего крупные частицы (остаток) ссыпаются
в чашку под действием собственной массы. Чашку снимают, оста-
ток из нее высыпают и взвешивают. Блок управления включает
в необходимой последовательности все цепи установки, обеспе-
чивая работу ее в режиме автоматического или ручного управле-
ния.
Устройство автоматического контроля гранулометрического
состава ТУК-1 предназначено для бесконтактного непрерывного
контроля гранулометрического состава цементного клинкера
в зоне охлаждения цементной вращающейся печи и используется
совместно с типовой телевизионной установкой. Устройство
можно использовать для контроля гранулометрического состава
окатышей и других кусковых материалов. Диапазон среднего
диаметра контролируемых гранул от 2 до 70 мм, точность изме-
рения ±10%. Питание устройства осуществляется от сети пере-
менного тока напряжением 220 в частотой 50 гц. Устройство ра-
ботает нормально при воздействии вибраций частотой 20 гц и
амплитудой 4 мм.
В основу работы устройства положен метод контроля грануло-
метрического состава в ходе технологического процесса, заклю-
чающийся в преобразовании визуальной информации о грануло-
метрическом составе в электрический сигнал, пропорциональный
средней крупности гранул. Если визировать телевизионную ка-
меру на движущийся поток гранул и выделять на изображении
участок длиной I, то очевидно, что число частиц, находящихся
на этом участке, будет обратно пропорционально крупности гра-
нул. При этом задача определения среднего диаметра гранул
сводится к определению среднего числа частиц на некотором
участке постоянной длины.
Блок-схема устройства контроля гранулометрического состава
приведена на рис. 20. Видеосигнал с блока канала промышленной
телевизионной установки (ПТУ) подается на один из входов
устройства, где после соответствующего усиления и коррекции,
необходимых для увеличения контраста и подчеркивания границ
гранул, поступает на смеситель и в схему выделения.
В смесителе происходит замешивание в видеосигнал метки,
роль которой выполняют задержанные импульсы частоты строк
47
ступают в схемы переменной
и которая позволяет выбирать положение вертикального столба,
т. е. участка некоторой постоянной длины / непосредственно на
экране видеоконтрольного устройства. Для этого со смесителя
видеосигнал поступает на выход устройства и возвращается
в ПТУ. На второй вход устройства подаются строчные синхро-
нимпульсы, которые после соответствующего формирования по-
задержки и преобразования сиг-
нала. В схеме переменной за-
держки осуществляется задержка
этих импульсов, величина кото-
рой определяет положение вдоль
строки выделяемого элемента и
устанавливается в зависимости
от визировки передающей камеры
таким образом, чтобы выделение
происходило в требуемой части
кадра. Задержанные импульсы
подаются, как указано выше, на
вход смесителя и одновременно
в схему выделения сигнала.
В схеме выделения сигнала
задержанными импульсами осу-
ществляется стробирование видео-
сигнала, поступающего с выхода
видеоусилителя. Поскольку имеет
место стробирование видеосигнала
каждой строки, выделяемые эле-
менты строки образуют в совокуп-
ности по кадру вертикальный
столбец.
В схеме выделения сигнал
первоначально имеет форму по-
•рочной частоты, промодулирован-
ных сигналом таким образом, что резкое уменьшение амплитуды
импульсов соответствует границам частиц («черному» в видео-
сигнале от изображения потока гранул). Далее эта последова-
тельность промодулированных импульсов пребразуется в по-
следовательность групп импульсов, где каждый импульс имеет
нормированную амплитуду и длительность, а число групп равно,
очевидно, числу гранул, размещающихся по длине вертикального
столбца.
Дальнейшая задача заключается в подсчете указанных групп
импульсов. С этой целью в схеме преобразования сигнала выра-
батывается один нормированный импульс, соответствующий на-
чалу группы импульсов, т. е. началу гранулы, а в схеме измере-
ния производится измерение средней частоты следования этих
нормированных импульсов, по-видимому, непосредственно свя-
48
I_______________________________________________________________________________________________________________________________________________________I
Рис. 20. Прибор контроля грану-
лометрического состава:
I — промышленная телевизионная
установка; II — устройство контроля
гранулометрического состава; 1 —пе-
редающая телевизионная камера; 2 —
блок канала; 3 — видеоконтрольное
устройство; 4 — видеоусилитель; 5 —
смеситель; 6 — схема формирования
импульсов строчной частоты; 7 —
схема переменной задержки; 8 —
схема выделения сигнала; 9 — вто-
ричный прибор Н-371-1; 10 — схема
измерения средней частоты; II— схема
преобразования сигнала
следовательности импульсов
занной с количеством гранул или других частиц на вертикальном
столбце, т. е. с их крупностью.
Для контроля гранулометрического состава обожженных ока-
тышей можно приспособить разработанный институтом «Меха-
нобр» автоматический гранулометр для руды [25]. Он предназна-
чен для автоматического определения содержания контролируе-
Рис. 21. Гранулометр:
а — принципиальная схема; б — грохот
мого класса крупности. Гранулометр можно установить непо-
средственно у места отбора проб, а его показания передать в место,
удобное для наблюдения за процессом. Принципиальная схема
прибора приведена на рис. 21, а. Прибор состоит из загрузочной
воронки 3, грохота 2 с ситом, установленного на амортизаторах 1.
На корпусе грохота смонтированы вибраторы 12, расположенные
попарно на взаимно перпендикулярных осях. Одна пара вибра-
торов обеспечивает круговое движение материала по просеиваю-
щей поверхности грохота гранулометра (рис. 21, б) против ча-
совой стрелки, тогда происходит просеивание минусовой фрак-
ции в бункер 8 (см. рис. 21, а); другая пара вибраторов обеспе-
чивает движение материала по часовой стрелке для разгрузки
4 В. Р. Ксендзовский 49
надрешетного продукта через щели в бункер 8. Бункер 8 подвешен
шарнирно к раме 7, один конец которой прикреплен к станине
гранулометра, а другой подвешен к взвешивающему магнитоани-
зотропному датчику 6. Сигнал от датчика передается в вычисли-
тельное устройство 4.
Прибор работает следующим образом. После поступления пробы
через загрузочную воронку 3 на сито грохота 2, включаются ви-
браторы 12, обеспечивающие просеивание подрешетного материала
в бункер 8. После просева вибраторы отключаются, а материал,
попавший в бункер, взвешивается датчиком 6 и запоминается
устройством 4. Через заданный промежуток времени включается
другая пара вибраторов, обеспечивающая реверс движения над-
решетного продукта по поверхности сита и разгрузку его в бункер,
где теперь находится вся отобранная проба. Вибраторы 12 от-
ключаются и происходит взвешивание бункеров. Вычислительное
устройство 4 делит сигнал, пропорциональный массе подрешет-
ного продукта, на сигнал, пропорциональный массе всей пробы,
и вторичный прибор 5 показывает содержание контролируемого
класса в процентах. Разгружаются пробы из бункера электромаг-
нитами 9, открывающими системой 11 челюстной затвор 10. Все
операции выполняются автоматически по программе, установ-
ленной на входящем в состав прибора командоаппарате.
Контроль массы сыпучих материалов
Непрерывные процессы производства, такие как окускование
руд, требуют применения непрерывного автоматического дози-
рования и контроля массы сыпучих материалов. Наиболее про-
грессивным является весовое дозирование. Для осуществления
такого дозирования необходимы специальные устройства, выра-
батывающие выходной сигнал, пропорциональный массе материала
или при неизменной скорости транспортирующего устройства —
мгновенной массе материала на контролируемом участке. Из
отечественных автоматических дозаторов следует отметить вибра-
ционный дозатор ЛДА, у которого подвижная платформа уравно-
вешена грузом и упругим элементом одновременно. Этот доза-
тор применим для дозирования материалов, не налипающих
на дозирующее устройство. К более универсальным весоизме-
рительным приборам, учитывающим скорость транспортирую-
щего устройства, можно отнести конвейерные весы типа ЛТ и
ЛТМ.
Непрерывный контроль массы сыпучих материалов на фабри-
ках окускования осуществляется автоматическими весами, ко-
торые комплектуют с ленточными транспортерами. В настоящее
время отечественной промышленностью выпускаются весы раз-
личных модификаций, например ВЛ, ЛТМ и др. Так, выпускае-
мые орехово-зуевским заводом «Прибордеталь» весы типа ЛТ
50
и ЛТМ предназначены для непрерывного взвешивания сыпучих
материалов, перемещаемых на стационарных ленточных транспор-
терах. Механизм весов автоматически производит умножение
длины, проходящей через весы ленты, на массу перемещаемого
материала и позволяет отсчитать мгновенную нагрузку и массу
прошедшего за определенное время материала. Показания весов
можно отсчитывать как на щите весов, так и на дистанционном
пульте вторичных приборов, поставляемом заводом по требованию
заказчика.
Кинематическая схема весов приведена на рис. 22. Масса
материала, находящегося на ленте транспортера, воспринимается
двумя роликовыми опорами, закрепленными на грузоприемной
платформе 1. Через рычаги 2 и 3 усилие передается на грузоприем-
ное плечо квадранта 6, который шарнирно соединен с роликом 19
каретки интегратора. Ролик образует фрикционную пару с дис-
ком 18, который вращается роликом 17, прижатым к холостой
ветви транспортера. Отклонение квадранта при изменении на-
грузки на платформу 1 вызывает поворот ролика 19 вокруг вер-
тикальной оси. Это приводит к перемещению ролика 19 по диску 18.
Таким образом, каждому положению квадранта 6, определенному
нагрузкой на ленте, соответствует расстояние ролика 19 от центра
диска 18; следовательно, положение и угловая скорость этого
ролика пропорциональны массе материала, находящейся на ленте.
4* 51
Ролик 19 связан с кареткой 11, которая осуществляет поворот
стрелки указателя массы 13, дистанционную передачу показаний
массы при помощи сельсина-датчика 12 и сигнализацию предель-
ной нагрузки на ленте контактами 7 и 8. Угловая скорость диска 18
и ролика 19 суммируется зубчатым дифференциалом 16, воздей-
ствующим па счетчик 15 массы прошедшего материала и его сель-
син 14, используемый для дистанционной передачи показаний
весов.
Эти весоизмерители имеют ряд существенных недостатков,
присущих рычажно-механическим весовым системам. Они чувстви-
тельны к толчкам и перегрузке, загрязнению призм, подушек,
реек, шестерен и других деталей, служащих для измерения и
передачи перемещения рычажных систем к преобразователю.
Это относится также и к весам с пружинным силоизмерительным
механизмом. Если в подобных весовых системах применяют на-
ходящийся под весовым участком ленты грузоприемный ролик,
то ход его отражается на точности работы дозаторов. Кроме того,
механическим весам органически присущи колебания указатель-
ного прибора и других элементов механической системы, что
вызывает колебания в системах автоматического регулирования
и противоречит требованию, заключающемуся в необходимости
мгновенного получения выходной величины, свободной от помех.
Для формирования сигнала веса, передаваемого в системы авто-
матического регулирования, эти системы необходимо комплек-
товать специальными преобразователями.
Более совершенными следует считать дозаторы и весоизмери-
тели, у которых весовая платформа или роликоопора неподвижно
закреплена, а вес воспринимается жестким датчиком веса. Ве-
совые дозаторы непрерывного действия с электротензометри-
ческими силоизмерителями производят в настоящее время в СССР
и зарубежом.
К недостаткам весоизмерительных устройств с электротензо-
метрическими датчиками следует отнести малую чувствитель-
ность при достаточно жесткой конструкции, нестабильность во
времени и необратимое влияние перегрузок.
Большой интерес представляют дозаторы с многоэлементными
магнитоанизотропными датчиками веса. Жесткость и чувствитель-
ность многоэлементных магнитоанизотропных датчиков, допу-
скающих большие перегрузки, позволяет создавать простые и
надежные в условиях фабрик окускования конструкции устрой-
ств для измерения веса на ленточных транспортерах [26—28].
Многоэлементные магнитоанизотропные датчики с изгибом маг-
нитопровода дают реальную возможность разработки конструк-
ции устройства для непосредственного измерения производитель-
ности ленточного транспортера, а не мгновенного веса. На основе
многоэлементных магнитоанизотропных датчиков можно создать
конструкции устройств для измерения производительности, не-
52
прерывной дозировки и контроля массы, проходящей на конвейер-
ных транспортерах.
Одним из простейших примеров весоизмерителя с магнито-
анизотропным датчиком является конструкция, схема которой
приведена на рис. 23. Этот весоизмеритель представляет собой
Рис. 23. Весоизмеритель с многоэлементным магнитоани-
зотропным датчиком:
а — кинематическая схема измерения; б — принципиальная
схема измерения; 1 — датчик; 2 — подвеска; 3 —транспортер-
ная леита; 4 — вторичный прибор
ролик, по которому движется нагруженная материалом транспор-
терная лента. Ролик подвешен на магнитоанизотропном датчике,
набранном из стальных пластин с двумя обмотками. В одну из
обмоток, первичную, подается переменный ток напряжением
6 в, со вторичной обмотки снимается сигнал в виде напряжения
переменного тока, пропорционального массе находящегося на
ленте материала. Сигнал от датчика поступает к показывающему
и записывающему вес вторичному прибору.
53
Недостатками такого типа весоизмерителя является то, что
не учитывается скорость движения транспортерной ленты и не-
которая нестабильность их характеристик. Но их простота, от-
сутствие движущихся элементов в измерительной части устрой-
ства, а следовательно, высокая эксплуатационная надежность
делают эти весоизмерители весьма перспективными для работы
в системах автоматического управления.
Автоматический контроль погасания пламени
и розжиг горелок
Число коротких, менее одного часа, остановок современных об-
жиговых машин значительно. В отдельные периоды работы число
остановок достигает 20—25 в сутки; средняя продолжительность
остановок составляет 6—8 мин. В этих условиях необходимо ча-
стое выключение горелок или значительное уменьшение подачи
топлива в горелки, что в свою очередь может приводить к отрыву
факела и самопроизвольному погасанию пламени горелок. На
отечественных обжиговых машинах контроль за работой горелок,
розжиг и выключение их в настоящее время осуществляет не-
посредственно обслуживающий персонал, что требует присутствия
человека на рабочей площадке машины, где температура воздуха
в летнее время достигает 60° С. Кроме того, визуальный контроль
за работой горелок не является непрерывным и поэтому не гаран-
тирует от «хлопков». Включение горелок и розжиг их вручную
трудоемки и занимают много времени, поэтому при коротких ос-
тановках машины горелки иногда не выключают, что ведет не
только к излишнему расходу топлива, но и к нарушению техно-
логического процесса обжига и к последующему неравномерному
обжигу окатышей, снижению их качества, ухудшению условий
работы паллет и т. д. Поэтому здесь следует привести материалы
по разработке такой системы дистанционного контроля работы,
розжига и выключения горелок, которая обеспечивала бы надеж-
ный контроль за работой горелок, быстрый их розжиг по сигналу
оператора и выключение их по сигналу оператора или автомати-
чески при ненормальном режиме, например, при погасании пла-
мени хотя бы одной горелки.
При нормальной работе машины после коротких (менее 15 мин)
остановок возможен розжиг горелок зоны обжига и без специаль-
ного запальника. В этом случае поджигание факела производится
за счет температуры раскаленных стенок горна, но при этом дол-
жен быть обеспечен надежный контроль наличия факела на каж-
дой горелке после подачи в них газа. Запаздывание вспышки
факела при таком способе розжига горелок составляет 5—8 сек
с момента подачи газа, что не всегда обеспечивает надлежащую
безопасность работы. Оси горелок правой и левой сторон у ма-
шин О К-4-108 смещены одна относительно другой на 600 мм,
54
а у машин ОК-3-108 смещение достигает 700 мм. Поэтому считают,
что перекрытия встречных факелов нет, а следовательно, нет и
возможности розжига горелок одной стороны за счет работающих
горелок другой стороны. Поэтому каждую горелку рекомендуется
разжигать отдельно.
Для выявления условий работы запальных устройств на об-
жиговых машинах проведены измерения температуры в местах
возможной их установки. В качестве возможных мест установки
запальника предусматривались или существующие запальные
отверстия, или же мазутопровод подачи резервного топлива по
оси горелки. Измерения показали, что в зоне установки наконеч-
ника запальника температура не превышает 600—700° С, следо-
вательно, существующие промышленные типы электрозапальников
пригодны для установки на обжиговой машине.
В СССР электрозапальники выпускают следующих типов:
комплекты ЗЗУ, КЭЗ и комплекты СПП-1, ЭЗС-I, ЭЗИ-1. Каж-
дый из этих комплектов может иметь несколько модификаций,
собранных из унифицированных узлов.
Электрозапальники типа КЭЗ и ЗЗУ различаются только ти-
пом управляющего прибора и материалами деталей, из которых
изготовлены отдельные элементы. Так, в комплекте КЭЗ схема
контрольного прибора собрана на электронных лампах, а в ком-
плекте ЗЗУ эта схема полупроводниковая. Оба эти комплекта
предусматривают контроль наличия факела как при помощи фото-
датчика так и при помощи контрольного электрода. Как показала
эксплуатация этих приборов на котлах, наиболее перспективным
способом контроля наличия факела является способ с использо-
ванием контрольного электрода, основанный на ионизации газа
при высокой температуре. Фотодатчик для контроля пламени на
обжиговых машинах без интенсивного охлаждения фотодатчика
применять нельзя, так как при нагреве его корпуса до 40—45° С
прибор дает ложное срабатывание.
Для проверки работоспособности приборов комплекта ЗЗУ
и КЭЗ была собрана и опробована на одной обжиговой машине
схема включения приборов, показанная на рис. 24. При вклю-
чении АВ подается напряжение на понижающий трансформа-
тор Тр, питающий лампы сигнализации, установленные на щите
оператора обжиговой машины, и напряжение питания управляю-
щих приборов УП. Через 25—30 сек схема готова к работе. На-
жатием кнопки «Пуск» подается напряжение в пусковую схему
на реле времени РВ, на реле пуска газа РПГ и на высоковольт-
ные трансформаторы ВВТ. Кнопка пуск блокируется контактами
РПГ. Одновременно подается напряжение на электромагнит-
ный вентиль СВФ, подающий газ к запальникам разжигаемой
секции горелок. Появление запального факела фиксируется уп-
равляющим прибором и контакты РК. замыкаются, после появле-
ния факелов на всех запальниках секции замыкается реле РП,
55
контакты которого включены в цепь управления электромагнит-
ными клапанами основных горелок и в цепь регулирования по-
дачи воздуха для сжигания топлива. По истечении времени,
обусловленного настройкой реле времени РВ, пусковая схема
обесточивается. Если при этом какой-то из запальников не раз-
жигается, то гаснут и все остальные запальники и розжиг нужно
повторить.
В схеме управления электромагнитными клапанами преду-
смотрен универсальный переключатель, позволяющий осущест-
влять три режима работы:
Р — ручное управление. Газ подается к основным горелкам
постоянно;
Д — дежурный режим, когда независимо от наличия запаль-
ного факела газ к горелкам не подается. Такой режим желателен
для сокращения времени розжига при кратковременных останов-
ках машины;
А — автоматический режим, когда работа основных горелок
прекращается при наличии сигнала об отрыве пламени или по-
56
ступлении управляющего сигнала на прекращение работы. Роз-
жиг в этом режиме осуществляется автоматически.
Испытания электрозапальников типа КЭЗ-П на обжиговой
машине показали, что конструкция этого запальника не приспо-
соблена к эксплуатации в условиях обжиговых машин, так как
герметизация газовой коробки ненадежна и быстро нарушается;
корпус газовой коробки под воздействием высокой температуры
наружной поверхности машин обгорает; свойства изоляции высоко-
вольтного провода ПВЛ быстро ухудшаются (через 10—15 суток
Рис. 25. Схема запально-защитного устройства ЗЗУ
после установки изоляция разрушается и становится электро-
проводной). В конструкции запальника предусмотрено открытое
отверстие в торце детали, предназначенной для установки за-
пальника и контрольного электрода, что в условиях положитель-
ного давления в горне делает эту конструкцию неработоспособ-
ной. Комплекты СПП-1, ЭЗС-I и ЭЗИ-1 непригодны по тем же
причинам.
Наиболее перспективными для использования на обжиговых
машинах являются электрозапальники типа ЗЗУ, выпускаемые
заводом «Ильмарине», схема работы которого приведена на рис. 25.
Запально-защитное устройство ЗЗУ предназначено для автомати-
ческого и дистанционного розжига горелок, работающих на жид-
ком или газообразном топливе, и для контроля запального факела.
Запально-защитное устройство включается в общую схему авто-
матики, либо работает самостоятельно. В комплект ЗЗУ вхо-
дят: запальник 3, электромагнитный клапан 2, высоковольтный
57
трансфрматор 6, ионизационный датчик 4, управляющий прибор 5.
Конструкция собственно запальника представлена на рис. 26.
После проведения таких подготовительных операций растопки
как приемка газа, включение вентиляторов и т. д. подается уп-
равляющий импульс, который одновременно открывает электро-
магнитный клапан 2 (см. рис. 25) на газовой линии запальника
и подает напряжение на высоковольтный трансформатор 6.
Высокое напряжение от трансформатора поступает на централь-
ный электрод запальника, вызывая искру и зажигание топлива,
поступающего через запальник. Импульс от появления факела
Рис. 26. Конструкция запальника, приспособленная для обжиговой машины:
Zh 5 — уплотнительные прокладки; 6 — штуцер подачи воздуха; 9 — фланец; 10 — иони-
зационный датчик; 11 — хомут: остальные позиции описаны в тексте
передается от ионизационного датчика на управляющий прибор 5,
где сигнал усиливается и в результате срабатывает выходное
реле РП управляющего прибора. Сигнал используется как раз-
решение для выполнения следующей операции при розжиге
горелок, т. е. для подачи газа в основную горелку 1. В процессе
работы или розжига в случае погасания запального факела уп-
равляющий прибор дает команду на прекращение подачи топлива.
Операцию розжига при этом повторяют после устранения причин
погасания. Факел основной горелки отдельно не контролируется,
так как постоянное наличие запального факела гарантирует го-
рение топлива в основной горелке.
Работа ионизационного датчика пламени основана на электро-
проводности газов при высокой температуре. Управляющий при-
бор действует по принципу выделения и усиления пульсирующего
сигнала, характеризующего изменение электропроводности фа-
кела. Необходимо учитывать, что надежный сигнал, поступающий
от ионизационного датчика, можно получить только в случае
желтого пламени. Инструкция по применению и эксплуатации
ЗЗУ предусматривает установку запальника как по оси горелок,
так и под углом 20—45° к ней и допускает установку запальника
параллельно оси горелки.
58
Были испытаны два способа установки запальника: первый
с использованием имеющегося на действующих машинах запаль-
ного отверстия, расположенного под углом 45° с выходом в горе-
лочный камень, и второй — установка запальников параллельно
оси горелки. Предварительные испытания запально-защитного
устройства ЗЗУ при установке с использованием имеющихся за-
пальных отверстий показали, что без принудительной подачи
воздуха для сжигания топлива запальный факел неустойчив
вследствие положительного давления в горне обжиговой машины;
из-за положительного давления в горне обжиговой машины кор-
пус запальника омывается выбивающимися горячими газами, что
приводит к нагреву наконечника (выше 600° С) и не допустимо
по условиям его эксплуатации.
Для создания жесткого устойчивого факела был изготовлен
двухпроводный запальник, показанный на рис. 26, состоящий из
стандартного запальника комплекта ЗЗУ-З, помещаемого в трубу
76x4 мм, к которой подводится воздух под избыточным давле-
нием. Дополнительно к поставляемому комплекту были изготов-
лены детали 1—5, 7, 12 и 13. Испытания такого запального уст-
ройства показали, что факел устойчив независимо от давления
в горне обжиговой машины; воздух, подаваемый для сжигания
топлива, не только стабилизирует факел, но и, омывая запальник,
охлаждает его.
Однако дальнейшая эксплуатация показала, что хвостовик
запальника при такой установке подвергается действию повышен-
ной температуры окружающего воздуха и значительному нагреву
излучением и теплопроводностью. Вследствие этого изоляция
высоковольтного кабеля ПВЛ-I, при помощи которого подводится
ток высокого напряжения, уже через несколько дней после уста-
новки, несмотря на дополнительную теплоизоляцию асбестом и
стеклотканью, твердела, крошилась и теряла изоляционные свой-
ства. Кроме того, высоковольтный ввод, изготовленный из волок-
нита, под такой же, теплоизоляцией через 15—20 суток после
установки также приходит в негодность из-за обугливания и
снижения механической прочности.
Для охлаждения высоковольтный кабель на расстоянии до 3 м
от оси колонн машины был помещен в трубу (1/2") 13, в которую
подавался также и холодный воздух от сети сжатого воздуха под
небольшим избыточным давлением. Уменьшение нагрева этой
трубы было также достигнуто дополнительной изоляцией ее слоем
асбеста и стеклоткани. Труба 13 накидной гайкой 12 крепится
к штуцеру корпуса воздухоприемника 4, который в свою оче-
редь крепится к корпусу запальника 8 на резьбе, предусмотрен-
ной в конструкции завода-изготовителя для крепления баббины
на запальнике.
Для удобства наблюдения за состоянием деталей электроза-
пальника корпус воздухоприемника закрывается крышкой 1
59
со стеклом 3. Концы высоковольтного и контрольного кабелей,
входящие в воздухоприемник, крепятся на хвостовике свечи и
ионизационного датчика и закрываются резиновыми или полиэти-
леновыми колпачками. Длина контрольного электрода при этом
должна быть увеличена на 100 мм по сравнению с выпускаемым
заводом-изготовителем.
Воздух, поступающий в воздухоприемник, по трубе 7, про-
ходящей через фланец крепления запальника, направляется в за-
пальную трубу и используется далее для охлаждения корпуса
запальника и ионизационного датчика и на горение запального
факела.
Испытание рассмотренного устройства в течение трех месяцев
на действующей обжиговой машине показало, что такое охлажде-
ние резко улучшает условия работы кабеля. Так, после трехмесяч-
ной работы кабель был в удовлетворительном состоянии, в то
время как без охлаждения он выходил из строя уже через несколько
дней после установки.
Расход газа в запальнике при диаметре дроссельного отвер-
стия 2 мм составляет 2 м3/ч, а воздуха требуется примерно 20 м3/ч
на одну горелку. Скорость движения воздуха вдоль проводов,
проложенных в трубах, равна ~16 м!сек при условии, что воз-
душный поток распределяется равномерно по двум трубам.
Продолжительные испытания запальников показали, что при
установке их в зоне существующих запальных отверстий наконеч-
ник запальника может омываться раскаленными продуктами
сгорания, в результате чего стабилизатор обгорает. Наибольшую
опасность для деталей запальника представляет кратковременное
перекрытие воздуха. Чтобы вывести запальник из горячей зоны
горелки и удалить его и проводку от каркаса машины, было про-
ведено испытание запальников, установленных на расстоянии
105 мм от оси горелки и параллельно ей. Такая установка запаль-
ников позволяет вывести наконечник запальника из горячей зоны,
убрать проводку дальше от каркаса машины, снизить требования
к принудительной подаче воздуха для горения запального фа-
кела, не закрывает запального отверстия для розжига вручную
при отказе системы дистанционного розжига. Наличие запаль-
ного факела у корня основного факела обеспечивает надежный
розжиг и такую конструкцию можно рекомендовать к исполь-
зованию на обжиговых машинах.
Зарубежная аппаратура автоматического контроля
и регулирования
Общее состояние автоматического контроля в произвдстве
окускованных железорудных материалов и обеспеченность необ-
ходимой для этих целей аппаратурой за рубежом примерно та-
кие же, как и в отечественной промышленности. Поскольку при
автоматическом контроле приходится передавать информацию
60
на значительные расстояния, то на современных фабриках в си-
стемах автоматического контроля и регулирования используют
в основном электрические приборы и средства электропередачи
показаний.
Для теплотехнического контроля и регулирования имеется
достаточный выбор миниатюрных и полуминиатюрных приборов,
которые используют в случаях, когда их показания персоналу
не нужно наблюдать со значительного расстояния [29]. Контроль
температуры, давления и расхода осуществляется компенсацион-
ными приборами, работающими в комплекте с соответствующими
датчиками. Так, температура контролируется термопарами в за-
щитной арматуре, а расходы жидкостей и газов — сужающими
устройствами. Одноточечные миниатюрные самопишущие и ре-
гулирующие приборы имеют ленточные диаграммы шириной
100 мм, приводимые в движение со скоростью примерно 25 мм!ч
синхронными двигателями. Неминиатюрные регистрирующие од-
ноточечные приборы снабжены круглой диаграммой, вращающейся
со скоростью один оборот в сутки. Многоточечные самопишущие
приборы обычно имеют ленточные диаграммы шириной 250—
300 мм. В показывающих приборах, как правило, предусмотрены
вертикальные шкалы высотой 200—250 мм и шириной 50—
60 мм\ их устанавливают на щитах управления группами по 6—
10 штук.
Самопишущие приборы применяют для контроля тех пара-
метров, за изменением которых следует наблюдать достаточно
длительный срок, а также в тех случаях, когда необходим до-
кумент о протекании процесса за большой период времени. Эти
вторичные приборы используют, как правило, для контроля та-
ких параметров: количество материалов, уровень слоя на обжи-
говых машинах, температура в ответственных точках и др.Осталь-
ные параметры контролируются показывающими вторичными
приборами. На щитах управления устанавливают также приборы,
указывающие величину заданных значений параметров, и ука-
затели положения регулирующих органов.
Для преобразования давления, расхода, уровня и других
неэлектрических величин в электрический сигнал используют
дифференциально-трансформаторные датчики, сигналы от ко-
торых согласуются с требованиями, предъявляемыми к входному
сигналу вторичными приборами. Преобразователи комплектуют
с трубками Бурдона, сильфонными или мембранными датчиками.
Температуру измеряют термопарами. Для контроля низких и
средних температур используют хромель-алюмелевые и железо-
константановые термопары. Высокие температуры контролируют
платинородиевыми термопарами в соответствующей защитной
арматуре. В тех случаях,'когда срок службы термопар оказывается
непродолжительным,'"'высокие температуры контролируют ра-
диационными пирометрами.
61
Автоматические регуляторы работают в комплекте с датчи-
ками или показывающими и записывающими вторичными при-
борами. В зависимости от динамических характеристик объектов
используют пропорциональные, интегральные или пропорцио-
нально-интегральные законы регулирования. Обычно применяют
электрические регуляторы, которые комплектуют во многих
случаях с пневматическими исполнительными механизмами. В ре-
зультате этого усложняются системы автоматического контроля
и регулирования, так как требуется использование двух видов
энергии и установка дополнительных преобразователей. Но,
по-видимому, при наличии достаточно надежных преобразова-
телей это усложнение оправдывается повышением надежности
управляющей части систем. Помимо автоматического, предусма-
триваются дистанционное и ручное управления.
Большое внимание уделяется контролю массы сыпучих ма-
териалов, участвующих в производстве окускованного сырья.
Для этих целей, как правило, используют конвейерные весоиз-
мерители, контролирующие массу нагруженной ленты, распо-
ложенной на двух и более соседних роликах, подерживающих
ленту. В качестве преобразовательного устройства применяют
тензометрические датчики в весоизмерителях, поставляемых на-
пример, фирмами Шенк (ФРГ), Толедо, Империал Смелтинг К°
и Меррик (США), Хаслер (Швейцария). Некоторые фирмы вы.-,
пускают весоизмерители с магнитоупругими датчиками. К таким
устройствам относятся дозаторы фирмы ЭМА (ФРГ) и дозаторы
типа ОК.В-50 с магнитоупругими датчиками типа «Дустра», вы-
пускаемые в ЧССР. По данным фирмы ЭМА, их устройства могут
обеспечивать точность до ±0,1% и допускать примерно восьми-
кратные перегрузки. Во многих весоизмерителях предусматри-
ваются специальные устройства для тарировки. Тарировка не-
обходима, так как у большинства весоизмерителей наблюдается
«дрейф нуля». Для весоизмерителей, установленных на конвейерах
с переменной скоростью, предусматриваются специальные тахо-
метры, корректирующие показания расхода.
Контроль влажности, химического и гранулометрического
составов сыпучих материалов на зарубежных фабриках окуско-
вания, по литературным данным, находится примерно на таком же
уровне, как и в СССР. Разработаны и выданы патенты на многие
способы и устройства автоматического контроля влажности сыпу-
чих материалов. Проводятся работы по их совершенствованию
и приспособлению к условиям эксплуатации на фабриках окус-
кования. Перспективными для этих целей считаются радиоактив-
ные методы. Не исключаются и другие. Но серийно выпускаемой
аппаратуры широкого назначения для контроля влажности сы-
пучих материалов пока нет. Для контроля химического состава
материалов используют спектрометрические методы и рентге-
новские квантометры. Так, например, спектрометры Перкин-
62
Элмер применяют для лабораторного химического анализа руд,
концентратов и других материалов [30]. Рентгеновские установки
фирмы Эллиот Отомейшн и Поливак используют на различных
фабриках [31]. О непрерывном автоматическом химическом ана-
лизе с отбором и подготовкой проб сыпучих материалов пока неиз-
вестно. Анализ гранулометрического состава производят в лабо-
раторных условиях с использованием различных вспомогательных
устройств.
Контроль погасания пламени и автоматический розжиг го-
релок предусматривается на многих обжиговых машинах. Сред-
ства осуществления контроля и розжига подобны используемым
для этих целей в СССР.
В последние годы на современных фабриках окускования на-
чинают применять вычислительные машины для обработки ин-
формации и управления производством. Эти машины позволяют
во многих случаях отказаться от вторичных записывающих при-
боров и центролизовать контроль и управление производством.
Так, например, контроль работы цеха окомкования на металлур-
гическом заводе «Кобэ» осуществляется при помощи вычислитель-
ной системы, контролирующей состав сырья, окатышей, расход
энергии и другие параметры [32]. На фабрике окомкования про-
изводительностью 5 млн. т в год фирмы Квебек Картье Майнинг
в Канаде применена вычислительная машина, изготовленная фир-
мой Хениуэл Контролз, для контроля и управления технологи-
ческими процессами и производством. Машина регистрирует
516 различных параметров и сигнализирует отклонения еще 500
[33].
Глава II!
ИССЛЕДОВАНИЕ ПРОИЗВОДСТВЕННЫХ ПРОЦЕССОВ
КАК ОБЪЕКТОВ АВТОМАТИЗАЦИИ
Общие положения
Необходимость проведения исследований агрегатов и произ-
водственных процессов как объектов автоматизации может вызы-
ваться двумя основными причинами. Первая из них связана с не-
обходимостью разработать систему автоматического управления
для вновь создаваемого агрегата или процесса. В этом случае об
агрегате как объекте автоматизации имеются только те сведения,
которые можно получить от разработчиков самого агрегата или
процесса. Эти сведения обычно выдаются в виде задания на раз-
работку простейшей системы контроля и стабилизации отдельных
параметров, которая могла бы либо в период пуска, исследования
63
и освоения опытного или опытно-промышленного образца агре-
гата, либо при исследованиях самого осваиваемого процесса
обеспечить необходимые измерения и поддержание отдельных
параметров на заданном уровне. При освоении и исследовании
нового процесса или агрегата проверяют первоначальные проект-
ные решения. Получают всю информацию, необходимую для раз-
работки эффективной системы автоматизации.
Во втором случае, когда речь идет об исследовании агрегата,
давно используемого в промышленности и оснащенного системой
автоматического регулирования, считавшейся удовлетворитель-
ной для уровня техники, когда она разрабатывалась, необхо-
димость проведения исследований может вызываться следующими
обстоятельствами:
1) реконструкцией агрегата;
2) появлением новых теоретических разработок в области
технологии производства или автоматического управления;
3) созданием новых методов или средств (приборов) контроля
или регулирования, не существовавших ранее.
В рассматриваемом случае у разработчика системы имеются
материалы проведенных ранее исследований, результаты экс-
плуатации существовавшей ранее системы. В этом случае при
исследовании агрегата нужно получить информацию, необходи-
мую либо для разработки дополнительного узла контроля и уп-
равления, либо реконструкции существовавшей системы автома-
тического управления в желаемом направлении. Наиболее слож-
ным представляется случай исследования вновь создаваемого аг-
регата, куда, как правило, входят и элементы, указанные для
второго случая, рассматриваемого в данной работе. В этом слу-
чае исследованиям может предшествовать разработка методики
проведения указанных исследований. Для этого необходимо ис-
пользовать проектные данные, поступившие от разработчиков
процесса и агрегата, а также информацию, полученную как путем
расчета характеристик процесса, так и экспериментального их
определения на аналогичных агрегатах и процессах. Расчетные
статические характеристики процесса даже при известной их
неточности и ряд принятых допущений оказываются полезными
как для определения направления экспериментального исследо-
вания объекта, так и для обоснования разработки и синтеза си-
стемы автоматического управления.
Достаточно достоверные динамические характеристики таких
агрегатов и процессов, какими являются производство окуско-
ванных железорудных материалов, так же как и большинства
других технологических металлургических агрегатов, вообще
нельзя получить расчетом. Поэтому представляется необходимым
экспериментальное исследование таких арегатов путем определе-
ния их статических и динамических характеристик в реальных
условиях их эксплуатации.
64
• В обширной литературе, посвященной автоматизации метал-
лургического производства, из подобных данному случаю рас-
сматриваются только вопросы автоматизации агломерационного
поизводства. По вопросам автоматизации процессов производства
окатышей, возникшем только в последние годы, пока литератур-
ных данных очень мало.
При разработке системы автоматического управления техно-
логическим процессом правильно было бы исходить из математи-
ческого описания этого процесса, т. е. из дифференциальных урав-
нений связи между его входными и выходными величинами.
Однако для большинства рассматриваемых здесь процессов полу-
чить эти уравнения весьма трудно из-за большого числа взаимо-
связанных переменных, разнообразия режимов работы агрегатов,
многообразия возмущающих воздействий и др.
Математическое описание и исследование производственных
процессов как объектов управления удается только в редких част-
ных случаях и только при значительных упрощениях процессов,
линеаризации систем, выборе наиболее вероятных режимов и др.
Существуют методы исследования агрегатов и процессов путем
аналитического расчета динамических и статических характери-
стик объектов автоматического управления [34, 35]. Однако та-
кой метод исследования приемлем только для сравнительно про-
стых агрегатов и процессов, где можно с достаточной точностью
определить исходные данные для расчета. Большинство промыш-
ленных агрегатов, предназначенных для окускования руд, не
является таким объектом. Для них можно в лучшем случае рас-
считать только некоторые статические характеристики и, как пока-
зывает опыт, они значительно отличаются от полученных экс-
периментально на реальных действующих агрегатах. Это объяс-
няется тем, что при расчете невозможно учесть все особенности
сложных условий работы промышленного агрегата. Поэтому
принято дополнять расчеты экспериментальными исследованиями
агрегатов как объектов автоматического управления. Экспери-
ментально определяют их статические и динамические характе-
ристики, а также возмущающие воздействия и др. Известно, что
описываемые здесь процессы представляются объектами первого
порядка с запаздыванием [12, 36].
Динамические свойства этих объектов (запаздывание т, по-
стоянные времени Т, коэффициент передачи объектов К) можно
определить различными способами. Один из способов заключается
в том, что динамические свойства объекта определяют из кривой
разгона (временной характеристики), полученной эксперимен-
тально. В этом случае исследуется переходный процесс в объекте,
вызванный специально наносимым однократным скачкообразным
возмущением входной величины.
Другой способ заключается в исследовании переходного про-
цесса, вызванного однократным импульсным возмущением. По-
5 В. Р. Ксендзовский 65
лучаемая при этом характеристика называется импульсной харак-
теристикой, или функцией веса [37, 38]:
+°°
J W(p)e^dp.
— 00
Преимуществами первых двух способов является простота и
возможность проведения эксперимента без дополнительной ап-
паратуры или использование для эксперимента простейших при-
ставок к приборам, которыми, как правило, оснащен агрегат.
К недостаткам этих методов следует отнести необходимость нане-
сения специальных возмущений, что не всегда бывает возможным
на действующих промышленных агрегатах. Полученные такими
способами характеристики соответствуют какому-то одному ре-
жиму работы агрегата.
Третьим способом является определение частотных характе-
ристик. Эти характеристики объекта определяются путем нане-
сения периодических возмущений входной величины с определен-
ной частотой и амплитудой и исследования соответствующих этим
возмущениям установившихся колебаний выходных величин.
По записанным кривым изменения входной и выходной величин
определяются динамические свойства объекта [35, 36, 39].
Существуют статистические методы определения статических
и динамических характеристик объектов по записи параметров
на диаграмме приборов, которыми оснащен агрегат при нормаль-
ной его эксплуатации [40—42]. Статистические методы исследо-
вания динамических и статических свойств агрегатов в основном
применимы только в тех случаях, когда все входные сигналы аг-
регата не коррелированы и если агрегат является стационарной
линейной системой. Кроме того, для определения характеристик
статистическими методами необходимо, чтобы исследуемый аг-
регат бесперебойно работал в нормальном режиме достаточно
длительное время.
Для исследования опытных, опытно-промышленных устано-
вок и промышленных агрегатов, подверженных частым останов-
кам, целесообразно принять методику исследования, заключаю-
щуюся в том, что некоторые характеристики агрегата прибли-
женно рассчитываются, а затем уточняются экспериментально.
Расчет показывает основные закономерности связей отдельных
параметров исследуемого процесса и в каком направлении следует
вести экспериментальное исследование.
Экспериментальное исследование таких промышленных аг-
регатов и процессов, каким является производство окатышей,
целесообразно вести путем определения временных характери-
стик и статистическими методами.
Экспериментальное определение статических характеристик
агрегатов даже по параметрам, значения которых сравнительно
66
невелики (т и Г), сопряжено со сравнительно глубокими и дли-
тельными возмущениями режима работы агрегата или всего тех-
нологического процесса. Во многих случаях за время такого
эксперимента либо происходит изменение технологического ре-
жима агрегата, вызванное другими причинами, не связанными
с проведением эксперимента, либо возникают помехи, искажаю-
щие результаты опыта. Поэтому один и тот же эксперимент при-
ходится проводить несколько раз при одном и том же заданном
режиме работы агрегата. Длительность всего эксперимента по
определению одной статической характеристики, а также его
отдельных элементов (шагов), и величина специально наносимых
при этом возмущений выбираются такими, чтобы на измеритель-
ном приборе выделялся переходный процесс, вызванный прове-
дением очередного «шага». При этом следует учитывать, что уве-
личение длительности эксперимента ограничивается необходимыми
по технологии изменениями режима, изменением производитель-
ности агрегата и др. Эти изменения или случайные возмущения
могут исказить результаты опыта. При проведении экспериментов
также следует учитывать, что специально наносимые чрезмерно
глубокие возмущения могут привести к необратимому нарушению
режима агрегата и не только исказить результаты эксперимента,
но и привести к такому расстройству процесса или работы агре-
гата, что для его восстановления потребуется длительное время.
По рассмотренным соображениям, подтвержденным много-
численными опытами [43], величина возмущения, наносимого
за один шаг, выбирается примерно равной 10% номинального
значения входной величины. Время выдержки между двумя со-
седними шагами Тш, обеспечивающее в основном окончание пере-
ходного процесса и не приводящее к чрезмерному удлинению
эксперимента, рассчитывают по формуле
Тш = т + (2н-3) Т, (1)
где Тш — длительность шага;
т — запаздывание;
Т — постоянная времени объекта.
При такой методике эксперимента каждый шаг является опре-
делением кривой разгона объекта, что позволяет получить при оп-
ределении характеристик достоверную информацию о динами-
ческих свойствах объекта, а вся совокупность шагов, выполнен-
ных за один эксперимент, дает статическую характеристику.
Постоянные времени Т, запаздывание т и коэффициенты пере-
дачи К определяют из кривых разгона (см. рис. 27, а).
Для сопоставимости коэффициентов передачи объектов по
различным параметрам при различных регулирующих воздей-
ствиях, коэффициенты приведены к безразмерным величинам.
Это достигнуто путем деления приращения параметра Az/,, выз-
ванного воздействием Дх(- на максимальное значение параметра
5* 67
Vi max и деления маяеяия воздействия на максимальное ага зна-
чение, т. е.
К &У1 . Xj max
&Xi у i max
где К, — передаточный коэффициент объекта по i-тому пара-
метру;
Дх,- — изменение i-того регулирующего воздействия;
xi max — максимальное значение i-того регулирующего воз-
действия;
Дуг — изменение i-того параметра во время опыта;
Рис. 27. Динамическая (а) и статическая
(б) характеристики питателя концен-
трата:
1 — производительность при поднятии’шибера
на 60 мм; 2 — то же, на 80 мм; 3 — то же, на
100 мм; 4 — то же, на 120 мм; 5 — то же, на
140 мм; т = 3 сек; Т 13,4 сек; Kqq —
~ 0,027 т/ч/(об/ми.н)
У/max — максимальное зна-
чение данного па-
раметра.
За максимальное значе-
ние параметров и воздейст-
вий принято либо значение
шкалы измеряющих их при-
боров, либо максимально
допустимое по технологи-
ческому режиму изменение.
Дозирование
Системы дозирования
предназначены для обеспе-
чения бесперебойной подачи
заданных количеств шихты
при необходимом соотноше-
нии составляющих ее компо-
нентов. В качестве дозирую-
щих устройств на фабриках
используют тарельчатые, лен-
точные и вибрационные пи-
татели 144]. Статическую
характеристику, например
весовую производительность
тарельчатого питателя, мож-
но рассчитать по формуле
Q = KnFV,- , (2)
где К — коэффициент пропорциональности;
п — скорость вращения тарели;
F = hl — площадь окна выдачи;
I и h — соответственно ширина и высота поднятия jnafiepaj
V — объемная масса материала.
68
Однако такая характеристика питателя справедлива только
для определения среднего значения, а действительная произво-
дительность питателя изменяется в широких пределах по ряду
причин.
Количество сыпучих материалов, поступающих из бункеров
через дозирующие устройства, находится под влиянием непрерывно
действующих возмущений, возникающих из-за изменения ус-
ловий истечения материалов из бункеров. Эти возмущения вызы-
ваются изменением высоты материала в бункерах, колебанием
влажности и гранулометрического состава материала, изменением
конфигурации отверстия истечения при его засорении и очистке,
подвисанием материала в бункерах, пробуксовкой материала по
поверхности тарели и др. Эти возмущения при объемном дози-
ровании приводят к самопроизвольным колебаниям подачи ма-
териалов, достигающим 30% заданного значения.
Для нормального ведения технологических процессов точность
дозирования материалов должна быть такой, чтобы погрешность
ее не превышала 2%. Такая точность может быть достигнута только
при автоматическом весовом дозировании по мгновенному зна-
чению массы поступающего материала. Поэтому системы дози-
рования оснащают автоматическими весоизмерителями и регуля-
торами, поддерживающими либо заданные мгновенные значения
веса, либо соотношения между весовыми количествами компонен-
тов шихты. При построении систем автоматического дозирования
важным является выбор надлежащих питателей, регуляторов
и их настройка.
Регулирующим воздействием на производительность питателя
может быть использовано изменение числа оборотов тарели путем
регулирования числа оборотов ротора, вращающего ее двигателя
или изменения площади сечения, разгрузочного окна бункера
путем перемещения шибера. Опыт показывает, что для автомати-
ческого дозирования целесообразнее воздействовать на число
оборотов диска.
Примерная статическая характеристика питателя при таком
воздействии, полученная для одних условий его работы, приве-
дена на рис. 27, б. Динамическая характеристика узла дозиро-
вания, в основном зависящая от его конструкции и полученная
экспериментально путем определения кривой разгона, приведена
на рис. 27, а. Из этой характеристики следует, что тарельчатый
питатель является апериодическим звеном с запаздыванием, а
его передаточая функция имеет вид
1,7
Такая характеристика питателя справедлива для одних условий
и режима, его работы, при которых она определялась. Более
полно работу узла дозирования можно исследовать статисти-
69
ческими методами путем обработки приведенных на рис. 28 диа-
грамм записи работы узла в промышленных условиях. Эти диа-
граммы обрабатываются для получения оценок характеристик
случайных функций [45]:
1) среднего значения производительности Qcp
т
<2ср = - у- J Q(f)dt,
где Т — время записи;
2) дисперсии о2
г
оа = 4- f<22(O^-QcP;
о
3) автокорреляционной функции
т
-1- т)4/-$р >
о
4) спектпа Ф (<о)
Л
Ф (®) — 4— f R (т) cos ют dr.
2Я о
г 50
5 мин
Рис. 28. Диаграммы производительности питателя:
а — для концентрата; б — для известняка
Интегральные преобразования и вычисления выполняют на
вычислительных машинах. Как показывают вычисления, для
среднего значения производительности справедлива формула (2),
, , / о \
а коэффициенты вариации 1-~—) практически не зависят от
' хер /
скорости вращения тарели. Результаты обработки диаграмм
и сменных журналов по некоторым параметрам, необходимым для
нормальной эксплуатации, приведены в табл. 1
70
Таблица 1
Таблица диапазонов изменения производительности
Материал Коэффи- циент вариации произво- дитель- ности Произво- дитель- ность ^ср т/ч Диапазон изменения производительности Диапазон изменения скорости
т/ч отн. ед. об/мин отн. ед.
Концентрат . . . 0,11 20,1 19—41 1—2,2 2—6 1—3
Известняк . . . 0,18 1,6 1,1—2,6 1—2,4 3,5—9,5 1—2,7
Число оборотов питателя
Рис.
29.
Зоны колебаний САД концентрата
(а) и известняка (б)
при
окна
соот-
кон-
для
На рис. 29 показаны зоны колебаний производительности
питателей концентрата (а) и известняка (б), построенные с дове-
рительным интервалом 95%. При изменении скоростей враще-
ния тарелей, возможных
в практических условиях
на исследованных питате-
лях, 1 : 3 и 1 : 2,7 диапа-
зон изменения заданий
производительности
постоянной площади
выдачи составляет
ветственно 1 : 2 для
центрата и 1 : 1,3
известняка. Таким обра-
зом, эксперименты пока-
зывают, что исследован-
ные узлы дозирования не
удовлетворяют требова-
ниям нормальной их
эксплуатации как по ве-
личине производительно-
сти, так и по необходи-
мому диапазону ее изме-
нения. Так, для изве-
стняка, например, вместо
необходимого 1 : 2,4 имеет-
ся диапазон 1 : 1,3. Ре-
зультаты исследований
показывают, что необхо-
димо либо изменить
щадь окна выдачи,
увеличить диапазон
нения скоростей.
На рис. 30 приведена принципиальная (а) и структурная (б)
схемы узла автоматического дозирования одного компонента.
пло-
либо
изме-
71
Линеаризованные передаточные функции отдельных звеньев этого
узла показаны на рис. 30, б. В табл. 2 приведены значения запазды-
вания и постоянных времени узлов дозирования концентрата и
известняка.
Коэффициент передачи системы Кс определяется как произ-
ведение KiKaKsKiKsKe, а параметры 7\ и — необходимой
настройкой регулирующего устройства, например по методике,
изложенной в работе [36].
Передаточную функцию разомкнутой системы дозирования
в частотной форме 1ГР (/со) можно записать в виде:
Wp = /<оТ2 (/соТз + 1) (/wT5 + 1) (/wT6 + 1)
Рис. 30. Принципиальная (а) и
структурная (б) схемы узла дози-
рования:
1 — питатель; 2 — весоизмеритель;
3 — регистрирующий прибор; 4 —
регулирующее устройство; 5 — испол-
нительный механизм; 6 — двигатель
к еЧч> (2Г.+ У2) sin (_J__|_ А
= Ас 2 \А>Л + А .
(fcoT3) (/соТ6 + 1) (/соТв + 1)
передаточную функцию замкну-
той системы в виде
W° = 1 + Wp (/со)''
На систему действуют помехи
в виде статических ошибок аппа-
ратуры контроля и управления
у2 и уг и отклонение производи-
тельности питателя от заданного
значения из-за неравномерной вы-
дачи материала питателем у-..
Расчеты системы выполняют на
основе следующих допущений:
ошибки случайные, некоррелиро-
ванные между собой функции с
нормальным распределением; слу-
чайные процессы стационарны;
все звенья системы линейны.
Производительность питателя
Qt = Q + У1 + У 2. + Уз-
Статистическими параметрами
случайных функций являются ве-
личины математического ожида-
ния A4Q] и дисперсии DQX [40,
451:
MQi = Q°;
OQi = Dy-i + Dy2 + Dyz.
72
Таблица 2
Таблица динамических характеристик узлов дозирования
Материал Значения постоянных времени, сек
Ti тг Тз Ть Тз
Концентрат 27 5 3,4 3,5 0,6
Известняк 1,4 4,5 3,4 3,5 0,5
Величины Dy и Dy % можно определить по формуле
/ 1 \2
2 == g ^?таху »
где 6 — класс точности приборов контроля и управления;
Стах — максимальная контролируемая производительность
питателя.
Величина дисперсии динамических отклонений производи-
тельности питателя
ОО
Dy. = f Ф (со) | Го (/со) |2 da,
о
где Ф (со) — спектр мощности сигнала г/3;
Го (/со) — передаточная функция ошибки узла дозирования.
Учитывая, что узел дозирования является частью технологи-
ческих аппаратов, в которую входит смеситель и окомкователь,
для решения задач синтеза САД следует определить спектральные
характеристики всей цепи аппаратов, полезных сигналов и помех.
Величину производительности в установившемся режиме с уче-
том смесителя и окомкователя можно представить в виде
Qi — Q° + У1 + У 2 + Уз>
где у. — сглаженная динамическая погрешность узла дозирова-
ния.
Величина дисперсии
□о
Dy3 — \ Ф (и) | Г (/со) |2 Фс (со) Фок (со) dco,
о
где Ф (со) — спектр мощности сигнала;
W (/со) — передаточная функция ошибки САД;
Фс (со) — спектральная характеристика смесителя;
Фок (со) — спектральная характеристика окомкователя.
На рис. 31 приведены экспериментально определенные спек-
тральные характеристики двухвального смесителя и барабанного
73
окомкователи. Величину относительной ошибки узла дозирова-
ния 6Qj при надежности 95% можно определить из формулы
.
Повышения точности узла дозирования, а следовательно, и
качества регулирования можно достигнуть двумя путями.
1. Уменьшением Dy} и Dy.2. Это достигается путем правиль-
ного выбора верхних пределов производительности питателей,
весоизмерительной и регулирующей аппаратуры. Верхний пре-
дел значения их шкалы должен отличаться от верхнего значения
необходимой производительности не более чем на 15—20%.
0 0,4 0,8 !,?
/, колебаний/мин Рис. 32. Спектр производи-
тельиости питателя концентрата
Рис. 31. Спектральные
характеристики аппара-
тов:
/ — барабанного окомкова-
теля; 2 — двухвальиого
шнекового смесителя
2. Уменьшением Dy3 за счет
выбора оптимальных настроек
регуляторов.
Для иллюстрации сказанного
можно привести пример несо-
ответствия характеристик выбранных питателя и весоизмерителей
условиям эффективного регулирования, а также результаты ва-
риации настроек регуляторов при дозировании концентрата па
фабрике окомкования. Средняя производительность питателя
0° = 30 т!ч. Верхний предел весоизмерителя Qmax = 75 т!ч.
Класс точности измерительного прибора и регулятора составляет
соответственно 2 и 1%. Спектр мощности производительности
для этого узла показан на рис. 32. В табл. 3 приведены резуль-
таты расчета относительной ошибки узла весового дозирования
концентрата на выходе из питателя и после усреднительных ап-
паратов для трех режимов:
1) без автоматического регулирования;
2) регулятор настроен на получение апериодического пере-
ходного процесса;
3) регулятор настроен на получение переходного процесса
с примерно 50%-ным перерегулированием.
В спектрах производительности питателя основная мощность
сигнала соответствует низким частотам, поэтому ошибки дози-
рования после усреднительных агрегатов довольно велики.
74
Таблица 3
Значения относительных ошибок узла весового дозирования
Ошибка Величина ошибки, % при режиме Место замера
1 2 3
Статическая 3,7 3,7 3,7 На выходе питателя
Динамическая 16,0 11,0 26,0
Суммарная 16,4 11,6 26,3
Статическая 3,7 3,7 3,7 После усреднительных аг-
Динамическая 6,0 4,2 2,6 регатов
Суммарная 7,1 5,6 4,5
Настройка регуляторов в САД для получения минимальной
амплитуды только высокочастотных колебаний параметра, фик-
сируемого на диаграмме регистратора производительности (ре-
жим 2), не обеспечивает оптимального качества дозирования при
учете всей цепи аппаратов. Целесообразно увеличить быстродей-
ствие и колебательность САД, а расчет настроек регулятора вести
с учетом характеристик усреднительных агрегатов. Для повыше-
ния надежности быстродействующей САД (при наличии на ее
входе случайного сигнала с широкополосным спектром) целесо-
образно, применение бесконтактных систем управления.
Статистические методы исследования объектов автоматиче-
ского управления дают хорошие результаты, однако при этом
требуются большие затраты труда и времени на отбор и обработку
материалов, применение вычислительных машин для выполнения
расчетов. Такие исследования пока под силу лишь специализи-
рованным организациям и затраты на них эффективны только
при глубоком всестороннем исследовании новых производствен-
ных процессов и агрегатов. Для решения же большинства прак-
тических задач достаточно определить статические и динамические
характеристики путем нанесения одноразовых специальных воз-
мущений.
Сухие измельченные материалы можно дозировать серийными
вибропитателями типа ЛДА. Дозаторы этого типа осуществляют
контактное регулирование расхода. Дозируемый материал по-
ступает на взвешивающий транспортер, связанный с дифферен-
циально-трансформаторным датчиком. Сигнал от этого датчика
поступает к вторичному прибору типа ЭПИД, регулирующие кон-
такты которого управляют серводвигателем, вращающим сельсин
типа СС. Последний управляет вибродвигателем дозатора.
Описанная система обладает рядом существенных недостатков,
вследствие чего она непригодна для автоматического дозирова-
ния:
75
1) позиционное регулирование не обеспечивает необходимой
точности дозирования;
2) повышенная частота включения серводвигателя, необхо-
димая при непрерывном автоматическом регулировании, является
причиной низкой эксплуатационной надежности этой контактной
системы;
3) задатчик расхода компонента является элементом вторич-
ного прибора, что исключает возможность управления дозатором
из разных мест;
4) большие габариты приборов типа ЭПИД приводят к неоп-
равданному увеличению размеров щитов управления.
Для повышения надежности и улучшения динамических свойств
систем дозирования ЦПКБ разработана бесконтактная система
управления приводами питателей, обеспечивающая необходимый
диапазон их регулирования. Аппаратура, использованная в этой
системе, определилась наличием приборов, серийно выпускаемых
промышленностью. Поэтому были использованы приборы ферро-
динамической системы, обеспечивающие надежную работу в ус-
ловиях повышенной запыленности и позволяющие легко комплек-
товать сложные взаимосвязанные системы регулирования с вве-
дением дополнительных корректирующих воздействий.
Опытный образец бесконтактной системы был разработан для
агломашины площадью спекания 252 м2. Принципиальная схема
системы приведена на рис. 33. Выходящая из питателя шихта
поступает на транспортер, оснащенный весами 3 типа ЛТМ, ра-
ботающими в комплекте со вторичным прибором. В этот прибор
встроены два ферродинамических датчика типа ДФ-4. Сигнал
от одного из датчиков подается навстречу сигналу задатчика рас-
хода шихты типа ДЗФ-4, а рассогласование между этими сигна-
лами поступает на вход регулятора, управляющего двигателем 4
питателя шихты. Сигнал от второго датчика с пределами из-
менения от 0 до 2 в поступает в схему регулирования соотношения
шихта—кокс через блок электронного повторителя, усиливаю-
щего его до 60 в. Этим напряжением питается задатчик соотноше-
ния типа ДЗФ-5, что позволяет получить на выходе задатчика сиг-
нал, зависящий от расхода шихты и от положения задатчика.
Этот сигнал сравнивается с сигналом, поступающим от датчика
расхода кокса, а рассогласование сигналов поступает на вход
регулятора соотношения, управляющего питателем кокса.
Система испытывает возмущающие воздействия как по нагрузке
за счет указанных ранее причин, так и по изменению задания.
Система должна поддерживать заданные расходы с минимальными
статической ошибкой и временем переходного процесса. Умень-
шение времени переходного процесса особенно важно для под-
держания нормального уровня в загрузочных воронках малого
объема. Изменение физических свойств шихты приводит к непо-
стоянству коэффициента передачи объекта. В этих условиях
76
использование статического (П) закона регулирования невозможно.
Поэтому в данной системе был принят интегральный (И) закон
регулирования, удовлетворительный для случая непостоянства
коэффициента передачи объекта. В аналогичных случаях можно
принять и более сложный ПИ-закон. Для выбора типа регулятора
были определены динамические характеристики узла. Нестабиль-
ность выдачи шихты питателем приводит к колебаниям показаний
Рис. 33. Схема автоматического регулирования за-
грузки аглошихты:
/ — бункер кокса; 2 — бункер шихты; 3 — весоизме-
рителн; 4 — двигатели питателей
вторичного прибора весоизмерителя, частота которых составляет
—2 гц. Такая частота примерно вдвое превышает частоту среза
системы регулирования и создает высокочастотные возмущающие
воздействия, зарегулировать которые нет надобности. Подавить
такие воздействия можно демпфированием вторичного прибора
путем подключения параллельно обмоткам его двигателя привода
стрелки и пера диода Д7Ж и сопротивления 4,5 ком. Изменяя
сопротивление, можно менять степень демпфирования прибора.
Динамические характеристики узла, изученные определением
разгонных кривых, показали, что динамические свойства этого
узла обусловливаются в основном параметрами установки весо-
77
измерительного устройства, степенью демпфирования их вторич-
ного прибора, когда время прохождения стрелкой шкалы этого
прибора превышает 20 сек. Соотношение времени запаздывания
и постоянной вемени = 1,5. В таких условиях наилучшее
качество регулирования можно получить, применив импульсный
регулятор [36]. Например, можно использовать разработанный
Харьковским СКВ САУ бесконтактный электронно-механический
регулятор типа РФ-ПИ, унифицированной частотно-ферроди-
намической системы контроля и автоматического регулирования.
Выбор регулируемого параметра и регулирующего воздействия
для таких сравнительно простых объектов управления, как доза-
торы, не представляет затруднений, и как правило, определяется
констнукцией дозирующего устройства.
Окомкование
Окомкование, как уже указывалось, — сложный технологи-
ческий процесс, зависящий от многих переменных величин [46].
Полученные в результате окомкования сырые окатыши являются
промежуточным продуктом производства окатышей. Основными
Рис. 34. Диаграмма интегрального
распределения фракционного состава
сырых окатышей
параметрами их качества яв-
ляются: химический состав,
основность, влажность W, фрак-
ционный состав и прочность.
Химический состав, основность
и влажность зависят от каче-
ства сырья и дозировки компо-
нентов шихты, управление ко-
торым рассмотрено ранее.
Фракционный состав окаты-
шей определяется содержанием
фракций 18; 18—16; 16—14;
14—12; 12—10; 10—8 и <8мм.
На рис. 34 приведена типичная
диаграмма интегрального рас-
пределения фракционного состава сырых окатышей на ССГОКе.
Наличие большого числа взаимосвязанных переменных затруд-
няет всестороннюю оценку фракционного состава сырых окаты-
шей. Поэтому целесообразно, по-видимому, в качестве такой
оценки принять два параметра:
1) средний диаметр окатышей dcp;
2) компактность гранулометрического состава окатышей Н,
представляемую диапазоном, например, в миллиметрах масштаб-
ной диаграммы, в который укладывается 90% ситового состава
окатышей.
Определение указанных параметров достаточно просто показано
на рис. 34, где размер dcp, соответствующий 50% значения, от-
78
считанного на интегральной кривой распределения фракцион-
ного состава, является средним диаметром окатышей, а прира-
щение аргумента, соответствующее разности 95 и 5% значений
на интегральной кривой распределения, — компактностью.
Прочность сырых окатышей принято характеризовать двумя
оценками: прочностью на раздавливание/3 и сбрасываниеN. Пер-
вая определяется раздавливанием 10 окатышей фракции 12—14 мм
и усреднением измеряемого раздавливающего усилия. Вторая
является средним числом сбрасываний с высоты 300 мм, которое
выдерживают без разрушения 10 окатышей фракций 12—14мм.
Таким образом, качество сырых окатышей можно представить
в виде вектора S, координатами которого служат перечисленные
выше параметры:
Вектор качества окатышей — величина случайная как из-за
колебаний параметров качества, так и вследствие недостаточной
представительности проб и ошибок лабораторного определения
параметров в промышленных условиях. Процессы, характеризуе-
мые такими величинами, целесообразно исследовать статисти-
ческими методами. Статистическими характеристиками вектора S
является ковариационная матрица [47, 48]. В результате об-
работки лабораторных данных за первое полугодие 1967 г. на
ССГОКе получена следующая оценка:
-62,0 ~
25,83
0,39
4,09
8,8
13,6
5,1
1,33
15,5
79
Оценку точности лабораторного определения параметров можно
выполнить следующим образом: одну тщательно усредненную
пробу делят на 20 частей, каждую из которых подвергают анализу
как самостоятельную пробу. Проводят три серии таких испыта-
ний. За меру точности с коэффициентом доверия 95% принимают
удвоенную величину среднеквадратичного отклонения. В табл. 4
приведены оценки точности определения некоторых параметров
сырья и сырых окатышей.
Таблица 4
Оценка точности определения параметров сырья и сырых
окатышей
Материал Точность определения параметра, %
Fe FeO S СаО SiO2 W R* основ- ность
Сырье: концентрат ±0,8 ± 1,2 ±0,04 ±0,3 ±0,35 ±0,1 ±0,5
известняк — — — ±1,5 ±1,15 ±0,1 ±0,5 —
бентонит . . . — — — ± 1,0 ±2,0 ±0,1 ±0,4 —
Сырые окатыши ±0,8 ±1,2 ±0,04 ±0,2 ±0,2 — — ±0,06
* R — гранулометрический состав.
Оценка точности общепринятого определения основных опе-
ративных параметров в ходе технологического процесса может
быть произведена из 10 серий опытов по 5 проб, отобранных с ин-
тервалом 5—6 мин. В табл. 5 приведены полученные величины
точности, диапазоны значения параметров и различимые с надеж-
ностью 95% уровни параметров, являющиеся отношением диа-
пазона изменчивости к доверительному интервалу, полученные
в результате обработки данных за первое полугодие 1967 г. на
фабрике ССГОКа.
Таблица 5
Оценка точности оперативных параметров сырья и сырых
окатышей
Параметр Точность определения параметра, %
концентрат сырые окатышн
W R W р N
Точность Диапазон изменчиво- сти Число уровней . . . ± 0,35 1,0 .,5 ±0,30 3,0 5,0 ±0,35 1,2 1,7 ±0,16 0,95—1,9 3,0 ±2,2 6,5—28,5 5,0
80
Следует отметить, что при изменении методики опробования,
повышении точности определения параметров и представитель-
ности проб число уровней увеличивается.
Изменения параметров сырья и сырых окатышей являются
случайными функциями времени. Если принять, что в первом
приближении случайные процессы являются факторами первого
порядка, то получим оценки корреляционных функций R (т)
и спектров Ф (/), вычисленных при обработке тех же данных в сле-
дующем виде:
I т I
Я(т) = е Т ;
= (1 +2Л/Т)2’
где Т — время спада корреляци-
онной функции;
f — частота.
Максимальная частота, ограни-
чивающая 90% мощности спек-
тра, равна /тах = [42]. По тео-
реме В. А. Котельникова интер-
вал замеров, полностью восста-
навливающий сигнал, должен удо-
2
влетворять условию АТ — =
/шах
= 2т, т. е. имея достаточно много
значений случайной функции,
взятой с интервалом А/ -С 2 т,
можно получить ее значения в
любой точке внутри любого интервала и предсказать ее поведе-
ние в течение ближайшего будущего при помощи специальных
устройств [49]. Например, на рис. 35, а приведена схема экстро-
поляции по трем точкам. Если нужно найти значение функции х(0
в точке по известным ее значениям в точках /1( t2, t3, то через
известные точки проводим кривую второго порядка:
Рис. 35. Экстраполяция по трем
точкам:
а — график; б — структурная схема;
А — задержка; 1—3 — блок умноже-
ния; 4 — сумматор
х (/) = at2 + bt + с;
при t = 0, t = —A, t = 2А
получим:
xt, = с;
Xt2 = — ЬА + нА2;
xtl ~ xi3 — 2bA + 4аА2,
где А — шаг квантования по времени.
6 В. Р. Ксендзовский
81
Из приведенных уравнений определим аппроксимирующий
многочлен в виде
+ "2дГ /2
или
xtl~ 3xt, — Xt2 + xt,.
Упрежденное значение функции равно сумме предшествующих
значений, отстоящих один от другого на интервал Л, умножен-
ный на соответствующие коэффициенты веса. Блок-схема такого
экстраполятора приведена на рис. 35, б.
До внедрения рассмотренных устройств на практике, имея
данные последнего опробования, обслуживающий персонал при-
писывает случайной функции ее значение вплоть до получения
данных следующего опробывания. Величину дисперсии ошибки
(ДХ') при такой стратегии управления можно вычислить по фор-
муле
ДХ' = М [х (0 — х (t — АТ) ]2 = М [х2 (0 +
+ х2 (/ — АТ) — 2х (/) х Ц — АТ) ] = Дх (0 + :
+ Дх (t - АТ) — 2R (АТ) = 20 х (t) f 1— R (AT) 1.
Начиная с момента времени между двумя опробованиями АТ,
при котором R (&Т) принимает значение меньше 0,5, дисперсия
ошибки экстраполяции становится не меньше дисперсии самого
случайного процесса. Поэтому для процессов, время спада кор-
реляционных функций которых до величины 0,5 меньше, чем время
между опробованиями, целесообразно приписывать случайной
функции постоянное значение, равное оценке математического
ожидания.
По данным института «Электротяжхимпроект,» оперативные
оценки качества сырых окатышей (W,P,N) при принятой в настоя-
щее время методике опробования, когда лабораторные анализы
выполняются с интервалом в 2 ч, не отражают фактического со-
стояния технологического процесса. Целесообразно проведение
специальных исследований для определения^представительности
параметров, объема и частоты отбора проб. К выполнению такой
работы приступил институт «Уралмеханобр». Следует также
считать необходимым разработку методов и средств автомати-
ческого контроля качества сырых^окатышей в потоке для эффек-
тивного управления производственными процессами.
В процессе окомкования большое значение имеет смешивание
компонентов шихты. Для этих целей используют смесители раз-
82
личных типов. Институтом «Уралмеханобр» проводились ра-
боты по определению эффективности перемешивания в различных
смесителях. На рис. 36 представлены результаты сравнительных
испытаний роторных и шнековых смесителей по распределению СаО
Номер точки отбора проб
Рис. 36. Эффективность перемешивания:
1 — шнековый смеситель при нагрузке 48,8 т/ч\ 2 — роторный
смеситель при нагрузке 39,4 т!ч\ 3 — то же, при нагрузке
39,2 т/ч; 4 — то же, при нагрузке 41,7 т/ч; 5 — то же, при на-
грузке 36,9 т/ч
в шихте после смесителей. Согласно этим данным, предпочтение
следует отдать шнековым смесителям.
Как объект управления шнековый смеситель является низко-
частотным фильтром на входе окомкователя. Характеристики
смесителя можно выявить либо частотными методами, либо оп-
ределением переходных функций при ступенчатом, или импульс-
ном воздействии. Уровень техники лабораторного контроля хи-
мического состава сыпучих материалов в настоящее время та-
ков, что исключается возможность использования частотных
методов, а также определения кривой разгона. Поэтому для ис-
следования смесителя можно использовать метод, подобный ме-
тоду «меченых атомов», т. е. введение в шихту перед смесителем
вещества, обладающего признаками отсутствующими или слабо
выраженными у шихты с последующим определением концен-
трации этого вещества в шихте после смесителя. Для этих целей
6* 83
в шнековый смеситель через загрузочную воронку вносят 20—
25 кг пиритного концентрата, а после смесителя через равные
промежутки времени, например 5 сек, отбирают пробы шихты
для определения содержания серы. Построив график концентра-
ции серы по времени, получают функцию, которая представляет
собой конкретную реализацию импульсной переходной харак-
и, рад/мин
Рис. 37. Импульсная (а) и спектральная (б)
характеристики двухвального шнекового
смесителя
теристики. На рис. 37, а
представлена такая харак-
теристика для производи-
тельности 35 т!ч, а на
рис. 37, б — спектральная
характеристика для тех же
условий. По характери-
стикам видно, что смеси-
тель является низкоча-
стотным фильтром с часто-
той среза, равной пример-
но 1 колебанию в минуту.
Для промышленного
производства сырых ока-
тышей в СССР приняты
барабанные и чашевые
окомкователи. Барабан-
ный окомкователь, распо-
ложенный под углом 3—6°
к горизонту, вращается
вокруг продольной оси со
скоростью 9—14 об!мин.
С одной стороны в бара-
бан непрерывно поступает
шихта и циркуляционная
нагрузка, с другой — из
него выходят сырые ока-
тыши и направляются на
грохот. Первые барабанные окомкователи, изготовленные на
УЗТМ, обладали рядом недостатков. Так, они были осна-
щены встроенными грохотами, щели которых залипали. Стой-
кость резцов профилирующих скребковых устройств выравни-
вания гарниссажа и жесткость их штанг была недостаточна.
Для закрепления гарниссажа приваривали уголки 40x40 мм,
в результате чего толщина гарниссажа составляла 80 мм и он
периодически обрушался в процессе эксплуатации. Окомкователи
устанавливали под углом 3—3,5°, что приводило к удлинению
пути окатышей в барабане, а соответственно и выходу крупных
окатышей. Работники институтов, фабрик окомкования и машино-
строительных заводов усовершенствовали окомкователи [6]: ба-
рабанные грохоты заменили обечайкой с комбинированной раз-
84
грузкой; профилирующие устройства установили против враще-
ния барабана, их резцы напаяли победитом, а к штангам прива-
рили ребра жесткости, для закрепления гарниссажа барабаны
торкретировали бетоном; угол наклона окомкователей увеличили
до 6—7,5°.
В результате усовершенствования каждый барабан стабильно
производит 35—40 т/ч сырых окатышей крупностью 12—16 мм
до 88% и появилась возможность исследования барабанов как
объектов управления. Результаты исследования показали, что
при увеличении скорости вращения барабана от 9 до 14 об!мин
окатыши становятся более однородными по гранулометрическому
составу, однако при повышении скорости вращения выше
12 об/мин, прочность окатышей уменьшается. Состояние гарнис-
сажа поддерживается постоянным специальным скребковым уст-
ройством, совершающим 23 двойных хода в минуту. Длина хода
скребка 200 мм. В процессе работы скребок совершает возвратно-
поступательное движение по внутренней поверхности барабана
и поддерживает примерно постоянной толщину слоя гарниссажа.
Возможны два режима работы скребкового устройства
и k,
Пб «б
где пск — число двойных ходов скребка, ход/мин\
Пб — число оборотов барабана окомкователя, об/мин',
k — целое число 1, 2, 3.
При первом режиме ножи скребка в процессе работы прохо-
дят по всем точкам внутренней поверхности барабана. При вто-
ром режиме они движутся при каждом обороте барабана оком-
кователя по одним и тем же точкам поверхности, т. е. в процессе
работы очищаются не все точки поверхности, в результате чего
появляются борозды. Второй режим наступает, например, при
скорости вращения барабана, равной 11,5; 7,66, . . . об/мин.
Поэтому при разработке системы управления барабанным оком-
кователем следует учитывать режим работы скребкового устрой-
ства, так как скорость вращения барабана не постоянна из-за
изменения напряжения питания электропривода и др.
Математическое описание барабанного окомкователя как объ-
екта автоматического управления вызывает серьезные затрудне-
ния, потому, что процесс окомкования нелинейно зависит от
множества факторов, являющихся случайными величинами. Од-
нако динамические свойства барабанного окомкователя можно
выявить по методике, примененной для исследования шнекового
смесителя, и путем определения кривых разгона. Импульсная
переходная характеристика, полученная для производительности
35 т/ч, приведена на рис. 38. По этой характеристике видно, что
окомкователь является сложным объектом управления с обратной
связью, определяемой рециркуляцией. На рис. 39 представлена
85
структурная схема барабанного окомкователя, передаточные функ-
ции звеньев которого можно приближенно интерпретировать:
барабан
„2 г2
(О / 2
грохот
Рис. 38. Импульсная переходная характеристика ба-
рабанного окомкователя
конвейер циркуляции
1174 (;и) = е- /<от3>
где тх — время запаздывания окомкователя;
1\ — постоянная времени окомкователя;
К — коэффициент обратной связи;
т3 — время запаздывания транспортной системы обратной
связи.
Передаточная функция замкнутой системы окомкователя имеет
вид:
— co 12
№ок(/®)= (1 -------------------ОТ
(О 1 2
—/<0 (Ti+ts)-=—
1 —Ке 2
86
ф(©) =
Спектральная характеристика окомкователя
,,2-2
— (Л • еу
(1-КУе 2
,.2Т2 „2-2
(О 1 2 (О 1 2
1 — 2Ке 2 cos <о (т3 + т,) + К2е 2
На рис. 40 приведено семейство рассчитанных спектральных
Рис. 39. Структурная схема
барабанного окомкователя
характеристик, экстремумы которых связаны с наличием запазды-
вающей обратной связи объекта.
Производительность окомкова-
теля — случайная функция из-за
случайных возмущающих воздей-
ствий параметров сырья и нерав-
номерного выхода сырых окатышей.
В общем случае окомкователь яв-
ляется нелинейным объектом упра-
вления, динамические свойства ко-
торого зависят от режима окомко-
вания. На рис. 41 приведена при-
мерная диаграмма циркуляционной нагрузки а и производитель-
ности окомкователя б, из которой видно, что уровень шумов по
этим параметрам очень высок. Поэтому для исследования дина-
ф мических свойств объекта
путем экспериментального
определения кривых раз-
гона необходимо принять
специально наносимые
скачкообразные возмуще-
ния большой величины.
Задачей управления
барабанным окомковате-
лем является поддержа-
ние заданной его произ-
водительности при посто-
янном качестве сырых ока-
тышей. Производетель-
ность барабана зависит от
многих факторов: подачи
шихты, ее влажности, со-
Рис. 40. Спектральная характеристика ба- Орошения концентрат -
рабанного окомкователя добавки, скорости враще-
ния и угла наклона ба-
рабана и др. Однако в качестве регулирующих воздействий можно
принять ограниченное число параметров. Поэтому характеристики
определяются по параметрам, которые можно использовать в си-
стеме управления. На рис. 42 приведена примерная динамическая
87
5 w 7-/V —F * -20
5 ML Lt /н -20 -Mi,
Рис. 41. Производительность барабанного окомкователя:
а — возврат; б — сырые окатыши
Рис. 42. Динамические харак-
теристики барабанного оком-
кователя:
/ — сырые окатыши; 2 — возврат;
3 — шихта
характеристика производительности барабанного окомкователя
при одновременном воздействии на подачу всей шихты при неиз-
менных других параметрах работы окомкователя. По этой харак-
теристике видно, что степень воздействия подачей шихты не оди-
наково сказывается на выход отгрохоченных окатышей и величину
циркуляционной нагрузки. В данном опыте запаздывание т =
= 140 сек., постоянная времени Т = 240 сек, а коэффициент
передачи объекта по каналу шихта—сырые окатыши Кш = 1 >0 mlm.
Результаты проведенной серии экспериментов показали, что
динамические свойства объекта меняются в зависимости от режима
его работы. Некоторые данные о динамических свойствах барабан-
ного окомкователя приведены в табл. 6.
Таблица 6
Сводная таблица динамических характеристик барабанного
окомкователя
Регулируемый параметр
Регулирующее воздействие циркуляция выход сырых окатышей
т, мин Г, мин К т, мин Т, мин к
Изменение расхода: шихты 1,0—3,6 4,0—7,0 0,25— 1,0—3,0 1,5—4,0 1,0
концентрата 2,0—5,0 3,0—6,0 0,40 0,15— 1,0—3,0 3,0—8,0 1,0
известняка . . , 3,0—3,5 3,0—6,0 0,35 1,0 5,0—7,0 2,0—3,0 1,0
бентонита .... 3,0—9,0 — — — — —
ВОДЫ 2,0—3,0 0,4-0,5 — 2,0—2,5 1,0 1,0
Изменение скорости вращения барабана 1,0—1,5 2,0—3,0 1,0 0,6—0,8 — —
Динамическая характеристика при воздействии только на
подачу концентрата подобна приведенной на рис. 42. Коэффициент
передачи по этому параметру (Кк 1,0 ml tri) равен коэффициенту
полученному воздействием на подачу шихты. Весьма существенно
влияет изменение подачи воды в окомкователь на его произво-
дительность. В случае, если до увеличения подачи воды влажность
шихты была недостаточна, добавка ее приводит к резкому уве-
личению производительности, но при этом на некоторое время
процесс становится колебательным. Изменение подачи известняка
и бентонита, а также изменение скорости вращения барабана
окомкователя каждое в отдельности несущественно влияет
на производительность окомкования из-за малости этих воздей-
ствий, но оказывает существенное влияние на качество окатышей
[50]. Так, прочность сырых окатышей существенно зависит от ко-
личества и качества добавляемого в шихту бентонита (рис. 43).
В зависимости от состава шихты окатыши имеют различную термо-
89
стойкость. Так, температура термического шока1 сырых окаты-
шей, полученных из концентрата и известняка, без добавки
бентонита составляет 390° С. При добавке бентонита в шихту
повышается термостойкость окатышей. Зависимость их термостой-
Рис. 43. Зависимост ь прочности сырых окатышей от
количества бентонита, добавляемого в шихту:
/ — черкасский; 2 — асканскнй; 3 — сарыгюхский; 4 — гум-
бринский; 5 — огланлинский; 6 — ванис-кеди: 7 — таганс-
кий; 8 — азкамарский
кости от количества добавляемого в шихту различного бентонита
приведена на рис. 44.
На рис. 45 представлена статическая характеристика зави-
симости выхода окатышей фракций —20 и —5 мм от влажности,
полученная по данным института «Механобрчермет». Выход
фракций —20 мм имеет явно выраженный экстремум-максимум,
а выход фракций—5 мм — слабо выраженный экстремум-минимум,
1 Термический шок—максимальная температура, при которой окатыш
еще не разрушился.
90
соответствующие оптимальной влажности. Однако значения влаж-
ности не одинаковы для обоих экстремумов. На рис. 46 показана
статическая характеристика выхода фракций от производитель-
ности окомкователя, из которой следует, что в определенных
пределах можно менять его производительность без существенного
изменения фракционного состава окатышей. Влияние скорости
вращения барабана на выход фракций —5 и —20 мм и на проч-
ность сырых окатышей видно на рис. 47. В исследованных усло-
Рис. 45. Влияние влажности окатышей
на их ситовый состав:
/ — фракция 20 мм; 2 — то же, 5 мм
Рис. 44. Зависимость термостойко-
сти сырых окатышей от количества
бентонита:
/ — сарыгюхский; 2 — ванис-кеди;
3 — таганский; 4 — асканский; 5 —
гумбринский
виях увеличение скорости вращения от 7 до 10 об/мин приводило
к увеличению выхода фракций —20 мм и незначительному снижению
выхода фракций —5 мм. Дальнейшее увеличение скорости при-
водитк увеличению выхода фракций—5 мм. На прочность окатышей
на раздавливание изменение скорости почти не оказывает влияния,
а прочность на сбрасывание возрастает при увеличении числа
оборотов окомкователя. По данным работы, выполненной Г. С. Не-
стеровым, В. Д. Уриным и А. А. Юриным в институте «Уралме-
ханобр», зависимость прочности Р и выход окатышей класса
+12 мм, у от влажности w и числа оборотов окомкователя п можно
записать в следующем виде:
Pw = arw2 + brw + с4;
yw = а2№2 + b2w + с2;
Рп = а3п2 + Ь3п + с3,
уп = а4п2 + Ь±п + с4,
где коэффициенты а, b и с зависят от конструктивных особенностей
и режима работы окомкователя. Такой характер зависимости
91
Рис. 46. Влияние производительности окомкователя на
ситовый состав окатышей:
Рис. 47. Зависимость состава и прочности сырых окатышей
от скорости вращения окомкователя:
/ — фракция 20 мм; 2 — то же, 5 мм; 3 — прочность на раздав-
ливание
Рис. 48. Зависимость
прочности (7) и содержа-
ния класса 10—20 мм (2)
в сырых окатышах от их
влажности
92
подтверждают результаты обработки данных опробования ка-
чества окатышей на ССГОКе, приведенные на рис. 48.
Компонентами шихты являются концентрат, известняк и
бентонит. Обозначив относительное содержание составляющей
шихты
Qz
qi = -Q^’
где Qi — расход i-того компонента;
(?ш — расход всей шихты,
получим
<7к <7иа — <7б — 1 •
Здесь qK, qm, qe — соответственно относительное содержание
концентрата, известняка и бентонита.
Относительный расход известняка определяется заданной
основностью шихты
Чиз~ l(a-c)+(d-c) ’
Где /— заданная основность;
а и с — соответственно содержание SiO2 + А12О3 в шихте
и известняке, %.
b и d — соответственно содержание СаО + MgO в шихте
и известняке.
Поэтому изменение расхода известняка нельзя применять для
управления режимом работы окомкователя. Относительное же со-
держание бентонита qe и подачу воды можно в определенных пре-
делах использовать как регулирующее воздействие для управле-
ния окомкователем. Для установившегося режима расход шихты,
поступающей на окомкование, должен соответствовать потребности
обжиговой машины в сырых окатышах. Тогда с учетом простран-
ственно временного распределения объектов получим
з
1
SQok
1
/1+гок _
где ti — момент времени, соответствующий определению
расхода шихты;
ток и ттр — соотвественно время запаздывания окомкова-
теля и транспортных средств;
Q0K — производительность окомкователя;
QM — производительность машины по сырым окатышам.
На одну обжиговую машину окатыши поступают обычно от не-
скольких окомкователей. Поэтому система управления должна
решать и задачу по определению насбходимого числа одновре-
менно работающих окомкователей.
93
Исследования показывают, что барабанный окомкователь хотя
и является сложным объектом управления, все же принципиально
поддается автоматизации управления производительностью и
качеством сырых окатышей. Согласно результатам исследований,
барабан-окомкователь следовало бы оснащать системой экстре-
мального регулирования, обеспечивающей автоматический поиск
и поддержание заданной производительности при наилучшем
качестве сырых окатышей.
В настоящее время отсутствуют применимые в системах авто-
матического управления надежные способы и приборы достовер-
ного контроля качества сырых окатышей, распределения их фрак-
ционного состава, влажности шихты и др. За показатели работы
окомкователя можно принять массу отгрохоченных сырых ока-
тышей, т. е. его производительность и соотношение между этой
массой и массой возврата (циркуляции), примерно характеризую-
щие комкуемость материала и состояние процессов окомкования.
При этом можно рекомендовать регулируемый параметр — про-
изводительность поддерживать на заданном уровне или изменять
в желаемом направлении, воздействуя на подачу концентрата.
Требуемую основность окатышей можно обеспечить путем под-
держания заданного соотношения между массой концентрата и
известняка. Управление же процессом окомкования (комкуе-
мостью шихты) осуществлять изменением соотношения между
количествами концентрата и бентонита и воды при одновременном
воздействии на скорость вращения барабана окомкователя. Эти
воздействия до получения возможности непосредственного авто-
матического контроля комкуемости шихты могут осуществляться
по сигналу соотношения между количеством сырых окатышей и
возврата. Такой способ регулирования может быть реализован
на серийно выпускаемой аппаратуре, а эффективность такого спо-
соба едва ли вызывает сомнения. Однако нельзя считать, что на
этом закончены работы по созданию оптимальной системы автомати-
зации процессов окомкования. Следует продолжить работу как
по созданию необходимых средств контроля, так и по исследованию
окомкователей как объектов управления, а также поиски и разра-
ботки оптимальной системы управления процессом окомкования.
Описанную методику исследования можно использовать и для
изучения тарельчатых грануляторов как объектов автоматиза-
ции. Тарельчатый гранулятор представляет собой диске бортом,
установленный наклонно и вращающейся на центральном валу.
Окатываемый материал можно увлажнять вне окомкователя или
в окомкователе. Образование первичных окатышей при увлаж-
нении материала в тарели происходит в стабильных условиях.
За счет трения окатыши поднимаются вместе с вращающейся
тарелью на некоторую^высоту, а затем скатываются, вращаясь
по поверхности слоя материала. Материал во вращающейся та-
рели занимает объем, приближающийся по форме к цилиндриче-
94
ской подкове с максимальной высотой, равной высоте борта та-
рели. Эта подкова покрывает от двух до трех квадрантов днища.
Материал подается на открытую часть днища, движущуюся вниз.
Крупные окатыши циркулируют по небольшой площади у вер-
шины подковы, а мелкие по всей площади ее основания, много-
кратно попадая под струи концентрата и воды, поступающие
в окомкователь. Это приводит к слоевому наращиванию окатышей.
Размер и прочность окатышей можно изменять, меняя наклон и
скорость вращения тарели. Для очистки днища и бортов от налипа-
ющего материала непосредственно перед местом его поступления
на тарель установлены пластинчатые ножи. Технолония произ-
водства окатышей на таких грануляторах изучалась институтами
«Механобр» и «Механобрчермет» [3].
Процесс окомкования на этих грануляторах зависит от свой-
ств шихты, ее качества, циркуляционной нагрузки, качества
рабочей поверхности окомкователя, режима увлажения, скорости
вращения тарели, угла ее наклона и других факторов. Подача
шихты устанавливается такой, чтобы в любой момент времени
соблюдалось равенство количества поступающей на гранулятор
шихты количеству самопроизвольно сходящих с гранулятора
окатышей. Колебания подачи шихты нарушает процесс окомко-
вания. Уменьшение подачи шихты ниже определенного значения
может привести к прекращению образования зародышей и возни-
кновению массообмена между окатышами. Чрезмерное увеличе-
ние подачи шихты может привести к накоплению неокомкован-
ной шихты и необратимому нарушению процесса.
Оптимальная подача шихты определяется ее качеством. Зави-
симость качества окатышей от производительности гранулятора,
полученная на опытной установке института «Механобрчермет»,
приведена на рис. 49. На этом рисунке видно, что по некоторым
показателям качество окатышей имеет экстремальную зависимость
от производительности гранулятора. Опыты, проведенные на гра-
нуляторе (диаметр тарели 1000 мм, высота бортов НО мм, угол
наклона тарели 60°, подача воды на тарель через пульверизатор),
показали, что при скорости вращения тарели, равной 40 м!мин,
часть концентрата пересыпается за борт. Повышение скорости
до 90 м!мин приводит к увеличению выхода мелкого материала.
При угле наклона тарели 50—55° и изменении скорости ее от 37
до 90 м!мин заметное улучшение не отмечено.
Устойчивый процесс получен при угле наклона 35—40° и
скорости вращения 40—50 м!мин. Из сказанного ясно, что для
управления процессом, кроме указанных для барабанных окомко-
вателей, необходимо иметь возможность изменять и угол наклона
тарельчатого гранулятора. Добавление еще одного регулирующего
воздействия усложняет задачу автоматизации этих грануляторов,
являющихся более сложными объектами управления, чем бара-
банные. Тарельчатые грануляторы слабо изучены как объекты
95
автоматического управления, поэтому следует продолжать ра-
боты по их исследованию, а опытная система их автоматизации
в настоящее время может быть разработана только для ее испыта-
ния. Регулируемыми параметрами в этой системе могут быть
приняты производительность окомкователя и качество сырых
окатышей, а регулирующими воздействиями — подача шихты,
удельный расход флюсующих и связующих добавок, подача и
распределение воды, скорость вращения и угол наклона тарели.
Рис. 49. Зависимость качества сырых окатышей от про-
изводительности тарельчатого гранулятора:
1 — выход фракций 10 — 20 мм; 2 — то же, 5 —10 мм; 3 — проч-
ность окатышей на раздавливание; 4 — то же, на сбрасывание
Такую задачу может решать система экстремального регулиро-
вания.
Преимущество тарельчатого окомкователя перед барабанным
заключается в меньших затратах металла на его производство,
в меньшем удельном расходе электроэнергии, на тарельчатых
грануляторах можно получить прочные окатыши без связующих
добавок, сравнительно однородные по размерам, что позволяет
иногда отказываться от грохочения. Недостатками таких оком-
кователей при их работе без грохочения является то, что на даль-
нейшую переработку поступают все же неоднородные по грану-
лометрическому составу окатыши. Существенным недостатком
тарельчатых окомкователей можно признать сложность управле-
ния режимом их работы.
Обжиг
Упрочнение окатышей и удаление из них серы путем высоко-
температурного обжига в промышленности СССР принято осуще-
ствлять на конвейерах обжиговых машин. По данным, приведенным
в докторской диссертации Ю. С. Юсфина, обжиг можно рассмат-
ривать как частный случай спекания. Применение для этой цели
96
комбинированных установок типа цепная решетка — вращающаяся
печь находится еще только в стадии создания и испытания опытно-
промышленных образцов. Поэтому исследование процессов упроч-
нения окатышей как объектов управления будет показано на при-
мере конвейерной машины. Основными показателями являются
производительность машины и качество готовых окатышей. Эти
показатели зависят от множества факторов как режима работы
самой машины, так и связанной с ней единой производственной
технологической линией цепи аппаратов.
Так как качество готовых окатышей окончательно формиру-
ется в обжиговой машине, то, по-видимому, ее следует рассматри-
вать как основной агрегат, определяющий производительность
всей технологической линии. В результате обработки на обжиго-
вой машине должны быть получены окатыши, качественные пока-
затели которых отвечают требованиям, предъявляемым к ним
доменным производством чугуна. Основными составляющими
обобщенного критерия качества окатышей являются содержание
серы, прочность на раздавливание, барабанный показатель,
основность и восстановимость, о которой можно приближенно
судить по содержанию закиси железа в окатышах. Эти параметры
можно считать выходными величинами процесса обжига.
К основным входным величинам следует отнести: температуру
и длительность сушки, подогрева, обжига и охлаждения; коли-
чество и физико-химические свойства сырых окатышей, их грану-
лометрический состав, скорость движения ленты машины, коли-
чество и состав просасываемых через слой газов и др.
В общем виде уравнение взаимосвязи выходной величины 0 с
входными величинами представить можно как
0 = f (т°; Xi, Хок, у ок, <Хф, . . . , р),
где 0 — обобщенный показатель качества окатышей;
Т,— температура в слое окатышей по зонам сушки, подо-
грева, обжига и охлаждения;
т(- — время пребывания окатышей при данной температуре;
Хок — химический состав сырых окатышей (содержание серы,
основность и др.);
уок — гранулометрический состав сырых окатышей;
<Хф — скорость фильтрации газов через слой окатышей;
Р — химический состав газов, например содержание О2
И др.
Степень влияния каждой из входных величин на 0 различна.
Так, например, основными факторами, значительно влияющими
на степень выгорания серы до определенных пределов, являются
температура, время обжига и крупность окатышей. К менее су-
щественным факторам можно отнести содержание кислорода в про-
дуктах сгорания топлива, основность окатышей и скорость
просасывания газов. При высокой степени десульфурации ос-
7 В. Р. Ксендзовский 97
новность окатышей оказывается весьма существенным фактором,
отрицательное влияние которого, например, может преодоле-
ваться производством двухслойных окатышей.
Указанные входные величины и возмущающие процесс воз-
действия взаимосвязаны. Каждая из них является либо сложной
функцией других величин, либо случайной величиной. Так, на-
пример, температура в слое зависит от температуры в рабочем
пространстве горнов машины, высоты слоя окатышей, скорости
движения паллет, скорости фильтрации газов через слой и др.
В свою очередь температура в рабочем пространстве является
функцией количества и качества топлива, сжигаемого в нем,
коэффициента избытка воздуха, давления в рабочем пространстве.
Скорость фильтрации газа зависит от разности давлений над
слоем и под ним, сопротивления слоя окатышей просасыванию газа.
Таким образом, обжиг окатышей является сложным процессом
с многими взаимосвязанными переменными, а обжиговая ма-
шина — в общем виде объектом с переменными параметрами.
Аналитическое определение статических и динамических свойств
такого объекта управления в настоящее время не представляется
возможным, поэтому изучение машины как объекта управления
проводится путем экспериментального определения ее статических
и динамических характеристик.
В настоящее время управлять _ процессом обжига по таким
выходным величинам, как качество готовых окатышей невозможно
из за отсутствия методов и приборов достоверного непрерывного
автоматического контроля параметров, определяющих качество
окатышей. Поэтому действующие и создаваемые системы автомати-
ческого управления процессом обжига окатышей строят на основе
контроля и регулирования косвенных параметров, достаточно
сильно однозначно связанных с выходными величинами и под-
дающихся автоматическому контролю. Изучение режимов работы
машины и исследование ее как объекта автоматизации проводится
в направлении выявления взаимосвязанности между теми досто-
верно автоматически контролируемыми параметрами, определяю-
щими режим ее работы, которые могут быть использованы в ка-
честве регулируемых параметров или регулирующих воздействий.
Обработка окатышей на обжиговой машине представляет собой
последовательный цикл, состоящий из сушки, подогрева, обжига
и охлаждения окатышей. [51 ] В соответствии с этим машина раз-
делена на зоны, представляющие собой отдельные, взаимосвязан-
ные между собой объекты управления. Примерная схема передачи
воздействий в одной из зон приведена на рис. 50. Показанные на
этом рисунке входные величины оказывают влияние на выходные
величины режима работы данной зоны, причем не только на те,
для которых они являются регулирующими воздействиями.
Без автоматического регулирования колебания входных ве-
личин во времени значительны. Диаграмма изменения разрежения,
98
Рис. 50. Схема передачи воздействий в зоне горения топлива обжиговой машины:
— регулирующее воздействие на давление в зоне положением регулирующего органа;
х2 — то же, изменением расхода воздуха; х3 — то же, изменением расхода газа; х^ — воз-
мущающее воздействие скоростью движения паллет; х6 — то же, изменением высоты слоя
окатышей; уi — отклонение температуры; у2 — то же, давления
Рис. 51. Изменение разрежения во времени в зоне сушки (в| и по-
t догрева (б)
Т
приведенная на рис. 51, наглядно иллюстрирует это положение.
На этом рисунке видна заметная связь между давлением в зоне
сушки и в зоне подогрева, которая объясняется перетоками газов
из одной зоны в другую и отсутствием резервов мощности эксга-
устеров. Эксперименты показывают, что такая связь есть не только
между соседними зонами, но изменение давления в зоне сушки
влияет на давление даже в зоне обжига. Изменение давления в зоне
существенно влияет на температуру в ней, что подтверждает
рис. 52, где приведена
динамическая характери-
стика^температуры в зоне
№-16 н/м2 (-1,6 мм бод. ст.)
I S 6 7 8
время 6,мин
Рис. 52. Динамическая характе- Рис.
ристика температуры в зоне
сушки 1 — :
рах;
53. Статические характеристики дав-
ления в горне зоны сушки:
оздействие на разрежение в вакуум-каме-
2 — то же, на расход теплоносителя; 3 —
то же, на высоту слоя окатышей
сушки при воздействии на давление в ней. Зависимости да-
вления в горне зоны сушки от разрежения в вакуум-камерах
под ним, высоты слоя окатышей и расхода теплоносителя
приведены на рис. 53. По этой статической характеристике видно,
что существует заметная связь между рассматриваемыми пара-
метрами.
Следует отметить, что размеры зон машины пока еще нельзя
считать установленными окончательно. Технологами и тепло-
техниками институтов «Механобр», «Уралмеханобр», ВНИИМТ,
ССГОКом, «Уралэнергочермет» и др. проводятся работы по опре-
делению оптимальных размеров зон и рациональной схемы рас-
пределения газопотоков на обжиговых машинах. При сохранении
общей площади обжиговой машины 108 .и2 и при наличии установ-
ленных на ней тяго-дутьевых средств площадь отдельных зон
некоторых машин ССГОКа была изменена. Предложенная в резуль-
тате этих работ так называемая рациональная схема распределения
зон существенно отличается от схемы распределения зон и га-
зовых потоков, действующих машин (см. рис. 3); разрабатываются
и другие конструкции машин. Структура системы автоматичес-
ки
кого контроля и управления находится в тесной связи с конструк-
цией машин и схемой их газовых потоков. Поэтому для автомати-
зации каждой конструкции машины следует ее изучать как объект
управления. Экспериментальные исследования можно проводить
на действующих машинах. Результаты этих исследований ча-
стично могут быть перенесены и на машины других конструкций.
Методика же таких исследований одинакова для любой конструк-
ции машин. Поэтому целесообразно в качестве примера привести
описание исследований действующих машин.
При нормальном режиме работы машины, без подачи воздуха
разбавителя, температура над слоем окатышей не постоянна
по длине зоны из-за влияния
соседних зон. В зоне подо-
грева, по мере удаления от ее
начала температура газов над
слоем увеличивается от 1000—
1100 до 1200—1300° С, а в пер-
вой секции зоны обжига — от
1200—1300 до 1300—1400° С.
Давление в горне, нДм7 (мм вод. ст.)
Рис. 54. Зависимость разности тем-
ператур на поверхности слоя окаты-
шей по ширине машины от давления
в горне
Такое влияние соседних зон
следует считать положитель-
ным, т. е. оно создает плавное
изменение темпаратуры слоя.
Температура газов над слоем
по оси машины, как правило,
выше, чем у бортов. Разность
этих температур в зонах подогрева и обжига, зависящая от дав-
ления в горне, достигает 40 град. Эту разность можно уменьшить
за счет равномерной укладки окатышей, одинаковой подачи топ-
лива по сторонам машины, создания положительного давления
в горне. Зависимость разности температуры от давления в горне
приведена на рис. 54. [52].
Подача нагретого воздуха разбавителя, увеличивая общее
поступление воздуха в горн, приводит к увеличению поступле-
ния тепла, позволяет повысить производительность машины,
но вызывает увеличение удельного расхода топлива. При этом
возрастает разность температуры по ширине машины. Использо-
вание воздуха разбавителя можно считать оправданным лишь
в частных случаях. Давление и температура воздуха как посту-
пающего в горелочные устройства, так и воздуха разбавителя
существенно влияют на режим работы машины. Поэтому целесо-
образно стабилизировать эти параметры. Регулирующим воздей-
ствием для этих целей может быть принято изменение присадки
атмосферного воздуха к газам, отсасываемым из зоны охлаждения.
В конструкции действующих и проектируемых машин в силу
некоторых обстоятельств предусматривается отсос газов из раз-
личных зон одним дымососом (эксгаустером). Такое решение вы-
101
зывает затруднения при поддержании различных заданных зна-
чений давления в разных зонах. Это взаимное влияние зон сле-
дует считать отрицательным и по возможности его надо умень-
Рис. 55. Распределение температуры в слое
окатышей:
1 — температура газа над слоем окатышей; 2 —
то же, на поверхности слоя; 3 — то же, в сере-
дине слоя; 4 — то же, в ннжней части слоя; 5 —
то же, отходящих газов под колосниками
шать, например, установ-
кой отдельных тяго-дутье-
вых средств по зонам.
Распределение температу-
ры по длине обжиговой
машины при наличии вза-
имного влияния зон для
различных скоростей дви-
жения паллет приведено
на рис. 55. На этом ри-
сунке видно, что необхо-
димая для упрочнения и
удаления серы из окаты-
шей температура 1250—
1275° С в середине и ниж-
ней части слоя не дости-
гается. Попытки поднять
эту температуру путем
удлинения участка макси-
мальных температур в зоне
обжига приводят к повы-
шению температуры выходящих из машины окатышей.
Зависимость температуры готовых окатышей от производитель-
ности машины, величины участка
максимальных температур и
Рис. 56. Зависимость температуры
обожженных окатышей от теплового
режима:
1 — при работе форсунок в зонах обжига и
рекуперации; 2 — то же, только в зоне
обжига, температура просасываемого в
зоне рекуперации газа 250° С; 3 — то же,
в зоне обжнга и в половине зоны рекупе-
рации; 4 — то же, в зоне обжнга, темпе-
ратура просасываемого в зоне рекупера-
ции газа 150° С
Производительность оджиговой машины, т/ч
количества продуваемого воздуха приведена на рис. 56. Эти данные
также подтверждают необходимость поиска рационального рас-
пределения зон машины и эффективного управления режимом
ее работы. Увеличение размеров зоны охлаждения за счет зоны
рекуперации несколько улучшает охлаждение окатышей, но при-
102
водит к снижению количества тепла, поступающего в зону сушки,
где его недостаток ощущался и до реконструкции. Ввод дополни-
тельного количества тепла в зону сушки предусмотрен либо сжи-
ганием топлива в установленных в зоне сушки горелок, либо из-
менением количества и температуры теплоносителя, поступаю-
щего из зоны рекуперации. Проведение указанных мероприятий
усложняет задачу автоматического управления зоной, так как
необходимо •'учитывать не только количество тепла, вводимого
в зону сушки, но и количества и порядок подключения горелок
для рационального распределения тепла по зоне. В полной мере
такую задачу решить нельзя, поскольку невозможно контроли-
ровать распределение тепла по зоне. Частично же эта задача ре-
шается за счет разделения зоны сушки на две подзоны и раздель-
ного управления ими.
Процессы теплообмена, а следовательно, и весь режим работы
обжиговых машин существенно зависят от аэродинамического
сопротивления слоя, составленного из окатышей, донной постели
и колосников. Сопротивление колосников составляет значитель-
ную долю сопротивления всего слоя. Оно сильно зависит от сте-
пени забивания мелочью межколосникового пространства. Этот
параметр, не поддающийся автоматическому контролю, не может
управляться системой автоматизации, а уменьшение доли этого
сопротивления может достигаться путем изменения конструкции
колосников, подачи на постель окатышей стабильного грануло-
метрического состава и периодическим удалением мелочи из
пространства между колосниками. Сопротивление слоя постели
зависит от его гранулометрического состава и высоты. Регули-
руемым параметром может быть высота слоя постели. Обжиговые
машины являются агрегатами, где рециркулируется и использу-
ется тепло значительного количества отходящих газов. Продоль-
ные уплотнения обжиговых машин весьма несовершенны. Это
приводит к значительным вредным подсосам воздуха, ухудшаю-
щим технико-экономические показатели работы машин. Подсосы
не только снижают температуру газов, но и, загружая балластом
тяго-дутьевые средства, резервы которых ограничены, ухудшают
фильтрацию газов через слой окатышей. На рис. 57 показана
примерная диаграмма температуры газов под паллетами и в ваку-
ум-камерах. Различие этих температур, вызванное в основном под-
сосами воздуха, составляющими примерно 25—30% общего ко-
личества отсасываемых газов, достигает 100 град. Мерами борьбы
с подсосами воздуха могут быть улучшение уплотнений машины
и автоматическое поддержание заданного аэродинамического ре-
жима работы машины.
Качество готовых окатышей определяется не только указан-
ными ранее содержанием серы, прочностью, окислительностью
и др. Под качеством окатышей следует подразумевать и выход
годных, количество класса 10—0 мм, трещиноватость и др. Эти
103
показатели сильно зависят от режима работы машин. Образование
мелочи в зоне сушки определяется главным образом скоростью
сушки. Влияние скорости сушки на выход мелочи в окатышах видно
из рис. 58. Повышение скорости сушки от 100 до 150 кг!мин уве-
личивает содержание класса 10—0 мм в подсушенных окатышах
от 7 до 23% во всем слое. Наибольшему разрушению подверга-
ются окатыши нижней части слоя, где явно замечается критиче-
ская скорость сушки, превышение которой приводит к резкому
Рис. 57. Диаграмма температуры под
паллетами (7) и в вакуум-камерах (2):
1 — зона обжига; // — зона рекуперации
Рис. 58. Влияние скорости сушки на
образование мелочи в частях слоя:
I — низ; 2 — середина; 3 — верх; 4— во
всем слое
увеличению образования мелочи, что необходимо учитывать
при управлении режимом работы машины.
Равномерность термической обработки слоя по высоте зависит
не только от образования мелочи при сушке, но и от профиля слоя,
сегрегации окатышей при загрузке их на машину, усадки слоя и
т. д. Эти причины вызывают неоднородность показателей каче-
ства окатышей, таких как содержание серы, прочность и другие
по сечению слоя. Автоматически управлять этими процессами
непосредственно пока не представляется возможным. Однако
уменьшить неоднородность показателей по сечению слоя можно,
управляя тепловым режимом машины так, чтобы выдержива-
лись оптимальные скорости сушки и нагрева, абсолютное значе-
ние максимальных температур, время пребывания окатышей при-
этих температурах, удельный расход тепла и скорость охлаждения.
Существенное влияние на режим тепловой обработки окатышей
оказывает содержание кислорода в газах, просасываемых через
слой. Следует отметить, что, несмотря на отсутствие горелок
в горнах низкотемпературной части машин над вакуум-камерами
№ 6 и 7, содержание кислорода в газах под слоем отличается
от его содержания в газах над слоем в зоне сушки. Над этими
вакуум-камерами содержание О2 составляет 14—15% по сравне-
нию с 19,5—20% в зоне сушки. Здесь же обнаруживается угле-
104
кислота. Это подтверждает существование перетоков газа от вы-
сокотемпературной части машины и возможное начало окисли-
тельных процессов. На входе в зону подогрева и далее в высоко-
температурной части машины количество кислорода в газах уже
снижается до 10—14%. На рис. 59 представлены диаграммы
температуры и содержания кислорода в газах по длине обжиговой
машины. Повышение температуры до 1250—1270° С и снижение
содержания кислорода свидетельствует об интенсивном проте-
кании окислительных процессов, о разложении карбонатов и вы-
горании серы. Содержание кис-
лорода в газах, выходящих из-
под слоя окатышей, меньше,
чем в газах над слоем, что сви-
детельствует о его потреблении
слоем по всей длине активной
части машины. Потребление
кислорода слоем не прекра-
щается с прохождением участ-
ка максимальных температур, а
иногда даже несколько увели-
чивается за счет реакций, про-
текающих с поглощением кисло-
рода. Все эти данные подтвер-
ждают необходимость оснаще-
ния обжиговых машин узлами
автоматического контроля со-
Рис. 59. Диаграмма температуры (/) и
содержания кислорода (2) в газах:
I — зона подогрева; II — зона обжига
держания кислорода в газах
над слоем и под ним. Следует также считать
целесообразным
продолжать поиски и исследования методов газового анализа
и определения возможности его использования как параметра
для управления режимом обжига.
Вид используемого для обжиговой машины топлива оказывает
заметное влияние на структуру, свойства и режим работы системы
автоматического управления. Первые в СССР промышленные ма-
шины были введены в эксплуатацию с использованием жидкого
топлива (мазута). Некоторые сведения об исследовании этих
машин следует привести здесь. Вид топлива в основном влияет
на выбор системы регулирования температуры, поэтому рассмот-
рим результаты исследования такой машины только как объекта
регулирования температуры. На рис. 60 приведена схема разводки
мазутопроводов к зоне подогрева. По этой схеме температура в зоне
контролируется в двух точках. Подвод мазута к форсункам в рай-
оне точки 1 выполнен раздельно с каждой стороны машины. В рай-
оне точки 2 мазут подведен так, что удается управлять его пода-
чей одним регулирующим органом только одновременно на фор-
сунки обеих сторон машины. Опыт показывает, что одинаковое рас-
пределение мазута по сторонам машины возможно только при
105
воемя, ш
Рис. 61. Динамическая характеристика температуры:
1 зона точка 2; 2 — зона подогрева, точка
3 — зона сушки
106
Разрежение 8 зоне оЬжига 1, н/м2 (мм вод. ст.)
Рис. 62. Зависимость разности темпе-
ратур от давления в горне зоны
обжига:
1 — па оси машины: 2 —
принудительном автоматическом регулировании его расхода по
сторонам. Поэтому разводку мазута, выполненную для форсунок
в районе точки 1, где предусмотрена возможность управлять его
расходом по сторонам, следует признать правильной. Изменение
расхода мазута на форсунки,
установленные в районе точки 1,
влияет не только на темпера-
туру в точке 2, но и на темпе-
ратуру в соседней зоне, что на-
глядно иллюстрирует рис. 61,
где приведена динамическая ха-
рактеристика температуры, по-
лученная при воздействии на
подачу мазута в точке 1. Раз-
личие свойств объекта управ-
ления в точках 1 и 2 подтверж-
дают также полученные экспе-
риментально статические ха-
рактеристики (см. рис. 64).
При автоматическом контроле температуры в горнах зон
термопарами, установленными в своде, показания этих термопар
соответствуют температуре в рабочем пространстве горнов. Эта
температура отличается от температуры, измеренной над слоем
Рис. 63. Диаграмма
изменения темпера-
туры в зоне обжига
окатышей, у борта и по оси машины. Последние зависят не только
от подачи топлива, но и от давления в горне. На рис. 62 приведена
зависимость разности этих температур от давления. Указанная
разность температуры, иногда превышающая 200° С у бортов и
по оси машины, при изменении давления меняется не одинаково.
Изменение температуры во времени без ее автоматического регу-
лирования в зоне обжига действующей обжиговой машины при-
ведено на рис. 63. Изменение температуры в других зонах анало-
гично. На этой диаграмме видны глубокие и частые самопроиз-
107
вольные изменения температуры, указывающие на необходимость
ее автоматического регулирования.
Динамические характеристики объектов регулирования тем-
пературы, выявленные путем определения кривых разгона и
усреднения данных по многим экспериментам, сведены в табл. 7.
Данные, приведенные в табл. 7, получены усреднением резуль-
татов большого числа опытов. Коэффициенты передачи разных
параметров при различных регулирующих воздействиях для сопо-
Расход мазута, хг/ч
Рис. 64. Статические характеристики
температуры в точках 1 и 2 зоны подо-
грева:
1 — давление в рабочем пространстве для
точки 1 [7 н/м2 (1,7 мм вод. ст.); 2 — то
же 10 н!мг (1,0 мм вод. ст.); 3 — то же
7 н/м2 (0,7 мм вод. ст.); Г—3' — то же,
для точки 2
ставимости представлены в без-
размерных величинах.
Статические характеристики
машины как объекта регулиро-
вания температуры определяли
экспериментально на действую-
щей в промышленных условиях
машине. На рис. 64 приведены
статические характеристики
температуры в зоне подогрева,
полученные при регулировании
воздействием на расход мазута
в случае разных значений дав-
ления в рабочем пространстве
горна. По характеристикам вид-
но, что объект нелинеен в ши-
роком диапазоне изменения
температуры, но он может быть
линеаризован на небольшом
участке вблизи заданных зна-
чений температуры. При линеа-
ризации зависимость температуры в рабочем пространстве гор-
нов машины от подачи топлива можно представить в
Т°г = KQT+ Н,
тде Тг — температура в рабочем пространстве;
К — коэффициент передачи объекта по каналу
температура;
QT — расход топлива;
Н — постоянная, зависящая от выбора участка
ции.
Динамические характеристики приведенных объектов и предъ-
являемые к этим объектам технологические требования свиде-
тельствуют о возможности применения серийных изодромных
регуляторов для регулирования температуры в горнах машины.
Наличие однозначной зависимости между расходом мазута и тем-
пературой подтверждает возможность автоматического регулиро-
вания температуры воздействием на расход мазута. Аналогичные
статические характеристики получены и для зоны обжига.
108
виде
топливо —
линеариза-
Таблица 7
Таблица динамических характеристик температуры в горнах машины,
работающей на жидком топливе
Такие возмущающие воздействия, как изменение расхода
воздуха, подаваемого для сжигания топлива, температура воз-
духа, скорость движения ленты машины, давление в горне и др.
усложняют эту зависимость, превращая ее в семейство характе-
ристик, затрудняя процесс разработки систем регулирования
и их эксплуатацию. Это вызывает необходимость автоматической
стабилизации некоторых возмущающих воздействий, которые под-
даются стабилизации, или применения сложных многоконтурных
систем автоматического регулирования.
Статические характеристики машины как объекта регулиро-
вания давления в зонах сушки и обжига приведены на рис. 65..
Эти характеристики, полученные изменением положения регули-
рующего органа при различных значениях расхода воздуха в зоны,
показывают принципиальную возможность регулирования дав-
ления в зонах машины.
Уравнение процесса регулирования температуры и некоторых
других параметров режима работы машины можно записать
в виде
dT° п
По динамическим свойствам объект регулирования темпера-
туры можно представить типовой передаточной функцией вида
им?)
Ke~pz
Тр+\‘
109
Исследование машин, работающих на газообразном топливе,
как объектов автоматизации теплового режима выполнено по опи-
санной методике. На этих машинах температурный режим контро-
лируется в горне зоны сушки двумя термопарами: термопарой,
установленной в коллекторе газов, поступающих из зоны реку-
перации, и термопарами в вакуум-камерах № 1, 3 и 5. В горне
одна термопара установлена в боковой стенке над вакуум-камерой
№ 3 на высоте 1000 мм над слоем
окатышей, а вторая — в своде
горна на стыке вакуум-камер № 4
и 5. Температура в горне зоны
Положение оегулиоующего органа, %
Рис. 66. Статические характеристики
температуры зоны сушки при воз-
действии на расход газа. Темпера-
тура теплоносителя 250° С:
/ — расход теплоносителя 70- 103 м3/ч*
2 — то же, 90- 10s Л13/ч; 3 — то же,
12- 10* м3/ч
Рис. 65. Статические характери-
стики давления:
1, 4 — зоны сушки при расходе воздуха
13,5- 10* и 8- 10* м3/ч соответственно;
2, 3 — зоны обжига при расходе воз-
духа 57« 103 и 49- I03 муч соответст-
венно
сушки зависит от расхода топлива, количества и температуры теп-
доносителя, а также от температуры в зоне подогрева. Изменение
расхода отопительного газа в зоне сушки от нуля до максималь-
ного значения, который на исследованных машинах составляет
180 м3!ч, вызывает изменение температуры в горне в первой точке
на 55, а во второй на 90 град. Статические характеристики этого
параметра приведены на рис. 66. По этой характеристике видно,
что достижение заданной температуры в горне зоны сушки воз-
можно при максимальном расходе топлива в зоне, т. е. отсутствуют
резервы для регулирования температуры воздействием на расход
топлива. Изменение подачи теплоносителя почти не влияет на тем-
пературу в первой точке, так как температура теплоносителя
близка к температуре в этой точке. Температура во второй точке
зависит от расхода теплоносителя так, что увеличение его расхода
приводит к снижению температуры в этой точке, так как здесь
110
температура выше, чем температура теплоносителя. Температура
теплоносителя в процессе работы машины изменяется в пределах
150—270° С в зависимости от интенсивности теплообмена в зоне
рекуперации. Влияние этого параметра на температуру в горне
зоны сушки показано на рис. 67. Так как давление в горне зоны
подогрева несколько выше, чем давление в зоне сушки, то проис-
ходит переток горячих газов, что влияет на температуру в зоне
Рис. 67. Зависимость температу-
ры зоны сушки от температуры
теплоносителя (1, 2) и от темпе-
ратуры в горне зоны подогрева
(3, 4):
1,3 — первая точка; 2,4 — вторая
точка
Расход теплоносителя 103f м3/ч*
-2,5(-К0) S,£(-350) -4,5(-450Г~
Разрежение Sвакуум-камерах, хн/м2 (кГ/м3)
' "ПО 270 1оЬ 330
Высота слоя окатышей, мм
Рис. 68. Зависимость разрежения в горне
зоны сушки от расхода теплоносителя (1),
разрежения в вакуум-камерах (2) и высоты
слоя окатышей (3)
сушки. На рис. 67 показана зависимость температуры в зоне сушки
от температуры в зоне подогрева. Изменение производительности
машины приводит к колебаниям температуры в зоне сушки в основ-
ном за счет изменения высоты слоя или скорости движения паллет
через изменение температуры теплоносителя. Давление в горне
зоны сушки зависит от количества подаваемого в нее теплоно-
сителя, высоты слоя окатышей и разрежения в вакуум-камерах,
что наглядно иллюстируется рис. 68. Высота слоя окатышей обычно
стабилизируется, разрежение в вакуум-камерах изменяется не-
значительно, поэтому давление в горне можно регулировать
расходом теплоносителя, а температуру в нем при наличии ре-
зервов — дополнительной подачей топлива.
Контроль теплового режима в зонах подогрева и обжига осу-
ществляется непрерывным измерением температур в горнах, под
111
паллетами и в вакуум-камерах. В своде горна зоны подогрева
над вакуум-камерой № 7 установлена одна, а в горне зоны об-
жига — две термопары. В каждой вакуум-камере предусмотрено
по две термопары; одна измеряет температуру под паллетами,
другая — в средней части вакуум-камеры. Контролируется также
температура воздуха, поступающего для сжигания газа. Первая
термопара зоны обжига установлена в боковой стенке горна
на высоте 1700 мм над слоем окатышей между вакуум-камерами
№ 9 и 10, а вторая термопара — также в боковой стенке горна
на высоте 2000 мм над слоем окатышей между вакуум-камерами
Сводная таблица динамических характеристик обжито
Регулируемый параметр Зона Регулирующее
расход газа расход воздуха
1 1 т, сек. 1 1 7'. сек 1 _ к т, сек 1 । Г, сек I к
Темпера- тура Содержа- ние кисло- рода Давление Сушки, 1-я точка, ваку- ум-камера № 3 Горн, 2-я точка, вакуум- камера № 5 Подогрева, горн ваку- ум-камера № 7 Обжига, 1-я точка, ва- куум-камера № 9—10 Горн, 2-я точка, вакуум- камера № 12—13 Обжига, горн, вакуум- камера № 18 Сушки Подогрева Обжига 50 50 50 50 50 150 300 300 340 340 340 250 0,1 0,1 0,15 0,4 0,25 500 40 50 50 50 150 0,5 0,5 0,5 340 350 330 330 250 1,5 1,5 1,5 0,003 0,15 0,25 0,25 1250 60 10 60
Темпера- тура под палле- тами в ва- куум-ка- мерах Вакуум-камеры: 9 10 И 12 13 14 15 16 17 18 19 111111111111 1 1 1 1 1 1 1 1 И 1 1 1 1 1 1 1 1 1 1 1 II 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 II
112
№ 12 и 13. Проверка представительности такого контроля про-
водится переносной термопарой, измерением температуры непо-
средственно над слоем окатышей и сравнением одновременных
показаний этих термопар. Такие эксперименты показывают,
что фактически температура над слоем на 100—200° С ниже тем-
тературы, измеренной стационарными термопарами, однако между
их показаниями существует однозначная зависимость при прочих
равных условиях. Определение характеристик зон как объектов
регулирования температуры проводится изменением расходов
газа и воздуха на секцию горелок.
вой машины, работающей на газообразном топливе
Таблица 8
воздействие
температура тепло- носителя высота слоя окатышей скорость машины разрежение в ваку- ум-камерах
%, сек Т, сек Ж * т, мин Т, мин К . %, мин Т, мин т. сек Т, сек '
50 300 0,6 — — — — — — — — —
50 300 0,4 — — — — —- —- — —
50 340 0,25 — — — — — — — — —
50 300 0,15 — — — — — — — — —
50 300 0,15 — — — — — — —
— — — __ — — 3 7 0,5 — — —
— — — 1,5 2,0 12 — — — 0,5 1,5 8
— — — — — — — — — — — —
. 9-12 10—24 1,2
- — 10—13 10—22 3,0 — — — —— — —
— — 11—14 10—18 3,5 — — — —- — —
— — 12—15 10—18 3,0 — — — — — —
— ——. 13-16 10—18 4,5 5-8 8—12 1,5 — — —
— — 14—17 10—16 3,7 5—8 8—12 1,5 — — —
—. — 15—18 10—15 3,0 5-8 8—12 1,4 — — —
— —. 16—19 10—15 3,6 5-8 8—12 1,3 — — —
— — —. 17—20 9—14 2,8 5—8 8—12 1,0 — — —
— —. 18—21 8—13 2,1 5—8 8—12 0,6 — — —
— —. — 19—22 8—12 1,5 5-8 8—12 0,5 — — —
— 20—23 8—12 1,0 5-8 8—12 0,5 — — —
8 В. Р. Ксендзовский
118
В одной серии экспериментов определено влияние на темпера-
туру изменений расходов газа и воздуха на одну сторону, т. е.
в три горелки и на всю зону в шесть горелок. В результате таких
экспериментов найдены динамические характеристики и установ-
лено, что объект подобен по своим динамическим свойствам та-
кому же объекту, как описано для машин, работающих на жидком
топливе, а постоянные времени и запаздывание этого объекта
практически не зависят от способа нанесения возмущения расхо-
дом газа или воздуха на секцию или на всю зону. Коэффициенты
Расход газа на секцию Ю2, м3/ч
Рис. 69. Зависимость температуры в
горне зоны обжига от расхода воздуха
(1—3) и газа (4—6)-.
/ — 3 — соответственно прн расходе газа
1350, 1500, 1600 мг/ч; 4 — 6 — соответст-
венно прн расходе воздуха 45, 50,
57- 10s
передачи зависят от возму-
щающего воздействия. Так, при
воздействии на расход газа при
принятых режимах работы ма-
шины коэффициент передачи не
только превосходит по вели-
чине коэффициент при воздей-
ствии на расход воздуха, но
они имеют разные знаки. По-
этому при одновременном воз-
действии на температуру рас-
ходом газа и воздуха коэффи-
циент передачи меньше, чем
при их раздельном изменении.
Сведения о динамических ха-
рактеристиках такой машины
приведены в табл. 8.
При производительности ма-
шины, равной 85 т/ч окаты-
шей, расход воздуха на горел-
ки зоны подогрева составляет примерно 10000 м3/ч; расход газа
при температуре подогрева воздуха до 300° С составляет 500 м3/ч;
коэффициент избытка воздуха близок к2. В таких условиях изме-
нение расходов газа в пределах 350—600 м3/ч и воздуха в пре-
делах 7000—12000 м3/ч, т. е. при сохранении примерно постоян-
ным а, приводит к практически неощутимым изменениям темпе-
ратуры. Это объясняется тем, что в описанной конструкции тер-
мопары показывают температуру, близкую к температуре про-
дуктов сгорания. Следовательно, они показывают температуру
теплоносителя и не характеризуют количество тепла, подведен-
ного к окатышам.
Примерная зависимость температуры в горне зоны обжига
от расходов газа и воздуха приведена на рис. 69. По этой харак-
теристике видно, что при увеличении расхода воздуха на зону
коэффициент передачи по расходу газа уменьшается, а при уве-
личении расхода газа на секции уменьшается коэффициент пере-
дачи по расходу воздуха. Температура в горне второй секции
зоны обжига поддерживается в основном за счет тепла, поступаю-
114
щего в первую секцию. Расход газа на вторую секцию обычно
в 2—3 раза меньше, чем на первую, а порой уменьшают количество
действующих в этой секции горелок, и даже отключают все горелки.
В зоне обжига, как и в зоне подогрева, температура, измеряемая
термопарами, зависит от коэффициента избытка воздуха.
В другой серии экспериментов определены зависимость и
степень связи температуры в зонах подогрева и обжига от произ-
водительности машины и температуры воздуха, поступающего
для сжигания газа. Так как почти 60% всего поступающего к ма-
шине топлива сжигается в горне первой секции зоны обжига,
изменение расходов газа и воздуха на эту секцию сильно влияет
на температуру во второй секции зоны обжига и зоне подогрева.
Степень этого влияния зависит от разности давления в горнах.
Когда давление в горне зоны обжига больше, чем давление в горне
зоны подогрева, изменение температуры в первой секции на
100 град, вызванное изменением подачи топлива, приводит к из-
менению температуры в зоне подогрева до 60 град. Даже в том
случае, если давление в горне зоны подогрева выше, чем в горне
зоны обжига, изменение температуры в первой секции зоны обжига
на 100 град вызывает изменение температуры в горне зоны подо-
грева на 30—40 град. Влияние первой секции зоны обжига на вто-
рую аналогично. Кроме того, оно зависит от числа действующих
во второй секции горелок. Чем больше число действующих го-
релок, тем меньше влияние первой секции. Поскольку воздух,
поступающий для сжигания газа, составляет основной объем
продуктов сгорания (а 2), большое влияние на температуру
в горнах имеет температура подогрева воздуха. Так, изменение
температуры подогрева воздуха на 120 град приводит к изменению
температуры в горнах зоны подогрева на 80—90 град, а зоны
обжига на 70—80 град. Изменение производительности машины,
высоты слоя окатышей, скорости движения паллет и др. сильно
влияет на температуру подогрева воздуха и давление в зоне,
а следовательно, и на температуру в ней. Поэтому представляется
необходимым регулировать температуру воздуха, поступающего
для сжигания газа.
Давление в горне зон подогрева и обжига зависит от подачи
газа и воздуха в эти зоны, высоты слоя окатышей и разрежения
в вакуум-камерах. Зависимость давления в этих зонах от высоты
слоя и разрежения в вакуум-камерах для всех зон машины ана-
логична зависимости, приведенной на рис. 68 для зоны сушки.
На рис. 70 представлена зависимость давления в горнах зон подо-
грева и обжига от расхода в них воздуха, показывающая сильное
взаимное влияние соседних зон и различие характеристик для раз-
ных однотипных машин. Поэтому автоматическое регулирование
давления в этих зонах возможно только при наличии достаточных
резервов мощностей тяго-дутьевых средств и соответствующей раз-
водке трактов дымопроводов.
8* 115
Содержание кислорода в продуктах сгорания, образующихся
в зонах машины, представляет интерес при исследованиях и прак-
тическом управлении процессами обжига. Контроль этого пара-
метра можно осуществлять автоматическими газоанализаторами,
например типа МГК. Пробы отбираются через специальную водо-
охлаждаемую фурму, введенную в горн через боковую стенку. За-
висимость содержания кисло-
рода при его непрерывном
автоматическом контроле в
продуктах сгорания от рас-
ходов газа и воздуха (рис. 71)
подтверждает однозначную
зависимость этих параметров.
Рис. 71. Статические характери-
стики содержания кислорода в
продуктах сгорания зоны обжига:
/ — при изменении расхода воздуха
и расходе газа 1850 м2/ч\ 2 — при
изменении расхода газа и расходе
воздуха 5 - 103 м9/ч
Рис. 70. Зависимость давления в горне зоны
подогрева (а) и обжига (б) от расхода воз-
духа:
Л 2, 6, 8 — обжиговая машина № 3; 3 — 5,
7 — обжиговая машина № 5; 1, 4 — давление
в зоне сушки ±0 н/м2 ( ±0 мм вод. ст.): 3 — то
же 4-10 н/м* (4"1 «мм вод, ст.)', 2 — то же,
— 10 н/м2 (— 1 мм вод. ст): 5 — то же, —20 н/м2
(— 2 мм вод. ст.): 7.8 — давление в зоне охла-
ждения ±0 н/м2 ( +0 мм вод. ст)\ 6 — то же,
4-20 н/м2 (4“2 мм вод. ст.)
Как уже было показано, процесс обжига является сложным
процессом со многими взаимосвязанными переменными, где не
всегда и не для всех параметров удается получить однозначные
функциональные зависимости. Такие параметры, как прочность
окатышей, содержание в окатышах закиси железа, серы и др.,
в зависимости от режима обжига целесообразно исследовать ста-
тистическими методами. Исследовать эти параметры в промышлен-
ных условиях весьма трудно, поэтому институтами «Уралмеха-
нобр» и «Механобр» был принят для проведения этих исследований
метод так называемого факторного эксперимента [531. Эксперимент
проводился на действующей в промышленных условиях обжиговой
машине и в лабораториях институтов, где были изучены качество
116
окатышей, их металлургические свойства и влияние на них ре-
жима обжига. Для оценки режима были выбраны: температура
в зоне подогрева, температура в 1-й и 2-й секциях зоны обжига,
удельный расход газа и производительность обжиговой машины.
Рис. 72. Зависимость качества окатышей
от производительности машины:
Удельный расход газа q, м1/! по
сырым окатышам
Г — температуры: подогрева tn = 850° С;
обжига 7 j — 1100° С, обжнга // ц =
= 1250° С, удельный расход газа q~28,5 м3/т;
2' — то же, при q = 32,6 лс3/т; 3' — то же,
при q = 36,7 м3/т; 1 — температуры: подо-
грева tn — 1050° С, обжига I j= 1200°С,
обжнга II 70g ц = 1350° С. удельный расход
газа q — 28,5 2 — то же, при q ~
= 32,6 м3/т; 3 — то же, при q = 36,7 м*/т
Рис. 73. Зависимость качества ока-
тышей от удельного расхода тепла:
I — температура подогрева 7п = 850°С,
обжига I fQQ j = 1100° С, то же, об-
жнга II ц = 1250° С; 2 — /п —
= 1050» С, ^= 1200° С, ,обП =
= 1350° С
Зависимость качества обожженных окатышей от производитель-
ности машины приведена на рис. 72, а от удельного расхода
тепла — на рис. 73 при различных значениях других параметров
режима. Эти зависимости показывают, что, кроме регулирования
температуры, для достижения заданного качества окатышей не-
обходимо управлять производительностью машины и удельным
расходом тепла.
117
Управлению производительностью конвейерных агломераци-
онных машин путем изменения скорости движения паллет по-
священо много работ [48, 54—57]. Управление скоростью по за-
конченности процесса спекания может успешно осуществляться
при наличии сигнала, достоверно характеризующего закончен-
ность этого процесса [58]. Таким сигналом могут служить либо
резулвтаты автоматического контроля качества агломерата, на-
пример, при помощи приборов, предложенных в работах [54, 59]
по содержанию закиси железа в агломерате, либо косвенные
показатели законченности процесса спекания. В этих случаях
перед системой управления ставится задача при изменении
вертикальной скорости спекания шихты изменять горизонталь-
ную скорость движения паллет так, чтобы процесс спекания
всегда заканчивался в одном поперечном сечении машины [60].
Так как пока еще нет серийных надежных и достаточно быстродей-
ствующих приборов определения качества агломерата в потоке,
широко используются косвенные показатели. В качестве кос-
венного сигнала о законченности процесса спекания принимаются
различные параметры: разность температуры в соседних вакуум-
камерах, разность температуры и разрежение, температура
газов в отводящем патрубке, перемещение максимума темпера-
туры, изменение химического состава газовой среды и пр. По этим
параметрам на некоторых аглофабриках внедрены системы авто-
матизации [55, 57].
Многообразие параметров, принятых для оценки законченности
процесса спекания, объясняется, по-видимому, тем обстоятель-
ством, что в каждом конкретном случае эффективность использо-
вания параметра определяется местными условиями такими,
как качество сырья, вид топлива, конструкции оборудования
и т. д. Поэтому пока нельзя рекомендовать один из способов
как универсальный для всех случаев производства агломерата и
тем более непосредственно переносить данные, полученные в про-
изводстве агломерата, на производство окатышей.
Следует признать правильным исследовать обжиговую ма-
шину как объект управления ее производительностью в конкрет-
ных условиях работы этой машины, а по результатам исследований
создавать системы автоматизации, эффективные в этих условиях.
Исследованию конвейерных агломерационных машин цветной
металлургии как объектов автоматизации посвящены, например,
работы [48, 61], где приводятся характеристики, математическое
описание и структурные схемы систем управления агломерацион-
ной машины с дутьем. На основе этих работ для оптимизации
режима обжига предложена система экстремального регулирова-
ния. По исследованиям отечественных машин, обжигающим
окатыши, как объектов автоматического регулирования произ-
водительности опубликованных работ нет. Поэтому следует, под-
робно рассмотреть этот вопрос по результатам работ, выполнен-
ие
них в ЦПКБ на действующих машинах фабрики окомкования
ССГОКа.
Одним из косвенных показателей законченности процесса об-
жига может служить поглощение кислорода слоем окатышей.
Известно, что в процессе обжига происходит окисление зерен
магнетита до гематита по реакции
2Fe3O4 + 4°2-"3Fe^-
В результате этой реакции, протекающей с поглощением кислорода,
содержание кислорода в газах над слоем должно быть выше, чем
под слоем окатышей; причем эта разность должна быть тем больше,
чем больше нагретых необожженных окатышей находится в дан-
ный момент в исследуемом сечении слоя.
Для выявления возможности использовать этот показатель
законченности процесса спекания в системе автоматического ре-
гулирования устанавливают два автоматических газоанализа-
тора, контролирующих содержание кислорода в газах над слоем
и под паллетами. Уменьшения влияния подсосов воздуха дости-
гают вводом пробоотборных труб в центр потока газов. Пробу газа
отбирают стандартными гидрокомпрессорами типа ГК, подающими
ее к датчикам газоанализаторов типа МГК-348. Представительную
точку отбора проб выбирают последовательным подключением
газоанализаторов к разным зонам машины. Установлено, что
в зонах подогрева и обжига, где происходит сгорание топлива,
определить поглощение кислорода слоем не удается, так как ко-
лебания его содержания в результате изменения условий сжигания
топлива намного превышает колебания, вызванные поглощением
слоя. Наиболее представительным местом отбора пробы оказалась
середина зоны рекуперации в районе вакуум-камеры № 18.
Это объясняется тем, что в зоне рекуперации заканчивается про-
цесс обжига, а середина этой зоны меньше всего подвержена
влиянию соседних с ней зон обжига и охлаждения; кроме того,
состав газов над слоем в этой зоне можно считать постоянным и
ограничиться одним газоанализатором, контролирующим содер-
жание О2 под паллетами в вакуум-камере № 18.
Изменение высоты слоя окатышей, приводящее к изменению
аэродинамического сопротивления этого слоя, а следовательно,
сильно влияет на количество присосов под паллетами5 Поэтому
опыты по определению связи между производительностью'машины,
законченностью процесса обжига и содержанием О2 проводят
при постоянной высоте слоя окатышей. Возмущения наносят
пуском или остановкой окомкователей; изменение подачи сырых
окатышей приводит к тому, что регулятор высоты слоя окатышей
для ее поддержания на заданном уровне изменяет скорость дви-
жения паллет. Влияние изменения скорости движения паллет на со-
держание О2 и фиксируют вторичные приборы автоматических
119
газоанализаторов. Результаты некоторых экспериментов, приве-
денные на рис. 74, подтверждают наличие однозначной зависимости
между скоростью машины и содержанием О2 в газах под палле-
тами вакуум-камеры № 18. По динамическим свойствам этот
Рис. 74. Характеристики содержания кисло-
рода и температуры:
1 — нагрузка; 2 — скорость движения паллет;
3, 4— содержание кислорода в вакуум-камере
№ 18; 14, 15, 17, 18 — температура в вакуум-
камерах № 14, 15, 17, 18, 19
сигнал также можно ис-
пользовать в системе авто-
матизации. Однако для
этого необходимо надежно
освоить в промышленных
условиях автоматический
анализ газов, т. е. преодо-
леть трудности, вызванные
высокой температурой га-
зов, большой их запылен-
ностью и высокой темпе-
ратурой на рабочей пло-
щадке.
В качестве критерия,
определяющего закончен-
ность процесса обжига по
аналогии с агломерацион-
ными машинами исследо-
вана разность температуры
в соседних вакуум-каме-
рах. Однако для машин,
работающих на газообраз-
ном топливе, обнаружить
закономерную связь между
этими параметрами не уда-
лось.
Косвенным критерием,
определяющим закончен-
ность процесса обжига ока-
тышей, может также слу-
жить абсолютное значение
температуры под паллетами в зоне рекуперации. Этот параметр
использует, например, персонал обжиговых машин фабрики оком-
кавания ССГОКа для ручного управления производительностью
окомкователей. Скорость движения паллет на этих машинах из-
меняется для автоматического поддержания заданной высоты
слоя окатышей на паллетах. Несмотря на усилия персонала,
колебания температуры под паллетами зоны рекуперации дости-
гают в процессе эксплуатации 100 град при абсолютном ее зна-
чении 400—500° С. Это означает, что обжиговая машина недогру-
жена, когда температура выше заданной, или нагрузка по сырым
окатышам велика, процесс обжига не заканчивается и ухудшается
качество окатышей.
120
Для определения возможности автоматического управления
производительностью машины по температуре под паллетами
зоны рекуперации воздействием на производительность окомко-
вателей следует исследовать как объект управления всю цепь
аппаратов, входящих в этот объект. Он состоит из дозаторов,
смесителей, окомкователей, транспортеров и обжиговой машины.
Эта цепь аппаратов, как уже было показано, представляет собой
многоемкостный инерционный объект с запаздыванием. Так,
узел, состоящий из дозаторов, смесителей и окомкователя, можно
рассматривать как одноемкостный объект с запаздыванием, со-
ставляющим 2—3 мин и постоянной времени 4—7 мин. Тран-
спортеры можно представить как звено чистого запаздывания,
величина которого равна примерно 2 мин. Обжиговую машину
по каналу подача сырых откатышей — температура под паллетами
можно рассматривать как одноемкостный объект с постоянной
времени порядка 10 мин. Время запаздывания у этого объекта
зависит от того, приводит ли возмущающее воздействие к изме-
нению скорости движения паллет за счет работы регулятора вы-
соты слоя окатышей на паллетах. В данном случае принимают, что
этот регулятор входит в объект управления.
При возмущениях, связанных с изменением скорости движения
паллет, например таких, как изменение массы сырых окатышей,
поступающих на укладчик машины, время запаздывания для всех
вакуум-камер горячих зон машины одинаково. При неизменной
скорости движения паллет, т. е. в случае, когда либо не работает
регулятор высоты слоя окатышей, либо возмущения наносятся
изменением качества сырых окатышей или изменением режима ра-
боты зоны сушки, время запаздывания изменения температуры
от этого воздействия в разных вакуум-камерах различно. Оно
зависит также от расстояния между вакуум-камерой, в которой
контролируется температура, и укладчиком окатышей.
Температура под паллетами горячих зон в процессе работы
машины зависит от многих факторов, но основными можно счи-
тать изменение количества поступающих на машину окатышей,
изменение газопроницаемости слоя, вызванное изменением его
высоты и гранулометрического состава, изменением температуры
в горне и разрежения в вакуум-камерах. Изменение количества
сырых окатышей, поступающих на машину, при отключенном
регуляторе высоты слоя окатышей приводит к его изменению, что
влечет за собой изменение теплоемкости и газопроницаемости
слоя, а соответственно и температуры под паллетами. На рис. 75 при-
ведены динамические характеристики температуры под паллетами,
полученные изменением подачи сырых окатышей и высоты их
слоя при постоянной скорости движения паллет. Эти характери-
стики подтверждают значительное различие запаздывания и сте-
пени воздействия изменения высоты слоя на температуру в вакуум-
камерах. Изменение высоты слоя от 320 до 240 мм привело к из-
121
менению температуры от 100 в вакуум-камере № 10 до 200 град
в вакуум-камере № 18, а разница во времени запаздывания между
ними составляет примерно 10 мин, т. е. по 1 мин на каждую
вакуум-камеру. Коэффициент передачи объекта для различных
вакуум-камер различен.
На рис. 74 приведены характеристики температуры под пал-
летами и содержания кислорода в газах, полученные изменением
подачи сырых окатышей и изменением скорости движения паллет
Рис. 75. Динамические характеристики температуры под паллетами; скорость
движения паллет 1,75 м]мин:
1 — высота слоя окатышей; 2 — нагрузка; 8, 10, 12, 14, 16, 18 — номера вакуум-камер;
Т9 = 9 мин-, т8 = 9 мин; 7\о — 10жи«; Tn = 11 мин; 7\г — 10 мин; = 13 мин; Тц =
= И мин; т14 — 15 мин; Т19 — 9 мин; т1в = 17 мин; TiS = 9 мин; т1в = 19 мин
при постоянной высоте слоя окатышей, т. е. при работе регуля-
тора высоты слоя. Эти характеристики показывают, что время за-
паздывания для всех вакуум-камер примерно одинаково, одноз-
начная зависимость между температурой под паллетами и подачей
сырых окатышей сохраняется и в этом случйе. Коэффициенты
передачи объекта в обоих случаях одного порядка, что свидетель-
ствует об одинаковой связи температуры под паллетами при из-
менении количества окатышей, проходящих над вакуум-камерами,
независимо от того, как возникло это изменение — путем изме-
122
нения высоты слоя или скорости движения паллет. В нормальном
эксплуатационном режиме без автоматического регулирования
производительности окомкователей колебания подачи сырых ока-
тышей на машину составляют примерно ±15% с периодом”20—
40 мин, что указывает на необходимость и принципиальную воз-
можность регулирования производительности обжиговой машины
воздействием на производительность окомкователей по темпера-
туре под паллетами.
Изменение газопроницаемости слоя окатышей, вызванное из-
менением качества сырых окатышей или режима работыТзоны
сушки, достоверно и доста-
точно точно контролировать
непосредственно в процессе
работы машины пока не
представляется возможным.
Влияние этих факторов на
работу машины велико, что
можно проследить, напри-
мер, по колебаниям темпе-
ратуры под паллетами, выз-
ванным этими факторами,
достигающим иногда 100 град
с периодом 2—4 ч. Поэтому
качество окатышей следует
стабилизировать воздейст-
вием на дозировку сырых
материалов и работу оком-
Рис. 76. Статические характеристики
производительности обжиговой машины:
1, 2 — производительность при высоте слоя
325 и 333 мм соответственно; 3— 5 — высота
слоя~при производительности машины 70, 75
и 80 т/ч соответственно
кователя, а работу зоны
сушки — воздействием на тепловой режим в этой зоне. Темпера-
тура в горнах и разрежение в вакуум-камерах значительно влия-
ют на температуру в последних. Эти параметры, как уже указы-
валось, должны быть автоматически стабилизированы.
На рис. • 76 приведены статические характеристики произво-
дительности машины, из которых видна взаимосвязь производи-
тельности машины, высоты слоя окатышей на паллетах и скорости
движения паллет. Следует отметить, что при изменении скорости
движения паллет только для поддержания заданной высоты слоя
без учета состояния режима обжига, хотя и стабилизируется
режим обжига за счет стабилизации газопроницаемости слоя,
но возникают ситуации, при которых значительно ухудшается
качество обожженных окатышей. В табл. 9 приведены результаты
некоторых экспериментов по опробованию качества обожженных
окатышей, полученных при различной скорости движения паллет.
Из табл. 9 видно, что повышение скорости выше определенного
значения приводит к снижению прочности обожженных окатышей
и ухудшению обессеривания. Это подтверждает необходимость
управления скоростью паллет не только по высоте слоя, но и по
123
Результаты опробования обожженных окатышей
Таблица 9
Скорость движения паллет м/ч Высота слоя Н мм Прочность иа раздав- ливание Содержание, %
н/окатыш. кГ/окатыш Fe FeO s СаО SiO2
1,75 320 2650 265,0 63,0 2,57 0,087 4,45 3,86
1,30 320 4266 426,6 62,9 1,29 0,038 4,4 4,12
1,75 315 3180 318,0 62,8 3,47 0,09 4,77 3,9
1,30 310 3922 392,2 62,7 2,7 0,079 4,59 4,21
объективным показателям процесса обжига. Такую задачу можно
решать либо управлением по законченности процесса спекания
скоростью паллет и соответствующим управлением производитель-
ностью окомкователей, либо управлением окомкователями по
сигналу, характеризующему законченность процесса, а скоростью
Рис. 77. Распределение времени прохождения материала по технологической
цепочке фабрики окомкования:
1 — бункер известняка; 2 — бункер бентонита; 3 — бункер концентрата; 4 — окомкова-
тель; 5 — укладчик; 6 — обжиговая машина; 7 — дробилки; 8 — грохот; V — места
опробования; и = 5 сек.', т2 = 60 сек; т3 = 5 сек; т4 = 90 сек; = 15 сек; тв = 120 сек;
т7 = 15 сек; т8 = 5 сек; т9 = 20 сек; Тщ — 10 сек; тп = 3000 сек; т12 = 3345 сек
паллет при этом можно управлять по фактическому производству
сырых окатышей. По динамическим свойствам объекта управле-
ния второму способу следует отдать предпочтение (см. табл. 8),
а с точки зрения поддержания заданного качества окатышей оба
способа равноценны. Распределение времени прохождения ма-
териалов по технологической цепи аппаратов фабрики окомкова-
ния приведено на рис. 77.
Результаты проведенных исследований показывают, что по
многим регулируемым параметрам даже при использовании кос-
венных показателей, их характеризующих, производство ока-
124
тышей является объектом управления с недостатком априорной
и текущей информации, обладающим большими инерционностью
и запаздыванием. Автоматизация этих объектов вызывает серь-
езные затруднения. Решение задач автоматизации таких объектов
может быть выполнено поэтапно, а системы управления ими по-
лучаются иерархическими. Вначале создают системы локаль-
ной автоматизации, поддерживающие на заданном уровне от-
дельные параметры. По мере освоения локальных систем и накоп-
ления сведений о процессах и объектах управления следует со-
здавать системы управления агрегатами и целыми производствен-
ными участками. Эти системы могут в некоторых случаях исполь-
зовать косвенные показатели тех параметров, которые не удается
контролировать автоматически, и все же быть достаточно эффек-
тивными. Однако следует стремиться к получению достоверной
текущей информации в темпе с производственным процессом о ка-
честве исходных сырьевых материалов, о качестве готовых ока-
тышей и др., которая позволит создать замкнутую систему управ-
ления всем процессом производства окатышей. В этой связи сле-
дует отметить работы, выполняемые институтом «Уралмеханобр»
по определению качества готовых окатышей необходимой частоты
их опробования, математическому описанию процесса и разработке
вычислительного устройства, прогнозирующего качество обож-
женных окатышей по значениям ограниченного числа режимных
параметров. В случае успешного завершения этих работ их ре-
зультаты можно использовать при создании систем автоматиза-
ции производства окатышей.
Приведенные результаты исследований позволяют сформули-
ровать основные требования, предъявляемые к системам авто-
матического управления режимом обжига окатышей, которые
можно реализовать в настоящее время. Для уменьшения колеба-
ний газопроницаемости слоя окатышей его высоту на паллетах
машины следует поддерживать постоянной воздействием на ско-
рость паллет. Количество поступающих на машину сырых ока-
тышей должно соответствовать возможностям этой машины,
определенным по температуре под паллетами зоны рекуперации,
в каждый данный момент переработать их в продукцию заданного
качества, а количество окатышей следует регулировать воздей-
ствием на производительность окомкователей. Режим сушки под-
держивается на уровне, обеспечивающем исключение разрыва
окатышей и заданную глубину высушенного слоя воздействием
на количество и температуру теплоносителя. В горячих зонах ма-
шины необходимо поддерживать заданную температуру, равно-
мерное распределение температуры по ширине машины, полноту
сгорания топлива и окислительную атмосферу. Это достигается
управлением подачи топлива в каждую секцию зон машины, его
равномерным распределением по сторонам машины, регулирова-
нием подачи воздуха для сжигания топлива и его температуры.
125
Расход воздуха и давление в зоне охлаждения следует поддержи-
вать на уровне, исключающем образование «кипящего слоя»
окатышей на паллетах и выбивание газов в атмосферу.
Исследовательские работы за рубежом
Развитие черной металлургии за рубежом, как и в СССР,
потребовало коренных изменений в технологии. Крупные изме-
нения, вызванные изменением сырьевой базы,требованиями рынка,
конкурентной борьбой и другими причинами, произошли в под-
готовке сырья к доменной плавке [621. Главным направлением
подготовки сырья из бедных руд принято производство окатышей,
достигшее, например, в США 75—80 млн. т в 1967 г. За рубежом
принято в основном производство неофлюсованных окатышей по
различным технологическим схемам с применением разного обо-
рудования. В качестве связующей добавки используют бентонит.
Проводятся исследования по применению других добавок, в част-
ности гуматов, обеспечивающих более высокую, чем бентонит,
скорость роста окатышей в процессе окомкования..Сырые окатыши
опробуют сбрасыванием и раздавливанием.
Проводятся исследовательские работы по производству метал-
лизованных окатышей [63]. В Швеции изучено влияние различ-
ных добавок бентонита, окиси кальция, хлористого кальция,
буры и др., вводимых в концентрат, на свойства окатышей. Чтобы
исключить влияние пустой породы, в экспериментах был ис-
пользован богатый концентрат, содержащий 99,2% магнитной
окиси железа и только 0,1% кремнезема. Указанные добавки
оказались эффективными.
В США на фабрике Игл Миллз сырые окатыши получают
из флотационного концентрата, состоящего главным образом
из гематита. Для определения влияния влаги на прочность сырых
окатышей проведены специальные эксперименты, результаты
которых аналогичны полученным в отечественной практике и
описанным ранее. Обжиг окатышей — завершающая стадия
производства, в которой тепловой режим обработки является
решающим. Каждому виду обрабатываемого сырья должен со-
ответствовать свой режим тепловой обработки. В этих исследова-
ниях было принято, что упрочнение магнетитовых окатышей про-
исходит за счет окисления магнетита в гематит, рекристаллиза-
ции магнетитовых и гематитовых зерен и образования шлако-
вой связки. Окисление магнетита начинается при 200—250° С
и заканчивается при 900—1000° С. Результаты исследований Кука
и Бена [64] показали, что прочность обожженных окатышей за-
висит от рекристаллизации и цементации обломков магнетитовых
зерен, окисления магнетита в гематит с последующей рекристал-
лизацией и образования шлаков. Рекристаллизация и образование
шлаков может протекать только в восстановительной среде. Чем
126
выше температура обжига, тем крупнее зерна гематита. При
1300—1400° С образуются шлаки.
По мнению исследователей, изменения, происходящие в ока-
тышах в процессе обжига, заключаются в следующем. Влага испа-
ряется; одновременно с этим или несколько позже мелкие магне-
титовые зерна окисляются при 300“ С. За счет цементации и роста
зерен повышается прочность окатышей. По мере дальнейшего
прогрева внутри окатышей продолжается окисление, а крупные
частицы магнетита окисляются в корке. При 800° С формирование
корки почти заканчивается, и она защищает окатыши от разруше-
ния под нагрузкой, возникающей при обработке окатышей в шах-
тных печах. Заметные превращения в ядре окатыша начинаются
при 800—900° С и продолжаются при более высокой температуре.
Кук и Стовассер [65 ] исследовали прочность обожженных ока-
тышей в зависимости от содержащихся в них добавок и режима
обжига. Было установлено, что максимальная прочность магнети-
товых окатышей достигается путем предварительного окисления
поверхности магнетитовых зерен при умеренных температурах
с последующим обжигом при более высокой температуре. На основе
результатов исследований установлено, что средняя вертикальная
скорость обжига окатышей с накатанным топливом составляет
9 мм/мин, достигая в зонах зажигания и обжига 23 mmImuh.
Фирма «Лурги» разработала схему производства окатышей
окомкованием без связующих добавок и без накатывания топлива.
Отсутствие топлива в окатышах делает управляемыми процессы
сгорания топлива, вводимого в машину, позволяя поддерживать
заданный тепловой режим для руд различных сортов. Исследо-
вание свойств сырых и обожженных окатышей показало, что проч-
ность сырых окатышей в процессе сушки снижается, но окатыши
из руд некоторых сортов, наоборот, упрочняются. Для последних
рекомендуется перед загрузкой на конвейерную машину проводить
сушку сырых окатышей в комбинированных питателях, сушилах,
что позволит увеличить производительность такой машины.
Качество обожженных окатышей при прочих равных условиях
зависит от скорости нагрева, продолжительности выдержки при
заданной температуре и способа охлаждения.
При чрезмерно быстром нагреве окатыши, особенно магнети-
товые, получаются непрочными. Выдержка окатышей при макси-
мальной температуре в течение нескольких минут иногда повы-
шает их прочность на 50%. Конечная температура обработки
окатышей также существенно влияет на их прочность. Результаты
опытов показали, что если обожженные окатыши после медленного
охлаждения еще резко охладить погружением в воду, то наступаю-
щие при этом разрушения будут тем больше, чем больше перепад
температур. Скорость охлаждения на воздухе также оказывает
существенное влияние на механическиесвойства готовых окатышей.
Большое влияние на прочность окатышей оказывает степень их
127
окисления. Производство прочных окатышей с высокой степенью
окисленности связано с затруднениями в случаях, когда в окаты-
шах содержится углерод.
Многие месторождения руд расположены в холодных районах,
поэтому представляло интерес исследовать поведение окатышей
при низких температурах. Замораживание и оттаивание обожжен-
ных окатышей подтвердило их достаточную стойкость при темпе-
ратурах —35° С.
На фабрике Игл в штате Мичиган испытан способ обжига ока-
тышей на конвейерной машине с дутьем снизу. Окатыши произ-
водятся из гематитового концентрата, поступающего от флота-
ционной фабрики. Окатывание осуществляется в тарельчатых
окомкователях. Сырые окатыши, поступающие от четырех оком-
кователей, укладываются на машине последовательными слоями.
Слой постели покрывается антрацитом и зажигается газовым гор-
ном. Продукты сгорания этого слоя просасываются сверху вниз.
Зажженная постель покрывается слоем сырых окатышей, через
которые газы просасываются снизу вверх. Зона горения подни-
мается вверх, а на определенном месте этот слой покрывается сле-
дующим и т. д. Проходя через обожженные слои окатышей,
воздух нагревается, обеспечивая горение в следующих слоях.
При поступлении воздуха снизу масса окатышей почти не уплот-
няется, так как весу окатышей противодействует давление газов.
Это улучшает условия горения, газопроницаемость слоя, охлаж-
дение колосников и позволяет обжигать толстый слой окатышей.
Преимуществами рассмотренного способа являются: уменьшение
выноса пыли, повышение к. п. д. оборудования, увеличение
стойкости паллет, возможность контролировать процесс. Недо-
статок этого способа — большая сложность устройства для ук-
ладки окатышей на машину.
Производство офлюсованных окатышей за рубежом развито
недостаточно широко. В промышленных масштабах их производят
только в Норвегии и Японии, намечается их выпуск в Австралии.
На большинстве окомковательных фабрик используют для
обжига окатышей машины конвейерного типа. На новых фабриках
монтируют машины полезной площадью 350—400 м2. В качестве
топлива на этих машинах используют газ. Фирма Гренгесберг
(Швеция) разработала способ изготовления железорудных ока-
тышей без упрочняющего обжига с добавкой к концентрату цемент-
ного клинкера. Упрочнение, как предполагается, будет происхо-
дить в силосах. Расчеты показывают, что капиталовложения на
реализацию такого способа составят примерно половину стоимости
обычной фабрики. Производство металлизованных окатышей пере-
ходит на стадию освоения промышленностью. Первую промышлен-
ную фабрику фирма Мидленд-Росс предполагает построить в Порт-
ленде (США). Годовая производительность фабрики 300 тыс. т;
содержание железа в окатышах 95% [291.
128
Производство окатышей в промышленных масштабах нача-
лось сравнительно недавно, примерно 10—15 лет тому назад.
Первые опытные и промышленные установки были слабо оснащены
контрольно-измерительной аппаратурой и практически не имели
автоматического регулирования. Внедрение средств автоматиче-
ского контроля и управления в производство окатышей происхо-
дило намного быстрее, чем в другие металлургические произ-
водства, что, по-видимому, сыграло немаловажную роль в бурном
росте производства окатышей. Быстрые темпы внедрения средств
автоматического контроля и управления в производство окаты-
шей объясняются тем, что развитие этого производства происхо-
дит во время, когда имелся достаточно большой выбор разработан-
ной и серийно выпускаемой аппаратуры контроля и управления,
имелись разработки и опыт промышленного использования си-
стем автоматизации производства агломерата, во многих чертах
сходный с производством окатышей.
Для автоматизации процессов производства окатышей были
использованы такие общепромышленные узлы автоматического
регулирования, как регулирование температуры, давления, рас-
ходов и др., к настоящему времени хорошо освоенные на других
аналогичных процессах. Кроме того, для автоматизации произ-
водства окатышей с применением твердого топлива были исполь-
зованы результаты исследовательских работ по автоматизации
агломерационного производства. Некоторые из этих работ, ка-
сающихся контроля газопроницаемости слоя и законченности об-
жига, следует рассмотреть. Газопроницаемость слоя шихты можно
определять по величине динамического напора отходящих газов
в первой вакуум-камере или по показаниям расходомеров, фикси-
рующих количество воздуха, направляющегося к ленте. Последнее
запатентовано Каппелем в ФРГ [66]. Вейландт и Петруш в ФРГ
получили патент на способ регулирования хода агломерацион-
ного процесса по количеству и анализу отходящих газов на со-
держание в них влаги, СО и СО3. По указанным данным, непре-
рывно определяется количество выгоревшего углерода и влаж-
ность шихты на ленте.
Этот способ был использован авторами для ручного управле-
ния агломерационным процессом, где подтвердилась возможность
такого управления. Более сложную задачу представляет собой ре-
гулирование содержания углерода в шихте по количеству возв-
рата [67 ]. Для решения этой задачибункер возвратабыл установлен
на месдозах, показания которых передавались на пульт управле-
ния. Увеличение количества возврата свидетельствовало об ухуд-
шении качества агломерата и служило сигналом к увеличению
подачи топлива в шихту или к изменению соотношения руда —
возврат. Большое запаздывание сигнала по результатам процесса
снижает эффективность этой системы, которая в настоящее время
усовершенствуется.
9 В. Р. Ксендзовский 129
Способ управления скоростью машины и подачей на машину
шихты по максимуму температуры в некоторых вакуум-камерах
описан в работе [68]. Расчет локальных максимумов температуры,
измеряемой термопарами, по этому способу осуществляется спе-
циальным счетно-решающим устройством по формуле:
хм = Xk + 0,5/i
(ик — Uk_l) — (uk+l — ilk) v
где xh_i, Xk, xk+i — координаты k—I, k, k+l термопар;
uk_t, u-k, K-k+i — соответственно температура, измеренная
этими термопарами; h = xk — xk_t.
Если предположить, что температура и в данной точке слоя
зависит лишь от положения этой точки на агломерационной ленте
и от времени, то справедливо дифференциальное уравнение в част-
ных производных:
. ди , _ . . ди
дх1 ' дх 1 v ’ dt’ '
где w — скорость движения агломерата;
а — коэффициент теплопроводности,
у
а = cs -ф- •
Л ’
cs — теплоемкость слоя;
у — плотность агломерата;
К — теплопроводность слоя.
Функция R (х) определяется из выражения
R (х) = Q (х) — 91 — <?2, (5)
где Q (х) — функция, характеризующая количество тепла, вы-
деляемого единицей объема слоя;
qx и q., — потери тепла излучением и с отходящими газами
соответственно.
Уравнение (4) может решать вычислительное устройство,
для чего его записывают в виде:
-~-~wa-~ + R(xk) = арик,-(6)
,, д
где р— оператор дифференцирования
k= 1,2,..., п;
Д — конечные разности;
^^k Uk ^k~t, Д Uk = —E Uk+i<
Тогда уравнение (6) преобразуется в выражение
— 2щ, + Uk+i + hwa (щ. — +
+ h2R (xk) = h2ap. ff}
i®
Для определения величин щ . . . ип в точках k = I . . . п не-
обходимо знать значение функции, которое можно вычислить
по формуле
Д(х)= 5,025-104 —
_______mk
100 + mk + ms
~1,55-105
/
0,75 \
nk J
(8)
где r0 — эффективный радиус частиц кокса;
tns — соответственно отношение количества кокса к ко-
личеству руды и количества возврата к количе-
ству руды.
Для заданных значений параметров w, r0, nk, mk, ms рассчи-
тываются значения температуры в различных шести точках агло-
ленты. Это дает возможность находить локальные максимумы
температуры, если иметь устройства, реализующие формулу (3).
Применение описанных моделей позволяет изучать переходные
процессы, возникающие в результате возмущающих процесс
воздействий, и контролировать работу современной системы авто-
матического регулирования процесса агломерации.
Исследования, направленные на применение вычислительной
техники за рубежом, не ограничиваются использованием ее для
решения локальных задач управления отдельными агрегатами и
процессами. Ведутся работы по применению вычислительных
машин для управления целыми предприятиями. Так, например,
в Канаде изучена возможность на фабрике фирмы Квебек Картье
Майнинг, производящей окатыши, установить вычислительную
машину типа Н-160 для контроля и регистрации показателей
работы фабрики. Впоследствии эта машина должна управлять
производственными процессами на фабрике [69]. Машина должна
регистрировать различные параметры в 516 точках фабрики. Она
используется и для проведения исследований производственных
процессов как объектов автоматического управления.
Г л а в a I V
ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К АВТОМАТИЗИРУЕМЫМ
ПРОЦЕССАМ И АГРЕГАТАМ
Автоматизированными могут быть агрегаты и протекающие
в них процессы, управление которыми механизировано. Механиза-
ция является необходимой, но недостаточной предпосылкой авто-
матизации. Одним из важных условий автоматизации производ-
9* 131
ственных процессов является наличие необходимых резервов
мощности основного оборудования для осуществления регули-
рования технологических процессов [70, 71]. Это требование от-
носится как к отдельным узлам автоматизации управления одним
параметром, так и к системам управления агрегатами, производ-
ственными участками, целыми предприятиями промышленности.
Оно заключается в том, что в процессе управления выбранный
для его осуществления регулирующий орган или параметр не
должен достигать своего предельного значения. Так, например,
если в системе (узле) регулирования давления в рабочем простран-
стве регулирующим воздействием будет принято изменение про-
изводительности дымососа, то его производительность должна
быть такой, чтобы в процессе регулирования в режиме непрерыв-
ной нормальной эксплуатации она не достигала предельного зна-
чения.
Другим непременным условием успешного управления произ-
водственным процессом является наличие однозначной зависи-
мости между положением регулирующего органа, или значением
регулирующего воздействия, и значением регулируемого параметра
на всем диапазоне их изменений в нормальном эксплуатационном
режиме работы агрегатов. Это требование заключается, например,
в том, что если принято температуру в рабочем пространстве
регулировать изменением подачи топлива, то в любом случае уве-
личение его подачи должно вызывать только рост температуры.
Или, например, регулирование массы сыпучих материалов, если
оно принято воздействием на число оборотов дозирующего устрой-
ства, то увеличение его числа оборотов должно всегда приводить
к увеличению подачи и не должно быть случаев, когда, например,
из-за подвисания материалов в бункере эта зависимость не сохра-
няется. Невыполнение данного условия приводит либо к чрезмер-
ному усложнению системы за счет применения автоматического
поиска, либо делает неработоспособной систему автоматики.
Следующим условием успешного управления является соот-
ветствие диапазона изменения регулирующего воздействия тре-
бованиям диапазона изменения регулируемого параметра. Это
требование заключается в том, что если необходимо, например,
дозировать материалы в фактических количествах до 10 т/ч,
то для этих целей следует применять питатели, рассчитанные на
производительность 10—12 т/ч и не использовать дозаторы или
питатели производительностью в 80—100 т/ч и более.
Для правильного выбора соответствующего питателя обычно
учитывают свойства материала и рассматривают следующие
требования:
1) соответствие диапазонов и пределов регулирования рас-
хода ;
2) однозначная зависимость статической характеристики пи-
тателя от регулирующего воздействия;
132
3) соответствие системы регулирования динамической харак-
теристике узла дозирования;
4) серийный выпуск комплектуемого оборудования.
Выбор необходимого диапазона и пределов регулирования
является ответственной задачей, так как в случае выбора питателя
с заниженным пределом регулирования нельзя обеспечить заданную
производительность узла дозирования. Применение же питателя,
пропускная способность которого намного превышает необходи-
мую его производительность, приводит к тому, что питатель нельзя
использовать как регулирующий орган, а система дозирования
становится неработоспособной. Однозначность статической харак-
теристики, т. е. условия, при которых направление изменения
производительности питателя всегда и на всем диапазоне его дей-
ствия соответствует направлению изменения регулирующего воз-
действия, определяется как свойствами дозируемого материала,
так и конструкцией питателя. Наиболее полно всем перечислен-
ным требованиям отвечают вибропитатели. Однако при использо-
вании вибропитателей для дозирования влажных материалов,
например концентрата, наблюдается налипание его на лоток пи-
тателя, что приводит в некоторых случаях к нарушению одноз-
начности характеристики. Поэтому для дозирования концентрата
обычно принимают тарельчатые питатели, несмотря на ряд из-
вестных недостатков: громоздкость, сложность привода, неравно-
мерность подачи материала и др. Преимуществом тарельчатых
питателей является широкий диапазон расходной характеристики
воздействием на скорость вращения тарели за счет изменения
площади сечения выходного отверстия.
Следует привести еще одно непременное требование, предъяв-
ляемое к автоматизируемым процессам и агрегатам. Это требование
заключается в том, что если по технологическим условиям необхо-
димо автоматически управлять каким-нибудь параметром в оп-
ределенном месте агрегата или процесса, то при проектировании
и сооружении самого агрегата должна быть предусмотрена воз-
можность изменения либо подачи энергии и материала, либо осу-
ществления другого регулирующего воздействия, эффективно
влияющего именно на данный параметр в данном месте. Поясним
это требование на примере. Если, например, необходимо автомати-
чески регулировать температуру в двух точках горна зоны об-
жига, то подвод топлива и воздуха необходимо выполнить так,
чтобы можно было раздельно по каждой точке регулировать по-
дачу топлива и воздуха. Возможность управления хотя бы одним
из подводов топлива или воздуха в целом в зону в этом случае
не решает проблемы и для целей автоматизации неприемлема.
Для того чтобы удовлетворить указанным требованиям, а также
обеспечить нормальную работу основного автоматизируемого обо-
рудования можно указать на некоторые мероприятия, необходи-
мость осуществления которых не вызывает сомнений. Так, например,
133
для обеспечения ритмичной работы фабрик окомкования следует
предусмотреть увеличенные размеры сечения течек подачи из-
вестняка и бентонита с конвейеров в бункера. В некоторых случаях
следовало бы предусмотреть механизированное принудительное
проталкивание материала через течки, чтобы исключить зависа-
ние материалов. Необходимо предусмотреть средства для устра-
нения налипания влажного концентрата в течках над бункерами,
к стенкам бункеров и в их выходных воронках. Узел загрузки
бентонита в бункера следует выполнять так, чтобы конструкция
шиберов допускала дистанционное управление шиберами. Такая
конструкция шиберов позволит автоматически переключать по-
ток бентонита или других материалов в нужный бункер, а соот-
ветственно и регулировать уровень материала в бункерах.
Большое значение имеет регулируемый привод питателей, до-
заторов, окомкователей, обжиговых машин и другого оборудова-
ния. Этот привод должен обеспечивать перекрытие необходимого
диапазона регулируемых скоростей и позволять работать в режиме
непрерывного регулирования. Применение плоских контроллеров
для управления приводами в автоматизированных системах не-
допустимо. Как уже указывалось, для этих целей следует
предусматривать электроприводы с бесконтактным управле-
нием, например с использованием тиристорных преобразова-
телей.
Транспортеры и конструкцию перегрузочных узлов следует
выполнять так, чтобы обеспечивалась их бесперебойная работа,
а просыпь была сведена к минимуму.
Конструкция трубопроводов подачи топлива должна обеспе-
чивать возможность равномерного распределения подвода тепла
по сторонам обжиговых машин. Это особенно важно для машин,
работающих на жидком топливе, сопротивление которому участ-
ков трубопроводов не постоянно во времени. Для удовлетворения
этого требования трубопроводы подачи топлива следует конструи-
ровать, например, по схеме, показанной на рис. 78. По этой схеме
на примере зон сушки, подогрева и обжига видно, что разводку
трубопроводов необходимо выполнять так, чтобы оставались до-
статочной длины прямые участки для установки измерительных
устройств 1 расхода топлива и регулирующих органов 2, управ-
ляющих подачей топлива в каждую группу горелок раздельно
с каждой стороны машины или на всю зону, как это сделано для
зоны сушки. Разводку трубопроводов, подводящих воздух к го-
релкам, следует выполнять аналогично. Компоновку коллекторов
отводящих продукты сгорания из вакуум-камер и подающих в ва-
куум-камеры газы, желательно по возможности выполнять так,
как показано на рис. 79, где на примере так называемой «рацио-
нальной схемы» обжиговой машины показана необходимость раз-
деления коллекторов для каждой секции машины, в которой необ-
ходимо регулирование давления в рабочем пространстве.
134
Для того чтобы можно было использовать устройства автомати-
ческого контроля_погасания пламени и розжига горелок в кон-
струкции машин, работающих на газообразном топливе, следует
Рис. 78. Схема разводки газа для обжиговых машин:
/ —- зона сушки; II — зона подогрева; III — зона обжига;
1 — измерительные устройства; 2 — регулирующие органы
предусмотреть запальные отверстия, оборудованные патрубками
и фланцами, обеспечивающими возможность установки запаль-
ного устройства соответствующей конструкции. На газопроводах
Рис. 79. Рациональная схема коллекторов обжиговой машины:
I — зона сушки; II — зона подогрева; III — зона обжига; IV — зона охлажде-
ния; 1 — регулирующие органы; 2 — вентиляторы; 3 — дымососы
секций машины необходимо устанавливать электромагнитные от-
сечные клапаны. Подводить газ к запальному устройству необ-
ходимо из участка газопровода, находящегося до отсечного кла-
135
пана по ходу газа. Расход газа в каждом запальном устройстве
обычно не превышает 5 м31ч. К каждому запальному устройству,
работающему в зоне, где повышенное положительное давление,
следует подводить воздух в количестве примерно 50 м31ч.
Конструкция регулирующих дроссельных заслонок и шиберов,
переключающих потоки готовых окатышей с одного конвейера
на другой, должна быть такой, чтобы заслонки и шиберы не закли-
нивало во время эксплуатации. По-видимому, для этого под-
шипники заслонок и шиберов следует вынести из зоны действия
высокой температуры и защитить от пыли. Для того чтобы наиболее
полно удовлетворялись требования, предъявляемые к автомати-
зируемым агрегатам и технологическим процессам, необходимо
привлекать специалистов по автоматизации к участию непосред-
ственно в разработке агрегатов и процессов. Тогда еще на стадии
выполнения проектного задания на разработку нового агрегата
или процесса будут заложены условия их автоматизации.
Задачи, решаемые технологами и конструкторами самих агре-
гатов, будут взаимно дополняться решениями, принимаемыми спе-
циалистами по автоматизации, что приведет к созданию более со-
вершенных агрегатов и процессов.
Глава V
РАЗРАБОТКА СИСТЕМ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ
Система автоматического регулирования производственного
агрегата или процесса представляет собой комплекс средств авто-
матического контроля технологических параметров, регулирую-
щих и исполнительных устройств, выполняющих в совокупности
определенные функции по управлению технологическим процес-
сом или агрегатом.
В зависимости от того, какое место в общем производственном
процессе занимает автоматизируемый агрегат или процесс, си-
стема его автоматического регулирования должна решать две раз-
личные задачи. Если данный агрегат (или процесс) однозначно
определяет производительность всего участка, цеха или предприя-
тия, то задача системы автоматического управления агрегатом
состоит в поддержании максимально возможной производитель-
ности при заданном качестве выпускаемой им продукции. Если
автоматизируемый агрегат (или процесс) не определяет однозначно
производительность всего участка, цеха или предприятия, а его
функция в общем технологическом процессе подчинена другому
агрегату, то система автоматического управления агрегатом
должна поддерживать заданную персоналом или ведущим агрега-
том производительность при наилучшем с точки зрения общего
136
процесса качестве продукции. Естественно, экономичность ра-
боты агрегата должна обеспечиваться системой управления как
в первом, так и во втором случае 172].
В производстве агломерата не вызывает сомнений, что ведущим
агрегатом технологического процесса можно считать обжиговую
машину, а остальные агрегаты, такие как дозаторы, смесители,
окомкователи, подчинены ей. В производстве окатышей это поло-
жение не столь очевидно, поэтому следует рассмотреть этот вопрос
подробнее. Производительность всей цепи аппаратов, производя-
щей окатыши, и качество готовых окатышей существенно зависят
от работы окомкователей и обжиговой машины. Если за ведущий
агрегат принять окомкователь, то его производительность следует
поддерживать на максимальном уровне. Максимально достижимая
производительность окомкователя зависит не только от его со-
стояния, но и от качества поступающего сырья.
Когда поступает такое сырье, при котором можно увеличивать
производительность окомкователя при заданном качестве сырых
окатышей, оно поступает также одновременно на все окомкова-
тели, обслуживающие одну обжиговую машину. То же самое от-
носится и к случаю, когда, например, комкуемость сырья ухуд-
шается. Это, если система автоматизации будет поддерживать мак-
симальную производительность окомкователей, приведет к боль-
шим колебаниям производства сырых окатышей. Так как между
окомкователями и обжиговой машиной нет промежуточных ем-
костей для хранения сырых окатышей, такое управление вызовет
большие колебания либо толщины слоя окатышей на паллетах,
либо скорости движения паллет машины при наличии регулятора
высоты слоя. Ни тот, ни другой вариант нельзя признать удовле-
творительным, так как каждый из этих вариантов существенно
нарушает режим тепловой обработки окатышей, окончательно
определяющий их качество. Поэтому, учитывая, что главные по-
казатели качества готовых окатышей, их прочность, содержание
серы и др. окончательно формируются на обжиговой машине, сле-
дует ее принять ведущим агрегатом в технологической цепи аппа-
ратов, производящих окатыши, и поддерживать ее производи-
тельность на максимально возможном уровне, а работу остальных
аппаратов подстраивать под режим ее работы.
Можно было бы рассмотреть вариант автоматического поддер-
жания постоянной производительности цепи аппаратов. Этот
вариант проще решается с точки зрения управления, но не отве-
чает современному требованию по всемерному увеличению произ-
водства окатышей. Поэтому, не отвергая рассматриваемого ва-
рианта как способа управления, учитывая, что этот вариант всегда
можно получить из варианта максимизации производительности
агрегата только упрощением системы, вариант автоматического
поддержания постоянной производительности в деталях не ана-
лизируется. В рассматриваемой цепи аппаратов системами управ-
137
ления необходимо оснащать обжиговые машины и окомкователи
с дозирующими устройствами; остальное комплектующее обору-
дование в них не нуждается. Таким образом, система автомати-
зации цепи аппаратов, непосредственно производящих окатыши,
должна состоять из двух подсистем: системы управления режимом
работы обжиговой машины и подчиненной ей системы управления
режимом работы окомкователей.
Регулирование окомкователей
Система управления окомкователями должна решать следую-
щие задачи: поддерживать производительность окомкователя,
заданную персоналом или автоматически по сигналу, поступаю-
щему от обжиговой машины, установленное качество сырых ока-
тышей (их основность, прочность и гранулометрический состав).
Как показали результаты исследований, для управления про-
изводительностью окомкователя в качестве регулируемого пара-
метра следует принять массу сырых отгрохоченных окатышей,
поступающих от данного окомкователя. Регулирующим воздей-
ствием следует принять расход ведущего компонента, в данном
случае концентрата, поступающего в окомкователь. Однако по
динамическим свойствам (см. табл. 6) непосредственное воздей-
ствие на расход концентрата по массе сырых окатышей нежела-
тельно из-за сравнительно большого запаздывания и инерцион-
ности сигнала по этому каналу. Целесообразно принять поддер-
жание заданной массы концентрата отдельным регулятором, а за-
дание этому регулятору автоматически изменять по фактической
производительности окомкователя, т. е. по массе окатышей.
Качество сырых окатышей, как показали результаты исследо-
ваний, зависит от многих переменных факторов. Так, основность
окатышей обусловливается главным образом количеством и ка-
чеством известняка, поступающего в шихту. Прочность и грануло-
метрический состав окатышей зависят от количества и качества
бентонита, скорости вращения барабана и др. Поэтому задачу
регулирования качества сырых окатышей следует решать приме-
нением нескольких узлов автоматического регулирования. Учиты-
вая, что в настоящее время отсутствуют методы и приборы непре-
рывного автоматического контроля качества сырых окатышей,
регулирование рассматриваемых параметров следует вести по
косвенным показателям. Таким показателем основности окаты-
шей может служить относительное количество известняка в шихте.
Регулирование этого параметра может осуществляться регулято-
ром соотношения масс концентрата и известняка. Задание этому
регулятору может корректироваться по результатам периодиче-
ского химического анализа шихты и окатышей. Косвенным по-
казателем прочности и гранулометрического состава может слу-
жить отношение массы сырых отгрохоченных окатышей и возврата
138
(циркуляционной нагрузки). Этот показатель может быть принят
как регулируемый параметр, а регулирующими воздействиями
следует принять относительные количества бентонита, увлажняю-
щей воды и скорость вращения барабана окомкователя. В соот-
ветствии с динамическими свойствами объектов управления этими
параметрами (см. табл. 6) воздействовать непосредственно на по-
дачу бентонита, воды и др. по соотношению окатыши—возврат
нецелесообразно из-за больших запаздываний и инерционности
сигналов. Поэтому следует предусматривать регуляторы соотно-
шения масс концентрат—бентонит и в случае необходимости кон-
центрат—вода, концентрат—число оборотов барабана, а задания
этим регуляторам корректировать по соотношению окатыши—
возврат. Кроме того, задание регулятору соотношения концен-
трат—вода должно корректироваться по фактической влажности
концентрата. Учитывая высокий уровень шума по каналу кон-
троля массы окатышей и возврата (см., например, рис. 41), сле-
дует в узлах автоматического регулирования этих параметров пре-
дусматривать специальные фильтры или интеграторы сигналов.
Предварительное исследование разрабатываемых систем удобно
проводить на их структурных схемах, наглядно представляющих
взаимосвязи параметров. Структурная схема всей системы управ-
ления такими агрегатами, как барабанный окомкователь или об-
жиговая машина представляется достаточно сложной и при полном
изображении этой схемы теряется наглядность. Такие системы
обычно создают частично из известных достаточно простых хорошо
изученных узлов и из узлов, работоспособность которых необ-
ходимо проверить. Некоторые системы автоматизации собирают
из структурно однородных узлов. Так, например, система автома-
тического управления процессом окомкования, как уже указы-
валось, должна состоять из обычных узлов регулирования соот-
ношения масс концентрата, известняка, бентонита и др. Такие
узлы автоматизации достаточно хорошо изучены и их не нужно
дополнительно проверять на стадии разработки системы. Узлы
регулирования производительности окомкователя, комкуемости
материала и др., являющееся многоконтурными системами, со-
держащими в себе устройства автоматического изменения задания
одним регулятором другому, в процессе разработки требуется
исследовать на устойчивость и качество регулирования. Для
исследования аналитически или на математических моделирую-
щих машинах такие узлы представляют в виде структурных схем.
Идентичные узлы изображают одной структурной схемой.
На рис. 80 для наглядности приведена упрощенная структур-
ная схема регулирования производительности окомкователя. Она
выбрана потому, что для стабилизации работы окомкователя не-
обходимо поддерживать постоянным заданный расход концентрата
(контур 7). Изменение этого расхода для поддержания заданной
производительности окомкователя или изменение его произво-
139
дительности по потребности обжиговой машины в сырых окаты-
шах, должно осуществляться по фактической массе отгрохочен-
ных окатышей (контур 77). Задание производительности может
устанавливаться вручную или автоматически по сигналу, посту-
пающему от обжиговой машины.
Структурная схема узла регулирования комкуемкости мате-
риала (качество сырых окатышей), приведенная на рис. 81, обос-
нована тем, что независимо от ка-
чества исходного сырья и реше-
Рис. 81. Структурная схема регу-
лирования комкуемости материала
Рис. 80. Структурная схема ре-
гулирования окомкователя
ния задачи управления комкуемостью необходимо поддержи-
вать заданное соотношение между массами концентрата и бенто-
нита, концентрата и воды, в случае подачи ее для увлажнения
шихты и других материалов, поступающих в окомкователь (кон-
туры 7, I”, Г”). Такой же контур в случае его необходимости ре-
шает регулирование соотношения подачи концентрата и числа
оборотов барабана окомкователя. Задание этим регуляторам соот-
ношения должно устанавливаться по фактическому качеству сы-
рых окатышей. При отсутствии автоматического контроля ка-
чества окатышей это задание может устанавливаться по сигналу
соотношения выход сырых окатышей — возврат, косвенно харак-
теризующему комкуемость материала, а соответственно и ка-
чество сырых окатышей (контур II). Весьма целесообразным в узле
автоматического управления комкуемостью является введение
опережающей коррекции подачи воды по фактической влажности
шихты или концентрата, поступающих в окомкователь. Эта кор-
рекция возможна при наличии автоматического непрерывного
140
контроля или индикации влажности, осуществляемой в потоке
без существенного запаздывания. На схеме рис. 81 эта коррекция
показана воздействием А<р при условии, что контур I" является
контуром регулирования соотношения концентрат—вода.
Как показано на рис. 80 и 81, каждый из узлов регулирования
производительности и качества окатышей представляет собой двух-
контурную схему каскадного регулирования. Один из контуров /
каждого узла является обычным контуром автоматической ста-
билизации одного параметра. В первом случае — это стабилиза-
ция расхода концентрата, а во втором — стабилизация соотно-
шения количеств ведущего компонента (концентрата) с количе-
ством ведомых компонентов (бентонит, вода). Такие контуры ре-
гулирования в принципе хорошо освоены, широко используются
в промышленности и определение параметров этих контуров
обычно не представляет трудностей. Контуры II представляют со-
бой схему автоматического изменения задания регуляторам; они
обусловливают качество разрабатываемой системы, а выявление
параметров входящей в них аппаратуры вызывает определенные
трудности. Поэтому такие контуры необходимо исследовать ана-
литически или на моделирующих установках.
Расчет систем регулирования
При разработке систем автоматического управления промыш-
ленными процессами и агрегатами одной из главных задач является
определение возможности применения серийно выпускаемой при-
боростроительной промышленностью аппаратуры и выбор соот-
ветствующих ее типов. Применение нестандартной аппаратуры
в таких системах может быть оправдано только в тех случаях,
если в номенклатуре, выпускаемой промышленностью аппаратуры,
отсутствуют необходимые приборы. В таких случаях желательно
применение приборов уже разработанных (наличие макета или
опытного образца). И только в крайних случаях, когда вообще
не удается применять серийно выпускаемый прибор, следует при-
бегать к разработке нового прибора. При такой постановке во-
проса разработка системы сводится к выбору регулирующей ап-
паратуры и определению, выполняет ли в данных условиях вы-
бранный прибор возложенные на него функции, отвечает ли закон
его работы предъявляемым требованиям, обладает ли он доста-
точным для данного случая диапазоном настроек и обеспечи-
вается ли в системе заданное технологическими требованиями ка-
чество регулирования.
Аналитическое исследование разрабатываемой системы авто-
матического регулирования может быть выполнено любыми из-
вестными методами 134, 35]. При аналитическом исследовании
должны быть получены результаты, определяющие возможность
использования серийно выпускаемых регуляторов для автомати-
зации управления определенным процессом или агрегатом. Эти
141
регуляторы обычно имеют достаточно широкий диапазон настроек,
поэтому задача расчета сводится к тому, чтобы определить, на-
ходятся ли требуемые параметры системы в пределах настроек
регуляторов, и к ориентировочному выбору настроек регуляторов.
Последние необходимы для того, чтобы при моделировании си-
стемы и настройке ее на промышленном агрегате не искать значе-
ние настройки по всему диапазону настроек регуляторов, а огра-
ничить зону этого поиска значениями, близкими к расчетным.
Различным аспектам расчета систем автоматического регулиро-
вания посвящено много работ [34—37]. Расчет устойчивости и
качества регулирования по изложенным в указанных работах ме-
тодам требует привлечения серьезного математического аппарата,
весьма трудоемок и в конечном итоге дает приближенные резуль-
таты из-за того, что сведения об объекте управления обычно могут
быть получены весьма приближенно. Предложен и используется
ряд методов приближенного расчета линейных и нелинейных си-
стем автоматического регулирования [73]. Однако и эти анали-
тические средства требуют значительных затрат труда и времени
особенно для расчета систем высокого порядка. При использовании
методов расчета, основанных на исследовании дифференциальных
уравнений, возникают трудности из-за отсутствия простой связи
между параметрами системы и существенными свойствами ее харак-
теристик. Использованием частотных методов устанавливается
связь между значениями параметров и характеристиками системы.
Однако между частотными характеристиками и переходным про-
цессом в замкнутой системе существует неявная связь. Эта связь
выражается в приближенных соотношениях, частично основанных
на теоретических выводах, а частично на экспериментах, прове-
денных на некоторых системах.
Дополнением к любому аналитическому методу является метод
исследования поведения систем либо на моделирующих установ-
ках, либо на действующем агрегате. При наличии такого допол-
нения расчет системы может быть выполнен с любой допустимой
степенью приближения, так как окончательно параметры системы
уточняются при ее моделировании и испытаниях. В этом случае
расчет должен помочь определить только область допустимых
значений параметров, что сокращает затраты труда и времени при
моделировании. Особенно эффективен такой поход к выбору пара-
метров при разработке систем с использованием серийно выпу-
скаемой аппаратуры, диапазон настройки которой достаточно
широк.
Для исследования рассматриваемых здесь систем можно эф-
фективно использовать разрабатываемый в последние годы метод
корневого годографа. Этот метод, предложенный в работе [74],
основан на связи между нулями и полюсами передаточной функции
замкнутой системы и нулями и полюсами передаточной функции
разомкнутой системы.
142
Идея метода корневого годографа основана на связи свойств
замкнутой системы с расположением нулей и полюсов ее переда-
точной функции. Известно, что передаточная функция замкнутой
системы Го (р) полностью определяет ее динамические свойства
пу —__________________________K^i (Р)___
4/0 (Р)~ 1 + /СГ,(р) Г3(Р)’
где Г, (р) и W2 (р) — передаточные функции объекта и регуля-
тора соответственно;
К — коэффициент передачи.
Нулями этой функции являются корни уравнения Г, (р), сов-
падающие с нулями разомкнутой системы. Полюсами этой функции
являются корни знаменателя передаточной функции замкнутой
системы, т. е. корни характеристического уравнения
1 + КГ,(р)Г2(р) = 0,
если это уравнение представить в виде
КГ, (p)W2 (р) = -1,
то при К > 0, т. е. в системах с отрицательной обратной связью,
к которым относятся рассматриваемые нами системы, учитывая,
что Г, (р) и W2 (р) являются функциями комплексной перемен-
ной р, характеристическое уравнение распадается на два урав-
нения:
I KW, (р) Г2 (р) | = 1
и при К > О
arg [КГ, (р) Г2 (р)] = ±л (2i + 1),
где i = 0, 1, 2, .... п.
Согласно последнему уравнению корни характеристического урав-
нения лежат на линиях, для которых аргумент равен нечетному
числу л. Это уравнение является уравнением корневых годогра-
фов, или уравнением фаз. Произведение КГ, (р) Г2 (р) можно
представить в виде
хи?, (Р) w, (?)=кс _
где К„ N2 . . . Nm — нули;
Р,, Р2 ... Рп — полюса передаточной функции разомкну-
той системы;
С — множитель, появляющийся при переходе
к выражению указанного вида.
Каждый из множителей (Р — Ni) или (Р — Р,) изображается
на плоскости Р нулей и полюсов вектором, направленным из
точки К,- (Р/) в точку Р, где Р произвольная точка в этой пло-
скости, расположенной под соответствующим углом О,- (0,) к ве-
щественной оси. Если же точка Р является одним из корней харак-
143
теристического уравнения замкнутой системы, то комплексное
число удовлетворяет уравнению корневых годографов,’’которое
тогда записывается в виде
01 0'2 4" • • + 0m — (01 + 02 + • • • Н~ 0/г) = ± (2г ф- 1) л.
Оказывается, что, пользуясь определенными приемами, легко
найти возможные корни характеристического уравнения замкну-
той системы для К, изменяющегося в пределах от 0 до 4~оо [74].
Коэффициент передачи замкнутой системы К или другой интере-
сующий нас параметр этой системы определяется из уравнения
1 44* • ' ^П
где It и I, — длина соответствующих векторов (Р/г — Pi) и (Pk —
— N ]), проведенных из известных полюсов и нулей разомкнутой
системы в полюс Рк замкнутой системы.
Метод корневого годографа позволяет исследовать поведение
замкнутой системы при К или другом выбранном параметре си-
стемы, изменяющемся от 0 до оо. Этот метод можно применить для
приближенного исследования одноконтурных и многоконтурных
систем. Он достаточно прост и нагляден, позволяет оценивать как
устойчивость, так и ожидаемое качество регулирования разраба-
тываемых замкнутых линейных и линеаризуемых систем управ-
ления.
Чтобы получить требуемый характер процесса регулирования,
определяющий качество регулирования в одноконтурной системе,
необходимо обеспечить определенные динамические свойства си-
стемы управления. Объект регулирования является обычно неиз-
меняемой частью системы, поэтому необходимые ее динамические
свойства можно получить только выбором соответствующего за-
кона регулирования, т. е. регулятора и его настроек. Приборо-
строительной промышленностью серийно выпускаются регуля-
торы, реализующие один или несколько типовых законов регулиро-
вания: пропорциональный (статический) П, интегральный (аста-
тический) И, пропорционально-интегральный (изодромный) ПИ и
изодромный с предварением ПИД [12]. При разработке системы
из числа регуляторов выбирают тот, который действует по простей-
шему закону, но обеспечивает требуемое качество регулирования.
Для правильного выбора регулятора в одноконтурной системе,
необходимо знать динамические свойства объекта управления,
характер возмущающих воздействий и требуемое качество регу-
лирования. Эти сведения получают в процессе исследования агре-
гата как объекта автоматизации. Тип регулятора (непрерывный,
релейный или импульсный) можно ориентировочно выбирать по
величине отношения запаздывания т к постоянной времени Т
объекта. Если ~ меньше 0,2, принимают релейный регулятор,
144
когда ~ <1, применяют непрерывный, а если > 1 — им-
пульсный или непрерывный. Для выбора закона регулирования
(П, И, ПИ или ПИД) необходимо знать т, Т, коэффициент пере-
дачи объекта Коб (если в процессе эксплуатации Лоб изменяется,
т. е. объект нелинеен, то принимают наибольшее значение Коб,)
максимальное значение возмущающего воздействия ув и необ-
ходимое’’’качество регулирования, т. е. максимальное динами-
Рис. 82. Динамические коэффициенты регулирования на статических
объектах:
a — апериодический процесс; б — процесс с 20%-ным перерегулированием; в —
процесс с min | x2dt; / — И-регулятор: 2 — П-регулятор; 3 — ПИ-регулятор; 4 —
ПИД-регулятор
ческое отклонение допустимое или желательное перерегулиро-
вание x2/xt, допустимое остаточное отклонение 6 и предельно до-
пустимое время регулирования tp.
Пользуясь перечисленными данными, рассчитывают величину
динамического коэффициента регулирования 7?д, который удовле-
творяет требуемому хр.
Для расчета принимают наибольшее значение ув. По графикам
рис. 82 для принятого типового процесса регулирования выбирают
простейший регулятор П, И, ПИ или ПИД, необходимое значе-
ние /?д. Затем по графикам рис. 83 проверяют, обеспечивает ли
этот регулятор требуемое время регулирования tp. Если нет, то
принимают регулятор, реализующий более сложный закон регу-
лирования. При выборе П-регулятора проверяют величину оста-
точного отклонения 6, и если эта величина превышает допустимое
10 В. Р. Ксендзовский 145
значение, выбирают ПИ-регулятор. В случае выбора И-регуля-
тора проверяют, не превышают ли возмущающие воздействия
величину зоны пропорциональной скорости регулятора. Если это
подтверждается, принимают ПИ-регулятор.
Для приближенного расчета настроек выбранного регулятора
при его работе в одноконтурной системе могут быть рекомендованы
формулы, приведенные в табл. 10. Тип процесса регулирования
a 0S
Рис. 83. Время регулирования на статических объектах:
а — апериодический процесс; б — процесс с 20%-иым перерегулированием; в — процесс
с min J" x2dt\ I — И-регулятор; 2 — П-регулятор; 3 — ПИ-регулятор; 4 — ПИД-регу-
лятор
ванием или с минимумом квадратичной ошибки, выбирают в за-
висимости от технологических требований.
Приближенный расчет двухконтурной системы методом корне-
вого годографа можно показать на примере узла автоматического
регулирования производительности окомкователя. Для расчета
таких систем этот метод позволяет получить необходимые данные
с минимальными затратами труда. В этой системе (см. рис. 80)
объекты регулирования расхода концентрата (р) и регулиро-
вание производительности окомкователя 1F2 (р) являются неиз-
меняемой частью системы. Их передаточные функции, как пока-
зали исследования, можно приближенно представить выраже-
ниями:
is,, КГ
Если разложить функцию е~ ?х в ряд и учесть динамические
свойства исследуемых объектов (см. табл. 2 и 6), а также допусти-
мую при данном расчете точность, ограничиться первыми двумя
членами ряда, то получим
е кг, = 1 — Х1р и е pr, J —т,р.
146
Таблица 10
Формулы для определения настроек непрерывных регуляторов
Объект Регуля- тор Типовой процесс регулирования
апериодический с 20%-ным перерегу- лированием 1 г с min 1 х2 dt 1 J
Статический и 1 4,57<обТ 1 Кр~ 1,77(обТ Кр 1,7АобТ
п К °’3 Ар АобТ/7- К - °’7 р Ковт/Т К °'9 р W/т
пи Ар /W/T Т„ = 0,6Т К = р Аобт/Т Ти = 0,7Т ° fe Е^ * II II £
ПИД к °'95 р АобТ/Г Та = 2,4т Тп = 0,4т К - ]'2 р “ АобТ/7’ Тп = 2,0т Тп = 0,4т К 1’4 р АобТ/Г Ти= 1,3т Тп = 0,5т
Астатический п к °-4 Ар т/Т к °’7 Ар т/7" —
пи К °'4 Ар т/Т Т'и ““ 6т К - °’7 Ар~ т/Т Тц = Зт Ар— т/Т 7\i = 4т
ПИД к °’6 Лр т/Т тн = 5т Тп = 0,2т к - 1Д Ар“ т/Т Ти = 2т Тп = 0,4т ч- ь, н н - ь ч «г II II II
Так как запаздывание tj мало по сравнению с т2 (см. табл. 2 и в)
принимаем = 0, тогда
IT. w = и
где К1: 2 — коэффициенты передачи объектов и W2;
Тt, Т2 — их постоянные времени.
На рис. 80, б на основе свойства суперпозиции представлена
структурная схема регулирования окомкователя в виде, более
удобном для расчета, а на рис. 80, в — структурная схема узла
10* 147
стабилизации расхода концентрата с использованием изодром
ного (ПИ) регулятора, передаточная функция которого
1 ip
Параметры настройки этого регулятора, т. е. его коэффициент
передачи и время изодрома и Т4, определенные для данного
объекта по табл. 10 из условий получения необходимого в данном
случае апериодического процесса регулирования, составляют ве-
личины, которые с достаточным запасом в обе стороны могут быть
установлены на любом серийном ПИ-регуляторе. Регулятор же,
выбранный для этого контура, должен осуществлять полную
автоматическую коррекцию задания, отвечать требованиям ра-
боты в запыленных средах и без затруднения комплектоваться
измерительной и исполнительной аппаратурой разрабатываемого
узла.
По динамическим свойствам объектов и W2 и требуемому
качеству регулирования, корректирующий регулятор кон-
тура II следует выбрать изодромным.
Его передаточная функция
W3(p)
Кз (1 ~4~ ТзР)
Т зР
В результате расчета определяют значения коэффициента пере-
дачи К3 и времени изодрома Т3 регулятора контура II, удовлетворя-
ющие требованиям устойчивости системы и необходимому каче-
ству регулирования в обоих контурах, а также устанавливают,
лежат ли эти значения в пределах гарантированного диапазона
настроек стандартного регулятора, который можно рекомендо-
вать для данного объекта управления. Для расчета этих параметров
представим передаточную функцию разомкнутой системы в виде
IF (п\ - »Мр) ^(Р) Ц^з(р) (Р) _
K'PaslP) 1 + (р) Г4 (р) ~
= (1 — -Сар) (1 — Т3р) (1 + Лр)
(1 + т» т2р + riP + т\т*р*)
Приравняв знаменатель нулю, находят полюса разомкнутой си-
стемы Р1-Н4. Определив число асимптот, равное п — т, где п —
порядок уравнения знаменателя, ат — числителя передаточной
функции разомкнутой системы, угол их выхода 0Я:
0а =
u п — т
тде — 1,.
148
Р — полюса, a N — нули передаточной функции; строят годо-
граф этой системы, как показано на рис. 80. Задавшись значением
одного из искомых параметров, например параметра Т3, из усло-
вий устойчивости системы определяют второй искомый параметр,
т. е. К3. Ожидаемый переходный процесс в замкнутой системе
с выбранными Т3 и К3 находят из уравнения [74]
п
ha) = ^(°L + V
() Н(0}+ 2d PkH0(Pk)
где G и Н — соответственно числитель и знаменатель передаточ-
ной функции замкнутой системы.
Поиск оптимальных настроек регуляторов в таких системах
едва ли целесообразно проводить аналитически, даже таким
сравнительно простым методом, каким является метод корневого
годографа. Эта работа при наличии ориентировочных рассчитан-
ных данных проще и точнее выполняется на моделирующих уста-
новках, после чего делают заключение о применимости регулятора.
Регулирование обжиговой машины
Обжиговая машина является значительно более сложным объ-
ектом управления, чем окомкователь. Трудность автоматизации
этого объекта, как уже указывалось, усугубляется тем, что основ-
ные выходные величины (ее производительность и качество обо-
жженных окатышей, зависящие от множества технологических па-
раметров и состояния оборудования) нельзя пока достоверно непре-
рывно автоматически контролировать ни непосредственно, ни кос-
венно, из-за отсутствия необходимых для этих целей методов и ап-
паратуры. Некоторые входные величины объекта управления из-
вестны, некоторые же являются сложными функциями других
величин. Регулирующее воздействие для одного параметра слу-
жит возмущающим воздействием для другого. Поэтому разрабаты-
ваемые в настоящее время системы автоматизации обжиговых
машин, являются, как правило, системами стабилизации отдель-
ных параметров режима работы, благодаря чему основные выход-
ные величины поддерживаются в допустимых пределах. В связи
с этим при разработке систем автоматизации обжиговых машин,
кроме указанного, для автоматизации окомкователей следует учи-
тывать дополнительные требования, определяющиеся особен-
ностями автоматизируемого объекта.
Так, при автоматизации машин, работающих на жидком топ-
ливе, для принудительного поддержания равенства поступления
тепла по сторонам машины простейший узел регулирования тем-
пературы в горне превращается в двухконтурную систему, струк-
турная схема которой приведена на рис. 84. Два регулятора рас-
хода мазута поддерживают равенство расхода по сторонам одной
149
секции, а задание этим регуляторам автоматически изменяется по
температуре в секции. В этой системе применена серийная аппара-
тура, выпускаемая Московским заводом тепловой автома-
тики (МЗТА). Эта система по аналогии перенесена на некоторые
машины, работающие на газообразном топливе, хотя нет уверен-
ности в необходимости такого
усложнения системы для данных
машин.
По технологическому режиму
в горне зоны сушки должно
поддерживаться заданное давле-
ние, исключающее значительные
подсосы холодного воздуха, ухуд-
шающие условия сушки окаты-
шей, лежащих вблизи бортов пал-
лет, и вредные выбивания газов.
Рис. 85. Характеристика дросселя
на подводе теплоносителя в зону
сушки (а) и блок-схема системы
регулирования разрежения в гор-
не (б)
Рис. 84. Структурная схема регу-
лирования температуры в горне:
1 — топливо иа правую сторону; 2 —
температура; 3 — регулятор темпера-
туры; 4 — топливо на левую сторону;
5 — левый регулятор расхода топлива;
6 — правый регулятор расхода топ-
лива
/ — дроссель сброса открыт на 10%;
2 — то же, на 40%; 3— то же, иа 80%;
4 — датчик разрежения; 5 — регуля-
тор; 6 — исполнительный механизм;
7 — регулирующий орган; 8 — дрос-
сель сброса; 9 — задатчик
В условиях ограниченных резервов мощности дымососов эту за-
дачу можно решать изменением подачи теплоносителя в горн зоны
сушки. Статическая характеристика используемого здесь регу-
лирующего органа существенно зависит от положения дроссель-
ной заслонки, регулирующей выброс избытков теплоносителя
(рис. 85, а).
Для того чтобы характеристика органа, регулирующего дав-
ление в зоне, была удовлетворительной при всех режимах работы
машины, может быть предложена система автоматики, схема ко-
торой приведена на рис. 85, б. В этой схеме предусматривается
воздействие на два регулирующих органа, удаленных один от
другого настолько, что механическая связь между ними исклю-
чается. Исполнительные механизмы воздействуют на дроссель-
150
ные заслонки так, чтобы при открывании заслонки, регулирующей
давление, закрывалась заслонка на сбросе. В условиях недоста-
точных резервов мощности вентиляторов, подающих теплоноси-
тель в зону сушки, нужно добиваться минимальных потерь напора
в трубопроводах. Это достигается такой настройкой использован-
ных в схеме регулирующих блоков типа РПИБ, при которой за-
крывание заслонки, регулирующей давление, начинается только
после того, как полностью открыта заслонка сброса, а закрывание
заслонки сброса начинается только тогда, когда полностью от-
крыта заслонка, регулирующая давление.
Описанные эффективные системы автоматического регулиро-
вания температуры и аэродинамического режима в горнах зон
машины, имеют недостаток, заключающийся в том, что они не
обеспечивают автоматического поддержания количества тепла,
вводимого в машину, пропорционального поступлению сырых ока-
тышей. Необходимость такого регулирования, как было показано,
обосновывается тем, что желательно сохранять постоянную тем-
пературу просасываемых через слой окатышей газов при измене-
нии их количества пропорционально количеству окатышей, а сле-
довательно, сохранять постоянным количество продуктов сгора-
ния, приходящихся на одну тонну окатышей, при постоянном
коэффициенте избытка воздуха, т. е. поддерживать постоянным
удельный расход тепла. Эту задачу можно решить, например, вве-
дением в систему автоматики узла автоматического регулирования
соотношения массы сырых окатышей и подачи топлива. Тогда
регулирование температуры в горнах придется осуществлять из-
менением подачи воздуха для сжигания топлива. Но при этом
возникают колебания общего объема газов в горне, так как коэф-
фициент передачи объекта регулирования температуры подачей
воздуха по абсолютному значению на порядок меньше, чем при
регулировании подачей газа [75].
Одним из основных возмущающих воздействий на температуру
в горне является изменение температуры воздуха, поступающего
для сжигания топлива [23]. Осуществлять компенсацию рассма-
триваемого возмущения изменением количества такого воздуха
нецелесообразно, так как в результате этого в свою очередь из-
меняется его температура. Кроме того, колебания расхода воздуха,
которые возникают при таком регулировании, неизбежно приведут
к колебаниям температуры в горне. Чтобы уменьшить колебания
температуры в горне, необходимо ввести в систему узел автома-
тической стабилизации соотношения расходов топлива и воздуха.
В этом случае, как показали исследования, температура в горне
практически очень мало зависит от абсолютных значений количе-
ства топлива или воздуха, а в основном от соотношения топливо —
воздух, исключаются также возмущающие воздействия на тем-
пературу регулированием подачи тепла. По этим соображениям,
разработанная система регулирования теплового режима (рис. 86)
151
состоит из следующих узлов: регулирования соотношения коли-
чество сырых окатышей — расход воздуха для сжигания топлива,
стабилизации соотношения расходов топлива и воздуха, подавае-
мых для горения воздействием на расход топлива и стабилизации
температуры в горне воздействием на изменение соотношения
между топливом и воздухом. В такой системе изменение темпера-
туры воздуха, поступающего для сжигания топлива, компенси-
Воздух для сжигания топлива Газ
Рис. 86. Схема регулирования подачи тепла:
/ — датчик количества окатышей; 2 — делитель; 3 — датчик
температуры в горне
руется изменением расхода топлива, поступающего в эту зону,
в результате снижаются также и колебания общего количества
продуктов сгорания. Таким образом, поддерживается постоянное
удельное количество тепла и вносятся незначительные возмущаю-
щие воздействия на давление в горне. Наличие узла стабилизации
соотношения топливо—воздух снижает колебания температуры
в результате изменения подачи воздуха при изменении поступле-
ния сырых окатышей. Давление в горне при такой системе регули-
рования теплового режима может поддерживаться изменением
производительности дымососов. Параметры этой системы целе-
сообразно определять на моделирующей установке.
Исследование систем на моделирующей установке
Моделирование систем автоматического управления технологи-
ческими процессами заключается в замене объекта управления,
всей системы или некоторых ее элементов моделями, динамические
152
свойства которых идентичны свойствам реальных элементов или
всей системы, которую эти модели заменяют. Переходные и уста-
новившиеся процессы, интересующие исследователей систем авто-
матического регулирования, в таких моделях подобны процессам,
протекающим в реальных системах. Универсальными, представ-
ляющими широкие возможности для исследования систем автома-
тического управления являются методы математического моде-
лирования, основанные на использовании вычислительных
устройств [76]. Эти методы позволяют исследовать поведение си-
стем автоматики при значительных изменениях динамических
свойств объектов управления и параметров настройки, исполь-
зуемых в системе регуляторов. Они позволяют проследить реак-
цию системы на всевозможные возмущающие воздействия и вы-
явить при этом характер переходных и установившихся про-
цессов [77].
Наибольшее распространение для этих целей получили элек-
трические вычислительные машины, в основном аналоговые. В ка-
честве отдельных решающих элементов таких машин, выполняю-
щих математические операции, используют электронные усили-
тели постоянного тока с глубокой отрицательной обратной связью
и высоким коэффициентом усиления. Связь между выходной и
входной величинами такого элемента определяется параметрами
цепи обратной связи:
U — и
ВЫХ - ВХ 7 *
где Zj и Z2 — импедансы входной цепи и цепи обратной связи.
Нелинейные звенья систем, например, имеющие статическую
характеристику вида X = Ку2, моделируются при помощи не-
линейных диодных функциональных преобразователей, состав-
ляющих множительные устройства (блоки перемножения). За-
паздывание вводится специальным блоком постоянного запазды-
вания (БПЗ).
Уравнение объекта управления исследуемого здесь типа, пред-
ставляющего собой инерционное звено с чистым запаздыванием,
имеет вид
Т’у' + у = Коб х (/ — т)-
Принципиальная схема модели системы регулирования произ-
водительности окомкователя с такими объектами приведена на
рис. 87 (объекты I и II).
Коэффициенты передачи в этой схеме определяются по фор-
мулам
К _ Уоб . 17 — 1
А 20 у , Азе — у •
на
Уравнение ПИ регулятора, используемого в Контуре стабилизации
(усилители 1 и 6) подачи концентрата, имеет вид
х = КРу + J У dt.
Коэффициенты передачи в этой схеме определяются по формулам:
КЛ7 = КР и К94К11 = Лр_.
1 и
В тех случаях, когда необходимо моделировать системы управ-
ления с применением на моделирующих установках реальных ре-
гуляторов, выполняется согласование входных сигналов блоков
вычислительной машины, моделирующих объект управления,
с сигналами реальных регуляторов, подключаемых к ним.
Исследование линейной системы регулирования производи-
тельности окомкователя можно, например, осуществлять на ана-
логовой вычислительной машине типа МН-7 путем замены всей
системы моделирующими элементами.
Структурная схема модели регулирования производительности
окомкователя приведена на рис. 88. В этой схеме, выполненной
в соответствии с синтезированной системой (см. рис. 80), х — вход-
ная величина, а у — выходная величина первого объекта, / — воз-
мущающее воздействие на вход второго объекта, имитирующее
влияние регулирования качества окатышей; z — выходная ве-
личина, представляющая собой производительность окомкова-
теля; Н — воздействие на вход регулятора производительности
154
функции:
моделирует производительность окомкователя, задаваемую вруч-
ную, или по сигналу, поступающему от обжиговой машины.
Передаточные
первого объекта
Л',р'Т’Т1 '
второго объекта
К.е рх-
регулятора первого
контура
ж. (р) =
1 4Р
х-^ЗОЬ
Рис. 88. Структурная схема мо-
дели регулирования производи-
тельности окомкователя
корректирующего регулятора
Г3(р) = ^^;
где К2, Кв, К- — коэффициенты преобразования соответствую-
щих величин.
То обстоятельство, что при моделировании приняты фактиче-
ские передаточные функции объектов, а не их первое приближе-
ние, которое было принято в ра-
счете, объясняется широкими воз-
можностями для изменения пара-
метров и внесения возмущений
при моделировании, где более точ-
ное описание объектов приводит
к значительному увеличению точ-
ности определения поведения си-
стем в различных ситуациях.
В схеме, показанной на рис. 87,
блок постоянного запаздывания
БПЗ-1 (7 контур) и усилитель 5
представляют собой первый объект;
БПЗ-1 (II контур) и усили-
тель 8 — второй объект; усилители 1 и 6, первый из которых
представляет статическую (П) часть регулятора, а второй его ин-
тегрирующую часть; усилители 10 и 15 — корректирующий ре-
гулятор; усилители 3, 4 и 11, 9 предназначены для ввода входного
и возмущающих воздействий.
Параметры системы, при которых проверяется правильность
сборки модели, принимают такими, какими они были получены
при исследовании объектов управления (см. табл. 6) и при выпол-
нении расчета параметров системы. В процессе моделирования регу-
лируются выходные величины каждого из объектов. Для проверки
правильности отработки моделью внешних возмущений наносят
155
достаточно большие возмущения на входы первого объекта (X),
второго объекта (/) и корректирующего регулятора (Н) и наблю-
дают переходный процесс в объектах, вызванный этими возмуще-
ниями. Для первого случая — рис. 89 (верхний), а для второго
и третьего — рис. 89 (средний и нижний). Как видно из рис. 89,
модель правильно реагирует на действие этих возмущений. При
моделировании настрой-
ку регулятора первого
контура регулирования
(см. рис. 87, 88) выби-
рают из условия полу-
чения апериодического
переходного процесса в
этом контуре. Эти на-
стройки для одного из
примеров составили:
= 1,8; Т4 = 13 сек,
настройки же коррек-
тирующего регулятора
второго контура управ-
ления (Кз^з) варьируют
Рис. 89. Переходные процессы в модели ре-
гулирования производительности окомкователя:
/ — первый объект; // — второй объект
для получения разных
переходных процессов.
Изменение настройки
регулятора второго кон-
тура приводит к изме-
нению характера пере-
ходного процесса не
только в этом, но и в
первом контуре. На
рис. 89 приведен гра-
фик переходного про-
цесса при настройках
регулятора первого кон-
тура = 1, 8; Т4 = 13 сек, а настройки второго контура, соответ-
ствующие принятым при расчете этой системы К3 = 1; Т3 =
= 100 сек и подаче на вход первого объекта тридцатипроцентного
возмущения (X = [7ВХ = 30 в). Как видно по этому рисунку,
переходные процессы в обоих контурах получаются удовлетвори-
тельными, время переходного процесса примерно равно времени,
полученному расчетом. Результаты моделирования таких систем
сводят в таблицу, примерная форма которой показана в
табл. 11.
В табл. 11 Кг — 1\ — Т4, т2 соответственно коэффициенты
передачи, постоянные времени и время запаздывания в моделиро-
вавшейся системе (здесь т4 принято равным нулю); Т'вых,, Гвых,. —
соответственно время переходного процесса в первом и во втором
156
Таблица 11
Результаты моделирования системы регулирования
производительности окомкователя
Номер п/п £ * £ £ Ьч Ьч * т вых. 2 сек . 1 ?ВЬ1Х. 1 I со О4 -1 Й - J X Ь lb"
1 1 1 1 1,8 15 37 100 13 10 240 180 30 5 11 3
2 1 1 1 1,8 15 37 100 13 10 180 120 30 6,67 11,6 2
3 1 1 0,5 1,8 15 37 100 13 10 240 165 30 5,67 13,3 3,67
4 1 1 1,5 1,8 15 37 100 13 10 118 105 26,7 5 10 1,67
5 1 1 2 1,8 15 37 100 13 10 120 105 30 3,3 10 1,33
6 1 1 2,5 1,8 15 37 100 13 10 125 90 30 10 9,67 0
7 1 — 1,8 15 — — 13 — 120 27,7 0 —
8 1 1 2 1,8 15 37 100 13 10 120 225 31 7,5 8,66 0,67
9 1 1 2 1,8 15 37 100 13 10 120 150 32 10 10 1,67
10 1 1 2 1,8 15 37 100 13 10 120 100 32 2 11 0,67
контурах; Ui, Ui, U2, U? — показатели переходного процесса
(см. рис. 89).
Как видно из табл. 11, изменением настроек К3 и Т3 удается
получить относительное отклонение на выходе второго объекта,
составляющее менее 1%, и необходимое качество регулирования
в этой системе для различных процессов и она может быть рекомен-
дована для управления исследуемым объектом.
Для проверки качества работы системы при других характери-
стиках объектов в первом контуре регулирования проводят мо-
делирование системы при наличии запаздывания в первом кон-
туре тг. Значение запаздывания принимают таким, какое было
получено при исследовании объекта. Результаты моделирования
системы, имеющей запаздывание tj, приведенные на рис. 89, по-
казывают, что для такой системы также удается получить удовле-
творительный переходный процесс. Однако процесс регулирова-
ния здесь растянут во времени, что также подтверждает правиль-
ность выбора опережающего регулирующего воздействия на рас-
ход концентрата для регулирования производительности оком-
кователя.
Другим примером исследования систем автоматического управ-
ления на математических моделирующих установках является
моделирование системы автоматического регулирования произ-
водительности обжиговой машины по температуре под паллетами
в зоне рекуперации.
В этой системе, как показали исследования, регулирующим
воздействием должно являться изменение производительности
окомкователей при условии автоматического поддержания задан-
ной высоты слоя окатышей на паллетах машины. Принципиаль-
157
ная схема модели такой системы приведена на рис. 90. Регулятор
производительности машины через усилитель 4 воздействует на
производительность окомкователей путем автоматического изме-
нения задания регулятору количества сырых окатышей, собран-
ному на усилителе 6. Последний управляет подачей концентрата
в окомкователь. Производительность окомкователей (масса сырых
окатышей) является входным сигналом для объекта регулирова-
Рис. 90. Принципиальная схема модели регулирования
производительности обжиговой машины:
7 — возмущение, подаваемое на первый объект; 11 — то же, на
второй объект
ния температуры под паллетами обжиговой машины (усилитель 7
и БПЗ). При изменении количества сырых окатышей изменяется
скорость движения паллет посредством регулятора высоты слоя
окатышей на паллетах. При таком способе автоматического регу-
лирования регулирующее воздействие на температуру под палле-
тами проходит через обжиговую машину для всех вакуум-камер
с одинаковым запаздыванием т = 7 мин и постоянной времени
Т = 10 мин.
Модель рассматриваемой системы набирается на электронной
аналоговой вычислительной машине, например МН-7 (см. рис. 90).
По этой схеме одноемкостный объект управления, описывающийся
уравнением вида
^вых (0 = ТС (1 е )
158
где К — коэффициент передачи объекта;
т и Т — соответственно запаздывание и постоянная вре-
мени;
хвых и *вх — сигналы входа и выхода объекта, моделируется
линейными усилителями, охваченными обрат-
ной связью через активное сопротивление 7?
и емкость С.
Коэффициент передачи К и постоянная времени Т указанного
звена соответственно равны:
К = и Т = Т?2С,
где /7,— входное сопротивление;
С — емкость обратной связи;
7?2 — сопротивление цепи обратной связи.
Время запаздывания т моделируется специальным блоком по-
стоянного запаздывания типа БПЗ-1 и БПЗ-2, которые описы-
ваются уравнением вида
Y ---- r р1Ы (/—Т)
АВЫХ - АВХС >
где t — значение времени отсчета.
Таким образом, модель цепи аппаратов, состоящей из устройств
для дозировки шихтовых материалов, окомкователей и обжиговой
машины, представлена апериодическим звеном, собранным на уси-
лителе 6 с постоянной времени 7\ = 6 мин, апериодическим зве-
ном, собранным на усилителе 7 с постоянной времени Т2 = 10 мин
и блоком запаздывания БПЗ, настройка которого выбирается по
сумме запаздываний обоих объектов т = Т] + т2 = 2+7 = 9 мин.
В процессе моделирования значения коэффициентов передачи, по-
стоянных времени и запаздывания могут изменяться соответ-
ственно изменением значения переменных сопротивлений 24, 28,
40, 48 емкостей 7\ и Т2, а также настройкой БПЗ. Возмущающие
воздействия в процессе моделирования вводятся через цепи I —
возмущение в объекте дозирования и II — возмущение в объекте
окомкования.
Напряжение с выхода модели управления, соответствующее
отклонению регулируемой величины от задания, через масштаб-
ное звено, состоящее из делителя Д и усилителя 1 подается на
вход модели регулятора, собранного из усилителей 3, 4, 8 и 10.
Уравнение звена, собранного на усилителе 3, хвых = 7<хвх соот-
ветствует статическому (П) регулятору, коэффициент передачи
которого равен отношению сопротивления 2 к сопротивлению 1:
Уравнение звена, собранного на усилителе 8,
х — - — I" х dt
ЛВЫХ - I ABXUt
/и 0J
соответствует астатическому (И) регулятору.
1W
Уравнение звена, собранного на усилителе 10,
v ___ 7*
Лвых — 1 п
соответствует дифференциальной части регулятора. Время инте-
грирования Ти и время предварения Т„ соответственно опреде-
ляются значениями сопротивлений 32, 36 и емкостей 55 и 56. Все
три звена соединены параллельно, благодаря чему напряжения
на их входе одинаковы, а выходное напряжение суммируется на
усилителе 4. Таким образом, уравнение узла (усилители 3, 4, 8 и
10), представляющего регулятор, имеет вид
t
Хвых = Кхвх + -±- j Хвх dt + Тп .
и О
Этот узел по выполняемой им функции соответствует пропорцио-
нально-интегрально-дифференциальному (ПИД) регулятору, вы-
ходное напряжение которого имитирует положение регулирую-
щего органа и поэтому подается на вход модели объекта управ-
ления.
Для упрощения расчетов и настройки коэффициент передачи
модели объектов и пропорционального звена выбираются равными
единице. Тогда коэффициент передачи всей модели системы Ко
равен коэффициенту передачи модели регулятора /<р, а значение
этого коэффициента определяет масштабное звено, состоящее из
усилителя 1 и делителя Д.
Возмущения, действующие на реальный объект управления,
вводятся в модель системы путем подачи напряжения от специаль-
ных источников в цепи I и II. По величине и форме эти сигналы
выбираются скачкообразными, монотонно изменяющимися или
синусоидальными, соответствующими наиболее тяжелым усло-
виям работы системы автоматизации в реальных условиях. Зна-
чения возмущающих воздействий в модели принимаются такими,
какие имеют место в реальном действующем агрегате. При подаче
на вход модели объекта напряжения, соответствующего возму-
щающему воздействию, на выходе модели объекта возникает на-
пряжение, соответствующее отклонению регулируемого пара-
метра от заданной величины. Это напряжение, поступая на вход
модели регулятора, формирует на его выходе напряжение регу-
лирующего воздействия, компенсирующее возмущение. Напряже-
ние на выходе моделей объекта и регулятора непрерывно фикси-
руется на показывающих и самопишущих приборах ПС, что поз-
воляет исследовать поведение модели системы в переходном и уста-
новившемся режимах при различных характеристиках объекта
управления, при разных настройках регулятора и при широком
диапазоне изменения возмущающих воздействий.
160
Рис. 91. Переходные процессы в модели систе-
мы регулирования производительности обжиго-
вой машины:
Порядок проведения исследований можно показать на примере
моделирования системы автоматического регулирования произво-
дительности обжиговой машины. Это моделирование проводится
в несколько этапов в масштабе времени 1 : 60. Так на вход усили-
теля 6 скачкообразно подается напряжение через цепь I, имити-
рующее изменение подачи сырья в окомкователь, а соответственно
скачкообразно изменяю-
щее его производитель-
ность. При таком воз-
мущении и включении в
систему пропорциональ-
ного регулятора (усили-
тель 3) система оказы-
вается устойчивой толь-
ко при коэффициенте
передачи регулятора
Кр<2,5. Если Кр >2,5,
в системе возникают
автоколебания. При
включении изодромного
(ПИ) регулятора систе-
ма устойчива в широ-
ком диапазоне его на-
строек. Для этого ре-
гулятора могут быть
рекомендованы коэффи-
циент передачи системы
Кс = 0,5 и время изод-
рома Ти = 10 мин. В
этом случае максималь-
ное отклонение регули-
руемого параметра со-
ставляет примерно 70%
возмущающего воздей-
ствия, коэффициент за-
тухания равен 0,28, а
Такая длительность процесса регулирования велика и ее нельзя
признать удовлетворительной для испытываемого объекта. В слу-
чае использования изодромного регулятора с предварением (ПИД)
качество регулирования заметно улучшается.
На рис. 91 приведены диаграммы записи положения регули-
рующего органа и значений регулируемого параметра в модели
системы регулирования производительности обжиговой машины
при использовании различных регуляторов для разных возму-
щающих воздействий. По этому рисунку видно, что при рекомен-
дуемых для ПИ-регулятора настройках (Дс = 0,5; Тк = 10 мин)
и времени предварения Тп = 10 мин максимальное отклонение
1 — положение регулирующего органа при ПИ-регу-
ляторе; 2 — значение регулируемой величины при
ПИ-регуляторе; 3, 4 — то же, при ПИД-регуля-
торе; 5 — возмущающее воздействие; 6 — выход
объекта; 7 — положение регулирующего органа
время регулирования достигает 1,5 ч.
11 В. Р. Ксендзовский
161 -
регулируемого параметра уменьшается примерно до 60% от воз-
мущающего воздействия, а коэффициент затухания — до 0,16.
При увеличении Тп свыше 10 мин максимальное отклонение умень-
шается, но коэффициент затухания возрастает и при Тп >• 16 мин
система становится колебательной. Исследование системы с воз-
мущениями, поступающими на вход усилителя 7 (см. рис. 90),
что соответствует, например, изменению газопроницаемости слоя
окатышей на паллетах машины, проводится аналогично описан-
ному. Переходные процессы в модели в этом случае получаются
при подаче одинаковых возмущений лучше, чем при скачкообраз-
ных возмущениях по количеству сырых окатышей, вызванных
изменением подачи сырья в окомкователи, т. е. случай возмуще-
ния изменения производительности окомкователей является более
тяжелым для системы управления.
Если на вход усилителя 7 подавать синусоидальное возмущаю-
щее напряжение, что соответствует колебаниям количества сырых
окатышей, поступающих на машину, вызываемые неравномерной
работой окомкователей, то экспериментальное исследование оком-
кователей показывает, что период этих колебаний составляет при-
мерно 20 мин. Такие колебания в модель системы (усилитель 7)
могут вводиться от низкочастотного генератора, например, типа
КГ-20. При отключенном регуляторе эти возмущения с амплиту-
дой порядка 40 в вызывают колебания выходной величины объекта,
амплитуда которых составляет 30% от амплитуды возмущающих
воздействий. Включение регулятора ни при каких его настройках
не улучшает качество регулирования, что свидетельствует о том,
что колебания производительности окомкователя следует пода-
вить, как это и было предложено, автономной системой автомати-
ческого регулирования до поступления их в обжиговую машину.
Подавая на вход усилителя 7 синусоидальные возмущающие
воздействия с периодом порядка 3 ч, моделируют систему с возму-
щениями, вызванными колебаниями газопроницаемости слоя ока-
тышей в результате изменения их физико-химических свойств и
режима сушки. По характеру переходные процессы в такой си-
стеме подобны приведенным на рис. 91. Удовлетворительные ре-
зультаты работы такой системы с изодромным регулятором полу-
чаются при соотношении
^ = 0,1.
1 и
Например, если принять Кс = 0,8, то Тн = 8 мин. При этом коле-
бания выходной величины объекта составляют примерно 45% от
амплитуды возмущающего воздействия. Однако оптимальные на-
стройки регулятора в случае синусоидальных возмущений не яв-
ляются оптимальными для скачкообразных возмущений. Поэтому
для реального объекта управления следует принимать компро-
миссную настройку регулятора, дающую удовлетворительные ре-
162
зультаты при общих видах возмущений. Применение в данном
случае ПИД-регулятора улучшает качество регулирования скач-
кообразных возмущений и ухудшает его при синусоидальных.
Таким образом, моделирование систем управления позволяет
выбрать структуру системы, законы регулирования, примерно
определить оптимальные настройки и проверить качество регули-
рования в реальной системе. Результаты моделирования показы-
вают, что управление производительностью всей технологической
линии производства окатышей при помощи одного локального ре-
гулятора недостаточно эффективно. Для решения такой задачи,
по-видимому, следует использовать вычислительную машину, спо-
собную переработать большое количество информации о процессе.
Г лава VI
СИСТЕМЫ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ
Производство окатышей, как уже указывалось, состоит из двух
основных технологических процессов. Первый представляет собой
осуществляемую в грануляторах грануляцию тонкоизмельченных
сырьевых материалов (окомкования) и тесно связанное с ней до-
зирование этих материалов. Второй процесс состоит из сушки,
обжига и охлаждения окатышей, осуществляемых на обжиговых
машинах. Поэтому целесообразно рассматривать две отдельные
системы регулирования, связанные между собой косвенно посред-
ством технологического процесса или функционально непосред-
ственно через каналы передачи информации. Такими системами
автоматического регулирования являются системы регулирования
грануляторов и системы автоматического регулирования обжиго-
вой машины.
Автоматическое регулирование процессов грануляции
Как показали исследования, управление процессами грану-
ляции должно быть поручено самостоятельной системе регулиро-
вания, включающей в себя дозирующие устройства. Эта система
должна поддерживать заданную персоналом или обжиговой ма-
шиной производительность окомкователя при удовлетворитель-
ном качестве сырых окатышей.
Принципиальная схема системы автоматического регулирова-
ния барабанного окомкователя приведена на рис. 92. Эта система
находится в стадии промышленных испытаний ее эффективности.
По этой схеме окомкователь оснащается системой автоматического
контроля и регулирования, состоящей из весоизмерителя концен-
11* ‘ ' 163
Концентрат Известняк Бентонит
I — регулирование расхода концентрата; II — то же, соотношения концентрат—известняк; III — то же,
соотношения концентрат — бентонит; IV — то же, числа оборотов окомкователя; V — то же, соотношения
концентрат —вода; VI — то же, коэффициента циркуляции; / — регулируемый привод; 2— исполнитель-
ный механизм; 3 — весоизмеритель; 4 — датчик влажности; 5 — датчик числа оборотов; 6 — диафрагма;
7 — смеситель; 8 — окомкователь; 9 — грохот
трата 3, изодромного регулятора ИЗ его количества (узел /).
Задание этому регулятору устанавливается либо вручную задат-
чиком ЗД, либо автоматически регулятором ИМ по сигналу, по-
лучаемому от обжиговой или в случае применения для управления
всем технологическим процессом, вычислительной машины. В ка-
честве такого сигнала, как уже указывалось, можно, например,
использовать соответствующим образом переработанные значения
температуры в вакуум-камерах. Регулятор подачи концентрата
исполнительным механизмом 2 воздействует на привод 1 дозатора
концентрата. Регулятор соотношения, работающий в комплекте
с весоизмерителями 3 концентрата и известняка, воздействуя на
дозатор известняка, поддерживает заданную основность шихты,
а следовательно, и окатышей. Регуляторы соотношения концен-
трата со связующей добавкой, в частности с бентонитом (III) и
водой (V), получая сигналы от весоизмерителей 3 концентрата,
бентонита и расходомера воды 6, воздействуют на их подачу,
поддерживая заданное соотношение между ними. Предусмотрена
автоматическая коррекция соотношения концентрата с водой по
фактической влажности концентрата, измеряемой датчиком 4. За-
дание регуляторам соотношения концентрат—бентонит (III), кон-
центрат—вода V и регулятору числа оборотов окомкователя (IV)
автоматически корректируется специальным регулятором соот-
ношения (V/) между количествами сырых окатышей и возврата
(коэффициент циркуляции).
Система работает следующим образом, если масса сырых ока-
тышей, направляющихся от окомкователя 8 к обжиговой машине,
отклонилась от заданного персоналом или регулятором ИМ зна-
чения либо возникла необходимость изменить производительность
окомкователя, то изменяется подача концентрата в окомкователь.
Одновременно с этим регуляторы (II, III, V) изменяют подачу
известняка, бентонита и воды пропорционально изменению по-
дачи концентрата в направлении, необходимом для сохранения
заданного соотношения между расходами концентрата и добавок.
Если при таком воздействии устанавливается необходимая про-
изводительность окомкователя, то на этом процесс регулирования
заканчивается. Если же воздействие на подачу концентрата и про-
порциональное воздействие на подачу добавок, вследствие изме-
нения свойств сырья или режима работы окомкователя не приводит
к желаемым результатам, то при этом нарушится соотношение
между количествами окатышей и возврата. Увеличение доли воз-
врата при прочих равных условиях свидетельствует об ухудшении
комкуемости материала. Такое рассогласование может компен-
сироваться автоматическим изменением удельного расхода бен-
тонита, воды и изменением числа оборотов окомкователя. Это
воздействие осуществляется регулятором (VI), изменяющим зада-
ние регуляторам (HI, IV, V). Таким образом, восстанавливается
заданная производительность окомкователя.
1001 ' 165
Основность окатышей остается практически неизменной, так
как сохранено соотношение между количествами концентрата и
известняка, а изменения доли бентонита в шихте ничтожно малы.
Фильтрация случайных высокочастотных помех и получение сред-
него значения сигналов по массе материалов достигается исполь-
зованием фильтров и сумматоров (на схеме не показаны). Для
улучшения динамических характеристик системы за счет умень-
шения транспортного запаздывания в системе можно предусматри-
вать автоматическое изменение скорости транспортеров, достав-
ляющих окатыши от окомкователей к обжиговым машинам одно-
временно с изменением производительности окомкователей.
Описанную систему комплектуют серийной аппаратурой, вы-
пускаемой отечественной приборостроительной промышленностью.
Нестандартным в этой системе является только датчик (индикатор)
влажности концентрата, описанный ранее.
Размер окатышей, производимых в тарельчатых грануляторах,
зависит от угла наклона тарели к горизонту и скорости ее враще-
ния. Предельный угол наклона составляет 70°, обычно он прибли-
жается к 45°. Существует верхняя критическая скорость вращения,
при которой шихта за счет большой центробежной силы прижи-
мается к бортам чаши и процесс окомкования прекращается.
Существует также нижняя критическая скорость, при которой
шихта не увлекается по заданной орбите и окомкование не проис-
ходит. Изменяя скорость вращения тарели в пределах между кри-
тическими ее значениями и угол наклона, можно добиться получе-
ния окатышей заданного размера. Большое значение имеет под-
держание оптимальной влажности шихты, находящейся в чаше
гранулятора. Это может достигаться путем подачи воды в шихту
непосредственно в процессе окомкования. Влажность шихты, по-
ступающей в гранулятор, должна быть ниже оптимальной на 1,0—
2,0% (абс.) На тарели такая шихта увлажняется водой, распыляе-
мой форсункой. Возникающие при этом участки местного пере-
увлажнения являются центрами образования окатышей, на кото-
рые накатывается более сухой материал. Воду можно подавать
частично на свежие порции шихты, поступающей в окомкователь
для получения зародышей, и частично на поверхность уже образо-
вавшихся зародышей для их дальнейшего роста. Поэтому воду,
подаваемую в чашу, делят на часть, поступающую через брызгала
с фиксированным падением струй в заданную область чаши, и
часть, подаваемую через форсунку.
Как показывают результаты исследования, имеются значения
ряда взаимосвязанных параметров, обеспечивающие получение
окатышей заданных размеров и прочности. Управление такими
процессами может осуществляться системой автоматического по-
иска и поддержания оптимального значения параметров. Эта за-
дача может решаться экстремальными регуляторами, осущест-
вляющими автоматический поиск и поддержание оптимального
166
значения регулируемого параметра [43, 78]. На основе только
предварительных исследований ЦПКБ совместно с институтом
«Механобр» разработана система автоматического регулирования
Рис. 93. Принципиальная схема управления тарельчатым гранулятором:
I — регулирование расхода воды; II — измерение влажности; III — регулирование про-
изводительности; IV — регулирование крупности окатышей; V — контроль производи-
тельности, скорости вращения и угла наклона; 1 — коллектор воды; 2 — питание брыз-
гал; 3 — питание форсунок; 4 — бункер шихты; 5—тарельчатый гранулятор; 6—конвейер
сырых окатышей
процессов в тарельчатом окомкователе. Принципиальная схема
этой системы приведена на рис. 93. Регулятор 1в, работающий
в комплекте с измерительной диафрагмой 1а и вторичным прибо-
ром 16, своим исполнительным механизмом 1г управляет краном 1д
для поддержания заданного расхода воды, выходящей через брыз-
гала. Приборы контроля влажности шихты датчиком За и ее массы
167
датчиком 4а дают сигнал, пропорциональный общему количеству
воды, содержащейся в шихте. Этот сигнал в вычислительном уст-
ройстве 2в суммируется с сигналом расхода воды в брызгалах, по-
ступающими от прибора 16 и от прибора 26 расхода воды на фор-
сунки. Устройство 2в по результатам вычислений изменяет своим
исполнительным механизмом 2г расход воды в форсунках, поддер-
живая на заданном уровне суммарное удельное содержание влаги
в грануляторе. Такое решение обусловлено отсутствием средств
контроля влажности сырых окатышей или шихты в процессе ее
грануляции.
Производительность гранулятора поддерживается на заданном
уровне изодромным регулятором 4в, работающим в комплекте
с весоизмерителем шихты 4а, 46 и управляющим своим исполни-
тельным механизмом 4г подачей шихты в окомкователь. Поддержа-
ние постоянным заданного количества шихты, поступающей в гра-
нулятор, стабилизирует производительность гранулятора.
Регулирование крупности окатышей предполагается осуще-
ствлять путем автоматического поиска и поддержания таких значе-
ний угла наклона тарели и скорости ее вращения, которые обеспе-
чивают получение окатышей заданного качества. Изменения угла
наклона и скорости вращения будут оказывать влияние на круп-
ность окатышей после окончания переходного процесса, время
которого определяется временем окомкования, составляющим
примерно 3—4 мин. Поэтому следует применять шаговый экстре-
мальный регулятор бе с двухканальным выходом. Этот регулятор
должен получать сигналы от датчика 5а крупности окатышей,
датчиков весовой производительности 6а окомкователя и количе-
ства шихты 4а. Двумя выходными каналами он должен управлять
скоростью вращения тарели 7в и углом ее наклона 8в. Описанную
систему следует испытать до ее промышленного использования.
Управление электроприводом
При автоматизации управления процессами дозирования сырье-
вых материалов, грануляции, управлении режимом обжига и др.
неизбежно требуется автоматическое регулирование скорости вра-
щения роторов двигателей различных механизмов или частоты и
амплитуды вибрации. К таким механизмам в производстве окаты-
шей относятся питатели сырья, окомкователи, обжиговые ма-
шины и др. Для вентиляторов и дымососов обжиговых машин,
приводом которых являются синхронные двигатели, требуется
поддержание постоянства тока возбуждения или cos ср. Поэтому
целесообразно рассмотреть одну из современных систем управле-
ния приводами с применением тиристорных преобразователей и
бесконтактных устройств. Такие системы автоматизированного
электропривода обладают заложенными в самом их принципе высо-
кой эксплуатационной надежностью, быстродействием, они ком-
168
пактны, применение этих систем обеспечивает экономию электро-
энергии и повышает к. п. д. установок.
Для приводов таких механизмов, как например, окомкователи,
требуется двухзонная система регулирования, т. е. управление
скоростью производится изменением напряжения на якоре двига-
теля, а затем на обмотке возбуждения. Приводы ленточных питате-
лей бентонита, обжиговых машин и другого оборудования управ-
ляются однозонной системой регулирования изменением напря-
жения только на зажимах якоря. Принципиальная схема одно-
зонной системы регулирования приведена на рис. 94. В качестве
устройства для питания обмотки якоря двигателя применен трех-
фазный тиристорный преобразователь типа ПТТ. Этот преобразо-
ватель содержит силовой блок, собранный из управляемых тири-
сторов, блок управления тиристорами БУТ, суммирующий магнит-
ный усилитель СМУ. Обмотка возбуждения двигателя ОВД
питается от выпрямительного блока ВБ. Предусмотрены также
устройства защиты тиристоров от перенапряжения и перегрузок
по току. Выход преобразователя ПТТ питает якорь исполнитель-
ного двигателя Д напряжением, изменяющимся по величине и зави-
сящим от величины входного сигнала. Второй сигнал поступает
в ПТТ от бесконтактного сельсинного дистанционного задатчика
ДЗ через обмотку 03. Управление скоростью вращения ротора
двигателя осуществляется следующим образом. Выходное напря-
жение сельсина задатчика ДЗ поступает на вход суммирующего
усилителя СМУ, выход которого, воздействуя на блок фазоим-
пульсного управления тиристорами БУТ, изменяет выходное на-
пряжение тиристорного преобразователя, а следовательно, и ско-
рость вращения ротора двигателя. Для стабилизации выходного
напряжения преобразователя в схеме предусмотрена обратная
связь по его значению, воздействующая через обмотку ООС на сум-
мирующий магнитный усилитель СМУ.
Для приводов таких агрегатов, как окомкователи, обычно тре-
буется двухзонная система регулирования. Для этих приводов
с целью регулирования скорости вращения роторов в пределах,
лежащих выше основной скорости, ЦПКБ разработано бескон-
тактное регулирующее преобразовательное устройство с исполь-
зованием тиристоров, питающих обмотки возбуждения исполни-
тельных двигателей. Схема устройства приведена на рис. 95. Вы-
прямительный блок этого устройства (УВ1, УВ2, Bl, В2) собран
по двухполупериодной схеме, в которой два плеча УВ1 и УВ2
выполнены на тиристорах, а два других плеча Bl, В2 — на не-
управляемых диодах. Такой мост обеспечивает изменение выпрям-
ленного напряжения практически от нуля до максимума за счет
запаздывания сигналов управления по отношению к положитель-
ной полуволне питающего анодного напряжения переменного тока
управляемых диодов УВ1, УВ2. Фазоимпульсное устройство, пи-
тающее управляющие электроды тиристоров импульсами необхо-
169
Рис. 94. Схема однозонного регулирования двигателя
Рис. 95. Схема двухзонного регулирования двигателя:
©С — «обмотка обратной связи по току триода Г2; УОВ — управляющая отметка;:
ЗОВ — задающая обмотка; ДЗ — дистанционный задатчик
1ft
димой мощности и длительности, состоит из двух узлов: узла фазо-
вращения и узла пикообразования. Узел фазовращения построен
по принципу реактивно-активного моста. При изменении величины
сопротивления активного плеча на выходе моста изменяется фаза
напряжения. Активным плечом этого моста является триод Т 2,
включенный в диодный мост. Узел пикообразования построен на
триодах Т3, Т\, цепи эммитор-коллектор которых питаются от
источника постоянного тока, а базовые цепи получают питание
с выхода фазоповоротного моста. Для согласования синхронности
работы анодных цепей тиристоров с управляющими электродами
на выходе фазоповоротного моста включен автотрансформатор
ТрЗ. Изменение фазы управляющих импульсов осуществляется
магнитным усилителем МУ. Выход этого усилителя управляет
триодом узла фазовращения. Для повышения стабильности харак-
теристик цепи вход—выход в эмиттерную цепь триода фазопово-
ротного устройства включена обмотка магнитного усилителя как
отрицательная обратная связь.
В описываемой системе для пуска двигателя и регулирования
скорости вращения ротора в пределах до основной применяется
тиристорный преобразователь типа ПТТ, аналогичный приведен-
ному на рис. 94. Для разделения режимов работы привода в двух
зонах регулирования в схеме предусмотрены жесткие обратные
связи, воздействующие на вход магнитных усилителей СМУ иМУ.
Пуск двигателя возможен при наличии тока возбуждения, что
контролируется обмоткой 03 магнитного усилителя СМУ, а регу-
лирование скорости выше основной — триодным ключом Т, цепь
эммитор—коллектор которого включена в обмотку ЗОВ магнит-
ного усилителя МУ. Все команды на пуск, изменение скорости до
основной и выше нее, остановку двигателя выполняются сельси-
нами-задатчиками ДЗ типа ДЗП-Б.
Для приводов, работающих в вибрационном режиме с регули-
руемой амплитудой вибрации приводимого механизма, можно ис-
пользовать тиристорные устройства, аналогичные описанным, с вы-
хода которых питаются обмотки управления вибропривода. При-
менение для управления приводами описанных статических бескон-
тактных устройств улучшает качество регулирования, уменьшает
простои оборудования за счет повышения его надежности и позво-
ляет концентрировать управление приводами в операторских
пунктах, где сосредоточены контрольно-измерительные приборы
и устройства управления всем оборудованием производственной
линии, а главное позволяет работать в режиме непрерывного регу-
лирования.
Автоматическое регулирование обжиговых машин ;
Режим обжига оказывает существенное влияние на качество
окатышей [79, 80]. Как уже указывалось, для автоматической
оптимизации режима работы обжиговых машин необходимо обеспе-
171
чить достоверный непрерывный автоматический контроль и управ-
ление качеством поступающих на машину сырых окатышей, непо-
средственно контролировать и управлять протеканием тепловых и
химических процессов в обрабатываемом слое окатышей и других
параметров. Однако из-за отсутствия методов и средств автомати-
ческого контроля указанных параметров в процессе нормальной
эксплуатации обжиговых машин внедренные и разрабатываемые
системы автоматизации базируются на результатах исследований,
осуществимых в реальных условиях на непосредственном контроле
параметров и косвенных показателей режима работы машин,
позволяющих стабилизировать режим обжига. Большинство дей-
ствующих в настоящее время обжиговых машин оснащены дымосо-
сами, производительность которых при нормальной работе нахо-
дится на пределе, т. е. дымососы не имеют резервов производитель-
ности для регулирования давления в горнах машин. Поэтому при
разработке систем автоматического регулирования принято вы-
нужденное решение воздействовать на давление в горне машин
изменением подачи воздуха через горелки. Так, например, вне-
дренные на восьми действующих обжиговых машинах фабрики
окомкования ССГОКа системы автоматического регулирования
теплового и технологического режима состоят из отдельных узлов
автоматического контроля и регулирования основных параметров:
температуры в рабочем пространстве; распределения тепла, под-
водимого к машине; вакуумно-дутьевого режима и высоты слоя
окатышей на паллетах. Принципиальная схема такой системы кон-
троля и регулирования приведена на рис. 96. По этой схеме преду-
смотрен контроль температуры во всех технологических зонах
машины, во всех вакуум-камерах, а также температуры воздуха,
подаваемого к горелкам. Контроль температуры производится
термопарами в комплекте с потенциометрами. Температура в гор-
нах зон подогрева и обжига автоматически регулируется измене-
нием количества подводимого к горелкам топлива, что осущест-
вляется системой, состоящей из контура стабилизации расхода
топлива на каждую зону или секцию с коррекцией по температуре
в горне данной зоны или секции. Применение такой системы обес-
печивает подачу одинакового количества топлива по сторонам
машины, что приводит к более равномерному распределению тем-
пературы по ширине горна. Температура в горне надежно поддер-
живается на заданном уровне с точностью ± 15° С при среднем
значении 1200° С. Термопары установлены в боковых стенках горна
на высоте 1700 мм выше уровня паллет. Во всех системах стабили-
зации применены серийные регуляторы типа РПИБ-Ш, а в систе-
мах коррекции — регуляторы типа КПИ-62. Эти регуляторы поз-
воляют вести регулирование по ПИ-закону и обеспечивают необхо-
димое качество регулирования. Контролируя расход топлива на
каждую секцию машины, можно судить о распределении тепла по
технологическим зонам. Контроль вакуумно-дутьевого режима
172
машины обеспечивается измерением давления (разрежения) во всех
зонах горна, вакуум-камерах, коллекторах дымососов и вентиля-
торов. Предусмотрено измерение количества воздуха, продувае-
мого через слой окатышей в зоне охлаждения, и его расхода в горне
каждой зоны.
Стабилизация вакуумно-дутьевого режима машины осущест-
вляется автоматическим регулированием давления в зонах. Давле-
ние в горне зоны сушки (узел IV) стабилизируется путем воздей-
ствия на дроссельную заслонку, регулирующую подачу теплоно-
сителя в зону сушки и его сброс в боров. Давление в горне зон
подогрева (VII) и обжига (IX) поддерживается в заданных пре-
делах путем стабилизации подачи воздуха по давлению в горне.
Количество удаляемых продуктов сгорания топлива регулируется
персоналом дистанционно из операторского пункта. Автоматиче-
ски регулируется количество воздуха, подаваемого через напорные
камеры в зону охлаждения (XI). Такое регулирование этого пара-
метра при отсутствии автоматического регулирования темпера-
туры охлаждения окатышей оказалось эффективным. В описывае-
мой схеме автоматически стабилизируется давление воздуха, по-
ступающего для сжигания топлива (X) и его температура (XII).
Стабилизация этих параметров позволяет подавить высокочастот-
ные возмущения процесса горения топлива в зонах подогрева и
обжига в результате изменения давления и температуры в зоне
охлаждения. Стабилизируется также давление природного газа
(III) перед машиной и расход газа (V), подаваемого в зону сушки,
что снижает колебания температуры в горне.
Предусматривается автоматическое регулирование высоты слоя
окатышей (/ и //) на паллетах машины. Высота слоя контролируется
разработанным на ССГОКе измерительным щупом со стандартным
ферродинамическим датчиком. По сигналам, поступающим от дат-
чиков высоты слоя и массы сырых окатышей, изодромный регуля-
тор (II) изменяет скорость движения паллет машины таким обра-
зом, чтобы высота слоя оставалась постоянной на заданном уровне.
При неизменной высоте слоя и постоянном гранулометрическом
составе окатышей обеспечивается постоянная газопроницаемость
слоя обжигаемых окатышей. Однако при принятом способе регу-
лирования высоты слоя окатышей изменяется режим их обжига,
так как при изменении скорости движения паллет изменяется дли-
тельность пребывания окатышей в зонах. В результате этого не-
сколько изменяется режим обжига. Поэтому, хотя при автомати-
ческой стабилизации высоты слоя изменением скорости движения
паллет значительно улучшается режим работы машины, такой спо-
соб регулирования рассматриваемого параметра нельзя считать
оптимальным. Следует продолжать поиски более совершенных мето-
дов регулирования загрузки сырых окатышей на паллеты машины.
В описываемой системе осуществлен также автоматический кон-
троль скорости движения паллет, содержания кислорода в про-
173
Рис. 96. Принципиальная схема действующей системы автоматического
I — взвешивание сырых окатышей; II — регулирование высоты слоя окаты
сушки; V — стабилизация расхода газа в зоне сушкн; VI — регулирование тем
подогрева; VIII — регулирование температуры в горне зоны обжига; /X —
воздуха для сжигания топлива; XI — стабилизация расхода воздуха
контроля и регулирования теплового режима обжиговой машины:
шей; 777 —стабилизация давления газа; IV — стабилизация давления в зоне
пературы в горне зоны подогрева; VII — регулирование давления в горие зоны
регулирование давления в горне зоны обжига; X — стабилизация давления
:в зоне охлаждения; XII — регулирование температуры воздуха
ш
вания обжиговой машины по удельному расходу тепла
12 В. Р. Ксендзовский
ТТ7
дуктах сгорания и других параметров, не показанных на рис. 96.
Контроль содержания кислорода в продуктах сгорания произво-
дится магнитным газоанализатором МГК-348 со специальными
отборными устройствами (см. выше).
Описанная система автоматизации внедрена на восьми дейст-
вующих на ССГОКе машинах типа ОК-108. Внедрение системы ав-
томатического контроля и регулирования в значительной степени
стабилизировало режим обжига, что привело к повышению произ-
водительности машин и улучшению качества окатышей. Основ-
ными недостатками этой системы является то, что не предусмотрены
ни автоматическое регулирование производительности обжиговой
машины, ни управление подачей тепла к машине в зависимости от
ее производительности, содержания серы в сырье и др. В резуль-
тате этого наблюдаются колебания температуры обожженных ока-
тышей, изменение содержания в них серы и перерасход топлива.
Изменение теплового режима работы машины в зависимости от
содержания серы в шихте может осуществляться только вручную
оператором или по рекомендациям управляющей вычислительной
машины в случае применения ее для управления технологическими
процессами. Это связано с тем, что пока еще не освоен непрерыв-
ный автоматический контроль химического состава шихты, произ-
водимый в темпе с процессом. После освоения такого контроля
можно будет непосредственно автоматически корректировать ре-
жим работы машины по химическому составу сырья.
До освоения автоматического контроля может быть предложена
для испытаний достаточно простая система автоматического регу-
лирования режима работы обжиговой машины, управляющей про-
изводительностью машины и расходом топлива на тонну окатышей
(рис. 97). В этой системе предусмотрен контроль количества паллет
(узел /). Как и в ранее описанной системе, в этой системе сохра-
няется узел стабилизации высоты слоя окатышей (//). Этот узел
необходим для поддержания постоянства газопроницаемости слоя
окатышей, колебания которой могут иметь место, несмотря на
стабилизацию работы окомкователей. Управление производитель-
ностью машины воздействием на производительность окомковате-
лей (XXIII) по температуре в вакуум-камере вследствие значи-
тельного запаздывания по этому каналу управления может осуще-
ствляться посредством вычислительной машины или на установ-
ках, где запаздывание может быть снижено до величины, при кото-
рой сохраняется однозначная зависимость между значениями тем-
пературы и производительностью окомкователей. В системе преду-
смотрены стабилизация давления природного газа перед машиной
(III), разрежения в горне зоны сушки и подогрева (IV и VII) воз-
действием на количество отсасываемого и подаваемого в горн теп-
лоносителя; давления в коллекторе зоны сушки (V), температуры
теплоносителя (У/) и в горне (VIII) зоны сушки. Для зоны подо-
грева и двух секций зоны обжига приняты идентичные системы ре-
178
гулирования, состоящие из узлов стабилизации разрежения
(IX и XIII) воздействием на количество отсасываемых продуктов
сгорания. Регулирование соотношения между количеством посту-
пающих на машину сырых окатышей и количеством воздуха,
поступающего в зоны для сжигания топлива (X, XIV и XVII).
Эти узлы обеспечивают сохранение заданного удельного расхода
тепла при изменении производительности машины воздействием
на расход воздуха в эти зоны.
Изменение расхода воздуха в зоне приводит к изменению со-
става газовой среды и температуры в ней. Для поддержания близ-
кого к заданному составу газовой среды и температуры в горнах
зон подогрева и обжига предусмотрены регуляторы соотношения
воздух—газ (XI, XV и XVIII), воздействующие на подачу газа
в соответствии с расходом воздуха, обеспечивая поступление тепла
в зависимости от подачи окатышей. Регуляторы температуры в
в горне зон (XII, XVI и XIX) поддерживают заданную темпера-
туру путем изменения задания регуляторам соотношения воздух-—
газ. В схеме также предусмотрено автоматическое регулирование
расхода (XX), температуры (XXI) и давления (XXII) воздуха
в горне зоны охлаждения и давления (XXIII) в горне зоны реку-
перации.
Таким образом, система обеспечивает автоматическое поддержа-
ние заданного расхода тепла на тонну окатышей, заданной темпе-
ратуры в горне машины при сравнительно небольших колебаниях
количества продуктов сгорания, образующихся в горне. Давление
в горне при такой системе управления подачей тепла может регу-
лироваться изменением производительности дымососов или при их
ограниченной мощности будет ограничивать производительность
обжиговой машины. Обеспечивается автоматический контроль и
регулирование других параметров, необходимых для управления
режимом работы машины. Эта система без труда комплектуется
отечественной аппаратурой, серийно выпускаемой приборострои-
тельной промышленностью.
При использовании, например, аппаратуры МЗТА сигнал 2,
пропорциональный количеству сырых окатышей (см. рис. 97) и
сигнал 4, пропорциональный высоте слоя окатышей на паллетах,
через преобразователи подаются на вход регулятора типа
РПИБ-Ш высоты слоя, управляющего скоростью движения пал-
лет так, чтобы высота слоя оставалась постоянной на заданном
уровне. Сигнал 3, пропорциональный количеству сырых окатышей,
подается к регуляторам расхода воздуха (X, XIV и XVII), где он
суммируется с сигналами расхода воздуха 19, 26, 31, обеспечивая
поддержание заданного соотношения между подачей сырых окаты-
шей на машину и расходом воздуха. Регуляторы соотношения
воздух—газ (XI, XV и XVIII) получают сигналы 19, 26, 31 по
фактическому расходу воздуха, сигналы 21, 28, 33 — по расходу
газа и управляют командными сигналами 22, 29, 34 расходом газа
12* ‘ 179
в горелках, поддерживая заданное количеством окатышей поступ-
ление тепла, т. е. поддерживая заданный удельный расход тепла.
Регуляторы температуры (X//, XVI и XIX), получая сигналы 23,
30, 41, корректируют соотношение между количествами воздуха и
газа так, чтобы в горнах поддерживалась заданная температура —
это легко удается, так как температура в горне в основном зависит
от этого соотношения.
Приведенные на рисунке измерительные и регулирующие
органы, не обозначенные номерами сигналов, предназначены для
контроля без регистрации и дистанционного управления. Осталь-
ные узлы контроля и регулирования режима работы машины пояс-
нений не требуют. Опытный образец этой системы был испытан на
обжиговой машине ОК-108. Испытания подтвердили возможность
осуществления и эффективность такой системы.
Кроме описанных узлов, в системе предусмотрен автоматиче-
ский контроль работы горелочных устройств и дистанционный
их розжиг (XXIV). Необходимость введения в систему автомати-
зации обжиговых машин этого узла вызывается весьма частыми
различной длительности остановками машин. При остановках
машины должны быть погашены горелки или значительно снижен
расход газа, что может привести к отрыву пламени и самопроиз-
вольному погасанию пламени горелок. Визуальный контроль,
ручное гашение пламени и розжиг горелок — трудоемкие опера-
ции, требующие присутствия персонала на рабочей площадке ма-
шины и не гарантирующие от «хлопков». В системе можно исполь-
зовать описанные выше устройства контроля наличия пламени и
автоматического розжига горелок. Без этих устройств при корот-
ких остановках машин пламя горелок обычно не гасят, что приво-
дит к перерасходу топлива, перегреву паллет и нарушению техно-
логического режима обжига окатышей. Надежный дистанционный
контроль работы горелок из операторского пункта и их розжиг
может устранить указанные недостатки.
Для создания равномерного теплового поля машины горелки,
расположенные на противоположных сторонах горна, смещены
одна относительно другой. По одной стороне горна горелки распо-
ложены на таком расстоянии одна от другой, что факел одной го-
релки не зажигает соседнюю горелку. Поэтому для надежного
контроля и розжига горелок необходимо устанавливать устройства
контроля и розжига на каждую горелку. Чтобы обеспечить надеж-
ную работу системы контроля и дистанционного розжига горелок,
кроме специальных запальников, необходимо применить приборы
автоматического контроля наличия факела, устройства, полностью
отключающие газопровод зоны и подключающие его по сигналам
управляющего прибора или оператора из операторского пункта.
В качестве таких устройств можно использовать серийные отсеч-
ные клапаны или быстродействующие электрофицированные за-
движки. Подвод газа к запальным устройствам следует выполнять
180
отдельно от подвода газа к горелкам. Предварительное изучение
условий работы контрольных и запальных устройств показало
принципиальную возможность применения серийных устройств
для этих целей.
Таким образом, описанная система решает задачи автоматиче-
ского контроля и регулирования режима работы обжиговых машин
в нормальных эксплуатационных условиях и при кратковременных
их остановках.
Зарубежные системы автоматизации
На зарубежных фабриках, как и в СССР, непрерывно наращива-
ются мощности по производству окатышей, совершенствуются-
оборудование и схемы его компоновки. В соответствии с этим из-
меняются и системы автоматического контроля и регулирования
технологических процессов.
Общий уровень оснащенности системами автоматизации может
быть показан на примере одной фабрики, характерной для зару-
Рис. 98. Система регулирования процессов окомкования и загрузки обжиговой
машины
бежного производства окатышей [66]. Эта система автоматизации
процесса производства неофлюсованных окатышей с использова-
нием барабанных окомкователей и конвейерных обжиговых машин
делится на три локальные подсистемы, непосредственно не связан-
ные между собой: систему регулирования окомкования, систему
регулирования высоты слоя окатышей на паллетах обжиговой ма-
шины и систему регулирования ее теплового режима. На рис. 98
приведена схема системы автоматического регулирования процесса
окомкования и загрузки сырых окатышей на обжиговые машины.
По этой схеме контролируется и сигнализируется (узел VII),
нижние и верхние уровни материалов в бункерах 1 концентрата и
181
3
1
бентонита. Заданное количество концентрата, поступающего из
бункера в окомкователь, поддерживается регулятором (7), изме-
няющим скорость вращения тарели питателя 2 по фактической
массе концентрата, измеряемой транспортерными весами 3 и усред-
няемой интегратором ПСИ. Наблюдение за нагрузкой ведется по
вторичному прибору ПСИ, а ручное управление в случае необходи-
мости осуществляется дистанционным устройством. От интегра-
тора массы концентрата сигнал получают регулятор соотношения
массы концентрата и бентонита (II), поддерживающий заданное
соотношение расходов воздействием на питатель бентонита, и ре-
гулятор (III) соотношения расходов концентрата с водой. Регуля-
тор (III) управляет расходом воды. В системе предусмотрено авто-
матическое регулирование (IV) соотношения частоты хода скребка
9 со скоростью вращения барабана окомкователя 4.
Предусмотрен также автоматический контроль (У) массы воз-
врата, поступающего из-под грохота 5 по конвейеру 6 в барабан
окомкователь. Таким образом, контроль и регулирование процесса
окомкования ведется только по соотношению масс шихтовых мате-
риалов и, следовательно, осуществление эффективной работы этой
системы будет возможно при постоянном качестве поступающего
сырья.
Автоматическое регулирование загрузки окатышей на обжиго-
вую машину 8 осуществляется регулированием скорости'движения
паллет. Этот узел (VI) в зависимости от разности масс сырых ока-
тышей, поступающих на питатель-укладчик 7, и возврата мелочи
от этого питателя-укладчика, определенных вторичными прибо-
рами массы и сумматором СМ, автоматически изменяет скорость
движения паллет. Сигнал разности масс формируется в алгебраиче-
ском сумматоре, работающем в комплекте с интеграторами. Рас-
сматриваемая система, непосредственно не контролируя уровень
окатышей на паллетах, позволяет изменением скорости движения
паллет поддерживать значение уровня, близким к заданному.
Предусматривается также контроль и сигнализация (VII) верх-
него и нижнего уровня в бункере постели.
Схема автоматического контроля и регулирования теплового
режима работы обжиговой машины, работающей на газообразном
или жидком топливе, включает в себя узлы контроля общего рас-
хода топлива на машину и отдельно по секциям. Все горелки зоны
высоких температур оборудованы индивидуальными устройствами
автоматического контроля погасания пламени и розжига горелок.
При использовании жидкого топлива предусматривается подача
газа к запальникам. Исполнительные устройства в этой системе,
как и в других аналогичных, пневматические. Кроме регулирую-
щих органов, на линии топливоподачи устанавливаются запорные
органы. Схема рассматриваемой системы приведена на рис. 99.
В зоне сушки 7 контролируются температура и давление поступаю-
щего теплоносителя, температура и давление в горне зоны и напор-
182
Рис. 99. Схема контроля и регулирования кон-
вейерной машины
a
5
ных камерах. Температура теплоносителя автоматически регули-
руется изменением присадки холодного воздуха (VI). Значение
этой температуры устанавливает персонал вручную, исходя из
условий «шока» окатышей и производительности вентиляторов.
Зона высоких температур 8 разделена на три секции: одну подо-
грева и две секции обжига. Предусмотрен контроль расходов,
давлений топлива и воздуха в каждой секции и контроль темпера-
туры и давления в горне, коллекторах и перед дымососом. Автома-
тически изменением подачи топлива регулируется температура
в горнах секций (III—У). Давление в горнах каждой секции регу-
лируется изменением положения дроссельных заслонок в пат-
рубках вакуум-камер. Температура воздуха, подаваемого венти-
лятором для сжигания топлива, регулируется (II) присадкой хо-
лодного воздуха в воздухосборник 4. Температура перед вентиля-
тором зоны обжига регулируется (VII) присадкой воздуха в возду-
хосборник. В зоне рекуперации и охлаждения контролируется
температура и давление во всех вакуум-камерах II и расход воз-
духа, поступающего от вентиляторов. Давление в горне зон реку-
перации и охлаждения регулируется изменением подсоса холод-
ного воздуха. Предусматривается контроль наличия напряжения,
сигнализации неисправности вентиляторов, приборов и сигнали-
зация наличия пламени в каждой действующей горелке. В голов-
ной и хвостовой частях машины автоматически контролируется
прогиб паллет. Давление топлива перед машиной регулируется уз-
лом I, а температура воздуха — узлом 11.
Аналогичные описанным технические решения по автоматиза-
ции производства окатышей приняты японской фирмой Хитачи
Зосен, объединенными австрийскими металлургическими заво-
дами, фирмой Хед Рейтеон энд Стил Уоркс Энджиниринг и др.
Работы по непрерывному автоматическому контролю влажности
сырья, его химического, гранулометрического состава и механиче-
ских свойств, а также газопроницаемости обжигаемого слоя и за-
конченности процессов обжига находятся пока только на стадии
испытаний и поисков. На некоторых предприятиях ПНР ведутся
работы по автоматическому контролю и регулированию влажности
железорудного сырья в потоке и контролю его химического состава
[81 ]. Контроль содержания железа, окислов кремния, кальция,
алюминия производится при помощи нейтронных приборов или
рентгеновских квантометров. Для непрерывного анализа химиче-
ского состава пульпообразных продуктов обогащения железных
руд шведская фирма Болиден Грувер на обогатительной фабрике
в Криспшнберге использует рентгеновскую установку, изготов-
ленную английской фирмой Эллиот Отомейшн [31 ].
Из-за отсутствия надежных способов и средств автоматического
контроля химического и гранулометрического составов и влаго-
содержания окатышей непосредственно в потоке зарубежные
фирмы ограничиваются применением систем автоматической ста-
184
билизации давления и расходов теплоносителя и воздуха, а также
температур в горнах зон машины, что, как считают фирмы, позво-
ляет повысить эффективность производства.
Одну из таких систем автоматики, поставляемых фирмой Лурги
(Англия) Советскому Союзу в комплекте с двумя производствен-
ными линиями, предназначенными для производства офлюсован-
ных окатышей, следует рассмотреть. Каждая из этих линий состоит
из отделений подготовки шихты, грануляции и обжига. Схема
системы автоматического контроля и регулирования отделения
приготовления шихты и грануляции приведена на рис. 100. При-
готовление шихты производится подачей известняка и бентонита
на транспортерную ленту 4, по которой поступает железорудный
концентрат. Предусмотрен автоматический контроль расхода кон-
центрата (узел 1) и автоматическое регулирование соотношения
расходов известняка и бентонита (/, II и III) с расходом концен-
трата, контролируемые весоизмерителями 3. Эти соотношения под-
держиваются на заданном значении автоматическим изменением
расходов известняка и бентонита воздействием на привод питате-
лей 2.
К смеси концентрата с известняком и бентонитом по конвейе-
рам 7 и 8 добавляется возврат некондиционных сырых окатышей,
поступающий от тарельчатых грануляторов 5 после грохотов 6
и укладчиков обжиговых машин. Вся эта смесь, составляющая
шихту для отделения окомкования, подается в шихтовые бункера,
установленные по одному перед каждым гранулятором. Бункера 1
шихты, известняка и бентонита установлены на специальных мес-
дозах, чем обеспечен непрерывный контроль массы материалов,
находящихся в бункерах (IX). Для управления процессом оком-
кования здесь предусмотрены регуляторы (IV—VIII), стабили-
зирующие на заданном значении воздействием на питатели, посту-
пление шихты в тарельчатые грануляторы. Годные окатыши на-
правляются к обжиговой машине, а мелочь, выходящая из грану-
ляторов, возвращается в шихтовые бункера.
Поступающие к обжиговой машине окатыши через радиальный
укладчик 2 (рис. 101) попадают на виброукладчик 3, равномерно
распределяющий их по ширине обжиговой машины. В первой сек-
ции 4 зоны сушки окатыши подсушиваются продуванием снизу
через четыре камеры нагнетания разбавленных продуктов сгорания
при температуре, примерно равной 300° С, отобранных из зоны
обжига. Прошедшие через слой окатышей газы отсасываются через
электрофильтры вентилятором и выбрасываются в дымовую
трубу. Во второй секции 5 зоны сушки окатыши просушиваются
просасыванием сверху через две вакуум-камеры горячего воздуха,
отобранного из зоны охлаждения 9 при температуре примерно
330° С. Подогрев и обжиг окатышей происходит на участке машины
6 над девятью вакуум-камерами просасыванием сверху вниз про-
дуктов сгорания природного газа, разбавленных воздухом, посту-
1001 185
пающим по перетоку 7 из зоны охлаждения. Топливо сжигается
в горелках 12, установленных в боковых стенках горна.
Часть разбавленных перед вентилятором В4 продуктов сгора-
ния, прошедших через слой окатышей, подается в первую секцию
зоны сушки, остальные продукты сгорания вентилятором В2 вы-
брасываются в дымовую трубу. Под зоной завершения обжига
окатышей 8 расположены две вакуум-камеры. В этой зоне за счет
просасывания горячего воздуха происходит перенос тепла в нижние
горизонты слоя окатышей. Охлаждение окатышей производится
продуванием снизу холодного воздуха, поступающего от вентиля-
тора В6 через 11 камер нагнетания. Из горна, расположенного
над восемью камерами воздух поступает в горячие зоны машины.
Из трех последних камер и бункера 10 дополнительного охлажде-
ния обожженных окатышей нагретый воздух вентилятором В6
подается непосредственно в горелки.
Системой автоматического регулирования предусмотрено регу-
лирование загрузки машины сырыми окатышами (Г). Этот узел со-
стоит из весоизмерителя 1 сырых окатышей, поступающих от гра-
нуляторов, весоизмерителя возврата мелочи после виброуклад-
чика 3 и устройства См вычитания массы возврата из массы сырых
окатышей. Это устройство вырабатывает сигнал, пропорциональ-
ный массе окатышей, поступающих на паллеты машины. По этому
сигналу и сигналу высоты слоя изодромный регулятор управляет
скоростью движения паллет.
г1'' Стабилизация давления в горне первой секции 4 зоны сушки
осуществляется регулятором (II), изменяющим положение лопаток
направляющего аппарата вентилятора В1. Давление во второй сек-
ции 5 зоны сушки автоматически поддерживается регулятором
(III), перемещающим заслонку, установленную в патрубке сброса
горячего воздуха в тракт перед вентилятором ВА. Давление воз-
духа, поступающего к горелкам, регулируется (IV) изменением
положения дроссельных "заслонок в коллекторах на каждой сто-
роне машины. Давление в горне зон подогрева и обжига 6 автома-
тически регулируется (V) изменением положения направляющего
аппарата вентилятора Вв, меняющего количество воздуха, посту-
пающего через переточный коллектор 7 из зоны охлаждения.
Давление в горне зоны охлаждения 9 регулируется (VI) при по-
мощи направляющего аппарата вентилятора Въ. Давление в каме-
рах нагнетания первой секции зоны сушки регулируется (VII) из-
менением сброса избытков продуктов сгорания. Автоматическая
отсечка газа (VIII) при падении давлений газа и воздуха осуще-
ствляется отсечными клапанами, установленными на линиях,
подводящих газ к каждой горелке. Температура воздуха, поступаю-
щего к горелкам, регулируется ПИД-регулятором (IX), изменяю-
щим присадку воздуха из короба, охватывающего хвостовую часть
машины. Температура газов, поступающих в первую секцию зоны
сушки, регулируется ПИД-регулятором X, воздействующим на
187
189
ж
присадку холодного воздуха на всасывающей стороне вентилято-
ра В4. Предусмотрен контроль температуры (XI) во всех вакуум-
камерах и автоматическое регулирование температуры (XII)
в вакуум-камерах с № 14 по 17 воздействием на направляющие
аппараты вентиляторов В3 и В4.
Температура в горне зон подогрева и обжига регулируется
в восьми точках по длине горна с каждой стороны машины, для
чего предусмотрено восемь однотипных узлов регулирования тем-
пературы (XIII) и соотношения топливо-воздух (XIV и XV) на
каждую пару горелок. Температура регулируется ПИД-регуля-
тором, изменяющим подачу газа. Термопары установлены по одной
на горелку с каждой стороны машины в боковых стенках горна
ниже уровня осей горелок. Соотношение поддерживается ПИ-ре-
гуляторами,воздействующими на расход воздуха к каждой горелке.
В системе предусмотрен контроль наличия пламени и дистан-
ционный розжиг всех горелок (XVI). В системе предусмотрен кон-
троль и регулирование количества готовых окатышей (XVIII)
в бункере 10, для чего бункер установлен на месдозах, а поддер-
жание количества окатышей в нем осуществляется воздействием
на выгружающее устройство И. Кроме перечисленных узлов кон-
троля и регулирования, в системе предусмотрен автоматический
контроль разрежения в каждой вакуум-камере. Для повышения
надежности работы в описанной системе используются пневмати-
ческие исполнительные устройства, в связи с чем предусмотрены
преобразователи электрических сигналов в пневматические.
В последние годы наблюдается тенденция использования вы-
числительной техники для централизации контроля и управления
производством окатышей. Предполагается, что системы с приме-
нением вычислительной техники повышают эффективность управ-
ления технологическими процессами и организации производства.
Кроме того, достигается некоторое сокращение числа контрольно-
измерительной и регулирующей аппаратуры локальных систем
автоматизации.
На фабрике фирмы Квебек Картье Майнинг в Канаде произво-
дительностью 5 млн. т окатышей в год применена вычислительная
машина, изготовленная фирмой Кониуэл Контроле, для контроля
516 параметров и сигнализации еще 500 параметров [33]. Предпо-
лагается, что со временем эта машина будет использована как
управляющая.
На металлургическом заводе «Кобэ» в Японии контроль работы
цеха окомкования осуществляется при помощи вычислительной
машины. Примененная на этом заводе система контролирует каче-
ство сырья, окатышей, расход энергии и другие параметры [32].
Сравнив литературные сведения о зарубежных системах авто-
матизации процессов производства окатышей с системами, разра-
ботанными в Советском Союзе, следует отметить, что зарубежные
технологические линии несколько отличаются от технологических
190
линий, принятых в СССР, что в свою очередь приводит к отличиям
систем регулирования главным образом связанных с постоянством
свойств сырьевых материалов.
Общий объем автоматически контролируемых и регулируемых
параметров процессов примерно такой же, как и в отечественных
системах. Однако более широкая номенклатура выпускаемых
за рубежом приборов позволяет предусматривать автоматический
контроль и розжиг пламени на каждой горелке, контроль хими-
ческого состава некоторых сырьевых материалов.
В последние годы все шире находит применение вместо много-
численных приборов вычислительных устройств с явно выражен-
ной тенденцией использования вычислительной техники для управ-
ления производством.
Г л а в а V 11
НАЛАДКА И ИСПЫТАНИЯ СИСТЕМ АВТОМАТИКИ
Наладка систем автоматизации заключается в проверке исправ-
ности контрольной и регулирующей аппаратуры, проверке харак-
теристик регулируемого объекта, выявлении соответствия аппа-
ратуры характеристикам объекта, выборе настроек регуляторов
в зависимости от характеристик объекта и согласовании работы
отдельных элементов системы автоматического регулирования.
При выполнении этой работы от специалистов обычно требуются
знания в области автоматического регулирования, аппаратуры
контроля и регулирования и автоматизируемого процесса и агре-
гатов. Приемы изучения процессов и агрегатов, описанные ранее,
применяют и при наладке систем.
Проверка исправности и характеристик аппаратуры произво-
дится в лаборатории или на промышленном агрегате путем сборки
согласно прилагаемой к приборам инструкции запроектирован-
ного узла или системы регулирования на стенде, где удобно для
обозрения расположены датчик или имитирующее его устройство
и задатчик, позволяющие изменять входные сигналы регулятору,
контрольно-измерительные приборы, входящие в комплект узла
регулирования и исполнительный механизм или указатель поло-
жения его выходного вала. Собранный таким образом узел, где
объект управления имитируется вручную или математической
вычислительной машиной, позволяет получить все необходимые
данные по аппаратуре и характеристикам.
Необходимый объем выполняемых при этом работ может быть
показан на примере определения характеристик современного
изодромного регулятора типа РП2-П2. Для этого регулятора опре-
деляются следующие градуировочные характеристики его настроеч-
191
них органов: нечувствительность, демпфер, скорость связи, время
интегрирования и длительность импульса. Проверяется стабиль-
ность основных характеристик регулятора, таких как баланси-
ровка регулятора, установленных настроек при изменении вход-
ного сигнала и др. Для определения зоны нечувствительности
на вход измерительного блока подается изменяющийся по величине
и знаку сигнал. Значения этого сигнала, находящиеся в пределах
между вызыванием срабатывания регулятора в направления
«Меньше» и «Больше», составляют зону нечувствительности, кото-
рая обычно находится в пределах ±1—7 мв. Время демпфирова-
ния определяется по величине задержки в срабатывании регуля-
тора от момента скачкообразной подачи на его вход сигнала рас-
согласования между показанием датчика и заданием. Время демп-
фирования, определяемое настроечным органом, может изменяться
примерно от 1 до 10 сек. Введение демпфирования увеличивает
постоянные времени входных цепей регулятора, уменьшая длитель-
ность первого командного импульса, увеличивая время регулиро-
вания. Определение значений скорости связи при разных положе-
ниях рукоятки настроечного органа производится по длительности
первого командного импульса, формируемого регулятором при
подаче на вход этого регулятора скачкообразного возмущения. Ско-
рость связи ссв через длительность первого импульса Тпр выра-
жается соотношением
Градуировка органа настройки «скорость связи» производится
при различных значениях настроек времени интегрирования и
зоны нечувствительности. Диапазон изменения исв обычно нахо-
дится в пределах 0,2—3,0%!сек. Зависимость времени интегриро-
вания от положения рукоятки настроечного органа определяется
путем измерения длительности командных импульсов и пауз между
этими импульсами при подаче на вход регулятора скачкообразного
возмущения. Время интегрирования, изменяемое настроечным ор-
ганом, может изменяться от 5 до 500 сек. Проверка градуировки
длительности импульсов производится по отработке интегральной
части регулятора при различных значениях положения рукояток
его настроечного органа и органа настройки времени интегриро-
вания. Изменение длительности импульсов в зависимости от поло-
жения настроечного органа составляет примерно 50%. Стабиль-
ность балансировки регулятора проверяется по показаниям стре-
лочного индикатора, подключенного к контрольным гнездам на
передней панели регулятора. У исправного регулятора баланси-
ровка не должна нарушаться в течение нескольких часов. Наст-
ройка регулятора на процесс производится по методике, изложен-
ной в работе [12].
192
Приемы согласования некоторых элементов системы автомати-
ческого регулирования и ее испытания могут быть показаны на
примере систем регулирования барабанных окомкователей и обжи-
говых машин.
Для автоматического регулирования качества сырых окатышей
в систему введены узлы автоматической стабилизации расхода кон-
центрата, поддержания соотноше-
ния расходов известняка и кон-
центрата, а также бентонита и
концентрата.
Рассмотрим принципиальную
схему и работу узлов системы,
приведенной на рис. 92 и 102.
Узел автоматического вычи-
сления коэффициента циркуля-
ции включает в себя датчики масс
возврата и сырых окатышей, вто-
ричные приборы для регистрации
этих параметров, повторитель
электронных сигналов ПЭС и вто-
ричные приборы ВФСМ для вычи-
сления и регистрации величины
коэффициента циркуляции. Узел
собран по типовой схеме деления
для ферродинамических и диффе-
ренциально - трансформаторных
преобразователей. Делимым яв-
ляется расход возврата, делите-
лем — расход сырых окатышей,
частным — коэффициент циркуля-
ции. Узел автоматической стаби-
лизации расхода концентрата со-
стоит из датчика массы концен-
трата, вторичного прибора для
Рис. 102. Схема соединений си-
стемы авторегулирования барабан-
ного окомкователя:
1 — измеритель массы концентрата;
2 — прибор типа РП-63; 3 — дозатор
концентрата; 4 — задатчик расхода
концентрата; 5 — дозатор известняка;
6 — дозатор бентонита; 7 — измери-
тель массы бентонита; 8 — то же,
известняка
регистрации и записи массы кон-
центрата типа ЭПИД, регулятора РПИК, исполнительного меха-
низма в схеме управления приводом питателя и задатчика расхода
концентрата. В зависимости от сигнала рассогласования между
измеренным и заданным расходами регулятор выдает команду на
изменение скорости вращения рабочего диска тарельчатого пита-
теля. Узлы автоматического регулирования соотношения расходов
известняка и концентрата и соотношения расходов бентонита
и концентрата идентичны по электрической схеме и поэтому рас-
сматриваются вместе. В составе этих узлов имеются датчики соот-
ношения расходов известняка и бентонита, вторичные приборы
типа ЭПИД для регистрации величин этих параметров, регуляторы
соотношения типа РПИК, задатчики величины соотношения с под-
13 В. Р. Ксендзовский
193
строенными сопротивлениями 7?!—Т?12, исполнительные меха-
низмы в схемах управления работой питателей известняка и бенто-
нита.
На примере схемы регулирования соотношения расходов из-
вестняка и концентрата рассмотрим работу этих узлов. Резисторы
Ri и R5 служат для получения равенства между максимальными
значениями сигналов, поступающих от датчиков массы известняка
и концентрата, встроенных в соответствующие вторичные приборы.
С резисторов Rj и R5 сигналы поступают соответственно на дели-
тели напряжения Т?2—Rs и Ri—Re- Эти делители включены так,
что значения напряжений, снимаемых с каждого из них, вычи-
таются одно из другого. Разность напряжений поступает на вход
регулятора соотношения, который в соответствующую сторону
изменяет подачу известняка. Переменные резисторы Т?2 и Re в дели-
телях имеют общую ось. Поворотом оси перемещаются оба движка,
устанавливая задание регулятору соотношения.
Таблица 12
Пределы изменения расходов сырья
Параметр Пределы изменения расхода, т/ч
известняк концентрат
Шкала вторичного прибора . . . 0-5 0—75
Пределы изменения расхода 1,5—3 2,0—45
Пределы изменения расхода 30—60 * 25—60 *
* В процентах шкалы вторичного прибора.
В табл. 12 сведены данные о допустимом изменении величины
расходов известняка и концентрата в реальных условиях.
При этом коэффициент соотношения изменяется так:
ь- ____ G„3. mln 1.5 т/ч ___ rtoo.
Araln~ Gk. max “ 45 т/ч ~
An,ax~ GK. mln ~ 20 т/ч
MB
is ___Gn3. min 30% шкалы___« _
Лп11п— GK max — 60% шкалы ~ ’°
js __GH3, max _60% шкалы _~ .
max — QK min — 25% шкалы ~ ’
191
Если принять обозначения:
UK — напряжение, снимаемое с подгоночного резистора, вы-
ходного датчика вторичного прибора концентрата;
Ui — напряжение, снимаемое с делителя напряжения сигнала
концентрата;
77из — напряжение, снимаемое с подгоночного сопротивления,
выходного датчика вторичного прибора известняка;
Ua3 — напряжение, снимаемое с делителя напряжения сигнала
известняка;
Кк — коэффициент деления делителя напряжения сигнала
концентрата;
Кнз — коэффициент деления делителя напряжения сигнала из-
вестняка;
Up — напряжение, поступающее на вход регулятора соотно-
шения;
то
£7р = t/K-Un3 = UkKk —
При райВЯОвесии Up = 0.
Тогда
^KRk Пи3/СиЗ»
отсюда
Ццз __ Кк ___ 1S
Ук. ” Диз ~ Л-
Здесь К — коэффициент соотношения между напряжениями, сни-
маемыми с выходных датчиков концентрата и известняка.
Для обеспечения рабочего диапазона соотношений расходов
коэффициент К следует изменять от 0,5 до 2,4. Коэффициент дели-
теля напряжения концентрата при повороте движка резистора Re
по схеме вправо изменяется от р до 1. Коэффициент дели-
теля напряжения известняка при движении движка резистора
по схеме вправо изменяется от 1 до „—.
Rs + Кг
Так как движки резисторов R2 и Re спарены, то при движении
этих движков по схеме вправо происходит изменение коэффици-
ента К:
.1
Rt 4- Re к Вз
1 Л R3 + R21
Приняв, что 7?2 = Re — 470 ом, и учитывая, что 0,5 С К 2,4,
составим уравнение для определения сопротивления резисторов R3
и R4:
р _^4л7п =0,5; Ri=470 ом- ^ + 470 =2)4. дз = 400 ол<.
А4 Т" АЗ
13* 195
Если необходимо расширить рабочий диапазон задатчика, сле-
дует уменьшить сопротивление резисторов и Градуировка
шкалы задатчика соотношения производится последовательно
установкой на двух вторичных приборах стрелки в положения, со-
ответствующие различным расходам известняка и концентрата.
Затем задатчик устанавливается в такое положение, при котором
отсутствует сигнал на входе регулятора соотношения, и на шкале
задатчика делается отметка величины полученного коэффициента
соотношения. Также налаживается схема соотношения расходов
бентонита и концентрата.
Результаты испытания системы подтвердили возможность под-
держания заданной производительности окомкователя воздейст-
вием на расход концентрата и влажность шихты.
Наладку узлов регулирования обжиговой машины можно пока-
зать по схеме, приведенной на рис. 97, где сигнал, пропорциональ-
ный количеству сырых окатышей, поступающих от весоизмерителя
на конвейер, подающий окатыши на машину, через преобразова-
тель (усилитель мощности) подается на задатчик через питающую
обмотку ферродинамического датчика. Таким образом на вход
регулятора типа РПИБ-Ш расхода воздуха для сжигания топ-
лива поступает сигнал, пропорциональный расходу сырых окаты-
шей и углу поворота указателя задания, который алгебраически
суммируется с сигналом, пропорциональным расходу воздуха для
горения. Следовательно, при помощи задатчика можно определить
соотношение сигналов, поступающих от датчика массы сырых ока-
тышей и датчика расхода воздуха для горения, компенсирующих
друг друга. Регулятор в таком случае будет поддерживать автома-
тически постоянным удельный расход воздуха на тонну обжигае-
мых окатышей. Расход газа стабилизируется регулятором типа
РПИБ-Ш, к которому вводятся коррекции по расходу воздуха и
по температуре в горне. Коррекция по этой температуре поступает
от регулятора типа КПИ-62, датчиком которого служит термопара,
установленная в горне.
Так как количество сырых окатышей изменяется в пределах
±10% от номинальной величины, составляющей ~100 т/ч с перио-
дом примерно 20—60 сек, необходимо задемпфировать регулятор
расхода воздуха с постоянной времени ~500 сек. По результатам
моделирования настройки регуляторов следует принять: для регу-
лятора расхода воздуха коэффициент передачи системы Кс 3,
время изодрома Тк = 250 сек, что соответствует затянутому апе-
риодическому процессу регулирования расхода газа, коэффициент
передачи системы Кс = 2,5, время изодрома Тк = 4 сек с перерегу-
лированием 20%; для регулятора температуры коэффициент пере-
дачи системы Кс = 2,5, время изодрома Тк = 130 сек, процесс
регулирования получается с перерегулированием примерно 25%.
Наладка системы автоматического регулирования теплового
режима производится следующим образом. Первым настраивается
193
узел регулирования расхода воздуха на секцию горелок. Для этого
вторичный прибор датчика массы сырых окатышей устанавли-
вается на номинальную величину (100 т!ч), а задатчик расхода
воздуха на тонну окатышей — на значение, соответствующее тех-
нологической карте. Сигнал, поступающий от задатчика, должен
иметь пропорциональные изменения при перемещении указателя
задания по всей шкале. Это достигается выбором рабочего диапа-
зона рамки ферродинамического датчика в задатчике. Пропорцио-
нальность должна сохраняться при изменении показания вторич-
ного прибора расхода сырых окатышей в пределах ±40% от номи-
нального значения. Это достигается подгонкой лекала, поворачи-
вающего рамку ферродинамического датчика вторичного прибора.
Расход воздуха на секцию при помощи дистанционного управле-
ния устанавливается соответствующим положению задатчика воз-
духа и расходу сырых окатышей. Рукоятками «Чувствительность 1»
(делитель сигнала, поступающего от датчика расхода воздуха) и
«Чувствительность 2» (делитель сигнала, поступающего от задат-
чика расхода воздуха на тонну окатышей), расположенными в из-
мерительном блоке регулятора расхода воздуха, добиваются пога-
сания обеих лампочек на электронном блоке этого регулятора. На
вход измерительного блока подключается дополнительный кон-
денсатор емкостью ~50—100 мкф для увеличения постоянной вре-
мени демпфирования. Настройка коэффициента передачи системы
Кс = 3 производится ручками «Скорость связи» и «Длительность
импульса», а сменным сопротивлением устанавливается время изо-
дрома Ти = 250 сек, что соответствует R9 = 12 мом.
Узел регулирования расхода газа настраивается при выведен-
ных коррекциях по расходу воздуха для сжигания топлива и тем-
пературе в горне. Делитель сигнала, поступающего от датчика и
задатчика («Чувствительность 1»), ставится приблизительно в сред-
нее положение и ручками «Скорость связи» и «Длительность им-
пульса» устанавливается коэффициент передачи системы Кс = 2,5,
а сменным сопротивлением — время изодрома Т,л = 4 сек (R9 =
= 0,2 мом). Задатчиком устанавливается расход газа, обеспечива-
ющий температуру в данной зоне согласно технологической карте.
Контур коррекции по расходу воздуха настраивается датчиком,
включенным в систему регулирования соотношения расходов газа
и воздуха, рамка датчика ставится в такое положение, чтобы сиг-
нал, получаемый от него, равнялся нулю. Делитель сигнала
коррекции по расходу воздуха («Чувствительность 2» на измери-
тельном блоке регулятора расхода газа) устанавливается в такое
положение, чтобы изменению расхода воздуха соответствовало
пропорциональное изменение расхода газа. Для этого задатчиком
расхода воздуха изменяется расход воздуха приблизительно на
20%, а поворотом делителя сигнала коррекции достигается 20 % -
ное изменение расхода газа. Коэффициент передачи регулятора
контура регулирования температуры в горне, исходя из того, что
197 •
коэффициент передачи системы равен —2,5 и коэффициент с&ивоа
составляет — 0,4° С/м3/ч, принимается
K~=-fe=<=erf,w°c-
Коэффициент передачи Ki регулятора КП И настраивается де-
лителем сигналов, поступающих от датчика и задатчика темпера-
тур «Чувствительность 1», который устанавливается в среднее
положение, а рукоятка «Степень связи» ставится в такое положе-
ние, чтобы изменение положения указателя задатчика на 100° С
вызывало скачкообразное изменение сигнала на выходе КПП на
30%. Таким образом:
= W = ^от-
делителем сигнала коррекции по температуре «Чувствитель-
ность 3» регулятора расхода газа настраивается коэффициент пере-
дачи контура регулирования расхода газа по корректирующему
воздействию. Делитель ставится в такое положение, чтобы измене-
ние сигнала выхода КПИ на 10% приводило к изменению расхода
газа на 200 м3/ч. Таким образом:
K2=^-=20>W%
К коэффициент передачи регулятора температуры составит
Крег = KiK2 = 0,3-20 = 6 м3/ч/ °C.
Сменным сопротивлением устанавливается время изодрома
Ти = 130 сек (Т?9 = 4,5 мом).
Испытание рассматриваемой системы автоматического регули-
рования теплового режима на обжиговой машине показало, что
она обеспечивает стабилизацию температуры в горне со средне-
квадратичным отклонением, не превышающем 15° С, и стабилиза-
цию количества подводимого тепла, отнесенного на тонну окаты-
шей. При этом изменение количества тепла, подводимого в горн
при изменении количества окатышей, практически не вносит воз-
мущений в узел стабилизации температуры в горне. Время пере-
ходного процесса регулирования расхода тепла на тонну окатышей
не превышает 5—6 мин при изменении подачи сырых окатышей.
Время переходного процесса регулирования температуры при
возмущениях по расходу газа с изменением соотношения расходов
газа и воздуха составляет 7—8 мин, перерегулирование — по-
рядка 10% от возмущающего воздействия.
198
В процессе испытаний для определения возможности управ-
лять производительностью технологической линии средствами
автоматического регулирования без применения вычислительной
техники был опробован макет описанной системы. В этой системе
температура в вакуум-камере зоны рекуперации контролируется
термопарой, вторичный прибор которой формирует сигнал, про-
порциональный значению этой температуры и подает его в измери-
тельный блок регулятора типа КПИ-62, где он сравнивается с сиг-
налом задатчика температуры. Вырабатываемый регулятором сиг-
нал регулирующего воздействия поступает в регулятор расхода
концентрата, направляемого на окомкователь. Таким образом, если
температура под паллетами ниже заданной, расход концентрата
уменьшается, а если эта температура выше заданной, расход кон-
центрата увеличивается. Регуляторы соотношения расходов кон-
центрата, известняка и бентонита соответственно изменяют расход
известняка и бентонита. Эта система испытывалась при включении
регулятора КПИ по пропорциональному и пропорционально-интег-
ральному законам регулирования. Высокий уровень помех, вы-
званных колебаниями расхода концентрата, производительности
окомкователей, скорости движения паллет в результате регулиро-
вания высоты слоя на паллетах приводит к тому, что видимые ре-
зультаты работы регулятора температуры под паллетами дости-
гаются только при коэффициенте передачи системы, составляющем
более 0,3, но при этом возникают автоколебания системы, которые
не исчезают ни при каких настройках регулятора. Устранить ука-
занные помехи демпфированием не удается.
В процессе наладки системы возникла трудность с определе-
нием момента включения регулятора после пуска обжиговой ма-
шины при ее кратковременных остановках. При остановке машины
температура под паллетами в зоне рекуперации возрастает при-
мерно на 100° выше заданной независимо от нагрузки до остановки
машины. Приблизительно только через 30 мин после пуска машины
по температуре под паллетами можно судить о режиме работы
машины. Так как среднее время между кратковременными оста-
новками машины не превышает 3 ч, то, учитывая большое время
переходного процесса системы регулирования (более 1,5 ч), даже
если удастся избежать автоколебаний в системе путем применения
более совершенных регуляторов и уменьшения уровня помех, эта
система окажется малоэффективной.
Поэтому для управления производительностью технологиче-
ских линий, по-видимому, целесообразно применение управляющей
вычислительной машины. Эта машина по результатам анализов
химического состава сырья, качеству сырых и обожженных окаты-
шей, по разработанным алгоритмам может управлять не только
дозировкой компонентов шихты, но и производительностью агре-
гатов, используя в качестве одного из импульсов температуру
под паллетами обжиговой машины.
199
•#
Глава VIII
ФАБРИКА КАК ОБЪЕКТ АВТОМАТИЗИРОВАННОГО УПРАВЛЕНИЯ
Управление технологическими процессами
Как уже указывалось, исследуемая фабрика окомкования со-
стоит из восьми действующих однотипных производственных ли-
ний. Полное развитие фабрики рассчитано на 12 линий. Завершаю-
щей стадией производства является обжиг, так как на этой стадии
шихтовые материалы претерпевают основные химические преобра-
зования. Поэтому измельчение, дозировку, окомкование и др.
можно с известной степенью приближения рассматривать как вспо-
могательные операции, изменяющие в определенных пределах
скорость продвижения материалов, а работа этих агрегатов должна
быть подчинена требованиям обжиговых машин. При правильной
организации деятельности подготовительных участков внеплано-
вые простои фабрики из-за нарушений на этих участках должны
быть минимальными.
Для определения фактического состояния вопроса по управле-
нию технологическим процессом фабрики был собран статистиче-
ский материал, отражающий величины простоев по разным при-
чинам, на основании которых построены графики зависимости
величин внеплановых простоев обжиговых машин из-за неполадок
в этих машинах или по прочим причинам, большую часть которых
составляют простои по вине подготовительных участков. Следова-
тельно, задачей управления является координация деятельности
всех участков фабрики, связанная с перераспределением нагрузок
на агрегаты, изменением транспортных потоков и др., обеспечи-
вающая ритмичную работу обжиговых машин. Для этого на пункте
управления фабрикой необходима наглядная и полная картина
о ходе технологического процесса во всех отделениях фабрики,
о наличии резервных или недоиспользованных мощностей, о нали-
чии запасов сырья и материалов, т. е. всей той необходимой ин-
формации, которая позволит, например, диспетчеру не ограничи-
ваться только составлением отчетных документов, а в течение всей
смены управлять и контролировать работу отдельных звеньев
фабрики. Такая организация даст возможность в значительной
степени ликвидировать существующее противоречие между непре-
рывным характером работы обжигового отделения и прерывистым
характером подачи сырых материалов, а следовательно, и возни-
кающие^ результате этого напряженные ситуации. Отсутствие
ценгрализованного управляющего звена вызывает существенную
неритмичность производства окатышей (рис. 103), приводящую
к значительным потерям мощности оборудования. Величина откло-
нений фактически выполненных сменно-суточных заданий от пла-
новых в среднем составляют 10—11 %, а максимальные отклонения
200
достигают 25% от планового. Эти величины полностью характери-
зуют резервы организации управления производством.
Необходимо установить, являются ли простои оборудования
не только основной, но и единственной причиной, приводящей к не-
ритмичной работе фабрики. С этой целью диаграмму «перевыпол-
нения» планов накладывают на соответствующую диаграмму вне-
плановых простоев (см. рис. 103). Результаты наложения показы-
вают, что далеко не всегда максимум перевыполнения плана соот-
Рис. 103. Диаграмма производительности (/) и простоев
оборудования (2)
ветствует минимуму простоев и наоборот, следовательно, возникла
задача по оценке с помощью какого-либо показателя степени взаи-
мосвязи этих величин. В качестве такого показателя можно вы-
брать коэффициент корреляции между величинами внеплановых
простоев и величинами «перевыполнения» плановых заданий.
Расчеты показывают, что величина коэффициента корреляции
изменяется от 0,5 до 0,6, т. е. хотя величина производительности
обжиговых машин в значительной степени зависит от простоев
оборудования, она не является ее однозначной функцией.
На основе опыта эксплуатации и результатов научно-исследо-
вательских работ можно сделать предположение, что важными
факторами, влияющими на ход технологического процесса произ-
водства окатышей являются показатели качества компонентов
шихты, такие как влажность, гранулометрический и химический
составы.
Существующая неоднородность компонентов шихты, так же как
несовершенство дозировки и подготовки шихты, не обеспечивает
идентичность физико-химических ее свойств и свойств сырых ока-
201
тышей, поступающих на обжиг, что приводит к разной скорости
работы обжиговых машин.
Качество концентрата, бентонита и известняка, поступающих
на фабрику окомкования, непостоянно. Значительные колебания
их химического состава (см. например, рис. 104) нередко превы-
шают допустимые нормы, а частота этих колебаний настолько вы-
сока, что существующие в настоящее время на фабрике техниче-
ские средства ручной обработки информации не позволяют с та-
кой же частотой производить перерасчет режима ведения процесса
Рис. 104. Диаграмма химического состава сырья:
1,2 — соответственно содержание СаО и S в концентрате;
3 — содержание SiO2 в известняке
производства в зависимости от качества сырья, и практически
управление процессом носит интуитивный характер.
Анализ показывает наличие существенной зависимости между
влажностью концентрата и производительностью обжиговых ма-
шин. Коэффициент корреляции этих величин составляет 0,9, что
подтверждает необходимость для сглаживания неритмичности
работы фабрики, а следовательно, и повышения коэффициента
использования оборудования вести процесс производства с учетом
изменения качества сырья, т. е. производить перерасчет режима
ведения технологического процесса при отклонении физико-хими-
ческих свойств сырья в темпе с процессом. Сигнал на корректи-
ровку технологических режимов должен формироваться автома-
тически на основе данных химической лаборатории о качестве
сырья. Неритмичность работы фабрики окомкования и нестабиль-
ность физико-химических свойств шихты влияют на качество выпу-
скаемых окатышей. С народнохозяйственной точки зрения каче-
ственные показатели окатышей (содержание железа, серы, основ-
ность, прочность и др.) имеют не менее важное значение, чем коли-
чественные. Так, снижение содержания серы в окатышах на 0,01 %
значительно уменьшает расход кокса при выплавке чугуна.
Расчеты коэффициентов корреляции между показателями качества
202
готовых окатышей и производительностью обжиговых машин по-
казали, что наибольшая взаимосвязь существует между произво-
дительностью и такими показателями качества окатышей, как
основность, барабанная проба и содержание серы.
Следовательно, в процесс управления производством окатышей
необходимо ввести обратную связь в виде корректирующего сиг-
нала «отклонения» качества готовой продукции, вызывающего
перерасчеты тех или иных параметров ведения процесса. Резуль-
таты проведенных работ позволили количественно оценить степень
влияния некоторых режимных параметров на показатели качества
готовых окатышей. Так, установлено, что на прочность окатышей
существенное влияние оказывают температура обжига, высота
слоя и время пребывания окатышей в зоне высоких температур.
На барабанный показатель в значительной степени влияет удель-
ный расход тепла и температура обжига. На содержание серы в ока-
тышах и десульфурацию существенно влияют удельный расход
тепла и время пребывания окатышей в зоне высоких температур.
На содержание закиси железа в большой степени влияет темпера-
тура обжига и время пребывания окатышей в зоне высоких темпе-
ратур.
Следует, однако, указать, что оценка степени влияния режим-
ных параметров на показатели качества окатышей не решает за-
дачу определения функциональных зависимостей между этими
величинами и процесс производства окатышей все еще остается не
достаточно изученным как объект управления. Следует продол-
жить работы с использованием вычислительной техники, которая
будет установлена на фабрике. Было бы целесообразно определить
близкие к оптимальным режимы ведения процесса обжига для раз-
личных Химических составов входных компонентов. Решение этой
задачи при существующей на фабрике системе контроля процесса
связано со следующими затруднениями: во-первых, основной парк
приборов контроля в настоящее время представлен самописцами,
обработка дисковых и ленточных диаграмм которых для целей
изучения процесса неудобна, во-вторых, одновременно с регистра-
цией отклонения технологического параметра необходимо иметь
регистрацию времени отклонения качества готовых окатышей дан-
ной партии и качества входных компонентов, что при имеющихся
на фабрике технических средствах осуществить практически
невозможно.
Следовательно, для решения задачи, связанной с исследованием
процесса с целью определения математических зависимостей
между технологическими параметрами, необходимо иметь указан-
ную выше информацию о процессе, нанесенную на носители, при-
годные для последующей машинной обработки, и строго согласо-
ванную по времени. Такое изучение процесса позволяет наиболее
полно изучить процесс как объект управления, сократить колеба-
ния качества продукции, прогнозировать время окончания обжига
203
и качества готовых окатышей. Это также позволит уменьшить рас-
ходы вспомогательных материалов и энергоносителей а также в зна-
чительной степени сократить потери производства.
Устранение перечисленных недостатков следует начинать с пра-
вильной организации опробования и проведения химических ана-
лизов.
Приведенный анализ показывает, что основными причинами,
вызывающими неритмичность производства окатышей и, как след-
ствие этого, не полная загрузка оборудования, колебания качества
готовой продукции и ухудшение экономических показателей ра-
боты фабрики, является отсутствие координирующего звена опе-
ративного управления фабрикой.
Колебания физико-химических свойств входных компонентов
практически не учитываются при ведении технологического про-
цесса. Информация о качестве работы отдельных участков фабрики
поступает с большим запаздыванием и фактически является только
отчетной, а не управляющей. Существующие на фабрике средства
контроля, представления и обработки технологической информа-
ции затрудняют решение задач, связанных с исследованием про-
цесса. Напряженные ситуации, возникающие в результате не-
ритмичной работы фабрики, приводят к преждевременному выходу
оборудования из строя. Поэтому целесообразность применения для
управления технологическими процессами на фабрике вычисли-
тельной техники, обеспечивающей централизацию контроля, рас-
четов и быстрого представления в удобном виде информации и ко-
мандных сигналов, не вызывает сомнений.
Планирование, учет и отчетность
Такие задачи, как планирование производства, себестоимость,
хозрасчет капитальных и средних ремонтов, составление отчетно-
сти, решаемые плановым отделом фабрики, играют важную роль
в управлении производством. Особое значение придает этим зада-
чам то, что будучи прогнозирующими, большая часть из них яв-
ляется также многовариантными.
Анализ работы планового отдела фабрики показывает, что
основными трудностями, возникающими в существующей системе
планирования, являются трудоемкость планово-экономических
работ, вследствие чего снижается действенность планов из-за
их запаздывания (планы поступают примерно к 10 числу планируе-
мого месяца). Отсутствуют необходимые средства обработки ин-
формации, что не позволяет перебрать несколько вариантов
планов, выбрав наиболее оптимальный; с точки зрения критерия
управления отсутствует корректировка плановых заданий в ходе
выполнения месячного плана; нет глубокого и всестороннего ана-
лиза загрузки оборудования и более полного использования мощ-
ностей.
204
Поскольку задачи планирования прямо связаны с ритмом про-
изводства, приведенные на рис. 103 диаграммы выпуска окатышей
наглядно свидетельствуют о необходимости совершенствования
существующей системы планирования и управления.
В связи с переходом на новую систему планирования и эконо-
мического стимулирования особенно повышается роль хозрасчета,
который будет осуществляться не только по участкам, но и по
бригадам. В настоящее время решение этой задачи на фабрике
связано как с трудностями фактического учета затрат на производ-
ство, так и с большой загруженностью работников планового
отдела.
Значительным недостатком планирования является также и то,
что оценка результатов работы участков производится только на
основании количественных данных о их работе, без учета каче-
ственных показателей. Из анализа задач бухгалтерии фабрики
окомкования видно, что эти задачи являются емкими как по коли-
честву входной информации, так и по операциям обработки. Число
документов, которыми оперирует бухгалтерия только при решении
задач учета, достигает 5 тыс. в месяц, а время на их обработку со-
ставляет 600 ч. Значительную часть времени занимает простое пере-
писывание показателей из одних документов в другие. Так, опе-
рация разноски показателей по документам, при существующем
объеме перезаписей порядка 8 тыс. в месяц составляет 15 чел./смен.
В связи с этим время, затрачиваемое на обработку документов, со-
кращается, значительно увеличивая загрузку счетных работников.
Например, время, необходимое для обработки одного документа,
должно составлять 0,4 ч, в то время как фактически на обработку
каждого документа приходится 0,3 ч.
Существующая загрузка счетных работников вызывает запаз-
дывание в решении бухгалтерских задач, и результаты решения
являются лишь отчетными. Такое положение вызвано в основном
отсутствием средств механизации вычислительных работ и средств
оргатехники, которые позволили бы не только сообщить новое
качество учетным задачам — осуществлять оперативный учет,
но и вести его более детализированно. Поскольку задачи учета
являются характеристикой хозяйственной деятельности фабрики,
то целесообразно использовать такой показатель как «оперативный
учет» в качестве корректирующего сигнала при оперативном управ-
лении процессом производства окатышей.
Еще одной важной характеристикой, отражающей степень
соблюдения технологического режима ведения процесса, является
оперативная себестоимость, которую, как и задачи «оперативного
учета», следует использовать в управлении технологическим про-
цессом производства окатышей. Существующая периодичность
расчета себестоимости не может удовлетворить требованиям опера-
тивного управления, так как ввиду недостатка исходной информа-
ции большая часть статей при расчете декадной себестоимости
205
берется как условно-постоянные величины, и рассчитанная таким
образом себестоимость является ориентировочной. Кроме того,
загруженность счетных работников бухгалтерии не позволяет
детализировать этот расчет.
Приведенные результаты анализа работы планового отдела и
бухгалтерии фабрики окомкования свидетельствуют о наличии
ряда недостатков, которые не могут быть устранены при существу-
ющих средствах сбора и обработки информации.
По указанным причинам разработана автоматизированная си-
стема управления технологическими процессами и производством
на одной из фабрик окомкования с применением средств вычисли-
тельной техники.
Автоматизированная система управления фабрикой
окомкования
При создании системы управления использованы алгоритмы,
разработанные институтом «Уралмеханобр», уточнены функции
автоматизированной системы с учетом предложений ССГОКа и
технических условий заводов-поставщиков аппаратуры вычисли-
тельного комплекса, телемеханической аппаратуры для диспетче-
ризации фабрики окомкования и аппаратуры автоматизации техно-
логических процессов. Автоматизация управления фабрикой оком-
кования позволит оптимизировать процесс управления фабрикой
путем централизации сбора и увеличения возможностей перера-
ботки информации с использованием вычислительной машины и
улучшения условий сбора и передачи информации, что также позво-
лит более своевременно и полно рассмотреть достаточное число
вариантов режимов работы, определить наиболее выгодные из них
при данной ситуации и характеристиках производственного про-
цесса.
Тесная взаимосвязь задач, связанных с управлением техноло-
гическим процессом и производством в условиях фабрики окомко-
вания, значительная общность исходной и перерабатываемой ин-
формации в различных задачах управления обусловили возмож-
ность создания'единой комплексной системы управления техноло-
гическим процессом и производством фабрики окомкования. Такое
решение позволит наиболее полно использовать математические
методы и выбранный комплект вычислительных средств.
Структура автоматизированной системы управления фабрикой
окомкования построена в двух уровнях. На первом уровне с мест-
ных щитов и пультов, установленных в девяти операторских пунк-
тах, осуществляется непосредственное управление технологиче-
скими процессами и механизмами (рис. 105). Операторы осуще-
ствляют управление (пуск, остановку, установку задания регуля-
торам и пр.) механизмами, агрегатами, потоками, координируют
работу отдельных звеньев; поддерживают заданный технологиче-
206
I — вычислительный центр фабрики; И — диспетчерский пункт; III — операторский пункт склада бентонита и известняка; IV — то же.
участка измельчения; V — то же, окомкования и обжиговых машин; VI— то же, участка сортировки и отправки окатышей; VII—лаборатория
ский режим; в случае, когда отсутствуют местные системы автома-
тики, контролируют ход технологического процесса и воздейст-
вуют на него при отклонении от нормальных режимов по рекомен-
дации автоматических приборов или вычислительных устройств;
руководят производственным персоналом на данном участке; при
отсутствии возможности дистанционного воздействия на процесс
дают указания о необходимых действиях на места, обеспечивают
ритмичную работу участка в течение смены, организуют работы по
ликвидации аварийных состояний.
В функции оператора участка складирования известняка и
бентонита и дробления известняка входит координация работы
низовых звеньев от поступления сырья до подачи его на измельче-
ние. Управление участком осуществляется из операторского
пункта № 1.
В функции оператора участка измельчения входит управление
технологическим процессом измельчения, включая тракт подачи
материала в шихтовые бункера и загрузку шихтовых бункеров
отделения окомкования. Координация работы участка ведется
из операторского пункта № 2.
Отделения окомкования и обжига окатышей организационной
структурой разбиты на шесть самостоятельных участков, управляе-
мых операторами. Каждый участок включает две обжиговые ма-
шины и шесть окомкователей (по три на одну машину).
В функции оператора входит управление технологическим
процессом шихтовки и окомкования, подачи сырых окатышей на
обжиг и обжиг окатышей. Управление производством на этих уча-
стках осуществляется из операторских пунктов № 3—8.
Участки подачи готовых окатышей в корпус сортировки, сорти-
ровка и складирование готовых окатышей, отгрузка окатышей по-
требителю и тракт подачи окатышей на постель подчинены отдель-
ному оператору, который размещается в операторском пункте № 9.
Вторым уровнем структуры является вычислительно управля-
ющий комплекс, состоящий из диспетчерского пункта фабрики и
вычислительного комплекса, созданного на основе модели М-1000
АСВТ. Диспетчер фабрики, являясь оперативным руководителем
фабрики, в смене выполняет следующие функции: контроль выпол-
нения сменно-суточных заданий отделениями и фабрикой в целом,
координация деятельности операторов отдельных участков, кон-
троль за основными параметрами, характеризующими загрузку
оборудования и качество ведения процессов, контроль запасов
сырья.
Проектом предусмотрено поэтапное внедрение автоматизиро-
ванной системы управления. На первом этапе развития при помощи
вычислительного комплекса решаются следующие задачи управле-
ния технологическими процессами: централизованный контроль
технологических процессов; прогнозирование качества обожжен-
ных окатышей при установленных значениях технологических
208
параметров и текущих химических и ситовых анализах; оператив-
ный производственный учет; расчет состава шихты, поступающей •
в окомкователи; накопление статистических данных; расчет корре-
ляционных зависимостей; составление и решение уравнений мно-
жественной регрессии по качеству готовых окатышей.
На основе этих данных техническим руководством фабрики и
исследовательскими организациями пройзводятся исследования
фабрики в целом и отдельных агрегатов как объектов управления.
Уточняют уже разработанные и разрабатывают новые алгоритмы.
Результатом отработки решения задач первого этапа явится работа
системы в режиме «Совета», т. е. выдача операторам рекомендаций
по оптимальному ведению процесса.
На втором этапе по мере освоения задачи управления процес-
сом в режиме «Совета» вычислительный комплекс начинает рабо-
тать в замкнутом цикле с технологическими агрегатами. В этом
режиме управляющие воздействия в виде коррекций выдаются из
вычислительного комплекса непосредственно на задатчики систем
автоматического регулирования технологических агрегатов и про-
цессов. В проекте заложены технические средства, обеспечивающие
все этапы внедрения.
В части управления производством проектом решается задача
оперативного планирования вплоть до разработки сменно-суточ-
ных графиков. Систематизированная обработка данных централи-
зованного контроля обеспечивает оперативно-производственный
учет—составление сменно-суточного рапорта диспетчера фабрики,
что позволит оперативно управлять производством и выполнять
оперативный анализ работы фабрики на основе получаемой ин-
формации.
Оперативно-диспетчерская информация включает информацию
о состоянии работающего оборудования, о материальных резервах,
о возможностях работы смежных участков, об изменении техноло-
гических параметров в ходе процесса. Часть этой информации слу-
жит для составления отчетных документов, производства экономи-
ческих и технических расчетов.
Управление процессом построено на принципе сравнения ин-
формации о текущих значениях параметров с установкой и выра-
боткой сигналов отклонения. Например, перерасчет шихты произ-
водится на основе информации о химическом анализе сырья, сырых
и обожженных окатышей и выдачи на табло советов операторам
соответствующих рекомендаций по ведению процесса.
При решении задач, связанных с управлением производством
в части оперативного планирования, предусмотрен следующий
порядок функционирования системы: исходные документы для
оперативного планирования (такие, как график работы фабрики
окомкования, график планово-предупредительных ремонтов, план
производства окатышей, план по участку измельчения) поступают
в группу приема и выдачи информации. Здесь документы прини-
14 В. Р. Ксендзовский 209
маются, фиксируются, проверяется соответствие их сопроводи-
тельным ярлыкам. Далее информация, содержащаяся в докумен-
тах, наносится на перфокарты соответственно макетам. Перфо-
карты после контроля (верификации) передаются для ввода в вы-
числительный комплекс и решения задачи по представленному ал-
горитму. Результаты решения выводятся на печать и через группу
приема и выдачи передаются заказчикам, в частности плановому
отделу, где сменно-суточные графики утверждаются, откуда они
поступают к диспетчеру и операторам фабрики.
Задачи, решаемые системой автоматизированного управления и
связанные с контролем и управлением технологическим процессом,
предъявляют повышенные требования к средствам сбора и обра-
ботки информации, а также структуре их построения. Ограничен-
ность комплекта вычислительного комплекса М-1000 в части пери-
ферийных устройств, а также некоторая громоздкость структуры
построения системы сбора и передачи информации, созданной на
базе АСВТ, обусловили применение в качестве системы сбора и
передачи информации телемеханической системы ТМ-300 в совокуп-
ности с устройством согласования (УСВМ) систем ТМ-300 и АСВТ
(рис. 106). Таким образом, в комплект технических средств АСУ
входят вычислительный комплекс, созданный на базе модели
М-1000 АСВТ, телемеханическая система ТМ-300, устройство согла-
сования системы ТМ-300 с М-1000 АСВТ (УСВМ), комплекс техни-
ческих средств диспетчеризации и связи. Данная структура техни-
ческих средств обеспечивает: сбор, передачу и обработку информа-
ции для централизованного контроля технологических процессов;
выдачу рекомендаций и обработанной технологической информа-
ции операторам участков для ведения процесса; поступление к дис-
петчеру необходимой информации, как по расписанию, так и по его
запросу; ввод, обработку и выдачу информации при решении инже-
нерных задач и задач управления производством.
Основой вычислительного комплекса М-1000 является специа-
лизированный процессор (СПР), оперативное запоминающее уст-
ройство (ОЗУ) и полупостоянное запоминающее устройство
(ППЗУ). СПР по линии связи второго ранга (ЛС-2А) связан с внеш-
ними устройствами, имеющими ранг 2А.
К системе математического обеспечения (СМО) предъявляют
следующие требования: СМО необходимо строить по блочному
принципу с обеспечением возможностей компоновки различных
вариантов в зависимости от изменения состава системы. Она дол-
жна обеспечивать работу системы в реальном масштабе времени.
СМО должна иметь организующую систему, выполняющую сле-
дующие функции: программное обслуживание и контроль техни-
ческих средств. Эта часть организующей системы (супервайзер)
является программным продолжением технических средств ма-
шины, дополняет их и представляет с ними единое целое. СМО
должна осуществлять логическое управление АСУ и организацию
210
эффективного вычислительного процесса (монитор). Эта часть си-
стемы должна организовывать связи с операторами и объектами
управления, управлять ходом процесса обработки информации при
помощи системы предписаний; организовывать загрузку трансля-
тора с мнемокода М-1000, отлаживать и запускать программы
в работу.
СМО должна иметь транслирующую систему, в состав которой
должны входить: мнемокод М-1000 и транслятор с него; библио-
тека проблемно-ориентированных программ, предназначенных для
решения следующих задач: сбора и первичной обработки информа-
ции, регулирования и сигнализации, типовых алгоритмов управле-
ния технологическими установками, инженерно-технических и
сложных экономических задач. СМО модели М-1000 удовлетворяет
всем перечисленным требованиям. В состав математического обес-
печения системы входят также программы, разработанные Тби-
лисским научно-исследовательским институтом средств автомати-
зации (ТНИИСА) для алгоритмов решения технологических задач
системы.
На ближайшее время намечено смонтировать и испытать в про-
мышленныхуусловиях систему для определения эффективности
этой’системы и решения вопроса о ее распространении на других
фабриках.
ЛИТЕРАТУРА
1. X а р а ш Л. И. и др. Состояние и развитие производства окатышей.
Труды института «Механобр», 1966.
2. К о р о т и ч В. И. Теоретические основы окомкования железорудных
материалов. Изд-во «Металлургия», 1966.
3. Маяковский А. И., Селезнев А. Е. Окускование железо-
рудных концентратов. Металлургиздат, 1961.
4. Патковский А. Б. Фабрики для окускования рудного сырья.
Изд-во «Металлургия», 1964.
5. Б у л ы ч е в В. В., Болдырев В. Е. Новое оборудование обо-
гатительных фабрик. Изд-во «Недра», 1967.
6. Г р а у р И. Ф. н др. Сталь, 1968, № 2, с. 97.
7. Б о г м а А. С., В и т ю г и н В. М. Разработка методики оценки ком-
куемости тонкоизмельченных материалов. Известия Томского политехнического
института, т. 175, Томск. Книжное издательство, 1967, с. 15.
8. Витюгин В. М., Б о г м а А. С. Изв. вузов. Черная металлургия,
1968, т. 177, с. 10.
9. Б е р м а н Ю. А., Ковалев В. Н. Обогащение руд, 1966, № 4.
с. 12.
10. Г у б и н Г. В., и др. Сталь, 1966, № 1, с. 7.
11. Я р х о Е. Н., Спектор А. Н. Получение и упрочнение окатышей
тонкоизмельченных железных руд и концентратов. ЦНИИПИ, 1965.
12. Клиновицкий М. Д., Копелович А. П. Автоматический
контроль и регулирование в черной металлургии (Справочник). Изд-во «Метал-
лургия», 1967.
13. Арутюнов О. С. Датчики состава и свойств вещества. Изд-во «Энер-
гия», 1966.
14. Б е р л и н е р М А. Электрические измерения, автоматический кон-
троль и регулирование влажности. Изд-во «Энергия», 1965.
15. Л а п ш и н А. А. Электрические влагомеры. Госэнергоиздат, 1960.
16. Козлов М. Г., Пантелеева Л. А. Измерение влажности мате-
риалов методом ядерно-магнитного резонанса. Труды НИИ «Теплоприбор»,
ЦИНТИЭЛЕКТРОПРОМ, вып 2, 1962.
17. С к р и п к о А. Л. В сб. «Автоматизация химических производств»,
вып. I и III, 1961, с. 17.
18. П е т р о в И. К., Щукин А. И. Методы и отечественные приборы
для автоматического контроля и регулирования влажности твердых тел (обзор).
ЦИНТИЭЛЕКТРОПРОМ, 1962.
19. Спенсер-Грегори К., Роу р к е Я. Гигрометрия. Метал-
лургиздат, 1963.
20. С ы р о м я с с к и й В. А. и др. Механизация и автоматизация произ-
водства, 1968, № 2, с. 5.
21. Б о л о т о в Ю. А., Д р и м б о А, В. Сталь, 1969, № 10, с. 884.
22. Л и б х а в с к и X, А. и др. Применение поглощения и испускания
рентгеновских лучей. Изд-во «Металлургия», 1964.
23. Г л и н к о в М. А. Основы общей теории печей. Металлургиздат, 1962.
213
1965^ ^авленко В' А- Газоанализаторы. Изд-во «Машиностроение»
25. И т к и н Г. Е., 3 а к р ы т н о й О. Ф. Горный журнал, 1968, № 8,
с. 52.
26. Б е л я к о в А. С. Сталь, 1966, № 11, с. 62.
27. Схиртладзе Э. В.идр. Бюллетень ЦНИИЧМ. 1968, № 23, с. 34.
1967^ Шевченко В. И. Магнитоанизотропные датчики. Изд-во «Энергия»,
29. Skillings Mining Review, 1967, v. 56, No 52, p. 12.
30. Engineering and Mining J., 1967, No 4, p. 19.
31. Mining Journal, 1966, No 6, p. 31.
32. Mitsubishi denku giho, 1967, No 9, p. 18.
33. Canadian Mining and Meta Hurgical Bulletin, 1964, № 29, p. 22.
34. Дудников E. Г. Основы автоматического регулирования тепловых
процессов. Госэнергоиздат, 1956.
35. С т е ф а н и Е. И. Основы расчета настройки регуляторов теплоэнерге-
тических процессов. Госэнергоиздат, 1960.
36. Копелович А. И. Автоматическое регулирование в черной метал-
лургии. Изд-во «Металлургия», 1966.
37. Л е р н е р А. Я. Введение в теорию автоматического регулирования.
Машгиз, 1958.
38. Фельдбаум А. А. Основы теории оптимальных автоматических
систем. Физматгиз, 1963.
39. Айзерман М. А. Лекции по теории автоматического регулирования.
Физматгиз, 1958.
40. И ц к о в и ч Э. Л. Статистические методы при автоматизации произ-
водства. Изд-во «Энергия», 1964.
41. Нещерет И. И, Механическое оборудование агломерационных
фабрик. Металлургиздат, 1961.
42. Солодовников В. И., Усков А. С. Статистический анализ
объектов регулирования. Машгиз, 1960.
43. К с е и д з о в с к н й В. Р. В сб. «Самонастраивающиеся системы»,
Изд-во «Наука», 1965, с. 374.
44. А л ф е р о в К. В. Бункеры, затворы, питатели. Машгиз, 1946.
45. В е и т ц е л ь Е. С. Теория вероятностей. Физматгиз, 1962.
46. Р о в е и с к и й И. И. и др. Сталь, 1967, № 7, с 613.
47. А и д е р с о н Т. Введение в многомерный статистический анализ.
Физматгиз, 1963.
48. К о й ш и б а е в Б. А. и др. Об автоматической оптимизации агломера-
ционного процесса. Изд-во «Наука», 1968.
49. И в а х н е и к о А. Г., Лапа В. Г. Кибернетические предсказываю-
щие устройства. Изд-во «Наукова думка», 1965.
50. Д о к у ч а е в П. Н. и др. Исследование влияния бентонитов различ-
ных месторождений на окомкование Соколовско-Сарбайских железорудных
концентратов. Черметинформация, 1967, сер. 3, информ. 15.
51. И о х в н с и е в А. Н. и др. Сталь, 1966, № 11, с. 969.
52. Сандригайло Н. Ф. и др. Опыт пуска и освоение фабрики оком-
кования ССГОКа. Черметинформация; 1967, сер. 3, информ. 7.
53. Н а л и м о в В. В. Статистические методы описания химических и ме-
таллургических процессов. Металлургиздат, 1963.
54. Абрамов В. С., Михалевич А. Г. Сталь, 1961, № 6, с. 481.
55. А с т а х о в А. Г., Ф е д о р о в с к и й Н. В. Автоматизация процес-
сов окускования железных руд и концентратов, Киев, Изд-во «Техника», 1965.
56. X о х л о в Д. Г. и др. Сталь, 1957, № 6, с. 484.
57. Ю с ф и н Ю. С., Р а ж а в с к и й Л. И. Автоматическое управление
агломерационным”процессом. Черметинформация, 1968, сер. 4, № 9.
58. Нестеров Г. С. Информационный бюллетень ЦНИИЧМ, 1963, сер. 3,
информ. 5.
214
59. Вол ков А. А., Ми хал евич А. Г. Определение качества агло-
мерата измерением его магнитных свойств. Бюллетень ЦНИИ ЧМ, 1960, № 4. с, 7.
60. Челюсткин Л._Б. Применение вычислительной техники для управ-
ления металлургическими агрегатами. Металлургиздат, 1960.
61. Лисовский Д. И. и др. Бюллетень «Цветная металлургия», 1967,
№ 11, с. 12.
62. G е t t у W i 1 1 i a m Р. Iron and Steel Engr., 1968, v. 45, No 7, p. 74.
63. Sturgeon James H. Iron and Steel Engr., 1968, No 6, p. 203.
64. С о о k e S., Ban T. Journal Mining Engineering, 1952, No 11, p. 50.
65. С о о k e S., S t о w a s s a, Journal Mining Engineering, 1952, No 12,
p. 49.
66. Mining Engineering, 1965, No 7, p. 157.
67. К а п e л ь Ф. и др. Черные металлы, 1964, No 21, с. 10.
68. Singer D., Demjen C. Messen-Steuerm-Regeln, 1968, H. 11,
No 11, S. 409.
69. Canadian Minning and Metallurgical Bulletin, 1964. v. 57, No 629.
70. К а г а и о в В. Ю. и др. Сталь, 1968, № 2, с. 11.
71. Трапезников В. П. Автоматика и телемеханика, 1969, № 1, с. 5.
72. Ксендзовский В. Р. Приборостроение, 1966, № 9, с. 13.
73. Р о т а ч Б. Я- Расчет настройки промышленных систем регулирования.
Госэнергоиздат, 1961.
74. Бендриков Г. А., Теодорчик К-Ф- Траектории корней ли-
нейных автоматических систем. Изд-во «Наука», 1964.
75. Г о з е и б у к Л. Г. и др. Бюллетень ЦНИИТЭИЧМ, 1969, № 2, с. 19.
76. К о г а и Б. Я- Электронные моделирующие устройства и их применение
для исследования систем автоматического регулирования, ГИФМЛ, 1963.
77. Ксендзовский В. Р. Автоматизация печей огнеупорной промыш-
ленности. Изд-во «Металлургия», 1967.
78. М о р о с а и о в И. С. Релейные экстремальные системы. Изд-во
«Наука», 1964.
79. Б о р ц Ю. М. и др. Десульфурация офлюсованных окатышей при об-
жиге. Бюллетень ЦНИИТЭИЧМ, 1969, № 16. с. 45.
80. М а й з е л ь Г. М. и др. Бюллетень ЦНИИТЭИЧМ, 1969, № 16, с. 18.
81. Wiadom, hutn, 1968, 24, No 2, S. 43 и 48.
82. В e г м а н Е. Ф. Окускование руд и концентратов. Изд-во «Металлур-
гия», 1968.
83. Гегешидзе М. В., Астахов А. Г. Автоматизация агломера-
ционного и доменного производства. Киев, Изд-во «Техника», 1969, с. 42.
84. Д р и м б о А. Д. и др. Бюллетень ЦНИИТЭИЧМ, 1969, № 11. с. 1.
85. К у р о ш А. Г. Высшая алгебра. Физматгиз, 1955.
86. Ф е д о р о в с к и й Н. В. и др. Автоматизация агломерационного
Производства, Киев, Изд-во «Техника», 1969.