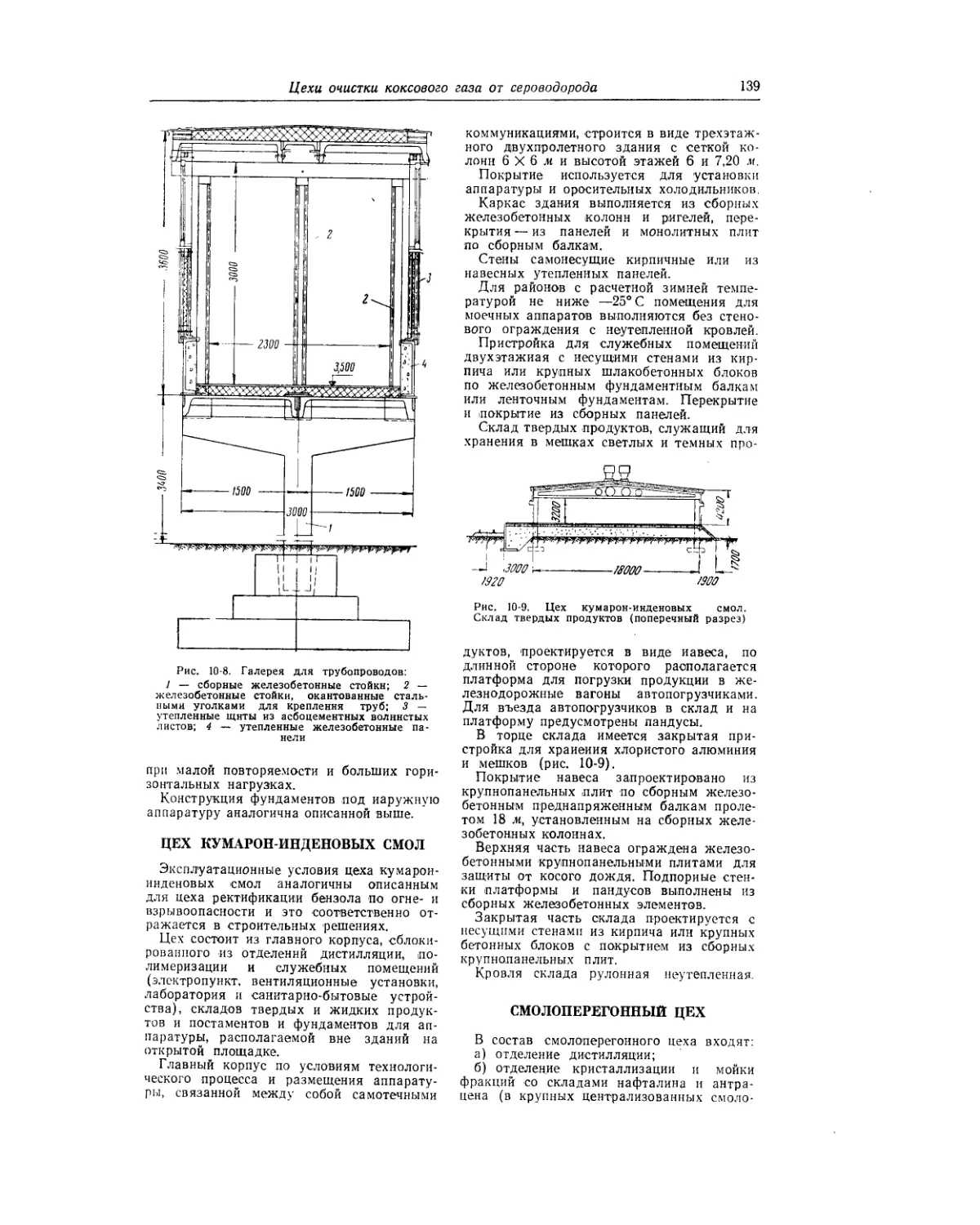
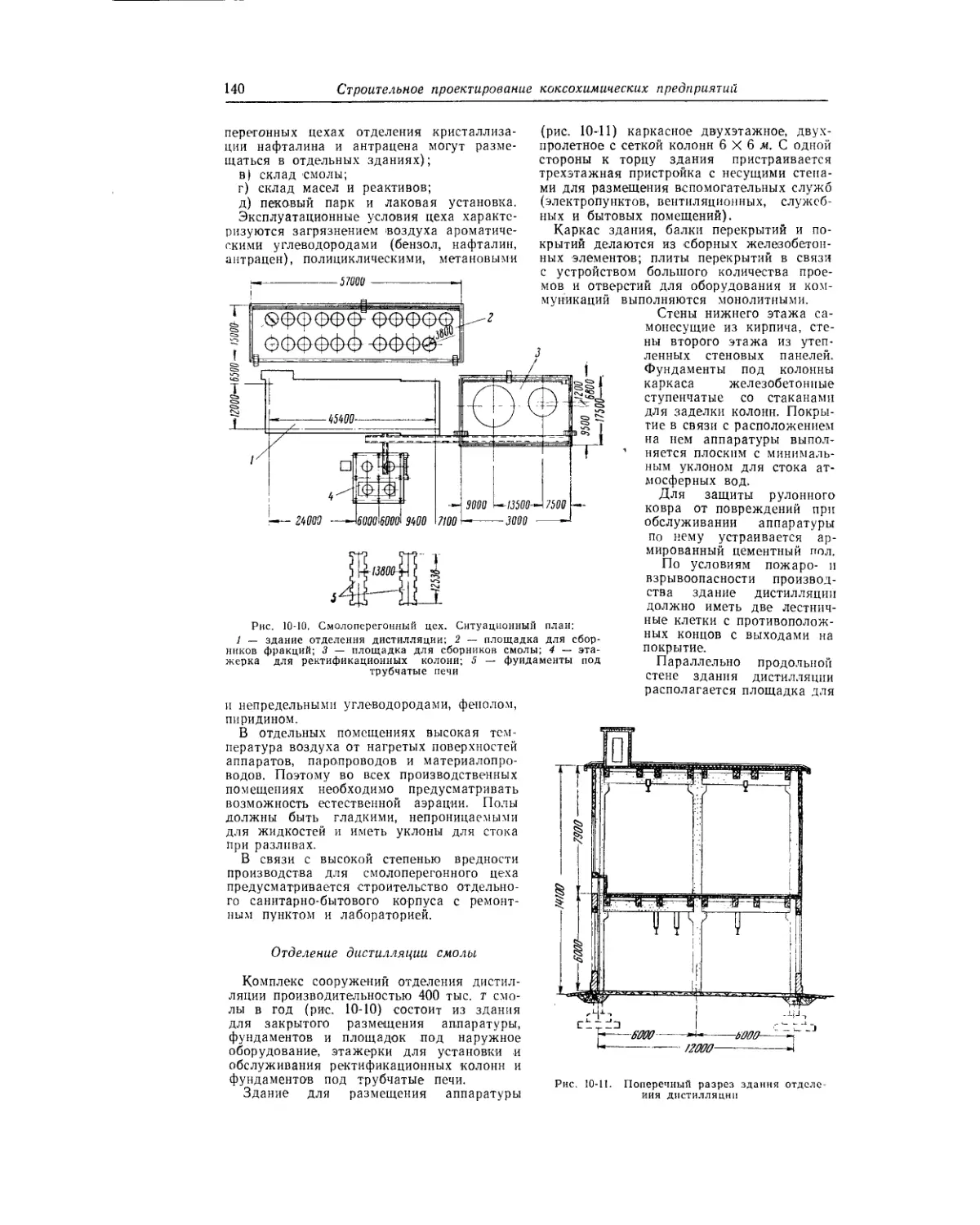
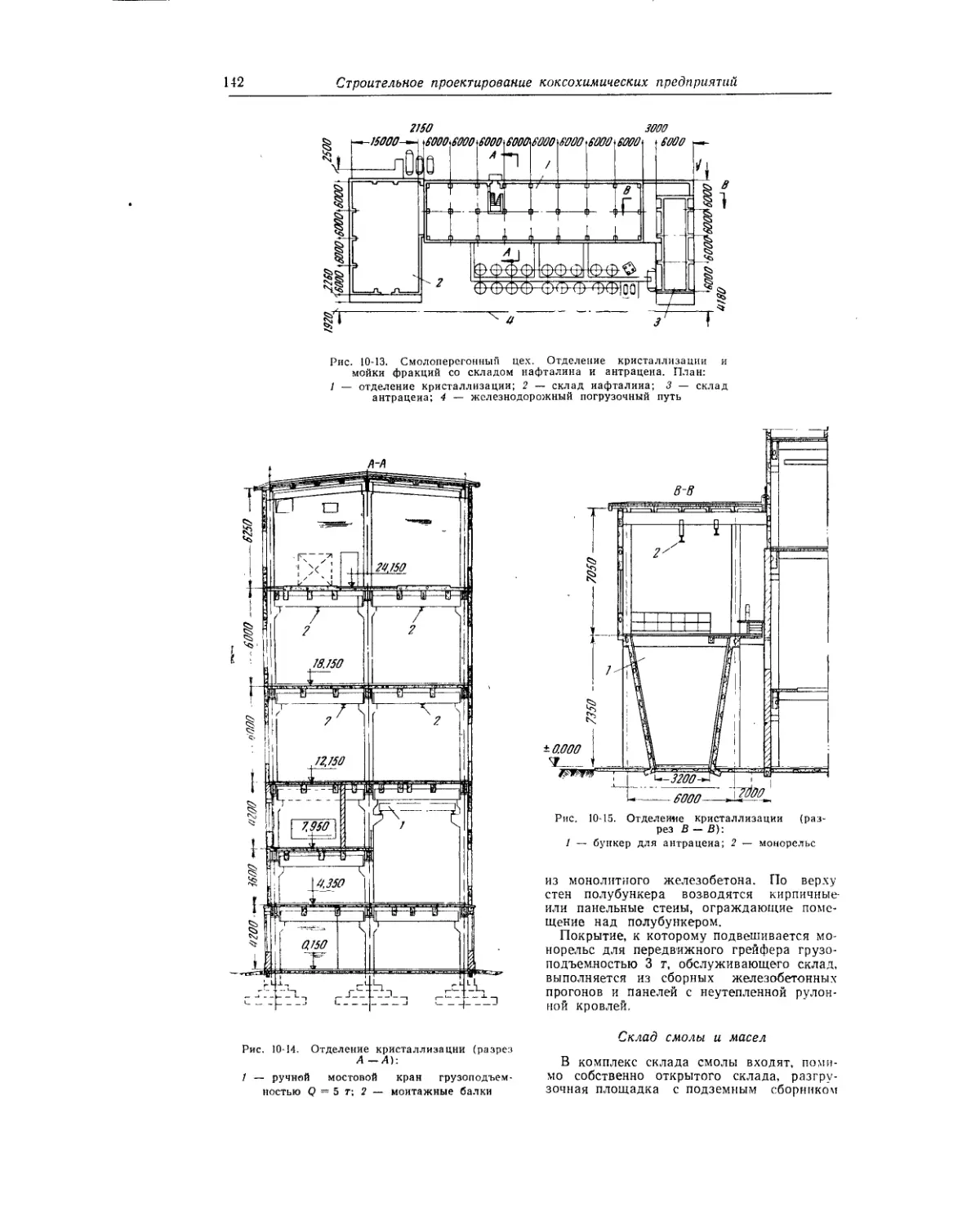
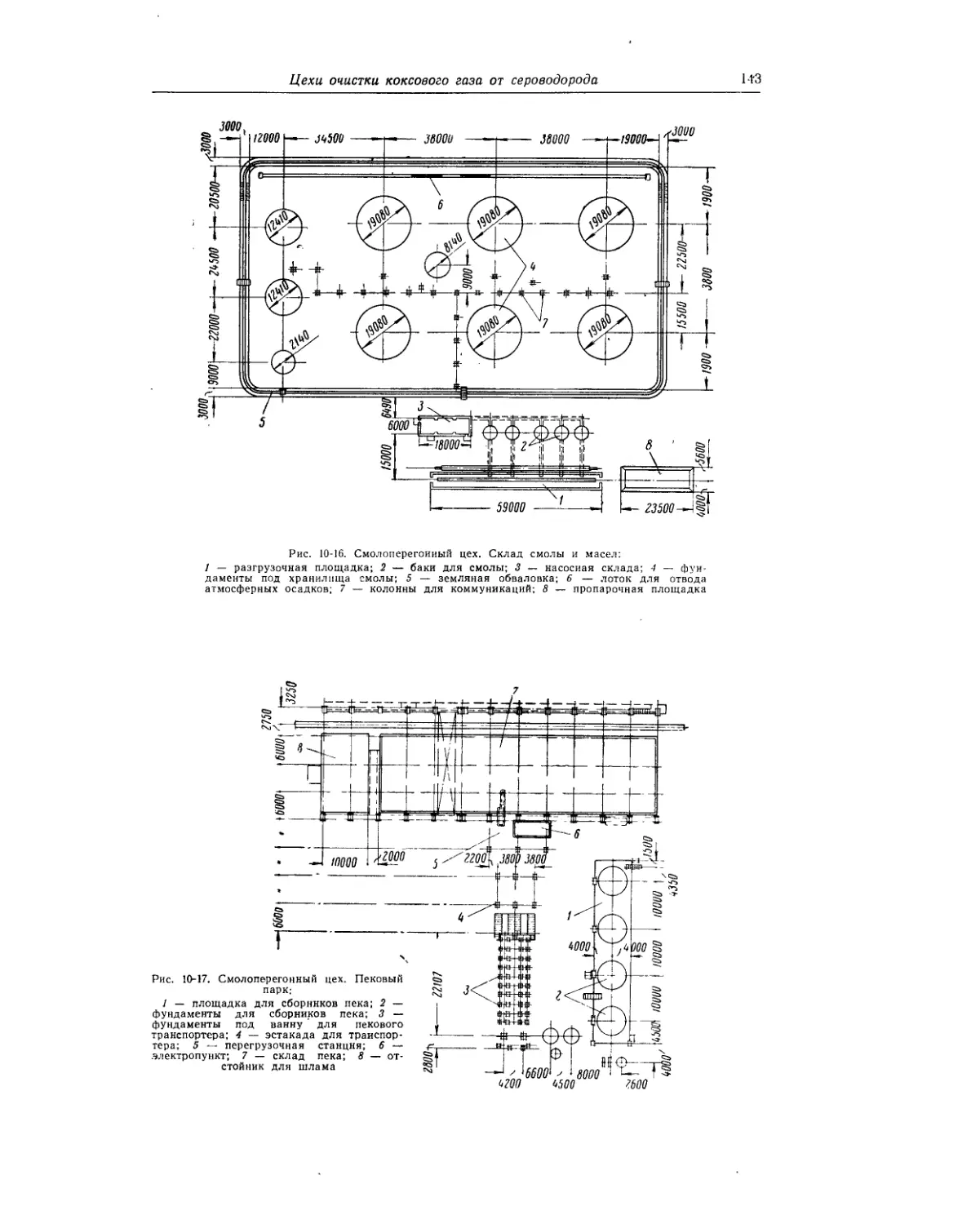
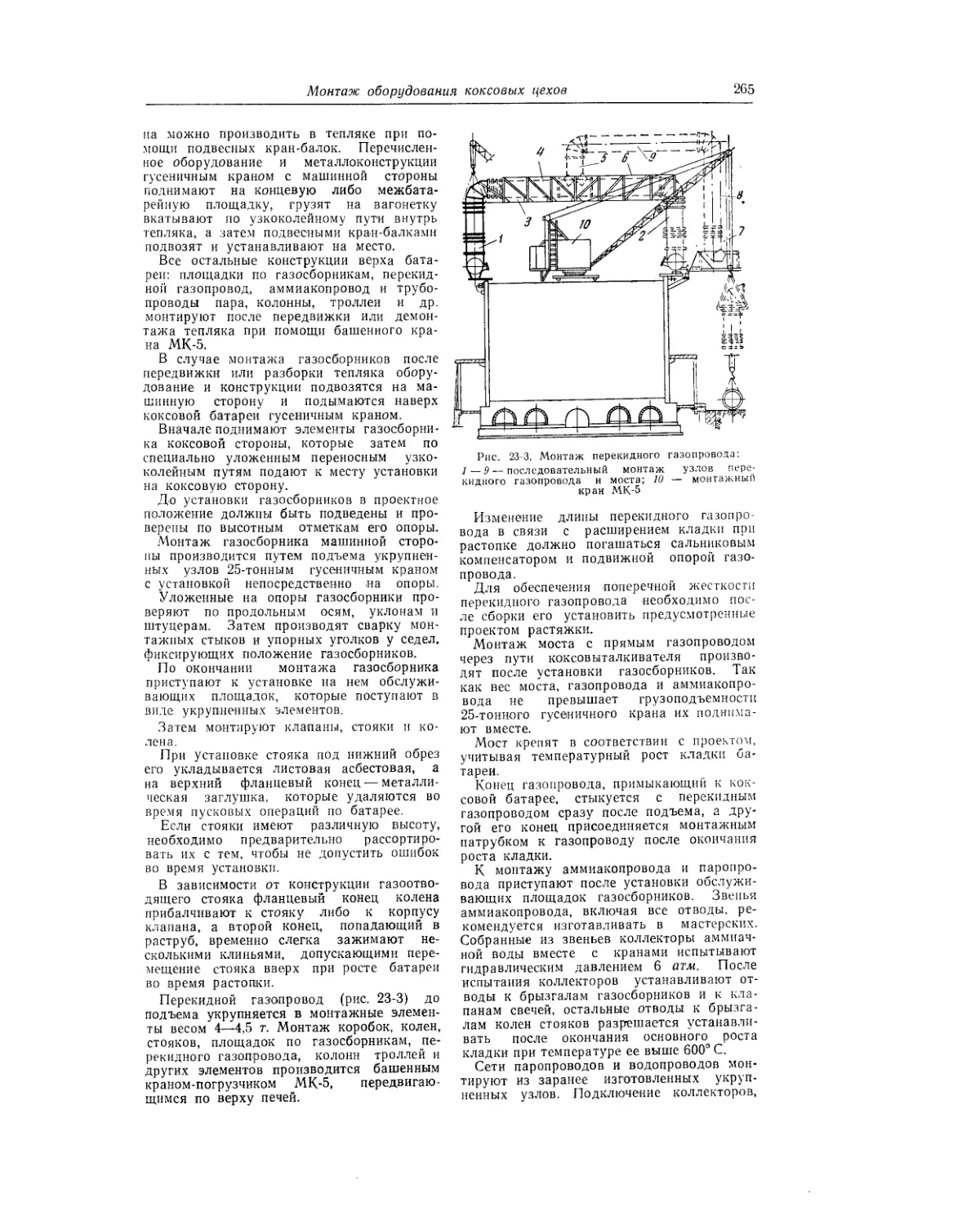
/






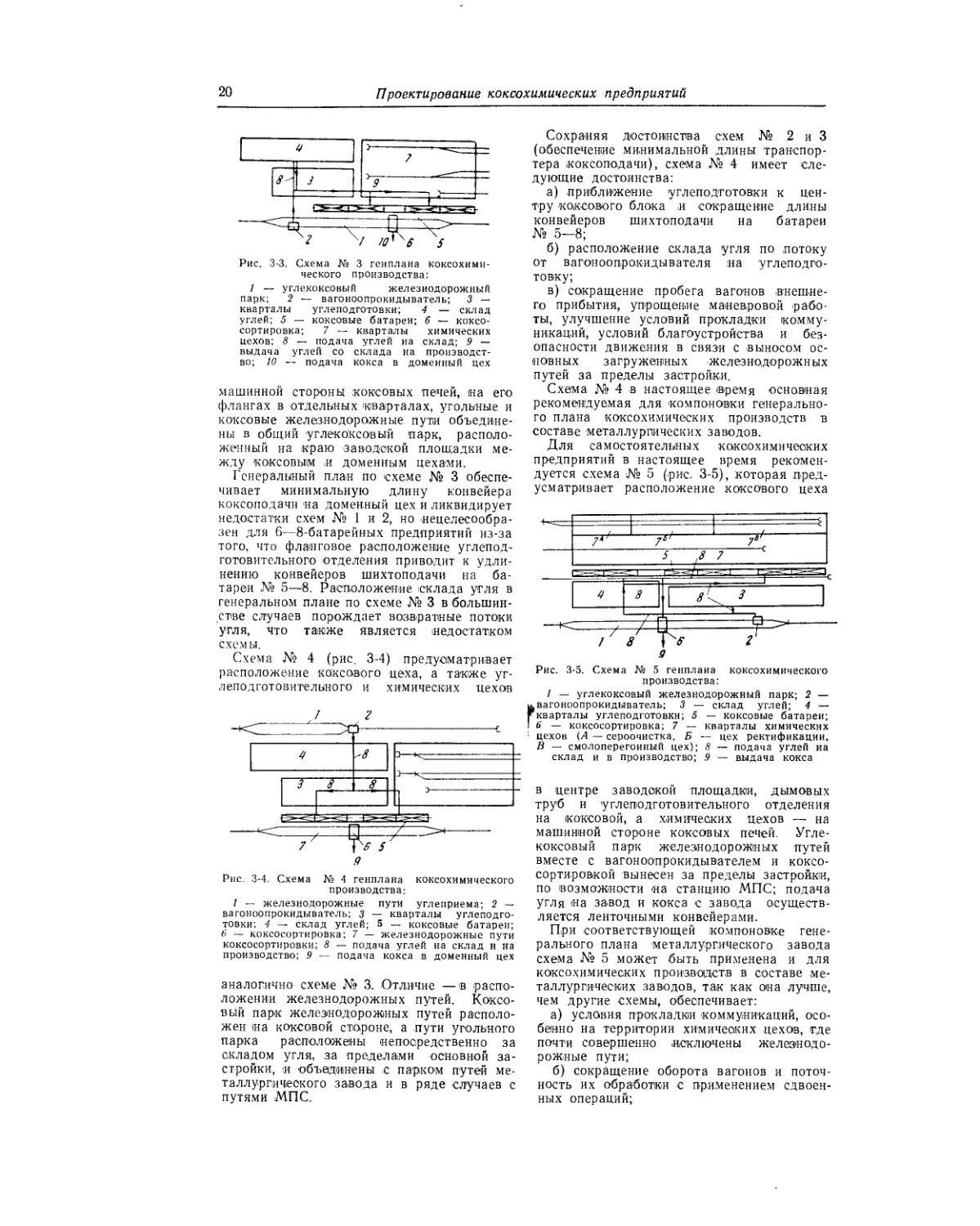


































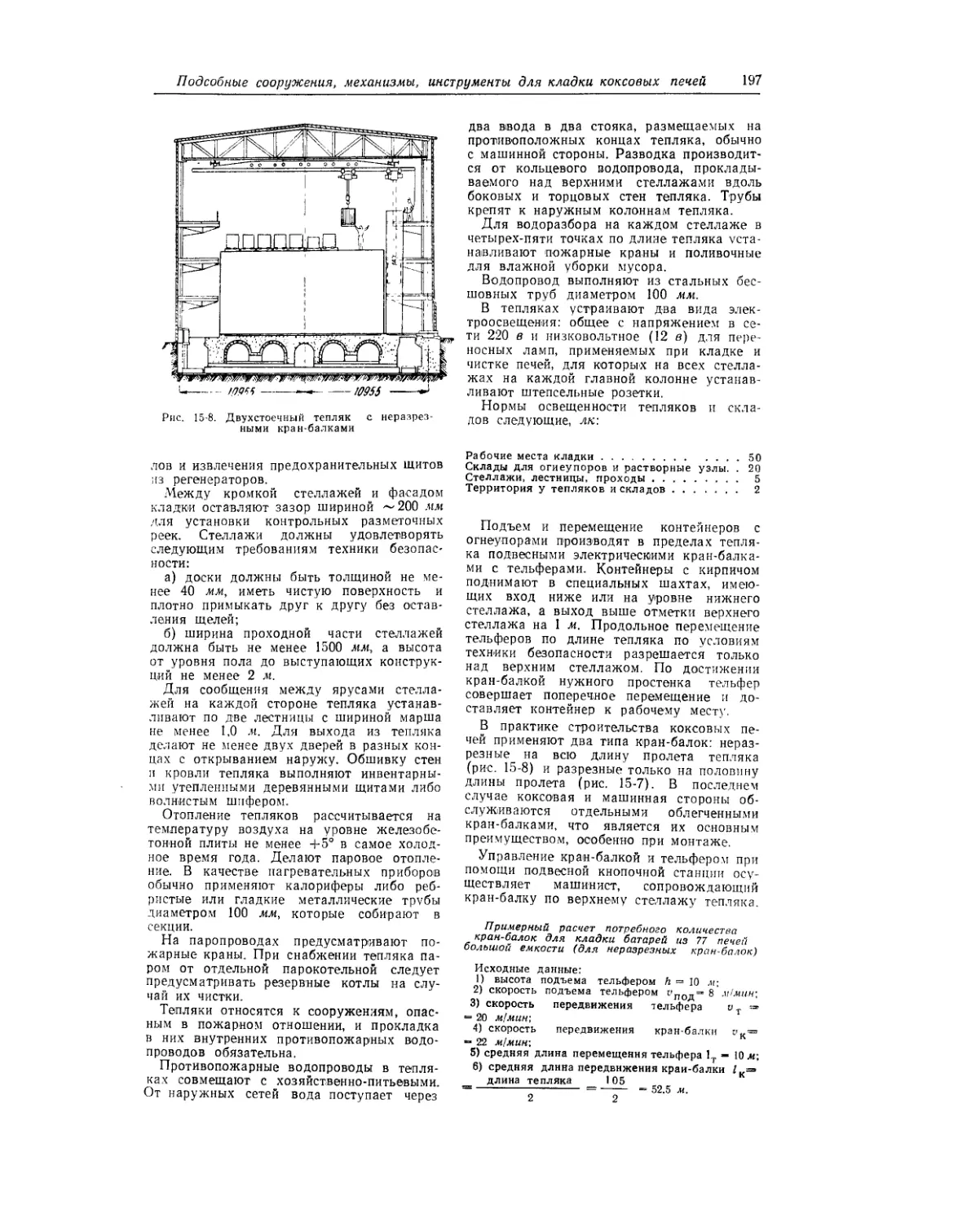












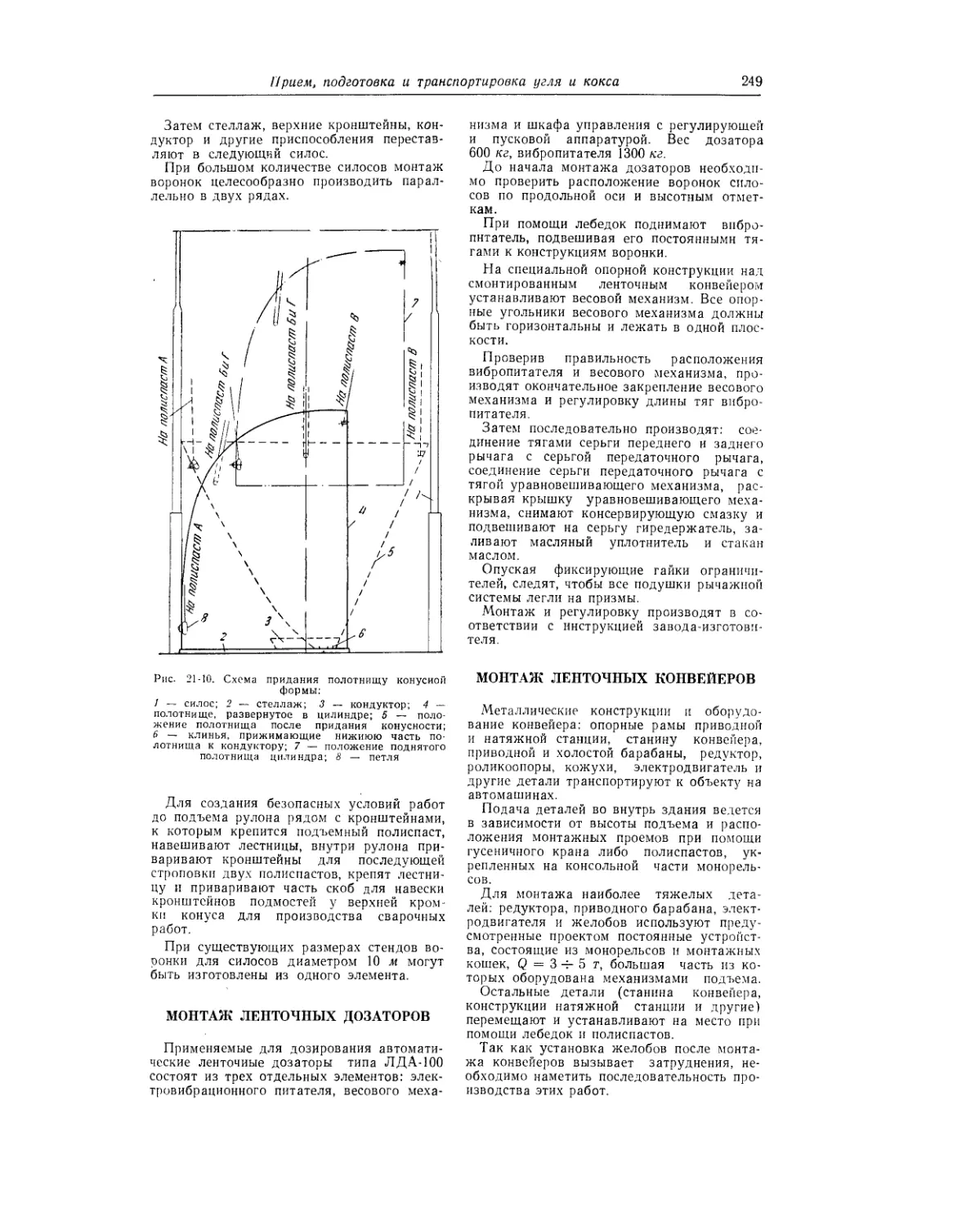


















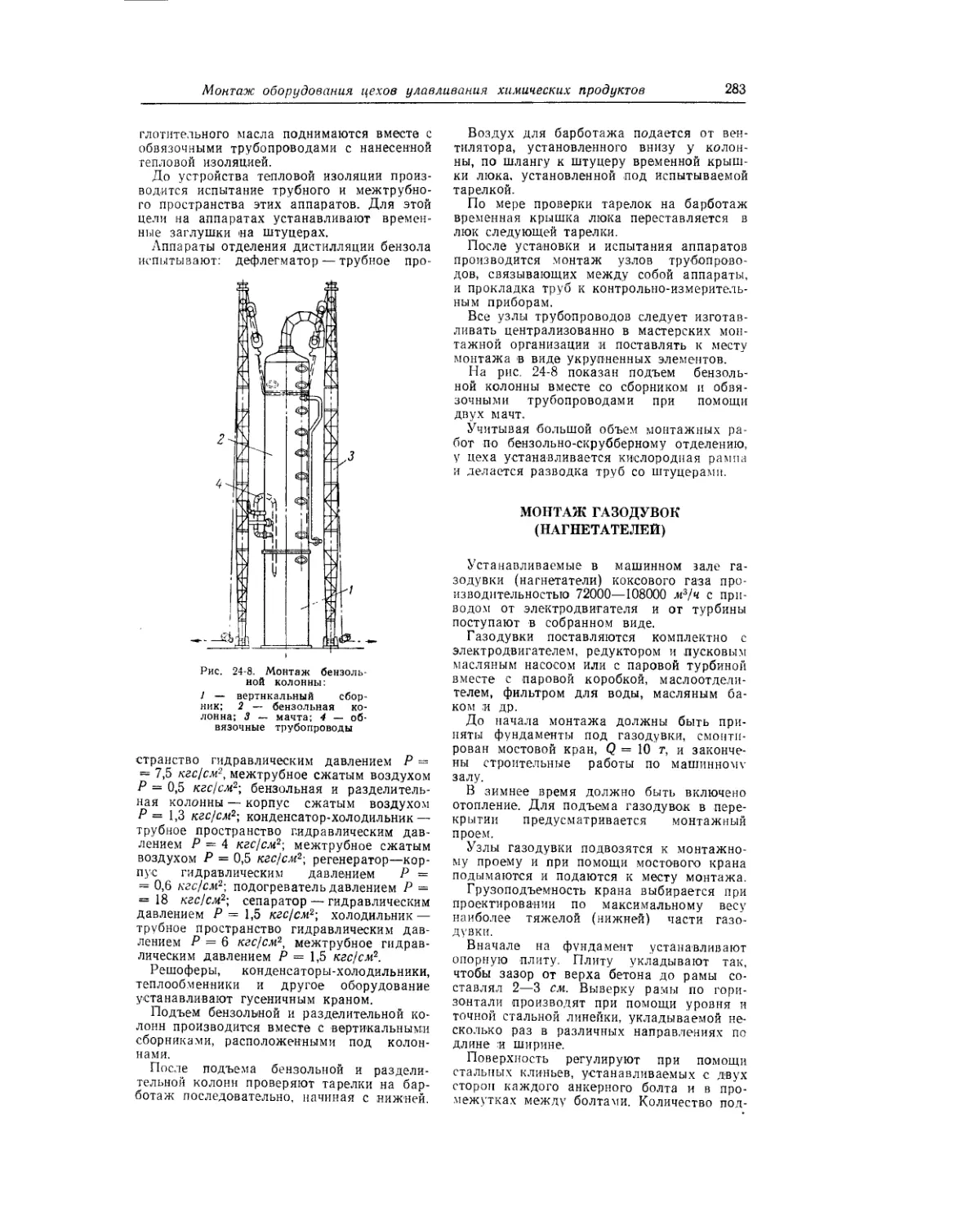










































Похожие




Текст
ПРАВОМ ник
.ОКСОХИМИКА
В ШЕСТИ ТОМАХ
Под редакцией инж. А. К. Шелкова
Т О М IV
ПРОЕКТИРОВАНИЕ, СООРУЖЕНИЕ
К, И ПУСН КОКСОХИМИЧЕСКИХ
‘V) ПРЕДПРИЯТИЙ
О
ИЗДАТЕЛЬСТВО „МЕТАЛЛУРГИЯ11
Москва 1966
УДК 662.74 : 624 (083)
АННОТАЦИЯ
В настоящем томе справочника приводятся
сведения по коксохимическим предприятиям
в целом, по составлению генерального плана,
а также по межцеховым коммуникациям —•
газопроводам, материалопроводам, водоснаб-
жению и канализации. Здесь же кратко изло-
жены вопросы, относящиеся к организации
проектирования завода и выбору площадки
для строительства.
Последний раздел посвящен организации
пуска целого коксохимического завода и его
отдельных цехов
Авторы
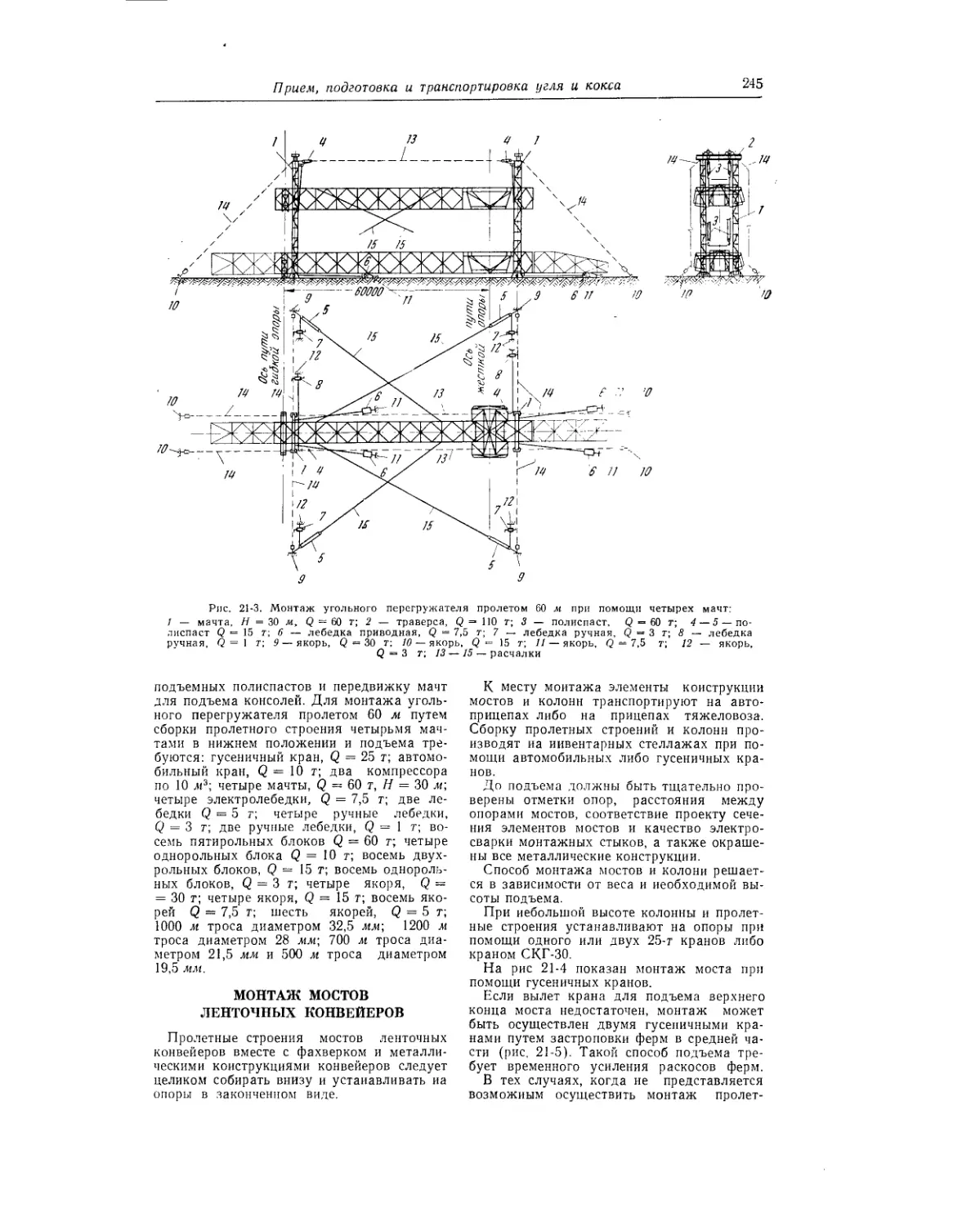
Инженеры Кваша А. С. (гл. 1, 26), Подорожанский М. И. (гл. 2),
Нейман С. Л. и Райгородский М, А, (гл. 3), Годяев В. Л. и Кокотихин Н. А. (гл. 4),
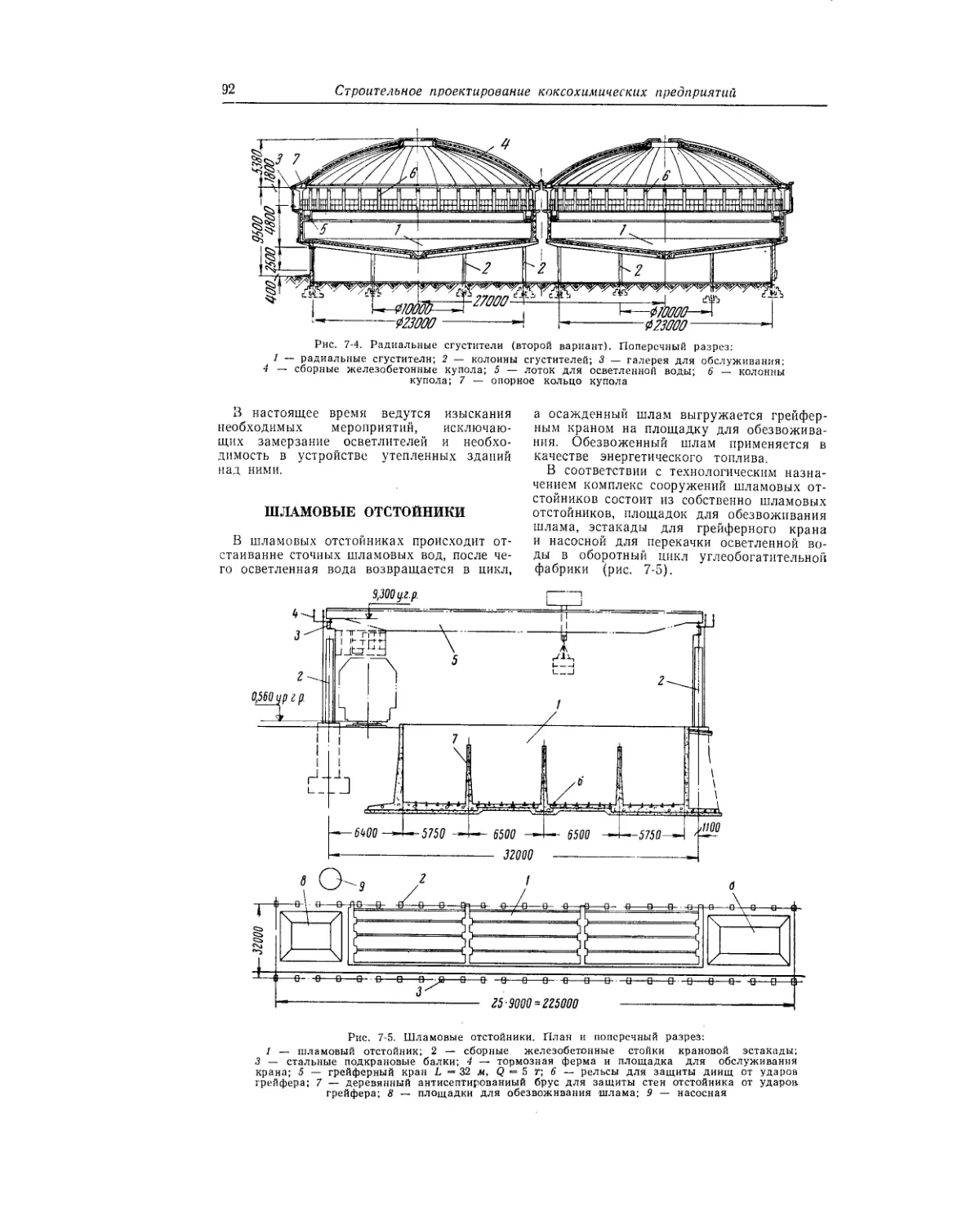
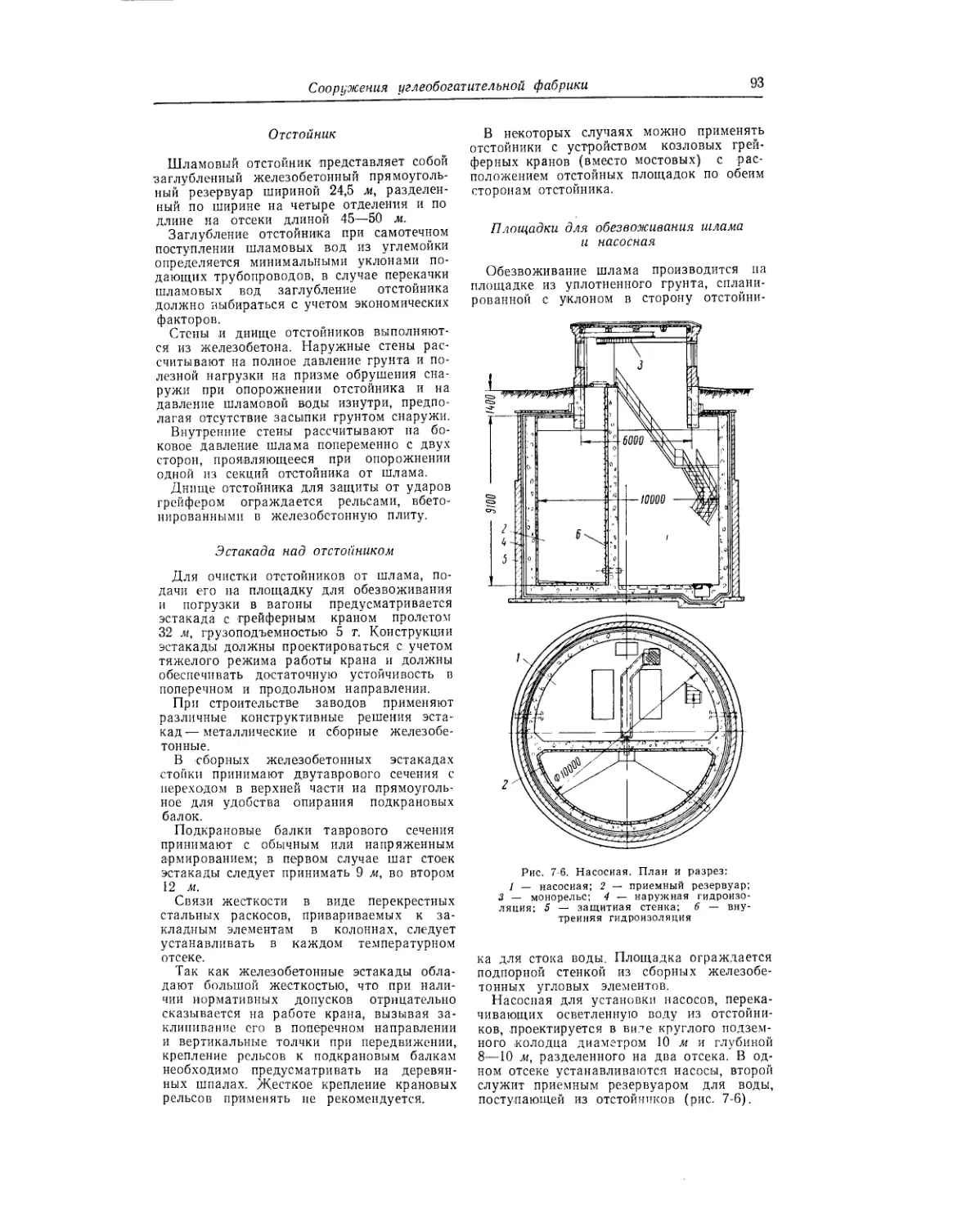
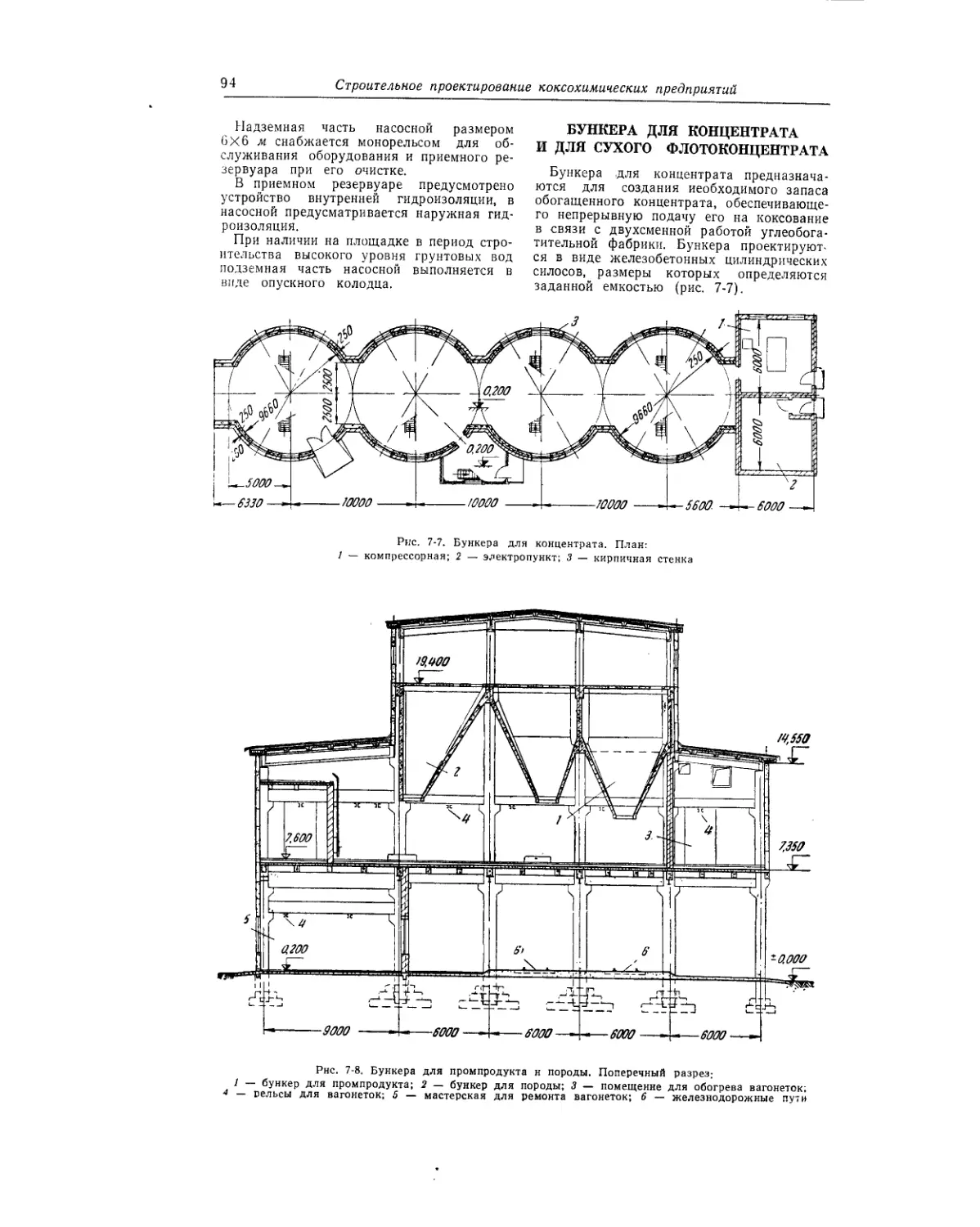
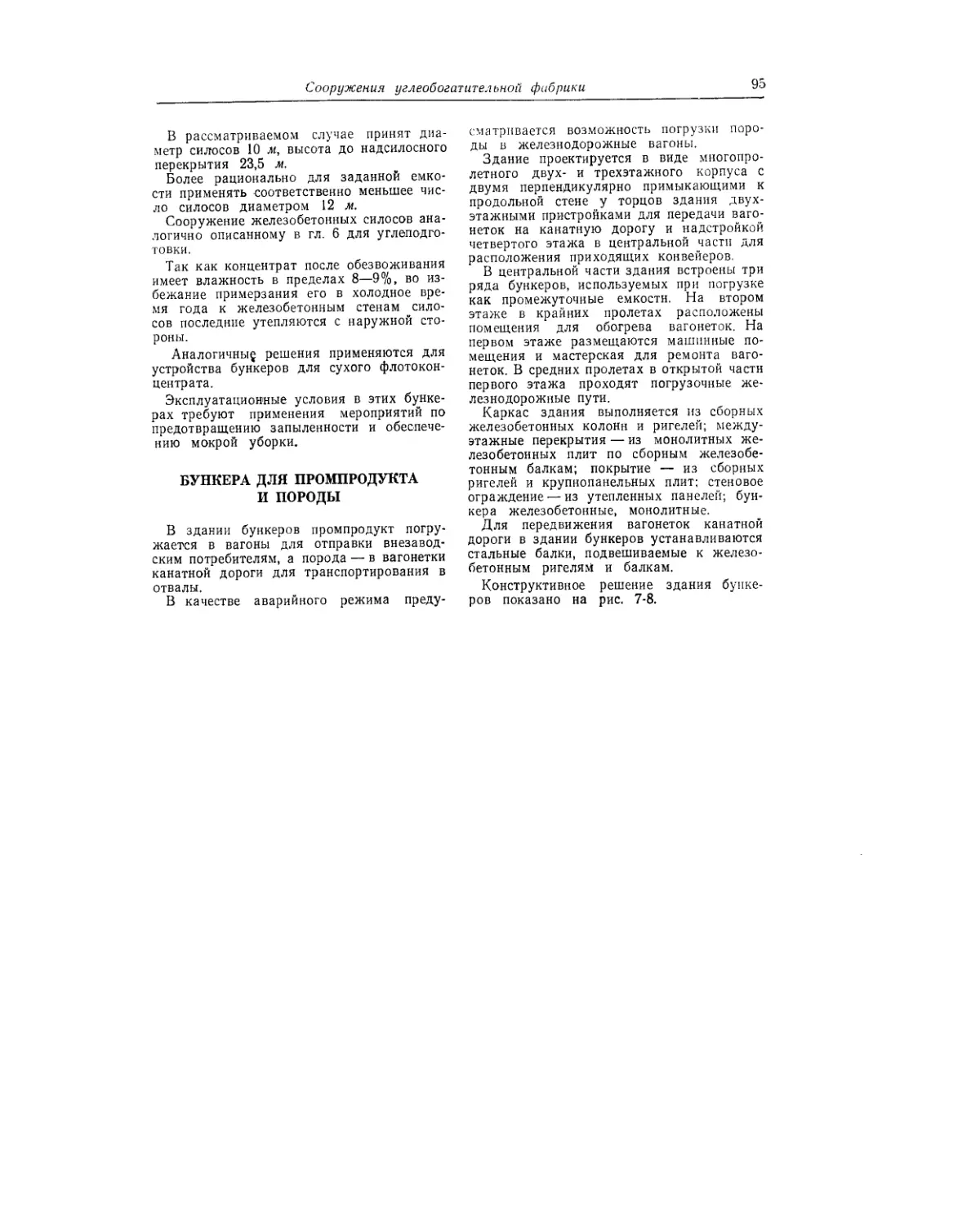
Сребницкий Б. И. (гл. 4),^Буряк П. Г.| и Найденов Ю. Д. (гл. 5, 7, 10, 13),
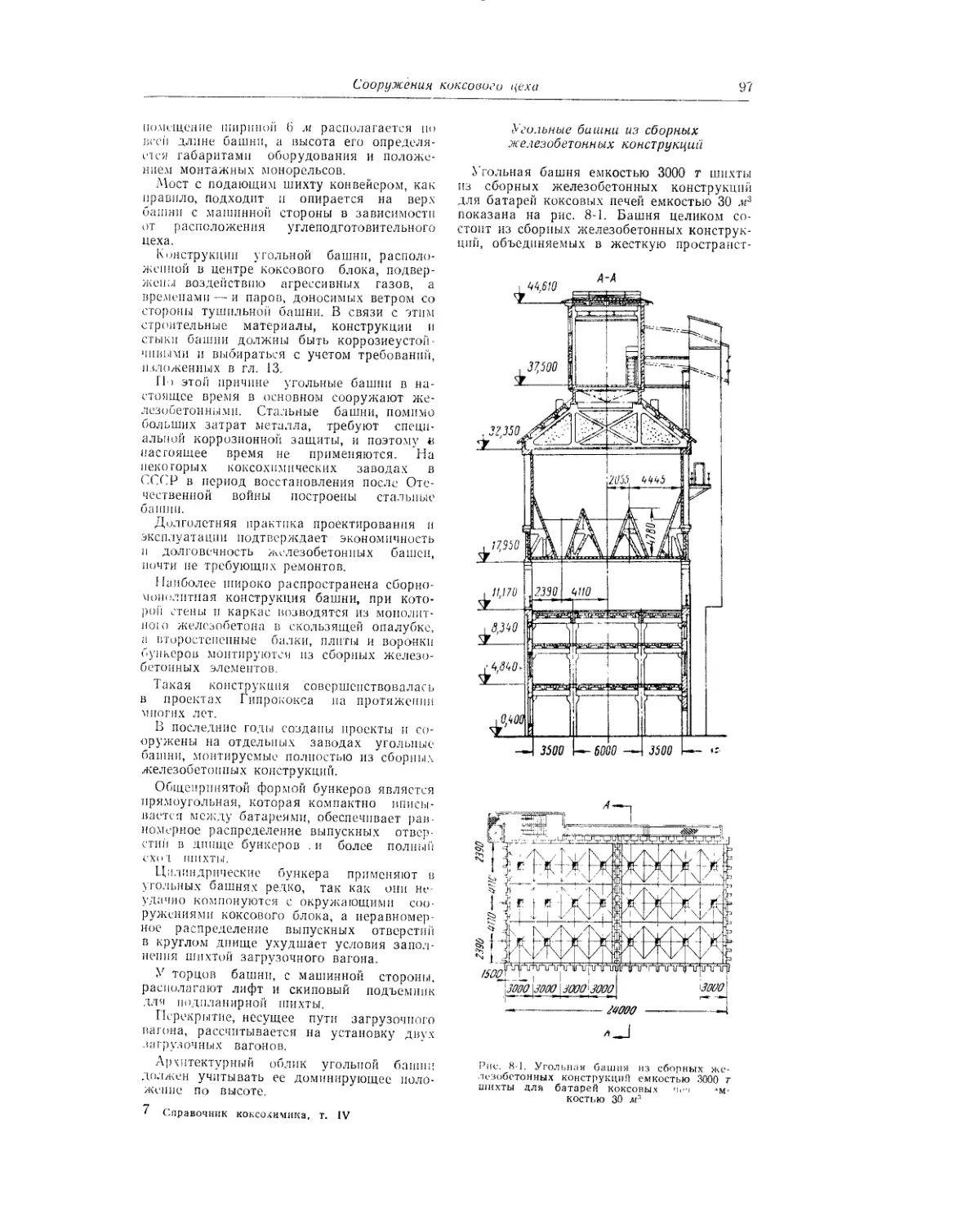
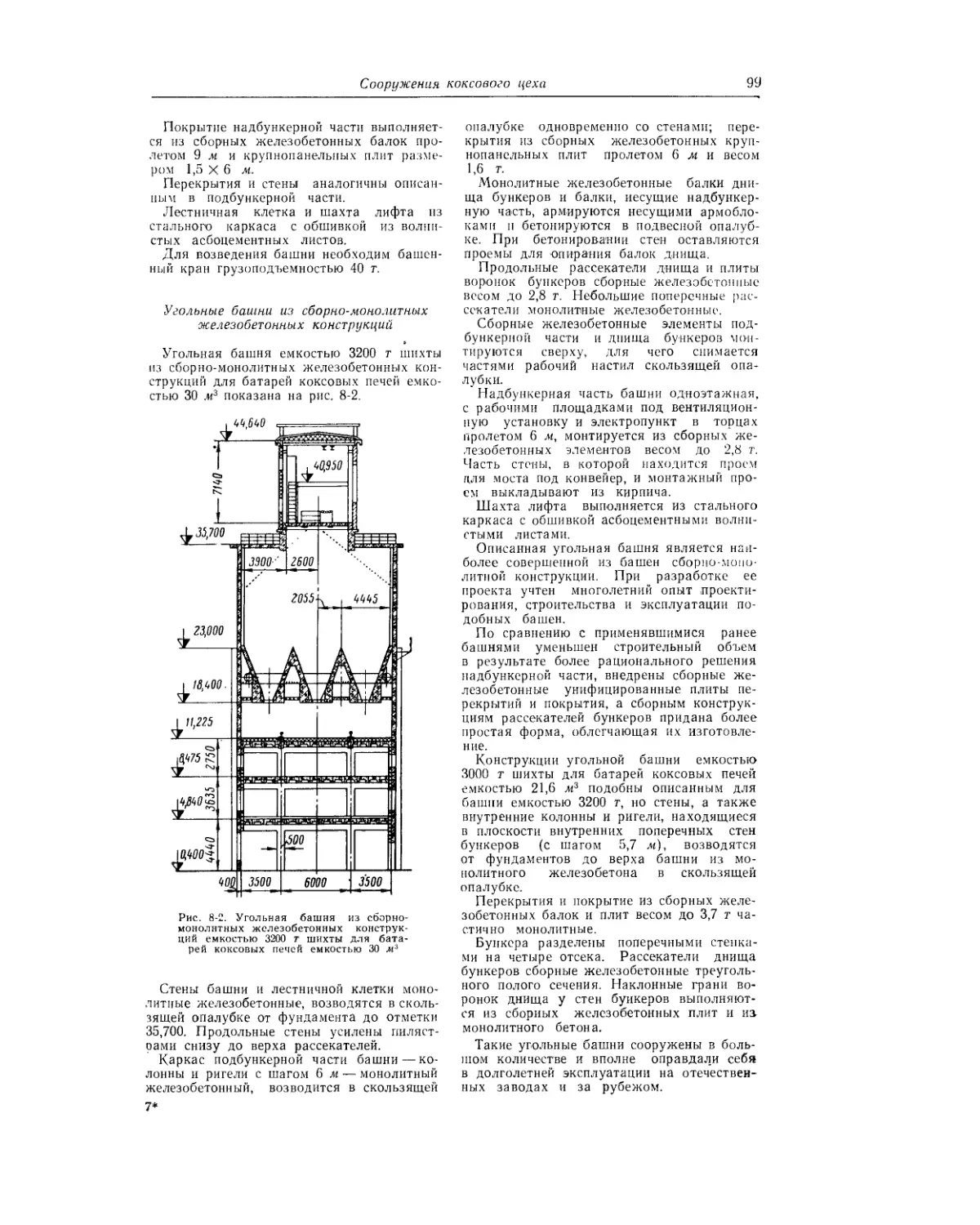
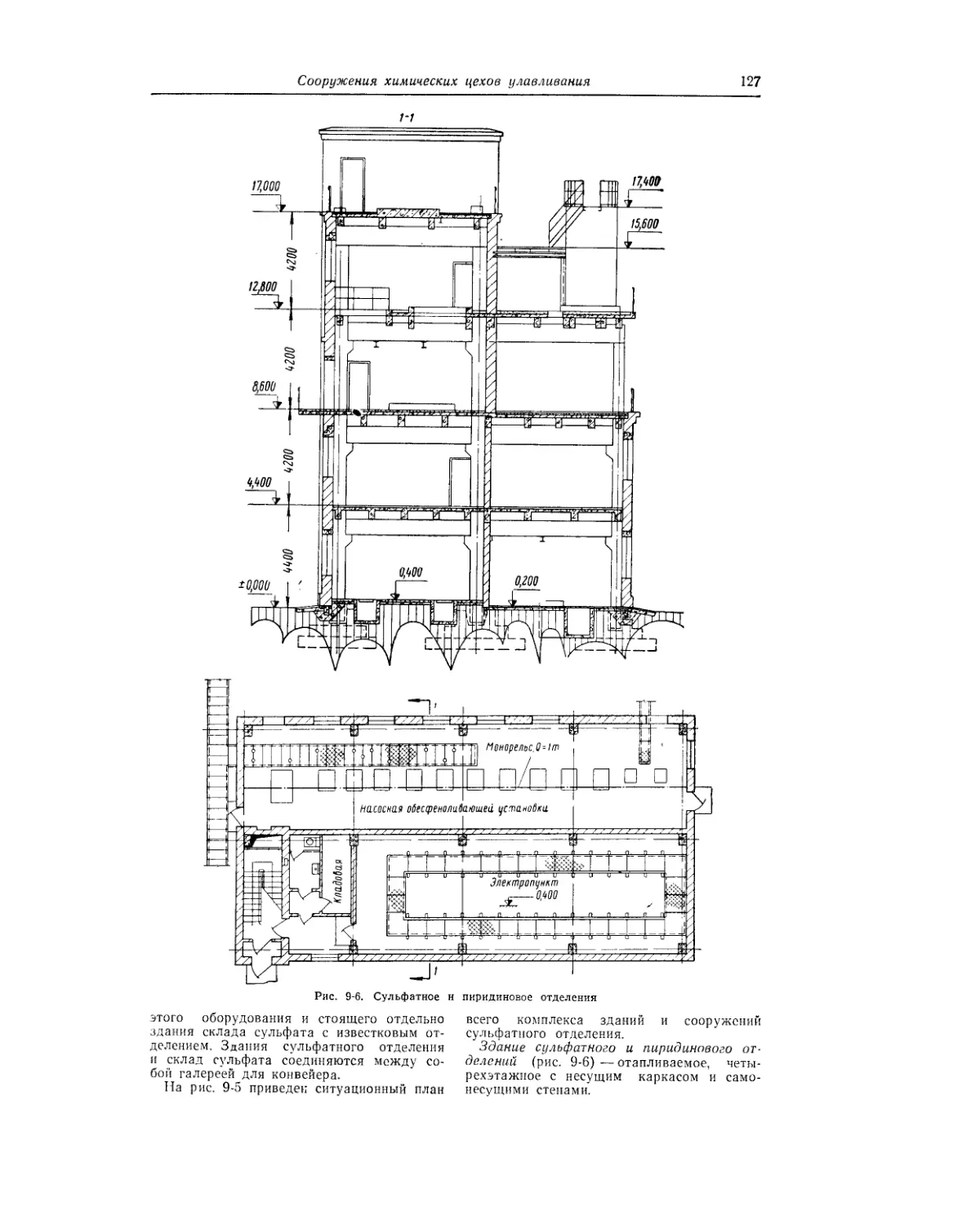
Стадниченко И. Ф. (гл. 6), Пастернак С. С. (гл. 8), Найденов Ю. Д. (гл. 5, 7, 10, 13),
Иванов Н. В. (гл. 12), Криворучко С. С. (гл. 14, 15, 16, 17, 18, 19),
Эйделыитейн Я. М. (гл. 20, 21, 23, 24, 25), Эйделыитейн Я. М и Авербах Б. А. (гл. 22),
Капельзон И. Г. и докт. техн, наук Циперович М. В. (гл. 27), Лгалов К. И. (гл. 28, 29),
Стеценко Е. Я. (гл. 30, 31), Левич И. А. (гл. 32), Брон Я. А. (гл. 33), ,
Редакторы тома инж. Кваша А. С., инженеры Райгородский М. А., Заи-'
цев В. Т. и Сморода И. М.
В тексте все величины приведены в механических единицах, установлен-
ных ГОСТ 7664 — 61 и тепловых единицах по ГОСТ 8550 — 61.
Для перевода в Международную систему единиц СИ по ГОСТ 9867 — 61
следует пользоваться приведенными ниже соотношениями:
Сила I
Давление или
напряжение
Количество I
теплоты ]
Теплоемкость |
Плотность тепло- I
вого потока I
Теплопередача )
Теплопровод-
ность
1 кгс = 9,81 н (н — ньютон)
1 кгс!см2 =1 ат = 9,81 • 104 н/м2
1 кгс/м2 = 1 мм вод. ст. = 9,81 н/м2
1 мм. рт. ст. = 133, 322 н/м2
.1 кал = 4,1868 дж (дж— джоуль)
1 ккал = 4,1868 • 103 дж
1 ккал!(кг • град) =4,1868- 103 дж/(кг -град)
1 ккал/(м2ч) = 1,163 вт/м2 (вт — ватт)
1 ккал/ (м2 ч град) = 1,163 вт/ (м2 • град)
1 ккал/ (м ч • град) = 1,163 втЦм град)
3-14-7
Раздел первый
ОРГАНИЗАЦИЯ ПРОЕКТИРОВАНИЯ,
ГЕНЕРАЛЬНЫЙ ПЛАН
И МЕЖЦЕХОВЫЕ КОММУНИКАЦИИ
КОКСОХИМИЧЕСКИХ ПРЕДПРИЯТИЙ
Глава 1
СОВРЕМЕННЫЕ КОКСОХИМИЧЕСКИЕ ПРЕДПРИЯТИЯ,
ИХ ХАРАКТЕРИСТИКА И СОСТАВ
ОБЩИЕ СВЕДЕНИЯ О ПРОИЗВОДСТВЕ
КОКСА
Производство кокса неизбежно связано с
развитием угледобывающей промышленно-
сти, являющейся поставщиком угля для
коксования, и с развитием металлургии как
основного потребителя кокса.
Значение производства кокса еще более
выросло по мере развития химической про-
мышленности (пластических iMacc, искусст-
венного волокна, красителей), медицинской
и других отраслей, потребляющих химиче-
ские продукты коксования.
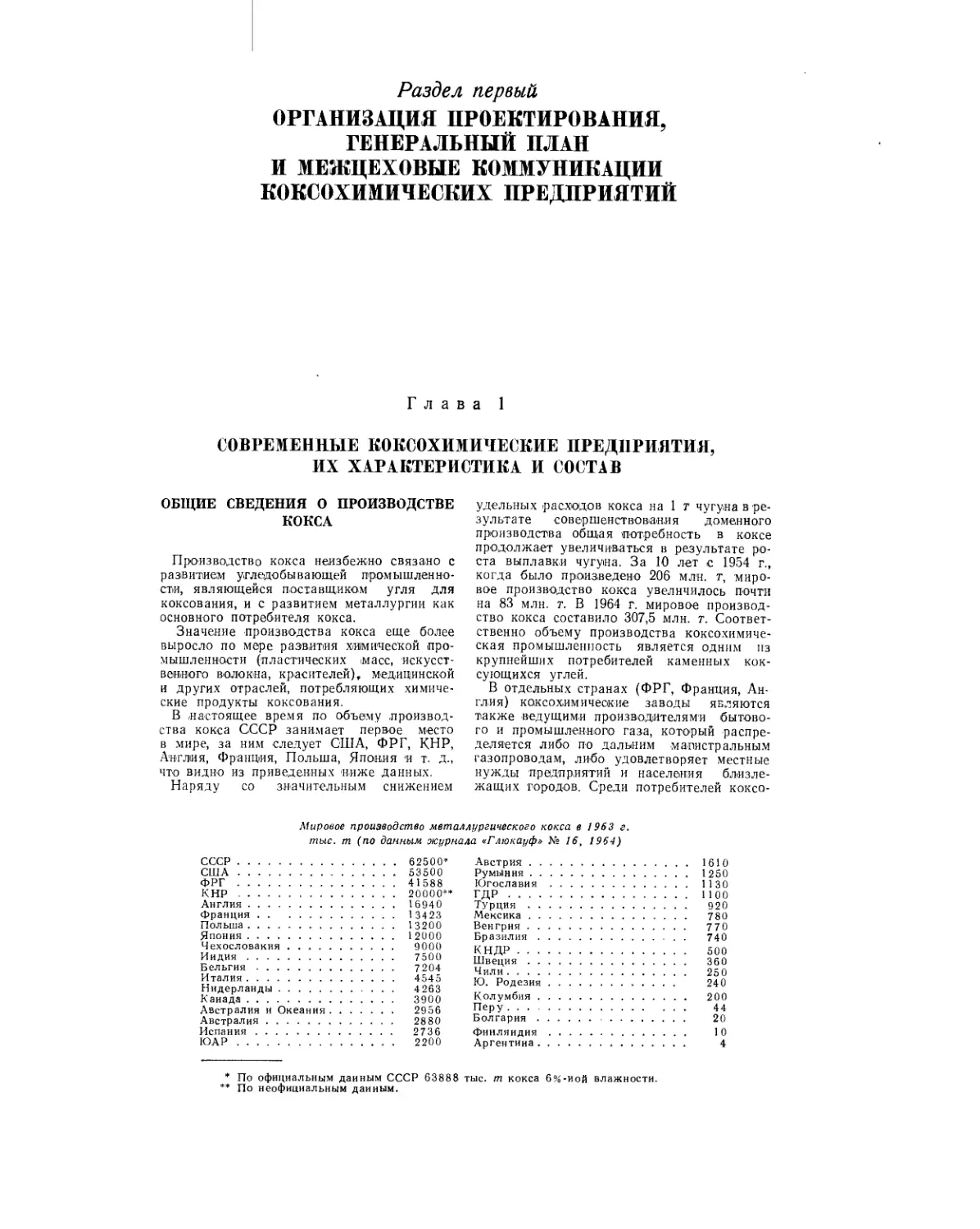
В настоящее время по объему производ-
ства кокса СССР занимает первое место
в мире, за ним следует США, ФРГ, КНР,
Англия, Франция, Польша, Япония и г Д.,
что видно из приведенных ниже данных.
Наряду со значительным снижением
удельных расходов кокса на 1 т чугуна в ре-
зультате совершенствования доменного
производства общая потребность в коксе
продолжает увеличиваться в результате ро-
ста выплавки чугуна. За 10 лет с 1954 г.,
когда было произведено 206 млн. т, миро-
вое производство кокса увеличилось почти
на 83 млн. т. В 1964 г. мировое производ-
ство кокса составило 307,5 млн. т. Соответ-
ственно объему производства коксохимиче-
ская промышленность является одним из
крупнейших потребителей каменных кок-
сующихся углей.
В отдельных странах (ФРГ, Франция, Ан-
глия) коксохимические заводы являются
также ведущими производителями бытово-
го и промышленного газа, который распре-
деляется либо по дальним магистральным
газопроводам, либо удовлетворяет местные
нужды предприятий и населения близле-
жащих городов. Среди потребителей коксо-
Мировое производство металлургического кокса в 1963 г.
тыс. т (по данным журнала «Глюкауф» № 16, 1964)
СССР.......................... 62500*
США............................ 53500
ФРГ............................ 41588
КНР.......................... 20000**
Англия......................... 16940
Франция....................... 1 3423
Польша......................... 13200
Япония......................... 12000
Чехословакия .................. 9000
Индия.......................... 7500
Бельгия........................ 7204
Италия......................... 4545
Нидерланды..................... 4263
Канада......................... 3900
Австралия и Океания............ 2956
Австралия...................... 2880
Испания........................ 2736
ЮАР............................ 2200
Австрия........................ 1610
Румыния........................ 1250
Югославия...................... 1130
ГДР............................ 1100
Турция......................... 920
Мексика........................ 780
Венгрия........................ 770
Бразилия.................... . 740
КНДР............................ 500
Швеция.......................... 360
Чили............................ 250
Ю. Родезия..................... 24 0
Колумбия........................ 200
Перу............................. 44
Болгария....................... 20
Финляндия........................ 10
Аргентина......................... 4
* По официальным данным СССР 63888 тыс. т кокса 6%-иой влажности.
** По неофициальным данным.
4
П роектирование коксохимических предприятий
вето газа значительное место занимает
производство синтетического .аммиака,
азотнотуковых удобрений и других хими-
ческих продуктов.
РАЗМЕЩЕНИЕ И МАСШТАБЫ
КОКСОХИМИЧЕСКИХ ПРЕДПРИЯТИЙ
В связи ©о значительным количеством пе-
рерабатываемого угля и производимого
кокса размещение коксохимических заво-
дов возможно:
а) на месте добычи угля при шахтах,
б) в составе металлургических заводов
на месте потребления кокса.
В первом случае к потребителю перево-
зится кокс и передается по дальним газо-
проводам газ, во втором случае перевозит-
ся только уголь к месту потребления.
Существует также ряд заводов, которые
располагаются вблизи химических либо
металлургических и химических комбина-
тов. Развитие предприятий последнего типа
весьма перспективно.
За рубежом в разных странах преоблада-
ют те или иные принципы размещения.
В Соединенных Штатах Америки более
85% кокса производится на заводах, ком-
бинированных с металлургическими, причем
это наиболее крупные заводы. В ФРГ, нао-
борот, подавляющее большинство предприя-
тий расположено при шахтах — 74,5% все-
го объема производства. Аналогичное поло-
жение во Франции. В Англии имеются за-
воды первого и второго типа.
Новое строительство заводов во всех
странах в большинстве случаев ведется в
непосредственной связи или в составе ме-
таллургических предприятий, однако в силу
специфики коксохимического производства
и в этих случаях оно выделяется на от-
дельные площадки и в самостоятельные
комплексы. В процессе развития предприя-
тий коксохимической промышленности оп-
ределились тенденции к максимальному
укрупнению последних. Общепризнано, что
эксплуатация маломасштабных предприя-
тий с годовой мощностью ниже 0,3 млн. т
является нерентабельной.
Современные заводы имеют мощность в
пределах 1—8 млн. т/год. Из существую-
ющих в США 66 коксохимических заводов
общей мощностью 71,5 млн. т/год метал-
лургического кокса мощность десяти круп-
нейших составляет 44%, или 31667 млн.
т!год, что видно из следующего перечня.
Завод (штат) Млн.
Клейртон (Пенсильвания)............. 7,227
Гэри (Индиана)....................... 4,889
Спэрроус Пойнт (Мериленд)........... 3,786
Фэйрфилд (Алабама).................. 2,807
Индиана Харбор (Индиана)............ 2,7Ю
Лакаванна (Нью-Йорк)................ 2,678
Бетлехем (Пенсильвания)............. 1,937
Инлэнд (Мичиган).................... 1 ,906
Кливлэнд (Огайо)..................... 1,890
Кэмпбелл (Огайо).................... 1,825
Кроме того, существует еще не менее 10
заводов мощностью 1—2 млн. г.
Новые заводы за последние 15 лет не
строились, а укрупнение заводов шло в ре-
зультате достройки новых батарей.
Для ФРГ характерно наличие заводов
небольшой и средней мощности. Так, в
1960 г. при шахтах было следующее число
заводов производительностью, тыс. т/год.
До зоо................. 9
До 500 ............... 13
До 800 ............... 19
До 1300 .............. 13
Во Франции действует более 40 коксохи-
мических и коксогазовых заводов, наиболее
крупный из которых в Дрокуре производит
около 1,1 млн. т/год кокса, а остальные —
в пределах 300—900 тыс. т/год.
В Англии преобладают заводы неболь-
шой мощности. Из 60 заводов с общей го-
довой мощностью ~20 млн. т десять имеют
производительность до 1 млн. т.
В Японии развитие коксохимической
промышленности идет по пути строитель-
ства крупных заводов в составе металлур-
гических. Такое же положение в Индии
и ряде других капиталистических стран.
В социалистических странах, например
в Польской Народной Республике, наряду
с целым .рядом заводов средней мощности
продолжает развиваться крупнейший за-
вод им. Ленина в Новой Гуте в Кракове.
Из 10 существующих заводов в Чехо-
словацкой Социалистической Республике—
завод имени Клемента Готвальда в Остра-
ве — Кунчица вырос в последние годы до
крупнейшего в Западной Европе (произво-
дительность около 3,5 млн. т/год}. Имеется
еще два завода производительностью свы-
ше 1 млн. т/год и в настоящее время стро-
ится крупный завод в Кошице производи-
тельностью 3,5 млн. т/год.
Укрупнение предприятий ,в свою очередь
усложнило задачи обеспечения их углем для
коксования. Возникла необходимость ис-
пользовать на одном заводе уголь много-
численных поставщиков из разных сравни-
тельно удаленных районов, организовать
прием и хранение этого угля. В .ряде стран
для доставки угля широко используется
водный транспорт (США, ФРГ) наряду с
железнодорожным. В других случаях уголь
для коксования завозится морским путем
(Япония, ОАР, Финляндия, Югославия,
Болгария).
Для получения низкозольного кокса рав-
номерного качества широкое распростране-
ние получило глубокое обогащение угля
с сооружением для этой цели крупных обо-
гатительных фабрик.
СОВРЕМЕННЫЕ КОКСОХИМИЧЕСКИЕ
ПРЕДПРИЯТИЯ В СССР И ИХ
РАЗНОВИДНОСТИ
В СССР преимущественное значение
имеют коксохимические предприятия, непо-
средственно связанные с металлургическими
заводами и комбинатами. При этом суще-
ствующие заводы могут быть разделены на
следующие категории.
1. Самостоятельные коксохимические за-
воды, расположенные в районе или непо-
Современные коксохимические предприятия, их характеристика и состав
5
средственно примыкающие к металлурги-
ческим заводам.
2. Коксохимические заводы, входящие в
состав комбинатов или заводов и получив-
шие в этом ^случае название — коксохими-
ческих производств.
3. Коксохимические заводы, связанные с
химическими предприятиями, использующи-
ми коксовый газ для азотнотукового про-
изводства. Сюда же относятся отдельные
предприятия, связанные одновременно га-
зовой сетью с металлургическими.
4, Коксогазовые заводы, отдающие газ
в городские сети промышленного и бытово-
го газа.
В связи с развитием химической про-
мышленности в последнее время приобре-
тает все большее значение кооперация ме-
таллургических, коксохимических м хими-
ческих заводов на базе использования при-
родного, доменного и коксового газов.
Для СССР характерно сооружение круп-
ных коксохимических предприятий с бло-
ками из четырех коксовых батарей мощ-
ностью 1,8—2,8 млн. т/год кокса для одной
очереди .и дальнейшее развитие этих пред-
приятий до 8—14 высокопроизводительных
батарей. Применение более высокопроизво-
дительных печей практикуется и при пере-
кладках батарей в результате износа с соот-
ветствующей реконструкцией всех сопря-
женных объектов коксового цеха и завода.
Сооружение углеобогатительных фабрик
предусматривается в составе заводов, если
они размещаются вблизи угледобывающих
районов или на расстоянии 400—500 км от
последних. В остальных случаях обогаще-
ние угля производится в районе добычи уг-
ля на центральных фабриках для прикреп-
ленных шахт.
Большие масштабы предприятий и огром-
ная протяженность территории СССР опре-
деляют районную централизацию перера-
ботки основных химических продуктов и ор-
ганизацию в составе названных крупных
заводов цехов ректификации бензола и пе-
реработки смолы, а также получения пеко-
вого кокса.
Малотоннажные продукты — нафталин,
пиридин, фенолы и др.— перерабатываются
и на более удаленных, центральных для
данного географического района или рес-
публики предприятиях.
На отдельных из них также организуется
более глубокая переработка химических
продуктов.
Современные коксохимические заводы или
коксохимические производства в составе ме-
таллургических комбинатов представляют
собой сложный .комплекс цехов и сооруже-
ний различного технологического или вспо-
могательного на,значения.
В своем полном составе коксохимическое
предприятие может состоять из следующих
технологических цехов: углеподготовки с
угольным складом; углеобогатительной фаб-
рики с относящимися к ней сооружениями
по шламовому хозяйству, сушке продуктов
обогащения и породоудалению; коксовых
печей с угольной башней и устройствами
для тушения, сортировки и отгрузки кокса;
улавливания химических продуктов — смо-
лы, аммиака, пиридиновых оснований, фе-
нолов, бензола и в ряде случаев сероводо-
рода с получением серной кислоты или се-
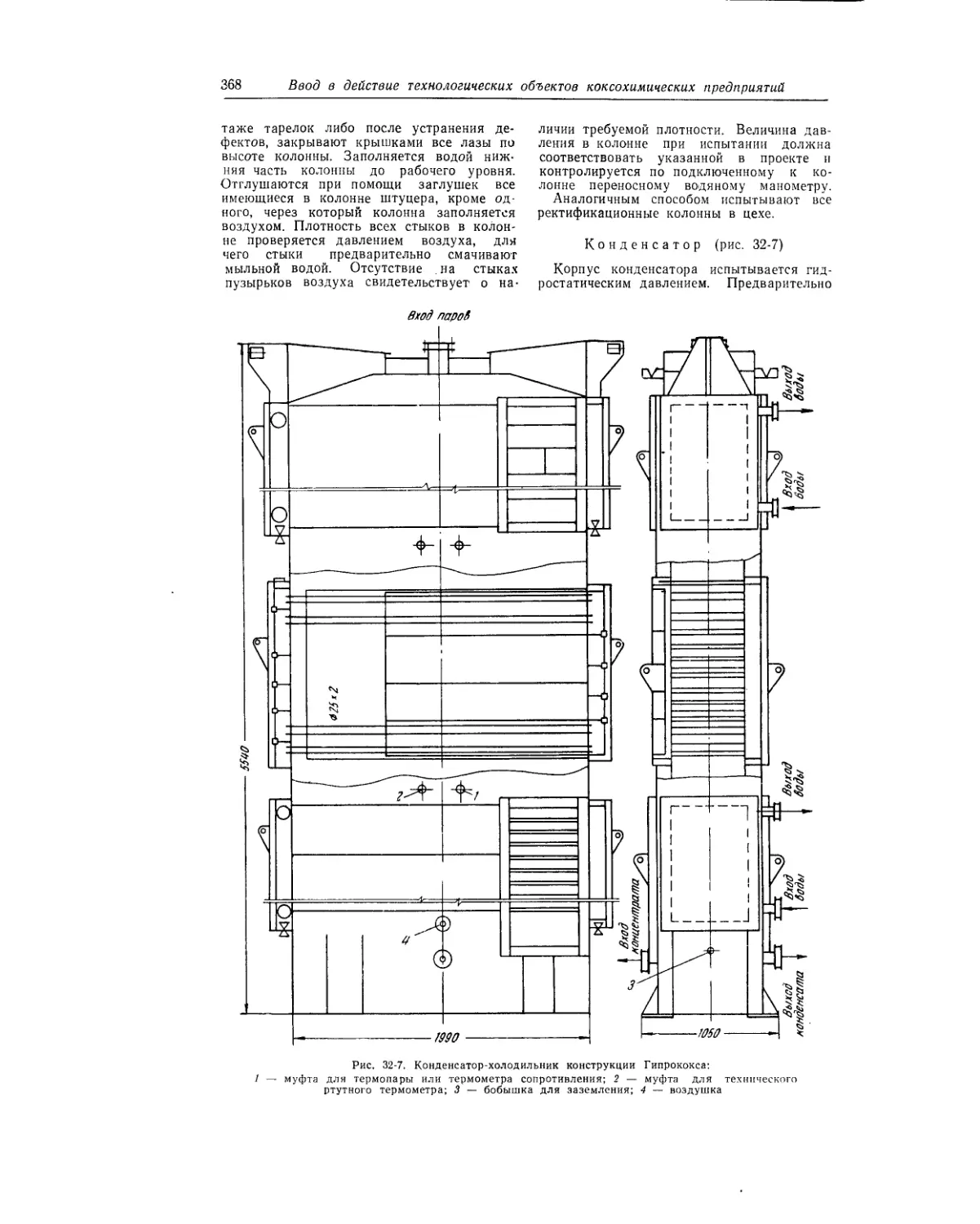
ры; ректификации бензола с получением
чистых бензольных продуктов; переработки
смолы и получаемых из нее продуктов —
нафталина, антрацена и других; пекококсо-
вой установки и целого ряда других хими-
ческих цехов и отделений в зависимости от
глубины переработки каменноугольных про-
дуктов.
Соответственно широка и номенклатура
поставляемого оборудования и количество
его поставщиков.
В углеподготовительных цехах и «а уголь-
ных складах устанавливают стационарные
роторные или передвижные подъемные ва-
гоноопрокидыватели; мостовые углеперегру-
жатели производительностью до 400—
500 т/ч; качающиеся, ленточные, вибрацион-
ные и тарельчатые питатели; объемные и
весовые автодозаторы; двухвалковые зубча-
тые, дезинтеграторные, барабанные и молот-
ковые дробилки; ленточные конвейеры с
шириной ленты до 1600 мм и производи-
тельностью до 1200 т/ч; автоматические
ленточные весы; электромагнитные сепара-
торы для извлечения металла из угля;
смесительные машины полудезинтегратор-
ного и других типов.
В углеобогатительных фабриках монти-
руются ленточные, скребковые и цепные кон-
вейеры; Классификационные, вибрационные,
качающиеся, амортизационные и резонанс-
ные грохоты различных видов, пылеотдели-
тел.и; сепараторы в тяжелых жидкостях,
беспоршневые отсадочные, флотационные и
другие обогатительные машины; сухие, мок-
рые и обезвоживающие элеваторы для про-
дуктов обогащения; центробежные насосы
различных видов для воды и шлама; цен-
трифуги и вакуум-фильтры для обезвожива-
ния концентрата и шлама; вакуум-насосы,
воздуходувки к отсадочным машинам; сгу-
стительные воронки, радиальные сгустители
и контактные чаны; реагентные питатели;
сушильные агрегаты; пылеотделительные
циклоны; мостовые грейферные и грузоподъ-
емные краны, лифты и т. п.
В коксовых цехах устанавливают спе-
циальное оборудование и технологические
металлоконструкции: анкерные колонны;
продольные и поперечные анкерные стяжки;
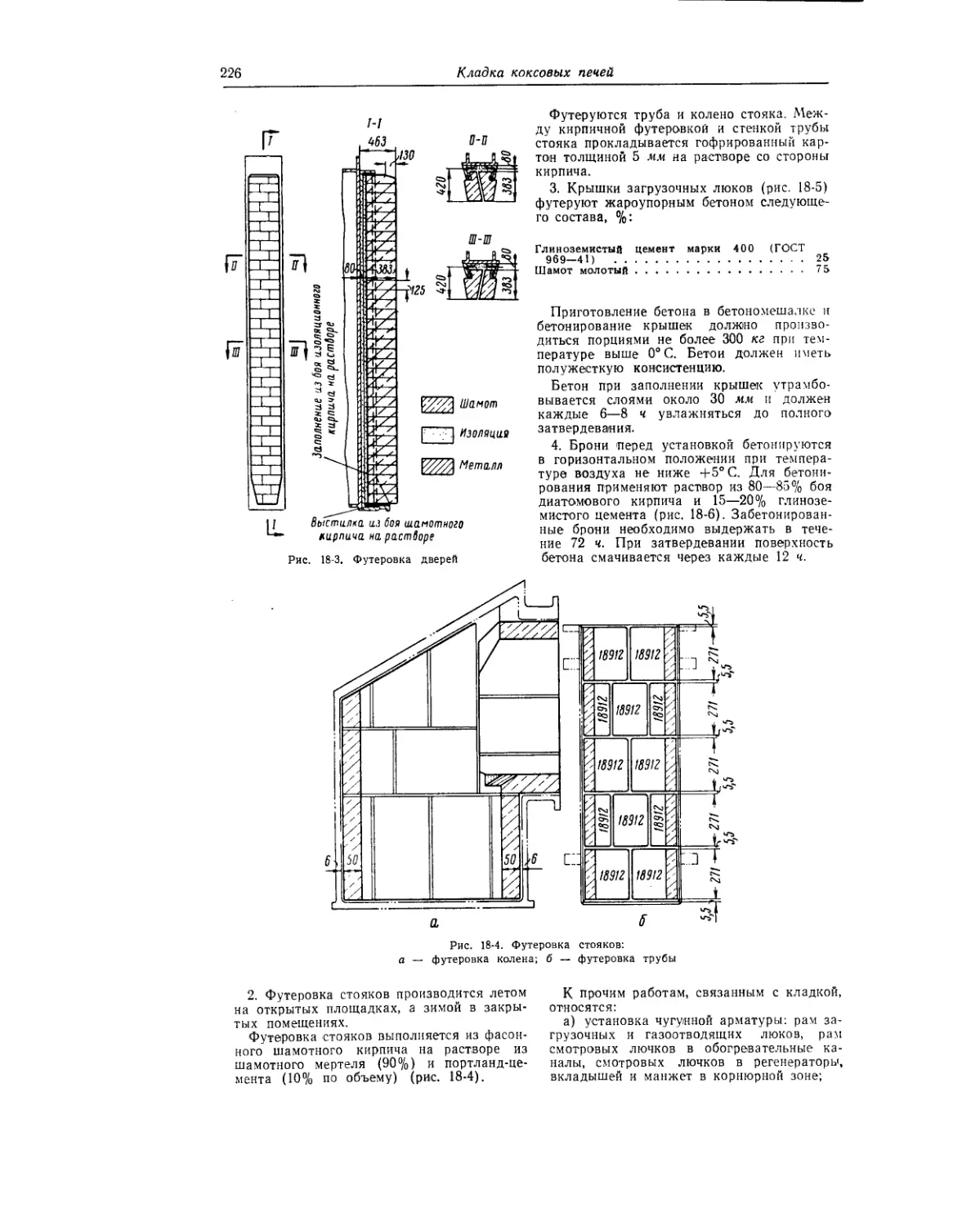
брони, рамы и двери коксовых камер; за-
кладную арматуру и крышки загрузочных и
наблюдательных люков; стояки, колена,
клапанные коробки и газосборники; пере-
кидные и отводящие газопроводы; отопи-
тельную арматуру и газопроводы; газовоз-
душные клапаны с переходными патрубка-
ми; регулировочно-запорные клапаны, и
краны доменного газа; кантовочные и обез-
графичивающие лебедки с кантовочными
механизмами, двересъемные машины с
направляющими для кокса; углезагрузоч-
ные вагоны; коксовыталкиватели; тушпль-
6
Проектирование коксохимических предприятий
ные вагоны с электровозами; вагоны для
горячего кокса при сухом тушении; подъ-
емники кокса для сухого тушения; станции
для ремонта и смены ,штанг коксовыталки-
вателей и дверей; коксовые конвейеры;
валковые сдвоенные и вибрационные гро-
хоты для сортировки кокса, пробоотборные
и проборазделочные устройства и др.
В цехах улавливания и переработки хи-
мических продуктов устанавливают газовые
холодильники с вертикальными или гори-
зонтальными трубами; механизированные
прямоугольные либо круглые осветлители
для надсмольной воды; приемники, сбор-
ники и резервуары для разных продуктов
емкостью до 3000 м3; электрофильтры для
прямого коксового и обратного отопитель-
ного газа; газодувки (нагнетатели) с паро-
вым и электрическим приводом производи-
тельностью до 108 000 м3/ч* сатураторы для
получения сульфата аммония; центрифуги и
сульфатные сушилки, центробежные, кисло-
тоупорные, паровые и вакуумные насосы;
подогреватели и холодильники поверхност-
ного охлаждения; дистилляционные чугун-
ные аммиачно-известковые колонны с при-
колонками диаметром 2200 мм, дефлегма-
торы и конденсаторы; юбесфеноливающие
скрубберы с вентиляторами циркулирующего
пара; апппараты башенного типа — скруб-
беры, конечные холодильники и т. п.;
бензольные дистилляционные цельносвар-
ные, разделительные, регенерационные и
ректификационные колонны; перегонные
дистилляционные вертикальные и горизон-
тальные кубы; трубчатые печи для регене-
рации масла, отгона бензола, дистилляции
смолы и т. п.; теплообменники; деэмульса-
торы; печи-котлы для сжигания сероводо-
родного газа; регенераторы раствора; кон-
тактные аппараты для получения серной
кислоты; барабанные охладители и гидрав-
лические прессы для нафталина; кристал-
лизаторы и центрифуги для нафталина и
антрацена; фильтры и много других видов
оборудования, связанного между собой со-
ответствующими коммуникациями и имею-
щего электроприводы и целый ряд вспомо-
гательных устройств — вентиляцию, теп-
лоизоляцию, контрольно-измерительные
приборы и т. п.
По характеру зданий и сооружений из
основных технологических цехов наиболь-
ший объем работ приходится на углепод-
готовительный цех и углеобогатительную
фабрику, если последняя входит в состав
завода. В основном все сооружения воз-
водятся в железобетоне.
Затем следуют сооружения коксового
цеха, где преобладает железобетон и огне-
упорная кладка печей, и, наконец, химиче-
ские цехи, где вследствие выноса большин-
ства аппаратуры наружу объем зданий
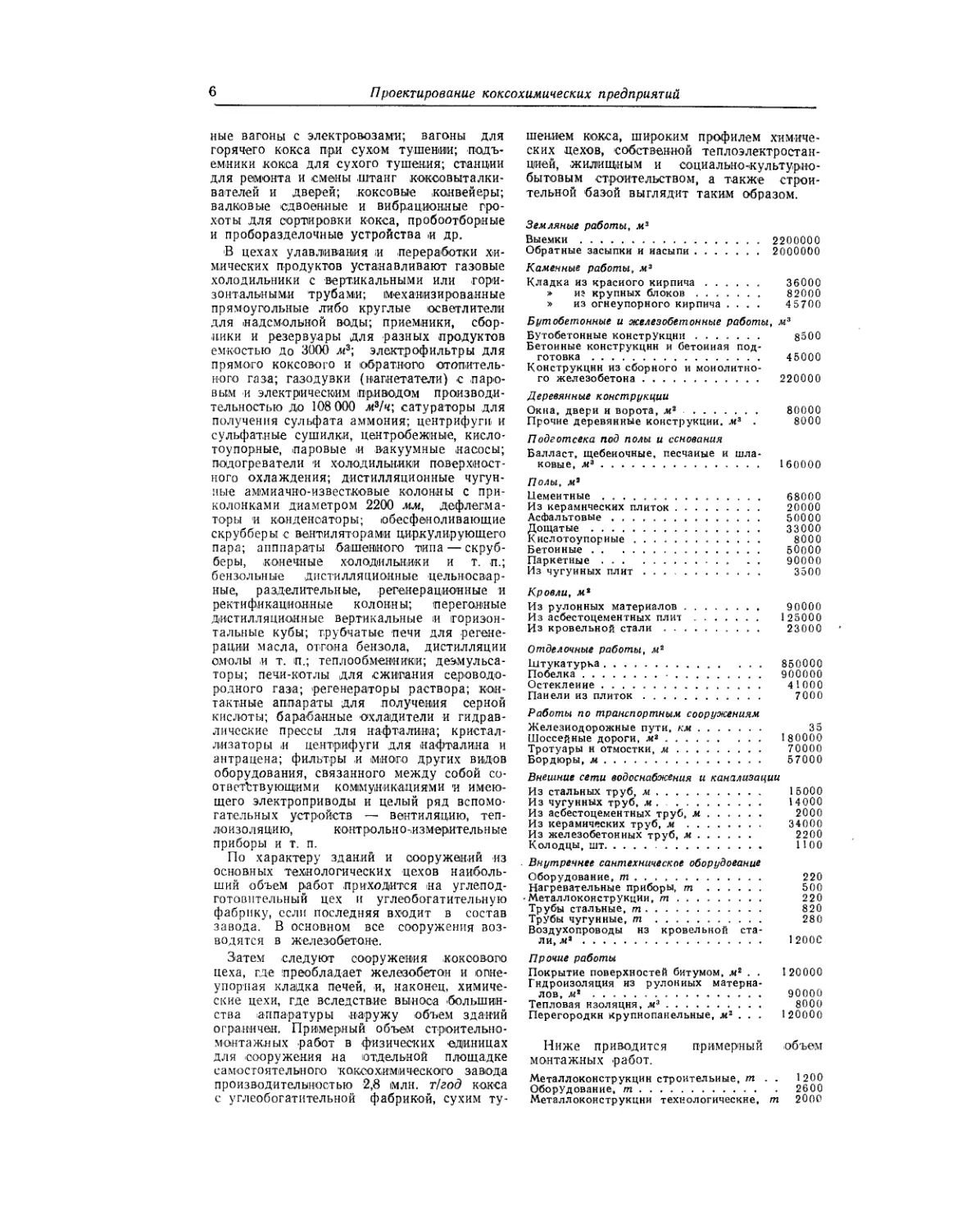
ограничен. Примерный объем строительно-
монтажных работ в физических единицах
для сооружения на отдельной площадке
самостоятельного коксохимического завода
производительностью 2,8 млн. т!год кокса
с углеобогатительной фабрикой, сухим ту-
шением кокса, широким профилем химиче-
ских цехов, собственной теплоэлектростан-
цией, жилищным и социально-культурно-
бытовым строительством, а также строи-
тельной базой выглядит таким образом.
Земляные работы, м3
Выемки ........................... 2200000
Обратные засыпки и иасыпи......... 2000000
Каменные работы, м3
Кладка из красного кирпича.......... 36000
» и? крупных блоков.............. 82000
» из огнеупорного кирпича .... 45700
Бутобетонные и железобетонные работы, м3
Бутобетонные конструкции............. 8500
Бетонные конструкции и бетоииая под-
готовка ............................. 45000
Конструкции из сборного и монолитно-
го железобетона . .................. 220000
Деревянные конструкции
Окна, двери и ворота, л<2 80000
Прочие деревянные конструкции. № . 8000
Подготовка под полы и основания
Балласт, щебеночные, песчаиые и шла-
ковые, л<3 ......................... 160000
Полы, м2
Цементные........................... 68000
Из керамических плиток.............. 20000
Асфальтовые......................... 50000
Дощатые............................. 33000
Кислотоупорные....................... 8000
Бетонные............................ 50000
Паркетные........................... 90000
Из чугунных плит..................... 3500
Кровли, м2
Из рулонных материалов.............. 90000
Из асбестоцементных плит............ 1 25000
Из кровельной стали................. 23000
Отделочные работы, м2
Штукатурка.......................... 850000
Побелка ........................... 900000
Остекление.......................... 4 1000
Панели из плиток..................... 7000
Работы по транспортным сооружениям
Железнодорожные пути, км ....... 35
Шоссейные дороги, № ............... 180000
Тротуары н отмостки, м ......... 70000
Бордюры, м ................ 57000
Внешние сети водоснабжения и канализации
Из стальных труб, м................ 15000
Из чугунных труб, м . ............ 14000
Из асбестоцементных труб, м ...... 2000
Из керамических труб, м ........ 34000
Из железобетонных труб, м ...... 2200
Колодцы, шт. ...................... 1100
. Внутреннее сантехническое оборудование
Оборудование, т ............. 220
Нагревательные приборы, т ........... 500
-Металлоконструкции, т............... 220
Трубы стальные, т................. 820
Трубы чугунные, т................. 28 0
Воздухопроводы нз кровельной ста-
ли, м2 .................. 12000
Прочие работы
Покрытие поверхностей битумом, л<2 . . 1 20000
Гидроизоляция из рулонных материа-
лов, м2 ................. 90000
Тепловая изоляция, л<3 ............. 8000
Перегородки крупнопанельные, №... 120000
Ниже приводится примерный объем
монтажных работ.
Металлоконструкции строительные, т . . 1200
Оборудование, т...................... 2600
Металлоконструкции технологические, т 2000
Современные коксохимические предприятия, их характеристика и состав
7
Коммуникации, m .............. 7000
Ленты транспортерные, м ......... 12000
Кабельные сети, км ............. 300
Примерная потребность в .материалах
для сооружения завода производитель-
ностью 2,8 млн. т .кокса в год следующая:
Камень бутовый, м3.............. 7000
Шебень и гравий, м3 ........... 315000
Песок, м3 .................. 285000
Шлак, м3 .................. 78000
Кирпич красный, тыс. шт........ 15300
Кирпич огнеупорный, tn......... 83900
Цемент, m ................. 88000
Известь, m...................... 3300
Мертели огнеупорные, tn........ 10000
Лес пиленый, м3 .............. 31700
Лес круглый, м3 .............. 2300
Шпалы, шт...................... 60000
Сталь сортовая, m ............. 23000
Сталь кровельная, m.............. 170
Рельсы и рельсовые скрепления, ш . . . 4 830
Стрелочные переводы, компл........ 90
Сталь для строительных металлоконст-
рукций, tn ................ 13200
Сталь для технологических металлоконст-
рукций, m ................ 22000
Гвозди, m........................ 118
Поковки, m ................. 133
Плиты чугунные, m................ 400
Стекло, м2 ................. 41000
Плитки керамические, м2 ......... 35000
Рубероид, гидроизол, толь, м: ...... 600000
Асбестоцементные плиты, м*.......... 120000
Олифа, m .................. 70
Краски, m.............................. 125
Асфальт, m . . •...................... 1500
Битум, m .................. 6500
Трубы, ш:
стальные......................... 6500
чугунные........................... 3000
асбестоцементные..................... 30
керамические....................... 1750
Ленты транспортерные, м......... 12000
Кабель электрический, км ........ 300
Нагревательные приборы, m ....... 500
Термоизоляционные материалы, м3 ... 7300
Примерная потребность в полуфабрика-
тах для сооружения завода, производи-
тельностью 2,8 млн. т кокса в год следую-
щая:
Бетон, м3 ............................ 244000
Сборные железобетонные элементы, м3 . 86000
Пенобетонные плиты, м3.................. 9000
Сборные блоки, л3 .................... 100000
Раствор, м3 ........................... 40000
Опалубка (щиты), м3 ................ 1 1 7000
Арматура для железобетонных конструк-
ций, m........................... 21000
Металлоконструкции строительные, m . 12000
Металлоконструкции технологические, m 20000
Асфальтобетон, m................. 40000
Окна, л3 .............................. 45000
Двери, м3 ............................. 35000
Бордюры бетонные, м.............. 57000
Сборные железобетонные трубы, кольца
и конусы, м3 ......................... 8700
Плиты для крупнопанельных перегоро-
док, м3 ............................ 120000
Стоимость сооружения упомянутого выше
самостоятельного завода составляет 95 мшя.
руб., в том числе строительно-монтажные
работы 71,4 млн. руб. и оборудование
23,6 млн. руб. По отдельным укрупненным
объектам примерная стоимость приведена
в табл. >1-1,
Сооружение завода разбивается на ком-
плексы применительно к вводу в действие
коксовых батарей, из которых наибольший
относится к вводу в действие батареи № 1,
так как при этом должны одновременно
вступить в строй действующих все основ-
ные технологические цехи, подсобно-вспо-
могательные и обслуживающие сооружения.
Ввод в действие углеобогатительной фаб-
рики, а также цехов по переработке хими-
ческих продуктов выделяется в отдельные
комплексы.
Таблица 1-1
Примерная стоимость объектов самостоятельного завода
производительностью 2,8 млн. m кокса, млн. руб.
Наименование объекта Строительно- монтажные работы Оборудова- ние Всего
Подготовка территории строительства 1,3 — 1,3
Углеподготовительный цех 3,3 1,о 4,3
Углеобогатительная фабрика 7,4 2,0 9,4
Коксовый цех и пекококсовая установка 12,4 5,4 17,8
Химические цехи Объекты подсобно-производственного и обслужи- 8,0 5,0 13,0
вающего назначения Объекты энергетического хозяйства, включая теп- 1,3 0,3 1,6
лоэлектростанцию Объекты транспортного хозяйства и связи, вклю- 4,0 2,3 6,3
чая примыкания к станции МПС Внешний водопровод, канализация и сети тепло- 4,0 0,9 4,9
фикации и газификации 9,8 0,2 10,0
Благоустройство промышленной площадки .... 0,3 — 0,3
Жилсоцкультбытстроительство 14,0 0,5 14,5
База для строительства 2,1 1,0 3,1
Прочие работы и затраты 3,5 5,0 8,5
Итого . . . 71,4 23,6 95,0
Глава 2
ОРГАНИЗАЦИЯ ПРОЕКТИРОВАНИЯ’КОКСОХИМИЧЕСКОГО
ПРЕДПРИЯТИЯ
СОВРЕМЕННОЕ ЗАКОНОДАТЕЛЬСТВО
ПО ПРОЕКТИРОВАНИЮ
Основным законодательным положением
по разработке и составлению проектно-смет-
ной документации в настоящее время яв-
ляется «Инструкция по разработке проектов
и смет для промышленного строительства»
СН 202—62, утвержденная Госстроем СССР
по поручению Совета Министров СССР
№ 382 от 30 ноября 1961 г.
В соответствии с этой инструкцией и ос-
новными направлениями повышения техни-
ческого уровня и снижения сметной стои-
мости строительства зданий и сооружений
промышленности и транспорта при разра-
ботке проектов и смет для коксохимической
промышленности руководствуются следую-
щими обязательными документами:
1. Нормативными документами по техно-
лопическому проектированию предприятий
коксохимической промышленности. К ним от-
носятся:
а) правила технической эксплуатации кок-
сохимических заводов, утверждаемые Ми-
нистерством черной металлургии СССР;
б) правила безопасности в коксохимиче-
ской промышленности, утверждаемые Ми-
нистерством черной металлургии СССР и
Президиумом ЦК профсоюза рабочих ме-
таллургической промышленности;
в) правила безопасности в газовом хо-
зяйстве заводов черной металлургии,
утверждаемые Министерством черной ме-
таллургии СССР и Президиумом ЦК проф-
союза рабочих металлургической промыш-
ленности;
г) нормативы для технологического проек-
тирования цехов коксохимических предприя-
тий, утверждаемые Министерством черной
металлургии СССР;
д) санитарные правила по организации
технологических процессов и санитарно-ги-
гиенические требования к производственному
оборудованию, утвержденные Главным го-
сударственным санитарным инспектором
СССР.
2. Утвержденными Госстроем СССР:
а) противопожарными правилами строи-
тельного проектирования промышленных
предприятий и населенных мест (глава
СНиП И—А. 5—62);
б) санитарными нормами проектирования
промышленных предприятий, разрабо-
танными Государственной санитарной ин-
спекцией и ВЦСПС (СН 245—63);
в) строительными нормами и правилами
(СНиП);
г) указаниями по строительному проекти-
рованию предприятий, зданий и сооружений
черной металлургии (СН 125—60);
д) нормами продолжительности строи-
тельства (глава СНиП III—А. 3. 3—62).
3. Утвержденными в установленном по-
рядке каталогами типовых индустриальных
конструкций и изделий, стандартами на
строительные материалы, детали и конст-
струкции, а также номенклатурой изделий
специализированных заводов сборного же-
лезобетона для промышленного строитель-
ства.
4. Утвержденными сметными нормами,
прейскурантами, расценками и ценниками
для определения сметной стоимости строи-
тельства.
Помимо указанных документов, при про-
ектировании зданий и сооружений следует
учитывать:
а) указания о порядке выполнения про-
ектов сложных зданий и сооружений из
сборного железобетона;
б) унифицированные габаритные схемы
зданий и сооружений коксохимической про-
мышленности и требования по межотрас-
левой уничикации зданий и сооруже-
ний;
в) технические условия на строительное
проектирование промышленных предприя-
тий в данном экономическом -администра-
тивном районе и районный каталог унифи-
цированных конструкций и деталей для
пром ышленного строительства.
Организация проектирования коксохимического предприятия
9
СТАДИИ ПРОЕКТИРОВАНИЯ
Проектирование новых и реконструкция
действующих коксохимических предприятий
выполняется в две стадии: проектное зада-
ние и рабочие чертежи.
При проектировании предприятий, зданий,
и сооружений с новой, неосвоенной или осо-
бо сложной технологией производства, а
также с новыми видами оборудования допу-
скается до выполнения рабочих чертежей
производить доработку проектных решений
и согласование их с заказчиком. Проектные
и изыскательские работы для промышлен-
ного строительства выполняются на осно-
вании договоров с организациями — заказ-
чиками проектов, являющимися распоряди-
телями кредитов.
Заказчик проекта выдает проектной орга-
низации утвержденное в установленном
порядке задание на проектирование, необ-
ходимые исходные данные, осуществляет
наблюдение за ходом .выполнения проект-
ных и изыскательских работ, принимает и
проверяет качество проектной документации.
Выдаче задания на проектирование должно
предшествовать технико-экономическое обо-
снование (ТЭО) целесообразности намечае-
мого строительства или реконструкции
предприятия, представляемое в государст-
венные планирующие органы.
Технико-экономическое обоснование строи-
тельства предприятий сметной стоимостью
свыше 2,5 млн. руб. должно представляться
Советом Министров союзной республики,
министерством или .ведомством СССР в Гос-
план СССР при согласовании с ним пред-
ложений о проектировании и строительстве
ук а з айн о го п ре д п р и я ти я.
ТЕХНИКО-ЭКОНОМИЧЕСКОЕ
ОБОСНОВАНИЕ (ТЭО)
Технико-экономическое обоснование стро-
ительства или расширения коксохимического
предприятия должно разрабатываться на
основе перспективного плана развития чер-
ной металлургии, а также плана развития
тех отраслей химической промышленности,
которые являются потребителями коксохи-
мической продукции.
В технико-экономическом обосновании
должны быть рассмотрены:
экономические предпосылки строительства
новых мощностей в данном районе;
характеристика проектируемого предприя-
тия с точки зрения общего развития коксо-
химической пром ыш л вино ст и;
мощность предприятия и номенклатура
продукции;
соображения о хозяйственном и произ-
водственном кооперировании предприятия
с другими отраслями промышленности;
данные о влиянии будущего предприятия
на развитие других отраслей народного хо-
зяйства, в частности угольной, и о возни-
кающих в связи со строительством пред-
приятия требованиях к развитию этих от-
раслей;
соображения о необходимых капиталь-
ных вложениях и сроках осуществления
строительства;
данные об ожидаемой экономической эф-
фективности капитальных вложений 1и ос-
новных технико-экономических показателях
намечаемого строительства и их сопостав-
ление с показателями передовых отечест-
венных и зарубежных предприятий.
Как правило, сопоставление производится
по главным технико-экономическим показа-
телям — размерам удельных капиталовло-
жений на 1 т валового или металлургиче-
ского кокса, а при проектировании отдель-
ных цехов—на 1 т рядового угля, перера-
батываемой смолы, сырого бензола и т. д.
При этом сопоставление производится с ут-
вержденным .в качестве аналога экономич-
ным проектом.
В 1964 г. утверждены «Нормативы удель-
ных капитальных вложений для предприя-
тий коксохимической промышленности
СССР», с которыми необходимо сопоста-
вить удельные капиталовложения по вновь
разрабатываемым проектам. Сопоставление
производится также и по размерам себе-
стоимости конечных продуктов проектируе-
мого предприятия, и по росту производи-
тельности труда.
Дальнейшая разработка проектов для
строительства или реконструкции коксохи-
мического предприятия должна произво-
диться на основе задания на проектирова-
ние, составленного в соответствии с технико-
экономическим обоснованием, утвержденным
в установленном порядке.
ЗАДАНИЕ НА ПРОЕКТИРОВАНИЕ
Задание на проектирование должно со-
ставляться министерством, ведомством или
предприятием-заказчиком при непосредст-
венном участии Гипрококса.
Задание на проектирование должно быть
утверждено министерством.
При проектировании коксохимического
производства в составе металлургического
завода задание на проектирование Гипро-
коксу выдается генеральным проектиров-
щиком металлургического завода.
Задание на проектирование должно со-
держать следующие основные данные, не-
обходимые для проектирования:
основание для проектирования (утверж-
денный план проектно-изыскательских ра-
бот для строительства будущих лет, при-
каз вышестоящей организации и т. д.);
район или пункт строительства;
характеристику продукции и мощность
производства по основным видам продук-
ции (кокс, коксовый газ, химические про-
дукты и прочее в натуральном выражении);
намечаемых потребителей готовой про-
дукции;
основные источники снабжения производ-
ства сырьем, водой, топливом (для обогре-
ва коксовых печей), электроэнергией;
производственное и хозяйственное коопе-
рирование; предполагаемое расширение
10
Проектирование коксохимических предприятий
предприятия, зданий или сооружений в
дальнейшем;
подлежащие разработке варианты проек-
та (в необходимых случаях);
намеченные сроки строительства, предпо-
лагаемый порядок осуществления строи-
тельства по очередям >(для крупных пред-
приятий) и очередность ввода мощностей
предприятия и отдельных пусковых ком-
плексов.
Одновременно должно быть выдано реше-
ние по угольной сырьевой базе предприя-
тия.
Состав угольной сырьевой базы предва-
рительно намечается Гипрококсам совмест-
но с углехимическими институтами, согла-
совывается с организацией, в ведении ко-
торой находятся угольные шахты (или уг-
леобогатительные фабрики) —поставщики
сырья, и представляется для дальнейшего
утверждения.
ВЫБОР ПЛОЩАДКИ СТРОИТЕЛЬСТВА
1. Выбор пункта (город, поселок и т. д.)
строительства коксохимического предприя-
тия в пределах района, определенного в ге-
неральных схемах и планах развития метал-
лургической и коксохимической промышлен-
ности, производится на основе технико-эко-
номического обосно в ани я.
2. Выбор площадки строительства коксо-
химического предприятия в пределах пунк-
та строительства осуществляется в соответ-
ствии с положением о порядке выбора и ут-
верждения площадок для строительства
промышленных предприятий. Положением
установлено, что выбор площадки произво-
дится при разработке проектного задания.
Выбранный вариант площадки согласовы-
вается с организацией, утвердившей зада-
ние на проектирование, до начала разработ-
ки проектного задания.
Выбор площадки для жилищного строи-
тельства, в случае строительства самостоя-
тельного коксохимического завода, а также
для отвалов породы (при наличии в соста-
ве завода углефабрики) производится одно-
временно с выбором площадки для коксо-
химического предприятия и оформляется в
едином документе.
3. Исходными документами для выбора
площадки являются:
утвержденное технико-экономическое обо-
снование строительства предприятия;
задание на проектирование;
приказы министерства об организации
строительства и о назначении комиссии для
выбора площадки.
4. Выбор площадки и ее дальнейшее со-
гласование производятся на основе подго-
товленных Гипрококсом:
перечня основных данных (расход элек-
троэнергии, воды, тепла, количество сточ-
ных вод и т. п.);
предварительной схемы генплана с указа-
нием необходимых размеров площадки и
ориентировки предприятия на генплане рай-
она;
картографических материалов по площад-
кам.
5. Комиссия по выбору площадки произ-
водит:
предварительное рассмотрение материалов
и выбор площадок, пригодных для строи-
тельства по размерам, рельефу местности,
наличию железнодорожных путей, водоемов
и т. п.;
осмотр намеченных площадок и .изучение
вопросов и документов, необходимых для
составления характеристики площадок, с
участием представителей местных орга-
низаций;
предварительное согласование (с органа-
ми Министерства электростанций и Мини-
стерства путей сообщения) возможности
подключения проектируемого предприятия к
районным источникам электроэнергии и пу-
тям МПС;
подготовку материалов для оформления
отвода земель;
согласование их с местными организаци-
ями (правление колхоза, сельсовет, райис-
полком).
На основании изучения материалов, осмо-
тра площадок в натуре, а также опроса ме-
стного населения составляется акт с крат-
кой характеристикой осмотренных площадок
и дается рекомендация вариантов, по кото-
рым должны быть произведены технико-эко-
номические сопоставления.
6. В состав акта комиссии по выбору пло-
щадки входит пояснительная записка, чер-
тежи и документы, в которых должны быть
отражены следующие вопросы:
природные условия района (характери-
стика географического пункта, метеороло-
гические данные, водные ресурсы, топогра-
фические условия, геологические и гидроге-
ологические данные);
экономические условия (общая характе-
ристика населенного пункта, перечень пред-
приятий, расположенных в пункте, с указа-
ниями о возможности кооперирования с ни-
ми, наличие местных строительных материа-
лов, транспортные условия, энергетические
ресурсы, условия водоснабжения и канали-
зации) ;
технико-экономическое сопоставление ва-
риантов площадок с указанием затрат и
объема работ по подготовке территории
(сносы, осушение, раскорчевка, срезка грун-
та и т. д.), внешнему водоснабжению, ка-
нализации, примыканию к магистральным
железнодорожным путям и автодорогам,
протяженности электропередачи, глубине
фундирования;
рекомендации по выбору площадок.
К пояснительной записке должен быть
приложен ситуационный план в масштабе
1 : 5000 или 1 : 10 000, на котором наносятся:
варианты площадок для предприятия и
жилпоселка;
существующие населенные пункты;
площадки действующих или намеченных к
строительству других предприятий;
Организация проектирования коксохимического предприятия
11
местоположение площадок для отвалов,
накопителей и т. д.;
место примыкания к путям МПС и
трасса подъездного железнодорожного
пути;
существующие или .намеченные к строи-
тельству мапистральные автодороги и трас-
сы автодорог, связывающих проектируемое
предприятие, жилпоселок, стройбазу с ма-
гистральной автодорогой;
трасса и место примыкания водопроводов
и канализационных сетей к водозабору и
очистным сооружениям;
источники питания электроэнергией и теп-
лом (ТЭЦ, ГЭС, понизительные подстанции)
и трассы сетей к проектируемому предприя-
тию;
местоположение стройбазы и карьеров
инертных строительных материалов.
7. При выборе площадок для строитель-
ства коксохимического предприятия
должны быть соблюдены определенные
технологические и строительные требова-
ния:
параллельное расположение коксового и
доменных цехов с минимальным разрывом
между этими цехами для уменьшения дли-
ны коксоподачи;
минимальное расстояние площадки коксо-
химического предприятия от приемо-отпра-
вочной станции металлургического завода.
Это требование обеспечивает возможность
конвейерной подачи угля со станции при-
бытия на углеподготовку, а также воз-
можность выноса к станции товарных скла-
дов жидких продуктов (смолы, бензольных
продуктов и др.), с подачей продуктов в эти
склады трубопроводами;
возможность расположения в непосредст-
венной близости к .площадке коксохимиче-
ского предприятия или даже на территории
последнего химических производств на ба-
зе продуктов коксования и, в частности,
азотнотукового производства, комбинирова-
ние которого с коксохимическими пред-
приятиями диктуется задачами всемерного
расширения производства минеральных
удобрений.
К строительным требованиям по пло-
щадке коксохимического предприятия от-
носятся следующие:
Площадка должна иметь относительно
ровную поверхность, уклон, обеспечиваю-
щий удобный отвод поверхностных вод,
наименьшую разницу высот, хорошие грун-
товые условия, уровень грунтовых вод ни-
же наиболее заглубленного здания. Кроме
этого, площадка не должна затопляться па-
водковыми водами.
Расположение площадки должно обеспе-
чивать удобную транспортировку трудящих-
ся к месту работы при соблюдении санитар-
ных, противопожарных и специальных тре-
бований.
Площадка должна находиться по воз-
можности близко к источникам водоснабже-
ния, обеспечивать отвод всех видов сточных
вод и минимальную протяженность подъезд,
ных путей и автодорог.
Площадка не должна располагаться над
местами нахождения полезных ископаемых
или зон обрушения их выработок, а также
на закарстованных или оползневых участ-
ках.
Размеры площадки должны определяться
с учетом резервирования территории
предприятия для намеченного проектом рас-
ширения.
Местоположение площадки должно так-
же обеспечивать возможность перспектив-
ного расширения или строительства новых
химических производств за счет дополни-
тельной прирезки территории.
ПРОЕКТНОЕ ЗАДАНИЕ
Задачи проектного задания
Задачами проектного задания являются:
выбор основных проектных решений, обе-
спечивающих возможность наиболее полно-
го использования общественного труда, ма-
териальных и денежных ресурсов как в
строительстве, так и при эксплуатации про-
ектируемого предприятия;
выявление и выбор источников ,и способов
снабжения проектируемого предприятия
сырьем, водой, топливом, электроэнергией
и другими средствами производства; выбор
основных технологических и строительных
решений; определение возможности и ме-
тодов осуществления строительства в на-
меченные сроки;
определение общей сметной стоимости
строительства и основных технико-экономи-
ческих показателей проектирования пред-
приятий.
Состав проектного задания
Проектное задание коксохимического за-
вода, не входящего в состав другого пред-
приятия, разрабатывается и комплектуется
в виде отдельных частей (томов):
сводная пояснительная записка;
технико-экономическая часть;
технологическая часть;
генеральный план и транспорт;
внешний железнодорожный транспорт
(подъездные пути и станции);
местный пассажирский транспорт (трам-
вай и т. д.);
строительная часть с включением в нее
организации производства;
энергетическая часть с включением в нее
раздела автоматизации;
внутриплощадочное водоснабжение и ка-
нализация;
внешнее водоснабжение и канализация
(водозабор, магистральные водоводы, очи
стные сооружения);
санитарно-техническая часть;
объекты подсобно-производственного на-
значения;
объекты жилищно-культурного назначе-
ния;
сметно-финансовые расчеты.
12
Проектирование коксохимических предприятий
Проектное задание коксохимического про-
изводства, входящего в состав .металлурги-
ческого завода, разрабатывается в том же
объеме, за исключением внешнего транс-
порта, местного транспорта, внешнего водо-
снабжения и канализации, объектов жи-
лищно-культурного назначения.
При этом отдельные части включаются в
качестве разделов в соответствующие части
проектного задания металлургического
завода, разрабатываемого генеральным
проектировщиком (Гипромез, Гипросталь
и др.).
Проектные задания отдельных крупных
производственных объектов коксохимиче-
ского предприятия (углеобогатительная фаб-
рика, ,смолоперегонный цех, цех ректифика-
ции, коксовая батарея и т. д.) разраба-
тываются в аналогичном объеме и ком-
плектуются в одном или нескольких
томах.
В состав проектного задания необходимо
отдельным томом включить также перечень
объектов пусковых комплексов по очере-
дям строительства по нижеследующей
форме:
с местными организациями и предприятия-
ми — по осуществлению производственного
или хозяйственного кооперирования (вре-
менного и постоянного) проектируемого
предприятия с другими предприятиями;
с местными органами Министерства элек-
тростанций, ведающими эксплуатацией энер-
госистем и местными органами Министерст-
ва газовой промышленности, — по снабже-
нию проектируемого предприятия электро-
энергией и газом;
с управлением железной дороги Минис-
терства путей сообщения — по примыка-
нию к железнодорожным путям МПС и по
вопросу о перевозке грузов для проектиру-
емого предприятия;
с местными органами Министерства свя-
зи — по устройству внешних линий связи
проектируемого предприятия;
с соответствующей строительной органи-
зацией — по применению строительных ма-
териалов и конструкций, средств механиза-
ции строительно-монтажных работ и мето-
дов организации строительства;
с местными органами — по надзору за
Наименование объектов Общая сметная стоимость Стоимость строи- тельно -монтаж- ных работ Стоимость оборудования Примечание
В записке к перечню объектов пускового
комплекса приводятся:
а) обоснование включения в него отдель-
ных объектов, а также количества вводи-
мых в действие агрегатов;
б) генеральный план в масштабе 1 : 2000,
на котором объекты, включаемые в пуско-
вой комплекс, закрашиваются цветным ка-
рандашом;
в) сводная схема основных межцеховых
коммуникаций газопроводов, паропроводов,
теплопроводов, водоснабжения и канализа-
ции, включаемых в пусковой комплекс объ-
екта.
К проектному заданию, представляемому
заказчику, должны прилагаться материалы и
документы по согласованию (осуществляе-
мому в процессе проектирования) его со
следующими организациями:
с исполкомом местного совета депутатов
трудящихся, а также с местными органами
Государственной санитарной инспекции и
Государственного пожарного надзора — по
выбору площадки для строительства пред-
приятия, выбору трасс внеплощадочных
коммуникаций, электроснабжения, связи
и т. п., устройству водозабора, обезврежи-
ванию и спуску сточных вод и улавливанию
выбросов в атмосферу;
с органами совета министров союзной ре-
спублики — по использованию и охране
водных ресурсов и борьбе с вредными воз-
действиями вод (паводками, наводнениями,
размывом, водной эрозией и др.);
безопасным ведением работ в промышлен-
ности и горному надзору при располо-
жении предприятия в районах выяв-
ленных месторождений полезных ископае-
мых;
с Министерством морского флота. Мини-
стерством речного флота РСФСР или орга-
нами, ведающими водным транспортом в
других союзных республиках — по обслужи-
ванию проектируемого предприятия порто-
выми и пристанскими сооружениями, аква-
ториями и по устройству плотин, водоза-
борных сооружений и мостоз при использо-
вании водного транспорта;
с Министерством строительства электро-
станций и Союзглавэнергэ при Госплане
СССР — по вопросам, связанным с затоп-
лением и подтоплением территории при
расположении предприятия в районе стро-
ительства гидростанции;
с штабом военного округа и с главным
управлением министерства или ведомства,
в ведении которого находится аэродром —
по выбору площадки предприятия и трасс
воздушных линий связи и электроснабжения
при удалении проектируемых высоких зда-
ний и сооружений от аэродромов менее чем
на 10—30 км.
В особых случаях выбор площадки дол-
жен быть согласован с Главным штабом
военно-воздушных сил СССР.
После рассмотрения и утверждения про-
ектного задания последнее подлежит кор-
ректировке в соответствии с принятыми
Организация проектирования коксохимического предприятия
13
при утверждении окончательной инстанци-
ей решениями.
Скорректированное проектное задание
представляется для повторной проверки в
эту инстанцию.
РАБОЧИЕ ЧЕРТЕЖИ
Условия для разработки рабочих
чертежей
а) наличие утвержденного проектного за-
дания;
б) подтверждение заказчиком возможно-
сти поставки оборудования, предусмотрен-
ного утвержденным проектным заданием, и
выдача всех исходных данных по заказы-
ваемому оборудованию (главным образом
по так называемому именниковому обору-
дованию — газодувкам, компрессорам, ва-
куум-насосам, котельным агрегатам, турбо-
генераторам, трансформаторам, перегружа-
телям и т. п.);
в) наличие всех материалов изыскатель-
ских работ (окончательные отчеты по топо-
геодезическим и инженерно-геологическим
изысканиям);
г) наличие исполнительной съемки тер-
ритории завода и обмерных чертежей ре-
конструируемых производственных объек-
тов предприятия;
д) согласование технических условий на
строительные работы с генстройподрядчи-
ком.
Объем рабочего проектирования
Рабочие чертежи являются наиболее тру-
доемкой частью проекта коксохимического
предприятия.
Трудоемкость отдельных стадий проекти-
рования коксохимического предприятия оп-
ределяется следующим соотношением их
средних стоимостей (% от общей стоимо-
сти проектирования):
Технико-экономические обоснования
(ТЭО)............................. 1.0—1.5
Проектное задание ................ 10.0—14
Проектно-изыскательские работы . . 6—7.5
Рабочие чертежи...................... 83—77
Рабочий проект коксохимического пред-
приятия характеризуется большим количе-
ством графического материала, достигаю-
щим 12—15 тыс. чертежей.
Внедрение макетного объемного метода
в технологическое проектирование должно
обеспечить существенное снижение количе-
ства выпускаемых рабочих чертежей.
Хранение и пользование технической до-
дументацией на строительствах облегчается
при наличии:
а) полных каталожных списков, куда
должны включаться все выпускаемые про-
ектными организациями чертежи. Наиболее
целесообразно по поручению заказчика вы-
пускать титульные списки рабочих чертежей
по видам работ;
б) перечней изменений, внесенных в ра-
бочие чертежи, которые оформляются спе-
циальными бюллетенями.
Выполнение этих требований, а также
своевременное оформление в виде исполни-
тельных чертежей всех изменений проекта
при его реализации в натуре будет способ-
ствовать успешному ведению работ на стро-
ительстве и значительно облегчит эксплуа-
тационному персоналу ознакомление с тех-
нической документацией.
Проектирование оборудования
и металлоконструкции
Как правило, Гипрококс в соответствии
с имеющимися директивными указаниями
не разрабатывает рабочие чертежи обору-
дования и технологических металлоконст-
рукций, выполняя в составе рабочего про-
екта только технические задания на их
проектирование.
Технические задания выполняются в объ-
еме общих видов машин, аппаратов, узлов
и конструкций, достаточных для выявления
основных конструктивных решений, опре-
деления качества и расхода основных ма-
териалов и разработки заводами-изготови-
телями по этим заданиям деталировочных
чертежей, необходимых для изготовления
оборудования.
Металлические конструкции выполняются
в виде чертежей КМ, на основании которых
заводы-изготовители разрабатывают дета-
лировочные чертежи (чертежи КМД).
В виде исключения Гипрокакс до настоя-
щего времени разрабатывает полностью ра-
бочие чертежи специфических видов обору-
дования и металлоконструкций коксовых
печей.
Оформление и состав рабочего проекта
Все необходимые требования к оформле-
нию и составу рабочих чертежей оговорены
Инструкцией по разработке проектов и смет
СН 202—62 (пункт 4-08).
Как показала практика строительства, со-
временная организация работ в связи с
большим количеством участвующих в строи-
тельстве специализированных организаций
и индустриализацией производства работ
предъявляет дополнительные требования к
оформлению и составу рабочих чертежей.
К таким требованиям относятся:
а) строгое разграничение элементов про-
екта с учетом специализации работ (напри-
мер, выделение земляных работ для круп-
ных объектов на отдельных чертежах, раз-
мещение конструкций и деталей, изготовля-
ющихся в мастерских или на заводах, на
отдельных чертежах, выделение работ по
гидроизоляции, кислотозащите и теплоизо-
ляции) ;
б) выполнение всех присоединений внут-
рицеховых сетей к межцеховым сетям на
чертежах межцеховых коммуникаций;
в) пообъектный выпуск рабочих черте-
жей, не допуская совмещения чертежей нес-
14
Проектирование коксохимических предприятий
кольких объектов на одних и тех же черте-
жах, или выпуска чертежей нескольких объ-
ектов в одном томе;
г) наличие технических условий на изго-
товление, испытание и окраску оборудова-
ния и металлоконструкций;
д) выполнение чертежей и нормалей для
индустриализованного изготовления трубо-
проводов мастерскими или заводами-изго-
товителями.
Помимо этого, в состав рабочего проекта
обязательно должны входить:
а) архитектурное оформление площадки;
б) проект озеленения территории;
в) решения по эстетическому оформлению
оборудования, помещений и коммуникации.
Широкое применение должны найти оп-
равдавшие себя типовые проекты.
СМЕТЫ
Сводный сметно-финансовый расчет к про-
ектному заданию является основным доку-
ментом для финансирования строительства
предприятия.
В сметно-финансовых расчетах к проект-
ному заданию коксо-химического предприя-
тия в соответствии с инструкцией СН 202—
62 определяется стоимость:
а) зданий и сооружений — по сметам к
соответствующим типовым проектам с вне-
сением поправок для учета местных условий
строительства, либо по принятым укрупнен-
ным показателям сметной стоимости (1 м3
здания, 1 пог. м галереи и т. д.);
б) оборудования — по сметам к соответст-
вующим типовым проектам либо по опто-
вым ценам промышленности с учетам транс-
портных и заготовительно-складских рас-
ходов;
в) монтажных работ — по сметам к со-
ответствующим типовым проектам либо по
укрупненным нормативам (на единицу ве-
са оборудования, на единицу установленной
мощности и т. п.);
г) приобретения инвентаря — по сметам
к типовым проектам или по укрупненным
показателям и нормативам;
д) общеплощадочных работ и общих за-
трат по строительству — по укрупненным
показателям стоимости;
е) проектно-изыскательских работ — по
сборнику цен на проектные и изыскатель-
ские работы для строительства;
ж) научно-исследовательских работ, под-
лежащих выполнению в связи с намечен-
ным строительством, — по расчетам стои-
мости этих работ;
з) авторского надзора проектных органи-
заций — по расчетам стоимости авторского
надзора.
При рабочем проектировании на каждый
объект строительства составляется смета к
рабочим чертежам.
Сметы к рабочим чертежам являются ос-
новой для производственного планирования
и расчетов за выполненные строительно-
монтажные работы.
ЭКСПЕРТИЗА И УТВЕРЖДЕНИЕ
ПРОЕКТНОЙ И СМЕТНОЙ
ДОКУМЕНТАЦИИ
Выполненная проектная документация
представляется заказчику проекта (пред-
приятию или генеральному проектиров-
щику— Гипромезу, Гипростали и др.).
Организация рассмотрения проектной до-
кументации (ТЭО, проектного задания) в
утверждающих инстанциях лежит на -обя-
занности заказчика.
Экспертиза проектов регламентируется
инструкцией «О порядке проведения экспер-
тизы -проектов на строительство» СН 213—
62.
1. Утверждение проектных заданий коксо-
химических предприятий сметной стоимо-
стью выше 50 млн. руб. осуществляется Со-
ветом Министров СССР.
Для строек и предприятий, подчинен-
ных министерствам и ведомствам СССР,
утверждение проектных заданий при смет-
ной стоимости строительства от 1,5 до
50 млн. руб. производится министерствами
и ведомствами СССР; до 1,5 млн. руб. — в
порядке, установленном советами министров
союзных республик, министерствами и ве-
домствами СССР.
Утвержденное проектное задание и свод-
ный сметно-финансовый расчет могут быть
изменены Только в исключительных случаях
при изменении основных показателей про-
екта.
Изменения производятся инстанциями,
утвердившими проектное задание, по согла-
сованию с Госстроем СССР и Госпланом
СССР.
Пересмотр проектных заданий и сводных
сметно-финансовых расчетов к ним с после-
дующим изменением сметной стоимости
предприятия производится в следующем по-
рядке:
1. Предложения об изменении основных
показателей утвержденных проектных зада-
ний должны быть предварительно рассмот-
рены экспертными органами утвердивших
проектное задание инстанций с оформлени-
ем результатов этого рассмотрения соответ-
ствующими документами, которые прилага-
ются к ходатайству о согласовании измене-
ния основных показателей.
2. В случаях, когда по решению Совета
Министров СССР или соответственно сове-
тов министров союзных республик на стро-
ящемся или действующем предприятии, име-
ющем утвержденное проектное задание, до-
полнительно подлежат строительству новые
объекты или изменяются мощности и ассор-
тимент продукции, повышается уровень ме-
ханизации и автоматизации, -на соответству-
ющие мероприятия составляются отдельные
проектные задания и сметно-финансовые
расчеты. Эти проектные задания и сметно-
финансовые расчеты представляются на экс-
пертизу и утверждаются в установленном
порядке с последующим объединением за-
трат по этим сметно-финансовым расчетам
Организация проектирования коксохимического предприятия
15
в единый сводный смежно-финансовый рас-
чет.
3. Для согласования изменения основных
показателей представляются:
а) сводная пояснительная записка ранее
утвержденного проектного задания;
б) ранее утвержденный сводный сметно-
финансовый расчет (сводка затрат);
в) ведомость пообъектной стоимости фак-
тически выполненных работ с распределени-
ем по видам (строительно-монтажные рабо-
ты, оборудование и пр.);
г) документ о первоначальном утвержде-
нии проектного задания.
д) сопоставительная ведомость с поясни-
тельной запиской, в которых по каждому
объекту и виду затрат и по строительству
в целом указывается утвержденная смет-
ная стоимость, стоимость фактически вы-
полненных работ и разница между новой
и ранее утвержденной сметной стоимостью,
причины изменения их и сопоставление тех-
нико-экономических показателей.
Увеличение затрат по сравнению с ранее
утвержденным проектным заданием в пояс-
нительной записке должно быть распреде-
лено следующим образом:
а) в связи с решениями правительства,
вышедшими после утвер.ждения проектного
задания;
б) в связи с решениями местных органов;
в) в результате издания после утвержде-
ния проектного задания новых нормативов
и технических условий на проектирование и
строительство;
г) в связи с модернизацией, изменением
и удорожанием оборудования, с изменени-
ем проектных решений;
д) в связи с уточнением сметной стоимо-
сти по рабочим чертежам и по другим при-
чинам (дополнительные работы, выявивши-
еся ,в процессе строительства, и пр.).
Глава 3
ГЕНЕРАЛЬНЫЙ ПЛАН КОКСОХИМИЧЕСКОГО*ПРЕДПРИЯТИЯ
ОСНОВНЫЕ ПРИНЦИПЫ И НОРМЫ
ПРОЕКТИРОВАНИЯ
ГЕНЕРАЛЬНОГО ПЛАНА
Компоновка генерального плана коксохи-
мического предприятия оказывает большое
влияние на размер капиталовложений в
строительство предприятия, а также на се-
бестоимость продукции и расходы по экс-
плуатации.
Основными принципами проектирования
генерального плана являются: сокращение
площади предприятия, уменьшение протя-
женности транспортных связей и всех ви-
дов коммуникаций при соблюдении опти-
мальной технологии и нормальных условий
труда, обеспечение противопожарной безо-
пасности, благоустройства и санитарного со-
стояния предприятия и смежных с ним тер-
риторий.
При проектировании генерального плана
коксохимических предприятий надлежит ру-
ководствоваться действующими общесоюз-
ными нормами: СНиП II—М. 1—62, II—Д.
2—62, II—Д. 6—62, II—Д. 10—62, а также
специфическими требованиями, освещаемы-
ми в настоящей главе справочника.
Технологические требования
Размещение сооружений коксохимическо-
го предприятия на генеральном плане дол-
жно обеспечивать поточное перемещение
(по кратчайшим расстояниям) сырья, полу-
продуктов и готовой продукции по террито-
рии предприятия в процессе производства,
а также обеспечивать максимально возмож-
ное объединение вспомогательных сетей,
сооружений (энергетика, водоснабжение,
канализация, транспорт, автоматическое и
телеуправление, бытовые корпуса, склады,
мастерские) и коммуникаций для обслужи-
вания групп технологических цехов.
Передача угля от углеприема на углепоц-
готовительное отделение обычно осущест-
вляется ленточными конвейерами. Для
сокращения их длины углеподготовительное
отделение и углеобогатительная фабрика,
если она входит в состав завода, должны
располагаться на минимально допустимом
по условиям конвейерной связи расстоянии
от сооружений углеприема.
Взаиморасположение объектов углеподго-
товительного отделения должно обеспечить
сведение до минимума возвратных потоков
угля и шихты, расстояния между объектами
должны быть не более требуемых по усло-
виям максимальных углов наклона транс-
портеров (от 14 до 18—19°).
Расположение коксового цеха должно
обеспечивать его удобную связь конвейе-
рами с углеподготовительным отделением
и трубопроводами (газопровод, аммиако-
провод и др.) с химическими отделениями.
Коксовый блок и, в частности, коксосор-
тировка (когда они в составе металлурги-
ческого завода) должны располагаться на
минимально-возможном расстоянии от кок-
соприемных сооружений доменного цеха
для сокращения длины тракта коксоподачи
и сведения до минимума числа перегрузок,
приводящих к излишнему дроблению кокса.
В случае потребления всего выжигаемого
кокса смежным металлургическим заводом
коксосортировку целесообразно располагать
на территории доменного цеха.
Отделение конденсации и улавливания
газа желательно располагать с машинной
стороны коксовых печей непосредственно за
габаритом штанги коксовыталкивателя. При
этом газовые холодильники, осветлители,
сборники аммиачной воды и смолы, машин-
ное отделение следует располагать против
центральной поперечной оси обслуживаемо-
го ими коксового блока. Прочие химические
отделения (сульфатное, сероочистное и т. д.)
обычно располагают последовательно по по-
току газа, а цехи смолоперегонный и рек-
тификации бензола — параллельно послед-
ним.
При размещении химических отделений,
связанных с направлением газового потока,
необходимо учитывать также размещение
внешних потребителей коксового газа, как-
то: мартеновские цехи, головные сооруже-
Генеральный план коксохимического предприятия
17
ния дальнего и бытового газоснабжения,
азотнотуковые и другие химические пред-
приятия, не допуская возвратных и парал-
лельных потоков газа.
Объекты водоснабжения, энергоснабже-
ния, транспорта, склады, мастерские и бы-
товые помещения должны размещаться на
территориях, свободных от технологических
объектов, но с учетом связей с последними.
При компоновке генерального плана не
допускается необоснованное резервирование
территории внутри застраиваемых кварта-
лов.
Территории для перспективного, не пред-
усматриваемого проектным заданием рас-
ширения должны резервироваться непосред-
ственно за границами предприятия, чтобы
не омертвлять излишние капитальные зат-
раты на освоение территории, транспортные
связи и коммуникации и не удорожать экс-
плуатацию.
Следует обеспечивать также соответству-
ющую вертикальную планировку террито-
рии предприятия.
Отметки вертикальной планировки объек-
тов, связанных трубопроводами, целесооб-
разно назначать из условий обеспечения са-
мотека жидкостей без перекачек, что дает
возможность снизить расходы на электро-
энергию и соответствующее оборудование.
Например, осветлители надсмольной воды
целесообразно проектировать на отметках
гЛтанировки, не превышающих отметок пла-
нировки коксового блока, градирню конеч-
ого холодильника не следует располагать
ыше бензольно-скрубберного отделения,
.ежду осветлителями и сборниками над-
мольной воды не следует допускать авто-
обильный, а тем более железнодорожный
роезд, насосные конденсата и очистные
эоружения следует проектировать на от-
.етках, не превышающих отметки объектов,
брасывающих конденсат и
оды.
Расстояния между отдельными объектами
коксохимического предприятия,
чисто технологическими требованиями, при-
водятся в соответствующих проектных тех-
нологических нормах.
фенольные
диктуемые
Санитарные требования
В соответствии с санитарными нормами
проектирования промышленных предприятий
(СН 245—63) коксохимические заводы /це-
хи) относятся к I классу по санитарной
вредности. Стоящие отдельно смолоперегон-
ные заводы (цехи) и углеобогатительные
фабрики относятся ко II классу ;по санитар-
ной вредности.
В соответствии с этим между коксохими-
ческими предприятиями и жилыми районами
должна предусматриваться санитарно-за-
щитная зона шириной не менее 1000 м, а
между смолоперегонными заводами (цеха-
ми) и углеобогатительными фабриками с
одной стороны и жилыми районами с дру-
гой — шириной не менее. 500 м.
9 Справочник коксохимика, т. IV
По требованию органов санитарной ин-
спекции и по согласованию с Госстроем
СССР указанные расстояния могут быть
увеличены, но не более чем в 3 раза. При
решении вопроса о взаиморасположении
предприятий необходимо учитывать, что про.
йзводственные вредности, выделяемые од-
ним из предприятий, не должны оказывать
вредное воздействие на трудящихся или
приводить к порче материалов, оборудова-
ния и готовой продукции другого соседнего
предприятия.
В санитарно-защитной зоне могут распо-
лагаться железнодорожные пути, автодоро-
ги, зеленые массивы и предприятия III, IV
и V классов, причем расстояния от этих
предприятий до жилых районов должны
быть не менее, м:
для III класса........3 00
» IV » ........100
» V » ........ 50
Коксохимические предприятия I и II клас-
са должны располагаться с подветренной
стороны (учитываются господствующие вет-
ры в летний период) по отношению к жи-
лым районам и предприятиям III, IV и
V классов.
При строительстве у рек коксохимические
предприятия (даже при очистке и возвра-
те сточных вод в цикл) должны распола-
гаться ниже по течению, чем водозаборы
жилых районов и других промышленных
предприятий.
Взаиморасположение объектов на пло-
щадке предприятия должно учитывать розу
ветров.
В частности, пылящие углеприем, откры-
тый склад угля, дымящий и парящий кок-
совый цех должны располагаться с
подветренной стороны к другим цехам
завода.
Градирни и оросительные холодильники
должны располагаться не ближе 20—30 м
от сооружений и внутризаводских железно-
дорожных путей и 40 м от внешних и сорти-
ровочных железнодорожных путей, а брыз-
гальные бассейны соответственно на рас-
стояниях 40, 60 и 80 м от этих объ-
ектов, желательно с подветренной стороны
по отношению к ним (СНиП II—М 1—62).
Пункты питания трудящихся должны быть
удалены от самых отдаленных цехов не бо-
лее чем на 200 м при получасовом обеден-
ном перерыве и не более чем на
600 м при обеденном перерыве продолжи-
тельностью 1 ч.
Санитарные разрывы между зданиями
должны быть не менее высоты наиболее
высокого из двух соседних зданий. Расстоя-
ние от открытого склада угля до вспомога-
тельных зданий должно быть не менее 20 м,
а до административно-конторских—не ме-
нее 50 м.
Для обеспечения нормального санитарно-
го состояния предприятия в проекте гене-
рального плана должны предусматриваться
водоотвод, .озеленение, тротуары и автодо-
рорн.
18
Проектирование коксохимических предприятий
Транспортные требования
Коксохимические предприятия обслужи-
ваются различными видами транспорта. Ос-
новное сырье коксохимического производст-
ва — коксующиеся угли—на подавляющее
большинство коксохимических предприятий
доставляется по железнодорожным путям.
В связи с изложенным сооружения угле-
приема следует располагать:
а) для отдельно стоящих коксохимиче-
ских заводов — в непосредственной близости
к железнодорожным подходам путей МПС
или, что еще более целесообразно, непо-
средственно на путях станции примыкания
железнодорожных путей предприятия к же-
лезнодорожным путям МПС;
б) для коксохимических производств, вхо-
дящих в состав металлургических заводов
и комбинатов—на путях объединенных
станций выгрузки сырья для всего метал-
лургического цикла (угли, руда, флюсы и
др.), так называемых сырьевых станциях.
Основная продукция коксохимического
производства — кокс различных классов —
при расположении завода за пределами ме-
таллургического предприятия отправляется
железнодорожным транспортом, в связи с
чем коксопогрузочные пути таких коксохи-
мических предприятий должны быть рас-
положены в непосредственной близости к
приеме-отправочным путям станции примы-
кания или, что еще более целесообразно,
непосредственно на путях станции примы-
кания.
Перемещение материалов между отдель-
ными цехами коксохимических предприя-
тий, а также отходов производства — поро-
ды, кислой смолки, мусора и др. — осуще-
ствляется при помощи различных видов ме-
ханического транспорта, материалопроводов,
а также железнодорожного и в последнее
время автомобильного транспорта.
Компоновка генерального плана коксохи-
мического предприятия должна обеспечивать
минимальную протяженность соединитель-
ных железнодорожных путей, связывающих
погрузочно-выгрузочные пути предприятия.
Погрузочно-выгрузочные фронты для со-
кращения протяженности соединительных
путей должны, как правило, сосредоточи-
ваться в одном месте. Погрузочно-выгру-
зочные пути должны быть продолжением
одного, а не нескольких соединительных пу-
тей.
При необходимости группирования фрон-
тов погрузки-выгрузки по технологическим
или другим признакам необходимо обеспе-
чить минимальное число отдельных соеди-
нительных путей.
Компоновка генплана самостоятельного
коксохимического завода и коксохимиче-
ских производств металлургических пред-
приятий должна обеспечить объединение в
одной станции (парке) углеразгрузочных,
коксопогрузочных и приемо-отправочных
путей, а при возможности и железнодорож-
ных путей МПС. На объединенных станци-
ях такого типа должно осуществляться еди-
ное командование средствами МПС либо
промышленности. Такую станцию жела-
тельно вынести за пределы основной заст-
ройки предприятия.
Погрузочно-выгрузочные фронты, имею-
щие незначительный грузооборот, могут об-
служиваться автомобильным транспортом и
должны располагаться на минимальном рас-
стоянии от основного автомобильного въез-
да в завод.
Пункты погрузки отходов производства,
обслуживаемые автотранспортом (бункеры
породы, отделения магнитных сепараторов,
предварительного дробления и др.) должны
располагаться в местах, обеспечивающих
кратчайшие длины автодорог от указанных
объектов до внешнего выезда с предприя-
тия к месту складирования отходов.
Разность отметок планировки цехов и от-
делений, расположенных на различных тер-
расах, должна обеспечивать нормальные
продольные уклоны железнодорожных пу-
тей.
Соединительные железнодорожные пути
должны располагаться на периферийных
участках территории предприятия. Пересе-
чение территории коксохимического пред-
приятия путями под любыми углами к про-
дольной оси предприятия нежелательно.
Ко всем зданиям и сооружениям пред-
приятия должны быть обеспечены двусто-
ронние автомобильные подъезды. ,
Архитектурные требования «
Коксохимические предприятия относятся '
к категории предприятий, выделяющих зна-
чительное количество вредностей, и поэто-
му, как правило, они располагаются за пре- * л
делами городской черты и в крайнем слу-
чае на периферийных участках города. .
С городом или поселком эти предприятия ' *
должны быть связаны автомобильной маги-
стралью.
Ось главной автомобильной дороги (ули-
цы, проезды) коксохимического предприя-
тия должна быть непосредственным продол-
жением оси магистрали, связывающей пред-
заводокую площадку с городом (поселком).
Главной автомобильной дорогой может
быть автодорога вдоль машинной стороны
коксового -блока или другая продольная
дорога в случае, если главный въезд в за-
вод расположен с торцовой (поперечной)
стороны площадки завода. При расположе-
нии въезда с продольной стороны заводской
площадки, в качестве главной дороги целе-
сообразно принять поперечный проезд, про-
ходящий примерно по поперечной оси заво-
да. Желательно, чтобы в перспективе про-
езда была видна одна из угольных башен и
чтобы оси проезда и угольной башни сов-
падали.
Главный въезд в завод должен быть осью
симметрии архитектурного ансамбля пред-
заводской площадки, где располагаются
здания административного центра.
Ширина заводских улиц должна быть
Генеральный план коксохимического предприятия
19
увязана с высотой зданий и сооружений,
расположенных вдоль улиц.
Линия фасадов зданий и сооружений, об-
ращенных в сторону проездов (независимо
от .их очертаний в плане), не должна выхо-
дить за красную линию застройки. Фасады
объектов, перед которыми возможны скоп-
ления людей (санитарно-бытовые корпуса,
столовые и конторы), или стоянка автомо-
билей, должны располагаться с некоторыми
отступлениями от красной линии застройки.
Зона между внешними магистралями и
ограждением коксохимического предприятия
должна быть заполнена зелеными насажде-
ниями.
П ротивопожарные требования
Пожарная безопасность предприятия до-
стигается за счет обеспечения разрыва ме-
жду отдельными сооружениями завода, а
также за счет оснащения предприятия сред-
ствами пожаротушения и профилактики по-
жаров (пожарное депо и посты, противопо-
жарный водопровод, пенопожаротушение,
специальная пожарная сигнализация и связь
и т. п.).
Проектом генерального плана учитывает-
ся взаиморасположение объектов, обеспечи-
вающее нормированные противопожарные
разрывы и подъезды, а также строительст-
во сооружений и коммуникаций, связанных
с пожаротушением.
Гипрококсом разработаны и согласованы
с соответствующими органами противопо-
жарные нормы проектирования, направлен-
ные на улучшение показателей генерального
плана.
СХЕМЫ И ПОКАЗАТЕЛИ
ГЕНЕРАЛЬНОГО ПЛАНА
Генеральные планы коксохимических пред-
приятий могут быть построены по пяти ос-
новным принципиальным схемам.
На рис. 3-1 представлена схема № 1,
согласно которой коксовый цех расположен
в центре заводской площадки; с коксовой
стороны его размещен углеподготовитель-
ный цех, а с машинной — химические цехи.
Внутризаводские железнодорожные пути
состоят из двух раздельных (иногда объеди-
ненных) парков—-угольного и коксового в
центре завода и отдельных железнодорож-
ных путей, подведенных к фронтам погруз-
ки-выгрузки химических и вспомогательных
грузов.
Недостатки схемы № 1, особенно для кок-
сохимических производств в составе метал-
лургических заводов: увеличение площади
предприятия; удлинение конвейерных
трактов, и в первую очередь коксоподачи
на доменный цех; удлинение железнодо-
рожных путей и всех коммуникаций между
коксохимическим производством и другими
цехами завода; расположение загруженных
парков железнодорожных путей в центре
заводской площадки, усложняющее автодо-
рожные связи и условия прокладки комму-
никаций, ухудшающее условия маневровой
работы, благоустройства и безопасности
движения.
Схема № 2, представленная на рис. 3-2,
характерна расположением коксового цеха
Рис, 3-2, Схема № 2 генплана коксохимиче-
ского производства:
1 — железнодорожные пути углеприема; 2 —
вагоноопрокидыватель; 3 — склад углей; 4 —
кварталы углеподготовки и химических це-
хов; 5 — коксовые батареи; 6 — коксосорти
ровка; 7 — железнодорожные пути коксосор-
тировки; 8 — подача углей иа склад; 9 —
выдача углей со склада; 10 — подача кокса
в доменный цех
Рис. 3-1. Схема № 1 генплана коксохимическо-
го производства:
1 — железнодорожные пути углеприема;
2 — вагоноопрокидыватель; 3 — склад углей;
4 — кварталы углеподготовки; 5 — коксовые
батареи; 6 — коксосортировка; 7 — железно-
дорожные пути коксосортировки; 8 — кварталы
химических цехов; 9 — подача углей на
склад; 10 — выдача углей со склада на про-
изводство; 11 — подача кокса в доменный цех
2*
у границы с доменным, а углеподготови-
тельного и химического цехов — с машин-
ной стороны коксовых печей.
Размещение железнодорожных путей
аналогично схеме № 1.
Компоновка генерального плана по схеме
№ 2 обеспечивает сокращение протяженно-
сти конвейеров коксоподачи и всех
коммуникаций между коксохимическим про-
изводством и другими цехами металлурги-
ческого завода, но сохраняет недостатки по
размещению железнодорожных путей, ха-
рактерные для схемы № 1, создает некото-
рую скученность на площадке и ухудшает
условия обслуживания в связи с расположе-
нием углеподготовительного и химических
цехов в общих кварталах.
По схеме № 3 (рис. 3-3) коксовый цех
расположен у границы с доменным, угле-
подготовительный и химические цехи — с
20
Проектирование коксохимических предприятий
Рис. 3-3. Схема № 3 генплана коксохими-
ческого производства:
/ — углекоксовый железнодорожный
парк; 2 — вагоноопрокидыватель; 3 —
кварталы углеподготовки; 4 — склад
углей; 5 — коксовые батареи; 6 — коксо-
сортировка; 7 •— кварталы химических
цехов; 8 — подача углей на склад; 9 —
выдача углей со склада на производст-
во; 10 — подача кокса в доменный цех
машинной стороны коксовых 'печей, на его
флангах в отдельных кварталах, угольные и
коксовые железнодорожные пути объедине-
ны в общий углекбксовый парк, располо-
женный на краю заводской площадки ме-
жду коксовым и доменным цехами.
Генеральный план по схеме № 3 обеспе-
чивает минимальную длину конвейера
коксоподачи на доменный цех и ликвидирует
недостатки схем № 1 и 2, но нецелесообра-
зен для 6—8-батарейных предприятий из-за
того, что фланговое расположение углепод-
готовительного отделения приводит к удли-
нению конвейеров шихтоподачи на ба-
тареи № 5—8. Расположение склада угля в
генеральном плане по схеме № 3 в большин-
стве случаев порождает возвратные потоки
угля, что также является недостатком
схемы.
Схема № 4 (рис. 3-4) предусматривает
расположение коксового цеха, а также уг-
леподготовительного и химических цехов
Я
Рис. 3-4. Схема № 4 генплана коксохимического
производства:
1 — железнодорожные пути углеприема; 2 —
вагоноопрокидыватель; 3 — кварталы углеподго-
товки; 4 — склад углей; 5 — коксовые батареи;
6 — коксосортировка; 7 — железнодорожные пути
коксосортировки; 8 — подача углей на склад н на
производство; 9 — подача кокса в доменный цех
аналогично схеме № 3. Отличие —в распо-
ложении железнодорожных путей. Коксо-
вый парк желеэнодорожшых путей располо-
жен на коксовой стороне, а пути угольного
парка расположены непосредственно за
складом угля, за пределами основной за-
стройки, и объединены с парком путей ме-
таллургического завода и в ряде случаев с
путями МПС.
Сохраняя достоинства схем № 2 и 3
(обеспечение минимальной длины транспор-
тера коксоподачи), схема № 4 имеет сле-
дующие достоинства:
а) приближение углеподготовки к цен-
тру коксового блока и сокращение длины
конвейеров шихтоподачи на батареи
№ 5—8;
б) расположение склада угля по потоку
от вагоноопрокидывателя на углеподго-
товку;
в) сокращение пробега вагонов внешне-
го прибытия, упрощение маневровой рабо-
ты, улучшение условий прокладки комму-
никаций, условий благоустройства и без-
опасности движения в связи с выносом ос-
новных загруженных железнодорожных
путей за пределы застройки.
Схема № 4 в настоящее время основная
рекомендуемая для компоновки генерально-
го плана коксохимических производств в
составе металлургических заводов.
Для самостоятельных коксохимических
предприятий в настоящее время рекомен-
дуется схема № 5 (рис. 3-5), которая пред-
усматривает расположение коксового цеха
Рис. 3-5. Схема № 5 генплана коксохимического
производства:
1 — углекоксовый железнодорожный парк; 2 —
'Вагоноопрокидыватель; 3 — склад углей; 4 —
кварталы углеподготовки; 5 — коксовые батареи;
6 — коксосортировка; 7 — кварталы химических
цехов (А — сероочистка, Б — цех ректификации,
В смолоперегоиный цех); 8 — подача углей на
склад и в производство; 9 — выдача кокса
в центре заводской площадки, дымовых
труб и углепюдготовительного отделения
на коксовой, а химических цехов — на
машинной стороне коксовых печей. Угле-
коксовый парк желеЗ|Нодоро'Ж1ных путей
вместе с вагоноопрокидывателем и коксо-
сортировкой вынесен за пределы застройки,
по возможности «а станцию МПС; подача
угля «а завод и кокса с завода осуществ-
ляется ленточными конвейерами.
При соответствующей компоновке гене-
рального плана металлургического завода
схема № 5 может быть применена и для
коксохимических производств в составе ме-
таллургических заводов, так как она лучше,
чем другие схемы, обеспечивает:
а) условия прокладки коммуникаций, осо-
бенно на территории химических цехов, где
почти совершенно исключены железнодо-
рожные пути;
б) сокращение оборота вагонов и поточ-
ность их обработки с применением сдвоен-
ных операций;
Генеральный план коксохимического предприятия
21
в) улучшение условий безопасности дви-
жения поездов и пешеходов;
г) независимое и беспрепятственное раз-
витие химических и углеподготовительных
отделений;
д) соответствующее сокращение площади
завода, длины коммуникаций и увеличение
коэффициента застройки за счет переноса
дымовых труб на коксовую сторону.
Таким образом, основными рекомендуе-
мыми схемами компоновки генерального
плана являются схемы № 4 и 5,
Основные показатели генеральных планов
приведены в табл. 3-1.
Для улучшения показателей генерального
плана необходимо соблюдать следующие ос-
новные правила:
а) укладывать железнодорожные пути
преимущественно параллельно продольной
оси завода;
б) группировать все железнодорожные
пути в 1—2 парка, расположенных непода-
леку друг от друга и по возможности даль-
ше от центра площадки предприятия, насы-
щенного сооружениями и коммуникациями;
в) решать схему трасс автодорог преиму-
щественно по замкнутой прямолинейно-
кольцевой форме, обеспечивающей двусто-
Таблица 3-1
Основные показатели генеральных планов,
скомпонованных по различным схемам
Показатели 4-батарейные заводы] 6-батарейные заводы] 8-батарейные заводы
схема
№ 3 № 5 № 3 № 5 № 3 № 5
Общая площадь, га То же, на 100 тыс. m кокса в 46 43 101 56 91 72
год, га Общая длина железнодорож- 2,54 1,79 3,60 2,06 2,92 1,48
ных путей, км То же, на 100 тыс. пг кокса в 15 12 32 17 22 21
ГОД, км 0,84 0,50 1,15 0,63 0,56 0,45
Длина автодорог, км .... То же, на 100 тыс. m кокса в 6,3 4,5 12,5 5,9 7,5 7,1
ГОД, км 0,35 0,19 0,45 0,22 0,19 0,15
Коэффициент застройки . . . 0,26 0,31 0,24 0,32 0,27 0,38
Площадь на 1 печь, га ... Средняя стоимость транспорт- 0,176 0,140 0,244 0,143 0,161 0,107
ных связей, млн. руб. . . . 0,77 0,63 1,36 0,81 1,18 0,89
Дальнейшее улучшение проектных показа-
телей генерального плана возможно на ос-
нове следующих положений:
а) внедрение взамен внутризаводского
железнодорожного более прогрессивных ви-
дов непрерывного транспорта (трубопрово-
ды, пневмопроводы, конвейеры и т. п.);
б) внедрение конвейеров, допускающих
увеличение углов их наклона до 30—45°, с
соответствующим сокращением территорий.
Эти мероприятия смогут обеспечить до-
полнительное сокращение площадей пред-
приятий, увеличение коэффициента заст-
ройки и уменьшение протяженности желез-
нодорожных путей и автодорог.
ЭЛЕМЕНТЫ ГЕНЕРАЛЬНОГО ПЛАНА
Железнодорожные пути
Компактное решение генерального плана
коксохимического предприятия в значитель-
ной мере зависит от рационального реше-
ния схемы прокладки железнодорожных пу-
тей, автодорог и межцеховых коммуника-
ций.
ронний подъезд к основным цехам; прокла-
дывать автодороги параллельно контурам
зданий и сооружений, не допуская без
крайней необходимости криволинейных и
косых участков.
Криволинейные и косые участки допу-
скаются на второстепенных подъездах к це-
хам и пожарных проездах в тех случаях,
когда это может обеспечить сокращение
территории предприятия;
г) межцеховые коммуникации проклады-
вать преимущественно вдоль автодорог, а в
отдельных случаях допускать их прокладку
(главным образом для самотечных сетей
ливневой канализации) под проезжей
частью;
д) не допускать, как правило, прокладки
сетей по незастроенным территориям, кото-
рые могут быть использованы для перспек-
тивного строительства. Не допускать также
прокладки косых участков сетей, приводя-
щих к нерациональному использованию
территории;
е) стремиться к минимальному количеству
углов поворотов на сетях межцеховых
коммуникаций для сокращения количества
колодцев, облегчения конструкции колонн и
улучшения условий эксплуатации сетей;
22
П роектирование коксохимических предприятий
ж) сводить до минимума пересечения ав-
тодорог межцеховыми коммуникациями, а в
неизбежных случаях устраивать пересечение
под прямым углом.
Расстояния от отдельно стоящих столбов
освещения, связи и колонн коммуникаций до
проезжей части автодорог должно быть не
менее 1,5 м, а от оси железнодорожных
путей — по габариту приближения строений.
Колонны и столбы, а также опоры мостов
не должны устанавливаться на тротуарах и
подъездах к цехам.
Железнодорожные пути ма территории
предприятия могут укладываться:
а) в виде отдельных железнодорожных
путей;
б) в виде групп из 2—3 путей;
в) в виде парков, имеющих в своем со-
ставе 3—10 и более путей.
Автодороги
Автодороги коксохимического предприя-
тия при его эксплуатации не производят
технологические перевозки, так как межце-
ховой транспорт угля, кокса и химпродук-
тов осуществляется ленточными конвейера-
ми и трубопроводами, а грузооборот авто-
дорог в этот период невелик.
В период строительства предприятия по
автодорогам осуществляется интенсивное
движение автотранспорта и строительных
машин и механизмов. Проект автодорог
коксохимического предприятия должен
учитывать как условия эксплуатации, так
и условия строительства завода.
При этом следует избегать сооружения
временных дорог в период строительства,
используя для этой цели часть постоянных
Т а б л и ц а 3-2
Сводная таблица основных технических условий
проектирования внутризаводских дорог коксохимического
предприятия
Показатели Группа дорог
межцеховые пожарные проезды подъезды к цехам автокарные
Ширина дороги, м Наименьший радиус закругления по 7 4,0 4,0 2,25—3,0
оси дороги, м То же. по размостке на перекрестках, 20 15 7,5-12 5
м 7,5—12* 7,5 7,5-12* 5
Наибольший продольный уклон, °/00 80** 80** ПО 140
* В зависимости от типа обращающегося подвижного состава.
** В исключительных случаях 110°/оо (за исключением мест стоянки автотранспорта).
В зависимости от места прокладки же-
лезнодорожного пути конструкция его верх-
него строения и тип поперечного профиля
принимаются:
а) с повышенным ‘балластным слоем —
в основном для незастроенных территорий,
на отдельных железнодорожных подходах
к предприятиям;
б) с заглубленным балластным слоем—в
основном при двусторонней застройке вдоль
пути либо группы путей;
'в) с полузаглубленным балластным сло-
ем — в основном при односторонней заст-
ройке вдоль пути и на многопутных стан-
циях при прокладке железнодорожных пу-
тей на различных отметках;
г) специальной конструкции — пути ту-
шильного вагона, шламового отстойника,
мостового перегружателя, коксовыталкива-
теля и др.
Элементы верхнего строения железнодо-
рожных путей назначаются в зависимости
от размеров движения, типа подвижного
состава и категории железнодорожных пу-
тей (СНиП II—Д. 2—62).
дорог и предусматривая на них покрытие,
удовлетворяющее условиям интенсивного
движения.
В зависимости от назначения, месторас-
положения и типа обращающегося на них
подвижного состава автодороги делятся
на следующие группы:
а) межцеховые автодороги;
б) пожарные проезды;
в) подъезды к цехам;
г) площадки для поворота и стоянки ав-
тотранспорта;
д) дороги для электрокаров, автокаров и
автопогрузчиков.
Основные технические условия проекти-
рования внутризаводских дорог приведены
в табл. 3-2.
Поперечный профиль автодорог может
быть трех типов:
а) городской — на главном въезде в кок-
сохимическое производство либо завод и в
центре заводской площадки, имеющем гус-
тую застройку и сеть подземных ком1мун.ц
каций;
б) загородный — на автодорогах, прохо-
Генеральный план коксохимического предприятия
23
дящих по периферийным участкам завод-
ской площадки;
в) комбинированный— диктуемый усло-
виями генерального плана и вертикальной
планировки.
Основные типы поперечного профиля ав-
тодорог в случае строительства в составе
металлургического завода должны быть
увязаны с решениями генерального проекти-
ровщика.
На межцеховых автодорогах рекомен-
дуется укладывать усовершенствованные
покрытия.
Автодороги, используемые в период стро-
ительства и проходящие по центральной ча-
сти территории предприятия, насыщенной
подземными коммуникациями, проектиру-
ются с покрытием из сборных железобетон-
ных плит. Это обеспечивает интенсивное
движение, а также монтаж и демонтаж до-
рожной одежды без потери материала при
ремонте и перекладке подземных сетей.
Прочие межцеховые автодороги проектиру-
ются с покрытием из монолитного цемен-
тобетона либо двухслойного асфальтобето-
на (в северных районах СССР — из холод-
ного асфальта). В связи с тем, что коксо-
химические предприятия чаще всего распо-
лагаются вблизи или в комплексе металлур-
гических предприятий, имеющих доменный
шлак, основание дорожной одежды устра-
ивается из щебня доменных шлаков.
На пожарных проездах, подъездах к це-
хам и площадкам рекомендуется проекти-
ровать дорожное покрытие из однослой-
ного асфальтобетона или черного шоссе на
основании из щебня доменных шлаков.
На дорогах для электрокаров и автопо-
грузчиков проектируются однослойный ас-
фальтобетон или литой асфальт на основа-
нии из щебня доменных шлаков.
Дорожная одежда .и основание должны
выбираться с обязательным учетом наличия
местных дорожно-строительных материалов
и в увязке с типом дорожной одежды смеж-
ного .металлургического завода, другого
предприятия или ближайшего населенного
пункта для обеспечения унификации усло-
вий строительства и однотипности условий
эксплуатации.
Вертикальная планировка и водоотвод
При проектировании вертикальной пла-
нировки территории предприятия необхо-
димо:
а) увязывать отметки планировки зданий,
сооружений, сетей коммуникаций и площа-
док в пределах застраиваемой территории
с отметками проектируемых железнодорож-
ных путей и автодорог;
б) сохранять, по возможности, отметки
существующего рельефа, что обеспечит
уменьшение объема земляных работ;
в) стремиться к балансу объемов насыпей
и выемок (с учетом земли из котлованов и
траншей);
г) не допускать насыпей, высота которых
превышает глубину заложения фундамен-
тов основных зданий и сооружений;
д) обеспечивать водоотвод от зданий, со-
оружений, железнодорожных путей и авто-
дорог.
Планировка заводской площадки может
быть:
а) бестеррасной — при протяженности
ската менее 100 м и его уклоне до ЗО°/оо (в
тяжелых глинистых грунтах до 5О°/оо);
б) террасной — при протяженности ска-
та 'более 100 м и его уклоне более ЗО%о (в
тяжелых глинистых грунтах более 5О%о).
. При бестеррасной планировке территория
планируется под одну плоскость или в
виде наклонных плоскостей, способствую-
щих обеспечению водоотвода.
При террасной планировке каждая тер-
раса планируется по аналогии с бестеррас-
ной планировкой, а сопряжение террас осу-
ществляется откосами, либо в стесненных
условиях подпорными стенами.
При выборе отметок планировки необхо-
димо учитывать уровень грунтовых вод.
Высокий уровень грунтовых вод может,
вопреки балансу земляных масс, потребо-
вать повышения отметки планировки.
Наиболее распространенной схемой пла-
нировки центральной части площадки кок-
сохимических предприятий является повы-
шенное по отношению ,к окружающим авто-
дорогам расположение зданий и сооруже-
ний, с уклоном местности от последних в
сторону автодорог, лотков, либо понижен-
ных линий, соединяющих точки сопряжения
наклоннных планируемых плоскостей. Вели-
чина уклонов колеблется от 5 до ЗО%о (в
тяжелых глинистых грунтах до 50°/оо).
Уровень планировки у зданий должен
быть ниже пола первого этажа здания не
менее чем иа 0,15 м.
Отметка планировки у зданий, располо-
женных у железнодорожных путей, прини-
мается равной отметке подошвы рельс
железнодорожного пути.
Отметки автодорог и головок рельс же-
лезнодорожных путей, обслуживающих
склады, имеющие рампы, должны быть на
1,1—4,2 м ниже отметок рамп.
Выбор отметок планировки должен учи-
тывать технологию производства, конст-
рукцию сооружений и габариты механиз-
мов:
а) отметка планировки и головки рельсов
железнодорожных путей у вагоноопроки-
дывателя должна, как правило, учитывать
необходимость создания горки высотой 1,2—
1,8 м на пути скатывания порожних ваго-
нов;
б) отметки планировки вдоль коксовой
и машинной сторон коксового блока долж-
ны быть увязаны с отметками головок
рельс пути тушильного вагона, путей кок-
совыталкивателя, тушильной башни и шла-
мового отстойника (рис. 3-6);
в) отметка автодороги вдоль машинной
стороны коксовых батарей должна учиты-
вать габарит штанги коксовыталкивателя
Батареи с лечами емкостью 30,о м3
Ось
отстойника
U*O,25l;O,30
й—__________________
'Ос, m/mwoS *5°Ж StyS &
i оашни коксового блока
Пути коксовыталки- ~ ~
вателя
Разрез по тушильной дашне и шламовому отстойнику
-$30
-050
^*0,00
Не >008'*
*0,25 ।
Ось авто-
дороги
*0,55
*0,10
2,
Ось
Коксовая батарея
^*0,00
Ось мд пути .'шильного вагона
у -ООО
Ось коксовой
рампы
055
^*0,55
I X, х-Г
батареи
0,10
*0.25
Пути коксовы-
талкивателя
Разрез по коксовой рампе
Межбатарейная площадка
Не ‘29,70
к Ось м д
пути
^0,00
.Коксосортировка -я-
Ось мембатарей-_j
ной площадки । Пути коксо-
X выталкивателя
' Ось пути тушильного
вагона
Разрез по коксосортировке
не >0,08г>
ZO7„ \2О°А»>
Ось -—п
автодороги ;
4 *040
Не >0,08^
207аь 120°5
Ось
автодороги
Проектирование коксохимических предприятий
Батарея с печами емкостью 21.6 м3
'-0,00
*0,5Л
Ось /к д пути
Ось
отстойника
| + 0.55
0.00
пути
Ос г flit,
ной с
1,17
• 0.7U
ОЛУ
' 0,80 О,г5
'0/Ь ч \Гр 'ООО
'-ООО Линия условного нуля коксового 12
блока
Пути коксовыталки 8а - -----
теля
Разрез по тушильной дашне и шламовому отстойнику
1,02
ТОсь пути тушильл-—'
нога вагона
+0.00
Коксовая Батарея _____»;
[—-Ось датареи
Пути коксовыталкивателя
НОсь коксовой
рампы
Разрез по коксовой рампе
Не <-26.50
Г.р +0,00
Не > +0^
20°Л„
'"“'Lhy&m.
Ось
автодороги
20У"
+055 Т
i +0.00 ;
Ось ж.д.
I пути
Ось ж д пути
Коксосортировка___
Ось пути
тушильного
вагона
Междатарейная площадка
Г.р +0,00
Г.р 0,55
Ось междата-/
рейной площад- I Пути коксо-
ки | выталкивателя
Разрез по коксосортировке
Рис. 3-6. Типы конструктивных разрезов по планировке вдоль коксового блока
* Над боровами дымовых труб ие < 0,08 м
Не >+0.08,)
207г» ^207»»~
Генеральный план коксохимического предприятия
26
Проектирование коксохимических предприятий
и быть не выше, чем на 0,08 м над услов-
ным нулем батарей, а при пересечении боро-
вов дымовых труб она должна быть не ни-
же вышеуказанного уровня;
г) отметки насосной 1конденсации, освет-
лителей и сборников надсмольнон воды
должны обеспечивать самотек аммиачной
воды от газосборников на коксовых батаре-
ях до осветлителей;
д) отметки планировки у градирни ко-
нечного холодильника и градирни оборот-
ного водосбнажения пекового транспортера
должны быть не выше отметок планировки
соответственно конечного холодильника и
пекового транспортера;
е) насосные конденсата и очистные соо-
ружения канализации производственных и
фекальных вод должны располагаться на
пониженных отметках для обеспечения са-
мотека при минимально возможном заглуб-
лении сетей.
Нарушение, в виде исключения, пункта
«а» вышеуказанных рекомендаций приведет
к излишней маневровой работе и затрате
тяговых средств, нарушение пунктов «б» и
«в» недопустимо, нарушение пунктов «г»,
«д», и «е» приведет к необходимости пере-
хода от самотечных к напорным режимам
движения воды и других материалов с вы-
текающей отсюда лишней затратой электро-
энергии, а в ряде случаев к заглублению
подземных коммуникаций и сооружений с
соответствующим удорожанием строитель-
ства.
Вертикальная планировка территории
предприятия играет решающую роль в ор-
ганизации отвода атмосферных вод.
Отвод атмосферных вод от сооружений
и с площадки осуществляется:
а) по уклонам планируемой местности к
автодорогам с городским типом попереч-
ного профиля и далее по продольному ук-
лону лотков автодорог (не менее 4%о) к
дождеприемникам, отводящим -воду в под-
земную дождевую канализацию.
Такая схема водоотвода применяется в
центральной части площадки предприятия,
как правило густо застроенной и насыщен-
ной подземными коммуникациями, в том
числе дождевой канализацией, зачастую при-
нимающей и сбросы слабозагряэненных
производственных вод;
б) по лоткам, кюветам, канавам, имею-
щим уклон (не менее 3%о) в стороны дож-
деприемников, примыкающих к дождевой
канализации.
Такая схема водоотвода в основном при-
меняется в районах железнодорожных пу-
тей;
в) по уклонам местности, лоткам, кюве-
там, канавам, с пересечением железнодо-
рожных путей и автодорог междушпальны-
ми лотками и водоотводными трубами, к
пониженным местам за пределами завод-
ской застройки.
Такая схема водоотвода применяется на
периферийных и незастроенных участках
заводской территории.
Для защиты заводской площадки от по-
верхностных вод с нагорной стороны ус-
траиваются нагорные канавы с выпуском
воды за пределы заводской территории.
Отмостки
Для предохранения фундаментов зданий
и сооружений от замачивания атмосферны-
ми водами устраиваются отмостки.
Отмостки, имеющие очертания, повторя-
ющие контуры зданий в плане, проектиру-
ются в составе строительных чертежей.
Отмостки, имеющие сложное очертание в
плане (у наружного химического оборудо-
вания, у открытых складов и т. п.), конст-
руируя которые необходимо одновременно
решать поверхностный водоотвод, проек-
тируются в составе проекта вертикальной
планировки.
Ширина отмосток, м, следующая:
У основных производственных зда-
ний и сооружений................. 1.50
У вспомогательных объектов .... 0,75—1,00
У сооружений, режим работы кото-
рых связан с наличием воды (гра-
дирни, оросительные холодильни-
ки, брызгальные бассейны и т. п.) 3,00
То же, на лессовидных грунтах ... 5,00
Тротуары и благоустройство
Для обеспечения движения пешеходов
по территории предприятия проектируются
тротуары вдоль дорог, от дорог к цехам и
между цехами. Сеть тротуаров должна
обеспечивать подход ко всем сооружениям
предприятия по кратчайшим трассам.
В связи с малой загрузкой автодорог
по некоторым из них допускается движе-
ние пешеходов.
Тротуары проектируются, как правило,
только вдоль главного автовъезда на за-
вод (с двух сторон) и вдоль автодороги,
проходящей у машинной стороны коксо-
вых батарей (с одной стороны). Осталь-
ные автодороги соединяются тротуарами с
ближайшими цехами завода.
Наиболее приемлемым для условий кок-
сохимического предприятия является по-
крытие из литого асфальта (слоем 2,5 см)
на основании из щебня доменных шлаков
(слоем 10 см).
Для благоустройства заводской площад-
ки наряду с автодорогами, вертикальной
планировкой, отмостками и тротуарами
производится озеленение территории.
Подбор пород для озеленения осуществ-
ляется по специальным нормам, учиты-
вающим климатические условия, а также
дымо- и газоустойчивость.
Глава 4
МЕЖЦЕХОВЫЕ КОММУНИКАЦИИ
ГАЗОПРОВОДЫ
Общая классификация
Получаемый при коксовании каменного
угля газ по системе газопроводов от кок-
совых батарей подается в цех улавливания
для извлечения и очистки от содержащих-
ся в нем химических продуктов, после чего
направляется к потребителям для исполь-
зования как топливо или на смежные про-
изводства для дальнейшей переработки
(азотнотуковые и другие химические за-
воды).
Газопровод коксового газа от коксовых ба-
тарей до выхода из последнего аппарата
(бензольные, серные скрубберы) цеха улав-
ливания называют газопроводом прямого
газа. Газопроводы после бензольных (сер-
ных) скрубберов, по которым коксовый газ
направляется для дальнейшей переработки
и использования, называют газопроводами
обратного коксового газа.
Газопроводы прямого коксового газа на
участке от газосборников до первого сепа-
ратора используются также для отвода на
осветлители части аммиачной воды, которая
подается на орошение газа в газосборниках.
По системе газопроводов доменного газа
на коксохимические предприятия от метал-
лургических заводов ^(комбинатов) подает-
ся сухой, очищенный от пыли доменный
газ, используемый для обогрева коксовых
печей, в сушильных отделениях углеобога-
тительных фабрик, гаражах для размора-
живания углей и т. д. Иногда для этих це-
лей используется генераторный таз, либо
«богатый газ» (коксовый газ после отбора
водорода на азотнотуковых заводах).
Все газопроводы коксохимических пред-
приятий работают при положительном дав-
лении газа, за исключением газопроводов
прямого коксового газа на участке от кок-
совых батарей до нагнетателей машинного
отделения, которые работают под разреже-
нием до 500 мм вод. ст.
В соответствии с «Правилами безопаснос-
ти в газовом хозяйстве заводов черной ме-
таллургии» газовые сети в зависимости от
максимального рабочего давления газа де-
лятся на газопроводы: низкого давления —
с давлением газа не более 0,8 кгс/см2; сред-
него давления — с давлением газа от
0,8 кгс/см2 до 3 кгс/см2 и высокого давле-
ния — с давлением газа от 3 кгс/см2 до
12 кгс/см2.
В пределах коксохимических предприятий
обычно прокладываются газовые сети низко-
го давления. В случаях передачи газа на
азотнотуковые заводы с устройством комп-
рессорных станций на коксохимических
предприятиях могут прокладываться газо-
вые сети и с давлением более 12 кгс/см2.
Межцеховые газовые сети делятся на ма-
гистральные газопроводы, по которым газ
направляется к двум и более цехам, и на
отводы, по которым газ подается только к
одному цеху — потребителю.
Прокладка газопроводов
Надземные газопроводы по территории
коксохимических предприятий могут прок-
ладываться:
а) по наружным стенам I, II, III ,и IV сте-
пени огнестойкости зданий с производством
категорий Г и Д;
б) по несгораемым крышам зданий I и II
степени огнестойкости с производством ка-
тегорий Г и Д;
в) по отдельно стоящим колоннам (опо-
рам) и эстакадам из несгораемых материа-
лов.
Магистральные газопроводы должны про-
кладываться на высоте не менее 6 м от
уровня земли (до нижней образующей), а
отводы — на высоте не менее 4,5 м. В не-
обходимых случаях (прохождение под эс-
такадами и пр.) высота может быть пони1
жена до 3,0—2,2 м.
При переходе газопроводами через искус-
ственные сооружения должна соблюдаться
минимальная высота, м:
28
Проектирование коксохимических предприятий
В местах пересечения автодорог............................................. 4,5
В местах пересечения путей неэлектрифицнрованной железной дороги (до голов-
ки рельса)................................................................. 5,6
В местах пересечения электрифицированных участков железных дорог и трам-
вайных путей (до головкн рельса) .......................................... 7,1
В местах пересечения с контактной сетью троллейбуса ....................... 7,3
В местах пересечения внутризаводских железнодорожных путей для перевозки
жидкого чугуна нлн горячего шлака (до головкн рельса)....................... 10
То же, прн устройстве тепловой защиты газопровода ........................... 6
Ниже приведены расстояния по горизон-
тали от газопроводов до зданий и сооруже-
ний, при этом, однако, допускается прок-
ладка газопроводов по стенам и покрытиям
зданий, м:
гаться в нижних зонах эстакад или на под-
весках, на расстоянии не менее 300 мм от
газопровода. Фланцевые соединения на этих
трубопроводах должны быть оборудованы
защитными козырьками для предотвраще-
До зданий с производствами, относящимися по пожарной опасности к ка-
тегориям А, Б и В, для газопроводов с давлением до 6 кгс!см2......... 5
То же, для газопроводов с давлением от 6 до 12 кгс/см2 ....................... 10
До зданий с производствами, относящимися к категориям Г н Д, для га-
То же, для газопроводов с давлением от 6 до 12 кгс/см* ............. 5
До крайнего рельса железнодорожного пути ........................... 3
То же, при стесненных условиях ....................... 2
До бордюрного камня, внешней бровки кювета нлн подошвы иасыпи авто-
мобильной дороги................................................. 1,5
То же, при стесненных условиях ................................... 0,5
До подземных канализационных труб, теплопроводов, кабельных блоков,
считая от края фундамента опоры газопровода ....................... 1
До подземных напорных водопроводов ................................. 5
То же, прн условии заключения водопровода в футляр, выступающий на
2,5 м в обе стороны от края фундамента ........................... 1
До источников открытого огня .......... .............. Ю
До ограды открытой электроподстанцин.............................. 10
До проводов воздушных линий электропередачи напряжением до 1000 в Не менее высоты
опоры линии элек-
тропередачи или
более высокой
опоры газопровода
То же, на стесненных участках при наибольшем отклонении проводов . . 1
До проводов воздушных линий электропередачи напряжением выше 1 000 в
на стесненных участках при наибольшем отклонении проводов для*.
ЛЭП напряжением до 20 кв .................................... 3
ЛЭП напряжением от 35 до 110 кв.............................. 4
ЛЭП напряжением 150 кв .................................... 4,5
ЛЭП напряжением 220 кв .......................... 5
Расстояния по вертикали в свету между
газопроводами и другими сооружениями
при их пересечении приведены ниже, м\
попадания коррозийных жидкостей на газо-
провод.
Газопроводы должны быть защищены от
Для трубопроводов различного назначения диаметром, мм:
до 300 ................................................
более 300 мм ................................
Для воздушных линий электропередач прн прохождении нх только иад
газопроводами1, для напряжения, кв:
ДО 1 ..................................................
1—20...................................................
35—150 ................................................
220 ...................................................
Для подвесной дороги (до ннжней части вагонеток) с учетом провисания
троса ....................................................
Для верхнего провода питающей сети электрифицированной железной
дороги1 ..................................................
0,1
0.3
1
3
4
5
3
1,5
1 При определении минимальных вертикальных расстояний перила площадок или другие
выступающие части газопроводов рассматриваются как его элементы.
В соответствии с главой СНиП II—Г.
13—62 допускается совместная прокладка
на опорах или эстакадах газопроводов с
другими трубопроводами при условии обес-
печения свободного осмотра и ремонта каж-
дого из трубопроводов. Допускается крепле-
ние других трубопроводов к газопроводам
низкого и среднего давления. При проклад-
ке газопроводов совместно с трубопровода-
ми, транспортирующими коррозийиоактив-
ные жидкости, последние должны распола-
ния коррозии масляной краской, лаком
или другими покрытиями, выдерживающими
температурные изменения и влияния атмос-
ферных осадков.
Расчет газопроводов
Гидравлический расчет
Цель расчета — выбор диаметра и опре-
деление потерь давления в сети газопрово-
дов низкого давления.
Межцеховые коммуникации
29
Исходные данные
1. Схема газопроводов с разбивкой на
участки с указанием их длин и местных
сопротивлений. Границы участков выбира-
ются таким образом, чтобы на протяжении
всего участка диаметр газопровода был по-
стоянным и объем газа неизменным.
2. Расчетный объем газа при нормальных
условиях (t = 0°С и Р = 760 мм рт. ст.) м3.
3. Удельный вес газа при нормальных ус-
ловиях, кг/м3. Если удельный вес газа не
задан, можно принимать следующие вели-
чины, кг/м3.
Для сухого обратного коксового газа . . . 0,43
Для доменного газа................ 1,3
При наличии избыточного давления ско-
рости газа на отдельных участках могут
приниматься и более высокие.
Диаметр газопровода может быть также
определен по номограмме (рис. 4-1).
«Й717
300
200
D
^3
--2,5
\-2
Формула
D-0,0/886^
V
-5
6
7
-8
: я
4. Температура газа, °C.
5. Начальное давление газа, мм вод. ст.
Основные расчетные формулы
1. Фактический объем газа для данного
расчетного участка
0 = 0 .... .^з+.О-юззз
W 273 • (10333 4- Р — р) ’ ’
где Q — фактический объем газа, м3/ч;
Qo — расчетное количество газа при нор-
мальных условиях, м3/ч;
t —-температура газа, °C;
Р— среднее давление газа на участке,
мм вод. ст.;
р —упругость водяных паров при дан-
ной температуре газа, мм вод. ст.
2. Удельный вес газа по отношению к
удельному весу воздуха
S = У'273-(10333 +Р-р)
1,293 • (273 +0 • 10333 ’ ’
где у — удельный вес газа с учетом насы-
щения водяными парами при дан-
ной температуре, кг/м3;
1,293 — удельный вес воздуха при нормаль-
ных условиях (1=0° С и Р=760лгл<
рт. ст.), кг/м3.
3. Зависимость между скоростью газа в
газопроводе и диаметром газопровода оп-
ределяется формулой
где v — скорость, м/сек-,
D — диаметр, м.
По практическим данным потери давления
в газопроводах коксового газа составляют
16—20% от суммарного давления, развива-
емого нагнетателями. В соответствии с этим
рекомендуется принимать следующие эконо-
мические скорости газа:
Диаметр газопровода, м Скорость, м/сек
0,3—0,5 7—10
0,6—1,1 10—12
1,2—1,8 12—15
2—3 15—20
Схема
пользования
CD V
Рис. 4-1. Номограмма для определения диаметров
газопроводов по заданным расходам и скоростям
20
22
29
26
28
30
,75SL
4.75
(4)
4. Для газопроводов коксового газа диа-
метром до 300 мм величина линейных по-
терь давления определяется по формуле
Левина, пересчитанной на физические пара-
метры коксового газа:
Я= 4,3-
D
где Н— потеря давления, мм вод. ст.;
D — диаметр газопровода, см;
L — расчетная длина газопровода, м.
Для определения величины линейных по-
терь давления в газопроводах коксового и
доменного газа диаметром 300—3000 мм
Гнпрококсом рекомендуется формула
Q2SL
Н = (5)
полученная путем преобразования основной
формулы гидравлики Дарси при постоянном
значении коэффициента трения X (0,035).
5. Величина потерь давления от местных
сопротивлений определяется формулой
у2
= (6)
пде Нм —потеря давления от местных со-
противлений, мм вод. ст.;
у — удельный вес газа, кг/м3;
g —ускорение силы тяжести, g ~
= 9,81 м/сек2;
— сумма безразмерных коэффици-
ентов, различных для каждого
вида местного сопротивления
(табл. 4-1).
30
Проектирование коксохимических предприятий
Таблица 4-1
Коэффициенты местных сопротивлений газопроводов
Наименование
сопротивле-
ния
Эскиз
Коэффициент сопротивления 5
Проход
Тройники при разде- лении по- токов 1 т Qz/Qi 0. 1 0,2 0,3 0,4 0,5 0,6 0,7 о, 8 0,9 1
0,16 0,27 0,3f 0,46 3,53 0,57 0,59 0,60 0,59 0,55
Ответвление
Qa/Q 1 d/D
0. I 0,2 0.3 0,4 0,6 0. 8 1
0,2 0,4 0,6 0,8 1 3,8 12 25 42 60 0,72 3,2 6,8 11 16 0,17 1,5 3,3 5,1 7,2 -0,03 1 2,1 3,1 4,3 —0,17 0,56 1,2 1,75 2,3 —0,22 0,41 0,9 1,25 1,5 -0,3 0,33 0,7 1 1,2
Тройники
при слиянии
потоков
Проход
d/D Qz/Qa
0.1 0,2 0,3 0,4 0,5 0,6 0.7 0,8 1
0,2 0,33 0,5 0,25 0,59 1,16 0,34 0,66 1,25 0,32 0,64 1,28 0,62 1,22 0,58 1,1 0,88 0,7 — —
Ответвление
0,2 -0,68 0,5 2,13 4,2 6,7 9,7 13,1 17 —-
0,33 0,5 -1,2 —1,96 —0,45 —1,15 0,56 —0,35 1,59 0,42 2,7 1,25 4,05 2,05 5,42 2,8 6,98 3,65 10,4 5,25
Плавное
расширен ие
потока (диф-
фузор)
D;d a
10° 16° 2 0° 30° 40° 60° 90°
<1,7 0,03 0,05 0,06 0,1 0,15 0,18 0,17
2 0,04 0,07 0,09 0,16 0,23 0,29 0,28
2,5 0,06 0,1 0,13 0,23 0,33 0,41 0,39
Плавное
сужение по-
тока (кон-
фузор)
a 1 0° 20° 30° 40° 6 0° 90°
0,27 0,18 0,13 0,11 0,12 0,2
Межцеховые коммуникации
31
Продолжение табл. 4-1
Наименование сопротивле- ния Эскиз Коэффициент сопротивления £
Колено из 4 звеньев R/D 0 0,37 0,75 1,12 1,5 1,97
г
1,1 0,92 0,7 0,58 0,4 0,3
Остроуголь- ное колено \ а 30° 45° 60° 75° 90° 110° 130°
Z, 0,07 0,17 0,37 0,63 0,99 1,56 2,16
Плавный отвод До!— а 30° 45° 60° 90° 110° 130° 150°
R/D=3 0,06 0,078 0,1 0,13 0,14 0,15 0,17
RiD^-i 0,05 0,066 0,086 0,11 0,12 0,13 0,14
Задвижка При полном открытии 0,15
Компенсатор сальниковый =3— 0,2
Измеритель- ная диа- фрагма 30—50 мм вод. ст.
Внезапное расширение потока 1 го Г, 1 1 ?о \2 ? = 1 —— " \ Fi !
Внезапное сужение потока 1 г, ~Г0 1
32
П роектирование коксохимических предприятий
Величину потерь давления принято
выражать через эквивалентную длину пря-
мого участка трубы гидравлическое
сопротивление которого
местных сопротивлений,
р _ 1 ^экв
лм — Л в
равноценно сумме
т. е.
отсюда
Механический расчет
Вертикальные нагрузки
р2
2g
V2
-'’=SSV
D
= ^т-
(7)
местных потерь давления посредст-
«эквивалентных длин» дает возмож-
Учет
вом «эквивалентных длин» дает
ность совместного определения суммарных
потерь давления на трение и в местных со-
противлениях по формуле (5). При этом
расчетная длина участка газопровода сла-
гается из геометрической длины и «эквива-
лентной длины» всех местных сопротивле-
ний на расчетном участке:
В = / Д- /экв •
Расчетные нагрузки на погонный метр га-
зопровода, составленные на основании нор-
мативных материалов Гипрококса и других
проектных организаций, приведены в табл.
4-2. Условное заполнение конденсатом оп-
ределяет суммарную нагрузку от всех воз-
можных внутренних отложений и наружно-
го обледенения.
Для расчетных нагрузок, согласно главе
СНиП II—А. 11—62, принимают следующие
коэффициенты перегрузки:
Собственный вес ................
Условное заполнение конденсатом
Площадки........................
Снег ...........................
Теплоизоляция ..................
Ветер ..........................
1.2
1 , 2
1 .4
1 , 2
I . 2
(8)
Горизонтальные (осевые) усилия
При коэффициенте трения Х=0,035 экви-
валентную длину можно выразить формулой
Г,<в~ ЦЗОП. (9)
Для расчетов по определению потерь дав-
ления в газопроводах по формуле (5), ав-
торами предлагается номограмма (рис. 4-2).
На газопроводах коксового газа коксохи-
мических предприятий, для компенсации
температурных деформаций устанавливают-
ся сальниковые компенсаторы (табл. 4-3). В
табл. 4-4 приведены различные схемы про-
кладки газопроводов и расчетные формулы
для определения осевых усилий на непод-
вижные опоры при установке на газопрово-
дах сальниковых компенсаторов.
Н
120-
100. -
80 ~-
70-
60'-
50—
00 '
О
ООО-,
300-
30
§
20
100с
§ 801
6 60-
1
00-
зо\
О
2 ->
281
261
291
22-
2.0-
18~-
7.7-
1.6-
1,5-
1.9-
13-
12-
Формула
и 2,92 О2 6
"—-qT—
JS
S
I
Л7 -
8 ~-
7 -
6 '-
6 -
О -
20г
3 -
2
$
!
10 г
63
6~-
§
$
Сз
1.0-
0,9-
08-
0.7-
0,6-
2
0,6-
0,9-
0,3-
I
10-
0,9-
0,8-
0.7-
*
0,6-
0.5-.
09-
йзЗ
s
Схема
пользования
А О 1 D
Ответ 2
Рис. 4-2. Номограмма для определения потерь давления в газопроводах
Межцеховые коммуникации
33
Таблица 4-2
Нормативные и расчетные нагрузки на погонный
метр газопровода
Наружный диаметр трубы и толщина стенки, мм Нормативные, кгм Расчетные суммарные кг/м
вес трубы •условное заполне- ние конденсатом вес площадок сиег при покрове 100 кг/м* 1 изоляция ветер при скоростном напоре 40 ке;л42 труба без изоляции труба с изоляцией без площадок
труба без изоляции труба с изоля- цией | без пло- щадок с пло- щадками
219X7 36,6 12 — 9,5 39 6 10 70 120
273x7 45,92 20 — 11 46 7,5 11,5 90 140
325x8 62,54 28 — 13 40 9 13 120 170
377X9 81,68 40 — 14 45 10,5 14,5 160 210
426X6 62 52 — 16 63 12 16 150 230
478x6 69,2 64 — 18 70 13 17 180 260
529X6 76 80 — 19 75 15 19 210 300
630x6 92,5 100 — 22 96 18 22 250 370
720x6 105,6 120 — 24 108 20 24 300 420
820x6 120 132 130 28 132 23 27 330 490 490
920x6 135 144 130 30 134 26 30 360 510 520
1020x6 150 156 130 33 29 400 550
1120x6 165 168 130 37 — 31 430 600
1220x6 180 180 130 40 34 470 620
1320x7 227 192 130 43 37 540 690
1420X7 244 204 130 45 — 40 580 730
1520x7 262 216 130 48 — 42 610 770
1620x7 278 232 130 50 — 45 650 800
1820x7 313 264 130 58 51 750 900
2020x8 398 296 130 60 — 56 880 1040
2220X8 436 328 130 66 — 62 960 1120
2420x8 475 360 130 72 — 68 1050 1210 .
2520X8 495 375 130 75 — 71 1100 1260 -
2620x8 515 392 130 78 — 73 1150 1300 -
2820X8 555 424 130 84 — 79 1250 1400
3020x8 594 456 130 90 — 85 — 1330 1500 —
Труба Размеры компенсатора Вес кг
проходы условные наруж- ный диаметр В 6
"у
400 426 404 495 10 270
500 529 507 600 10 330
600 630 608 705 10 380
700 720 698 810 10 440
800 820 798 920 10 540
900 920 898 1020 10 600
1000 1020 998 1120 10 660
1100 1120 1098 1220 10 770
1200 1220 1198 1320 10 840
1300 1320 1294 1420 12 980
1400 1420 1394 1520 12 1120
1500 1520 1494 1630 12 1200
1600 1620 1594 1730 12 1300
1800 1820 1794 1930 12 1450
2000 2020 1994 2130 12 1610
2200 2220 2194 2340 12 1770
Таблица 4-3
Компенсаторы сальниковые сварные
для газопроводов на Ру < 1 кгс/см2
(раз м е р ы, мм)
900
3 Справочник коксохимика т. IV.
34
П роектирование коксохимических предприятий
Т а б л и ц а 4-4
Схемы прокладки газопроводов и расчетные формулы
для определения осевых усилий на неподвижные опоры
Схема
Максимальные усилия на неподвижную опору НО
Ni — о,8Л^2 Ч- qf (^1 — о»8L2); р* *^2’ > ^2
N1 — О,8Af2; N± > Ni
Л\— 0,8 ДЛэ; Д'\ > Л'2
N + qfL + PF
^1 + ^1 + ^
Условные обозначения
-Е— Компенсатор сальниневый
-t>4- Задвижка
N — сила трения в сальнике, кг:
= 2Рл£)срЬ,
где Р — давление газа, кгс/см?;
Dc — диаметр сальника, см;
р— коэффициент трения в сальнике (для нормальных условий р = 0,1, для случаев
перекоса и обмерзания набивки р = 0,5);
b — длина сальника, см;
q — расчетная суммарная вертикальная нагрузка на погонный метр газопровода (см,
табл. 4-2);
L — геометрическая длина газопровода, м;
F — площадь заглушки, см-;
f — коэффициент трения; для скользящих опорных устройств принимается равным 0,3
при трении стали о сталь и стали о чугун и 0,6 при трении стали о бетон. При
катковых опорных устройствах
где R — радиус катка, см.
Допускаемые пролеты
В табл. 4-5 приведены допускаемые про-
леты между опорами газопроводов, выбран-
ные из условия обеспечения в середине про-
лета уклона не менее 0,0015, и величины на-
пряжений в стенке сечения трубы при дан-
ных пролетах. При уклоне газопровода, рав-
ном или более 0,005, допускаемый прогиб
должен быть меньше или равен 7еоо про-
лета.
Расстояние между опорами газопровода
определяется по формуле
/== 2,981/ ~ , (Ю)
где / — расстояние, м;
1 — момент инерции сечения трубы.
см4;
q — расчетная суммарная вертикальная
нагрузка на погонный метр газо-
провода, кг.
Напряжение в сечении стенки трубы
где о —• напряжение в сечении стенки тру-
бы, кгс/с.и2;
W — момент сопротивления сечения
трубы, см3.
При прокладке по газопроводам других
коммуникаций расчетные нагрузки следует
принимать с учетом этих коммуникаций.
Межцеховые коммуникации
35
Таблица 4-5
Допускаемые пролеты между опорами газопроводов
Наружный диаметр трубы и толщина стенки ММ. Момент сопротив- ления сечения трубы см3 Момент инерции сечения трубы см4 Газопровод без изоляции Газопровод с изоля- цией без площадок
без площадок с площадками
пролет м напряже- ние стеики кг/см2 пролет м напряже- ние стеики кг/см2 пролет м напряже- ние стеики KSjcM2
219X7 240 2620 10 365 8 400 395 47 П
273X7 380 5175 12 425 10
325X8 615 10000 13 415 12
377X9 935 17600 14 420 13 455 510 545 575 650 630 715 720
426x6 820 17450 15 515 13
478x6 1035 24750 15 495 14
529X6 630X5 720x6 820X6 1275 1815 2380 3100 33700 57200 85700 127000 16 18 20 22 530 560 630 645 19 715 14 16 18 19
920x6 1020X6 3910 4815 179800 245500 24 25 665 650 21 23 720 755 21
1120X6 5815 325500 27 675 24 740
1220x6 6905 421300 29 715 26 760
1320x7 9420 621800 31 690 29 770
1420X7 10910 775000 33 725 30 755
1520X7 12520 951400 35 745 32 790
1620x7 14230 1152800 36 740 34 815
1820x7 17990 1637000 39 790 36 810
2020x8 2220x8 2420x8 25320 30610 36400 2556900 3397700 4405100 40 40 40 695 630 575 40 40 40 820 730 665 — —
2520x8 39490 4976000 40 560 40 640
2620x8 42700 5594300 40 540 40 610
2820x8 49500 6980200 40 505 40 565
3020x8 56800 8578000 40 470 40 530 — —
Конструирование газопроводов
Материалы, и способы соединений
Для изготовления труб газопроводов, фа-
сонных частей и фланцев в соответствии с
главой СНиП I—Г. 9—62 должны приме-
няться хорошо сваривающиеся малоуглеро-
дистые и низколегированные стали. Содер-
жание углерода не должно превышать
0,27%. Минимальная величина относитель-
ного удлинения сталей должна быть не ме-
нее 18% для пятикратных образцов.
Газопроводы коксохимических предприя-
тий диаметром до 400 мм рекомендуется
изготовлять из стальных шовных и бесшов-
ных труб по ограничительному сортаменту
табл. 4-6.
Для промышленных газопроводов коксо-
вого газа принимать трубы диаметром ме-
нее 80 мм не рекомендуется.
При изготовлении сварных газопроводов
из листовой стали рекомендуется размеры
труб принимать по ограничительному сорта-
менту Гипрококса (табл. 4-7). Для газо-
проводов коксового газа, неочищенного от
сероводорода (содержание сероводорода
свыше 3 г/.и3) следует принимать большую
толщину из указанных в табл. 7.
3*
Соединение элементов газопроводов меж-
ду собой, как правило, должно производить-
ся сваркой. Разъемные соединения разре-
шаются только в местах установки армату-
ры (заглушек, задвижек, компенсаторов, ре-
гуляторов давления и т. п.), контрольно-из-
мерительных приборов, присоединения к ап-
паратам и на прямых участках, когда это
вызывается условиями эксплуатации.
Таблица 4-6
Ограничительный сортамент труб
для газопроводов (размеры, мм}
Уело вный диаметр Наружный диаметр Толщина стеики Вес 1 м длины кг
50 57 3,5 4,62
80 89 4 8,38
100 108 4 10,3
125 133 4 12'7
150 159 4,5 17’2
200 219 7 Зб’б
250 273 7 45’9
300 325 8 62 5
350 377 9 8^6
36
Проектирование коксохимических предприятий
Т а бл ица 4-7
Ограничительный сортамент секций сварных газопроводов
Ру = 1 кгс)смг (размеры, мм)
Проходы условные Наружный диаметр Толщина стенки Вес 1 м длины, кг Проходы условные Наружный диаметр Толщина стенки Вес 1 м длины, кг
400 426 6 62 1600 1620 7 278
450 478 6 70 8 318
500 529 6 76 1800 1820 7 313
600 630 6 93 10 447
700 720 6 106 2000 2020 8 398
800 820 6 120 10 495
900 920 6 135 2200 2220 8 436
7 158 10 545
1000 1020 6 150 2400 2420 8 475
7 175 10 594
1100 1120 6 165 2500 2520 8 495
7 192 10 619
1200 1220 6 180 2600 2620 8 515
8 240 10 643
1300 1320 7 227 2800 2820 8 555
8 259 10 693
1400 1420 7 244 3000 3020 8 594
8 280 10 742
1500 1520 7 262
8 298
Разъемные соединения должны быть
фланцевыми (табл. 4-8). Для газопроводов
диаметром более 200 мм приварка фланцев,
как правило, должна производиться пред-
варительно к патрубкам длиной 200—300 мм,
которые затем привариваются к газопро-
воду.
В местах, предназначенных для съемных
заглушек, обязательно устанавливать про-
кладочное металлическое кольцо, обмотан-
ное шнуровым асбестом, пропитанным со-
лидолом с графитом.
Для газопроводов диаметром 1600 мм и
более поперечное сечение трубы над опора-
ми для сохранения устойчивости необходи-
мо усиливать опорными ребрами жесткости
(табл. 4-9). Для газопроводов диаметром
2000 мм и более должны устанавливаться
также кольцевые ребра жесткости по всей
длине газопровода.
Компенсаторы
При невозможности компенсации темпера-
турных изменений длин газопроводов за
счет самокомпенсации .на газопроводах дол-
жны устанавливаться П-образные и волно-
вые (дисковые и линзовые) компенсаторы
для любых давлений газа и сальниковые
компенсаторы только на газопроводах низ-
кого давления.
При выборе типа компенсатора нужно ру-
ководствоваться следующим:
1) для газопроводов диаметром до 400 мм
применять П-образные компенсаторы;
2) сальниковые компенсаторы менее ком-
пенсаторов других типов подвержены влия-
нию коррозии на газопроводах коксового
газа;
3) для газопроводов прямого коксового
газа по условиям их работы применять
только сальниковые компенсаторы (ом.
табл. 4-3);
4) при необходимости уменьшить гори-
зонтальные (осевые) усилия на неподвиж-
ные опоры применять сальниковые компен-
саторы.
Расстояние между неподвижными опора-
ми при установке в пролете сальникового
компенсатора определяется по формуле
а (<1 ~ ’
где I — рабочий ход компенсатора, м\
а —коэфициент линейного расширения
стали, а = 0,000012;
t\ —.максимально возможная температу-
ра стенки газопровода, °C;
ti — .минимально возможная температу-
ра стенки газопровода, равная рас-
четной минимальной температуре
воздуха для соответствующего рай-
она, °C.
При установке в пролете дискового ком-
пенсатора расстояние между неподвижны-
ми опорами выбирается, исходя из его ком-
пенсирующей способности, которая равна
произведению компенсирующей способности
одного диска на число дисков. Из-за воз-
можного поперечного выпучивания количе-
ство дисков в компенсаторе не должно быть
более четырех. Конструкция и размеры двух-
дисковых компенсаторов, применяемых Гип-
ромезом и Гмпрококсом, показаны в табл.
4-10.
Для лучшего использования компенсирую-
щей способности дисковых компенсаторов и
Межцеховые коммуникации
37
Т а б л и ц а 4-8
Фланцы газопроводов Ру < 1 кгс/см? (размеры, мм)
Труба Фланец
io. болтовые е; о
роходы у овныг = н 1аль зор трз фла| ° 2 g’ oQ «3 отверстия ю катеты швов
£ v >> S О. 2 cj 5 = " Й = “ S к "S Е я 3 о о о> S о h ч д о Я ф >> S СХ ТО «J s = * В ж Ч со о 5 С ЧИСЛО о S 2 о ш о с л й. к
с =; Ж ЕС S в so « =t Й = к ЕГ н к ю W
200 219 1,9 280 320 16 18 8 М16 8 6 8 5,2
250 273 2,2 335 375 16 18 12 М16 8 6 8 6^3
300 325 2,2 395 440 16 23 12 М20 8 6 10 8,5
350 377 2,5 445 490 16 23 12 М20 8 6 10 9’
400 426 2,5 495 540 16 23 16 М20 8 6 10 11
450 478 2,5 550 595 20 23 16 М20 8 6 10 14,2
500 529 2,8 600 645 20 23 16 М20 8 6 10 16’
600 630 3 705 755 20 25 20 М22 8 6 10 24
700 720 3 810 860 20 25 24 М22 8 6 10 27
800 820 3,5 920 975 20 30 24 М27 8 6 10 34
900 920 3,5 1020 1075 20 30 24 М27 10 8 10 37
1000 1020 4 1120 1175 20 30 28 М27 10 8 10 41
1100 1120 4 1220 1275 20 30 32 М27 10 8 12 45
1200 1220 4 1320 1375 20 30 32 М27 10 8 12 49
1300 1320 4,5 1420 1475 20 30 32 М27 10 8 12 52
1400 1420 4,5 1520 1575 20 30 36 М27 10 8 12 57
1500 1520 4,5 1630 1690 24 30 40 М27 10 8 12 79
1600 1620 5 1730 1790 24 30 40 М27 10 8 12 83
1800 1820 5 1930 1990 24 30 44 М27 10 8 12 94
2000 2020 5,5 2130 2190 24 30 48 М27 10 8 12 102
2200 2220 5,5 2340 2405 24 34 52 мзо 10 8 12 126
2400 2420 5,5 2540 2605 24 34 56 МЗО 10 8 12 135
2500 2520 5,5 2640 2705 28 34 56 МЗО 10 8 12 165
2600 2620 5,5 2740 2805 28 34 60 МЗО 10 8 12 176
2800 2820 5,5 2940 3005 28 34 64 МЗО 10 8 12 182
3000 3020 5,5 3140 3205 28 34 64 МЗО 10 8 12 187
Т аблица 4-9
Ребра жесткости для газопроводов (размеры, мм)
. Цля газопроводов Лу-ШНЮООмм на опорах
Труба СО О S 'О Т & ° >. и и £ d ф s cu s s Размеры Вес одного сегмента, кг
проходы условные D У наружный диаметр
R а
1600 1620 810 1260 10,3
1800 1820 — 910 1400 11,5
2000 2020 4000 1010 1543 12,5
2200 2220 3800 1110 1685 13,3
2400 2420 3600 1210 1827 15
2500 2520 3400 1260 1898 15,5
2600 2620 3200 1310 1969 16
2800 2820 2900 1410 2110 17,3
3000 3020 2600 1510 2552 18.5
38
Проектирование коксохимических предприятий
Таблица 4-10
Сварной двухдисковый компенсатор
(размеры, мм]
Труба Размеры компенсатора i Рекомендуемая ком- пенсирующая спо- собность компенса- тора, мм Вес, кг
проходы ус- ловные Dy 1 наружный диаметр d А В 5 п
400 426 1520 390 6 24 40—60 495
500 529 1620 493 6 24 40—60 560
600 630 1720 594 6 24 40-60 630
700 720 1820 684 6 28 40—60 700
800 820 1920 784 6 28 40—60 760
900 920 2020 884 6 32 60—80 830
1000 1020 2120 984 6 32 60—80 900
1100 1120 2220 1084 6 32 60—80 950
1200 1220 2320 1184 6 36 60—80 1020
1300 1320 2420 1282 7 36 60—80 1100
1400 1420 2520 1382 7 36 60—80 1180
1500 1520 2620 1482 7 40 60—80 1270
1600 1620 2720 1582 7 40 60—80 1360
1800 1820 2920 1782 7 44 60—80 1480
2000 2020 3120 1980 8 48 60—80 1670
2200 2220 3320 2180 8 48 60—80 1820
2400 2420 3520 2380 8 52 60—80 1950
2500 2520 3620 2480 8 52 60—80 2090
2600 2620 3720 2580 8 60 60—80 2170
2800 2820 3920 2780 8 60 60—80 2300
3000 3020 4120 2980 8 64 60—80 2500
уменьшения горизонтальных (осевых) уси-
лий на колонны необходимо при монтаже
подвергнуть нх предварительному сжатию
(растяжению) в зависимости от температу-
ры воздуха во время монтажа и максималь-
ной и минимальной температуры стенки га-
зопровода.
Величина растяжения (сжатия) компен-
сатора определяется по формуле
А = ± —ы, (13)
/1-^2
где Амонт — температура воздуха во время
монтажа, °C;
А/— удлинение газопровода ком-
пенсируемого участка.
Знак ( + ) означает, что компенсатор на-
до растянуть на полученную величину, знак
(—) — сжать.
Отвод конденсата, продувка и пропарка
Для обеспечения стока конденсата газо-
проводы должны прокладываться с укло-
ном 0,005 в сторону конденсатоотводчиков,
расстояние между которыми не должно пре-
вышать 200—250 м. Для обеспечения стока
надсмольной воды цикла газосборников га-
зопроводы прямого коксового газа от кок-
совых батарей должны прокладываться с
уклоном 0,007—0,010 в сторону отделения
конденсации.
Изготовление и установка конденсатоот-
водчиков должны осуществляться в соот-
ветствии с типовыми нормалями. Высота
водяного затвора конденсатоотводчика дол-
жна быть на 500 мм больше максимального
рабочего давления газа.
Газопроводы коксового газа по всей дли-
не примерно через каждые 150—200 м, а
также газопроводы других газов на участ-
ках, где могут образовываться в зимнее
время снежные и ледяные пробки, должны
быть оборудованы вводами пара. Вводы
пара должны быть сделаны также после
каждой задвижки на отводах к цехам-пот-
ребителям. Присоединение паропровода к
газопроводу должно осуществляться пос-
редством гибких шлангов или металличес-
ких труб, присоединяемых к штуцерам толь-
ко на время подачи пара.
Газопроводы должны иметь продувочные
свечи, устанавливаемые в наиболее высоких
точках, в торце газопроводов, перед задви-
жками по ходу газа, а также по длине га-
зопровода примерно через 200—250 м. Сече-
ние продувочных свечей должно обеспечи-
вать пятикратный обмен продуваемого объ-
ема за 10—30 мин. Высота свечей должна
быть не менее чем на 4 м выше верхней об-
разующей газопровода, но не менее 12 м от
уровня земли.
На газопроводах доменного газа непос-
редственно за задвижками по ходу газа
должны устраиваться лазы. Количество ла-
зов должно быть минимальным.
Отключающие устройства, площадки,
теплоизоляция
В качестве отключающих устройств на
межцеховых газопроводах должны приме-
няться, Как правило, дисковые задвижки с
выдвижным шпинделем; допускается при-
менение проходных кранов, а при малых
диаметрах газопроводов — фланцевых вен-
тилей. Применять дисковые задвижки с не-
выдвижным шпинделем не рекомендуется.
Отключающие устройства должны устанав-
ливаться непосредственно у магистральных
газопроводов на отводах от них к цехам и
Межцеховые коммуникации
39
на всех вводах в цехи (как правило, внут-
ри помещений), когда расстояние до цеха
более 50 м.
После задвижек по ходу газа должны
быть предусмотрены кольцо и разжимные
кронштейны (рис. 4-3), позволяющие уста-
новить заглушку для надежности отключе-
ния. В табл. 4-11 приведены размеры колец
и заглушек.
Дисковые задвижки диаметром 600 мм и
более, находящиеся постоянно в работе,
должны быть оборудованы электроприво-
дом.
При проектировании и строительстве газо-
проводов необходимо учитывать ответвле-
ния от них, которые будут строиться. Для
этого на газопроводах должны быть остав-
лены штуцеры с заглушками и монтажными
патрубками.
У мест обслуживания задвижек, дроссель-
ных устройств, измерительных диафрагм,
задвижек, конденсатоотводчиков и др. дол-
жны сооружаться стационарные площадки
и лестницы. Для газопроводов диаметром
1,5 л и более на территории завода должны
устраиваться проходы, огражденные дву-
Таблица 4-11
Заглушка и кольцо для газопроводов, Ру 0,5 кгс]смг
(размеры, мм)
Труба Заглушка и кольцо
И га га g у отверстия и прорези CQ
ч ° ° 5 хо ж л- га * для болте )В
»ж ± А х©
СХ си Ж © Си
QQ Си н Л 1 Ж за г-
X © о а з с ж CU н* S га «а я С отвер- стий проре- зей га лушки кол ьца
ж 2 ж S Ss
200 219 320 280 220 6 18 8 М16 4 2
250 273 375 335 275 8 18 12 ___. М16 7 3
300 325 440 395 330 10 23 12 М20 11,5 5
350 377 490 445 380 10 23 12 М20 14,5 5,5
400 426 540 495 430 10 23 16 М20 17,5 6
450 478 595 550 480 10 23 16 М20 21,5 7,5
500 529 645 600 530 10 23 16 __. М20 25 8
600 630 755 705 635 12 25 20 4 М22 41 12
700 720 860 810 725 12 25 24 4 М22 56 15
800 820 975 920 825 16 30 24 4 М27 92 25
900 920 1075 1020 925 16 30 24 4 М27 112 28
1000 1020 1175 1120 1025 16 30 28 6 М27 134 30
1100 1120 1275 1220 1125 16 30 32 6 М27 158 33
1200 1220 1375 1320 1225 18 30 32 6 М27 207 39
1300 1320 1475 1420 1325 18 30 32 6 М27 238 44
1400 1420 1575 1520 1425 18 30 36 6 М27 272 47
1500 1520 1690 1630 1525 20 30 40 8 М27 348 62
1600 1620 1790 1730 1625 20 30 40 8 М27 391 65
1800 1820 1990 1930 1825 22 30 44 8 М27 532 80
2000 2020 2190 2130 2025 24 30 48 10 М27 703 97
2200 2220 2405 2340 2225 26 34 52 Ю МЗО 917 124
2400 2420 2605 2540 2425 28 34 56 Ю МЗО 1160 145
2500 2520 2705 2640 2525 30 34 56 12 МЗО 1341 162
2600 2620 2805 2740 2625 30 34 60 12 МЗО 1442 168
40
Проектирование коксохимических предприятий
Рис. 4-3. Схема установки заглушки
сторонними перилами по всей длине. При
параллельной прокладке нескольких газо-
проводов проход устраивается на одном из
них.
Газопроводы коксового газа диаметром
до 300 мм включительно рекомендуется теп-
лоизолировать, надобность теплоизоляции
для газопроводов больших диаметров тре-
бует обоснования в каждом отдельном слу-
чае.
Все конденсатоотводчики, расположенные
на открытом воздухе, подлежат теплоизоля-
ции. Спускные трубы от газопроводов к кон-
денсатоотводчикам необходимо теплоизоли-
ровать совместно с паропроводами.
ТЕХНОЛОГИЧЕСКИЕ ТРУБОПРОВОДЫ
Общая классификация
К технологическим трубопроводам отно-
сятся все трубопроводы коксохимических
предприятий, по которым транспортируются
сырье, полуфабрикаты и готовые продукты,
пар, вода, реагенты и другие материалы,
обеспечивающие ведение технологического
процесса, отработанные реагенты и газы,
различные промежуточные продукты, полу-
ченные и использованные в технологическом
процессе, отходы производства.
Таблица 4-12
Классификация стальных технологических трубопроводов
Группа । Среда I категория II категория III категория IV категория V категория
I рабочее дав- ление, кгс!см* температура °C рабочее дав- ление, кгс/см* температура °C рабочее дав- 1 ление, кгс, см1 температура °C рабочее дав- ление, кгс'см2 температура °C рабочее дав- ление, кгс;смг температура °C
А. Продукты с токсиче- скими свойствами: а) сильнодействую- Незави- От -- -
щие ядовитые вещества (СДЯВ) и дымящиеся кислоты б) прочие продукты симо от давления Более 16 —70 до +700 От До 16 От
Б. с токсическими свойствами Горючие (в том числе Незави- —70 ДО +700 От 350 От 25 —70 ДО +350 От От 16 От 120 До 16 От
В. сжиженные) и актив- ные газы, легковос- пламеняющиеся и горючие жидкости Негорючие жидкости симо от давления То же до 700 От 450 до 64 От 64 250 до 350 и от —70 до 0 От 350 до 25 От 25 до 250 и от —70 до 0 От 250 До 25 —70 до + 120 От 120 До 16 От 0
и пары, инертные газы до 700 до 100 до 450 и от —.70 до 0 до 64 до 350 и от —70 ДО 0 до 250 и от —70 ДО 0 ДО 120
Примечания: 1. При отсутствии в таблице необходимого сочетания параметров следует руко-
водствоваться тем параметром, который определяет отнесение трубопровода к высшей категории.
2. Трубопроводы, работающие под вакуумом до 3 5 мм. pm. cm., классифицируются по таблице по
свойствам и температуре среды, а работающие под вакуумом более 35 мм pm. cm. —по специальным
техническим условиям.
3. При соответствующем обосновании допускается повышать категорию трубопроводов, транспорти-
рующих особо ценные продукты.
Межцеховые коммуникации
41
В соответствии со СНиП II—Г. 14—62
все технологические трубопроводы в за-
висимости от свойств и рабочих параметров
транспортируемых продуктов делятся на ка-
тегории, указанные в табл. 4-12.
Транспортируемые продукты коксохими-
ческих предприятий в зависимости от
свойств относятся к следующим группам:
Группа А — продукты
с токсическими свойствами:
а) сильнодействующие ядовитые вещества
(СДЯВ) и дымящиеся кислоты: головная
фракция сырого бензола, сероуглерод тех-
нический, сероводородный газ, мышьяково-
аммиачный и мышьяково-содовый растворы,
серная дымящаяся кислота;
б) прочие продукты с токсическими свой-
ствами: пары аммиачные, пиридиновые и
бензольных углеводородов, фенольные про-
дукты, сернистый и серный газ, растворы
полисульфида аммония, сернистого аммония,
роданистого аммония и роданистого натрия.
Группа Б — горючие и активные газы,
легковоспламеняющиеся и горючие жидко-
сти:
тяжелые и легкие пиридиновые основания,
расплавленный пек, легкое масло, горячий
и холодный диэтиленгликоль, антраценовое
масло, кубовые остатки (каменноугольной
смолы, фенолов, нафталина), бензольные
продукты (бензол, толуол, ксилол и др.),
поглотительные масла (соляровое и камен-
ноугольное), плавленый нафталин, каменно-
угольная смола, горючая смесь смолопро-
дуктов, пековые дистилляты, пековая смо-
ла, плавленая сера, реагенты углефабрик;
жидкие фенольная, нафталиновая и погло-
тительная фракции, коксовый газ, домен-
ный газ, кислород;
Группа В — негорючие жидкости и пары,
инертные газы:
надсмольная вода, аммиачная концентри-
рованная вода, конденсат газа, едкие щело-
чи, растворы — содовый поглотительный,
поташный, содо-поташный, кислый сульфат
аммония, сульфат пиридина, средний суль-
фат пиридина, сульфат натрия, аммоний-
фосфата, маточный раствор из сатураторов,
разбавленная серная кислота, фенольная во-
да, коагулянты углефабрик, шламовые воды,
сточные воды.
Прокладка трубопроводов
Межцеховые технологические трубопрово-
ды по территории коксохимических предпри-
ятий, как правило, сооружаются надземны-
ми. Под землей в непроходных и проходных
каналах прокладываются отдельные участки
тепловых сетей совместно с трубопроводами
аммиачной воды, технической воды и кана-
лизации и самотечные коденсатопроводы.
Надземная прокладка осуществляется на
высоких опорах (отдельно стоящие опоры,
проходные и непроходные эстакады) и на
низких опорах (тумбах).
Выбор способа прокладки трубопроводов
определяется технологическими требования-
ми, рельефом площадки, необходимостью
непосредственного наблюдения за техничес-
ким состоянием трубопроводов, удобствами
производства ремонтных работ, экономичес-
кой целесообразностью и возможностью про-
изводства монтажных работ индустриаль-
ным методом.
Трассы трубопроводов при всех видах
прокладки рекомендуется располагать вдоль
основных (магистральных) проездов (до-
рог) прямолинейно и параллельно линиям
застройки. Пересечение проездов следует
выполнять под прямым углом к оси проез-
да (при невозможности выполнения этого
условия допускается уменьшить угол пере-
сечения до 45°).
Минимальная высота до нижней точки
трубопроводов, теплоизоляции трубопрово-
дов или конструкции эстакады при перехо-
де через искусственные сооружения прини-
мается аналогично газопроводам.
Для небольшого числа трубопроводов
диаметром более 200 мм следует применять
отдельностоящие опоры. При наличии в
группе трубопроводов труб диаметром
300 мм ,и более следует .максимально исполь-
зовать их несущую способность для закреп-
ления к ним труб малых диаметров. Не до-
пускается закрепление трубопроводов ма-
лых диаметров к трубопроводам, по которым
транспортируются высокоагрессивные и ток-
сические среды, а также среды с темпера-
турой выше 300° С
Прокладка трубопроводов на эстакадах
рекомендуется:
а) при большом числе трубопроводов диа-
метром до 200 мм;
б) при пересечениях заводских путей, ав-
тодорог и других местных препятствий, тре-
бующих больших пролетов между опорны-
ми конструкциями;
в) при сложной подземной ситуации;
г) при необходимости постоянного наблю-
дения за техническим состоянием трубопро-
водов
При выборе поперечного сечения пучка
трубопроводов .и расчетных нагрузок следу-
ет предусматривать резерв для расширения
завода.
При многоярусном расположении трубо-
проводов в верхнем ярусе эстакад или опор
рекомендуется размещать трубопроводы
больших диаметров, транспортирующих го-
рючие инертные газы, а также пар. Рассто-
яния в свету по вертикали между стенками
труб двух смежных ярусов определяются
диаметром и числом труб в каждом ярусе,
опорными конструкциями и удобством мон-
тажа и демонтажа трубопроводов.
42
Проектирование коксохимических предприятий
Расстояния по горизонтали между стен-
ками труб (или между наружными поверх-
ностями теплоизоляции):
Диаметр труб
ЛЕЛЕ
40—100
1 25—350
400 и более
При прокладке трубопроводов на отдель-
ных участках на низких опорах (тумбах)
высота от поверхности земли до низа труб
или поверхности их изоляции должна при-
ниматься с учетом возможности производст-
ва ремонтных работ, но не менее 0,35 м при
ширине пучка труб до 1,5 м и 0,5 м при
ширине пучка труб 1,5 м и более.
Прокладку трубопроводов на низких опо-
рах рекомендуется осуществлять в один ряд
по вертикали. В местах прохода обслужи-
вающего персонала через трубопроводы
должны сооружаться переходные площадки.
Трубопроводы укладываются на неподви-
жные и подвижные (скользящие, катковые
подвесные) опоры. Опоры выбираются по
нормалям машиностроения.
Расчет трубопроводов
Гидравлический расчет
Гидравлический расчет тепловых сетей
(паропроводов, конденсатопроводов, водя-
ных тепловых сетей) выполняется по мето-
дике и таблицам, разработанным институ-
том «Теплоэлектропроект». При этом вели-
чина эквивалентной шероховатости внутрен-
ней поверхности стальных труб Кэ при оп-
ределении коэффициента гидравлического
трения трубопровода для проектируемых
тепловых сетей принимается, м;
Для паропроводов .............. 0,0002
Для водяных тепловых сетей . . . 0,0005
Для конденсатопроводов ........0,001
Удельные потери давления на трение в
трубопроводах в соответствии с главой
СНиП II—Г. 10—62 допускается принимать:
а) для расчетных участков магистраль-
ных водяных тепловых сетей — до 8 кгс)м2 •
• л;
б) для распределительных водяных тепло-
вых сетей и ответвлений к отдельным зда-
ниям — не более 30 кгс!м2 • м;
в) для паропроводов — по располагаемо-
му перепаду давления, но при скорости па-
ра, как правило, не более указанной в табл.
4-13.
г) для напорных конденсатопроводов —
до 10 кгс]м2 м;
д) для сборных конденсатопроводов —
по располагаемому перепаду давлений.
Таблица 4-13
Рекомендуемые максимальные
скорости пара в паропроводах
Расстояние между стенками
мм, не менее
80—90
100—120
150
Диаметр трубо- провода и мм Скорость, м!сек
для перегре- того пара для насыщен- ного пара
До 200 вклю- чительно . . . 50 35
Свыше 200 . 80 60
Исходные данные
1. Схема материалопроводов с разбивкой
на участки с указанием длин и местных со-
противлений.
Границы участка выбираются так, чтобы
на всем расчетном участке был постоянный
расход.
2. Расход продукта, м?!ч.
3. Температура продукта, °C.
4. Начальное давление, м вод. ст.
5. Вязкость продукта определяется в за-
висимости от температуры по таблицам со-
ответствующего раздела справочника
6. Удельный вес продукта, кг/м2.
Основные расчетные формулы
1. Зависимость между диаметром матери-
алопровода и скоростью продукта в трубо-
проводе аналогична указанной для газов
[формула (3)].
На основе экономических и практических
данных в зависимости от вязкости продукта
рекомендуется принимать ориентировочные
скорости, указанные в табл. 4-14.
Таблица 4-14
Средние значения скорости движения
жидкости в зависимости от вязкости
Вязкость Скорость м]сек, до
условная кинематиче- для вса- для на-
°Е ская ему сек сываиия гиетаиия
1—2 0,01—0,12 1,5 2,5
2—4 0,12—0,28 1,3 2,0
4—10 0,28—0,72 1,2 1,5
10—20 0,72—1,45 1,1 1,2
20—60 1,45—4,38 1,0 1,1
60—120 4,38—9,77 0,8 1,0
2. Потеря давления в трубопроводе на
данном участке определяется по формуле
„ L v2
’‘’74- 0,1
где И — потеря давления, м вод. ст.;
Z—коэффициент гидравлического тре-
ния;
Межцеховые коммуникации
43
L — расчетная длина трубопровода, м:
D — диаметр трубопровода, м:
v — скорость движения продукта, м/сек-,
g — ускорение силы тяжести, g =
= 9,81 м/сек2-,
у — удельный вес продукта, кг!м\
Коэффициент гидравлического трения X
определяется в зависимости от режима
движения. В гидравлике различают два ос-
новных режима: ламинарный и турбулент-
ный. Между ними лежит неопределенный
режим, при котором в трубопроводе может
наблюдаться то ламинарное, то турбулент-
ное движение жидкости. Для определения
режима движения служит параметр Рей-
нольдса:
vD
Re =-----, (15)
у
где v — скорость движения жидкости в тру-
бопроводе;
D—диаметр трубопровода;
v —кинематическая вязкость.
При ламинарном движении, согласно фор-
муле Стокса — Пуазейля,
64
X - — 1 (16)
Re
при 2000</?е<50 ООО, согласно формуле
Блазиуса,
0,3164 _
^0,25
(17)
Для турбулентного режима движения, со-
ответствующего области гидравлической ше-
роховатости (У?е>50 000), коэффициент тре-
ния определяется формулой Никурадзе:
% =
1__________
г \2
^ + * 1’74)
(18)
где г — радиус трубы;
Кэ — величина эквивалентной шерохо-
ватости 'внутренней поверхности
стальных труб.
В условиях коксохимических предприятий,
учитывая степень агрессивности транспорти-
руемых продуктов, для металлических труб
материалопроводов можно рекомендовать
Кэ = 0,0005 м.
В табл. 4-15 приведены значения коэффи-
циента гидравлического трения, вычислен-
ные по формулам (16), (17), (18).
3. Потери давления от местных сопротив-
лений выражаются через эквивалентную
длину прямого участка трубопровода, гид-
равлическое сопротивление которого равно-
ценно местному сопротивлению (табл.
4-16).
Суммарная потеря давления определится
по формуле (14):
7- = I + 2(экв,
Таблица 4-15
Значения коэффициента
гидравлического трения
Расчетные формулы
Re 0,3164 Х = п 0-25 Re 1 , ( 21g—-(-1,74 |
Ре X Re X D X
100 0,64 2100 0,047 40 0,041
200 0,32 2500 0,045 50 0,038
300 0,213 3000 0,043 70 0,034
400 0,16 3500 0,041 80 0,033
500 0,128 4000 0,040 100 0,030
600 0,107 4500 0,039 125 0,028
700 0,092 5000 0,038 150 0,027
800 0,080 6000 0,036 200 0,025
900 0,071 7000 0,035 250 0,023
1000 0,064 8000 0,034 300 0,022
1100 0,058 9000 0,033 350 0,0215
1200 0,053 10000 0,032 400 0,021
1300 0,049 15000 0,029
1400 0,045 20000 0,027
1500 0,043 25000 0,025
1600 0,040 30000 0,024
1700 0,038 35000 0,023
1800 0,036 40000 0,0225
1900 0,034 45000 0,022
2000 0,032 50000 0,021
Примечание. Коэффициент гидравличе-
ского трения по формуле Никурадзе определен
для значения К — 0,5 мм.
э
где
I — геометрическая длина трубо-
провода;
2/окв—'сумма эквивалентных длин ме-
стных сопротивлений.
Механический расчет
Вертикальные нагрузки и горизонтальные
(осевые) усилия
Нормативные нагрузки на погонный метр
трубопровода по сокращенному сортаменту
стальных труб, применяемому для техноло-
гических трубопроводов коксохимические
предприятий, приведены в табл. 4-17.
'Показанный в табл. 4-17 вес изоляции вы-
числен для трубопроводов с температурой
среды до 300° С.
Эквивалентные длины местных сопротивлений ( Л',- 0,0005 м)
Таблица 4-16
Наименование местного сопротивления Эскиз Диаметр трубы, мм
40 50 7Q 80 100 125 150 200 250 300 350 400
Задвижка 0,5 0,7 1,0 1,2 1,6 2,1 2,6 4 5,2 8,7 11 12,5
Вентиль нормальный 8,5 11 18,5 22 29 38 51 82 — — — —
Компенсатор сальниковый 1— — — — 1,6 2,1 2,6 4 5,2 6.5 7,9 9,2
Компенсатор П-образиый 3,2 4,5 6,8 8 11 14 18 27 39 44 53 61
Колено гнутое, < 90°, Л - 3D . . . 0,8 1,1 1,8 2,1 2,6 3,5 4,5 6,6 8,8 11 13 15
Колено гнутое, < 90°. R = 4D 0,5 0,7 1 1,2 1,6 2,1 2,6 4 5,2 6,5 7,9 9,2
Проектирование коксохимических предприятий
Продолжение табл. 4-16
Наименование местного сопротивления Эскиз Диаметр трубы, мм
40 50 70 80 1 00 1 25 150 200 25 0 30 0 350 400
Колено сварное из 4 секций .... 1 1,9 3,4 3,7 4,3 5,6 7,1 11 14 17,5 21 25
Разветвление потоков: л
проход 1,7 2,3 3,4 4,8 5,4 7,2 9 13 18 22 27 31
ответвление 2,5 3,4 5,2 6,2 8 11 13,5 20 27 33 40 46
Слияние потоков: IC
проход 2,5 3,4 5,2 6,2 8 11 13,5 20 27 33 40 46
ответвление ... 3,4 4,5 6,8 8,2 11 14 18 27 36 44 53 62
Межцеховые коммуникации
46
Проектирование коксохимических предприятий
Таблица 4-17
Геометрические характеристики труб и нормативные нагрузки
Наружный диаметр Z> мм Толщина стенки 8 мм Площадь сечення F Осевой мо- мент инер- ции / Осевой мо- мент сопро- тивления W CMZ Вес 1 м длины, кг
трубы воды, за- полняю- щей трубу ИЗОЛЯЦИИ
2,5 3,34 7,6 3,35 2,62 1,26 14,7
4 5,15 12,0 5,33 4,04 1,07
3,5 5,88 21,1 7,40 4,62 1,96 21,5
О/ 6 9,61 31,7 И,1 7,55 1,59
3,5 7,97 52,5 13,8 6,26 3,74
76 4 9,04 58,8 15,5 7,10 3,63 24,5
6 13,2 81,4 21,4 10,4 3,22
3,5 9,4 86 19,3 7,38 5,28
яо 4,5 Н,9 107 24,1 9,38 5,02 28,6
6 15,6 135 30,4 12,3 4,65
7 18,0 153 34,4 14,2 4,41
4 13,1 177 32,8 10,3 7,85
108 5 16,2 215 39,8 12,7 7,54 32,4
7 22,2 285 52,8 17,4 6,94
4 16,2 337 50,8 12,7 12,27
133 5 20,1 412 62,0 15,8 11,88 44,0
7 27,7 552 82,9 21,8 11,10
4,5 21,8 652 82,0 17,2 17,6
159 6 28,8 845 106 22,6 17,0 49,0
7 33,4 967 122 26,2 16,5
8 37,9 1085 136 29,8 16,1
7 46,6 2623 240 36,6 33,0
219 8 53,0 2956 270 41,6 32,3 58,6
9 59,4 3280 299 46,6 31,7
10 65,6 3594 328 51,5 31,1
7 58,5 5177 379 45,9 52,7
273 9 74,6 6512 477 58,6 51,0 74,0
11 90,5 7784 570 71,1 49,5
9 89,3 11160 687 70,1 74,0
325 10 99,0 12290 756 77,7 73,0 92,0
14 137 16570 1020 107 69,2
377 10 115 19430 1031 90,5 100
16 181 29650 1573 142 93,4
10 131 28290 1328 103 129
426 11 143 30900 1451 ИЗ 128 110
16 206 43440 2039 162 122
478 9 133 36480 1526 104 166 126
529 7 115 39180 1481 90,3 208 142
9 147 49720 1880 115 205
7 137 66700 2117 107,6 298
630 8 156 75620 2400 122 296 160
9 176 84680 2688 138 294
10 195 93610 2973 153 292
Межцеховые коммуникации
47
Допускаемые пролеты
Допускаемые пролеты между опорами
трубопроводов определяются исходя из ус-
ловия прочности и условия допустимого
провисания трубопровода ,в пролете.
1. Из условия прочности:
а) при расчете технологических трубопро-
водов без учета веса воды при гидравличе-
ском испытании
(19)
б) при расчете технологических трубопро-
водов с учетом веса воды при гидравличе-
ском испытании
где /—'допускаемый пролет, м;
R2 = СтКг — расчетное сопротивление
стали по пределу текучести,
кгс км- (принимается по
табл. 4-18);
Т а б л и ц а 4-18
Значения нормативных и расчетных
сопротивлений сталей по пределу
текучести
- Марка О 5 ь: ?нт одно- матернала Расчетное сопро- тивление Rt, кгс/см9, при температуре, °C
стали н
«J й to -е- £ 100 1 00—
II •е s 200 зоо
X с ’V
Ст. 3 2400 0,9 2200 1800 1400
10 2200 0,9 2000 1700 1300
20 2600 0,9 2300 2000 1500
10Г2А 2500 0,85 2100 1800 1800
15ГС 3400 0,85 2900 2450 2450
10Г2СД 3500 0,85 3000 2500 2500
14ХГС 3500 0,85 3000 2500 2500
12МХ 2700 0,85 2300 1950 1950
20ХГ 7500 0,85 6400 5400 5400
Р — рабочее давление, кгс/сж2;
Рк — испытательное давление,
кгс/см2-,
D-.,—наружный диаметр трубо-
провода, СМ',
б—'толщина стенки трубопрово-
да, см (без учета добавки на
коррозию);
W — момент сопротивления сече-
ния трубы, см? (без учета
добавки на коррозию);
m — коэффициент условий рабо-
ты (для эксплуатационного
режима m = 0,8);
7расч— расчетная нагрузка, кг!м,
определяемая по формуле
9расч = п19тр + п2?прод + пз9изол>
где </тР—погонный вес трубы;
?пРод — погонный вес продукта;
^изол — погонный вес изоляции;
«1, п2 и Пз — коэффициенты перегрузки, для
эксплуатационного режима
принимаются равными щ =
п2 = 1,1; п3 = 1,2;
?норм — нормативная нагрузка, кг/м,
определяемая по формуле
9норм — 9тр + 7изол + ?воды>
где </воды—вес воды, заполняющей трубу
при гидравлическом испыта-
нии.
2. Из условия допускаемого провисания
трубопровода в пролете.
Максимальное провисание таких трубо-
проводов ограничивается величиной
^макс 0,020у, (21)
где Dy — условный диаметр трубы.
Величина допускаемого пролета трубопро-
вода определится путем решения системы
уравнений
24Е7 Dy 24£7 ix .
/ _ , _ . 9 50 + д 2 +
(22)
1 = /2 = 2х + 1/ ,
у х2 q 50
(23)
где EI — жесткость трубы на изгиб, кг м2;
q — погонная весовая нагрузка, кг;
i — заданный уклон трубопровода;
х — расстояние от опоры до сечения
трубы, имеющего максимальный
прогиб, м.
Система уравнений решается путем под-
бора: задаваясь значениями х до тех пор,
пока величины / по формулам (22) и (23)
не совпадут.
Если трубопровод большого диаметра ис-
пользуется как несущая конструкция, к ко-
торой подвешиваются трубопроводы малого
диаметра, то расчет допустимого пролета
трубопровода производится по приведен-
ным .выше формулам с заменой в них на-
грузки q приведенной нагрузкой <?пр.
При подвешивании трубопровода малого
диаметра посредине и в четвертях пролета
48
Проектирование коксохимических предприятий
приведенная ’нагрузка определяется по фор-
муле
Qnp = Q + Quon,
где q^on — погонный вес трубы малого диа-
метра, ее изоляции и транспорти-
руемого продукта.
Трубопровод, прокладываемый на отдель-
но стоящих опорах, представляет собой не-
разрезную балку, для которой приходится
различать так называемые «крайние» и
«средние» пролеты. К «крайним» относятся
пролеты, непосредственно примыкающие к
компенсаторам, а также концевые пролеты
трубопроводов. Все остальные пролеты от-
носятся к «средним».
Формулы (19), (20), (22), (23) даны для
определения допускаемого среднего пролета.
Учитывая, что максимальный изгибаю-
щий момент крайнего пролета в 1,6 раза
больше, чем в среднем пролете, допускае-
мый крайний пролет трубопровода опреде-
лится:
/кР=/1/ ^-= 0,82/. (24)
г 1
Материалы и отдельные
конструктивные требования
к трубопроводам
Выбор типа труб в зависимости от приве-
денных ранее сред и категорий трубопрово-
дов следует производить в соответствии с
данными табл. 4-19 и геометрической харак-
теристикой, приведенной в табл. 4-17.
Таблица 4-19
Выбор типа труб в зависимости от сред и категорий трубопроводов
Наименование среды сз КС ж О 5 ® Я о Рабочее давление Типы труб
| Группа р с 2 £ кгс/см2 бесшовные сварные
А Сильнодействую- щие ядовитые веще- ства (СДЯВ) и дымя- щиеся кислоты I Независимо от давления Бесшовные Для диаметров бо- лее 400 мм — по спе- циальным техническим условиям
Б Горючие (в том числе сжиженные) и активные газы, лег- ковоспламеняющиеся и горючие жидкости I То же » Для диаметров более 400 мм — по специ-
II От 64 до 25 » альным техническим условиям То же
III От 25 до 16 » По ГОСТ или спе- циальным техническим условиям
IV 16 и менее » То же
В Негорючие жидко- сти и пары, инерт- ные газы I Независимо от давления » Для диаметров бо- лее 400 мм — по спе- циальным техническим условиям
II От 100 до 64 Бесшовные То же
III От 64 до 25 » » »
IV От 25 до 16 » По ГОСТ или спе- циальным техническим условиям
V 16 и менее » Электросварные и водогазопроводные по ГОСТ
Примечания: 1. Применение бесшовных труб для трубопроводов категорий III и IV группы
Б и категорий IV и V группы В должно быть обосновано в проекте.
2. В случае необходимости применения труб из легированных сталей больших диаметров, не пре-
дусмотренных ГОСТами, допускается принимать сварные легированные трубы по специальным техни-
ческим условиям, утвержденным в установленном порядке.
3. Трубы водогазопроводные по ГОСТ 3262—62 допускается применять для трубопроводов груп-
пы В при давлении не более 10 кг/см2 и температуре транспортируемой среды не выше 200° С.
4. Применение труб со сварным швом ие рекомендуется для трубопроводов, в которых при дрос-
селировании возникают резкие изменения напряжения.
Межцеховые коммуникации
49
Толщины стенок труб определяются расче-
том.
Материалы труб, конструкция ,и материал
арматуры выбираются в зависимости от
свойств транспортируемой среды, темпера-
туры и давления.
Все трубопроводы независимо от темпе-
ратуры транспортируемой среды следует
проектировать с учетом полной компенсации
их температурных деформаций.
Технологические трубопроводы должны
проектироваться с учетом рельефа местно-
сти с уклоном, обеспечивающим возможно
полное опорожнение их в цеховую аппара-
туру или емкости.
Уклоны трубопроводов должны быть не
менее:
Для сетей технического водоснабжения
применяется преимущественно прокладка
трубопроводов на колоннах и эстакадах —
отдельно или совместно с другими межцехо-
выми коммуникациями (газопроводами, ма-
териалопроводами и др.).
Прокладка в проходных тоннелях приме-
няется при параллельной укладке несколь-
ких (более четырех) подземных сетей (во-
доснабжения, теплоснабжения, воздухопро-
водов и др.), а также при укладке ответст-
венных трубопроводов на территории, гус-
то застроенной железнодорожными путями,
и вблизи сооружений.
Прокладка в непроходных каналах приме-
няется для одиночных трубопроводов вбли-
зи сооружений (дымовых труб, фундамен-
Для паропроводов, теплопроводов и воздухопроводов ............. 0,002—0,003
Для бензольных углеводородов и их паров, щелочных растворов, ам-
миачной воды и паров аммиака, серной кислоты, подогретого погло-
тительного масла ................................................. 0,003
Для холодного поглотительного масла, регенерированной серной кис-
лоты, подогретой смолы............................................ 0,005
Для иадсмольиой воды цикла газосборников ...................... 0,007
Для холодной смолы и ее фракций..................................... 0,008
Для высоковязких и застывающих сред (пек и др.) ............... 0,020
Для поддержания заданной температуры
в трубопроводах, транспортирующих жид-
кие или газообразные среды, следует пред-
усматривать тепловую изоляцию или изоля--
цию совместно с обогревающими спутника-
ми или паровыми рубашками.
СЕТИ ВОДОСНАБЖЕНИЯ
Виды сетей и условия
их прокладки
На коксохимических предприятиях в за-
висимости от назначения сети водоснабже-
ния разделяются на технические, противопо-
жарные, питьевые и смешанные: противопо-
жарно-питьевые и противопожарно-техниче-
ские (глава СНиП II—Г. 3—62).
Сети противопожарного водоснабжения, а
также питания технической водой основных
технологических цехов, не допускающих пе-
рерыва в подаче воды (коксовый, улавлива-
ния и т. п.), устраиваются кольцевыми.
Для обеспечения надежности водоснабже-
ния завода в целом питающие водоводы
свежей технической и противопожарной во-
ды делаются дублированными.
Питание отдельных ответственных объек-
тов может осуществляться из двух сетей
(например, свежей технической и оборотной
воды, технической и противопожарной).
Водопроводные линии прокладываются в
земле, на колоннах и эстакадах, в проход-
ных тоннелях и в непроходных каналах.
Прокладка в земле применяется для се-
тей холодной воды с непостоянным расхо-
дом, опасным по условиям замерзания воды
(сети' и водоводы противопожарной, питье-
вой и свежей технической воды).
4 Справочник коксохимика, т. IV
тов, наружного оборудования и зданий), а
также при наличии просадочных грунтов.
Водопроводные сети в плане должны раз-
мещаться, как правило, вдоль дорог и про-
ездов по одной их стороне параллельно ли-
ниям застройки; по противоположной сто-
роне располагаются канализационные сети.
При параллельной укладке нескольких се-
тей на различной глубине необходимо при-
нимать такие расстояния между смежными
трубами, чтобы каждая из них могла быть
уложена на ненарушенный грунт, т. е.
B = h +
~Ь
2
где В — расстояние между осями трубо-
проводов в плане;
h — разность отметок заложения
труб;
и Ь2 — ширина траншей для каждого
трубопровода.
Минимальные расстояния в плане между
различными подземными коммуникациями
приведены далее.
Для обеспечения выпуска воздуха и опо-
рожнения трубопроводы водоснабжения
должны укладываться с уклоном не менее
0,002.
Глубина заложения труб сетей водоснаб-
жения при подаче холодной воды, а также
в условиях возможного прекращения дви-
жения воды должна быть на 0,3 м больше,
чем глубина промерзания грунта.
Для трубопроводов с постоянным расхо-
дом воды либо снабженных автоматически-
ми устройствами для опорожнения при пре-
кращении движения воды глубина заложе-
ния труб определяется тепловым расчетом
на незамерзание воды и проверяется на ме-
ханическую прочность от воздействия на-
земных транспортных средств.
59
Проектирование коксохимических предприятий
Ориентировочный подбор диаметров груб
по расходу и скорости может производиться
по номограмме рис. 4-4.
Оптимальная экономическая скорость дви-
жения воды в трубах принимается для труб
Соединение стальных труб производится
на сварке. Фланцевые стыки применяются
только для присоединения арматуры. Фа-
сонные части изготовляются сварными. Для
отводов преимущественно применяются
Рис. 4-4. Номограмма для подбора диаметров трубопроводов водоснабжения
диаметром до 300 мм 0,6—0,9 м/сек\ от 400
до 900 мм 1,0—1,4 м/сек и 1000 мм и выше
1,5—1,7 м/сек.
Наименьший диаметр труб 50 мм.
Трубы для сетей водоснабжения
Для напорных сетей водоснабжения при-
нимаются стальные и чугунные трубы; для
безнапорных сетей — стальные, чугунные,
асбоцементные, бетонные и железобетонные.
Могут быть применены также пластмассо-
вые трубы.
Чугунные раструбные трубы и фасонные
части к ним (ГОСТ 5525—50) принимаются
для подземных сетей при рабочем давлении
воды до 10 ати, надежных грунтах и отсут-
ствии динамических нагрузок и гидравличе-
ских ударов.
Стальные трубы —бесшовные и сварные—•
применяются для сетей водоснабжения: при
прокладке на колоннах и эстакадах, в тон-
нелях, каналах, кожухах; при подземной
прокладке и давлении воды более 10 ати;
в слабых грунтах; при наличии динамиче-
ских воздействий (под дорогами и желез-
нодорожными путями); при необходимости
обеспечения особой надежности (вблизи от-
ветственных сооружений, для водоводов
диаметром свыше 400 мм и др.).
крутозагнутыэ колена заводского произ-
водства.
Для защиты от почвенной коррозии сталь-
ные трубы, укладываемые в грунт, в преде-
лах площадки коксохимического предприя-
тия покрывают усиленной изоляцией из неф-
тяного битума марки БН-IV (либо смесь
из 30% битума БН-Ш и 70% БН-V) с до-
бавлением каолина или мелкого асбеста-
два слоя битума толщиной 3 мм, обмазка
гидроизолом, еще два слоя битума, обертка
крафтбумагой.
В местах, где возможна повышенная аг-
рессивность грунта (площадка сатурато-
ров, склады реактивов, погрузочные и про-
парочные площадки, фенольные отстойники
и др.), изоляция должна быть весьма уси-
ленная: два слоя битума, обмотка, два слоя
битума, обмазка, обертка крафтбумагой.
В местах подземной прокладки стальных
труб вблизи и параллельно железнодорож-
ным путям при электротяге на постоянном
токе для борьбы с электрокоррозией долж-
на предусматриваться катодная защита.
Асбоцементные, бетонные и железобетон-
ные трубы в сетях водоснабжения коксохи-
мических предприятий могут применяться
для безнапорных сетей при подземной про-
кладке.
Фасонные части для этих труб применя-
ются стальные сварные.
Межцеховые коммуникации
51
Арматура и сооружения на сетях
водоснабжения
Для регулирования расходов воды и от-
ключения отдельных участков сетей при-
меняются задвижки с выдвижным шпинде-
лем (диаметром до 400 мм) и с невыдвиж-
ным шпинделем (диаметром 450 мм и бо-
лее).
Задвижки диаметром 300 мм и более, а
также оперативные задвижки всех диамет-
ров, требующие частого открывания, долж-
ны оборудоваться электрическим приводом
с дистанционным и местным управлением.
Задвижки должны устанавливаться: на
ответвлениях к каждому потребителю; в
узлах кольцевых сетей для обеспечения
возможности отключения отдельных участ-
ков; на водоводах от источников водоснаб-
жения для отключения всего предприятия
и переключения на другой источник; в узлах
установки перемычек между дублирующими
водоводами; на ответвлениях от магист-
ралей при числе потребителей, присоединен-
ных к ответвлению, более трех; во всех дру-
гих .местах, где по условиям эксплуатации
требуется отключение или регулировка по-
токов воды.
На водоводах диаметром 400—600 мм
диаметр задвижки принимается меньше
Рис. 4-5. Вантуз:
/ — корпус; 2 — крышка;
3 — гайка с отверстием; 4 —
колпачок со щелями; 5 —
полый шар; 6 — прилив
диаметра трубы на 100 мм, на водоводах
диаметром 700 и выше — на 200 мм.
При подземной прокладке трубопроводов
задвижки устанавливаются в колодцах.
Для удаления воздуха из трубопроводов,
а также для впуска воздуха в трубопрово-
ды при их опорожнении на сети устанав-
ливаются автоматические воздухоотводчи-
ки—-вантузы (рис. 4-5). Их устанавливают
в повышенных точках трубопроводов, в ме-
стах переломов профиля, в колодцах и при-
соединяют к специальному штуцеру через
задвижку (рис. 4-6). Диаметр штуцера дол-
4*
Рис. 4-6, Установка вантуза
на трубопроводе
жен быть равен 0,5—0,75 диаметра трубо-
провода.
Для опорожнения трубопроводов на слу-
чай ремонта, промывки, ревизии и др. в по-
ниженных точках сетей, в местах пе-
релома профиля делаются выпускные тру-
бы с задвижками — выпуски. Диаметр
выпусков принимается 50—150 мм в зави-
симости от диаметра и длины участка се-
ти, опорожняемой через данный выпуск.
Для присоединения к водопроводной
сети пожарных рукавов при тушении по-
жара предусматриваются пожарные гид-
ранты.
Гидранты устанавливаются па сети во-
допровода противопожарного назначения
на расстоянии 75—100 м один от другого
у дорог или проездов и на расстоянии не
более 2,5 м от проезжей части дороги.
Гидранты бывают двух типов: подземные,
устанавливаемые в колодцах, и надзем-
ные.
Применяют преимущественно подзем-
ные гидранты, устанавливаемые в колод-
цах .на пожарной подставке.
Гидранты имеют высоту от 750 до
2500 мм и выбираются в каждом отдель-
Рис. 4-7. Схема устройства камеры с надземной1
частью в узле трубопроводов
52
П роектирование коксохимических предприятий
ном случае в зависимости от глубины за-
ложения трубопровода.
Для снабжения паровозов водой из сети
технической или умягченной воды в мес-
тах, предназначенных для этой цели, ус-
танавливаются гидроколонки.
При подземной прокладке трубопрово-
дов арматура устанавливается в железо-
бетонных сборных колодцах круглой или
прямоугольной формы. В отдельных слу-
чаях на трубопроводах больших диамет-
ров, в особенности при наличии электри-
фицированных задвижек, предусматрива-
ются специальные камеры с надземной
частью, в которой размещают электрообо-
рудование и монтажные приспособления
(рис. 4-7).
При наличии грунтовых вод необходимо
предусматривать гидроизоляцию колодцев.
СЕТИ КАНАЛИЗАЦИИ
Виды сетей канализации
и их назначение
На коксохимических предприятиях при-
меняется раздельная канализация стоков
(глава СНиП II—Г. 6—62).
Сеть фенольной катализации
предназначена для приема сточных вод,
загрязненных химическими веществами,
как-то: избыточная аммиачная вода после
переработки; сепараторные воды; избыточ-
ные воды цикла конечного охлаждения га-
за; конденсат газа; переливные воды гра-
дирен цикла сернокислотного отделения;
промывные воды фильтров очистки кон-
денсата пара от масла; опорожнение ам-
миакопроводов; выпуск из оросительных
холодильников для масла; аварийный
сброс загрязненного парового конденсата
при температуре до 90° С; дренажные во-
ды из боровов коксовых батарей, а так-
же атмосферные воды от огражденных
площадок сульфатного отделения и окла-
да реактивов; пропарочных площадок для
цистерн, погрузочно-разгрузочных площа-
док химпродуктов, смотровых канав.
Переливы химических продуктов из ем-
костей, сборников и хранилищ (смолы,
бензола, аммиачной воды и др.) в сеть
канализации направлять не разрешается.
Эти переливы должны собираться в спе-
циальные емкости и возвращаться в про-
изводство.
Сеть шламовой канализации
предназначена для приема шламовых вод:
вады от мокрых очистных устройств сис-
тем вентиляции; воды от мокрой уборки
запыленных помещений; дренажных вод
из заглубленных, помещений углеподготов-
ки (вагоноопрокидыватель, углеприемные
ямы, нижние галереи складов угля и др.),
неосветленных шламовых вод углеобога-
щения; осветленных шламовых вод после
отстойников; хвостов флотации.
Сеть канализации слабо за-
грязненных вод предназначена для
отвода вод, которые в процессе использо-
вания не загрязняются химическими веще-
ствами, а именно: выпуски и переливы из
резервуаров техмической и питьевой воды;
выпуски и переливы из градирен системы
оборотного технического водоснабжения;
сброс нагретой воды из аппаратуры при
прямоточной системе водоснабжения; опо-
рожнение трубопроводов условно чистых
вод; опорожнение теплопроводов; выпуски
от гидроколонок; грунтовые воды от дре-
нажных систем.
Слабо загрязненные воды могут содер-
жать механические примеси в количестве
1—2 г/л ,и иметь повышенный солевой со-
став. Сброс этих вод производится в сеть
дождевой канализации.
Сеть фекальной канализации
предназначена для отвода стоков от сани-
тарных узлов, бытовых помещений, умы-
вальников, душей, питьевых фонтанчиков,
сатураторов газированной воды.
Оброс в сеть фекальной канализации хи-
мически загрязненных вод, парового и га-
зового конденсата не допускается.
В отдельных случаях, при отсутствии
сети фекальной канализации, допускается
отвод стоков от умывальников отдельно-
стоящих зданий (насосных, подстанций)
в сеть фенольной канализации.
Сеть дренажной канализации
предназначена для понижения уровня
грунтовых вод на площадке в целом, а
также в районе отдельных сооружений:
коксовых батарей, дымовых труб, боро-
вов, заглубленных резервуаров, каналов,
тоннелей и др.
Сброс дренажных вод производится в
сеть дождевой канализации.
Сеть дождевой канализации
предназначена для отвода дождевых и
талых вод с территории площадки, а так-
же для приема слабо загрязненных и дре-
нажных вод из соответствующих сетей.
Сброс каких-либо химически загрязнен-
ных, шламовых и фекальных вод в сеть
дождевой канализации не допускается.
Прокладка сетей канализации
Сети канализации прокладываются в
земле и в отдельных случаях в тоннелях
и каналах. Сети размещаются, как прави-
ло, вдоль дорог и проездов, параллельно
линиям застройки с противоположной сто-
роны от водопроводных сетей.
Допускаемые расстояния в
канализации от сооружений и
ций, м:
Питьевой водопровод:
до 200 мм ..............
более 200 мм ........
Линия застройки зданий-
при глубине заложения тру-
бы, равной или меньшей
глубины фундаментов . .
при глубине заложения тру-
бы, большей глубины
фундаментов ........... 3,01,5
(Л ~
т ф
где h — заложе-
т
ние трубы, м;
h L — глубина
Ф
фундамента, м
плане сетей
к-оммуника-
L5
3,0
3.0
Межцеховые коммуникации
53
Ось железнодорожного пути . . 4.0
Бордюрный камень автодороги 1.5
Бровка кювета или подошва на-
сыпи ....................... ‘.°
Край кабельной прокладки или
стена кабельного блока . . 1,5
Минимальную глубину заложения от по-
верхности земли до верха трубы следует
принимать для труб до 500 мм на 0,3 .и
выше глубины промерзания, для труб бо-
лее 500 мм — на 0,5 м выше глубины про-
мерзания. В обоих случаях минимальная
глубина 0,7 м.
Для участков сетей канализации, по
которым обеспечен постоянный сток жид-
кости с температурой не менее 30° С, глу-
бина заложения может быть менее 0,7 м
и определяется прочностью труб на раз-
давливание наземными транспортными сред-
ствами.
Наибольшую глубину заложения само-
течных канализационных труб следует
принимать 6,0 м, в водонасыщенных, плы-
вунных и скальных грунтах 5,0 м.
Гидравлический расчет сетей
Расход сточных вод определяется на
полное развитие предприятия.
Сечение трубопроводов определяется на
пропуск постоянного расхода при допус-
тимом заполнении труб с проверкой на
пропуск максимальных периодических рас-
ходов при полном заполнении.
При наличии грунтовых вод в расчетном
расходе учитывается дополнительный рас-
ход от инфильтрации грунтовой воды в
сеть.
Сети фенольной, шламовой,
фекальной канализации и сла-
бо загрязненных вод рассчитывают-
ся по следующей формуле:
Q — ^aacQo 4" Qrp^, (25)
где Q — расчетный расход сточных вод,
м3/ч;
k4а-- коэффициент часовой неравно-
мерности стока;
Оо- - расход сточной воды, л3/ч;
Qrp— расход грунтовой воды, м3/ч-км;
L — длина сети, км.
Величина Qo для сетей фенольной, шла-
мовой и слабо загрязненных вод определя-
ется по технологическому заданию; для
фекальной принимается равной расходу
хозяйственно-питьевой воды.
Величина коэффициента неравномернос-
тей для сетей фенольной и слабо загрязнен-
ных вод принимается равной k.lilv = 2,0.
для сетей шламовой канализации k4!lc =
—4,0. Для сетей фекальной канализации,
/гчас определяется следующим образом:
Q„............. 20 55 ИО 1 80 320
k ........... 2,2 2,0 1,91,81.7
час
Q............. 580 1300 1900 2900 2500
k ........ 1,6 1,5 1,4 1,35 1.3
час
Величина Qrp при наличии грунтовых
вод для керамических труб принимается
равной 1,25 м3/ч км, для бетонных и же-
лезобетонных труб 1,70 м3/ч-км.
Сеть дренажной канализации
рассчитывается по формуле
kH2 г —
Q = Q0L; Qo ; R - 10S V k , (26)
2л
где Q — расход воды, поступающей в дре-
ны, м3/сутки;
Qo— дебит дрены, мЧсутки;
L — длина дрены, л;
k — коэффициент фильтрации грун-
та, м!суткц-,
Н — мощность водоносного пласта,
ж;
R— радиус действия дрены, м;
S— величина понижения уровня грун-
товых вод, м.
Сеть дождевой канализации.
Расход воды на расчетных участках и иа
всей площади дождевого стока определяет-
ся по общепринятым формулам.
Определение диаметров труб
самотечных сетей канализации
Пропускная способность труб определя-
ется по формуле
q = Fv; v = С Ri;
1
1 6 F
C=—-R ; R=~, (27)
“Ш Л n
. где q — расход сточных вод, мЧсек;
F — площадь живого сечения потока,
л2;
v — скорость движения воды, м/сек;
С—'Коэффициент сопротивления движе-
нию воды;
R — гидравлический радиус сечения,
.ч;
i — уклон трубы;
пш — коэффициент шероховатости сте-
нок трубы, пш =0,012-^0,015;
Ри — смоченный периметр, м.
Пропускная способность может быть опре-
делена по табл. 4-20.
54
Проектирование коксохимических предприятий
Т а б л и ц а 4-20
Пропускная способность канализационных труб при предельных
наполнениях и пш — 0,014
Диаметр £>, мм; Напол- нение h D Малые уклоны Средние уклоны Большие уклоны
уклон 1 скорость v, м сек расход <7, л.'сек уклон 1 скорость V, м/сек расход q, л,'сек уклон скорость! v, м'сек 1 расход ц, л сек
150 0 6 0,007 0,73 8,06 0,015 1,06 11,8 0,150 3,37 37,3
9Q0 0 6 0 005 0,74 14,6 0,012 1,15 22,6 0,120 3,64 71,6
250 0’6 0 004 0,77 23,7 0,008 1,09 33,5 0,080 3,45 106,0
300 06 0,003 0,76 33,4 0,007 1,15 51,1 0,070 3,65 161,5
350 07 0,0025 0,80 57,3 0,005 1,13 81,0 0,060 3,90 280,7
400 0 7 0,0018 0,74 69,3 0,004 1,10 103,4 0,040 3,48 327,1
500 0 75 0 0013 0,74 116,7 0,003 1,12 177,2 0,025 3,24 511,3
600 0 75 0^0012 0,80 181,9 0,002 1,03 235,0 0,020 3,23 682,4
700 0 75 0,0010 0,81 250,7 0,0018 1,09 336,3 0,015 3,14 982,7
800 0 75 0,0008 0,79 320,3 0,0015 1,08 438,0 0,013 3,19 1290
900 0 75 0,0007 0,80 410,8 0,0012 1,05 536,4 0,011 3,18 1626
1000 08 0 0006 0,80 537,3 0,0010 1,08 728,1 0,010 3,26 2193
1200 0’8 0*0005 0,83 800,5 0,0008 1,04 1011 0,007 3,08 2991
1500 0,8 0,0005 0,96 1488 0,0007 1,14 1761 0,005 3,03 4698
Минимальные скорости движения воды
по трубам, м/сек
Самотечные сети
Фенольная канализация........ 0,8—0,9
Шламовая канализация:
металлические трубы ......... 1 ♦ 2 '»3
бетонные лотки ........... 1G
Трубопроводы хвостов флотации . 1,5—1,6
Тпубопроводы слабо загрязненных
воп . ....................... Не ограни-
’ чивается
фекальная канализация ...... 0,7
Дождевая канализация ........... 0,75
Дренажная канализация........ 0,15
Напорные сети
Фенольные воды............... 1,2—1,5
Шламовые воды и хвосты флотации 1,6—2,0
Слабо загрязненные и дренажные
воды ........................ 0,8 1,2
Расчетное наполнение труб самотечной
канализации
Для всех видов сетей, 'Кроме дождевой,
при диаметре труб, мм, их наполнение сос-
тавляет не более:
До 125............0,50
150—300 ..........о.бо
350—450 ......... 0,70
500—900 ....... 0,80
В сети дождевой канализации полное на-
полнение.
Наименьшие уклоны, трубопроводов
при диаметрах, мм:
сеть фенольной канализации:
150 ............................. 0,007
200 ............................. 0,005
250 и более ......................0,004
сеть шламовой канализации:
150 ...............................0,0Ю
200 ............................. 0,008
250 ............................. 0,007
300 и более.......................0,005
сеть хвостов флотации:
150 .............................. 0.020
200 .............................. 0,015
250 .............................. 0,012
300 и более.......................0,010
сеть фекальиод канализации:
150 .............................. 0,007
200 .............................. 0,005
250 .............................. 0,004
300 .............................. 0,0033
350 .............................. 0.003
400 .............................. 0,002
сеть дождевой канализации:
>>><t<».,.0,0033
....................... 0,0030
................. 0,0020
350
400
450
0,0018
500—600 ....................... 0,0015
700 и более ....................0,0010
отводные линии от дождеприемников до
коллектора .....................
сеть дренажной канализации:
150.............................
200 и более.................
сеть слабо загрязненных вод . • •
0,004
0,003
Уклоны не
ограничива-
ются
Межцеховые коммуникации
55
выпуски из зданий и
•смотрового колодца:
сооружений до первого
50 .
75 .
100 .
125 .
150 .
200 .
250 .
0,035
11,025
0,020
0,015
0,010
0.008
0,007
Минимальные диаметры труб, мм, самотеч-
ных трубопроводов:
Коллекторы фенольной канализации.........300
Коллекторы шламовой канализации..........150
Коллекторы фекальной канализации .... 250
Ответвления до подключения к коллекторам
фенольной, шламовой и фекальной канали-
зации ..................................150
Выпуски до первого смотрового колодца фе-
нольной, шламовой и фекальной канали-
зации .................................. 50
Канализация слабо загрязненных вод ... 50
Дождевая канализация ...................300
Дренажная канализация..................... 150
Напорные трубопроводы всех видов канали-
зации ......................’........... 50
Конструкции сетей канализации
Выбор материала труб производится по
табл. 4-21.
Стыки
Заделка стыков труб производится следу-
ющими материалами: на самотечных сетях
фенольной канализации — конопатка асбе-
стовым шнуром и заделка жирной мятой
глиной; на напорных сетях фенольных вод—
конопатка асбестовым шнуром и зачеканка
асбоцементом на сульфатостойком цементе;
на самотечных и напорных сетях других
видов канализации — конопатка смоляной
прядью и зачеканка асбоцементом; на фаль-
цевых бетонных трубах — цементным рас-
твором.
Основания под трубы и смотровые колодцы
В ненарушенных грунтах (кроме скаль-
ных) трубы укладываются на выравненное
дно траншеи.
В скальных грунтах — на полушку тол-
щиной 0,10—0,15 м из песчаного, гравели-
стого или щебенистого грунта.
Нарушенный грунт удаляется и заменяет-
ся песчаной или щебеночной подсыпкой,
либо трубы укладывают на искусственное
основание в виде фундаментов, свайных
ростверков и др.
На самотечных сетях устанавливаются
смотровые колодцы:
узловые — в местах соединения между
собой трех и более трубопроводов;
Материалы труб сетей канализации
Таблица 4-21
Виды сетей Трубы
стальные чугунные керами- ческие асбо- цементные бетонные железо- бетонные
1. Самотечные сети в земле и непроходных каналах Фенольная канализация . . . +
Трубопроводы от аммиачно- известковых колонн .... + + — — — —
Шламовая канализация . . . — — — — —
Канализация слабо загрязнен- ных вод — — + + + +
Фекальная канализация . . . — — + + +
Дренажная канализация . . . — — + + — —
Дождевая канализация . . . — — — + 4- +
2. Самотечные и напор- ные сети в проходных тоннелях Все виды канализации . . . +
3. Напорные сети в земле и непроходных каналах Все виды канализации . . . + + — — — —
4. Выпуски до первого смотрового колодца Все виды канализации . . . — + — — — —
56
Проектирование коксохимических предприятий
Продолжение табл. 4-21
Виды сетей Трубы
стальные чугунные керами- ческие асбо- цементные бетонные железо- бетонные
5. Пересечения с внут- ризаводскими автодо- рогами
При расстоянии от верха тру-
бы до дна корыта проезжей
части более 1 м .............
При расстоянии от верха тру-
бы до дна корыта проезжей
части менее 1 м .............
Фенольная канализация . . .
Согласно пп. 1, 3, 4
Трубопроводы от аммиачно-
известковых колонн ....
Шламовая канализация . . .
Канализация условно чистых
вод ......................
Фекальная канализация . . .
Дождевая канализация . . .
Напорные сети и выпуски . .
6. Пересечения с внут-
ризаводскими желез-
нодорожными путями
при траншейной про-
кладке
При расстоянии от верха тру-
бы до подошвы рельса бо-
лее 4,0 м ... ...
При расстоянии от верха тру-
бы до подошвы рельса от
4,0 до 1,0 м
При расстоянии от верха тру-
бы до подошвы рельса ме-
нее 1,0 м
+ В сталь- ном ко- жухе + В желе- зобетон- ном массиве
+ — — — — —
+ — — — —
+ — — — —
+ — — — — —
+ — — __ — —
Согласно пп. 1,3,4
Согласно пп. 1, 3, 4 с укладкой керамических труб в-
железобетонном массиве и применением усиленных бе-
тонных и железобетонных труб
Укладка в непроходных каналах, материал труб согла-
сно пп. 1, 3, 4
7. Пересечения с в н у т.
ризаводскими желез-
нодорожными путями
прн закрытой про-
кладке методом
продавливания
Укладка в стальных кожухах, материал труб согласно
пп. 1, 3, 4
Межцеховые коммуникации
57
поворотные — в местах изменения напра-
вления линий в плане;
перепадные — в местах изменения отме-
ток труб;
линейные — в местах изменения диамет-
ров и уклонов труб.
Расстояние
„ - между колод-
Диаметр труб, мм, цами, м
не более
Для сетей фенольной и шламовой кана-
лизации
1 25—150 ................... 20
200—300 .................... 25
Более 300 30
Для сетей канализации фекальной, дожде-
вой, дренажной слабо загрязненных вод:
125............................... 40
150—000 ......................... 50
700—1400 ........................ 75
Более 1400 ..................... 150
ходимо предусматривать устройство ревизий
у поворотов, в местах подключения ответ-
влений и на прямых участках на расстояни-
ях (табл. 4-22).
Таблица 4-22
Расстояния для установки
ревизий, м
Виды сетей канализации Диаметр трубы, мм
50—75 100 и более
Фенольная 12,0 15,0
Шламовая 10,0 12,0
Фекальная 12,0 15,0
Слабо загрязненных
сточных вод . . . 15,0 20,0
Колодцы выполняются из сборного желе-
зобетона.
При наличии грунтовых вод делается
гидроизоляция стен и днища колодца.
Диаметр
_ , рабочей
Диаметр труб, мм части ко.
лодиа, мм
До 500 .................... 1 000
До 600—900 ...................1250
До 1000—1200 ................ 1 500
При диаметре труб более 1200 мм колод-
цы делаются прямоугольными длиной
1000 мм и шириной на 400 мм большей диа-
метра трубы.
Высота рабочей части колодцев для всех
видов канализации, кроме фенольной, дол-
жна быть 1800 мм. Выше рабочей части
диаметр горловины 700 мм.
Для фенольной канализации колодцы вы-
полняются по всей высоте диаметром, рав-
ным диаметру рабочей части. Соединение
труб различных диаметров в колодцах про-
изводится «шелыга в шелыгу» (по .верхней
образующей).
На сетях шламовой канализации в пово-
ротных колодцах, а также на ответвлениях
в узловых колодцах, уклон лотков следует
принимать 0,05.
Перепадные колодцы устраиваются с вы-
сотой перепада не менее 1,0 и не более
4,0 м.
При диаметрах труб до 400 мм перепады
выполняются в виде стояка вне колодца,
при больших диаметрах применяются пере-
пады в виде открытого водослива, высотой
не более 1,5 м.
На сетях шламовой канализации перепад-
ные колодцы не допускаются.
Ревизии
При укладке самотечных труб канализа-
ции в, тоннелях и каналах и невозможности
устройства открытых смотровых колодцев,
а также на напорных трубопроводах необ-
Гидрозатворы.
На сети фенольной канализации для раз-
общения внутренних сетей зданий от на-
ружных, а также для разделения наружной
сети на ряд изолированных участков пред-
усматриваются гидрозатворы в следующих
точках: на выпусках из химических цехов:
на выпусках из складов химических продук-
тов, в местах присоединения ответвлений к
коллекторам, когда к ответвлению подклю-
чено более пяти выпусков; на выпусках из
конденсатоотводчиков газопроводов домен-
ного и коксового газа; на коллекторах че-
рез 150—200 л; в местах присоединений
других видов сетей к сети фенольной кана-
лизации.
Вентиляция сетей
Сети шламовой, дождевой канализации и
слабо загрязненных вод вентиляции не тре-
буют.
Сети фекальной канализации вентилиру-
ются через внутренние вентиляционные сто-
яки.
Сети фенольной канализации должны
иметь приточно-вытяжную естественную,
вентиляцию.
Приток воздуха осуществляется через
приточные трубы, устанавливаемые на смот-
ровых колодцах в пониженных точках сети.
Вытяжка — через вытяжные стояки,
устанавливаемые в повышенных точках
сети.
Расстояние между приточными и вытяж-
ными трубами должно быть не более 150—
200 м.
Каждый участок сети, ограниченный гид-
розатворами, должен иметь приточную тру-
бу и вытяжной стояк.
Кроме того, вытяжные стояки должны ус-
танавливаться в камерах дюкеров, в пере-
падных колодцах с высотой перепада более'
3,0 м, а также на напорных сетях феноль-
ных вод в колодцах, имеющих вантуз или1
воздушный кран.
58
IIроектирование коксохимических предприятий
ЛИТЕРАТУРА
1. АбрамовН. Н. Расчет водопроводных се-
тей. Госстройиздат, 1952.
2. Абрамов Н. Н., Гениев Н. Н.» П а в-
л о в В. И. Водоснабжение. Госстройиздат, 1958.
3. Водоканалпроект, Ленинградское отделение.
Справочник по водопроводу н канализации. Гос-
•стройиздат, 1959.
4. Григорьев Е. А., Жуков Ф. Ф. Строи-
тельство внешних сетей водопровода и канализа-
ции. Изд. МКХ РСФСР. 1957.
5. Зусманович Я. С., Золотухин Г. И.
Генеральные планы промышленных площадок.
Госстройиздат, 1953.
6. Идел ьчик И. Е. Справочник по гидравли-
ческим сопротивлениям, Госэнергоиздат. 1960.
7. Ка м е р ш т е й н А. Г.. Рожденствеи-
с кий В. В., Ручимский М. Н. Расчет тру-
бопроводов на прочность. Справочния книга. Гос-
топтехиздат, 1963.
8. Кунаков Н. Е. Газовое хозяйство метал-
лургических заводов. Металлургиздат, 1951.
9. Левин С. Р. Гидравлический расчет газо-
проводов. Изд. МКХ РСФСР, 1948.
10. Молоков М. В., Ши горин Г. Г. Дож-
девая и общесплавная канализация. Изд. МКХ
РСФСР, 1954.
11. Москвитин А. С. Механическое оборудо-
вание и арматура водопроводов. Госстройиздат,
1958.
12. Попов С. С. Транспорт нефти, нефтепродук-
тов и газа. Гостоптехиздат, 1960.
13. СНиП 1—В. 12—62. Металлы и металличе-
ские изделия. М., 1963,
14. СНиП II—А. 11—62. Нагрузки и воздействия.
Нормы проектирования. М.. 1962.
15. СНиП II—М. 1—62. Генеральные планы про-
мышленных предприятий. Нормы проектирования.
М.. 1962.
16. СНиП II—Г. 13—62. Газоснабжение. Наруж-
ные сети и сооружения. Нормы проектирования.
М., 1963.
17. СНиП I—Г. 9—62. Газоснабжение. Наруж-
ные сети и сооружения. Материалы, изделия,
оборудование и сборные конструкции, М., 1963.
18. СНнП II—Г. 10—62. Тепловые сети. Нормы
проектирования. М., 1964.
19. СНиП I—Г. 7—62. Тепловые сети. Материалы,
оборудование, арматура, изделия и строительные
конструкции. М., 1963.
20. СНиП II—Г. 14—62. Технологические сталь-
ные трубопроводы с условным давлением до
100 кг/см2 включительно. Нормы проектирования.
М.. 1963.
21. СНнП III—Г. 9—62. Технологические трубо-
проводы. Правила производства н приемки работ.
М.. 1963.
22. СНиП II—Г. 3—62 и II—Г. 6—62. Строитель-
ные нормы и правила, М., 1963.
23. Справочник по транспорту горючих газов,
под ред. К. С. Зарембо. Гостоптехиздат, 1962.
24. Ст а с ке вич Н. Л. Справочное руковод-
ство по газоснабжению. Гостоптехиздат, 1960.
25. Указания по определению нагрузок, дейст-
вующих на опоры трубопроводов, и допускаемых
пролетов между их опорами. Изд. ВНИИСТ, 1959.
26. Федотов Н. Ф. Гидравлический расчет
канализационных сетей (расчетные таблицы).
Изд. МКХ РСФСР, 1958.
27. Ш а б а л и н А. Ф. Водоснабжение и водо-
отведение на предприятиях черной металлургии.
Металлургиздат, 1955.
28. Шевелев Ф. А. Таблицы для гидравли-
ческого расчета стальных и чугунных водопро-
водных труб. Госстройиздат, 1953.
29. Шишкин 3. Н. и др. Канализация. Гос-
стройиздат, 1951.
Раздел второй
СТРОИТЕЛЬНОЕ ПРОЕКТИРОВАНИЕ
КОКСОХИМИЧЕСКИХ ПРЕДПРИЯТИЙ
Глава 5
ОСОБЕННОСТИ ПРОЕКТИРОВАНИЯ И СТРОИТЕЛЬСТВА ЗДАНИЙ
И СООРУЖЕНИЙ КОКСОХИМИЧЕСКИХ ПРЕДПРИЯТИЙ
ОБЩАЯ КОНСТРУКТИВНАЯ
ХАРАКТЕРИСТИКА ЗДАНИЙ
И СООРУЖЕНИЙ
Здания и сооружения коксохимических
предприятий предназначаются для разме-
щения оборудования и аппаратуры, при
помощи которых выполняются технологиче-
ские операции по производству кокса, газа
и химических продуктов, получаемых из
хтля попутно с коксом.
Здания и сооружения коксохимического
завода относятся ко II классу капитально-
сти в соответствии с главой СНиП II—А.
3—62 и по технологическому назначению
разделяются на следующие комплексы:
1. Здания и сооружения углеподготови-
тельного цеха.
2. Здания и сооружения углеобогатитель-
ной фабрики.
3. Здания и сооружения коксового цеха.
4. Здания и сооружения цехов улавлива-
ния химических продуктов.
5. Здания и сооружения цехов перера-
ботки химических продуктов.
6. Здания и сооружения энергохозяйства,
водоснабжения, канализации и пр.
7. Административно-хозяйственные, сани-
тарно-бытовые и вспомогательные здания.
При проектировании указанных зданий и
сооружений, помимо действующих строи-
тельных норм и правил, следует руковод-
ствоваться также правилами технической
эксплуатации коксохимических предприя-
тий.
Все здания и сооружения на коксохими-
ческих предприятиях должны выполняться
из несгораемых материалов.
Для санитарно-бытового обслуживания
трудящихся должны быть предусмотрены
соответствующие помещения: гардеробные,
душевые, умывальные, пункты питания,
уборные и др.
Наличие в составе коксохимических пред-
приятий различных производств вызывает
необходимость сооружения большого коли-
чества объектов сравнительно небольших
объемов, значительно различающихся по
объемно-планировочным и конструктивным
решениям.
По этим признакам здания и сооружения
завода можно разделить на следующие
основные группы:
1. Значительно заглубленные в землю и
испытывающие большие нагрузки от дав-
ления грунта и воды, как например здания
вагоноопрокидывателей, подземные перегру-
зочные станции, транспортерные галереи
и др.
2. Многоэтажные каркасные здания, не-
сущие нагрузки от аппаратуры и оборудо-
вания (дробильные отделения, главный кор-
пус углеобогатительной фабрики, химиче-
ские цехи).
3. Небольшие, преимущественно одно-
этажные здания с несущими стенами (под-
станции, склады и т. п.).
4. Инженерные сооружения, конструктив-
ные формы и размеры которых подчинены
технологическим процессам (фундаменты
коксовых батарей, угольные башни, закры-
тые и открытые склады угля и т. п.).
На основании опыта проектирования и
строительства коксохимических предприя-
тий за последние годы рекомендуются сле-
дующие решения.
Для зданий и сооружений первой группы
ограждающие конструкции подземной ча-
сти делать, как правило, из монолитного
железобетона, междуэтажные перекрытия и
конструкции надземной части — из сборных
железобетонных элементов. Применяют так-
же круглые опускные колодцы вагоиоопро-
кидывателей из вертикальных сборных же-
лезобетонных элементов.
Независимо от естественного уровня грун-
товых вод до освоения площадки, как по-
казал многолетний опыт, во всех подзем-
ных сооружениях необходимо предусматри-
вать эффективную гидроизоляцию с уче-
том повышения уровня грунтовых вод в ре-
зультате нарушения стоков атмосферных
вод и обводнения территории за счет про-
изводственных вод.
Здания и сооружения второй группы про-
ектируют с жестким пространственным
60
Строительное проектирование коксохимических предприятий
каркасом и кирпичными или панельными
стенами.
Каркас, перекрытия и покрытия строят
из сборных железобетонных элементов.
Применение монолитного железобетона для
каркасов зданий может быть допущено как
исключение при наличии достаточных для
этого оснований.
Здания третьей группы при отсутствии в
них грузоподъемных кранов проектируют
е несущими стенами, а при наличии кранов
сооружают сборный железобетонный кар-
кас. Покрытия в обоих случаях делают из
сборных железобетонных элементов.
Сооружения четвертой группы проекти-
руют из сборного или монолитного железо-
бетона, а для конструкций, подвергающихся
воздействию высоких температур, при-
меняют жароупорный бетон и железо-
бетон.
УНИФИКАЦИЯ КОНСТРУКТИВНЫХ
и ОБЪЕМНО-ПЛАНИРОВОЧНЫХ
РЕШЕНИЙ
Унификация объемно-планировочных и
конструктивных решений позволила значи-
тельно повысить индустриальность строи-
тельства коксохимических предприятий в
результате широкого внедрения сборных
железобетонных конструкций и деталей,
крупных стеновых и фундаментных блоков,
утепленных крупных панелей и панелей из
асбоцементных волнистых листов при срав-
нительно ограниченном количестве типо-
оазмеров элементов.
При выборе конструкций в первую оче-
редь используют сборные элементы и де-
тали, включенные в общесоюзную номен-
клатуру и в каталоги изделий, утвержден-
ные для районов, где осуществляется стро-
ительство коксохимических предприятий.
Для ряда элементов, имеющих специфи-
ческие формы и применяемых только для
объектов коксохимической промышленно-
сти, разрабатываются индивидуальные ре-
шения, число типоразмеров которых стро-
го ограничивается при максимальной по-
вторяемости.
При применении сборных железобетонных
конструкций предпочтение следует отдавать
конструкциям с напряженным армировани-
ем. В связи с наличием агрессивных воз-
действий на строительные конструкции,
определяющихся как непосредственно про-
цессом производства, так и атмосферными
условиями, особо важное значение имеет
обеспечение повышенной трещиностойкости.
Поэтому при выборе системы армирования
предварительно напряженных конструкций
рекомендуется применять стержневую арма-
туру, более устойчивую против агрессивных
воздействий, при применении же струпной
арматуры необходимо предусматривать ее
защиту.
Монолитные железобетонные конструкции
в случае необходимости их применения сле-
дует проектировать с учетом возведения их
индустриальными методами с применением
скользящей, переставной и передвижной
опалубок.
При наличии большого количества прое-
мов и отверстий в перекрытиях рекомен-
дуется применять сборно-монолитные кон-
струкции перекрытий в виде монолит-
ных плит по сборным железобетонным
балкам.
Размеры объемно-планировочных и кон-
структивных элементов зданий, а также
расположение разбивочных осей зданий
должны удовлетворять требованиям главы
СНиП II—А. 4—62 «Единая модульная си-
стема. Основные положения проектирова-
ния», требованиям «Основных положений
по унификации объемно-планировочных и
конструктивных решений промышленных
зданий» СН 223—62 и главам СНиП II—М.
2—62, II—М. 3—62.
Для основных зданий и сооружений кок-
сохимического завода возможно ограни-
читься параметрами объемио-иланировоч-
ных решений, приведенными в табл. 5-1.
Таблица 5-1
Параметры основных здании
и сооружений
Рекомен дуемые
размеры, 1а
Наименование
для одно- для много-
этажных этажных
зданий -зданий
Пролеты ............
Шаг ................
Высота:
до низа несущих
конструкций . .
этажей .........
6 и 9
6
6; 9; 12;
18
6
3,6; 4,2; —
4,8; 5,4; 6
— 3,6; 4,8;
6,0; 7,2
Сборные железобетонные конструкции
следует принимать по общесоюзной номен-
клатуре сборных железобетонных конструк-
ций заводского изготовления для одноэтаж-
ных и многоэтажных производственных
зданий.
КОНСТРУКТИВНЫЕ РЕШЕНИЯ
ЭЛЕМЕНТОВ ЗДАНИИ
И СООРУЖЕНИИ
Указания по расчету
Расчетные нагрузки, действующие на не-
сущие элементы зданий и сооружений, опре-
деляются в соответствии с действующими
нормами и техническими условиями на
строительное проектирование.
Нагрузки от оборудования принимаются
по его технологическим характеристикам.
Особенности проектирования и строительства коксохимических предприятий
61
При этом для оборудования с большими
динамическими нагрузками необходимо
определить инерционные усилия и прове-
рить несущие конструкции на колебания в
соответствии с нормативными указаниями
по проектированию и расчету несущих кон-
струкций зданий под машины с динамиче-
скими нагрузками.
Расчет конструкций, несущих оборудова-
ние с динамическими нагрузками, по коэф-
фициентам динамичности, как правило, не
разрешается, за исключением случаев, под-
тверждаемых соответствующими исследова-
ниями, а также при отсутствии данных
о величине инерционных сил до проведе-
ния соответствующих исследований.
Величина принимаемых в этих случаях
коэффициентов динамичности устанавли-
вается на основании опыта проектирования
и эксплуатации аналогичного оборудова-
ния. Нагрузки от железнодорожного, авто-
мобильного и гусеничного транспорта сле-
дует принимать согласно главе СНиП II—Д.
7-62.
Таблица 5-2
Характеристика сыпучих материалов
и других продуктов
Наименование
Уголь до дробления . . .
Уголь после предваритель
ного дробления .........
Шихта...................
Угольная пыль...........
Угольный шлам обезвожен
иый ....................
Угольный шлам жидкий .
Промпродукт ............
Порода (углемойки) . . .
Кокс крупный ...........
Кокс средний............
Коксовая мелочь ....
Сульфат ................
Пек ....................
Смола ..................
Антрацен ...............
Суспензия магнетитовая .
850 40
850 40
800 40
500 45
850 30—50
1200— 0
1300
1600 50
2000 50
600 40
550 40
500 45
800 45
850 45
1200 0
100 45
1450— 8
1800
Полезные нормативные нагрузки на пе-
рекрытиях принимают:
а) для машинных отделений 1000 кгс/м2-,
б) для вентиляционных помещений и по-
мещений электропунктов в случаях отсут-
ствия данных о величине и расположении
фактических нагрузок от оборудования
600 кгс/м2\
в) для всех остальных производственных
помещений, на площадях свободных от
оборудования — согласно главе СНиП II—А.
11—62;
г) для складских помещений общего на-
значения — в зависимости от веса склади-
руемых материалов, ио не менее 1000 кгс/м2-,
д) для конторских, общественных и са-
нитарно-бытовых помещений — согласно
главе СНиП II—А. 11—62;
е) при расчете подвальных стен — с уче-
том бокового давления грунта и находя-
щейся на призме обрушения нагрузки. При
отсутствии специальных требований нагруз-
ка на поверхности грунта принимает-
ся 1000 кгс/м2-,
ж) нагрузки, временно действующие на
территории завода, вне автодорог и авто-
мобильных путей (для расчета перекрытий
над каналами и тоннелями) 1000 кгс/м2-,
з) характеристику сыпучих материалов и
других продуктов коксохимического произ-
водства для расчета бункеров, силосов и
других емкостей — по данным табл. 5-2;
и) коэффициенты перегрузки для стати-
ческих нагрузок принимают согласно главе
СНиП II—А. 11—62.
Основания и фундаменты
Основания зданий и сооружений коксо-
химических заводов проектируют на основе
данных инженерно-геологических изыска-
ний, выполняемых для площадки строитель-
ства завода.
В качестве естественных оснований мо-
гут служить глинистые, песчаные, крупно-
обломочные и скальные грунты с расчет-
ным сопротивлением не менее 1,5 кгс/см2.
При расчетных сопротивлениях менее
1,5 кгс/см2 естественные основания можно
применять для неответственных зданий и
сооружений завода, для основных же объ-
ектов необходимо применять искусственные
основания.
Тип искусственного основания выбирают
в соответствии с предельно допустимой ве-
личиной деформаций сооружений, грунто-
выми условиями площадки и технико-эко-
номическими соображениями.
Фундаменты всех зданий и сооружений
завода необходимо проектировать с учетом
возможности опережающего выполнения
нулевого цикла строительства.
Глубина заложения фундаментов с уче-
том промерзания грунта принимается в со-
ответствии с главой СНиП II—А. 6—62.
Под внутренними стенами и колоннами
отапливаемых зданий глубина заложения
фундаментов должна быть не менее 0,7 м,
в подвальных помещениях заглубление фун-
даментов должно быть не менее 0,5 м от
уровня пола подвала.
Для скальных грунтов глубина заложе-
ния фундаментов не лимитируется и при-
нимается минимальной по конструктивным
соображениям.
Конструкции фундаментов назначаются в
соответствии с грунтовыми условиями пло-
щадки и схемами сооружений. '
62
Строительное проектирование коксохимических предприятий
Фундаменты под железобетонные колон-
ны каркасных зданий ступенчатые (сборные
или монолитные), ленточные или из сплош-
ных ребристых плит в зависимости от ве-
личины нагрузок и несущей способности
грунтов оснований.
Для эстакад и железобетонных колонн
межцеховых коммуникаций рекомендуется
применять ступенчатые фундаменты.
Для установки железобетонных колонн в
фундаментах предусматривается устройство
стаканов.
Для стальных колонн делают ступенча-
тые, бетонные и железобетонные фундамен-
ты; анкерные болты для креплений колонн
устанавливают с применением кондукторов.
Для зданий с несущими стенами при глу-
бине заложения фундаментов до 1,5 м
включительно принимают ленточные фун-
даменты, при большей — фундаментные
балки, уложенные на столбчатые или сту-
пенчатые фундаменты.
Ленточные фундаменты проектируют из
крупных бетонных блоков, либо, при отсут-
ствии налаженного производства послед-
них, монолитные бетонные или бутобетон-
ные.
Фундаменты под оборудование и аппа-
ратуру проектируют бетонные и железобе-
тонные в зависимости от характера и ве-
личины нагрузок, габаритов и расположе-
ния оборудования.
При больших динамических нагрузках от
оборудования предусматривается устройст-
во виброизоляции для уменьшения нагру-
зок, передающихся на фундаменты, и ис-
ключения колебаний последних.
Фундаменты, устанавливаемые на пере-
крытиях, при отсутствии виброизоляции
должны быть надежно связаны с послед-
ними выпусками арматуры из монолитных
частей конструкций, или путем приварки
выпусков к закладным деталям сборных
элементов.
Фундаменты под оборудование, устанав-
ливаемое на грунте, должны заглубляться
ниже уровня грунта не менее 0,5 м, если
большая глубина не требуется условиями
промерзания или другими обстоятельст-
вами.
Для сооружений, связанных единым тех-
нологическим процессом, не допускающих
больших относительных осадок, необходи-
ма проверка фундаментов на осадку.
Каркасы зданий
Несущие каркасы зданий должны обес-
печивать прочность, устойчивость и прост-
ранственную неизменяемость зданий и со-
оружений при воздействии всех статиче-
ских и динамических нагрузок, определяе-
мых в соответствии с нормами и техниче-
скими условиями на строительное проекти-
рование.
Для несущих каркасов применяют сбор-
ные железобетонные конструкции по обще-
союзной номенклатуре. Каркасы из моно-
литного железобетона можно применять в
виде исключения при наличии для это! о
достаточных оснований.
Узловые сопряжения каркасов из сбор-
ных элементов делают жесткими при по-
мощи ванной электросварки выпусков ар-
матуры из колонн и ригелей и зачеканки
зазоров между элементами жестким бето-
ном, прочность которого должна быть на
Рис. 5-1. Рамный узел на ванной сварке:
1 — колонна; 2 — ригель; 3 — выпуски арма-
туры из колонны; 4 — верхняя арматура ригеля;
5 — вкладыш для стыка; 6 — ванная сварка;
7 _ закладная деталь в консолн; 8 — то же, в
ригеле; 9 — дуговая сварка; 10 — зачеканка бе-
тоном
марку выше прочности бетона сопрягае-
мых элементов (рис. 5-1).
Для расчетных элементов каркасов реко-
мендуется применять повышенные марки бе-
тона и арматуры.
Во всех случаях применение бетона ни-
же марки 200 для сборных конструкций и
ниже марки 150 для монолитных не допу-
скается.
Армирование элементов производят из
плоских сварных арматурных каркасов и
сеток, объединяемых в несущие арматурные
блоки постановкой распорок, диагональных
схваток и диафрагм, обеспечивающих про-
странственную неизменяемость блока при
транспортировке и бетонировании.
При воздействии динамических нагрузок
необходимо применять вязаную арматуру в
соответствии с нормами на проектирование
железобетонных конструкций.
Закладные элементы конструкции долж-
ны быть приварены к арматурным блокам
до установки их в опалубку.
Стыки колонн каркаса выполняют с при-
менением стальных обечаек, привариваемых
к продольной арматуре колонн, и центри-
рующих прокладок на обечайках.
При монтаже колонн обечайки сваривают
накладками из круглой стали, зазоры в тор-
цах колонн зачеканивают жестким бетоном,
а стык обетонируется по сетке, привари-
ваемой к обечайкам (рис. 5-2).
Ригели каркасов берут с учетом конст-
рукции перекрытий. Опирание элементов
перекрытий может быть либо поверху, либо
на полках ригелей (рис. 5-3).
Особенности проектирования и строительства коксохимических предприятий
63
Рис. 5-2. Стык колони:
а — стык колонн до замоноличнвания; б — стык
колонн после замоноличнвания; 1 — стержни ра-
бочей арматуры; 2 — центрирующая прокладка;
3 — монтажные швы; 4 — стыковые стержни;
5 — монтажная сетка
Рис. 5-3. Опирание балок:
а — по верху ригеля; б — на полки ригеля:
1 — ригель; 2 — сборные балки; 3 — моно-
литная плита; 4 — закладной элемент в ри-
геле; 5 — закладной элемент в балке; 6 —
дуговая сварка
Перекрытия
Перекрытия производственных и общеза-
водских зданий проектируют из сборных
железобетонных элементов или сборно-мо-
нолитные.
При наличии в перекрытиях большого ко-
личества проемов и отверстий для техно-
логического оборудования и коммуникаций
рекомендуется применять сборно-монолит-
ные перекрытия в виде сборных балок с
выпусками хомутов для связи с плитой пе-
рекрытия и монолитных плит, бетонируе-
мых в опалубке, подвешенной к сборным
балкам (рис. 5-4).
Сборные балки армируются сварными
каркасами, объединяемыми в пространсч-
Рис. 5-4. Армирование сборно
монолитного перекрытия:
1 — сборная балка; 2 — моно-
литная плита; 3 — арматурные
каркасы балки; 4 — монтажная
арматура (устанавливается по-
сле укладки нижиих сеток); 5 —
нижние сетки плиты; 6' — верх-
ние сетки
венные блоки, либо вязаной арматурой при
наличии динамических нагрузок.
Плиты рекомендуется армировать рулон-
ными сетками заводского изготовления.
Нижнюю арматуру укладывают без раз-
резки на отдельные сетки путем раскаты-
вания рулонов поперек балок, до установ-
ки монтажной арматуры балок, а верхние
сетки устанавливают по верху монтажной
арматуры (см. рис. 5-4).
Покрытия и кровля
Покрытия отапливаемых производствен-
ных и общезаводских зданий рекомендует-
ся. как правило, делать бесчердачными из
сборных железобетонных элементов по об-
щесоюзной номенклатуре.
Покрытие неотапливаемых зданий, скла-
дов, навесов и галерей для конвейеров при-
нимают из асбоцементных волнистых листов
усиленного профиля.
Отвод воды с покрытий — наружный че-
рез карнизы.
В связи с агрессивностью атмосферы на
коксохимических заводах, обусловленной
выделением различных производственных
вредностей, свесы карнизов необходимо вы-
полнять из оцинкованной кровельной ста-
ли. Для удобства смены свесов при их раз-
рушении крепление последних необходимо
предусматривать на стальных костылях.
Для отапливаемых зданий предусматри-
вается устройство рулонных утепленных
кровель.
Уклон рулонных кровель и состав рулон-
ного ковра принимают в соответствии с
«Инструкцией по проектированию кровель
из рулонных материалов» СН 246—63.
Утепляют кровлю плитным утеплителем
с объемным весом не более 600 кз/.н3. Тол-
64
Строительное проектирование коксохимических предприятий
щина утеплителя принимается в зависимо-
сти от назначения помещений и наружной
расчетной температуры района строитель-
ства, определяемой согласно главе СНиП
II-А. 6—62.
Выравнивающий слой по утеплителю сле-
дует принимать из слоя асфальта толщиной
15—25 мм. В качестве пароизоляции для
помещений с влажностью воздуха до 60%
применяют смазку битумной мастикой, при
влажности свыше 60% — один слой рубе-
роида на битумной мастике.
Стены и перегородки
Для стен зданий и сооружений коксохи-
мических заводов можно применять утеп-
ленные и неутепленные сборные железобе-
тонные стеновые панели по общесоюзной
номенклатуре, кирпич и асбоцементные вол-
нистые листы.
Для одноэтажных зданий при отсутствии
кранового оборудования, а также для зда-
ний административного и санитарно-быто-
вого назначения рекомендуется применение
несущих стен.
При необходимости устройства большого
количества проемов и отверстий в стенах
для коммуникаций предпочтение следует от-
давать стенам из штучных каменных мате-
риалов.
Толщины стен назначаются в соответст-
вии с требованиями прочности и теплопро-
водности в зависимости от расчетной вну-
тренней температуры и влажности воздуха
в цехе и наружной расчетной температуры
района строительства.
Самонесущие стены каркасных зданий
должны прикрепляться к элементам кар-
каса путем приварки анкеров, закладывае-
мых в стенах к закладным деталям в ко-
тоннах и перекрытиях.
Для защиты стен от капиллярной влаги
необходимо на уровне верха фундаментов
или фундаментных балок предусматривать
устройство гидроизоляции.
Перегородки в зависимости от назначе-
ния помещений следует принимать железо-
бетонные (сборные или монолитные), кир-
пичные, из шлакоалебастровых или гипсо-
бетонных плит.
Лестницы
Основные лестницы, служащие для со-
общения между этажами зданий и соору-
жений и для эвакуации людей, должны
располагаться в изолированных лестничных
клетках и отвечать требованиям глав
СНиП II—А. 5—62, II—М. 2—62 и II—М.
3-62.
В качестве второго выхода могут быть
использованы пожарные лестницы.
Число и расположение лестниц должно
удовлетворять требованиям глав СНиП
Н—А. 5-62, П-М. 2-62 и II—М. 3—62 по
максимально-допустимым расстояниям от
эвакуационных выходов в зависимости от
категории пожарной опасности производства.
Категорию производств коксохимического
завода по степени пожаро- и взрывоопас-
ности, степень огнестойкости зданий прини-
мают в соответствии с разработанной Гип-
рококсом «Характеристикой и классифика-
цией производств коксохимической промыш-
ленности по пожарной опасности» (Ст-4274).
Лестничные марши и площадки следует
проектировать из сборных железобетонных
элементов с железненной лицевой поверх-
ностью для производственных зданий и мо-
заичной — для административно-бытовых.
В случае малой повторяемости и слож-
ных решений можно применять лестницы из
сборных железобетонных ступеней по сталь-
ным косоурам и лобовым балкам.
Вспомогательные лестницы между эта-
жами, а также лестницы на отдельные пло-
щадки и для обслуживания аппаратуры де-
лают стальными шириной 0,80—4,00 м с
уклоном 45—60° и с высотой ступеней не
более 250 мм.
Для обслуживания отдельных участков
аппаратов (задвижек, заслонок, шиберов
и пр.) допускается устройство вертикаль-
ных стальных стремянок. При высоте
стремянок более 3 м необходимо пре-
дусматривать ограждение последних с вы-
соты 2 м.
Во всех зданиях высотой более 10 м нуж-
но предусматривать устройство пожарных
лестниц, отвечающих требованиям глав
СНиП II—А. 5—62 и II—М. 2—62.
Окна! двери и ворота
Во всех производственных, администра-
тивно-бытовых и вспомогательных зданиях
необходимо предусматривать естественное
освещение через окна в наружных стенах.
В панельных стенах и в стенах галерей
для конвейеров рекомендуется ленточное
остекление.
Устройство фонарей следует предусмат-
ривать только для аэрации в помещениях с
избыточными тепловыделениями.
Остекление световых проемов в зданиях
и сооружениях коксохимических заводов ре-
комендуется принимать в соответствии с
табл. 5-3.
Оконные переплеты принимаются в соот-
ветствии с указаниями главы СНиП II—М.
2—62 деревянные верхне-подвесные в по-
мещениях с нормальным температурно-
влажностным режимом и стальные при
влажности воздуха в помещении более
60% (главный корпус углемойки, здание
радиальных сгустителей, шламовых отстой-
ников и т. д.). Кроме того, стальные пере-
плеты принимают в тоннелях коксовых пе-
чей, мостах от рампы на коксосортировку,
перегрузочной станции рампы, исходя из
условий пожаробезопасности.
Оконные переплеты должны проектиро-
ваться с учетом возможности их очистки от
грязи и пыли, для чего должны предусма-
триваться стационарные и переносные или
передвижные устройства для открывания
переплетов, очистки и мойки остекления.
Особенности проектирования и строительства коксохимических предприятий
65
Таблица 5-3
Остекление световых проемов в зданиях и сооружениях
коксохимических заводов
Наименование цехов,
зданий и сооружений
Расчетные
перепады
температур
наружного и
вн утреннего
воздуха, °C
Остекление
боковое
(окна)
верхнее
(фонари)
Все здания и сооружения углеподготовительного
цеха: вагоноопрокидыватель, конвейерные гале-
реи, перегрузочные станции, дробильные от-
деления, закрытый склад угля и др..............
Сооружения коксового блока: верх угольной баш-
ни, конвейерные галереи, перегрузочные стан-
ции, насосная тушильной башни, тоннели кок-
совых печей..................................
Объекты углеобогатительной фабрики: главный
корпус, здание радиальных сгустителей, шламо-
вых отстойников и др., а также коксосорти-
ровка и бункера для кокса .....................
Химические цехи................................
Вспомогательные сооружения « . . . ............
35 и более
35 и более
{ До 50
| Более 50
J До 50
( Более 50
I До 50
I Более 50
Одинарное
Одинарное
Одинарное
Двойное
Одинарное
Двойное
Одинарное
Двойное
Одинарное
»
Примечание. Таблица составлена на основании опыта эксплуатации коксохимических заводов
и с учетом того, что производство не связано с необходимостью постоянного пребывания людей для
обслуживания оборудования (нет постоянных рабочих мест), поэтому расхождения с указаниями
СНиП II—М. 2—62, где имеется в виду постоянное пребывание людей, в каждом конкретном случае
должны быть согласованы с соответствующими органами охраны труда и Государственного санитар-
ного надзора.
Двери во всех помещениях следует пре-
дусматривать деревянные с унифицирован-
ными размерами проемов, кроме тех, где
по технологическим и противопожарным
требованиям необходимо устанавливать не-
сгораемые.
Несгораемые двери бывают стальные ли-
бо деревянные, обитые железом по асбесту
или войлоку, смоченному в глиняном рас-
творе.
Ворота делают с деревянной обшивкой по
деревянному или стальному каркасу с уни-
фицированными размерами проемов по
габаритам цехового транспорта или мон-
тируемого через проемы ворот оборудова-
ния.
Полы
Конструкция полов принимается в зави-
симости от назначения помещений, от нали-
чия агрессивных воздействий, нагрузок, са-
нитарно-гигиенических требований, пожаро-
и взрывобезопасности и т. д.
С учетом перечисленных факторов во всех
производственных, административно-бы-
товых и вспомогательных помещениях
полы следует принимать по указаниям
табл. 5-4.
Ниже приведены типы полов, отделки
внутренних поверхностей стен и панелей
в зданиях и сооружениях коксохимических
заводов.
5 Справочник коксохимика, т. IV
Полы
Гладкие бетонные полы М-200 на бетон-
ном основании с уклонами к трапам, лот-
кам и зумпфам ...................... I
Железобетонные плиты перекрытий, заг-
лаженные при бетонировании..........II
Цементная стяжка на перекрытиях с укло-
нами к трапам ...................... Ш
Полы из керамических плиток на цемент-
ном растворе...................• , . . IV
Дощатые полы......................... V
Полы из торцовых шашек .............. VI
Асфальтовые полы ....................VII
Глинобитные полы .....................VIII
Полы из кирпича на ребро.............IX
Полы из чугунных плит................ X
Пол—одежда из плотно утрамбованного
шлакового щебня, политого известково-
цементным раствором.................XI
Полы с химической защитой в химических
цехах...............*..............XII
Отделка внутренних поверхностей стен
Окраска стен потолков и железобетонных
конструкций влагоустойчивыми красками
по грунтовке .......................I
Затирка внутренних швов при кладке стен
и побелка ........................... ц
Панели стен
Панели из керамических плиток на цемент-
ном растворе ....................... I
Масляные панели высотой I , 5 м.......II
Панели для противокислотной защиты
строительных конструкций .......... III
Примечание. Окраску стен влагоустой-
чивыми красками производить в соответствии с
указаниями глав СНиП I—В. 24—62 н III—В. 13—62.
Цветовую отделку выполнять в соответствии с
«Указаниями по рациональной цветовой отделке
поверхностей производственных помещений и
технологического оборудования промышленных
предприятий СН 181 — 61».
66
Строительное проектирование коксохимических предприятий
Т а б л и ц а 5-4
Указания по выбору типов полов, отделки внутренних поверхностей
стен и панелей для производственных помещений в зданиях
и сооружениях коксохимических заводов
(по данным Гипрококса)
Наименование цеха
и сооружения
Тип Примечание
полов отдел- ки стен пане- лей
Углеподготовительный цех
Гараж для размораживания вагонов с углем ... I, III I
Здание вагоноопрокидывателя.................... Ill I
Углеприемные ямы............................... Ill I
Отделения предварительного дробления, дозировоч-
ное, углеразмольное, окончательного дробления,
смесительное. Перегрузочные станции (подзем-
ные и надземные). Конвейерные галереи (под-
земные и надземные). Отдельно стоящие поме-
щения электромагнитных сепараторов, автома-
тических ленточных весов. Бункера для хране-
ния шихты, концентрата. Бункера для отгруз-
ки шихты:
на первых этажах.............................. I I
на междуэтажных перекрытиях ................ Ill I
Углепробная:
в производственных помещениях..............1,111 I
в помещениях для приготовления аналитичес-
ких проб ................................ V II
Главный корпус углеобогатительной фабрики
Полы: в первом этаже на междуэтажных перекрытиях I III
Отделка стен: во всех мокрых и в сухих помещениях для клас- сификации и обеспыливания угля — I —
в остальных помещениях — II —
Здание радиальных сгустителей I I —
Флотационное отделение в первом этаже I II —
на междуэтажных перекрытиях в мокрых помещениях III I —
в остальных помещениях п II —
Здание шламовой фабрики III I —
Сушильное отделение на первом этаже I I I —
на междуэтажных перекрытиях III —
Здание бункеров концентрата III I —
Здание бункеров породы и промпродукта .... III I —
Здание лебедок у отвалов I II —
Коксовый цех Угольная башня (верх) III I —
Кантовочные помещения IV II I
Площадки межбатарейные и концевые I II —
Тоннели под обслуживающими площадками коксо- вых печей II Пол из сборных
Коксовые рампы (комплекс) III II железобетонных плит с заливкой швов Наклонная пло-
щадка рампы вы- стилается чугунны- ми или диабазовы- ми плитами
Особенности проектирования и строительства коксохимических предприятий 67
Продолжение табл. 5-4
Наименование цеха и сооружения Тнп Примечание
полов отдел- ки стен пане- лей
Тушильная башня — — — Пол тушильной
Насосная тушильной башни I II башни из клинкер- ного кирпича или литой шлаковой брусчатки. Внут- ренняя обшивка стен деревянная
Коксовая сортировка 111 I —
Бункера крупного и мелкого кокса I, III I —
Путь тушильного вагона X — — Выстилается чу-
Обслуживающие площадки печей X гуннымн и желе- зобетонными сбор- ными плитами с заливкой швов це- ментным раствором
Коксопробная II II II
Здание бункеров сухого тушения кокса III I —
Химические цехи 1. Цех улавливания Машинное отделение: первый этаж I II
второй этаж IV II I
Аммиачно-сульфатное отделение с пиридиновой установкой I, XII II III
Склад сульфата XII II — Обшивка стен
Известковое отделение I II досками
Бензольное отделение I, IV II I
Насосные цеха улавливания и конденсации . . . IV II I
Насосная склада смолы IV II I
Склад смолы и склад сырого бензола XI —
Здание газосбросного клапана I II —
2. Цех сероочистки Насосная сернокислотного отделения XII III III
Остальные насосные IV III I
Оросительные холодильники XII —
3. Цех ректификации бензола
Отделение ректификации IV II I
Моечное отделение XII II III
Склад продуктов: закрытый I II
открытый XI — —
4. Смолоперегонный цех
Отделение дистилляции смолы IV II III
Отделение кристаллизации антрацена IV, II, II Ill
Отделение кристаллизации нафталина XII XII II III
Склад масел XI
Насосная склада масел IV II III
Насосная склада реактивов IV II I
Склад: антрацена II II
нафталина I II —
пека I II —
5'
68
Строительное проектирование коксохимических предприятий
Продолжение табл. 5-4
Наименование цеха и сооружения Тип Примечание
полов отдел- ки стен пане- лей
5. Кумароновый цех
Главный корпус:
насосная, помещение мерников и щитовая . .
моечное отделение .........................
Склад кумароновых продуктов ...............
6. Энергетическое хозяйство
Насосная конденсата........................
Центральная распределительная подстанция . . .
Машинное отделение электрофильтров (кроме поме-
щений для трансформаторов).................
Помещение КИП.............................
Помещение аккумуляторных ..................
Подстанции цеховые, обслуживаемые..........
Подстанции необслуживаемые................
Электропункты цеховые .....................
Помещение щитов низкого напряжения всех под-
станций:
обслуживаемые...........................
необслуживаемые.........................
Трансформаторные киоски ................ •
Сооружения водоснабжения и канализации
Насосные (включая биохимическую установку) . .
IV
XII
I
I
IV
IV
I
XII
IV
I
I
IV
I
I
IV
II
II
II
II
II
II
II
II
II
II
II
II
II
II
II
I
III
II
II
II
II
III
II
II
II
Кислотостойкие
полы
Административно-хозяйственные,
санитарно-бытовые и вспомогательные сооружения
Главная контора:
вестибюль .....................................
остальные помещения ........................
Цеховые конторы ..............................
Санитарно-бытовой корпус:
душевые, умывальные, прачечная ...............
вестибюль ..................................
остальные помещения.........................
Помещения механических мастерских:
трансформаторное, кладовые материалов и та-
келажа, кабины электросварки .................
станочное и слесарное .....................
котельно-сварочное ........................
жестяницко-медницкое и кузнечное ..........
инструментальная, инструментально-раздаточная
Лаборатория: рабочие, исследовательские помеще-
ния, моечные и вестибюль .....................
Мастерские КИП................................
Вулканизационная мастерская ..................
Помещение установки для глазирования питьевой
воды .........................................
Склады:
оборудования и материалов ....................
огнеупоров ................................
горючих и смазочных........................
хлорной извести ...........................
Дворовые уборные..............................
Вентиляционные помещения всех цехов...........
Бытовые помещения всех цехов..................
Санузлы всех цехов ...........................
Транспортная контора .........................
Вестибюль конторы.............................
Стрелочные будки..............................
Вагонные весы (будки).........................
Автогужевые весы (будки)....................
IV
V
V
IV
IV
V
I
VI
VIII
IX
I
IV
V
I
IV
I
I
I
I
IV
I
IV, V
IV
V
IV
V
V
V
II
II
II
I
II
II
II
II
II
II
II
I, II
II
II
II
II
II
II
II
II
II
I, II
II
II
II
II
II
II
II
I
II
I, II
I
II
I
II
В станочном и сле-
сарном отделениях
предусмотреть ас-
фальтовую дорожку
Особенности проектирования и строительства коксохимических предприятий
69
При устройстве полов на грунте расти-
тельный слой должен быть снят, а поверх-
ность грунта тщательно уплотнена с до-
бавлением щебня.
При необходимости подсыпки она долж-
на укладываться слоями толщиной 15—
20 см с тщательным уплотнением каждого
слоя.
Уровень пола первого этажа должен
быть выше обреза фундамента или верха
фундаментной балки на 50 мм и возвы-
шаться над уровнем отмостки не менее
100 мм.
Мероприятия по борьбе
с запыленностью помещений
Во всех зданиих и сооружениях углепод-
готовнтельного цеха и соединительных кон-
вейерных галереях, в сухой части углеобо-
гатительной фабрики, сушильном отделе-
нии, бункерах для отгрузки шихты и кок-
са, углепробной и коксосортировке для
предотвращения запыленности помещений
необходимо предусматривать следующие
мероприятия:
а) внутренние поверхности стен должны
быть гладкими и окрашены влагоустойчи-
выми красками, что позволяет производить
смыв пыли водой;
б) в полах должны быть предусмотрены
уклоны не менее 0,005 к трапам или зумп-
фам с отводами в канализацию.
Вокруг отверстий и проемов в перекры-
тиях должно предусматриваться устройство
бортиков высотой 100 мм для устранения
затекания воды при смыве пыли на полах;
в) не допускается устройство перекры-
тий над встроенными помещениями в це-
хах. Стены встроенных помещений должны
быть доведены до перекрытия вышележа-
щего этажа;
г) помещения для электродвигателей в
дробильных отделениях должны отделяться
от помещений дробилок непроницаемыми
для пыли перегородками; для сообщения
между этими помещениями должны устраи-
ваться двойные двери;
д) зазоры между фундаментами молот-
ковых дробилок и перекрытиями должны
быть герметизированы с сохранением шва,
не допускающего передачи вибраций от дро-
билок на здания;
е) сопряжения горизонтальных и верти-
кальных плоскостей и углов в помещениях
должны быть закругленными, устройство
выступающих внутрь помещений карнизов,
полок, обрезов кладки и др. не допу-
скается;
ж) все проемы в перекрытиях должны
быть плотно закрыты съемными щитами
или заделаны наглухо.
Отделочные работы
Отделка внутренних и наружных поверх-
ностей зданий и сооружений назначается с
учетом особенностей технологического про-
цесса, наличия агрессивных воздействий,
влажности, температуры, санитарно-гигие-
нических требований, климатических усло-
вий и материалов ограждающих конструк-
ций, а также применения гидросмыва для
уборки производственных помещений.
Внутренние поверхности ограждающих
конструкций должны предусматривать от-
делку в сооветствии с указаниями табл. 5-4.
Архитектурные требования
Все здания и сооружения коксохимиче-
ского предприятия должны решаться как
единый архитектурный комплекс.
Архитектурная выразительность зданий и
сооружений должна достигаться за счет ра-
ционального выбора конструкций, правиль-
ной компоновки объектов с учетом распо-
лагаемых у зданий аппаратов и конструк-
ций примыкающих мостов и галерей для
конвейеров и коммуникаций.
Архитектурный облик должен отражать
целесообразность конструкций, простоту и
технологичность объемно-планировочных ре-
шений, увязку с компоновкой генерального
плана завода и соседними зданиями и со-
оружениями комплекса.
При проработке архитектурных решений
необходимо учитывать применение типовых
проектов.
Одновременно с разработкой генераль-
ного плана должны быть решены вопросы
благоустройства и озеленения заводской
территории.
Фасады зданий должны оформляться с
использованием возможностей, заключаю-
щихся в применяемых для ограждающих
конструкций материалах, их цвета, разме-
ров и пр.
Применение штукатурки для архитектур-
ного оформления фасадов запрещается.
Глава 6
СООРУЖЕНИЯ УГЛЕПОДГОТОВИТЕЛЬНОГО ЦЕХА
В зданиях и сооружениях углеподготови-
тельного цеха устанавливается оборудова-
ние, при помощи которого производится
прием, хранение, подготовка и подача
угольной шихты на коксование.
В составе углеподготовительного цеха
предусматривается обычно строительство
следующих зданий и сооружений;
вагоноопрокидывателя одинарного или
сдвоенного с углеприемными ямами;
отделения предварительного дробления;
склада угля (открытого или закрытого);
дозировочного отделения;
отделения окончательного дробления;
смесительного отделения;
перегрузочных станций;
галерей для конвейеров.
Эксплуатационные условия цеха углепод-
готовки характеризуются большими выде-
лениями угольной пыли при разгрузке,
дроблении, дозировке, смешивании и транс-
портировке углей.
В связи с тем что при этом могут обра-
зовываться взрывоопасные концентрации
угольной пыли, закрытые помещения угле-
подготовки относятся преимущественно по
классификации сооружений (Гипрококс
Ст-4274) к категории взрыво- и пожаро-
опасных— BII и ВПа, а открытые склады
угля и аналогичные помещения—к клас-
су II—III. При проектировании этих соору-
жений, помимо технологических мер и уст-
ройства вентиляции, должны предусматри-
ваться мероприятия, облегчающие борьбу
с запыленностью, и, в частности, условия
для мокрой уборки с помощью гидросмыва.
Для характеристики эксплуатационных
условий в производственных отапливаемых
помещениях должна приниматься внутрен-
няя расчетная температура +5° С и отно-
сительная влажность воздуха до 60%. Для
неотапливаемых помещений — над вагоно-
опрокидывателем или угольными ямами и
в отдельных неотапливаемых галереях —
эти данные принимают в зависимости от
температуры и влажности наружного воз-
духа.
Объемно-планировочные и конструктив-
ные решения зданий и сооружений цеха
определяются их технологическим назначе-
нием, габаритами и размещением оборудо-
вания, условиями эксплуатации и действую-
щими нормами и техническими условиями
на проектирование и строительство про-
мышленных объектов.
ВАГОНООПРОКИДЫВАТЕЛЬ
И УГЛЕПРИЕМНЫЕ ЯМЫ
Сооружение предназначается для уста-
новки вагоноопрокидывателя, при помощи
которого производится разгрузка углей,
прибывающих на завод в открытых ваго-
нах.
В качестве резерва для неисправных ва-
гонов, которые в небольшом количестве мо-
гут поступать на завод, предусматривается
устройство одного или двух бункеров (угле-
приемных ям), на которых может произ-
водиться разгрузка угля вручную.
В зависимости от потребной производи-
тельности углеприема и принятой очередно-
сти строительства сооружение строится для
установки одного или двух вагоноопроки-
дывателей.
Над вагоноопрокидывателями предусмат-
ривается обычно устройство неотапливае-
мых шатров.
По условиям размещения и емкости бун-
кера для приема угля и устройства для
выдачи его на производство вагоноопроки-
дыватели заглубляются ниже уровня голов-
ки рельса приемных путей на 14—16 м.
При благоприятных геологических усло-
виях (отсутствие высокого уровня грунто-
вых вод) и наличии свободной от застрой-
ки территории у вагоноопрокидывателя со-
оружение последнего предусматривается в
открытом котловане.
При наличии на площадке высокого уров-
ня грунтовых вод, а также при стесненных
площадках, исключающих возможность
устройства открытых котлованов, вагоно-
опрокидыватели строятся с применением
опускных колодцев, а при наличии напор-
ных грунтовых вод и невозможности обес-
печить водопонижение — с применением
кессонов.
В связи с воздействием больших нагру-
зок от давления грунта и воды стены под-
земной части сооружения и днище выпол-
няют, как правило, из монолитного железо-
бетона. Балки перекрытий, бункера, колон-
72
Строительное проектирование коксохимических предприятий
ны, покрытие и фахверк шатра принимают
из сборных железобетонных элементов.
Плиты перекрытий в связи с необходимо-
стью устройства большого количества тех-
нологических проемов, выполняют из мо-
нолитного железобетона.
нимается прямоугольной в плане (рис. 6-1).
При строительстве в опускном колодце
форма подземной части для уменьшения
величины усилий, возникающих от внеш-
него давления грунта и воды, и снижения
сопротивления грунта при опускании соору-
Рис. 6-3. Вагоноопрокидыватель двойной, сблокированный с углеприемнымн ямами,
строящийся с помощью опускного колодца. Поперечный разрез
Ограждающие конструкции шатра прини-
мают из сборных железобетонных крупно-
панельных плит либо из асбоцементных вол-
нистых листов усиленного профиля, в этом
случае нижняя часть стен на высоту 1,50—
2,00 м выполняется из кирпича.
Для монтажа и ремонта вагоноопрокиды-
вателя, а также для подъема забурившихся
вагонов при наличии шатра предусматри-
вается установка монорельсов или мосто-
вого крана.
При отсутствии шатра стационарные мон-
тажные приспособления не устанавливают
и, в случае необходимости, монтажные ра-
боты выполняют с помощью передвижных
железнодорожных кранов или кранов на гу-
сеничном ходу.
При благоприятных геологических усло-
виях площадки, когда строительство под-
земной части сооружения можно вести в
открытом котловане, подземная часть при-
жений в грунт, принимается круглой или
близкой к кругу формы в плане (рис. 6-2,
6-3).
Монолитные конструкции подземной ча-
сти армируются сварными арматурными
блоками, что значительно ускоряет строи-
тельство.
В 1963 г. Харьковским Промстройниипро-
ектом выполнены рабочие чертежи спарен-
ного вагоноопрокидывателя для Криворож-
ского коксохимического завода полностью в
сборном железобетоне, включая подземную
часть.
В подземной части сооружения необхо-
димо предусматривать надежную гидроизо-
ляцию, так как даже при отсутствии грун-
товых вод на площадке в период строи-
тельства, в дальнейшем при эксплуата-
ции завода наблюдается обводнение грун-
тов.
Сооружения углеподготовительного цеха
73
ОТДЕЛЕНИЕ ПРЕДВАРИТЕЛЬНОГО
ДРОБЛЕНИЯ
В отделении предварительного дробления
для рядовых углей устанавливают бара-
банные дробилки, с помощью которых от
угля отделяются посторонние включения
(крупные куски породы, дерева, металла
и др.) и уголь измельчается до необходи-
мой крупности.
Уголь поступает в отделение предвари-
тельного дробления от вагоноопрокидыва-
теля и выдается на склад угля двумя лен-
точными конвейерами. Выделенные на дро-
Основная лестница здания располагается
в пристраиваемой лестничной клетке с не-
сущими кирпичными стенами. Предусматри-
вается устройство второй, эвакуационной
наружной лестницы.
При снабжении завода обогащенными
углями в отделении предварительного дроб-
ления устанавливают валковые дробилки
вместо громоздких барабанных (рис. 6-4).
Здание однопролетное, трехэтажное, с при-
стройкой в месте примыкания конвейеров.
В центральной части здания, где устанав-
ливают дробилки, предусматривают желе-
зобетонный каркас из сборных колонн и
ригелей; стены самонесущие.
Рис.
Отделение
предварительного
дробления с валковыми дробилками. Продольный разрез
билках порода и дерево по желобам через
промежуточный бункер выдаются в отвал
с помощью грузовых автомашин или же-
лезнодорожного транспорта.
Здание выполняется двухпролетным, че-
тырехэтажным с сеткой колонн 6 X 6 м.
Нижний этаж открыт для возможности
въезда под погрузку автомашин и желез-
нодорожных вагонов.
Для обслуживания оборудования преду-
сматривается установка монтажных балок
грузоподъемностью 5 т.
Каркас здания, балки перекрытий и по-
крытия выполняют из сборных железобе-
тонных элементов.
Плиты перекрытий (в связи с наличием
большого количества технологических прое-
мов и отверстий) принимают монолитные.
Стены здания выполняют из утепленных
стеновых панелей.
Перекрытия выполняют из монолитных
плит по сборным железобетонным балкам;
покрытие — из сборных железобетонных
крупнопанельных плит.
Для монтажа и ремонта оборудования
устанавливают монтажные балки над при-
водной частью конвейеров и над дробил-
ками (грузоподъемностью соответственно 3
и 5 т).
ОТКРЫТЫЕ СКЛАДЫ УГЛЯ
Открытые склады предназначаются для
хранения оперативного запаса угля.
В зависимости от принятой технологиче-
ской схемы переработки угля на открытом
складе последние строятся одногалерейными
или двухгалерейными.
74
Строительное проектирование коксохимических предприятий
Одногалерейные склады
Двухгалерейные склады
Одногалерейный склад состоит из пере-
грузочной станции в центре, натяжных
станций по концам продольной галереи,
фундаментов под пути мостового перегру-
жателя. При складах небольшой емкости
проектируется расположение перегрузочной
станции в начале склада и натяжной стан-
ции в конце одной стороны (однокрылый
склад).
Уголь от вагоноопрокидывателя подается
в перегрузочную станцию, откуда одним
или двумя ленточными конвейерами с по-
мощью разгрузочной тележки выдается в
первичный штабель вдоль галереи. Из пер-
вичного штабеля уголь перегружается мо-
стовым перегружателем в штабели склада,
из которых забирается по мере необходи-
мости и подается через питательные транс-
портеры или в саморазгружающиеся ваго-
ны и на производство.
Галерея вдоль склада угля горизонталь-
ная с горизонтальным перекрытием на вы-
соте 5,2 .и от уровня площадки склада;
стеновые ограждения галереи — из панелей
или кирпича и покрытия — из сборных же
лезобетонных плит.
В продольной стене галереи со стороны
склада предусматривается устройство от-
крывающихся створок для выдачи угля с
конвейера в первичный штабель склада.
Рис. 6-5. Склад угля открытый од-
ногалерейный. Поперечный разрез
галереи
Поперечное сечение галереи показано на
рис. 6-5.
Конструкция фундаментов под пути пе-
регружателя приведена в описании двух-
галерейных складов.
Двухгалерейный склад состоит из цент-
ральной перегрузочной станции верхней и
нижней галерей с отбойной стенкой, натяж-
ных станций и площадок склада с путями
перегружателя.
Уголь подается конвейерами в централь-
ную перегрузочную станцию, откуда при
помощи передвижной разгрузочной тележ-
ки на конвейерах, установленных в верх-
ней галерее, выдается в первичный шта-
бель, ограждаемый отбойной стенкой.
Из первичного штабеля уголь мостовым
перегружателем передается в штабели
склада.
Подача угля из штабелей склада на про-
изводство осуществляется также мостовым
перегружателем через бункера, устроенные
в покрытии нижней галереи с помощью
конвейеров, установленных в этой галерее
(рис. 6-6).
Верхняя и нижняя галереи и отбойная
стенка связаны в общую конструктивную
и статическую схему.
Основным несущим элементом системы
является однопролетная двухъярусная рама,
несущая верхнюю галерею и воспринимаю-
щая значительные горизонтальные нагруз-
ки от давления угля в первичном штабеле.
Для уравновешивания опрокидывающего
момента от горизонтальных нагрузок внут-
ренние колонны рам связаны с перекрытием
нижней галереи, воспринимающим верти-
кальные нагрузки от штабеля и обеспечи-
вающим устойчивость системы.
Для обеспечения устойчивости системы
против сдвига фундаменты рам имеют на-
клонную подошву, перпендикулярную к
равнодействующей всех внешних нагрузок,
действующих на рамы.
Все конструкции верхних и нижних гале-
рей и отбойных стенок, за исключением
фундаментов, выполняются из сборных же-
лезобетонных элементов. Фундаменты рам
и участок стен нижних галерей, примыкаю-
щих к фундаментам, — монолитные.
Ограждающие конструкции верхней гале-
реи выполняются из асбоцементных волни-
стых листов.
В натяжных станциях, расположенных
по концам склада, устанавливают натяж-
ные устройства для конвейерных лент.
Центральная перегрузочная и концевые
натяжные станции представляют собой
трехэтажные каркасные здания (рис. 6-7 и
6-8), выполняемые из сборных железобе
тонных элементов с монолитными плитами
перекрытий.
Фундаменты под пути перегружателя вы-
полняются либо в виде монолитных железо-
бетонных лент, либо из сборных железо-
бетонных балок пролетом 6 м по железо-
бетонным ступенчатым фундаментам.
Ленточные фундаменты рассчитываются
на действие вертикальных и горизонтальных
подвижных нагрузок от катков крана-пе-
регружателя, как балки на упругом осно-
вании.
76
Строительное проектирование коксохимических предприятий
18,75(1
Рис. 6-8. Натяжная станция двухгалерейного открытого склада угля.
Поперечный разрез
По длине ленточных фундаментов пре-
дусматривается устройство температурных
швов.
В связи с концентрацией давлений на
грунт у концов ленточных фундаментов
должны предусматриваться устройства для
уменьшения давлений в виде подкладочных
плит, уширений подошвы, соединительных
Рис. 6-9. Ленточные железобетонные фун-
даменты путей перегружателя открытого
склада угля
шарниров, балок, вставок и пр. Сечение
ленточных фундаментов показано на
рис. 6-9.
Крепление рельсов к фундаментам осу-
ществляется болтами на стальных подкла-
дочных листах (рис. 6-10).
Рис. 6-10. Крепление рельсов к ленточным
фундаментам путей перегружателя открытого
склада угля
ЗАКРЫТЫЙ СКЛАД УГЛЯ
При емкости до 100 тыс. т склады бы-
вают преимущественно закрытого типа и
выполняют также функции дозировочного
отделения.
Строящиеся в настоящее время закры-
тые склады угля представляют собой бло-
ки из цилиндрических железобетонных си-
Сооружения углеподготовительного цеха
77
13200
Рис. 6-11. Закрытый склад угля, возводимый в
лубке
лосных банок диаметром 13,2 л«, располо-
женных обычно в два ряда (рис. 6-11).
Силосные банки сооружают из монолит-
ного или из сборного железобетона.
Фундаменты силосов выполняют из моно-
литного железобетона в виде кольцевых
лент или в виде сплошной плиты в зави-
симости от расчегного сопротивления
грунта.
Цилиндрические стены силосов из моно-
литного железобетона возводят в скользя-
щей либо в переставной опалубке. При при-
менении скользящей опалубки стены си-
лосных банок должны иметь одинаковую
толщину по всей высоте, при переставной
опалубке—нижняя часть стен, несущая
вертикальную нагрузку от веса надсилосной
части и угля в силосах, принимается боль-
шей толщины, чем верхняя, воспринимаю-
щая кольцевые растягивающие усилия от
горизонтального давления сыпучего мате-
риала.
Конические воронки силосов выполняют
из листовой стали толщиной 8—10 лип и
приваривают к выпускам из полосовой ста-
ли, закладываемым при бетонировании ци-
линдрических стен силосов.
Стены силосов в местах подвески воро-
нок должны быть рассчитаны на кольцевое
сжимающее усилие от нагрузки, действую-
щей на подвески. Конструкция подвески
воронок показана на рис. 6-12.
Так как после приварки воронок к под-
Рис. 6-12. Подвеска стальной
воронки к стенкам монолит-
ных силосов закрытого скла-
да угля
вескам и установки защит-
ного листа доступ к под-
вескам исключается, до
установки защитного листа
скользящей опа- они должны быть надежно
защищены от коррозии.
Для этой цели подвески
после окончания сварочных
работ окрашивают перхлорвиниловыми ла-
кокрасочными покрытиями и полости под
защитным листом заполняют цементным
раствором. Железобетонные стены ни-
же уровня подвески воронок утепляют
плитным утеплителем или кирпичной
кладкой.
Перекрытие над силосами выполняется
из сборных железобетонных балок с напря-
женным армированием и сборных крупно-
панельных настилов.
Надсилосная галерея принимается из
сборных железобетонных рам и ограждаю-
щих конструкций из стеновых и кровель-
ных панелей.
Надсилосная надстройка со стороны при-
мыкания галереи для конвейера, подающе-
го уголь на закрытый склад, выполняется
в виде железобетонного каркаса и сборных
стеновых панелей.
В варианте из сборного железобетона ци-
линдрические силосы имеют внутренний диа-
метр 12,8 м с расстоянием по осям сило-
сов в продольном и поперечном направле-
ниях 14,1 м, что обеспечивает необходимые
для сборки зазоры между отдельными си-
лосными банками (рис. 6-13).
Силосы опираются на сборные кольцевые
железобетонные балки, уложенные на сбор-
ные железобетонные колонны.
Для увеличения жесткости конструкций
колонны развязаны горизонтальными риге-
лями. Стены подсилосного помещения при-
78
Строительное проектирование коксохимических предприятий
Рис. 6-13. Закрытый склад угля из сборного железобетона с царгами
силосов предварительно напряженными электротермическим способом
няты из железобетонных утепленных сте-
новых панелей.
Стальные конические воронки силосов
подвешиваются к кольцевым балкам при
помощи приварки к выпускам из полосовой
стали, закладываемым в балках (рис. 6-14).
В сплошной железобетонной фундамент-
ной плите предусмотрены кольцевые ребра
Рис. 6-14. Стальная воронка закрытого склада
угля
под колонны и температурные усадочные
швы через 4—6 силосов по длине склада.
Для установки сборных колонн в фунда-
ментных балках предусматриваются ста-
каны.
Цилиндрические банки склада выполня-
ются из криволинейных сборных железобе-
тонных ребристых плит, собираемых до
монтажа в кольцевые царги с внутренним
диаметром 12,8 м и высотой 1,5 м. Каждая
царга собирается из 10 криволинейных плит
и имеет вес до 25 т. Собранные и замоно-
личенные царги обжимаются стержневой
арматурой, устанавливаемой в пазы гори-
зонтальных ребер плит и напрягаемой элек-
тротермическим способом.
После установки и натяжения арматуры
пазы торкретируют цементным раствором и
царги устанавливают краном в проектное
положение. Сборка царг и их монтаж осу-
ществляются при помощи стальных про-
странственных кондукторов. Установка царг
на кольцевые балки и затем друг на друга
производится на цементном растворе с по-
следующей сваркой закладных частей.
Внутренняя поверхность царг до монта-
жа окрашивается битумом за два раза по
холодной грунтовке для создания гидро-
фобной поверхности во избежание впиты-
вания железобетонными стенками влаги из
шихты, вызывающей при замерзании по-
верхностное разрушение бетона.
Сооружения углеподготовительного цеха
79
Надсилосные галереи выполняют раздель-
ными над каждым рядом силосных банок.
Покрытие силосов осуществляется сбор-
ными железобетонными плитами.
Несущие конструкции надсилосных гале-
рей приняты в виде каркаса из сборных же-
лезобетонных стоек и ригелей. Каркас над-
силосных галерей поддерживается сборны-
ми железобетонными балками, опирающи-
мися на верхние кольца силосов. Стены и
покрытие галерей приняты из утепленных
асбоцементных щитов, прикрепляемых к
прогонам.
Прием и разделение угля на два потока
для подачи на конвейеры надсилосных га-
лерей производится в перегрузочной стан-
ции. В перегрузочной станции предусмат-
ривается устройство изолированной лестни-
цы и грузопассажирского лифта.
Перегрузочная станция выполняется из
стального каркаса с монолитными железо-
бетонными плитами перекрытий по сталь-
ным балкам.
Ограждающие конструкции перегрузоч-
ной станции — асбоцементные утепленные
шиты.
ДОЗИРОВОЧНОЕ ОТДЕЛЕНИЕ
Дозировочное отделение строится в ком-
плексе коксохимического завода при отсут-
ствии закрытого склада угля и служит для
дозирования шихты, подаваемой на коксо-
вание.
Конструктивные решения сооружения
аналогичны закрытому складу угля.
Надсилосное помещение дозировочного
отделения может выполняться в виде гале-
реи или продолжения цилиндрических же-
лезобетонных стен до уровня покрытия.
При таком решении упрощается несущая
конструкция надсилосной части, в то же
время зяачительно осложняется выполнение
надсилосного перекрытия и покрытия в свя-
зи с необходимостью дважды сопрягаться
сборными элементами с криволинейным пе-
риметром, увеличивается кубатура помеще-
ния и площадь ограждающих конструкций.
ОТДЕЛЕНИЕ ОКОНЧАТЕЛЬНОГО
ДРОБЛЕНИЯ
В отделении окончательного дробления
устанавливают молотковые дробилки для
измельчения угля до 0—3 мм.
Отделение окончательного дробления
представляет собой двухпролетное четырех-
этажное либо однопролетпое трехэтажное
каркасное здание (рис. 6-15).
Молотковые дробилки в связи с больши-
ми динамическими нагрузками устанавли-
вают на отдельных рамных фундаментах,
не связанных с конструкциями здания. При
расчете фундаментов обязательна проверка
их на колебания.
На верхнем перекрытии здания устанав-
ливают приводы и головки конвейеров, по-
дающих уголь и приточные вентиляцион-
ные устройства, на втором этаже — дро-
билки с электроприводами, электропункт и
помещение для наварки молотков, в пер-
вом этаже — конвейеры для выдачи шихты,
отсасывающую вентиляцию и маслонапор-
ную установку.
Для монтажа и демонтажа оборудования
предусматривают монорельсы для тельфе-
ров.
В связи с большим пылевыделением от-
деление окончательного дробления по сте-
пени пожаро- и взрывоопасности относится
к категории Б (Ст-4274). Поэтому помеще-
ние электроприводов должно отделяться от
помещения дробилок пыленепроницаемой
перегородкой, а для сообщения между эти-
ми помещениями устраивают тамбуры с гер-
метическими дверями. Из каждого рабочего
помещения предусматривается два эвакуа-
ционных выхода: один—через изолирован-
ную лестничную клетку, второй — по наруж-
ной открытой пожарной лестнице.
При двухпролетном здании сетка колонн
принята 6 X 6 м.
Фундаменты дробилок располагаются в
середине шестиметровой панели раздельно
под каждую дробилку.
Каркас здания, колонны, балки перекры-
тий, а также балки и плиты покрытия вы-
полняются из сборных железобетонных эле-
ментов. Плиты перекрытий монолитные в
связи с большим количеством проемов и
отверстий. Стены приняты из утепленных
стеновых панелей.
В однопролетном здании сетка колонн
6 X 9 .к.
Фундаменты в этом случае общие под
все дробилки, что позволяет уменьшить
объем здания и сократить расход железо-
бетона.
Конструктивное решение здания анало-
гично описанному выше.
Иногда применяют совмещенное дробиль-
ное отделение с установкой оборудования
для предварительного и окончательного
дробления угля в одном здании.
В этом случае здание однопролетное, ше-
стиэтажное, сетка колонн 9 X 6 м.
На верхних трех этажах располагаются
прием угля от вагоноопрокидывателя, дро-
билка для предварительного дробления и
конвейер для выдачи угля на склад.
В нижних трех этажах размещаются при-
ем угля со склада, молотковые дробилки и
конвейеры для выдачи угля на смеситель-
ное отделение. Для сообщения между эта-
жами в связи с большой высотой здания,
кроме лестницы, предусматривается грузо-
пассажирский лифт.
СМЕСИТЕЛЬНОЕ ОТДЕЛЕНИЕ
В смесительном отделении устанавливают
смесительные машины для усреднения ших-
ты после окончательного дробления.
Здание смесительного отделения однопро-
летное, четырехэтажное с сеткой колонн
6 X 6 м.
80
Строительное проектирование коксохимических предприятий
Парапетная решетка
Рнс. 6-15. Отделение окончательного дробления. Продольный разрез
Сооружения углеподготовительного цеха
81
На верхних этажах устанавливают кон-
вейеры для приема шихты и для раздачи
ее в смесительные машины, на втором эта-
же— смесительные машины и на первом
этаже — конвейеры для выдачи шихты из
смесительного отделения на перегрузочные
станции перед угольными башнями.
ПЕРЕГРУЗОЧНЫЕ СТАНЦИИ
Перегрузочные станции предусматривают-
ся в местах поворотов конвейерных трак-
тов, а также при большой их длине для
разделения конвейеров на участки допусти-
мой длины.
Смесительные машины при работе ока-
зывают небольшие динамические нагрузки,
число оборотов машины не превышает 250
в минуту, поэтому возможно устанавливать
их непосредственно на перекрытии. При
этом, однако, балки, несущие смесительные
машины, проверяются на колебания.
Каркас здания, балки перекрытий, а так-
же балки и плиты покрытия выполняют из
сборных железобетонных элементов, плиты
перекрытий монолитные, стены — из утеп-
ленных стеновых панелей.
Для обслуживания оборудования преду-
сматриваются монорельсы для тельферов.
Смесительное отделение на две смеситель-
ные машины показано на рис. 6-16.
6 Справочник коксохимика, т. IV
Как правило, поворотные перегрузочные
станции состоят из двух этажей — верхне-
го для приходящего конвейера и нижнего
для уходящего.
Наиболее рациональным для таких пере-
грузочных станций является расположение
приходящего конвейера на уровне плани-
ровки. В этих случаях здание выполняется
двухэтажным с одним подземным и одним
надземным этажами, как показано на
рис. 6-17.
Подземная часть выполняется из моно-
литного железобетона с гидроизоляцией,
надземная часть с несущими стенами и по-
крытием из крупнопанельных сборных же-
лезобетонных плит.
82
Строительное проектирование коксохимических предприятий
При необходимости устройства поворота
конвейера или перегрузки на большой вы-
соте, как например перед угольными баш-
Рис. 6-17. Перегрузочная станция с подземной
частью. План на отметке -—6,700 м
Рис. 6-18. Перегрузочная станция башен-
ного типа, решенная в стальных конструк-
циях. Разрез
Междуэтажное перекрытие из монолит-
ной плиты по сборным железобетонным
балкам. Для обслуживания, монтажа и де-
монтажа оборудования устанавливается
монтажная балка для тельфера.
лубке либо из стального каркаса с пере-
крытиями, выполняемыми из монолитных
железобетонных плит по стальным балкам
(рис. 6-18).
Сооружения углеподготовительного цеха
83
ГАЛЕРЕИ ДЛЯ КОНВЕЙЕРОВ
В галереях устанавливают ленточные
конвейеры, с помощью которых осущест-
вляется перемещение угля, шихты, породы
и кокса. В зависимости от необходимой
производительности может быть один или
два конвейера.
Для обслуживания конвейеров в гале-
реях предусматривают двусторонние или
односторонние рабочие проходы шириной
от 700 до 1000 мм, огражденные поруч-
нями.
При одностороннем обслуживании кон-
вейеров один проход является рабочим,
второй ремонтным шириной до 500 мм,
пользование им допускается только при
остановленном конвейере, что сопряжено с
определенными неудобствами при эксплуа-
тации.
В галереях с двумя конвейерами при од-
ностороннем их обслуживании рабочий
проход предусматривается между конвейе-
рами, ремонтные проходы устраиваются у
стен галереи. При двустороннем обслужи-
вании обоих конвейеров рабочие проходы
делаются как между конвейерами, так и
у стен галереи.
В условиях эксплуатации на коксохими-
ческих заводах преимущество должно быть
отдано конвейерам с двусторонним обслу-
живанием.
Минимальная высота галерей 2000 мм в
свету.
Ширина устанавливается с учетом раз-
меров конвейеров и минимальных свобод-
ных проходов, приведенных в табл. 6-1.
Галереи могут быть горизонтальными и
наклонными в соответствии с расположе-
нием конвейеров.
Разные условия эксплуатации и строи-
тельства галерей определяют применение
разных конструктивных решений.
Подземные галереи, воспринимающие
большие нагрузки от давления грунта и во-
ды, как правило, выполняются из монолит-
ного железобетона.
Надземные галереи до отметки 14,0 м
над землей выполняются из унифицирован-
ных сборных железобетонных элементов.
Несущие конструкции таких галерей с про-
летами 6, 12 .и 18 м выполняют из предва-
рительно напряженных железобетонных ба-
лок.
При пролетах, превышающих 18 м. а так-
же для всех пролетов, при расположении
конвейеров над землей выше 14,0 м несу-
щие конструкции мостов делаются из сталь-
ных ферм.
Опоры галерей при высоте до 14,0 м сбор-
ные железобетонные рамного типа, при вы-
соте, превышающей 14,0 м,— стальные ре-
шетчатые.
Галереи строятся отапливаемые и холод-
ные (неотапливаемые) в зависимости от
влажности материала, перемещаемого на
конвейерных лентах, климатических уело-
Таблица 6-1
Ширина конвейеров и проходов
Одностороннее обслунийание
Ширина ленты конвейера, мм А Б- В Г Д £*
650 1100 700—1000 500
800 1300 700—1000 2500 650 775 500
1000 1500 700—1000 2500 750 879 500
1200 1800 700—1000 3000 900 1000 500
1400 2000 700—1000 3000 1000 1150 500
1600 2150 700—1000 — — — 500
* Ширина проходов указана свободная (в свету).
6!
84
Строительное проектирование коксохимических предприятий
вий района строительства и наличия мо-
розостойких лент.
В отапливаемых галереях стеновое ограж-
дение осуществляется из сборных панелей,
состоящих из двух слоев асбоцементных
волнистых листов с прослойкой из шлако-
Покрытие галерей делается из сборных
железобетонных плит аналогично полу ли-
бо из асбоцементных волнистых листов по
аналогии со стеновым ограждением.
Подход галереи к зданию осуществляет-
ся путем опирания несущих элементов га-
Рис. 6-19. Галерея для конвейеров. Продольный и поперечный разрезы:
а — мост для одного конвейера; б — мост для двух конвейеров
войлока или облегченных стеновых пане-
лей.
В неотапливаемых галереях стены дела-
ются из одного слоя асбоцементных вол-
нистых листов усиленного профиля.
Перекрытие (пол) обычно выполняется из
сборных железобетонных плит, что обеспе-
чивает узловую передачу нагрузки на
фермы.
лереи на каркас или несущую стену здания
либо путем установки опоры галерей перед
зданием с консольным участком галереи.
В местах примыкания галерей к зданиям
предусматриваются огнестойкие перегород-
ки, а в длинных галереях огнестойкие пере-
городки и запасные выходы устанавлива-
ются через 100 м. Общий вид галереи по-
казан на рис. 6-19.
Глава 7
СООРУЖЕНИЯ УГЛЕОБОГАТИТЕЛЬНОЙ ФАБРИКИ
Комплекс современной углеобогатитель-
ной фабрики производительностью 800—
1000 т/ч рядового угля обычно состоит из
следующих основных зданий и сооруже-
ний:
главный корпус с флотационным отделе-
нием;
радиальные сгустители;
сушильное отделение;
бункера для концентрата;
бункера для флотоконцентрата;
бункера для породы и промпродукта;
шламовые отстойники;
перегрузочные станции и конвейерные га-
лереи.
Возможно комбинирование перечисленных
объектов в меньшее или большее число со-
соружений.
Устанавливаемое для выполнения опера-
ций по обогащению угля в зданиях и со-
оружениях углеобогатительной фабрики
оборудование оказывает в большинстве
случаев значительные динамические воздей-
ствия на несущие конструкции.
Таблица 7-1
Характеристика эксплуатационных условий в производственных
помещениях
Помещения Основные производственные вредности Внутренняя расчетная ! температура, °C Относитель- ная влаж- ность возду- ха, %, не бо- лее
Главный корпус
Отделение классификации и обес- пыливания Угольная пыль 10 50
Помещение мокрого обогащения углей Влаговыделение 16 65
Помещение бункеров концентрата, промпродукта и разгрузочных транспортеров Угольная пыль, влаговыделение 16 65
Флотационное отделение Тепловыделение, влаговыделение, пары керосина 16 65
Насосная Тепловыделение, паровыделение 16 65
Радиальные сгустители Сушильное отделение Влаговыделение 16 65
Надбункерное помещение Влаговыделение 16 65
Подбункерное помещение Пылевыделен ие 25 65
Топочное помещение Тепловыделение и газы 25 50
Сушильное помещение То же 25 50
Дымососное помещение То же 25 50
Помещение приема концентрата Угольная пыль, водяные пары 25 50
Бункера концентрата и флото- Влаговыделение и угольная пыль 16 50
t\.u п ЦС П11 till Бункера породы и промпродукта Влаговыделение и угольная пыль 16 50
86
Строительное проектирование коксохимических предприятий
Эксплуатационные условия фабрики ха-
рактеризуются большими выделениями
угольной пыли в отделении сухой класси-
фикации и обеспыливания, образующейся в
результате дробления, грохочения н транс-
портировки угля.
В остальных производственных помеще-
ниях наблюдается повышенная относитель-
ная влажность воздуха и разбрызгивание
воды при обогащении угля.
В сушильном отделении имеют место
большие избыточные тепловыделения, повы-
шенная относительная влажность воздуха
и наличие угольной пыли. Характеристика
эксплуатационных условий в производст-
венных помещениях углеобогатительной
фабрики приведена в табл. 7-1.
Объемно-планировочные и конструктив-
ные решения несущих и ограждающих кон-
струкций зданий и сооружений цеха назна-
чаются в соответствии с технологическими
требованиями, эксплуатационными условия-
ми н действующими нормами и технически-
ми условиями на проектирование и строи-
тельство промышленных зданий и сооруже-
ний.
ГЛАВНЫЙ КОРПУС
УГЛЕОБОГАТИТЕЛЬНОЙ
ФАБРИКИ
Процессы классификации, обеспыливания,
обогащения и обезвоживания угля в глав-
ном корпусе построены по вертикальной
схеме с максимальным использованием
возможности самотечного перемещения обо-
гащаемого продукта, что определяет объ-
емно-планировочное решение здания в виде
многоэтажного многопролетного сооруже-
ния, несущего большие статические и ди-
намические нагрузки от емкостей и обору-
дования.
Конструктивные схемы здания для угле-
обогатительной фабрики производитель-
ностью 1000 т/ч приведены на рис. 7-1.
Как показывает практика проектирования
и эксплуатации углеобогатительных фаб-
рик, ширину здания следует принимать из
условий рациональной компоновки обору-
дования, аэрации и освещенности не более
36 м, в то же время по условиям жестко-
сти следует принимать не менее 24 м.
Рис. 7-1. Главный корпус
1 — электропункт; 2 — вентиляционная установка; 3 — бытовые помещения; 4 — лифт;
для концентрата; 10 — бункера; 11 — лот
Сооружения углеобогатительной фабрики
87
Шаг колонн в продольном и поперечном
направлениях с учетом больших вертикаль-
ных нагрузок рекомендуется принимать
6x6 м.
Для обеспечения необходимой простран-
ственной жесткости здание главного корпу-
са должно проектироваться в виде сборного
железобетонного каркаса.
В ряде случаев применяют стальные кар-
касы, особенно в странах с мягким кли-
матом, однако в этом случае требуются за-
щитные антикоррозионные мероприятия, из-
за чего сборный железобетон применять
наиболее целесообразно.
При решении здания в сборном железо-
бетоне должно быть обеспечено минималь-
ное количество типоразмеров сборных эле-
ментов при максимальном использовании
общесоюзной номенклатуры.
Рекомендуются следующие конструктив-
ные решения элементов здания.
Фундаменты ступенчатые в виде пере-
крестных лент или сплошных ребристых
плит.
Колонны прямоугольного сечения с уст-
ройством консолей в одной плоскости для
опирания ригелей.
Длина колонн максимальная (как прави-
ло, на два этажа), исходя из грузоподъ-
емности монтажных кранов, для улучше-
ния условий монтажа за счет сокращения
количества стыков.
Опирание колонн на фундаменты — пу-
тем заделки нх в стаканы, оставляемые при
бетонировании фундаментов, или на выпу-
щенные из фундаментов подколонники.
Ригели — с полками для опирания насти-
лов и балок перекрытий, что позволяет
уменьшить высоту этажей и увеличивает го-
ризонтальную жесткость перекрытий.
Поперечная жесткость здания обеспечи-
вается жесткими узлами сопряжения риге-
лей с колоннами.
Продольная жесткость обеспечивается
установкой продольных балок-распорок на
стальные столики колонн, образующих
жесткие узлы.
Перекрытия на участках с нагрузками не
более 2000 кгс/м2 рекомендуется принимать
из сборных ребристых панелей, укладывае-
мых на полки ригелей.
На участках с большими нагрузками и
большим количеством технологических про-
емов, отверстий и закладных частей реко-
углеобогатительной фабрики:
5 — монтажный проем; 6 — бункера для шлама; 7 — монтажные балки; 8, 9 — бункера
ки для шлама; 12 — монорельсы
88
Строительное проектирование коксохимических предприятий
мендуется применение монолитных плит по
сборным железобетонным, а в отдельных
случаях и по стальным балкам.
При установке на перекрытиях оборудо-
вания с большими динамическими нагрузка-
ми следует обязательно проверять конструк-
ции на колебания и применение виброизо-
ляции.
Стеновые ограждения рекомендуется при-
нимать из крупных стеновых панелей. Тол-
щина утеплителя панелей назначается в за-
висимости от рода утеплителя и климати-
ческого района.
В связи с влажностью воздуха в рабочих
помещениях более 60% и наличием мокрых
процессов панельные стены должны иметь
надежную гидроизоляцию изнутри здания.
Так как в большинстве производственных
помещений главного корпуса технологиче-
ские процессы связаны с применением боль-
ших количеств воды, частично попадающей
на перекрытия и стены, необходимо преду-
сматривать устройство в полах трапов с
уклоном к ним не менее 0,005.
Перекрытия над помещениями электро-
пунктов и над служебными помещения-
ми должны иметь надежную гидроизо-
ляцию.
По условиям компоновки оборудования
ширина здания главного корпуса прини-
мается, как правило, в пределах 30—36 м,
в связи с чем в наружных стенах необходи-
мо предусматривать достаточную площадь
световых проемов. По условиям аэрации
и для возможности очистки стекол от пыли
и грязи все оконные переплеты следует при-
нимать открывающимися и снабженными
соответствующими приборами.
В главном корпусе обязательно устрой-
ство двух изолированных лестниц, распо-
ложенных по противоположным торцам зда-
ния, и минимально одного грузо-пасса-
жирского лифта в высотной части в одной
секции с лестницей.
В соответствии с требованиями санитар-
ных норм строительного проектирования в
корпусе должны предусматриваться пункты
питания, гардеробные, душевые и санузлы.
Рис. 7-1. Главный корпус углеобогатительной фабрики:
Сооружения углеобогатительной фабрики
89
4-4
Ш
Разрез В—В (обозначение позиций см. на стр. 86—87)
90
Строительное проектирование коксохимических предприятий
СУШИЛЬНОЕ ОТДЕЛЕНИЕ
37,000
-0,900
11
jlLi---------1----Lx_
6
0,200
^7'^.''. У/.'
-----9000
6000—- -—6000 —Ч------9000----6000—-
Рис. 7-2. Сушильное отделение. Поперечный разрез:
1 — фундамент под сушильный барабан; 2 — фундамент под топку; 3 — фундамент под вен-
тилятор; 4 — бункера для флотоконцентрата; 5 — монорельсы; 6 — канал для шламоудаления;
7 — электроподстанция
В сушильных отделениях про-
изводится сушка флотоконцентра-
та, мелкого концентрата, пром-
продукта или даже готовой ших-
ты. В качестве теплоносителя ис-
пользуют продукты горения твер-
дого или газообразного топлива.
На рис. 7-2 представлено кон-
структивное решение здания су-
шильного отделения для флото-
концентрата и крупного шлама
на 12 сушильных барабанов для
углемойки производительностью
1000 т[ч рядового угля.
25,300
4,200
Объемно-планировочное решение опреде-
ляется технологической схемой отделения
и представляет собой каркасное многопро-
летное здание различной этажности с про-
летами по первому этажу 9 и 6 .«, с ша-
гом колонн 6 м, с пристройками для элек-
троподстанций, бытовых помещений и лест-
ниц. На втором этаже над сушильными
барабанами один пролет принят 15 м.
В крайних пролетах устанавливают сушиль-
ные барабаны с одной стороны и вентиля-
торы — с другой стороны здания.
Каркас здания сооружают из сборных же-
лезобетонных колонн и ригелей, жестко со-
единенных в узлах, междуэтажные пере-
крытия — из монолитных плит по сборным
железобетонным балкам, покрытия — из
крупнопанельных настилов по сборным бал-
кам и по стальным фермам в пролете над
сушильными барабанами, равном 15 м.
Стеновое ограждение здания в нижних
этажах в связи с необходимостью устрой-
ства большого числа проемов и отверстий
делают из кирпича, в верхних этажах — из
стеновых панелей.
Пристройки для бытовых помещений,
электроподстанций и лестниц проектируют
с несущими кирпичными стенами.
Вертикальные стеики бункеров выполня-
ют из сборных железобетонных элементов,
воронки — стальные с углом наклона сте-
нок до 80° для обеспечения схода сырых
флотоконцентрата и промпродукта.
Фундаменты под топки — железобетон-
ные, рамные, под сушильные барабаны —•
массивные, стеновые.
ЗДАНИЕ РАДИАЛЬНЫХ СГУСТИТЕЛЕЙ
В радиальных сгустителях осаждается
шлам из оборотных вод углефабрики, пос-
ле чего шлам при помощи насосов подается
во флотационное отделение главного кор-
пуса, где обогащается на флотационных
машинах.
Так как при отрицательных температу-
рах наружного воздуха во время нерабочих
смен шлам замерзает, то для обеспечения
бесперебойной работы сгустителей в зим-
нее время необходимо устройство над ними
утепленных укрытий.
Сооружения углеобогатительной фабрики
91
Укрытие над сгустителями выполняется в
виде одноэтажного шатра, ограждающего
весь объем, занимаемый сгустителями и уст-
ройствами для их обслуживания, или в виде
купольных покрытий, ограждающих каждый
сгуститель в отдельности сверху, и кольце-
вых стен, ограждающих помещение под сгу-
стителями.
По первому варианту (рис. 7-3) при сгу-
стителях диаметром 30 м, расположенных
в два ряда, ширина здания над сгустите-
лями принимается равной 63 м при высоте
до низа несущих конструкций покрытия
12 м, расстояние между сгустителями в
продольном направлении 36 м. Так как ши-
рина здания 63 м недостаточна для обеспе-
чения проходов вне габаритов вращающего-
ся над сгустителем моста скребкового уст-
ройства, по крайним осям каждого сгустите-
ля от отметки 5,85 до отметки 9,80 преду-
сматривается устройство эркеров.
Здание для радиальных сгустителей про-
ектируется одноэтажным, трехпролетным,
крайние пролеты по 30 м, средний 3 м,
шаг колонн в продольном направлении 6
и 12 м, колонны торцовых стен устанавли-
ваются с шагом 6 м (кроме среднего про-
лета 3 л). Колонны здания, фермы покры-
тий, подстропильные фермы и плиты по-
крытий сборные железобетонные, стеновое
ограждение — из утепленных панелей.
Собственно радиальные сгустители проек-
тируются в виде круглых резервуаров диа-
метром 30 м с коническим днищем, поддер-
живаемым двумя рядами концентрически
расположенных колонн и одной мощной
центральной колонной, усиленной восемью
ребрами-стенками.
Вертикальные кольцевые стенки резервуа-
ра-сгустителя несут лоток для отвода
осветленной воды и площадки для обслу-
живания сгустителей.
На нулевой отметке в «звездочках» меж-
ду сгустителями устанавливаются цилинд-
рические железобетонные резервуары для
оборотной воды.
Все конструкции сгустителей и резервуа-
ров выполняются из монолитного железобе-
тона с внутренней гидроизоляцией (окле-
енной, цементно-песчаной или асфальтовой)
и защитной железобетонной или бетонной
рубашкой.
По второму варианту (рис. 7-4) собст-
венно радиальные сгустители проектируют
также в виде круглых резервуаров с кони-
ческим днищем, поддерживаемым концент-
рически расположенными колоннами и бал-
ками.
Покрытие над сгустителем выполняется
в виде шарового купола, опирающегося на
колонны, устанавливаемые на вертикаль-
ных стенах резервуара-сгустителя. Распор
купола воспринимается бортовой кольцевой
балкой. Все конструкции покрытия реко-
мендуется выполнять из сборных железобе-
тонных элементов.
Помещение под сгустителями ограждает-
ся либо .утепленными панелями, либо кир-
пичной стеной по фундаментным балкам.
/ — радиальные сгустители; 2—эркер для обслуживания сгустителя; 3 — колонны сгустителя; 4 — центральная колонна с ребрами
фермы покрытия; 6 — подстропильные фермы; 7 — колонны здания. 8 — лоток для отвода осветленной воды
92
Строительное проектирование коксохимических предприятий
Рис. 7-4. Радиальные сгустители (второй вариант). Поперечный разрез:
1 — радиальные сгустители; 2 — колонны сгустителей; 3 — галерея для обслуживания;
4 — сборные железобетонные купола; 5 — лоток для осветленной воды; 6 — колонны
купола; 7 — опорное кольцо купола
В настоящее время ведутся изыскания
необходимых мероприятий, исключаю-
щих замерзание осветлителей и необхо-
димость в устройстве утепленных зданий
над ними.
ШЛАМОВЫЕ ОТСТОЙНИКИ
В шламовых отстойниках происходит от-
стаивание сточных шламовых вод, после че-
го осветленная вода возвращается в цикл,
а осажденный шлам выгружается грейфер-
ным краном на площадку для обезвожива-
ния. Обезвоженный шлам применяется в
качестве энергетического топлива.
В соответствии с технологическим назна-
чением комплекс сооружений шламовых от-
стойников состоит из собственно шламовых
отстойников, площадок для обезвоживания
шлама, эстакады для грейферного крана
и насосной для перекачки осветленной во-
ды в оборотный цикл углеобогатительной
фабрики (рис. 7-5).
Рис. 7-5. Шламовые отстойники. План и поперечный разрез:
1 — шламовый отстойник; 2 — сборные железобетонные стойки крановой эстакады;
3 — стальные подкрановые балки; 4 — тормозная ферма и площадка для обслуживания
крана; 5 — грейферный кран L — 32 м, Q - 5 г; S - рельсы для защиты днищ от ударов
грейфера; 7 — деревянный антисептированиый брус для защиты стен отстойника от ударов,
грейфера; 8 — площадки для обезвоживания шлама; 9 — насосная
Сооружения углеобогатительной фабрики
93
Отстойник
Шламовый отстойник представляет собой
заглубленный железобетонный прямоуголь-
ный резервуар шириной 24,5 м, разделен-
ный по ширине на четыре отделения и по
длине на отсеки длиной 45—50 м.
Заглубление отстойника при самотечном
поступлении шламовых вод из углемойки
определяется минимальными уклонами по-
дающих трубопроводов, в случае перекачки
шламовых вод заглубление отстойника
должно выбираться с учетом экономических
факторов.
Стены и днище отстойников выполняют-
ся из железобетона. Наружные стены рас-
считывают на полное давление грунта и по-
лезной нагрузки на призме обрушения сна-
ружи при опорожнении отстойника и на
давление шламовой воды изнутри, предпо-
лагая отсутствие засыпки грунтом снаружи.
Внутренние стены рассчитывают на бо-
ковое давление шлама попеременно с двух
сторон, проявляющееся при опорожнении
одной из секций отстойника от шлама.
Днище отстойника для защиты от ударов
грейфером ограждается рельсами, вбето-
нированными в железобетонную плиту.
Эстакада над отстойником
Для очистки отстойников от шлама, по-
дачи его на площадку для обезвоживания
и погрузки в вагоны предусматривается
эстакада с грейферным краном пролетом
32 м, грузоподъемностью 5 т. Конструкции
эстакады должны проектироваться с учетом
тяжелого режима работы крана и должны
обеспечивать достаточную устойчивость в
поперечном и продольном направлении.
При строительстве заводов применяют
различные конструктивные решения эста-
кад— металлические и сборные железобе-
тонные.
В сборных железобетонных эстакадах
стойки принимают двутаврового сечения с
переходом в верхней части на прямоуголь-
ное для удобства опирания подкрановых
балок.
Подкрановые балки таврового сечения
принимают с обычным или напряженным
армированием; в первом случае шаг стоек
эстакады следует принимать 9 м, во втором
12 м.
Связи жесткости в виде перекрестных
стальных раскосов, привариваемых к за-
кладным элементам в колоннах, следует
устанавливать в каждом температурном
отсеке.
Так как железобетонные эстакады обла-
дают большой жесткостью, что при нали-
чии нормативных допусков отрицательно
сказывается на работе крана, вызывая за-
клинивание его в поперечном направлении
и вертикальные толчки при передвижении,
крепление рельсов к подкрановым балкам
необходимо предусматривать на деревян-
ных шпалах. Жесткое крепление крановых
рельсов применять не рекомендуется.
В некоторых случаях можно применять
отстойники с устройством козловых грей-
ферных кранов (вместо мостовых) с рас-
положением отстойных площадок по обеим
сторонам отстойника.
Площадки для обезвоживания шлама
и насосная
Обезвоживание шлама производится па
площадке из уплотненного грунта, сплани-
рованной с уклоном в сторону отстойни-
Рис. 7-6. Насосная. План и разрез:
1 — насосная; 2 — приемный резервуар;
3 — монорельс; 4 — наружная гидроизо-
ляция; 5 — защитная стенка; 6 — вну-
тренняя гидроизоляция
ка для стока воды. Площадка ограждается
подпорной стенкой из сборных железобе-
тонных угловых элементов.
Насосная для установки насосов, перека-
чивающих осветленную воду из отстойни-
ков, проектируется в виде круглого подзем-
ного колодца диаметром 10 м и глубиной
8—10 м, разделенного на два отсека. В од-
ном отсеке устанавливаются насосы, второй
служит приемным резервуаром для воды,
поступающей из отстойников (рис. 7-6).
94
Строительное проектирование коксохимических предприятий
Надземная часть насосной размером
6x6 м снабжается монорельсом для об-
служивания оборудования и приемного ре-
зервуара при его очистке.
В приемном резервуаре предусмотрено
устройство внутренней гидроизоляции, в
насосной предусматривается наружная гид-
роизоляция.
При наличии на площадке в период стро-
ительства высокого уровня грунтовых вод
подземная часть насосной выполняется в
виде опускного колодца.
БУНКЕРА ДЛЯ КОНЦЕНТРАТА
И ДЛЯ СУХОГО ФЛОТОКОНЦЕНТРАТА
Бункера для концентрата предназнача-
ются для создания необходимого запаса
обогащенного концентрата, обеспечивающе-
го непрерывную подачу его на коксование
в связи с двухсменной работой углеобога-
тительной фабрики. Бункера проектируют-
ся в виде железобетонных цилиндрических
силосов, размеры которых определяются
заданной емкостью (рис. 7-7).
Рис. 7-7. Бункера для концентрата. План:
1 — компрессорная; 2 — электропункт; 3 — кирпичная стенка
Рнс. 7-8. Бункера для промпродукта н породы. Поперечный разрез:
1 — бункер для промпродукта; 2 — бункер для породы; 3 — помещение для обогрева вагонеток;
4 — рельсы для вагонеток; 5 — мастерская для ремонта вагонеток; 6 — железнодорожные пути
Сооружения углеобогатительной фабрики
95
В рассматриваемом случае принят диа-
метр силосов 10 м, высота до надсилосного
перекрытия 23,5 м.
Более рационально для заданной емко-
сти применять соответственно меньшее чис-
ло силосов диаметром 12 м.
Сооружение железобетонных силосов ана-
логично описанному в гл. 6 для углеподго-
товки.
Так как концентрат после обезвоживания
имеет влажность в пределах 8—9%, во из-
бежание примерзания его в холодное вре-
мя года к железобетонным стенам сило-
сов последние утепляются с наружной сто-
роны.
Аналогичны^ решения применяются для
устройства бункеров для сухого флотокон-
центрата.
Эксплуатационные условия в этих бунке-
рах требуют применения мероприятий по
предотвращению запыленности и обеспече-
нию мокрой уборки.
БУНКЕРА ДЛЯ ПРОМПРОДУКТА
И ПОРОДЫ
В здании бункеров промпродукт погру-
жается в вагоны для отправки внезавод-
ским потребителям, а порода — в вагонетки
канатной дороги для транспортирования в
отвалы.
В качестве аварийного режима преду-
сматривается возможность погрузки поро-
ды в железнодорожные вагоны.
Здание проектируется в виде многопро-
летного двух- и трехэтажного корпуса с
двумя перпендикулярно примыкающими к
продольной стене у торцов здания двух-
этажными пристройками для передачи ваго-
неток на канатную дорогу и надстройкой
четвертого этажа в центральной части для
расположения приходящих конвейеров.
В центральной части здания встроены три
ряда бункеров, используемых при погрузке
как промежуточные емкости. На втором
этаже в крайних пролетах расположены
помещения для обогрева вагонеток. На
первом этаже размещаются машинные по-
мещения и мастерская для ремонта ваго-
неток. В средних пролетах в открытой части
первого этажа проходят погрузочные же-
лезнодорожные пути.
Каркас здания выполняется из сборных
железобетонных колонн и ригелей; между-
этажные перекрытия — из монолитных же-
лезобетонных плит по сборным железобе-
тонным балкам; покрытие — из сборных
ригелей и крупнопанельных плит; стеновое
ограждение — из утепленных панелей; бун-
кера железобетонные, монолитные.
Для передвижения вагонеток канатной
дороги в здании бункеров устанавливаются
стальные балки, подвешиваемые к железо-
бетонным ригелям и балкам.
Конструктивное решение здания бунке-
ров показано на рис. 7-8.
Глава 8
СООРУЖЕНИЯ КОКСОВОГО ЦЕХА
Сооружения коксового цеха можно под-
разделить на два основных комплекса:
а ) коксовый блок;
б ) сооружения по рассеву кокса.
Коксовый блок включает следующие ос-
новные сооружения: угольные башни, кок-
совые батареи, площадки батарей (конце-
вые, промежуточные, междубатарейная и
продольные обслуживающие), фундаменты
путей коксовыталкивателя, пути тушильно-
го вагона, общие борова к дымовым тру-
бам, дымовые трубы, сооружения мокрого
тушения кокса (тушильные башни с от-
стойниками, насосной, эстакадой и площад-
ками для обезвоживания и отгрузки кок-
сового шлама). Сооружения мокрого туше-
ния кокса могут быть заменены установ-
кой для сухого тушения кокса.
В комплекс рассева кокса входят сле-
дующие сооружения: коксовая рампа с бун-
кером возвратного кокса, натяжной и пере-
грузочной станциями, галереей и мостом
под конвейер кокса на коксосортнровку,
коксосортировка, мосты под конвейеры и
собственно бункера для сортированного
кокса.
Сооружения коксового цеха эксплуатиру-
ются в неблагоприятных условиях высо-
ких температур, влажности и агрессивных
воздействий, что влечет за собой специаль-
ные требования к применяемым материа-
лам и конструкциям.
УГОЛЬНАЯ БАШНЯ
Угольная башня размещается по осн кок-
совых батарей и представляет собой бун-
керное сооружение, из которого коксовые
печи загружаются угольной шихтой при
помощи загрузочного вагона.
Башня состоит из надбункерного поме-
щения, бункеров и подбункерных помеще-
ний.
Через надбункерную часть угольная ших-
та поступает с конвейера и распределяется
по бункерам башни. Под бункерами прохо-
дит путь загрузочного вагона.
В подбункерной части башни располага-
ются различные обслуживающие и бытовые
помещения, например на первом этаже —
электромеханическая и электросварочная
мастерские, инструментальная, кладовая,
компрессорная, электропункт, санузел; на
втором этаже — вентиляционная установка,
пункт управления КИП, комната для при-
ема пищи, административные и обслужи-
вающие помещения и т. п.
Современная угольная башня обслужива-
ет две коксовые батареи н располагается
между ними для сокращения пути передви-
жения загрузочного вагона.
Бункера современных угольных башен
проектируются емкостью в пределах 3000 т
шихты.
Для предотвращения зависания шихты
внутренняя поверхность бункеров должна
быть гладкой, для чего она затирается це-
ментным раствором, а воронки железнятся
или облицовываются стеклянными плитами.
Выпускные отверстия равномерно распре-
деляются по всему днищу башни и выда-
ча шихты из них происходит через пира-
мидальные воронки с наклоном стенок 70°.
Бункера оборудуются устройством для
пневмообрушення шихты в случае ее зависа-
ния при помощи сжатого воздуха, подава-
емого через трубки внутрь бункера.
Чтобы не допустить смерзания шихты,
воронки бункеров обогреваются горячим
воздухом, нагнетаемым из вентиляционного
борова батарей в пустоты между рассека-
телями.
Бункера внутри разделяют поперечной
стенкой на два или четыре отсека, что на-
ряду с созданием жесткой и рациональной
конструктивной схемы дает возможность
раздельного использования и поочередного
отключения отсеков в случае необходимости.
Размеры угольной башни определяются
следующим образом: ширина — по габари-
там печей и загрузочного вагона; отметка
перекрытия под пути загрузочного вагона
определяется отметкой верха батареи; от-
метка низа днища бункеров зависит от га-
барита загрузочного вагона; высота бунке-
ров определяется их емкостью; длина баш-
ни принимается, как правило, при емкости
3000 г равной 24 м (кратной унифициро-
ванному шагу колонн 6 м); надбункерное
Сооружения коксового цехи
97
помещение шириной 6 м располагается по
всей длине башни, а высота его определя-
ется габаритами оборудования и положе-
нием монтажных монорельсов.
Мост с подающим шихту конвейером, как
правило, подходит и опирается на верх
башни с машинной стороны в зависимости
от расположения углеподготовительного
цеха.
Конструкции угольной башни, располо-
женной в центре коксового блока, подвер-
жены воздействию агрессивных газов, а
временами — и паров, доносимых ветром со
стороны тушильной башни. В связи с этим
строительные материалы, конструкции и
стыки башни должны быть коррозиеустой-
чнпыми и выбираться с учетом требований,
изложенных в гл. 13.
По этой причине угольные башни в на-
стоящее время в основном сооружают же-
лезобетонными. Стальные башни, помимо
больших затрат металла, требуют специ-
альной коррозионной защиты, и поэтому в
настоящее время не применяются. На
некоторых коксохимических заводах в
СССР в период восстановления после Оте-
чественной войны построены стальные
башпи.
Долголетняя практика проектирования и
эксплуатации подтверждает экономичность
п долговечность железобетонных башен,
почти не требующих ремонтов.
Наиболее широко распространена сборно-
монолитная конструкция башни, при кото-
рой стены и каркас возводятся из монолит-
ною железобетона в скользящей опалубке,
а второстепенные балки, плиты и воронки
бункеров монтируются из сборных железо-
бетонных элементов.
Такая конструкция совершенствовалась
в проектах Гипрококса на протяжении
многих лет.
В последние годы созданы проекты и со-
оружены на отдельных заводах угольные
башни, монтируемые полностью из сборных
железобетонных конструкций.
Общепринятой формой бункеров является
прямоугольная, которая компактно вписы-
вается между батареями, обеспечивает рав-
номерное распределение выпускных отвер-
стий в днище бункеров . и более полный
сх-от шихты.
Цилиндрические бункера применяют в
угольных башнях редко, так как они не-
удачно компонуются с окружающими соо-
ружениями коксового блока, а неравномер-
ное распределение выпускных отверстий
в круглом днище ухудшает условия запол-
нения шихтой загрузочного вагона.
У торцов башни, с машинной стороны,
располагают лифт и скиповый подъемник
для иодпланирной шихты.
Перекрытие, несущее пути загрузочного
вагона, рассчитывается на установку двух
загрузочных вагонов.
Архитектурный облик угольной башпи
должен учитывать ее доминирующее поло-
жение по высоте.
7 Справочник коксохимика, т. IV
Угольные башни из сборных
железобетонных конструкций
Угольная башня емкостью 3000 т шихты
из сборных железобетонных конструкций
для батарей коксовых печей емкостью 30 ,и3
показана на рис. 8-1. Башня целиком со-
стоит из сборных железобетонных конструк-
ций, объединяемых в жесткую пространст-
Рис. 8-1. Угольная башня из сборных же-
лезобетонных конструкции емкостью 3000 т
шихты для батарей коксовых ш-ч ем-
костью 30 м3
98
Строительное проектирование коксохимических предприятий
венную систему путем сварки и замоноличи-
вания стыков.
Каркас подбункерной части монтируется
из сборных железобетонных колонн весом
до 18 т и ригелей весом до 2,7 т. Под пути
загрузочного вагона устанавливают сбор-
ные железобетонные предварительно напря-
женные подкрановые балки пролетом 6 м и
весом 4,2 т.
Днище бункеров из сборных железобетон-
ных пирамидальных воронок весом до 15 т
(собираемых из четырех плит и элемента
с выпускным отверстием, замоноличиваемых
в кондукторе) опирается на сборные желе-
зобетонные фермы пролетом 13,7 м и весом
15 г, устанавливаемые попарно.
Стены прямоугольных бункеров выполне-
ны из сборных железобетонных предвари-
тельно напряженных вертикальных панелей
длиной 10,5 м\ панели наружных стен тав-
рового сечения весом до 6 т, внутренней
стены — двутаврового сечения весом до
8,3 т.
Панели стен устанавливаются на ниж-
ний монолитный железобетонный обвязоч-
ный пояс, бетонируемый по сборным бал-
кам— вставкам (весом до 4,5 г), и закреп-
ляются верхним монолитным обвязочным
поясом.
Выше отметки 32,350 вертикальные про-
дольные стены бункеров переходят в на-
клонное покрытие из сборных железобетон-
ных предварительно напряженных крупно-
панельных плит пролетом 12 м и весом 4 т,
соответствующее откосу шихты в бункере.
Плиты покрытия опираются на сборные же-
лезобетонные фермы трапециевидного очер-
тания пролетом 13,7 м и весом 9 т. На фер-
мы опираются и сборные железобетонные
предварительно напряженные подкрановые
балки пролетом 12 м и весом 8 г, несущие
сборный железобетонный каркас надбункер-
ной части из колонн весом 3 г с шагом
6 м и ригелей весом 2,6 т. Фермы, подкра-
новые балки и колонны раскрепляются
стальными связями. Перекрытия одноэтаж-
ной надбункерной части и рабочая пло-
щадка выполняются из сборных железобе-
тонных крупнопанельных плит пролетом 6 м,
покрытие из плит пролетом 12 м, стены —
из армопенобетонных панелей.
При шаге колонн 3 м обеспечивается бо-
лее равномерная передача нагрузки на
ленточные фундаменты, что облегчает фун-
даменты.
Примером другого решения является экс-
периментальная угольная башня емкостью
2560 т шихты из сборных железобетонных
конструкций с цилиндрическими бункерами,
построенная для батарей с печами емкостью
21,6 м3.
Подбункерная часть представляет собой
сборный железобетонный каркас из двух-
пролетных рам с шагом 6 м. Вес колонны
до 35,2 т, ригелей, опирающихся на консо-
ли колонн, — до 14,5 т.
Междуэтажные перекрытия выполняются
из сборных железобетонных крупнопанель-
ных плит размером 1 X 6 .«, стены — из
крупных шлакобетонных блоков весом до
2,8 т. Днище и стены бункеров опираются
на сборные железобетонные поперечные
балки пролетом 13,1 м, весом до 38,4 т
с шагом 2,5 м, лежащие на двух продоль-
ных балках, опирающихся на наружные ко-
лонны.
Сборные железобетонные воронки пира-
мидальной формы весом 5,6 т опираются
на поперечные балки, по верху которых ус-
танавливают кольцевые балки, состоящие
из трех элементов весом 12,3 т с радиусом
5,3 м. На кольцевые балки опираются сбор-
ные железобетонные рассекатели треуголь-
ного сечения, весом 15 т, длиной до 10,4 м
(имеется также вариант рассекателей, сва-
риваемых из двух элементов), второстепен-
ные рассекатели весом 1,1 т.
Стены каждого из двух цилиндрических
бункеров диаметром 10,8 м состоят из 12
сборных железобетонных ребристых верти-
кальных панелей размером 3 X 16,7 м и
весом 16 т с толщиной стенки 80 мм,
высотой ребер 400 мм и внутренним радиу-
сом 5,4 м.
При монтаже панели стен прикрепляются
к круглому кондуктору, располагающемуся
в центре бункера, привариваются к кольце-
вым балкам и свариваются между собой.
Вертикальные швы между панелями запол-
няют цементным раствором. По наружной
поверхности бункера на горизонтальных
ребрах панелей располагается через 2,38 м
по высоте кольцевая арматура из двух пуч-
ков, которая напрягается электротермиче-
ским методом путем нагрева током до
400° С с одновременным натяжением ее
стяжными муфтами. При охлаждении арма-
турные пучки, состоящие из 18 штук стерж-
ней диаметром 5 мм из высокопрочной про-
волоки, создают обжатие панелей стен бун-
кера и воспринимают горизонтальные уси-
лия.
Арматура эта защищается от коррозии
бетонированием пазов панельных ребер
при заполненных шихтой бункерах, чтобы
уменьшить трещины в бетоне.
Над стеновыми панелями устанавливают-
ся сборные железобетонные сегментные па-
нели покрытия бункеров весом до 16,5 т,
привариваемые к их ребрам. Внутренние
поверхности панелей, воронок, рассекателей,
бункера железнятся до монтажа.
Надбункерная двухэтажная часть башни
прямоугольной формы представляет собой
сборный железобетонный каркас из одно-
пролетных рам пролетом 9 м с шагом 6 м;
колонны весом 4 г, ригели 4,4 т.
Рамы опираются на сборные железобетон-
ные балки весом 15,6 т, пролетом 9 м, ле-
жащие на сборных железобетонных элемен-
тах покрытия бункеров.
Верхняя часть бункера (между отметками
37,030 и 40,500), не испытывающая гори-
зонтального давления от шихты, имеет пря-
моугольную форму в габаритах надбункер-
ной части башни и ограждена стенами из
шлакобетонных крупных блоков.
Сооружения коксового цеха
99
Покрытие надбункерной части выполняет-
ся из сборных железобетонных балок про-
летом 9 м и крупнопанельных плит разме-
ром 1,5 X 6 м.
Перекрытия и стены аналогичны описан-
ным в подбункерной части.
Лестничная клетка и шахта лифта пз
стального каркаса с обшивкой из волни-
стых асбоцементных листов.
Для возведения башни необходим башен-
ный кран грузоподъемностью 40 т.
Угольные башни из сборно-монолитных
железобетонных конструкций
Угольная башня емкостью 3200 т шихты
из сборно-монолитных железобетонных кон-
струкций для батарей коксовых печей емко-
стью 30 .и3 показана на рис. 8-2.
Рис. 8-2. Угольная башня из сборно-
монолнтных железобетонных конструк-
ций емкостью 3200 т шихты для бата-
рей коксовых печей емкостью 30 м3
Стены башни и лестничной клетки моно-
литные железобетонные, возводятся в сколь-
зящей опалубке от фундамента до отметки
35,700. Продольные стены усилены пиляст-
рами снизу до верха рассекателей.
Каркас подбункерной части башни—ко-
лонны и ригели с шагом 6 л — монолитный
железобетонный, возводится в скользящей
7*
опалубке одновременно со стенами; пере-
крытия из сборных железобетонных круп-
нопанельных плит пролетом 6 м и весом
1,6 т.
Монолитные железобетонные балки дни-
ща бункеров и балки, несущие надбункер-
ную часть, армируются несущими армобло-
ками и бетонируются в подвесной опалуб-
ке. При бетонировании стен оставляются
проемы для опирания балок днища.
Продольные рассекатели днища и плиты
воронок бункеров сборные железобетонные
весом до 2,8 т. Небольшие поперечные рас-
секатели монолитные железобетонные.
Сборные железобетонные элементы под-
бункерной части и днища бункеров мон-
тируются сверху, для чего снимается
частями рабочий настил скользящей опа-
лубки.
Надбункерная часть башни одноэтажная,
с рабочими площадками под вентиляцион-
ную установку и электропункт в торцах
пролетом 6 м, монтируется из сборных же-
лезобетонных элементов весом до 2,8 т.
Часть стены, в которой находится проем
для моста под конвейер, и монтажный про-
ем выкладывают из кирпича.
Шахта лифта выполняется из стального
каркаса с обшивкой асбоцементными волни-
стыми листами.
Описанная угольная башня является наи-
более совершенной из башен сборно-моно-
литной конструкции. При разработке ее
проекта учтен многолетний опыт проекти-
рования, строительства и эксплуатации по-
добных башен.
По сравнению с применявшимися ранее
башнями уменьшен строительный объем
в результате более рационального решения
надбункерной части, внедрены сборные же-
лезобетонные унифицированные плиты пе-
рекрытий и покрытия, а сборным конструк-
циям рассекателей бункеров придана более
простая форма, облегчающая их изготовле-
ние.
Конструкции угольной башни емкостью
3000 т шихты для батарей коксовых печей
емкостью 21,6 м3 подобны описанным для
башни емкостью 3200 г, но стены, а также
внутренние колонны и ригели, находящиеся
в плоскости внутренних поперечных стен
бункеров (с шагом 5,7 .ч), возводятся
от фундаментов до верха башни из мо-
нолитного железобетона в скользящей
опалубке.
Перекрытия и покрытие из сборных желе-
зобетонных балок и плит весом до 3,7 т ча-
стично монолитные.
Бункера разделены поперечными стенка-
ми на четыре отсека. Рассекатели днища
бункеров сборные железобетонные треуголь-
ного полого сечения. Наклонные грани во-
ронок днища у стен бункеров выполняют-
ся из сборных железобетонных плит и ид
монолитного бетона.
Такие угольные башни сооружены в боль-
шом количестве и вполне оправдали себя
в долголетней эксплуатации на отечествен-
ных заводах и за рубежом.
100
Строительное проектирование коксохимических предприятий
30,500 §
41,700
34,300
75,940
4,350
0,250
-5,200
34,000 &
!у,у.
37,650%
0100
SOOO
3500
3500 5000
=i
1
-----70000-
-----2300.0
Рис. 8-3, Угольная башня для батарей коксовых печей емкостью 21,6
с трамбованием шихты
Сооружения коксового цеха
101
Угольная башня для батарей коксовых
печей емкостью 21,6 лй с трамбованием
шихты
При коксовании слабоспекающихся углей
применяется трамбование шихты при помо-
щи трамбовочной машины, сблокированной
с коксовыталкивателем. В этом случае бун-
кера угольной башни, предназначенные для
загрузки шихты в трамбовочную машину,
располагаются над путями, по которым пе-
редвигается машина; их пролет (в связи с
невозможностью установки промежуточных
колонн) принят 22,0 м.
На рис. 8-3 показан план бункеров и раз-
рез сблокированной угольной башни, обе-
спечивающей подачу шихты в загрузочный
вагон и в трамбовочную машину в зависи-
мости от того, на каких углях будут рабо-
тать батареи.
В четырехэтажной пристройке располага-
ются обслуживающие помещения.
Конструкции угольной башни получаются
при этом сложными, разнообразными, сла-
бо поддающимися унификации. В связи
с этим основные конструкции — фундамен-
ты, каркас, бункера — решаются в монолит-
ном железобетоне.
Сборные железобетонные конструкции
применяют для перекрытий и покрытия, а
также некоторых колонн; они составляют
около 10% объема железобетона.
Стены выполняются частично из сборных
железобетонных и армопенобетонных пане-
лей, частично из кирпичной кладки и из
асбоцементных волнистых щитов.
Многоэтажный пролет надбункерной ча-
сти запроектирован по типу мостов под кон-
вейеры; несущими конструкциями служат
стальные фермы, перекрытия из железобе-
тонных плит по стальным балкам, стены и
покрытие из асбоцементных волнистых щи-
тов.
Одноэтажная надбункерная часть решает-
ся из сборных железобетонных колонн,
балок и плит покрытия, стены — из утеп-
ленных сборных железобетонных па-
нелей.
Вес сборных железобетонных колонн до
8,9 г, балок — до 3,0 г, подкрановых балок
4,2 г; плит перекрытий 1,6 т, плит покры-
тий 2,4 т, стеновых панелей — до 2,5 т.
Над бункерами башни передвигаются ре-
версивные конвейеры, обеспечивающие рав-
номерную загрузку шихты в бункера.
ФУНДАМЕНТЫ КОКСОВЫХ ПЕЧЕЙ
С ПУТЯМИ МАШИН
И ОБСЛУЖИВАЮЩИМИ ПЛОЩАДКАМИ
Фундамент батареи коксовых печей пред-
ставляет собой сложное инженерное соору-
жение, включающее газоотводящие борова
и работающее под значительными нагруз-
ками от батареи при температурах до 400° С
(а в дымовых патрубках временами до
700° С) под агрессивным воздействием про-
дуктов сжигания коксового или доменного
газа.
Конструкции фундамента должны быть
выполнены особенно качественно, посколь-
ку они не доступны для осмотра и ремонта
на протяжении 20—25 лет, а иногда и бо-
лее длительного срока службы коксовой ба-
тареи.
Основным элементом фундамента являет-
ся нижняя сплошная монолитная железо-
бетонная плита с контрфорсами (верти-
кальными подпорными стенами) по торцам
батареи, ограничивающими кладку печей
при ее тепловом расширении.
Контрфорсы обычно выполняются железо-
бетонными ребристыми, иногда применяют
плитные контрфорсы, а также из стальных
двутавровых стоек с железобетонным или
кирпичным заполнением.
В пекококсовых батареях, а за рубежом
и в коксовых батареях, помимо торцовых
контрфорсов, применяют промежуточные,
делящие батарею на блоки из небольшого
количества печей. В зависимости от типа
батареи и конструкции фундамента в его
состав (или в его комплекс) входят все или
часть из перечисленных ниже сооружений:
борова для отвода продуктов горения, вен-
тиляционный боров, общий боров к дымо-
вой трубе, тоннели для газопроводов вдоль
фундамента, подпорная стена тоннеля с
коксовой стороны и приямки для гидроза-
творов.
Основная конструкция фундамента опре-
деляется типом коксовых печей — с боко-
вым или нижним подводом газа. При боко-
вом подводе газа борова для отвода про-
дуктов горения располагаются преимущест-
венно на нижней фундаментной плите с вен-
тиляционным боровом в центре, под клад-
кой батареи. В отдельных случаях борова
располагаются вдоль наружных кромок
фундамента и монолитно связываются с
плитой.
При нижнем подводе газа фундамент
представляет собой рамную железобетон-
ную конструкцию с верхней плитой, опи-
рающейся на рамы, расположенные на ниж-
ней плите; борова для отвода продуктов
горения отделены от фундамента и распо-
ложены вдоль него.
Независимо от типа фундамента вдоль
него с одной стороны располагаются пути
коксовыталкивателя, а с другой — тушиль-
ного вагона, а также с обеих сторон —
продольные обслуживающие площадки; по
торцам фундамента находятся площадки —
концевая либо междубатарейная и проме-
жуточная.
Габаритные размеры фундамента опреде-
ляются размерами батареи коксовых печей,
типом печей, их количеством и размерами
камеры.
Вертикальная равномерно распределенная
нагрузка на верх фундамента коксовой ба-
тареи составляет обычно от 14 000 до
18 500 кгс/м2 и включает в себя вес кладки
коксовых печей, угольной шихты в каме-
рах печей, оборудования и коммуникаций
102
Строительное проектирование коксохимических предприятий
(газопроводов, анкеража, дверей и т. п.),
вес загрузочного вагона, нагрузки от про-
дольных обслуживающих площадок.
На консоли контрфорсов передается на-
грузка от опирающихся на них обслужи-
вающих площадок (концевой, промежуточ-
ной, междубатарейной).
Контрфорсы испытывают горизонтальную
нагрузку от роста динасовой кладки печей
при нагреве до эксплуатационных темпера-
тур.
Колонны контрфорса обычно защемлены
в нижней фундаментной плите, а верхняя
горизонтальная балка соединена продоль-
ными стальными анкерными стяжками с
противоположным контрфорсом батареи,
что создает упругое шарнирное опирание
при работе на горизонтальные нагрузки;
стяжки имеют пружинные опоры.
Расчетная схема колонны контрфорса —
однопролетиая балка с нижией защемлен-
ной и верхней шарнирной опорами. Для
улучшения условий работы примыкающей
к контрфорсу кладки применяется также
конструкция контрфорса, защемленного вни-
зу в борова и отделенного от нижней фун-
даментной плиты. Эта конструкция еще
должна быть проверена в эксплуатации.
Нижняя фундаментная плита рассчиты-
вается на отпор грунта (с учетом упругого
основания). При рассмотрении работы пли-
ты следует учитывать жесткость верхнего
строения фундамента и кладки батареи.
При наличии боровов на плите нагрузка
от батареи передается через простенки бо-
ровов; в рамных фундаментах нагрузка пе-
редается через колонны, вдоль которых
в плите устраивается клетка из скрытых
железобетонных балок.
Борова фундамента в поперечном направ-
лении рассчитываются как рамная конст-
рукция с жесткими узлами ригеля и шар-
нирными опорами простенков, в которых
приложены горизонтальные силы трения,
возникающие при смещении простенков от
роста фундамента при разогреве батареи.
Горизонтальная нагрузка от коксовытал-
кивателя, возникающая при выталкивании
кокса из печи, принимается равной 50 т и
учитывается при расчете фундамента бата-
реи только рамной конструкции.
Температурные усилия, возникающие в
различных элементах фундамента, в основ-
ном в период разогрева батареи и роста
кладки печей и фундамента пока не подда-
ются точному учету, в связи с чем при на-
значении сечений конструкций фундамента
учитывается опыт долголетней практики
проектирования и эксплуатации.
Так, например, толщину нижней фунда-
ментной плиты принимают 500 мм с утол-
щением под контрфорсами до 700 мм, а при
скальных грунтах иногда уменьшают до
400 мм; сечение средних колонн контрфор-
сов (при шести колоннах) 500 X 1200 мм,
а крайних колонн 400 X 1200 мм; толщину
сводов боровов в замке не менее 250 мм,
ширину простенков боровов не менее 550—
600 мм.
Конструкции фундамента коксовой бата-
реи выполняются в основном из монолитно-
го железобетона марки 150. Применяются
также и сборные железобетонные конструк-
ции из бетона марок 200—300.
Борова и общий боров, а в фундаментах
рамного типа и верхняя фундаментная пли-
та, работающие при высоких температурах,
выполняются из жароупорного железобето-
на. Применяемый бетон должен обладать
жароупорностью при температурах, возни-
кающих в конструкциях при эксплуатации:
в боровах и общем борове до 400° С, а в
дымовых патрубках кратковременно и до
700° С.
Для такого бетона применяется обычно
шлакопортланд-цемент марки ие ниже 400
(либо портланд-цемент марки 400 с тонко-
молотыми добавками). В качестве заполни-
телей используются пригодные кислые от-
вальные доменные шлаки, являющиеся, как
правило, местными материалами в условиях
строительства коксохимических цехов метал-
лургических заводов.
При отсутствии пригодных шлаков могут
применяться жароупорные горные породы;
базальт, диабаз, андезит, известняк, альби-
тофиры и т. п. В крайнем случае можно
применять тщательно сортированный бой
шамотного кирпича (не бывшего в употреб-
лении) снабженный паспортом и не содер-
жащий никаких примесей.
Не допускается применение гранитного
щебня, кварцевого гравия, магнезита, боя
магнезитовых изделий, несортированного
боя шамотного кирпича, так как эти мате-
риалы в условиях службы фундаментов
приводят к разрыхлению и разрушению бе-
тона.
Все материалы и бетон, а также произ-
водство работ должны удовлетворять тре-
бованиям СНиП и «Инструкции по техноло-
гии приготовления и применению жаростой-
ких бетонов» СН 156—61.
Шлакопортланд-цемент должен содержать
50% или более шлака.
Отвальные доменные шлаки должны быть
устойчивы против любого вида распада
(силикатного, железистого и др.) и не
должны содержать посторонних примесей и
мусора. Общее содержание окиси кальция
(СаО) в шлаке не должно превышать 45%
по весу. Модуль основности не должен
быть более единицы.
Показатель плотности бетона должен
быть не менее 0,85 с водоцементным факто-
ром не выше 0,5—0,6, бетон подбирает и
контролирует лаборатория.
Бетонирование должно производиться с
вибрированием. Применение для бетона ма-
териалов, не соответствующих вышеописан-
ным требованиям, может привести к серь-
езной аварии и необходимости полной пе-
рекладки батареи.
Конструкции фундамента обычно арми-
руются сварными арматурными сетками и
каркасами из горячекатаной арматуры пе-
риодического профиля, а в сложных мес-
тах— вязаной арматурой.
Сооружения коксового цеха
103
Колонны контрфорсов армируются свар-
ными пространственными арматурными бло-
ками, контрфорсы следует возводить в
скользящей опалубке.
При наличии грунтовых вод либо при воз-
можности поднятия их в процессе эксплуа-
тации завода до уровня общего борова
и фундамента должен быть предусмотрен
дренаж.
Обычно устраивается сплошной плоскост-
ной дренаж под фундаментной плитой и
подпорной стеной с уклоном к машинной
стороне, где за фундаментом первой нитки
пути коксовыталкивателя располагается
траншея с дренами и смотровыми ко-
лодцами, имеющая отводы вдоль общих бо-
ровов к колодцам у дымовых труб, откуда
вода трубами подается к дренажной насос-
ной; в случае возможности используется
естественный сброс дренажных вод.
Когда уровень грунтовых вод может до-
стигнуть только до основания общего боро-
ва, дренаж устраивается только у общего
борова.
При грунтах с основным расчетным со-
противлением менее 2,5 кгс/см2 или при про-
садочных грунтах под фундаментной пли-
той батареи должно быть произведено уп-
лотнение основания или устроено искусст-
венное, например свайное, основание. При
этом необходимо учитывать особую ответст-
венность конструкции фундамента, посколь-
ку технологические требования, связанные
с условиями сохранности кладки коксовых
печей и взаимосвязи батареи с коксовыми
машинами, не допускают значительных и
особенно неравномерных осадок фундамен-
та. Неравномерность осадки не должна пре-
вышать 0,001 длины участка. В фундамен-
тах батарей и в пути коксовыталкивателя
устанавливают реперы для систематическо-
го наблюдения за осадкой .
В фундаментах батарей с боковым подво-
дом газа сваи располагают под простенка-
ми боровов и под контрфорсами, а в фун-
даментах рамной конструкции сваи разме-
щают под колоннами и контрфорсами.
Ростверком служит фундаментная плита.
Фундамент коксовой батареи с боковым
подводом газа из 77 печей емкостью 30 м3
с отводом общего борова посередине батареи
Фрагмент продольного разреза фунда-
мента показан на рис. 8-4, поперечный раз-
рез — на рис. 8-5,
Монолитная железобетонная фундамент-
ная плита (размерами в плане 17,4 X
X 108,2 м) имеет толщину 500 мм, утол-
щаясь до 700 мм в торцах под контрфорса-
ми. Монолитный железобетонный контрфорс
состоит из шести колонн, плиты толщиной
250 мм н верхней балки.
Необходимо особенно надежно заанке-
рить по расчету закладные части в контр-
форсах, к которым привариваются впослед-
ствии блоки кантования, испытывающие
значительные знакопеременные усилия.
Общий боров отводится от середины ба-
тареи под фундаментной плитой и моно-
литно с ней связан, как складчатая железо-
бетонная конструкция; изнутри в пределах
фундамента батареи боров футеруется ша-
мотным кирпичом и выполняется из жаро-
упорного железобетона.
По верху нижней фундаментной плиты,
по слою песка и толю укладывается выстил-
ка с вентиляционными каналами из жаро-
упорных бетонных камней марки 150 на це-
ментном растворе марки 50 либо из
красного кирпича марки 150, служащая ос-
нованием боровов батареи. Выстилка обе-
спечивает охлаждение фундаментной плнты
и создает возможность температурных де-
формаций железобетонного массива с боро-
вами, расположенного на ней с уменьшени-
ем усилий, передаваемых на плиту. В кана-
лы выстилки закладываются трубки для
осуществления электрической блокировки
коксовых машин.
Четыре борова для отвода продуктов
горения и дымовые патрубки футеруются
внутри шамотным кирпичом, средний вен-
тиляционный боров не футеруется.
Пара смежных боровов для отвода про-
дуктов горения соединяется проемами
в простенке между ними.
По верху массива боровов укладывается
верхняя выстилка из одного ряда красного
кирпича марки 150 плашмя па цемент-
ном растворе марки 50 с каналами для ук-
ладки в них стальных анкерных стяжек
батареи.
Борова для отвода продуктов горения за-
кладываются у контрфорсов кирпичными
стенами. Вентиляционный боров соединяет-
ся с вертикальными каналами в контрфор-
сах, откуда вентилятором отсасывается воз-
дух, охлаждающий фундаментную плиту и
проходящий из тоннелей вдоль батареи че-
рез каналы нижней выстилки в вентиляци-
онный боров.
Массив боровов отделяется от контрфор-
сов деформационными швами, которые до
растопки батареи заполняются шлаковатой,
а после окончания растопки уплотняются
асбестовым шнуром и зачеканиваются сна-
ружи цементным раствором.
Вдоль фундамента батареи располагают-
ся тоннели для газопроводов, перекрывае-
мые сборными железобетонными плитами.
У контрфорсов в тоннелях устраиваются
кирпичные стены со стальными дверями.
С коксовой стороны тоннель ограждается
от пути тушильного вагона подпорной сте-
ной, несущей колонны продольных обслу-
живающих площадок. Подпорная стена
обычно выполняется монолитной железобе-
тонной с деформационными швами пример-
но через 30 м, предусматривается возмож-
ность ее возведения в катучей опалубке
(рис. 8-5).
Колонны тепляка, в котором производит-
ся кладка, опираются либо на сборные же-
лезобетонные колонны, устанавливаемые
снаружи подпорной стены и прикрепляемые
к ней сваркой закладных частей, либо на
104
Строительное проектирование коксохимических предприятий
Рис. 8-4. Фундамент коксовой батареи с боковым подводом газа из 77 печей емкостью 30 м3 с от-
водом общего борова 'посередине батареи. Фрагмент продольного разреза:
I — ось крайней печи; II — середина батареи; 1 — монолитная железобетонная фундаментная
плита; 2 — выстилка из жароупорных бетонных блоков (или кирпича) с вентиляционными кана-
лами; 3 — монолитный железобетонный массив с боровами; 4 — боров для продуктов горения;
5 — вентиляционный боров; 6 — общий боров; 7 — огнеупорная футеровка; 8 — верхняя выститка
из кирпича; 9 — железобетонный контрфорс
Рис. 8-5. Фундамент коксовой батареи с боковым подводом газа нз 77 печей емкостью 30 лЛ с от-
водом общего борова посередине батареи. Поперечный разрез:
А и С — оси колонн обслуживающих площадок; В — ось батареи; D и Е — оси рельсов пути
коксовыталкивателя; 1—9 — см. подрисуиочную подпись рис. 8-4; 10 — фундаменты пути коксовыталки-
вателя; 11 — подпорная стена; 12 — путь тушильного вагона
колонны продольных обслуживающих пло-
щадок, опирающиеся на подпорную стену.
Подпорная стена рассчитывается на сле-
дующие нагрузки:
1) в период разогрева батарей—от грун-
та, тепляка и от обслуживающих площа-
док;
2) в период эксплуатации — от грунта,
тушильного вагона и от обслуживающих
площадок, включая нагрузки от двересъем-
ной машины.
При мокром тушении кокса в случае, ес-
ли мимо строящейся батареи должен проез-
жать тушильный вагон, обслуживающий
уже работающую соседнюю батарею (на-
пример, у условной батареи № 4 четырех-
батарейного блока), колонны тепляка обя-
зательно должны опираться на верх под-
Сооружении коксового цехи
норной стены или на колонны продольных
обслуживающих площадок, чтобы не пре-
пятствовать движению тушильного вагона.
В этом случае исключаются специальные
сборные колонны, а подпорная стена усили-
вается.
Общий боров для отвода продуктов горе-
ния к дымовой трубе разделен средней про-
дольной стенкой на два борова, объединяю-
щиеся перед дымовой трубой. Вне фунда-
мента батареи общий боров выполняется из
жароупорного железобетона без внутрен-
ней футеровки.
Конструкции борова рассчитываются, как
рама в поперечном направлении, на давле-
ние грунта, собственный вес, полезную на-
грузку 1000 кгс/м3 на поверхности грунта
либо на нагрузку от автотранспорта на уча-
стке проходящей над боровом дороги, на
усилия от температуры и от температурно-
го перепада по граням стен (температура
внутри до 350° С).
У дымовой трубы над боровом размеща-
ется помещение для управления шиберами
и щиты контрольно-измерительных прнбо
ров.
Стены помещения кирпичные, покрытие из
сборных железобетонных плит, снимаемых
в случае демонтажа шиберов.
Днищу общего борова придается про-
дольный уклон к дымовой трубе, у кото-
рой устраивается колодец для сбора про-
сачивающихся грунтовых вод, отводимых
трубкой через стену борова. Вода откачи-
вается из колодца специальным насосом.
При наличии дренажа вода трубкой сбра-
сывается в соседний дренажный колодец.
Деформационные швы в общем борове
устраиваются у фундамента батареи, за пу-
тями коксовыталкивателя и у дымовой тру-
бы; швы уплотняются после роста асбесто-
вым шнуром и цементным раствором, а
также прикрываются сборными железобе-
тонными плитками.
Под фундаментной плитой батареи уст-
раивается бетонная подготовка, переходя-
щая уступами к заглубленному общему бо-
рову. Под колоннами контрфорсов устраи-
ваются подушки подготовки из бетона мар-
ки 100 с анкерными болтами для крепления
несущих армокаркасов колонн.
Для батарей с печами большей емкости
конструкции фундамента подобны вышеопи-
санным, но соответственно больше по раз-
мерам.
Фундаменты коксовой батареи с боковым
подводом гага из 65 печей емкостью 21,6 м3
с отводом общего борова в конце батареи
Фрагменты плана и продольного разреза
показаны на рис. 8-6. Такие фундаменты
строились для большинства коксовых бата-
рей до 1959 г.
Основное отличие от ранее описанного
фундамента заключается в том, что отвод
общего борова размещается в конце бата-
реи у коитрфопса, между колоннами кото-
рого проходят борова для отвода продук-
тов горения (со стороны угольной башни).
В связи с расположением общего борова
в конце батареи требуется большая высота
боровов фундамента, чем может быть при-
нята при отводе общего борова посредине
батареи, что вызывает необходимость уве-
личенного заглубления фундамента.
Общий боров делается монолитным желе-
зобетонным с шамотной футеровкой внут-
ри, коробчатого сечения со сводчатым пере-
крытием.
Подобная конструкция фундамента впол-
не оправдала себя в долголетней эксплуа-
тации. При перекладке батареи производил-
ся лишь небольшой ремонт фундамента,
заключавшийся в расчистке и инъектирова-
нии трещин, после чего он вновь сдавался
в эксплуатацию.
Осуществлена также конструкция подоб-
ного фундамента со сборно-монолитными
боровами из жароупорного железобетона
без шамотной футеровки. Поперечный раз-
рез такого фундамента показан на рис. 8-7.
Сборные блоки из жароупорного железо-
бетона служат опалубкой и футеровкой
монолитной части фундамента. Продольные
кромки фундамента выполняются из сбор-
ных блоков с заключенными в них канала-
ми дымовых патрубков; эти блоки являют-
ся уже несущими блоками фундамента, они
чрезвычайно упрощают сооружение узла
дымового патрубка, который был ранее,
при шамотной футеровке и монолитном же-
лезобетоне, крайне сложным в выполнении.
Футеровка боровов состоит из простеноч-
ных блоков и сводов.
Выстилка выполняется из сборных желе-
зобетонных плит лоткового сечения, вклю-
чающих в себя вентиляционный канал, а
второй ряд выстилки — из плоских плит.
Типоразмеры и количество блоков и плит
приведены в табл. 8-1.
Значительная повторяемость блоков и
плит создает возможность их бетонирова-
ния в инвентарной стальной опалубке.
Для блоков и плит применяется жаро-
упорный бетон марки 200, а для монолит-
ной части боровов — жароупорный бетон
марки 150.
Блоки и плиты армируются по расчету,
исходя из условий их монтажа, транспор-
тировки и работы как опалубки при бето-
нировании монолитной части фундамента.
Рабочая арматура фундамента располагает-
ся в монолитном железобетоне, защищенная
блоками от коррозии под воздействием
газовой среды.
Блоки соединяются между собой монтаж-
ной сваркой закладных частей.
Замоноличивание массива боровов фун-
дамента обеспечивает его общую несущую
способность и жесткость при совместной
работе с нижней фундаментной плитой, что
необходимо для уменьшения величины не-
равномерных осадок, опасных для батареи.
Для связи между отдельными блоками
вдоль батареи в канал в низу блоков ды-
мовых патрубков и под блоками простей-
106
Строительное проектирование коксохимических предприятий
---------------- 73152
7100
2200
Рис. 8-6. Фундамент коксовой батареи с боковым подводом газа из 65 печей емкостью 21,6 м3 с от-
водом общего борова в конце батареи:
I — ось крайней печи; II — ось общего борова; III — ось батареи; 1 — монолитная железобетонная
плита; 2 — выстилка из красного кирпича (или жароупорных бетонных камней) с вентиляционными
каналами; 3 — монолитный железобетонный массив с боровами-. 4— соединительные проемы в бо-
ровах; 5 — огнеупорная шамотная футеровка; 6 — железобетонный контрфорс; 7 — борова для про-
дуктов горения; 8 — вентиляционный боров; 9 — верхняя выстилка из красного кирпича; 10 — общий
боров
Сооружения коксового цеха
107
Рис. 8-7. Фундамент коксовой батареи из сборно-монолитного жароупорного железобето-
на. Поперечный разрез:
1 — монолитная железобетонная фундаментная плита; 2 — выстилка из крупных плит
с вентиляционными каналами из жароупорного бетона; 3 — монолитный железобетонный
массив с боровами из жароупорного бетона; 4 — сборный блок дымового патрубка из
жароупорного железобетона; 5 — сборные блоки футеровки боровов из жароупорного
железобетона; 6 — железобетонный контрфорс
ков укладывается сквозная арматура, а по
наружным граням фундамента блоки дымо-
вых патрубков соединяются приваркой
стальных полос для восприятия наружных
температурных усилий.
В связи с этими мероприятиями основная
статическая схема конструкции не изменя-
ется по сравнению с монолитной конструк-
цией.
Шамотная футеровка сохраняется лишь
в верхней части каналов дымовых патруб-
ков, где требуется особенная точность при-
мыкания технологических газоотводящих
патрубков, подверженных временами воз-
действию пламени; футеруются также тем-
пературные швы у примыкания боровов к
контрфорсам, где требуется особая точ-
ность, и колонны контрфорсов в местах про-
хождения их между боровами.
Монтаж сборных блоков может произво-
диться башенным краном грузоподъемно-
стью 5 т, путь которого следует разместить
в междупутья коксовыталкивателя.
При необходимости срочной передвижки
тепляка с соседней батареи монтаж блоков
можно вести гусеничным краном грузо-
подъемностью 5 т, передвигающимся по
фундаментной плите батареи, а также ис-
пользовать кран-балки тепляка.
Общий боров выполняется из жароупор-
ного монолитного железобетона без внут-
ренней шамотной футеровки.
Сборно-монолитная конструкция боровов
из жароупорного железобетона с исключе-
нием шамотной футеровки обладает рядом
преимуществ: повышается индустриальность
строительства, снижается трудоемкость,
создается возможность сооружения фунда-
мента без тепляка в сокращенные сроки;
исключается расход лесоматериалов иа
сложную кружальную опалубку боровов;
отпадает потребность в высококвалифици-
рованных каменщиках-кладчиках; снижает-
ся стоимость фундамента.
Таблица 8-1
Типоразмеры сборных
железобетонных
жароупорных блоков и плит выстилки
для фундамента коксовой батареи
из 65 печей объемом 21,6 м3
Число X
элементов S ф
Блоки или плиты те ю Х’= • х О з s J сп о
>> £х 2 Я ►а « ® _ X
ф о. о я О £
~ °- Р* о
я н ХЮ X И
Блоки дымовых пат-
рубков Блоки футеровки про- 134 536 3,9
стенков боровов с соединительными ка-
налами 40 160 3,8
То же, без соедини-
тельных каналов 40 160 3,6
Блоки футеровки сво-
дов боровов . . . 72 188 От 3,0 до 4,9
Блоки свода вентиля-
ционного борова Плиты нижней выс- 17 68 4,5
тилки с вентиляци- онными каналами 528 2112 1,4
Плиты второго ряда
выстилки 570 2280 0,35
Фундамент коксовой батареи с нижним
подводом газа из 77 печей емкостью 30 м3
с отводом общего борова посредине батареи
Для коксовых батарей с нижним подво-
дом газа применяют железобетонные фун-
даменты рамного типа, состоящие из верх-
108
Строительное проектирование коксохимических предприятий
пей плиты, рам и нижней фундаментной
плиты с контрфорсами.
Верхняя плита на колоннах образует под
батареей помещение, в котором размещают-
ся газопроводы, подводящие газ снизу
к батарее через трубки в верхней плите.
Из этого помещения ведется обслуживание
и регулирование (рис. 8-8).
роста кладки печей продеформируются, все
шарниры завариваются путем приварки
стальных накладок и бетонируются по
сетке.
Три средние стойки рамы жестко защем-
лены в нижнюю фундаментную плиту и
воспринимают все горизонтальные усилия
от температурных деформаций, возможного
Рис. 8-8. Фундамент коксовой батареи с нижннм подводом газа. Поперечный разрез:
1 — монолитная железобетонная нижняя фундаментная плита; 2 — сборные железо
бетонные колонны; 3 — монолитная железобетонная верхняя плита; 4 — выстилка из
кирпича; 5 — железобетонный контрфорс; 6' — шарниры рам; 7 — борова для отвода
продуктов горения; 8 — сборные железобетонные жароупорные блоки футеровки боровов;
9 — фундаменты пути коксовыталкивателя
Верхняя монолитная железобетонная пли-
та разрезана деформационными швами па
семь отдельных отсеков и не связана с
контрфорсами.
Толщина плиты 300 мм, размер деформа-
ционных швов 30 мм. Рамы в продольном
направлении расположены с шагом 2600 мм,
равным двойному расстоянию между ося-
ми печей; у деформационных швов рамы
спаренные, с расстоянием 210 мм в осях.
Рама состоит из семи колонн, расположен-
ных через 2270 мм, сечением 300 X 500 мм
(средняя 300 X 800 льм), и ригеля сечением
300 X 600 мм с вутами и консолями.
Сечения ригелей и колонн, а также их
расположение жестко ограничены техноло-
гическими требованиями разводки газопро-
водов и многочисленными отверстиями
в верхней плите.
Нижняя монолитная железобетонная фун-
даментная плита толщиной 500 мм имеет
утолщение у контрфорсов и под крайними
колоннами до 700 мм.
Контрфорсы решены обычно, но с семью
колоннами, как и в рамах фундамента, для
сохранения проходов.
Впервые для фундаментов коксовых ба-
тарей № 1 и 2 Авдеевского коксохимическо-
го завода железобетонные колонны рам
фундамента сделаны сборными, а по две
крайние стойки с каждой стороны рамы
имеют шарнирное опирание в плоскости
рамы — внизу на нижнюю фундаментную
плиту и в месте опирания ригеля на стойку.
Шарниры выполнены в виде стальных
сварных башмаков с прокладками посреди-
не полос. Шарниры между ригелями н стой-
ками завариваются до замоноличивания
фундамента, после чего освобождаются.
После окончания разогрева батареи,
когда рамы под влиянием температуры и
неравномерного роста, ветра, коксовытал-
кивателя.
После выверки, рихтовки и раскрепления
колонн производится бетонирование в под-
весной опалубке верхней плиты и ригелей
рам.
При этом должны быть надежно за-
креплены кондукторами многочисленные
закладные трубки глазков и пробки для
отверстий в верхней плите, смещение кото-
рых при бетонировании недопустимо; при-
меняется также их раскрепление приваркой
к арматуре плиты.
Верхняя плита рассчитывается как нераз-
резная, опирающаяся на ригели рам, на на-
грузку от собственного веса, веса кладки
батареи с угольной шихтой и оборудовани-
ем, на горизонтальное усилие от трения
кладки печей при росте, на усилия от раз-
ности температур на гранях плиты. Верхняя
ребристая плита выполняется из жароупор-
ного бетона марки 300. Сборные колонны
выполняются из бетона марки 300.
Нижняя плита рассчитывается на отпор
грунта на упругом основании на полную на-
грузку, передаваемую колоннами фунда-
мента. В плнте под рядами колонн со-
здается клетка скрытых балок, в которых
концентрируется расчетная арматура пли-
ты. Поля плиты между балками армируют-
ся как контурные плиты, опирающиеся на
скрытые балки. Нижняя плита и контрфорс
выполняются из бетона марки 150.
Армирование верхней плиты, изрезанной
густой сеткой отверстий, и рам фундамента,
имеющих ограниченные сечения и высокий
процент арматуры, должно особенно тща-
тельно разрабатываться в конструктивных
чертежах в увязке с закладными частями п
отверстиями.
Борова для отвода продуктов горения
Сооружения коксового цеха
109
располагаются с обоих сторон вдоль бата-
реи, служа стенами помещения под бата-
реей, в связи с чем они выполняются с тер-
моизоляцией нз кладки диатомитового кир-
пича со штукатуркой (рис. 8-8).
Борова имеют замкнутое коробчатое се-
чение со сводчатым перекрытием и выпол-
няются из монолитного жароупорного желе-
зобетона на бетоне марки 150. Боров изнут-
ри и проемы дымовых патрубков футе-
руются сборными железобетонными блока-
ми из жароупорного бетона марки 200, сое-
диненными монтажной сваркой закладных
частей. Сборные блоки служат и опалубкой
для монолитного железобетона. Деформа-
ционные швы в боровах расположены через
13 м, как и в верхней плите фундамента.
Борова несут на себе колонны и стены
продольных обслуживающих площадок.
Биров с коксовой стороны испытывает
давление от пути тушильного вагона и от
колонн тепляка; в середине этого борова
имеется отвод общего борова, проходящий
под нижней фундаментной плитой батареи;
чтобы уменьшить заглубление, общий бо-
ров па участке под батареей имеет короб-
чатое двухячеечное сечение, переходящее
вне батареи в одну ячейку большей высоты;
он объединяется с общим боровом, отходя-
щим от продольною борова с машинной
стороны в новое двухячеечное сечение.
В остальном общий боров подобен опи-
санному выше для батареи с боковым под-
водом газа и выполняется из жароупорного
железобетона без футеровки.
Между нижней фундаментной плитой и
перекрытием проходящего под ней общего
борова укладывается термоизоляция из гра-
нулированного шлака.
Фундаменты пути коксовыталкивателя
П\ть коксовыталкивателя располагается
вдоль фронта коксового блока (параллель-
но продольной оси батарей), с машинной
стороны. Концевые участки пути выходят
<а ось крайней печи батареи до 46 м.
При выталкивании кокса из печи помимо
вертикальных нагрузок от веса машины
возникает i оризонтальная нагрузка, равная
50 т, приложенная на уровне штанги коксо-
выталкивателя, направленная от батареи и
передающаяся на вторую нитку пути.
Величина нагрузок увеличивается на ко-
эффициент динамичности 1,25.
П\ть коксовыталкивателя состоит из
двух ниток рельсов с шириной колеи
10 000 мм для коксовых печей объемом
30 М'1 и 8686 мм для печей объемом 21,6 .и3.
Отметка головки рельсов, как правило, на
400 мм выше нулевой отметки планировки
(см. рис. 8-5).
Рельсы крепятся к коротким дубовым
шпалам, которые закрепляются анкерными
болтами к фундаментам.
Пр,и отсутствии дубовых шпал допускает-
ся замена их лиственничными по специаль-
ным техническим условиям.
В конце пути устраиваются упоры.
Основание под фундаменты пути должно
быть падежным, не допускающим значи-
тельных и неравномерных осадок. В случа-
ях, когда фундаменты батарей располага-
ются на искусственном основании, фунда-
менты пути коксовыталкивателя устраива-
ются на таком же основании.
Междупутье асфальтируется (либо уст-
раивается бетонное покрытие) с уклоном от
батареи к лотку, отводящему атмосферные
воды в зумпф, откуда они поступают в лив-
невую канализацию.
Фундаменты пути коксовыталкивателя
представляют собой обычно две бетонные
слабоармироваиные ленты. Против фунда-
ментов батарей ленты соединяются между
собой железобетонными балками-затяжка-
ми, расположенными на расстоянии около
4,6 м друг от друга. Затяжки вовлекают в
совместную работу обе ленты фундамента
при воздействии горизонтальной силы и
обеспечивают неизменяемость пути. Дефор-
мационные швы в лентах устраиваются че-
рез 25—30 м.
Вверху ленты второй нитки пути имеется
упор против смещения шпал от батареи.
Фундамент первой нитки пути коксовы-
талкивателя служит одновременно и под-
порной стеной тоннеля, на его консоли опи-
раются колонны продольной обслуживаю-
щей площадки и фундаментные балки, не-
сущие ее стены; во время сооружения бата-
реи на фундамент первой нитки опираются
колонны тепляка.
В случае отвода общего спаренного боро-
ва посередине батареи участок пути, про-
ходящий над боровом, укладывается на же-
лезобетонных балках, опирающихся па сте-
ны борова. В случае одиночного отвода об-
щего борова в торце батареи над ним рас-
полагаются сборные железобетонные балки
перемычки, несущие путь и опирающиеся па
основные ленты пути.
Концевые участки пути, предназначенные
для стоянки резервного коксовыталкивате-
ля или для ремонта машины, располагают-
ся на облегченных лентах без затяжек.
В ленте под первую нитку пути устраивают-
ся пилястры, несущие колонны под троллею
и фундаментные балки под степу, ограж-
дающую путь. В лентах концевого участка
устраиваются утолщения под домкраты, не-
обходимые при ремонте машины. На участ-
ках угольных башен и междубатарейной
площадки в связи с расположением комму-
никационных тоннелей пути коксовыталки-
вателя размещаются на сборных железобе-
тонных предварительно напряженных под-
крановых балках таврового сечения, опи-
рающихся на фундаментные столбы с ша-
гом 6 м. В местах расположения домкра
тов столбы уширяются. В полках балок
оставляются отверстия для пропуска ан-
керных болтов, крепящих шпалы пути к бал-
ке, Балки при необходимости могут выпол-
няться и в монолитном железобетоне.
Для рихтовки пути при осадках батареи,
с которой коксовыталкиватель связан по от-
меткам положения штанги, по верху лент
но
Строительное проектирование коксохимических предприятий
под шпалы укладывают два ряда съемных
бетонных камней марки 100 на растворе
марки 50 общей высотой 200 мм.
Фундаменты пути против батареи рассчи-
тываются как спаренные ленты с затяжка-
ми на два вида нагрузок:
1) от тепляка и площадок;
2) от коксовыталкивателя и площадок.
При проектировании фундаментов пути на
свайном основании их рационально решать
в виде железобетонных фундаментных ба-
лок, опирающихся на столбы, связанные с
затяжками и стоящие на сваях; шаг столбов
принимается равным шагу колонн тепляка
(например, 4,58 м). При этом столбы пер-
вой нитки пути соединяются короткими ба-
лочками с фундаментной плитой батареи
для передачи на нее горизонтального уси-
лия и снятия его со свай фундаментов пути.
Фундаменты под пути коксовыталкивателя
с трамбовочной машиной выполняются из
монолитных железобетонных балок, опи-
рающихся на столбы.
Конструкция концевых участков пути на
шпально-щебеночном основании на прак-
тике не оправдалась из-за неустойчивости
пути и больше не применяется.
Путь тушильного вагона
Путь тушильного вагона располагается
вдоль фронта коксового блока (параллель-
но продольной оси батарей) с коксовой сто-
роны между батареями и коксовой рампой.
По пути перемещается тушильный вагон
с выгруженным в него раскаленным коксом
в тушильную башню, а оттуда с потушен-
ным коксом к коксовой рампе, где он раз-
гружается.
На участке между тушильной башней и
коксовой рампой с тушильного вагона сте-
кает значительное количество воды, сохра-
няющейся в потушенном коксе. Конструк-
ция пути должна предусматривать полный
перехват и отвод этой воды, исключая ее
попадание под фундаменты коксовых бата-
рей.
Основание под путь должно быть надеж-
ным, исключающим значительные и нерав-
номерные осадки, так как тушильный вагон
связан по габаритам и отметкам с коксовы-
ми батареями и рампой. Конструкция пути
должна допускать удобную рихтовку и
очистку от шлама и россыпи кокса.
Верхнее строение пути представляет со-
бой обычный железнодорожный рельсовый
путь широкой колеи, укладываемый на дере-
вянных шпалах.
От тушильной башни до конца коксовой
рампы путь располагается в железобетон-
ном корыте, имеющем уклон к лотку, отво-
дящему стекающую с пути воду в отстой-
ник у тушильной башни. Шпалы опираются
всем основанием на ленты из бетонных
камней марки 100, между которыми нахо-
дятся приливы в монолитном корыте, пре-
пятствующие смещению шпал.
Поперечное сечение пути показано на
рис. 8-9.
Рис. 8-9. Путь тушильного вагона. Поперечный разрез:
/ — ось; 2 — железобетонное корыто; 3 — бетонные камни марки 100 на цементном растворе марки 25; 4 — деревянные шпалы; 5 — чугунные
плиты выстилки; 6 — лоток для отвода воды (уклон создается бетоном марки 100); 7 — подпорная стона вдоль коксовой батареи; 8 — шов,
заполненный битумом; 9 — бетонная подготовка по тщательно уплотненному грунту со щебнем
Сооружения коксового цеха
111
В ранее применявшейся конструкции пути
шпалы внутри лотка опирались на щебеноч-
ный балласт и покрывались чугунными пли-
тами. Однако балласт быстро зашламовы-
вался, а очистка его вызывала значительные
затруднения в условиях регулярного движе-
ния вагона, в связи с чем рекомендуется
новое решение.
Внутри корыта устраивается битумная
обмазочная гидроизоляция, а при просадоч-
ных грунтах — оклеенная гидроизоляция.
В корыте примерно через 25 м предусматри-
ваются деформационные швы.
За пределами коксовой рампы путь ту-
шильного вагона укладывается на щебе-
ночном балласте по слою асфальта и подго-
товки из щебня, пропитанного битумом, а
сверху облицовывается сборными железо-
бетонными плитами, создающими возмож-
ность очистки пути. Вдоль пути устраивает-
ся лоток для отвода воды из сборных же-
лезобетонных блоков.
Сборные железобетонные плиты имеют
размеры до 1890 X 490 X 60 мм, вес до
125 кг, выполняются из плотного вибриро-
ванного бетона марки 200 и снаружи же-
лезнятся.
В связи с тяжелыми условиями работы
бетон должен обладать повышенной плот-
ностью и морозостойкостью; для этой цели
в него рекомендуется вводить пластифици-
рующие добавки, например состав ГКЖ-94,
в соответствии с действующими инструк-
циями.
Обратная засыпка грунта в котлованы у
коксовой батареи и коксовой рампы, служа-
щего основанием под путь тушильного ва-
гона, должна выполняться из местного грун-
та слоями 250—300 мм с тщательным уп-
лотнением, а верхний слой 500 мм и с добав-
лением щебня. Засыпанный грунт должен
быть уплотнен до плотности естественного
грунта.
Обслуживающие площадки коксовых
батарей
Обслуживающие площадки коксовых ба-
тарей предназначаются для размещения на
них технологического оборудования, стан-
ций для ремонта оборудования, складов и
обслуживающих помещений, кантовочны.х
помещений. В зависимости от места распо-
ложения площадки называются концевыми,
промежуточными, междубатарейными и
продольными обслуживающими.
Площадки представляют собой двух-
этажные каркасные сооружения, покрытия
их также служат рабочими площадками, по
которым перемещается оборудование либо
машины.
Пролеты и шаги колонн площадок, а так-
же высота этажей связаны с габаритами ба-
тарей и оборудования, что исключает при-
менение унифицированных элементов.
В связи с этим сборные железобетонные
конструкции, особенно с учетом многочис-
ленных креплений оборудования, в настоя-
щее время ие применяются, равно как и мо-
нолитные, требующие значительного расхо-
да опалубки.
В основном обслуживающие площадки
сооружаются из стальных колонн и балок с
монолитными железобетонными плитами
перекрытий и покрытий. Стены площадок
кирпичные, опираются на железобетонные
фундаментные балки. Фундаменты под ко-
лонны железобетонные ступенчатые.
Покрытие площадок над кантовочными
помещениями утепляется шлакобетоном по
гидроизоляции из рулонных материалов,
сверху укладывают слой асфальтобетона,
которому придают уклон для водоотвода, и
покрывают слоем тугоплавкого асфальта.
На остальных площадках кровля аналогич-
на, но без шлакобетона.
Под пути загрузочного вагона устраи-
ваются над плитой покрытия железобетон-
ные столбики, между которыми стекают ат-
мосферные воды.
Все проемы в покрытии окаймляются бор-
тиками, предохраняющими от протекания
воды. Все деформационные швы перекры-
ваются козырьками из оцинкованной кро-
вельной стали.
Концевые и междубатарейные площадки
в местах примыкания к контрфорсам коксо-
вой батареи опираются на консоли контр-
форсов. Промежуточные площадки не име-
ют колонн, их перекрытия опираются с од-
ной стороны на консоли контрфорсов ба-
тареи, а с другой стороны на консоли в
угольной башне. Опирание площадок на кон-
соли контрфорсов батареи производится на
стальных катках с оставлением деформа-
ционных швов для обеспечения возможно-
сти перемещения контрфорсов при росте ба-
тареи.
Колонны продольных обслуживающих
площадок, расположенных вдоль коксового
блока с машинной и коксовой сторон, при
батареях с боковым подводом газа опира-
ются с коксовой стороны на подпорную
стену, а с машинной стороны — на консоли
в фундаментах пути коксовыталкивателя;
при батареях с нижним подводом газа ко-
лонны опираются на боковые борова. По-
крытие продольных обслуживающих площа-
док свободно опирается с одной стороны на
стальные колонны, а с другой на анкерные
колонны коксовой батареи и выполняется в
виде монолитной железобетонной плиты по
стальным балкам, а сверху защищается чу-
гунными плитами; возможна защита клин-
керным кирпичом.
С коксовой стороны на продольной пло-
щадке располагаются пути для двересъем-
ной машины с коксонаправляющей.
ДЫМОВЫЕ ТРУБЫ
Дымовые трубы представляют собой спе-
циальные инженерные сооружения, кото-
рые проектируются и возводятся специали-
зированными организациями (Теплопро-
ект, Теплострой) в соответствии с действую-
щими нормативными материалами.
112
Строительное проектирование коксохимических предприятий
Рис. 8-10. Дымовая труба:
/ — железобетонный фун-
дамент; 2 — железобетонный
ствол трубы; 3 — футеровка
нз красного кирпича; 4 —
термоизоляция из диатомо-
вого кирпича; 5 — термоизо-
ляция пз минеральной ва-
ты; 6 — лестница; 7 — све-
тофорные площадки; 8 —-
защитный чугунный колпак;
о — молниеотводы грозо-
защиты
Для больших коксовых батарей строятся
преимущественно монолитные железобетон-
ные дымовые трубы из бетона марок 200 и
300 с внутренней теплоизоляцией из диато-
мового кирпича марки 500 (или из матов
минеральной ваты) и футеровкой из красно-
го кирпича марки 100 (рис. 8-10).
Труба возводится в стальной инвентарной
переставной опалубке, имеет форму усечен-
ного полого конуса с уклоном наружной
грани ствола 0,02.
Размеры трубы определяются расчетом в
зависимости от типа, количества, емкости
коксовых печей в батарее, рода отопительно-
го газа и необходимой тяги.
Для батареи из 77 печей емкостью 30 лр.
обогреваемой коксовым или доменным га-
зом, диаметр выходного отверстия вверху
трубы принимается 3,8 м и высота трубы
100 м, при отоплении печей только коксо-
вым газом — соответственно 3,5 м и 90 м, а
для батареи из 65 печей емкостью 21,6 др
будет 3,5 л/ и 100 м при обогреве доменным
газом.
Температура продуктов горения, отходя-
щих через дымовую трубу, составляет 250—
Примерный химический состав отходя-
щих газов:
а) при отоплении печей коксовым газом'
5,6% СО2; 18,4% Н2О; 5% О2; 71% N2;
б) при отоплении печей доменным газом'
22,3% СО2; 3,45% Н2О; 1,75% О2; 72,5% N2.
В верху дымовой трубы устанавливается
защитное чугунное кольцо. Труба обору-
дуется стальной лестницей с ограждением,
светофорными площадками, грозозащитой и
световой сигнализацией для безопасности
авиатранспорта.
Дымовые трубы рассчитываются на собст-
венный вес и ветровую нагрузку, а также
на температурные усилия от неравномер-
ного нагрева сечения.
Дымовые трубы должны возводиться со
строгим соблюдением всех требований гла-
вы СНиП III—В. 9—62.
Раньше возводили также кирпичные и
стальные с растяжками дымовые трубы. Од-
нако кирпичные трубы очень трудоемки, а
стальные трубы требуют значительного рас-
хода листовой стали и постоянной защиты
от коррозии, вследствие чего они были вы-
теснены железобетонными
Фундаменты под дымовые трубы соору-
ружаются железобетонные монолитные ста-
канного типа.
Глубина заложения подошвы фундамента,
как правило, определяется глубиной подхо-
дящего к дымовой трубе общего борова и
находится обычно на отметке 7—7,4 м.
Нагрузками для расчета служат собст-
венный вес трубы п фундамента, вес грунта
на уступах фундамента и ветровая нагруз-
ка на трубу.
Проем в фундаменте, составляющий про-
должение общего борова, отделенного от
фундамента деформационным швом, и золь-
ник футеруются красным кирпичом с тепло-
изоляцией из диатомового кирпича.
Сооружения коксового цеха
113
Вокруг фундамента устраивается асфаль-
товая отмостка.
Конструкция деформационного шва дол-
жна исключать возможность подсоса воз-
духа и проникновения влаги.
При просадочных грунтах устраивается
искусственное основание, например свай-
ное, либо производится термическое укреп-
ление грунта путем обжига.
Для ориентировки при проектировании
подземных коммуникаций, фундаментов
колонн и сооружений вблизи трубы приве-
дена табл. 8-2 размеров фундаментов, со-
ставленная на основании проектов, выпол-
ненных для разных грунтовых условий.
Тушильная башня
При проектировании и эксплуатации не-
обходимо учитывать тяжелые специфиче-
ские условия, в которых работает тушиль-
ная башня:
1. Периодическое (продолжительностью
до 1 мин) воздействие высокой температу-
ры при въезде тушильного вагона с раска-
ленным коксом, имеющим температуру до
950° С.
2. Периодическое воздействие насыщен-
ных паров, имеющих температуру 100° С,
образующихся при тушении кокса, на про-
тяжении около 2 мин.
Таблица 8-2
Размеры фундамента железобетонных дымовых труб
Характеристика трубы Размеры фундамента, м Расчетное сопротивление грунта под подошвой фун- дамента, кг/см*
3,00 3,50 4,00; скала; । свайное ос- нование
Дымовая труба высотой 100 м, диа- метр выходного отверстия 3,5 м Примыкание общего борова на отмет- Диаметр нижней плиты . 16,00 14,50 13,00
Глубина дошвы заложения по- —7,20 —7,20 —7,20
ке—4,55 м (коксовые батареи из 65 печей объемом 21,6 л3 с боко- Толщина ника плиты у золь- 1,60 1,40 1,30
вым отводом общего борова) Нижний диаметр стакана 10,00 10,00 10,00
Верхний диаметр стакана 8,20 8,20 8,20
Дымовая труба высотой 100 м (90 м). Диаметр нижней плиты 17,00 (14,00)1 15,00
диаметр выходного отверстия 3,8 м (3,5 м) Глубина дошвы заложения по- —7,40 (—6,00) —7,00
Примыкание общего борова на отмет- ке —3,95 м (—3,23) (коксовые ба- Толщина ника плиты у золь- 1,60 (1,60) 1,60
тареи из 77 печей объемом 30 м3 Нижний диаметр стакана 10,00 (9,50) 10,00
со средним отводом общего борова) Верхний диаметр стакана 8,46 (7,74) 8,39
1 В скобках указаны размеры фундамента дымовой трубы высотой 90 м с диаметром выходного
отверстия 3,5 м с примыканием общего борова иа отметке —3,23 м.
СООРУЖЕНИЯ КОМПЛЕКСА
МОКРОГО ТУШЕНИЯ КОКСА
Комплекс сооружений, предназначенных
для тушения кокса водой, включает в себя
тушильную башню, насосную станцию, от-
стойники, сборники осветленной воды, пло-
щадки для обезвоживания и погрузки шла-
ма и эстакаду для грейферной тележки.
Тушильная башня обычно располагается
за концевой площадкой коксовой батареи
по оси пути тушильного вагона и обслужи-
вает две батареи. Остальные сооружения
комплекса располагаются по одной оси па-
раллельно тушильной башне, большей
частью со стороны, противоположной кок-
совой батарее (рис. 8-11).
8 Справочник коксохимика, т. IV
3. Содержание в воде, применяемой для
тушения, веществ, агрессивно воздействую-
щих на сталь и железобетон: фенолы, серо-
водород, аммиак, сульфаты, углекислота,
дианиды, роданиды, хлориды и др. Капли
воды при тушении попадают на конструк-
ции башни.
Воздействия высокой температуры и па-
ров систематически повторяются с перио-
дом около 6 мин.
Периодическое воздействие высокой тем-
пературы, которое трудно точно учесть в
статическом расчете, вызывает образование
мелких трещин на поверхности железобетон-
ных и бетонных конструкций. Высокая влаж-
ность и агрессивные воздействия способны
вызывать коррозию стальных конструкций
114
Строительное проектирование коксохимических предприятий
и арматуры железобетона. Вода, содержа-
щая частицы шлама, оказывает также абра-
зивное действие на орошаемые ею конст-
рукции.
В связи с этим материалы, конструкции и
стыки, применяемые для тушильной башни,
должны обладать коррозиеустойчивостью.
Наиболее подходящими материалами для
стен и вытяжной трубы являются клинкер-
ный кирпич и литая каменная или шлаковая
брусчатка.
При отсутствии этих материалов конст-
рукции тушильной башни выполняются же-
лезобетонными и из бетонных блоков.
Для железобетонных и бетонных конст-
рукций башни должен применяться гидро-
технический бетон по СНиП и ГОСТ 4795—
59. «Бетон гидротехнический. Общие требо-
вания» БГТ-200 (бетон для переменного го-
ризонта воды тонкостенных конструкций,
марки 200), с маркой по водонепроницаемо-
сти В-4 и маркой по морозостойкости
Мрз-300.
Бетон должен приготовляться на сульфа-
тостойком цементе
Заполнители бетона должны удовлетво-
рять требованиям СНиП и ГОСТ 4797—64.
«Бетон гидротехнический. Технические тре-
бования и материалы для его приготовле-
ния». Плотность бетона должна быть не
ниже 0,9. Бетой следует вибрировать.
Водоцементное отношение должно быть
не выше 0,40—0,45.
Для повышения водонепроницаемости в
бетон следует вводить пластифицирующие
добавки в соответствии со специальными
указаниями, например добавку ГКЖ-94.
В железобетонных конструкциях защит-
ный слой должен назначаться увеличен-
ным, с учетом влажности и агрессии. Арма-
туру можно защищать от коррозии раство-
ром нитрита натрия.
Стены тушильной башни защищаются из-
нутри от непосредственного воздействия го-
рячих паров и воды деревянной обшивкой
из антисептированных сосновых досок тол-
щиной 30 мм, располагаемых внахлестку и
крепящихся к брусьям; болты и гвозди дол-
жны быть оцинкованные.
Пол устраивается с защищенной рулонной
гидроизоляцией, со стоками к лоткам, что-
бы не допустить проникновения воды в
грунт, что особенно опасно из-за близости
коксовой батареи.
Габапиты тушильной башни определяют-
ся размерами тушильного вагона и поэтому
различны для коксовых батарей с разной
емкостью печей; размеры вытяжной трубы
назначаются из условия быстрого удаления
пара и направления его выше соседних со-
оружений; размеры отстойников и сборни-
ка осветленной воды — по количеству обо-
ротной воды, с учетом отстоя шлама; раз-
меры площадок — из условий обезвожива-
ния и погрузки шлама.
Внутри вытяжной трубы устанавливается
каплеотбойник из деревянных наклонных
жалюзи для уменьшения выноса капель во-
ды вместе с парами при тушении кокса.
Перекрытие и фундаменты рассчитывают-
ся с учетом нагрузки от тушильного вагона
с коксом.
На рис. 8-11 показаны конструкции ту-
шильной башни для батареи коксовых пе-
чей емкостью 30 л3.
Стены выкладываются из крупных бетон-
ных блоков толщиной 400 мм на цемент-
ном растворе марки 100. Для раствора при-
меняется сульфатостойкий цемент.
Покрытие из сборных железобетонных
плит размерами <1200 X 8100 мм, толщиной
посредине 300 мм и по краям 150 мм, весом
5,45 т.
Плиты опираются на стены и прикреп-
ляются к ним сваркой закладных частей.
Покрытие имеет подъем от торцов башни к
вытяжной трубе, чтобы способствовать бы-
строму удалению паров при тушении.
Опорная конструкция под вытяжную тру-
бу представляет собой монолитный железо-
бетонный пространственный каркас, состоя-
щий из четырех колонн и верхних ригелей.
Элементы каркаса армируются сварными
самонесущими арматурными блоками с под-
весной опалубкой, что создает возмож-
ность бетонирования без лесов.
Вытяжная труба квадратного сечения со-
бирается из сборных железобетонных плос-
ких плит размерами 1195 X 5970 X 150 мм,
весом 2,50 т. В концах плит имеются чет-
верти и выпуски арматуры для замоноли-
чивания углов трубы.
Башня запроектирована без тамбура, при-
менявшегося ранее. Проемы в торцовых
стенах для прохода тушильного вагона
окаймлены монолитными железобетонными
рамами. Проем со стороны батареи откры-
тый и обрамляется чугунными плитами, пре-
дохраняющими железобетонную раму от
коррозии под воздействием раскаленного
кокса и пара при проходе тушильного ваго-
на; противоположный проем закрывается
воротами, представляющими собой стальной
каркас с обшивкой из листовой волнистой
стали, крепящейся к стальной обвязке.
Верх вытяжной трубы обрамляется чу-
гунными плитами. Плиты, обрамляющие
проем и трубу, должны изготовляться из
чугуна, хорошо выдерживающего частые
периодические значительные изменения тем-
пературы (например, из гематитового чу-
гуна).
Предусматриваются выпуски арматуры из
железобетонных рам для связи со стенами.
В стены башни закладываются стальные
двутавровые балки, несущие трубы, подво-
дящие воду для тушения; должна быть
обеспечена возможность замены балок в
случае коррозии.
Перекрытие представляет собой монолит-
ную железобетонную плиту, опирающуюся
на фундаменты.
По плите устраивается рулонная гидро-
изоляция на мастике из тугоплавкого биту-
ма с защитной железобетонной рубашкой с
уклоном к продольному лотку. В рубашке
имеются приливы для установки шпал пу-
ти тушильного вагона, находящихся благо-
Сооружения коксового цеха
115
даря этому выше уровня стекающей при
тушении воды.
Фундаменты обычно проектируются же-
лезобетонные ступенчатые с подколенника-
ми и располагаются под опорным каркасом
вытяжной трубы, стенами и путями тушиль-
ного вагона.
Покрытие имеет форму свода.
Вытяжная труба представляет собой усе-
ченный конус и опирается на монолитный
железобетонный несущий каркас.
По высоте трубы через 2 м располагаются
стяжные кольца, а поверху — чугунное
кольцо облицовки.
Рис. 8-11. Комплекс сооружений мокрого тушения кокса;
1 — тушильная башня; 2 — насосная станция; 3 — отстойники; 4 — отстойник освет-
ленной воды; 5 — площадка для обезвоживания шлама; 6 — площадка для погрузки
шлама: 7 — эстакада для грейферной тележки
На рис. 8-12 показана тушильная башня
для батареи коксовых печей емкостью
21,6 л«3. Подобные башни построены на
многочисленных коксохимических заводах
в СССР и за рубежом.
В качестве материала стен, покрытия и
вытяжной трубы лучше всего служит клин-
керный кирпич или литая шлаковая брус-
чатка марки не ниже 350 иа цементном
растворе марки 100. Размеры толщин стен
указаны для клинкера, а в скобках для ли-
той брусчатки.
S*
Перекрытие под путями тушильного ва-
гона запроектировано в виде плоской моно-
литной железобетонной плиты с изломом
для лотка, опирающейся на ленточные же-
лезобетонные фундаменты, расположенные
поперек башни. Со стороны, противополож-
ной батарее к башне пристроен тамбур.
В случаях отсутствия клинкера и литой
брусчатки покрытие и труба башни выпол-
нялись из монолитного железобетона, трубе
придавалась цилиндрическая форма для воз-
ведения ее в скользящей опалубке.
116
Строительное проектирование коксохимических предприятий
Рис. 8-12. Тушильная башня для батарей коксовых печей
емкостью 21,6 .м3
Внутренняя оклеенная гид-
роизоляция выполняется из ру-
лонных материалов на неорга-
нической основе, наклеиваемых
на мастике из тугоплавкого би-
тума, и защищается железобе-
тонной рубашкой с учетом
температуры воды в отстойни-
ке, доходящей до 82° С.
Внутренние стены, разделяю-
щие отстойники и сборник ос-
ветленной воды, а также
внутренние лотки для стока во-
ды выполняются из монолитно-
го железобетона одновременно
с защитной рубашкой гидроизо-
ляции и заделываются в нее.
Такая конструкция упрощает
выполнение гидроизоляции спо-
собствуя повышению ее качест-
ва, что особенно важно в свя-
зи с расположением отстойни-
ков вблизи коксовой батареи.
Днище отстойников защи-
щается от ударов грейфера при
очистке старогодними узко-
колейными рельсами, обетони-
руемыми в защитной железобе-
тонной рубашке гидроизоляции;
рельсы располагаются поперек
отстойника через 300 мм.
Внутренние отбойные стенки,
перекрытие лотков и шибера
выполняются из сосновых анти-
септированиых досок.
Отстойники и сборник огра-
ждаются стальными перилами,
которые должны защищаться
от повышенной коррозии систе-
матической окраской.
Насосная станция
План насосной станции показан на
рис. 8-11.
Заглубленное до отметки —5 200 помеще-
ние ограждено железобетонными монолит-
ными стенами и днищем. Внутренняя гид-
роизоляция — из торкрет-штукатурки на
водонепроницаемом расширяющемся це-
менте.
Надземная часть — с кирпичными стена-
ми толщиной 380 мм и покрытием из сбор-
ных железобетонных крупнопанельных плит.
Кровля рулонная утепленная.
Насосная оборудована ручной кран-бал-
кой грузоподъемностью 3 т, подкрановые
балки — стальные, двутавровые пролетом
5 м, опираются на торцовые стены.
В связи со значительными тепловыделе-
ниями от оборудования и коммуникаций
насосная не отапливается.
Отстойники и сборник осветленной воды
На рис. 8-11 показаны конструкции от-
стойников и сборника осветленной воды,
представляющих собой монолитные желе-
зобетонные резервуары прямоугольной фор-
мы, открытые вверху.
Площадки
для обезвоживания
и погрузки шлама
План площадок показан на рис. 8-11.
Площадка для обезвоживания шлама
представляет собой монолитный железобе-
тонный прямоугольный открытый незаглуб-
ленный резервуар.
Внутренняя оклеенная гидроизоляция вы-
полняется с железобетонной рубашкой, в
которой находятся рельсы, защищающие
днище от ударов грейфера.
Стенки поверху защищаются деревянным
брусом от ударов грейфера.
Площадка для погрузки шлама пред-
ставляет железобетонное корыто с лотком
для стока воды. В плите днища имеются
приливы для опирания шпал железнодо-
дорожного пути, по которому подается ва-
гон под погрузку шлама.
Площадки располагаются на основании
из уплотненного песка со щебнем, предо-
храняющего их от воздействия пучения
грунта.
Сооружение коксового цеха
117
Эстакада для грейферной тележки
Эстакада, показанная на рис. 8-11, вы-
полняется из сборных железобетонных эле-
ментов.
К ригелям рам подвешивается стальной
монорельс, по которому перемещается тель-
фер с грейфером грузоподъемностью 3 г,
вдоль всего фронта отстойников и площа-
док. В конце эстакады находится гараж
для стоянки и ремонта тельфера.
Стены и покрытие гаража — нз сборных
железобетонных крупнопанельных плит, ра-
бочие площадки стальные. Продольная ус-
тойчивость эстакады обеспечивается сталь-
ными связями, устанавливаемыми в проле-
те, соседнем с гаражом, и сборными железо-
бетонными балками-распорками, устанавли-
ваемыми между рамами и опирающимися
на консоли.
С одной стороны полка балки-распорки
создает обслуживающую площадку вдоль
эстакады.
Соединения элементов эстакады между
собой производятся путем сварки заклад-
ных частей, защищаемых от коррозии обе-
тонированием по привариваемой сетке.
В пределах отстойников колонны уста-
навливаются в стаканы, устраиваемые в
утолщениях углов отстойника, а у площа-
док —- в сборные железобетонные фунда-
менты.
Максимальный вес сборного элемента
6,4 т.
КОКСОВАЯ РАМПА
Комплекс сооружений коксовой рампы
включает в себя, помимо собственно рампы
с галереей вдоль нее, натяжную станцию,
перегрузочную станцию, бункер для воз-
вратного кокса с галереей к натяжной стан-
ции (рис. 8-13).
Рампа
На конструкции коксовой рампы воздей-
ствуют температура, влажность и пары от
кокса. Коксовые рампы проектируются нз
сборных железобетонных конструкций.
Железобетонные конструкции для защиты
от агрессии должны выполняться из плотно-
го вибрированного бетона с плотностью не
ниже 0,85 и водоцементным фактором не
выше 0,60; защитный слой должен назна-
чаться увеличенным.
Конструкции и стыки должны соответст-
вовать описанным условиям эксплуатации и
защищаться от коррозии.
Габариты наклонной плоскости коксовой
рампы определяются технологическими рас-
четами и различны для коксовых батарей
разной производительности, угол наклона
принимается 27° 30' из условия спуска кок-
са самотеком (рис. 8-14).
Отметка и размер верхнего края рампы
увязываются с нижней кромкой наклонного
днища тушильного вагона, откуда кокс по-
ступает на рампу, а нижний край рам-
пы увязывается с механизированными зат-
ворами и условиями подачи кокса на кон-
вейер.
Обслуживающая площадка ограждается
стальными перилами, которые должны за-
щищаться от повышенной коррозии систе-
матической окраской.
Нагрузка от кокса на наклонную плос-
кость рампы принимается 600 кгс1м2\ при
расчете однопролетной двухконсольной пли-
ты нагрузка принимается по трапеции —
вверху 480, внизу 720 кгс/.и2; кроме того,
плнты рассчитываются на нагрузку от меха-
низированных затворов.
На рис. 8-13 и 8-14 показаны конструк-
ции коксовой рампы для батареи из 77 кок-
совых печей емкостью 30 м3.
Все конструкции рампы сборные железо-
бетонные. Стены заглубленной галереи —
Рис. 8-13. Ситуационный план комплекса объектов коксовой рампы:
1 — коксовая рампа с галереей; 2 — натяжная станция; 3 — перегрузочная станция;
4 — бункер для возвратного кокса; 5 — галерея от бункера
Коксовая рампа располагается параллель-
но продольной оси батареи вдоль пути ту-
шильного вагона и обслуживает две бата-
реи. При четырехбатарейном коксовом бло-
ке рампа № 2 зеркальна рампе № 1 и не
имеет бункера для возвратного кокса.
из сборных уголковых подпорных стен, дни-
ще монолитное железобетонное. Опорные
конструкции под наклонную плиту рампы и
под обслуживающую площадку — из сбор-
ных железобетонных рам, колонн, балок и
фундаментов. Шаг рам и колонн 6 м.
118
Строительное проектирование коксохимических предприятий
Рис. 8-14. Коксовая рампа для батарей из 77 коксовых печей емкостью 30 м3. Поперечный разрез
Наклонная плита рампы выполняется из
сборных железобетонных ребристых плит
(бетонируемых в опалубке для плит пере-
крытий); обслуживающая площадка — из
сборных плит (выполняемых в опалубке
для крупнопанельных плит покрытий, но с
увеличением толщины плиты до 50 мм).
Галерея открытая; пол выполняется с по-
перечным уклоном к продольному лотку,
отводящему воду в зумпф, расположенный
в натяжной станции; лоток перекрывается
сборными железобетонными плитами, ук-
ладываемыми с зазорами 50 мм для про-
пуска воды.
Наклонная рампа выстилается красным
кирпичом марки 75 на ребро на цементном
растворе марки 25, поверх которого укла-
дывается выстилка из чугунных плит на жа-
роупорном растворе.
При длине рампы 72 м деформационный
шов устраивается по середине рампы на
спаренных колоннах, а ограждающие кон-
струкции галереи имеют два дополнитель-
ных шва.
Максимальный вес сборного элемента 3 т.
Стыки сборных элементов выполняются
путем сварки закладных частей с обетони-
рованием по приваренной сетке.
На рис. 8-15 показан поперечный разрез
коксовой рампы для батареи из 65 печей
емкостью 21,6 лр.
Подобные рампы построены на многочис-
ленных коксохимических заводах в СССР и
за рубежом.
3,670
Рис. 8-15. Коксовая рампа для батарей из 65 коксовых печей емкостью 21,6 м3. Попереч-
ный разрез
Сооружения коксового цеха
119
Над обслуживающей площадкой имеется
навес, который в современных рампах не
устраивается.
Короб галереи монолитный железобетон-
ный, при длине рампы 60 м разделен двумя
деформационными швами. Колонны, фунда-
менты, балки, плоские плиты обслуживаю-
щей площадки и плиты с приливами для
наклонной рампы сборные железобетонные.
Максимальный вес сборных железобетон-
ных конструкций 3 т.
Стыки сборных элементов выполняются
сваркой закладных частей с обетонирова-
нием.
Натяжная станция, бункер возвратного
кокса, галерея, перегрузочная станция
Заглубленные конструкции натяжной и
перегрузочной станций, бункера возвратно-
го кокса и галереи выполняются в виде мо-
нолитных железобетонных коробов и разде-
лены деформационными швами.
Натяжная станция- представляет собой
двухэтажное, а перегрузочная станция —
трехэтажное сооружение. Перекрытия и
площадки частично монолитные железобе-
тонные, частично сборные. Стены надземной
части из красного кирпича марки 75 на рас-
творе марки 25 толщиной 380 мм. Покрытие
из сборных железобетонных крупнопанель-
ных плит, кровля рулонная утепленная.
Монтаж оборудования производится мо-
норельсами грузоподъемностью 1 и 2 т через
монтажные проемы.
В натяжной станции располагается зумпф,
в котором собирается вода из коксовой
рампы.
Бункер для возвратного кокса размером
6X6 м стальной, сверху открытый, опи-
рается на железобетонные стены подбункер-
ного помещения. Балки под железнодорож-
ный путь монолитные железобетонные.
КОКСОСОРТИРОВКА
В коксосортировке производится сорти-
ровка кокса по размерам. Кокс поступает
по конвейеру с коксовой рампы. Крупный
металлургический кокс подается конвейера-
ми на металлургический завод или грузит-
ся в железнодорожные вагоны. Мелкий, а
иногда и крупный кокс подается конвейе-
ром на бункера, откуда производится его
отгрузка. Мосты под конвейеры опираются
на конструкции коксосортировки либо на
собственные опоры. Коксосортировки в за-
висимости от количества коксовых батарей
на заводе сооружаются на один или два по-
тока кокса.
Основное оборудование коксосортировки
состоит из ленточных конвейеров, валковых
грохотов и желобов.
Динамичность грохотов должна учиты-
ваться в расчетах строительных конструк-
ций.
Кроме того, в здании коксосортировки
размещается коксопробная, где произво-
дятся систематические анализы отбираемых
проб кокса, вентиляционные установ-
ки, электропункт и обслуживающие поме-
щения.
Кокс поступает с рампы еще горячим;
влага и пары, выделяемые коксом, оказы-
вают агрессивные воздействия на строитель-
ные конструкции. В связи с этим, а также
с учетом близкого расположения коксовых
батарей, материалы, конструкции коксо-
сортировки и их стыки должны быть корро-
зиеустойчивыми.
Коксосортировки сооружаются из желе-
зобетонных конструкций, хорошо зареко-
мендовавших себя на протяжении долго-
летней эксплуатации.
В связи с агрессивными воздействиями
бетон должен быть плотным, вибрирован-
ным, производство работ должно гаранти-
ровать высокое качество конструкций и
стыков.
Ранее коксосортировки проектировались
из монолитного железобетона, иногда
включали в себя и бункера для кокса.
В настоящее время коксосортировки вы-
полняются из сборных железобетонных кон-
струкций и представляют собой многоэтаж-
ные каркасные сооружения высотой до
5 этажей.
Пролеты и шаги колони принимаются уни-
фицированными по 6 м.
Рамы с жесткими узлами, выполняемыми
при помощи электросварки и зачеканки
стыков.
Плиты перекрытий в связи с большим ко-
личеством проемов и закладных частей
проектируются большей частью монолит-
ными железобетонными и выполняются в
подвесной опалубке, крепящейся к сборным
балкам.
Покрытие выполняется из сборных желе-
зобетонных крупнопанельных плит и ба-
лок; балки применяются с предварительно
напряженной стержневой арматурой, более
стойкой против коррозии.
Стены выполняются из сборных железо-
бетонных утепленных панелей либо из крас-
ного кирпича марки 75 на растворе марки
25. При зимней расчетной температуре на-
ружного воздуха —20° С толщина кирпич-
ных стен принимается равной 380 мм, а при
температуре до —40° С — равной 510 мм
Стеновые материалы должны быть морозо-
стойкими, с учетом высокой влажности в
помещениях коксосортировки.
Отдельные рабочие площадки над верх-
ним основным перекрытием, изрезанные
проемами, выполняются со стальными бал-
ками, чтобы не вводить малоповторяюшиеся
сборные железобетонные элементы.
Зачастую под коксосортировкой проходит
магистральный тоннель для коммуникаций,
с которым должны быть увязаны фунда-
менты.
Площадка под коксосортировкой в месте,
где проходят железнодорожные пути для
погрузки кокса, выстилается сборными же-
лезобетонными плитами из плотного морозо-
стойкого бетона.
120
Строительное проектирование коксохимических предприятий
Рис. 8-16. Коксосортировка. Планы:
а — на отметке 0,300; б — на отметке 11 700
Лестница из сборных железобетонных
элементов располагается в закрытой лест-
ничной клетке.
Монтаж оборудования производится при
помощи подвесной кран-балкн грузоподъем-
ностью Зги монорельсов грузоподъемно-
стью до 3 т через монтажные проемы.
В однопоточных коксосортировках исполь-
зуются только монорельсы.
Помещения коксосортнровки в районах с
теплым климатом могут быть открытыми.
Ниже описаны конструкции коксосортн-
ровки для рассева металлургического кок-
са на два класса (двухпоточной).
Здание коксосортнровки двухпролетное, в
верхней части однопролетное, пятиэтажное,
каркасное, нз сборных железобетонных кон-
струкций. На рис. 8-16 показаны планы, а
на рис. 8-17 — разрезы здания.
Внизу с торцов имеются открытые участ-
ки; с одной стороны на этом участке прохо-
дят под коксосортировкой железнодорож-
ные пути для погрузки кокса.
Наружные сборные железобетонные ко-
лонны по высоте расчленены на две части:
нижние весом 8,2 т, верхние весом 6,4 т;
внутренние колонны весят 8,1 т.
Вес сборных железобетонных ригелей
2,8 т, балок перекрытий до 1,2 т, фунда-
ментных балок до 3,1 т. Покрытие из сбор-
ных железобетонных крупнопанельных плит
н балок пролетом 12 м. Кровля рулонная
утепленная.
Плиты перекрытий монолитные железобе-
Сооружения коксового цеха
121
Рис. 8-17. Коксосортировка. Разрезы
тонные, фундаменты выполнены с учетом
производства работ по нулевому циклу.
Перекрытие над открытыми участками
утепленное.
Стены из сборных железобетонных утеп-
ленных панелей либо из красного кирпича.
В монтажных проемах у монорельсов ус-
танавливаются распашные монтажные воро-
та, остальные монтажные проемы запол-
няются после монтажа кладкой.
Примыкание мостов под конвейеры
предусматривается на самостоятельных
опорах, без передачи нагрузок на здание,
что облегчило унификацию конструкций.
Здание однопоточной коксосортировки
решается в аналогичных конструкциях, но
меньше по размерам
БУНКЕРА ДЛЯ КОКСА
На самостоятельном коксохимическом
заводе, расположенном вдали от металлур-
гического завода, сооружаются бункера
для крупного металлургического кокса и
для мелкого кокса. Кокс поступает в бун-
кера по конвейеру из коксосортировки, а
из бункеров грузится в железнодорожные
вагоны.
Бункера для крупного кокса делаются
емкостью 400 или 800 т, в зависимости от
производительности батарей и от условий
погрузки.
На коксохимических производствах, а
также на коксохимических заводах, распо-
ложенных вблизи металлургических заво-
дов, кокс подается конвейерами непосред-
ственно из коксосортировки на металлур-
гический завод. При этом сооружаются
только бункера для мелкого кокса. Ем-
кость бункеров для мелкого кокса состав-
ляет 200—300 т, число бункеров 3—4.
Оборудование бункеров для кокса сос-
тоит из конвейеров, виброинерциоиных гро-
хотов и желобов, предназначенных для
перегрузки и погрузки кокса. Грохота об-
ладают динамичностью, которая должна
учитываться в расчетах строительных кон-
струкций.
Эксплуатационные условия и характер
применяемых материалов для сооружения
бункеров аналогичны коксосортировкам.
Бункера проектируются в сборном желе-
зобетоне и представляют собой четырех-
этажное каркасное сооружение (рис. 8-18).
Бункера мелкого кокса с квадратным се-
чением размерами 6,0X6,0 м располагают-
ся в один ряд. При наличии бункеров
крупного кокса они располагаются во вто-
ром ряду шириной 6 м и длиной, определя-
емой емкостью без разделительных попе-
речных стен. Угол наклона воронок для
мелкого кокса принимается 60°, для круп-
ного 44°.
Надбункерная часть двухэтажная. В
верхнем этаже, помимо приходящего кон-
вейера, располагаются помещения венти-
ляционных установок и электропункта. В
нижнем этаже непосредственно над бунке-
рами помещаются конвейер, желоба и гро-
хоты.
Подбункерная часть также двухэтажная.
Нижний этаж открытый для пропуска же-
лезнодорожных вагонов; здесь же находит-
ся рабочая площадка для обслуживания
затворов бункеров. Размеры колонн и пло-
щадки, а также высота этого этажа долж-
ны назначаться с учетом габарита прибли-
жения подвижного состава и выступающих
частей оборудования.
Во втором подбункерном этаже разме-
щаются конвейер, желоба, помещение элек-
тропункта.
При затруднении с изготовлением сбор-
ных железобетонных воронок применяются
стальные.
Для защиты воронок от коррозии и ис-
тирания коксом, обладающим значитель-
ным абразивным воздействием, они обли-
цовываются внутри диабазовыми плитами
(из каменного литья). Ранее для этой цели
применялись чугунные ребристые плиты,
которые крепились к стенкам воронки ан-
керными болтами.
Покрытие — из сборных железобетонных
крупнопанельных плит.
Стены здания выполняются из сборных
железобетонных крупнопанельных плит
122
Строительное проектирование коксохимических предприятий
Рис. 8-18. Бункера для кокса
а
25,010
6
Рис. 8-19. Бункера для мелкого кокса:
а — план по бункерам; б — продольный
разрез
или из красного кирпича марки 75 на рас-
творе марки 25.
Площадка под бункерами, в том числе
между железнодорожными рельсами, вы-
стилается сборными железобетонными пли-
тами из плотного морозостойкого бетона.
Фундаменты проектируются железобе-
тонными ступенчатыми монолитными.
Монтаж оборудования производится при
помощи монорельсов грузоподъемностью
до 3 т через монтажные проемы.
Иногда помещения над бункерами могут
сооружаться открытыми.
На рис. 8-19 показан план и разрез от-
дельных бункеров для мелкого кокса.
Четырехэтажное однопролетное каркас-
ное сооружение из трех бункеров размера-
ми 6,0X6,0 м запроектировано из сборных
железобетонных конструкций, фундаменты
и плиты перекрытий монолитные железо-
бетонные.
Каркас осуществляется с жесткими уз-
лами рам и неразрезных балок.
Сборные железобетонные колонны рас-
членены по высоте на два элемента: ниж-
ние весом до 11, верхние до 3 т. Ригели
приняты весом до 4,7 т, балки до 2,0 т, а
балка, несущая мост, 5,3 т. Надбункерный
этаж частично расширен с 6 до 11 м в
месте, где находятся два виброинерциоп-
ных грохота, подвешиваемых на стальных
балках к вышележащему перекрытию. Рас-
ширенная консольная часть опирается на
сборные железобетонные кронштейны тре-
угольной формы весом 2,5 т, крепящиеся к
колоннам с обеих сторон.
Воронка бункера монтируется из четы-
рех сборных железобетонных плит трапе-
циевидной формы весом 6,3 т; стена бунке-
ра — из трех прямоугольных сборных же-
лезобетонных плит весом 3,3 т.
Стены здания кирпичные.
Глава 9
СООРУЖЕНИЯ ХИМИЧЕСКИХ ЦЕХОВ УЛАВЛИВАНИЯ
Химические цехи улавливания представ-
ляют собой комплекс зданий, сооружений
и открытых площадок с оборудованием,
предназначенным для улавливания химиче-
ских продуктов коксового газа.
В состав современных химических цехов
улавливания в технологической последова-
тельности входят следующие типовые со-
оружения:
механизированные осветлители;
первичные газовые холодильники:
машинно-насосное отделение с электро-
фильтрами;
аммиачно-сульфатное отделение с пири-
диновой установкой;
бензольное отделение.
МЕХАНИЗИРОВАННЫЕ
ОСВЕТЛИТЕЛИ
Осветлители представляют собой назем-
ные круглые стальные резервуары диамет-
ром 15 м, емкостью 650 л3, в которых про-
исходит отстаивание и отделение над-
смольной воды от смолы и твердых частиц,
выносимых газом из коксовых печей.
Фундаментом под каждый механизиро-
ванный осветлитель служит сплошная же-
лезобетонная плита на песчаной подушке,
которая равномерно распределяет нагруз-
ку на площадь основания и предохраняет
фундамент при вспучивании грунтов в слу-
чае их промерзания (рис. 9-1). Фундамен-
ты группируются в зависимости от количе-
ства осветлителей. До недавнего времени
наибольшее распространение имели прямо-
угольные осветлители емкостью 210 м3.
ПЕРВИЧНЫЕ ГАЗОВЫЕ
ХОЛОДИЛЬНИКИ
Газовые холодильники поверхностью
2250 м2, высотой около 25 м и собственным
весом '—130 т располагаются выше уровня
земли на железобетонных фундаментах
пространственной конструкции и служат
для охлаждения коксового газа и выделе-
ния из него смолы и слабой аммиачной
воды.
Каждый фундамент состоит из двух
сборных железобетонных параллельно уста-
новленных рам, соединенных балками, ко-
лонны и монолитной железобетонной фун-
даментной плиты (рис. 9-2).
Рамы составляются из двух элементов с
жестким узлом сопряжения посредине ри-
геля. Фундаменты группируются в зависи-
мости от числа холодильников (обычно
12 штук для четырехбатарейного завода е
печами объемом 30 л3).
МАШИННО-НАСОСНОЕ ОТДЕЛЕНИЕ
С ЭЛЕКТРОФИЛЬТРАМИ
Отделение сблокировано в одном отапли-
ваемом здании, состоящем из двухэтажных
машинного отделения и энергетического
блока с кабельным подвалом и одноэтажной
заглубленной насосной. Электрофильтры
располагаются на отдельных фундаментах
вне здания (рис. 9-3 и 9-4).
В машинном отделении на первом этаже
располагаются коммуникации, на втором —
газодувки и контрольно-измерительная ап-
паратура. Помещения машинного отделе-
ния по взрывоопасности относятся к кате-
гории А, в связи с чем предусматривается
легко сбрасываемая конструкция покрытия,
соответствующая площадь оконных прое-
мов, запасные выходы и другие мероприя-
тия, рекомендуемые противопожарными
нормами для данной категории помещений.
Кроме того, в связи с большими тепло-
выделениями от газодувок и коммуника-
ций для обеспечения надлежащей аэрации
помещений в покрытии предусматривается
аэрационный фонарь и механическое от-
крывание оконных переплетов.
Газодувки устанавливаются на отдель-
ных фундаментах, не связанных со здани-
ем, для исключения передачи вибраций по
следнему.
Фундамент под газодувку монолитный
железобетонный пространственной рамной
конструкции, рассчитывается на динамиче-
ские нагрузки.
В энергетическом блоке располагаются
помещения энергохозяйства (распредели-
124
Строительное проектирование коксохимических предприятий
Рис. 9-1. Фундаменты под механизированные осветлители
Рис. 9-2. Фундаменты под первичные газовые
холодильники
11092 —--- 0092
— ООН —Г- ООП -J £
Сооружения химических цехов улавливания
125
тельные устройства, подстанция, электро-
пункты и т. д.), вентиляционные помеще-
ния и другие помещения вспомогательного
назначения.
В преобразовательной подстанции при
расположении аппаратуры без специаль-
ных заземленных шкафов все ограждаю-
щие конструкции должны быть экраниро-
ваны. Стены экранируются заземленной
сеткой, по которой производится штукатур-
ка, потолок — в зависимости от конструк-
ции перекрытия, либо тем же способом, что
и стены, либо путем заземления арматуры
плиты перекрытия
Кабельный подвал в соответствии с гид-
рогеологическими условиями площадки
должен быть надежно защищен гидроизо-
ляцией от попадания в него грунтовых вод.
Насосная заглублена для создания само-
тека в коммуникациях. Насосы располага-
ются на отдельных бетонных фундаментах,
не связанных со зданием.
Для монтажа и ремонта оборудования
машинное отделение и насосная оборудо-
ваны мостовыми однобалочными ручными
кранами, вентиляционное помещение — мо-
норельсом.
Конструкция части здания, в которой
расположено машинное отделение, каркас-
ная. Каркас рамный из сборных железобе-
тонных элементов с жестким соединением
колонн с ригелями и шарнирным соеди-
нением колонн с балками покрытия и под-
крановыми балками.
Продольная устойчивость здания обеспе-
чивается стальными связями.
Энергетический блок с несущими кирпич-
ными стенами и внутренним каркасом рам-
ной конструкции из сборных железобетон-
ных элементов.
Насосная с несущими кирпичными сте-
нами и пилястрами.
Перекрытия сборно-монолитные железо-
бетонные.
Покрытие из сборных железобетонных
крупнопанельных плит.
Аэрационный фонарь со стальным кар-
касом.
Стены в пределах первого этажа машин-
ного отделения из-за большого числа про-
емов для коммуникаций кирпичные, а вы-
ше— из утепленных сборных железобетон-
ных крупнопанельных стеновых панелей.
Электрофильтры — цилиндрические сталь-
ные аппараты, устанавливаются выше
уровня земли на фундаментах пространст-
венной конструкции из сборных железобе-
тонных элементов, соединенных поверху
кольцевой балкой.
СУЛЬФАТНОЕ ОТДЕЛЕНИЕ
Комплекс сооружений аммиачно-сульфат-
ного отделения состоит из здания сульфат-
ного и пиридинового отделений, примыкаю-
щей к нему наземной открытой площадки
с фундаментами под наружное оборудова-
ние, крановой эстакады для обслуживания
Рис. 9-4. Ма
шинно-насос-
ное отделение.
Разрез /—/
Рис. 9-5. Ситуационный план сульфатного отделения:
1 — сульфатное отделение; фундаменты: 2 — под сатураторы; 3 — под
ловушки; 4 — под циркуляционные кастрюли; 5 — под сборники для пе-
реливов маточного раствора; 6 — под сборники для кислот смолки; 7 —
под аммиачную колонну с приколонкамн; 8 — под скрубберы; 9 — под
сборники фенолята; 10 — под отстойники с реакторами; 11 — под насосы;
12 — под фильтры для надсмольной воды; 13 — галерея на склад суль-
фата; 14 — склад сульфата с известковым отделением
Сооружения химических цехов улавливания
127
1-1
Рис. 9-6. Сульфатное н пиридиновое отделения
этого оборудования и стоящего отдельно
здания склада сульфата с известковым от-
делением. Здания сульфатного отделения
и склад сульфата соединяются между со-
бой галереей для конвейера.
На рис. 9-5 приведен ситуационный план
всего комплекса зданий и сооружений
сульфатного отделения.
Здание сульфатного и пиридинового от-
делений (рис. 9-6)—отапливаемое, четы-
рехэтажное с несущим каркасом и само-
несущими стенами.
128
Строительное проектирование коксохимических предприятий
На первом этаже расположены насосная
обесфеноливающей установки, элёктро-
пункт, вспомогательные и бытовые поме-
щения. На втором — помещение для уста-
новки ленточных конвейеров, вентиляцион-
ная камера, помещение КИП и вспомога-
тельные помещения. На третьем этаже раз-
мещают центрифуги, на четвертом — крис-
таллопрнемники. На открытых площадках
располагается наружная аппаратура и ем-
кости.
Каркас здания рамной конструкции из
сборных железобетонных элементов с
жестким соединением колонн и ригелей.
Перекрытия сборно-монолитные железо-
бетонные. Под центрифугами перекрытие
рассчитывается с учетом дополнительных
динамических нагрузок от них.
Покрытия являющиеся одновременно
рабочими площадками, по конструкции
аналогичны перекрытиям.
Стены в связи с необходимостью устрой-
ства большого числа проемов и установки
закладных частей делаются кирпичные са-
монесущие.
Галерея для конвейера из сборных же-
лезобетонных элементов с несущими кир-
пичными стенами.
Здание склада сульфата и известкового
отделения (рис. 9-7) с несущим каркасом
неотапливаемое (кроме первого этажа из-
весткового отделения), сблокировано из
одноэтажной части склада расфасованного
и насыпного сульфата и трехэтажной части
известкового отделения.
В помещении склада сульфата, основная
площадь которого предназначена для скла-
дирования насыпного или расфасованного
сульфата, расположена установка для суш-
ки сульфата в кипящем слое, приямки для
приема сульфата, зашивочная машина с
бункером для расф совки сульфата в меш-
ки. электропункт и кладовая для хранения
мешков.
Часть пола склада сульфата приподнята
до уровня рампы, расположенной с наруж-
ной стороны здания, со стороны железно-
дорожных путей, для удобства погрузки
сульфата в вагоны.
На первом этаже известкового отделения
располагается оборудование для приготов-
ления известкового молока с емкостями
для него, расположенными в подвале, элек-
тропункт, кладовая и приямок для приема
негашеной извести с элеватором.
На втором и третьем этажах расположе-
Рис. 9-7. Склад сульфата и известковое отделение
Сооружения химических цехов улавливания
129
Мостобой электрический
грейферный кран (?=Sm
9 Справочник коксохимика, т. IV.
130
Строительное проектирование коксохимических предприятий
ны транспортеры для загрузки и разгруз-
ки бункеров с известью.
Помещения насосной обесфеноливающей
установки, центрифуг кристаллоприемни-
ков в здании сульфатного отделения и под-
бункерное помещение известкового отделе-
ния оборудованы монорельсами для монта-
жа и ремонта оборудования.
Каркас одноэтажной части здания вы-
полнен из сборных железобетонных эле-
ментов с жесткой заделкой колонн в ста-
канах фундаментов и шарнирным соедине-
нием с подкрановыми балками и балками
покрытия.
Каркас трехэтажной части здания рам-
ной конструкции из сборных железобетон-
ных элементов с жестким соединением
колонн и ригелями.
Продольная устойчивость каркасов одно-
этажной и трехэтажной частей здания
обеспечивается установкой стальных свя-
зей.
Перекрытия и покрытие над первым эта-
жом известкового отделения, являющееся
одновременно рабочей площадкой, сборно-
монолитные железобетонные.
Покрытие над всем зданием выполнено
из сборных железобетонных крупнопанель-
ных плит.
Стены нижней части здания из-за боль-
шого количества проемов по всему пери-
метру здания, за исключением участков
стен склада насыпного сульфата, кирпич-
ные самонесущие, а в одноэтажной части
известкового отделения — несущие.
Стены склада насыпного сульфата вы-
полнены из горизонтальных сборных желе-
зобетонных панелей, рассчитанных на бо-
ковое давление сульфата.
Остальная часть стенового ограждения
из волнистых асбоцементных листов по
сборным струнобетонным или стальным
прогонам.
Вертикальные стены бункеров для извес-
ти выполняются из горизонтальных сбор-
ных железобетонных панелей, воронки
стальные.
На рис. 9-8 приведено решение сульфат-
ного отделения, сблокированного в одном
здании и распространенного на существую-
щих заводах.
Фундаменты, под наружное оборудование
и эстакада приведены на рис. 9-5.
Конструкция фундаментов определяется
расположением и габаритами оборудова-
ния, его опорных частей и передаваемых
на них нагрузок. Отметки фундаментов,
требующих противокислотной защиты, сле-
дует выбирать с учетом отделки фунда-
ментов кислотоупорным материалом. По
конструктивным решениям все фундаменты
под наружное оборудование можно разде-
лить на две группы:
1. Фундаменты под ловушйу, (циркуля-
ционные кастрюли, сборники дли перели-
вов маточного раствора, сборники- для кис-
лой смолки, приколонкн аммиачной колон-
ны, сборники фенолятов, насосы, фильтры
для надсмольной воды, которые незначи-
тельно возвышаются над уровнем земли и
имеют простейшие формы в виде отдель-
ных бетонных массивов с установленными
в них закладными частями для крепления
оборудования.
Рис. 9-10. Этажерка под отстойники с реакто-
рами
Сооружения химических цехов улавливания
131
2. Фундаменты под сатураторы, аммиач-
ную колонну и скрубберы.
Фундамент под сатуратор (рис. 9-9) мо-
нолитный железобетонный пространствен-
ной рамной конструкции, состоит из вось-
ми, расположенных по окружности колонн,
связанных поверху кольцевой балкой. Кон-
струкция фундамента под аммиачную ко-
лонну аналогична. Возможно решение таких
фундаментов в сборном железобетоне.
ситуационный план бензольного отделения,
включая конечные холодильники для газа,
скрубберы для улавливания бензола и ди-
стилляционную аппаратуру.
Фундаменты под аппаратуру бензольного
отделения по конструктивным решениям
аналогичны фундаментам под наружное
оборудование сульфатного отделения и
могут быть разделены на следующие
группы:
Рис. 9-11. Эстакада над сатураторами
4-к
1.4.400
Ручной дву/
йалочный
кран О‘Югг
'0,200.
20000
Фундамент под обесфеноливающнй
скруббер круглый монолитный железобе-
тонный стаканного типа.
Открытая этажерка под отстойники с
реакторами (рис. 9-10) из сборных железо-
бетонных элементов с монолитной плитой.
Эстакада над сатураторами (рис. 9-11)
с двухбалочным краном грузоподъемностью
Q = 10 т стальная. В поперечном направ-
лении колонны эстакады рассчитываются
как свободно стоящие стойки, защемлен-
ные в фундаментах; продольная устойчи-
вость обеспечивается связями в среднем
пролете. Колонны эстакады одновременно
используются как опоры под трубопроводы.
7
Й
6000
15800
12ооо
—W50
—0500 5500^-5500
Рис. 9-12. Ситуационный план бензольного отделения: фундаменты:
1 — под конечные холодильники; 2 — под скрубберы; 3 — под сепараторы; 4 — под на-
сосы; 5 — под бензольную колонну; 6 — под горизонтальный сборник; 7 — под теплообмен-
ную аппаратуру; 8 — сборники смолы и масел; 9 — этажерка; 10 — колонны и каналы ком-
муникаций; 11 — бетонное покрытие
БЕНЗОЛЬНОЕ ОТДЕЛЕНИЕ
Вся аппаратура бензольного отделения
располагается на открытых наземных пло-
щадках и этажерке. На рис. 9-12 приведен
9*
I. Бетонные фундаменты под насосы,
сепараторы, бензольный холодильник, го-
ризонтальный сборник и теплообменную
аппаратуру.
2. Монолитные железобетонные фунда-
менты стаканного типа под скрубберы и
конечные холодильники.
132
Строительное проектирование коксохимических предприятий
Рис. 9-13. Основание под стальные сборники
(сечение):
/ — булыжная отмостка; 2 — проливка би-
тумом: 3 — гидроизоляционный слой из песка,
обработанного битумом; 4 — песчаная под-
сыпка; 5 — плотно утрамбованный местный
грунт
Конструкция этажерки под дефлегмато
ры и конденсаторы аналогична описанной
выше и представленной на рис. 9-10.
Рис. 9-14. Деталь по-
крытия площадки
бензольного отделе-
ния:
1 — бетон марки
200 ; 2 — бетон мар-
ки 150; 3 — плотно
утрамбованный
грунт
Стальные сборники для смолы и масла
устанавливаются на песчаные подушки с
обработанной битумом поверхностью и бу-
лыжной отмосткой (рис. 9-13 и 9-14).
Глава 10
ЦЕХИ ОЧИСТКИ КОКСОВОГО ГАЗА ОТ СЕРОВОДОРОДА
И ПЕРЕРАБОТКИ ХИМИЧЕСКИХ ПРОДУКТОВ КОКСОВАНИЯ
ЦЕХ ОЧИСТКИ КОКСОВОГО ГАЗА
ОТ СЕРОВОДОРОДА (ВАКУУМ-СОДОВАЯ
СЕРООЧИСТКА)
Основная аппаратура и оборудование
цеха располагаются вне зданий.
На открытой площадке у главного кор-
пуса размещаются скрубберы для улавли-
вания сероводорода, регенераторы погло-
тительного раствора, абсорберы для улав-
ливания нафталина, сборники поглотитель-
ного и регенерированного раствора, кожу-
хотрубчатые холодильники, печь-котел для
сжигания серводорода, контактные аппа-
раты, оросительные холодильники, воздухо-
дувки и др.
Оборудование и аппаратура, нуждаю-
щиеся в укрытиях, располагаются в глав-
ном корпусе цеха, сблокированном из на-
сосной отделения улавливания сероводоро-
да, насосной сернокислотного отделения,
площади для конденсационных башен и
электрофильтров, вакуум-насосной, вспомо-
гательных и бытовых помещений.
Эксплуатационные условия в цехе серо-
очистки обусловливаются загрязненностью
воздуха сероводородом, парами серной
кислоты и сернистым ангидридом.
Компоновка главного корпуса для четы-
рехбатарейного завода с учетом возмож-
ного дальнейшего расширения показана на
рис. 10-1.
Насосная отделения улавливания серово-
дорода и технической воды размещается в
одноэтажном однопролетном или двухпро-
летном здании с несущими стенами, над
которым располагается железобетонная
этажерка для установки регенераторов.
Этажерка и покрытие над насосной вы-
полняются из сборных железобетонных
элементов.
Вакуум-насосная проектируется в виде
одноэтажного здания пролетом 15 м со
стеновым ограждением по одному продоль-
ному ряду и по торцам. По второму про-
дольному ряду стеновое ограждение не
устраивается для обеспечения надежной
аэрации помещения.
Стеновое ограждение и покрытие ваку-
ум-насосной выполняются из асбоцемент-
ных волнистых листов по сборным железо-
бетонным прогонам и фермам.
Колонны и подкрановые балки для мос-
тового крана грузоподъемностью 5 г, обс-
луживающего вакуум-насосы, сборные же-
лезобетонные.
С продольной огражденной стороны к
вакуум-насосной примыкает одноэтажная
насосная сернокислотного отделения, на
покрытии которой устанавливаются элект-
рофильтры и конденсационные башни. В
связи с большими нагрузками от этих ап-
паратов расстояние между колоннами,
поддерживающими покрытие гв поперечном
направлении, принято 3 м, а в продольном
6 м. Колонны, ригели и балки покрытия
насосной принимаются из сборного желе-
зобетона.
Вспомогательные и бытовые помещения
располагаются в двухэтажном здании с
несущими стенами, встроенном между ва-
куум-насосной и насосной отделения улав-
ливания сероводорода.
Несущие стены выполняются из кирпича
или мелких шлакоблоков, так как при не-
обходимости устройства большого количе-
ства проемов и отверстий в стенах для
коммуникаций применение крупных стено-
вых блоков или панелей потребует боль-
шого числа типоразмеров элементов.
В зависимости от типа, конструкции,
размеров и веса наружной аппаратуры
фундаменты у главного корпуса выполня-
ются из бетона либо железобетона.
Фундаменты под высокие аппараты ба-
шенного типа, как например под серные
скрубберы или регенераторы поглотитель-
ного раствора, выполняются в виде круг-
лых железобетонных плит, по которым
устанавливаются кольцевые постаменты из
сборных бетонных блоков, замоноличива-
емых поверху железобетонными плитами
или кольцевыми обвязками.
Для передачи горизонтальных нагрузок
па фундаментную плиту из последней пред-
усматриваются выпуски в местах швов
между блоками. В швах между блоками
устанавливаются арматурные каркасы,
продольная арматура которых должна
быть рассчитана па расчетные отрывающие
усилия от ветровой нагрузки.
Строительное проектирование коксохимических предприятий
Рис. 10-1. Главный корпус цеха очистки коксового газа от сероводорода:
1 — насосная поглотительного раствора и технической воды; 2 — иасосиая сернокислотного отделения; 3 — вакуум-иасосная; 4 — распределительное
устройство: 5 — щитовая; 6 — камеры трансформаторов; 7 — помещение вентустановки; 8 — бытовые помещения; 9 — электропуикт; 10 — резервуары
технической воды; 11 — тоннель для трубопроводов; /2 — каналы для труб: 13— фундаменты вакуум-насосов; 14 — фундаменты под насосы; 15 — мостовой
кран грузоподъемностью Q = 5 т; 16, 17 — монтажная балка
Цехи очистки коксового газа от сероводорода
135
Так как высокие аппараты, типа серных
скрубберов, имеют период собственных ко-
лебаний более 0,25 сек, расчетные ветро-
вые нагрузки необходимо определять по
специальным техническим условиям для
сооружений башенного типа. Конструкция
Рис. 10-2. Фундамент под серный скруббер:
1 — железобетонная фундаментная плита; 2 —
железобетонная плита: 4 — песок или
сборные бетонные блоки; 3 — верхняя
шлак; 5 — анкерные болты
л мо 2Ю0 юоо ооо
Рис. 10-3. Фундамент под печь-котел
для сжигания сероводорода:
I — железобетонная плита; 2 — железо-
бетонный стакан; 3 — засыпка грунтом
Рнс. 10-4. Оросительный холодильник поглотительного раствора:
/ — защитная рубашка; 2 — оклеенная гидроизоляция; 3 — железобетонный бассейн; 4
деревянные жалюзи: 5 — песчаная подушка
136
Строительное проектирование коксохимических предприятий
фундаментов описанного типа показана на
рис. 10-2. На рис. 10-3 показан фундамент
под печь-котел для сжигания сероводорода.
В верхней части бетонных фундаментов
под контактные аппараты предусматрива-
ются канавки для контроля за сохраннос-
тью днища аппарата. Аналогично выпол-
няют фундаменты и под остальную аппа-
ратуру цеха с учетом формы и размеров
опорных конструкций аппаратов.
Из других специфических сооружений
следует упомянуть оросительные холодиль-
ники для поглотительного раствора и для
серной кислоты.
Секции труб, в которых происходит ох-
лаждение поглотительного раствора, уста-
навливаются в два ряда на стальных рель-
сах, уложенных по железобетонным опо-
рам, выполняемым в виде прямоугольных
труб, опирающихся на защитную рубашку
гидроизоляции.
Бассейн холодильника прямоугольной
формы заглубляется на 0,5 м от уровня
планировки, имеет внутреннюю оклеенную
гидроизоляцию и огражден по периметру
деревянными жалюзи. Вокруг бассейна
предусматривается устройство отмостки с
уклоном для стока в бассейн разбрызгива-
емой при орошении труб воды (рис. 10-4).
Для укладки коммуникаций и их обслу-
живания по периметру бассейна устанав-
ливаются сборные железобетонные колон-
ны и площадки.
Под бассейном и отмосткой в связи с их
заглублением выше глубины промерзания
во избежание вспучивания грунта предус-
матривается устройство песчаной подушки
толщиной 30—50 см.
Аналогичное решение предусматривается
для холодильника серной кислоты с тем
отличием, что изнутри выполняется проти-
вокислотная защита, как показано на
рис. 10-5.
Рис. 10-5. Деталь противокислотной защиты
железобетонного бассейна оросительного холо-
дильника серной кислоты:
1 — кирпич кислотоупорный на битумино-
ле; 2 — полиизобутилен ПСГ 3 мм на клее
Б-12; 3 — железобетонный бассейн; 4 — пес-
чаная подушка; 5 — кислотоупорный ас-
фальт; 6 — кирпичный щебень
ЦЕХ РЕКТИФИКАЦИИ БЕНЗОЛА
Цех состоит из следующих зданий и со-
оружений:
а) главный корпус;
б) насосная склада бензольных продук-
тов;
в) склад чистых и промежуточных про-
дуктов (закрытый и открытый);
г) закрытая галерея для материалопро-
водов между главным корпусом и складом,
д) опоры для коммуникаций;
е) фундаменты и постаменты для основ-
ной аппаратуры, оборудования и храни-
лищ, располагаемых вне зданий на откры-
тых площадках (фундаменты под ректифи-
кационные колонны, холодильники, подо-
греватели и т. д.);
ж) служебное здание (лаборатория, бы-
товые и санузлы в случае расположения
отдельно от главного корпуса).
Эксплуатационные условия в ректифика-
ционном цехе характеризуются загрязнени-
ем воздуха парами бензольных углеводо-
родов, сероуглеродом, пиридиновыми осно-
ваниями, фенолом и другими газами высо-
кой огнеопасности.
В насосных и других помещениях, где
имеются нагретые поверхности аппаратуры
и оборудования, имеют место тепловыделе-
ния
В связи с наличием перечисленных вред-
ностей во всех производственных помеще-
ниях должны предусматриваться открываю-
щиеся окна, полы должны быть гладкими,
непроницаемыми для жидкостей и иметь
уклоны к трапам для стока при разливах.
По санитарным нормам проектирования
промышленных предприятий цех ректифи-
кации бензола относится к I классу по
вредности, в связи с чем должны предус-
матриваться соответствующие санитарные
условия при его планировке.
Главный корпус
В главном корпусе в последних проект-
ных решениях блокируются отделения рек-
тификации и мойки бензола, а также раз-
мещается электропункт и вентиляционные
установки.
По степени пожарной опасности главный
корпус относится к категории А, в связи с
чем все конструкции здания должны быть
I степени огнестойкости и в здании пред-
усматриваются две лестничные клетки.
Площадь остекленных проемов в наружных
стенах должна составлять не менее
0,05 м1 2 на 1 м3 объема помещений. Двери,
ведущие из лестничной клетки в производ-
ственные помещения, должны быть огне-
стойкими.
Компоновка цеха для производительнос-
ти 50000 т!год по сырому бензолу приведе-
на на рис. 10-6.
Каркас здания сооружается из сборных
железобетонных колонн и ригелей, между-
этажные перекрытия — из сборных железо-
Цехи очистки коксового газа от сероводорода
137
Рис. 10-6. Цех ректификации бензола. Главный корпус. План:
1 — отделение ректификации; 2 — моечиое отделение; 3 — электропуикт; 4 — санузел;
а — котлован для сборников; 6 — фундаменты под насосы; 7 — фундаменты под аппаратуру
бетонных панелей либо из сборных железо-
бетонных балок и монолитных плит, бето-
нируемых в опалубке, подвешенной к бал-
кам.
Стеновые ограждения принимаются либо
в виде самонесущих кисличных стен, либо
из сборных железобетонных утепленных
панелей в верхних этажах и кирпичных
стен в первом этаже в связи с наличием
большого количества отверстий и проемов
для коммуникаций.
Помещения для моечных аппаратов на
заводах юга СССР (Донбасс, Приднепро-
вье) делаются без стенового ограждения.
138
Строительное проектирование коксохимических предприятий
Плоское покрытие над двухэтажной час-
тью цеха (над отделением ректификации)
выполняется из тех же элементов, что и пе-
рекрытия, так как является рабочей пло-
щадкой для установки аппаратуры.
Рубероидный ковер защищается от пов-
реждения при обслуживании аппаратуры
цементным армированным полом.
Площадки склада отсыпаются слоем
укатанного шлака и заливаются цементным
раствором. Поверхности склада для отво-
да атмосферных вод придается уклон не
менее 0,05 в сторону продольного лотка,
направленного к сборным зумпфам.
Фундаменты под горизонтальные храни-
лища выполняются из сборных бетонных
Рис. 10-7. Открытый склад бензольных продуктов. План:
1 — земляная обваловка; 2 — разделительные стенки; 3 — пере-
ходные лестницы; 4 — горизонтальные хранилища; 5 — вертикальные
хранилища; 6 — опоры галереи для трубопроводов
Кровельное покрытие над трехэтажной
частью здания выполняется из крупнопа-
нельных плит.
Насосная склада бензольных продуктов
Насосная проектируется в виде одно-
этажного здания пролетом 6 м, высотой
4,2 м с несущими стенами из кирпича, шла-
коблоков или из крупных бетонных блоков.
Кровельное покрытие выполняется из
крупнопанельных плит, укладываемых го-
ризонтально, с созданием минимального
уклона для кровли за счет выравнивающе-
го слоя.
Склад чистых и промежуточных продуктов
Склад бензольных продуктов обычно со-
стоит из закрытой и открытой части. В за-
крытом складе в стальных резервуарах
содержится сероуглеродная фракция. Эта
часть склада представляет собой одно-
этажное здание с несущими стенами из
кирпича, шлакоблоков или крупных бетон-
ных блоков и покрытием из крупнопанель-
ных плит. В открытом складе в горизон-
тальных и вертикальных стальных резервуа-
рах хранятся бензольные продукты.
Склад устраивается в виде горизонталь-
но спланированной площадки, огражден-
ной одернованной земляной обваловкой
высотой 1 м (рис. 10-7).
Отдельные отсеки склада разделяются
между собой стенками, которые выполня-
ются из кирпича или сборных железобетон-
ных плит и устанавливаются в пазах сбор-
ных железобетонных стоек до уровня обва-
ловки.
В каждом отсеке склада предусматрива-
ются переходные лестницы через обвалов-
ку и через разделительные стенки — по од-
ному переходу на каждой стороне.
седел с глубиной заложения 0,5—0,7 м от
пола склада.
Основания под вертикальные резервуары
устраиваются из песчаных подушек толщи-
ной 50—70 см, поверху которых непосред-
ственно под днищем резервуара для защи-
ты его от коррозии выполняется отсыпка
из битуминизированного грунта с уклоном
от центра к периферии.
По периметру основания устраивается
булыжная отмостка шириной 1 м.
Вдоль фронта хранилищ для укладки
труб опорожнения устраиваются каналы из
сборных бетонных блоков, перекрываемых
сборными железобетонными плитами.
Галерея для материалопроводов, опоры
для надземных коммуникаций
и фундаменты под наружную аппаратуру
Галерея выполняется в виде сборной
железобетонной одностоечной эстакады с
шагом опор 6 м.
Пол и покрытие галереи принимают из
крупнопанельных плит, стены из утеплен-
ных панелей в нижней части и из двойных
асбоцементных волнистых листов, утеплен-
ных шлаковойлоком,— в верхней части. Для
крепления стенового ограждения, трубо-
проводов и опирания покрытия по двух-
консольным опорам эстакады устанавлива-
ются сборные железобетонные трехстоеч-
ные рамы.
Поперечное сечение галереи показано на
рис. 10-8.
Коммуникации для трубопроводов, транс-
портирующих материалы, не замерзающие
при низких температурах, а также паро-
проводы укладываются на опорах на вы-
соте. обусловленной транспортными габа-
ритами.
Опоры для трубопроводов выполняются
из сборного железобетона либо стальные
Цехи очистки коксового газа от сероводорода
139
Рис. 10-8. Галерея для трубопроводов:
1 — сборные железобетонные стойки; 2 —
железобетонные стойки, окантованные сталь-
ными уголками для крепления труб; 3 —
утепленные щиты из асбоцементных волнистых
листов; 4 — утепленные железобетонные па-
нели
при малой повторяемости и больших гори-
зонтальных нагрузках.
Конструкция фундаментов под наружную
аппаратуру аналогична описанной выше.
ЦЕХ КУМАРОН-ИНДЕНОВЫХ СМОЛ
Эксплуатационные условия цеха кумарон-
инденовых смол аналогичны описанным
для цеха ректификации бензола по огне- и
взрывоопасности и это соответственно от-
ражается в строительных решениях.
Цех состоит из главного корпуса, сблоки-
рованного из отделений дистилляции, по-
лимеризации и служебных помещений
(электропункт, вентиляционные установки,
лаборатория и санитарно-бытовые устрой-
ства), складов твердых и жидких продук-
тов и постаментов и фундаментов для ап-
паратуры, располагаемой вне зданий на
открытой площадке.
Главный корпус по условиям технологи-
ческого процесса и размещения аппарату-
ры, связанной между собой самотечными
коммуникациями, строится в виде трехэтаж-
ного двухпролетного здания с сеткой ко-
лонн 6X6 .и и высотой этажей 6 и 7,20 м.
Покрытие используется для установки
аппаратуры и оросительных холодильников.
Каркас здания выполняется из сборных
железобетонных колонн и ригелей, пере-
крытия —- из панелей и монолитных плит
по сборным балкам.
Стены самонесущие кирпичные или из
навесных утепленных панелей.
Для районов с расчетной зимней темпе-
ратурой не ниже —25° С помещения для
моечных аппаратов выполняются без стено-
вого ограждения с неутепленной кровлей.
Пристройка для служебных помещений
двухэтажная с несущими стенами из кир-
пича или крупных шлакобетонных блоков
по железобетонным фундаментным балкам
или ленточным фундаментам. Перекрытие
и покрытие из сборных панелей.
Склад твердых продуктов, служащий для
хранения в мешках светлых и темных про-
Рис. 10-9. Цех кумарон-инденовых смол.
Склад твердых продуктов (поперечный разрез)
дуктов, проектируется в виде иавеса, по
длинной стороне которого располагается
платформа для погрузки продукции в же-
лезнодорожные вагоны автопогрузчиками.
Для въезда автопогрузчиков в склад и на
платформу предусмотрены пандусы.
В торце склада имеется закрытая при-
стройка для хранения хлористого алюминия
и мешков (рис. 10-9).
Покрытие навеса запроектировано из
крупнопанельных плит по сборным железо-
бетонным преднапряженным балкам проле-
том 18 м, установленным на сборных желе-
зобетонных колоннах.
Верхняя часть навеса ограждена железо-
бетонными крупнопанельными плитами для
защиты от косого дождя. Подпорные стен-
ки платформы и пандусов выполнены из
сборных железобетонных элементов.
Закрытая часть склада проектируется с
несущими стенами из кирпича илн крупных
бетонных блоков с покрытием из сборных
крупнопанельных плит.
Кровля склада рулонная неутепленная.
СМОЛОПЕРЕГОННЫЙ ЦЕХ
В состав смолоперегонного цеха входят:
а) отделение дистилляции;
б) отделение кристаллизации и мойки
фракций со складами нафталина и антра-
цена (в крупных централизованных смоло-
140
Строительное проектирование коксохимических предприятий
перегонных цехах отделения кристаллиза-
ции нафталина и антрацена могут разме-
щаться в отдельных зданиях);
в) склад смолы;
г) склад масел и реактивов;
д) пековый парк и лаковая установка.
Эксплуатационные условия цеха характе-
ризуются загрязнением воздуха ароматиче-
скими углеводородами (бензол, нафталин,
антрацен), полициклическими, метановыми
Рис. 10-10. Смолоперегонный цех. Ситуационный план:
1 — здание отделения дистилляции; 2 — площадка для сбор-
ников фракций; 3 — площадка для сборников смолы; 4 — эта-
жерка для ректификационных колони; 5 — фундаменты под
трубчатые печи
и непредельными углеводородами, фенолом,
пиридином.
В отдельных помещениях высокая тем-
пература воздуха от нагретых поверхностей
аппаратов, паропроводов и материалопро-
водов. Поэтому во всех производственных
помещениях необходимо предусматривать
возможность естественной аэрации. Полы
должны быть гладкими, непроницаемыми
для жидкостей и иметь уклоны для стока
при разливах.
В связи с высокой степенью вредности
производства для смолоперегонного цеха
предусматривается строительство отдельно-
го санитарно-бытового корпуса с ремонт-
ным пунктом и лабораторией.
Отделение дистилляции смолы
Комплекс сооружений отделения дистил-
ляции производительностью 400 тыс. т смо-
лы в год (рис. 10-10) состоит из здания
для закрытого размещения аппаратуры,
фундаментов и площадок под наружное
оборудование, этажерки для установки и
обслуживания ректификационных колонн и
фундаментов под трубчатые печи.
Здание для размещения аппаратуры
(рис. 10-11) каркасное двухэтажное, двух-
пролетное с сеткой колонн 6 X 6 м. С одной
стороны к торцу здания пристраивается
трехэтажная пристройка с несущими степа-
ми для размещения вспомогательных служб
(электропунктов, вентиляционных, служеб-
ных и бытовых помещений).
Каркас здания, балки перекрытий и по-
крытий делаются из сборных железобетон-
ных элементов; плиты перекрытий в связи
с устройством большого количества прое-
мов и отверстий для оборудования и ком-
муникаций выполняются монолитными.
Стены нижнего этажа са-
монесущие из кирпича, сте-
ны второго этажа из утеп-
ленных стеновых панелей.
Фундаменты под колонны
каркаса железобетонные
ступенчатые со стаканами
для заделки колонн. Покры-
тие в связи с расположением
на нем аппаратуры выпол-
няется плоским с минималь-
ным уклоном для стока ат-
мосферных вод.
Для защиты рулонного
ковра от повреждений при
обслуживании аппаратуры
по нему устраивается ар-
мированный цементный пол.
По условиям пожаро- и
взрывоопасности производ-
ства здание дистилляции
должно иметь две лестнич-
ные клетки с противополож-
ных концов с выходами на
покрытие.
Параллельно продольной
стене здания дистилляции
располагается площадка для
Рис, 10-11. Поперечный разрез здания отделе-
ния дистилляции
Цехи очистки коксового газа от сероводорода
141
сборников фракций, огражденная кирпич-
ной стенкой высотой 1,2 м. Ограждающая
стенка должна быть рассчитана на давле-
ние содержимого хранилищ на случай раз-
лива при аварии.
Фундаменты для сборников выполняют-
ся из песчаных подушек с битуминизирован-
Рис. 10-12. Этажерка для уста-
новки и обслуживания ректифи-
кационных колонн отделения
дистилляции. Поперечный раз-
рез
пым верхним слоем для защиты днищ сбор-
ников от коррозии с булыжной отмосткой
по периметру. Пол площадки асфальтовый
по щебеночной подготовке.
У торцовой части здания располагается
площадка для сборников смолы.
Фундаменты для сборников смолы в свя-
зи с установкой их выше уровня пола пло-
щадки проектируются в виде железобетон-
ных кольцевых стенок с засыпкой внутри
кольца песком до уровня днища сборников.
Для дренажа атмосферных вод, попадаю-
щих в песчаную подушку, в кольцевых
стенках на уровне пола площадки устанав-
ливаются дренажные трубки.
Этажерка для установки и обслуживания
ректификационных колонн (рис. 10-12)
представляет собой сборный железобетон-
ный двухэтажный рамный постамент высо-
той 12 м размерами в плане 12 X 12 м, на
верхнем перекрытии которого устанавлива-
ются дистилляционные колонны и эвапора-
торы, а под этажеркой (на нулевой отмет-
ке) — сборники фракций.
От отметки 12 300 до отметки 47 300 эта-
жерка выполняется из стальных конструк-
ций. поддерживающих площадки и лестни-
цы для обслуживания аппаратуры и моно-
рельсы. Кроме стальной лестницы, для подъ-
ема па обслуживающие площадки персо-
нала и грузов предусматривается устрой-
ство грузо-пассажирского лифта грузоподъ-
емностью 1 т.
Шахта лифта стальная с ограждением
стальной сеткой, машинное отделение ог-
раждено утепленными щитами из двух
слоев асбоцементных волнистых листов,
утепленных перекрытием и покрытием.
Фундаменты этажерки (в зависимости от
несущей способности грунта оснований) же-
лезобетонные ступенчатые или ленточные.
Фундаменты под трубчатые печи ленточ-
ные из бетонных блоков или из бутобетона.
Отделение кристаллизации и мойки
фракций со складами нафталина
и антрацена
По степени пожарной опасности отделе-
ние кристаллизации относится к катего-
рии В.
Здание цеха проектируется двухпролет-
ным трех- и четырехэтажным с высотой
этажей 4,20; 6,00 и 7,20 м, с сеткой колонн
6 X 6 м. С торцов к зданию цеха пристраи-
ваются с одной стороны склад нафталина,
с другой — склад антрацена.
Каркас здания выполняется из сборных
железобетонных колонн и ригелей, фунда-
менты железобетонные ступенчатые.
Междуэтажные перекрытия и стеновые
ограждения выполняются аналогично зда-
нию дистилляции.
Покрытия — аналогичны перекрытиям, так
как на них также устанавливается обору-
дование.
Лестничные клетки при стеновом ограж-
дении из кирпича встроенные. При панель-
ных стенах лестницы пристраиваются к
зданию и имеют несущие кирпичные стены.
Компоновка отделения кристаллизации и
мойки фракций с -пристроенными складами
нафталина и антрацена для цеха произво-
дительностью 200 тыс. т в год показана
на рис. 10-13 и 10-14.
При большей производительности смоло-
перегонного цеха отделения кристаллизации
нафталиновой и антраценовой фракций мо-
гут располагаться в отдельных зданиях.
Склад нафталина одноэтажный с полом,
приподнятым на 1,25 м выше уровня плани-
ровки, с устройством в торце рампы для
погрузки нафталина в вагоны.
Высота помещения склада до низа несу-
щих конструкций покрытия не менее 4 л.
пролет 12—18 м.
Склад проектируется с несущими стена-
ми из кирпича или крупных блоков с по-
крытием из сборных железобетонных балок
и панелей с неутепленной рулонной кров-
лей.
Склад антрацена (рис. 10-15) представ-
ляет собой железобетонный полубункер,
пристраиваемый к торцу здания кристалли-
зации. Полубункер из-за небольшого объе-
ма и сложной конфигурации выполняется
142
Строительное проектирование коксохимических предприятий
2150
3000
Рис. 10-13. Смолоперегонный цех. Отделение кристаллизации и
мойки фракций со складом нафталина и антрацена. План:
1 — отделение кристаллизации; 2 — склад нафталина; 3 — склад
антрацена; 4 — железнодорожный погрузочный путь
огоо —• woo oooo —i- - - eooo---и
Рис. 10-14. Отделение кристаллизации (разрез
4—4):
1 — ручной мостовой кран грузоподъем-
ностью Q = 5 г: 2 — монтажные балки
Рис. 10-15. Отделение кристаллизации (раз-
рез В — В):
1 — бункер для антрацена; 2 — монорельс
из монолитного железобетона. По верху
стен полубункера возводятся кирпичные-
или панельные стены, ограждающие поме-
щение над полубункером.
Покрытие, к которому подвешивается мо-
норельс для передвижного грейфера грузо-
подъемностью 3 т, обслуживающего склад,
выполняется из сборных железобетонных
прогонов и панелей с неутепленной рулон-
ной кровлей.
Склад смолы и масел
В комплекс склада смолы входят, поми-
мо собственно открытого склада, разгру-
зочная площадка с подземным сборником
Цехи очистки коксового газа от сероводорода
143
Рис. 10-16. Смолоперегоииый цех. Склад смолы и масел:
1 — разгрузочная площадка; 2 — баки для смолы; 3 — насосная склада; 4 — фун-
даменты под хранилища смолы; 5 — земляная обваловка; 6 — лоток для отвода
атмосферных осадков; 7 — колонны для коммуникаций; 8 — пропарочная площадка
^ZOOO
2200
10000
4000
<*200
Рис. 10-17. Смолоперегонный цех. Пековый
парк,-
/ — площадка для сборников пека; 2 —
фундаменты для сборников пека; 3 —
фундаменты под ванну для пекового
транспортера; 4 — эстакада для транспор-
тера; 5 — перегрузочная станция; 6 —
электропункт; 7 — склад пека; 8 — от-
стойник для шлама
4500 Z600
144
Строительное проектирование коксохимических предприятий
для смолы, насосная и пропарочная пло-
щадка для цистерн (рис. 10-16).
Разгрузочная площадка представляет со-
бой бутобетонный прямоугольный бассейн
глубиной 1,65 м, по продольным стенкам
которого на шпалах укладывается разгру-
зочный железнодорожный путь. Участок
вдоль бассейна шириной по 1,75 м с каж-
дой стороны огражден бетонной стенкой и
имеет уклон в сторону бассейна для стока
разливов. Из бассейна смола по трубам
поступает в подземный металлический сбор-
ник.
Пропарочная площадка для цистерн вы-
рых укладывается слой обработанного би-
тумом грунта. По периферии песчаных по-
душек устраивается булыжная отмостка.
Одноэтажная насосная склада выполняется,
в зависимости от заглубления, на ленточ-
ных или столбчатых фундаментах.
Конструкция склада масел। и реактивов
и насосной аналогична описанному складу
смолы, с той разницей, что площадка у
склада реактивов выполняется в зависи-
мости от содержимого хранилищ кислото-
стойкой либо щелочестойкой, а покрытие
насосной используется для установки хра-
нилищ.
Рис. 10-18. Склад пека (поперечный разрез)
полняется в виде бетонной плиты с лот-
ком для отвода воды, стекающей при про-
мывке цистерн, и ограждена бетонным бор-
тиком высотой 20 см. Вокруг площадки
устраивается асфальтовая отмостка.
Особенность открытого склада — ограж-
дение спланированной и укатанной катка-
ми площадки, одернованной земляной обва-
ловкой высотой 1 м.
Поверхность площадки покрывается сло-
ем утрамбованного шлака, по верху кото-
рого укладывается слой бетона с уклоном
к лотку для отвода атмосферных осадков.
Фундаменты под хранилища выполняют-
ся в виде приподнятых над уровнем пло-
щадки песчаных подушек, по верху кото-
Пековый парк
Комплекс сооружений пекового парка по-
казан на рис. 10-17 и 10-18. Наибольшее из
них — склад пека, представляет собой од-
ноэтажный однопролетный навес шириной
24 м с шагом колонн 6 .я; к нему примы-
кает отстойник для пекового шлама.
В ряде случаев пек подвергается на ме-
сте его получения дальнейшей переработке
в пековый кокс для электродов и огнеупор-
ных изделий. Сооружения пекококсовых пе-
чей отличаются от коксовых меньшими раз-
мерами печей и батарей, но в основном со-
храняют те же особенности, которые были
описаны выше для коксовых цехов.
Глава 11
ПРОИЗВОДСТВЕННО-ВСПОМОГАТЕЛЬНЫЕ СООРУЖЕНИЯ
СООРУЖЕНИЯ ЭНЕРГЕТИЧЕСКОГО
ХОЗЯЙСТВА
Головным объектом электроснабжения са-
мостоятельных коксохимических заводов яв-
ляется главная понизительная подстанция,
а коксохимических производств, входящих
в состав металлургических заводов (комби-
натов),— как правило, центральная распре-
делительная подстанция.
Электроснабжение цехов и отделений осу-
ществляется через цеховые подстанции, а
отдельных объектов или электросиловых
установок — через электропункты.
Сбор, очистка от масла и перекачка па-
рового конденсата производится насос-
ными.
Главная понизительная подстанция
Ситуационный план комплекса зданий и
сооружений приведен на рис. 11-1.
Здание главной понизительной подстан-
ции (рис. 11-2) неотапливаемое (кроме по-
мещений, расположенных в пролете 4,5 м),
одноэтажное с подвалом, несущими кир-
пичными стенами и одним рядом колонн в
середине пролета. Подвал предназначен для
кабельной разводки И в соответствии с
гидрогеологическими условиями площадки
должен быть надежно защищен гидроизо-
ляцией от попадания грунтовых вод.
Стены подвала из сборных бетонных
блоков (или бетонные), а при высоком
(выше уровня пола подвала) уровне грун-
товых вод степы и днище монолитные же-
лезобетонные. Колонны сборные железобе-
тонные.
Перекрытие над подвалом из-за большого
количества проемов для кабелей и заклад-
ных частей для шкафов распределительных
устройств монолитное железобетонное.
Покрытие из сборных железобетонных
крупнопанельных плит по сборным балкам
Рис. 11-1. Гласная понизительная подстанция. Ситуационный план:
/ - здание главной понизительной подстанции; 2 — открытая подстанция; 3 — трансфор-
маторная башня; 4 — помещение лебедок трансформаторной башни; 5 — оперативное по-
мещение трансформаторно-масляйого хозяйства; б — открытый склад масла; 7 — резервуар
для масла; 8 — каналы коммуникаций
10 Справочник коксохимика, т. IV.
146
Строительное проектирование коксохимических предприятий
и стенам, причем пролет 4,5 м в приведен-
ном частном случае перекрывается укоро-
ченными стандартными плитами. Для уни-
фикации строительных решений и конструк-
ций этот пролет следует принимать также
равным 6 м.
Открытая подстанция располагается на
спланированной площадке с организован-
ным стоком ливневых вод и ограждается
забором из стандартных железобетонных
элементов.
Фундаменты под трансформаторы, масля-
ные выключатели и металлоконструкции вы-
соковольтных линий и грозозащиты выпол-
няются из бетона марки 100.
Трансформаторная башня стальная с гру-
зоподъемными устройствами, с помещени-
ем для лебедок, предназначается для раз-
грузки и погрузки трансформаторов на же-
лезнодорожные платформы. Помещение для
лебедок одноэтажное с кирпичными несу-
щими степами и покрытием из сборных
крупнопанельных железобетонных плит.
В здании устроены монолитные фундамен-
ты под лебедки из бетона марки 100.
Оперативное помещение трансформатор-
но-масляного хозяйства — одноэтажное
отапливаемое здание с несущими кирпич-
ными стенами и покрытием из сборных же-
лезобетонных крупнопанельных плит.
В здании размещаются насосы и регене-
рационные установки для масла, склад сма-
зочных материалов и лаборатория. Поме-
щение насосов оборудовано монорельсом
грузоподъемностью Q = 1 т.
Открытый склад масла располагается на
площадке с асфальтовым покрытием и грун-
товой обваловкой по периметру. С внутрен-
Рис. 11-2. Здание главной понизительной подстанции:
/ — помещение РУ-6; 2 — служебное помещение; 3 — зарядная; 4 — аккумуляторная батарея;
5 — кислотная; 6 — вентиляционная камера; 7 — помещение для ввода кабелей; 8 — камеры ре-
акторов
Производственно-вспомогательные сооружения
147
ней стороны обваловка имеет булыжное по-
крытие, а снаружи одернована.
На площадке располагаются фундаменты
под стальные резервуары для масла. Вне
площадки для слива отработанного масла
располагается подземный монолитный же-
лезобетонный резервуар. Внутренняя по-
верхность резервуара снабжена защитным
покрытием.
Центральная распределительная
подстанция
В одноэтажном, с подвалом, неотапли-
ваемом здании с несущими кирпичными
стенами (рис. 11-3) располагают помеще-
ние распределительных устройств (основ-
ная часть), щитовое помещение и транс-
форматорные камеры. Подвал для кабель-
ной разводки аналогичен описанному.
Цеховые подстанции
Цеховые подстанции представляют собой
отдельно стоящие или пристроенные к ос-
новному зданию производственного цеха
одноэтажные здания, неотапливаемые с кир-
пичными несущими стенами и покрытием
из сборных железобетонных плит.
В комплектных трансформаторных под-
станциях (рис. 11-4) трансформаторы и щи-
Рис. 11-3. Центральная распределительная подстанция:
7 ~ помещение РУ-10; 2 — помещение РУ-3; 5 — щитовая; 4 — трансформаторные камеры
148
Строительное проектирование коксохимических предприятий
ты распределительного устройства разме-
щаются в одном помещении.
В этом случае под трансформаторами
обязательно предусматриваются ямы для
стока масла из трансформаторов, перекры-
ваемые стальной решеткой, засыпанной гра-
вием. Степы ям выполняются из бетона
марки 100 или из бетонных фундаментных
блоков.
В некомплектных трансформаторных под-
станциях (рис. 11-5) трансформаторы раз-
Рис. 11-5. Некомплектная трансформатор-
ная подстанция
метаются в отдельных помещениях-каме-
рах и устанавливаются на монолитные же-
лсзобетонные или сборно-монолитные пере-
крытия, приподнятые над уровнем пола.
Перекрытия имеют уклон к проемам. Под
перекрытием подполье с полом из плотно
утрамбованного грунта со щебнем, поли-
тым известковым молоком.
Встроенные цеховые подстанции распола-
гаются на первом этаже основного здания.
Планировочные и конструктивные особен-
ности аналогичны отдельно стоящим или
пристроенным подстанциям.
Вентиляция подстанций естественная, по-
средством жалюзийных решеток, устанавли-
ваемых в стенах и воротах трансформатор-
ных камер Площадь жалюзийных решеток
задается в зависимости от типа и мощности
устанавливаемого оборудования.
Ворота комплектных подстанций и транс-
форматорных камер принимаются по спе-
циальным общесоюзным стандартам ,и ти-
повым сериям.
Для кабельной разводки в полах преду-
сматриваются каналы со степами из бетона
марки 100 или красного кирпича мар-
ки 50—75 на цементном растворе, пере-
крываемые съемными щитами из рифленой
стали.
Для выкатывания трансформаторов в по-
лах закладываются стальные направляю-
щие.
Электропункты
Помещения для размещения распредели-
тельных щитов располагаются чаще всего
в зданиях или в специальных помещениях
вне здания.
Ограждающие конструкции электропупк-
тов (степы, перекрытия, покрытия) долж-
ны быть пыле-водонепроницаемыми. При
расположении электропунктов в помеще-
ниях с производствами, отнесенными по
«Характеристике и классификации произ-
водств коксохимической промышленности
по пожарной опасности» (Ст-4274, Гипро-
кокс) к взрыво- или пожароопасным, поме-
щения электропунктов должны обязатель-
но иметь тамбур с двумя герметическими
дверями.
Для кабельной разводки, если электро-
пункты размещаются на перекрытиях, пре-
дусматривается двойное перекрытие со
съемными щитами из рифленой стали и
съемными сборными железобетонными пли-
тами.
Насосная конденсата с маслоочисткой
Насосная размещается в одноэтажном
отапливаемом здании со значительно за-
глубленной подвальной частью и примы-
кающим открытым котлованом (рис. 11-6)
В здании располагается маслоочиститель-
ная аппаратура, в подвале — насосы, в от-
крытом котловане — сборники для конден-
сата.
Отметка заглубления подвала и котло-
вана назначается, исходя из условий за-
глубления самотечных коммуникаций, под-
водящих конденсат от потребителей пара.
Производственно-вспомогательные сооружения
149
Рис. П-6. Насосная конденсата с маслоочисткой
Стены здания несущие, кирпичные с пиля-
страми. Стены и днище подвала монолитные
железобетонные. На рис. 11-6 приведен под-
вал с оклеенной гидроизоляцией при уровне
грунтовых вод выше пола подвала. Стены
котлована из сборных железобетонных эле-
ментов, ограждение стальное; пол котлова-
на имеет уклон к лоткам, а лотки в свою
очередь— к зумпфу для отвода ливневых
вод. Перекрытие над подвалом монолитное
железобетонное. Покрытие из сборных же-
лезобетонных плит по сборным железобе-
тонным балкам.
В отдельных случаях применяются пере-
качивающие насосные конденсата без мас-
лоочистки. Конструкции перекачивающих
насосных конденсата аналогичны описан-
ным выше
СООРУЖЕНИЯ ВОДОСНАБЖЕНИЯ
И КАНАЛИЗАЦИИ
Градирни
Для охлаждения оборотной нагретой во-
ды теплообменной аппаратуры химических
цехов на современных коксохимических за-
водах применяют градирни (преимущест-
венно с принудительным дутьем или тягой
при помощи вентиляторов).
В зависимости от степени загрязнения во-
ды продуктами производства (кислотой, мас-
лом и т. д.) выбирают один из двух типов
градирен: с верхним и нижним расположе-
нием вентиляторов.
Градирни с верхним расположением вен-
тиляторов (рис. 11-7) предназначены для
охлаждения чистой технической воды.
Градирни с нижним расположением вен-
тиляторов (рис. 11-8)—для охлаждения
загрязненной технической воды.
Для охлаждения чистой оборотной тех-
нической воды применяют вентиляторные
многосекционные градирни из сборных же-
лезобетонных элементов, пленочные с сек-
цией 8 X 8 м и вентилятором ВГ-50 (типо-
вой проект 4-18-763, рис. 11-8) и с сек-
цией 12X12 м (144 л2) и вентилятором ВГ-70
(типовой проект 4-18-765). Конструкции
этих градирен аналогичны, сборные желе-
зобетонные элементы унифицированные од-
нотипные. Градирня состоит из водосборно-
го бассейна (сборно-монолитного или моно-
литного) и пространственного каркаса из
сборных железобетонных конструкций с ус-
150
Строительное проектирование коксохимических предприятий
Рис. 11-7. Многосекционная вентиляторная градирня из сборных железобетонных элементов
с секцией 8 X 8 м:
I — вентилятор; 2 — водораспределительная система; 3 — щиты оросителя; 4 — связи
7MV
Производственно-вспомогательные сооружения
151
тановленным на нем технологическим обо-
рудованием (вентилятор, .водораспредели-
тельная система, ороситель) и обшивкой.
Днище, колонны н балки водосборного
бассейна выполняются в монолитном желе-
зобетоне, а стены из сборных панелей.
Пространственный каркас в виде четырех-
ярусной этажерки с жесткими узлами со-
стоит из неразрезных колонн и ригелей.
Колонны и ригели нижнего яруса устанав-
ливают на колонны водосборного бассейна.
Для увеличения пространственной жестко-
сти каркаса при динамических (во время
работы вентилятора) и сейсмических воз-
действиях устанавливают стальные верти-
кальные связи.
Покрытие градирни выполняется из сбор-
ных железобетонных плит. Пространство
между плитами и стальным патрубком вен-
тилятора зашивается двумя слоями досок.
Плиты покрытий и деревянная обшивка по-
крываются асфальтом.
Наружная и межсекцнонная обшивка гра-
дирен, а также разделительная диафрагма
выполняются из асбоцементных волнистых
листов усиленного профиля. Лестница и ог-
раждение стальные.
Для охлаждения оборотной воды конеч-
ных холодильников и отделения улавлива-
ния сероводорода применяют многосекцион-
ные деревянные градирни с нижиим распо-
ложением вентилятора по типовому проек-
ту Ги прококса 4-03-70 (рис. 11-8).
Надземная деревянная часть установлена
на заглубленную железобетонную розетку,
к которой примыкает резервуар для сбора
охлажденной воды. Вентилятор с двигате-
лем на стальной подставке с площадкой и
лестницей для обслуживания устанавлива-
ют на отдельно стоящем бетонном фунда-
менте.
Каркас надземной части состоит из систе-
мы деревянных стоек, связанных между со-
бой продольными и поперечными схватками
и раскосами. Каркас заполнен оросителем
Рис. 11-9. Щит пленочного оросителя
из досок
и водораспределительной системой. Наруж-
ная обшивка состоит из двух слоев доща-
тых щитов с воздушной прослойкой между
ними для аэрации.
Железобетонная розетка состоит из сбор-
ных внутренних столбов и панелей межсек-
ционных перегородок, монолитного днища
и наружных стен со столбами. Внутренние
столбы устанавливаются на бетонную под-
готовку днища и замоноличиваются при бе-
тонировании.
Резервуар для сбора охлажденной воды
перекрывается сборными съемными железо-
бетонными плитами.
Для охлаждения оборотной воды пеково-
го транспортера и биохимической установ-
ки применяется вентиляторная градирня из
дерева с секцией 2 X 4 м с вентилятором
МЦ-12 (типовой проект 4-18-743).
Надземная часть — деревянный каркас с
наружной обшивкой из двух слоев досок,
заполненный оросителем и водораспредели-
тельной системой. Резервуар монолитный
железобетонный. Вентилятор с двигателем
на одной оси располагается на отдельном
фундаменте. Диффузор стальной.
На рис. 11-9 и 11-10 приведены конструк-
ции щитов и блоков пленочных и капель-
ных оросителей.
Гидроизоляция внутренних поверхностей
водосборных бассейнов, розеток, резервуа-
ров, градирен производится асфальтовыми
мастиками. На днище мастика наносится
литым способом, на стены, колонны, стол-
бы, балки — в виде штукатурной гидроизо-
ляции в три слоя (см. табл. 11-5 и 11-6).
Все описанные градирни предназначены
для строительства в любых районах СССР,
за исключением районов вечной мерзлоты.
Градирни из сборных железобетонных эле-
ментов (типовые проекты 4-18-763 и
152
Строительное проектирование коксохимических предприятий
Таблица 11-1
Требования к бетону для градирен
Условный район Зона конструкции градирен Вид железобетонных конструкций Проектные марки бетона в возрасте 28 дней, не ниже Водоцементное соотно- в*4- шение — , не выше Ц
1 | морозостой- кость, циклы S к о se я о О S „ < О 2 о «з £ М Я- Q прочность на сжатие, кгс!см1 2 |
1 Сборные конструкции: колонны, ригели, балки, плиты, панели Мрз-300 В8 400* 0,40
1 1 Монолитные конструкции водосборного бас- сейна: колонны, балки, стены Мрз-300 В8 300 0,40
2 Монолитное днище водосборного бассейна Мрз-150 В6 300 0,40
1 Сборные конструкции: колонны, ригели, балки, плиты, панели Мрз-200 В6 400* 0,45
II 1 Монолитные конструкции водосборного бассейна: колонны, балки, стены Мрз-200 В6 300 0,45
2 Монолитное днище водосборного бассейна Мр з-ЮО В4 200 0,45
1 Сборные конструкции: колонны, ригели, балки, плиты, панели Мрз-100 В4 300 0,50
III 1 Монолитные конструкции водосборного бас- сейна: колонны, балки, стены Мрз-100 В4 200 0,50
2 Монолитное днище водосборного бассейна Мрз-50 В4 200 0,50
* При введении в бетонную смесь газообразующих, пластифицирующих и воздухововлекающих до-
бавок проектная марка бетона по прочности на сжатие должна быть не ниже 300.
** Расход цемента в бетоне должен быть не более 450 кг,'мя.
4-18-765) могут применяться также для
строительства в районах с сейсмичностью
до 8 баллов (по 12-бальной системе).
Строительство градирен должно осущест-
вляться только специализированными орга-
низациями.
При проектировании и строительстве гра-
дирен необходимо выполнять специальные
требования к материалам, бетону, арматуре,
защитным мероприятиям, технологии изго-
товления изделий и производству работ в
соответствии с «Указаниями по обеспече-
нию долговечности железобетонных венти-
ляторных градирен при проектировании и
строительстве» (СН 254—63).
По степени воздействия отрицательной
температуры воздуха на железобетонные и
асбоцементные конструкции градирен тер-
ритория СССР условно разделяется на три
района
1 Условное районирование территорнн СССР для
градирен, подразделение железобетонных конст-
рукций граднреп на зоны, а также данные табл.
11-1, 11-2 и 11-3 приведены в соответствии с
СН 254—63.
Производственно-вспомогательные сооружения
153
I район — с расчетной температурой на-
ружного воздуха (средней наиболее холод-
ной пятидневки); ниже —30°, но не ниже
—40° С;
II —район то же, от —20 до —30° С;
III район — то же, выше —20° С.
В зависимости от воздействия внешней
среды железобетонные конструкции гради-
рен подразделяются на две зоны:
1-я зона — сборные и монолитные конст-
рукции, кроме днищ водосборных бассей-
нов;
2-я зона — днища водосборных бассейнов.
Требования к материалам для сооруже-
ния градирен приводятся в табл. 11-1, 11-2,
11-3.
Бетон и материалы для его приготовле-
ния должны отвечать требованиям ГОСТ
4795—59 «Бетон гидротехнический. Общие
требования», ГОСТ 4797—56 «Бетон гидро-
технический. Технические требования к ма-
териалам для его приготовления», а также
ГОСТ 10268—62» «Заполнители для тяже-
лого бетона. Технические требования».
Таблица 11-2
Предельные показатели подвижности
и жесткости бетонной смеси,
применяемой для изготовления и
возведения конструкций градирен
Вид железо- бетонных конструкций Подвиж- ность 1 бетон- ной смеси (осадка кону- : са), см Жесткость бетонной смеси по техничес- кому вискозиметру сек
Сборные Монолитные Менее 0,5 0,5—2 3—7 Смеси умеренно жесткие 60—40 (при пригрузе) Смеси малоподвиж- ные 35—25 20—10
1 Подвижность бетонной смеси (осадка кону -
са) проверяется перед ее укладкой.
Таблица П-3
Виды цементов, рекомендуемых и допускаемых к применению
в бетоне конструкции градирен
У словный район Виды цементов, рекомендуемых (курсивом) и допускаемых к применению для зон1
1-й 2-й
I Сульфатостойкий портланд-цемент Сульфатостойкий портланд-цемент Портланд-цемент Пуццолановый портланд-цемент Шлакопортланд-цемент
II Сульфатостойкий портланд-цемент Портланд-цемент с умеренной экзотер- мией Пуццолановый портланд-цемент Шлакопортланд-цемент Сульфатостойкий пуццолановый портланд- цемент Сульфатостойкий портланд-цемент2 Портланд-цемент2
III Сульфатостойкий портланд-цемент Портланд-цемент с умеренной экзо- термией Пластифицированный и гидрофобный портланд-цемент Портланд-цемент Пуццолановый портланд-цемент Шлакопорт ланд-цемент Сульфатостойкий пуццолановый портланд- цемент Сульфатостойкий портланд-цемент2 Портланд-цемент
1 Марки применяемых цементов должны быть не ниже 400.
2 Применение сульфатостойкого портланд-цемента и портланд-цемента в отмеченных условиях не
рекомендуется только по экономическим соображениям.
154
Строительное проектирование коксохимических предприятий
Для повышения морозостойкости бетона,
применяемого для 1-й зоны, рекомендуется
вводить в его состав газообразующие, воз-
духововлекающие или пластифицирующие
добавки: кремнийорганическую жидкость
ГКЖ-94, смолу нейтральную воздухововле-
кающую, сульфитно-спиртовую барду и т. п.
Для сборных и монолитных конструкций
должны применяться следующие арматур-
ные стали :
сталь класса А-Ш марки 25Г2С — для
сборных конструций и анкеровки закладных
деталей;
сталь класса А-П марки Ст.5 (спокой-
ная) — для монолитных конструкций;
сталь класса A-I марок ВСт.З (спокой-
ная) и ВСт.Зпс (полуспокойная), имеющая
гарантированный химический состав (т. е. с
поставкой ее по подгруппе в ГОСТ
380—60) — для сборных и монолитных кон-
струкций.
При расчетной температуре наружного
воздуха (средней наиболее холодной пяти-
дневки) выше —30° С допускается приме-
нение арматурной стали классов А-Ш, А-П
и A-I других марок.
В качестве защитной гидроизоляции кон-
струкций градирен рекомендуется применять
покрытия:
I оклеенные — из стеклопластиков на по-
лиэфирных смолах;
II окрасочные — эпоксидными смолами;
III штукатурные — холодными асфальто-
выми мастиками;
IV штукатурные — кислотостойкими горя-
чими асфальтовыми мастиками;
V пропиточные—в ваннах;
VI влагоизоляционные покрытия.
Для защиты железобетонных конструк-
ций рекомендуется применять покрытия I—
IV типов, а для защиты асбоцементных ли-
стов обшивки —-II, V и VI типы.
В случае выщелачивающей, сульфатной и
магнезиальной сред применяют покрытия
I—IV типов, для кислой среды — покрытия
I, II и IV типов.
Холодные асфальтовые мастики имеют
следующий состав, % (вес):
Паста
Битум БН-Ш .......................... 5о
Известь гашеная сухая................ 12
Вода................................. 38
Мастика
Паста.............................. 85+3
Цемент............................. 10±2
Вода ............................... 5+3
Примечания: 1. Толщина литого покры.
тня 12—15 мм (в два слоя); нанесенного асфаль-
тометом 10—15 мм (в три слоя).
2. В случае применения известкового теста
следует учесть содержащееся в ием количество
воды.
3. В мастику для третьего покрывочного слоя
(при нанесении штукатурной изоляции) следует
добавлять 5% цемента по весу.
Состав кислотостойких горячих асфаль-
товых мастик приведен в табл. 11-4.
Материал деревянных конструкций — сос-
на II сорта влажностью не более 25% (в
крайнем случае до 35%). Дефекты обра-
ботки пиломатериалов не должны превы-
шать ограничений по ГОСТ 8486—57,
пункт 13, табл. 3, при этом для досок на-
ружной и межсекционной обшивки не до-
пускается обзел и ширина их не должна
превышать 140 мм (во избежание короб-
ления); для брусьев стоек, схваток и рас-
косов не допускается продольное коробле-
ние; для досок и брусков блоков капельно-
го оросителя и пленочных щитов не допу-
скается непар ал дельность плоскостей.
Табл ица 11-4
Кислотостойкие горячие
асфальтовые мастики
Состав, %
(вес.), при
способе нане-
сения мастик
Компоиенты
Битум марки БН-IV .... 30—35 35—40
Асбест амфиболовый (анто-
фоллитовый) 8,7 или 6-го
сорта.................. 8 8
Кислотостойкий наполни-
тель .................... 57—62 52—57
Примечания: 1. В качестве кислотостойко-
го наполнителя можно применять кварцевые, ша-
мотные и кирпичные порошки, маршаллит и др.
2. Толщина покрытия литого 8—10 мм и иане‘
сеииого асфальтометом 10—12 мм (в три слоя)
Все элементы деревянных конструкций
градирен должны быть антисептированы.
Антисептирование следует проводить на
специально оборудованных пропиточных
установках в заводских условиях. При не-
возможности антисептировать на специали-
зированном заводе пропитку можно органи-
зовать на площадке строительства по спо-
собу горяче-холодной ванны в соответствии
с «Техническими указаниями по антисеп-
тированию древесины, применяемой для
1 Рекомендации о применяемых для градирен
видах арматурной стали, защитной гидроизоля-
ции (табл. 11-4, 11-5), материалах для деревян-
ных конструкций, способах ее антисептировання
и видах антисептиков (табл. 11-6, 11-7), об окрас-
ке стальных конструкций, а также о допускае-
мых отклонениях при изготовлении отдельных
элементов и возведения железобетонных и дере-
вянных конструкций (табл. 11-8, 11-9) приведены
по материалам типовых проектов градирен, раз-
работанных ГПИ «Водоканалпроект» и <Пром-
стройпроект», Москва, 1963 г.
Производственно-вспомогательные сооружения
155
строительства градирен тепловых электро-
станций», разработанными Ленинградской
ордена Ленина лесотехнической академией
им. С. М. Кирова.
Для антисептирования элементов дере-
вянных конструкций следует применять ми-
неральные невымываемые антисептики:
а) селкур — кислая хромовокислая медь
или кислый хромат меди;
б) хемонит—аммиачная медная соль
мышьяковистой кислоты или аммиачный ар-
сенит меди (табл. 11-5).
Таблица 11-5
Состав и концентрация водных
растворов минеральных
невымываемых антисептиков
Для элементов, не подвергающихся омы-
ванию оборотной водой (наружный слой
обшивки, лестницы, площадки и т. д.), мож-
но применять антисептические каменно-
угольные масла — креозотовое, антрацено-
вое по ГОСТ 2770—59.
Режим антисептической обработки дере-
вянных деталей градирен приведен в
табл. 11-6.
Таблица 11-6
Режим антисептической обработки
деревянных деталей конструкций
градирен по методу
горяче-холодных ванн, ч
Название антисептика и его компоненты Содержание компонен- тов, % Концентрация водного раствора, % (вес.) Общая концентрация пропиточного раствора
Селкур Медный купорос (CuSO4-5H2O) . 50 3,5
Бихромат натрия (Na2CrO7-2H2O) 50 3,5 7
Уксусная кислота (СН3-СООН) . . Следы 0,05 —
Хемонит Гидрат окиси меди Си (ОН)2 . . . 57,7 3,46 —
Трехокись мышья- ка (AsO,) . . . 40,7 2,44 6
Уксусная кислота (СН3СООН) . . 1,6 0,10
Аммиачная вода (NHS) 5 Добав-
ляется к основно- му рас- твору
Операция пропитки
Вид антисеп-
тика
Пропарка древесины в
Пропитка в холодном
творе ..............
Обработка 0,5%-ным
твором едкого натра
ванне 2 2
рас- 2 2
рас- 0,5—1 —
Примечания: 1. Норма поглощения вод-
ного раствора антисептика должна быть 150—
—200 л'м1.
2. Расход сухой соли составляет: антисепти-
ка селкур 12—14 кг/м3, антисептика хемонит 9—
12 кг'м3.
Допускаемые отклонения при возведении
монолитных колонн бассейнов, монтаже
сборных железобетонных конструкций и эле-
ментов деревянных конструкций приведены
в табл. 11-7 и 11-8.
Стальные конструкция должны окраши-
ваться водостойкими красками или лаками
тип которых принимается в зависимости от
степени агрессивности воды.
При нейтральной или слабощелочной обо-
ротной воде — лак «куперсоль» (на слан-
цевой олифе); железный сурик (на нату-
ральной олифе); битумные н пековые во-
достойкие лаки и краски.
При слабокислой оборотной воде — смесь
перхлорвинилового лака с кузбасским за
156
Строительное проектирование коксохимических предприятий
Таблица 11-7
Допускаемые отклонения при возведении монолитных колонн
бассейнов и монтаже сборных железобетонных конструкций
градирен
Отклонения
Величины
допускаемого
отклонения
мм, в конст-
рукциях
Отклонения
Величины
допускаемого
отклонения
мм, в конст-
рукциях
Оси закладных деталей вер-
ха колонн бассейна от
разбивочных осей .... ±10
Отметки верха колонн бас-
сейна от проектных ... ± 5
Оси колонн каркаса в ниж-
нем сечении относительно
разбивочных осей .... —
Оси колонн от вертикали в
верхнем ярусе относитель-
но разбивочных осей . . —
Отметки верха опорных де-
талей под ригели от про-
ектных ...................
Оси ригелей относительно
разбивочных осей в ста-
канах ....................
Размеры зазоров между ко-
лоннами каркаса и вну-
тренними гранями стакана
ригелей от проектных:
в 1-м ярусе .........
в 4-м ярусе .........
+ 5
± 5
±10
±10
Таблица 11-8
Допускаемые отклонения от проектных размеров готовых элементов
деревянных конструкций градирен
Элементы Пиломате- риалы Получаемые отклонения от проектных размеров, мм
по длине по ширине по толщине
Каркас: стойки, схватки, раскосы связи Брусья, бруски ±2 ±2 ±2 -
Блоки капельного оросителя и пле- Бруски, ( -+2 + 1 + 1
ночных щитов ДОСКИ 1 ±5 ±2 ±1
три раза в соответствии с СН 24—58 (при-
ложение 1, § 1).
Все крепежные изделия (болты, гайки,
скобы, приборы для крепления асбестоце-
ментных листов и т. д.) должны быть оцин-
кованными.
Расстояния между центрами врубок и
размеры врубок могут иметь отклонения
± 1 мм.
При обработке досок в четверть разме-
ры четвертей должны выполняться по 3-му
классу точности (ГОСТ 6449—53). Диа-
метры отверстий для болтов должны быть
на 1 мм больше диаметра болтов.
Отклонения от проектных размеров гото-
вых собранных конструкций и блоков не
должны превышать по высоте ±2, по ши-
рине ±5, по длине ±5 мм.
Рис. 11-11. Насосная пожарно-питьевого и технического водоснабжения:
J — резервуары; 2 —- насосная; 3 — тоннель; 4 — механическая мастерская; 5 — электропод-
сганция
-6000 -Л S000^—6000~\
Рис. 11-12. Механическая очистка фенольных вод:
насосная с маслоотделителем; 2 — фундаменты под сборники осветленных фенольных вод;
насосная фенольных вод; 4 — фундаменты под сборники смолы н масел; 5 — фундаменты
под отстойники фенольных вод
158
Строительное проектирование коксохимических предприятий
Расстояние между стойками каркаса не
должно отличаться от предусмотренных по
проекту более чем на ±10 мм; отклонение
стоек по вертикали также не должно пре-
вышать ±10 мм.
Монтаж деревянных конструкций, как
правило, должен производиться без прирез-
ки и приторцовки; обработанные поверхно-
сти должны быть вновь обмазаны антисеп-
тиком. Обмазке антисептиком подлежат
также поверхности отверстий, просверли-
ваемые для болтов.
Насосная пожарно-питьевого и техниче-
ского водоснабжения (рис. 11-11) представ-
ляет собой одноэтажное заглубленное отап-
ливаемое здание с примыкающими мо-
нолитными железобетонными резервуа-
рами для воды и коммуникационными тон-
нелями.
Перекачивающие насосные хозяйственно-
фекальной, ливневой, шламовой и фекаль-
ной канализации — обычно круглые, с боль-
шим заглублением, монолитные железобе-
тонные опускные колодцы с одноэтажной
кирпичной надземной надстройкой (рис.
11-12).
Механическая очистка фенольных вод —
комплекс сооружений, состоящий из здания
насосной с маслоотделителем, заглублен-
ной насосной фенольных вод, монолитных
железобетонных фундаментов под отстойни-
ки фенольных вод и фундаментов под на-
земные стальные резервуары для смолы,
масла и осветленной фенольной воды в ви-
де песчаных битуминизированных подушек
с отмосткой (рис. 11-12).
Насосная с маслоотделителем — двух-
этажное здание с несущими кирпичными
стенами. На первом этаже располагаются
насосы, на втором — электропункт и моно-
литный железобетонный резервуар-маслоот-
делитель с оклеенной гидроизоляцией и за-
щитной железобетонной рубашкой. Покры-
тие из сборных железобетонных плит, лест-
ница стальная.
Биохимическая очистка фенольных вод
состоит из здания насосно-компрессорно-
го отделения и набора очистных соору-
жений (резервуары, отстойники, камеры
и т. д.).
На рис. 11-13 приведен общий план рас-
положения всех сооружений одноступенча-
той биохимической очистки фенольных вод.
Двух- и трехступенчатые очистки отлича-
ются большим набором очистных сооруже-
ний аналогичной конструкции.
Все заглубленные емкости в связи с их
сложностью монолитные железобетонные с
внутренней оклеенной гидроизоляцией и же-
лезобетонной защитной рубашкой.
Здание насосно-компрессорного отделе-
ния одноэтажное, отапливаемое, с несущи-
ми кирпичными стенами; заглубленная
часть монолитная железобетонная. Покры-
тие из сборных железобетонных плит по
сборным железобетонным балкам.
В здании располагаются отдельно стоя-
щие фундаменты под компрессоры и насо-
сы, не связанные со зданием.
9000—J Ь-----12ОО0-
Рнс. 11-13. Биохимическая очистка фенольных вод:
1 — дренажная площадка; 2 — вторичные отстойники; 3 — уравнительные резервуары; 4 — сборники; 5 — распределительная ка-
мера; 6 — маслоотделитель; 7 — запасная емкость микробов; 8 — насосно-компрессорное отделение; 9 — электроподстанция; 10 — фун-
даменты под стальные сборники для смолы и масел; 11 — первичные отстойники; 12 -- биологические бассейны*
Глава 12
ОБЪЕКТЫ ОБЩЕЗАВОДСКОГО НАЗНАЧЕНИЯ
К объектам общезаводского назначения
относятся сооружения, связанные с:
а) бытовым обслуживанием трудящихся
на территории завода, а именно: гардероб-
но-душевые блоки, прачечные, сушка и
обеспыливание рабочей одежды, здрав-
пункт, газоспасательная станция, столовые,
цеховые помещения для приема пищи, раз-
даточные спецпитания, санузлы;
б) ремонтом механизмов и оборудова-
ния, мастерские: ремонтно-механическая,
электроремоптная, антикоррозийных по-
крытий, контрольно-измерительных прибо-
ров, деревообделочная, вулканизационная;
зарядные станции для электрокаров и авто-
погрузчиков,
в) общезаводским обслуживанием це-
хов— лаборатория, пожарное депо либо
пост, склады материалов, оборудования, за-
пасных частей, огнеупоров, карбида каль-
ция, кислорода, горючих и смазочных ма-
териалов; гараж для размораживания ваго-
нов с углем, гараж для специализирован-
ного автотранспорта и средств малой меха-
низации, кабинеты по технике безопасности
и промышленной санитарии, проходные и
ограждение завода;
г) административно - управленческой
структурой предприятия — главная контора,
цеховые служебные корпуса, учебно-курсо-
вой комбинат и т. п.
БЫТОВОЕ ОБСЛУЖИВАНИЕ
ТРУДЯЩИХСЯ
Нормы проектирования бытовых помеще-
ний промышленных предприятий установле-
ны главой СНиП II—М. 3 --62 и СН 245—63
«Санитарные нормы проектирования про-
мышленных предприятий».
Санитарно-гигиенические характеристики
для отдельных цехов, согласно СН 245—
63, приводятся в табл. 12-1.
Таблица 12-1
Группы производственных процессов по цехам коксохимических
предприятий
Цех Санитарная характеристика производственных процессов Группы производ- ственных процессов
Углеподготовитель- н ый Производственные процессы, связанные с особо сильны- ми выделениями угольной пыли Шв
Углеобогатитель- ный Производственные процессы, протекающие в большин- стве своем при совместном действии угольной пыли и влаги 111г
Коксовый Производственные процессы, протекающие в крайне не- благоприятных метеорологических условиях при воз- действии теплового облучения и особо сильном выде- лении угольной пыли и газов Пб + Шв
Улавливания хими- ческих продук- тов и сероочист- Производственные процессы, протекающие в атмосфере, загрязненной вредными для здоровья или сильно пах- нущими веществами. II Д
ки, ректифика- ции бензола, смо- лоперегонный Отдельные процессы проходят в контакте с ядовитыми веществами Ilia
Вспомогательные Производственные процессы, вызывающие загрязнение тела и рук в запыленной н загазованной атмосфере коксохимического производства 1в
Объекты общезаводского назначения
161
Вынос значительного количества техноло-
гического оборудования и процессов на от-
крытые площадки, рассредоточение зданий
со сравнительно небольшой численностью
работающих в каждом из них на значи-
тельной территории и наличие значительно-
го контингента трудящихся, занятых как в
отапливаемых зданиях, так и на открытом
воздухе, определяют организацию бытового
обслуживания рабочих коксохимической
промышленности в централизованных быто-
вых помещениях.
В непосредственной близости к рабочим
местам следует предусматривать лишь са-
нитарно-гигиенические помещения, предна-
значенные для многократных посещений
рабочими в течение смены.
Обеспечение трудящихся гардеробно-ду-
шевыми и санитарно-гигиеническими поме-
щениями рекомендуется производить по
приведенной в табл. 12-2 схеме.
Бытовые помещения углеобогатительно-
го цеха преимущественно выполняются
встроенными в главный корпус угле-
фабрики.
Бытовые помещения блока ремонтных ма-
стерских располагаются в пристройке к
производственному корпусу мастерских.
Отдельно стоящие здания централизован-
ных бытовых помещений размещаются на
заводской территории таким образом, что-
бы они находились вблизи основного скоп-
ления трудящихся и чтобы исключались хо-
лостые переходы от бытовых устройств на
работу и обратно, т. е. по зональному прин-
ципу, с обслуживанием родственных катего-
рий производственных процессов. Радиус
обслуживания зданий централизованных бы-
товых помещений следует принимать, как
правило, не более 300 м.
При расчете площади бытовых помеще-
ний и их оборудования должны учитывать-
ся, кроме штата коксохимического произ-
водства, рабочие общекомбинатских служб,
не входящие в штаты коксохимического
производства, но работающие на его тер-
ритории, а также штаты других вспомога-
тельных и ремонтных организаций (Энер-
гочермет, Коксохиммонтаж, Монтажхимза-
щита и др.).
Оборудование помещений бытового на-
значения должно предусматривать макси-
мальное самообслуживание.
Гардеробные. Рабочая одежда хранится
в шкафах шириной 33 см, глубиной 50 см,
высотой 165 см, домашняя и уличная одеж-
да — в таких же шкафах с внутренней пере-
движной шторкой.
Душевые. Душевыми пользуются все тру-
дящиеся коксохимических предприятий. По-
этому душевые следует предусматривать на
все количество трудящихся вне зависимости
от категории выполняемых трудовых про-
цессов. Для лучшего использования душе-
вых начало и окончание рабочего времени
в основных и вспомогательных цехах в ут-
ренней смене с максимальным количеством
работающих следует устанавливать смещен-
ными на 0,5—1 ч.
] 1 Справочник коксохимика, т. IV.
Умывальные. В связи с обеспечением
всех работающих душами умывальники в
централизованных бытовых помещениях це-
лесообразно для всех категорий трудящих-
ся проектировать по норме — 40 человек
максимальной смены на один кран.
Прачечные. На каждом коксохимическом
предприятии необходимо предусматривать
механизированные прачечные с обработкой
перед стиркой спецодежды, загрязненной
химическими или смазочными веществами.
Сменная производительность прачечной
рассчитывается по формуле
Б М
Xk — ------кг,
Т п
где Б — расчетный вес недельной потреб-
ности в стирке на одного рабочего,
равный 3,11 кг-,
М — численность работающих на пред-
приятии;
Т—число рабочих дней прачечной в
неделю;
п — число смен работы прачечной в
день.
Суммарная емкость стиральных машин
определяется, исходя из пятикратной за-
грузки их в смену. Оборудование прачеч-
ной и площадь ее помещений следует при-
нимать, согласно главе СНиП II—Л. 14—62,
в зависимости от определенной по приве-
денной формуле производительности.
При прачечной необходимо предусматри-
вать починку белья и спецодежды.
Сушку спецодежды рабочих углеобогати-
тельного цеха целесообразно производить
в гардеробных шкафчиках, оборудованных
устройствами для вентиляции. Для расчета
режима вентиляции содержание влаги в
одном комплекте принимается равным
1,5 кг, а время сушки 14 ч. Сушка спец-
одежды остальных цехов производится в
помещениях для сушки при гардеробных.
Обеспыливание рабочей одежды следует
предусматривать в обеспыливающих агрега-
тах, расчет которых следует вести на 50%
численности максимальной смены.
Сеть медицинского обслуживания на кок-
сохимических предприятиях должна состо-
ять из здравпункта, газоспасательной стан-
ции и помещений личной гигиены женщин.
Категорию здравпункта следует назна-
чать, исходя из численности трудящихся и
функций здравпункта, оказание первой
медицинской помощи и доставка пострадав-
шего в поликлинику или больницу. При
здравпунктах следует предусматривать при-
крепленную санитарную машину.
Медицинское лечение рабочих должно
производиться в поликлиниках или больнич-
ных учреждениях вне промышленной тер-
ритории.
Состав газоспасательной станции прини-
мается в зависимости от того, является ли
коксохимическое предприятие самостоятель-
ным заводом или входит в металлургиче-
ский комбинат.
162
Строительное проектирование коксохимических предприятий
Т а б л и ц а 12-2
Схема организации санитарно-гигиенического обслуживания в цехах
и зданиях коксохимического завода
Цех Здания или сооружения Гарде- робные Душевые Санузел Умывальные Прочие
Углепод- готови- тельный Вагоноопрокидыва - тель Склад угля Отделение предва- рительного дроб- ления Дозировочное отде- ление Отделение оконча- тельного дробле- ния В централизован- ных бытовых по- мещениях То же » » » > » » На 1-м этаже То же » » На 1-м этаже То же > » Помещение для обогрева рабочих с санузлом и умывальником
Углеобо- гатитель- ный Главный корпус углефабрики Отделение радиаль- ных сгустителей Флотационное от- деление Сушильное отделе- ние Бункеры концен- трата, породы и промпродукта Шламовый отстой- ник В здании на штат всего цеха по расчету В здании главного корпуса То же » » » » » » На каждом этаже На 1-м этаже На 2-м этаже На 1-м этаже На каждом этаже На 1-м этаже На каждом этаже с подачей горячей и холодной воды На 1-м этаже Сушка спецодежды в вентилируемых шкафах и обес- пыливание спец- одежды
Коксовый Угольные башни (в каждой баш- не) Батареи коксовых печей (на каж- дую батарею) Тушильная башня Коксовая рампа Коксосортировка Бункеры кокса В централизован- ных бытовых по- мещениях То же В централизован- ных бытовых по- мещениях То же » » По рас- чету на штат двух батарей На 1-м этаже Прн каждом санузле На 1-м этаже На верхних пло- щадках обдувоч- ная кабина с по- дачей охлажден- ного и увлаж- ненного воздуха, снабжение гази- рованной водой, аэратор
Улавли- вания Машинное отделе- ние Сульфатное, пири- диновое отделе- ния и обесфено- ливающая уста- новка В централизован- ных бытовых по- мещениях То же На 1-м этаже То же На 2-м этаже На каждом этаже с подачей горячей и холодной воды В цехе необходимо предусматривать закрытое поме- щение для ку- рения
Объекты общезаводского назначения
163
Продолжение табл. 12-2
Цех Здания нли сооружения Гарде- робные Душевые Санузел Умывальные Прочие
Улавли- вания Бензольное отделе- ние Насосные В централизован- ных бытовых по- мещениях То же На 1-м этаже На 1-м этаже
Серо- очистки Главный корпус Насосные В централизован- ных бытовых по- мещениях То же На 1-м этаже На 1-м этаже Аварийный душ на 1 сетку, закры- тое помещение для курения
Ректи- фикации Главный корпус Насосные » » » » На 1-м этаже На каждом этаже с подачей горячей и холодной воды Отдельное закры- тое помещение для курения вне корпуса
Смоло- перегон- ный Отделение дистил- ляции Отделение кристал- лизации нафта- линовой фракции и моечное отде- ление Отделение кристал- лизации антраце- новой фракции Пековый парк Склады В централизован- ных бытовых по- мещениях То же » » » » На 1-м этаже То же » » На 1-м этаже То же > » Закрытое помеще- ние для курения
Вспомо- гательные произ- водства Блок ремонтных цехов Ремонтно-строи- тельный цех Химическая лабо- ратория Железнодорожный цех Цех КИП и авто- матики Цех паро- и водо- снабжения Центральные скла- ды В здании на штат всего цеха по расчету То же » » В централизованных бытовых помещениях То же » » » » Санузлы в ближай- ших зданиях
Для газоспасательных станций самостоя-
тельных заводов рекомендуется следующий
набор помещений, л<2:
Аппаратный зал.................... До 3 0
Помещение дежурного.................. 15
Кабинет начальника .................. 15
Ремонтная мастерская ............. 15—18
Кислородная и зарядная.............. 12—15
Кладовая ............................. 6
Санузел и ванная .................
На коксохимических производствах, вхо-
дящих в состав металлургических комбина-
тов, организуется участок комбинатской га-
зоспасательной службы в составе трех ком-
нат орщей площадью не менее 50 м2.
11*
Пункты питания на территории коксохи-
мических предприятий размещаются в бы-
товых корпусах, в главном корпусе углефаб-
рики, в здании ремонтных мастерских,
в обслуживающих помещениях коксовых
цехов.
Количество посадочных мест для пунктов
питания рассчитывается по формуле
п
где Т — число трудящихся в максимальною
смене;
п — число посадок.
164
Строительное проектирование коксохимических предприятий
План 1-го этажа
Рис. 12-1. Бытовой корпус на 600 человек:
1 — гардероб рабочей одежды; 2 — гардероб уличной н домашней одежды; 3 — душевые;
4 — помещение для сушки одежды; 5 — помещение для обеспыливания одежды; 6 — помещение об-
служивающего персонала; 7 — административно-конторские помещения; 8 — столовая; 9 — здрав-
пункт; 10 — газоспасательная станция; 1] — стоянка дежурной машины
Объекты общезаводского назначения
165
ОБЪЕМНО-ПЛАНИРОВОЧНЫЕ
И КОНСТРУКТИВНЫЕ РЕШЕНИЯ
Вспомогательные здания, как правило,
II класса; долговечность основных кон-
струкций— не ниже II степени, огнестой-
кость— не ниже III степени. При размеще-
нии вспомогательных помещений в при-
стройке к производственному зданию класс
здания пристройки должен быть не выше
класса производственного здания.
Административно-бытовые здания
В состав отдельно стоящего здания быто-
вого назначения могут входить:
санитарно-гигиеническая группа помеще-
ний;
пункт общественного питания;
группа помещений общественного и куль-
турного обслуживания.
Кроме указанных групп помещений, в
этих зданиях возможно размещение пра-
чечной, здравпункта, газоспасательной
станции, а также административно-служеб-
ной группы помещений.
Отдельно стоящие здания бытового на-
значения следует компоновать из двух объ-
емно-планировочных блоков — блока сани-
тарно-гигиенического назначения и блока
прочих бытовых помещений одной этажно-
сти и одной ширины, блокируя их по гори-
зонтали и получая таким образом здания
одной этажности и единого объема. Сами
же блоки лучше «набирать» по вертикали
из планировочных элементов необходимого
назначения или пропускной способности.
Пример решений планировочных элемен-
тов и компоновки здания приведен на
рис. 12-1.
Здания должны сооружаться в каркасно-
панельных конструкциях по унифицирован-
ным типовым секциям зданий администра-
тивно-бытового назначения.
Длина зданий и пристроек, шаг колонн,
высота этажей и конструктивные элементы
принимаются также по унифицированным
типовым секциям.
Для создания направленного графика дви-
жения рабочих без возвратных потоков для
гардеробно-душевого блока следует прини-
мать зально-секционную планировку с раз-
мещением душевых между гардеробами
рабочей и домашней одежды. Помещения
с обепыливающим агрегатом следует рас-
полагать по ходу «с работы», а помещения
для сушки спецодежды — на стыке гарде-
робных рабочей и домашней одежды.
Наиболее интенсивно посещаемые поме-
щения — зал столовой и красный уголок —
должны находиться в непосредственной бли-
зости к входу или к лестничной клетке.
Здравпункт и газоспасательная станция
должны быть легко доступны и размещать-
ся на первом этаже.
На одного трудящегося рекомендуются
следующие размеры зданий и помещений:
Строительный объем, м3.................14,3
Рабочая площадь, м2................... 2,95
Полезная (общая) площадь, м2 ......... 3,60
Производственно-вспомогательные здания
Все здания должны, как правило, про-
ектироваться одноэтажными, бесподвальны-
ми и бесфонарными.
Объемно-планировочные решения зданий
должны быть простые без внутренних дво-
ров и пристроек с применением для всего
комплекса минимального количества уни-
фицированных пролетов и высот помеще-
ний.
Размеры объемно-планировочных и конст-
руктивных элементов зданий, а также рас-
положение разбивочных осей их должны
удовлетворять требованиям «Основных по-
ложений по унификации конструкций про-
изводственных зданий».
Величина пролетов в осях колонн или
стен должна назначаться кратной 6 м. Шаг
колонн (в осях) должен быть кратным
также 6 м.
Несущие и ограждающие конструкции
зданий должны проектироваться, как пра-
вило, с применением унифицированных
сборных железобетонных и бетонных эле-
ментов индустриального изготовления.
Производственно-вспомогательные здания
рекомендуется объединять в блоки.
Зарядные станции для электрокаров и
автопогрузчиков следует проектировать,
как правило, в виде пристройки к произ-
водственному или вспомогательному зда-
нию.
Склады карбида кальция и кислорода, а
также склад горючих и смазочных мате-
риалов по противопожарным требованиям
размещаются в отдельно стоящих зданиях.
Глава 13
СОХРАННОСТЬ И УХОД ЗА СООРУЖЕНИЯМИ
КОКСОХИМИЧЕСКИХ ПРЕДПРИЯТИЙ
ФАКТОРЫ, ВЛИЯЮЩИЕ НА ИЗНОС
СООРУЖЕНИЙ
Здания и сооружения коксохимических
предприятий, кроме атмосферных воздейст-
вий, которым подвергаются обычно строи-
тельные конструкции, испытывают дополни-
тельно воздействие агрессивных сред, соз-
даваемых технологическими процессами,
протекающими в цехах и отделениях.
В связи с этим к элементам конструкций,
кроме обычных требований (морозостойко-
сти, влагоустойчивости, необходимой тепло-
стойкости и устойчивости против механиче-
ских воздействий), предъявляется дополни-
тельное требование — устойчивости против
различных агрессивных воздействий.
Агрессивные среды воздействуют как на
наружные, так и на внутренние конструк-
ции зданий и сооружений.
Примерные концентрации вредных ве-
ществ в наружном воздухе на территории
коксохимического завода характеризуются
данными, приведенными в табл. 13-1.
Высокие концентрации вредных веществ
распространяются на большие расстояния
от завода, загрязняя атмосферу примыкаю-
щей к заводу территории.
Концентрации вредных веществ в наруж-
ном воздухе примыкающей к заводу тер-
ритории по данным этого же исследования
приведены в табл. 13-2.
Содержащиеся в атмосфере завода вред-
ные вещества, отлагаясь на наружных по-
верхностях зданий и сооружений н раст-
воряясь в атмосферных осадках, омывают
конструкции, проникают в поры и трещи-
ны и совместно с механическими воздей-
ствиями мороза, ветра и влаги производят
химическое разрушение строительных мате-
риалов.
Внутри зданий и сооружений в зависимо-
сти от эксплуатационных условий выделя-
ются пыль, пары, агрессивные газы, жид-
кости, вода, действует высокая температу-
ра и другие факторы, ведущие к постепен-
ному разрушению конструкций, если не
предусмотреть необходимые защитные ме-
роприятия.
Таблица 13-1
Средняя концентрация вредных веществ на территории
Запорожского завода, по данным отчета Украинского
научно-исследовательского института коммунальной гигиены
(НИР-3422, Гипрококс 1961 г.)
Место отбора проб воздуха Обнаруженные вредности, мг/м8
фенол сероводо- род серни- стый газ нафталин i циани- стый во- дород 1 окись уг- лерода а я X S S са пыль
Допустимое содержание по СН 245-63 0,01 0,008 0,50 6,00 0,50
Обнаруженное содержание: верх коксовых печей ...... 1,50 1,16 9,70 — — 13 4,9 104,9
верх пекококсовых печей . . . — 0,30 0,98 — — 16 1,70 —
в тушильной башне 9,20 — — — — — — —
возле отделения дистилляции . . 2,63 1,12 — — — — — —
возле отделения кристаллизации 0,56 4,20 — 59,1 — — — —
у регенераторов сероочистки . . — 0,1 0,40 — 0,09 — —• —
у сульфатного отделения .... — — 0,40 — — — 22,4 —
в 100 м от тушильной башни 0,69 0,15 — — — — — —
Сохранность а уход за сооружениями коксохимических предприятий
167
Таблица 13-2
Концентрация вредных веществ в наружном воздухе
Наименование Разовая концентрация, мг'м*
фенол серово- дород сернистый газ нафталин окись углерода пыль
Допустимая концен- трация по СН 245— 63 Обнаруженная кон- центрация на рас- стоянии от ограды завода: 200 м 500 м 1000 м 2000 м 0,01 0,008 0,50 — 6,00 0,50 0,02-1,22 0,016—0,26 0,03—1,30 0,19—32,5 8,00—29,0 1,43—4,00 0,048—0,88 0,033—0,22 0,00—2,30 0,40—3,14 — 3,65 0,04—0,46 0,03—0,10 0,00—1,12 0,49—1,10 5,00—7,00 0,65—113 0,02—0,29 0,017—0,69 — 0,30—1,20 Не обнаружено
ПРАВИЛА УХОДА ЗА ЗДАНИЯМИ
И СООРУЖЕНИЯМИ
На коксохимических предприятиях долж-
на быть организована служба охраны со-
оружений, персонал которой обязан вести
тщательный надзор за состоянием зданий,
сооружений и отдельных конструкций и за
своевременной защитой конструкций от кор-
розии.
Все здания и сооружения завода долж-
ны подвергаться тщательному техническому
осмотру и проверке состояния конструкций
по утвержденному графику, но не реже
двух раз в год.
При аварийных случаях, влекущих за
собой усиление агрессивных воздействий,
независимо от плановых осмотров необходи-
мо проводить дополнительный осмотр.
При обследовании зданий и сооружений
должны составляться акты, в которых не-
обходимо фиксировать:
а) замеченные повреждения конструкций
и причины этих повреждений;
б) намеченные мероприятия по устране-
нию выявленных и предотвращению воз-
можности повторных повреждений;
в) состояние материалов защитных ан-
тикоррозийных покрытий.
Данные обследований необходимо учиты-
вать в дальнейшем при назначении меро-
приятий по защите конструкций от корро-
зии. Если при обследовании будут обнару-
жены повреждения, угрожающие прочности
или устойчивости отдельных конструкций
или участков, необходимо срочно устано-
вить надежные крепления, после чего произ-
водить восстановление нарушенных конст-
рукций.
При серьезных повреждениях для разра-
ботки мероприятий по их устранению необ-
ходимо привлекать специализированные на-
учно-исследовательские или проектные ор-
ганизации.
На предприятиях, расположенных на
площадках, сложенных просадочными лес-
совыми или другими сжимаемыми грунта-
ми, а также в районах горных выработок
необходимо вести регулярное наблюдение
за осадками зданий и сооружений и со-
стоянием грунтовых вод.
Для наблюдения за осадками на всех от-
ветственных зданиях и сооружениях долж-
ны быть установлены постоянные реперы,
нивелировка которых должна производить-
ся систематически. Данные нивелировки
должны вноситься в специальный журнал,
копия которого должна представляться ге-
неральному проектировщику для разработ-
ки в необходимых случаях мероприятий по
предотвращению вредного влияния осадок.
Для наблюдения1 за состоянием и уров-
нем грунтовых вод на площадке завода
должны быть заложены наблюдательные
скважины, количество и расположение ко-
торых должно быть согласовано с гене-
ральным проектировщиком.
Замер уровня воды в наблюдательных
скважинах следует производить системати-
чески, а анализы проб воды — не реже двух
раз в год.
Все данные по наблюдениям за режимом
грунтовых вод должны передаваться гене-
ральному проектировщику.
В зданиях и сооружениях, в которых
установлены машины и оборудование, ока-
зывающие динамические воздействия на
конструкции, необходимо вести регулярные
наблюдения за состоянием несущих конст-
рукций.
При появлении ощутимых колебаний не-
обходимо принимать меры по улучшению
балансировки машин, изменению динамиче-
ского режима, установке их на виброизо-
ляции и др. Если эти мероприятия не уст-
ранят замеченных явлений, необходимо при-
влечение проектных и специализированных
организаций для разработки решений по
устранению вибраций.
Во всех производственных помещениях на
видных местах должны быть вывешены
указатели, регламентирующие нагрузки на
168
Строительное проектирование коксохимических предприятий
элементы строительных конструкций и мон-
тажно-транспортное оборудование.
Запрещается нагружать строительные
конструкции (плиты, балки, прогоны, фер-
мы) сверх расчетных нагрузок, предусмот-
ренных проектом.
Запрещается пробивка всякого рода от-
верстий и проемов в конструкциях фунда-
ментов, стен, колонн, балок и других эле-
ментов без разрешения лиц, ответственных
за эксплуатацию зданий.
Не допускается хранение в неприспособ-
ленных для этого помещениях материалов,
агрессивно действующих на строительные
конструкции.
При эксплуатации зданий и сооружений,
а также при производстве всех видов мон-
тажных и ремонтных работ необходимо со-
блюдать требования действующих правил
по охране труда, технике безопасности (с
учетом пожароопасности и взрывоопасно-
сти производств) противопожарных меро-
приятий и санитарных норм.
Фундаменты и стены зданий
и сооружений
Для предупреждения повреждений фун-
даментов и стен необходимо:
а) предусматривать и содержать в ис-
правности отмостки, не допускать наруше-
ния планировки территории возле зданий.
Щели между отмостками и фундаментами
необходимо заделывать асфальтом, битумом
или другими гидрофобными материалами;
особое внимание должно уделяться отмост-
ке у высоких и массивных сооружений, на-
пример у дымовых труб;
б) не допускать сброса отработанных вод
и конденсата на конструкции зданий и от-
мостки, предусматривая соответствующий
отвод их;
в) регулярно следить за исправностью
аппаратуры, оборудования и коммуникаций,
не допускать попадания агрессивных жид-
костей в грунт и на элементы зданий и со-
оружений. Для контроля за утечками про-
изводственных и сточных вод, а также
агрессивных жидкостей у зданий, где воз-
можны такие утечки, необходимо преду-
сматривать устройство наблюдательных
скважин;
г) следить за исправностью температур-
ных швов в конструкциях, не допускать
их засорения, защищать их конопаткой по
проекту от попадания воды, пыли и др.;
д) тщательно оберегать фундаменты под
оборудование от попадания на них и под
них агрессивных жидкостей и воды;
е) не допускать проникновения воды и
агрессивных жидкостей в грунт в местах
сопряжения полов со стенами, для чего не-
обходимо обеспечивать сохранение про-
ектных уклонов на полах к трапам и сбор-
ным зумпфам и следить за сохранностью
последних для беспрепятственного отвода
разливов в канализацию.
При обнаружении в конструкциях фунда-
ментов повреждений, деформации и дру-
гих нарушений они должны быть немедлен-
но устранены.
Работа по восстановлению конструкций
производится в соответствии с требования-
ми действующих технических условий.
Полы, перекрытия, лестницы
Для содержания в сохранности перекры-
тий, полов и лестниц необходимо:
а) не допускать перегрузки конструкций
против предусмотренных проектом;
б) тяжелые грузы укладывать и переме-
щать по перекрытиям и лестницам только
по специально уложенным для этого под-
кладкам из досок, балок и пр.;
в) не разрешать сбрасывание грузов, вы-
зывающих ударную нагрузку на перекры-
тия;
г) постоянно следить за сохранностью
сточных каналов, трапов и зумпфов и под-
держивать необходимые уклоны полов к
местам сбора разливов.
Вокруг отверстий и проемов должны вы-
полняться бортики высотой не менее 100 мм
для предохранения от затекания агрессив-
ных жидкостей и воды при разливах и мок-
рой уборке помещений;
д) нельзя допускать воздействия кислых
растворов, щелочных жидкостей, масел и
органических растворителей на конструк-
ции, если для них не предусматривается
специальная защита.
При обнаружении в конструкциях по-
вреждений, дефектов и деформаций они
должны быть немедленно устранены.
Кровли
Для сохранности кровель при эксплуата-
ции зданий и сооружений необходимо со-
блюдение следующих основных требований:
а) кровля должна подвергаться система-
тическому осмотру и ремонту. Особенное
внимание должно уделяться сохранности
кровли у свесов, разжелобков, отводящих
устройств и мест примыкания к парапетам,
бортикам у отверстий для труб, местам
крепления парапетных решеток и др., кото-
рые должны выполняться строго по проек-
ту. Помимо периодического осмотра, необ-
ходимо производить осмотр кровель после
всякого рода атмосферных явлений (бури,
града, ливней и пр.);
б) в зимнее время при больших снегопа-
дах должна производиться очистка кровель
от снега. При очистке кровли нельзя допус-
кать ее повреждения;
в) в местах перепада кровель, а также
при необходимости прохода по кровле для
обслуживания аппаратуры и фонарей необ-
ходимо устройство защитных конструкций
в соответствии с проектом (асфальтовые до-
рожки, деревянные щиты, мостики и др.).
г) необходимо тщательно следить за со-
стоянием пожарных лестниц и парапетных
решеток, уделяя особое внимание надеж-
ной заделке их в несущие конструкции и
предохранению их от коррозии.
Сохранность и уход за сооружениями коксохимических предприятий
169
Обнаруженные при осмотрах поврежде-
ния и дефекты должны быть устранены по
возможности немедленно. Работу по пла-
новому ремонту кровель производить в су-
хое время года в соответствии с указания-
ми действующих технических условий с со-
блюдением правил техники безопасности.
Железобетонные конструкции
При эксплуатации зданий и сооружений
за состоянием несущих железобетонных
конструкций, особенно конструкций с на-
пряженным армированием, необходимо ве-
сти постоянное наблюдение.
Запрещается в несущих конструкциях
устраивать не предусмотренные проектом
проемы и отверстия, обнажать арматуру и
крепить к ней промпроводки и осветитель-
ную арматуру и др.
При разрушении защитного слоя или от-
дельных участков конструкций необходимо
расчистить поврежденные участки с удале-
нием разрыхленного бетона, обнаженные
стержни арматуры очистить от ржавчины,
при наличии агрессивных воздействий очи-
щенные места нейтрализовать, тщательно
промыть водой и перед заделкой бетоном
покрыть тонким слоем раствора. Если кон-
струкции подвергались воздействию кислых
сред слабой концентрации, бетон следует
готовить на глиноземистом, пуццолановом
пли портланд-цементе.
В бетон на пуццолановом или портланд-
цементе необходимо вводить битум в виде
жидкого раствора (битум : растворитель =
= 1:1) в количестве 30% от веса цемента.
При воздействии кислых сред высокой
концентрации заделку производить кисло-
тостойким раствором на основе жидкого
стекла.
Железобетонные конструкции не должны
подвергаться воздействию электрического
тока, для чего крепление всякого рода то-
копроводящей арматуры должно выпол-
няться с применением надежной изоляции.
Стальные конструкции
Для предохранения от коррозии сталь-
ные конструкции должны быть защищены
антикоррозийными покрытиями в соответ-
ствии с указаниями табл. 13-3.
Необходимо ежегодно производить тща-
тельный осмотр стальных конструкций, об-
ращая особое внимание на состояние узлов,
опорных частей, мест сопряжения с клад-
кой и бетоном и др., где возможно скоп-
ление пыли и влаги.
Не реже одного раза в год необходимо
очищать стальные конструкции от пыли,
грязи, жира, ржавчины и других загрязне-
ний, не допуская их скопления.
При обнаружении повреждений в защит-
ном лакокрасочном покрытии нужно полно-
стью, до металла, удалить дефектный уча-
сток, обработать растворителем примыкаю-
щие края неповрежденного покрытия и на-
нести новое.
Очистка конструкций может осуществ-
ляться механическим, химическим или огне-
вым методом. Во всех случаях очищать
следует до полного удаления следов ржав-
чины, окалины и жира, до приобретения
конструкцией металлического блеска.
В пожаро- и взрывоопасных помещениях
запрещается производить механическую и
огневую очистку стальных конструкций.
Нанесение покрытий на подготовленную
поверхность должно выполняться не позд-
нее, чем через 6 ч после окончания очистки.
АНТИКОРРОЗИЙНАЯ ЗАЩИТА
ЗДАНИЙ И СООРУЖЕНИЙ
На коксохимических предприятиях кис-
лые, щелочные и другие агрессивные среды
действуют, в основном, в химических цехах.
Для защиты строительных конструкций от
агрессивных воздействий применяют защит
ные покрытия, выполняемые из материалов,
устойчивых против разрушения.
Характеристика устойчивости основных
строительных материалов против разруше-
ния агрессивными средами приведена в
табл. 13-3.
Приведенные в таблице сведения дают
возможность определить, какие материалы
нуждаются в защите от агрессивных сред
и какие из них пригодны для устройства
защитных антикоррозийных покрытий.
Рекомендуемые типы защитных покрытий
и характеристика агрессивных сред для от-
дельных производственных помещений це-
хов приведены в табл. 13-4.
Для ряда зданий и сооружений в поме-
щениях с явно выраженными агрессивными
средами в связи с неблагоприятными усло-
виями эксплуатации (высокой влажностью,
температурой, переменным воздействием
влаги и др.), помимо защитных покрытий,
необходимо предусматривать мероприятия
по повышению стойкости конструкций, ра-
ботающих в тяжелых эксплуатационных ус-
ловиях.
Рекомендации для этих условий приведе-
ны в табл. 13-5.
Защита стальных конструкций должна
предусматриваться в соответствии с указа-
ниями табл. 13-6.
ГИДРОИЗОЛЯЦИЯ ПОДЗЕМНЫХ
СООРУЖЕНИЙ И ЕМКОСТЕЙ
ДЛЯ ЖИДКОСТЕЙ
Гидроизоляция применяется для защиты
подземных помещений от капилярной влаж-
ности, влажности в результате инфильтра-
ции атмосферных вод, от подтопления грун-
товыми водами, а также от фильтрации во-
ды и других жидкостей из отстойников, ре-
зервуаров и других емкостей.
470
Строительное проектирование коксохимических предприятий
Т а б л и ц а 13-3
Химическая стойкость материалов
(по материалам Цнилхимстроя, НИИЖБ, АСиА СССР
и других организаций)
Наименование материалов Кислая жидкая среда Щелочная жидкая среда Соедние солн Органические рас- творители
слабая ДО 1% средняя от 1 до 10% высокая бо- лее 10% слабая ДО '% средняя от 1 до 10% высокая бо- лее 10% примененное увлажнение и высыхание жидкая
Штучные керамические и искусственные каменные материалы Глиняный кирпич (ГОСТ 530—54) . . + ± + ± ± + +
Глиняный кирпич, пропитанный биту- мом или пеком + ± + + — + + ±
Кислотоупорный кирпич + + + + 4- — + + +
Клинкерный кирпич (ОС Г 4245) . . . + + + + + — + + +
Шамотный кирпич (ГОСТ 8691—58) . + + + + — + + +
Керамические плитки типа метлахских (ГОСТ 6787—53) + + + + + + + + +
Кислотоупорные плитки (ГОСТ 961— 57) + + + + + + + + +
Литые плитки из диабаза или базаль- та + + + + + ± + + +
Плитки из пирофиллита + + + + + + + + +
Естественные камни и заполнители бетонов и растворов Кремнеземистый песчаник + + + + + + + +
Известковый песчаник —- — + + ± ± ± —
Гранит, диорит, сиенит, базальт и дру- гие плотные изверженные породы . + ' + + + + + + +
Кварцевый песок + + + + + — + + +
Полевошпатный песок + + ± + ± — + + +
Плотные известняки, мрамор, доло- миты .. + + + + + +
Песок и щебень из основных грану- лированных шлаков + + 4- + + +
То же, из кислых гранулированных шлаков + — — ± — — + + +
Бетон и растворы Бетон на портланд-цементе ± + + + 1 +
Бетон на пуццолоновом портланд-це- менте ± + + +
Бетон на глиноземистом цементе . . . + — — —— 4- + +
Кислотостойкие бетон и раствор на ос- нове жидкого стекла, кремнефтори- стого натрия и кислотостойких за- полнителей + + + — — — + + +
Мастики, оклеечные рулонные и листовые материалы Диабазовая, андезитовая, бештаунито- вая или кварцевая мастика на осно- ве жидкого стекла и кремнефтори- стого натрия + + + + + +
Битумная мастика на кислотостойких заполнителях + + — + ± — + +
Сохранность и уход за сооружениями коксохимических предприятий
171
Продолжение табл. 13-3
Наименование материалов Кислая жидкая среда Щелочная жидкая среда Средние соли Органические рас- творители
слабая ДО 1% средняя от 1 до 10% высокая бо- лее 10% слабая до >% средняя от 1 до 10% высокая бо- лее 10% примененное увлажнение н высыхание жидкая
Битумная мастика на щелочестойких заполнителях + + + +
Дегтевые мастики на кислотостойких заполнителях + + — + + — + + —
То же, на щелочестойких заполните- лях — — — + + — + + —
Кислотостойкие асфальты на кис- лотостойких заполнителях + + — + ± — + + —
Асфальты на щелочестойких заполни- телях — — — + + — + + —
Битумбетоны на кислотостойких за- полнителях + + — + + — + + —
Дегтебетон на тех же заполнителях . + + — + + — + + —
Битумбетон и дегтебетон на щелоче- стойких заполнителях — — — + + ± + + —
Замазка арзамит на фенолформальде- гидной смоле + + ± + + ± + + 4-
Гидроизол + + — + + — + + —
Металлоизол + + — + — — + + —
Рубероид ± — — ± — — + + —
Пергамин — — — — — — 4- + —
Толь — — — — — — + + —
Полиизобутилен + + + + + ± + + —
Бризол + + — + — — + + —
Полихлорвиниловая пленка + + ± + + ± + + —
Полиамидная пленка — — — — — — + + —
Полиэтиленовая пленка + + ± + + ± + + +
Полиэтилен + + ± + + ± + + +
Винипласт + + + + + ± + + ±
Линолеум обычный — — — — — — + + —
Линолеум полихлорвинильный .... + + ± + + ± + + —
Резина и эбонит + + ± + + ± + + 1
Фаолит + + ± + — — + +
Полихлорвиниловый пластикат . . . + + ± + + + + —
Текстолит + + ± + + + ±
Примечание. 1. В таблице химическая стойкость материалов указана для температур от 5
до 30» С.
2. Условные обозначения: (+) устойчив, (+) — полустойчив, (—) —неустойчив.
172
Строительное проектирование коксохимических предприятий
Т а б л и ц а 13-4
Рекомендуемые типы защитных покрытий
Производственные помещения Характеристика агрессивных воздействий Тип за KOHCTf пол цитной укции п а и ел ь
Аммиачно-сульфатное отделение с пиридиновой установкой
Площадка кристаллоприемников Проливы серной кислоты и раствора II I
сульфата аммония
Помещение центрифуг Проливы серной кислоты и раствора I I
сульфата аммония
Помещение для конвейеров Сульфат аммония VI —
Площадка для напорных баков Возможны аварийные проливы серной X —
серной кислоты кислоты концентрации 76—92%
Пиридиновое отделение Проливы кислого маточного раствора I Ш —
и пиридиновых оснований 1 IV I
Площадка для сборников лег- Проливы серной кислоты и щелочи VIII I
ких и тяжелых пиридиновых оснований
Площадка у сатураторов Проливы слабой серной кислоты, рас- ( VI —
творов сульфата с кристаллами и атмосферные осадки 1 XII —
Склад сульфата Кристаллический сульфат аммония с VI Ill
небольшим количеством серной кис-
лоты и влаги
Склад серной кислоты и щелочи
Насосная:
у кислотных насосов Проливы серной кислоты концентра- V 11
ции 76—96%
у щелочных насосов Проливы щелочи концентрации до 40% VI 11
Площадка склада:
у хранилищ кислоты Проливы серной кислоты концентрации VI —
72—96% при ремонте и аварийные проливы
у хранилищ щелочи Проливы щелочи концентрации до 40% XI .—.
Бензольно-скрубберное отделение
Насосная Проливы каменноугольных масел или XII I
нефтяных
Цех ректификации бензола
Отделение мойки бензола Проливы бензольных продуктов, сер- 1 IV I
ной кислоты и щелочи (VIII
Площадка для сборников с ( Проливы кислоты 92—96% VI
реактивами \ Проливы щелочи XI
Насосная кислоты и щелочи { Проливы кислоты 92—96% Проливы щелочи V VI 11 11
Смолоперегонный цех
Моечное отделение Проливы масел, кислоты и щелочи I IV (VIII I
Отделение дистилляции и кри- Проливы каменноугольных масел с ' XII I
сталлизации (кроме моечного содержанием нафталина, антрацена
отделения) и фенолов
Помещение для сборников ре- ( Проливы кислоты V II
активов ( Проливы щелочи VI II
Помещение мерников Насосная склада масел: Проливы каменноугольных масел XII I
ПОЛ Проливы каменноугольных масел XII I
крыша Каменноугольные масла XIII —
Сохранность и уход за сооружениями коксохимических предприятий
173
Продолжение табл. 13-4
Производственные помещения Характеристика агрессивных воздействий Тип за КОИСТ] пол щитной укции пан ель
Цех очистки коксового газа от сероводорода
Насосная поглотительного рас- Проливы щелочного раствора VI I
твора Насосная серной кислоты Проливы серной кислоты V II
Помещение вакуум-фильтров Проливы щелочного раствора IV I
в серном отделении Помещение автоклавов в сер- Разливы расплавленной серы XIV IV
ном отделении Поддон оросительных холодиль- Проливы серной кислоты и воды XV V
ников для серной кислоты Примечание. Конструкции защитных покрытий для полов и панелей п оказаны на рис. 1
Таблица 13-5
Рекомендации для неблагоприятных условий
Конструкции Характеристика агрессив- ных воздействий Защитные мероприятия
Конструкции тушиль- ной башни, градирен и оросительных холодиль- ников Воздействие горячей фенольной воды, паров, отрицательных темпера- тур, попеременного ув- лажнения и высыхания Все железобетонные и бетонные кон- струкции тушильной башни выполня- ются из гидротехнического бетона с гидрофобными добавками эмульсии ГКЖ или раствора ГКЖ-Ю в количе- стве 0,1% от веса цемента (расчет ве- дется на 100%-ный раствор), Марка бетона принимается не ниже 200. За- щитный слой для арматуры увеличи- вается на 1 см
Защитные железобетон- ные рубашки гидроизо- ляции То же То же
Бункера вагоноопроки- дывателя, закрытого склада угля, продуктов углеобогащения, уголь- ных башен Воздействие повышен- ной влажности, отрица- тельных температур, по- переменного увлажнения и высыхания В бетон железобетонных конструк- ций вводится гидрофобная добавка эмульсии ГКЖ или раствора ГКЖ-10 в количестве 0,1% от веса цемента (расчет ведется на 100%-ный раствор). Внутренняя вертикальная поверхность окрашивается горячим битумом по хо- лодной грунтовке, наклонные поверх- ности облицовываются стеклянными плитами или выполняются из стали
Бункера для кокса, наклонные плиты рамп для кокса То же То же. Наклонные поверхности бун- керов и рампы облицовываются чугун- ными или литыми диабазовыми пли- тами
Главный корпус угле- обогатительной фабрики. Помещения с мокрыми процессами Воздействие повышен- ной влажности, попере- менное увлажнение и вы- сыхание Окраска эмалями ПХВ или ХВ, ла- ком ХСЛ по грунту: ХВТ-1, ПХВГ-3, № 138, В-329, Д-329. Окраска крас- кой СЖ по грунту из олифы С
Т~~ ~[|~ |- $ вариант!
вариантЗ
варианте
I 2 3 И 5
вариант 13
I г з г
вариант 13
Рис. 13-1. Конструкции защитных покрытий полов и панелей:
ВАРИАНТ 1. Пол тип I. Панель тип Г.
1 — метлахская плитка на битумииоле; 2 — битумииоль 5 мм (шпаклевка); 3 — кислотоупорный
кирпич на битумииоле; 4 — изоляция битум-рубероидиая; 5 -- плитки метлахские на портландцементе.
Примечание. Колонии облицовываются метлахскими плитками на высоту 1,00 м
ВАРИАНТ 2. Пол тип II. Панель тип Г.
I — метлахские плитки на андезитовой или диабазовой замазке; 2 — замазка (шпаклевка) 5 мм; 3 —
изоляция битум-рубероидиая; 4 — битум-рубероид.
Примечание. Вместо шпаклевки разрешается выполнить стяжку из кислотоупорного
бетона 30 мм
ВАРИАНТ 3. Пол тип III:
I — метлахская плитка на битумииоле; 2 — битумииоль 5 мм (шпаклевка); 3 — кислотоупорный кир-
пич на цементном растворе; 4 — битум-рубероид
ВАРИАНТ 4. Пол IV. Панель тип I:
1 — метлахские плитки на цементном растворе; 2 — портландцемент 30 мм (шпаклевка); 3 — изо-
ляция битум-рубероидная; 4 — битум-рубероид
Примечание. В местах прохождения кислотных коммуникаций разделать арзамитом
ВАРИАНТ 5. Пол тип V. Панель тип II:
1 — метлахские плитки на андезитовой или диабазовой замазке; 2 — андезитовая замазка 5 мм;
3 — кислотоупорный кирпич на андезитовой замазке; 4 — битум-рубероид; 5 — метлахские плитки
на силикатной замазке
ВАРИАНТ 6. Пол тип VI:
1 — метлахские плитки на портланд-цементе; 2 —- цементная шпаклевка; 3 — кислотоупорный кир-
пич; 4 — битумииоль 5 мм (шпаклевка); 5 — изоляция битум-рубероидная
ВАРИАНТ 7. Пол тип VII. Панель тип I:
1 — метлахские плитки на портланд-цементе; 2 — цементный раствор; 3 — цементная стяжка;
4 — метлахские плитки на портланд-цементе
ВАРИАНТ 8. Пол тип VIII. Панель тип I:
I — метлахские плитки на андезитовой или диабазовой замазке; 2 — замазка андезитовая 10 мм; 3 —
изоляция бнтум-рубероидная; 4 — метлахские плитки
Примечание. Для защиты пола на открытой этажерке в качестве вяжущего применять
портлаид-цементный раствор
ВАРИАНТ 9. Пол тип IX:
1 — битум-бетон 100 мм: 2 — изоляция битум-рубероидная
ВАРИАНТ 10. Пол тип X:
1 — битум-бетои 60 мм\ 2 — изоляция битум-рубероидная
ВАРИАНТ 11. Пол тип XI:
1 — два слоя щелочеустойчивого асфальта 40 мм: 2 — бетонная подготовка
ВАРИАНТ 12. Пол тип XII:
1 — асфальт кислотоупорный 20 мм: 2 — кирпич кислотоупорный в ’А кирпича иа битумииоле;
3 — изоляция битум-рубероидиая
ВАРИАНТ 13. Пол тип XIII:
I — армированный цементный пол 35 мм: 2 — изоляция бнтум-руберондиая; 3 — плитный утеп-
литель
ВАРИАНТ 14. Пол тип XIV. Панель тип IV:
1 — чугунные рифленые плиты на песке; 2 — песчаная подушка 30 мм; 3 — битум-рубероид; 4 —
панель из кровельного железа
ВАРИАНТ 15. Пол тип XV. Панель тип V:
/ _ кислотоупорный кирпич на битумииоле или серном цементе; 2 — полиизобутилеи ПСГ. 6 =
— 3 мм, клей Б-12; 3 — бетонный поддон; 4 — кислотоупроный кирпич; 5 — замазка андезитовая
5 мм: 3 — битум-рубероид; 7 — метлахские плитки на портланд-цементе; 8 — секции оросительного
холодильника
ВАРИАНТ 16. Панель тип III:
1 — доски по деревянному каркасу; 2 — окраска битумом два раза по холодной грунтовке
Т а б л и ц а 13-6
Защита стальных конструкций
Наименование цеха Характеристика агрессивных воздействий Защитные покрытия
Стальные конструкции амми- Воздействие паров серной Грунт: ХСГ-26 или
ачно-сульфатного отделения кислоты в сочетании с атмос- ВХГМ, 2 слоя. Покрытие:
(внутри здания и у наружной аппаратуры), а также моечных отделений бензольно-ректифика- ционного, смолоперегонного и кумаронового цехов ферными воздействиями эмаль ХСЭ-23 или ХСЭ-26, 2 слоя. Лак»ХСЛ, 2 слоя
Стальные конструкции ту- шильной башни и градирен Стальные конструкции всех цехов, кроме перечисленных в пп. 1, 2: Воздействие горячей феноль- ной воды, паров, отрицательных температур, попеременного ув- лажнения и высыхания То же I вариант: окраска ма- сляной краской в два слоя по грунту из сури-
внутри зданий Воздушно-влажная среда с загрязнениями химическими продуктами ка на олифе. II вариант: кузбасслак в смеси с ла- ком ХСЛ в соотношении
на открытых площадках Атмосферные воздействия с загрязнением химическими про- дуктами, угольной пылью и др. 1:1,3 слоя
Пр имечаиие. Защитные покрытия иа основе перхлорвиииловых материалов выполнять в соот-
ветствии с указаниями «Инструкции по окраске строительных конструкций перхлорвиниловымн лако-
красочными материалами» СН 24—58.
Таблица 13-7
Выбор типа гидроизоляции
Конструкция гидроизоляции
Напор грунтовых вод, действующих на изолированную поверхность оклеечная цемеи тн о-песчаная асфальтовая
Категория помещений обмазоч- ная Для стен Для днища ДЛЯ наружная поверхность стен внутренняя поверхность для днища для стен для днища
Первая категория Капилярный подсос До 1 м 1—4 м Свыше 4 м — 2 слоя 4 слоя 5 слоев 6 слоев 2 слоя 4 слоя 5 слоев 6 слоев — — — 2 слоя 10 мм 3 слоя 20 мм 3 слоя 20 мм 2 слоя 15 мм 3 слоя 25 мм 3 слоя 25 мм
Вторая категория Капилярный подсос До 1 м 1—4 м Свыше 4 м 2 слоя 3 слоя 4 слоя 5 слоев 3 слоя 4 слоя 5 слоев 2 слоя 25 мм 2 слоя 25 мм 2 слоя 25 мм 2 слоя 25 мм 1 слой 20 мм 1 слой 20 мм 3 слоя 30 мм 3 слоя 30 мм 3 слоя 30 мм 3 слоя 30 мм 2 слоя 10 мм 2 слоя 10 мм 2 слоя 20 мм 3 слоя 20 мм 2 слоя 15 мм 2 слоя 15 мм 3 слоя 25 мм 3 слоя 25 мм
Третья категория Капилярный подсос До 1 м 1—4 м Свыше 4 м 2 слоя 3 слоя 3 слоя 4 слоя 3 слоя 3 слоя 4 слоя 1 слой 25 мм 2 слоя 25 мм 2 слоя 25 мм 1 слой 20 мм 3 слоя 30 мм 3 слоя 30 мм 3 слоя 30 мм 2 слоя 10 мм 3 слоя 20 мм 3 слоя 20 мм 2 слоя 15 мм 3 слоя 25 мм 3 слоя 25 мм
Примечания: 1. Обмазочная, оклеечная и цементно-песчаная гидроизоляции должны выполняться в соответствии с указаниями «Технических условий на
производство и приемку кровельных и гидроизоляционных работ».
2. Асфальтовую гидроизоляцию нужно выполнять в соответствии с указаниями «Технических правил устройства холодной асфальтовой гидроизоляции»
(МСЭС-16 7—61).
3. При назначении гидроизоляции емкости для жидкостей руководствоваться указаниями настоящей таблицы в зависимости от уровня жидкости в резервуаре.
4. При наличии агрессивных воздействий применять защитные конструкции в соответствии с указаниями, приведенными выше.
Строительное проектирование коксохимических предприятий
Сохранность и уход за сооружениями коксохимических предприятий
177
Гидроизоляция должна применяться в тех
случаях, если она имеет технико-экономи-
ческие преимущества в сравнении с други-
ми методами защиты подземных сооруже-
ний, как например дренаж, битумизация,
цементация и др.
Конструкция гидроизоляции должна на-
значаться в зависимости от требований,
предъявляемых к защищаемым подземным
помещениям.
По этим признакам подземные помещения
разделяются на три категории.
Помещения 1-й категории
На внутренних поверхностях, ограждаю-
щих конструкции, допускается проявление
небольших сырых пятен с общей площадью
не более 10% внутренней поверхности по-
мещения. К таким помещениям относятся:
бытовые и конторские, электропункты, по-
мещения для забора воздуха и др.
Помещения 2-й категории
Общая площадь сырых пятен должна
быть не более 20%. Ко 2-й категории отно-
сятся пешеходные тоннели, вентиляционные
установки, подземная часть вагоноопроки-
дывателя и др.
Помещения 3-й категории
На внутренней поверхности стен и пола
допускается сырость в виде потения, а на
потолке только сыпые пятна. Площадь ув-
лажненных участков не должна превышать
20% общей площади. К этой категории от-
носятся перегрузочные станции, насосные
станции, подземные галереи для конвейеров,
подземная часть установки сухого туше-
ния кокса, коксовые рампы, тоннели для
коммуникаций и др.
На коксохимических предприятиях могут
применяться следующие типы гидроизоля-
ции:
1. Оклеенная гидроизоляция с применени-
ем гнилостойких рулонных материалов
(гидроизол, металлоизол, бризол и др.).
2. Цементно-песчаная гидроизоляция с
применением водонепроницаемого расши-
ряющегося цемента.
Конструкции, защищаемые цементно-пес-
чаной гидроизоляцией, должны быть рас-
считаны на трещиностойкость.
3. Асфальтовая гидроизоляция.
4. Обмазочная битумная гидроизоляция.
5. Стальная гидроизоляция. Применяется
только при наличии напорных грунтовых
вод при соответствующих технико-экономи-
ческих обоснованиях.
Тип гидроизоляции назначается в зависи-
мости от внешних условий, требова-
ний, предъявляемых к защищаемым конст-
рукциям, и технико-экономических пока-
зателей.
Рекомендации по выбору типа гидроизо-
ляции в различных условиях приведены
в табл. 13-7.
12 Споавочник коксохимика, т. IV.
Раздел третий
КЛАДКА КОКСОВЫХ ПЕЧЕЙ
Глава 14
МАТЕРИАЛЫ ДЛЯ КЛАДКИ КОКСОВЫХ ПЕЧЕЙ
КЛАССИФИКАЦИЯ ОГНЕУПОРНЫХ
ИЗДЕЛИЙ, ПРИМЕНЯЕМЫХ В КЛАДКУ
КОКСОВЫХ ПЕЧЕЙ
Огнеупорные изделия, за исключением
легковесных (теплоизоляционных), подраз-
деляют по следующим основным признакам
(ГОСТ 4385—48):
По степени огнеупорности
а) огнеупорные (/пл = 1580—1770° С);
б) высокоогнеупорные (61Л = 1771—
2000°С);
в) высшей огнеупорности (/пл выше
2000°С).
В кладку коксовых печей применяют
только огнеупорные изделия.
По форме и размерам
а) нормальный кирпич (большого и ма-
лого формата), прямой и клиновой (про-
дольный и поперечный); форма и размеры
для нормального кирпича принимаются по
ГОСТ 8691—58;
б) простые фасонные изделия;
в) сложные фасонные изделия;
г) особосложные изделия.
По способу изготовления
а) изделия пластичного формования, из-
готовленные из масс в пластичном состоя-
нии с влажностью 16—18% способом руч-
ной или машинной формовки с подпрессов-
кой на ручных, механических или иных прес-
сах;
б) изделия полусухого прессования, из-
готовленные из увлажненных (в среднем
5—8%) порошкообразных масс, содержа-
щих связующий материал (глину, каолин,
известь и т. п.), путем прессования на ме-
ханических или гидравлических прессах
при высоких давлениях.
По химико-минералогическому составу
1. Кремнеземистые динасовые изделия,
изготовленные посредством обжига из квар-
цевых пород на известковой или иной связ-
ке, содержащие кремнезема не менее 90%.
2. Алюмосиликатные изделия:
а) полукислые, изготовленные из кварце-
вых пород на глиняной (кварце-глиняные)
или каолиновой (кварце-каолиновые) связ-
ке или из естественно отощенных кварце-
вым песком глин и каолинов с добавкой
или без добавки шамота; содержание SiO2-
не менее 65% (обычно 70—80%), А12О3 +
+ TiO2 ниже 30%;
б) шамотные (шамотно-глиняные, ша-
мотно-каолиновые), изготовленные из огне-
упорных глин или каолинов с отощением
их шамотом (отожженной глиной, каоли-
ном) или непластичной глинистой породой;,
содержание А12О3 + ТЮ2 от 30 до 45%;
в) многошамотные (разновидность ша-
мотных изделий), содержащие не менее
38% А120з + ТЮ2, изготовляемые из шихт
с содержанием шамота 80—85% и более
методом полусухого прессования.
Химический состав огнеупорных материа-
лов и изделий определяется по ГОСТ
2642—60.
СВОЙСТВА ОГНЕУПОРНЫХ ИЗДЕЛИЙ
Наиболее важные физико-механические
свойства, характеризующие пригодность
огнеупорных изделий к службе в условиях
коксовых печей:
1) огнеупорность (°C)—свойство мате-
риала противостоять, не расплавляясь, дей-
ствию высоких температур (определяется
по ГОСТ 4069—58).
Огнеупорность зависит главным образом
от химико-минералогического состава огне-
упоров; однако один этот показатель недо-
статочен при выборе огнеупоров для служ-
бы в тех или иных условиях. Разрушение
огнеупорного материала может произойти
при температурах более низких, чем его
Материалы для кладки коксовых печей
179
огнеупорность, из-за недостаточной строи-
тельной прочности, низкой термической
стойкости, разъедания шлаком и т. п.,
вследствие чего применяют дополнительные
испытания;
2) удельный вес (определяется по ГОСТ
2211—43) —отношение веса пробы материа-
ла, высушенной при 110° С, к ее истинному
объему, т. е. к общему объему пробы за
вычетом объема пор;
3) объемный вес (г/см3) — отношение ве-
са сухого материала к его общему объему.
Этот показатель служит для характеристи-
ки плотности изделий;
4) кажущаяся пористость (%)—отноше-
ние объема, занятого в образце порами,
сообщающимися с атмосферой (открыты-
ми), к общему объему образца;
5) истинная пористость (%)—отношение
объема всех пор (открытых и закрытых) к
общему объему материала. Объемный вес
и пористость огнеупоров определяются по
ГОСТ 2409—53;
6) деформация под нагрузкой при высо-
ких температурах (°C) (определяется по
ГОСТ 4070—48) — способность противо-
стоять одновременному воздействию высо-
ких температур и сжимающей нагрузки;
определяется температурой, при которой
огнеупорный материал начинает деформиро-
ваться при нагрузке в 2 кгс/см2 (реже
4 кгс/см2).
Для теплоизоляционных, легковесных из-
делий испытания производят при нагрузке
1; 1,3; 2 кгс/см2.
Деформация под нагрузкой при высоких
температурах является одним из важней-
ших показателей качества огнеупорных из-
делий и зависит от их химического и мине-
ралогического состава.
Деформация под нагрузкой при высоких
температурах объясняется образованием в
огнеупоре легкоплавких эвтектик значи-
тельно раньше полного оплавления всей
массы изделия;
7) предел прочности при сжатии
(кгс/см2) — величина, характеризующая
строительную прочность материала — спо-
собность выдерживать без разрушения дав-
ления при нормальной температуре (опре-
деляется по ГОСТ 4071—48);
8) газопроницаемость (л • м/м2-ч-мм вод.
ст.) — величина, характеризующая про-
хождение газа через огнеупорные изделия
при нормальной температуре; выражается
в литрах воздуха, прошедшего через огне-
неупорный материал площадью 1 .и2 при
толщине образца 1 м в течение 1 ч и при
разности давлений 1 мм вод. ст. (опреде-
ляется по ОСТ НКТП 4312).
Газопроницаемость огнеупорных изделий
зависит от давления газа, температуры, при
которой происходит воздействие газа, вели-
чины и характера пор и однородности
структуры материала;
9) шлакоустойчивость — способность ог-
неупорного материала противостоять разъе-
дающему действию активных шлаков при
высокой температуре; характеризуется по-
12*
терей объема и веса материала под воздей-
ствием шлака стандартного состава;
10) термическая стойкость (определяется
по ГОСТ 7875—56) — способность огнеупор-
ных изделий выдерживать резкие колебания
температур, не растрескиваясь и не разру-
шаясь; выражается в теплосменах;
11) теплопроводность (определяется по
ГОСТ 5040—58) — способность огнеупорно-
го материала проводить тепло.
Показателем теплопроводности служит
коэффициент теплопроводности, ккал/м-ч-
град, определяющий собой количество теп-
ла, проходящее за 1 ч через квадратный
метр стены при толщине 1 м и разности
температур 1°С.
Теплопроводность огнеупорных язделий
зависит главным образом от их химико-
минералогического состава, размера и ха-
рактера пор, физического состояния тела
(кристаллическое, аморфное) и температур-
ных условий;
12) теплоемкость (ккал/кг-град)—коли-
чество тепла, необходимое для нагрева 1 кг
огнеупорного изделия на 1° С при посто-
янном давлении и при данной темпе-
ратуре.
Теплоемкость огнеупорных изделий зави-
сит от их природы и температуры, прн ко-
торой они работают;
13) объемные изменения огнеупоров —
дополнительная линейная усадкя или рост
(определяются по ГОСТ 5402—50).
Объемные изменения шамотных
и полукислых изделий
Шамотные изделия при нагревании до
1200" С равномерно расширяются, а при
дальнейшем повышении температур до
1250—1400° С дают усадку (0,3—0,7%).
Усадка зависит от степени обжига, хими-
ческого состава и способа изготовления.
Полусухое прессование способствует сни-
жению усадки.
Объемные изменения динасовых
изделий
В динасовых изделиях, кроме обычных
реверсивных термических объемных измене-
ний, свойственных всем телам в природе,
возникают при нагревании и охлаждений
дополнительные изменения из-за того, что
кремнезем, составляющий основную массу
динаса, существует в нескольких модифи-
кациях, отличающихся строением кристал-
лической решетки и удельными весами.
Каждая модификация стабильна в опреде-
ленных температурных интервалах
(табл. 14-1).
При критических температурах происхо-
дит превращение одних модификаций крем-
незема в другие. При этом из-за различия
их удельных весов объемы изделий изме-
няются.
180
Кладка коксовых печей
При обжиге изделия на огнеупорном за-
воде первоначальная неустойчивая модифи-
кация кремнезема — кварц — превращается
в наиболее устойчивую — тридимит и в про-
межуточную — кристобалит.
Однако процесс тридимитизации при об-
жиге изделия не заканчивается и продол-
жается в промышленной печи, где приме-
При низкотемпературных превращениях
объемные изменения модификаций кремне-
зема протекают следующим образом (по
данным И. С. Кайнарского):
1) 0-кварц ** а-кварц в пределах темпе-
ратур 20—573° С на 5,12%, в том числе в
момент превращения скачкообразно на
1,8%;
Т а бл и ца 14-1
Свойства модификаций кремнезема
(по И. С. Кайнарскому)
Модификация кремнезема Температурная область стабилизации при атмосферном давлении, °C Удельный вес Кристаллическая система
3-кварц Ниже 573 2,65 Гексагональная
а-кварц 573—870 2,52 Гексагональная
0-кристобалит Ниже 267 2,34 Тетрагональная
а-кристобалит 1470—1728 2,22 Кубическая
у-тридимит Ниже 117 2,31 Ромбическая
0-тридимит 117—163 2,29 Гексагональная
а-тридимит 870—1470 2,23 Гексагональная
нен огнеупор, при ее разогреве и эксплуа-
тации в пределах высоких температур. Воз-
никающие при этом объемные изменения
необратимы и дают дополнительный рост
изделий.
Качество динасовых изделий зависит от
степени тридимитизации их при обжиге и
определяется удельным весом и дополни-
тельным ростом. Динас хорошего качества
для коксовых печей должен иметь удель-
ный вес не более 2,37 и дополнительный
рост при температуре 1450° С не более
0,4%.
В пределах низких температур (до 600° С)
при нагревании и охлаждении изделий вы-
ше или ниже «критических» температур,
разделяющих зоны стабилизации, объемные
изменения модификаций кремнезема обра-
тимы. Однако обратимые изменения проте-
кают скачкообразно и при резком колеба-
нии температур приводят к разрушению из-
делий.
Превращения модификаций кремнезема
протекают по следующей схеме:
2) 0-кристобалит а-кристобалит в пре-
делах температур 20—267° С на 5,8—6,0%,
в том числе в момент превращения скачко-
образно на 3,7%;
3) у-тридимит =г=* 0-тридимит а-триди-
мит в пределах температур 20—400° С на
3,33%, в том числе в период превращений
от 100 до 200° С на 1,77%.
Превращение высокотемпературных моди-
фикаций кремнезема протекает со следую-
щими объемными изменениями (%):
а-кварц-> а-кристобалит (1050° С) .... +15,7
а-кварц - а-тридимит (870° С) .........+ 16,1
а-кристобалнт — а-тридимит (1000° С) . . +0,6
Линейные изменения определяются путем
деления объемных изменений на три.
Для расчета графиков разогрева коксо-
вых батарей, вводимых в эксплуатацию,
исследуют образцы динасовых изделий, при-
мененных в кладку.
6-кварц
it 573° С
а-кварц ---------
870° С
7-тридимит
It 117° С
₽-тридимит 3-кристобалит
It 163° С It 267° С
а-тридимит---------► а-кристобалит----------► расплав
1470° С t 1728° С
1050° С
Материалы для кладки коксовых печей
181
Т а б л и ц а 14-2
Термическое линейное расширение динасовых изделий
Первоуральского завода при нагревании до 700° С
(по данным Восточного научно-исследовательского института
огнеупорной промышленности, 1964 г.)
атура, °с Расширение образцов для различных зон кладки, % и «Г Си W Расширение образцов для различных зон кладки, %
стены регене- раторов корнюрная зона стены камер и вертикалы головки простен- ков стеиЫ регене- раторов корнюриая зона стены камер и вертикалы ГОЛОВКИ простен- ков
Си ф с Удельный вес ф Е Удельный вес
S н 2,36 2,374 2,363 2,353 S [Ф 2,36 2,3 74 ' 2,363 2,353
50 0,02 0,017 0,018 0,03 250 0,55 0,57 0,59 0,62
100 0,06 0,06 0,06 0,06 270 0,59 0,61 0,61 0,64
НО 0,08 0,08 0,09 0,07 300 0,65 0,66 0,73 0,72
120 0,10 о,и 0 12 0,07 350 0,81 0,79 0,81 0,84
130 0,13 0,13 0,14 0 12 400 0,82 0,88 0,87 0,88
150 0,18 0,24 0,19 0,30 450 0,87 0,92 0,91 0,94
165 0,25 0,29 0,30 0,36 500 0,88 0,97 0,94 0,95
185 0,30 0,34 0,33 0,41 550 0,92 1,00 0,99 0,96
200 0,35 0,38 0,38 0,47 585 0,94 1 02 1,01 0,96
215 0,43 0,45 0,46 0,51 600 0,95 1,04 1,01 0,99
230 0,49 0,51 0 54 0,57 700 1,07 1 13 1,09 1,025
По данным исследований, проводимых
при нагревании до 700° С, составляют таб-
лицу термического линейного расширения
образцов (табл. 14-2). Полное линейное тер-
мическое расширение при нагревании до
1450° С достигает 1,6—2%.
ПОКАЗАТЕЛИ ОГНЕУПОРНЫХ
ИЗДЕЛИЙ ДЛЯ КЛАДКИ КОКСОВЫХ
ПЕЧЕЙ ПО ГОСТам*
* Для кладки пекококсовых печей огнеупоры
поставляются по тем же ГОСТам.
Таблица 14-3
Физико-химические показатели изделий
Показатели Динасо- вые изде- лия ГОСТ 8023—56 Шамотные изделия ГОСТ 390—54, класс Полукнслые изделия, ГОСТ 4873—49, класс
А Б в А Б в
Огнеупорность, не ниже, °C . , . Не нор- мируется 1730 1670 1610 1710 1670 1610
Содержание SiO2, не менее, % 94 — — — — — —
То же, для южных заводов, % . Температура начала деформации под нагрузкой 2 кгс/см2, не ни- 93,5 — — — — — —
же, °C 1650 1300 Не нормируется 1400 1300 Не нор- мируется
Удельный вес, не более .... Дополнительный рост при 1450° С, 2,37 '— — — — — —
не более, % Дополнительная усадка не более 0,4 — — — — — —
0,7% при температуре, °C . . То же, и рост не более 0,5% при — 1400 1350 1250 — — —
температуре, °C Предел прочности при сжатии, не менее, кгс/см2-. — — — — 1400 1350 1250
для подового кирпича . . . для головочного и стенового кирпича зон вертикалов и перекрытия вертикалов, ис- 500
тираемого коксом .... 300 — — — — — ' —
для прочего кирпича .... 200 125* 125 100 100 150 100
182
Кладка коксовых печей
Показатели
Динасовые
изделия,
гост
8023—56
Продолжение табл. 14-3
Шамотные изделия,
ГОСТ 390—54, класс
Полукислые изделия,
ГОСТ 4873—49, класс
А Б В
Пористость (кажущаяся), не бо-
лее, %:
для подового кирпича, не бо-
лее .......................
для головочного и стенового
кирпича ...................
для прочего кирпича . . . .
16
23
Не нор-
мируется
• Предел прочности прн сжатии фасонных шамотных изделий класса А может быть менее 125 >
но не менее 100 кгс/см1.
Таблица 14-4
Допускаемые отклонения по размерам изделий, мм
Изделия и основные размеры Динасовые изделия, ГОСТ 8023—56 Шамотные изделия, ГОСТ 390—54 Полукислые изделия, ГОСТ 4 87 3—4 9, классы А, Б н В
классы А и Б класс В
1-й сорт 2-й сорт 1-й. сорт 2-й сорт 1-й сорт 2-й сорт
Изделия размерами до 100 мм . . . +1, -3 — — — — — —
Изделия размерами 100—350 мм . . +2, —3 — — — — — —
Изделия размерами свыше 350 мм . ±4 — — — — — —
Длина — ±3,5 ±5 ±4 ±6 ±2 ± (2 %
Ширина — ±2 ±3 ±2 ±4 ±3 ±1 мм) ±4
Толщина — ±1 ±2 ±2 ±3 ±2 ±3
Для 70% фасонных массовых изде- лий по одному размеру, указанно- му в чертеже*: для стен регенераторов и стен коксовых камер + 1, -2
для корнюрнон зоны и сводово- го кирпича +1, -з — — — — — —
Для регулировочных изделий (рассе- кателей и нижних регистров) и для изделий выходного сечения в ре- гулирующем ряду косых ходов по одному размеру, указанному в чер- тежах** ±1
Для прочих отверстий и проемов в изделиях размером: до 100 мм +3 —1
свыше 100 мм +3, —2 — — — — — —
* Массовыми считаются изделия одной марки или двух зеркальных по совокупности, расходуе-
мые в количестве не менее 26 штук в одном ряду стены нли простенка.
♦♦ Размер для регулировочных изделий не должен превышать 80 мм.
Материалы для кладки коксовых печей
1,83
ПОКАЗАТЕЛИ ПО ШАМОТНЫМ И ПОЛУКИСЛЫМ ИЗДЕЛИЯМ,
ПОСТАВЛЯЕМЫМ ПО ТЕХНИЧЕСКИМ УСЛОВИЯМ
Таблица 14-5
Физико-химические показатели Решетчатая насадка реге- нераторов, ЧМТУ 3580—53 Каолиновые многошамотные горелкн, СТУ-77-1 5-22-62 Кирпич для выстилки верха печей повышенной прочности, ТУ 33516 Кирпич для футеровки две- рей СТУ 77-1 5-27-62 Кирпич мно- гошамотный Колосниковая решетка ре- генераторов из шамотного нли полукислого матерна- ла, ТУ 16218
для сводов, загру- зочных н смотровых люков, ЧМТУ 5924—57 для подовых каналов, СТУ 77—15—28—62
1-й сорт 2-й сорт
Содержание А12О3 + + ТЮ2, не менее, % — — 38 35 37 37 35 В шамотных и полукис- лых 30
Содержание SiO2, не менее, % 60 60 , В полукис-
Огнеупорность, не ни- же, °C Температура начала деформации под на- грузкой 2 KecjcM2, не менее, °C ... Пористость кажущая- ся, не более, % . . Дополнительная ли- нейная усадка при 1350° С, не более, % Предел прочности при сжатии, не менее, кгс/смг 1670 1320 25 125 1670 1320 25 100 1740 Минимум 16, максимум 22 1710 20 400 1710 1350 23 0,5 200 1710 20 0,3 250 1690 20 200 лых 65 Прочие показатели: шамотные
Объемный вес, не ни- же, г/с-и3 1,97 1,97 1 изделия по гост 390—54; полукислые изделия по ГОСТ
Термическая стой- кость, не менее, те- плосмен — — Подогрев до 120° С и вы- держка при 1100° С в пе- чах без появ- ления тре- щин и ска- лывания — 10 10 — 4873—49
Примечание.
Показатели по внешним признакам изделий — см. вышеупомянутые ТУ.
184
Кладка коксовых печей
ВСПОМОГАТЕЛЬНЫЕ МАТЕРИАЛЫ ДЛЯ КЛАДКИ КОКСОВЫХ ПЕЧЕЙ
Теплоизоляционные материалы
Т а б л и ц а 14-6
Физико-механические показатели
Материалы Марка Огнеупорность, °C, не ниже Дополни- тельная усадка, не более Объемный вес, кг'м* Теплопро- водность, не более Предел прочности не менее кгс.'см2 Максимальная темпера- тура применения, °C ГОСТ или ТУ
при темпера- туре, °C 40 прн средней температуре на горячей стороне, °C коэффициент ккал'м-чград прн сжатии при изгибе
Легковесные шамотные и по- АЛ-1,3 1750 1400 1,0 1300 600 0,60 45 1400 гост
лукислые из- БЛ-1,3 1670 1350 1,0 1300 600 0,60 35 — 1300 5040-58
делия
500 500 50 0,10 6 900
Диатомовые 500 500 350 0,16 6 900
600 600 50 0,12 8 900 гост
(трепельные) 600 600 350 0’18 8 — 900 2694—52
изделия 700 — 700 50 0,15 10 — 900
700 — — — 700 350 0,23 10 — 900
Совелитовые 350 30 0,071 1,25 500
350 100 0,077 1,25 500 гост
изделия — пли- — 400 30 0,074 — 1,5 500 6788—53
ты — — — — 400 100 0,08 — 1,5 500
Асбозурит ДИ-650 Д-650 — 650 650 100 100 0,13 0,16 1 6 600 900 гост 6788—53 или ТУ 39—52
Д-750 — — — 750 100 0,18 — 8 900 мспти
150 150 30 0,04 600
Минеральная 150 — — — 150 100 0,05 — — 600 гост
вата 200 — — — 200 30 0,045 — — 600 4640—61
200 — — — 200 100 0,055 — — 600
Асбестовый . 1000— 30 0,18— 450 ГОСТ
картон 1400 0,22 2850—58
Асбестовый — — — 700— — — — — 450 ТУ 35-XII Xs 629—63
шнур 900
Связывающие материалы
Мертели
Огнеупорная кладка коксовых печей вы-
полняется на растворах, изготовленных из
мертелей, соответствующих виду применяе-
мого кирпича.
1. Мертель динасовый пластифицирован-
ный марки МД-2 применяют для темпера-
туры ниже 1500° С (ГОСТ 5338—60). Хи-
мический состав мертеля (на прокаленное
вещество): 90—93% кремнезема и 4—6%
глинозема.
Зерновой состав мертеля МД-2 (при кон-
троле на сетках по ГОСТ 6613—53), %:
Остаток на сетке № 2.............. Нет
Остаток на сетке № 1, не более ... 3
Проход через сетку № 02 ........... 65—80
В том числе проход через сетку
№ 008 .............................. 45—60
Материалы для кладки коксовых печей
185
Сырьевой состав мертелей
Таблица 14-7
Марка мертеля Вид мертеля Сырьевой состав, % по весу Добавка пластификатора, % (сверх 100% сухого мертеля)
глина огнеупор- ная (плас- тичная) отощи- тель кварцит бой дина- сового кирпича Na2COa ССБ (по су- хому остатку}
МД-2 Динасовый 10—12 63—65 -25 0,07—0,12 0,05—0,08
шк-з Шамотный 22—16 78—84 — — 0,12—0,18 0,07—0,13
ПК-1 Полукислый 22—16 78—84 — — 0,12—0,18 0,07—0,13
Примечания: 1. Содержание влаги в мертеле МД-2 не более 4 %.
2. В качестве отохцителей применяет: а) для шамотного мертеля — шамот н бой шамотного кир-
пича; б) для полукислого мертеля — то же, с добавкой кварцитов и кварцевых песков.
3. Содержание влаги в шамотном мертеле не более 5%; в полукнелом — не более 6%.
Для снижения пылеобразования при
кладке коксовых печей на строительной
площадке к поставленному по ГОСТу ди-
насовому мертелю добавляют гигроскопи-
ческий пластификатор —• хлористый каль-
ций (СаС12) и сульфитно-спиртовую барду
(ССБ) согласно инструкции, разработан-
ной Украинским научно-исследовательским
институтом огнеупоров.
Добавка ССБ должна производиться
строго в пределах установленных норм, так
как излишек ее приводит к ухудшению ка-
чества раствора, придавая ему текучесть,
а кладке — зыбкость.
2. Мертель шамотный и полукислый
(ГОСТ 6137—61). Огнеупорность шамотно-
го и полукислого мертеля 1650° С. Содер-
жание А12О3 + ТЮ2 в шамотном мерте-
ле не менее 30%, в полукнелом 20%
Сырьевой состав мертелей приведен в
табл. 14-7.
Зерновой состав мертелей ШК-3 и ПК-1,
%, при проходе через сетку:
Таблица 14-8
Свойства образцов, изготовленных
из раствора
Марка цемента Временное сопро- тивление сжатию, кес!см* Времениое сопро- тивление растя- жению, кге см2
через 24 ч через 3 дня через 24 ч через 3 дня
300 250 300 16,0 18,0
400 350 400 20,0 22,0
500 450 500 24,0 26,0
№ 2, не менее.........100
№ 05, не менее .... 60
№ 05, не более .... 94
СПРАВОЧНЫЕ ДАННЫЕ
О ПОТРЕБНОСТИ В МАТЕРИАЛАХ
ДЛЯ КЛАДКИ КОКСОВЫХ ПЕЧЕЙ
Таблица 14-9
Общий расход огнеупоров (с запасом), tn,
на кладку одной батареи в 77 печей
ПВР с объемом камеры* V = 30,0 м3
Глиноземистый цемент
(ГОСТ 969—41)
Глиноземистый цемент представляет со-
бой быстро твердеющее гидравлическое вя-
жущее вещество, в составе которого преоб-
ладают низкоосновные алюминаты кальция.
Он применяется в качестве вяжущих доба-
вок к растворам из шамотных и полукис-
лых мертелей при кладке узлов коксовых
печей, работающих при температурах до
400—450° С. Образцы (кубы и восьмерки),
изготовленные их раствора состава 1 :3
(цемент к песку), должны иметь показа-
тели не ниже приведенных в табл. 14-8.
Через сито № 90 должно проходить не
менее 90% от веса пробы, подвергаемой
просеиванию.
Вид огнеупора и назначение При ниж- нем подво- де газа При боко- вом подво- де газа
Динасовый 10363 11926
Шамотный и полукислый: для кладки печей .... 2720 2314
» насадки регенераторов 1878 2054
» футеровки дверей , . 236 236
» » стояков 54 54
Итого шамотного и по- лукислого 4888 4658
Всего огнеупоров (без мертелей) 15251 16584
* При средней ширине камеры 450 мм.
186
Кладка коксовых печей
Таблица 14-10
Нормы расхода и запаса для кладки огнеупорных материалов на единицу
кладки коксовых печей (кирпича — т на 1 м3 кладки;
насадки регенераторов — т на 1 т фактически укладываемой;
мертелей — на 1 т всего кирпича с запасом)
(по данным Гипрококса)
Печи ПВР Печи ПК-2 к
Зона кладки и вид материала S о 2 го О. о X го с 2 О S о X 2 « О. Q X Го S о
о е ч х го 2 х . 5 а? X О. го с го го О Ч Ф s « 2 х я tf Н X Ь X U го X го
ф ® и &ф х Ф Д’ X и ф X н о Д’* о
Кладка из динасовых изделий
Регенераторы 1,726 4,3 1,80 1,711 3,5 1,77
Зона косых ходов 1,78 5,0 1,87 1,78 5,0 1,87
Вертикалы 1,78 6,0 1,89 1,794 6,0 1,90
Перекрытие вертикалов 1,763 5,5 1,86 1,778 5,5 1,88
Перекрытие печей 1,764 5,0 1,85 1,79 5,0 1,88
Стены у контрфорсов 1,692 3,0 1,74 1.692 3,0 1,74
Кладка из шамотных и полукислых изделий
Регенераторы 1,87 4,5 1,95 1,87 4,5 1,95
Зона косых ходов 1,78 5,0 1,87 1,78 5,0 1,87
Вертикалы 1,78 6,0 1,89 1,78 6,0 1,89
Перекрытие печей 1,81 4,5 1,89 1,81 4,5 1,89
Стены у контрфорсов 1,70 3,0 1,75 1,70 3,0 1,75
Насадка регенераторов 1 3,0 1,03 1,0 3,0 1,03
Кладка из легковесного шамотного кирпича
Перекрытие печей, шт — — 485 — — 485
Кладка из диатомового изоляционного кирпича
На все зоны кладки, шт — — 480 — 480
Кладка из красного кирпича
На все зоны кладки, шт — —- 470 — — 470
Средний расход мертелей на все зоны кладки, % от веса огнеупоров
Динасовый — — 12—1 3 — 12—13
Шамотный (не считая насадку регенераторов) — 13-1 4 — — 13—14
Т абл ица 14-11
Удельный расход огнеупорных изделий на кладку коксовых печей
с запасом на бой на 1 я3 полезного объема печи, т
(по данным Гипрококса)
77 печей ПВР, V = 30,0 с нижним ПОДВОДОМ коксо- вого газа* 77 печей ПВР, V == 30,0 ма, с боковым подводом кок- сового газа* 65 печей ПВР, V == 21 , 6 л<3,
с боковым подводом кок-
сового газа*’
дннас шамот н полукнс- лый МНО- ГО ша- мот- ный дннас шамот и полукис- лый мно- го- ша- мот- ный дннас шамот и полукис- лый мно- го- ша- мот- ный
Зоны кладки нормальный фасонный нормальный фасонный фасонный Всего нормальный фасонный нормальный фасонный фасонный Всего нормальный фасонный нормальный фасонный фасонный 1 Всего
Реге- нера- торы Зона косых ХОДОВ Верти- калы Пере- крытие верти- калов Пере- крытие печей Стены У контр форсов Насад- ка ре- гене- ратора 0,01 0,04 0,03 1,06 0,88 1,72 0,51 0. 17 0,02 0,06 0,08 0,11 0,39 0,01 0,44 0,03 0,82 0, 05 1 , 52 0,89 1 , 72 0,51 0,78 0, 19 0, 82 0,59 0,02 0,04 0,03 0,7 1 ,28 1,62 0,66 0, 17 0,02 0,01 0,06 0, 08 0,33 0,01 0, 46 0, 03 0 , 88 0,01 0,05 1,63 1,31 1,63 0,66 0,78 0,16 0,88 0. 75 0,01 0,08 0,05 1,1 1,36 1,66 0,56 0,16 0,07 0,09 0,38 0,01 0,52 0,03 0,83 0,01 0,06 2,23 1.38 1,67 0,56 0,89 0 , 17 0,83
По всей кладке 0,08 4,36 0,25 1,69 0,05 6,43 0,68 4,45 0, 1 5 1 . 7 1 0,06 7,05 0,89 4.84 0, 16 I , 77 0,07 7,73
Таблица 14-12
* Для печей со средней шириной камеры 450 мм.
** Для печей со средней шириной камеры 407 мм.
Сравнительная таблица количества марок огнеупорных изделий,
применяемых в кладку одной батареи коксовых печей разных
______________________конструкций, шт._____________________
Зоны кладки 77 печей ПВР, V = 30,0 м*, с нижним подводом коксового газа 77 печей ПВР, V = 30,0 л<3, с боковым подводом коксового газа 65 печей ПВР, V = 21 , 6 ля, с боковым под- водом коксового газа 65 печей ПК-2К. V = 21,6 м3, с боковым подводом коксового газа
и те ж © S те © ф те ж © S те © ф и те ж © S те © ф о те ж ж © те © ф
кс 5 са 5 а ж кс а ж КС 3 ж
Регенераторы 43 70 1 13 31 29 60 43 29 72 47 34 81
В том числе выстилка железобетон- ной плиты 3 3 . — —
Зона косых ходов 135 10 145 168 7 175 191 2 193 139 15 154
Вертикалы 128 128 105 10 1 15 103 16 119 122 — 122
Перекрытие вертикалов 44 44 44 44 38 (горел- ки ) 38 51 5!
Перекрытие печей 16 81 97 13 87 too 13 75 88 39 45 84
Насадка регенераторов 4 4 — 4 4 — 2 2 — 10 10
Нормальный и прямоугольный ли- терный кирпич для всех зон . . . 6 5 11 5 6 1 1 7 5 12 8 7 15
Всего 372 170 542 366 143 509 395 129 524 406 111 517
Примечание. Под шамотом понимаются шамотные, полукислые и много шамотные изделия.
18»
Кладка коксовых печей
Таблица 14-13
Расход вспомогательных материалов на кладку одной батареи
коксовых печей
Материалы и место укладки 77 печей ПВР, V *= 30,0 м* 65 печей ПВР, V = 21,6 м» ГОСТ
С нижним подводом коксового газа с боковым подводом коксового газа с боковым подводом коксового газа
Изоляционный диатомовый нормаль- ный прямой кирпич, тыс. шт.: 2694—52
выстилка железобетонной плиты, марки 700 48,8 — —
зеркала регенераторов, марки 500 38,7 36,0 23,2
головки вертикалов, марки 700 13,0 13,1 7,2
стены у контрфорсов, марки 700 — 5,7 5,0
перекрытие печей, марки 600 . . 104,6 112,0 83,0
Всего. . . . 205,1 166,8 118,4
Красный кирпич в перекрытии печец , тыс. шт 70,0 69,0 42,5 530—54
Легковесный шамотный и полукислый кирпич марок АЛ-1,3 и БЛ-1,3 в перекрытии печей, тыс. шт. .... 32,6 32,7 20,1 5040—58
Мертель динасовый пластифицирован- ный, т 1240 1430 970 5338—60
Мертель шамотный и полукислый пластифицированный, т 430 370 255 6137—61
Соломенный картон 6 = 2 мм в швы скольжения, м2 1200 3500 3600 6406— 52
Пропитанный картон 6 = 0,5 мм в швы скольжения, м2 3670 — 1020 9347—60
Гофрированный картон 6 = 4 мм в температурные швы, м2 575 4300 4000 7376-55
Асбестовый картон в температурные швы, м2 — 45 140 2850—58
Асбестовый шнур диам. 13 и 16 мм для уплотнений, м 1185 1000 800 1779—55
Портланд-цемент, т 10 10 10 970—61
Глиноземистый цемент, т 4 16 12 969—41
Совелит (или асбозурит), т 12 17 7 6788—62
Жидкое стекло для обмазки асбесто- вых шнуров и заливки рам, т , . 12 12 10 962—41
Графит в швы скольжения между ди- насовой и шамотной кладкой, т . . 3 — — 8295—57
Пек каменноугольный средний с тем- пературой плавления 65—75° С для заливки в температурные швы, т 2 2 2 1038—41
Материалы для кладки коксовых печей
189
ЦЕНЫ НА ОГНЕУПОРЫ
ДЛЯ КОКСОВЫХ ПЕЧЕЙ
1. Цены на огнеупоры принимаются по
действующему прейскуранту № 01—10 на
огнеупорные изделия и сырье.
2. Цены установлены франко-вагон (суд-
но) станция (пристань, порт) отправления.
3. Цены установлены в зависимости от
сложности изделия и количества заказывае-
мых штук (кроме динасовых для новых и
полностью перекладываемых батарей).
Сложность изделий определяется по при-
знакам сложности (табл. 14-14).
упорных изделий применительно к 20-ти
районам страны и содержат в себе припла-
ты за повышение качества.
УСЛОВИЯ ПОСТАВКИ И ПРАВИЛА
ХРАНЕНИЯ ОГНЕУПОРОВ
НА СТРОИТЕЛЬНОЙ ПЛОЩАДКЕ
(ПО ГОСТ 8179—56 И СНиП III—В. 29—62)
1. Огнеупорные изделия поставляются
комплектно по зонам кладки
2. Перевозка в одном вагоне динасовых
и шамотных изделий или мертелей разных
видов и марок не допускается.
Таблица 14-14
Признаки определения сложности фасонных огнеупорных изделий
для кладки коксовых печей
Шамотные и полукислые изделия Динасовые изделия
Признаки фасон простой фасон сложный фасон особо- сложный (группа I) фасон простой фасон сложный фасон особо- сложный
Вес, кг Количество измерений . . Соотношение габаритных размеров (наименьший к наибольшему) Пазы и шпунты (по совокуп- ности) Входящие углы (включая углы с закругленными вер- шинами) . Острые углы Прямые отверстия (исклю- чая муфели, рекуперато- ры, трубы) 2-8 Не более 4 1:4 Не долж- но быть Не долж- но быть Не долж- но быть Не долж- но быть 2—15 1:6 Не более 2 Не более 2 Не более 1 размером не менее 60° Не долж- но быть 1,5-30 1:8 Не более 4 Не более 4 Не более 1 от 30 до 60° или не более 2 размером не менее 60° Не более 1 2-6 Не более 4 1:4 Не долж- но быть Не долж- но быть Не долж- но быть Не долж- но быть 2—12 1:5 Не более 2 Не более 1 Не более 1 от 50 до 75° Не долж- но быть 1,5—25 1:6 Не более 4 Не более 4 Не более 1 от 50 до 30° Не более 1
Изделия, не попадающие под признаки
сложности особо сложных изделий, расце-
ниваются как «фасон особо сложный без
ограничения веса, соотношения размеров и
сложности очертания».
4. Стоимость перестилочных материалов,
тары и упаковки, предусмотренных стан-
дартами или техническими условиями,
включена в оптовые цены прейскуранта.
5. Расходы по приспособлению железно-
дорожных вагонов и платформ для пере-
возки огнеупорных изделий относятся за
счет отправителя.
6. Составление сметной документации
производится по средним районным ценам.
Районные цены составлены на основе
прейскурантных с добавлением транспорт-
ных расходов по приему и хранению огне-
3. Погрузку огнеупорных изделий в ваго-
ны или другие средства перемещения (ва-
гонетки, контейнеры), а также выгрузку их
производят поштучно. Погрузка и выгрузка
кирпича броском категорически запре-
щается.
4. Отгрузка кирпича в один адрес допу-
скается в количестве не более 10 двухосных
или 5 четырехосных вагонов в сутки.
5. Все огнеупорные изделия на строи-
тельной площадке должны храниться в
крытых складах, не допускающих увлажне-
ния изделий.
Шамотные и полукислые изделия нор-
мальных размеров могут храниться на спе-
циально оборудованных открытых площад-
ках в условиях, не допускающих увлажне-
ния.
190
Кладка коксовых печей
6. Динасовые и шамотные мертели раз-
ных марок хранят в отдельных емкостях
во избежание их смешивания (в закрытых
напольных складах, бункерах или контей-
нерах).
7. На территории складов огнеупоров не
допускается выгрузка и хранение извести,
угля, смазочных и других загрязняющих
материалов.
8. Каждая марка укладывается в отдель-
ный штабель. Между штабелями оставляют
проходы шириной 0,6—0,7 м, а у стен скла-
да — зазоры ~ 100—200 мм.
9. К штабелям массовых марок должен
быть обеспечен свободный подъезд автопо-
грузчиков.
10. Поступающий на склады фасонный
огнеупорный кирпич подвергается контролю
по конфигурации, размерам и внешним при-
знакам. Кирпич, не соответствующий проек-
Наименование строительной
организации
ту и имеющий отклонения от ГОСТов, бра-
куется и укладывается в отдельные шта-
бели.
11. Проверка кирпича по определяющим
размерам производится выборочно по всем
маркам в следующих количествах: по мар-
кам при потребности на батарею до
3000 шт.— 5%; до 10000 — 2% и свыше
10000— 1%.
Регулирующие кирпичи, рассекатели, ре-
гистры и горелки проверяются все.
12. Огнеупорные изделия, поступающие
иа стройплощадку, подлежат учету:
а) по каждому прибывающему вагону
после рассортирования изделий по маркам
и внешним признакам составляется прием-
ный акт (см. форму № 1);
б) для каждой марки открывается лице-
вой счет (см. форму № 2), заполняемый
по данным приемного акта.
Форма № 1
Приемный акт №----------------
19 г. Мы, нижеподписавшиеся: мастер склада огнеупоров
строительного управления представитель
_________________________________коксохимического завода________________________________
в присутствии представителя сего числа произвели
осмотр и приемку огнеупоров, поступивших от завода со станции
Наименование огнеупоров № вагона № железнодорожной накладной
№ счета Дата счета При приемке оказалось:
№ марок 1 Сорт 1 Вес 1 шт. 1 Отпуще- но по- ставщи- ком Поступило фактически В том числе брака по признакам Излиш- ки Недос- тача
годного брака всего отби- тость трещина выплавки сыпу- честь по раз- мерам
шт. т шт. т шт. т шт. т шт. т шт. т шт. т ШТ. i т шт. т шт. т
Форма № 2
зона №-------------
Лицевой счет марки №
----------- батарея №-------------
Потребность по проекту
На 1 простенок шт. На бата- рею шт. Запас шт. Итого шт. Вес шт. 1 кг Общий вес т Вес запаса т Слож- ность Ряд кладки Материал
Отгружено поставщиком Фактически поступило
Дата отгрузки № вагонов количество дата поставки я £ я £ в вагоне всего с начала поставки
в вагоне всего с начала поставки годного брака годного брака
т шт. т шт. tn •шт. т шт. т шт. т шт.
Глава 15
ПОДСОБНЫЕ СООРУЖЕНИЯ, МЕХАНИЗМЫ, ИНСТРУМЕНТЫ
И ВСПОМОГАТЕЛЬНЫЕ УСТРОЙСТВА
ДЛЯ КЛАДКИ КОКСОВЫХ ПЕЧЕЙ
СКЛАДЫ ОГНЕУПОРОВ
Назначение складов состоит в следую-
щем:
а) прием, рассортировка и штабелирова-
ние прибывающих огнеупоров по видам,
маркам и размерам;
б) хранение огнеупоров в условиях, пре-
дохраняющих их от вредного влияния ат-
мосферных осадков, промерзания и загряз-
нения;
в) учет огнеупоров;
г) подбор комплектов кирпича для пред-
варительной заготовки на рабочих местах
в тепляке и погрузка кирпича на средства
перемещения.
Расчет площади складов. При побата-
рейной кладке печей площадь складов рас-
считывают на хранение всего огнеупора,
потребного для одной батареи.
По мере расходования огнеупоров на
кладку одной батареи освобождающаяся
площадь заполняется огнеупором для по-
следующей батареи.
Для каждой марки предусматривается
один или несколько отдельных штабелей.
Площадь складов слагается из полезной
площади, занимаемой штабелями, и площа-
ди на проходы, проезды и разгрузочные
площадки.
Полезную площадь для каждой марки в
отдельности рассчитывают по формуле
где S — полезная площадь на одну мар-
ку, .И2;
q — общий вес кирпича данной мар-
ки, т;
g— объемный штабельный вес кирпи-
ча, т/л*3;
h — максимальная высота штабеля, до-
пускаемая для данной марки, м.
Общий вес кирпича отдельных марок q
берется по спецификации, прилагаемой к
проекту кладки печей. Объемный штабель-
ный вес g принимается для нормального и
прямоугольного кирпича равным 1,7 т/.w3,
для фасонного 1,5 т/м3, и решетчатого на-
садочного 1—1,1 т/м3. Высота штабелей
для прямоугольного и фасонного кирпича-
принимается при ручной укладке в преде-
лах 2—2,7 м.
Полезные площади, подсчитанные по-
маркам, суммируют по зонам кладки и по
батарее в целом. Общая площадь складов
получается прибавлением к полезной пло-
щади проездов, проходов и разгрузочных
площадок.
Потребная общая площадь складов мо-
жет быть рассчитана по укрупненным нор-
мам и составляет для батареи в 77 печей
с объемом камер 30 .и3 около 7000—8000 м2,
для батареи в 65 печей с объемом камер
21,6 м3 5000—5500 .и2
Укрупненные нормы для ориентировочно-
го расчета общих площадей складов сле-
дующие, м2/т:
Динасовый нормальный.............. 0,40.
Динасовый фасонный................ 0,64
Шамотный и полукислый нормальный . . . 0,40
Шамотный фасонный:
простой ........................... 0,52-
сложный........................ 0,64
легковесный.................... 0,8 0
Решетчатая насадка регенераторов .... 0,52-
Изоляционный диатомовый........... 0,80
Размещение и устройство складов для
огнеупоров. Как правило, склады разме-
щают на территории строительной площад-
ки в местах, не подлежащих застройке в
течение всего периода сооружения коксовых
печей.
К складам должны быть подведены же-
лезнодорожные пути, рассчитанные на од-
новременную разгрузку не менее десяти
двухосных вагонов.
Склады сооружают из инвентарных лег-
ких сборно-разборных металлических кон-
струкций. Обшивку стен выполняют из де-
ревянных инвентарных щитов или волни-
стого асбоцемента. Кровлю- склада покры-
192
Кладка коксовых печей
вают руберойдом либо толем в два слоя
или волнистым асбоцементом по деревян-
ной обшивке.
Полы складов должны допускать переме-
щение автопогрузчиков и исключать воз-
можность просадки под давлением штабе-
лей. Отметка пола должна быть на 15—
20 с.ч выше наружной планировки для за-
шиты от ливневных вод.
Склады связывают между собой и с теп-
ляком асфальтированными либо бетонны-
Рис. 15-1. Однопролетный механизированный склад огнеупоров:
/ — подвесная кпан-балка; 2 — тельфер; 3 — корзина контейнера
ми дорогами шириной 4—6 м для проезда
автопогрузчиков и автомашин.
К складам подводят пожарно-питьевой
водопровод, которым пользуются для влаж-
ной уборки полов.
Освещение складов искусственное. Нормы
освещенности складов 20 лк.
В последнее время широкое применение
получили механизированные склады огне-
упоров.
Механизированные склады сооружают
одно- (рис. 15-1) или двухпролетные шири-
ной 18 или 36 м и длиной 100—120 м.
По каждому пролету перемещается под-
весная кран-балка с тельфером грузоподъ-
емностью 2,5—3 т. Одной кран-балкой за
шестичасовую смену можно подать в шта-
беля до 60 поддонов кирпича общим весом
до 100 т.
Механизированные склады должны соору-
жаться с учетом въезда вагонов непосред-
ственно в склад. Это обеспечивает возмож-
ность механизированной разгрузки огнеупо-
ров, прибывающих в контейнерах (на под-
донах).
Разгруженный из вагонов кирпич разво-
зится кран-балками по штабелям. Штабели
укладывают уступами высотой до 1 м (для
прохода над ними кран-балок).
Погрузка поддонов с кирпичом на авто-
машины производится при помощи кран-ба-
лок. Наиболее экономичной является до-
ставка огнеупоров со складов к тепляку на
автомашинах.
УСТРОЙСТВО РАСТВОРНЫХ УЗЛОВ
Назначение растворных узлов. При строи-
тельстве новых коксовых батарей раствор-
ные узлы совмещают со складами мерте-
лей.
В растворных узлах производят следую-
щие операции:
а) разгрузку мертелей из вагонов и пода-
чу их в емкости для хранения;
б) хранение мертелей в условиях, пре-
дохраняющих их от ув-
лажнения, загрязнения,
распиливания и вмеши-
вания разных марок;
в) приготовление рас-
творов.
Типы растворных уз-
лов. По способу хране-
ния мертелей различают
три типа растворных уз-
лов:
бункерные,
контейнерные,
комбинированные.
Растворный узел бун-
керного типа (рис. 15-2)
рассчитывается на пова-
гонную доставку мерте-
лей навалом.
Узел состоит из ряда
металлических инвентар-
ных бункеров, круглого
сечения, устанавливае-
емых на опорные конст-
рукции над помещением для растворомеша-
лок.
Мертели .из вагонов разгружают самоход-
ными механическими разгрузчиками, ссыпа-
ющими их в приемную яму. Из ямы мер-
тели элеваторами подаются наверх и по
желобам или шнекам распределяются по
бункерам. Под бункерами устанавливают
на рельсовых путях герметизированные рас-
творомешалки. которые передвигаются под
разные бункера.
В растворомешалки мертели поступают
из бункеров через загрузочные воронки,
закрываемые регулируемыми шиберами.
Готовые растворы выпускают в раствор-
ные ящики, устанавливаемые на вагонет-
ках. Загруженные вагонетки откатывают
вручную по узкоколейному пути за поме-
щение растворомешалок, где автопогрузчи-
ки или автомашины принимают растворные
ящики и доставляют их в тепляк.
Помещение растворного узла оборудуют
паровым отоплением, водопроводом для
производственных нужд и вытяжной венти-
ляцией.
Растворный узел контейнерного типа
(рис. 15-3) рассчитан на доставку мерте-
лей в контейнерах, погружаемых на откры-
тые платформы (гондолы).
Разгрузку платформ производят самоход-
ными кранами.
Разгруженные контейнеры устанавлива-
ют на бетонированную или асфальтирован-
Подсобные сооружения, механизмы, инструменты для кладки коксовых печей
193
Рис. 15-2. Растворный узел бункерного типа:
1 — механический разгрузчик; 2 — реечный затвор; 3 — растворомешалка;
4 — бункер для мертеля; 5 —элеватор; 6 — вагонетка; 7 — растворный
ящик-контейнер; 8 — автопогрузчик
Рис. 15-3. Схема растворного узла контейнерного типа:
J- контейнер для мертеля; 2—траверса; 3 — затвор; 4 —дозатор; 5
шалка: 6 — вагонетка: 7 — растворный ящик; 8 — течка
ную площадку. По мере потребности кон-
тейнеры поднимают кранами на перекры-
тие растворного узла и устанавливают не-
посредственно над загрузочными воронками
растворомешалок.
Растворный узел комбинированного типа
рассчитан на контейнерную доставку мер-
телей и хранение их в малоемких невысо-
ких бункерах.
Подъем контейнеров на бункера произ-
водят самоходными кранами. Применение
самоопрокидывающихся контейнеров облег-
чает (рис. 15-4) разгрузку мертеля в бун-
кера.
Преимущества и недостатки растворных
узлов разных типов приведены в табл. 15-L
Значительно усовершенствовать и упро-
стить работу растворных узлов можно в
случае применения гранулированных гигро-
13 Справочник коксохимика, т. IV
раствороме-
Рис. 15-4. Самоопрокидываю-
щнйся контейнер для перевоз-
ки мертеля
194
Кладка коксовых печей
Таблица 15-1
Преимущества и недостатки растворных узлов разных типов
Тип растворного узла Преимущества Недостатки
Бункерный с бун- керами до 12 м высоты а) возможность создания большого запаса мертелей, что особо важ- но при отдаленности поставщи- ка; б) экономичность перевозок мерте- лей в вагонах навалом на рас- стояние более 500—600 км по сравнению с контейнерной дос- тавкой а) большой вес металлоконструк- ций; б) сегрегация мертелей в бункерах; в) необходимость в ручном разрых- лении слежавшегося мертеля в вагонах и подгребке к разгруз- чику; г) пылеобразование при разрыхле- нии и подгребке
Контейнерный а) компактность растворного узла и малый вес металлоконструк- ций; б) почти полное устранение пыле- образования и сегрегации мер- теля а) необходимость в постоянном за - далживании самоходного крана; б) необходимость в ручной очистке контейнеров от слежавшегося мертеля в) неэкономичность перевозок мер- теля в контейнерах при рас- стояниях более 500—600 км; г) большая стоимость контейнер- ного парка
Комбинированный с малыми бун- керами а) уменьшение сегрегации в срав- нении с бункерными типами; б) почти полное устранение пылеоб- разования; в) периодическая задолженность самоходного крана; г) возможность создания необхо- димого минимального запаса мертелей; д) легкость разгрузки мертелей благодаря применению самоопро- кидывающихся контейнеров То же, что у контейнерного, кроме п. а
скопических мертелей. Гранулированные
мертели не образуют пыли при транспорти-
ровании и выгрузке, не залеживаются в
емкостях, сегрегация их не оказывает влия-
ния на качество растворов, и перевозить их
можно в мешках. Приготовление раствора
из гранулированного гигроскопического
мертеля не требует герметизации раствор-
ных узлов. Технология производства гра-
нулированного мертеля разработана Укра-
инским институтом огнеупоров.
ПЕРЕВОЗКА ОГНЕУПОРОВ
Огнеупоры на складах и в тепляки пере-
возятся на поддонах автопогрузчиками или
автомашинами.
Растворы перевозят теми же средствами
в железных ящиках.
Поддон (рис. 15-5) служит опорой для
штабеля кирпича.
На поддонах имеются крючья, за кото-
рые при помощи захватов на корзинчатой
траверсе (рис. 15-6) кран-балки они подни-
маются.
Для транспортирования решетчатой на-
садки и механизированной укладки ее па-
кетами в регенераторные камеры применя-
ют специальные контейнеры.
Набор пакетов производится на складах.
Готовый пакет забирается вилами авто-
погрузчика или грузится краном на авто-
машину для доставки в тепляк.
При помощи специальной траверсы, под-
вешенной к кран-балке в тепляке, пакет с
Подсобные сооружения, механизмы, инструменты для кладки коксовых печей
195
насадочным кирпичом поднимается и опу-
скается в камеру регенератора.
Для скрепления и подъема пакета с на-
садочным кирпичом применяют специаль-
ные тяжи, пропускаемые через отверстия
в насадочном решетчатом кирпиче.
Подъемные тяжи имеют внизу Т-образ-
ную пятку, на которой удерживается пакет
Рис. 15-6. Корзинчатая траверса для
поддона
д) при среднем весе одного поддона 1,3 т
за две смены автопогрузчик перевезет
16 • 1,3 • 2 = 41 т;
е) при расходе огнеупоров 200 т в сут-
ки потребуется автопогрузчиков:
На перевозку огнеупоров со складов в теп-
ляк (200 : 41 ).......................... 5
Для работы в складе....................... 1
На перевозку растворов.................... 1
Резерв на случай ремонта ................. I
Всего ..... 8
При дальних перевозках (1 км и более)
применять автопогрузчики из-за их малой
грузоподъемности нецелесообразно.
В этом случае используют автомашины
грузоподъемностью 4—8 т.
Поддоны с кирпичом грузят на автома-
шины краи-балками или автопогрузчиками,
разгружают в тепляке кран-балками. Цикл
работы автомашин приведен в табл. 15-2
Таблица 15-2
Показатели работы автомашин
(по хронометражным наблюдениям)
Показатели
Грузоподъ-
емность
машины, т
с насадочным кирпичом. После установки
пакета в камеру регенератора подъемные
тяжи извлекаются вверх. Для извлечения
тяжей их предварительно поворачивают на
90° так, чтобы Т-образная пятка свободно
проходила сквозь овальные отверстия на-
садочного кирпича.
Автопогрузчики для перевозки огнеупо-
ров оборудуют вилочными захватами для
приема поддонов с кирпичом и ящиков с
растворами.
В один рейс автопогрузчик забирает один
поддон с кирпичом весом 1,2—2 т или один
ящик с раствором емкостью 0,5—0,7 м3.
Автопогрузчики применяют для перевоз-
ки огнеупоров на расстояние 600—700 м.
Цикл работы автопогрузчика при сред-
немаксимальном расстоянии передвижения
I = 600 м и рабочей скорости V = 5 км/ч
следующий:
а) время па пробег в оба конца от скла-
дов в тепляк
2/ • 60 2 • 600 • 60
t = -------=--------------- .-= 14 мин;
v 5000
б) взятие поддона на складе и установка
на вагонетку в тепляке 4 мин;
в) разворот и ожидание 4 мин;
Всего расход времени на одну ездку:
14 -|- 4 4-4 = 22 мин;
г) за 36Q ч (одну смену) автопогрузчик
делает = 16 ездок;
13*
4 8
Количество вмещаемых под-
донов, шт.................
Вес кирпича, перевозимого
за один рейс, т...........
Цикл работы автомашины,
мин;
погрузка одного поддона
погрузка всех поддонов
проезд в тепляк и обратно
на расстояние более 1 км
снятие пустых поддонов
простои и прочие операции
длительность одного цик-
ла (округленно) . . . .
Количество оборотов в сме-
ну .......................
Производительность за сме-
ну, т.....................
2—3 4
3—5 5—7
4
8—12
10
3
16
45
8
4
16
10
3
16
49
7,3
24—40 37—51
ТЕПЛЯКИ
Назначение тепляков состоит в следую-
щем:
а) предохранение кладки печей от разру-
шающих влияний атмосферных осадков и
промерзания в зимнее время года;
б) крепление подъемно-транспортных ме-
ханизмов, обслуживающих кладку печей.
Габариты тепляков рассчитывают так,
чтобы было возможно выполнять все ра-
боты по кладке и чистке печей, а также по
196
Кладка коксовых печей
Таблица 15-3
Наружные нагрузки па тепляк
Элементы конструкции Источники нагрузок Характеристика и размеры нагрузок
Стропильные фер- мы Подъемно-транспортные ме- ханизмы: кран-балки, под- крановые пути, тельферы, контейнеры с огнеупором, оборудование печей Нагрузки рассчитывают из условия, что в одном пролете между фермами раз- мещается одна неразрезная кран-балка или две разрезные (для машинной и коксовой сторон). Нагрузка складыва- ется из собственного веса кран-балки с участком подкранового пути, тельфера и максимального груза 3 т (на один тельфер)
Стеллажи \ Немеханизированная подача огнеупоров вагонетками по стеллажам Контейнерная подача огне- упоров непосредственно на рабочее место Нагрузка равномерно распределенная (1500—1600 кгс/м2) Нагрузка равномерно распределенная: для машинной стороны 300 кгс/м2, для коксовой стороны 200 кгс/м2. Верхние стеллажи при контейнерной подаче рас- считывают на возможность установки контейнера с грузом общим весом 1,5 т.
Несущие конст- рукции Ветровая нагрузка 1 Нагрузка равномерно распределенная 40 кгс/м2
* Снеговая нагрузка по третьему району страны.
Рнс. 15-7. Двухстоечный тепляк с разрезными
кран-балками
предрастопочному монтажу батареи. Соору-
жают тепляки из сборно-разборных метал-
лических конструкций, они должны удов-
летворять требованиям и нормам противо-
пожарных и санитарно-технических меро-
приятий и иметь естественное и искусствен-
ное освещение. При последовательном со-
оружении на одной строительной площадке
нескольких батарей предусматривается воз-
можность передвижки тепляка с одной ба-
тареи на другую.
Наружные нагрузки, учитываемые при
расчете тепляков (по данным треста «Кок-
сохиммонтаж»), приведены в табл. 15-3.
Для строительства новых коксовых бата-
рей в настоящее время широко применяют
двухстоечные металлические тепляки двух
видов, отличающиеся между собой только
по размерам: тепляки для сооружения кок-
совых батарей с длиной камеры 13120—
14080 мм и тепляки для сооружения печей
большой емкости с длиной камеры 15040 мм
(рис. 15-7 и 15-8).
При постоянном жестком сопряжении ко-
лонн со стропильными фермами попереч-
ная устойчивость тепляка обеспечивается са-
мой конструкцией и ветровые расчалки не
требуются. При шарнирном креплении попе-
речная устойчивость тепляка должна обес-
печиваться расчалками.
Высота колонн тепляка принимается та-
кой, чтобы расстояние от верха печей до
нижнего пояса ферм обеспечивало свобод-
ное передвижение тельфера с подвешенным
грузом и делало возможной чистку обо-
гревательных каналов сверху. Обычно этот
просвет принимается равным 5—6 м.
Отметки уровней стеллажей подбираются
с учетом возможности беспрепятственной
чистки с их поверхности коршорных капа-
Подсобные сооружения, механизмы, инструменты для кладки коксовых печей
197
Рис, 15-8. Двухстоечный тепляк с неразрез-
ными кран-балками
два ввода в два стояка, размещаемых на
противоположных концах тепляка, обычно
с машинной стороны. Разводка производит-
ся от кольцевого водопровода, проклады-
ваемого над верхними стеллажами вдоль
боковых и торцовых стен тепляка. Трубы
крепят к наружным колоннам тепляка.
Для водоразбора на каждом стеллаже в
четырех-пяти точках по длине тепляка уста-
навливают пожарные краны и поливочные
для влажной уборки мусора.
Водопровод выполняют из стальных бес-
шовных труб диаметром 100 мм.
В тепляках устраивают два вида элек-
троосвещения: общее с напряжением в се-
ти 220 в и низковольтное (12 в) для пере-
носных ламп, применяемых при кладке и
чистке печей, для которых на всех стелла-
жах на каждой главной колонне устанав-
ливают штепсельные розетки.
Нормы освещенности тепляков и скла-
дов следующие, лк:
лов и извлечения предохранительных щитов
из регенераторов.
Между кромкой стеллажей и фасадом
кладки оставляют зазор шириной ~200 мм
для установки контрольных разметочных
реек. Стеллажи должны удовлетворять
следующим требованиям техники безопас-
ности:
а) доски должны быть толщиной не ме-
нее 40 мм, иметь чистую поверхность и
плотно примыкать друг к другу без остав-
ления щелей;
б) ширина проходной части стеллажей
должна быть не менее 1500 мм, а высота
от уровня пола до выступающих конструк-
ций не менее 2 м.
Для сообщения между ярусами стелла-
жей на каждой стороне тепляка устанав-
ливают по две лестницы с шириной марша
не менее 1,0 Для выхода из тепляка
делают не менее двух дверей в разных кон-
цах с открыванием наружу. Обшивку стен
и кровли тепляка выполняют инвентарны-
ми утепленными деревянными щитами либо
волнистым шифером.
Отопление тепляков рассчитывается на
температуру воздуха на уровне железобе-
тонной плиты не менее +5° в самое холод-
ное время года. Делают паровое отопле-
ние. В качестве нагревательных приборов
обычно применяют калориферы либо реб-
ристые или гладкие металлические трубы
диаметром 100 мм, которые собирают в
секции.
На паропроводах предусматривают по-
жарные краны. При снабжении тепляка па-
ром от отдельной парокотельной следует
предусматривать резервные котлы на слу-
чай их чистки.
Тепляки относятся к сооружениям, опас-
ным в пожарном отношении, и прокладка
в них внутренних противопожарных водо-
проводов обязательна.
Противопожарные водопроводы в тепля-
ках совмещают с хозяйственно-питьевыми.
От наружных сетей вода поступает через
Рабочие места кладки ................... 50
Склады для огнеупоров и растворные узлы. . 20
Стеллажи, лестницы, проходы.............. 5
Территория у тепляков и складов.......... 2
Подъем и перемещение контейнеров с
огнеупорами производят в пределах тепля-
ка подвесными электрическими кран-балка-
ми с тельферами. Контейнеры с кирпичом
поднимают в специальных шахтах, имею-
щих вход ниже или на уровне нижнего
стеллажа, а выход выше отметки верхнего
стеллажа на 1 м. Продольное перемещение
тельферов по длине тепляка по условиям
техники безопасности разрешается только
над верхним стеллажом. По достижении
кран-балкой нужного простенка тельфер
совершает поперечное перемещение и до-
ставляет контейнер к рабочему месту.
В практике строительства коксовых пе-
чей применяют два типа кран-балок: нераз-
резные на всю длину пролета тепляка
(рис. 15-8) и разрезные только на половину
длины пролета (рис. 15-7). В последнем
случае коксовая и машинная стороны об-
служиваются отдельными облегченными
кран-балками, что является их основным
преимуществом, особенно при монтаже.
Управление кран-балкой и тельфером при
помощи подвесной кнопочной станции осу-
ществляет машинист, сопровождающий
кран-балку по верхнему стеллажу тепляка.
Примерный расчет потребного количества
кран-балок для кладки батарей из 77 печей
большой емкости (для неразрезных кран-балок)
Исходные данные:
1) высота подъема тельфером h = 10 л;
2) скорость подъема тельфером опод“ 8 м!мин\
3) скорость передвижения тельфера v т ==
— 20 м/мин:
4) скорость передвижения кран-балки ок=
— 22 м/мин;
5) средняя длина перемещения тельфера 1т - 10 м;
6) средняя длина передвижения краи-балки ZK=
длина тепляка 105
» =------------------ - 49 4 о
198
Кладка коксовых печей
Цикл работы кран-балки:
1) подъем и спуск одного контейнера
2ft
V
под
20 п е
--- =2,5 мин;
8
2) передвижение тельфера поперек тепляка
20
/2 =3----=-------—. 1 мин;
i>T 20
3) передвижение кран-балки на половину дли-
ны тепляка
21
к
ик
=4,8 м;
4) зацепление и снятие траверсы с груженого
поддона или контейнера с раствором = 4 мин
(по опытным данным).
5) зацепление и снятие траверсы с порожнего
поддона /5 = 3 мин (по опытным данным);
6) полный цикл
Гцикл = *1 + -Hs -Н* + <» = 2 5 + 1 +
-J- 4,8 4 3 =г 15,3 мин;
7) производительность одной кран-балки при
среднем весе груженого контейнера 1,3 т
_ 60 X вес контейнера 60-1,3 _ . .
Q — , — =0 , 1771/4,
Т 15,3
цикл
8) потребное время работы кран-балкн при су-
точном расходе огнеупоров 200—220 т
9) при двухсменной работе кран-балки по 6 ч
в смену требуется
43, 1 t Л
---!— = 4 кран-балки.
6 • 2
ПЕРЕДВИЖКА ТЕПЛЯКОВ
Передвижка тепляка по сравнению с раз-
боркой и последующей сборкой на другой
батарее дает экономию в капиталовложе-
ниях и сокращает сроки строительства.
В практике строительства коксовых бата-
рей применяется два способа передвижки
тепляков на подготовленные для них фун-
даменты смежных строящихся батарей.
Первый—обычная передвижка тепляка
в том случае, когда угольная башня не пре-
пятствует его передвижке.
Второй—передвижка тепляка через
угольную башню (с переносом ферм кровли
тепляка с одной на другую сторону уголь-
ной башни в процессе передвижки).
Передвижку тепляка можно производить
при нормальных атмосферных условиях,
когда нет грозовых явлений, обильного сне-
гопада, сильных морозов и при силе ветрал
не превышающей 4 балла.
Передвижка производится после оконча-
ния всех работ по кладке, чистке и пред-
растопочному монтажу батареи.
Перед передвижкой тепляка построенная
батарея должна быть защищена от воз-
можного воздействия атмосферных осад-
ков: верх печей должен быть покрыт водо-
защитной цементной стяжкой, зеркала вре-
менных топок — глиняной штукатуркой; все
загрузочные и газоотводящие люки и смот-
ровые лючки плотно закрыты.
При передвижке тепляка с построенной
батареи непосредственно на место следую-
щей, подлежащей строительству, выполня-
ют следующие подготовительные работы:
а) отключение электропитания, водоснаб-
жения и парового отопления от наружных
подводящих линий и сетей;
б) разборка обшивки торцовых стен теп-
ляка и демонтаж металлоконструкций этих
степ;
в) разборка эстакад для подачи огнеупо-
ров к тепляку;
г) очистка стеллажей от всяких грузов
и мусора;
д) снятие обносок, вертикальных разме-
точных реек, нижних маршей лестниц, ниж-
них стеллажей и других конструкций, опи-
рающихся на землю или на законченную
кладку батареи;
е) установка дополнительных жестких
связей колонн со стропильными фермами
при шарнирном сопряжении их;
ж) поднятие домкратами колонн тепляка
на 50—60 мм для смазки солидолом нака-
точных путей под ними;
з) проверка горизонтальности и прямо-
линейности накаточных путей и дополни-
тельное укрепление их, особенно на стыках
рельсов, связями, распорками и опорами из
временных фундаментов и шпальных кле-
ток.
Накаточные пути не должны иметь пере-
косов или выступов на стыках рельсов в
направлении перемещения.
К началу передвижки тепляка на после-
дующей батарее должны быть выполнены
следующие работы:
а) закончено сооружение подпорной стен-
ки с коксовой стороны и первой нитки пу-
тей коксовыталкивателя;
б) установлены на фундаменты и закреп-
лены анкерными болтами подколонники для
колонн тепляка;
в) уложены и закреплены на подколен-
никах накаточные пути по всей длине ба-
тареи и разрыва между батареями;
г) подготовлены фундаменты для анкер-
ного крепления ветровых расчалок тепляка;
д) подготовлены подводы пожарно-питье-
вого водопровода от наружной сети;
е) перенесены от постоянных знаков и
зафиксированы на готовых фундаментах и
контрфорсах оси батареи и исходные высот-
ные отметки.
Должны быть произведены следующие
дополнительные подготовительные работы
при Передвижке тепляка через угольную
башню:
а) демонтаж оборудования и осветитель-
ных приборов, подвешенных к стропильным
фермам тепляка; подкрановых путей; крап-
балок; тельферов; осветительных люстр;
б) подготовка крыши и стропильных
ферм к демонтажу: разборка водоизолирую-
щего покрытия, снятие инвентарных кро-
вельных щитов и деревянных прогонов
Подсобные сооружения, механизмы, инструменты для кладки коксовых печей
199
Все болты в местах присоединения стро-
пильных ферм к колоннам и по связям дол-
жны быть смазаны и расхожены;
в) установка башенного крана для снятия
и обратной установки стропильных ферм
тепляка при переходе через угольную
башню;
г) устройство вдоль угольной башни пути
для башенного крана и площадки для ук-
ладки демонтируемых стропильных ферм;
д) монтаж устройства на угольной баш-
не (с машинной и коксовой сторон) для
удерживания колонн тепляка при передвиж-
ке их вдоль угольной башни.
Устройство состоит из металлических ли-
стов, закрепляемых на колоннах угольной
башни при их бетонировании, и привари-
ваемых к ним кронштейнов. На кронштей-
ны укладывается и закрепляется по длине
угольной башни направляющая балка. При
передвижке по этой балке скользят захва-
тывающие вилки, привариваемые к колон-
нам тепляка и удерживающие колонны от
сдвигов в сторону;
е) так как при раскрытии кровли парус-
ность стен тепляка увеличивается, реко-
мендуется для предосторожности с каждой
стороны установить по 2—3 ветровые рас-
чалки.
Расчалки одним концом закрепляют на
верху колонн, а другим наматывают на ба-
рабаны ручных лебедок. При длительных
остановках расчалки натягивают, а лебед-
ки затормаживают.
При производстве работ необходимо со-
блюдать следующие указания:
а) при передвижке производят наблюде-
ния за вертикальностью конструкций теп-
ляка и равномерностью его перемещения.
Для контроля вертикальности на угловых
и одной из средних колонн тепляка с каж-
дой стороны батареи к кронштейнам под-
вешивают конические отвесы (всего 6 шт.)
весом по 10 кг.
Отклонения отвесов фиксируют возмож-
ные отклонения колонн от вертикальности;
б) для контроля равномерности поступа-
тельного движения тепляка на боковой по-
верхности рельсов накаточных путей нано-
сят деления через 100 мм с нумерацией
точек через 500 мм. Одноименные номера
делений на накаточных путях с машинной
и коксовой сторон должны находиться на
одной линии, перпендикулярной длине теп-
ляка;
в) на боковых сторонах башмаков колонн
краской наносят риски. По совпадению ри-
сок с делениями на накаточных путях про-
водят наблюдение за перемещением теп-
ляка;
г) между габаритами тепляка и непод-
вижными конструкциями сохраняют зазор
пе менее 100 мм;
д) тепляк передвигают со скоростью не
более 0,25 м/мин;
е) опережение одной стороны тепляка
против другой допускается не более чем
на 100 мм;
ж) в случае возникновения сильного вет-
ра и необходимости устройства перерыва
на длительное время или перенесения окон-
чания передвижки на следующий день теп-
ляк закрепляют временными расчалками;
з) -по окончании передвижки немедленно
закрепляют башмаки колонн к подколонни-
кам, а расчалки — к постоянным анкерам.
При передвижке тепляка через угольную
башню производят демонтаж ферм в сле-
дующем порядке:
а) первоначальную передвижку тепляка
продолжают до подхода переднего ряда
колонн тепляка к торцу угольной башни на
расстояние около 2,5 м;
б) производят демонтаж первой пары
стропильных ферм, после чего передвижку
продолжают до подхода к угольной башне
колонн со следующей парой ферм. Снятые
фермы опускают вниз на подготовленную
площадку;
в) попарный демонтаж ферм и периоди-
ческую передвижку тепляка на расстояние
двух пролетов между фермами продолжа-
ют до выхода первого ряда колонн за про-
тивоположный торец угольной башни на
расстояние около 2,5 м, после чего монти-
руют первую стропильную ферму. Для
устойчивости первую ферму укрепляют вре-
менными расчалками, которые убирают по-
сле установки второй фермы;
г) в дальнейшем периодическое продви-
жение тепляка производят на длину только
одного пролета между фермами и произ-
водят демонтаж и обратную установку
ферм по одной;
д) обратно установленные фермы немед-
ленно скрепляют между собой связями и
прогонами;
е) фермы должны устанавливаться толь-
ко на те же колонны, на которых они стоя-
ли до демонтажа;
ж) при прохождении колонн тепляка без
стропильных ферм вдоль угольной башни
необходимо следить за тем, чтобы захва-
тывающие вилки правильно зацеплялись за
направляющую балку и нигде не тормози-
лись;
з) -во избежание излишней перетяжки
тепляка необходимо до начала его пере-
движки делать отметки на накаточных пу-
тях для крайних колонн тепляка. После
подхода крайних колонн к указанной услов-
ной отметке на накаточных путях передвиж-
ка тепляка должна быть завершена.
САНИТАРНО-ТЕХНИЧЕСКИЕ
МЕРОПРИЯТИЯ И ПРАВИЛА
БЕЗОПАСНОСТИ ПРИ КЛАДКЕ
КОКСОВЫХ ПЕЧЕЙ
Пыль с содержанием частиц двуокиси
кремния, попадая в организм человека, вы-
зывает заболевания силикозом легких. Наи-
более активное воздействие оказывают мел-
кие частицы пыли размером 0,5—5 мк.
Предельные нормы запыленности воздуха
в рабочих помещениях (по- СН 245—63)
следующие:
200
Кладка коксовых печей
1) для пыли, содержащей свободной дву-
окиси кремния (SiO2) более 70%—не бо-
лее 1 лг/л3;
2) то же, при содержании SiO2 от 10 до
70%—не более 2 лг/.и3;
3) для других видов пыли, не содержа-
щих SiO2, не более 10 мг/м?.
Санитарно-технические мероприятия при
кладке коксовых печей и складировании
огнеупоров в основном направлены на уст-
ранение пылеобразования. Для этой цели
служит механизация и герметизация рас-
творных узлов, применение пластифициро-
ванных мертелей, пылесосов для очистки
кладки, увлажнение при уборке стеллажей
и т. п. Рабочий день на кладке сокращен-
ный —-6 ч.
Основные мероприятия по технике без-
опасности прн кладке печей следующие:
а) подъем грузов тельферами разрешает-
ся производить только в подъемных шах-
тах, а перемещение вдоль тепляка — над
верхними стеллажами. Перемещение над
работающими звеньями не разрешается;
б) предварительную заготовку огнеупо-
ров на рабочих местах производить в нера-
бочие смены или на той половине батарей,
где кладка в данный момент не ведется;
в) для кладки печей применять решто-
вання специальной конструкции. Применять
временные настилы на ящиках или кирпи-
чах не разрешается;
г) для рабочих, занятых на кладке пе-
чей, обязательно должны быть предостав-
лены отдельные бытовые помещения: гар-
деробные, душевые, умывальные и камеры
для обеспыливания рабочей одежды;
д) все рабочие проходят обязательный
инструктаж и 6—10-часовое обучение без-
опасным методам работ;
е) на видных местах вывешивают прави-
ла техники безопасности как в тепляке, так
и на складах огнеупоров.
ПРОТИВОПОЖАРНЫЕ НОРМЫ
И МЕРОПРИЯТИЯ ПО ТЕПЛЯКАМ
И СКЛАДАМ
Тепляки н склады огнеупоров для строи-
тельства коксовых печей относятся к пятой
степени огнестойкости (сгораемые соору-
жения, глава СНиП II—А. 5—62), а по по-
жарной опасности —к категории Д (произ-
водства, связанные с обработкой несгора-
емых веществ и материалов в холодном со-
стоянии, глава СНиП II—М. 2—62 и
Н102-54).
По теплякам и складам проводят сле-
дующие противопожарные мероприятия:
а) обшивку тепляков и складов произво-
дят из инвентарных щитов, легко доступ-
ных разборке и утепленных прослойкой из
несгораемого минерального войлока:
б) с каждой стороны тепляка снаружи
устанавливают по две вертикальные ме-
таллические пожарные лестницы шириной
0,6 м с выходом на крышу;
в) к обеим сторонам тепляка и к скла-
дам подводят дороги с твердым покрытием
шириной не менее 6 м для пожарных авто-
машин. От края дороги до стен тепляка
должно быть не более 25 м;
г) применяют отопление тепляков только
паровое.
Разведение огня в тепляках или складах
не разрешается.
Сварочные работы в тепляках произво-
дят в отдалении от обшивки стен и под по-
стоянным пожарным надзором;
д) нагревательные приборы устанавлива-
ют на расстоянии не менее 5 см от дере-
вянных элементов тепляка. В местах про-
хода паровых и конденсатных трубопрово-
дов через деревянные стены или стеллажи
на трубы надевают металлические кожухи,
диаметр которых на 25—50 мм больше
диаметра труб. Промежуток между трубой
и кожухом заполняют несгораемыми мате-
риалами (песком, шлаком и т. п.);
е) к теплякам и складам подводят на-
ружный противопожарный водопровод, ко-
торый обычно объединяют с производст-
венным или хозяйственно-питьевым водо-
снабжением. Противопожарный водо-
провод к тепляку, как правило, делают
кольцевым. Для водоразбора с каждой
стороны тепляка устанавливают не менее
двух гидрантов, а на складах — по одному
с каждого торца. Гидранты устанавливают
вдоль дорог н проездов не ближе 5 м от
стен здания и не далее 2 м от края проез-
жей части дороги.
Диаметр труб н ружного противопожар-
ного водопровода принимается не менее
100 мм\ свободный напор воды на уровне
земли должен быть не менее 10 м;
ж) по всем стеллажам тепляка прокла-
дывают внутренний противопожарный во-
допровод диаметром 100 мм с двумя вво-
дами. Устанавливают 4—5 пожарных кра-
нов на каждом стеллаже н оборуду-
ют пеньковыми непрорезиненными рука-
вами и быстро смывающимися гайками
«РОТ»;
з) солому и стружку, остающиеся при
разгрузке огнеупоров из вагонов, немедлен-
но убирают за территорию складов;
и) наружные и внутренние электропро-
водки выполняют только изолированными
проводами и заключают их в трубки или
короба. Для питания кран-балок и перенос-
ных ламп применяют кабели в гибкой ме-
таллической защитной оплетке.
Рубильники заключают в металлические
ящики и прикрепляют к колоннам;
к) для защиты тепляков и складов от
грозы металлические стропильные фермы и
опорные колонны заземляют водопровод-
ными сетями и трубами;
л) на всех стеллажах тепляка не менее
чем в двух местах, а также на складах
устанавливают бочки с водой, ящики с су-
хим чистым песком, лопаты, багры, химиче-
ские огнетушители н прочее оборудование
по действующим нормам;
м) тепляки связывают непосредственной
прямой телефонной связью или электриче-
ской сигнализацией с помещением пожар-
Подсобные сооружения, механизмы, инструменты для кладки коксовых печей
201
ной охраны строительства. В тепляках уста-
навливают круглосуточный пожарный пост;
н) при эксплуатации электрооборудова-
ния нельзя допускать перегрузки проводов
выше расчетной и подключать дополни-
тельные установки, не предусмотренные
проектом;
о) в случае возникновения пожара сле-
дует немедленно отключить линию электро-
питания, после чего производить тушение;
п) при тушении пожара в тепляке следу-
ет избегать попадания воды на динасовый
кирпич или готовую динасовую кладку, так
как вода приводит их в негодность;
р) курение в тепляках и складах разре-
шается только в определенных местах, обо-
рудованных бочками с водой и ящиками
с песком.
При кладке батарей в действующих кок-
совых цехах принимают дополнительные
меры для защиты тепляка от загорания
под воздействием раскаленного кокса, про-
возимого мимо тепляка в тушильном ва-
гоне:
а) стены тепляка с коксовой стороны об-
шивают несгораемыми материалами: вол-
нистым асбошифером, листовым асбестом
или слоем войлока, смоченным в глине н
сверху покрытым кровельным железом;
б) для орошения водой стен и ската
крыши с коксовой стороны по коньку кры-
ши и на уровне карниза проводят дренче-
ры;
в) с коксовой стороны устанавливают
постоянный дополнительный пожарный
пост.
ИНСТРУМЕНТЫ, ИНВЕНТАРЬ,
ПРИСПОСОБЛЕНИЯ И РЕШТОВАНИЯ
ДЛЯ КЛАДКИ КОКСОВЫХ ПЕЧЕЙ
Качество работ и высокая производи-
тельность труда при кладке коксовых пе-
чей, кроме прочих условий, обеспечиваются
применением специального инструмента,
приспособлений и шаблонов и постоянным
к-адзором за ними.
Рабочий инструмент и приспособления
для кладки показаны на рис. 15-9.
Кельмы изготовляют из листовой стали
толщиной 1—1,5 мм марки 35 или 40 по
ГОСТ 1050—52; киянки-молотки делают
пластмассовыми или деревянными (из бе-
резы, дуба или бука) и для удлинения
срока службы оковывают стальной поло-
сой или проволокой.
Расшивки служат для набивки раство-
ром материальных швов.
Деревянные зачалки нужны для закреп-
ления и иатяжки шнура вдоль кромки вы-
кладываемой стены или простенка по дли-
не печи;
Для выдерживания прямолинейности и
размерности температурных швов и пред-
охранения их от загрязнения применяют
температурные дощечки, которые изготав-
ливают из сухих строганых досок на 1—-
2 мм уже проектного размера температур-
ного шва по ширине.
Для контроля и измерения кладки при-
меняют следующие инструменты и шабло-
ны:
а) складные деревянные метры длиной
1 или 2 м для замеров при кладке. Пред-
варительно нх проверяют со сверенным в
палате мер и весов метром или рулеткой
с точностью до 1 мм;
б) отвесы конические с пластинками для
проверки вертикальности головок стен и
простенков и переноски осей следующих
размеров, мм: однокилограммовые 35X35X
Х35 и двухкилограммовые 60X50x60;
в) правила для проверки ровности и
вертикальности стен (на отсутствие вы-
пуклостей и вогнутостей) и соответствия
высоты рядов отметкам на вертикальных
разбивочных рейках;
г) щупы стальные для проверки толщи-
ны и плотности заполнения материальных
швов изготовляют разной толщины от 1,8
до 7,8 мм;
д) раздвижные линейки из калиброван-
ной стальной линейки длиной 300 мм, пе-
редвигающейся в направляющей рамке
такой же длины из оцинкованного железа
или листового алюминия, для измерения
переменной ширины коксовых камер по
длине печи;
е) шаблоны разные для проверки ответ-
ственных сечений каналов, контурных очер-
таний головок, простенков и других эле-
ментов кладки (рис. 15-10).
Изготовляются из листовой стали толщи-
ной 2—4 мм или сухих деревянных досок.
Шаблоны позволяют контролировать ра-
бочие размеры кладки с точностью до
(±0,2) -е (±0,5) мм.
Для чистки кладки печей применяют сле-
дующие инструменты и приспособления
(рис. 15-11 и 15-12):
а) совки, лопатки, крючья для снятия
раствора со стен и вытаскивания из кана-
лов мусора;
б) резиновые протирки (листы), щетки
для протирки стен каналов;
в) приспособления для пневматического
отсасывания пыли и мелкого мусора проек-
тируются соответственно габаритам кана-
лов;
г) приспособления для вытаскивания
щитков из вертикалов.
Для защиты существуют следующие при-
способления:
а) двухрядные щиты для закрытия на-
садки регенераторов (рис. 15-13) выполня-
ются из обрезных досок. Под каждый ряд
укладывается один слой рубероида.
Боковые грани щитов плотно прижима-
ют концы рубероида к стенам регенерато-
ров посредством деревянных клиньев, за-
биваемых в просвет между досками.
Для устранения просыпания мусора про-
светы в обоих рядах смещены.
Конструкция двухрядных заклиниваемых
щитов хорошо обеспечивает насадку о г
засорения и облегчает их вытаскивание;
202
Кладка коксовых печей
Рис. 15-9. Рабочий инструмент для кладки печей:
а — кельма: б — кияика; в — расшивка; г — кирочка; д — зачалкэ
Рис. 15-11. Инструмент для отделочных работ:
а — змейка для проверки и очистки косых ходов; б — приспо-
собление для протирки стен вертикалов; в — совок для очи-
стки оснований вертикалов; г, д, е — приспособления для очи-
стки каналов — подовых над насадкой смотровых шахточек и
газовых каналов; ж — крючок для удаления щитков из верти-
калов
Рис. 15-10. Шаблоны для кон-
тролирования размеров:
а — устьев подовых каналов:
б — отверстий колосников; в —
отверстий выходных сечеиий ко-
сых ходов; г ~ головок вер-
тикалов по обогревательному
простенку н коксовой камере
б) щиты для загрузки кирпича на про-
стенках, изготовляются из обрезных досок,
связанных снизу планками. Шляпки и заг-
нутые концы гвоздей утапливаются, чтобы
не повредить кладки. Ширина щитов долж-
на быть такой, чтобы полностью закрыть
простенок и не оставлять его кромки от-
крытыми. Щелей и просветов между дос-
ками не должно быть;
в) предохранительные ящики и щитки от
засорения каналов при кладке вертикалов
и смотровых шахточек.
При кладке коксовых печей с нижним
подводом отопительного газа применяют
дополнительные приспособления (рис.
15-14). Подмостями при кладке стен коксо-
вых камер служат раздвижные стойки
(рис. 15-15).
Раздвижная стойка состоит из трех га-
зовых труб, собираемых телескопически.
К нижней, наружной трубе приваривается
опорный лист
Верхний конец внутренней трубы сгиба-
ется под углом 90° для крепления к нему
деревянного бруса. На брусья стоек укла-
дывается и закрепляется дощатый настил.
Подсобные сооружения, механизмы, инструменты для кладки коксовых печей
203
Для наращивания подмостей внутренняя и
•средняя трубы выдвигаются и закрепляют-
ся штырями, подвешенными на цепочках.
По длине коксовой камеры устанавливает-
ся 7 выдвижных стоек. Стойки проектиру-
ются с возможностью выдвижения на 3, 4
или 5 положений с расчетом кладки одного
пояса из 7 или 10 рядов вертикалов. Вес
одной стойки 18—21 кг.
Для подачи растворов из растворного
узла в тепляк применяют большие желез-
ные ящики с емкостью 0,5—0,7 м3. Для
местного пользования применяют деревян-
ные ящики емкостью на 0,04 м3 раствора.
Заливку жидкого пека в температурные
швы производят из специального ведра не-
большой емкости, снабженного плотной
крышкой и узким носком.
Рис. 15-12. Наконечники для отсоса мел-
кого мусора и пыли из каналов и при-
способления для установки регулирующих
кирпичей:
а — наконечник со щеткой для газовых
каналов; б — наконечники для каналов
подовых и над насадкой; в, г — наконеч-
ники для отсоса пыли из растопочных ка-
налов и вертикалов; д, е — приспособле-
ния для установки нижних регистров и
горелок
Ручка из проволоки
Щит 3-25мм
[Ь-—-^1
Резина 3-25мм
или 2 слоя
рудероида
Фасад
печей
Грань централь-
ной перегородки
регенератора
Громка ящика на 10-20мм
должна перекрывать окно
для рециркуляции
Ручка для вытас-
кивания ящика
Рис. 15-13. Защитные приспособления:
а — защитное устройство над насадкой; б — щит под загрузку огнеупорами; в, г — предохра-
нительные ящики и щитки от засорения каналов при кладке вертикалов н смотровых шахто-
чек; д — пробка для смотровых шахточек изоляционных стен у контрфорсов
204
Кладка коксовых печей
Рис. 15-14. Приспособления, щитки, шаблоны, применяющиеся дополнительно при кладке кок-
совых печей с нижним подводом отопительного газа:
« — приспособление для укладки насадки; б — деревянная подставка; в — цепочка и шест для
чистки смотровых каналов; г — зеркало для проверки чистоты косых ходов; д — фанерный
щиток; е — воронка из толя-, ж — клинья для температурных швов; з — шаблон для проверки
температурных швов; и — приспособление, устанавливаемое в камерах регенераторов для ук-
ладки продольных перегородок
Рис. 15-15. Раздвижные стойки для кладки вертикалов
Глава 16
ТЕХНИЧЕСКИЕ УСЛОВИЯ И ПРИЕМКА КЛАДКИ
КОКСОВЫХ ПЕЧЕЙ
ОБЩИЕ ТРЕБОВАНИЯ
И ПОЗОННАЯ РАЗБИВКА КЛАДКИ
1. Кладка коксовых печей должна вы-
полняться строго по чертежам проекта.
Отклонения от проекта (изменения раз-
меров и отметок сверх допусков, замена
марок кирпича, растворов и вспомогатель-
ных материалов, изменение сортности ог-
неупоров, конструктивная перетеска ма-
рок кирпича и др.) допускаются только в
исключительных случаях с разрешения
проектной организации.
2. Кладка коксовых печей должна произ-
водиться в тепляках при температуре воз-
духа на рабочем месте не ниже +5° С.
Температура воздуха в любом месте теп-
ляка должна быть положительной.
3. Кладка коксовых печей в зависимости
от технологического назначения отдельных
частей печи, разделяется по высоте на пять
зон:
Первая зона — выстилка основания,
стены подовых каналов и регенераторов с
заполнением регенераторных камер насад-
кой.
Вторая зона (корнюрная) —пере-
крытие регенераторов с косыми ходами,
каналами для газа и подами камер коксо-
вания.
Третья зона — обогревательные ка-
налы (вертикалы).
Четвертая зона — перекрытие вер-
тикалов.
Пятая зона — перекрытие печей.
4. Каждая зона по высоте возводится по
поясам. Высота каждого пояса определяет-
ся его конструктивными особенностями,
характеристикой применяемых огнеупоров
и растворов, возможностью выполнения
кладки в один прием без наращивания
подмостей и возможностью выполнения от-
делочных работ. Разделение на пояса уточ-
няется организацией работы по кладке пе-
чей.
На рис. 16-1 показано разделение кладки
на зоны и пояса для печей ПВР с полез-
ным объемом печной камеры 21,6 и 30 м3,
на рис. 16-2 для печей ПК-2К и рис. 16-3
для печей с нижним подводом.
5. Кладка коксовой батареи может быть
начата только при следующих условиях:
а) наличие всех потребных огнеупоров и
вспомогательных материалов для первых
двух зон кладки. Огнеупоры при этом
Рис. 16-1. Разбивка кладки , печей ПВР
на зоны и пояса
206
Кладка коксовых печей
должны быть рассортированы и уложены
на складе в требуемом порядке;
б) проверка кладки и огнеупорного кир-
пича на макете — для печей и узлов новой
конструкции;
в) полная готовность железобетонных
фундаментов с контрфорсами и футеровкой
боковых боровов и дымовых патрубков.
Общий боров ко времени начала кладки
должен быть доведен до первой нитки
путей коксовыталкивателя;
г) окончание работ по установке тепляка
с отоплением и освещением и со всеми
устройствами для подачи огнеупоров и
растворов со складов к месту работ, а так-
же противопожарным оборудованием теп-
ляка;
д) полная готовность дорог с твердым
покрытием от складов огнеупоров к тепля-
ку строящейся батареи;
е) установка геодезических знаков.
6. Кладка коксовой батареи должна про-
изводиться по поясам с предварительной
заготовкой кирпича у рабочего места.
Заготовляемый кирпич должен уклады-
ваться на простенках с соблюдением сле-
дующих условий:
регенератора
Рис. 16-2. Разбивка кладки печей ПК-2К
на зоны и пояса
Рис. 16-3. Разбивка кладки печей с нижним
подводом отопительного газа на зоны и пояса
а) перед началом загрузки кирпича на
простенок кладка должна быть укрыта
сплошными деревянными щитами;
б) при установке контейнеров на кладку
должны соблюдаться меры предосторож-
ности с тем, чтобы исключить удары по
простенку и нарушение продольных осей.
7. Для создания равномерной загрузки
по всей площади железобетонной плиты
кладка батареи должна вестись по всей ее
длине таким образом, чтобы разность меж-
ду наивысшей и наинизшей точками клад-
ки не превышала 3 Л1.
8. Для ведения работ по кладке батарея
разбивается на участки, закрепленные за
постоянными бригадами на все время про-
изводства работ.
9. Рабочие места на кладке должны быть
равномерно освещены (освещенность долж-
на быть ие менее 50 лк).
ТРЕБОВАНИЯ К КЛАДКЕ
И УСЛОВИЯ УКЛАДКИ КИРПИЧА
1. Кладка коксовых печей должна быть
герметичной и прочной.
2. Огнеупорный материал для кладки
печей должен выбираться применительно к
условиям его службы.
Технические условия и приемка кладки коксовых печей
207
3. Кладка коксовых печей должна произ-
водиться весьма тщательно со строгим
соблюдением проектных размеров, мате-
риальных и температурных швов, а также
соблюдением проектной перевязки кирпича
в каждом ряду и между рядами кладки.
4. При кладке из нормального и прямо-
угольного кирпича сначала производится
наверстка кирпича с соблюдением проект-
ной перевязки швов и проектной их толщи-
ны.
В первую очередь укладывают на рас-
творе кирпичи у головок. Остальные кир-
пичи разбирают, ставят на ребро и, начи-
ная от головок, выкладывают на растворе.
По направлению к середине стены го„-
ловки должны быть выложены убегающей
штрабой.
Головки должны быть в ту же смену
соединены между собой кладкой кирпича
па растворе.
5. При кладке из фасонного кирпича оси
горелок, косых ходов, вертикалов, дюзовых
кирпичей, смотровых шахточек, перекид-
ных каналов, люков и др. наносятся на
кладку предыдущего ряда при помощи го-
ризонтальной разметочной рейки.
При кладке идентичных рядов проверка
осей допускается через каждые 5—6 рядов
разметки.
По сделанным разметкам производят на-
перстку фасонного кирпича. Сперва на
растворе укладывают головки в каждом
ряде. После укладки головок производится
кладка на растворе остальных кирпичей
этого ряда.
Головки сложных фасонных рядов за-
кладывают только на один ряд. При клад-
ке фасонных стен с идентичными рядами
можно допустить закладку головок на не-
сколько рядов с условием, чтобы головки
в ту же смену были соединены между со-
бой кладкой на растворе.
Если при наверстке кирпича получаются
толстые швы или кирпичи укладываются
с недопустимо малыми швами, необходимо
произвести подборку кирпича по размерам.
6. Загрязненный или пропитанный масля-
нистыми жидкостями, а также увлажнен-
ный огнеупорный кирпич в кладку не до-
пускается.
7. Кирпичи, имеющие отбитости углов и
кромок в пределах допусков по ГОСТам,
должны укладываться дефектами внутрь
кладки, если это допускается конфигурация
кирпича.
8. При укладке кирпича на постель и на
боковые закладываемые поверхности нано-
сится раствор.
Подбивка кирпича должна производится
только деревянными или пластмассовыми
киянками.
9. При кладке кирпича в процессе отде-
лочных и монтажных работ для уменьше-
ния пылеобразования должно применяться
увлажнение в тех местах, где это не про-
тиворечит технологии процесса (увлажне-
ние стеллажей, щитов, поддонов, помеще-
ний для резки кирпича и др.).
10. Резка кирпича должна производиться
вне тепляка на станках, оборудованных
аспирацией.
РАСТВОРЫ
1. Растворы для кладки печей применя-
ются в соответствии с видами огнеупоров,
идущих в кладку, и условиями службы их
в кладке.
2. Характеристика и составы растворов,
применяемых для кладки коксовых печей,
должны строго соответствовать указаниям
на чертежах. Состав растворов, применя-
емых для кладки коксовых печей, см.
том II гл. IV Справочника.
3. Растворы должны готовиться только
механизированным способом в растворо-
мешалках.
4. Следует применять растворы густой и
постоянной консистенции, хорошо переме-
шанные и без комков.
Вода для растворов должна быть чистой
и без мутных осадков.
Содержание водной части в растворе
должно быть постоянным (примерно 400 л
воды на 1 л3 сухой смеси).
Температура раствора, употребляемого в
кладку, должна быть не ниже +5° С.
5. Каждый вид раствора, применяемый в
кладке печей, должен готовиться в отдель-
ной растворомешалке и транспортировать-
ся в отдельных емкостях, имеющих разную
окраску или отметку.
6. При переходе на приготовление друго-
го раствора растворомешалки и ящики
для растворов должны тщательно очи-
щаться от старого раствора и промываться
водой.
7. Готовые растворы должны использо-
ваться: шамотно-цементные — в течение
2 ч; динасовые и шамотные пластифициро-
ванные — в течение суток.
Перед употреблением раствор должен
тщательно перемешиваться во избежание
расслоения и выпадения осадка.
МАТЕРИАЛЬНЫЕ ШВЫ
I. Для связи отдельных кирпичей друг с
другом в каждом ряду и кирпичей одного
ряда кладки с кирпичами предыдущего и
последующего рядов кладка печей выпол-
няется на материальных швах. Для созда-
ния прочности и монолитности кладки ма-
териальные швы в каждом ряду и между
рядами кладки должны перевязываться в
соответствии с проектом.
2. При кладке кирпича раствор должен
вытесняться наружу из всех швов, чтобы
материальные швы были полностью запол-
нены раствором. Пустоты в материальных
швах не допускаются.
3. Все материальные швы наружных по-
верхностей стен камер, стен регенераторов,
внутренних поверхностей обогревательных
каналов, люков и других проемов уплотня-
ются и расшиваются в процессе кладки.
208
Кладка коксовых печей
Набивка и расшивка швов производится
при сыром растворе по поясам или конст-
руктивным элементам, как правило, в день
выполнения кладки (но не позже, чем на
следующий день).
Расшивка швов производится круглой
расшивкой диаметром 6—10 мм для созда-
ния гладкой и плотной поверхности шва.
Материал шва не должен выступать за
наружную поверхность кирпича.
4. Перед заполнением регенераторных
камер насадкой и перед закрытием камер
коксования состояние материальных швов
проверяется. Обнаруженные дефекты в
швах устраняются.
5. Толщина материальных швов в дина-
совой кладке с учетом применения пласти-
фицированного мертеля принимается 3—
4 мм.
6. Минимальная толщина материального
шва динасовой кладки 2 мм, максимальная
6—7 мм.
Размеры нормальных материальных
швов для стен камер пекококсовых печей
перегородках между обогревательными ка-
налами (вертикалами) выдерживаются в
пределах от 2 до 8 мм.
8. Размеры материальных швов прове-
ряются железными калиброванными щупа-
ми. Размеры щупов для коксовых печей
принимаются 1,8 мм для минимальных
швов и 6,8 и 7,8 мм для максимальных.
Для пекококсовых печей размеры щупов
соответственно уменьшаются на 1 мм для
максимальных швов.
9. При поступлении на кладку больше-
мерных и маломерных кирпичей, имеющих
отклонения в размерах в пределах допус-
ков по техническим условиям на огнеупор,
необходимо сочетать укладку маломерных
и большемерных кирпичей так, чтобы раз-
меры материальных швов были в пределах
указанных выше норм.
ДОПУСКИ В РАЗМЕРАХ КЛАДКИ
(СНиП ШВ. 29—62)
Допускаемые максимальные отклонения
от проектных размеров в кладке печей, мм:
Расстояние между осями смежных камер коксования..................................+3
Расстояние между осями смежных косых ходов.......................................±3
На выходе их в вертикалы ........................................................±2
Расстояние между осями смежных корнюриых каналов............................. -^3
Расстояние между осями:
вертикалов .................................................................+3
смотровых шахточек.........................................................±3
загрузочных и газоотводящих люков по длине камеры..........................+5
Ширина камер регенераторов и подовых каналов.................................+5
Ширина камер коксования (обратная конусность не допускается)...................±3
Длина камер коксования по заплечикам головок простенков....................... ±6
Отступление головок регенераторов и заплечиков вертикалов от фасадной линии . . +3
Расстояние между осями вертикальных газоподводящнх каналов смежных простен-
ков в печах с ннжиим подводом по длине батареи.............................. ч 2
Расстояние между осями вертикальных газоподводящих каналов по длине стен ре-
генераторов в печах с инжним подводом.........................................+2
устанавливаются на 1 мм меньше, чем для
коксовых печей.
7. Для образования конусности обогре-
вательных простенков внутренние швы в
Допускаемые отклонения в размерах по
верхней железобетонной плите для печей
с нижним подводом отопительного газа
мм:
По ширине температурных швов в верхней железобетонной плите . . +5
Привязка наружных граней верхней железобетонной плиты с машин-
ной н коксовой сторон к осн батареи...............................±5
Несовпадение осей анкерного болта для крепления низа анкерных ко-
лонн и простенка при выходе болта из железобетонной плиты .... 4-2
Расстояние между осью простенков и осями отверстий для газоподво-
дящих трубок на уровне верхней железобетонной плиты (несовпаде-
ние осей) ........................................................±5
Расстояние между осью простенков н осями газоподводящих трубок,
забетонированных в плите, на уровне верха плиты (несовпадение
осей).............................................................±2
Расстояние от продольной оси батареи до осн газоподводящих трубок
н глазков, забетонированных в плите иа уровне верха плиты по ши-
рине батареи .....................................................±2
Расстояние между осью камеры и осями забетонированных глазков на
уровне верха железобетонной плиты.................................±2
Несовпадение осей камер и осей железобетонных колонн под верх-
ней железобетонной плитой в верхней части колонны................ ±2
Отвесность железобетонных колонн под верхней плитой.............±10
Размер ширины колонны по длине батареи, считая от оси колон-
ны для:
средних рядов колонн ............................................ ±5
остальных колонн.............................................±10
Расстояние от оси крайней печи до железобетонной плнты контрфорса ±10
Технические условия и приемка кладки коксовых печей
209
Допускаемые максимальные отклонения от проектных высотных отметок, мм:
Верх железобетонного основания под кладку пеней.................... +10
Верх кирпичной выстилки по железобетонному основанию ..............4-5» —'0
Верх регенераторов — основание под первый ряд корнюрной зоны (в пе-
чах ПК-2К перед «распушкой») ....................................... +5
Основание под ряд, образующий кориюрные каналы........................ +5
Поды камер коксования ............................................. +6, —4
Расстояние от уровня кладки карнизов для брони до пода камер
коксования не должно выходить за.................................... +3, —0
Последний ряд простенков, являющийся основанием для перекрытия камер
коксования ............................................................. +7
Верх батарей ......................................................... +12
Пр имечание. Разность отметок смежных стен регенераторов (по верхнему
ряду), оснований под кориюры, подов камер коксования не должна превышать
3 мм: верхних рядов обогревательных простенков 5 мм (до укладки перекрытия
камеры).
Допускаемые отклонения от проектных высотных отметок по верхней железобе-
тонной плите печей с ннжним подводом отопительного газа, мм:
Уровень верхней железобетонной плиты в местах установки ан-
керных колони и на железобетонной плите в этих местах (по
кромке)..................................................... +5
Отметка газоподводящей трубки и глазка, забетонированных
в верхней железобетонной плите, с учетом выравнивания пли-
ты— для верха трубки и глазка............................... +0, —2
То же, для низа газоподводящей трубки....................... ±2
Допускаются следующие неровности
стен и горизонтальных поверхностей клад-
ки (проверяются с помощью деревянной
рейки длиной 2,5 м во всех направлениях
и определяются просветом между поверх-
ностью стен и рейкой), мм:
Стены регенераторов и подовые каналы .... 5
Верхняя поверхность колосниковой решетки . 5
Фасадные плоскости головок обогревательных
простенков и стен регенераторов ......... 3
Заплечики головок обогревательных прос-
тенков ................................... 3
Поды камер коксования...................... 5
Стены камер коксования .................... 3
Допускаемые отступления от вертикали
(проверяются опусканием отвеса на всю
высоту стен у головок и по оси батарей),
Л! ЛЬ'
Железобетонные контрфорсы после выравни-
вания поверхности ......................+.5
Стены регенераторов .....................+5
Стены коксовых камер и головки простенков
по заплечикам и фасадным плоскостям . . . +3
Отвесность газоподводящей трубки, забето-
нированной в верхней плите (трубка бето-
нируется по шаблону) для печей с нижним
подводом газа............................±2
Допускаемые отклонения в размерах ка-
налов и проемов (в свету), мм:
ОСОБЕННОСТИ КЛАДКИ
ОТДЕЛЬНЫХ ЗОН КОКСОВОЙ ПЕЧИ
Кладка стен подовых каналов
и регенераторов
1. Кладка стен подовых каналов и реге-
нераторов выполняется в один прием на
высоту ~ 10 рядов при кладке из нор-
мального и 5 рядов при кладке из фасон-
ного кирпича.
2. Кладка производится с предваритель-
ной наверсткой кирпича по длине стены.
Сперва на растворе укладывают на вы-
соту нескольких рядов головки стены убе-
гающей штрабой. Закладка между голов-
ками должна производиться в ту же сме-
ну.
3. После выкладки стены (на высоту
5 рядов из фасонного или 10 рядов из
нормального кирпича) производится очист-
ка кладки, проверка отвесности, ровности
поверхности, плотности швов и расшивают-
ся швы.
Сечения фасадных проемов в подовых каналах для патрубков газовоздуш-
иых клапанов (по высоте и ширине)................................. +5, —0
Сечения косых ходов по всем рядам зоны............................ -|-2
Выходные сечения косых ходов....................................... +1
Сечения отверстий в колосниковых решетках и колосниковых отверстий —
в печах с иижним подводом газа................................... +1
Сечения смотровых шахточек в плане............................. -{-4, —2
Сечение растопочных каналов по высоте и ширине................. -|-3, —0
Примечания: 1. Выступы и неровности иа поверхности косых ходов не
должны превышать 2 мм, а смотровых шахточек 4 мм. Шахточки проверяются
на проходимость «регулирующих кирпичей».
2. Все размеры по колосниковым отверстиям в печах с нижним подводом после
окончания кладки должны фиксироваться специальным актом.
Допуски по температурным швам и швам скольжения см. том II, гл. IV.
14 Справочник коксохимика, т. IV
210
Кладка коксовых печей
4. После укладки стен подовых каналов
производится укладка разделительных пе-
регородок, футеровки и выстилки подового
канала.
5. Перед укладкой футеровочных кирпи-
чей прокладывается гофрированный кар-
тон.
6. При укладке колосниковой решетки
должна быть произведена разверстка ко-
лосниковых кирпичей со строгой проверкой
соответствия произведенной раскладки
проектной.
Если отверстия в колосниковой решетке
образуются из двух кирпичей, размеры от-
верстий должны быть проверены металли-
ческими шаблонами. Размеры отверстий
должны быть выдержаны по проекту, от-
клонения не должны превышать ±1 мм.
7. Особенности кладки печей с нижним
подводом газа и воздуха заключаются в
обеспечении соосности отверстий в верхней
железобетонной плите и лежащей над ней
кладке. Применение в стенах подовых ка-
налов и вышележащих стенах регенерато-
ров различных материалов требует особой
тщательности выполнения шва скольжения.
Над выстилкой фундаментной плиты
для независимого расширения кладки
вместо стальных листов укладывается слой
в 5 мм кварцевого песка и порошкообраз-
ного графита.
Кладка стен регенераторов с дюзовыми
отверстиями для подачи газа производится
особенно тщательно по вертикали и высот-
ным отметкам с проверкой по поясам.
В каждой секции регенераторов от цен-
тральной разделительной перегородки к
фасадам печей выкладывают сначала по-
перечные перегородки, а затем продольную.
При этом двумя слоями толя защищается
от загрязнения раствором колосниковая
решетка. Расшивка и уплотнение мате-
риальных швов производятся после вы-
кладки каждых пяти рядов перегородок;
особо тщательно соблюдается выполнение
предусмотренных проектом температурных
швов и швов скольжения.
Укладка насадки регенераторов
1. Насадка регенераторов укладывается
без раствора.
2. Насадка регенераторов из фасонного
кирпича может быть уложена после окон-
чания кладки стен регенератора либо од-
новременно с кладкой стен механизирован-
ным способом или вручную (кроме двух
верхних рядов).
При укладке насадки должны обязатель-
но совпадать вертикальные отверстия меж-
ду кирпичами по всей высоте насадки, ко-
торые проверяются с помощью специаль-
ных реек, а также горизонтальные проду-
вочные каналы по длине регенератора в
первом и среднем ряду насадки, проверя-
емые с помощью полудюймовых трубок.
Доставка пакетов на место их установки
и опускание их в регенераторные камеры
должны производиться аккуратно без уда-
ров, чтобы не повредить стены регенерато-
ров, насадочный кирпич и колосниковую
решетку. Перед укладкой пакетов соседние
камеры регенераторов расклинивают для
предупреждения нарушения кладки стен.
Укладка насадки в секции регенераторов
печей с нижним подводом производится
при помощи шестов со специальными на-
конечниками после полной очистки поверх-
ностей стен регенераторов и перегородок.
Кладка корнюрной зоны, стен камер
и перекрытия обогревательных каналов
(вертикалов)
При закладке первого ряда косых ходов,
корнюров, первого ряда вертикалов, сво-
дов над камерами и отдельных сложных
рядов производят разметку горизонтальной
рейкой.
По сделанным разметкам производится
наверстка фасонного кирпича.
После наверстки кирпич разбирается и
устанавливается на ребро на этом же про
стенке. На растворе кладутся головки с
обеих сторон батареи на высоту одного
ряда илн нескольких идентичных рядов.
Затем укладываются на растворе осталь-
ные кирпичи данного ряда.
При кладке корнюрной зоны печей с
нижним подводом раствор не должен за-
сорять насадку и температурные швы, для
чего их перекрывают толем и картоном и
каждый ряд после укладки очищают от рас-
твора.
Кладка обогревательных простенков мо-
жет быть начата после окончания кладки
корнюрной зоны, установки второй обноски
и разбивки на ней осей всех камер коксо-
вания и установки вертикальных реек для
нанесения на них отметок рядов кладки.
Кладка вертикалов производится с заши-
той нижележащих рядов толем и деревян-
ными щитками.
Кладка перекрытия коксовых камер
При кладке свода печей должны быть
тщательно размечены оси загрузочных и
газоотводящих люков и перекидных кана-
лов.
Сводовые кирпичи перед укладкой долж-
ны быть тщательно проверены на трещино-
ватость. Кирпичи с поперечными трещина-
ми не допускаются в кладку. Для устране-
ния возможных повреждений при затяжке
броней крайние сводовые кирпичи уклады-
ваются от фасадной линии заплечиков с
допусками +0—5 мм.
Оси смотровых шахточек проверяют раз-
меточной рейкой.
Кладка смотровых шахточек выполня-
ется по шнуру.
При кладке люков вертикальные оси их
должны быть точно выдержаны. Напуски
верхних рядов в люках должны произво-
диться равномерно с обязательной провер-
кой длины каждого ряда люка ступенча-
тым шаблоном.
Технические условия и приемка кладки коксовых печей
211
Кладка разбутки должна производиться
С обмазкой раствором постели и кирпича.
Укладка кирпича без раствора с последую-
щей заливкой его раствором ие допускает-
ся.
ЧИСТКА И ИСПРАВЛЕНИЕ ДЕФЕКТОВ
КЛАДКИ
1. В процессе кладки печей необходимо
соблюдать чистоту рабочего места и при-
менять приспособления для защиты клад-
ки от засорения.
Чистка поверхности каналов от наплы
вов раствора и мусора, как правило, долж-
на производиться одновременно с выпол-
нением работ по кладке.
2. Чистка подовых каналов регенерато-
ров производится одновременно с кладкой
колосниковой решетки, а подсводового
пространства в регенераторах — одновре-
менно с кладкой рядов, перекрывающих
регенератор. Окончательная чистка подо-
вого канала производится пылесосом после
укладки верхнего ряда насадки.
3. Защита насадки от засорения при
укладке ее пакетом производится с помо-
щью предохранительных щитов. Укладка
щитов должна производиться в присутст-
вии технадзора.
Чистка щитов иад насадкой производит-
ся два раза. Первый раз — перед установ-
кой щитков в основании вертикалов и вто-
рой раз — после окончания чистки верти-
калов и верха батареи. Чистка щитков
производится совками. При этом необхо-
димо соблюдать осторожность, чтобы не
обрушить центральную перегородку в над-
насадочном пространстве. Вторая, окон-
чательная чистка щитков производится
пылесосом.
После окончания кладки всей батареи
и окончательной ее чистки, а также про-
верки технадзором чистоты и состояния
кладки в присутствии технадзора произво-
дится выемка щитов, уложенных для за-
щиты иасадки от засорения.
После выемки щитов и проверки чистоты
насадки производится укладка последних
рядов насадки.
При обнаружении неустранимой засорен-
ности насадка из камер удаляется и укла-
дывается заново.
4. При укладке насадки регенератора
после окончания всей кладки первый ряд
насадки, уложенный одновременно с клад-
кой стен регенератора, должен быть обяза-
тельно перекрыт щитками.
5. Для защиты колосниковой решетки от
засорения решетка до установки рештова-
ний должна быть покрыта сплошным лис-
том толя и поверх толя досками.
6. Чистка косых ходов, а также каналов,
подводящих газ из кориюров, осуществля-
ется после выкладки пяти рядов простен-
ков.
Проверка чистоты косых ходов произво-
дится змейкой и просвечиванием. Змейка
перемещается вверх и вниз до полного пре-
14*
кращения поступления мусора из косых хо-
дов.
Газоходные каналы чистят при неуста-
новленных горелках с помощью резиновых
шлангов, прикрепленных к деревянным
рейкам.
Корнюрные каналы следует чистить два
раза:-первый раз—до установки защитных
щитков в обогревательные каналы (верти-
калы) с помощью специальных совков и
второй — одновременно с чисткой вертика-
лов сверху батареи с помощью пылеотса-
сывающего устройства.
Чистота корнюрных каналов проверяет-
ся осмотром с фасада при опущенной в
последнее по ходу газа горелочное отвер-
стие электрической лампочке.
После чистки косых ходов и газоходов
поды обогревательных каналов (вертика-
лов) засыпают сухими опилками и закры-
вают толем, поверх которого также засы-
пают сухие опилки.
Поверх толя и слоя опилок на поды вер-
тикалов устанавливают деревянные щитки
в виде коробок с бортами, закрывающими
окна рециркуляции.
Пространство между стенами вертика-
лов и коробками засыпается сухими опил-
ками.
Щитки с подов камер удаляют перед
кладкой перекрытия вертикалов.
Защита вертикалов от попадания в них
раствора при кладке смотровых шахточек
осуществляется двумя способами:
а) с помощью тряпичных «кукол»;
б) с помощью фанерных прокладок тол-
щиной 3—4 мм, перекрывающих смотровые
шахточки на 5 мм по всему сечению.
7. Допускается также окончательная
чистка вертикалов и косых ходов, установ-
ка горелок и нижних регистров («бананов»)
параллельно с кладкой батареи.
При этом смотровые шахточки на уров-
не первого ряда перекрытия вертикалов
после чистки закрываются фанерными щит-
ками.
8. В печах с секционными регенератора-
ми (нижний подвод) для предохранения
косых ходов, вертикальных газоподводя-
щих дюзовых отверстий и насадки от за-
сорения при кладке зоны косых ходов их.
а также каналы закрывают матерчатыми
«куклами» (жгутами) с проволокой, кото-
рые передвигают в косых ходах вверх по
мере возведения кладки.
9. Перед закрытием вертикалов, расто-
почных каналов и других проемов, недо-
ступных дальнейшему осмотру, произво-
дится чистка кладки от мусора и налипов
раствора и сдача ее технадзору.
Чистка смотровых шахточек обогрева-
тельных каналов и окончательная чистка
самих каналов должна выполняться после
окончания выстилки и: чистки верха печи.
Чистка шахточек производится скребком
с последующей протиркой. Удаление остат-
ков раствора после прочистки осуществля-
ется пылеотсасывающим устройством.
212
Кладка коксовых печей
Весь мусор и все посторонние предметы
должны быть полностью удалены.
10. Поды камер до установки в них
рештований закрываются толем и перекры-
ваются поверх толя досками.
11. При чистке вертикалов и смотровых
шахточек с верха батареи основная масса
мусора должна удаляться через верх пе-
чей.
Часть отходов раствора может быть уда-
лена опусканием их через косые ходы на
щиты, перекрывающие насадку.
12. Чистка подовых каналов, корнюров,
вертикалов, смотровых шахточек и других
каналов, а также щитов над насадкой от
остатков мусора и пыли производится от-
сасывающими устройствами. Продувка вер-
тикалов, каналов и других полостей сжатым
воздухом категорически запрещается.
13. При укладке насадки регенератора
после окончания всей кладки (второй спо-
соб) весь мусор из вертикалов может быть
опущен вниз через косые ходы в регене-
раторы.
14. Чистку и проверку косых ходов
«змейкой», а также чистку корнюрных ка-
налов необходимо производить два раза:
после кладки первых пяти рядов вертика-
лов и при окончательной чистке отопитель-
ной системы.
Для предотвращения повреждения край-
них корнюрных кирпичей при чистке газо-
подводящих каналов в эти кирпичи долж-
ны быть предварительно установлены ман-
жеты.
15. Все вертикальные газоподводящие ка-
налы в печах с нижним подводом должны
проверяться на чистоту шаблоном и про-
свечиванием.
КЛАДКА БОРОВОВ
1. Борова коксовых батарей проектируют
двух типов: с отводом общего борова в
торце батареи и с отводом общего борова
посредине батареи. Борова выполняются
из шамотного огнеупорного кирпича или
жароупорного бетона по специальным тех-
ническим условиям.
2. При сооружении боковых боровов с
отводом общего борова в торце батареи
работы начинают от контрфорса, противо-
положного общему борову. Допускается
ведение работ ступенчатым методом.
3. При сооружении боковых боровов с
отводом общего борова посредине батареи
сперва выполняют участок общего борова,
расположенный посредине батареи (до
температурного шва у первой нитки пути
коксовыталкивателя). затем сооружают
боковые борова в направлении от контр-
форсов к середине батареи.
Допускается одновременное ведение ра-
бот с двух сторон, а также ведение работ
ступенчатым методом. Прн ведении работ
ступенчатым методом каждый вид работ
должен производиться на участке длиной
не менее 10 м.
4. Во всех случаях сооружения боровов,
футерованных огнеупорным кирпичом,
сначала выполняют футеровку, а затем по
ней железобетонные несущие стены и свод.
5. Порядок выполнения футеровки боко-
вых боровок и строительных работ следую-
щий:
а) по железобетонной плите выкладыва-
ют вентиляционные каналы из жароупор-
ных бетонных блоков;
б) выкладывают под борова из красного
кирпича и боковые стены из шамотного
или полукислого кирпича до начала нак-
лонной части дымовых патрубков;
в) устанавливают кружала и опалубку
для кладки сводов;
г) производят кладку сводов по установ-
ленной опалубке;
д) бетонируют с обеих сторон края же-
лезобетонного основания от нижней нак-
лонной грани дымовых патрубков;
е) выкладывают дымовые патрубки;
ж) закладывают арматуру и произво-
дят бетонирование остальной части фун-
дамента.
6. В печах с нижним подводом отопи-
тельного газа и воздуха боковые выносные
борова выполняюягся из жароупорного бе-
тона и могут сооружаться одновременно с
возведением фундаментов под батарею ли-
бо после возведения их.
Вначале сооружают только нижнюю
часть боковых боровов. Верхнюю, сводовую
часть делают после окончания бетонирова-
ния верхней фундаментной плиты батареи.
7. Общие борова сооружают из специаль-
ного жароупорного бетона как в печах с
боковым подводом, так и в печах с ниж-
ним подводом.
При сооружении боровов нужно следить
за расположением по проекту закладных
частей в общих боровах: трубок для изме
рительных приборов, люков и проемов для
установки шиберов, а также температур-
ных п вов.
ДОПУСКИ В РАЗМЕРАХ
ПРИ ВОЗВЕДЕНИИ БОРОВОВ
1. Для батарей с боковым подводом ото-
пительных газов мм:
Ширина и высота борова в свету по футеровке .......................... -1-10
Размеры сечений дымовых патрубков по верхнему фасонному ряду в направ-
лении:
продольной оси батареи................................................... +5
поперечной оси батареи ..............................................-рПУ, —0
Ширина и высота соединительных окон и дымовых патрубков в свету........ д-7
Расстояние между осями дымовых патрубков (кроме верхнего фасонного ряда) +5
То же, для верхнего фасонного ряда...................................... -нз
Отметка верхнего фасонного ряда дымовых патрубков........................ Щ5
Отвесность боковых граней температурных и осадочных швов и проемов для
шиберов ............................................................... д-5
Расстояние от фасадных стен регенераторов до оси дымовых патрубков .... -|-10'. —0
7ехнические условия и приемка кладки коксовых печей
213
2. Для батарей с нижним подводом отопительных газов, мм\
Расстояние между продольной осью батареи и осями дымовых патрубков по длине ба-
тареи на уровне верха борова.................................................. ±2
Ширина и высота борова в свету ................................................. ±10
Расстояние между осями дымовых патрубков и осями печных камер (несоосность) . . ±2
Размеры отверстия дымовых патрубков на уровне верха боковых боровов............. ±3
Отбитости верхних внутренних кромок отверстий дымовых патрубков и неровности, не более ±3
Отметка низа дымовых патрубков.................................................. ±3
Отметка низа борова в местах установки дроссельного шибера, а также отметка верха
борова в местах установки опоры шибера (верх проема) ........................... ±5
Ширина температурных швов и размеры проемов для шиберов в боровах............... ±5
Отвесность температурных и осадочных швов и проемов для шнберов ................ ±5
Размеры, обведенные на чертеже знаком О......................................... ±3, —10
ДОКУМЕНТАЦИЯ
ПРИ КЛАДКЕ ПЕЧЕЙ
Процесс кладки (соответствие проекту и
техническим условиям) фиксируется в спе-
циальных книгах.
В книге сменных рапортов мастеров тех-
надзор отмечает замечания и требования
по качеству работ и соблюдению проекта
или технических условий; строительная ор-
ганизация совместно с технадзором — фак-
тическое выполнение исполнителями заме-
чаний и требований технадзора. В зимнее
время в книгу заносят замеры температур
воздуха в тепляке.
В паспортной книге ведется паспортиза-
ция каждого простенка и камеры по поя-
сам или рядам кладки по всем требующим-
ся показателям: замеры размеров кладки,
каналов, материальных и температурных
швов, чистоты кладки и т. д. Приемка
производится по поясам или конструктив-
ным элементам кладки.
Каждая приемка фиксируется подписью
ответственных представителей технадзора
и строительной организации.
В геодезический журнал заносят выпол-
нение всех геодезических работ. Все книги
(журналы) должны быть пронумерованы и
прошнурованы; в период строительства
они хранятся у строительной организации.
ТЕХНИЧЕСКИЙ КОНТРОЛЬ
И ПРИЕМКА КЛАДКИ
Технадзор за качеством работ и приемку
кладки коксовых печей в холодном состоя-
нии от строителей осуществляет специали-
зированная организация — коксохимстан-
ция.
Приемка производится в соответствии с
проектом и действующими техническими
условиями на кладку коксовых печей в
процессе работ по поясам и узлам кладки
по мере их выполнения на каждом про-
стенке в отдельности.
Приемка заключается в проверке поло-
жения осей, отвесности и вертикальности
стен н простенков, размеров камер, регули-
рующих отверстий н каналов, размеров и
полноты заполнения материальных швов
чистоты каналов н др.
Кладка, имеющая дефекты или недодел-
ки, не принимается до их полного устране-
ния. По окончании кладки каждого пояса
по всей батарее составляется таблица за-
меров принятой части работ.
В таблицах отмечают: отступления осей
головок стен и простенков от проектных
положений; отвесность поверхностей стен
н простенков по фасадам, заплечикам (в
обогревательных простенках) и сторонам,
выходящим в камеры; размеры камер по
ширине и длине.
Замеры ширины камеры производят с ма-
шинной и коксовой сторон и на середине по
оси батареи и отмечают разностью между
проектным и фактическим положением со
знаками «+» или «—».
Высотное положение кладки принимает-
ся по нивелировочным сеткам. На размеры
отверстий в колосниковых решетках вы-
ходные сечения косых ходов, расстановку
регистров, горелок, чистоту кладки состав-
ляют отдельные акты.
Перед закрытием коксовых камер вре-
менными топкамн производится оконча-
тельный осмотр камер и составляется акт
холодного осмотра и приемки батареи под
разогрев, в который заносят:
1) основную характеристику печей, тех-
нологические особенности и габаритные
размеры кладки;
2) даты начала и конца работ по кладке
и предрастопочному монтажу;
3) наименование заводов-поставщиков и
характеристику огнеупорных изделий и
примененных растворов;
4) данные о конструкции и размерах ды-
мовой трубы и основных материалов для
ее сооружения;
5) данные о конструкции боровов и раз-
меры их сечений;
6) изменения, внесенные в кладку печей
в процессе работ;
7) наименование организаций, выполняв-
ших работы по кладке, а также осущест-
влявших контроль качества и приемку и
фамилии ответственных за это лиц;
8) заключение о возможности принятия
батарей под разогрев и оценку качества
работ по видам.
214
Кладка коксовых печей
К акту холодного осмотра прилагают
следующие документы:
1) нивелировочные сетки по основным
и промежуточным горизонтам кладки,
начиная от выстилки фундаментной
плиты;
2) схемы закрепления осей батареи;
3) акт на специальную строительную при-
емку железобетонной плиты, дымовой тру-
бы и боровов;
4) таблицы замеров ширины, отвесности
и прямолинейности стен камер регенерато-
ров по поясам кладки с машинной и кок-
совой сторон и посредине;
5) то же, для камер коксования по трем
горизонтам;
6) таблицу замеров отвесности и прямо-
линейности заплечиков простенков;
7) акты проверки и таблицы размерно-
сти колосниковых решеток и выходных от-
верстий из косых ходов в вертикалы;
8) акты проверки чистоты всех каналов
и насадки регенераторов;
9) таблицы расстановки регистров, горе-
лок, рассекателей;
10) акты и протоколы на изменения, вне-
сенные в проект в процессе работ;
11) акты на неустранимые дефекты, об-
наруженные в коксовых камерах перед их
закрытием.
Кроме того, сюда же прилагают данные
проверки броней и рам, замеры стрелы
прогиба анкерных колонн в свободном со-
стоянии, характеристику пружин для ар-
мирования, ведомость зазоров между зап-
лечиками и бронями и между бронями и
рамами, акты испытания газовоздушных
клапанов и растопочных газопроводов.
Глава 17
ОРГАНИЗАЦИЯ РАБОТ ПО КЛАДКЕ
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ
ТРЕБОВАНИЯ И УСЛОВИЯ
ПРОИЗВОДСТВА РАБОТ ПО КЛАДКЕ
1. Кладка коксовых печей производится
в соответствии с проектом организации ра-
бот.
Содержание проекта:
а) график завоза огнеупоров, согласо-
ванный с заводами-поставщиками и увя-
занный со сроками строительства;
б) организация складского хозяйства и
растворного узла: расчет площадей скла-
дов и емкостей для мертелей, конструкции
и размеры помещений, размещение на гене-
ральном плане, подъемно-транспортное и
технологическое оборудования;
в) план размещения штабелей кирпича
на складах по маркам;
г) выбор способа доставки огнеупоров в
тепляк, оборудование, дороги;
д) конструкция тепляка, подъемно-транс-
портные механизмы и приспособления, отоп-
ление, освещение тепляков;
е) санитарно-технические и противопо-
жарные устройства в тепляке;
ж) организация рабочих звеньев, разбив-
ка по сменам, подсчет дифференцирован-
ных объемов работ и веса кладки по рядам
и узлам, составление штата рабочих и тех-
нического персонала;
з) организация предварительной контей-
нерной заготовки кирпича у рабочего места,
разработка загрузочных листов для ком-
плектования контейнеров;
и) схема расстановки постоянных геоде-
зических знаков наружных и в тепляке, об-
носок, разметочных вертикальных реек
и пр.;
к) разработка рабочих чертежей инстру-
ментов, приспособлений, рештований, кон-
тейнеров, защитных устройств, инвентаря;
л) составление календарного графика
кладки печей.
2. Завоз огнеупоров для кладки коксо-
вых печей начинается только при полной
готовности складов для их хранения со всем
оборудованием и наличии плана размеще-
ния штабелей. С первого дня поступления
огнеупорные изделия должны штабелиро-
ваться по маркам строго на местах, ука-
занных по плану.
3. Кладка печей может быть начата при
выполнении условий, перечисленных в гла-
ве 16.
ГЕОДЕЗИЧЕСКИЕ И РАЗБИВОЧНЫЕ
РАБОТЫ
Геодезические знаки и приспособления
Для кладки коксовых печей устанавлива-
ют следующие геодезические знаки и при-
способления:
а) постоянные знаки продольной оси
коксового блока—по два за контрфорсами
крайних батарей (рис. 17-1);
б) постоянные знаки осей крайних и
средней коксовых камер по каждой бата-
рее —по два на ось на машинной и коксо-
вой сторонах;
в) постоянные реперы для снятия высот-
ных отметок—по одному на батарею:
г) одна четырехсторонняя обноска для
сооружения боровов на уровне 0,5 м от
земли;
д) две продольные обноски с обеих сто-
рон батареи.
Нижняя обноска ставится для разметки
стен регенераторов на 30 мм выше уровня
кирпичной выстилки железобетонной пли-
ты (рис. 17-2); верхняя — для разметки
обогревательных простенков на 5 мм ниже
уровня пода коксовых камер (рис. 17-3);
е) скобы, утапливаемые в массив внут-
ренней поверхности контрфорсов, на трех
горизонтах для разметки продольной оси
батареи, фасадных линий и линий заплечи-
ков головок обогревательных простенков
(рис. 17-4);
ж) угольники, утапливаемые в торцовые
стороны контрфорсов, для переноски на них
исходных высотных отметок;
з) скобы, утапливаемые в боковые грани
железобетонной плиты и подпорных стенок,
для переноски на них осей крайних и сред-
ней камер;
и) чугунные реперы, утапливаемые в пли-
ту и в фундаменты путей коксовыталкива-
теля и путей тушильного вагона для на-
блюдения за осадками батареи;
к) вертикальные порядовочные рейки для
разбивки рядов кладки по высоте против
216
Кладка коксовых печей
КоксоИая сторона
в Машинная сторона
ш-1 *-2 Э-4 Ф-5
Рис. 17-1. Схема расстановки постоянных наружных геодезических
знаков:
/ — реперы; 2 — постоянные знаки продольной оси батареи: 3 — вре-
менные знаки; 4 — знаки осей крайних печей; 5 — знаки осей средних
печей
в 5 9 7
Рис. 17-2. Крепление нижних обносок и нижних порядовоч-
ных реек:
/ — обноска; 2 — порядовочиая рейка; 3 — нижняя анкер-
ная стяжка; 4 — устье дымового патрубка; 5 — доска;
6 — клин; 7 — болты крепления анкерных колони; 8 -• вы-
рез в обноске для пропуска стяжки; 9 — подставка
Рис. 17-3. Крепление верхней обноски и верхних порядовочных реек:
/ — обноска; 2—порядовочиая рейка; 3 — подкосы; 4 — подставка; 5 — шурупы:
6 — головка обогревательного простенка
Организация работ по кладке
217
головок нечетных обогревательных простен-
ков с обеих сторон батареи.
Вертикальные рейки устанавливают на
двух горизонтах: нижние для кладки стен
регенераторов и зоны косых ходов, верх-
Рис. 17-4. Схема размещения знаков осей и ре-
перов на фундаментной плите и контрфорсах:
1 — прямые скобы для продольной оси батарей;
2 — угловые скобы для фасадных линий; 3 —
скобы на плите и подпорных стенах для осей
крайних и средней камер; 4 — угольники для
высотных отметок; 5 — реперы для контроля
осадки батарей
ние — для обогревательных простенков и
перекрытия печей (рис. 17-5).
Постоянные знаки осей и постоянные ре-
перы устанавливают в точках, не подле-
жащих застройке в будущем, и всегда от-
крытые и доступные. Выполняют их в ви-
де массивных бетонных тумб на матери-
ковом грунте с заглублением не меньше
0,5 м ниже уровня промерзания. Направ-
ление осей и высотные отметки фиксируют
рисками на утапливаемых в тумбы желез-
ных стержнях.
Обноски изготавливают из обрезных и от-
фугованных досок и устанавливают строго
по горизонтали.
Вертикальные порядовочные рейки уста-
навливают по отвесу. Обноски и рейки на-
дежно закрепляют. При их нарушении или
Рис. 17-5. Схема установки об-
носок и вертикальных порядо-
вочных реек:
1 — нижняя обноска; 2 —
верхняя обноска; 3 — нижние
порядовочные рейки; 4 — верх-
ние прядовочные рейки; 5 —
крепление реек
сдвиге работы по кладке останавливают до
раскрепления и проверки разбивочных от-
меток на них.
Условия выполнения
разбивочных работ
Переноску осей на обноски и скобы про-
изводят только теодолитом от постоянных
знаков, а на кладку — отвесами от прово-
лочных осей, натягиваемых между скоба-
ми, или обносками.
Оси крайних и средней камер, перенесен-
ные на нижние обноски, проверяются на
параллельность между собой. Проверка про-
изводится промером расстояния между ося-
ми и замером угла пересечения с продоль-
ной осью батареи (90°). Для промеров
применяют только 20-л/ стальные рулетки.
При неувязке промеренного расстояния
между осями больше чем на ±5 мм прове-
ряют промер и переноску осей от постоян-
ных знаков.
Разбивка осей прочих камер начинается
от средней печи в направлении к крайним,
а проверка — в обратном направлении. Раз-
мещение оси фиксируют карандашными от-
метками и рисками шурупов, завинчиваемых
в обноски.
Разметка ширины стен и простенков по
обноскам производится от намеченных осей
камер шаблонами или линейками.
Разметка осей камер на верхней обноске
производится переносом их от нижней об-
носки отвесами.
Для высотных разбивок главнейшие уров-
ни кладки переносятся на вертикальные
порядовочные рейки от угольников на
контрфорсах. Переноска производится с
двух установок нивелира одновременно на
все рейки. Отдельные ряды размечают на
рейках шаблонами или линейками от наме-
ченных главнейших уровней.
Конструктивные элементы кладки по дли-
не стен и простенков разбивают разметоч-
ными горизонтальными рейками. На рейках
заранее размечают красками продольную
ось батареи, фасадные линии и габариты от-
дельных элементов кладки или отдельных
кирпичей. Все геодезические и разбивочные
работы выполняются специально выделен-
ным геодезистом.
218
Кладка коксовых печей
Допуски на геодезические
и разбивочные работы, мм:
Переноска осей и высотных отметок от посто-
янных знаков на плиту и контрфорсы .... 1
Установка обносок (по верхней кромке) .... 5
Разбивка осевых расстояний и ширины стен и
простенков на обносках .................. 1
Установка вертикальных порядовочных реек по
отвесу .................................. 1
Переноска главнейших уровней на вертикаль-
ные порядовочные рейки .................. 1
Разбивка высоты рядов на рейках.......... 1
Переноска отвесами осей на кладку от прово-
лочных осей ............................. 2
Разметка конструктивных элементов кладки го-
ризонтальными разметочными рейками .... 2
Нивелировочные сетки
Для контроля высотных отметок уло-
женной кладки составляют нивелировочные
сетки по следующим уровням:
а) отметка верхней кромки дымовых пат-
рубков в боровах;
б) верх железобетонного основания под
кладку печей;
в) верх кирпичной выстилки плиты;
г) последний ряд стен регенераторов;
д) основание под ряд, образующий га-
зовый канал;
е) основание (обрез) под опору броней:
ж) поды камер коксования;
з) верхний ряд стен камер коксования
(подсводовый);
и) верх батареи.
Нивелировочные сетки составляют по
осям всех простенков или подов печей. От-
метки снимают в трех точках: на головках
с машинной и коксовой сторон по точкам,
отстоящим на 1 .и от фасадных линий, и на
оси батареи. Отметки фиксируют в виде
разницы между проектным и фактическим
уровнем со знаком «+» или «—».
По осадочным реперам составляют от-
дельные нивелировочные сетки в следую-
щие периоды времени:
а) перед началом загрузки кирпича для
кладки регенераторов;
б) перед началом кладки обогреватель-
ных простенков;
в) после окончания кладки всей батареи;
г) после загрузки всей батареи шихтой.
В случае заметных непрекращающихся
осадок нивелировочные сетки по осадоч-
ным реперам снимают периодически в те-
чение всего периода эксплуатации печей.
В нивелировочных сетках по осадочным
реперам отмечают размер осадки в срав-
нении с первыми замерами, произведенны-
ми перед началом кладки батареи.
Т а б л и ц а 17-1
Перечень приборов, приспособлений и материалов для геодезических
и разбивочных работ на одну батарею
Наименование Размеры мм 77 печей V= 30 л» 65 печей V = 21,6 м*
Обноска для сооружения боровов, м 25X120 4-150 270 210
Вертикальные рейки для сооружения боровов, шт. 40X100X3500 6 6
Нижняя обноска для кладки регенераторов, м 40X160 220 170
Верхняя обноска для кладки простенков, м . . 40X160 220 170
Вертикальные порядовочные рейки, шт 40x100x5200 156 132
Горизонтальные разметочные рейкн, шт. . . . 20x100x 7600 60 —
То же, шт 20X100X7100 — 50
Линейки для разметки рядов по вертикальным рейкам, шт. Разные 6 6
Бортовые металлические угольники для фикса- ции разметок, шт. . . 250Х 160 2 2
Стальные рулетки для промеров, шт 20 - м 2 2
То же, шт 2 - м 10 10
Кольца стальные шлифованные для навешива- ния на проволочные оси, шт 0 30 мм 50 40
Отвесы конические для переноски осей геодези- стами, шт Весом 2 кг 6 5
Стальная мягкая проволока для натяжки осей, кг 0 1,5 мм 25 20
Приспособления для крепления и натяжки про- волочных осей, комплект — 2 2
Шурупы с плоской головкой для фиксации осей на обносках, кг 0 5 мм 3,5 3
Карандаши для фиксации разметок, шт. . . . длина 30 мм 100 100
Мелки цветные для разметок на кладке при производстве работ, шт — 100 100
Геодезические рейки, шт — 2 2
Теодолит, шт Нивелир, шт — 1 1
— 1 1
Организация работ по кладке
219
Документация геодезических
и разбивочных работ
1. Расположение постоянных знаков осей
и реперов с указанием уровней реперов
заносят на выкопировку из генерального
плана завода.
2. Нивелировочные сетки по главнейшим
уровням выполняют в виде таблиц или чер-
тежей на кальке.
3. Все текущие геодезические работы за-
носят в специальный журнал.
Документы на геодезические и разби-
вочные работы заверяют подписью геодези-
ста и производителя работ.
По окончании кладки печей перечислен-
ные документы прилагают к акту холодного
осмотра печей.
Перечень приборов, приспособлений
и материалов для геодезических
и разбивочных работ
Необходимые приспособления и приборы
для выполнения геодезических и разбивоч-
ных работ приведены в табл. 17-1.
ОРГАНИЗАЦИЯ ТРУДА
Расстановка рабочей силы
На кладке коксовых печей работают
звеньями.
В звене (типовом) четыре огнеупорщика:
6-, 5-, 4- (или 3-.ro) и 2-го разрядов.
За каждым звеном закрепляется постоян-
ный участок из трех (иногда четырех)
смежных обогревательных простенков с
соответствующими им регенераторными сте-
нами.
Для кладки батареи из 77 печей большой
емкости требуется 78:3 = 26 звеньев
(104 огнеупорщика). При усиленной клад-
ке состав звена может быть увеличен до
5—6 человек.
При комплектовании и расстановке звень-
ев следует руководствоваться следующими
основными правилами:
а) все звенья по составу и квалифика-
ции рабочих должны быть равноценными;
б) каждое звено выполняет кладку и
все отделочные работы на своем участке
от низа до верха печей;
в) состав звена остается постоянным на
все время работ.
Принятая система устраняет обезличку и
способствует повышению качества работ и
квалификации огнеупорщиков.
Технологические карты
производства работ
Кладка коксовых печей по высоте разде-
ляется, как указано в гл. 16, на 5 зон. Каж-
дая зона разбивается на пояса.
Высота поясов устанавливается в техно-
логических картах, составляемых при раз-
работке проекта организации работ.
В технологических картах отражается:
а) последовательность кладки и загрузки
простенков огнеупорами по поясам на уча-
стке одного звена и всей батареи в целом;
б) количество выполняемой кладки по
дням и огнеупора, подлежащего предвари-
тельной заготовке;
в) порядок перемещения рабочего места
звена и мест укладки заготавливаемого
огнеупора.
При составлении технологических карт
необходимо исходить из следующих усло-
вий:
а) возможность обеспечения наибольшей
производительности труда звеньев;
б) однотипность элементов кладки, вы-
полняемых звеном в течение дня, для
уменьшения количества марок в обороте;
в) загрузка огнеупоров на простенках с
расчетом подачи кирпича к местам кладки
по горизонтали и на короткие расстояния;
г) равномерная по дням загрузка бригад
по комплектованию и доставке огнеупоров;
д) загрузка огнеупоров только на про-
стенки данного звена.
Исходные данные для составления тех-
нологических карт следующие:
а) состав звена (4 человека);
б) число простенков на участке одного
звена (3 или 4);
номеру р ра 5 5а 6 6а 7 7а 8 8а 9 9а итд
простенков 1, ч,
KonepcFзвеньев 7_____________ 3 итд
(Уемы последовательности кладки датареи
| Кладка, выполняемая д текущий день
0 кладка, выполненная раньше
SSJ Заготовка кирпича
Рис. 17-6. Технологическая карта на кладку
регенераторов печей ПВР большой емкости
220
Кладка коксовых печей
в) число звеньев на батарее (по расчету
в зависимости от числа простенков);
г) объем и вес кладки по рядам и эле-
ментам (подсчитывается по спецификациям
на чертежах кладки).
К технологическим картам прилагают
таблицы основных показателей работы
звеньев опнеупорщиков.
На рис. 17-6 приводится образец техно-
логической карты на кладку стен регене-
раторов батареи из 77 печей ПВР большой
емкости.
Для прочих поясов и зон кладки техно-
логические карты составляются аналогично.
Трудовые затраты, чел-ч,
на разных видах работ
Кладка коксовых печей на 1 т уклады-
ваемого кирпича:
Основная кладка ...................... 4.15
Отделочные работы..................... 0,52
Комплектование, погрузка и доставка ог-
неупорных материалов на рабочее место 3.05
Прочие работы (приготовление и доставка
растворов, плотничные работы, обслужи-
вание механизмов дежурными электрика-
ми и слесарями, уборка и др.).......... 1,1
Итого...... 8,82
Приемка огнеупоров на складах на 1 т
прибывающего кирпича (ориентировочно):
Разгрузка из вагонов................... 1.5
Сортировка по маркам и размерам ....... 0.6
Перевозка и переноска к штабелям и ук-
ладка в штабели ....................... 2,1
Итого....... 4,2
Хрономегражные данные загруженности
рабочего дня звена кладчиков по видам
работ, %:
Подготовка рабочего места ............... 5
Подбор кирпича и верстка насухо ........ 35
Кладка кирпича на растворе.............. 25
Проверка кладки ........................ 15
Отделка кладки ......................... 20
Итого .... 100
Весь состав звена участвует во всех ви-
дах работ, кроме кладки ответственных
мест и проверки, которые выполняют огне-
упорщики высших разрядов.
График производства работ
по кладке коксовых печей
Продолжительность работ по кладке
коксовых батарей определяется суммирова-
нием времени, установленного технологиче-
скими картами на выполнение кладки от-
дельных зон, и времени, потребного на от-
делочные работы.
В табл. 17-2 приведен график кладки ба-
тареи из 77 печей ПВР большой емкости
с боковым подводом газа.
Таблица 17-2
Примерный график кладки одной батареи из 77 печей ПВР большой
емкости (с учетом 6- ч рабочего дня)
Наименование работ по зонам кладки Вес кладки, гп Продолжительность кладки, рабочих дней Среднее количество кладки в день, m Выработка на 1 огнеу- порщика Затраты труда, чел/ди ей Производительность труда, %
тп!день У е по ЕНиР* О 1 о. С Я Я Ь- V о О Ь Ч s 2 ° S я s ье - S х и 5 Q, <u <U я вьв- ь
Кладка подовых каналов 1300 8 165 1,55 0,26 940 848 по
Кладка регенераторов с насадкой 4350 17 255 2,0 0,34 1875 1802 104
Кладка зоны косых ходов .... 2900 23 125 1,2 0,2 2450 2438 101
Кладка вертикалов 3650 26 140 1,3 0,22 2970 2808 106
Кладка перекрытия вертикалов . . 1800 11 165 1,55 0,26 1250 1177 106
Кладка перекрытия печей .... 2150 16 135 1,3 0,22 1700 1680 102
Отделочные работы** — 5 — — — 485 440 НО
Итого:
по батарее 16150 106 160 1,5 0,25 11670 11173 105
календарных дней .... 1 124 — — — — — —
* Единые нормы и расценки на кладку промышленных печей 1960 г.
Учтены только те отделочные работы, которые производятся после окончания кладки печей.
Большая часть производится одновременно с кладкой и учитывается в ней.
Организация работ по кладке
221
ПРЕДВАРИТЕЛЬНАЯ ЗАГОТОВКА
ОГНЕУПОРОВ У РАБОЧЕГО МЕСТА
Предварительная заготовка огнеупоров
производится комплектно соответственно
разработанным технологическим картам по
поясам н элементам кладки. Комплект на
один простенок для кладки одного пояса
или элемента по условиям транспортабель-
ности размещается в несколько контейне-
ров.
Число контейнеров и нх загрузка для
каждого комплекта постоянные и повторя-
ются соответственно числу простенков в
батарее.
Контейнеры с разной загрузкой нумеру-
ются по восходящей ступени. На каждый
контейнер составляется загрузочный лист,
в котором указывается количество кирпича
каждой марки в нем.
При составлении загрузочных листов пе-
речисление марок производится в порядке,
обратном их укладке в простенки. Кирпич
для верхних рядов кладки в контейнере
укладывают внизу, а для ннжннх рядов —
вверху.
Нарушение этого правила приводит к
лишним перекладкам кирпича на рабочем
месте. Образец загрузочного листа приведен
в табл. 17-3.
Укомплектованные контейнеры отмечают
надписями: по верхнему ряду кирпича пи-
шется номер контейнера.
При подаче кирпича в тепляк рядом с
номером контейнера пишется номер про-
стенка, куда следует установить этот кон-
тейнер.
Для сокращения дальности переноски
огнеупоров на складах штабели кирпичей
разных марок, комплектуемых в одном но-
мере контейнера, размещаются в непосред-
ственной близости друг от друга (рис. 17-7).
Комплектная заготовка и подвозка огне-
упоров в тепляк производится по ведомо-
сти, в которой перечисляются:
а) конструктивные элементы кладки в
порядке их последовательного выполнения;
Таблица 17-3
Загрузочный лист
Марка кирпича а о О) су СО к Количе- ство шт. Общий вес, кг Примечание
16172 24,0 Контей- нер № 79 4 96
16168 23,3 8 186
16171 23,6 4 95 Ряд 51
16167 22,9 8 183 С коксовой
14740 34,6 1 35 стороны
16179 21,1 3 63 Склад № 1
16176 22,4 6 134
16178 20,6 5 103
16175 21,8 10 218
18192 3,5 4 14
18193 20,0 1 20
18194 20,0 1 20
б) номера контейнеров, соответствующих
конструктивным элементам;
в) число контейнеров каждого номера на
конструктивный элемент;
г) место укладки контейнера на .щитах
загружаемого простенка в тепляке.
Размещение контейнеров на рабочих
местах производится в следующем по-
рядке:
а) загружаемые простенки по длине де-
лятся на 8—12 участков;
б) иа каждом участке устанавливают
один контейнер;
в) под продольной осью батареи остав-
ляют проход шириной не менее 0,6 м;
г) головки по длине простенка не загру-
жаются и остаются открытыми примерно
на 200 мм;
д) кирпич массовых марок для стен ре-
генераторов и коксовых камер должен на-
ходиться в контейнерах с машинной и кок-
совой сторон, а головочный кирпич — у со-
\7///Л Марки, укладываемые 6 контейнер Ns79
•• №80
- №79 и 80
Й контейнеры других номеров
Рис.
17-7. Примерный план размещения штабелей огнеупоров на
складе
222
Кладка коксовых печей
ответствующих головок. Марки, общие для
обеих головок, укладываются на один
контейнер, размещаемый у середины про-
стенка;
е) на загружаемых простенках оставля-
ют места для растворных ящиков.
За час до окончания текущей смены про-
раб или мастер дает заказ на предвари-
тельную заготовку огнеупоров для следую-
щего дня (или смены).
По окончании работы в смене мастер по
укомплектованию составляет рапорт, в ко-
тором указывает степень выполнения зака-
за (номера загруженных, незагруженных
и недозагруженных простенков и соответ-
ственно номера контейнеров). Образец за-
каза на огнеупоры приведен в табл. 17-4.
Работами по набору контейнеров, подвоз-
ке их в тепляк и загрузкой простенков ру-
ководит мастер по укомплектованию.
Таблица 17-4
Образец заказа на огнеупоры для батареи
№-----на---------заводе „—“----------19 —г.
Загрузить
на про- стенки № для простен- ков №
Наименование конструктивных элементов
и количество простенков, поясов, шт.
Номера н числа
контейнеров
32—33 34—35
47—48 49—50—51
Ряды 1н—12н......................1
Ряды IP—8Р ......................1
№ 1—3; № 2—1;
№ 3—1; № 4—1;
№ 5—1
№ 1—2; № 10—1;
№ 7—1; № 8—1
№ 9—2
контейнеров (шт X т)
Ряды 13н—23н
Ряды 1А—2А
Ряд ЗА
и т. д.
Всего
№ 1—5+1,6 =8,00
№ 2—1X1,06=1,06
№ 3—1X1,38=1,38
№ 4—1X1,38=1,38
№ 5—1X1,38=1,38
№ 7—1X1,53=1,53
№ 8—1X1,49=1,49
№ 9—2x1,11=2,22
№10—1X1,37=1,37
Всего 14
19,81 т
Таблица 17-5
Объемы кладки коксовых печей на одну батарею
Наименование 77 печей ПВР V = 3 0,0 м3 с ннжним ПОДВОДОМ коксового газа 77 печей ПВР V= 30,0 лр 65 печей ПВР V= 21,6 м* 65 печей ПК-2К V=> 21,6 м3
с боковым подводом газа
Общая характеристика конструкции
Обогрев Регенераторы Толщина стен регенераторов, мм . . Уровень обогрева, мм Средняя ширина печи, мм Общая высота печи, мм Кладка из Регенераторы Зона косых ходов Вертикалы Перекрытие вертикалов Перекрытие печей Стены у контрфорсов Коксовым газом Широкие 348 700 450 5000 динасового к 1404 1091 2096 637 259 61 Комбинированный
Узкие Объединен- ные газовые 230 и 290 700 407 4300 1180 795 1254 415 230 41
230 1000 450 5000 ирпича, м3 1657 1615 1941 915 259 61 230 и 290 700 407 4300 1445 1032 1233 425 180 40
Итого 5548 6448 4355 3915
Организация работ по кладке
223
Продолжение табл. 17-5
Наименование 77 печей ПВР Va 30,0 М3 с нижним подводом коксового газа 77 печей ПВР V = 30,0 м' 65 печей ПВР V = 21,6 м3 65 печей ПК-2К 21,6
с боковым подводом газа
Кладка из полукислого, шамотного и многошамотного кирпича
Регенераторы, л3 538» 392 276 293
Зона косых ходов, л3 16 12 5 8
Вертикалы, м3 — 6 3 —
Перекрытие печей, л3 688 685 483 634
Стены у контрфорсов, л3 185 186 97 63
Насадка регенераторов, т 1839 2004 1133 1438
Итого:
объем кладки, м3 ... 1427 1281 864 998
вес насадки, т .... 1839 2004 1133 1438
Кладка из изоляь (ионного диагг юмового кирп ича
Регенераторы (зеркала), л3 187** 75 50 71
Вертикалы (изоляция головок), м3 . . 28 28 15 15
Перекрытие печей, м3 Стены у контрфорсов, л3 225 225 174 122
— 12 10 4
Итого Кладка 440 из красного 340 кирпича 249 212
Перекрытие печей, л3 151 151 93 168
Стены у контрфорсов, м3 —• — 101
Итого 151 151 93 269
Кладка из легковесного шамотного кирпича
Перекрытие печей, м3 70 71 44 24
Общий объем кладки, м3 7636 8291 5605 5418
Общий вес насадки, т 1839 2004 1133 1438
* В том числе выстилка железобетонной плнты 101 м3.
** В том числе выстилка железобетонной плиты 105 м‘.
Глава 18
ПРЕДОХРАНЕНИЕ ГОТОВОЙ КЛАДКИ
И ПОДГОТОВКА ЕЕ К РАЗОГРЕВУ
ПРЕДОХРАНЕНИЕ КЛАДКИ
ОТ ЗАСОРЕНИЯ И ПОВРЕЖДЕНИЯ
ПРИ МОНТАЖЕ ОБОРУДОВАНИЯ
1. Для предохранения кладки от засоре-
ния при монтаже должны быть проведены
следующие мероприятия:
а) установлены рамы и крышки в загру-
зочных люках и в смотровых лючках на
верху печей;
б) установлены заглушки ив плотного
листового асбеста толщиной 4—5 мм в от-
верстиях газоотводящих люков (перед мон-
тажом стояков);
в) установлены сплошные асбестовые
прокладки между чугунными вкладышами
в корнюрах и газовыми коробками. Эти
прокладки разобщают полость газораспре-
делительных каналов и газовых коробок и
предохраняют газовые каналы от засоре-
ния, а также предотвращают конденсацию
водяных паров из продуктов горения при
сушке и разогреве печей;
г) уплотнены и расшиты все наружные
материальные и температурные швы, вы-
ходящие на фасады и закрываемые монти-
руемым оборудованием;
д) очищены от мусора канавки для ан-
керных стяжек перед началом монтажа по-
следних.
2. При монтаже армирующих броней и
рам на поды коксовых камер укладывают-
ся доски, предохраняющие подовые кирпичи
от механических повреждений при случай-
ном падении инструментов. Стяжки подве-
шивают на канатах через загрузочные
люки.
3. При монтаже нельзя допускать примы-
кания брони непосредственно к кладке, ми-
нуя асбестовый шнур, во избежание ска-
лывания отдельных кирпичей головок про-
стенка. Затяжку гаек и стяжек необходи-
мо производить так, чтобы армирующие
брони равномерно прижимались по всему
периметру асбестового шнура и не сдви-
гали его в сторону.
4. Верхние стяжные болты анкерных ко-
лонн устанавливают над соответствующи-
ми канавками и поддерживают от провиса-
ния деревянными подкладками, расположен-
ными вдоль канавки на расстоянии 2—2,5 м
друг от друга.
Деревянные подкладки для правильного
монтажа и сохранности кладки подбирают-
ся такой толщины, чтобы расстояние меж-
ду основанием кладки и болтами равнялось
примерно росту батарей за период разо-
грева.
4. При подъеме на батарею футерован-
ных стояков необходимо применять специ-
альные приспособления, обеспечивающие
целость футеровки.
ТЕМПЕРАТУРНЫЕ УСЛОВИЯ
СОХРАНЕНИЯ КЛАДКИ
Демонтаж тепляка, в котором велась
кладка батареи, производится, как прави-
ло, после начала ее разогрева. Разборка
начинается с боковых и торцовых стен, а
крыша снимается после нагрева кладки
до 100—120° С.
В случае необходимости допускается раз-
борка или передвижка тепляка до начала
разогрева батареи, однако при этом долж-
ны быть приняты меры к предохранению
кладки от воздействия атмосферных осад-
ков.
На верху батареи поверх слоя опилок в
20—30 мм должна быть сделана цементная
стяжка с уклоном 5 мм на 1 пог. м;
над бронями печей должны быть установ-
лены деревянные щиты, покрытые толем;
фасадные части камер с выполненными вре-
менными топками защищаются закладкой
кирпичом и оштукатуриваются.
Предохранение кладки от промерзания в
зимних условиях может быть обеспечено
либо содержанием ее в обогреваемом теп-
ляке, либо путем подогрева за счет тепла
продуктов горения, поступающих через бо-
рова в регенераторы и простенки коксовых
камер.
Подогрев кладки через борова осущест-
вляется следующим образом (рис. 18-1)
Над лазами боровов с коксовой стороны ба-
тареи сооружают выносные топки для сжи-
гания твердого либо газообразного топ-
лива.
Предохранение готовой кладки и подготовка ее к разогреву
225
Каждая топка для твердого топлива дол-
жна иметь колосниковую решетку площа-
дью ~ 1 м2 и с живым сечением 0,5 м2.
Для поддержания необходимой тяги в
трубе сооружают топку также и у дымо-
вой трубы.
В общем борове на оси батареи выкла-
дывают перемычку в один кирпич для от-
соединения боровов коксовой стороны от
дымовой трубы.
Расположение топок у боровов и пере-
мычки в общем борове, когда общий боров
находится посреди батареи, показано на
рис. 18-2.
В этом случае топки над лазами в боро-
вах устанавливают с коксовой стороны с
двух концов батареи, а перемычку выкла-
дывают в общем борове, отводящем про-
дукты горения с коксовой стороны, служа-
щие теплоносителем. Продукты горения из
печей отводят в трубу через боров от ма-
шинной стороны.
Во всех газовоздушных клапанах с кок-
совой и машинной сторон поднимают дымо-
Рис. 18-1. Подогрев кладки через борова при
общем борове в торце батареи:
1 — топки; 2 — перемычка; 3 — лаз в боров;
4 — лазы перед трубой
вые клапаны, закрепляют их в открытом
положении деревянными подпорками и рас-
ставляют дроссели с расчетом последова-
тельного увеличения проходного сечения
по мере удаления от топок и приближения
к общему борову.
Теплоноситель — продукты горения — из
топок поступает в борова коксовой сторо-
ны батареи, поднимается через клапаны в
обогревательную систему (регенераторы и
вертикалы) коксовой стороны и через рас-
топочные отверстия поступает в камеру кок-
сования. В камере продукты горения пере-
ходят иа машинную сторону и через рас-
топочные отверстия опускаются в обогре-
вательную систему этой стороны, а затем
через газовоздушные клапаны и борова ма-
шинной стороны уходят в дымовую трубу.
При таком способе можно обеспечить
нагрев кладки до 30“ С при температуре
наружного воздуха —30“ С. При более зна-
чительных понижениях температур наруж-
ного воздуха следует установить дополнн-
15 Справочник коксохимика, т. IV
тельные топки над проемами шиберов с кок-
совой стороны (шиберы должны быть пред-
варительно демонтированы).
Для подогрева кладки рекомендуется при-
менять кокс или антрацит, поскольку в про-
дуктах горения этого топлива содержится
значительно меньше влаги, чем в других
Рис. 18-2. Подогрев кладки через борова при
общем борове в середине батареи:
1 — топки; 2 —перемычка; 3 — лазы
видах топлива. Расход топлива от 2 до 3 т
в сутки.
При использовании для подогрева кладки
через борова коксового или другого газа
последний нужно сжигать с большим коэф-
фициентом избытка воздуха (более 20) и
не допускать догорания его в боровах.
ПРОЧИЕ ОГНЕУПОРНЫЕ РАБОТЫ
НА КОКСОВЫХ ПЕЧАХ
1. Футеровку дверей летом производят на
открытой площадке, зимой — в закрытых
помещениях, а во время эксплуатации кок-
совых батарей — на специальных станках,
предназначенных для ремонта дверей.
Футеровку дверей выполняют из шамот-
ного фасонного кирпича на растворе из 70%
шамотного мертеля и 30% портланд-цемента
(по объему). Проем между футеровкой из
шамотного кирпича, кирпичедержателем и
стенкой корпуса двери заполняют боем изо-
ляционного диатомового кирпича (ГОСТ
2694—52) на растворе из шамотного мер-
теля и совелита или асбозурита (1:4 по
объему) (рис. 18-3).
Первый ряд футеровки укладывается на
выстилку толщиной 10—15 мм из боя ша-
мотного кирпича па растворе после полно-
го затвердевания последней.
Габариты футеровки при кладке (длина
и ширина) должны проверяться шаблоном.
Как правило, заход футеровки в камеру от
фасадной линии печей должен составлять
420 мм.
226
Кладка коксовых печей
Рис. 18-3. Футеровка дверей
Футеруются труба и колено стояка. Меж-
ду кирпичной футеровкой и стенкой трубы
стояка прокладывается гофрированный кар-
тон толщиной 5 мм на растворе со стороны
кирпича.
3. Крышки загрузочных люков (рис. 18-5)
футеруют жароупорным бетоном следующе-
го состава, %:
Глиноземистый цемент марки 400 (ГОСТ
969—41) ............................... 25
Шамот молотый........................... 7 5
Приготовление бетона в бетономешалке и
бетонирование крышек должно произво-
диться порциями не более 300 кг при тем-
пературе выше 0° С. Бетой должен иметь
полужесткую консистенцию.
Бетон при заполнении крышек утрамбо-
вывается слоями около 30 мм и должен
каждые 6—8 ч увлажняться до полного
затвердевания.
4. Брони перед установкой бетонируются
в горизонтальном положении при темпера-
туре воздуха не ниже +5° С. Для бетони-
рования применяют раствор из 80—85% боя
диатомового кирпича и 15—20% глинозе-
мистого цемента (рис. 18-6). Забетонирован-
ные брони необходимо выдержать в тече-
ние 72 ч. При затвердевании поверхность
бетона смачивается через каждые 12 ч.
Рис. 18-4. Футеровка стояков:
а — футеровка колена; б — футеровка трубы
2. Футеровка стояков производится летом
на открытых площадках, а зимой в закры-
тых помещениях.
Футеровка стояков выполняется из фасон-
ного шамотного кирпича на растворе из
шамотного мертеля (90%) и портланд-це-
мента (10% по объему) (рис. 18-4).
К прочим работам, связанным с кладкой,
относятся:
а) установка чугунной арматуры: рам за-
грузочных и газоотводящих люков, рам
смотровых лючков в обогревательные ка-
налы, смотровых лючков в регенераторы,
вкладышей и манжет в корнюрной зоне;
Предохранение готовой кладки и подготовка ее к разогреву
227
Рис. 18-5. Футеровка крышек загрузоч-
ных люков
б) установка патрубков газовоздушных
клапанов;
в) кладка внутренних и наружных вре-
менных топок для разогрева печей и за-
кладка фасадных проемов коксовых камер
с машинной и коксовой сторон.
rh
Рис. 18-7. Изоляционные щиты для узких ре-
генераторов
Щиты или их секции заполняют совели-
товыми плитами на растворе из совелито-
вого порошка; заполнение щитов должно
быть полным и производиться в закрытом
помещении при температуре не ниже 10° С.
-------- ЗалиЬка из n/ia.cmu.<puuupo6fLHHO?0 Изоляционный, кирпич
I-------| динасобого мертелк
Рис. 18-6. Футеровка броней
ТЕПЛОИЗОЛЯЦИОННЫЕ РАБОТЫ
НА КОКСОВЫХ ПЕЧАХ
Изоляция зеркал регенератора
В новых конструкциях коксовых печей
изоляция и герметизация фасадных стен —
зеркал регенераторов — осуществляется прн
помощи металлических щитов, заполняемых
изоляционным материалом.
Изоляционные щиты для зеркал регенера-
торов бывают разных типов в зависимости
от ширины регенераторов: для узких
(рис. 18-7) и для широких (рис. 18-8):
15*
После заполнения щитов закладывают
наблюдательные глазки с уплотнением их
асбестовым шнуром диаметром 13 мм,
предварительно обмазанным раствором из
60% шамотного мертеля и 40% асбестита.
При установке щитов на зеркала они дол-
жны быть закреплены болтами, уплотнены
по всему периметру асбестовым шнуром
диаметром 19 мм, обмазанным раствором,
и зачеканены. При вторичном переуплотне-
нии к раствору добавляют 10% жидкого
стекла с удельным весом 1,3—1,4.
После переуплотнения щиты должны ок-
рашиваться в белый цвет жаростойкой кра-
ской.
228
Кладка коксовых печей
Изоляция газовоздушных клапанов
Изоляция газовоздушных клапанов про-
изводится мастикой из совелита или асбо-
зурита следующим образом.
К корпусу клапана крепят металлический
каркас из стальной проволоки диаметром
1 мм с ячейкой сетки 40 X 50 мм на рас-
стоянии 30 мм от корпуса.
Совелитовая мастика наносится на метал-
лическую поверхность газовоздушных кла-
панов слоями толщиной 10—12 мм.
Общая толщина изоляционного слоя до-
водится до 50 мм, после чего наружная по-
верхность изоляции заглаживается.
Перед изоляцией газовоздушных клапа-
нов необходимо тщательно зачеканить ас-
бестовый шнур по периметру дымовых па-
трубков.
Изоляция газовоздушных клапанов про-
изводится после окончания разогрева пе-
чей.
На один клапан расходуют 0,142 .и3, или
85 кг, совелита и 130 м, или 0,8 кг, сталь-
ной проволоки (Ст.0).
ПРЕДРАСТОПОЧНЫЕ
И ПОСЛЕРАСТОПОЧНЫЕ РАБОТЫ
ПО КОКСОВОЙ БАТАРЕЕ
Перед началом разогрева коксовой бата-
реи газом должны быть выполнены следую-
щие работы:
Строительные
1. Установлены временные внутренние и
выносные топки и выполнена закладка фа-
садов печных камер с обеих сторон бата-
реи.
2. Очищены от строительного мусора и
заделаны снаружи температурные швы изо-
ляционных стен в кладке батареи у контр-
форсов и у боровов.
3. Уплотнены зеркала регенераторов.
4. На обслуживающих площадках вдоль
всего фронта печей сооружены ограждаю-
щие галереи.
5. Установлены временные площадки для
обслуживания верхних анкерных стяжек и
замера расширения кладки на уровне верх-
них ригелей.
6. Забетонированы обслуживающие пло-
щадки вдоль батареи. При бетонировании
необходимо предусмотреть возможность
свободного перемещения площадок от оси
батареи, а также от каждой из анкерных
колонн в направлении к контрфорсам, для
чего вокруг каждой колонны должны быть
оставлены зазоры 50—60 мм.
Монтажные
1. Поставлены и уплотнены все загру-
зочные люки, смотровые лючки в вертика-
лы и глазки в регенераторы.
2. Закрыты асбестовыми и металлически-
ми заглушками и обмазаны глиной газо-
вые люки (при неустановленных стояках)
либо установлены трубы стояков с заглуш-
ками.
3. Уплотнены места подключения газовоз-
душных клапанов к дымовым патрубкам
(с обеспечением свободного зазора для ро-
ста кладки в пределах 40—45 juju).
4. Уплотнены асбестовым шнуром зазо-
ры между патрубками газовоздушных кла-
панов и кладкой подовых каналов с уче-
том роста кладки.
5. Заделаны все реперы и кронштейны,
необходимые для производства замеров при
разогреве.
6. Закончен монтаж следующего обору-
дования:
а) армирующих броней и рам, анкерных
колонн и анкерных стяжек с пружинами;
б) малого анкеража;
в) продольных анкерных стяжек;
г) газовоздушных клапанов с учетом сво-
бодного их движения в дымовых патруб-
ках;
д) обслуживающих площадок вдоль ба-
тареи и в тоннелях печей;
е) шиберов в боровах;
ж) трубок для замера тяги и температур
в боровах;
з) временного газопровода со всей ото-
пительной арматурой, задвижками, измери-
тельными шайбами и конденсатопроводом;
и) паропровода с конденсатоотводчиками:
7. Проверены нулевые замеры:
а) по нивелировке верха батарей;
б) прогиба анкерных колонн в свобод-
ном и затянутом состоянии;
в) размеров кладки в холодном состоя-
нии на четырех горизонтах;
г) сжатия всех пружин, а также наличие
рисок на анкерных колоннах, бронях и по-
перечных анкерных стяжках, определяющих
их взаимное расположение к началу разо-
грева.
8. Усташовлены следующие контрольно-
измерительные приборы;
Предохранение готовой кладки и подготовка ее к разогреву 229
а) для учета расхода газа;
б) для регистрации давления газа по
сторонам;
в) для регистрации тяги.
В случае разогрева батареи твердым топ-
ливом— углем или коксом должны быть
закончены устройства для складирования и
подачи топлива на батарею и к временным
топкам и для уборки шлака.
По окончании разогрева и послерастопоч-
ного монтажа перед пуском батареи долж-
ны быть выполнены следующие важнейшие
работы:
1. Зачеканены и залиты раствором дина-
сового мертеля зазоры между кладкой и
армирующими бронями.
2. Заложены головки над армирующими
бронями.
3. Расчищены и заложены канавки для
поперечных анкерных стяжек.
4. Переложены верхние ряды кладки и
головки в изоляционных стенах у контрфор-
сов.
5. Переложены нарушенные места вы-
стилки верха печей.
6. Уплотнены асбестовым шнуром коле-
на стояков в клапанных коробках.
7. Переуплотнены зазоры между патруб-
ками газовоздушных клапанов и кладкой
подовых каналов и дымовых патрубков в
борова.
8. Заделаны все неплотности, обнаружен-
ные в боровах и у дымовых шиберов.
9. Переуплотнены и тщательно обмаза-
ны асбестовые шнуры между кладкой го-
ловок простенков и армирующими бронями.
Глава 19
УХОД ЗА КЛАДКОЙ И РЕМОНТ КЛАДКИ
КОКСОВЫХ ПЕЧЕЙ
ЭЛЕМЕНТЫ ПЕЧЕЙ,
ПОДВЕРГАЮЩИЕСЯ ИЗНОСУ
Кладка коксовых печей должна беспре-
рывно служить в течение 25 и более лет в
тяжелых условиях механических, физико-
химических и температурных воздействий.
Условия службы огнеупоров в отдельных
зонах и элементах кладки коксовой печи
следующие:
а) в подовых каналах регенераторов ог-
неупорная кладка подвергается воздейст-
вию резких температурных колебаний в ме-
стах входа и выхода газовых потоков с
температурой от 30 до 450° С;
б) насадочный кирпич регенераторов пре-
терпевает резкие изменения температур в
нижних рядах, а в верхних подвергается
воздействию высоких температур и прони-
кающей минеральной и угольной пыли;
в) крайние корнюрные кирпичи подвер-
гаются воздействию резких колебаний тем-
ператур и влаги при входе в распредели-
тельный канал коксового газа для обогре-
ва и воздуха для обезграфичивания.
Корнюрные кирпичи на всем остальном
протяжении печи подвергаются с внешней
стороны воздействию высокой температуры
нагретого воздуха и продуктов горения, а
с внутренней стороны — коксового газа.
Это вызывает термические напряжения в
корнюрном и других кирпичах этой зоны.
Нарушение герметичности корнюров при-
водит к прососам газа и местным очагам
перегрева;
г) горелки для коксового газа, регулиро-
вочные регистры и рассекатели в основа-
нии косых ходов подвергаются воздействию
высоких температур и ошлаковываются от
попадания с верха печей в основание вер-
тикалов угольной, а также минеральной
пыли, раствора и т. п.;
д) подовые кирпичи коксовой камеры
подвергаются резким колебаниям темпера-
тур и большим истирающим усилиям от
коксового пирога, особенно с коксовой сто-
роны;
е) сводовые кирпичи камер коксования,
особенно крайние, претерпевают резкие из-
менения температур, приводящие к образо-
ванию трещин и разрушению этих кирпи-
чей;
ж) на кирпич перекрытия печей, помимо
механических усилий и атмосферных усло-
вий, воздействуют также продукты коксо-
вания, вызывающие интенсивное заграфи-
чивание и насыщение пор кирпича отложе-
ниями углерода. В результате этого струк-
тура кирпича разрыхляется с понижением
механической прочности;
з) головки обогревательных простенков
претерпевают резкие температурные измене-
ния, особенно при выдаче кокса и загрузке
камеры, вследствие которых начинают раз-
рушаться. Кроме того, головочные кирпичи
подвергаются разрушениям при эксплуата-
ции (скол и т. п.);
и) стеновые кирпичи коксовой камеры
работают при высокой температуре, дохо-
дящей до 1450° С с огневой стороны, и под-
вергаются воздействию образующегося гра-
фита, продуктов коксования, солей, щело-
чей, шламов, влаги, золы и органических
примесей угля, а также воздействию рез-
ких колебаний температур при загрузке пе-
чей углем и во время выдачи кокса. Стено-
вой кирпич подвергается, кроме того, исти-
ранию в процессе выдачи кокса.
При неправильном гидравлическом режи-
ме и подсосах в камеру воздуха или про-
дуктов горения из вертикалов могут про-
изойти перегревы отдельных участков клад-
ки, ошлакование, образование прогаров,
раковин, шлаковых наростов, оплавлений,
связанных с образованием легкоплавких си-
ликатов на поверхности кирпича;
к) кирпич футеровки дверей разрушается
из-за резких колебаний температур, осмо-
ления и заграфичивания, а также от ме-
ханических и ударных воздействий при съе-
ме, установке, и чистке дверей;
л) люковой кирпич разрушается от рез-
ких колебаний температур, механических
ударов при съеме и установке крышек лю-
ков, а также вследствие истирания и за-
графичивания.
Уход за кладкой и ремонт кладки коксовых печей
231
ОРГАНИЗАЦИЯ ТЕКУЩЕГО УХОДА
И РЕМОНТА КЛАДКИ
1. Для обеспечения сохранности коксовых
печей необходимо, кроме постоянного про-
филактического ухода за ними, произво-
дить плановый осмотр состояния кладки ка-
мер коксования, обогревательных простен-
ков, корнюров, регенераторов и футеровки
дверей.
2. При осмотрах кладки необходимо про-
верять и фиксировать:
а) наличие деформаций, раковин, трещин,
прогаров, прососов, оплавлений, ошлакова-
ний и других дефектов стен, пода и свода
камер;
б) состояние уплотнения между арми-
рующей броней и кладкой головок, а так-
же у порогов в камерах;
в) состояние армирующих броней и их
положение относительно кладки головок;
г) состояние обогревательных каналов
(горелок, верхних и нижних регистров, рас-
секателей, косых ходов и др.);
д) наличие прососов в регенераторах и
состояние насадки;
е) состояние верха батарей, кирпичей для
рам загрузочных газоотводящих люков и
смотровых шахточек;
ж) состояние кладки под загрузочными
и газоотводящими люками.
3. Дефекты кладки коксовых камер, обо-
гревательных простенков и регенераторов
необходимо фиксировать в паспортах пе-
чей. Там же фиксируют дату и объем про-
изведенных ремонтов.
На основании результатов осмотра клад-
ки печей составляют план устранения заме-
ченных дефектов.
4. Профилактические ремонты кладки пе-
чей должны производиться по графику спе-
циальной бригадой каменщиков-огнеупор-
щиков.
5. Торкретирование и нанесение замазок
на поврежденные участки кладки должно
вестись в строгом соответствии с инструк-
цией, без охлаждения кладки.
6. Рецептуры замазок для горячих ремон-
тов кладки печей устанавливают на осно-
вании специальных работ научно-исследо-
вательских институтов, регламентируются
они распоряжением начальника цеха.
Необходимо контролировать и вести учет
продолжительности службы замазок.
7. Горячий профилактический ремонт
кладки (торкретирование, подмазка трещин,
раковин, пустошовок в камерах, обмазка
асбестового шнура между кладкой и рамой,
подмазка смотровых шахточек в вертика-
лы, заливка неплотных горелок, уплотнение
зеркал регенераторов, уплотнение мест сое-
динения стояков с кладкой и др.) необхо-
димо производить систематически и обес-
печивать надлежащее состояние перечис-
ленных участков.
8. Места соединения стояков с кладкой
печей и клапанных коробок с газосборником
должны быть тщательно уплотнены. Рас-
трубные соединения клапанных коробок с
коленами стояков должны уплотняться
асбестом, сохраняя эластичность соеди-
нения.
9. Верхние поперечные анкерные стяжки
должны быть перекрыты кладкой и защи-
щены от коррозии.
Состояние анкерных стяжек необходимо
систематически проверять.
10. Если в результате износа уровень
крайних подовых кирпичей в камерах кок-
сования с коксовой стороны становится ни-
же уровня порогов армирующих броней, то
такие кирпичи должны быть подлиты или
заменены.
11. Сопротивление насадки регенераторов
проверяют измерением перепадов давления
между подсводовым пространством регене-
ратора и газовоздушными клапанами с уче-
том гидростатического подпора.
12. Ремонт дверей и их футеровки сле-
дует производить по графику. Данные о
состоянии дверей и их футеровки заносятся
в книгу паспортов дверей.
Заход футеровки дверей в коксовую ка-
меру должен быть равен 400—420 мм от
фасада кладки.
13. Состояние анкерных колони должно
проверяться измерением стрелы прогиба со-
гласно специальной инструкции.
Результаты замеров и производимый от-
пуск или затяжка заносятся в паспорта ан-
кеража.
14. При осадочных грунтах необходимо
периодически производить геодезическую
проверку отметок плиты коксовой батареи.
15. Коксовые камеры, имеющие особые
дефекты, должны находиться под постоян-
ным наблюдением.
16. Холодный ремонт и групповую пере-
кладку печей можно производить только по
специальному разрешению.
Перекладка отдельных головок может
производиться с разрешения главного ин-
женера предприятия.
Забучивание печей можно производить
только по специальному разрешению.
17. Перед остановкой печей на ремонт
должен быть составлен дефектный акт
о состоянии печей и объеме работ по
ремонту.
18. По окончании ремонта отремонтиро-
ванные печи принимаются как в холодном
состоянии, так и после разогрева.
19. Холодный ремонт печей и переклад-
ка головок должны производиться в соот-
ветствии со специальной инструкцией.
20. Охлаждение и разогрев печей при
ремонтах производятся по специальному
графику.
СПЕЦИАЛЬНЫЕ ПОРОШКИ
ДЛЯ ЗАМАЗКИ
И ТОРКРЕТИРОВАНИЯ
Для горячих ремонтов кладки коксовых
печей применяют специальные порошки, из
которых приготовляют торкрет-массы и за-
мазки.
232
Кладка коксовых печей
До недавнего времени применяли преиму-
щественно следующие:
а) для динасовой кладки — кремнеземи-
стые торкрет-массы на жидком стекле из
порошка Н-67 и смесей его с шамотными и
динасовыми мертелями.
Порошок Н-67 годен для кладки с рабо-
чей температурой до 800° С, состоит из 90%
боя динасового кирпича, 8% часов-ярской
глины и 2% кальцинированной соды. К не-
му добавляют жидкое стекло 1,2% по
Na2O.
Порошок К-2 состоит из 93% овручских
кварцитов, 5% часов-ярской глины и 2%
кальцинированной соды. Добавка жидкого
стекла—1,8% по Na2O;
б) для шамотной кладки применяют по-
рошок 33-а, состоящий из 65% боя шамот-
ного кирпича, 30% кварцита и 5% часов-
ярской глины; жидкого стекла Т,2% по
Na2O.
Зерновой состав перечисленных порош-
ков должен быть следующий, %:
>0,5 мм..........................Не более 2
0.5—0,2 мм..................... 18—20
0,2—0,06 лии................... 30—40
<0,06 мм....................... 4 2—55
Порошки поставляют в сухом виде в бу-
мажных мешках со специальной маркиров-
кой. Приготовление из них растворов про-
изводится потребителем на месте ремонта.
Этими порошками торкретируют преиму-
щественно с помощью цемент-пушек, т. е.
таких аппаратов, в которых порошок вы-
дается сжатым воздухом в сопло, где он
перед вылетом перемешивается с водным
раствором жидкого стекла. Предваритель-
но порошок просеивают на сите с отвер-
стиями 0,5 мм.
Длительность службы нанесенной тор-
крет-массы или замазки не превышает обыч-
Т а б л иц а 19-1
Изменение концентрации
и количества кислоты
Наименование ШТМ-1 для торкретиро- вания клад- ки камер ШТМ-1 для заливки по- дов ШТМ-2 для ручной под- мазки
Род порошка . . . . ШТП-1 ШТП-1 ШТП-2
Количество порошка, кг ........ 100 100 100
Концентрация орто- фосфорной кислоты, % 40 35 57
Удельный вес водного раствора кислоты 1,25 1,22 1,40
Количество водного раствора кислоты, кг 37 42 26
Рис. 19-1. Торкрет-аппарат
но 1—2 месяцев и вызывает необходимость
в частых повторных ремонтах.
С 1963 г. получили применение для ре-
монта динасовой кладки новые виды тор-
крет-масс: ШТМ-1 и ШТМ-2 на фосфатной
связке, срок службы которых более дли-
тельный (в 7—9 раз), чем кремнеземистых
масс на жидком стекле.
Для приготовления этих торкрет-масс
применяют порошок ШТП-1, представляю-
щий собой молотый шамот заданного со-
става производства Красногоровского заво-
да имени Ленина. Для ручной подмазки
применяют порошок ШТП-2, имеющий в
своем составе, кроме шамота 7%, часов-
ярской глины 4-2 или Ч-З.
Порошок ШТП-1 затворяется непосред-
ственно перед применением растворов орто-
фосфорной кислоты (ГОСТ 10678—63) кон-
центрацией от 35 до 57% в зависимости от
назначения торкрет-массы из расчета 15—
17% (вес.) Н3РО4 от сухого торкрет-по-
рошка.
В зависимости от условий применения
изменяется концентрация и количество вод-
ного раствора кислоты (табл. 19-1).
Торкрет-массы приготавливают в раство-
ромешалках. Порошок просеивают на сите
с отверстиями 5 мм, загружают в раство-
ромешалку в определенном весе и переме-
шивают. Затем заливают соответствующую
порцию разбавленной фосфорной кислоты
и перемешивают в течение 5—10 мин. Го-
товая масса выгружается в закрытый бачок
и доставляется к коксовым печам, где за-
ливается в торкрет-аппарат. Порошок
ШТП-1 и ШТП-2 поставляется в бумажных
мешках
Уход за кладкой и ремонт кладки коксовых печей
233
Прием и хранение порошков производят-
ся в специальном механизированном рас-
творном узле. Здесь же хранится в отдель-
ных кислотозащищенных хранилищах орто-
фосфорная кислота. Кислота поставляется
концентрацией 73%, согласно ГОСТ
10678—63, с удельным весом 1,565 и раз-
бавляется водой до рабочих концентраций
в специальных сосудах.
Торкрет-аппарат (рис. 19-1) изготовляет-
ся из кислотостойких материалов и рассчи-
тывается на работу под давлением 1,2—
1,6 атм. Он состоит из полого бачка, бар-
ботера, трубопроводов и сопла с диамет-
ром отверстия от 5 до 10 мм. Подключени-
ем сжатого воздуха давлением 1,2—1,6 атм
обеспечивается распыление торкрет-массы
по поврежденному месту кладки, которое
предварительно продувается воздухом.
Подливка подов производится с помощью
ковша с удлиненной ручкой слоем толщи-
ной не более 5 мм.
Ручная замазка повреждений произво-
дится специальными лопаточками.
МЕТОДИКА ПРОВЕДЕНИЯ
ОТДЕЛЬНЫХ ВИДОВ
ГОРЯЧИХ РЕМОНТОВ
Ремонты кладки камер коксования
1. Уплотнение шнуров между рамой и
кладкой головок выполняется после выдачи
кокса из печи с задержкой открытой печи
на 5—10 мин. Печь должна быть открыта
только с одной стороны и уплотнение с
коксовой и машинной сторон выполняется
разновременно.
Уплотнение шнуров может производить-
ся торкретированием либо обмазкой. Наи-
более эффективно применение торкрет-мас-
сы из порошка ШТП-1 на фосфатной
связке.
2. Продувку и заливку раковин и прога-
ров на поду камеры, замазку раковин, про-
гаров и швов в кладке головок и простен-
ков производят при небольшом объеме ра-
бот после выдачи кокса с задержкой уста-
новки двери против нормы не более 20—
30 мин; при горячих ремонтах камеры, дли-
тельностью более 30 мин, необходимо с
ремонтируемой стороны устанавливать щит
с окнами либо полущит, оставляющий от-
крытой камеру на высоту 1—1,5 м.
3. Раковины, прогары и пустые швы на
глубину до пятого обогревательного кана-
ла и дальше промазывают вручную лопат-
кой с упорными скобами или с установкой
опорной пирамидки.
Раковины на поду камеры заливают ков-
шом на передвижной тележке.
4. Дефекты в камере коксования путем
торкретирования устраняют в тех печах,
которые имеют значительные нарушения
кладки (прогары, раковины, выкрошенную
поверхность кирпичей). Обычно тонкретиро-
ванме дефектов в камерах начинают при-
менять только в печах, прослуживших не
менее 5—7 лет.
Перед торкретированием под печи пре-
дохраняется от попадания на него торк-
рет-массы слоем кокса или кварцевого
песка.
5. Трещины и прогары в загрузочных лю-
ках заделывают через люки. При этом не-
обходимо, чтобы двери на печах были уста-
новлены с обеих сторон, планирный люк был
закрыт, а открыт только ремонтируемый
люк и стояк для того, чтобы поток горя-
чих газов не обжигал огнеупорщика.
6. Подовые кирпичи в камере коксования
заменяют в том случае, если их нельзя
восстановить заливкой торкрет-массой
ШТМ-1.
При замене, как и при заливке, нужно
добиваться, чтобы новая и старая кладка
находились на одном уровне и были гори-
зонтальны.
Замену кирпичей можно производить
только с одной из сторон — машинной или
коксовой—после выдачи кокса и с уста-
новкой специальной двери с проемом в
нижней части или щита; изношенные кир-
пичи выбивают пневматическими молотка-
ми и ломами.
Ремонт корнюров
Устранение пропусков газа через газо-
распределительные каналы (корнюры) про-
изводится:
а) уплотнением зазоров между чугун-
ным вкладышем и крайним корнюрным
кирпичом;
б) установкой удлиненной манжеты меж-
ду чугунным вкладышем и крайним кор-
нюрным кирпичом;
в) подмазкой и уплотнением корнюров по
всей длине корнюрного канала.
Места прососов из корнюров в регенера-
торы определяют перед ремонтом.
Корнюр ремонтируют в ту кантовку, ко-
гда он отключен от газа; при этом пере-
крывают стопорный и отключают кантовоч-
ный кран в газоподводящей арматуре и за-
крывают крышку обезграфичивающего уст-
ройства, очищают корнюр от мусора и про-
дувают воздухом давлением не более
0,3—0,5 кг!см2.
Швы уплотняют специальной лопаткой
либо торкретируют. После промазки весь
излишний материал удаляют.
При ремонте необходимо следить за сиг-
налами машинистов коксовых машин.
Ремонт дюзовых каналов в печах
с нижним подводом коксового газа
1. Дюзовые кирпичи уплотняют торкре-
тированием или кратковременной заливкой
раствором под давлением. Торкретирование
или заливка производятся в том дюзовом
канале, который находится на обезграфи-
чивании.
2. Давление воздуха в торкрет-аппарате
или аппарате для заливки устанавливают
таким, чтобы торкрет-масса не попадала в
вертикал.
234
Кладка коксовых печей
3. При ремонте перекрывают стопорный
кран в арматуре, снимают нижнюю проб-
ку, принимают меры против засорения га-
зоподводящей арматуры (вставляются проб-
ки в соединительные патрубки).
4. Раствор торкрет-массы в канал подают
последовательно 2—3 раза.
5. После окончания торкретирования дю-
зы прочищают от остатков материала и
включают газоподводящий канал в обо-
грев.
Уплотнение патрубков газовоздушных
клапанов в местах заделки их
в подовые каналы
При уплотнении мест присоединения пат-
рубков газовоздушных клапанов к кладке
подовых каналов расчищают дефектный
участок, тщательно уплотняют асбестовым
шнуром и обмазывают шамотным раство-
ром.
Таким же способом уплотняют места
присоединения газовоздушных клапанов к
газоотводящим патрубкам боровов коксо-
вых печей.
Заливка армирующих броней и рам
При обнаружении прососов газа между
армирующей броней и кладкой необходи-
мо произвести заливку полости между бро-
ней и кладкой простенка.
Заливка производится следующим обра-
зом:
а) разбирают закладку над бронями,
пробивают отверстие и заливают раствор
пластифицированного динасового мертеля
до тех пор, пока не прекратится стекание
раствора;
б) при прососах над броней производят
ремонт закладки над ней;
в) при прососах через пороги броней по-
сле выдачи кокса тщательно прочищают и
продувают шов между подом и порогом,
уплотняют асбестовым шнуром и заполня-
ют его раствором.
Замазка прососов в смотровых шахточках
и очистка косых ходов
1. Для предохранения от засорения при
ремонте вставляют в шахточку стакан на
цепочке, в который будет собираться опа-
дающий мусор и раствор.
2. Крючком расчищают шов и лопаточ-
кой вводят в шов материал, после чего вы-
нимают стакан и закрывают лючок.
3. Косые ходы чистят специальным ин-
струментом— змейкой, металлическим пру-
том и шарожками различных размеров.
Продувка насадки регенераторов от
колошниковой пыли
Продувку производят сжатым воздухом
давлением 0,5—1,0 кг/см2 при помощи же-
лезных труб с отверстиями, вводимых в ре-
генераторы через смотровые глазки и про-
дувочные отверстия. Отверстия для выхода
воздуха в трубах направляют вниз на ще-
ли на насадочных кирпичах. Продувку про-
изводят, когда регенератор работает на
нисходящем потоке, чтобы пыль уносилась
в подовые каналы.
Ремонт регенераторов и замена насадки
в них
Ремонт стен регенератора и смену насад-
ки производят при наличии прососов через
стены, повышенном сопротивлении насадки
и невозможности продувки ее сжатым воз-
духом.
В зависимости от состояния производится
частичная или полная замена насадки с ре-
монтом стен регенераторов.
Частичную замену насадки и ремонт стен
регенератора производят следующим обра-
зом:
а) закрывают подачу газа в обогрева-
тельные каналы, из которых продукты го-
рения отводятся через данный регенера-
тор;
б) при работе печей на доменном газе про-
стенки, обслуживаемые данным регенерато-
ром, переводят на обогрев коксовым газом.
Температура в этих простенках на время
ремонта должна поддерживаться на 10—
15° С выше средней температуры по осталь-
ным простенкам и они должны на весь пе-
риод ремонта не выключаться из обогрева.
Все работы по ремонту регенератора про-
изводят только при работе регенератора на
восходящем потоке. При работе регенерато-
ра на нисходящем потоке отверстие в зер-
кале регенератора закрывается щитком;
в) зеркало регенератора вскрывают на
высоту, которая обеспечивает доступ к ре-
монтируемому участку;
г) для предохранения от растрескивания
стен регенератора температуру вверху его
поддерживают на уровне 750—800° С. При
падении температуры ниже указанного пре-
дела ремонт прекращают, зеркало закрыва-
ют щитами и регенератор нагревается до
температуры 900° С в верхней части;
д) насадку выбивают ломами и выгреба-
ют крючками и гребками. После извлечения
насадки на глубину 0,5—1,0 м вставляют
металлический лист, по которому удаляют
шлак и мусор.
По мере удаления насадки лист продви-
гается в глубь регенератора;
е) после удаления насадки лист снимают
и укладывают новую решетчатую насадку;
ж) перед укладкой новой насадки заде-
лывают видимые трещины и прогары в сте-
нах регенератора торкретированием или
ручной замазкой;
з) одновременно с устранением дефектов
в стенах регенератора перед укладкой новой
насадки прочищают косые ходы от шлака
и мусора.
Очистка косых ходов производится с вер-
ху печи специальными змейками или ша-
рожками и прутьями с установкой времен-
ных перемычек или щитов для предохране-
ния регенератора от охлаждения.
Уход за кладкой и ремонт кладки коксовых печей
235
Полную смену насадки и ремонт регене-
раторов производят по специальным инст-
рукциям и под руководством специализиро-
ванной организации.
Перекладка головок простенков коксовых
камер
1. Перекладка головок может произво-
диться лишь в том случае, если дефекты
и разрушения не могут быть устранены пу-
тем обмазки или торкретирования.
2. Наиболее часто перекладывают голов-
ки и первый обогревательный канал с кок-
совой стороны, которые разрушаются при
отходах и деформациях армирующих рам и
анкерных колонн или когда они смещаются
и препятствуют выдаче кокса из печи.
3. Для ремонта исключают из загрузки и
выдачи две смежные печи, разделяемые ре-
монтируемой головкой. Перекладка головок
должна проводиться в минимальные сроки
с тем, чтобы не допускать охлаждения ре-
монтируемого и смежных простенков. Обо-
грев ремонтируемого простенка ведут толь-
ко коксовым газом.
4. Перекладка головок и первого обо-
гревательного канала производится следу-
ющим образом:
а) после выдачи кокса из ремонтируемых
печей устанавливают заглушки в колена
стояков, выключают от обогрева ремонтиру-
емый вертикал с помощью переносной ме-
таллической трубки, которая вставляется в
корнюр за ремонтируемый участок.
Косые ходы отключенных от обогрева
вертикалов уплотняются с помощью асбес-
товых кукол снизу из регенераторов;
б) устанавливают перемычки против рас-
порочных кирпичей первого вертикала насу-
хо в один кирпич с обеих сторон головки,
подлежащей перекладке, и обмазывают их
шамотным раствором снаружи (рис. -19-2);
в) головки простенков, смежных с ремон-
тируемым, выходящие за перемычку, изоли-
руют листами асбеста;
г) при ломке головок сперва выбивают
кирпичи первого ряда и в образовавшееся
отверстие вставляют металлический лист
для предохранения от засорения косых хо-
дов, горелок и насадки;
д) в случае, если горизонтальный канал
или перекрытие вертикалов не подлежат пе-
рекладке, выбивают под горизонтальным
каналом два ложковых кирпича и в отвер-
стие заводят раскрепляющую балку. Балка
подвешивается на болтах через смотровую
шахточку. Кроме того, неперекладываемый
участок должен быть закреплен с обеих сто-
рон простенка винтовыми распорками;
Рис. 19-2. Схема крепления обогревательного про-
стенка при перекладке первого вертикала:
/ — ремонтируемый простенок; II — смежные
простенки; / — перемычки; 2 — железный лист;
3 и 4 — балка и болт крепления горизонтального
канала; 5 — винтовые распорки-домкраты; 6 —
изоляция стенок асбестовым листом
е) ломку кладки ведут осторожно, чтобы
не повредить участки, примыкающие к пе-
рекладываемому, с сохранением вертикаль-
ной штрабы для перевязки кладки;
ж) в месте стыка старой кладки с новой
старый кирпич тщательно очищают от рас-
твора;
з) толщину материальных швов выбира-
ют такой, чтобы обеспечить совпадение го-
ризонтальных швов в новой и старой
кладке;
и) по мере возведения новой кладки ус-
танавливают с двух сторон распорки, пре-
дохраняющие от выпирания ее внутрь ка-
меры;
к) после окончания ремонта распорки и
перемычки убирают, ставят дверь, убирают
заглушки со стояков и включают печи в обо-
грев по достижении температуры самовоз-
горания газа;
л) при температуре 600—700° С в первом
обогревательном канале уплотняют зазор
между броней и заплечиками головки, а за-
тем заливают раствором зазор между клад-
кой и армирующей рамой.
ЛИТЕРАТУРА
Герасимов В. И., Пауков Е. В., Паш-
кевич А. И., Пряхин Л. Г. Огнеупорные и
монтажные работы при строительстве коксовых
цехов. Госстройиздат, 1960.
Ка й и а р с к н й И. С. Динас. Металлургиздат,
Л г а л о в К. И., X о л а б у з а р ь Г. С.. Каф-
тан С. И. Пуск коксовых печей. Металлургиз-
дат, 1954.
Справочник на огнеупорные изделия. Материалы
и сырье. Металлургиздат, 1961.
Раздел четвертый,
МОНТАЖ ОБОРУДОВАНИЯ
КОКСОХИМИЧЕСКИХ ПРЕДПРИЯТИЙ
Глава 20
ОРГАНИЗАЦИЯ МОНТАЖНЫХ РАБОТ
ВИДЫ ОБОРУДОВАНИЯ
КОКСОХИМИЧЕСКИХ ПРЕДПРИЯТИЙ
Разнообразие продуктов и процессов кок-
сохимического производства, включающих
прием, подготовку и обогащение угля для
коксования, собственно коксование, туше-
ние, сортировку и транспортирование кокса,
а также улавливание и переработку боль-
шого количества химических продуктов из
коксового газа и использование коксового
газа, предопределяет в свою очередь много-
образие применяемых видов технологиче-
ского оборудования и металлоконструкций.
К ним относятся: подъемно-транспортное
оборудование, включающее различные виды
конвейеров, вагоноопрокиды, мощные мос-
товые перегружатели; дробильно-размоль-
ное, классификационное, обогатительное,
специальное коксовое оборудование; арма-
тура и машины; насосно-компрессорное и
химическое оборудование и аппаратура; ре-
зервуары, хранилища и т. п.
ПОДГОТОВКА К ПРОИЗВОДСТВУ РАБОТ,
МЕХАНИЗМЫ И ПРИСПОСОБЛЕНИЯ
МОНТАЖНОЙ ОРГАНИЗАЦИИ
Специализированная организация разра-
батывает проект организации работ, в ко-
тором указывается расположение производ-
ственной базы, складов огнеупоров и метал-
лических конструкций, а также временных
железнодорожных путей. Проект согласовы-
вается с генподрядчиком и основной проект-
ной организацией «Гипрококс».
Для подачи тяжелого оборудования
(трубчатых газовых холодильников, ам-
миачно-известковых колонн, дефлегмато-
ров, конденсаторов, бензольных колонн, га-
зосборииков, коксовых машин и др.) необ-
ходимо предусматривать заблаговременное
сооружение постоянных железнодорожных
путей.
В проекте организации работ необходи-
мо предусмотреть, чтобы постоянная авто-
дорога вдоль коксовых батарей была вы-
полнена в период подготовительных работ,
это позволит создать нормальные условия
для транспортирования огнеупоров при
монтаже.
Учитывая значительные грузопотоки во
время строительства, целесообразно авто-
дорогу от складов огнеупоров и централь-
ного склада металлоконструкций делать бе-
тонной.
В проекте определяют объемы и методы
монтажных работ, потребность в механиз-
мах и приспособлениях. Совместно с гене-
ральным подрядчиком решают вопросы
строительства объектов совмещенным спо-
собом, использования для подъема и уста-
новки оборудования и металлических кон-
струкций механизмов, применяемых для
производства строительных работ, а также
постоянных мостовых кранов и монорель-
сов, устанавливаемых в цехах. Проверяют
наличие в проектах монтажных проемов
и других условий для монтажа.
На основании директивных сроков состав-
ляют графики производства работ, намеча-
ют сроки поставки огнеупоров, оборудова-
ния и металлических конструкций. Весь пе-
речисленный материал должен служить ос-
новой для составления общеплошадочного
проекта организации строительства.
Согласно титульным спискам к проектам,
по объектам составляют ведомости с пол-
ным перечнем потребных металлических
конструкций и определяют их изготовите-
лей и условия получения.
Все технологические и строительные ме-
таллоконструкции, за исключением неболь-
шого количества мелких нетранспортабель-
ных, должны, как правило, изготавливать-
ся на специализированных заводах метал-
локонструкций.
При заказе должна быть предусмотрена
поставка конструкций укрупненными эле-
ментами. Все резервуары, отстойники, ап-
параты башенного типа, воронки силосов,
Организация монтажных работ
237
корпуса электрофильтров должны изготов-
ляться из рулонированных заготовок.
Л1онтажная организация заблаговременно
знакомится с техническими условиями на
изготовление и поставку оборудования и со-
общает заказчику свои предложения по по-
ставке оборудования в виде укрупненных
блоков в пределах железнодорожных габа-
ритов и грузоподъемности имеющихся кра-
нов.
На строительстве коксохимического пред-
приятия целесообразно иметь отдельные
монтажные прорабские пункты по произ-
водству работ на углеподготовке, коксовом
блоке, в химических цехах, а также на угле-
фабрике и в передельных цехах.
Для контроля качества электросварочных
работ в каждом специализированном мон-
тажном управлении должна быть организо-
вана лаборатория по сварке, в задачи кото-
рой входит хранение сертификатов на ме-
талл, трубы и электроды, своевременная
паспортизация электросварщиков, контроль
качества сборки и подготовки ответствен-
ных конструкций под сварку и правильно-
сти выполнения технологического процесса
сварки, контроль качества выполненных
сварных швов путем испытания контроль-
ных пластин, проверки швов просвечива-
нием гамма-лучами, ультразвуковым мето-
дом и др.
Ниже приводится примерный перечень
механизмов и приспособлений, необходи-
мых для производства монтажных работ на
строительстве коксохимического предприя-
тия (в перечне не указаны механизмы
по монтажу угольного перегружателя, ко-
торые доставляются на площадку строи-
тельства на время производства работ),
шт.:
Краны стреловые
Автогидроподъемник с высотой подъема 12 м ......................... 1
Краны автомобильные, грузоподъемностью, т:
3 ................................................................. 2
5—6.......................................................... 2
10-15 ....................................................... 1
Краиы гусеничные, грузоподъемностью 25 т .......................... 2
Кран гусеничный СКГ 30-10, грузоподъемностью 30 т.................. 1
Трубоукладчики грузоподъемностью 10 т ............................. 2
Кран монтажный МК 20-14 на рельсовом ходу с высотой подъема 50—60 м грузо-
подъемностью 20 т ............................................... 1
Краи-погрузчнк МК-5 на рельсовом ходу для монтажа коксовых батарей грузо-
подъемностью 5 т .................................... 1
Кран-погрузчик на рельсовом ходу для центрального склада металлоконструкций
грузоподъемностью Ют............................................. 1
Автопогрузчики, тракторы, прицепы
Автопогрузчики грузоподъемностью 3 m .....................................3—5
Бульдозер на тракторе С-100 .............................................. 1
Трактор С-1 00.............................................................. 1
Автоприцепы одноосные ...................................................... 4
Хвтоприцепы двухосные (бортовые) .......................................... 2
Прицеп тяжеловоза 40 т с тягачом ЯАЗ-2ЮД............................... 1
Мачты, лебедки, тали, домкраты, блоки
Мачты монтажные решетчатые (Н = 40, м Q = 40 т}........................ 2
Лебедки:
монтажные электрические, с тяговым усилием, т:
3................................................................ 8
5................................................................ 4
7,5.............................................................. 2
приводные 0,5—1,0 т ................................................ 6
ручные 3—5 т ..................................... 6
ручные рычажные, с тяговым усилием, т:
3 .............................................................. 30
1,5............................................................. 30
Тали шестеренчатые ручные грузопод) емкостью 1,5 — 3 т ................ 4
Талн электрические грузоподъемностью 3 т и высотой подъема 1 0 ле...... 2
Домкраты:
винтовые, грузоподъемностью, т:
3 10
5 ............................................................... 6
реечные, грузоподъемностью 5m ..................................... 10
гидравлические грузоподъемностью, т:
5 10
Ю ............................................................... 6
20 6
50 2
Блоки:
монтажные одиороликовые грузоподъемностью 3—5—10 т............... 20
монтажные двухроликовые грузоподъемностью 5—15 т.................. 12
монтажные трехроликовые грузоподъемностью 1 0—25 т................. 12
монтажные четырех-, шестироликовые грузоподъемностью 30—5 0 т....... 4
однороликовые с откидной щекой грузоподъемностью 3—5 т ............ 20
238
Монтаж оборудования коксохимических предприятий
Пневматические и электрические инструменты
Компрессоры передвижные 0,5 л’/лин давлением 6—7 атм .............. 3
Компрессоры передвижные 5 л’,лик давлением 7 атм......................... 9
Машинки пневматические для развальцовки труб И-118 ...................... 4
Машинки электрические для зачистки концов труб .......................... 2
Насосы передвижные самоотсасывающие ..................................... з
Окрасочные агрегаты 0-30................................................. 4
Пневматические сверлильные машиики И-34А, И-69............................5
Пневматические гайковерты И-51А, И-96 ................................... 2
Приводные гидронасосы для испытания трубопроводов иа давление 15 атм .... 5
Приводные гидронасосы для испытания трубопроводов на давление 400 атм ... 2
Шурупогаечный ключ с электроприводом для завинчивания крепления путей коксо-
выталкивателя ШГК...............................•....................... 1
Электроточило С-458 ..................................................... 3
Электрогайковерты С-554, ЭГ-12 .......................................... 16
Высокочастотные электросверлилки напряжением 36 в с диаметром сверления до
24 лл ................................................................. 10
Электрошлифовальные машинки для зачистки сварочных швов С-499 ........... 8
То же, С-475 ........................................................... 12
Гааорежущие и электросварочные аппараты
Ацетиленовые генераторы ................................................... 6
Пропан-бутановые баллоны.................................................. 100
Кислородные баллоны..................................................... 150—300
Кислородные распределительные рампы ....................................... 4
Пусковые ящики 60А, Ю0А, 200А............................................. 100
Преобразователи тока и напряжения И-75, С-555 ............................. 4
Электросварочные аппараты переменного тока ........................... 50—60
Электросварочные машины постоянного тока с электрическими двигателями
ПСУ-500 ................................................................ 5
Электросварочные машины с дизелем АСДМ-500Г.............................. 2
Электропечи для сушки и прокалки электродов.............................. 5
Электрододержатели 38Р-2-51 для электродуговой сварки в среде защитных
газов .................................................................. 2
II И Различные приспособления
Вакуум-аппараты для испытания плотности электросварных швов.............. 4
Вальцовки .............................................................. 10
Захваты для листового металла, балок и швеллеров........................ 15
Контейнеры для подъема кислородных баллонов............................. 10
Носилки для переноски кислородных баллонов ............................. 20
Полуавтоматические стропы грузоподъемностью, т:
3 ................................................................... 20
5 ................................................................... 20
Ручные трубогибы......................................................... 2
Ручные гидравлические насосы для испытания трубопроводов................. 6
Струбцины................................................................ Ю
Тележки для перевозки кислородных баллонов.............................. 20
Трещеточные ключи диам. 4 8—52 мм ........... .......................... 10
Универсальные съемники................................................... 4
Инвентарные подвесные подмости, люльки, леса, траверсы, стропы и др. ... В соответ-
ствии с про-
ектом произ-
водства t ра-
бот
Контрольно-измерительные и проверочные приборы
Гидравлические визирные уровни для вынесения отметок........................... 4
Динамометры пружинные на растяжение грузоподъемностью 10—20 т.................. 3
уровни рамные........................................................... 3
Нивелиры ................................................................... 2
Теодолит ..................................................................... 1
Счетчик числа оборотов ..................................................... 1
Оборудование производственной сварочной лаборатории
Весы аналитические............................................................ 1
Копер маятниковый для испытания металла на ударную вязкость................ 1
Машина для испытания образцов на разрыв и загнб .............................. 1
Магнитографический дефектоскоп................................................ 1
Манометры U-образные......................................................... 10
Пресс Вринеля лля определения твеодости металла .............................. 1
Разновесы аналитические с гирями от 0,01 до 100 г, комплект .................. 1
ПОДСОБНО-ВСПОМОГАТЕЛЬНАЯ БАЗА
ДЛЯ МОНТАЖА
Подсобно-вспомогательная база монтаж-
ной организации обычно размещается на
территории строящегося коксохимического
предприятия. Место расположения базы
выбирается таким, чтобы не мешать воз-
можному расширению предприятия, и
согласовывается с проектной организа-
цией.
Подсобно-вспомогательная база должна
состоять из следующих объектов с пло-
щадью, л2:
Организация монтажных работ
239
Котельно-механическая мастерская..................... 1500—2100
Материальный склад .................................... 330
Навес для хранения механизмов........................... 270
Склад кислорода.......................................... 60
Гараж для автопогрузчиков и кранов на 10 единиц .... 860
Душевая иа 300 человек
Склад горючих и смазочных материалов
Парокотельиая (при отсутствии источников получения тепла
для объектов базы)
Центральный склад металлических конструкций, металла и
труб, оборудованный башенным краном-погрузчиком
Рис. 20-1. Подсобно-вспомогательная база специализированной организации и склады огнеупоров:
1 — склад огнеупоров с кран-балками для массовых марок; 2 — склад огнеупоров; 3 — склад
мертелей из шести силосов емкостью 720 т в комплексе с растворным узлом; 4 — гараж для авто-
погрузчиков н автомашин; 5 — контора управления; 6 — помещение для механизмов; 7 — мате-
риальный склад; 8 — склад горючих и смазочных масел; 9 — котельно-механическая мастер-
ская; 10 — центральный склад металлических конструкций; 11 — склад металла; 12 — склад
труб; 13 — склад угля; 14 — склад кислорода; 15 — парокотельиая; 16 — душевая; 17 — транс-
форматорная подстанция; 18 — пути крана погрузчика; 19 — временные железнодорожные пути
На рис. 20-1 показано примерное распо-
ложение объектов подсобно-вспомогатель-
ной базы.
Здание котельно-механической мастер-
ской сооружается из сборного железобето-
на и должно иметь два пролета —• 18 и 9 м.
В одном пролете производится изготовле-
ние металлических конструкций, заготовка
и сборка узлов трубопроводов, в другом
размещается механическая мастерская, куз-
ница, электроремонтная мастерская и лабо-
ратория.
Для хранения металла, труб и поступаю-
щих металлических конструкций и сборки
их в укрупненные элементы на территории
базы или вблизи нее необходимо иметь
центральный прирельсовый склад. Этот
склад должен иметь достаточную площадь
для того, чтобы наряду с металлическими
конструкциями можно было организовать
хранение и комплектацию броней, рам, две-
рей и другого оборудования коксовых пе-
чей, завозимого по железнодорожным пу-
тям на площадку строительства.
. На этом складе целесообразно произво-
дить сборку и футеровку броней, стояков,
колен и дверей коксовых печей.
Для механизации погрузо-разгрузочных
работ центральный склад металлических
конструкций оборудуют башенным краном-
погрузчиком.
Площадь склада следует определять, ру-
ководствуясь нормами (т) для укладывае-
мых материалов, конструкций и обору-
дования на 1 л(2 площади, включая про-
ходы:
Швеллеры и двутавры ..................................... 0,7—1,0
Уголки...................................................2,0—3,0
Сталь листовая .......................................... 0,8—1.2
Трубы стальные:
крупных диаметров........................................ 0,5—0,8
мелких диаметров...................................... 1.5—1 ,7
Колонны мелкие весом до 5 m .... ........................ 0,3
Фермы мостов более 3 т:
при хранении плашмя..................................... 0,07
при вертикальном хранении.............................. 0,13
Прогоны, фахверки, решетчатые связи легкого типа.......... 0,17
Для коксовых печей:
анкерные колонны коксовых’.печей ..................... 1,4
брони................................................. 1,0
рамы................................................... 0,75
двери................................................... 0,45
Газопроводы диаметром*!000—1300 мм ......................0,2—0,3
240
Монтаж оборудования коксохимических предприятий
ОЧЕРЕДНОСТЬ ПРОИЗВОДСТВА РАБОТ
Монтажные работы по сооружению кок-
сохимических предприятий рекомендуется
начинать немедленно после окончания всех
подготовительных работ на площадке.
Учитывая трудоемкость работ по монта-
жу цехов улавливания и переработки хими-
ческих продуктов и незначительный объем
строительных работ по фундаментам аппа-
ратуры, расположенной вне зданий, мон-
таж коксохимических предприятий начина-
ют с объектов цеха улавливания.
Так как производство монтажных работ
в действующем скрубберном отделении вы-
зывает большие осложнения, монтаж скруб-
беров и конечных холодильников обычно
осуществляется сразу в полном объеме на
четыре коксовые батареи.
Все работы по цеху улавливания следует
закончить на 1'/г—2 месяца раньше ввода
в действие первой коксовой батареи. Раз-
рыв в Р/г—2 месяца используется для ком-
плексного испытания и наладки всей аппа-
ратуры цеха улавливания.
При пуске коксохимического предприятия
в зимних условиях необходимо до наступ-
ления холодов закончить полностью монтаж
и испытание всей наружной аппаратуры и
трубопроводов химических цехов и обеспе-
чить возможность выполнения необходи-
мых теплоизоляционных работ.
В связи со значительной трудоемкостью
строительных работ по сооружению дозиро-
вочного отделения и других объектов угле-
подготовительного цеха монтажные работы
на этих объектах начинают за 6—8 месяцев
до сдачи в эксплуатацию первой очереди
предприятия.
График строительных работ по углепод-
готовительному цеху составляют таким об-
разом, чтобы в первую очередь сдать под
монтаж перегрузочные станции, здание от-
деления предварительного и окончатель-
ного дробления, нижнюю часть здания до-
зировочного отделения, галереи, связываю-
щие углеподготовительный цех с угольным
складом, и фундаменты опорных колонн
всех мостов ленточных конвейеров.
Все работы по углеподготовительному це-
ху необходимо заканчивать не позже, чем
за 15—20 дней до ввода в действие коксо-
вой батареи. В этот период ведется комп-
лексное опробование всех механизмов под
нагрузкой и подача шихты на угольную
башню.
По коксовому цеху на первом этапе ведут
работы по монтажу коксовых машин, ме-
таллических конструкций концевой площад-
ки и площадки между угольной башней и
коксовой батареей, подводящих газопрово-
дов коксового и доменного газа. Одновре-
менно осуществляют подготовительные ра-
боты по предрастопочному монтажу коксо-
вой батареи.
На втором этапе ведут предрастопочный
монтаж коксовой батареи 1, а также мон-
таж мостов, металлических конструкций и
оборудования коксовой сортировки, бунке-
ров кокса, установки тушения кокса и за-
творов угольной башни.
Третий этап работ — период разогрева
коксовой батареи, составляет 70—75 кален-
дарных дней. На этом этапе заканчивают
монтаж и испытание всего оборудования
коксовой батареи 1 и всех объектов коксо-
вого блока, включая пусковые работы.
Так как с вводом в действие первой кок-
совой батареи полностью заканчивают ра-
боты 1-й очереди по общезаводским соору-
жениям, железнодорожному транспорту,
водоснабжению и канализации, по объектам
углеподготовительного цеха и большую
часть работ по химическим цехам, целе-
сообразно, учитывая относительно незна-
чительную трудоемкость работ по соору-
жению второй коксовой батареи, сократить
до минимума разрыв в сроках ввода в дей-
ствие первой и второй коксовой батареи.
Учитывая значительную экономию, по-
лучаемую от передвижки тепляка (незави-
симо от установленных сроков строительст-
ва третьей коксовой батареи), следует до
начала предрастопочного монтажа второй
коксовой батареи выполнить в необходимом
объеме строительные работы по фундамен-
там третьей коксовой батареи для возмож-
ности передвижки тепляка. То же самое
следует выполнить для передвижки тепляка
с третьей на четвертую коксовую батарею.
При составлении графиков производства
работ по углеобогатительной фабрике не-
обходимо исходить из того, что объем мон-
тажных работ по главному корпусу состав-
ляет более 60% общего объема и поэтому
строительство углеобогатительной фабрики
необходимо начинать с главного корпуса.
Так как для монтажа сборных железо-
бетонных конструкций главного корпуса
устанавливают башенные краны большой
грузоподъемности, целесообразно исполь-
зовать эти краны для монтажа оборудова-
ния.
Учитывая сложность монтажа тяжеловес-
ного и громоздкого оборудования в гото-
вом здании главного корпуса, желательно
подъем и установку оборудования произ-
водить одновременно со сборкой несущих
железобетонных конструкций.
Совмещенный метод монтажа по каждо-
му этажу здания позволяет значительно
ускорить работы, поэтому график поставки
оборудования (отсадочных машин, элева-
торов, центрифуг, дробилок, насосов, гро-
хотов и др.) должен быть увязан со срока-
ми выполнения строительных работ.
По цеху ректификации в первую очередь
необходимо выполнить фундаменты под
резервуары полупродуктов и продуктов.
К началу строительства цеха должны
быть поставлены рулонные заготовки и щи-
ты перекрытия резервуаров, металлические
конструкции колонн, трубы и пароводяная
арматура для обвязочных трубопроводов.
Такая последовательность работ дает
возможность вести монтаж цеха ректифика-
ции одновременно со строительными ра-
ботами.
Организация монтажных работ
241
ПРОВЕРКА, ИСПЫТАНИЕ И ПРИЕМКА
РАБОТ
При сдаче — приемке смонтированного
оборудования, металлических конструкций и
трубопроводов монтажная организация дол-
жна представить акты на:
а) приемку фундаментов под оборудова-
ние и металлические конструкции;
б) скрытые работы;
в) дефекты оборудования, выявленные в
процессе монтажа;
г) готовность оборудования для произ-
водства специальных работ;
д) испытание емкостей, аппаратов и тру-
бопроводов, работающих под наливом и
давлением;
е) сдачу оборудования и трубопроводов,
находящихся под контролем Госгортехнад-
зора;
ж) испытание оборудования вхолостую;
з) испытание оборудования под нагруз-
кой.
К акту сдачи — приемки объектов и це-
хов в эксплуатацию должен быть прило-
жен подписанный исполнителем один эк-
земпляр рабочих чертежей на монтаж обо-
рудования с нанесенными тушью измене-
ниями и дополнениями с надписью: «На-
стоящий чертеж является исполнительным».
При сдаче смонтированных металлических
конструкций монтажная организация
предъявляет деталировочные чертежи кон-
струкций, заводские сертификаты на изго-
товленные конструкции, сертификаты на ме-
талл и электроды, примененные при монта-
же, документы о согласовании допущенных
отклонений от проекта, геодезические заме-
ры установленных конструкций, описи удо-
стоверений о квалификации сварщиков,
производивших сварку конструкций при
монтаже.
Прием фундаментов под оборудование и
металлические конструкции, испытание ап-
паратов, резервуаров, трубопроводов на
прочность и плотность, испытание механиз-
мов вхолостую и под нагрузкой, сдачу и
прием металлических конструкций и обору-
дования производят по строительным нор-
мам и правилам, утвержденным Госстроем
СССР, перечисленными в главе СНиП
III—А 1—62, а также по техническим
условиям и указаниям, имеющимся в
проектах.
Полная приемка законченных сооружений
и объектов производится в соответствии с
основными положениями по приемке в экс-
плуатацию законченных строительством
предприятий, зданий и сооружений, изло-
женным в главе СНиП III—А 10—62.
Формы актов готовности фундаментов и
на дефекты оборудования, выявленные в
процессе монтажа, испытания оборудова-
ния вхолостую и под нагрузкой, на сдачу
и приемку оборудования и металлических
конструкций и трубопроводов, указаны в
СНиП.
Перед вводом в действие объектов угле-
подготовки, углеобогатительной фабрики,
цехов улавливания и переработки химиче-
ских продуктов и других цехов коксохими-
ческих предприятий производят комплекс-
ные испытания по отдельным технологиче-
ским циклам.
Планы комплексных испытаний состав-
ляет эксплуатационный персонал, прово-
дятся испытания под руководством работ-
ников эксплуатации. Продолжительность
комплексных испытаний устанавливается в
зависимости от сложности регулировки ап-
паратов и механизмов.
В планах комплексного испытания долж-
ны быть подробно разработаны мероприя-
тия по безопасности производства этих ра-
бот.
16 Справочник коксохимика, т. IV
Глава 21
МОНТАЖ ОСНОВНОГО ОБОРУДОВАНИЯ ПО ПРИЕМУ,
ПОДГОТОВКЕ И ТРАНСПОРТИРОВКЕ УГЛЯ И КОКСА
МОНТАЖ РОТОРНОГО
ВАГОНООПРОКИДЫВАТЕЛЯ
Вагоноопрокидыватель роторного типа
7300 X 17020 мм (рис. 21-1) состоит из двух
крайних роликоопор весом 3015 кг каждая,
средней роликоопоры 5440 кг, четырех дис-
ков 5000 X 4 = 20000 кг; двух люлек
6500 X 2 = 13000 кг; платформы 8800 кг;
четырех верхних и нижних опор 7200 кг; че-
тырех зубчатых венцов 1753 X 4 = 7012 кг;
четырех бандажей 1267 X 4 = 5067 кг; при-
вода с трансмиссией 9030 кг и мелких де-
талей. Все элементы конструкции имеют
болтовые соединения. Общий вес вагон ^оп-
рокидывателя 123 т.
Монтаж вагоноопрокидывателя произво-
дят гусеничным краном. В тех случаях, ког-
да над роторным вагоноопрокидывателем
запроектировано здание, сооружение его це-
лесообразно произвести после сборки ваго-
ноопрокидывателя.
До начала монтажа должны быть пол-
ностью закончены строительные работы по
подземной части здания до нулевой отмет-
ки, произведена засыпка котлована вокруг
всего здания и уложены решетки над бун-
керами.
Детали вагоноопрокидывателя к месту
монтажа транспортируют на платформах
по железнодорожным путям либо- на при-
цепе тяжеловоза.
Для укрупнительной сборки дисков и дру-
гих узлов у здания устраивают стеллаж.
Для точной сборки дисков стеллаж должен
быть строго горизонтален.
Вначале устанавливают краном все роли-
коопоры, которые выверяют по горизон-
тали, высотным отметкам, взаимной парал-
лельности и положению опор относительно
продольной оси. Допускаются следующие
отклонения: по диагоналям между осями
крайних балансиров роликоопор ±3 мм; по
диагоналям между крайними и внутренни-
ми осями балансиров ±2 мм; превышение
одной роликоопоры над другой 2 мм; по го-
ризонтальности в пределах одной опоры
1 мм, роликов в одну сторону на обоих ба-
лансирах одной роликоопоры ±2 мм.
Затем устанавливают собранные на стел-
лаже диски вместе с бандажами и зубча-
тыми венцами весом по 8,5 т. Поднятые в
вертикальное положение диски раскрепля-
ют с помощью тросовых стяжек. После
дисков устанавливают балки, расположен-
ные в нижней части, которые служили ба-
зовыми элементами при контрольной сборке
ротора на заводе. Затем ведут установку
связей, верхних и нижних опор. Закончив
монтаж основных элементов, приступают к
выверке собранного ротора.
В роторе проверяют вертикальность дис-
ков по торцам зубчатых венцов. Проверку
производят отвесами путем проворачивания
ротора на роликоопорах, при этом проверя-
ют положение бандажей между ребордами
опорных роликов. Допускаемое отклонение
диска от вертикальности 3 мм. После рих-
товки и выверки дисков производят затяж-
ку болтов крепления связей и приступают
к монтажу люлек.
Монтаж люлек ведут укрупненными уз-
лами вместе с продольными швеллерами и
пружинными амортизаторами с привалоч-
ными брусьями.
По окончании монтажа люлек во внутрь
каркаса заводят платформу и приступают
к установке приводов с трансмиссией. Вна-
чале устанавливают среднюю и крайние
рамы с шестернями и производят выверку
их по зацеплению шестерен с зубчатыми
венцами, затем ведут установку остальных
узлов трансмиссии. После выверки привода
машины ее закрепляют и вручную прокру-
чивают вагоноопрокидыватель. При про-
крутке проверяют зацепление зубчатых пе-
редач— по пятнам касания и горизонталь-
ности трансмиссии. Допускаемые отклоне-
ния по горизонтальности валов 0,2 мм на
1 м длины.
После проверки и затяжки анкерных бол-
тов крепления трансмиссии всю установку
сдают под подливку. В заключение монта-
жа машины ведут сборку заготовленных
узлов централизованной смазки.
Так как вес укрупненных элементов не
превышает 10 т, монтаж вагоноопрокиды-
вателя можно вести гусеничным краном
Q = 25 т.
Прием, подготовка и транспортировка угля и кокса
243
Рис. 21-1. Роторный вагоноопрокидыватель:
/_ферМЬ1 связей; 2 — упоры иа верхних продольных балках; 3 — диск ротора; 4 — пружинные
амортизаторы; 5 — привалочные брусья; 6 — рама люльки; 7 — нижнне продольные балки; 8 —
платформа с рельсовым путем; 9 — опора диска; 10 — ролики; 11 — шарнирная тяга; 12 — зубча-
тый веиец диска; 13 — приводная шестерня; 14 — электродвигатель; 15 — редуктор
МОНТАЖ МОСТОВОГО
КРАНА-УГЛЕПЕРЕГРУЖАТЕЛЯ
Применяемые на открытых угольных
складах мостовые краны-перегружатели
пролетом 60,0 и 76,2 м монтируют путем
сборки конструкции моста на земле с
подъемом их ленточными подъемниками
или полиспастами, подвешенными на четы-
рех мачтах, либо сборкой конструкции про-
летного строения в проектном положении на
специально устроенных инвентарных под-
мостях при помощи башенного или гусенич-
ного крана.
Для складирования металлических конст-
рукций и механизмов перегружателя и под-
мостей необходимо заблаговременно спла-
16*
пировать площадку угольного склада в не-
посредственной близости от места сборки и
уложить железнодорожный путь. Площадку
склада определяют исходя из полного хра-
нения всех конструкций.
В связи с тем что сборка перегружателей
в проектном положении на подмостях име-
ет целый ряд преимуществ, заключающих-
ся в простоте производства монтажных ра-
бот, и не требует такелажной оснастки
большой грузоподъемности, этот способ
монтажа получил в последнее время широ-
кое распространение.
Инвентарные, сборно-разборного типа
подмости (рис. 21-2) состоят из стоек, ферм,
подкосов, поперечных связей и прогонов.
В поперечном направлении опора подмо-
стей представляет собой раму из двух стоек.
244
Монтаж оборудования коксохимических предприятий
Рис. 21-2. Подмости для сборки пролетного строения перегружателя
связанных между собой распорками и диа-
гональными связями. На стойки рам укла-
дывают фермы, каждая из которых пред-
ставляет пространственную систему. Поверх
ферм укладывают прогоны и деревянный
настил.
Монтаж двухконсольиого перегружателя
пролетом 76,2 м на подмостях производят
при помощи башенного крана БК-151 мак-
симальной грузоподъемностью 15 т.
Стрелой этого крана длиной 30 м можно
охватить монтаж подмостей, жесткой и
гибкой опоры, всего механического обору-
дования и металлических конструкций про-
летного строения за исключением консоль-
ной части. Монтаж консолей, которые не мо-
гут быть охвачены монтажом, производят
специальным краном, установленным на
верхнем поясе консольной части, переме-
щающимся по мере сборки конструкции
вдоль пролетного строения.
Оборудование крана, как и металлические
конструкции, складируется в зоне обслужи-
вания крана и подается в монтаж без до-
полнительных перегрузок.
Все наиболее тяжеловесные узлы обору-
дования в перегружателе: скаты грейфер-
ной тележки с механизмом передвижения
весом 10,6 т, рама грейферной тележки
10,6 т, ремонтная тележка в сборе 6,7 т, ка-
бина грейферной тележки без электрообо-
рудования 7,7 т поднимаются и устанавли-
ваются на место в собранном виде. Укруп-
нительную сборку оборудования производят
в пределах действия башенного крапа.
В первую очередь поднимают скаты грей-
ферной тележки с механизмом передвиже-
ния. Хвостовые части скатов после установки
на место с помощью тросов подвешивают к
верхнему поясу пролетного строения, для
того чтобы они не мешали подъему рамы
тележки. Затем производят подъем рамы и
прочего оборудования грейферной тележки.
Монтаж механизмов следует производить
по окончании сборки межопорных конструк-
ций пролетного строения. При наличии под-
мостей в панели, где производится подъем
рам и тележек, прогоны демонтируются.
Учитывая грузоподъемность крана,
подъем кабины грейферной тележки ведут
в собранном виде (без электрооборудова-
ния). Вначале поднимают кабину, а затем
ремонтную тележку. Электрооборудование
кабины поднимают отдельными укрупнен-
ными узлами.
Угольные перегружатели грузоподъемно-
стью 15 т с расстоянием между опорами
60 м монтируют путем сборки пролетного
строения целиком в нижнем положении с
последующим подъемом в проектное поло-
жение при помощи четырех мачт. В зависи-
мости от грузоподъемности имеющейся
монтажной оснастки подъем моста может
быть осуществлен целиком, включая кон-
соли, либо без консолей с тем, что после
подъема и установки пролетного строения
на опоры, поднимают консоли. Конструкции
пролетного строения собирают на бетонных
фундаментах при помощи гусеничного кра-
на. Верхние элементы жесткой и гибкой
опор должны быть смонтированы и подве-
шены к мосту с помощью специально за-
проектированных тяг с таким расчетом, что-
бы обеспечить стыковку с нижними после
подводки опор. Вес пролетного строения
без консолей с вмонтированными элемента-
ми опор составляет 210 т. На рис. 21-3 по-
казан подъем моста четырьмя решетчаты-
ми мачтами. Соединенные попарно в попе-
речном направлении ригелем, мачты обра-
зуют два портала. Головки мачт расчали-
ваются вантами по сторонам и связывают-
ся между собой в продольном направлении
полиспастами.
Жесткую и гибкую опору крана без верх-
них элементов монтируют на подкрановых
путях в стороне на расстоянии 32,5 м от оси
сборки перегружателя. Для придания устой-
чивости во время монтажа опоры расчали-
вают тросами.
Сборку пролетного строения и опор необ-
ходимо вести одновременно.
Строповку моста для подъема следует
производить в верхнем поясе вблизи опор-
ных балок. Подъем моста ведется четырьмя
полиспастами, Q = 60 т. Для придания
устойчивости поднятое пролетное строение
раскрепляют четырьмя ветровыми расчал-
ками.
После подъема пролетного строения при-
ступают к передвижке опор. Сначала под-
водят гибкую, а затем жесткую опору. Уста-
новленные опоры закрепляют расчалками и
тормозными башмаками, после чего про-
летное строение постепенно опускают для
подсоединения к опорам.
По окончании клепальных работ по со-
единению с опорами и проверки работы
рельсовых захватов и тормозов механиз-
мов передвижения производят распасовку
Прием, подготовка и транспортировка угля и кокса
245
Рис. 21-3. Монтаж угольного перегружателя пролетом 60 м при помощи четырех мачт:
I — мачта, Н = 30 м, Q — 60 т; 2 — траверса, Q = ПО т; 3 — полиспаст, Q — 60 т; 4 — 5 — по-
лиспаст Q = 15 т; 6 — лебедка приводная, Q = 7,5 т; 7 — лебедка ручная, Q — 3 т; 8 — лебедка
ручная, Q = 1 т; 9 — якорь, Q = 30 т; 10 — якорь, Q - 15 т; 11 — якорь, <2 = 7,5 т; 12 — якорь,
Q = 3 т; 13 — 15 — расчалки
подъемных полиспастов и передвижку мачт
для подъема консолей. Для монтажа уголь-
ного перегружателя пролетом 60 м путем
сборки пролетного строения четырьмя мач-
тами в нижнем положении и подъема тре-
буются: гусеничный кран, Q = 25 т; автомо-
бильный кран, Q = 10 т; два компрессора
по 10 Л13; четыре мачты, Q = 60 т, Н = 30 м;
четыре электролебедки, Q = 7,5 т; две ле-
бедки Q = 5 г; четыре ручные лебедки,
Q = 3 т; две ручные лебедки, Q = 1 т; во-
семь пятирольных блоков Q = 60 т; четыре
однорольных блока Q = 10 т; восемь двух-
рольных блоков, Q = 15 т; восемь однороль-
ных блоков, Q = 3 г; четыре якоря, Q =
= 30 т; четыре якоря, Q = 15 т; восемь яко-
рей Q — 7,5 г; шесть якорей, Q = 5 т;
1000 м троса диаметром 32,5 мм; 1200 м
троса диаметром 28 мм; 700 м троса диа-
метром 21,5 мм и 500 м троса диаметром
19,5 мм.
МОНТАЖ МОСТОВ
ЛЕНТОЧНЫХ КОНВЕЙЕРОВ
Пролетные строения мостов ленточных
конвейеров вместе с фахверком и металли-
ческими конструкциями конвейеров следует
целиком собирать внизу и устанавливать на
опоры в законченном виде.
К месту монтажа элементы конструкции
мостов и колонн транспортируют на авто-
прицепах либо на прицепах тяжеловоза.
Сборку пролетных строений и колонн про-
изводят на инвентарных стеллажах при по-
мощи автомобильных либо гусеничных кра-
нов.
До подъема должны быть тщательно про-
верены отметки опор, расстояния между
опорами мостов, соответствие проекту сече-
ния элементов мостов и качество электро-
сварки монтажных стыков, а также окраше-
ны все металлические конструкции.
Способ монтажа мостов и колони решает-
ся в зависимости от веса и необходимой вы-
соты подъема.
При небольшой высоте колонны и пролет-
ные строения устанавливают на опоры при
помощи одного или двух 25-т кранов либо
краном СКГ-30.
На рис 21-4 показан монтаж моста при
помощи гусеничных кранов.
Если вылет крана для подъема верхнего
конца моста недостаточен, монтаж может
быть осуществлен двумя гусеничными кра-
нами путем застроповки ферм в средней ча-
сти (рис. 21-5). Такой способ подъема тре-
бует временного усиления раскосов ферм.
В тех случаях, когда не представляется
возможным осуществить монтаж пролет-
246
Монтаж оборудования коксохимических предприятий
Рис. 21-4. Монтаж моста двумя кранами
ных строений мостов гусеничными кранами,
подъем их производят при помощи полис-
пастов, закрепленных на коротких мачтах,
установленных в верхней части колонн мос-
тов.
На рис. 21-6 показан монтаж трехпролет-
ного моста на угольную башню. Вначале
устанавливают колонну 1, затем последо-
вательно подымают ферму 1, колонну 2,
ферму 2 и ферму 3.
Для подъема колонн на них закрепляют
короткие мачты из труб, полиспасты, Q =
= 15 20 т, и восемь тросовых расчалок,
по четыре на колоннах и мачтах. Все рас-
чалки крепят к инвентарным якорям.
Колонну 1 высотой 18—20 м можно уста-
новить при помощи гусеничного крана.
Перед подъемом фермы мостов, полно-
стью собранные, гусеничным краном укла-
дывают в исходное для монтажа положе-
ние.
Подъем низкого конца фермы 1 произво-
дят гусеничным краном, верхнего — полис-
пастом, закрепленным на мачте колонны 1.
Установленную в проектное положение фео-
Рис. 21-5. Монтаж моста двумя кранами пу-
тем застроповки ферм в средней части
му закрепляют на опорах анкерными бол-
тами.
Дли подъема колонны 2 и фермы 3 на
верху угольной башни устанавливают мач-
ту, оснащенную полиспастом, Q = 15 — 20 т,
либо крепят полиспаст к конструкциям зда-
ния.
Рис. 21-6. Монтаж моста на уыгольную башню: а — схема монтажа; б — мачта из труб:
/ — колонна Г, 2 — колонна 2; 3 — ферма 1; 4— ферма 2; 5 — ферма 3; 6 — мачта из трубы;
7 — расчалка колонны; 8 — расчалка мачты; 9 — полиспаст; 10— полиспаст гусеничного крана:
11 — перекрытие угольной башни; 12 — положение .колонны, с которого был начат подъем ее по-
лиспастом; 13 — полиспаст для подъема колонны
Прием, подготовка и транспортировка угля и кокса
247
При помощи гусеничного крана верхнюю
часть колонны 2 поднимают на высоту 12—
15 м, дальнейший подъем производят полис-
пастом, закрепленным на мачте, установ-
ленной на угольной башне.
На первом этапе верхний конец фермы 2
поднимают полиспастом, закрепленным на
мачте на колонне 2, а нижний конец по ме-
ре подъема при помощи гусеничного крана
заводят во внутрь между колоннами, а за-
тем нижний конец подымают полиспастом,
закрепленным на мачте колонны 1. Установ-
ленную на опоры ферму раскрепляют ан-
керными болтами.
Аналогично осуществляют монтаж фермы
3. В том случае, когда строп для подъема
фермы завязывается за нижние опорные уз-
лы моста для устойчивого равновесия под-
нимаемой фермы, необходимо чтобы высо-
та крепления стропа к крюку полиспаста
была выше центра тяжести.
Если для установки моста на опоры при-
ходится снимать горизонтальную связь
между фермами, то вместо нее временно
между косынками опорных узлов вставляет-
ся жесткая распорка из труб.
Для сокращения трудоемкости и безопас-
ности подъема мостов имеется согласован-
ное решение, по которому Гипрококс обя-
зан во всех перегрузочных станциях, дози-
ровочном отделении, закрытом складе угля
и на всех объектах углеобогатительной фаб-
рики предусмотреть в расчетах и указать в
рабочих чертежах крепление подъемных
полиспастов.
МОНТАЖ МЕТАЛЛИЧЕСКИХ ВОРОНОК
СИЛОСОВ
Рис. 21-7. Монтаж воронок силосов методом под-
ращивания:
а — схема подготовки к монтажу царг; б —
план расположения лебедок; в — сборка второй
царги; г — схема окончания монтажа воронок;
1 — полиспаст; 2 — лебедка; 3 — отводной
блок; 4 — ннжняя царга; 5 — верхняя царга
При отсутствии рулонных заготовок ко-
нические воронки силосов следует монти-
ровать методом подращивания.
Монтаж воронок методом подращивания
ведется одновременно с бетонированием ци-
линдрической части силосов. Для безопас-
ности производства работ выше уровня вер-
ха воронок необходимо натянуть предохра-
нительную сетку.
Заготовленные, замаркированные листы
царг воронок при помощи автокрана пода-
ют в определенной последовательности во
внутрь здания. Сборку царг производят не-
посредственно под местом установки во-
ронок.
Схема сборки, подготовки к монтажу царг
воронок и подъема их показана иа рис. 21-7.
Вначале собирают на прихватках нижнюю
царгу, а затем последовательно производят
сборку всех вышележащих. После сборки
верхней царги электросварщики сваривают
вертикальные швы и проушины для подъе-
ма царги.
Подъем воронок производят при помощи
электролебедок двумя полиспастами, Q =
= 10 т, закрепленными в стенах силосов на
3—4 м выше верха воронок.
Чтобы избежать трения троса, лебедки
рекомендуется устанавливать с превыше-
нием одна над другой на 0,3 м.
После сварки законченную верхнюю цар-
гу при помощи полиспастов подымают на
высоту листа следующей царги, производят
подгонку и прихватку царг между собой.
По мере сборки и сварки царг рекомен-
дуется внизу их окрашивать.
Для крепления вороиок силосов к опор-
ным железобетонным конструкциям к верх-
ним царгам приваривают съемные крон-
штейны, иа которые укладывают инвентар-
ную рештовку.
Более современным является способ мон-
тажа воронок силосов из рулонных заго-
товок.
Воронка для силоса диаметром 13 м изго-
тавливается из двух элементов. На рис. 21-8
показаны монтажные элементы развертки
воронки для силоса. Нижний элемент I га-
баритных размеров весом 1,3 т достав-
ляется на площадку в готовом виде. Верх-
ний элемент II весом 22 т поступает в виде
развертки, свернутый в рулон.
Так как размеры стенда (12 м) не дают
возможности готовить развертку верхнего
элемента (14,5 м) в виде одного целого, раз-
вертка составляется из двух частей: 1а —
полуокружности и 2а — клина.
Рулон, доставленный к силосам гусенич-
ным краном, укладывают на двое саней и
по специально уложенному вдоль оси сило-
248
Монтаж оборудования коксохимических предприятий
Рис. 21-8, Монтажная схема воронки силоса
12580 мм, высотой конической части 12800
а — монтажная схема; б — развертка элемента //; в —
готовый рулон; / — нижний монтажный элемент; II — верх-
ний монтажный элемент; 1 — основная часть верхнего мон-
тажного элемента; 2 — клин; 1а — развертка элемента /;
2а — положение клина на развертке; 3 — составляющие
клнна; 4 — отверстие для петли
диаметром
мм:
натяжения троса обрезаются
удерживающие рулон.
ачивание рулона производят двумя
[и с помощью отводных блоков, при
юн перемещается по стеллажу на
По окончании разворачивания и
и специальной петли в совмещен-
ерстия на концах полотнища пос-
амыкается в цилиндр.
При помощи четырех поли-
спастов (рис. 21-10), один из
которых стропится в петле, а
три остальных к кронштейнам,
приваренным в внутренней по-
верхности полотнища, дейст-
вуя последними тремя полис-
пастами, цилиндру на весу при-
дается форма усеченного ко-
нуса.
Для придания конусу проект-
ных размеров внутри стеллажа
устанавливают сборно-разбор-
ный кондуктор,
пится болтами
Опуская усеченный конус, об-
жимают его по наружной по-
верхности кондуктора клинь-
ями, придавая ему проектные
размеры.
После этого при помощи ба-
шенного крана устанавливают
клин и приваривают его к ос-
новному усеченному конусу.
Подымая верхний элемент на
необходимую высоту, подра-
щивают нижний элемент.
который кре-
к стеллажу.
сов рельсовому пути затаскивают при по-
мощи полиспаста во внутрь, к месту
подъема.
Для подъема рулона, образования конус-
ности и установки на место готовой ворон-
ки на верх стенок каждого силоса навеши-
вают четыре кронштейна.
Снятие и навеску кронштейна вместе с
блоками производят башенным краном.
Для развертки рулона внутри каждого
снлоса собирают металлический стеллаж
сборно-разборной конструкции.
Подъем рулона в вертикальное положе-
ние производят с помощью трубы шарнира,
который крепится к стеллажу болтами.
При подъеме полиспастами нижний ко-
нец рулона укладывается на ложе шарни-
ра так, чтобы отверстие для петли распола-
галось вверху.
Полиспастом за верхний конец рулон под-
нимают в вертикальное положение
(рнс. 21-9).
Для разворачивания рулон обтягивают
тросом, один конец которого закрепляется
на рулоне, а другой — на тяговой лебедке.
Рнс. 21-9. Подъем рулона в вертикальное поло-
жение:
1 — силос; 2 — подвижной блок полиспаста;
3 — траверса; 4 — рулон, доставленный иа санях
к месту монтажа; 5 — рулон, закрепленный
нижним концом в шарнире; б — рулон в вер-
тикальном положении; 7 — поддон; 8 — шарнир;
5 — сани; 10 — рельсовый путь; 11 — стеллаж
Изготовленную полностью воронку поды-
мают всеми полиспастами в проектное по-
ложение и приваривают к закладным де-
талям силоса.
Прием, подготовка и транспортировка угля и кокса
249
Затем стеллаж, верхние кронштейны, кон-
дуктор и другие приспособления перестав-
ляют в следующий силос.
При большом количестве силосов монтаж
воронок целесообразно производить парал-
лельно в двух рядах.
Рис. 21-10. Схема придания полотнищу конусной
формы:
] — силос; 2 — стеллаж; 3 — кондуктор; 4 —
полотнище, развернутое в цилиндре; 5 — поло-
жение полотнища после придания конусности;
6 — клинья, прижимающие нижиюю часть по-
лотнища к кондуктору; 7 — положение поднятого
полотнища цилиндра; 8 — петля
Для создания безопасных условий работ
до подъема рулона рядом с кронштейнами,
к которым крепится подъемный полиспаст,
навешивают лестницы, внутри рулона при-
варивают кронштейны для последующей
строповки двух полиспастов, крепят лестни-
цу и приваривают часть скоб для навески
кронштейнов подмостей у верхней кром-
ки конуса для производства сварочных
работ.
При существующих размерах стендов во-
ронки для силосов диаметром 10 м могут
быть изготовлены из одного элемента.
МОНТАЖ ЛЕНТОЧНЫХ ДОЗАТОРОВ
Применяемые для дозирования автомати-
ческие ленточные дозаторы типа ЛДА-100
состоят из трех отдельных элементов: элек-
тровибрационного питателя, весового меха-
низма и шкафа управления с регулирующей
и пусковой аппаратурой. Вес дозатора
600 кг, вибропитателя 1300 кг.
До начала монтажа дозаторов необходи-
мо проверить расположение воронок сило-
сов по продольной оси и высотным отмет-
кам.
При помощи лебедок поднимают внбро-
пнтатель, подвешивая его постоянными тя-
гами к конструкциям воронки.
На специальной опорной конструкции над
смонтированным ленточным конвейером
устанавливают весовой механизм. Все опор-
ные угольники весового механизма должны
быть горизонтальны и лежать в одной плос-
кости.
Проверив правильность расположения
вибропитателя и весового механизма, про-
изводят окончательное закрепление весового
механизма и регулировку длины тяг вибро-
питателя.
Затем последовательно производят: сое-
динение тягами серьги переднего и заднего
рычага с серьгой передаточного рычага,
соединение серьги передаточного рычага с
тягой уравновешивающего механизма, рас-
крывая крышку уравновешивающего меха-
низма, снимают консервирующую смазку и
подвешивают на серьгу гиредержатель, за-
ливают масляный уплотнитель и стакан
маслом.
Опуская фиксирующие гайки ограничи-
телей, следят, чтобы все подушки рычажной
системы легли на призмы.
Монтаж и регулировку производят в со-
ответствии с инструкцией завода-изготови-
теля.
МОНТАЖ ЛЕНТОЧНЫХ КОНВЕЙЕРОВ
Металлические конструкции и оборудо-
вание конвейера: опорные рамы приводной
и натяжной станции, станину конвейера,
приводной и холостой барабаны, редуктор,
роликоопоры, кожухи, электродвигатель и
другие детали транспортируют к объекту на
автомашинах.
Подача деталей во внутрь здания ведется
в зависимости от высоты подъема и распо-
ложения монтажных проемов при помощи
гусеничного крана либо полиспастов, ук-
репленных на консольной части монорель-
сов.
Для монтажа наиболее тяжелых дета-
лей: редуктора, приводного барабана, элект-
родвигателя и желобов используют преду-
смотренные проектом постоянные устройст-
ва, состоящие из монорельсов и монтажных
кошек, Q = 3 4- 5 т, большая часть из ко-
торых оборудована механизмами подъема.
Остальные детали (станина конвейера,
конструкции натяжной станции и другие)
перемещают и устанавливают на место при
помощи лебедок и полиспастов.
Так как установка желобов после монта-
жа конвейеров вызывает затруднения, не-
обходимо наметить последовательность про-
изводства этих работ.
250
Монтаж оборудования коксохимических предприятий
До начала монтажа натягиваются про-
дольная ось вдоль конвейера н перпендику-
лярная ось вдоль приводного барабана и
проверяются изготовленные конструкции.
Все отверстия крепления балок каждой ро-
ликоопоры должны находиться на одной
оси, перпендикулярной продольной оси кон-
вейера.
Вначале устанавливают металлические
конструкции приводной станции, а затем
станин конвейера и натяжной станции. Ус-
тановленные конструкции выверяют по осям
и отметкам. После проверки горизонталь-
ности конструкции крепят анкерными бол-
тами к перекрытию и подливают цементным
раствором.
Монтаж приводных н натяжных станций,
верхних н нижних роликоопор можно ве-
сти одновременно.
До установки приводного барабана про-
изводят футеровку его резиновой лентой.
Установленные верхние ролики должны
быть перпендикулярны оси конвейера, а
верхние грани средних горизонтальных ро-
ликов должны находиться в одной горизон-
тальной плоскости (допускаемые откло-
нения ±1 мм). При наличии отклонений
более допускаемого регулировку произво-
дят прн помощи прокладок.
На конвейерах, имеющих барабанные
сбрасывающие тележкн, монтаж тележек
производят после выверкн н закрепления
станин.
Все барабаны (приводной, натяжной и
сбрасывающих тележек) должны быть ус-
тановлены горизонтально, перпендикулярно
оси конвейера. По натяжным станциям
проверяют параллельность винтовых натя-
жек.
Ревизию редуктора в необходимых слу-
чаях производят на месте установки. По-
сле проверки и закрепления приводного ба-
рабана производят подсоединение к нему
редуктора с электромотором.
Для проверки качества смонтированного
приводного узла следует до натяжки рези-
новой ленты произвести обкатку приводно-
го барабана вместе с редуктором и элект-
ромотором.
Кожухи и направляющие борты подгоня-
ют к течкам н к конструкциям конвейера, а
затем часть из них временно снимают.
По мере окончания всех работ по углепод-
готовительному цеху приступают к натяж-
ке резиновых лент.
Отдельные части ленты до установки вул-
канизируют в мастерской. В зависимости
от общей длины ленты и веса намечается
количество монтажных стыков.
Для сокращения трудоемких работ по
раскатке лент рекомендуется применять
специальное приспособление, состоящее нз
сердечника, изготовленного из трубы. Сер-
дечник продевается через рулон ленты и при
помощи кошки специальной подвеской по-
дымается н укладывается на кронштейны
из уголков, которые крепятся к станине
конвейера.
Раскатка рулона ленты производится при
помощи троса, закрепленного на конце
ленты.
Соединение монтажных стыков лент обыч-
но производится методом горячей вулкани-
зации.
На каждом конце ленты под углом 45° вы-
резают ступенями тканевые прокладки ши-
риной по 300—350 мм.
Прн общей длине ступенчатого стыка
многослойной ленты 2—3,5 м и ширине вул-
канизационного пресса 0,8—0,95 м для пол-
ной вулканизации требуется произвести 3—
4 перестановки пресса, затрачивая на эту
операцию более 10 ч. В последнее время
применяют способ соединения конвейерных
лент в замок (рис. 21-11).
Концы соединяемых лент обрезаются под
углом 90°, затем подогреваются вулканиза-
ционными плитами до температуры 100—
110° С. Подогрев ленты облегчает расслое-
ние ее по прокладкам. Расслоение концов
ленты шириной до 1 м можно производить
в холодном состоянии с помощью специаль-
ного приспособления. Расслоенные концы
тканевых прокладок отрезаются, зачищают-
ся, промываются бензином, промазываются
3—4 раза клеем и после просушки соеди-
няются н подаются в пресс для вулканиза-
ции.
При этом способе общая длина стыка со-
ставляет 600—850 мм и вулканизация его
производится при одной установке пресса.
Способ соединения конвейерных лент в
замок, помимо сокращения времени вулка-
низации и увеличения прочности стыка, дает
возможность сократить расход ленты и уве-
личить срок ее службы.
После натяжки лент производят работы
по окожушиванию конвейера.
МОНТАЖ ДРОБИЛОК И ВАЛКОВЫХ
СДВОЕННЫХ ГРОХОТОВ
Устанавливаемые в отделении предва-
рительного дробления двухвалковые зуб-
чатые дробнлкн для дробления угля 80—
40 мм производительностью 100—120 т/ч
поступают в собранном виде на металличе-
ской раме без редуктора. Вес дробилки без
редуктора 10,5 т. Редуктор весом около 3 т
и электродвигатель устанавливают на от-
дельной раме. Подвезенная на прицепе тя-
Прием, подготовка и транспортировка угля и кокса
251
желовоза дробилка разгружается и подает-
ся при помощи гусеничного крана, Q = 25 т,
через монтажный проем во внутрь здания
на перекрытие. К месту установки дробилка
по каткам подтягивается полиспастом.
До начала монтажа должны быть закон-
чены предусмотренные проектом работы по
установке монорельсов и ручных кошек с
червячными подъемными механизмами
(Q = 3 г), расположенных по оси дробилки
и электропривода, изготовлена рама для
установки редуктора и произведена сборка
в укрупненный узел редуктора и электро-
двигателя на раме. Дробилку устанавли-
вают по отметкам, проверяют по уровню и
прикрепляют анкерными болтами к пере-
крытию, затем устанавливают редуктор с
электродвигателем. После ревизии подшип-
ников, салазок, пружин и другях деталей
приступают к сборке. При сборке дробил-
ки проверяют ход подвижного валка, рас-
положение зубцов ведомого и ведущего
валков, затяжку пружин, плотность приле-
гания крышки и др.
После сборки и окончательной затяжки
анкерных болтов дробилку прокручивают
вручную.
Молотковые дробилки отделения оконча-
тельного дробления устанавливают на от-
дельных фундаментах на высоте 4—5 м.
Дробилка весом около 17 т поступает в со-
бранном виде, электродвигатель весом 5,2 т
устанавливают отдельно.
Для подачи дробилки во внутрь здания
оставляют монтажные проемы. К месту
подъема дробилку и электродвигатель под-
возят на прицепе тяжеловоза. Разгрузку
дробилки и подъем ее на перекрытие произ-
водят гусеничным краном, Q — 30 т. К ме-
сту установки дробилку подают по уложен-
ным вдоль фундаментов рельсам на кат-
ках при помощи полиспаста и электроле-
бедки.
Электродвигатель подымают внутрь зда-
ния через монтажную дверь при помоши
пятитонной кошки, передвигающейся по
монорельсу, выпущенному снаружи зда-
ния. Доставку электродвигателя к месту
установки производят ручной кошкой, Q =
= 5 г, передвигающейся по монорельсу,
уложенному вдоль всего здания.
До монтажа дробилки под ией должен
быть установлен желоб.
Установленную на фундамент дробилку
проверяют по осям и отметкам, прикрепля-
ют анкерными болтами к фундаменту и про-
изводят подливку бетоном.
Сняв верхнюю крышку корпуса при помо-
щи эксплуатационных ручных кошек, про-
веряют шарнирность крепления стержней
молотков к дискам и бойков молотков к
стержням, взаимозаменяемость молотков и
легкость снятия и замены их, размеры меж-
ду молотками и решеткой; поверхность ко-
лосниковой решетки и размеры ее, легкость
регулирования зазора между колосниковой
решеткой и молотками, равномерное вра-
щение (балансировку) и горизонтальность
вала.
После проверки крышку устанавливают
на место. Для придания герметичности дро-
билке между корпусом и крышкой и на
всех люках укладывают картонные проклад-
ки и уплотняют стыки фланцев на валу.
После установки электродвигателя и про-
верки соосности дробилку проворачивают
вручную, а затем обкатывают вхолостую.
Многовалковые сдвоенные стационарные
и передвижные грохоты коксовой сортиров-
ки устанавливаются обычно на верхних пе-
рекрытиях на высоте 15—16 м.
Для подъема грохотов должны быть пре-
дусмотрены монтажные проемы. В связи с
тем, что вес грохота достигает 30 т, монтаж
его производят в три подъема.
Вначале поднимают при помоши гусенич-
ного крана, Q = 30 г, станину грохота в
сборе с приводом весом 44 т, а затем тем
же краном поднимают рамы с валками в
полном сборе весом по 8 т.
Станину грохота, имеющую длину около
10 м, поднимают при помощи двух стропов,
подвешенных к крюку крана.
Путем поворота стрелы крана заводят
станину во внутрь здания через монтажный
проем. При подходе стрелы крана к стене
станину опускают на перекрытие, снимают
передний строп и подтаскивают при помо-
щи полиспаста по временно уложенным
рельсам во внутрь здания так, чтобы основ-
ная, большая часть станины находилась
внутри здания. Для придания устойчивости
станине ее временно крепят к колоннам
здания.
Затем подымают одну раму с валками,
устанавливают ее на станину, а вторым
полиспастом раму передвигают по станине
во внутрь здания. При производстве этих
работ следят за устойчивостью станины.
Аналогично устанавливают вторую раму с
валками. Полностью собранный грохот при
помощи полиспастов подтягивают к месту
установки, после чего приступают к его ре-
визии.
Глава 22
МОНТАЖ ОСНОВНОГО ОБОРУДОВАНИЯ УГЛЕОБОГАТИТЕЛЬНЫХ
ФАБРИК
ОРГАНИЗАЦИЯ РАБОТ
Сооружаемые на коксохимических пред-
приятиях углеобогатительные фабрики про-
изводительностью 600—1200 т/ч по рядово-
му углю насыщены разнообразным слож-
ным оборудованием и металлическими кон-
струкциями.
В табл. 22-1 дан перечень и краткая ха-
рактеристика основного оборудования угле-
обогатительной фабрики производительно-
стью 900 т/ч рядового угля трудной обога-
тимости.
Таблица 22-1
Перечень и краткая характеристика
основного оборудования углеобогатительной фабрики
Наименование
Количе-
ство
шт.
Вес
т
Беспоршневые отсадочные машины производительностью до 150 т/ч
левого и правого исполнения ..................................
То же, для шлама..............................................
Обезвоживающие элеваторы для промпродукта и породы, Q = 20 т/ч
Разные элеваторы .............................................
Классификационные (резонансные) грохоты, Q = 200 т/ч..........
Амортизационные грохоты АГ-6, Q— 150 т/ч......................
То же, Q = 60 т/ч.............................................
Ленточные конвейеры с шириной ленты 800—1400 мм...............
Скребковые и катучие реверсивные конвейеры ...................
Центрифуги для обезвоживания мелкого концентрата и шлама . . .
Молотковые дробилки реверсивные, тип 1000x1000, Q= 100 т/ч . .
Шаровые мельницы .............................................
Сепараторы с элеваторным колесом..............................
Электромагнитные ленточные сепараторы, Q = 9 т/ч..............
Центробежные и песковые насосы................................
Вакуум-насосы РМК-4 ..........................................
Флотационные машины системы «Гипрококс» (6-камерные, объем каме-
ры 6,1 .и3)...................................................
Радиальные сгустители.........................................
Сгустительные воронки диам. 3000 мм ..........................
Мешалки диам. 2,4—4,5 м ......................................
Дозировочные столы ...........................................
Разные питатели ..............................................
Вентиляторы к отсадочным машинам, Q = 8500 м3/ч...............
Аппараты для обогащения в тяжелой суспензии...................
Контактные чаны диам. 2000 мм ................................
Мостовые грейферные краны Q = 5 т, пролет 32 м ...............
Грузо-пассажирский лифт.......................................
Сушильные барабаны диам. 2800 мм .............................
Дымососы......................................................
Дутьевые вентиляторы..........................................
Циклоны.......................................................
12 336
4 56
24 320
5 138
8 72
34 218
12 82
45 336
6 71
34 232
о 28
2 27
4 49
22 157
18 171
6 14
6 150
9 273
21 70
19 112
8 56
17 28
5 11
3 10
6 11
1 43
1 8
7 426
7 29
7 8
7 34
Монтаж основного оборудования углеобогатительных фабрик
253
Ниже приводится перечень и вес (т) ме-
таллических конструкций углеобогатитель-
ной фабрики:
тие, а уже оттуда к местам установки пере-
мещают по каткам при помощи полиспас-
тов.
Желоба, течки............................................... 570
Станины ленточных конвейеров с приводными, натяжными станци-
ями н направляющими бортами................................. 250
Обслуживающие площадки, переходные мостнки, рамы под обору-
дование .................................................... 215
Баки, сборники, пеиоуловители ............................... 55
Мосты ленточных конвейеров, перегрузочные станции ......... 1150
Каркасы топок, газоходы, выгрузочные камеры н др. сушильно-
го отделения................................................ 380
Бункера, воронки ........................................... 410
Монорельсы, площадки, лестницы и другие конструкции (включая
эстакаду шламового отстойника) ............................. 670
Итого....... 3700
Общий вес оборудования этой углеобога-
тительной фабрики составляет 4050 т, ме-
таллических конструкций 3700 т, трубопро-
водов 995 т.
Углеобогатительная фабрика состоит из
нескольких объектов: главный корпус, ра-
диальные сгустители шлама, флотацион-
ное отделение, радиальные сгустители хво-
стов флотации, шламовый отстойник с на-
сосной, склад реагентов, отделение центри-
фуг, сушильное отделение, бункера флота-
ционного концентрата, бункера породы и
промпродукта, большое количество перегру-
зочных станций и конвейерных мостов.
Работы по монтажу углеобогатительной
фабрики начинаются в главном корпусе, а
затем по мере окончания строительных ра-
бот разворачиваются на остальных объек-
тах.
В проекте производства работ по монта-
жу углеобогатительной фабрики должны
быть предусмотрены площадки прирельсо-
вых складов достаточных размеров для од-
новременного хранения 570 г желобов и
60% всех остальных металлических конст-
рукций.
Электросети для производства монтаж-
ных работ должны быть определены с уче-
том работы башенных кранов и исходя из
установки 35—40 электросварочных аппа-
ратов, 8 трехтонных и двух пятитонных
электролебедок.
К главному корпусу со стороны располо-
жения подъемных механизмов целесооб-
разно уложить временный железнодорож-
ный путь.
Монтаж тяжеловесного и громоздкого
оборудования: отсадочных и флотационных
машин, центрифуг, элеваторов молотковых
дробилок, шаровых мельниц, грохотов, же-
лобов и др. следует вести совмещенным
способом одновременно с производством
строительных работ, используя башенные
краны, установленные для монтажа сбор-
ных железобетонных конструкций.
Оборудование и конструкции, которые не
могут быть установлены башенными кра-
нами, следует подавать во внутрь здания к
шахтам, предусмотренным проектом. При
помощи постоянных подъемных приспособ-
лений оборудование подымают на перекры-
Установку этого оборудования на место
производят при помощи кошек, талей и
тельферов.
Для сокращения монтажной оснастки до
начала монтажа должны быть смонтирова-
ны предусмотренные проектом монорельсы,
подкрановые пути и все подъемные меха-
низмы.
В связи с большим объемом работ по
резке и сварке необходимо в главном кор-
пусе устроить временную разводку кисло-
родопроводов, установив кислородную рам-
пу снаружи здания у автодороги.
Для безопасного производства работ не-
обходимо одновременно с установкой желе-
зобетонных конструкций каркаса зданий и
перекрытий вести монтаж железобетонных
и металлических лестниц и ограждений всех
монтажных проемов.
МОНТАЖ ОТСАДОЧНЫХ МАШИН
Отсадочные машины поступают в мон-
таж в разобранном виде. Вес отдельных ча-
стей отсадочной машины составляет, т:
Нижняя конусная часть ................ 9,0
Средняя рабочая часть с ситами....... 12,6
Переходные выдающие коробкн (2 шт.) . . 1,4
Привод машины с рамой................ 3,8
Опорные башмаки....................... 1,2
Обычно отсадочные машины устанавли-
вают па отметке +8,0-4-10,0 м главного
корпуса фабрики на опорных балках (ме-
таллических или железобетонных) в зави-
симости от конструктивного решения строи-
тельной части здания.
Подъем и сборку отсадочных машин сле-
дует вести одновременно со строительством
здания при помощи башенного крана
БК-300, вслед за установкой и закрепле-
нием опорных балок.
Монтаж отсадочной машины начинают с
установки 12 опор, представляющих собой
металлические башмаки 1120 X 600 X
X 300 мм весом 100 кг каждый.
После закрепления и выверки опор уста-
навливают нижнюю конусную часть, кото-
рую приваривают электросваркой к башма-
кам, затем устанавливают среднюю рабо-
чую часть машины.
254
Монтаж оборудования коксохимических предприятий
Рабочую часть соединяют с конусной при
помощи фланцевого соединения на монтаж-
ных болтах и обваривают по всему пери-
метру электросваркой сплошным плотным
швом.
Нижние переходные выдающие коробки
соединяют с корпусом машины на сварке,
а с башмаком элеватора — фланцевым со-
единением на прокладке.
По всем узлам машины в процессе мон-
тажа осуществляют строгий геодезический
контроль, проверку горизонтальности и
увязку монтажа смежного оборудования.
После окончательного закрепления всех
узлов корпуса машины монтируют привод-
ное устройство и внутреннее устройство с
ситами. Перед началом монтажа привода
необходимо спрессовать зубчатые муфты,
двухрядные подшипники качения, вынуть из
корпуса цилиндра золотники, тщательно их
промыть и собрать золотниковые устрой-
ства.
После сборки золотников раму привода
устанавливают на корпусе машины, строго
выверяют по уровню и по осям и привари-
вают к корпусу.
Затем производят установку золотнико-
вых устройств, которые крепят к раме спе-
циальными болтами.
Уровень и соосность валов достигается
центровкой за счет подкладок различной
толщины.
После проверки и закрепления золотников
приступают к регулировке дебалансов. Де-
балансы закрепляют на валу между кор-
пусом подшипника и зубчатой муфтой, пос-
ле их регулировки соединяют зубчатые
муфты.
Окончив установку приводного механизма
на корпусе машины, устанавливают и при-
варивают раму редуктора и двигателя.
На быстроходном валу редуктора напрес-
совывают шкив клиноременной передачи
размером в зависимости от заданных экс-
плуатационных оборотов машины (35—
100 об/мин). Параллельно устанавливают и
монтируют сита и закрепляют их с проект-
ным наклоном.
После окончания монтажа приводного ме-
ханизма и установки всех кожухов и за-
щитных приспособлений по технике безо-
пасности приступают к опробованию маши-
ны на ходу под давлением воздуха и одно-
временно производят проверку качества
сварных швов.
МОНТАЖ ЭЛЕВАТОРОВ
Для каждой отсадочной машины устанав-
ливают по два элеватора для промпродук-
та и породы (всего 24 шт.). Характеристика
элеваторов следующая:
Длина элеваторов, м........... 16—19,6
Ширина ковшей, мм ................ 500
Шаг ковшей, мм.................... 620
Сечение (по наружному габариту),
мм ......................... 1 160X970
Вес. ........................ *4
При совмещенном методе монтажа со-
бранные элеваторы подают краном БК-300
и при помощи оттяжных лебедок устанав-
ливают на место.
При раздельном методе монтажа или в-
случае монтажа оборудования в готовом
здании необходимо на нижней и затем на
средней отметке по высоте вдоль фронта
установки элеваторов уложить временные
узкоколейные пути, по которым на тележ-
ке подать узлы элеватора к месту их мон-
тажа.
Перед подачей в монтаж звенья укрупня-
ют с направляющими и кожух элеватора
предварительно обтягивают.
Для обеспечения необходимого наклона
и упрощения стыковки поднимаемых узлов
необходимо пользоваться специальной об-
легченной траверсой, которую закрепляют
на поднимаемом блоке элеватора так, что-
бы блок поднимался под заданным углом.
Монтаж элеватора начинают с установки
на фундамент опорной части металлокон-
струкций и башмака с нижней головкой.
Геодезическими инструментами проверяют
высотные отметки, горизонтальность и рас-
положение по осям (продольной и попереч-
ной). Одновременно проверяют положение
нижнего вала. Отклонения отметок н пере-
косы не допускаются.
Затем последовательно наращивают в со-
ответствии с маркировкой звенья элеватора.
Каждое звено по мере монтажа временно
раскрепляют для устойчивости жесткими
тягами-распорами.
В процессе монтажа звеньев корпуса
важно проследить, чтобы в местах соедине-
ния направляющих не было излома, пере-
гиба и перекоса, чтобы все стороны корпу-
са были параллельны оси, а продольная
ось элеватора проходила в точке поперечно-
го пересечения диагоналей корпуса элева-
тора.
После окончания сборки корпуса выстав-
ляют промежуточные и верхние опорные
кронштейны.
До окончательного закрепления всех
анкерных болтов на нижней, верхней и про-
межуточной опорах регулируют положение
корпуса, проверяют соосность нижнего и
верхнего валов, после чего окончательно за-
крепляют анкерные болты и сдают под под-
ливку.
После закрепления корпуса снимают вре-
менные распорки и приступают к монтажу
приводного устройства, расположенного в
верхней части элеватора.
Легкость хода приводного вала со звез-
дочкой достигается точной выверкой соос-
ности валов и качественной сборкой под-
шипников и механизма привода (редукто-
ра, двигателя, приводной цепи). Заверша-
ющим этапом монтажа является натяжка
цепи с ковшом.
Предварительно все секции ковшей и ков-
шовой цепи собирают в одну ленту и при
помощи троса и лебедки по наружной сто-
роне направляющих подтягивают до верх-
ней головки, а затем прокручиванием верх-
Монтаж основного оборудования углеобогатительных фабрик
255
него вала перепускают на заднюю сторону,
через нижний вал до соединения с конеч-
ной частью ленты.
После соединения и регулировки натяже-
ния ковшовой цепи приступают к обкатке
элеватора.
Ковши должны плавно скользить по на-
правляющим, не производить резкого шума,
грохота и не иметь бокового, односторон-
него трения направляющих.
Аналогично монтажу обезвоживающих
элеваторов производят монтаж других эле-
ваторов фабрики: для крупного и мелкого
угля, для сушеного флотоконцентрата н
других, отличающихся только размерами.
МОНТАЖ ВАКУУМ-ФИЛЬТРОВ
Вакуум-фильтры для обезвоживания фло-
тационного концентрата поступают в мон-
таж в собранном виде, без съемных дета-
лей.
Съемные и запасные детали (секторы
дисков, эластичные вакуумные рукава, рас-
пределительные и ячейковые шайбы, смот-
ровые стекла, втулочно-роликовые цепи
и др.) поступают запакованными в отдель-
ных ящиках.
Монтаж оборудования отделения флота-
ции целесообразно вести также совмещен-
ным способом, используя для подъема и
установки оборудования башенный кран,
установленный для монтажа конструкции
здания.
В том случае, когда монтаж производится
в готовом здании, вакуум-фильтр перед
подъемом разбирают на отдельные узлы,
которые подают в монтажный проем отде-
ления флотации.
Монтаж вакуум-фильтра начинается с ус-
тановки ванны на фундамент. Установлен-
ную ванну выверяют по осям и горизонтам,
а затем подливают фундаментные болты и
опорные стойки. После схватывания рас-
твора затягивают гайки фундаментных бол-
тов, одновременно повторно проверяют
установку ванны по ватерпасу. Затем при-
ступают к монтажу ячейкового вала с цап-
фами. Предварительно проверяют по краске
правильность установки главных подшипни-
ков. На подшипники укладывают .ячейко-
вый вал, тщательно очищенный от пыли и
засорения, затем устанавливают вал приво-
да мешалкн и соединяют тяги эксцентриков
с хомутами мешалки так, чтобы ось его
была установлена строго параллельно ячей-
ковому валу, а тяги эксцентриков были пер-
пендикулярны ей.
После продувки и промывки ячеек вал с
цапфами накрывают брезентом для пре-
дотвращения от засорения во время после-
дующего монтажа.
Следующим этапом монтажа является
проверка правильности зеркал распредели-
тельной и ячейковой шайб. Проверку про-
изводят на краску. В качестве контроль-
ной плиты пользуются запасной распреде-
лительной шайбой, предварительно прове-
ренной по плите. В случае необходимости
следует сначала перешабрить зеркало шай-
бы распределительной головки, а затем
ячейковой шайбы.
Устанавливают на цапфу распредели-
тельную головку, пружину затягивают на
наименьшее сжатие с таким расчетом, что-
бы конец шпинделя не выступал из контр-
гайки.
После окончания монтажа распредели-
тельного устройства устанавливают на кар-
манах ванны съемные ножи.
При монтаже редуктора вначале устанав-
ливают плиту с заведенными фундамент-
ными болтами. До закрепления редуктора
болтами к плите ведущая шестерня на валу
его предварительно вводится в зацепление
с приводной шестерней фильтра, после чего
редуктор закрепляют болтами к плите.
Редуктор с плитой устанавливают по ва-
терпасу с точной регулировкой зацепления
зубчатой пары и подгонкой вала звездочки
на фильтре по валу редуктора.
При муфтовом соединении все звездочки
на фильтре — ведущая, натяжная и ведо-
мая— должны быть расположены в одной
плоскости.
Установив на фундамент электродвига-
тель, сцентрировав его по редуктору, зали-
вают раствором фундаментные болты
плиты редуктора, электродвигателя н под-
ливают плиту.
Проверив состояние секторов дисков,
устраняют повреждения, вмятины, вставля-
ют сектора в гнезда и закрепляют прижим-
ной накладкой, одевают цепь привода ме-
шалки, заполняют колпачковые масленки
смазкой, проворачивают фильтр вхолостую,
присоединяют коммуникации: питательную,
сливную, сжатого воздуха, вакуумную. Все
коммуникации, подводимые к распредели-
тельной головке, должны иметь самостоя-
тельное крепление.
МОНТАЖ ОБОРУДОВАНИЯ
СУШИЛЬНЫХ ОТДЕЛЕНИЙ
В комплекс сушильной установки входят
5—7 и более комплектов сушильных бара-
банов, топкн для сжигания газа, приемные
бункера влажных продуктов, дозировочные
столы, дутьевые вентиляторы, дымососы,
пылевые циклоны .и др.
Основным агрегатом установки является
вращающийся сушильный барабан диамет-
ром 2,8 и длиной 14 м.
Сушильный барабан монтируют с накло-
ном к горизонту на двух парах опорных
роликов, на которые он опирается банда-
жами, свободно насаживаемыми на корпус
барабана. Для фиксации положения и
предупреждения осевого сдвига имеется
пара упорных роликов.
Обычно сушильные барабаны устанавли-
вают на первом этаже здания на железо-
бетонных фундаментах.
В монтаж агрегат поступает в разобран-
ном виде.
256
Монтаж оборудования коксохимических предприятий
Корпус барабана весом 30—36 т подают
в монтажную зону «а железнодорожной
платформе, выгружают двумя кранами гру-
зоподъемностью 25 т каждый или тракто-
ром путем скатывания барабана с плат-
формы на специально сооруженную эста-
каду.
К месту монтажа корпус подтягивают
тракторно-санным прицепом.
После приемки фундаментов, осмотра
узлов и деталей механизмов, проверки их
маркировки производят монтаж фунда-
ментных рам и опорных роликов.
Следует иметь в виду, что точная уста-
новка опор для сохранения правильности
геометрической оси сушильного барабана
является основным и необходимым услови-
ем надежной работы.
При установке рам на фундаменты необ-
ходимо выдержать проектные отметки по
высоте и точность уклона поверхности рам
(соответствующего уклону барабана, рав-
ному 2° 52'). Уклон поверхности рам дости-
гается подкладыванием под рамы в направ-
лении оси барабана специальных метал-
лических клиньев, имеющих такой же
уклон.
После монтажа и закрепления рам уста-
навливают и регулируют опорные ролики
(в комплексе с подшипниками). Вес одно-
го ролика 700 кг. Отрегулированные роли-
ки должны отвечать следующим требова-
ниям: боковые поверхности роликов (по-
верхности качения) должны быть между
собой строго параллельны; отвес, спущен-
ный с наклонной проволоки, фиксирующей
ось барабана, должен пересечь ось в цент-
ре между роликами; стальная линейка,
приложенная одновременно к торцовым
поверхностям роликов, должна касаться
этих поверхностей по всей длине каса-
ния; уклон рабочих поверхностей роли-
ков должен соответствовать уклону бара-
бана (1:20), а горизонтальная ось роли-
ков — горизонтальной плоскости оси бара-
бана; положение роликов относительно оси
барабана в вертикальной плоскости долж-
но соответствовать отклонению от верти-
кальной оси на 2°51' т. е. углу уклона ба-
рабана.
Проверка регулировки роликов осуществ-
ляется следующим образом: штихмас дол-
жен одинаково касаться рабочей поверх-
ности роликов; отвес, опущенный с прово-
локи, фиксирующей ось барабана, должен
касаться середины штихмаса, на котором
заранее наносится риска; стальная линей-
ка, приложенная к торцам роликов, долж-
на касаться по всей длине касания одно-
временно обоих роликов. Уклон роликов
проверяется положением стального клина с
точным уклоном 2°5Г и ватерпасом.
Правильность положения роликов отно-
сительно оси барабана в горизонтальной
плоскости (горизонтальные поперечные
смещения) проверяют теодолитом, уста-
новленным так, чтобы отвес, спущенный с
теодолита, касался риски, указывающей
ось барабана. Смотровую трубу теодолита
закрепляют параллельно оси барабана, ось
трубы должна находиться с осью барабана
в одной вертикальной плоскости. При про-
верке заточенные ножки штихмаса вставля-
ют в центры осей роликов каждой опоры.
При правильном положении опор в гори-
зонтальной плоскости визирный крест в
трубе теодолита должен совпадать с рис-
кой штихмаса на его середине. Одновре-
менно теодолитом проверяют правильность
положения роликов относительно оси ба-
рабана в вертикальной плоскости (верти-
кальные смещения). Проверку осуществля-
ют с помощью жестких штанг со строга-
ными плоскостями, штанги устанавливают-
ся и закрепляются на верхней части рабо-
чих поверхностей парных роликов. На вер-
тикальных плоскостях штанг, обращенных
к теодолиту, наносят видимые отметки.
Положение опор будет правильным, если
в вертикальной плоскости все отметки на
штангах совпадают с горизонтальным во-
лоском визирного креста трубы теодолита
и если на вертикальном лимбе теодолита
угол между осью и горизонтом будет ра-
вен 2° 51', т. е. уклону барабана.
После заливки раствором фундаментных
болтов и повторной контрольной проверки
заливают опорные рамы на 2/з высоты.
Окончательное закрепление гаек и контр-
гаек фундаментных болтов производят
после схватывания бетона и достижения им
достаточной прочности.
Монтаж барабана целесообразно вести
до сооружения зданий. Корпус подтаски-
вают на металлических санях тракторами
непосредственно к фундаментам, а на опо-
ры устанавливают при помощи двух само-
ходных кранов грузоподъемностью 25 т
каждый.
При наличии здания над фундаментами
сооружают временную эстакаду, на кото-
рую при помощи лебедок и полиспастов
надвигают корпус барабана в продоль-
ном направлении до нужного положения.
При помощи 20-тонных домкратов кор-
пус барабана осаживают на опорные ро-
лики.
Корпус регулируют проворачиванием ба-
рабана путем прокладки дополнительных
пластин под башмаки. При регулировке,
должно быть устранено биение на консоль-
ных частях барабана.
После регулировки корпуса устанавлива-
ют уплотнения, отрегулировав сектора так,
чтобы зазор между секторами и кольцом
уплотнения на корпусе был 1—2 мм. Одно-
временно в конце барабана перпендикуляр-
но оси опорных роликов устанавливают
упорные ролики.
Барабан вращается от электродвигателя
через редуктор и зубчатую пару, которая
состоит из малой шестерни и венца. Вна-
чале устанавливают на пластинах и за-
крепляют на корпусе барабана разъемный
венец. Положение венца должно быть от-
регулировано прокладками, чтобы радиаль
ное биение не превышало 3, а торцовое
5 мм. Затем производят центровку редук-
тора с двигателем, точно выцентрировав
Монтаж основного оборудования углеобогатительных фабрик
257
валы п тщательно собрав муфту сцепле-
ния. Устанавливают подвенцовую шестер-
ню строго параллельно оси венца и бара-
бана, обеспечив нормальное зацепление
зубьев венца и шестерни. Прилегание зубь-
ев проверяют на краску. При регулировке
зацепления пары необходимо обеспечить
зазор 2—3 мм между линиями делитель-
ных окружностей для возможности темпе-
ратурного расширения во время нагрева
при работе барабана. Наклон оси привода
и подвенцовон шестерни должен строго
соответствовать наклону барабана.
При обкатке барабана вхолостую необ-
ходимо обратить внимание на правиль-
ность зацепления зубьев венца и подвенцо-
вой шестерни, на качество уплотнения и
прилегание бандажей к опорным роликам.
Соприкосновение поверхности бандажа и
опорного ролика должно быть не менее
75% от длины образующей бандажа.
При работе барабана нагрев подшипни-
ков и редуктора не должен превышать
температуры окружающей среды больше
чем на 30° С.
Барабан должен свободно вращаться на
опорных роликах без давления на упорные
ролики. Упорные ролики являются конт-
рольными. Горячая обкатка производится
в течение 24 ч. При обкатке барабана под
нагрузкой в нагретом состоянии ведется
окончательная регулировка положения
опорных роликов на нижней опоре.
При нормальной работе барабана (в
среднем положении) между бандажом и
упорными роликами должен быть зазор
10—12 мм. Достижение указанного зазора
происходит регулировкой положения опор-
ных роликов. При работе барабана рабо-
чие поверхности роликов и бандажей
должны быть сухими.
Загружать барабан концентратом следу-
ет постепенно на протяжении 12 ч непре-
рывной работы.
17 Справочник коксохимика, т. IV.
Глава 23
МОНТАЖ ОБОРУДОВАНИЯ КОКСОВЫХ ЦЕХОВ
МОНТАЖ ОБОРУДОВАНИЯ
КОКСОВЫХ БАТАРЕЙ
Вес оборудования, металлоконструкций
и трубопроводов, подлежащих монтажу
при строительстве коксовых батарей, опре-
деляется числом печей в батарее и их раз-
мерами. В настоящее время в СССР стро-
ятся преимущественно печи высотой 5,0—
5,5 м, шириной 410—450 мм и длиной в
пределах 15,04—16,0 м с полезным объе-
мом 30,0; 30,3 и 32,3 м3. На рис. 23-1 по-
казана коксовая батарея из 77 печей с ем-
костью камер 30,0 м3. Для блока из двух
таких батарей с тремя комплектами коксо-
выталкивателей, углезагрузочных вагонов,
двересъемных машин с направляющими и
двумя комплектами тушильных вагонов с
электровозами необходимо смонтировать
1850 т металлоконструкций, 3725 т обору-
дования и 87 т трубопроводов.
Ниже приведен перечень и вес (т) от-
дельных видов этого оборудования по его
конструктивным элементам для одной ба-
тареи.
Армирование кладки
Брони........................................................... 297
Рамы............................................................ 195
Ликерные колонны, малый аикераж н кронштейны газосборннков..........
Продольные н поперечные анкерные стяжки.............................
Пружины для анкеража, диаметрами, мм.
40...............................................................
21 — 25 .........................................................
Защитные трубы поперечных анкерных стяжек...........................
297
81
6,9
8, 9
4.2
Газопроводы, оборудованные для подвода и отвода газа
и кантованный механизм
Переходные патрубки к газовоздушным клапанам....................... 26,0
Реверсивные клапаны для воздуха, газа н продуктов горения.......... 91,0
Запорно-регулировочные клапаны для доменного газа.................. 21,0
Шиберы боровов и крышки лазов ...................................... 7,0
Газосборники........................................................ 114
Корпуса клапанных коробок и колена стояков.......................... 126
Стояки для отвода газов с изоляционными щитами........................ 39
Перекидной газопровод ............................................... 20
Газопровод коксового газа, подводящий и распределительный............ 36
То же, доменного газа ................................................ 65
Арматура отопления печей коксовым газом ............................. 24
Кантовочная н обезграфнчнвающая лебедки.............•............... 5,2
Кантовочиый механизм................................................. 13
Пути тележки обслуживания арматуры.................................. 5,5
Площадки
Обслуживающие вдоль батареи с машинной и коксовой сторон............ 75
Обслуживания газосборннков ....................................... 27
Обслуживания перекидного газопровода .............................. 4,3
Концевая............................................................ 30
Междубатарейная .................................................... 69
Между угольной башней и батареей ................................... 30
Пути коксовых машин
Пути коксовыталкивателя ................................................ 36
Пути двересъемной машины .............................................. 21
Пути загрузочного вагона .............................................. 26
Монтаж оборудования коксовых цехов
259
Машины коксовых печей
Коксовыталкиватель.................................................. 155
Двересъемная машина ................................................. 40
Углезагрузочиый вагон . . . ......................................... 67
Тушильный вагон ..................................................... 72
Электровоз ........................................................ 3 0
Дверн (без футеровки) .............................................. 289
Трубопроводы
Аммиачной воды для орошения, технической воды, воздуха, пара для про-
парки и инжекции, конденсата.......................................... 43,5
Рис. 23-1. Коксовая батарея (поперечный разрез):
1 — распределительный газопровод доменного газа; 2 — регулировочный клапан доменного газа;
3 — переходный патрубок; 4 — газовоздушный реверсивный клапан; 5 — распределительный газо-
провод коксового газа; 6 — арматура отопления коксовым газом; 7 — тушильный вагон; 8 — ан-
керная колонна; 9, 10, 11 — броня, дверная рама, дверь; 12 — двересъемиая машина; 13 — троллей
двересъемной машины; 14 — газосборник; 15 — перекидной газопровод; 16 — аммиакопровод; 17 —
клапанная коробка; 18 — колено; 19 — стояк для отвода газа; 20 — паропровод; 21 — троллеи за-
грузочного вагона; 22 — загрузочный вагон; 23 — перекидной газопровод; 24 — будка КИП; 25 —
прямой газопровод; 26 — мост под прямой газопровод; 27 — смоляной ящик; 28 — поперечные
анкерные стяжки; 29 — коксовыталкиватель; 30 — троллеи коксовыталкивателя; 31 — обслуживаю-
щие площадки вдоль батареи
ПРИЕМКА СТРОИТЕЛЬНЫХ
КОНСТРУКЦИЙ ПОД МОНТАЖ
Нормальная работа коксовых батарей
зависит как от герметичности всех конст-
руктивных узлов огнеупорной кладки пе-
чей, так и точности монтажа оборудования
и конструкций, сопрягающихся с кладкой.
Эти обстоятельства вызывают определен-
ные требования к точности выполнения
строительных работ по фундаментам пе-
чей, контрфорсам, площадкам, путям кок-
совых машин и другим конструктивным
элементам, технологически связанным с ра-
ботой коксовых печей.
Допускаются следующие отклонения в
размерах строительных конструкций, при-
нимаемых под монтаж оборудования:
17*
а) фундаменты под пути коксовыталки-
вателя. Расстояние от оси батареи до оси
первой нитки пути ±10 мм; расстояние
между осями обеих ниток ±10 мм; размер
от оси рельса до фундаментного болта
±5 мм; отметка верха фундамента под
шпалы +0,—20 мм; отметка верха фунда-
ментных болтов +20,—5 мм;
б) опорные плоскости фундаментов под
колонны обслуживающих площадок на
подпорных стенках. Размер от оси или
фасадной линии батареи до оси передних
болтов +10,—5 мм; размер от оси опорной
плоскости до оси болтов ±3 мм; отметка
бетона на подпорных стенках в местах
опирания колонн обслуживающих площа-
док + 0,—20 мм;
в) болты для крепления низа анкерных
колонн. Размер от оси анкерных болтов
260
Монтаж оборудования коксохимических предприятий
до фасадной линии выступающей' части
верхней фундаментной плиты ±5 мм; раз-
мер от оси анкерных болтов до оси про-
стенка ±3 мм; длина выреза в верхней
фундаментной плите для анкерной колон-
ны 10 мм (по 5 мм от оси простенка на
каждую сторону); отметка верха болтов
для крепления анкерных колонн ±5 мм;
г) железобетонные контрфорсы. Откло-
нения от вертикальной плоскости внутрен-
них и фасадных поверхностей контрфорсов
±5 мм; отметка верха контрфорсов
±10 мм; размер между смежными осями
проемов для крепления продольных стяжек
±10 мм; размер по оси батареи до фасад-
ной линии контрфорса ±10 мм;
д) борова коксовых печей. Отметка по-
верхности дымовых патрубков ±5 мм;
размер от фасадных стен регенераторов до
оси дымовых патрубков +10,—0 мм;
е) прочие строительные конструкции кок-
сового блока. Размер между осями выпуск-
ных воронок угольной башни ± 10 мм; от-
метка перекрытия на уровне верха печей
под угольной башней ±10 мм; отметка
нижней поверхности выпускных воронок
+20, —10 мм; отметка перекрытий конце-
вых, промежуточных и междубатарейных
площадок (под путями загрузочного ваго-
на) ± 10 мм.
ОРГАНИЗАЦИЯ РАБОТ ПО МОНТАЖУ
Оборудование коксовой батареи (брони,
рамы, двери и др.) складируется на терри-
тории центрального прирельсового склада
металлоконструкций.
Погрузочно-разгрузочные работы на
складе производятся башенным краном-по-
грузчиком.
По мере поступления металлоконструк-
ции и оборудование сортируются и укла-
дываются по типам и маркам. Одновремен-
но на стеллажах производится выборочная
проверка размеров оборудования. Там же
па складе ведется футеровка броней, две-
рей, стояков, крышек загрузочных люков.
У строящихся коксовых батарей долж-
ны быть промежуточные складские пло-
щадки, рассчитанные на хранение одно-
дневного или двухдневного запаса монти-
руемых элементов.
Перевозка оборудования и металлокон-
струкций производится на автомашинах
либо на прицепах тяжеловозов.
Подачу оборудования и металлических
конструкций в тепляк для строительства
крайних первой и четвертой коксовых ба-
тарей целесообразно производить со сто-
роны концевых площадок, рядом с которы-
ми располагаются промежуточные склады,
а для второй и третьей коксовой бата-
реи — со стороны междубатарейной пло-
щадки.
Работы по огнеупорной кладке еще в
начальной стадии должны быть организо-
ваны таким образом, чтобы они могли
быть закончены, включая очистку и отде
лочпые работы, отдельными участками по
15—20 печей последовательно от одного
конца батареи с тем, чтобы на этих печах
приступить к монтажу броней и анкеража.
При таком совмещении завершающих
работ по кладке и предрастопочному мон-
тажу достигается ускорение сроков выпол-
нения работ по подготовке коксовой бата-
реи к разогреву.
Подвозка броней, рам, анкерных колонн
и другого оборудования для предрастопоч-
ного монтажа по машинной и коксовой
сторонам производится вагонетками по
узкоколейным путям, уложенным по на-
стилу тоннеля доменного газопровода, для
чего настил тоннеля должен быть соответ-
ствующим образом усилен.
Погрузка этого оборудования на ваго-
нетки осуществляется гусеничным краном.
В тепляках следует уложить узкоколей-
ные пути с машинной и коксовой сторон
за пределами поперечных стяжек.
Это дает возможность провозить обору-
дование для предрастопочного монтажа
мимо установленных и укрепленных анкер-
ных колонн.
Для того чтобы избежать пересечения
потоков подачи оборудования и огнеупо-
ров, необходимо огнеупорную кладку за-
канчивать отдельными участками со сторо-
ны подачи оборудования.
Подъем и установка броней, анкерных
колонн, рам и другого оборудования про-
изводится при помощи подвесных кран-ба-
лок, имеющихся в тепляке.
Вначале устанавливаются брони с уплот-
няющими асбестовыми шнурами, затем ве-
дется установка и закрепление порогов,
анкерных колонн с верхними поперечными
стяжками и пружинами армирования.
По окончании монтажа анкерных колонн
приступают к установке дверных рам с
уплотняющими асбестовыми шнурами. Од-
новременно ведут работы по продольным
анкерным стяжкам.
Закончив работы по монтажу рам, при-
ступают к установке малого анкеража и
его крепления к анкерным колоннам.
После установки и закрепления дверных
рам приступают к монтажу обслуживаю-
щих площадок с тем, чтобы конструкции
обслуживающих площадок использовать
для установки поддонов с кирпичом и ящи-
ков с раствором для кладки внутренних
временных топок.
Монтаж обслуживающих площадок ве-
дется укрупненными панелями. После
установки площадки и выверки ее ведется
установка временных косых стяжек с ма-
шинной стороны, укладка и крепление
рельсов путей двересъемпой машины.
По мере окончания монтажа анкеража
коксовых печей и обслуживающих пло-
щадок производится набивка рисок на ан-
керных колоннах, рамах, стяжках, бронях
для замера сдвигов при разогреве; установ-
ка газовоздушных клапанов, арматуры
отопления коксовым газом и ряд других
работ.
После бетонирования и выстилки чугун-
ными плитами обслуживающих площадок
Монтаж оборудования коксовых цехов
261
устанавливают выносные топки, собирают
заранее заготовленный временный газопро-
вод с кранами и отводами, ставятся будки
с контрольно-измерительными приборами.
Установка панелей обслуживающих пло-
щадок, инвентарных выносных топок и вре-
менного отопительного газопровода произ-
водится подвесными кран-балками.
Обычно испытанием временного газопро-
вода заканчивается предрастопочный мон-
таж батареи и начинается сушка и разо-
грев кладки, а затем передвижка или раз-
борка тепляка.
При передвижке тепляка, либо разборке
его до начала разогрева необходимо по
верху батареи сделать цементную стяжку
для защиты кладки от атмосферных осад-
ков.
После окончания предрастопочного мон-
тажа независимо от начала растопки бата-
реи могут быть развернуты работы по уста-
новке оборудования и металлоконструкций,
обычно монтируемых в послерастопочный
период.
Организация работ по монтажу верха
коксовой батареи зависит от условий про-
изводства этих работ.
При снятом тепляке подъем газосборни-
ков осуществляется гусеничным краном, а
подъем и установка коробок, колен, стоя-
ков, перекидного газопровода, площадок
по газосборникам и другого оборудова-
ния— пятитонным башенным краном-по-
грузчиком МК-5, передвигающимся по пу-
тям, уложенным поверху вдоль всей бата-
реи.
Для устройства путей крана временно
используют рельсы пути загрузочного ва-
гона. Кран-погрузчик МК-5 запроектиро-
ван с учетом возможности использования
его на монтаже оборудования и металло-
конструкций верха коксовых батарей, на
демонтаже конструкций тепляка, а также
иа монтаже загрузочных вагонов.
При производстве работ по монтажу
верха батареи в тепляке есть возможность
гусеничным краном поднять все оборудова-
ние на верхнее перекрытие, междубатарей-
ной либо концевой площадки, погрузить на
вагонетку, а затем вкатить по узкоколей-
ному пути внутрь тепляка и одной или
двумя подвесными кран-балками, в зави-
симости от веса монтируемого элемента,
подать его и установить на место.
Независимо от условий производства ра-
бот целесообразно, чтобы элементы газо-
сборпика поставлялись весом не более 6 т.
Одновременно с монтажом верха коксо-
вых батарей ведут монтаж распределитель-
ных газопроводов с арматурой, кантовоч-
ных механизмов с лебедками, путей кок-
совых машин и др.
Монтаж коксовых машин начинается
заблаговременно в период кладки коксо-
вой батареи. Место для монтажа машин
выбирается в зависимости от целого ряда
условий.
Монтаж первых двух коксовыталкивате-
лей производится иа путях, уложенных за
пределами первой коксовой батареи со
стороны концевой площадки, а монтаж
двересъемных машин и загрузочных ваго-
нов — на концевых и промежуточных пло-
щадках.
Место монтажа третьего и последующих
комплектов машин выбирается в зависи-
мости от расположения скиповых подъем-
ников, передвижки тепляка, расположения
башенных кранов по сооружению угольных
башен, состояния и расположения резерв-
ных машин, удобных подъездов и др.
МОНТАЖ БРОНЕЙ
10% прибывающих на площадку строи-
тельства броней подвергают выборочной
проверке. Все поступающие брони должны
быть взаимозаменяемы.
Если при выборочной проверке обнару-
жат отклонения, выходящие за пределы
допусков, проверяют весь комплект броней.
Годные к установке брони заблаговре-
менно футеруются специальным составом
из глиноземистого цемента и боя диато-
мового кирпича.
При положительной температуре эти
работы производят на центральном складе,
где хранятся брони. В зимних условиях
футеровку броней производят в тепляке
коксовой батареи.
Перед установкой брони в гнездо клад-
ки по периметру прилегания брони к клад-
ке гвоздями в швы прикрепляется уплот-
няющая асбестовая набивка из четырех
асбопухжгутов диаметром 30 мм, весом
480 г/пог. м.
В тепляках с подъемными стеллажами
установка броней осуществляется при спу-
щенных стеллажах и только лишь в од-
ном пролете, где производится подъем бро-
ней для монтажа (в средней части группы
печей, на которых проводятся работы), по-
дымают все три яруса стеллажей; затем,
когда все брони этого участка подняты,
стеллажи опускают (рис 23-2).
Рис, 23-2. Монтаж броней и анкерных колонн:
1 — вагонетка с броней; 2 — анкерная колонна;
3 — подвесная кран-балка, Q = 2,5 т
262
Монтаж оборудования коксохимических предприятий
Погруженные на вагонетки брони пода-
ются во внутрь тепляка и поднимаются
специальным стропом.
Броня, поднятая подвесной кран-балкой,
устанавливается на место и временно за-
крепляется деревянными распорками, ко-
торые одним концом крепятся гвоздями к
деревянному настилу стеллажа, а другим
концом упираются в броню.
После установки группы броней с машин-
ной и коксовой сторон приступают к при-
жатию броней к кладке при помощи вре-
менных стяжек, проходящих через коксо-
вую камеру.
При утяжке броней необходимо следить,
чтобы не был сдвинут асбестовый шнур,
чтобы было достигнуто совпадение фасад-
ных плоскостей смежных броней, симмет-
ричность установленных броней по отно-
шению к обрезам кладки и были выдержа-
ны размеры зазоров между кладкой и бро-
ней.
Зазоры между смежными бронями долж-
ны быть не менее 5 мм.
Затяжка броней проверяется на трех го-
ризонтах: на уровне верхнего и нижнего
ригельных крюков и посредине между ни-
ми. Допускаемые зазоры между броней и
кладкой 6 ± 3 мм, соприкосновение брони
с кладкой не допускается.
Брони после утяжки сдаются представи-
телям технадзора с записью в специальный
журнал.
По мере окончания работ по монтажу
броней приступают к установке порогов.
Пороги должны быть установлены гори-
зонтально, верхняя грань порога должна
быть на 8—10 мм ниже пода камеры. От-
метки порогов и их горизонтальность про-,
веряются после роста батареи. В необходи-
мых случаях разрешается производить
строжку порогов и укладывать стальные
П-образные прокладки под ними.
МОНТАЖ АНКЕРАЖА
Поставляемые на площадку поперечные
стяжки, анкерные колонны, малый анкераж
и продольные стяжки могут иметь следую-
щие отклонения, мм\
Размеры стяжек, анкерных колонн и ма-
лого анкеража проверяют выборочно на
нескольких элементах.
Прогибы анкерных колонн проверяют
выборочно на 10% всех колонн.
При обнаружении в процессе выборочной
проверки отклонений, выходящих за преде-
лы допусков, проверке должны быть под-
вергнуты все колонны.
Нижние анкерные стяжки, укладыва-
емые до начала кладки по оси простенка,
могут иметь отклонения от оси не более
±3 мм. При укладке стяжек необходимо
обеспечить равенство выступающих концов
с машинной и коксовой сторон, допускают-
ся отклонения не более 20 мм.
Стяжки и анкерные колонны подают
внутрь тепляка на вагонетках.
Для полной ликвидации ручных погрузо-
разгрузочных работ поперечные стяжки
должны поступать от завода-изготовителя
пакетами общим весом до 5 т. Все опера-
ции по разгрузке и погрузке пакетов долж-
ны осуществляться кранами. Эти пакеты
со стяжками в тепляке поднимают двумя
кран-балками.
Раскладку поперечных стяжек произ-
водят подвесной кран-балкой при помощи
специальной траверсы, захватывающей
шесть стяжек. Стяжки укладывают по
осям канавок, опирая их на временные
деревянные прокладки толщиной 20 мм,
уложенные поперек канавок, сохраняя
проектные размеры выступающих частей.
При монтаже анкерных колонн необхо-
димо следить, чтобы подача колонн во
внутрь тепляка осуществлялась строго по
типам в соответствии с монтажной схемой
установки колонн.
Поднятые в вертикальное положение
анкерные колонны нижней своей частью
упираются в поперечные стяжки, а вверху
временно крепятся специальными хомута-
ми из круглой стали диаметром 16—18 мм,
хомуты огибают колонну и своими конца-
ми входят в монтажные отверстия смеж-.
ных броней.
Рихтовку и регулировку анкерных ко-
лонн производят с помощью кран-балок и
домкратов.
До закрепления анкерных колонн произ-
водится замер стрелы прогиба колонн в
свободном состоянии.
Нижние и верхние поперечные анкерные стяжкн:
общая длина стяжки........................................+40—2 0
длина нарезанной части................................-|-20—10
Анкерные колонны:
общая длина колонн ...................................... +5
ширина колонн ........................................... +2
расстояние от нижнего края колонны до верха кронштейна
под обслуживающую площадку............................ +0—5
прогиб анкерных колонн в плоскости прилегания нх к арми-
рующим броням и стенам регенераторов................... ±5
Малый анкераж:
общая длина колонны...................................... +5
расстояние от нижнего края до центра прижимного болта . +5
расстояние между центрами прижимных болтов............... +3
прогиб в плоскости прилегания их к стенам регенераторов +5
Продольные анкерные стяжки:
общая длина.............................................. +100
волнистость на отдельных участках..................... ±Ю
Монтаж оборудования коксовых цехов
263
При установке колонн необходимо, чтобы
были соблюдены отметки верха колонн и
кронштейнов для опирания металлоконст-
рукций обслуживающих площадок, допус-
ки по высоте 0, —10 мм; отклонения по
вертикали не должны превышать 10 мм.
После установки колонн в проектное по-
ложение производят монтаж пружин узлов
армирования.
Спиральные пружины принимаются в
монтаж по паспортам завода-изготовителя.
Проверяют наличие бирок, на которых
должны быть указаны номера пружин.
Пружины без бирок в монтаж не прини-
мают.
Сдвоенные пружины для верхних и ниж-
них анкерных стяжек комплектуются на
основании данных из паспортов так, чтобы
для каждой пары пружин отклонения от
проектных размеров были равные и равно-
значные.
После затяжки анкерных стяжек и пред-
варительного отрегулирования нагрузок на
пружины всех узлов удаляются временные
стяжки. Во всех колоннах, притянутых к
печам, задняя плоскость армирующей бал-
ки должна прилегать к стене регенерато-
ров. Допуски по прилеганию не должны
выходить за пределы допусков по кладке.
Изменение стрел прогибов анкерных
колонн и нагрузки на пружины фиксирует-
ся представителями технадзора и заносит-
ся в соответствующие журналы.
МОНТАЖ РАМ
Установленные в проектное положение
рамы крепятся несколькими постоянными
болтами. Для уплотнения зазоров между
броней и рамой во внутренний паз уклады-
вают трехжильную асбестовую набивку из
трех асбопухжгутов диаметром 30 мм ве-
сом 360 г/пог.м, а в наружный паз — четы-
рехжильную весом 480 г!пог. м.
Утяжка рам производится равномерно,
начиная от середины одновременно с двух
сторон.
После затяжки рам проверяют правиль-
ность расположения головок Т-образных
болтов по имеющимся насечкам и тщатель-
ность уплотнения стыка брони. Зазор меж-
ду броней и рамой допускается в преде-
лах 12—15 мм. Измерение зазоров произ-
водится на тех же трех уровнях, как и на
бронях.
После затяжки рам производится вто-
ричная проверка примыкания брони к
кладке. При вторичной проверке после за-
тяжки рам допускается увеличение перво-
начального зазора на 3 мм.
МОНТАЖ ОБСЛУЖИВАЮЩИХ,
МЕЖБАТАРЕЙНЫХ И КОНЦЕВЫХ
ПЛОЩАДОК КОКСОВЫХ ПЕЧЕЙ
Обслуживающие площадки машинной и
коксовой стороны рекомендуется изготав-
ливать в виде укрупненных транспорта-
бельных элементов, опирающихся с одной
стороны на кронштейны анкерных колонн,
а с другой стороны — на колонны площад-
ки.
Вес такого укрупненного элемента пло-
щадки коксовой стороны, включая метал-
лическую опалубку составляет 1200—
1500 кг, а машинной стороны 600—700 кг.
Отдельно поставляются в виде укрупнен-
ных элементов фахверк площадки вместе
с оконными переплетами со всеми приспо-
соблениями по открыванию окон.
Элементы обслуживающих площадок по-
дают в тепляк к месту установки по узко-
колейным путям и устанавливают на место
при помощи подвесных кран-балок.
До установки на анкерных колоннах по
нивелиру наносят отметки верха площадок
и приваривают кронштейны.
При изготовлении и монтаже элементов
площадок следует учитывать рост коксовой
батареи, который принимается равным
2 мм от середины коксовой батареи вправо
и влево на каждую печь.
Крайние балки элементов площадки
должны быть смещены на 65 мм (на ба-
тареях из 65 печей) и 77 мм (на батареях
из 77 печей) вправо и влево от оси анкер-
ных колонн.
При монтаже площадок надо обратить
особое внимание на соблюдение отметок,
ие допуская завышения их; занижение до-
пускается в пределах 10 мм. После уста-
новки и рихтовки площадки коксовой сто-
роны и проверки ее уровня приступают к
укладке путей двересъемной машины.
Монтаж конечных и межбатарейных
площадок производят стреловым гусенич-
ным краном.
Площадки между угольными башнями
и коксовыми батареями рекомендуется
монтировать башенным краном, установ-
ленным для производства строительных
работ по угольной башне.
При монтаже всех площадок нужно сле-
дить за тем, чтобы установленные метал-
лические конструкции давали возможность
свободно расширяться коксовой батарее в
поперечном и продольном направлении во
время растопки, овальные отверстия были
зачищены, все скользящие опоры смазаны,
а установленные болты в местах скольже-
ния до окончания роста батареи не затя-
гивались.
КЛАПАНЫ ДЛЯ ГАЗА,
ВОЗДУХА И ПРОДУКТОВ ГОРЕНИЯ
10% клапанов для газа, воздуха и про-
дуктов горения выборочно проверяют на
герметичность в соответствии с технически-
ми условиями.
Газовый клапан испытывается подачей
под клапан воздуха при давлении
450 мм вод. ст. при емкости воздухосбор-
ника 0,05 м3, падение давления допускает-
ся 250 мм в течение 5 мин.
Клапан продуктов горения испытывается
наливом воды на высоту 100 мм, проник-
новение воды под клапан не допускается.
264
Монтаж оборудования коксохимических предприятий
Посадка клапана на седло должна про-
изводиться только при помощи ведущего
рычага, смазка уплотняющих поверхностей
не допускается.
Плотность прилегания воздушных кры-
шек к уплотняющей плоскости корпуса
проверяется щупом толщиной 0,05 мм.
Все запорно-регулировочные клапаны
доменного газа испытываются сжатым воз-
духом в закрытом положении при давле-
нии 2000 мм вод. ст., при емкости воздухо-
сборника 0,05 м3 допускается падение дав-
ления 200 мм вод. ст. в течение 10 мин.
При обнаружении в процессе проверки
отклонений, выходящих за пределы допус-
ков, установленных техническими условия-
ми, вся дефектная партия клапанов в мон-
таж не допускается.
Все клапаны газа, воздуха и продуктов
горения перед установкой должны пройти
ревизию. При ревизии производится про-
верка наличия всех деталей, осмотр со-
стояния корпусов, притертых поверхностей,
клапанных тарелок воздушных крышек и
поверхностей, к которым они прилегают.
Одновременно проверяют работу ведущих
рычагов, а также высоту подъема штоков
клапанных тарелок и воздушных крышек.
Обычно выборочную проверку клапанов
осуществляют у коксовых батарей. При
морозе целесообразно эти работы произво-
дить в закрытом утепленном помещении.
Патрубки и клапаны подвозят к тепляку
и грузят на вагонетки автопогрузчиками.
Подачу патрубков и газовоздушных кла-
панов по сборкам внутрь тепляка необхо-
димо вести в строгом соответствии с про-
ектной монтажной схемой.
При установке переходных патрубков
должен быть выдержан проектный зазор
между футеровкой подового канала и пат-
рубком, допускается отклонение —5 мм.
После установки патрубков их уплотня-
ют асбестовым шнуром по всему перимет-
ру; последнее кольцо асбестового шнура
должно находиться на глубине 12—25 мм
от наружного обреза кладки.
Уплотнение зазоров асбестовым шнуром
должно допускать свободный рост кладки
при растопке, не увлекая за собой патру-
бок.
Для правильной установки газовоздуш-
ных клапанов выше верха клапанов натя-
гивается ось. Для уменьшения провисания
осевой проволоки на каждой шестой ко-
лонне привариваются кронштейны из угол-
ков. При монтаже клапанов допускаются
отклонения высоты вала кулачкового меха-
низма от проектной отметки и отклонения
ведущего рычага клапана от продольной
оси в пределах 5 мм.
При регулировке по высоте в случае
необходимости под нижнюю часть клапа-
нов разрешается подкладывать металличе-
ские подкладки.
Для растопки батареи в газовоздушных
клапанах открывают клапаны продуктов
горения и закрывают крышки воздуха.
Закрепление поднятых клапанов произво-
дят деревянными колышками или обрезка-
ми труб, прикрепленными к штокам про-
волокой.
В клапанах для газа, воздуха и продук-
тов горения закрывают клапаны доменно-
го газа, а на патрубках доменного газа
устанавливают заглушки.
Регулировка высоты подъема клапанов
газа и продуктов горения, а также хода
ведущего рычага и узла открывания воз-
душной крышки производится при совмест-
ном испытании с кантовочным устройст-
вом, при этом допускаются отклонения вы-
соты подъема клапанов 5 мм и угла отк-
рывания крышки +4° и —2°.
ШИБЕРЫ В БОРОВАХ
При приемке шиберов необходимо про-
верить геометрические размеры; допуска-
ются отклонения ± 10 мм. При установке
шиберов проверяют вертикальность оси
(допускаемое отклонение ±2 мм), проект-
ный зазор между крыльями шиберов и
футеровкой (допускаемое отклонение
25 мм), легкость и плавность поворота
и тщательность закрепления подпятника.
Если размер футеровки боровов не выдер-
жан, разрешается по всему периметру
плавно подтесать кирпич на участке, при-
легающем к шиберу.
ВРЕМЕННЫЕ ГАЗОПРОВОДЫ
КОКСОВОГО И ДОМЕННОГО ГАЗА
ДЛЯ РАЗОГРЕВА КОКСОВЫХ ПЕЧЕЙ
Временные отопительные газопроводы
должны быть выполнены сборно-разбор-
ными, чтобы использовать их для разогре-
ва нескольких коксовых батарей. Перед
каждой установкой необходимо произвести
ревизию задвижек проверить состояние и
правильность насечек и осуществить испы-
тание всех кранов.
Для ускорения монтажа газопроводы
заблаговременно поднимают на верх бата-
реи, там собирают их в укрупненные узлы
длиною 25—30 м, а затем вместе с крана-
ми в готовом виде опускают кран-балками
вниз на обслуживающую площадку ' либо
на специальные кронштейны, закрепленные
на анкерных колоннах.
Смонтированные газопроводы в сборе с
кранами и газоподводящими трубами до
места подключения горелок с установлен-
ными заглушками на фланцах испытыва-
ют: доменный — на 0,2 кгс/см2, коксовый —
на 0,1 кгс!смг, падение давления при испы-
тании в течение 30 мин не должно превы-
шать 10%.
МОНТАЖ ГАЗОСБОРННКОВ,
ГАЗООТВОДЯЩИХ СТОЯКОВ
И АММИАКОПРОВОДОВ
Монтаж газосборннков (отдельные зве-
нья весом 5,5—6,0 т), клапанных коробок,
колен и стояков с машинной и коксовой
сторон, а также путей загрузочного ваго-
Монтаж оборудования коксовых цехов
265
на можно производить в тепляке при по-
мощи подвесных кран-балок. Перечислен-
ное оборудование и металлоконструкции
гусеничным краном с машинной стороны
поднимают на концевую либо межбата-
рейную площадку, грузят на вагонетку
вкатывают по узкоколейному пути внутрь
тепляка, а затем подвесными кран-балками
подвозят и устанавливают на место.
Все остальные конструкции верха бата-
реи: площадки по газосборникам, перекид-
ной газопровод, аммиакопровод и трубо-
проводы пара, колонны, троллеи и др.
монтируют после передвижки или демон-
тажа тепляка при помощи башенного кра-
на МК-5.
В случае монтажа газосборников после
передвижки или разборки тепляка обору-
дование и конструкции подвозятся на ма-
шинную сторону и подымаются наверх
коксовой батареи гусеничным краном.
Вначале поднимают элементы газосборни-
ка коксовой стороны, которые затем по
специально уложенным переносным узко-
колейным путям подают к месту установки
на коксовую сторону.
До установки газосборников в проектное
положение должны быть подведены и про-
верены по высотным отметкам его опоры.
Монтаж газосборника машинной сторо-
ны производится путем подъема укрупнен-
ных узлов 25-тонным гусеничным крапом
с установкой непосредственно на опоры.
Уложенные на опоры газосборники про-
веряют по продольным осям, уклонам и
штуцерам. Затем производят сварку мон-
тажных стыков и упорных уголков у седел,
фиксирующих положение газосборников.
По окончании монтажа газосборника
приступают к установке на нем обслужи-
вающих площадок, которые поступают в
виде укрупненных элементов.
Затем монтируют клапаны, стояки и ко-
лена.
При установке стояка под нижний обрез
его укладывается листовая асбестовая, а
на верхний фланцевый конец — металли-
ческая заглушка, которые удаляются во
время пусковых операций по батарее.
Если стояки имеют различную высоту,
необходимо предварительно рассортиро-
вать их с тем, чтобы не допустить ошибок
во время установки.
В зависимости от конструкции газоотво-
дящего стояка фланцевый конец колена
прибалчивают к стояку либо к корпусу
клапана, а второй конец, попадающий в
раструб, временно слегка зажимают не-
сколькими клиньями, допускающими пере-
мещение стояка вверх при росте батареи
во время растопки.
Перекидной газопровод (рис. 23-3) до
подъема укрупняется в монтажные элемен-
ты весом 4—4,5 т. Монтаж коробок, колен,
стояков, площадок по газосборникам, пе-
рекидного газопровода, колонн троллей и
других элементов производится башенным
краном-погрузчиком МК-5, передвигаю-
щимся по верху печей.
Рис. 23-3. Монтаж перекидного газопровода:
1—9 — последовательный монтаж узлов пере-
кидного газопровода и моста; 10 — монтажный
кран МК-5
Изменение длины перекидного газопро-
вода в связи с расширением кладки при
растопке должно погашаться сальниковым
компенсатором и подвижной опорой газо-
провода.
Для обеспечения поперечной жесткости
перекидного газопровода необходимо пос-
ле сборки его установить предусмотренные
проектом растяжки.
Монтаж моста с прямым газопроводом
через пути коксовыталкивателя произво-
дят после установки газосборников. Так
как вес моста, газопровода и аммиакопро-
вода не превышает грузоподъемности
25-тонного гусеничного крана их поднима-
ют вместе.
Мост крепят в соответствии с проектом,
учитывая температурный рост кладки ба-
тареи.
Конец газопровода, примыкающий к кок-
совой батарее, стыкуется с перекидным
газопроводом сразу после подъема, а дру-
гой его конец присоединяется монтажным
патрубком к газопроводу после окончания
роста кладки.
К монтажу аммиакопровода и паропро-
вода приступают после установки обслужи-
вающих площадок газосборников. Звенья
аммиакопровода, включая все отводы, ре-
комендуется изготавливать в мастерских.
Собранные из звеньев коллекторы аммиач-
ной воды вместе с кранами испытывают
гидравлическим давлением 6 атм. После
испытания коллекторов устанавливают от-
воды к брызгалам газосборников и к кла-
панам свечей, остальные отводы к брызга-
лам колен стояков разрешается устанавли-
вать после окончания основного роста
кладки при температуре ее выше 600° С.
Сети паропроводов и водопроводов мон-
тируют из заранее изготовленных укруп-
ненных узлов. Подключение коллекторов,
266
Монтаж оборудования коксохимических предприятий
расположенных на газосборнике, к подво-
дящим сетям производят по окончании
основного роста батареи.
Проверку работы всей системы трубо-
проводов аммиачной воды осуществляют
одновременно с проверкой работы всего
цикла газосборников.
Полностью смонтированные газосборни-
ки с перекидными газопроводами прове-
ряют путем наполнения их паром с одно-
временной подачей аммиачной воды, на-
гретой до температуры 80—90° С, при этом
не должно быть течи и парения в стыках
и соединениях.
При испытании необходимо следить за
тем, чтобы подаваемая на газосборники
вода имела свободный сток из газосбор-
ников и газопровода прямого газа.
МОНТАЖ ПОДВОДЯЩЕГО
И РАСПРЕДЕЛИТЕЛЬНОГО
ГАЗОПРОВОДА КОКСОВОГО ГАЗА
С АРМАТУРОЙ
Подводящий газопровод коксового газа
с задвижками и дросселями рекомендуется
монтировать одновременно с металлически-
ми конструкциями площадки из заранее
собранных в мастерских укрупненных уз-
лов.
Вначале устанавливают на консолях
угольной башни и контрфорса металличе-
ские конструкции площадки кантовочного
помещения, а затем тем же краном до
устройства железобетонного перекрытия
поднимают укрупненные узлы подводяще-
го газопровода и крепят их к конструкци-
ям площадок.
При монтаже необходимо строго соблю-
дать проектные отметки газопроводов (до-
пускаемое отклонение 5 мм).
Монтажные стыки газопроводов диамет-
ром 500 мм и менее свариваются усилен-
ным швом, от 600 до 800 мм стыкуются
при помощи полукольцевых накладок, а
при диаметре более 800 мм, помимо полу-
кольцевых накладок, обязательно должна
быть произведена сварка стыка труб внут-
ри.
Смонтированный подводящий газопровод
испытывается на плотность при всех за-
глушенных отводах к измерительным при-
борам. конденсационным горшкам и све-
чам воздухом давлением 0,65 кгс/см2 , до-
пускается утечка не более 2% объема воз-
духа за 2 ч.
Коллекторы распределительного газо-
провода коксового газа рекомендуется из-
готавливать в мастерских звеньями длиною
8 -10 .и с приваренными штуцерами.
При изготовлении распределительного
газопровода необходимо проследить, что-
бы фланцевые стыки размещались между
штуцерами.
Разметку штуцеров для подключения
стопорных и реверсивных кранов следует
вести с учетом роста батареи от середины
к краям, прибавляя в каждую сторону по
2 мм на каждую печь.
Подъем и установку на опоры отдель-
ных звеньев распределительного газо-
провода ведут ручными рычажными лебед-
ками.
После сборки и проверки положения рас-
пределительного газопровода на фланцы
штуцеров устанавливают заглушки и по-
верх них собранные н испытанные в ма-
стерских узлы, состоящие из стопорного и
реверсивного кранов вместе с отводами до
места подключения гибких шлангов. На
фланцах подключения гибких шлангов
заранее устанавливают заглушки.
До сборки узлов все стопорные и ревер-
сивные краны испытывают сжатым возду-
хом давлением 1000 мм вод. ст.; при ем-
кости воздухосборника 0,01 ж3 допускае-
мое падение давления 10 мм в течение
10 мин.
Реверсивные краны испытывают в поло-
жении паузы при легко смазанных уплот-
нительных поверхностях. Все прочие детали
арматуры принимают по наружному ОСМОТ-
РУ-
Полностью собранные по сторонам рас-
пределительные газопроводы коксового га-
за с арматурой до диафрагм включительно
испытывают на плотность сжатым возду-
хом Давлением 0,3 кгс/см2 при заглушенных
штуцерах для стопорных кранов, измери-
тельных приборов, конденсационных горш-
ков и паропроводов.
Дальнейшая проверка плотности фланце-
вых соединений коксового газопровода про-
изводится давлением сжатого воздуха
0,1 кгс/см2 при следующих положениях ар-
матуры:
а) стопорные краны закрыты; в этом по-
ложении вторично проверяют стопорные
краны;
б) стопорные краны открыты, реверсив-
ные закрыты; при этом проверяют плот-
ность фланцевого соединения между кра-
нами и кантовочные краны;
в) стопорные и реверсивные краны от-
крыты, а в месте установки диафрагм
стоят заглушки в этом случае проверяют
плотность соединений всех остальных эле-
ментов отопительного газопровода.
При всех испытаниях пропуски выявляют
промазыванием соединений мыльной во-
дой.
Результаты испытания считаются удов-
летворительными, если потерн давления
при каждом испытании в течение 30 мин
не превышает 10% избыточного давления.
Наличие утечки газа в процентах опре-
деляется по формуле
ДР = 100 1
ПМ >р
Гкон* нач
рМ гр
гмачл кон
где ДР — величина утечки отопитель-
ного газа;
Тнач и Т кон — абсолютная температура
воздуха в начале и в конце
испытания, °C;
Монтаж оборудования коксовых цехов
267
^нач и ^кон—избыточное давление воз-
духа по манометру в на-
чале и в конце испыта-
ния, кгс/см2.
Испытания на плотность гидрозатворов,
подводов пара, воды и конденсата про-
водят отдельно. Этими испытаниями закан-
чивают работы по монтажу распредели-
тельных газопроводов.
Гибкие шланги устанавливают и подклю-
чают обычно после окончания основного
роста кладки перед переводом печей на
постоянный обогрев.
МОНТАЖ ПОДВОДЯЩЕГО
И РАСПРЕДЕЛИТЕЛЬНОГО
ГАЗОПРОВОДА ДОМЕННОГО ГАЗА
. Подводящий и распределительный до-
менный газопровод независимо от того,
когда намечается перевести коксовую ба-
тарею на отопление доменным газом, учи-
тывая затруднения с производством огне-
вых работ в действующем цехе, целесооб-
разно смонтировать до ввода коксовой ба-
тареи в эксплуатацию.
Коллекторы распределительного газопро-
вода доменного газа рекомендуется уло-
жить на место до начала монтажа тепляка
или во всяком случае до начала разогрева
батареи.
Подводящий газопровод следует монти-
ровать укрупненными узлами вместе с за-
движками одновременно с металлическими
конструкциями площадок, к которым он
крепится.
Врезка и приварка штуцеров для под-
соединения к распределительному газопро-
воду регулировочных клапанов доменного
газа обычно производится после окончания
основного роста кладки батареи.
Вначале устанавливают на место и кре-
пят к газовоздушным клапанам регулиро-
вочные клапаны, затем с помощью шабло-
на размечают и вырезают на распредели-
тельном газопроводе отверстия, по пери-
метру которых приваривают штуцера.
Смонтированную систему доменного га-
зопровода по сторонам испытывают дваж-
ды. Первое испытание осуществляют дав-
лением воздуха 0,2 кгс!см2 при закрытых
регулировочных кранах. Результаты испы-
тания считают удовлетворительными, если
потери давления в течение 30 мин не пре-
высят 10% избыточного давления, приве-
денного к одинаковым температурным ус-
ловиям.
Второе испытание производят группами
по 5 клапанов при сухой уплотняющей по-
верхности тарелки и давлении воздуха
450 мм вод. ст. Воздухосборником при этом
испытании служит распределительный га-
зопровод одной стороны печей, который от-
ключается заглушками с обоих концов
тоннеля. Потери не должны превышать
20% избыточного давления в течение
10 мин.
Перед испытанием кантовочных клапа-
нов доменного газа предварительно прове-
ряют каждый клапан сжатым воздухом
давлением 450 мм вод. ст. на выявление
мест пропуска обмыливанием.
МОНТАЖ КАНТОВОЧНОГО МЕХАНИЗМА
С ЛЕБЕДКАМИ
Кантовочный механизм состоит из трех
ветвей, из которых две — для переключе-
ния газовоздушных клапанов и реверсив-
ных кранов коксового газа — приводятся в
действие кантовочной лебедкой, а третья
ветвь переключения воздушных клапанов
газовых пушек приводится в действие обез-
графичивающей лебедкой.
Работы по установке лебедок, угловых и
отклоняющих роликов для штанг газовоз-
душных клапанов и реверсивных кранов
можно вести независимо от разогрева ба-
тареи, однако регулирование и подключе-
ние установленного оборудования возмож-
ны лишь после окончания основного роста
кладки.
Кантовочную и обезграфичивающую ле-
бедки желательно установить до кладки
наружных кирпичных стен на предвари-
тельно подготовленное железобетонное пе-
рекрытие, подняв лебедки краном на об-
служивающую площадку.
Ревизию кантовочной и обезграфичиваю-
щей лебедок целесообразно проводить в
кантовочной помещении.
Прокручивая кантовочную лебедку от ру-
ки, необходимо проверить симметричность
хода рычагов; допускаемое отклонение
±3 мм.
При монтаже лебедок следует обратить
внимание на точность установки и крепле-
ние их к конструкциям перекрытия.
Ролики, поддерживающие штанги, долж-
ны быть установлены и отрихтованы так.
чтобы было обеспечено проектное располо-
жение штанг по высоте и в плане; допускае-
мые отклонения от проектного положения
по высоте ±10 мм и в плане ±5 мм.
Угловые и отклоняющиеся ролики долж-
ны быть отрегулированы так, чтобы было
обеспечено правильное набегание и сход ка-
натов, исключающие трение их о реборды
роликов.
Канат к лебедкам должен присоединяться
при вертикальном положении переводного
рычага и кривошипа.
Отклонения фактической величины поло-
вины хода штанг от проектной допускают-
ся в пределах 10 мм.
Законченное монтажом кантовочное
устройство испытывают вначале вхолостую
от ручных и пневматических приводов лебе-
док при отключенных газовоздушных кла-
панах, реверсивных кранах коксового газа и
клапанах для воздуха. Затем проводят не
менее 20 перекантовок при помощи электро-
привода.
268
Монтаж оборудования коксохимических предприятий
После проверки работы механизма вхоло-
стую подключают все рычаги реверсивных
кранов, клапанов воздуха и газовоздушных
клапанов и производят испытание под на-
грузкой вначале от ручных приводов, а за-
тем от электроприводов.
Испытания под нагрузкой производят
в течение 24 ч.
Во время испытания кантовочного меха-
низма проверяют длину хода кантовочных
штанг, полноту открытия и закрытия канто-
вочных кранов, а также пауз между ними,
положение рисок на пробках кранов, высо-
ту подъема клапанов для продуктов горе-
ния и воздушных крышек, высоту подъема
газовых клапанов (прн работе на доменном
газе), качество крепления тросов в зажи-
мах и рычагах на штангах, роликов и кана-
тов, проектное положение в плане всех
штанг, роликов, а также правильное набе-
гание н сход канатов, исключающие трение
канатов о реборды роликов.
После испытания производят пробную
кантовку кранов и крышек клапанов обез-
графичивающего устройства, в процессе ко-
торой регулируется правильность хода каж-
дого рычага крана и высота подъема каж-
дой воздушной крышки обезграфичивающе-
го устройства.
МОНТАЖ ПУТЕЙ КОКСОВЫХ МАШИН
Шпалы путей коксовыталкивателя долж-
ны изготавливаться из плотной древесины
без гнили, сучков и больших трещин. Разме-
ры шпал по высоте должны быть выдержа-
ны с допуском ±5 мм. После просверлива-
ния отверстий для крепления анкерных бол-
тов шпалы пропитываются креозотовым мас-
лом и оковываются полосовой сталью.
До начала монтажа на концах участков,
где будут уложены пути, закрепляется ме-
таллическая обноска, на которой наносятся
при помощи теодолита осн рельсов. Подве-
зенные к путям коксовыталкивателя рельсы
раскладывают автокраном.
После проверки и приема строительных
работ в первую очередь укладывают и ре-
гулируют по высотным отметкам шпалы, ко-
торые крепятся к фундаменту анкерными
болтами, затем укладывают остальные
шпалы.
Первоначально рельсы кладут на под-
кладки и соединяют креплениями начерно,
затем рельсовые пути тщательно рихтуются
в плане и по высоте.
Осн и отметки путей коксовыталкивателя
устанавливаются с учетом увязки имеющих-
ся отклонений в плане расположения коксо-
вой батареи, отметок пода печен н неравно-
мерных осадок батареи. Прн строительстве
3-й, 4-й н последующих батарей отметки пу-
тей коксовыталкивателя увязываются с су-
ществующими путями.
Сверление отверстий в шпалах н крепле-
ние глухарями производится при помощи
электрических либо пневматических сверли-
лок и электрошурупогаечных ключей.
Окончательно отрихтованный путь прове-
ряется по нивелиру н теодолиту, допускае-
мые отклонения от оси батареи ±5 мм, по
высоте ±5 мм. Прн наличии зазоров между
прижимами н рельсами разрешается уста-
новка листовых прокладок. После проверки
путь коксовыталкивателя сдается под за-
ливку.
Сборку путей углезагрузочного вагона
производят поверх поперечных стяжек.
Укладку путей в проектное положение осу-
ществляют после опускания анкерных стя-
жек в поперечные канавки.
Монтаж путей двересъемной машины
производится в тепляке вслед за монтажом
обслуживающих площадок.
Рельсы для путей целесообразно поднять
заблаговременно наверх батареи, а затем по
мере надобности опускать их вниз двумя
кран-балкамн.
При укладке рельсов завышение проект-
ного расстояния между путями и подами
печей не допускается, допускаемые отклоне-
ния от продольной осн батареи не должны
превышать 5 мм. При необходимости допу-
скается укладка под рельсы одной проклад-
ки соответствующей толщины. Отклонение
отметок головки наружного рельса по отно-
шению к внутреннему в одной поперечной
плоскости не должно превышать 3 мм.
МОНТАЖ ДВЕРЕЙ КОКСОВЫХ КАМЕР
Двери коксовых камер устанавливают пе-
ред загрузкой печей немедленно после лом-
ки и удаления внутренних топок.
Готовые к установке двери подвозят
к коксовой батарее для машинной стороны
на автомашинах, а для коксовой стороны на
железнодорожных платформах.
Двери на машинной стороне могут уста-
навливаться в гараж гусеничным или пнев-
моколесным краном, а на коксовой сторо-
не пятитонным временным вантовым кра-
ном.
Двери коксовой стороны, так же как и
Двери машинной стороны, можно подать на
машинную сторону. В этом случае гусенич-
ным краном двери грузят на специальную
тележку и по уложенным узкоколейным пу-
тям электролебедкой тележка с дверью пе-
ремещается поперек батареи. Затем этой же
лебедкой специальным устройством тележ-
ку вместе с дверью поднимают и устанавли-
вают в вертикальное положение в гараж.
После закрепления двери тележка опу-
скается.
Перемещение дверей н установка их в ка-
меры осуществляется коксовыталкивателем
н двересъемной машиной.
Обычно установка всех дверей произво-
дится в течение 20—24 ч.
После установки дверей и их закреп-
ления приступают к регулировке уплотня-
ющих ножей, которую производят равно-
мерно по всему периметру уплотняющих
рамок.
Монтаж оборудования коксовых цехов
269
МЕХАНИЗМЫ И МОНТАЖНЫЕ
ПРИСПОСОБЛЕНИЯ
Для монтажа коксовой батареи с печами
большой емкости требуются следующие ме-
ханизмы и монтажные приспособления: гу-
сеничный кран, Q = 25 т; монтажный кран
МК-5, (? = 5 т; подвесные кран-балки,
Q = 3 т, 3 шт.; ручные рычажные лебедки,
Q = 1,5 т. 6 шт.; четыре узкоколейные ваго-
нетки; винтовые домкраты, 0 = 3 т, 4 шт.;
универсальные стропы диаметром 11,5 мм,
1 = 3 м, 6 шт., диаметром 11,5 мм, I = 4,5 м,
4 шт., диаметром 11,5 мм, 1 = 5 м, 8 шт.,
диаметром 14 мм, I = 6 м, 2 шт., диаметром
17 мм, I = 3,2 м, 4 шт.; диаметром 22,5 мм,
1 = 8 м, 6 шт., облегченные стропы с крю-
ками диаметром 11,5 мм, 1 = 2,5 м, 2 шт.,
диаметром 11,5 мм, I = 8,5 м, 4 шт.; стропы
с петлями диаметром 17 мм, I = 4,8 м,
2 шт., диаметром 17 мм, I = 6,1 м, 2 шт.,
диаметром 17 мм, I = 8,5 м, 2 шт.; стропы
с монтажными болтами диаметром 17 мм,
I = 1,9 м, 4 шт., диаметром 17 мм, I = 2,7 м,
4 шт.; монтажные рым-болты, 8 шт., трос
диаметром 14 мм, 300 м, диаметром 25 мм,
14 м; 60 комплектов временных стяжек для
броней; трещеточные ключи для временных
стяжек М = 37 мм, 8 шт., для поперечных
стяжек М = 48 мм, 4 шт., для стяжек
М = 52 мм, 4 шт.; узкоколейные пути,
b = 750 мм, 300 м\ шаблоны для проверки
броней, головок кладки с машинной и коксо-
вой сторон, 6 шт.; деревянные подкладки под
поперечные стяжки, 900 шт.
МАШИНЫ КОКСОВЫХ ПЕЧЕЙ
Машины коксовых печей должны пройти
полную контрольную сборку на заводах.
Централизованная смазка должна поступать
в виде готовых собранных в узлы трубопро-
водов.
Смонтированные машины перед сдачей их
в эксплуатацию проходят индивидуальные
испытания вхолостую и под нагрузкой.
При испытании вхолостую проверяют ра-
боту каждого механизма в течение 2 ч нор-
мальной бесперебойной работы на рабочем
месте, затем производят контрольные про-
езды машин вдоль батарей для проверки
правильности сопряжения механизмов ма-
шин с оборудованием печей (дверями, за-
грузочными люками, стояками, затворами
угольной башни и т. д.).
Индивидуальные испытания отрегулиро-
ванных машин под нагрузкой производят
в течение 8 ч нормальной бесперебойной ра-
боты на эксплуатационном режиме.
Во время испытаний и контрольного про-
езда машин должно быть обращено внима-
ние на:
а) четкую безотказную работу всех тор-
мозов;
б) работу механизмов передвижения. Пе-
редвижение должно происходить плавно,
без толчков и вибрации, подшипники не
должны нагреваться выше 60° С;
в) правильность установки всех конечных
выключателей;
г) правильность работы всех сигнальных
и автоматических устройств;
д) соответствие проекту рабочих ,и наи-
больших ходов выталкивающей и планирной
штанг и правильность установки их на кок-
совыталкивателе;
е) правильность установки механизма от-
крывания планирной дверцы, чтобы при
установке планирной штанги крюк мог от-
крыть и закрыть дверцу;
ж) правильность выполнения рабочих
операций механизмами чистки рам и две-
рей. Чистка рам должна происходить по все-
му периметру зеркала рамы, боковых по-
верхностей, свода и порога. Чистка дверей
должна происходить по всему периметру
кирпичедержателей, кирпичной футеровки,
ножа и диафрагмы уплотняющей рамки;
з) правильность открывания, закрывания
шиберов и подъема телескопов; нормальную
работу люкосъемов и связанных с ними ме-
ханизмов чистки и уборки на углезагрузоч-
ном вагоне. Поворот и опускание люко-
съема должны происходить плавно, без уда-
ров, а снятие и установка на место крышек
должны происходить без заклинивания за-
хвата и перекоса крышек.
Коксовыталкиватель
Детали коксовыталкивателя подвозят
к месту монтажа на автомашинах с прице-
пами. Разгружают детали гусеничным пли
автомобильным краном, Q = 10ч-12 т.
После установки балансирных тележек и
проверки их собирают поперечные и про-
дольные фермы каркаса и настил. После
проверки каркаса производится электро-
сварка всех монтажных стыков, монтаж ниж-
ней площадки, компрессорной станции, при-
вода механизма передвижения и воздухо-
сборника. Затем последовательно устанав-
ливают стойки выталкивающей шташщ, ме-
таллические конструкции и стойки планир-
ной штанги, конструкции под механизм две-
ресъема, привод планирной штанги, бункер,
механизм открывания планирной дверцы,
планирную штангу, выталкивающую штан-
гу, головку выталкивающей штанги, баш-
мак, штангу механизма двересъема, меха-
низм передвижения двересъемной штанги,
механизм чистки дверей и поворотную раму
двересъемного устройства и механизм чист-
ки рам. По окончании сборки всех узлов
приступают к монтажу централизованной
смазки и воздухопроводов.
Сборку и установку всех узлов произво-
дят гусеничным краном, исключение состав-
ляет выталкивающая штанга, имеющая вес
около 15 т. Монтаж штанги обычно произво-
дят двумя гусеничными крапами.
При монтаже необходимо проверять,
чтобы:
а) расстояние между серединами поверх-
ностей катания ходовых колес было выдер-
жано с допуском 5 мм;
б) расстояние между центрами осей ба-
лансирных тележек (база ходовой части кок-
270
Монтаж оборудования коксохимических предприятий
совыталкивателя) было выдержано с допу-
ском 10 мм;
в) оси балансиров ведущей и ведомой те-
лежек были параллельны между собой. Про-
веряют замером расстояния между центра-
ми осей с наружной и с внутренней сторо-
ны каждой пары тележек. Отклонения
в размерах одной стороны от другой (рас-
стояние между центрами осей базы) не
должны превышать 1 мм. Разность величин
диагоналей между центрами осей балансир-
ных тележек не должна превышать 5 мм;
г) центры головок механизма отвинчива-
ния ригельных винтов находились на одной
вертикали как в крайних положениях, так и
при движении двересъемной штанги.
Отклонение центра нижней головки от
вертикали, проходящей через центр верхней
головки, допускается в пределах 5 мм;
д) захваты дверей имели проектный ход
вверх и вниз. При срыве двери нижний за-
хват не должен доходить, до нижнего кар-
мана на 10—20 мм;
е) осевая плоскость головки выталкиваю-
щей штанги была вертикальной. В крайних
положениях отклонение от вертикали допу-
скается 5 мм;
ж) ролики выталкивающей и планирной
штанг были установлены и отрегулированы
так, чтобы штанги лежали на всех роли-
ках;
з) все четыре буфера механизма чистки
двери в рабочем положении одновременно
касались упоров.
Углезагрузочный вагон
Монтаж углезагрузочного вагона произво-
дится краном МК-5, установленным на-
верху коксовых печей. Подача узлов наверх
осуществляется гусеничным краном.
После установки на пути балансирных те-
лежек н проверки их положения монтируют
балки портала с механизмом передвижения.
После крепления порталов к тележкам пос-
ледовательно устанавливают кабину маши-
ниста, весовую раму, бункера, механизм чи-
стки стояков, механизм обслуживания зат-
воров угольной башни, нижние части бун-
керов в сборе с телескопами, приводы меха-
низмов затворов и телескопов и механизмы
обслуживания стояков и люкосъемов. Затем
приступают к монтажу централизованной
смазки.
При монтаже необходимо проверить, что-
бы:
а) расстояние между серединами поверх-
ностей катания (колеи) ходовых колес было
выдержано с допуском 4 мм;
б) расстояние между центрами осей ба-
лансирных тележек было выдержано с до-
пуском 5 мм;
в) оси балансиров ведущей и ведомой те-
лежки были параллельны между собой.
Отклонение в размерах одной стороны от
другой не должно превышать 1 мм. Раз-
ность величин диагоналей между центрами
осей балансирных тележек не должна пре-
вышать 5 мм;
г) люкосъемы были установлены относи-
тельно рядов загрузочных люков вдоль ба-
тареи таким образом, чтобы вертикальные
оси головок захватов в рабочем положении
совпадали со средним положением оси за-
грузочного люка. Расстояние от оси люко-
съема до оси нижнего телескопа должно
быть с отклонениями не более 5 мм;
д) рычаги механизмов обслуживания зат-
воров угольной башни были выставлены па-
раллельно продольной оси углезагрузочного
вагона. Допускаются отклонения на сторо-
ны 3 мм и по высоте 10 мм. Механизм об-
служивания затворов угольной башни дол-
жен быть отрегулирован так, чтобы затво-
ры полностью открывались и закрывались.
Двересъемная машина
с коксонаправляющей
Монтаж двересъемной машины и коксо-
направляющей нз отдельных элементов це-
лесообразно производить непосредственно
на путях 25-тонным гусеничным краном.
Монтаж коксонаправляющей следует ве-
сти одновременно с монтажом двересъем-
ной машины.
Двересъемная машина состоит из
пяти укрупненных узлов. Отдельно подни-
мают валки и связи, опорные ролики и зад-
нюю стенку.
Узлы устанавливают в следующей после-
довательности.
Вначале устанавливают тележки с меха-
низмами передвижения и поворота двере-
съема, затем поднимают и крепят к тележ-
ке каркас кабины и каркас с площадкой
чистки. Для устойчивости на время сборки
подкладывают под края тележки в местах
установки каркасов деревянные подпорки.
После крепления каркасов устанавливают
механизм чистки дверей и двересъемное
рычажное устройство, а затем поднимают
и крепят балки, связи и другие мелкие эле-
менты. Максимальный вес узла составляет
6,3 т. По коксонаправляющей вначале уста-
навливается тележка, затем поднимают и
крепят к тележке каркас коксонаправляю-
щей, каркас механизма чистки рам и корзи-
ну коксонаправляющей. Максимальный вес
узла коксонаправляющей 4,8 т.
При монтаже необходимо проверять, что-
бы:
а) расстояние между серединами поверх-
ностей катания ходовых колес было выдер-
жано с допуском 3 мм;
б) оси скатов были параллельны между
собой и перпендикулярны оси пути. Рас-
стояние между центрами осей скатов ходо-
вых тележек должно быть выдержано с до-
пуском 3 мм;
в) двересъемная машина и коксонаправ-
ляющая опирались на рельсовый путь всеми
колесами;
г) центры головок механизмов отвинчива-
ния ригельных винтов находились на одной
вертикали как в крайних положениях, так и
при движении люльки двересъемного устрой-
ства. Отклонение центра нижней головки
Монтаж оборудования коксовых цехов
271
механизма отвинчивания от вертикали, про-
ходящей через центр верхней головки меха-
низма отвинчивания, допускается в преде-
лах 5 мм.
д) захваты имели проектный ход вверх и
вниз. При срыве двери нижний захват не
должен доходить до нижнего кармана на
10—20 мм:
е) подъем двери был обеспечен с точно-
стью 10 jwjw;
ж) верхние упорные ролики были отрегу-
лированы по упорному рельсу таким обра-
зом, чтобы при движении двересъемной ма-
шины и коксонаправляющей они свободно
вращались и обеспечивали полный ход. От-
метка середины верхних упорных роликов,
считая от уровня головки рельсов, должна
быть выдержана с допуском 10 мм;
з) осевая плоскость механизма чистки рам,
проходящая между направляющими швел-
лерами параллельно фронту печей, была
вертикальной как в крайних положениях,
так и при движении люльки; выверка про-
изводится по отвесу;
и) отвод механизма чистки рам от печи,
считая от нижнего положения люльки до
крайнего верхнего — по горизонтали, был
обеспечен с точностью ±10 мм.
Коксотушильный вагон
Вследствие негабаритности подвижного
состава коксотушильный вагон для коксо-
вых батарей с печами большой емкости по-
ступает в разобранном виде. Обычно мон-
таж вагона осуществляется на железнодо-
рожных путях при помощи гусеничного кра-
на. Вначале устанавливаются ходовые
тележки, на них укладывают раму в сборе
с механизмом открывания затворов.
После закрепления рам монтируются ме-
таллические конструкции каркаса и настила
пола. Затем укладывают облицовочные пли-
ты и собирают рычажную систему механиз-
ма открывания затворов и воздухопроводы.
Максимальный вес узла рамы с механизмом
открывания затворов 12 т.
При монтаже необходимо проверять, что-
бы:
а) концы поперечных балок наклонной
части вагона находились на одной линии,
а балки были параллельны между собой;
б) зазоры между плитами были выдер-
жаны в пределах 5—10 мм;
в) установленные подшипники механизма
открывания затворов обеспечивали соос-
ность отверстий под валы. Регулировка со-
осности производится с помощью прокладок
под подшипники и пневмопривод;
г) было обеспечено полное открывание
затворов. Открывание затворов должно
происходить плавно, без рывков;
д) рычажная система водосборных жело-
бов была отрегулирована так, чтобы вода
полностью выливалась из желобов при на-
езде роликов штока на направляющие.
По окончании монтажа должны быть под-
вергнуты испытанию;
а) цилиндр пневматического привода за-
твора давлением 9 ати. При этом допуска-
ется падение давления: 15% за 15 мин;
б) воздухопровод давлением 9 ати. При
закрытом кране источника питания возду-
хом падение давления по манометру не долж-
но превышать 0,1 ати в течение 5 мин;
в) воздушная система тормоза давлением
6 ати. При закрытом кране источника пита-
ния воздухом падение давления по мано-
метру не должно превышать 0,1 ати в тече-
ние 5 мин.
Для монтажа коксовых машин требуются
следующие механизмы и приспособления:
гусеничный кран, Q = 25 т; монтажный
кран МК-5; гидравлические домкраты,
<2 = 5 г, 2 шт., Q = 20 г, 4 шт., <2 = 50 т, 2 шт.;
рычажные тали, <2 = 1,5 т, 2 шт., универ-
сальные стропы диаметром 11,5 мм, I = 5 м,
6 шт., диаметром 11,5 мм, I = 2,5 м, 4 шт.,
диаметром 14 мм, I — 2 м, 4 шт., диаметром
14 мм, I = 5 jw, 3 шт., диаметром 15,5 мм,
I — 13 jw, 2 шт., диаметром 19,5 мм,
I = 11 jw, 2 шт., диаметром 22 мм, I = 18 м,
2 шт., диаметром 22 лии, / = 12 м, 1 шт.,
диаметром 22 лгэи, I — 5 jw, 4 шт., диаметром
31 мм, I = 6 м, 2 шт.; передвижной компрес-
сор; электросверлилки, 2 шт.
Глава 24
МОНТАЖ ОБОРУДОВАНИЯ
ЦЕХОВ УЛАВЛИВАНИЯ ХИМИЧЕСКИХ ПРОДУКТОВ
МОНТАЖ ОСВЕТЛИТЕЛЕЙ
ДЛЯ НАДСМОЛЬНОЙ ВОДЫ
Обычно листовые конструкции корпуса
прямоугольного осветлителя сваривают на
площадке у места монтажа.
Для сборки конструкций рядом с фунда-
ментами устраивают стеллаж размером
12.5 X 22 м.
В первую очередь собирают боковые стен-
ки корпуса. При сварке вначале сваривают
поперечные швы, соединяющие листы в
длинные полосы. После этого укладывают
и закрепляют электроприхваткой балки же-
сткости боковых стенок. Сварку продольных
швов полотнищ во избежание деформации
производят обратно-ступенчатым способом
симметрично от центра к краям. Заварен-
ные с одной стороны боковые стенки при
помощи гусеничного крана кантуют для
производства сварки со второй.стороны.
Во избежание деформации стенок при
подъеме их в верхней части призаривают
усиливающие балки № 14 длиной 12 м.
Аналогично собирают и сваривают днище
осветлителя и внутреннюю перегородку,
которую собирают поверху днища.
Готовые части корпуса поднимают и уста-
навливают в проектное положение гусенич-
ным краном. Вначале устанавливают в вер-
тикальное положение и крепят при помощи
временных подкосов из уголков одну боко-
вую стенку, затем установленную боковину
прихватывают электросваркой к днищу. До
сборки днище должно быть испытано на
плотность и произведен контроль качества
сварных швов частей корпуса на плотность.
Затем устанавливают и закрепляют в вер-
тикальном положении и прихватывают к
днищу внутреннюю перегородку и вторую
боковую стенку.
В последнюю очередь собирают и свари-
вают перекрытие и кровлю осветлителя.
Готовый осветлитель по уложенным рель-
сам надвигают на фундамент при помощи
10-топпого полиспаста.
Опускание корпуса осветлителя на фун-
дамент производится при помощи четырех
десятитонных домкратов.
Для изготовления и монтажа осветлителя
требуются: гусеничный кран, Q = 25 т; ав-
томобильный кран, Q = 5 т; приводная ле-
бедка, Q = 3 т; полиспаст, Q = 10 т; трос
диаметром 17,5—150 м; четыре домкрата,
Q = 10 т.
Так как сборка осветлителя на месте мон-
тажа требует больших затрат труда, реко-
мендуется изготовлять его на заводах ме-
таллоконструкций и поставлять в виде ук-
рупненных элементов. Для этого корпус ос-
ветлителя расчленяется на четыре части
(рис. 24-1). Максимальный вес элемен-
та 12 т.
Сборку конструкции осветлителя произво-
дят 25-тонным гусеничным краном.
Для придания жесткости элементам кон-
струкции приваривают временные жестко-
сти из уголков к днищу осветлителя.
При монтаже осветлителя необходимо об-
ратить особое внимание на прямолиней-
ность днища с тем, чтобы зазор между
нижней кромкой скребка и днищем не пре-
вышал ±5 мм.
После полного окончания работ по корпу-
су осветлителя приступают к монтажу
скребковых транспортеров.
Испытание корпуса осветлителя на проч-
ность и плотность производится путем за-
полнения каждой секции водой до верхнего
бортового угольника. Скребковые транспор-
теры и их общий привод проверяются путем
прокрутки без нагрузки в течение 48 ч без
перерыва.
Другая разновидность осветлителя —
круглый механизированный осветлитель
диаметром 15,18 м емкостью 650 м3 и весом
58 т — изготавливается следующим обра-
зом: корпус, днище и стенки ванны—из ру-
лонной заготовки; стены и днище желоба,
покрытие кровли — из отдельных щитов.
До начала монтажа проверяют размеры
фундаментной плиты и желоба. Допускают-
ся отклонения: по диаметру ±40 мм, по
ширине и высоте желоба ±10 мм.
Вначале на фундаменте разворачивают
днище, состоящее из двух половин, затем
гусеничным краном устанавливают готовые
желоба вместе с направляющими, предвари-
тельно собранные в укрупненные элементы.
При сборке днища резервуара и желоба
необходимо следить, чтобы между фунда-
ментом и конструкциями были минимальные
Монтаж оборудования цехов улавливания химических продуктов
273
Рис. 24-1. Осветлитель из четырех укрупненных монтажных элементов:
1 — 4 — монтажные элементы
зазоры. Все пустоты заполняются цемент-
ным раствором под давлением через выре-
занные специально для этого отверстия, ко-
торые потом заваривают.
На готовое днище устанавливают рулон
корпуса и производят разворачивание его
при помощи лебедок, прикрепляя электро-
прихваткой к днищу по заранее произведен-
ной разметке. По мере развертки стенки
корпуса ее в нескольких местах крепят ра-
стяжками.
После проверки вертикальности стенки
корпуса производят последовательно сварку
вертикального стыка, замыкающего корпус,
а затем приварку корпуса к днищу.
Монтаж переливных желобов, ферм и щи-
тов кровли производят краном. Для сборки
ферм внутри в центре резервуара устанав-
ливают временную опору. При монтаже же-
лоба необходимо следить, чтобы верхняя
кромка бортов переливного желоба была
горизонтальна и могла обеспечить равно-
мерный перелив по всему периметру.
Стенки ванны изготавливают на площад-
ке из рулонной заготовки. На стеллаже на
раскатанном полотнище вырезают все четы-
ре стенки ванны по заранее произведенной
разметке, затем в нижнем положении свари-
вают балки жесткости и направляющие.
Готовые элементы днища и стенок ванны
краном собирают иа фундаменте и времен-
но раскрепляют их растяжками.
МОНТАЖ ТРУБЧАТЫХ
ГАЗОВЫХ ХОЛОДИЛЬНИКОВ
Охлаждение коксового газа на коксохи-
мических предприятиях производится пре-
имущественно в вертикальных трубчатых
газовых холодильниках. Вес такого холо-
дильника с поверхностью охлаждения
2100 м2 равен 79,9 т.
В последнее время находят применение
холодильники с горизонтальными трубами
диаметром 57/50 мм, поверхностью охлаж-
дения 2950 м2, изготовляемые полностью на
специальных машиностроительных заводах.
18 Справочник коксохимика, т. IV.
Такие холодильники, каждый весом около
130 г, поставляются в виде четырех готовых
секций, которые на площадке соединяются
между собой сваркой по корпусу. Наиболь-
ший вес секции 36 т.
Трубы и трубные камеры секций холо-
дильника должны подвергаться на заводе-
изготовителе гидравлическому испытанию
давлением 5,25 кгс!см2, а корпус—гидравли-
ческим, а затем пневматическим давлением
1,1 кгс/сл2; при этом секции закрываются
временными съемными крышками на струб-
цинах.
Крышки трубных камер должны быть ка-
чественно закупорены с применением цель-
ных высококачественных резиновых прокла-
док.
Секции холодильника подвозят к месту
монтажа на прицепе тяжеловоза, Q — 40 т,
и разгружают двумя гусеничными кранами
на стеллаж, расположенный с торца фунда-
ментов.
Монтаж холодильника производится от-
дельными секциями методом наращивания
при помощи двух мачт грузоподъемностью
25 т, высотой 35 м, установленных поперек
фундаментов на расстоянии 3 м от продоль-
ной оси холодильников.
До начала монтажа вдоль всех холодиль-
ников на уровне верха фундаментов устраи-
вается эстакада из отдельных звеньев.
Испытанные на стеллаже секции холо-
дильника укладывают гусеничными кранами
на эстакаду, а затем при помощи двух по-
лиспастов подтягивают к месту подъема.
Подъем секции холодильника и установку
на место осуществляют при наклонном по-
ложении мачт.
Для уменьшения угла наклона мачты ус-
танавливают между фундаментами. Накло-
няя мачты в сторону расположения секции,
ее поднимают в вертикальное положение, а
затем, наклоняя мачты в противоположную
сторону, устанавливают секцию на место.
Монтаж второй и третьей секций произво-
дится с заранее подвешенными к ним под-
мостями для производства работ по стыков-
ке и сварке монтажных стыков.
274
Монтаж оборудования коксохимических предприятий
После подъема четвертой секции мачты
передвигают для монтажа следующего хо-
лодильника.
Монтаж газопроводов и трубопроводов
производят краном СКГ-30/10 укрупненны-
ми узлами вместе с задвижками весом
до 10 т. При наличии крана СКГ-50 целе-
сообразно подъем секций холодильников
производить этим краном.
Рис. 24-2. Трубчатый газовый холодильник из
трех укрепленных элементов:
1 — 3 — монтажные элементы
Собранный холодильник подвергается ис-
пытаниям на герметичность межтрубного
пространства вместе с примыкающим газо-
проводом и на плотность соединения труб-
ных камер с корпусом и их штуцером с при-
мыкающими трубопроводами.
Вертикальные трубчатые холодильники
состоят из трех габаритных элементов с
трубной решеткой. Сборку корпусов и валь-
цовку труб производят на месте монтажа
(рис. 24-2).
Сборка корпуса производится 25-тонным
гусеничным краном. Сварка наружных и
внутренних стен корпуса и перегородок осу-
ществляется с подвесных подмостей.
После сборки корпуса приваривают зара-
нее заготовленные штуцера для газа, воды,
пара и керосином проверяют качество вы-
полненной электросварки.
По окончании этих работ приступают
к набивке и вальцовке труб.
Холодильник имеет 1265 труб диаметром
76 мм с толщиной стенок 3,5 мм, длиной
7 м, общим весом 55,4 т.
Перед вальцовкой труб производят отжиг
и механическую зачистку их концов.
После зачистки один конец трубы отбор-
товывают. Готовые к установке трубы укла-
дывают в пакеты и краном поднимают на-
веох холодильника.
Развальцовку верхних и нижних концов
труб производят при помощи пневматичес-
ких развальцовочных машинок И-118, осна-
щенных редукторами.
На развальцовку верхнего конца трубы
затрачивается 3 мин, нижнего конца тру-
бы — 6 мин.
Межтрубное пространство испытывают
сжатым воздухом давлением 0,1 кгс/см2, а
трубное пространство — наливом воды до
самого верха.
Одновременно с вальцовкой труб произво-
дится монтаж площадок и лестниц, установ-
ка конденсатоотводчиков, обвязка холодиль-
ников газопроводами, трубопроводами во-
ды, пара, конденсата и пр.
Все трубопроводы и газопроводы, собран-
ные в мастерской в укрупненные узлы, мон-
тируют гусеничным краном.
Для монтажа трубчатых газовых холо-
дильников необходимы следующие механиз-
мы и приспособления, шт.:
Гусеничный кран, Q= 25 m ............. 1
Автокран, Q — 5 m .................... 1
Газовые печн.......................... 2
Приводные станки для заготовки концов труб 2
Пневматические развальцовочные машннкп
И-118с редукторами ................. 6
Траверса, Q=10m....................... 1
Стеллажи и инвентарные подмости
МОНТАЖ ВЕРТИКАЛЬНЫХ
РЕЗЕРВУАРОВ
Все резервуары для аммиачной воды, смо-
лы, бензола, поглотительного масла, серной
кислоты и др. собираются из рулонирован-
ных заготовок, изготовленных на специали-
зированных заводах металлоконструкций,
оборудованных стендами. На этих стендах
сварка полотнищ с двух сторон производит-
ся в нижнем положении автоматами. Сва-
ренные полотнища корпуса и днища специ-
альным устройством, имеющимся на стенде,
сворачиваются в габаритные рулоны диа-
метром до 3,2 м, шириной до 12 м, весом до
45 т.
Перекрытие резервуаров состоит из от-
дельных щитов. В резервуарах емкостью до
260 л3 щиты перекрытия опираются по пе-
риметру на стенки корпуса, в резервуарах
емкостью 300 м3 и более устанавливает-
ся центральная стойка, которая служит
дополнительной опорой для щитов пере-
крытия.
В табл. 24-1 указаны основные данные
о резервуарах из рулонированных заготовок
по проектам Гипрококса.
В табл. 24-2 приведены размеры и вес ти-
повых вертикальных резервуаров для хране-
ния различных нефтепродуктов с объемным
весом 0,9 т/м3:
Рулоны весом более 12 т с железнодорож-
ных платформ скатывают по двум пристав-
ным двутавровым балкам № 36 длиной 8 м.
Под каждую балку подвоДят две опоры.
Для придания устойчивости платформе при
разгрузке под раму платформы со сторо-
ны балок устанавливают 20-тонные дом-
краты.
С противоположной стороны скатывания
под рулон заводят деревянные клинья из
брусьев. Тросы диаметром 22 мм, охваты-
Монтаж оборудования цехов улавливания химических продуктов
275
Таблица 24-1
Основные данные по вертикальным резервуарам из рулонированных
заготовок по проектам Гипрококса
Емкость резервуа- ров ле» Удельный вес про- дуктов Высота Внутренний диаметр мм Толщина, мм Общий вес кг
поясов стенки дни- ща кровли
Для неагрессивных сред
50 1,2 2970 4730 4, 4 4 2,5 2800
60 1,2 3690 4730 4, 4, 4 4 2,5 3200
100 1,2 5910 4730 4, 4, 4, 4 4 2,5 4300
175 1,2 5160 6630 4, 4, 4, 4 4 2,5 6200
200 1,2 5910 6630 4, 4, 4, 4 4 2,5 6700
300 1,2 7380 7580 4, 4, 4, 4, 4 4 2,5 10100
400 1,2 7380 8530 4, 4, 4, 4, 4 4 2,5 11800
700 1,2 8830 10430 5, 5, 4, 4, 4, 4 4 2,5 17300
Для агрессивных сред
50 1,85 2960 4730 5, 5 5 4 3600
75 1,2 4435 4730 5, 4, 4 5 4 4200
100 1,85 5880 4730 5, 5, 5, 5 5 4 5500
145 1,85 4146 6620 5, 5, 5 5 4 7050
165 1,2 3700 7580 4, 4, 4 4 4 7500
200 1,85 5880 6630 5, 5, 5, 5 5 4 8600
300 1,2 7386 7580 5, 4, 4, 4, 4 5 4 11500
300 1,85 7345 7580 6, 5, 5, 4, 4 5 4 12350
300 1,2 5510 8520 5, 5, 4, 4 5 4 12150
400 1,2 7380 8530 5, 5, 4, 4, 4 5 4 14100
700 1,2 8810 10430 6, 6, 5, 4, 4, 4 5 4 22000
1000 1,2 8850 12330 7, 6, 5, 5, 5, 5 5 4 30300
2000 1,2 11790 15180 10, 9, 8, 7, 6, 5, 5, 5 6 4 53950
3000 1,2 11835 18980 12, 10, 9, 8, 7, 6, 5, 5 6 4 81350
Примечания: 1. К продуктам неагрессивной среды относятся: бензольные углеводороды
каменноугольные масла, феноляты, растворы щелочей, пиридиновые основания и др.
2. К продуктам агрессивной среды относятся: надсмольная вода, каменноугольная смола, концен-
трированная аммиачная вода и др.
Таблица 24-2
Размеры и вес типовых вертикальных резервуаров
из рулонированных заготовок
Емкость резервуа- ров м* Диаметр мм Высота мм Толщина, мм Общий вес конструк цнн т
пояса к орпуса дннша кровли
сере- дины окрайков
100 4730 5905 4, 4, 4, 4 4 2,5 4,8
200 6630 5905 4, 4, 4, 4 4 — 2,5 7,2
300 8060 5905 4, 4, 4, 4 4 — 2,5 10,2
400 8060 8095 4, 4, 4, 4, 4, 4 4 — 2,5 12,8
700 10430 8845 4, 4, 4, 4, 4, 4 4 2,5 19,5
1000 12330 8845 5, 4, 4, 4, 4, 4 4 — 2,5 24,3
2000 15180 11805 7, 6, 5, 4, 4, 4, 4, 4 4 6 2,5 42,2
3000 18980 11825 8, 7, 6, 5, 5, 4, 4, 4 4 7 2,5 63,0
5000 22790 11845 10, 8, 7, 6, 5, 5, 5, 5 5 8 2,5 90,4
Примечания: 1. Резервуары предназначены для нефтепродуктов с объемным весом 0,9 т/м*
при максимальном внутреннем избыточном давлении в газовом пространстве 200 мм или вакууме
25 мм вод. ст; резервуары рассчитаны иа снеговую нагрузку 100 кг/м* и от термоизоляции 45 кг/м*.
2. В общий вес конструкций включена лестничная клетка резервуара, которая служит барабаном
для наворачнвання рулона.
18*
276
Монтаж оборудования коксохимических предприятий
вающие рулон в двух местах, одним концом
крепятся за рельс, а вторым к трактору.
Движением трактора вперед рулон слегка
наворачивается на клинья. Вынимая ниж-
ние брусья, на которые опирался рулон при
перевозке, движением трактора в направле-
нии платформы рулон медленно скатыва-
ют по клиньям, а затем по наклонным
балкам.
Все резервуары до 100 м3 целесообразно
собирать на центральном складе металло-
конструкций путем накатывания рулонов на
каркас и перевозить в готовом виде.
Резервуары емкостью больше 100 м3 со-
бирают на месте установки. После проверки
Рис. 24-3. Схема подъема рулона стенки резер-
вуара А-образной стрелой
и приемки фундамента разворачивают руло-
ны днища. В случае поступления днища из
двух половин производят на фундаменте
сварку полотнищ.
На развернутом полотнище делается раз-
метка корпуса и намечается место начала
разворачивания так, чтобы швы днища не
совпадали со швами стенки корпуса.
Монтаж корпуса резервуара производят
путем развертки рулона стенки в вертикаль-
ном положении. Рулоны всех резервуаров
до 700 м3 включительно, имеющих вес кор-
пуса до 12 т, целесообразно поднимать в
вертикальное положение при помощи
25-тонного гусеничного крана.
Подъем рулонов для резервуаров
1000 м3 и более осуществляется при помощи
А-образной падающей стрелы (рис. 24-3).
После установки рулона производят в оп-
ределенной последовательности растропов-
ку и уборку оснастки. Наверху и внизу ру-
лона приваривают уголки, к которым кре-
пятся концы двух тросов для обмотки ру-
лона для удержания его от произвольного
разворачивания при срезке схватывающих
пластин рулона. Другим концом эти тросы
крепятся к лебедкам либо к трактору.
Затем краном поднимают и устанавлива-
ют центральную стойку и раскрепляют ее
расчалками к якорям.
После срезки планок рулой начинает раз-
ворачиваться, постепенно освобождая трос
с лебедок.
Подтянув трактором нижний конец руло-
на к фиксаторам окружности резервуара,
электросваркой прихватывают стенки к
днищу.
Для придания устойчивости рулон крепит-
ся с наружной и внутренней стороны двумя
расчалками к якорям.
По ходу разворачивания рулона на высо-
те 300 лги от днища приваривают крюки, на
которые надевают кольцевой строп из тро-
са диаметром 32 мм, длиной 20 м. Развора-
чивают рулон при помощи трактора, к ко-
торому крепят строп. После разворота на
5—6 м корпуса приступают к монтажу щи-
тов перекрытия, укрепляя их болтами к цен-
тральной стойке и электроприхваткой к кор-
пусу.
Дальнейшее разворачивание рулона ведут
одновременно с установкой щитов перекры-
тия.
После сварки замыкающего стыка корпуса
и щитов перекрытия приступают к электро-
сварке наружного и внутреннего кольцевого
шва. Электросварку производят обратно-
ступенчатым способом, последним завари-
вается верхний кольцевой стык.
По мере выполнения электросварочных ра-
бот производят контроль качества их ваку-
ум-аппаратами.
В тех случаях, когда по каким-либо при-
чинам не представляется возможным полу-
чить заводскую заготовку резервуаров в ви-
де рулонов, целесообразно полотнище руло-
нированных заготовок и щиты перекрытия
изготовить в мастерских на стеллажах, осу-
ществляя автоматическую электросварку по-
лотнищ в нижнем положении. Кантовку по-
лотнища для заварки второй стороны реко-
мендуется производить краном. В зависимо-
сти от диаметров резервуаров сборку их
следует производить в мастерской либо на
месте монтажа, как указано выше.
Полотнища для резервуаров, собираемых
на фундаменте, для удобства транспортиро-
вания от мастерских к месту монтажа на-
ворачивают на специально устроенный лег-
кий барабанный каркас.
Для монтажа вертикальных резервуаров
цеха улавливания требуются следующие ме-
ханизмы и приспособления: кран гусеничный
Q = 25 т; автокран; трактор; монтажная
А-образная падающая стрела; поворотный
шарнир; переносный якорь, Q = 5 т; 2 шт.,
Q = 3 т, 4 шт.; якорь, Q = 20 т: подкладной
лист (поддон), 6 = 6 мм, диаметром 3,2 м\
приспособление для подтяжки стенки кор-
пуса к щитам перекрытия; подъемный поли-
спаст в шесть ниток, Q — 20 т, I = 50 м;
трос диаметром 32 мм, 60 м, диаметром
24 мм, 220 м, диаметром 14 мм, 130 м, диа-
метром 10 мм, 20 м.
МОНТАЖ АППАРАТОВ
БАШЕННОГО ТИПА
Бензольные и обесфеноливающие скруббе-
ры, конечные холодильники, нафталиновые
промыватели и другие аппараты-диаметром
4—6 м, высотой до 45 м изготавливаются из
отдельных листов-заготовок либо из рулони-
рованных заготовок. Монтаж аппаратов, из-
готовленных из отдельных заготовок, произ-
водится методом подращивания.
Конструкции аппаратов подвешиваются на
Монтаж оборудования цехов улавливания химических продуктов
277
Рис. 24-4. Монтаж скрубберов и конечных холодильников при помощи мачт:
а — бензольный скруббер; б — конечный холодильник; в — насосная бензольно-
скрубберного отделения; г — сборники масла; / — основная решетчатая мачта; 2 —
вспомогательная мачта; 3 — якорь, Q = 15 т; 4 — якорь, Q = 10 т; 5 — якорь,
Q = 5 т; 6 — лебедка ручная, Q = 3 т; 7 — лебедка ручная, Q = 5 т; 8 — электро-
лебедка, Q = 5 т; 9 — электролебедка, Q — 3 т; 10 — якорь, Q = 20 т
полиспастах к двум мачтам и по мере под-
ращивания подымаются вверх.
Способ подъема этих аппаратов, собран-
ных методом подращивания, целиком на
полную высоту или из отдельных частей
определяется имеющейся монтажной оснаст-
кой.
При отсутствии мачт большой грузоподъ-
емности бензольные скрубберы диаметром
6 м, имеющие вес монтируемых конструк-
ций более 70 т, делятся по высоте на две
части. В первую очередь собирается мето-
дом подращивания нижняя часть скруббе-
ра. Собранная часть по стеллажу отодви-
гается в сторону, затем собирается при том
же положении мачт верхняя часть скруб-
бера.
По окончании сборки верхний элемент
скруббера подымается на высоту, допускаю-
щую передвижку ранее собранного нижнего
элемента. После передвижки и установки
нижней части на фундамент опускают верх-
нюю часть скруббера и производят стыков-
ку с нижней частью.
При монтаже нескольких скрубберов, рас-
положенных по одной оси, для ускорения
производства работ применяют совмещен-
ный способ сборки верхней и нижней частей
скруббера.
Для этой цели у крайнего фундамента
устанавливают две основные мачты, при по-
мощи которых производят сборку верхней
половины скруббера, а с другой стороны
у конечных холодильников гусеничным кра-
ном или двумя низкими вспомогательными
мачтами осуществляют сборку нижшей по-
ловины скруббера. По специально устроен-
ному стеллажу нижнюю часть скруббера пе-
редвигают к фундаменту.
На рис. 24-4 показан план расположения
основных и вспомогательных мачт при мон-
таже трех бензольных и двух нафталиновых
скрубберов, а также двух конечных хо-
лодильников. На рис. 24-5 показано направ-
Рис. 24-5. Схема передвижки мачт и собранных
ннжннх половин скрубберов:
1 — фундамент скруббера; 2 — фундамент ко-
иечного холодильника; 3 — основная мачта; 4 —
вспомогательная мачта; 5 — стеллаж нз рельсов
для передвижки скруббера; 6 — направление пе-
редвижки мачт; 7 — направление передвижки
собранных нижних половин скрубберов; 8 —
стеллаж для подвальцовки листов
ление передвижки основных -мачт и собран-
ных нижних половин скруббера. На край-
них фундаментах по верху рельсов стелла-
жей устанавливают два кондуктора для
сборки обечаек. Рядом располагают стелла-
жи для подвальцовки листов.
На кондукторе у места расположения ос-
новных мачт верхнюю часть скруббера со-
бирают методом подращивания.
278
Монтаж оборудования коксохимических предприятий
Монтаж начинают с верхней обечайки.
Листы обечайки ставят в кондуктор и при-
жимают к нему при помощи клиньев, при
этом производят прихватку вертикальных
швов между листами. Одновременно со
сборкой верхней обечайки собирают и сва-
ривают в стороне крышку скруббера. Гото-
вую крышку устанавливают на обечайку и
проваривают горизонтальный шов между
обечайкой и крышкой. К собранной обечай-
ке приваривают кронштейны, к которым
крепят нижние блоки подъемных полиспа-
стов.
После подъема готовой части скруббера
на высоту 500 мм в кондуктор вплотную
к собранной части устанавливают листы
очередной обечайки, затем производят даль-
нейший подъем еще на 1000 жм и осуще-
ствляют обтяжку собранной обечайки по
кондуктору и прихватку вертикальных и го-
ризонтальных стыков. Все горизо<нтальные
стыки собирают иа прокладках толщиной
2 мм. Аналогично производят сборку после-
дующих обечаек. По ходу монтажа уста-
навливают и приваривают опорные уголки
под балки, поддерживающие насадку.
Во избежание аварии, а также для удоб-
ного производства работ не следует допу-
скать более трех неза варенных обечаек.
При сварке обечаек рекомендуется вер-
тикальный шов не доводить до кондуктора
на 100—150 льи.
Вслед за электросваркой производят ис-
пытание швов на плотность промазкой их
керосином. По ходу сборки скруббера при-
варивают штуцера, лазы и др.
Для придания устойчивости скруббер рас-
крепляется тремя растяжками к лебедкам.
Одновременно со сборкой верхней части
скруббера производят тем же способом
с противоположной стороны монтаж ниж-
ней части.
Сборку нижней части начинают с верхней
обечайки. Эту обечайку рекомендуется для
более точного изготовления пропустить че-
рез кондуктор с обеих сторон.
Полностью законченную нижнюю часть
скруббера после растроповки передвигают
по стеллажу из рельсов к месту установки
трехтонной электролебедкой и полиспастом,
Q = 10 т.
Предварительно собранная верхняя часть
скруббера поднимается вверх.
После установки нижней части в проект-
ное положение верхняя часть скруббера,
подвешенная на полиспастах, опускается и
соединяется с нижней.
Сварку замыкающего горизонтального
шва производят с подмостей.
Собранный скруббер закрепляют растяж-
ками. Растяжки разрешается снимать лишь
после крепления скруббера к опорным бол-
там фундамента.
После окончания всех работ по первому
скрубберу основные мачты передвигают для
монтажа второго и т. д.
Сварка скрубберов должна производиться
дипломированными сварщиками. Качество
сварки проверяют по техническим условиям
Гипрококса путем механических испытаний
образцов, вырезанных из пробных пластин,
которые свариваются одновременно со
сваркой шва на изделии.
Контрольные образцы изготавливаются на
каждые 50 м шва. Каждый участок в 50 м
должен быть пронумерован. Номер участка
наносится рядом с клеймом сварщика. Проб-
ные пластины должны быть такого разме-
ра, чтобы из них можно было вырезать че-
тыре нормальных образца.
Образцы нужно проверять по мере произ-
водства работ с тем, чтобы своевременно
можно было принять меры в случае неудов-
летворительных результатов. Работы по
сварке заносятся в журнал.
Газовая часть аппаратов башенного типа
с плоскими крышками до укладки насадки
испытывается на прочность и плотность
швов сжатым воздухом пробным давлением,
равным полуторному рабочему. Работающие
под разрежением аппараты испытывают
давлением 0,45 кгс/см2.
В том случае, когда нижняя часть аппа-
рата заполняется жидкостью, эта часть ис-
пытывается на прочность наливом воды.
Насадку аппаратов разрешается укладывать
после испытания аппаратов.
До укладки деревянной насадки должны
быть закопчены все основные работы по
аппарату, произведен монтаж и закончено
испытание и регулировка оросительного
устройства.
Деревянная хордовая насадка изготов-
ляется из воздушносухой древесины хвой-
ных пород с содержанием влаги не более
15%.
Опорные доски и рабочие рейки должны
быть простроганы со всех сторон. Допуска-
ются следующие отклонения от установлен-
ных размеров, мм'.
Опорные Рабочие
доски рейки
Толщина.......... +3—1 ±1
Ширина .......... + 2 ±2
Длина............ ±10 ±10
Хордовая насадка изготавливается в ви-
де отдельных пакетов.
Один круг хордовой насадки для скруббе-
ра диаметром 6 м состоит из 28 пакетов се-
ми типоразмеров.
Каждый пакет состоит из трех опорных
досок размерами 25 X 140 мм и 12 рабочих
реек 10 X 120 мм, соединенных двумя стяж-
ными шпильками диаметром 12 мм.
Вес одного круга 867 кг.
Перед укладкой необходимо проверить
качество хордовой иасадки по чистоте обра-
ботки, расположению прокладок, размерам
пакетов.
Пакеты хордовой насадки, комплектно
подобранные, подымают краном-укосиной
наверх скруббера и через люк крышки опу-
скают вниз к месту укладки.
Металлическую спиральную насадку изго-
тавливают на площадке строительства из
стальных холоднокатаных лент толщиной
0,4 мм, шириной 10 мм пои помощи специ-
Монтаж оборудования цехов улавливания химических продуктов
279
ального станка. На стан-
ке лента скручивается в
спираль с шагом 25—
28 мм, диаметром 19 мм,
длиной около 380 мм.
Изготовленную насадку
транспортируют к скруб-
берам в контейнерах с
открывающимся дном.
Крапом-укосиной кон-
тейнер с насадкой по-
дается к месту укладки.
Окончательно смонти-
рованный аппарат с уло-
женной насадкой вто-
рично испытывается на
герметичность сжатым
воздухом при рабочем
давлении. Допускается
падение в течение одного
часа до 5% первоначаль-
ного избыточного давле-
ния. Окраска аппаратов
производится с наруж-
ной стороны после окон-
чания всех испытаний.
Для монтажа скруббе-
ров и конечных холо-
дильников из двух частей
одной парой мачт с мак-
симальным весом подве-
шенных конструкций 42 т
необходимы следующие
механизмы и такелаж-
ные приспособления:
i
§
Г
*6000 h—
5’6мм
5-6мм
3’6мм
В’6мм
О ’6мм
дбмМ'
5:6 мм
8-6мм
д=6мм
8’6мм_
д=7мм__
д’Змм х
8 -8мм
S’8мм
д’8мм
S=9мм
В-9мм
Збмм г
8- fOMM
В = 10мм
S =Юмм
$ = 11 МН
'$Ч1мм
8=12мм
~ГШТ7Т7ТПТ?
,4___Д'
в-бмм
в-6мм_
~Гбмм
5-6мм
Ь^бмм.
дЧ>мм
5=6мм
5980
5980
В зависимости от размеров и грузоподъ-
емности монтажного крана корпус скруббе-
ра расчленяется на три либо четыре части.
На рис. 24-6 показано членение скруббера
диаметром 6 м, общим весом 77 т на мон-
тажные элементы и развертка корпуса. Кор-
пус скруббера состоит из четырех монтаж-
ных элементов. Нижняя часть скруббера
(четыре царги) собирается из листовых за-
готовок методом подращивания.
В основу монтажа скруббера положен
способ накатывания рулона на специально
изготовленный каркас-барабан.
В качестве каркас-барабана скруббера
используют проектные опорные кольца и
двутавровые балки, предназначенные для
укладки на них деревянной насадки.
При заказе рулонированных заготовок
принимается длина полотнища, равная пе-
риметру развертки, включая 100 мм за-
паса.
3
2
5980
8~6мм
1=6мм
д~?мм
$=7мм
д=8мм
8=8мм
5980
5980
5980
'/ООО '
6*8мы_
~5=9мм
(5=9мм
5 *9мм
8 s 10мм
8аЮмм_
ЙОмм
5980
5980
5980*
1000
Общая Олина развертки монтажных элементов 56820
то
монтажные стальные ре-
шетчатые мачты, Н =
= 40 Л1, Q = 25 т, 2 шт.;
автокран, Q ~ 5 т, элек-
тролебедки Q = 5 т, 2 шт.,
Q — 3 т, 2 шт.; ручные
5
Рис. 24-6. Монтаж скруббера нз укрупненных элементов, со-
бранных нз рулонированных заготовок:
а — монтажные элементы скруббера; б — развертка монтаж-
ных элементов; 1 — ннжняя часть; 2 — первый монтажный
элемент; 3 — второй монтажный элемент; 4 — третий мон-
тажный элемент
лебедки, Q = 5 т, 3 шт.;
Q = 3 т, 12 шт.; трехрольные блоки, Q =
= 25 т, 4 шт.; двухрольные блоки, Q = 10 т,
Для бензольного скруббера весом корпу-
са до 45 т целесообразно рулонированную
4 шт.; однорольные блоки, Q = 10 т, 13 шт.;
Q = 5 т, 6 шт.; Q = 3 т, 6 шт.; трос диамет-
ром 26 мм, 300 м, диаметром 22 мм, 1200 м,
диаметром 18,5 мм, 1200 м, диаметром
15,5 мм, 160 л», диаметром И мм, 250 м; яко-
ри, Q = 20 т, 1 шт.; Q = 15 т, 2 шт.; Q =
= 10 т, 6 шт.; Q = 5 т, 2 шт.; инвентарные
кронштейны; настилы; подвесные люльки;
два кондуктора.
Монтаж аппаратов башенного типа, соби-
раемых из отдельных листов, требует боль-
ших затрат труда. Более прогрессивным яв-
ляется способ монтажа этих аппаратов
крупными элементами весом до 20 т, со-
бранными из рулонированных заготовок.
Применение рулонированных заготовок
дает возможность значительно повысить
производительность труда, полностью
исключить ручные трудоемкие операции по
сборке и электросварке корпуса, улучшить
качество и ускорить производство работ,
сократить потребность в тросах и такелаж-
ной оснастке; кроме того, создаются более
благоприятные условия безопасности при
производстве работ. Особенно ценен этот
способ в зимних условиях.
заготовку изготавливать отдельно для каж-
дого скруббера и доставлять на площадку
в виде одного рулона, состоящего из
3—4 элементов, временно соединенных меж-
ду собой планками, навернутыми на лест-
ничную клетку.
Наворачивание рулона иа стенд должно
производиться последовательно по монтаж-
ным элементам. В верхней части рулона
должна находиться развертка верхнего
монтажного элемента.
Параллельно продольной оси скруббера
укладывают пути башенного крана. В не-
посредственной близости от путей с проти-
воположной стороны располагают стеллаж
размерами 12,5 X 28 м для развертки руло-
нов и сборки монтажных элементов.
К рулонной заготовке крепят два тяго-
вых каната и две оттяжки, идущие к лебед-
кам для разворачивания и придерживания
рулона.
После раскатки верхнего полотнища сре-
зают временные планки, соединяющие тре-
тье и второе полотнище между собой, затем
рулон разворачивают на 180° и начинают
280
Монтаж оборудования коксохимических предприятий
раскатывание полотнища второго элемента
в обратном направлении, при этом полот-
нище второго элемента укладывают поверх
полотнища третьего элемента.
Аналогично производят раскатывание по-
лотнища первого элемента.
На раскатанном полотнище первого мон-
тажного элемента, находящегося сверху,
размечают проектное положение уголков
опорных колец скруббера, которые служат
каркасом (барабаном) для накатывания ру-
лона.
Каждый барабан состоит из двух — четы-
рех колец, являющихся проектными деталя-
ми скруббера.
Для придания точных размеров всем мон-
тажным элементам корпуса кольца бараба-
нов изготавливают в кондукторе.
Сборку барабана производят на развер-
нутом полотнище по нанесенной разметке.
Точность размеров между кольцами дости-
гается временными элементами жесткости,
которые крепят к балкам каркаса болтовы-
ми соединениями. Двумя тросами, идущими
на 3-тонные лебедки, барабан накатывают
по рулонной заготовке.
По мере наворачивания в местах каса-
ния уголки колец барабана приваривают
к рулонной заготовке.
Законченный сборкой элемент весом до
20 т приводят в вертикальное положение,
а затем производят демонтаж временно
установленных стоек и вертикальных свя-
зей. Аналогично производят сборку ос-
тальных монтажных элементов скруббера.
При сборке верхнего монтажного эле-
мента внизу устанавливают заранее изго-
товленную крышку скруббера.
До подъема каждого элемента делают
разметку и сварку всех штуцеров масла,
пара и газа и установку кронштейнов и на-
стилов для производства сварочных работ
по стыковке элементов.
После опускания монтируемого элемента
горизонтальный монтажный стык затяги-
вается под сварку при помощи типовых
стяжных приспособлений.
Изготовление колеи всех барабанов на
одном шаблоне гарантирует быструю сты-
ковку всех монтажных элементов.
По окончании монтажа скрубберов и ко-
нечных холодильников монтажным краном
ведется установка стояков и обвязочных га-
зопроводов вместе с задвижками, которые
собираются снизу в укрупненные узлы весом
15—20 т.
Для успешного проведения работ по мон-
тажу скрубберов и конечных холодильников
из рулонированных заготовок необходимо,
чтобы этот способ изготовления был пре-
дусмотрен при проектировании аппаратов.
Вопрос о членении аппаратов башенного
типа на отдельные монтажные элементы
должен решаться в каждом случае, исходя
из объемов монтажных работ.
При небольшом количестве устанавливае-
мых рядом аппаратов башенного типа ре-
комендуется сократить размеры и вес мон-
тажных элементов, чтобы можно было осу-
ществить монтаж экономичными кранами
легкого типа.
Для монтажа скрубберного отделения из
трех скрубберов и двух конечных холодиль-
ников из крупных элементов весом до 20 т,
собранных из рулонированных заготовок,
требуется: монтажный кран МК-20-14,
Q = 20 т; гусеничный кран, Q = 25 т; элек-
тролебедки, Q = 3 т, 4 шт.; винтовые дом-
краты, Q = 20 т, 2 шт.; траверса, Q = 20 т;
трос диаметром 31 мм, 40 м, диаметром
25 мм, 80 м, диаметром 15,5 мм, 220 лг; кон-
дуктор; стеллаж из рельсов; инвентарные
подмости и лестницы.
МОНТАЖ ЭЛЕКТРОФИЛЬТРОВ
Цилиндрическую часть корпуса электро-
фильтра изготавливают из рулонной заго-
товки либо их отдельных свальцованных ли-
стов, нижнюю конусную часть и крышку —
из отдельных заготовок.
Вначале по разметке на стеллаже соби-
рают и сваривают крышку вместе с флан-
цевым соединением крышки с цилиндриче-
ской частью корпуса.
Цилиндрическую часть корпуса, изготов-
ленную из отдельных листов, собирают ме-
тодом подращивания гусеничным краном,
Q = 25 т.
Сборку царг ведут в кондукторе. Сборку
начинают с верхней царги. После сварки
вертикальных швов царги на нее устанав-
ливают крышку корпуса и приваривают
нижний фланец к царге.
Поднимая готовую часть корпуса, соби-
рают в кондукторе листы следующей цар-
ги. Последовательно по мере подъема го-
товой части, производят сборку и электро-
сварку всего корпуса. По окончании сбор-
ки собранную цилиндрическую часть ста-
вят в стороне, а в кондукторе производят
сборку конусной части. Собранную и сва-
ренную с одной стороны конусную часть
переворачивают на 180° и после сварки
подсоединяют к корпусу цилиндра.
Полностью готовый корпус с опорными
кольцами подымается и устанавливается
на фундамент. До монтажа должно быть
проверено соблюдение технических условий
заводом-поставщиком на поставку деталей
электрофильтра. Трубы осадительных элек-
тродов до установки должны проверяться
шаблоном. При установке осадительные
трубы должны быть выверены по вертика-
ли; допускается отклонение не больше
5 мм. Для быстрого нахождения осей труб
осадительных электродов на верх трубы
ставится конус-калибр, а внизу— кольцо.
Отвес, опущенный через отверстие калиб-
ра, заводится в отверстие на планке кольца.
Установку труб, решеток рам корони-
рующих электродов и других деталей про-
изводят при помощи гусеничного крана при
снятой крышке.
Монтаж оборудования цехов улавливания химических продуктов
281
После установки деталей внутренней ча-
сти надевают крышку, (подключают газо-
проводы и трубопроводы к электрофильтру.
Законченный монтажом электрофильтр
испытывают сжатым воздухом, как и ба-
шенные аппараты.
МОНТАЖ ОБОРУДОВАНИЯ
АММИАЧНО-СУЛЬФАТНЫХ
ОТДЕЛЕНИЙ
Основными видами аппаратуры и обору-
дования аммиачно-сульфатных отделений
являются: сатураторы диаметром 6,25 и 7 м
с подогревателями, ловушками, циркуляци-
онными кастрюлями, кристаллоприемника-
ми, кастрюлями обратных токов; напорные
баки для серной кислоты; центрифуги не-
прерывного действия; сушильные агрегаты
для сульфата; аммиачно-известковые ко-
лонны с приколонками; обесфеноливающие
скрубберы с вентиляторами циркуляционно-
го пара; сборники маточного раствора, ще-
лочи, фенолятов и др.; фильтры для ам-
миачной воды; центробежные насосы для
маточного раствора, кислоты, щелочи, фе-
нолятов и др.; аппаратура пиридинового и
известковых отделений; мостовые, ручные
и электрифицированные грейферные краны
и пр.
Особенностями монтажа являются: при-
менение арматуры, деталей и труб из спе-
циальной кислотоупорной стали, фаолита,
меди и других кислотоупорных материалов,
а также установка аппаратуры на фунда-
ментах и перекрытиях, защищенных кисло-
тоупорными материалами.
Ниже приводятся замечания по монтажу
наиболее крупных агрегатов.
Монтаж сатураторов, ловушек, кастрюль,
газовых решоферов, газопроводов и др.
производится при помощи гусеничного кра-
на и мостового ручного крана, Q = 10 т,
установленного в сульфатном отделении.
В первую очередь производится монтаж
мостового крана и коллектора газопровода
с задвижками.
Затем приступают к сборке сатураторов.
Для сокращения трудоемкости монтажных
работ нижняя часть, опорные конструкции,
цилиндрические корпуса и крышки должны
поступать от завода-изготовителя в виде
укрупненных габаритных элементов. Внача-
ле собирают конусную часть, а затем от-
дельно ведут сборку в вертикальном поло-
жении цилиндрической части корпуса. По-
сле подгонки конуса и цилиндрической ча-
сти корпуса производят электросварку всех
монтажных стыков. Качество сварки кор-
пуса проверяется промазкой швов керо-
сином. Одновременно со сборкой конструк-
ции сатуратора ведут работы по обкладке
рольным свинцом и по гомогенному покры-
тию свинцом штуцеров, лазов .и других эле-
ментов конструкции, предусмотренных про-
ектом.
Полностью законченную часть сатурато-
ра устанавливают на фундаментные опоры.
Независимо от типа запроектированного
присоединения крышки к корпусу сатура-
тора сборку отдельных укрупненных эле-
ментов крышки и подгонку к корпусу сле-
дует производить наверху сатуратора.
После контрольной сборки крышки, про-
верки совпадения всех болтовых соединений
к корпусу м к вводной трубе на месте про-
изводят электросварку монтажных стыков.
Затем крышку опускают вниз, сваривают
монтажные стыки с внутренней стороны в
удобном для производства работ положе-
нии, а также приваривают все штуцера,
лазы ,и др., и производят кислотозащитные
работы.
После полного окончания работ по крыш-
ке ее поднимают, устанавливают на место
и крепят к корпусу.
Работы по ловушке ведут аналогично
работам по корпусу.
Одновременно с производством работ по
химической защите ведется монтаж подо-
гревателей, газопроводов, циркуляционных
кастрюль, кристаллоприемников, центрифуг,
сборников и трубопроводов.
В смонтированном сатураторе проверяют
горизонтальность и глубину погружения
верхнего края барботажных окон зонта в
соответствии с проектом, наливая подкис-
ленную воду в сатуратор до уровня пере-
лива в циркуляционную кастрюлю и про-
меряя в нескольких точках по окружности
зонта.
Полностью смонтированный сатуратор с
ловушкой обвязывают газопроводом. Кис-
лотозащитную футеровку газопровода суль-
фатного отделения ведут после установки
его в проектное положение.
По окончании всех работ сатуратор ис-
пытывают вместе с ловушкой на герметич-
ность сжатым воздухом давлением
0,35 кгс/см2. Допускается падение давления
в течение часа в размере 10% от начально-
го избыточного давления.
Обесфеноливающий скруббер изготавли-
вают из отдельных листовых свальцованных
заготовок нли из рулонированных полот-
нищ.
В связи с тем, что установка крана
МК-20-14 большой грузоподъемности для
монтажа одного или двух аппаратов эко-
номически нецелесообразна, обычно монтаж
обесфеноливающих скрубберов, изготовлен-
ных из листов-заготовок, ведут методом
подращивания при помощи двух решетча-
тых мачт и подвешенных к ним полиспа-
стов, Q = 40 т.
Весь корпус скруббера собирают на фун-
даменте. Для этой цели на фундамент ук-
ладывают кондуктор, в котором ведется
сборка царг.
Вначале собирают и сваривают верхнюю
царгу с крышкой, а затем после подъема
первой царги к ней подсоединяют собран-
ную в кондукторе вторую царгу. Так по-
следовательно ведется сборка и сварка
всего корпуса скруббеоа.
282
Монтаж оборудования коксохимических предприятий
Одновременно со сборкой корпуса реко-
мендуется вести монтаж лестничной клетки
и приварку хомутов для крепления тепло-
вой изоляции.
Более целесообразным является изготов-
ление обесфеноливающего скруббера из
рулонированных полотнищ (рис. 24-7).
Рис. 24-7. Монтажная
схема обесфеноливаю-
щего скруббера:
1 — 4 — монтажные
элементы
Наворачивание полотнищ секции рулон-
ной заготовки производится так же, как
при монтаже бензольных скрубберов.
Барабаны для наворачивания состоят из
проектных опорных кольцевых уголков и
поднасадочных балок, раскрепленных меж-
ду собой временными разборными связями.
Подъем скруббера в этом случае ведется
двумя решетчатыми мачтами, Q = 40 т.
Для сокращения трудоемкости работ теп-
лоизоляцию второго, третьего и четвертого
монтажных элементов целесообразно вы-
полнять внизу до подъема элементов.
Перед устройством теплоизоляции ваку-
ум-аппаратами проверяют качество всех
сварных швов корпуса.
При условии расчленения обесфеноливаю-
щего скруббера на пять частей с весом
третьего, четвертого и пятого элементов до
10 т представляется возможность осущест-
вить монтаж скруббера (без изоляции) кра-
пом СКГ-30.
После испытания скруббера на плотность
приступают к укладке деревянной хордо-
вой и металлической спиральной насадки.
К изготовлению металлической насадки сле-
дует приступать за 3—4 месяца перед вво-
дом скрубберов в эксплуатацию. По мере
изготовления насадку опускают в скруб-
бер. При длительном хранении следует пе-
риодически орошать металлическую насад-
ку маслом для предохранения от коррозии.
Аммиачно-известковую колонну и при-
колонки монтируют при помощи ручного
мостового крана. Перед монтажом должны
быть тщательно осмотрены и проверены
все царги. При установке на фундамент
проверяют по уровню горизонтальность пло-
скостей верхних фланцев опорных царг.
После проверки положения опорных царг
их прикрепляют к фундаменту анкерными
болтами и производят подливку опорных
поверхностей. Монтаж колонны и прико-
лонков ведут отдельными царгами. Каж-
дую смонтированную тарелку проверяют
проточной водой 3—5 м3/ч на барботаж,
одновременно проверяют равномерность
перелива по всей окружности переливного
патрубка или борта.
Результаты испытания каждой тарелки
актируют с участием представителя тех-
надзора. Листовые прокладки следует акку-
ратно вырезать циркульным резцом, все
стыки должны быть выполнены внахлестку
без утолщения прокладки. Полностью
смонтированная колонна испытывается на
герметичность со всеми соединительными
трубопроводами, за исключением отстойни-
ка шлама, паром давлением 1 кгс/см2-, от-
стойник шлама испытывается гидравличе-
ским давлением 2 кгс!см2.
МОНТАЖ ОТДЕЛЕНИЙ
ДИСТИЛЛЯЦИИ БЕНЗОЛА
В отделении дистилляции бензола уста-
навливают следующее оборудование: де-
флегматоры, бензольную и разделительную
колонны, конденсаторььхолодильники, ре-
генератор поглотительного масла, решофе-
ры, сепараторы, теплообменники, вертикаль-
ные резервуары, сборники, сливные и смот-
ровые фонари, центробежные насосы и т. д.
Дефлегматор, бензольная ,и разделитель-
ная колонны, конденсаторы-холодильники,
регенератор поглотительного масла и теп-
лообменники транспортируются к месту
подъема на санях или на прицепах тяже-
ловоза, все остальные аппараты—• на авто-
машинах.
Чтобы производить работы по сборке и
испытанию аппаратов, устройству термоизо-
ляции и обвязочных трубопроводов, необ-
ходимо подготовить площадку для разме-
щения аппаратов в горизонтальном поло-
жении, удобном для подъема.
Разгрузку всех аппаратов в зависимости
от веса следует производить одним или
двумя гусеничными кранами.
Дефлегматор, бензольная и разделитель-
ная колонны, решоферы и регенератор по-
Монтаж оборудования цехов улавливания химических продуктов
283
глотительного масла поднимаются вместе с
обвязочными трубопроводами с нанесенной
тепловой изоляцией.
До устройства тепловой изоляции произ-
водится испытание трубного и межтрубно-
го пространства этих аппаратов. Для этой
цели на аппаратах устанавливают времен-
ные заглушки на штуцерах.
Аппараты отделения дистилляции бензола
испытывают: дефлегматор — трубное про-
Рис. 24-8. Монтаж бензоль-
ной колонны:
1 — вертикальный сбор-
ник; 2 — бензольная ко-
лонна; 3 — мачта; 4 — об-
вязочные трубопроводы
странство гидравлическим давлением Р =
= 7,5 кгс/см2, межтрубное сжатым воздухом
Р = 0,5 кгс/см2-, бензольная и разделитель-
ная колонны — корпус сжатым воздухом
Р = 1,3 кгс/см2-, конденсатор-холодильник —
трубное пространство гидравлическим дав-
лением Р — 4 кгс/см2; межтрубное сжатым
воздухом Р = 0,5 кас/с.и2; регенератор—кор-
пус гидравлическим давлением Р =
= 0,6 кгс/см2-, подогреватель давлением Р =
= 18 кгс/см2-, сепаратор — гидравлическим
давлением Р = 1,5 кгс/см2-, холодильник —
трубное пространство гидравлическим дав-
лением Р = 6 кгс/см2, межтрубное гидрав-
лическим давлением Р = 1,5 кгс/см2.
Решоферы, конденсаторы-холодильники,
теплообменники и другое оборудование
устанавливают гусеничным краном.
Подъем бензольной и разделительной ко-
лонн производится вместе с вертикальными
сборниками, расположенными под колон-
нами.
После подъема бензольной и раздели-
тельной колонн проверяют тарелки на бар-
ботаж последовательно, начиная с нижней.
Воздух для барботажа подается от вен-
тилятора, установленного внизу у колон-
ны, по шлангу к штуцеру временной крыш-
ки люка, установленной под испытываемой
тарелкой.
По мере проверки тарелок на барботаж
временная крышка люка переставляется в
люк следующей тарелки.
После установки и испытания аппаратов
производится монтаж узлов трубопрово-
дов, связывающих между собой аппараты,
и прокладка труб к контрольно-измеритель-
ным приборам.
Все узлы трубопроводов следует изготав-
ливать централизованно в мастерских мон-
тажной организации и поставлять к месту
монтажа в виде укрупненных элементов.
На рис. 24-8 показан подъем бензоль-
ной колонны вместе со сборником и обвя-
зочными трубопроводами при помощи
двух мачт.
Учитывая большой объем монтажных ра-
бот по бензольно-скрубберному отделению,
у цеха устанавливается кислородная рампа
и делается разводка труб со штуцерами.
МОНТАЖ ГАЗОДУВОК
(НАГНЕТАТЕЛЕЙ)
Устанавливаемые в машинном зале га-
зодувки (нагнетатели) коксового газа про-
изводительностью 72000—108000 мР/ч с при-
водом от электродвигателя и от турбины
поступают в собранном виде.
Газодувки поставляются комплектно с
электродвигателем, редуктором и пусковым
масляным насосом или с паровой турбиной
вместе с паровой коробкой, маслоотдели-
телем, фильтром для воды, масляным ба-
ком и др.
До начала монтажа должны быть при-
няты фундаменты под газодувки, смонти-
рован мостовой кран, Q = 10 т, и законче-
ны строительные работы по машинному
залу.
В зимнее время должно быть включено
отопление. Для подъема газодувок в пере-
крытии предусматривается монтажный
проем.
Узлы газодувки подвозятся к монтажно-
му проему и при помощи мостового крана
подымаются и подаются к месту монтажа.
Грузоподъемность крана выбирается при
проектировании по максимальному весу
наиболее тяжелой (нижней) части газо-
дувки.
Вначале на фундамент устанавливают
опорную плиту. Плиту укладывают так,
чтобы зазор от верха бетона до рамы со-
ставлял 2—3 см. Выверку рамы по гори-
зонтали производят при помощи уровня и
точной стальной линейки, укладываемой не-
сколько раз в различных направлениях по
длине :и ширине.
Поверхность регулируют при помощи
стальных клиньев, устанавливаемых с двух
сторон каждого анкерного болта и в про-
межутках между болтами. Количество под-
284 Монтаж оборудования коксохимических предприятий
кладок и их размеры следует определить,
исходя из нагрузок иа них 30—40 кгс/см2 и
расстояния между ними не более 0,8 м.
Затем на плиту устанавливают нижнюю
часть корпуса, окончательно ее выверяют и
разрешают приступить к подливке раство-
ром.
Монтаж газодувок рекомендуется произ-
водить под наблюдением шеф-монтера за-
вода-изготовителя.
При ревизии газодувок, редуктора паро-
вой турбины и других узлов производят
осмотр внутренних и наружных частей ма-
шин, проверку соединяющихся частей, про-
чистку, промывку и смазку трущихся ча-
стей и другие операции.
После ревизии отдельных частей газодув-
ки производят ее сборку и точную центров-
ку вала с валом турбины или с редукто-
ром и электродвигателем.
Основным показателем качества сборки
является легкость вращения валов на под-
шипниках.
Подключение газопроводов к газодувкам
и паропроводов к турбинам должно произ-
водиться с большой осторожностью, чтобы
не нарушить центровку и ие создавать до-
полнительных напряжений в машине.
Прокручивают газодувку от электродви-
гателя на воздухе при закрытом шибере,
постепенно открывая шибер и контролируя
нагрузку на двигатель.
При испытании газодувки наблюдают за
ходом машины, не допуская вибрирования,
шума и стука и чрезмерного нагревания
подшипников; проверяют давление смазоч-
ного масла и циркуляцию холодной воды
и т. д. Особенное внимание должно быть
обращено на работу автоматики выключе-
ния паровой турбины.
Глава 25
МОНТАЖ ГАЗОПРОВОДОВ И ТРУБОПРОВОДОВ
ГАЗОПРОВОДЫ
Монтаж внутрицеховых газопроводов по
обвязке скрубберов, сатураторов, электро-
фильтров, трубчатых газовых холодильни-
ков и других аппаратов производят укруп-
ненными элементами вместе с газовыми за-
движками.
Отдельные звенья газопроводов и за-
движки подвозят к месту монтажа авто-
транспортом. После испытания задвижек и
контрольных замеров расположения газо-
вых штуцеров на аппаратах внизу у места
подъема производят сварку и сборку газо-
проводов и задвижек в укрупненные эле-
менты. Укрупненный элемент газопровода с
задвижками подымают и подсоединяют к
штуцерам, имеющимся на аппарате.
Для ускорения работ по подключениям
к фланцевым стыкам рекомендуется приме-
нять вращающиеся фланцы.
Для возможности подключения в даль-
нейшем газопроводов к действующим сетям
необходимо, чтобы при монтаже первой
очереди одновременно с заглушками в тор-
цах и в отводах газопроводов были уста-
новлены патрубки.
Для скрубберов, трубчатых газовых хо-
лодильников и других аппаратов, где име-
ются многократные подключения газопро-
вода к аппаратам, вначале укладывают на
колонны коллектор газопровода с задвиж-
ками, а затем на месте производят подгон-
ку штуцеров на коллекторе к аппаратам.
Членение обвязочных газопроводов па
укрупненные элементы, расположение мон-
тажных стыков и способ подключения их
к аппаратам в каждом случае решаются в
зависимости от расположения штуцеров па
аппаратах и на коллекторе, расположения
газовых задвижек и других условий.
В соответствии с принятым решением в
заказе на изготовление газопроводов ука-
зывают размеры элементов, места устрой-
ства монтажных стыков и другие условия
поставки.
До подъема газопровода в него ввари-
вают штуцера для пропарки и отвода кон-
денсата, а также для контрольно-измери-
тельных приборов.
Монтаж обвязочных газопроводов труб-
чатых газовых холодильников и электро-
фильтров производят гусеничными крана-
ми; газопроводов сатураторов, ловушек в
сульфатном отделении — гусеничным и экс-
плуатационным мостовым кранами; газопро-
водов скрубберов, включая стояки и пло-
щадки по обслуживанию задвижек,— кра-
пом на рельсовом ходу грузоподъемностью
20 т, установленным для монтажа скруб-
беров.
После установки и проверки уклонов га-
зопровод закрепляют на опорах и присту-
пают к устройству отводов конденсата в
гидрозатворы. Все гидрозатворы до уста-
новки должны быть испытаны.
Монтаж межцеховых газопроводов про-
изводят укрупненными элементами, состоя-
щими из прямых звеньев.
Укрупненную сборку звеньев газопрово-
да, пространственных колонн и мостов ве-
дут в зависимости от условий транспорти-
ровки и монтажа на центральном складе
металлоконструкций либо у места их подъ-
ема.
До начала монтажа колонн должна быть
произведена приемка фундаментов; прове-
ряют расстояния между осями, высотные
отметки, расположение анкерных болтов и
качество бетона.
Монтаж железобетонных и металличе-
ских колонн, газопроводов и мостов под
газопроводы и трубопроводы ведут в зави-
симости от их веса автомобильными либо
гусеничными кранами.
Установленные колонны проверяют по
отвесу и отметкам расположения опорных
частей, после чего крепят к фундаментам
анкерными болтами.
Плоскостные колонны до установки газо-
проводов временно раскрепляют растяж-
ками.
Для ускорения работ по стыковке звень-
ев на газопроводах заранее приваривают
верхние полубандажи для подключения к
ранее установленному звену и с противо-
положной стороны нижние для примыка-
ния последующих звеньев газопровода.
До подъема газопровода к нему крепят
трубопроводы и площадки, предусмотрен-
ные проектом. Все металлические конструк-
ции колонн, газопроводов и мостов долж-
ны быть окрашены внизу до их установки.
Сварку монтажных стыков газопроводов и
286
Монтаж оборудования коксохимических предприятий
трубопроводов производят с инвентарных
переставных подмостей, подвешенных к га-
зопроводам у стыков или с люльки авто-
гидроподъемника.
После проверки уклонов газопровод за-
крепляют на опорах в соответствии с про-
ектом.
Смонтированный газопровод испытывает-
ся до установки компенсаторов сжатым
воздухом при всех заглушенных штуцерах
пара, конденсата и др. по ТУ Гипрококса.
Перед вводом в эксплуатацию газопро-
воды прямого газа пропаривают, при этом
проверяется работа компенсаторов.
ТРУБОПРОВОДЫ
Все внутрицеховые обвязочные трубопро-
воды — коксовых печей, башни тушения,
бензольно-скрубберного отделения, насос-
ной конденсации, трубчатых газовых холо-
дильников, отделения ректификации бензо-
ла, смолоперегонного и других цехов — из-
готавливают централизованно в мастерских
монтажной организации в виде укоупнен-
ных узлов по заранее разработанным чер-
тежам.
Изготовление трубопроводов ведут из го-
товых крутозагнутых отводов, тройников,
фланцев, заглушек и других деталей.
В табл. 25-1 указаны материалы прокла-
док.
В соответствии с нормами и правилами
производства и приемки работ все техноло-
гические трубопроводы в зависимости от
свойств и параметров транспортируемого
продукта делятся на категории, которые
должны быть указаны в проекте.
Узлы трубопроводов, доставленные к ме-
сту монтажа, раскладывают по линиям в
соответствии с нанесенной на них маркиров-
кой. До начала монтажа одновременно с
размерами узлов трубопроводов проверяют
наличие отводов по опорожнению линии,
штуцеров для пропарки, испытания и под-
Таблица 25-1
Прокладки для фланцевых соединений турбопроводов
(по нормали Гипрококса Нтд 6746)
Транспортируемый материал
Прокладка
Вода техническая, пожарно-питьевая, шламовая
углемоек и тушильных башен, сточная, содержа-
щая фенолы, аммиак, сульфат, золу и пыль при
температуре до 90° С
Масла при температуре до 120° С
То же до 375° С
Серная кислота концентрации до 50% при темпе-
ратуре 65° С
То же, при температуре 100° С
Серная кислота концентрации 91% при рабочем
давлении не более 2,5 кгс/см?
Разбавленные растворы кислот, щелочей и аммиач-
ная вода при рабочем давлении не более 3 кгс/см2
и температуре до 450° С
Мышьяково-содовый раствор сероочистки, фенолы,
крезолы, лизолы, сульфат пиридина и его фрак-
ции, сера плавленая. При рабочем давлении не
более 2,5 кгс/см2 и температуре до 200° С
То же, при рабочем давлении до 10 кгс/см2
Бензол сырой, его фракции, чистые продукты, па-
ры бензольных продуктов
Смола, фракции смолы и пек до 450° С
Водяной пар, конденсат водяного пара, горячая
вода
Прямой и обратный коксовый газ
Картон технический, покрытый графи-
том
Картон технический, пропитанный
льняным маслом
Паронит
Резина кислотостойкая
Паронит
Картон асбестовый кислотостойкий
(антофилитовый асбест)
Картон асбестовый кислотостойкий
Картон асбестовый кислотостойкий
Паронит
»
Картон асбестовый для Ду 400 мм;
для Ду 600 мм асбестовый трехслой-
ный шнур, пропитанный суриком на
масле, свыше 600 мм асбестовый
шнур сплетенный, пропитанный су-
риком на масле (80% сурика и 20%
масла)
Примечание. Для трубопроводов Ру = 6 и 10 кгс[см* применяются прокладки из картона для
Ду до 80 мм толщиной 8е 1,5 мм, для больших диаметров 6=2 мм; из резины, картона асбестового
и пароиита для Ду до 80 мм S = 2 мм, для Ду до 300 мм 8 = 2,5 мм\ для Ду свыше 300 мм 8 =
== 3 мм.
Монтаж газопроводов и трубопроводов
287
ключения линии к контрольно-измеритель-
ным приборам и др. Подъем узлов трубо-
проводов внутри здания ведут эксплуата-
ционными кранами, а снаружи — автомо-
бильными или гусеничными кранами.
При монтаже необходимо следить за со-
блюдением уклонов, устройством подвесок
и других креплений, предусмотренных про-
ектом, установкой временных заглушек для
отключения аппаратов на время испытания
трубопроводов.
Межцеховые трубопроводы в большин-
стве своем состоят нз прямолинейных уча-
стков труб и компенсаторов, установленных
вдоль трассы через определенные расстоя-
ния. Монтаж межцеховых трубопроводов
ведут из звеньев, заблаговременно сварен-
ных из нескольких труб.
Трубопроводы, которые по проекту укла-
дываются либо подвешиваются к газопро-
воду, должны быть закреплены на нем вни-
зу на земле. Подъем этих газопроводов
производят вместе с трубопроводами.
В тех случаях, когда устраиваются эстака-
ды для трубопроводов, поднимают их вме-
сте со всеми уложенными трубопроводами.
При монтаже необходимо следить, чтобы
вентили, обратные клапаны и линзовые
компенсаторы были установлены с учетом
направления потока; сварные стыки трубо-
проводов должны быть расположены на
расстоянии не менее 50 мм от края опо-
ры; подвижные опоры и подвески должны
быть собраны с учетом теплового расшире-
ния; должен быть сохранен также проект-
ный уклон. Допускаются отклонения по
уклону 5 мм на каждые 10 м, а на весь
участок не более 10 мм. Компенсаторы пе-
ред установкой должны быть растянуты на
величину, указанную в проекте.
Контроль качества сварных швов трубо-
проводов осуществляется внешним осмот-
ром и проверкой стыков, выполняемой фи-
зическими методами без разрушения (про-
свечиванием гамма-лучами, магнитографи-
рованием и ультразвуком) н механическим
испытанием пробных стыков. Физическими
методами контролируют (в зависимости от
категории) от 1 до 3% общего числа сва-
ренных каждым сварщиком стыков. Необ-
ходимо контролировать весь периметр сты-
ка. Сварные швы трубопроводов V катего-
рии (негорючие жидкости и пары, инертные
газы с рабочим давлением до 16 кгс/см2, с
температурой до 120° С) проверяют лишь
внешним осмотром.
Т а б л и ц а 25-2
Условные цвета окраски трубопроводов по ТУ Гипрококса 383646
Трубопроводы
Окраска
Водяной пар 35—40 ата
Перегретый водяной пар 9—16 ата
Пар 4—6 ата
Конденсат водяного пара
Дренаж и продувки
Вода:
питьевая
техническая свежая
оборотная теплая
оборотная охлажденная
противопожарная
фенольная неочищенная
фенольная очищенная
хозяйственно-фекальная
надсмольная
аммиачная
прямая отопительная
обратная отопительная
Сжатый воздух
Вентиляционный воздух
Коксовый сжатый газ
Слабая кислота
Концентрированная кислота
Щелочь
Концентрированная щелочь
Каменноугольные масла
Поглотительные масла
Каменноугольная смола
Воздух в вакуум-линиях
Пары бензольных углеводородов
Бензольные углеводороды
Красная с одним черным кольцом
Красная без колец
Красная с одним голубым кольцом
Зеленая с одним синим кольцом
Зеленая с одним красным кольцом
Зеленая с одним оранжевым кольцом
Оранжевая без колец
Зеленая с одним фиолетовым кольцом
Зеленая с двумя фиолетовыми кольцами
Оранжевая без колец
Зеленая с тремя черными кольцами
Зеленая с одним голубым кольцом
Зеленая с двумя голубыми кольцами
Оранжевая с одним синим кольцом
Чернаи без колец
Зеленая с одним желтым кольцом
Зеленая с одним коричневым кольцом
Голубая с одним красным кольцом
Голубая с одним черным кольцом
Желтая с двумя красными кольцами
Серая с одним желтым кольцом
Серая с двумя желтыми кольцами
Темно-коричневая без колец
Темно-коричневая с одним черным кольцом
Коричневая с цветными кольцами
Коричневая с тремя желтыми кольцами
Черная с фиолетовыми кольцами
Голубая с одним коричневым кольцом
Желтая с двумя коричневыми кольцами
Коричневая с желтыми кольцами
288
Монтаж оборудования коксохимических предприятий
Законченные трубопроводы совместно с
арматурой испытывают гидравлическим
давлением на прочность и плотность. Пе-
ред испытанием необходимо проверить уста-
новку заглушек по отключению аппаратов.
Испытания следует производить приводны-
ми гидронасосами. Гидравлическое испыта-
ние трубопроводов на прочность и плот-
ность производится давлением, в 1,25 раз
больше максимального рабочего.
Пробное гидравлическое давление под-
держивается в течение 5 мин, после чего
снижается до рабочего. Если во время ис-
пытания давление не падало, течей или
пропотеваний не обнаружено, результаты
испытания признают удовлетворительными.
Для удобства производства работ и со-
кращения затрат на устройство подмостей
все трубопроводы, имеющие тепловую изо-
ляцию, должны быть заизолированы до их
подъема. Для проверки качества сварных
швов на стыках и фланцах изоляция не
наносится. После испытания изоляция этих
мест выполняется с помощью катучих под-
мостей или автогидроподъемников.
Трубопроводы перегретого и насыщенно-
го пара и горячей воды при Т 120° С с
избыточным давлением 16 кгс/см2, трубо-
проводы первой категории с условным про-
ходом более 70 мм и второй и третьей ка-
тегорий с условным проходом более 100 мм
подлежат освидетельствованию и регистра-
ции Госгортехнадзором. Все эти трубопро-
воды должны быть выполнены с соблюде-
нием «Правил устройства и безопасной экс-
плуатации трубопроводов пара и горячей
воды», утвержденных Госгортехнадзором
СССР 1 февраля 1957 г.
После испытания и приемки трубопро-
водов производится их окраска. В табл. 25-2
указаны условные цвета их окраски.
На окрашенных трубопроводах на вид-
ных местах наносят стрелки, указывающие
направление движения продуктов и пара.
Трубопроводы в каналах, тоннелях, а так-
же вся межцеховая коммуникация окраши-
ваются однотонным цветом.
ТРУБОПРОВОДЫ ИЗ ФАОЛИТОВЫХ
ТРУБ
В сульфатном отделении применяют фао-
литовые трубопроводы диаметром до
200 мм. Монтаж их ведут после окончания
.монтажа оборудования и металлических
трубопроводов из готовых труб длиной
2 м, тройников, угольников, крестовин и
переходных муфт, изготовляемых промыш-
ленностью. Фаолитовые трубы изготавли-
вают на предприятиях промышленности из
сырых листов пластмассы на разъемных
деревянных или металлических шаблонах с
последующей полимеризацией. Затвердев-
шие трубы после полимеризации обрезают и
обрабатывают на токарном станке для сое-
динения между собой.
Стыки фаолитовых труб устраивают на
стальных фланцах с разрезными кольцами.
При монтаже следует осторожно и равно-
мерно затягивать болты, не допуская пе-
рекосов трубы.
Фаолитовые трубопроводы необходимо
защищать от внешних механических воздей-
ствий. Опоры под трубы и подвески устраи-
вают на расстоянии не более 2 м одна от
другой. Трубопроводы следует укладывать
так, чтобы было возможно производить сме-
ну отдельных звеньев.
При небольших повреждениях фаолито-
вые трубопроводы можно ремонтировать
на месте при помощи фаолитовой замазки.
ТРУБОПРОВОДЫ ИЗ НЕРЖАВЕЮЩЕЙ
СТАЛИ
Трубопроводы сульфатного отделения и
других объектов, проектируемые Гипрокок-
сом из нержавеющей стали Х12Н12М2Т,
НЖ-13
сваривают электродами марки
и других марок, указанных в проекте.
Подготовка кромок под сварку такая же,
как для углеродистых сталей.
Собранные под сварку детали и узлы
трубопроводов прихватываются теми же
электродами, которыми производится свар-
ка. Сварка выполняется на постоянном то-
ке обратной полярности и должна произ-
водиться короткой дугой быстро, не задер-
живая электрод на одном месте. Режим
сварки и свойства сварных соединений при-
ведены в паспортах на электроды.
При сдаче технологических трубопрово-
дов монтажная организация представляет
акты сдачи под монтаж опорных конструк-
ций, проверки внутренней очистки трубо-
проводов, испытаний арматуры, испытаний
трубопроводов на прочность и плотность,
промывки трубопроводов, а также серти-
фикаты на сварочные материалы, журналы
сварочных работ, спцски сварщиков с ука-
занием номеров удостоверений и клейм и
заключения по проверке качества сварных
швов трубопроводов физическими метода-
ми контроля.
ЛИТЕРАТУРА
Александров А. И. Новый способ вулка-
низации стыков транспортерных лент. Кокс н
Химия, 1958, № 12.
Изготовление и монтаж трубопроводов (сборник
статей). ЦБТИ Минстроя РСФСР, 1960.
Крылов В. А. Монтаж вагоиоопрокидывателя
новой конструкции. Монтажные и специализиро-
ванные работы в строительстве, 1960, № 10.
Рулонирование листовых конструкций (те-
матический сборник) ЦБТИ Минстроя РСФСР.
1962.
Строительные нормы н правила СНиП III —Г.
9—62, III—Г. 10—62.
Технические условия на монтаж оборудования
коксовых батарей СН 115—60, Госстрой.
Раздел пятый
ВВОД В ДЕЙСТВИЕ (ПУСК) ТЕХНОЛОГИЧЕСКИХ
ОБЪЕКТОВ КОКСОХИМИЧЕСКИХ ПРЕДПРИЯТИЙ
Глава 26
УСЛОВИЯ ПУСКА КОКСОХИМИЧЕСКОГО ПРЕДПРИЯТИЯ
ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС
ПУСКА КОКСОХИМИЧЕСКИХ
ПРЕДПРИЯТИЙ И ЗНАЧЕНИЕ
КОКСОВЫХ БАТАРЕЙ
Ввод в действие или пуск коксохимиче-
ского предприятия может производиться по
различным схемам в зависимости от соста-
ва пускового комплекса, характера вводи-
мых объектов и технологических связей
данного предприятия.
Основным пусковым объектом вводимого
в действие самостоятельного коксохимиче-
ского завода или коксохимического произ-
водства в составе металлургического ком-
бината, как правило, является коксовая ба-
тарея. Ввод в эксплуатацию батареи опре-
деляет необходимость предварительного
либо одновременного ввода целого ряда тех-
нологических, энергетических, санитарно-
технических, транспортных, ремонтных,
вспомогательных, административно-обслу-
живающих и бытовых сооружений, а так-
же включения этих объектов в соответст-
вующие сети, перечень которых устанавли-
вается наряду с основными объектами пу-
сковым комплексом коксовых батарей.
Наиболее сложным является пусковой
комплекс первой коксовой батареи само-
стоятельного коксохимического завода, ко-
торый должен охватывать также развитие
или сооружение источников питания элек-
трической энергией, паром, теплом для обо-
грева (ТЭС) и водой, а также внешние со-
оружения и сети по примыканию к желез-
нодорожной станции МПС, водозабору, ка-
нализации и сбросу сточных вод. Этот ком-
плекс должен также охватывать отвалы для
породы, шламонакопитель (при наличии
углеобогатительной фабрики в составе ком-
плекса) , отвалы для других отходов из хи-
мических и прочих цехов, а также жилой
поселок для трудящихся завода и средства
сообщения с ним.
Для случая пуска первой коксовой бата-
реи в составе металлургического или хими-
ческого комбината комплекс ограничивает-
ся обычно только основными технологиче-
]9 Справочник коксохимика, т. IV.
скими и вспомогательными объектами и
соединительными внутрикомбинатскими се-
тями с перечисленными выше энергетически-
ми, транспортными и прочими сооружения-
ми, воздвигаемыми для нужд всего комби-
ната при строительстве последнего.
При пуске новой коксовой батареи на
предприятии, имеющем действующие бата-
реи, связанный с нею комплекс сооружений
значительно упрощается, так как при этом
в основном используются существующие
сооружения с соответствующим, в случае
необходимости, расширением.
Сооружение четырехбатарейного коксохи-
мического завода, как правило, разбивает-
ся на две очереди, из которых каждая охва-
тывает две батареи. Поэтому пуск второй
батареи не требует значительного объема
работ в других цехах. К пуску третьей ба-
тареи возводятся все основные сооружения
второй очереди углеподготовки и цеха
улавливания почти в полном объеме, по-
этому пусковой комплекс четвертой батареи
по основному технологическому циклу яв-
ляется минимальным.
Пуск углеобогатительной фабрики, дли-
тельность сооружения которой практически
превышает длительность возведения объек-
тов одной батареи, может выделяться в от-
дельный комплекс, либо включаться в ком-
плексы последующих батарей. Точно так
же пуск цехов по углубленному извлече-
нию химических продуктов (серо- и циано-
очистке газа и др.), а также цехов по пере-
работке химических продуктов — переработ-
ке смолы, ректификации бензола и т. п.,
следует приурочивать ко вторым очередям
строительства, когда введены в действие и
эксплуатируются основные объекты.
РАЗОГРЕВ КОКСОВЫХ БАТАРЕЙ
И ЕГО ВЛИЯНИЕ НА ПУСКОВЫЕ
ОПЕРАЦИИ
Одной из основных предпусковых опера-
ций на коксовой батарее является сушка и
разогрев кладки батареи до эксплуатацион-
ных температур, при которых в камеры пе-
чей может загружаться угольная шихта.
290
Ввод в действие технологических объектов коксохимических предприятий
Эта операция в зависимости от характе-
ристики огнеупоров, размеров батареи и
графика, разрабатываемого пусконаладоч-
ной организацией по коксовым печам (Кок-
сохимической станцией), продолжается 70—
80 дней. Правильный выбор времени начала
этой операции имеет большое значение как
в смысле обеспечения своевременного пу-
ска батареи, так и в смысле пред-
отвращения излишних затрат по рас-
ходу топлива, рабочей силы и инже-
нерно-технического надзора на обслужива-
ние разогрева батареи. При этом весьма
важен род топлива, которое применяется
для этой цели. Как правило, разогрев кок-
совой батареи следует производить газо-
вым топливом.
Ряд особенностей в связи с характером
топлива будет рассмотрен ниже в соответ-
ствующей главе по коксовым печам.
Здесь же упомянем лишь, что в период
разогрева батареи из 65—77 коксовых пе-
чей расход коксового газа растет от
300 м3/ч вначале до 4000—4500 м3/ч в конце
разогрева, а общий расход коксового газа
за период сушки и разогрева составляет от
2,0 до 4,5 млн. л»3.
В зависимости от размеров камер коксо-
вания и количества печей в батарее при-
мерный расход тепла на разогрев может
быть определен по табл. 26-1.
Таблица 26-1
Расход тепла на разогрев батареи
20,0
21,6 {
23,5
30,0
30,0
61 10300 300—3000 70 2,0
65 10800 300—3300 66 2,5
69 11300 300—3500 65 2,5
61 11300 300—3500 66 2,7
65 11800 300—3600 69 2,8
43 9000 300—2500 65 2,9
77 16600 500—4500 70 4,3
77 16600 500—4000 80 4,5
В качестве топлива может быть применен
доменный, коксовый, генераторный и с из-
вестными ограничениями природный газ с
соответствующим пересчетом по теплотвор-
ной способности.
При отсутствии на месте источника снаб-
жения газом для разогрева можно приме-
нить временные передвижные газогенерато-
ры на твердом топливе либо сжиженный
пропан-бутановый газ, который доставляет-
ся в цистернах и регазифицируется перед
потреблением. В отечественной практике
применяют и разогрев твердым топливом.
В этом случае расход крупного газового
угля составляет 4000—5000 т, возникает не-
обходимость в организации специального
склада с механизмами для разгрузки, сор-
тировки и погрузки угля, в устройстве
подъемника у печей, а также в задалжива-
нии значительного количества рабочих, до-
ходящего в последний период разогрева до
360—400 человек иа батарею. Неполное сго-
рание топлива, неблагоприятные условия
труда на загрузке топок и удалении шлака,
значительное осложнение пусковых опера-
ций делают этот способ разогрева весьма
нежелательным.
Практически на основе многолетнего опы-
та установлено, что сушку и разогрев ба-
тареи следует начинать прн следующих ус-
ловиях, исходя из нормативной длительно-
сти разогрева коксовой батареи по гра-
фику:
1) основные строительно-монтажные ра-
боты должны быть закончены во всех цехах
и начаты индивидуальные испытания основ-
ных агрегатов;
2) к объектам комплекса подается по по-
стоянной схеме электрическая энергия, за-
кончен монтаж основных трансформаторных
подстанций, пусковых и распределительных
пунктов;
3) ко всем объектам подведены пар и
тепло проектных параметров от закончен-
ных постоянных источников пароснабжения.
В случае питания от собственной ТЭС дол-
жен быть закончен монтаж основного и ре-
зервного котлоагрегата;
4) должны быть закончены сооружения и
сданы в эксплуатацию все предусмотренные
проектом системы водопровода, канализа-
ции и внешних очистных сооружений;
5) санитарно-бытовой корпус, обслужи-
вающий углеподготовку и коксовые печи,
должен быть полностью закончен и нахо-
диться в эксплуатации для обслуживания
персонала, занятого разогревом батареи;
6) ремонтно-вспомогательные и складские
сооружения завода должны быть закончены
и введены в эксплуатацию задолго до на-
чала разогрева и обеспечивать поставку
отдельных видов нестандартного оборудова-
ния и вести подготовку запасных частей
для эксплуатации;
7) лаборатория должна быть закончена
сооружением в пределах 1-го этажа и обес-
печивать производство необходимых ана-
лизов;
8) собственно коксовая батарея должна
быть закончена кладкой и предрастопочным
монтажом и полностью обеспечена обору-
дованием;
9) коксовые машины, основной и резерв-
ный комплекты, должны быть в наличии и
находиться в стадии монтажа на своих пу-
тях;
10) дымовая труба и борова коксовой
батареи должны быть полностью закончены,
и высушены.
Условия пуска коксохимического предприятия
291
ОРГАНИЗАЦИЯ
ПРИЕМО-СДАТОЧНЫХ ОПЕРАЦИЙ
С началом сушки и разогрева коксовой
батареи коксохимический завод или произ-
водство в целом вступают по существу
в предпусковой 2,5—З-месячПый период ин-
дивидуальных испытаний вхолостую и под
нагрузкой, комплексных испытаний и
подготовки к сдаче объектов в эксплуа-
тацию.
К этому времени застройщик совместно с
подрядчиком должны установить в соответ-
ствии с утвержденным пусковым комп-
лексом перечень актов, которые оформ-
лены на:
а) приемку в эксплуатацию законченных
строительством вспомогательных зданий;
б) готовность к приемке в эксплуатацию
Государственной приемочной комиссией со-
оружений основного производственного на-
значения;
в) готовность оборудования к комплекс-
ному опробованию и к приемке в эксплуа-
тацию (в соответствии с главой СНиП ША.
10—62).
В это же время заказчик должен обра-
зовать рабочую комиссию под председа-
тельством своего представителя, с участием
генерального подрядчика, субподрядных ор-
ганизаций, проектной организации, техниче-
ской инспекции совета профсоюзов, проф-
союзной организации заказчика, органов
Государственного санитарного надзора, ор-
ганов Государственного пожарного надзо-
ра, Госгортехнадзора и других заинтересо-
ванных организаций.
Рабочая комиссия обычно выделяет ряд
специализированных подкомиссий по видам
работ, которые проверяют соответствие вы-
полненных работ представляемым подряд-
чиком актам и технической документации,
производят при необходимости дополни-
тельные испытания и могут принимать в
эксплуатацию установленное оборудование,
отдельные агрегаты и установки.
Обычно создаются следующие подкомис-
сии по приемке:
1) строительных сооружений и металло-
конструкций;
2) технологического оборудования, метал-
локонструкций и коммуникаций соответст-
вующих цехов — углеподготовительного, уг-
лефабрики, коксовых печей, улавливания и
других химических цехов;
3) крупного механического оборудова-
ния — коксовых машин, перегружателей,
подъемных кранов и т. п.;
4) энергетического оборудования и сетей,
включая нагнетатели коксового газа;
5) электрического оборудования, электри-
ческих сетей и подстанций;
6) санитарно-технического оборудования
и промвентиляции;
7) контрольно-измерительных и регули-
рующих приборов и средств автоматики;
8) средств связи и сигнализации;
9) железнодорожных путей и сооруже-
ний;
19*
10) противопожарных устройств;
11) автодорог и благоустройства;
12) оградительной техники и мер безо-
пасности.
Число и характер подкомиссий может из-
меняться по местным условиям.
Порядок работы подкомиссий определяет-
ся председателем рабочей комиссии. Акты
подкомиссий должны утверждаться предсе-
дателем рабочей комиссии. При этом обыч-
но отдельные акты специализированных
подкомиссий по видам работ объединяются
в укрупненный объектный акт.
Генеральный подрядчик представляет ра-
бочей комиссии и передает заказчику спи-
сок исполнителей работ и ответственных за
них лиц; комплект рабочих чертежей с под-
писью ответственных за строительство лиц
о соответствии выполненных работ черте-
жам или о внесенных в них изменениях,
если они имели место в процессе строитель-
ства; акты промежуточной приемки ответ-
ственных конструкций, предусмотренные
техническими условиями; акты на все скры-
тые работы, на гидравлические испытания
различного рода аппаратуры, хранилищ,
паро-газоводяной арматуры и сетей, а так-
же оборудования в необходимых случаях;
акты приемки систем противопожарного
оборудования, систем вентиляции, внутрен-
них и наружных электроустановок и сетей,
устройств связи и сигнализации; журналы
производства работ; заключения техниче-
ского инспектора совета профсоюзов по от-
дельным вспомогательным зданиям и соору-
жениям предприятия.
Указанные материалы должны сопровож-
даться необходимыми сертификатами, на-
пример на бетон для плиты коксовой бата-
реи, на металл для конвейерных мостов и
других ответственных конструкций, данны-
ми о результатах геодезических замеров,
актами на очистку металлоконструкций и
коммуникаций перед покраской и журнала-
ми работ по окраске и т. п. в соответствии
с главами СНиП III—В, 5—62, III—Г, 10—
62 и др.
При сдаче —- приемке смонтированного
оборудования подрядчик дополнительно к
перечисленной прилагает следующую доку-
ментацию; паспорта машин, аппаратов, обо-
рудования, арматуры и контрольно-измери-
тельных приборов, сборочные чертежи, тех-
нические условия, инструкции и формуля-
ры с указанием допусков, полученные от
поставщиков и переданные на время мон-
тажа генеральному подрядчику в соответ-
ствии с главой СНиП III—Г, 10—62, а так-
же акты на передачу эксплуатации запас-
ных частей и инструментов, полученных с
оборудованием.
Приемка в эксплуатацию отдельных пу-
сковых комплексов, а также особо важных
объектов, к которым обычно относится
строительство коксохимических предприя-
тий, производится в зависимости от стои-
мости государственными приемочными ко-
миссиями, назначаемыми Советом Мини-
стров СССР, республики или министром
292
Ввод в действие технологических объектов коксохимических предприятий
черной металлургии. Работа Государствен-
ной приемочной комиссии регламентируется
главой СНиП III—А, 10—62.
ОРГАНИЗАЦИЯ И ПРОИЗВОДСТВО
ИНДИВИДУАЛЬНЫХ И КОМПЛЕКСНЫХ
ИСПЫТАНИЙ
Характер и продолжительность испыта-
ний смонтированного оборудования преду-
сматриваются указаниями в чертежах, либо
действующими нормативными документами.
При этом все оборудование, аппаратура и
коммуникации должны пройти индивиду-
альные, а затем комплексные испытания.
К индивидуальным испытаниям относятся:
испытания на плотность и прочность емко-
стей и аппаратов, испытание вхолостую ма-
шин, механизмов и аппаратов с приводами,
испытание под нагрузкой машин, механиз-
мов и аппаратов с приводами. Индивиду-
альное испытание под нагрузкой является
окончанием работ по монтажу оборудова-
ния (глава СНиП III—Г, 10—62).
Специфичность коксохимического произ-
водства заключается в том, что для ряда
видов оборудования и аппаратуры испыта-
ния под нагрузкой завершаются лишь после
ввода в эксплуатацию коксовой батареи и
получения кокса, газа и химических про-
дуктов. В связи с этим приобретает боль-
шое значение высокое качество индивиду-
альных и комплексных испытаний в том
виде, как их можно организовать до пуска.
Комплексные испытания целесообразно про-
водить по установленному графику. При
этом они должны быть организованы раз-
новременно в основных цехах, например
сначала в углеподготовительном цехе, за-
тем в цехе улавливания и, наконец, в кок-
совом цехе.
К началу комплексных испытаний каж-
дого цеха должны быть:
1) закончены индивидуальные испытания
и все строительно-монтажные работы, вклю-
чая покраску оборудования и металлокон-
струкций, побелку и покраску всех произ-
водственных помещений;
2) обеспечено бесперебойное снабжение
технологических систем электроэнергией,
паром и водой в необходимых количествах;
3) обеспечено освещение, противопожар-
ный водопровод, а в зимний период — ото-
пление производственных помещений;
4) закончены испытания и зарегистри-
рованы в Госгортехнадзоре главные паро-
проводы и все прочие объекты, подлежащие
регистрации, а сети взяты под пар;
5) закончен монтаж всех вентиляционных
систем;
6) закончены и сданы в эксплуатацию
водопроводные и все виды канализацион-
ных систем и очистных сооружений для
сточных вод;
7) закончен монтаж систем блокировки и
централизованного дистанционного управле-
ния;
8) оборудованы основные виды связи,
включая радиопоисковую;
9) организовано обслуживание щитовых
устройств в соответствии с правилами экс-
плуатации электрических установок;
10) расставлен по рабочим местам об-
служивающий персонал, прошедший обуче-
ние и инструктаж по технике безопасности,
и установлен эксплуатационный режим уп-
равления цехами;
11) подготовлены различные виды смаз-
ки применительно к характеру вводимых в
действие агрегатов;
12) подготовлены необходимые инстру-
менты, инвентарь, режимные журналы, про-
изводственные схемы и инструкции, ин-
струкции по технике безопасности, таблицы
емкостей, ремонтные средства, средства для
отбора проб и операционного контроля, ак-
кумуляторные фонари, контейнеры и авто-
погрузчики для мусоров, монтажный гидро-
подъемник АГП-12 для обслуживания вы-
сотных участков коммуникаций, газоспаса-
тельные средства, противопожарный инвен-
тарь, грузоподъемный автокран, средства
для вывоза фусов и кислой смолки и т. д.;
13) обслуживающий персонал обеспечен
необходимыми видами спецодежды и за-
щитными средствами — очками, перчатками
и т. п.;
14) составлен план проведения испыта-
ния, утверждаемый главным инженером
предприятия.
Подготовка к комплексным испытаниям
требует устранения всех дефектов, выяв-
ленных при индивидуальных испытаниях
агрегатов, проверки и очистки всех емко-
стей, бассейнов, газопроводов и коммуника-
ций от засорений и посторонних предметов
и обеспечения в необходимых случаях со-
ответствующего сырья.
В процессе производства строительно-
монтажных работ наряду с общим надзо-
ром за их производством рекомендуется об-
ратить внимание на:
1) тщательное соблюдение заданных гео-
дезических отметок в соответствии с проек-
том и правильную разбивку зданий и со-
оружений;
2) тщательную гидроизоляцию заглублен
ных сооружений (вагоноопрокидыватель),
железобетонных бассейнов и отстойников.
Желательно выполнение этих работ в теп-
лое время года;
3) правильную установку резервуаров и
наружной аппаратуры на фундаменты, ис-
ключающую попадание влаги под днища;
4) правильный выбор отметок фундамен-
тов, подвергающихся химической защите;
5) своевременное, желательно в теплое
время года, выполнение химзащитных ра-
бот в сооружениях и аппаратах, подвергаю-
щихся действию кислот и щелочей;
6) своевременное, желательно в теплое
время года, и доброкачественное выполне-
ние теплоизоляционных работ в соответст-
вии со СНиП для обеспечения предусмот-
ренной проектом тепловой защиты;
7) выполнение грозозащитных работ и
работ по отводу статического электричества
в соответствии с проектом одновременно с
Условия пуска коксохимического предприятия
293
основными строительно-монтажными рабо-
тами по сооружениям;
8) соблюдение установленных правилами
безопасности норм, в частности по устрой-
ству конденсатоотводчиков, пропарочных
штуцеров, обслуживающих площадок для
задвижек, герметизации и устранению пы-
левыделения в атмосферу на перепадах,
обеспечению возможности гидросмыва по-
мещений и т. п.;
9) своевременное выполнение пробоот-
борных устройств, связанных с контролем
производства, в частности в химических це-
хах;
10) обязательное применение при произ-
водстве промежуточных испытаний заглу-
шек по болтам с выступающими наружу
хвостовиками;
11) правильное расположение отопитель-
ных элементов в помещениях;
12) правильное устройство конденсатоот-
водных сетей;
13) своевременное устройство средств по-
жаротушения, промежуточных перегородок
на конвейерных мостах с дренчерными уст-
ройствами;
14) тщательную ревизию газовых задви-
жек и устанавливаемой паро-газо-водяной
арматуры;
15) своевременную установку штуцеров и
задвижек, обеспечивающих подключение
агрегатов второй очереди на водопровод-
ных, газовых, надсмольной воды и прочих
коллекторах;
16) заблаговременную сборку и испыта-
ние колонных аппаратов на барботаж до
наступления холода.
В процессе подготовки комплексных ис-
пытаний необходимо проследить за:
1) испытанием резервных агрегатов и
приводов наряду с основными;
2) недопущением образования непроточ-
ных тупиков в газовых, водяных и прочих
коммуникациях, которые могут привести в
зимнее время к замораживанию коммуни-
каций и задвижек;
3) своевременным отеплением и подво-
дом пара к конденсатоотводчикам из газо-
вых сетей;
4) достаточным наличием продувных све-
чей на газовых сетях;
5) установкой заглушек по ходу газа по-
сле задвижек, чтобы облегчить последую-
щее удаление заглушек;
6) правильной установкой компенсато-
ров на опорах с сохранением в них необ-
ходимого запаса на температурные изме-
нения;
7) наличием прокладочных колец, даю-
щих возможность устанавливать заглушки
в необходимых случаях;
8) наличием разделительных фланцев при
длинных коммуникациях, особенно соеди-
няющих различные агрегаты;
9) установкой разделительных задвижек,
обеспечивающих разделение и в необходи-
мых случаях отключение отдельных участ-
ков газопроводов, например отопительного
газа для отдельных батарей и т. п.;
10) приваркой упоров на газопроводах в
местах возможной установки заглушек;
11) недопущением образования ваку-
ума в испытуемых аппаратах в результате
конденсации пара при закрытых воз-
душках;
12) правильностью отладки привода на
открывание, закрывание и конечное ограни-
чение (в случае применения задвижек с
электроприводом);
13) устройством пропарочных штуцеров
на газопроводах так, чтобы обеспечивалась
возможность заполнения газопроводов па-
ром в необходимых случаях.
ОБЩИЕ УСЛОВИЯ ПРОВЕДЕНИЯ
ПУСКОВЫХ ОПЕРАЦИЙ
Примерная последовательность операций
по вводу в действие на пусковом комплек-
се первой коксовой батареи должна быть
следующей:
1. Ввод в действие источников электро-
снабжения — трансформаторные подстан-
ции, щитовые, распределительные устройст-
ва либо ТЭС в случае самостоятельного за-
вода.
2. Ввод в эксплуатацию канализационных
систем дождевых, шламовых, фекальных и
фенольных вод с соответствующими прием-
ными устройствами.
3. Ввод в действие технического, пожар-
но-питьевого водопровода, цикла оборотно-
го водоснабжения.
4. Пароснабжение в проектных парамет-
рах с отводом конденсата по постоянной
или временной схеме.
5. Автодороги, тротуары, железнодорож-
ные пути и сооружения на территории пло-
щадки и подходах к ней.
6. Включение наружного освещения тер-
ритории.
7. Включение в действие санитарно-бы-
тового корпуса.
8. Включение в действие административ-
ного корпуса.
9. Введение в строй лаборатории.
10. Подготовка угольной башни с затво-
рами и пневмообрушением.
11. Пуск углеподготовительного цеха.
12. Окончание разогрева коксовой бата-
реи и подготовка к переходу на нормаль-
ную схему обогрева.
13. Подготовка к эксплуатации тракта
тушения кокса с насосной, отстойниками
вод тушения, тушильными вагонами основ-
ным и запасным.
14. Включение в работу рампы и коксо-
сортировки с пробоотборными и пробораз-
делочными устройствами.
15. Наладка печного оборудования верха
печей с паровой инжекцией, устройствами
для бездымной загрузки.
16. Включение цикла орошения газосбор-
ников технической, подогретой либо над-
смольной водой с осветлителями, насосной
конденсации, сборниками и хранилищами
склада смолы.
294
Ввод в действие технологических объектов коксохимических предприятий
17. Наладка коксовых машин для полно-
го обслуживания печей (два комплекта).
18. Подготовка газовых холодильников к
эксплуатационным условиям.
19. Испытание и подготовка к работе двух
нагнетателей коксового газа — одного с па-
ровым и другого с электроприводом.
20. Сборка газовой схемы с расстановкой
заглушек, отключением невводимых в дей-
ствие аппаратов и коммуникаций.
21. Подготовка к эксплуатации и создание
необходимого запаса реактивов — серной
кислоты, щелочи, поглотительного масла,
извести.
22. Подготовка к включению цикла обес-
феиоливания сточных вод.
23. Подготовка к включению скрубберов
и цикла конечного охлаждения газа.
24. Загрузка коксовых печей.
25. Прием газа по короткому газопровод-
ному кольцу и включение газосбросного
устройства и газопровода обратного газа
для обогрева печей. Перевод обогрева пе-
чей на нормальную постоянную схему.
26. Последовательное включение отделе-
ний цеха улавливания — сульфатного и бен-
зольного.
27. Включение потребителей избыточного
коксового газа.
28. Отработка режима в соответствии с
графиком освоения производительности кок-
совых печей.
Проведению пусковых операций должно
предшествовать составление полного плана
с разработкой схемы газопроводов с ука-
занием и нумерацией газовых задвижек,
компенсаторов, газовыпускных свечей, вво-
дов пара и конденсатоотводчиков, расста-
новкой заглушек и указанием ответствен-
ных лиц за выполнение отдельных опе-
раций.
План должен предусматривать на время
операций по приему газа и включению от-
делений цеха улавливания снятие всех вре-
менных электропроводок, усиление противо-
пожарного обслуживания, прекращение
всех видов монтажных и строительных ра-
бот, удаление посторонних людей, кроме
эксплуатационного обслуживающего персо-
нала, дежурство работников газоспасатель-
ной станции и ремонтного персонала.
Все пусковые операции должны произво-
диться под руководством одного ответствен-
ного лица.
К моменту пуска коксовой батареи дол-
жен быть обеспечен запас угля для коксо-
вания не менее чем на 7 дней, обеспечена
подача пара в количестве около 35 т1ч и
бесперебойное снабжение водой.
Глава 27
ИСПЫТАНИЕ, ПУСК И ПРИЕМКА УГЛЕПОДГОТОВИТЕЛЬНЫХ
ЦЕХОВ |И УГЛЕОБОГАТИТЕЛЬНЫХ ФАБРИК
СОСТАВ УГЛЕПОДГОТОВИТЕЛЬНЫХ
ЦЕХОВ И УГЛЕОБОГАТИТЕЛЬНЫХ
ФАБРИК
Современный углеподготовнтельный цех
по потокам угля можно разделить на три
отдельных взаимосвязанных участка:
1) участок углеприема с открытым уголь-
ным складом (если таковой имеется на дан-
ном заводе);
2) участок от углеприема до силосов до-
зировочного отделения или закрытого уголь-
ного склада;
3) участок от силосов до угольных башен.
Уголь как в углеподготовительный цех,
так и в углеобогатительную фабрику прини-
мается через вагоноопрокидыватель и пода-
ется либо на склад, если таковой имеется,
либо в силосы.
В углеподготовительных цехах, работаю-
щих по схеме ДШ, в силосы дозировочного
отделения подается уголь, дробленый до
размера менее 50 мм-, при работе по схеме
ДК — окончательно дробленый до задан-
ной крупности. На склад уголь подается в
рядовом виде. В отдельных случаях уголь
на склад поступает непосредственно из же-
лезнодорожных вагонов.
Последняя схема углеподготовительного
цеха >: углеобогатительной фабрикой коксо-
химического завода производительностью
3—4 млн. т!год кокса вблизи угледобываю-
щего района охватывает:
а) вагоноопрокидыватель — сдвоенный,
бесканатный для разгрузки 60- и 100-тон-
ных железнодорожных вагонов;
б) отделение предварительного дробления
рядового угля до 100 мм, в котором уста-
навливаются два магнитных сепаратора
и две двухвалковые зубчатые дробилки;
в) закрытый склад угля силосного типа,
состоящий из трех рядов по 22 силоса, т. е.
из 66 бункеров емкостью каждый 2,5 тыс. т,
являющийся одновременно и дозировочным
и усреднительным отделением. Склад обо-
рудован устройствами для автоматического
ппевмообрушения слежавшихся углей. Вы-
дача угля из силосов производится автодо-
заторами;
г) отделение окончательного дробления —
для окончательного измельчения углей с
различной степенью дробления. Основное
оборудование отделения — молотковые дро-
билки быстроходного реверсивного типа с
синхронными двигателями;
д) смесительное отделение — для тща-
тельного перемешивания углей. Для этой
цели установлены смесительные машины по-
лудезннтеграторного типа.
Технологической схемой углеобогатитель-
ной фабрики предусматривается обогащение
крупных классов — в тяжелых средах, мел-
ких классов — в отсадочных машинах и
шлама — методом флотации.
В состав углеобогатительной фабрики
входит:
а) главный корпус; в нем размещаются
грохоты для классификации угля, сепара-
торы для обогащения крупных классов уг-
ля, оборудование для отсадки концентрата
из мелких классов, флотомашины для обо-
гащения шлама, устройства и приспособле-
ния для обезвоживания продуктов обогаще-
ния, улавливания и сгущения шламов и дру-
гие механизмы;
б) сушильное отделение, предназначенное
для сушки флотоконцентрата и хвостов
флотации в барабанных сушилках;
в) шламовые отстойники — для приема
переливов;
г) бункера для мытого угля и промпро-
дукта;
д) различные приспособления для транс-
портирования угля.
ОБЩИЕ ПОЛОЖЕНИЯ ПО ИСПЫТАНИЮ,
ПУСКУ И ПРИЕМКЕ ОБОРУДОВАНИЯ
Перед пуском углеподготовительного цеха
и углеобогатительной фабрики они разде-
ляются на технологические участки. На
каждом участке проводится опробование
всех видов оборудования раздельно, а затем
комплексное испытание всего участка.
После удовлетворительных результатов
испытания каждого вида оборудования, а
затем и всего комплекса оборудования дан-
ного участка производится комплексное ис-
пытание всего углеподготовнтельного цеха
или углеобогатительной фабрики.
296
Ввод в действие технологических объектов коксохимических предприятий
Испытание объектов углеподготовительно-
го цеха производится по этапам.
1-й этап. Испытание без нагрузки механиз-
мов и агрегатов с запуском с местного
управления.
2-й этап. Испытание участков, работаю-
щих по единому технологическому циклу.
3-й этап. Комплексное испытание угле-
подготовительного цеха с централизо-
ванным или автоматизированным управ-
лением.
На первом этапе испытывается работа
механизмов без нагрузки, при этом прове-
ряется правильность направления вращения
двигателей, соосность (центровка) отдель-
ных узлов, нагрев подшипников, герметич-
ность масляных емкостей и систем, работа
тормозов.
На втором этапе проверяется работа си-
стем регулирования, блокировки, сигнализа-
ции и автоматизации, перекрытия шиберов,
предохранительных устройств, а также гид-
рообеспыливания, вентиляции и т. п. После
удовлетворительных результатов холостых
испытаний проводятся испытания техноло-
гических участков под нагрузкой в следую-
щем порядке:
1) подача угля с вагоноопрокидывателя
на угольный склад;
2) подача угля с вагоноопрокидывателя и
с угольного склада в дозировочные силосы;
3) подача угля от дозировочных силосов
в угольную башню.
Испытание объектов углеобогатительной
фабрики производится по следующим эта-
пам:
1) испытание без нагрузки механизмов и
агрегатов с запуском с местного управле-
ния;
2) испытание водяной системы в главном
корпусе с предварительным заполнением
технической водой радиальных сгустителей
и пирамидальных отстойников;
3) испытание участков, работающих по
единому технологическому циклу в главном
корпусе;
4) испытание участков, работающих по
единому технологическому циклу во флота-
ционно-сушильном отделении;
5) комплексное испытание углеобогати-
тельной фабрики.
На первом этапе испытаний на углеобо-
гатительной фабрике работа механизмов
проверяется аналогично проверке меха-
низмов на углеподготовке.
На втором этапе проверяется герметич-
ность всех емкостей, предназначенных для
шламовых вод или чистой воды, а также
соответствующих задвижек и трубопрово-
дов.
Технологические испытания в главном
корпусе (3-й этап) проводятся на двух
участках: от сборного транспортера под
силосами дозировочного отделения до си-
лосов для готового концентрата и участок
обработки крупнозернистого шлама, вклю-
чающий разнообразное оборудование — виб-
рогрохоты, шламовые отсадочные машины,
гидроциклоны и др.
Включение тракта концентрата произво-
дится в следующем порядке: система транс-
портеров, подающих уголь в бункера кон-
центрата; смесительное отделение; система
транспортеров для подачи мелкого, крупно-
го угля и обезвоженного крупнозернистого
шлама; грохоты для обезвоживания круп-
ного концентрата; центрифуги для обезво-
живания мелкого угля; тракт промпродукта;
тракт породы.
После некоторого накопления шлама в
пирамидальных сгустителях производится
запуск под нагрузкой второго участка глав-
ного корпуса, при этом производится испы-
тание всех механизмов, предназначенных
для обработки крупнозернистого шлама.
На 4-м этапе испытывается аппаратура
для флотации во флотационно-сушильном
отделении после некоторого накопления
шлама в радиальных сгустителях. Для этой
цели включаются под нагрузкой механиз-
мы в следующей последовательности: ва-
куум-насосы пеногашения, флотомашины и
контактные чаны, вакуум-фильтры (цент-
рифуги), насосы фильтрата, насосы для по-
дачи шлама из радиальных сгустителей на
сгустительные воронки и мешалки сгусти-
тельных воронок.
Пуск сушильных агрегатов флотационно-
сушильного отделения производится по спе-
циальной инструкции. После опробования
под нагрузкой отдельных технологических
участков производится запуск всей углеобо-
гатительной фабрики.
Общий порядок организации испытаний
и приемки в эксплуатацию устанавливает-
ся в соответствии с изложенным в гла-
ве 26.
ИСПЫТАНИЕ ОБОРУДОВАНИЯ
УГЛЕПОДГОТОВИТЕЛЬНОГО ЦЕХА
Общие положения
по опробованию оборудования
Опробование машины вхолостую и под
нагрузкой допускается только тогда, когда
оборудование полностью собрано и уста-
новлено, проверены качество выполненных
работ и точность сборки, произведены смаз-
ка, регулировка и вращение от руки (там,
где это возможно) и установлены ограж-
дения движущихся и вращающихся частей.
Пробный пуск оборудования разрешает-
ся только тогда, когда фундамент и подлив-
ка фундаментных плит бетоном приобретут
100%-ную проектную мощность.
Перед пуском (опробованием) смонтиро-
ванного оборудования необходимо:
1) очистить место у оборудования от
применяемых при монтаже грузоподъемных
и других приспособлений, инструментов, ма-
териалов и пр.;
2) проверить фундаментные болты и все
болтовые соединения;
3) проверить, удалены ли посторонние
предметы, находящиеся как на оборудова-
нии, так и внутри него (инструмент, обти-
Пуск углеподготовительных цехов и углеобогатительных фабрик ‘297
рочные и смазочные материалы и пр.); осо-
бенно тщательно это следует сделать на
вращающихся и движущихся частях;
4) убедиться, что изнутри с приводных
и прочих движущихся механизмов испыты-
ваемого агрегата удалены люди;
5) проверить состояние предохранитель-
ных и тормозных устройств и контрольно-
измерительных приборов;
6) установить порядок, исключающий воз-
можность несогласованного запуска со щи-
товых устройств испытуемого агрегата ли-
бо смежного с ним;
7) провести регулировку всех узлов, про-
верить действие пусковых устройств и оста-
новов, кнопок и фрикционных муфт, ава-
рийных выключателей и средств внутрен-
ней блокировки;
8) все вращающиеся и трущиеся поверх-
ности смазать и наполнить масленки мас-
лом в соответствии с инструкцией по экс-
плуатации оборудования;
9) установить иа соответствующие места
ограждения движущихся и вращающихся
частей и необходимые предупредительные
надписи;
10) установить и прочно закрепить пло-
щадки и лестницы для обслуживания обо-
рудования;
11) ознакомиться с инструкцией по ра-
боте оборудования под нагрузкой в эксплуа-
тационных условиях и заполнению сырьем,
а также пуску и остановке оборудования;
12) по возможности провернуть машину
вручную несколько раз, чтобы убедиться в
отсутствии препятствий движению механиз-
мов.
Сразу же после пуска машины в работу
следует убедиться в правильном функцио-
нировании системы смазки.
Ленточные конвейеры
углеподготовительных цехов
и углеобогатительных фабрик
Перед испытанием ленточных конвейеров
(без нагрузки) производится выверка осей
приводных и натяжных барабанов, осей
привода, а также металлоконструкций и
производится наружный осмотр конвейеров.
Контроль положения станины и станций
конвейера производится по натянутой оси
с опущенным на нее отвесом. Нить отвеса
должна совпадать с центральными рисками,
наносимыми на поперечные связи секций
станины и рам станций. Отклонения от про-
ектных осей должны лежать в пределах
± 1 мм.
Положение станины и станций в попереч-
ном направлении проверяется при помощи
уровня, установленного на контрольную ли-
нейку, уложенную поперек оси конвейера
на верхние плоскости продольных уголков
или швеллеров станины. Допустимое откло-
нение от горизонтали составляет 1 мм на
1 м.
Проверка положения осей барабанов про-
изводится по угольнику или по осевым
струнам, натянутым перпендикулярно к
продольной оси конвейера. Транспортерные
ролики должны быть выставлены строго
перпендикулярно к оси конвейера и легко
вращаться от руки. После удовлетворитель-
ных результатов проверки всех осей и об-
катки привода представители эксплуатации
(помощник по оборудованию, механик) да-
ют разрешение на установку ленты. Концы
ленты соединяются методом вулканизации.
Перед соединением концов ленту необходи-
мо туго натянуть. Предварительное натяже-
ние следует принимать равным 30—40 кгс
на 1 см? поперечного сечения транспортер-
ной ленты. Перед натяжкой ленты барабан
натяжной станции перемещают в крайнее
переднее положение.
При наружном осмотре должны быть
проверены состояние фундаментов, а также
фундаментных и других болтов; исправ-
ность заземления электродвигателя н пу-
сковой аппаратуры; состояние корпуса ре-
дуктора; исправность масляных систем и на-
личие масла в емкостях и в смазочных точ-
ках; состояние соединительных муфт и со-
единительных элементов (болтов, пальцев
и др.); исправность футеровки барабана;
наличие и исправность устройств для очист-
ки рабочей поверхности ленты от угля;
исправность натяжного устройства (отсут-
ствие перекосов тележки, нормальное поло-
жение контргрузов, исправное состояние на-
тяжных винтов); отсутствие на ленте и в
перегрузочных желобах посторонних пред-
метов и мусора; состояние и исправность
оградительной техники и уплотняющих уст-
ройств.
Все замеченные дефекты должны быть
устранены до начала пробного запуска лен-
точного конвейера. Пробный пуск конвей-
ера производится с местного управления.
Во время опробования проверяется темпе-
ратура подшипников приводного, натяжно-
го и огибающих барабанов и приводного
механизма (температура подшипников не
должна превышать температуру окружаю-
щей среды более чем на 40—60°С); вибра-
ция фундаментов и опорных металлоконст-
рукций; правильность хода ленты; работа
регуляторов — при сходе в сторону регуля-
тор должен автоматически устанавливать
ленту в правильное положение (правильно
отрегулированная лента должна идти точ-
но по центру барабанов и роликов и не за-
девать за металлоконструкции); работа
сигнализаторов заполнения течек и нали-
чия угля на лентах; работа реле контроля
скорости; работа приспособления для пре-
дотвращения продольных порывов ленты;
работа аварийных выключателей; работа
тормозов на наклонных конвейерах (окон-
чательная проверка тормозов производится
при испытании конвейеров с нагрузкой).
Опробование ленточного конвейера без
нагрузки производится в течение 24 ч.
В конце опробования еще раз проверяют
правильность хода ленты, так как по мере
вытяжки ленты первоначально отрегулиро-
ванное положение ее может измениться.
При испытании под нагрузкой проверяют
298
Ввод в действие технологических объектов коксохимических предприятий
регулирование загрузочных устройств, что-
бы обеспечить загрузку ленты строго по
центру.
После ликвидации дефектов, выявленных
в процессе испытания, составляется акт о
готовности конвейера к комплексному опро-
бованию.
Устройства углеприема
К устройствам по приему угля относятся
вагоноопрокидыватели, маневровые устрой-
ства для передвижения железнодорожных
вагонов, бункера с питателями, мостовые
перегружатели и штабелеры, ленточные кон-
вейеры.
Вагоноопрокидыватель. До на-
чала испытаний вагоноопрокидывателя
должны быть сданы в эксплуатацию желез-
нодорожные пути, предназначенные для по-
дачи груженых и уборки порожних вагонов
после выгрузки их на вагоноопрокидыва-
теле.
После окончания монтажа вагоноопроки-
дыватель подвергается испытаниям без на-
грузки и в условиях нормального эксплуа-
тационного режима.
Во время испытаний обращается внима-
ние на работу всех редукторов — редукто-
ры должны работать спокойно, без стука
и излишнего шума; качество зацепления
зубьев открытых передач; четкую и безот-
казную работу всех тормозов; четкую и без-
отказную работу концевых выключателей и
систем электрической блокировки; четкую
и безотказную работу средств сигнализации
и связи.
Монтаж и испытание системы централи-
зованной смазки производится в соответст-
вии со специальной инструкцией.
После проведения испытаний без нагруз-
ки и ликвидации обнаруженных дефектов
производят испытания вагоноопрокидывате-
ля с порожним вагоном. При этом особое
внимание обращают на работу механизма
зажима вагона и приспособлений для смяг-
чения удара о стенку при опрокидывании
вагона.
Испытание под полной нагрузкой произ-
водится только после ликвидации всех не-
поладок, выявленных в ходе испытаний
без нагрузки и с порожним вагоном.
При испытаниях с полной нагрузкой про-
веряется работа всех механизмов и элек-
трооборудования, температура подшипни-
ков, нагрузка на электродвигатели, работа
блокировки, тормозов и т. д.
Испытания вагоноопрокидывателя без на-
грузки производятся в течение 8 ч. Испыта-
ния в условиях нормального эксплуатаци-
онного режима производятся в течение 24 ч.
Маневровые устройства. При-
меняемые для подачи вагонов на вагоно-
опрокидыватели подтяжные канатные те-
лежки между рельсами железнодорожных
путей, электрошпили, одноканатные манев-
ровые лебедки и электротолкатели, как
правило, управляются дистанционно с пуль-
та машиниста вагоноопрокидывателя.
Маневровые устройства предварительно
испытываются без нагрузки для проверки
работы электродвигателей, контактных си-
стем, блокировки и сигнализации, масляных
систем и герметичности маслопроводов и
масляных емкостей. До холостых испытаний
электротолкателей производится проверка
их путей.
При испытании с полной нагрузкой под-
тягивают состав груженых вагонов и по-
дают их по одному на вагоноопрокидыва-
тель. Число вагонов в составе принимается
в соответствии с тяговым усилием манев-
рового устройства, указанным в проекте или
паспорте.
При рабочем испытании проверяется на-
грузка электродвигателя, нагрев подшипни-
ков, крепление тросов, работа электрозащи-
ты, сигнализация и блокировка.
В тех случаях, когда привод маневрово-
го устройства заглублен ниже нулевой от-
метки, необходимо проверить средства за-
щиты от попадания ливневых н грунтовых
вод, а также средства для откачки воды в
случае ее попадания.
Угле приемные бункера н си-
лосы. При приемке всех тиров бункеров
и силосов в соответствии со строительными
нормами и правилами следует обратить
внимание на следующие обстоятельства:
бункера (силосы) должны быть очищены
от строительного мусора н всех посторон-
них предметов, в бункере не должно быть
оголенной или выступающей арматуры,
крючков и металлических прутьев.
Бетонная поверхность бункера (силоса)
должна быть гладкой, без раковин н вы-
пуклостей, чистота н отделка поверхностей
должны соответствовать указаниям, имею-
щимся на чертежах и соответствовать
СНиП. Пересечения плоскостей стенок бун-
кера должны быть выполнены плавно,
без острых углов и граней, так как они
будут препятствовать сходу угля из бун-
кера.
При наличии на бункерах (силосах) уст-
ройств для улучшения схода угля (вибра-
торы, пневмообрушение, встряхиваю-
щие устройства и т. д.) они должны про-
веряться.
Все геометрические размеры бункеров
должны соответствовать проектным, осо-
бое внимание обращается на углы накло-
нов стенок бункеров.
Вместе с углепрнемнымн бункерами испы-
тываются и принимаются питатели для по-
дачи угля из бункера на транспортерный
тракт.
Мостовые перегружатели и
штабелеры. Перед испытанием мосто-
вых перегружателей производится прием
наземных подкрановых путей.
Сдающая организация представляет акт
приемки фундаментов и подкрановых путей
с инструментально проверенными отметка-
ми н привязками, которые сравниваются с
допусками, указанными в паспорте крана
или в проекте подкранового пути. Кроме
того, проверяется соответствие проекту всех
элементов устройства путей.
Пуск углеподготовительных цехов и углеобогатительных фабрик
299
Испытания и приемка мостовых перегру-
жателей производятся в соответствии с дей-
ствующими правилами Госгортехнадзора.
Пуск перегружателей в эксплуатацию раз-
решается только после регистрации их в
органах Госгортехнадзора.
Питатели бункеров. Под углепри-
емными бункерами устанавливаются ленточ-
ные или качающиеся питатели. Могут быть
также установлены вибрационные электро-
магнитные питатели. Ленточный питатель
подвергается испытаниям без нагрузки в те-
чение 8 ч, при этом проверяется работа
приводного механизма —привод должен ра-
ботать плавно, без стука и излишнего шу-
ма, лента питателя не должна сходить в
стороны. Проверяется работа реле контроля
скорости (РКС) и датчика забивания те-
чек.
При опробовании без нагрузки качающих-
ся и вибрационных электромагнитных пи-
тателей следует обратить внимание на ра-
боту приспособлений, предохраняющих от
передачи вибрации на основные сооруже-
ния. Не допускается при работе питателей
вибрация фундаментов, балок, колонн и
других элементов строительных конструк-
ций, к которым крепятся питатели. После
холостого опробования проверяется систе-
ма регулирования производительности пи-
тателей.
Изменение производительности качающих-
ся питателей достигается изменением экс-
центрицитета на кривошипно-шатунном ме-
ханизме. Производительность вибрацион-
ных электромагнитных питателей регули-
руется посредством изменения тока возбуж-
дения и изменением угла наклона лотка от
О до 20°
На разных режимах производительности
питатели должны работать плавно, без по-
вышения вибрации, шума и стука. Ход
лотка питателя, частота колебаний или ка-
чаний должны соответствовать величинам,
указанным в технической характеристике
питателя. В случае установки автодозато-
ров под бункерами или силосами опробова-
ние и регулировка их производятся в со-
ответствии с инструкцией завода-изготови-
теля.
Барабанные дробилки. Перед
пробным пуском барабанной дробилки про-
веряется точность установки дробилки в ко-
ренных подшипниках. Точность установки
может быть проверена гидравлическим
уровнем. Допускаемое отклонение от гори-
зонтали составляет 1 мм на 1 м расстояния
между центрами коренных подшипников.
Затем проверяется точность монтажа от-
крытых зубчатых передач редуктора и элек-
тродвигателя. Все болтовые соединения
должны быть плотно затянуты. Особое вни-
мание обращается на затяжку болтов ко-
ренных подшипников и крепление продоль-
ных балок к дискам барабана дробилки.
Перед пробным пуском проверяют наличие
масла в картерных емкостях по указате-
лям уровня и поступление масла в коренные
подшипники. Первый пуск производится на
короткое время вхолостую. При этом отме-
чают общий характер работы агрегата (спо-
койный, с толчками, с ударами), состояние
подшипников (нагрев подшипников, выброс
масла в зазоры у подшипников скольжения,
утечку масла в редукторах и уплотнениях,
шум у подшипников качения).
Марки масел и характеристика заправоч-
ных емкостей, а также режим смазки ука-
зываются в паспорте инструкции завода-
изготовителя, прилагаемой к дробилке вме-
сте с чертежами. Технологическая регули-
ровка барабанной дробилки производится
по результатам рабочих испытаний. При
большом выбросе углей вместе с отходами
увеличивают угол наклона поднимающих
лопаток. Для изменения направления дви-
жения материала вдоль оси дробилки под-
нимающие лопатки следует переставить
иа 180°
Молотковые дробилки. Пробный
пуск молотковой дробилки производится
без молотков. Предварительно необходимо
убедиться в отсутствии в дробилке посто-
ронних предметов и надежности крепления
футеровочных (броневых) плит.
Колосниковые решетки (сита) следует
опустить в крайнее нижнее положение. Пе-
ред пробным пуском проверяется затяжка
всех фундаментных (анкерных) болтов дро-
билки и двигателя и данные статической
балансировки ротора дробилки. Перед
включением двигателя при возможности
нужно прокрутить ротор дробилки вручную
иа 3—4 оборота, чтобы убедиться в отсут-
ствии посторонних сопротивлений (помимо
трения в подшипниках) вращению ротора.
Пробный пуск производится при кратковре-
менном включении двигателя дробилки на
30—40 сек до достижения полного числа
оборотов. При появлении постороннего шу-
ма, стука или сильной вибрации дробилку
необходимо немедленно остановить. После
достижения удовлетворительных результа-
тов холостой прокрутки ротора дробилки
производится установка молотков.
Молотки предварительно взвешиваются
группами. Число групп должно соответст-
вовать числу рядов молотков в роторе дро-
билки. Число молотков в каждой группе
принимается равным числу молотков в ря-
ду. Разница в весе отдельных групп молот-
ков не должна превышать ±0,5 кг. В рото-
ре группы молотков с одинаковым допуском
должны устанавливаться в диаметрально
противоположных местах.
После установки молотков дробилка
включается для холостого опробования при
опущенной в крайнее нижнее положение
колосниковой решетке (сите). Холостое
опробование дробилки производится в те-
чение 24 ч. При этом проверяется темпера-
тура нагрева подшипников, работа смазоч-
ных систем, вибрация дробилки и работа
подъемного устройства колосниковых реше-
ток (сит).
Колосниковые решетки (сита) поднима-
ются до соприкосновения их с молотками,
что определяется по характерному шуму,
300
Ввод в действие технологических объектов коксохимических предприятий
после чего быстро опускаются в нижнее
положение. Механизм подъема должен ра-
ботать плавно, без толчков и больших
усилий. Температура нагрева подшипников,
величина вибрации, степень небаланса вра-
щающихся масс не должны превышать ве-
личин, указанных в инструкции завода-из-
готовителя и техусловиях на изготовление
дробилки. Эти величины зависят от типа
дробилки и ее технической характеристики.
После достижения удовлетворительных
результатов холостого опробования в тече-
ние 24 ч дробилка испытывается под на-
грузкой в процессе комплексного испытания
участка. Крупность помола регулируется
подбором сечения колосниковой решетки
(сит), степенью раскрытия выпускного окна
(если оно имеется) и величиной зазора
между вращающимися молотками и колос-
никовой решеткой (ситами). Эти величины
подбираются опытным путем.
Смесительные машины. Смеси-
тельные машины проверяются на соблюде-
ние соосности привода, который должен
работать плавно, без стука и излишнего
шума. Температура подшипников не долж-
на превышать температуры окружающей
среды больше, чем на 40—60°С. Течки по-
дачи и выхода угля со смесительной ма-
шины не должны препятствовать сходу уг-
ля. При проверке эффективности работы
необходимо обеспечить равномерную пода-
чу угля на машину.
При нормальной работе расхождения
между анализами отдельных проб угля из
различных точек конвейера после смеси-
тельной машины, произведенными в одной
и той же лаборатории, не должны быть
выше:
По выходу летучих веществ (УГ), %:
до 45 %......................... 0,5
45% и более..................... 1
с
По содержанию золы (А ), %:
до 12%...........................0,2
12—25%..........................0,3
выше 25% ...................... 0,5
По пластометрическим показателям (ГОСТ
1 1 86—62), мм:
при у до 20 мм.................. 1
при у более 20 мм................ 2
для х .................... 3
Пробы угля отбираются в различных ме-
стах по указанию лаборатории. При рас-
хождениях, не превышающих ГОСТа, рабо-
та смесительной машины считается удов-
летворительной.
ИСПЫТАНИЕ ОБОРУДОВАНИЯ
УГЛЕОБОГАТИТЕЛЬНОЙ ФАБРИКИ
Грохоты
За последние годы все большее распрост-
ранение на углеобогатительных фабриках
получают резонансные грохоты.
Резонансные грохоты устанавливают на
железобетонные или металлические опорные
конструкции. Горизонтальность опорных
конструкций в поперечных и продольных
направлениях проверяется перед монтажом
грохота по уровню. Допускается отклоне-
ние ±0,2 мм на 1 м длины.
Грохот в сборе устанавливается на ре-
зиновые амортизаторы. Амортизаторы дол-
жны быть установлены точно в верхних и
нижних гнездах и не иметь искривлений
вертикальной оси. Если грохот поступил на
монтаж в разобранном виде, необходимо
проверить соответствие сборки узлов упру-
гих опор короба, кронштейнов рессор и
упругих опор заводской маркировке и за-
водской сборке, при которой производилась
регулировка узлов. Между движущимися
частями короба, рамы и желобами для ис-
ходного материала и продуктов грохоче-
ния, а также опорными конструкциями дол-
жен быть зазор 50—100 мм во избежание
ударов короба и рамы о неподвижные кон-
струкции.
Перед пуском грохота необходимо тща-
тельно осмотреть всю машину, особенно
подвижные части; проверить все болтовые
соединения и подтянуть крепежные приспо-
собления; проверить исправность и крепле-
ние сит («подхлестывание» сит во время
работы грохота не допускается); проверить
наличие смазки в подшипниках (все сма-
зочные отверстия должны быть плотно за-
крыты). Не включая электродвигатель,
прокрутить вал вибратора вручную. Вал
должен вращаться без толчков и заеданий;
ход его должен быть плавным.
При холостой работе грохота проверяют:
1) величину вибрации короба, которая
должна быть не менее 20 мм;
2) амплитуду колебаний рамы грохота на
загрузочных и разгрузочных концах. Амп-
литуды колебаний должны быть одинаковы;
3) вибрацию опорных конструкций, на ко-
торых установлен грохот (вибрация не до-
пускается) ;
4) температуру подшипников, которая
может быть выше температуры окружающей
среды не более чем на 40—45° С.
При комплексном опробовании проверя-
ется чистота рассева продуктов грохочения.
Допустимые нормы устанавливаются техно-
логической инструкцией. Загрузочные уст-
ройства регулируются так, чтобы материал
поступал равномерно и по всей ширине
сита.
Отсадочные машины
Перед пробным пуском производят внут-
ренний осмотр отсадочной машины. Места
сварных и фланцевых соединений проверя-
ют на герметичность керосином или зали-
вом водой. Вся арматура, установленная на
машине, должна быть предварительно
опрессована. Подводящие воздухопроводы к
воздухораспределительному устройству так-
же проверяют на герметичность. Испытание
воздухопроводов производится сжатым воз-
духом при давлении, превышающем на 10%
рабочее давление, создаваемое воздуходув-
кой. Результаты испытания считаются удов-
летворительными, если величина утечки на
испытываемом участке в течение 2 ч не пне-
Пуск углеподготовительных цехов и углеобогатительных фабрик
301
Р = 100
вышает 4% объема воздуха, находящегося
в системе, и если не обнаружены неплот-
ности в сварных швах.
Величина утечки воздуха в процентах
определяется по формуле
Ркон^нач \
Рнач^кон /
где Т'нач и Укон — абсолютная температура
воздуха в начале и в
конце испытания, °C;
Унач и Укон — абсолютное давление
воздуха в испытываемом
объекте в начале и в
конце испытания кгс/см2.
Абсолютное давление воздуха должно
определяться как сумма барометрического
давления и показаний манометра.
Воздухораспределительные (золотнико-
вые) устройства проверяют в соответствии
•с техническими условиями проектной орга-
низации и завода-изготовителя. Регулиров-
ка и наладка отсадочных машин произво-
дится по специальной технологической ин-
струкции при разработке технологического
режима работы углеобогатительной фаб-
рики.
Элеваторы, отсадочных машин
Перед холостым опробованием произво-
дится нивелировка осей элеватора и осей
приводной и натяжной звездочки. Отклоне-
ние оси элеватора от проектной допускается
0,5 мм на 1 м высоты, но не более 5 мм на
всей высоте элеватора. Отклонение осей
верхней и нижней звездочек от проектного
положения не должно превышать ± 1 мм.
Точность установки по высоте должна ле-
жать в пределах ±2 мм. Параллельность
направляющих полос проверяется шабло-
ном с допуском ±2 мм. Точность изготов-
ления деталей и цепи элеватора, а также
узлов приводной и натяжной станции про-
веряется ОТК завода-изготовителя по тех-
ническим условиям проектной организации.
Испытание смонтированного элеватора
начинают с проворачивания вручную цепи
элеватора на 2—3 полных оборота. При
этом проверяют правильность хода цепи
элеватора на звездочках, отсутствие задева-
ния ковшей за кожух и надежность рабо-
ты останова. Если дефектов ие обнаружено,
то включают электродвигатель на 10—
15 сек, предварительно проверив правиль-
ность направления вращения электродвига-
теля.
Если элеватор работает нормально, то
производят обкатку его вхолостую в тече-
ние 24 ч. При этом проверяют температуру
нагрева подшипников, работу смазочных
систем, правильность хода цепи элеватора
по направляющим и на приводной и натяж-
ной звездочках, нагрузку и степень нагрева
электродвигателя и работу приводных ме-
ханизмов.
После удовлетворительной обкатки вхо-
лостую производится проверка элеватора
под нагрузкой в течение 24 ч. При этом до-
полнительно проверяют, как проходит
транспортируемый материал через приемную
воронку элеватора, степень заполнения ков-
шей, как происходит высыпание транспорти-
руемого материала из ковшей в выходную
воронку и сход воды на обезвоживающих
элеваторах.
Центрифуги
На углеобогатительных фабриках для
обезвоживания мелкого концентрата приме-
няют центрифуги различных типов. Наи-
большее распространение получили центри-
фуги типа НВВ и УЦМ. После окончания
монтажа и проверки готовности пускают
центрифуги вхолостую на 8 ч. На холостом
ходу машина должна работать спокойно,
без постороннего шума и стуков.
При холостом опробовании проверяют:
1) наличие вибрации с помощью вибро-
метров или виброскопа ВК-2. В последнем
случае допускается отклонение на величи-
ну не более двух делений;
2) поступление масла в коренные под-
шипники и отвод отработанного масла;
3) нагрев коренных подшипников;
4) работу редуктора (передачи) и элек-
тродвигателя.
После холостого опробования производят
опробование центрифуги с водой. Машина
пускается в ход без нагрузки. При дости-
жении полных оборотов в машину посте-
пенно путем медленного открытия задвижки
подают воду, которая целиком должна
уходить по течке фугата. Транспортер, от-
водящий осадок, должен быть включен. Со-
единения частей кожуха машины, труб,
подводящих питание и отводящих жидкие
продукты центрифугирования, проверяются
на водонепроницаемость.
После устранения дефектов, обнаружен-
ных при опробовании центрифуги с водой,
в машину подается пульпа.
В процессе опробования центрифуги под
нагрузкой устраняется:
1) напрев масла в редукторе и коренных
подшипниках выше 40—60° С;
2) утечка масла из подшипников, редук-
тора и маслопроводов;
3) вибрация центрифуги выше нормы;
4) неравномерная подача пульпы по ко-
личеству и по концентрации твердого в
пульпе.
Технологические показатели работы цент-
рифуги — влажность осадка и степень
осветления фугата проверяют в соответ-
ствии с технологической инструкцией при
установленном режиме работы.
Пуск и опробование центрифуги произво-
дится по инструкции завода-изготовителя.
Вакуум-фильтры
Для обезвоживания флотоконцентрата и
тонкозернистого шлама применяют преиму-
щественно дисковые вакуум-фильтры.
После окончания монтажа, перед проб-
ным пуском вакуум-фильтров вхолостую
гидравлическим уровнем проверяют точ-
302
Ввод в действие технологических объектов коксохимических предприятий
ность установки вала вакуум-фильтра в ко-
ренных подшипниках. Допускаемое отклоне-
ние от горизонтали составляет 0,2 мм на
1 м вала. Затем проверяется заделка бол-
товых соединений.
Проверка вакуум-фильтров вхолостую
производится в течение 8 ч. При холостом
опробовании проверяется:
1) отсутствие постороннего шума и сту-
ков при вращении вала;
2) состояние коренных подшипников (сте-
пень нагрева, уплотнение и др.);
3) состояние передачи;
4) целость и хороший натяг фильтрующей
сетки дисков.
После испытания вхолостую производит-
ся опробование вакуум-фильтров с водой
на герметичность ванны и всех соединений
трубопроводов, а также правильность пе-
релива из ванны.
После устранения дефектов, обнаружен-
ных при опробовании вхолостую и на воде,
на вакуум-фильтр подается пульпа.
Величина вакуума на вакуум-фильтрах
должна быть в пределах 400—500 мм рт. ст.,
давление воздуха на воздуходувках 0,7—
0,8 атм.
Флотационные машины
Флотация угольной мелочи в основном
производится в механических флотомаши-
нах.
При приеме из монтажа особое внимание
уделяется точности установки корпуса ма-
шин; горизонтальность флотомашин прове-
ряется по уровню; допускаемое отклонение
± 1 мм на 1 м длины.
Перед пробным пуском проверяется за-
зор между сектором и диском импеллера,
число оборотов импеллера, направление
вращения импеллера, работа пекогонов и
техническое состояние вспомогательного
оборудования (питателей реагентов и кон-
тактных чанов). Зазор между статором и
диском импеллера должен соответствовать
паспорту машины.
Отдельные узлы, систему подачи смазки
и всю машину в целом проверяют по спе-
циальным инструкциям завода-изготовителя.
Сушильные барабаны
Вращающиеся сушильные барабаны явля-
ются одним из наиболее тяжеловесных и
громоздких видов оборудования углефаб-
рик.
При приеме из монтажа особое внимание
уделяют проверке точности установки опор-
ных роликов от одной оси, проходящей
между роликами, при помощи теодолита.
Венцевую шестерню выверяют на осевое и
радиальное биение.
Прямолинейность корпуса сушильного ба-
рабана проверяют при помощи теодолита и
рейки. Биение корпуса печи в пролетах
между опорами допускается не более 10 мм,
смещение оси 5 мм, биение подбандажных
обечаек 2 мм, биение концов печи 3 мм.
Прямолинейность оси печи проверяют в>
четырех положениях, смещенных на 90, 180-
и 270°. При проверке бандажи должны при-
легать к роликам на всех опорах.
Затем щупом проверяют уплотнение в ме-
стах соединения барабана с топочной и раз-
грузочной камерами. Уплотнения должны
обеспечивать достаточную герметичность и-
не препятствовать вращению барабана. При
пробном пуске вхолостую не допускается-
нагрев уплотнений. Перед пробным пуском
производят внутренний осмотр барабана;
проверяется надежность крепления подни-
мающих приспособлений и отбойных цепо-
чек (подвижных грузов).
Пробный пуск сушильного барабана про-
изводится короткими толчками. При этом
наблюдают за работой всех механизмов и
узлов. Все механизмы сушильного барабана
должны работать спокойно, без вибраций
и чрезмерного шума.
Если при кратковременных включениях
никаких дефектов не обнаружено, то про-
изводится обкатка барабана в течение 20—
30 мин, а затем в течение 24 ч.
При обкатке продолжают наблюдать за-
поведением всех механизмов, уплотнений
барабана и температурой подшипников, ко-
торая не должна превышать 65° С. Банда-
жи должны катиться по роликам всей сво-
ей поверхностью. Утечка масла не допу-
скается.
При работе барабан не должен иметь-
осевого смещения в сторону. Пуск барабана
под нагрузкой производится после сушки и
постепенного разогрева топки до достиже-
ния температуры продуктов горения 300° С
перед барабаном в соответствии со специ-
альной инструкцией.
Насосы
В углеподготовительных и углеобогати-
тельных цехах для чистой и оборотной во-
ды, а также для перекачки шламов приме-
няют преимущественно одноступенчатые
центробежные насосы с односторонним или
двусторонним всасыванием. Для компенса-
ции осевого давления насосы с односторон-
ним всасыванием снабжаются разгрузочным
диском. Корпус насоса может иметь как
горизонтальные, так и вертикальные пло-
скости разъема.
Установленный на фундамент насос вы-
веряется на раме уровнем. Допускаемые от-
клонения составляют 0,5 мм на 1 м длины
рамы.
Если электродвигатель имеет отдельную’
от насоса раму, то она устанавливается на
3—5 мм ниже рамы насоса, чтобы оставал-
ся запас по высоте для регулировки двига-
теля прн центрировании его с насосом.
Следует обращать внимание на герметич-
ность всасывающей линии и на ее конфигу-
рацию, исключающую образование воздуш-
ных «мешков» во всасывающем трубопрово-
де. Насос должен быть снабжен необходи-
мыми контрольно-измерительными прибо-
рами (манометрами, вакуумметрами, термо-
Пуск углеподготовительных цехов и углеобогатительных фабрик
303
метрами). Для насосов, перекачивающих
горячие жидкости, особое внимание следует
обратить на величину предусмотренных тер-
мических зазоров, исправность монтажа си-
стемы охлаждения сальников и подшипни-
ков и системы смазки.
Перед пробным пуском производится ре-
визия насоса. При ревизии щупом замеря-
ют зазоры между уплотнительным кольцом
и лроточкой рабочего колеса насоса. Этот
зазор должен составлять 0,2—0,5 мм в за-
висимости от размера насоса. У насосов,
снабженных подшипниками качения, заме-
ряют зазоры между валом и верхним вкла-
дышем.
Допускаются следующие зазоры в зависи-
мости от диаметра вала.
Диаметр, мм Зазор, мм
До 50 ....................... 0,1—0,12
51—80........................ 0,15—0,2
81 — 120 ................... 0,2— 0,3
Зазор между сальниковыми втулками и
валом или защитной втулкой должен быть
равен 0,5—1 мм.
В многоступенчатых насосах, имеющих
разгрузочный диск, должны обеспечивать-
ся соосность рабочих колес с направляю-
щим аппаратом и нормальный зазор между
разгрузочным диском и кольцом. Осевой за-
зор ротора в этом случае должен лежать
в пределах 0,4—0,5 мм.
Затяжка сальников регулируется измене-
нием числа колец сальниковой набивки. При
правильно набитом сальнике нажимная
букса должна входить в гнездо сальника на
15—20% длины.
Опробование насоса производится в сле-
дующей последовательности:
1) вал насоса прокручивается за муфту
от руки или (у крупных насосов) при по-
мощи рычага длиной не более 0,5 м. Вал
должен вращаться легко, без заеданий. Ра-
бочие колеса не должны задевать за кор-
пус насоса;
2) у насосов, имеющих водяное охлажде-
ние, проверяется поступление воды к под-
шипникам и к сальникам;
3) насос заливается водой, пока она не
начнет вытекать из верхней контрольной
трубки или пробки;
4) при закрытой задвижке на линии на-
гнетания (задвижка на обводной байпасной
линии, если она имеется, должна быть пол-
ностью открыта) включают толчками элек-
тродвигатель, наблюдая за поведением на-
соса и величиной пускового тока. После
3—4 толчков при отсутствии неисправностей
двигатель включают, и после того, как он
набрал обороты, медленно открывают за-
движку на линии нагнетания. Через 10—
15 мин работы двигатель выключают и про-
изводят осмотр насоса. При отсутствии не-
исправностей насос обкатывают в тече-
ние 8 ч.
Центробежные насосы вхолостую, как
правило, ие обкатывают, так как при этом
быстро перегревается ряд узлов насоса.
При пробном пуске насоса снимают ха-
рактеристики производительности, напора,
температуры сальников и подшипников.
Вибрация насосов при работе не допу-
скается.
Компрессоры
Перед пробным пуском компрессора про-
веряют правильность взаимного расположе-
ния и надежность крепления отдельных уз-
лов.
Картерные емкости заполняются смазкой
в соответствии с инструкцией завода-изго-
товителя. Компрессорное масло должно
иметь сертификат. Агрегат предварительно
следует прокрутить вручную на один рабо-
чий цикл, чтобы убедиться в отсутствии
местных заеданий движущихся деталей, их
касания с неподвижными деталями и с
окружающими предметами, а также чтобы
проверить правильность прохождения мерт-
вых точек узлами кривошипно-шатунного
механизма. Первый пуск производят крат-
ковременно вхолостую, при этом проверяют
характер шума агрегата, состояние подшип-
ников, отсутствие утечек масла в крышках,
уплотнениях и смазочных системах. При
появлении постороннего шума, сильной виб-
рации или утечек масла компрессор следу-
ет немедленно остановить для выяснения
причин и ликвидации дефектов.
При пробном пуске проверяют работу
всех контрольно-измерительных приборов,
системы охлаждения, сальников.
Нагрузка на компрессор создается посте-
пенно и доводится до номинальной в не-
сколько приемов. При запуске компрессора
задвижка на линии нагнетания должна быть
открыта, а на всасывающей линии закрыта.
Перед пуском следует внимательно озна-
комиться с инструкцией завода-изгото-
вителя.
При пробном пуске компрессоров прове-
ряют производительность, давление и тем-
пературу сжатого воздуха на всех ступе-
нях сжатия, его насыщение маслом, число
оборотов двигателя и компрессора (при
ременной, клиноременной или фрикционной
передаче). Обычно производительность га-
рантируется, если выдержано номинальное
число оборотов коленчатого вала компрес-
сора (допускается отклонение числа оборо-
тов от номинального от ±5 до ±8%).
Чтобы проверить насыщенность сжатого
воздуха маслом, к выходному патрубку
воздухосборника прикладывают лист белой
бумаги. В течение 1—2 мин на листе не
должно быть признаков масла в виде ка-
пель, допускается легкое равномерное за-
потевание листа.
Опробование и пуск компрессора допу-
скаются только после регистрации воз-
духосборников в органах Госгортехнад-
зора.
Допускаемые температуры иагрева под-
шипников, воздуха, вибрация фундамента
и машины принимаются согласно инструк-
ции завода-изготовителя.
304
Ввод в действие технологических объектов коксохимических предприятий
Трубопроводы и арматура
Вся арматура — краны, вентили и за-
движки — испытывается гидравлически пе-
ред монтажом. Величина пробного гидрав-
лического давления указана в каталогах на
арматуру.
Если величина пробного гидравлического
давления не указана, то разрешается испы-
тывать арматуру полуторным условным
давлением, величина которого указана иа
корпусе арматуры.
Все трубопроводы должны быть смонти-
рованы в соответствии с техническими тре-
бованиями, а именно:
1) трубопроводы должны быть изготов-
лены в полном соответствии с проектом;
2) сортамент, материалы и качество труб
должны соответствовать указаниям на чер-
тежах;
3) трубопроводная арматура должна со-
ответствовать проекту;
4) сварка трубопроводов должна произ-
водиться дипломированными сварщиками с
соблюдением всех действующих правил и
технических условий на производство сва-
рочных работ;
5) фланцы, фасонные части, опоры, ком-
пенсаторы, арматура, дренажи и другие
части трубопроводов должны устанавли-
ваться в местах, указанных в монтажных
чертежах;
6) привалочные поверхности фланцев
должны быть перпендикулярны к осям труб
и фасонных частей. Установка прокладок
неравной толщины запрещается;
7) фланцы коммуникаций для присоеди-
нения к фланцам насосов, компрессоров,
агрегатов и т. п. должны быть размечены
п просверлены по последним;
8) материал и размеры прокладок долж-
ны соответствовать указаниям монтажных
чертежей;
9) трубопровод должен опираться на все
предназначенные для иего опоры, положе-
ние которых должно соответствовать про-
екту;
10) расстояние между осями трубопрово-
дов и расположение трубопроводов отно-
сительно стен зданий, аппаратов и т. п., а
также на трассе должны соответствовать
проекту;
И) отверстия в стенах, оставленные в
кладке для пропуска трубопроводов, дол-
жны быть заложены кирпичом. Зазор меж-
ду кладкой и трубами оставляется 10—
20 мм. Зазор должен быть заложен вой-
локом для холодных труб и асбестом для
горячих. Отверстия в перекрытиях, остав-
ленные для пропуска трубопроводов, после
окончания монтажа перекрываются съем-
ными плитами;
12) после окончания монтажа трубопро-
водов все штуцера трубопроводов и аппа-
ратов, оставшиеся неиспользованными, дол-
жны быть закрыты заглушками с проклад-
ками.
Испытание трубопроводов производится,
как правило, до нанесения антикоррозийной
или тепловой изоляции. Допускается испы-
тывать трубопроводы из бесшовных труб
после нанесения изоляции, при этом стыки
трубопроводов и фланцевые соединения
должны быть свободны от изоляции.
При применении физических методов кон-
троля (просвечиванием реитгено- и гамма-
лучами, магнитографированием, ультразву-
ковым методом) сварные швы бракуют, ес-
ли в них обнаруживают: а) трещины, не-
провары глубиной более 15% и шлаковые
включения или поры глубиной более 10%
от толщины стенки трубы, если оиа не пре-
вышает 20 мм, и более 3 мм при толщине
стенки свыше 20 мм; б) скопления включе-
ний и пор в виде сплошной сетки незави-
симо от их глубины.
Гидравлическое испытание трубопроводов
на плотность производится при рабочем
давлении. Величина давления указывается
в проекте или в специальной инструкции.
Испытательное давление обычно составля-
ет 1,25—1,50 рабочего давления, ио не ме-
нее 2 кгс/см2.
При испытательном давлении трубопро-
вод выдерживают в течение 5 мин, после
чего давление снижают до рабочего и про-
изводят осмотр трубопровода и обстукива-
ние сварных швов молотком весом 1,5 кг.
Результаты гидравлических испытаний счи-
таются удовлетворительными, если во вре-
мя испытаний давление по манометру не
падало и :в сварных швах, корпусах арма-
туры и т. п. не обнаружено течи или про-
потевания.
Дефектные места, обнаруженные в свар-
ных швах, должны быть вырублены и за-
варены вновь. Устранение неплотностей в
сварных швах путем подчеканки не допу-
скается.
После устранения дефектов гидравличе-
ское испытание производится повторно. Де-
тали, в которых при повторном испытании
обнаружены те же дефекты, заменяются
новыми, а трубопровод снова подвергается
испытанию.
Перед гидравлическим испытанием в са-
мой высокой точке трубопровода устанав-
ливают штуцер с арматурой для выпуска
воздуха, а в самой низкой точке — штуцер
для спуска воды после испытания.
При отрицательной температуре окружаю-
щего воздуха разрешается заменить гидрав-
лическое испытание пневматическим; допу-
скается также гидравлическое испытание,
но с принятием необходимых мер против
замерзания воды; после испытания необ-
ходимо спустить всю воду из трубопровода
и в необходимых случаях продуть трубопро-
воды сжатым воздухом для удаления остат-
ков воды. При пневматических испытаниях
неплотности в соединениях обнаруживают
по появлению пузырьков мыльной эмуль-
сии, которой обмазывают все соединения,
или при помощи галлоидных течеискателей.
Давление при пневматическом испытании
поднимают постепенно. При этом трубопро-
вод осматривают при достижении давления,
равного 0,6 от испытательного пои величя-
Пуск, углеподготовительных цехов и углеобогатительных фабрик
305
не рабочего давления до 2 кгс/см2 и при дав-
лениях 0,3 и 0,6 от испытательного, когда
рабочее давление выше 2 кгс/см2. На время
осмотра трубопровода подъем давления
прекращают. Запрещается производить
пневматические испытания трубопроводов в
действующих цехах, а также на эстакадах
и в каналах, где имеются действующие во-
допроводы. Трубопроводы вакуумных уста-
новок предварительно испытываются на
герметичность давлением 2—6 кгс/см2 в за-
висимости от величины вакуума подогретым
и осушенным воздухом или инертным газом.
После устранения дефектов систему под-
ключают к вакуумсоздающему оборудова-
нию. Система считается принятой, если в
ней поддерживается стабильный вакуум за-
данной величины.
Результаты испытаний трубопроводов
оформляются соответствующими актами.
Трубопроводы в акте должны быть прону-
мерованы соответствующими позициями
проекта. После испытания, приемки и изо-
ляции трубопроводы должны окрашиваться
в условные цвета с опознавательными коль-
цами согласно табл. 25-2 и ТУ Гипрококса.
Прием и испытание газопроводов произ-
водятся по техническим условиям Гипро-
кокса.
ТЕХНОЛОГИЧЕСКОЕ ИСПЫТАНИЕ
ОБОРУДОВАНИЯ
УГЛЕОБОГАТИТЕЛЬНОЙ ФАБРИКИ
Общие положения
К моменту приемки в эксплуатацию уг-
леобогатительной фабрики следует осущест-
вить ряд мероприятий для обеспечения без-
опасности работы. Основные из этих ме-
роприятий следующие:
1. Разработка бирочной системы и про-
верка знания эксплуатационным персоналом
этой системы.
2. Проверка знаний инструкций и правил
безопасной работы и пожарной безопасно-
сти всем эксплуатационным персоналом. Ре-
зультаты проверки должны быть занесены
в журнал. Только лишь после такой провер-
ки эксплуатационный персонал допускается
к работе.
Затем необходимо проверить на всех ме-
ханизмах и агрегатах установку и исправ-
ность ограждений движущихся частей, а
также исправность заземлений всех элек-
тродвигателей и пусковой аппаратуры. Все
рабочие места должны быть хорошо осве-
щены, а те из них, на которых имеется
опасность поражения током, должны быть
снабжены резиновыми ковриками и пер-
чатками.
Особое внимание необходимо обратить на
безопасность работы в сушильном отделе-
нии. Все рабочие сушильных отделений дол-
жны быть обучены работе в газозащитной
аппаратуре и правилам поведения в газо-
опасных местах.
После подготовки рабочих мест эксплуа-
тационный персонал допускается к работе.
20 Справочник коксохимика, т. IV.
Подготовительные мероприятия
и пуск участка от вагоноопрокидывателя
до силосов
До пуска угля по тракту первого участ-
ка необходимо убедиться в отсутствии по-
сторонних предметов во всех емкостях,
желобах, дробилках и на конвейерах, а
также в исправности вибраторов и датчи-
ков забивки течек. Проверка должна произ-
водиться в соответствии с положением о
бирочной системе. Силосы закрепляются
за углями определенной марки. С закреп-
лением должны быть ознакомлены мотори-
сты верха силосов и операторы диспетчер-
ского пункта управления. После проверки
исправности сигнализации, телефонной и
радиопоисковой связи, а также мнемосис-
темы диспетчерского пункта первого пото-
ка оператор, если нет достаточно полной
системы централизованного управления,
предупреждает моториста верха силосов
о том, какие марки углей и в какие силосы
будут направляться. Если в первом потоке
стоят дробилки для предварительного
дробления, оператор сообщает мотористу
дробилок, какая дробилка должна быть
включена и куда следует направить уголь
(как должны быть перекрыты шибера),
либо сам с пульта выполняет эту операцию.
По мнемосхеме оператор проверяет пра-
вильность набранной программы, после че-
го начальник смены, получив сообщение со
всех рабочих мест и от оператора о готов-
ности агрегатов к работе, дает распоряже-
ние оператору пустить уголь.
Перед пуском потока оператор с диспет-
черского пункта дает предупредительный
звуковой сигнал на все рабочие места.
Если эксплуатационный персонал после та-
кого сигнала обнаружит неподготовлен-
ность какого-либо места к работе, он дол-
жен предупредить пуск поворотом соответ-
ствующего ключа в положение «отключен».
Если все участки окажутся подготовлен-
ными к пуску, через одну минуту дается
пусковой сигнал. После подачи пускового
сигнала осуществляется пуск всего тракта,
причем сигнал не выключается до момента
включения последнего агрегата тракта (пи-
татели под вагоноопрокидывателем). По-
сле запуска потока моторист верха силосов
и оператор диспетчерского пункта следят
за наполнением силосов.
Подготовительные мероприятия
и пуск участка гравитационного обогащения
До подачи угля по тракту второго участ-
ка также необходимо убедиться в отсутст-
вии посторонних предметов в емкостях
(бункера, баки для воды, отстойники, сгу-
стители), желобах, конвейерах, элеваторах
и др. Проверяется световая и звуковая сиг-
нализация, а также телефонная и радио-
связь. Проверяется сигнализация перекры-
тия шиберов и положения разгрузочных
тележек. Затем проверяют сигнализацию
306
Ввод в действие технологических объектов коксохимических предприятий
мнемосхемы второго потока в диспетчер-
ском пункте. Перед пуском второго потока
эксплуатационный персонал должен про-
верить готовность к пуску всего оборудо-
вания и агрегатов. О готовности агрегатов
к пуску и об отсутствии у агрегатов по-
сторонних лиц мотористы сообщают на-
чальнику смены. Начальник смены задает
дозировку угля и состав шихты и дает за-
дание, из каких силосов и сколько следует
подавать угля на сборный конвейер.
Специальные работы должны быть прове-
дены по подготовке к работе водяного
цикла:
1) должны быть открыты задвижки под
баком оборотной воды;
2) открываются задвижки (на необхо-
димое число ниток) для подачи воды на
транспортировку угля в отсадочные маши-
ны, промпродукта с элеваторов на дробил-
ки, из-под дробилки промпродукта;
3) на несколько ниток открываются зад-
вижки подаппаратной воды на все отса-
дочные машины;
4) открываются задвижки на несколько
ниток для транспортировки угля с грохо-
тов и центрифуг.
Запуск насосов производится заблаго-
временно.
После заполнения водой всех емкостей и
готовности всех рабочих участков к приему
угля оператор сообщает о готовности на-
чальнику смены и набирает программу вто-
рого потока по специальной инструкции,
разработанной для запуска данной угле-
обогатительной фабрики. Затем оператор
проверяет правильность набранной про-
граммы и докладывает начальнику смены
о готовности второго потока принять уголь.
По получении распоряжения начальника
смены о запуске второго потока, оператор
дает предупредительный звуковой сигнал,
по которому эксплуатационный персонал
проверяет еще раз готовность агрегата к
пуску. В случае неподготовленности к пуску
моторист переводит электродвигатель в по-
ложение отключения и сообщает операто-
рам о причинах, препятствующих запуску.
После предупредительного сигнала опера-
тор дает пусковой сигнал и, выждав опре-
деленное, установленное инструкцией, вре-
мя, не прекращая пускового сигнала, про-
изводит централизованный пуск агрегатов.
Запуск трактов концентрата, породы и
промпродукта начинается одновременно.
Включение тракта концентрата опреде-
ляется местными условиями и предусмат-
ривается специальной инструкцией.
После включения конвейеров для транс-
портирования породы и промпродукта
включаются соответствующие элеваторы
отсадочных машин. Вслед за пуском этих
элеваторов и обезвоживающих грохотов
включаются контрольные отсадочные ма-
шины, затем элеваторы и отсадочные ма-
шины для мелкого угля, молотковые дро-
билки для промпродукта, элеваторы и от-
садочные машины для крупного угля и
соответствующие конвейеры и скребковые
транспортеры.
Централизованный запуск продолжается
до центрифуг. Центрифуги включаются по-
следовательно со щита управления с интер-
валами через 30 сек.
После запуска центрифуг включается
централизованно весь тракт от центрифуг
до молотковых дробилок для окончатель-
ного измельчения, централизованный за-
пуск продолжается до включения питате-
лей дозировочного отделения. Питатели до-
зировочного отделения включаются опера-
тором после запуска водяного цикла. За-
пуск водяного цикла производится по спе-
циальным местным инструкциям.
После проверки по мнемосхеме правиль-
ности работы агрегатов оператор включа-
ет соответствующие питатели дозировоч-
ного отделения.
По накоплении шлама в пирамидальных
сгустителях оператор дает указание соот-
ветствующему персоналу включить насо-
сы, подающие шлам на дальнейшую пере-
работку.
Пуск флотационного и сушильного от-
делений производится по специальным ме-
стным инструкциям.
Глава 28
( УШКА И РАЗОГРЕВ КОКСОВЫХ ПЕЧЕЙ
ОСНОВЫ ПРОЦЕССА СУШКИ
И РАЗОГРЕВА КОКСОВЫХ ПЕЧЕЙ
Сушка и разогрев коксовых печей яв-
ляются отдельными стадиями единого тех-
нологического процесса.
Сушка заключается в постепенном и воз-
можно более полном удалении влаги из
печного массива; разогрев — в повышении
температуры кладки и доведении ее в обо-
гревательных каналах (вертикалах) до
уровня, позволяющего вести обогрев печей
по нормальной схеме и начать загрузку пе-
чей углем. Свойство динасового кирпича
при определенных температурах резко уве-
личиваться в объеме в результате перехода
кремнезема из одних кристаллических форм
в другие осложняет задачу разогрева кок-
совых батарей.
При быстром и резком повышении тем-
пературы кладки увеличение объема дина-
сового массива в соответствующих темпе-
ратурных интервалах становится опасным
для его целости. Поэтому основным средст-
вом, позволяющим предотвратить разруше-
ние кладки, служит замедленный и равно-
мерный по массиву подъем температур.
Кроме того, для устранения опасных на-
пряжений необходимо обеспечить макси-
мальное сближение температур печного
массива по высоте и длине, что является
сложной технологической и организацион-
ной задачей.
Оба процесса — сушка и разогрев — сле-
дуют один за другим и имеют одинаковую
схему движения газов (рис. 28-1). Топоч-
ные газы из временных выносных топок 1,
разбавленные через отверстие 2 вторичным
воздухом до желаемой температуры и объ-
ема, поступают в нижнюю часть камеры
коксования. Поднимаясь вверх, эти газы
выходят через отверстия 3, предусмотрен-
ные специально для разогрева печей, в
сборный канал 4 над отопительными вер-
тикалами.
Из сборного канала 4 или отдельных его
секций (печи ПК-2К) газы распределяются
по отопительным вертикалам 5, опускают-
ся в них и через косые ходы б поступают
в регенераторы 7, из которых через подо-
вый канал 8, борова 9 уходят в дымовую
трубу и затем в атмосферу.
20*
При таком движении обогревающих га-
зов (теплоносителя):
а) достигается необходимое распределе-
ние температур по высоте печного масси-
ва, позволяющее без резких колебаний ве-
сти нагрев отдельных зон кладки;
б) самые ответственные части кладки пе-
чей нагреваются в более благоприятных
условиях: стены камеры — изнутри и со сто-
роны отопительных вертикалов, корнюрная
зона — со стороны пода камер, косых хо-
дов и регенераторов;
в) достигается относительно легкий и
простой контроль за процессом сушки и
разогрева.
Устройство специального канала в пере-
крытии над вертикалами с регистрами над
выходными отверстиями (рис. 28-2) обеспе-
чивает лучший прогрев перекрытия и об-
легчает распределение теплоносителя по
длине отопительного простенка.
По мере движения обогревательных га-
зов (теплоносителя) из сборного канала
сверху вниз по вертикалам, в регенераторы
и т. д. теплоноситель теряет тепло в период
сушки на испарение влаги, а затем при
дальнейшем разогреве отдает тепло масси-
ву печной кладки. Поэтому температура
кладки печного массива также убывает
сверху вниз. Регулируя расход топлива и
объем теплоносителя путем изменения ко-
эффициента избытка воздуха, можно в не-
обходимых пределах ограничить разность
температур между верхними и нижними
зонами кладки.
Обычно при разогреве коксовых печей
газообразным топливом, когда температура
вверху отопительных вертикалов достигает
750—800° С, в верхней зоне регенераторов
она составляет 650—700° С, а в подовых ка-
налах около 300° С. Такая степень нагрева
подовых каналов обычно достигается уже
при температурах в отопительных каналах
около 600° С и затем поддерживается на
этом уровне путем снижения коэффициента
избытка воздуха.
Превышение 300° С на выходе из подо-
вых каналов, которым соответствует тем-
пература на уровне колосниковой решетки
около 400° С, весьма нежелательно, так как
с переходом на нормальную схему обогре-
ва печей увеличивается разность темпера-
тур между поступающим в регенераторы
308
Ввод в действие технологических объектов коксохимических предприятий
Рис. 28-1. Схема движения газов при разогреве коксовых печей
Сушка и разогрев коксовых печей
309
Рис. 28-2. Кладка перекрытия камер и вертикалов в печах ПВР:
а — поперечный разрез; б — продольный разрез; 1 — смотровые шахточки; 2 — загрузочные
отверстия; 3 — растопочный канал в средних простенках; 4 — растопочный канал в крайних
простенках; 5 — растопочные отверстия; 6 — регулировочные регистры в растопочном канале
воздухом н стенами подовых каналов, что
вызывает резкое падение температуры пос-
ледних, а следовательно, опасное сокраще-
ние размеров.
В условиях нормальной эксплуатации пе-
чей температуры на выходе из подовых ка-
налов также не будут превышать 300—
350° С, поэтому и в процессе разогрева во
избежание образования трещин в кладке
подовых каналов не следует допускать пе-
регрева и последующего значительного ох-
лаждения кладки нижней зоны печей.
Так как температура кладки нижней зо-
ны регенераторов является при прочих
равных условиях функцией температуры в
верху вертикалов, то разогреваемые газо-
образным топливом коксовые печи по до-
стижении в верхней части вертикалов 750—
800°С и в наднасадочной части регенера-
торов примерно 650° С переводят на обо-
грев по эксплуатационной схеме.
После перевода печей на обогрев по
нормальной схеме подача газа во времен-
ные топки прекращается и процесс разо-
грева считается практически законченным.
Однако в результате поступления холодно-
го воздуха через реверсивные клапаны тем-
пература в подовых каналах значительно
понижается.
Чтобы избежать возникающего при этом
сокращения объема кладки, нарушения ма-
териальных швов и даже образования тре-
щин в подовых каналах, продолжают по-
вышать температуру в обогревательных
простенках, доводя ее до 1100—1150° С.
При этих температурах в случае разогрева
печей газообразным топливом и осуществ-
ляется первая загрузка коксовых печей, т. е.
пусковая операция.
Одна из технологических особенностей
процесса разогрева заключается в том, что
он протекает при непрерывно' возрастающей
температуре печного массива и, следова-
тельно, при переменных температурах и
объемах теплоносителя.
Для равномерного прогрева массива
кладки по высоте необходим возможно
больший объем теплоносителя, который
зависит от тяги, создаваемой дымовой тру-
бой. Поэтому в начале разогрева стремятся
максимально разбавить продукты горения
воздухом, затем уменьшают это разбавле-
ние по мере подъема температур кладки.
Таким образом, процесс сушки и разогрева
коксовых печей должен протекать при из-
меняющихся расходах топлива и перемен-
ных коэффициентах избытка воздуха.
РАЗНОВИДНОСТИ СУШКИ
И РАЗОГРЕВА КОКСОВЫХ ПЕЧЕЙ
В ЗАВИСИМОСТИ ОТ РОДА ТОПЛИВА
Разновидности процесса сушки и разо-
грева печей в основном зависят от рода
топлива, применяемого для разогрева.
Наиболее целесообразен разогрев газо-
образным топливом. Поэтому там, где
можно получить коксовый газ от ближай-
шего коксохимического завода, либо до-
менный газ от металлургического завода,
либо природный газ, разогрев первой ба-
тареи коксовых печей вновь строящегося
коксохимического завода всегда произво-
дится газом. Газ применяется для разо-
грева коксовых печей и тогда, когда в со-
ставе цехов строящегося коксохимическо-
го завода предусмотрена газогенераторная
станция. В этом случае необходимо, что-
бы строительство станции опережало соо-
ружение коксовых печей.
При разогреве последующих батарей на
том же заводе, т. е. при наличии хотя бы
одной действующей, новая батарея разо-
гревается только газовым топливом. В от-
дельных исключительных случаях возмож-
310
Ввод в действие технологических объектов коксохимических предприятий
но применение комбинированного способа:
сушка и разогрев на твердом топливе при-
мерно до температур 400—500° С, а затем
перевод батареи на разогрев газом с сохра-
нением временной схемы движения тепло-
носителя, т. е. через камеры коксования.
Другая разновидность комбинированного
обогрева заключается в том, что на твер-
дом топливе достигается температура 750—
800° С, а затем батарея переводится на ра-
зогрев подведенным извне газом по по-
стоянной эксплуатационной схеме, т. е.
через газораспределительные каналы, с
вводом в действие всего кантовочного уст-
ройства.
Эти комбинированные способы могут
быть допущены только в случаях, когда
к началу разогрева батареи нет источника
снабжения газом, появление которого,
однако, ожидается в самое ближайшее
время (доменная печь, газогенераторная
станция, другая коксовая батарея и т. п.).
Разогрев твердым топливом до темпера-
туры 900—950° С в отопительных простен-
ках требует больших затрат рабочей силы
и, в частности, тяжелого ручного труда
кочегаров и поэтому является дорогостоя-
щей, сложной и технически несовершенной
операцией.
При разогреве твердым топливом также
чрезвычайно усложняется операция пуска
коксовых печей, так как на протяжении ко-
роткого периода времени совмещается ряд
ответственных операций,! (как-то: опробова-
ние коксовых машин, испытание кантовоч-
ного устройства, ломка и удаление времен-
ных топок, первая загрузка углем камер
коксования, включение и продувка газово-
го тракта, перевод обогрева батареи на
эксплуатационную схему и т. п.
Пуск батареи коксовых печей после ра-
зогрева ее газом представляет собой зна-
чительно более простую операцию, не тре-
бует больших затрат рабочей силы и ведет-
ся последовательными этапами.
В этом случае перевод обогрева печей с
временной схемы на постоянную с включе-
нием кантовочного механизма осуществ-
ляется за несколько дней до начала за-
грузки печей.
После перевода печей на нормальную
эксплуатационную схему обогрева коксо-
вые машины могут быть испытаны без ка-
ких-либо затруднений, так как обслу-
живающие площадки при этом освобожда-
ются от выносных топок и других времен-
ных сооружений.
Удаление внутренних топок и насадки
также значительно упрощается по сравне-
нию с разогревом твердым топливом бла-
годаря отсутствию в топках шлаков.
Кроме того, поскольку печи уже переве-
дены на нормальный обогрев, исключается
опасность потери аккумулированного клад-
кой тепла и возможность ее охлаждения
при удалении временных топок и первой
установке дверей.
Последний этап пусковой операции при
этом сводится непосредственно к загрузке
печей и включению газа в газосборники
после выполнения всех предпусковых ра-
бот.
Принципиально разогрев коксовых печей
может быть произведен и с помощью жид-
кого топлива (нефть, мазут и т. п.), одна-
ко в отечественной практике жидкое топ-
ливо для этих целей не применялось.
АРМИРОВАНИЕ КЛАДКИ КОКСОВЫХ
ПЕЧЕЙ
Для уменьшения при разогреве батареи
относительных смещений кладки различных
зон по высоте и главным образом отопи-
тельных простенков и корнюрной зоны при-
меняют специальное армирование печного
массива, позволяющее в определенных
пределах регулировать возникающие в
кладке напряжения.
Армирование кладки по продольной оси
батареи осуществляется с помощью торцо-
вых упорных стен — контрфорсов, которые
в большинстве случаев составляют одно
целое с железобетонной фундаментной
плитой.
По верху батареи контрфорсы скрепля-
ются между собой продольными стяжными
болтами (по 6 болтов на батарею). При
этом расширение кладки в длину батареи
воспринимается температурными швами,
расположенными внутри кладки. В на-
правлении, перпендикулярном к продоль-
ной оси батареи, каждый отопительный про-
стенок армируется по длине посредством
анкерных колонн, скрепленных верхними и
нижними анкерными болтами.
Возникающее в период разогрева давле-
ние кладки печей на армирующие устрой-
ства может достигать значительных вели-
чин и даже приводить к разрыву анкерных
стяжных болтов и деформации анкерных
колонн. Поэтому в процессе разогрева
кладки по мере повышения ее температуры
соответственно регулируют напряжения,
возникающие в ней и в армирующем обо-
рудовании.
При недостаточном сжатии печной клад-
ки ее монолитность нарушается, вертикаль-
ные швы расходятся с образованием пу-
стот и расхождений в кладке головочной
части простенков, корнюрной зоны и реге-
нераторов. При чрезмерном сжатии печной
кладки образуются открытые горизонталь-
ные швы, разрушается (скалывается) голо-
вочный кирпич и деформируется кладка
первых отопительных вертикалов. Кроме
того, при чрезмерных напряжениях в арми-
рующих анкерных колоннах возникают на-
пряжения, превышающие предел упругой
деформации, и поэтому колонны не могут в
дальнейшем выполнять своего назначения
Это служит одной из основных причин
начинающегося общего разрушения кок-
совых печей. Отклонения от принятых на-
грузок на армирующие устройства, а от-
сюда и нарушение установленных напря-
жений сжатия кладки весьма вредно отра-
жаются на ее состоянии и в большинстве
Сушка и разогрев коксовых печей
311
случаев причиняют коксовой батарее непо-
правимый ущерб.
Для полноценного армирования кладки
проектом предусматривается, чтобы все ее
участки находились под некоторым проти-
водавлением анкерных колонн.
Помимо основной нагрузки армирования
кладки, анкерные колонны несут дополни-
тельную нагрузку от газосборника и об-
служивающих площадок, а также воспри-
нимают периодически переменные нагрузки,
возникающие при работе двересъемной ма-
шины и штанги коксовыталкивателя при
выдаче кокса из печей.
Под воздействием указанных нагрузок
анкерные колонны получают прогиб, об-
ратно пропорциональный жесткости колон-
ливаемых на концах болтов, скрепляющих
анкерные колонны.
На продольных стяжных болтах, исходя
из больших усилий, устанавливаются паке-
ты из нескольких спиральных пружин.
Установка пружин на поперечных и про-
дольных болтах позволяет автоматически
компенсировать расширение печной клад-
ки, а при изменении сжатия пружины регу-
лировать возникающие напряжения в пре-
делах предусмотренных норм путем отпу-
ска либо затягивания гаек на стяжных бол-
тах.
Нагрузки на пружины отдельных узлов
устанавливаются перед разогревом пе-
чей с камерами коксования высотой 4—5 м
в следующих пределах, т:
На сдвоенные пружины верхних анкерных болтов..........5,5—6,5
На пружины верхнего края армирующей брони............. 1 ,5—2,0
На пружину нижнего края армирующей брони .............2,5—3,0
На каждую пружину вдоль стен регенераторов:
при передаче нагрузок через броневой лист прн трех точ-
ках армирования....................................0,8—1,0
при передаче через армирующую балку................1 ,5—2,0
На пружины нижних анкерных болтов....................... 7,0—7,5
На промежуточный анкераж:
вверху................................................ 1 , 5—2,0
внизу .............................................2,0—2.5
ны. Величина основной нагрузки должна
быть достаточной для надежного армиро-
вания кладки, а величина суммарной на-
грузки не должна превышать допускаемых
напряжений для металла анкерных колонн,
т. е. не приводить к явлениям остаточной
деформации.
О нагрузках на колонны можно с доста-
точным приближением судить по величине
их прогиба. Однако при одном и том же
прогибе анкерных колонн, измеряемом в
одной точке, суммарная нагрузка и ее рас-
пределение по отдельным участкам арми-
рования кладки могут быть различны. По-
этому наиболее правильная оценка рабо-
ты анкерных колонн возможна лишь при
измерении фактических нагрузок в местах
скрепления их болтами.
Это достигается путем измерения вели-
чины сжатия заранее испытанных спираль-
ных пружин с соответствующей характе-
ристикой и диаграммой сжатия, устанав-
Нагрузка на
пружины анкерных болтов, армирующих броней
регенераторов печей с камерами коксования высотой 4—5 м
Прогиб анкерных колонн при указанных
нагрузках перед началом разогрева печей
будет составлять 8—12 мм.
Указанные нагрузки на пружины всех
промежуточных узлов армирования под-
держиваются до конца разогрева печей.
Нагрузки на пружины верхних и нижних
анкерных болтов ко времени окончания ра-
зогрева печей должны повышаться до 8—
10 т. Стрела прогиба анкерных колонн по
мере повышения температур должна
уменьшаться с таким расчётом, чтобы пос-
ле перевода печей на постоянный обогрев
она составляла 6—8 мм, при этом макси-
мальная стрела прогиба отдельных анкер-
ных колонн не должна превышать 15 мм.
Стрела прогиба анкерных колонн и на-
грузки на пружины отдельных узлов арми-
рования при соответствующих температу-
рах нагрева кладки печей должны под-
держиваться в пределах, указанных в
табл. 28-1.
Т а б л и ц а 28-1
и стен
Нагрузка на пружины, m
- Стрела Темпера- прогиба тУРа колонн верхние нижние верх низ мм болты болты брони брони по высоте стен регенераторов малый анкераж
при трех точках при двух точках верх ииз
До 100 8—12 5,5—6,5 7,0—7,5 1,5—2,0 2,5—3,0 0,8-1,0 1 2—1,5 1,5—2,0 2,0—2,5
100—200 12—10 7—8 8—9 1.5—2,0 2,0—3,0 0,8—1,0 1,2—1,5 1,5—2,0 2Д—2’5
200—600 10—8 8—10 9—10 1,5—2,0 2,0—3,0 0,8—1,0 1,2—1,5 1,5—2,0 2,0—2,5
600—800 8—6 8—10 9—10 1,5—2,0 2 5—3,0 0,8—1,0 м—1,5 Ь5—2Д 2:0-2,5
Свыше 800 8-6 8—10 8—10 2,0—2,5 2,5—3,0 0,8—1,0 1,2—1,5 2,0—2 5 2,5—3,0
312
Ввод в действие технологических объектов коксохимических предприятий
ГРАФИК СУШКИ И РАЗОГРЕВА
КОКСОВЫХ ПЕЧЕЙ
Сушка
Если принять содержание влаги в кирпи-
че готовой кладки равным 1,5% и в мате-
риальных швах 25—30%, то общее коли-
чество содержащейся в кладке влаги со-
ставит примерно 9—10 т для одной печи
и около 700—800 т для батареи в 77 печей
объемом 30 лг3. Отсюда видно, какое огром-
ное количество влаги должно быть удалено
з процессе сушки.
В практике границей, свидетельствующей
об окончании сушки и возможности пере-
хода к новому режиму обогрева, является
температура вверху вертикалов около
125—135° С. На основании практических
данных можно считать, что общая продол-
жительность сушки должна составлять
не менее 9—10 дней. При этом подъем тем-
пературы кладки вверху вертикалов до
100° С составляет в среднем 9—10° С в
сутки, дальнейший подъем температуры
определяется качеством динасового кирпи-
ча и безопасной нормой его суточного рас-
ширения.
Разогрев
Разогрев коксовых батарей производится
по графику, который разрабатывается на
основе данных:
1) о качестве огнеупоров, из которых вы-
ложена батарея;
2) об объеме кладки, подлежащей разо-
греву;
3) практики разогрева других батарей.
График предусматривает повышение тем-
ператур в трех контролируемых точках
по высоте печей — верх вертикалов, верх
регенераторов и подовые каналы регенера-
торов, а также допустимое предельное рас-
ширение кладки в этих зонах. При состав-
лении графика исходят из условий поддер-
жания определенных соотношений темпера-
тур в указанных точках.
Так как теплоноситель (продукты горе-
ния) отдает свое тепло кладке, то темпера-
тура их по ходу движения сверху вниз па-
дает и всегда будет во второй контрольной
точке ниже, чем в первой, а в третьей ниже,
чем во второй.
В соответствии с этим кладка корнюрной
зоны проходит интервалы температур, при
которых происходят полиморфные превра-
щения, позднее, чем кладка простенков, а
кладка подовых каналов позднее, чем клад-
ка корнюрной зоны.
В то время как в простенке достигается
одна из температурных точек полиморфных
превращений кристаллических модифика-
ций динасового кирпича: 117, 163 и 180—
270° С, из-за чего требуется медленный и
осторожный подъем температуры в этой
части массива, корнюрная зона и тем более
подовые каналы еще не нагреты до таких
температур.
Однако наряду с замедлением подъема
температуры простенка замедляется
подъем температуры и в корнюрной зоне.
И наоборот: когда в корнюрной зоне дву-
мя тремя сутками позднее достигается, нако-
нец, температура кристаллических превра-
щений и тоже возникает необходимость в
медленном и осторожном подъеме темпе-
ратуры, в простенках этот температурньш
интервал либо оказывается уже пройден-
ным, либо заканчивается. То же наблю-
дается и в подовых каналах. Поэтому
дальнейший подъем температуры в про-
стенке приходится задерживать, сообра-
зуясь с подъемом температур в корнюрной
зоне и подовых каналах.
В идеальном теоретическом случае, если
бы не было отставания нагрева в какой-ли-
бо зоне в каждый данный момент и тем-
пература как вверху и внизу регенератора,
так и вверху вертикалов была бы одинако-
вой, разогрев можно было бы провести в
кратчайший срок и с наименьшим ущербом
для плотности кладки. В практических же
условиях, чем больше отставание нагрева
низа кладки печей от верха и чем больше
разница в расширении указанных зон
кладки, тем труднее сохранить ее плотность
и тем больше времени требуется для разо-
грева.
Учитывая все это, график разогрева рас-
считывается для определенных интервалов
температур вверху отопительных простен-
ков и для соответствующих им темпера-
тур в верхней части регенераторов и в зо-
не подовых каналов.
Как установлено практикой разогрева
батарей, лучшие результаты достигаются в
том случае, когда температура вверху ре-
генераторов составляет 95% температуры
отопительных каналов в начале и 85% в
конце разогрева, а температура подовых
каналов по отношению к температуре
вверху отопительных каналов — 70% в на-
чале разогрева и 40% к концу его.
Так как основное расширение динаса
происходит при нагреве кладки до 300° С,
то до этой температуры наиболее важно
довести все зоны кладки с наименьшей раз-
ностью по высоте. Благодаря увеличению
объема теплоносителя при сжигании топ-
лива с высокими коэффициентами избытка
воздуха удается сохранить заданное соот-
ношение температур. При составлении
графика исходят из того, что суточное
расширение кладки ни в одной из трех
зон не должно превышать установленных
практикой безопасных границ.
На основе практических данных Коксо-
химической станции в зависимости от объе-
ма кладки разогреваемой батареи среднее
расчетное линейное суточное расширение
принимается 0,03—0,035%, а в отдельных
случаях до 0,04%.
До составления графика необходимо рас-
полагать данными о максимальном расши-
рении достаточного количества образцов
динасового кирпича из различных зон клад-
ки через каждые 20—50° С (табл. 28-2). Эти
Сушка и разогрев коксовых печей
313
Таблица 28-2
Данные о линейном расширении динасового кирпича, °/о
(определения производились на дилатометре)
Температура °C Линейное расширение образцов. Максимальное линейное расширение
1 2 3 4 5 интервал температур °C %
50 0,077 0,082 0,077 0,073 0,080 — —
75 0,123 0,130 0,124 0,121 0,128 — —
100 0,190 0,204 0,188 0,191 0,175 10—100 0,204
120 0 284 0,323 0,292 0,293 0,257 100—120 0,119
150 О’,369 0,445 0,445 0,436 0,402 120—150 0,153
170 0,426 0,503 0,526 0,498 0,475 150—170 0,081
200 0,511 0,590 0 632 0,590 0,585 170—200 0,106
220 0,619 0,794 О; 784 0,666 0,834 200—220 0,204
250 0,735 0,856 0,848 0,726 0,911 220—250 0,116
300 0,818 0,919 0,924 0,805 0,982 250—300 0,083
350 0,873 0,976 0,984 0,870 1,035 — -—•
400 0,927 1,028 1,036 0,928 1,085 300—400 0,112
450 0,978 1,064 1,084 0,984 1,137 — —
500 1,022 1,093 1,122 1,038 1,180 400—500 0,095
550 1,076 1,124 1 152 1,116 1,217 500—550 0,054
600 1,133 1,150 1,202 1,163 1,262 550—600 0,057
650 1,158 1,180 1,224 1,185 1,291 — —
700 1,173 1,210 1,247 1,208 1,321 600—700 0,060
750 1,198 1,230 1,270 1,230 1 340 700—750 0,025
Таблица 28-3
Расчетный график сушки и разогрева
(норма суточного расширения 0,035%)
Достигнутая температура °C Принятый график разогрева Ожидаемое максимальное расширение, ?0
вверху вертика- лов вверху регене- ратор ов в подовых каналах число суток суточный подъем температуры, °C за интервал температур суточное
я >> S5 X S CUH ~ ф а.® co d о 03 <0 ч « >> ф о X S а. 0.0 о ф а Н д Ф KJ са а. о. та 1 « о та =t ьс о С X X 3 та » са ч вверху вертика- лов >. ф О X S О* а.Ф о Ф U н д ф та са о. а. в подо- вых кана- лах та >. S5 X Я Фа.» са ф о са са ч > я >> Ф о х s а. а.Ф о ф а н сд ф та са а а в подо- вых кана- лах
Начал 10-100 100—120 120—150 150—170 170—200 200—220 220—250 250—300 300—400 400—500 500—550 550—600 600—700 700—750 о разогрев 10—95 95—114 114—140 140—160 160—185 185—205 205—235 235—275 275—360 360—445 445—490 490—530 530—615 615—650 а 4-10 10-55 55-65 65—80 80—95 95—110 110—120 120—135 135—165 165—200 200—235 235-250 250—265 265—295 295—305 8,5 3,5 4,5 2,5 3,0 6,0 8,0 4,0 4,0 9,0 2,0 2,0 3,0 1,0 10,5 5,6 6,7 8,0 10,0 3 3 3,7 12,5 25,0 И,1 25,0 25 0 33,4 50,0 10,0 5,4 5,8 8,0 8,4 з,з 3,7 10,0 21,3 9,5 22,5 20,0 28,4 35,0 5,3 3,0 3 3 6,0 5,0 1,7 2,0 7,5 8,8 3 9 7,5 7,5 10,0 10,0 0,204 0,119 0,153 0,081 0,106 0,204 0,116 0,083 0,112 0,095 0,054 0,057 0,060 0,025 0,170 0,103 0,123 0,088 0,092 0,071 0,275 0,074 0,112 0,096 0,049 0,048 0,095 0,020 0,089 0,020 0,028 0,040 0,085 0,041 0,075 0,132 0,129 0,291 0,035 0,030 0,042 0,013 0,024 0,034 0,034 0,032 0,035 0,034 0,015 0,021 0,028 0,011 0,027 0,029 0,020 0,025 0,020 0,030 0,027 0,035 0,031 0,012 0,035 0,017 0 028 0,011 0,025 0,024 0,032 0,020 0,011 0,006 0,006 0,016 0,028 0,007 0,010 0,033 0,033 0,033 0,018 0,015 0,014 0,013
Итого до перевода на постоянный обо- грев 61 — — — — — — — —
314
Ввод в действие технологических объектов коксохимических предприятий
данные должны быть подкреплены опреде-
лениями его физических и химических
свойств (удельный вес, микро- и макро-
структура, сопротивление сжатию, темпе-
ратура начала деформации под нагрузкой
2 кгс/см2, химический состав).
В качестве примера в табл. 28-3 приведен
график сушки и разогрева коксовых печей,
рассчитанный на основании максимальных
расширений в интервале температур по
данным дилатометрического исследования
пяти образцов динасового огнеупора.
Следует иметь в виду, что для ввода кок-
совых батарей в эксплуатацию, кроме про-
должительности разогрева, необходимо пре-
дусматривать еще 7—10 дней на послерас-
топочные предпусковые работы.
ПОДГОТОВИТЕЛЬНЫЕ РАБОТЫ
К СУШКЕ И РАЗОГРЕВУ ПЕЧЕЙ
Подготовительные работы к сушке и ра-
зогреву коксовых печей связаны с выпол-
нением ряда проверочных осмотров и
измерений, устройством временных соору-
жений, изготовлением необходимого инст-
рументария и т. д.
Проводить подготовительные работы сле-
дует во время сооружения печей из расчета
одновременного окончания с монтажом ар-
мирования кладки.
По окончании кладки и отделочных работ
производится проверка чистоты всех косых
ходов и газоподводящих каналов, а также
отверстий, предназначенных для отвода
продуктов горения (теплоносителя) из ка-
меры коксования в отопительные каналы.
Все температурные швы, выходящие на
поверхность фасада печей, подлежат уплот-
нению асбестовым шнуром на глубину 15—
20 мм. Это относится также и к темпера-
турным швам между динасовым и шамот-
ным массивом у концевых простенков.
Привалочные поверхности смотровых
крышек над отопительными каналами, а
также крышек и рам загрузочных люков
покрывают солидолом, чтобы уменьшить
коррозию этих поверхностей в процессе
сушки и разогрева печей.
В газоотводящих стояках устанавливают
пусковые заглушки — асбестовая внизу и
металлическая вверху (рис. 28-3).
До установки газовых коробок («пушек»)
в каждом газораспределительном канале
укладывают между первым и вторым вер-
тикалом плотинку, выточенную из шамотно-
го кирпича, либо раскрывающуюся метал-
лическую с таким расчетом, чтобы они пе-
рекрывали канал на 60—70% его сечения
(рис. 28-4).
Газовые коробки устанавливают на
сплошных асбестовых прокладках, кото-
рые являются одновременно заглушками
(рис. 28-4), разобщающими полость гори-
зонтальных распределительных каналов и
газовых коробок. Такое разделение необ-
ходимо для предотвращения конденсации
водяных паров из продуктов горения в ре-
зультате их охлаждения при соприкоснове-
нии с внутренней поверхностью газовых
коробок.
В газовоздушных клапанах перед разо-
гревом печей дымовые кантовочные кла-
паны должны быть подняты на 100—120 мм
и в таком положении закреплены деревян-
ными подпорками, привязанными проволо-
кой к кантовочным штокам. Это положение
клапанов позволяет дымовым газам сво-
бодно проходить в борова и затем на тру-
Рис. 28-3. Схема установки пусковых заглушек в газоотводящий стояк:
1 — асбестовая заглушка: 2 — металлическая заглушка
Сушка и разогрев коксовых печей
315
бу, а также без нарушения режима разо-
грева испытывать (кантовочные устройства.
Дроссельные шиберы в дымовых патруб-
ках всех клапанов должны быть открыты с
таким расчетом, чтобы по длине батареи
создавалось одинаковое разрежение в ото-
пительной системе всех участков. Для этого
в первом десятке клапанов, расположенных
ближе к дымовой трубе, дроссельные шибе-
ры открывают на ’/3 раствора, т. е. на 30°,
а в каждом последующем десятке клапанов
открытие увеличивается на 5°. Изменение
поворота на 5° примерно равно делению
шкалы (отверстию) на сегментах, где за-
крепляются рычаги дроссельных шиберов.
Исходное положение газовоздушного
клапана к началу сушки печей показано на
рис. 28-5.
К началу сушки и разогрева печей дол-
жны быть смонтированы основные обслу-
живающие площадки, перекрывающие бо-
ковые туннели батарей и площадки для об-
служивания газовоздушных клапанов и га-
зопровода коксового газа.
Поперечные балки, образующие обслу-
живающие площадки, в местах опоры на
вертикальные колонны фахверковых стен
тоннелей должны иметь свободный ход в
болтовых соединениях и обеспечивать пере-
мещение площадок по опорным стенам при
4 5
Рис. 28-4. Подсоединение подвода газа к га-
зораспределительному каналу:
1 — асбестовая заглушка; 2 — чугунный
вкладыш; 3 — металлическая втулка; 4 —
асбестовый шнур; 5 — кирпичная плотинка;
6 — смотровое отверстие
Рис. 28-5. Исходное положение газовоздушного клапана к началу сушки печей;
1 — корпус'газовоздушного клапана; 2 — кантовочный клапан продуктов горения;
3 — деревянная подпорка; 4 — дроссельный шибер; 5 — уплотнение шнуровым
асбестом; 6 — временное уплотнение раствором; 7 — засыпка древесными опил-
ками: 8 — уплотнение нз жгутов соломы н раствора чистой глины; 9 — канто-
вочный клапан доменного газа
316
Ввод в действие технологических объектов коксохимических предприятий
Рис. 28-6. Временные стяжки для крепления опорных колонн обслу-
живающих площадок:
1 — анкерная колонна; 2 — опорная колонна; 3 — балка рабочих
площадок; 4 — временные стяжки; 5 — стяжная муфта; 6 — каток из
газовых труб; 7 — площадка для обслуживания арматуры коксового
газа; 8 — массив кладки печей
расширении печного массива в период ра-
зогрева печей.
Болты в этих соединениях устанавлива-
ют без затяжки гаек, а плоскости скольже-
ния поперечных балок по опорным балкам
стен тоннелей тщательно очищают и по-
крывают смазкой.
Несмотря на возможность свободного
скольжения при расширении печей в про-
цессе разогрева основные обслуживающие
площадки все же увлекают опорные стойки
стен тоннелей. В связи с этим с машинной
стороны стойки тоннелей дополнительно
укрепляют временными косыми стяжками,
с помощью которых стойки стен тоннелей
поддерживаются в вертикальном положе-
нии. С коксовой стороны опорные колон-
ны, испытывающие нагрузку от двере-
съемной машины, делаются более массив-
ными и потому дополнительного крепления
не требуют (рис. 28-6).
Специальной проверке и очистке до нача-
ла разогрева подлежат все температурные
швы между концевыми площадками и
контрфорсами, а также поверхности сколь-
жения между концевыми и промежуточ-
ными площадками в местах опоры послед-
них на кронштейны контрфорсов.
При монтаже газосборников и перекид-
ных мостов для газопроводов прямого га-
за проверяется состояние узлов крепления
и поверхностей скольжения.
Объем и характер подготовительных ра-
бот к сушке — разогреву, особенно в части
конструктивного выполнения временных со-
оружений, изготовления инструментария
и т. д., во многом зависит от вида приме-
няемого топлива для сушки и разогрева
печей.
Для разогрева коксовых печей твердым
топливом в передней части каждой камеры
коксования с обеих сто-
рон выкладывают вре-
менные топки с большим
сечением колосниковой
решетки (рис. 28-7), соб-
людая предусмотренные
проектом условия.
После выкладки внут-
ренних топок с перемыч-
ками против каждой ка-
меры, заменяющими на
период разогрева двери
печей, сооружают вынос-
ные топки, которые под-
ключают к нижнему окну
перемычек на фасадах
камер. Так как такие
топки легче обслуживать
даже при сжигании мел-
кого угля, то необходимо
стремиться вести разо-
грев при помощи вынос-
ных топок по возможно-
сти до достижения тем-
ператур в кладке отопи-
тельных вертикалов 500
и даже 600° С. Из этих
соображений выносные
топки делают с. возмож-
но большим сечением колосниковой ре-
шетки.
При установке выносных топок больших
размеров свободная площадь рабочих пло-
щадок уменьшается, что затрудняет обслу-
живание топок и препятствует заготовке
необходимого запаса топлива. Поэтому у
печей (на период сушки и разогрева) вре-
менно уширяют рабочие площадки
(рис. 28-8) и одновременно сооружают за-
щитные ограждения с навесом. Над наве-
сом устраивают площадки для рабочих,
занятых обслуживанием пружин, отпу-
ском болтов и замерами расширения
кладки.
Для подачи топлива на рабочие площад-
ки по концам батареи устанавливают пе-
редвижные ленточные транспортеры либо
другие грузоподъемные механизмы. На
машинной стороне рекомендуется устанав-
ливать два транспортера — в начале и
конце батареи, а на коксовой — один со
стороны коксосортнровки.
У каждого транспортера сооружается не-
большой напольный склад для 100—150 т
угля, который подается к этим складам ав-
тосамосвалами с основного угольного
склада.
Шлак, образующийся при сжигании уг-
ля, целесообразно удалять с машинной
стороны батареи самосвалами. Для этого
сооружают специальную эстакаду. С кок-
совой стороны шлак высыпают в железно-
дорожные металлические вагоны, устанав-
ливаемые на путях тушильного вагона.
Для тушения шлаков должна быть под-
ведена вода с обеих сторон батареи. При-
мерная схема организации подачи топлива
и отвозки шлаков показана на рис. 28-9.
При разогреве печей газовым топливом в
камерах коксования выкладывается внут-
Сушка и разогрев коксовых печей
317
Рис. 28-7. Топки для сушки и разогрева печей твердым топливом:
1 -- внутренняя топка; 2 — выносная топка; 3 — колосниковая решетка; 4 — метал-
лическая заслонка; 5 — ограждение; 6 — площадка для обслуживания армирующих
устройств; 7 — окно для закладки пробок в крайних растопочных отверстиях; 8 —
распорочный кирпич; 9 — подстилка из речного песка или высокотемпервтурного
мертеля
Рис. 28-8. Уширение и ограждение рабочих пло-
щадок при разогреве печей твердым топливом:
7 —ограждение из досок; 2 — крыша; -3 —
барьер; 4, 5 — настилы; 6 — забетонированная
площадка; 7 — габарит выносной топки; 8 — ан-
керная колонна
Рис. 28-9. Схема подачи топлива и отвозки
шлаков:
7 — эстакады для отвозки шлаков; 2 — тран-
спортеры для подачи топлива; 3 — железная
платформа для уборкн шлаков; 4 — напольные
склады угля; 5 — промежуточные площадки,
6 — гидранты для тушения шлаков; 7 — коксо-
вая рампа; 8 — пути тушильного вагона; 9 —
батарея коксовых печей; 10 — пути коксовытал-
кивателя; 11 — угольная башня; 12 — коксосор-
тировка; 13 — путь для подачи угля н отвозки
шлака
318
Ввод в действие технологических объектов коксохимических предприятий
Рис. 28-10. Топки для сушки и разогрева печей газообразным топливом:
1 — внутренняя топка; 2 — выносная топка для газа; 3 — металлическая
заслонка; 4 — отверстие для вторичного воздуха; 5 — окно для установки
пробок; 6 — отверстие для наблюдения; 7 — подстилка из речного песка
Рис. 28-11. Подвод газа к выносной топке:
1 — выносная топка; 2 — временный газо-
провод; 3 — пробковый кран; 4 — крестови-
на; 5 — фланцевое соединение для установки
диафрагм; 6 — патрубок подачи газа
ренияя топка с насадкой из нормального
шамотного кирпича (рис. 28-10), однако
площадь футеровки стен и выстилки пода
в сравнении с внутренней топкой для разо-
грева углем значительно сокращается. Если
разогрев до 400° С ведется на твердом топ-
ливе, то выносные топки устраиваются с
колосниками и таких же размеров, как ука-
зано на рис. 28-7. Если же разогрев от на-
чала до конца ведется на газообразном
топливе, то иет нужды в колосниковой ре-
шетке и топку делают уменьшенных
размеров (рис. 28-11).
Для подачи газа предусматривается вре-
менный газопровод и подводы газа в каж-
дую топку. Размеры газопроводов должны
обеспечивать подачу газа для разогрева
печей до конечных температур 850—900° С
из расчета до 60 м3/ч коксового или
250 м3/ч доменного газа на каждую печь в
батарее. Это достигается при диамет-
ре временного газопровода с каждой сторо-
ны батареи 250—300 мм для коксового газа
и 450—500 мм для доменного.
На рис. 28-12 приведена схема времен-
ных газопроводов коксового газа с подво-
дом в каждую топку.
Для учета расхода газа по сторонам при
разогреве устанавливают диафрагмы в на-
чале временных боковых распределитель-
ных коллекторов.
Расход коксового газа в ходе разогрева
печей обычно колеблется в широких преде-
лах, поэтому измерительные диафрагмы
следует рассчитывать на три предела изме-
рений: от 100 до 600, от 400 до 1500 и от
1200 до 3500 м3/ч.
Диафрагмы изготовляются из кровельно-
го железа и все три устанавливаются в ви-
де пакета с прокладками. Это позволяет по
мере увеличения расхода газа быстро уда-
лить диафрагму с меньшим сечением и вве-
сти в действие диафрагму следующего
размера.
В проекте временных газопроводов обыч-
но предусматриваются задвижки на общем
газопроводе и на коллекторах по сторонам,'
отводы для стока конденсата и гидроза-
творы, продувные свечи, подсоединение па-
ра для продувки газопроводов и штуцеры
для измерения давлений и температуры
газа.
Сушка и разогрев коксовых печей
319
Рис. 28-12. Схема временных газопроводов коксового газа:
/ — общий подвод газа; 2 — измерительная диафрагма; 3 — шибер общего
подвода газа; 4 — шибера по сторонам; 5 — точки измерения давлений; 6 —
коллекторы распределения газа по сторонам; 7 — подвод газа к выносным топ-
кам; 8 — отводы для подключения шлангов; 9 — отводы конденсата; 10 — про-
дувные свечи; 11 — свинцовые заглушки и защитные свечн; 12— сальниковый
компенсатор
Рис. 28-13. Диафрагма для дози-
рования подачи газа в топки
просверливают отверстия диаметром 5 мм,
во втором 7 мм, в третьем 10 мм. В даль-
нейшем по мере необходимости подачи
увеличенных количеств газа используют
освободившиеся диафрагмы с меньшим
сечением и рассверливают их на больший
диаметр, например 5 мм на 12 мм, 7 мм на
14 мм и т. д.
Газопроводы обычно располагают на об-
служивающих площадках с коксовой и ма-
шинной сторон вблизи выносных топок.
Защитные ограждения на рабочих пло-
щадках и навесы при разогреве газом (в
отличие от разогрева углем) делают в га-
баритах постоянных площадок преимуще-
ственно из волнистой асбофанеры.
При разогреве коксовых печей бедным
Рис. 28-14. Горелка для
бедного газа:
1 — трубка. подводящая
газ в топку; 2 — асбестовая
набивка; 3 — металличе-
ская сетка; 4 — бой ша-
мотного кирпича; 5 — креп-
ление из круглого железа;
6 — патрон из трубы с от-
верстиями; 7 — стакан из
трубы; <5 — донышко сет-
ки; 9 — донышко патрона
с отверстиями
мя газа при низких температурах (в на-
чальный период) неустойчиво и возможен
обрыв пламени и потухание факела. Поэто-
кро-
трех
Диафрагмы для дозирования
в топки (рис. 28-13) изготовляют из
вельного железа, причем не меньше
комплектов. В первом комплекте диафрагм
320
Ввод в действие технологических объектов коксохимических предприятий
му на подводах газа в топки следует уста-
навливать специальные горелки, заполнен-
ные боем шамотного кирпича (рис. 28-14),
который обеспечивает воспламенение газа в
случае затухания факела.
Эти горелки нужны только для началь-
ного периода сушки и разогрева. После до-
стижения в отопительных простенках 300° С
необходимость в них отпадает, так как по-
является устойчивый накал в выносных
топках.
Временные газопроводы для разогрева
печей бедным газом ввиду их большого
диаметра в основном располагают над вы-
носными топками на подвесках или крон-
штейнах, укрепляемых на анкерных колон-
нах.
МЕТОДИКА КОНТРОЛЯ
ТЕХНОЛОГИЧЕСКОГО РЕЖИМА СУШКИ
И РАЗОГРЕВА КОКСОВЫХ ПЕЧЕЙ
Расход топлива
При сушке и разогреве печей газообраз-
ным топливом расход его определяется с
помощью диафрагм и счетчика газа.
В связи с изменением расхода газа в
широких пределах на различных диапазо-
нах температур для точности измерений из
установленного пакета диафрагм удаляется
диафрагма с меньшим сечением и вводится
диафрагма увеличенного размера.
Ведение разогрева на давлениях выше
200 мм вод. ст., особенно доменным газом,
по условиям техники безопасности нежела-
тельно, поэтому при разогреве печей исхо-
дят из запаса давления в газопроводах по
сторонам батареи не более 450 мм вод. ст.
По мере повышения расхода газа и уве-
личения давления в газопроводах до 150—
200 мм вод. ст., диафрагмы, установленные
в газоподводящие патрубки, заменяются
на большие сечения.
Размеры диафрагм при этом изменяются
с таким расчетом, чтобы устанавливаемое
давление после замены диафрагм, соответ-
ствующее потребному расходу газа, в соот-
ветствии с правилами техники безопасности
было не ниже 50 мм вод. ст.
Примерные размеры диафрагм и расход
коксового газа на одну печь объемом
21,6 м3 в определенных интервалах темпе-
ратур приведены в табл. 28-4.
При сушке и разогреве печей твердым
топливом расход его определяется прибли-
Т а блица 28-4
Фактические данные режима сушки и разогрева батарей коксовых
печей объемом 21,6 м3. Топливо — коксовый газ
Интервал температур °C Диаметр диафрагм на вводах газа в топки мм Расход газа на одну печь м*/ч (Q = 4000 ккал.'м9) Избыток воздуха в подводимых продуктах сгорания % Темпе- ратура тепло- носителя °C Разрежение в боровах по сторонам батарей мм воо. ст. Давление вверху вертикалов мм вод. ст.
Начало 5 50 45 —8,5 —5,5
25 5 2,8 40 54 —8,5 —5,0
50 7 5,0. 30 75 —8,0 —4,5
75 7 6,0 27 95 —8,0 —4,0
100 7 7,0 26 111 —8,0 —3,0
125 7 7,5 25 134 —7,8 —2,5
150 7 8,0 23 182 —7,8 — 1,5
175 7 10,0 20 205 —7,8 ±0
200 7 11,0 18 235 —7,5 ±0
225 7 12,0 12 270 —7,5 +0,5
250 7 14,0 10 290 —7,0 + 1,0
275 10 15,0 9 310 —7,0 + 1,0
300 10 18,0 8 337 —7,0 + 1,0
350 10 23,0 7 390 —7,0 + 1,0
400 10 25,0 5 433 —7,5 + 1,2
450 10 28,0 5 494 —7,0 + 1,2
500 12 33,0 4 530 —7,0 + 1,2
550 12 35,0 2,5 604 —7,0 + 1,2
600 14 37,0 2,0 655 —6,5 + 1,2
650 14 38 2,0 678 —6,5 + 1,2
700 14 40 1,5 820 —6,5 + 1,2
750 14 45 1,4 830 —6,5 + 1,2
800 14 50 1,3 920 —6,0 + 1,2
После перевода на постоянный обогрев 25 54 — 14,0 + 1,2
Сушка и разогрев коксовых печей
321
женно подсчетом количества поданных в
смену вагонеток определенного объема пли
веса,
Коэффициент избытка воз-
духа. Равномерный нагрев кладки по
высоте и длине в процессе сушки и разо-
грева достигается за счет пропуска через
отопительную систему больших объемов
теплоносителя с температурой, несколько
превышающей температуру нагреваемой
кладки.
Для создания больших объемов такого
теплоносителя продукты горения сжигаемо-
го газа либо другого топлива разбавляются
избыточным воздухом в больших количест-
вах. В период сушки разбавление продук-
тов горения производится также для пони-
жения температуры точки росы водяных
паров. Так, например, при сжигании коксо-
вого газа с избытком воздуха в пределах
1,5—2,0, в кубометре влажных продуктов
горения содержится 190,2 г водяных паров
и точка росы, составляет ~70= С.
Сушка кладки таким теплоносителем бу-
дет производиться при температурах клад-
ки выше 70° С, а ниже этой температуры
кладка будет увлажняться за счет конден-
сации водяных паров. Если же эти продук-
ты горения разбавить воздухом примерно в
50 раз, то содержание водяных паров в ку-
бометре влажных продуктов горения
составит 10 г. что соответствует точке ро-
сы около 1ГС, выше которой будет идти
сушка кладки печей. Путем повышения
коэффициента избытка воздуха продукты
горения любого топлива можно привести
к такому содержанию водяных паров, что-
бы сделать их одинаково эффективными в
качестве сушильного агента.
Л1ноголетним опытом установлено, что
в начальный период сушки коксовых печей
при сжигании любого вида топлива раз-
бавление продуктов горения должно вес-
тись примерно в 50-кратном размере.
При таком разбавлении определить избы-
ток воздуха в продуктах горения аналити-
ческим методом трудно, так как содержа-
ние СО2, как это видно из приведенных в
табл. 28-5 данных для коксового газа, будет
составлять всего 0,19%. Поэтому коэффи-
циент избытка воздуха более точно можно
определить по температуре теплоносителя.
Эта температура для топлива данного со-
става зависит от степени разбавления про-
дуктов горения воздухом.
Замерять эту температуру следует по-
сле полного смешения продуктов горения
с разбавляющим избыточным воздухом,
что обычно происходит после выхода про-
дуктов горения из насадки внутренней
топки.
Исследованиями Коксохимстанции было
установлено, что наилучшая равномерность
нагрева всего массива кладки коксовых
печей достигается при условии подачи по
стоянного количества воздуха на протяже-
нии всего периода сушки и разогрева коксо-
вой батареи. Повышение температуры
кладки в процессе сушки и разогрева осу-
21 Справочник коксохимика, т. IV
ществляется в этом случае только за счет
увеличения подачи газа либо другого топ-
лива при подаче постоянного количества
воздуха на горение. Это приводит к авто-
матическому уменьшению степени разбав-
ления продуктов горения и снижению ко-
эффициента избытка воздуха до величины
1,5—2,0 в'конце разогрева.
В табл. 28-5 для коксового и 28-6 для до-
менного газа заданного состава приведена
зависимость коэффициента избытка возду-
ха от содержания СО2 в продуктах горе-
ния и их температуры. Для другого вида
топлива составляются аналогичные таб-
лицы.
Таким образом, в процессе сушки кладки
коксовых печей следует придерживаться
основного правила, чтобы температура теп-
лоносителя на выходе из подовых каналов
регенераторов была выше точки росы.
Кроме теплоносителя, на входе в камеру
коксования и на выходе нз подового кана-
ла регенераторов измеряются также тем-
пературы:
а) вверху отопительных каналов, по ко-
торой судят о нагреве кладки за истекший
период времени (смена, сутки и т. д.);
б) вверху регенераторов, по которой су-
дят о достигнутой равномерности прогрева
печного массива по высоте до уровня глаз-
ков регенераторов;
в) внизу регенераторов на уровне колос-
никовой решетки для суждения о степени
прогрева низа регенераторов.
Измерение температур
Температура в обогреватель-
ных простенках. Температура в обо-
гревательных вертикалах контролируется
ежесменно в трех крайних простенках с
обоих концов батареи и в каждом пятом
простенке. Например, в батарее, состоящей
из 77 камер коксования, замеры температур
производятся в следующих простенках 1, 2,
3, 6, 11, 16, 21, 26, 31, 36, 41, 46, 51, 56, 61,
66, 71, 76, 77, 78 (указана строительная ну-
мерация простенков с нулями).
В каждом из указанных контрольных про-
стенков измеряется температура в первых
и седьмых вертикалах с обеих сторон, т. е.
1, 7, 24 и 30 на глубине 2,5 м от перекрытия
печей. Схема расположения точек для из-
мерения температур показана на рис. 28-15.
За смену должны быть сделаны два
измерения: первое в начале (провероч-
ное), второе в конце текущей смеиы (сда-
точное).
Дополнительно измеряют температуру
во всех простенках по длине батареи в 7 и
24 обогревательных вертикалах. Если в
первой смене измерялась температура в
четных простенках, то во второй — в не-
четных и т. д.
Наконец, для сравнения в одинаковых ус-
ловиях через каждые 50° С измеряют
температуру во всех обогревательных вер-
тикалах по длине двух простенков, распо-
ложенных посредине батареи.
322
Ввод в действие технологических объектов коксохимических предприятий
Коксовый газ 1
Таблица 28-5
Коэффициент избытка воздуха Количество влаги, образую- щейся при сгора- нии 1 м3 газа, г Количество продуктов горения Влагосодержание, г_м3 продуктов горения 1 Температура продуктов горе- ния (теоретиче- ская), °C Точка росы, °C Содержание СО2 в сухих продук- тах сгорания, %
м3!м3 газа 1 000 ккал
влажных i сухих 1 i влажных сухих 1 влажных сухих
1 931,0 4,9 3,74 1,18 0,90 190,2 249,1 180,0 69,0 10,40
2 954,8 9,1 7,91 2,20 1,91 104,9 120,7 1320,0 55,1 4,91
3 977,8 13,3 12,08 3,21 2,92 73,5 80,9 1003,7 47,4 3,22
4 1000,8 17,5 16,25 4,23 3,93 57,2 61,6 762,8 42,2 2,35
5 1023,8 21,7 20,42 5,24 4,93 47,2 50,1 615,2 38,4 1,90
6 1046,8 25,9 24,59 6,26 5,94 40,4 42,57 515,4 35,4 1,58
7 1069,8 30,1 28,76 7,27 6,95 35,5 37,19 443,5 32,9 1,36
8 1092,8 34,3 32,93 8,28 7,95 31,9 33,2 389,2 31,0 1,18
9 1115,8 38,5 37,10 9,30 8,96 29,0 30,0 346,8 29,2 1,05
10 1138,8 42,7 41,27 10,31 9,97 26,7 27,7 312,6 27,7 0,94
20 1368,8 84,7 82,97 20,46 20,04 16,2 16,5 157,6 18,9 0,47
30 1598,8 126,7 124,67 30,60 30,11 12,6 12,8 105,4 14,7 0,31
40 1828,8 168,7 166,37 40,75 40,19 10,8 11,0 81,8 12,2 0,23
50 2058,8 210,7 208,07 50,89 50,26 9,77 9,89 65,4 10,6 0,19
1 Состав газа, %: 1 ,7 CnHm; 26,0СН«; 56,5Н2; 6,0 СО; 3,5СО2; 5,5N2; теплотворность
4140 ккал/м3.
Доменный газ 1
Таблица 28-6
га X = ? О азую- ' сгора- аза, г Количество продуктов горения Влагосодержание г/м3 продуктов горения ра 1 горе- *тиче- О о 04 с О ф с -
м*/м3 газа м3/1000 ккал
X со 3" га ьхэ £ ° с з X 2 X ь о а,. го н о U с_ а: ф ° о S Е Я S Й о
•в" 2 я S 5- £ X X X X X X X X а> >> (- - = га
s® га X га X га X к га = X X о га и X о га
X X о CQ W со w Е- с х и Н О и н
1 54,0 1,70 1,63 1,81 1,79 31,8 33,1 1400,0 30,9 23,92
2 58,6 2,54 2,46 2,79 2,70 23,1 23,8 1000,0 25,1 15,85
3 63,2 3,38 3,29 3,71 3,62 18,7 19,4 868,3 21,4 11,85
4 67,8 4,22 4,12 4,64 4,53 16,1 16,5 695,5 18,8 9,46
5 72,4 5,06 4,95 5,56 5,44 14,3 14,7 580,0 16,8 7,9
6 77,0 5,90 5,78 6,48 6,35 13,1 13,3 497,4 15,3 6,75
7 81,6 6,74 6,61 7,41 7,26 12,1 12,3 435,4 14,1 5,90
8 86,2 7,58 7,44 8,33 8,18 11,4 11,6 387,2 13,0 5,24
9 90,8 8,42 8,27 9,25 9,09 10,8 и,о 348,5 12,2 4,80
10 95,4 9,26 9,10 10,18 10,00 10,3 10,6 316,9 11,4 4,28
20 141,4 17,66 17,40 19,41 19,12 8,0 8,1 166,2 7,4 2 24
30 187,4 26,06 25,70 28,64 28 24 7,2 7,3 112,6 5,9 1,52
40 233,4 34,46 34,00 37,87 37,36 6,8 6,9 88,1 5,0 1,15
50 279,4 42,86 42,30 47,10 46,48 6,5 6,6 70,8 4,4 0,92
1 Состав газа, %:
1,0СН4; 3,0 Н2; 28,0 СО;
1 0,0 СО2; 58,0N2; теплотворность 910 ккал .ч3.
В границах от 0 до 300° С измерения тем-
ператур производят ртутными термометра-
ми, помещенными в металлические патро-
ны. При нагреве выше 300° С применяются
хромель-алюмелевые термопары длиной
2,5 м. И те и другие необходимо выдержи-
вать в точке измерения температур не
менее 10 мин. Исходя из этого подсчиты-
вается общее потребное число термометров
и термопар (при расчетах следует учиты-
вать, что перестановка термопар и особен-
но термометров не рекомендуется).
По замерам вычисляется средняя тем-
пература для каждого ряда отопительных
2100
Сушка и разогрев коксовых печей
Рис. 28-15. Схема расстановки приборов для измерения температур нагрева кладки в печах ПВР:
/ — патроны с термометрами или термопары; 2 — растопочные регистры; 3 — изоляционный кожух; 4 — кирпич — подставка
для патрона
324
Ввод в действие технологических объектов коксохимических предприятий
вертикалов и средняя температура кладки
отопительных простенков батареи.
В средние температуры по батарее не
включают измерения по трем крайним про-
стенкам с обоих концов, которые не харак-
терны для нагрева массива кладки всех
простенков батареи.
Схема расстановки приборов для измере-
ния температур нагрева кладки в печах
ПВР приведена на рис. 28-15.
Температура в регенераторах
Измерения производят в трех точках ре-
генераторов, которые связаны с контроль-
ными простенками коксовой и машинной
сторон: над насадкой, на уровне колосни-
ковой решетки на глубине 1,5 м и в подо-
вых каналах регенераторов на глубине
250 мм от обреза патрубка газовоздушно-
го клапана.
В печах с нижним подводом газа измере-
ния температур на уровне колосниковой ре-
шетки производят снизу через специальное
отверстие для передвижения регистров в
колосниковой решетке, а над насадкой1 в
первой секции регенераторов — на расстоя-
нии 210 мм от внутренней плоскости зер-
кала регенератора.
Контроль расширения кладки
Степень расширения кладки по длине
обогревательных простенков контролирует-
ся на уровне подвода продуктов горения
(теплоносителя) во внутренние топки и на
уровне перехода продуктов горения из ка-
мер коксования в обогревательные простен-
ки, что примерно соответствует уровню
нижних и верхних ригельных крюков двер-
ных рам (рис. 28-16, III г н IV г).
Расширение кладки вдоль обогреватель-
ных простенков контролируется измерени-
ем расстояний от натянутых проволок
(осей) по сторонам батареи до армирую-
щих броней. Эти проволоки закрепляются
на кронштейнах, установленных на железо-
бетонных контрфорсах.
Положение проволок при замерах рас-
ширения всегда должно быть одинаковым
по отношению к контрольным реперам, за-
крепленным в бетоне. При этом принимает-
ся, что массив контрфорсов в указанных
направлениях практически не перемещает-
ся, т. е. остается неподвижным.
Исходные измерения производятся перед
началом сушки печей. В дальнейшем, по
мере нагрева кладки простенков, их рас-
ширение контролируется при температурах
100° С, после этого до 400° С через каждые
25°, в дальнейшем — до 900° С через каж-
дые 50°, с 900 до 1200° С — через каждые
100° и до 1400° С — через каждые 50° С. По
мере расширения простенков расстояние от
натянутых проволок до армирующих бро-
ней уменьшается. Разность расстояний до
проволок между исходным и замеренным
простенком определяет его расширение на
данную сторону батареи. Суммарная раз-
ность по машинной и коксовой сторонам
для каждого простенка характеризует об-
щее расширение последнего за весь период
разогрева.
Изменение расстояний от осей за время
от предыдущего до последующего измере-
ния показывает расширение кладки про-
стенков за данный интервал температур.
Степень расширения кладки вдоль стен
регенераторов контролируется на уровне
корнюрной зоны и колосниковой решетки.
Контроль на этих горизонтах ведется так
же, как и по простенкам: измерением рас-
стояний от натянутых вдоль батареи про-
волок (осей) до кладки корнюрной зоны, а
на уровне колосниковой решетки — до
Рис. 28-16. Схема расположения реперов и кронштейнов на контрфорсах для натягивания проволок
(осей) при контроле расширения кладки по батарее:
1 — кронштейны для закрепления осей (проволок); 2 — болты (реперы), от которых измеряются
расстояния до осей; 3 — болт на верхней части контрфорсов по оси батареи; 1г — уровень на
100 Л1Л выше верха патрубков газовоздушных клапанов; Иг — уровень корнюров; Шг — уровень
нижних ригельных крючков: /Уг —уровень верхних ригельных крючков; В — постоянный размер
для каждого горизонта
По Л
Сушка и разогрев коксовых печей
325
кладки разделительных стен регенераторов
(рис. 28-16, I г и II г).
Общий рост кладки печей по высоте кон-
тролируется нивелиром. Делаются исход-
ные измерения перед началом сушки печей
и последующие по заданным температур-
ным интервалам. Измеряются отметки
гнезд смотровых лючков по контрольным
вертикалам всех контрольных простенков.
Рост кладки по высоте стен регенерато-
ров и корнюрной зоны можно контролиро-
вать только по изменениям отметок подов
камер коксования до закладки топок и по-
сле их удаления, т. е. лишь по окончании
разогрева печей. Следовательно, расшире-
ние нижнего строения печей определяется
как суммарное за весь период разогрева.
Определение отметок на уровне подов
камер коксования после разогрева важно
не только для контроля степени расшире-
ния нижнего строения печей, но и для увяз-
ки этих отметок с путями передвижения
обслуживающих механизмов.
Перемещение отметок на уровне подов
камер коксования после разогрева опреде-
ляется нивелировкой порогов дверных рам.
К полученным отметкам добавляют заме-
ренное металлической линейкой расстояние
по вертикали от порога до уровня первого
подового кирпича.
Расширение кладки по всем отмеченным
зонам в каждом интервале температур ре-
комендуется определять в течение одних и
тех же суток. Подсчитывается это расшире-
ние в миллиметрах и в процентах по отно-
шению к проектным размерам печей в хо-
лодном состоянии.
При подсчетах определяются среднебата-
рейные величины расширения: от начала
разогрева за данный интервал температур
и среднесуточные. Одновременно вычис-
ляются максимальные расширения по от-
дельным простенкам печей: от начала разо-
грева, за промежуток времени от предыду-
щего измерения и среднесуточные.
Если среднее расширение в той или иной
зоне кладки окажется выше максимально
допустимого по графику разогрева, необ-
ходимо замедлить подъем температуры
и в дальнейшем корректировать его в
зависимости от данных последующих изме-
рений.
Железобетонные контрфорсы батареи на
протяжении всего процесса разогрева пе-
чей не должны изменять своего первона-
чального вертикального положения.
Правильное положение контрфорсов мо-
жет нарушиться:
I) если не были полностью очищены тем-
пературные швы в местах примыкания
верхней плиты батареи к контрфорсам;
2) при нарушении правил производства
строительных работ;
3) в результате несвоевременного отпус-
ка или подтяжки продольных стяжек по
верху батареи.
Во избежание деформации контрфорсов
и примыкающих к ним концевых площадок
надо строго следить за чистотой всех тем-
пературных швов и поверхностей скольже-
ния, предусмотренных проектом.
Степень нагрузки продольных стяжек в
течение всего процесса разогрева надо тща-
тельно контролировать и своевременно ре-
гулировать. Вертикальность контрфорсов
проверяют с помощью отвесов, опускаемых
по линии прохождения реперов, установ-
ленных для контроля за расширением
кладки печей.
Наблюдение
за газовоздушными клапанами, стояками,
газосборниками и газовыми коробками
Места примыкания патрубков газовоз-
душных клапанов к подовым каналам ре-
генераторов и дымоходам боровов перед
разогревом уплотняют мягкими жгутами
или набивкой с обмазкой раствором глины.
Это уплотнение не должно препятствовать
перемещению кладки по мере ее расшире-
ния, иначе могут деформироваться клапа-
ны или нарушиться плотность кладки. Во
избежание этого надо ежедневно осматри-
вать места подсоединений всех газовоздуш-
ных клапанов к регенераторам и поддержи-
вать их в порядке.
При установке стояков и газосборннков
до начала или в процессе разогрева необ-
ходимо обеспечивать возможность свобод-
ного их перемещения по мере расширения
кладки печей.
Газосборники при нагреве перемещаются
в горизонтальном направлении от продоль-
ной оси батареи вместе с кронштейнами
анкерных колонн, на которых они закреп-
лены, а стояки, кроме того, поднимаются в
вертикальном направлении по мере расши-
рения вверх всего печного массива. Поэто-
му установку колен, соединяющих стояки
с клапанами газосборннков, рекомендуется
производить после нагрева печей до 500° С,
т. е. после того, как закончится основное
расширение кладки.
Если перекидные мосты и газопровод, от-
водящий газ из газосборннков, монтируют-
ся до начала разогрева или до того, как
температура кладки достигнет 500° С. надо
обеспечить возможность свободного пере-
мещения мостов и газопроводов. Для это-
го предусматривается установка компенса-
торов на газопроводах и скользящих опор.
Работа компенсаторов и скольжение мо-
стов на опорах систематически контроли-
руются.
При установке газовых коробок (пушек)
до начала разогрева или до того, как за-
кончится основное расширение кладки, сле-
дует систематически проверять их положе-
ние и своевременно устранять всякие пре-
пятствия для свободного их перемещения
вверх и в стороны.
Обеспечение возможности свободного
перемещения для всех расширяющихся
элементов кладки и оборудования является
основной задачей при контроле за расши-
рением кладки, так как только при этом ус-
326
Ввод в действие технологических объектов коксохимических предприятий
ловии печной массив и оборудование могут
быть сохранены в хорошем состоянии в
период разогрева печей.
Результаты измерения расширения клад-
ки печей по всем зонам сопоставляют с
данными о прогибе анкерных колонн, сжа-
тии пружин и деревянных шайб, а также
со степенью отпуска болтов. Сопоставление
расширений с суммарными величинами от-
пуска болтов анкерных колонн, их прогиба,
сжатия пружин и деревянных шайб позво-
ляет взаимно контролировать их. Расхож-
дения между этими величинами к оконча-
нию разогрева не должны превышать 15—
25 мм. При наличии больших расхождений
следует искать ошибку в измерениях рас-
ширений.
По окончании разогрева печей надо про-
верить размеры контрфорсов по длине ка-
меры. Обычно контрфорсы расширяются
на каждую сторону в пределах 5—8 мм. На
эту величину и следует внести поправку
в итоговые данные расширений по длине
обогревательных простенков и стен регене-
раторов.
Контроль армирования кладки
в период сушки и разогрева печей
Как уже отмечалось, в интервале темпе-
ратур от 100 до 300°С происходят основ-
ные преобразования модификаций кремне-
зема, сопровождающиеся интенсивным уве-
личением объема печной кладки. В этот
период и надо с особой тщательностью кон-
тролировать напряжения, возникающие в
анкерных колоннах.
Повышение температур в точном соответ-
ствии с расчетным графиком разогрева по
всем зонам высоты печного массива долж-
но обеспечить достаточно равномерное рас-
ширение кладки.
Допускаемые стрелы прогиба анкерных
колонн, а также нагрузки на пружины при-
ведены выше в разделе «Армирование клад-
ки коксовых печей».
В процессе разогрева печей систематиче-
ски контролируется положение армирую-
щей брони и дверных рам относительно
кладки печей.
Армирующая броня зажата между печ-
ной кладкой и анкерными колоннами и ус-
тановлена на заплечиках простенка. Если
бы на нее не передавались усилия от рас-
ширения кладки, то в процессе разогрева
броня поднималась бы в точном соответст-
вии с ростом нижнего строения, т. е. на-
столько же, насколько перемещаются за-
плечики. Однако часто образуются зазоры
между нижней кромкой армирующей брони
и заплечиками кладки, так как броня увле-
кается вверх вышележащими рядами печ-
ной кладки и отрывается от места первона-
чальной установки.
Поэтому высота смещения армирующих
броней регулируется с помощью преду-
сматриваемых проектом специальных упор-
ных болтов.
Рис. 28-17. Измерение стрелы прогиба
анкерных колонн при помощи внутрен-
ней струны:
1 — анкерная колонна; 2 — проволока
(струна); 3 — винт с направляющим
упором; 4 — измерительная линейка
В процессе разогрева печей необходимо
систематически проверять величину зазора
между упорными болтами и верхними
кромками армирующих рам, а также раз-
ность между отметками порогов рам и по-
дов камеры коксования и регулировать их
отпуском или завинчиванием упорных бол-
тов.
Следует учитывать, что армирующие бро-
ни современной конструкции — со стыком
по оси камеры коксования — скреплены
между собой венцами дверных рам и с
большими трудностями поддаются регули-
рованию после разогрева. В связи с этим
своевременный контроль за смещением ар-
мирующей брони и регулирование упорных
болтов в процессе разогрева приобретают
особенно важное значение.
При разогреве печей газообразным топли-
вом заливка армирующих броней или рам
производится после перевода печей на по-
Сушка и разогрев коксовых печей
327
стоянный обогрев при температурах 950—
1000° С; при разогреве печей твердым топ-
ливом — при температурах 700—780° С.
Для заливки применяется раствор сле-
дующего состава: на 100 весовых частей
динасового мертеля МД 2 16 весовых ча-
стей жидкого стекла, содержащего от 10 до
12% Na2O. Эта смесь разводится водой до
состояния текучести. Заливку армирующих
рам при наличии специальных отверстий,
расположенных по высоте рам в их фасад-
ной поверхности, начинают с нижнего яру-
са. На следующий ярус переходят через
3—4 ч после затвердевания раствора в ра-
нее залитой части рамы.
Плиты армирующей брони заливают
сверху через промежуток между армирую-
щей броней и кладкой последовательно в
три — четыре приема по поясам высотой
1 —1,5 м. Заливка каждого последующего
пояса производится после затвердевания
раствора в нижележащем поясе, т. е. через
1.5—2 ч. Сокращение времени затвердева-
ния в этом случае обусловлено значительно
меньшим количеством раствора, необхо-
димого для заливки армирующей брони
данной конструкции.
Измерение прогиба анкерных колонн
Существует несколько методов измерения
стрелы прогиба анкерных колонн. Из них
наибольшее распространение за последние
годы получил метод замера прогиба колонн
при помощи струны, натянутой между дву-
мя угольниками, приваренными внутри ко-
лонны. При достаточной надежности этот
метод является наименее трудоемким и по-
зволяет проводить замер без особых приго-
товлений. Прямые анкерные колонны дей-
ствующих батарей могут быть дооборудо-
ваны таким устройством для замера про-
гиба (рис. 28-17).
Глава 29
ПУСК КОКСОВЫХ ПЕЧЕЙ
ОРГАНИЗАЦИЯ
И ТЕХНОЛОГИЧЕСКАЯ СХЕМА
ПУСКА КОКСОВЫХ ПЕЧЕЙ
Успешный ввод в эксплуатацию батареи
коксовых печей зависит не только от точ-
ного соблюдения технологических правил
пусковой операции, ио в значительной сте-
пени и от организации пусковых работ.
В плане организации пуска батареи кок-
совых печей, составленном с учетом изло-
женного в гл. 26, надо предусмотреть:
а) разработку технологической схемы
пуска батареи коксовых печей и приведение
ее в исходное положение;
б) порядок выполнения наиболее ответ-
ственных технологических операций пуска
в зависимости от местных условий (удале-
ние временных топок, порядок загрузки пе-
чей и включения их в газосборники, про-
дувка газопроводов и аппаратуры химиче-
ских цехов, перевод печей на постоянную
схему обогрева и т. д.).
Для создания нормальных условий ввода
в эксплуатацию коксовых печей должно
быть предусмотрено выполнение следую-
щих требований:
а) полное окончание строительно-мон-
тажных работ по всем объектам пускового
комплекса, особенно на участках, имеющих
технологическое значение и связанных с
техникой безопасности;
б) обеспечение коксовых печей шихтой
нормальной зольности для первой загрузки
с содержанием влаги не более 6—8% и вы-
ходом летучих не менее 25—27%, что осо-
бенно важно при пуске печей после разогре-
ва твердым топливом;
в) достижение температур нагрева клад-
ки в камерах коксования (по измерениям в
отопительных вертикалах не ниже 900—
950° С и вверху регенераторов 700—750° С);
г) создание комплектного помарочного
запаса углей на 7—10 дней.
При разработке технологической схемы
пуска коксовых печей необходимо:
а) определить пусковую серийность и
количество загружаемых печей в целях
максимального получения газа для нор-
мального включения его в газосборники,
продувки газопроводов со всеми включен-
ными в схему аппаратами п нормального
пуска газодувки;
б) разработать методику удаления вре-
менных топок, первой установки дверей и
загрузки печей (применительно к местным
условиям);
в) разработать рациональную методику
перевода коксовых печей на нормальный
обогрев;
г) увязать схему пуска с планом продув-
ки газом и включения отделений цеха
улавливания.
ВЫБОР ПУСКОВОЙ СЕРИЙНОСТИ
ПЕЧЕЙ
В случае разогрева печей твердым топли-
вом весьма большое значение имеет выбор
пусковой серийности для загрузки печей.
Избранная серийность должна обеспечить:
а) получение необходимого количества
коксового газа для нормального включе-
ния в газосборники и создания в них до-
статочного давления для быстрого вытес-
нения воздуха из газопровода и аппарату-
ры отделения конденсации. При этом про-
дувание всасывающей ветви производится
без помощи нагнетателя;
б) загрузку максимально возможного
числа несмежных камер коксования, что-
бы не допускать чрезмерного охлаждения
кладки и потери аккумулированного тепла.
Перечисленным требованиям наиболее
полно отвечает серийность 6—2.
На батарее коксовых печей, состоящей,
например, из 61 камеры коксования, с при-
нятой при эксплуатации нумерацией, т. е.
исключением номеров печей, содержащих
нуль (10, 20, 30, 40 и т. д.)1, распределение
камер по сериям, согласно пусковой се-
рийности 6—2, представляется в следую-
щем виде:
первая серия № 2, 8, 15, 22, 28, 35. 42. 48,
55 и 62—10 печей;
1 В качестве наиболее распространенной на дей-
ствующих коксохимических предприятиях СССР
принята серийность 9—2, при которой исключены
все иомера, содержащие нуль. Таким образом,
номера печей одной н той же серии всегда со-
храняют одинаковую вторую цифру, которая сов-
падает с номером серии, иапример 1, 11, 21. 31.
41, 51 и т. д. или 3, 13, 23, 33, 43 и т. д.
Пуск коксовых печей
329
вторая серия № 4, 11, 17, 24, 31, 37, 44,
51, 57, и 64—10 печей;
третья серия № 6, 13, 19, 26, 33, 39, 46,
53, 59 и 66—10 печей;
четвертая серия № 3, 9, 16, 23, 29, 36, 43,
49. 56 и 63—10 печей;
пятая серия № 5, 12, 18, 25, 32, 38, 45, 52,
58 и 65—10 печей;
шестая серия № 1, 7, 14, 21, 27, 34, 41, 47,
54. 61 и 67—11 печей.
Сохраняя эту серийность на период пуска
коксовых печей, можно после загрузки 14—
15 печей из первых двух серий приступить
к включению их в газосборники.
При наличии только одного газосборника
на батарее для включения газа достаточно
загрузить только первую серию печей, со-
стоящую из 10 камер коксования.
После включения газа в газосборник про-
должают загрузку печей второй серии, чем
обеспечивают необходимое количество и
давление газа в газосборнике для ввода
в эксплуатацию газодувки и перевода печей
на нормальный обогрев по постоянной
схеме.
Крайние печи батареи № 1 и 67 в период
разогрева кладки находятся в наиболее не-
выгодных условиях в результате больших
потерь тепла в сторону торцовых железо-
бетонных стен (контрфорсов). Кладка
крайних простенков при разогреве твердым
топливом обычно отстает в нагреве от дру-
гих простенков. Поэтому крайние печи
обычно загружают в последнюю очередь
после перевода батареи на нормальный
обогрев газом и выравнивания в них тем-
пературы со средней по батарее.
Пусковая серийность 6—2 позволяет да-
же после загрузки трех серий печей, т. е.
практически 50% всех печей батареи, про-
должать их подогрев путем сжигания угля
в топках камер, смежных с загружен-
ными. Это обстоятельство весьма важно при
пуске печей, разогреваемых твердым топ-
ливом, поскольку таким путем в значитель-
ной степени обеспечивается благоприятный
исход пусковой операции даже при боль-
ших потерях тепла, происшедших по не-
предвиденным причинам в процессе пуско-
вых работ.
ОСНОВНЫЕ ТРЕБОВАНИЯ
ПРИ РАБОТАХ ПО УДАЛЕНИЮ
ВРЕМЕННЫХ ТОПОК
Для обеспечения наименьших потерь ак-
кумулированного кладкой за период разо-
грева тепла, а это главная задача при
пуске печей после их разогрева твердым
топливом, необходимо правильно организо-
вать ломку и удаление временных топок из
камер коксования, что фактически являет-
ся началом пусковой бперации. При разо-
греве печей твердым топливом выносные
топки на рабочих площадках, как уже ука-
зывалось выше, удаляются при температу-
рах 450—550° С, а очаг обогрева для до-
стижения пусковой температуры 900—950° С
переносится непосредственно внутрь камер
коксования.
Ломка внутренних топок заключается в
удалении из камеры коксования значитель-
ного объема шлака и несгоревшего угля,
шамотной футеровки динасовых стен, пода
камеры коксования н фасадной стенки (зер-
кала).
Эта операция должна быть хорошо орга-
низована во времени с таким расчетом,
чтобы на весь процесс от начала удале-
ния шлака, т. е. прекращения обогрева, до
установки дверей затрачивалось не более
30—40 мин на каждую сторону камеры.
Для облегчения условий труда при раз-
борке и удалении временных топок необхо-
димо защитить рабочих от вредного воздей-
ствия тепловых лучей, исходящих от раска-
ленной кладки печей. Для этого, помимо
снабжения людей специальной одеждой
(брезентовые костюмы, войлочные шляпы,
ботинки на деревянной подошве, защитные
очки), рабочее место несколько удаляют
от раскрытых камер коксовых печей путем
устройства специальных площадок на кок-
совых машинах и применения набора ло-
миков, крючков, гребков и другого инстру-
мента с удлиненными ручками (от 3,5 до
6,5 л). Кроме того, удаление шлака и вну-
тренней футеровки производится только
при частичном вскрытии снизу фасадной
стенки (зеркала), закрывающей камеру кок-
сования; полностью эта система обруши-
вается перед самой установкой дверей.
Чтобы не допустить большого охлажде-
ния кладки печей, намеченных к первой за-
грузке, в период удаления из них времен-
ных топок необходимо усиленно вести обо-
грев остальных печей.
Уголь для обогрева этих печей подается
с коксовой стороны —с .одного из тушиль-
ных вагонов, который на это время приспо-
сабливается для перевозки угля вдоль
фронта печей.
Загрузка топок углем производится с
площадки на тушильном вагоне, так как на
обслуживающих рабочих площадках во
время удаления топок нельзя иметь запа-
сов угля, иначе нормальное передвижение
двересъемной машины было бы затруд-
нено.
Второй тушильный вагон должен быть
оборудован для размещения бригады, уда-
ляющей временные топки, а также для при-
ема шлака и кирпича, удаляемого из камер
коксования.
На первом вагоне для удобства подачи
угля в печи устраивается деревянный го-
ризонтальный настил (ложное днище) на
расстоянии 0,3 м от верхнего обреза. На од-
ной половине второго вагона устраивается
горизонтальный настил на уровне рабочей
площадки печей, где размещается бригада
для ломки и удаления временных топок.
Вторую половину вагона оставляют откры-
той для приема горячих шлаков и кирпича.
Первый вагон (с углем) передвигается
электровозом, второй — паровозом. Распо-
ложение вагонов должно быть таким, что-
бы на первом из них можно было загру-
зить уголь, а второй, прицепленный к паро-
330
Ввод в действие технологических объектов коксохимических предприятий
возу, мог отвозить горячие шлаки и кирпич
в специально отведенное место.
Ломка и удаление временных топок из
камер коксования с машинной стороны
несколько облегчаются тем, что шлак и кир-
пич высыпаются вниз на полотно между
путями коксовыталкивателя, откуда по ме-
ре охлаждения вывозятся в отвалы.
При наличии опытных машинистов кок-
совыталкивателя и устройстве соответству-
ющей сигнализации между машинной и кок-
совой сторонами временные топки с
коксовой стороны разрешается выталки-
вать прессом коксовыталкивателя после то-
го, как распорные кирпичи из временных
топок удалены вручную.
Ломку и удаление временных топок про-
изводят в соответствии с ранее приведен-
ной пусковой серийностью 6—2. Для мень-
шего охлаждения кладки, а также для
удобства работ не следует удалять топки
из одной и той же камеры одновременно с
обеих сторон. Обычно с машинной стороны
топки разбирают и удаляют, начиная с пе-
чей первой пусковой серии — № 2, 8, 15, 22,
28, 35 и т. д., а с коксовой стороны — в об-
ратном направлении, т. е. № 62, 55, 48, 42,
35 и т. д.
В указанной последовательности удаляют
топки и устанавливают двери на печах пер-
вых двух серий. После загрузки и включе-
ния в газооборник печей первых двух пус-
ковых серий порядок удаления топок изме-
няется: начиная с печей третьей серии эта
работа ведется в одном направлении — в
сторону возрастания номеров. В результа-
те ускоряется загрузка каждой последую-
щей печи сразу после установки дверей и
тем самым обеспечивается дополнительное
количество газа для предстоящего перево-
да батареи на нормальный обогрев по экс-
плуатационной схеме. Бригада рабочих с
коксовой стороны должна отставать от
бригады с машинной стороны на одну печь.
Для облегчения условий труда и дости-
жения наименьших потерь тепла в период
ломки и удаления временных топок надо
строго соблюдать определенные требования,
а именно:
а) общее руководство бригадой по уда-
лению временных топок с каждой стороны
батареи должен осуществлять инженер или
мастер, которые наблюдают за всем про-
цессом работы, особенно за точным выпол-
нением правил техники безопасности.
При удалении временных топок для сни-
жения потерь тепла не допускаются пере-
рывы в работе. Поэтому в обязанности
руководителя работ входит организация
систематического и поочередного отдыха
рабочих, особенно находящихся в первой
зоне облучения;
б) каждая сменная бригада комплектует-
ся из 15—48 человек, в числе которых дол-
жно быть три шамотчика, хорошо знако-
мых с устройством временных топок. Они
показывают наиболее удобные приемы ра-
бот и оберегают от повреждений основные
динасовые стены печей.
Сменная бригада разбивается на две
группы: одна из них работает, другая отды-
хает. Группы систематически чередуются
между собой так, чтобы не прекращались
работы;
в) подъем каждой двери на батарею и
установка ее в гараж должны производить-
ся не более чем за 15—20 мин;
г) в служебных помещениях под уголь-
ной башней оборудуется пункт первой ме-
дицинской помощи;
д) за 24 ч до начала ломки и удаления
временных топок необходимо известить по-
ставщиков пара, электроэнергии и воды о
начале пусковой операции на коксохимиче-
ском заводе, предупредив, что выключение
пара, электроэнергии либо воды в такой пе-
риод совершенно недопустимы.
ПОРЯДОК РАБОТ ПО УДАЛЕНИЮ
ВРЕМЕННЫХ ТОПОК
Перед ломкой и удалением временной
топки из камеры коксования прекращают ее
обогрев и устанавливают пробки в расто-
почные отверстия, служащие для отвода
продуктов горения во время разогрева.
Отверстия в головке камеры коксования
(два в основании газоотводящих люков с
машинной и коксовой сторон камеры) зак-
ладывают пробками либо с лестниц, уста-
навливаемых на рабочих площадках, через
окна, сделанные для этой цели в фасадной
стенке печи, либо с площадок на коксовых
машинах перед установкой дверей.
Растопочные отверстия в кладке загру-
зочных люков закрывают пробками с верха
батареи. Пробки устанавливают на раство-
ре динасового мертеля с примесью 5%
жидкого стекла и плотно прижимают в
гнездо, углубляя их на 3—5 мм от поверх-
ности кладки.
Перед удалением временных топок их
очищают от горячих шлаков и несгорев-
шего топлива. После этого шамотчики вби-
вают металлические распорные клинья ме-
жду шамотными кирпичами зеркала вре-
менной топки на уровне 1,2—1,5 м от пода
камеры коксования. Такие клинья пред-
отвращают преждевременное обрушение
зеркала.
Ломку топок начинают с разрушения
зеркала снизу до клиньев. Затем обруши-
вают и удаляют из камеры шамотную фу-
теровку стен и распорных кирпичей. В по-
следнюю очередь убирается шамотная фу-
теровка пода.
После удаления всех кирпичей времен-
ной топки и очистки камеры гребками от
остатков шлака выбивают клинья из зер-
кала и обрушивают его с таким расчетом,
чтобы кирпичи падали в основном на ра-
бочую площадку, а не внутрь камеры. Для
этого рабочие заводят в камеру стальной
крючок на длинной трубке и наносят удар
снизу —'«па себя».
Обрушается обычно по 2—3 ряда кладки.
Однако возможно обрушение и всего зер-
кала сразу, поэтому рабочие должны со-
блюдать необходимые меры безопасности.
Пуск коксовых печей
331
После удаления временной топки зали-
вают жидким раствором шамота зазор ме-
жду броней и подом печи, затем устанав-
ливают дверь и регулируют прилегание
уплотняющей стальной рамки к привален-
ной поверхности дверной рамы.
К удалению очередной топки приступа-
ют только после того, как коксовыталки-
ватель с машинной или соответственно две-
ресъемная машина с коксовой стороны
взяли из гаража двересъемными механиз-
мами заготовленную дверь для установки
в камеру коксования. Такого правила при-
держиваются, стремясь не допустить охла-
ждения камеры коксования в случае ка-
ких-либо осложнений с подъемом дверей в
гараж или неполадок в работе коксовых
машин. Для этого же, прежде чем присту-
пить к ломке топок, изготовляют по раз-
меру двери два легких щита с асбестовой
обивкой. В случае невозможности по ка-
ким-либо причинам установить дверь в от-
крытую камеру коксования, ее прикры-
вают временным щитом.
Двери, установленные в камеру коксова-
ния, подвергаются нагреву и соответствен-
но расширяются. Поэтому напряжение на
болты дверных затворов (ригельные бол-
ты) сильно возрастает. Во избежание за-
труднений при снятии дверей в дальней-
шем рекомендуется через 6—8 ч после за-
грузки печей несколько отпускать болты
дверных затворов, а потом затягивать их до
отказа.
ИСХОДНОЕ ПОЛОЖЕНИЕ БАТАРЕИ
ПЕРЕД ЗАГРУЗКОЙ ПЕЧЕЙ
К дачалу загрузки печей обслуживаю-
щий газовое хозяйство персонал должен
полностью подготовить не только включе-
ние газа в газосборники и продувку газо-
провода прямого газа, но и прием обрат-
ного газа на батарею, а также перевод пе-
чей на нормальный обогрев по эксплуата-
ционной схеме. Для этого батарею приво-
дят в исходное положение в соответствии
с разработанным планом пуска, проверяют
установку заглушек на всех патрубках,
подводящих газ в корнюры, и наличие
разъемных пластинок, полностью прикры-
вающих воздушные отверстия на газовоз-
душных клапанах.
Из корнюров удаляют асбестовые за-
глушки и «куклы», установленные перед
началом разогрева печей. В корнюрах меж-
ду первым и вторым вертикалами устанав-
ливают кирпичные или металлические пло-
тинки высотой 50—60 мм, обеспечивающие
подачу газа в первые головочные верти-
калы.
Кантовочную лебедку и все кантовочное
устройство устанавливают в одно из рабо-
чих положений подачи газа в простенки
(соответственно принятому плану) при
установленных заглушках и полном закры-
тии всех стопорных кранов на каждом от-
воде газа в корнюры.
Все гидрозатворы в тоннелях печей, а
также наружные, закрепленные за коксо-
вым цехом, заполняют водой. Магистрали,
подводящие пар и воду, держат под дав-
лением. Продувные свечи полностью от-
крывают.
Дроссельный клапан газопровода обрат-
ного газа закрепляют в открытом положе-
нии и отключают от сервомотора.
Параллельно с регистрирующими прибо-
рами включают в действие все временные
контрольно-измерительные приборы и про-
веряют прямую телефонную связь между
кабиной печей и машинным отделением, а
также между машинным отделением и
будкой контрольно-измерительных прибо-
ров .на газосборнике.
Выпускные свечи на газосборниках и ре-
гулировочные дроссельные шиберы закреп-
ляют в закрытом положении.
Клапаны всех газовых стояков, соеди-
няющих камеры коксования с газасборника-
ми, закрывают и рычаги их закрепляют тон-
кой проволокой.
Крышки стояков на печах, подлежащих
первой загрузке, оставляют в открытом по-
ложении (при двух газосборниках — с одной
стороны). Проверяют наличие асбестовых
заглушек на стояках внизу и металличе-
ских — между стояком и клапанной короб-
кой.
Положение всех шиберов и заглушек на
трассе газопроводов должно точно соответ-
ствовать схеме, предусмотренной в утвер-
жденном плане пуска.
Чтобы легко было проконтролировать
наличие давления газа в газосборниках, не
заходя в будку КИП, рекомендуется
установить по концам газосборников
контрольные свечи диаметром 25 мм и вы-
сотой 1 м.
Во избежание ошибок все стояки печей,
анкерные колонны, двери, простенки и реге-
нераторы должны быть занумерованы ме-
лом или белой краской. Газовые стояки пе-
чей, подлежащие первому включению в га-
зосборники, дополнительно отмечаются бе-
лой краской — четные с машинной и нечет-
ные с коксовой стороны.
Для уплотнения мест возможных про-
пусков и вспышек газа применяется густой
раствор желтой глины, который заготов-
ляют на концевых площадках верха пе-
чей, а также по концам батарей в тун-
нелях.
Для сокращения времени, затрачивае-
мого на удаление заглушек па стояках и
установку прокладок, все болты на
фланцах стояков должны быть предвари-
тельно разработаны. На стояках печей,
подлежащих первой загрузке, металличе-
ские заглушки удаляются до начала за-
грузки с одной стороны в шахматном по-
рядке.
После выполнения всех подготовитель-
ных работ приступают к загрузке коксо-
вых печей и выполнению всех сопутствую-
щих ей операций.
332
Ввод в действие технологических объектов коксохимических предприятий
ЗАГРУЗКА КОКСОВЫХ ПЕЧЕЙ
II ВКЛЮЧЕНИЕ ИХ В ГАЗОСБОРНИКИ
За сутки до начала загрузки печей вклю-
чают орошение клапанных затворов газо-
вых стояков водой, подогретой не менее
чем до 50—60° С, и проверяют работу
каждой форсунки.
За 2—3 ч до начала загрузки в газосбор-
ник включается пар с тем, чтобы к момен-
ту ввода печей он был подогрет и заполнен
паром для предотвращения образования
взрывчатой смеси после включения в него
первого газа. К загрузке печей приступают
после проверки герметичности дверей под
щуп 0,1 мм.
В период включения газа в газосборнике
либо вовсе отсутствует давление, либо оно
не превышает 0,5—1,0 мм вод. ст. (за счет
пара). В таком случае при включении в га-
зосборник печей с неплотно прилегающими
дверями воздух засасывается в камеру кок-
сования и загорается газ, причем пламя
выбрасывается через стояк. Поэтому не ис-
ключена возможность воспламенения газа
в момент включения печи в газосборник, в
котором при наличии взрывчатой смеси (от
включения предыдущих печей) может про-
изойти взрыв. Поэтому тщательному уплот-
нению дверей первой загрузки и проверке
работы форсунок орошения придают ис-
ключительно важное значение.
Печи должны загружаться полным грузом
под планир.
Для ускорения первые две серии печей
обычно загружают двумя вагонами, при-
чем в случае разогрева твердым топливом
при оставленных асбестовых заглушках
вверху и внизу стояков.
Когда давление газа в первой загружен-
ной печи станет более 25—30 мм вод. ст.,
верхнюю асбестовую заглушку пробивают
полностью, а в нижней делают отверстие
15—20 см2. Давление измеряют микромано-
метром через загрузочный люк. Для этой
цели на люках двух печей, подлежащих
первой загрузке, устанавливают крышки с
просверленными отверстиями.
После загрузки первых 14—45 печей
приступают к включению их в газосборник,
соблюдая такой порядок:
а) открывают пробки на газосборниках;
б) полностью пробивают асбестовые за-
глушки на стояках, если это не было сде-
лано ранее;
в) немедленно после пробивки заглушек
закрывают крышку стояка;
г) через 2—3 сек после закрытия крышки
стояка включают клапан в газосборник.
Выдержка в 2—3 сек после закрытия
крышки стояка необходима для некоторого
повышения давления газа в подсводовом
пространстве, чтобы не допустить засасыва-
ния воздуха в камеру печи и воспламене-
ния газа в момент ее включения в газо-
сборник.
При наличии двух газосборников даже
незначительные отклонения во времени
включения одной и той же печи с машин-
ной и Коксовой сторон могут вызвать за-
сасывание воздуха через стояк со стороны,
опоздавшей с включением. Поэтому на пе-
чах с двумя газосборниками каждая печь
включается только в газосборник одной
стороны в шахматном порядке. Заглушка
на второй стороне вынимается после окон-
чания пусковой операции.
Газ включается одновременно с двух кон-
цов каждого газосборника по направте-
нию к месту отвода газа в цех улавливания
с таким расчетом, чтобы образующаяся
взрывчатая смесь быстро вытеснялась че-
рез отверстия в верху газосборников.
По мере появления газа отверстия на га-
зосборниках последовательно закрывают по
направлению к отводу газа на химический
завод. Таким же образом, последовательно
открывая и закрывая пробки, вытесняют
воздух из газопровода прямого газа ча
всем его протяжении до сепаратора.
После включения печей в газосборники
и продувки взрывчатой смеси подачу пара
в газосборники прекращают. Дроссельные
клапаны в газосборниках открывают после
того, как давление газа в них достигнет
5—7 мм вод. ст. Затем приступают к выем-
ке каждой печи. Все последующие печи за-
гружаются и включаются в газосборники
обычно в соответствии с П. Т. Э. заглушек
пусковых серий, а остальных перед загруз-
кой.
ПЕРЕВОД ПЕЧЕЙ НА ОБОГРЕВ
ПО НОРМАЛЬНОЙ СХЕМЕ И ВЫДАЧА
КОКСА
Перевод печей на обогрев по нормаль-
ной схеме с подачей отопительного газа
через корнюры осуществляется по специ-
ально разработанному плану, которым пред-
усматривается подача газа в первую и вто-
рую кантовку только в простенки загружен-
ных и крайних печей. Если давление ото-
пительного газа после этого окажется выше
50 мм, можно переводить на нормальный
обогрев остальные простенки.
Для перевода печей на постоянный обо-
грев технический персонал должен обеспе-
чить наблюдение в трех пунктах:
а) на верху печей — для приема газа и
наблюдения за его воспламенением;
б) в тоннелях печей — для подачи воз-
духа и газа в отопительные простенки;
в) в кабине управления режимом бата-
реи — для наблюдения и установления не-
обходимого режима обогрева.
Соблюдается следующий порядок:
1. В соответствии с принятой схемой по
указанию лица, отвечающего за проведение
данной операции, опускают тарелки про-
дуктов горения в газовоздушных клапанах,
предназначенных в данной кантовке для по-
дачи воздуха, и наполовину открывают воз-
душные отверстия.
2. На верху печей открывают лючки ото-
пительных вертикалов на переводимом по-
лупростеике. Одновременно удаляется за-
глушка из патрубка, подводящего газ к
корнюру, и вместо нее устанавливается дна-
Пуск коксовых печей
333
фраг.ма, рассчитанная па пропуск газа в ко-
личестве, необходимом для начального пе-
риода коксования.
3. После удаления заглушки дается сиг-
нал на верх печей о подаче газа и откры-
вается стопорный кран. Получив ответный
сигнал с верха печей о воспламенении газа,
переходят в соответствии со схемой к пе-
реводу следующего простенка. Если газ по
каким-либо причинам не воспламеняется,
вниз дается сигнал о немедленном закры-
тии стопорного крана. Одновременно выяс-
няют и устраняют причины невоспламене-
ния газа.
Воспламенение газа в слабонапретых вер-
тикалах — в головках печей или в крайних
простенках к торцовым стенам батареи —
может произойти не сразу, а на протяже-
нии какого-то небольшого отрезка времени,
необходимого для соответствующего подо-
грева газа, и поэтому обычно сопровождает-
ся хлопками. Во избежание нарушения
ш.вов кладки в вертикалы с низкой темпе-
ратурой накала перед подачей газа бро-
сают по коробке спичек. Так как темпера-
тура воспламенения спичек ниже темпера-
туры воспламенения коксового газа, то за-
жигание газа происходит без хлопков — от
пламени уже загоревшихся спичек.
Отдельные вертикалы, где газ почему-
либо не воспламенился, оставляют откры-
тыми. Выяснение причин и устранение об-
наруженных дефектов производится после
перевода всех простенков на нормальный
обогрев в данной кантовке.
Давление газа на сторону при переводе
печей на постоянный обогрев поддержи-
вается равным 80—100 мм. По мере увели-
чения числа простенков, включаемых на
газ, регулируется открытие дросселя на
распределительном газопроводе, так как
расход газа непрерывно повышается. После
перевода 5—6 простенков на газ задвижку
на продувную свечу данной стороны при-
крывают наполовину, а после перевода
10—12 простенков закрывают полностью.
4. Обычно печи переводят на обогрев
по нормальной схеме последовательно —
сначала коксовую сторону батареи, затем
машинную.
После перевода на обогрев по нормаль-
ной схеме простенков первой кантовки кор-
ректируют горение по соотношению газа и
воздуха и устанавливают необходимый
гидравлический режим.
Первая перекантовка кранов .и газовоз-
душных клапанов для лучшего прогрева
простенков производится через 40 мин по-
сле включения газа в последний переводи-
мый простенок.
Перевод простенков, входящих во вто-
рую кантовку, производится в таком же
порядке, причем под особый надзор берет-
ся крайний простенок у торцовой стороны
батареи, попадающий в эту кантовку. Пе-
риод обогрева печей при этой кантовке
также длится 40 мин.
По мере появления избыточного газа пе-
реводятся на обогрев остальные простенки.
Давление газа в общем газопроводе ус-
танавливается в пределах 250—300 мм. Из-
быточное количество газа либо выпускает-
ся через газосбросное устройство, либо
включаются первые потребители коксового
газа.
Последующие кантовки производятся уже
через нормальные интервалы, при этом ве-
дут наблюдение за крайними простенками
и в случае необходимости на них закры-
вают стопорные краны.
5. Перевод отопления печей с временной
схемы на постоянную с подачей бедного
отопительного газа через подовые каналы
имеет существенные особенности. Одной из
них является применение в подовых кана-
лах газовых регенераторов кирпичных пло-
тинок, перекрывающих на 60—70% сво-
бодное сечение каналов. Плотинки делают
из шамотного кирпича, укладываемого
насухо, и помещают на глубине захода сое-
динительных патрубков в подовые каналы
регенераторов. Это способствует повыше-
нию давления газа на входе в подовые ка-
налы для уменьшения подсосов воздуха из
окружающей атмосферы через неплотности
в зазорах между патрубками и кладкой по-
довых каналов.
Подсосы воздуха из окружающей атмос-
феры, особенно через неплотности фасад-
ных стен газовых регенераторов, приводят
к сгоранию в регенераторах части газа.
В результате в головочные вертикалы
вместо газа поступают продукты горе-
ния и не подается необходимое количество
тепла.
В газоподводящей арматуре доменного
газа под воздушные крышки газовых кла-
панов устанавливают асбестовые проклад-
ки. Воздушные крышки отключают от
системы реверсии и закрепляют запор-
ными приспособлениями. Регулировочные
клапаны доменного газа полностью закры-
вают.
Дальнейшие операции производят ана-
логично коксовому газу с учетом правил
ведения обогрева бедным (доменным) га-
зом.
6. Так как загрузка печей велась по пу-
сковой серийности 6—2, выдача первых пе-
чей должна быть организована таким об-
разом, чтобы в дальнейшем без особого
труда войти в нормальную серийность за-
грузки — выдачи печей 9—2, как наибо-
лее оправдавшую себя при эксплуатации
печей.
Согласно нумерации печей, принятой при
выборе пусковой серийности загрузки, вы-
дачу кокса следует начать с печи № 2 и при
первом заходе коксовыталкивателя выдать
кокс из печей № 2, 22, 42 и 62; при втором
заходе—из печей № 4, 24, 44 и 64.
После выдачи кокса из этих восьми пе-
чей делается перерыв, длительность кото-
рого определяется степенью готовности
кокса в печах № 36, 56 ,и 66.
Когда кокс в указанных печах будет го-
тов, выдачу его производят по эксплуата-
ционной серийности 9—2.
334
Ввод в действие технологических объектов коксохимических предприятий
ПУСК КОКСОВЫХ ПЕЧЕЙ
ПОСЛЕ РАЗОГРЕВА ГАЗООБРАЗНЫМ
ТОПЛИВОМ
Пуск коксовых печей после разогрева
газообразным топливом представляет собой
гораздо более легкую операцию. При разо-
греве печей газом совершенно отпадает
опасность потери аккумулированного клад-
кой тепла, поэтому и не возникает серьез-
ных осложнений в пуске печей, возможных
при разогреве твердым топливом.
Все пусковые работы при разогреве га-
зовым топливом распределяются во вре-
мени так, чтобы между ними сохранялись
достаточно большие интервалы для подго-
товки к каждому очередному этапу.
Печи переводят на обогрев по нормаль-
ной схеме с включением кантовочного ус-
тройства по достижении в отопительных
вертикалах температуры 750—800° С. После
этого выполняют все предпусковые работы,
подвергают испытанию коксовые машины
и удаляют временные топки. Загрузку пе-
чей можно производить сразу, сохраняя
эксплуатационную серийность 9—2.
Заблаговременный перевод батареи на
нормальный обогрев позволяет поднять
температуру в отопительных вертикалах до
1100—1150° С и тем самым обеспечить на-
чальное коксование примерно за 24 ч.
Таким образом, пусковая операция на по-
следнем этапе сводится к включению газа
в газосборники и продувке газом неболь-
шого участка прямого газопровода до под-
ключения его к действующим газопроводам
прямого газа других батарей.
По правилам технической эксплуатации
действующие участки газопровода, помимо
газовой задвижки, отделяются заглушкой
от бездействующих. Устанавливать такие
заглушки надо только со стороны задвиж-
ки, обращенной к бездействующему газо-
проводу. При этом условии удаление заглу-
шек не представляет больших затруднений
и может быть произведено до включения
газа из печей в газосборники. После про-
дувки газопровода газом батарею включают
в общую сеть, постепенно открывая за-
движку прямого газа. После этого ведут
дальнейшую загрузку печей с таким расче-
том, чтобы успеть загрузить все печи бата-
реи в течение суток — ко времени выдачи
первого кокса с данной батареи.
При пуске печей вторых батарей каждого
блока, обычно разогреваемых газом, воз-
никает необходимость в дополнительном
устройстве линии для стока аммиачной во-
ды, подаваемой на орошение газа в стояках
и в газосборниках как при испытании си-
стемы орошения газосборников, так и при
включении газа, т. е. до того момента,
когда будет открыта задвижка на газопро-
воде прямого газа и аммиачная вода нач-
нет непосредственно стекать по газопрово-
ду прямого газа до сепаратора.
Для этой цели на время пуска делают
обвод заглушки на газопроводе прямого
газа трубой диаметром 200—250 мм с ни-
за газопровода либо сооружают времен-
ную линию для отвода аммиачной воды
в фусоотделитель или в отстойник первич-
ного конденсата.
При малом диаметре обвода или времен-
ной сточной линии (100 льи) на период ис-
пытания системы орошения газа в стояках
и газосборниках, а также во время загруз-
ки печей и включения их в газосборники у
места отвода воды из газопровода прямого
газа устанавливают дежурство и ведут на-
блюдение за стоком воды, чтобы не допу-
стить переполнения газопровода водой.
Пуск батареи коксовых печей после ком-
бинированного разогрева ничем не отли-
чается от условий пуска печей после разо-
грева их газообразным топливом.
Глава 30
ПУСК ЦЕХОВ УЛАВЛИВАНИЯ
ХИМИЧЕСКИХ ПРОДУКТОВ
Пуск цеха улавливания состоит из двух
следующих непосредственно друг за другом
самостоятельных этапов.
Первый этап включает прием газа в га-
зовую сеть завода и отсос газа с коксовых
печей, второй — пуск отдельных произ-
водств, входящих в состав цеха улавлива-
ния.
Количество одноименных агрегатов, вхо-
дящих в каждый из этапов пускового ком-
плекса, определяется по местным условиям.
ПЕРВЫЙ ЭТАП ПУСКА
КОМПЛЕКСНЫЕ ИСПЫТАНИЯ
В первом этапе пуска цеха улавливания
проводятся комплексные испытания следу-
ющих основных технологических систем:
а) цикла орошения газа в газосборниках
коксовых печей;
б) циклов конденсата, смолы и избыточ-
ной надсмольной воды;
в) цикла технического водоснабжения
первичных газовых холодильников;
г) нагнетателей с продувкой газовой се-
ти воздухом;
д) цикла воды конечного охлаждения
газа.
Принципиальная технологическая схема
отделения конденсации и охлаждения кок-
сового газа приведена на рис. 30-1.
Комплексное испытание цик-
ла орошения газосборников осу-
ществляется прокачкой в течение двух су-
ток через систему технической воды, нагре-
той до 50—60° С. Воду нагревают в меха-
низированных осветлителях и промежуточ-
ных сборниках цикла, для чего к этим ап-
паратам подводят временные трубопрово-
ды пара среднего или низкого давления.
После проверки исправности арматуры
системы и установки ее в рабочее положе-
ние по временному трубопроводу заполня-
ются водой механизированные осветлители
и по переливу из них промежуточные сбор-
ники.
После того как вода нагрелась до 50—
60° С, по согласованию с технадзором кок-
сового цеха пускают насос для подачи воды
на орошение газосборника, предварительно
проверив открытие соответствующих за-
движек на газопроводе прямого газа с ма-
шинной стороны и на обратном трубопрово-
де надсмольной воды с коксовой стороны.
Рис. 30-1. Технологическая схема отделения конденсации и охлаждения газа:
1 — газовый сепаратор; 2 — газовый холодильник; 3 — электрофильтр; 4 — нагнетатель коксо-
вого газа; 5 — механизированный осветлитель; 6 — промежуточный сборник воды; 7 — насос
для подачи воды на газосборники; 8 — сборник конденсата; 9 — насос для конденсата; 10 —
отстойник; 11 — сборник смолы; 12 — насос для смолы: 13—хранилище избыточной надсмоль-
ной воды; 14 — насос для избыточной надсмольной воды
336
Ввод в действие технологических объектов коксохимических предприятий
В первое время работы насоса необхо-
димо вести пополнение сборников водой,
расходуемой на заполнение системы.
При прокачке воды проверяется:
а) герметичность системы;
б) работа водозапорной арматуры;
в) работа оросительных устройств на кок-
совых печах;
г) работа насосов (в том числе резерв-
ных);
д) работа КИП и автоматики.
После окончания испытания вода из си-
стемы должна быть спущена, емкости очи-
щены и приняты меры (в зимнее время) по
предотвращению замораживания.
Комплексные испытания цик-
лов газового конденсата и с м о-
л ы состоят в проверке работоспособности
насосов для конденсата и смолы, правиль-
ности собранной схемы коммуникации, гер-
метичности системы и проверке работы ар-
матуры и средств автоматического регули-
рования.
Промежуточный сборник смолы запол-
няется водой через опорожнение и смолоот-
водчики механизированных осветлителей,
а сборник конденсата — через перелив из
сборника смолы.
В змеевики сборников для поддержания
температуры воды на уровне 50—60° С по-
дается пар, включаются насосы для откач-
ки воды из сборника смолы и из сборника
конденсата в отстойник.
По заполнении смоляного хранилища и
отстойника избыток воды возвращается
вновь в сборники и работа насосов по этой
схеме продолжается в течение суток.
Для проверки системы подачи смолы для
вымывания нафталина из воды цикла ко-
нечного холодильника необходимо, пустив
смоляной насос, подать воду из смоляного
хранилища в нижнюю часть конечного хо-
лодильника.
После подачи пара в подогреватели ко-
нечного холодильника, доводят температу-
ру воды до 50—60° С и проверяют работу
автоматического регулятора поддержания
температуры смолы.
Затем через смолоотводчик воду из ниж-
ней части конечного холодильника направ-
ляют в хранилище для смолы, пускают пар
в змеевик и испытывают в течение несколь-
ких часов работу насосов для откачки смо-
лы из хранилища на склад.
Для испытания системы подачи над-
смольной воды на переработку заполняется
водой хранилище избыточной надсмольной
воды и пускается насос для подачи воды из
хранилища в аммиачную колонну, который
работает в течение нескольких часов.
Комплексное испытание цикла
технической воды первичных га-
зовых холодильников при оборот-
ном водоснабжении состоит в прокачке в
течение двух суток воды по замкнутой си-
стеме: градирня—насос — трубчатые холо-
дильники — градирня.
При испытании этого цикла зимой для
подогрева циркулирующей воды в меж-
трубное пространство холодильников пуска-
ют пар, свечи на холодильниках при этом
должны быть открыты.
Принимаются также другие меры для
предотвращения размораживания отдельных
участков и оборудования системы.
В процессе испытания проверяется рабо-
та оросительных устройств градирни и, в
случае необходимости, производится их ре-
гулировка.
При прямоточном водоснабжении трубча-
тых газовых холодильников из числа пере-
численных выше устройств исключается
испытание градирни технической воды.
Комплексное испытание на-
гнетателей коксового газа. Обыч-
но в машинном отделении 4-батарейного
коксохимического завода предусматривает-
ся установка не менее трех нагнетателей
коксового газа, один или два из которых
оборудованы приводом от паровой турбины
и остальные — от электродвигателя.
К моменту пуска 1-й коксовой батареи
должно быть смонтировано и приведено в
рабочее состояние не менее двух нагнетате-
лей, причем один из нагнетателей обяза-
тельно должен -иметь привод от паровой
турбины.
Нагнетатели испытывают, запуская их на
воздухе.
Перед испытанием должны быть выпол-
нены следующие подготовительные работы.
1. Внутренний осмотр и тщательная очи-
стка от загрязнений и посторонних пред-
метов газопровода на участке от первич-
ных газовых холодильников до нагнетате-
лей.
2. Оборудование временного трубопрово-
да для продувки паропровода, снабжающе-
го паром турбины нагнетателей, с выводом
этого трубопровода наружу здания в без-
опасное для обслуживающего персонала
место.
3. Продувка главных паропроводов, под-
водящих пар к машинному отделению, и
продувка системы паропроводов машинно-
го отделения.
4. Тщательная продувка и промывка мае
ляной системы нагнетателей и заливка в
масляные баки отфильтрованного масла.
5. Проверка системы водоснабжения ма-
шинного отделения от двух источников: от
сети технической воды и пожарно-питьево-
го водопровода.
6. Проверка работы вентиляционной си-
стемы машинного отделения (продувка
электродвигателей нагнетателей и общеце-
ховая система вентиляции).
7. Заливка всех гидрозатворов включае-
мой в эксплуатацию системы и пуск в них
в зимнее время пара для обогрева.
Испытание работы нагнетателей, включа
ющее испытание устройств систем регули-
рования и автоматики, средств защиты и
работы масляной системы, выполняется с
участием шефмонтера-поставщика.
Забор воздуха нагнетателями во время
их испытания осуществляется через спе-
циальный штуцер на газопроводе подвода
Пуск цехов улавливания химических продуктов
337
газа к нагнетателю, от общего всасывающе-
го газопровода нагнетатели отключены за-
движками (рис. 30-2).
Во время испытания нагнетателей про-
изводится продувка газопроводов прямого
и обратного коксового газа воздухом. Про-
дувка газопровода прямого газа осуществ-
ляется через байпас газопровода. При этом
проверяется готовность газовой сети к при-
ему газа, работа продувных свечей и про-
изводится регулировка газосбросного ус-
тройства.
Вначале воздух из газопровода выпу-
скается на свечу газосбросного устройства,
минуя клапан, а затем открывается задвиж-
ка для впуска воздуха в газосбросное
устройство и закрывается задвижка «на пря-
мую». Газосбросное устройство регулирует-
ся таким образом, чтобы при повышении
давления газа сверх заданного избыток га-
за сбрасывался в атмосферу.
В случае мокрого газосбросного устрой-
ства (барботажного типа) это достигается
регулировкой уровня воды в кастрюле, а
пр.и механическом устройстве — весом бал-
ласта в колоколе и съемных грузов.
Получившее наибольшее распростране-
ние в последнее время газосбросное устрой-
ство механического типа имеет пределы ре-
гулирования от 400 до 1000 мм вод. ст.
Испытание цикла воды конеч-
ного охлаждения газа производит -
ся прокачкой в течение двух суток воды по
замкнутому циклу (рис. 30-3): градирня —
насос — конечный газовый холодильник —
отстойник для воды — градирня.
Если испытание проводится в зимнее вре-
мя, должны быть приняты меры, исключаю-
щие замораживание воды в системе и на
ее участках. Для прогрева воды могут быть
использованы в этих случаях подогреватели
промывателя воды от нафталина и паровые
змеевики отстойника для воды.
Рис. 30-3. Технологическая схема конечного охлаждения газа с экстрагированием
нафталина из воды смолой:
I — конечный газовый холодильник; 2 — промыватель; 3 — отстойник; 4 — градирия;
3 — насос для воды; 6 — сборник смолы; 7 — насос для смолы
22 Справочник коксохимика, т. IV.
338
Ввод в действие технологических объектов коксохимических предприятий
ИСХОДНОЕ ПОЛОЖЕНИЕ
ПЕРЕД ПУСКОМ
После окончания всех подготовительных
работ необходимо привести цех в исходное
положение перед пуском. Это положение
характеризуется следующим:
1. Все гидрозатворы залиты водой и по-
ложение арматуры обеспечивает сток жид-
кости в гидрозатворы.
2. На орошение газосборников насосами
насосной конденсации подается горячая
вода.
3. На все первичные газовые холодиль-
ники, кроме двух, через которые намечено
продувать газопровод перед пуском, по-
дается техническая вода.
4. Заполнены водой бассейн градирни
конечного охлаждения газа и нижняя часть
(нафталиновый промыватель) холодильни-
ка. Вода на конечный холодильник не по-
дается.
5. Положение всех газовых задвижек и
заглушек находится в соответствии с пуско-
вой схемой, по которой все не включаемые
по газу аппараты и коммуникации отклю-
чены заглушками, а включаемые во время
пуска находятся под паром.
Открыты газовые задвижки перед и по-
сле первичных (двух) газовых холодильни-
ков, до и -после нагнетателя, задвижки мимо
электрофильтров и мимо сатураторов и бен-
зольных скрубберов, а также мимо клапа-
на газосбросного устройства на свечу.
Газовая задвижка на байпасе машинного
отделения приоткрыта частично.
6. Все свечи, расположенные на включае-
мых газопроводах и аппаратуре, полностью
открыты.
7. Все паропроводы пускового комплекса
находятся под рабочим давлением пара.
8. Установлены дублирующие водяные
U-образные манометры для измерения дав-
ления газа:
а) на коллекторе газа -перед первичными
газовыми холодильниками;
б) на всасывающем коллекторе машинно-
го отделения;
в) на нагнетательном коллекторе машин-
ного отделения;
г) на корпусе нагнетателя;
д) на газопроводе обратного коксового
газа v газосбросного устройства.
9. Прекращены все огневые и другие
монтажные работы и удалены с территории
цеха все лица, не принимающие участия в
пуске.
10. Расставлен -обслуживающий персонал
(в том числе дежурные у телефонных аппа-
ратов прямой связи) для выполнения работ
в соответствии с рабочим планом пуска це-
ха с подчинением их действий одному ответ-
ственному за пуск лицу.
11. Обеспечено наличие дежурной ремонт-
ной бригады, в том числе дежурных газо-
спасательной станции, с необходимым инст-
рументом и материалами для устранения
мелких дефектов, обнаруженных во время
пуска.
12. Приведены в полную готовность сред-
ства пожаротушения и усилены посты по-
жарного надзора. Обеспечены свободные
подъезды пожарных машин к пусковым
объектам.
13. Обеспечена возможность отбора и про-
верки проб газа на воспламеняемость и со-
держание кислорода.
14. Включена в работу вентиляционная
система машинного отделения.
ПРИЕМ ГАЗА В СИСТЕМУ
ГАЗОПРОВОДОВ ЦЕХА УЛАВЛИВАНИЯ
Операции по продувке газопроводов и
приему газа в систему газопроводов цеха
улавливания являются составной частью
единого плана пуска завода и осуществля-
ются в строгой -согласованности с пусковы-
ми работами по коксовой батарее.
Прием газа в систему газопроводов цеха
улавливания по времени связан с -загруз-
кой шихты в камеры коксовых печей и так
же, как и загрузка шихты, должен осущест-
вляться только -в утреннюю смену (при днев-
ном -освещении).
За 2—3 ч до приема газа пускаемые газо-
проводы и аппаратура заполняются паром.
Количество подаваемого для продувки пара
не должно быть чрезмерным и должно толь-
ко обеспечить его выход через свечи под
небольшим давлением. Для уверенности в
том что вся включаемая газовая сеть за-
полнена паром, эта операция в зависимости
от характера -сети может производиться по
отдельным участкам. После того как два со-
седних участка заполнены паром, отключаю-
щая -эти участки газовая задвижка откры-
вается, пар при этом продолжает поступать,
и избыток его выходит через свечи.
Заполнение корпуса пускаемого нагнета-
теля -паром осуществляется примерно за
полчаса до приема газа в сеть.
Резервный нагнетатель для большей без-
опасности на время продувки газовой сети
газом также находится под небольшим дав-
лением пара, краны на конденсатоп-роводах
у него должны быть открыты. Нагнетатель
с паровым приводом и резервный с элек-
троприводом должны быть проверены и го-
товы к пуску.
К -моменту продувки газом сети газовые
задвижки перед и после первичных (двух)
газовых холодильников, до и после газо-
дувки, задвижка мимо электрофильтров,
мимо сатураторов, мимо бензольных скруб-
беров, а также мимо клапана газосбросно-
го устройства на свечу должны -быть от-
крыты.
После включения газа в газосборники
начинают продувку газопровода газом. Про-
дувка газопровода прямого газа до сепара-
тора осуществляется через пробки на газо-
проводе и свечу на газовом сепараторе,
продувка остальных участков газовой се-
ти — через -свечи.
По мере заполнения газом отдельных уча-
стков газопровода и проверки газа на со-
держание в нем кислорода свечи после этих
участков закрываются.
Пуск цехов улавливания химических продуктов
339
При открытии либо закрытии запорной ар-
матуры и пробок удары по металлу запре-
щаются.
Для продувки нагнетателя газом пол-
ностью или частично закрывается задвижка
на байпасе, этим самым заставляя весь
газ или его основную часть проходить че-
рез нагнетатель. Продувка нагнетателя и га-
зопровода газом считается законченной, если
в пробе газа из свечи на газопроводе после
нагнетателя содержание кислорода не пре-
вышает 1,0%.
Закрыв газовую задвижку на выдаче на-
гнетателя при открытой задвижке на бай-
пасе, приступают к пуску нагнетателя.
Перед пуском нагнетателя все пробки и
свечи на всасывающем газопроводе долж-
ны быть закрыты .и остаются открытыми
только свечи на стороне нагнетания.
ПУСК НАГНЕТАТЕЛЕЙ КОКСОВОГО
ГАЗА
Отсасывание газа с коксовых печей при
пуске завода необходимо производить на-
гнетателем с приводом от паровой турбины,
так как вначале при малом количестве газа
можно работать при малых оборотах нагне-
тателя, регулируя величину отсоса измене-
нием количества оборотов. При малом коли-
честве газа в период запуска печей осуще-
ствить достаточную, -исключающую помпаж,
нагрузку нагнетателя с приводом от элек-
тродвигателя за счет рециркуляции части
газа через байпас невозможно из-за перегре-
ва нагнетателя.
Поэтому, если один ,из двух смонтирован-
ных к моменту пуска завода нагнетателей
имеет привод от электродвигателя, необхо-
димый отвод тепла при работе этого нагне-
тателя можно осуществить путем подачи ча-
сти газа из напорного газопровода после на-
гнетателя через временный трубопровод,
специально смонтированный для этой цели в
газопроводе перед первичными холодильни-
ками.
При работе нагнетателя на -малом числе
оборотов (обычно до 1500 в минуту) необ-
ходимое давление масла на подшипники
и систему регулирования должно обеспечи-
ваться с помощью пускового масляного на-
соса; работы одного главного масляного
насоса при малом количестве оборотов мо-
жет быть недостаточно.
Подготовка к пуску
Подготовка и пуск нагнетателя должны
производиться только в присутствии лица,
ответственного за пуск цеха.
О пуске нагнетателя необходимо преду-
предить персонал коксовых печей, а также
оператора теплосилового цеха или ТЭЦ,
снабжающих нагнетатели паром, для чего
должна быть установлена прямая двусто-
ронняя связь.
Перед пуском нагнетателя необходимо:
1) осмотреть привод, вспомогательное
оборудование и трубопроводы и убедиться
в готовности их к пуску. Опробовать пуско-
вой масляный насос.
22*
Помимо парового желательно предвари-
тельно установить пусковой масляный -насос
с электроприводом, если он не поставлен
вместе с нагнетателем;
2) проверить исправность всех контроль-
но-измерительных приборов;
3) убедиться, что задвижка на нагнета-
тельном газопроводе -нагнетателя закрыта;
4) открыть спускные краны у нагнетателя
и продуть паром трубопроводы, спустить
конденсат с нагнетателя и трубопроводов и
закрыть краны;
5) спустить воду из масляного бака. Про-
верить уровень масла. Убедиться, что нет
заеданий у указателя уровня;
. 6) проверить наличие необходимого дав-
ления охлаждающей воды в магистрали.
Нагнетатель с электроприводом подготов-
ляется к вводу в действие в качестве ре-
зервного.
Пуск нагнетателя с приводом
от паровой турбины (конструкции
Невского машиностроительного
завода им. Ленина)
1) убедиться, что пар в паропроводе
имеет нормальные заданные давление и тем-
пературу. -Проверить обеспечение машинно-
го отделения охлаждающей водой достаточ-
ного давления;
2) убедиться, что главный вентиль, сто-
порный, регулирующий и ручной клапаны
паровой коробки и -вентиль к масляному
насосу закрыты. Дренажные вентили паро-
вой коро-бки должны быть открыты в ат-
мосферу;
3) упорный винт стопорного клапана дол-
жен находиться в крайнем нижнем положе-
нии и прижимать выключающий клапан к
поршню;
4) приспособление для изменения числа
оборотов (синхронизатор) должно быть вы-
ведено в положение полного закрытия регу
лирующего клапана;
5) включить рычаги регулятора безопас-
ности;
6) произвести прогрев и продувку паро-
провода до главного вентиля и открыть
вентиль на паропроводе отработанного пара
«на выхлоп»;
7) пустить пусковой масляный насос.
Проверить, проходит ли масло в достаточ-
ном количестве через вкладыши подшипни-
ков и создает ли насос давление, достаточ-
ное для работы регулирования. Температура
масла перед подшипниками (после масло-
охладителей) не должна быть -ниже 25° С.
При более низкой температуре масла при-
нять -меры к его подогреву;
8) проверить вращением -маховика регу-
лирующего устройства, как открывается и
закрывается регулирующий клапан, и затем
закрыть регулирующий клапан;
9) проверить работу реле осевого сдвига,
повернуть влево рукоятку реле и убедить-
ся в быстром закрытии -стопорного клапана;
-10) возвратить рукоятку -реле осевого
сдвига в исходное положение, зарядить сто-
340
Ввод в действие технологических объектов коксохимических предприятий
порный клапан и взвести рычаги регулято-
ра безопасности;
11) выключить регулятор разрежения;
12) полностью открыть стопорный кла-
пан;
13) вращением маховика регулирующего
устройства (синхронизатора) привести ро-
тор .во вращение.
После прогрева турбины в течение 10 мин
на малых оборотах (около 500 в минуту) с
помощью регулирующего клапана довести
обороты турбины до необходимых. Прогре-
вать турбину при неподвижном роторе за-
прещается.
При увеличении оборотов машины следить
за тем, чтобы не было вибрации. При появ-
лении вибрации снизить число оборотов и по
истечении 5 мин снова увеличить обороты.
Критическое число оборотов следует прохо-
дить быстро;
14) когда главный масляный насос на-
чнет работать, что видно по повышению
давления масла, остановить пусковой мас-
ляный насос и включить паромасляный ре-
гулятор;
15) при увеличении оборотов и нагрузки
турбины следить за правильным открытием
регулирующего клапана;
16) тщательно прослушать агрегат и убе-
диться в отсутствии заедания, вибрации, не-
нормальных шумов и перегрева трущихся
частей;
17) нагрузить нагнетатель, постепенно от-
крывая задвижку на нагнетательном газо-
проводе и прикрывая задвижку на байпасе
вплоть до установления требуемого режима
по отсосу газа (вначале около 10 мм
вод. ст. перед нагнетателем).
При открытии задвижек следить по по-
казаниям приборов за разрежением и дав-
лением газа до и после нагнетателя;
18) дренажные вентили паровой коробки
могут быть закрыты после 10—15 мин ра-
боты под нагрузкой, когда установились
нормальные параметры пара;
19) пустить воду в пароохладитель;
20) когда температура масла перед вхо-
дом в подшипники поднимается до 35—
40° С, следует включить в работу маслоох-
ладители, для чего:
а) удалить воздух из маслоохладителя
открытием воздушных краников;
б) открыть задвижку на сливной сторо-
не, а затем на напорной стороне трубопро-
вода охлаждающей воды;
21) после пуска нагнетателя открыть
краны на дренажных трубопроводах, про-
верив сход конденсата по этим трубопро-
водам в гидрозатвор;
22) после установления нормального ре-
жима работы перевести работу турбины на
противодавление, для чего вначале при-
крыть задвижку «на выхлоп» на паропро-
воде отработанного пара настолько, чтобы
создать давление, равное давлению пара
в магистрали отработаного пара, а затем,
постепенно приоткрывая задвижку в магист-
раль отработанного пара, одновременно
закрывать задвижку «на выхлоп».
ПРОДУВКА ГАЗОМ ГАЗОВОЙ СЕТИ
ПОСЛЕ НАГНЕТАТЕЛЯ И ПРОВЕРКА
ГАЗОВОЙ СЕТИ ПОСЛЕ ПУСКА
Для упрощения работы по продувке га-
зовой сети первичный пуск газа произво-
дится по «короткому кольцу», т. е. при ми-
нимальном количестве включаемой аппара-
туры, исходя из того, что после продувки
производится отдельными операциями вклю-
чение остальных аппаратов цеха улавли-
вания.
Продувка газопроводной сети после на-
гнетателя осуществляется при открытых
свечах по всему газовому тракту. По мере
продувки газопровода свечи последователь-
но по ходу газа одна за другой закрыва-
ются.
Продувка газопровода через свечу газо-
сбросного устройства осуществляется, ми-
нуя газосброснын клапан. Продувка, как
уже указывалось, считается законченной
при содержании кислорода в пробе газа не
более 1,0%.
Включаемые в работу бензольные скруб-
беры продуваются газом после того, как
на свечу газосбросного устройства газ вы-
пускается не менее 20 мин.
Продувка бензольных скрубберов газом
производится в следующем порядке:
а) не закрывая пар в скруббер, приот-
крывают газовые задвижки до и после
скруббера;
б) через 10 мин после впуска газа в
скруббер и выхода его через свечу на
скруббере поступление пара в скруббер пре-
кращают. Пар следует закрывать медленно,
не допуская образования в скруббере ва-
куума;
.в) после окончания продувки скруббера
газом свеча на скруббере закрывается, от-
крываются полностью газовые задвижки до
и после скруббера. Включение скрубберов
по маслу осуществляется во втором этапе,
при пуске бензольного отделения.
После окончания продувки газопровода
через свечу газосбросного устройства при-
ступают к продувке газопроводов обратно-
го коксового газа и подаче газа на обогрев
печей. Подача газа в отопительную систему
коксовых печей выполняется в соответст-
вии с правилами пуска коксовых печей.
Газосбросное устройство включается в
работу на поддержание постоянного давле-
ния в газопроводе обратного коксового газа.
После заполнения газом сети газопрово-
дов необходимо тщательно проверить:
а) чтобы газ не поступал в неработаю-
щие коммуникации и оборудование;
б) работу гидрозатворов;
в) сопротивление отдельных участков га-
зовой сети;
г) исправность показаний контрольно-из-
мерительных приборов;
д) работу газосбросного устройства.
При повышении температуры газа перед
газодувкой до 40° С необходимо подать во-
ду на первичный газовый холодильник.
Пуск цехов улавливания химических продуктов
341
Включение остальных газовых холодиль-
ников производится по мере необходимости
из расчета поддержания температуры газа
после холодильников в пределах 25—30° С.
ПУСК КОНЕЧНОГО ОХЛАЖДЕНИЯ ГАЗА
Промывка газа в конечном холодильни-
ке для очистки газа от смолистых веществ
и нафталина вне зависимости от пуска бен-
зольного отделения должна быть осуществ-
лена на первом этапе.
До пуска печей, как указывалось выше,
система конечного охлаждения газа долж-
на быть заполнена водой и опробована, а
за день до пуска цеха остановлена. После
пуска цеха и включения конечного холо-
дильника по газу включение цикла конеч-
ного охлаждения газа осуществлять в сле-
дующей последовательности:
1) поставить смолоотводчик из нафтали-
нового промывателя конечного холодильни-
ка в крайнее верхнее положение;
2) пустить насос для подачи воды на хо-
лодильник;
3) проверить сток воды с холодильника
в отстойник и с отстойника на градирню;
4) пустить вентиляторы на градирне;
5) предварительно прогрев смолопровод,
подать из насосной конденсации смолу в
нафталиновый промыватель холодильника;
6) пустить пар в змеевики подогревате-
лей нафталинового промывателя;
7) после того как уровень смолы в наф-
талиновом промывателе дойдет до средне-
го пробного крана, отрегулировать уровень
смолы в промывателе смолоотводчиком;
8) пустить пар в змеевики хранилища
смолы н при заполнении его смолой до по-
ловины пустить насос для откачки смолы
на склад, отрегулировав его производитель-
ность так, чтобы при непрерывной работе
насоса уровень смолы в хранилище оста-
вался постоянным;
9) включив регулятор подачи пара в зме-
евики подогревателей нафталинового про-
мывателя, отрегулировать температуру смо-
лы на уровне 50—60° С.
ВТОРОЙ ЭТАП ПУСКА
Второй этап пуска цеха улавливания
включает пуск всех остальных объектов н
отдельных аппаратов этого цеха:
а) сульфатного отделения;
б) отделения улавливания и дистилля-
ции бензола;
в) электрофильтров для доочистки коксо-
вого газа от смолы;
г) установки по переработке и обесфено-
ливанию избыточной надсмольной воды;
д) установки для получения легких пи-
ридиновых оснований.
Пуск этих производств и аппаратов дол-
жен быть осуществлен в определенной по-
следовательности.
Перед пуском бензольного отделения обя-
зательно должно быть пущено сульфатное
отделение, чтобы не допустить попадания
в бензольные скрубберы аммиака, наличие
которого в газе приводит к порче оборот-
ного поглотительного масла и к усилен-
ной коррозии аппаратуры.
Пуск установки по переработке и обесфе-
ноливанию избыточной надсмольной воды
должен следовать за пуском сульфатного
отделения, а время пуска должно быть
приурочено к моменту накопления в храни-
лищах достаточного количества избыточной
надсмольной воды — не менее суточного ее
поступления.
Надсмольная вода перед подачей ее на
переработку должна отстояться от смолы
и последняя должна быть удалена из хра-
нилища. Содержание смолы в воде свыше
0,1 г/л не допускается. На некоторых пред-
приятиях надсмольная вода перед подачей
ее на переработку для очистки от смолы
проходит песчаные фильтры.
Пуск установки для получения легких
пиридиновых оснований осуществляется
после пуска сульфатного отделения и уста-
новки по переработке избыточной надсмоль-
ной воды.
Электрофильтры обычно включаются не-
посредственно после пуска сульфатного и
бензольного отделений.
ПУСК СУЛЬФАТНОГО ОТДЕЛЕНИЯ,
ОБОРУДОВАННОГО САТУРАТОРАМИ
БАРБОТАЖНОГО ТИПА
Подготовка к пуску
и комплексные испытания
К моменту пуска сульфатного отделения
должны быть закончены испытания комму-
никаций и оборудования склада реактивов
и создан запас серной кислоты, достаточ-
ный для заполнения ванны пускаемого са-
туратора раствором серной кислоты кре-
постью 20—25% и для обеспечения беспере-
бойной работы сульфатного отделения в те-
чение не менее 10 суток.
При этом концентрация серной кислоты
в хранилищах склада должна быть такой,,
при которой исключается ее кристаллиза-
ция при минимальной низкой температуре
наружного воздуха в это время года
(табл. 30-1).
Для испытания системы приема, хране-
ния и перекачек серной кислоты на складе
реактивов необходимо заполнить водой од-
но из хранилищ серной кислоты и затем в
течение суток испробовать работу всех кис-
лотных насосов склада, перекачивая воду
из одного хранилища в другое и из храни-
лища в напорные баки серной кислоты суль-
фатного отделения. После окончания испы-
тания система должна быть полностью осво-
бождена от воды.
Технологическую систему сульфатного от-
деления испытывают заполнением водой
ванны сатуратора до перелива в циркуля-
ционную кастрюлю и затем включением
в работу циркуляционного насоса.
342
Ввод в действие технологических объектов коксохимических предприятий
Таблица 30-1
Кристаллизация системы Н2О — SO3
Концен- трация, % Темпера- тура, °C Концен- трация, ?<, Темпера- тура, °C Концен- трация, % Темпера- тура, °C
30 —70 73 —37 88 0
40 —66 74 —40 89 — 4
42 —57 75 —40 90 — 10
44 —58 75,25 —30 91 —16
46 —44 76 —25 92 —23
48 —40 77 —15 92,5 —30
50 —35 78 — 9 93 —38
52 —32 79 — 5 94 —29
54 -29 80 0 95 —21
56 —26 81 + 2 96 — 11
58 —25 82 + 5 97 — 5
60 —28 83 + 7 97,5 — 2
62 —32 84 + 8 98 4- 1
64 —37 84,5 +9,5 98,5 + з
66 —42 85 + 8 99 + 6
68 —46 86 + 7 99,5 + 8
70 —42 87 + 4 100 +ю
72 —40
До испытания водой вся кислотоупорная
футеровка силикатными материалами долж-
на быть выдержана до полного схватыва-
ния и затем прокислована раствором сер-
ной кислоты в соответствии с техническими
условиями на производство кислотоупорных
покрытий.
До заполнения ванны сатуратора водой
должны быть также тщательно проверены
горизонтальность установки барботера и
глубина его погружения в ванну (расстоя-
ние от верха щелей до перелива).
При заполнении сатуратора водой нужно
проверить работу оросительных устройств
сатуратора и ловушки, а также работу пе-
ремешивающих устройств ванны. Затем
нужно пустить солевой насос и начать пе-
рекачку воды по замкнутому циклу из са-
туратора в кристаллоприемник с возвратом
воды по переливу из кристаллоприемника
через кастрюлю обратных токов в сутара-
тор.
После этого следует испытать работу
центрифуг для сульфата, транспортеры, су-
шилку и грейферный кран склада сульфата.
Необходимо проверить работу насосов
для откачки раствора из сборников, напра-
вив перелив воды из циркуляционной каст-
рюли в сборники.
Испытанию подвергается, наравне с ра-
бочим, резервное оборудование. Продолжи-
тельность испытания — не менее одних су-
ток.
После устранения всех дефектов в ванну
сатуратора из напорного бака добавляют
серную кислоту в количестве, достаточном
для получения раствора крепостью 25—30%
и в течение двух суток снова проводят все
испытания, аналогичные испытаниям на
воде.
Исходное положение
Непосредственно перед пуском в эксплуа-
тацию сульфатное отделение должно нахо-
диться в следующем исходном положении:
1) ванна сатуратора и циркуляционная
кастрюля заполнены раствором серной кис-
лоты крепостью 20—25%;
2) работает насос для циркуляции рас-
твора и солевой насос, осуществляя пере-
качку раствора по замкнутому циклу;
3) гидрозатвор на стоке жидкости из ло-
вушки залит водой и положение запорной
арматуры обеспечивает сток жидкости в
гидрозатвор;
4) все паропроводы отделения находятся
под рабочим давлением пара;
5) все аппараты и коммуникации, не вхо-
дящие в пусковой комплекс сульфатного
отделения, отглушены либо отсоединены от
пускаемого агрегата;
6) выполнены все подготовительные рабо-
ты для выемки заглушек на газопроводе
(оборудованы площадки, подготовлен инст-
румент и приспособления, обеспечены сред-
ства пожаротушения, расхожены все болты
на фланцах в местах выемки заглушек, за-
готовлены прокладки);
7) открыты продувные свечи для выпуска
воздуха и пара из сатуратора и включае-
мых вместе с ним газопроводов.
Пуск
Пуск сульфатного отделения выполняется
в следующей последовательности:
1) пустить пар в газопровод, подводя-
щий газ к барабанному зонту и в сатура-
тор. Подачу пара отрегулировать так, что-
бы в системе было небольшое избыточное
давление и пар выходил через продувные
свечи;
2) снять заглушки на газопроводах до и
после сатуратора и соединить фланцы га-
зопроводов. Снятие заглушек должно вы-
полняться в соответствии с правилами без-
опасности в газовом хозяйстве;
3) приоткрыть газовые задвижки до и пос-
ле сатуратора и продуть сатуратор и газо-
проводы газом через свечи;
4) прекратить подачу пара в сатуратор,
отобрать пробы газа из свечей и опреде-
лить в нем содержание кислорода. При
содержании кислорода в газе не выше 1%
продувка газом считается законченной и
свечи закрываются;
5) полностью открыть газовые задвижки
до и после сатуратора;
6) убедиться в отсутствии пропуска газа
через фланцевые соединения и в герметич-
ности всей системы;
7) предупредить машиниста нагнетателя
о включении сатуратора и медленно за-
крыть задвижку на обводном газопроводе,
наблюдая за изменениями давления газа до
и после сатуратора и за уровнем раствора
в циркуляционной кастрюле;
8) после полного включения газа прове-
рить перелив раствора из сатуратора в цир-
Пуск цехов улавливания химических продуктов
343
куляционную кастрюлю и сток жидкости
из ловушки;
9) пустить пар в подогреватель газа
(или раствора) в таком количестве, чтобы
температура газа перед сатуратором оыла
в пределах 65—70° С, а при подогреве рас-
твора температура раствора была 60° С и
происходило выпаривание раствора ванны
сатуратора;
10) пополнение ванны сатуратора произ-
водить раствором из сборников, поддержи-
вая кислотность ванны в пределах 4—6%;
11) по заполнении кристаллоприемника
кристаллами соли пустить центрифугу.
Дальнейшая эксплуатация отделения осу-
ществляется в соответствии с производствен-
ной инструкцией.
ПУСК СУЛЬФАТНОГО ОТДЕЛЕНИЯ
С УЛАВЛИВАНИЕМ АММИАКА
В ФОРСУНОЧНОМ АБСОРБЕРЕ
И ПОЛУЧЕНИЕМ КРИСТАЛЛИЧЕСКОЙ
СОЛИ УПАРКОЙ РАСТВОРА
Улавливание аммиака из газа серной кис-
лотой на таких установках осуществляется
(рис. 30-4) в полых абсорберах, состоящих
из двух частей: первой по ходу газа—•
нижней части, орошаемой ненасыщенным
раствором сульфата аммония (содержание
сульфата около 40%) с содержанием кис-
лоты около 1% и второй — верхней части,
орошаемой раствором кислоты крепостью
около 10%.
Выводимый из первого цикла раствор вы-
паривается в отдельном аппарате под ва-
куумом.
Пуск отделения состоит из двух самостоя-
тельных следующих друг за другом опера-
ций: пуска абсорбера и затем, после полу-
чения в растворе первого цикла необходи-
мой концентрации сульфата аммония, вывод
его избытка в сборник и пуск узла вы-
парки.
Предпусковые комплексные испытания за-
ключаются в проверке работоспособности
технологических систем в условиях, прибли-
жающихся к рабочим, и начинаются с за-
полнения примерно до половины объема
(из расчета обеспечения нормальной рабо-
ты насосов) циркуляционных сборников
растворами, близкими к рабочим по кон-
центрации кислоты (первого 1—2% и вто-
рого около 10%), и пуска насосов с про-
веркой работы систем орошения обеих сту-
пеней абсорбера.
Для проверки работоспособности системы
выпарки слабый раствор перекачивается в
сборник питания эвапоратора и затем пита-
тельным насосом подается в эвапоратор,
где подогревается. При этом проверяют
работу вакуумного устройства, системы сбо-
ра и перекачки парового конденсата и гряз-
ного конденсата, получаемого при конден-
сации водяных паров, образовавшихся при
кипении раствора в эвапораторе.
Рис. 30-4. Получение сульфата аммония по бессатураторному способу:
1 — абсорбер; 2 — кислотная ловушка; 3 —сборник раствора первой ступени; 4 — насос для
подачи раствора на первую ступень абсорбера; 5 — сборник раствора второй ступени; 6 — на-
сос для подачи раствора на вторую ступень абсорбера; 7 — напорный бак кислоты; 8 — смоло-
отделитель; 9 — сборник раствора; 10 — насос для подачи раствора в эвапоратор; 11 — эвапоратор;
12 — конденсаторы; 13 — эжекторы; 14 — бачок для конденсата; 15 — насос для конденсата;
16 — напорный бак конденсата; 17 — насос для подачи пульпы; 18 — центрифуга; 19 — транспор-
тер; 20 — сушилка
344
Ввод в действие технологических объектов коксохимических предприятий
Работу центрифуг проверяют на холостом
ходу и при поступлении в них раствора.
На холостом ходу проверяют раооту
транспортеров для передачи сульфата от
центрифуг на склад и в сушилку, работу
сушилки с относящимися к ней вентилято-
рами, устройств для расфасовки сульфата
в мешки и погрузки в железнодорожные
вагоны.
Наряду с проверкой технологических аг-
регатов устанавливают работоспособность
всех устройств вспомогательного назначе-
ния (водоснабжения, пароснабжения и
электроснабжения, системы вентиляции),
проверяют и налаживают КИП и средства
автоматизации.
После окончания комплексных испытаний
и исправления замеченных дефектов весь
раствор из сборника питания эвапоратора
возвращается в сборник циркуляции пер-
вой ступени.
Перед включением абсорбера по газу
орошение его должно быть выключено и
воздух из абсорбера, ловушки и стояка га-
зопровода после ловушки вытеснен через
свечи паром.
До включения абсорбера в газовую сеть
все гидрозатворы установки должны быть
залиты жидкостью.
После выемки заглушек на газопроводах
до абсорбера и после ловушки производит-
ся продувка агрегата газом, подача пара
при продувке газом не производится.
Продувка газом считается законченной,
если в пробе газа из свечей содержание ки-
слорода не превышает 1%, после чего про-
дувочные свечи закрываются и абсорбер
включается в газовую сеть.
После включения абсорбера в газовую
сеть и проверки его сопротивления включа-
ется орошение первой и второй ступеней.
Дальнейшая работа обслуживающего ус-
тановку персонала состоит в поддержании
заданных концентраций свободной серной
кислоты в растворе обеих ступеней ороше-
ния и поддержании его уровней в цирку-
ляционных сборниках, обеспечивающих нор-
мальную работу насосов.
Необходимая для улавливания аммиака
нз газа серная кислота вводится в цикл сту-
пеней орошения (преимущественно второй
ступени), а избыток раствора из цикла вто-
рой ступени перетекает в первую ступень.
После того' как концентрация соли в рас-
творе первой ступени достигает 40%, рас-
твор в количестве, равном его приходу, на-
чинают отводить через смолоотделитель в
сборник эвапоратора.
После заполнения сборника для питания
эвапоратора раствором последний насосом
закачивается в эвапоратор до нижнего
смотрового стекла и затем создается ваку-
ум: 680—700 мм рт. ст. В подогреватель
эвапоратора подается пар, вначале в коли-
честве около половины обычного его расхо-
да, а после того как раствор в эвапораторе
закипит, расход пара, а также подача рас-
твора .в эвапоратор постепенно, в течение
1 ч, доводятся до нормальных значений.
При этом уровень раствора в эвапораторе
должен сохраняться постоянным (по ниж-
нее смотровое стекло).
Через некоторое время, которое известно
по опыту или может быть определено по
внешнему виду забрасываемой на смотро-
вое стекло жидкости, периодически включа-
ется солевой насос и в пробе раствора,
отобранной из воронки перед центрифугой,
определяется содержание кристаллов. Если
содержание кристаллов в пробе окажется
равным 30—40%, пульпа подается на цен-
трифугу.
С этого момента регулировка содержания
кристаллов в пульпе осуществляется расхо-
дом греющего пара, а поддержание на по-
стоянном уровне раствора в эвапораторе —
количеством подаваемого в него раствора.
С момента пуска центрифуги должны на-
ходиться в работе транспортеры для пере-
дачи сульфата от центрифуги в сушилку,
Рис. 30-5. Растворимость суль-
фата аммония в воде при раз-
личной температуре
сушилка, а также транспортные устройства
для передачи сульфата от сушилки, в бун-
кер, если таковые имеются в составе скла-
да сульфата.
При регулировке технологического процес-
са следует иметь в виду следующие обстоя-
тельства.
Содержание сульфата аммония в растворе
первого цикла для уменьшения расхода па-
ра на его упарку должно поддерживаться
достаточно большим.
Вместе с тем для предотвращения выпа-
дания в системе кристаллов раствор должен
быть ненасыщенным.
Поэтому задачей наладки является под-
бор оптимальной рабочей концентрации со-
ли в растворе.
Растворимость сульфата аммония в воде 1
в зависимости от температуры раствора по-
казана на рис. 30-5.
Определение концентрации сульфата ам-
мония в растворе является сравнительно
длительным и трудоемким процессом. По-
этому на практике контроль за составом
раствора и его регулировка осуществляют-
ся по плотности раствора.
1 Учитывая малую кислотность раствора первой
ступени ее влиянием на растворимость соли пре-
небрегают.
Пуск цехов улавливания химических продуктов
345
Кислотность раствора первой ступени цир-
куляции, как уже указывалось, поддержи-
вается около 1%. Работа на более высокой
кислотности приводит к усиленной корро
зии эвапоратора и создает затруднения
в получении соли 'Стандартного качества.
Температура кипения раствора в эвапо-
раторе определяется величиной вакуума и
чем он выше, тем температура кипения
ниже.
С понижением температуры раствора
уменьшается коррозия эвапоратора и поэто-
му для нагрева раствора применяется на-
сыщенный пар низких параметров. Если на
заводе имеется только перегретый пар, он
должен перед поступлением в подогрева-
тель увлажняться.
Крупность кристаллов получаемого на
установке сульфата аммония может регу-
лироваться в достаточно широких пределах
и должна быть установлена с учетом тре-
бований потребителя.
Крупность кристаллов соли при постоян-
ной производительности установки зависит
Т а б л и ц а 30-2
Основные регулируемые технологические параметры сульфатного
отделения с улавливанием аммиака в форсуночном абсорбере и
получением кристаллической соли упаркой раствора
Наименование регулируе- мого параметра Значения (ориентировочные) Способы регулирования
Характеристика раствора первой ступени: кислотность, % (вес.) удельный вес, кг/л содержание сульфата аммония, % (вес.) Кислотность раствора, второй ступени, % (вес) Количество раствора, вводимого после первой ступени в сборник пи- тания эвапоратора, л/ мин Расход раствора на вы- парку, л/мин Расход пара на эвапора- тор, кг/ч Давление греющего пара, кгс/см2 Вакуум в эвапораторе, мм pm. cm. Концентрация кристаллов в пульпе, % (объемн.), кажущаяся Поддержание постоянно- го уровня раствора Крупность кристаллов соли, %-ное содержа- ние кристаллов >0,5, 0,25—0,5 и <0,25 .и.и 1,0 1,24 40 10 Устанавливается в зави- симости от производи- тельности сульфатного отделения Устанавливается в зави- симости от производи- тельности сульфатного отделения и принятого регламента работы вы- парной установки Устанавливается в зави- симости от расхода раствора на выпарку Не более 2,0 насыщен- ного пара 685 50-55 По нижнее смотровое стекло В зависимости от требо- ваний потребителя Изменение расхода кислоты и воды То же » » » » Задвижкой на трубопроводе отвода раствора первой ступени в смолоот- делитель. Количество выводимого раствора регулируется из расчета поддержания постоянного уровня в сборнике первой ступени Задвижкой на нагнетании насоса, по- дающего раствор в эвапоратор Вентилем на трубопроводе подачи па- ра в эвапоратор С помощью редукционного охлади- тельного устройства Нагрузкой эвапоратора по раствору при исправной работе вакуумного устройства При постоянной производительности солевого насоса нагрузкой эвапора- тора по раствору Расходом греющего пара 1. При постоянной нагрузке эвапора- тора по раствору и постоянной производительности солевого насо- са — положением всасывающей тру- бы солевого насоса 2. При постоянном положении всасы - вающей трубы солевого насоса и постоянной его производительнос- ти— изменением нагрузки эвапо- ратора по раствору и, следователь- но, содержанием в пульпе кристал- лов соли
346
Ввод в действие технологических объектов коксохимических предприятий
от производительности солевого насоса, что
в свою очередь определяет содержание кри-
сталлов в пульпе и места забора пульпы
в эвапораторе. С повышением производи-
тельности солевого насоса и уменьшением
содержания кристаллов в пульпе крупность
их уменьшается.
Производительность насоса подбирается
по производительности установки и обычно
во избежание забивки трубопроводов для
пульпы не регулируется и остается посто-
янной. Поэтому для получения более круп-
ных кристаллов, не изменяя высоты забора
пульпы в эвапораторе, увеличивают его на-
грузку.
Другим способом увеличения крупности
кристаллов может быть понижение места
отбора пульпы из эвапоратора (табл. 30-2).
ПУСК УСТАНОВКИ ДЛЯ ПЕРЕРАБОТКИ
избыточной над смольной воды
И ЕЕ ОБЕСФЕНОЛИВАНИЯ
В зависимости от использования всего ам-
миака надсмольной воды — летучего и свя-
занного или только летучего, технологиче-
ская схема и ее аппаратурное оформление
будут различны.
При использовании только летучей части
аммиака надсмольной воды ее переработка
осуществляется в аммиачной колонне испа-
рительного типа, сточная вода после колон-
ны подается на обесфеноливающий скруб-
бер и после скруббера поступает в сеть фе-
нольной канализации завода.
При использовании, наряду с летучими,
связанных солей аммиака сточная вода пос-
ле обесфеноливающего скруббера направля-
ется в реактор, где смешивается с извест-
ковым молоком и после отстоя от шлама
перетекает в приколонок для отдувки ам-
миака, выделившегося из связанных солей
в результате взаимодействия с известью.
Вначале пускают только аммиачную ко-
лонну со сбросом сточной воды в феноль-
ную канализацию, затем пускают обесфено-
ливающий скруббер и подают на него над-
смольную воду, прошедшую испарительную
часть аммиачной колонны.
Обесфеноленная вода после скруббера
отводится в фенольную канализацию.
Следующий этап пуска — включение из-
весткового приколонка и подача надсмоль-
ной воды после обесфеноливающего скруб-
бера и известкового молока в смеситель
и затем в известковый проколонок.
Пуск испарительной аммиачной колонны
(либо испарительной части
аммиачно-известковой колонны)
Подготовка аммиачной колонны к пуску
заключается в проверке правильности соб-
ранной схемы коммуникации, расстановке
контрольно-измерительных приборов и от-
ключении с помощью заглушек коммуника-
ций и оборудования, намеченных к пуску
во вторую очередь.
Исходное положение перед пуском ам-
миачной колонны:
1) задвижки на трубопроводах аммиач-
ных паров из колонны в дефлегматор, мимо
дефлегматора в сатуратор и в нейтрализа-
тор пиридиновой установки закрыты, а от-
воды от этих трубопроводов и резервные
аппараты, либо аппараты, пускаемые во
вторую очередь, отглушены;
2) закрыты задвижки на трубопроводах
надсмольной воды, соединяющие аммиач-
ную колонну с обесфеноливающим скруб-
бером, и отглушены трубопроводы;
3) открыта продувная свеча на трубопро-
воде аммиачных паров из колонны;
4) сток отработанной воды после амми-
ачной колонны направлен в фенольную ка-
нализацию.
Для пуска аммиачной колонны необходи-
мо выполнить следующие операции:
а) пустить на колонну надсмольную воду
и заполнить ею все тарелки, проверив ис-
правность спускных устройств;
б) закрыть поступление воды;
в) пустить в колонну в небольшом коли-
честве пар с таким расчетом, чтобы нагрев
корпуса колонны проходил со скоростью не
более одной царги в 10 мин;
г) после прогрева колонны и выхода пара
через продувную свечу открыть задвижку
на трубопроводе подачи аммиачных паров
в сатуратор, одновременно закрыв задвиж-
ку на свече;
д) подать в колонну надсмольную воду,
увеличив поступление пара.
Если это предусмотрено технологической
схемой и конструкцией дефлегматора, про-
пустить надсмольную воду через трубчатку
дефлегматора, чтобы использовать тепло
паров для иагрева воды перед колонной;
е) отрегулировать расход надсмольной
воды и пара в колонну, а также расход
техничеокой воды в дефлегматор с таким
расчетом, чтобы температура аммиачных
паров после дефлегматора была 95—96° С.
Пуск обесфеноливающего скруббера
Подготовка к пуску и испыта-
ние системы. Перед пуском обесфено-
ливающего скруббера на складе реактивов
должен быть создан запас жидкой щелочи
(NaOH) для заполнения рабочих емкостей
установки и обеспечения ее работы на срок
не менее двадцати дней.
Необходимый 20-суточный запас щелочи
определяется из следующего отношения:
О (л — с3) 24 • 20
п — ——---------------по.
где G—-количество обесфеноливаемой во-
ды, м3/ч;
Ci и сг — содержание фенолов в воде до и
после скрубберов, г/л;
0,9 — нормативный расход щелочи для
получения фенолятов, кг/кг фено-
лов.
Пуск цехов улавливания химических продуктов
347
При концентрации раствора щелочи с %
(вес.) и его удельном весе у потребное ко-
личество щелочи составит
После очистки всех емкостей и оконча-
ния монтажа контрольно-измерительных
приборов и средств автоматики проводятся
испытания и проверяются:
а) правильность сборки технологической
схемы;
б) работа насосов и вентиляторов для
циркулирующего пара;
в) работа оросительных устройств скруб-
бера и, в случае необходимости, их регули-
ровка;
г) герметичность системы;
д) работа КИП и средств автоматизации.
Для испытания необходимо заполнить
водой сборник рабочего раствора щелочи и
подскрубберный сборник, пустить насосы
щелочи и фенолятов и через открытые лю-
ки на скруббере проверить исправность
оросительных устройств и равномерность
орошения по всему сечению скруббера.
В зимнее время, во избежание промерза-
ния, циркулирующая в системе вода подо-
гревается паром через змеевики сборников.
Для испытания оросительной системы
верхней (десорбционной) части скруббера
необходимо подать техническую воду на
оросительное устройство и проверить его
исправность и равномерность орошения по
всему сечению скруббера.
После окончания испытания вода из си-
стемы должна быть спущена в канализа-
цию через сетку и емкости очищены от ку-
сочков насадки и других посторонних пред-
метов. В течение двух суток проверяется
на воздухе работа вентилятора циркули-
рующего пара.
По окончании испытаний и устранении
обнаруженных дефектов расходные сборни-
ки и подскрубберный сборник заполняются
раствором щелочи крепостью 10—12%. Под-
скрубберный сборник заполняется раствором
щелочи на ~0,5 м выше змеевиков подо-
гревателя и температура раствора щелочи
доводится до 100° С.
Пуск о б е с ф е н о л и в а ю щ е г о
скруббера: а) при открытой воздушке
на скруббере медленно дать острый пар
в скруббер;
б) включить насос и подать сточную во-
ду после испарительной части колонны на
скруббер, проверив сток воды со скруббе-
ра в фенольную канализацию;
в) закрыть воздушку на скруббере, на-
блюдая за тем, чтобы давление пара в
скруббере было в пределах 1000—1100 мм
вод. ст.;
г) убедившись в отсутствии конденсата
в корпусе вентилятора, при закрытом дрос-
сельном клапане включить вентилятор и по-
степенным открытием клапана довести его
производительность до нормальной;
д) включить щелочной насос;
е) включить насос рециркулирующих фе-
нолятов;
ж) после того как рабочее давление в
скруббере будет обеспечено подачей пара
в змеевик подогревателя, острый пар в
скруббер закрыть;
з) установить с помощью регулятора по-
дачи пара в подогреватель нормальную тем-
пературу циркулирующего в скруббере па-
ра (103—104° С);
и) по заданной крепости фенолятов и со-
держанию фенолов в поступающей в скруб-
бер воде установить необходимую концен-
трацию раствора щелочи и его расход.
Пуск известковой части
аммиачно-известковой колонны
Пуску известковой части аммиачно-из-
вестковой колонны предшествует пуск из-
весткового отделения.
К этому моменту на складе извести дол-
жен быть создан запас высококачественной
негашеной извести.
Необходимый расход [80% (условно)] не-
гашеной извести для разложения связан-
ных солей на 1 кг аммиака равен
56 100
34 • 80
1,1 =2,26 кг/кг,
где 56 и 34—стехиометрическое соотноше-
ние СаО и NH3;
1,1 — принимаемый коэффициент
избытка извести.
Пуск известкового отделения состоит в за-
полнении бункеров известью, подаче ее че-
рез дозирующие устройства в барабанный
гаситель и гашения, перепуска образовав-
шегося известкового молока через песко-
уловитель в мешалки и доведения в по-
следних добавкой воды крепости молока до
6—7° Be (удельный вес 1,045—1,05).
После этого пускается насос для подачи
известкового молока из мешалки через
кольцевой трубопровод в реактор.
Затем операции по пуску известковой ча-
сти аммиачно-известковой колонны следует
осуществить в такой последовательности:
а) направить надсмольную воду из скруб-
бера через реактор в известковый приколо-
нок;
б) открыть задвижку на трубопроводе
поступления аммиачных паров из приколон-
ка в колонну;
в) пустить в небольшом количестве пар
в реактор и приколонок;
г) подать в реактор известковое молоко,
д) отрегулировать подачу пара в прико-
лонок и подачу пара и известкового молока
в реактор с таким расчетом, чтобы содер-
жание общего аммиака в стачной воде с
приколонка не превышало 0,05 г/л и в сточ-
ной воде имелось небольшое избыточное
количество извести (не более 0,5 г/л);
в) с помощью регулирующих устройств
установить давление в реакторе 0,7 атм
(температура ~115°С).
348
Ввод в действие технологических объектов коксохимических предприятий
ПУСК УСТАНОВКИ
ДЛЯ ПОЛУЧЕНИЯ ЛЕГКИХ
ПИРИДИНОВЫХ ОСНОВАНИЙ
Установка для получения легких пириди-
новых оснований пускается после того, как
будет завершена наладка технологического
режима работы аммиачной колонны и обес-
феноливающего скруббера.
Для пуска необходимо выполнить следую-
щие операции:
1) проверить продувкой паром герметич-
ность трубопровода для отвода из аппара-
тов установки несконденсировавшихся га-
зов в газопровод прямого газа;
2) пустить охлаждающую воду на кон-
денсатор;
3) заполнить сепаратор технической во-
дой;
4) включить воздушки от аппаратов
в сборный коллектор:
5) пустить маточный раствор в нейтрали-
затор и проверить его сток из нейтрализа-
тора;
6) направить аммиачные пары после деф-
легматора в нейтрализатор;
7) отрегулировать количество поступаю-
щего в нейтрализатор маточного раствора
с таким расчетом, чтобы щелочность обес-
пиридиненного раствора была в пределах
0,2 г/л;
8) отрегулировать поступление охлаждаю-
щей воды в конденсатор из расчета поддер-
жания температуры конденсата на уровне
30° С.
ПУСК БЕНЗОЛЬНОГО ОТДЕЛЕНИЯ
Технологические схемы бензольных отде-
лений могут иметь свои особенности, по:
а) роду применяемого поглотительного
масла (каменноугольное или нефтяное —
соляровое масло);
2) способу нагрева масла (в решоферах
паром, либо в трубчатой печи огневым обо-
гревом);
3) наличию в схеме бензольного отделе-
ния аппаратуры для выделения нафталино-
вой фракции из оборотного масла в процес-
се его обезбензоливания;
4) способу регенерации оборотного погло-
тительного масла;
5) типу применяемой аппаратуры для ох-
лаждения обезбензоленного масла.
Вне зависимости от перечисленных осо-
бенностей прн пуске бензольных отделений
сохраняется общий порядок, прй котором
аппараты вспомогательного значения пуска-
ются после основных аппаратов.
Поэтому пуск разделительной колонны
для получения тяжелой фракции сырого
бензола, аппаратуры по регенерации по-
глотительного масла и колонны для выде-
ления нафталиновой фракции, если такая
колонна имеется в технологической схеме
отделения, осуществляется во вторую
очередь.
Подготовка к пуску и комплексное
испытание технологической системы
Перед комплексным испытанием техноло-
гической системы должна быть осуществле-
на промывка в течение не менее 2 ч насад-
ки скрубберов путем подачи в ороситель-
ные устройства воды и спуска ее после
скрубберов через сеткн в канализацию.
При этом проверяется исправность оро-
сительных устройств и равномерность оро-
шения по всему сечению скруббера.
В зимнее время, во избежание обмерза-
ния насадки, подаваемая на скрубберы
вода подогревается или в скрубберы в не-
большом количестве подают острый пар,
свечи на скрубберах должны быть при этом
открыты. После промывки водой емкости
под скрубберами должны быть опорожне-
ны и очищены.
Комплексное испытание системы осущест-
вляется прокачкой через нее воды, при этом
на колонну подается острый пар с отводом
паров после колонны через дефлегматор
в конденсаторы.
Подогрев воды в решоферах или в труб-
чатой печи во избежание отложений на
теплообменной аппаратуре солей жесткости
не рекомендуется. На всасывающих трубо-
проводах перед насосами на время испы-
тания устанавливают сетки, которые после
окончания испытания снимают. При ком-
плексном испытании проверяются также ре-
зервные агрегаты. Длительность испытания
не менее 48 ч.
Обнаруженные во время испытания де-
фекты должны быть устранены и вода из
всей системы должна быть удалена.
Если в составе цеха имется трубчатая
печь для нагрева масла, то после оконча-
ния комплексного испытания она должна
быть высушена продуктами горения коксо-
вого (или доменного) газа, сжигаемого
в топке печн. Во время сушки в трубы печи
подается водяной пар.
Во избежание конденсации водяных па-
ров на кладке печи и боровов при сушке
горение газа в топке осуществляется при
значительном избытке воздуха.
Подъем температуры дымовых газов
в топке печн производится со скоростью не
выше 5—8° в час.
При достижении температуры 105° С (на
выходе дымовых газов из печи в боров)
дальнейший подъем температуры прекра-
щается и сушка при этой температуре про-
должается еще 10 ч.
Исходное положение бензольного отделения
перед пуском
1. Цикл конечного охлаждения газа на-
ходится в работе и температура газа после
конечного холодильника соответствует нор-
мативной (~25° С).
2. Все паропроводы отделения находятся
под рабочим давлением пара.
3. Снабжение отделения охлаждающей
водой и электроэнергией осуществляется от
Пуск цехов улавливания химических продуктов
349
постоянных источников и обеспечивает пол-
ную потребность отделения.
4. Бассейн градирни и промежуточный
сборник (приямок) воды цикла ороситель-
ных холодильников для масла заполнены
водой.
5. Сборники масла, бензине и дебензине
и сборник свежего масла заполнены маслом,
подогретым до ~50-С.
6. Средства контроля и автоматики при-
ведены в рабочее положение.
7. Задвижки на трубопроводах, соединяю-
щих дефлегматор и конденсатор с раздели-
тельной колонной, и задвижки на линии,
соединяющей регенератор и колонну для
вывода нафталиновой фракции с дистилля-
ционной колонной, закрыты и трубопрово-
ды отглушены.
Обеспечено поступление паров сырого
бензола после дистилляционной колонны че-
рез дефлегматор, минуя разделительную
колонну, непосредственно в конденсатор.
Пуск бензольного отделения происходит
следующим образом.
Если скрубберы отключены от работаю-
щего газопровода заглушками, заглушки
вынимают. Эта операция должна осущест-
вляться при подаче пара в скрубберы и
стояки газопровода после скруббера, избы-
ток пара должен выходить через свечи на
верху скрубберов.
Затем скруббер и стояк газопровода пос-
ле скруббера продуваются газом на свечу,
для чего приоткрываются газовые задвиж-
ки до и после скруббера.
После окончания продувки скруббера га-
зом полностью открывают задвижки на га-
зопроводе до и после скруббера и затем
закрывают задвижку «на прямую».
При включении необходимо наблюдать за
изменением давления газа до и после скруб-
бера.
Дальнейший пуск бензольного отделения
производится в следующем порядке:
1) пустить1насос и подать масло из сбор-
ника обезбензоленного масла на последний
по ходу газа скруббер и после того, как
масло заполнит подскрубберный сборник,
подать его в таком же порядке на следую-
щие скрубберы.
При заполнении маслом системы необхо-
димо вести подкачку масла со склада
в сборник обезбензоленного масла;
2) после того как масло заполнило ниж-
нюю часть первого по ходу газа скруббера,
подать масло через теплообменную аппара-
туру на дистилляционную колонну.
При этом необходимо слегка подогревать
масло в решоферах, которые в случае на-
личия в составе бензольного отделения
трубчатой печи для нагрева масла устанав-
ливаются в качестве резервных к ней агре-
гатов;
3) при появлении масла в нижней части
дистилляционной колонны пустить насос
для откачки масла из колонны и подачи его
через теплообменники и холодильники для
масла в сборник обезбензоленного масла,
замкнув таким образом цикл;
4) после проверки исправности всей си-
стемы и при повышении температуры мас-
ла до ПО—115° С дать острый пар иа ди-
стилляционную колонну;
5) когда температура дистиллята из кон-
денсатора повысится до 30° С, подать ох-
лаждающую воду на конденсатор;
6) проверить сток флегмы из дефлегма-
тора и сток конденсата из конденсаторов
в сепараторы;
7) отрегулировать количество подаваемо-
го в решоферы пара из расчета поддержа-
ния температуры масла после решоферов
на уровне 125—130° С;
8) отрегулировать количество подаваемо-
го в дистилляционную колонну острого па-
ра с таким расчетом, чтобы содержание
бензола в обезбензоленном масле было не
более 0,2% и давление паров в нижней ча-
сти колонны не выше 0,5 атм;
9) количеством подаваемой на дефлегма-
тор воды отрегулировать температуру паров
после дефлегматора на уровне 90—92° С;
10) подать охлаждающую воду на холо-
дильник для масла.
Температуру масла после холодильника
необходимо поддерживать выше температу-
ры газа после конечного холодильника ле-
том на 2—3°, зимой на 5—7° С.
В первое время работы бензольного отде-
ления, когда возможно увеличенное содер-
жание воды в оборотном масле, температу-
ру масла перед подачей его на скрубберы
следует держать несколько выше обычной;
11) установить нормальные уровни масла
в сборниках оборотного масла (~ 7з высо-
ты сборника);
12) подать масло для промывки стояка
газопровода после конечного холодильника,
проверив отстой масла в сепараторе и сток
масла н воды из сепаратора;
13) включить ловушку для несконденси-
ровавшихся газов;
14) при наличии в составе бензольного
отделения трубчатой печи для нагрева мас-
ла осуществить ее пуск, после чего выклю-
чить решоферы для масла.
Пуск трубчатой печи выполнить в сле-
дующем порядке:
а) открыть подачу масла на трубчатую
печь, закрыв поступление масла на решофе-
ры, и убедиться, что масло поступает че-
рез трубчатую печь в дистилляционную ко-
лонну;
б) продуть газопровод, подводящий газ
к печи;
в) убедившись в наличии тяги на дымо-
вую трубу, зажечь газ в топке, предвари-
тельно внеся факел пламени в топку через
смотровой лючок;
г) постепенно, со скоростью подъема
температуры дымовых газов на выходе из
печи не более 50 град/ч, увеличить подачу
газа в печь, доведя температуру масла пос-
ле печи до 180° С.
Пуск парового регенератора
поглотительного масла. С пуском
регенератора поглотительного масла одно-
временно вводятся в эксплуатацию монжус
350
Ввод в действие технологических объектов коксохимических предприятий
(либо сборник) для полимеров и устройство
для передачи полимеров из монжуса (сбор-
ника) иа погрузку или в хранилища смолы.
Пуск регенератора осуществляется в сле-
дующей последовательности:
а) открыть задвижку на воздушке реге-
нератора;
б) приоткрыть вентиль на паропроводе и
продуть паром регенератор через воздушку;
в) после продувки регенератора подать
в него масло, заполнив им регенератор до
среднего контрольного крана;
г) открыть задвижку на выводе паров из
регенератора в дистилляционную колонну и
закрыть задвижку на воздушке;
д) пустить пар в змеевик подогревателя
регенератора в количестве, обеспечивающем
температуру масла в регенераторе 165° С,
и отрегулировать поступление масла и пара.
Пуск разделительной колон-
н ы. С пуском разделительной колонны од-
новременно вводятся ;в эксплуатацию сепа-
ратор разделительной колонны, холодильник
и сборник тяжелой фракции сырого бензола
и насосы для рефлюкса.
Пуск разделительной колонны осуществ-
ляется в следующей последовательности:
а) открыть задвижки на трубопроводах
паров из дефлегматора в разделительную
колонну и на трубопроводе паров из разде-
лительной колонны в конденсатор легкой
фракции сырого бензола;
б) медленно закрыть задвижку на трубо-
проводе паров из дефлегматора в конденса-
тор легкой фракции сырого бензола, наблю-
дая за давлением паров внизу дистилляци-
онной колонны.
Давление внизу дистилляционной колон-
ны не должно быть больше 0,5 атм;
в) пустить рефлюксный насос и подать
сырой бензол на верх разделительной ко-
лонны в таком количестве, чтобы темпера-
тура паров после разделительной колонны
была 72—75° С;
г) направить сток тяжелой фракции сы-
рого бензола из разделительной колонны че-
рез холодильник в сборник;
д) пустить пар в змеевики подогревателя
разделительной колонны в таком количест-
ве, чтобы температура внизу колонны была
равна 150° С;
е) пустить охлаждающую воду на холо-
дильник тяжелой фракции сырого бензола
из расчета температуры фракции после
холодильника ~ 40° С;
ж) пустить острый пар в нижнюю часть
разделительной колонны в количестве, обе-
спечивающем заданный анализ тяжелой
фракции сырого бензола (п. к. не свыше
150°С).
ПУСК ЭЛЕКТРОФИЛЬТРА
ДЛЯ ДООЧИСТКИ КОКСОВОГО ГАЗА
ОТ смолы
Пуск электрофильтров для доочистки га-
за от смолы осуществляется только после
того, как на коксовых печах и в отделении
конденсации и охлаждения газа установлен
нормальный технологический режим.
В период подготовки электрофильтра к
пуску проводится проверка электротехниче-
ских устройств и проверка центровки элек-
тродов, отклонение которых от оси трубы
свыше 5 мм не допускается.
Проверка герметичности корпуса электро-
фильтра и надежности герметизации изоля-
торных коробок от газового пространства
осуществляется опрессовкой электрофильтра
сжатым воздухом давлением 3000 мм вод. ст.
Перед опрессовкой все работы внутри
электрофильтра должны быть закончены,
произведена очистка и уборка всех посто-
ронних предметов и мусора, после чего лю-
ки и лазы поставлены на место.
После окончания испытания и устране-
ния всех обнаруженных при этом дефектов
подвод в электрофильтр сжатого (воздуха
отсоединяется, гидрозатвор электрофильтра
заполняется до перелива водой, включается
обогрев изоляторных коробок и обогрев
днища электрофильтра.
Выемка заглушек на газопроводах до и
после электрофильтра и включение его в
газовую сеть производится в следующей по-
следовательности;
а) открывают воздушку на электрофиль-
тре;
б) в корпус и стояк газопровода элек-
трофильтра подается пар в таком количе-
стве, чтобы избыток его под небольшим дав-
лением уходил через свечу;
в) снимают заглушку на газопроводе до
и после электрофильтра.
Выемка заглушек должна осуществлять-
ся в соответствии с правилами безопасно-
сти в газовом хозяйстве;
г) после затяжки фланцевых соединений,
не прекращая подачи пара в электро-
фильтр, открывают задвижки и продувают
в течение 10 мин электрофильтр газом;
д) после окончания продувки воздушку
закрывают, прекращается подача пара и
после того, как предупрежден машинист
нагнетателя, медленно закрывают задвижку
на газопроводе мимо электрофильтра. Со-
противление по газу включенного электро-
фильтра не должно превышать 50 мм
вод. ст.,
е) через 30 мин после полного включения
электрофильтра по газу химическая лабора-
тория определяет содержание кислорода в
коксовом газе после электрофильтра, а так-
же (при установке электрофильтра на сто-
роне давления) отсутствие прососов коксо-
вого газа в изоляторные коробки;
ж) если содержание кислорода в коксо-
вом газе после электрофильтра не превыша-
ет 1,0% и отсутствует поступление газа в
изоляторные коробки, на электрофильтр по-
дают напряжение.
Во время работы электрофильтра темпе-
ратура в изоляторных коробках поддержи-
вается 60—70° С и осуществляется наблюде-
ние за бесперебойным стоком конденсата из
электрофильтра через гидрозатвор.
Глава 31
ПУСК ЦЕХОВ ОЧИСТКИ КОКСОВОГО ГАЗА ОТ СЕРОВОДОРОДА
И ПОЛУЧЕНИЯ СЕРНОЙ КИСЛОТЫ
Улавливание сероводорода из коксового
газа в коксохимической промышленности
СССР производится преимущественно ва-
куум-карбонатным способом с получени-
ем серной кислоты методом мокрого ката-
лиза.
В качестве поглотителя сероводорода при
этом применяют поташный, содовый либо
смешанный содово-поташный раствор. Тех-
нологическая схема и аппаратурное оформ-
ление при применении любого из этих рас-
творов одинаковы (рис. 31-1 и 31-2).
Пуск цеха, учитывая последовательность
технологического процесса, осуществляется
в два следующих друг за другом самостоя-
тельных этапа:
первый этап — пуск отделения улавлива-
ния сероводорода из коксового газа и реге-
нерации поглотительного раствора;
второй этап —пуск отделения для получе-
ния серной кислоты из сероводородных га-
зов методом мокрого катализа.
ПУСК ОТДЕЛЕНИЯ УЛАВЛИВАНИЯ
СЕРОВОДОРОДА И РЕГЕНЕРАЦИИ
ПОГЛОТИТЕЛЬНОГО РАСТВОРА
В пусковой комплекс первого этапа вхо-
дят следующие объекты: серные скрубберы,
насосная улавливания и регенерации, реге-
нераторы, конденсаторы, теплообменники,
холодильники для раствора, сборники для
раствора, вакуум-насосная, градирня для
охлаждения оборотной технической воды,
оклад поташа (соды), а также все относя-
щиеся к .перечисленным объектам газопро-
водные и трубопроводные коммуникации и
объекты вспомогательного значения (техни-
ческое водоснабжение, электроснабжение,
КИП и автоматика, сантехнические устрой-
ства) .
Не входящие в пусковой комплекс перво-
го этапа аппараты, газопроводы и коммуни-
кации должны быть отсоединены или отглу-
шены.
Рис. 31-1. Схема очистки коксового газа от сероводорода по вакуум-карбоиатному методу:
1 — серные скрубберы; 2 — насос для подачи раствора иа регенератор; 3 — конденсатор-холо-
дильник с пародистнллятным теплообменником; 4 — теплообменник для раствора; 5 — регенера-
тор; б — циркуляционный подогреватель: 7 — сборник для регенерированного раствора; 8 — насос
для подачи раствора на скруббер; 9 — оросительный холодильник; 10 — насос для подачи рас-
твора на скруббер; 11 — отбойник конденсата; 12 — вакуум-иасос; 13 — отбойник масла; 14 — га-
зовый холодильник; 15 — предохранительный газовый затвор; 16 — сборник для конденсата газа;
17 — бак для приготовления свежего раствора; 18 — насос подачи свежего раствора; 19 — по-
догреватель раствора
352
Ввод в действие технологических объектов коксохимических предприятий
Рис. 31-2. Схема отделения получения серной кислоты:
1 — печь-котел для сжигания сероводородных газов; 2 — камера дожита; 3 — камера смешения;
4 — контактный аппарат; 5 — абсорбер; 6 — электрофильтр; 7 — гидрозатворы; В — ороситель-
ный холодильник; 9 — сборник циркулирующей кислоты; 10 — сборник продукционной кислоты;
11 — насос для подачи кислоты иа абсорбер; 12 — насос для подачи кислоты на склад; 13 — возду-
ходувка; 14 — пусковой подогреватель с топкой; 15 — дымовая труба; 16 — дымосос; 17 — вен-
тилятор
Подготовка к пуску и комплексные
испытания
Перед пуском цеха на складе необходимо
создать запас поташа (соды) в количестве,
достаточном для:
а) заполнения рабочих емкостей раство-
ром с учетом расхода поташа на пропитку
древесины насадки и ее выщелачивание;
б) расхода поташа на время работы це-
ха в течение 20 суток.
Количество жидкости, удерживаемой оро-
шаемой деревянной хордовой насадкой,
можно определить из номограммы, изобра-
женной на рис. 31-3.
Количество раствора для пропитки насад-
ки зависит от породы дерева, из которого
Рис. 31-3. Количество воды, удерживаемое
1 мг хордовой насадки в зависимости от ин-
тенсивности орошения
насадка изготовлена, и ее начальной влаж-
ности.
Ориентировочно можно принять, что каж-
дый кубический метр стандартной еловой
насадки с размерами реек 120 X 12,5 мм
и зазором между рейками 19 мм способен
впитать в себя до 0,2 м3 раствора.
Расход соды на каждые 1000 м3 очищае-
мого коксового газа по нормативам равен
0,5 кг.
Раствор соды приготовляется на умягчен-
ной воде либо конденсате пара.
Перед пуском цеха необходимо провести
комплексные испытания следующих систем:
1) цикла рабочего раствора;
2) цикла охлаждающей воды;
3) вакуум-насосной и системы создания
вакуума;
4) склада поташа (соды) и коммуника-
ций передачи раствора от склада в цех.
Перед испытанием цикла рабочего раство-
ра в течение одних суток промывают насад-
ку скрубберов конденсатом пара или умяг-
ченной водой по замкнутой схеме. На вре-
мя промывки устанавливают у подскруббер-
ных сборников на штуцерах всасов насо-
сов металлические сетки с отверстиями диа-
метром 6—8 мм.
Промывка скрубберов осуществляется по
системе: подскрубберный сборник—насос —
скруббер—подскрубберный сборник. При
отсутствии соответствующей коммуникации
делают временные перемычки.
При .промывке проверяют работу ороси-
тельных устройств и в случае необходимо-
сти их регулируют.
Пуск цехов очистки коксового газа от сероводорода
353
В зимнее время во избежание промерза-
ния насадки циркулирующая в системе во-
да должна быть подогрета до 30—40° С.
После промывки подскрубберные сборни-
ки освобождаются от воды и производится
их очистка, а временно установленные иа
всасах насосов сетки удаляются.
Проверка правильности и исправности
собранной схемы движения жидкости в си-
стеме: подскрубберный сборник скруббера
№ 1 — насос — конденсатор — теплообмен-
ники — подогреватели — регенератор —
сборники регенерированного раствора — на-
сос — теплообменники — холодильники —
скруббер № 2 — подскрубберный сборник
скруббера № 1 осуществляется прокачкой
умягченной воды через эту систему в тече-
ние не менее одних суток.
После испытания и промывки аппаратуры
и коммуникации водой необходимо удалить
воду из всей системы и очистить сборники.
Для испытания системы охлаждающей
воды необходимо после заполнения бассей-
на градирни и приямков технической водой
прокачивать ее насосами в течение одних
суток по замкнутому циклу через аппарату-
ру и градирню.
Таким же образом проверяется цикл ох-
лаждающей воды холодильников для рас-
твора. При этом в случае охлаждения рас-
твора в оросительных холодильниках произ-
водится регулировка их оросительных уст-
ройств.
Герметичность системы на стороне ваку-
ума проверяется во время работы вакуум-
насоса в течение не менее 48 ч.
Величина вакуума должна быть (по пас-
порту машины) около 700 мм рт. ст.
По окончании этих испытаний произво-
дится предварительное выщелачивание на-
садки скрубберов.
Необходимость выщелачивания насадки
вызывается омылением щелочью смолистых
веществ древесины насадки с последующим
гидролизом образовавшихся соединений и
связанным с этим вспениванием раствора.
При работе на вспенивающемся растворе
возможен унос пены из регенераторов в
конденсаторы, а затем в вакуум-насосы,
что может вызвать гидравлические удары
и поломку вакуум-насосов.
При вспенивании раствора возможно вы-
бивание газа через гидрозатворы, а также
отказ в работе насосов.
Для уменьшения вспенивания раствора
при выщелачивании насадки необходимо
ввести в раствор соли, способные подавить
процесс гидролиза. К моменту пуска цеха
на завод завозят рабочий раствор, содержа-
щий балластные соли.
Потребность в рабочем растворе, завезен-
ном извне, зависит от концентрации в нем
балластных солей и объема насадки и ори-
ентировочно составляет для двух скруббе-
ров диаметром 5000 мм около 100 м3 при
содержании в растворе солей 150—200 г/л.
Для выполнения операции выщелачива-
ния подскрубберные сборники заполняются
до уровня перелива в аварийный сборник
23 Справочник коксохимика, т. IV.
раствором поташа (либо соды) со свобод-
ной щелочностью 10—20 г/л (в пересчете
на К2СО3 или Na2COs) и включается цирку-
ляция этого раствора через сборник на
скруббер.
По мере уменьшения вспенивания щелоч-
ность раствора постепенно повышается до
рабочей концентрации. При прокачке рас-
твора через систему последний подогревает-
ся в подогревателях до 55—60° С, с повы-
шением температуры раствора пенообразо-
вание уменьшается.
Для удешевления стоимости работ по вы-
щелачиванию насадки для этой цели может
быть использован содовый (а не поташный)
раствор.
Перед пуском производится заполнение
всех гидрозатворов по трассе газопровода
технической водой, а гидрозатворов после
скрубберов и гидроклапана после вакуум-
насосов— умягченной водой.
В зимнее время гидрозатворы должны
обогреваться паром.
Исходное положение перед пуском
Непременное условие готовности отделе-
ния к пуску — окончание процесса выщела-
чивания насадки скрубберов, что характе-
ризуется отсутствием вспенивания циркули-
рующего через скрубберы щелочного рас-
твора.
Исходное положение перед включением
серных скрубберов в газовую сеть должно
быть следующим:
1) все гидрозатворы залиты водой и поло-
жение запорной арматуры обеспечивает сток
жидкости в гидрозат.воры;
2) газовые задвижки до и после скруббе-
ров закрыты, газовые задвижки мимо
скрубберов открыты;
3) насосы для подачи раствора останов-
лены;
4) все паропроводы пускового комплекса
находятся под рабочим давлением пара;
5) на газопроводе до и после каждого
скруббера установлены манометры для из-
мерения давления газа в газопроводе и обе-
спечена возможность отбора и проверки
проб газа на воспламеняемость и содержа-
ние кислорода;
6) прекращены все огневые и другие мон-
тажные работы и удалены с территории це-
ха все лица, не принимающие участие
в пуске;
7) выполнены все подготовительные рабо-
ты для выемки заглушек на газопроводе
(оборудованы площадки, имеется необходи-
мый инструмент и приспособления, расхо-
жены все болты на фланцевых соединениях
в местах выемки заглушек, заготовлены
прокладки, обеспечены средства пожароту-
шения) .
Пуск
Включение серных скрубберов по газу
проводится только в дневное время (при
дневном освещении) в следующей последо-
вательности:
354
Ввод в действие технологических объектов коксохимических предприятий
1) в скрубберы и стояки газопровода у
скрубберов пускают пар для вытеснения
воздуха.
Подача пара регулируется таким обра-
зом, чтобы в скруббере было небольшое
избыточное давление и пар выходил через
продувные свечи;
2) вынимают заглушки на газопроводе
до и после скрубберов и соединяют фланцы
газопровода.
Раствор подогревается ,в решоферах до
65—70° Сив циркуляционных подогрева-
телях до 80—82° С и устанавливается пол-
нота выщелачивания насадки по отсутст-
вию пены.
Если пена отсутствует илн количество ее
невелико, пускается вакуум-насос с выбро-
сом отсасываемых газов через холодильни-
ки для газа вначале на свечу, а затем
в газопровод доменного газа.
Рис. 31-4. Схема трубопроводов у вакуум-насоса:
вакуум-иасос; II — маслоотбойник; III — холодильник сероводородного
газа; IV — гидроклапан; 1 — 6 — задвижки
Выемку заглушек и включение произво-
дят одновременно только на одном скруб-
бере и после ее окончания — на другом
в соответствии с заранее составленным пла-
ном, утвержденным главным инженером
предприятия;
3) приоткрывают газовые задвижки до и
после скрубберов для продувки газом
скруббера и стояка газопровода у скруб-
бера;
4) закрывают подачу пара в скруббер и
стояк газопровода у скруббера и отбирают
пробу газа из свечи, определив в газе со-
держание кислорода.
При содержании кислорода в газе не
свыше 1 % продувка скруббера газом счита-
ется законченной и свечи закрываются;
5) открывают полностью газовые задвиж-
ки до и после скруббера, после чего, пре-
дупредив машиниста нагнетателя, медленно
закрывают газовую задвижку мимо скруб-
бера.
Во время включения скруббера нужно
тщательно следить за показаниями мано-
метров давления газа до и после скруббера;
6) убеждаются в отсутствии пропуска га-
за через фланцевые соединения и другие
места, а также проверяют не проходит ли
газ в отключенные коммуникации и аппа-
ратуру.
После включения по газу серных скруббе-
ров вновь пускают насосы для подачи рас-
твора на скрубберы и аппаратуру и замы-
кают цикл охлаждающей воды через гра-
дирню.
Пуску насосов должно предшествовать
включение в работу вентиляционной систе-
мы цеха.
Поршневой вакуум-насос (марки ВН-120)
пускают следующим образом;
а) пускают охлаждающую воду на газо-
вые холодильники и обеспечивают сток
конденсата с холодильников в гидрозатвор;
б) проверяют наличие масла в масляном
баке н в плунжерном масляном насосе.
При температуре масла ниже 25° С прини-
мают меры к его подогреву;
в) пускают воду на охлаждение цилиндра
и шаровых опор вакуум-насоса, а также
в холодильник масла;
г) проверяют установку ограждений ре-
менной передачи вакуум-насоса и заземле-
ние электродвигателя;
д) проверяют, чтобы задвижки 1 и 2 на
всасе н выдаче вакуум-насоса (рис. 31-4)
были закрыты, а задвижка 3 на свече, ус-
тановленной на нагнетании для выпуска
газа после вакуум-насоса «на воздух», бы-
ла открыта. Задвижка 4 на газопроводе к
печи-котлу должна быть закрыта, а задвиж-
ки 5 и б к газопроводу сброса сероводорода
в доменный газ открыты;
е) включают электродвигатель масляного
насоса и проверяют подачу масла на смаз-
ку (давление 1 атм)-,
ж) включают электродвигатель вакуум-
насоса;
з) открывают задвижку 2 на выдаче ва-
куум-насоса и нагружают вакуум-насос от-
крытием задвижки 1 на всасе, после чего
закрывают задвижку 3 на свечу.
При нагрузке вакуум-насоса следят за
давлением газа после вакуум-насоса и по-
казаниями амперметра. Давление газа пос-
ле вакуум-насоса свыше 1100 мм вод. ст.
не допускается;
Пуск цехов очистки коксового газа от сероводорода
355
и) внимательно просушивают насос; ра-
бота вакуум-насоса при наличии посторон-
него шума (стуков) не допускается.
Температура газа после вакуум-насоса
свыше 140° С не допускается.
Нормальная температура подшипников
45 °C.
После пуска вакуум-насоса необходимо
систематически проверять наличие жидкости
в отстойнике конденсата и маслоотбойнике
и своевременно их опоражнивать.
Наладка технологического режима
отделения улавливания и регенерации
Наладка технологического режима сопро-
вождается тщательной проверкой исправно-
сти работы машин и оборудования, про-
веркой герметичности оборудования и
коммуникаций, правильности показаний кон-
трольно-измерительной аппаратуры, налад-
кой устройств автоматического регулирова-
ния технологического процесса и проверкой
надежности работы предохранительных
устройств.
Технологические параметры работы отде-
ления и средств их регулирования приво-
дятся в табл. 34-1.
Основные показатели, характеризующие
работу отделения улавливания и регенера-
ции:
1) содержание сероводорода в обратном
коксовом газе и степень улавливания (по
проекту);
2) содержание сероводорода в насыщен-
ном и регенерированном растворе;
3) щелочность раствора и содержание
в нем балластных солей.
4) расход пара на регенерацию.
ПУСК ОТДЕЛЕНИЯ МОКРОГО
КАТАЛИЗА
Пуск отделения мокрого катализа состоит
из ряда последовательно проводимых опе-
раций по сушке аппаратуры, ее разогреву
и насыщению катализатора.
Одновременно с этими операциями осу-
ществляется испытание всех механизмов,
предохранительных устройств н средств
контроля и автоматики, проверка работы
системы циркуляции серной кислоты (цир-
куляционный сборник — насос — абсорбер—
оросительный холодильник для кислоты —
циркуляционный сборник), а также провер-
ка цикла охлаждающей воды.
Испытание системы котла-утилизатора
проводится до футеровки печи-котла и под-
лежит сдаче инспекции Госгортехназора.
Охлаждение сернистого газа с утилиза-
цией тепла для получения водяного пара
перед подачей сернистого газа в контакт-
ный аппарат может быть осуществлено в от-
дельно стоящем котле-утилизаторе, либо
в одном комбинированном аппарате печь-
котел.
Последнее решение является предпочти-
тельным, так как позволяет сжигание серо-
водорода и циана осуществить в печи-котле
при некотором недостатке воздуха, и за счет
обмена тепла теплопередающей поверхио-
Таблица 31-1
Технологические параметры работы отделения улавливания
и регенерации и средства их регулирования
Название параметра Значение Средства регулирования
Температура раствора после холо- 39—41 Количество охлаждающей воды и сниже-
дильнпков, °C Температура раствора после подогре- ние ее температуры после градирни
65—70 Количество греющего пара
вателей раствора, °C Температура раствора после циркуля- 80—82 То же
ционных подогревателей, °C Вакуум вверху регенератора, мм 620 Снижение температуры газа после кон-
pm. cm. денсаторов и уменьшение их сопротив-
Вакуум перед вакуум-насосом, мм 630 ления. Устранение излишнего перегре- ва регенерируемого раствора. Устране- ние прососов воздуха через неплотности. Исправная работа вакуум-насоса То же
pm. cm. Температура сероводородных газов 25—30 Увеличение количества охлаждающей
после конденсаторов, °C воды и снижение ее температуры
Температура сероводородного газа 25—30 То же
после холодильников газа, °C Щелочность рабочего раствора, г/л: Количество вводимого в цикл свежего
содового 60 раствора
поташного 150
содо-поташного (при весовом соот- 150
ношении сода : поташ = 1,4:1)
23*
356
Ввод в действие технологических объектов коксохимических предприятий
стью котла, не повышая температуру в то-
почном пространстве печи выше допусти-
мых пределов (более 1150—1200° С), по-
лучить в последующем серную кислоту
с минимальным содержанием окислов азота.
Принципиальная технологическая схема
отделения мокрого катализа при сжигании
сероводородного газа в комбинированном
аппарате печь-котел показана на рис. 31-2.
Сжигание сероводорода и циана в комби-
нированном аппарате печь-котел происходит
по следующим реакциям:
3
H2S 4- О2 -> Н2О + SO2 -]-
+ 123940 ккал/кмоль\
H2S 4- — О2 -» Н2О -J- s +
4- 52000 ккал!кмоль',
5
2HCN 4- — °2 -> Н2О 4- 2СО2 4-
4- N2 4- 256000 ккал/кмоль.
Количество сероводорода, сгорающего по
второй реакции, составляет около 2,5%. Се-
ра сжигается в камере дожита, расположен-
ной (см. рис. 31-2) непосредственно после
печи-котла, по реакции
S 4- О2 -> SO2 4- 71000 ккал/кмоль.
В практике пуска и эксплуатации может
быть случай, когда количество подаваемого
на сжигание сероводородного газа значи-
тельно меньше проектного. При этом теп-
лопередающая поверхность печи-котла или
отдельного котла-утилизатора может ока-
заться завышенной для этого количества
продуктов горения и температура после пе-
чи-котла (или котла-утилизатора) будет
ниже допустимой.
Для поддержания температуры газов на
необходимом уровне в этом случае приме-
няется отключение части теплопередающей
поверхности печи-котла путем ее обмуровки
или пропуска части газов в котле-утилиза-
торе по более короткому пути (например,
минуя перевал).
При проведении этих мероприятий необ-
ходимо избегать образования застойных
участков для газов, так как это может при-
вести к понижению в этих местах темпе-
ратуры сернистого газа ниже 120° С и кон-
денсации водяных паров, что в свою оче-
редь приведет к образованию сернистой
кислоты и к коррозии металлических кон-
струкций.
Иногда для повышения температуры то-
почных газов применяется сжигание (наря-
ду с сероводородным газом) некоторого ко-
личества доменного или коксового газа.
В последнем случае концентрация получае-
мой кислоты за счет повышенного содержа-
ния в продуктах горения водяных паров
снижается.
Принципиального отличия в порядке пус-
ка отделений, оборудованных отдельными
котлами-утилизаторами, и отделений с ком-
бинированными аппаратами печь-котел нет.
Ниже описывается пуск отделения мокро-
го катализа, оборудованного печью-котлом.
Перед пуском отделения мокрого катали-
за на заводе должен быть создан необхо-
димый запас серной кислоты крепостью
92—93%, чтобы заполнить циркуляционный
сборник и оросительный холодильник.
В связи с тем, что при пуске и в процес-
се эксплуатации оросительного холодиль-
ника возможны разливы кислоты и попада-
ние ее в цикл охлаждающей воды, необхо-
димо к моменту пуска иметь на террито-
рии цеха запас извести или кальцинирован-
ной соды в количестве не менее 2 т.
Сушка печи-котла и контактного
аппарата
Пуск печи-котла по характеру выполня-
емых при этом работ состоит из двух опе-
раций: сушки и разогрева.
При этом можно сушить отдельно толь-
ко печь-котел либо осуществить эту опера-
цию совместно с сушкой контактного аппа-
рата.
Выбор одного из этих двух способов
определяется состоянием готовности к пус-
ку отделения мокрого катализа. При усло-
вии подготовленности всей системы целе-
сообразно сушку печи-котла и контактного
аппарата проводить совместно.
Совместную сушку печи-котла и контакт-
ного аппарата можно осуществить одним
из трех способов:
1) путем подачи воздуходувкой в печь-
котел воздуха, нагретого паром, который
подается в экранированную систему котла
от общезаводского паропровода.
Горячий воздух в этом случае проходит
через печь-котел и по газоходу поступает
в контактный аппарат, выброс воздуха
осуществляется через нижний люк контакт-
ного аппарата. Образующийся в результа-
те охлаждения пара конденсат из нижнего
коллектора системы котла выпускается
через продувной трубопровод;
2) путем подачи горячего воздуха от
пускового подогревателя в контактный ап-
парат и затем через газоход в печь-котел
с выбросом отработанного воздуха через
взрывные клапаны печи-котла, которые на
это время снимаются;
3) продуктами горения коксового газа,
сжигаемого со значительным избытком воз-
духа в печи-котле. Продукты горения при
этом выбрасываются, как и в первом слу-
чае через нижние люки контактного аппа-
рата.
Наиболее простым из трех перечислен-
ных способов является способ совместной
сушки печи-котла и контактного аппарата
Пуск цехов очистки коксового газа от сероводорода
357
с нагревом воздуха в печи-котле паром
(первый способ).
При сушке контактного аппарата воз-
можно поступление из него воздуха через
газоход в башню-абсорбер и далее в элек-
трофильтр, что может повлечь конденсацию
водяных паров и вымывание швов кислото-
упорной футеровки. Поэтому перед нача-
лом сушки производится в соответствии с
правилами выполнения кислотоупорных ра-
бот прокисловка швов футеровки газохода
от контактного аппарата к башне-абсорбе-
ру и включение цикла конденсации и ох-
лаждения серной кислоты с подачей кис-
лоты на башню-абсорбер. На это время
гидрозатвор перед электрофильтром зали-
вают кислотой.
Включение в работу системы
циркуляции кислоты
Для тщательной проверки исправности
цикла конденсации и охлаждения серной
кислоты последний должен быть включен
не менее, чем за двое суток до начала
сушки контактного аппарата.
Включение цикла осуществляется в сле-
дующей последовательности:
а) циркуляционный сборник заполняется
серной кислотой крепостью 92—93%;
б) проверяется наличие защитных кожу-
хов на фланцевых соединениях трубопро-
водов кислоты;
в) проверяется правильность положения
арматуры на трубопроводах прохождения
кислоты по циклу;
г) удаляются с территории расположения
трубопроводов кислоты все посторонние
лица;
д) включается кислотный насос для по-
дачи кислоты из циркуляционного сборни-
ка в абсорбер;
в) проверяется герметичность системы и
отсутствие течей кислоты.
После того как трубопроводы кислоты и
оросительный холодильник проверены на
отсутствие печей, пускаются насосы подачи
технической воды на оросительные холо-
дильники и откачки ее на градирню.
Подготовка к сушке печ и-к о т л а
и контактного аппарата
Перед сушкой через открытые люки ос-
матривают и очищают от загрязнений и по-
сторонних предметов печь-котел, газоходы
и контактный аппарат.
На решетки контактного аппарата укла-
дывают слой высотой 50 мм сортированной
кварцевой щебенки с крупностью зерен
12—15 мм, после чего закрывают люки на
аппаратах, за исключением нижних люков
контактного аппарата.
Закрывают задвижки для подвода в
печь-котел коксового и сероводородного
газов и на этих трубопроводах после за-
движек устанавливают заглушки.
Проверяют наличие контрольно-измери-
тельных приборов: термометров для опре-
деления температуры газов на выходе из
печи-котла и в контактном аппарате и ма-
нометров для определения давления газов
в системе.
Сушка. Вначале пускают вентилятор
и подают воздух в печь-котел (выход воз-
духа осуществляется через нижний люк
контактного аппарата), а затем подают
пар давлением ~4 ати от заводской ма-
гистрали в систему котла с выпуском об-
разующегося конденсата через продувоч-
ные трубопроводы на нижнем коллекторе.
Подъем температуры в печь от началь-
ной до 110° С (после печи) осуществляют
со скоростью 4—5° С в час.
Регулируют температуру количеством по-
даваемого в печь воздуха.
В процессе сушки за счет испаряющейся
из кладки влаги происходит образование
значительного количества водяных паров,
которые могут в последующем конденсиро-
ваться на холодных поверхностях стенок
газоходов и аппаратов и размывать швы
кладки футеровки.
Поэтому режим сушки следует вести та-
ким образом, чтобы содержание водяных
паров в отходящем воздухе было ниже
соответствующего степени насыщения (точ-
ки росы) при данной температуре.
Это достигается подачей в печь в начале
сушки большего количества воздуха, кото-
рое по мере подъема температуры его на
выходе должно уменьшаться.
Если при сушке слышится треск в клад-
ке, скорость подъема температуры следу-
ет уменьшить.
По достижении температуры отходящего
воздуха после контактного аппарата 110°С
дальнейшее повышение температуры при-
останавливается и сушка продолжается
при указанной температуре в течение 10 ч,
после чего эта операция считается закон-
ченной.
Разогрев печ и-к о т л а. Разогрев пе-
чи-котла осуществляется продуктами горе-
ния сжигаемого в печи коксового газа.
На время разогрева контактные аппара-
ты от печи-котла отключаются и продукты
горения направляются через боров в тру-
бу пускового подогревателя. При подъеме
температуры до ~550°С (после печи-кот-
ла) естественной тяги недостаточно и вы-
брос на трубу дымовых газов осуществля-
ется с помощью дымососа, при дальней-
шем (выше 550° С) подъеме температуры
дымовые газы отводятся на трубу естест-
венной тягой.
Следует иметь в виду что давление кок-
сового газа в газопроводе для разогрева
печи-котла должно быть не менее
1000 мм во<3. ст., т. е. достаточное для то-
го, чтобы коксовый газ поступал в печь-
котел.
Это достигается либо установкой на га-
зопроводе подвода газа к печи-котлу по-
высительного компрессора (можно вакуум-
насоса) либо подключением этого газопро-
358
Ввод в действие технологических объектов коксохимических предприятий
вода к такому участку газовой трассы за-
вода, где давление газа более
1000 мм вод. ст.
За время разогрева печи-котла выполня-
ются работы по укладке катализатора в
контактные аппараты и подготовке их к
сушке и разогреву контактной массы.
Подготовка к разогреву печи-котла осу-
ществляется следующим образом:
а) снимается заглушка на газоходе от-
вода газов после печи-котла в боров к ды-
мовой трубе; газовые задвижки перед
контактными аппаратами закрываются;
б) котел-утилизатор заполняется до нор-
мального уровня умягченной водой.
Заполнять котел водой следует медлен-
но (в течение 1,5—2 ч), предохранительный
клапан на котле в это время должен быть
открыт и котел отключен от паровой маги-
страли вентилем;
в) на печи-котле снимаются смотровые
стекла;
г) пускается дымосос, подсос воздуха в
печи осуществляется через отверстия для
смотровых стекол;
д) продувается через свечу газопровод
коксового газа к печи и снимается установ-
ленная на нем заглушка.
Продувка газопровода считается закон-
ченной, если в пробе газа, отобранного из
свечи, содержание кислорода не превыша-
ет 1%.
Разогрев печи-котла производится сле-
дующим образом:
а) пускается воздуходувка и подается в
топку воздух вначале в таком количестве,
чтобы в топке не было избыточного давле-
ния.
Вне печи зажигается факел и вносится
к месту подвода коксового газа в печь
через отверстие смотрового стекла, после
чего медленно подается и зажигается кок-
совый газ. Смотровые стекла устанавлива-
ются на место и увеличивается подача
воздуха в печь. Если печь оборудована
электрозапалом, вначале включают это
устройство, и после того как убедились,
что оно работает, подают в горелку газ.
За горением газа необходимо тщательно
наблюдать и при отрыве факела горения
немедленно закрыть поступление газа и
зажечь его вновь только после продувки
печи воздухом в течение не менее 20 мин;
б) подъем температур при разогреве
печи от ПО до 550—600° С (температура
газов после печи) осуществляется со ско-
ростью 15—25 град/ч;
в) при повышении в котле-утилизаторе
давления пара до величины на 0,5 ати
меньше, нежели в общем паропроводе, ко-
тел включается в общую сеть пара низко-
го давления.
Эксплуатация котла с этого момента
осуществляется в соответствии с инструк-
цией по его обслуживанию;
г) при достижении температуры дымо-
вых газов после печи 550—600° С дымосос
останавливают и открывают шибер иа бо-
рове мимо дымососа;
д) подъем температуры печных газов от
550—600° С до конечной температуры
780—800° С осуществляется со скоростью
50 град;ч.
Загрузка в контактный аппарат
катализатора
Загрузка контактного аппарата катали-
затором является ответственной операцией
и поэтому должна выполняться в присут-
ствии начальника цеха или его заместите-
ля.
Работа выполняется в следующей после-
довательности:
1) аппарат охлаждается до 40—50° С
вдуванием холодного воздуха воздуходув-
кой;
2) вскрываются люки;
3) на внутренних стенках аппарата на-
носятся мелом черты, соответствующие по
проекту верхнему краю слоя контактной
массы;
4) производится загрузка катализатора
до уровня, обозначенного меловой чертой,
и уровень контактной массы подравнива-
ется двухметровой рейкой.
При загрузке контактной массы следует
соблюдать особую осторожность в обраще-
нии с катализатором, не допуская разру-
шений отдельных гранул или колец.
Разрушение гранул или колец катализа-
тора приводит к его уплотнению, повы-
шенному сопротивлению проходу газа и
ухудшению каталитической активности;
5) после загрузки контактной массы от-
верстия люков закладываются «насухо»
огнеупорным кирпичом и после уплотнения
швов кирпича сухим асбестом крышки лю-
ков плотно закрываются.
Укладка контактной массы и осмотр ап-
парата перед его закрытием должны быть
оформлены актом заводской комиссии как
скрытые работы.
Сушка и разогрев контактной массы
Сушка и разогрев контактной массы осу-
ществляются горячим воздухом либо про-
дуктами горения доменного газа.
Применение для этой цели продуктов го-
рения коксового газа нежелательно, так
как они всегда содержат некоторое коли-
чество сернистого газа и значительное ко-
личество водяных паров, в связи с чем
возможна конденсация водяных паров, об-
разование серной кислоты и смачивание
ею катализатора, что недопустимо так как
приводит к разрушению катализатора.
Подготовка к сушке и разогреву осу-
ществляются следующим образом:
а) проверяют, чтобы были залиты кисло-
той гидрозатворы перед электрофильтра-
ми;
б) проверяют расстановку контрольно-
измерительных приборов по замеру темпе-
ратуры до и после контактного аппарата
и в отдельности каждого слоя контактной
массы;
Пуск цехов очистки коксового газа от сероводорода
359
в) открывают лаз на крышке башни
абсорбера для выпуска через него воздуха
во время сушки.
Сушка и разогрев осуществляются сле-
дующим образом:
а) дают воздух от воздуходувки через
пусковой подогреватель в контактный ап-
парат;
б) пускают дымосос для выброса дымо-
вых газов после подогревателя на дымо-
вую трубу;
в) продувают газопровод коксового газа
к пусковому подогревателю и зажигают
газ в топке, отрегулировав количество по-
даваемого на сжигание коксового газа
таким образом, чтобы температура топоч-
ных! газов при входе в подогреватель не
превышала 600° С;
г) температуру в контактном аппарате
до температуры отходящего из аппарата
воздуха 110° С повышают со скоростью
4—5 град/ч;
д) при достижении температуры воздуха
после аппарата 110° С дальнейшее повыше-
ние температуры прекращают и сушку при
этой температуре продолжают 10—15 ч;
е) дальнейший (выше 100—110° С) на-
грев насадки абсорбера во избежание ее
разрушения при подаче на нее более хо-
лодной кислоты не допускается. Поэтому
после окончания сушки контактной массы
включается электрофильтр, закрывается
люк на крышке абсорбера и кислота по-
дается на орошение.
Перед пуском электрофильтра необхо-
димо:
а) убедиться в исправности электрофиль-
тра и электроагрегата;
б) проверить с помощью шаблона цент-
ровку коронирующих электродов.
Допустимые отклонения коронирующего
электрода от осевого положения в трубе
не более 5 мм;
в) проверить отсутствие людей и посто-
ронних предметов в электрофильтре и вы-
соковольтной трансформаторной ячейке;
г) закрыть и уплотнить люки изолятор-
ных коробок и люки на корпусе электро-
фильтра;
д) проверить исправность трубопровода
для стока серной кислоты с электрофильт-
ра и положение апматуры на этом трубо-
проводе.
Напряжение на электрофильтр подается
до пуска в него газа.
Пуск электрофильтра выполняется в сле-
дующей последовательности:
а) включается агрегат обдувки изолято-
ров;
б) подается напряжение на электро-
фильтр;
в) спускается кислота с гидрозатвора
перед электрофильтром.
Дальнейший подъем температуры возду-
ха до 400—420° С после контактного аппа-
рата производится со скоростью 20 град!ч,
после чего подъем температуры приостанав-
ливается и нагрев аппарата при этой темпе-
ратуре осуществляется в течение 4—5 ч.
При разогреве контактного аппарата не
следует повышать температуру газов на
входе в аппарат выше 450° С.
Насыщение контактной массы
сернистым газом
Насыщение контактной массы сернистым
газом является наиболее ответственной
операцией пуска отделения мокрого ката-
лиза, так как от правильного ее проведе-
ния зависит сохранность катализатора и
степень его активности.
К моменту начала работы по насыщению
катализатора отделение улавливания и ре-
генерации раствора должно работать бес-
перебойно, а все оборудование и коммуни-
кации отделения мокрого катализа должны
пройти испытания и обнаруженные при
этом дефекты устранены.
Насыщение контактной массы сернистым
газом осуществляется в смеси с продукта-
ми горения коксового газа, который сжи-
гается в печи совместно с сероводородным
газом.
Концентрация сернистого газа в газовой
смеси перед контактным аппаратом, равно
как и температуры газовой смеси до и пос-
ле каждого слоя контактной массы имеют
первостепенное значение для сохранности
катализатора и поэтому подлежат тща-
тельному контролю.
Регулировка концентрации сернистого
газа в газовой смеси перед контактным ап-
паратом в период пуска осуществляется
изменением количества подаваемого в печь
сероводородного газа; постоянная темпе-
ратура газовой смеси перед контактным
аппаратом до и после каждого слоя кон-
тактной массы поддерживается с помощью
добавки в газовую смесь холодного воз-
духа.
При этом температура газов ни в коем
случае не должна снижаться до 440° С, так
как при более низкой температуре актив-
ность контактной массы понижается в ре-
зультате образования пятиокисью ванадия
с сернистым ангидридом малоактивного
соединения — сульфата ванадила, а также
в результате возможной конденсации па-
ров серной кислоты на поверхности ката-
лизатора
Очень важно, чтобы давление коксового
газа перед горелками печи-котла было
больше суммарного сопротивления цепи
аппаратов отделения мокрого катализа в
конце разогрева, так как в противном слу-
чае коксовый газ не сможет поступать в
горелки печи и, наоборот, воздух из печи
может попасть в газопровод коксового га-
за.
В период насыщения контактной массы
газы после контактного аппарата содержат
значительное количество водяных паров и
малое серного ангидрида, в результате че-
го происходит разбавление орошающей
абсорбер серной кислоты.
Поэтому для заполнения системы перед
пуском следует брать кислоту крепостью не
360
Ввод в действие технологических объектов коксохимических предприятий
менее 92% и в период насыщения контакт-
ной массы контролировать ее крепость и
уровень в циркуляционном сборнике.
Подготовка к операции по на-
сыщению контактной массы:
а) оборудуются точки для отбора проб
газа перед и после контактного аппарата;
б) проверяется правильность показаний
всех приборов, регистрирующих и указы-
вающих температуру до и после контакт-
ного аппарата и по слоям контактной мас-
сы;
в) тушится печь и устанавливается за-
глушка на отводе в боров дымовых газов
после печи-котла;
г) снимаются заглушки на подводах к
печи сероводородного газа;
д) открываются газовые задвижки в
контактный аппарат.
Насыщение контактной массы произво-
дится следующим образом:
а) пускают газодувку для подачи возду-
ха в печь-котел;
б) зажигают в печи коксовый газ и
устанавливают следующий температурный
режим, °C:
Дымовые газы после печи............. 780—800
Газовая смесь на входе в контактный
аппарат ............................ 440—450
На выходе из контактного аппарата . . 430—440
Регулирование температуры газовой сме-
си до и после контактного аппарата осу-
ществляется изменением количества хо-
лодного воздуха, добавляемого к ней в
смесительной камере, и в самом аппара-
те — подачей воздуха в межслойные про-
странства;
в) с момента установления рабочего тем-
пературного режима в печи-котле эксплуа-
тацию котла-утилизатора осуществляют в
соответствии с производственной инструк-
цией (пар после котла передается в общую
паровую магистраль);
г) подают в печь сероводородный газ,
отрегулировав его поступление из расчета
содержания SO2 в газовой смеси перед
контактным аппаратом 0,1—0,2% (объемн.)
С момента подачи сероводородного газа
лаборант непрерывно должен каждые
10 мин производить определение содержа-
ния SO2 в печных газах перед входом в
контактный аппарат.
д) повышают концентрацию сернистого
газа только после того, как температура
в слое контактной массы после первона-
чального повышения начнет понижаться
и разница между температурами на выхо-
де и на входе составит не более 30° С, т. е.
температура на выходе будет не выше
480—490° С.
По мере увеличения количества подава-
емого в печь сероводородного газа подача
коксового газа сокращается с таким расче-
том, чтобы температура печных газов пос-
ле печи оставалась равной 780—800° С.
Повышая концентрацию SO2 в газе перед
контактным аппаратом на 0,1 % в час, до-
вести ее до 1%, после чего дальнейшее по-
вышение концентрации приостановить и
вести насыщение при достигнутой концен-
трации в течение 10 ч.
Определение содержания SO2 в печных
газах перед контактным аппаратом произ-
водится в это время и в последующем в
течение всего времени насыщения каждые
15 мин\
е) последующее повышение концентра-
ции SO2 осуществляют со скоростью 0,3—
0,5% в час при условии, что температура
ни в одной точке аппарата не должна пре-
вышать 550° С.
После превышения 550° С увеличение
концентрации прекращается, а количество
подаваемого в аппарат воздуха увеличива-
ется.
Окончание насыщения контактной массы
характеризуется прекращением повышения
температуры в аппарате при увеличении
'концентрации SO2 в газе и по отсутствию
помутнения раствора азотнокислого сереб-
ра, через который пропускают газ, выходя-
щий из аппарата;
ж) после того как весь сероводородный
газ переключен в печь, подачу коксового
газа полностью прекращают.
Задвижка на сбросе сероводородного га-
за в газопровод доменного газа перекры-
вается;
з) после установления нормального ре-
жима агрегата обдувку изоляторов элек-
трофильтра выключают.
Нормальное разрежение в изоляторных
коробках должно- быть 6—10 мм вод. ст.
Совместный разогрев печи-котла
и контактного аппарата с последующим
насыщением контактной массы
Описанный выше порядок пуска отделе-
ния мокрого катализа предусматривает:
1) раздельное проведение некоторых пус-
ковых операций, что позволяет выполнять
их по мере готовности отдельных техноло-
гических объектов;
2) использование для сушки и разогрева
контактной массы пускового подогревателя.
На некоторых предприятиях в отделе-
ниях мокрого катализа пусковой подогре-
ватель отсутствует и в этом случае сушку
и разогрев контактной массы осуществля-
ют продуктами горения коксового газа,
сжигаемого в печи-котле. При таком спо-
собе в печь-котел следует подавать на
сжигание коксовый газ после серных скруб-
беров с минимальным содержанием серо-
водорода.
Операции по разогреву печи-котла и
контактного аппарата, а также последую-
щего насыщения контактной массы осу-
ществляются после выполнения всех подго-
товительных работ, указанных раньше
(стр. 356—358).
Затем производятся следующие работы:
1) пускается воздуходувка и подается в
топйу воздух вначале в таком количестве,
Пуск цехов очистки коксового газа от сероводорода
361
чтобы в топке не было избыточного дав-
ления;
2) зажигается одна горелка коксового
газа, после чего смотровые стекла уста-
навливаются на место и подача воздуха
в топку увеличивается;
3) подъем температур до 110° С после
печи-котла осуществляется со скоростью
10 град[ч и от НО до 600° С — со скоростью
15—25 град/ч’,
4) по достижении температуры газов
после печи-котла 600° С в камеру смешения
подается воздух, и температура газов пос-
ле камеры смешения постепенно в тече-
ние 1 ч снижается до 100—150°С;
5) открываются задвижки на контактные
аппараты, устанавливается заглушка на
отводе в боров и останавливаются дымосо-
сы. Отходящие газы выпускаются через
свечи на электрофильтрах;
6) производится подъем температуры до
и после контактных аппаратов вначале в
результате увеличения подачи коксового
газа на горелку печи-котла а затем, при
достижении температуры после печи 700° С,
за счет сокращения подачи воздуха в ка-
меру смешения.
Подъем температуры после контактных
аппаратов до 100° С осуществляется со
скоростью 5—10 град/ч, а при достижении
100° С —со скоростью 20 град!ч.
К моменту подъема температуры после
контактных аппаратов до 100° С должно
быть начато орошение башен кислотой и
включены электрофильтры;
7) при температуре перед контактными
аппаратами 440 и после 380° С начинается
подача на горелку печи сероводорода.
Наладка технологического режима
отделения мокрого катализа
Непосредственно после пуска отделения
начинается работа по установлению нор-
мального технологического режима, обеспе-
чивающего получение нормативных показа-
телей по потерям, качеству продукции и
расходным коэффициентам средств произ-
водства.
Наладка технологического режима осу-
ществляется одновременно с проверкой
исправности и надежности работы всего
оборудования, коммуникаций, устройств
для контроля и средств автоматики.
Проверяется вся система на герметич-
ность. Предельно допустимые концентра-
ции газов в атмосфере воздуха рабочих
помещений или мест работы по нормам
Госсанинспекции следующие, мг/л-.
H2s ..............0,01
SO2...............0,02
SOs...............0,002
H2SO4 ............0,002
Систематически должна проверяться гер-
метичность фланцевых соединений, сварных
швов, сальниковых уплотнений и т. п.
В процессе наладки осуществляется ре-
гулировка режима сжигания сероводород-
Таблица 31-2
Основные технологические параметры отделения мокрого катализа
и средства их регулирования
Название параметра Значение Средства регулирования
Температура сернистого газа после печи-котла, °C 780 Изменение количества подаваемого в пе- чи воздуха в зависимости от величины перепада температур до и после каме- ры дожига
Температура сернистого газа после камеры дожигания, °C 805—810 Устанавливается автоматически в зави- симости от температуры газа до камеры
Температура газа до контактного ап- парата, °C 450 Изменение количества воздуха, подавае- мого в камеру смешения
Температура газа перед 2-м слоем кон- тактной массы, °C 460—470 Изменение количества воздуха, подавае- мого в межслойное пространство
Температура газа перед 3-м слоем кон- тактной массы, °C 425—435 Изменение количества воздуха, подавае- мого в межслойное пространство
Температура газа после контактного аппарата, °C 445—450 Не регулируется
Температура газа после абсорбера, °C Не выше 60 Количество охлаждающей воды на оро- сительные холодильники
Сопротивление системы — давление Не выше Причинами повышенного сопротивления
газа после вакуум-насоса, мм вод. ст. 1000 могут служить; а) плохой сход кислоты с абсорбера; б) забивка контактной массы
Температура циркулирующей кисло- ты после оросительного холодиль- ника, °C 50 Количество и температура подаваемой на оросительные холодильники охлаж- дающей воды
362 Lieod в действие технологических объектов коксохимических предприятий
ного газа в печи и сжигание серы в каме-
ре дожига.
В современных отделениях мокрого ка-
тализа все основные технологические опе-
рации автоматизированы и наладка произ-
водственного процесса состоит в наладке
средств автоматики по данным лаборатор-
ного и технического контроля.
Основные технологические параметры
отделения мокрого катализа и средств их
регулирования приводятся в табл. 31-2.
Основные показатели, характеризующие
работу отделения мокрого катализа:
а) степень контактирования, как отноше-
ние количества окисленного сернистого ан-
гидрида в долях от общего его количества;
б) содержание SO2 в выхлопных газах.
Нормальное содержание SO2 не более
0,1% (объемн.);
в) качество получаемой кислоты: кре-
пость (93—95%) и содержание в ней окис-
лов азота (не более 0,03%).
ЛИТЕРАТУРА
Амелин А. Г. Производство серной кислоты
из сероводорода по методу мокрого катализа.
Госхимиздат, 1960.
Жаворонков Н. М. Гидравлические основы
скрубберного процесса и теплопередача в скруб-
берах. Изд. «Советская наука», 1944.
Технические условия на монтаж оборудования
очистки газов. СН 84—60. Госстрой СССР, 1960.
Санитарные нормы проектирования промышлен-
ных предприятий. СН 245—63. Госстрой СССР.
1963.
Глава 32
ПУСК ЦЕХОВ ПО ПЕРЕРАБОТКЕ СЫРОГО БЕНЗОЛА
ХАРАКТЕРНЫЕ ОСОБЕННОСТИ ЦЕХА
РЕКТИФИКАЦИИ СЫРОГО БЕНЗОЛА
В цехе ректификации сырого бензола
должны получаться компоненты сырого
бензола в практически чистом виде: бензол,
толуол, ксилол (смесь изомеров) и смесь
триметилбензолов, называемых сольвен-
том.
В сыром бензоле содержится также от
8 до 12% непредельных соединений, явля-
ющихся в основном циклическими углево-
дородами.
Кроме этого, в сыром бензоле имеются
сернистые соединения — сероуглерод, тио-
фен и ряд гомологов тиофена.
Для получения бензола, толуола и ксило-
ла в чистом виде путем ректификации они
должны быть предварительно освобожде-
ны от примесей непредельных и сернистых
соединений.
Таким образом, переработка сырого бен-
зола основана на двух процессах: на про-
цессе химической очистки — выделение не-
предельных и сернистых соединений и на
процессе ректификации — разделение сме-
си на основании разности температур ки-
пения ее компонентов.
То обстоятельство, что бензольные угле-
водороды в чистом виде представляют со-
бой легко подвижные и легко воспламеняю-
щиеся жидкости, пары которых в смеси с
воздухом образуют взрывчатую смесь, вы-
зывает необходимость проведения особо
тщательного предварительного испытания
всей аппаратуры.
Ликвидация дефектов в изготовлении
аппаратов и в монтаже их после того, как
в системе уже находились бензольные уг-
леводороды, сильно осложняется невоз-
можностью проведения огневых работ в
цехе. Кроме того, необходима специальная
подготовка оборудования даже при удале-
нии его из цеха для возможности примене-
ния на нем огневых работ при ликвидации
обнаруженных дефектов.
На новых заводах в цехи ректификации
из бензольных отделений цехов улавлива-
ния поступают две фракции сырого бензо-
ла: первый бензол — фракция, выкипающая
до 150° С, и второй бензол — фракция, ки-
пящая выше 150° С.
Для переработки первого бензола —
фракции, выкипающей до 150° С, приняты
технологические схемы:
а) непрерывная ректификация с отбором
всех компонентов в непрерывно действую-
щих агрегатах;
б) полунепрерывная ректификация с от-
бором сероуглеродной фракции и чистого
бензола в непрерывно действующих агрега-
тах, а толуола, ксилола и сольвента — в
периодически действующем агрегате.
Выбор той или иной технологической
схемы предопределяется мощностью цеха
по перерабатываемому бензолу.
Непрерывная ректификация описана
в главе 8-й третьего тома справочника. Ни-
же приводится описание полунепрерывной
схемы.
ТЕХНОЛОГИЧЕСКАЯ СХЕМА
ПОЛУНЕПРЕРЫВНОЙ РЕКТИФИКАЦИИ
1. Первый бензол, освобожденный путем
отстоя от воды, подается насосом на рек-
тификационную колонну непрерывного дей-
ствия, на которой отбирается сероуглерод-
ная фракция (рис. 32-1). Подогрев бензола
производится в трубчатых подогревателях
глухим паром. Пары сероуглеродной фрак-
ции отводятся из колонны на конденсатор,
после которого часть конденсата поступает
в виде рефлюкса обратно на верхнюю та-
релку колонны, а другая часть поступает
на склад в виде сероуглеродной фракции.
Снизу колонны первый бензол, освобожден-
ный от сероуглерода, в жидкой фазе само-
теком поступает в холодильник типа «тру-
ба в трубе», охлаждается, после чего
направляется в соответствующее храни-
лище.
2. Первый бензол, освобожденный от
сероуглеродной фракции, подвергается сер-
нокислотной очистке в моечных аппаратах
преимущественно непрерывного действия
(рис. 32-2). Подлежащий сернокислотной
очистке бензол через напорный бак подает-
ся к насосу, где перемешивается с кислотой,
364
Ввод в действие технологических объектов коксохимических предприятий
Рис. 32-1. Отбор сероуглеродной фракции из первого бензола по схеме Гипрококса:
1 — промежуточное хранилище; 2 — ректификационная колонна; 3 — конденсатор-холодиль-
ник; 4 — холодильник остатка; 5 — насос; 6 — подогреватели; 7 — рефлюксный бачок;
8 — насос; 9 — сепаратор; 10 — фильтр
Рис. 32-2. Непрерывная сернокислотная очистка фракции БТК:
1~ хранилище фракции ВТК; 2 — насос; <3 — напорный бак для фракции; 4 — напорный
бак для кислоты; 5 — подогреватель; 6 — насос; 7 — шаровые смесители сернокислотной
промывки; 8 — контактный аппарат; 9 — шаровые смесители; 10 — отстойник фракции от
регенерированной кислоты и кислой смолки; 11 — коробка для кислой смолки; 12 — сбор-
ник регенерированной кислоты; 13 — напорный бак для щелочи; 14 — шаровые смесители
для нейтрализации; 15 — отстойник фракции от щелочи; 16 — сборник оборотной щелочи;
17 — насос; 18 — сборник нейтрализованной фракции
Пуск цехов по переработке сырого бензола
365
поступающей из другого напорного бачка
через регулятор расхода. Смесь бензола с
кислотой направляется в контактный аппа-
рат. Из него смесь поступает в другие ша-
ровые смесители, куда подается вода для
регенерации кислоты. В отстойнике происхо-
/Судовые остатки
стоящий из толуола, ксилола и сольвента,
вытекает из нижней части колонны, прохо-
дит холодильник и поступает на склад.
Жидкость подогревается в подогревате-
Рис. 32-3. Технологическая схема процесса отпарки мытых фракций по проекту Гипрококса:
1— куб; 2 — колонна; 3 — подогреватель; 4 — насос; 5 — нейтрализатор; 6 — конденсатор-
холодильник; 7 — сепаратор; 8 — холодильник щелочи; 9 — сепаратор щелочи
3. Мытый первый бензол подвергается
отпарке на агрегате непрерывного действия
(рис. 32-3). Мытая фракция ВТК насосом
через подогреватель подается на колонну.
Пары отогнанной фракции поступают че-
рез нейтрализатор на конденсатор и на
склад. Через нейтрализатор непрерывно
циркулирует раствор щелочи. Из колонны
полимеры стекают в небольшой куб, в ко-
тором глухим и острым паром отгоняются
остатки бензольных углеводородов. Таким
образом производится разделение мытой
фракции на дистиллят и кубовые остатки.
4. Мытая фракция ВТК после отпарки
подается на колонну непрерывного дейст-
вия, на которой в паровой фазе отбирается
чистый бензол (рис. 32-4). Пары чистого
бензола поступают на конденсатор, часть
чистого бензола в виде рефлюкса подается
на верхнюю тарелку колонны, а остальная
часть в виде готового продукта — чистого
бензола — поступает на склад. Остаток со-
лях термосифонного типа глухим паром.
Потребная температура поддерживается
автоматическим регулятором.
5. Остаток после бензольной колонны
подвергается ректификации в агрегате пе-
риодического действия состоящем из куба,
колонны, конденсатора и мерников
(рис. 32-5). Подогревается жидкость в кубе
с помощью трубчатых подогревателей, рас-
положенных по два с каждой стороны.
При отборе высококипящих потопов по-
дают в куб острый пар и ведут ректифи-
кацию под вакуумом, который создается
специальным пароструйным эжектором.
Пары фракций из куба поступают в рек-
тификационную колонну, откуда после раз-
деления пары конечного продукта поступа-
ют в конденсатор и затем через сепаратор
и мерник в жидком виде на склад. Таким
образом получают из остатка после бен-
зольной колонны промежуточные фракции,
чистый толуол, чистый ксилол и сольвент.
366
Ввод в действие технологических объектов коксохимических предприятий
Момент перевода агрегата для отбора но-
вого продукта определяется анализом теку-
щей пробы, отобранной из фонаря. Опре-
деляют характеристику разгонки и окраску.
дического действия с отбором фракции ки-
пящей до 150° С, кумарон-инденовой фрак-
ции в интервале 150—190°С и сольвент-
нафты. Фракция до 150° С передается во
Рис. 32-4. Схема агрегата для непрерывного отбора чистого бензола по проекту Гипрококса:
/ — сырьевые насосы; 2 — колонна; 3 — конденсатор-холодильник; 4 — сепаратор; 5 —
рефлюксный бачок; 6 — мерникн чистого бензола; 7 — рефлюксные насосы; 8 — подогре-
ватели; 9 — холодильник остатка; 10 — регулятор количества пара; 11 — датчик регуля-
тора; 12 — клапан на линии рефлюкса; 13 — датчик регулятора температуры верха
6. Сероуглеродная фракция подвергается
переработке на агрегате периодического
действия (рис. 32-6)—термической поли-
меризации и ректификации с отбором тех-
нического сероуглерода.
7. Второй бензол подвергается предвари-
тельной ректификации на агрегате перио-
фракцию ВТК, полученную после сероугле-
родной колонны.
Кумарон-инденовая фракция на специ-
альной установке подвергается полимери-
зации хлористым алюминием с последую-
щим получением из полимеризата кумарон-
инденовой смолы.
Пуск цехов по переработке сырого бензола
367
Пары
Флегма
Конденсат
Глухой пар
Острый пар
Вода
Вода
Вакуум^
12
§ V
Загрузка куда
Рис. 32-5, Агрегат периодического действия для ректификации:
1 куб; 2 — колонна; 3 — коидеисатор-холодильиик; 4 — се-
паратор; 5 — делитель потока; 6 — рефлюксный бачок; 7 —
регулятор уровня; 8 — мерники; 9 — эжектор; 10 — ловушка;
11 — насосы; 12 — фоиарь
Возврат дистиллята
S к уд
Загрузла голов -
ной фракции
6 куб 1
Рис. 32-6. Схема установки для термопо-
лимеризации и ректификации головной
фракции:
Пар
Конденсат
пара
1 _ ректификационный куб; 2 —- ректи-
фикационная колонна; 3 — конденсатор-
холодильник; 4 — насос; 5 — мерник;
6 — термометр
ПРЕДВАРИТЕЛЬНЫЕ ИСПЫТАНИЯ
ОБОРУДОВАНИЯ
Все оборудование цеха, независимо от
проведенных испытаний его до начала мон-
тажа, должно быть подвергнуто испытанию
в цехе сначала индивидуальному, а затем
комплексному.
Индивидуальные испытания
Испытывают каждый аппарат в отдель-
ности, емкости, коммуникации и насосы.
Применяемые способы и приемы испы-
таний специфичны для каждого аппарата.
Ректификационная колонна
Снимают крышки на всех лазах по вы-
соте колонны. Имеющиеся на ректифика-
ционной тарелке отверстия для ее опорож-
нения закрывают пробками, тарелка запол-
няется водой и проверяется на плот-
ность— отсутствие просачивания воды по
краям тарелки.
Затем проверяется правильность (в соот-
ветствии с проектом) установки барботаж-
ных колпачков на тарелке: тарелка запол-
няется водой до верхнего уровня барбо-
тажных щелей барботажного колпачка и
по нему проверяется правильность установ-
ки всех колпачков. Проверяют также в
соответствии с проектом высоту приемного
и переливного порога, а также их гори-
зонтальность.
После проверки указанным способом
всех тарелок ректификационной колонны,
убедившись в отсутствии дефектов в мон-
368
Ввод в действие технологических объектов коксохимических предприятий
таже тарелок либо после устранения де-
фектов, закрывают крышками все лазы по
высоте колонны. Заполняется водой ниж-
няя часть колонны до рабочего уровня.
Отглушаются при помощи заглушек все
имеющиеся в колонне штуцера, кроме од-
ного, через который колонна заполняется
воздухом. Плотность всех стыков в колон-
не проверяется давлением воздуха, для
чего стыки предварительно смачивают
мыльной водой. Отсутствие на стыках
пузырьков воздуха свидетельствует о на-
личии требуемой плотности. Величина дав-
ления в колонне при испытании должна
соответствовать указанной в проекте и
контролируется по подключенному к ко-
лонне переносному водяному манометру.
Аналогичным способом испытывают все
ректификационные колонны в цехе.
Конденсатор (рис. 32-7)
Корпус конденсатора испытывается гид-
ростатическим давлением. Предварительно
Рис. 32-7. Конденсатор-холодильник конструкции Гипрококса:
1 — муфта для термопары или термометра сопротивления; 2 — муфта для технического
ртутного термометра; 3 — бобышка для заземления; 4 — воздушна
Пуск цехов по переработке сырого бензола
369
отглушают все штуцера на конденсаторе,
кроме верхнего (вход паров), к которому
присоединяют вертикально трубу высотой
соответственно принятому при испытании
давлению (при давлении 0,7 атм высота
трубы 7 м). Крышки трубного пространст-
ва с обеих сторон конденсатора демонти-
руются. Корпус конденсатора заполняют
водой, пока вода не появится из трубы,
подключенной к верхнему штуцеру конден-
сатора. При созданном таким образом
давлении устанавливается нормальное со-
стояние корпуса, определяется плотность
всех имеющихся соединений и отсутствие
пропуска воды на концах труб, завальцо-
ванных в трубные решетки.
После этого испытывают трубы и каче-
ство вальцовки. Устанавливают на место
с обеих сторон конденсатора крышки труб-
ного пространства. Установкой заглушки
на штуцере (выход воды) отделяют секцию
конденсатора от остального трубного про-
странства. К штуцеру (вход воды) подклю-
чают гидравлический пресс, который соз-
дает в отдельной секции трубчатки гидро-
статическое давление, требуемое проектом
для испытания. Если давление в трубчатке
на протяжении пяти минут не падает, то
состояние секции трубчатки можно считать
нормальным.
В таком же порядке (с соответствующей
перестановкой заглушек и созданием гид-
ростатического давления) испытывается
каждая секция конденсатора в отдельнос-
ти. Аналогичным способом испытывают
все конденсаторы в цехе.
Холодильник типа
«труба в трубе»
Холодильник испытывают, создавая гид-
ростатическое давление отдельно в корпусе
и во внутренней трубе.
При испытании внутренней трубы уста-
навливается заглушка у штуцера (выход
воды), к штуцеру (вход воды) подключа-
ется гидравлический пресс. Для испытания
корпуса устанавливается заглушка у шту-
цера (вход продукта), к штуцеру (выход
продукта) подключается гидравлический
пресс. При испытании создается гидроста-
тическое давление, предусмотренное проек-
том.
Аналогичным способом испытывают все
холодильники типа «труба в трубе».
Подогреватели
ректификационной колонны
Трубчатку подогревателя испытывают,
создавая гидростатическое давление, рав-
ное удвоенному давлению в паропроводе,
снабжающем паром подогреватель.
Куб чистых продуктов
Для испытания корпуса куба надо заглу-
шить все штуцера, заполнить куб водой и
создать в нем гидростатическое давление в
24 Справочник коксохимика, т. IV.
одну атмосферу. Подогреватели куба ис-
пытывают созданием гидростатического
давления величиной, равной двойному дав-
лению пара в паропроводе, откуда снаб-
жаются паром подогреватели.
Сепараторы
Снимается верхняя крышка сепаратора и
проверяется правильность установки шту-
церов как по расположению, так и по соот-
ветствию проектным уровням. Устанавли-
вается на место верхняя крышка и сепара-
тор в целом проверяется наполнением во-
дой.
Аппараты
моечного отделения
Меланжеры, смесители и отстойники при
наличии непрерывной мойки, мерники для
реактивов, рефлюксные бачки, мерники
для приема продукта, хранилища бензоль-
ных продуктов на складах проверяют на
плотность.
Внутренняя поверхность мерников для
приема продуктов ректификации и храни-
лищ на складах должна быть тщательно
очищена.
Комплексные испытания агрегатов
Испытание коммуникаций, регуляторов
уровня и насосов производится комплекс-
но при циркуляции воды и водяных паров
по каждому агрегату.
Агрегат для отбора
сероуглеродной фракции
(см. рис. 32-1)
Заполняют водой хранилища первого бен-
зола. Насосом, предназначенным для пита-
ния сероуглеродной колонны, подается во-
да из хранилища на соответствующую та-
релку сероуглеродной колонны (при нали-
чии в колонне 40 тарелок питание подает-
ся обычно на 29—30-ю тарелку). Когда во-
да покажется в водомерном стекле нижней
части колонны, подают пар в подогревате-
ли и начинают частично испарять воду. Од-
новременно с подачей пара в подогреватели
подается вода на конденсатор сероуглерод-
ной колонны. При заполнении конденсатом
рефлюксного бачка пускают насос для
подачи рефлюкса на верх сероуглеродной
колонны.
Воду из нижней части сероуглеродной ко-
лонны через холодильник «труба в трубе»
принимают в хранилище, предназначенное
для ВТК.
Таким образом испытывается коммуника-
ция паровой и жидкой фаз цикла отбора
сероуглеродной фракции, а также насосы,
подающие питание и рефлюкс на колонну.
Изменяя количественно подачу продукта
па колонну и пара на подогреватели, про-
веряют работу регулятора уровня.
370
Ввод в действие технологических объектов коксохимических предприятий
Испытание центробежных насосов про-
водится на протяжении 24 ч. Одновремен-
но циркулирующей водой аппаратура
и коммуникации очищаются (промыва-
ются).
Агрегат
сернокислотной очистки БТК
(периодический —
в меланжерах)
Заполняют водой хранилища кислоты,
щелочи и легкого бензола, очищенного от
сероуглеродной фракции. Испытания насо-
сов для подачи кислоты и щелочи произ-
водятся перекачиванием воды из хранилищ
кислоты и щелочи через мерники обратно
в хранилища. Из хранилища первого бензо-
ла соответствующим насосом заполняют во-
дой каждый меланжер. Испытание переме-
шивающего устройства в меланжере произ-
водится его включениием в работу на 8 ч.
При наличии в цехе непрерывной серно-
кислотной очистки испытание производится
наливом воды в напорные баки и отстой-
ники (см. рис. 32-2). Подачей воды насо-
сом 2 в напорный бак 3 создают поток че-
рез шаровые смесители 7 по всей цепи ап-
паратов. Проверяется исправность комму-
никации и наличие плотности на всех сое-
динениях.
Агрегат для отпарки
мытой фракции БТК
(см. рис. 32-3)
Заполняют водой хранилища мытой
фракции БТК. Насосом подают питание на
колонну через подогреватель. Пускают во-
ду в конденсатор, заполняют водой сепара-
тор 7 и щелочной сепаратор 9. Пускают
пар в подогреватель. Когда в кубе змеевик
покроется водой, пускают насос 4 и подают
воду в нейтрализатор.
Испарять воду надо с такой скоростью,
чтобы конденсатор успевал конденсировать
все поступающие в него пары.
На протяжении 8 ч испытываются насо-
сы и проверяется плотность всех соедине-
ний.
Агрегат
непрерывного действия
для отбора чистого бензола
(см. рис. 32-4)
Заполняют водой хранилища. Насосом 1
подается вода на соответствующую тарел-
ку бензольной колонны (при наличии в ко-
лонне 30 тарелок питание подается на
13-ю). Воду из нижней части бензольной
колонны принимают через холодильник 9 в
хранилище, предназначенное для толуоль-
но-ксилольной фракции. Аналогичным спо-
собом испытываются агрегаты непрерывно-
го действия для отбора толуола и ксилола.
В остальном действуют так же, как при ис-
пытании агрегата для отбора сероуглерод-
ной фракции.
Агрегат
периодического действия
для отбора чистого толуола,
ксилола и сольвента
(см. рис. 32-5)
Заполняют водой куб чистых продуктов /
до половины. Затем наполняют водой се-
паратор 4 и бачок насоса для подачи
рефлюкса 6. Подают воду на конденса-
тор 3. Пускают пар в подогреватели куба
и начинают испарение воды. Испарение ве-
дут с такой скоростью, чтобы конденсатор
успевал конденсировать все поступающие-
в него пары. При появлении конденсата в
бачке у рефлюксного насоса включают на-
сос для подачи рефлюкса на верхнюю та-
релку колонны.
Работой на воде на протяжении 12 ч про-
веряется вся коммуникация и испытывают-
ся насосы. Для испытания всей вакуумной
системы закрывают все воздушки, подают
пар в пароструйный эжектор 9. При отсут-
ствии неисправностей в системе эжектор
должен создавать вакуум в 500—600 мм
рт. ст.
Аналогичным образом испытывают агре-
гаты периодического действия для предва-
рительной ректификации сырого бензола,,
переработки сероуглеродной фракции и по-
лучения кумарон-инденовой смолы.
Насосы
Опробование насосов во всех насосных
производится работой каждого из насосов-
на протяжении не менее 8 ч. Для этого за-
полняют одно или два хранилища водой,
которую испытуемыми насосами перекачи-
вают в другие хранилища.
Предварительное комплексное испытание
работой на воде всего оборудования, тру-
бопроводов и механизмов считается закон-
ченным после устранения всех обнаружен-
ных дефектов.
ПОДГОТОВКА ЦЕХА К ПУСКУ
Перед пуском цеха, помимо общих меро-
приятий, перечисленных в гл. 26, специаль-
но прорабатывают производственные ин-
струкции, правила безопасности и противо-
пожарные правила:
1) спускается вся вода из аппаратов,,
трубопроводов и резервуаров;
2) открываются крышки на всех лазах у
ректификационных колонн;
3) очищаются тарелки и низ колонн от
ржавчины и накипи;
4) устанавливают крышки на всех лазах
на колоннах;
5) очищают от ржавчины и накипи все
аппараты, где имеются лазы.
После очистки все люки должны быть
закрыты и. все фланцы, которые разъединя-
лись для опорожнения от воды, должны
быть уплотнены.
Проверяют заземление всей аппаратуры,
и коммуникации и грозозащиту.
Пуск цехов по переработке сырого бензола
371
Включают в работу все вентиляционные
системы по цеху.
Подготавливают контрольно-измеритель-
ные приборы и цеховую лабораторию.
Готовность цеха к пуску фиксирует цехо-
вая комиссия соответствующим актом.
ПУСК ЦЕХА
В зависимости от принятой непрерывной
или полунепрерывной схемы осуществляет-
ся пуск цеха ректификации. При этом пуск
агрегатов для отбора сероуглеродной фрак-
ции, сернокислотной очистки фракции ВТК,
отпарки мытой фракции ВТК и отбора чи-
стого бензола аналогичен для обеих схем.
Условия пуска отдельных агрегатов приве-
дены ниже.
Пуск агрегата
непрерывного действия для отбора
сероуглеродной фракции
(см. рис. 32-1)
В промежуточное хранилище закачива-
ют со склада первый бензол, отстоянный от
воды. Затем:
1) открывают задвижки у колонны 2 для
подачи рефлюкса на верхнюю тарелку и
питания на соответствующую тарелку;
2) открывают задвижку на линии пода-
чи воды в конденсатор 3\
3) настраивают открытием задвижек
линию для выпуска бензола из колонны че-
рез холодильник 4 в промежуточное хра-
нилище 7;
4) замеряют уровень бензола в хранили-
ще и наличие в нем воды. При наличии
воды она должна быть удалена из храни-
лища;
5) настраивают линию выдачи от насо-
сов 5, 8 для подачи питания на колонну пу-
тем открытия соответствующих задвижек;
6) открывают задвижки к указывающим
манометрам;
7) включают приборы, регистрирующие
температуру;
8) включают регистрирующий регулятор
давления, установив его на поддержание
давления в колонне 1700—1800 мм вод. ст.\
9) пускают насос 5 подачи питания на
колонну;
10) когда питание начнет поступать в ко-
лонну, регулируют по ротаметру часовую
подачу питания в количестве, равном 50%
проектной мощности колонны;
11) берут на байпас конденсационный
горшок подогревателей;
12) когда продукт покажется в мерном
стекле нижней части колонны на установ-
ленном уровне, медленно пускают пар в
подогреватели, не допуская давления в ко-
лонне выше 0,5 атм;
13) постепенно увеличивают подач у пара
в подогреватели до тех пор, пока темпера-
тура на регистрирующем приборе для та-
релки № 1 (счет снизу колонны) не дости-
гнет 90- 92° С;
14) регулированием подачи воды на хо-
лодильник остатка поддерживают темпе-
24*
ратуру продукта, выходящего из колонны
после холодильника, не выше 30° С;
15) открывают задвижку на линии реф-
люкса из бачка 7 к насосу рефлюкса 8;
16) когда жидкость в бачке насоса реф-
люкса достигнет рабочего уровня, пускают
в работу иасос рефлюкса. Через полчаса
вводят в работу ротаметр;
17) регулируют подачу пара в подогре-
ватели так, чтобы количество рефлюкса
равнялось половине подачи питания. Уве-
личивая количество пара, увеличивают ко-
личество рефлюкса;
18) после понижения температуры на
верху колонны с 75 до 55° С (это происхо-
дит за время 1—2 ч после нормального пу-
ска колонны) подвергают анализу пробы
продукта — сероуглеродной фракции и
остатка, выходящего снизу колонны (БТК).
При нормально отрегулированном режи-
ме — температуре на верху колонны 50° С и
на первой тарелке 90—92° С — сероуглерод-
ная фракция должна иметь следующую
характеристику:
Начало кипения, °C......................33—37
Температура при 95% отгона, °C .... 60—65
Содержание сероуглерода. %.............3 5—45
Содержание бензола, %.................... 2—5
Фракция БТК, выходящая снизу колон-
ны, должна иметь характеристику:
Начало кипения, °C, не менее ... 82
Конец кипения, °C не выше .... 150
Содержание сероуглерода, % не
более............................... 0,02 (при
получении
бензола для
синтеза—
0,0001)
19) получив сероуглеродную фракцию и
БТК указанной характеристики, приступа-
ют к приему сероуглеродной фракции иа
склад. БТК начинают принимать в соответ-
ствующее хранилище склада, закрыв за-
движку на линии подачи .продуктов из хо-
лодильника остатка в промежутвочное хра-
нилище Г,
20) регулировкой подачи воды на кон-
денсатор поддерживают температуру кон-
денсата 25—30° С;
21) при повышении содержания серо-
углерода в продукте, выходящем снизу ко-
лонны (БТК), увеличивают подачу пара в
подогреватели. При повышении содержания
бензола в сероуглеродной фракции увели-
чивают количество подаваемого в колонну
рефлюкса. Максимальное количество реф-
люкса не должно превышать количество по-
даваемого на колонну питания.
Автоматические регуляторы в зависимо-
сти от температуры на 5—6-й тарелке
(счет снизу колонны) обеспечивают регули-
рование подачи пара в подогреватели.
22) постепенным изменением количества
подаваемого на колонну питания (не более
372
Ввод в действие технологических объектов коксохимических предприятий
чем 500—1000 л/ч) доводят нагрузку на
колонну до проектной;
23) все показатели технологического ре-
жима фиксируют в специальном журнале в
виде рапорта.
Очистка фракции ВТК серной кислотой
в моечных аппаратах периодического
действия
В хранилище фракции ВТК проверяют
наличие отстоявшейся воды, откачивают ее
по водяному всасу через сепаратор и толь-
ко после этого приступают к загрузке фрак-
ции ВТК в меланжер.
Загрузка меланжера
1) установить заглушку после крана на
линии спуска продукта из меланжера в
хранилище;
2) закрыть все задвижки на линиях пода-
чи в меланжер кислоты, щелочи и воды;
3) настроить открытием задвижек линию
для подачи насосом фракции ВТК из хра-
нилища в меланжер;
4) произвести замер уровня продукта в
хранилище и расчетом установить необхо-
димое понижение уровня для нормальной
загрузки меланжера;
5) пустить насос для загрузки мелан-
жера;
6) после загрузки меланжера до установ-
ленного уровня остановить насос, закрыть
задвижки на загрузочной линии и прове-
рить по понижению уровня в хранилищах
соответствие откачанного объема ВТК
объему загруженного продукта в мелан-
жеры;
7) опорожнить через байпас у насоса ли-
нию нагнетания.
После окончания загрузки меланжера
дать отстояться фракции в течение 10 мин,
после чего проверить отсутствие воды в ме-
ланжере путем отбора пробы снизу мелан-
жера. При обнаружении воды спустить ее
через сепаратор.
Произвести отсолку, для чего пустить пе-
ремешивающее устройство и подать в ме-
ланжер 40—50 л серной кислоты. Подачу
кислоты производить в течение 5 мин. Пере-
мешивание производить в течение 10 мин
и остановить мешалку. После 10-минутного
отстоя спустить кислую смолку из меланже-
ра (отсолка производится только при нали-
чии воды в загрузке).
Сернокислотная очистка
1) пустить перемешивающее устройство
и приступить к подаче кислоты (крепо-
стью 93—95%). Количество потребной кис-
лоты устанавливается лабораторией;
2) кислоту в заданном количестве подать
в меланжер в течение 2—3 мин-,
3) перемешивание, включая и время по-
дачи кислоты, осуществлять в течение 10—
15 мин-.
4) не прекращая перемешивания, подать
в меланжер воду для регенерации кислоты
в количестве, равном 1,75—2,0 объема кис-
лоты. Воду подавать быстро и перемеши-
вать в течение 5—7 мин;
5) остановить перемешивающее устрой-
ство и на протяжении не менее 1 ч произ-
водить отстой регенерированной кислоты
и кислой смолки;
6) спустить регенерированную кислоту в
отстойник для дополнительного отстоя, а
кислую смолку в специальную емкость, в
которой она транспортируется на свалку;
7) отобрать пробу мытой ВТК и анали-
зом определить степень очистки;
8) установив анализом наличие заданной
степени очистки, приступить к нейтрализа-
ции мытой ВТК. При работающем пере-
мешивающем устройстве в меланжер по-
дается раствор каустической соды концен-
трацией 12—13% из расчета 3—3,5 кг на
тонну ВТК. Перемешивание производить в
течение 5—6 мин;
9) остановить перемешивающее устройст-
во и на протяжении не менее 1 ч произво-
дить отстой отработанной щелочи;
10) отобрать пробу нейтрализованной
ВТК из меланжера и после установления
анализом слабощелочной реакции присту-
пить к спуску отработанной щелочи в спе-
циальную емкость. Так как отработанная
щелочь в эмульсионном слое содержит мно-
го бензольных углеводородов, то в даль-
нейшем она подвергается продувке в спе-
циальном кубе паром. Таким образом дос-
тигается полное выделение из отработанной
щелочи бензольных углеводородов;
11) снять заглушку на линии спуска из
меланжера и спустить мытый продукт в
хранилище для мытой ВТК. Уровни в хра-
нилище для мытой ВТК замеряются до и
после спуска продукта из меланжера;
12) на каждую операцию по мойке бензо-
ла заполняется рапорт, куда заносятся все
данные.
Пуск непрерывной
сернокислотной очистки
фракции ВТК (см. рис. 32-2)
1) откачать через сепаратор воду из хра-
нилища фракции ВТК и замерить уровень
в хранилище 1;
2) закачать в напорные бачки 13, 4 кис-
лоту и раствор 15%-ной каустической соды;
3) из напорного бачка подать 2—2,5 м3
каустика в отстойник нейтрализации 15;
4) настроить линию для закачки фрак-
ции ВТК в напорный бак 3 и по перелив-
ной трубе в то же хранилище;
5) настроить линию подачи нз сборника
16 в напорный бак;
6) пустить насос и отрегулировать пода-
чу фракции ВТК в напорный бак в преде-
лах 8—9 м3/ч;
7) настроить линию и начать подачу кис-
лоты через регулятор к насосу кислотной
мойки 6, отрегулировав поступление кис-
Пуск цехов по переработке сырого бензола
373
лоты по мерному стеклу напорного бака;
расход кислоты устанавливается в зависи-
мости от качества фракции БТК и задан-
ного качества бензола;
8) настроить линию подачи фракции
БТК из напорного бака к насосу кислотной
мойки, от насоса к смесителю кислотной
мойки, от смесителя кислотной мойки че-
рез контактный аппарат к смесителю для
регенерации кислоты и в отстойник кисло-
го бензола 10;
9) пустить насос кислотной мойки, отре-
гулировав подачу 7—9 м3/ч фракции БТК;
10) через 8—10 мин после пуска насоса
кислотной мойки открыть кран на линию
подачи воды на регенерацию в количестве
300—400 л/ч. (по водомеру);
11) отрегулировать подачу щелочи из на-
порного бачка в смеситель;
12) по заполнении отстойника 10 с нача-
лом поступления кислого бензола через фо-
нарь к смесителю нейтрализации настроить
и начать непрерывно выводить регенериро-
ванную кислоту в отстойник со скоростью
500—600 л/ч;
13) уровни в напорных бачках не допус-
кать ниже середины водомерных стекол;
14) каждые 8 ч отбирать пробу щелочи,
находящейся в обороте, на анализ.
При концентрации ниже 3% щелочь ме-
няют на свежую 15%-ную;
15) через каждые 2 ч отбирать пробы:
после смесителя регенерации на опреде-
ление степени очистки (окраска должна
быть в пределах 0,25—0,30 и бромное чис-
ло 0,32—0,38);
после смесителя нейтрализации на реак-
цию, которая должна быть слабощелочной;
16) отводить непрерывно кислую смолку
из отстойника кислого бензола и периоди-
чески выпускать ее из сборника регенери-
рованной кислоты.
Показатели технологического режима, ко-
личество и качество полученного мытого
продукта фиксируются в специальном ра-
порте.
При наличии агрегата для отпарки мытых
фракций, мытая фракция БТК подвер-
гается разделению на дистиллят и кубовые
остатки.
Пуск агрегата непрерывного
действия для отпарки мытой
фракции БТК (см. рис. 32-3)
1) настроить открытием задвижек ли-
нию для подачи питания на колонну 2 че-
рез подогреватель 3;
2) настроить линию для приема флегмы
из колонны в куб 1 и паров из куба в ко-
лонну;
3) заполнить водой сепаратор 7 и ще-
лочью — сепаратор 9;
4) пустить воду на Конденсатор 6;
5) пустить насос подачи питания на ко-
лонну через подогреватель;
6) пустить пар в подогреватель и одно-
временно пустить насос 4 для подачи ще-
лочи в нейтрализатор, осуществляя непре-
рывно циркуляцию щелочи по линии: на-
сос — нейтрализатор — холодильник 8 — се-
паратор щелочи — насос;
7) пустить воду на холодильник щелочи;
8) настроить линию для приема продук-
та из сепаратора в хранилище, предназна-
ченное для отпаренной мытой фракции
БТК;
9) когда в кубе змеевик покроется на
полметра флегмой, пустить острый пар в
куб. Давление острого пара поддерживать
0,3—0,35 атм;
10) включить регулятор температуры.
Температуру продукта после подогревателя
поддерживать 105° С;
11) температурный режим отрегулиро-
вать так, чтобы начало кипения кубовых
остатков было не ниже 180° С;
12) кубовые остатки из куба спускают
либо непрерывно, если начало кипения вы-
ше 180° С, либо периодически, задерживая
их некоторое время в кубе, если начало
кипения ниже 180° С.
Помимо аналитического контроля на на-
чало кипения кубовых остатков, периодиче-
ски проверяют реакцию продукта в пробе,
отбираемой после сепаратора, и концентра-
цию циркулирующей щелочи. По мере па-
дения концентрации отработанная щелочь
выводится из цикла в отдельный приемник
и сепаратор пополняют свежей щелочью
концентрации 12—15%.
Если в цехе не установлен агрегат для
отпарки мытой фракции БТК, то в составе
агрегата периодического действия для от-
бора толуола, ксилола и сольвента обяза-
тельно должна быть аппаратура для осу-
ществления нейтрализации продукта в па-
ровой фазе до поступления его в конден-
сатор.
Пуск агрегата непрерывного,
действия для отбора чистого
бензола из мытой фракции
БТК (см. рис. 32-4)
1) проверить наличие воды в хранилище
мытой фракции БТК и откачать ее из хра-
нилища через сепаратор;
2) открыть задвижки у колонны 2 на ли-
нии для подачи питания на соответствую-
щую тарелку;
3) заполнить водой сепаратор 4 и пус-
тить воду в конденсатор 3;
4) настроить открытием задвижек линию
для спуска продукта с нижней тарелки ко-
лонны через подогреватель под первую та-
релку;
5) настроить линию для спуска продукта
из низа колонны через холодильник остат-
ка 9 в хранилище, откуда подается пита-
ние на колонну;
6) пустить воду в холодильник остат-
ка;
7) открыть задвижки у всаса насоса 1 и
у хранилища мытой фракции БТК;
8) открыть задвижки у указывающих
манометров;
374
Ввод в действие технологических объектов коксохимических предприятий
9) включить приборы, регистрирующие
температуру у бензольной колонны;
10) открыть задвижки на линии подачи
дистиллята из сепаратора 4 в рефлюксный
бачок 5, из рефлюксного бачка к насосу и
от насоса на верхнюю тарелку колонны;
11) открыть паровые вентили у подогре-
вателей и открыть вентили на байпасах у
конденсационных горшков;
12) пустить насос на подаче питания на
колонну и установить по ротаметру нагруз-
ку в количестве 4000 л/ч;
13) когда подогреватели заполнятся
продуктом, медленно дать пар на подогре-
ватели;
14) после прогрева конденсационных
горшков закрыть задвижки на байпасах и
включить горшки в работу;
15) постепенно увеличивать подачу пара
в подогреватели до достижения температу-
ры на первой тарелке (счет снизу колонны)
120—122° С;
16) пустить насос для подачи рефлюкса
7 и включить регулятор количества пара;
17) включить регулятор количества ре-
флюкса;
18) увеличением подачи питания в коли-
честве не более 500—1000 л/ч довести на-
грузку на колонну до заданной;
19) отрегулировать подачу воды на кон-
денсатор, чтобы температура конденсата
поддерживалась не выше 25—30° С;
20) после непрерывной подачи на колон-
ну продукта в течение 1 ч отобрать пробу
на анализ;
21) продукт, собравшийся в мернике, на-
правлять в хранилище соответственно его
анализу;
22) когда остаток с бензольной колонны
(фракция ТК) будет иметь начало кипе-
ния не ниже ПО—112° С, переключить
прием остатка из колонны в хранилище,
предназначенное для фракции ТК; х
23) технологический режим в бензольной
колонне поддерживать следующий:
Температура на верху колонны, °C . . 80
Температура на первой тарелке, °C . . 120—122
Давление в нижней части колон-
ны. атм..........................0,2—0,35
Рефлюксное число.................1,0—1.5
Содержание бензола в остатке .... Следы
(температуры на 9-й тарелке сверху и 5-й
тарелке снизу колонны, откуда берется
импульс на регуляторы количества пара и
рефлюкса, такие же, как на первой тарел-
ке сверху колонны и на первой тарелке
снизу);
24) систематически проверять наличие
воды в рефлюксном бачке и удалять ее че-
рез нижний спуск, не допуская попадания
воды на колонну;
25) контроль за работой агрегата осуще-
ствлять по температурам на тарелках и
давлению внизу колонны. Два раза в смену
определяется начало кипения остатка, вы-
текающего из колонны. Качество бензола
определяется после заполнения мерника
перед спуском продукта в хранилище;
26) все показатели технологического ре-
жима, количество переработанного сырья,
качество и количество полученных продук-
тов фиксируются в специальном журнале в
виде рапорта работы агрегата за данную
смену.
Пуск агрегата периодического
действия для ректификации
остатка после бензольной
колонны
(см. рис. 32-5)
По накоплении остатка после бензольной
колонны в количестве, обеспечивающем
полную загрузку куба, приступают к пуску
агрегата периодической ректификации.
Для загрузки куба необходимо:
1) закрыть задвижку под кубом, уста-
новить заглушку под задвижкой на линии
спуска кубовых остатков;
2) откачать через сепаратор воду из хра-
нилища, откуда должна производиться за-
грузка куба, и замерить уровень в храни-
лище;
3) открыть задвижки на всасе хранили-
ща, на загрузочной линии у куба на всасе
и нагнетании загрузочного иасоса;
4) до начала загрузки куба проверить
реакцию продукта в хранилище (реакция
должна быть слабощелочная);
5) пустить насос и загрузить куб фрак-
цией ТК. При полной емкости куба 120 л3
рабочая емкость устанавливается 115 .и3;
6) когда при загрузке подогреватели в
кубе покроются жидкостью, подать в них
пар давлением до 1 атм и начинают по-
догрев загружаемого продукта. Загрузка
длится около 2 ч. Подогрев ведут так,
чтобы к концу загрузки можно было
приступить непосредственно к ректифи-
кации;
7) одновременно с подачей в подогрева-
тели пара переключить конденсационные
горшки на байпас, а после прогрева кон-
денсатоотводящих линий включить их в
работу. По окончании загрузки куба при-
ступают к пуску всего агрегата, для чего
необходимо:
а) наполнить сепаратор 4 водой, открыть
задвижки с обеих сторон регулятора уров-
ня 7 и на линии подачи рефлюкса у ко-
лонны;
б) установить делитель потока 5 на отда-
чу всего продукта на рефлюкс;
в) подать воду в конденсатор чистых
продуктов;
г) открыть задвижку на воздушке мер-
ников чистых продуктов;
д) открыть задвижку на линии возврата
флегмы из основания колонны в куб;
е) по окончании загрузки куба опорож-
нить линию нагнетания от насоса до куба,
спустив с нее продукт в хранилище;
ж) закрыть задвижку у куба на загру-
зочной линии и установить заглушку у за-
движки;
Пуск, цехов по переработке сырого бензола
375
з) замером уровня продукта в хранили-
ще после погрузки куба установить объем
загруженного в куб продукта;
8) включить регистрирующие температу-
ру приборы;
9) постепенным увеличением подачи па-
ра в подогреватели доводить загрузку до
кипения (о начале кипения продукта в кубе
судят по появлению давления в колонне);
10) отрегулировать подачу пара в подо-
греватели так, чтобы пары в колонне под-
нимались с небольшой скоростью, о чем су-
дят по температуре на 17-й тарелке и на
верху колонны;
11) когда жидкость в бачке рефлюкса
достигает рабочего уровня, пустить в рабо-
ту насос для подачи рефлюкса на колонну
и в течение 1 ч подавать весь дистиллят в
виде рефлюкса;
12) после 1 ч подачи дистиллята в виде
рефлюкса установить на делителе потока
отношение рефлюкса к отбираемому про-
дукту как 5:1;
13) отбираемый в начале сгонки про-
дукт в количестве 1,5—2 ж3 использовать
для промывки мерников и коммуникаций.
Отбор промежуточной фракции БТ (бен-
зол — толуол) при тщательном исчерпании
в колонне непрерывного действия невелик
и обычно равен 2—3 л3;
14) анализом пробы, отбираемой из фо-
наря, каждый час определять начало отбо-
ра чистого толуола;
15) при начале отбора чистого продукта
промыть им мерники и коммуникацию,
расходуя на это 200—250 л продукта:
16) начав отбор чистого толуола, сокра-
щать количество подаваемого на колонну
рефлюкса регулировкой делителя потока ус-
тановить рефлюксное число (в начале от-
бора чистого толуола равным 1 .и к концу
отбора довести его до 3). Необходимость
увеличения рефлюксного числа устанавли-
вается изменением характера диаграммы на
приборе, регистрирующем температуру на
9-й тарелке — переход из сплошной в пре-
рывистую линию;
17) по заполнении мерника чистым про-
дуктом отобрать из мерника пробу и ана-
лизом в лаборатории определить характе-
ристику разгонки, окраску и бромное число.
Убедившись в надлежащем качестве про-
дукта, спускать его из мерника в соответ-
ствующее хранилище;
18) к концу отбора чистого продукта
мерники заполнить только на половину
объема для сведения до минимума перево-
да в промежуточную фракцию чистого про-
дукта;
19) при появлении прерывистой линии на
диаграмме, регистрирующей температуру
на 25-й тарелке, которая указывает конец
отбора чистого продукта и начало отбора
следующей промежуточной фракции — ТК
(толуол — ксилюльной), рефлюксное число
установить равным 6 и перевести прием про-
дукта в другой мерник;
20) если после достижения на подогрева-
телях полного давления пара испарение
начинает падать, необходимо включить ва-
куум. для чего:
открыть задвижки у мерников к коллек-
тору вакуума;
закрыть задвижку у мерников к атмос-
ферному воздушнику;
медленно впускать пар в пароструйный
эжектор. Вакуум держать на уровне
400 мм рт. ст.;
21) для опорожнения мерника при работе
под вакуумом закрыть вакуумный воздуш-
ник и медленно открыть атмосферный воз-
душник, после чего приступить к опорож-
нению. При включении мерника закрыть ат-
мосферный воздушник и медленно открыть
вакуумный воздушник;
22) когда при вакууме в системе 400 мм
рт, ст, начинает падать испарение, подать
острый пар в куб. При этом у сепаратора
чистых продуктов направить воду в кон-
трольный сепаратор;
23) при отборе чистого ксилола рефлюкс-
ное число поддерживать в пределах 1,5—
2,5;
24) момент перехода с одного продукта
на другой определять аналитическим кон-
тролем — анализом пробы, взятой с фона-
ря. При анализе определять характеристи-
ку разгонки и окраску;
25) при появлении нафталина в пробе
дистиллята, взятой из фонаря, сгонку пре-
кратить. Для проверки наличия нафтали-
на и дистиллята необходимо опустить в
пробу листок фильтровальной бумаги и, ес-
ли имеется нафталин, то он обнаруживает-
ся на бумаге после ее просушки;
26) кубовые остатки должны иметь на-
чало кипения не ниже 190° С.
Для остановки куба по окончании сгонки,
необходимо:
1) закрыть вентили на линиях подач»
пара в куб, на подогреватели и на паро-
струйный эжектор;
2) выждать, пока не прекратится посту-
пление конденсата из системы в сепаратор.
При этом медленно снижать разрежение в
системе, открывая задвижку на байпас
между воздушным и вакуумным коллекто-
рами;
3) остановить насос для подачи рефлюк-
са и закрыть задвижку на линии нагнета-
ния;
4) закрыть поступление воды в конден-
сатор. При температуре наружного воз-
духа ниже нуля спускать воду из конден-
сатора и опорожнять водяную коммуника-
цию;
5) выжать продукт из сепаратора чис-
тых продуктов, спустить из него воду через
нижний спуск и заполнить его чистой во-
дой до перелива из фонаря;
6) опорожнить все линии и бачок у на-
соса для подачи рефлюкса;
7) вынуть заглушку у задвижки на ли-
нии спуска кубовых остатков. Пропарить
линию от куба до сборника кубовых остат-
ков;
8) открыть задвижку и спустить из куба
кубовые остатки в сборник, после чего про-
376
Ввод в действие технологических объектов коксохимических предприятий
парить трубопровод, по которому спуска-
лись кубовые остатки.
Все показатели технологического режима,
количество и качество полученных продук-
тов фиксируются в специальном рапорте
для каждой операции.
При непрерывном отборе толуола из
фракции ТК или ксилола и сольвента из ос-
татка после толуольной колонны необходи-
мо дополнительно проверить наличие воды
в соответствующем хранилище и откачать ее.
Технологический режим следует поддер-
живать следующий:
мости от состава головной фракции, поли-
меризация продолжается .12-46 ч.
После того как процесс полимеризации
закончен, приступают к ректификации спо-
лимеризованной фракции, для чего:
а) соответствующей настройкой линий
конденсат подают в виде рефлюкса на ко-
лонну и частично отбирают в мерник (воз-
врат в куб прекращается);
б) температуру загрузки .в кубе держат
в пределах 105—410° С;
в) отбирают следующие фракции:
легкую фракцию до удельного веса про-
при отборе
толуола ксилола
Температура, °C:
на верху колонны............................ log—110 136—140
на первой тарелке .......................... 145—147 155—160
Начало кипения остатка с колонны, °C........... 138—140 145—1 50
Рефлюксное число............................... 1—2 1,5—2
Содержание толуола в остатке................... Следы ___________
Пуск агрегата по переработке
головной фракции
Так как выход головной фракции от сы-
рого бензола всего 3—3,5%, то перерабаты-
вают ее по мере накопления.
Переработка головной фракции произво-
дится на агрегате периодического действия
(см. рис. 32-6). В настоящее. время голов-
ную фракцию перерабатывают методом
термической полимеризации с получением
технического сероуглерода.
Для загрузки куба необходимо:
1) закрыть задвижку под кубом и уста-
новить заглушку под задвижкой на линии
спуска кубовых остатков;
2) откачать воду через сепаратор из хра-
нилища головной фракции и замерить уро-
вень в хранилище;
3) открыть задвижки на всасе у хра-
нилища, на загрузочной линии куба, на вса-
се и нагнетании у загрузочного насоса;
4) пустить насос и загрузить куб. Заме-
ром уровня в хранилище проверить объем
загруженного продукта в куб.
Чтобы подготовить агрегат к полимериза-
ции головной фракции, необходимо:
1) наполнить сепаратор водой и настроить
линию открытием задвижек для возврата
всего конденсата обратно в куб;
2) подать максимально возможное коли-
чество воды на конденсатор-холодильник 3;
3) подать пар в подогреватель куба и на-
чать термическую полимеризацию — много-
кратную дистилляцию и конденсацию в
замкнутом цикле (без отбора дистиллята):
куб — колонна — конденсатор — куб;
4) когда бачок у насоса 4 заполнится кон-
денсатом, пустить насос и откачать конден-
сат обратно в куб.
Процесс термической полимеризации про-
должают до тех пор, пока не прекратится
изменение состава загрузки (судить по ха-
рактеристике разгонки). Обычно, в зависи-
дукта 0,85 (удельный вес замеряют в про-
бе, отбираемой из фонаря сепаратора);
промежуточную фракцию — удельный вес
от 0,85 до 1,0;
технический сероуглерод — удельный вес
от 1,0 до максимума и снова до 1,0;
промежуточную фракцию — удельный вес
от 1,0 до 0,86;
бензольную фракцию — начало кипения
выше 70° С.
Технический сероуглерод в мерниках и в
хранилищах держат под слоем воды.
Бензольную фракцию из мерника переда-
ют .в хранилище 1-.го бензола, промежуточ-
ные фракции — в хранилища головной фрак-
ции.
Легкую фракцию принимают в отдель-
ный сборник и по мере накопления испаря-
ют в отопительный газопровод. Кубовые
остатки по окончании сгонки спускают в
хранилища кубовых остатков окончатель-
ной ректификации.
Все показатели технологического режима,
количество и качество полученных продук-
тов фиксируют и специальном рапорте для
каждой операции.
В этом же кубе обычно производится
ректификация второго бензола с получением
тяжелого бензола, который направляется
на установки для производства кумароно-
вых смол.
ПРИЕМКА ЦЕХА
Приемка цеха переработки сырого бензо-
ла производится в соответствии с указания-
ми СНиП III—А. 10—62.
К акту комиссии по приемке цеха прила
гается, помимо материалов, перечисленных
в гл. 26, технологическая характеристика
каждого агрегата на основе данных, полу-
ченных после пуска агрегатов в эксплуата-
цию.
Глава 33
ПУСК ЦЕХОВ ПО ПЕРЕРАБОТКЕ КАМЕННОУГОЛЬНОЙ СМОЛЫ
ХАРАКТЕРНЫЕ ОСОБЕННОСТИ
СМОЛОПЕРЕРАБАТЫВАЮЩЕГО ЦЕХА
Большинство соединений, входящих в со-
став каменноугольной смолы, содержится в
ней в таких незначительных количествах,
что выделение их непосредственно из смо-
лы в чистом или даже обогащенном виде
оказывается весьма сложным. Поэтому обя-
зательной и основной технологической
операцией, которой подвергается смола при
переработке, является разделение ее на
фракции и пек. Во фракциях должны быть
сконцентрированы подлежащие выделению
продукты: фенолы, нафталин антрацен,
и др.
Выделение из фракции фенолов и пири-
диновых оснований осуществляется путем
химического их взаимодействия со щелочью
и слабой серной кислотой. Выделение
технических сортов нафталина и антрацена
производится в основном путем кристалли-
зации из соответствующих фракций с по-
следующим механическим разделением по-
лученной гетерогенной системы на твердую
(нафталин, сырой антрацен) и жидкую
(масла) фазы.
Особенностью смолоперерабатывающих
цехов является необходимость предвари-
тельной подготовки смолы перед перегон-
кой на трубчатом агрегате для достижения
ее химической и физической однородности.
Эта цель достигается предварительным от-
стаиванием от надсмольной воды и усредне-
нием в хранилищах склада смолы.
В смолоперерабатывающем цехе имеются
следующие отделения:
фракционирования смолы,
мойки 'фракции щелочью и кислотой,
кристаллизации нафталиновой фракции,
кристаллизации антраценовой фракции,
склад готовой продукции.
В отдельных смолоперерабатывающих
цехах имеются дополнительно следующие
отделения:
получения пекового кокса,
получения кристаллического нафталина,
получения фталевого ангидрида и др.
К пуску цеха приступают только после
сооружения всех объектов.
25 Справочник коксохимика, т. IV
Перед пуском проводят общие ‘подготови-
тельные мероприятия и испытания.
Конечные и промежуточные продукты пе-
реработки каменноугольной смолы обладают
сравнительно высокой температурой засты-
вания. Это обстоятельство налагает особую
ответственность на обслуживающий персо-
нал по обеспечению требуемой температуры
нагрева продуктов в емкостях и коммуника-
циях при их хранении и транспортировании.
ТЕХНОЛОГИЧЕСКАЯ СХЕМА
СМОЛОПЕРЕРАБАТЫВАЮЩЕГО ЦЕХА
Фракционирование смолы
В смолоперерабатывающий цех поступает
обычно смола своего завода и от других
коксохимических предприятий.
Для усреднения смолу принимают от всех
поставщиков в одно хранилище. Склад смо-
лы обычно оборудован 4—5 хранилищами,
каждое из которых попеременно использу-
ют для приема смолы и по заполнении для
отстаивания и отделения воды; одно хра-
нилище используется для чистки и ревизии.
Кроме того, на складе имеются отдельные
хранилища для приема надсмольной воды,
отделяемой от смолы, и для приема нафта-
линсодержащих масел (оттеки после фуго-
вания и прессования, сольвент-нафта и др.).
Смола из операционного хранилища пере-
качивается в промежуточные хранилища,
расположенные около трубчатых а гр ем -
ТОВ.
Хранилища склада смолы оборудуются
дистанционными уровнемерами, регистриру-
ющими потенциометрами и регуляторами
температуры нагрева смолы, расходомера-
ми и другими приборами.
Двумя отдельными насосами смола из
промежуточного хранилища прокачивается
сперва через змеевик 1-й ступени трубчатой
печи, затем обезвоженная смола проходит
через змеевик 2-й ступени трубчатой печи.
Пары воды и легкой фракции после испари-
теля 1-й ступени поступают в конденсатор-
холодильник, а конденсат — в сепаратор.
Нагретая во второй ступени печи смола
поступает в испаритель 2-й ступени, откуда
378
Ввод в действие технологических объектов коксохимических предприятий
снизу через гидрозатвор отводится пек.
В случае орошения испарителя в верхней
части отбирается 2-я или 3-я антраценовая
фракция.
Пары, представляющие собой смесь фрак-
ций, поступают на разделение е одном слу-
чае в две колонны — антраценовую и фрак-
ционную, в другом — в одну фракционную.
Во всех случаях в колоннах отбираются
последовательно снизу вверх вторая и пер-
вая антраценовые, поглотительная, нафтали-
новая, фенольная фракции. Из верхней
части фракционной колонны в конденсатор-
холодильник отводятся пары воды и легкой
фракции. Жидкие фракции из колонны по-
ступают в холодильники, после чего направ-
ляются в сборники.
Сконденсированные пары воды и легкой
фракции из сепаратора поступают в соот-
ветствующие сборники. Вода после допол-
нительного отстаивания от масла направ-
ляется на обесфеноливающую установку.
Технологическая схема мойки
фракций кислотой и щелочью
Промывка ведется в две ступени с попе-
ременным применением избытка реактивов,
фенолов и пиридиновых оснований.
Поглотительная фракция промывается
кислым сульфатом пиридина, во втором ап-
парате свежей щелочью с получением сред-
него сульфата пиридина и щелочных фено-
лятов.
Нафталиновая фракция промывается све-
жей серной кислотой в одном аппарате,
во втором аппарате — слабыми щелочными
фенолятами с получением кислого сульфа-
та пиридина и товарных фенолятов. В та-
кой последовательности в четырех аппара-
тах осуществляется извлечение фенолов и
пиридиновых оснований из нафталиновой и
поглотительной фракций.
Кристаллизация нафталиновой фракции
Концентрированная нафталиновая фрак-
ция после извлечения из нее фенолов и пи-
ридиновых оснований поступает в напор-
ный бак. Из напорного бака фракция само-
теком по трубопроводу непрерывно посту-
пает в ванну барабанного кристаллизатора.
Вличество фракции, поступающее в ванну,
улируется при помощи поплавкового
регулятора уровня. Барабан кристаллиза-
тора в зависимости от конструкции погру-
жается в ванну под различным углом. В за-
висимости от угла погружения и скорости
оборотов барабана толщина пленки колеб-
лется в пределах 1—8 мм.
Нафталиновая пленка снимается с бара-
бана ножом и попадает в бункер, откуда
шнеком подается в мешалку пресса. Тем-
пература фракции в ванне должна быть
выше температуры ее кристаллизации не
более чем на 10° С. Заданная температура
поддерживается автоматическим регулиро-
ванием нагрева фракции в напорном баке,
в коммуникации и ванне кристаллизатора.
Удобнее поддерживать автоматически тре-
буемую температуру при обогреве напор-
ного бака и коммуникации горячим кон-
денсатом. Количество воды, поступающей
на охлаждение кристаллизатора, регули-
руется автоматически по температуре от-
ходящей воды.
Нож с помощью соответствующих при-
способлений устанавливается так, чтобы
корка нафталина снималась с поверхности
барабана полностью.
Прессование продукта, поступающего
с барабанного кристаллизатора, осуществ-
ляется на гидравлическом прессе. Получен-
ный прессованный нафталин отправляется
на склад. Оттеки после прессования на-
правляются в цикл фракционирования см о
лы или перерабатываются по схеме: меха-
нический кристаллизатор — центрифуга —
пресс.
Кристаллизация антраценовой фракции
Антраценовая фракция из сборника отде-
ления фракционирования смолы насосом
качается в напорный бак, откуда загру-
жается в механический кристаллизатор
Откристаллизованная фракция из кристал-
лизатора поступает в вакуум-фильтр ба-
рабанного типа. Осадок с поверхности ба-
рабана снимается ножом и подается шне-
кам в центрифугу подвесного типа.
В современных смолоперерабатывающих
цехах операция фильтрования отсутствует.
Откристаллизованная фракция из механиче-
ских кристаллизаторов подается непосред-
ственно на центрифугу с автоматической
загрузкой и выгрузкой.
КОМПЛЕКСНЫЕ ИСПЫТАНИЯ
ТЕХНОЛОГИЧЕСКИХ СХЕМ
Комплексные испытания технологических
схем проводятся, чтобы установить, пра-
вильно ли собрана данная технологическая
схема, и проверить ее готовность к пуску.
Отделение фракционирования
Исп ыт а н и е I-й ступени трубча-
той печи проводят следующим образом:
1. В хранилище для сырой смолы при
отделении дистилляции набирают воду в ко-
личестве около 70—80 л?. Перед подачей
воды хранилище должно быть тщательно
проверено на отсутствие засорений и посто-
ронних предметов. В зимнее время воду
подогревают с помощью парового змеевика.
2. В трубопроводы от промежуточного
хранилища для сырой смолы к плунжерно-
му насосу и к сборнику для опорожнения
подают пар. При этом сборник опорожне-
ния через открытую воздушку должен быть
сообщен с атмосферой. Пар должен сво-
бодно проходить через проверяемую систе-
му. Затем заполняют водой конденсатор-
холодильник для паров легкого масла и
Пуск цехов по переработке каменноугольной смолы
379
паров воды (задвижка на стоке конденса-
тора-холодильника после заполнения остав-
ляется открытой).
3. Проверяют продувкой паром трубо-
провод от wacoca через змеевик 1-й ступени
печи, далее через эвапоратор, конденсатор-
холодильник к сепаратору и затем от сепа-
ратора к приемникам легкого масла и во-
дяного конденсата. Задвижки от эвапора-
тора к приемнику для обезвоженной смолы
и задвижка на линии опорожнения в это
время должны быть закрыты.
4. Открывают кран на трубопроводе от
эвапоратора к сборнику обезвоженной смо-
лы и пропаривают трубопровод к сборнику,
а также смолопровод перелива смолы в пу-
сковой резервуар для сырой смолы.
5. Прокачивают плунжерным насосом
воду через трубчатую печь (1-я ступень) в
приемник обезвоженной смолы с перели-
вом в пусковой резервуар. При этом за-
движки устанавливаются таким образом,
чтобы обеспечивалась при работе насоса
циркуляция воды в системе. Продолжи-
тельность испытания 8 ч.
При испытании проверяется сборка схе-
мы и ее герметичность, исправность арма-
туры, а также поддержание постоянства
уровня смолы в эвапораторе.
6. После проверки системы 1-й ступени
всю коммуникацию и особенно резервуары
освобождают от воды через систему трубо-
проводов в сборники. После этого все за-
движки, за исключением задвижки на
выходе воды из конденсатора-холодильника,
перекрывают.
Испытание 2-й ступени проводят в
такой последовательности:
1. Проверяют продувкой паром:
а) смолопровод от сборника обезвожен-
ной смолы до плунжерного насоса и далее
до трубчатой печи;
б) систему труб печи и участок трубо-
провода до эвапоратора 2-й ступени;
в) эвапоратор 2-й ступени до входа из
него в ректификационную колонну при за-
крытых задвижках на линии опорожнения
и на линии отвода пека в пекоприемник;
г) последовательно пекопровод к прием-
нику для пека и трубопровод в резервуар
сырой смолы (пусковой);
д) трубопроводы для передачи жидких
дистиллятов из колонны в холодильники
при открытых задвижках на линиях и за-
крытых задвижках под фонарями;
е) трубопроводы от конденсатора-хо-
лодильника и холодильников от приемни-
ков.
2. Заполняют водой конденсатор-холо-
дильник и холодильники фракции и прове-
ряют линии стока охлаждающей воды из
этих аппаратов на градирню.
3. В течение 8 ч перекачивают воду плун-
жерными насосами из пускового хранили-
ща в сепаратор 2-й ступени со спуском этой
воды из эвапоратора обратно в сборник.
4. Проверяют работу рефлюксных насо-
сов при работе их на воде. При этом необ-
ходимо открыть краны внизу ректификаци-
25*
одной колонны для спуска воды в прием-
ный монжус опорожнения.
5. Проверяют паром барботер колонны
через систему паровой коммуникации и па-
роперегревателя.
6. Прокачивают насосами воду из прием-
ников в отделение кристаллизации и на
склад.
7. Проверяют на воде систему содовой
защиты от коррозии.
8. Проверяют систему опорожнения труб
трубчатых печей.
Давление в колонне при испытаниях не
должно превышать 0,5 атм. Давление пара,
применяемого прн испытании, не должно
превышать 3 атм. При подаче пара в ком-
муникации с паровыми рубашками пар од-
новременно подается как в трубы, так и в
паровую рубашку.
При прокачивании воды по трубопрово-
дам, имеющим паровую рубашку, пар в ру-
башки не должен подаваться, чтобы не по-
вредить трубопровод (разрыв в местах
сварки).
В зимнее время необходимо при испыта-
нии пользоваться водой, имеющей темпера-
туру около 60° С
После испытания надо тщательно прове-
рить коммуникацию и особенно резервуа-
ры для приема пека и горячей смолы на
полное удаление воды. Опорожняют воду
через имеющуюся для этого коммуникацию
в приемный мерник. Испытание проводится
в течение одних суток.
Сушка печи производится непосредствен-
но перед пуском цеха в эксплуатацию до
проведения всех комплексных испытаний
по специальной инструкции. Для этого за-
ранее подводят отопительный газ и темпе-
ратуру в печи в течение 5—8 суток подни-
мают до 250° С в радиационной и 150° С в
конвекционной секции. Продолжительность
сушки печи, боровов и дымовой трубы 5—
8 суток.
Отделение кристаллизации и прессования
нафталиновой фракции
При комплексном испытании отделения
кристаллизации фракций производится за-
пуск и проверка исправности всех механиз-
мов (кристаллизаторов, центрифуги, транс-
портера для антрацена, вакуум-фильтра
и грейферного крана склада антрацена, а
также вспомогательного оборудования: ва-
куум-насосов и насосов для перекачивания
масел и фракций). Продолжительность ис-
пытания— от 8 до 24 ч.
Перед пуском кристаллизаторов прове-
ряется надежность закрепления лопаток и
свободное их движение в корпусе.
Осмотр механизмов внутри должен про-
изводиться с соблюдением правил безопас-
ности при отключенном питании электро-
двигателей.
Насосом антраценовой фракции закачи-
вается вода из отделения дистилляции в
напорный бак антраценовой фракции, а за-
тем подачей воды из него поочередно на
380
Ввод в действие технологических объектов коксохимических предприятий
каждый из кристаллизаторов и вакуум-
фильтр проверяется исправность системы.
Вода из кристаллизаторов .и вакуум-
фильтра спускается в сборники открмстал-
лизо,ванного масла и проверяется работа
насосов для откачки масла на склад.
Подачей охлаждающей воды на кристал-
лизаторы проверяется исправность их оро-
шения и, в случае необходимости произво-
дится регулировка.
Орошаться должна вся поверхность кри-
сталлизаторов при нормальной подаче воды.
Комплексное испытание установки для
получения прессованного нафталина из
нафталиновой фракции заключается в за-
пуске всех механизмов и проверке их рабо-
ты в течение от 8 до 24 ч.
Для проверки правильности сборки ком-
муникации и работы насосов этого участка
заполняется водой сборник мытой нафтали-
новой фракции и включается в работу насос
для подачи воды .на напорный бак, откуда
вода направляется в ванну барабанных ох-
ладителей и затем по переливу снова воз-
вращается в сборник.
С помощью этих же насосов проверяется
на воде система: сборник жидкого нафта-
лина — насос — напорный бак жидкого
нафталина — мешалки пресса.
Наряду с испытанием технологической
схемы и основных механизмов испытыва-
ются также вспомогательные устройства.
По окончании испытания вся вода из си-
стемы должна быть удалена.
Отделение мойки фракций
Перед начало»! испытаний моечные аппа-
раты и все емкости подвергаются тщатель-
ному осмотру н очистке.
Футеровка моечных аппаратов кислотной
мойки и емкости для серной кислоты долж-
на быть полностью закончена и подвергну-
та прокисловке, в соответствии с правила-
ми выполнения кислотозащитных работ.
При испытании горячей водой (70° С)
проверяют правильность сборки схемы, ее
герметичность, исправность запорных при-
способлений, телескопических регуляторов
уровня, распределительных устройств, насо-
сов и ротаметров.
Подъем стаканов телескопических регу-
ляторов должен быть легким, из заполнен-
ного доверху моечного аппарата жидкость
через стакан регулятора при крайнем верх-
нем его положении не должна перели-
ваться.
По окончании испытания вся система ос-
вобождается от воды.
Пековый парк
Предпусковые работы по пековому парку
состоят из проверки работы механизмов
(пекового транспортера, грейферного кра-
на для пека, маневрового устройства для
подкатки железнодорожных вагонов, .на-
ружных насосов для перекачки пека).
Наряду с этим проверяется система во-
доснабжения пекового транспортера.
Продолжительность испытания от 8 до
24 ч.
Склад сырья и готовой продукции
Комплексные испытания окладов сырья
и готовой продукции состоят из проверки
работы механизмов, а для жидких продук-
тов — в проверке работы на воде насо-
сов прокачкой воды по системе комму-
никации.
Для проверки системы коммуникации и
работы насосов одно из хранилищ склада
заполняется водой и затем попеременно все-
ми насосами производится перекачка воды
из этого хранилища в остальные. В зимнее
время вода должна быть подогрета до 60—
70° С.
По окончании испытания вся система пол-
ностью освобождается от воды.
ВКЛЮЧЕНИЕ В ЭКСПЛУАТАЦИЮ
ОБЪЕКТОВ
К моменту пуска цеха на его складе дол-
жен быть создан запас продуктов, суток:
Смолы, не менее .....................10
Серной кислоты.......................30
Соды кальцинированной .............. 10
Соды каустической....................15
Отделение фракционирования смолы
Тщательно отстаивают на складе смолу
от воды путем нагрева ее до 80° С, отстояв-
шуюся воду спускают из хранилища в при-
емник.
Содержание воды в отстоянной смоле
должно быть не более 4%.
Хорошо отстоявшуюся и усредненную
смолу перекачивают со склада в промежу-
точное хранилище сырой смолы. Напорный
бак заполняют 8%-ным раствором соды.
Затем прогревают паром коммуникацию и
аппаратуру 1-й и 2-й ступеней в такой по-
след ова дельности ;
а) от промежуточного хранилища до вса-
са плунжерного насоса;
б) от насоса через 1-ю ступень трубча-
той печи до эвапоратора 1-й ступени;
в) от эвапоратора 1-й ступени до сбор-
ника обезвоженной смолы и трубопровод
перелива из сборника обезвоженной смолы
в пусковой резервуар;
г) от сборника обезвоженной смолы и от
пускового резервуара до плунжерного на-
соса 2-й ступени;
д) от насоса через 2-ю ступень трубча-
той печи до эвапоратора 2-й ступени;
е) от эвапоратора 2-й ступени до пуско-
вого резервуара смолы;
ж) пекопровод от эвапоратора 2-й ступе-
ни до сборника пека и до пускового резер-
вуара смолы;
Пуск цехов по переработке каменноугольной смолы
381
з) подают пар в пароперегреватель труб-
чатой печи с выпуском пара после него на
свечу;
и) заполняют коиденсаторы-холодильни-
ки и холодильники водой, которую подогре-
вают до 50—60° С; в случае применения
быстроходных холодильников воду не подо-
гревают.
Перед началом перекачивания смолы си-
стема должна быть настроена по следую-
щей пусковой схеме:
а) 1-я ступень: хранилище сырой смо-
лы — насос — змеевик трубчатой печи —
эвапоратор — сборник обезвоженной смолы;
б) 2-я ступень: сборник обезвоженной
смолы — насос — змеевик трубчатой печи —
эвапоратор — сборник обезвоженной смо-
лы — пусковой резервуар смолы.
Подготовка и пуск плунжерных насосов
производятся в следующей последователь-
ности:
а) заполняют маслосистему маслом;
б) включают охлаждение сальников;
в) открывают задвижки на нагнетании и
всасе насоса и включают насос. Одновре-
менно подается раствор соды во всас насо-
са и прекращается подача пара в смоло-
провод. После заполнения смолой сборни-
ка обезвоженной смолы на половину его
емкости включают насос для подачи смолы
на 2-ю ступень трубчатой печи.
Во время холодной циркуляции смолы
по системам 4-й и 2-й ступеней до вклю-
чения обогрева трубчатой печи произво-
дится:
а) регулировка приборов для измерения
количества подаваемой смолы;
б) проверка показаний уровнемеров в
сборнике обезвоженной смолы, в пусковом
резервуаре и в хранилище сырой смолы;
в) проверка работы -плунжерных насосов;
г) регулировка производительности агре-
гата по количеству смолы, подаваемой на
2-ю ступень.
На 1-ю ступень подается смола на 0,5 т/ч
больше, нежели на 2-ю ступень. Регулиров-
ка подачи смолы во время пуска произво-
дится вручную по показаниям расходоме-
ров;
д) пропарка и проверка трубопроводов
для отбора антраценовых, поглотительной,
нафталиновой -и фенольной фракций от ко-
лонны до холодильников и далее на -сбор-
ники. Тщательно проверяют отсутствие во-
ды в приемнике для пека.
После проверки исправности всей систе-
мы, проверки поступления смолы из эвапо-
ратора 1-й ступени в сборник обезвожен-
ной смолы и после эвапоратора 2-й ступе-
ни в пусковой резервуар смолы, проверки
газопровода, гидрозатв-ора на газопроводе,
взрывных дверок и средств пожаротушения
включают обогрев печи.
Тягу в топке печи устанавливают равной
6—8 мм вод. ст. Убедившись в горении газа
в газовых факелах, последовательно зажи-
гают все основные горелки, для чего за-
движки на подаче газа открывают на 5—
6 оборотов.
Пары после эвапоратора 1-й ступени на-
правляются в конденсатор-холодильник;
конденсат — легкое масло и сепараторная
вода — отводятся в соответствующие сбор-
ники. После включения обогрева трубчатой
печи начинают прогревать ректификацион-
ную колонну перегретым паром.
Перегретый пар подается в эвапоратор и
в колонну в таком количестве, чтобы давле-
ние в колонне не превышало 0,3 атм.
Пары из колонны поступают по трубо-
проводу паров легкого масла в конденса-
тор-холодильник; конденсат (легкое масло и
вода из конденсатора-холодильника) через
сепаратор отводится в соответствующие
сборники.
Перегретый пар -из пароперегревателя
должен иметь температуру 400° С и при вхо-
де в колонну не менее 360° С. Избыток па-
ра из пароперегревателя выпускается через
свечу в атмосферу.
Одновременно с прогревом ректификаци-
онной колонны производится подъем тем-
пературы смолы -после 2-й ступени трубча-
той печи со скоростью 50—60 град/ч.
При достижении температуры смолы по-
сле 2-й ступени трубчатой печи 340°С за-
крывают кран на трубопроводе в пусковой
резервуар смолы и открывают кран на пе-
ковой линии с эвапоратора 2-й ступени в
приемник пека, пустив пар в паровую ру-
башку пекопровода. В период заполнения
эвапоратора до перелива пеком температуру
смолы после 2-й ступени повышают до
400° С.
После перехода на прием пека немедлен-
но начинают отбор 1-й и 2-й антраценовых
фракций, предварительно подогревают воду
в холодильниках антраценовой фракции до
80—90° С.
Диаметр подпорной шайбы или степень
открытия клапана на линиях отбора фрак-
ции устанавливается в зависимости от
производительности и состава смолы.
Отбор поглотительной фракции начинают
при достижении температуры паров на та-
релке отбора 200—230° С, нафталиновую
фракцию начинают -отбирать при темпера-
туре паров в верхней части колонны, рав-
ной ПО—115° С.
Отбор фенольной фракции начинают по-
сле начала подачи орошения на фракцион-
ную колонну и накопления некоторого
количества легкого масла (половина сбор-
ника). До начала отбора фракций вода в
кожухах холодильников нафталиновой
фракции должна быть подогрета до 90° С, в
холодильнике поглотительной и фенольной
фракции вначале до 70, а затем по дости-
жении заданного качества фракции до 40° С.
В случае применения быстроходных хо-
лодильников предварительный подогрев во-
ды не производится, а расход воды регу-
лируется таким -образом, чтобы температу-
ра фракций после холодильников соответ-
ствовала вышеуказанным температурам.
Орошение антраценовой колонны в двух-
колонных агрегатам начинают после
достижения в верхней ее части температуры
382
Ввод в действие технологических объектов коксохимических предприятий
250—260, а в фракционной 115—120° С.
В одноколонной трубчатой установке оро-
шение испарителя 2-й ступени начинают
при достижении температуры паров в верх-
ней его части 350—360° С.
В качестве орошения для антраценовой
колонны применяют безводную поглоти-
тельную фракцию, а для фракционной
колонны — безводное легкое масло.
Перегретый пар в колонны начинают по-
давать сейчас же после начала отбора
нижних продуктов из колонн.
Такой порядок пуска трубчатого агре-
гата обеспечивает выход на нормальный
режим с получением заданного количества
фракций и пека в минимально короткий
срок.
Не следует растягивать период пуска, так
как это приводит к получению большого
количества фракций и пека нестандартного
качества. Успешный пуск трубчатой уста-
новки определяется тщательностью подго-
товки установки к пуску.
Приборы автоматического регулирования
включают в работу после достижения за-
данного режима; в период пуска — до до-
стижения режима — регулирование трубча-
того агрегата производят вручную.
Включение автоматов производят в такой
последовательности:
а) расход смолы на 1-ю и 2-ю ступени
трубчатой печи (датчики приборов устанав-
ливают на заданный расход);
б) при достижении заданной температуры
нагрева смолы по 2-й ступени включают
автоматический регулятор температуры на-
грева смолы по расходу газа. Регулятор
давления газа включают одновременно с
включением обогрева печи;
в) регуляторы температуры паров в верх-
ней части ректификационных колонн вклю-
чают по достижении заданной температуры.
Для сокращения пускового периода и бо-
лее быстрого перехода на нормальный ре-
жим следует включать автоматические
регуляторы по мере достижения заданного
режима на каждом аппарате, не дожидаясь
полного отрегулирования режима.
Если по каким-либо причинам автомати-
ка не работает, то производят вручную ре-
гулирование; работа регуляторов давления
пара и газа при этом обязательна.
Пуск трубчатой установки без расходо-
меров смолы и регуляторов давления газа
не допускается.
Отделение кристаллизации нафталиновой
фракции
После проверки коммуникации и механи-
ческого опробования барабанных кристал-
лизаторов, гидравлических прессов, насоса
для перекачивания оттеков, контрольно-из-
мерительных приборов, сигнализаторов
уровней и приборов автоматического регу-
лирования, смазки трущихся поверхностей
заполняют напорный бак нафталиновой
фракцией.
Перед тем как направить нафталиновую
фракцию в ванну кристаллизатора, прове-
ряют коммуникацию паром, после чего 'на-
чинается заполнение ванны кристаллизато-
ра нафталиновой фракцией; одновременно
включаются барабан кристаллизатора и
регуляторы уровня фракции в ванне и рас-
хода охлаждающей воды.
Необходимо следить за тем, чтобы нафта-
линовая фракция не перегревалась в на-
фталинопроводе и в ванне барабана.
Температура воды, поступающей на
охлаждение, не должна быть выше 30° С.
Разность температур воды, поступающей на
охлаждение и отходящей, не должна пре-
вышать 5° С.
Включение в работу гидравлического
пресса производится в следующей последо-
вательности: прогреваются узлы пресса до
нормальной рабочей температуры и прове-
ряются на 'холостом коду слаженность ра-
боты механизмов мешалки цилиндра доза-
тора, а также прессующего и выталкиваю-
щего цилиндров.
До пуска необходимо выпустить воздух
из гидросистемы и цилиндров пресса. Для
этой цели на трубопроводах установлены
пробки. Выпуск воздуха производится при
работе гидросистемы без нагрузки. После
окончания перечисленных выше работ за-
полняют мешалку пресса и фильтра нафта-
лином и приступают к прессованию.
Особенно важным является соблюдение
теплового режима пресса. Температура сте-
нок загрузочного патрубка мешалки долж-
на быть как можно выше, но в то же
время юна должна обеспечивать нормаль-
ную нагрузку дозатора.
При чрезмерно заниженной температуре
стенок загрузочного патрубка загрузка
дозатора прекращается, а при повышен-
ной — увеличатся течи нафталина на ме-
шалки.
Дозатор должен прогреваться до темпе-
ратуры, 'обеспечивающей нормальную за-
грузку фильтра, при перегреве дозатора
ухудшаются условия его работы. Отдушина,
крышка дозатора, средняя траверса, сбор-
ник оттеков прессования и трубопроводы
отвода оттеков и утечек должны прогре-
ваться до температуры, не допускающей
застывания оттеков прессования и утечек.
Давление пара в коллекторе поддержи-
вают не выше 4 атм.
Не менее важным при эксплуатации
пресса является содержание в исправном
состоянии гидросистемы и правильная ее
настройка, а также чистота масла, ибо за-
грязненное масло вызывает засорение золот-
ников.
Необходимо постоянно 'Следить за жест-
кими креплениями насосов, электродвига-
телей, золотников, четким переключением
кранов управления копирами.
Нужно не допускать течей масла через
уплотнения и соединения трубопроводов,
производя своевременную подтяжку.
Периодически проверяют правильность
настройки клапанов предохранителей ходов
Пуск цехов по переработке каменноугольной смолы
383
цилиндра дозатора, штока и плунжера прес-
сующего цилиндра.
Поддерживают уровень масла в резерву-
аре насосной установки.
Температура масла в гидросистеме нахо-
дится в пределах (+20) +(+60)° С. Перио-
дически необходимо выпускать воздух из
гидросистемы. Загрузку мешалки нафтали-
новой массой в .начале работы пресса про-
изводят только при работе механизма ме-
шалки.
Следует также следить за исправностью
электросхемы и электрооборудования. При
остановке механизма в мешалке не долж-
но оставаться нафталиновой массы.
Отделение переработки антраценовой
фракции
Последовательность пуска отделения пе-
реработки антраценовой фракции следую-
щая:
а) настройка и проверка паром коммуни-
кации для приема фракции из отделения
фракционирования смолы в напорный бак,
из напорного бака в кристаллизатор, из
кристаллизатора в вакуум-фильтр или в цен-
трифугу и коммуникации для поглотитель-
ного масла от приемника до напорного
бака;
б) загрузка кристаллизатора фракцией
из напорного бака. Для этой цели закры-
вают краны на спуске фракции из кристал-
лизатора в линию опорожнения и начина-
ют заполнять кристаллизатор.
Во избежание перелива при заполнении
кристаллизатора периодически производят
замер наличия в нем фракции.
При заполнении кристаллизатора иа 1,3 м
по высоте, что соответствует наличию 0,3 м
пустоты, загрузку прекращают, кран на по-
грузочном трубопроводе закрывают и вклю-
чают в работу мешалку кристаллизатора.
Подача охлаждающей воды на корпус
кристаллизатора производится через 5 ч по-
сле его загрузки фракцией.
Через каждые 4 ч замеряют температу-
ру кристаллизуемой фракции в кристалли-
заторе.
При достижении температуры кристалли-
зуемой фракции 35° С орошение кристалли-
затора водой прекращается и приступают .к
разгрузке откристаллизованной фракции.
Перед разгрузкой кристаллизатора необ-
ходимо проверить готовность центрифуги
к работе и чистоту линии для подачи откри-
сталлизован.ной фракции в центрифугу. При
необходимости линию промывают горячим
маслом из напорного бака. При готовности
центрифуги к приему открытием крана под
кристаллизатором начинают выпуск откри-
сталлизованной фракции.
После выпуска откристаллизованной
фракции мешалку кристаллизатора останав-
ливают и производят замер наличия остат-
ка фракции; при полном опорожнении при-
ступают к загрузке кристаллизатора для
очередной операции.
В случае значительных остатков фрак-
ции в кристаллизаторе мешалку включают
в работу, выясняют причину, мешавшую
полному спуску, и после ее устранения
опорожняют кристаллизатор полностью.
При готовности фракции одновременно
в нескольких кристаллизаторах их опо-
рожнение производят в строгой последова-
тельности по одному.
Пуск и режим работы автоматической
центрифуги
После тщательной проверки правильно-
сти монтажа всех узлов центрифуги и про-
верки их работы на холостом ходу в соот-
ветствии с монтажной инструкцией пуск
центрифуги производится в следующей по-
следовательности:
а) устанавливают задания для электро-
гидравлического автомата по параметрам
регулирования. Параметрами регулирова-
ния для центрифуги являются: толщина
Т а б л и ц а 33-1
Условия аварийного выключения центрифуги
Вид сигнала Причина сигнала
Красный сигнал «давление масла ниже нор- мального» Давление масла в коммуникации упало ни- же 4 кгс/см*
Звуковой сигнал «сирена» 1. Перегрузка центрифуги. 2. Короткое замыкание, перегорели плавкие предохранители цепи питания мотора цен- трифуги
Потухание зеленого сигнала и одновременно остальных световых табло 1. Перегорели предохранители промежуточ- ных трансформаторов. 2. Перегорели предохранители питания мо- тора насосной станции
384
Ввод в действие технологических объектов коксохимических предприятий
слоя осадка; длительность просушки; ве-
личина хода ножа (срез осадка) и дли-
тельность регенерации;
б) устанавливается минимальный допу-
стимый зазор (не более 5 мм) между лез-
вием ножа и ситом, после чего включается
в работу электродвигатель центрифуги.
Во время установившегося вращения цен-
трифуги следует проверить отсутствие зае-
даний, плавность хода, температуру масла,
выходящего из подшипников, которая не
должна превышать 70° С.
Центрифуга должна проработать на хо-
лостом ходу не менее 30 мин.
Убедившись в нормальной работе центри-
фуги, включают первую операцию фугова-
ния — загрузку. Остальные операции про-
изводятся автоматически и нормальное те-
чение процесса центрифугирования показы-
вается сигналами на световом табло.
Продолжительность одного цикла рабо-
ты центрифуги следующая: загрузка 0,5—
1 мин, просушка 2—4 мин, выгрузка 1 мин,
регенерация — промывка 1 мин. Общая про-
должительность цикла 7 мин.
Удельный расход отфильтрованного ан-
траценового или поглотительного масла,
поступающего на промывку центрифуги,
составляет от исходной фракции 15—20%.
Температура антраценовой фракции, по-
ступающей на фугование, не должна быть
больше 35° С.
Температура масла, поступающего на про-
мывку, 90—100° С.
Аварийное выключение центрифуги про
изводится при условиях, приведенных в
табл. 33-1.
Отделение мойки фракций и масел
Пуск отделения промывки фракций про-
изводится в следующей последовательности:
а) подготовка раствора щелочи и кисло-
ты. Концентрации растворов определяются
производственной инструкцией:
б) проверка паром правильности настрой-
ки коммуникации;
в) в случае осуществления процесса про-
мывки масел в аппаратах непрерывного дей-
ствия производят вначале заполнение аппа-
рата раствором реагента, а затем вклю-
чают непрерывную подачу фракции и реак-
тивов.
В случае осуществления процесса про-
мывки с контактированием масел и реакти-
вов в насосах начинают одновременно по-
давать масло и реактив.
ОГЛАВЛЕНИЕ
Раздел первый
ОРГАНИЗАЦИЯ ПРОЕКТИРОВАНИЯ, ГЕНЕРАЛЬНЫЙ ПЛАН
и межцеховые коммуникации коксохимических предприятии
Глава 1. Современные коксохимические предприятия, их характеристика
и состав ................................................................ 3
Общие сведения о производстве кокса ........................ 3
Размещение и масштабы коксохимических предприятий ........... 4
Современные коксохимические предприятия в СССР и их разно-
видности .................................................... 4
Глава 2. Организация проектирования коксохимического предприятия .......... 8
Современное законодательство по проектированию .............. 8
Стадии проектирования ....................................... 9
Технико-экономическое обоснование ........................... 9
Задание на проектирование ................................... 9
Выбор площадки строительства ................................ Ю
Проектное задание ........................................... Н
Рабочие чертежи ............................................ 13
Сметы ...................................................... 14
Экспертиза и утверждение проектной и сметной документации 14
Глава 3. Генеральный план коксохимического предприятия ............... 16
Основные принципы и нормы проектирования генерального плана 16
Схемы и показатели генерального плана .................. 19
Элементы генерального плана ................................ 21
Глава 4. Межцеховые коммуникации ......................................... 27
Газопроводы ................................................ 27
Общая классификация ........................................ 27
Прокладка газопроводов ..................................... 27
Расчет газопроводов ........................................ 28
Гидравлический расчет ................................... 28
Механический расчет ..................................... 32
Конструирование газопроводов ............................... 35
Технологические трубопроводы ............................... 40
Общая классификация ........................................ 40
Прокладка трубопроводов .................................... 41
Расчет трубопроводов ....................................... 42
Гидравлический расчет ................................... 42
Механический расчет ..................................... 43
Материалы и отдельные конструктивные требования к трубо-
проводам ................................................. 48
Сети водоснабжения ......................................... 49
Сети канализации ........................................... 52
Литература ............................................................... 58
386
Оглавление
Раздел второй
СТРОИТЕЛЬНОЕ ПРОЕКТИРОВАНИЕ КОКСОХИМИЧЕСКИХ ПРЕДПРИЯТИЙ
Глава 5. Особенности проектирования и строительства зданий и сооружений
коксохимических предприятий .......................................... 59
Общая конструктивная характеристика зданий и сооружений 59
Унификация конструктивных и объемно-планировочных решений 60
Конструктивные решения элементов зданий и сооружений ...... 60
Глава 6. Сооружения углеподготовительного цеха .......................... 70
Вагоноопрокидыватель и углеприемные ямы ................... 70
Отделение предваоительного дробления ..................... 73
Открытые склады угля ................................... 73
Закрытый склад угля ................................... 76
Дозировочное отделение .................................... 79
Отделение окончательного дробления ....................... 79
Смесительное отделение ................................ 79
Перегрузочные станции .................................... 81
Галереи для конвейеров ................................ 83
Глава 7. Сооружения углеобогатительной фабрики ........................ 85
Главный корпус углеобогатительной фабрики ................ 86
Сушильное отделение ................................... 90
Здание радиальных сгустителей .......................... 90
Шламовые отстойники ...................................... 92
Бункера для концентрата и для сухого флотоконцентрата ..... 94
Бункера для промпродукта и породы ........................ 95
Глава 8. Сооружения коксового цеха ..................................... 96
Угольная башня .......................................... 96
Фундаменты коксовых печей с путями машин и обслуживающи-
ми площадками .......................................... 101
Дымовые трубы ..................................... 111
Сооружения комплекса мокрого тушения кокса ............... 113
Коксовая рампа ......................................... 117
Коксосортировка ................................... 119
Бункера для кокса ........................ „............ 121
Глава 9. Сооружения химических цехов улавливания ...................... 123
Механизированные осветлители ......................... 123
Первичные газовые холодильники .......................... 123
Машинно-насосное отделение с электрофильтрами ........... 123
Сульфатное отделение .................,.................. 125
Бензольное отделение ................................... 131
Глава 10. Цехн очистки коксового газа от сероводорода и переработки хими-
ческих продуктов коксования .............................. 133
Цех очистки коксового газа от сероводорода (вакуум-содовая се-
роочистка) .......................................... 133
Цех ректификации бензола ................................ 136
Цех кумарон-ннденовых смол .............................. 139
Смолоперегонный цех ................................. 139
Глава 11. Производственно-вспомогательные сооружения ................... 145
Сооружения энергетического хозяйства .................... 145
Сооружения водоснабжения и канализации .................. 149
Оглавление
387
Глава 12. Объекты общезаводского назначения .............................
Бытовое обслуживание трудящихся .......................... 160
Объемно-планировочные н конструктивные решения ........... 165
Глава 13. Сохранность и уход за сооружениями коксохимических предприятий 166
Факторы, влияющие на износ сооружений .................... 166
Правила ухода за зданиями и сооружениями ................. 167
Антикоррозийная защита зданий и сооружений ............... 169
Гидроизоляция подземных сооружений и емкостей для жидкостей 169
Раздел третий
КЛАДКА КОКСОВЫХ ПЕЧЕЙ
Глава 14. Материалы для кладки коксовых печей .......................... 178
Классификация огнеупорных изделий, применяемых в кладку
коксовых печей ....................................... 178
Свойства огнеупорных изделий ............................. 178
Показатели огнеупорных изделий для кладки коксовых печей
по ГОСТам .......................~...................... 181
Показатели по шамотным и полукислым изделиям, поставляе-
мым по техническим условиям ............................. 183
Вспомогательные материалы для кладки коксовых печей ...... 184
Справочные данные о потребности в материалах для кладки кок-
совых печей ....................................... 185
Цены на огнеупоры для коксовых печей ..................... 189
Условия поставки и правила хранения огнеупоров на строитель-
ной площадке (по ГОСТ 8179—56 и СНиП III — В 29—62) ... 189
Глава 15. Подсобные сооружения, механизмы, инструменты и вспомогатель-
ные устройства для кладки коксовых печей ............................. 191
Склады огнеупоров ...................................... 191
Устройство растворных узлов ........................... 192
Перевозка огнеупоров .................................. 194
Тепляки ................................................ 195
Передвижка тепляков ..............,.,................... 198
Санитарно-технические мероприятия и правила безопасности при
кладке коксовых печей ................................. 199
Противопожарные нормы и мероприятия по теплякам и складам 200
Инструменты, инвентарь, приспособления и рештования для
кладки коксовых печей ................................... 201
Глава 16. Технические условия и приемка кладки коксовых печей .......... 205
Общие требования и позонная разбивка кладки .............. 205
Требования к кладке и условия укладки кирпича ............ 206
Растворы ............................................... 207
Материальные швы ....................................... 207
Допуски в размерах кладки (СНиП) III — В. 29—62) ......... 208
Особенности кладки отдельных зон коксовой печи ........... 209
Чистка и исправление дефектов кладки ..................... 211
Кладка боровов ........................................... 212
Допуски в размерах при возведении боровов ................ 212
Документация при кладке печей ............................ 213
Технический контроль и приемка кладки .................... 213
388
Оглавление
Глава 17. Организация работ по кладке .................................. 215
Основные технические требования и условия производства работ
по кладке ............................................. 215
Геодезические и разбивочные работы ....................... 215
Организация труда ........................................ 219
Предварительная заготовка огнеупоров у рабочего места .... 221
Глава 18. Предохранение готовой кладки и подготовка ее к разогреву ..... 224
Предохранение кладки от засорения и повреждения при монта-
же оборудования ......................................... 224
Температурные условия сохранения кладки .................. 224
Прочие огнеупорные работы на коксовых печах .............. 225
Теплоизоляционные работы на коксовых печах .............. 227
Предрастопочные и послерастопочные работы по коксовой бата-
рее ................................................. 228
Глава 19. Уход за кладкой и ремонт кладки коксовых печей .............. 230
Элементы печей, подвергающиеся износу .................... 230
Организация текущего ухода и ремонта кладки ............. 231
Специальные порошки для замазки и торкретирования ........ 231
Методика проведения отдельных видов горячих ремонтов ..... 233
Раздел четвертый
МОНТАЖ ОБОРУДОВАНИЯ КОКСОХИМИЧЕСКИХ ПРЕДПРИЯТИЙ
Глава 20. Организация монтажных работ .............................. 236
Виды оборудования коксохимических предприятий ............ 236
Подготовка к производству работ, механизмы и приспособле-
ния монтажной организации ............................. 236
Подсобно-вспомогательная база для монтажа ................ 238
Очередность производства работ ........................... 240
Проверка, испытание и приемка работ ...................... 241
Глава 21. Монтаж основного оборудования по приему, подготовке и тран-
спортировке угля и кокса ......................„........................ 242
Монтаж роторного вагоноопрокидывателя .................. 242
Монтаж мостового крана-углеперегружателя ............... 243
Монтаж мостов ленточных конвейеров ................... 245
Монтаж металлических воронок силосов ................... 247
Монтаж ленточных дозаторов ............................. 249
Монтаж ленточных конвейеров ............................ 249
Монтаж дробилок и валковых сдвоенных грохотов .......... 250
Глава 22. Монтаж основного оборудования углеобогатительных фабрик ...... 252
Организация работ ...................................... 252
Монтаж отсадочных машин .............................. 253
Монтаж элеваторов ................................... 254
Монтаж вакуум-фильтров ................................... 255
Монтаж оборудования сушильных отделений ................ 255
Глава 23. Монтаж оборудования коксовых цехов ........................... 258
Монтаж оборудования коксовых батарей ................... 258
Приемка строительных конструкций под монтаж ............ 259
Организация работ по монтажу ........................ 260
, Монтаж броней ............................................ 261
Монтаж анкеража ....................................... 262
Монтаж рам .............................................. 263
Оглавление
389
Монтаж обслуживающих, межбатарейных и концевых площа-
док коксовых печей ...................................... 263
Клапаны для газа, воздуха и продуктов горения ........... 263
Шиберы в боровах ........................................ 264
Временные газопроводы коксового и доменного газа для разо-
грева коксовых печей ................................. 264
Монтаж газосборников, газоотводящих стояков и аммиакопро-
водов ............................................. 264
Моитаж подводящего и распределительного газопровода коксово-
го газа с арматурой ................................... 266
Монтаж подводящего и распределительного газопровода домен-
ного газа ......................................... 267
Монтаж кантовочного механизма с лебедками ................. 267
Монтаж путей коксовых машин ............................. 268
Монтаж дверей коксовых камер ............................. 268
Механизмы и монтажные приспособления ..................... 269
Машины коксовых печей ..................................... 269
Глава 24. Монтаж оборудования цехов улавливания химических продуктов... 272
Монтаж осветлителей для надсмольной воды .................. 272
Монтаж трубчатых газовых холодильников .................... 273
Монтаж вертикальных резервуаров .......................... 274
Монтаж аппаратов башенного типа ......................... 276
Монтаж электрофильтров ................................... 280
Монтаж оборудования аммиачно-сульфатных отделений ......... 281
Монтаж отделений дистилляции бензола .................... 282
Монтаж газодувок (нагнетателей) ......................... 283
Глава 25. Монтаж газопроводов и трубопроводов ........................... 285
Газопроводы .............................................. 285
Трубопроводы ........................................... 286
Трубопроводы из фаолитовых труб ........................... 288
Трубопроводы из нержавеющей стали ......................... 288
Раздел пятый
ВВОД В ДЕЙСТВИЕ (ПУСК) ТЕХНОЛОГИЧЕСКИХ ОБЪЕКТОВ
КОКСОХИМИЧЕСКИХ ПРЕДПРИЯТИЙ
Глава 26. Условия пуска коксохимического предприятия .................... 289
Технологический комплекс пуска коксохимических предприятий
и значение коксовых батарей ............................... 289
Разогрев коксовых батарей и его влияние на пусковые операции 289
Организация приемо-сдаточных операций ..................... 291
Организация и производство индивидуальных и комплексных
испытаний ............................................... 292
Общие условия проведения пусковых операций .............. 293
Глава 27. Испытание, пуск и приемка углеподготовительных цехов и углеобога-
тительных фабрик ...................................................... 295
Состав углеподготовительных цехов и углеобогатительных ’фабрик 295
Общие положения по испытанию, пуску и приемке оборудования 295
Испытание оборудования углеподготовптелыюго цеха ........ 296
Испытание оборудования углеобогатительной фабрики ....... 300
Технологическое испытание оборудования углеобогатительной
фабрики ............................................... 305
390
Оглавление
Глава 28. Сушка и разогрев коксовых печей ............................... 307
Основы процесса сушки и разогрева коксовых печей .......... 307
Разновидности сушки и разогрева коксовых печей в зависимости
от рода топлива ........................................... 309
Армирование кладки коксовых печей ....................... 310
График сушки и разогрева коксовых печей ................... 312
Подготовительные работы к сушке и разогреву печей.......... 314
Методика контроля технологического режима сушки и разогрева
коксовых печей .......................................... 320
Глава 29. Пуск коксовых печей ......................................... 328
Организация и технологическая схема пуска коксовых печей .. 328
Выбор пусковой серийности печей .......................*... 328
Основные требования при работах по удалению временных топок 329
Порядок работ по удалению временных топок ................. 330
Исходное положение батареи перед загрузкой печей .......... 331
Загрузка коксовых печей и включение их в газосборники ..... 332
Перевод печей на обогрев по нормальной схеме и выдача кокса 332
Пуск коксовых печей после разогрева газообразным топливом .. 334
Глава 30. Пуск цехов улавливания химических продуктов ................... 335
ПЕРВЫЙ ЭТАП ПУСКА ................................................. 335
Комплексные испытания ................................... 335
Исходное положение перед пуском ......................... 338
Прием газа в систему газопроводов цеха улавливания ........ 338
Пуск нагнетателей коксового газа .......................... 339
Продувка газом газовой сети после нагнетателя и проверка газо-
вой сети после пуска ...................................... 340
Пуск конечного охлаждения газа ............................ 341
ВТОРОЙ ЭТАП ПУСКА ................................................. 341
Пуск сульфатного отделения, оборудованного сатураторами бар-
ботажного типа ............................................ 341
Пуск сульфатного отделения с улавливанием аммиака в форсу-
ночном абсорбере и получением кристаллической соли упаркой
раствора ................................................ 343
Пуск установки для переработки избыточной надсмольной воды
и ее обесфеноливания .................................... 346
Пуск установки для получения легких пиридиновых оснований .. 348
Пуск бензольного отделения ................................ 348
Пуск электрофильтра для доочистки коксового газа от смолы ... 350
Глава 31. Пуск цехов очистки коксового газа от сероводорода и получения
серной кислоты ........................................................ 351
Пуск отделения улавливания сероводорода и регенерации поглоти-
тельного раствора ........................................ 35 1
Пуск отделения мокрого катализа ......................... 355
, Литература ............................................... 362
Глава 32. Пуск цехов по переработке сырого бензола ...................... 363
Характерные особенности цеха ректификации сырого бензола .. 363
Технологическая схема полунепрерывной ректификации ........ 363
Предварительные испытания оборудования .................... 367
Оглавление 391
Подготовка цеха к пуску .................................. 370
Пуск цеха ................................................ 371
Приемка цеха ...................................... 376
Глава 33. Пуск цехов по переработке каменноугольной смолы .............. 377
Характерные особенности смолоперерабатывающего цеха ...... 377
Технологическая схема смолоперерабатывающего цеха ........ 377
Комплексные испытания технологических схем ............... 378
Включение в эксплуатацию объектов ........................ 380
СПРАВОЧНИК КОКСОХИМИКА
(В ШЕСТИ ТОМАХ)
т. IV
Редактор издательства Н. А. Ряднова
Технический редактор Л. В. Добужинская
Сдано в производство 16/VII 1965 г.
Подписано в печать 15/1 1966 г.
Бумага 70 X 108l/i6 в 12,25 бум. л. « 33,56 печ. л. (усл.)
Уч.-изд. л. 43,80
Заказ 1425 Изд. № 3109
Т-02545 Тираж 37-15 Цена 2 р. 52 к.
Подписное издание
Издательство «Металлургия»
Москва Г-34, 2-й Обыденский пер., 14
Экспериментальная типография ВНИИПП
Комитета по печати прн Совете Министров СССР
Москва, И-51, Цветной бульвар, 30