/





















Текст
chipmaker.ru
А.М.КИТАЕВ
ДУГОВАЯ
СВАРКА
chipmaker.ru
A. M. КИТАЕВ
ДУГОВАЯ
СВАРКА
Chipmaker.ru
Москва * Машиностроение * 1979
chipmaker.ru
ББК 34.641
К45
УДК 621.791
Китаев А. М.
К 45 Дуговая сварка (В помощь рабочему-сварщи-
ку). — М.: Машиностроение, 1979. — 240 с., ил.
В пер. 65 к-
В книге изложены основные теоретические и практические сведе-
ния по дуговой сварке, свариваемым материалам, электродам, сва-
рочному оборудованию, технологии сварки и технике безопасности, а
также элементарные сведения по электротехнике, прочности и дефор-
мации сварных соединений, методам контроля качества сварки и др.
Книга рассчитана на рабочих-сварщиков, бригадиров и мастеров
и может быть использована при подготовке электросварщиков, повы-
шении их квалификации, при самоподготовке электросварщиков.
31206-096
К 038(01)-79 96'79 •2704060000
ББК 34.641
6П4.3
ИБ № 813
Анатолий Михайлович Китаев
ДУГОВАЯ СВАРКА
В ПОМОЩЬ РАБОЧЕМУ-СВАРЩИКУ
Редактор Т. Е. Черешнева
Технический редактор Я. В. Тимофеенко
Корректор А. А. Снастина
Переплет художника П. П. Рогачева
Сдано в набор 13.03.79. Подписано к печати 26.06.79. Т- 13208-
Формат 84Х108’/з2. Бумага типографская № 2. Гарнитура литературная.
Печать высокая. Усл.-печ. л. 12,6. Уч.-изд. л. 13,1. Тираж 40 000 экз.
Заказ 345. Цена 65 к.
Издательство «Машиностроение» 107885, Москва, ГСП-6, 1-й Басманный пер., 3.
1-я типография Профиздата, Москва, Крутицкий вал, 18.
© Издательство «Машиностроение», 1979 г.
ПРЕДИСЛОВИЕ
Дуговая сварка —- самый распространенный способ
сварки плавлением, широко используемый во всех об-
ластях техники, так как позволяет создавать конструк-
ции, отличающиеся высокой технологичностью, обеспе-
чивает короткие сроки изготовления, ремонта, восстанов-
ления и модернизации конструкций при большой эконо-
мии труда и металла.
Непрерывное совершенствование техники и техноло-
гии сварочного производства вызывает необходимость в
систематическом улучшении профессиональной подго-
товки рабочих-сварщиков, в повышении их производст-
венной квалификации и уровня теоретических знаний.
Вместе с тем рабочему-сварщику нелегко найти книгу
с ответами на интересующие его вопросы по специаль-
ности, так как обширная литература по оборудованию и
технологии дуговой сварки в основном трудна рабочему
для самостоятельного изучения. В результате знания
рабочего-сварщика часто ограничены сведениями, осно-
ванными только на собственном опыте, Это недоста-
точно для современного рабочего.
Настоящая книга рассчитана на самостоятельное
изучение дуговой сварки рабочими-сварщиками, уже
имеющими производственный опыт и стремящимися
углубить свои знания.
Форма изложения материала в книге принята в виде
вопросов и ответов, что облегчает получение краткого и
точного ответа на интересующий вопрос. Ответы на во-
просы дают возможность получить знания не только на
уровне «да» или «нет», но и содержат довольно подроб-
ное изложение, способствующее пониманию, как следу-
ет ориентироваться в конкретных ситуациях, требующих
творческого использования теории и практики свароч-
ного дела.
3
chipmaker.ru
Изучение материала книги целесообразно начать с
ее первого раздела, с общих вопросов. Переход к по-
следующему материалу обеспечит хорошую преемствен-
ную связь между отдельными разделами. Такой метод
самостоятельных занятий будет способствовать развитию
дальнейшего интереса к изучаемому материалу и обес-
печит наиболее высокое качество получаемых знаний.
Не исключено, что подготовленный читатель в неко-
торых разделах встретится с вопросами, которые для не-
го окажутся элементарными. Это не должно огорчать
его, так же как и читателя, который обнаружит не все
понятное для себя. В последнем случае к сложному
нужно подготовить себя, основательно изучив матери-
алы предыдущих разделов книги. Книга рассчитана на
широкий круг читателей с различными интересами и
знаниями, и цель ее — дать воеможность каждому из
них легко найти необходимое, его интересующее, рас-
ширить представление и понимание того, с чем часто на
практике встречаются сварщики.
В книге использованы литературные источники, не-
которые из них приведены в списке литературы, а также
материалы научно-исследовательских институтов и опыт
предприятий.
Автор надеется, что материал книги будет способст-
вовать расширению знаний рабочих-сварщиков, и с
большой благодарностью примет критические замечания
и пожелания читателей.
1. ОБЩИЕ СВЕДЕНИЯ О ДУГОВОЙ СВАРКЕ
Дуговая сварка основана на использовании тепловой
энергии электрической дуги, обладающей высокой тем-
пературой. По мере развития техники расширяется об-
ласть применения дуговой сварки и повышаются требо-
вания, предъявляемые к качеству сварных соединений
и швов, их долговечности.
Современные способы ручной, полуавтоматической и
автоматической сварки дают возможность успешно ре-
шать задачи наиболее рационального соединения метал-
лов. С помощью сварки можно получать соединения ме-
таллов, прочность которых равна или приближается к
прочности основного металла. Поэтому дуговую сварку
применяют при изготовлении различных изделий, а так-
же различных конструкций, в том числе ответственного
назначения, работающих при статических и переменных
нагрузках, высоких давлениях и в вакууме, при комнат-
ных температурах и в других эксплуатационных усло-
виях.
СПОСОБЫ СВАРКИ
Вопросы
1.1. В какой стране, когда и кем была изобретена дуговая сварка?
1.2. На какие основные две группы подразделяются применяемые
способы сварки?
1.3. Какие виды сварки относятся к дуговому способу?
1.4. Какие виды дуговой сварки наиболее распространены?
1.5. Чем отличается ручная дуговая сварка от автоматической?
1.6. В чем главное отличие полуавтоматической дуговой сварки от
автоматической?
1.7. В каком соотношении находятся объемы сварочных работ, вы-
полняемых в народном хозяйстве ручным и механизированны-
ми способами?
5
chipmaker.ru
1.8. Какие основные требования предъявляются к деталям, свари-
ваемым автоматическими способами?
1.9. Какие новые способы автоматизации дуговой сварки развива-
ются в настоящее время?
1.10. В чем заключаются преимущества сварки роботом?
1.11. Какие основные фактсры способствуют повышению производи-
тельности труда при ручной дуговой сварке?
1.12. Насколько перспективна дуговая сварка среди других спосо-
бов сварки металлов?
Ответы
1.1. Сварка металлов изобретена в России. В 1885—
1886 гг. Николай Николаевич Бенардос получил автор-
ство на метод сварки угольным электродом. В 1890—•
1891 гг. Николай Гаврилович Славянов запатентовал
способ дуговой сварки плавящимся металлическим элек-
тродом.
1.2; Для получения сварного соединения металлов
необходимы нагрев и давление, или только нагрев, или
только давление.
Способы сварки, которые основаны на использова-
нии только нагрева, относятся к группе сварки плавле-
нием.
Способы сварки, для выполнения которых необходи-
мы нагрев и давление или только давление, относятся
к группе сварки давлением.
Дуговая сварка относится к способам сварки плав-
лением. При этом способе кромки соединяемых элемен-
тов (деталей) нагревают до расплавления и соединения
их в жидком состоянии.
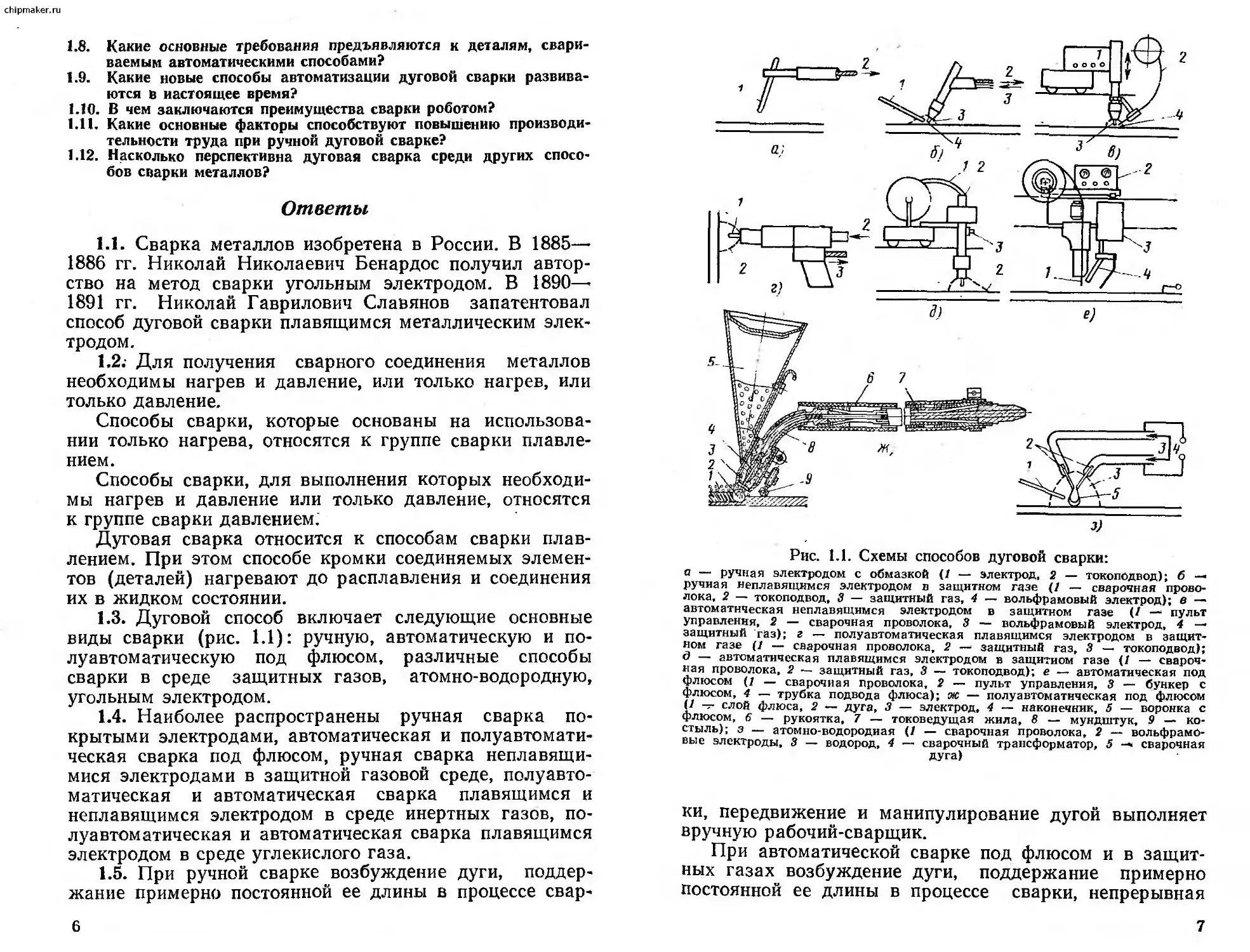
1.3. Дуговой способ включает следующие основные
виды сварки (рис. 1.1): ручную, автоматическую и по-
луавтоматическую под флюсом, различные способы
сварки в среде защитных газов, атомно-водородную,
угольным электродом.
1.4. Наиболее распространены ручная сварка по-
крытыми электродами, автоматическая и полуавтомати-
ческая сварка под флюсом, ручная сварка неплавящи-
мися электродами в защитной газовой среде, полуавто-
матическая и автоматическая сварка плавящимся и
неплавящимся электродом в среде инертных газов, по-
луавтоматическая и автоматическая сварка плавящимся
электродом в среде углекислого газа.
1.5. При ручной сварке возбуждение дуги, поддер-
жание примерно постоянной ее длины в процессе свар-
6
Рис. 1.1. Схемы способов дуговой сварки:
а — ручная электродом с обмазкой (1 — электрод, 2 — токоподвод); б
ручная неплавящимся электродом в защитном газе (/ — сварочная прово-
лока, 2 — токоподвод, 3 — защитный газ, 4 — вольфрамовый электрод); в —
автоматическая неплавящимся электродом в защитном газе (/ — пульт
управления, 2 — сварочная проволока, 3 — вольфрамовый электрод, 4 —
защитный газ); г — полуавтоматическая плавящимся электродом в защит-
ном газе (1 — сварочная проволока, 2 — защитный газ, 3 — токоподвод);
д — автоматическая плавящимся электродом в защитном газе (/ — свароч-
ная проволока, 2 — защитный газ, 3 — токоподвод); е — автоматическая под
флюсом (1 — сварочная проволока, 2 — пульт управления, 3 — бункер с
флюсом, 4 — трубка подвода флюса); яс — полуавтоматическая под флюсом
U — слой флюса, 2 — дуга, 3 — электрод, 4 — наконечник, 5 — воронка с
флюсом, 6 — рукоятка, 7 — токоведущая жила, 8 — мундштук, 9 — ко-
стыль); з — атомно-водородиая (/ — сварочная проволока, 2 — вольфрамо-
вые электроды, 3 — водород, 4 — сварочный трансформатор, 5 -* сварочная
дуга)
ки, передвижение и манипулирование дугой выполняет
вручную рабочий-сварщик.
При автоматической сварке под флюсом и в защит-
ных газах возбуждение дуги, поддержание примерно
постоянной ее длины в процессе сварки, непрерывная
7
chipmaker.ru
подача электрода в сварочную ванну и перемещение
электрода вдоль шва с заданной скоростью осуществля-
ется с помощью механизмов.
1.6. Главное отличие полуавтоматической сварки от
автоматической заключается в способе перемещения
электрода вдоль шва. При полуавтоматической дуговой
сварке электрод перемещается вдоль шва вручную, при
автоматической сварке — с помощью механизмов.
► 1.7. В общем объеме производства сварных конструк-
ций в 1976 г. сварка плавлением составила 66%, кон-
тактная сварка 28%. Наибольший удельный вес среди
всех видов сварки плавлением занимает ручная свар-
ка — 65%, Доля металла, наплавленного в 1977 г. ме-
ханизированными дуговыми способами сварки, состави-
ла 34,5%.
1.8. К числу основных требований, предъявляемых к
деталям, свариваемым автоматически, относятся чисто-
та поверхности свариваемых кромок, тщательная подго-
товка стыка (постоянная величина зазора по всей длине
шва), защита обратной стороны шва, доступность свар-
ных швов применению одной или нескольких сварочных
головок, линейное или круговое перемещение мундштука
или изделия для получения необходимой скорости
сварки.
1.9. Сварка с помощью роботов. Опыт эксплуатации
роботов в промышленности для транспортировки дета-
лей, укладки и т. п., а также некоторый опыт эксплу-
атации сварочных роботов при дуговой сварке показы-
вает, что целесообразно применение дуговой сварки с
помощью роботов в защитной газовой среде и под флю-
сом.
1.10. Нет необходимости в жестких требованиях,
предъявляемых к свариваемым деталям, которые обяза-
тельны при автоматической сварке; устраняется необхо-
димость обеспечения производства большим числом вы-
сококвалифицированных рабочих-сварщиков; повышает-
ся производительность дуговой сварки за счет увеличе-
ния продолжительности горения дуги; улучшаются усло-
вия труда; процесс целесообразен при сварке мелких
серий деталей; при изменении конструкций свариваемых
изделий сварка роботом возможна и далее, так как сва-
рочное оборудование не является оборудованием специ-
ального назначения; обеспечивается стабильное и более
высокое качество сварных швов; создаются более бла-
8
гоприятные условия для улучшения технологичности
конструкций и пр.
1.11. Повышению производительности труда при
ручной дуговой сварке способствуют улучшение про-
плавляющей способности электродов, увеличение скоро-
сти расплавления электродов, применение оптимальных
режимов сварки.
1.12. Дуговая сварка металлов в ближайшем буду-
щем останется основным видом сварки плавлением. Объ-
ем применения дуговой сварки в 1977 г. может быть в
известной степени проиллюстрирован расходом вспомо-
гательных материалов, используемых при этом способе
сварки. Например, было выпущено около 700 тыс. т
электродов для ручной дуговой сварки, более 90 тыс. т
проволоки для сварки под флюсом, около 123 тыс. т
сплошной проволоки для сварки в СОг, около 20 тыс. т
порошковой проволоки и порошковой ленты.
В соответствии с планами перспективного развития
на ближайшее десятилетие в связи с увеличением выпус-
ка сварных конструкций значительно увеличится приме-
нение различных дуговых способов сварки.
ХАРАКТЕРНЫЕ ОСОБЕННОСТИ СВАРКИ
И СВАРНЫЕ КОНСТРУКЦИИ
Вопрос Ы
1.13. Чем обусловлено широкое применение сварки в металлоконст-
рукциях?
1.14. Какими примерами можно подтвердить, что трудоемкость свар-
ных конструкций меньше клепаных?
1.15. В чем заключаются основные преимущества сварных соедине-
ний по сравнению с клепаными?
1.16. Какие ограничения, накладываемые литьем и штамповкой, от-
падают при сварке?
1.17. В чем заключается эффективность сварно-литых конструкций
по сравнению с цельнолитыми?
1.18. Какую конструкцию называют сварной?
1.19. На какие типы можно подразделить сварные конструкции?
1.20. Как можно расклассифицировать сварные конструкции по
толщине свариваемых элементов?
1.21. Насколько вырастает производительность труда при механи-
зации процесса сварки?
1.22. В чем заключаются недостатки увеличенных размеров свар-
ных швов по сравнению с заданными?
1-23. Какие требования предъявляются к сварным конструкциям?
9
chipmaker.ru
Ответы
1.13. По сравнению с другими технологическими про-
цессами неразъемного соединения металлов сварка об-
ладает экономическими преимуществами, которые в ос-
новном заключаются в уменьшении расхода металла,
возможности широкой механизации и автоматизации
производства, снижении трудоемкости изготовления кон-
струкций. Например, вес корпуса сварного судна (пас-
сажирского, сухогрузного, танкера) по сравнению с кле-
паным уменьшается на 12—15%. В связи со снижением
веса скорость судна повышается на 13%, а расход то-
плива при этом уменьшается (при неизменной мощности
двигателей) на 30%. Целесообразность применения свар-
ки не исчерпывается ее экономическими преимущества-
ми. В ряде отраслей техники, сварка металлов — неза-
менимый технологический процесс, без применения кото-
рого нельзя создать современные конструкции.
1.14. При изготовлении автодорожных мостов свар-
ной конструкции вместо мостов, изготовляемых с по-
мощью клепаных и болтовых соединений, снижение
трудоемкости достигает 20%. В сварных конструкциях
кранов снижение трудоемкости достигает 15—20%, в
сварных конструкциях морских судов 20%, в строитель-
ных конструкций экономия металла от применения свар-
ки равна 20% и т. д.
1.15. Отпадают ограничения по толщине соединя-
емых элементов; достигается плавность сопряжения их
между собой; снижается вес конструкций. Сварочный
процесс бесшумный, отличается высокой производитель-
ностью.
1.16. Отпадают ограничения по массе и размерам
отдельных деталей; отпадает необходимость в дорого-
стоящих моделях и штампах в условиях единичного и
мелкосерийного производства; становится возможным
применение высокопрочных и специальных сталей; легко
придаются рациональные конструктивные формы отдель-
ным элементам сварной конструкции и всей конструк-
ции в целом и др.
1.17. Масса сварно-литых конструкций по сравнению
с массой цельнолитых конструкций снижается на 40—
50%; упрощается литейная технология отдельных частей,
входящих в конструкцию; сокращаются производствен-
ные циклы,
10
1.18. Такую конструкцию, в которой отдельные ее
металлические детали соединены между собой сваркой.
1.19. На листовые конструкции (котлы, цистерны,
резервуары, трубопроводы, кожухи доменных печей
и др.);
решетчатые (каркасы промышленных и гражданских
зданий, строительные и мостовые фермы, конструкции
башенного типа, всевозможные решетчатые колонны и
опоры, армокаркасы для железобетонных конструкций
и др.);
машиностроительные конструкции (рамы экскавато-
ров, балки со сплошными стенками, части станков, прес-
сов, молотов, корпуса электрических генераторов, двига-
телей, тонкостенные листовые конструкции и другие
конструкции, полностью изготовляемые на заводе).
1.20. Толстостенные конструкции — из элементов
толщиной более 30 мм; конструкции средней толщины
(6—30 мм) и тонкостенные конструкции, толщина эле-
ментов которых не превышает 4—6 мм. Наибольшее
распространение в сварных конструкциях получили эле-
менты толщиной менее 20 мм.
1.21. Механизированная сварка повышает произво-
дительность труда по сравнению с ручной примерно в 4
раза. При этом удается высвободить большое число ра-
бочих для других нужд народного хозяйства.
1.22. Увеличение размеров сварных швов при сварке
по сравнению с заданными приводит к увеличению ко-
личества наплавленного металла. В результате возрас-
тает технологическая себестоимость сварных конструк-
ций, повышается трудоемкость сварочных работ, увели-
чивается потребность в сварочных материалах и обору-
довании.
1.23. Сварная конструкция должна быть прочной,
надежной, красивой. Она должна быть изготовлена с
наименьшими затратами труда и металла.
ТЕХНОЛОГИЧНОСТЬ СВАРНЫХ КОНСТРУКЦИЙ
Вопросы
1.24. Какую сварную конструкцию (сварное изделие) можно на-
звать технологичной?
1.25. Какой количественной характеристикой можно оценить сте-
пень механизации сварочных работ?
1.26. Какие формы свариваемых деталей наиболее целесообразны
из условий технологичности конструкций?
II
chipmaker.ru
1.27. Какие основные требования предъявляются к расположению
сварных швов в конструкциях?
1.28. Какие основные требования предъявляются к материалу и сва-
риваемым кромкам деталей?
Ответы
1.24. Конструкцию (изделие), изготовленную с при-
менением производительных способов сварки, соответст-
вующую техническим условиям, экономичную, облада-
ющую необходимой прочностью и надежностью. Факто-
ры, характеризующие технологичность сварной конст-
рукции, взаимосвязаны между собой.
1.25. Степень механизации сварочных работ можно
оценивать отношением длины сварных швов, выполнен-
ных автоматическими механизированными способами
сварки, к общей длине швов.
1.26. Такие детали, форма которых позволяет приме-
нить сварные соединения правильной геометрической
формы: прямолинейные, кольцевые, круговые.
1.27. Максимальное ограничение перекрещивающихся
и близко друг от друга расположенных сварных швов.
Пересекающиеся швы нежелательны. Расположение
сварных швов должно обеспечивать минимальное число
переналадок и изменений положения сварочного автома-
та и перекантовки свариваемых деталей.
1.28. Выбранный материал сварной конструкции дол-
жен обладать хорошей свариваемостью; желательно,
чтобы свариваемые детали были изготовлены из матери-
ала с однородными физико-механическими свойствами;
недопустима большая разница в толщинах свариваемых
элементов; максимальная толщина заготовок, сваривае-
мых без скоса кромок ручной дуговой сваркой, не долж-
на превышать 4 мм при односторонней сварке и 6 мм
при двусторонней сварке.
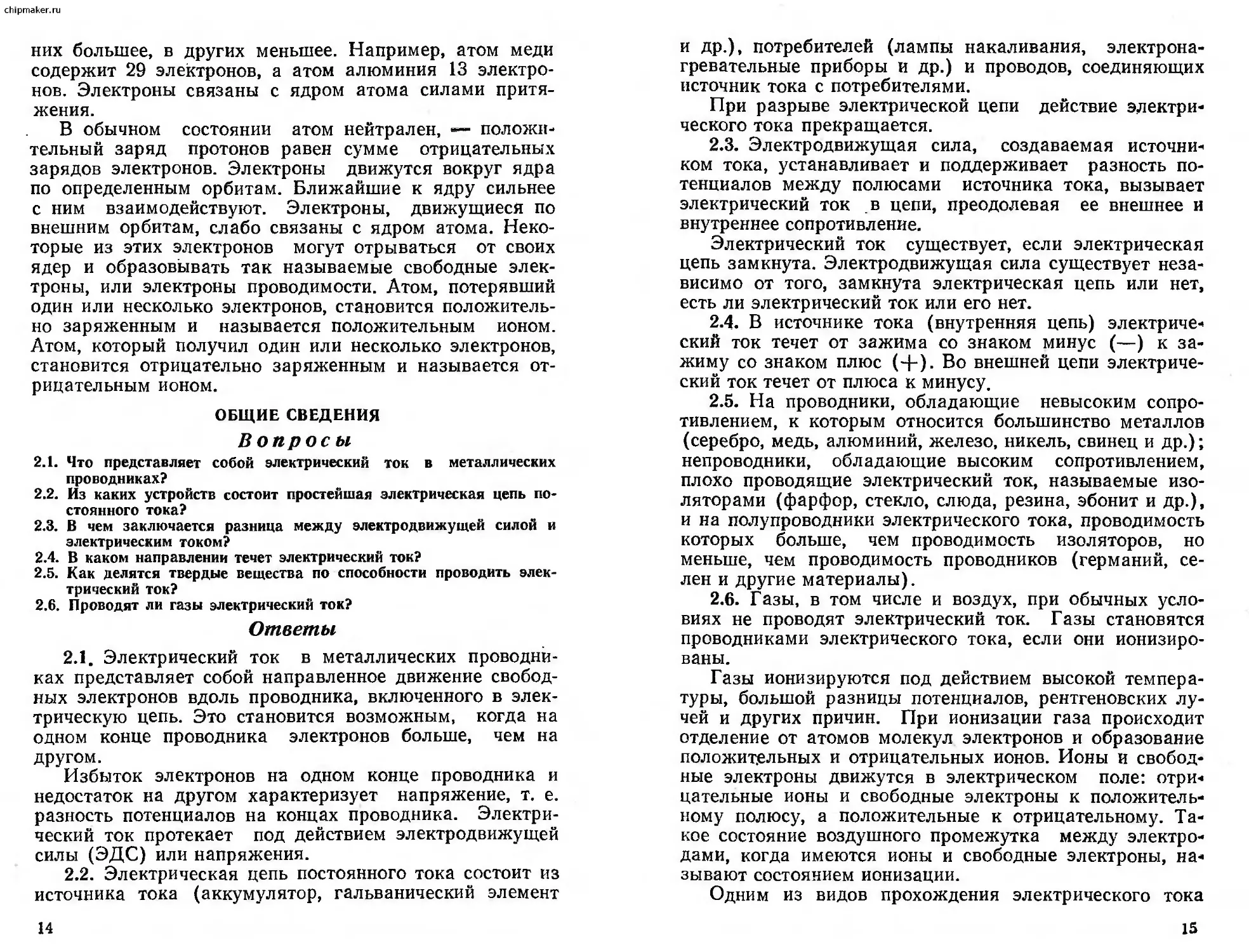
ПРИЛОЖЕНИЕ 1. 1.
Краткая характеристика некоторых
способов дуговой сварки
Способ сварки Наиболее часто свари- ваемые металлы Тип сварных соединений Простран- ственное положение сварных швов
Ручная металлическим Сталь Стык, тавр Любое
электродом Чугун н пр. Стык, на- Нижнее
плавка
Под флюсом автома- Сталь Стык, на- >
тическая, полуавтома- хлестка и пр.
тическая Алюминий и его спла- Стык
ВЫ Медь »
Титан » »
Ручная вольфрамовым Коррозионно-стойкие и Стык, нах- Любое
электродом в защитной жаропрочные стали и лестка и пр.
среде аргона сплавы Алюминий и его Стык, по от- Нижнее
сплавы бортовке
Титан н его сплавы Стык н пр. »
Механизированная не- Коррозионно-стойкие Стык
плавящимся электродом и жаропрочные стали
в защитной среде ар- и сплавы
гона Титан и его сплавы » »
Автоматическая плавя- Коррозионно-стойкие и Стык, тавр Нижнее
щимся электродом в жаропрочные стали и и пр.
защитной среде аргона сплавы Титан и его сплавы Стык, тавр
Автоматическая пла- вящимся электродом в среде углекислого газа Сталь То же Любое
2. ОСНОВНЫЕ ПОНЯТИЯ ОБ ЭЛЕКТРОТЕХНИКЕ
В современной физике установлено, что атом делим
и состоит из ядра и движущихся вокруг него частичек —
электронов.
Центральная часть атома — атомное ядро состоит
из протонов — вещественных частичек, имеющих поло-
жительный заряд электричества, и нейтронов, не име-
ющих электрического заряда. Электроны являются час-
тичками отрицательного электричества. В атомах раз-
ных веществ находится разное число электронов: в од-
13
chipmaker.ru
них большее, в других меньшее. Например, атом меди
содержит 29 электронов, а атом алюминия 13 электро-
нов. Электроны связаны с ядром атома силами притя-
жения.
В обычном состоянии атом нейтрален, — положи-
тельный заряд протонов равен сумме отрицательных
зарядов электронов. Электроны движутся вокруг ядра
по определенным орбитам. Ближайшие к ядру сильнее
с ним взаимодействуют. Электроны, движущиеся по
внешним орбитам, слабо связаны с ядром атома. Неко-
торые из этих электронов могут отрываться от своих
ядер и образовывать так называемые свободные элек-
троны, или электроны проводимости. Атом, потерявший
один или несколько электронов, становится положитель-
но заряженным и называется положительным ионом.
Атом, который получил один или несколько электронов,
становится отрицательно заряженным и называется от-
рицательным ионом.
ОБЩИЕ СВЕДЕНИЯ
Вопросы
2.1. Что представляет собой электрический ток в металлических
проводниках?
2.2. Из каких устройств состоит простейшая электрическая цепь по-
стоянного тока?
2.3. В чем заключается разница между электродвижущей силой и
электрическим током?
2.4. В каком направлении течет электрический ток?
2.5. Как делятся твердые вещества по способности проводить элек-
трический ток?
2.6. Проводят ли газы электрический ток?
Ответы
2.1. Электрический ток в металлических проводни-
ках представляет собой направленное движение свобод-
ных электронов вдоль проводника, включенного в элек-
трическую цепь. Это становится возможным, когда на
одном конце проводника электронов больше, чем на
другом.
Избыток электронов на одном конце проводника и
недостаток на другом характеризует напряжение, т. е.
разность потенциалов на концах проводника. Электри-
ческий ток протекает под действием электродвижущей
силы (ЭДС) или напряжения.
2.2. Электрическая цепь постоянного тока состоит из
источника тока (аккумулятор, гальванический элемент
14
и др.), потребителей (лампы накаливания, электрона-
гревательные приборы и др.) и проводов, соединяющих
источник тока с потребителями.
При разрыве электрической цепи действие электри-
ческого тока прекращается.
2.3. Электродвижущая сила, создаваемая источни-
ком тока, устанавливает и поддерживает разность по-
тенциалов между полюсами источника тока, вызывает
электрический ток в цепи, преодолевая ее внешнее и
внутреннее сопротивление.
Электрический ток существует, если электрическая
цепь замкнута. Электродвижущая сила существует неза-
висимо от того, замкнута электрическая цепь или нет,
есть ли электрический ток или его нет.
2.4. В источнике тока (внутренняя цепь) электриче-
ский ток течет от зажима со знаком минус (—) к за-
жиму со знаком плюс (+). Во внешней цепи электриче-
ский ток течет от плюса к минусу.
2.5. На проводники, обладающие невысоким сопро-
тивлением, к которым относится большинство металлов
(серебро, медь, алюминий, железо, никель, свинец и др.);
непроводники, обладающие высоким сопротивлением,
плохо проводящие электрический ток, называемые изо-
ляторами (фарфор, стекло, слюда, резина, эбонит и др.),
и на полупроводники электрического тока, проводимость
которых больше, чем проводимость изоляторов, но
меньше, чем проводимость проводников (германий, се-
лен и другие материалы).
2.6. Газы, в том числе и воздух, при обычных усло-
виях не проводят электрический ток. Газы становятся
проводниками электрического тока, если они ионизиро-
ваны.
Газы ионизируются под действием высокой темпера-
туры, большой разницы потенциалов, рентгеновских лу-
чей и других причин. При ионизации газа происходит
отделение от атомов молекул электронов и образование
положительных и отрицательных ионов. Ионы и свобод-
ные электроны движутся в электрическом поле: отри-
цательные ионы и свободные электроны к положитель-
ному полюсу, а положительные к отрицательному. Та-
кое состояние воздушного промежутка между электро-
дами, когда имеются ионы и свободные электроны, на-
зывают состоянием ионизации.
Одним из видов прохождения электрического тока
15
chipmaker.ru
через газ является электрический разряд (искра, обра-
зующаяся при разрыве электрической цепи, молния
и др.).
ПОСТОЯННЫЙ ток
Электрический ток, который с течением времени не
изменяет своего направления и величины при прохож-
дении по замкнутой электрической цепи, называют по-
стоянным электрическим током.
Вопросы
2.7. С помощью каких устройств получают непрерывный электри-
ческий ток?
2.8. На какие группы делятся источники электрического тока в за-
висимости от вида энергии, которая превращается в электри-
ческую?
2.9. С помощью каких приборов измеряют основные величины элек-
трического тока?
2.10. Какая зависимость называется законом Ома?
2.11. Зависит ли сопротивление данного проводника от тока и на-
пряжения?
2.12. Как связано сопротивление проводников, с тепловым действием
электрического тока?
2.13. От чего зависит количество теплоты, создаваемой в проводни-
ке электрическим током?
2.14. Какое практическое значение имеет нагрев проводников элек-
трическим током?
2.15. В каких случаях электрический нагрев проводников небезопа-
сен в пожарном отношении?
2-16. Что называется плотностью тока?
2.17. Какое явление в электротехнике называют коротким замыка-
нием?
2.18. При каких обстоятельствах возникает короткое замыкание?
2.19. Опасно ли короткое замыкание?
2.20. Какие защитные устройства применяют от токов короткого
замыкания?
2.21. Что такое энергия и мощность электрического тока?
Ответы
2.7. С помощью аккумуляторов, гальванических эле-
ментов, генераторов и других источников электродви-
жущей силы, которые называют источниками тока, или
источниками питания, или источниками электрической
внергии.
2.8. Генераторы (механическая энергия превращает-
ся в электрическую); аккумуляторы и гальванические
элементы (химическая энергия превращается в электри-
ческую); термогенераторы (тепловая энергия превра-
щается в электрическую); солнечные батареи или фото-
16
батареи (лучистая световая энергия превращается в
электрическую); атомные батареи (атомная энергия
превращается в электрическую).
2.9. Сила электрического тока измеряется ампер-
метром, включаемым в цепь последовательно; напряже-
ние измеряется вольтметром, включаемым параллельно
участку цепи, на котором и измеряют напряжение.
Электрическое сопротивление измеряют омметром,
мощность — ваттметром, частоту тока — частотомером.
Силу тока можно также измерять специальными из-
мерительными клещами, охватывающими провод, по
которому протекает измеряемый ток.
2.10. D цепи электрического тока существует зависи-
мость между силой тока, напряжением и сопротивлени-
ем проводника. Если напряжение в цепи увеличивается
в несколько раз, то во столько же раз увеличивается
сила тока. Если напряжение в цепи уменьшается в не-
сколько раз, то во столько раз уменьшается сила тока.
Если сопротивление в цепи уменьшается в несколько раз,
то при постоянном напряжении во столько же раз уве-
личится сила тока. Если сопротивление проводника
увеличивается, то сила тока уменьшается.
Сила тока прямо пропорциональна напряжению и
обратно пропорциональна сопротивлению. Эта зависи-
мость называется законом Ома.
2.11. Нет не зависит. Сопротивление проводника за-
висит от длины проводника, с увеличением которой со-
противление увеличивается; от площади поперечного се-
чения проводника (чем меньше площадь, тем больше
сопротивление); от температуры проводника (чем выше
температура, тем сопротивление больше); от материала
проводника.
2.12. Чем большее сопротивление оказывает провод-
ник прохождению электрического тока, тем больше
энергии теряют свободные электроны, проходя по ме-
таллу, тем сильнее проводник нагревается.
2.13. Теплота, выделяемая в проводнике при проте-
кании по нему электрического тока, зависит от силы
тока, сопротивления проводника и времени протекания
тока.
Русский академик Э. X. Ленц и английский физик
Д. П. Джоуль одновременно и независимо друг от дру-
га установили, что количество теплоты, выделяемой в
проводнике при протекании по нему электрического то-
17
chipmaker.ru
ка, прямо пропорционально квадрату силы тока, сопро-
тивлению проводника и времени протекания тока:
Q = 0,24 I* Rt,
где Q — количество теплоты; / — сила тока; R — со-
противление проводника; t — время протекания тока.
2.14. Тепловое действие электрического тока лежит
в основе электросварки. Нагрев проводников электриче-
ским током используется для электрического освещения,
в электронагревательных приборах, измерительной ап-
паратуре и в других приборах.
2.15. Когда сечение (площадь) токоведущих жил
меньше допустимого для определенной силы тока, ли-
нейные провода нагреваются до высокой температуры
и воспламеняют свой изоляционный слой. При этом воз-
никает опасность пожара.
2.16. Для максимальных значений токов, пропуска-
емых по данному проводу или обмотке, существуют нор-
мы.
Плотностью тока называется отношение величины
тока в амперах, приходящееся на один квадратный мил-
лиметр площади поперечного сечения провода. Какие
допускаются токи для различных сечений медных изоли-
рованных проводов?
Поперечное сечение про-
вода, ММ2 0,5 0,75 1 1,5 2,5 4 6 10 16 25 35 50 70
Предельно допускаемая
сила тока, А 10 13 15 20 27 36 46 38 90 125 150 190 240
2.17. Состояние электрической цепи, при котором
сопротивление внешней цепи резко уменьшается и ста-
новится практически равным нулю. При этом источник
питания работает на максимальном токе, который может
быть от него получен, и в результате происходит нагрев
и воспламенение проводников. Такое явление называют
коротким замыканием.
2.18. Когда соединяются между собой токоведущие
жилы разноименных фаз, при попадании электричества
на заземленный корпус, при замыкании витков обмотки
трансформатора.
2.19. Короткое замыкание —- явление очень опасное.
Большой величины ток может вывести из строя источ-
ник питания, приборы, провода, привести к пожару и др.
2.20. Плавкие предохранители, тепловые реле, реле
18
максимального тока, токовые автоматы и другие устрой-
ства, которые рассчитаны так, чтобы срабатывать (раз-
рывать электрическую цепь), когда ток превысит мак-
симально допустимый.
2.21. Электрический ток, протекая по проводникам,
совершает работу. Способность электрического тока со-
вершать работу, называется энергией электрического
тока. Энергия, расходуемая электрическим током в
цепи, равна произведению силы тока на напряжение и
на время, в течение которого проходит ток. Энергия
обозначается латинской буквой W:
W = IVt.
Мощностью называется энергия, полученная прием-
ником или отдаваемая источником тока в единицу вре-
мени (в течение 1 с):
P = VI.
Мощность на участке цепи при токе 1 А и напряже-
нии 1 В принята за единицу измерения мощности и
называется ваттом (Вт).
В технике мощность измеряется крупными единица-
ми — киловаттами и мегаваттами: 1 кВт=1000 Вт;
1 МВт= 1 000 000 Вт.
ЭЛ ЕКТРОМАГН ЕТИЗМ
Вопросы
2.22. В чем разница между искусственным и естественным магни-
тами?
2.23. Что называется магнитным полем постоянного магнита?
2.24. Что называется магнитным полем электрического тока?
2.25. Какими свойствами обладают магнитные линии?
2.26. В чем заключается магнитное действие электрического тока?
2.27. От чего зависит сила притяжения электромагнита?
2.28. Какое явление называется электромагнитной индукцией?
2.29. Какое явление называется взаимной индукцией?
Ответы
2.22. Руда, представляющая собой химическое соеди-
нение железа с кислородом, обладающая свойством при-
тягивать к себе железо, сталь и некоторые другие ме-
таллы, называется магнитным железняком — естест-
19
chipmaker.ru
венным магнитом, а свойство притяжения называется
магнетизмом.
Искусственные магниты изготовляют путем намагни-
чивания, специальных сортов и сплавов стали. В резуль-
тате сталь приобретает магнитные свойства и становит-
ся постоянным магнитом.
Естественные магниты не используют. Применяют
исключительно искусственные магниты.
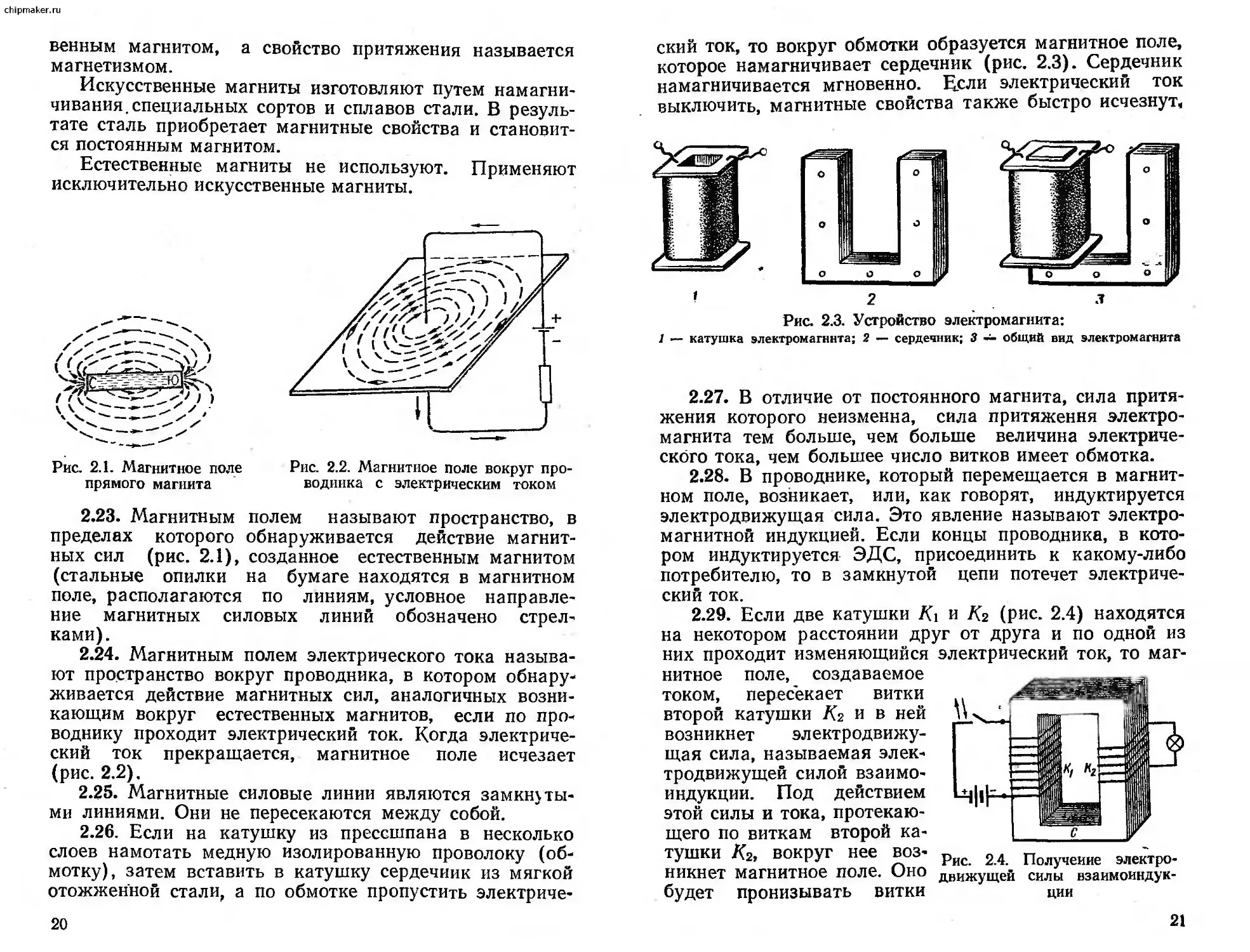
Рис. 2.1. Магнитное поле
прямого магнита
Рис. 2.2. Магнитное поле вокруг про-
водника с электрическим током
2-23. Магнитным полем называют пространство, в
пределах которого обнаруживается действие магнит-
ных сил (рис. 2.1), созданное естественным магнитом
(стальные опилки на бумаге находятся в магнитном
поле, располагаются по линиям, условное направле-
ние магнитных силовых линий обозначено стрел-
ками).
2.24. Магнитным полем электрического тока называ-
ют пространство вокруг проводника, в котором обнару-
живается действие магнитных сил, аналогичных возни-
кающим вокруг естественных магнитов, если по про-
воднику проходит электрический ток. Когда электриче-
ский ток прекращается, магнитное поле исчезает
(рис. 2.2).
2.25. Магнитные силовые линии являются замкнуты-
ми линиями. Они не пересекаются между собой.
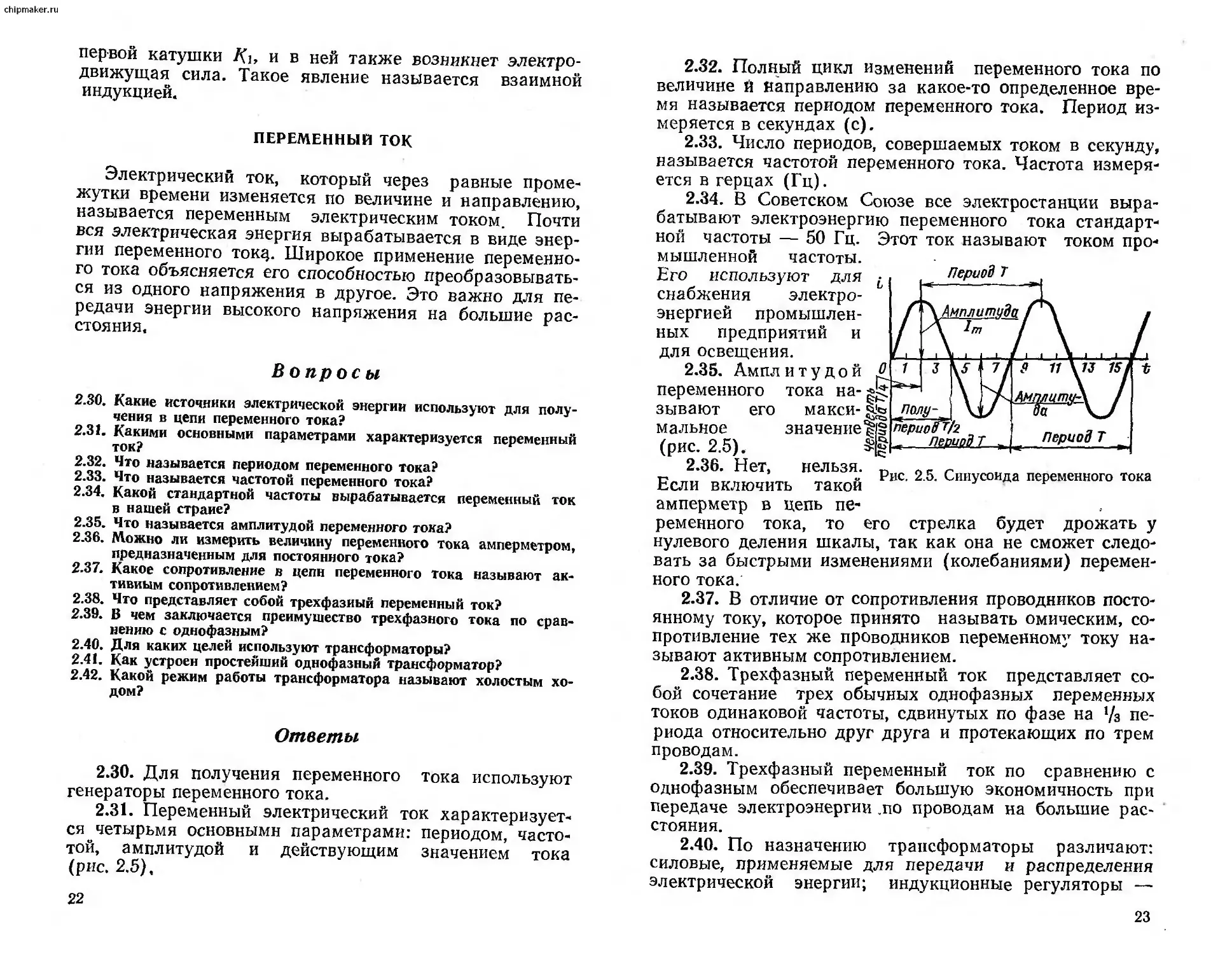
2.26. Если на катушку из прессшпана в несколько
слоев намотать медную изолированную проволоку (об-
мотку), затем вставить в катушку сердечник из мягкой
отожженной стали, а по обмотке пропустить электриче-
20
ский ток, то вокруг обмотки образуется магнитное поле,
которое намагничивает сердечник (рис. 2.3). Сердечник
намагничивается мгновенно. Цели электрический ток
выключить, магнитные свойства также быстро исчезнут,
Рис. 2.3. Устройство электромагнита:
1 — катушка электромагнита; 2 — сердечник; 3 — общий вид электромагнита
2.27. В отличие от постоянного магнита, сила притя-
жения которого неизменна, сила притяжения электро-
магнита тем больше, чем больше величина электриче-
ского тока, чем большее число витков имеет обмотка.
2.28. В проводнике, который перемещается в магнит-
ном поле, возникает, или, как говорят, индуктируется
электродвижущая сила. Это явление называют электро-
магнитной индукцией. Если концы проводника, в кото-
ром индуктируется ЭДС, присоединить к какому-либо
потребителю, то в замкнутой цепи потечет электриче-
ский ток.
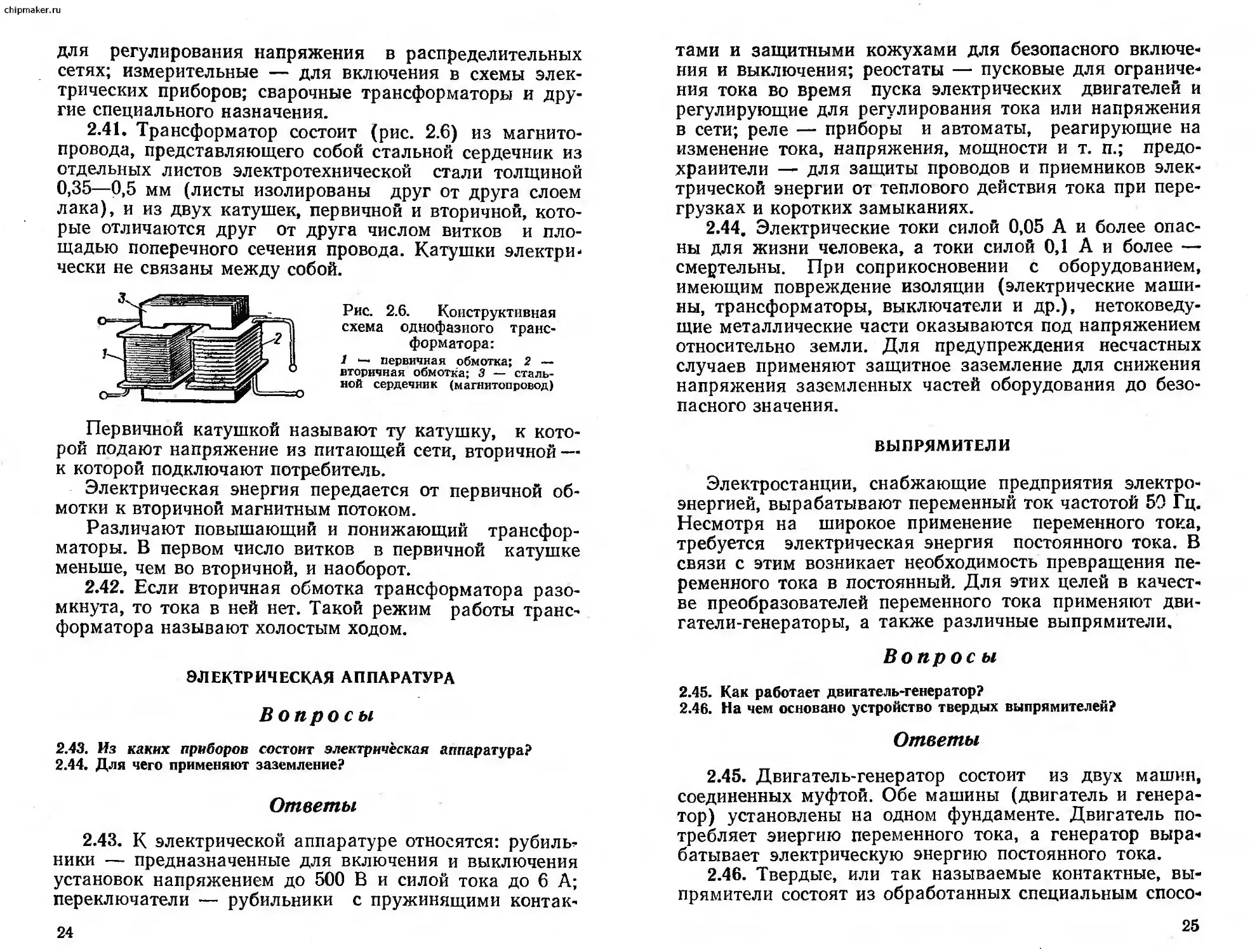
2.29. Если две катушки Ki и Л'2 (рис. 2.4) находятся
на некотором расстоянии друг от друга и по одной из
них проходит изменяющийся
нитное поле, создаваемое
током, пересекает витки
второй катушки Кг и в ней
возникнет электродвижу-
щая сила, называемая элек-
тродвижущей силой взаимо-
индукции. Под действием
этой силы и тока, протекаю-
щего по виткам второй ка-
тушки Кг, вокруг нее воз-
никнет магнитное поле. Оно
будет пронизывать витки
электрический ток, то маг-
Рис. 2.4. Получение электро-
движущей силы взаимоиндук-
ции
21
chipmaker.ru
первой катушки Ki, и в ней также возникнет электро-
движущая сила. Такое явление называется взаимной
индукцией.
ПЕРЕМЕННЫЙ ТОК
Электрический ток, который через равные проме-
жутки времени изменяется по величине и направлению,
называется переменным электрическим током. Почти
вся электрическая энергия вырабатывается в виде энер-
гии переменного токд. Широкое применение переменно-
го тока объясняется его способностью преобразовывать-
ся из одного напряжения в другое. Это важно для пе-
редачи энергии высокого напряжения на большие рас-
стояния.
Вопросы
2.30. Какие источники электрической энергии используют для полу-
чения в цепи переменного тока?
2.31. Какими основными параметрами характеризуется переменный
ток?
2.32. Что называется периодом переменного тока?
2.33. Что называется частотой переменного тока?
2.34. Какой стандартной частоты вырабатывается переменный ток
в нашей стране?
2.35. Что называется амплитудой переменного тока?
2.36. Можно ли измерить величину переменного тока амперметром,
предназначенным для постоянного тока?
2.37. Какое сопротивление в цепи переменного тока называют ак-
тивным сопротивлением?
2.38. Что представляет собой трехфазиый переменный ток?
2.39. В чем заключается преимущество трехфазного тока по срав-
нению с однофазным?
2.40. Для каких целей используют трансформаторы?
2.41. Как устроен простейший однофазный трансформатор?
2.42. Какой режим работы трансформатора называют холостым хо-
дом?
Ответы
2.30. Для получения переменного тока используют
генераторы переменного тока.
2.31. Переменный электрический ток характеризует-
ся четырьмя основными параметрами: периодом, часто-
той, амплитудой и действующим значением тока
(рис. 2.5),
22
Этот ток называют током про-
Период Т
Период Т
периоочг
, период т_
2.32. Полный цикл изменений переменного тока по
величине й направлению за какое-то определенное вре-
мя называется периодом переменного тока. Период из-
меряется в секундах (с).
2.33. Число периодов, совершаемых током в секунду,
называется частотой переменного тока. Частота измеря-
ется в герцах (Гц).
2.34. В Советском Союзе все электростанции выра-
батывают электроэнергию переменного тока стандарт-
ной частоты — 50 Гц.
мышленной частоты.
Его используют для
снабжения электро-
энергией промышлен-
ных предприятий и
для освещения.
2.35. Амплитудой
переменного
зывают его
мальное
(рис. 2.5).
2.36. Нет,
Если включить
тока на-g
макси- Sfo
значение
Н тагюй ^ИС' ’5' Гииуеоида переменного тока
амперметр в цепь пе-
ременного тока, то его стрелка будет дрожать у
нулевого деления шкалы, так как она не сможет следо-
вать за быстрыми изменениями (колебаниями) перемен-
ного тока.
2.37. В отличие от сопротивления проводников посто-
янному току, которое принято называть омическим, со-
противление тех же проводников переменному току на-
зывают активным сопротивлением.
2.38. Трехфазный переменный ток представляет со-
бой сочетание трех обычных однофазных переменных
токов одинаковой частоты, сдвинутых по фазе на 7з пе-
риода относительно друг друга и протекающих по трем
проводам.
2.39. Трехфазный переменный ток по сравнению с
однофазным обеспечивает большую экономичность при
передаче электроэнергии .по проводам на большие рас-
стояния.
2.40. По назначению трансформаторы различают:
силовые, применяемые для передачи и распределения
электрической энергии; индукционные регуляторы —
23
для регулирования напряжения в распределительных
сетях; измерительные — для включения в схемы элек-
трических приборов; сварочные трансформаторы и дру-
гие специального назначения.
2.41. Трансформатор состоит (рис. 2.6) из магнито-
провода, представляющего собой стальной сердечник из
отдельных листов электротехнической стали толщиной
0,35—0,5 мм (листы изолированы друг от друга слоем
лака), и из двух катушек, первичной и вторичной, кото-
рые отличаются друг от друга числом витков и пло-
щадью поперечного сечения провода. Катушки электри-
чески не связаны между собой.
Рис. 2.6. Конструктивная
схема однофазного транс-
форматора:
1 первичная обмотка; 2 —
вторичная обмотка; 3 — сталь-
ной сердечник (магнитопровод)
Первичной катушкой называют ту катушку, к кото-
рой подают напряжение из питающей сети, вторичной —
к которой подключают потребитель.
Электрическая энергия передается от первичной об-
мотки к вторичной магнитным потоком.
Различают повышающий и понижающий трансфор-
маторы. В первом число витков в первичной катушке
меньше, чем во вторичной, и наоборот.
2.42. Если вторичная обмотка трансформатора разо-
мкнута, то тока в ней нет. Такой режим работы транс-
форматора называют холостым ходом.
электрическая аппаратура
Вопросы
2.43. Из каких приборов состоит электрическая аппаратура?
2.44. Для чего применяют заземление?
Ответы
2.43. К электрической аппаратуре относятся: рубиль-
ники — предназначенные для включения и выключения
установок напряжением до 500 В и силой тока до 6 А;
переключатели — рубильники с пружинящими контак-
24
тами и защитными кожухами для безопасного включе-
ния и выключения; реостаты — пусковые для ограниче-
ния тока во время пуска электрических двигателей и
регулирующие для регулирования тока или напряжения
в сети; реле — приборы и автоматы, реагирующие на
изменение тока, напряжения, мощности и т. п.; предо-
хранители — для защиты проводов и приемников элек-
трической энергии от теплового действия тока при пере-
грузках и коротких замыканиях.
2.44. Электрические токи силой 0,05 А и более опас-
ны для жизни человека, а токи силой 0,1 А и более —
смертельны. При соприкосновении с оборудованием,
имеющим повреждение изоляции (электрические маши-
ны, трансформаторы, выключатели и др.), нетоковеду-
щие металлические части оказываются под напряжением
относительно земли. Для предупреждения несчастных
случаев применяют защитное заземление для снижения
напряжения заземленных частей оборудования до безо-
пасного значения.
ВЫПРЯМИТЕЛИ
Электростанции, снабжающие предприятия электро-
энергией, вырабатывают переменный ток частотой 50 Гц.
Несмотря на широкое применение переменного тока,
требуется электрическая энергия постоянного тока. В
связи с этим возникает необходимость превращения пе-
ременного тока в постоянный. Для этих целей в качест-
ве преобразователей переменного тока применяют дви-
гатели-генераторы, а также различные выпрямители.
Вопросы
2.45. Как работает двигатель-генератор?
2.46. На чем основано устройство твердых выпрямителей?
Ответы
2.45. Двигатель-генератор состоит из двух машин,
соединенных муфтой. Обе машины (двигатель и генера-
тор) установлены на одном фундаменте. Двигатель по-
требляет энергию переменного тока, а генератор выра-
батывает электрическую энергию постоянного тока.
2.46. Твердые, или так называемые контактные, вы-
прямители состоят из обработанных специальным спосо-
25
chipmaker.ru
бом проводника и полупроводника, на границе которых
в процессе изготовления элемента образуется тонкий
слой, так называемый запирающий, который обладает
свойством пропускать ток через него в одном (прямом)
направлении легко, а в обратном практически не про-
пускать. Иначе говоря, сопротивление твердого выпря-
мителя в одном направлении мало, а в обратном очень
велико.
3. СВАРОЧНАЯ ДУГА
Электрическая сварка металлов основана на исполь-
зовании теплоты сварочной дуги для расплавления ос-
новного (свариваемого) и присадочного металлов.
ХАРАКТЕРИСТИКА СВАРОЧНОЙ ДУГИ
Вопросы
3.1. Какую дугу называют сварочной?
3.2. Какими признаками могут отличаться одна сварочная дуга от
другой?
3.3. Какая дуга наиболее распространена при сварке?
3.4. Вся ли теплота, выделяемая сварочной дугой, переходит в свар-
ной шов?
3.5. Чему равен коэффициент полезного действия сварочной дуги?
3.6. От чего зависит и чему равна мощность сварочной дуги?
3.7. Из каких напряжений слагается общее напряжение дуги?
3.8. Как связаны между собой напряжение сварочной дуги, вели-
чина сварочного тока и длина дуги?
3.9. Какие основные способы сварки относятся к дуговой сварке?
Ответы
3.1. Если случайно или намеренно разорвать (разо-
мкнуть) электрическую цепь, то в месте разрыва цепи
проскакивает электрическая искра. Это явление, пред-
ставляющее собой прохождение электрического тока
через воздух, носит название вольтовой дуги.
Сварочной дугой называют дугу, представляющую
собой длительный устойчивый электрический разряд в
газовой среде между электродом и изделием либо меж-
ду электродами, отличающуюся большим количеством
тепловой энергии и сильным световым излучением.
3.2. Сварочные дуги классифицируют по следующим
признакам:
26
по среде, в которой происходит дуговой разряд: на
воздухе — открытая дуга, под флюсом — закрытая ду-
га; в среде защитных газов;
по роду применяемого электрического тока (посто-
янный, переменный);
по типу электрода (плавящийся, неплавящийся);
по длительности горения — непрерывная, импульс-
ная дуга;
по принципу работы — прямого действия, косвенная
дуга.
3.3. Для сварки металлов наиболее широко исполь-
зуют сварочную дугу прямого действия, в которой од-
ним электродом служит металлический стержень (пла-
вящийся или неплавящийся электрод), а вторым — сва-
риваемая деталь. К электродам подведен электрический
ток, постоянный или переменный.
3.4. Нет, не вся теплота, выделяемая сварочной ду-
гой, переходит в сварной шов. Часть теплоты теряется
бесполезно на нагрев окружающего воздуха, плавление
электродного покрытия или флюса, угар, разбрызгива-
ние металла и т. п.
3.5. Коэффициент полезного действия при электро-
дуговой сварке характеризуется следующими величи-
нами:
при сварке открытой дутой 0,5—0,65; электродами с
покрытием 0,7—0,85; под флюсом 0,8—0,92; в защитных
газах 0,5—0,6.
3.6. Мощность сварочной дуги Q зависит от величи-
ны сварочного тока I и напряжения дуги С/д:
Q = Л/д.
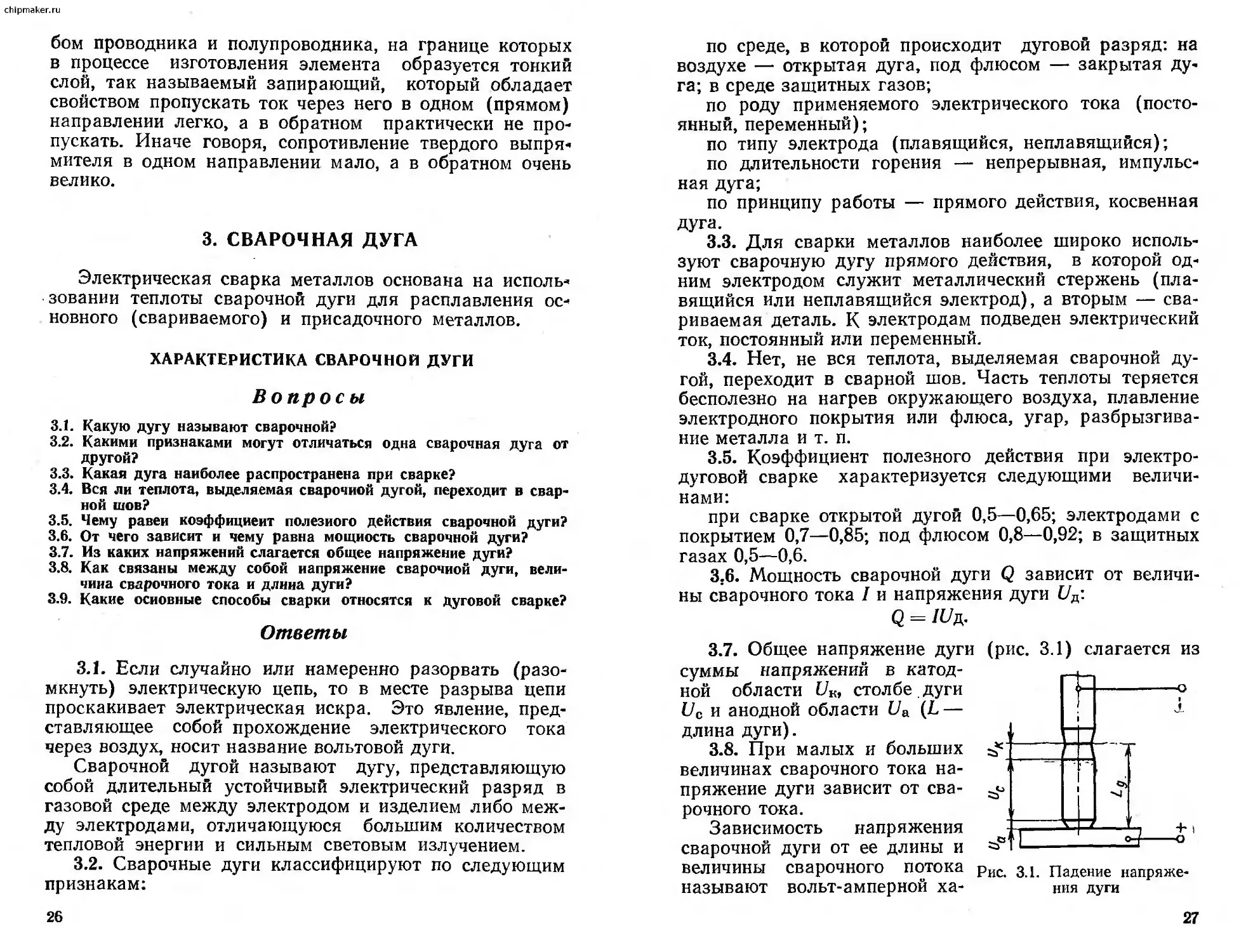
3.7. Общее напряжение дуги
суммы напряжений в катод-
ной области UK, столбе дуги
Uс и анодной области Ua (L —
длина дуги).
3.8. При малых и больших
величинах сварочного тока на-
пряжение дуги зависит от сва-
рочного тока.
Зависимость напряжения
сварочной дуги от ее длины и
(рис. 3.1) слагается из
величины сварочного потока рис 3 j Падение напряже-
называют вольт-амперной ха- нпя дуги
27
chipmaker.ru
рактеристикой сварочной дуги. Эта зависимость может
быть представлена в виде следующего уравнения:
Г/ = а 4- Мд,
где а — сумма напряжений на аноде и катоде; b — вели-
чина падения напряжения в столбе дуги на 1 мм ее дли-
ны; Ад — длина дуги, мм.
3.9. Дуговая сварка — один из способов сварки
плавлением, выполняемый вручную, плавящимся и не-
плавящимся электродами, полуавтоматически и автома-
тически под флюсом плавящимся и неплавящимся элек-
тродами, в защитных газах. В защитных газах также
возможна сварка вращающейся дугой.
ВОЗБУЖДЕНИЕ И ГОРЕНИЕ ДУГИ
Вопросы
3.10. Какими способами возбуждают сварочную дугу?
3.11. С помощью каких средств повышают устойчивость горения
сварочной дуги?
3.12. Можно ли возбудить сварочную дугу, ие касаясь электродом
свариваемого изделия?
3.13. Из каких основных областей состоит дуговой промежуток сва-
рочной дуги?
3.14. Что называют длиной дуги и какое влияние она оказывает
на качество сварного шва?
3.15. Какое электромагнитное явление наблюдается при горении
дуги?
3.16. Как связаны между собой напряжение дуги и величина тока
в дуге?
Ответы
3.10. Дугу возбуждают двумя способами — касани-
ем или чирканьем. В обоих случаях процесс возбужде-
ния сварочной дуги начинается с короткого замыкания.
При этом в точках контакта увеличивается плотность
тока, выделяется много теплоты и металл плавится.
Затем электрод отводится, разрядный промежуток за-
полняется нагретыми частицами паров металла, и начи-
нается горение дуги.
3.11. При отводе электрода от изделия (после корот-
кого замыкания и мгновенного расплавления металла)
жидкий мостик металла вначале растягивается, сечение
его уменьшается, температура металла увеличивается,
28
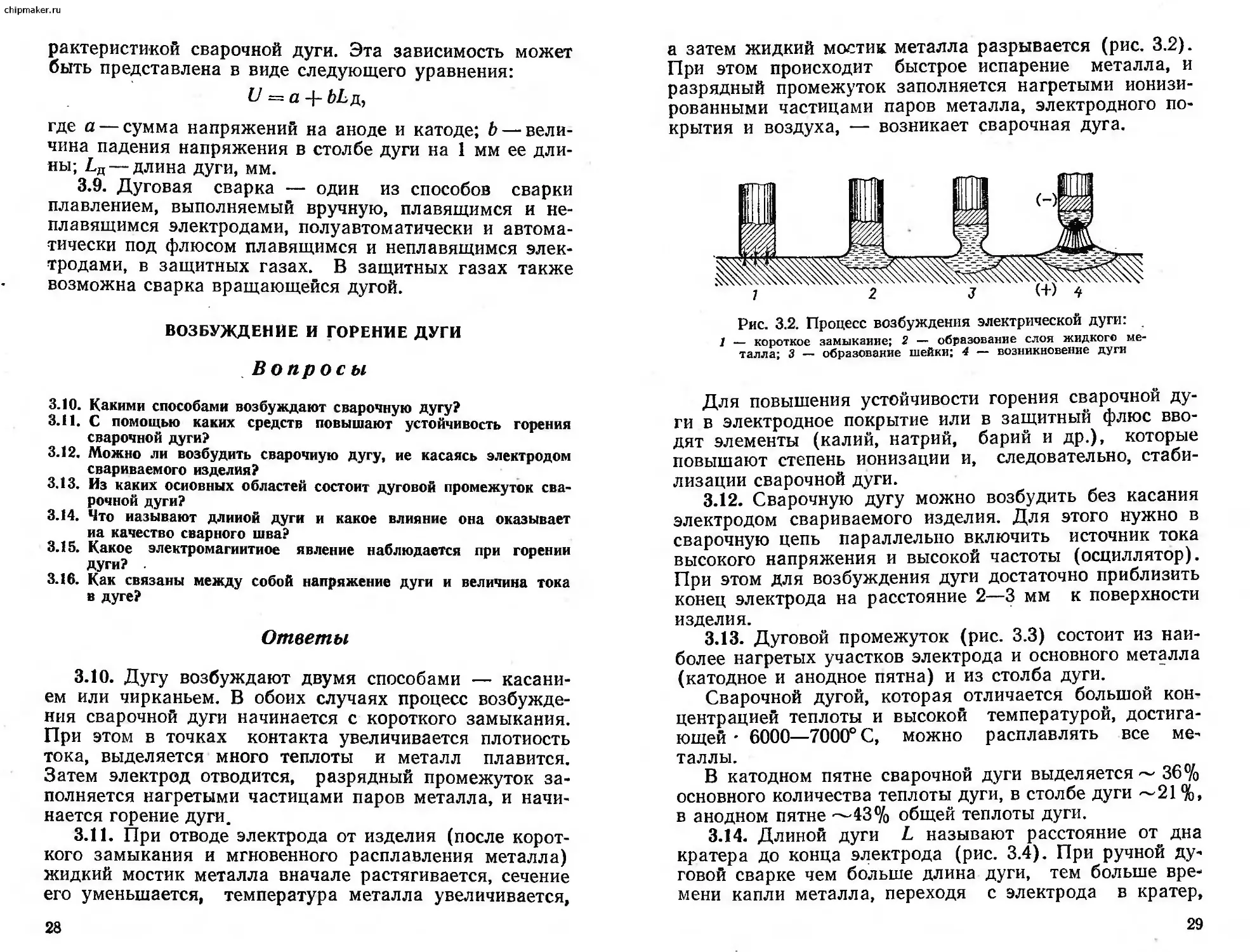
а затем жидкий мостик металла разрывается (рис. 3.2).
При этом происходит быстрое испарение металла, и
разрядный промежуток заполняется нагретыми ионизи-
рованными частицами паров металла, электродного по-
крытия и воздуха, — возникает сварочная дуга.
Рис. 3.2. Процесс возбуждения электрической дуги:
1 — короткое замыкание; 2 — образование слоя жидкого ме-
талла; 3 — образование шейки; 4 — возникновение дуги
Для повышения устойчивости горения сварочной ду-
ги в электродное покрытие или в защитный флюс вво-
дят элементы (калий, натрий, барий и др.), которые
повышают степень ионизации и, следовательно, стаби-
лизации сварочной дуги.
3.12. Сварочную дугу можно возбудить без касания
электродом свариваемого изделия. Для этого нужно в
сварочную цепь параллельно включить источник тока
высокого напряжения и высокой частоты (осциллятор).
При этом для возбуждения дуги достаточно приблизить
конец электрода на расстояние 2—3 мм к поверхности
изделия.
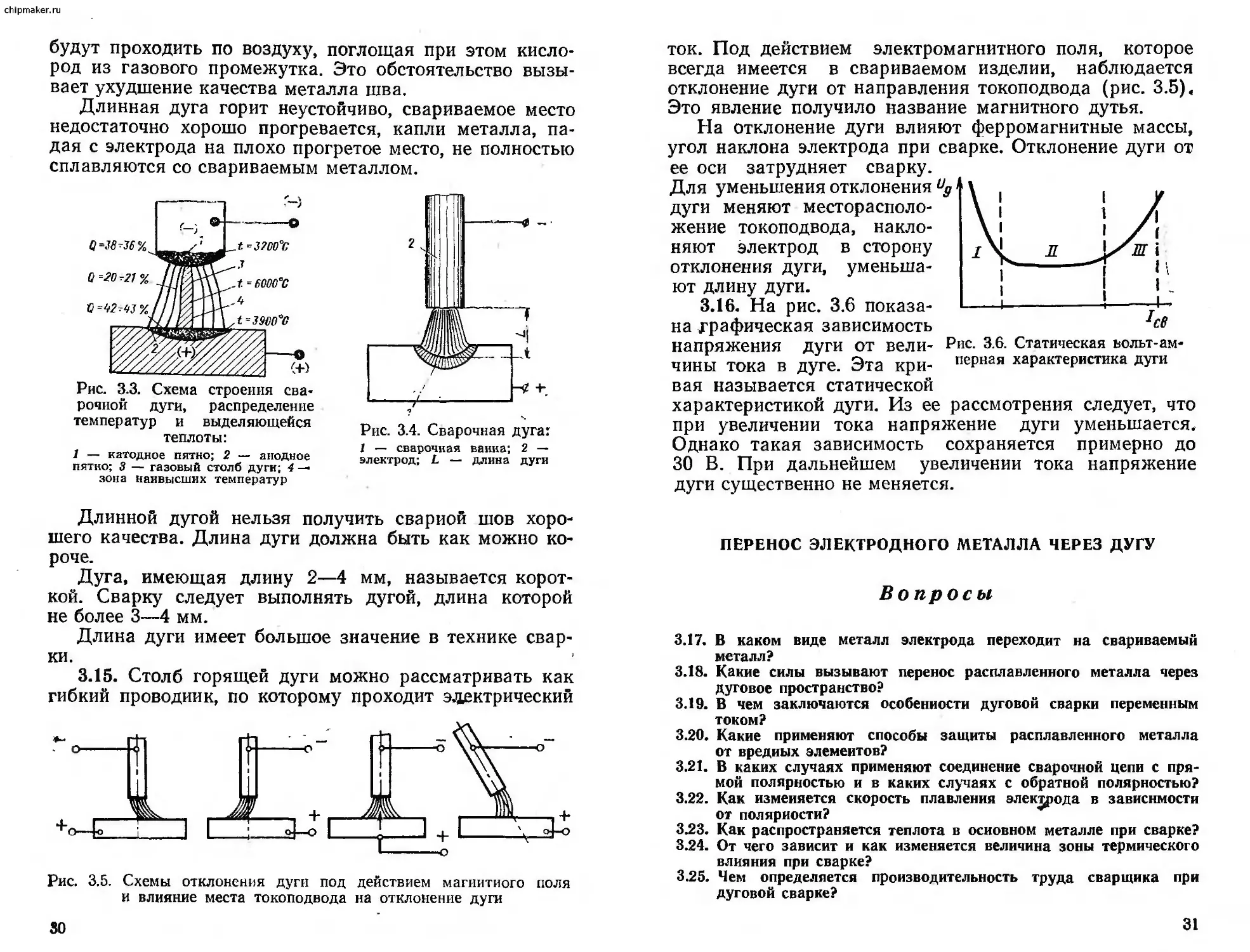
3.13. Дуговой промежуток (рис. 3.3) состоит из наи-
более нагретых участков электрода и основного металла
(катодное и анодное пятна) и из столба дуги.
Сварочной дугой, которая отличается большой кон-
центрацией теплоты и высокой температурой, достига-
ющей - 6000—7000° С, можно расплавлять все ме-
таллы.
В катодном пятне сварочной дуги выделяется ~ 36%
основного количества теплоты дуги, в столбе дуги ~21 %,
в анодном пятне ~43% общей теплоты дуги.
3.14. Длиной дуги L называют расстояние от дна
кратера до конца электрода (рис. 3.4). При ручной ду-
говой сварке чем больше длина дуги, тем больше вре-
мени капли металла, переходя с электрода в кратер,
29
chipmaker.ru
будут проходить по воздуху, поглощая при этом кисло-
род из газового промежутка. Это обстоятельство вызы-
вает ухудшение качества металла шва.
Длинная дуга горит неустойчиво, свариваемое место
недостаточно хорошо прогревается, капли металла, па-
дая с электрода на плохо прогретое место, не полностью
сплавляются со свариваемым металлом.
Рис. 3.3. Схема строения сва-
рочной дуги, распределение
температур и выделяющейся
теплоты:
1 — катодное пятно; 2 — анодное
пятно; 3 — газовый столб дуги; 4 —
зона наивысших температур
1 — сварочная ванна; 2 —
электрод; L — длина дуги
Длинной дугой нельзя получить сварной шов хоро-
шего качества. Длина дуги должна быть как можно ко-
роче.
Дуга, имеющая длину 2—4 мм, называется корот-
кой. Сварку следует выполнять дугой, длина которой
не более 3—4 мм.
Длина дуги имеет большое значение в технике свар-
ки.
3.15. Столб горящей дуги можно рассматривать как
гибкий проводник, по которому проходит электрический
Рис. 3.5. Схемы отклонения дуги под действием магнитного поля
и влияние места токоподвода на отклонение дуги
30
ток. Под действием электромагнитного поля, которое
всегда имеется в свариваемом изделии, наблюдается
отклонение дуги от направления токоподвода (рис. 3.5),
Это явление получило название магнитного дутья.
На отклонение дуги влияют ферромагнитные массы,
угол наклона электрода при сварке. Отклонение дуги от
ее оси затрудняет сварку.
Для уменьшения отклонения
дуги меняют месторасполо-
жение токоподвода, накло-
няют электрод в сторону
отклонения дуги, уменьша-
ют длину дуги.
3.16. На рис. 3.6 показа-
на графическая зависимость
напряжения дуги от вели-
чины тока в дуге. Эта кри-
вая называется статической
Рис. 3.6. Статическая вольт-ам-
перная характеристика дуги
характеристикой дуги. Из ее рассмотрения следует, что
при увеличении тока напряжение дуги уменьшается.
Однако такая зависимость сохраняется примерно до
30 В. При дальнейшем увеличении тока напряжение
дуги существенно не меняется.
ПЕРЕНОС ЭЛЕКТРОДНОГО МЕТАЛЛА ЧЕРЕЗ ДУГУ
Вопросы
3.17. В каком виде металл электрода переходит на свариваемый
металл?
3.18. Какие силы вызывают перенос расплавленного металла через
дуговое пространство?
3.19. В чем заключаются особенности дуговой сварки переменным
током?
3.20. Какие применяют способы защиты расплавленного металла
от вредных элементов?
3.21. В каких случаях применяют соединение сварочной цепи с пря-
мой полярностью и в каких случаях с обратной полярностью?
3.22. Как изменяется скорость плавления электрода в зависимости
от полярности?
3.23. Как распространяется теплота в основном металле при сварке?
3.24. От чего зависит и как изменяется величина зоны термического
влияния при сварке?
3.25. Чем определяется производительность труда сварщика при
дуговой сварке?
31
chipmaker.ru
3.26. От чего зависит количество наплавленного металла?
3.27. Какими показателями характеризуется сварочная дуга?
3.28. Как связаны между собой величина сварочного тока и диа-
метр электрода при ручной дуговой сварке?
3.29. Как влияет положение свариваемого шва в пространстве на
величину сварочного тока?
3.30. Чем отличается сварка открытой дугой от сварки ультрако-
роткой дугой?
3.31. Как влияет углубление дуги на эффективность использования
теплоты при сварке изделия?
3.32. Как влияет изменение напряжения дуги на ее длину при свар-
ке под флюсом?
Ответы
3.17. Перенос металла всегда происходит от электро-
да малого сечения к металлу изделия. Непосредственно
под дугой на металле изделия образуется углубление,
заполненное жидким металлом. Это углубление назы-
вается кратером. Одновременно с образованием кратера
под действием теплоты дуги расплавляется металл на
конце электрода и в виде капель проходит через дугу в
кратер, образуя сварной шов.
Капли металла с электрода в кратер (в ванну рас-
плавленного металла) переходят при горении сварочной
дуги во всех пространственных положениях (горизон-
тальное, вертикальное, потолочное). В 1 с от электрода
отрывается и переходит на изделие до 70 капель рас-
плавленного металла.
3.18. Известно несколько объяснений процесса пере-
носа капель расплавленного металла с электрода в
ванну. Одни исследователи считают, что причиной пере-
носа является направленный поток электронов, другие
считают, что капли металла притягиваются массой из-
делия и т. д.
Капля, образующаяся на электроде, мгновенно на-
гревается. При этом в результате взаимодействия с
кислородом воздуха происходит окисление металла.
Внутри капли образуется газообразная окись углерода,
которая расширяется, в результате чего капля металла
отрывается от электрода и выбрасывается в сварочную
ванну.
3.19. При сварке дугой переменного тока промыш-
ленной частоты (50 периодов в секунду) катодное и
анодное пятна меняются местами 100 раз в секунду. В
начале и конце каждого периода дуга угасает. Поэтому
32
дуг#, питаемая переменным током, горит менее устойчи-
во, чем дуга, питаемая постоянным током. Так как при
угасании дуги катод охлаждается, то горение дуги во-
зобновляется при повышенном напряжении.
Существенное преимущество сварки дугой перемен-
ного тока — относительная простота и меньшая стои-
мость сварочного оборудования.
3.20. Для получения наплавленного металла хоро-
шего качества его защищают от воздействия воздуха.
Электроды с толстой обмазкой (качественные) при
плавлении образуют большое количество газов и шла-
ков, которые защищают капли металла во время пере-
хода через дугу в шов, а также предохраняют расплав-
ленный металл от вредного влияния кислорода и азота
воздуха. Ту же роль выполняет флюс при автоматиче-
ской сварке под флюсом.
Для предохранения расплавленного металла от воз-
действия воздуха используют также различные газы
(аргон, гелий, углекислый газ и т. п.), которые вводят в
зону сварки.
Действие газовой защиты более эффективно, чем
действие покрытий и флюсов при сгорании их компонен-
тов.
3.21, Сварку на постоянном токе выполняют при
присоединении «плюса» сварочного генератора к изде-
лию или электроду. В первом случае соединение свароч-
ной цепи называется соединением с прямой полярностью,
во втором — с обратной полярностью.
Соединение плюса сварочного генератора с издели-
ем приводит к большему выделению теплоты на изде-
лии, чем на электроде.
При сварке тонких листовых деталей, а также неко-
торых специальных сталей, например, коррозионно-
стойких и жаропрочных, применяют соединение с обрат-
ной полярностью.
При сварке на переменном токе полярность меняется
100 раз в секунду, поэтому безразлично, к какому за-
жиму сварочного трансформатора присоединены изде-
лие или электрод.
3.22. При обратной полярности (электрод — плюс,
свариваемый металл — минус) скорость плавления
электродов из низкоуглеродистой стали на 10—40%
выше скорости их плавления при прямой полярности.
33
chipmaker.ru
3.23. Теплота, поступившая в изделие при сварке,
удаляется в основной металл изделия через околошов-
ные зоны. При удалении от шва максимальные темпе-
ратуры падают вначале резко, а затем плавно.
Температура нагрева и скорость охлаждения метал-
ла околошовных зон влияют на характер тепловой об-
работки основного металла около сварного шва. В ре-
зультате нагрева металла около шва его микрострукту-
ра и свойства меняются. Часть металла, в которой при
сварке изменились структура и свойства, или только
свойства основного металла, называют зоной термиче-
ского влияния.
3.24. Размеры зоны термического влияния зависят от
количества теплоты, внесенного в изделие при сварке
для получения сварного соединения, от физических
свойств свариваемого металла (теплоемкости и тепло-
проводности), а также от режимов сварки. Чем больше
сила тока, применяемого при сварке, тем больше ско-
рость сварки и меньше зона влияния. Увеличение ско-
рости сварки проявляется в уменьшении зоны термиче-
ского влияния. Величина зоны влияния различна при
разных способах сварки, при разной толщине сварива-
емых элементов и др. При прочих равных условиях дли-
на зоны влияния при автоматической сварке под флю-
сом примерно в 2 раза меньше, чем при ручной электро-
дуговой сварке электродами с качественным покрытием
и др.
3.25. При сварке покрытыми электродами, автома-
тически под флюсом, плавящимся электродом и т. п.
производительность определяется количеством наплав-
ленного металла в единицу времени.
Электросварщики высокой квалификации при сварке
тонколистовых конструкций штучными электродами по-
вышают скорость сварки и, следовательно, производи-
тельность процесса за счет увеличения силы тока на
10—15 А по сравнению с рекомендуемой, за счет умень-
шения размеров сварных швов, выполняя их по реко-
мендуемым нижним предельным размерам. Освоить
сварку на повышенных режимах удается при достаточ-
ных навыках и умении сварщика работать на короткой
дуге, например при сварке листов толщиной 1,5+
+ 1,5 мм — на дуге длиной 2—2,5 мм вместо 3 мм.
При сварке неплавящимся электродом, погруженной
дугой и т. п. производительность труда сварщика опре-
деляется протяженностью сварных швов.
34
3.26. Количество наплавленного металла в единицу
времени увеличивается при повышении силы тока и ди-
аметра электродов. При этом механические свойства
сварных соединений и швов не снижаются.
3.27. Основными показателями, которыми характе-
ризуется сварочная дуга, являются коэффициенты рас-
плавления, потерь и наплавки:
коэффициент расплавления
Масса (г) расплавленного электродного металлаза время (.
Сварочный ток (А) X время горения дуги (ч)
коэффициент потерь
Масса расплавленного металла (г) —
масса наплавленного металла (г) ЮО су j
масса расплавленного металла (г)
коэффициент наплавки
Масса наплавленного металла (г) за время t
Сварочный ток (А) X время горения дуги (ч)
Коэффициент расплавления зависит от состава про-
волоки, покрытия электрода, массы покрытия, рода и
полярности тока, режима сварки, типа сварного соеди-
нения. Потери возрастают при увеличении плотности то-
ка и длины дуги.
Коэффициент наплавки зависит от рода тока, поляр-
ности, типа покрытия, состава проволоки, пространст-
венного положения, в котором выполняют сварку.
3.28. При ручной электродуговой сварке диаметр
Электрода можно определять по следующей формуле:
I = kd,
где k — коэффициент, зависящий от марки электрода;
d — диаметр электрода, мм.
Для сварки электродами диаметром 3—6 мм из угле-
родистой стали £=60, а электродами из легированной
стали £=40.
3.29. Для предотвращения вытекания жидкого ме-
талла из сварочной ванны при сварке вертикальных
швов следует силу тока уменьшать на 10—15%, а при
сварке потолочных швов на 15—20% по сравнению с
применяемой силой тока при сварке в нижнем поло-
жении.
35
chipmaker, ru
3.30. Сваривая металлические конструкции ручным
дуговым способом, применяют либо способ сварки от-
крытой дугой, либо способ сварки ультракороткой ду-
гой (УКД).
При сварке открытой дугой электрод наклонен к ли-
нии шва под углом примерно 60° в сторону, противопо-
ложную направлению сварки.
При сварке УКД (или скоростной сварке, или свар-
ке с глубоким проплавлением)' применяют специальные
электроды, получают более глубокий провар, меньше
расходуют электродов, быстрее выполняет сварку и т. п.
3.31. Длину дуги можно представить себе состоящей
из двух участков: одного — расположенного между тор-
цом электрода и верхней поверхностью свариваемого
элемента, и другого — расположенного внутри свари-
ваемого элемента.
Углубление дуги характеризуется отношением вну-
тренней составляющей дуги к полной длине дуги. Углуб-
ление дуги способствует повышению эффективности ис-
пользования теплоты при сварке. Исследования и про-
изводственный опыт показывают, что эффективность
мощной сварочной дуги связана со значительным ге
углублением в изделии.
Главным фактором, обусловливающим углубление
дуги, является сварочный ток. При углублении дуги
резко уменьшаются потери теплоты на излучение и раз-
брызгивание металла.
При сварке под флюсом углубление дуги -.пособству-
ет повышению производительности процесса.
3.32. Изменение напряжения дуги влияет на ее длину
при неизменном флюсе. При увеличении напряжения
дуги увеличивается ее длина, уменьшается глубина про-
плавления и увеличивается ширина шва.
4. СВАРИВАЕМЫЕ МЕТАЛЛЫ
ОСНОВНЫЕ СВОЙСТВА МЕТАЛЛОВ
Вопросы
4.1. Какие признаки характерны для металлов?
4.2. Какие свойства металлов и сплавов являются основными?
4.3. На какие две группы разделяются металлы?
36
4.4. Как подразделяют механические свойства металлов, опреде-
ляемые различными способами нагружения?
4.5. Почему в технике получили большее распространение метал-
лические сплавы, а не чистые металлы?
4.6. Какие механические свойства металлов и металлических спла-
вов являются основными?
4.7. Какому из двух материалов следует отдать предпочтение при
изготовлении сварного узла, если они имеют равные пределы
прочности, но различные удлинения, и почему?
4.8. Какие характеристики механических свойств металлов и спла-
вов обычно приводятся в справочниках?
4.9. Почему твердость металла является существенной его харак-
теристикой?
4.10. Чем руководствуются при выборе металла для конструкции
определенного назначения?
Ответы
Металлы и металлические сплавы являются наибо-
лее распространенными материалами в современной
технике и играют большую роль в народном хозяйстве.
Сварные детали и узлы машин, а также сварные
конструкции различного назначения изготовляют из ма-
териалов, обеспечивающих необходимую прочность и
надежность сварных соединений в работе.
Сведения о материалах обычно находят в справоч-
никах, стандартах, технических условиях, где приведены
различные характеристики и свойства материалов, по-
лученные при испытании стандартных образцов. Ис-
пользуя эти данные, оценивают пригодность материала
для конкретных условий работы детали, узла, кон-
струкции.
4.1. Характерные признаки металлов и сплавов —
высокие прочность, электро- и теплопроводность, метал-
лический блеск, а также пластичность, благодаря кото-
рой можно изменять форму металла такими способами
обработки, как прокатка, штамповка, ковка, волочение.
4.2. Основные свойства металлов и сплавов — физи-
ческие, химические, механические и технологические.
Физические свойства: плотность, температура плав-
ления, теплопроводность, тепловое расширение, удель-
ная теплоемкость, электропроводимость и способность
намагничиваться.
Химические свойства: стойкость от коррозии (желе-
зо ржавеет, бронза покрывается зеленым слоем окиси,
сталь окисляется при нагреве в печах без защитной
атмосферы, растворяется в серной кислоте), окалино-
стойкость, жаростойкость.
87
chipmaker.ru
Механические свойства: прочность, твердость, упру-
гость, пластичность, ударная вязкость и др.
Технологические свойства: способность подвергаться
ковке, штамповке, литью, резанию, сварке и пр.
4.3. Металлы разделяются на группу черных метал-
лов и группу цветных металлов. К черным металлам от-
носятся сталь и чугун.
Цветные металлы делятся на тяжелые, плотность
которых свыше 3 г/см3 (свинец, хром, цинк, никель, ти-
тан и др.); легкие, плотность которых не превышает
3 г/см3 (магний, алюминий, натрий, бериллий и др.) и
драгоценные (платина, золото, серебро и палладий).
4.4. На свойства, определяемые при статическом на-
гружении (постоянной или медленно возрастающей на-
грузкой), при динамическом нагружении (с ударной
нагрузкой), при циклическом нагружении (вибрацион-
ные испытания — нагрузка изменяется по величине и
направлению в течение определенного времени большое
число раз).
4.5. Металлические сплавы (сплав двух и более эле-
ментов) имеют более высокие механические свойства,
чем технически чистые металлы. Например, чистое же-
лезо очень мягкое и обладает невысокой прочностью, а
сплав железа с углеродом обладает высокой прочно-
стью, в особенности после термической обработки.
Металлические сплавы значительно дешевле чистых
металлов. Это также является их преимуществом.
4.6. К основным механическим свойствам металлов и
сплавов относятся прочность при растяжении, твер-
дость, пластичность, ударная вязкость.
4.7. Материалу с большим удлинением. При любом
способе нагружения сварного узла в материале возни-
кают напряжения, которые могут вызвать разрушение.
В сварных деталях и узлах эти напряжения концентри-
руются в местах резких переходов от сварного шва к
основному металлу. Если материал обладает достаточ-
ной пластичностью, то возникшие напряжения в местах
их концентрации будут перераспределяться за счет мест-
ных (локальных) пластических деформаций и опасность
разрушения уменьшится.
Материал с большим удлинением надежнее в работе,
обеспечивает лучшее перераспределение напряжений
при их концентрации, что всегда возможно в условиях
эксплуатации сварных конструкций.
38
4.8. Предел прочности <тв, предел текучести а0,2,
удлинение б, сужение ф и ударная вязкость аи, которые
получают при испытании стандартных образцов в стан-
дартных условиях.
4.9. Определение твердости металла вдавливанием
стального шарика, алмазного конуса и пр. основано на
оценке степени пластического деформирования металла.
При статическом растяжении пластичного металла
также имеет место пластическое деформирование, кото-
рое предшествует разрушению. При испытании пластич-
ных металлов обнаружено определенное соотношение
между твердостью и пределом прочности. Поэтому твер-
дость металла, определяемая на готовых деталях и
узлах без их разрушения, является важной характерис-
тикой металла, позволяющей оценить и другие его
свойства.
Для хрупких металлов соотношение между пределом
прочности и твердостью отсутствует.
4.10. При выборе металла учитывают следующие
основные требования: свойства металла, которые долж-
ны обеспечить прочность и надежность изделия при
эксплуатации (конструктивную прочность), технологиче-
ские свойства и стоимость металла.
СВАРИВАЕМОСТЬ МЕТАЛЛОВ
Вопросы
4.11. Какое свойство металлов называется свариваемостью?
4.12. Что является признаками плохой свариваемости металлов?
4.13. Чем отличается технологическая свариваемость металлов от
физической свариваемости? .
4.14. Как подразделяют стали по свариваемости?
4.15. Можно ли оценивать свариваемость стали по ее химическому
составу?
4-1 в. Какие разновидности трещин наблюдаются в сварных соедине-
ниях и швах?
4.17. Как влииют на свариваемость сталей легирующие элементы и
примеси?
4-18. Как можно охарактеризовать свариваемость коррозионно-
стойких и жаропрочных сталей и сплавов?
4.19. Насколько склонны к образованию горячих трещин некото-
рые цветные металлы?
4-20. В какой последовательности можно расположить металлы по
степени склонности к образованию горячих трещин при
сварке?
39
chipmaker.ru
4.21. С помощью каких технологических проб можно оценить со-
противление сварных соединений образованию горячих тре-
щин при сварке?
4.22. Какой технологической пробой можно оценить сопротивление
стали образованию холодных трещин?
Ответы
4.11. Современная техника располагает многочис-
ленными способами сварки, в том числе разными спо-
собами дуговой сварки. Однако не все металлы образу-
ют при сварке высококачественные, надежные сварные
соединения.
Изменение или сохранение свойств металла при
сварке вызывается комплексом одновременно протека-
ющих процессов нагрева и плавления основного и при-
садочного металлов, кристаллизации металла шва и
взаимной кристаллизации в зоне сплавления.
Свойство металла или сочетания металлов образо-
вывать при установленной технологии сварки соедине-
ние, отвечающее требованиям, обусловленным конструк-
цией и эксплуатацией изделия, называют сварива-
емостью.
4.12. Склонность свариваемых металлов к перегреву,
образованию закалочных структур, охрупчиванию в зо-
не сварки, образованию трещин в металле сварного
шва и переходной зоне, образованию других дефектов
при сварке (пор, раковин, несплавлений и др.).
4.13. На свариваемость металлов влияют способ
сварки, режим сварки, химический состав присадочного
металла, тип сварного соединения, толщина сварива-
емых элементов, условия закрепления элементов соеди-
нения при сварке и др- Зависимость свариваемости ме-
таллов от факторов технологического характера назы-
вают технологической свариваемостью.
В отличие от технологической свариваемости влия-
ние химического состава и свойств свариваемого метал-
ла на их свариваемость принято считать физической
свариваемостью.
4.14. По свариваемости стали подразделяют на че-
тыре группы: хорошо сваривающиеся, удовлетворитель-
но сваривающиеся, сваривающиеся ограниченно и плохо
сваривающиеся. При этом критерием оценки сварива-
емости стали принято считать ее склонность к образо-
ванию трещин и уровень механических свойств сварного
40
соединения по сравнению с теми же свойствами основ-
ного металла.
К группе хорошо сваривающихся сталей относят та-
кие стали, при сварке которых хорошее качество свар-
ных соединений достигается применением режимов
сварки в широких пределах, при любых температурах
окружающего воздуха, без предварительного подогрева,
без подогрева в процессе сварки и без последующей
после сварки термической обработки, если она не пред-
назначена для снятия напряжений.
Стали, которые входят в группу удовлетворительно
сваривающихся, можно сваривать только при положи-
тельных температурах окружающего воздуха (не ниже
+5°С). Требуемое качество сварных соединений дости-
гается применением специальных электродов, флюсов и
режимов сварки в узких пределах. Стали этой группы
подвергают термообработке до сварки и после сварки
по режимам, которые зависят от марки стали и назна-
чения свариваемого изделия. Для сварки элементов
большой толщины из удовлетворительно сваривающихся
сталей рекомендуется предварительный подогрев.
Ограниченно сваривающиеся и плохо сваривающи-
еся стали обладают склонностью к образованию тре-
щин. При сварке этих сталей режимы сварки следует
соблюдать в узких пределах; механические свойства
улучшают соответствующим выбором электродов, при-
садочных материалов, флюсов; применяют предвари-
тельный и сопутствующий подогрев (для плохо свари-
ваемых сталей) и последующую после сварки термиче-
скую обработку. Сварка допускается только при поло-
жительных температурах окружающего воздуха.
4.15. Можно. Однако такой способ оценки сварива-
емости стали приближенный.
Сталь представляет собой сплав железа с углеродом,
в котором могут быть примеси других металлов.
Приближенный метод оценки свариваемости стали
заключается в суммировании содержащихся в ней при-
месей и в сопоставлении полученной величины с про-
центным содержанием углерода в стали.
При суммарном содержании в стали примесей мар-
ганца, кремния, хрома и никеля меньше 1% сталь хоро-
шо сваривается, если содержание углерода не превы-
шает 0,25%; удовлетворительно — при 0,25—0,35%;
углерода; ограниченно — при 0,35—0,45% углерода и
41
chipmaker.ru
плохо — при содержании углерода в стали свыше
0,45 %.
При суммарном содержании указанных примесей от
1 до 3% сталь сваривается хорошо при содержании
углерода до 0,20%, удовлетворительно при 0,2—0,3%,
ограниченно при 0,3—0,4% и плохо сваривается при со-
держании углерода в стали более 0,4 %.
При суммарном содержании указанных примесей в
стали свыше 3% сталь хорошо сваривается при содер-
жании углерода до 0,18%, удовлетворительно при 0,18—
0,28%, ограниченно при 0,28—0,38% и плохо, когда
углерода в стали более 0,38%.
4.16. Трещины представляют собой местное разру-
шение сварного соединения.
В зависимости от температурных условий, при кото-
рых возникают трещины, их подразделяют на холодные,
образующиеся в сварных соединениях преимуществен-
но при нормальной температуре, а также при темпера-
туре до 300° С, и горячие, образующиеся в сварных сое-
динениях при высоких температурах, близких к темпе-
ратуре плавления металла. Горячие трещины распро-
страняются по границам зерен, холодные — пересекают
эти границы.
Склонности металла шва к образованию горячих
трещин способствуют сера, углерод, кремний, водород.
На образование холодных трещин существенное влия-
ние оказывает водород, скапливающийся в пустотах ме-
талла, и толщина свариваемых элементов.
В зависимости от расположения относительно свар-
ного шва трещины подразделяют на продольные и попе-
речные; по расположению в сварном соединении — на
трещины в металле шва, основном металле или зоне
термического влияния
(рис. 4.1.)
4.17. Марганец не
ухудшает свариваемости
стали, если его содержа-
ние не превышает 0,3—
0,8%. В среднемарганцо-
вистых (1,8—2,5% Мп)
сталях марганец повыша-
ет закаливаемость стали
и склонность ее к образо-
ванию трещин при сварке.
Рнс. 4.1. Характер расположения
трещин относительно сварного шва
42
Кремний (Si) не влияет отрицательно на сварива-
емость стали, если его содержание не превышает 0,3%.
В обычных углеродистых сталях кремния содержится
не более 0,2—0,3%. В специальных сталях содержание
кремния достигает 0,8—1,5%. В таких количествах крем-
ний затрудняет сварку из-за высокой жидкотекучести
стали, легкой ее окисляемости и образования тугоплав-
ких окислов.
Хром (Сг) содержится в низкоуглеродистых сталях
в количестве 0,2—0,3%, в конструкционных 0,7—3,5%,
хромистых 12—18%, хромоникелевых 9—35%. Хром
затрудняет сварку, так как усиливает окисление метал-
ла, образует химические соединения с углеродом, повы-
шает твердость металла в переходных зонах и др. Од-
нако при правильном выборе режимов сварки, приса-
дочных материалов, а также при соблюдении техноло-
гического процесса хром не влияет отрицательно на сва-
риваемость стали.
Никель (Ni) в низкоуглеродистых сталях содержит-
ся до 0,2—0,3%, в конструкционных 1—5%, в легиро-
ванных 8—35%. Никель измельчает зерна, повышает
пластичность сталей, не ухудшает их свариваемость.
Молибден (Мо) при содержании в стали 0,15—0,8%
затрудняет сварку, служит причиной образования тре-
щин в сварном шве и переходной зоне, сильно окисля-
ется и выгорает при сварке.
Вольфрам (W) при содержании в стали 0,8—1,8%’
увеличивает твердость и работоспособность при высо-
ких температурах, сильно окисляется при сварке, тре-
бует хорошей защиты от кислорода, затрудняет сварку.
Ванадий (V) обычно содержится в сталях в количе-
стве 0,2—0,8%, в штамповых сталях в пределах 1—
1,5%, сильно окисляется, требует надежной защиты при
сварке. Ванадий затрудняет сварку.
Титан и ниобий содержатся в коррозионно-стойких
сталях в количестве до 1%, не усложняют сварочный
процесс и не ухудшают свариваемость стали.
Медь (Си) в специальных сталях находится в пре-
делах 0,3—0,8%, улучшает ряд свойств стали (проч-
ность, пластичность, ударную вязкость, коррозионную
стойкость) и не ухудшает свариваемость стали.
Сера (S) в стали в количествах, превышающих пре-
дельно допустимые, ухудшает свариваемость, вызывает
появление горячих трещин.
43
chipmaker.ru
Фосфор (Р) в стали в количествах, превышающих
предельно допустимые, ухудшает свариваемость, вызы-
вает появление холодных трещин.
Кислород содержится в сплаве в виде закиси желе-
за, ухудшает свариваемость стали, снижая ее механиче-
ские свойства.
Азот образует химическое соединение с железом
(нитриды) в металле сварочной ванны при ее охлажде-
нии, что снижает пластичность стали.
Водород является вредной примесью в стали; скапли-
ваясь в отдельных местах сварного шва, он образует
газовые пузырьки, вызывает появление пористости и
мелких трещин.
4.18. Среди коррозионно-стойких сталей широкое
применение в сварных конструкциях получили хромис-
тые и хромоникелевые стали. Для их соединения при-
меняют различные способы дуговой сварки. При над-
лежащем соблюдении технологического процесса, учи-
тывающего особенности сварки этих сталей, образова-
ние горячих трещин предупреждается достаточно на-
дежно. В настоящее время сварка коррозионно-стойких
сталей затруднений не вызывает.
Жаропрочные сплавы, деформируемые и литейные,
склонны к образованию горячих трещин при сварке.
Одним из основных условий предотвращения горячих
трещин в металле шва и сварных соединений этих ма-
териалов является выбор надлежащего состава приса-
дочных материалов.
4.19. Алюминиевые сплавы склонны к образованию
горячих трещин. При аргонодуговой сварке вольфрамо-
вым электродом элементов небольшой толщины и при
аргонодуговой сварке плавящимся электродом элемен-
тов толщиной 4 мм и более недостатки свариваемости
алюминиевых сплавов (трещины, пористость) проявля-
ются в меньшей степени. Применение соответствующих
присадочных материалов также устраняет трещины.
Например, алюминиевый сплав АМг склонен к образо-
ванию трещин, при применении прутков из сплава
АМгЗ трещины не образуются..
Литейные алюминиевые сплавы благодаря содержа-
нию кремния 4—13% обладают хорошей сваривае-
мостью при дуговой сварке.
Использование прочных, термически обрабатыва-
емых алюминиевых сплавов АВ, В95, Д16 для сварных
44
изделий нецелесообразно. Эти сплавы обладают повы-
шенной склонностью к образованию трещин.
Для изготовления сварных конструкций успешно
применяют отожженные сплавы АМгЗ и АМгбТ. Эти
сплавы обладают хорошей свариваемостью.
Магниевые сплавы склонны к образованию трещин
при сварке. Из всех деформируемых магниевых сплавов
наименьшей склонностью к образованию трещин обла-
дает сплав МА1. Применяя присадочный материал с
более низкой температурой плавления, чем у сваривае-
мого материала, можно уменьшить склонность магни-
евых сплавов к образованию трещин, улучшить сварива-
емость этих сплавов.
Применяя аргонодуговую сварку вольфрамовым
электродом, устраняют дефекты в отливках всех приме-
няемых в настоящее время литейных магниевых спла-
вов.
Титановые сплавы и титан хорошо свариваются раз-
личными способами дуговой сварки при условии защи-
ты расплавленного металла от воздуха (аргоном, гели-
ем, флюсом при сварке под флюсом и электрошлаковой
сварке).
Титан и его сплавы обладают малой склонностью к
образованию горячих трещин. При сварке некоторых
марок сплава обнаруживается склонность к холодным
трещинам в сварных соединениях, возникающих спустя
после сварки от нескольких часов до нескольких меся-
цев. Соблюдая соответствующую технологию изготовле-
ния сварных изделий из титановых сплавов, можно
обеспечить получение сварных соединений, обладающих
высокой надежностью при хранении и эксплуатации.
4.20. По степени уменьшения склонности к образо-
ванию горячих трещин при дуговой сварке металлы и
их сплавы можно расположить в такой последователь-
ности: 1) магниевые сплавы; 2) алюминиевые сплавы;
3) медные сплавы; 4) низколегированные стали; 5) кор-
розионно-стойкие стали; 6) никелевые сплавы; 7) ти-
тан и его сплавы.
4.21. Сопротивление сварных соединений образова-
нию горячих трещин можно оценить путем сварки тех-
нологических проб. Одни из них дают количественную
оценку, другие — качественную оценку. При этом пред-
полагается, что если трещины не возникнут в металле
образца, то и реальная деталь не разрушится.
45
chipmaker.ru
Для количественной оценки сопротивления металла
образование трещин применяют составную листовую
пробу. Несколько пластин (рис. 4.2) различной ширины
соединяют прихватками с одной стороны. Затем их сва-
СШ ТУТПТП ПТТПТГ пппд ШИШ щш>-|
ривают в направлении рас-
ширения пластин. В местах
пересечения стыка пластин
сварным швом образуются
трещины. Чем меньше ши-
Рис. 4.2. Составная листовая рина пластины, при сварке
п₽оба которой трещины не обра-
зуются, тем больше стой-
кость металла шва против образования горячих тре-
щин.
Для качественной оценки сопротивления металла
шва образованию горячих трещин может быть использо-
вана проба в виде наплавки валика на лист толщиной
12—25 мм. Трещины в металле шва и околошовной зоне
выявляют путем исследования макрошлифов, попереч-
ного и продольного. Такую пробу используют для вы-
бора режимов сварки и электродов.
Склонность металла к образованию горячих трещин
при сварке можно оценивать также и по круговой про-
бе. Она заключается в автоматической сварке круглых
пластин (диаметром 60, 70, 80 мм и т. д.) в пластину
размером 300X300 мм, толщиной 2; 3 мм и т. д. За кри-
терий склонности металла к
образованию горячих трещин
принимают минимальный диа-
метр круговой пластины, в
круговом шве которой начина-
ют возникать трещины.
4.22. Среди других техно-
логических проб для оценки
сопротивления металла обра-
зованию холодных трещин мо-
жет быть использована пла-
стина с цилиндрической вы-
точкой (рис. 4.3), по диамет-
ру которой наплавляют валик.
Устанавливают наличие тре-
щин в околошовной зоне в за-
висимости от условий охлаж-
дения образца.
Рис. 4.3. Образец пробы для
оценки сопротивления ме-
талла образованию холод-
ных трещин
46
По результатам испытаний стали делят на четыре
группы: 1) хорошо сваривающиеся — не дающие тре-
щин при охлаждении образца водой; 2) удовлетвори-
тельно сваривающиеся — не дающие трещин при охлаж-
дении на воздухе, но разрушающиеся при водяном ох-
лаждении; 3) ограниченно сваривающиеся — требую-
щие подогрева до более высокой температуры.
ЧУГУН, УГЛЕРОДИСТЫЕ И ЛЕГИРОВАННЫЕ СТАЛИ
Вопросы
4.23. Какой процесс называют кристаллизацией и как он протекает?
4.24. Какой металлический сплав называют сталью, какие элементы
присутствуют в составе любой стали и являются важнейшими
и определяющими основные ее свойства?
4.25. Кому принадлежит приоритет открытия превращений в сталях
и критических точек?
4.26. Какой сплав называют чугуном и как разделяются чугуны по
структуре?
4.27. Как различаются стали по способу раскисления?
4.28. Как подразделяются стали по химическому составу?
4.29. Как подразделяются углеродистые стали в зависимости от ко-
личества содержащегося в них углерода?
4.30. Какие стали называются легированными?
4.31. Как подразделяются легированные стали в зависимости от ко-
личества содержащихся в них легирующих элементов?
4.32. Какое влияние оказывают легирующие элементы на некоторые
свойства стали?
4.33. Как маркируют чугун, углеродистые и легированные стали?
4.34. Из каких сталей изготовляют сварные конструкции?
4.35. Какие стали и сплавы относятся к числу обладающих особыми
физическими свойствами?
Ответы
4.23. Когда металл из жидкого состояния переходит
в твердое, образуются кристаллы. Такой процесс назы-
вают кристаллизацией. Он состоит из появления заро-
дышей — центров кристаллизации и роста кристаллов
(рис. 4.4).
Вначале каждый кристаллик, образовавшийся в
жидком металле, растет свободно, имеет правильную
геометрическую форму. Одновременно также развива-
ются и другие кристаллы. Когда они, увеличиваясь, на-
чинают соприкасаться друг с другом, их правильная
форма нарушается, они приобретают округленную
форму в виде зерна. Такие кристаллы принято назы-
вать зернами.
47
chipmaker.ru
В зависимости от того, как протекал процесс крис-
таллизации, зерна могут быть крупными, видимыми не-
вооруженным глазом, и мелкими, которые можно рас-
смотреть только при помощи микроскопа.
Кристаллическое строение металла или сплава на-
зывают структурой. Крупное строение металлов, види-
мое невооруженным глазом или в лупу, называют ма-
кроструктурой, мелкое строение металлов, видимое
только в микроскоп при большом увеличении, называют
микроструктурой.
Рис. 4.4. Схема образования кристаллов (1—6 — стадии кристалли-
зации)
4.24. Сплав железа с углеродом называют сталью,
если содержание углерода в стали не превышает 2%.
В составе любой стали присутствуют железо и углерод.
Углерод является важнейшим элементом стали, оп-
ределяющим ее основные свойства.
4.25. Основные элементы (компоненты) в твердом
сплаве образуют механическую смесь кристалликов ис-
ходных материалов или находятся в химическом соеди-
нении друг с другом или в виде так называемого твер-
дого раствора.
48
Русский металлург Д. К. Чернов впервые открыл,
что превращения в сплаве (изменения его структуры)
происходят не только в жидком состоянии при затвер-
девании сплава, но и в твердом состоянии. Он обнару-
жил температуры, при которых начинается и заканчи-
вается процесс превращения в металле или сплаве. Эти
температуры называют критическими точками (точки
Чернова).
В зависимости от температуры и содержания углеро-
да сплавы имеют соответствующие структуры.
4.26. Сплав железа с углеродом с содержанием
углерода более 2% называют чугуном. По структуре
различают белый, серый и ковкий чугун.
Белый чугун очень хрупкий и твердый, по цвету по?
верхность его излома белая. В белом чугуне большая
часть углерода химически соединена с железом. Это
соединение (Fe3C) очень хрупкое.
Серый чугун мягкий, хорошо обрабатывается режу-
щим инструментом, поверхность его излома имеет се-
рый цвет. В сером чугуне большая часть углерода нахо-
дится в свободном состоянии в виде включений графита
различной формы. ...
Ковкий чугун получают из отливок белого чугуна
путем длительного нагрева при температуре 1000° С.
По механическим свойствам он прочнее серого чугуна и
пластичнее белого чугуна — занимает промежуточное
значение между сталью и серым чугуном. Название
ковкий — условное, чугуны не используются в виде по-
ковок, они практически не куются.
4.27. По способу раскисления различают спокойную,
кипящую и полуспокойную стали.
Кипящие стали полностью не раскислены при вы-
плавке, содержание в них кремния не превышает 0,05—•
0,07%. В процессе заливки изложниц сталь кипит, вы-
деляя большое количество газов. В средней части про*
катанного металла из кипящей стали содержание серы
может достигать 0,15% при среднем содержании 0,05%.
При изготовлении спокойной стали металл до раз-
ливки полностью раскисляют (очищают от закиси же-
леза) марганцем, кремнием, алюминием. Такой металл
спокойно затвердевает в изложницах, без кипения и
выделения газов, слиток получается более однородным
и плотным, содержание кремния в стали не менее 0,12%.
В спокойной стали ликвация наблюдается в значи-
49
chipmaker, ru
тельно меньшей степени. Для сварных соединений это
имеет существенное значение. Если, например, скопле-
ния серы попадут в сварной шов, то в нем могут обра-
зоваться горячие трещины, которые при эксплуатации
конструкции могут стать началом разрушения. Спокой-
ные стали по качеству лучше кипящих.
Полуспокойная сталь занимает промежуточное по-
ложение между спокойной и кипящей сталью. Содер-
жание в ней кремния находится в пределах 0,05—0,17%.
4.28. По химическому составу стали подразделяют
на углеродистые (не содержащие легирующих компо-
нентов, кроме углерода), легированные (содержащие,
помимо углерода, и другие легирующие компоненты) и
сплавы.
4.29. Углеродистые стали подразделяются на низко-
углеродистые (с содержанием углерода до 0,25%), сред-
неуглеродистые (с содержанием углерода 0,25—0,6%)
и на высокоуглеродистые (с содержанием углерода
0,6—2%).
4.30. Любая сталь кроме железа и углерода содер-
жит примеси других элементов. Одни из них невозможно
полностью удалить при выплавке стали (сера, фосфор),
другие необходимо вводить при производстве стали
(марганец, кремний). Могут быть и случайные примеси,
образовавшиеся при переплаве других сталей, при при-
менении руд, содержащих медь, и др. Все эти примеси
технологически неизбежны, их количество в стали не-
значительно, и они не являются легирующими элемен-
тами.
Стали, в состав которых специально вводят заданное
количество легирующих элементов для получения тре-
буемых свойств, называют легированными.
Например, сталь с содержанием марганца 0,5—0,7%'
не является легированной. Это количество марганца
остается при выплавке стали. Если же в стали должно
быть марганца 1 % и более, то для выплавки такой ста-
ли марганец нужно специально вводить. В таких сталях
марганец уже является не примесью, а легирующим
компонентом, и сталь считается легированной марган-
цовистой.
В зависимости от легирующих компонентов, введен-
ных в сталь, легированные стали приобретают соответ-
ствующие названия. Стали, содержащие хром, называ-
ют хромистыми; хром и никель — хромоникелевыми;
50
хром, марганец, кремний — хромомарганцевокремнис-
тыми и т. д.
4.31. Легированные стали в зависимости от содер-
жания в них легирующих компонентов подразделяются
на низколегированные (с содержанием легирующих
компонентов, кроме углерода, не более 2,5%), средне-
легированные (с содержанием легирующих компонен-
тов, кроме углерода, 2,5—10%) и высоколегированные
(с содержанием легирующих компонентов, кроме угле-
рода, свыше 10%).
Низколегированные стали предназначены для свар-
ных конструкций, работающих при обычных температу-
рах. В качестве легирующих элементов содержат неде-
фицитные металлы, например марганец, кремний, хром.
Низколегированные стали, применяемые в сварных кон-
струкциях, работающих при повышенных температурах
(до 500°С), отличаются от других низколегированных
сталей содержанием молибдена или молибдена и хрома,
повышающих прочность стали при указанных темпера-
турах.
4.32. Углерод — с увеличением его содержания по-
вышается твердость и снижается пластичность стали.
Хром повышает твердость и прочность. При содер-
жании более 12% хрома сталь становится коррозионно-
стойкой и жаростойкой.
Никель повышает прочность, вязкость и пластич-
ность стали. При содержании 24—26% никеля сталь
становится немагнитной и коррозионно-стойкой.
Молибден повышает прочность, твердость, способст-
вует увеличению жаростойкости и жаропрочности.
Вольфрам способствует сохранению твердости при
нагреве, повышению износостойкости и красностойко-
сти.
Титан влияет на измельчение зерен стали при нагре-
ве и улучшает ее механические свойства.
Марганец увеличивает прочность и твердость стали.
Кремний повышает твердость, прочность и вязкость
стали.
Бор раскисляет сталь, повышает ее механические
свойства.
4.33. Чугуны маркируют по буквенно-цифровой сис-
теме; первые буквы С, К и В обозначают серый, ковкий
и высокопрочный чугуны соответственно; вторая буква
во всех чугунах (Ч) обозначает чугун; первые две циф-
51
chipmaker.ru
ры указывают на предел прочности при растяжении, а
вторые две — при изгибе. Например, у серого чугуна
марки СЧ 35—56 буквы СЧ обозначают серый чугун;
35 и 56 — пределы прочности при растяжении и изгибе
соответственно.
В марках среднеуглеродистых сталей после букв Ст
(означает сталь) стоят цифры, обозначающие среднее
содержание углерода в сотых долях процента. Если пос-
ле цифр стоит буква А, то это означает, что сталь по-
ставляется металлургическими заводами с гарантиро-
ванными свойствами.
Степень раскисления стали обозначается индексами:
кп — кипящая, пс — полуспокойная, сп —• спокойная,
которые ставят после марки стали. Например, СтЗкп,
СтЗсп и т. п.
В марках низко- и среднелегированных сталей пер-
вые две цифры показывают среднее содержание углеро-
да в сотых долях процента, легирующие компоненты
обозначают русскими буквами: марганец — Г. крем-
ний — С, хром — X, никель — Н, молибден — М, воль-
фрам — В, алюминий — Ю, титан — Т, ниобий —
ванадий — Ф, медь — Д, кобальт — К, бор — Р, азот —
А. Цифрами, стоящими за этими буквами, обозначается
содержание компонента. Отсутствие цифры за буквой
означает, что данный компонент содержится в стали в
количестве до 1 %.
4.34. Из низкоуглеродистой и низколегированных
сталей. Для сварных конструкций ответственного назна-
чения, таких, как мосты, подкрановые балки, котлы,
суда, резервуары, газопроводы, нефтепроводы и др.,
применяют стали только спокойной плавки.
4.35. Коррозионно-стойкие, кислото-, окйлино- и из-
носостойкие, жаропрочные, магнитные, немагнитные
электротехнические сплавы с высоким электрическим
сопротивлением и др.
Коррозионно-стойкие стали обладают высокой стой-
костью против атмосферной коррозии; кислотостойкие
стали обладают высокой коррозионной стойкостью про-
тив воздействия различных кислот; окалиностойкие ста-
ли не дают окалины при высоких температурах; жаро-
прочные стали и сплавы сохраняют одновременно высо-
кую прочность и окалиностойкость при высоких темпе-
ратурах.
52
Стали и сплавы с особыми физическими свойствами
разделяют на деформируемые и литейные.
Коррозионно-стойкие и жаропрочные стали и спла-
вы широко применяют в сварных конструкциях.
НЕКОТОРЫЕ ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
Вопросы
4.36. Какими выгодными свойствами обладают алюминиевые
сплавы?
4.37. Какими выгодными свойствами обладают титановые сплавы?
4.38. Какими свойствами обладает медь и ее сплавы?
Ответы
4.36. Алюминий и его сплавы обладают высокой
прочностью, малой плотностью, хорошими антикорро-
зионными свойствами. Наиболее широкое применение в
сварных конструкциях получили сплавы АМг, АМгЗ,
АМгбВ, АМгб.
Алюмикигвые. ввиавы широко примоншот в оамоие*
тостроении, судостроении, в конструкциях, перекрыва-
ющих большие пролеты (мосты, ангары, спортивные со-
оружения) .
4.37. Титановые сплавы обладают высокими механи-
ческими свойствами, малой плотностью, теплоустойчи-
востью, коррозионной стойкостью. Титан и его сплавы
используют в самолетостроении, судостроении и других
отраслях техники.
4.38. В сварных конструкциях применяют несколько
марок технической меди. Она обладает высокой элек-
тропроводимостью, теплопроводностью, коррозионной
стойкостью, а также хорошо обрабатывается давле-
нием.
Медь нечувствительна к низким температурам, для
нее характерно сохранение высокой пластично-
сти.
Среди других медных сплавов в сварных конструк-
циях широко используют хромистую бронзу БрХ0,5,
марганцевую бронзу БрМцб и др. Медь также исполь-
зуют в сварных соединениях со сталью.
Аргонодуговая сварка — наиболее распространен-
ный сйособ соединения меди и ее сплавов.
53
chipmaker.ru
ТЕРМИЧЕСКАЯ ОБРАБОТКА МЕТАЛЛОВ
Вопросы
4.39. Какие параметры характеризуют режим термической обра-
ботки?
4.40. Для какой цели применяется термическая обработка металлов?
4.41. Какие виды термической обработки стальных деталей являют-
ся основными?
4.42. Каким видам термической обработки подвергают отливки из
чугуна?
4.43. Каким видам термической обработки подвергают алюминиевые
сплавы?
4.44. Каким видам термической обработки подвергают титан и его
сплавы?
4.45. Какую термическую обработку называют химико-термической
обработкой?
Ответы
4.39. Температура и скорость нагрева, время вы-
держки при заданной температуре нагрева и скорость
охлаждения.
4.40. В процессе термической обработки в металле
происходят превращения, в результате которых улуч-
шаются прочностные свойства; устраняются напряже-
ния, возникающие при выполнении различных техноло-
гических операций; повышается износостойкость; при-
даются металлу требуемая твердость, хорошая обраба-
тываемость режущим инструментом и др.
4.41. Отжиг, нормализация, закалка и отпуск.
Отжиг заключается в нагреве металла до определен-
ной температуры, выдержке при этой температуре и за-
тем медленном охлаждении вместе с печью. Отжиг при-
меняют для снятия внутренних напряжений, повышения
механических свойств, улучшения обрабатываемости
режущим инструментом, снижения твердости.
Нормализация заключается в нагреве стали до оп-
ределенной температуры, выдержке при этой темпера-
туре и затем охлаждении на спокойном воздухе. Норма-
лизацией устраняют внутренние напряжения, наклеп,
повышает механические свойства и др.
Закалка заключается в нагреве стали до определен-
ной температуры, выдержке при этой температуре и за-
тем быстром охлаждении в воде или масле. Закалкой
придают деталям высокую твердость, прочность, изно-
состойкость и другие свойства,
54
Отпуск заключается в нагреве закаленной стали до
определенной температуры и последующем ее охлаж-
дении. Необходимость отпуска вызывается тем, что в
закаленной детали появляется не только твердость и
прочность, но и большие внутренние напряжения. По-
следние необходимо устранить, так как они делают де-
таль хрупкой и легко разрушаемой от ударных и изги-
бающих нагрузок. Отпуск снимает внутренние напря-
жения, возникшие в детали при закалке, и повышает
вязкость закаленной стали.
4.42. Отжигу, закалке с последующим отпуском, ис-
кусственному старению.
Отжиг применяют для уменьшения твердости и улуч-
шения обрабатываемости отливок режущим инструмен-
том.
Закалку с последующим отпуском применяют для
деталей, предназначенных для работы на истирание.
Искусственное старение применяют вместо естест-
венного старения отливок, размеры которых после меха-
нической обработки должны сохраняться точными. В
отливках сложной формы имеются остаточные напря-
жения, которые с течением времени искажают размеры.
Искусственное старение сокращает производственный
цикл.
4.43. Искусственному старению, отжигу, закалке и
естественному старению.
4.44. Отжигу, упрочняющей термической обработке,
старению, а также термической обработке для повы-
шения пластичности.
4.45. Химико-термическая обработка стали состоит
в искусственном изменении химического состава ее по-
верхностных слоев для повышения твердости и износо-
стойкости стальных деталей. Химический состав поверх-
ностных слоев стали изменяется благодаря проникнове-
нию в них различных элементов из среды, в которую
деталь помещают для насыщения.
Цементация — насыщение стальных деталей углеро-
дом. Различают твердую цементацию (в смеси нагре-
тых березового угля и солей бария и натрия) и газо-
вую цементацию (в атмосфере нагретых углеродсодер-
жащих газов — метана и окиси углерода).
Нитроцементация — насыщение стальных деталей
углеродом и азотом одновременно в атмосфере нагре-
тых газов.
55
chipmaker.ru
Цианирование — насыщение стальных деталей в
ваннах с расплавленными солями, которые при нагрев®
распадаются, выделяя углерод и азот.
Азотирование — насыщение поверхности стальных
деталей в атмосфере нагретого азотсодержащего газа.
Алитирование — насыщение поверхности стальных
деталей алюминием для придания им жаростойкости.
Хромирование — повышение твердости и жаростой-
кости деталей насыщением хрома в высокотемператур-
ной газовой среде.
5. КРАТКИЕ СВЕДЕНИЯ О МЕТАЛЛУРГИИ
СВАРКИ
Дуговая сварка — сложный процесс, характеризую-
щийся малым объемом расплавленного металла, быст-
рым протеканием нагрева металла до расплавления,
быстрым затвердеванием расплавленного материала и
охлаждением до температуры окружающей среды од-
новременно одного и более металлов, необходимостью
применения металлургических операций раскисления,
легирования, рафинирования и др.
Дуговая сварка предназначена для получения свар-
ных соединений высокого качества из разнообразных ма-
териалов, применяемых в сварочной технике.
РАСПЛАВЛЕННЫЙ МЕТАЛЛ И ШЛАКИ
Вопросы
5.1. Какие металлургические процессы протекают в сварочной
ванне?
5.2. Что собой представляют сварочные шлаки?
5.3. Какую роль играют сварочные шлаки в формировании хими-
ческого состава металла сварочной ванны?
5.4. Какими теплофизическими и технологическими свойствами долж-
ны обладать сварочные шлаки?
5.5. Чем вызывается образование в сварных швах шлаковых вклю-
чений?
5.8. Как влияют шлаковые включения на металл сварного шва?
5.7. Что следует предпринимать для получения чистого от шлако-
вы?; включений металла шва?
5.8. В чем пооявляется отрицательное воздействие воздуха, окру-
жающего расплавленный металл сварочной ванны?
5.9. Насыщается ли металл сварочного шва кислородом только из
воздуха?
5.10. Как осуществляется защита металла сварочной ванны от воз-
действия воздуха?
56
5.11. Достаточна ли газовая защита сварочной ванны для сохра-
нения свойств металла сварного шва?
5.12. Влияет ли длина дуги при сварке иа степень насыщения ме-
талла шва кислородом и азотом?
5.13. Какая защита расплавленного металла более аффективна:
инертными газами или с помощью обмазок электродов и флю-
сов?
5.14. Чем вызывается образование пустот в металле шва?
5.15. Как влияет пористость в металле шва на механические свой-
ства сварного соединения?
5.16. Влияет ли режим сварки на образование газовой пористости?
Ответы
5.1. Сварочная ванна представляет собой расплав-
ленный участок металла, в котором перемешиваются
свариваемый металл детали, присадочный металл и
шлак (при сварке в среде защитных газов в металле
сварочной ванны отсутствует шлак либо шлак и приса-
дочный материал в зависимости от того, производится
сварка с присадочным материалом или без него).
В сварочной ванне металл окисляется, раскисляется
и легируется. Там же в металле образуются газовые
пузырьки, поры, раковины и шлаковые включения и
формируется сварной шов.
В процессах, протекающих в сварочной ванне, боль-
шую роль играет воздух, соприкасающийся с расплав-
ленным металлом и отрицательно влияющий на свой-
ства металла. В связи с этим возникает необходимость
защиты расплавленного^'металла сварочной ванны от
воздействия воздуха.
5.2. В сварочной ванне при ручной дуговой сварке
и автоматической под флюсом образуется неметалличе-
ский материал — сварочный шлак. Он представляет со-
бой расплавленные элементы электродных покрытий или
сварочного флюса.
Химический состав шлака определяется компонента-
ми электродных покрытий или флюса. Шлаки состоят из
окислов кремния SiO2, титана Ti2O2, марганца МпО2,
железа Fe2O3 и солей различных кислот:
В процессе сварки металл сварочной ванны, нагре-
тый до температуры, превышающей его температуру
плавления, взаимодействует со шлаками. Взаимо-
действие металла со шлаками может улучшать качество
металла, но может и ухудшать химический состав ме-
талла. Все зависит от содержания химических реакций
между расплавленным металлом и шлаком, а также от
57
chipmaker.ru
физического растворения в металле элементов окружаю-
щего его расплавленного шлака.
5.3. Ванна расплавленного металла при сварке по-
крыта шлаком. Шлак появляется из электродных по-
крытий, флюсов, а также в результате взаимодействия
металла с газами. Шлаки представляют собой расплавы
неметаллических соединений — окислов и прочих соеди-
нений. В расплавленном состоянии металл и шлак пред-
ставляют собой несмешивающиеся жидкости. Шлаки не
растворяются в металлах (кроме некоторых элементов,
их составляющих).
Сварочные шлаки, которыми покрыт расплавленный
металл, защищают его от вредного воздействия возду-
ха, предохраняют расплавленные капли электродного
металла от воздуха при их прохождении через дуговой
промежуток. Кроме того, в результате химического
взаимодействия между металлом и шлаком шлак рас-
кисляет металл сварочной ванны, растворяет вредные
примеси, легирует металл шва, накапливая теплоту, за-
медляет охлаждение металла шва, что способствует
улучшению его качества. В зависимости от элементов,
составляющих шлак, его химическое воздействие на
жидкий металл может быть окисляющим или раскис-
ляющим.
5.4. Для получения необходимых свойств металла
шва важное значение имеют физические и технологи-
ческие свойства шлака.
Сварочный шлак должен обладать меньшей темпе-
ратурой плавления, чем основной металл (примерно на
200—350°С). Это необходимо для того, чтобы шлак в
расплавленном состоянии полностью покрывал всю по-
верхность сварочной ванны (эффективнее защитное
действие шлака, улучшается формирование шва). Шлак
должен иметь плотность меньше, чем плотность основ-
ного металла; хорошую жидкотекучесть для быстрого
протекания в нем химических процессов; хорошие за-
щитные свойства расплавленного металла от воздуха и
вместе с тем легко пропускать газы, выделяющиеся из
ванны металла; хорошую растворимость различных со-
единений; минимальное количество вредных примесей;
способность легко отделяться от металла сварного шва
в твердом состоянии.
5.5. Шлаковые включения в металле шва отрица-
тельно влияют на его свойства. Они являются резуль-
58
татом присутствия в электродных покрытиях и флюсах
кварца SiO2 и корунда А12О3. Эти включения образуют
с окислами (MnO, FeO) легкоплавкие включения. В ме-
талл шва из покрытий и флюсов может переходить
сера, образуя соединение с железом (сульфид железа
FeS). Такое соединение повышает склонность металла
шва к появлению трещин при высоких температурах.
К неметаллическим включениям относятся также хими-
ческие соединения азота с металлами. При дуговой свар-
ке сталей наибольшее влияние на свойства металла шва
оказывают натриды железа (химическое соединение
азота с железом). Они обладают высокой твердостью
и резко снижают пластические свойства металла.
5.6. Шлаковые включения делают металл неодно-
родным, ухудшают его свойства. По химическому соста-
ву шлаковые включения отличаются от наплавленного
металла, что способствует появлению коррозии.
5.7. Для уменьшения шлаковых включений в метал-
ле сварного шва зачищают поверхности в местах свар-
ки; удаляют ржавчину, окалину и загрязнения со сва-
риваемых поверхностей; зачищают поверхности свар-
ных швов при многослойной сварке; увеличивают тол-
щину слоя флюса для замедления скорости охлаждения
сварного шва при сварке под флюсом; вводят в состав
электродных покрытий и флюсов элементы, снижающие
температуру плавления окислов и образующие соедине-
ния, легко всплывающие в металле и удаляемые вместе
со шлаковой коркой.
5.8. При сварке расплавленный металл поглощает
из воздуха кислород и азот. В результате насыщения
металла этими газами его механические свойства ухуд-
шаются.
Кислород в металле вызывает снижение предела
прочности, предела текучести и ударной вязкости метал-
ла, а азот значительно снижает относительное удлине-
ние металла.
Кислород и азот — вредные примеси в металле свар-
ного шва. Вопросам уменьшения содержания этих газов
в металле шва уделяют существенное внимание при
разработке сварочных материалов и технологии
сварки.
5.9. Нет. Окисление металла сварочной ванны про-
исходит также за счет кислорода, который выделяется
при сварке из компонентов обмазок, флюсов и др.
59
chipmaker.ru
5.10. Для предохранения металла сварочной ванны
от воздействия воздуха создают газовую защиту, кото-
рая оттесняет воздух от расплавленного металла. В ре-
зультате снижается возможность растворения кислорода
и азота воздуха в жидком металле.
Защитные газы образуются при сгорании компонен-
тов покрытия электродов (при ручной дуговой сварке)
и флюсов (при сварке под флюсом).
При сварке в среде защитных газов зону сварки за-
щищают от воздуха аргоном, гелием, углекислым газом,
смесью газов и др.
5.11. Нет, недостаточна. Газовая защита металла сва-
рочной ванны не обеспечивает во всех случаях полу-
чение металла сварного шва, равнопрочного основному
металлу и не отличающегося от него по химическому
составу.
Газовая защита расплавленного металла не исклю-
чает выгорания отдельных его элементов. В связи с
этим металл сварного шва становится хуже основного
металла.
5.12. Влияет. С увеличением длины сварочной дуги
длительность пребывания расплавленной капли метал-
ла в дуговом промежутке увеличивается. Поэтому на-
сыщение капли металла кислородом и азотом будет
повышаться, так как оно происходит на всем пути кап-
ли до ее попадания в сварочную ванну. Из условия
уменьшения насыщения металла шва кислородом и азо-
том воздуха короткая сварочная дуга более целесооб-
разна, чем длинная.
5.13. Защита расплавленного металла сварочной
ванны инертными газами более эффективна. Аргон, ге-
лий, смеси этих газов, а также углекислый газ специ-
ально вводят в зону сварки, они практически не раство-
ряются в металле.
5.14. Образование пустот в металле шва вызывают
газы, выделяющиеся из жидкого наплавленного металла
при его охлаждении и затвердевании. Поры образуются
внутри металла сварного шва и на его поверхности.
Образование газовых пор в металле шва при сварке
вызывается наличием влаги и окислов в присадочных
материалах, а также влагой, окалиной и ржавчиной на
кромках свариваемых материалов. Кроме того, наличие
в основном металле растворенного водорода также при-
водит к газовыделению и образованию пористости.
60
Водород играет главную роль в образовании пор
при сварке. Растворившись в металле сварочной ванны,
водород выделяется при кристаллизации металла. По-
этому очень важно, чтобы обмазка электродов не была
сырой, сварочный флюс не был влажным, со сваривае-
мых поверхностей перед сваркой были удалены ржав-
чина, масло и другие загрязнения.
Оставшиеся в металле шва газы повышают его хруп-
кость и твердость и снижают пластичность.
5.15. Поры в наплавленном металле снижают его
механические свойства. Крупные поры более вредны,
чем мелкие, равномерно расположенные. Поры служат
концентраторами напряжений. Они способствуют обра-
зованию трещин и разрушению сварного соединения.
5.16. Влияет. Наличие пор в сварном шве зависит от
режима сварки. Чем больше скорость охлаждения ме-
талла, тем более благоприятны условия для образова-
ния пор, так как при этом металл относительно меньше
находится в расплавленном состоянии и газы не успе-
вают выделиться из расплава.
При сварке на режимах, обеспечивающих большую
тепловую мощность сварочной дуги, и при малых скоро-
стях сварки пористость не образуется.
Сварка элементов соединений малой и большой тол-
щины на одинаковых режимах приводит к образованию
пор в металле сварного шва из элементов большой тол-
щины.
КРИСТАЛЛИЗАЦИЯ МЕТАЛЛА ШВА
Вопросы
5.17. Как можно приблизить свойства металла шва к свойствам
свариваемого основного металла?
5.18. Какие легирующие элементы вводят в обмазки электродов?
5.19. Как осуществляется легирование металла сварного шва с по-
мощью сварочной проволоки?
5.20. Как протекает процесс кристаллизации металла в сварочной
ванне?
5.21. Какие металлы образуют металл сварного шва?
5;22. Как влияют отдельные стадии процесса сварки на структуру
и свойства металла шва?
Ответы
5.17. Свойства металла определяются его составом и
структурой. Структура литого металла, как правило,
61
chipmaker.ru
хуже структуры деформированного свариваемого основ-
ного металла. Поэтому наиболее эффективным сред-
ством улучшения свойств металла сварного шва являет-
ся придание ему соответствующего химического со-
става.
Решение задачи регулирования химического соста-
ва металла шва достигается с помощью сварочных мате-
риалов (обмазок электродов, сварочной проволоки
и др.).
5.18. В состав обмазок электродов легирующие эле-
менты (хром, марганец, кремний, молибден и др.) вво-
дят в виде соединений с железом (феррохром, ферро-
марганец, ферросилиций, ферромолибден и др.). Кроме
того, в обмазки могут быть введены окислы и другие
соединения легирующих элементов (окись меди, окись
хрома, углекислый никель и др.).
Применяя качественные электроды соответствующих
марок, можно получить сварные швы, металл которых
будет обладать необходимыми (заданными) физически-
ми и механическими свойствами.
5.19. При таком способе легирования металла шва при
сварке используют сварочную проволоку, в состав ко-
торой введены легирующие элементы при ее выплавке.
Например, для придания сварному шву жаростойкости
и жаропрочности при сварке жаропрочных сплавов в
состав проволоки могут быть введены хром, молибден
и другие материалы; для повышения стойкости метал-
ла шва против образования горячих трещин при свар-
ке жаропрочных сплавов в состав сварочной проволоки
вводят молибден или вольфрам, бор и другие материа-
лы в соответствующих количествах.
5.20. Металл сварочной ванны при кристаллизации
находится одновременно под воздействием теплоты сва-
рочной дуги и холодного нерасплавленного металла де-
тали. Дуга вводит теплоту, окружающий металл отво-
дит теплоту.
Вначале зарождаются центры кристаллизации, пре-
имущественно в быстро охлаждающихся местах, а за-
тем начинают расти зерна затвердевающего металла.
Когда границы растущих соседних зерен соприкасают-
ся, рост одних зерен прекращается, а других продол-
жается. Затвердевание (кристаллизация) сварного шва
идет непрерывно, в течение сварочного процесса — рас-
плавления основного и присадочного металла.
62
5.21. Металл сварного шва представляет собой сплав
свариваемого (основного) и присадочного металлов.
На соотношение между основным и присадочным ме-
таллами в сварном шве влияют способ сварки, объем
наплавленного металла, скорость сварки и др. Так, на-
пример, при ручной дуговой сварке количество основно-
го металла в металле сварного шва составляет 30—50%,
а электродного металла 70—50%• При автоматической
сварке под флюсом количество основного металла в
металле шва возрастает и составляет 60—70%, а при-
садочного металла 40—30%.
5.22. Процесс образования сварного соединения на-
чинается с нагрева и расплавления основного и элект-
родного металлов. При этом, хотя расплавление элек-
трода сопровождается газовыделением, эта стадия про-
цесса сварки не оказывает существенного влияния на
свойства металла шва.
Следующий этап сварочного процесса отличается от
предыдущего тем, что металл шва, пребывая в расплав-
ленном состоянии, изменяет свой химический состав за
счет выгорания некоторых элементов соединения желе-
за с кислородом и азотом и за счет растворения газов.
Наконец, наступает последний период процесса
сварки — кристаллизация металла, которая определяет
его строение и структуру. Скорость охлаждения сплава
неодинакова по сечению шва. В результате структура ме-
талла получается неравномерной.
Наплавленный металл по своей структуре отличает-
ся от структуры обычного стального литья более мел-
кой дендритной структурой. Это объясняется тем, что в
отличие от литья при сварке металл расплавлен в не-
большом объеме и после быстрого высокотемпературно-
го нагрева закристаллизован при большой скорости теп-
лопередачи (охлаждения) в основной металл.
ТРЕЩИНЫ ПРИ СВАРКЕ
Вопросы
5.23. Какие трещины возникают в металле сварного шва?
5.24. Как влияют некоторые элементы, входящие в химический со-
став стали, на ее стойкость против образования горячих тре-
щин?
5.25. Какие факторы технологического характера могут вызвать об-
разование трещин при сварке?
63
chipmaker.ru
5.26. Как влияет скорость сварки на образование трещин?
5.27. Какие факторы повышают склонность стали к образованию го-
рячих трещии?
5.28. Какие факторы повышают склонность стали к образованию
холодных трещин?
5.29. Чем разнятся между собой меры предупреждения трещин при
сварке элементов малой и большой толщины?
Ответы
5.23. В сварных соединениях и швах различают два
вида трещин: горячие трещины, которые образуются
при высоких температурах, близких к температуре
плавления металла, и холодные трещины, которые об-
разуются ниже этих температур. При этом образовав-
шиеся при сварке трещины свидетельствуют о хрупком
разрушении без предшествующего ему пластического
деформирования даже при сварке пластичных материа-
лов. Эти вопросы очень сложны, а их объяснение не
всегда достаточно для предупреждения появления тре-
щин при сварке деталей. Вместе с тем можно руковод-
ствоваться нижеследующим объяснением для понима-
ния происходящих при сварке металлургических про-
цессов.
При медленном растяжении стального образца при
комнатной температуре он разрушается по зерну, а при
высокой температуре излом происходит по границе
зерна.
Если в результате неравномерного нагрева при
сварке, условий закрепления свариваемых элементов, их
химического состава и др. возникшие напряжения (при
высоких температурах) будут больше предела прочно-
сти основного металла, трещины образуются по меж-
кристаллитным прослойкам, так как при высокой тем-
пературе, начиная с определенной границы, прочность
межкристаллитных прослоек меньше прочности основно-
го зерна. Если суммарные напряжения при сварке
меньше прочности основного металла, то горячие тре-
щины не возникнут.
Горячие трещины образуются на стыках столбчатых
кристаллов и между кристаллитами. Они располагают-
ся по границам зерен. И, наконец, если суммарные на-
пряжения превысят предел прочности основного метал-
ла при температуре 200—-250° С, то образование трещин
Неизбежно по зерну, так как при этом прочность меж-
64
кристаллитных прослоек выше прочности основного ме-
талла.
Трещины, образовавшиеся при ручной сварке, име-
ют темный цвет, при сварке под флюсом — светло-жел-
тый или светло-коричневый цвет. В сварных швах под
флюсом иногда не обнаруживается характерная окрас-
ка трещин. Это объясняется тем, что при остывании
шва под флюсом металл не соприкасается с газами воз-
духа и не окисляется.
Горячие трещины образуются вдоль и поперек свар-
ного шва, выходя на поверхность металла или остава-
ясь внутри шва.
5.24. Повышенное содержание углерода, серы, крем-
ния в металле и недостаточное содержание марганца в
металле могут резко снизить стойкость стали против
образования горячих трещин.
Химический состав низкоуглеродистой стали относит-
ся к числу оптимальных по стойкости против образова-
ния горячих трещин при сварке под фЛ1°с°м- Вместе
с тем и при таких благоприятных условиях необходи-
мо, чтобы коэффициент формы сварного шва (отноше-
ние ширины к глубине) был не более 1,3 для стыковых
швов и не более 1,3 для угловых швов.
5.25. Скрытые дефекты материала (микроскопиче-
ски*. трещины, возникшие при изгибе, штамповке, выко-
лотке и др.), загрязненность материала маслом и нали-
чием окалины (способствуют окислению шва, образова-
нию пористости и микротрещин), дефекты заготовок
под сварку (вырезы, в которых концентрируются напря-
жения), неправильная конструкция сварных деталей и
узлов (не учтены особенности сварки). неправильный тех-
нологический процесс (неправильная последователь-
ность выполнения сварных швов, вызывающая непра-
вильное распределение напряжений, резкое прекраще-
ние сварки и др.).
5.26. Влияние скорости сварки на образование тре-
щин по-разному проявляется при сварке элементов ма-
лой и большой толщины. С уменьшением скорости свар-
ки стали из элементов малой толщины увеличивается
зона разогрева и склонность к образованию трещин
повышается. При сварке стали из элементов большой
толщины опасность возникновения трещин возрастает
при увеличении скорости сварки и уменьшении зоны
разогрева.
65
chipmaker.ru
5.27. Склонность к обраэозаяию горячих трещин при
сварке повышается с уменьшением толщины сваривае-
мых- элементов! повышением прочности металла, умень-
шением скорости сварки и увеличением ширины зоны
разогрева.
5.28. Склонность к образованию» холодных трещин
при сварке возрастает с увеличением толщины свари-
ваемых элементов, повышением прочности материале,
увеличением скорости нагрева и уменьшением ширины
зоны разогрева.
5.29. При сварке элементов малой толщины опас-
ность возникновения трещин устраняется при замене
менее мощных источников энергии более мощными, на-
пример при замене газовой и атомно-водородйой сварки
дуговой сваркой.
Для устранения склонности элементов большой тол-
щины к образованию трещин целесообразно применение
подогрева при сварке.
СТРОЕНИЕ СВАРНОГО СОЕДИНЕНИЯ
Вопроси
5.30. Из каких участков сестоит сварив г свкдянехяе?
5.31. Что в сварном соединении называется з«жой термическое»
влияния?
5.32. Каковы характерные изменения структуры металла в зоне тер-
мического влияния?
5.33. Отличается ли химический евстая металла в зоне термического
влияния от химического состава ослопнвто свариваемого ме-
талла?
5.34. Обоснованно ли требование однородности металла шва и при-
легающих зон?
5.35. Какие свойства метал м е тужат критерием для оценки свойств
металла зонм термического влмяихл?
5.35. От чете зависит величина зоны термического влияния?
5.37. Что представляет собой усадка наплавленного металла?
Ответы
5.30. Сварное соединение, выполненное электродуто-
вым способом сварки, состоит из металла шва, зоны
сплавления, представляющей собой переход от металла
шва к нерасплавившемуся металлу, и из зоны термиче-
ского влияния.
5.31. Теплота, выделяющаяся при сварке, расплав-
ляет основной металл в месте соединения и присадоч-
66
ими металл. По мере вере ^сижеиия источника теплоты
расплавленный металл кристаллизуется. При этом об-
разуется прочное соединение с нерасплавленными зона-
ми металла. Процесс теплопередачи продолжается до
тех пор, стока снижающаяся температура металла не
становится равной температуре юкрулсаюш. ей среды.
В некоторых зонах металла нагрев при теплопереда-
че может вызвать изменение структуры и свойств ме-
талла или только его структуры.
Область металла, которая подверглась при сварке
нагреву, вызвавшему в металле изменения структуры
или изменения структуры и свойств, называется зоной
термического влияния нри сварке.
5.32. Структурные изменения металла в зоне терми-
ческого влияния зависят от состава свариваемого (ос-
новного) металла детали. Так, например, в сплавах на
основе меди и алюминия, а также в меди и алюминии
в зоне термического влияния наблюдается укрупнение
зерен и утолщение их границ; в хромоникелевых ста-
лях—образование карбидов (химическое соединение
хрома с углеродом) у границ зерен и другие изменения.
При сварке легированных сталей зона термического
влияния изменяется существенно. Она становится не-
однородной по своей структуре и свойствам.
5.33. Химический состав металла в зоне термиче-
ского влияния и основного металла обычно одинаковы.
Однако не исключено диффузионное насыщение метал-
ла зоны термического влияния водородом при
сварке.
5.34. Необоснованно или по крайней мере не всегда
обоснованно. Металлы шва и прилегающих зон могут
быть однородны тогда, когда присадочный металл по
составу и структуре близок к основному металлу или
когда сварное соединение соединяемых элементов об-
разуется без присадочного металла.
В настоящее время известно, что некоторые легиро-
ванные стали следует сваривать присадочными материа-
лами с аустенитной структурой. В этом случае создает-
ся неоднородная структура. Однако именно эта струк-
тура свободна в данном случае от горячих трещин, а со-
единения надежны при эксплуатации. Известно также,
что в современных сварных конструкциях используется
сварка разнородных сталей и сплавов, соединения кото-
рых надежны при эксплуатации.
67
chipmaker.ru
5.35. При правильно спроектированной конструкции
сварного соединения и правильно выполненной сварке
свойства сварного соединения приближаются к свой-
ствам свариваемого материала. При этом обеспечивает-
ся надежность конструкции, так как она ориентируется
в проекте на свойстве основного материала,
5.36. Величина зоны термического влияния при свар-
ке зависит от способа сварки, режима сварки, химиче-
ского состава свариваемого и присадочного металлов,
физических свойств свариваемых металлов и др. Увели-
чение силы сварочного тока, снижение скорости сварки
увеличивают зону термического влияния. Например, при
сварке электродами с качественным покрытием и при
автоматической сварке под флюсом зона влияния при
прочих равных условиях равна 6 и 2,5 мм соответ-
ственно.
5.37. При охлаждении и затвердевании металла
объем расплавленного металла уменьшается. Это явле-
ние называют усадкой. Она приводит к изменению гео-
метрических размеров изделий, образованию усадочных
раковин, появлению напряжений и трещин в металле.
6. ЭЛЕКТРОДЫ, ПРОВОЛОКИ И ФЛЮСЫ
Формирование сварных швов при различных спосо-
бах дуговой сварки осуществляется с помощью метал-
лических и неметаллических сварочных материалов.
Свойства свариваемого материала во многом зави-
сят от его состава и структуры. Для того чтобы сделать
сварное соединение равнопрочным основному металлу,
необходимо получить структуру металла шва, схожую
со структурой свариваемого металла (основного метал-
ла) . Однако достичь это трудно и редко удается.
Свойства металла шва и основного металла можно
сблизить подбором соответствующего химического со-
става металла шва. Для этого используют металличе-
ские присадочные материалы, специальные электродные
обмазки и флюсы. Получение сварных соединений и
швов, обладающих заданными физико-химическими и
механическими свойствами,— практически решаемая за-
дача.
При выборе электродов всегда следует предусмат-
ривать получение механических свойств металла шва
68
не ниже чем механические свойства, которыми обладает
основной металл.
Прочность и надежность сварного соединения и шва,
а следовательно, и всей сварной конструкции в целом
прежде всего зависят от применяемых электродов при
соблюдении установленной технологии сварки.
Электроды с покрытием изготовляют по стандарту:
из проволоки диаметром 1,6—12 мм, длиной 250—
450 мм. Наибольшее применение получили электроды
диаметром 4 и 5 мм, длиной 400—450 мм.
Стандарт на электроды содержит технические тре-
бования, предъявляемые к электродам, методы испыта-
ния электродов; содержание паепорта на электроды, а
также условия маркировки, упаковки, транспортировки
и хранения электродов.
ЭЛЕКТРОДЫ С ПОКРЫТИЕМ
Вопросы
6.1. Какими технологическими характеристиками оцениваются
электроды?
6.2. Чем характеризуются и о чего зависят технологические свой-
ства электродов?
6.3. Как подразделяются электроды по толщине слоя покрытия?
6.4. В каких пределах колеблется толщина слоя покрытия электро-
дов?
6.5. Чем характеризуется данная марка электродов?
6.6. Какое назначение тонкой и толстой (качественной) обмазок
электродов и чем отличаются области их применения?
6.7. Какие электроды называются голыми?
6.8. Какие материалы входят в состав тонкого покрытия и каково
их назначение?
6.9. Чем объясняется низкая прочность металла сварных швов,
полученных при применении для сварки электродов с тонким
покрытием?
6.10. Какие функции выполняют обмазки качественных электродов
и на какие группы они подразделяются?
6.11. Благодаря каким свойствам качественных обмазок электродов
достигаются высокие механические и другие свойства сварных
соединений?
6.12. Как происходит оттеснение окружающего воздуха от расплав-
ленной сварочной ванны металла?
'б. 13. За счет каких элементов обмазки образуется шлак?
6.14. Как подразделяются покрытия электродов по составу?
6.15. Как расшифровывается условное обозначение электродов
Э42А УОНИ-13/45-4,0?
6.16. Как наносят покрытие на электродные стержни и чем харак-
теризуется его качество?
69
chipmaker.ru
6.17. Какие элементы входят в состав покрытий некоторых широко
распространенных марок электродов?
6.18. Какие марки некоторых электродов различного назначения
широко распространены для сварки?
6.19. Какое содержание кислорода и азота достигается в металле
шва при сварке электродами различных типов?
6.20. Изменяются ли механические свойства металла шва в зависи-
мости от электродного покрытия?
6.21. Что называют коэффициентами расплавления и наплавки элек-
тродов?
6.22. В какой зависимости находится производительность сварки от
коэффициента наплавки электрода?
6.23. Как связаны между собой длина электрода и теплофизические
свойства электродного стержня?
6.24. Какими электродами рекомендуется сваривать сталь с чугуном,
а также ремонтировать дефекты литья в чугунных отливках?
6.25. В чем заключаются некоторые особенности наплавочных элек-
тродов?
6.26. Как расшифровываются обозначения типов электродов для
наплавки?
Ответы
6.1. Устойчивостью горения дуги, плавлением, защи-
той металла сварочной ванны, пригодностью для свар-
ки в различных пространственных положениях, каче-
ством формирования сварного шва, степенью загрязне-
ния окружающей среды (газы, пылевидные частицы),
возможностью обеспечения высокой производительно-
сти сварки, стойкостью покрытия против механических
повреждений (осыпание, скалывание).
6.2. Основные технологические свойства электродов
характеризуются следующими данными: током (посто-
янным, переменным), для сварки которым предназна-
чены электроды; полярностью (прямой, обратной) по-
стоянного тока; рекомендуемой силой тока для электро-
дов разных диаметров; величиной коэффициента на-
плавки; степенью перехода металла стержня в сварной
шов.
Технологические свойства электрода зависят от хи-
мического состава металла электродного стержня, со-
става и качества нанесения электродного покрытия.
6.3. Электроды подразделяются на тонкопокрытые
(с тонким слоем обмазки) и толстопокрытые (с толстым
слоем обмазки).
Толстопокрытые электроды называют также каче-
ственными электродами, или электродами с качествен-
ной обмазкой.
70
6.4. Толщина слоя тонкого покрытия электрода
0,15—0,25 мм; толстого — 0,5—1,5 мм и более.
Некоторые электроды с качественной обмазкой име-
ют толщину слоя покрытия 3 мм.
6.5. Марка электрода характеризуется составом
электродного покрытия, материалом электродного
стержня, технологическими свойствами электрода и
механическими свойствами металла сварного шва, по-
лученными при сварке данными электродами.
6.6. Тонкое покрытие электродов обеспечивает толь-
ко устойчивое горение сварочной дуги при сварке.
Толстое покрытие (качественное) электродов обес-
печивает устойчивое горение сварочной дуги и получе-
ние сварных соединений, обладающих высокими меха-
ническими свойствами.
Электроды с тонким покрытием применяют для свар-
ки неответственных конструкций из низкоуглеродистых
сталей.
Электроды с толстым покрытием (качественные)
применяют для сварки ответственных конструкций раз-
личного назначения.
6.7. Электроды без покрытия (не имеющие обмаз-
ки) называют голыми. Для того чтобы голые электроды
обладали теми же свойствами, какими обладают элект-
роды с тонким покрытием, их изготовляют из специ-
альной легированной проволоки. В состав такой про-
волоки вводят элементы, повышающие ионизацию ду-
гового промежутка и полностью заменяющие тонкое
покрытие.
Проволоку с указанными свойствами можно приме-
нять для автоматической дуговой сварки. Стержни из
такой проволоки без оболочки применяют для ручной
дуговой сварки.
6.8. Наиболее простая тонкая обмазка для электро-
дов-— тонкий порошок мела, сцементированный жидким
стеклом. В состав тонкого покрытия могут быть вве-
дены гранит, соединения кальция в виде природных
минералов, полевой шпат, а также мел, мрамор и др.
Вещества, входящие в состав покрытия, вместе с
электродным стержнем плавятся и испаряются, актив-
но насыщая дуговой воздушный промежуток мельчай-
шими электрическими зарядами — ионами.
Пары кальция и его соединений легко ионизируют-
ся. Благодаря этому дуга между электродом и свароч-
71
chipmaker.ru
ной ванной горит устойчиво, стабильно. Тонкие покры-
тия поэтому, называют стабилизирующими. Их также на-
зывают ионизирующими, так как они усиливают иони-
зацию дугового промежутка.
Толщина стабилизирующего покрытия составляет
0,1—0,25 мм. Масса его колеблется в пределах 1—5%
массы электродного стержня.
Такие покрытия не защищают металл от вредного
действия атмосферного воздуха. Поэтому электроды с
тонким покрытием применяют только при сварке не-
ответственных конструкций.
6.9. При сварке электродами с тонким покрытием
образующееся при их плавлении количество газов и
шлака очень мало и недостаточно для хорошей защи-
ты расплавленного металла от вредного действия азота
и кислорода воздуха. При сварке такими электродами
выгорают углерод, марганец, кремний. В результате
механические свойства сварного соединения получают-
ся низкими.
6.10. Качественные электроды создают при сварке
газовую и шлаковую защиту, стабилизируют дугу, рас-
кисляют расплавленную ванну металла, легируют на-
плавленный металл, формируют сварной шов.
Качественные электроды подразделяют на электро-
ды для сварки конструкционных сталей, легированных
сталей и для наплавки.
6.11. В состав качественных обмазок входят газо-
образующие материалы (древесная мука, крахмал, пи-
щевая мука, целлюлоза и другие органические соедине-
ния); шлакообразующие материалы (марганцевая руда,
рутиловый концентрат, полевой шпат, мел, мрамор, као-
лин, гранит и другие окислы металлов и металлоидов);
раскисляющие вещества (ферросилиций, ферротитан,
алюминий и др.). В качестве связующего вещества при-
меняют жидкое натриевое стекло, хорошо скрепляющее
элементы обмазки со стержнем электрода.
Одни из указанных элементов обмазки создают на-
дежную защиту расплавленного металла шва от кисло-
рода и азота воздуха, другие, отнимая кислород от за-
киси железа, его восстанавливают.
6.12. Органические соединения, а также мрамор, мел,
известняк, входящие в обмазку электрода, разлагаются
под действием высокой температуры вблизи торца элек-
72
трода. Образующиеся при этом газы нагреваются, рас-
ширяются, оттесняя окружающий воздух.
6.13. За счет плавления полевого шпата, марган-
цевой руды, кварцевого песка, мела, мрамора.
Температура плавления шлака достигает 1200° С.
Незначительная вязкость шлака способствует хороше-
му формированию сварного шва.
Шлаки не плавятся при строго определенной темпе-
ратуре. С увеличением температуры шлака его вязкость
снижается, а при понижении температуры возрастает.
Шлаки затвердевают с различной скоростью. Для
хорошего формирования шва предпочтительны шлаки,
которые переходят из твердого состояния в жидкое в
небольшом температурном интервале.
6.14. Покрытия электродов обозначаются буквами:
А — электроды с кислым покрытием, которое содер-
жит окислы железа и марганца; активно окисляют ме-
талл; обеспечивают получение плотного металла свар-
ного шва; пригодны для сварки на постоянном (любой
полярности) и переменном токе;
Р — электроды с рутиловым покрытием, которое со-
держит двуокись титана в виде рутила; обеспечивают
получение плотного металла сварного шва при наличии
ржавчины на свариваемых кромках; отличаются незна-
чительным разбрызгиванием металла при сварке; при-
годны для сварки на постоянном и переменном токе во
всех пространственных положениях; обеспечивают
устойчивое горение сварочной дуги;
Б — электроды с основным покрытием, которое со-
держит фтористый кальций (плавиковый шпат), мра-
мор, мел; предназначены для сварки на постоянном
токе обратной полярности; обеспечивают незначитель-
ную склонность металла шва к образованию горячих и
холодных трещин; предназначены для сварки больших
сечений;
Ц — электроды с целлюлозным покрытием.
6.15. УОНИ-13/45 — марка электрода; Э42А — тип
электрода (Э — электрод для электродуговой сварки);
42 — минимальный гарантируемый предел прочности
металла шва, кгс/мм2; А — гарантируется получение
повышенных пластических свойств металла шва; 4,0 —
диаметр электродного стержня, мм.
6.16. Приготовление и нанесение электродного по-
крытия на стержень заключается в тонком измельчении
73
chipmaker.ru
элементов, составляющих покрытие; в отвешивании, за-
мешивании и перемешивании порошка и, наконец, в за-
мешивании на жидком стекле до густоты сметаны.
Электродное покрытие (обмазку) наносят на элект-
родные стержни двумя способами: окунанием и опрес-
совкой.
Качество нанесенного покрытия характеризуется
равномерностью его расположения по длине стержня,
толщиной покрытия, концентричностью его расположе-
ния относительно стержня.
Нанесение покрытия на электродные стержни оку-
нанием должно предусматривать периодическое пере-
мешивание обмазочной массы, извлечение электрода из
этой массы с постоянной скоростью и при вертикальном
перемещении. Нельзя допускать стекание покрытия по
стержню при сушке электрода.
Нанесение покрытия на стержень опрессовкой вы-
полняют в специальных обмазочных станках.
Технология изготовления электродов оказывает
влияние на сварочно-технологические характеристики
электродов и физико-химические свойства наплавленно-
го металла.
6.17. Среди других покрытий электродов хорошим
качеством отличаются фтористокальциевые покрытия.
Окись кальция СаО образуется из мрамора СаСО2 при
его нагревании, плавиковый шпат CaF2 снижает темпе-
ратуру плавления и вязкость шлака. При нагревании
плавиковый шпат разлагается, и образующийся при
этом фтор образует с водородом фтористый водород.
В результате содержание водорода в наплавленном ме-
талле значительно уменьшается. Фтористокальциевые
покрытия обеспечивают получение хорошего по качеству
наплавленного металла. Свойства наплавленного метал-
ла при применении таких покрытий изменяются в зави-
симости от введенного в их состав количества ферро-
сплавов.
В табл. 6.1 приведены марки некоторых широко из-
вестных электродов с такими покрытиями.
В электродах типа УОНИ второе число характери-
зует предел прочности наплавленного металла. Ударная
вязкость этих электродов достигает 25—30 кгс-м/см2.
Электроды марки ОММ-5 используют для сварки
низкоуглеродистых сталей. Стержень в этих электродах
из сталей Св-08 и Св-08А.
74
Сое гав покрытия, %
Т абли ца 6.1
Марка электрода Мрамор Плави- ковый шпат Кварцевый песок Ферро- марганец Ферро- силиций Ферро- титан
УОНИ-13/45 53 18 9 2 3 15
УОНИ-13/55 54 15 9 5 5 15
УОНИ-13/65 61 15,5 8 7 3 15,5
Состав обмазки электродов марки ОММ-5
% по массе
Титановый концентрат.............................
Марганцевая руда.................................
Полевой шпат.....................................
Ферромарганец ... ...............................
Крахмал ..................................... .
37
21
13
20
9
Масса качественных электродных покрытий состав-
ляет 30—40% массы электродного стержня. Для при-
готовления обмазочной пасты к сухой смеси покрытия
добавляют 30% водного раствора жидкого стекла.
Повышение производительности сварки может быть
достигнуто введением в покрытие электродов железно-
го порошка. В зависимости от процентного содержания
железного порошка .в обмазке (5—50%) коэффициент
наплавки можно повысить в 1,5—2 раза по сравнению
с обычными электродами.
6.18. В нашей стране и в других развитых в техни-
ческом отношении странах количество применяемых
марок штучных электродов исчисляется сотнями. Одна-
ко из этого многообразия только незначительное коли-
чество марок электродов широко используется.
При выборе электродов учитывают возможность по-
лучения требуемых механических и других свойств ме-
талла шва.
Каждому типу электродов может соответствовать
несколько марок, которые различаются составом по-
крытия. Например, электродам типа Э42 соответствуют
марки электродов ОММ-5, ЦМ-7, МЭЗ-04 и др; электро-
дам типа Э50А соответствует марка УОНИ-13/55.
75
chipmaker.ru
В технических условиях каждой марки электрода
указаны характеристики покрытия; область применения
электродов; марка стержня; рекомендуемое простран-
ственное положение; технологические особенности; ре-
комендуемые электрический ток (постоянный, перемен-
ный) и полярность; диаметр и величина сварочного
тока; коэффициент наплавки; характеристика перехода
металла стержня в сварной шов; механические свойства
и химический состав наплавленного металла и др.
В табл. 6.2 приведены некоторые распространенные
марки электродов.
Типы и марки электродов
Таблица 6.2
Тип элек- трода Марка электрода
Для сварки углеродистых и низколегированных конструкционных сталей
Э42 Э42А Э46 L46A Э50 Э50А Э55 Э60 ОММ-5, СМ-5, АНО-5, АНО-6, ОЗС-6С УОНИ-13/45, СМ-11 АНО-3, АНО-4, МР-3, ОЗС-4 Э-138/45Н, АНО-8, УОНИ-13/55К ВСЦ-3, АНО-19 УОНИ-13/S' ДСК-50, ОЗС-5 УОНЕ 13/55У, ЦЛ-6 УОНИ-13/65, ВСФ-65
Для сварки легированных конструкционных сталей
повышенной и высокой прочности
Э70 Э85 Э100 Э125 ЛКЗ-70, ВСФ-75 УОНИ-13/85, НИАТ-ЗМ ОЗШ-1, ВИ-10-6 НИАТ-3
6.19. Газовая защита наплавленного металла от
кислорода и азота воздуха зависит от качества элект-
родного покрытия. В табл. 6.3 приведено процентное
содержание кислорода и азота в металле шва при при-
менении электродов с различным покрытием и различ-
ных марок.
Наилучшей защитой наплавленного металла от кис-
лорода и азота воздуха обладают электроды марки
УОНН-13/55 с качественным покрытием.
76
6.20. В зависимости от электродных покрытий изме-
няются механические свойства металла швй. Наиболее
высокие механические свойства (предел прочности,
удлинение, ударная .вязкость) металла шва Достигают-
ся при применении электродов с качественными покры-
тиями (табл. 6,3).
Характеристика металла шва
Таблица 6.3
Электрод Содержание СврйствЛ
кислорода, % азота, % %, кгс/мм« «.% кгсХ«
Голый 0,221 0,11 30 3 0,5
С меловым покрытием С качественным покрытием: 0,17 0,12 34—38 6 0,5—2,5
ОММ-5 0,0521 0,015 50 26 11,5
УОНИ-13/53 . . 0,02 0,025 50—55 25—30 25—30
6 21. Коэффициент расплавления электрода представ-
ляет собой массу расплавленного электродного метал-
ла, приходящуюся на один ампер силы тока в течение
часа горения дуги (г/(А-ч)]. Расплавленный электрод-
ный металл не полностью переносится в сварной шов,
часть его теряется на разбрызгивание, испарение и угар
при горении дуги.
Коэффициент наплавки, как правило, меньше коэф-
фициента расплавления на величину потерь металла.
Коэффициент расплавления электрода в зависимости
от марки покрытия составляет 7—22 г/(А-ч), а коэф-
фициент наплавки меньше его на 1—3 г/(А-ч).
Коэффициент наплавки может быть равным коэффи-
циенту расплавления или больше его, если в состав об-
мазки введен железный порошок. Коэффициент потерь
обычно составляет 3—30%.
Величины коэффициентов расплавления и наплав-
ки определяют опытным путем для каждой марки по-
крытия и используют для нормирования расхода элек-
тродов и времени сварки.
6.22. Производительность сварки тем больше, чем
больше коэффициент наплавки Он колеблется в преде-
77
chipmaker.ru
лах 7—12 г/(А-ч). С увеличением сварочного тока и про-
должительности горения дуги масса наплавленного ме-
талла увеличивается.
Для определения производительности наплавки при
сварке штучными электродами следует коэффициент на-
плавки данных электродов умножить па величину тока
при сварке. Например, при сварке током 200 Л и коэф-
фициенте наплавки ав=7 г/(А-ч) производительность
наплавки будет равна /7в=7-200= 1400 г/ч, или
1,4 кг/ч.
Масса наплавленного металла и масса расплавлен-
ного металла электрода не одинаковы. Часть металла
электрода теряется на угар, разбрызгивание н испаре-
ние. Потери при сварке обычно не менее 3%. Если по-
тери металла значительно превышают эту величину и
достигают 15—20%, следует тщательно разобраться в
их причинах и принять меры для уменьшения потерь
металла. При этом особое внимание должно быть уде-
лено рассмотрению условий сварки.
6.23. При ручной дуговой сварке штучным электро-
дом с его длиной связаны удобства управления процес-
сом сварки. Кроме того, на величину длины электро-
да влияет и электрическое сопротивление металла
стержня.
Длина плавящихся штучных электродов уменьшает-
ся при уменьшении их диаметра.
Чем длиннее электрод, тем менее удобно выполнять
сварку. Однако при сварке короткими электродами
увеличиваются потери времени и электродов из-за бо-
лее частой их смены.
На выбор оптимальной длины электрода влияют его
диаметр и физические свойства металла стержня.
С уменьшением диаметра электрода уменьшают его
длину, так как электрическое сопротивление электрод-
ного стержня возрастает с уменьшением диаметра элек-
трода, и при неизменной его длине электрод будет пе-
регреваться.
На оптимальную длину электрода существенное
влияние оказывает электрическое сопротивление метал-
ла стержня. Чем больше сопротивление, тем меньшей
должна быть длина электрода. Например, электроды
для сварки коррозионно-стойких сплавов несколько ко-
роче, чем электроды для сварки углеродистой стали при
прочих равных условиях.
78
6.24. Для холодном дуговой сварки чугуна рекомен-
дуются электроды марки ОЗЧ-2. Электрод этой марки
состоит из медного стержня, покрытого обмазкой, в со-
став которой введен железный порошок.
Электрода ОЗЧ-2 обеспечивают хорошее формиро-
вание шва, легкую отделяемость шлаковой корки; на-
плавленный металл состава 90% меди и 10% же-
леза, предел прочности сварного соединения 23—
26 кгс/мм2.
Для тех же целей успешно используют железонике-
левые электроды марки ОЗЖН-1. При сварке этими
электродами и при заварке различных дефектов свар-
ку (наплавку) выполняют без предварительного подо-
грева свариваемых деталей.
6.25. Содержание серы и фосфора в применяемых
электродах всех типов не превышает 0,04% каждого.
Наплавку постоянным током выполняют при полярно-
сти тока — плюс на электроде.
Сварку (наплавку) выполняют в нижнем, наклонном
и вертикальном положениях.
В ГОСТе на наплавочные электроды предусмотрено
несколько десятков типов электродов различного назна-
чения. Их свойства различны, они зависят от химиче-
ского состава электродного стержня и покрытия, кото-
рые определяют состав и свойства наплавленного ме-
талла.
6.26. Обозначение наплавочных электродов начина-
ется с букв ЭН — электрод наплавочный, затем в приня-
тых буквенных обозначениях приводятся химический
состав основных элементов стального стержня и, нако-
нец, цифры, характеризующие твердость наплавленного
металла.
Ниже приведены некоторые марки электродов, при-
меняемых для наплавки.
Электроды Т-540, Т-590, Т-620 и др. предназначены
для наплавки кузнечно-прессового инструмента, быстро-
иэнашивающихся стальных и чугунных детален; наплав-
ленный металл отличается высокой твердостью; наплав-
ку этими электродами выполняют на постоянном токе
при обратной полярности и на переменном токе.
Электроды ЦН-250, ЦН-350, 03H-250 и др. предна-
значены для наплавки деталей из низколегированных и
низкоутлероднстых сталей с целью повышения их из-
носостойкости.
79
chipmaker.ru
ЭЛЕКТРОДНАЯ И СВАРОЧНАЯ ПРОВОЛОКИ
Сварочную электродную проволоку используют для
изготовления штучных плавящихся электродов, приме-
няемых при ручной дуговой сварке, для различных ви-
дов полуавтоматической, аргоноДуговой, автоматической
сварки йод флюсом и других способов сварки плавле-
нием.
Вопросы
6.В7. На какие группы разделяют применяемые прн сварке сталь-
ные сварочные проволоки?
6.28. Из какой стали изготовляют низкоуглеродистую сварочную
проволоку?
6.29. Какие элементы входят в состав некоторых сварочных прово-
лок из углеродистых и легированных сталей?
6.30. Для каких видов сварки выпускают стальную и алюминиевую
сварочную проволоку?
6.31. Как расшифровываются условные обозначения некоторых сва-
рочных проволок?
6.32. Как очищают стальную сварочную проволоку перед употребле-
нием?
6.33. Какие наплавочные проволоки наиболее распространены?
6.34. Как выбирают марку проволоки и флюс для наплавки?
6.35. Квкая проволока наиболее распространена при дуговой свар-
ке для плавящихся электродов?
6.36. С какими поперечными сечениями используются сварочные
проволоки?
6.37. *В каком виде поставляется сварочная проволока?
6.38. Что представляет собой сварочная порошковая проволока?
6.39. В каких случаях применение порошковой проволоки целесооб-
разно?
6.40. Как изготовляют порошковую проволоку?
6.41. В каких случаях наиболее целесообразно применение тех или
иных марок порошковой проволоки?
6.42. Квкую сварочную проволоку применяют при сварке алюминие-
вых сплавов?
Ответы
6.27. По ГОСТ 2246—70 стальная сварочная прово-
лока разделяется на три группы: низкоуглеродистую
(Св-08, Св-08А, Св-08АА, Св-08РА, Св-ЮГА, Св-10Г2
и др.), легированную (Св-08ГС, Св-12ГС, Св-08Г2С,
Св-10ГН, Св-08ГСМТ и др.) и высоколегированную
(Св-12Х11НМФ, СВ-12Х13,Св-10Х17Т и др.).
Стандартом предусмотрено несколько десятков сва-
рочных проволок.
80
Буквы и цифры в написании марки проволоки обо-
значают; Св — сварочная, 0,8—0,08% углерода, А — по-
ниженное и АА более пониженное содержание серы и
фосфора.
Легирующие элементы в марке сварочной проволоки
обозначены следующими русскими буквами:
Элемент В марке проволоки Элемент В марке проволоки
Марганец (Мп) г Ниобий (Nb) Б
Хром (Ст) X Ванадий (V) Ф
Никель (Ni) н Кобальт (Со) К
Молибден (Мо) м Медь (Си) д
Вольфрам (W) в Бор (В) р
Алюминий (А1) ю Азот (N) А
Титан (Ti) т
6.28. Сварочные проволоки Св-08, Св-08А, Св-08АА
изготовляют из кипящей стали; проволоки — Св-08ГА,
Св-10Г2 — из полуспокойной стали.
При сварке проволокой из спокойной стали наблю-
дается сильное разбрызгивание металла электрода, по-
ристость, плохое формирование сварного шва и недо-
статочное проплавление основного металла.
Сварочную проволоку из спокойной стали применяют
при электрошлаковой сварке. Медленное остывание
сварного шва при электрошлаковой сварке исключает
образование пористости при применении сварочной про-
волоки из спокойной стали.
6.29. Химический состав проволок см. в табл. 6.4.
6.30. Для ручной дуговой сварки штучными электро-
дами выпускают стальную проволоку диаметром 1,6—
6 мм; для шланговой сварки — диаметром до 3 мм; для
автоматической сварки под флюсом 2,0—5 мм; для на-
плавочных работ — проволоку больших диаметров.
Для сварки алюминия и алюминиевых сплавов
ГОСТом предусмотрено более десяти марок сварочных
проволок, состоящих из чистого алюминия или спла-
вов, в которых содержание легирующих элементов до-
стигает 10% и более, диаметром 0,8—12 мм. При изго-
товлении сварных изделий ответственного назначения
поверхность сварочной проволоки электрополируют или
81
Химический состав некоторых сварочных проволок, %
Таблица 6.4
Марка проволоки Углерод Марганец Кремний Хром Никель Сера фрсфор
не более
Углеродистая: Св-08 Св-ОЭА Св-ОЯГА Св-ЮГА Св-10Г2 <0,J0 <0,12 1,35-0,6 1,35—0,6 5,80-1,1 ,1-1,4 ,5-1,9 0,03 0,03 0,03 0,03 0,03 0,15 0,10 0,10 0,20 0,20 0,30 0,25 0,25 0,30 0,30 0,04 0,03 0,03 0,03 0,04 0,04 0,03 0,03 0,03 0,04
Легированная; Св,08ГС Св-08Г2С С* 13 1 в 18ХГС Сз-ЮХМА* <0,10 <о,ц <0,14 0,15—0,22 0,15-0,22 ( ,4—1,7 ,8-2,1 5,8- 1,1 1,8-1,1 1,4-0,7 LQ Ю LC! СП' IS- СТ СТ СТ * * " * -о 1 UlJ, Ю Г*- W ст —* ► ОСТСТСХСХ 0,2 0,2 0,2 0,8—1,1 0,8—1,1 0,25 0,25 0,30 0,30 0,30 0,03 0,03 0,03 0,03 0,03 0,03 0,03 0,03 0,03 0,23
Высоколегированная; Св-ЮХЮ Св-06ХЮН9Т»* Св40Х20Н15 О,ОЯ^0,Ю <0,'я <c:i9 0,3-0,7 1.0-9,0 1,0—2,0 0,3-0,7 0,4-1,0 0,80 12—14 18—20 19—22 0,6 8-10 14-16 0,03 0,18 0,18. 0,03 0,03 0,025
* Содержится 0,15% молибдена и 0,3% титана
** Содержится 0,5—1% титана.
iker.ru
проволоки, а также электроды в виде пластин и пла-
стинчато-проволочные электроды.
Используя для наплавки пластинчато-проволочные
электроды, можно регулировать химический состав на-
плавки материалом пластин и проволок.
6.37. Проволока поставляется в мотках диаметром
150—700 мм в зависимости от диаметра проволоки.
С увеличением диаметра проволоки увеличивается диа-
метр мотка поставляемой проволоки. Масса мотка до-
стигает 80 кг.
Проволока диаметром 0,3—0,8 мм поставляется в
мотках диаметром 150—220 мм, диаметром 1—1,2 мм—
в мотках диаметром 200—400 мм, диаметром 1,6—
2 мм — 250—600 мм, диаметром 2,5—3 мм — 400—•
700 мм, диаметром 4—10 мм — 500—700 мм и проволо-
ка диаметром 12 мм — в мотках диаметром 700—750 мм.
6.38. Порошковая сварочная проволока представля-
ет собой оболочку, в которую запрессован порошок. По-
рошковую проволоку используют в основном для на-
плавки, иногда для сварки.
Для изготовления оболочки порошковой проволоки
применяют ленту из низкоуглеродистой стали марки
0,8кп холодного проката. В оболочку запрессовывают
несколько видов шихты (порошков): рутилцеллюлоз-
ную, карбонатно-флюоритную, рутиловую и др.
6.39. В тех случаях, когда трудно или невозможно
изготовить высоколегированную проволоку, целесооб-
разно использование порошковой проволоки.
6.40. Порошковую проволоку изготовляют на спе-
циальных станках при непрерывном сворачивании в
трубу ленты из низкоуглеродистой стали толщиной
0,2—1 мм, шириной 8—20 мм с одновременным напол-
нением образующейся трубы смесью мелкоразмельчен-
ных порошков (газообразующих, шлакообразующих,
ферросплавов, железного порошка и других веществ в
зависимости от назначения проволоки).
6.41. Для наплавки под флюсом рекомендуются
проволоки марок ПП-ЗХ2В2, ПП-25Х5ФМС, ПП-АН120,
ПП-АН105 и др.; для наплавки в углекислом газе—•
ПП-2ХЗВ10ГТ, ПП-Х12ВФТ и др.; для наплавки в угле-
кислом газе — ПП-Х12ВФТ, ПП-30Х10Г10Т и др.; для
сварки и наплавки открытой дугой — ПП-ЗХ4ВЗФ-О,
ПП-У15Х12Ж-О, ПП-У25Х17Т-О и др. (Буква О в кон-
84
це марки означает, что проволока предназначается для
наплавки открытой дугой).
6.42. Для сварки алюминия и его сплавов применя-
ют тянутые и прессованные проволоки диаметром 0,8—
12 мм из чистого алюминия (СвА97), а также из спла-
вов, содержащих различные легирующие элементы
(алюминиевомарганцевого сплава СвАМц, алюминиево-
магниевых сплавов СвАМгЗ, СвАМгб, СвАМгб, алюми-
ниево-кремниевых сплавов СвАКб, СвАКЮ).
В ответственных сварных конструкциях из алюми-
ниевых сплавов при аргонодуговой сварке используют
электрополированную сварочную проволоку. При при-
менении такой проволоки резко снижается пористость в
сварных швах.
ФЛЮСЫ
Сварочные флюсы используют при автоматической и
полуавтоматической сварке под флюсом. Флюсы долж-
ны обеспечивать устойчивое горение дуги в процессе
сварки, отсутствие трещин и пор в сварном шве, полу-
чение заданного по химическому составу и механиче-
ским свойствам металла сварного шва, хорошее фор-
мирование сварного шва и легкую отделимость шлако-
вой корки.
Вопросы
6.43. Какую роль играет флюс в формировании химического соста-
ва металла шва при сварке?
6.44. Какие флюсы применяют для сварки углеродистых, низколеги-
рованных и легированных сталей?
6.45. Какую роль при автоматической сварке под флюсом играет
марганец, введенный состав флюса?
6.46. Как классифицируют флюсы по содержанию кремния и мар-
ганца?
6.47. Какими двумя способами изготовляют флюсы?
6.48. Какие флюсы называют керамическими?
6.49. В чем существенное преимущество керамических флюсов по
сравнению с плавлеными?
6.50. На какие группы разделиют керамические флюсы?
6.51. Какой керамический флюс называют пассивным?
Ответы
6.43. Химический состав металла сварного шва фор-
мируется за счет химического состава основного и при-
садочного металлов и за счет их взаимодействия с
электродными покрытиями или флюсами.
85
chipmaker.ru
6.44. В зависимости от марки электродной проволо-
ки (низкоуглеродистой, марганцевой, высокомарганце-
вой) для сварки углеродистых сталей применяют мар-
ганцевый высоко кремнистый флюс или безмарганцевый
высококремнистый флюс.
Сварку легированных сталей выполняют с помощью
низкокремнистых флюсов.
6.45. Марганец, образуя с серой при сварке туго-
плавкое соединение, способствует повышению стойко-
сти стали против образования горячих трещин. Сера,
с которой марганец образует тугоплавкие соединения,
находится в основном и присадочном материале. Отри-
цательное влияние серы на качество сварного шва на-
чинает проявляться при содержании серы в металле
шва более 0,02%.
6.46. По содержанию кремния применяемые флюсы
подразделяют на низкокремнистые (менее 35% S1O2) и
высококремиистые (30—50% SiO2); по содержанию
марганца — марганцевые (более 1% МпО) и безмар-
ганцевые (менее 1% МпО).
6.47. Флюсы изготовляют сплавлением природных
минералов в электрических и пламенных печах (плав-
леные флюсы) и скреплением размолотых компонен-
тов жидким стеклом (неплавленые флюсы).
6.48, В керамическом флюсе его компоненты связаны
механически с помощью жидкого стекла.
Компоненты этих флюсов могут быть в виде окис-
лов, чистых элементов, ферросплавов, карбидов и
т. д.
6.49. С помощью керамического флюса можно леги-
ровать металл сварного шва различными элементами в
заданных пределах.
6.50. На три группы: для сварки низкоуглеродистых
сталей (К-2, К-3, КВС-19, К-П), низколегированных
сталей (К-3), для сварки легированных сталей и для
наплавочных работ (флюсы типа КС).
6.51. Пассивный флюс при применении янзкоуглеро-
дистой стальной проволоки позволяет получить наплав-
ленный металл, мало отличающийся по химическому
составу от проволоки. Он дает возможность ввести в
его состав различные легирующие элементы, которые
могут быть целесообразны для сварки низколегирован-
ных сталей и наплавки.
86
7. ЭЛЕМЕНТЫ ЭЛЕКТРОТЕХНИКИ СВАРКИ
В конструкциях различных источников питания сва-
рочной дуги учитывают следующие особенности свароч-
ного процесса:
для зажигания дуги необходимо значительно боль-
шее напряжение, чем для ее горения;
дуга горит с перерывами, при которых электриче-
ская цепь разрывается либо накоротко замыкается при
зажигании и плавлении электрода;
соотношение между током короткого замыкания и
рабочим током меняется в пределах 1,25—2;
после короткого замыкания время восстановления
напряжения от 0 до 25 В ие должно превышать не-
скольких сотых долей секунды.
Из рассмотрения особенностей сварочного процесса
следует, что не всякий источник электрического тока
(постоянного и переменного) можно применить для
сварки металлов.
В промышленности, строительстве и других отраслях
народного хозяйства наряду с современными источни-
ками питания сварочной дуги применяются и ранее вы-
пущенные.
ОБЩИЕ СВЕДЕНИЯ
Вопросы
7.1. Как подразделяют источники питания сварочной дуги по на-
значению?
7.2. Как подразделяют источники питания сварочной дуги по спо-
собу выиолнешм?
7.3. Какие технические требования предъявляют к источникам пи-
тания для ручной дуговой сварки?
7.4. Что называют электрической характеристикой однопостового
сварочного генератора?
7.5- При каких условиях сварочная дуга горит устойчиво?
7.6. Как велика мощность сварочной дуги при ручной сварке?
7.7. С какими внешними вольт-амперными характеристиками при-
меняют источники питания для различных видов сварки?
7.8. Что называют динамической характеристикой источника пи-
тания?
7.9. Что называют номинальным сварочным током источника пи-
тания?
7.10. Какие величины номинальных токов допустимы в источниках
латания для ручной сварки?
87
chipmaker.ru
Ответы
7.1. По назначению источники питания сварочной
дуги подразделяются:
для ручной дуговой сварки;
для полуавтоматической и автоматической сварки в
среде защитных газов;
для автоматической и полуавтоматической сварки под
флюсом.
7.2. Источники питания сварочной дуги изготовляют
стационарными, устанавливаемыми на фундамент; пе-
редвижными, смонтированными на тележке; однокор-
пусными с мотор-генератором на общем валу; двухкор-
пусными, в которых двигатель и генератор разделены
и смонтированы на общей раме; с дистанционным
управлением.
7.3. Из условий техники безопасности при свароч-
ных работах напряжение холостого хода источника сва-
рочного тока допустимо до 80 В для однопостовых сва-
рочных генераторов и не должно превышать 60 В для
многопостовых сварочных генераторов.
Для сварочных трансформаторов допустимо вторич-
ное напряжение холостого хода до 70 В при силе сва-
рочного тока выше 200 А, и не более 100 В для транс-
форматоров с силой тока ниже 100 А.
После зажигания сварочной дуги напряжение холо-
стого хода должно быстро уменьшаться до рабочего
напряжения, равного 18—ЗОВ, необходимого при
сварке.
Величина электрического тока короткого замыкания
не должна превышать величину рабочего тока на 40—
50%.
Источник сварочного тока должен обеспечивать
устойчивое горение дуги при изменении ее длины в пре-
делах 3—5 мм. При увеличении длины дуги напряже-
ние должно возрастать, при уменьшении — быстро
уменьшаться. Восстановление напряжения от 0 до 30 В
должно происходить в течение 0,05 с.
Источник питания сварочной дуги должен иметь
устройство для регулирования силы сварочного тока в
пределах 30—130% номинального сварочного тока.
7.4. Электрической характеристикой однопостового
генератора называют зависимость между напряжением
и силой тока (рис. 7.1). С увеличением силы тока
88
уменьшается напряжение.
Когда напряжение рав-
но нулю, сила тока прини-
мает наибольшее значение.
Это явление имеет место
при коротком замыкании в
цепи. При нулевом значении
силы тока напряжение бу-
дет максимальным. Эта
электрическая характерис-
тика соответствует холосто-
му ходу сварочного генера-
тора. На кривой рис. 7.1 точ-
ки г и 21 иллюстрируют пре-
делы изменения силы тока и
«В*
ВО -
70 -
Рис. 7.1. Электрическая харак-
теристика однопостового сва-
рочного генератора
напряжения при горении дуги.
Приведенная кривая зависимости напряжения на
клеммах генератора от величины сварочного тока носит
название внешней вольт-амперной характеристики ис-
точника питания сварочной дуги. Виды таких характе-
ристик могут быть разными. Они показаны на рис. 7.2.
Рис. 7.2. Виды внешних вольт-ампер-
ных характеристик источников пита-
ния дуги:
1 — крутопадающая; 2 — пологопадаю-
щая; 3 — жесткая; 4 — возрастающая
рактеристики дуги дли-
ной Li, L2 и £3
7.5. Сварочная дуга горит устойчиво тогда, когда
напряжение дуги равно напряжению источника тока.
Величина такого напряжения соответствует точке пере-
сечения кривой статической вольт-амперной характери-
стики дуги (рис. 7.3) и кривой внешней вольт-амперной
характеристики источника питания.
89
chipmaker.ru
7.6. Электрическая мощность сварочной дуги при
ручной дуговой сварке находится в пределах 6—8 кВт.
7.7. Для ручной дуговой сварки штучными электро-
дами целесообразна крутопадающая вольт-амперная
характеристика; пологопадающая — для автоматической
и полуавтоматической сварки под флюсом; жесткая и
возрастающая — для сварки в защитных газах (рис. 7.2).
7.8. Динамической характеристикой источника пита-
ния называют время, которое необходимо для повтор-
ного зажигания дуги от нуля до напряжения повторно-
го зажигания дуги (до ЗОВ). Это время не должно пре-
вышать 0,05 с.
Повышенные динамические характеристики источ-
ника питания обеспечивают нормальный перенос элект-
родного металла в сварочную ванну, уменьшение раз-
брызгивания металла и шлака при сварке и улучшение
качества сварки.
7.9. Номинальным сварочным током называют такое
его числовое значение, для которого предназначен дан-
ный источник питания. Расчетная величина номиналь-
ного сварочного тока определяется допустимым нагре-
вом при сварке основных частей сварочной машины.
Зная номинальный ток 7Н и продолжительность рабо-
ты источника питания ПРН, указанную в паспорте ис-
точника питания, можно определить сварочный ток,
который исключает перегрузку источника тока при ра-
боте (перегрев).
7.10. Оборудование для ручной и полуавтоматиче-
ской сварки изготовляют на номинальные токи до
500 А. Величины номинальных токов регламентированы
ГОСТом.
ИСТОЧНИКИ ПИТАНИЯ ПЕРЕМЕННОГО ТОКА
Установка для сварки на переменном токе состоит
из сварочного трансформатора и регулятора. Регулиро-
вание сварочного тока должно осуществляться плавно.
Напряжение холостого хода сварочных трансформато-
ров не превышает, как правило, 80 В.
Вопросы
7.11. Чем отличаются конструкции сварочных трансформаторов от
конструкций обычных трансформаторов?
7.12. Как устроен сварочный трансформатор с отдельным регуля-
тором?
90
7.13. Как устроен сварочный трансформатор с встроенным регуля-
тором?
7.14. Как регулируют величину сварочного тока?
7.15. Как в регуляторах тока достигается изменение индуктивного
сопротивления сварочной цепи?
7.16. Чем характеризуется режим работы источника питания сва-
рочном дуги?
7.17. Как связаны между собой ПВ и максимальная сила допусти-
мого сварочного тока?
7.18. Чем отличаются конструкции переносных сварочных транс-
форматоров от стационарных?
7.19. Какими основными данными характеризуются бытовые сва-
рочные трансформаторы?
7.20. Для каких целей предназначены осцилляторы?
7.21? Могут ли быть использованы однопостовые сварочные транс-
форматоры в качестве многопостовых сварочных трансформа-
торов?
Ответы
7.11. Сварочный трансформатор (табл. 7.1) пред-
ставляет собой нормальный понижающий однофазный
трансформатор. Для регулирования сварочного тока
трансформаторы изготовляют с отдельным или встроен-
ным регулятором.
Трансформатор типа ТД-300 выпускается серийно
(1977 г.); однопостовой; предназначен для питания дуги
при ручной дуговой сварке, резке и наплавке. Представ-
ляет собой передвижную установку в однокорпусном
исполнении; имеет крутопадающую внешнюю характе-
ристику; регулирование сварочного тока осуществляет-
ся с помощью подвижных катушек.
Напряжение питающей сети, В . ... 220/380
Частота, Гц . . . ...... 50
КПД, %...........................86
Охлаждение..............Естественное воздуш-
ное
Габаритные размеры, мм...... 692X620X710
Трансформатор типа ТД-500 выпускается серийно
(1977 г.); однопостовой; предназначен для питания
дуги при ручной дуговой сварке, резке и наплавке.
Представляет собой передвижную установку в одно-
корпусном исполнении; снабжен подвижными катушка-
ми для регулирования сварочного тока, имеет крутопа-
дающую внешнюю характеристику.
Напряжение питающей сети, В . 220/380
Частота, Гц.............................50
КПД, %, не менее . .................86,5
91
| chipmaker.ru
СЗ
Й
S
ч
ю
н
Технические данные некоторых сварочных трансформаторов
тск- 300 S 300 8 S3 215
ТД-500 8 500 со со юо— 560 59; 73 210
ТД-300 8 300 20,5 160) 60;78 СО
ТС-500 8 500 8 1 1- 8§§88 2Э0
га о га О о со й 8 300 8 ИО- 385 /30- 100) 63 180
S f Ф ТС-120 О со 120 а> 1 88 1—4 $ 8
га СХ СС СПИ-1 500 о СО 500 со со 099 —9Я 8 220
СТШ- 300 8 300 1 20,5 О Ю ~ о 8 891
СТН- 500 8 500 сч со 1150— 700 8 |275
СТН- 350 8 350 ю сч 80— 450 8 220
СО б 8 500 8 150— 700 8 8|8
СТЭ- 24у 8 350 со сч 100— 500 8 06 oei
X арактеристика Продолжительность работы, ПР, % Сила номинального сварочного тока, А Номинальная мощность, к.ВА Пределы регулирования сварочного тока Напряжение холостого хода, В Масса, кг
Примечания: 1. В скобках указаны пределы регулирования сварочного тока в дополнительном диапазоне.
2. Для трансформаторов типа СТЭ указана масса трансформатора и дросселя.
92
Охлаждение........................Естественное воздуш-
ное
Габаритные размеры, мм............ 750X570X835
Трансформатор типа ТДФ-1001 выпускается серийно
(1977 г.); однопостовой; предназначен для питания дуги
при автоматической дуговой сварке под флюсом; снаб-
жен подмагничиваемым шунтом; имеет крутопадающую
внешнюю характеристику; регулирование режима свар-
ки может осуществляться под нагрузкой (во время
сварки).
Напряжение питающей сети, В . . . . .
Частота, Гц................................
Мощность, кВ-А . . . .....................
Сила номинального сварочного тока при ПР
100%, А....................................
Пределы регулирования силы тока, А . . . ,
Номинальное рабочее напряжение, В , .
Напряжение холостого хода, В ......
КПД, %.....................................
Охлаждение.................................
Габаритные размеры, мм . ......
Масса, кг..................................
220/380
50
82
1000
400—1200
44
68,71
87
Воздушное
1200X830X1200
720
Трансформатор типа ТДФ-1601 выпускается серийно
(1977 г.); предназначен для питания дуги однофазным
переменным током при автоматической дуговой сварке
под флюсом; используется для комплектации серийных
сварочных автоматов; регулирование тока осуществля-
ется подмагничиванием магнитного шунта; схема управ-
ления обеспечивает стабилизацию сварочного режима.
Напряжение питающей сети, В.................
Сила номинального сварочного тока при ПР
100%, А.....................................
Пределы регулирования силы тока, А , ,
Сила первичного тока. А.....................
Мощность, кВ-А........................ . •
Вторичное номинальное напряжение, В
Напряжение холостого хода, В................
Габаритные размеры, мм ......
Масса, кг....................... . . . .
380
1600
600—1800
480
182
60
105
1200X830X1200
1000
7.12. Электрическая схема сварочного трансформа-
тора с отдельным регулятором показана на рис. 7.4.
Трансформатор состоит из сердечника с двумя обмот-
ками: первичной I и вторичной II. Вторичная обмотка
трансформатора имеет меньшее число витков, чем пер-
вичная. Напряжение в сварочной цепи тем меньше, чем
меньше витков у вторичной обмотки. Первичную обмот-
93
chipmaker.ru
ку подключают в сеть переменного тока напряжением
220, 380 и 500 В.
Переменный электрический ток высокого напряже-
ния, проходя по первичной обмотке, создает сильное
переменное магнитное ноле, которое нересекает вятки
вторичной обмотки, и в воследней появляется перемен-
ный электрический ток низкого напряжения.
Рис. 7.4. Электрическая схема сварочного транс-
форматора типа СТЭ:
i, 1'1, 41! — Е^шнчная, жгерячиая я феакгавн&я обмот-
ки.; П — подвижный пакет сердечника дросселя; S —
«оадушкый &азор « сердечнике
Регулятор состоит из сердечника, реактивной обмот-
ки /77, соединенной с обмоткой 11 трансформатора, и из
подвижного пакета П сердечника дросселя. Один конец
обмотки 11 соединен со свариваемой деталью, другой —
через обмотку регулятора с электродом. Между сер-
дечником и подвижной частью регулятора имеется за-
зор S, изменяя величину которого осуществляют плав-
ное регулирование силы сварочного тока.
7.13. Электрическая схема такого сварочного транс-
форматора показана на рис. 7.5. Он отличается от
трансформаторов с отдельным регулятором тем, что на
общем сердечнике находятся три обмотки: первичная и
вторичная обмотки трансформатора и обмотка регулято-
ра. Та часть аппарата, на которой находятся обмотки 1
и 11, является сварочным трансформатором, а та часть
аппарата, «а которой находится обмотка 111,— регуля-
тором.
Сварочные трансформаторы этого тина обозначают
буквами СТН /СТН-ЗЗД, СТН-500, СТН-7-00— свароч-
ные трансформаторы системы Никитина),
94
7.14. Изменять величину сварочного ток» можно ме-
няя величину вторичного напряжения холостого хода
(секционированием числа витков первичной или вторич-
ном обмотки сварочного трансформатора) и изменением
индуктивного сопротивления сварочной цели. Первый
способ применяют как дополнительный для получения,
например, двух диапазонов тока; второй — более рас-
пространенный дает возможность плавно регулировать
величину сварочного тока.
Рис. 7.5. Электрическая
схема сварочного трано
форгеатора типа СТН:
1, II, III — первична^ вто-
ричная и реактивная обмот-
ки; П — подвижный патет
сердечника дросселя; & —
воздушный- зазор в серд*еч-
нике
7.15. Ранее на рис. 7.4. и 7.5 были показаны элект-
рические схемы регуляторов тока отдельного от транс-
форматора и встроенного в трансформаггор. В обоих
случаях регулирование сварочного тока с помощьюэтих
регуляторов происходит за счет изменения сопротивле-
ния катушки регулятора. Это достигается изменением
воздушного зазора при перемещении подвижного па-
кета. Когда воздушный зазор становится меньшим,
магнитный поток увеличивается, индуктивное сопротив-
ление катушки прохождению переменного тока увели-
чивается и сила сварочного тока уменьшается. И на-
оборот, при увеличении воздушного зазора сопротивле-
ние катушки уменьшается и сила сварочного тока
возрастает.
Сварочный ток регулируют при разомкнутой свароч-
ной цепи.
7.16. Источник питания не находится непрерывно
под нагрузкой. Его работа чередуется с паузами. Он
находится под нагрузкой только во время сварки. При
замене электродов, очистке сварных швов и т. п, источ-
95
I chipmaker.ru
ник питания отключен. Режим работы источника пита-
ния характеризуется продолжительностью его работы
ПР или продолжительностью включения ПВ.
ПР практически равна ПВ. Эти величины выража-
ются в процентах:
ПР = —*2 100%; ПВ = — 100%,
^СВ + бс.х ^св + /п
где /св— время сварки; —время холостого хода;
ta — время паузы.
При ручной сварке длительность рабочего цикла
принимают равной 5 мин (/св=3 мин, /„=2 мин).
7.17. Чем меньше ПВ, тем большей может быть мак-
симальная сила допустимого сварочного тока. Зная но-
минальный сварочный ток /а (расчетный ток определя-
ется допустимым нагревом основных частей источника,
номинальная продолжительность работы ПРЯ или ПВв
указаны в паспорте на источник питания), величину
максимально допустимого сварочного тока находят по
формуле
/д = /нГпрл!рд,
где ПРД — допустимое значение ПР.
За номинальный режим работы источников питания
(однопостовых сварочных трансформаторов, генерато-
ров, выпрямителей) принято ПР 65 или 60%, а для
многопостовых источников питания ПР 100%.
7.18. Переносные сварочные трансформаторы пред-
назначены для использования на строительных и мон-
тажных работах, отличаются меньшей массой по срав-
нению со стационарными трансформаторами и неболь-
шой продолжительностью включения (ПР 20%). Такие
трансформаторы рассчитаны на выполнение коротких
сварных швов и прихваток. К ним относятся трансфор-
маторы марки ТСП-1, рассчитанные на силу сварочного
тока 105, 145, 160 и 180 А, массой 37 кг; трансформато-
ры типа ТСП-2 и ТСП-242 — на силу тока до 30 А, мас-
сой 65 кг и др.
Небольшая масса таких трансформаторов достига-
ется за счет применения стали с высокой магнитной
проницаемостью и за счет понижения ПР до 20%.
7.19. Бытовые сварочные трансформаторы предна-
значены для ручной дуговой сварки стали толщиной до
2 мм. Промышленность выпускает два типа таких транс-
96
форматоров: АДЗ-101 и ТД-101. Номинальный ток
аппарата 50 А, потребляемая мощность 1,85 кВт, масса
20 кг.
7.20. Осциллятор — прибор мощностью 100—150 Вт,
который создает переменный ток высокой частоты
(150—300 Гц) напряжением 2000—3000 В. Осциллятор,
включенный параллельно или последовательно, облег-
чает зажигание и устойчивость горения дуги при ду-
говой сварке неплавящимися и покрытыми электро-
дами.
В сварочной цепи с осциллятором дуга возбуждает-
ся при расстоянии 1—3 мм от электрода до изделия (без
предварительного замыкания электрода).
7.21. Для обслуживания нескольких сварочных по-
стов могут быть использованы однопостовые трансфор-
маторы, например, СТЭ-32 и СТЭ-34. Сварочные посты
включают параллельно друг другу, каждый через от-
дельный регулятор. Напряжения холостого хода вклю-
чаемых трансформаторов должны быть одинаковыми.
источники ПИТАНИЯ постоянного ТОКА
При сварке постоянным током для питания дуги
применяют сварочные преобразователи и сварочные вы-
прямители.
Сварку постоянным током можно выполнять на
прямой и обратной полярности. При прямой полярно-
сти «плюс» генератора подсоединяют к свариваемому
изделию, а «минус» — к электрододержателю.
Во время горения сварочной дуги при прямой поляр-
ности больше нагревается свариваемое изделие, при об-
ратной полярности — электрод. По этим признакам от-
дают предпочтение прямой или обратной полярности
в зависимости от вида сварочных работ (прихватка или
сварка), толщины свариваемых элементов (тонкие или
толстые), электрического сопротивления, электродов
(углеродистая сталь, хромоникелевая) и др.
Выпрямительные сварочные установки более надеж-
ны, чем сварочные преобразователи.
Вопросы
7.22. На какие две группы разделяются источники питания посто-
янного тока?
7.23. Какая разница между сварочным преобразователем и свароч-
ным агрегатом?
97
chipmaker.ru
7.24. В каких случаях применяют сварочные агрегаты?
7.25. Какими электродвигателями снабжают сварочные преобразо-
ватели?
7.26. Как устроен сварочный преобразователь?
7.27. Какие типы преобразователей выпускаются серийно?
7 28. Как регулируют силу сварочного тока в генераторах?
7.29. Какое назначение балластного реостата?
7.30. Можно ли вроизводить сварку непосредственно от многопо-
стового сварочного преобразователя?
7.31. Когда целесообразно использование многопостовых сварочных
генераторов?
7.32. В чем заключаются преимущества централизованной системы
питания сварочных постов?
7.33. Как определить число сварочных постов, которые можно под-
ключить к многопостовому сварочному преобразователю?
7.34. В чем заключаются преимущества сварочных выпрямителей
перед преобразователями?
7.35. Какие выпрямители выпускает промышленность?
7.36. Как устроен сварочный выпрямитель?
7.37. Для каких видов сварки предназначены сварочные выпрями-
тели?
7.38. В чем заключаются преимущества транзисторных сварочных
выпрямителей по сравнению с обычными сварочными выпрями-
телями?
Ответы.
7.22. На сварочные преобразователи и сварочные
выпрямительные установки.
Сварочные машины постоянного тока подразделя-
ются на однопостовые и многопостовые; стационарные
и передвижные с падающими, жесткими, возрастающи-
ми или пологопадающими внешними характеристиками;
сварочные преобразователи с электрическим приводом
и приводом от двигателя внутреннего сгорания; одно-
корпусные (сварочный генератор и двигатель на одном
валу, в одном корпусе) и раздельные (сварочный гене-
ратор и двигатель выполнены на общей раме, а их валы
соединены муфтой);
Выпрямительные сварочные установки собирают из
селеновых и кремниевых полупроводниковых элемен-
тов, которые обладают свойством проводить электри-
ческий ток только в одном направлении.
Выпрямительные сварочные установки по сравнению
с генераторами более просты и надежны в эксплуа-
тации.
7.23. Сварочный преобразователь состоит из гене-
ратора постоянного тока и приводного электродвигате-
98
ля; сварочный агрегат — из генератора и двигателя
внутреннего сгорания.
7.24. Применение сварочных агрегатов для сварки
целесообразно тогда, когда либо нет питающей элект-
рической сети, либо напряжение в. питающей электри-
ческой сети колеблется в больших пределах.
Сварочные агрегаты выпускают с бензиновыми и
дизельными двигателями, смонтированными на раме без
колес, на двухосном прицепе и в другом конструктивном
исполнении.
7.6. Сварочный преобразователь типа ПСГ-500:
; — коллектор; 3 — щетки токосъемника; 3 — маховичок реостата;
4 — кожух; 5 — зажимы (4- и —) генератора; 6 — вольтметр; 7 —
вентилятор; 8 — электродвигатель; 9 — ручка тележки; 10 — маг-
нитные полюсы; 11 — корпус; 12 — вращающийся якорь
7.25. В сварочных преобразователях (стационарных
и передвижных) используют преимущественно асин-
хронные трехфазные короткозамкнутые двигатели.
7,26. Сварочный преобразователь (рис. 7.6) предна-
значен для автоматической и полуавтоматической свар-
ки, состоит из сварочного генератора и электродвига-
теля.
89
chipmaker.ru
Генератор состоит из неподвижного корпуса, маг-
нитных полюсов, вращающегося якоря. Последний на-
бран из отдельных пластин (из электротехнической ста-
ли), изолированных друг от друга, в пазы которых
уложены изолированные провода (обмотки возбужде-
ния). В обмотки возбуждения из сети (через селеновые
выпрямители) подводится электрический ток, при про-
хождении которого между полюсами генератора воз-
никает магнитный поток. При вращении якоря между
полюсами в их магнитном поле, в витках обмотки якоря
возникает переменный электрический ток, который с
помощью коллектора превращается в постоянный.
К коллектору прижимаются угольные щетки, от кото-
рых постоянный ток передается к зажимам генератора,
и через присоединенные к зажимам сварочные провода
электрический ток подводится к свариваемому изделию
и электрододержателю.
7.27. Преобразователи типа ПСО-ЗОО-2, ПСО-315М
и ПСГ-500 выпускают серийно (1977 г.). В табл. 7.2.
приведены технические данные этих преобразователей и
некоторых других, выпущенных раньше.
7.28. С помощью реостата, который включают в об-
мотку независимого возбуждения. Возможно также ре-
гулирование сварочного тока регулированием переклю-
чения витков обмотки возбуждения.
7.29. Балластный реостат предназначен для создания
падающей характеристики на каждом сварочном посту
и для регулирования сварочного тока. Реостат имеет
пять ступеней сопротивления, которые включают в цепь
сварочной дуги.
Промышленность выпускает балластные реостаты
марок РБ-201, которые дают возможность регулировать
сварочный ток от 10 до 200 А через каждые 10А; РБ-301,
позволяющие регулировать сварочный ток от 15 до
300 А через каждые 15 А; РБ-501 для регулирования
сварочного тока от 25 до 500 А через каждые 25 А.
7.30. Нет, нельзя. Вольт-амперная характеристика
при питании от многопостового сварочного генератора
(рис 7.7) не является падающей и не может обеспе-
чить устойчивого горения сварочной дуги. Для устойчи-
вого горения дуги необходимо создать падающую вольт-
амперную характеристику на сварочном посту. Это до-
стигается с помощью балластного реостата. При этом
100
сч
d
ЕЯ
ч
КЗ
«
Н
Е
оое 5 ю зз ю wS g я is* 9 со я п S „ к i “^оосоо |L ^•2
g § S 8 э Й В=^ 7 Т g = т “ м g га я
§ В 1 м >,§8 о г- со г- К ~ д со . С * W“UЯ 5 «ЕЯ
С с tt 8 § 1Q § ° । । В 8 2 ! — 30 . Жесткая 460 эедназначен л сварки, резк носом; типа ' защитных га;
315 100—315 60 80 32 1 Падающая 376 [ИОПОСТОВОЙ п] поста ручной сварки под ф; юдом в среде
Lf О' со J СО - 60 90 32,6 130,14 Падающая 435 ПСО-ЗОО-2, ci 'о сварочного тематической щимся электр
Сила номинального тока, А Пределы регулирования силы тока, А Номинальный ПВ, % Напряжение холостого хода, В Номинальное напряжение, В Длительность цикла, мин Мощность генератора, кВ.А Мощность ппеобпяялплтела trR.A - —— -—-—— —-j- — Г | • л * Внешняя характеристика Масса, кг Примечание. Преобразователь типа ПСО-315М предназначен для одно; пользован для автоматической и полуав’ кой и полуавтоматической сварки плавя
101
chipmaker.ru
сварочная дуга включается последовательно через бал-
ластный реостат.
Промышленные поставки многопостовых генераторов
осуществляются комплектно с балластными реостатами
(рис. 7.8).
Рис. 7.7. Вольт-амперные ха-
рактеристики при питании от
миогопостового генератора:
I. — генератора; II — сварочного
поста (при включении сварочного
поста); III сварочной дуги
Рис. 7.8. Принципиальная схема
многопостового генератора:
PH — реостат регулирования напря-
жения; РБ — балластный реостат
7.31. Многопостовые сварочные генераторы целесо-
образно устанавливать в цехах с большим числом сва-
рочных постов. Они предназначены длЯ' одновременного
питания нескольких сварочных дуг.
7.32. Централизованная схема питания сварочных
постов с помощью многопостовых сварочных генерато-
ров имеет ряд преимуществ по сравнению с однопосто-
выми сварочными агрегатами: снижаются затраты на
приобретение, ремонт и обслуживание сварочных по-
стов; уменьшается потребность в производственных
площадях; увеличивается коэффициент использования
сварочного оборудования.
7.33. Для этого следует номинальный ток генерато-
ра разделить на наибольший ток, потребляемый одним
постом, и на коэффициент одновременности работы
постов
п= I/10 а,
где и — число постов, которое можно подключить к
многопостовому генератору; 1 — номинальный ток гене-
ратора, А; /о — номинальный ток, потребляемый одним
постом, А; а — коэффициент одновременности работы
постов, принимаемый равным 0,6—0,65.
102
7.34. Преимущества сварочных выпрямителей: от-
сутствие вращающихся частей, больший КПД, меньшие
потери энергии на холостом ходу, бесшумность работы,
равномерная загрузка трехфазной сети, меньшая масса,
большие пределы регулирования сварочного тока и на-
пряжения.
Рис. 7.9. Однопостовой выпрямитель ВДУ-504:
1 — пульт управления; 2 — электродвигатель; 3 — дроссель; 4 —
траасформатор; 5 — переключатель диапазонов
7.35. Однопостовые (рис. 7.9) и многопостовые По-
следние выпускают для питания шести, девяти и восем-
надцати постов; они комплектуются балластными рео-
статами РБ-301. Однопостовые выпрямители имеют
жесткую, пологопадающую или крутопадающую вольт-
амперную характеристики. Технические характеристики
некоторых сварочных выпрямителей приведены в
табл. 7.3—7.5.
Промышленность серийно выпускает (1977 г.) также
следущие выпрямители:
ВСЖ-303 — для автоматической сварки плавящим-
ся электродом в среде защитных газов;
ВДГ-302 — однопостовой для сварки в среде угле-
кислого газа;
М03
chipmaker, ru
Таблица 7.3
Сварочные выпрямители с падающими характеристиками
Тип выпрямителя (напряжение сети 220/380 В)
Параметр 1 й № ВСС-300-3 1 ВКС-500-1 ВД-101 ВД-301 ВД-303
Выпрямленное нап- 63- -57 61—58 65—78 64 55 75—85
ряжение холостого хода, В Номинальный сва- 120 300 500 125 300 300
рочный ток, А Пределы регулиро- 15- 130 40—320 80—550 20—125 55—310 40—300
вания сварочного тока, А Полезная мощ- 3 9 20 3,5 9,6 9,6
ность, кВт Масса, кг 180 240 385 170 230 240
ВДГ-601 — однопостовой для сварки в среде угле-
кислого газа;
ВДУ-504— однопостовой для сварки покрытыми
электродами, в углекислом газе, под
флюсом;
ВДУ-1001—для механизированной сварки черных и
цветных металлов под флюсом, а также
открытой дугой и порошковой проволо-
кой;
Таблица 7.4
Сварочные выпрямители с жесткими характеристиками
Параметр Тип выпрямителя (напряжение сети 380 В)
ВС-200 ВС-300 ВС-БОО ВДТ-502 ВС-1000-2
Номинальный сва- 200 300 500 500 1000
рочный ток, А Пределы регулиро- 19—26 20—48 20—45 16—40 18-65
вания напряжения, В Пределы настройки сварочного тока, А 30—200 30—300 50—500 60—500 До 1000 75
КПД, % 70 70 75 90
Масса, кг 187 250 350 370
104
Таблица 7.5
Универсальные сварочные выпрямители
Выпрямитель (напряжение сети 220/380 В)
Параметр ВСУ-300 ВСУ-500 ВДУ-504
Характеристика
жест- кая Пада- ющая 1 жест- кая пада- ющая жест- кая ' пада- ющая 1
Номинальный сва- рочный ток, А Пределы регулиро- вания сварочного тока, А Напряжение холос- того хода, В Пределы регулиро- вания рабочего нап- ряжения В КПД, % Масса, кг 300 50—330 53—65 17—35 68 320 240 25—240 65 63 500 90—550 52—68 20—40 70 420 350 50—350 68 66 500 100 -500 72—78 18—50 Не ме- нее 82 380 500 70—500 Не ме- нее 82
ВДУ-1601 — для автоматической сварки в среде за-
щитных газов и под флюсом, однопо-
стовой;
ВДМ-1601—для одновременного питания несколь-
ких постов при ручной сварке;
В КСМ-1000-1— для одновременной сварки шести по-
стов ручной сварки при токе каж-
дого 300 А.
7.36. Сварочный выпрямитель является источником
питания сварочной дуги, в котором переменный ток
преобразован в пульсирующий постоянный ток.
Выпрямитель собран из полупроводниковых элемен-
тов, обладающих свойством проводить электрический
ток только в одном направлении. В обратном направ-
лении полупроводники практически не пропускают элек-
трический ток.
В качестве полупроводников в сварочных выпря-
мителях используют кремниевые и селеновые полупро-
водниковые элементы. Основные части выпрямителя:
понижающий трансформатор с устройством для регу-
105
chipmaker, ru
Таблица 7.6
Технические данные транзисторных выпрямителей
Характеристика Выпрямитель
АП-4 АП-5
Напряжение сети, В 380 380
Напряжение холостого хода, В 40 40
Номинальный сварочный ток, А 30 100
Пределы регулирования тока, А 1—30 5—100
Средняя потребляемая мощность, кВт 1,2 4
Пределы регулирования длительности нм- 0,03—0,6 0,03—0,6
пульса и паузы, с Время гашения дуги, с 1—10 1—10
лирования тока и напряжения, выпрямительный блок,
вентилятор и пускорегулирующая аппаратура.
7.37. Сварочные выпрямители с падающей внешней
характеристикой предназначены для дуговой сварки в
среде защитных газов, ручной дуговой сварки штуч-
ными электродами, автоматической сварки под флюсом.
Выпрямители ВСС, В КС, ВД-101 и В Д-301 предна-
значены для использования при ручной сварке и авто-
матической под флюсом. Выпрямители АП-4, АП-5
(транзисторные, разработаны в Институте электросвар-
ки им. Е. О. Патона). Они предназначены для аргоно-
дуговой сварки неплавящимся электродом.
7.38. Транзисторные выпрямители более безопасны в
работе, так как напряжение холостого хода такого вы-
прямителя не превышает 40 В. Кроме того, их размеры
и масса относительно меньше (табл. 7.6).
ЭКСПЛУАТАЦИЯ И ОБСЛУЖИВАНИЕ ИСТОЧНИКОВ
СВАРОЧНОГО ТОКА
Вопросы
7.36. Кому разрешается производить монтаж, демонтаж, наблюде-
ние за ремонтом и правильностью эксплуатации сварочного
оборудования?
7.40. Что входит в обязанности сварщика по обслуживанию источ-
ника питания?
7.41. Какие технические требования предъявляют к помещениям
.для хранения трансформаторов? >
7.42. В каких случаях консервируют трансформаторы н в ч?м за-
ключаются эти работы?
106
7.43. Допускается ли переключение трансформатора, когда он под
напряжением?
7.44. Допускается ли перемещение трансформатора, не отключенного
от сети?
7.45. Какие работы обязательны перед пуском нового трансформа-
тора?
7.46. Какие 'основные работы проводят при эксплуатации и обслу-
живании сварочных трансформаторов?
7.47. Каковы причины некоторых характерных неисправностей транс-
форматора и можно ли их устранять в трансформаторе, под-
ключенном к сети?
7.48. Какие основные работы проводят при эксплуатации и обслу-
живании сварочных генераторов?
7.49. Что подлежит обязательной проверке перед включением источ-
ника питания импульсной дугой и можно ли его переключать
под нагрузкой?
7.50. Можно ли считать выпрямитель обесточенным, если сигналь-
ная лампа не горит?
7.51. Имеет ли сварщик право доступа к схеме сварочного выпря-
мителя?
7.52. Чем следует руководствоваться при эксплуатации и техниче-
ском обслуживании выпрямителя?
Ответы
7.39. К работам по монтажу, демонтажу и наблюде-
нию за качеством ремонта и обслуживания источников
сварочного тока и другого сварочного оборудования
должны допускаться только специально обученные (по
программе, утвержденной ведомством) электромонте-
ры и наладчики, сдавшие специальный экзамен на пра-
во быть допущенными к этим работам.
На предприятиях с небольшим числом сварочных
постов, где нет специально обученных наладчиков и
электромонтеров, работы по обслуживанию сварочного
оборудования могут производить сварщики, прошедшие
специальную теоретическую и практическую подготов-
ку по программе, утвержденной соответствующим ве-
домством, и сдавшие экзамен на право быть допущен-
ными к этим работам.
7.40. Очистка источника питания от пыли и грязи
перед его включением, проверка изоляции сварочных
проводов и их присоединения, проверка надежности за-
земления, включение источника питания рубильником
или магнитным пускателем, уведомление мастера, на-
ладчика или электромонтера о всех обнаруженных де-
фектах в проводах и источниках питания, соблюдение
правил техники безопасности.
107
chipmaker, ru
7.41. Помещения, в которых хранятся трансформа-
торы, должны быть сухими, отапливаемыми, вентили-
руемыми, с температурой от +5 до +35° С, с относи-
тельной влажностью не более 30%. В этих помещениях
не допускается одновременное хранение кислот, щело-
чей и других материалов, могущих вызвать коррозию;
должна быть исключена возможность проникновения в
эти помещения газов и паров, вызывающих коррозию;
недопустимо отпотевание металлических деталей и изо-
ляции.
7.42. Сварочные трансформаторы консервируют при
перерывах в работе более трех месяцев.
При консервации обязательны следующие операции:
продувка сухим сжатым воздухом, очистка поверхно-
стей от загрязнения (бензином или уайт-спиритом),
смазка составом ПВК.
Консервации подлежат смотровое окно шкалы токов,
заводской щиток, таблицы надписей, входные и выход-
ные силовые зажимные контакты, болт заземления.
7.43. Нет, не допускается. Трансформатор следует
отключить от сети перед его переключением на другой
диапазон токов.
7.44. Нет, не допускается. Трансформатор следует
отключить от сети перед его перемещением.
7.45. Очистка трансформатора от пыли (продувка
сжатым воздухом); проверка мегометром на 500В со-
противления изоляции; заземление корпуса трансфор-
матора; проверка состояния электрических проводов и
контактов; установка переключателя диапазонов токов
на необходимый диапазон; проверка соответствия на-
пряжения в сети напряжению, указанному на заводском
щитке трансформатора; подключение трансформатора
к сети через рубильник и предохранители.
7.46. Внешний осмотр трансформатора перед нача-
лом работы для выявления случайных повреждений,
проверка заземления, проверка надежности крепления
контактов проводов (ежедневно).
Очистка трансформатора от пыли сжатым воздухом,
проверка надежности электрических контактов (ежеме-
сячно) .
Проверка состояния конденсаторов, фильтра защиты
от радиопомех; наружной поверхности на отсутствие не-
допустимых повреждений; сопротивления изоляции
(один раз в три месяца).
1’08
Очистка контактов и изоляционных частей переклю-
чателя диапазонов тока от медной пыли и налета; смаз-
ка всех трущихся частей тугоплавкой смазкой
ЦИАТИМ-201 (каждые шесть месяцев).
7.47. Ниже указаны некоторые неисправности
трансформатора и причины, их вызывающие.
Нагрев части обмоток вызывается замыканием в об-
мотках; повышенное гудение замыканием витков в пер-
вичной обмотке; большой ток холостого хода — замыка-
нием в первичной обмотке; чрезмерный нагрев сердеч-
ника и скрепляющих его шпилек — нарушением изо-
ляции листов сердечника или шпилек.
Нельзя устранять дефекты в трансформаторе, под-
ключенном к сети. Приступая к ремонту трансформато-
ра, нужно прежде всего отключить его от сети.
7.48. Проверка (ежедневно) надежности заземления,
присоединения сварочных проводов, пускового устрой-
ства, состояния щеток и коллектора.
Продувка (ежемесячно) генератора сухим сжатым
воздухом, проверка (ежемесячно) изоляции обмоток.
Промывка подшипников керосином и замена смазки
(каждые шесть месяцев).
7.49. Перед включением сетевого рубильника источ-
ника питания импульсной дугой необходимо проверить
надежность заземления шкафа источника питания и
тщательность закрытия дверей шкафа.
Переключать ступени под нагрузкой источника пи-
тания строго запрещается.
7.50. Нет, нельзя. Лампа может не зажигаться из-за
неисправности или отсутствия одной из фаз питающей
сети. Для снятия напряжения с оборудования необхо-
димо обязательно отключить сетевой рубильник или
другое отключающее устройство (в установках, где
имеются конденсаторы, нужно разрядить конденсатор-
ную батарею).
7.51. Нет, не имеет. Доступ к схеме оборудования
разрешен только лицам соответствующей квалификации,
которые хорошо знают конструкцию обслуживаемого
оборудования и имеют право на выполнение работ по
профилактическому обслуживанию и ремонту оборудо-
вания.
7,52. К каждому выпрямителю прикладывается тех-
ническое описание и инструкция, которыми следуе^ру-
chipmaker.ru
ководствоваться при эксплуатации и техническом об-
служивании выпрямителей.
В этих технических документах изложены рекомен-
дации по вводу выпрямителя в эксплуатацию, харак-
терные неисправности и способы их устранения, усло-
вия безопасного обслуживания выпрямителя и др.
8. СВАРНЫЕ СОЕДИНЕНИЯ И ШВЫ
Прочность сварной конструкции и надежность ее при
эксплуатации во многом зависят от качества сварных
соединений и швов. Тип сварного соединения, форма и
размеры сварных соединений и швов, их расположение
относительно действующих сил, плавность перехода от
сварного шва к основному металлу и др. — все это оп-
ределяет работоспособность сварного изделия.
Сварка металлов — прогрессивный технологический
процесс. Его достоинства неоспоримы. Однако сварка
не свободна от недостатков. Наиболее существенные из
них — возникновение деформаций и напряжений в де-
талях при выполнении сварочного процесса.
Деформации и напряжения, большие или меньшие
по величине, неизбежны при сварке. Поэтому очень важ-
но понять причину возникновения этих явлений при
сварке и научиться находить правильные решения, пре-
следующие практические цели, вытекающие из техниче-
ских требований на сварную конструкцию, изделие и т.д.
Сварные швы должны иметь определенные размеры,
обеспечивающие надежность соединения при различных
нагружениях в условиях эксплуатации.
ФОРМА И РАЗМЕРЫ СОЕДИНЕНИИ
Вопросы
8.1. Какими документами регламентировано обозначение сварных
соединений и швов на чертежах?
8.2. Какие основные данные приводят в сборочных чертежах свар-
ных изделий?
8.3. Что называют сварным соединением и сварным узлом?
8.4. Какие типы сварных соединений относятся к числу основных
и чем руководствуются при их выборе?
8.5. Какого типа сварные соединения наиболее распространены,
в чем заключаются их преимущества и недостатки?
8.6. Как подготовляют кромки под сварку стыковых соединений
различных видов?
М9
8.7. В чем заключаются преимущества соединений с U-образной
разделкой но сравнению с соединениями с V-образной раздел-
кой и соединений с Х-образиой разделкой по сравнению с со-
единениями с V- и U-образными разделками?
8.8. В чем заключается отличие подготовки под сварку элементов
разной толщины от подготовки под сварку элементов одина-
ковой толщины?
8.9. Какие различают виды тавровых соединений?
8.10. Чем отличаются соединения внахлестку от сварных соединений
других типов?
8.11. Какие соединения относятся к угловым, в чем заключаются
их особенности и способы подготовки под сварку?
8.12. Какие соединения кроме основных также применяют в сварных
конструкциях?
Ответы
8.1. Основные типы, конструктивные элементы, раз-
меры и условные обозначения сварных соединений и
швов на чертежах, а также формы и размеры подго-
товки свариваемых кромок из различных конструкцион-
ных материалов, применяемых при дуговых способах
сварки, регламентируются стандартами.
8.2. Чертежи, изображающие сварные изделия, свар-
ные узлы и т. д., которые содержат необходимые данные
для сборки, сварки и контроля, называют сборочными.
Сборочные чертежи дают возможность определить,
как устроено и работает изделие, какие детали в него
входят, какими должны быть типы сварных соединений,
какой следует применить способ сварки для соединения
деталей между собой, каким способом контроля следует
подвергнуть сварные соединения и швы, каким техниче-
ским требованиям должны соответствовать сварные
швы и т. д.
Приступая к работе, сварщику нужно прежде всего
разобраться в чертеже, — рассмотреть все надписи, изо-
бражаемые виды, условные обозначения, материал де-
талей, технические требования, предъявляемые к свар-
ным швам, и пр.
8.3. Сварным соединением называют неразъемные со-
единения двух элементов с помощью сварки сварным
швом (рис. 8.1).
Сварной узел представляет собой часть сварной кон-
струкции, в которой с помощью сварки неразъемно со-
единены несколько деталей.
8.4. В современной практике производства сварных
конструкций различают следующие основные виды свар-
111
chipmaker.ru
Рис. 8.1. Сварное стыковое соединение (форма попереч-
ного сечения):
а — подготовленные кромки; б выполненный шов; S — тол-
щина свариваемых элементов; с зазор; р притупление
кромки; а — угол разделки кромок; 1 — усиление шва; 2 —>
сварной шов; 3 — кратер; 4 — кромки; 5 — металл шва; 6
основной металл
ных соединений: стыковое, нахлесточное, тавровое, утло-
вое (рис. 8.2).
В зависимости от типа сварного соединения сварные
швы называют стыковыми, тавровыми, угловыми и т. д.
При выборе типа сварного соединения учитывают
условия нагружения сварной конструкции при эксплуа-
тации (статические или динамические нагрузки постоян-
ные, переменные и др.), способ и условия изготовления
сварной конструкции (ручная сварка, автоматическая
и др., в заводских или монтажных условиях), удобства
и возможности при сборке и сварке, достигаемая эконо-
мия основного металла, электродов, труда и др.
8.5. Наибольшее распространение в машиностроении,
судостроении, строительстве и других отраслях народ-
ного хозяйства получили стыковые сварные соединения.
В соединениях такого типа после сварки кромок элемен-
тов встык поверхность одного элемента является продол-
Рис. 8.2. Виды сварных соединений:
о — стыковое; б — угловое; в — нахлесточное; г — тавровое,
112 ,
жением поверхности другого элемента. Различают сле-
дующие виды стыкового соединения: без скоса кромок,
с отбортовкой, с односторонним скосом (V-образное) и
с двусторонним скосом (Х-образное).
Преимущества стыкового сварного соединения по
сравнению с соединениями других типов: возможность
сварки элементов неограниченной толщины; равномерное
распределение напряжений при передаче усилий от од-
ного элемента конструкции к другому; более высокая
прочность сварных стыковых соединений при статиче-
ских и переменных нагрузках при комнатных и высоких
температурах; минимальный расход металла на образо-
вание сварного соединения; надежность и удобство кон-
троля.
Недостатки стыкового соединения: необходимость бо-
лее точной сборки элементов соединения под сварку,
сложность обработки кромок под сварку профильного
проката (уголки, швеллеры, тавры, двутавры).
8.6. Подготовка деталей под сварку заключается в
разделке кромок и очистке мест сварки от ржавчины,
окалины, жира и т. п. Кромки разделывают для улуч-
шения условий сварки.
В соединении с разделкой (односторонней и двусто-
ронней) часть кромки оставляют нескошенной (притуп-
ление). При односторонней разделке притупление рас-
положено внизу соединения, при двусторонней — в сере-
дине соединения. Притупление необходимо для того, что-
бы при прихватке и сварке быстро расплавляющиеся
острые кромки не создавали широкую щель, которую
трудно заваривать. Отсутствие притупления приводит к
образованию прожогов при сварке по стыку соединения.
Форма разделки кромок характеризуется углом их
скоса, размером притупления и величиной зазора между
свариваемыми кромками. Она определяется в зависи-
мости от типа сварного соединения, толщины сваривае-
мых элементов и применяемого способа сварки.
При толщине свариваемых элементов до 6 мм скос
кромок не требуется.
В элементах толщиной 5—30 мм и более применяют
V-образную разделку с суммарным углом скоса, равным
60—80°. Притупление при этом составляет 2—8 мм.
При толщине свариваемых элементов от 20 мм и бо-
лее в стыковых соединениях применяют криволинейный
скос кромок (U-образная разделка).
Ill4
chipmaker.ru
Свариваемые кромки устанавливают с зазором 2—
4 мм (в зависимости от толщины свариваемых элемен-
тов). Сварные соединения ответственного назначения с
V-образной разделкой сваривают с двух сторон (с под-
варкой). В тех случаях, когда не удается сделать под-
варку например, в сварных стыках труб малого диамет-
ра и др.), применяют остающиеся подкладки.
Элементы толщиной более 12 мм сваривают встык с
двух сторон, применяя Х-образную разделку. Соеди-
нения такого типа применяют только в тех случаях, ког-
да сварка доступна для выполнения с обеих сторон.
Х-образную разделку применяют в стыковых сварных
соединениях сосудов высокого давления, толщина сва-
риваемых элементов которых равна 50—100 мм и более.
8.7. Соединения с плоскими наклонными кромками
(V-образная разделка) трудно провариваются в верши-
не и имеют большую ширину на наружной поверхности.
Соединения с U-образной разделкой свободны от этих
недостатков.
Недостатки соединений с U- н V-образными раздел-
ками заключаются в том, что при одинаковых толщинах
свариваемых элементов для их заполнения требуется
больше электродов, чем для заполнения Х-образной раз-
делки. Объем наплавленного металла в V-образном шве
примерно в 2 раза больше, чем в Х-образном шве. На
рис. 8.3 показано соотношение площадей поперечного
сечения V- и Х-образного швов. Следовательно, соеди-
нения с Х-образной разделкой более экономичны по
расходу присадочного металла по сравнению с соедине-
нием с V-образной разделкой.
8.8. Подготовка кромок под сварку элементов разной
толщины не отличается от подготовки кромок элемен-
тов одинаковой толщины, если разница в толщинах
Si—S не превышает 0,4S, а
для элементов толщиной 12—
25 мм не более 5 мм, и для
элементов, толщина которых
превышает 25 мм, не более
7 мм.
Если разность в толщинах
свариваемых элементов боль-
ше указанной, тогда на эле-
менте большей толщины дела-
ют скос с одной или с двух
60е
Рис. 8.3. Соотношение пло-
щадей поперечного сечения
V-образного и Х-образного
Н4
сторон до толщины тонкого
элемента, по длине, равной
пятикратной разнице в
толщинах элементов
(рис. 8.4).
8.9. На рис 8.5 показа-
ны тавровые соединения и
подготовка кромок таких
соединений под сварку.
Различают несколько
видов тавровых соединений.
Тавровые соединения
применяют без скоса свари-
ваемых кромок, а также со
Рнс. 8.4. Стыковое соединение
листов разной толщины:
а — V-образное; б — Х-образное
скосом с одной или с двух
сторон. Угол скоса кромок в тавровых соединениях под
прямым углом обычно принимают равным 55—60°, а за-
зор между соединяемыми элементами 0,5—1 мм.
Сравнение клепаного и сварного узлов (рис. 8.6) на-
глядно показывает, насколько эффективны тавровые
соединения. Они отличаются относительно меньшими
металлоемкостью и трудоемкостью.
В сварных конструкциях из листового и профильного
проката толщина свариваемых элементов в тавровых
соединениях находится в пределах 2—30 мм.
Рис. 8.5 Тавровые соединения листов:
а — под прямым углом без скоса кромок;
б — под косым углом с односторонним ско-
сом кромок; в — под прямым углом с одно-
сторонним скосом кромок; г — под прямым
углом с двусторонним ckqcqm кромок
Мб
chipmaker.ru
8.10. В соединениях внахлестку свариваемые элемен-
ты накладывают один на другой и сваривают по кромке
(без предварительной обработки) наложенный элемент
валиковым швом. Соединения внахлестку широко ис-
пользуют в сварных конструкциях различного назначе-
ния (фермы, колонны, мачты, мостовые конструкции
и др.).
Рис. 8.6. Сравнение клепаного (а) и свар-
ного (б) узлов
К преимуществам соединений внахлестку относятся
более простая подготовка элементов под сварку, чем в
соединениях других типов; простота сборки элементов
конструкций и небольшие усадки и коробления, возни-
кающие в сварных конструкциях при сварке.
Недостатки соединений внахлестку: расход лишнего
металла на нахлестку; необходимость сварки с двух сто-
рон; возможность возникновения в соединении очагов
коррозии; большой расход наплавленного металла (эле-
ктродов) и времени на сварку.
Соединения внахлестку наиболее распространены для
элементов толщиной до 8—10 мм (начиная с 1—1,5 мм)
из углеродистых, низколегированных и коррозионно-
стойких сталей.
8.11. К угловым соединениям (рис. 8.7) относятся
такие типы соединений, которые сваривают по кромкам
элементов, расположенных под углом.
При толщине свариваемых элементов менее 3 мм
угловое соединение выполняют заподлицо; при толщине
более 4 мм применяют соединение со сдвинутыми кром-
ками; наконец, при толщине элементов более 6—8 мм
угловое соединение сваривают с двух сторон.
При изготовлении металлоконструкций, которые дают
возможность поворачивать изделие в поворотных при-
способлениях, применяют угловое соединение, которое
одаривают швом «в лодочку».
116
Все виды угловых соединений, применяемых при руч-
ной дуговой сварке, применяют при автоматической
сварке.
8.12. Помимо основных типов сварных соединений
(стыковые тавровые, нахлесточные, угловые), при сварке
применяют соединения в кромку при толщине сварива-
емых элементов до 3 мм и прорезные соединения, име-
ющие прорезь в одной из деталей, прикрепляемой вна-
хлестку.
Рис. 8.7. Угловые соединения:
а одностороннее с наружным швом; б одностороннее со
скосом кромки; в двустороннее со скосом кромок, г е— одно-
стороннее с внутренним швом
Прорезные соединения применяют с круглыми и уд-
линенными отверстиями. Если диаметр отверстия пре-
вышает 30 мм, то сварку по внутреннему контуру отвер-
стия выполняют без его полного заполнения. При тол-
щине свариваемых элементов более 15 мм выполняют
зенкование на всю толщину. При меньшей толщине ли-
стов зенкование необязательно.
СВАРНЫЕ ШВЫ
Вопросы
8.13. Что представляет собой сварной шов и по каким признакам
подразделяют сварные швы?
8.14. Какие швы применяют по расположению в пространстве при
сварке сталей и цветных металлов?
8.15. Какой сварной шов называют проплавным?
8.16. Какие швы по расположению в пространстве наиболее целесо-
образны?
8.17. Что называется глубиной провара?
8J8. Чем характеризуется коэффициент формы сварного шва?
8.19. Чем отличается симметричный стыковой шов от стыковых
сварных швов других видов?
8.20. Чем отличается связующий сварной шов от сварных швов дру-
гих видов?
117
8.21. В чем заключаются особенности металла многослойных свар-
ных швов?
8.22. В чем заключаются преимущества и недостатки односторон-
них и двусторонних швов с криволинейными кромками?
Ответы
8.13. Сварной шов является элементом сварного со-
единения, который образовался после кристаллизации
(затвердевания) расплавленного металла сварочной ван-
ны по линии перемещения сва-
рочной дуги при сварке.
Сварные швы подразделя-
ют:
по расположению действу-
ющего на сварной шов уси-
лия: на фланговые (а), тор-
цовые, или лобовые (б), ком-
бинированные (в) и косые (г)
(рис. 8.8);
по расположению в прост-
ранстве: на нижние (а), гори-
зонтальные (б), вертикальные
(в) и потолочные’01 (г)
(рис. 8.9);
по типу усиления: на нор-
мальные, усиленные и ослаб-
Рис. 8.8. Классификация леиные;
швов по отношению к дей- по ширине: на ниточные и
ствующему на них усилию: уширенные;
илГ лобовой;"^ -“коТмбХо-’ ПО ЧИСЛУ слоев: НВ ОДНО-
ванный; г — косой СЛОЙНЫе (оДНОПрОХОДНЫе) И
многослойные (многопроходные);
по протяженности: на сплошные и прерывистые
(рис. 8.10);
по назначению; на прочные, плотные и прочно-плот-
ные;
по форме: на стыковые, тавровые, нахлесточные, уг-
ловые, по кромке и прорезные.
8.14. При сварке сталей применяют нижние, гори-
зонтальные, вертикальные и потолочные швы; при свар-
ке цветных сплавов применяют горизонтальные швы.
8.15. Проплавкой сварной шов применяют в нахле-
сточном или тавровом соединении. Он образуется в ре-
118
Рис. 8.9. Швы при сварке в различных пространственных по-
ложениях:
а — нижний; б — горизонтальный; в — вертикальный; г — потолоч-
ный
зультате сквозного проплавления одного из соединяемых
элементов. Применение проплавных швов ограничивает-
ся деталями толщиной до 10 мм (рис. 8.11).
8.16. Сварка горизонтальных швов в нижнем поло-
жении по сравнению со сваркой других швов наиболее
удобна, наиболее производительна и экономична (при
прочих равных условиях).
8.17. Глубина провара (проплавления) представляет
собой величину расплавленного в глубину основного ме-
талла. Это глубина проплавления свариваемых элемен-
тов соединения.
8.18. Отношение ширины сварного шва к глубине
провара характеризуется коэффициентом формы свар-
ного шва. В свою очередь ширина сварного шва и глу-
бина провара изменяются в зависимости от способа
сварки, режимов сварки, толщины свариваемых элемен-
тов и других факторов.
Рис 8.10. Прерывистые свар-
ные швы
ISSSSSSSSSSSSSsSSS^&^SSS^i
ISSSSSSSSSL \SSESW
Рнс. 8.11. Проплавные швы
Tib
chipmaker.ru
8.19. Симметричный стыковой шов отличается от дру-
гих стыковых швов тем, что обе его части, выполненные
с двух сторон относительно сечения, имеют одинаковую
форму и размеры.
Двусторонний симметричный шов с Х-образной раз-
делкой требует меньше наплавленного металла, чем
V-образный односторонний. В связи с этим для выпол-
нения симметричных швов требуются относительно мень-
шие затраты труда. Очень существенное преимущество
симметричных швов — меньшие, чем в односторонних
швах, коробления, возникающие при сварке.
Рис. 8.12. Рабочие (а, б) и связующие (в, г) сварные швы
8.20. Связующий сварной шов (рис. 8.12) не предна-
значен для передачи усилий при работе сварной конст-
рукции. Поэтому дефекты в таких швах не приводят к
выходу из строя сварной конструкции. Наплавленный
металл связующих швов под действием внешних сил
деформируется вместе с основным металлом, в них воз-
никают примерно одинаковые напряжения. Наплавлен-
ный металл и основной металл работают совместно. На-
пряжения, возникающие в сварных связующих швах,
ие опасны для прочности конструкции.
8.21. Каждый слой многослойного стыкового шва, кро-
ме усиления и подварочного шва, отжигается при нало-
жении последующего слоя. В результате такого тепло-
вого воздействия иа металл сварного шва улучшаются
структура и механические свойства металла шва.
Толщина каждого слоя в многослойных швах при-
мерно равна 5—6 мм.
120
8.22. Сварные швы с соединениями, подготовленными
под сварку со стыковой, односторонней и двусторонней
криволинейной кромками, так называемые чашеобраз-
ные швы, отличаются хорошим качеством. Сварка таких
швов удобна, провар в соединениях получается более
равномерным по сечению разделки. Недостаток чаше-
образных швов — сложная подготовка кромок под
сварку.
НАПРЯЖЕНИЯ И ДЕФОРМАЦИИ ПРИ СВАРКЕ
Вопросы
8.23. Какие деформации возникают в телах под действием внешних
сил?
8.24. Что представляют собой напряжения, вызванные в теле на-
грузками?
8.25. В результате каких физических явлений возникают напряже-
ния при сварке?
8.26. Как проявляются напряжения, возникшие при сварке?
8.27. От чего зависит величина внутренних напряжений и коробле-
ний, возникающих при сварке?
8.28. Применением каких способов достигается уменьшение внутрен-
них напряжений и короблений при сварке?
8.29. Как достигается снятие сварочных напряжений с помощью
термической обработки?
8.30. Какими способами исправляют деформированные детали?
8.31. Как влияют закрепления при сварке на сварочные напряже-
ния и деформации?
8.32. Как влияют сварочные напряжения на прочность сварных кон-
струкций?
8.33. Что называют концентрацией напряжений?
8.34. Какими причинами вызывается концентрация напряжений?
Ответы
8.23. Различают два вида деформаций: упругие и
пластические.
Представим себе твердое тело, например резиновый
брус. Под действием внешних сил резиновый брус из-
менит свою форму и размеры и станет деформирован-
ным. Если затем снять внешние силы, брус примет свои
первоначальные форму и размеры, деформация полно-
стью исчезнет.
Деформации, которые полностью исчезают после сня-
тия нагрузок, называют упругими, а остаточные, остаю-
щиеся в теле после снятия нагрузок, — пластическими.
Если тело является частично упругим, то в нем под
действием нагрузок могут возникнуть упругие и цеупру-
гие (остаточные) деформации.
121
chipmaker, ru
8.24. Тело, находящееся под действием нагрузок, ко-
торые стремятся вызвать в нем деформации (упругие,
пластические), сопротивляется этим нагрузкам. При этом
в теле возникают внутренние силы, которые противодей-
ствуют силам, вызывающим деформации; тело стано-
вится напряженным, и тем больше, чем больше нагруз-
ки, заставляющие тело деформироваться.
Интенсивность внутренней силы, по величине равная
силе, приходящейся на единицу площади, называется
напряжением и обозначается в виде
о = P/F кгс/см®,
где а — напряжение; Р— нагрузка; F— площадь.
8.25. В результате литейной усадки наплавленного
металла, неравномерного нагрева в процессе сварки,
изменения объема металла, вызванного изменением
структуры металла при сварке.
Затвердевание жидкого присадочного металла в сва-
рочной ванне и последующее его охлаждение приводят
к уменьшению его объема. Так как при этом затверде-
вающий металл уже прочно связан с основным метал-
лом, то усадка вызывает появление внутренних напря-
жений.
Если нагреваемое тело встречает препятствие своему
расширению, то в нем возникают напряжения, направ-
ленные на преодоление этого препятствия. При сварке
основной металл нагревается в зоне плавления до тем-
пературы более высокой, чем температура металла,
окружающего сварочную ванну, но удаленного от нее.
Неравномерный нагрев металла, вызванный сваркой,
приводит к появлению сжимающих сил в зоне металла,
прилегающей ко шву, и растягивающих вдали от свар-
ного шва. В результате происходит коробление сварного
соединения. Кроме того, затвердевание и охлаждение
металла шва приводят к его усадке и деформации сва-
риваемого изделия.
Структурные напряжения связаны с изменением раз-
меров кристаллов и их взаимного расположения и со-
провождаются изменением объема тела, вызывающим
внутренние напряжения.
Внутренние силы, возникающие в металле при свар-
ке, могут быть достаточными, чтобы привести к обра-
зованию трещин в швах или рядом с ними,
да
8.26. Напряженное состояние, вызванное сваркой ма-
лопластичных материалов или материалов, склонных к
закалке (чугуна, легированных сталей, инструменталь-
ных сталей и др.), способствует образованию трещин
в сварном шве и в основном металле.
Внутренние напряжения, возникающие при сварке,
вызывают коробление сварной конструкции, а иногда и
такую деформацию, которая делает сварное изделие
непригодным к эксплуатации.
Предвидя чрезмерные деформации, которые могут
возникнуть при сварке, в технологии предусматривают
условия получения минимальных короблений, последу-
ющую после сварки правку деталей, припуски иа меха-
ническую обработку, а также различные мероприятия
технологического характера, предупреждающие появле-
ние деформаций или уменьшающие их величину.
8.27. Величина внутренних напряжений и короблений,
возникающих при сварке, зависит от способа сварки. От
мощности различных источников теплоты, применяемых
при сварке, зависит скорость сварки элементов одина-
ковой толщины. Чем больше эона разогрева металла
при сварке, тем большими будут коробления.
Зона разогрева неодинакова при применении различ-
ных дуговых способов сварки. Наименьшая ее величина
получается при дуговой сварке голыми электродами
(2,5 мм), величина зоны разогрева при автоматической
сварке под флюсом достигает 3,5 мм, при ручной сварке
качественными электродами зона разогрева равна 6 мм,
а при аргонодуговой— 10 мм.
Для сравнения следует отметить, что при газовой и
атомно-водородной сварке зона разогрева достигает
24—27 мм. При этих способах сварки возникают значи-
тельно большие коробления, чем при дуговой сварке.
В технологических процессах предусматривают ис-
пользование способов сварки, обеспечивающих получе-
ние минимальных короблений.
8.28. При сварке длинных швов применяют различ-
ные варианты обратноступенчатых способов (сварка в
направлении, обратном направлению сварки участков,
участками от середины к краям, от краев к середине
и др.), сварку каскадом, горкой и др.
Стыковые соединения с Х-образной подготовкой кро-
мок следует сваривать попеременно с каждой стороны
для уменьшения коробления свариваемых элементов.
123
chipmaker.ru
Уменьшение сварочных напряжений и деформаций
при сварке низкоуглеродистых и незакаливающихся ста-
лей достигается применением принудительного охлажде-
ния (водой, медным теплоотводом и др.).
Местный предварительный подогрев для уменьшения
сварочных напряжений и деформаций используют при
сварке сталей, чугуна, алюминиевых сплавов бронзы.
При этом алюминий подогревают до 300° С, бронзу до
400° С, сталь до 400—600° С и чугун до 500—800° С.
Кроме перечисленных способов уменьшения свароч-
ных напряжений и деформаций, используют обратные
деформации (выгиб) в противоположную сторону; урав-
новешивание сварочных деформаций сваркой швов, вы-
зывающих встречную деформацию; жесткое закрепление
конструкций; применение многослойных швов; проковку
многослойных швов и др.
Целесообразно использование тех марок электродов,
которые обеспечивают получение наиболее пластичного
металла шва, применение Прерывистых, стыковых швов
и др.
Очень важно для предотвращения короблений при
сварке правильное изготовление (по размерам и фор-
ме) свариваемых деталей, сборка деталей без напряже-
ний, соблюдение зазоров в стыковых соединениях.
8.29. Для снятия сварочных напряжений стальные
сварные Изделия подвергают отжигу: нагрев до 820—•
930° С, выдержка при этой температуре (1 мин на 1 мм
толщины детали), охлаждение с печью до 300° С, а за-
тем на воздухе.
Высокотемпературный отпуск (нагрев до 650° С, вы-
держка до 3 мин на каждый миллиметр толщины, мед-
ленное охлаждение) также позволяет снять остаточные
напряжения, возникшие при сварке.
8.30. Механической правкой с помощью прессов, дом-
кратов, правильных вальцов, ударных приспособлений
и др.
Правка сварных деталей возможна с помощью мест-
ного нагрева. Этим способом целесообразно править
сварные изделия из металлов, обладающих достаточной
пластичностью и не теряющих своих свойств в интервале
температур (300—670° С) нагрева при правке.
Деформации в листовых конструкциях успешно
устраняются с помощью местного нагрева с одновремен-
ной правкой металлическим или деревянным молотком.
124
8.31. Сварка деталей и узлов в закрепленном состоя-
нии в приспособлениях значительно уменьшает дефор-
мации. Однако при этом сильно возрастают сварочные
напряжения.
После того, как сварной узел освобождают от при-
способления, в котором он был закреплен, появляются
деформации от усадки швов. Уменьшение деформаций
при сварке в закрепленном состоянии объясняется тем,
что при нагреве до высоких температур происходит
пластическая деформация.
8.32. Создание сварной конструкции связано со слож-
ными процессами, происходящими при сварке; разнооб-
разной формой и размерами соединений свариваемых
деталей; свариваемыми и сварочными материалами;
условиями закрепления деталей при сварке; способами
сварки и др. В этой связи трудно понять роль свароч-
ных напряжений в причинах повреждений и аварий свар-
ных конструкций. Этот вопрос до конца не изучен.
Вместе с тем следует отметить, что сварочные на-
пряжения в конструкциях из пластичных материалов не
снижают эксплуатационной прочности сварных конст-
рукций ни при статической, ни при вибрационной, ни
при ударной нагрузках.
Сварочные напряжения могут отрицательно сказать-
ся на прочности сварной конструкции, повысить вероят-
ность ее разрушения, если конструкция выполнена из
хрупкого металла или если пластичный материал в ре-
зультате каких-либо причин переведен в хрупкое со-
стояние.
Правильно выбранные типы соединений, сваривае-
мые и сварочные материалы, а также хорошее качество
сварки исключают отрицательное влияние сварочных
напряжений да прочность и надежность сварной кон-
струкции.
8.33. Представим себе сварную пластину со стыковым
швом, обработанным заподлицо, растягиваемую сила-
ми Р. В пластине под действием нагрузок возникнут на-
пряжения, противодействующие внешним силам, кото-
рые в любом сечении пластины будут распределены
равномерно.
Если стыковой сварной шов не обрабатывать запод-
лицо с поверхностью пластин, а пластину нагрузить
теми же растягивающими силами Р, то возникшие в пла-
стине напряжения не будут равномерно распределены
128
chipmaker.ru
по ее сечению. В местах перехода от поверхности пла-
стин к сварному шву, на границе сварного шва, напря-
жения достигнут наибольшей величины, а в сечении,
удаленном от сварного шва, распределение напряжений
будет равномерным.
Явление местного повышения напряжений называет-
ся концентрацией напряжений.
Концентрация напряжений измеряется коэффициен-
том концентрации, который представляет собой отноше-
ние максимальных напряжений в месте концентрации
(ок) к величине напряжений (и0), удаленных от того
места, где они распределены равномерно (ак=ан/оо)-
Концентрация напряжений в соединениях со стыко-
вым швом зависит от усиления шва. Чем меньше усиле-
ние шва и плавнее сопряжение шва с основным мате-
риалом, тем меньше концентрация напряжения.
В стыковых швах не только усиление шва, но и не-
провар корня шва или чрезмерное проплавление явля-
ются местами значительной концентрации напряжений.
8.34. Концентрация напряжений вызывается дефекта-
ми в сварных соединениях и швах: подрезами, чрезмер-
ным усилением сварных швов, неравномерными разме-
рами и Неравномерной формой швов, раковинами, шла-
ковыми включениями, трещинами, непроварами и др.
ПРОЧНОСТЬ СВАРНЫХ СОЕДИНЕНИЙ И ШВОВ
Вопросы
8.35. От чего зависит прочность сварных соединений?
8.36. Какое влияние оказывает технология сварки на прочность
сварных соединений?
8.37. Чем руководствуются при расчете сварных соединений на
прочность?
8.38. Чем можно регулировать прочность соединения при одном и
том же основном металле?
8.39. Как рассчитывают элементы сварной конструкции на растя-
жение?
8.40. На основании каких испытаний устанавливают механические
свойства сварных соединений?
8.41. Какие характеристики механических свойств определяют при
испытании сварных образцов?
Ответы
8.35. Прочность сварных соединений зависит от проч-
ности применяемых материалов, их свариваемости, пра-
внльцого выбора сварочных материалов (электродов,
Ц»;.
сварочной проволоки, флюсов) в соответствии с физико-
химическими свойствами основного металла, от выбран-
ного способа сварки и режимов сварки, а также от типа
сварного соединения и его размеров.
8.36. Чем аккуратнее и чище проведена подготовка
свариваемых поверхностей, чем точнее выполнена сбор-
ка под сварку, тем качественнее и стабильнее будут
выполнены сварные соединения.
Режим сварки может изменяться в довольно широ-
ких пределах. При этом следует учитывать, что увели-
чение температуры расплавленного металла сварочной
ванны, замедленная скорость сварки, чрезмерный диа-
метр электрода (сварочной проволоки) и пр. усиливают
влияние нагрева на снижение свойств основного ме-
талла.
8.37. При расчете сварного соединения на прочность
учитывают, что его прочность определяется прочностью
наиболее слабого элемента. Таким элементом часто яв-
ляется не только металл шва, но и прилегающая
к нему эона термического влияния. Ее прочность бывает
ниже прочности основного металла. Поэтому при кон-
струировании сварных изделий учитывают расположение
сварного соединения относительно действующих сил, тип
соединения, способ сварки и сварочные материалы.
Правильное сочетание всех этих факторов дает воз-
можность обеспечить равнопрочность всего сварного
изделия.
8.38. Способом сварки и сварочными материалами.
Необходимо выбрать такой способ сварки, который обес-
печит получение более высоких свойств сварных соеди-
нений, и такие сварочные материалы (электроды, сва-
рочную проволоку), которые позволят получить металл
шва, по свойствам приближающийся к основному ме-
таллу.
Для повышения прочности металла в зоне термиче-
ского влияния или снижения сварочных напряжений в
основном металле и в сварных швах может быть целе-
сообразна общая термическая обработка.
8.39. Из условия получения сварного стыкового со-
единения, равнопрочного основному металлу, прочность
стыкового соединения рассчитывают исходя из соотно-
шения
а = P/F < (а)р,
где о — напряжение в соединении; Р— растягивающая
127
chipmaker.ru
нагрузка; F— площадь поперечного сечения наиболее
слабого из соединяемых сваркой элементов конструк-
ции; [о]р — допускаемое напряжение для основного ме-
талла изделия.
8.40. При определении механических свойств свар-
ных соединений руководствуются ГОСТами, предусмат-
ривающими испытание на растяжение сварных стыко-
вых соединений с усилением и при снятии усиления;
испытание на растяжение металла шва; испытание свар-
ного соединения на изгиб, измерение твердости металла
различных участков сварного соединения и наплавлен-
ного металла, испытание сварного соединения на удар-
ный разрыв.
Образцы для испытаний вырезают из контролируе-
мой конструкции или из специально сваренных пластин.
Ширину пластин принимают равной 50 мм при толщине
листа до 4 мм; 70 мм при 4—10 мм; 100 мм при 10—
20 мм; 150 мм при 20—50 мм; 200 мм при 50—100 мм;
250 мм при 100 мм.
8.41. При испытании образцов сварных соединений и
наплавленного металла на статическое (кратковремен-
ное) растяжение определяют предел текучести условный
(а0,2> кгс/мм2), временное сопротивление (сгв, кгс/мм2),
относительное удлинение после разрыва (6, %) относи-
тельное сужение после разрыва (ф, %).
Временное сопротивление (кгс/мм2) определяют по
формуле
eB = kP/F,
где k — поправочный коэффициент; Р — максимальное
усилие, кгс; F — площадь поперечного сечения образца
в наименьшем сечении до испытания, мм2.
Величину коэффициента k принимают равной 0,9 для
сварных соединений из углеродистых и низколегирован-
3-13. Форма образцов для испытания иа изгиб, сварной шов
,j. расположен вдоль (а) и поперек (б) образца
128
Рис. 8.14. Схема испытания образцов на изгиб
ных конструкционных сталей. Для других металлов ве-
личина коэффициента устанавливается специальными
техническими условиями.
При испытании сварных соединений на изгиб оцени-
вают величину угла изгиба, при котором образуется
первая трещина. Образцы испытывают при снятом уси-
лении (рис. 8.13, 8.14).
9. РУЧНАЯ ДУГОВАЯ СВАРКА ПЛАВЯЩИМСЯ
ЭЛЕКТРОДОМ
Ручную дуговую сварку плавящимся электродом при-
меняют во всех отраслях народного хозяйства. Основ-
ные технологические операции изготовления сварной
конструкции с помощью «ручной дуговой сварки плавя-
щимся электродом включают подготовку заготовок под
сварку, сборку, прихватку и сварку деталей, узлов, из-
делий.
СВАРОЧНЫЙ ПОСТ
Вопросы
9.1. Каким инструментом пользуется сварщик при работе?
9.2. Какие требования предъявляются к спецодежде сварщика?
9.3. Какие кабели применяют для подвода сварочного тока?
9.4. Какие требования предъявляют к электрододержателю?
9.5. Можно ли пользоваться случайными цветными стеклами для
защиты от воздействия лучей сварочной дуги?
9.6. Как часто и почему меняют наружное стекло в щитке?
129
chipmaker.ru
9.7. Какие средства достаточно эффективны для предупреждения
перегрева кабеля, сварочного аппарата и электрододержателя
при сварке?
9.8. Что сварщик должен предусмотреть при работе на высоте,
внутри емкости и т. п.?
Ответы
9.1. Основным инструментом сварщика служит дер-
жатель электродов, который должен удовлетворять оп-
ределенным техническим требованиям. К инструменту
сварщика также относится ручной щиток или шлем-ма-
ска (изготовленные из легкого изолирующего негорюче-
го материала, например из листовой фибры и др.) для
защиты лица.
Комплект слесарного инструмента, который необхо-
димы сварщику, состоит из стальных щеток (для зачи-
стки мест сварки и сварных швов), зубила и молотка
(для очистки швов от шлака и брызг металла), шабло-
нов (для проверки размеров швов), стального клейма,
метра, стальной линейки и др. Слесарный инструмент
должён быть уложен в переносном инструментальном
ящике.
9.2. Одежда сварщика (брюки и куртка) и рукави-
цы должны быть изготовлены из брезентовой ткани. В
комплект спецодежды сварщика также входят сапоги
или ботинки.
Не допускается применение одежды из прорезинен-
ной ткани, так как она легко прожигается нагретыми
брызгами металла.
Брюки надевают пов зрх обуви для предохранения ног
от ожогов брызгами металла и горячими огарками.
9.3. Сечение сварочного кабеля выбирают в зависи-
мости от силы сварочного тока. Конец кабеля на длине
2—3 м, присоединяемый к электрододержателю, должен
быть гибким, изготовленным из большого числа медных
и луженых проводов малого диаметра (0,2 мм)., покры-
тых оплеткой из хлопчатобумажной ткани и слоем вул-
канизированной резины (кабель АПРГДО, ПРГДО или
ПРГД). Конец кабеля впаивают в наконечник, однасто-
поиа которого выполнена в виде втулки, а другая в ви-
де ушка с отверстием для надевания на болт клеммы.
Сечение проводов выбирают из расчета 5—7 А/мм2,
что соответствует установленным нормам для электро-
технических установок (табл, 9,1),
130
Таблица 9.1
Сечеиис кабелей для различных сварочных токов
Наибольшая допустимая сила сварочного тока, А Сечение кабеля, им*
эдинарвого ДВОЙНОГО
200 20 2X10
300 50 2X16
450 70 2X25
600 95 2X35
9.4. К электрододержителю (рис. 9.1) предъявляют
следующие требования: прочное закрепление электрода,
надежный электрический контакт с электродом, возмож-
ность легкой и удобной смены электродов и минималь-
ная масса. Электрододержитель должен выдерживать
без ремонта 8000—10000 зажимов электрода.
Электрододержатели выпускают ' нескольких типов
(пружинные, вилочные, пластинчатые, винтовые) для
номинального тока 125, 200, 250, 315, 400 и 500 А (со-
гласно ГОСТ 14651—78).
Масса электрододержатели колеблется в пределах от
0,35 кг (для номинального тока 125 А) до 0,75 кг (для
электрододержателей, допускающих номинальный ток
500 А).
9.5. Нет, нельзя. Они не защищают надежно глаза
от воздействия невидимых лучей сварочной дуги, вызы-
вающих заболевание глаз.
Таблица 9.2
Светофильтры для дуговой сварки
Назначение • Марка светофильтра Кянссифакн- ц иошый вомер Марка стйшз
Для сварщиков при работе на токе. А: и - /5 75—200 200—400 свыше 400 Светофильтры для вс помогательных рабочих Э1 Э2 ЭЗ 34 9 10 11 12 тс-з
В-1 В-2 2,4 3 ТС-1
ВЗ 4 ТС-2
131
chipmaker.ru
Рис. 9.1. Электрододержатели
Основные виды светофильтров для защиты глаз и
кожи лица от световых лучей сварочной дуги приведе-
ны в табл. 9.2.
9.6. Смотровое окошко щитка имеет густоокрашенное
специальным защитным цветом стекло, задерживающее
опасные излучения дуги.
Снаружи цветное стекло защищено сменным прозрач-
ным стеклом, на которое попадают брызги металла при
сварке. Прозрачное стекло по мере загрязнения перио-
дически заменяют, обычно 1—2 раза в месяц.
9.7. При продолжительной непрерывной работе (свар-
ке) сварочный аппарат, кабель и электрододержатель
перегреваются. Сечение кабеля выбирают с учетом воз-
можности его нагрева в работе до температуры 80° С.
А как следует поступать, если кабель при работе пере-
гревается? Для предохранения кабеля от перегрева сле-
132
дует применить кабель большего сечения. Устранение
перегрева сварочного аппарата достигается установкой
второго аппарата, который включают в работу пооче-
редно с первым через каждые два часа работы.
Перегрева электрододержателя можно избежать под-
ключением отрезка кабеля ко второму электрододержа-
телю для поочередного их использования.
9.8. Выполнение сварки на высоте небезопасно. В та-
ких случаях применяют специальные подмостки, люль-
ку и другие устройства, дающие возможность работать
не держась рукой.
Работая на открытом воздухе, необходимо защитить
рабочее место от осадков, жары, ветра с помощью зон-
тов, ширм и др.
Есди сварщик работает внутри котлов, на днищах
резервуаров, на палубах и т. д., необходимо, чтобы он
сидел или лежал на подстилке из войлока, на кошме,
деревянной решетке и др. Это мероприятие предохра-
няет сварщика не только от поражения электрическим
током, но и от простуды.
СБОРКА И ПРИХВАТКА ДЕТАЛЕЙ
Вопросы
9.9. Что понимают под комплексной механизацией сварочных ра-
бот?
9.10. Какие методы сборки деталей применяют при изготовлении
сварных конструкций?
9.11. В чем заключаются преимущества и недостатки секционной
сборки?
9.12. Какие требования предъявляют к соединениям в собранном
узле?
9.13. Какие способы подгонки собираемых деталей не допускаются?
9.14. На какие группы можно подразделить приспособления, приме-
няемые для сборки деталей под сварку?
9.15. Как различаются конструкции приспособлений для сборки и
сварки по назначению?
9.16. Что представляют собой универсально-сборные приспособления
и чем они отличаются от специальных приспособлений?
9.17. Какую технологию сборки элементов конструкции под сварку
следует считать рациональной?
9.18. В зависимости от каких характеристик соединения устанавли-
вают шаг и размер прихваток?
9.19. В каких местах сварных соединений не рекомендуется уста-
навливать прихватки?
9.20. В каких соединениях прихватки следует устанавливать в шах-
матном порядке и в каких симметрично?
133
chipmaker.ru
9.21. Всегда ли необходима сборка деталей под сварку с помощью
прихваток?
9.22. В какой последовательности ставят прихватки прИ соединении
встык длинных листов?
9.23. Как располагают прихватки при соединении длинных листов
втавр?
9.24. Как располагают прихватки в соединениях трубчатых свар-
ных конструкций?
9.25. Как отличаются по величине сварочные токи при прихватке
и сварке?
9.26. Какие основные требования предъявляются к диДметру элек-
трода, Дуговому промежутку, отрыву дуги и к поверхности
прихватки?
9.27. Куда направляют сварочную дугу при Прихватив элементов
разной толщины?
9.28. Что предпринимают при появлении трещин в прихватке?
Ответы
9.9. Комплексная механизация сварочных работ пред-
усматривает замену физического труда рабочего при
выполнении не только собственно сварочных работ, но
и вспомогательных работ, связанных с изготовлением
сьар’й'ьта. тргбутощта значупелътльъ затрат
ручного труда.
9.10. Более 30% общей трудоемкости изготовления
сварных деталей и узлов составляют затраты труда на
сборку деталей под сварку.
Сборку деталей под сварку выполняют нисколькими
способами. Наиболее рационален метод секционной
сборки, предусматривающий сборку и сварку отдельных
узлов, из которых состоит конструкция, а затем сборку
и сварку всей конструкции.
При изготовлении сварных конструкций гпироко ис-
пользуют так называемый метод общей сборки сварной
конструкции. Он заключается в том, что вначале всю
конструкцию собирают из отдельных заготовленных эле-
ментов, а затем ее сваривают. Если это не удается, то
детали последовательно присоединяют к уже сваренной
конструкции.
9.11. Секционную сборку (сборку отдельных узлов)
выполняют в приспособлениях, стапелях и т. Д. Это да-
ет возможность вести работу широким фронтом, эффек-
тивно использовать производственные площади, обеспе-
чивать высокую производительность и хорошее качество
сварных изделий. Таковы преимущества этого способа
сборки деталей под сварку.
134
К недостаткам секционной сборки относится необхо-
димость ее выполнения более квалифицированными
рабочими, чем при общей сборке всей конструкции из
отдельных элементов. При общей сборке допускается
подгонка деталей по месту, а при секционной сборке
детали изготовляют точно по размерам. Для этого не-
обходима более высокая квалификация рабочего.
9.12. Зазоры в стыковых соединениях должны быть
равномерными и не превышать 2 мм.
В соединениях внахлестку и втавр элементы должны
плотно прилегать друг к другу. Зазоры в таких соедине-
ниях допускаются равными 2—4 мм (в зависимости от
толщины свариваемых элементов).
9.13. Не допускается сборка деталей под напряже-
нием с помощью хомутов или других способов стягива-
ния соединяемых элементов, создающих в них остаточ-
ные напряжения.
9.14. На специальные и-универсальные. Первые пред-
назначены для сборки данного конкретного узла: вто-
рые — для сборки различных конструкций.
Щж^жж’/л. стедчалуглья. т.ртлтллеДлж/Д дгАл ’Ь'дъ-
можность сборки заранее обработанных деталей, исклю-
чает необходимость разметки и подгонки соединяемых
деталей, уменьшает коробление свариваемых узлов и др.
Специальные приспособления обеспечивают большую
точность сборки деталей под сварку, чем универсальные.
Они также обеспечивают получение сварных деталей и
узлов относительно более высокого качества.
9.15. Приспособления, применяемые при изготовле-
нии сварных изделий, различают по назначению для'
сборки под сварку, либо для сварка уже собранных де-
талей, либо для сборки и сварки деталей (так называе-
мые комбинированные сборочно-сварочные приспособ-
ления) .
Комбинированные приспособления должны быть до-
статочно прочными и жесткими, чтобы сохранять свои
формы и размеры при воздействии усилий, возникаю-
щих в конструкции при нагреве в процессе сварки и при
усадке сварных швов.
9.16. Универсально-сборные приспособления приме-
няют при сборке сварных конструкций машинострои-
тельного типа. Они состоят из нормализованных базо-
вых плит, опорных, фиксирующих, крепежных и других
деталей, дающих возможность собрать из них приспо-
135
chipmaker.ru
собление для свариваемого изделия, не отличающееся
от специального приспособления для сборки и сварки.
Когда надобность в универсально-сборном приспособ-
лении отпадает, его разбирают, чтобы вновь использо-
вать его детали для сборки других приспособлений.
Универсально-сборные приспособления эффективны
в условиях опытного, мелкосерийного и серийного про-
изводства сварных изделий. Они исключают необходи-
мость в конструировании приспособлений, дают воз-
можность быстро обеспечить производство хорошей и
надежной оснасткой при минимальных затратах труда
и времени.
9.17. Подготовка и сборка элементов конструкции под
сварку во многом предопределяет качество сварных со-
единений и их надежность. Вместе с тем не следует
предъявлять излишних требований к подготовке и сбор-
ке деталей под сварку.
Рациональной технологией сборки является такая
технология сборки деталей, которая обеспечивает необ-
ходимое качество сварного соединения и шва при ми-
нимальных требованиях к сборке.
9.18. В зависимости от толщины свариваемых эле-
ментов соединения. С увеличением толщины сваривае-
мых кромок увеличиваются высота, длина и шаг при-
хваток (табл. 9.3). Поперечное сечение прихватки не
должно превышать V2—Ve сечения полного шва.
Размеры прихваток приведены в табл. 9.3.
Таблица 9.3
Размеры прихватки, мм
Толщина свариваемых элементов, мм Высота Длина Шаг
1,2—2 3 4 50—75
2—4 3 10—15 60—100
4 3—6 12—20 80—160
9.19. В местах резких переходов, в острых'углах, на
окружностях с малым радиусом и в других местах кон-
центрации напряжений установка прихваток не разре-
шается.
Прихватки также не следует устанавливать вблизи
отверстий, на расстоянии менее 10 мм от отверстия или
от края детали. 4
136
9.20. При прихватке круговых фланцев, цилиндров,
шайб, трубчатых соединений и т. п. прихватки следует
располагать симметрично. В случае двусторонней при-
хватки деталей прихватки следует располагать в шах-
матном порядке.
9.21. Нет, не всегда. В тех случаях, когда сборочные
приспособления, в которых закреплены элементы узла,
пригодны для выполнения в них сварки, нет необходи-
мости в постановке прихваток.
Сборку сварных конструкций из листов толщиной
6—8 мм и более не рекомендуется вести на сварочных
прихватках. Это объясняется тем, что при большой тол-
щине свариваемых листов прихватки сдерживают пере-
мещение деталей, что приводит к образованию трещин
в прихватках. С увеличением -толщины свариваемых
листов увеличиваются растягивающие силы в прихват-
ках и вероятность образования в них трещип возрастает.
9.22. Прихватки следует ставить в такой последова-
тельности, которая исключает или сводит до минимума
коробление листов.
Прихватку длинных листов начинают с постановки
прихваток на одном, а затем на другом концах соеди-
нений, третью прихватку ставят в середине. Остальные
прихватки ставят между ними.
9.23. Прихватку длинных листовых соединений втавр
начинают с середины соединения. Когда первая при-
хватка поставлена, последующие прихватки ставят вна-
чале от середины к одному .концу, а затем от середины
к другому концу.
9.24. Стойки и раскосы прихватывают поочередно
вначале к одному поясу, а затем между собой. Если
между поясами несколько узлов, то сборку и прихватку
начинают со среднего узла.
9.25. Сила сварочного тока при прихватке должна
быть на 20—30% больше сварочного тока, необходимого
для сварки тех же материалов,
9.26. Прихватку следует выполнять электродами
меньшего диаметра, чем для сварки той же детали; дли-
на дуги.при прихватке должна быть короткой, не более
диаметра электрода; дугу следует отрывать не в момент
образования кратера, а после полного его заполнения.
После выполнения прихватки толстообмазанными
электродами остатки шлака следует полностью удалить
с помощью зубила, молотка и металлической щетки.
137
chipmaker, ru
8.27. При прихватке соединений из элементов разной
толщины дугу направляют на элемент большей тол-
щины.
9.28. В таких случаях после полного охлаждения при-
хватки с трещиной в непосредственной от иее близости
устанавливают новую прихватку, а прихватку с трещи-
ной запиливают.
СВАРКА
Вопросы
9.29. В чем заключаются преимущества ручной дуговой сварки
плавящимися электродами по сравнению с газовой сваркой?
9.30. В чем заключаются недостатки дуговой сварки?
9.31. Какие двд способа зажигания сварочной дуги применяют свар-
щики и в каких случаях какой из них предпочтительнее?
9.32. От чего зависит частота зажигания дуги при сварке?
9.33. Что называется кратером, почему его нужно заделывать и
как это производится при сварке? '
9.34. Как заполняют кратер, образовавшийся при сварке толстооб-
мазаиными электродами?
9.35. Что называется глубиной провара и как она зависит от сва-
рочного тока?
9.36. Как должен поступить сварщик, если в процессе сварки он
убедился в отсутствии провара?
9.37. Как влияет длина дуги на качество сварки?
9.38. Какие и с какой целью осуществляют движения концом элек-
трода при сварке и как они влияют иа качество сварного шва?
.9.39. Какими геометрическими размерами характеризуются сварные
швы и как их классифицируют?
9.40. В чем заключаются основные особенности сварки швов в раз-
личных пространственных положениях?
9.41. Какие способы заполнения швов применяют при ручной ду-
говой сварке?
9.42. В чем заключаются преимущества и недостатки однослойной
и многослойной сварки?
9.43. Что следует сварщвку предусматривать на поворотах свар-
ного шва?
9.44. Какими данными характеризуется режим ручной дуговой
сварки?
9.45. В какой последовате/ьности и как определяют основные па-
раметры ручной дуговой сварки?
9.46. С какими допущениями можно руководствоваться табличны-
ми данными для определения ориентировочных режимов
сварки?
9.47. Почему следует уточнять ориентировочные режимы сварки и
чем при этом необходимо руководствоваться?
9.48. Какое влияние оказывают режимы сварки иа размеры и фор-
му сварного шва?
9.49. Каким режимом сварки следует руководствоваться для со-
единения элементов неодинаковой толщины?
9.50. С какой целью наклоняют электрод при сварке?
138
Ответы
9.29. В большей скорости сварки, меньшей зоне теп-
лового влияния, меньших короблениях свариваемых де-
талей, возможности управления механическими свойст-
вами наплавленного металла путем введения в покры-
тие различных легирующих элементов.
9.30. Ручная дуговая сварка плавящимся электродом
не свободна от недостатков. Основной из них — зависи-
мость качества сварки от квалификации сварщика. Хо-
рошее качество сварки достигается сварщиками высокой
квалификации, продолжительность обучения которых
достигает двух лет.
Трудность освоения техники ручной сварки и наплав-
ки заключается в том, что сварщику приходится одно-
временно подавать электрод в’ дугу по мере его оплав-
ления, перемещать электрод вдоль шва й делать коле-
бательные движения электродом поперек шва. Все это
зависит от умения сварщика, от его навыков.
К недостаткам ручной сварки также относятся невоз-
можность регулирования глубины проплавления и ско-
рости сварки и наличие шлака с обратной стороны шва
при односторонней сварке.
9.31. Зажигание дуги является началом сварки. Его
выполняют двумя способами. Чтобы зажечь дугу спо-
собом зажигания дуги впритык, необходимо замкнуть
сварочную цепь накоротко, т. е. коснуться свариваемого
изделия торцом электрода (свободным от покрытия) и
сейчас же отвести электрод от изделия на расстояние
3—4 мм. Зажеиную при этом дугу сварщик должен уста-
новить и поддерживать постоянной длины.
Второй способ зажигания дуги между изделием и
электродом, называемый зажиганием дуги чирканием,
напоминает движение зажигаемой спички.
В узких и недостаточно удобных местах чаще ис-
пользуют способ зажигания дуги впритык.
9.32. Сварку следует вести непрерывно до полного
расплавления всего электрода. Однако при увеличении
длины дуги или при неустойчивом ее горении прихо-
дится возбуждать дугу чаще. Чем опытнее сварщик и
чем устойчивее горит дуга, тем реже приходится ее за-
жигать в промежутках между сменой электродов.
9.33. Во время горения дуги под электродом обра-
зуется углубление, в котором находится жидкая ванна
139
chipmaker.ru
металла. Это углубление называют кратером. При рез-
ком обрыве сварочной дуги кратер оказывается незапол-
ненным металлом. В таком виде он ослабляет сечение
шва и прочность соединения.
Кратер обязательно должен быть заварен. При об-
рыве дуги в процессе сварки, чтобы заделать .кратер,
дугу зажигают впереди кратера на основном металле,
затем перемещают дугу в обратном направлении через
кратер к валику шва и, миновав место обрыва, начина-
ют заполнить кратер и вновь двигаться вперед.
Способ заварки кратера заключается в том, что дугу
вновь отводят на валик в место кратера и медленно
удлиняют. При этом кратер заплавляется, а растягивае-
мая дуга обрывается, не оставляя углубления в металле
валика.
Не следует заваривать кратер неоднократными об-
рывами и зажиганиями дуги, так как при этом металл
загрязняется окислами.
9.34. В таких случаях кратер перекрывают валиком,
начиная сварку несколько недоходя до кратера. При та-
ком способе заполнения кратера он дополнительно про-
гревается и сварное соединение получается хорошего
качества.
9.35. Расстояние между поверхностью основного ме-
талла И дном кратера называется глубиной провара,
или глубиной проплавления основного металла.
Провар считается достаточным, если его глубина при
нормальных сварочных режимах составляет 1,5—5 мм.
Глубина провара зависит от силы сварочного тока и ско-
рости перемещения дуги. Чем больше сила тока, тем
больше глубина провара.
9.36. Сварщик, обнаружив отсутствие провара в про-
цессе сварки, должен немедленно прекратить сварку и
изменить режим сварки. Одновременно сварщику сле-
дует обратить внимание мастера на участок сварного
шва с непроваром и установить обходимость и способ
устранения дефекта.
В сварных конструкциях ответственного назначения
не допускается наличие непровара в сварных швах не-
зависимо от его величины и протяженности.
9.37. Расстояние между концом электрода и поверх-
ностью расплавленного металла при сварке на малых
силах тока или расстояние между концом электрода и
140
дном кратера при сварке на больших силах тока назы-
вают длиной дуги.
Сварочную дугу, длина которой не превышает диа-
метра стержня электрода, называют нормальной или
короткой. Дугу, длина которой больше диаметра элек-
трода, называют длинной. Длину дуги принимают рав-
ной 0,5—1,1 диаметра стержня электрода.
Длина дуги зависит от типа и марки электрода и от
положения свариваемого соединения в пространстве.
Чрезмерное увеличение длины дуги снижает устойчи-
вость ее горения, уменьшает глубину проплавления,
повышает частоту обрыва дуги при сварке, увеличивает
потери (угар, разбрызгивание), ухудшает равномерность
сварного шва, усиливает воздействие окружающей ат-
мосферы на расплавленный металл.
Короткая дуга обеспечивает наилучшее качество
сварного шва. Рекомендуемая длина дуги для электро-
дов указана в их паспорте.
9.38. Сварщик в процессе сварки придает электроду
перемещения в направлении оси электрода, в направ-
лении наложения сварного шва и в направлении попе-
речного перемещения конца электрода.
Перемещение электрода в направлении его оси вы-
полняют для поддержания определенной длины дуги.
Чем быстрее плавится электрод, тем больше скорость
его перемещения в направлении оси..
Движение электрода в направлении наложения свар-
ного шва может быть быстрым и замедленным. При
чрезмерной быстроте движения основной металл не ус-
певает расплавляться, кратер не образуется и основной
металл плохо соединяется со сварным швом. При быст-
ром движении электрода сварной шов получается узким,
неровным и неплотным. Если движение электрода за-
медленно, возможны перегрев и пережог металла. В та-
ких случаях обычно получаются подрезы по краям
сварйого шва, а сварной шов получается толстым и ши-
роким.
Поперечные колебания электрода в процессе его пе-
ремещения вдоль наплавляемого шва предназначены
для получения уширенного валика вместо ниточного, ко-
торый образуется при прямолинейных перемещениях.
При поперечных перемещениях образуется больше рас-
плавленного металла, он медленнее остывает, чем в слу-
чае ниточного шва, и находящиеся в нем газы успевают
141
chipmaker.ru
выйти. В результате уширенные швы получаются менее
пористыми, чем ниточные.
Ширина валика уширенного шва находится в преде-
лах 6—15 мм, ширина валика ниточного шва на 2—3 мм
больше диаметра электрода.
Применяемые типы поперечных колебательных дви-
жений электрода во многом зависят от навыков свар-
щика.
Несмотря на некоторые преимущества, которыми об-
ладают уширенные валики сварных швов, в ряде слу-
чаев, как правило, используют прямолинейное движе-
ние электрода.
При сварке тонких листов тонкообмазанными элек-
тродами по способу опирания, при наложении первого
(корневого) слоя многослойного шва наклонным элек-
тродом и в других случаях применяют прямолинейное
движение электрода.
9.39. Сварные швы характеризуются следующими
размерами: шириной, высотой усиления, величиной при-
тупления, углом разделки, величиной зазора и катетом
в тавровых соединениях.
Сварные швы подразделяют: по форме — иа стыко-
вые, угловые, тавровые и нахлесточные; по протяжен-
ности — на сплошные и прерывистые; по положению в
пространстве — на нижние, горизонтальные, вертикаль-
ные и потолочные; по усилению — на нормальные, уси-
ленные и ослабленные; по положению относительно
действующих сил — на фланговые, лобовые, комбини-
рованные.
9.40. Наиболее легко и удобно выполнять сварку в
нижнем положении. При сварке стыковых соединений
без разделки кромок особое внимание должно уделяться
расплавлению свариваемых кромок. Подварка стыка с
обратной стороны (ниточным швом) повышает надеж-
ность провара. Качество сварки многослойного шва во
многом зависит от тщательности выполнения первого
слоя в корне шва. Особое внимание должно уделяться
обеспечению провара корня шва в конструкциях, исклю-
чающих возможность подварки обратной стороны стыка
(например, при сварке труб малого диаметра).
Нельзя начинать сварку угловых швов на верти-
кальной плоскости, так как при этом возможно стека-
ние расплавленного металла и образование непровара
в угле,
142
Сварку вертикальных швов можно выполнять снизу
вверх и сверху вниз. Сварка сверху вниз значительно
труднее, чем снизу вверх. Сварку сверху вниз следует
выполнять только в случае крайней необходимости, так
как требуется более высокая квалификация сварщика,
не исключена возможность большего непровара, чем при
сварке снизу вверх. Сварку снизу вверх выполняют
электродами относительно большего диаметра и на боль-
шей силе тока, чем при сварке сверху вниз. Сварка
сверху вниз менее производительна, чем4 сварка снизу
вверх.
Сварка горизонтальных швов также требует высокой
квалификации сварщика. Для сварки горизонтальных
швов подготовку кромок обычно выполняют с одним
скосом у верхнего элемента соединения. Дугу при свар-
ке горизонтальных швов возбуждают на нижней гори-
зонтальной кромке, а затем, придавая торцу электрода
поперечные движения, переходят на наклонный скос.
Сварку многопроходных горизонтальных швов, например
элементов толщиной более 8 мм, следует выполнять
электродом диаметром 4 мм для первого прохода и диа-
метром 5 мм для последующих проходов.
Сложность потолочной сварки заключается в умении
удержать плавящийся металл от вытекания из кратера
вниз. Это достигается только при сварке короткой дугой.
Механические свойства металла, наплавленного при по.-
.толочной сварке, ниже, чем металла, наплавленного при
сварке в других пространственных положениях.
Обычно потолочную сварку выполняют с гарантией
только высококвалифицированные сварщикй, имеющие
опыт сварки потолочных швов.
Силу тока и диаметр электрода при сварке потолоч-
ных швов выбирают относительно меньшими, чем при
сварке в иижнем положении. Несмотря на трудности
потолочной сварки, основным критерием для оценки ка-
чества сварных соединений является хороший провар
свариваемых элементов. Элементы сварных соединений
толщиной более 8 мм следует сваривать многопроход-
ными швами. При этом для первого валика нужно вос-
пользоваться электродами диаметром 3 мм, а для после-
дующих швов — электродами диаметром 4 мм. Сварку
потолочных швов можно выполнять электродами с опи-
ранием покрытия.
143
chipmaker.ru
9.41. Различают способы заполнения сварных швов
по длине и сечению.'
По длине сварные швы выполняют напроход и об-
ратноступенчатым способом. Напроход сварные швы
выполняют от начала до конца в одном направлении.
Так сваривают короткие швы, длина которых не-превы-
шает 300 мм.
Сварные швы средней длины (300—1000 мм) свари-
вают либо напроход от середины к краям, либо обрат-
ноступенчатым способом. Обратноступенчатый способ
сварки применяют и при заполнении длинных швов, дли-
на которых превышает 1000 мм.
Обратноступенчатый способ сварки заключается в
том, что длинный шов делят на участки длиной 100—
300 мм, затем сварку каждого участка ведут в направ-
лении, обратном общему направлению сварки. При этом
конец каждого участка сваривают с началом предыду-
щего сварного шва.
По способу заполнения сечения швов различают
однослойные и многослойные (многопроходные) швы; в
многослойном шве каждый слой можно выполнять за
один или за два-три прохода.
Равномерный нагрев металла шва по всей длине до-
стигается при сварке секциями, каскадом, горкой и т.п.
При этом во всех случаях в основу заполнения швов
положен обратноступенчатый способ сварки.
Стыковое сварное соединение из элементов толщиной
4—8 мм сваривают однопроходным швом; из элементов
большей толщины (до 12 мм) сваривают с V-образной
разделкой многопроходным или .многослойным швом, и,
наконец, элементы толщиной более 12 мм с Х-образной
разделкой также сваривают многопроходным или много-
слойным швом.
9.42. Однопроходный шов имеет больший объем сва-
рочной ванны, чем многопроходный или многослойные
сварные швы. Поэтому однопроходная сварка отличает-
ся от многопроходной большей производительностью и
экономичностью. Недостатком однопроходной сварки яв-
ляется недостаточная пластичность металла шва и боль-
шая зона перегретого металла.
Сварку стыковых соединений обычно выполняют
многослойными швами, а тавровых н угловых соедине-
ний — многопроходными швами,
144
Многопроходную сварку обычно выполняют тонкими
и узкими валиками без поперечных колебательных дви-
жений электрода. Для тех же целей можно применять
электроды, предназначенные для опирания козырька
электродной обмазки на основной металл. Обычно мно-
гопроходный шов выполняют электродами одного диа-
метра.
По сравнению с многопроходной сваркой примене-
ние многослойной сварки обеспечивает большую произ-
водительность; последующие швы при многослойной
сварке шире предыдущих; каждый последующий свар-
ной шов обрабатывает термически предыдущий слой и
околошовную зону, что сказывается на повышении пла-
стичности и вязкости основного металла.
По сравнению с однопроходным швом многослойная
сварка отличается меньшим объемом сварочной ванны,
и как следствие этого ускоряется охлаждение металла
и замедляется рост зерен основного металла. Кроме то-
го, в отличие от однопроходного шва, при многослойной
сварке применяются меньшие сварочные токи, в резуль-
тате чего расплавляются относительно меньшие объемы
основного металла, а химический состав металла шва
приближается к химическому составу металла элек-
трода.
9.43. В месте поворота сварной шов следует завари-
вать без отрыва дуги. Не допускается гашение и зажи-
гание сварочной дуги на поворотах сварного шва.
9.44. Режим ручной электродуговой сварки плавя-
щимся металлическим электродом характеризуют диа-
метр электрода, сила сварочного тока, напояжение дуги,
скорость сварки, род и полярность тока, покрытие элек-
трода, угол наклона электрода.
Среди приведенных показателей только некоторые
из них играют определяющую роль в получении высо-
кого качества сварки. К ним относятся диаметр элек-
трода и сила сварочного тока. Скорость сварки и на-
пряжение дуги при ручной сварке, как правило, не ре-
гламентируются. Эти характеристики устанавливает сам
сварщик. Они зависят от вида сварного соединения, сва-
риваемой стали, марки электрода, положения сварного
шва в пространстве и др.
9.45. Вначале определяют диаметр электрода, в зави-
симости от величины которого определяют силу тока.
Диаметр электрода выбирают в зависимости от толщи-
145
chipmaker.ru
ны свариваемых элементов, типа сварного соединения в
пространстве, марки (состава) свариваемого металла.
Тип и марку электрода выбирают в зависимости от тре-
буемой прочности сварного соединения.
Диаметр электрода и толщина свариваемого изделия
находятся примерно в следующих соотношениях:
Толщина свариваемых
листов, мм . . . . 1—2 3 4—5 6—12 13 и более
Диаметр электрода, мм . 1,5—2,5 3 3—4 4—5 5 и более
Когда выбран диаметр электрода, определяют силу
сварочного тока, используя известные эксперименталь-
ные зависимости. Ориентировочная величина сварочного
тока может быть определена по формуле
/св = 20 + 6 dg,
где da— диаметр электрода.
Сила сварочного тока, полученная по этой формуле,
имеет хорошую сходимость с практическими данными.
Род и полярность тока выбирают в зависимости от
марки и толщины свариваемого металла.
9.46. Нижеследующими рекомендациями (табл. 9.4)
можно руководствоваться как ориентировочными — без
учета условий работы, формы и размеров изделий.
9.47. Сила сварочного тока зависит не только от диа-
метра электрода. Оптимальная ее величина связана со
скоростью перемещения электрода, его рабочей длиной
и другими факторами.
С увеличением скорости перемещения электрода и с
уменьшением его рабочей длины можно повышать силу
сварочного тока. Максимальные значения величины
сварочного тока, полученные расчетом, уточняют для
качественных электродов по данным паспорта.
Для толщины свариваемых элементов б меньше 1,5 da
7СВ уменьшают по сравнению с расчетной величиной на
10—15%; для 6>Зг/я сварочный ток увеличивают по
сравнению с расчетным на 10—15%.
При сварке вертикальных швов 7СВ уменьшают на
10—15%, а при сварке потолочных швов на 15—20%
по сравнению с величиной тока, выбранной для сварки
в нижнем положении.
Оптимальную величину сварочного тока корректиру-
ют и устанавливают практическим путем.
146
СО
Е*
Я
ч
ю
СО
Н
Ориентировочные режимы сварки конструкционных сталей
§
а
1 Тавровое 1 Число слоев
Диаметр электрод а # мм
Сила тока,- А
Стыковое 1 Число слоев
Диаметр электрода,- мм
Сила тока« А
-л 777
7*4 77 77777
СОСО
о» см
НИИ
°A 7777777
СМСМСМСМСОСОСО’4*’ЧЬТГ’ЧГ’4*
CM<N СМ СМ СМ
ю ю
’•и^нСМ CM СО LQ ОЮОьОО
»-ч СМ см СО
147
chipmaker.ru
9.48. При неизменной величине сварочного тока
уменьшение диаметра электрода приводит к повышению
плотности тока в электроде, что проявляется в увели-
чении глубины провара. При этом уменьшается ширина
сварного шва.
Глубина провара зависит от величины силы свароч-
ного тока. Когда ток возрастает, увеличивается давле-
ние дуги и расплавленный металл интенсивнее вытес-
няется из-под основания дуги. В таких случаях проис-
ходит сквозное проплавление.
Направление давления дуги можно изменить накло-
ном электрода и тем самым повлиять на глубину про-
вара.
Увеличение длины дуги приводит к повышению на- -
пряжения дуги и снижению сварочного тока. В резуль-
тате уменьшается глубина провара. При этом увеличи-
вается ширина шва. Это происходит независимо от
полярности сварки.
Изменение скорости ручной сварки влияет на глуби-
ну провара и ширину шва. При увеличении скорости
сварки уменьшаются глубина провара и ширина шва,
и, наоборот, уменьшение скорости сварки проявляется
в увеличении глубины провара и ширины шва.
9.49. Для сварки элементов неодинаковой толщины
диаметр электрода и силу сварочного тока подбирают
по величине нижних характеристик этих величин, реко-
мендуемых для элементов большой толщины.
В таких условиях сварки сварочную дугу направля-
ют на элемент соединения большей толщины.
9.50. Положение электрода при сварке характери-
зуется углом его наклона к оси сварного шва. При на-
клонном положении электрода хорошо оттесняется рас-
плавленный металл сварочной ванны и шлак из кра-
тера. При этом также увеличивается глубина про-
вара.
Для получения сварного шва хорошего качества (глу-
бина провара, плотность, форма) при сварке в нижнем
положении электрод должен быть наклонен по отноше-
нию к вертикали на 15° в сторону ведения шва.
Электрод должен быть наклонен независимо от на-
правления сварки (слева направо, справа налево, от
себя, к себе). Только при соблюдении правильного на-
клона электрода свариваемое изделие проплавляется на
наибольшую глубину,
148
ВЫСОКОПРОИЗВОДИТЕЛЬНЫЕ СПОСОБЫ СВАРКИ
Способы повышения производительности труда при
ручной сварке плавящимся электродом разнообразны.
Это — применение электродов больших диаметров и
электродов с большим коэффициентом наплавки, сварка
с глубоким проплавлением, пучком электродов, трех-
фазной дугой, электрозаклепками и др.
Повышение производительности ручной сварки зави-
сит также от организационных мероприятий, которые
могут влиять на сокращение вспомогательного време-
ни, непроизводительно затрачиваемого при сварочных
работах (смена электродов, чистка швов, подготовитель-
ные работы и др.).
Вопросы
9.51. В чем заключается способ сварки с глубоким проплавлением?
9.52. Чем отличаются основные режимы сварки с глубоким проплав-
лением от режимов ручной сварки открытой дугой?
9.53. Какими преимуществами обладает способ сварки с глубоким
проплавлением?
9.54. В чем заключается способ сварки пучком электродов и како-
вы его преимущества?
9.55. В чем заключается способ сварки трехфазной дугой и ка-
ковы его преимущества?
9.56. В чем заключаются преимущества способа сварки электроза-
клепками и какова область его применения?
9.57. Какими преимуществами и недостатками обладает сварка
электродами больших диаметров?
9.58. Какими преимуществами обладает способ безогарковой
сварки?
Ответы
9.51. В отличие от обычного способа ручной сварки
плавящимся электродом, называемого способом сварки
открытой дугой, скоростной способ сварки с глубоким
проплавлением называют способом сварки с опиранием
электрода или погруженной дугой.
Для получения глубокого проплавления применяют
специальные высококачественные электроды с толстым
покрытием, в процессе плавления которых из покрытия
образуется колпачок на конце электрода. После воз-
буждения дуги сварщик нажимает держателем на элек-
трод, который при этом пружинит, а края колпачка
предохраняют электрод от короткого замыкания. При
149
chipmaker.ru
сварке дуга оказывается погруженной в основной ме-
талл.
Короткая дуга при сварке погружением поддержи-
вается автоматически вследствие опирания колпачка
покрытия на основной металл. Большая концентрация
теплоты при короткой дуге увеличивает глубину про-
плавления. При сварке с глубоким проплавлением по-
тери металла на угар и разбрызгивание минимальны.
Наиболее эффективен способ сварки с глубоким про-
плавлением при сварке угловых и тавровых соединений
в нижнем положении, однако применяется и при сварке
стыковых соединений.
0.52. Режимы сварки с глубоким проплавлением от-
личаются от режимов обычной ручной сварки относи-
тельно большей силой сварочного тока и большей ско-
ростью сварки. Ориентировочные режимы приведены в
табл. 9,5.
Таблица 9.5
Режимы сварки с глубоким проплавлением электродами ЦМ-7С
Толщина свари- ваемого листа, мм Сила свароч- ного тока, А Диаметр электро да,- мм Зазор,- мм Глубина провара,- мм
6 300 5 1 4
8 400 6 1 5
10 450 6,5 1.5 6
12 500 6-7 1,5—2 7
16 570 6—7 1,5—2,5 9
18 620 8 2,0—2,5 10
9.53. По сравнению с обычным способом ручной свар-
ки открытой дугой способ сварки с глубоким проплав-
лением обладает следующими преимуществами: исклю-
чается необходимость держать электрод на весу, что
облегчает труд сварщика; обеспечивается хороший про-
вар корня шва; становится возможной сварка листов
толщиной до 20 мм без скоса их кромок; в течение не-
скольких дней приобретаются навыки сварщика (без
затруднений, легко); не требуется высокая квалифика-
ция сварщика; в 2—3 раза повышается производитель-
ность труда; сварные швы наиболее экономичны.
9.54. Сварка пучком электродов осуществляется та-
кими же приемами, как и ручная сварка одним плавя-
150
щимся электродом. Сварка пучком электродов осуществ-
ляется одновременно двумя, тремя и более электродами
под общим слоем покрытия (специальные электроды)
или обычными электродами, связанными мягкой прово-
локой (стальной или медной диаметром 0,25—0,5 мм)
по длине в 3—5 точках, а сверху — сваркой. При этом
используют обычный электрододержатель.
Конструкция электрододержателя может быть спе-
циальной, позволяющей удерживать несколько электро-
дов. В таких случаях отпадает необходимость соедине-
ния электродов в месте захвата.
Дуга при сварке пучком электродов вначале возбуж-
дается между одним электродом и свариваемым изде-
лием. Когда этот электрод настолько оплавится, что
расстояние от его торца до изделия станет большим и
дуга погаснет, тогда дуга появится между изделием и
электродом, который ближе других окажется к изделию.
Дуга поочередно возникает там, где расстояние между
изделием и электродом становится минимальным, и по-
степенно расплавляет все электроды. Процесс сварки
протекает непрерывно, как при сварке одним электро-
дом.
При сварке ток проходит через отдельные электроды
кратковременно, они нагреваются меньше, чем при обыч-
ной сварке, и это дает возможность применять относи-
тельно большие токи.
По сравнению со сваркой одним электродом при
сварке пучком электродов в 2—3 раза сокращается вре-
мя на смену электродов, уменьшается число перерывов
в работе, улучшается использование мощности источ-
ника тока, повышается производительность труда не ме-
нее чем на 50%.
Применение способа сварки пучком электродов очень
эффективно при наплавочных работах.
Способ ручной дуговой сварки пучком электродов
разработан инженером В. С. Володиным.
9.55. Для сварки трехфазной дугой необходимы спе-
циальные электроды и электрододержатели специаль-
ной конструкции. Электроды состоят из двух стальных
стержней, расположенных на расстоянии 5—6 мм друг
от друга и покрытых обмазкой, а электрододержатели
имеют раздельные закрепления и электроподводки к
электродам. Концы электродов одной стороной (зачи-
щенной) раздельно закрепляют в электрододержателе.
151
chipmaker.ru
При сварке одна фаза подводится к изделию, а две фа-
зы (раздельно) к электродам. Расплавление металла
при сварке ведется одновременно тремя дугами.
Производительность при сварке трехфазной дугой по
сравнению с обычной однофазной ручной сваркой воз-
растает примерно в 2 раза, но техника ее выполнения
при этом несколько сложнее из-за увеличенных веса
электрода и электрододержатели. Навыки сварки трех-
фазной дугой приобретаются довольно быстро.
Трехфазной дугой сваривают соединения (стыковые
и тавровые) в нижнем положении. При сварке возмож-
но образование больших наплывов. Поэтому тавровые
соединения следует сваривать «в лодочку». Уменьшение
пористости и улучшение глубины провара достигается
при перемещении электрода с касанием его конца с ос-
новным металлом, так же как и при сварке методом
опирания.
9.56. Известно несколько способов сварки электро-
заклепками: плавящимся и неплавящимся электродами,
плавящимся стальным электродом под слоем флюса с
проплавлением верхней детали сварочной дугой или
через отверстие, предварительно подготовленное свер-
лением, а также без отверстия в верхнем листе.
Без отверстия сварку применяют при толщине верх-
него листа не более 2 мм. Необходимость сверления
отверстий в верхних листах ограничивает область при-
менения сварки электрозаклепками. Однако высокая
производительность процесса сварки и удобства сборки
крупногабаритных узлов при соединении тонких сталь-
ных листов с профильным прокатом способствуют широ-
кому применению сварки электрозаклепками в промыш-
ленности.
В соединениях с заплавленными отверстиями рас-
стояние между отверстиями выбирают по расчету или
конструктивно в пределах 100—200 мм, а диаметр от-
верстия равным 1—2,5 6 (6 — толщина листа, мм). От-
верстия сверлят или пробивают на дыропробивных прес-
сах. При сварке отверстие полностью заплавляется с
небольшим наплывом сверху.
Соединения электрозаклепками не отличаются высо-
кой прочностью.
9.57. Применяя сварку электродами больших диамет-
ров (6, 8, 10 мм), увеличивают силу сварочного тока и
тем самым повышают производительность ручного про-
152
цесса. Однако при этом повышается утомляемость свар-
щика в связи с увеличением веса электрода и электродо-
держателя, ухудшается провар при применении обычных
по размерам (по ширине) разделок в толстых листах,
а также угловых швов. Кроме того, при ручной сварке
на больших токах значительно повышается магнитное
дутье (особенно при сварке на постоянном токе), что
усложняет процесс выполнения сварки и приводит к сни-
жению качества сварного соединения.
9.58. Безогарковая сварка отличается от обычной
ручной сварки тем, что электрод не закрепляют в элек-
трододержателе, а приваривают к его торцу. За счет
этого устраняют потери электродов на огарки, увеличи-
вают сварочный ток на 10—15% и сокращают потери
времени на смену электродов.
Безогарковая сварка дает возможность увеличить
производительность труда. Однако этот способ сварки
не свободен от недостатков. Он затрудняет манипули-
рование электродом, что при недостаточном опыте свар-
щика отрицательно сказывается на качестве сварного
соединения. И, наконец, приварка электрода по срав-
нению с закреплением его в обычном электрододержа-
теле — более сложная операция.
Для повсеместного применения безогарковая сварка
не рекомендуется, она целесообразна лишь в отдельных
случаях.
СВАРКА МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ
Вопросы
9.59. Какие требования обязательны для получения высококачест-
венных сварных швов?
9.60. В чем заключаются особенности сборки и сварки ферм?
9.61. В каков последовательности производится сварка балок?
9.62. Обладают ли преимуществами свариы. арматурные конструк-
ции по сравнению с вязаными конструкциями и как их изго-
товляют?
9.63. Какие особенности сварки характерны для толстостенных ли-
стовых конструкций?
9.64. В чем заключаются особенности сварки трубчатых конструк-
ций?
Ответы
9.59. Правильная сборка и прихватка изделий под
сварку; очистка мест сварки от ржавчины, краски идру-
153
chipmaker.ru
гих загрязнений; правильный подбор электродов; стро-
гое соблюдение режимов сварки и установленной после-
довательности наложения сварных швов.
Не допускается замена качественных электродов
обыкновенными. Это может стать причиной разрушения
сварных конструкций; не допускаются отступления от
установленного режима сварки, правильности ведения
процесса сварки и других правил, регламентированных
технологическим процессом и инструктивными материа-
лами по сварке.
9.60. Металлические сварные фермы широко исполь-
зуют при строительстве промышленных и гражданских
зданий, мостов, мачт, вышек и т. д. Это объясняется
высокой прочностью и жесткостью ферм и небольшими
затратами металла на их изготовление.
Технологический процесс сварки металлической фер-
мы начинается с изготовления ее элементов — уголков,
швеллеров, косынок и т. п. по заданным чертежам. Из-
готовленные элементы фермы собирают на стеллаже или
в стапелях и скрепляют короткими сварными швами.
Если сборка велась на стеллаже, то затем по всей дли-
не фермы на стеллаже устанавливают и закрепляют
фиксирующие винтовые прижимы, прихваты, фиксаторы
и др., которые определяют 'геометрические размеры со-
бранной фермы.
Собранную ферму снимают со стеллажа для сварки,
а стеллаж с установленными на нем фиксаторами ис-
пользуют для сборки следующей фермы.
Последовательность наложения сварных швов при
сварке фермы, собранной на прихватках, должна вы-
полняться в соответствии с технологией, предусматри-
вающей получение минимальных короблений, допусти-
мых без последующей рихтовки фермы.
9.61. Наиболее распространены сварные двутавровые
балки. Их обычно образуют из двух горизонтальных
листов, называемых полками, и одного вертикального
листа — стенки. В зависимости от длины сварной балки
каждую из ее деталей собирают из одной—трех частей.
Вначале собирают элементы балки; устанавливая на
нижний лист стенку, а затем прихватывают к ней верх-
нюю полку. Стенку устанавливают по разметке и фик-
сируют ее положение на нижнем и верхнем листах,
предварительно закрепленных прихваткой короткими
уголками-упорами. Затем балку устанавливают в коль-
154
ца-кантователи, которые дают возможность перекаты-
вать балку по мере ее сварки.
Принятая технология должна обеспечивать не толь-
ко высокое качество сварных соединений, но и возник-
новение минимальных напряжений и короблений при
сварке балки. Соблюдение этих условий необходимо для
эффективного использования сварных балок в конструк-
циях, где прокатные балки по условиям прочности не
могут быть использованы (перекрытие зданий, подкра-
новые пути, колонны, мосты и др.).
9.62. Сварные арматурные конструкции из стальных
прокатанных стержней различного диаметра (12—80 мм)
более экономичны, чем вязаная арматура. Например,
для каркаса железобетонных балок потребность метал-
ла для сварных сеток уменьшается примерно на 15%, а
затраты времени сокращаются почти в 2 раза; при изго-
товлении железобетонных плит экономия составляет
10—60% при использовании сварной арматуры.
Сварная арматура по сравнению с вязальной делает
несущие железобетонные конструкции более прочными
и жесткими, а также менее трудоемкими.
При изготовлении арматурных конструкций в завод-
ских условиях для увеличения прочности бетонных со-
оружений наряду с ручной дуговой сваркой используют
контактную и другие высокопроизводительные способы
сварки. На монтаже и на строительных площадках при
сварке узлов и блоков арматуры в большинстве исполь-
зуют ручную дуговую сварку.
При монтаже арматуры наиболее распространено
стыковое соединение стержней. Такие соединения часто
выполняют с помощью круглых накладок длиной, рав-
ной примерно 10 диаметрам стыкуемых стержней. На-
кладки устанавливают с двух сторон стыкуемого стерж-
ня, прихватывают к основному стержню в четырех ме-
стах и сваривают только с одной стороны.
Для уменьшения коробления арматуры сварку на-
кладок ведут от середины к ее концам.
9.63. К сварным соединениям и швам толстостенных
конструкций сосудов, резервуаров, кожухов доменных
печей, цистерн, морских и речных судов, котлов, хими-
ческой аппаратуры и т. д., работающих под давлением
при повышенных температурах и в других сложных экс-
плуатационных условиях, предъявляют высокие техни-
ческие требования.
155
chipmaker.ru
Высокая прочность и хорошее качество сварки этих
изделий достигаются прежде всего строгим соблюде-
нием специальной технологии. Вначале сваривают соеди-
нения отдельных цилиндрических поясов, свальцован-
ных по заданным радиусам. Сварные швы этих
соединений в большинстве стыковые, реже внахлестку,
прямолинейные, расположенные по образующей этих
элементов.
Пояса устанавливают на сварные днища, начиная с
нижнего пояса, сваривают с днищем и далее, наращи-
вая пояса, выполняют сварку вертикально расположен-
ного изделия поперечными кольцевыми швами. Кроме
такой последовательности сборки и сварки толстостен-
ных емкостей, для тех же целей используют специаль-
ные стеллажи с роликами. Поворачивая конструкцию
при сборке й сварке, накладывают сварные швы в ниж-
нем положении.
Для перечисленных выше конструкций применяют
листы толщиной 10, 20, 24, 36 мм и более. Листы соеди-
няют встык многослойными швами с Х-, У- и К-образ-
ной разделками для кольцевых и продольных соеди-
нений.
Сварку некоторых конструкций, например поясов
доменных печей из листов толщиной 24—36 мм, ведут
Рис. 9.3. Соединения
трубчатых элементов
с помощью соедини-
тельных деталей
Рис. 9.2. Соединения
трубчатых элементов
156
одновременно с двух сторон разделки. При этом хоро-
шо прогревается вся толщина стыка и устраняются
деформации листов. Секции сваривают без длительных
перерывов, применяя способ сварки горкой для пред-
отвращения и уменьшения короблений.
9.64. Трубчатые конструкции сваривают преимуще-
ственно ручными дуговыми способами сварки, соединяя
трубчатые стойки и раскосы с трубчатыми поясами не-
посредственно (рис. 9.2) или с помощью соединитель-
ных деталей (рис. 9.3). К соединительной детали могут
быть приварены один и более трубчатых элемен-
тов.
10. СВАРКА В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ
Дуговую сварку в среде защитных газов широко при-
меняют в различных отраслях промышленности. К на-
стоящему времени известно много разновидностей этого
процесса.
Сварку в среде защитных газов успешно используют
при изготовлении конструкций из коррозионно-стойких
и жаропрочных сталей из сплавов, титана и его спла-
вов, алюминиевых и магниевых сплавов, конструкцион-
ных и легированных сталей и других металлов и спла-
вов.
Особое место среди многообразия способов дуго-
вой сварки в среде защитных газов занимают арго-
нодуговая, гелиево-дуговая и сварка в углекислом
газе.
Сварку в инертных газах (аргон, гелий) применяют
в тех случаях, когда другие процессы не обеспечи-
вают достаточно высокого качества сварных соедине-
ний.
ОБЩИЕ СВЕДЕНИЯ
Вопросы
10.1. По каким признакам можно классифицировать применяемые
способы сварки в среде защитных газов?
10.2. Какие защитные газы широко используют при дуговой сварке?
10.3. Какие неплавящие электроды применяют при дуговой сварке?
10.4. В чем заключается сущность аргонодуговой сварки и какими
преимуществами она обладает?
157
chipmaker.ru
10.5. Что отличает гелиеводуговую сварку от аргонодуговой
сварки?
10.6. В чем заключается особенность сварки в углекислом газе и
какими она обладает преимуществами?
10.7. В чем заключается сущность атомно-водородной сварки?
10.8. Для какой цели в баллонах после израсходования инертного
газа должен быть остаток газа под давлением?
10.9. Какие источники питания примениют для сварки в среде
защитных газов?
10.10. Какие применяют способы дуговой наплавки в среде защит-
ных газов?
Ответы
10.1. Способы дуговой сварки в среде защитных га-
зов можно классифицировать по применяемому защит-
ному газу (аргон, гелий, азот, углекислый газ, смеси
газов), типу электродов (неплавящийся, плавящийся),
способу подачи электроэнергии (непрерывная, импульс-
ная), степени механизации (ручная, механизированная,
полуавтоматическая, автоматическая), числу электриче-
ских дуг (однодуговая, двудуговая, многодуговая) и по
другим признакам.
10.2. В Советском Союзе и в других европейских
странах в качестве защитного газа при дуговой сварке
применяют преимущественно аргон. В американской
промышленности для сварки в защитном газе широко
используется гелий.
Во многих странах мира для дуговой сварки приме-
няют углекислый газ (СОг). Относительно меньшее при-
менение в качестве защитного газа получил азот.
Помимо чистых инертных и активных газов, при ду-
говой сварке в качестве защитных газов применяют сме-
си инертных газов и инертных газов с активными.
Несмотря на применение при дуговой сварке различ-
ных газовых защит, поиски защитных газов для сварки
и оптимальных вариантов их смешения не прекраща-
ются.
10.3. В качестве неплавящихся электродов для свар-
ки в среде защитных газов применяют вольфрамовые
прутки или проволоку из чистого вольфрама, лантани-
рованного вольфрама, иттрированного вольфрама, тари-
рованного вольфрама.
10.4. При аргонодуговой сварке источником теплоты
является электрическая дуга, которая горит между элек-
тродом (неплавящимся — вольфрамовым или плавящим-
158
ся — сварочной проволокой) и свариваемым металлом
(рис. 10.1). Сущность процесса аргонодуговой сварки
заключается в том, что конец вольфрамового электрода
и присадочной проволоки (при ручной сварке), свароч-
ная дуга, ванна расплавленного металла и прилегающие
к нему участки нерасплавленного металла защищены
аргоном, непрерывно вытекающим струей из электродо-
Рис. 10.1. Схема сварки в
среде защитных газов не-
плавящимся электродом:
1 — ванна расплавленного ме-
талла; 2 — сварочная проволо-
ка; 3 — струя защитного газа;
4 — вольфрамовый электрод;
5 — электрическая дуга; 6 —
сварной шов
держателя сварочной горелки. Оболочка аргона защи-
щает расплавленный металл и прилегающий к нему
нерасплавленный металл, нагретый до высокой темпе-
ратуры, от образования окислов и других соединений,
в контакте с окружающим воздухом. Непрерывный поток
газа из сопла сварочной горелки охлаждает нерасплав-
ленный металл и тем самым суживает зону нагрева.
Аргонодуговая сварка высокопроизводительна, обес-
печивает получение сварных соединений высокого каче-
ства при сварке в различных пространственных положе-
ниях, применяется для сварки специальных сталей и
сплавов, литейных и деформированных алюминиевых и
магниевых сплавов, сплавов титана и других материа-
лов.
Электрическая дуга в среде аргона между электро-
дом и изделием горит очень устойчиво. По сравнению
с дугой в среде гелия она обладает меньшей проплав-
ляющей способностью. В связи с этим аргонодуговую
сварку, ручную и механизированную, неплавящимся
электродом успешно используют при сварке малых и
средних толщин, а также при автоматической сварке
плавящимся электродом коррозионно-стойких сталей
средних и больших толщин.
При аргонодуговой сварке изменение длины дуги рез-
ко не сказывается на глубине провара. Это обстоятель-
159
chipmaker.ru
ство облегчает выполнение ручной сварки в среде арго-
на по сравнению со сваркой в защитной среде ге«
лия.
10.5. Сущность дуговых процессов сварки в защитной
среде гелия и защитной среде аргона одинакова. Одна-
ко некоторые свойства гелия (высокая теплопровод-
ность, высокий потенциал ионизации, в 10 раз меньшая
атомная масса) увеличивают температуру и теплосодер-
жание столба дуги. В результате при сварке в гелии
напряжение дуги вольфрам — изделие больше, чем в ар-
гоне. Дуга в гелии более равномерна по форме, создает
равномерное проплавление (в аргоне по центру больше,
чем по краям) и более глубокое проплавление по тол-
щине свариваемых элементов.
Различие в массах гелия и аргона проявляется не
только в их разных расходах при сварке, но и в разной
эффективности газовой защиты. В частности, примене-
ние гелия при сварке в потолочном положении более
предпочтительно.
Наконец, поверхностные натяжения на границе жид-
кий металл — газовая фаза при сварке в гелии и в арго-
не неодинаковы. При сварке в гелии они меньше, чем в
аргоне. Поэтому в ряде случаев (хромоникелевые спла-
вы, титан и другие материалы) при сварке в гелии свар-
ные швы получаются более гладкими, с более плавными
переходами к основному металлу, чем при сварке в ар-
гоне.
10.6. Сварку в углекислом газе выполняют плавя-
щимся электродом. Электрическая дуга и расплавленный
металл также защищены от вредного влияния кислорода
и азота воздуха.
Особенность сварки в углекислом газе заключается
в том, что при температурах дуговой сварки углекислый
газ СО2 диссоциирует и окисляет металл.
Для нейтрализации окислительного действия СО2 в
сварочную проволоку, предназначенную для сварки в
углекислом газе, вводят несколько больше марганца и
кремния (раскислители), которые, соединяясь при свар-
ке с кислородом, восстанавливают свариваемый металл.
Образующиеся при этом окислы марганца и кремния
переходят в шлак.
Сварка в углекислом газе — высокопроизводитель-
ный процесс, нечувствительный к ржавчине и к другим
загрязнениям, дешевле ручной сварки плавящимся
160
250-300 В
2tT
Рнс. 10.2. Схема атомно-во-
дородной сварки
электродом с качественным покрытием и дешевле авто-
матической сварки под флюсом.
10.7. При атомно-водородной сварке (рис. 10.2) дуга
горит между двумя вольфрамовыми электродами (дуга
косвенного действия). Вдоль каждого электрода в дугу
вдувается струя водорода. Электрический ток, питаю-
щий дугу, переменный. Свари-
ваемый металл не включен в
электрическую цепь. Темпера-
тура атомно-водородного пла-
мена достигает 3700° С.
В столбе и пламени атом-
но-водородной дуги молеку-
лярный водород диссоциирует
в атомарный (Н2^ 2Н). Эта
реакция связана с поглощени-
ем большого количества теп-
лоты. Одноатомный водород в
данном случае является носи-
телем теплоты. На поверхно-
сти свариваемого металла, где
температура относительно ни-
же, происходит образование
молекулярного водорода с большим выделением тепло-
ты, достаточной для образования сварочной ванны и
расплавления присадочного металла.
Напряжение дуги при атомно-водородной сварке со-
ставляет 70—150 В (в среднем 100 В), электропитание
осуществляется специальным трансформатором с напря-
жением холостого хода до 300 В, оборудованным устрой-
ством для защиты сварщика от поражения электриче-
ским током. Для сварки используют технический водо-
род, расход которого составляет 1—3 м3/ч.
Хорошее качество сварных соединений достигается
сварщиками высокой квалификации. Освоение этой про-
фессии требует значительно более длительного времени,
чем обучение другим способам сварки. По сравнению с
аргонодуговой сваркой атомно-водородная сварка не
обеспечивает получения сварных соединений более вы-
сого качества. Наоборот, при атомно-водородной сварке
зона разогрева получается относительно большей, короб-
ление увеличивается, техника выполнения сварки отно-
сительно более сложная.
161
chipmaker.ru
Техническая и экономическая целесообразность атом-
но-водородной сварки в настоящее время ограничена.
10.8. Использование инертного газа до полного сни-
жения его избыточного давления в баллоне запрещает-
ся. Для того чтобы инертный газ в баллоне был доста-
точно чист, чтобы исключить возможность попадания в
баллон воздух и влаги при последующем, после израс-
ходования газа, наполнении баллона, необходимо, чтобы
остаточное давление газа в баллоне было равно 3—
5 кгс/см2.
10.9. При дуговой сварке неплавящимся электродом
на переменном токе применяют сварочные трансформа-
торы СТЭ-24, СТЭ-34, ТСД-300, преобразователь
ПС-100-1 (повышенной частоты для сварки тонкостен-
ных изделий).
Питание дуги при ручной, полуавтоматической и ав-
томатической сварке неплавящимся электродом осуще-
ствляется сварочными генераторами ПС-300М, ПС-500,
ПСО-120, ПСО-ЗОО и др.
Для полуавтоматической и автоматической сварки
плавящимся электродом применяют выпрямители
ИПП-120П, ИПП-300П и др. При сварке неплавящимся
электродом применяют выпрямители ИПП-500В,
ВСС-120, ВССГ-70, источники питания импульсной ду-
гой ИПИД-1, ИПИД-3000.
Сварка в защитном газе тонкой электродной прово-
локой при больших плотностях тока дает возможность
использовать сварочные генераторы типа ПСГ-350,
ПСГ-500 и др., выпрямительные установки или свароч-
ные трансформаторы с применением осцилляторов.
10.10. В настоящее время при механизированной на-
плавке в среде защитных газов наибольшее применение
получили автоматическая и полуавтоматическая наплав-
ка в среде углекислого газа. Для наплавки деталей из
углеродистых и низколегированных сталей применяют
ту же проволоку (Св-08ГС, Св-08Г2С, Св-12ГС), что и
при сварке в углекислом газе.
Для получения наплавленного слоя металла с осо-
быми свойствами применяют порошковую проволоку, в
состав которой введены легирующие элементы.
Ручной способ наплавки в несколько раз менее про-
изводителен, чем автоматический. Однако при наплавке
мелких деталей, деталей сложной формы и в других
случаях ручной способ нередко целесообразен.
162
ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ
Вопросы
10.11. Какими основными свойствами обладает вольфрам?
10.12. С какой целью используют графитовые пластинки при зажи-
гании дуги?
10.13. Каким способом повышают стойкость вольфрамовых электро-
дов?
10.14. Почему нельзя применять вольфрамовые электроды для
сварки на воздухе?
10.15. Из каких потерь слагается расход вольфрамовых электро-
дов?
10.16. Какие факторы влияют на расход вольфрамовых электродов
при сварке?
10.17. Какое влияние оказывает полярность при сварке иа рабо-
тоспособность вольфрамовых электродов?
10.18. В чем заключается очищающее действие дуги между воль-
фрамовым электродом и изделием?
10.19. Когда целесообразна сварка вольфрамовым электродом на
постоянном токе и когда на переменном токе?
10.20. Как устанавливают расход вольфрама?
10.21. Есть ли разница в количественных характеристиках величин
расхода вольфрама при сварке на переменном и постоянном
токах?
Ответы
10.11. Вольфрам — тугоплавкий металл с температу-
рой плавления 3380°С (3650 К), температурой кипения
4700°С (5000К), содержится в земной коре в количе-
стве 7-10_3% в виде минералов — комплексных соеди-
нений WO3 с CaO, FeO, МпО. Переработкой этих соеди-
нений получают трехокись вольфрама WO3, а затем при
обработке водородом при 500—850° С восстанавливают
до порошкообразного вольфрама. Металлический поро-
шок вольфрама высокой чистоты (99,7%) получают так-
же электролизом расплавов минералов с бурой при тем-
пературе 1050—1300° С. Вольфрам в виде порошка прес-
суют, спекают, проковывают и, наконец, волочением
изготовляют стержни меньшего диаметра и проволоку.
Технология изготовления вольфрамовых стержней
влияет на их свойства, так как в конечных операциях
она сводится к их уплотнению. Чем меньше диаметр
стержня, тем больше вольфрам уплотнен (табл. 10.1).
При сварке на постоянном токе вольфрам использу-
ют как катод. Как анод он быстро расходуется (пла-
вится). Поэтому при сварке постоянным током обратной
полярности вольфрам не применяют. Вольфрам можно
163
chipmaker, ru
Таблица 10.1
Некоторые физические свойства вольфрамовых стержней
Диаметр
стержня,
мм
Предельные откло-
нения по диамет-
ру, мм
Плотность
г/см’
Временное сопро-
тивление разрыву,
кге/мм*
Удельное электро»
сопротивление,
Оммм*/м
4
3
2
3,94—4,05
2,96—3,05
1,94—2,09
18,7
19,2
19,2
52
80
106
0,06
0,056
0,052
применять при переменном токе. В некоторых случаях
он достаточно стоек при сварке переменным током.
10.12. Существенный недостаток вольфрамовых элек-
тродов при сварке — оплавление их торцов (рис. 10.3),
При коротких замыканиях в процессе сварки в резуль-
тате контакта электрода со свариваемым изделием на
торец электрода попадают составляющие основного
(свариваемого) металла. В результате на торце элек-
трода образуются легкоплавкие сплавы вольфрама, и
расход электродов увеличивается за счет их оплавления,
а в сварных швах появляются вольфрамовые включения.
Для того чтобы исключить контакт электрода с из-
делием, уменьшить в швах количество вольфрамовых
включений, для зажигания дуги используют графитовые
пластинки, а также осцилляторы для пробоя дугового
промежутка.
10.13. Вольфрамовые электроды применяют диамет-
ром 1—6 мм. Стабилизация дуги и повышение стойкости
электрода против оплавления торца и уменьшение коли-
чества вольфрамовых включений в шов при попадении
Рис. 10.3. Состояние концов
электродов при горении дуги в
среде инертных газов:
а — электрод из чистого вольфра-
ма; б — электрод из торированно’
го вольфрама
164
капель с электрода в сварочную ванну достигаются до-
бавкой в порошок вольфрама перед прессованием 1,5—
2% двуокиси тория ТЬО2.
Торированные вольфрамовые электроды, обладая
технологическими преимущес'!гвами, не свободны от су-
щественных недостатков. Естественная радиоактивность
тория требует применения особых мер предосторожности
при работе с торированными электродами. Хранить и
использовать торированные электроды следует при стро-
гом соблюдении ограничений, накладываемых специаль-
ными санитарными правилами применения радиоактив-
ных веществ.
В последнее время разработаны лантанированные и
иттрированные электроды. При этом повышение стойко-
сти вольфрамовых электродов достигается введением в
вольфрам при прессовании 1,5—2% окиси лантана LaO
или иттрия Y2O3.
10.14. Вольфрамовые электроды очень чувствительны
к окислению. Даже небольшие количества кислорода в
газовой фазе дуги приводят к образованию на торце
электрода легкоплавкой окиси.
Нагретый вольфрам энергично соединяется с кисло-
родом и быстро сгорает. Поэтому вольфрамовые элек-
троды нельзя применять для сварки на воздухе. Они
применимы только для сварки в защитных газах, не со-
держащих кислорода. В таких условиях расход воль-
фрама при высоких температурах невелик.
10.15. Расход вольфрамовых электродов слагается из
следующих технологических потерь: износа при сварке,
расхода на резку, заточки, переточки после замыканий,
остатка в горелке (30% потерь на износ и заточку), по-
ломки при транспортировке, немерных остатков прирез-
ке (12% общих потерь).
10.16. Расход вольфрамовых электродов при сварке
зависит от способа сварки, рода тока, диаметра электро-
да, номинальных значений тока, свойств свариваемых
материалов (табл. 10.2).
При сварке расход вольфрамовых электродов вызы-
вается потерями на испарение и плавление. На увели-
чение расхода вольфрамовых электродов при сварке
оказывают влияние загрязнение контакта конца электро-
да, перегрев и расплавление электрода, вызванные по-
вышенным режимом сварки, недостаточная и несвоевре-
менная защита нагретого электрода.
165
chipmaker.ru
Таблица 10.2
Расход вольфрама при сварке (ориентировочные данные)
Свариваемые металлы Толщина свариваемо- го металла, мм Диаметр электрода, мм Расход вольфрама на 100 м шва (г) при сварке
ручной механизи- рованной
Алюминиевый и магниевые 1 1.5 8,3 3,9
сплавы 2 2 23 11
4 3,6 88 39
6 4 132 125
Конструкционные, коррози- 0.5 1 6 2,8
онно-стойкие и жаропрочные 1 1.5 8 3,9
стали и сплавы 2 2 23 11
4 4 132 125
Расход вольфрама при сварке возрастает с увеличе-
нием толщины свариваемых элементов. При этом увели-
чение расхода вольфрама не пропорционально увеличе-
нию толщины свариваемых элементов. Например, при
увеличении толщины свариваемых элементов из алюми-
ниевых сплавов с 2 до 4 мм расход вольфрама увели-
чивается с 23 до 88 г на 100 м шва при ручной сварке
ис 11 до 38 г на 100 м шва при механизированной свар-
ке. При сварке элементов тех же толщин из конструк-
ционных и коррозионно-стойких сталей и сплавов рас-
ход вольфрама увеличивается с 23 до 132 г на 100 м
шва при ручной сварке и с 11 до 125 г на 100 м шва при
механизированной сварке.
Расход вольфрама зависит от способа сварки. При
механизированных способах сварки расход вольфрама в
2—3 раза меньше, чем при ручной сварке.
10.17. Дуга постоянного тока при прямой полярности
(минус на вольфрамовом электроде) хорошо зажигает-
ся, горит устойчиво; напряжение дуги в большинстве
равно 10—15 В и только при больших токах поднимает-
ся до 25—30 В, электрод нагревается незначительно,
допустимы высокие плотности тока, расход вольфрама
невелик.
При обратной полярности (плюс на вольфрамовом
электроде) увеличивается напряжение дуги, уменьшает-
ся ее устойчивость, повышается нагрев электрода, уве-
личивается расход электрода, уменьшается глубина про-
плавления основного металла.
166
10.18. Очищающее действие дуги заключается в том,
что с поверхности основного металла в зоне сварки уда-
ляются окислы и загрязнения. Это дает возможность
сваривать алюминий, магний и их сплавы без примене-
ния флюса.
Очищающее действие дуги проявляется при обрат-
ной полярности. Вероятно, его сущность заключается в
том, что при обратной полярности электрод бомбарди-
руется электронами, а поверхность металла — тяжелы-
ми ионами аргона, которые подобно опескоструирова-
нию разбивают пленку окислов и сдувают ее с поверх-
ности.
Отрицательное воздействие обратной полярности на
устойчивость горения дуги и сильный разогрев вольфра-
мового электрода делают целесообразным применение
переменного тока при сварке алюминиевых и магние-
вых сплавов.
10.19. Сварка дугой переменного тока в отдельных
случаях дает возможность в известной мере использо-
вать преимущества дуги постоянного тока прямой и
обратной полярности. В результате не очень сильно на-
гревается электрод, расходуется электрод медленно, и
при этом очищающее действие дуги исключает необхо-
димость применения флюсов при сварке алюминиевых
и магниевых сплавов.
Углеродистые и легированные стали, коррозионно-
стойкие и жаропрочные стали и сплавы, медь и медные
сплавы, никель и никелевые сплавы, титановые сплавы
и другие металлы, не очень сильно окисляющиеся, це-
лесообразно сваривать дугой постоянного тока прямой
полярности (табл. 10.3).
10.20. Расход вольфрама при сварке определяется
как сумма потерь на износ электрода (физн) при сварке,
потери на заточку и переточку (QBaT) после износа и
замыканий, остаток электрода (QOct) в горелке и потери
на поломки при транспортировке (QTp) и немерные
остатки при резке.
Износ электрода Qaw=qt,
где q — удельный расход, г/ч, равный 0,06 на постоянном
токе и 0,1 на переменном; t — время сварки 100 м шва,
которое определялось по скорости сварки (м/ч): руч-
ной 4; автоматической на постоянном токе 10; автома-
тической на переменном токе 15,
Потери при заточке
167
chipmaker.ru
Таблица 10.3
Свариваемость металлов при аргонодуговой сварке вольфрамовым
электродом
Материал Переменный ток Постоянный ток, полярность
прямая обратная
Низкоуглеродистая, низ- Удовлетвори- Хорошая Не рекомен-
ко- и среднелегированная сталь; коррозионно-стой- кие и жаропрочные стали и сплавы тельная свари- ваемость сваривае- мость дуется
Алюминий и его сплавы, Хорошая сва- Не рекомен- Удовлетво-
магний и его сплавы риваемость дуется рнтельная сваривае- мость
Медь и медные сплавы Не рекомен- дуется Хорошая сваривае- мость Не рекомен- дуется
Титан и его сплавы, цир- коний, серебро Удовлетвори- тельная свари- ваемость То же То же
где п — число заточек (переточек) на 100 м шва, при-
нятых для ручной сварки 18 раз, для автоматической
12 раз; V — объем снятого металла на конус при угле
заточки 30°, см3; у — плотность Вольфрама, г/см3«
Qoct ‘'ос 1 нзн Ч" Qsaf):
где feOCT=0,3 — коэффициент, определяющий остаток
электрода в горелке;
где &гр=0,12 — коэффициент, учитывающий потери на
поломки при транспортировке и немерные остатки при
резке.
10.21. Расход вольфрама при сварке электродами ма-
лого диаметра на переменном токе почти в 1,5 раза
больше расхода при сварке на постоянном токе. Так,
например, при сварке на постоянном токе электродами
диаметром 1; 1,5; 2 и 3 мм расход вольфрама при руч-
ной сварке равен 2,5; 3; 4,2 и 9 г/100 м шва, а при авто-
матической 1,1; 1,5; 2,2; 5,4 г/100 м шва соответственно.
При сварке на переменном токе с помощью вольфра-
мовых электродов тех же диаметров их расход равен
168
3,9; 5,7; 10,5 и 20 г/100 м шва при ручной сварке и 1,2;
2,3; 5,5; 11,8 при автоматической.
ЗАЩИТНЫЕ ГАЗЫ
Вопросы
10.22. Какие защитные газы можно применять при дуговой сварке?
10.23. Какими основными данными характеризуются аргон, гелий и
азот?
10.24. Как хранят и транспортируют аргон, гелий и азот?
10.25. Какими основными данными характеризуется углекислый
газ?’
10.26. Почему азот и водород широко не используют в качестве
защитных газов при дуговой сварке?
10.27. В чем различие защитных свойств аргона и гелия и как сле-
дует его учитывать при сварке?
10.28. С какой целью применяют смеси защитных газов при дуго-
вой сварке и какая при этом достигается эффективность?
10.29. Какие инертные газы рекомендуются для дуговой сварки
различных металлов?
10.30. Какие факторы влияют на эффективность газовой зашиты ме-
талла шва при дуговой сварке в среде защитных газов?
10.31. От чего зависит расход защитного газа при дуговой сварке
и из каких потребностей при сварке он слагается?
Ответы
10.22. Дуговая сварка в среде защитных газов воз-
можна в инертных газах (аргон, гелий), активных газах
(углекислый газ, азот, водяной пар) и смеси инертных
газов с активными. Наиболее широко в качестве защит-
ной среды при дуговой сварке используют аргон, гелий,
углекислый газ и смеси этих газов между собой и с дру-
гими активными газами.
10.28. Ниже приведены основные данные об аргоне,
гелии и азоте, применяемых при дуговой сварке.
Преимущество инертных гаЗов (аргона и гелия) в
том, что они не вступают в химические реакции с рас-
плавленными и твердыми металлами. Для сварки меди
азот является инертным газом.
В Советском Союзе и в других европейских странах
в качестве защитной среды при электродуговой сварке
применяют преимущественно аргон.
Аргон — газ без цвета и запаха, на 25% тяжелее воз-
духа, Согласно ГОСТ 10157—73 выпускают три сорта
аргона: высший, 1-й и 2-й, содержащие не менее 99,988,
99,98 и 99,95% аргона соответственно,
169
chipmaker.ru
Гелий — то же газ без цвета и запаха, в 10 раз лег-
че аргона, содержится в минералах, получается из при-
родных газов. В соответствии с техническими условиями
выпускают два сорта газообразного гелия: высокой чи-
стоты (99,985% гелия) и технический (99,8% гелия).
Некоторые физические свойства аргона и гелия приве-
дены ниже.
Показатель Аргон Гелий
Атомная масса 39,944 4,003
Плотность (кгс/м3 при 0°С и дав- 1,7833 0,1785
лении 1 кгс/сма
Температура кипения, °C —185,5 —268,9
Теплопроводность, кал/(см-с.°С) 0,378-10~1 3,32.10-*
Потенциал ионизации, В 15,7 24,5
Азот — газ без цвета и запаха, получается в каче-
стве побочного продукта при производстве кислорода из
воздуха. Азот является нейтральным по отношению к
меди, а при высоких температурах взаимодействует с
большинством металлов. Выпускают технический газо-
образный азот пяти сортов (ГОСТ 9293—74). Для свар-
ки применяют азот 1-го (99,5%' азота) и 2-го (99,0%'
азота) сортов.
10.24. Аргон, гелий и азот хранят и транспортируют
в цельнотянутых стальных баллонах под давлением
150 кгс/см2.
Баллоны с техническим аргоном окрашивают в чер-
ный цвет с белой полосой у сферы и надписью «Аргон
технический». На баллоне приклеена этикетка, в кото-
рой указано содержание примесей: азота, кислорода,
двуокиси углерода и наличия сернистых соединений.
Баллоны с чистым аргоном окрашены: нижняя поло-
вина в черный цвет, верхняя половина в белый цвет с
надписью «Аргон чистый». К вентилю баллона прикреп-
лена этикетка, укладываемая под колпак. В этикетке
указаны номер баллона, дата отпуска газа, номер со-
става аргона, содержание в нем в процентах азота, кис-
лорода и двуокиси углерода.
Баллоны с гелием окрашивают в коричневый цвет.
Баллоны с азотом окрашивают в черный цвет с по-
перечной коричневой полосой и надписью желтой кра-
ской «Азот»,
170
10.25. Углекислый газ (СОг) обладает следующими
характеристиками:
Молекулярная масса.......................44
Плотность (кг/м3) прн 20° С и давлении 1 кгс/см2 1,977
Нормальная температура кипения, °C . . . . —78,9
Теплопроводность, кал/(см-с-°С).......... 038-10-4
Удельная теплоемкость прн 2000° С, кал/г . . 0,328
Наименьший потенциал ионизации, В . . . . 14,3
Плотность углекислого газа почти в 1,5 раза больше
плотности воздуха, что дает возможность оттеснять воз-
дух от реакционной зоны сварки при небольших расхо-
дах газа.
Углекислый газ СОг извлекают из газов, получаемых
при действии серной кислоты на мел, при обжиге изве-
стняка, сжигании кокса, антрацита и др. Углекислота
может находиться в твердом, жидком и газообразном
состояниях. Для использования наиболее удобна жидкая
углекислота.
При испарении 1 л жидкого СО2 при 0°С и давлении
760 мм рт. ст. получается 506,8 л газа. В стандартный
баллон заливается 25 л жидкой углекислоты, которая
при испарении дает 12,5 м3 газа.
Сварочная углекислота согласно ГОСТ 8050—76 со-
держит не менее 99,5% СО2, а содержание влаги в ней
соответствует точке росы —34° С, а для продукции со
знаком качества —48° С. В углекислоте марок «пище-
вая» и «техническая» содержится 99,8 и 98,5% СО2 со-
ответственно, а влажность ее не ограничивается.
Стоимость углекислого газа значительно ниже, чем
аргона, гелия или смесей различных инертных газов.
Применение СО2 вместо аргона снижает стоимость сва-
рочных работ примерно в 3 раза.
10.26. Водород практически не применяется как за-
щитный газ при дуговой сварке. Это объясняется тем,
что при применении водорода в металле сварных швов
образуются поры. С увеличением толщины свариваемых
элементов пористость в металле сварных швов стано-
вится значительной.
Азот взаимодействует со многими металлами. Он об-
разует с компонентами многих сплавов химические
соединения. (нитриды), в результате чего снижается
прочность сьарных соединений. Использование азота в
качестве защитного газа не нашло применения при свар-
171
chipmaker, ru
ке сталей, легких сплавов, коррозионно-стойких сплавов
и других материалов.
Удовлетворительные результаты азотодуговой сварки
получаются при сварке меди. Азот не взаимодействует
с медью и никакого химического влияния на металл не
оказывает. При сварке меди азотодуговым способом
можно на 20—30% повысить ввод теплоты в сваривае-
мые элементы по сравнению с вводом теплоты при арго-
нодуговой сварке меди. Это преимущество азотодуговой
сварки меди существенно и в некоторых отраслях тех-
ники широко используется.
10.27. Разница в массах аргона и гелия проявляется
в разных их расходах при сварке. Аргон тяжелее возду-
ха и тяжелее гелия в 10 раз. Поэтому расход аргона и
гелия при сварке в нижнем положении не будет оди-
наковым. Аргон более полно защищает расплавленный
и основной металл, чем гелий. Для того чтобы при при-
менении гелия газовая защита была достаточной, сле-
дует воспользоваться соплом большего диаметра, чем
при сварке аргоном, обеспечивающим примерно в 2—3
раза больший расход газа.
10.28. Смеси защитных инертных газов, а также
инертных с активными, применяемые при дуговой свар-
ке, не только экономически целесообразны, но и способ-
ствуют улучшению качества сварных соединений и швов.
При сварке плавящимся электродом добавка к арго-
ну 3—-5%' О2 (или 10% СО2) снижает минимально допу-
стимое значение сварочного тока. При сварке низкоугле-
родистых и низколегированных сталей улучшается
сплавление, сварные швы получаются более плотными,
беспористыми, без подрезов, кроме того, повышается
производительность процесса.
Сварные швы получаются более плотными при свар-
ке алюминия, если защитный газ составить из 40% ар-
гона (Аг) и 60% гелия (Не).
Увеличение тепловой мощности дуги при сварке меди
достигается при добавлении к аргону 20—30% азота.
Газовую смесь из 80% Аг и 20% СО2 используют при
сварке цветных металлов плавящимся электродом; газо-
вую смесь из 20% гелия и 80% аргона применяют для
сварки алюминия, магния, титана и сплавов этих ме-
таллов.
10.29. Для сварки углеродистых, низко- и среднеле-
гированных сталей используют аргон 2-го сорта, а также
172
смеси аргона с 5—10%' углекислого газа или кислорода.
Аргон 2-го сорта применяют также при сварке чистого
алюминия, коррозионно-стойких сталей и жаропрочных
сплавов.
Алюминиевые и магниевые сплавы сваривают в среде
аргона 1-го сорта. При сварке алюминиевых сплавов
толщиной более 10 мм плавящимся электродом исполь-
зуют смеси аргона с гелием (до 60% Не).
При сварке титана, молибдена, циркония и сплавов
на их основе, а также при сварке других тугоплавких
металлов и особо ответственных изделий из высоколеги-
рованных сталей и жаропрочных сплавов используют
аргон высшего сорта.
Медь и ее сплавы сваривают с защитой либо арго-
ном 2-го сорта, гелием, либо смесями аргона с азотом,
содержащими 20—30% азота.
10.30. На эффективность газовой защиты металла
шва при дуговой сварке влияют состав защитного газа
и параметры газовой струи, которые зависят от формы
и размеров сопла сварочной горелки.
10.31. На расход защитного газа при дуговой сварке
существенно влияют три фактора: свариваемый металл,
способ сварки и режим сварки.
При ручной и механизированной сварке вольфрамо-
вым электродом расход аргона находится в пределах
6—25 л/мин, при сварке плавящимся электродом 15—
60 л/мин.
При сварке титана •— химически активного метал-
ла — аргон расходуется не только на ведение сварочно-
го процесса, но и на защиту уже закристаллизовавше-
гося металла. Около 20—60% общего количества газа,
израсходованного при сварке титана, уходит на защиту
закристаллизовавшегося металла.
В ряде случаев при сварке осуществляется защита
обратной стороны шва. Расход газа при этом достигает
50% расхода газа через горелку.
СПОСОБЫ СВАРКИ И ОБОРУДОВАНИЕ
СВАРОЧНЫХ ПОСТОВ
Вопросы
10.32. На какие способы подразделяется аргонодуговая сварка ие-
плавящимся н плавящимся электродами?
10.33. В чем различие аргонодуговой сварки неплавящимся и пла-
вящимся электродом?
173
chipmaker.ru
10.34. Какой род тока и какую полярность применяют при аргоно-
дуговой сварке и при сварке в углекислом газе?
10.35. Каким оборудованием и приборами должен быть снабжен
рабочий пост для сварки неплавящимся электродом?
10.36. Каким оборудованием и приборами должен быть снабжен
рабочий пост для сварки плавящимся электродом?
10.37. Какого типа полуавтоматы для сварки в углекислом газе
наиболее распространены?
Ответы
10.32. Сварка неплавящимся электродом подразде-
ляется на ручную (движение горелки и подача приса-
дочного материала вручную), полуавтоматическую (пе-
ремещение горелки вручную, подача сварочной прово-
локи автоматически) и автоматическую (перемещение
горелки и подача сварочной проволоки автоматически).
Автоматическую сварку неплавящимся электродом
(механизированная) можно выполнять и без присадоч-
ного материала. В этом случае сварной шов формирует-
ся за счет расплавления свариваемых кромок.
Сварка плавящимся электродом подразделяется на
полуавтоматическую и автоматическую. При автомати-
ческой сварке плавящимся электродом сварочная про-
волока подается в зону сварки механизмом с постоян-
ной или переменной скоростью в зависимости от напря-
жения дуги.
10.33. При аргонодуговой сварке неплавящимся элек-
тродом источником теплоты служит дуга между воль-
фрамовым электродом и свариваемой деталью. Приса-
дочный материал подается извне. Электрод, дуга и ван-
на расплавленного металла защищены аргоном.
При аргонодуговой сварке плавящимся электродом
источником теплоты служит дуга между изделием и сва-
рочной проволокой. Электродная (сварочная) проволока,
дуга и ванна расплавленного металла защищены струей
аргона. Электродная проволока подается непрерывно в
зону сварки.
10.34. Аргонодуговая сварка ведется на постоянном и
переменном токе. Сварку постоянным током можно вы-
полнять на прямой и обратной полярности.
Сварку в углекислом газе ведут на постоянном токе
при обратной полярности (в большинстве случаев).
10.35. Рабочий пост для сварки неплавящимся элек-
тродом на переменном токе должен быть снабжен
(рис. 10.4) сварочным трансформатором 1, дросселем 2,
174
Рис. 10.4. Пост сварки неплавящимся электро- /
дом на переменном токе
осциллятором 3, балластным реостатом 4, амперметра-
ми переменного 5 и постоянного 6 тока, вольтметром 7,
горелкой-электрододержателем 8, манометром низкого
давления 9, ротаметром 10, редуктором И, баллоном с
газом 12, столом 13.
Рабочий пост для сварки неплавящимся электродом
на постоянном токе должен быть снабжен (рис. 10.5)
источником постоянного тока 1, амперметром 3, дроссе-
лем 4, осциллятором 2, горелкой-электрододержателем
Рис. 10.5. Пост сварки неплавящимся электродом
на постоянном токе
5, манометром низкого давления 9, ротаметром 6, редук-
тором 7, баллоном с газом 8, столом сварщика 10.
10.36. Рабочий пост для сварки плавящимся электро-
дом в среде защитных газов должен быть снабжен
(рис. 10.6) источником питания 1, амперметром и вольт-
175
chipmaker.ru
метром, подающим механизмом 2, токоведущей втул-
кой 3, горелкой 4, ротаметром 5, манометром низкого
давления 6, редуктором 7.
10.37. Для сварки в углекислом газе широкое распро-
странение в промышленности получили полуавтоматы
А-537, А-547Р и др.
Полуавтомат А-537 используют для сварки проволо-
кой диаметром 1,6—2 мм, полуавтомат А-547Р для свар-
ки проволокой диаметром 0,8—1 мм.
АРГОНОДУГОВАЯ СВАРКА
Вопросы
10.38. В чем заключаются некоторые особенности техники выпол-
нения ручной аргонодуговей сварки?
10.39. Как обеспечивают хорошее формирование шва и защиту от
окисления обратной стороны шва?
10.40. Чем руководствуются при выборе рода тока и полярности
для сварки различных материалов?
10.41. Какое по величине смещение кромок допускается при сборке
деталей для сварки?
10.42. Как влияет длина дуги на сварное соединение и процесс
сварки?
10.43. От чего зависит диаметр присадочной проволоки, применяе-
мой при сварке?
176
10.44. Как влияет расстояние сопла горелки от свариваемого из-
делия на эффективность газовой защиты?
10.45. От чего зависит вылет электродной проволоки при сварке
плавящимся электродом?
10.46. Какими основными параметрами характеризуется режим им-
пульсной аргонодуговой сварки?
10.47. Какое влияние оказывают режимы сварки на форму сварного
шва?
Ответы
10.38. Ручную аргонодуговую сварку начинают с
разогрева конца электрода на графитовой или угольной
пластине. Затем электрод быстро переводят на свари-
ваемую деталь, и дуга возбуждается без соприкоснове-
ния. При сварке электрод нагревается, и последующее
возбуждение дуги в процессе сварки не требует пред-
варительного подогрева.
В процессе сварки на конце вольфрамового электрода
возможно появление свариваемого или присадочного ма-
териала. В таких случаях сварку прекращают для за-
чистки вольфрамового электрода.
Сварку можно выполнять в различных пространст-
венных положениях. Вертикальные швы металлов, обла-
дающих высокой теплопроводностью (алюминий, маг-
ний, медь и их сплавы), легче сваривают сверху вниз
при толщине свариваемых элементов до 15 мм и снизу
вверх при большей толщине.
Сварку можно выполнять левым и правым способа-
ми. Правый способ удобен при сварке элементов тол-
щиной более 15 мм, левый — элементов малой и средней
толщины (до 15 мм).
Горелку и присадочную проволоку следует правильно
располагать по отношению к свариваемому материалу.
Отсутствие достаточных навыков у сварщика приводит
к образованию дефектов в виде непровара и шлаковых
включений. При сварке угловых и тавровых соединений
угол между осью электрода и линией шва должен быть
равен 90°. Соблюдение этого условия способствует устой-
чивости и стабильности дуги.
Для получения сварных швов относительно меньших
размеров, например при сварке титана, заостряют конец
электрода. В таких случаях сварочной хорелке придают
возвратно-поступательное движение.
Присадочный материал следует вводить на некото-
ром расстоянии от столба дуги. Сваривая стыковые и
177
chipmaker.ru
угловые соединения из элементов малой толщины, при-
садочный материал вводят, осуществляя возвратно-по-
ступательные движения.
Длина выступающего из горелки конца электрода не
должна превышать 3—5 мм при стыковой сварке. При
чрезмерном вылете электрода ухудшается защита газом
зоны сварки.
Длину дуги при сварке поддерживают в пределах
1,5—3 мм (в зависимости от типа соединения и толщи-
ны свариваемых элементов). Дугу следует гасить посте-
пенно, удлиняя дуговой промежуток. Не допускается
резкий обрыв дуги.
10.39. Для получения хорошего провара по всей дли-
не шва и хорошего формирования обратной стороны шва
в сварочных приспособлениях применяют формирующие
подкладки. В зависимости от толщины свариваемых эле-
ментов в формирующих подкладках делают канавки
соответствующих размеров под свариваемым стыком.
Подкладки изготовляют из меди или стали.
Предохранение от окисления обратной стороны шва
достигается с помощью защитного газа, подаваемого с
обратной стороны свариваемого соединения. Для тех же
целей можно пользоваться флюсом (45% плавикового
шпата, 40% молотого силиката, 15% фтористого ба-
рия), который разводят на воде и наносят после сборки
и прихватки.
10.40. Материалы, при сварке которых окисные плен-
ки на их поверхности (алюминий, магний и др.) мешают
сплавлению соединяемых кромок, сваривают, пользуясь
переменным током. Сварку других металлов можно вы-
полнять переменным и постоянным током. В табл. 10.3
приведены рекомендации по выбору рода тока.
10.41. При сборке допускается смещение кромок не
более 15% толщины свариваемых элементов, но не бо-
лее 1,5 мм. Если смещение свариваемых кромок состав-
ляет 20—25% суммарной протяженности длины шва,
сборку и подготовку деталей под сварку следует считать
неудовлетворительной.
10.42. Отрабатывая окончательно режим сварки, сле-
дует руководствоваться следующим: с увеличением дли-
ны дуги ширина шва и зона термического влияния уве-
личиваются, а глубина проплавления уменьшается. При
выполнении сварки плавящимся электродом наиболее
целесообразна минимальная длина дуги, увеличениедли-
178
ны дуги повышает разбрызгивание металла, увеличение
вылета электрода повышает скорость плавления элек-
тродной проволоки.
10.43. От толщины свариваемых элементов и способа
аргонодуговой сварки (табл. 10.4). С увеличением тол-
щины свариваемых элементов применяют сварочную
проволоку относительно большего диаметра. При ручной
сварке неплавящимся электродом используют свароч-
ную проволоку несколько большего диаметра, чем при
автоматической и полуавтоматической сварке.
Таблица 10.4
Диаметры проволоки при аргоиодуговой сварке
Толщина свариваемых элементов, мм Диаметр присадочной проволоки для сварки неплавящимся электро- дом, мм Диаметр электродной проволоки для авто- матической и полуав- томатической сварки плавящимся электро- дом, мм
ручной автоматической
0,4—0,6 1 0,5
0,6—0,8 1 0,5—0,8 0,5
0,8—1 1—1,2 0,8—1,2 0,8
1—1,5 1,2—1,6 1,2—1,6 0,8—1,2
1,5—2 1,6—2 1,2—1,6 1.2-1,6
Свыше 2 2—2,5 1,6—2 1.6
10.44. Если расстояние сопла горелки от поверхности
изделия очень велико, то газовая защита ухудшается.
При ручной сварке неплавящимся и плавящимся элек-
тродами расстояние от сопла горелки до изделия не
должно превышать 12 мм, при автоматической и полу-
автоматической сварке 15—20 мм.
Хорошая газовая защита металла от окисления при
остывании достигается, если после прекращения горения
дуги подача газа отключается через 5—10 с.
10.45. Величину вылета электродной проволоки уста-
навливают в зависимости от диаметра этой проволоки:
Диаметр электродной
проволоки, мм . . . 0,5 0,8 1 1,6 2
Вылет электрода, мм . 5-—7 7—9 8—10 10—12 12—14
10.46. Параметрами режима импульсной аргонодуго-
вой сварки являются величина тока импульса, длитель-
ность импульса, длительность паузы, длина дуги и ско-
рость сварки.
10.47. С увеличением сварочного тока увеличивается
179
chipmaker.ru
глубина провара основного металла и скорость плавле-
ния электродной проволоки.
Повышение напряжения дуги способствует увеличе-
нию ширины провара.
При сварке на переменном токе глубина провара на
15—20% меньше, чем при сварке на постоянном токе
обратной полярности, а при сварке постоянным током
на обратной полярности глубина провара на 40—50%
больше, чем при сварке иа прямой полярности.
Глубина и ширина провара уменьшаются при увели-
чении скорости свыше 12 м/ч.
Глубина провара увеличивается при сварке на
подъем, при сварке на спуск уменьшается глубина про-
вара и увеличивается ширина шва.
СВАРКА В УГЛЕКИСЛОМ ГАЗЕ
Вопросы
10.48. Каковы особенности сварки в углекислом газе?
10.49. Благодаря каким преимуществам сварка в углекислом газе
получила широкое распространение?
10.50. В каком пространственном положении можно выполнять
сварку?
10.51. На каком расстоянии от изделия следует располагать сопло
горелки и какое давление газа наиболее эффективно?
10.52. Какими параметрами характеризуется режим сварки в угле-
кислом газе?
10.53. Соблюдение каких условий при сварке способствует уменьше-
нию разбрызгиванию металла?
10.54. Чем руководствуются при выборе диаметра сварочной про-
волоки?
10.55. Как связаны величина сварочного тока и диаметры сварочной
проволоки?
10.56. От чего зависит скорость сварки?
10.57. От чего зависит расход углекислого газа при сварке?
Ответы
10.48 . Углекислый газ, в котором горит сварочная
дуга, защищает сварочную ванну от воздействия возду-
ха на расплавленный металл. Однако при этом под дей-
ствием температуры сварочной дуги (5000—6000° С)
происходит диссоциация углекислого газа (СО2^ СО+
4-0) и образующийся атомарный кислород взаимодей-
ствует с жидким металлом, что приводит к выгоранию
железа и полезных примесей.
Вредное влияние кислорода при сварке в углекислом
газе устраняют повышенным содержанием в сварочной
180
проволоке марганца и кремния, которые раскисляют
железо и, соединяясь с кислородом, всплывают в виде
шлака.
10.49 . По сравнению с ручной и некоторыми видами
автоматической и полуавтоматической сварки сварка в
углекислом газе низкоуглеродистых сталей получила
широкое распространение' благодаря высокой произво-
дительности процесса, малой токсичности выделяемых
газов и самой низкой стоимости по сравнению с други-
ми видами сварки.
10.50 . В случае необходимости сварку в углекислом
газе можно выполнять в различных (во всех) простран-
ственных положениях. Однако легче всего и наиболее
производительно сваривать швы углекислым газом в
нижнем положении.
10.51 . Наиболее целесообразно расстояние горелки
до изделия в пределах 15—25 мм. При этом достигается
минимальное разбрызгивание металла и наилучшая за-
щита расплавленного металла.
Надежная защита расплавленного металла обеспе-
чивается при избыточном давлении защитного газа в
пределах 0,1—0,3 ат.
10.52 . Родом и полярностью сварочного тока, диаме-
тром электродной проволоки, величиной сварочного тока,
напряжением дуги, скоростью подачи электродной про-
волоки, вылетом электродной проволоки, расходом газа,
положением электрода относительно шва, скоростью
сварки.
10.53 . Выполнение сварки на постоянном токе об-
ратной полярности от источника питания с жесткой ха-
рактеристикой, применение при сварке короткой дуги
при напряжении 17—21 В.
10.54 . Диаметр сварочной проволоки выбирают в за-
висимости от толщины свариваемых элементов. С увели-
чением их толщины применяют проволоки больших диа-
метров. Сварку в углекислом газе выполняют проволо-
ками диаметром 0,5—2,5 мм. Ниже приведены диаметры
проволок, рекомендуемые для сварки.
Толщина сваривае-
мых элементов, мм 0,5—1 1—2 2—4 Б—8 8—12 12—18
Диаметр свароч-
ной проволоки, мм 0,5—0,8 0,8—1 1—1,2 1,6—2 2 2—2,5
10.55 . С увеличением диаметра сварочной проволоки
применяют сварочный ток большей величины (табл. 10.5).
181
Таблица 10.5
Рекомендуемые величины сварочного тока
Показатели Диаметр проволоки, мм
0.8 1 1,2 1,6 2 2.5
Пределы тока, А Плотность тока, А/мм2 50—100 100 70—120 85 90—150 80 140—300 70 200—500 65 300—700 60
10.56 . Скорость сварки зависит от толщины свари-
ваемых элементов, качества подготовки свариваемых
кромок и поперечного сечения сварного шва, от вели-
чины сварочного тока.
Скорость сварки указывается в технологическом про-
цессе, а также устанавливается сварщиком. При сварке,
например, элементов толщиной 3—4 мм скорость сварки
может быть принята равной 20—30 м/ч при величине
сварочного тока 140—160 А и 30—40 м/ч при величине
тока 190—230 А. Аналогичные связи имеют место и при
сварке элементов другой толщины.
10.57 . От положения сварного шва в пространстве и
движения окружающего воздуха. Расход углекислого
газа увеличивается при увеличении толщины сваривае-
мых элементов. Он колеблется в пределах 5—20 дм3/мин
(минимальные значения относятся к толщине сваривае-
мых элементов 1—1,5 мм, максимальные к толщинам
10—15 мм).
ПРИЛОЖЕНИЕ 10.1
Ориентировочные режимы сварки
в углекислом газе стыковых соединений
Толщина соединяемых элементов, мм Общее число слоев шва Диаметр электрода, мм Сила сварочного тока, А Напряженке дуги, в
0,6—1 1 0,5—0,8 50—60 18
1,2—2 1—2 0,8—1 70—110 18—20
3—5 1—2 1,6—2 160—200 22—24
6—8 2 2 280—300 28—30
8—12 2—3 2 280—300 28—30
12—18 3 2 380—400 30—32
Примечание. До толщины 8 мм сварка без разделки кромок.
182
ПРИЛОЖЕНИЕ 10.2
Ориентировочные режимы сварки
в углекислом газе угловых соединений
Катет шва, мм Диаметр электрода, мм Сила свароч- ного тока. А Напряжение дуги. В Вылет электрода, мм
2,5—3 1 75—120 18—19 8—10
3—4 1,2 120—150 20—22 12—14
5-6 1,6 260—280 27—29 18—20
7—9 2 300—350 30—32 20—24
Примечание. Скорость сварки 20—30 м/ч.
ПРИЛОЖЕНИЕ 103
Ориентировочные пределы сварочного тока
в зависимости от диаметра электродной
проволоки при сварке в углекислом газе
Диаметр проволо- ки, мм Сила сварочного тока, А Диаметр проволо- ки, мм Сила сварочного тока. А
0,5 30—60 1.6 140—300
0,8 50—100 2 200 —500
1 70—120 2,5 300—700
1.2 90—150 3 400—850
ПРИЛОЖЕНИЕ 10.4
Некоторые марки электродных проволок
для сварки в углекислом газе
Марка проволоки Основное назначение
Св-08ГС Ответственные конструкции из низкоуглеродистых и низколегированных сталей
Св-08Г 2С Ответственные конструкции из низкоуглеродистых и конструкционных легированных сталей
Св-18ХГСА Конструкции из низколегированной и среднелеги- рованной стали
Св-18ХМЛ Тонколистовые конструкции из легированных сталей
183
chipmaker.ru
11. СВАРКА ПОД ФЛЮСОМ
Качество ручной сварки зависит от умения сварщи-
ка, от его способностей. При этом сварной шов получа-
ется не однородным по качеству, даже если он выполнен
одним и тем же сварщиком. Замена ручной сварки ме-
ханизированной способствует улучшению качества свар-
ки, повышению стабильности свойств сварных соедине-
ний. Способ дуговой сварки под флюсом устраняет
указанный недостаток ручной сварки, а также создает
ряд преимуществ, среди которых основным является
высокая производительность процесса сварки.
Наибольшее распространение получила автоматиче-
ская сварка под флюсом, при выполнении которой ме-
ханизированы подача электрода в дугу и перемещение
дуги.
ОБЩИЕ СВЕДЕНИЯ
Вопросы
11.1. Какие преимущества выгодно отличают сварку под флюсом
от других способов дуговой сварки?
11.2. Какими основными параметрами характеризуется режим авто-
матической сварки под флюсом?
11.3. В чем заключаются основные особенности технологии сварки
под флюсом?
11.4. В чем заключается и какими преимуществами обладает по-
луавтоматическая сварка под флюсом?
11.5. Какой главной особенностью обладает сварка под флюсом?
11.6. Какой род тока применяют при сварке под флюсом и в каких
случаях?
Ответы
11.1. Автоматическая и полуавтоматическая (меха-
низирована одна из двух операций) сварка под флюсом
обеспечивает хорошее и стабильное качество сварных
соединений, высокую производительность процесса, эко-
номию сварочной проволоки.
Увеличение производительности при сварке под флю-
сом возможно благодаря применению более высокой,
чем при ручной сварке, величины сварочного тока. При
ручной сварке электрический ток подводится у зажима
электрода, в электрододержателе, в результате чего весь
электрод включается в цепь. В этом случае величина
тока ограничивается возможностью нагрева электрода
до красного каления, и нормальный процесс расплавле-
184
ния электрода нарушается. При сварке под флюсом в
электрическую цепь включается участок проволоки дли-
ной 50—80 мм, что дает возможность увеличить величи-
ну сварочного тока и скорость плавления.
Несмотря на то что при сварке под флюсом приме-
няют токи большой силы (100—300 А), на сварку
затрачивается значительно меньше энергии, чем при
ручной сварке. Это объясняется тем, что при ручной
сварке на плавление электрода и основного металла
расходуется 25% всей теплоты дуги, в то время как при
сварке под флюсом — 68%. Следовательно, при сварке
под флюсом коэффициент полезного действия равен 0,68,
а при ручной сварке — 0,25.
По сравнению с ручной сваркой при автоматической
сварке под флюсом производительность сварочных ра-
бот повышается в 5 раз при сварке тонких материалов
и в 10—40 раз при сварке толстого материала.
Экономия сварочной проволоки при автоматической
сварке под флюсом достигается за счет полного использо-
вания проволоки при сварке, в то время как при ручной
сварке потери сварочной проволоки на огарки, разбрыз-
гивание, угар достигают 10—15%. Кроме того, при свар-
ке под флюсом наплавленный металл на 2/3 образуется
за счет расплавления основного металла и на */з за счет
электродного металла.
11.2. Сварочным током, диаметром электродной про-
волоки, напряжением дуги, скоростью сварки.
На форму сварного шва влияют марка флюса и его
грануляция, наклон электрода к изделию при сварке,
величина вылета электрода из мундштука, род тока и
полярность, форма соединения, величина зазоров.
При выборе режимов сварки обычно руководствуют-
ся табличными данными. Эти материалы содержат ре-
комендации по сварке соединений различных типов и
свариваемых элементов различной толщины. Учитывая,
что даже незначительное изменение хотя бы одного из
требований, приведенных в таблицах, оказывает влияние
на формирование сварного шва, табличные рекоменда-
ции следует рассматривать как приближенные.
11.3. Автоматическую сварку под флюсом выполняют
при больших токах. При нормальных режимах сварки
объем сварочной ванны достигает 10—20 см3 (при руч-
ной сварке 1—2 см3). Для придания сварному шву
правильной и равномерной формы применяют разделку
185
chipmaker, ru
кромок, размеры которой имеют целью убрать излишний
наплавленный металл и придать сварному шву надле-
жащую форму.
Процесс сварки начинают с расплавления основного
металла дугой на некоторую глубину. Под действием
давления дуги жидкий металл оттесняется в сторону,
противоположную перемещению дуги, а образующаяся
при этом канавка заполняется расплавленным основным
металлом и металлом электрода.
11.4. В тех случаях, когда необходимо выполнять не
только сплошные, но и прерывистые сварные швы, а
также сваривать различного типа соединения (стыковые,
угловые, нахлесточные и т. д.) не в заводских условиях
(на строительных площадках, в поле на открытом воз-
духе и т. д.), успешно могут быть применены шланговые
полуавтоматы для сварки под флюсом.
В шланговом полуавтомате флюс и электродная про-
волока (диаметром 1,6—2 мм) подводятся в держатель
специальной конструкции, который при сварке переме-
щается вручную. Полуавтоматы снабжены набором дер-
жателей.
Полуавтоматическую сварку выполняют на перемен-
ном и постоянном токе (при работе в полевых условиях,
при сварке тонкого листа и т.п.).
Полуавтоматическая сварка под флюсом с помощью
шланговых полуавтоматов в ряде случаев более эффек-
тивна, чем автоматическая и ручная сварка.
11.5. Существенная особенность автоматической свар-
ки под флюсом — возможность глубокого проплавления
основного металла. С помощью ручных дуговых спосо-
бов сварки при соединении элементов толщиной более
5—6 мм обычно применяют разделку кромок. Это
объясняется тем, что при ручной сварке образуется
относительно небольшая ванна расплавленного металла,
которая быстро застывает и ограничивает глубину про-
плавления.
В настоящее время на ряде предприятий освоена
автоматическая сварка под флюсом элементов соедине-
ний толщиной 40—50 мм без разделки кромок. При
сварке под флюсом ванны расплавленного металла зна-
чительно больше по глубине, ширине и длине, чем при
сварке открытой дугой.
11.6. Сварку под флюсом в большинстве случаев
выполняют на переменном токе.
186
Постоянный ток используют при сварке листов тол-
щиной 2—4 мм, сварке в полевых условиях, при боль-
ших колебаниях напряжения сети, а также при сварке
аустенитных и других высоколегированных сталей, алю-
миния и его сплавов, меди и др.
СВАРОЧНЫЕ МАТЕРИАЛЫ
Вопросы
11.7. Какие требования предъявляются к флюсам, предназначен-
ным для сварки?
11.8. Как различаются современные флюсы для сварки?
11.9. Какие флюсы широко распространены н какими свойствами
они обладают?
11.10. Какие плавленые флюсы применяют для сварки низкоугле-
родистой стали?
11.11. В чем заключается способ изготовления керамических не-
плавленых флюсов?
11.12. Какими преимуществами обладают керамические флюсы?
11.13. Что называется насыпной массой флюса и как изменяется
высота флюса в зависимости от величины сварочного тока?
11.14. От чего зависит расход флюса при сварке?
11.15. Какие сварочные проволоки применяют при сварке под
флюсом?
11.16. Каких диаметров сварочную проволоку применяют при сварке
под флюсом?
Ответы
11.7. К числу основных требований, предъявляемых к
флюсам, относятся обеспечение устойчивого горения
сварочной дуги, хорошее формирование наплавленного
металла и сварного шва, получение металла сварного
шва заданного химического состава, соответствующей
структуры и прочности, свободного от пор и трещин.
Флюс должен быть пригодным для многократного
использования, а его шлаковая корка должна легко уда-
ляться с поверхности сварного шва после сварки.
11.8. Применяемые для автоматической сварки
флюсы различают по способу изготовления на плавле-
ные и неплавленые. Первые изготовляют сплавлением
в печах. Эти флюсы пассивны в металлургическом отно-
шении, предназначены для создания шлаков.
Неплавленые флюсы представляют собой механиче-
скую смесь порошковых и зернистых материалов. В
такие флюсы вводят различные вещества с целью про-
187
r.ru
ведения и регулирования металлургических процессов
при сварке (легирование, раскисление, модифицирова-
ние).
В зависимости от содержания во флюсах марганца
и кремния их подразделяют на высоко- и низкомарган-
цовистые, высоко- и низкокремнистые; по наличию фто-
ра — на фтористые или бесфтористые и т. д. По харак-
теру шлака флюсы могут быть кислые и основные. По
назначению различают флюсы для сварки углеродистых
сталей, коррозионно-стойких и жаропрочных сталей и
сплавов, для сварки цветных металлов, для наплавоч-
ных работ и др.
11.9. Лучшими, широко применяемыми в промыш-
ленности являются флюсы АН-348 и ОСЦ-45. Их изго-
товляют в больших количествах. Эти флюсы предназна-
чены для сварки низкоуглеродистой стали электродными
проволоками Св-08 и Св-08А.
Флюс АН-348 обеспечивает устойчивое горение дуги.
Флюс ОСЦ-45 менее чувствителен, чем другие плавле-
ные флюсы, к ржавчине на поверхности свариваемого
материала.
11.10. Для автоматической дуговой сварки низкоуг-
леродистой стали используют высокомарганцовистые
плавленые флюсы, изготавливаемые промышленностью
в больших количествах. Содержание окиси марганца в
высокомарганцовистых флюсах достигают 40% и более
(в зависимости от марки флюса). Безмарганцовистые и
среднемарганцовистые флюсы при сварке низкоуглеро-
дистой стали не применяют.
11.11. Измельченные составные части керамического
флюса смешивают в заданных соотношениях и замеши-
вают в водном растворе жидкого стекла. После измель-
чения сырой массы до зерен размером 1—3 мм флюс
сушат и прокаливают. На этом заканчивается изготов-
ление неплавленого керамического флюса.
Керамические флюсы, представляющие собой меха-
нические смеси порошкообразных и зернистых материа-
лов, дают возможность легировать наплавленный металл
через флюс.
Неплавленые керамические флюсы, разработанные
известным советским ученым К. К. Хреновым, получили
применение в Советском Союзе и в других странах.
11.12. К преимуществам керамических флюсов отно-
сятся малая их чувствительность к ржавчине и загряз-
188
нениям основного металла, возможность проводить
сварку на открытом воздухе в сырую погоду, высокая
прочность сварных швов, отсутствие пор в металле шва.
Керамические флюсы успешно используют для сварки
легированных^ а также коррозионно-стойких сталей,
обеспечивая при этом высокую стойкость металла зоны
сварки против межкристаллитной коррозии.
11.13. Насыпной массой флюса называют массу 1см3
флюса (г/см3).
При увеличении сварочного тока увеличивают высо-
ту слоя флюса (на химический состав металла влияет
степень защиты его от воздуха). В табл. 11.1 приведены
Таблица 11.1
Высота слоя флюса и грануляция частиц при сварке на различных
токах
Сила тока, А Высота слоя флюса, мм Грануляция частиц флюса, мм
200 25—35 0,25—1,6
400 25—35 0,25—1,6
600 35—40 0,25—1,6
800 35—40 0,4 —2,5
1000 45—60 0,4 —2,5
1200 45—60 0,4 -2,5
рекомендации по количеству флюса, насыпаемого на ме-
сто сварки, при применении распространенных флюсов
для сварки низкоуглеродистых сталей.
11.14. Флюс расходуется на образование шлаковой
корки, а также просыпается на пол или землю.
Количество флюса, расплавляемого при сварке (об-
разующего шлаковую корку), зависит от величины сва-
рочного тока, напряжения дуги и скорости сварки.
При неизменных величине тока и скорости сварки
увеличение напряжения дуги приводит к увеличению
расплавляемого флюса. Расход расплавляемого флюса
увеличивается при увеличении сварочного тока без из-
менения напряжения дуги. С увеличением скорости свар-
ки уменьшается количество расплавляемого флюса.
11.15. Марку сварочной проволоки выбирают в соот-
ветствии с химическим составом свариваемого материа-
ла. Химический состав проволоки оказывает существен-
ное влияние на качество сварного соединения.
Для сварки низкоуглеродистых сталей применяют
проволоки: низкоуглеродистые Св-08, Св-08А, маргаице-
189
chipmaker.ru
вне Св-08ГА, Св-ЮГА, Св-10Г2, кремнемарганцевые
Св-08ГС, Св-082НС и др.
Для сварки высоколегированных сталей, алюминия и
его сплавов, титана и его сплавов и других материалов
применяют специальные проволоки.
11.16. Диаметр сварочной проволоки выбирают в за-
висимости от толщины свариваемых элементов (1—
6 мм). Элементы средней толщины (до 20 мм) сварива-
ют электродной проволокой диаметром 3—4 мм. Реко-
мендуется применять проволоку минимального диамет-
ра. Чем тоньше проволока, тем устойчивее режим свар-
ки, тем меньше расходуется электроэнергии и флюса.
СВАРНЫЕ СОЕДИНЕНИЯ И ШВЫ
Вопросы
11.17. Какие виды сварных соединений и швов выполняют при
сварке под флюсом?
11.18. В чем заключается преимущество прорезных соединений, при-
меняемых при сварке под флюсом?
11.19. В чем заключаются преимущества угловых соединений и
швов, выполненных под флюсом?
11.20. В чем заключаются недостатки сварных соединений и швов,
выполненных на флюсовой подушке?
Ответы
11.17. В нижнем положении сваривают стыковые,
тавровые, угловые и нахлесточные соединения.
Стыковые соединения выполняют без скоса кромок,
со скосом одной и двух кромок, односторонние и дву-
сторонние.
Соединения в угол выполняют вертикальным или на-
клонным электродом (в зависимости от толщины сва-
риваемого элемента).
Соединения втавр можно выполнять в один или не-
сколько проходов в зависимости от размера катета свар-
ного шва.
Соединения внахлестку выполняют в горизонтальном,
вертикальном и наклонном положениях соединяемых
элементов. При сварке в вертикальном положении при-
меняют специальные флюсоудерживающие приспособ-
ления. Установка приспособлений для удержания флюса
связана с большими затратами времени, в связи с чем
снижается производительность процесса сварки.
11.18. Глубокое проплавление, которым отличается
190
сварка под флюсом, используют для получения электро-
заклепок в нахлесточных соединениях. При этом верх-
ний соединяемый элемент проплавляется на полную тол-
щину и нижний элемент на некоторую глубину.
Сварные швы такого типа в соединениях внахлестку
называют прорезными. В некоторых отраслях машино-
строения (сельскохозяйственное машиностроение, ваго-
ностроение и др.) прорезные швы получили широкое
применение. Для их выполнения нет необходимости в
специальных автоматах. Сварку выполняют без подачи
электродной проволоки. Сварочная дуга горит до обры-
ва из-за ее удлинения.
11.19. Глубокий провар, получаемый при сварке под
флюсом, дает возможность уменьшить величину катета
(примерно в 1,5 раза) при сварке угловых швов без
снижения при этом прочности сварного соединения.
11.20. Сварку на флюсовой подушке выполняют при
достаточно сильном и равномерном прижатии флюса, а
также при равномерном зазоре. Если эти требования
тщательно не соблюдены, то при слабом поджатии об-
разуются протеки жидкого металла, при чрезмерном
поджатии флюса — вогнутый обратный валик, сквозные
отверстия в шве (особенно при сварке тонких листов).
Из производственного опыта следует, что при односто-
ронней сварке на флюсовой подушке не удается полу-
чить стабильного формирования валика на обратной
стороне сварного шва.
Односторонняя сварка на флюсовой подушке не до-
пускается при изготовлении изделий ответственного на-
значения.
ПОДГОТОВКА ПОД СВАРКУ И СВАРКА
Вопросы
11.21. Как влияет подготовка и сборка элементов сварной конст-
рукции на качество сварки под флюсом?
11.22. Какие допускаются колебания зазоров и превышения кромок
при сварке стыковых соединений?
11.23. Какие способы сварки стыковых соединений применяют при
сварке под флюсом?
11.24. Каково назначение подкладок и флюсовых подушек, приме-
няемых при сварке под флюсом?
11.25. Как влияет изменение параметров режима сварки на харак-
теристики сварного шва?
11.26. Ь чем заключаются особенности сварки под флюсом в мон-
тажных условиях?
191
chipmaker.ru
Ответы
11.21. Качество сборки деталей под автоматическую
сварку под флюсом имеет более важное значение, чем
при сборке деталей для ручной сварки. Это связано с
тем, что при сварке под флюсом образуется большая
ванна жидкого металла и шлака, которые могут выте-
кать через зазоры, если препятствующие этому приня-
тые меры оказываются недостаточными.
Если, к примеру, стыковую сварку выполняют на ве-
су, то при чрезмерном зазоре, или неравномерном зазо-
ре, или неравномерной разделке сварные швы получа-
ются ослабленными, бугристыми, с чрезмерным усиле-
нием и т. д.
Вместе с тем предъявляемые к сварным соединениям
требования не должны быть излишними, трудновыпол-
нимыми. Это увеличивает стоимость изделий. Например,
в случае применения стыковых соединений предпочти-
тельно использование подкладок, флюсовых подушек
и т. п. вместо сварки на весу.
11.22. Величины зазора и превышения кромок уста-
навливаются в зависимости от толщины свариваемых
листов.
Колебание зазора в соединениях, свариваемых встык
без разделки кромок, допускается 1—3 мм для листов
толщиной 10—15 мм, 2—4 мм для листов толщиной
16—20 мм й 3—6 мм для листов толщиной 21—30 мм.
Превышение кромок при сварке листов указанной тол-
щины допускается равным 2; 2,5; 3 мм соответст-
венно.
В соединениях с разделкой кромок в листах толщи-
ной 20—30 мм допускаются колебание зазоров 2—3 мм,
а превышение кромок до 3 мм.
11.23. На флюсовой подушке, на медной и флюсо-
медной подкладке, взамок, на остающейся подкладке,
на технологической подкладке (удаляемой), после руч-
ной подварки, на весу.
11.24. Для обеспечения полного провара всей толщи-
ны свариваемых элементов за один проход с обратной
стороны шва устанавливают съемную медную под-
кладку.
Подкладки предотвращают протекание расплавлен-
ного металла через зазор стыка и формируют обрат-
ный валик сварного шва. Лучшие результаты достига-
192
ются при плотном прилегании подкладки к основному
металлу. Свариваемые кромки элементов соединения
могут быть собраны без зазора или с зазором, равным
3—4 мм, и с зазором в несколько миллиметров ме’жду
прокладкой и свариваемым материалом. При сварке
собранных соединений флюс, просыпавшийся в желобок
подкладки через зазор, расплавляется и оседает, фор-
мируя обратный валик сварного шва.
Для формирования обратной стороны шва также
применяют остающиеся стальные подкладки толщиной
3—5 мм, которые прикрепляют прихватками к свари-
ваемому изделию.
Кроме медных и стальных подкладок, для формиро-
вания обратной стороны шва используют флюсовые по-
душки. При этом часть расплавившегося флюса обра-
зует шлаковую корку, на которой формируется усиле-
ние обратной стороны шва.
11.25. Сварной шов характеризуется глубиной и ши-
риной провара, высотой усиления, коэффициентом фор-
мы, соотношением между шириной провара и высотой
усиления и долей основного металла в металле свар-
ного шва.
С увеличением скорости сварки глубина проплавле-
ния и ширина шва уменьшаются; с увеличением свароч-
ного тока глубина проплавления увеличивается; при
неизменных сварочном токе и скорости сварки повыше-
ние напряжения дуги приводит к увеличению ширины
шва и снижению величины его усиления; при увеличении
диаметра электрода уменьшаются глубина провара, вы-
сота усиления и доля основного металла в металле
шва, а ширина провара, коэффициент формы и соотно-
шение между шириной провара и высотой усиления
увеличиваются.
11.26. Ряд специфичных условий при сварке на мон-
таже (неудобство сборки свариваемых элементов, ат-
мосферные условия и др.) до недавнего времени огра-
ничивали применение автоматической сварки под флю-
сом. При монтаже преимущественно использовали руч-
ную сварку.
В последние годы разработана и успешно применяется
при строительстве мостов (может применяться и в дру-
гих случаях на монтаже) многопроходная сварка в ниж-
нем положении. Сварка выполняется на стальной под-
кладке, которая после сварки срубается зубилом.
193
chipmaker, ru
12. КРАТКИЕ СВЕДЕНИЯ ОБ ОСОБЕННОСТЯХ
СВАРКИ НЕКОТОРЫХ СТАЛЕЙ,
ЦВЕТНЫХ МЕТАЛЛОВ И ЧУГУНА
В сварных конструкциях широко используют низко-
углеродистую сталь, основными элементами которой яв-
ляются железо и углерод (углерода не более 0,3%).
Однако далеко не всегда свойства низкоуглеродистых
сталей достаточны, чтобы удовлетворить требования со-
временной техники. В одних случаях необходима сталь,
обладающая более высокой прочностью и пластич-
ностью, в других — возникает необходимость в особых
свойствах, например в жаростойкости, жаропрочности,
кислотостойкости и т. д.
Наряду с применением низкоуглеродистых и легиро-
ванных сталей, обладающих различными свойствами, в
сварных конструкциях используют цветные металлы —
алюминиевые и магниевые сплавы, титан и его сплавы,
сплавы меди и другие металлы.
Многообразие свариваемых материалов и сварных
изделий из этих материалов вызывает необходимость в
освоении наиболее эффективных технологических про-
цессов. При этом особое значение имеют дуговые спосо-
бы сварки, наиболее широко используемые при изготов-
лении сварных изделий из различных металлов и спла-
вов.
сварка углеродистых и легированных сталей
Вопросы
12.1. Исходя из каких условий следует подбирать электроды
для сварки изделий из низкоуглеродистой стали?
12.2. В чем заключаются особенности сварки среднеуглеродистых
сталей?
12.3. Какие приемы целесообразны при сварке высокоуглеродистых
сталей?
12.4. В чем заключается существенное отличие технологии сварки
легированных сталей от технологии сварки углеродистых
сталей?
12.5. В каких конструкциях используют низколегированные конст-
рукционные незакаливающиеся стали и какие способы сварки
этих сталей применяют?
12.6. Какие сварочные материалы и технологические приемы целе-
сообразны при дуговой сварке конструкционных, низколе-
гированных незакаливаюгцихся сталей?
194
12.7. Какие закаливающиеся конструкционные стали применяют
для изготовления сварных изделий и какие при этом исполь-
зуют электроды для сварки?
12.8. В чем заключаются технологические особенности сварки не-
которых хромистых сталей?
12.9. В чем заключаются особенности автоматической сварки под
флюсом стали ЗОХГСА в закаленном состоянии?
12.10. Какими способами электродуговой сварки и с помощью каких
сварочных материалов сваривают высоколегированные хромо-
никелевые стали?
Ответы
12.1. Сварка низкоуглеродистых сталей различными
дуговыми способами не создает проблем технологиче-
ского характера. Эти стали, содержание углерода в
которых не превышает 0,2%, хорошо свариваются, не-
зависимо от толщины свариваемых элементов, темпера-
туры окружающего воздуха, жесткости конструкции, в
широком диапазоне режимов сварки.
Вместе с тем прн выборе сварочных материалов
(электродов, проволок, флюсов) учитывают назначение
сварного изделия, степень его ответственности. В част-
ности, при ручной сварке электроды типа Э38 применя-
ют для сварки неответственных изделий, а электроды
типов Э42 и Э42А применяют при изготовлении ответ-
ственных и особо ответственных изделий.
С этой же целью (повышение прочности наплавлен-
ного металла и сварных соединений) при сварке изде-
лий из толстых листов (10 мм и более) в неудобных
для сварщика положениях, в монтажных условиях, на
строительстве и т. д., применяют электроды типов Э46
и Э46А.
12.2. В среднеуглеродистых сталях содержание уг-
лерода находится в пределах 0,2—0,45%. Эти стали
чувствительны к концентрации напряжений, склонны к
образованию трещин в угловых швах, в изделиях с
большой жесткостью, в первых многослойных швах,
при неправильно! выбранном тепловом режиме сварки
и т. д. В связи с этими особенностями возникает необ-
ходимость в дополнительном подогреве среднеуглеро-
дистых сталей при сварке (в зависимости от толщины
листов для 15 мм достаточна температура подогрева
100°С, для листов большей толщины — 200°С), в при-
менении электродов УОНИ-13/45 и УОНИ-13/55, обес-
печивающих высокую стойкость металла шва против
195
chipmaker, ru
образования трещин и высокие механические свойства.
12.3. В высокоуглеродистой стали содержание угле-
рода составляет 0,46—0,7%. Эти стали не применяют в
сварных конструкциях. Их используют для изготовле-
ния литых деталей. Необходимость применения сварки
этих сталей обычно возникает при ремонте и наплавке
литых деталей из этого материала. В таких случаях
применяют предварительный и сопутствующий подогрев
деталей и термическую обработку после сварки.
12.4. Процесс сварки металлов не ограничивается
расплавлением электрода и оплавлением свариваемых
кромок изделия. При сварке также нагревается приле-
гающая к сварному шву часть свариваемого металла
Нагрев и охлаждение свариваемого металла вызы-
вают в нем различные превращения, что может прояв-
ляться в изменении механических свойств металла
(прочности, пластичности и т. п.). При сварке угле) о-
дистых сталей эти изменения несущественны. Большое
значение эти изменения приобретают при сварке леги-
рованных сталей.
Технология сварки легированных сталей должна
предусматривать режимы сварки, сварочные материалы
и технологические приемы, обеспечивающие получение
сварных соединений с заданными свойствами.
12.5. Количество легирующих элементов в низколе-
гированных незакаливающихся сталях не превышают
2,5%, а содержание углерода не превышает 0,22%. В
зависимости от легирующих элементов низколегиро-
ванные’ стали подразделяют на марганцовистые (09Г2,
14Г2), кремнемарганцовистые (09Г2С, 10Г2С1, 17ГС
и др.), хромокремнемарганцовистые (14ХГС и др),
марганцовоазотнованадиевые (14Г2АФ, 18Г2АФпс и др.)
и т. д.
Низколегированные конструкционные незакалива-
ющиеся стали применяют для изготовления сварных су-
дов, корпусов пассажирских вагонов, в гидротехниче-
ском строительстве, в производстве труб и т. д.
Сварку низколегированных сталей можно выполнять
автоматически и полуавтоматически под флюсом, руч-
ным способом, плавящимися электродами.
12.6. Ручную сварку таких сталей можно выполнять
электродами типов Э42А, 946А, Э50А. Они обеспечива-
ют предел прочности наплавленного металла не ниже,
чем у основного металла.
196
При сварке сталей под флюсом применяют кислые и
марганцовистые флюсы марок ОСЦ-45 и АН-348 и сва-
рочную проволоку Св-08ГА и Св-10Г2.
Режимы сварки незакаливающихся низколегирован-
ных конструкционных сталей не отличаются от приме-
няемых при сварке обычных углеродистых сталей.
Ручную сварку элементов значительной толщины
выполняют короткими участками каскадным мето-
дом.
12.7. В сварных конструкциях среди других закали-»
Бающихся сталей довольно часто применяют хромистую
сталь марки 40Х, хромомолибденовую сталь ЗОХМА,
хромомарганцовистые стали марок 20ХГСА, ЗОХГСА
и др.
Ручную сварку этих сталей можно выполнять элек-
тродами с покрытием УОНИ-13. При этом, если необхо-
димо, чтобы состав металла сварного шва не отли-
чался от состава основного металла, то в качестве
стержня выбирают проволоку, содержащую элементы
стали основного металла.
Закаливающиеся стали при сварке подкаливаются в
околошовной зоне, что может сопровождаться образо-
ванием трещин. Поэтому при сварке этих сталей целе-
сообразен их предварительный подогрев.
Сталь хромансиль в отдельных случаях сваривают с
помощью специальных аустенитных электродов.
12.8. Хромистые стали используют в сварных изде-
лиях, к которым предъявляются требования высокой
прочности и хорошей сопротивляемости коррозии. Если
необходимо получить однородные свойства металла шва
и околошовной зоны, то стержень электрода (или сва-
рочную проволоку при сварке в среде защитного газа)
применяют такой же по составу, как и основной металл.
После сварки изделия термически обрабатывают (за-
калка и отпуск).
Если допустима разница в прочности металла шва и
околошовной зоны, а основным требованием является
антикоррозионная стойкость металла шва, сварку вы-
полняют аустенитными электродами (проволокой) раз-
личных марок. После сварки термическая обработка в
таких случаях ограничивается высоким отпуском.
12.9. Сварку изделий из стали ЗОХГСА в закален-
ном состоянии выполняют в тех случаях, когда терми-
ческая обработка изделия после сварки затруднительна.
197
chipmaker.ru
Прочность таких сварных соединений составляет 85—
100% прочности основного металла.
Тонколистовую сталь (1,5—3 мм) сваривают авто-
матически в закаленном состоянии электродной прово-
локой 20ХМА диаметром 1,5—3 мм под флюсом АН-348А
на медной или стальной подкладке.
При сварке сосудов внутреннюю поверхность предо-
храняют от образования окалины поддувом аргона.
Сварку выполняют постоянным током при обратной по-
лярности, используя машины с максимальным значени-
ем тока не менее 400 А.
12.10. Низкоуглеродистые высоколегированные хро-
моникелевые стали сваривают различными способами в
среде защитных газов, автоматически под флюсом и
ручным способом покрытыми электродами.
При сварке этих сталей применяют сварочную про-
волоку или стержень электрода с покрытием, по своему
составу приближающийся к химическому составу ос-
новного металла, но с меньшим содержанием углерода.
Сварку высоколегированных хромоникелевых сталей
следует выполнять на режимах, обеспечивающих мини-
мальный разогрев стали и максимальные скорости
охлаждения сварного шва и околошовной зоны. Соблю-
дение этого условия исключает образование карбидов
хрома при сварке, которые располагаются по границам
зерен металла, обедняя сталь хромом у границ, в связи
с чем снижается стойкость стали против коррозии, ухуд-
шается пластичность стали и образуются трещины.
СВАРКА АЛЮМИНИЯ И ЕГО СПЛАВОВ
Вопросы
12.11. Какие марки алюминия и его сплавоа примеииют в сварных
изделиях?
12.12. Какие применяют способы сварки алюминия и его спла-
вов?
12.13. В каких случаях целесообразно применение сварки в среде
защитных газов?
12.14. Какой род тока рекомеидуетси при сварке в среде инертных
газов?
12.15. Какое оборудование применяют для саарки иа переменном
токе?
12.16. Какими присадочными материалами пользуются при сварке
в среде защитных газов?
12.17. Как сваривают литейные алюминиевые сплавы с деформиро-
ванными?
198
Ответы
12.11, Наибольшее применение получили алюминий
марок АД и АД1, алюминиевые деформируемые спла-
вы марок АМц, АМг, АМгЗ, АМгб, АВ и алюминиевые
литейные сплавы АЛ 2, АЛ4, АЛ9.
12.12. Алюминий и его сплавы сваривают угольным
электродом, металлическим электродом, автоматической
сваркой по флюсу, аргонодуговой сваркой, ручной и ав-
томатической.
В последние годы наиболее успешно используют
аргонодуговую сварку алюминия и его сплавов непла-
вящимся и плавящимся электродами, ручным и меха-
низированным способами, в среде аргона и гелия.
12.13. При сварке элементов толщиной до 5 мм.
Сварка плавящимся электродом более производитель-
на, чем неплавящимся электродом, методы сварки про-
ще в отладке, соединения более надежны в эксплуата-
ции.
Неплавящимся электродом сваривают элементы тол-
щиной 0,5—5 мм; плавящимся электродом сваривают
элементы толщиной 3—5 мм.
Свариваемые элементы толщиной более 1,5 мм мож-
но сваривать в среде аргона и гелия, при меньших тол-
щинах рекомендуется применение аргона.
12.14. При сварке неплавящимся электродом следует
применять переменный ток. Допускается применение
постоянного тока (полярность обратная) при ручной
сварке, если толщина свариваемых элементов не пре-
вышает 1,5—2 мм.
12.15. В качестве источника переменного тока при-
меняют сварочные трансформаторы СТЭ-22, СТЭ-23,
СТЭ-34 и др.
- При сварке на переменном токе неплавящимся элек-
тродом рекомендуется применять осциллятор, а также
включать в цепь сварочной дуги балластные реостаты
(РБ-200).
Для ручной сварки материала малой толщины на
установках постоянного тока используют генераторы
СУГ-2Р, ПС-300 и др.
12.16. Присадочный проволокой и прутками марок
АК, АМц и т. п. для сварки деформируемых сплавов;
проволокой А.К и прутками АЛ4, АЛ5, АЛ9 для сварки
литейных алюминиевых сплавов.
199
chipmaker.ru
Диаметр присадочной проволоки при ручной сварке
принимают равным 1—2, 2—4 и 4—6 мм для сварива-
емых толщин до 2, 2—5 и 5—10 мм соответственно.
Проволоку для механизированной сварки использу-
ют в нагартованном состоянии диаметром 1,5, 2—2,5 и
2,5 мм для свариваемых толщин 2, 2—5 и 5—10 мм со-
ответственно.
12.17. Наряду с устранением литейных дефектов в
литых деталях с помощью сварки в ряде случаев при
изготовлении изделий из алюминиевых сплавов возни-
кает необходимость сварки литых деталей с деформиру-
емыми (например, деталей из литейных сплавов АЛ4,
АЛ9, АЛ 19 с деталями из деформируемого сплава
АМгб). В таких случаях целесообразнее аргонодуговая
сварка, автоматическая или ручная с использованием
присадочного материала Св-АМгб диаметром 2 мм.
При толщине свариваемых элементов 6—10 мм при-
меняют разделку с общим углом раскрытия 70° и при-
туплением до 2 мм, сварку выполняют за один-два про-
хода.
Наибольшими прочностью и пластичностью обладают
соединения из сплавов АМгб и АЛ 19.
СВАРКА МАГНИЕВЫХ СПЛАВОВ
Вопросы
12.18. Каким способом сваривают магниевые сплавы различных
марок?
12.19. Почему сварные изделия из сплава МА12 подвергают старе-
нию, а не полной термической обработке?
12.2С. Какие магииеяые сплавы относятси к сверхлегким и как они
свариваются?
Ответы
12.18. В сварных изделиях применяют магниевые
сплавы марок МА2-1, МА8, МА12 и др. В последние
годы уделяется внимание освоению процесса сварки де-
формируемого сплава МА 12, который дает возможность
создать легкие сварные конструкции, работоспособные
при температурах до 350° С.
Для магниевых сплавов применяют аогонодуговую
сварку на переменном токе неплавящийся электродом
с подачей присадочной проволоки.
200
Сплавы сваривают после закалки и старения (МА12),
после отжига (МА2-1). Изготовленное сварное изделие
подвергают старению.
12.19. Термическая обработка сплава МА12 очень
сложная. Она предусматривает закалку и старение де-
талей перед сваркой и повторение этих термических об-
работок после сварки.
Такой режим термической обработки обеспечивает
наиболее высокую прочность. Однако применение после
сварки только старения существенно не снижает проч-
ность металла и вместе с тем делает термическую обра-
ботку приемлемой для сварных изделий различных
конструктивных форм.
12.20. Сплавы на основе системы магний-литий по
сравнению, например, со сплавом МА2-1 обладают мень-
шей плотностью (1,35—1,65 г/см3), более высоким мо-
дулем упругости, лучшим показателем удельной жест-
кости.
Сверхлегкие магниевые сплавы (ИМВ-1, ИМВ-2,
ВМД5 и др.) обладают высокой склонностью к окисле-
нию.
Сверхлегкие магниевые сплавы сваривают аргоноду-
говым способом на переменном токе с поддувом аргона
с обратной стороны.
СВАРКА ТИТАНА И ЕГО СПЛАВОВ
Вопросы
12.21. Каким дуговым способом сваривают титан и его сплавы?
12.22. В чем заключается способ сварки погруженной дугой?
12.23. Как осуществляется газоваи защита металла при сварке?
12.24. Из каких марок титана и его сплавов изготовляют сварные
изделия?
12.25. Какие типы сварных соединений наиболее целесообразны?
12.26. Обязательна ли термическая обработка сварных деталей и
узлов?
Ответы
12.21. Титан и его сплавы сваривают дуговым спо-
собом в среде защитных газов и автоматически под
флюсом. Наиболее широко применяют аргонодуговую
201
chipmaker.ru
сварку неплавящимся электродом (автоматическую и
полуавтоматическую с присадкой и без присадки, не-
прерывной и импульсной дугой) и плавящимся элек-
тродом, автоматическую и полуавтоматическую.
12.22. Сварка погруженной дугой является одной из
разновидностей сварки неплавящимся электродом. Она
заключается в том, что по мере расплавления основного
металла вольфрамовый электрод погружается внутрь
образующегося кратера сварочной ванны до полного
расплавления свариваемых кромок. Способ позволяет
сваривать элементы большой толщины. Погружают
электрод и выводят его на поверхность по окончании
сварки вручную или автоматически.
12.23. Для ручной и автоматической сварки титана и
его сплавов используют местную газовую защиту с по-
мощью специальных керамических сопл большого диа-
метра на сварочных горелках. Для защиты обратной
стороны соединения применяют стальные или медные
подкладки с канавками и отверстиями для прохода за-
щитного газа.
Кроме местной газовой защиты, для сварки изделий
из титана и его сплавов используют специальные каме-
ры с контролируемой атмосферой и обитаемые камеры.
12.24. К настоящему времени очень большое разно-
образие марок титана и его сплавов применяют при из-
готовлении сварных изделий (ОТ4, ОТ4-1, ВТ5, ВТ5-1,
ВТ6 и др.). '
Для сварки титана и его сплавов применяют приса-
дочные проволоки марок ВТ1-00, ВТ2, ОТ4, ОТ4-1 и др.
12.25. Титан и его сплавы очень чувствительны к
концентрации напряжений. В связи с этим наиболее це-
лесообразны стыковые соединения. Соединения других
типов могут допускаться в отдельных случаях, когда
невозможно применить стыковое соединение.
Для сварных соединений ответственного назначения
рекомендуются стыковые соединения.
12.26. Все сварные детали и узлы независимо от
марки титана или его сплава после сварки должны под-
вергаться термической обработке — отжигу. Отжигу
подвергают также детали после устранения дефектов
повторной сваркой.
Отжиг сварных деталей и узлов рекомендуется в ва-
куумных печах или в контейнерах, заполненных инерт-
ным газом.
202
СВАРКА МЕДИ И ЕЕ СПЛАВОВ
Вопросы
12.27. Какие применяют способы дуговой сварки меди?
12.28. Каким способом и в каких условиях сваривается латунь?
12.29. Какие марки бронз хорошо свариваются металлическими
электродами и какие электроды при этом применяют?
12.30. Как сваривают медь с бронзой?
Ответы
12.27. Детали из меди толщиной менее 3 мм свари-
вают по отбортовке угольной дугой. При большей тол-
щине соединений по отбортовке также можно исполь-
зовать дуговую сварку угольным электродом, однако
при этом используют присадочный материал в виде
прутков из меди марки Ml, кремнистой или фосфорис-
той бронзы (содержание олова 4—10%). Свариваемую
поверхность покрывают флюсом в виде порошка, в сос-
тав которого входят бура, борная кислота и борный ан-
гидрид.
Сварка меди возможна электродами с обмазкой из
буры, борной кислоты и борного ангидрида.
Наилучшие результаты достигаются при дуговой
сварке меди в защитном газе (аргоне или гелии). Медь
хорошо сваривается автоматически под флюсом.
Учитывая, что медь обладает неудовлетворительны-
ми литейными свойствами, особое внимание уделяют
правильному выбору присадочного материала. Он дол-
жен представлять собой сплав меди, содержащий рас-
кислители (фосфор, олово, цинк и др.).
12.28. Латунь можно сваривать угольной дугой, а
также вольфрамовым электродом в среде инертных
газов.
Затруднения при сварке латуни связаны с испаря-
емостью при сварке цинка, дым которого состоит из
окиси цинка и является ядовитым.
Латунь следует сваривать в условиях хорошей вен-
тиляции рабочего места. Рекомендуется использовать
респираторы.
12.29. Металлическим электродом сваривают бронзы
следующих марок: БрОФб, 5-0,15, БрАМц9-2, БрКМцЗ-1,
БрОСЦ5-5-5, БрАЖМц 10-3-1,5, БрОФ4-0,25.
Для сварки перечисленных бронз используют элек-
293
chipmaker, ru
троды co стержнем из бронзы БрОФЮ-1 с' покрытием
Бр-1/ЛИИВТ. Электродные стержни отливают в ко-
киль. В их состав кроме меди входит 0,5—1% фосфора
и 9—11% олова.
В состав покрытия Бр-1/ЛИИВТ входят следующие
компоненты: 17% плавикового шпата; 5% ферросили-
ция; 55% ферромарганца; 6% серебристого графита;
15% криолита; 2% алюминиевого порошка- Покрытие
замешивают на жидком стекле.
Толщина электродного покрытия составляет 0,6—
0,8 мм на сторону для стержней диаметром 5 мм и
0,8—1 мм для стержней диаметром 6 и 8 мм.
При сварке стыковых швов электродами диаметром
5—6 мм рекомендуется применение односторонней раз-
делки при суммарном угле скоса 80—90°, притуплении
1,5—2 мм и зазоре 2—3 мм. Необходим подогрев до
температуры 100—200° С.
Опытные сварщики, применяя электроды диаметром
8—10 мм, выполняют сварку без подогрева. Для сварки
применяют постоянный ток.
12.30. Сварку меди с бронзой, например медных труб
с бронзовыми фланцами, можно выполнять рутангм "элхгк-
тродуговым способом с помощью электроАов КМцЗ-1
или «Комсомолец 100».
Кремнемарганцовистая бронза содержи-f 3% крем-
ния и 1 % марганца. На стержни наносят покрытие, в
состав которого входят следующие элементы: 17,5%
марганцевой руды; 32% плавикового шпата; 16% сере-
бристого графита; 32% ферросилиция; 2,5% алюмини-
евого порошка. Покрытие замешивают на жидком
стекле.
Для стержней диаметром 4—6 мм толщина слоя по-
крытия должна быть равной 0,3—0,4 мм на сторону.
Электроды прокаливают при температуре 300° С в те-
чение 2 ч.
В состав покрытия «Комсомолец 100» вводят плави-
ковый шпат, полевой шпат, ферромарганец, ферросили-
ций, жидкое стекло.
СВАРКА ЧУГУНА
Вопросы
12.31. Чем характерна область применения сварки чугуна?
12.32. В каких случаях и как производится горячая сварка чугуна?
204
12.33. Когда при исправлении дефектов литья целесообразна холод-
ная дуговая сварка и каким способом?
12.34. Какими источниками питания сварочной дуги пользуются при
горячей и холодной сварке чугуна?
12.35. Какие сварочные материалы применяют для сварки чугуна?
12.36. Какие характерные технологические оперции и приемы при-
меняют при холодной дуговой заварке дефектов литья?
Ответы
12.31 Чугун сваривают преимущественно при устра-
нении дефектов литья в чугунных отливках до и после
механической обработки, а также при ремонте деталей
из чугуна.
12.32. Горячую дуговую сварку чугуна применяют в
тех случаях, когда наплавляемым металлом должен
быть чугун, по своим свойствам приближающийся к
свойствам основного металла детали.
Детали и чугунные отливки, подвергаемые горячей
сварке, нагревают до температуры 300—700° С (в зави*
симости от конструктивной формы детали, характерис-
тики дефекта, способа сварки). Сварку выполняют руч-
члш. куггнльм 'Умгкя/глль 'чугунными 'озажгумжмгь чл/ь ме-
ханизированным способом сварки с помощью порошко-
вой проволоки с присадкой керамического стержня.
12.33. Холодную дуговую сварку чугуна выполняют
на обрабатываемых и обработанных поверхностях дета-
лей, когда дефекты литья невелики или средних разме-
ров, когда дефекты несквозные или сквозные, но не-
большой протяженности и пр., и, наконец, когда наплав-
ляемый металл не предусмотрен в виде чугуна. При
холодной сварке чугуна свариваемые детали не подвер-
гают предварительному нагреву.
Электроды для холодной сварки применяют на же-
лезоникелевой, медно-никелевой и медно-стальной осно-
ве. При механизированной электродуговой сварке в ка-
честве присадочного материала используют тонкие про-
волоки на никелевой и стальной основе.
12.34. При горячей сварке чугуна используют преоб-
разователи ПСМ-1000, выпрямители ВАМ-1601, транс-
форматоры ТДФ-1601. Для тех же целей применяют по-
луавтоматы марок А1072М и А1072С. Для ручной хо-
лодной сварки применяют выпрямители ВС-300 и
ВС-500, преобразователи ПСО-ЗОО, ПСО-500 и свароч-
ный трансформатор ТС-500. Для полуавтоматической
205
chipmaker.ru
сварки тонкими проволоками используют источники пи-
тания ВС-200 и ВС-300.
12.35. Для горячей дуговой заварки дефектов можно
применять чугунные электроды марок ЭЧ-1, ЭЧ-2,
ЭВЧ-1, МНЧ-2, ОЗЧ-2, а для механизированной на-
плавки порошковую проволоку ППАНЧ-2.
Для ручной холодной заварки дефектов можно ис-
пользовать электроды ОЗЖН-1 (железоникелевые),
ЦЧ-4 (специальные с проволокой Св-08), АН-1 и др.
12.36. Сварное соединение, полученное холодным
способом, неоднородно. Оно состоит из наплавленного
металла, зоны сплавления и зоны термического влияния.
Применяя медно-никелевые (МНЧ-2) или медно-
стальные (ОЗЧ-2) электроды, получают наплавленный
металл, легко поддающийся механической обработке.
Наплавку образуют однослойной или многослойной
укладкой валиков.
В зависимости от диаметра использованного элек-
трода (3—6 мм — по размеру завариваемого дефекта)
образуются разных размеров зоны сплавления.
Подготовку поверхности дефектов к заварке выпол-
няют сверлением, зачисткой, фрезерованием и другими
способами до получения чистой поверхности основного
металла.
Наплавку ведут через центр разделки, а затем на-
плавляют валики на правой и левой ее частях.
Трещины, сколы, разбитые части и т. п. перед свар-
кой разделывают (V-образная разделка) для односто-
ронней сварки.
13. ОСОБЫЕ СЛУЧАИ ПРИМЕНЕНИЯ
СВАРОЧНОЙ ДУГИ
сварка наклонным электродом
Механизированная сварка наклонным электродом
создает ряд преимуществ перед ручной сваркой, а иног-
да и перед полуавтоматической сваркой некоторых ти-
пов сварных конструкций.
Впервые этот способ сварки был разработан
А. А. Силиным. В последние годы этот способ сварки
получил широкое развитие в нашей стране и за рубе-
жом.
206
Процесс сварки наклонным электродом более произ-
водителен, чем ручная электродуговая сварка, отличает-
ся повышенной стабильностью, обеспечивает получение
сварных соединений и швов высокого качества.
Вопросы
13.1. В чем заключается принцип механизированной сварки на-
клонным электродом?
13.2. Каковы преимущества способа сварки наклонным электро-
дом?
13.3. Какие электроды применяют для сварки?
13.4. Какие типы соединений применяют для сварки?
13.5. Какой род тока применяют при сварке?
13.6. В чем заключаются основные требования, предъявляемые к
сборке деталей под сварку?
13.7. Какие преимущества сварки электродами с железным порош-
ком в покрытии?
13.8. Какова область применения сварки наклонным электродом?
13.9. Каким оборудованием комплектуется сварочный пост для
механизированной дуговой сварки наклонным электродом?
13.10. Как устроена и какими данными характеризуется установка
для сварки наклонным электродом?
13.11. В чем заключается экономическая эффективность сварки на-
клонным электродом?
13.12. Какими технологическими приемами следует пользоваться для
повышения устойчивости горения дуги?
13.13. Как защищают глаза и лицо от света дуги?
13.14. Какими данными характеризуется режим сварки и известны
ли упрощенные способы его определения?
13.15. От чего зависят размеры шва?
13.16. Как устанавливают электрод при перемещении сварочной
установки вдоль шва?
13.17. Какие квалификационные требования предъявляются к свар-
щикам и мастерам?
13.18. Как контролируют качество сварных швов?
13.19. Кто может быть допущен к работе по сварке наклонным
электродом?
13.20. В чем заключаются основные требования по технике без-
опасности при сварке наклонным электродом?
Ответы
13.1. Принцип сварки заключается в том, что элек-
трод большой длины (600 мм и более) одним концом
подвижно закреплен на специальной сварочной установ-
ке (переносной штатив), а вторым концом прижимается
к свариваемой детали, с плоскостью которой образует
угол. По мере сгорания и укорочения электрода втулка,
в которой закреплен электрод, свободно перемещается
по наклонной штанге штатива под собственным весом,
207
chipmaker.ru
осуществляя одновременно перемещение электрода
вдоль стыка (рис. 13.1).
13.2. По сравнению с ручной сваркой и полуавтома-
тической дуговой сварка наклонным электродом отли-
чается более
ВЫСОКОЙ
Рис. 13.1. Схема сварки
наклонным электродом:
1 — опорная часть штати-
ва; 2 -
3 —
втулка;
(стрелкой показано
ление перемещения
при сварке)
- наклонная штанга;
электрододержатель-
4 — электрод
направ-
втулки
производительностью процесса;
относительно лучшим качеством
сварного шва и хорошей ста-
бильностью; возможностью по-
лучения сварных швов с задан-
ными размерами; возможностью
выполнения операций рабочими
низкой квалификации после не-
сложного кратковременного обу-
чения — инструктажа; более бла-
гоприятными гигиеничными ус-
ловиями труда сварщиков.
Сварные швы, выполненные
механизированной сваркой на-
клонным электродом, получают-
ся гладкими, мелкочешуйчатыми
с вогнутой поверхностью. Они об-
ладают более высокой прочно-
стью при переменных нагрузках,
чем сварные швы, выполненные
ручной дуговой сваркой штуч-
ными электродами.
механизированной сварки наклонным
используют электроды марок ОЗС-12,
13.3. Для
электродом
ОЗС-15Н и ОЗС-17Н типа Э46Т. Они обладают хороши-
ми технологическими свойствами: сварной шов хорошо
и равномерно формируется; дуга горит устойчиво; по-
верхность сварного шва получается гладкой и свобод-
ной от раковин; шлак легко и хорошо отделяется от по-
верхности сварного шва.
Электроды типа Э46Т особенно эффективны при
сварке угловых и тавровых соединений. Для легкого
возбуждения дуги на конец электрода нанесена специ-
альная обмазка. Электроды выпускают диаметром 3;
3,5; 4; 5 и 6 мм, длиной 375—700 мм. Они предназначе-
ны для сварки углеродистых сталей всех марок. Их
упаковывают и хранят так же, как и электроды других
марок.
13.4. Механизированную сварку наклонным электро-
дом применяют преимущественно для угловых и тавро-
208
вых соединений из элементов толщиной 4—16 мм из
низкоуглеродистых сталей. Этим методом сварки вы-
полняют преимущественно однослойные швы. Однако
наклонным электродом можно выполнять и многослой-
ные швы.
Сварку наклонным электродом выполняют только в
нижнем положении для прямолинейных швов преиму-
щественно небольшой протяженности.
13.5. Механизированный процесс сварки наклонным
электродом выполняют на переменном токе. При свар-
ке на постоянном токе ухудшаются равномерность про-
вара, отделимость шлака, равномерность формирования
сварного шва.
Магнитное дутье, которое возникает при сварке на
постоянном токе, при ручной сварке устраняется изме-
нением положения электрода. В данном случае при
сварке наклонным электродом положение электрода в
течение всего времени горения дуги остается неизмен-
ным. В этом также заключается одна из причин ухуд-
шения качества сварки на постоянном токе.
13.6. Элементы конструкции, собранные под сварку,
фиксируют с помощью прихваток, расположенных со
стороны, противоположной сварке. Катет прихваток не
должен превышать 4 мм. В том случае, когда сварку
выполняют с двух сторон соединения, первый шов про-
кладывают со стороны, на которой нет прихваток, а
сварку второго слоя ведут по прихваткам.
Соединения сваривают без разделки их кромок. При
сборке под еварку угловых соединений между их эле-
ментами сохраняют постоянный зазор, по величине не
превышающий 2 мм.
13.7. Электроды с железным порошком в покрытии
относятся к числу высокопроизводительных электродов.
Введение железного порошка в покрытие электродов
при содержании 50—65% железа позволяет довести
массу наплавленного металла до 65—70 г/мин, в то
время как при ручной сварке обычными электрсдами
масса наплавленного металла не превышает 23—
30 г/мин.
По сравнению с ручной сваркой сварка наклонным
электродом с железом в обмазке дает возможность уве-
личить массу наплавленного металла в 1,3—1,8 раза.
13.8. Механизированный способ применяют для свар-
ки в нижнем положении угловых и тавровых соедине-
209
chipmaker, ru
ний ответственных судовых конструкций; при изготовле-
нии стальных строительных и мостовых конструкций;
для сварки железнодорожных и пешеходных мостов,
погрузочно-разгрузочных площадок различного назна-
чения, при изготовлении крановых конструкций; для
сварки балок вагонов, лесовозов и др.
Рис. 13.2. Пост для сварки наклонным электро-
дом
13.9. Сварочный пост комплектуют (рис. 13.2) сва-
рочной установкой УН-2У или УН-ЗУ /; однопостовым
сварочным трансформатором 2, обеспечивающим полу-
чение силы тока 150—500 А; шкафом управления 3;
кабелем 4 для дуговой сварки (одножильный ПРГ, се-
чение 1X35 мм2, длина 40 м); проводом управления 5
(ПРГ, сечение 1ХП5 мм2, длина 40 м); двухполюсным
тумблером 6 марки П2Т-1-1; контактной муфтой для
сварочного кабеля 7 и футляром для электродов.
13.10. Установка для сварки наклонным электродом
(рис. 13.3) состоит из направляющего стержня 1, карет-
ки 2, электрододержателя 3, упорного треугольника 4,
Рис. 13.3. Установка для сварки наклонным
электродом
210
ножек 5, зажима для крепления ножек и изменения
угла направляющего стержня 6, электрода 7, кронштей-
на для крепления кабеля 8", мягкого кабеля 9, тумблера
10. Характеристики установок приведены в табл. 13.1.
Таблица 13.1
Характеристики сварочных установок для сварки наклонным
электродом
Параметр УН-2УЛ, УН-2УП УН-ЗУ л. УН-ЗУ п
Назначение Габаритные разме- ры, мм Масса, кг Диаметр электрода, мм Длина электрода, мм Для сварки угловых и тавровых соединений 900 X530 X 600 5,35 5 и 6 <700 Для сварки угловых и тавровых соединений 750 X 450 X 500 4,85 5 и 4 <450
В промышленности (судостроение, вагоностроение
и др.) и на строительстве получили применение установ-
ки и других типов.
13.11. В производственных условиях, при хорошей
организации работ, один сварщик может одновременно
обслуживать три-четыре сварочных установки (штати-
ва). Сварка наклонным электродом экономически эф-
фективна, если один сварщик одновременно обслужив'а-
ет не менее двух штативов. При сварке на двух штати-
вах часовая производительность почти в 2 раза боль-
ше, чем при ручной сварке.
Начальные капиталовложения (стоимость оборудо-
вания) при организации процесса механизированной
дуговой сварки наклонным электродом примерно в 5—
6 раз меньше, чем при организации производства свар-
ки под флюсом.
Один метр сварного, шва, выполненный наклонным
электродом, обходится в 1,5 раза дешевле, чем при руч-
ной дуговой сварке.
Скорость сварки наклонным электродом двойного
углового шва достигает 15 м/ч, что почти в 2,5 раза
превышает скорость ручной дуговой сварки.
Экономическую эффективность сварки наклонным
электродом характеризует также продолжительность
211
chipmaker.ru
включения — ПВ. При сварке наклонным электродом
на двух установках ПВ почти в 4 раза больше, чем при
ручной сварке.
13.12. Устойчивость горения дуги улучшается при
уменьшении угла наклона электрода. Однако если для
данного диаметра электрода выбран оптимальный угол
наклона электрода (20—25° для электрода диаметром
до 4 мм и 30—40° для электрода диаметром 6 мм),
тогда для повышения устойчивости горения дуги следу-
ет применить электрод несколько большего диаметра.
В производственных условиях проще и легче повы-
шать устойчивость горения дуги изменением угла на-
клона электрода при данном его диаметре. Угол накло-
на электрода менее 15° не следует применять. При угле
наклона электрода менее 15° увеличивается разбрыз-
гивание жидкого металла и ухудшается качество свар-
ных швов.
13.13. Обычно при сварке наклонным электродом
каждый сварщик обслуживает от трех до шести одно-
временно работающих сварочных установок.
Щиток, применяемый сварщиками для защиты глаз
и кожи лица от ослепительного света дуги и вредного
действия ультрафиолетовых лучей, оказывается непри-
годным для оператора, обслуживающего несколько дуг
наклонных электродов.
Для защиты лица и глаз следует применять специ-
альную маску с рамкой по типу применяемых метал-
лургами.
13.14. Режим сварки наклонным электродом харак-
теризуется сварочным током и углом наклона электрода.
Последний принимают равным 75—95°. Хорошее форми-
рование шва и хороший внешний вид шва получаются
при угле наклона электрода 85°.
Ориентировочное значение сварочного тона можно
определить из расчета 40 А на каждый миллиметр диа-
метра электрода для электродов диаметром до 4 мм,
45 А на каждый миллиметр диаметра электрода для
электродов диаметром 5 мм и 40—50 А для электродов
диаметром 6 мм. Ориентировочные значения сварочного
тока и угла наклона электрода обеспечивают продол-
жительность горения дуги 115—130 с для электродов
диаметром 4 и 5 мм и 160—180 с для электродов диа-
метром 6 мм. При меньших углах наклона электрода
продолжительность горения дуги увеличивается.
212
13.15. Размеры сварного шва характеризуются вели-
чиной катета шва, максимальной длиной шва и отноше-
нием длины шва к длине расплавленной части элек-
трода.
Минимальная величина катета сварного шва зависит
от диаметра электрода и силы сварочного тока. Она
достигает 3,5—4 мм при вварке электродами диаметром
4 мм, 5—6 мм цри еварке электродами диаметром 5 мм
и 6—7 мм при вварке электродами диаметром 6 мм.
Максимальная длина сварного шва достигает 600 мм
при сварке электродами длиной 375 мм и 830 мм при
сварке электродами длиной 525 мм. При этом макси-
мальное значение отношения длины шва к расплавлен-
ной части электрода достигает 1,6 для электродов раз-
ных диаметров и разной длины.
13.16. Электрод устанавливают в конец предшест-
вующего шва с перекрытием, равным 15—20 мм.
13.17. На предприятии, применяющем сварку на-
клонным электродом, должна быть разработана специ-
альная программа теоретического и практического обу-
чения сварщиков, производственных и контрольных
мастеров данному методу сварки.
К выполнению сварки могут допускаться сварщики,
имеющие квалификацию не ниже 2-го разряда, прошед-
шие курс теоретического и практического обучения и
сдавшие испытания в соответствии с программой.
Технологи, производственные и контрольные масте-
ра, связанные со сваркой наклонным электродом, могут
допускаться к руководству работами только после
проверки их знаний специальной комиссией в объеме
инструкции по сварке данным способом и в объеме про-
граммы обучения рабочих-сварщиков.
13.18. Качество сварки контролируется согласно
техническим условиям на сварные соединения данных
конкретных узлов. При этом сварные швы осматривают
невооруженным глазом или в лупу при 2—4-кратном
увеличении. Тщательному осмотру следует подвергать
места сварки, где соединяются сварные швы в связи со
сменой электродов. Не допускаются перерывы и смеще-
ние сварного шва.
13.19. Работа на сварочных установках УН-2У и
УН-ЗУ требует знания их устройств, умения правильно
их подключать к трансформатору и устройству для сня-
тия напряжений при перерывах в работе, умения эк-
213
chipmaker.ru
сплуатировать сварочные установки (установка заданно-
го угла наклона электрода и режима сварки), умения
замерять силу тока специальными клещами, проверять
режимы сварки на образцах, оценивать качество свар-
ки и др.
Необходимая квалификация для умения выполнять
указанные работы достигается специальным обучением,
которое должно завершаться экзаменом и выдачей со-
ответствующего удостоверения на право самостоятель-
ной работы. Все рабочие-сварщики должны периодиче-
ски проходить специальный инструктаж по технике без-
опасности и проверку знаний.
К работе по сварке на установках УН-2У и УН-ЗУ
могут допускаться лица не моложе 18 лет.
13.20. К работе могут допускаться лица не моложе
18 лет, имеющие удостоверение на право самостоятель-
ной работы, прошедшие специальный инструктаж (и
повторный) по технике безопасности.
Сварщик допускается к работе, если он снабжен
специальной одеждой и рукавицами из огнеупорной
ткани, очками с защитными стеклами и защитной мас-
кой.
Сварка разрешается в хорошо вентилируемых поме-
щениях, оборудованных приточно-вытяжной вентиляци-
ей, не загроможденных приспособлениями, деталями,
узлами и другими предметами, мешающими работать.
Рабочие места сварщиков должны быть ограждены
для защиты окружающих от светового действия дуги;
при длительных перерывах в работе и при ремонте уста-
новок последние следует отключать от сети (эта работа
должна выполняться квалифицированными электромон-
терами) и др.
На каждом предприятии должна быть разработана
инструкция по технике безопасности (с учетом местных
условий, действующих нормативных документов и др.)
и должен быть установлен постоянный контроль за ее
выполнением.
ДУГОВАЯ НАПЛАВКА
Вопросы
13.21. С какой целью применяют наплавку металлов и какие спосо-
бы наплавки используют?
13.22. Какими преимуществами обладает наплавка ленточными элек-
тродами?
214
13.23. Какие требования предъявляют к флюсам для наплавки лен-
точными электродами?
13.24. Какие способы наплавки бронзы иа сталь применяют для по-
лучения биметаллических соединений?
Ответы
13.21. Наплавку применяют для придания поверхно-
сти детали и ее приповерхностному слою повышенной
износостойкости, коррозионной стойкости, жаростойко-
сти и других свойств, которыми основной металл детали
не обладает.
В промышленности применяют способы наплавки
ручным дуговым способом электродами с покрытием,
угольным электродом, автоматически и полуавтоматиче-
ски под флюсом, вибродуговым и другими способами.
13.22. Выбор присадочного металла для наплавки
зависит от нескольких факторов, например от стоимо-
сти, производительности, качества наплавленного метал-
ла и т. д.
Главным параметром режима наплавки является си-
ла тока при наплавке. Она определяет скорость наплав-
ки, глубину расплавления основного металла, переме-
шивание и температуру основного металла. Все эти
факторы увеличиваются при увеличении мощности дуги.
Технология наплавки ленточным электродом дает
возможность увеличить ширину ленты и сварочный ток
и достичь при этом такой скорости наплавки, какая
возможна только при наплавке многоэлектродным авто-
матом.
13.23. В отличие от требований к флюсу для сварки,
от которого требуется главным образом образование
шлакового расплава для защиты сварочной ванны от
воздействия атмосферы, флюс для наплавки подбирают
так, чтобы обеспечить вязкость и поверхностное натя-
жение шлака, достаточные для удержания сварочной
ванны и формирования сварочного валика; большую
температуру затвердевания, чем у наплавленного метал-
ла; содержание элементов, образующих газ, стабилизи-
рующий дугу.
Сварочная ванна при наплавке лентой больше, чем
при сварке под флюсом одинарной проволокой, поэтому
требования к чистоте более жесткие.
13.24. Биметаллические соединения стали с бронзой
получают, применяя ручную дуговую наплавку уголь-
215
chipmaker.ru
ным электродом, аргонодуговую наплавку плавящимся
и неплавящимся электродами, автоматической наплав-
кой под флюсом ленточным электродом.
Для указанных целей наибольшее применение при
наплавке получила бронза марки БрАМц9-2.
ДУГОВАЯ РЕЗКА МЕТАЛЛОВ
Вопрос
13.25. Каковы преимущества и недостатки дуговой резки металлов?
Ответ
13.25. Ручную дуговую резку металлов в большинст-
ве случаев выполняют металлическим электродом. Та-
кой способ широко используют при выполнении строи-
тельно-монтажных работ и в других случаях. Резку мож-
но выполнять на переменном и постоянном токе элек-
тродами разных диаметров и марок, применяемых для
сварки. Однако для резки предпочтительны электроды
с качественным покрытием. При резке козырек покры-
тия предохраняет электрод от замыкания.
Для резки применяют электроды диаметром 3—
10 мм. Силу сварочного тока принимают при резке
большей, чем при сварке, примерно на 20—30%.
Дуговым способом разрезают стали, цветные метал-
лы и их сплавы различного химического состава толщи-
ной до 30 мм. Этот способ резки не вызывает необходи-
мости в специальном оборудовании и безопасен в ра-
боте.
Недостатки дуговой резки — низкая производитель-
ность и плохое качество реза, который получается с не-
ровностями и натеканием с обратной стороны.
Дуговую резку можно выполнять угольными или
графитовыми электродами на постоянном токе. Однако
такой способ резки используют редко, так как он отли-
чается низкой производительностью и плохой чистотой
реза.
СВАРКА И РЕЗКА МЕТАЛЛОВ ПОД ВОДОЙ
Дуговая сварка под водой была впервые осущест-
влена и изучена в Советском Союзе известным специа-
листом-ученым в области сварки академиком К. К. Хре-
новым. Институт электросварки им. Е. О. Патона раз-
216
работал порошковую проволоку для шланговой полуав-
томатической сварки под водой.
Для сварки под водой используют без переделки
источники питания электрической дуги, применяемые
для сварки на воздухе. Сварка под водой не вызывает
каких-либо существенных трудностей по сравнению со
сваркой на воздухе.
Сварку и резку металлов под водой применяют при
ремонте судов, прокладке трубопроводов, строительстве
нефтяных вышек и др.
Сварщики для сварки под водой проходят специаль-
ное обучение. Обычно рабочих этой специальности под-
готовляют из числа опытных водолазов.
Вопросы
13.26. В чем заключаются основные отличия сварки под водой от
сварки на воздухе?
13.27. Какие электроды применяют для сварки под водой?
13.28. Какими свойствами обладают сварные соединения, выполнен-
ные под водой?
13.29. В чем заключается способ дуговой резки под водой?
13.30. Какие технические требования предъявляют к оборудованию,
аппаратуре и к снаряжению сварщика, предназначенным для
использования при сварке и резке под водой?
Ответы
13.26. Способ сварки под водой существенно не от-
личается от способа дуговой сварки на воздухе. Дуга
плавит металл под водой так же, как и на воздухе.
Сварку под водой применяют на глубине до 40 м.
При этом продолжительность непрерывной работы не
превышает 15 мин. Условия подводной работы тяжелы
для человека. На глубине 20 м самочувствие человека
начинает значительно ухудшаться, и сварщику очень
трудно длительное время находиться под водой.
Режимы сварки под водой отличаются от режимов
сварки на воздухе большим напряжением дуги (пример-
но на 6—7 В) и большей (на 10—25%) силой сварочно-
го тока. Она достигает 50—60 А на 1 мм диаметра
электрода. Сварка выполняется на постоянном токе
прямой полярности. Переменный ток для сварки под
водой не рекомендуется. Он не обеспечивает устойчиво-
го горения дуги и более опасен для сварщика при ра-
боте.
217
chipmaker.ru
Сварку под водой выполняют без боковых колебаний
электрода, а перемещение электрода по линии сварки —
с опиранием на выступающий край козырька об-
мазки.
13.27. Электроды, применяемые для сварки под во-
дой, имеют толстое водонепроницаемое покрытие, стер-
жень изготовляют из обычной проволоки Св-08. В от-
дельных случаях для электродов применяют специаль-
ные проволоки Св-08ГС, 10 и пр.
Водонепроницаемость электродного покрытия —
один из наиболее существенных требований, предъявля-
емых к электродам. Если покрытие недостаточно водо-
непроницаемо, то горение дуги становится неустойчи-
вым. Отсырев в воде, покрытие становится электропро-
водным, и ток со стержня проходит в воду, разлагает
ее, а выделяющийся на поверхности электрода водород
разрушает покрытие и делает электрод непригодным
для сварки.
Во время сварки покрытие плавится медленнее, чем
стержень, и на конце электрода образуется козырек.
Сварку ведут, опирая электрод на козырек покрытия.
Покрытие состоит из смеси порошков — железного
сурика (80%) и мела (20%) с добавлением жидкого
натрового стекла. Для покрытий применяют и другие
составы.
Водонепроницаемость покрытия получают путем про-
питки в расплавленном парафине, в растворе целлуло-
ида в ацетоне, растворе синтетических смол в дихлор-
этане.
При необходимости для сварки под водой могут быть
использованы качественные электроды, предназначен-
ные для сварки на воздухе. В таких случаях электроды
предварительно пропитывают для придания их покры-
тию свойства водонепроницаемости.
Сварку под водой выполняют с помощью электродо-
держателей специальной конструкции, в которых метал-
лические части изолированы.
13.28. Химический состав и механические свойства
металла, наплавленного под водой, удовлетворительны.
Пределы прочности наплавленного металла составляют
40—55 кгс/мм2, текучести 30—40 кгс/мм2, относительное
удлинение 3—12%.
Несмотря на невысокое качество сварных соедине-
ний, сварку под водой широко используют.
218
13.29. Дуговую резку металлов под водой выполня-
ют одним из двух способов: прожиганием ряда отвер-
стий или непрерывным перемещением электрода. В пер-
вом случае при неподвижном горении дуги в металле
образуются сквозные отверстия (проколы), а после вы-
жигания перемычек получается сплошной гладкий пез;
во втором случае резку начинают с края и ведут непре-
рывно.
Для резки используют стальные электроды из низ-
коуглеродистой проволоки диаметром 5—8 мм, длиной
500—700 мм с покрытием из железного сурика и мела.
Так же как и электроды для сварки, электроды
для резки пропитывают водонепроницаемым соста-
вом.
Резку выполняют на больших токах, как правило,
превышающих 500 А. Режимы резки стали, например,
толщиной 5—10 мм характеризуются сварочным током,
достигающим 600 А, производительностью резки 4—
10 м/ч при использовании электродов диаметром 6—
7 мм. С увеличением толщины разрезаемого металла
резко снижается производительность резки и значитель-
но возрастает расход электродов. Дуговую резку под
водой так же, как и сварку, выполняют на постоянном
токе прямой полярности.
13.30. В качестве источников питания при сварке и
резке используют обычные электросварочные агрегаты.
При недостаточной их мощности применяют параллель-
ное их соединение, по два-три на одну дугу.
Сварочная цепь должна быть оборудована автома-
тическим устройством, отключающим электрическую
цепь при смене электродов. Сменяют электроды только
при выключенном токе.
Все металлические предметы водолазного снаряже-
ния сварщика должны быть изолированы резиной, бре-
зентом, лаком, так как любое прикосновение электрода
к металлическим предметам зажигает дугу.
Иллюминатор сварщика оборудован прозрачными и
защитными стеклами, предохраняющими от излучения
дуги.
Между сварщиком и обслуживающим его персона-
лом обязательно должна быть телефонная связь.
Все оборудование, аппаратура должны быть надеж-
ны и тщательно проверены. Условия безопасности ра-
боты должны строго соблюдаться.
219
chipmaker.ru
СВАРКА ПРИ НИЗКИХ ТЕМПЕРАТУРАХ
В судостроении, на открытых сборочных и монтаж-
ных площадках, в различных отраслях промышленно-
сти и строительства конструкции сваривают в зимний
период при отрицательных температурах.
Вопросы сварки и прочности сварных соединений
при низких температурах представляют существенный
интерес для сварщиков. Сложный комплекс вопросов
относится к сварке металлов при низких температурах.
Одни из них касаются эксплуатации сварных конструк-
ций при низких температурах, другие — связаны с про-
цессами сварки при низких температурах и свойствами
сварных соединений.
Вопросы
13.31. Какие обстоятельства следует учитывать при дуговой сварке
при низких температурах?
13.32. Какие мероприятия целесообразны при сварке в условиях
низких температур?
13.33. Как влияют низкие температуры на свойства сварных со-
единений?
13.34. Как влияет увеличение мощности сварочной дуги на каче-
ство сварки?
13.35. Какие мероприятия конструкторско-технологического харак-
тера следует учитывать в соединениях, свариваемых при низ-
ких температурах?
Ответы
13.31. Сварка при низких температурах вносит су-
щественные изменения в условия протекания сварочного
процесса по сравнению со сваркой при положительных
температурах. Нагретый при сварке металл в условиях
низких температур охлаждается быстрее, кристаллиза-
ция металла ускоряется, усложняется удаление газов и
неметаллических примесей из расплавленного металла,
снижается пластичность металла и становится более ве-
роятным появление трещин в сварных швах.
13.32. Для некоторого замедления скорости охлажде-
ния металла и предупреждения образования хрупких
структур в металле рабочее место сварщика и свари-
ваемый участок металла необходимо защищать от вет-
ра и снега.
Сварку следует выполнять электродами, обеспечива-
ющими получение наиболее пластичного металла шва.
220
Для тех же целей следует применять электроды наи-
больших диаметров, рекомендуемых для элементов
данной толщины, увеличивать на 15—20% сварочный
ток, снижать скорость сварки, сводить до минимума пе-
рерывы при наложении сварного шва.
Для сварки рекомендуются качественные электроды;
в сварных соединениях не допускаются непровары, под-
резы, местные усиления и незаваренные кратеры.
13.33. Исследования, выполненные на образцах, сва-
ренных дуговым способом, показали, что с понижением
температуры при сварке стали углы изоига образцов
уменьшаются незначительно, в то время как понижение
температуры испытаний сварных образцрв до —40° С
приводит к значительному, иногда в 2—3 раза, сниже-
нию углов изгиба.
С понижением температуры при сварке старей типа
50 околошовная зона подкаливается. В сварных соеди-
нениях из стали СтЗ явление подкалки не наблюдается
даже при сварке в условиях температур —404С. При
сварке низкоуглеродистых сталей в интерваде темпера-
тур от комнатной до —40° С микроструктура основного
металла, металла околошовной зоны и металла шва не
изменяется.
13.34. Увеличение тепловой энергии при сварке в
условиях низких температур приводит к повышению
плотности сварного шва, повышению его прочности и
вязкости. Это объясняется тем, что при большей мощно-
сти сварочной дуги нагрев свариваемого металла про-
исходит более интенсивно, в связи с чем значительно
замедляется скорость охлаждения основного и наплав-
ленного металлов.
13.35. Необходимо исключать возможность образова-
ния мест концентрации напряжений. Не следует допус-
кать непроваров, образование которых характерно для
начала и конца сварных швов. Для предупреждения
образования таких дефектов начало и конец шва следу-
ет выводить на временно прихваченные планки.
Для сварки на морозе следует применять электроды
с качественной обмазкой и не допускать использования
сварочной проволоки, содержание углерода в которой
превышает 0,2%.
Сварка конструкций из низкоуглеродиот^х сталей
типа СтЗ при низких температура^ (до —40° С) не тре-
бует особых технологических приемов,
221
chipmaker.ru
СВАРКА УГОЛЬНЫМ ЭЛЕКТРОДОМ
Вопрос
13.36. В каких случаях целесообразно применение сварки угольным
электродом?
Ответ
13.36. Сварку угольным электродом выполняют толь-
ко на постоянном токе при прямой полярности. Сварка
на обратной полярности вызывает сильный разогрев
электрода на большой длине, быстрое его испарение и
притупление острого конца. Переменный ток не исполь-
зуют из-за неустойчивого горения дуги.
Для сварки применяют угольные и графитовые элек-
троды различных диаметров, которые закрепляют в
специальных электрододержателях, защищающих руки
сварщика от нагревания.
Сварку угольным электродом применяют довольно
редко, преимущественно без присадочного материала
для бортовых-соединений, за счет расплавления метал-
ла которых образуется сварной шов.
Бортовые соединения с толщиной элементов 1,5—
3 мм (1,54-1,5; 2-4-2; 2,54-2,5; 34-3) сваривают электро-
дами диаметром 5—8 мм при напряжении дуги 25 В,
при сварочном токе 100—250 А и скорости сварки 30—
45 м/ч.
ДУГОВАЯ СВАРКА ШИН
Вопросы
13.37. Для каких целей и какими способами выполняют сварку шин?
13.38. Какие алюминиевые сплавы применяют для изготовления
шин?
13.39. Как сваривают медные шины?
Ответы
13.37. Замена болтовых контактных соединений алю-
миниевых шин, предназначенных для токоподвода, свар-
ными соединениями уменьшает расход электроэнергии,
снижает эксплуатационные расходы, повышает надеж-
ность соединений шин при длительной эксплуатации.
222
Сварку шин выполняют угольным электродом, плавя-
щимися металлическими штучными электродами, в за-
щитном газе — неплавящимся электродом на перемен-
ном токе, плавящимися электродами на постоянном
токе.
13.38. Шины изготовляют прямоугольными и различ-
ных профилей, из алюминия марки АДО и алюминиевых
сплавов марок АД31Т и АД31Т1.
Для сварки шин применяют соединения встык, под
углом, внахлестку, соединения с косынками и т. п. в
зависимости от профиля шин (коробчатые, плоские с
ответвлениями и др.).
13.39. Медные шины сваривают угольным электро-
дом на постоянном токе прямой полярности. В качестве
присадочного материала применяют проволоку из меди
марок МО и Ml.
При сварке толстых шин (12—15 мм) в корень шва
укладывают бронзовые прутки (БрКМцЗ-1, 0 2—3 мм).
Такой метод сварки уменьшает вероятность образова-
ния трещин. При сварке угольной дугой применяют
флюс в виде порошка, в состав которого входит 95%
переплавленной буры и 5% металлического магния.
Медные шины можно сваривать полуавтоматически
под флюсом, применяя сварочную проволоку марки МТ
диаметром 2—4 мм.
Наиболее прогрессивна сварка в среде защитных га-
зов на постоянном токе при прямой полярности приса-
дочным материалом МО и Ml. Сварку можно выполнять
ручным способом и полуавтоматически.
Тяжелые шины из меди сваривают автоматически
под флюсом.
14. КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ
И ШВОВ
Несмотря на высокий уровень техники и технологии
современного сварочного производства, обеспечивающий
возможность изготовления сварных конструкций высо-
кого качества, вероятность образования дефектов в свар-
ных швах не исключена. Поэтому очень важно уметь
выявить дефекты в готовом сварном изделии, оценить их
влияние на работоспособность сварной конструкции,
223
chipmaker.ru
установить причину их образования и предупредить
возможность их дальнейшего появления.
Способ и объем контроля сварной продукции опре-
деляются техническими условиями на ее изготовление
и осуществляются отделом технического контроля.
ВНЕШНИЙ ОСМОТР
Вопросы
14.1. Какие дефекты обнаруживаются при внешнем осмотре?
14.2. Каких размеров дефекты выявляются при внешнем осмотре?
14.3. Как контролируют форму и размеры сварных швов?
14.4. Каковы Причины образования дефектов, выявленных внешним
1ЛС JFotpon?
14.5. КAi ие рдзнсридности трещин в сварных соединениях обнару-
живаются при внешнем осмотре?
14.6. Какие дефекты в сварных швах, выявленные внешним осмот-
ром, не допускаются?
Ответы
14.1. Трещины в шве и в околошовной зоне, незаве-
ренные кратеры, несоответствие конструктивных элемен-
тов сварного шва, прожоги, наплывы, непровар в корне
шва, подрезы, грубочешуйчатая поверхность сварного
шва.
14.2. Дефекты, обнаруживаемые невооруженным гла-
зом, а также с помощью лупы. Обычно при внешнем
осмотре используют лупу с увеличением не более 10.
14.3. С помощью шаблонов и калибров, схематично
показанных на рис. 14.1, а также обычных (универсаль-
ных) мерительных инструментов.
Рис. 14.1. Шаблоны для обмера швов
224
14.4. Трещины — неправильный выбор электродов,
флюсов, сварочной проволоки; незаверенные кратеры —
недостаточная квалификация сварщика; неправильные
размеры сварных швов — чрезмерные зазоры, завышен-
ные сварочный ток и напряжение дуги, неправильное
перемещение электрода при сварке, неправильный угол
наклона сварочной проволоки при автоматической свар-
ке и Другие причины, связанные с недостаточной квали-
фикацией сварщика; прожоги — чрезмерные зазоры,
неплотное прилегание подкладки при сварке под флю-
сом, большой сварочный ток, низкое напряжение дуги
при сварке под флюсом, неправильное положение элек-
трода и другие Причины, связанные с низкой квалифи-
кацией сварщика; наплывы — неправильное направле-
ние Электрода, неправильный режим сварки, малая ско-
рость Сварки При большой скорости плавления проволо-
ки и Другие причины, связанные с низкой квалификацией
сваргЦика; поры, выходящие на поверхность, — загряз-
нение свариваемого и сварочного материалов, повышен-
ная влажность обмазки, флюсов, большая скорость
сварки и быстрое остывание металла, большая длина
дуги, излишнее количество примесей в газах.
14.5. При внешнем осмотре выявляются следующие
трещины (см. рис. 4.1): продольные в сварном шве 1,
поперечные в сварном шве с переходом или без перехо-
да в основной металл 2, между наплавленным и основ-
ным металлом 3, в кратере 4.
14.6. Не допускаются в сварных швах трещины не-
зависимо от их величины и расположения, прожоги и
незаверенные кратеры.
Допустимость пор и незначительных подрезов регла-
ментируется Техническими условиями на контроль дан-
ного сварного изделия.
КОНТРОЛЬ ШВОВ НА НЕПРОНИЦАЕМОСТЬ
Вопросы
14.7. Какими способами контролируют сварные швы на непро-
ницаемость?
14.8. Как контролируют неплотность сварных швов керосином?
14.9. В чем заключаются гидравлические испытания?
14.10. Разрешается ли замена гидравлических испытаний пневма-
тическими?
225
chipmaker, ru
14.11. Как производится испытание плотности сварных швов пнев-
матическим способом?
Ответы
14.7. Непроницаемость (неплотность) сварных швов
контролируют керосином, давлением воздуха, гидравли-
ческими испытаниями, вакуумированием.
14.8. При контроле сварных швов на непроницае-
мость керосином одну сторону сварного шва окрашива-
ют мелом (мел на воде или на жидком клее), а другую
обильно смачивают керосином. Наличие в сварном шве
трещин, сквозных пор или раковин проявляется в виде
темных пятен на поверхности, покрытой мелом.
14.9. Гидравлическим испытаниям подвергают свар-
ные сосуды, трубопроводы, работающие под давлением
емкости. При гидравлическом способе испытуемую ем-
кость заполняют водой или керосином (при заполнении
сосуда жидкостью должен быть обеспечен выход из него
воздуха), а затем с помощью насоса медленно повыша-
ют давление в сосуде до заданного по техническим усло-
виям на контроль сварного изделия.
Под испытываемым давлением (контролируют по
манометру) сосуд выдерживают в течение времени, за-
данного по техническим условиям, и при этом подверга-
ют тщательному осмотру.
Обнаруженные дефектные места отмечают для по-
последующего устранения дефектов повторной сваркой.
14.10. Обычно гидравлические испытания проводят
при довольно высоких давлениях. Необходимо иметь в
виду, что замена гидравлических испытаний испытани-
ями сжатым воздухом под таким же давлением ни в
коем случае не должна допускаться. В случае некачест-
венной сварки сосуд, испытываемый сжатым воздухом,
может разорваться, а его части при этом разлететься в
разные стороны с огромной силой, что не исключает
сильные разрушения и человеческие жертвы.
14.11. В испытуемое изделие накачивают сжатый
воздух под избыточным давлением не более 0,1—0,2 ат
при тщательном контроле по манометру. Когда давле-
ние воздуха создано в изделии, сварные швы снаружи
обмазывают (кистью) мыльной водой.
О несплошностях судят по появлению мыльных пу-
зырей. Дефектные места отмечают для последующего
их устранения повторной сваркой.
226
РЕНТГЕНО- И ГАММА-ДЕФЕКТОСКОПИЯ
Вопросы
14.12. В чем сущность рентгеновского просвечивания сварных
швов?
14.13. В чем сущность просвечивания сварных швов гамма-лучами?
14.14. Какие дефекты обнаруживают в сварных швах при рентгено-
просвечивании?
14.15. Какими преимуществами обладает гамма-установка по
сравнению с рентгеноустановкой?
Ответы
14.12. Рентгеновские лучи обладают свойством про-
никать через непрозрачные тела. Проникая через свар-
ной шов, они ослабляют свою интенсивность, встречая
на своем пути пустоты, шлаковые включения, трещины.
В зависимости от того или иного дефекта рентгеновские
лучи ослабляются по-разному, неодинаково.
Лучи, проникающие через металл, воздействуют на
фотопленку (рис. 14.2), установленную сзади детали,
рассматривая которую после проявления судят об об-
наруженном дефекте по различной затемненности де-
фектных мест на фотопленке.
Рис. 14.2. Схема получения
рентгеновского и гамма-
снимков сварного шва:
а — рентгеновскими лучами;
б — гамма-лучами; 1 — фото-
пленка; 2 — кассета; 3 — эк-
раны; 4 — рентгеновские лучи;
б — гамма-лучи; 6 — рентге-
новская трубка; 7 — свинцовый
кожух; 8 — ампула радиоак-
тивного вещества
14.13. Сущность просвечивания гамма-лучами за-
ключается в том, что, так же как и рентгеновские лучи,
лучи некоторых радиоактивных веществ обладают свой-
ством проникать через непрозрачные тела и на фотоплен-
ке отражать степень их ослабления. В качестве искус-
ственных радиоактивных веществ получили применение
изотопы кобальт-60, цезий-137 и др.
227
chipmaker.ru
14.14. Рентгеноконтролем обнаруживают наличие в
сварных швах трещин, пористости, непроваров, шлако-
вых включений.
Номенклатура изделий, подвергаемых рентгенокон-
тролю, а также нормы дефектов, допускаемых без ис-
правления и устраняемых повторной сваркой, устанав-
ливают в чертежах или ТУ на изделие.
14.15. Гамма-установка дефектоскопии материалов
представляет собой простейшее устройство. Она состо-
ит из свинцового контейнера, в котором расположена
ампула с радиоактивными веществами.
Контейнер из свинца в сочетании с чугунным кожу-
хом гамма-установки дает возможность создавать на-
правленное излучение, необходимое для просвечивания
металлов.
В МВТУ разработаны конструкции передвижных
гамма-установок, которые могут быть аффективно ис-
пользованы в различных условиях, недоступных для
рентгенопросвечивания (например, контроль сварных
швов труб).
Установкой можно пользоваться в таких местах кон-
струкции, где рентгеноустановку не удается использо-
вать; одновременно можно просвечивать несколько де-
талей или контролировать весь кольцевой шов: гамма-
установка легкая, портативная, недорогая.
КАТЕГОРИИ сварных соединений и швов
Вопросы
14.16. Различаются ли сварные соединения по степени их ответст-
венности?
14.17. Какие сварные соединения относят к I категории (классу)?
14.18. Какие сварные соединения относят ко II категории (Классу)?
14.19. Какие сварные соединения относят к III категории (классу)?
Ответы
14.16. В некоторых отраслях промышленности, на-
пример в сельскохозяйственном машиностроении, само-
летостроении, авиадвигателестроении и других отрас-
лях техники, сварные соединения расклассифицированы
на три категории или на три класса по степени их от-
ветственности.
14.17. К I категории (классу) относят наиболее на-
груженные сварные соединения, которые при работе
228
bj
о
<у
&
к
си
8
X
3
х
3
3
х
£22
о S о
К н Я
я и со
я со
х
•X X
3 £
3
к
X
3
S
Е S.
я °
Основные дефекты в сварных соединениях и швах,
выполненных дуговой сваркой, причины их образования
и способы устранения
3
§
X
Я
£
х
В
Е
5
си
Ё
О
8
<и
£
Я
И
«
ш
S
о
S
S
к
си
С
X
Е
э-
3 S Я
СО 3 и
3 g §*
0|
Ш|«
S
5
« S я
О»о р
X f~" л —
ECO >>Всп
g
е в
s
3
К X
ю м
gU
3 2
ПЛ ®
S
X
3 6
га си
Си х
н ® £
о га ч
- го о
3 ®
g Я..
X X
S
X
CQ
к
о
&• И S
. Ф д
" - 8
Е
ф
ч
X
га
СЧ
X
S
!
оЯ
в
X
в
X
сд
ф
X
ф
х
Ф ч
я ч
х га
ф
§
о
8
X
X
ф
а
з
о
8
8
X
X
Е
8
о
и
о
X
8
о
3 X
га О
О
гГ ®
§
ф
ч
Е
м
Ж
н
s S « й
fc-g 8 о
я “ М
в
1
О
8
1
§
X
ё
X
3
х
Си
га
8
3
в
£ О
8 £
•s £
3
s
«
3
8
X
ф
X
X
Й а
___ S ф
го rd S х
ж § §m
6
S
»х
S
S х
8 Я
•X
к «
X »
3 Я
ш
2 Й-
•©- о
8 §
CL х
gs
я
§
CQ
сС
3
3
X
X
Си
га
8
X
!
о
CU
X
1
X
!
е
И«
m
85
Я я
It
га 2 ал
8
§ Е а
Ill
“|8
о о. * со а (м
t , ГО ф л о
§ 8 Е g §3
ЫР.:
с
S3
о ч
Е “
К
га
х
X
га “*
ф
® о и
= §•§
з
е
о.Я о
g 3
g ь °
ш ГО
gs
W
X
8
X
8
я
X
ч
х
X =*
га с
«х
Си Ф
Ф Ч
X
3
си
X
О
Е
s i
X
со
X
ж
х
со
СЧ
« о „
|||S
2 ч о
сД Я х
X
ф
х
54
is
IQ
ф
Зе
S »-ч
® X
3g
m 5
3 £
£
О
о
я
m
g
8
з
со
ф -
X го
£
3
Е
3
§
К
229
chipmaker, ru
подвергают статическим, переменным и ударным на-
грузкам, а также сосуды, работающие под давлением.
14.18. Ко II категории (классу) также относят сое-
динения, нагруженные статическими, переменными и
ударными нагрузками. Однако в случае потери их рабо-
тоспособности конструкция (система, изделие и т. п.)
не выходит из строя, поддается восстановлению при
меньших затратах труда, чем соединения I категории.
14.19. К Ш категории относят сварные соединения,
работающие при статических нагрузках. Частичная по-
теря работоспособности таких изделий не вызывает по-
тери работоспособности всего изделия, узла, системы
и т. д. и допускает быстрое восстановление разрушенно-
го узла.
15. ОХРАНА ТРУДА И ТЕХНИКА
БЕЗОПАСНОСТИ ПРИ ДУГОВОЙ СВАРКЕ
Хорошее качество сварных соединений и высокая
производительность труда должны сочетаться с сохра-
нением здоровья рабочих-сварщиков.
ГИГИЕНА И УСЛОВИЯ ТРУДА
Вопросы
15.1. В чем заключаются гигиенические особенности некоторых ви-
док дуговой сварки?
15.2. Какими оздоровительными мероприятиями руководствуются
при сварочных работах?
15.3. В чем заключаются психологические и физические нагрузки,
испытываемые сварщиком прн ручной дуговой сварке?
15.4. Каковы основные пути улучшения условий труда при дуговой
сварке?
15.5. Как характеризуется в гигиеническом отношении сварка в
среде защитных газов?
15.6. Как характеризуются условия труда при полуавтоматической
сварке под флюсом?
Ответы
15.1. Ручная дуговая сварка, сварка под флюсом и
в защитных газах, получивших наибольшее промышлен-
ное применение среди других способов сварки плавле-
нием, в гигиеническом отношении сопровождаются вы-
230
делением сварочного аэрозоля (дыма), газов, пыли, а
также выделением лучистой энергии.
15.2. При выборе сварочных материалов наряду с
оценкой их технологических и эксплуатационных ха-
рактеристик необходимо руководствоваться и гигиени-
ческими соображениями. Предпочтение следует отда-
вать электродам и флюсам, характеризующимся наи-
меньшим выделением токсических веществ.
Особое внимание при дуговой сварке должно уде-
ляться местной вытяжной вентиляции, вентиляции флю-
собункеров стационарных сварочных установок, укры-
тию остывающей шлаковой корки, нейтрализации ток-
сических компонентов сварочного аэрозоля, определе-
нию требуемого воздухообмена и созданию общеобмен-
ной вентиляции и пр.
Необходимо тщательно подбирать защитные стекла.
15.3. Психологические нагрузки, испытываемые свар-
щиком, заключаются в необходимости непрерывного
наблюдения за зоной сварки, в напряжении зрения, вы-
соких требованиях к точности движения и перемещения
электрода.
Высокие требования к органам зрения связаны с
необходимостью тщательного наблюдения за раз-
делкой, сварочной ванной и кристаллизующимся ме-
таллом.
Выполнение ручной сварки часто сопровождается по-
вышенными статическими напряжениями. Сварку вы-
полняют часто в вынужденной позе, сидя на корточках,
лежа на боку и спине и т. д., что вызывает сильное на-
пряжение мышц рук и тела.
15.4. Механизация и автоматизация сварочных ра-
бот, дающие возможность снизить загрязненность воз-
духа в зоне дыхания; создание конструкций местных
вытяжных устройств; применение спецодежды из об-
легченного брезента; хорошее освещение рабочего мес-
та сварщика, так как резкие изменения освещенности
электрической дугой вызывают раздражение глаз свар-
щика; применение электрододержателей, не нагрева-
ющихся при длительной работе и облегчающих смену
электродов и др.
Улучшение условий труда при ручной дуговой свар-
ке плавящимися электродами способствует замене элек-
тродов с руднокислым покрытием электродами рутило-
вых марок.
231
chipmaker, ru
15.5. Аргонодуговая сварка неплавящимся электро-
дом наиболее благоприятна в гигиеническом отношении
по сравнению со сваркой плавящимся электродом.
При аргонодуговой сварке неплавящимся электро-
дом, ручной и механизированной, содержание пыли в
зоне сварки не превышает допустимых пределов, кон-
центрация окислов марганца в 10 раз меньше допусти-
мой, а окислы азота и окись углерода вблизи сварочной
дуги не обнаруживаются.
15.6. Условия более затруднительны, чем прд авто-
матической сварке под флюсом, в связи с необходимо-
стью длительного удержания в руке головки полуавто-
мата с бункером для флюса массой 2—2,5 кг и в связи
с напряжением внимания во время строгого соблюде-
ния режима сварки. Кроме того, концентрация аэрозо-
ля и окислов марганца и фтористых соединений в зоне
дыхания сварщика-полуавтоматчика выше, чем в зоне
лыхания сварщика-автоматчика.
ЭЛЕКТРОВЕЗОПАСНОСТЬ
Вопросы
15.7. В чем заключается опасность протекания электрического тока
через тело человека?
15.8. Как влияют некоторые внешние и внутренние факторы на ис-
ход электротравмы?
15.9. Как зависит опасность поражения электрическим током от
того, как произошло включение человека в электрическую
цепь?
15.10. Чем вызвана необходимость заземления электрических уста-
новок?
15.11. Как контролируют целостность заземления?
15.12. С помощью каких устройств обеспечивается безопасность
сварщика при электросварочных работах в особо опасных
местах?
Ответы
15.7. Опасность заключается в том, что при этом
возможно поражение отдельных органов или организма
в целом. Основные виды поражения: ожоги электриче-
ской дугой, удар при прикосновении к токоведущим час-
тям, разрыв тканей и др.
Наиболее опасны электрические удары. Они сопро-
вождаются появлением у человека судорог, потерей
сознания, сильной слабостью, прекращением деятельно-
сти органов дыхания и кровообращения.
232
15.8. Факторами, отрицательно влияющими на исход
поражения электрическим током, являются величина
силы тока, его частоту и напряжение; повышенная тем-
пература окружающей среды; утомление, болезненное
состояние, алкогольное опьянение; род тока (наиболее
опасен переменный ток промышленной частоты 50—
60 Гц)"; длительность прохождения тока и др.
Рис. 15.1. Схема двухполюсного и однополюсного включения чело-
века в электрическую цепь:
а — двухполюсное прикосновение: б к в — однополюсное прикосновение;
г — использование электроизоляции пола
15.9. На рис. 15.1 показаны схемы включения чело-
века в электрическую цепь. Наиболее опасно двухпо-
люсное прикосновение.
Чтобы установить степень опасности, следует ори-
ентироваться не на безопасный ток, а на безопасное
напряжение.
Безопасным напряжением в сухих помещениях, при
нормальных условиях работы, исправной сухой одежде
и обуви является напряжение 36 В, а в сырых помеще-
ниях 12 В.
15.10. Опасность прражения электрическим током
возникает при соприкосновении с токоведущими частя-
ми электрических установок и при соприкосновении с
металлическими частями, случайно оказавшимися под
напряжением. Поэтому все корпуса сварочных устано-
вок, генераторов, электродвигателей, сварочных транс-
форматоров и других установок следует обязательно
заземлять.
Вторичную обмотку трансформатора на случай опас-
ности при пробое на нее первичного напряжения зазем-
ляют вместе с металлическим кожухом (рис. 15.2).
Устройство для включения и переключения электри-
233
' chipmaker.ru
чсского тока должно иметь заземленные защитные ко-
жухи.
15.11. Внешний осмотр сварщиком и электромонте-
ром. Осмотр заземления производится систематически,
а также одновременно с осмотром сварочных установок.
Не допускается работа со сварочными агрегатами
без проверки их на отсутствие замыкания на корпус,
на целостность заземляющего провода.
Рис. 15.2. Схема защитного заземления (а) н
зануления (б)
Измерять сопротивления заземляющих устройств
следует регулярно согласно плану регламентных работ,
но не реже одного раза в год.
15.12. Напряжение холостого хода источников пита-
ния (постоянного и переменного тока) опасно, когда
сварщик соприкасается с большими металлическими
поверхностями (работа в котлах, цистернах, отсеках
сосудов, колодцах и др.). Для обеспечения Оезопасно-
сти сварщика электросварочные установки снабжают
автоматическим включением сварочной цепи при сопри-
косновении электрода со свариваемым изделием и авто-
матическим отключением при холостом ходе.
При применении осцилляторов последний должен
быть огражден, а его кожух надежно заземлен либо из-
готовлен из токонепроводящего материала; необходимы
конденсатор безопасности и автоматическое отключение
напряжения при смене электродов.
234
ТЕХНИКА БЕЗОПАСНОСТИ
Вопросы
15.13. При каких условиях сварщики могут быть допущены к ра-
боте?
15.14. Кто не допускается к электросварочным работам?
15.15. Какие работы, связанные со сварочным оборудованием, не
разрешается производить сварщикам?
15.16. Какая допустима длина проводов между питающей сетью
и передвижным сварочным агрегатом?
15.17. В каких случаях сварщик должен выключать сварочный аг-
регат?
15.18. Какие меры пожарной безопасности необходимо соблюдать
сварщику?
15.19. Какие меры от излучения сварочной дуги обязательны для
сварщика?
15.20. Какие меры безопасности необходимо соблюдать при экс-
плуатации баллонов, наполненных инертными газами?
15.21. Для каких целей применяют редукторы и каковы внешние
признаки их пригодности для данного газа?
15.22. Как сварщик должен предохранять себя от ожогов брызгами
расплавленного металла?
Ответы
15.13. К дуговой сварке разрешается допускать свар-
щиков после соответствующего обучения, имеющих
удостоверение на право выполнения данного вида сва-
рочных работ, прошедших инструктаж и проверку зна-
ний техники безопасности с оформлением в специаль-
ном журнале, а также прошедших медицинский осмотр.
15.14. Запрещается выполнять электросварочные ра-
боты лицам, не достигшим 18-летнего возраста.
Запрещается допускать женщин к производству элек-
тросварочных работ внутри замкнутых пространств
(котлы, цистерны, баки и др.).
15.15. Сварщикам не разрешается подключать в
сеть и отключать от сети электросварочные агрегаты, а
также ремонтировать их. Монтаж и ремонт электрообо-
рудования разрешается производить квалифицирован-
ным, специально обученным электромонтерам. Сварщи-
кам категорически запрещается исправлять силовые
электрические цепи.
15.16. Для ручной дуговой сварки длина проводов
между питающей сетью и передвижным сварочным аг-
регатом не должна быть более 10 м.
235
chipmaker.ru
Не разрешается скручивать сварочные провода и ис-
пользовать провода с поврежденной изоляцией.
15.17. При перерыве подачи электроэнергии, при от-
лучке с рабочего места, при обнаружении неисправно-
сти сварочного агрегата во время работы, а также при
чистке, уборке агрегата и рабочего места сварщик дол-
жен выключить сварочный агрегат.
15.18. Сварщику запрещается выполнять сварочные
работы вблизи взрывоопасных и огнеопасных матери-
алов (бензин, ацетон, спирт, уайт:спирит и т. д.).
Не разрешается загромождать, закрывать пожарные
проезды и проходы к пожарному инвентарю, оборудова-
нию и пожарным кранам.
Сварщику необходимо уметь пользоваться средства-
ми огнетушения и применять их в соответствии с ин-
струкциями в зависимости от характера горящего веще-
ства и вещества огнетушителя.
15.19. Во время работы сварщик обязан закрывать
лицо щитком или шлемом со специальными защитными
стеклами; для защиты кожи от ожогов работать в спец-
одежде и рукавицах; для защиты других рабочих от
действия сварочной дуги работать в специальной каби-
не или ограждать место сварки щитами (экранами);
следить, чтобы подручные и рабочие, находящиеся на
расстоянии менее 10 м, носили очки со светофильтрами.
15.20. Баллоны с инертными газами имеют давление
150 ат. При неправильном обращении они могут быть
взрывоопасны.
Баллоны необходимо предохранять от ударов друг о
друга; транспортировать баллоны следует на специаль-
ных тележках или носилках; нельзя переносить баллоны
на руках, так как случайное падение баллона приводит
к ушибу и ранениям, а в елучае взрыва баллона от уда-
ра — к более тяжелым последствиям; на рабочих мес-
тах баллоны устанавливают вертикально и предохра-
няют от случайного падения хомутами или цепями; не-
обходимо предохранять баллоны от солнечных лучей и
других источников теплоты, которые могут вызвать по-
вышение давления газа до взрывоопасного.
Открывать вентиль баллона нужно плавно, без рыв-
ков, рукой, в крайнем случае ключом с коротким рыча-
гом. Если не удалось открыть баллон рукой или клю-
чом с коротким рычагом, его следует возвратить на
склад с этикеткой «Неисправен»,
236
Хранить и транспортировать баллоны можно только
с навернутыми на них до отказа защитными колпаками.
15.21. Редукторы предназначены для понижения дав-
ления газа, отбираемого из баллона. Пользоваться мож-
но только вполне исправным редуктором. Кроме того,
редуктор должен быть окрашенным в присвоенный дан-
ному газу условный цвет.
15.22. В процессе сварки открытой дугой разлетает-
ся большое количество брызг расплавленного металла,
при попадании которых на незащищенную поверхность
тела возможен ожог. Для предохранения от ожогов
сварщик должен работать в брезентовых спецодежде и
рукавицах, головном уборе и сапогах или ботинках.
Расплавленные капли металла (брызги) опасны
при попадании в карман куртки, рукава, сапоги, склад-
ки одежды и т. д. Поэтому брюки не разрешается за*
правлять в сапоги, куртку следует надевать навыпуск,
а при сварке потолочных и вертикальных швов наде-
вать брезентовые нарукавники и завязывать их у кистей
рук.
chipmaker.ru
СПИСОК ЛИТЕРАТУРЫ
1. Бельфор М. Г., Патон В. Е. Оборудование для дуговой и шла-
ковой сварки и наплавки. М., Высшая школа, 1974.
2. Быков Б. Ф., Поволоцкий А. М. Сварка шин. М., Энергия, 1976.
3. Думов С. И. Технология электрической сварки плавлением. М.—
Л., Машиностроение, 1978.
4. Закс И. А. Сварка разнородных сталей. Л., Машиностроение,
1973.
5. Заруба И. И., Касаткин Б. С., Каховский Н. М. Сварка в угле-
кислом газе. Киев, Техшка, 1966.
6. Иванова М. П. Общая электротехника. Киев, Техшка, 1967.
7. Инструкция по технике безопасности для электросварщиков.
Киев, Техшка, 1973.
8. Охрана труда при сварке в машиностроении/Под ред. Е. И. Во-
ронцова. М., Машиностроение, 1978.
9. Петров Г. Л. Сварочные материалы. М.—Л., Машиностроение,
1972.
10. Походня И. К., Суптель А. М., Шлепаков В. Н. Сварка порош-
ковой проволокой. Киев, Наукова думка, 1972.
11. Прох Л. Ц., Шпаков Б. М., Яворская Н. М. Справочник по
сварочному оборудованию. Киев, Техшка, 1978.
12. Прыкии Б. В. Технология металлов и сварки. Киев, Высшая
школа, 1978.
13. Румянцев С. В., Добромыслов В. А., Борисов О. И. Неразру-
шающие методы контроля сварных соединений. М., Машино-
строение, 1976.
14. Рыбаков В. М. Сварка и резка металлов. М., Высшая школа,
1977.
15. Сапиро Л. С. Справочник сварщика. Донецк, Донбасс, 1978.
16. Сварка, пайка и термическая резка металлов / Под ред.
Л. X. Луганской, И. А. Серебряник. М., Стандарты, 1976—1978.
17. Сергеев Н. П. Справочник молодого сварщика. М., Высшая
школа, 1975.
18. Словарь-справочник по сварке / Под ред. К. К. Хренова. Киев,
Наукова думка, 1974.
19. Соколов И. И., Гисин П. И. Руководство для сварщиков стро-
ек. М., Московский рабочий, 1971.
20. Справочник сварщика / Под ред. В. В. Степанова. М., Машино-
строение, 1975.
21. Стандартизация металлических материалов и изделий метал-
лургического производства / Под ред. В. В. Бойцова. М., Стан-
дарты, 1973.
22. Хренов К. К- Сварка, резка и пайка металлов. М., Машинострое-
ние, 1970.
238
СОДЕРЖАНИЕ
Предисловие..............................................
1. Общие сведения о дуговой сварке
Способы сварки ... .......................
Характерные особенности сварки и сварные конструкции
Технологичность сварных конструкций .....
Приложение 1.1. Краткая характеристика некоторых способов
дуговой сварки..........................................
2. Основные понятия об электротехнике..............
Общие сведения.......................................
Постоянный ток.......................................
Электромагнетизм.....................................
Переменный ток.......................................
Электрическая аппаратура ............................
Выпрямители..........................................
3. Сварочная дуга......................................
Характеристика сварочной дуги .......................
Возбуждение и горение дуги...........................
Перенос электродного металла через дугу .............
4. Свариваемые металлы.................................
Основные свойства металлов ..........................
Свариваемость металлов...............................
Чугун, углеродистые и легированные стали . . . .
Некоторые цветные металлы и сплавы...................
Термическая обработка металлов ......................
5. Краткие сведения о металлургии сварки...............
Расплавленный металл и шлаки.........................
Кристаллизация металла шва...........................
Трещины при сварке...................................
Строение сварного соединения.........................
6. Электроды, проволоки и флюсы........................
Электроды с покрытием ...............................
Электродная и сварочная проволоки ......
Флюсы................................................
7. Элементы электротехники сварки.......................
Общие сведения ......................................
Источники питания переменного тока ......
Источники питания постоянного тока ......
Эксплуатация и обслуживание источников сварочного тока
8. Сварные соединения и швы........................
Форма и размеры соединений......................
Сварные швы .....................................
Напряжения и деформации при сварке ....
Прочность сварных соединений и швов ....
9. Ручная дуговая сварка плавящимся электродом .
Сварочный пост......................................
Сборка и прихватка деталей ......................
Сварка ..........................................
Высокопроизводительные способы сварки ....
Сварка металлических конструкций ................
10. Сварка в среде защитных газов...................
Общие сведения...................................
3
5
5
9
И
13
13
14
16
19
22
24
25
26
26
28
31
36
36
39
47
53
54
56
56
61
63
66
68
69
80
85
87
87
90
97
106
ПО
НО
117
121
126
129
129
133
138
149
239
chipmaker.ru
Вольфрамовые электроды.................................163
Защитные газы . . 169
Способы сварки и оборудование сварочных постов . . 173
Аргонодуговая сварка ................................. 176
Сварка в углекислом газе...............................180
Приложение 10.1. Ориентировочные режимы сварки в угле-
кислом газе стыковых соединений . . . 182
Приложение 10.2. Ориеитяровочные режимы сварки в угле-
кислом газе угловых соединений . . 183
Приложение 10.3. Ориентировочные пределы сварочного тока
в зависимости от диаметра электродной
проволоки при сварке в углекислом газе . 183
Приложение 10.4. Некоторые марки электродных проволок
для сварки в углекислом газе .... 183
11. Сварка под флюсом.................................184
Общие сведения.....................................184
Сварочные материалы................................187
Сварные соединения и швы............................... 190
Подготовка под сварку и сварка.....................191
12. Краткие сведения об особенностях сварки некоторых ста-
лей, цветных металлов и чугуна............................194
Сварка углеродистых и легированных сталей ... 194
Сварка алюминия и его сплавов..........................198
Сварка магниевых сплавов...............................200
Сварка титана и его сплавов ...........................201
Сварка меди и ее сплавов...............................203
Сварка чугуна..........................................204
13. Особые случаи применения сварочной дуги ... 206
Сварка наклонным электродом ...... 206
Дуговая наплавка.......................................214
Дуговая резка металлов.................................216
Сварка и резка металлов под водой ..... 216
Сварка при низких температурах ....................... 220
Сварка угольным электродом ...... 222
Дуговая сварка шин.....................................222
14. Контроль сварных соединений и швов....................223
Внешний осмотр ....... 224
контроль швов на непроницаемость . . . . . 225
Рентгено- и гамма-дефектоскопия........................227
Категории сварных соединений и швов....................228
Приложение 14.1. Основные дефекты в сварных соединениях
и швах, выполненных дуговой сваркой, при-
чины их образования и способы устранения 229
15. Охрана труда и техника безопасности при дуговой сварке 230
Гигиена и условия труда .............................. 230
Электробезопасность....................................232
Техника безопасности . ............. . 235
Список литературы..........................................238
*240