/
























































































































Похожие




Текст
chipmaker.ru
.. стереть.’ станкострогто.тьнсЛ . - /-."лталм&Э
проькоенъосп СССР
Московски станкосиротгельзый завод
"Красны. дролетарй" им. А.И.Ефрдыо а
Chiamaker.ru
Станок токархщй программна
с оперативной оастэмой управ-
ления I6K20TI
Руководство по эксплуатации
16К2ПП.000а00.000 РЭ
для потребителей стартов модели Сил'..
Пуск станков в эксплуатацию осушест шльт (иыостоятально
заводы-потребители ари наличии обученных и аттестованных специалис-
тов. Обучение производится по предварительной заявке на заводе
"Красный пролетарий" игл.А.И.Ефремова (Москва, галая алл/.:ал ул. ,15)
и в институте повышения квалификации ГЛгпстанкопрома (105<с03/’осгва,
15-я Парковая, ул. ,8; тел.46'4-47-38).
Три отсутствии на заводе-поггебителе аттестованных специалистов
завод "Красный пролетарий" не несет ответственности по гарантийные
'обязательства/ на станок.
Гарантийное обслуж.васте устройств "Электроника НЦ-ЗГ’ проводит
заьод-изготовитель устройств и организации, которым он это поручает
(с г.сопроводительную документации на устройство).
Обучение специалистов но электроприводу "Размер 2М-5-2'* органи-
зуется филиалом института повышения квалификации МЭТП, 630699
Новосибирск 99, Советская 37.
ChioiJiaker.ru
По вопросам гарантийного обслуживания привода "Размер 211-5-2"
следует обращаться на завод "СибэлектротрансмалГ
63G088, Новосибирск-£8t ул.Петухова,69
Телетайп Новосибирск 1896 "Реле
Телефон: 42-10-27
Телеграф: Нозосибирск-88 "Реле"
Для проведения пусконаладочные с работ и гарантийного обслуживания
по стажу I6K20TI могут Привлекаться следующие организации:
‘I. Организации Минстанкопрома:
I. "Мосремточстанок"
109202 £.Москва, Шоссе фрезер, д.17а
Телефон: 171-28-29; I71-C2-42
Телеграф: Мосремтичстанок, Москва
2. ’’Ленремточстанок"
I96C34 г;Ленинград, Ломанет. удмд. 10
Телетайп 122410 Модель
Телефон 298-C2-5I, 298-10-95
Телеграф "Ленрегточстанок", Ленинград, ——
______3. Одесский центр техЕ^ческодс^обслукиьнш'Я 01 ДО 3/0
"Союгстанкореьщаладка" -1
2700II, Одесса, пер.д^^ловой>Тб'*
Телефон 22-85-74 * V
• < г
4. Челябинский центр технического обслугз .мания Ч1ДО
454G8I Челябинск пр. По беды, T3I
Телефон 7.;-’72-82, 72-72-Ьь
5. ’’Туларемстанок"
г.Тула.чюо^осая Гора, улХлидт&,16
Телефон: 22-38-93, 22-27-43
Телеграф ’’Станок” Тула
6. "Снеинянекремстанок"
34375С, г. Зне.чное-2, Донецкой обл.
Телетайп 1Г5426 /лрая
Телефон: 5-33-78
Телеграф: ”лраж Снежное-2 Донецкой
7. "Орелремотаяок"
3020П Орел Новосильское шоссе,18
Телефон: 5-39-49, 5-49-68
Телеграф: Орел Станок
8. "Сибремтопстанок"
63СС39 Нивосибигскс ул.Воинская,63
Телетайп: 1746"Станок" *
Телефон: 66-05-70, 66-47-12
Телеграф: "Станок" Новосибирск
у. ’’Ормремстанок"
244003 г.Сумы, ул.1орозского,4
Телетайп: ’Станок” 149
Телефон: 5-0С-53, „5-05-09
Телеграф: "Станок
10. "Кичурпнскремстанок” '
393740, ’ичурипск.Тамбовской обл. ,ст.фуоиасово,
Телефон: 4-32-77, 4-22-34
Телетайп: 226837 "Станок"
11. ЛСПО игл. Свердлова
T95I0C, Ленинград, Минеральная (КУНП)
Тел етай.): Лехшнграц Вал 322197
Телефон: 248-37-61, 512-32-09
Телеграф: Ленинград, **Вал
12. Jцекропе -’ровское произьодстввЫ10-технтг-:еоъ'ое предприятие
320037 Днепропетровск-??, ул.Батут
Телетайп: 1525 Диск
Телефон: 27-15-Т5,- 44-24-88 Г.
Телеграф: Днепропетрс Ха -^7, Диск , ****-*-^,
13. Харьковский ЦТО *
* 31005с Харьков, ул.Данилевского,8
Телефон: 43-31-91
chipmaker.ru 14. "Латвреьсз or." 228400 Даугадпилс, Латв.ССР, ул.On?лси, Телетаки: ±31 Молот Телефон: *±-61-01, 4-13-81 И. Организации других министерств ... "Ооюзэлектромонта'зре-мстрой" 105425 Ёюсква,3 Парковал ул.,39 Телефон: 163-71-73^ 275-00-23 доб.80-61, 80-12 обслуживает электротехническую промышленность 2. "Союззлектроспещаладка" 107066 Чосква, Денисовский пер*, д.8/14 Телефон: 265-36-08 Телетайп: Ника 417131 обслуживает шнэлектротехпром 3. СШУ ’’Энергорадиоптюмавтоматика" 109004 Йосква Тетеринский д.72 Телефон; 297-92-17, 297-79-71 Телеграф: (осква,Н-4 "Проза" обслуживает Минрадиопром ЯЫШПЛШл 4О омну атп "ритм” Минск, Юго-Запад, ?*ихалово,20 ОМНУ АТП "Ритм" телефон: 32-73-6л, 66-29-38 обслуживает автотракторную промышленность 5^ ПТП "Энергореки£аладка" 125047 Москва, ул.Готвальда, 24 а Телетайп: Хитон 2I448I Телефон: 258-38-66, 258-06-68 обслуживает Ыини(»еротве энергетического машиностроения 6. КСУ "Промсвязьснергоналадка" 252033 Киев Хадановского, 30/32
f Телеграф Киев ’ТАЙ" обслуживает Министерство про^ллдленности средств связи ”—' / 7. ЧНУ "Спецэлектромонтазг" /О- Л-ч 107497, ’.юсква, Мон ^адаяЛ- .
it Телетайп: II3637 —- Телефон: 163-93-06 Телеграф: *?Фидер" • .у*-' j А* *;
chipmaker.ru
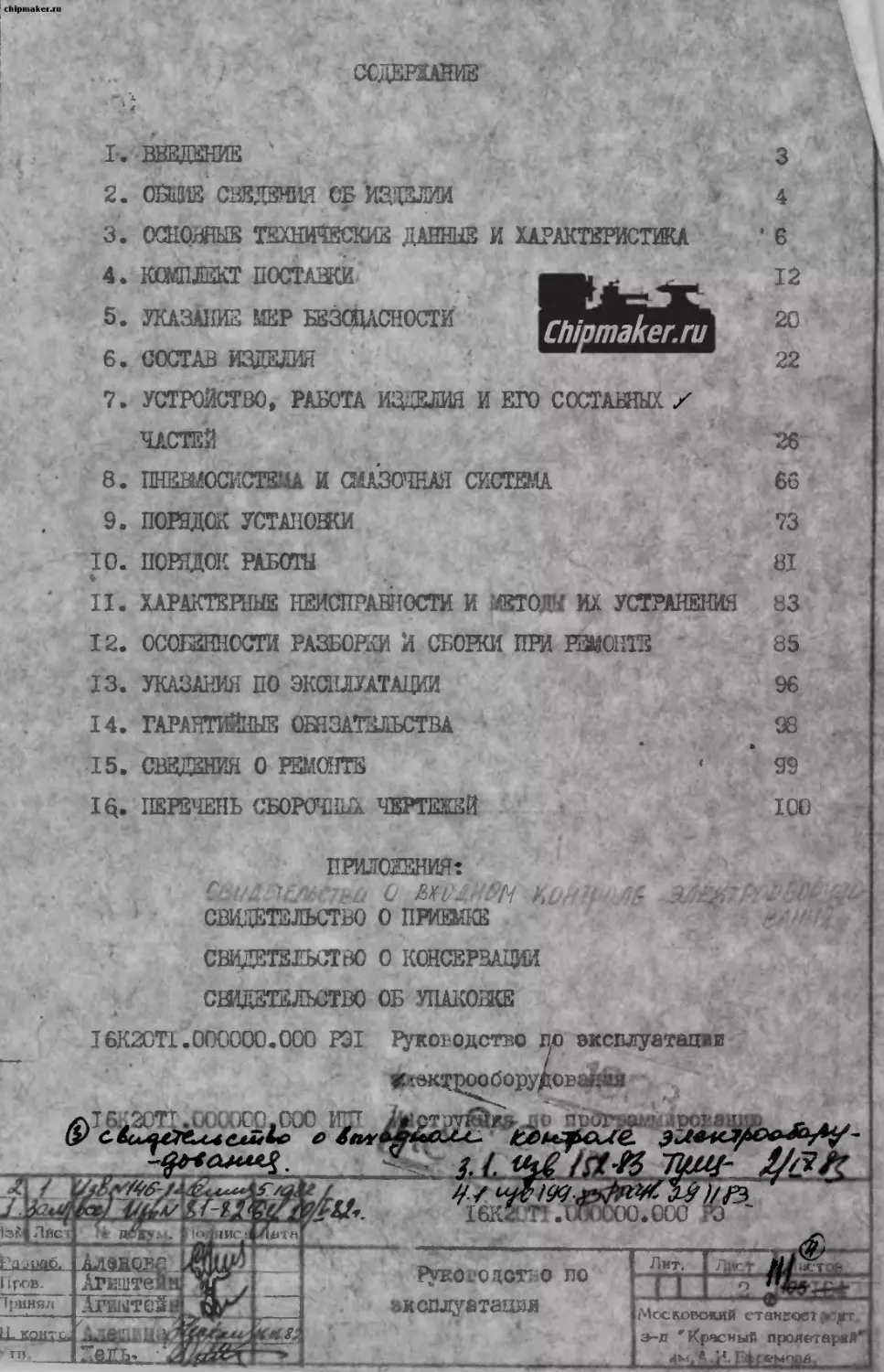
СОДЕРЖАНИЕ
I- . внещеьж з
2. ОШЕ сввдаи СБ кзйлии 4
3. ОСКОЖВ ТЗХНйФЗСКЫь ДАННЫ? И ХАР/ДТЙЖТЖЛ ’ е
4. КОМПЛЕКТ ПОСТАЖИ ». 12
5. УКАЗАНИЕ MSP БЕЗОПАСНОСТИ
6. СОСТАВ изтам
7. УСТРОЙСТВО, РАБОТА ади И ЕГО СССТАВНЫ.
Chipmaker.ru
ЧАСТЕЙ 26
8. ПНЕШОСИЖ А И СМАЗОЧНАЯ СИСТЕМА 66
9. ПОРЯДОК УСТАНОЖк 73
ТО. ПОРОДОЙ РАБОТЫ 81
II. ХАРАКТЕРНЫЕ ПЙИСПЯАВДОСТИ И МЕТОДЫ ИХ УСТРАНЕНИИ 83
12. ОСОБЕННОСТИ РАЗБОРКИ И СБОНСИ ПРИ РЗМСЛЗ 85
13. УКАЗАНИИ ПО ЭКСПЛУАТАЦИИ 96
14. ГАРАЧТИИНЬЕ ОБПЗЖЛЬСТВА 9Й
15. (ЖЕНИН О 1=ЕМСОТБ ‘ ’ 99
IQ. ПЕРЕЧЕНЬ СБОЮТШк ЧЕРТЕ13Й IOU
ПИ^ОГЕНИЯ:
Се-л: ' (j :-n
сждалъстъо О ПРИЕМКЕ
СЖЕТЕТЬСТВО О 1ЖЕРЭДМ
СЖЗШЬСТВО ОБ -7ШЮЖЗ
T6K2GT1 -ИОРЛОО-ООП ГОТ ’’’укоъонст'П еп экспгтатапаи
chipmaker.ru
Chipmaker.ru
В руководстве освещается вопросы по установке, nyci^r, лополь-
зованию, уходу и обслуживало токарных станков с оперативной
системой упразлзния (0С7) "^Электроника НЦ 31" и содержатся све-
дения о конструкции, способствующие рнциональкой эксплуат цяж
станка.
Соблцдйние тиавил угода и обслуживания станков позволит ден-
тальное время сохранять первоначальную точность и предотвратив
преждевременный износ з полошеу.
При цускб станка е эксплуатацию необходимо строго прлд охи-
ватгея пред»тсаник и’рекомендаций, излеженнхг в настоящей руко-
водстве п технической документации на систему спортивного управ-
ления, а также "Правил техническое екеллуатации станков с уст-
роьствами числового программного управления" (Москва, ЗНШС,
1972г.).
Um
Подо.
hipmaker.ru
Щ ОВД® СВДЕНИЯ ОЕ 1ЗДЕЛИИ
Станок токарных программный о оперативной системой управ-
ление медали .T6IC20TI предназначен ддя тежрной обработал ъ один
ч
или и сколько проходов в замкнутом по. ^автоматическом цикле
наружных ж внутренних поверхностей деталей типа тел вращения
со ступенчатым и криволинейные профилем различней сложности,
включая каре зато крспежнъх резьб.
»
Программа перемещений инструмента и веномыательныо команды
вводятся в память ОСУ с клавиатур’! или кассеты вне. дай памяти.
1лаос точности сташса "П".
Областью применение станка является з ззпдуллькге, мелко-
серийное и оерьйзое производство о мелю»'х повторяздаикся пар-
тиями детал- й.
Станок эыпусгается в дат исполнениях:
- < дахскоростнс z шпиндельной бабкой и ручной реэцедержкой
под быстросменные блоки (исполнение 16К°ПТ1);
- с ?~ти сксростной автоматической коробкой скоростей и
автоматлческо. резцедержгой. (исполнение 16K20TI.0I).
Станки южут выпускаться в специальном ц специализированной
исполнении с чаладко. по комплекту заказа, напрдпер
16Г2ОТ1.ЙОО1, I6K20TT.H002 и т,д.
Станок с ОСУ педклдчазтея к трехфазной сети переменного
тока напряжением 38G/220B частотой 5С i I Hi.
В помещениях ДД». установки станков необходимо прокладывать
тину, соединенную с низкоемшп контуром заземления для присовди-
1фоводоз газ» /ллеиия станков о ОСУ. СопритЕВленпе контура
3' дня
не должно превышать 4 Ома. Сод тивленйе г: ь . , дшенил дельно
f,
t замен-. I ,
I извсШ- '
Chiomaker.ru
chipmaker.ru
Пуск станков в эксплуатеци» Осуществляет ——г—<——
Обучение произведите^ по предварительной» заявке на заводе
".расшй пролетарий" им. А.И. £ ремова/^осква, Шлая Калужская
(105303, йосква, 15 Парком,! д.8 тел. 464-47-30).
Пр? отсутствии на заводе-потребителе аттестованных еп«циа-
<
листов завод "Крсонвй пролетарий* не несот ответственное! по
гарантийным обязательствам на станок.
К ^работе на ставках и та обслуживанию долины допускаться
только лица, прс-шедние специальное обучение, которое долпшо
проводиться епециалис! \ , 'прошедшими обучение на заводе "Крас-
__ный пролетарий-* или КПК Минотанкопрс*жа. На заьоде-иотребителе
вышеуказанных специалистов для приема экзаменов и выдача соот-
ветствующих удостоверений на право работы или обслуживания
станков о ОСУ.
ГврантхЫное обслуживание устройств "Электроника НЦ-31" про-
водит захюд-изготсвитвль устройств (си. соцроводителькую доку-
ментации на устройство).
т .10 стаг^
,,. •——
— —
Chipmaker.ru
IGK2UTXwCOOGQO.OOO В)
Ла
chipmaker.ru
По рекомендации разработчиков УШ "Электроника НЦ-31", для
обеспечения бесперебойной работы станков с этими УЧПУ целесооб-
разно иметь групповой комплект .ЗИП к УЧПУ "Электроника НЦ-ЗТ" в
следующем собтаве, в зависимости от*чис&а станков с УЧПУ
"Электроника НЦ-31", эксплуатируемых на предприятии:
Chipmaker.ru
Наиченование|----------, 9Х^Р-.£2Ж---------------------
элементе ЗИП j т ! 2 !. >» ! 4 ? 5 ! 7 1.6 ПО !Х5 > X ! 33 !
! Количестве .елтор в дрмгцекте ЗИЦ
ПРУ I -г X 2 2 2 2 2 3 4 4 5 7
ОЗУ I I • 2 2 2 2 2 3 3 4 5 6
по I I’ I I 2 » 2 2 2 3 3 4 5
AUT I I I I 2 2 2 2 2 3 4 5
101 I I I I 2 2 2 2 3 3 4 5
КИП I I I 2 2 2 2 2 3 4 4 5
кэ I . I • I I 2 2 2 2 3 ’3 4 4
ОЗУ нп ЩИ3.069. I ,029.01 I 1 2 2 2 2 2 3 4 5 в
ЕП-1-1 I I I I I I 2 2 2 3 3 4
БП-'I—2 I I т 2 2 2 2 2 3 4 4 5
По ' проезд вакупки ЗИП следует ооракаться на предприятие,
жэготоиитеть УЧПУ, указанное в лэнроводительно документации на
УЧПУ.
chipmaker.ru
3
Chiomaker.ru
3.1. Тколлес. £ характеристики станки
Таблица I
параметров
параметров
I. Паибо.хьшил диачетр устанавливаемого изделия
над станинеч, мм
2. Налеюльший диаметр обрабатываемого изделия
над суппортом., мм
3. Шеста резца, усганавлвваг»юго в резцедержа-
теле, мм
4. Количество управляв ti< координат
/наибольшее количество одновременно
упраjlеш координат
5. Начбслъгчя длина устанавливаемого изделия,мн
6. Наибольшая длине обработки, мм
7. Центр в шринделе передней (шпиндельной)
бабкг по ГОСТ 1321 .-79
8. Конец шх деля фланцевого по ГОСТ 1-592-72
9. Наиболкиид диаметр црутк», продедлщего через
отверстие в вшив деле, -.с.
10. Центр в пиноли задь а й бабги по ГОСТ 13214-79
ГмЪкУц.
II. Количество скоростей шпинделя
12. количество гвтипатически переключаемых
скоростей
13. Пределы частоты вращения пшицдеж.об/мчиг-—^
I диапазон
П диапазон
Ш диапазон
—т
Uftrnn
50G
215
IC0U
90*3
7032-0043
«ор.е 6
53
7032-^35
ГДорзе 5
. 22
2
9
10...2000
I0...I00C
20.“... (ХЮ
I6K2CTI.OOCOOG.CX Р&
, 5О..ДХХ
S25..ior
chipmaker.ru
Продолжение таблицы I
Наименование параметров
IS.' Диапазон подач, мм/об
продольных
поперечных
0,01...2.8
0,006...1,4
16. Максимальная скорость рабочее подачи
продольной
поперечно/
Chipmaker.ru
17. Скорость быстрых ходов, не менее мм/мин:
продольных
поперечных
18. Дискретность перемещений, ш:
продольных
поперечных
19. Пределы шагов нарезаемых резьб,мм
20. Количество поз.гций автомат? к ско.:
поворотной резцедержки
21. Наибольший крут/^хА момент на шпинделе,
кШ
22. Габаритные размеры станка, мм
длина
шириж
высота
23. Масса станка, не более, кГ
2000
1000
6000
5000
0,01
0,005
0,01...40,959
6
100.
3175
1700
1700
chipmaker.ru
3.2. Характеристика оперативной счстемы управления
Таблица 2
ММ КцилшдД Величина
ц/п Ншзеноланиб параметров измерения параметра
I. Обозначение системы Злевдрояцж 1Щ-31
2. Число координат 2
3. Количество одновременно
упр^вл ешх ксордигат 2
4. Разрешающая способность
систем по обеиа координатам ьм
продольная 0.01
поперечная о,ео5
W Msцсеимальло поогга!гтг^емоо
перпе-даие импульс 9999
6. Система отсчета В прираценгнх и
абса. гг: -
7. Тип датчика обрати? . св пи ВШ78
8. Тип резьбонарезного датчика BEI78
9.- Ввод Д ЭННЫХ С кд натуры
10. Питание системы Трех^р.зннП
II. Ввд сет Переменный ток
12. Гацрокз ее в 38и
13. Частота 1Ъ 50 i I
14. Мощность кВа 1000
15. Стабильность напряжения % +10 + - Х5
chipmaker.ru
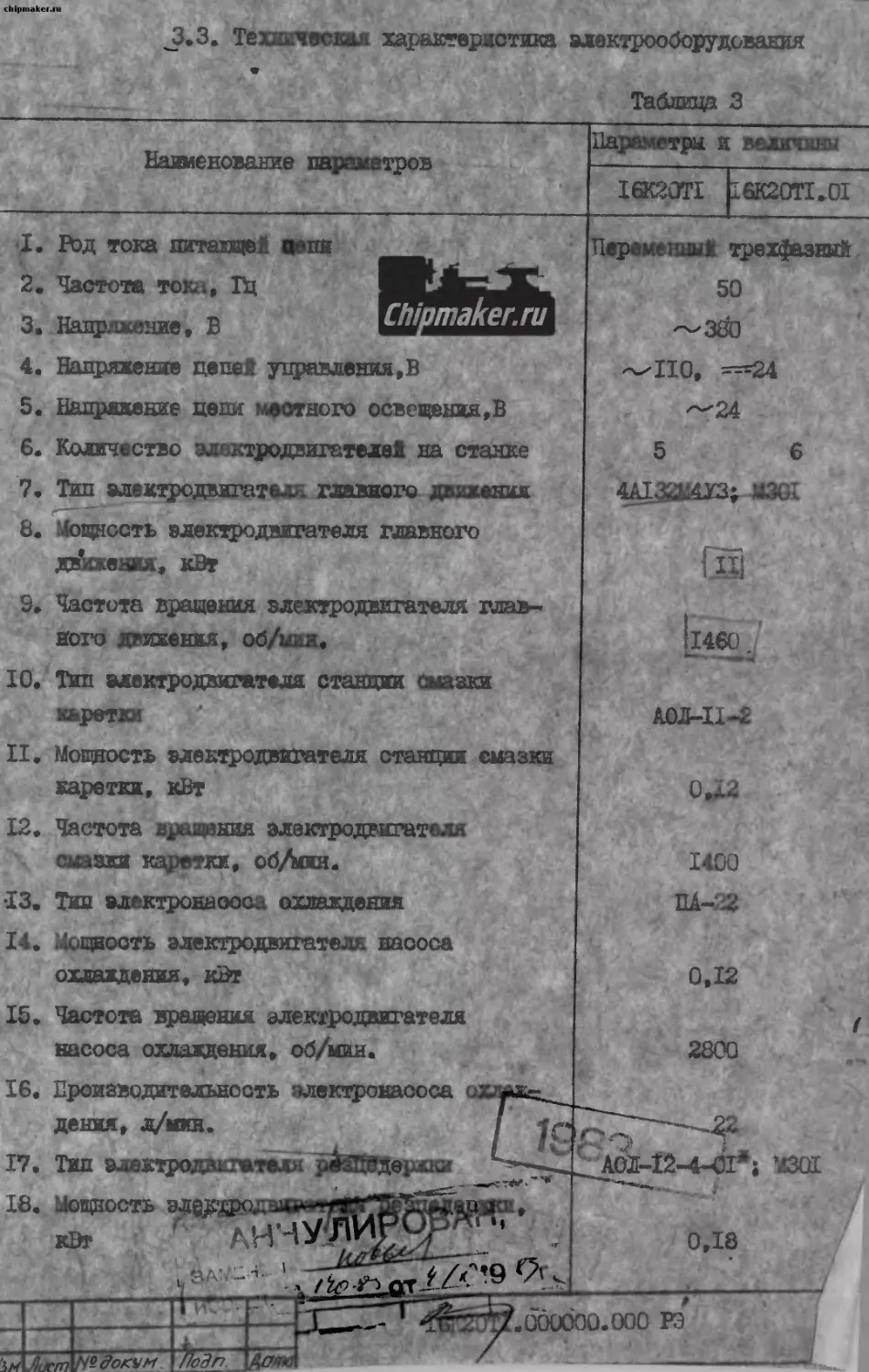
3.3. Техническая характеристика электрооборудования
Таблица 3
Наименование параметров
Паря.мгтра и 'Л./..«
I6K2OTI 16К20ПЛД
Chipmaker.ru
I. Род тока питающе цепи
2. Частота тока, Щ
3. Напряжение, В
4. Напряжение цепе; управления,В
5. Напряжение цепи '..ватного освещения, В
6. Количество эд- ктродвигателей на станке
7. Тип электродаигат* ... главного движения
8. Мощность электродвигателя главного
движения, кВт
9» Частота вращения электродвигателя глав-
ного движения, об/'\ . я,
10. Тип электродвигателя станции смазки
каретки
II. ‘Мощность ®лектрОДВ1Д?ателя станции сиазки
каретки, кВт
12. Частота врэднвд электродвигателя
.эки карг тки, обДии.
*13. Тип электронасос? охлаждения
14. Мощность электродвигателя насоса
охлаждения, кВт
Пер v ины! трех^ьзный
50
—380
~П0, ==24
—24
5 6
4A1J..4X3; .
!_1460.
АОЛ-11-2
0.12
1400
15. Частота вращения электродвигателя
насоса охлаждения, об/мин.
2800
chipmaker.ru
Продолжение таблици 3
Наименование параметров
_____•________________
Параметры и валичитш
I6K20TI I6K2DTI.0I
19, Частота вращения электродвигателя
резцедержвл, об/мин.
20. Тип электродвигатели приводов подач:
продольной
поперечно.
21. Мощность электродвигателе? приводов
подач, кВт:
1фОДО-1ЬН.Ог
поперечной
22. Частота вращения электродвигателей
подач, об/мин:
продольно*
поперечной
23. Суммарна.: Мощность всех электро-
двигателе?, кВт:
24 w Суммарная потребляемая мощность,кВт
(с электрошкафом привода цодач и пультом
ЛПУ)
КОО
ПЕВ 112 ГУ2*
ПЕВ 100 ГУЗ*
< ,2
1,1
750
1000
14,54 14,72
24
Примечание. * Возможна установка других типов электро-
двигателей аналогичного назначения.
1йАЛигт\г/°^ок ум По дп\^тй
кжгт.оооооо.ооо РЭ •
JhteT
10
chipmaker.ru
3.4. Техническая характеристика
системы смазки
Таблица 4
Параметры и величина
Наименование параметров
I. 2Ларка масла для смазки передней бабки
2. Тип насоса смазки передней бабки
3. Производительность насоса смазки перед-
ней бабки, л/мин
4. D-woctb станции смазки передней бабкл, л
5. Марка масла для станции смазки каретки
6. Тип станции смазки карелки
7. Производительность насоса станции
смазкг каретки, л/птн
8. йлкость станции смазки каретки, л
И-2иА ГОСТ 2С799-75
5
20
Й-ЗОА ГОСТ 20799-75
C48-I2A
0,8
10
4
1? ’ Л* доиучл
16К2ОТХ .OCCGGC.UOG Р?
2hipinaker.ru
Таблица 5
Обозначение
Наименование
количество
15Ш1
I6K2OT1.01
Примечание
16К2ОП
I6K20TI.0I
Станок в ?боре
То же
по EciKxiae’- .'j.’j
Щ-0И8В0ДИТ
соглюно ciw-
16К2О1хЛ00000Х.
ИЛИ СОГ л НО
Входят в комплект
Л СТОИМОСТЬ WSHKB
.6К20Ф.000400000
Инструмент
Призаи-тежност1'
Ремни ктиновые по
пст!2а;.1-в0-11^<.
Б-1400Т
0-71 ОТ-1
b-ICOOT
Б-2240Т
Патрон з£ кулач-
КОМ #250
ГОСТ 2675-71
Допускается за~
мена на ремень
5
5
1632ШГШ1
готовый ХЦНУ
ГОСТ Зб43-^и
inrwo
2240JCL2
Допускаетея за-
мена на
Центры упорные по
ГОСТ 13214-79:
7Л32-0035 ПТ
7 32-0043 ПЛ?
™ '38 40С 5-74
I400JC4
I
>
__
1 jdcm\По^л
Tr-5-M СТП C25-2I
I6’'2G7lJ wouooo к
chipmaker.ru
Обозначение Найме ноту? НИ6 Количество
I6U0TI I6K2OH.0I
Голоька звтсмал- чсская поворотная» с комплектал режу- щего и комплектом вспомогательного инструмента (обоз- начение по черте- жам ВНИИ); Гс донка инотрумен* тзльнш. Елок инструмента"! ныи. Втулка для сверле- ния с конусом Морза 3. Вставка резцовая для протечь.. tia- • « I 3 2
ру лых прямых канавок. Вставка рс зцоваа 3
• 1 ? для нарезания резьб с ша1“л; в юнее 2 мм. вставка ревновал с параллглохрак- цнс-. пласхинс У 93е. Вставка резцовая с щраллел'др; ш- мной пластине! If = 63°. • ( Вставку резцовая с трехгранн : плистинэЛ V» 95°. z - 7 05/ . L^l г т СМ СП / J сч — О
Приме -адже
*
I6o20Tl .u00000.000 FJ
71.______
А/D
.'”7"Г г *?
jm
13
chipmaker.ru
Продолжение таблицы 5
Обознйче;./ Наименование Количество - Примечали-
I6K20TI 16К20П.01
• Вставка резцовая с четырехгранной пластиной У» 45° 3
Резец расточной для растачивания отпереть i диамет- ром более 26 мм 2
Резец расточной для растачивания отверстий .диамет- ром более 40 мм 2
ИЩ.700.006-02 Резцедержатель 25 йозиционны| непо- воротный под быстросменные бло- ки с комплектов инструментальных блоков. * -*t Устройство число- вого 1фограммного управления "Электроника НЦ-31" I I у I Установлен на станке. В комплект вхо- дят 6 блоков. Установлено на станке. Оснаще- но устройством для ввода прог- рамм о внешнего црограммоноси- теда (электрон- ной кассеты внешней памяти) Информационный объем кассеты
к /Аг / 1f?' '* - V не менее -I Кбайт. J—
I6K20TI.000000.000 РЭ
лЛ> X
п .
chipmaker.ru
Продолжение таблицы 5
Обозначение Наименование 1 Keen; p6J’2OTI СОТЙО 16К20П.01 -Пр—KWJUIU
1 ю^оп.оооооь^оарэ L61\20Ti.CCnOOOIOaP?I ) 1бК2<т.сюоахш(гип • Запасные час» Запасные части к электрообору- дованию» системе управления, дру- гим комплектую- щий издадите по номенклатуре я количест з соответствии с техническими уодовж — на эти комплекту!* щие надежд. Документа ТУководство по эксплуатации, в т 1 числе: ГУководство де эксплуатации зле.л'рооборзгдо- 1 валил Инструкция, по програиарова- нию. Экспдуатйцио71- ная доъумента- цк не УЧПУ 1 И,;лектрсйика Шг-З!". 1 Техничсог.. документация на приводы подач. - — < «•«- . р • м М II — L А • I I I / 1<Г ' IWMlLZt . * • ... *• ь. - , j > Документадкя зпводов-нзго- товитвлеЯ
I6K20H.OObOOu.OOU го
*1
chipmaker.ru
Продолжение таблицы 5
Обозначение Наимам <р l Э Количество Пгллечание
I6K20TI 16К20Т1.0л
• Техническая до^г- ментаиия на дат- чики 1К0МПЛ. Ikomjvi. 1
Входят в комплект станка t , но поо* •г.лшится р отделы^ ;
• плату.
да.7Ц).ооб-о1 Устройство ЧИСЛО- ВОГО программно- го управления "Электрошока ИЦ-31” Ваамех да .vx.oc^-ui
I X 06Ш1 кассеты га jenee & Кбайт.
Дополнительны!; комплект режуще- го инструмента Хкоашл.
& д Постам 4 л • • > га/гсл по уребоваь ШЭД и к) заказ1 'лткг за отл ,елвдю
У.
/ г - •*- Станок в спетщ- алъноп испслнеыз о наладкой (коМ'Иектом тех- нологического оснащения и инструмента) и if 9 Г*— i’ ?с При поставке станка в специ- ально- исполне- нии (с валад- жо; ) он слу- чает обозначе- ние вида: IEK20TI о навд- КОИ НХХл АХЯ I6K2GTI.0I с т чладкйь НХН
Принадяжкнодти £ %.,' • <
Рэедедерател;/ позиционно.: н^ ПОЮри-лЧЫЙ под ^нстоосрмейнме К .. В' комплект вхо - ДЯл 6 блоков. *?
Цзн Lfl/cTn Lv4’ докам. Подо.
167*20ТГ. J9000C» ООО PJ
16
chipmaker.ru Ь , u Продолжение таблица 5 X
» Обозначений * л -> - - ----- - - •> Наименование Количество Пркмечаша
I6K20H 16Й20Н.01
ж Приме о . блоки С КОМГЛЭКТи! инструментлышх блоков. Соловк! автомати- ческая поворотная с комплекте;? рею- щего п вспомога- тельного инструмен- та. Головка инструмен- тальная дисковая позиционная да патронных п&~ бот । мание: При поста основное i ляютс. . Дополнительной комплект инстру- ментальных блоков для резцедержателе с ручной «меной инструмента Патрон четырех- кулачкрвый по 1X3013850-72* 7103-0012 (jfci.5) Винт М12Ч>.> Г0СП2593-72 Гайка MI2-6' ГоЬщ593-72 Z * tan I I же этих сборочные I 1 V * 4 I I соорошыл ( единиц irt V I [ 4 > .4 - * При установке автоматической поворотной голов* хн да иц । постав- В комплект вхо- дят 2 блока соймеб1но м _ . • • « •
6R2(m4)COO0Q.UGO РЗ
i
Г7
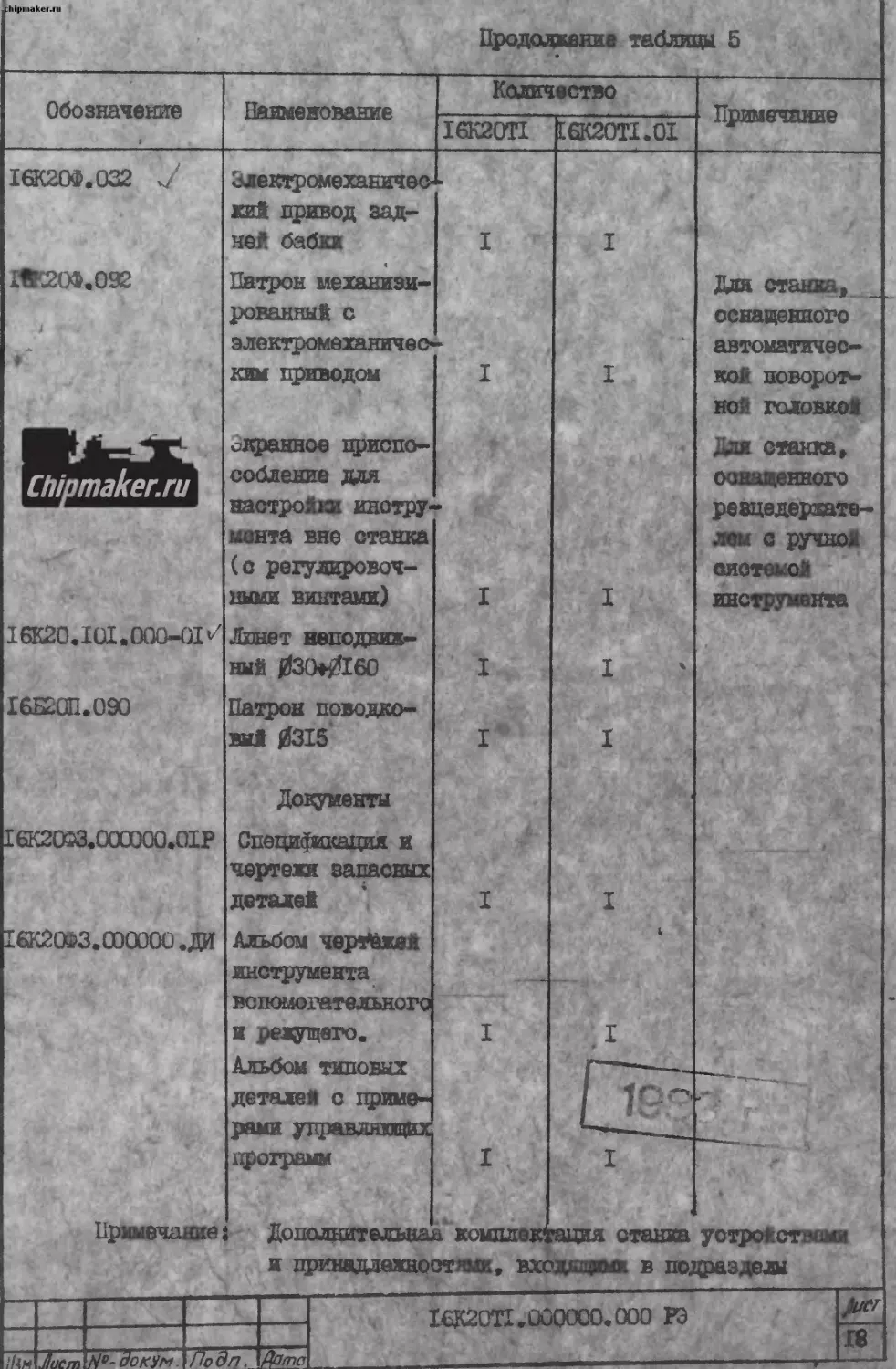
chipmaker.ru Продолжение таблицы 5 •
Обозначение > Наимечонанге Кол^ъ JT.JC Приме^шье
i6T2ira 16KP0TI.0I
16К20Ф.Ц32 У *^2(Л.О92 г I6K20.I0I.000-0I’/ 16БПШ.090 ISK2Cr3.000000.0iP 16К2(Л?З.ОООООО.ДИ Примечание; Зшекттомехаъичео- кий привод зад- но/ бабки Натре: мехш г&ь- рованныК с элоктромехцшчео КТ. приводом кранное приспо- собление для настрой инотру- мвнта вне втснка (с регулировоч- ными пинтами) Лйнет неподвиж- ный 03> '16Л Патрон погодко- па5 0315 Документы Спецификация и чертежи вапвсвых дотоле], Альбехд чертеже* инструмента BonoMoiwejibHoro з ре ^щего. Альбам типовых деталей с приме- рами угравлпющих программ Дополнительна и шжнадтежно! к I в* I I I I* I I X ^комплект ЗТ’?4И, вхс I I I I I I 1 I Lj5^ I •адь. станка «кпрпа в по.1 Да» станка, оешцепиого автолатичес- коА поворот- но)» ГОЛОВКО* Длж станка» оаяачвнного ровдедер' сате— леи с ручне! енот с ишлрум нта уотро* зт *. .• • разделы
хдаотх. оооооо.ооо рз
18
III* Лист &>.$окУм Подп f/bw
chipmaker.ru
* лодит в комплект станка, но поставляет? .
за отдельную плату* и "Поставляется по требо-
ванию заказчика за отдельную плату"» до
поставки'станка должна быть согласована заво-
дом-изготовителем с заказчиком я указана в
договоре.
chipmaker.ru
5. УКАЗАНИЙ РЕЕ -ЖАОЛООТ?
Станкг сяабженп с .ле ту1.чщкла устройствами обеопечива i
безопасность работы:
5.1. Pqmbhhhb переде ни привода главного движения и, насоса
смаавд закрываются кодухаия, предохрани
при работе главного привода.
5, 1. Внешние торцы протекторов каретки и суппорт скрещи-
ваются в желтый цвет.
В желтый цвет ограниваются также наружные торцевые по1 грхяост
шкивов передач по д.2.1., внутренняя поверхность крышю ипищр ь~
ной 5f'щ и наружная поверхность подход ?орно 2 плиты.
5.3. Зона обработки оградена подвижнш оград ем из
лиотобо i отели, имеющим с отровов окно из прозрачного' 14 сериала.
Станок также оснащен блокировкой., дспускающек вьючение ър аиеяля*
аплвделя только в -salt: -го положении под? ого ог ’• . г«.
5.4. Ьре'ш торможения шпинделя, посте его вихмичонгл га
всех частотах вращения не превышает 5с.
5.5. Органы управления зажимн меха® яированж строй d’-
вами (заз’:и~отжпм обрабатываемых загс то вок з заг пшх патронг-х,
подвод-отвод пиноли задней бабы*) имеют блокировку, исключаю /г
возможность подачи Боланд на ввод их в действие дри включенное
приводе Главного дви- жил.
5.С< длоятки, и другие органы удавления станков ввабхеаы
ргдакиыми*’:» сатора , нс дсцускаюгде.ж саж>прогзБО^ьчыт переме-
щений органов управления.
5.7. Яа зтей^рошхафе устанЬвлен знак напряжения по
ГОСТ 12о4.(?:?-76.
5.Г. Вйо/iK-’e выклзэгатолп снабженн. указателей в виде
го индикаторного устройства, показываю iexv состояние его
5.9. -На станках ипеется кнопка "Стоп" (аварийная) с
видным ?олк£теле;л увеличенного размера, установленная на
закрепленной на каретке сталка.
5.10. Гнсарн электрооборудования клеимные коробки т
псполнэние по степени защищенности IP54 по IOCT 14254-80;
5.Ц* На станках применен переключатель "Стоп-пода г *’ и
"Стоп-шкиццеля", дающий возможность опэрато
последовательно остановить подачу г вращени
чения статгка.
5.13. Пет/вмёщен^е глретки s суппорт ограчн-цваются в
крайних пшю впиях блоками путевых конечных выкочатедей, дающих
последовательно койлнды на органов пида* и на авагг иое отключадже
мигали -
контактов,
гр» бо-
панёли.
пр? необхо, ости
11 л - , * ' без отклю-
.Л
j6Ksra.opcooa.GOQ
^'Jrae-nj]^0 Рок ум. \Подп ---
V
chipmaker.ru
<ЯЫЫОЬ
5. i. Дв<ък s '-т.'чиса заняраюися с <- v l .
- . . »
, *туп к к 0--те ввепяеЛ яадат додай, <ото1^я
ГС•лги;* . лМ • ’Л.-.с ♦
. pr.,rv’f ;••.« • е K:i-b 7i
:?П,Т» N» «>, «tMr-HWWa WMBWOC»
«и^г***1* •' ' i *** <П* ваиЛмиж пМовщдак
5*. •«. nr^.s.vv*’ и .и;». -» жежш:рсммоз<г с»??^Гч
*V,> •
.X. • Х.№ F
:h ipmaker.ru
€. 'ОСТАь -СТАНКА
6.1. Распелся;ение и обозначение составных частей
станка приведены на внешних впдах (см.рис. ).
6.2. Перечень составных частей станка приведена
в табл* q е 6.
Таблица 6
Доз.
см.
рис.
I.
2.
3.
4.
5.
6.
7.
8.
9.
IC.
11.
12.
13.
14.
;s.
i6.
17.
18.
*
Наименование
Обозначение
Примечание
Основан, е
Станина
Каретка * ,
Опора левая винта про-
дольного перемещения.
Бабка шпиндельная с
подшипником "Гиие"
Привод продольного пере-
глащенш-
Огравдение неподвижное
Привод датчика ревьбо-
нарезания
Екаф управления
Огра?^ение подвижное
Резцедеркка поворотная -
Винтовая шар’Ековая пара
поперечного nepei iei [еиия
Шкаф управленя >
Винтовая шариковая пара
продольного перемещения
Баока задняя
/
Онора продольного винта
правея
Электрооборудояяц]/©
Ыкаф управления
I6K20TI .СПООО. 000-01
I6K20TI.OIG090.000
I6Ja20TI.05IU0C.U00
IGK20TI.070000.000
16К20Ф.023000.000-01
I6K2(iTI.48IGOO.OOO
16К20П.264000.000
16К20Ф. 163.000-03
Ш20.211000.000-01
I6K2UTI.262000.000
16К20Ф.041.СП
1GK20TI.I53000.003
16Д2и.212000.0G0-U2
ia20TI.I540U0.00G
16К20Ф.630.СП
Х6К20П.071000.000
I6K20TI. 1831Ю0.000
16Д20.2130и0.0О0-и2
I6K20TI.000000.000 РЭ
22
chipmaker.ru
Продолжение таблицы 6
Но о
см.
рис.
Нап^еяовоние
С'бозначзнле
Примечание
19.
гсо
2К
22.
Злеклхлл.зхйнпче сю:Г* др >
вод пиноли задней бабки
Шкаф приводов подач
СЬсазха ЦентрализевантЬя
Моторная установка с поли-
кт новой рэгюпной переда-
чей
23.
24.
25.
5О
26о
26.
27.
28 0
29.
30 о
ЛКС
Контроль смазки ЛКС
Патрон доводковыГ
Патрон механизированны
с з ектро?юхаплческ«л
приводом
Привод поперечного ъерэмз-
ДдНЛ
Редуктоо подо вечно4 подачи
Разводка к®мяунткед?£а по
станку
•
Разводка ког увиканий по
К£ф8*КС
Пулы управлспая
Клок ручного управлг i. хп
.. 2ке* неподвижней
Экранное поиеписоблевке
дая нястрогки ипо'-рпагта
16К20Ф.032.СЮ0 v
16Л20.21400С.0С0
16К20Ф.240.Ш
1&0Фо 159.000
I$K2№.I58pOOpQpO
16К20Фо4б0.0С0
16Б20П.090.СС по : .
I6K20s?oC9 .000 по оака
I6K20TI.482000.Q0C
I6K20TI л 5.000.ост
I6K20TI.II5000.00C
16К20Т1.И4000Д300
I67CcOTI, 5U000L о 00b
I6K2OTIo5OIOO0eOOO
1бК?5о101.СП
16К20Ф.321.СП
I6X"0TI.0GL'0G0eQpl‘ РЭ
Тммл
chipmaker.ru
chipmaker.ru
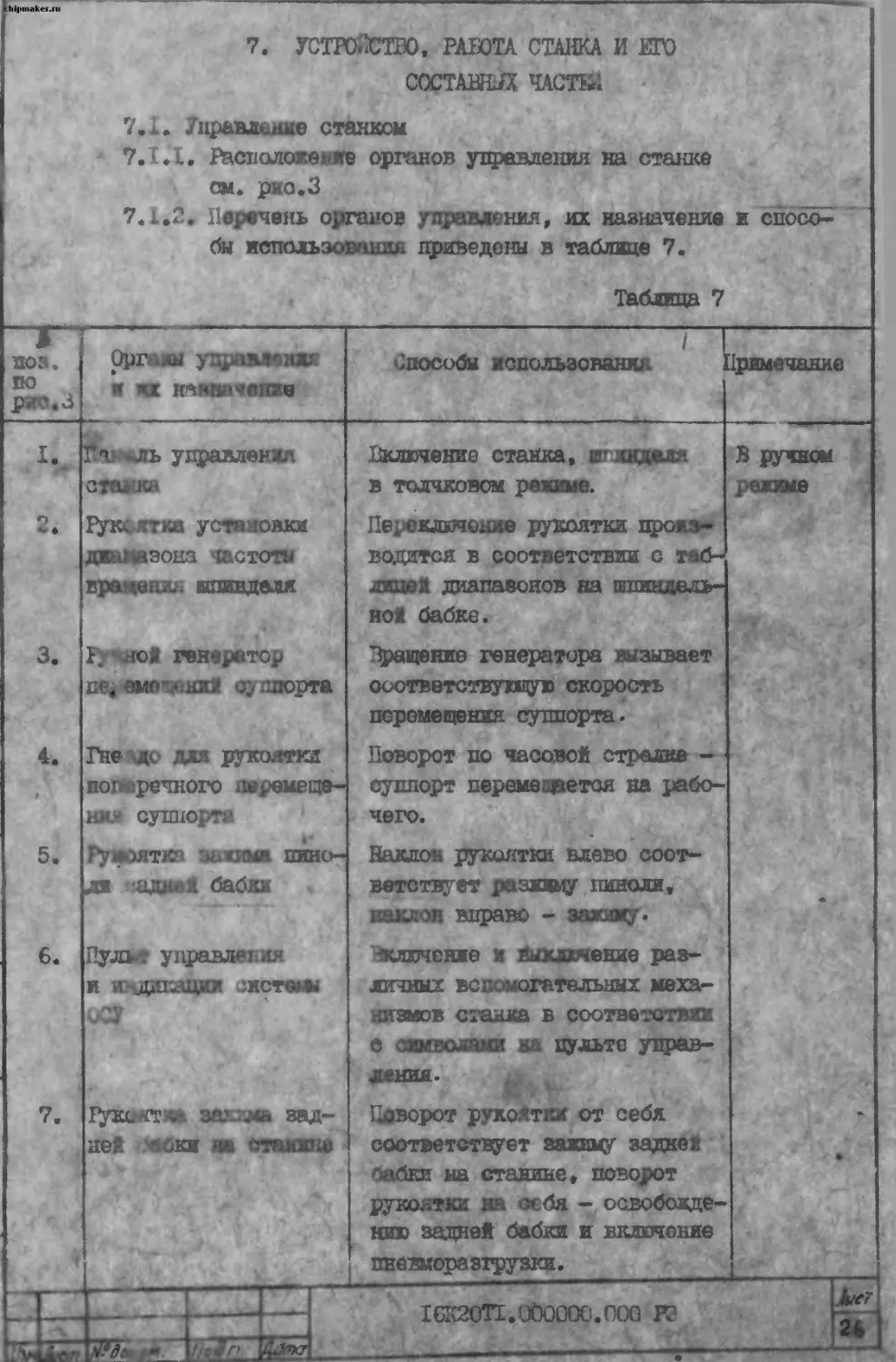
Продолжение таб.лицы 7
Jp
поз.
по
рис.З
Органы управления
и их назначение
Способы использования
Примечание
Кнопка "Аварийный
’останов"
Выключение ста^гка
9
Ось ручного пере-
мещения каретки
Поворот по часовой стрелке -
перемещение каретки вправо,
поворот против часовой стрел--
ки - перемещение каретки
вдово
10
II
13
Кнопка "Схода с аза-
рлино1*о кулачка"
При нажатии на кнопку и на-
жиме соответствуй^# клави-
ши на пульте правления
происходит сход каретки или
. суппорта с аварийного здпч-
Переключатель "ВЛо-
клровка пульта управ-
ления’-
Переключатель охлаж-
дения
Педаль перемещения
пиноли (сдвоенная)
Переключатель "Пуск"
"Стоп" и<пинделя и
п< дачи
В хюлажечии "гыклнчеыо" бло-
кируется возможность -ввода
информации с пульта у^фавле-
нич
Включение и выключение охлаж-
дение
Нажимом на педали вызывается
отвод и ₽одвод пиноли
Пер чел натаяв на 3 полос сения:
левое - разрешение подачи
-и работы шпинделя;
среднее - работа
без подачи;
правое - останов
и шпинделя
шинделя
подачи
Лампочке
Горение лашючкг
рует о наличии команда но
вращение иыивдьля
сигиалиьи-
Йм Лист № дсгчгк По.
I6I20TI.0u000J.00G РЭ
chip maker, ru
Прод.ладеяие таблицу 7
Л поз, по Органы управления и их назначение Способы использования * Примечание
16. I?? * V Педаль управления • патроном --- Тукоятка переключе- ния скоростей шпин- деля Нажимом на педали вызывается зажим и разжим детали в пат- роне Переключение рукоятки обеспе- чивает переключение 3^ ско- 'ростей шпинделя в каждом диапазоне» устанавливаемом рукояткой поз.2 •
28
ШмМиетЖаоф*, < Vlrfri !M
I. HI
chipmaker.ru
rhipmaker.ru
7,2. Перечень органов удравле: станка
ыаходз
-
Таблица 8
2
3
5
6
ПОЗ
по
Органы управления z # и их назначение Способы ИСДСЛЬБОВаНИЯ Примечание
Кнопка “Смазка надрав ляищих станины” Кнопка "Толчок щпин- Двлк * • Лампа "Наличие напря- жения” Вшпяатель миниьиш- ноге расцепителя вводного автомата еханичеог-п блоки- ровка выключат ud ммнюдалъного р^ацепи- телд вводного автома- та Рукоятка вводного аптокита CiA/bt-L/ .'Л Af'C 1 ЧП '• * При нажатии кнопки произво- дится автоматическая смазка напра&шщих каретки При нажатии кнопки происхо- дит вращение шпивдол . до прекращения нажатия sa кноп- ку При шотишкк станка заго- раете, сигнальная лампа наличия напряжения При включении выключателя обеспечивается подготовка к работе вводного автомата При вытягивании валика на себя блокируется выключатель поз,4. При яажатии иыкля^тель поз.4 разблокирует^- Ъ верхнем положении вводной автомат обеспечивает работу электрооборудования станка, в пи 'нем-отгл; .-и.. _• - оборудован™ с-_ а ш я ftp, L! СА. -Ц .' ' М ( 1 / >; гла ' см, 5 * * ; '' ч ‘ 4^" *• f J' •
т^ката.ооаюо.еоо рэ
30 I
м Нигт *)~-1>01С/м \ПоЗп Лиг, >
chipmaker.ru
7.3. Кинематическая схож станка.
7.3.1. Кзиенатичес.-ая схема станка • охема расположения под-
шипников приведены на рис.
7.4. Механизм главного движешь..
На станках исп. I6K2UTI.0I установлена шпиндельная баом
имеющая 3 диапазона частот ьращени.., переключаемых вручную (тг.:<-
лшя 9). Привод главного движения чклкгвет моторную установку
с асинхронном электродвигателем, ант >зтическух) 9-скоростнум
коробку скоро* гей. ЛХС-309-16-51 и пьтщдельяую «абку, соедине itaie
кленовым; :ша циликлиновыми ременныг-г передачами.
nnrTr
~ 7.5. Шпиндельная бабка,
ъ
В шшвдельно! б&бке предусмотрено переключение вручную грех
диапазонов скоростей с соотношением: 1,17:1; 1:2; 1:8, что вмва’сч
с скорости горе' , скоростей обеспечивает получал в 22-х
скоростей гппщделя в диапазона*: 12,5-300; 5C-8UG; 125-2‘300обДян
(по 9 скоростей в катдом диапазоне) при основном ксполнепт стан-
ка с электродвигателем 1460об/мин).
>trti!'wr:r.i?
wet
ах конических двухрядною к одно-
ряда м. Подшипники регулируется на эазодэ-изготопит1 ie стеша
не требуют регулировки в процессе экедлуатчцыг. Установи? шпин-
де.-1ьной бабки ссью штппгцрля по расчетной линии центров ставка ш.
станине производится двумя винтаж (см. рис.5).
На станк I6K20TI без А1\С установлена шпиндельная бабкг,
с двумя злгктромагнлинымь муфтами, обесдечиваг*лнв дере., -.ени
скоростей с соотношениям 1:2 гр: ручной установке скорсстч г у а
рукоятками, которые перемещают подвижные блоки шестерен*
* Скорости епгндэля при разлтчном голохейии рукояток Ж ВКЛГЧ -
нии ку^г по функциям МЗб, V39 см. таблицу.
1Х.ЧГ
6К2Ж.РООООО.ООО РЭ
iMuc/WiS- до К ум. QcHnr
chipmaker.ru
/
» - 1 ’ мзь М39
1:32 Т:8 1:2 1,25:1 1:32 I: 1:2 1,25:Х
1,2 дхо 40 160 400 20 80 320 8GC
м - у I6 63 250 630 32 125 500 Х250
5,6 25 100 400“ 1000 50 200 800. £000
* •*'
maker.ru
Пологение
рукоятки
Диапазоны чисел оборотов шпинделя Включение ялегстро- И£ TH гтннх муфт Пиело оборотов шпинделя в мин . 1ииосгьал' крутяийй \.оь:ен1 нг вппнд^ле в кГЪ n<Jf.‘''-2bttEL . _ .О1дНЛ< зателю нес кВт
12,5-?Х) с 12.5 130 о
ЭМ£-ЭМ6 13 . L0 3,
зл-э\£ 25 I3D 4i
эиз-ж 35,5 • 6.
Э. Я2-Ж 50 J3G L
ЭК1< ”5 71 130 ** 3
373-ЭД4 100 70,15 I)
Ж-С< 2 140 - 51. С 20_
3 *4-3 -.6 ./£0’3 36 -г (
50-500 ЭТЗ- ’ -6 50 iqj . 6.
_71_ .IQu . — у
ЗК.Ю тип . . 72,15. . ю
г* 3-ж I4C • >
эг2-ж 200 j6 Т3 .*. 1
8Т-ЭМ5 3» \ ’ с u • » "’п
^11 40 '18 -
ГМ * •' 1 OJ ~vt* и 56о j - г тп
31 ._ТЧ16 №’
1 ГО5—Г Г К> ’ ’ ! Г-3? 6 125 577,7 -
о ;г-тх 'ТГ * 4r Г)
Э‘т-ЭГ£ Of 4 .
ЭМ Х35 , ^555 » 3C,3 70'
3 5 5ДО 14,4 и
> Ti .1 1 л. ел 7Ш ,;T-,45 J)
• л-э:. 4 . Ю -7.Й -к*—'
L 2 Л2С . £ 4А
У; )3 - » »C
chipinakei:
Табл/.-д
HJ ” > сьшая допусти- мая дойность fio ука- зателю нагрузки и кВт Ко*». >пхл- ент союз- ного дойст- стан- ка ♦ Срибос звено 4 • Примечалае
2.2 ’ 0,74 «• ЛКС * » -Ы»
4,4
6,2
S.?
Т<1
10
.
л Tf ।
6.8 ’ Л 74 О
3.6
IQ
_
je
ip
□,*74 г / • * 1 >. <
то
)
j..-
id
f G • *
,
• ; Т . » Ле Р ч Jlu\. 34
Лист Г/°д0*чм Подп
chipmaker.ru
х 6-0
с? шт.
Рис.5. -Установка передней бабки
соответственно расчетному положению
линии центров станка относительно
Евправлякпих станины.
<1
о
/far ~Л*с-1 ^93ch ПсЭг>
16К2ОТ1.СГКЮГЮ.ССЮ Р?
chipmaker.ru
chipmaker.ru
chipmaker.ru
7.6. Основание станка
Основание станка представляет собой монолптнув отлижу прямо-
угсльяой форш. Еа основа, ши станка устанавливаются: станина,
электродвигатель главного двинеюи, АНО, смазочная станция. Внутрь
основания расположен резервуар для С0&, в нем монтируется насос
подачи СОЕ в зон/ резания. Средняя часть основания служит сборни-
ком для стружки и СОЛ.
7.7. Станина станка
Станина стачка имеет коробчатую форьу с поперечными ребрами
П-сбразного профиля, каленые шлифованные направляющие. На станине
станка устанавливается: шпиндельная бабка, каретка, привод про-
дольно^ подачи, задняя бабка. Для базирования каретки на станине
передняя направлю.хая имеет форму неравнобокей призмы, задняя
направляющая- плоская. Задняя бабка базируется на станине по ма-
лой задней призматической направляя.дей и по плоскости на передней
направляющей. »
7.8. Привод продольного перемещения
Привод продольного перемещения (рис.$) включает в себя шари-
ковую передачу винт-гайка качения с условны.; диаметром 63мй и ша-
гом 10мм, опора винта,' редуктор с передаточным отношением равным
1:1 и электродвигатель постоянного тока и установленный с противо-
положной стороны летчик обратной связи, который связан с винтом
посредством куфаы.
С ганок молот быть оснащен асинхронным двигателей с частотны,
регулированием. в этом случа устанавливается редуктор с переда-
точным отношением 1:2, датчик обратной связи встроен .в двигатель
4-Выбор зазора в зубчатом зацеплении редуктора производится за
счет перемещения переходной плиты, с установленный: ел.двигг .толем,
относительно корпуса редуктора.
*« Ji о* !* ? . ч
—I---1—--------------1 '———— П^7
□ ' "— " | ГТ- J)OCC З.ООС РЭ
Л -1. - ст | К. док ум. Подпись : Дата! _ . , 1-1
chipmaker.ru
7.9. Привод поперечного перемещения (Гис. 5).
Привод поперечного перемещения включает в себя: шариков;г пе-
редачу винт-гайка качения с условным диаметром 40мм и шаго^
опоры винта, редуктор с передаточным отношением равным I, эл,дви-
гатель постоянного,тока и датчик обратной связи, который связан с
винтом посредством упругой муфты. Станок может быть оснащен асин-
хронный двигателем с частотны?» регулированием, в этом случае дат-
чик обратной связи встроен в двигатель. Выбор лофта в шестеренной
передаче производится вертикальным смещением п.шты с эл.дригатнчем,
посредством вращения верхней гадки на оси поворота плиты.
7.10. Поворотная резцедергка ^рис.ЭД)
Поворотная резцедержка 6-ти позиционная с горизонтальной осью
вращения устанавливается на поперечном суппорте. В специальной
инструментальной голевкз устанавливается: 6 резцов - вставок или
8 инструментальных блока.
Инструментальная головка съемная, устанавливается на выходном
валу (5) резцедерлки и жестко связана с подвивкой частью (6)
плоско-зубчатой муфты. Поворот осуществляется следующим образом -
от
на
электродвигателя через червячнуп Передачу":вращение передается
кулачковую мусту С7), другая полевчна которой (8) жестко свяьч-
с валом резцедержки.
3 начальный момент движения происходит расцепление пло^ко-
.зубчатой муфты (3,6), поворот в нужную позицию, которая контролирует-
ся электрическим датчиком положения (10). После этого происходит
реверс двигателя, муфта (7) начинает вращаться в другую сторону, а
' иолзигная часть (6) плоскозубчатой куфтн с инструментальной головка
от поворота удерживается фиксаторе (IT) и подвгчхал часть (6) плотно
зубчатой муфты фиксируется на зубьях неподвижной полумуфты. Сигнал
от конечника зажима (9) выдается на пульт, отключая эдектрсдеигатгл
I и начинается рабочий ипкд обрабегпи. Для ручного поворота и зажила •
1б&ОТ.ООиОЬО.ООО РЭ
“рвзцедеркки при наладко станка на валу (I) предусмотрена головка
ПОД КЛЬ'1.
Задняя бабка имеет жесткур конструкции. При помощи рукоятки
(7), эксцентрикового вола (1) прижимной планки (4) и системы ры-
ск
чатов, задняя оабка закрепляется на статна. Золи рукоятка (7),
отведенная в крайнее заднее полотенце, не объенечивае достаточны;'
прижим задней бабки к станине, то ну?чо посредством регулирования
винтами (3 и 6) при опущенных контргайках (2 и 5), изменяя полоке-
ние прижимнН планки (4), установить необходимое усилие нришьа.
Пе)смещение хпшоли осуществляется от ручного маховика. По особому
зялсизу задняя бабка оенгщаетед приводом электромеханического пере-
оденля ппполи от головки "1^иэ-ВС-О5", вместо гзхоьика.
7.1.12. Ограздекпё - неподвижное, щитового типа со схемными
с прозрачным экраном: для наблзлзния, полностью закрывает зону
7.13. Рекомендации по установке и .иподьзованЕа Патронов.
На станке может устанавливаться з-х кулачковый патрон 0 2о0ми.
По особому заказу станок оснащаети, 4-х кулачковым патроном
0 3I& I я патронов с алектромехавдгчесглм приводом.
Установка ручного 3-х тулачкового патрона показана па рис.7.
Патрон (I) центрируется на наружном корпусе ппицделя (2) к притя-
пшабтся к -горцу шпинделя винтами (3) с гайками (4) посредством
шайбового пицца (5). Нельзя обрабатывать детащ с дисбалансов,
Нужно избегать обработки изделий с ударом.
/да—
fia^a
ккшп.ооооос.оео рз
Джх.
41
ТТ
chipmaker.ru
Таблица И.
Число оборотов ППГЙПДСЛЯ в минуту » Дисбаланс кг.см.
Ире слепне в'патроне Установка в центрах
500...630 ’ 55 120
1250 30
1600...2000 8 16
1б;7Ж,ооооои.ооо рэ
chipmaker.ru
chipmaker.ru
- \
Я
aW‘-телъстзо об упа^оже
* <«.**» • 9 ♦ * *
• • ч
Станок токарный с.оперативней системой yiapakasHKa
модель заводакол номер упаковал
на заъоде "Красны! пролетал: " им. А.И. ,-;овг., согласно
требованиям, гфедувмотрекаыми конструкторской цоХуметттке,..
• - ’ 1
Дата упаковхзЕ
Упааовку произвел
потуже ь
td.IJ.
Изделие после упаковки принял
подпись
4
cliipmaker.ru
» Д по госту Класс точ- ности Размер Кол. на I ста- нок Место установки Л по схе- ме , Примеча- ние
юлжюпо. ТШИПНИКИ К0ПИЧ1 всю® однорядные гос: ‘ 333-79
7207 0 35x72X18,25 I Передняя бабка 19
7305 0 25x62x18,25 1 17
7306 I 0 30X72x20,75 2 И м* 18 .
7308 0- 40x90x25,25 I П ••• **»> 20
7309 0 45x100x27,25 I 21
Р0ЛИК0П1 здшипники KW 1ЕСКИ1 5 ОДНОРЯДНЫЕ ГОС :т 520-71
17776Л 4 • 80x140x77,07 I Передняя бабк 1 24
ШАН 4К0П0ДШИПНИКИ ] адш 1ЬН0-УП0РНЫЕ ОДТ [ОРЯДВЫЕ
ГОС JT83I- -75
46109 6 45X75X16 2 Опора про- дольного винта . 12
46205 0 25x52x15 I резцедержка 49
46215 0 75X130X25 2 46,47
* РОЛИК зподашники рад ЩАЛЬТ 4ЫЕ СФЕРИЧЕСКИЕ двухрядне Ж
I ХЮТ ! 5721-75
3611 0 55X120X43 I АКС309-16-51 13
ШАТО зподапники упс )РНЫЕ ОДНОРЯДНЫЕ ГООЧ ’6874-75
8105 0 25x42x11 I Бабка задняя 26 С ручным зажимом
8105 0 25X42X11 I Резцедержка 50
8108 0 40x60x13 I 45
8205 0 25X47X15 I Бабка задняя 27
8205 0 25x47x15 I Бабка задняя .26 С автомат, зажимом
Chipmaker.ru У -=О
I
X
•г
4?
chipmaker.ru к ..
Л по ГОСТу Класс точ- ности Рвзмер Иол. на I ста- нок Место установки Л по схе- ме Примеча ние
ЕАРИКС подаг НИКИ. РАДПАЛЬНГ S ощ РИЦНЖ ГОСТ 8G 38-75
101 0 12x28x8 8 ; Ограждение 1,2,3.4
106 0 №55x13 I Резцедержна 48
108 0 40x68x15 2 AKC309-I6-JI 37,39
НО 6 50x80x16 2 Передняя бабка 10
ПО 0 50x80x16 4 АКС309-16-51 23,25, 35,36 1
Ш 0 55x90X18 I AKC309-IG-5I 14,16
204 0 20x47x34 I Привод датчика резьбонареза- ния 6
205 0 25X52x15 I Каретка II Ьоскоевв замена 4-504706
208К 0 40x80x18 I Передняя бабк а 7
208К 0 40x80x18 1 Левая спора винта 15
208К 6 4ОХ80ХТ8 2 Передняя бабк а 8
209 6 45x85x19 2 _w — —**— 9
211 0 • 55x100x20 I ABJ 309-16-51 51
307 - 0 35x80x21 4 и и 33,42,43,44
ЗОЭ 6 45x100x25 I я я .* — 38
310 0 50x110127 1 34
1000904 0 20x37x9 I привод датчика резьоонарезания 5
1000937 0 35x55x20 2 АКСЗОЭ-16-51 28,40 к
4074907 0 35x55x20 2 32,41
роликоподшипники hiofw гост 23520-79
8206 6 30x52x16
9110 4 50X70X14
Т
?.
Пмст Ni ftcxyм. Педлио 1,1а**
2 Каретка 29
4 Опоры про- дольного винта 30,31
1Ж2ОТ1.ООО0ОС.ООО РЭ
BC?VOXHX
замена
на
4-504”
* -IL
Pre.12. Er‘x£JUTii КАЛ СШ
7с5О
* _I9J 29
JoQ ZtfS
- прл установке асишгрсадсдао ол.дьигагеля
а ч%ьготйым рят^лжроха^л’.
ш ахш.
1/ЗП 7?9С7 ОуСГПГ
•------------------------------
; ;i.( von, OQ F3
4
chipmaker.ru
Я по Класс точ- ности Размер— Yjml. л т Место установки * по схеме Приме- чание
ГОСТу
Кд! х ста- нок
1Ъ. сиконе; щипникп ко 5ИЧ6С1 ие однорядные ' ПОСТ 333-79
7207 0 35х72х18£Е I Передняя бабка 26
7305 0 25x62x18^5 I и ; 10
7306 0 30x72x2075 2 W «М» Ml 13; 32
7308 0 40x90x2525 I Т1 лм ш 25
730$ 0 45x100x2^5 I П 14
7604 0 20x52x22,6 I и 33; 34 **
Рол икопод динник/ ко. гическ ие однорядные iwi
17716Л 4 80x140x77# I передняя бабка 31
щишики ра. циально-упорвде однорядные
ГОС’ Г 831-75
46109 6 45x75x16 2 Эпора продоль- 18
—— loro винта
lap икопод ратники уп >рныв элнооялные ГОСТ 6874-75
8105 0 25x42x11 I Бабка задняя 17 С ручным
зажимом
8205 0 25x47x15 • I 16 -
8205 0 25x47x15 I 17 С автомат
зажима.
’Пар ИКОПОД дппшики ра, ае однорядные ] ПОСТ 8338-75
IQI 0 12x28x8 8 Ограждение 15;19;22;35
107 0 35x62x14 2 передняя бабка 3; 4
108 0 40x68x15 2 >. »• - 7; 8
ПО 0 50x80x16 2 п «М «т 27; 28
204 0 20x47x14 Привод датчика 29 г
резьбонареоя: ‘
205 0 25x52x15 I Каретка 36
208К 0 40X80X18 I Передняя бабка 9
2О8К 6 40x80x18 2 _ •* - II; 12
2С8К 0 40x80x18 I Левая опора 23
нинта
ТбК^ПТТ .niVTMYLnnn РЭ Ли^
LJM Лист №докур Г d*™— 51
chipmaket.f II —— - > no . госту Класс точ- ности £ Размер Кол. на I ста- нок Место установка Л по схеме Прсме- чанее
I000408 1000904 • Po-UZKC 2-697920JU POJUK' . 8206 9110 V t 1 C0 О Ц OQ В <£> с о 1 и i < If [HI с 4 « 1 10x62x12 20x37x9 LLi КС1ЖЧ 58,425г >2,40x92 [Ки упорн ^0x52x16 >'.1x70x14 2 I еские I <е ГОС 2 4 W Передняя оаока Привод датчика резьбонареза- нял "вухрядаз ГСС'] Передняя бабка Т 23526-79 Каретка Энори цродапг- ного бинта 5< 6 30 • Г 2I5T2-76 S 24 37; 36 20; 21 « • Ьсаюжта замена на 4-304706
Щ^ОП. 000000.000 РЭ ’’ __ _ . 0 - л / ‘ Jha
52
'J3M Jjucrn itedoxJM. Подо. Датю
cliipmaker.ru “ = ~==: - *'=-——=~=____=:====
7.14. Регулирование рсНЪвных ухлов
7.I4.I. Регулировка натяжения ремней (рпс.17)
Регу.тсровка натяжения ремней (13), идущих от автоматической
коробки скоростей (II), производится смещением автоматической
коробки скоростей.
Для этого необходимо:
»
I. Ослабить гайки (8)
2. Винтом (Ю) отрегулировать натяжение ремней
3. Затхыуть гайки (8)
' Регулировка натяжения ремней (5), едущих от двигателя к
автдматической коробке скоростей (ij), производится смещением
подмрторной плиты (3).
4
Для этого необходимо:
1- . Ослабить болты (1,4)
2. Гайкой (9) отрегулировать натягение ремней
3. Затянуть болты (1,4)
Кроме того для регулировки натяхегая ремней мохко исполь-
зовать вертикальное перемещение кррнштейна (7) кропления АКО,
для этого:
I. Ослабить гайнп (6)
2. Винтом (12) отрехулировать натяжение ремней
3. Затянуть гайки (6)
Регулировка натяяения ремней (2) производится смещением
крох?те:*на, на котором установлен насос смазки
П ч Л МСТ
fi щ l/m.
подпись
бать
Г€К>СТ!.00СС30.000 РЭ
chipmaker.ru
7.14.2. Регулироьгл натяга в ъдетсзо2 варжксзой паре
прсхол! юге персмещенЕя
Регу.тировка натяга в епетовой шариковой паре продольного
перемещения (ем. рис. IS) производится поворотом подуга2кл (7)
относительно полугайки (8), с помощью сегмента (10) (число •‘зубь-
ев на внутреннем венце 92, на наружном венце 93).
Перестановка сеплента (IG) на один зуб относительно полу-
гайки (7) приводит к осевому смещению на 1,2 микрона.
Натяг регулируется при сборке станка ва заводе-изготовителе
ж в ходе эксплуатации не регулируется.
Галка защищена уплотнениями (5,9), прлдерхивае:лые крошка-
ми (1,4).
В. с.!учае разборки станка при ремонтах регулировку натяга
следует производить в следукщем порядке:
I. Отвернуть винты (6) и снять крышку (4)
*
2. Вывести сегмент (10) гз зацепления с полугайкой (7) и
сектором (3)
, 3. Переставить сегмент (13) на определенное рдело зубьев, »
отсчитывал от риски, соответствующей кулевому натягу
4. Специальным кланом довернуть полугайцу (7) в нудную
сторону
5. Ввести в зацепление сегмент (IC) с полугайкой (7) и
сектором (3).
6. После окончательной регулировки натяга надеть крышку (4)-
и затянуть винтами (6).
/
chipmaker.ru
5 6
Вид А
(крышка поз.^ не показала)
Chipmaker.ru
Рис. 13. Регулировка натяга в винтовой шариковой
паре продольного перемощения.
16К20П.060000.000 РЭ
t Лист К; докум.
Подл.
Пата
Лцс"
59
chipmaker.ru
7.Т1.3. Регулировка натуга в втчлсзой гзерж-во^ зд-е п^из-
*
речвогс перемещения.
Выборка зазора д регулировка гатягы в винтовой шариковой
паре поперечного перемещения (рис.T9) производится поворотом
полугалки (4) относительно полугайки 2 с помощью шестерни \( 5)
(число зубьев ш внутреннем везде 73, га наруздем везде 72).
Поворот шестрени (5) гл один зуб относительно полуга“жи (4)
приводит к осевому смещению на I микрон.
Натяг регулируется при сборке станка на заводе изготовителе
ь ходе ьксплуатациз не регулируется.
Гайки защищены уптот нениями (I и 6). *
В случае разборки станка при рс^оптал регулировку натяга
следует производить в следу идем порядке:
I. Отвернуть винты и снять крышу 7
2. Вывести шестерню (5) из зацепления с
Chipmaker.ru
пэлугайкой (4) и
корпусом (3).
3. Повернуть шестерню (5) относительно корпуса (3) и полугайки
4 на необходимое число зубьев и ввести в зацепление толь-
ко с полугайкой (4).
4. Доиерчутв шестерню (5), ь с нею и полугайгу 4 до того
момента, пока наруздый венец шестерни 5 не будет иметь
возможность войта в зацепление с венцом корпуса (3)
5. После окончательной регулировки натяга надеть крпжу 7
е притянуть винтами.
мЛыст
fvi ДО К/M.
I6K2GTI D00000.000 РЭ
Рио.19. Регулировка натяга в винтовой
.парковой паре поперечного
перемещения.
chipmaker.ru
Хда совпгдення оси пигплп с осью шпинделя в
попервтпюм г.аправлек'Е! ггг*»дус”отренк два регулн-
Гювочких винта I и 2 (рис.20).
Рис .20. Регулировка положения
задней бабки.
К ДиКум,
'Тодд.
I6KJCTT.0G0000.ООО.РЭ
Лист
chipmaker.ru
7.14.5. Регулировка положения путовых кулачков па продольной
л поперечной линейках.
На каддой линейке, см. рис. </,£<? предусмотрены 2 паза для
<
установки кулачков аварийного отклик, ения подачи и аварийного
отключения станка, флачкп воздействуют нч блоки путевых злектрс-
переключателей, смонтированные на каретке станка.
Кулачки аварийного отключения подачи долины воздействовать
на I и 2 штоки блока конечных выключателей. за 5-8мм до кулачков
аварийного отключения станка, а эти кулачки за 5*8мм до крайних
положений поперечного суппорта и упора каретки в корпус задней
бабки и резцов в кулачки патрона. По команде кулачков отключе-ннк
подачи щи ошибке программиста и.’ш-иа адчпка отключается подача
в' соответствующем направлении без удара о смежные узлы. Пгт этом
система програьтлзого управления и .станок не отключаются п информа-
ция от датчиков обратной связи сохраняется в "памяти* системы.
По команде кулачков аварийного выпях тения станка эшектросжема
ь
полностью выключается.
*
Аналогичный сдвоенный кулачок установлен ча задней бабке
станка для предотвращения аварийного удара на задашь бабку, сч
воздействует на блок элоктрошреклггателе £, установленных на
каретке станка. (
Па тех* же линейках установлены (см. Рис.222) ’кулачки пода-
чи команда на предварительное замедление скорости перемещения
при выходе каретки и суппорта в "О" станка и паксацда выхода
б зону "О" станке..
ГО^ГумГрОЭПИСЬ
I /да.^ооооо.росгрэ
chipmaker.ru
Ряс.21 Зхема расположения ^лачков в пазах
н
лхнпю1 продольного пе, изданья
I. Кулачкя аварий ого отеле гания.
2. tty ла п: для отключения подо! при ладе каретю гцрапо.
3. ^лачок вывода в зону "О" стааха.
4. Ityлачок для отшхненжя до^ачк цр ходе карвчгж влево.
1№СТ1<ГЙМ ’.GOOPS' Лис! 64
ЛисЛ rfoflopyrq fte&n 'Ла
chipmaker.ru
Рхс.22. Схема ралгслоллн я зджлков в ьазах
лигейкг поперечного ibpeifcw*^
I» Гулачкг аварийного останова
2. Кулачок для отклгяенкя подачи при ходе зунпортъ
к осг шпинделя .
3. Кулачок выхода в сону *0* станка
4. чулечок джя отклечонкя подачи при хода суппорта
от оси лшшдэлк
ieK2OT\Oi,JUOO.OCO К4
UiM Лист Is!- до кум. Подл. Цата
Лист
chipmaker.ru
8. ПНШ40СИСТША И ЖЗОЧНЛЯ. СИСТШ
8.1. Пневмосйстема.
Пневмооборудование служит для создания воздушной подушки,
облегчающей перемещение задней баб:си по станине и предотвращающей
износ направляй [пх. Пчевлюагшаратц смонтированы с запней сторону
станка.
Пневмообоуудованио нуьно подкижить к цеховой сети сжатого
воздуха. Для этого на задней стороне основания имеется труба с
наружной резьбой 3/8" труб.
Подача воздуха на. направляйте производится при нажатии ку-
лачка, укрепленного на рукоьть.е, на толкатель клапана I (рнс»23)
при перемещении рукоятки на рабочего. По окончании работы салфет-
кой удалить влагу с направлающих и покрыть их тонким слоем масла.
Ежедневно перед начатом работы необходимо спустить влагу из
рильтра 3 посредством поворота воротка, установленного в его
нижзей части.
Регулярно один раз в 2-3 месяца по мере поднятия конденсата
до уровня заслонки фильтр 3 снимать для очистки и промывки.
В маслораспылитель 2 по мерс Опорожнения корпуса заливать
масло "Индустриальное 20А" ГОТТ 20799-75.
chipmaker.ru
8.2. Смазочная система
'8.2.1. Общуе указания
Правильная и регулярная слазк® станка имеет вахнейшее значе-
ние ^ля нормальней его эксплуатации л долговечности.
’ <
Поэтому необходимо строго прид*пжиьаться нике приведенных
рекомендаций.
При подготовке станка к лусцу в соответствии с картой смазки
схемы смазки заполнить резервуары смазки смазать указанные
в
касте механиЩы
со
Смазку производств смазочными материалами в соответствии
сроками указанными в разделе 8.2.2 табл. II "Карта смазки л
расхода масла ж смазочных материалов" кдо их зач-нязпими, приве-
депиими в разделе 8.2.5 табл, 12 "Перечень рекомендуемых смазочных
;»»«г!Лг
материалов".
ВНИМАНИЕ
Первую замену масла во всех к* зляных емкостях
произвести через месяц после пуска станка в
эксплуатацию, вторую - через 3 месяца, а долее
строго руководствуясь указаниями карты сма <»
раздела 8.2.2.
IffC27n.OGCOC0.OQO РЭ
Н ookykJ. йюдпвсь! П-атв
chipmaker.ru 8.2.2- КАРТА СМАЗКИ И РАСХОДА МАСЛА И СТАЧНЫХ МАТЕРИАЛОВ Табгица II
ц/п • Смазыва эмые материалы Способ смазей Марка смазоч- ного материа- ла пли масла Периодич- ность за- ливаемого масла в лиграх *
I Передняя бабка Авто1 ати- ческий централи- зованный И-ZOA ’ ГОСТ 20799-75 1 раз в 6 меся- ц в bv. 20 л.
2 Автоматическая ко- робка скоростей Автомати- ческий централи- И-20А ГОСТ 2U799-75 I / ‘.3 в . 6 меся- цев 20 л.
3 Каретка Автомати- ческий централи- зовал. M-3GA ГОСТ 20799-75 2 раза в 6 месяцев 10 л.
4 Га,- дня бабка ручной И-ЗОА ГОСТ 2С799-75 Ежене- дельно
5 Привод поперечной подачи Разбрызги- вание И-20А, ЮТ 20799-75 2 л.
6 Париковая пара (продольная) (устной "Шатин 201" ГОСТ 6267-74 •• «Я» »
7 Карлковая пара (поперечная) Учной "Платим 201" ГОСТ 6267-74
8 Правая опора про- дольного винта учной И-20А ГОСТ 20799-75 2 л.
9 Левая опора продоль- ного винта ручной "Лпатпм 201" ГОСТ 6267-74
к л
♦ •** *
1бК2от1.оссах).оос рз Л1Г-т
1Л* 1 -Ь* V л >FVM. П< Д1Г- Jfl’r.
chipmaker.ru
8.2.3. ОПИСАНИЕ СИСТЭ.Ы СМАЗКИ ШПИВДЕШОЙ БАБИИ
t
В станке применена автоматическая система смазки шпиндель-
ной бабки.
I
Шестеренный насос, приводимый от электродвигателя главного
привода через ременную передачу, всасывает масло из резервуара
и подает его через сетчатый фильтр к noj
inti: «11:1.1
-ям шпинделя и
зубчатым колесам.
Примерно через минуту после включения электродькгателя
главного привода начинает вралвться диск маслоуказателя. Его
постоянное вращение свидетельствует о нормальной работе систе-
^аи-смазки.
Из шпиндельной бабки ^ласло через сетчатый фильтр и мапЕЛНЫ-
патрон сливается в резервуар. В процессе работы необходимо сле-
дить за вращением диска маслоуказателя. При его остановке необхо-
димо тут же отключить станок и очистить фильтр, промыв его эле-
менты в керосине. (Гдя святая фильтра предварительно отсоединяет-
ся сливная труба).
Необходимо рчищать финьтр по мере его засорения, но не реле
I раза в месяц. .
Ежедневно перед началом работы следует проворя*!* уровень
масла, по риске маслоуказателя и при необходимости доливать его.
ДК.С
V
V . г
it K' ЛI.00X00.000 Е?
8.2.4. Описание системы смазки напр^влгжос
Chijmaker.ru
каретки и станины
л mt»;<
В станке применена автоматическая смазка направляв
каретки и направляющих станины от станции смазки C48-I2, уста-
вовленной на основании.
При включении насоса станции смазки масло под давлением
I...2 ат?л подается при помоги шланга к разветвительной коробке
на каретке.
На давление I...2 атм должен быть отрегулирован подпорный
клапан II (см.рис. 24).
Включение насоса станции смазки происходит при включении
станка и в дальнейшем по команде от моторного реле времени
(с интервалом от 10 до 24С минут), с помощью которого устанав-
ливается промежуток времени между подачами масла,
< Выключение подачи масла происходит через 3...5 сек. от
пневматического реле времени. За это гремя необходимая порция
масла поступает от разветвительной коробки ко всем‘’точкам смазки
каретки.
При работе насоса смазки зажигается сигнальная лампочка’*
-—Зри-необходимости можно дополнительно осуществить подачу
масла нажатием кнопки "Толчок смазки". При этом подача масла
осуществляется в течение всего времени нажатия кнопки, поэтому
необходимо избегать избыточной подачи масла.
При попадании эмульсии В смазочную станцо каретки необходи-
мо проверить плотность прилегания шарика к седлу в разветвитель-
ной коробке, расположенной на задней стороне каретки.
Нодт
XeK20Tt.O3QG00.000 РЭ
I» З&аявка масла
2. Слив масла
3. Консистентная смазка .
4. Визуальный указатель подачи
масла
5. Визуальный указатель уровня
масла
6. Насос шестеренный
7. Фильтр сстчатый(палорЕЫй)
8. Фильтр - магнитный патрон
9. Фильтр сетчатый с магнитима
патроном
10. Насос лопастной
II. Подпорный клапан
12. Миногатр
13. Разветвительная коробка
I6E2C71 .000000.000 РЭ
Лист
rf* fox у я
(Lara
chipmaker.ru
8.2.5. ПЕРЕЧЕНЬ РЕКОГЧЩТЕ.Ш СМАЗОЧНЫХ МАТЕРИАЛОВ
* Таблица fp
фиКпоотмй^^ма-] 'JaP,ca срочного материала , зочных материалов ;
• V •
' t ТЯ ОЛ* • ТЛЬОЛА ! Циатик 201
СССР ’Г0СТ20799-75 {(вязкость 2,6- !-3.31°Е5С)
ft,, .nnr ГГЧ 1
I \b.CLUJiixnvt; jx/ ,Г0СТ20799-75 (вязкость !Зл81-4.59Е50) « Я - 32 TCL Ц87Т Г0СТ6267-74
ГДР J? - 2Р TGL IJ87I
ЧССР OL -J2 £W 656610
ПНР ,1 * зг «V-55/c-9697I 4 /?^-55Xo-9607I
СРР *1 > ’ Т£ 5003 Sfas 742-49 01 405 Stas 751-49
ВИР Т - 20 FWSZ 7747-63 T - 30 Г7.Ш ’747-63
Послания Ci ГА & л 30 Ctr/ton 4G
США Англия v SMI Jheli Vet re a Sit 27 SMI Vnre£z Ctt 31 Tractor Crease,
Англия н MoSiL Stl Vas #LP ^oh't3r£2^ Vas Mi-P
Примечание: При отсутствии указанных в таблице смазочных
материалов допускается применение только тех *'
масел, основные характеристики которых соответ-
ствуют приведенным
Ы» докум. {Подпись] П.ата
I6K20n.0G00C0.000 РЭ
chipmaker.ru
Инв.Ыг подл Подпись и дата / *ен инв-Ns Ине № дубп Подпись йодата
э. покда установки
У.1. Распаковка ,
*
При распаковке рекомендуется звс *ала сниж ать верхни! щит
упаково iHoro ящика, а затем боковое. Необходимо следить за тещ,
чтобы не повредить станок распаковочным инструменте.'.’.
9.2. Транспортиров* де
Перед транвпортиронаяяе» станг^а в оаснаксданном виде необхо-
димо убедиться в том, чтб^пер ^ ещаициеся узлы налегло закреп, еин:
ретка согласно рцс.^о; сдвижное отпадение э крайне , левой
*>
i.a c Кенииj задняя бабхса в кра.лем прав л лоно и должна. быть
зажата рукояткой поз.6 (рис. ‘).
Т]>1яспоптированпе станка осуществляется согласно схедо
транспортирования (рис.25,^С) при помощи однострочного каната.
При транспортировании н месту установки и при опускании на
^чдямент необходимо следить за .тем,' чтобы станок не подвергайся
сильным толчка” и сотрясениям.
S.3. Знят^е антикоррозионных покрыли
Дерад установкой станок нэобходимо тщательно очистить
от антикоррозйоннцх пококтий, ианевенных на открыть и, ,а такь.в
закрытые кожухами и щитками поверхности станка.
Наружные поверхности станса покрыты аптшсоррози* юй ичг би-
розазлой олазкой ПГ-2СЗА, а внутренние НГ-2СЖ, ддя иг ^атеяи .
нужно воспользоваться деревянно лкыаточкой и са’:*етз , cvo >.а*
шми уашт-спир, том.
.Зо избегание коррозии о пт ценные поверхности пок, ть тон
атоб’ иидустриапъного масле И-ЗОА Г0СТ2079Ь-75.
2.4. Установка.стань
Станок следует установить на укда^еЫте, согласно установок-
’r=iL~
Изм Лист
Ый'докум. ПоДНись Дате
IbXiJTI.CDGOCC.OOG К
жому черта у (рис. 2?).
Хйубина задюгвнйя "удцамента принимается в заниедмосли от
грунта, но дод/хна быть но меное 300 мм.
Стьнск крбдстоя к уцдьганту четырьмя фундаментными болташ
с резьбой .420.
При установке станка следует предусмотреть наличие свободны?’
гон jfasi открывания «вер* планов управления и зон для обслужива-
ния стгнка.
Точность работы станка зависит от пр„ншсьносте. его установи.
Выверка установки о-лнпа в горизонтально плоскости ос, ществляетзл
при помощь уровня, устанялливаелого на ползуике парашвдльнс и
перпендикулярно оси цент! о: j ('^увдаментные болты доискны быть не
затянуты). В каждой псложенш ларетки отклонение уровня не дол а;о
превышать С, 04 мм/м.
Шкаф приводов подач устанавливается^, по возмсоностч, ъ соот-
ветствии с установочный чертежом*
9.5. Подготовка к пуску станка
При трс1нспортировке станка днии-^тель поперечного перемещения
пакет быть установлен в транспортное положение (см. ряс. 28).
Chipmaker.ru
"Ьдя установки двигателя с плитой в рабочее ^сложенье следует
е
ю
а
2
1
1
1
снять крепежную скобу (2), повернуть штату (I) с ед, двигателем
на оси (5), закрепить штату (I) на корпусе (4) дьу«я болтами (3),
не затягивая. болтн. Затем выбрать люфт в зубчатой передаче подни
мая штату (2) посредством вращения оси (5) гайкой (6). Заедание
зубчатого колеса при повороте не допускается. после выборки
люфта следует затянуть болты (3).
При транспортировка станка привод механического патрона wо-
«
ь
с
а
х
жет быть демояткризаъ и упакован отдельным .места1 в общей упа-
ковке.
Установку привода патрона следует производить соответственно
р с, 29 с ледущг! порядке , заьзв ную головку (I) в сборе с тяго !
I6K20TI.090000.930 РЭ : Л П ?4
)*!зм Лист \едокум. Поди. Дата
chipmaker, u
установить на фланец (2) и закрепить гайками (3).
У.6. Первоначальный пуск
В.соответствии с указаниями "Руководства по эксплуатации
электрооборудования" подключить станок ц цеховой сети и проверить
надёжность заземления.
выполнить все указания, связанные с подготовкой станка к
пуску» взлокрянне в разделе 8 "Пневмосистема л смазочная система",
а также, залить охлаждающую жидкость в бак охлаждения я проверить
работу электродвигателя насоса подучи охлаждающей жидкости.
После ознакомления с назначением органов управления (раздел 7
проверить от руки раооту всех механизмов станка.
Следует знать, что из-за наличия блокировочных устройств
станок не может быть включен (описание блокировэчных устройств
см. "руководство по эксплуатации электрооборудования").
Убедившись в нормальной работе всех механизмов и ознако-
мившись1' с "Инструкцией по программировании" можно приступить
к работе на станке.
х I. >
chipmaker.ru
^жс928
Установка эло докгатедо
fljjf трелспорттуоза!.
I6K20E »ОООООС.ООС ?7
Асу гЛ сЬ к у ч <76 дп. А
Щелкун 7о£п
ч j.cnmLoco рэ.
UhSiJ!i4>3/) ПсЭгшсь идата Цие^8я5л. Подпиа, идайв
chipmaker.i
10, ПОРДОь РАБОТЫ
Chipmaker.ru
по. . < одея станка необходимо проп.рхть положение
х пкення чулачков ах р х иго игртимнни хода на
прод-.j . 1 поперечной . (см.рис.21,22). похож ние ж
надежность крепления заднее бабди на станине,
С помощью спецаальках рукояток следует проверить легкость
перемещения суппортной группы в продольном и поперечном надрав-
Л€ :.ЯХ,
Установить с пог ощью руконтки перекл/ичениж I (нжкнжй) диаl«-
г 1
зон частит вращения шлянделл.
В р____ю "Гучио управление" проверить работу всех механиз-
мов станка; пере, доению х^зовов; переъх^ ние суппо. та в про-
дольное,; и попержч зм направлениях, ча быстром ходу и рабочих
подачах; работу аварийных к блокировочных электроперекльчателеЬ;
подачу охазкл; враих с щциаделн в каждом аз трех диапазонов,
в том числе не менее 30 мин, на мах очкальне частоте.
После проверки .лилъности работы станка в ручном режиме
управления, у зтановжть зребуемч! инструмент и проверить работу
станка црг обходе контура в холостую без установки заготовки.
В случг, нормальной работы станка, от црогр^чмн хфоточить
пробную деталь и посии зал -ров нтрольных рахдеро/, с I ць
клави-'.туры с л стомы уцраилхнгг.» произвести требуемую корректз ров-
гу введениях дачных унравлдвчв!Г дроьраммы.
Схим2 те :алогических ес и . тей станка приведем на
рис,30,
Ж.
।
«ООО РЭ
ив.Х? подл.
Подпись дата
IL m.bhb.N? ' Икв.Х? дубл.
Подпись ж дата
"5
с li ip та ker.ru
£'5
ftsa/if-ap
mi/)
та ж ^4в
*
3a^9itf6ttf^S3f^t 330/** 5trt6 dг *'7£<3г, *e6&»sf ЗЗЗпм. 250'”*
A*vz^*?e«A*^ пме^у^е
Сгллг^^
*t/nea> fj^oei/me/t^rc м-
nepevHir» склпоота
Предельные диаметры сверления: по чугуну Ф28мм
по стгйи $25nw*
Рис.30 . КАРТА ПОЭЛОйЮСТаЛ.
chip make .ru
•- II. ХАРАКТЕРНЫЕ ЮТЛ1РЛВНОСТИ И МЕТОДЫ ИХ
УСТРАНЕНИЙ А|
II.I. )3 станкам мохут быть различного рода Неисправности,
многие из них возникают из-за несоблюдения инструкций по уходу
и обслужив,аник.
В любом случае, прежде чем приступить к устранение неисправ-
ности, пукно ознакомиться с перечнем основных возможных неисправ-
ностей, а также с разделом 6 настоящего руководства.
При индентичности.характера возникшей неисправности с описан-
ной нужно воспользоваться предлагаемыми методами устранения.
II.2. Перечень основных возможных неисправностей.
Таблица T3
Характер
неисправности
Причины возникновения
i!------------------‘
Методы устранения
Станок но
запускается
Срабатывают блокировочные
устройства
Падение или отсутствие
напряжения питающей сети
Отсутствие литания при-
водов подач
Произвольное
отключение элект-
родвигателя вс
время работы
Срабатывание теплового
реле от перегрузки двига-
теля
Проверить положение под-
вижного ограждения
Проверить наличие и ве-
личину напряжения в сети
Проворить работу аппара-
тов осуществлявших пи-
тание приводов подач
Уменьшить скорость реьа-
ния или подачу
Гемни проскальзы-
вают при нагрузке
не превышающей
паспортной
Насос охлаждения
не работает
Недостаточное натяжение
ремней
Увеличить натяжение
ремней
Долить
Заменить
Chiomaker.ru
Недостаток жидкости
Перегорели предохраните-
ли
In—
шгъ
chipmaker.i
Иии.лй пч/ui. । поднять и дата [одл №»минв.м ду&п. I Подпись и дата
Продолжение таблицы 13
Харзктео неисправности j 1 Станок вибрирует г j Причины возникновения 1 1 Неправильная установка станка на фундаменте по уровню Методы устранения
Износ клипа направляющих суппорта Годт.шуть прижимные планов и клинья
Неправильно выбраны ре- жи> ы .реэанял, неправильно заточен резец Изменить скорость рзза- ния,подачу,заточку рез- ца
Поперечное смещение зад- ней бабки при обработке в центрах Отрегулировать положе- ние задней бабки
Стоник не обеспечи- вает точность об- работке . Деталь,закрепленная в патроне,имеет больной вылет Деталь поддержать лю- нетом пли поджать цент- ром
Смещение ось шпинделя при обработке в центрах и латооне Отрегулировать пилске- ние оси шпинделя
Не жесткое крепление патрона на шпинделе Подтяьуть крепе: 1ные винты патрона
Увеличенный люфт в приводах подач Выбрать люфты в редук- тора* подач и в винто- вые зшриковых парах
chipmaker.F
12. ОСОБЕННОСТИ РАЗБОНСИ И СБОРКИ ПРИ РЮТТЕ
12.Т . В разделе даны рекомендации есставлепиые в соответствии
о опытом завода-изготовителя и заводов-потребителей, о содсрхаиии
сталкоы в работоспособном ссстоялпи при эксплуатации.
12.2. При эксплуатации станка в соответствии с требованиями и
рекомендациями, изложенным/ в прецшестгупцлх разделах, и соблюдения
профилпктическиз мероприятий настоящего раздала, его межремонтный
цггкл (срок работы до первого капитального ремонта) рагеи II годам
при дзухсменгой работе. За период межремонтного цгкла станок дол&ек
быть подвергнут осмотрам мальм, средним ремонтам.
Следует учитывать, что наибольшую эффективность использования
станка может обеспечить рациональное чередование и периодичность
осмотров ж ремонтов, виполяемых о учетом конкретных для каждого
отдельного станка условий эксплуатации.
Г" *£ n|
д г 2 33 44 53 66 77 86 99 /47 /2/ W
месяцы и *
| <£> (4 *т*ш <$ tfanutfMMbiL
огмомр 1 ’’/пй ремонт ремонт
Ина Нвьодл Подпись и дата 6—ajh инэ..Мв ИнеМ9дубл« Подпись и дат i
Рекомендуемый график плановых ремонтных работ.
12.3. Типовые ремонтные работы, выполняемые при плановых ре-
монтах.
12,3,1. Осмотр.
Наружный осмотр без пазборки для выявления дефектов станка в
целом и по узлам.
Проверка прочности и плогносси неподвижности жестких соединений
(основания с фундаментом; Сталины с основанием; шпиндельной бабки
с переборной коробкой 1 со станине!; кронштейнов прихода продоль-
ной подачи со стан/кой; каретки с кронштейнов передачи виит-гайха;
шкивов с валаз.П! и т.п.).
Открывание крышей узлов для осмотра и проверка состояния меха-
низмов.
Регулирование натяга в винтовых шариковых парах продольной
* и поперечной.
Проверка правильности переключения рукоятки скоростей шпинделя.
ХбКЭТЛ.ОСОЗОО.ООО РЭ
chipmak ^-.ru
Проверка на -лум и из Грев.
Проверка стрела на соответствие норка» точности,
12.3,4. Капитальней ремонт.
Проверка стагжа да точность перед разборкой.
Измерение износа трущихся поверхностей перед ремонтом базо-
вых деталей.
Полная разборка станка и всех его узлов. •
Прпмуъка, протирка всех детален.
Осмотр всех деталей,
Уточнение предварительно составленной (при осмотрах и ремонтах)
ведомости дефектных деталей, требукщих восстановления иль замены.
Восстановление или замена изношенных деталей.
реморт системы охлаждения.
Смена ндсосов системы смаэкк и ее ремонт.
Шлифование дли шабрение направляющих поверхностей станины,
жакетки, ползушки, задней бабки.
Замера протекторов на {сарётке, ползущее, задней бабке.
Сборка всех узлов ртанка, проверка правильности взаимодей-
ствия узлов и механизмов.
Шпаклевка и окраска всех необработанных поверхностей в соот-
ветствии с требованиями по отделке нового ооорудовачия.
Обкалка старка ра холостом ходу на всех скоростях и подачах.
Проверка на шум и надев.
Проверка состояния фундамента, исправление его и установка
стачка в соответствии с разделом 9 настоящего руководства*
12,4, Дополнительные требования, предъявляете к эксплуата-
ции, техническому уходу и ремонту станка
12.4.I. Работоспособное состояние отанкэ обеспечивается
своевременно проводимыми профилактическими мероприятиями и высоко-
качественным ежедневны* обсаживанием.
>£ I .кум.' ^длисъ
Х^ЛТ.ООССОО.ООС РЭ
chipmaJf»r.rii
Пришабрнваняе или зачистка регулировочных клиньев, прижимных
планок л туп.
Проверка работы»и регулирование рычагов и рукояток органо?
управления, блокирующих, фиксирующих, предохранительных механизмов
и ограничителей; замена изношенных сухарей, штифтов, пружин л
других деталей указанных механизмов.
Замена изношенных деталей, которые предположительно не выдер-
жат эксплуатации да очередного планового ремонте.
Зачистка еабоин, заусенцев, задиров и царапин ны трущихся во*
верлноогях направляюща станины, каретки, ползущей и задней бабки.
Взмрнг ограждающих дожухов, щитков, экранов м < .
Ремонт и промывка системы смазки р ликвидирование утечек.
Регулирование плавности перемещения каретки, лолзушки, подтя-
гивание клиньев, приемных планок.
Проверка и ремонт систем пчевмооборудсьания и охлаждения;
ликвидирование утечек.
Вью ленче деталей, требующих замены или-Восстановления при
ближайшем плановом ремонте.
Прсъеркц точности установки станка и выборочно других точ-
ностных параметров,
Испытание станка на холостом ходу да всех скоростях и подачах,
проверка на шум, нагрев и по обрабатываемой детал» на точность и
Частоту обработки.
Прим чацие; При калом ремонте выполняются то из указанных
работ, скорые вызываются состоянием ремонтируе-
Chiamaker.ru
иш в трех последних пун. стах, которые должны
выполняться во всех олучоях.
uKsOTI.uC
ЛЛЛ<]
chipma ter.ru
12.3.3. Средний ремонт
Проверка на точность перед разборкой.
Измерение износа трущихся поверхностей перед ремонтом базо-
вых детелей.
Частичная разборка станка.
Промывка, протирка деталей разобранных узлов, промьгнка, очист-
ка от грязи неразобранных узлов.
Контроль жесткссти шпиндельного узла.
Замена или восстановление изношенных втулок и подшипников
качения.
Замена изношенных зубчатых колес и муфт.
Восстановление или замена изношенных винтовых шариковых пар
продольной и поперечной; винтовой пары пиноли задней бабки.
Замена изношенных крепежных деталей.
Замена или восстановление и пригонка регулировочных клиньев
И прижимных ПЛЁНОК.
Проверка и зачгстка неизношенных деталей, оставляемых в ме-
*
ханизмах станка.
Ремонт насоса подачи охлаждающей жидкости и арматуры.
Ремонт насосов системы сказки, аппаратуры и арматуры; рс.чоьт
или замена маслоуказателей, прокладок, npovOK л других элементов
системы смазки.
Исправление :тлгфовяние>\ или шабрением нуадэпцихся в ремонте
направляющих поверхнпсаей, если их износ превышает допустимый.
Ремонт ели замена протекторов на каретке, ползушке, задней
бабке
Ремонт или замена ограждающих щитков, кожухов, экранов и т.п.
Сборка отремонтированные узлов, проверка правильност1 взаимо-
действия узлов е всех механизмов станка.
Окрашивание нарутиых нерабочих поверхностей с падопаклевкей.
Обкатка станка на холост ходу на всех скоростях в подачах.
й- •. ei.oooocc.ooo рэ
Подтягивание прижимных планок каретки и кл/на ползушки.
Очистка лазов под установку инструменты в инструм нталъной
головке, зачистка забоин и царапин на рабочих поверхностях.
Проверка состашия направляюсь станнин и каретки, зачистка
забоин, царапин, задиров.
Очистка и промывка протекторов на каретке, ползушке и задней
бабке.
- Цодтягявяние или замена ослабших или изношенных крепежных
деталей -т шпилек, винтов, гаек, а также пружин.
Чистка, нэтяхение, рекокт или замена ремней главного привода.
Проверка состояния и мелкий ремонт системы охлаждения.
Проверка состояния и мелкий ремонт системы смазки.
Проверка состояния, очистка и мелкий ремонт ограждающих ко-
жухов, щчтков и т.п.
Выявление изношенных деталей, требующих восстановления или'
I
замены при ближайшем плановом ремонте.
Примечание: При проведении осмотров внполнязтся те из пере-
численных работ, необходимость в которых обуслов-
лена состоянием станка
г I *‘ -• Сг»»' * >-1.'«**• *£ * "•- f jj, * . s.*SmB
12.3.2. Малый ремонт
Частичная разборка шпиндельной бабки, переборной коробкш,
а также других наиболее загрязненных узлов. Открывание крышек и
снятие кожухов для внутренне го осмотра и промывки остальных узлок.
Зачистка посадочные поверхностей под приспособления на шпия-
деле и пиноли задней бабки без демонтажа последних.
Проверка зазоров между валиками и втулками, замзна изношенных
втулок, регулирование подшипнихов качения (кроме шпиндельных),
замена изношенных.
Зачистка заученцев на зубьях шестерен и шлицах.
Замена или восстановление изношенных крепежных и регулировоч-
рьех детелей резцедерхател3!.
> гуы.
^»та
I6K2OTI.Cосссс.сс*? в»
chipmaker.ru
Станки следует периодически подвергать проверкам на соответ-
ствие нормам точности. “
. 12.4.2. Нужно избегать лишней разборки станка, в особенности
узлов, определяющих выходную точность (шпиндельной группы опор
приводов подач).
12.4.3. Демонтированные при ремонте узлы в ответственные де-
f
тали должны храниться на специальных мягких подкладках.
12.4.4. Ремонт должны выполнять специально подготовленные
слесари высокой квалификации.
12.4.5. Применяемые измерительные инструменты я приборы
должны быть проверены в измерительной лаборатории и аттестованы.
1. ЙОКУМ. ВТоД1Г»ь|Длтл
iarcm.oooooo.ooo рэ
chipmakei ru
12.5. УКАЗАНИЙ О ПРОВ’ДДЕНИИ КОНТРОЛЯ ТОЧНОСТИ
В этом подразделе прзтведены арбитражные проверки точности
станков, к которым следует прибе1*нуть при снижении точности
обрабатываемых деталей (таблицы 14 и 15).
Таблица 14
Номера
прове-
рок по
ГОСТ
18097-7<
*Напменование
проверок
Метод проверки
Допуск, мкл
, по
ГОСТ 18097-72
2.1
Ъушость гео-
метрической
формы цилинд-
рической по-
верхности об-
разца, обра-
на
а) 5
б) 12
длине 2UUMM
rxi с и чэиироц | *l-jXe ..\',ан/А|'\’а1111 Hawtzc^t вхрр и чэиисоц | ч »>п
станке при
закреплении
образца в
патроне (в
отверстии
шпинделя):
а Постоянство
диаметра в
лсперочном се-
чении,
б)постоянство
диаметра в
любом сечении
Chipmaker.ru
т
Ли т N» покум.
Образец - Валик с тремя пояска-
ми, расположенными по концам и
в середине i ]] и С~
8 2
J - наиболы ий диаметр обраба-
тываемого изделия, мм.
Образец предварительно обработан
На станке,в пироне или в отвэр-
стии шпинделя, закрепляют обра-
зец и производят обработку его
наружной цилиндрической поверх-
ности (поясков).
Проверку постоянства диаметра
обработанной поверхности произ-
водят прибором для измерения
диа?*еэдров вала.
Отклонение определи ют по раз-
ности диаметров обработанных по-
верхностей: для проверки 2.1 а-
- в любом поперечном сечении;
для проверки 2.1 б -
- в любых двух и более пс пе-
речных сечениях*
ЖС20ТТ.ЭООСОЭ.ООО РЭ
1!<лпгп 't „йг-
хрс долге кие та лиды 14
Наг-лзсза-
***t *" Т* . "*
"ГОСТ грлверок
1Б0^Ь
2.2. 1лоскостность
торцовой
поверхности
образца» обра
боташфй на
станке
#-«t цз*»i
но
№Т18097-72
‘ 10
Па диаметре
200и •
Выпуклость не
допускается
1bib. V nu i. I Ппдписй и Дат з [Рэе ten я”» ч^-|Учв..У эд£п» 11. Дп» » и дата
j
Образец - Диск Ц ж i Ц
2 2
При $ =200мм торцовая поверх-
ность может иметь кольцевые по-
яски (у периферии, ь середине
и в центре).
Образец предварительно обрабо-
тан. Образец закрепляют на стан-
ке в патроня или шпинделе,напри-
мер, в отверстии, и производят
обработку торцопой поверхности,
llpc-nepicy плоскостности обрабо-
танной поверхности производят
одним из следу?.жх методов.
2.2.1. Проверка при по?ювда
индикатора на станке.
Проверку прсизЕодят, не снижал
образец со станка.
Индикатор ‘укрепляют на суппорте
так, чтобы его измерительный
наконечник касался проверяемой
поверхности и был ей порпенди-
»у лярен.
Верхнюю часть суппорта переме-
щал- в поперечном направлении
на длину, равную иль несколько
больше JV .
Отклонение определяют пак пс-
лоЕ1К1у наибольшей алгебраической
лаз-гости показаний гопикатоуа.
ICK20Tx.00CGC0.0CG Р?
V noKVM.
i limnin' । I *. i
chipmaker.
Ысхера прог Назиенова-
ргрол пр 1 ние
?ewTj^0f7-7J лфоверок
ПродалаК*1 ТЭбЛЭП’ 14
допусх.миг
летод проверок
2.2.2. Пррверка дрд помоем
конпхуд.яой линвДки я .двдратси
(уд г-оицддд иер Щфни. шздох
На преве емой поверхности
уотаня'ишо кж линзйку поочеред-
но в осешх к других ра&лтпинх
лЛ радом и касаются нам яггль-
иым наконечников линейки.
Отклоненпо оцредел сот как
наибольшую алгебраическую раз-
ность показаний тадагтора пр
его пере ещвисДопускается
проверке с помощью щупа.
Таблица 15
“омара гро4 Наименова-
ние
проверок
Цн£,М*ПОдл. Подпись адата garnet uagi* ihrf. #°ду6л Подпись и дата
flftWX ~ I I
по
Озм JutrrX ЛРиОКцм. О led г Lfami
1Детод цроверок
Допуск, /
TJ2-G?4-
Точность
ларуа-ной со-
ра боТКЕ Дв—
ТРЛП С 7Ю-
цусныч про-
шплем
90... S5
Материал*^-^
Г0СТЮ50-74
ай^эмар дан сгравок
4АРазг эр заготовки
Образец предкарительно обрабо-
тан. Обработка произвол ся в
патроне на heutoboi: ре .. по
программе.
] Ьмеряетзд телптпш отклон -
не беле
I6K2OTI*.OQ0OOO<*OOO PJ
Outm
chipmakei ill
Таблица 15
Номера
лрово-
2.4
Метод проверок
ния от 1фямолжнейностн образую-
щей лсверДнооти А и шерохова-
тость oojgdo^iHoft поверхности
45°
б
Afc<
Точность на-
ружной обра-
ботки фасон-
ной детали
30
* камеры для cispaBOK
501 Размеры заготовки
V5’
. 75
детали от
ряетоя по нормгли к ‘профилю
с помощью шаблонов и щупа —у
теоретического изме-
/5°
Допус t i'j.'j
но
не более
Chipmaker.ru
Подпись и дата Цн& r/od35/i Подпись и дата,
W7W , I I Г~
2.5.
Стабильного
обработки
пвртил дета-
лей по прог-
ралле от сис--
*- —
2»*^**
Л6НИЯ.
/73**
3
№10,02.
/<?
Тлтериал: Сталь 45
WCTI050-74
* Номинальный размер для конт-
роля стабильности обработки
ж Размера заготопи
Разброс контролируешх разме-
ров:
а) по диаметру
б) по длине
Проверка резьбы провода^оа
по калибру.
50
50
I6K20TI.000000.030 ю
Лист
Пред ... л та тай; 15
710ТОД лров рок
।
Допуск, МПА
ЬтУ2-С24-б«*
кия размеров вида h 14, Cv-
талынх » УТЖМВНХ НО
8 стыхбнс точности ГОСТ^908-58
IQ20TI.000900. OGJ Р9
chipmaker.ru
Управлякщая программа для обработки Налика' с тремя
поясами по проверке 2.1-
Таблиц? 14а
9 7 Команда Кп-мана7
\ ! М39 ёб 2-гоио •
7 J ’ лл 27 X fySCQ
-S S (so о ьб]нии.) ?.8 X >00(70 ~ i
I * F3O го ZP.OOCO !
/ fOQCO 30 И 5 Г
; s 2 ESQ 31 изо
Т1 зг РО i-
2174-GQ i .
V о г\/ Л 3 fJlj v I i
2~7Ю0
X iao~ |
Z 11*00 1
X 3100
2 ~S1OQ . ._ , _ __ — 1
X 3500^ 1
2./7ТС0~~ .F^ ? - , 1
X ?.3G0
Z-ЩрО % • л ♦ /
э 2 ПТ-00 о;».
S' 7 (1000 аб/мии) v rM Q - // - . * -*A '- f
7 хггоо^
FOO r* “u «*71
2-0100 t- 1
5 X 3000 •
2-зоао
; X 3600 1
! J s
1 i i
1 А . (
**>'Ч*г 1зм | J—z77;z>/o>3 I6KXTI.CD0000.000 РЭ 1 J . «ч^чясйммамн* К»|Н ly^. j 1 Лист! ^<=’докум. i ПзДпись ।ДэтаJ 3 !
cliipmaker.ru Управляпцая щк.гх.акг.;а для обработки фасонной детали по проверке 2.4. Таблица 15а
Команда Н\ &£ра Команда
М39 26 2 36500^
М3 27 T~(2 Г
Sb (sOOqS/muh) 28 F5O fl
п 29 xioooo^ h
FSQ 30 Z36Q00^
2^5800^ 31 Y-l/I+IQ * |-
Хб^ОО^ 32 7- 7/7 Г
2-7778 33 Xff4/ i
X во ос/* зч , у m i 2-321-Ф- j
2 22500 3^2 X 56^’ *
X630Q * 36 2- fffSB <?2- i
2’900 Ф 37 2-5038^3^ I
! 2'18700 38 Z-S74<^**- ]|
I F 35 39 2~ sbofy- -Ф- i
XSSQQ* ifQ 2 so ''
• 2’1790 -2' Of x 973 * ’
X 6800 *- IfS 2-е^г f
2 SQQO 4? X 1Q3 j
2- /ооо 2-3QI/0
X 5500* OS 2-61
2.-200о Об x-56 i
21Q15O 47 / / nr c> nj i
X 6500 - Os ° 4s &3 v\
2 7500 09 X-13O5 '
X72QO- 0-5° SO X-1626-<^-X-
X 80000 5f pi697
Г .— 1
1 1! 1 IL_ . vofcMi 1ЛНг ^Tr^V/L FT<4r^ J
I « ’ /г*
L ) I6K2I цас-j
Х'К/ЯРм Ъ 2/,»с- *> 3TI.COOCOO.ОООРЭ П r-
П.хт| Nfi z-очум. > ГТбдпись JJJaTaj 122'
chipmaker.ru 1 Прсдолеение таблицы 15а
- араа //- Команда
Р~ 1626 78 2 36500^
& 3 * 79 тз
хезэ 80 S 6 (7/0 а3/^)
*7- Ц8!Л ХР~ 8/ FSQ
22350 * 82 233283
I Рй 83 ХЗО^О-
-а- • ус ви X 889 * / - - - - -
'Х>О -г" ~'^~ 1 Л /22 8S 2-^4
’ *7 -Л- еС ‘ 86 :< бз
Р~2290 * 87 2 ~ /80-8
Р -АГТЗ 88 2 ~ 3036
•* Qj ф 89 X-S 75 *•
г'Ь ч S С") «V 1 >- SO 2-3^97
7- 13^1 -<> * 91 i зо
Л - 36^2 - 92
РО 93 .
м L. . . 9fy л 103 *
Х-с/г 95 2-3026^^
Z /1 зз -з*~ -а- 96 2-0-0^
Р 20'Р/- * 97 X-SS
р-//59 99 Х-зо^г
2 - /осо <Г* 99 &3*
/ 6200 Р5° /00 X-13G5
7 7500 /О/ 2-/603^^' х
Л 7200'05° /02 р/7^3 ’ ч
X20000^ 103 ,p-f60S
- - - - - -- е ,-. __ г.с- ... - . '., - „ чг _
1 -^,-4. 1
»
i i ’ l рис1 1
I6K20TT„ОППООО.ОООРЭ i
нс- No'-'.okvm i Подпись |£.зта! м V г
chipmaker.ru
• к Продацвание таблицы, I5a i
//WW&7 г * К^гла i Команда
&з * 130 MS
X8S3 * f3f мзо
2-1200 '-' * 132 РО
Р2'Ч-00 * •
РО
ги *
X 70в *Ф- *
4 > ь N {
X '2206
Р - 1310
G
F - Х-6'77 -£> *
- 2 ~ 288
P-P6QQ*
РО
/23 i
х- G2S
X ~ -И8 4
ргоаз
Р - /7/74<
Z - fsao -
{ SQQO'lfS^ (
2 7500 ' »
X 7200- 4-5° '<•
'X 20000 *^4
Z 36S00 ”1, , . , ч ’
- ' Л. ' i
’ J
Г , : i , : 16 р~»ст]
!,т| Ms докум. । Подпись j Дата I К20Т1-ССО000.00СРЭ •** 1
chipmaker.ru Управляющая программа для обработки валика резьбовсгс- по проверке 2.5. Таблица 15э
Команда .7^4 J Команда
.339 26 X236Q- __
мз 27 2 1S5Q0 _
S5 (зоо о&/мин) 28 / 2S9B __
F3S 29
X /0000 30 X 2308 -X- I y
2 25000^ 31 2- 1120
Т1 32 2 110CO J
217000^ X36Q0 I ..... .... 1
Х^гаа^ 3k 2-S20 -^3^- |J
S-77* 33 X 0200 . I
X 31ОС * 36 X 10000^'
2~6370 37 2 25000^ j'
.F300 38 FIS
X2S00r^ 39 T2
2'1870 00 2 15500^ 1 / ’
X 3200 kf X31OO^ 1
2'1300 k2 SS (soo gS/muh) i
2. ~ 1/20 -* ЦЗ X2Q3Q f
X 2SQ0 44 X3BOO
2 позо 45 2 11000^
X kSOO^ 46 X 2290
2 17k 00 ~ 47 X10000^
1 X2Q0Q~ kB 225000^ |
j S7 (кзОО (Хз/мин) ‘fS ГЗ । -Л1
\_F2S so О 6 . (oIQqQImuh)
2-юо 218300^ / / 1
j . -. j X
1 • .. ;
! ! 1 1 ।
_|_ ^...!, . ।
| !'J£> MffS - /'<ЛЛ G ictJ Йе'докум. I Падпись аДзта| l6K20TI.000000.ОООРЭ f^r ; ♦
chipmaker.ru Птюдолхг’вниб тойлкцы 156
Г /йЪманда л '• <axfar Команда
I F хг7са^ i
Г5 —- 6-31* 1 • 1
к хгмо * i
£ 2l57QQ^
С F15CQQ* г i 1
7 Р<?6 ।
'£ А7? I
£ 1
0 zL 2SL i-jCi'’'’" ! •
1
L с* MFC
PC
I
3 1
j
• 1
I
1 4
X
1 1
1 •
•
• < т > ' ч - -^rv/ ” ' __
t '^Д> V.., л'1 Г«». \
i ' * J
az~ I Ns док** 1 По -,пись ; Дата • ’’ ^-r »£»--С9гЯ'- ISK20TI.0G0000.ООО РЭ £: _ * J
chipmaker.ru
13. УКАЗАНИЙ ПО ЕШШАТАдЦИ
. Станок предназначен для истюльзованая ь oxlx механически
обработки в рашдчных отраслях промышленнооти.
Температура в помещении, где он уетанмвлз гваетоя, должна
бнгь в пределах +15 С ♦ +4С°С, относительная лакпость нс более
Запыленность помещения в пределах санисарной нормы.
Станок не должен подвергаться зоздейитвиз) местного нагое
и сильных температурных перепадов.
Вблизи станка не должно быть ыщфовальянх станков» работав-
ших без охлаждения, крупного обдирочного и кузнечни-прессоього
оборудованья. Установленные вблизи станка устройства, рабо
щие с использованием токов высокой частоты дожны аг ть защиту
от радиопомех.
В помещениях для установки станка необходимо прокладывать
шину, ооединеннут) с низкиомчым контуром заземление дан триеоеда-
н&дия проводов заземдени станка. Сопротивление контора зазем-
ление не должно древшыть 4 Ома,
Станок с ОСУ подключаете к трехфавной четкрехпрэводно
сети переменного тока напряжением 38 ЭВ- *15^ - частота 50^1 Гц.
Хйя защита от электрических noMexf созд-чзаемнх работой дру-
гого электро оборудования осу^ествлж питание
устройства ОСУ от отдельного мотор-гзнератора ила сглотюго
зрансдрорматора к котор'. не разрешается подал \атг станкь без
ОСУ или другое оборудование.
Дилжни быть обеспечено достаточное простланзтао дня удобно
отанка от етрудаи и своевременное ее удаление.
Станок должеп быть установлен на фундаменте согласно раз в-
В наото twi*o руководства. ш
Chiamaker.ru
к 1бк2отг<ооооа).ооо к?
1
chipmaker.ru
Смазка станков должна производиться только теми маслами,
которые указаны в разделе 8 настоящего руководства.
Для охлаждения инструмента нельзя применять жидкости с агрес-
сивными примесями. Водородам показатель жх-к лдающей жидкости
должен быть в пределах Н « 8...8,5.
К наладке станка могут допускаться только квалифицированы-
наладчики,
К работе на станке с ОСУ и его обслуживанию должны попуекять-
ся только лица, изучквсие конструктивные и технологические особен-
ности станвов, прошедасе специальны! инструктаж пэ особенности,
работы на станке с ...ио.- ОСУ, £*л.
• ___________ т -------
1№20Т1-ГО0000-000
Лисс^^^рким УПод/Ъ т - - — " — -
chipmaker.ru
14. ГЛЕШШЖЕ ОБШТтСТВА
14.I. Завод-изготовитель гарантирует соответствие токарно-
винторезногс станка с оперативной систе-иой управления (ОСУ)
модели 16К2СП установлены. л требованиям и обязан, в течение
гарантийного срока работы станка безвозмездно заменять^ или ре-
монтировать вышедший из строя станок, при Соблюдении потребите-
лем условий эксплуатации, транспортирования, хранения друпаков-
14.л. ?рок гарантии устанавливается 1Ь месяцев
14.3. Начало гарантийного зрока работы станка исчисляется
со дня пуска станка в эксплуагагию, но не позднее 6 месяцев
идя действующих и 9 месяцев для вновь строящихся предприятий
9
с момента прибытия стачка на станцию назначения или с момента
получения его на складе завода-изготовителя.
14.4. Усттанеше дефектов системы управления НЦ-31, в пре-
делах гарантийного срока, производится заводом-изготовителем
системы указанном на товарное знаке, т.е. завод "Ангстрем”
г.Зеленоград или завод "Дчф£узион" г. Смоленая.
/Д ’6K2CTI.ооссоо.сс/ И
Изм] Чист j Na докум. | Подпись |Дата| ______
Я
15. СВЕДЕНИЯ О РЕМОНТЕ
Таблица 16
chipmaker.ru
Наименование
и обозначение
составных
частей станка
Основание для сдачи в ремонт Дата Категория слсдности ремонта Ремонтный цикл рабо- ты станка, час Вид ремонта должность,фамилия и подпись ответственного лиц
поступ- ления в ре- монт ~чхода из ремонта Производив- шего ремжт | Принявшего ремонт
4 - * 4
r.ru
ткжй
16.
|*1Я
17
Наименование • / Обозначение Пере- чень листов Коли- честве ЛИСТО1 Примечание
Шпиндельная бабка Каретка Опора левая винта I6K20TI.020000.ОООСБ I6K20TI.051000.ОООСБ I I
продольного перемещения Правая опора продоль- /16К20Т1.070000.ОООСБ I. 2 2
кого винта Разводка коммуникаций 16К20Т1.071000.000СБ I I
каретки Разводка коммуникаций I6K2CTI.II4000.ОООСБ I, 2 2 • *
по станет Редуктор поперечной I6K20H.ilSOOC.OOOCE I. 2 2
подачи Винтовая шариковая пара поперечного пере- I6K20TI.152000.ОООСБ I. 2 2
меЩения Винтовая шариковая пара продольного пере- I6K20TI.153000.ОООСБ I I-.,?
мешения Электрооборудование I6K20TI.154000.ОООСБ I6K20T1.183000.ОООСБ I I
Ограждение подвижное I6K20TI.262000.ОООСБ I I
Ограждение неподвижное Привод продольного I6K20TI.264000.ОООСБ I, 2 2
перемещения Привод поперечной I6K20TI.481000.ОООСБ I, 2 2
подачи I6K20TI.482000.ОООСБ I I
Пульт управления Блок ручного управле- I6K20TI.500000.ОООСБ I I
НИЯ I6K20TI.501000.ОООСБ I I
Патрон поводковый \ —г— 16Б20П.090.000 СБ • I I
I6K20TI.000000.000 РЭ
chipmaker.ru Продолжение таблицу I?
Наименование l Обозначение Пере- чень Коли-| чествопрЕмечанив
листов листа 1
Шкаф управления irjl20.2II000.0GC СЬ I I “Т
Шкаф управления ' 16Д20.212001 ).П00 СЬ I J - I
Гаиф управления 1ЭД20.213С00.000 СБ . I I
Шкаф приводов подач 1(^20.214000.000 СБ I, 2 2
Бибка шпиндельная с подашникса "Гаме" I6K20i.023000.000 СБ 1г 2 2
Бабка задняя » I6K2Ce.0X.00I СБ I I
Злектр^чес.. . привод задней оьбки I6K2Chr.0 «.ООО СБ I I
Геэи детмжв поворотная 1ГгС20Ф.041.С02 СБ I Г»;Т
Патрон механизирован- ный о злектредехашпет- К£М Приводов АКС 16К20Ф;П92.000 СБ I6K20®.I5800J.O0Cf JE I I
Моторна установка о полжклиново: ранен- ной передаче^ 16К20ФДБ9.000 СБ I I
Привод дат-ока резъбо- карезанйя 16К2С^.163.00Э СБ I I
, Смазка центре- кован- ная I6K20t.240.004 СБ I I
, Экранное «риспоеобле- либ для настройки цдетрушчта 1ЬШФ.321.001 СБ • I I
Контроль смазки АКС I6K2CA.4U0.000 СБ • I I
IM 14 I “Т-*- —
руководство по эксплуатации к станку не отражает
незначительных конструктивных изменений в станке,
внесенных изготовителем после подписания к выпуску в
свет даннохю руководстваР а такке изменений по комплек-
тующим изделиям и документации, поступающей с ними.
chipmaker.ru Приложение
ПЗРЖНЬ
нормативно-технических документов, на кото-
рые дани ссылки в РЭ
П п/п Обозначение Группа Номер
страницы
I ГОСТ 333-79 ПС
2- ГОСТ 520-71 П6 ,
3' ГОСТ 2675-80 Г27
4 ГОСТ 3643-75 П7
5 . ГОСТ 4657-71 ПС
6 ГОСТ 5721-75 П6
7 ГОСТ 6267-74 В32
8 ГОСТ’6874-75 П6
9 ГОСТ 7242-70 Г16
ТО ГОСТ 8338-75 П6
II ГОСТ 8625-77 ПТ 4
12 ГОСТ 8742-75 332
13 Г0С1 12593-72 ГВ1
14 ГОСТ 13214-79 Г27
15 ГОСТ 16886-71 Г27
16 ГОСТ 18097-72 Г31
17 ГОСТ 18258-72 Г27
т8 ГОСТ 19486-74 П7 9
19 ГОСТ 20799-75 Б22
20 ГОСТ 21512-76 П6
21 ГОСТ 23526-79 П6
22 СТ СЭВ 147-75 Г23
23 0СТ2 Н89-30-79 Г94
24 0СТ2 Н139-40-75 Т34
25 РТЛ 3840528-74 Т34
Пг>дп> г ।
OTIwGCCJX.CCO РЭ
chipmaker.ru ЛИСТ РЗГИСТРАЩ1Й ЙЗЖНЕНИЙ
' "*— Изм. Номер листов (страниц) Номер доку- мента Под- пись Дата ирок введения изменения
изме- ненных заме- ненные новых Аянули- ровян- ных
V •
ч»
(!
Ч
г
“ i
г я
—« -
1 • ч .
W" - 1
* . ret
113’ А , 1 .1г -Т ас<?»гЗ Потл-- » Лат